












































































Автор: Попов А.Л. Чернышёв Г.Н. Козинцев В.М. Пономарев И.И.
Теги: статика силы равновесие притяжение механика физика механика деформируемых тел твердое тело
ISBN: 5-02-015223-4
Год: 1996




ОСТАТОЧНЫЕ
НАПРЯЖЕНИЯ
В ДЕФОРМИРУЕМЫХ
ТВЕРДЫХ ТЕЛАХ
Г.Н.ЧЕРНЫШЕВ
А.Л.ПОПОВ
В.М.КОЗИНЦЕВ
И.И.ПОНОМАРЕВ
ОСТАТОЧНЫЕ
НАПРЯЖЕНИЯ
В ДЕФОРМИРУЕМЫХ
ТВЕРДЫХ ТЕЛАХ
Г.Н.ЧЕРНЫШЕВ
А.Л.ПОЙОВ
В.М.КОЗИНЦЕВ
И.И.ПОНОМАРЕВ
МОСКВА
НАУКА • ФИЗМАТЛИТ
1996
ББК 22.251
449
УДК 531.2
Издание осуществлено при поддержке
Российского фонда фундаментальных
исследований по проекту 95-01-02819
ЧЕРНЫШЕВ Г.Н., ПОПОВ А.Л., КОЗИНЦЕВ В.М., ПОНОМАРЕВ И.И.
Остаточные напряжения в деформируемых твердых телах,—М: Наука. Физматлит,
1996.-240 с,—ISBN 5-02-015223-4.
Дана характеристика современного состояния проблемы остаточных напря-
жений в деформируемых твердых телах, возникающих вследствие разнообразных
физических и технологических факторов; описаны теоретические и эксперимен-
тальные методы определения этих напряжений. Наибольшее внимание уделено
методам измерения, основанным на зондировании напряженных тел малой лункой
или кольцевой проточкой в сочетании с регистрацией возмущенного деформирован-
ного состояния методами лазерной интерферометрии. Приведены решения ряда
задач по теории упругости, которые необходимы для создания методов обработки
результатов измерений. Представлены различные лазерно-интерферометрические
системы для измерения остаточных напряжений. Описаны методы уменьшения
больших остаточных напряжений и методы наведения полезных напряжений с
целью упрочнения тел и конструкций. Предложены некоторые теоретические
модели для определения остаточных напряжений аналитическими методами.
Для ученых и инженеров, занимающихся повышением прочности твердых тел
и проектированием напряженных элементов конструкций, а также аспирантов и
студентов физико-математической и технической направленности.
Табл. 20. Ил. 158. Библиогр. 60 назв.
Научное издание
ЧЕРНЫШЕВ Герман Николаевич,
ПОПОВ Александр Леонидович
КОЗИНЦЕВ Виктор Михайлович
ПОНОМАРЕВ Игорь Иванович
ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ
В ДЕФОРМИРУЕМЫХ ТВЕРДЫХ ТЕЛАХ
Редактор Д.А.Миртова „
Оформление: ОЯ.СаЖцйая, ГС. Хулсов
- Компьютерный набор: Л.Т.Дарьяш, Кузнецова, О.В.Салецкая
- ЛР Ж 02^297* от 27.11.91. Подписан печать 22.08.96. Формат 60 х 90/16.
Бумага книжцо^журнальнйя,4Печать етная. Усл. печ. л. 15.
| Усл. кр.-отт. 15. Уч.-изд. ^ч 16,5. *Т>|раж 1000 экз. Заказ № 287 . С-034.
* Издательская фирма *Физикр-мате^атйческая литература» РАН
117071 Москва В-71, Ленинский проспект, 15
^ Отпечатано в Московской типографии № 2 РАН
121099 Москва Г-99, Шубинский пер., 6
„ 1603030000—034 „ , ®
4 —053(02) 96— Наука, I полугодие. 1997
Г.Н. Чернышев, А.Л. Попов,
В.М. Козинцев, И.И. Пономарев,
1996
ISBN 5-02-015223-4
ОГЛАВЛЕНИЕ
Предисловие .......................................................... 5
Глава 1. Методы измерения остаточных напряжений и научные
проблемы, связанные с ними......................................... 11
§ 1.1. Проявление остаточных напряжений зондирующим отверстием. Ос-
новные гипотезы. Эталонные задачи ................................... 11
§ 1.2. Измерение перемещений в окрестности отверстия методом голо-
графической интерферометрии.......................................... 16
§ 1.3. Определение остаточных напряжений по перемещениям поверх-
ности в окрестности зондирующего несквозного отверстия .............. 21
§ 1.4. Экспресс-оценка напряжений по числу полос на интерферограмме
окрестности отверстия ............................................... 29
§ 1.5. Определение остаточных напряжений в тонкой пластине по пере-
мещениям в окрестности сквозного отверстия .......................... 32
§ 1.6. Измерительные лазерные интерферометрические системы ЛИМОН . 35
1.6.1. Измерительные голографические системы ЛИМОН (35).
1.6.2. Спекл-интерферометрическая компьютерная измерительная
видеосистема ЛИМОН-ТВ (47).
§ 1.7. Проверка правильности измерений системами ЛИМОН............... 52
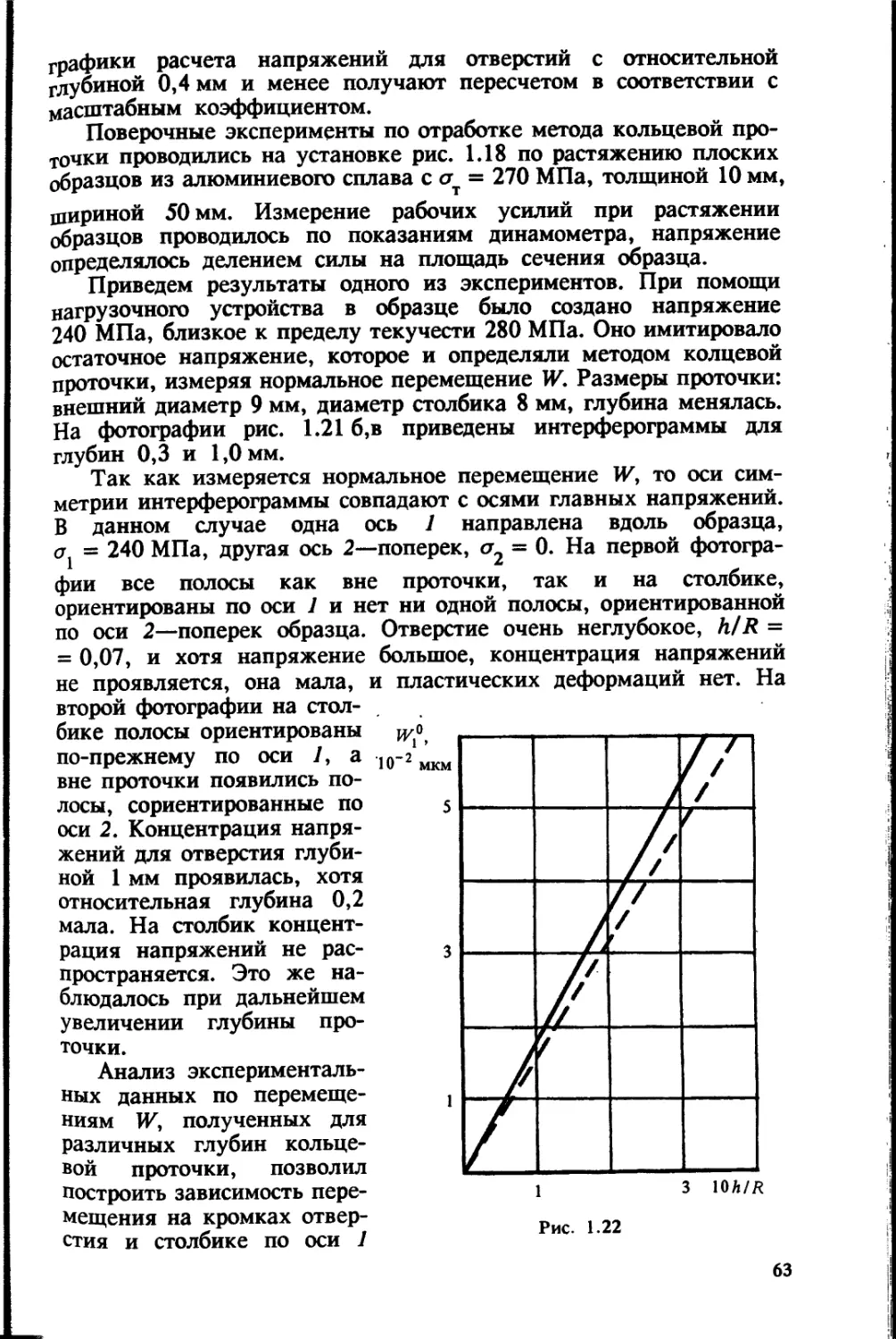
§ 1.8. Измерение остаточных напряжений зондированием кольцевой про-
точкой .............................................................. 58
§ 1.9. Определение остаточных напряжений по деформациям окрестности
зондирующего несквозного отверстия .................................. 65
Глава 2. Остаточные напряжения в телах, изготовленных с исполь-
зованием процесса сварки............................................. 71
§ 2.1. Остаточные напряжения в сварных соединениях пластин из низко-
легированных и углеродистых сталей................................... 72
§ 2.2. Остаточные напряжения в сварных соединениях пластин из средне-
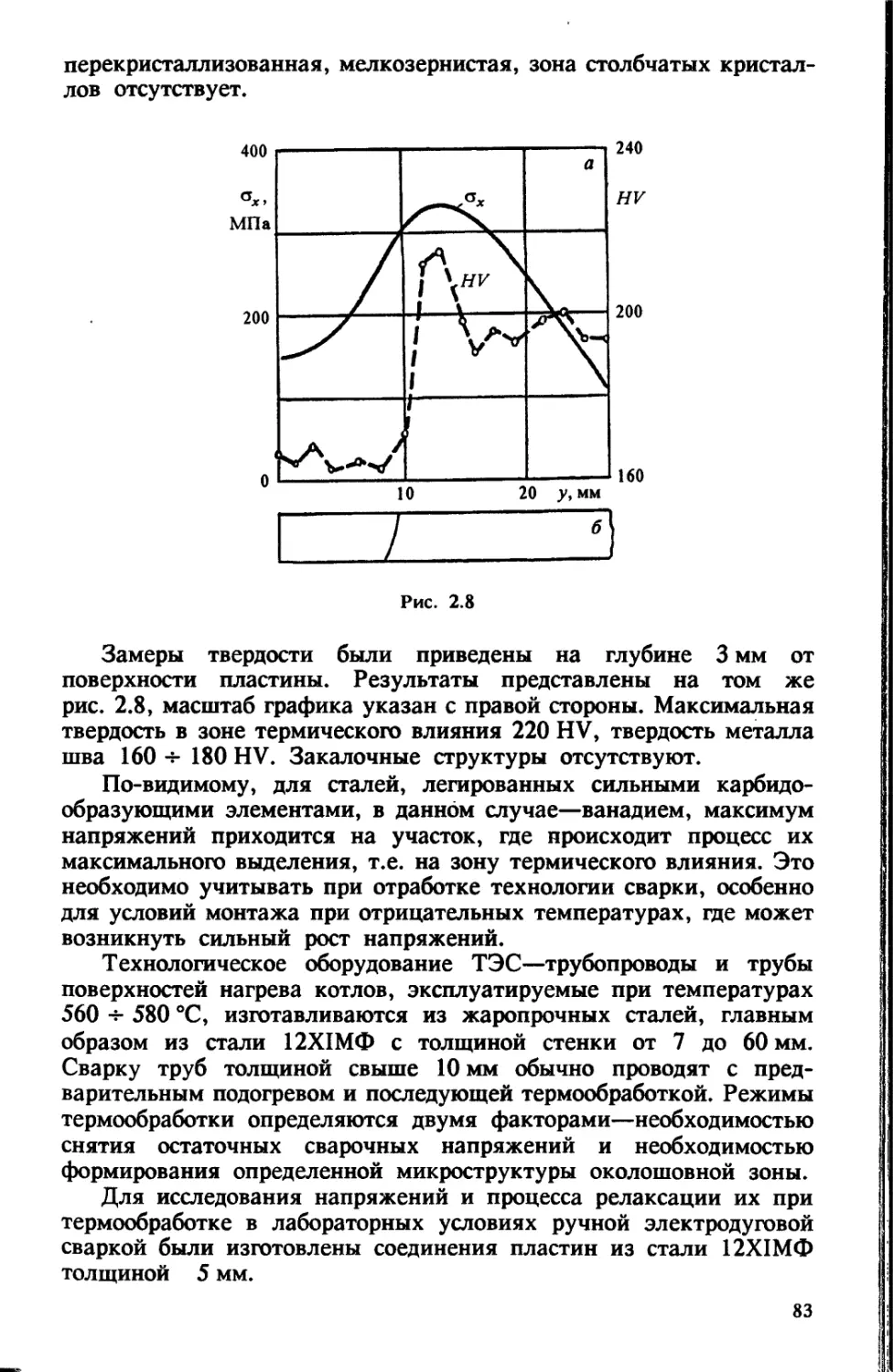
легированных и жаропрочных сталей.................................... 82
§ 2.3. Уменьшение остаточных напряжений в сварных соединениях изде-
лий из высокопрочных сталей локальной термической обработкой . 86
§ 2.4. Остаточные напряжения в оболочках, изготовленных при помощи
сварки............................................................... 90
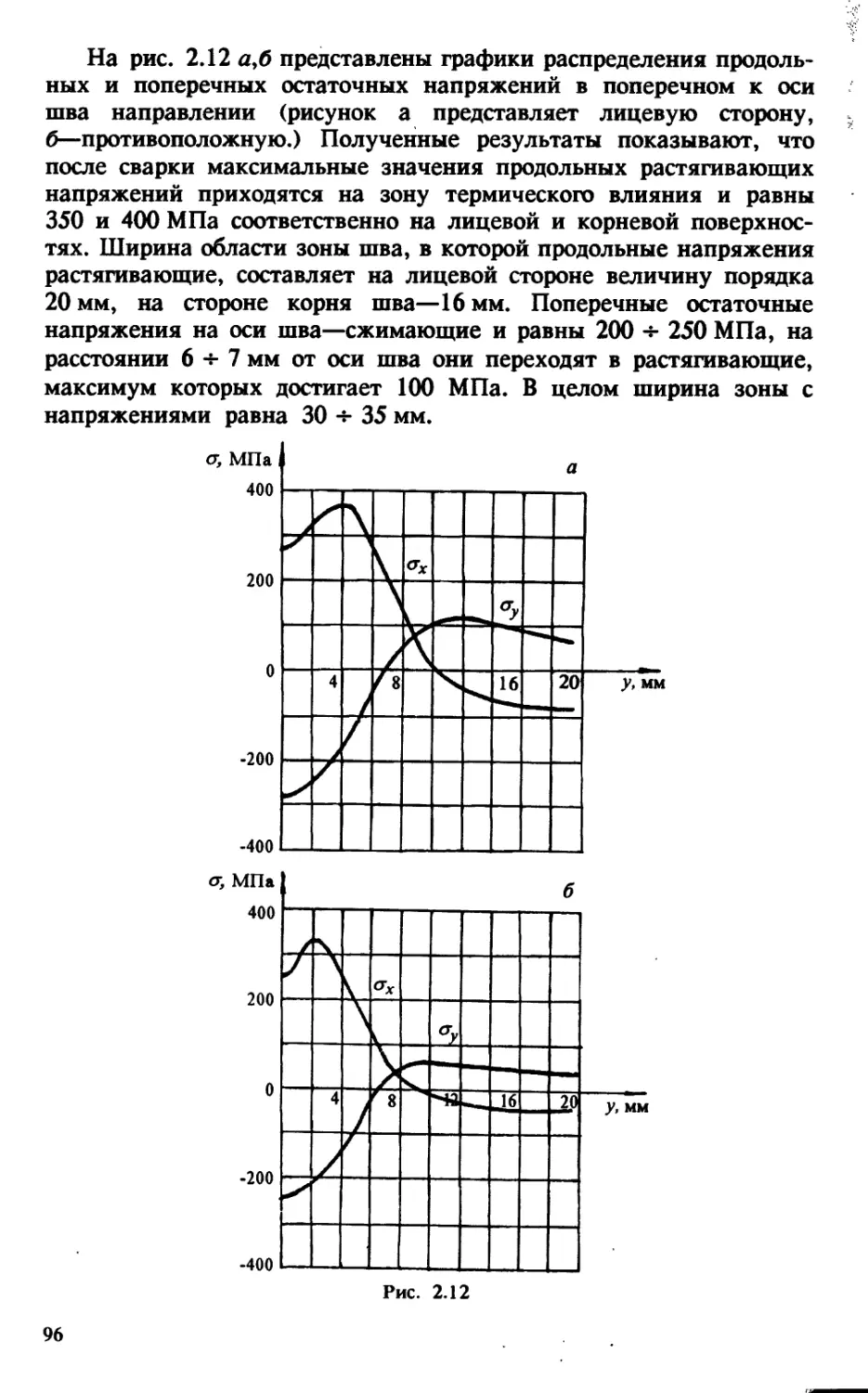
§ 2.5. Остаточные напряжения в сварных изделиях из титановых сплавов 95
§ 2.6. Об измерении остаточных напряжений внутри тел ............... 105
§ 2.7. Остаточные напряжения в телах из алюминиевых сплавов, изготов-
ленных при помощи сварки............................................ 111
§ 2.8. Остаточные напряжения в сварных трубопроводах электростанций 123
§ 2.9. Остаточные напряжения в сварных нефтетрубопроводах .......... 131
§ 2.10. Остаточные напряжения в сварных пластинах из магниевых спла-
вов ................................................................ 132
§ 2.11. Остаточные напряжения в сварных пластинах из тугоплавких
материалов.......................................................... 136
§ 2.12. О методах воздействия на остаточные напряжения в зонах свар-
ных соединений ..................................................... 138
3
§ 2.13. Анализ технологий сварок трубопроводов электростанций на осно-
ве измерений остаточных напряжений............................. 144
Глава 3. Остаточные напряженные состояния тел, обусловлен-
ные процессами изготовления.......................................... 150
§ 3.1. Остаточные напряжения в огнеупорных отливках. Совершенст-
вование режимов охлаждения........................................... 150
§ 3.2. Закалочные напряжения в изделиях из высокопрочных сталей . . 158
§ 3.3. Закалочные напряжения в стекле.......................... 160
§ 3.4. Напряжения, создаваемые в телах операциями изготовления .... 168
§ 3.5. Об опыте измерения напряжений в заводских и полевых условиях 173
§ 3.6. Об особенностях работы с интерферограммами при измерении на-
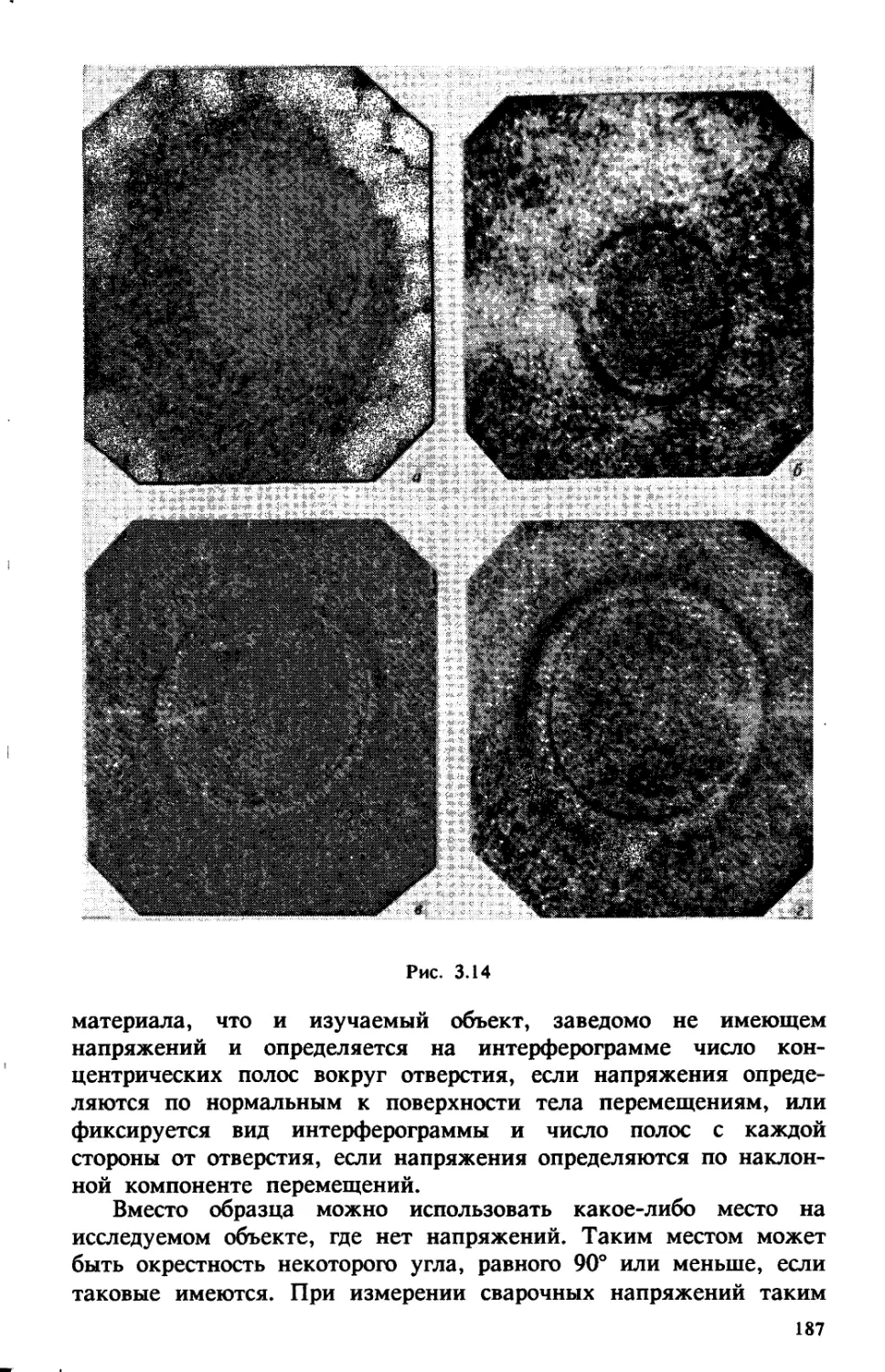
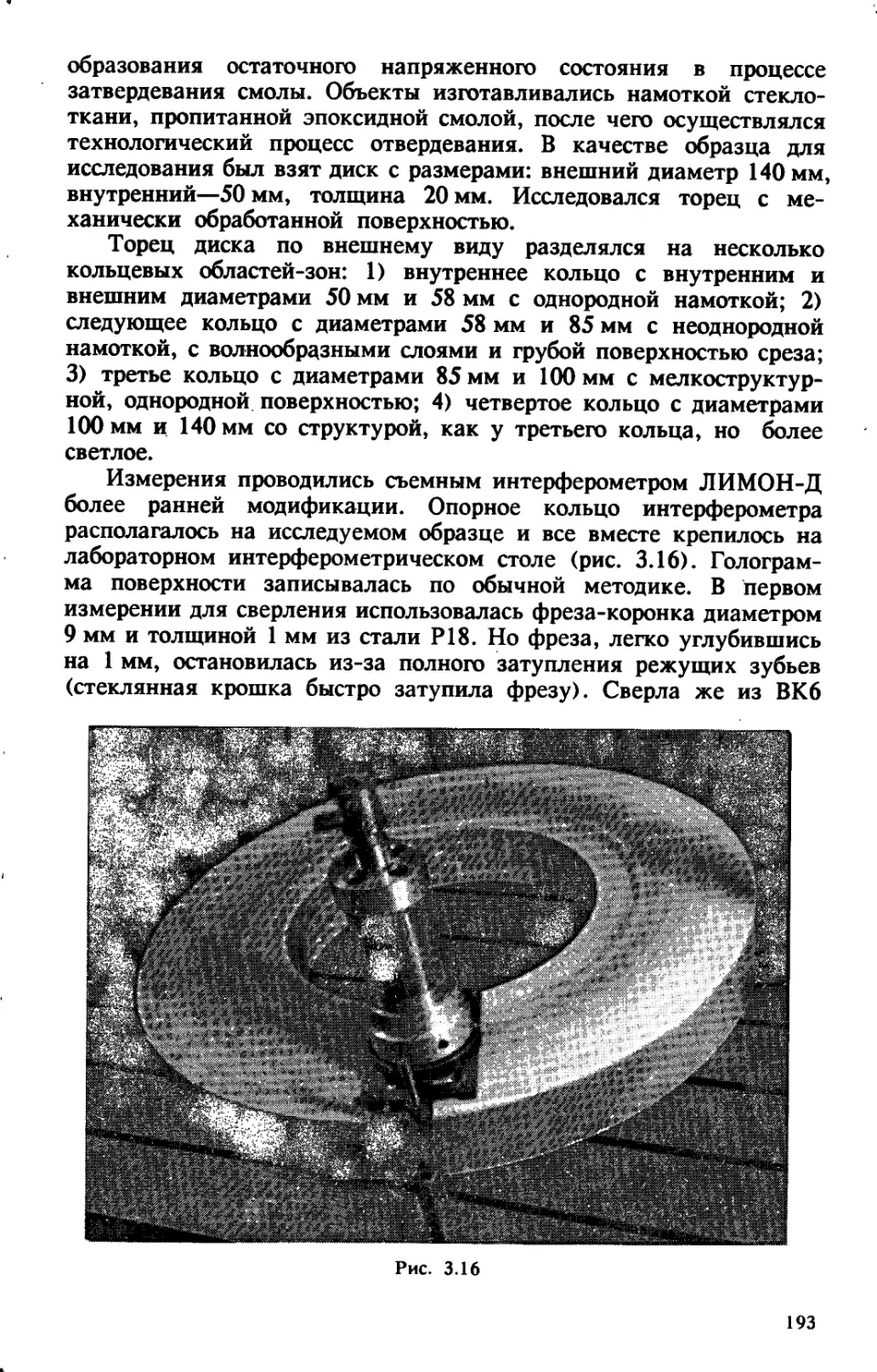
пряжений ............................................................ 183
§ 3.7. Об исследовании остаточных напряжений в изделиях из стекло-
пластика ............................................................ 192
Глава 4. Некоторые теоретические и экспериментальные вопросы,
связанные с измерением остаточных напряжений .... 196
§ 4.1. Возмущенное напряженно-деформированное состояние в окрест-
ности несквозного отверстия.......................................... 196
§ 4.2. Возмущенное напряженно-деформированное состояние в окрест-
ности отверстия с коническим дном и кольцевой проточки .... 218
§ 4.3. Возмущенное напряженно-деформированное состояние в пластине
в окрестности сквозного отверстия ................................... 224
§ 4.4. Определение остаточных напряжений по тангенциальным переме-
щениям в окрестности отверстия ...................................... 226
§ 4.5. Влияние остаточных напряжений на поверхностные акустические
волны ............................................................... 232
Послесловие......................................................... 236
Список литературы.................................................... 238
ПРЕДИСЛОВИЕ
Напряжения, существующие в телах или конструкциях при
отсутствии каких-либо внешних воздействий, например, силовых,
а также тепловых и других в литературе называют по разному.
Наиболее распространенное в России название—остаточные на-
пряжения. Некоторые ученые называют эти напряжения собст-
венными, внутренними, технологическими, сварочными, закалоч-
ными. В литературе на немецком языке принято название
собственные—Eigenspannungen; в литературе на английском язы-
ке—остаточные напряжения—residual stresses. Такое разнообразие
в названиях не вредит существу дела, а иногда даже точнее
характеризует сущность рассматриваемого явления.
Остаточные напряжения играют значительную роль в природе
и технике. Человек издавна научился пользоваться полезными
для своей деятельности свойствами этих напряжений. Одним из
примеров использования остаточных напряжений может служить
бочка из деревянных досок, стянутая обручами. Именно, остаточ-
ные напряжения, заранее созданные бондарем в обручах, и
удерживают бочку в рабочем состоянии. Освободи обручи от
остаточных напряжений и бочка потеряет свои функциональные
свойства, т.е. не будет удерживать в себе жидкость или просто
рассыплется.
Остаточные напряжения важны в струнах музыкальных
инструментов, в спицах велосипедных колес, в болтах и гайках,
которыми притягиваются крышки к резервуарам с высоким
давлением, в длиннопролетных мостах и закаленных стеклах
транспортных средств, в других элементах техники и сооружений.
Они обеспечивают устойчивость деревьев, имеются в костях людей
и животных, в листьях, траве и т.д. Благодаря внутреннему
напряженному состоянию, строение растений и организмов живот-
ных близки к совершенным. Освободи тела животных от
внутренних напряжений мышц, сосудов—и тела перестанут быть
таковыми. Умелое применение внутреннего напряженного состо-
яния различных конструкций и материалов дает большие выгоды
создателям и, конечно же, это широко используется.
Сведения из научной литературы, а также многолетние
исследования авторов подтверждают, что остаточные напряжения
возникают практически всегда при изготовлении разных ма-
териалов: металлов, строительных материалов, керамики, стекла
5
и полимеров; при изготовлении элементов конструкций и изделий
