


























Автор: Стаханов А.Г.
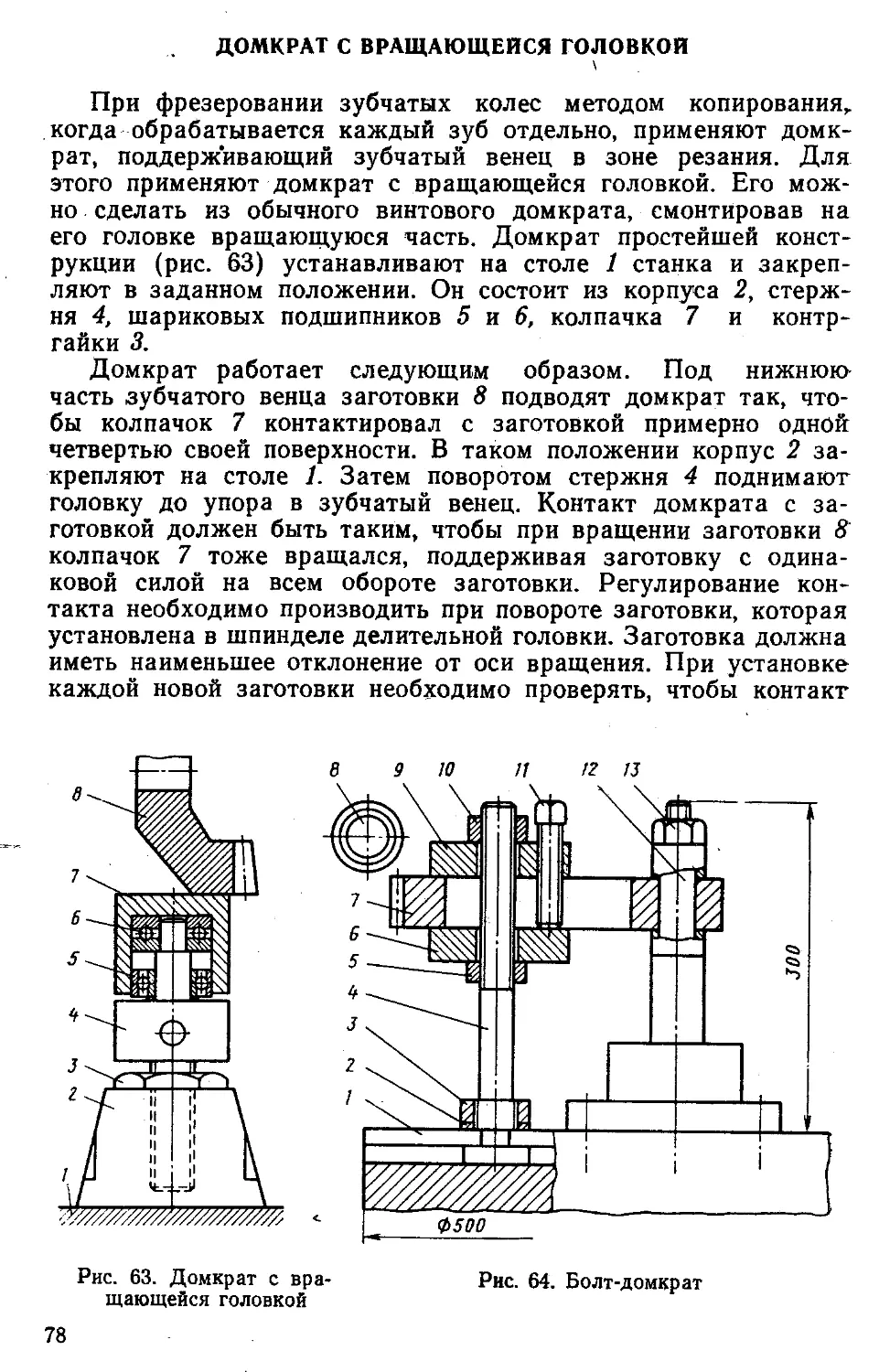
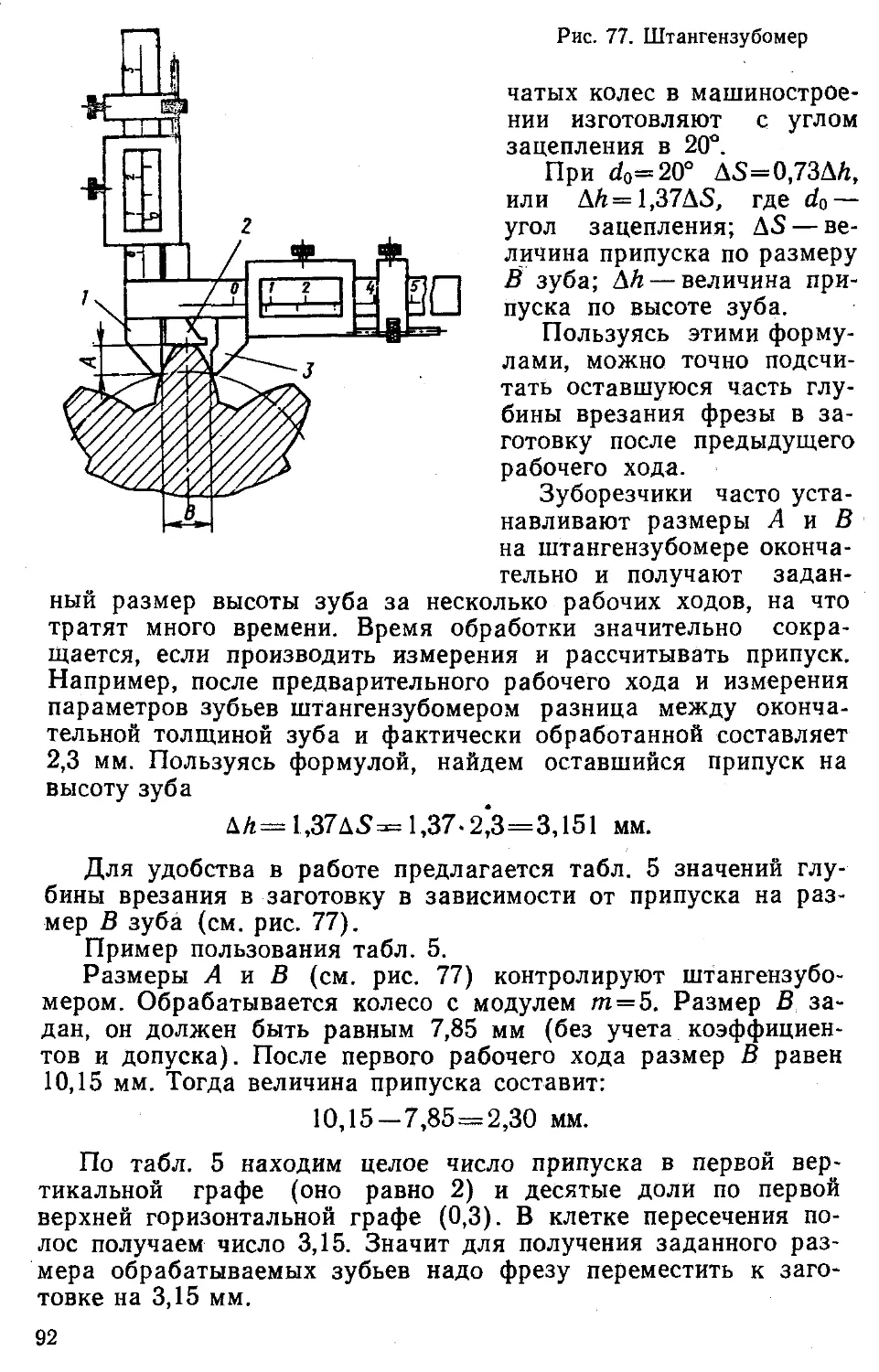
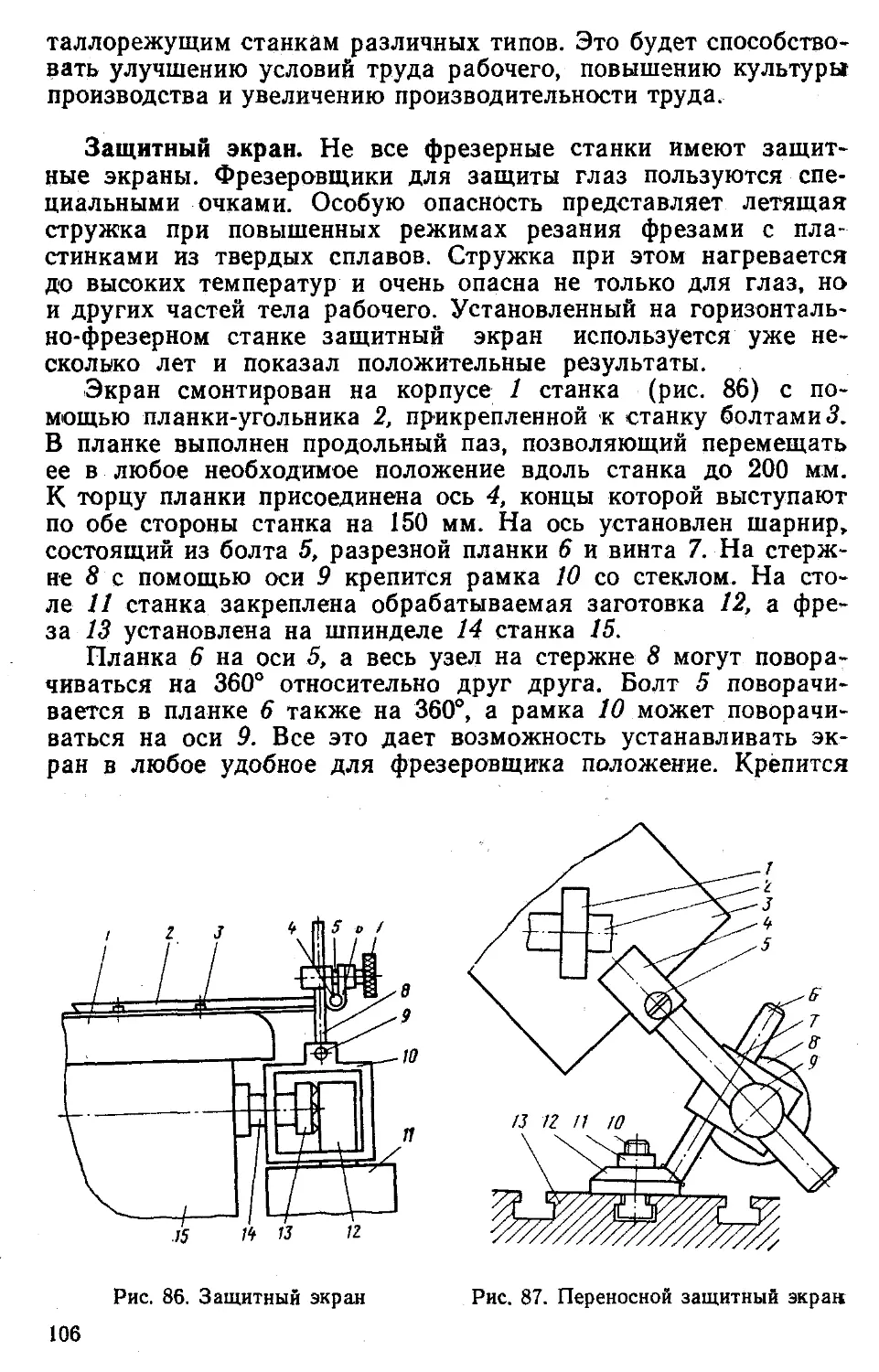
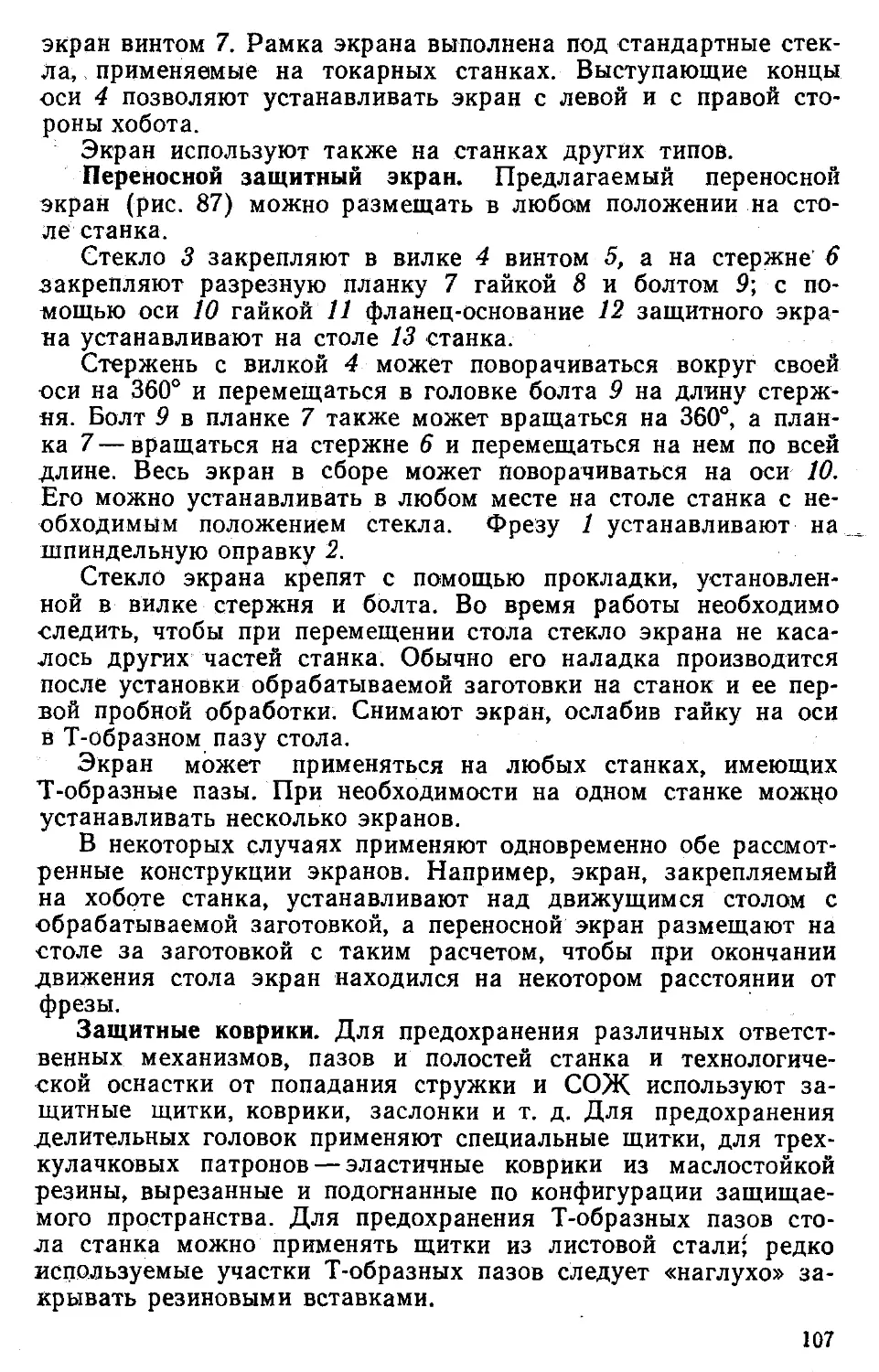
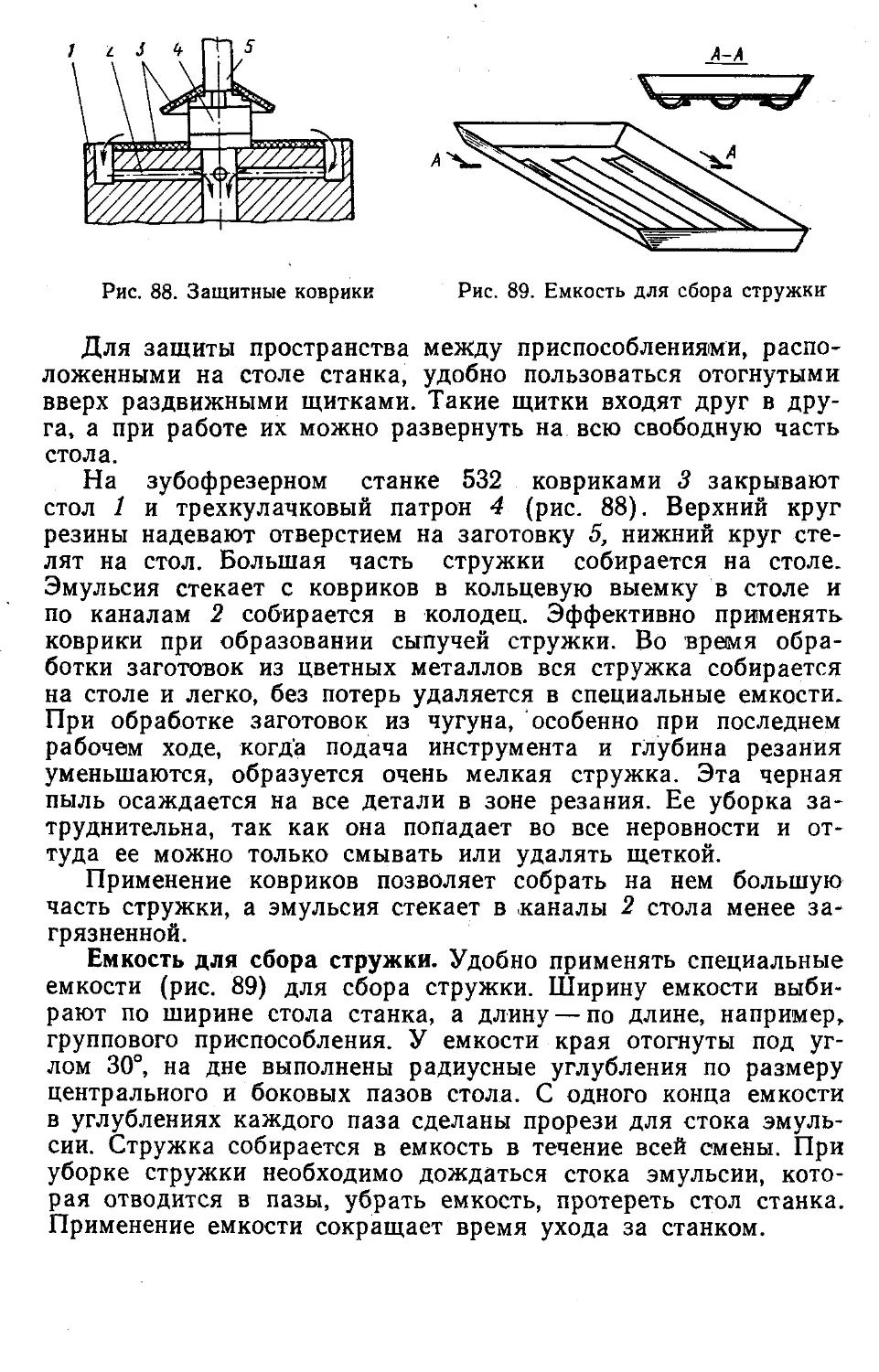
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства станки станкостроение фрезерные станки
Год: 1987



А.Г. Стаханов
ПРИСТ ТОСОБЛ ЕНИЯ
ФРЕЗЕРОВЩИКА
А.Г. Стаханов
ПРИСПОСОБЛЕНИЯ
ФРЕЗЕРОВЩИКА
Долгопрудненский авиационный техникум
Электронная библиотека
141702 Россия, Московская обл., Phone: 8(495)4084593 8(495)4083109
г. Долгопрудный, пл. Собина, 1 Email: dat.ak@mail.ru
Site: gosdat.ru
МОСКВА «МАШИНОСТРОЕНИЕ» 1987
ББК 34.634
С78
УДК 621.914.3-229
Редакционная коллегия: лауреат Государственной премии проф.
С. И. Самойлов (председатель), канд. техн, наук В. Н. Гулин, доц. А. В. Ко-
валенко, инж. Г. Н. Кокшаров, канд. техн, наук В. В. Кувшинский, канд. техн,
наук В. А. Куприянов, проф. В. В. Лоскутов, инж. И. В. Маракулин, канд.
техн, наук Ю. И. Тулаев, д-р техн. наук. проф. Ю. С. Шарнн
Рецензент инж. Г. Л. ШИХЕЛЬМАН
Редактор канд. техн, наук Л. Г. ОДИНЦОВ
1 БИБЛИОТЕК
Стаханов А. Г.
С78 Приспособления фрезеровщика.— М.: Машиностроение,
1987.— 112 с.: ил.— (Б-ка станочника).
(В обл.): 35 к.
Описаны приспособления для фрезерных работ, разработанные и внедренные
известным рабочим-новатором. Приспособления расширяют технологические воз-
можности станков, позволяют сократить вспомогательное время и повысить точ-
ность обработки.
Для рабочих-станочников и мастеров.
2704040000-258
---------------258-87
038(01)-87
ББК 34.634
© Издательство «Машиностроение»,. 1987
ПРЕДИСЛОВИЕ
Успешное дальнейшее строительство материально-техниче-
ской базы коммунизма в нашей стране в значительной степени
зависит от машиностроителей.
Основной прирост продукции машиностроения будет обеспе-
чиваться за счет повышения производительности труда на осно-
ве широкого внедрения достижений науки и техники, развития
специализации производства и научной организации труда, по-
вышения квалификации и внедрения передового производствен-
ного опыта. Важная роль в повышении эффективности и качест-
ва машиностроительного производства принадлежит рабочим-
новаторам.
На машиностроительных предприятиях трудятся тысячи вы-
сококвалифицированных рабочих. Многие из них являются
новаторами производства, рационализаторами и изобретателями,
труд которых обеспечивает значительный прирост национально-
го богатства нашей страны. Такие рабочие имеют богатый про-
изводственный опыт и практические знания, позволяющие более
полно использовать ресурсы рабочего места, оборудования и
инструментов, они вносят заметный вклад в дальнейшее совер-
шенствование производства. Внося технические усовершенство-
вания, механизируя и автоматизируя производственные процес-
сы, передавая свой богатый производственный опыт, знания и
мастерство, накопленные годами, молодым рабочим, новаторы
способствуют воспитанию подрастающего поколения и решению
общей задачи — повышению эффективности труда.
Труд рабочего при современном сложном высокопроизводи-
тельном оборудовании становится более содержательным, твор-
ческим и представляет собой по существу разновидность ин-
женерного труда.
Рабочий-новатор сегодняшнего дня должен обладать не толь-
ко высокой квалификацией и определенным производственным
опытом, но и хорошей технической подготовкой, необходимой
для управления сложным оборудованием.
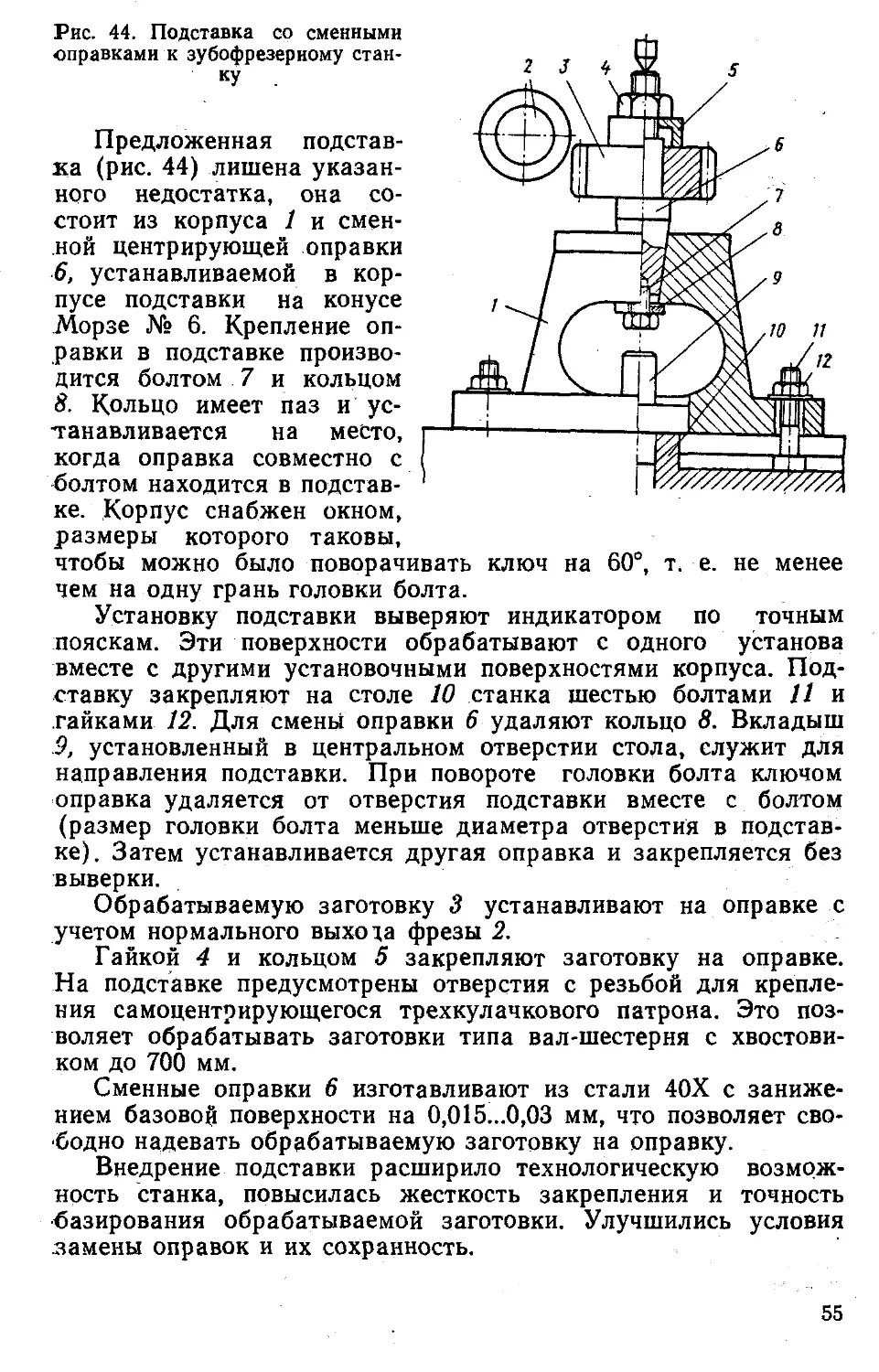
В предлагаемой вниманию читателей книге описаны некото-
рые приспособления, инструменты, способы обработки и опыт,
накопленный автором более чем за 45 лет работы на ПО «Аст-
3
раханская судоверфь» им. С. М. Кирова. Рационализаторские
предложения автора внедрены на многих предприятиях страны.
На некоторые приспособления и устройства получены авторские
свидетельства СССР.
В книге приведен ряд таблиц, рассчитанных автором по фор-
мулам справочной литературы для фрезерных и зуборезных
работ.. Эти данные будут полезны для фрезеровщиков и для
рабочих, занятых на зубообрабатывающем оборудовании.
Многие из описанных приспособлений позволили повысить
производительность труда на 20... 50 %, есть приспособления,
которые позволили снизить время обработки заготовок в 2...5
раз. Предлагаемые технические решения наиболее эффективны
для единичного или мелкосерийного производства. Большинство
приспособлений просты по конструкции и в изготовлении.
Значительная часть приспособлений для обработки типовых
заготовок может применяться на многих предприятиях народно-
го хозяйства страны.
Цель настоящей книги — обобщить и более широко распро-
странить накопленный автором производственный опыт.
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
Оснащение фрезерных станков только универсальными при-
способлениями, например делительными головками, тисками,
делительными столами и некоторыми другими, недостаточно
для обеспечения высокой производительности. Необходимо
максимально совершенствовать их и оснащать дополнительными
устройствами, обеспечивающими:
1) замену базирования обрабатываемых заготовок на стан-
ках с выверкой по проверочным базам базированием без вывер-
ки, что ускоряет процесс базирования и обеспечивает возмож-
ность автоматического получения размеров на заранее настроен-
ных станках;
2) применение многоместных приспособлений;
3) расширение технологических возможностей станков, в ре-
зультате чего на обычных станках становится возможным вы-
полнять такую обработку или получать такую точность, для ко-
торых эти станки не предназначены.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ШЛИЦЕВ
Большинство известных приспособлений для фрезерования
шлицев у винтов и других деталей подобного типа сложны по
конструкции, металлоемки и дороги. Крепление обрабаты-
ваемых заготовок в них производится за цилиндрическую
поверхность или непосредственно за резьбу, что приводит к ее
деформированию. Глубина прорезаемого шлица зависит от вы-
соты головки винта, которая при предварительной токарной
обработке получается различной. Большинство подобных при-
способлений имеет отдельный электродвигатель. Длительная и
Сложная наладка, требующая высококвалифицированных рабо-
чих, делает эти приспособления малоэффективными для условий
мелкосерийного производства.
С целью расширения технической возможности станков соз-
вано специальное приспособление для фрезерования шлицев
^рис. 1). Оно смонтировано на плите 1. Приспособление имеет
возвратно-поступательное и вращательное движения загрузочно-
го барабана в одном рабочем цикле.
5
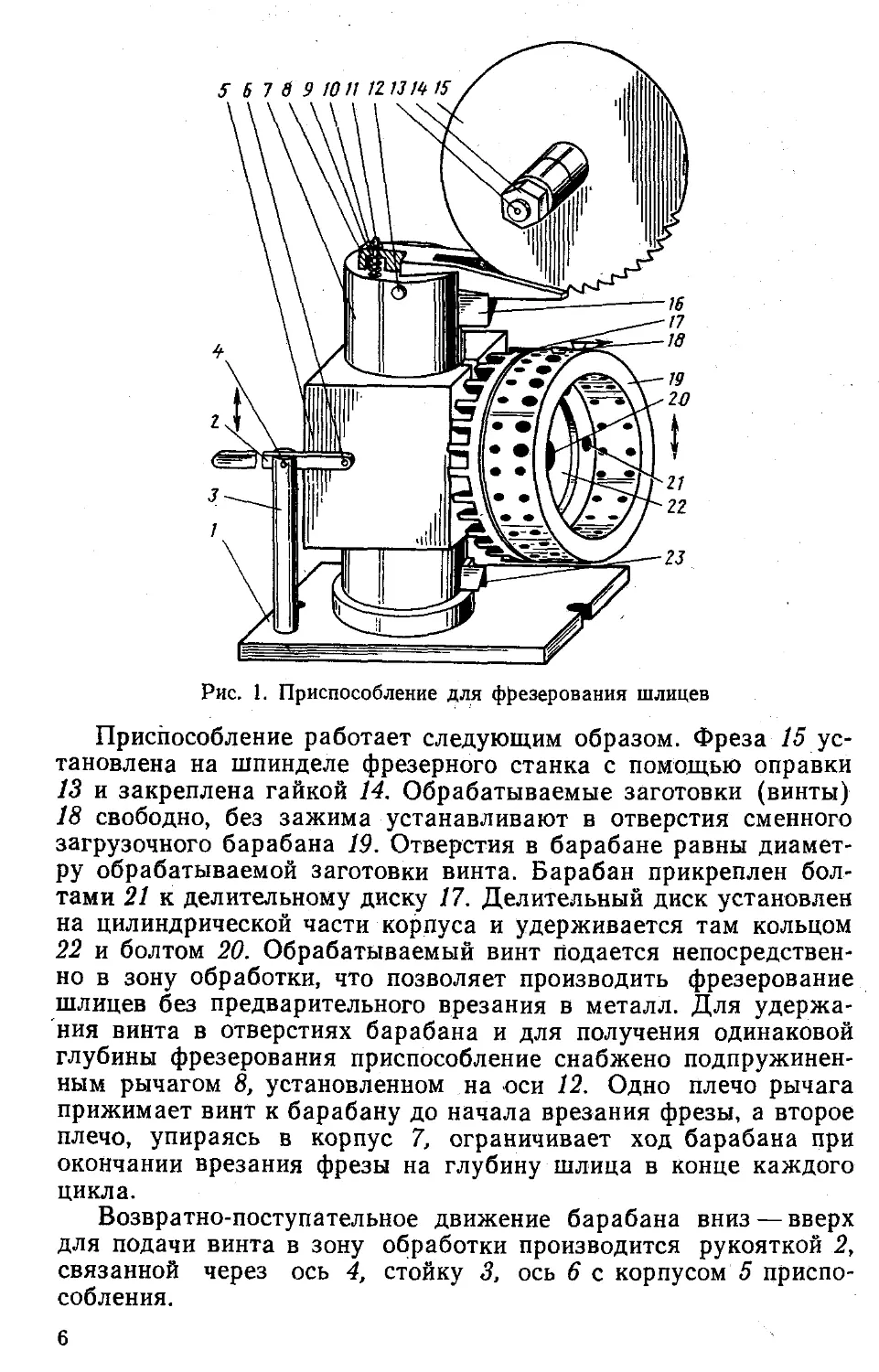
Рис. 1. Приспособление для фрезерования шлицев
Приспособление работает следующим образом. Фреза 15 ус-
тановлена на шпинделе фрезерного станка с помощью оправки
13 и закреплена гайкой 14. Обрабатываемые заготовки (винты)
18 свободно, без зажима устанавливают в отверстия сменного
загрузочного барабана 19. Отверстия в барабане равны диамет-
ру обрабатываемой заготовки винта. Барабан прикреплен бол-
тами 21 к делительному диску 17. Делительный диск установлен
на цилиндрической части корпуса и удерживается там кольцом
22 и болтом 20. Обрабатываемый винт подается непосредствен-
но в зону обработки, что позволяет производить фрезерование
шлицев без предварительного врезания в металл. Для удержа-
ния винта в отверстиях барабана и для получения одинаковой
глубины фрезерования приспособление снабжено подпружинен-
ным рычагом 8, установленном на оси 12. Одно плечо рычага
прижимает винт к барабану до начала врезания фрезы, а второе
плечо, упираясь в корпус 7, ограничивает ход барабана при
окончании врезания фрезы на глубину шлица в конце каждого
цикла.
Возвратно-поступательное движение барабана вниз — вверх
для подачи винта в зону обработки производится рукояткой 2,
связанной через ось 4, стойку 3, ось 6 с корпусом 5 приспо-
собления.
6
Поворот барабана на заданную величину для смены позиций
осуществляется вследствие контакта пазов делительного диска
17 со скосами еухарей 23 и 16. При движении барабана вниз паз
делительного диска заходит на скос сухаря 23 и поворачивает
диск с барабаном на половину расстояния между обрабатывае-
мыми винтами. При движении барабана вверх противополож-
ный паз делительного диска, контактируя со скосами сухаря 16,
поворачивает диск с барабаном еще на полшага. При дальней-
шем движении барабана вверх паз делительного диска заходит
на призматическую часть верхнего сухаря, при этом движение
барабана прекращается. Обрабатываемый винт 18 упирается в
рычаг 8 со сквозным пазом под фрезу, который предохраняет
его от вырыва из отверстия барабана.
В таком положении фреза 15 врезается в обрабатываемый
винт на глубину шлица.
Глубина врезания фрезы в винт регулируется подъемом сто-
ла станка. Делается это следующим образом. На рукоятку 2
нажимают вниз, до конца, барабан с заготовкой жестко упира-
ется в рычаг 8. В таком положении стол станка с приспособле-
нием поднимают вверх до касания обрабатываемого винта с
фрезой. Затем стол поднимают еще на размер глубины шлица
винта, заданный по чертежу. Величину подъема контролируют
по лимбу.
Приспособление снабжено сменными загрузочными бараба-
нами. Каждый барабан имеет два ряда отверстий под обраба-
тываемые винты. Это позволяет фрезеровать шлицы у винтов
диаметром 5...20 мм.
Загрузку винтов в барабан производят непрерывно. Рабочий
одной рукой с помощью рукоятки обеспечивает возвратно-посту-
пательное движение барабана, а другой рукой сбоку загружает
заготовки в отверстия барабана.
Приспособление увеличивает производительность, улучшает
условия труда.
Диаметр загрузочного барабана равен 155 мм, рабочий ход
корпуса 20 мм, габаритные размеры (длина, ширина, высота)
составляют 600X180X275 мм, масса около 18 кг.
Настройка приспособления не требует высокой квалифика-
ции рабочего. Приспособление эффективно при мелкосерийном
и единичном изготовлении деталей. Окупаемость приспособле-
ния при обработке деталей небольшими партиями 2...3 месяца.
Приспособление демонстрировалось на ВДНХ СССР.
СПЕЦИАЛЬНАЯ ДЕЛИТЕЛЬНАЯ ГОЛОВКА
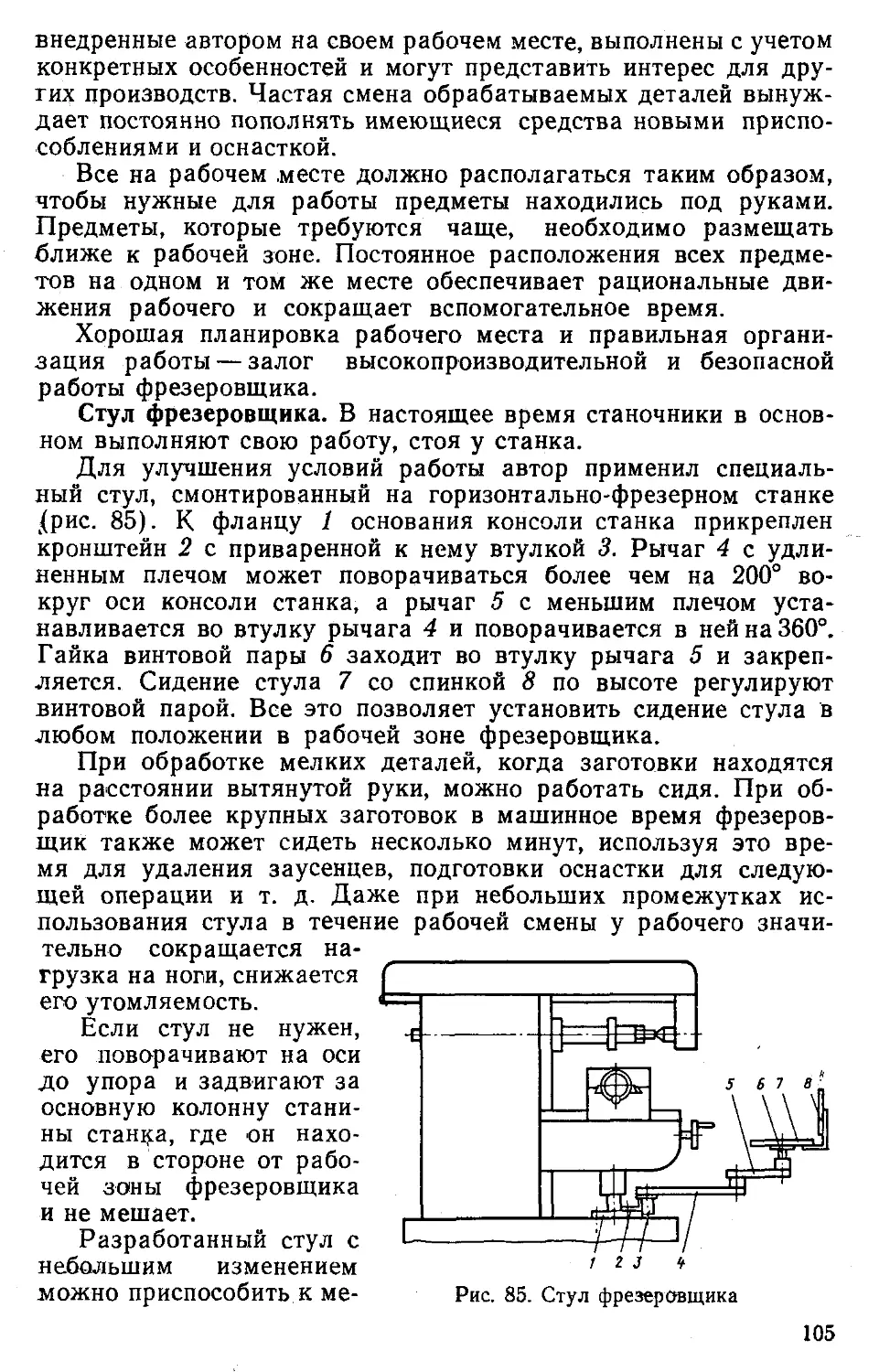
До внедрения рассматриваемой делительной головки (рис. 2)
подготовка к фрезерованию шлицевых валиков, длина которых
больше длины стола станка, занимала много времени, так как
7
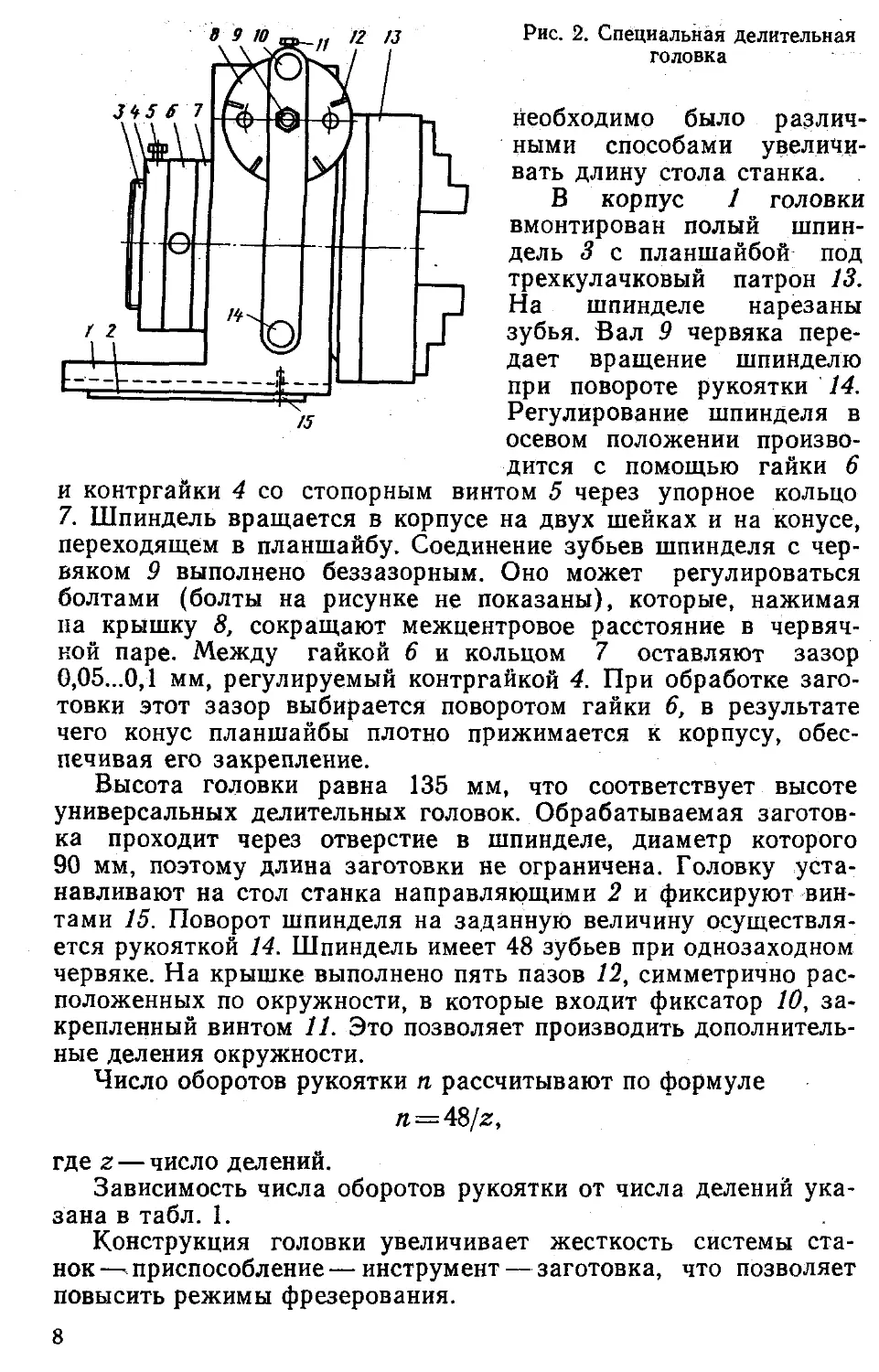
Рис. 2. Специальная делительная
головка
необходимо было различ-
ными способами увеличи-
вать длину стола станка.