в целом. Эти напряжения можно назвать и технологическими,
так как они возникают вследствие разного рода технологий
изготовления, среди которых можно указать литье, сварку, ковку,
прокатку, термообработку и т.д.
К сожалению остаточные напряжения играют и отрицательную
роль, причем чаще, чем этого хотелось бы. В технике много
примеров разрушений, вызванных большими технологическими
напряжениями; так остаточные напряжения в трубопроводах—это
одна из главных причин их разрушения: могут образоваться
трещины длиной в несколько десятков километров. В сущности,
такие дорогостоящие разрушения и породили такую область науки
как «остаточные технологические напряжения и способы их
регулирования».
Данная область механики деформируемого твердого тела в
настоящее время активно развивается и в ней имеется много
интересных проблем, одна из них—разработка методов измерения
остаточных напряжений. Именно из-за отсутствия удобных и
быстрых способов измерений, решение проблемы остаточных
напряжений отстает от аналогичной—проблемы напряженных
состояний в конструкциях от активных нагрузок. Однако в
последнее время в результате усилий ученых России, Украины,
США, Германии, Венгрии, Англии и других стран положение с
измерительными методами и средствами существенно улучшилось
и началось активное изучение таких напряженных состояний в
очень большом объеме изделий и материалов. Необходимо
аттестовать технологические операции по тому напряженному
состоянию, которое они вносят в готовое изделие, уметь оценивать
значение этого состояния и находить способы управления
технологическими процессами и вызываемыми ими напряжениями
для улучшения функционального назначения изделий и надеж-
ности их работы.
В литературе имеется богатейший научный багаж, посвящен-
ный исследованиям всевозможных напряженно-деформированных
состояний твердых тел, созданных приложенными к его границам
нагрузками или вызванных температурными полями, или взаимо-
действиями с другими телами и т.д. Чем же проблема остаточных
напряжений отличается от проблемы обычных напряжений?
Почему ее нужно выделять в особую проблему? Ответ на эти
вопросы дает сама жизнь. Конструкторы и разработчики изделий
умеют в настоящее время хорошо рассчитывать конструкцию на
прочность, не учитывая при этом, что технологические процессы
изготовления навели в изделии довольно большие остаточные
напряжения. Такие ситуации на практику нередки. Возникла
необходимость создавать такие рабочие методы, которые позволили
бы рассчитать остаточные напряжения в телах после всех
процессов изготовления, чтобы снизить вероятность аварий. А для
этого нужны серьезные научные исследования в данной области
механики деформируемого твердого тела.
6
В монографии подробно изложен один из таких методов—это
разработанный и применяемый авторами голографический метод
измерения напряжений. Чем руководствовались авторы книги при
выборе этого метрда? В начале семидесятых годов академик
Александр Юльевич Ишлинский предложил коллективу ученых,
в который входили и авторы, заняться исследованиями остаточных
напряжений в сварных соединениях. К этому времени уже
существовало достаточно много методов измерения этих напря-
жений, описание которых можно было найти в уже ставшей
классической монографии Исаака Ароновича Биргера [8] «Оста-
точные напряжения», а также и в более поздних публикациях.
Один из таких методов измерения—тензометрический. Этот метод
в сочетании с методом отверстий состоит в следующем: тензо-
датчиками измеряют в некоторых точках в окрестности отверстия
деформации возмущенного напряженно-деформированного состо-
яния и по этим измерениям по специальной методике восста
навливают остаточные напряжения, существовавшие в данной
точке до создания отверстия.
Данный метод измерения можно было бы взять за основу, но
проводить эффективное исследование в этом случае сложно, так
как для этого необходимы многочисленные измерения, требующие
большой затраты времени на каждое измерение. Метод оказался
достаточно трудоемким. Назрела необходимость более оперативных
методов измерения.
К ним можно отнести так называемые физические методы
измерения: это рентгеновский метод [8], акустический [25, 45],
магнитошумовой [10, 13] и другие. Однако область применения
этих методов довольно ограничена. Например, рентгеновский метод
неприспособлен к таким материалам, как стекло. Этим же
недостатком обладает магнитошумовой метод, при помощи кото-
рого нельзя измерять напряжения в нержавеющей стали, в
алюминиевых сплавах и т.д.
После анализа различных методов измерения авторы пришли
к выводу, что способ проявления остаточных напряжений
маленькими несквозными отверстиями является наиболее приемле-
мым, а метод измерения параметров возмущенного напряженно-
деформированного состояния следует усовершенствовать. В то же
время бурно развивались голография и голографические способы
измерения. Было решено взять за основу голографическую
интерферометрию, с помощью которой можно измерять переме-
щения в зоне отверстий и затем по результатам измерений
восстанавливать остаточные напряжения. За более чем двад-
цатилетнюю исследовательскую работу авторы убедились, что
выбор был сделан правильно.
Метод оказался удобным, эффективным, быстрым и интерес-
ным в работе. Не вдаваясь в подробности, отметим, что
достоинства и недостатки данного метода описаны в первой главе
книги. Конечно, существуют и другие, так же хорошо разрабо-
танные методы, и, как правило, разные методы дополняют друг
7
друга, позволяя глубже и шире проводить исследовательскую
работу.
Одновременно с проведением исследовательской работы по
инициативе данного коллектива ученых было организовано и
проведено три Всесоюзных симпозиума по остаточным напря-
жениям: в 1982, 1985, 1988 годах, на которых было рассмотрено
большинство проблем данного научного направления. Были изданы
труды этих симпозиумов [20, 22, 23], в которых отражено
состояние и уровень исследований на то время. Это помогло в
выборе и корректировке конкретных задач для более плодотворного
научного исследования и налаживания взаимодействия между
учеными.
Остаточное напряженное состояние, сохраняющееся неог-
раниченное время в материале или конструкции после ряда
технологических операций, является внутренним состоянием изде-
лия, никак не проявляющим себя внешне. Поэтому оно трудно-
доступно для измерения. Чтобы измерить остаточные напряжения
при помощи тензодатчиков [14, 18, 38, 52], следовало бы на-
клеить их по поверхности изделия до проведения технологических
операций, а показания снимать после их проведения, что
позволило бы определить накопившиеся деформации и, в случае,
если они упруго связаны с напряжениями,—то и накопившиеся,
т.е. остаточные, напряжения. Конечно, практически—это нереаль-
но. Для измерения таких напряжений надо заставить их как-то
проявить себя в готовом материале или конструкции. Одним из
способов такого проявления является высвобождение напряжений
путем высверливания зондирующего отверстия или создание его
каким-либо другим способом, типа травления, пескоструйной или
электроэрозионной обработки.
Метод отверстия обладает двумя основными преимуществами:
прост в исполнении и, вследствие малости диаметра и глубины
отверстия, часто может быть отнесен к числу неразрущающйх
или слабо разрушающих методов. У этого способа есть и другие
преимущества, которые в дальнейшем будут понятны из изло-
жения, но есть и недостатки. Главным из них является так
называемая концентрация напряжений, т.е. наличие напряжений
возмущенного состояния, превышающих измеряемые напряжения,
что может привести к пластическим деформациям, т.е. в конечном
счете—к погрешностям в измерениях. Этот недостаток устраняется
другим приемом проявления напряжений—созданием кольцевой
проточки и проведением измерений на сохраненном внутреннем
объеме, на котором увеличения напряжений не происходит.
Необходимо также отметить, что остаточные напряжения не могут
превышать предел упругости материала, так как в противном
случае они должны были бы за счет пластических деформаций
уменьшаться до уровня упругих напряжений.
Голографический метод измерения позволяет быстро и с
высокой точностью измерять перемещения возмущенного де-
формированного состояния в окрестности отверстия. Для опреде-
8
ления по измеряемым перемещениям тех напряжений, которые
существовали в теле и обусловили деформации в окрестности
отверстия, необходимо знание закономерностей, связывающих эти
напряжения с измеряемыми перемещениями. Это требует решения
соответствующих трехмерных задач теории упругости о напря-
женно-деформированном состоянии в окрестности отверстия при
наличии напряжений в теле-до появления в нем отверстия. В
научной литературе имеется много, публикаций по такого рода
задачам, но изучение их обнаружило, что их авторов абсолютно
не интересовали вопросы перемещений поверхности тела, им
интересны были напряжения, т.е. параметры, ответственные за
прочность изделий. В данном же случае для создания методики
измерения интерес представляли именно перемещения поверхности
в окрестности зондирующего отверстия. Поэтому указанные
трехмерные задачи пришлось решать заново для целенаправлен-
ного изучения перемещений. ч Для создания удобной методики
измерения остаточных напряжений, пригодной в широком диапа-
зоне встречающихся на практике случаев, потребовалось решение
целого спектра подобных задач, без которых трудно было обойтись
и результаты которых представлены в книге. Но чтобы не
перегружать изложение теоретическими подробностями, без кото-
рых исследователям технологических напряжений, в особенности
практикам-измерителям, можю обойтись, они, как правило,
опущены.
Примененный для исследования остаточных напряжений метод
измерения годится для измерения напряжений от активных
нагрузок и им можно пользоваться там, где не удается применить
традиционные, хорошо разработанные методы типа тензометри-
ческих или каких-либо других. Можно привести следующий
пример: трубопровод! лежит на фундаменте и по каким-то
причинам произошла подвижка фундамента. Встает вопрос,
создалось ли в трубопроводе опасное напряженное состояние.
Обычным способом измерить напряжения в данном случае не
удастся и нужно применить метод, разработанный для измерения
остаточных напряжений. Таких примеров из практике можно
привести очень много. Часто они встречаются после проведения
ремонтных работ.
Авторы не применяют традиционные методы не потому, что
они им не нравятся. Наоборот, они применяли тензометрирование
для исследования динамических, температурных и других напря-
жений. К примеру, тензометрирование было использовано при
изучении остаточных напряжений в огнеупорных отливках. Однако
в задачах о технологических остаточных напряжениях голо-
графическая интерферометрия имеет значительные преимущества,
которые лучше выяснить из содержания данной книги.
В данной книге основной упор сделан на экспериментальный
подход к решению проблемы, хотя некоторые задачи решены
теоретически. Однако следует отметить, что ученые разрабатывают
аналитические и расчетные методы исследования остаточных
9
напряжений [17, 27]. Здесь следует сказать, что формирование
остаточных напряжений является с точки зрения механики
деформируемого твердого тела очень сложным явлением. Если
взять процесс получения твердых тел методом литья, то после
затвердевания из расплава материал проходит множество состо-
яний до полного охлаждения: вязкое, пластическое, нелинейное,
упругое, промежуточное и др. Физико-механические параметры,
описывающие состояния материала, являются переменными и по
времени и по координатам, они также зависят от температуры.
Таким образом, ученым-теоретикам для описания напряженно-де-
формированного состояния тела в течение всего процесса охлаж-
дения нужно очень хорошо сформировать модель явления, вывести
уравнения и решить их. Конечно же это сложная и трудная
работа.
В заключение отметим, что в книге представлены результаты
исследований, проведенных как авторами, так и их коллегами.
Авторы с благодарностью представляют здесь фамилии своих
коллег: Инфимовской А.А., Морозова В.К., Казарова В.Н., Со-
лодилова В.Е., Антонова А.А., Мампории Б.М. При создании
компьютерной измерительной системы совместная творческая
работа проводилась с учеными из Венгрии Я. Бёмом и Я. Кор-
нишем, им авторы также искренне благодарны.
Глава 1
МЕТОДЫ ИЗМЕРЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
И НАУЧНЫЕ ПРОБЛЕМЫ, СВЯЗАННЫЕ С НИМИ
Предложенные в этой главе методы измерения отличаются
тем, что остаточные напряжения определяются с помощью
измерения перемещений, а не деформаций возмущенного отвер-
стием или проточкой напряженно-деформированного состояния.
Измерительный инструмент—лазерная интерферометрия. Если
раньше и измеряли перемещения, то по ним сначала строили
деформации, и только потом определяли измеряемые напряжения.
При такой операции происходила существенная потеря точности
и сильно возрастала трудоемкость работы. Поэтому авторы
отказались от такого способа и разработали свой метод опреде-
ления измеряемых напряжений непосредственно по измеренным
перемещениям возмущенного напряженно-деформированного сос-
тояния [3, 5, 6, 42]. В этой главе приведены результаты
аналитических исследований и расчетов, необходимые для соз-
дания этого метода измерения, а также описаны измерительные
системы, созданные авторами и их коллегами по работе. При их
разработке и создании использован более чем двадцатилетний
опыт исследований и измерительной работы целого коллектива
ученых из Института проблем механики РАН и их коллег из
других организаций России, а также Украины, Венгрии и других
стран.
§ 1.1. Проявление остаточных напряжений
зондирующим отверстием. Основные гипотезы.
Эталонные задачи
В измерительной практике широко используется способ про-
явления напряжений, «замороженных» в теле, при помощи
создания малого несквозного отверстия, когда в окрестности
отверстия создается локальное возмущенное деформированное
состояние. По измерению параметров этого состояния и судят об
исходных напряжениях в теле.
Существует несколько методов измерения параметров возму-
щенного деформированного состояния тела. Наиболее распростра-
ненным является метод измерения деформаций тензодатчиками.
и
Среди других следует отметить методы на основе интерферограмм
перемещений поверхности, оптических датчиков и оптически
чувствительных покрытий, лаковых покрытий и т.д., о преиму-
ществах и недостатках некоторых из них будет сказано ниже.
Для пересчета измеренных деформаций или перемещений в
напряжения, существовавшие до высверливания отверстия необ-
ходима методика, основанная на решениях ряда задач о
возмущенных напряженно-деформированных состояниях в зоне
отверстий при единичных остаточных напряжениях. О постановке
этих задач и об их решениях речь пойдет в гл. 4. Здесь же будут
приведены только те результаты этих решений, которые необ-
ходимы для создания данной методики.
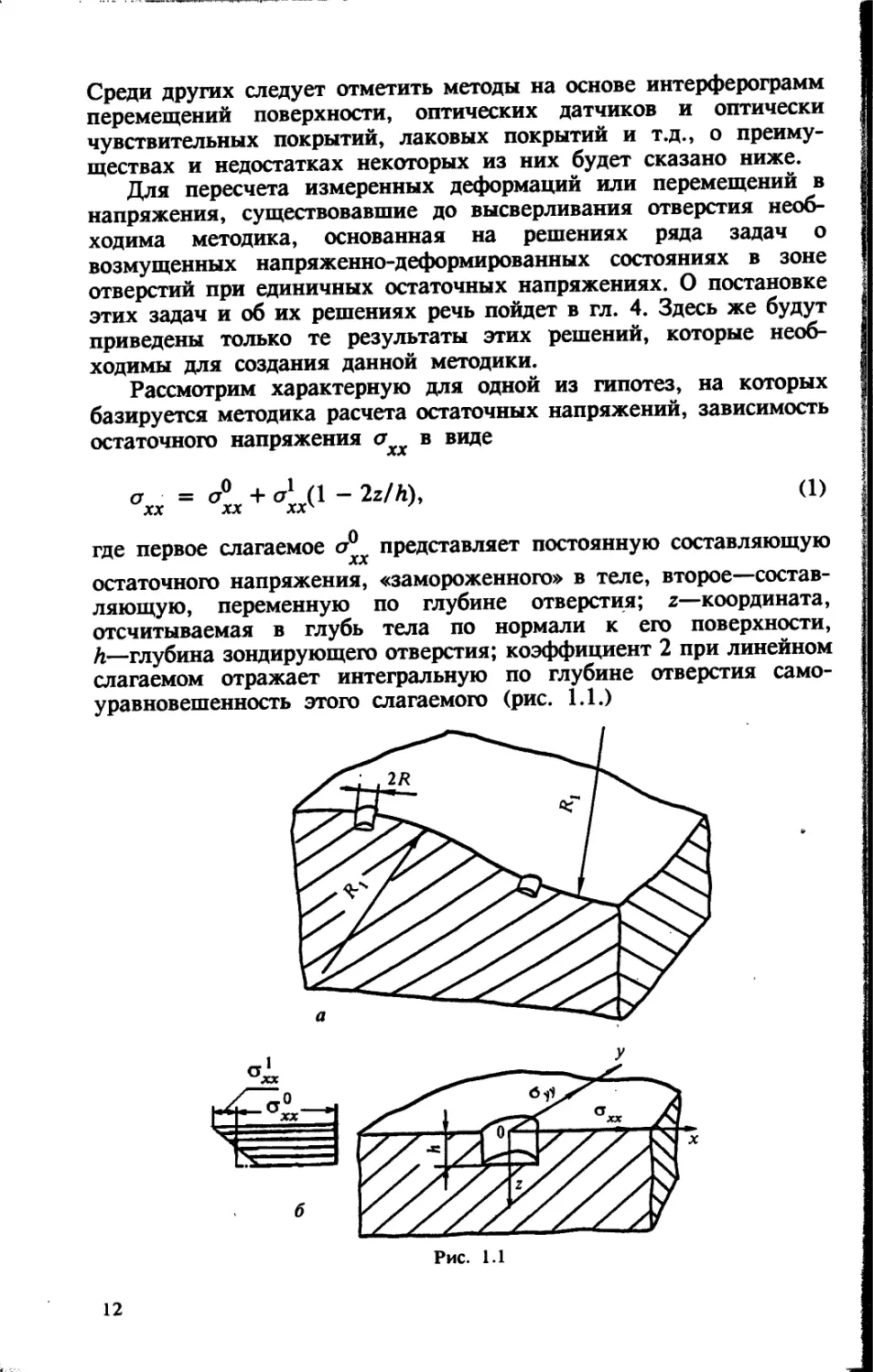
Рассмотрим характерную для одной из гипотез, на которых
базируется методика расчета остаточных напряжений, зависимость
остаточного напряжения &хх в виде
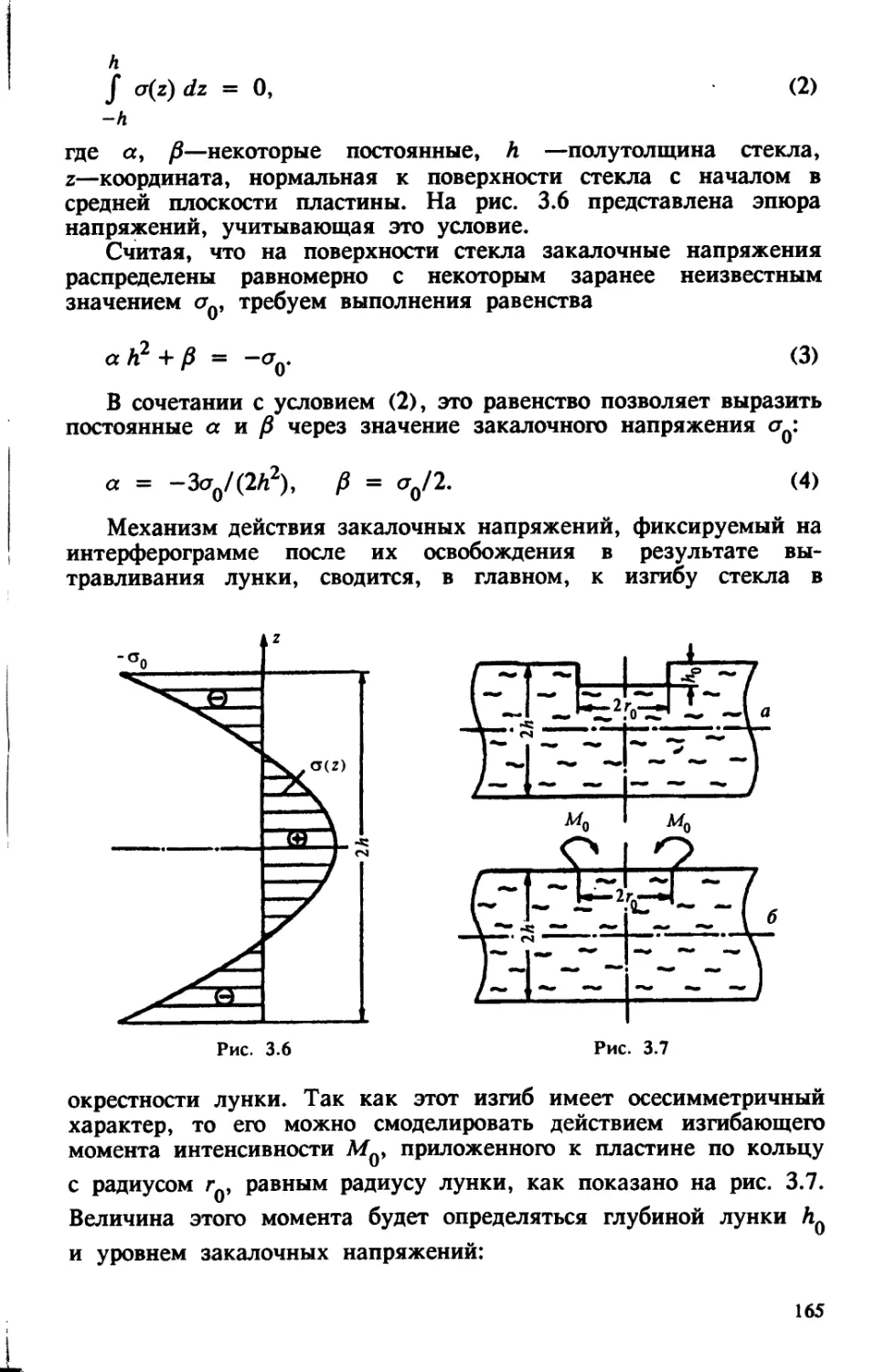
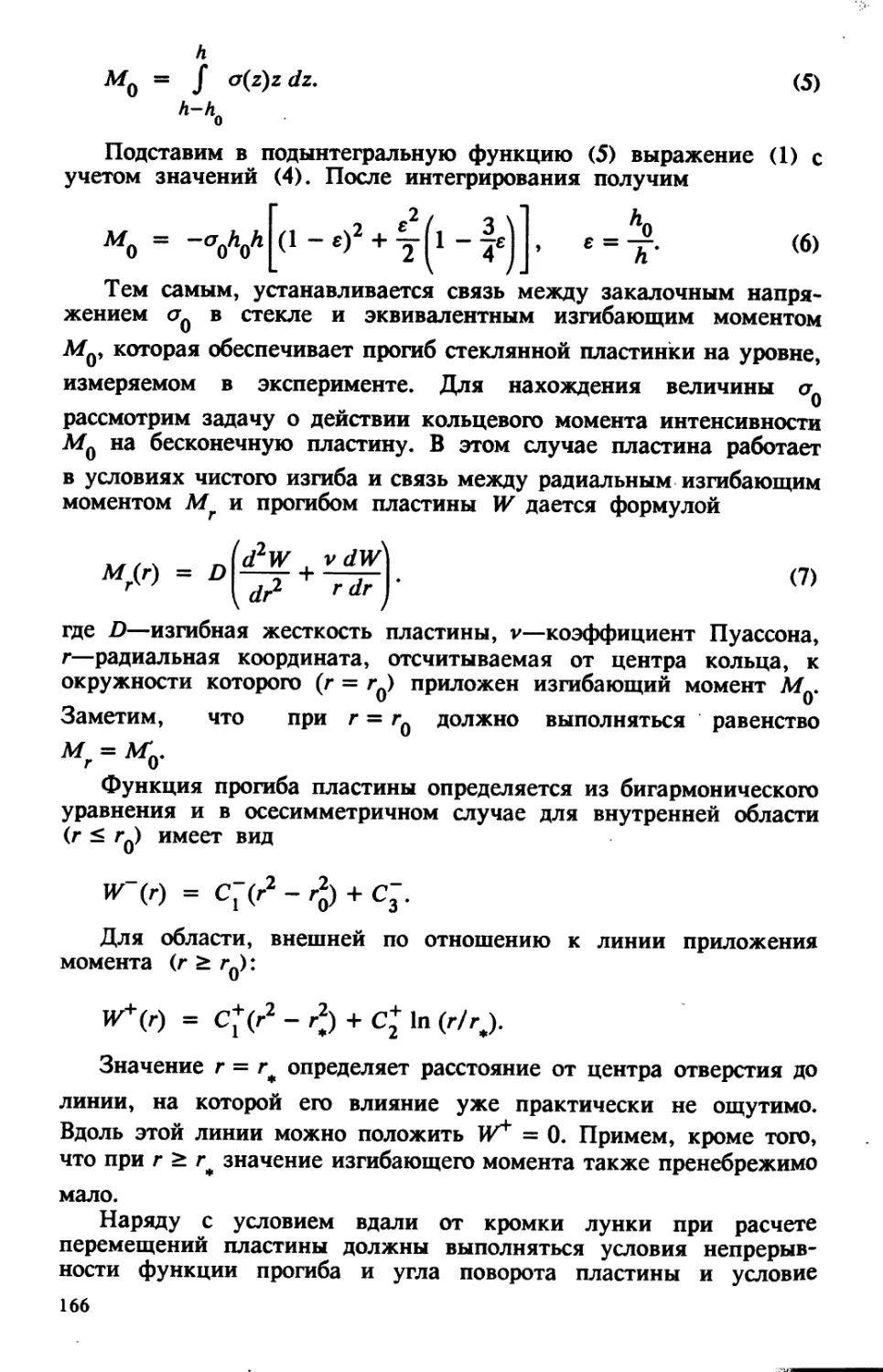
(1)
где первое слагаемое а®х представляет постоянную составляющую
остаточного напряжения, «замороженного» в теле, второе—состав-
ляющую, переменную по глубине отверстия; z—координата,
отсчитываемая в глубь тела по нормали к его поверхности,
h—глубина зондирующего отверстия; коэффициент 2 при линейном
слагаемом отражает интегральную по глубине отверстия само-
уравновешенность этого слагаемого (рис. 1.1.)
12
Такую зависимость вполне можно допустить до определенной,
часто небольшой, глубины зондирующего отверстия. При двухос-
ном напряженном состоянии зависимость вида (1) принимается
для обеих компонент главных напряжений.
Для другой гипотезы характерно, что в пределах диаметра
зондирующего отверстия остаточные напряжения в любом сечении,
параллельном поверхности тела, сохраняют постоянные значения.
Для обеспечения приемлемой точности измерений следует выбрать
такой диаметр отверстия, чтобы на его месте до высверливания
выполнялась эта гипотеза. Заметим, что проведенные многочислен-
ные измерения остаточных напряжений, как правило, показали
правильность последнего предположения. Однако бывали случаи,
когда эта гипотеза не выполнялась. Тогда в методику определения
напряжений вносили корректировки. Такие случаи являются темой
дополнительного обсуждения и будут рассмотрены отдельно.
Следующие гипотезы касаются состояния поверхности и
исследуемого объекта в целом. Предполагается, что в окрестности
отверстия, на которой осуществляются измерения перемещений,
поверхность тела плоская и тело в целом можно аппроксимировать
бесконечным полупространством или цилиндром больших по
сравнению с отверстием размеров. Это делается для того, чтобы
выбрать достаточно простую и общую расчетную модель упругого
тела, на основе которой можно рассчитать по трехмерной теории
упругости на ЭВМ методом конечных элементов возмущенное
напряженно-деформированное состояние тела, поскольку решить
аналитически даже простую в постановке модельную задачу до
сих пор, является трудным делом. Данная гипотеза предполагает
также выбирать соответствующие диаметр и глубину возмущаю-
щего отверстия.
Наконец, последняя гипотеза предполагает, что границы тела,
в котором измеряются. напряжения, удалены от отверстия на
достаточно большое расстояние и их влиянием на возмущенно-
деформированное состояние можно пренебречь. На практике такое
удаление можно считать обеспеченным, если размеры тела
превосходят два или более диаметра отверстия. При отверстиях
диаметром 2 мм удаление должно быть порядка 4 мм и более.
На практике такое удаление, как правило, имеет место.
Указанные гипотезы нужны практически для любых методов
измерений. Следует к тому же отметить, что экспериментальная
тарировка и аттестация методов измерения напряжений осущест-
вляется обычно на плоских образцах, а пользоваться результатами
тарировки приходится на реальных объектах с различными
формами и границами. Практика измерительной работы показы-
вает, что эти гипотезы не сильно ограничивают область примени-
мости метода, что и будет показано на реальных примерах.