В корпус 1 головки
вмонтирован полый шпин-
дель 3 с планшайбой под
трехкулачковый патрон 13.
На шпинделе нарезаны
зубья. Вал 9 червяка пере-
дает вращение шпинделю
при повороте рукоятки 14.
Регулирование шпинделя в
осевом положении произво-
дится с помощью гайки 6
и контргайки 4 со стопорным винтом 5 через упорное кольцо
7. Шпиндель вращается в корпусе на двух шейках и на конусе,
переходящем в планшайбу. Соединение зубьев шпинделя с чер-
вяком 9 выполнено беззазорным. Оно может регулироваться
болтами (болты на рисунке не показаны), которые, нажимая
на крышку 8, сокращают межцентровое расстояние в червяч-
ной паре. Между гайкой 6 и кольцом 7 оставляют зазор
0,05...0,1 мм, регулируемый контргайкой 4. При обработке заго-
товки этот зазор выбирается поворотом гайки 6, в результате
чего конус планшайбы плотно прижимается к корпусу, обес-
печивая его закрепление.
Высота головки равна 135 мм, что соответствует высоте
универсальных делительных головок. Обрабатываемая заготов-
ка проходит через отверстие в шпинделе, диаметр которого
90 мм, поэтому длина заготовки не ограничена. Головку уста-
навливают на стол станка направляющими 2 и фиксируют вин-
тами 15. Поворот шпинделя на заданную величину осуществля-
ется рукояткой 14. Шпиндель имеет 48 зубьев при однозаходном
червяке. На крышке выполнено пять пазов 12, симметрично рас-
положенных по окружности, в которые входит фиксатор 10, за-
крепленный винтом 11. Это позволяет производить дополнитель-
ные деления окружности.
Число оборотов рукоятки п рассчитывают по формуле
п — 48/z,
где z — число делений.
Зависимость числа оборотов рукоятки от числа делений ука-
зана в табл. 1.
Конструкция головки увеличивает жесткость системы ста-
нок — приспособление — инструмент — заготовка, что позволяет
повысить режимы фрезерования.
8
1. Зависимость числа оборотов рукоятки от числа делений
«г О в 5ч ЕГ 4N 2 о « чао 2 о ж s© >» 5* о at* С 5g s v ЕГ el n Число оборотов рукоятки п a 5g ® ф 3* ex N Число оборотов рукоятки п
2 24 12 4 48 1
3 16 15 31/5 60 4/5
4 12 16 3 80 3/5
5 93/5 20 22/5 120 2/5
6 8 24 2 240 1/5
8 6 30 13/5
10 44/5 40 11/5
Трехкулачковый патрон головки имеет максимальный уста-
новочный диаметр 250 мм, что обеспечивает обработку загото-
вок значительно больших размеров, чем в обычных делительных
головках. Размеры головки (длинах ширинах высота) состав-
ляют 250X250X305 мм. Масса головки около 32 кг.
ПРИСПОСОБЛЕНИЕ ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ
ТИПА СТЕРЖНЕЙ
Приспособление (рис. 3) предназначено для базирования и
закрепления заготовок типа стержней. Оно смонтировано на
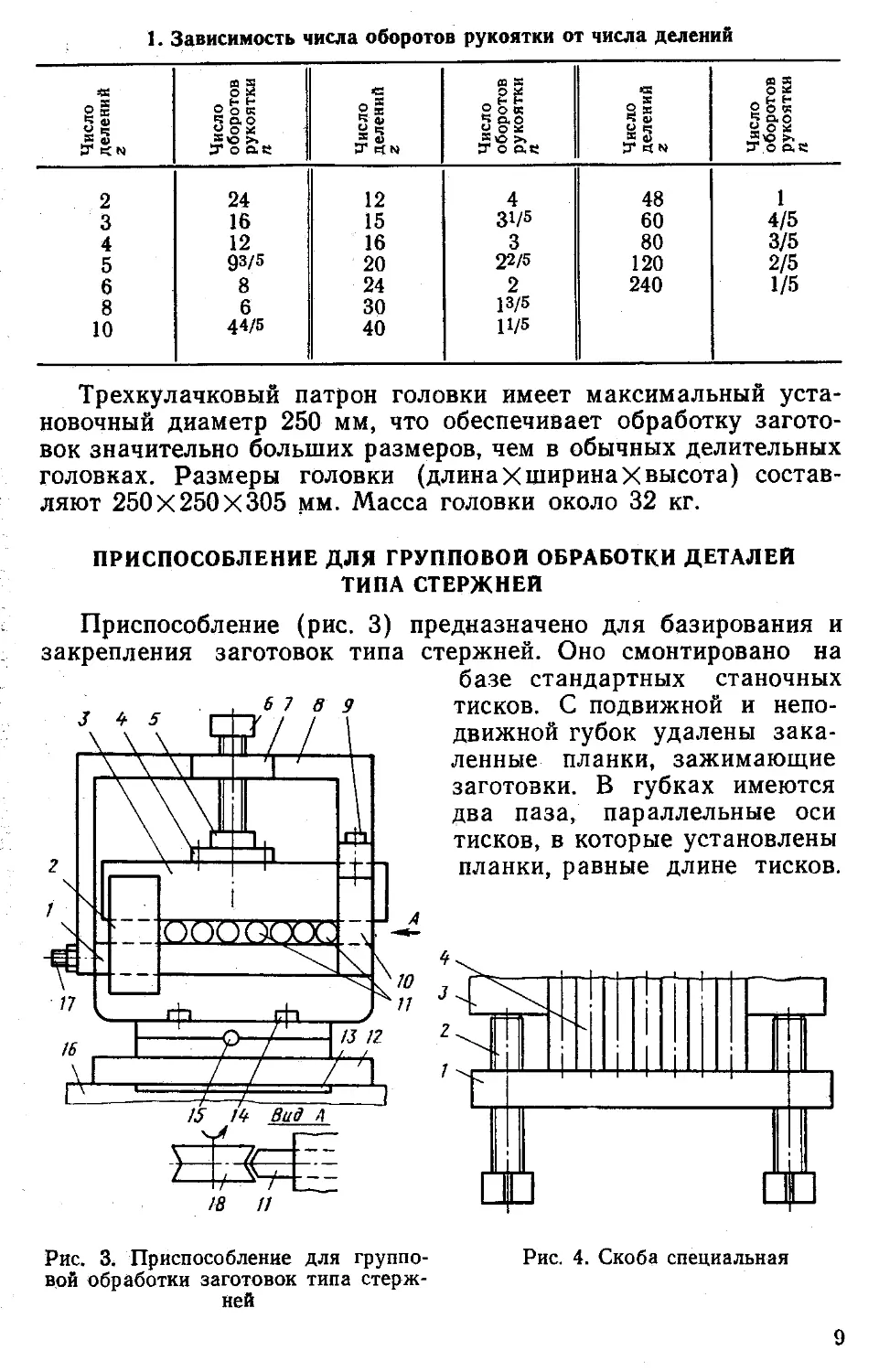
Рис. 3. Приспособление для группо-
вой обработки заготовок типа стерж-
ней
базе стандартных станочных
тисков. С подвижной и непо-
движной губок удалены зака-
ленные планки, зажимающие
заготовки. В губках имеются
два паза, параллельные оси
тисков, в которые установлены
планки, равные длине тисков.
Рис. 4. Скоба специальная
9
К торцам тисков прикреплен П-образный кронштейн, в середине
которого установлен нажимной болт с плитой, соединенной с
двумя планками, установленными в прорезях губок тисков.
Приспособление с направляющей 13 устанавливают в Т-об-
разный паз стола 16 станка и закрепляют двумя болтами. Пово-
рачивая винт 6 в гайке 7, закрепленной в кронштейне 8, подни-
маем планки 3 с плитой 4 вверх. Конец винта 6 закреплен в
плите 4 с помощью разрезного кольца 5. В образовавшийся
зазор между корпусом 1 и планками 3 устанавливают заготов-
ки 11. Число заготовок определяется размером между подвиж-
ной и неподвижной губками в разведенном состоянии. Концы за-
готовок должны выступать за пределы губок на одинаковые рас-
стояния с каждой стороны. Поворачивая винт 6, через плиту 4 и
планки 3 заготовки прижимают к корпусу тисков сверху. Враще-
нием червяка 17 перемещается подвижная губка 2 в сторону не-
подвижной губки 10 с фиксирующим болтом 9 и заготовки за-
крепляют окончательно от смещения в горизонтальном направле-
нии. В таком положении один конец заготовок И фрезеруют
фрезами 18. Затем ослабляют гайки 14, фиксатор 15 отводят в
сторону, корпус 1 в сборе поворачивают на основании 12 на
180°, фиксируют фиксатором 15 и закрепляют гайками 14. Фре-
зеруют второй конец заготовок. После этого ослабляют губки
тисков, поднимают планки 3 и удаляют заготовки. Устанавли-
вают новую партию заготовок и цикл повторяют.
В приспособлении обрабатывают разнообразные заготовки.
Например, можно фрезеровать скосы у звеньев цепей (показано
на рис. 3), фрезеровать шлицы, пазы, лыски у валиков, стерж-
ней, труб и других деталей. Увеличение числа одновременно
обрабатываемых заготовок при сохранении подачи резания
уменьшает общее время обработки партии заготовок. Это время
фрезеровщик может использовать на выполнение других работ
или работать на втором станке.
Для симметричной установки обрабатываемых заготовок
в приспособление, показанное на рис. 3, применяют специальную
скобу (рис. 4). Обрабатываемые заготовки выступают за преде-
лы приспособления на определенную длину. Чтобы распределить
длину выступания заготовки равномерно на обе стороны приспо-
собления, скобу регулируют на соответствующий размер. Раз-
ницу между длиной заготовок и длиной губок приспособления
делят пополам и этот размер устанавливают на скобе. Делают
это следующим образом. Вращая болты 2 в корпусе 1 скобы,
устанавливают заданный размер, равный вылету болтов из ско-
бы. Затем болты устанавливают торцами на губки 3 тисков,
а заготовки 4 выдвигают из приспособления до упора в корпус
скобы. Заготовки зажимают и обрабатывают вначале одну сто-
рону, а потом, после поворота приспособления на 180°, — другую
сторону. Вылет заготовок в обе стороны получается одинаковым.
10
Свободное пространство, в которое можно устанавливать
набор заготовок, имеет размеры (ширинах высотах длина)
300X60X500 мм. Приспособление поворачивают на основании
на любой угол до 360°. Габариты приспособления (длина Хши-
ринаХвысота) равны 500X320X340 мм. Масса — около 60 кг.
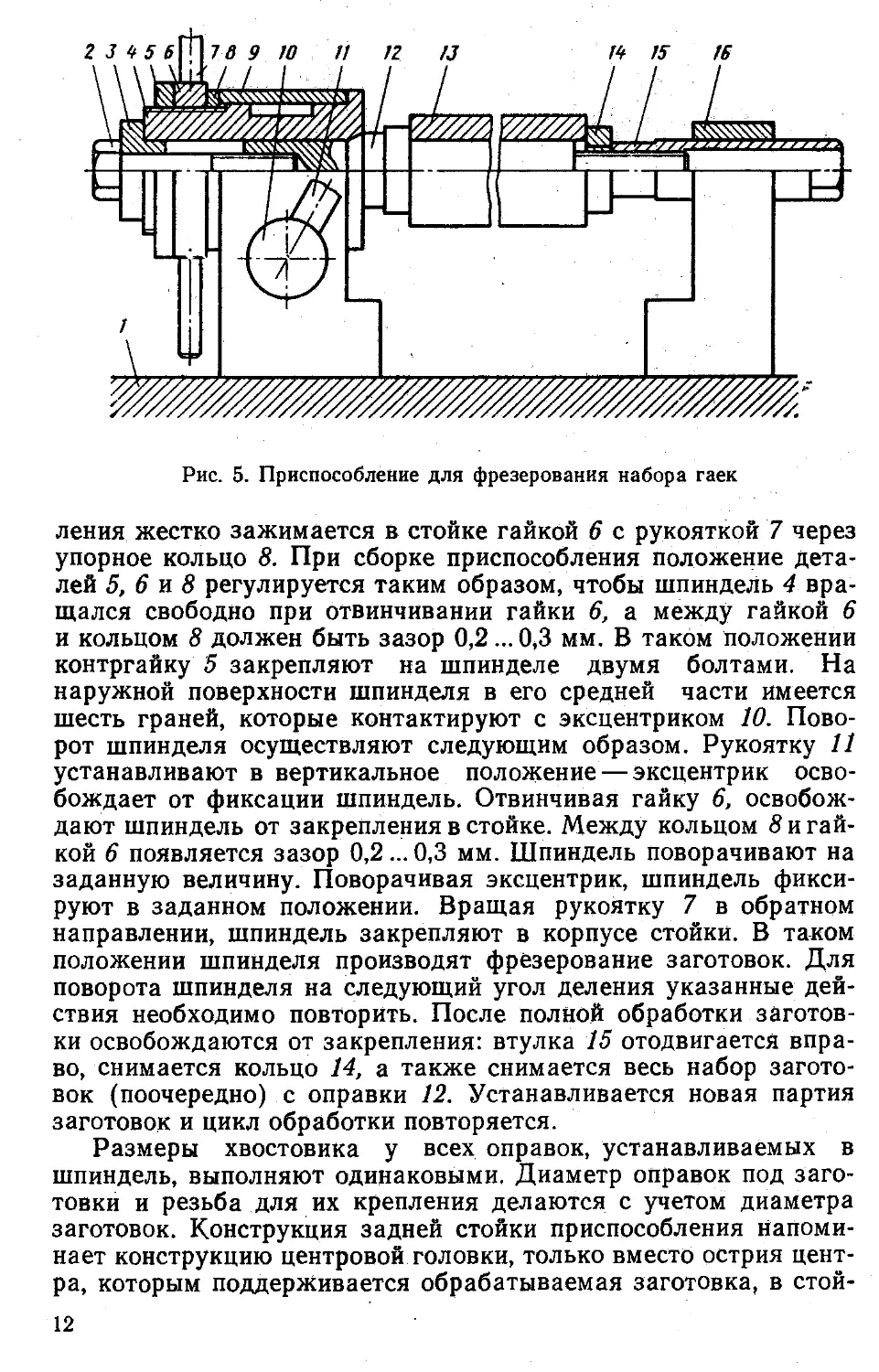
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ НАБОРА ГАЕК
При фрезеровании заготовок типа гаек применяют различ-
ные приспособления. Наиболее распространенным приспособле-
нием при фрезеровании набора гаек является длинная оправка,
устанавливаемая в делительной и центровой головках.
Делительная и центровая головки занимают большую пло-
щадь на столе. Если делительная головка имеет трехкулачковый
патрон, то полезная площадь на столе сокращается еще на его
размер. Во многих случаях соосность делительной и центровой
головок нарушается, особенно это характерно для единичного
изготовления деталей, когда настройка делительной головки
производится несколько раз в смену. Поддержание центром
длинных оправок ограничивает режимы резания из-за недоста-
точной жесткости и надежности системы станок — приспособле-
ние — инструмент — заготовка.
Для устранения этих недостатков и расширения технологиче-
ских возможностей станка создано и внедрено в производство
специальное приспособление для фрезерования набора гаек,
которое по своим габаритам значительно меньше головок, оно
обеспечивает повышенную точность базирования обрабатывае-
мых заготовок, надежность и жесткость их закрепления, что в
результате увеличивает производительность труда. Приспособ-
ление может устанавливаться на любые размеры по длине опра-
вок, при этом соосность его со станком обеспечивается автома-
тически.
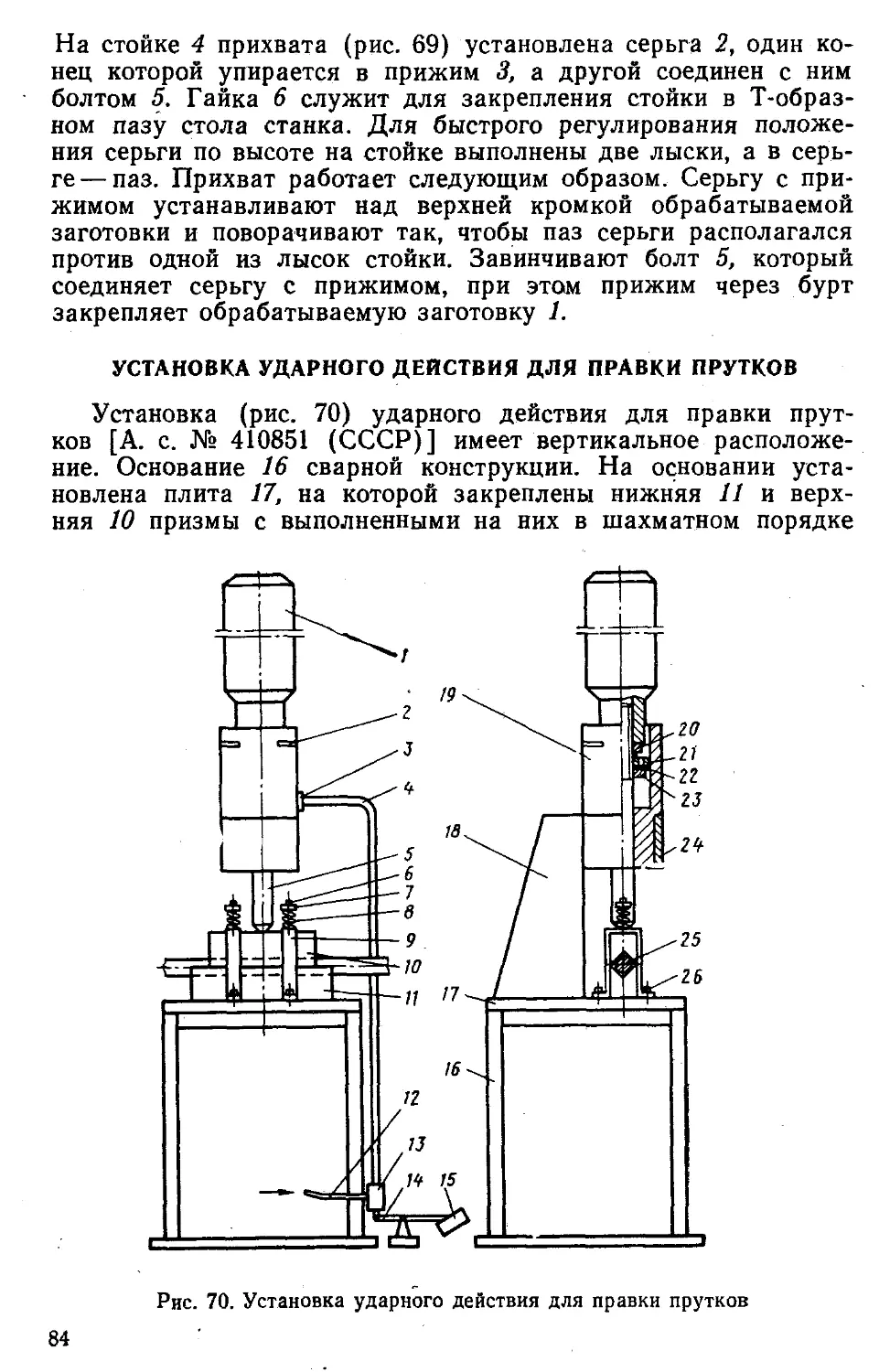
Приспособление (рис. 5) работает следующим образом. Пе-
редняя 9 и задняя 16 стойки устанавливаются в Т-образных па-
зах направляющих стола 1 и закрепляются четырьмя болтами,
(направляющие на рисунке не показаны). Оправка 12 устанав-
ливается в шпиндель 4 и закрепляется болтом 2 через втулку 3.
Конус оправки соответствует конусу шпинделя. Это позволяет
жестко закрепить оправку в шпинделе. Стойка 16 расположена
от конца оправки на расстоянии, позволяющем свободно наде-
вать и снимать обрабатываемые заготовки 13, которые устанав-
ливают на полную длину оправки и через кольцо 14 зажимают
втулкой 15. Втулка в стойке 16 установлена с зазором и может
перемещаться вдоль оси до 80 ...90 мм. Так как отверстия в
шпинделе и задней стойке расположены строго соосно, это дает
возможность автоматически устанавливать обрабатываемые
заготовки параллельно оси приспособления как в горизонталь-
ном, так и в вертикальном направлениях. Шпиндель приспособ-
11
Рис. 5. Приспособление для фрезерования набора гаек
ления жестко зажимается в стойке гайкой 6 с рукояткой 7 через
упорное кольцо 8. При сборке приспособления положение дета-
лей 5, 6 и 8 регулируется таким образом, чтобы шпиндель 4 вра-
щался свободно при отвинчивании гайки 6, а между гайкой 6
и кольцом 8 должен быть зазор 0,2 ...0,3 мм. В таком положении
контргайку 5 закрепляют на шпинделе двумя болтами. На
наружной поверхности шпинделя в его средней части имеется
шесть граней, которые контактируют с эксцентриком 10. Пово-
рот шпинделя осуществляют следующим образом. Рукоятку 11
устанавливают в вертикальное положение — эксцентрик осво-
бождает от фиксации шпиндель. Отвинчивая гайку 6, освобож-
дают шпиндель от закрепления в стойке. Между кольцом 8 и гай-
кой 6 появляется зазор 0,2... 0,3 мм. Шпиндель поворачивают на
заданную величину. Поворачивая эксцентрик, шпиндель фикси-
руют в заданном положении. Вращая рукоятку 7 в обратном
направлении, шпиндель закрепляют в корпусе стойки. В таком
положении шпинделя производят фрезерование заготовок. Для
поворота шпинделя на следующий угол деления указанные дей-
ствия необходимо повторить. После полной обработки заготов-
ки освобождаются от закрепления: втулка 15 отодвигается впра-
во, снимается кольцо 14, а также снимается весь набор загото-
вок (поочередно) с оправки 12. Устанавливается новая партия
заготовок и цикл обработки повторяется.
Размеры хвостовика у всех оправок, устанавливаемых в
шпиндель, выполняют одинаковыми. Диаметр оправок под заго-
товки и резьба для их крепления делаются с учетом диаметра
заготовок. Конструкция задней стойки приспособления напоми-
нает конструкцию центровой головки, только вместо острия цент-
ра, которым поддерживается обрабатываемая заготовка, в стой-
12
ке установлена втулка с резьбой. Такую конструкцию можно
использовать с применением делительных головок.
Высота центров приспособления соответствует стандартным
делительным головкам. Диаметр отверстия шпинделя 40 мм.
Диаметр оправок до 80 мм, а их длина до 650 мм. Габаритные
размеры приспособления (длинах ширинах высота) составляют
900X 220X180 мм. Масса приспособления около 26 кг.
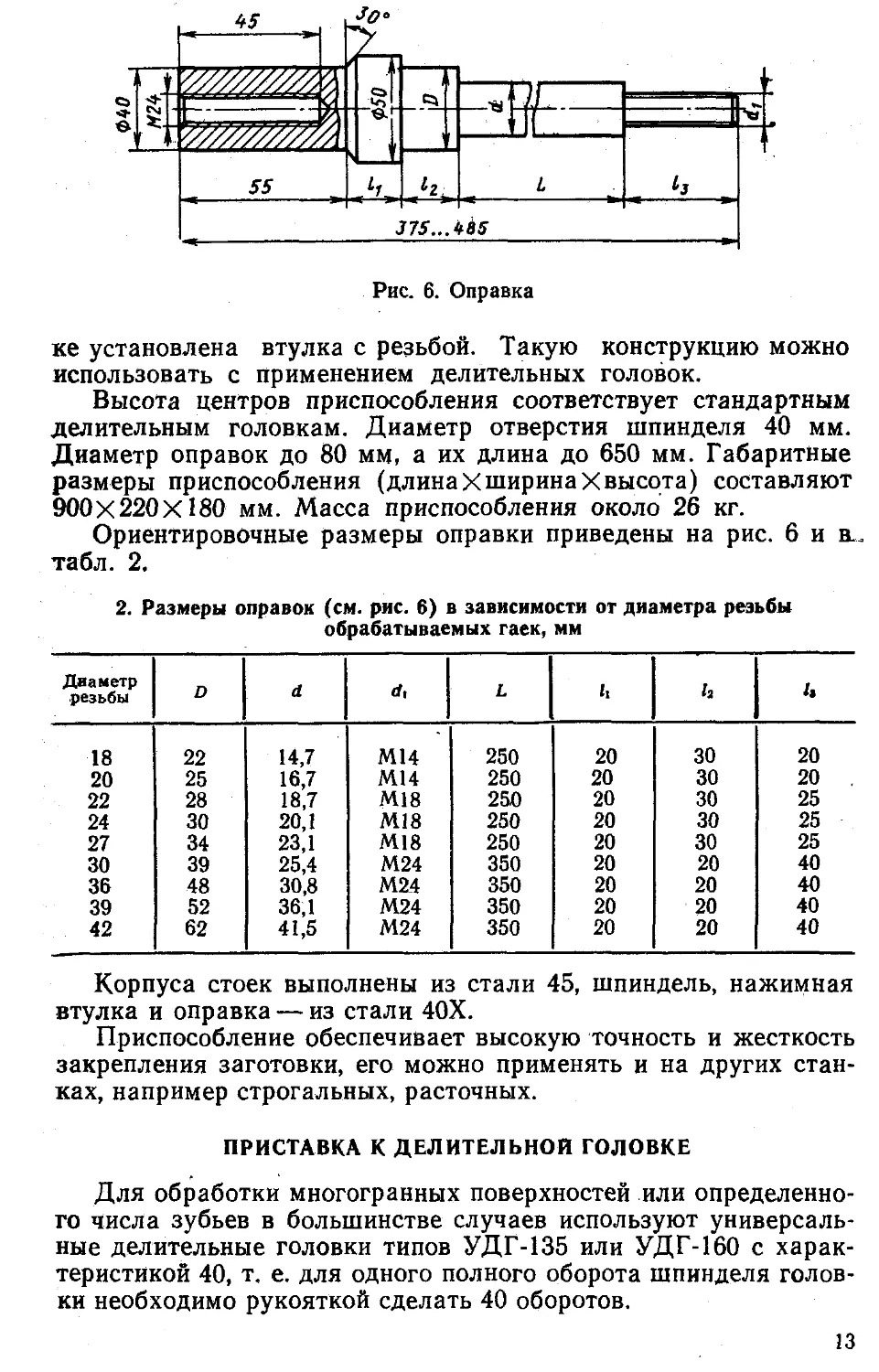
Ориентировочные размеры оправки приведены на рис. 6 и в.
табл. 2,
2. Размеры оправок (см. рис. 6) в зависимости от диаметра резьбы
обрабатываемых гаек, мм
Диаметр резьбы D d d, L h h h
18 22 14,7 М14 250 20 30 20
20 25 16,7 М14 250 20 30 20
22 28 18,7 М18 250 20 30 25
24 30 20,1 М18 250 20 30 25
27 34 23,1 М18 250 20 30 25
30 39 25,4 М24 350 20 20 40
36 48 30,8 М24 350 20 20 40
39 52 36,1 М24 350 20 20 40
42 62 41,5 М24 350 20 20 40
Корпуса стоек выполнены из стали 45, шпиндель, нажимная
втулка и оправка — из стали 40Х.
Приспособление обеспечивает высокую точность и жесткость
закрепления заготовки, его можно применять и на других стан-
ках, например строгальных, расточных.
ПРИСТАВКА К ДЕЛИТЕЛЬНОЙ ГОЛОВКЕ
Для обработки многогранных поверхностей или определенно-
го числа зубьев в большинстве случаев используют универсаль-
ные делительные головки типов УДГ-135 или УДГ-160 с харак-
теристикой 40, т. е. для одного полного оборота шпинделя голов-
ки необходимо рукояткой сделать 40 оборотов.
13
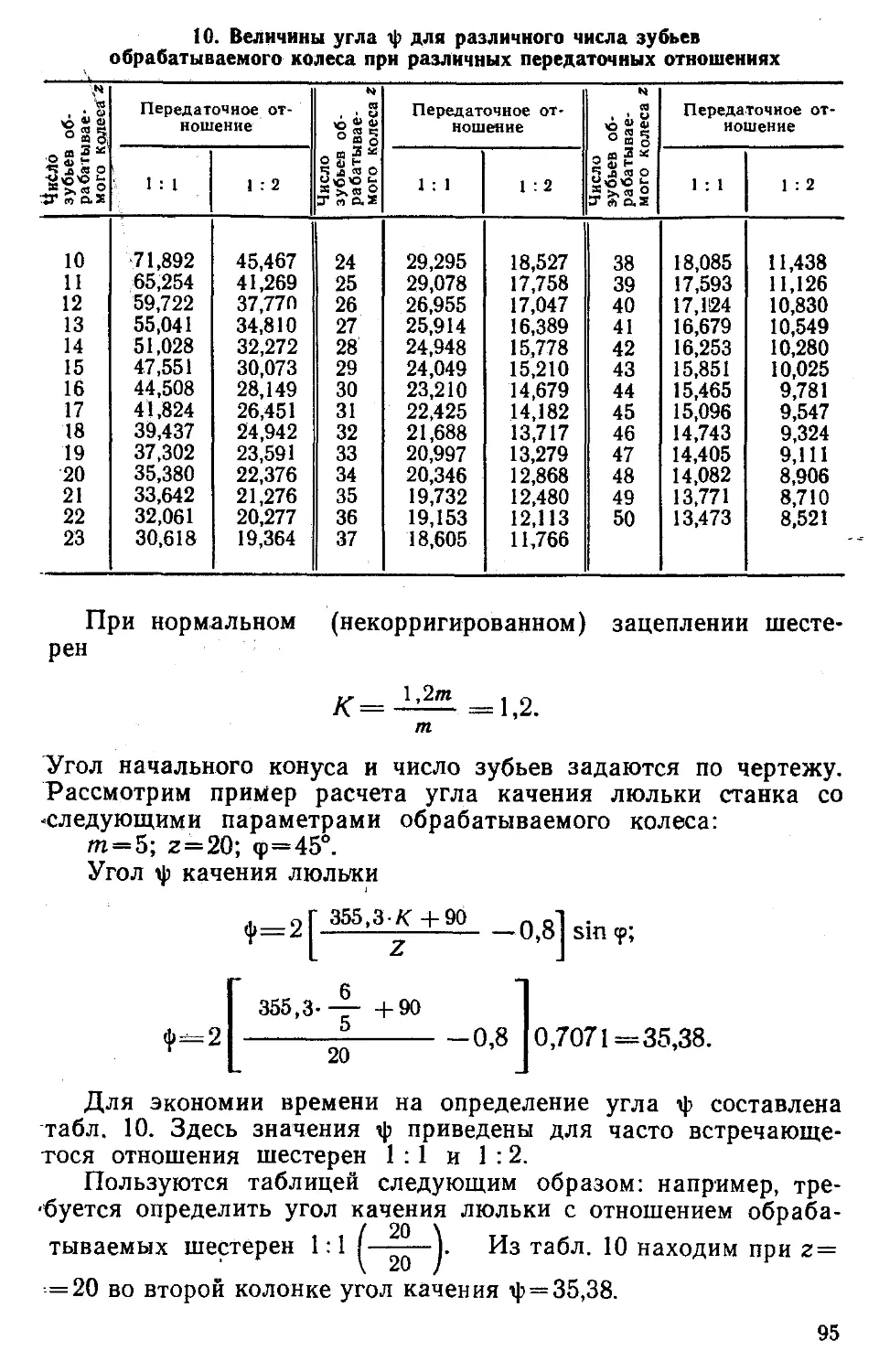
Если требуется произвести деление на z частей (например,
при фрезеровании колеса с числом зубьев z), то число оборотов
п рукоятки будет равно отношению числа 40 к числу зубьев г
нарезаемой заготовки:
n=40/z.
Данный метод расчета и настройки делительной головки
имеет существенный недостаток, заключающийся в сложности
расчета, подбора делительного диска и настройке сектора на
шаг деления, а иногда и в невозможности этого ввиду отсутст-
вия необходимого числа отверстий в диске. Например, при об-
работке шестерни с числом зубьев z=28 необходимо для каж-
дого зуба повернуть рукоятку на 13/7 оборота, т. е.
40 Ю 14/ л
п= — —— = I3/, оборота.
Подбирая число отверстий, кратное 7, на окружности дели-
тельного диска находим число 49. Умножаем числитель и знаме-
3*7 21
натель дроби на 7 и получаем - - = ——.
Следовательно, при работе надо повернуть рукоятку на один
21
полный оборот и дополнительно на —^—оборота.
При выполнении большого числа делений, производимых, на-
пример, в одну смену, возможны ошибки, что ведет к браку об-
рабатываемой заготовки.
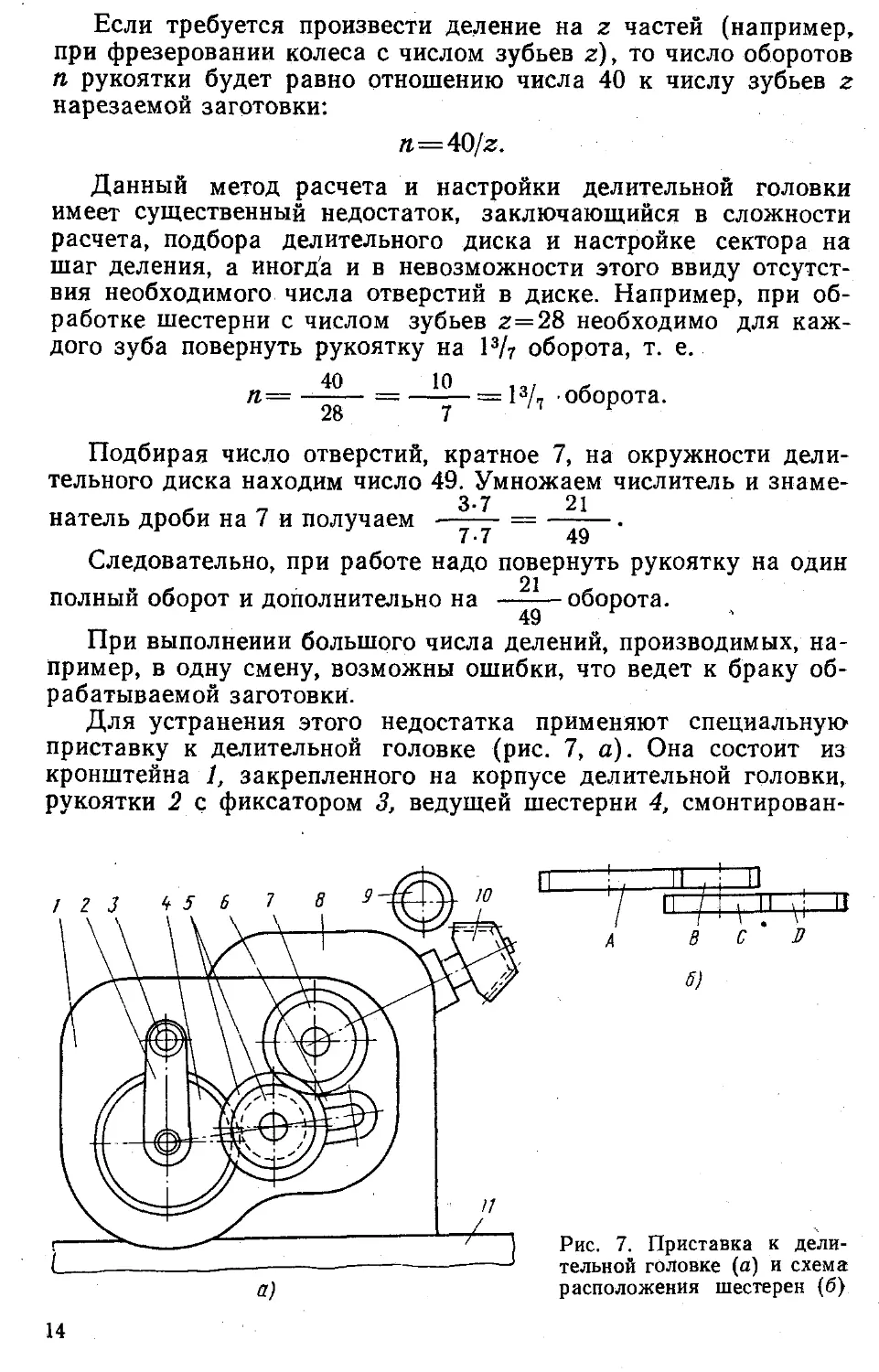
Для устранения этого недостатка применяют специальную
приставку к делительной головке (рис. 7, а). Она состоит из
кронштейна 1, закрепленного на корпусе делительной головки,
рукоятки 2 с фиксатором 3, ведущей шестерни 4, смонтирован-
Рис. 7. Приставка к дели-
тельной головке (а) и схема
расположения шестерен (б)
14
ных на оси во втулке и закрепленных в кронштейне; промежу-
точных шестерен 5, закрепленных на гитаре 6; ведомой шестер-
ни 7, установленной на конце червячного вала вместо снятой
рукоятки делительной головки 8. Обрабатываемая заготовка 10
устанавливается на шпинделе делительной головки, а фреза 9 —
на шпинделе станка. Приставка в сборе с делительной головкой
закрепляется на столе 11 фрезерного станка в заданном поло-
жении.
Настройка приставки производится следующим образом.
Шестерню 4 выбирают с постоянным числом зубьев, равным
характеристике станка (z=40). Для вращения шестерни слу-
жит рукоятка 2. Фиксатор 3 фиксирует один полный оборот
рукоятки. Число зубьев ведомой шестерни 7 соответствует за-
данному числу зубьев изготовляемой детали. Промежуточные
шестерни могут иметь любое число зубьев. Отношение п в дан-
ном случае сохраняется 40/28. При повороте шестерни 4 на один
полный оборот ведомая шестерня 7 поворачивается от первона-
чального положения на 40 зубьев, т. е. на один полный оборот
и на 12/28 или 3/7 дополнительно, что и необходимо. С примене-
нием приставки к делительной головке зависимость для опреде-'
ления числа оборотов, выполненных рукояткой, сохраняется.
Только величина поворота шпинделя делительной головки при
этом достигается автоматически.
При наличии в наборе шестерен с любым числом зубьев до
100 можно нарезать любое число зубьев, устанавливая в гитару
деления только ведомую шестерню. При обработке шестерен с
числом зубьев более ста (что бывает очень редко) нужно сде-
лать расчет с участием промежуточной пары шестерен по той
же формуле:
40 АС
п =--------- •---,
z BD
где А, В, С, D—шестерни гитары (рис. 7, б). Шестерня А —
ведущая, устанавливается на ось с рукояткой; В, С — промежу-
точные шестерни, устанавливаются на ось гитары; шестерня D—
ведомая, устанавливаемая на червяк делительной головки.
Для нарезания, например, колеса с числом зубьем z=120
при ведущей шестерне с z— 40 необходимо разложить получен-
ное отношение на множители, которые соответствовали бы нали-
чию шестерен в наборе и нормальному их зацеплению:
40 40-1 40-35 40-50
п =------=-------=------- или-------.
120 60-2 60-70 60-100
В этих случаях шестерню 4 поворачивают на один полный
оборот и фиксируют. Вал с ведомой шестерней 7 повернется на
7з оборота, что соответствует заданному.
В некоторых случаях приходится делать не один, а несколько
оборотов рукоятки. Например, для обработки валика с шестью
15
шлицами ближайшая по минимальному числу зубьев, кратному
6 в наборе шестерен, будет шестерня с числом зубьев 2=24,
Подставляя числовые значения в формулу расчета, получим
40 40-4 160
п=------—-------=-------.
6 6-4 24
Для гитары приставки могут использоваться шестерни гита-
ры от зубофрезерных станков 5К32А, 5К328А и др.
Приставка повышает точность деления, упрощает расчет и
настройку делительной головки, уменьшает возможность
ошибок.
САМОФИКСИРУЮЩАЯСЯ ДЕЛИТЕЛЬНАЯ ГОЛОВКА
Делительная головка предназначается для фрезерных, зубо-
резных и других работ, связанных с поворотом заготовки на
заданную величину. Делительная головка позволяет произво-
дить деление окружности на любое число частей путем установ-
ки соответствующего делительного диска. Обработку заготовок
можно производить в центрах, в патроне или в шпиндельной
оправке, соединенных с делительной головкой. На существую-
щих горизонтальных делительных головках с делением при по-
мощи поворотного диска для поворота шпинделя необходимо
выполнить следующее:
ослабить стопорный винт зажима шпинделя, находящийся
с боковой стороны корпуса головки;
одной рукой нажа!ть на рычаг делительного диска и вывести
его из зацепления, другой рукой повернуть делительный диск на
заданную величину, контролируя величину поворота по цифрам
на диске;
зафиксировать диск опусканием рычага;
закрепить шпиндель стопорным винтом, после чего произве-
сти необходимую операцию обработки установленной в головке
заготовки.