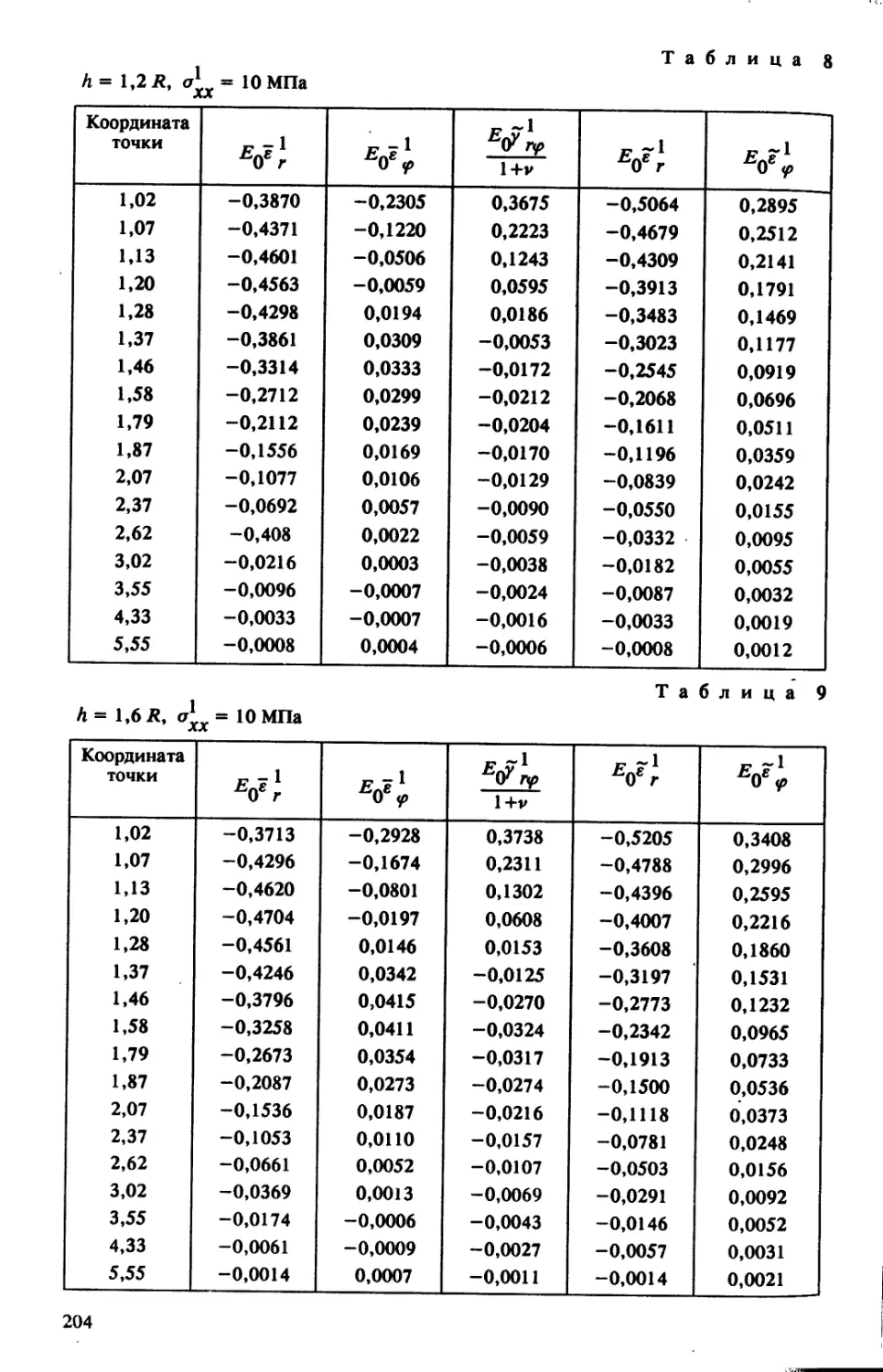
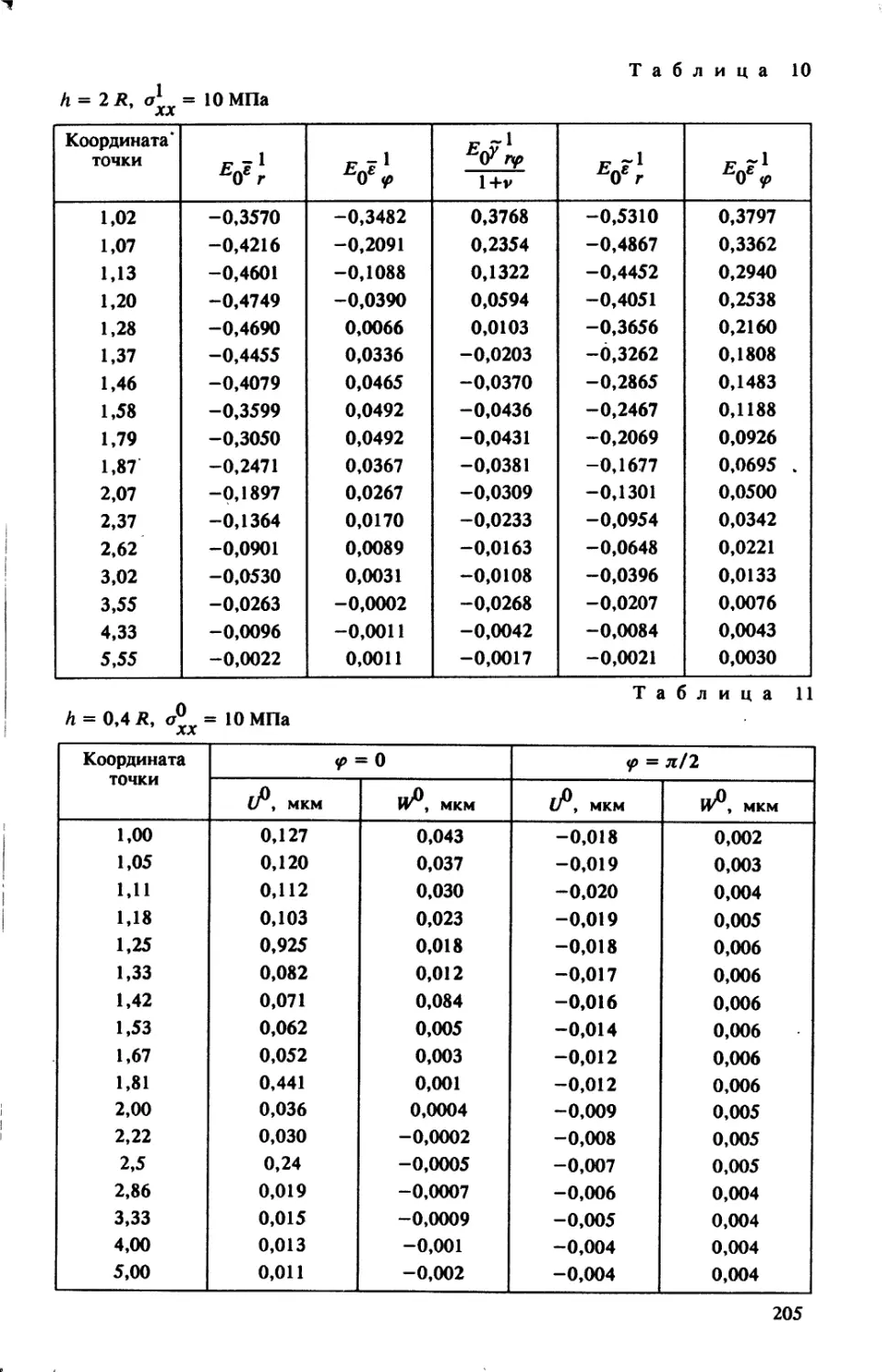
В качестве первой теоретической эталонной задачи рассмотрим
упругое полупространство из материала типа алюминия, в котором
имеется постоянное остаточное напряжение = 10 МПа,
13
a1 = 0. Пусть в нем созданы отверстия диаметром 2 мм, но разной
глубины: 0,4; 0,8; 1,2; 1,6 и 2,0 мм; модуль упругости материала
Е = 70 ГПа, коэффициент Пуассона v = 0,3. Ставится задача:
построить возмущенные напряженно-деформированные состояния
в полупространстве с указанными отверстиями. Решение этих
задач строилось на ЭВМ с помощью метода конечных элементов
(МКЭ), суть которого изложена в работе [40]. Для материалов
с другими модулями упругости результаты получаются перемно-
жением на коэффициент, равный отношению модуля упругости
испытуемого материала к модулю эталонного.
Более подробно о решении таких задач сказано в четвертой
главе, где приведены полученные результаты для перемещений в
окрестности отверстий, причем из этих перемещений пред-
варительно вычтены перемещения тела как жесткого целого, что
возможно, так как последние не влияют на деформации и
напряжения, и такие перемещения при измерении методом
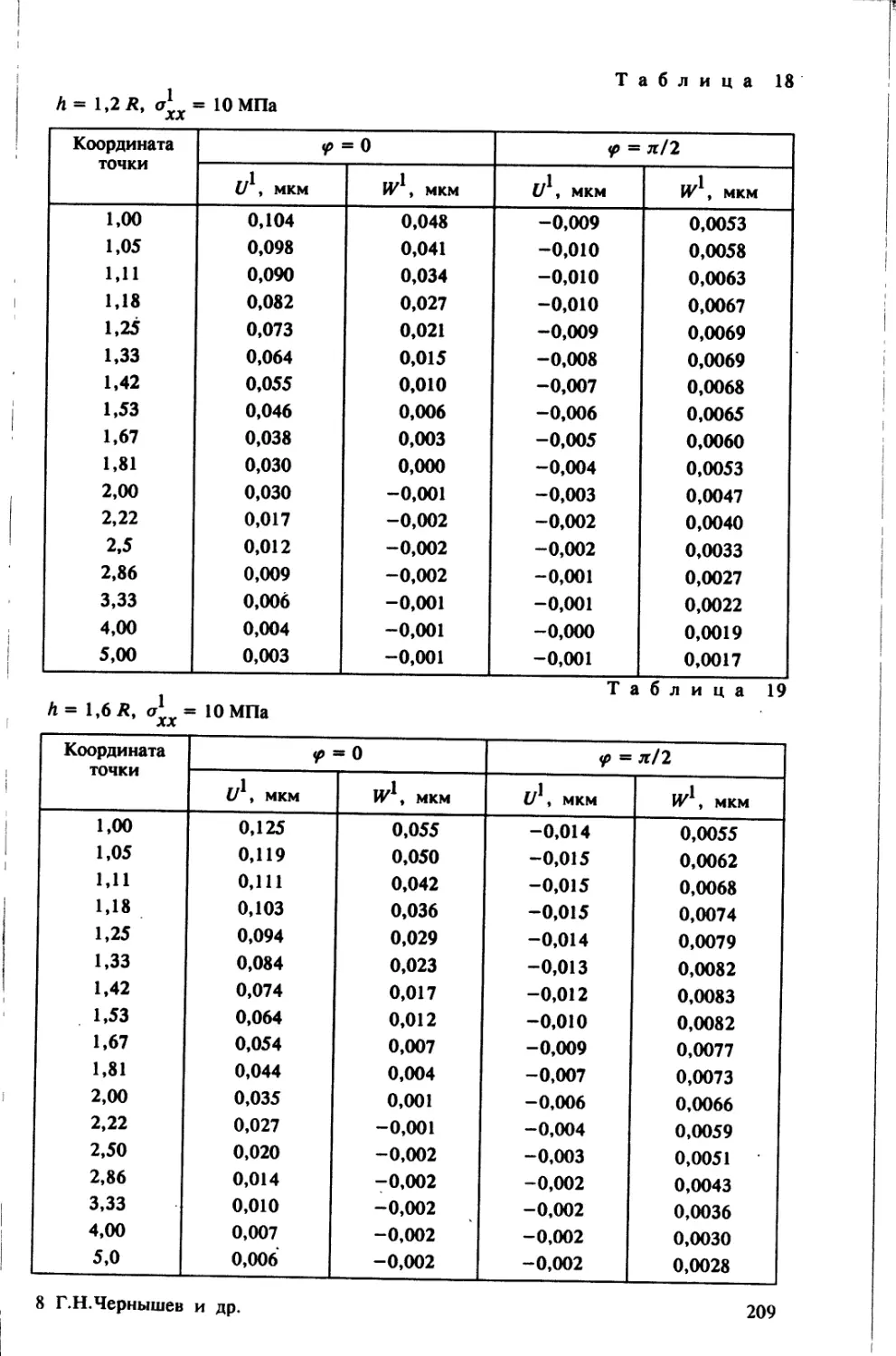
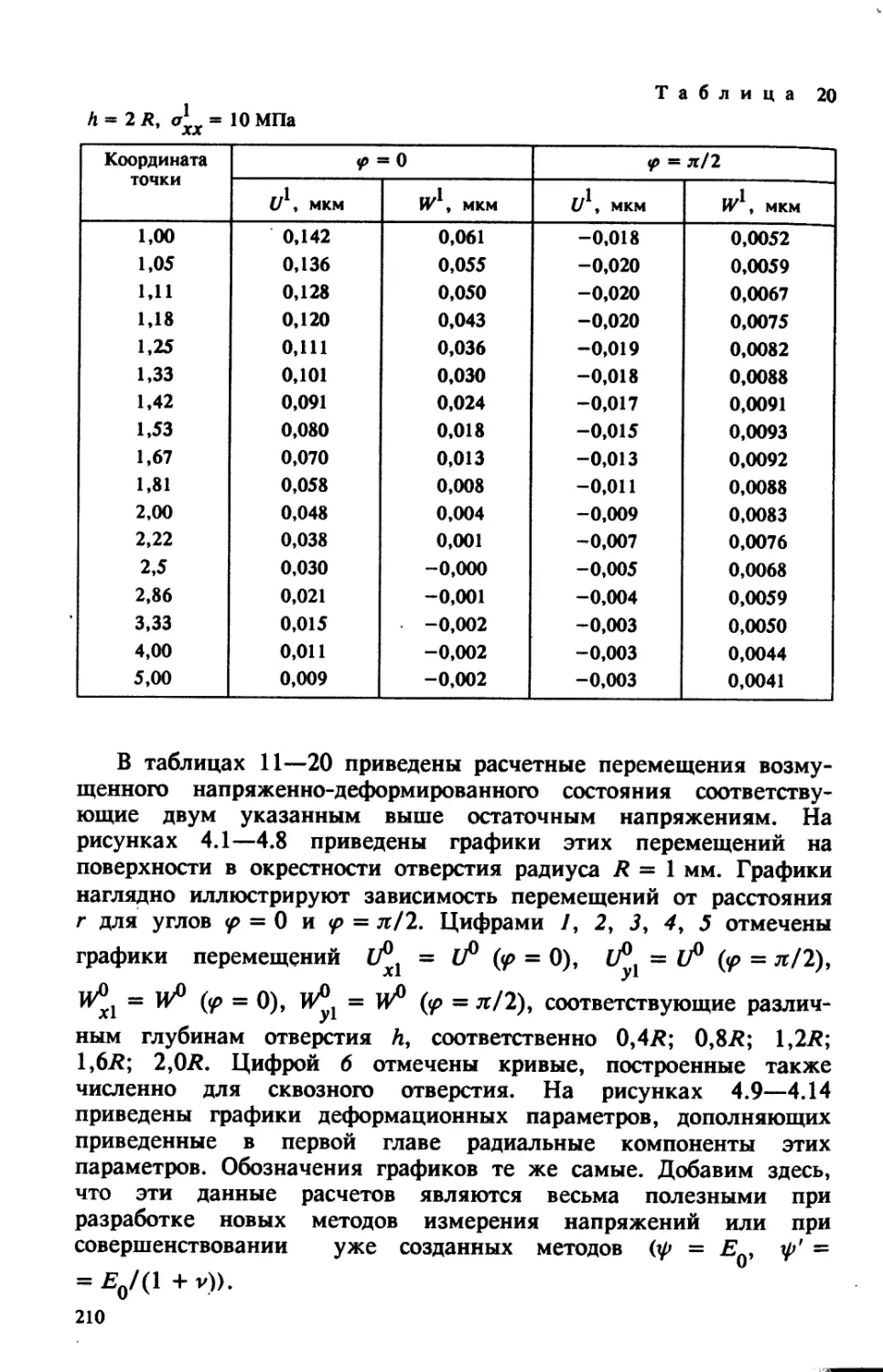
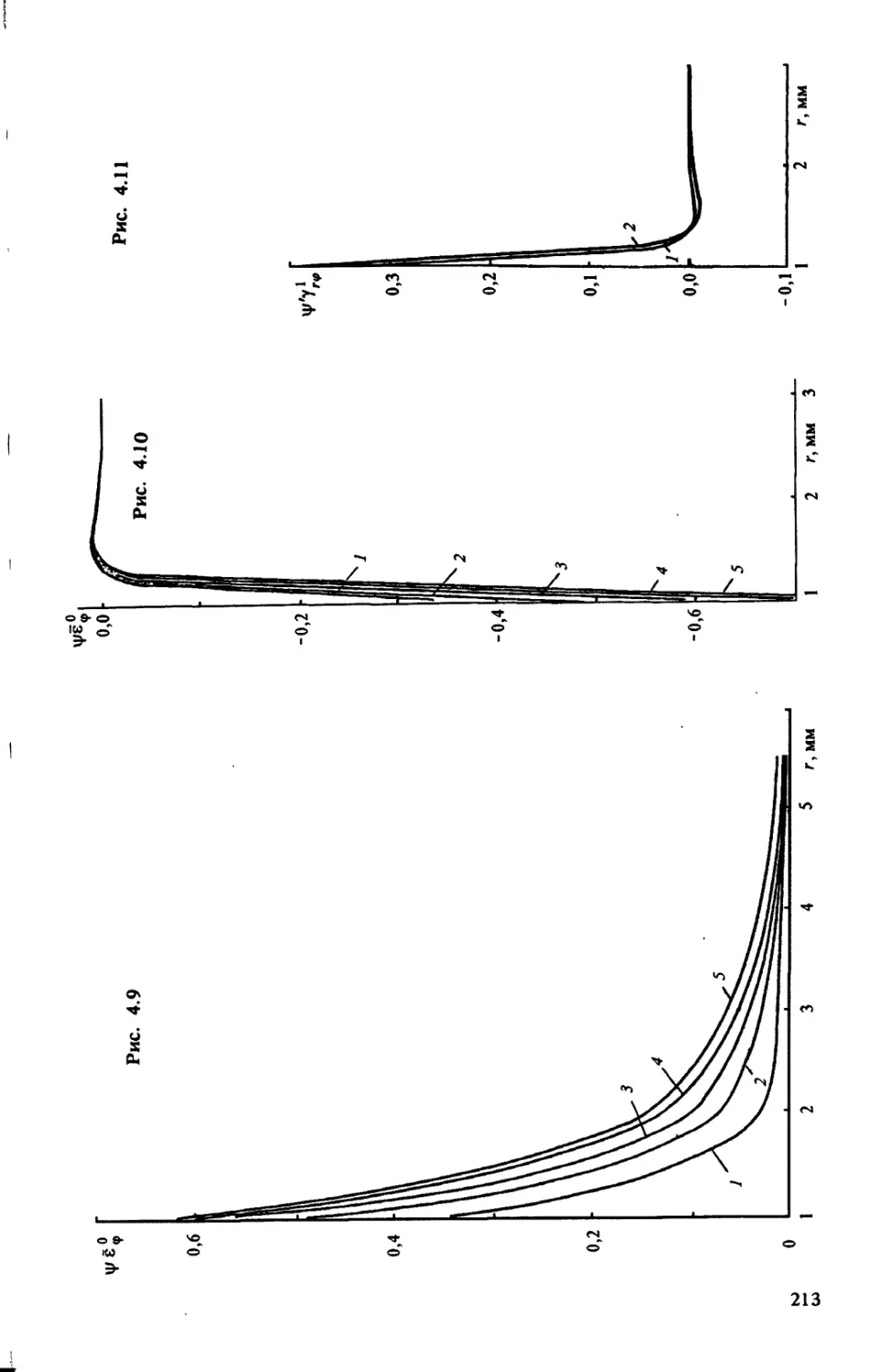
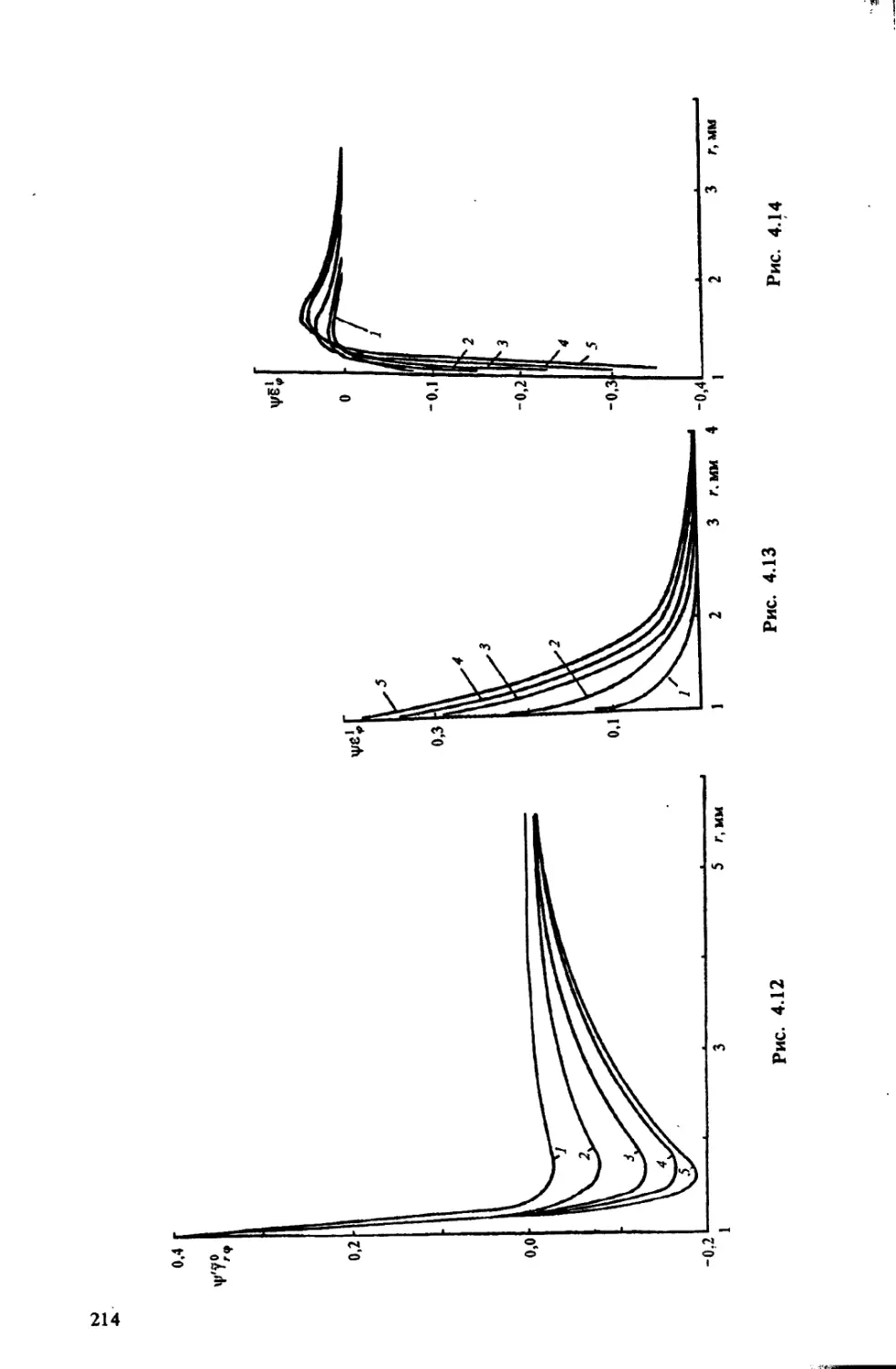
голографической интерферометрии не образуют значимых интер-
ференционных полос.