Эти переходы необходимо выполнять при каждом делении.
Угол поворота шпинделя головки при таком делении рассчиты-
вают пр формуле а=360/2, где z — заданное число делений.
На делительных головках ПУДГ (полууниверсальная дели-
тельная, головка) и УДГ (универсальная делительная головка)
простое деление окружности производят при помощи рукоятки,
вращаемой относительно неподвижно закрепленного делитель-
ного диска с несколькими концентрическими рядами отверстий,
расположенных по обеим сторонам диска. Расчет при таком де-
лении ведется по приведенной выше формуле. На такое деление
затрачивается значительное вспомогательное время.
Комбинированное и дифференциальное деление на таких го-
ловках требует еще большего времени и его должны выполнять
высококвалифицированные рабочие. Комбинированное деление
16
производится после деления расчетного поворота рукоятки на
два составляющих поворота. Для комбинированного деления
необходимо иметь:
специальное устройство, которое позволяет застопорить диск
подвижным штифтом с тыльной стороны;
делительные диски с отверстиями с обеих сторон.
При дифференциальном делении поворот шпинделя дели-
тельной головки происходит в результате двух движений: вра-
щения рукоятки и вращения самого делительного диска, которо-
му это движение принудительно сообщается от шпинделя дели-
тельной головки через гитару сменных зубчатых колес.
Для дифференциального деления необходимо определить:
число оборотов рукоятки;
величину передаточного отношения сменных зубчатых колес;
направление вращения диска.
В существующих конструкциях делительных головок стопор-
ный винт не обеспечивал надежного крепления шпинделя, в ре-
зультате подшипники шпинделя вырабатывались со стороны
крепления стопорным винтом. Созданная конструкция самофик-
сирующей головки устраняет отмеченные недостатки. Стопорное -
устройство делительной головки зажимает шпиндель равномер-
но по всей цилиндрической поверхности, принимая на себя боль-
шую часть нагрузки, возникающей при обработке заготовки. Это
уменьшает износ шпинделя и снижает нагрузку на подшипники.
Самофиксирующаяся делительная головка движением одной
рукоятки вверх — вниз одновременно производит все необходи-
мые переходы (поворот шпинделя, деление окружности на за-
данную величину, крепление шпинделя в требуемом положении).
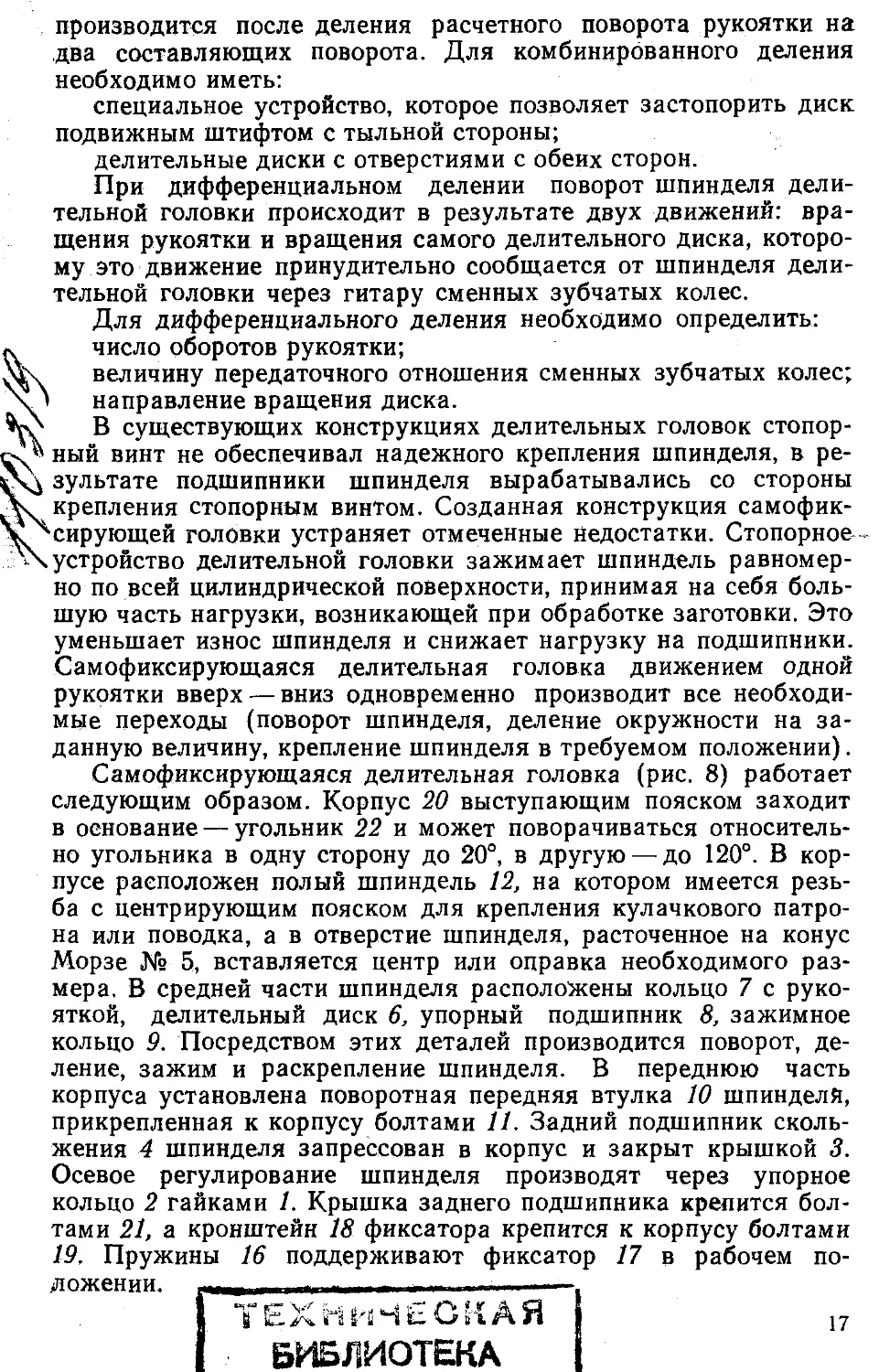
Самофиксирующаяся делительная головка (рис. 8) работает
следующим образом. Корпус 20 выступающим пояском заходит
в основание — угольник 22 и может поворачиваться относитель-
но угольника в одну сторону до 20°, в другую — до 120°. В кор-
пусе расположен полый шпиндель 12, на котором имеется резь-
ба с центрирующим пояском для крепления кулачкового патро-
на или поводка, а в отверстие шпинделя, расточенное на конус
Морзе № 5, вставляется центр или оправка необходимого раз-
мера. В средней части шпинделя расположены кольцо 7 с руко-
яткой, делительный диск 6, упорный подшипник 8, зажимное
кольцо 9. Посредством этих деталей производится поворот, де-
ление, зажим и раскрепление шпинделя. В переднюю часть
корпуса установлена поворотная передняя втулка 10 шпинделй,
прикрепленная к корпусу болтами 11. Задний подшипник сколь-
жения 4 шпинделя запрессован в корпус и закрыт крышкой 3.
Осевое регулирование шпинделя производят через упорное
кольцо 2 гайками 1. Крышка заднего подшипника крепится бол-
тами 21, а кронштейн 18 фиксатора крепится к корпусу болтами
19, Пружины 16 поддерживают фиксатор 17 в рабочем по-
ложении.
ТЕХНИЧЕСКАЯ 1
БИБЛИОТЕКА |
17
Б-Б
Рис. 8. Самофиксирующаяся де-
лительная головка
При повороте шпинделя на за-
данную величину фиксатор 17 де-
лительного диска 6 выводится из
паза диска на 2/з глубины паза ро-
ликом 15, сидящим на оси 14. Оста-
ваясь погруженным, фиксатор пре-
дохраняет делительный диск 6 от
проворачивания при повороте шпин-
деля. Движение рукоятки ограни;
чивает упор 23 (см. сечение Л—Л),
установленный в корпус головки.
Поворот корпуса головки контроли-
руется по шкале 24. Крепление кор-
пуса головки к основанию произво-
дится болтами 25 и гайками 26\
фиксатор 17 с пружинами делитель-
ного диска закрыт крышкой 27. Де-
лительный диск посажен на шпонки
28. Поворот шпинделя производится
подпружиненным фиксатором, рас-
положенным в кольце 7, через де-
лительный диск 6. Ход рукоятки
регулируется болтом 30 с контр-
гайкой. Фиксатор 29 рукоятки при
необходимости выводится из зацеп-
ления с диском 6 пуговкой 31, закрепленной штифтом 32.
Подсчет угла поворота производится по формуле a=7V/z, где
N — характеристика делительной головки, в данном случае рав-
ная 12; 2— заданное число делений.
18
Настройка самофиксирующейся делительной головки произ-
водится следующим образом. Рукоятку устанавливают в верхнее
положение, при этом фиксатор 17 делительного диска должен
войти в нижний паз делительного диска, а фиксатор 29 рукоятки
должен заходить в верхний паз делительного диска. Передняя
кромка фиксатора должна быть прижата к стенке паза дели-
тельного диска. В таком положении болт 30 с контргайкой до-
ворачивают до упора-ограничителя 23 и законтривают. Затем
на делительном диске 6 отсчитывают от паза, в котором нахо-
дится фиксатор рукоятки, необходимое число пазов для деления
окружности на заданную величину. Кольцо 5 началом скоса
устанавливают за последним отсчитанным пазом и закрепляют.
Шпиндель зажимают путем вворачивания втулки 10 в переднюю
упорную втулку 9. Двигая рукоятку вниз, через упорный под-
шипник 8 воздействуют на конусную разрезную втулку 9, кото-
рая сжимается и зажимает шпиндель головки.
Высота центров у головки 135 мм, что соответствует высоте
центров стандартных делительных головок. С ней в паре может
использоваться любая центровая бабка. Делительный диск
имеет 12 пазов, диаметр отверстия в шпинделе — 38 мм. Габа-
риты делительной головки (длина ХширинаХ высота) 220X
Х200Х250 мм. Масса головки 24 кг. Самофиксирующаяся дели-
тельная головка внедрена в производство, ее применяют на фре-
зерных станках 6Н82 и 6Н12. Эксплуатация головки показала
положительные результаты и получила хорошую оценку фрезе-
ровщиков.
Внедрение самофиксирующейся делительной головки улуч-
шило условия труда, повысило производительность и культуру
производства. Головка безопасна в работе. Сокращается, вспо-
могательное время на каждом делении. Работу могут выполнять
менее квалифицированные рабочие. При вертикальном фрезеро-
вании многогранников отпадает необходимость зачистки заусен-
цев, так как при каждом последующем ходе фреза зачищает
заусенцы, образованные на предыдущем рабочем ходе. Умень-
шается отвод головки от фрезы при обработке заготовок с удли-
ненным стержнем, так как они вынимаются вверх в стороне от
фрез, а при горизонтальном фрезеровании головка отводилась
от фрез на расстояние, равное длине заготовки.
ТРЕХПОЗИЦИОННАЯ ДЕЛИТЕЛЬНАЯ ГОЛОВКА
Делительные головки в большинстве случаев устанавливают-
ся на столе фрезерного станка, когда ось шпинделя делительной
головки располагается параллельно направляющим стола.
Созданная делительная головка может размещаться на стол^
в трех позициях: параллельно поверхности стола и перпендику-
лярно оси шпинделя (на горизонтально-фрезерном станке);
параллельно поверхности стола и параллельно оси шпинделя;
19
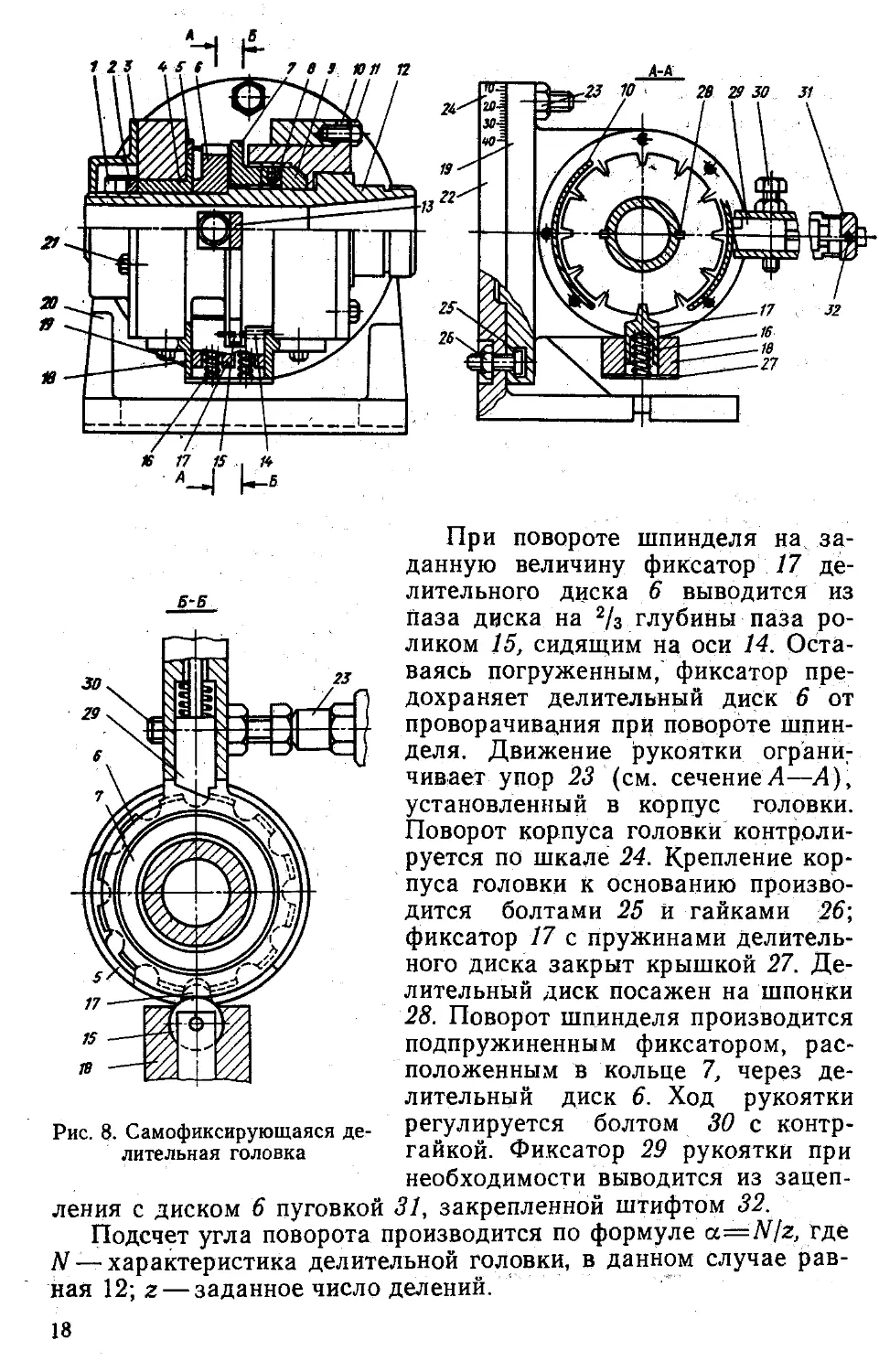
Рис. 9. Трехпозиционная де-
лительная головка
перпендикулярно поверхности стола и перпендикулярно оси
шпинделя.
В корпусе 1 (рис. 9) вмонтирован полый шпиндель, положе-
ние которого в осевом направлении регулируется кольцом 14.
На фланце шпинделя тремя болтами 11 закреплен трехкулачко-
вый патрон 12. На наружной поверхности шпиндельной головки
выполнены 24 паза, заменяющие делительный диск. Поворот
шпинделя на заданную величину производится за отверстия на
фланце шпинделя или за патрон, а закрепление его — фиксато-
ром 7 с пружиной 6. Фиксатор выводится за рукоятку 3 через
рычаг 5, поворачивающийся на оси 4. Пружина фиксатора удер-
живается планкой 8, закрепленной винтами 10. С помощью
рукоятки 9 шпиндель закрепляют в корпусе, который разрезан
в верхней части сквозным пазом. Головка устанавливается на
столе станка параллельно или перпендикулярно оси шпинделя
с помощью направляющей 2 и болтов 13. В основании корпуса
с четырех сторон имеются пазы под болты крепления. В третьей
позиции головка устанавливается вертикально (патроном вверх)
и прикрепляется к столу за окна, выполненные в левой части
корпуса.
Головка имеет трехкулачковый патрон диаметром 200 мм,
отверстие в шпинделе 50 мм, габариты 235X185X200 мм. Го-
ловка может использоваться на различных станках — фрезер-
ных, расточных, долбежных, сверлильных и т. д.
ДЕЛИТЕЛЬНАЯ ГОЛОВКА С ПАТРОНОМ И ЦАНГОВЫМ ЗАЖИМОМ
Делительная головка предлагаемой конструкции предназна-
чена для фрезерных и других работ, связанных с поворотом
обрабатываемых заготовок на 2, 3 и 6 равных частей.
20
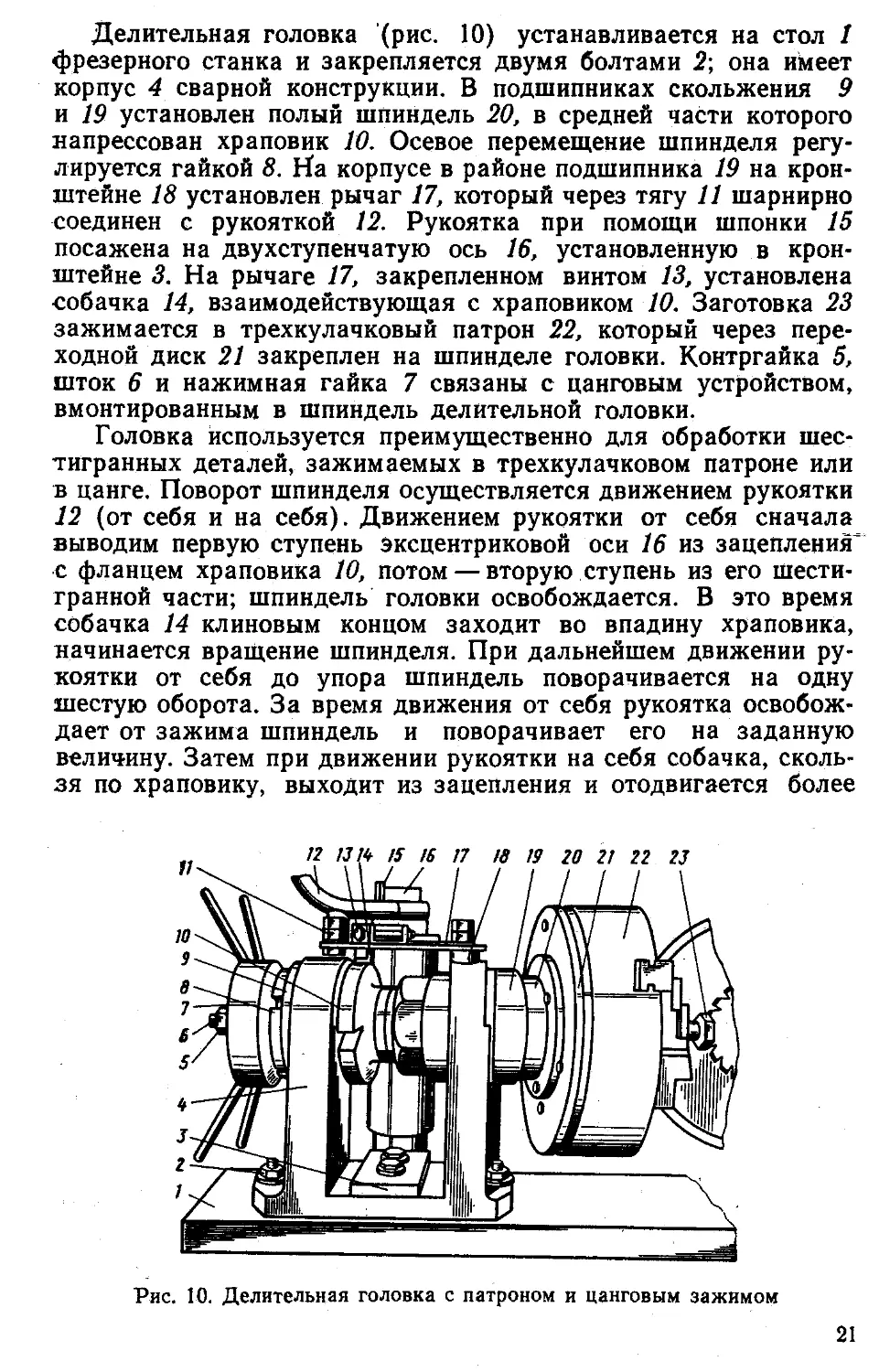
Делительная головка (рис. 10) устанавливается на стол 1
фрезерного станка и закрепляется двумя болтами 2; она имеет
корпус 4 сварной конструкции. В подшипниках скольжения 9
и 19 установлен полый шпиндель 20, в средней части которого
напрессован храповик 10. Осевое перемещение шпинделя регу-
лируется гайкой 8. На корпусе в районе подшипника 19 на крон-
штейне 18 установлен рычаг 17, который через тягу 11 шарнирно
соединен с рукояткой 12. Рукоятка при помощи шпонки 15
посажена на двухступенчатую ось 16, установленную в крон-
штейне 3. На рычаге 17, закрепленном винтом 13, установлена
собачка 14, взаимодействующая с храповиком 10. Заготовка 23
зажимается в трехкулачковый патрон 22, который через пере-
ходной диск 21 закреплен на шпинделе головки. Контргайка 5,
шток 6 и нажимная гайка 7 связаны с цанговым устройством,
вмонтированным в шпиндель делительной головки.
Головка используется преимущественно для обработки шес-
тигранных деталей, зажимаемых в трехкулачковом патроне или
в цанге. Поворот шпинделя осуществляется движением рукоятки
12 (от себя и на себя). Движением рукоятки от себя сначала
выводим первую ступень эксцентриковой оси 16 из зацепления
с фланцем храповика 10, потом — вторую ступень из его шести-
гранной части; шпиндель головки освобождается. В это время
собачка 14 клиновым концом заходит во впадину храповика,
начинается вращение шпинделя. При дальнейшем движении ру-
коятки от себя до упора шпиндель поворачивается на одну
шестую оборота. За время движения от себя рукоятка освобож-
дает от зажима шпиндель и поворачивает его на заданную
величину. Затем при движении рукоятки на себя собачка, сколь-
зя по храповику, выходит из зацепления и отодвигается более
Рис. 10. Делительная головка с патроном и цанговым зажимом
21
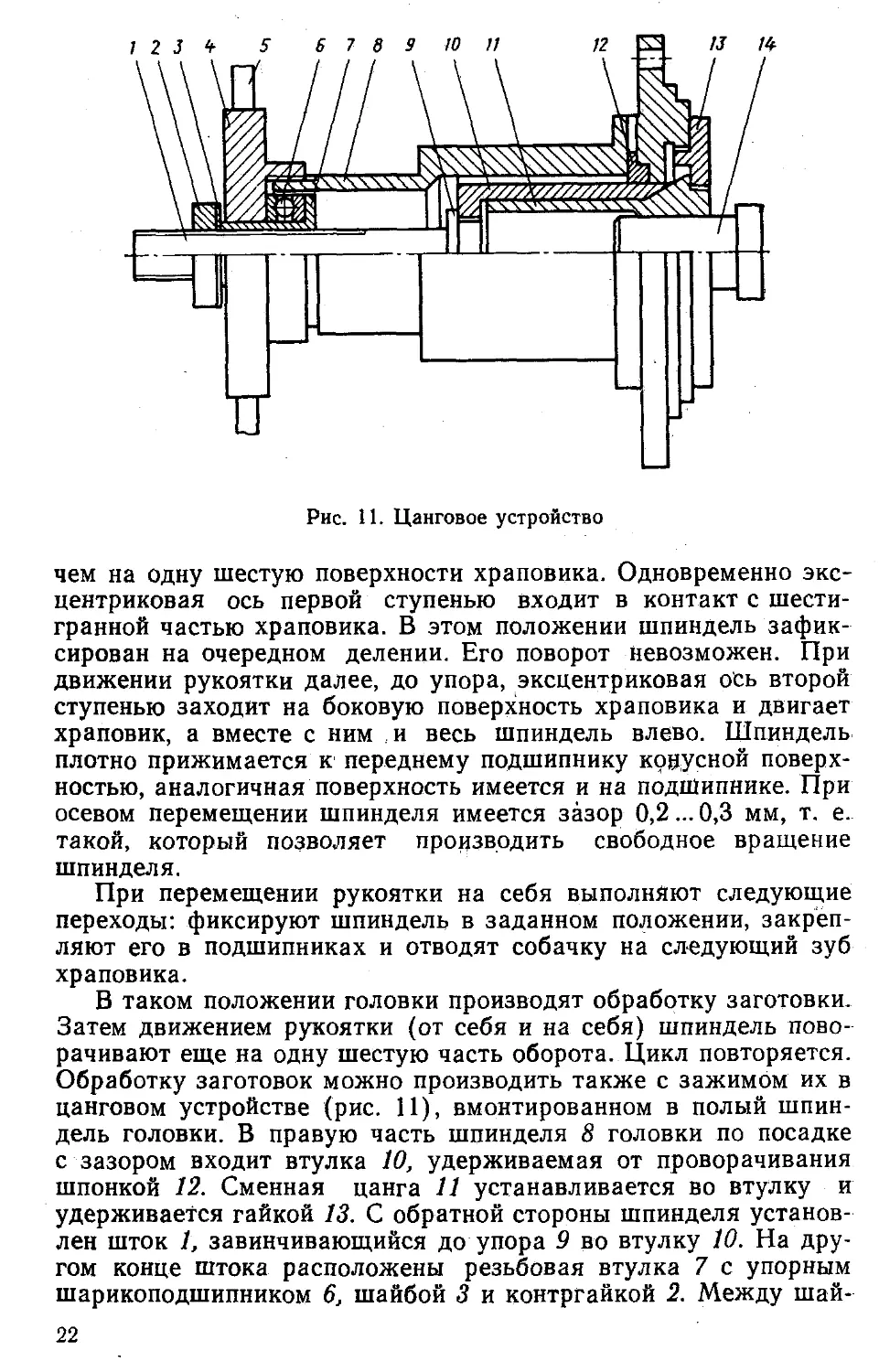
Рис. 11. Цанговое устройство
чем на одну шестую поверхности храповика. Одновременно экс-
центриковая ось первой ступенью входит в контакт с шести-
гранной частью храповика. В этом положении шпиндель зафик-
сирован на очередном делении. Его поворот невозможен. При
движении рукоятки далее, до упора, эксцентриковая ось второй
ступенью заходит на боковую поверхность храповика и двигает
храповик, а вместе с ним и весь шпиндель влево. Шпиндель
плотно прижимается к переднему подшипнику конусной поверх-
ностью, аналогичная поверхность имеется и на подшипнике. При
осевом перемещении шпинделя имеется зазор 0,2... 0,3 мм, т. е.
такой, который позволяет производить свободное вращение
шпинделя.
При перемещении рукоятки на себя выполняют следующие
переходы: фиксируют шпиндель в заданном положении, закреп-
ляют его в подшипниках и отводят собачку на следующий зуб
храповика.
В таком положении головки производят обработку заготовки.
Затем движением рукоятки (от себя и на себя) шпиндель пово-
рачивают еще на одну шестую часть оборота. Цикл повторяется.
Обработку заготовок можно производить также с зажимом их в
цанговом устройстве (рис. 11), вмонтированном в полый шпин-
дель головки. В правую часть шпинделя 8 головки по посадке
с зазором входит втулка 10, удерживаемая от проворачивания
шпонкой 12. Сменная цанга 11 устанавливается во втулку и
удерживается гайкой 13. С обратной стороны шпинделя установ-
лен шток 1, завинчивающийся до упора 9 во втулку 10. На дру-
гом конце штока расположены резьбовая втулка 7 с упорным
шарикоподшипником 6, шайбой 3 и контргайкой 2. Между шай-
22
бой и шарикоподшипником с зазором установлена нажимная
гайка 4 с рукоятками 5, которая цилиндрическим буртом навин-
чивается на конец шпинделя головки.
Цанговое устройство работает следующим образом: заготов-
ку 14 устанавливают в сменной цанге 11 и вращают нажимную
гайку 4, навинчивая ее на шпиндель, при этом перемещение пе-
редается на цангу 11 через упорный шарикоподшипник 6, втулку
7, шток 1 и втулку 10. Разрезанные части цанги под воздействи-
ем этого перемещения сводятся и зажимают заготовку. Раскреп-
ляют заготовку вращением гайки 4 в обратную сторону..
Применение цангового устройства повышает точность бази-
рования обрабатываемой заготовки 14, сокращает время на этой
-операции и улучшает условия труда.
ДЕЛИТЕЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ
КРУПНОГАБАРИТНЫХ ЗАГОТОВОК
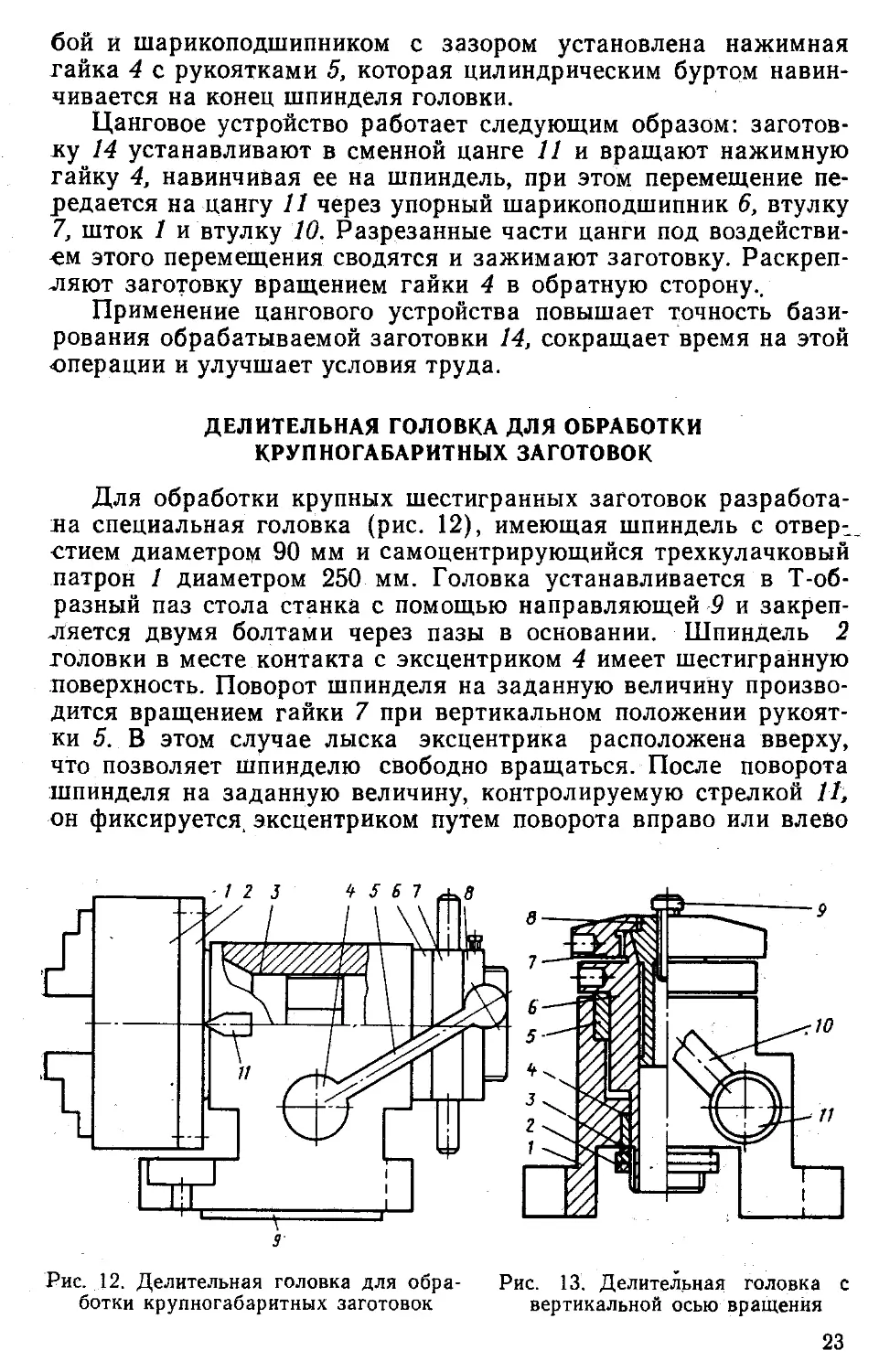
Для обработки крупных шестигранных заготовок разработа-
ла специальная головка (рис. 12), имеющая шпиндель с отвер-
стием диаметром 90 мм и самоцентрирующийся трехкулачковый
патрон 1 диаметром 250 мм. Головка устанавливается в Т-об-
разный паз стола станка с помощью направляющей 9 и закреп-
ляется двумя болтами через пазы в основании. Шпиндель 2
головки в месте контакта с эксцентриком 4 имеет шестигранную
поверхность. Поворот шпинделя на заданную величину произво-
дится вращением гайки 7 при вертикальном положении рукоят-
ки 5. В этом случае лыска эксцентрика расположена вверху,
что позволяет шпинделю свободно вращаться. После поворота
шпинделя на заданную величину, контролируемую стрелкой 11,
он фиксируется, эксцентриком путем поворота вправо или влево
Рис. 12. Делительная головка для обра-
ботки крупногабаритных заготовок
Рис. 13. Делительная головка с
вертикальной осью вращения
23
рукоятки 5, при этом эксцентрик «запирает» шестигранник, вы-
полненный на шпинделе. Затем поворотом гайки 7 нажимаем на
кольцо 6, прижимаем конус шпинделя к конусу корпуса 3 го-
ловки. Получается плотное соединение шпинделя.
Для поворота шпинделя на следующую часть окружности
необходимо отвернуть гайку 7, рукоятку 5 поставить в верти-
кальное положение, а затем повернуть шпиндель еще на одну
шестую часть оборота по стрелке 11. Эксцентриком фиксируют
шпиндель и нажатием гайки 8 на кольцо 6 закрепляют шпин-
дель в корпусе, после чего производят обработку заготовки. Да-
лее цикл повторяется до полной обработки заготовки.
ДЕЛИТЕЛЬНАЯ ГОЛОВКА С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ
Существующие делительные головки с горизонтальным рас-
положением шпинделя при фрезеровании заготовок типа болтов
требуют значительной затраты времени на подвод и отвод дели-
тельной головки. При этом чем длиннее болт, тем больше надо
отводить делительную головку, чтобы удалить обработанный
болт и установить другой.
Делительная головка (рис. 13) имеет вертикальное располо-
жение оси. Она выполнена только для деления окружности на
две, три и на шесть равных частей.
Заготовка 9 устанавливается в сменной цанге 8 и зажима-
ется нажимной гайкой 7, в которой' имеется четыре отверстия
по ее наружному диаметру. В средней части шпинделя 6 его
наружная поверхность выполнена шестигранной, что позволяет
исполнять ей функции делительного диска. Ось-эксцентрик 11
в месте контакта со шпинделем имеет лыску, переходящую плав-
ной кривой в цилиндрическую часть. Это позволяет при верти-
кальном положении рукоятки 10 свободно вращать шпиндель в
корпусе 1. Шпиндель вращается во втулках 4 и 5. Осевое сме-
щение шпинделя регулируется кольцом 3 и гайками 2. При по-
вороте рукоятки влево ось-эксцентрик поверхностью, очерченной
плавной кривой, нажимает на одну из шести граней шпинделя,
фиксируя его.
В этом положении производят обработку заготовки. Для по-
ворота на следующую часть окружности рукоятку устанавлива-
ют в вертикальное положение. Шпиндель при этом освобожден,
его поворачивают еще на одну шестую часть и вновь зажимают
рукояткой.
Сменные цанги подбирают по диаметру обрабатываемой за-
готовки.
В делительной головке можно применять самоцентрирую-
щийся трехкулачковый патрон, для которого на шпинделе вы-
полнена резьба М64 как на всех универсальных делительных
головках. Вместо нажимной гайки на шпиндель навинчивается
планшайба патрона.
24
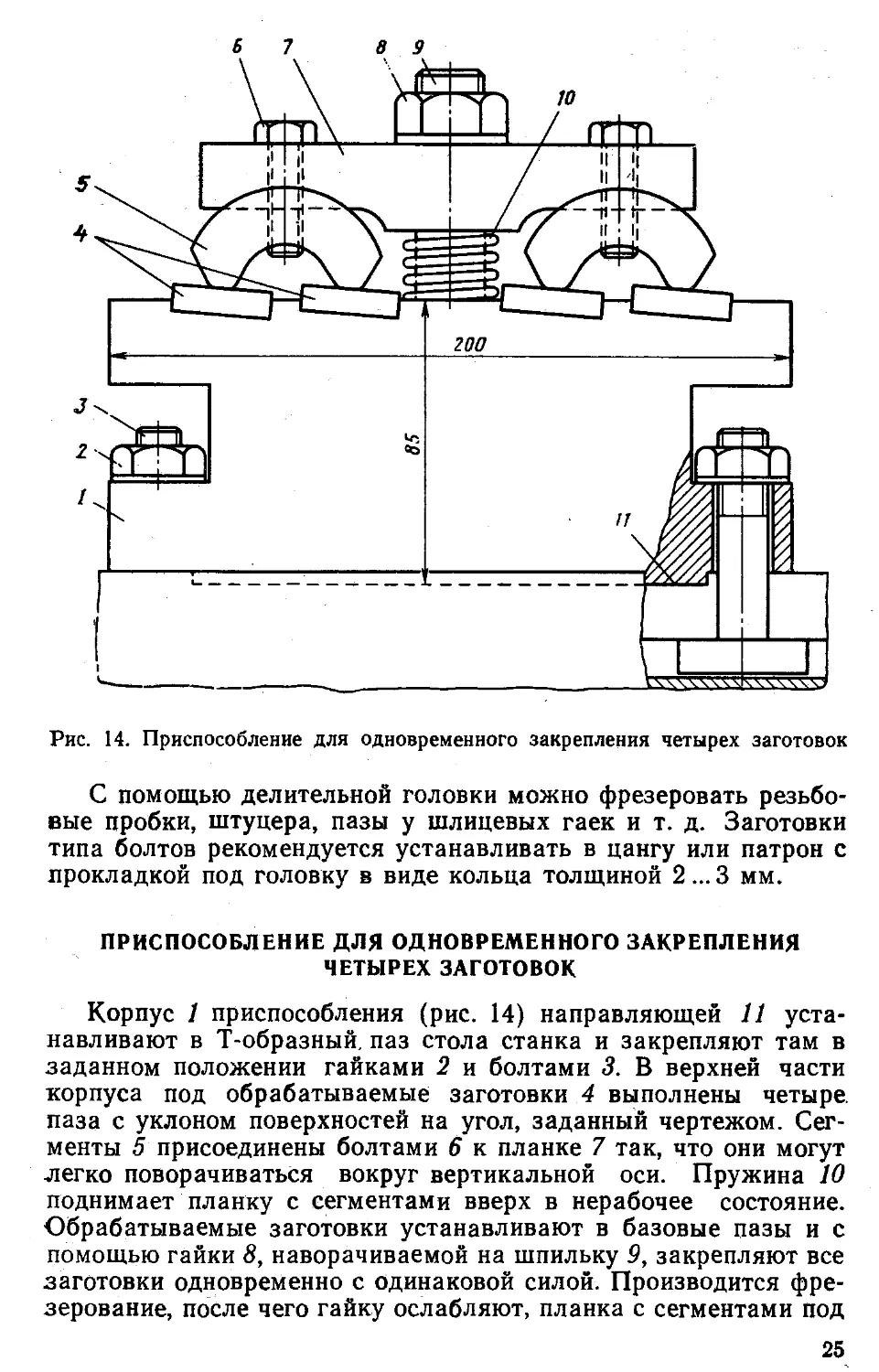
Рис. 14. Приспособление дли одновременного закрепления четырех заготовок
С помощью делительной головки можно фрезеровать резьбо-
вые пробки, штуцера, пазы у шлицевых гаек и т. д. Заготовки
типа болтов рекомендуется устанавливать в цангу или патрон с
прокладкой под головку в виде кольца толщиной 2...3 мм.
ПРИСПОСОБЛЕНИЕ ДЛЯ ОДНОВРЕМЕННОГО ЗАКРЕПЛЕНИЯ
ЧЕТЫРЕХ ЗАГОТОВОК
Корпус 1 приспособления (рис. 14) направляющей 11 уста-
навливают в Т-образный, паз стола станка и закрепляют там в
заданном положении гайками 2 и болтами 3. В верхней части
корпуса под обрабатываемые заготовки 4 выполнены четыре,
паза с уклоном поверхностей на угол, заданный чертежом. Сег-
менты 5 присоединены болтами 6 к планке 7 так, что они могут
легко поворачиваться вокруг вертикальной оси. Пружина 10
поднимает планку с сегментами вверх в нерабочее состояние.
Обрабатываемые заготовки устанавливают в базовые пазы и с
помощью гайки 8, наворачиваемой на шпильку 9, закрепляют все
заготовки одновременно с одинаковой силой. Производится фре-
зерование, после чего гайку ослабляют, планка с сегментами под
25
действием пружины поднимается вверх, освобождая обработан-
ные детали.
Приспособление может быть увеличено в длину для установ-
ки нескольких комплектов заготовок, например 8, 12 или 16,
исходя из размеров стола станка.
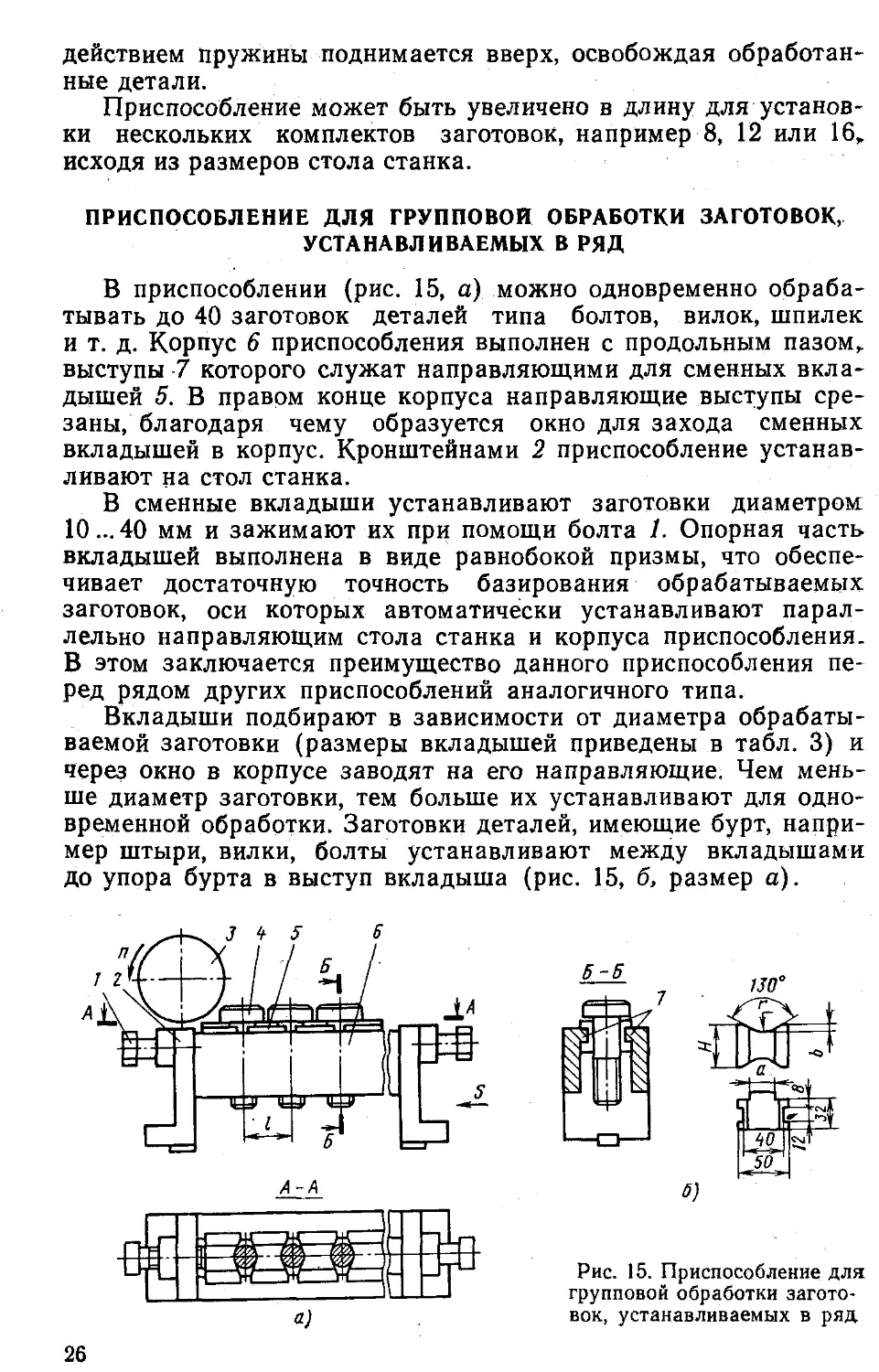
ПРИСПОСОБЛЕНИЕ ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ЗАГОТОВОК,
УСТАНАВЛИВАЕМЫХ В РЯД
В приспособлении (рис. 15, а) можно одновременно обраба-
тывать до 40 заготовок деталей типа болтов, вилок, шпилек
и т. д. Корпус 6 приспособления выполнен с продольным пазом,
выступы 7 которого служат направляющими для сменных вкла-
дышей 5. В правом конце корпуса направляющие выступы сре-
заны, благодаря чему образуется окно для захода сменных
вкладышей в корпус. Кронштейнами 2 приспособление устанав-
ливают на стол станка.
В сменные вкладыши устанавливают заготовки диаметром
10... 40 мм и зажимают их при помощи болта 1. Опорная часть
вкладышей выполнена в виде равнобокой призмы, что обеспе-
чивает достаточную точность базирования обрабатываемых
заготовок, оси которых автоматически устанавливают парал-
лельно направляющим стола станка и корпуса приспособления.
В этом заключается преимущество данного приспособления пе-
ред рядом других приспособлений аналогичного типа.
Вкладыши подбирают в зависимости от диаметра обрабаты-
ваемой заготовки (размеры вкладышей приведены в табл. 3) и
через окно в корпусе заводят на его направляющие. Чем мень-
ше диаметр заготовки, тем больше их устанавливают для одно-
временной обработки. Заготовки деталей, имеющие бурт, напри-
мер штыри, вилки, болты устанавливают между вкладышами
до упора бурта в выступ вкладыша (рис. 15, б, размер а).
Рис. 15. Приспособление для
групповой обработки загото-
вок, устанавливаемых в ряд
26
Фрезу 3 устанавли- 3. Размеры сменных вкладышей (см. рис. 15) вают в заданное положе- приспособления для групповой обработки заготовок, мм нне относительно по-
верхностей 4, например обрабатываемых болтов. н а ь г 1*
ние подачи S, а шпин- 40 делю станка с фрезой— 25 вращение с частотой п. 18 Обработка может про- ИЗВОДИТЬСЯ ОДНОЙ, двумя • в чис или набором фрез. Это ния' в зиам 24 14 10 пителе приЕ гнателе — н 8,5 4,5 2,5 едены шбольш 9 5 2 таймень не. 10/15 17/24 25/30 иие значе-
зависит от конфигурации
детали. Пазы винтов, болтов, вилок и других деталей фрезе-
руют одной фрезой. Щечки или две лыски болтов, штырей и
других деталей — двумя фрезами. Заготовки деталей, имею-
щие сложную конфигурацию, например вилки с пазами и
щечками, обрабатываются тремя или большим числом фрез од-
новременно.
Иногда не представляется возможным обработать группу
заготовок за один рабочий ход. Например, для вилок требуется
обработать паз и щечки; Вначале фрезеруют паз, затем — щечки
либо двумя фрезами за один рабочий ход, либо одной фрезой за
два рабочих хода.
Приспособление можно использовать для обработки загото-
вок с несколькими установами, например, для фрезерования
штырей, имеющих с одного конца паз, а с другого, на головке, —
во две лыски. Сначала обрабатывают паз, при этом заготовку
останавливают так, чтобы головка штыря упиралась во вкла-
шш снизу, в таком положении заготовку закрепляют. Затем
таготовки штырей устанавливают в приспособление головками
верх, при этом фрезеровании пазы должны быть параллельны
вправляющим стола станка. Для ориентирования пазов можно
использовать пластинку, которая проходит в пазы с небольшим
зазором. Продвигая пластинку по пазам штырей, их устанавли-
вают в одну линию, затем заготовки закрепляют и на них фре-
зеруют две лыски.
устройство для поворота заготовок на заданный угол
ПРИ ГРУППОВОЙ ОБРАБОТКЕ
Устройство применяют для фрезерования шестигранных или
квадратных головок болтов на горизонтально-фрезерном станке
в приспособлении для групповой обработки заготовок (рис. 16).
Оно состоит из корпуса 1, приваренного к двум щечкам-направ-
ляющим 7, которые подогнаны по посадке с зазором к втулке 9
приспособления для групповой обработки и передвигаются по
всей ее длине. Цилиндрический корпус 1 имеет канавку, в кото-
27
Рис. 16. Устройство для поворота заготовок
на заданный угол при групповой обработке
рую установлено кольцо 3 по пере-
ходной посадке. В кольце выполне-
ны два паза (на рис. не показаны)
под ключ для поворота заготовки.
Кольцо удерживается в корпусе
накладкой 2, закрепленной че-
тырьмя болтами 5. На внутренней
поверхности накладки выполнены
два выступа-ограничителя 10. Уст-
ройство снабжено сменным ключом
4, имеющим форму круглого диска,
с двумя или четырьмя пазами под
головку обрабатываемой заготовки.
Сменный ключ имеет рукоятку 8.
Устройство используется следую-
щим образом. После фрезерования
двух лысок у заготовок болтов ос-
лабляют винт основного приспособ-
ления, зажимающий партию обра-
батываемых заготовок, сметают
стружку со втулки 9 и на нее устанавливают дополнительное
устройство для поворота заготовок таким образом, чтобы два
паза кольца 3 были расположены параллельно отфрезерован-
ным лыскам заготовки 6. Затем ключ 4 через пазы в кольце
устанавливают на отфрезерованные лыски заготовки и пово-
рачивают его в сторону до упора в один из выступов-ограничи-
телей накладки 2 (влево, если фрезеруются шесть граней, впра-
во, если обрабатывается квадрат). Заготовка соответственно
поворачивается на 60 или 90°. Затем ключ снимают, а устрой-
ство передвигают по корпусу приспособления на следующую
позицию. После поворота всех заготовок на заданный угол уст-
ройство снимают, заготовки закрепляют и фрезеруют следую-
щие две лыски.
Внедрение устройства для групповой обработки с устройст-
вом для поворота заготовок сокращает трудоемкость. Если для
закрепления 20 деталей, обрабатываемых в патроне делительной
головки, требовалось зажимать каждую заготовку, то с исполь-
зованием приспособления их зажимают только 3 раза при обра-
ботке шестигранных головок. Исключается возможность ошибки
при делении, улучшаются условия работы станка и*фрезеровщи-
ка; фрезеровщик не соприкасается непосредственно с обрабаты-
ваемыми заготовками, их смена происходит при остановленном
шпинделе станка.
С применением этого устройства можно обрабатывать, на-
пример, втулки с несколькими пазами в торце. Для этого необ-
28
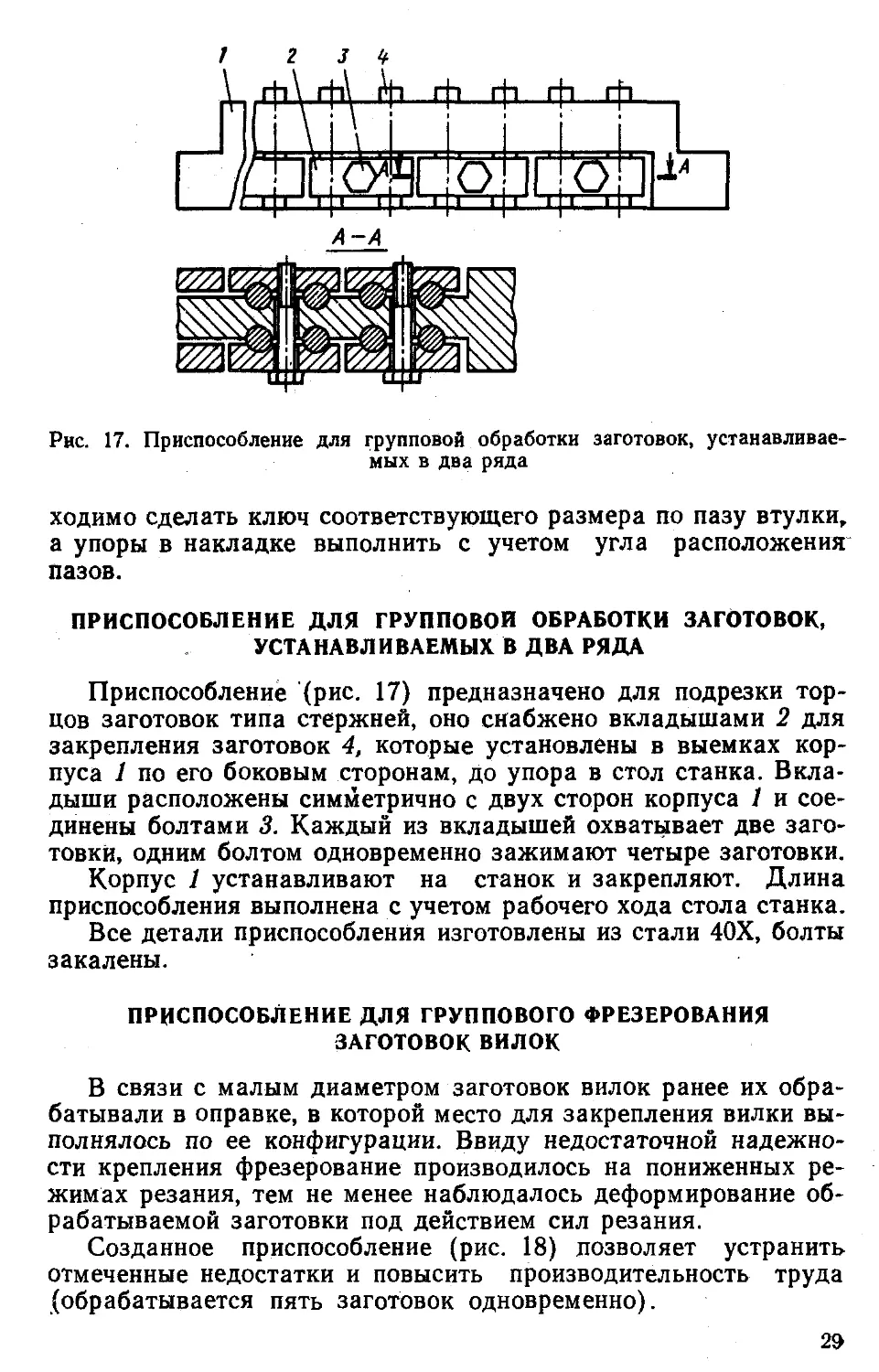
Рнс. 17. Приспособление для групповой обработки заготовок, устанавливае-
мых в два ряда
ходимо сделать ключ соответствующего размера по пазу втулки,
а упоры в накладке выполнить с учетом угла расположения
пазов.
ПРИСПОСОБЛЕНИЕ ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ЗАГОТОВОК,
УСТАНАВЛИВАЕМЫХ В ДВА РЯДА
Приспособление (рис. 17) предназначено для подрезки тор-
цов заготовок типа стержней, оно снабжено вкладышами 2 для
закрепления заготовок 4, которые установлены в выемках кор-
пуса 1 по его боковым сторонам, до упора в стол станка. Вкла-
дыши расположены симметрично с двух сторон корпуса 1 и сое-
динены болтами 3. Каждый из вкладышей охватывает две заго-
товки, одним болтом одновременно зажимают четыре заготовки.
Корпус 1 устанавливают на станок и закрепляют. Длина
приспособления выполнена с учетом рабочего хода стола станка.
Все детали приспособления изготовлены из стали 40Х, болты
закалены.
ПРИСПОСОБЛЕНИЕ ДЛЯ ГРУППОВОГО ФРЕЗЕРОВАНИЯ
ЗАГОТОВОК вилок
В связи с малым диаметром заготовок вилок ранее их обра-
батывали в оправке, в которой место для закрепления вилки вы-
полнялось по ее конфигурации. Ввиду недостаточной надежно-
сти крепления фрезерование производилось на пониженных ре-
жимах резания, тем не менее наблюдалось деформирование об-
рабатываемой заготовки под действием сил резания.
Созданное приспособление (рис. 18) позволяет устранить
отмеченные недостатки и повысить производительность труда
(обрабатывается пять заготовок одновременно).
29
Рис. 18. Приспособление для группового фрезерования заготовок вилок
Приспособление состоит из корпуса 2, выполненного из стали
40Х, который с помощью направляющей 9 устанавливают в паз
стола 3 фрезерного станка и крепят болтами и гайками 4.
В левой части корпуса по линии, параллельной движению стола,
на равном расстоянии друг от друга просверлено пять отверстий
для установки заготовок вилок 5. Для более точного базирова-
ния заготовки и надежного ее закрёпления в корпусе выполнены
цилиндрические пазы по размеру головки.
Заготовки вилок вставляют в отверстие корпуса до упора их
призматической части головки в паз, сделанный в выступе кор-
пуса, и закрепляют с помощью шпильки 6, кольца 7 и гайки 8,
при этом надрезанные части корпуса сжимаются. Обработка
производится одновременно тремя фрезами 1, установленными
с заданным размером на оправке в шпинделе станка. Средняя
фреза обрабатывает паз, две боковые фрезы — щечки.
Приспособление можно применить также на расточных и
строгальных станках.
Приспособление повысило точность базирования и надеж-
ность крепления обрабатываемых заготовок, увеличило произво-
дительность, улучшило условия труда фрезеровщика, исключило
деформацию и поломку заготовок.
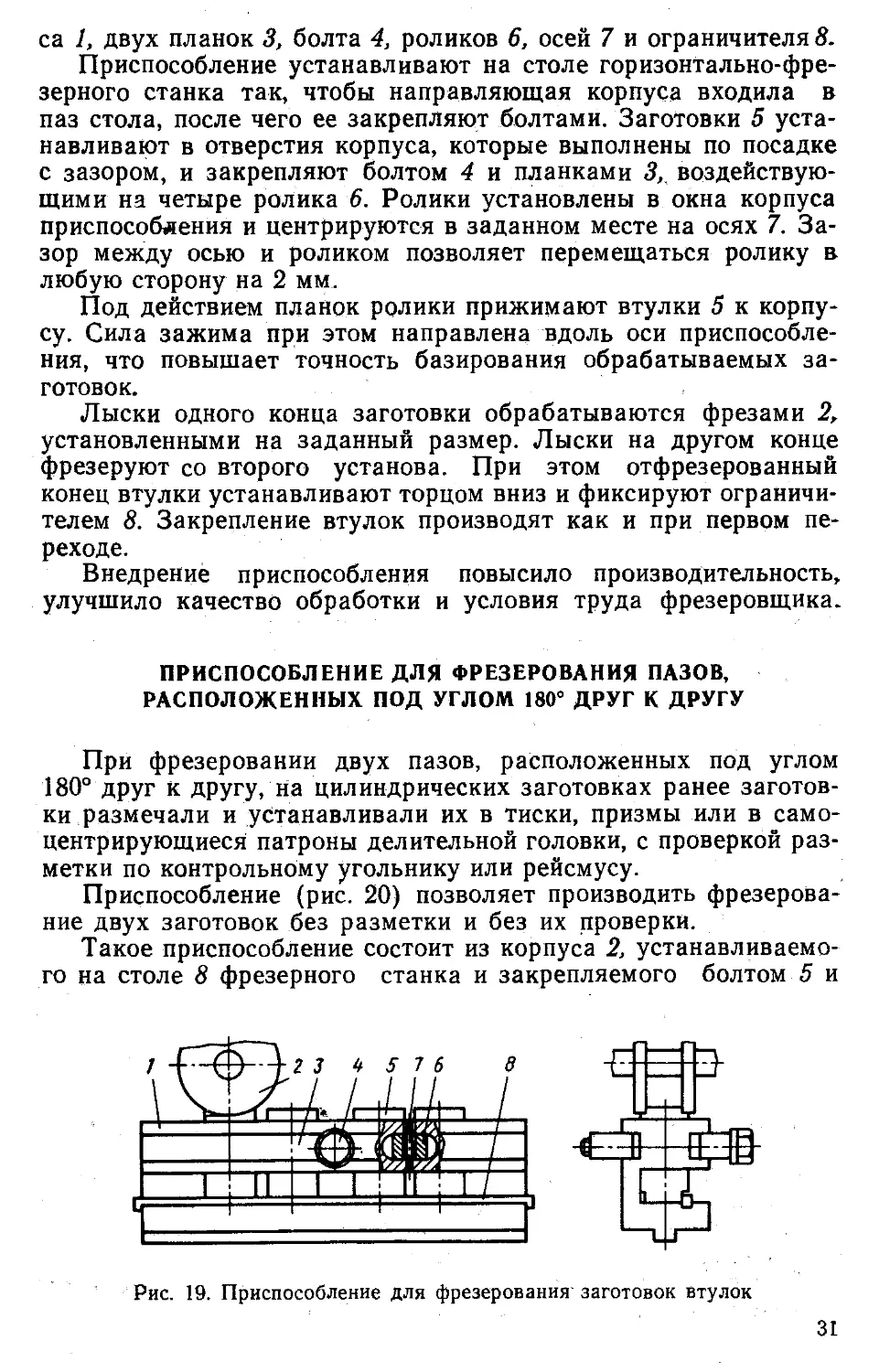
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ЗАГОТОВОК ВТУЛОК
При фрезеровании лысок с двух сторон втулки для обеспече-
ния параллельности лысок между собой ранее использовались
призма и болт с планкой для закрепления втулки, что сложно
и требовало высокой квалификации рабочего.
Приспособление (рис. 19) обеспечивает базирование и одно-
временное закрепление четырех заготовок, оно состоит из корпу-
30
са 1, двух планок 3, болта 4, роликов 6, осей 7 и ограничителя 8.
Приспособление устанавливают на столе горизонтально-фре-
зерного станка так, чтобы направляющая корпуса входила в
паз стола, после чего ее закрепляют болтами. Заготовки 5 уста-
навливают в отверстия корпуса, которые выполнены по посадке
с зазором, и закрепляют болтом 4 и планками <3, воздействую-
щими на четыре ролика 6. Ролики установлены в окна корпуса
приспособления и центрируются в заданном месте на осях 7. За-
зор между осью и роликом позволяет перемещаться ролику в
любую сторону на 2 мм.
Под действием планок ролики прижимают втулки 5 к корпу-
су. Сила зажима при этом направлена вдоль оси приспособле-
ния, что повышает точность базирования обрабатываемых за-
готовок.
Лыски одного конца заготовки обрабатываются фрезами 2,
установленными на заданный размер. Лыски на другом конце
фрезеруют со второго установа. При этом отфрезерованный
конец втулки устанавливают торцом вниз и фиксируют ограничи-
телем 8. Закрепление втулок производят как и при первом пе-
реходе.
Внедрение приспособления повысило производительность,
улучшило качество обработки и условия труда фрезеровщика.
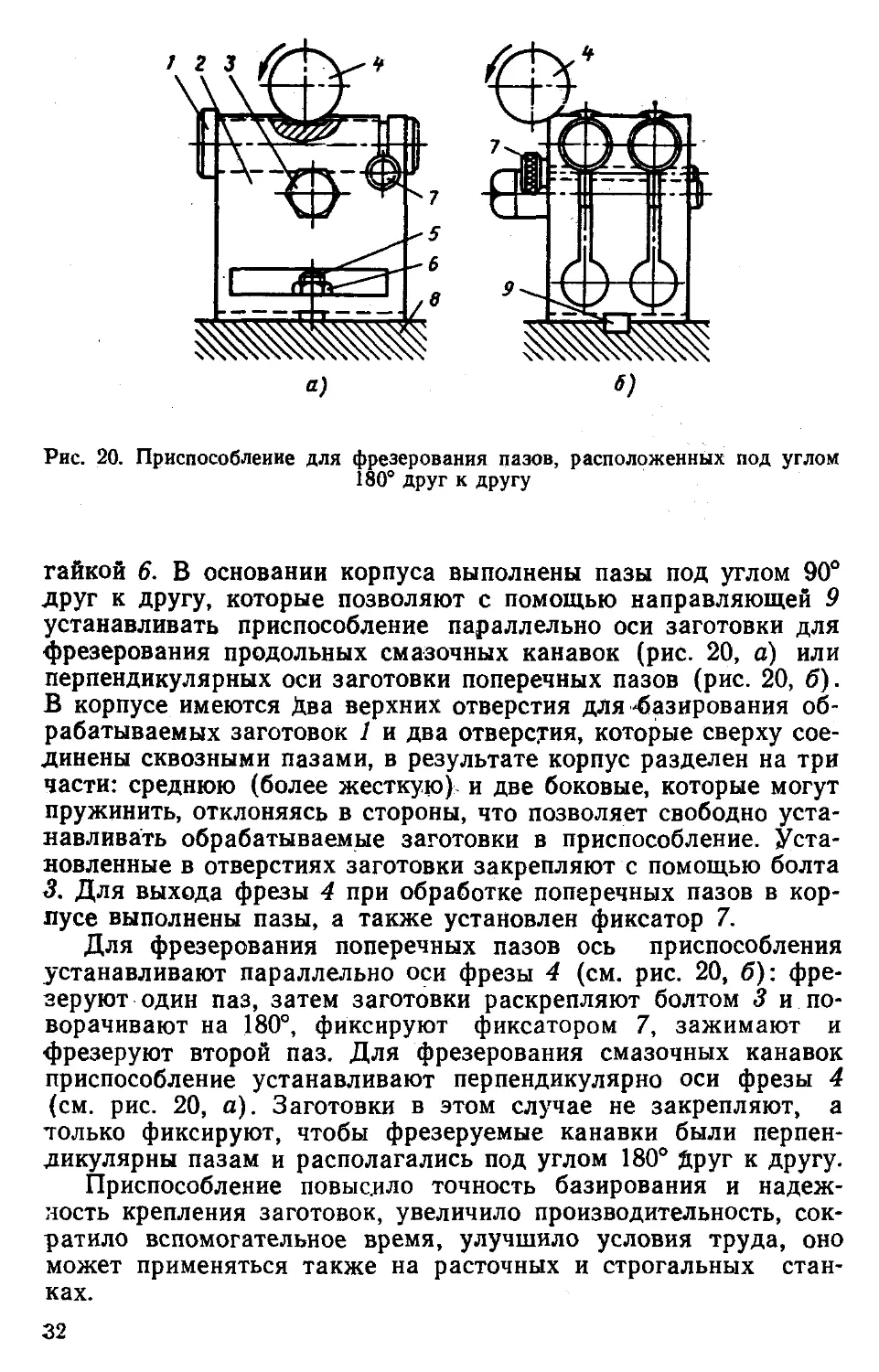
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ПАЗОВ,
РАСПОЛОЖЕННЫХ ПОД УГЛОМ 180° ДРУГ К ДРУГУ
При фрезеровании двух пазов, расположенных под углом
180° друг к другу, на цилиндрических заготовках ранее заготов-
ки размечали и устанавливали их в тиски, призмы или в само-
центрирующиеся патроны делительной головки, с проверкой раз-
метки по контрольному угольнику или рейсмусу.
Приспособление (рис. 20) позволяет производить фрезерова-
ние двух заготовок без разметки и без их проверки.
Такое приспособление состоит из корпуса 2, устанавливаемо-
го на столе 8 фрезерного станка и закрепляемого болтом 5 и
Рис. 19. Приспособление для фрезерования заготовок втулок
31
Рис. 20. Приспособление для фрезерования пазов, расположенных под углом
180° друг к другу
гайкой 6. В основании корпуса выполнены пазы под углом 90°
друг к другу, которые позволяют с помощью направляющей 9
устанавливать приспособление параллельно оси заготовки для
фрезерования продольных смазочных канавок (рис. 20, а) или
перпендикулярных оси заготовки поперечных пазов (рис. 20, б).
В корпусе имеются Два верхних отверстия для-базирования об-
рабатываемых заготовок 1 и два отверстия, которые сверху сое-
динены сквозными пазами, в результате корпус разделен на три
части: среднюю (более жесткую) и две боковые, которые могут
пружинить, отклоняясь в стороны, что позволяет свободно уста-
навливать обрабатываемые заготовки в приспособление. Уста-
новленные в отверстиях заготовки закрепляют с помощью болта
3. Для выхода фрезы 4 при обработке поперечных пазов в кор-
пусе выполнены пазы, а также установлен фиксатор 7.
Для фрезерования поперечных пазов ось приспособления
устанавливают параллельно оси фрезы 4 (см. рис. 20, б): фре-
зеруют один паз, затем заготовки раскрепляют болтом 3 и по-
ворачивают на 180°, фиксируют фиксатором 7, зажимают и
фрезеруют второй паз. Для фрезерования смазочных канавок
приспособление устанавливают перпендикулярно оси фрезы 4
(см. рис. 20, а). Заготовки в этом случае не закрепляют, а
только фиксируют, чтобы фрезеруемые канавки были перпен-
дикулярны пазам и располагались под углом 180° Друг к другу.
Приспособление повысило точность базирования и надеж-
ность крепления заготовок, увеличило производительность, сок-
ратило вспомогательное время, улучшило условия труда, оно
может применяться также на расточных и строгальных стан-
ках.
32
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ШЛИЦЕВ
БЕЗ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК
Фрезерование шлицев винтов ранее производилось с закреп-
лением их в трехкулачковом патроне, в результате чего на
резьбе винтов оставались следы от кулачков. Глубина шлицев
получалась различной, так как выдержать одинаковую глуби-
ну при ру'йюй подаче трудно. Кроме того, фрезерование шли-
цев было связано с определенной опасностью для работающего,
поскольку установка винтов в патрон и снятие их после обра-
ботки производились в непосредственной близости от вращаю-
щейся фрезы. При фрезеровании винтов, имеющих большую
длину, приходилось отводить делительную головку от вращаю-
щейся фрезы на расстояние, больше длины заготовки, на что
затрачивалось много времени.
Предлагаемое приспособление для фрезерования шлицев
устраняет перечисленные недостатки, улучшает условия работы,
повышает культуру производства и качество обработки, обес-
печивая одинаковую глубину шлицев у всех винтов.
Приспособление (рис. 21) состоит из корпуса 9, установ-
ленного в призме 11, закрепленной на столе 1 станка. В кор-
пусе по переходной посадке устанавливается оправка 7, в цен-
тральной части которой выполнено отверстие для винта 8. От-
верстие в оправке соответствует диаметру винта. Внутри кор-
пуса имеется выступ, в который упирается головка винта при
фрезеровании. Центр фрезы 10 устанавливают по линии цен-
тров корпуса, а следовательно, и по центру обрабатываемого
винта.
В корпусе со стороны фрезы выполнен паз, ширина и глу-
бина которого несколько больше размера шлица. Фрезу уста-
навливают таким образом, чтобы глубина шлица была равна
Рис. 21. Приспособление для фрезерования шлицев без закрепления заготовок
2—800 33
заданной. Для подачи винта к фрезе на столе станка уста-
новлен поворотный нажимной рычаг, состоящий из втулки 2
и рукоятки 3. Втулка крепится к столу болтом 6, гайкой 5 и
шайбой 4.
Фрезерование шлицев винта производится следующим обра-
зом. Винт 8 устанавливают в отверстие оправки 7, которую от-
водят в корпус 9 приспособления. Поворачивая в сторону кор-
пуса рычаг, нажимают на хвостовик оправки, перемещают ее
к вращающейся фрезе 10 и производят фрезерование шлица.
Доведя головку винта до упора, на полную глубину шлица»
рычаг отводят в сторону. Оправку выводят из корпуса, винт
снимают и устанавливают следующий. Затем цикл повторяется.
Корпус приспособления служит ограждением фрезы, а зона
обработки находится внутри корпуса.
ДВУХКУЛАЧКОВЫЙ ПАТРОН
В применяемых ранее двухкулачковых патронах сухари»
удерживающие винт, под действием переменных нагрузок и
трения быстро изнашивались. Между сухарем и винтом образо-
вывался увеличенный зазор, что нарушало точность установки
обрабатываемой заготовки и усложняло ее обработку. Кроме
этого, нельзя было без вывода кулачков из патрона сместить
их по отношению друг к другу.
Для устранения указанных недостатков разработана и
внедрена новая конструкция патрона {А. с. № 459309 (СССР)]»
которая обеспечивает возможность независимого перемещения
кулачков. Винт выполнен из друх частей (со сквозным цен-
тральным отверстием), между которыми расположена проме-
жуточная шайба, а отверстия вин-
тов снабжены шлицами под ключ.
Двухкулачковый патрон (рис.
22) состоит из корпуса 1, кулачков
4, винтов 2, основания 3, болтов 5»
планки 6, промежуточной шайбы
7. Два винта 2 с правой и левой
резьбами имеют шлицы 8 под ключ.
Винты удерживаются сухарями 9,
закрепляемыми в патроне крепеж-
ными винтами 10.
На торцевой части корпуса па-
трона, перпендикулярно основному
пазу выполнены Т-образные пазы
11 для крепления заготовок болта-
ми и планками или для установки
дополнительных приспособлений.
Рис. 22. Двухкулачковый патрон
34
Кулачки можно перемещать в пазах одновременно или каж-
дый отдельно.
Отверстия под ключ имеют десять шлицев, что позволяет
поворачивать каждый винт относительно друг друга на одну
десятую оборота, в результате достигается высокая точность
установки обрабатываемой заготовки.
Кулачок может устанавливаться в четырех позициях и за-
крепляться в любом поперечном пазу основания на необходи-
мом расстоянии от центра патрона. Одна сторона кулачка
служит для зажима прутковой заготовки, три остальные сто-
роны обеспечивают зажим заготовок различных конфигураций
(квадратные, шестигранные, эллипсные и др.).
Патрон можно применять на фрезерных, токарных, револь-
верных и других станках. Диаметр патрона 300 мм; наиболь-
ший диаметр обрабатываемой заготовки 220 мм; центральное
отверстие в корпусе патрона имеет диаметр 80 мм; диаметр
бинтов 40 мм; масса патрона без кулачков 32 кг.
ПРИСПОСОБЛЕНИЯ ДЛЯ РАЦИОНАЛЬНОГО
БАЗИРОВАНИЯ И ЗАКРЕПЛЕНИЯ
ОБРАБАТЫВАЕМЫХ ЗАГОТОВОК
Правильный выбор базы для установки обрабатываемой за-
готовки и надежное ее закрепление на станке — одна из основ-
ных задач фрезеровщика. На фрезерных и зубообрабатываю-
щих станках обрабатывают заготовки деталей, конфигурация
которых особенно разнообразна. На других станках обработку
заготовок можно вести группами.
От правильной установки заготовок, надежного их закреп-
ления в значительной степени зависит производительность и
качество обработанной детали. Поспешное и нерациональное
базирование, ненадежное закрепление ведут, как правило, к
изготовлению деталей с отклонениями, а иногда и к браку и,
в большинстве случаев, к снижению производительности. Иногда
несложные на первый взгляд заготовки заставляют серьезно
задуматься о способе их обработки.
Рабочий всегда должен заботиться о наибольшей загрузке
станка, о меньшей затрате времени на единицу выпускаемой
продукции и более высокой производительности труда.
В настоящее время фрезерование заготовок деталей типа
штуцеров, ниппелей, гаек производят в различных приспособ-
лениях. Применяют трехкулачковые патроны, тиски, специаль-
ные оправки, заготовки устанавливают в призмах с крепле-
нием планками и болтами, применяют и другие устройства.
2*
35
Для сокращения применяемых приспособлений и устране-
ния некоторых указанных недостатков разработано и внедрено
несколько новых приспособлений.
ПРИСПОСОБЛЕНИЕ С БАЗИРОВАНИЕМ ОБРАБАТЫВАЕМОЙ
ЗАГОТОВКИ ПО НАРУЖНОМУ ДИАМЕТРУ
Приспособление (рис. 23) состоит из стального корпуса 15,
который закрепляют на столе 1 фрезерного станка с помощью
болта 13 и гайки 14. Обрабатываемую заготовку 6 по наруж-
ной поверхности устанавливают в сменную оправку 7, закреп-
ляемую болтом 12 в корпусе. Оправка примерно на 90% длины
разрезана вдоль оси, что позволяет ей работать подобно цанге.
В верхней части корпуса на оси 9, которая может переме-
щаться в пазу, установлен рычаг 8 с хвостовиком 10 зажим-
ным болтом 11.
Заготовку закрепляют, воздействуя рычагом на разрезную
оправку, с помощью зажимного болта 11. Нижняя часть оправ-
ки поддерживается упором 4, который опирается на болт 2 и
перемещается вместе с ним в Т-образном пазу стола. Крепится
болт гайкой 3.
Обрабатываемые заготовки можно крепить за резьбу, не
деформируя ее.
Фрезерование производится одной фрезой 5 для получения
шлицев, пазов и других элементов и двумя фрезами — для по-
лучения лысок у болтов, гаек, штуцеров. Во время обработки
первой заготовки вместе с ней фрезеруется и передняя часть
оправки по конфигурации обрабатываемого элемента.
Базовая поверхность оправки может быть выполнена любой
конфигурации в соответствии с конфигурацией устанавливае-
мой в нее заготовки. Меняя оправки, приспособления быстро
переналаживают под обработку различных заготовок, которые
ранее устанавливали и закрепляли путем завинчивания или
зажимали в патроне с прокладкой или с разрезной втулкой.
Однако заготовку не могли так
надежно закреплять, как в рас-
сматриваемом приспособлении.
Внедрение приспособления
повысило производительность
труда, точность базирования и
надежность закрепления обраба-
тываемой заготовки, улучшило
условия труда, расширило тех-
нологическую возможность фре-
Рис. 23. Приспособление с базированием
обрабатываемой заготовки по наружному
диаметру
36
зерных станков. Сократилось число приспособлений, применяе-
мых при фрезеровании.
Приспособление может использоваться также на сверлиль-
ных, долбежных и других станках.
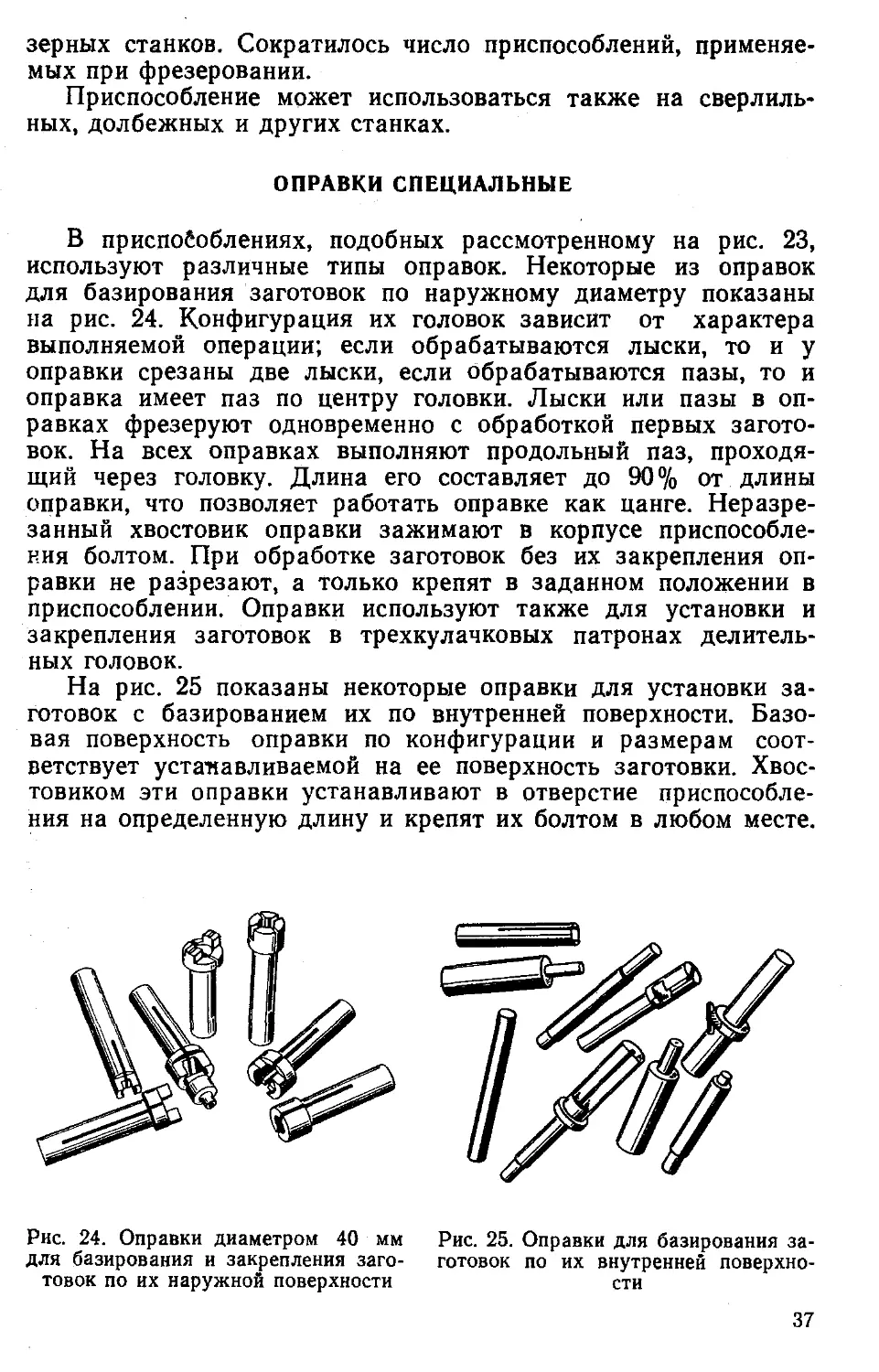
ОПРАВКИ СПЕЦИАЛЬНЫЕ
В приспособлениях, подобных рассмотренному на рис. 23,
используют различные типы оправок. Некоторые из оправок
для базирования заготовок по наружному диаметру показаны
на рис. 24. Конфигурация их головок зависит от характера
выполняемой операции; если обрабатываются лыски, то и у
оправки срезаны две лыски, если обрабатываются пазы, то и
оправка имеет паз по центру головки. Лыски или пазы в оп-
равках фрезеруют одновременно с обработкой первых загото-
вок. На всех оправках выполняют продольный паз, проходя-
щий через головку. Длина его составляет до 90% от длины
оправки, что позволяет работать оправке как цанге. Неразре-
занный хвостовик оправки зажимают в корпусе приспособле-
ния болтом. При обработке заготовок без их закрепления оп-
равки не разрезают, а только крепят в заданном положении в
приспособлении. Оправки используют также для установки и
закрепления заготовок в трехкулачковых патронах делитель-
ных головок.
На рис. 25 показаны некоторые оправки для установки за-
готовок с базированием их по внутренней поверхности. Базо-
вая поверхность оправки по конфигурации и размерам соот-
ветствует устанавливаемой на ее поверхность заготовки. Хвос-
товиком эти оправки устанавливают в отверстие приспособле-
ния на определенную длину и крепят их болтом в любом месте.
Рис. 24. Оправки диаметром 40 мм
для базирования и закрепления заго-
товок по их наружной поверхности
Рис. 25. Оправки для базирования за-
готовок по их внутренней поверхно-
сти
37
Такие оправки обеспечивают достаточную точность базирования
и надежность закрепления обрабатываемых заготовок.
Практика показала хорошие результаты применения спе-
циальных оправок.