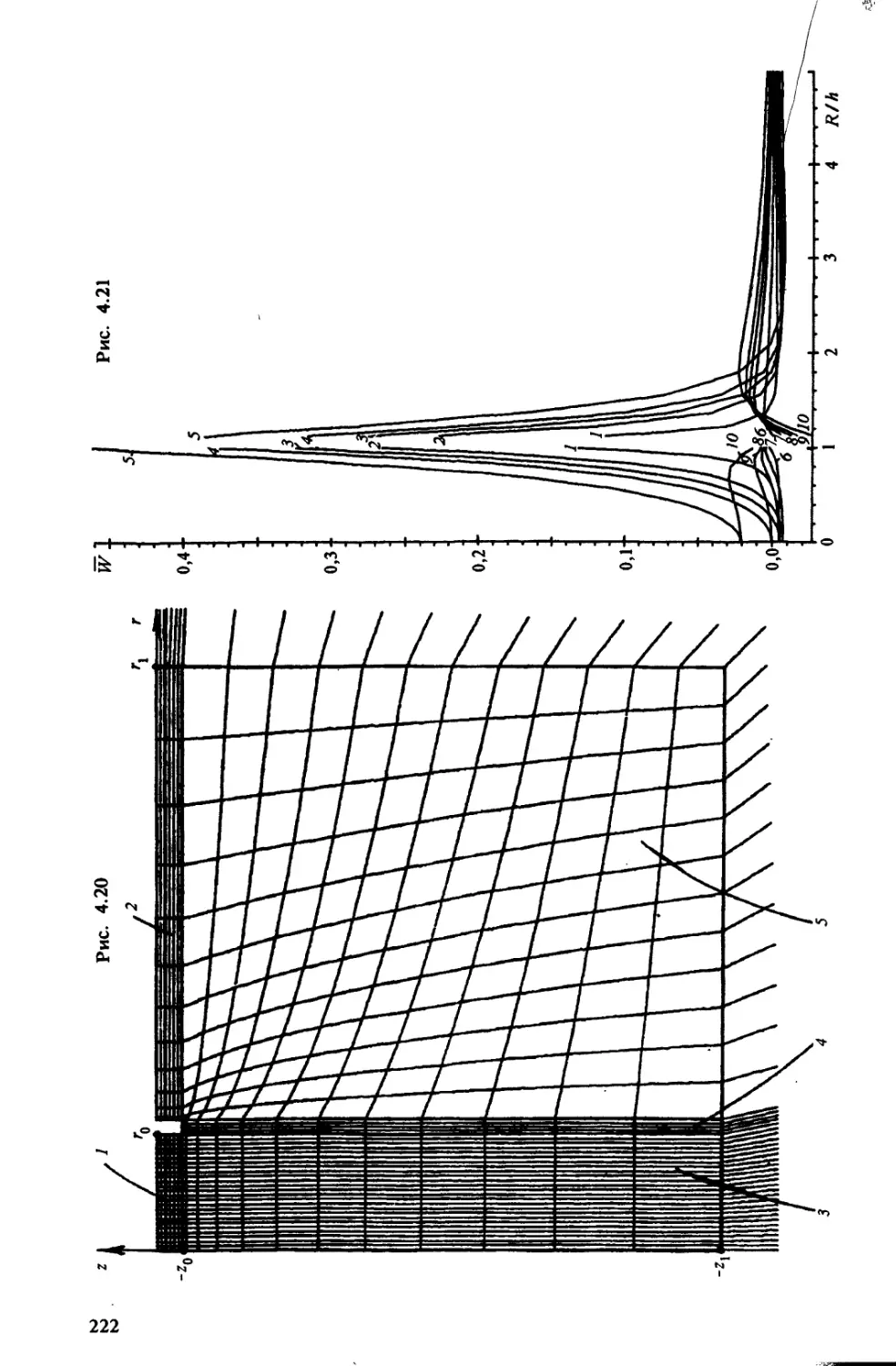
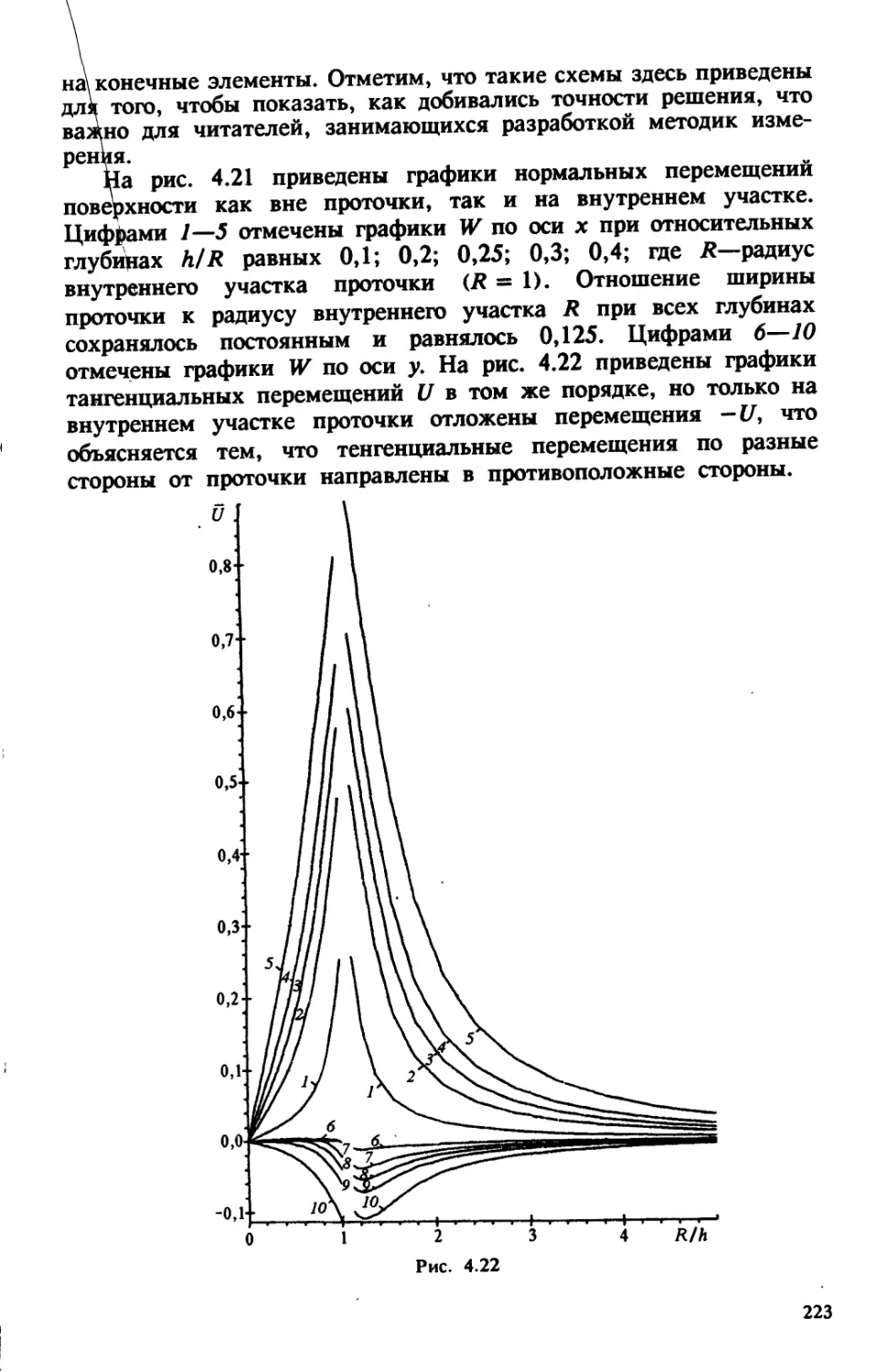
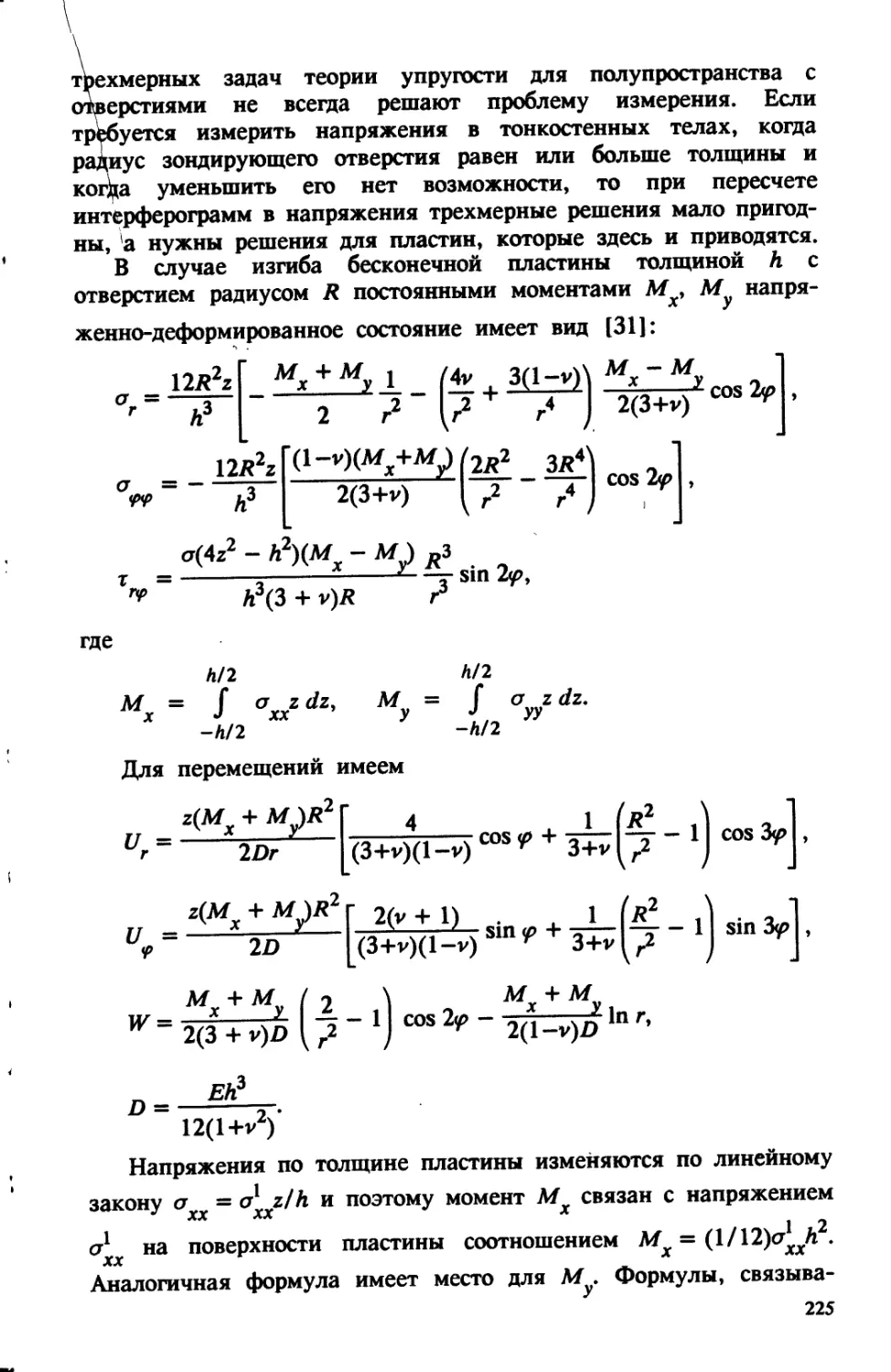
На рис. 1.2 приведены графики нормальных перемещений
W точек поверхности по главным осям X и Y в зависимости от
радиуса отверстия г. Расположение самих осей по отношению к
отверстию показано на рис. 1.1. Цифрами 1—5 отмечены графики
W, соответствующие глубинам 0,4; 0,8; 1,2; 1,6; 2,0 мм и оси
х ty> = 0), цифрами 6—10—графики, соответствующие тем же
глубинам, но по оси у (у?=я/2). На рис. 1.3 приведены в
аналогичном порядке радиальные касательные перемещения U
точек поверхности тела.
Рис. 1.2
Рис. 1.3
14
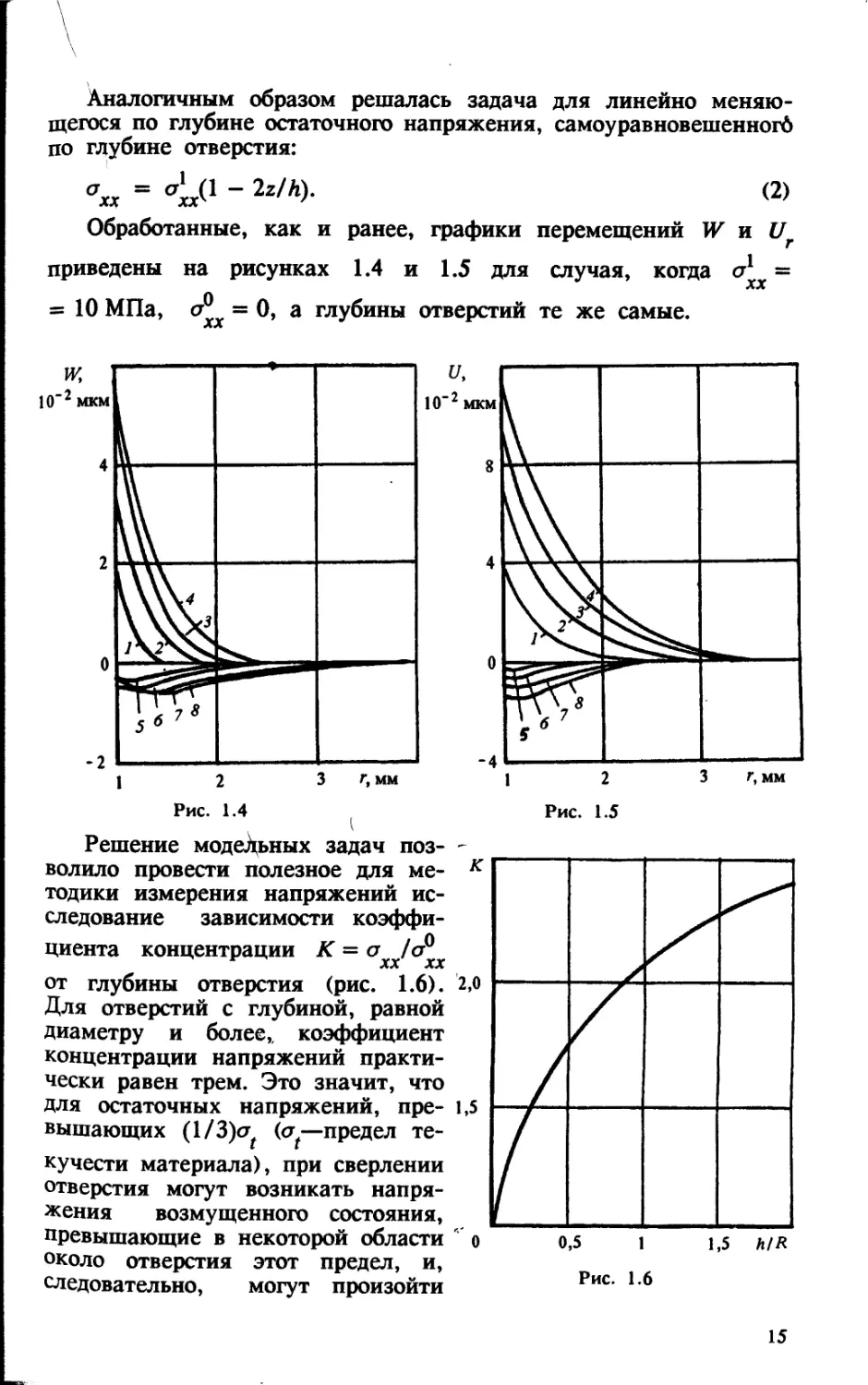
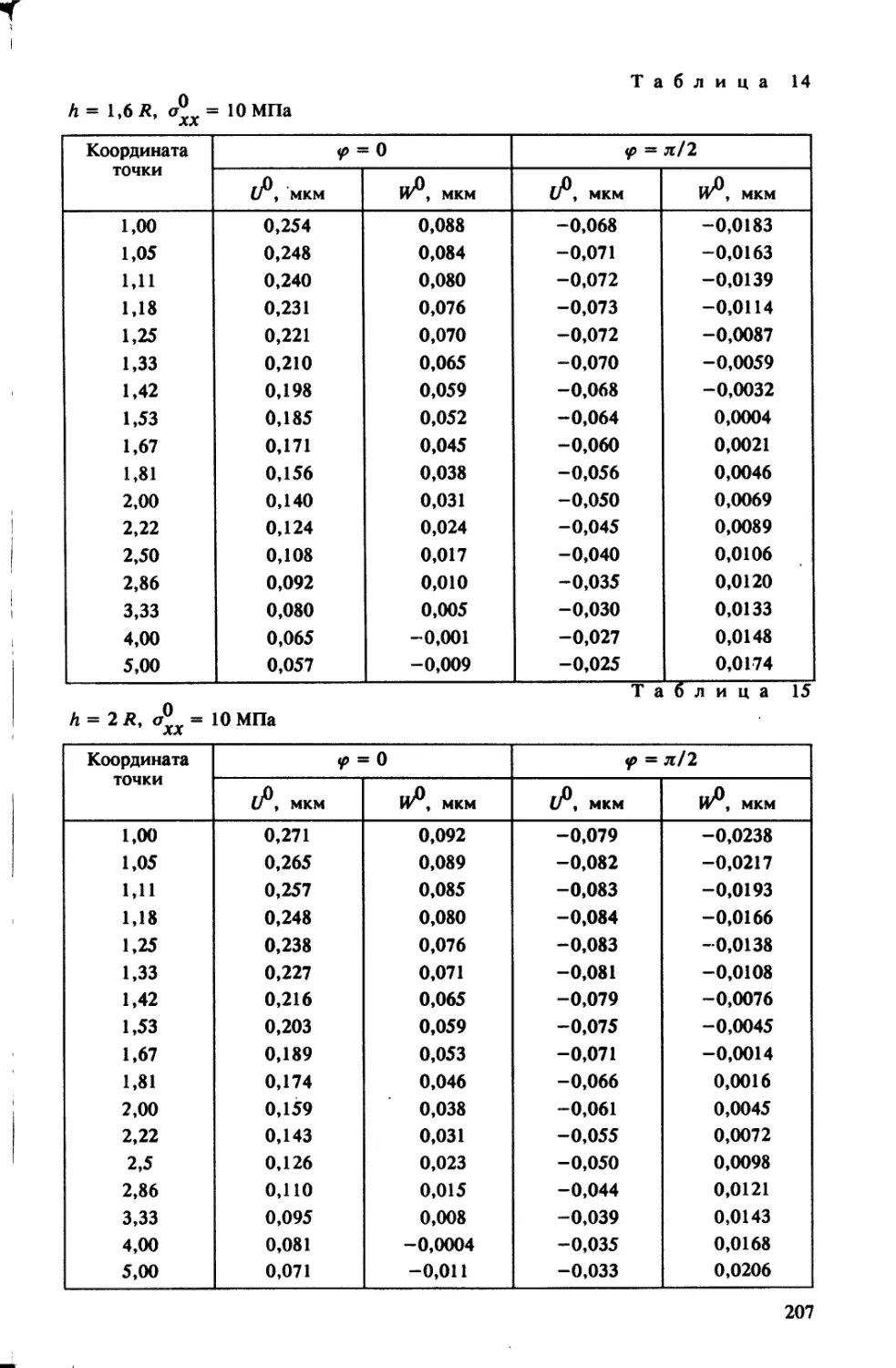
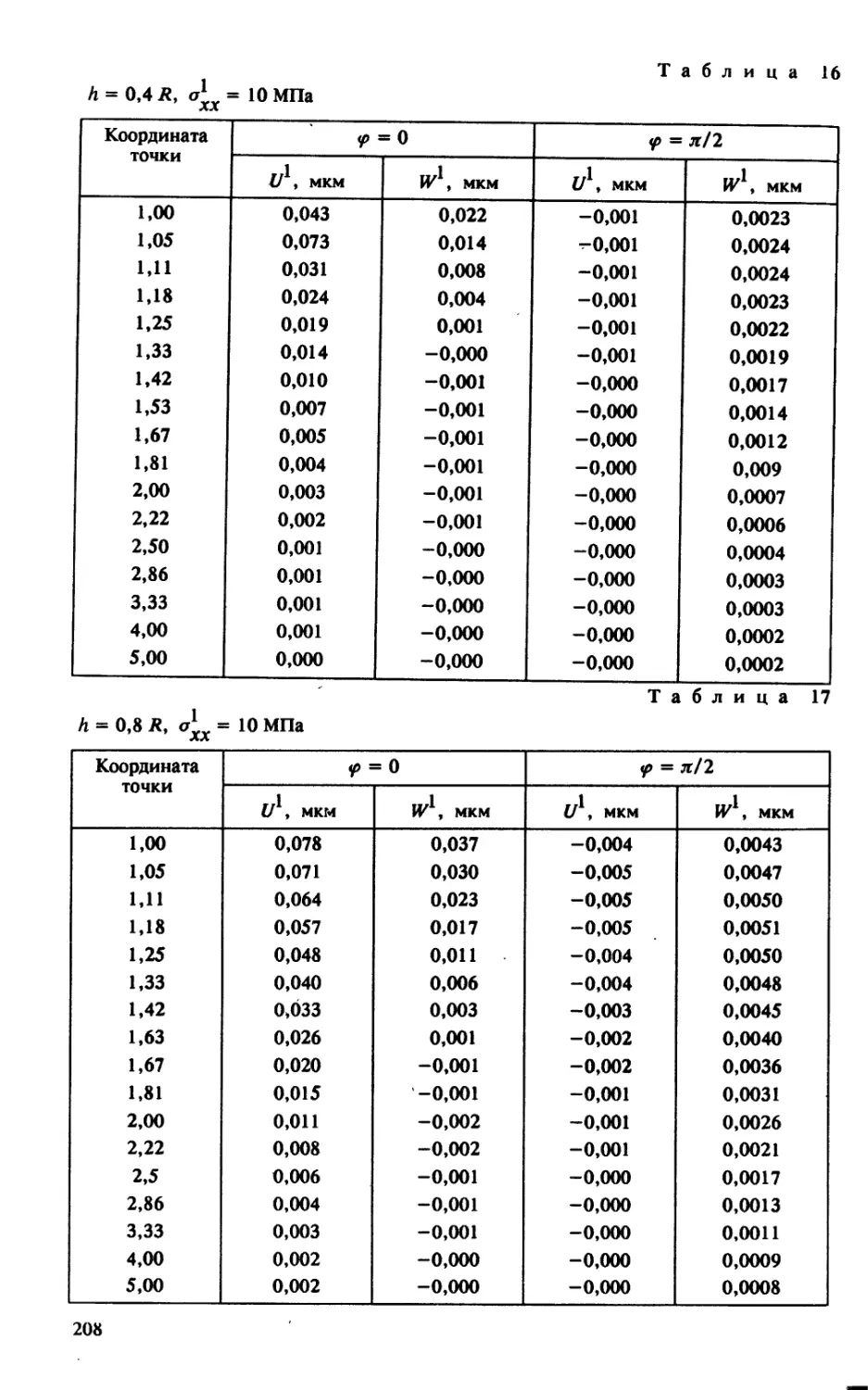
Аналогичным образом решалась задача для линейно меняю-
щегося по глубине остаточного напряжения, самоуравновешенногд
по глубине отверстия:
°хх = “ 2z/A>- (2)
Обработанные, как и ранее, графики перемещений W и Ur
приведены на рисунках 1.4 и 1.5 для случая, когда а1 =
= 10 МПа, <7** = 0, а глубины отверстий те же самые.
Решение модельных задач поз- -
волило провести полезное для ме- к
тодики измерения напряжений ис-
следование зависимости коэффи-
циента концентрации К =
от глубины отверстия (рис. 1.6). 2,о
Для отверстий с глубиной, равной
диаметру и более, коэффициент
концентрации напряжений практи-
чески равен трем. Это значит, что
для остаточных напряжений, пре- 1,5
вышающих (l/3)crf —предел те-
кучести материала), при сверлении
отверстия могут возникать напря-
жения возмущенного состояния,
превышающие в некоторой области ' о
около отверстия этот предел, и,
следовательно, могут произойти
15
пластические деформации, что повлияет на точность измерений.
Еще сложнее обстоит дело с хрупкими материалами, концентрация
напряжений в которых может привести к разрушению материала,
как это происходит при измерении остаточных напряжений в
закаленном стекле, о чем рассказывается в третьей главе.
Уменьшая глубину зондирующего отверстия, можно уменьшить
коэффициент концентрации до приемлемого значения. Таким
образом, изменяя глубину и радиус отверстия, можно подобрать
их так, чтобы иметь достаточную точность измерения и сделать
безопасным вносимый дефект—отверстие. Последнее имеет также
важный психологический эффект, так как сверление отверстий—
часто такая операция, которая страшит эксплуатационщиков
изделий.
§ 1.2. Измерение перемещений в окрестности отверстия
методом голографической интерферометрии
Голографическая интерферометрия является замечательным
экспериментальным средством измерения небольших, порядка
микрометра, перемещений поверхности твердого тела при его
деформировании. Теоретические и экспериментальные вопросы
голографических методов измерения хорошо описаны в соответ-
ствующих публикациях [11, 18, 24] и здесь они излагаются при-
менительно к решению поставленной задачи измерения переме-
щений возмущенного состояния на поверхности тела в окрестности
зондирующего отверстия. Приводятся только те сведения, которые
необходимы для достижения этой цели.
Современные лазеры, источники монохроматического излу-
чения, обладающие высокой временной и пространственной
когерентностью, являются фундаментом оптической голографии—
способа записи на светочувствительных материалах (фотоп-
ластинках, термопластинках) и восстановления световых волн,
рассеянных изучаемым телом, конструкцией в разные моменты
времени. Восстановленные двумя голограммами волны, складыва-
ясь, могут создавать интерференционные картины—голографи-
ческие интерферограммы, содержащие, в частности, информацию
о перемещениях поверхности тела. Данный метод—бесконтактный,
позволяет определять как нормальные к поверхности, так и
касательные перемещения. Чувствительность метода оценивается
долями длин световых волн лазерного луча, а диапазон измеря-
емых перемещений составляет от долей до десятков микрометров.
Связь между числом наблюдаемых на интерферограмме
интерференционных полос N и проекцией вектора переме-
щений W на направление р выражается формулой:
Wp = JV-A/2 = L70, (1)
где р—вектор чувствительности, определяющий направление, на
котором регистрируется (на интерферограмме) проекции векторов
перемещений; направлен он вдоль биссектрисы угла, образованного
16
направлениями освещения и наблюдения объекта; N—число
пространственных периодов интерференционных полос; А—длина
волны излучения лазера.
Данное определение справедливо для одноголограммного метода
интерферометрирования. В соответствии с ним, формула (1)
определяет проекцию UQ вектора перемещения W поверхности
тела на вектор чувствительности р. Чтобы определить полный
вектор перемещения, необходимо получить интерферограммы
поверхности тела с трех разных направлений, т.е. построить
проекции перемещения W на три направления. Этот прием
называется трехголограммным методом определения перемещения.
Как показала практика исследований остаточных напряжений,
в большинстве случаев вполне достаточно одной проекции.
Существенно информативной является проекция перемещения на
нормаль к поверхности тела. Она наиболее удобна для измерения
и имеет ряд полезных свойств. Поэтому ее измерению уделим
особое внимание.
Для измерения нормальной компоненты W вектора переме-
щений необходимо, чтобы вектор чувствительности был направлен
по нормали к поверхности тела. В этом случае направление
наблюдения совпадает с направлением зеркального отражения
лазерного луча от поверхности тела (рис. 1.7). Формула, связы-
вающая W с длиной волны в этом случае имеет вид
W = tf-A/(2cosa),
где а—половина угла между направлениями освещения и
наблюдения.
Рис. 1.7
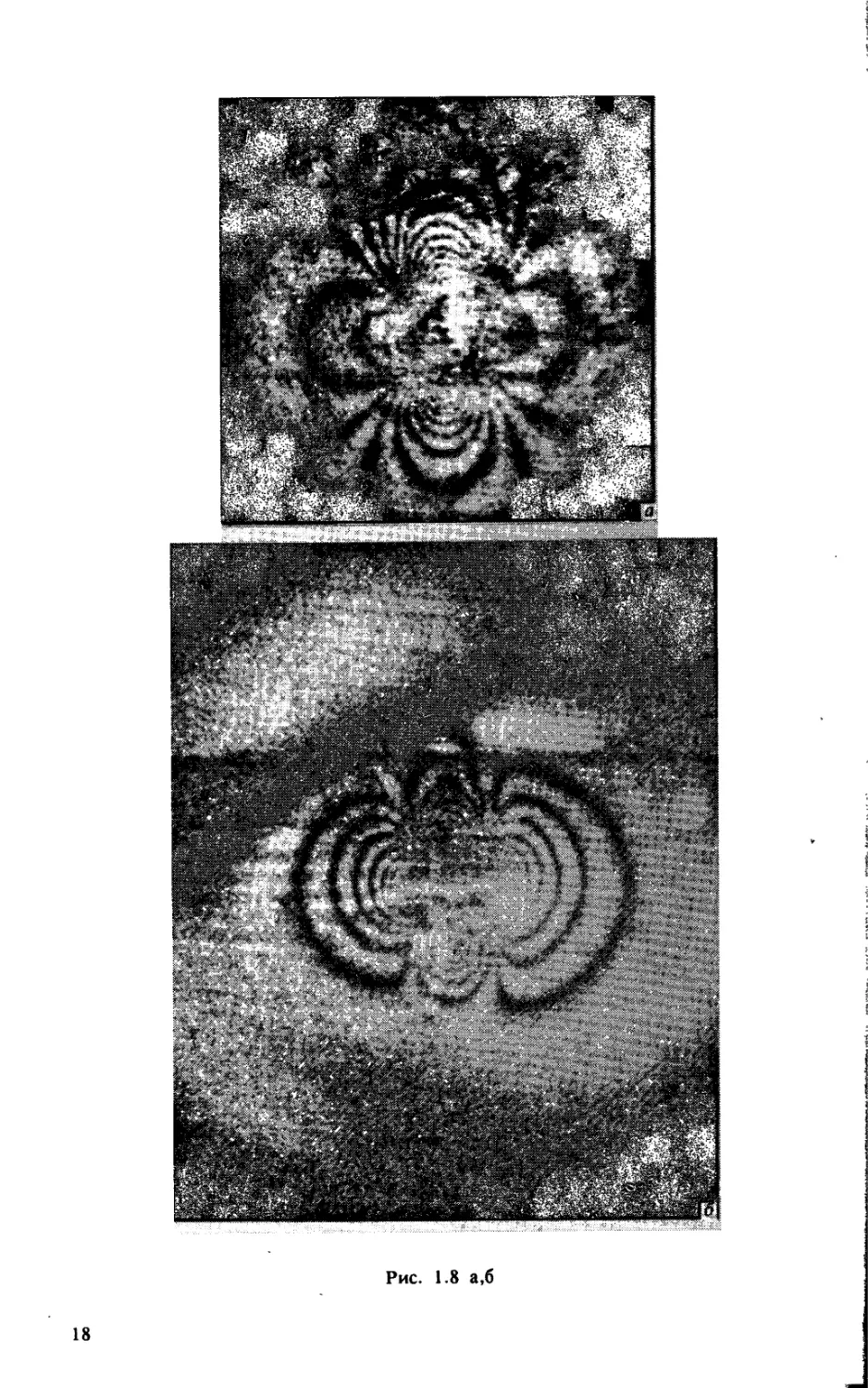
На рис. 1.8 приведены фотографии типичных интерферограмм
окрестности отверстия при наличии в теле остаточных напря-
жений. Голограммы записывались на фотопластинках, изобра-
жения с которых после восстановления их в лазерном свете
17
Рис. 1.8 а,б
18
Рис. 1.8 в,г
19
Рис. 1.8 д,е
20
фотографировались. Подробная методика записи голограммы дана
в § 1.6, где описаны разработанные авторами и их коллегами
портативные переносные голографические измерительные системы,
при помощи которых измерения остаточных напряжений можно
проводить практически в любых условиях: лабораторных, за-
водских, полевых.
Как видно из фотографий, интерферограммы имеют две оси
симметрии, которые совпадают с главными осями остаточных
напряжений в точке, где высверливалось отверстие, до момента
его высверливания.