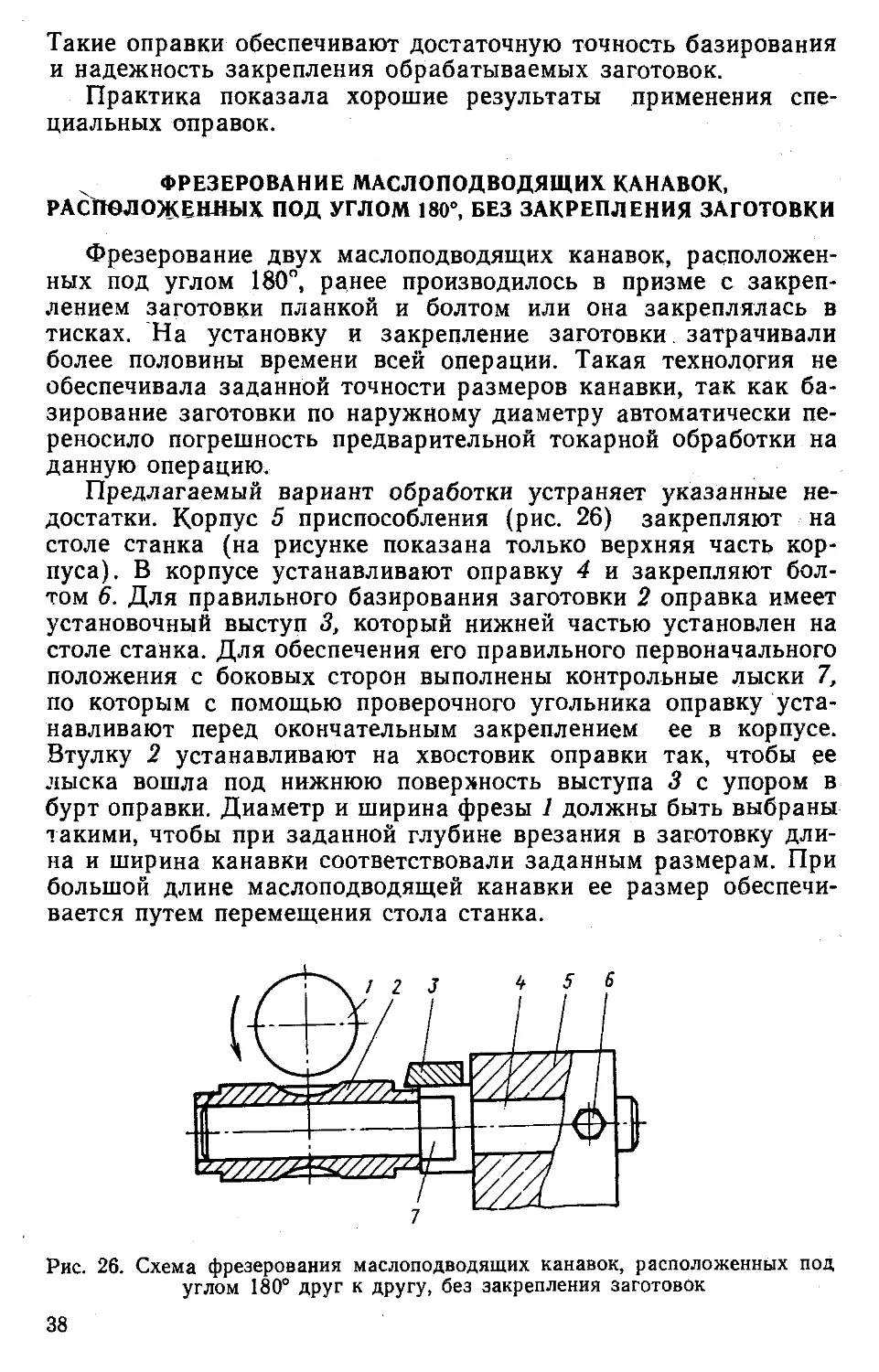
ФРЕЗЕРОВАНИЕ МАСЛОПОДВОДЯЩИХ КАНАВОК,
РАСПОЛОЖЕННЫХ ПОД УГЛОМ 180°, БЕЗ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ
Фрезерование двух маслоподводящих канавок, расположен-
ных под углом 180°, ранее производилось в призме с закреп-
лением заготовки планкой и болтом или она закреплялась в
тисках. На установку и закрепление заготовки, затрачивали
более половины времени всей операции. Такая технология не
обеспечивала заданной точности размеров канавки, так как ба-
зирование заготовки по наружному диаметру автоматически пе-
реносило погрешность предварительной токарной обработки на
данную операцию.
Предлагаемый вариант обработки устраняет указанные не-
достатки. Корпус 5 приспособления (рис. 26) закрепляют на
столе станка (на рисунке показана только верхняя часть кор-
пуса). В корпусе устанавливают оправку 4 и закрепляют бол-
том 6. Для правильного базирования заготовки 2 оправка имеет
установочный выступ 3, который нижней частью установлен на
столе станка. Для обеспечения его правильного первоначального
положения с боковых сторон выполнены контрольные лыски 7,
по которым с помощью проверочного угольника оправку уста-
навливают перед окончательным закреплением ее в корпусе.
Втулку 2 устанавливают на хвостовик оправки так, чтобы ее
лыска вошла под нижнюю поверхность выступа 3 с упором в
бурт оправки. Диаметр и ширина фрезы 1 должны быть выбраны
такими, чтобы при заданной глубине врезания в заготовку дли-
на и ширина канавки соответствовали заданным размерам. При
большой длине маслоподводящей канавки ее размер обеспечи-
вается путем перемещения стола станка.
Рис. 26. Схема фрезерования маслоподводящих канавок, расположенных под
углом 180° друг к другу, без закрепления заготовок
38
Базами втулки являются отверстие и лыски на ее концах.
Между лыской втулки и выступом 3 имеется зазор. После уста-
новки втулки производят обработку. Подача заготовки произ-
водится путем перемещения стола вверх на заданную величину.
По окончании фрезерования первой канавки стол опускают так,
чтобы зазор между втулкой и фрезой был не менее 1...2 мм.
Затем втулку отодвигают влево на такое расстояние, чтобы ко-
нец втулки вышел из зацепления с выступом 3, после этого
втулку поворачивают на 180° и вновь заводят второй лыской под
выступ 3. Фрезеруется вторая, противоположная канавка у
втулки. Стол вновь опускают — втулку снимают и устанавливают
следующую. Цикл повторяется. Вращение фрезы должно быть
направлено навстречу приспособлению. При этом силы резания
доводят втулку до упора, если этого не было сделано Перед об-
работкой.
Внедрение приспособления позволило обрабатывать заготовку
без ее зажима, при этом базирование обеспечивается автома-
тически. Применение приспособления повысило точность обра-
ботки, улучшило условия труда.
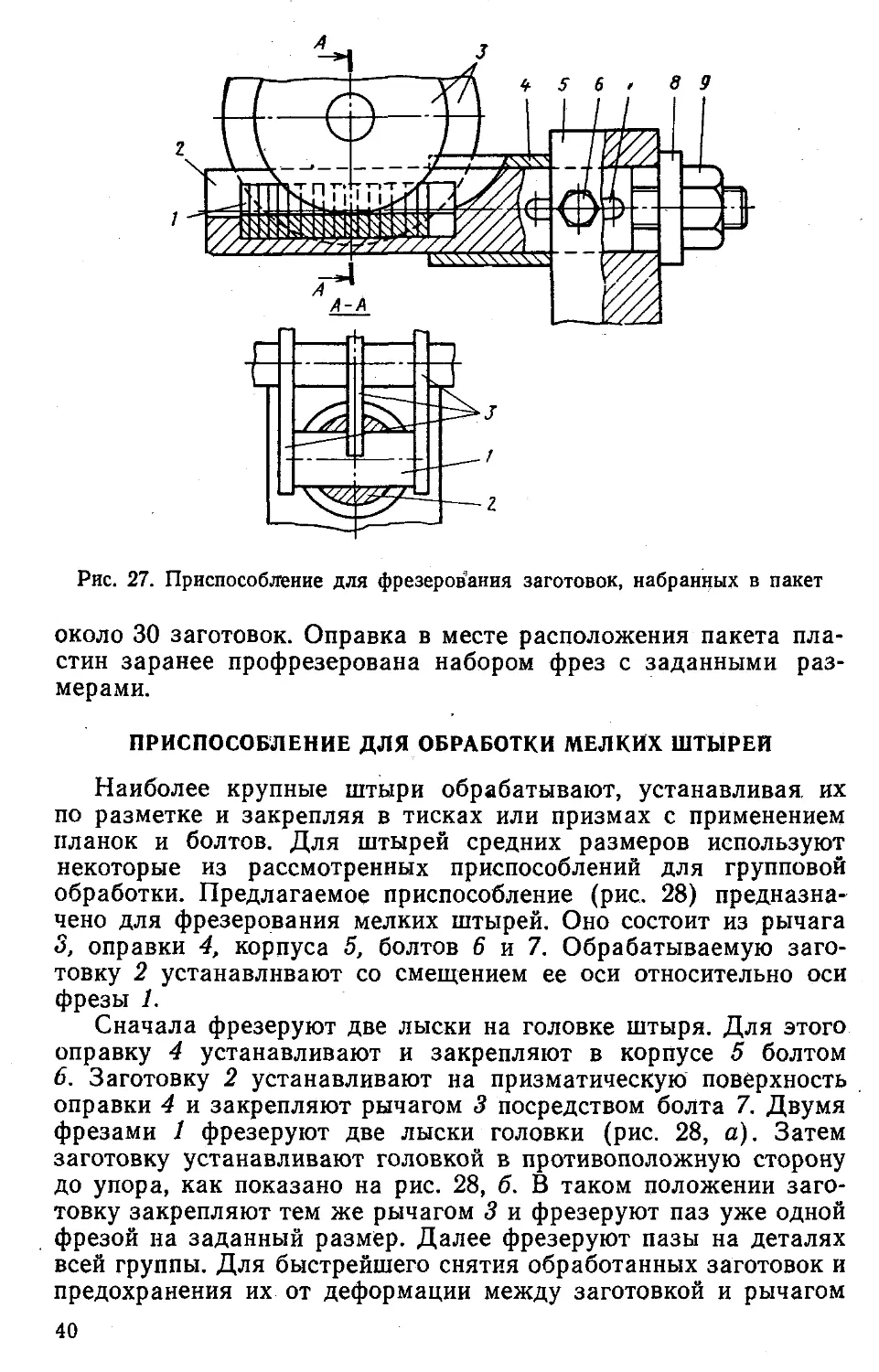
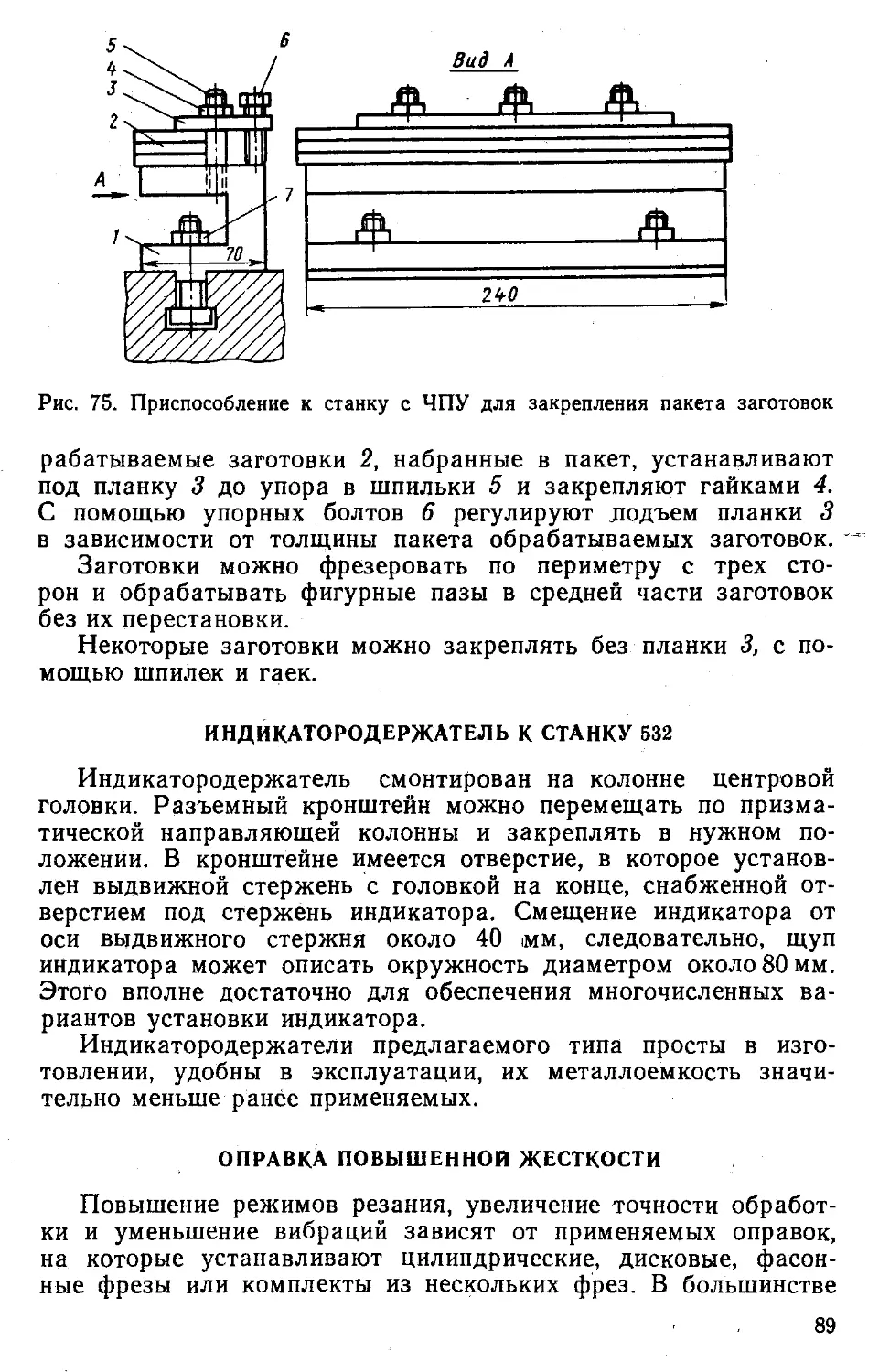
ФРЕЗЕРОВАНИЕ ЗАГОТОВОК, НАБРАННЫХ В ПАКЕТ
Базирование плоских заготовок типа пластин, набранных в
пакет й размещенных между опорными планками, широко ис-
пользуют при фрезеровании.
Один из вариантов применения специальных оправок для
фрезерования группы деталей набором фрез разных диаметров
показан на рис. 27.
Заготовки из листового металла (пластины) необходимо
подрезать с двух сторон и в средней ее части получить паз
на половину ширины пластины. Ранее такая обработка вы-
полнялась в три установа заготовок. Сначала подрезали пооче-
редно торцы, затем фрезеровали паз. С использованием пред-
лагаемого приспособления эта операция выполняется за один
рабочий ход.
Корпус 5 приспособления закреплен на столе станка, в не-
го по переходной посадке входит оправка 2, которая фикси-
руется от поворота вокруг оси фиксатором 6 через продольный
паз 7. Оправка может перемещаться вдоль отверстия корпуса.
На оправке установлена втулка 4, диаметр наружной поверх-
ности которой меньше длины обрабатываемых пластин. Обра-
батываемые заготовки 1 набирают пакетом, устанавливают в
окно оправки на всю длину окна и закрепляют с помощью
кольца 8 и гайки 9. Набор фрез 3 подобран так, чтобы за один
рабочий ход две боковые фрезы снимают припуск по краям,
а средняя фреза обрабатывает паз в середине пластин. В пакете
39
Рис. 27. Приспособление для фрезерования заготовок, набранных в пакет
около 30 заготовок. Оправка в месте расположения пакета пла-
стин заранее профрезерована набором фрез с заданными раз-
мерами.
ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ МЕЛКИХ ШТЫРЕЙ
Наиболее крупные штыри обрабатывают, устанавливая, их
по разметке и закрепляя в тисках или призмах с применением
планок и болтов. Для штырей средних размеров используют
некоторые из рассмотренных приспособлений для групповой
обработки. Предлагаемое приспособление (рис. 28) предназна-
чено для фрезерования мелких штырей. Оно состоит из рычага
3, оправки 4, корпуса 5, болтов б и 7. Обрабатываемую заго-
товку 2 устанавливают со смещением ее оси относительно оси
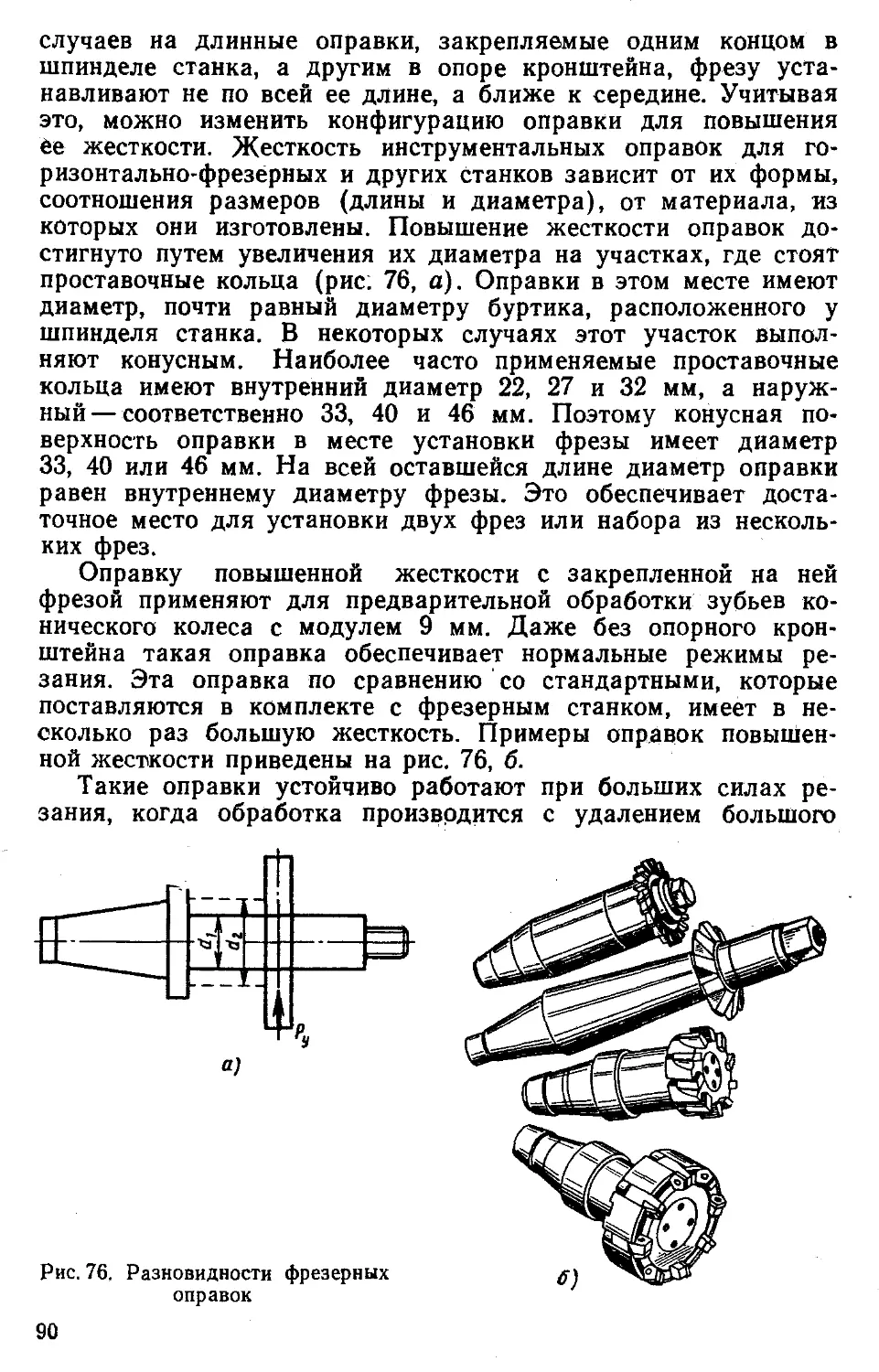
фрезы 1.
Сначала фрезеруют две лыски на головке штыря. Для этого
оправку 4 устанавливают и закрепляют в корпусе 5 болтом
6. Заготовку 2 устанавливают на призматическую поверхность
оправки 4 и закрепляют рычагом 3 посредством болта 7. Двумя
фрезами 1 фрезеруют две лыски головки (рис. 28, а). Затем
заготовку устанавливают головкой в противоположную сторону
до упора, как показано на рис. 28, б. В таком положении заго-
товку закрепляют тем же рычагом 3 и фрезеруют паз уже одной
фрезой на заданный размер. Далее фрезеруют пазы на деталях
всей группы. Для быстрейшего снятия обработанных заготовок и
предохранения их от деформации между заготовкой и рычагом
40
Рис. 28. Приспособление для обработки мелких штырей
рекомендуется устанавливать медную или алюминиевую прок-
ладку.
Внедрение приспособления улучшает базирование и закрепле-
ние заготовок, обеспечивает высокую параллельность фрезеруе-
мых поверхностей, предохраняет заготовки от деформации, по-
вышает производительность.
Приспособление может быть использовано при обработке
заготовок на сверлильных станках.
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ ПАЗОВ
В ЦИЛИНДРИЧЕСКИХ ЗАГОТОВКАХ
Заготовки, имеющие неудобную форму для базирования и
закрепления, обычно обрабатывают с применением большого
числа различных сложных устройств. Иногда на установку и
закрепление этих заготовок требуется много времени. Однако
постепенно совершенствуя приемы передовых' рабочих, обобщая
опыт рационализаторов и новаторов производства, можно рабо-
тать более эффективно. Во многих случаях заготовки целесооб-
разно обрабатывать без их закрепления.
Рис. 29. Приспособление для обработки пазов в цилиндрических заготовках
41
Рис. 30. Приспособление для уста-
новки заготовок типа валиков с
буртом
Приспособление (рис.
29) для обработки пазов в
цилиндрических заготовках
имеет направляющую в
нижней части установки ее
на столе станка и закреп-
ления с помощью болта 5 и гайки 4. В средней части корпуса
3 выполнено отверстие с буртом для базирования в нем обра-
батываемой заготовки 2, представляющей собой цилиндрическую
скалку, в которой необходимо прорезать паз глубиной, равной
90% ее диаметра, на всю длину. Отверстие в корпусе 3 соответ-
ствует наружному диаметру обрабатываемой заготовки. Это
обеспечивает правильное базирование заготовки и надежное ее
удержание во время резания.
Фрезу 1 устанавливают по оси детали на глубину прорезае-
мого паза. Обработка производится за один рабочий ход. При
обработке первой заготовки прорезается и само приспособление.
Направления вращения фрезы и движения стола станка указаны
стрелками. Заготовка силами резания прижимается к нижней
стороне отверстия и к бурту приспособления.
Приспособление показало хорошие результаты. Заготовка
надежно удерживается при обработке, не деформируется, обес-
печивается безопасность в работе.
Операцию фрезерования паза под сегментную шпонку на
тонких длинных валиках с буртом выполняли с применением
самоцентрирующегося трехкулачкового патрона, центровой го-
ловки и устройства, поддерживающего валик в месте фрезеро-
вания паза для уменьшения его деформации.
Простое приспособление, закрепляемое на столе станка (рис.
30), улучшает и облегчает работу фрезеровщика.
Обрабатываемую заготовку 1 свободно устанавливают в кор-
пус 2 приспособления, который в верхней части срезан для сво-
бодного перемещения фрезы 3. Бурт валика-заготовки упирается
в корпус приспособления, а с другой стороны его поджимают
с помощью болта 4, закрепленного на кронштейне 5. Силы ре-
зания прижимают заготовку к приспособлению, исключая ее
перемещение. Для фрезеровании удлиненных заготовок крон-
штейн 5 можно перемещать по пазу стола и закреплять на не-
обходимом расстоянии.
При отсутствии бурта у заготовки можно применять специ-
альный упор, устанавливаемый на столе станка. Упор обычно
состоит из болта и кронштейна, закрепляемого в пазу стола.
Болтом можно регулировать перемещение заготовки.
42
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ВИЛОК
Фрезерование паза в головке вилки, имеющей резьбовой ко-
нец, ранее выполнялось с использованием трехкулачкового па-
трона. Базирование часто нарушалось, заготовка деформиро-
валась, имелись случаи ее вырыва из патрона.
Предлагаемое приспособление 1 (рис. 31) закрепляют на
столе станка. Заготовку 2 хвостовиком устанавливают в отвер-
стие приспособления с некоторым зазором. Обработку произ-
водят фрезой 3, с вертикальной подачей стола, заготовка си-
лами резания автоматически прижимается к приспособлению.
ПРИСПОСОБЛЕНИЕ ДЛЯ ГРУППОВОГО БАЗИРОВАНИЯ
Приспособление для группового базирования позволяет об-
рабатывать партию из шести заготовок (рис. 32). Оно состоит
из двух планок 3, закрепляемых на столе станка, имеющего
пазы, в которые свободно устанавливают заготовки хвостови-
ками. Высота ограничителей 4 и 5 над столом должна быть
такой, чтобы фреза при обработке не задевала их. Все шесть
заготовок 2 прижимают клином 6 к ограничителям 4. Клин за-
водят между крайней заготовкой и ограничителем 5. Набор из
шести фрез 1 устанавливают на оправке с направлением режу-
щей кромки в сторону движения стола. Силы резания стре-
мятся поднять заготовку вверх и сдвинуть. Эти перемещения
могут быть не более сум-
марной величины отклоне- а-а
ний размеров хвостовиков
заготовок и паза планки.
Направление сил резания,
действующих на заготовку
Рис. 31. Приспособление для фрезе-
рования вилок
Рис. 32. Приспособление для группо-
вого базирования
43
от фрезы, должны совпадать с направлением сил, действующих
от клина, т. е. чтобы клин в процессе работы не ослаблял сил
на заготовки, а наоборот, зажимал их сильнее.
Приспособление позволяет обрабатывать одновременно
шесть заготовок, поэтому почти в 6 раз сокращается основное
и вспомогательное время.
Рассмотренные приспособления для базирования имеют сле-
дующие преимущества перед ранее применяемыми. Повышается
точность обработки, заготовка не деформируется, сокращаются
физические усилия рабочего, уменьшается вспомогательное
время, базирование производится автоматически, без выверки,
повышается производительность. В большинстве случаев прис-
пособления просты по конструкции и легко могут быть изго-
товлены в механическом цехе, они быстро окупаются.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ШПОНОЧНЫХ ПАЗОВ
НА ЗАГОТОВКАХ ВАЛИКОВ НАСОСА
Валики насосов имеют по четыре поперечных шпоночных
паза, которые обрабатывали в призмах по разметке с крепле-
нием заготовки двумя планками, или в делительной головке с
центровой бабкой. При этом требовалось не менее двух уста-
новок заготовки, так как шпоночные пазы расположены на
разном расстоянии друг от друга, что, вызывало ошибки и от-
клонения от заданных размеров.
Приспособление, показанное на рис. 33, позволяет устранить
эти недостатки, оно состоит из стального корпуса 1, в призма-
тический паз которого устанавливают обрабатываемую заго-
товку 2 и фиксируют клином 3, который вводят между заготов-
кой и накладкой 4. Накладку закрепляют совместно с корпу-
сом на столе фрезерного станка, в нее устанавливают фиксатор
5, а в корпус — фиксатор 7, поджимаемый пружиной 8 и регу,-
Рис. 33. Приспособление для фрезерования шпоночных пазов на заготовках
валиков насоса
44
лируемый винтом 9. Корпус имеет четыре паза, в один из кото-
рых упирается бурт заготовки. Место упора расположено на
определенном расстоянии от контрольной риски. Фрезу 6 уста-
навливают так, чтобы центр ее находился на контрольной
риске.
Базирование заготовки и ее фрезерование производят сле-
дующим образом. Приспособление устанавливают призматиче-
ским шипом в паз стола горизонтально-фрезерного станка и
крепят двумя болтами. Накладку размещают так, чтобы фик-
сатор 5 находился от фрезы на расстоянии, равном расстоя-
нию между цазами. При фрезеровании второго паза фиксатор
должен заходить в первый, уже обработанный паз.
Первым фрезеруют паз, расположенный от бурта заготовки
до центра фрезы на расстоянии 126 мм. Затем фрезеруют паз,
который находится на расстоянии 215 мм от бурта. После этого
заготовку устанавливают в первый паз, буртик при этом упи-
рается в торец, расположенный на расстоянии 170 мм от цен-
тра фрезы. Фиксатор 7 должен зайти в отфрезерованный вто-
рой паз. При фрезеровании четвертого паза буртик заготовки
расположен у торца, находящегося на расстоянии 72 мм от
фрезы. При установке заготовки достаточно вынуть клин 3,
переставить ее буртом к следующему упорному торцу приспо-
собления и вновь зафиксировать положение валика с помощью
клина.
Силы резания при обработке прижимают заготовку к призме
приспособления. При касании фрезы зазор между буртом за-
готовки и упорным торцом выбирается.
Внедрение приспособления повысило точность базирования
заготовки, производительность и улучшило условия труда.
ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК ВИНТОВ
Для фрезерования шлицев у заготовок винтов небольших
размеров применяют простейшее приспособление (рис. 34), за-
жимаемое в тиски, которое состоит из стального корпуса 1
Т-образной формы и резиновых вкладышей 2, вставляемых в
корпус с боковых сторон. В средней части корпуса просверлен
ряд отверстий с зенковкой по размеру головок винтов. Шаг
3 между отверстиями выбран таким образом, чтобы при За-
полнении приспособления винтами 3 головки их не мешали
друг другу, а зазор между ними был наименьший. С боковых
сторон в корпусе имеются замкнутые пазы, в которые встав-
ляют резиновые вкладыши 2. Глубина пазов выбрана с таким
расчетом, чтобы отверстия под винты с обеих сторон были от-
крытыми, а размер сечения Л в зоне установки винтов был
меньше диаметра головки винтов на 2—3 мм. Это необходимо
для того, чтобы при зажатии приспособления в тисках резина
45
Рис. 34. Приспособление для закрепления заготовок винтов
заполняла свободные места (канавки между винтами и резь-
бой и свободное пространство между винтами и корпусом) и
закрепляла винты. Из опыта работы установлено, что толщина
резиновых вкладышей должна быть на 2—1,5 мм больше глу-
бины паза.
Заготовки винтов вставляют в отверстия корпуса приспо-
собления. Резиновые вкладыши заводят в пазы. Затем приспо-
собление устанавливают в тиски и зажимают так, чтобы вкла-
дыши полностью входили в пазы, а губки тисков закрепляют
приспособление за основной металл. Производят попутное фре-
зерование, после чего приспособление снимают, поворачивают
головками винтов вниз и снимают заготовки. Набирают сле-
дующую партию заготовок и цикл повторяют.
Размеры приспособления указаны на рисунке и приведены
в табл. 4.
4. Размеры приспособления (см. рис. 34) для закрепления заготовок
винтов в зависимости от их диаметра, мм
Диаметр винта Шаг S Диаметр отверстия d Толщина общая Н Толщина средней части h Ширина с буртиком В
6 12 6А3 28 4 36
8 16 8 A3 30 6 38
10 19 ЮАз 32 8 40
12 23 12А3 33 9 41
14 25 14А3 35 11 43
16 28 16А3 37 13 45
46
ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ ИНСТРУМЕНТА
ОТНОСИТЕЛЬНО ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ
Фрезы устанавливают относительно обрабатываемой поверх-
ности обычно с помощью контрольного угольника. При отсут-
ствии базовой поверхности для этой цели используют специаль-
ный калибр (рис. 35), который устанавливают в паз стола 1
станка; его хвостовик 4 входит в паз по переходной посадке;
буртик 2 калибра, опирающийся на стол станка, должен быть
перпендикулярен хвостовику 4 и стержню 3.
По острию стержня 3 устанавливают фрезу 5. Калибр мо-
жет также применяться и для установки обрабатываемых заго-
товок. Его буртик с одной стороны срезан, в результате чего
калибр может наклоняться в обе стороны по пазу стола, острие
его при этом всегда находится на одной линии, проходящей
через середину Т-образного паза стола станка.
Рис. 35. Приспособление для установ-
ки инструмента относительно обраба-
тываемой поверхности
Рис. 36. Приспособление с набором
зажимных планок
Калибр можно применять при обрабатывании зубчатых ко-
лес методом копирования на фрезерных станках в делитель-
ных головках.
ПРИСПОСОБЛЕНИЕ С НАБОРОМ ЗАЖИМНЫХ ПЛАНОК
Приспособление для одновременной обработки нескольких
заготовок с установочной базой в виде цилиндрического хвосто-
вика показано на рис. 36. В средней части прямоугольных
планок 1 имеются отверстия под болт 5 с гайкой 4. По обе сто-
роны болта выполнены четыре отверстия для установки обра-
батываемых заготовок 3. Приспособление устанавливают на
47
стол станка, одну из крайних планок закрепляют болтами так,
чтобы ось болта 5 была параллельна направляющим пазам
стола станка. Обрабатываемые заготовки 3 устанавливают в
каждое отверстие приспособления и зацепляют болтом 5 с
гайкой 4. Такое базирование дает возможность обрабатывать
фрезами 2 одновременно несколько заготовок с увеличенной по-
дачей резания и применять несколько фрез X которые врезаются
во вторую заготовку, не выходя из первой. В результате при-
менения приспособления улучшаются условия работы станка,
сокращается вспомогательное и основное машинное время.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ЗАГОТОВОК
ЛЕЕРНЫХ СТОЕК
Приспособление (рис. 37) состоит из двух призм 2 и 5, уста-
навливаемых на поверхности стола станка в его Т-образном
пазу, и оправки 4. Леерную стойку 1 шаровой поверхностью
вставляют в конусное отверстие оправки 4, закрепленной в
призме 5. Цилиндрическую поверхность стойки укладывают на
призму 2 и закрепляют болтом с гайкой через планку. Две
лыски с двух сторон от шаровых поверхностей фрезеруют одно-
временно двумя фрезами 3.
Рис. 37. Приспособление для
фрезерования заготовок ле-
ерных стоек
При фрезеровании первой заготовки обрабатывается перед-
няя часть конусной оправки 4, в результате конусное* отвер-
стие оправки с боков получается открытым, что позволяет наб-
людать за фрезерованием последующих заготовок.
Приспособление обеспечивает хорошее базирование и на-
дежное закрепление детали.
ОБРАБОТКА ПАЗОВ, РАСПОЛОЖЕННЫХ НА ЦИЛИНДРИЧЕСКОЙ
ПОВЕРХНОСТИ ЗАГОТОВКИ
Фрезерование пазов, расположенных на цилиндрической по-
верхности заготовки, часто выполняют пальцевой фрезой после-
довательно паз за пазом. Для этого используется делительная
головка или заготовка устанавливается по разметке.
Производительность обработки таких заготовок может быть
повышена на зубофрезерном станке методом обкатки, с приме-
нением червячной фрезы.
48
Схема обработки заготовки
сетки, имеющей 24 паза по
наружному диаметру, показа-
на на рис. 38. Червячную фре-
зу 1 устанавливают на оправ-
ке 2 шпиндельной головки зу-
бофрезерного станка. Обраба-
тываемую заготовку 3 устанав-
ливают в оправку 4 до упора
и поджимают., центром 5. Оп-
равку -4 крепят болтами к
подставке 6, которая установ-
лена и закреплена на столе
станка 7.
Станок налаживают так
же, как и для фрезерования
зубчатых колес, только при
настройке гитары деления вме-
сто числа фрезеруемых зубьев
учитывают число пазов обра-
батываемой заготовки. Схема
фрезерования тонкостенных
деталей должна быть попут-
Рис. 38. Обработка пазов, располо-
женных по цилиндрической поверхно-
сти заготовок
ной, снизу вверх.
Внедрение данного способа повышает производительность
на 20—30%, упрощает базирование и закрепление заготовки,
деление производится автоматически, сокращается вспомога-
тельное и машинное время, улучшаются условия труда рабо-
чего.
Предлагаемый способ обработки внедрен на зубофрезерных
станках 532, 5К32А.
ФРЕЗЕРОВАНИЕ ЗАГОТОВОК МНОГОШЛИЦЕВЫХ ГАЕК
В настоящее время шлицы гаек обрабатывают дисковыми
трехсторонними фрезами с применением делительной головки
и поворотом заготовки на каждый шлиц или на два шлица.
При этом глубина шлицев может быть неодинаковой, после
фрезерования остаются заусенцы на внутренней поверхности,
что затрудняет их удаление, возможны ошибки при делении.
Для устранения указанных недостатков предлагается способ
фрезерования на зубофрезерном станке специальной однозубой
фрезой. Обработка производится аналогично нарезанию зубча-
тых колес методом обкатки, только вместо червячных модуль-
ных фрез применяют дисковую фрезу с одним зубом, размеры
которого выполнены с учетом размеров шлицев обрабатывае-
мой заготовки.
49
Рис. 39. Схема фрезерования загото-
вок многошлицевых гаек
Рис. 40. Приспособление для верти-
кального фрезерования заготовок га-
ек
Фрезу 1 (рис. 39) устанавливают на оправке 2 шпинделя
зубофрезерного станка, в качестве резца 3 используют пластину
из быстрорежущей стали Р18. Режущую часть резца выполняют
строго по размерам шлицев обрабатываемой заготовки. Заго-
товку гайки 4 навинчивают на резьбовую оправку 5, которую
закрепляют на столе 6 станка. Направления вращения инстру-
мента и заготовки указаны стрелками.
При обработке по данному способу деление окружности
производится автоматически, благодаря чему получают одина-
ковую глубину шлицев. Заусенцы образуются на наружной по-
верхности, а величина их уменьшается; исключаются ошибки
при делении, на 20—30% повышается производительность.
ПРИСПОСОБЛЕНИЕ ДЛЯ ВНУТРЕННЕГО ФРЕЗЕРОВАНИЯ
ЗАГОТОВОК ГАЕК
Приспособление (рис. 40) состоит из самоцентрирующегося
трехкулачкового патрона 1, устанавливаемого на делительном
приспособлении (или делительном столе), и цилиндрической
оправки 2, на которую устанавливают заготовки гаек <3 и зак-
репляют их кольцом 4 и гайкой 5. Фреза 6 — торцовая со
сменными неперетачивающимися пластинками из твердого
сплава.
Обработку производят следующим образом. Заготовки гаек
устанавливают таким образом, чтобы общая высота всех гаек
50
была меньше диаметра ок-
ружности режущих кромок
фрезы. В таком положении
заготовки зажимают. Фре-
зеруют поочередно по одной
грани заготовки.
ПОВОРОТНОЕ
ПРИСПОСОБЛЕНИЕ
Рис. 41. Поворотное приспособление
При фрезеровании по-
верхностей, расположенных
под углом к оси цилиндри-
ческих заготовок, а также
заготовок, которые обраба-
тывают с нескольких установов, применяют ряд приспособле-
ний (тиски, призмы, угольники и другие). Особенно сложна
установка заготовок, имеющих обрабатываемые поверхности.
расположенные несимметрично.
Для упрощения фрезерования таких заготовок используют -
поворотное приспособление, которое может работать как само-
стоятельный делительный стол с ручным поворотом.
Приспособление (рис. 41) состоит из основания 1, закреп-
ленного на столе станка, поворотной части 2, болтов 3, закреп-
ляющих поворотную часть, и болтов 5, крепящих делительную
головку 4. Головки болтов входят в Т-образные пазы основа-
ния и поворотной части, что позволяет перемещать делитель-
ную головку в пазу поворотной части, а поворотную часть вра-
щать вокруг оси. Основание имеет шкалу 6, а поворотная
часть — контрольные риски через 90°.
На поворотной части кроме центрального Т-образного паза
выполнены еще два таких же паза, пересекающих в центре
под углом друг к другу. В центре поворотного диска имеются
поясок и резьба для установки цилиндрической оправки.
Поворотное приспособление позволяет перемещать шпин-
дель делительной головки в вертикальном и горизонтальном
направлениях. Это обеспечивает возможность обработки по-
верхностей, расположенных под любым углом к оси цилиндри-
ческих заготовок. Наличие центральной оправки и Т-образных
пазов позволяет устанавливать на оправке или на поворотном
диске заготовки различной конфигурации.
ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК ПОРШНЕЙ
При отрезании прибыли у заготовок поршней их устанавли-
вают в тисках или крепят планками и болтами к столу станка,
что недостаточно эффективно. Для повышения производитель-
ности труда и точности базирования внедрено приспособление
51
Рис. 42. Приспособление для закрепления заготовок поршней
(рис. 42), которое состоит из швеллера 1, стержней 4, гаек 5,
резцедержателя 6 и резцов 7.
Приспособление устанавливается на стол 8 фрезерного или
строгального станка и закрепляется болтами через отверстия
на концах швеллера. Стержни 4 приварены к швеллеру 1 на
расстоянии, позволяющем устанавливать поршни рядом друг
с другом. Концы стержней выходят вниз через отверстия в
швеллере и служат направляющими, которые входят в паз сто-
ла 8 станка.
В местах соприкосновения стержней 4 и гаек 5 с заготов-
ками поршней 2 имеется зазор 2...3 мм, что позволяет наде-
вать их сверху. Заготовки поршней прибылями 9 устанавли-
вают на выступы швеллера, а цилиндрической поверхностью
3 — на внутреннюю поверхность швеллера. Это . обеспечивает
жесткость закрепления заготовки.
Прибыли 9 отрезают одновременно с двух сторон двумя рез-
цами 7, закрепленными в резцедержателе 6.
После отрезания прибылей гайки 5 отвинчивают на 2...3 обо-
рота, кольцо 3 выводят в сторону — заготовки поршней под-
нимают вверх.
Стандартные резцы 7 устанавливают в квадратные отвер-
стия в резцедержателе, выполненные с зазором, позволяющим
регулировать размер между резцами. Установку фрез регули-
руют проставочными кольцами.
Приспособление выполнено с учетом установки трех заго-
товок на поперечно-строгальный станок с вылетом ползуна на
1000 мм. При использовании приспособления на станках с боль-
шой длиной хода стола швеллер можно увеличить на любую
длину или устанавливать два и более приспособлений в ряд.
В этих случаях надо сделать дополнительные отверстия в швел-
лере (через 2...3 поршня) для крепления его к станине станка.
Внедрение приспособления позволило увеличить производи-
тельность труда, улучшило условия труда рабочего, повысило
надежность крепления обрабатываемых заготовок.
52
Приспособление может применяться на поперечно-строгаль-
ных, продольно-строгальных станках, различных моделей, а
также на горизонтально-фрезерных и расточных станках с при-
менением двух отрезных фрез диаметром 250 мм.
СТОЛ С ПОДВИЖНОЙ КАРЕТКОЙ
При обработке длинных заготовок, например заготовок
гребных валов, на фрезерных, расточных и других станках,
обычно один конец заготовки вала устанавливали на стол стан-
ка, другой поддерживали мостовым краном или подставками.