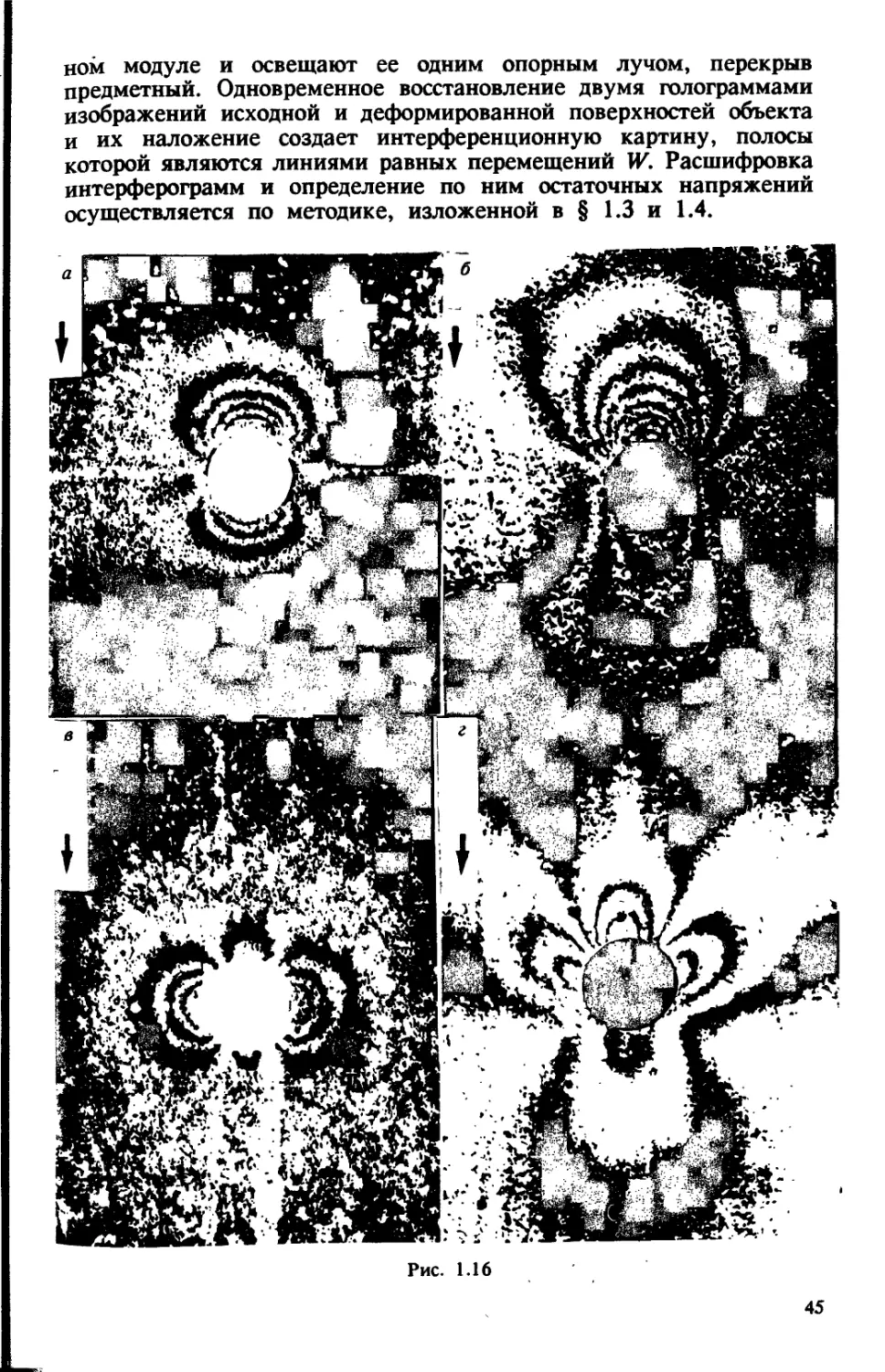
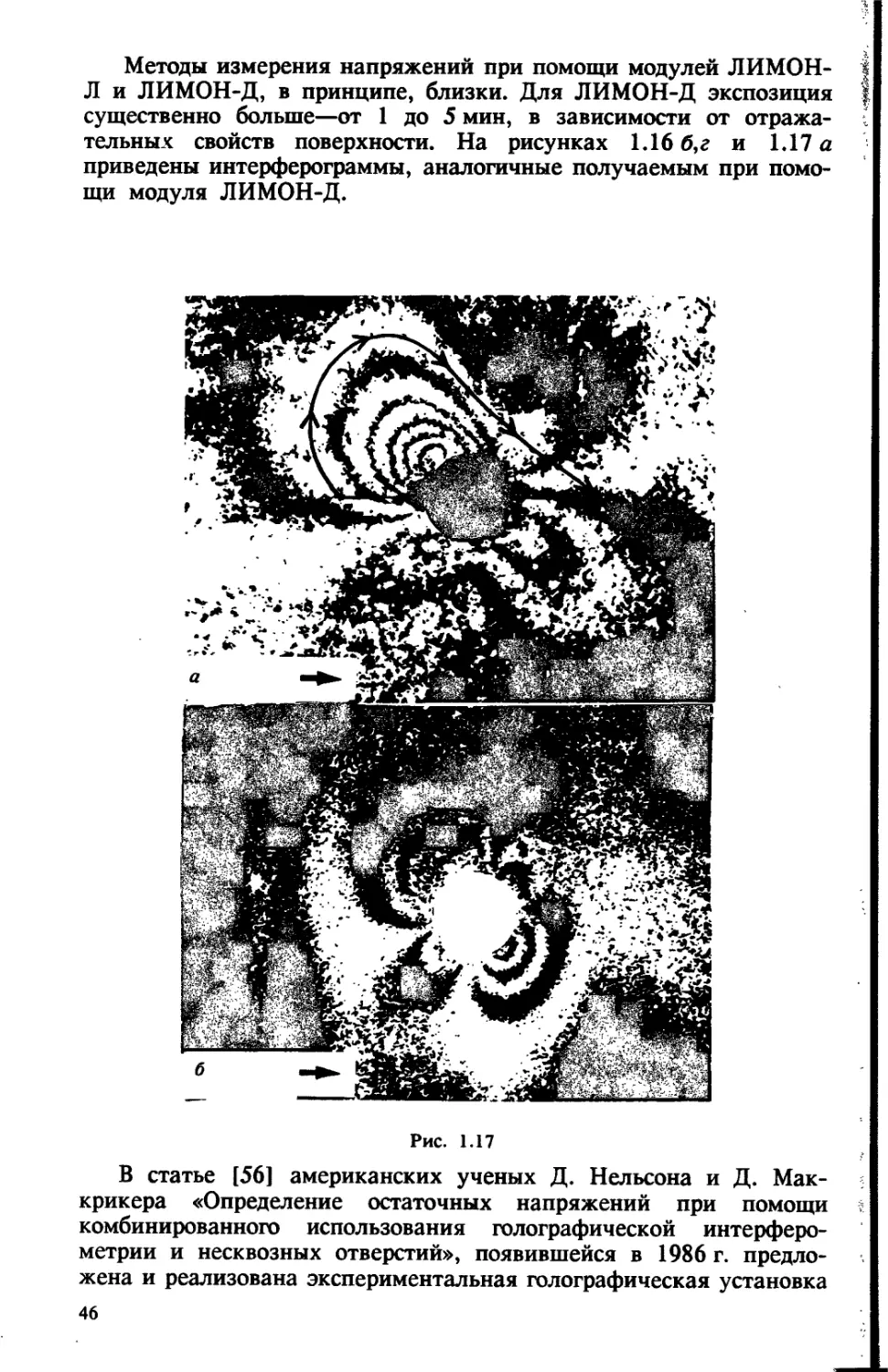
На рис. 1.16 б,г § 1.6 приведены фотографии интерферограмм,
когда вектор чувствительности направлен под углом к поверхности
в = 40°. В общем случае картина интерференционных полос имеет
сложный вид и может не иметь осей симметрии. Поэтому, в
общем случае, в методику определения главных остаточных
напряжений по интерферограммам следует включить нахождение
направлений главных осей.
В настоящее время существует много способов получения
интерферограмм деформированных тел. В силу сложившихся
условий авторы пользуются в основном голографическими фотоп-
ластинами отечественного производства ПЭ-2 и ПФГ-03 (Пере-
славльское производственное объединение «СЛАВИЧ», г. Пере-
славль). Процесс химобработки фотопластинок, конечно, не очень
привлекателен. Но авторы упростили его, в частности, без ущерба
для качества, отказались от фиксирования: сухая неотфиксирован-
ная пластинка ПЭ-2 с голограммой пролежала на естественном
освещении (на подоконнике) уже одиннадцать лет без потери
качества интерферограммы.
С другой стороны, эффект от наблюдения записанных на
фотопластинках интерферограмм существенно восполняет некото-
рые неудобства в их получении. Восстановленные голограммы
обладают свойством пространственной объемности. Изображения
и интерференционные картины «живут»: при небольших изме-
нениях угла наблюдения полосы двигаются, перемещаются по
поверхности и это движение в объеме дает большой материал для
обработки и повышения надежности результатов измерения.
Процесс наблюдения таких интерферограмм и связанный с этим
процесс определения остаточных напряжений становится нагляд-
ным и увлекательным, а отрицательное влияние практически
неизбежных дефектов изображения минимизируется по сравнению
с фотографиями, на которых эти дефекты жестко локализованы.
§ 1.3. Определение остаточных напряжений
по перемещениям поверхности в окрестности
зондирующего несквозного отверстия
Обратимся теперь к картине интерференционных полос на
интерферограмме, получающейся при измерении нормальных
перемещений W в окрестности зондирующего отверстия. При
наличии остаточных напряжений она обладает двумя осями
21
симметрии, совпадающими с главными осями остаточных напря-
жений. Проявление такого свойства является важной особенностью
данного способа измерений: не нужно отыскивать направления
главных осей каким-либо расчетным способом, как это приходится
делать при тензометрическом способе измерения или при работе
другими методами. Определять главные оси расчетным способом
необходимо, если только измеряются не нормальная, а другие,
наклонные компоненты перемещений.
Если направление главных осей известно, то можно определять
значения главных остаточных напряжений. Обозначим главные
оси через X и У, а соответствующие нормальные компоненты
перемещений через W, радиальные касательные компоненты
перемещений через U для точек, расположенных на этих осях,
и определяемые из интерферограмм окрестности отверстия,
соответственно через W , U и W, U .
к х х у у
В рамках линейной теории упругости составим системы
уравнений для определения остаточных напряжений а , а по
лх уу
измеренным нормальным перемещениям. Обозначим через
значение нормального перемещения W возмущенного напряжен-
ного состояния по оси X от единичного остаточного напряжения
а0 = 1 кГ/мм2 « 10 МПа, сг° = 0 и через —значение этого
хх уу yi
перемещения по оси У от того же остаточного напряжения.
Соответственно через И^2, И^2 обозначим такие же перемещения
от единичного остаточного напряжения а®у = 10 МПа, аР* = 0. На
первый взгляд представляется, что результаты решений для
единичных остаточных напряжений лучше было бы привести в
безразмерном виде. Вначале авторы так и делали, но потом
получили запутанные сложные выражения, формулы с обилием
различных обезразмеривающих коэффициентов и в конце концов
отказались от попытки обезразмеривания и решили создать
методику с размерными выражениями и формулами. Аналогичным
образом обозначим касательные радиальные перемещения через
от остаточного напряжения а®* == 10 МПа, аР = 0 и через
от напряжений аР* = 0, = 10 МПа. Для различных
глубин отверстия h графики этих перемещений представлены на
рисунках 1.2 и 1.3.
В соответствии с принципом независимости действия напря-
жений, умножив перемещения от единичных напряжений на
искомые напряжения а0 , а0
г хх’ уу
получим измеряемые перемещения Wy, Ux, Uy.
нужно две неизвестные величины — две
неизвестных остаточных напряжений. Следовательно
иметь систему двух уравнений, которую можно получить, составив
и сложив их в определенном порядке,
Определить
компоненты
необходимо
22
выражения для перемещений в двух точках. Например, можно
одну точку взять на оси X, другую на оси Y и записать в этих
точках выражения для нормальной компоненты перемещений.
Система уравнений в этом случае запишется в виде
W = а° W°,+a°
X XX xl уу х2'
W = <т° JV°, + о° W0..
у хх у! уу у2
Нетрудно сделать вывод, что перемещения от единичных
напряжений связаны равенствами: ы°. = iv0. = w° ifi =
xi yz ^1 XZ IX
= в силу того, что одна задача переходит в другую
поворотом систем координат на угол, равный я/2. Другие системы
уравнений могут быть записаны аналогичным образом:
W = cfi W*\+с? W°?,
х хх xl уу х2’
и = а° lA + (Л ;
у уу у2 хх у1 ’
W = W°.+a° W0,,
у хх у1 уу у2
и = ст0 . + ст0 и0,;
х хх х! уу х2’
U = £7° и°. + 0°
х хх xl уу х2’
и = ст0 u°- + a° if*..
у уу у2 хх у1
Подставляя в какую-либо из этих систем значения измеренных
перемещений U, W и значения расчетных перемещений от
единичных напряжений, взятых из графиков для точек, располо-
женных на главных осях, получим систему для определения двух
неизвестных компонент остаточных напряжений.
Решения для систем уравнений, содержащих только нормаль-
ные компоненты вектора перемещения, имеют вид
„ W w°- - Ж W°- Л W W0. - W W0,
ао _ х у2 у х2 о _ у Х1 х у!
XX jpO wO _ ц/О ц/) ’ уу ц/) W°- - IV0, W0'
xl у2 yl х2 xl у2 у1 х2
В случае нормальной Wx и касательной компонент решения
можно записать так:
23
л W lA - U w°- л и w°- w A
Q _ x y2 у x2 О __ у xl х yl
хх ~ W°.lA - lAw0' ™ В'О.и0 - tAw'0,’
’ xl у2 yl х2 xl у2 yl х2
Когда известны только касательные компоненты вектора
перемещения Ux и остаточные напряжения определяются из
выражений:
и iA - и iA и и°. - и0, и
о _ х У2 у х2 J) = У xl yl X
ахх и0, А-и.и0’ уу и лА-ifi.iP'
xl у2 yl х2 х1 у2 yl х2
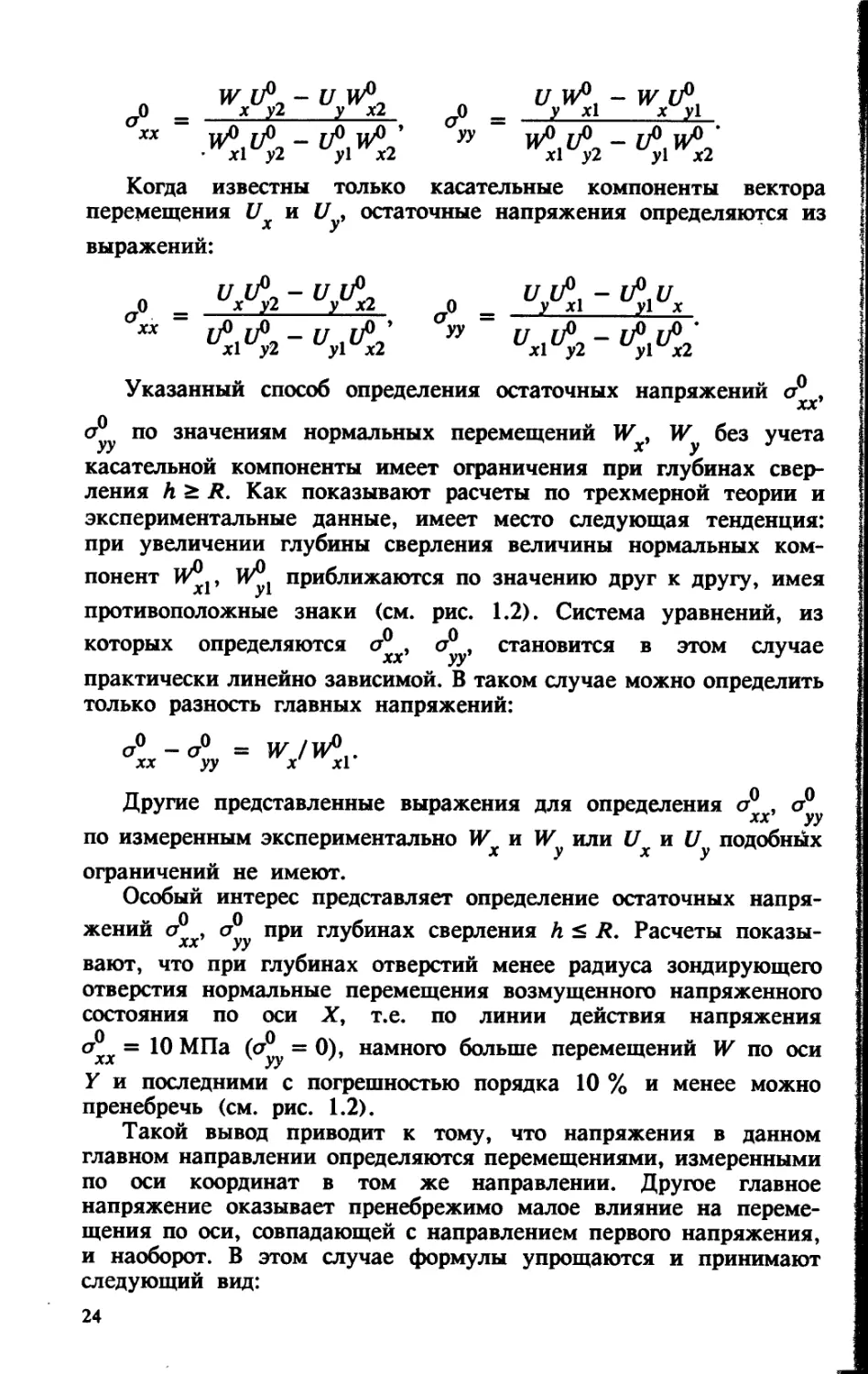
Указанный способ определения остаточных напряжений
по значениям нормальных перемещений без учета
касательной компоненты имеет ограничения при глубинах свер-
ления Л > R. Как показывают расчеты по трехмерной теории и
экспериментальные данные, имеет место следующая тенденция:
при увеличении глубины сверления величины нормальных ком-
понент приближаются по значению друг к другу, имея
противоположные знаки (см. рис. 1.2). Система уравнений, из
которых определяются <^х, становится в этом случае
практически линейно зависимой. В таком случае можно определить
только разность главных напряжений:
ст0 -ст0 = VK/W0..
XX уу X xl
Другие представленные выражения для определения cP , а°
хх уу
по измеренным экспериментально Wx и Wy или Ux и Uy подобных
ограничений не имеют.
Особый интерес представляет определение остаточных напря-
жений сРу при глубинах сверления h < R. Расчеты показы-
вают, что при глубинах отверстий менее радиуса зондирующего
отверстия нормальные перемещения возмущенного напряженного
состояния по оси X, т.е. по линии действия напряжения
а^х = 10 МПа = 0), намного больше перемещений W по оси
Y и последними с погрешностью порядка 10 % и менее можно
пренебречь (см. рис. 1.2).
Такой вывод приводит к тому, что напряжения в данном
главном направлении определяются перемещениями, измеренными
по оси координат в том же направлении. Другое главное
напряжение оказывает пренебрежимо малое влияние на переме-
щения по оси, совпадающей с направлением первого напряжения,
и наоборот. В этом случае формулы упрощаются и принимают
следующий вид:
24
cP = w/W°,, cP = W/W0.,
XX x хГ уу у yV
или
ст0 = U /U°., cr° = и /U°,,
XX x хГ уу у yV
Как видно, для отверстий малых глубин расчетная методика
предельно упрощается.
Отверстия малых глубин предпочтительнее и с точки зрения
уменьшения вносимого при сверлении дефекта, и с точки зрения
простоты расчетной методики. Как было отмечено, с уменьшением
глубины отверстия концентрация напряжений возмущенного на-
пряженно-деформированного состояния уменьшается (см. рис. 1.6).
Например, для отверстий глубины Л = 0,4Л коэффициент концен-
трации К = 1,7 и уменьшается до К = 1 при h = 0. График
рис. 1.6 позволяет из условия допустимости некоторой концент-
рации напряжений выбрать определенные глубину и радиус
зондирующего отверстия такими, что напряжения возмущенного
состояния будут небольшими по сравнению с измеряемыми, и тем
самым, в сущности, позволяет во многих случаях обеспечить
практически неразрушающий голографический метод контроля
остаточных напряжений.
При решении многих задач методику определения остаточных
напряжений можно еще упростить, а именно, можно для каждого
материала определить цену полосы интерференционной картины
для разных глубин отверстий, удовлетворяющих условию: глубина
меньше радиуса, и определять остаточные напряжения по числу
полос на интерферограмме в каждом направлении простым
умножением числа полос на цену полосы при данной глубине
сверления.
Таким образом, методика определения остаточных напряжений
в случае, когда их можно считать постоянными по глубине (на
базе глубины отверстия) практически сформирована. Остается
сделать ее обобщение на случай, когда глубина и радиус отверстия
отличается от рассмотренных, а также на материалы с другим
модулем упругости Е. Укажем сразу, что графики перемещений,
построенные для материала с модулем EQ = 70 ГПа, пересчиты-
ваются на случай, когда материал имеет иной модуль упругости
Е, перемножаем их на коэффициент Е^/Е. Например, для стали
с модулем упругости 210 ГПа этот коэффициент равен 1/3.
Обобщение методики измерения и результатов расчетов на
случай отверстий других размеров также не представляет
сложностей, если оба размера (глубина и радиус), например,
пропорционально увеличиваются в одно и то же число раз,
соответственно, в это же число раз увеличиваются значения
перемещений от единичного остаточного напряжения. Этим можно
пользоваться для регулирования чувствительности метода. Если
при зондировании напряжений отверстием диаметром 2 мм на
интерферограмме нет полос или их мало, надо увеличить диаметр
25
отверстия до 3 -е- 4 мм. Учитывая, что при установленной аппа-
ратуре время измерения составляет 5 * 10 мин, при необходимости
несложно провести повторное измерение.