На это затрачивалось много времени, оборудование использо-
валось нерационально.
Предлагаемый стол (рис. 43) сварной конструкции выпол-
нен из уголка и листовой стали с таким расчетом, чтобы он
мог использоваться у станков различных типов. На корпусе 1
строго параллельно друг другу установлены две направляющие
2, по которым на роликах 12 перемещается каретка 4. Для
ограничения хода каретки служат упоры <3.
Каретка несет подъемное устройство, на плите 5 которого
установлена червячная гайка 6 и червяк 13. Гайка опирается
буртом на упорный шарикоподшипник и сверху закрыта раз-
резным кольцом из трех сегментов, один из которых закрепляет
гайку после окончательной установки обрабатываемой детали В
заданном положении.
На верхнем конце червяка шарнирно закреплена призма 11,
которая служит для установки и закрепления обрабатываемой
Рис. 43. Стол с подвижной
кареткой
ю
и
53
заготовки и снабжена регулируемой вилкой 10, откидным бол-
том 7 и планкой 8.
Стол установлен на четырех ножках 14, снабженных чер-
вячными валами с гайками, прикрепленными к столу, и регу-
лировочными маховиками. Нижними концами червячные валы
опираются на башмаки. Поворотом гайки 6 производят окон-
чательную установку стола. Обрабатываемую заготовку 9 уста-
навливают на призму 11, закрепляют откидными болтом 7 и
планкой 8.
ПРИСПОСОБЛЕНИЯ
К ЗУБООБРАБАТЫВАЮЩИМ СТАНКАМ
Нарезание зубчатых колес — один из наиболее сложных
технологических процессов металлообработки. Никакая другая
профессия станочника не требует таких глубоких общетехниче-
ских и специальных знаний, опыта и творческого подхода, как
работа зуборезчика.. Зуборезчик должен хорошо знать теорию
зубчатых зацеплений, уметь рассчитывать геометрические эле-
менты зубчатых колес, разбираться в устройстве и кинематиче-
ских схемах зуборезных станков, производить расчеты, связан-
ные с их настройкой.
Повышение производительности и экономичности обработки
зависят от глубокого знания передовых методов нарезания
зубчатых колес, от применения новых приемов, снижающих
трудоемкость и стоимость зубообработки.
Предъявляются все более высокие требования к точности
изготовления зубчатых колес, бесшумности, прочности и долго-
вечности их работы.
Описанные приспособления, методы обработки и инстру-
менты, внедренные автором за последние годы на зуборезных,
зубострогальных станках повышают производительности труда,
обеспечивают рациональные методы базирования и закрепления
заготовок.
ПОДСТАВКА СО СМЕННЫМИ ОПРАВКАМИ
К ЗУБОФРЕЗЕРНОМУ СТАНКУ
Ранее применяемые подставки для установки обрабатывае-
мых зубчатых колес на зубофрезерном станке 5К32А не имели
свободного доступа при креплении центрирующей оправки,
поэтому при смене оправки приходилось откреплять и снимать
подставку со стола станка, затем вновь устанавливать подставку
на стол станка и производить проверку ее положения индика-
тором.
54
Рис. 44. Подставка со сменными
оправками к зубофрезерному стан-
ку
Предложенная подстав-
ка (рис. 44) лишена указан-
ного недостатка, она со-
стоит из корпуса 1 и смен-
ной центрирующей оправки
6, устанавливаемой в кор-
пусе подставки на конусе
Морзе № 6. Крепление оп-
равки в подставке произво-
дится болтом 7 и кольцом
8. Кольцо имеет паз и ус-
танавливается на место,
когда оправка совместно с
болтом находится в подстав-
ке. Корпус снабжен окном,
размеры которого таковы,
чтобы можно было поворачивать ключ на 60°, т. е. не менее
чем на одну грань головки болта.
Установку подставки выверяют индикатором по точным
пояскам. Эти поверхности обрабатывают с одного установа
вместе с другими установочными поверхностями корпуса. Под-
ставку закрепляют на столе 10 станка шестью болтами 11 и
гайками 12. Для смены оправки 6 удаляют кольцо 8. Вкладыш
.9, установленный в центральном отверстии стола, служит для
направления подставки. При повороте головки болта ключом
оправка удаляется от отверстия подставки вместе с болтом
(размер головки болта меньше диаметра отверстия в подстав-
ке). Затем устанавливается другая оправка и закрепляется без
выверки.
Обрабатываемую заготовку 3 устанавливают на оправке с
учетом нормального выхода фрезы 2.
Гайкой 4 и кольцом 5 закрепляют заготовку на оправке.
На подставке предусмотрены отверстия с резьбой для крепле-
ния самоцентрирующегося трехкулачкового патрона. Это поз-
воляет обрабатывать заготовки типа вал-шестерня с хвостови-
ком до 700 мм.
Сменные оправки 6 изготавливают из стали 40Х с заниже-
нием базовой поверхности на 0,015...0,03 мм, что позволяет сво-
бодно надевать обрабатываемую заготовку на оправку.
Внедрение подставки расширило технологическую возмож-
ность станка, повысилась жесткость закрепления и точность
базирования обрабатываемой заготовки. Улучшились условия
замены оправок и их сохранность.
55
Рис. 45. Подставка для обработки крупногабаритных колес (а) и специальный
болт для крепления заготовок (б)
ПОДСТАВКА ДЛЯ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ
ЗУБЧАТЫХ КОЛЕС
Подставку (рис. 45) используют на зубофрезерном станке
5К32А. Она предназначена для базирования и закрепления
заготовок зубчатых колес 9 больших^ размеров. Подставка со-
стоит из корпуса 2, закрепляемого болтами 3 с шайбами и гай-
ками, центрирующей оправки 11, фланца 10, болтов 5, гайки
6 и втулки 7. '
Корпус подставки выполнен в виде конусной тумбы с тра-
пециевидными окнами, расположенными между верхним и ниж-
ним основаниями. Через окна закрепляют оправку 11. В центре
оснований имеются сквозные отверстия, перпендикулярные верх-
нему, нижнему основаниям и столу 1 станка. В нижнем осно-
вании выполнено шесть пазов, расположенных симметрично
Т-образным пазом стола 1 станка, служащим для закрепления
подставки болтами 3.
В верхнем основании имеются шесть пазов 8, расположен-
ных через 60° и сходящихся к центру, и два паза по окружно-
сти, пересекающиеся с шестью радиальными пазами.
В тех случаях, когда изготовляют по одной шестерне раз-
личных диаметров и нельзя воспользоваться центрирующей
оправкой, для закрепления деталей используют болты 5 с план-
ками. Конструкция подставки позволяет устанавливать любое
число болтов в любом месте, йспользуя пересекающиеся между
собой Т-образные пазы; Кроме этого, при необходимости под-
ставку можно повернуть верхним основанием вниз. Основания
имеют различные диаметры. Это расширяет возможности под-
ставки.
56
Предлагаемая конструкция подставки обеспечивает высо-
кую жесткость крепления заготовки, что позволяет фрезеро-
вать с большими скоростями.
При первоначальном использовании подставки она устанав-
ливалась сверху на стол. Пазы в подставке расположены внутри
за наклонной стенкой, поэтому их совмещение с пазами стола
станка затруднено. Болты для крепления без гаек и шайб
заводили в Т-образные пазы стола. На них опускали подставки
и надо было рассчитать так, чтобы все пазы подставки попали
на болты. Это достигалось не сразу и выполнялось с опреде-
ленной опасностью, так как работа производилась с примене-
нием подъемного крана.
Новая конфигурация головки болта (рис. 45, б) устраняет
этот недостаток. У головки болта имеются две лыски, равные
по ширине верхней части Т-образного паза стола станка. Та-
кая конфигурация позволяет свободно заводить головку болта
в паз стола сверху и, повернув его на 30° по часовой стрелке,
получать надежное соединение для закрепления любых деталей
на столе станка. Т-образные скосы делаются с учетом поворота,
по часовой стрелке для того, чтобы при завинчивании гайки
головка болта не выходила, а наоборот, прижималась полно-
стью к Т-образному пазу. При ослаблении гайки хотя бы на
одну нитку резьбы болт можно повернуть и удалить из паза.
При установке подставки (см. рис. 45, а) пазы стола и под-
ставки располагают друг против друга, образуя единую Т-об-
разную полость. Головка болта двумя лысками проходит вниз
до упора в нижнюю поверхность паза. В таком положении
боковые выемки Т-образного паза остаются незаполненными.
Затем поворачивают болт по часовой стрелке и Т-образная
форма головки болта заполняет всю полость паза.
Подобные болты можно применять и при закреплении заго-
товок на верхнем основании подставки, где Т-образные пазы
размещены в различных направлениях. Эти болты можно ус-
пешно применять на многих
металлорежущих станках —
фрезерных, строгальных, рас-
точных и т. д.
С использованием подстав-
ки (см. рис. 45, а) разрабо-
тана технология совместной
обработки двух секторов слож-
ной конфигурации. Секторы 1
(рис. 46) устанавливают на
верхнем торце подставки 2 с
базированием по центрирую-
Рие.-'46. Схема совместной обработки
двух секторов
57
щей оправке 3 с гайкой 4 и деталями соединения секторов
между собой (фасонных втулок 5, гаек 6, шпилек 7).-
Ранее каждый сектор обрабатывали индивидуально. После
токарной обработки сектор устанавливали на подставку, зак-
репляли на оправке и фрезеровали зубья червячной фрезой.
Наладку станка производили на полную окружность, хотя
число зубьев сектора занимает чуть больше четверти окружно-
сти.
Технология совместной обработки двух секторов заключается
в следующем. Отверстия в секторах сверлят с помощью спе-
циальных кондукторов, что делает их взаимозаменяемыми.
Через четыре отверстия секторы соединяют шпильками 7, фа-
сонными втулками 5, гайками 6 и их закрепляют.
В таком собранном виде производят токарную обработку.
Для фрезерования секторы устанавливают на подставку 2,
закрепляют их на оправке 3 гайкой 4 и дополнительно крепят
планками в месте обода шпильками через отверстие 8.
Внедрение технологии совместной обработки позволили в
2 раза увеличить производительность на токарной и фрезерной
операциях, повысить точность обработки, улучшить условия
труда и загрузку станков.
УСТРОЙСТВО ДЛЯ ПОВОРОТА ШПИНДЕЛЬНОЙ головки
При обработке цилиндрических шестерен с косыми зубьями
трудоемкой операцией является поворот шпиндельной головки
станка на угол наклона, зубьев.
Для поворота шпиндельной головки 2 (рис.'47, а), установ-
ленной на салазках 7, которые закреплены на зубофрезерном
станке 5К32, необходимо было ослабить гайки крепления го-
Рис. 47. Шпиндельная головка (а) и устройство для ее поворота (б)
58
ловки к салазкам, затем специальным рычагом повернуть ва-
лик 5 до необходимого угла поворота головки. Работа произ-
водилась фрезеровщиком вручную.
Механизацию труда обеспечивает специальное быстросъем-
ное устройство 6, которое устанавливает на шейку оправки 4
с фрезой 3 и на хвостовик валика 5. Вращение валику 5 пере-
дается от оправки 4 (при вращающемся шпинделе станка) че-
рез устройство 6, соединяющее валик и оправку зубчатой пе-
редачей.
Устройство 6 (рис. 47, а) состоит из корпуса 4 (см. рис.
47, б) и крышки 5, скрепленных между собой шпильками 6
и гайками. В корпусе установлены шестерня 3 с отверстием
и шпоночным пазом под оправку и шестерня 1 с квадратным
отверстием по размеру квадрата валика 5 (см. рис. 47, а).
Блок 2 (см. рис. 47, б) из двух шестерен передает вращение
от ведущей шестерни 3 к ведомой 1.
Подобное устройство с соответствующим межцентровым
расстоянием между оправкой и валиком поворота можно при-
менять и на других станках.
ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ЗАГОТОВОК
КОНИЧЕСКИХ КОЛЕС
Приспособление предназначено для предварительного наре-
зания конических зубчатых колес крупных модулей и больших
диаметров, применяется на станке 5К328А. Наладка приспо-
собления производится так же, ка'к и наладка делительной го-
ловки. Делительным механизмом служит нормализованный
делительный стол диаметром 500 мм, закрепленный на пово-
ротной части приспособления.
Приспособление устанавливают на стол зубофрезерного
станка и выверяют перпендикулярность корпуса оси шпинделя
станка. Оси делительного стола и обрабатываемой заготовки
должны быть расположены строго по центру фрезы. Обработка
производится дисковой модульной фрезой методом копирова-
ния.
Поворотный стол станка отключают от кинематической цепи
настройки путем разборки гитары деления и удаления промежу-
точного валика с шестерней, который соединяет гитару деления *
с шлицевым валом и червяком поворота стола. В таком положе- ’
нии работают все механизмы станка, кроме механизма вращения
стола.
Остальная настройка станка производится как для обработки
прямозубых цилиндрических колес. При этом необходимо сде-
лать перерасчет вертикальной автоматической подачи салазок
станка. Надо иметь в виду, что при обработке цилиндриче-
ских колес червячной фрезой подачу устанавливают на.один
оборот стола. В данном случае стол не вращается и зубья
59
Рис. 48. Приспособление
для обработки заготовок
конических колес
фрезы обрабатывают только один зуб заготовки, следовательно,
расчет подачи нужно делать на один оборот фрезы.
С уменьшением числа нарезаемых зубьев сокращается время
на один оборот стола.
Направления подачи и вращения фрезы нужно выбирать
так, чтобы при увеличении захватываемого фрезой металла
обрабатываемая заготовка отжималась в сторону. Когда обра-
батываемая поверхность расположена ниже оси приспособле-
ния, вокруг которой вращается поворотная часть, а фреза
вращается вправо, подача салазок должна быть вниз. Если
обрабатываемая поверхность расположена выше оси приспо-
собления, фреза вращается влево, салазки должны подаваться
вверх.
Приспособление предназначено для предварительной обра-
ботки зубьев, но шестерни с большим числом зубьев и углом
делительного конуса, близким к 90°, можно обрабатывать окон-
чательно. Обрабатывались заготовки шестерни с числом зубьев
185, модулем 9 и углом 85° одной фрезой, при этом отклонения
были в пределах допуска.
Приспособление (рис. 48) состоит из основания 2, несущего
на оси 5 поворотную часть 4, имеющую радиусные пазы на
щеках для ее крепления планками 15 и болтами 16 к основа-
нию. В приспособлении использован нормализованный дели-
тельный стол 6 с делительным диском 11 и рукояткой 12.
Обрабатываемую заготовку 10 закрепляют на оправке 8
гайкой 9 с шайбой. На щеке поворотной части спереди нане-
сена шкала 18. Основание снабжено указателем 19. На перед-
ней и задней стенках основания имеются окна для завинчива-
60
ния гаек 3 при креплении основания приспособления к столу
1 станка. Вместо червячной фрезы применяют дисковую фрезу
7, которую крепят на оправке шпиндельной головки.
На задней щеке поворотной части болтами 13 закреплен
зубчатый сектор 14. Червяк 17, обеспечивающий поворот сек-
тора на 90°, вмонтирован в кронштейн 20, закрепленный на ос-
новании.
Внедрение приспособления обеспечило возможность обра-
ботки конических зубчатых колес на зубофрезерном и горизон-
тально-фрезерном станках.
СЧЕТЧИК ЗУБЬЕВ
При работе на зубообрабатывающих станках необходимо
часто производить подсчет зубьев на шестернях. Фрезеровщик
должен подсчитывать число зубьев при настройке гитар деле-
ния, дифференциала и т. д. Эта операция повторяется несколько
раз, так как при делении шестерен с мелкими модулями и
большими диаметрами допускаются ошибки при подсчете, затра-
чивается много вспомогательного времени. При приемке про-
дукции производственному мастеру и контролеру тоже прихо-
дится выполнять эту работу.
Применение счетчика зубьев механизирует утомительную
операцию, значительно сокращает вспомогательное время, лик-
видирует возможность ошибок. Счетчиком можно определять
число зубьев у шестерен с наружным и внутренним располо-
жением, число зубьев на рейках, секторах и других деталях.
Счетчик зубьев (рис. 49) состоит из корпуса 7, изготовлен-
ного из текстолита, в который вмонтирован валик 9 с шестер-
ней 8 (т = 2; z = 10). В валик 9 запрессован один ближайший
из четырех барабанов 6 со вставленной в него по посадке с
натягом осью 4. Три остальные барабана 6 сидят на оси 4 с
зазором. Они удерживаются от проворачивания специальными
Рис. 49. Счетчик зубьев
61
планками, шестернями 11, скрепленными с барабанами, и шес-
тернями 2, расположенными на оси 3. На наружной поверхно-
сти барабанов нанесены десять цифр — от единицы до десяти
на равных расстояниях друг от друга. Крышка 5 закрывает
счетный механизм, она крепится к корпусу четырьмя винтами.
Сменная шестерня 8 фиксируется специальным штифтом. Смен-
ные шестерни с десятью зубьями изготовляют на каждый мо-
дуль, встречающийся в работе.
На стенке корпуса выполнено окно и паз типа ласточкин
хвост, в который вставлено стекло 12 или его заменитель. В окно
видны показания счетчика. Сбоку в корпусе счетчика просвер-
лено отверстие и вставлен шарик 13, нажимающий на валик
9 с помощью пружины 14, закрепленной болтом 15. Подпружи-
ненная планка 10 служит для правйльной установки счетчика
к контролируемой шестерне. Для удобства работы корпус снаб-
жен пластмассовой ручкой 1.
Для определения числа зубьев контролируемой шестерни
необходимо, чтобы все барабаны 6 цифрой нуль были уста-
новлены против смотрового окна с точной фиксацией шариком
13. Это достигается вращением валика 9 или насаженной на
него сменной шестерни 8. В нулевом положении должны совпа-
дать все риски: на корпусе счетчика, на валике 9 и шестерне
8, на которой риска проходит через середину зуба, вставляемого
во впадину контролируемой шестерни. После этого на впадине
зуба контролируемой шестерни делается метка, счетчик зу-
бом с контрольной риской вводится в намеченную впадину.
Затем сменная шестерня счетчика прокатывается по зубьям
шестерни, поворачивая за собой первый (ближайший) к ва-
лику барабан 6, и останавливается на замеченной впадине. При
прокатывании нужно строго следить, чтобы зубья счетчика не
выходили из зацепления с зубьями шестерни, иначе нарушится
правильность отсчета.
При остановке счетчика планка 10 должна касаться лап-
ками наружного диаметра шестерни. Убедившись, что после
прокатывания счетчик остановлен точно на замеченной впадине,
его выводят из зацепления. Шарик 13 фиксирует положение
барабанов 6. Снимают показания счетчика. Для проверки числа
зубьев на следующей шестерне необходимо барабаны счетчика
поставить вновь в исходное нулевое положение. Первый бара-
бан делает полный оборот через каждые десять зубьев. Каж-
дый последующий барабан поворачивается на одну десятую
полного оборота предыдущего. Таким образом, на первом от
валика барабане откладываются единицы, на втором — десятки,
на третьем — сотни, на четвертом — тысячи.
Счетчик зубьев необходим не только рабочим зубообраба-
тывающих станков, им могут пользоваться мастера, техноло-
ги. Им удобно пользоваться на ремонтных работах, особенно
при ремонте металлорежущего оборудования.
62
ПРИСПОСОБЛЕНИЕ К ЗУБОФРЕЗЕРНОМУ СТАНКУ ДЛЯ КРЕПЛЕНИЯ
И ВЫТАЛКИВАНИЯ ОПРАВОК
При работе на зубофрезерном станке 5К301П для крепления
и выталкивания ойравок применяют трехкулачковый патрон,
закрепляемый на столе станка. Иногда оправки с коническим
хвостовиком закрепляют в переходнике, в этом случае конус-
ный конец оправки крепят болтом или чекой. На смену оправ-
ки затрачивают дополнительное время, при этом нарушается их
установка.
Для устранения этих недостатков предлагается приспособ-
ление (рис. 50) со сменными оправками, которые закрепляют
в отверстии шпинделя станка. На столе 9 станка устанавли-
вают упорный фланец 7, разрезанный на два полукольца, каж-
дое полукольцо закрепляют двумя болтами 6. На Г-образных
выступах фланца по переходной посадке крепится гайка 5, ось
которой параллельна оси стола станка и оси сменной оправки
4, сверху надевают колпак 8, верхняя часть которого с сальни-
ком опирается на поясок оправки. Диаметр пояска у всех оп-
равок соответствует размеру отверстия в колпаке, который пре-
дохраняет от попадания стружки и смазывающе-охлаждаюгцей
жидкости на приспособление и верхнюю часть стола. Затем на
оправку 4 устанавливают заготовку 3, закрепляют ее, поджи-
мают центром 2 и выставляют относительно фрезы 1.
Для смены оправки колпак 8 снимают. Вращением гайки
5 создают силу, достаточную для извлечения оправки из ко-
нуса стола. Затем оправку вывинчивают из гайки и ставят
другую.
Внедрение приспособле- Г~Г~1 2
ния повышает точность ус- /\\У \ / "
тановки, увеличивает срок / иГ Afa, j
службы сменных оправок и / Jjj I I* /
повышает культуру обслу- —1 । I р Xj|
живания. ; । । ;
ПРИСПОСОБЛЕНИЕ К ЗУБО-
ДОЛБЕЖНОМУ СТАНКУ 5140
При обработке шесте-
рен, муфт, блоков-шестерен
и заготовок других деталей
с внутренним расположе-
нием зубьев на зубодолбеж-
ном станке 5140 используют
Рис. 50. Приспособление к зубо-
фрезерному станку для крепления
и выталкивания оправок
63
Рис. 51. Приспособление к зубодол- Рис. 52. Подставка к зубодолбежному
бежному станку 5140 станку 5Д40
ряд приспособлений для базирования и закрепления обраба-
тываемых заготовок. В условиях мелкосерийного производства
при большом разнообразии изготовляемых деталей целесообраз-
нее использовать универсальное приспособление. Такое прис-
пособление (рис. 51) состоит из корпуса 1, четыре отверстия
2 которого служат для выхода охлаждающей жидкости; накид-
ной гайки 3 и кольца 6, обеспечивающих точное базирование
и закрепление обрабатываемой заготовки 4. Приспособление
устанавливают на стол станка и ориентируют относительно
инструмента 5.
По размерам и конфигурации обрабатываемой заготовки
применяют сменное кольцо 6 соответствующего размера, раз-
резанное на две части.
ПОДСТАВКА К ЗУБОДОЛБЕЖНОМУ СТАНКУ 5140
Для быстрой наладки узла крепления заготовок и улуч-
шения точности их базирования создана и внедрена специаль-
ная подставка.
Корпус 1 подставки (рис. 52) выполнен из стали 40Х и
закален. Обрабатываемую заготовку 2 устанавливают на кор-
пус и крепят к нему стержнем 3 с помощью шайбы 4 и гайки
5. Сам корпус крепят гайкой 6 и болтом 7 к столу 8 зубодол-
бежного станка. В отверстие стола входит выступающий ци-
линдрический поясок 9 диаметром ПО мм корпуса по переход-
ной посадке. Стержень 3 имеет две шейки: одну, заходящую в
корпус размером 20, и другую (размер D), выполняемую по
отверстию обрабатываемой заготовки. Это позволяет при уста-
новке заготовки достигать заданную точность без дополнитель-
ной проверки.
64
Для удобства крепления заготовки в корпусе имеется окно,
через которое устанавливают шайбу, завинчивают гайку и за-
крепляют ее ключом.
Если посадочный диаметр заготовки меньше 20 мм, то диа-
метр головки стержня 3 выполняют равным посадочному диа-
метру, обрабатываемую заготовку надевают на стержень и кре-
пят шайбой и гайкой. В этом случае нарезается резьба в верх-
ней части стержня.
Внедрение подставки сократило число приспособлений, при-
меняемых при закреплении заготовок, улучшило качество бази-
рования обрабатываемых заготовок, сократило вспомогатель-
ное время.
ПРИСПОСОБЛЕНИЕ ДЛЯ ВЫТАЛКИВАНИЯ КОНЦЕВОГО
ИНСТРУМЕНТА
Для снятия заготовок и инструментов известны приспособ-
ления, в которых снимаемая деталь захватывается с помощью
резьбовых элементов, а сила при этом воздействует на ее то-
рец. Для выталкивания хвостовика инструмента из шпинделя,
например, зубодолбежного станка эти приспособления нельзя
использовать, так как исключена возможность воздействия на
торец закрепляемого хвостовика.
Предлагаемое приспособление (рис. 53) для выталкивания
концевого инструмента (А. с. № 657955 (СССР)] отличается от
известных тем, что его захватывающий элемент выполнен в
виде стакана с установленным в нем стержнем, снабженным
эластичной прокладкой. Стакан и стержень выполнены с Т-об-
разными пазами, образующими единую полость, предназначен-
ную для размещения в ней рабочей части инструмента, в эту
полость заводят долбяк 6, завинчи-
вают гайку 2, создавая через кольцо
3 и стержень 1 силу, перемещающую
инструмент по стрелке Б, а корпус-
стакан 4 при этом стремится пере-
меститься по стрелке В. Вначале вы-
бирается зазор так, чтобы стержень
1 упирался в зубчатую часть долбя-
ка 6, а корпус-стакан 4 своим тор-
цом— в оправку 7 шпинделя 8. За-
тем, вращая гайку 2, с большой си-
лой вытягивают долбяк из оправки.
Вырвавшись с силой, режущая кром-
ка долбяка ударяется в эластичную
прокладку, благодаря чему исклю-
Рис. 53. Приспособление для выталкивания
концевого инструмента
3—800
65
чается ее поломка. Стопор 9 ограничивает относительное смеще-
ние корпуса стакана 4 и стержня 1 в заданных пределах.
До внедрения приспособления при смене долбяков необхо-
димо было снимать' оправку 7, закрепленную четырьмя болта-
ми, долбяк выбивали выколоткой с молотком. Это требовала
дополнительное время, оправка изнашивалась быстрее и дефор-
мировались долбяки.
Стержень целесообразнее изготовлять сварным. Это позво-
ляет внутреннюю полость для захвата долбяка выполнять ци-
линдрической и сохранять замкнутым место для размещения
эластичной прокладки.
Приспособление может также применяться для съема ше-
стерен, подшипников небольших размеров и других деталей
при разборке различных узлов и механизмов.
ЦАНГОВЫЕ ЗАЖИМЫ К ЗУБООБРАБАТЫВАЮЩИМ СТАНКАМ
При изготовлении коротких валиков-шестерен для шестерен-
ных насосов возникали трудности при их базировании и закреп-
лении. В некоторых случаях приходилось заготовку для вали-
ков изготавливать специально длиннее для обеспечения их уста-
новки на станке, а затем прибыль отрезать. На этом затрачи-
валось металла больше, чем на сам вал-шестерню.
Предлагаемые цанговые зажимы устраняют этот недостаток
и обеспечивают высокую точность базирования и закрепления,
заготовки.
На рис. 54 показаны два зажима для шеек различных диа-
метров заготовок валов-шестерен. Зажим (рис. 54, а) состоит
из двух деталей: корпуса и нажимной гайки. Все наружные
поверхности, отверстие и резьба корпуса выполнены с одного
установа. Отверстие соответствует диаметру хвостовика заго-
товки вала шестерни. Перед резьбой имеется конусный поясок,
контактирующий с таким же конусом нажимной гайки. Корпус
Рис. 54. Цанговый зажим к зубообрабатывающим станкам
66
продольными пазами разделен на три симметричные части и
при нажиме гайки работает как цанга.
Работа в зажиме производится следующим образом: заго-
товку валика-шестерни хвостовиком заводят в отверстие до
упора. Затем зажим вместе с заготовкой устанавливают в трех-
кулачковый патрон, закрепленный на столе зубофрезерного
станка (или в другое приспособление, служащее базой для
установки заготовки), до упора средней части зажима в кулач-
ки патрона. Сверху центром фиксируют выступающий конец
заготовки вала-шестерни. Корпус зажима закрепляют кулач-
ками патрона, а заготовку зажимают нажимной гайкой. После
этого включают привод вращения стола, и индикатором выве-
ряется корпус на точность его установки. Индикаторную голов-
ку ставят на неразрезанный поясок нижней части корпуса.
В таком положении производят обработку зубьев вала-шестер-
ни. Перед снятием обработанной детали ее отжимают, отвора-
чивая нажимную гайку, поднимают центр и снимают готовый
вал-шестерню. Вал-шестерня должен быть выполнен с задан-
ной точностью, а отверстие в зажиме должно соответствовать
размеру диаметра хвостовика.
Цанговые зажимы показывают хорошие результаты; прос-
тота конструкции и изготовления позволяют применять их при
обработке самые разнообразные заготовки. Корпус обычно вы-
полняют из стали 40Х и закаливают.
При обработке заготовки конического вала-шестерни с пря-
мыми зубьями, не имеющей отверстия для крепления на станке,
базирование и крепление производят с применением переход-
ных втулок и специальных устройств. В некоторых случаях в
заготовках предусматривают технологическую прибыль с отвер-
стием, которую после обработки заготовки отрезают.
Предлагаемый цанговый зажим (рис. 54, б) позволяет устра-
нить эти недостатки. Он состоит из корпуса 4, устанавливаемого
в делительной головке 5 зубострогального станка 5А26, смен-
ной втулки-цанги 3 и накидной гайки 2. Втулка 3 выполнена
цанговой, что обеспечивает крепление с обрабатываемой заго-
товкой 1 при заворачивании гайки 2. У бурта втулки выполнен
поясок с уклоном 30°, поэтому при небольшом перемещении гай-
ки вдоль оси надежно крепится обрабатываемая заготовка.
Подобный цанговый зажим можно использовать и на дру-
гих зубообрабатывающих станках. Для установки зажима, на-
пример на станках 5К32, достаточно с торца зажима преду-
смотреть фланец для крепления его к станку.
ОПРАВКА ДЛЯ КРЕПЛЕНИЯ ЗАГОТОВОК КОНИЧЕСКИХ КОЛЕС
При обработке заготовок конических колес, установленных
в делительной головке или на оправке зубострогального стан-
ка, их крепление ранее производили с помощью шайбы и
3*
67
Рис. 55. Оправка для крепления
заготовок конических колес
гайки, навинчиваемой на конец оправки, или путем завинчива-
ния болта в оправку. При малых размерах заготовок гайка
и шайба выступали в сторону от торца и находились в зоне
работы режущего инструмента. После обработки нескольких
колес, а иногда только одного, гайка становилась негодной
для крепления, так как ее поверхность становилась изрезанной
режущим инструментом.
Этот недостаток устранен применением специальной оправки
(рис. 55). Оправка состоит из стального корпуса 1, который
устанавливается в шпиндель делительной головки или в шпин-
дель зуббстрогального станка и закрепляется шайбой 2 и бол-
том 5; гайки 4\ шайбы 5 и болта 6. Корпус выполнен пусто-
телым, в его средней части имеется окно, позволяющее заво-
дить через него болт и гайку для закрепления оправки и обра-
батываемой заготовки 7, которую устанавливают на торец оп-
равки. Болт 6 вводят в отверстия заготовки и оправки; на его
выступающий конец надевают шайбу 5 и гайку 4 для закреп-
ления заготовки 7. Болт 6 имеет две посадочные шейки — одну
под заготовку, другую под отверстие оправки. Обе шейки вы-
полнены по переходной посадке. Это позволяет устанавливать
заготовку с достаточной для обработки точностью. Диаметр
пояска болта под оправку всегда один и тот же, а для каждой
заготовки поясок выполняют по диаметру ее отверстия. Диа-
метр головки болта на 3...4 мм больше диаметра отверстия
заготовки. Головку болта выбирают такой высоты, чтобы ре-
жущий инструмент во время работы не задевал за нее. В не-
которых случаях головка болта бывает так мала, что она
умещается на фаске заготовки, но этого вполне достаточно
для ее надежного закрепления.
Посадочная поверхность оправки в шпиндель станка и по-
верхность отверстия под болт 6 должны быть выполнены строго
соосно, а торцовая поверхность, контактирующая с заготовкой —
перпендикулярна оси оправки.
Внедрение оправки сократило число применяемых ранее
оправок и повысило жесткость закрепления заготовки. Она
может применяться для предварительного нарезания зубьев на
фрезерных станках с применением делительной головки и для
окончательной обработки на зубострогальном станке.
68
ПРИСПОСОБЛЕНИЕ ДЛЯ РЕГУЛИРОВАНИЯ ВЕЛИЧИНЫ ПОДАЧИ
При использовании способа пробных ходов величину пода-
чи, например обрабатываемой заготовки зубчатого конического
колеса, перемещающегося под углом к режущему инструменту,
определяют по линейке, расположенной на поворотной части
делительной головки. Для получения заданного размера зуба
приходится несколько раз подавать заготовку под режущий
инструмент и контролировать размер зуба по зубомеру, под-
гоняя его до заданного. На подгонку размера зуба методом
пробных ходов затрачивается значительное время. Определять
величину врезания в заготовку расчетным путем тоже долго и
сложно, не каждый фрезеровщик может выполнить такой рас-
чет. Можно использовать приспособление, обеспечивающее из-
мерение величины врезания в заготовку по направлению, пер-
пендикулярному к впадине зуба. Величины припусков рассчиты-
вают по формулам (при угле зацепления а=20°)
Д5=0,73ДА или Дй=1,37Д5,
где До— величина припуска по толщине зуба; Дй— величина
припуска по высоте зуба.
Для повышения производительности и качества обработки
приспособление выполнено с упором и ограничителем, повора-
чивающимся на оси. Упорную часть приспособления устанавли-
вают к упору под углом, равным углу поворота делительной
головки с обрабатываемой заготовкой, а величину подачи опре-
деляют в направлении, перпендикулярном упорной поверхности
ограничителя. Упорная часть выполнена с регулирующей микро-
метрической парой и нониусом, одно деление которого равно
одной сотой миллиметра, а поворотная часть снабжена шка-
лой (от 0 до 360°).
устанавливают на поворотной
На люльке 1 станка закреплены
заготовку 3 устанавливают в
Приспособление (рис. 56)
части зубострогального станка,
резцы 2, а обрабатываемую
шпинделе делительной голов-
ки 4. Корпус 8 приспособле-
ния с микрометрической парой
6 и 7 размещают против упора
5, закрепленного на корпусе
делительной головки. Приспо-
собление устанавливают на
оси 11 и закрепляют на осно-
вании 10, которое может пере-
мещаться в направляющей 9
поворотной части станка.
Рис. 56. Приспособление для регулиро-
вания величины подачи
69
Работает приспособление следующим образом. Делительную
головку 4 поворачивают на угол, равный углу расположения
впадины обрабатываемой заготовки, т. е. впадину заготовки
устанавливают параллельно линии движения резцов 2. При
этом корпус 8 поворачивается на оси 11 на угол, равный углу
поворота головки с заготовкой, с контролем по шкале, имею-
щейся на основании 10. Корпус поворачивается в сторону, про-
тивоположную вращению головки. При подаче заготовки 3 в
зону обработки упор 5 будет перемещаться по направляю-
щим 9 станка до упора в крышку 6. При обработке зубьев ве-
личину подачи, необходимую для точного размера, определяют
по нониусу. Навертывая крышку, втулку 7 с нониусом, уста-
навливают зазор между упором 5 и крышкой 6,' равный вели-
чине подачи, и подают головку с обрабатываемой заготовкой
до касания упора 5 с крышкой 6. При большой глубине реза-
ния приспособление позволяет производить обработку в не-
сколько ходов. Каждое деление шкалы равно одной сотой мил-
лиметра.
5. Значения глубины врезания в заготовку в зависимости от припуска
на толщину зуба, мм
Десятые доли припуска
Припу< (целое ло) 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
0 0 0,137 0,27 0,41 0,55 0,68 0,82 0,96 1,10 1,23
1 1,37 1,50 1,64 1,78 1,92 2,06 2,19 2,33 2,47 2,60
2 2,74 2,88 3,01 3,15 3,29 3,42 3,56 3,70 3,84 3,97
3 4,11 4,25 4,38 4,52 4,66 4,80 4,93 5,07 5,21 5,34
4 5,48 5,62 5,75 5,89 6,03 6,17 6,30 6,44 6,58 6,71
5 6,85 6,99 7,12 7,26 7,40 7,56 7,67 7,81 7,95 8,08
6 8,22 8,36 8,49 8,63 8,77 8,90 9,04 9,18 9,32 9,45
7 9,59 9,73 9,86 10,00 10,14 10,27 10,41 10,55 10,68 10,82
8 10,96 11,10 11,23 11,37 11,51 11,64 11,78 11,92 12,06 12,19
9 12,33 12,47 12,60 12,74 12,88 13,01 13,15 13,29 13,43 13,53
10 13,70 13,84 13,97 14,11 14,25 14,38 14,52 14,66 14,80 14,93
11 15,07 15,21 15,34 15,48 15,62 15,75 15,89 16,03 16,17 16,30
12 16,44 16,58 16,71 16,85 16,99 17,12 17,26 17,40 17,54 17,67
13 17,81 17,95 18,08 18,22 18,36 18,49 18,63 18,77 18,91 19,04
14 19,18 19,32 19,45 19,59 19,73 19,86 20,00 20,14 20,28 20,31
15 20,55 20,69 20,82 20,96 21,10 21,24 21,37 21,50 21,65 21,78
16 21,92 22,05 22,19 22,33 22,47 22,60 22,74 22,88 23,02 23,15
17 23,29 23,43 23,56 23,70 23,84 23,98 24,11 24,25 24,39 24,53
18 24,66 24,80 24,93 25,07 25,21 25,35 25,48 25,62 25,76 25,89
19 20 26,03 27,40 26,17 26,30 26,44 26,58 26,71 26,85 26,99 27,13 27,26
70
Внедрение приспособления
упростило наладку станка, по-
высило точность и сократило
время обработки.
Для удобства в работе и со-
кращения вспомогательного
времени рассчитаны глубины
врезания в заготовку в зависи-
мости от припуска на толщину
зуба (табл. 5). Пользоваться
табл. 5 можно при обработке
как конических, так и цилинд-
рических, червячных и других
видов зубчатых колес.
6. Размеры фасок (см. рис. 57)
в зависимости от модуля
обрабатываемых шестерен, мм
Модуль т Длина фаски Ч Модуль т Длина фаски ч
1 2,3 4 6
2 3 5 7,5
2,5 3,8 6 9
3 4,5 8 12
СПОСОБ ЗАКРУГЛЕНИЯ ЗУБЬЕВ ПЕРЕКЛЮЧАЕМЫХ КОЛЕС
Закругление торцов зубьев в серийном производстве произ-
водят на специальных зубозакругляющих станках с примене-
нием дисковых или пальцевых фрез. При изготовлении неболь-
ших партий и при единичном производстве эту операцию вы-
полняют вручную, что не обеспечивает нужного качества.
Автором разработан способ закругления торцов зубьев пе-
реключаемых колес на зубострогальном станке 5А26 с приме-
нением специальных резцов. Закругление торца зуба произво-
дится фасонным резцом с профилем режущей кромки, соответ-
ствующим поперечному сечению закругляемой части зуба.
Обрабатываемое колесо устанавливают на оправке в шпин-
дель делительной головки зубострогального станка таким об-
разом, чтобы торец зубьев располагался под углом 20° к суп-
портам станка. Настройку станка производят как для обычного
строгания зубьев конических колес. Здесь возможны два ва-
рианта обработки. Первый вариант — когда станок настраива-
ют как для чернового нарезания зубьев. В этом случае зубо-
закругление производится без качания люльки станка. Зуб за-
кругляется точно по профилю режущей кромки резца. При
втором варианте для придания закругляемой поверхности зуба
•бочкообразной формы настройку станка производят с настрой-
кой механизма качания люльки.
Опыт работы данным способом показал, что угол качания
люльки должен быть 1,5°...3° в обе стороны. Увеличение угла
качания люльки ведет к подрезанию закругляемой поверхности
у ножки зуба, что искажает зуб и ухудшает пятно контакта.
Закругление торца зуба производится за один или несколь-
ко рабочих ходов, в зависимости от модуля и материала обра-
батываемого колеса. Для сокращения числа рабочих ходов и
для меньшей нагрузки на резец рекомендуется на торце зуба
при токарной обработке выполнить фаску (табл, б и рис. 57).
71
Рис. 57. Зубчатое колесо с фас-
кой, полученной на предвари-
тельной токарной операции
Рис. 58. Резец для закругления
зубьев
Резцы для закругления изготавливают так же, как резцы
для чистовых зуборезных работ, режущую часть выполняют по
размерам, указанным на рис. 58. Можно использовать готовые
резцы с дополнительной обработкой только режущей кромки.
Рекомендуемые размеры режущей кромки в зависимости от мо-
дуля обрабатываемых зубьев приведены в табл. 7. Высоту
резца Н выполняют такой, чтобы ширина режущей кромки Вр
соответствовала размерам, приведенным в ?абл. 7.
Закругление производится одним резцом. Резец устанавли-
вают так же, как при строгании зубьев шестерен. Суппорт с
резцом для зубозакругления устанавливают в нулевое положе-
ние на люльке. Другой суппорт отодвигают в сторону на рас-
стояние, позволяющее свободно работать первому суппорту.
В ряде случаев зубозакругления, особенно на блоках ше-
стерен, которые имеют небольшие размеры для выхода ин-
струмента, рекомендуемые резцы и способ обработки имеют
существенное преимущество перед зубозакруглением фре-
зами.
7. Размеры режущей кромки резца (см. рис. 58) для обработки
зубчатых колес, мм
Мо- дуль т яр вр R Л~0,8Я а Мо- дуль т ар вр R li^O.SR а
I 2,5 3,2 1,2 1 0,35 4 10,0 12,8 3,1 2,5 1,40
2 5,0 6,4 1,6 1,2 0,70 5 12,5 16,0 3,9 3 1,75
2,5 6,2 8,0 2 1,6 0,90 6 15,0 19,0 4,7 3,8 2,00
3 7,6 9,6 2,4 1,9 1,00 8 18,0 22,2 6,3 5 2,10
72
ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОВЕРКИ ПЯТНА КОНТАКТА
В КОНИЧЕСКИХ ПАРАХ
Конические шестерни работают в паре обычно под углом
90° друг к другу. Для проверки правильности изготовления
шестерен на зубообрабатывающем станке 526 внедрено при-
способление (рис. 59, а). Оно состоит из основания 1, на кото-
ром установлены кронштейны 3 с валиком 4, вращающимся в
подшипниках кронштейнов, и подвижной планки 10 с установ-
ленной на ней неподвижной осью 7. Кронштейны 3 закрепле-
ны на основании 1 болтами.
На шейку валика 4 и ось 7 надевают проверяемые шестер-
ни 5 и закрепляют гайками 6. Шестерня на валике 4 крепится
жестко, а шестерня на оси 7 — с зазором по торцу, позволяю-
щим поворачивать ее.
Регулируют расположение шестерни по высоте сменными
проставочными кольцами 8 и 9. В основании 1 выполнены два
паза, параллельных оси валика 4 и друг другу, в которых пе-
ремещают подвижную планку 10, закрепляемую после соеди-
нения зубьев шестерен гайками 11.
При проверке пятна контакта шестерни должны устанавли-
ваться в положении, при котором вершины начальных конусов
совпадают с точкой пересечения их осей (рис. 59, б), т. е. на
расстоянии Ki и К2 от торца кронштейна 3 и от торца бурта
оси 7 (Kiи К2=Л2-{-/>2)-
Размеры Ai и Л2 заданы чертежом, а размеры Б\ и Б2 соот-
ветствуют толщине проставочных колец.
После установки шестерен в приспособлении их прокручи-
вают с помощью рукоятки 2. Для получения отпечатка пятна
контакта боковые поверхности зубьев ведомой шестерни покры-
вают тонким слоем краски, а ведущую шестерню слегка тор-
мозят.
При неправильном отпечатке пятна контакта необходимо-
внести соответствующие поправки в наладку зубострогального»
станка.
Рис. 59. Приспособление для проверки пятна контакта в конических парах
75
Внедрение приспособления в мелкосерийное производство
исключило необходимость приобретения дорогостоящего специ-
ального оборудования.
ВСПОМОГАТЕЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
ключ ДЛЯ НАВИНЧИВАНИЯ КРУГЛЫХ ЗАГОТОВОК
При фрезеровании граней у заготовок деталей типа винтов,
штуцеров и накидных гаек, которые обрабатывают по одной
штуке на оправках, рабочему часто приходится пользоваться
трубным ключом для навинчивания заготовок на оправку. Для
каждого размера обрабатываемой заготовки губки ключа регу-
лируют гайкой, расположенной на рукоятке ключа. Регулиро-
вание часто сбивается, что влечет к потере рабочего времени.
Разработан ключ новой конструкции, который улучшает ус-
ловия труда фрезеровщика, обеспечивает надежное закрепление
заготовок и не требует регулирования.
Ключ состоит (рис. 60) из корпуса 1, имеющего форму
кольца с мелкими зубьями по внутренней поверхности, к кото-
рому приварена втулка 4 с отверстием под ось 2 для установ-
ки рычага 5, закрепляемого гайкой 3. Головка рычага эллипс-
ной формы, она имеет мелкие зубья по контуру эллипса, полу-
ченные на долбежном станке.
Корпус имеет выступ, расположенный против рычага й рав-
ный его толщине. Вершина рычага, поворачиваясь на оси, не
должна задевать за выступ.
Рис. 60. Ключ для навинчивания круг-
лых заготовок
Рис. 61. Клиновой домкрат
74
Для навинчивания заготовки корпус ключа отверстием на-
девается на заготовку, а рычаг поворотом на оси прижимает
заготовку к зубьям корпуса — происходит захват заготовки.
Затем поворотом ключа завинчивают заготовку на резьбовую
оправку, установленную в делительной головке фрезерного
станка. При повороте рычага в противоположную сторону за-
готовку освобождают от зажима. Как и при работе с трубным
ключом, цикл повторяется до полного завинчивания и закреп-
ления обрабатываемой заготовки.
Ключом такой формы можно завинчивать детали любого
диаметра, проходящие в отверстие ключа. Ключ выполнен из
стали 40Х и закален.
КЛИНОВОЙ домкрат
В некоторых работах, например при предварительной инди-
видуальной прорезке зубьев у конических колес, для поддер-
жания последних в заданном положении применяют винтовые
домкраты. Это неудобно при малом расстоянии между нижней
кромкой колеса и поверхностью стола фрезерного станка. Поэ-
тому часто используют набор тонких про.кладок и клиньев с
установкой их под обод колеса перед нарезанием каждого оче-
редного зуба.
Внедрение домкрата предлагаемой конструкции устранило
эти недостатки и значительно расширило технологические воз-
можности станка.
Клиновой домкрат (рис. 61) состоит из стального корпуса 3
сварной конструкции, закрепляемого на столе фрезерного стан-
ка; подвижного 10 и поднимающегося 1 клиньев; червяка 5;
гайки 6, вмонтированной в подвижный клин; тяги 4, соединя-
ющей шарнирно (на осях 7) корпус 3 домкрата с поднимаю-
щимся клином 7; маховика 9, напрессованного на вал червяка
и закрепленного там штифтом 8.
Домкрат устанавливают на стол 11 фрезерного станка и че-
рез одно из четырех отверстий 12, выполненных.»в основании
корпуса 3, закрепляют болтом 13. Он должен быть установлен
так, чтобы размер от верхней кромки стола станка до верхней
поверхности клина 1 был на 1—2 мм меньше, чем размер от
поверхности стола до заготовки обрабатываемого колеса 2.
Перпендикуляр, опущенный на поднимающийся клин через ось
обрабатываемой заготовки, должен проходить в середине по-
верхности клина, а обрабатываемая заготовка не должна ка-
саться подвижного клина. Поворотом маховика 9 вращают чер-
вяк 5 в гайке 6 и перемещают клин 10 влево, который наклон-
ной поверхностью поднимает вверх до упора в обрабатываемое
зубчатое колесо клин 1, закрепленный шарнирно на осях 7. На
наклонной поверхности подвижного клина сделан паз, а на под-
нимающемся клине — шип, входящий в него по.,посадке с за-
75
зОром, что предохраняет оба клина от смещения их в сторону.
Подвижный клин перемещается в направляющей, выполненной
в основании корпуса. После обработки одного зуба вращают
маховик 9 в обратную сторону и перемещают клин 10 вправо,
при этом клин 1 опускается, освобождая заготовку, заготовку
колеса поворачивают для обработки следующего зуба. Цикл
повторяется. В тяге 4 выполнены три отверстия под ось 7, что-
позволяет устанавливать клин 1 на высоте от 30 до 120 мм.
Четыре отверстия в основании корпуса позволяют подвинуть-
домкрат в любую сторону с тем, чтобы поднимающийся клин
находился под ободом колеса. При необходимости на верхнюю
площадку поднимающегося клина можно установить проклад-
ку любой толщины для компенсации размера, если обрабаты-
ваемая заготовка расположена на большем расстоянии, чем
может подняться клин. Маховик 9 управления домкратом рас-
положен за пределами стола станка и удален от вращающейся
фрезы, что позволяет производить операции с домкратом даже
при работе станка. При работе с СОЖ под основание домкра-
та надо подкладывать щиток из листовой жести, края которого
с трех сторон отогнуты вверх, чтобы жидкость с домкрата сте-
кала в пазы стола станка..
Применение домкрата облегчает работу фрезеровщика,
улучшает условия труда и повышает культуру производства.
БЫСТРОУСТАНАВЛИВАЕМЫЙ ДОМКРАТ
При фрезеровании шлицевых валиков диаметром 20...30 мм,
длиной 250 мм и более в средней их части устанавливают
поддерживающие приспособления различных конструкций и
поддерживающие домкраты. Винтовые домкраты устанавлива-
ют на столе станка и поворотом головки домкрата с силой,
определяемой фрезеровщиком на основе его опыта, поджимают
обрабатываемую заготовку снизу. Сила, с которой поджимают
заготовку, не всегда одинакова, и это влияет на точность об-
работки. Домкрат может сдвинуться в сторону от своего пер-
воначального положения в процессе
работы, что также влияет на точ-
ность базирования.
Для устранения названных не-
достатков и расширения техноло-
гических . возможностей внедрен
быстроустанавливаемый домкрат,
который устанавливают на оси, пе-
ремещающейся по Т-образному пазу
стола станка рядом с устройством
для закрепления заготовки. Дом-
Рис. 62. Быстроустанавливаемый домкрат
76
крат можно поворачивать вокруг оси на 360° и закреплять в
заданном положении (рис. 62). Домкрат состоит из стойки 2,
-оси 3 с пружиной 4, подвижного клина 5, кронштейна 6, кольца
10, гайки 9, оси 8, эксцентрика 12 и рукоятки 11.
Обрабатываемую заготовку 7 устанавливают в делительной
или центровой головках, которые обычно закрепляют в среднем
Т-образном пазу стола 1 станка. Домкрат в сборе осью 8 уста-
навливают в другом Т-образном пазу в зависимости от конфи-
гурации обрабатываемой заготовки. В заданном положении
стойку 2 закрепляют на столе 1 станка гайкой 9. При этом вы-
лет кронштейна 6 можно установить перпендикулярно обраба-
тываемой заготовке или под любым углом к ее оси. Кронштейн
можно поворачивать на 180°. Для быстрой установки крон-
штейна в заданном положении его основание выполнено в виде
вилки, которая имеет вырез со стороны эксцентрика до сере-
дины резьбовой части. На резьбовой части стойки 2 имеется
две лыски. Это позволяет перемещать кронштейн по стойке
вверх или вниз. Резьбы стойки и кронштейна при этом не со-
прикасаются. Для установки кронштейна в исходное положе-
ние одной рукой фрезеровщик отводит клин 5 влево, а другой
рукой подводит кронштейн вверх до контакта клина с заго-
товкой 7 и эксцентриком 12 закрепляет кронштейн на стойке.
В этом положении резьба кронштейна и стойки должны войти
одна в другую, а между клином и обрабатываемой заготовкой
должен быть зазор не более одного миллиметра. Затем клин
отпускают и под действием силы пружины 4 он заходит между
заготовкой и кронштейном, ликвидируя имевшийся при настрой-
ке зазор. Клин выполнен самотормозящимся с уклоном 1 :20.
Если при настройке зазор между клином и заготовкой оказался
более 1 мм, надо кронштейн поднять на стойке на одну нитку
резьбы вверх.
Резьба в соединении выполнена с шагом, равным 1 мм,
заготовку поворачивают на очередной шлиц навстречу силе,
действующей от клина (по стрелке, как показано на ри-
сунке). Клин при вращении заготовки может отодвигаться вле-
во, но при прекращении поворота заготовки клин под дейст-
вием силы пружины займет первоначальное положение, обес-
печивая контакт с равномерной силой. Сила клина будет
действовать на поверхность неравномерно (например, на уже
отфрезерованных шлицах), нужно при повороте на очередной
шлиц клин придержать рукой.
При смене очередной обрабатываемой заготовки, имеющей
параметры предыдущей, домкрат не перестраивается, а только
клин до полной установки и закрепления заготовки поддержива-
ют в отведенном положении, Для снятия домкрата достаточно
ослабить гайку 9, стойка 2 при этом может перевернуться вокруг
оси 8. Перемещая стойку по Т-образному пазу, домкрат можно
вывести из стола.
77
ДОМКРАТ с вращающейся головкой
При фрезеровании зубчатых колес методом копирования,
когда обрабатывается каждый зуб отдельно, применяют домк-
рат, поддерживающий зубчатый венец в зоне резания. Для
этого применяют домкрат с вращающейся головкой. Его мож-
но сделать из обычного винтового домкрата, смонтировав на
его головке вращающуюся часть. Домкрат простейшей конст-
рукции (рис. 63) устанавливают на столе 1 станка и закреп-
ляют в заданном положении. Он состоит из корпуса 2, стерж-
ня 4, шариковых подшипников 5 и 6, колпачка 7 и контр-
гайки 3.
Домкрат работает следующим образом. Под нижнюк>
часть зубчатого венца заготовки 8 подводят домкрат так, что-
бы колпачок 7 контактировал с заготовкой примерно одной
четвертью своей поверхности. В таком положении корпус 2 за-
крепляют на столе 1. Затем поворотом стержня 4 поднимают
головку до упора в зубчатый венец. Контакт домкрата с за-
готовкой должен быть таким, чтобы при вращении заготовки 8
колпачок 7 тоже вращался, поддерживая заготовку с одина-
ковой силой на всем обороте заготовки. Регулирование кон-
такта необходимо производить при повороте заготовки, которая
установлена в шпинделе делительной головки. Заготовка должна
иметь наименьшее отклонение от оси вращения. При установке
каждой новой заготовки необходимо проверять, чтобы контакт
Рис. 63. Домкрат с вра-
щающейся головкой
Рис. 64. Болт-домкрат
78
домкрата с заготовкой был нормальным, после этого присту-
пать к ее обработке. При наличии отклонения необходимо до-
полнительное регулирование.
Применение домкрата с вращающейся головкой значитель-
но облегчает работу фрезеровщику; его изготовление не пред-
ставляет трудностей.
БОЛТ-ДОМКРАТ
Закрепление заготовок типа зубчатых секторов ранее произ-
водилось с применением винтовых домкратов и набора болтов:
и планок. Для секторов, изготавляемых партиями, делали спе-
циальные подставки. Все это усложняло подготовку к фре-
зерованию и увеличивало подготовительное время. Например,
в условиях судоремонта приходится обрабатывать такие заго-
товки, которые не укладываются по габаритам ни в какие
имеющиеся приспособления. Применение винтовых домкратов
в данном случае тоже нецелесообразно, так как винтовая пара
при постоянной вибрации в процессе резания ослабляется и
нарушается жесткость установки. Домкраты с клиновыми плун-
жерами не подходят ввиду малого вылета поддерживающей
опоры. Разработанный болт-домкрат (рис. 64) позволяет уста-
навливать заготовки любого диаметра практически на любую
высоту в пределах габаритов стола станка и центровой головки.
Новой деталью является только болт с удлиненной резьбой.
Остальные детали (планки, гайки, регулировочные болты) ис-
пользуют имеющиеся.
Работает болт-домкрат следующим образом (рис. 64): го-
ловку болта 4, имеющую Т-образную форму, заводят в Т-об-
разный паз стола 1 станка, перемещают до заданного поло-
жения и закрепляют гайкой 3 с шайбой 2. На болт навинчи-
вают гайку 5 и устанавливают нижнюю планку 6; обрабаты-
ваемую заготовку сектора 7 отверстием ступицы надевают на
оправку 12 и предварительно прижимают гайкой 13. Обраба-
тываемая часть заготовки должна лечь на планку 6 таким об-
разом, чтобы при нарезании зубьев фреза 8 не касалась пла-
нок 6 и 9. Концы планок должны касаться ребер сектора и в
таком положении его зажимают окончательно. Планка 6 при-
жимается гайкой 5 к поверхности сектора снизу, а планка 9
и гайка 10 закрепляют сектор окончательно сверху. Получают
жесткое надежное соединение. Производится обработка — наре-
зание зубьев. В случаях, когда концы планок не достают до
ребер сектора, применяют болт 11, который регулирует парал-
лельность планок при закреплении заготовки. Боковые стороны
планок имеют кривизну с двумя различными радиусами — 250
и 150 мм. Это дает возможность закреплять заготовку раз-
личных размеров.
79
Применение болта-домкрата позволило закреплять заготов-
ки на любой высоте над столом станка и на любом расстоянии
от его оси. При необходимости можно использовать одновре-
менно два-три и более таких домкратов. Их можно использо-
вать и при обработке зубьев шестерен, имеющих большой диа-
метр и недостаточную жесткость.
Применение болтов-домкратов позволило значительно сокра-
тить число применяемых приспособлений, улучшило условия
труда, сократило вспомогательное время.
ДОМКРАТ С ДВУМЯ контргайками
При обработке заготовок деталей типа откидных болтов
малых размеров необходимо дополнительно поддерживать го-
ловку, например при фрезеровании двух лысок. Для этой цели
применяют временную базу по головке болта или другие под-
держивающие устройства, можно обрабатывать и без них, но
на пониженных режимах резания.
Предлагаемый домкрат (рис. 65) улучшает условия работы.
Он состоит из стержня 2, контргаек 3 и 4, головки 5. Домкрат
устанавливают на стол 1 станка.
Головку стержня домкрата заводят в Т-образный паз сто-
ла станка и устанавливают так, чтобы ось домкрата проходила
через точку касания обрабатываемой заготовки 7, после чего
закрепляют его контргайкой 3. Затем головку домкрата, пово-
рачивая на резьбе стержня, подводят под заготовку до упора
и зажимают контргайкой 4. В таком положении производят
фрезерование двух щечек головки. Фрезы 6 устанавливают так,
чтобы головка обрабатываемой заготовки полностью проходи-
ла зону резания, а нижняя часть головки домкрата не касалась
Рис. 65. Домкрат с двумя
контргайками
Рис. 66. Эксцентриковый зажим
SO
режущих кромок фрез. Верхняя часть головки домкрата вы-
полнена так, чтобы при обработке фрезы не касались поверх-
ности головки, т. е. диаметр головки должен быть меньше раз-
мера лысок обрабатываемой заготовки.
При изменении диаметра головки заготовки домкрат регу-
лируют по месту. Основные детали домкрата выполнены из
стали 40Х.
После внедрения домкрата в производство ликвидированы
случаи поломки заготовок.
эксцентриковый зажим
По сравнению с резьбовыми эксцентриковые зажимы явля-
ются более быстродействующими. Простота изготовления и
удобство в эксплуатации определили их широкое применение
в зажимающих механизмах различных приспособлений. Экс-
центриковые зажимы с обычными стандартными рукоятками
развивают силу зажима, в 10... 15 раз превышающую силу, при-
ложенную к рукоятке. Величины моментов на рукоятке кулач- -
ка, необходимых для получения заданной силы зажима, приве- —
дены в табл. 8.
Кулачки круглые эксцентриковые (ГОСТ 9061—68) имеют
предельные размеры по диаметру (П = 32...7О мм) и ограничен-
ный эксцентриситет (Z=l,7...3,5 мм), т. е. они имеют небольшой
линейный ход, что ограничивает их применение при зажи-
ме заготовок с большим колебанием размера в направле-
нии зажима.
Предлагаемый эксцентриковый зажим (рис. 66) расширяет
технологические возможности станков. Он состоит из двух ку-
лачков, входящих друг в друга, которые смонтированы на оси,
закрепляемой в заданном положении в Т-образном пазу стола
станка. Внутренний кулачок имеет форму эксцентриковой втул-
ки с наружной резьбой, его эксцентриситет в 3...5 раз больше
предусмотренных стандартом и служит для сокращения рас-
стояния между зажимом и заготовкой. Внешний кулачок уста-
навливают на внутреннем кулачке с эксцентриситетом, не пре-
s. Величины моментов, Н-мм, при силе зажима Q, в зависимости
от диаметра D рукоятки
Сила зажима Q, Н
D, мм 500 750- 1000 1250 1500 1750 2000
40 2700 4050 5500 6800 8150 9550 10850
50 3400 5100 6800 8550 10200 12000 13650
60 4100 6150 8150 10200 12200 14300 16800
70 4800 7200 9600 12000 14350 16800 19150
4—800
81
Рис. 67. Боковой прихват
вышающим размера,
рекомендуемого стан-
дартом. Эксцентрико-
вый зажим состоит ив
жесткого упора 2, на-
ружного 4 и внутрен-
него 5 кулачков, кольца
6, оси 7 и гайки 8.
Зажим работает
следующим образом.
Для закрепления, на-
пример, заготовки 3
на столе 1 станка ее
устанавливают между
жестким упором 2 и кулачком 4. Поворотом внутреннего
кулачка сокращают расстояние между внешним кулачком и
заготовкой. Затем поворотом второго (внешнего) кулачка за-
крепляют заготовку. Положение внешнего кулачка по высоте
регулируют его вращением, для чего в нем предусмотрено от-
верстие под рукоятку. Зажим может применяться на фрезер-
ных, строгальных, расточных и других станках.
БОКОВОЙ ПРИХВАТ
Разработанный прихват предназначен в основном для за-
крепления деталей типа тонких пластин. Боковой прихват вы-
полнен в виде двуплечего рычага, имеющего форму тупого
клина, качающегося шарнирно в Т-образном пазу стола станка
на ромбовидном шипе. В среднем сечении шип' имеет Т-образ-
ную форму, а размеры его равны размеру Т-образного паза
стола станка, в котором устанавливается прихват (рис. 67).
Обрабатываемая заготовка 1 установлена на столе станка.
Ромбовидный шип 3 рычага 2 расположен в Т-образном пазу
стола. Винт 4, сухарь 5 Т-образной формы и винт 6 служат
для крепления прихвата.
Для зажима заготовки сбоку рычаг подводят до упора в
заготовку, а к другому концу рычага подводят и закрепляют
сухарь 5. Заготовка 1 испытывает зажим одновременно в го-
ризонтальном и вертикальном направлениях, так как ось каче-
ния рычага находится ниже положения заготовки.
Для закрепления заготовки 1 сверху рычаг одним концом
подводят по Т-образному пазу стола и опускают на заготовку.
Затем конец рычага с резьбой поднимают вверх, другой коней
рычага, качаясь на ромбовидном шипе как на шарнире, опу-
скается вниз и нажимает на заготовку, при этом заготовка
закрепляется.
82
ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ГАЕК ОБТЕКАТЕЛЯ
• ГРЕБНЫХ ВАЛОВ
Приспособление (рис. 68) состоит из корпуса 1, планки-
фиксатора 2, болтов 4 и направляющих 5. Направляющую 5
устанавливают в Т-образный паз станка и закрепляют двумя
болтами в заданном положении. Обрабатываемую заготовку 3
устанавливают в выточку корпуса и двумя болтами 4 крепят
к противоположному от болтов буртику, выполненному в виде
ласточкина хвоста по радиусу обрабатываемой детали. В та-
ком положении обрабатывают одну лыску у гайки. Затем бол-
ты ослабляют, гайку поворачивают на 180°, фиксируют план-
кой 2 по готовой лыске, закрепляют и обрабатывают вторую
лыску. Для обработки скосов гайки приспособление откреп-
ляют, поворачивают на 45° и другой направляющей 5 устанав-
ливают в Т-образный паз стола, закрепляют и обрабатывают
скосы. Приспособление может применяться на расточных и
других станках.
УНИВЕРСАЛЬНЫЙ ПРИХВАТ
Универсальный прихват предназначен для закрепления заго-
товок на столе станка. Его конструкция выполнена на базе
прихвата, имеющего бесступенчатое регулирование по высоте.
Рис. 68. Приспособление для обработ-
ки гаек обтекателя гребных валов
Рис. 69. Универсальный прихват
4;
83
На стойке 4 прихвата (рис. 69) установлена серьга 2, один ко-
нец которой упирается в прижим 3, а другой соединен с ним
болтом 5. Гайка 6 служит для закрепления стойки в Т-образ-
ном пазу стола станка. Для быстрого регулирования положе-
ния серьги по высоте на стойке выполнены две лыски, а в серь-
ге— паз. Прихват работает следующим образом. Серьгу с при-
жимом устанавливают над верхней кромкой обрабатываемой
заготовки и поворачивают так, чтобы паз серьги располагался
против одной из лысок стойки. Завинчивают болт 5, который
соединяет серьгу с прижимом, при этом прижим через бурт
закрепляет обрабатываемую заготовку 1.
УСТАНОВКА УДАРНОГО ДЕЙСТВИЯ ДЛЯ ПРАВКИ ПРУТКОВ
Установка (рис. 70) ударного действия для правки прут-
ков [А. с. № 410851 (СССР)] имеет вертикальное расположе-
ние. Основание 16 сварной конструкции. На основании уста-
новлена плита 17, на которой закреплены нижняя 11 и верх-
няя 10 призмы с выполненными на них в шахматном порядке
Рис. 70. Установка ударного действия для правки прутков
84
зубьями. Призмы ограничены от смещения направляющими 9,
закрепленными болтами 26. В среднюю часть верхней призмы
упирается шток 5 рабочего пнев<моцилиндра 19. На штоке уста-
новлен сменный груз 1. Четыре радиальных паза 2 предназна-
чены для выхода отработавшего воздуха в атмосферу. Рабочий
воздух в цилиндр поступает через штуцер 3, шланг 4 и патру-
бок 12, соединенный с воздушной сетью. Количество поступа-
ющего воздуха в рабочую полость регулируется золотником 13,
клапан которого открывается рычагом 14 при нажатии педа-
ли 15 вниз. Пневмоцилиндр установлен на плите 17 с помощью
кронштейна 18 и втулки 24. Внутри цилиндра, под сменным
грузом установлена контргайка 20 и поршень 21, а на штоке
размещены резиновая прокладка 22 и клапан 23.
При нажатии педали 15 на рычаг 14 воздух от сети посту-
пает через патрубок 12, золотник 13, шланг 4 и штуцер 3 в
подпоршневую полость пневмоцилиндра 19 и поднимает пор-
шень 21 вверх. В это время отверстия в поршне, выполненные
по окружности, перекрыты резиновой прокладкой 22 и клапа-
ном 23. Клапан под действием силы давления воздуха прижи-
мается к поршню и поднимается вверх вместе с ним. Шток 5
и сменный груз 1 поднимаются вместе с поршнем. Верхняя
призма 10, освободившись от давления сверху, под действием
пружин 8 поднимается вверх до упора в направляющие 9.
Поднявшись выше радиальных пазов 2 поршень открывает ка-
налы и давление воздуха в цилиндре падает. Клапан 23 с про-
кладкой 22 опускаются вниз, открывая отверстия в поршне.
Поршень ввиду отсутствия давления воздуха падает под дей-
ствием собственной силы тяжести и сменного груза вниз. Шток
производит удар по верхней призме. Пруток 25 пропускают
через квадратное отверстие между верхней и нижней призма-
ми. Выступы призм заходят друг в друга с четырех сторон, обжи-
мая и выправляя пруток. При движении поршня вниз воздух
выходит через отверстия в поршне. Клапан 23 с прокладкой 22,
опускаясь вниз, встречает на пути струю поступающего воздуха
и повисает на штоке 5, не доходя до дна цилиндра. Поршень
опускается на клапан, который перекрывает отверстия, а увели-
чивающееся давление в цилиндре поднимает поршень с клапаном
вверх. Цикл повторяется.
Высота подъема штока над призмами регулируется навинчи-
ванием поршня на шток. Поршень в установленном положении
стопорят контргайкой.
ПРИСПОСОБЛЕНИЕ ДЛЯ УДАЛЕНИЯ ЗАУСЕНЦЕВ С ВИНТОВ
После фрезерования шлица винта с потайной головкой со
стороны выхода фрезы остается заусенец, который уда-
ляют обычно вручную, напильником, затрачивая значительное
время.
85
Рис. 71. Приспособление для удаления
заусенцев с винтов
Для срезания этих заусенцев
внедрено приспособление, состоя-
щее из дисковой фрезы 1 (рис.
71), поворотного диска 2, основа-
ния 3, кольца 4 и болта 5. Прис-
пособление основанием 3 зак-
репляют на столе или верстаке
болтами, проходящими через от-
верстия основания. Оно также
может зажиматься в тисках или
в трехкулачковом патроне. В по-
воротном диске 2 симметрично
центру по окружности располо-
жены отверстия под винты 6.
Размеры отверстий больше диа-
метра винта. На диск устанав-
ливают фрезу, режущая кромка
зубьев которой располагается
под углом, равным углу головки
винта.
Диаметр болта 5 выполнен
на 3...5 мм меньше диаметра от-
верстия фрезы, что позволяет
устанавливать режущую кромку
фрезы в нужное положение в зависимости от расположения
головки винта. Кольцо прижимает диск и фрезу к основанию.
Срезание заусенца происходит следующим образом. После
фрезерования шлица винты вставляют в отверстия. Фрезу ре-
жущей кромкой устанавливают на линии центра отверстия.
Винт наклонной поверхностью ложится на режущую кромку
фрезы, а его головка не касается диска. Затем фрезу закреп-
ляют, а винт 6 поворачивают с помощью рукояток (на рис. 71
не показаны), в результате заусенцы срезаются режущими
кромками фрезы.
ОПРАВКА С ВЫТАЛКИВАТЕЛЕМ ДЛЯ КОНЦЕВЫХ ФРЕЗ
Концевые фрезы с коническим хвостовиком устанавливают
в шпиндель станка конусной поверхностью и закрепляют их с
помощью штифта, проходящего в отверстие шпинделя.
Для ускорения замены фрез и улучшения условий эксплуа-
тации внедрена специальная оправка (рис. 72) с выталкива-
телем фрез без съема основной втулки. Конструкция оправки —
удлиненная. Фреза и детали ее крепления на рисунке не по-
казаны. Хвостовик оправки 1 имеет конусность 7:24, его за-
86
Рис. 72. Оправка с выталки-
вателем для концевых фрез
крепляют штифтом 2. Державка 5 вместе с болтом 3 конусной
поверхностью установлена в оправку 1. Кольцо 4 имеет паз
шириной, равной диаметру болта 3, на который кольцо за-
водится через окно 6, выполненное в утолщенной части оправ-
ки 1. Завинчивая болт через окно 6, закрепляют державку 5
фрезой. Эллипсное окно 6 в оправке выполнено таким, чтобы
можно было свободно работать ключом. Для удаления фрезы
с державкой 5 болт 3 отвинчивают, доводя головку болта до
упора в противоположную стенку окна. Кольцо 4 снимают и,
продолжая вывинчивать болт 3 из державки 5, выталкивают
державку из конуса оправки.
Оправка выполнена из стали 40Х. Болт и кольцо —из ста-
ли 45. Все детали закалены.
Применение оправок такой конструкции на многих станках
ускорило операцию по замене фрез, улучшило сохранность
фрез по сравнению с методом выбивания их из оправки с по-
мощью выколотки. Кроме этого, оправка увеличивает вылет
инструмента из шпинделя станка, чего нельзя было достичь,
применяя стандартные оправки.
ЦАНГОВАЯ ОПРАВКА
Оправка (рис. 73) предназначена для более быстрой и точ-
ной установки заготовки в трехкулачковом патроне делитель-
ной головки. Заготовку 1 вставляют в отверстие оправки 2 и
зажимают кулачками 3 самоцентрирующегося трехкулачкового
патрона, закрепленного на шпинделе делительной головки. Ко-
гда обрабатываемая заготовка не имеет бурта, в отверстии
оправки предусматривают упорный поясок, чтобы заготовка
концом упиралась в него.
ПРИСПОСОБЛЕНИЕ С РАЗДВИЖНЫМИ осями к СТАНКУ с ЧПУ
На фрезерном станке с ЧПУ использовались различные
приспособления для закрепления заготовок с помощью при-
жимных планок.
Созданное приспособление (рис. 74) работает следующим
образом. Приспособление имеет два корпуса 1, которые уста-
87
Рис. 73. Цанговая оправка заготовки
навливают направляющими 8 в
Т-образный паз стола станка на оп-
ределенном расстоянии друг от
друга и закрепляют в заданном по-
ложении. Сменные оси 2 вводят в
отверстия корпуса и закрепляют
гайками 3 с шайбами 4. Они вы-
полнены с буртом диаметром D
для опоры обрабатываемой заготов-
ки 5, которую двумя или нескольки-
ми отверстиями устанавливают на
шейке осей и закрепляют гайками 6
с шайбами 7. В таком положении
заготовка может обрабатываться по
контуру.
Рис. 74. Приспособление с раздвижными осями к станку с ЧПУ
Сменные оси могут иметь различные размеры опорных по-
верхностей (диаметр D, высоту бурта h и посадочной шейки).
Применение данного приспособления ускоряет процесс на-
ладки. Может применяться на станках различных типов.
ПРИСПОСОБЛЕНИЕ К СТАНКУ С ЧПУ ДЛЯ ЗАКРЕПЛЕНИЯ
ПАКЕТОВ ЗАГОТОВОК
Приспособление (рис. 75) работает следующим образом.
Корпус 1 устанавливают направляющей в Т-образный паз сто-
ла станка и закрепляют болтами 7 в заданном положении. Об-
88
Рис. 75. Приспособление к станку с ЧПУ для закрепления пакета заготовок
рабатываемые заготовки 2, набранные в пакет, устанавливают
под планку 3 до упора в шпильки 5 и закрепляют гайками 4.
С помощью упорных болтов 6 регулируют подъем планки 3
в зависимости от толщины пакета обрабатываемых заготовок. '
Заготовки можно фрезеровать по периметру с трех сто-
рон и обрабатывать фигурные пазы в средней части заготовок
без их перестановки.
Некоторые заготовки можно закреплять без планки 3, с по-
мощью шпилек и гаек.
ИНДИКАТОРОДЕРЖАТЕЛЬ К СТАНКУ 532
Индикатородержатель смонтирован на колонне центровой
головки. Разъемный кронштейн можно перемещать по призма-
тической направляющей колонны и закреплять в нужном по-
ложении. В кронштейне имеется отверстие, в которое установ-
лен выдвижной стержень с головкой на конце, снабженной от-
верстием под стержень индикатора. Смещение индикатора от
оси выдвижного стержня около 40 мм, следовательно, щуп
индикатора может описать окружность диаметром около 80 мм.
Этого вполне достаточно для обеспечения многочисленных ва-
риантов установки индикатора.
Индикатородержатели предлагаемого типа просты в изго-
товлении, удобны в эксплуатации, их металлоемкость значи-
тельно меньше ранее применяемых.
ОПРАВКА ПОВЫШЕННОЙ ЖЕСТКОСТИ
Повышение режимов резания, увеличение точности обработ-
ки и уменьшение вибраций зависят от применяемых оправок,
на которые устанавливают цилиндрические, дисковые, фасон-
ные фрезы или комплекты из нескольких фрез. В большинстве
89
случаев на длинные оправки, закрепляемые одним концом в
шпинделе станка, а другим в опоре кронштейна, фрезу уста-
навливают не по всей ее длине, а ближе к середине. Учитывая
это, можно изменить конфигурацию оправки для повышения
ёе жесткости. Жесткость инструментальных оправок для го-
ризонтально-фрезерных и других станков зависит от их формы,
соотношения размеров (длины и диаметра), от материала, из
которых они изготовлены. Повышение жесткости оправок до-
стигнуто путем увеличения их диаметра на участках, где стоят
проставочные кольца (рис; 76, а). Оправки в этом месте имеют
диаметр, почти равный диаметру буртика, расположенного у
шпинделя станка. В некоторых случаях этот участок выпол-
няют конусным. Наиболее часто применяемые проставочные
кольца имеют внутренний диаметр 22, 27 и 32 мм, а наруж-
ный— соответственно 33, 40 и 46 мм. Поэтому конусная по-
верхность оправки в месте установки фрезы имеет диаметр
33, 40 или 46 мм. На всей оставшейся длине диаметр оправки
равен внутреннему диаметру фрезы. Это обеспечивает доста-
точное место для установки двух фрез или набора из несколь-
ких фрез.
Оправку повышенной жесткости с закрепленной на ней
фрезой применяют для предварительной обработки зубьев ко-
нического колеса с модулем 9 мм. Даже без опорного крон-
штейна такая оправка обеспечивает нормальные режимы ре-
зания. Эта оправка по сравнению со стандартными, которые
поставляются в комплекте с фрезерным станком, имеет в не-
сколько раз большую жесткость. Примеры оправок повышен-
ной жесткости приведены на рис. 76, б.
Такие оправки устойчиво работают при больших силах ре-
зания, когда обработка производится с удалением большого
Рис. 76. Разновидности фрезерных
оправок
90
припуска. Большая нагрузка воздействует на оправку при ра-
боте несколькими фрезами. Например, при обработке вилок
больших размеров устанавливают одновременно четыре трех-
сторонние наборные фрезы диаметром 200 мм. В этом случае
с наружной стороны крайних фрез вместо промежуточных ко-
лец следует устанавливать специальные кольца с увеличенным
диаметром. Применение опорного кронштейна в несколько раз
увеличивает жесткость фрезерной оправки. Для быстрой уста-
новки кронштейна и уменьшения износа сопрягаемых частей
(конца оправки и втулки) изготовлен вращающийся центр. Он
выполнен с применением шарико- и роликоподшипников и
вмонтирован в кронштейн вместо втулки, что обеспечивает устой-
чивую работу в течение многих лет. Вращающийся центр обес-
печивает поддержку любых оправок, сохраняя высокую точ-
ность и надежность в работе.
Увеличенный вылет фрезы на жесткой оправке позволяет
устанавливать обрабатываемую заготовку непосредственно на
столе станка, что также увеличивает жесткость технологиче-
ской системы.
РАСЧЕТНЫЕ ДАННЫЕ, ИСПОЛЬЗУЕМЫЕ ПРИ РАБОТЕ
НА ФРЕЗЕРНЫХ СТАНКАХ
В настоящем разделе приведены некоторые таблицы и по-
рядок расчета размеров на повторяющиеся работы. Эти таблицы
целесообразно вывешивать на рабочем месте, что позволяет в
любой момент быстро получить необходимую информацию или
проверить данные чертежей, в результате намного облегчается
работа фрезеровщика и сокращается возможность ошибок при
расчетах.
Глубины врезания в заготовку зубчатого колеса в зависи-
мости от припуска. При обработке зубчатых колес необходимо
часто измерять параметры зуба. При нормальной высоте не-
корригированного зуба глубина врезания фрезы в заготовку
равна высоте h зуба, ее подсчитывают по формуле
h = 2,2m,
где т — модуль нормальный (выбирают по ГОСТ 9563—60).
Если зубья зубчатого колеса обрабатывают за один рабочий
ход, то' глубина врезания берется полная, т. е. она равна 2,2 т.
Но в практике, особенно при изготовлении единичной продук-
ции, обрабатывают за два и более рабочих ходов, поэтому штан-
гензубомером приходится производить неоднократные измере-
ния. Если размер зуба В (рис. 77) больше заданного на ве-
личину AS, то для получения заданного размера зуба надо
сблизить фрезу и заготовку на величину Д/г. Большинство зуб-
91
Рис. 77. Штангензубомер
чатых колес в машинострое-
нии изготовляют с углом
зацепления в 20°.
При do=2O° А5=0,73Ай,
или Дй=1,37А5, где d0 —
угол зацепления; AS — ве-
личина припуска по размеру
В зуба; Ай— величина при-
пуска по высоте зуба.
Пользуясь этими форму-
лами, можно точно подсчи-
тать оставшуюся часть глу-
бины врезания фрезы в за-
готовку после предыдущего
рабочего хода.
Зуборезчики часто уста-
навливают размеры А и В
на штангензубомере оконча-
тельно и получают задан-
ный размер высоты зуба за несколько рабочих ходов, на что
тратят много времени. Время обработки значительно сокра-
щается, если производить измерения и рассчитывать припуск.
Например, после предварительного рабочего хода и измерения
параметров зубьев штангензубомером разница между оконча-
тельной толщиной зуба и фактически обработанной составляет
2,3 мм. Пользуясь формулой, найдем оставшийся припуск на
высоту зуба
Дй=1,37д5= 1,37-2*3=3,151 мм.
Для удобства в работе предлагается табл. 5 значений глу-
бины врезания в заготовку в зависимости от припуска на раз-
мер В зуба (см. рис. 77).
Пример пользования табл. 5.
Размеры А и В (см. рис. 77) контролируют штангензубо-
мером. Обрабатывается колесо с модулем т = 5. Размер В за-
дан, он должен быть равным 7,85 мм (без учета коэффициен-
тов и допуска). После первого рабочего хода размер В равен
10,15 мм. Тогда величина припуска составит:
10,15-7,85 = 2,30 мм.
По табл. 5 находим целое число припуска в первой вер-
тикальной графе (оно равно 2) и десятые доли по первой
верхней горизонтальной графе (0,3). В клетке пересечения по-
лос получаем число 3,15. Значит для получения заданного раз-
мера обрабатываемых зубьев надо фрезу переместить к заго-
товке на 3,15 мм.
92
Рис. 78. Элементы зуба коническо-
го колеса
Рассмотренный метод
определения глубины вре-
зания позволяет произво-
дить обработку с достаточ-
ной точностью. Применение
таблицы сокращает время
при определении глубины
врезания и уменьшает ве-
роятность ошибок.
Определение угла конус-
ности зуба конических колес. При настройке зубострогального
станка одной из сложных операций является расчет и уста;
новка резцов на угол конусности зуба. От правильности рас-
чета и наладки зависит качество изготовляемых зубчатых ко-
лес. При единичном изготовлении колес на эти операции затра-
чивают значительное вспомогательное время.
Угол конусности зуба о (рис. 78)
3438 Г S . . 1
где L — длина образующей, мм, задается по чертежу; S — тол-
щина зуба; h" — высота ножки зуба; а=20°— угол зацепле-
ния.
Толщина зуба S
S=mn,
где л = 3,14—постоянное число.
При нормальном зацеплении
Л"=1,2/п,
где т — модуль зубчатого колеса задается по чертежу.
Большинство обрабатываемых некорригированных зубчатых
колес имеют угол зацепления 20°.
Определим, например, угол конусности о зуба для колеса,
имеющего /п=5; а = 20°; £ = 70,71 мм; tg20° = 0,364:
а = -у-1- A" tg а] = [3,14 • 5 + 1,2 • 5 • 0,364]=297';
а= =4°57'.
60
Для сокращения времени подсчета угла конусности состав-
лена таблица значений aL для часто встречающихся модулей
с некорригированным зацеплением (табл. 9).
Пользуясь этой таблицей, можно легко определить величи-
ну конусности зуба.
93
9. Произведение угла конусности а зуба конических колес
и длины образующей L в зависимости от модуля нарезаемого колеса т
Модуль нарезае- мого ко- леса т, мм aL Модуль нарезае- мого ко- леса т, мм aL Модуль нарезае- мого ко- леса т, мм aL
1 4200,55 3,5 14701,919 8 33603,012
1,25 5246,388 3,75 16007,330 9 36377,478
1,5 6305,292 4 16801,510 10 42005,484
1,75 7350,100 4,25 17850,090 11 46206,720
2 8401,097 4,5 18905,562 12 50407,956
2,25 9450,374 5 21002,742 13 54605,754
2,5 10499,652 .5,5 23099,922 14 58806,990
2,75 11550,649 6 25203,978 15 63008,226
3 12618,835 6,5 27301,158 16 67209,462
3,25 13650,922 7 29401,776 18 75608,496
20 84010,968
Пользование табл. 9 сокращает время расчета конусности
зуба, уменьшает возможность ошибок. Таблица будет полезна
зуборезчикам, мастерам, технологам, наладчикам станков и
другим работникам, занимающимся зуборезными работами.
Определение величины угла качения людьми при работе на
зубострогальных станках. Для обработки зубьев конических
шестерен на зубострогальных станках производят расчет и
настройку нескольких гитар станка. Подсчет производят
по сложным формулам, на что затрачивается значительное
время.
Если продукция изготовляется мелкими партиями, то в те-
чение рабочей смены расчет и наладку станка производят не-
сколько раз.
Для определения величины угла ф качения люльки зубо-
строгального станка при угле зацепления 20° используют
формулу
, п Г 355,3 • К. Ч- 90 л el
Ф=2 -----:——--------0,8 sm <р,
L z J
где К — отношение высоты ножки зуба к модулю нарезаемо-
го колеса; <р— угол начального конуса нарезаемого колеса;
г — число зубьев нарезаемого колеса.
Отношение высоты ножки зуба К определяют по формуле
K=h"ltn,
где Л"= 1,2 т— высота ножки; т — модуль нарезаемого ко-
леса.
Обе величины задаются по чертежу.
94
10. Величины угла ip для различного числа зубьев
обрабатываемого колеса при различных передаточных отношениях
. • Q ° 11 Передаточное от- ношение ы а «iS °2§ Передаточное от- ношение Я 1© 2 ф о 2 *5 И Q Передаточное от- ношение
о “ 2 « н «? л я о Л и 3 * О О Н _ О в 3 * 2 4> н
® >я о ЯГ « Q.S 1:1 1 : 2 т «2.3= 1 : 1 1 : 2 2'0'0 о 5* a S.S 1 : 1 1 : 2
10 71,892 45,467 24 29,295 18,527 38 18,085 11,438
11 65,254 41,269 25 29,078 17,758 39 17,593 11,126
12 59,722 37,770 26 26,955 17,047 40 17,1'24 10,830
13 55,041 34,810 27 25,914 16,389 41 16,679 10,549
14 51,028 32,272 28 24,948 15,778 42 16,253 10,280
15 47,551 30,073 29 24,049 15,210 43 15,851 10,025
16 44,508 28,149 30 23,210 14,679 44 15,465 9,781
17 41,824 26,451 31 22,425 14,182 45 15,096 9,547
18 39,437 24,942 32 21,688 13,717 46 14,743 9,324
19 37,302 23,591 33 20,997 13,279 47 14,405 9,111
20 35,380 22,376 34 20,346 12,868 48 14,082 8,906
21 33,642 21,276 35 19,732 12,480 49 13,771 8,710
22 23 32,061 30,618 20,277 19,364 36 37 19,153 18,605 12,113 11,766 50 13,473 8,521
При нормальном (некорригированном) зацеплении шесте-
рен
= 1,2.
т
Угол начального конуса и число зубьев задаются по чертежу.
Рассмотрим пример расчета угла качения люльки станка со
-следующими параметрами обрабатываемого колеса:
m = 5; z=20; <р=45°.
Угол ip качения люльки
,__q Г 355,3 • К И- 90 л „I
<|>=2 ---- ----------0,8 sin
<|>=2
355,3- 4- +90
5
20
-0,8 0,7071=35,38.
Для экономии времени на определение угла ip составлена
табл. 10. Здесь значения ip приведены для часто встречающе-
гося отношения шестерен 1:1 и 1:2.
Пользуются таблицей следующим образом: например, тре-
-буется определить угол качения люльки с отношением обраба-
тываемых шестерен 1:1 .). Из табл. 10 находим при z =
= 20 во второй колонке угол качения ip = 35,38.
95
При отношении шестерен, например, 1:2 jnpn ,г = 20 и
третьей колонке находим угол качения ф = 22,376.
Использование таблицы значительно облегчает работу фре-
зеровщика, уменьшает случаи ошибок при настройке станка.
Определение высоты головки и толщины зубьев. На штан-
гензубомере устанавливают два размера — высоту головки зу-
ба А и его толщину В на дуге начальной окружности. Высоту
зуба А, мм, определяют по формуле
А = та.
Толщину зуба В, мм, подсчитывают по формуле
В=тЬ,
а и b — коэффициенты, определяемые по таблицам справочни-
ка фрезеровщика.
Например, для модуля т=5 число зубьев z=30.
Высота А зуба
А=та=5-1,0206=5,1030=5,10 мм;
толщина В зуба
В=тЬ — 5-1,57 = 7,85 мм.
Составлена таблица величин, необходимых для измерения
зубьев, в зависимости от числа зубьев измеряемого колеса и
модуля (табл. 11).
В табл. И приведены данные на модули от 1 до 10 с чис-
лом зубьев измеряемых колес от 11 до 40. Необходимый раз-
мер в таблице находится на пересечении строки, обозначающей
число зубьев измеряемого колеса, и колонки, обозначающей
модуль.
Расчет диаметров звездочек втулочных и роликовых це-
пей. При обработке зубьев звездочек часто приходится произ-
водить расчет их параметров. Особенно трудоемка операция
по определению трех диаметров, расположенных в зоне зубьев:
(рис. 79).
Диаметр делительной окружности определяют по формуле
z
диаметр D окружности выступов рассчитывают по фор-
де
D,=^+ctgap.).
диаметр окружности впадин
Dm=d*—2г,
96
11. Высота А головки и толщина В зубьев в зависимости от числа зубьев г и модуля т, мм
Число зубьев из- меряемого колеса z Модуль
1 1,25 1.5 1,75 2 2,25 2,5 3 3,5
А В А В А В А В А В А В А В А в А В
11 1,06 1,56 1,32 1,96 1,58 2,35 1,85 2,74 2,11 3,13 2,38 3,52 2,64 3,91 3,17 4,7 3,7 5,48
12 1,05 1,57 1,32 1,96 1,58 2,35 1,84 2,74 2,1 3,13 2,38 3,53 2,63 3,91 3,15 4,7 3,68 5,48
13 1,05 1,57 1,3 1,96 1,57 2,35 1,83 2,74 2,09 3,13 2,36 3,53 2,62 3,92 3,14 4,7 3,66 5,48
14 1,04 1,57 1,3 1,96 1,57 2,35 1,83 2,74 2,09 3,14 2,35 3,53 2,61 3,92 3,13 4,7 3,65 5,48
15 1,04 1,57 1,3 1,96 1,56 2,35 1,82 2,74 2,08 3,14 2,34 3,53 2,6 3,92 3,12 4,7 3,64 5,49
16 1,04 1,57 1,3 1,96 1,55 2,35 1,82 2,74 2,08 3,14 2,34 3,53 2,6 3,92 3,11 4,7 3,63 5,49
17 1,04 1,57 1,3 1,96 1,55 2,35 1,81 2,74 2,07 3,14 2,33 3,53 2,59 3,92 3,1 4,71 3,63 5,49
18 1,03 1,57 1,29 1,96 1,55 2,35 1,81 2,75 2,07 3,14 2,33 3,53 2,58 3,92 3,1 4,71 3,62 5,49
19 1,03 1,57 1,29 1,96 1,55 2,35 1,81 2,75 2,06 3,14 2,32 3,53 2,58 3,92 3,09 4,71 3,61 - 5,49
20 1,03 1,57 1,29 1,96 1,54 2,35 1,8 2,75 2,06 3,14 2,32 3,53 2,57 3,92 3,09 4,71 3,6 5,49
21 1,03 1,57 1,29 1,96 1,54 2,35 1,8 2,75 2,06 3,14 2,31 3,53 2,57 3,92 3,08 4,71 3,6 5,49
22 1,03 1,57 1,29 1,96 1,54 2,35 1,8 2,75 2,06 3,14 2,31 3,53 2,57 3,92 3,08 4,71 3,6 5,49
23 L03 1,57 1,28 1,96 1,54 2,35 1,8 2,75 2,05 3,14 2,31 3,53 2,57 3,92 3,08 4,71 3,59 5,49
24 1,03 1,57 1,28 1,96 1,54 2,35 1,8 2,75 2,05 3,14 2,31 3,53 2,56 3,92 3,08 4,71 3,59 5,49
25 1,02 1,57 1,28 1,96 1,54 2,35 1,79 2,75 2,05 3,14 2,31 3,53 2,56 3,92 3,08 4,71 3,59 5,49
26 1,02 1,57 1,28 1,96 1,54 2,35 1,79 2,75 2,05 3,14 2,3 3,53 2,56 3,92 3,07 4,71 3,58 5,49
27 1,02 1,57 1,28 1,96 1,54 2,35 1,79 2,75 2,05 3,14 2,3 3,53 2,56 3,92 3,07 4,71 3,58 5,49
28 1,02 1,57 1,28 1,96 1,53 2,35 1,79 2,75 2,04 3,14 2,3 3,53 2,56 3,92 3,07 4,71 3,58 5,49
29 1,02 1,57 1,28 1,96 1,53 2,35 1,79 2,75 2,04 3,14 2,3 3,53 2,55 3,92 3,06 4,71 3,57 5,49
30 1,02 1,57 1,28 1,96 1,53 2,35 1,79 2,75 2,04 3,14 2,3 3,53 2,55 3,92 3,06 4,71 3,57 5,49
32 1,02 1,57 1,27 1,96 1,53 2,35 1,78 2,75 2,04 3,14 2,29 3,53 2,55 3,92 3,06 4,71 3,57 5,49
34 1,02 1,57 1,27 1,96 1,53 2,35 1,78 2,75 2,04 3,14 2,29 3,53 2,55 3,92 3,05 4,71 3,56 5,49
35 1,02 1,57 1,27 1,96 1,53 2,35 1,78 2,75 2,04 3,14 2,29 3,53 2,55 3,92 3,05 4,71 3,56 5,49
36 1,02 1,57 1,27 1,96 1,53 2,35 1,78 2,75 2,03 3,14 2,29 3,53 2,54 3,92 3,05 4,71 3,56 5,49
38 1,02 1,57 1,27 1,96 1,52 2,35 1,78 2,75 2,03 3,14 2,29 3,53 2,54 3,92 3,05 4,71 3,56 5,49
40 СО 1,02 1,57 1,27 1,96 1,52 2,35 1,78 2,75 2,03 3,14 2,28 3,53 2,54 3,92 3,05 4,71 3,55 5,49
co 00 Продолжение табл. 11
Число зубьев из- меряемого колеса z Модуль
4 4,5 5 5.S 6 7 8 9 10
Л В А в А В А В А в А в А в А В А в
11 4,22 6,26 4,75 7,04 5,28 7,82 5,81 8,61 6,34 9,39 7,39 10,95 8,45 12,52 9,5 14,08 10,56 15 65
12 4,2 6,26 4,73 7,05 5,25 7,83 5,78 8,61 6,31 9,4 7,36 10,96 8,41 12,53 9,46 14,09 1051 15 66
13 4,19 6,27 4,71 7,05 5,23 7,83 5,76 8,62 6,28 9,4 7,33 10,97 8,38 12,54 9,42 14,1 1047 15 67
14 4,18 6,27 4,7 7,05 5,22 7,83 5,74 8,62 6,26 9,4 7,31 10,97 8,35 12,54 9,4 14J 10,44 1567
15 4,16 6,27 4,68 7,06 5,2 7,84 5,73 8,62 6,25 9,41 7,29 10,98 8,33 12,54 9,37 14,11 1041 15*68
16 4,15 6,27 4,67 7,06 5,19 7,84 5,71 8,62 6,23 9,41 7,27 10,98 8,3 12,54 9,34 14,11 1038 15 68
17 4,14 6,27 4,66 7,06 5,18 7,84 5,7 8,62 6,22 9,41 7,25 10,98 8,29 12,54 9,32 14,11 10,36 15 68
18 4,14 6,28 4,65 7,06 5,17 7,84 5,69 8,63 6,2 9,41 7,24 10,98 8,27 12,55 9,31 14,12 1034 15 69
119 4,13 6,28 4,64 7,06 5,16 7,84 5,68 8,63 6,19 9,41 7,22 10,98 8,26 12,55 9,29 14,12 10 32 1ДАО
20 4,12 6,28 4,63 7,06 5,15 7,84 5,67 8,63 6,18 9,41 7,21 10,98 8,24 12,55 9,27 14,12 103 15 69
21 4,12 6,28 4,63 7,06 5,14 7,84 5,66 8,63 6,17 9,41 7,2 10,98 8,23 12,55 9,26 14,12 10 29 15 69
22 4,11 6,28 4,63 7,06 5,14 7,84 5,65 8,63 6,17 9,41 7,2 10,98 8,22 12,55 9,25 14,12 10 28 15 69
23 4,11 6,28 4,62 7,06 5,14 7,84 5,65 8,63 6,16 9,41 7,19 10,98 8,22 12,55 9,24 14,12 10,27 15 69
24 4,1 6,28 4,62 7,06 5,13 7,84 5,64 8,63 6,16 9,41 7,18 10,98 8,21 12,55 9,23 14'12 10 26 15 69
25 4,1 6,28 4,61 7,06 5,13 7,85 5,64 8,63 6,15 9,42 7,18 10,99 8,2 12,56 9,22 14,13 10 25 15 7
26 4,1 6,28 4,61 7,06 5,12 7,85 5,63 8,63 6,14 9,42 7,17 10,99 8,19 12'56 9,22 14,13 10 24 15 7
27 4,09 6,28 4,6 7,06 5,12 7,85 5,63 8,63 6,14 9,42 7,16 10,99 8,18 12,56 9,21 14,13 1023 15 7
28 4,09 6,28 4,6 7,06 5,11 7,85 5,62 8,63 6,13 9,42 7,15 10,99 8,18 12,56 9,2 14,13 10 22 157
29 4,08 6,28 4,59 7,06 5,1 7,85 5,62 8,63 6,13 9,42 7,15 10,99 8,17 12,56 9,19 14'13 1021 157
30 4,08 6,28 4,59 7,06 5,1 7,85 5,61 8,63 6,12 9,42 7,14 10,99 8,16 12,56 9Д8 14,13 10,2 15 7
32 4,08 6,28 4,59 7,06 5,1 7,85 5,6 8,63 6,11 9,42 7,13 10,99 8,15 12,56 9,17 14 13 10 19 7
34 4,07 6,28 4,58 7,06 5,09 7,85 5,6 8,63 6,11 9,42 7,13 10,99 8,14 12,56 9,16 14,13 1018 15 7
35 4,07 6,28 4,58 7,06 5,09 7,85 5,6 8,63 6,11 9,42 7,13 10,99 8,14 12,56 9Д6 14,13 10 18 157
36 4,07 6,28 4,58 7,06 5,09 7,85 5,59 8,63 6,1 9,42 7,12 10,99 8,14 12,56 9,15 14,13 10 17 15 7
38 4,06 6,28 4,57 7,06 5,08 7,85 5,59 8,63 6,1 9,42 7,11 10,99 8,13 12,56 9,14 14,13 10 16 15 7
40 4,06 6,28 4,57 7,06 5,08 7,85 5,58 8,63 6,09 9,42 7,1 10,99 8,12 12,56 9,14 14,13 10,15 15,7
Рис. 79. Элементы зуба звездочек /~\
где t— шаг цепи, выбирается по ''j xjf' у"
стандарту; г — число зубьев звез- ' J / /
дочки; К — коэффициент; г — ра-
диус впадины зуба, ^Z / /
r=0,5025Z34-0,05 мм, / //
где D — диаметр ролика или втул- ' //
ки цепи, выбирают по стандарту.
В условиях единичного изготовления деталей бывают слу-
чаи, когда детали делают по образцу. Фрезеровщик подгоняет
зубья звездочек путем пробных рабочих ходов, так как он не
знает точного размера впадины зубьев обрабатываемых звез-
дочек.
Составлена табл. 12, охватывающая только часто встреча-
ющиеся звездочки для сельскохозяйственных машин, велосипе-
дов и мотоциклов (см. табл. 12).
В тех случаях, когда диаметр ролика цепи отличается от
приведенного в табл. 12, необходимо по таблице определить
диаметр впадины, изменяющийся в зависимости от диаметра
ролика. Для этого нужно от диаметра делительной окружности,
взятой из таблицы для соответствующего числа зубьев звез-
дочки, вычесть два значения радиуса впадины зуба
Dm=dK-2r,
где йд—-диаметр делительной окружности (берется по табли-
це);/-— радиус впадины зуба, г=0,5025.0 + 0,05 мм, здесь О —
диаметр ролика. Остальные данные остаются без изменений.
РЕЖУЩИЕ ИНСТРУМЕНТЫ
В последние годы значительно увеличилось применение
сборных фрез с неперетачиваемыми пластинками из твердых
сплавов. Это облегчает работу фрезеровщика, так как изно-
шенные пластины быстро заменяются без снятия фрезы со стан-
ка. Экономится время, связанное со сменой инструмента для
переточек. Однако есть еще резервы для дальнейшего совер-
шенствования инструментов в части установки самих фрез и
закрепления режущих пластин в них.
Вот несколько примеров инструмента, разработанного и
внедренного автором на своем рабочем месте.
СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ
До внедрения предлагаемого инструмента вращающийся ре-
зец закрепляли в специальной оправке в шпинделе станка.
99
- 12. Диаметры Йе; d^, DBn звездочек втулочных и роликовых цепей
о в зависимости от числа зубьев г, шага цепи t и диаметра ролика D цепи
Число зубьев 2 <=12,7 мм, D-8 мм (=15,876 мм, D= 10,16 мм (=19,05 мм, 0=12 мм (=25,4 мм, £>=16 мм
£»„ В. “д £»„ Я»п D»"
9 42,26 37,13 28,49 52,82 46,42 36,11 63,39 55,70 43,54 84,52 74,27 58,09
10 46,45 41,10 32,46 58,06 51,36 41,05 69,68 61,65 49,49 92,90 82,19 66,01
11 50,62 45,07 36,43 63,27 56,32 46,01 75,93 67,61 55,45 101,24 90,14 73,94
12 54,51 49,07 40,43 68,14 61,32 51,01 81,76 73,61 61,45 109,02 98,15 81,97
13 58,63 53,07 44,43 73,30 66,32 56,01 87,96 79,61 67,45 117,28 106,15 89,97
14 62,75 37,07 48,43 78,44 71,32 61,01 94,13 85,61 73,45 125,51 114,15 97,97
15 66,87 61,09 52,45 83,58 76,33 66,02 100,29 91,63 79,47 133,72 122,17 105,99
16 70,96 65,10 56,46 88,70 81,35 71,04 106,44 97,65 85,49 141,92 130,20 114,08
17 75,05 69,11 60,47 93,80 86,36 76,05 112,57 103,67 91,51 150,10 138,23 122,08
18 78,75 73,14 64,50 98,44 91,40 81,09 118,13 109,71 97,55 157,51 146,28 130,10
19 82,71 77,16 68,52 103,39 96,45 86,14 124,07 115,75 103,59 165,42 154,33 138,18
20 86,91 81,19 72,55 108,64 101,46 91,15 130,37 121,79 109,63 173,83 152,38 146,18
21 90,99 85,22 76,58 113,74 106,49 96,18 136,48 127,83 115,67 181,98 170,43 154,25
22 95,06 89,24 80,60 118,82 111,52 101,21 142,59 133,86 121,70 190,12 178,49 162,31
23 99,13 93,27 84,63 123,91 116,55 106,24 148,69 139,90 127,74 198,26 186,54 170,36
24 103,20 97,29 88,65 129,00 121,58 111,27 154,79 145,94 133,78 206,39 194,60 178,48
25 107,13 101,33 92,69 133,92 126,63 116,32 160,70 152,00 139,84 214,27 202,67 186,49
26 111,33 105,36 96,72 139,16 131,66 121,35 166,99 158,04 145,88 222,65 210,72 194,54
27 111,39 109,40 100,76 444,23 136,70 126,39 173,08 164,10 151,94 230,77 218,80 202,62
28 119,43 113,42 104,78 149,29 141,73 131,42 179,15 170,14 157,98 238,87 226,85 210,69
29 123,50 117,46 108,82 154,38 146,82 136,51 185,25 176,19 164,03 247,01 234,92 218,76
30 127,55 121,50 112,86 159,45 151,83 141,52 191,34 182,25 170,09 255,13 243,00 226,82
31 131,62 125,54 116,90 164,53 156,87 146,56 197,43 188,31 176,15 263,24 231,08 234,90
32 135,68 129,37 120,93' 169,59 161,91 151,60 203,51 194,35 182,19 271,35 259,13 248,95
33 139,73 133,60 124,96 174,67 166,95 156,64 210,06 200,41 188,25 279,47 267,21 251,03
34 143,79 137,64 129,00 179,73 172,00 161,69 215,68 206,46 194,30 287,57 275,29 259,11
35 147,46 141,68 133,04 184,33 177,05 166,74 221,19 212,52 200,36 294,92 283,36 267,18
36 151,51 145,72 137,08 189,39 182,09 171,78 227,27 218,58 206,42 303,02 291,44 275,26
37 155,56 149,76 141,12 194,45 187,14 176,83 233,34 224,64 212,48 311,12 299,52 283,34
38 139,61 153,80 145,16 199,51 192,19 181,88 239,42 230,70 218,54 319,22 307,59 291,41
39 163,67 157,84 149,20 204,59 197,23 186,92 245,51 236,75 224,59 327,34 315,67 299,49
40 167,72 161,87 153,23 209,63 202,28 191,97 251,58 242,81 230,65 335,44 323,75 307,57
Рис. 80. Сборный режущий инстру- Рис. 81. Параметры сменного резца
мент
В некоторых случаях пользовались дисковой фрезой с одним '
зубом (остальные зубья удаляли). При износе режущей кромки
фрезы и при повторной заточке нарушался профиль зуба об-
рабатываемой шестерни. Для устранения этого недостатка ин-
струмент стали выполнять сборным. Такой инструмент предна-
значается для предварительного нарезания зубьев на фрезер-
ных станках с использованием делительной головки. Для не-
которых работ инструмент можно применять и на зубофрезер-
ных станках, а с применением специальных оправок — на стро-
гальных и долбежных станках.
Сборный режущий инструмент (рис. 80) состоит из диска 1,
регулировочного винта 2, сменного режущего резца 3, оси 4
и гайки. 5. Диск имеет форму втулки с четырьмя симметрично
расположенными лысками, на которых устанавливают резец
и ось с гайкой. Резец выполнен в виде сектора, режущая кром-
ка которого соответствует профилю зуба модульной рейки.
Профиль режущей части одинаковый по всей площади сектора.
13. Размеры сменного резца (см. рис. 81) в зависимости от модуля
обрабатываемой шестерни, мм
Модуль Наружный диаметр Толщина зуба S Высота зуба h
1 / 36 1,57 1
1,5 36 2,35 1,5
2 36 3,16 2,0
2,5 45 3,92 2,5
3 45 4,71 3,0
101
Для ликвидации затылования резца и сохранения постоянства
размера ось резца смещена от оси диска.
Режущую кромку резца устанавливают, как у червячных
фрез, перпендикулярно оси резца и оси диска. После повтор-
ной заточки режущей кромки регулировочным винтом устанав-
ливают резец в заданное положение и закрепляют вновь.
Инструмент в сборе устанавливают на шпоночной оправке в
шпинделе станка. Диск и ось выполнены из стали 40Х и зака-
лены. Сменные резцы изготовляют из стали Р9 или Р18.
Размеры сменных резцов в зависимости от модуля приве-
дены на рис. 81 и в табл. 13.
ТОРЦОВАЯ ФРЕЗА
Фреза (рис. 82, а) состоит из корпуса 1, на который уста-
навливают до упора в бурт кольцо 2, имеющее выточку типа
ласточкина хвоста. Три пластины 3 устанавливают в радиус-
ные пазы (см. рис. 82, а, сечение Б — Б) и закрепляют втул-
кой 4 с конусным буртом и болтом 5. Задние части пластин
почти всеми поверхностями ложатся на корпус, радиусные гра-
ни и передние части пластин входят плотно в паз корпуса.
Режущая кромка одной стороной опирается на ласточкин хвост
кольца 2, а обратная грань — на бурт втулки 4. Такая конст-
рукция фрезы обеспечивает жесткое закрепление режущих пла-
стин. Это обеспечивает надежную работу при высоких скоро-
стях резания. Вылет пластин из корпуса позволяет увеличить
глубину резания по сравнению с ранее применяемыми фре-
зами.
В другом варианте исполнения' фрезы (рис. 82, а) в пазах
корпуса 1 установлен блок .резцов 2 со штифтами 4. Пласти-
ны 3 закреплены на штифтах и болтом 5 прижимаются к по-
верхности корпуса. При затуплении пластин ослабляют болт 5,
пластины выводят со штифтов, поворачивают на другую грань
и вновь закрепляют (рис. 82, б).
Внедрение торцовой фрезы позволило использовать непере-
тачиваемые пластины твердого сплава, которые ранее мало
применялись. Фреза обладает более высокой жесткостью про-
тив ранее применяемых конструкций. Она проще в наладке,
снизилась ее металлоемкость. Фрезы могут применяться на всех
фрезерных, расточных станках. В эксплуатации фрезы данной
конструкции показали хорошие результаты.
КОНЦЕВАЯ ФРЕЗА
Корпус фрезы 1 (рис. 83) в месте базирования пластин 4
выполнен в виде цанги с продольным пазом и пазами по пери-
метру под пластины. Болт 5 расположен перпендикулярно пазу
разъема корпуса, он обеспечивает закрепление пластин. Пла-
102
стины устанавливают в пазы до упора в выточку муфты 3
и закрепляют болтом 5. Контргайка 2 фиксирует муфту в за-
данном положении. Стенки пазов корпуса и бурт муфты огра-
ничивают пластины от смещения в сторону. Вылет пластин
после повторной заточки регулируется резьбовой муфтой и
контргайкой.
Фреза более простой конструкции состоит из корпуса 1,
неперетачиваемых пластин 2, планки 3, болта 4 и штифтов 5
(рис. 84).
Планка 3, имеющая цилиндрическое направление, заходит
в отверстие корпуса и в паз, выполненный в торцовой части.
Две пластины устанавливают на штифтах и прижимают к кор-
пусу болтом. Базовые поверхности выполнены по конфигура-
ции пластин. Пластины могут быть различной формы — круг-
лой, квадратной, пятигранной и т. д.
ОРГОСНАСТКА
Производительность фрезеровщика в значительной степени
зависит от правильной организации и технического обслужи-
вания рабочего места.
Особенно это влияет на вспомогательное время,затрачивае-
мое для выполнения подготовительных операций. Большое зна-
чение имеет оснащение рабочего места подъемно-транспортны-
ми средствами, комплектом предметов для ухода за рабочим
местом (щетки, совки, противни, контейнеры, масленки, обти-
рочный материал и многое другое). Важное значение при этом
_ имеет так называемая организационно-техническая оснастка.
К ней относятся инструментальные тумбочки и шкафы, стел-
лажи, планшеты и другое оборудование, которое предназначе-
но для размещения и хранения предметов по уходу за рабочим
местом и станками, хранения чертежей и другой документации.
В непосредственной близости от рабочей зоны должна распо-
лагаться различная тара, подставки для размещения заготовок,
и готовых деталей.
Состав комплекта технологической оснастки и предметов
ухода за рабочим местом постоянного пользования, закрепляе-
мых за рабочим, устанавливается в зависимости от характера
выполняемых работ, конструкции станка и принятой системы
инструментального хозяйства и обслуживания рабочего места.
Большое число приспособлений и инструментов постоянно
хранится на рабочем месте фрезеровщика-универсала, работаю-
щего в механических цехах мелкосерийного и единичного произ-
водства.
Предлагаемые приспособления организационной оснастки,
104
внедренные автором на своем рабочем месте, выполнены с учетом
конкретных особенностей и могут представить интерес для дру-
гих производств. Частая смена обрабатываемых деталей вынуж-
дает постоянно пополнять имеющиеся средства новыми приспо-
соблениями и оснасткой.
Все на рабочем .месте должно располагаться таким образом,
чтобы нужные для работы предметы находились под руками.
Предметы, которые требуются чаще, необходимо размещать
ближе к рабочей зоне. Постоянное расположения всех предме-
тов на одном и том же месте обеспечивает рациональные дви-
жения рабочего и сокращает вспомогательное время.
Хорошая планировка рабочего места и правильная органи-
зация работы — залог высокопроизводительной и безопасной
работы фрезеровщика.
Стул фрезеровщика. В настоящее время станочники в основ-
ном выполняют свою работу, стоя у станка.
Для улучшения условий работы автор применил специаль-
ный стул, смонтированный на горизонтально-фрезерном станке
((рис. 85). К фланцу 1 основания консоли станка прикреплен
кронштейн 2 с приваренной к нему втулкой 3. Рычаг 4 с удли-
ненным плечом может поворачиваться более чем на 200° во-
круг оси консоли станка, а рычаг 5 с меньшим плечом уста-
навливается во втулку рычага 4 и поворачивается в ней на 360°.
Гайка винтовой пары 6 заходит во втулку рычага 5 и закреп-
ляется. Сидение стула 7 со спинкой 8 по высоте регулируют
винтовой парой. Все это позволяет установить сидение стула в
любом положении в рабочей зоне фрезеровщика.
При обработке мелких деталей, когда заготовки находятся
на расстоянии вытянутой руки, можно работать сидя. При об-
работке более крупных заготовок в машинное время фрезеров-
щик также может сидеть несколько минут, используя это вре-
мя для удаления заусенцев, подготовки оснастки для следую-
щей операции и т. д. Даже при небольших промежутках ис-
пользования стула в течение рабочей смены у рабочего значи-
тельно сокращается на-
грузка на ноги, снижается
его утомляемость.
Если стул не нужен,
его поворачивают на оси
до упора и задвигают за
основную колонну стани-
ны станца, где он нахо-
дится в стороне от рабо-
чей зоны фрезеровщика
и не мешает.
Разработанный стул с
небольшим изменением
можно приспособить к ме-
Рис. 85. Стул фрезеровщика
105
таллорежущим станкам различных типов. Это будет способство-
вать улучшению условий труда рабочего, повышению культуры
производства и увеличению производительности труда.
Защитный экран. Не все фрезерные станки имеют защит-
ные экраны. Фрезеровщики для защиты глаз пользуются спе-
циальными очками. Особую опасность представляет летящая
стружка при повышенных режимах резания фрезами с пла-
стинками из твердых сплавов. Стружка при этом нагревается
до высоких температур и очень опасна не только для глаз, но
и других частей тела рабочего. Установленный на горизонталь-
но-фрезерном станке защитный экран используется уже не-
сколько лет и показал положительные результаты.
Экран смонтирован на корпусе 1 станка (рис. 86) с по-
мощью планки-угольника 2, прикрепленной к станку болтами 3.
В планке выполнен продольный паз, позволяющий перемещать
ее в любое необходимое положение вдоль станка до 200 мм.
К торцу планки присоединена ось 4, концы которой выступают
по обе стороны станка на 150 мм. На ось установлен шарнир,
состоящий из болта 5, разрезной планки 6 и винта 7. На стерж-
не 8 с помощью оси 9 крепится рамка 10 со стеклом. На сто-
ле 11 станка закреплена обрабатываемая заготовка 12, а фре-
за 13 установлена на шпинделе 14 станка 15.
Планка 6 на оси 5, а весь узел на стержне 8 могут повора-
чиваться на 360° относительно друг друга. Болт 5 поворачи-
вается в планке 6 также на 360°, а рамка 10 может поворачи-
ваться на оси 9. Все это дает возможность устанавливать эк-
ран в любое удобное для фрезеровщика положение. Крепится
Рис. 86. Защитный экран
106
Рис. 87. Переносной защитный экраи
экран винтом 7. Рамка экрана выполнена под стандартные стек-
ла, применяемые на токарных станках. Выступающие концы
оси 4 позволяют устанавливать экран с левой и с правой сто-
роны хобота.
Экран используют также на станках других типов.
Переносной защитный экран. Предлагаемый переносной
экран (рис. 87) можно размещать в любом положении на сто-
ле станка.
Стекло 3 закрепляют в вилке 4 винтом 5, а на стержне 6
закрепляют разрезную планку 7 гайкой 8 и болтом 9; с по-
мощью оси 10 гайкой 11 фланец-основание 12 защитного экра-
на устанавливают на столе 13 станка.
Стержень с вилкой 4 может поворачиваться вокруг своей
оси на 360° и перемещаться в головке болта 9 на длину стерж-
ня. Болт 9 в планке 7 также может вращаться на 360°, а план-
ка 7 — вращаться на стержне 6 и перемещаться на нем по всей
длине. Весь экран в сборе может поворачиваться на оси 10.
Его можно устанавливать в любом месте на столе станка с не-
обходимым положением стекла. Фрезу 1 устанавливают на
шпиндельную оправку 2.
Стекло экрана крепят с помощью прокладки, установлен-
ной в вилке стержня и болта. Во время работы необходимо
•следить, чтобы при перемещении стола стекло экрана не каса-
лось других частей станка. Обычно его наладка производится
после установки обрабатываемой заготовки на станок и ее пер-
вой пробной обработки. Снимают экран, ослабив гайку на оси
в Т-образном пазу стола.
Экран может применяться на любых станках, имеющих
Т-образные пазы. При необходимости на одном станке можцо
устанавливать несколько экранов.
В некоторых случаях применяют одновременно обе рассмот-
ренные конструкции экранов. Например, экран, закрепляемый
на хоботе станка, устанавливают над движущимся столом с
обрабатываемой заготовкой, а переносной экран размещают на
столе за заготовкой с таким расчетом, чтобы при окончании
движения стола экран находился на некотором расстоянии от
фрезы.
Защитные коврики. Для предохранения различных ответст-
венных механизмов, пазов и полостей станка и технологиче-
ской оснастки от попадания стружки и СОЖ используют за-
щитные щитки, коврики, заслонки и т. д. Для предохранения
делительных головок применяют специальные щитки, для трех-
кулачковых патронов — эластичные коврики из маслостойкой
резины, вырезанные и подогнанные по конфигурации защищае-
мого пространства. Для предохранения Т-образных пазов сто-
ла станка можно применять щитки из листовой стали; редко
используемые участки Т-образных пазов следует «наглухо» за-
крывать резиновыми вставками.
107
Рис. 88. Защитные коврики
Рис. 89. Емкость для сбора стружки
Для защиты пространства между приспособлениями, распо-
ложенными на столе станка, удобно пользоваться отогнутыми
вверх раздвижными щитками. Такие щитки входят друг в дру-
га, а при работе их можно развернуть на всю свободную часть
стола.
На зубофрезерном станке 532 ковриками 3 закрывают
стол 1 и трехкулачковый патрон 4 (рис. 88). Верхний круг
резины надевают отверстием на заготовку 5, нижний круг сте-
лят на стол. Большая часть стружки собирается на столе.
Эмульсия стекает с ковриков в кольцевую выемку в столе и
по каналам 2 собирается в колодец. Эффективно применять
коврики при образовании сыпучей стружки. Во время обра-
ботки заготовок из цветных металлов вся стружка собирается
на столе и легко, без потерь удаляется в специальные емкости.
При обработке заготовок из чугуна, особенно при последнем
рабочем ходе, когда подача инструмента и глубина резания
уменьшаются, образуется очень мелкая стружка. Эта черная
пыль осаждается на все детали в зоне резания. Ее уборка за-
труднительна, так как она попадает во все неровности и от-
туда ее можно только смывать или удалять щеткой.
Применение ковриков позволяет собрать на нем большую
часть стружки, а эмульсия стекает в каналы 2 стола менее за-
грязненной.
Емкость для сбора стружки. Удобно применять специальные
емкости (рис. 89) для сбора стружки. Ширину емкости выби-
рают по ширине стола станка, а длину — по длине, например,
группового приспособления. У емкости края отогнуты под уг-
лом 30°, на дне выполнены радиусные углубления по размеру
центрального и боковых пазов стола. С одного конца емкости
в углублениях каждого паза сделаны прорези для стока эмуль-
сии. Стружка собирается в емкость в течение всей смены. При
уборке стружки необходимо дождаться стока эмульсии, кото-
рая отводится в пазы, убрать емкость, протереть стол станка.
Применение емкости сокращает время ухода за станком.
СПИСОК ЛИТЕРАТУРЫ
1. Бурштейн И. Е. Высокопроизводительные методы зубозакругления. М.:
1963. 176 с.
2. Горошкин А. К. Приспособления для металлорежущих станков/Спра-
вочник, 7-е нзд., перераб. и доп. М.: Машиностроение, 4979. 303 с.
3. Кувшинский В. В. Фрезерование. М.: Машиностроение, 1977. 240 с.
4. Плотицин В. Г. Наладка фрезерных станков. Изд. 2-е доп. и перераб.
Л.: Машиностроение. (Ленингр. отд-ние), 1975. 224 с.
5. Стаханов А. Г. Рабочая минута пятилетки. Волгоград: Нижне-Волж-
ское книжное изд-во, 1975. 72 с.
6. Стаханов А. Г. Новое — в производство. Волгоград: Нижне-Волжское
книжное изд-во, 1971. 88 с.
7. Стаханов А. Г. Твое рабочее место. Волгоград: Нижне-Волжское книж-
ное изд-во. 1980. 64 с.
8. Френкель С. Ш. Справочник молодого фрезеровщика. 3-е изд. М.: Выс-
шая школа, 1978. 240 с.
СОДЕРЖАНИ Е
Предисловие....................................................... 3
Высокопроизводительные приспособления....................... 5
Приспособление для фрезерования шлицев............................ 5
Специальная делительная головка . ,.............................. 7
Приспособление для групповой обработки деталей типа стержней ... 9
Приспособление для фрезерования набора гаек.................... 11
Приставка к делительной головке.................................. 13
Самофиксирующаяся делительная головка............................ 16
Трехпозиционная делительная головка ............................. 19
Делительная головка с патроном и цанговым зажимом................ 20
Делительная головка для обработки крупногабаритных заготовок ... 23
Делительная головка с вертикальной осью вращения ................ 24
Приспособление для одновременного закрепления четырех заготовок . . 25
Приспособление для групповой обработки заготовок, устанавливаемых
в ряд . . . ..................................................... 26
Устройство для поворота заготовок на заданный угол при групповой
обработке........................................................ 27
Приспособление для групповой обработки заготовок, устанавливаемых
в два ряда...................................................... 29
Приспособление для группового фрезерования заготовок вилок .... 29
Приспособление для фрезерования заготовок втулок ............... 30
Приспособление для фрезерования пазов, расположенных под углом
ЙО0 друг к другу................................................. 31
Приспособление для фрезерования шлицев без закрепления заготовок 33
Двухкулачковый патрон............................................ 34
Приспособления для рационального базирования и закрепления
обрабатываемых заготовок .'................................ 35
Приспособление с базированием обрабатываемой заготовки по наруж-
ному диаметру.................................................... 36
Оправки специальные.............................................. 37
Фрезерование маслоподводящих канавок, расположенных под углом
180°, без закрепления заготовки.................................. 38
Фрезерование заготовок, набранных в пакет . ..................... 39
Приспособление для обработки мелких штырей...................... 40
Приспособления для обработки пазов в цилиндрических заготовках . . 41
Приспособление для фрезерования вилок ........................... 43
Приспособление для группового базирования ....................... 43
Приспособление для фрезерования шпоночных пазов на заготовках
валиков насоса .................................................. 44
Приспособление для закрепления заготовок винтов ................. 45
Приспособление для установки инструмента относительно обрабатывае-
мой поверхности.................................................. 47
Приспособление с набором зажимных планок......................... 47
Приспособление для фрезерования заготовок леерных стоек.......... 48
ПО
Обработка пазов, расположенных на цилиндрической поверхности за-
готовки ........................................................
Фрезерование заготовок многошлицевых гаек.......................
Приспособление для внутреннего фрезерования заготовок гаек ....
Поворотное приспособление ......................................
Приспособление для закрепления заготовок поршней................
Стол с подвижной кареткой.......................................
Приспособления к зубообрабатывающим станкам . . .....
Подставка со сменными оправками к зубофрезерному станку.........
Подставка для обработки крупногабаритных зубчатых колес.........
Устройство для поворота шпиндельной головки .... ...............
Приспособление для обработки заготовок конических колес.........
Счетчик зубьев..................................................
Приспособление к зубофрезерному станку для крепления и выталки-
вания оправок.............................................. . .
Приспособление к зубодолбежному станку 5140.....................
Подставка к зубодолбежному станку 5140 .........................
Приспособление для выталкивания концевого инструмента...........
Цанговые зажимы к зубообрабатывающим станкам....................
Оправка для крепления заготовок конических колес................
Приспособление для регулирования величины подачи............
Способ закругления зубьев переключаемых колес ..................
Приспособление для проверки пятна контакта в конических парах . . .
Вспомогательные приспособления .................... . . . .
Ключ для навинчивания круглых заготовок . . ....................
Клиновой домкрат . .............................................
Быстроустанавливаемый домкрат...................................
Домкрат с вращающейся головкой..................................
Болт-домкрат....................................................
Домкрат с двумя контргайками....................................
Эксцентриковый зажим............................................
Боковой прихват ................................................
Приспособление для обработки гаек обтекателя гребных валов
Универсальный прихват ..........................................
Установка ударного действия для правки прутков .................
Приспособление для удаления заусенцев с винтов .................
Оправки с выталкивателем для концевых фрез . ...................
Цанговая оправка................................................
Приспособление с раздвижными осями к станку с ЧПУ...............
Приспособление к станку с ЧПУ для закрепления пакетов заготовок
Индикатородержатель к станку 532 .....'.........................
Оправка повышенной жесткости....................................
Расчетные данные, используемые при работе на фрезерных стан-
ках ......................................................
Режущие инструменты.......................................
Сборный режущий инструмент......................................
Торцовая фреза..................................................
Концевая фреза..................................................
Оргоснастка...............................................
Список литературы..................................... . . . .
48
49
50
51
54
54
56
58
59
61
63
63
64
65
66
67
69
71
73
74
74
75
76
78
79
80
81
82
83
83
84
85
86
87
87
88
89
89
91
99
99
1.02
102
104
109
Долгопрудненский авиационный техникум
Электронная библиотека
141702 Россия, Московская обл., Phone: 8(495)4084593 8(495)4083109
г. Долгопрудный, пл. Собина, 1 Email: dat.ak@mail.ru
Site: gosdat.ru
ПРОИЗВОДСТВЕННОЕ ИЗДАНИЕ
Александр Григорьевич Стаханов
ПРИСПОСОБЛЕНИЯ ФРЕЗЕРОВЩИКА
Редактор А. А. Степанова
Художественный редактор И. К. Капралова
Технический редактор Т. И. Андреева
Корректор Л. Е. Сонюшкина
ИБ № 504'2
Сдано в набор 25.11.86. Подписано в печать 22.01.87. Т-04425.
Формат 60X887(6. Бумага офсетная № 2. Гарнитура литературная.
Печать офсетная. Усл. печ. л. 6,86. Усл. кр.-отт. 7,11. Уч.-изд. л. 7,24.
Тираж 30 000 экз. Заказ 800. Цена 35 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4
Московская типография № 8 Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии н книжной торговли.
101898, Москва, Центр, Хохловский пер., 7.
5 коп.
* Машиностроение *