Методика определения остаточных напряжений, линейно изме-
няющихся по глубине, более сложная, так как в этом случае
появляется дополнительный параметр, характеризующий изме-
нение напряжений. Пусть остаточные напряжения в зоне около
поверхности тела изменяются по глубине по закону
ст = ст® + а1 (1 - 2z/ft),
XX XX XX
а = сг° + а1 (1 — 'Izltyy
УУ УУ УУХ п
где <0*, характеризуют постоянные по глубине компоненты
напряжений, а 0*, ауу—переменные компоненты. Неизвестными
являются величины <т° , <т° , а1 , а1 . Их четыре, вместо двух,
ал уу XX уу
рассмотренных ранее.
В отличие от предыдущих рассуждений, в исходное представ-
ление (3) введены четыре неизвестных величины 0*, оРу, 0*,
0^. В соответствии с этим представлением, верхними индексами
0 и 1 у нормальной W и касательной U компонент обозначены
эти перемещения от соответствующих единичных напряжений.
Нижние индексы повторяют обозначения предыдущего пункта. На
рисунках 1.4 и 1.5 приведены графики 10 р Wyр 1/^ для
различных глубин отверстий Л. Умножение перемещений от
единичных напряжений на соответствующие им неизвестные
напряжения 0*, 0^, 0*, а{уу и сложение должно дать измеряемые
перемещения. Например, перемещение Ж по оси X должно
формироваться следующим образом:
w = ст® Ж®, + ст1 W1, + ст® Ж®» + ст1 Ж1,.
х хх xl хх xl уу х2 уу х2
Аналогично:
и = ст® 17®, + ст* и1. + ст® + ст* и'
х хх у1 хх у1 уу у2 уу у2
Уравнения для определения а0 , а0 , а1 , а* имеют место для
хх уу хх уу
всех точек окрестности отверстия. В них входят величины
U°~, Ж®,, Ж®«, объяснения которых дано в предыдущих пунктах
yz XI XX
и величины U1., 10., о которых было сказано выше
уГ у2’ xl’ х2’ г
в настоящем пункте: 101—перемещения W по оси X, соответст-
вующие остаточному напряжению, определяемому параметрами
26
alrr = 1 при ст* = 0, о® = 0, ст® = 0; IF*—перемещения W по
лл уу лл уу Х£
оси X, соответствующие параметрам ст^ = 1, ст®у = 0, ст** = 0,
ст®* = 0; C7*j—радиальные перемещения U? по оси Y, соответству-
ющие параметры ст* = 1 и ст* = 0, ст®, ст® = 0; J7* — перемещения
лл уу хх уу у£
Ur по оси У, соответствующие параметрам = 1 и &хх = 0,
<7®* = 0, ст®у = 0. Между различными 1/*р Uyk, JF*r Wlyk имеют
место такие же равенства, что и отмеченные ранее равенства
мему И^, u°)k (4 - 1. 2).
Графики TF*p 17* р U'yv соответствующие параметрам
ст = 10 МПа и ст* = 0, ст® =0 ст® = 0 приведены на рисунках
хх уу хх уу
1.4 и 1.5.
Для получения четырех уравнений, необходимых для опреде-
ления сг^, сг^, &хх, следует на осях в окрестности отверстия
выбрать некоторые конкретные четыре точки; коэффициенты
И^, U^k (j = 0, 1; к = 1, 2) взять из графиков и затем
выполнить следующие действия. Для конкретности возьмем по
одной точке на кромках отверстий и по одной на расстоянии
г = Я от центра отверстия по каждой оси. Последние точки
желательно выбрать так, чтобы в этих точках перемещения от
единичных напряжений о1 , с? были малы, а от ст0 , <т° остались
хх уу хх уу
еще достаточно большими. Система уравнений примет вид
(г = Л, /9:
W (г) = ст® JF®, + ст* IF*. + ст® W°. + ст* Ж*
xv 7 хх xl хх xl уу х2 уу х2’
(4)
U (г) = ст® U°. + ст* U1. + ст® U® + ст* £/*,.
7 хх yl хх у1 уу у2 уу у2
В результате решения этой системы определятся неизвестные
°ХХ’ aix’ °\у' подстановка которых в формулы (3) для &хх,
а определяет остаточные напряжения на поверхности, а также
закон изменения их по глубине отверстия.
Анализ графиков перемещений U, W от единичных остаточных
напряжений показывает, что перемещения 102(Л), 10 2(^i)’
^2(Л), в пеРпенДикУляРных к линии их действия
направлениях—малы и ими можно пренебречь. Это позволяет
упростить систему уравнений (4), опустив члены, содержащие
Данные величины (г = R, R^:
27
W (г) = <7° W°, + CT* Wl + CT° W°.,
x' ' xx xl xx xl yy x2
(5)
U (r) = cr° U° + ст0 if* + ст1 u\.
yv 7 xx yl yy y2 yy y2
Исключая из первых двух уравнений &хх, а из последних двух
о^, получаем систему из двух уравнений:
М« + М = Kv
М + Му = Кг
где
ус12 = <(«><(«,) - М»,)<,<*)
Ki = ’•УМД*.) - »wM).
к2, -
К22 =
к2 = - U^RJU^R),
решение которой имеет вид
О = *22*1 ~ *12*2 о _ *21*1 ~ *11*2
ахх *1Л22 - % Ki2K2i - КпК22
По известным а**, из (5) находятся значения ахх, а* .
Затем все найденные величины подставляются в (3) и находятся
остаточные напряжения, существовавшие в точке измерения до
высверливания.
Методика определения переменных остаточных напряжений
существенно упрощается, если перейти к отверстиям малой
глубины Л < R. В этом случае, как и ранее, остаточные
напряжения определяются только перемещениями, измеренными
по осям координат, совпадающими с направлениями главных
напряжений. Система (2) примет вид:
wx^ = +
W(R.) = а0 иЛСК.) +
XV I7 XX xlv I7 XX xl' I7
28
Аналогичная система уравнений имеет место и для определения
ауу* ^аК видим’ мстодика измерения остаточных напряжений
при использовании зондирующего отверстия достаточно сложна и
многопараметрична. Это не надумная сложность. Непроста сама
проблема исследования остаточных технологических напряжений.
Именно в силу своей сложности эта область механики де-
формируемого твердого тела является в настоящее время пока
еще не столь завершенной по сравнению с другими областями
этой науки.
Конечно, представленный анализ поведения параметров воз-
мущенного деформированного состояния далеко не полный, но и
он позволяет перед началом измерений напряжений, основываясь
на этом анализе, выбрать глубину и радиус зондирующего
отверстия, исходя из конкретных ограничений по точности
измерений, выбрать средство для создания отверстия и т.д.
Сведения, изложенные в данной книге, дают свободу выбора
измерительных средств для лучшего решения поставленной задачи.
§ 1.4. Экспресс-оценка напряжений по числу полос
на интерферограмме окрестности отверстия
При наблюдении полученной интерферограммы в лазерном
луче нетрудно определить число интерференционных полос с
каждой из четырех сторон отверстия. Как было отмечено выше,
оси симметрии картины—это главные оси остаточных напряжений,
а число полос вдоль каждой из главных осей определяет
перемещение W возмущенного отверстием напряженно-деформиро-
ванного состояния вдоль этой оси. Для отверстий малой глубины
h/R < 0,8 практически только эти перемещения определяют, как
показали теоретические и экспериментальные исследования, глав-
ные остаточные напряжения, существовавшие в данном месте до
высверливания отверстия.
Полная методика определения напряжений описана выше, а
для быстрой, хотя и более приближенной оценки напряжений
можно воспользоваться простым счетом числа интерференционных
полос вдоль осей главных напряжений и перемножением этого
числа на коэффициент, определяющий цену полосы для данного
материала и размеров отверстия. Действительно, число полос в
окрестности отверстия г < (RQ—радиус круга, вне которого
перемещения возмущенного состояния практически равны нулю)
определяет перемещение W на кромке отверстия. Разделив эти
перемещения на перемещение от единичного остаточного
напряжения на кромке отверстия, получим искомое остаточное
напряжение, если размеры отверстия удовлетворяют ограничению
h/R < 0,8. Но можно делить не перемещения, а число полос,
наблюдаемых на интерферограмме, на число полос, соответству-
ющее единичному остаточному напряжению. Процедура еще более
упростится, если определить цену интерференционной полосы для
29
данного материала и затем перемножением цены полосы на число
полос определить остаточное напряжение.
Цена полосы а является величиной, обратно пропорциональной
перемещению и определяется по формуле:
а = Л/(2^),
где Л—длина волны излучения лазера, используемого для
измерения.
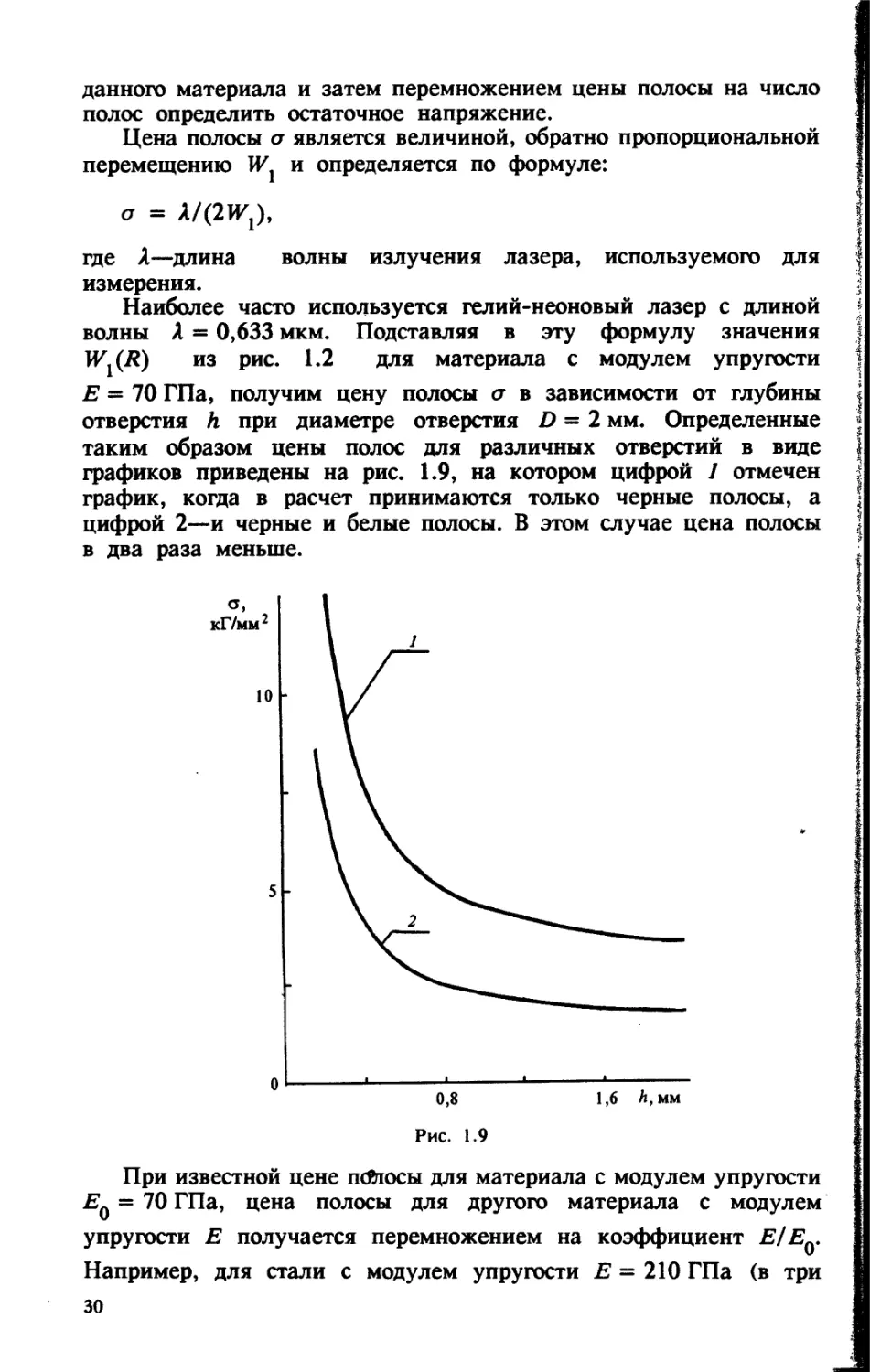
Наиболее часто используется гелий-неоновый лазер с длиной
волны Л = 0,633 мкм. Подставляя в эту формулу значения
из рис. 1.2 для материала с модулем упругости
Е = 70 ГПа, получим цену полосы а в зависимости от глубины
отверстия Л при диаметре отверстия D = 2 мм. Определенные
таким образом цены полос для различных отверстий в виде
графиков приведены на рис. 1.9, на котором цифрой 1 отмечен
график, когда в расчет принимаются только черные полосы, а
цифрой 2—и черные и белые полосы. В этом случае цена полосы
в два раза меньше.
При известной цене пЛюсы для материала с модулем упругости
Eq = 70 ГПа, цена полосы для другого материала с модулем
упругости Е получается перемножением на коэффициент Е/Е^.
Например, для стали с модулем упругости Е = 210 ГПа (в три
зо
раза большим цена полосы получается из приведенной на
графике цены полосы, умноженной на коэффициент 3.
В практике измерений при помощи созданных авторами
измерительных систем ЛИМОН для увеличения, а иногда и
уменьшения чувствительности метода измерения приходится поль-
зоваться для высверливания отверстий сверлами различных
диаметров и поэтому нужны значения цены полосы для отверстий
разных диаметров. Эти цены получаются из приведенных на
графике перемножением на коэффициент Dq/D, где DQ = 2 мм—
диаметр отверстия, принятого в расчетах, D—диаметр применен-
ного для измерения отверстия. Конечно, надо следить, чтобы при
таком пересчете было сохранено отношение размеров h/R—рас-
четного и рабочего, примененного для измерения, отверстий. Если
диаметр отверстия измеряется в милиметрах, то пересчетный
коэффициент равен 1/2?, где R—радиус рабочего отверстия, так
как радиус расчетного отверстия равен 1 мм.
Отметим, что графики цены полосы получены для случая,
когда направления освещения и наблюдения объекта перпендику-
лярны к поверхности. В случае, когда направление освещения
составляет с нормалью угол а, а направление наблюдения
симметрично с ним относительно нормали к поверхности, цена
полосы увеличивается и получается делением на cos а:
а = Оц/cos а.
Аналогично строится график цены полосы, если определение
остаточных напряжений проводится при помощи касательной
компоненты перемещений или на основе измерения наклонной
компоненты перемещения возмущенного состояния. В последнем
случае надо предварительно строить графики наклонной компо-
ненты перемещения при различных глубинах отверстий, соответ-
ствующие единичному остаточному напряжению &хх =10 МПа.
Учитывая, что вариантов сочетания параметров очень много, нет
смысла приводить цены полос на все случаи—они без особого
труда определяются по мере надобности.
Часто имеет смысл считать полосы на интерферограмме не до
границы отверстия, вблизи которой могут быть паразитные полосы
от пластического наклепа от сверления, а до некоторой, отстоящей
от края, окружности. Тогда для определения цены полосы в
формулу для цены полосы надо ставить значение соответст-
вующее этой окружности. С учетом этого можно провести и все
выше проведенные рассуждения.
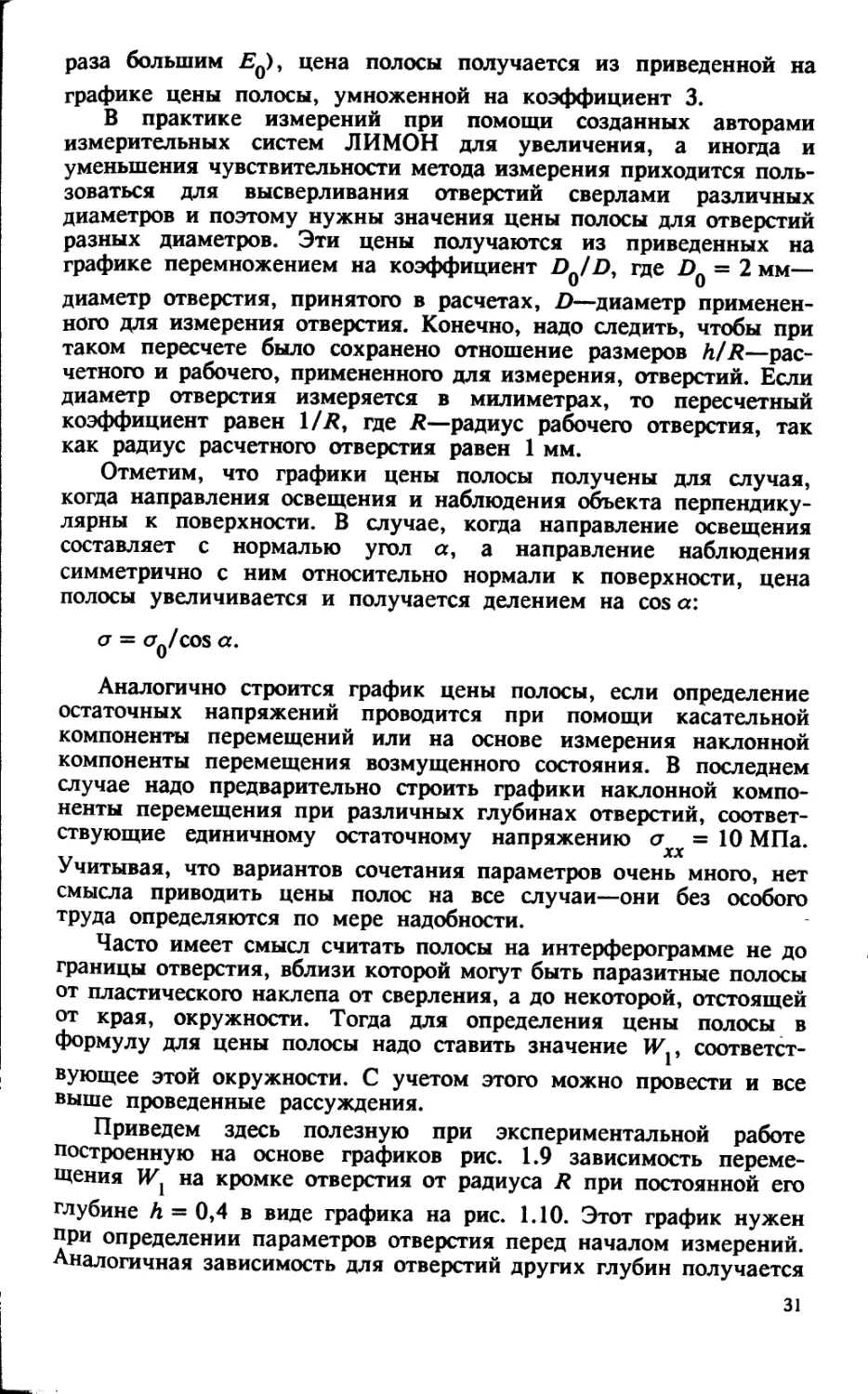
Приведем здесь полезную при экспериментальной работе
построенную на основе графиков рис. 1.9 зависимость переме-
щения на кромке отверстия от радиуса R при постоянной его
глубине h = 0,4 в виде графика на рис. 1.10. Этот график нужен
при определении параметров отверстия перед началом измерений.
Аналогичная зависимость для отверстий других глубин получается
31
w мкм перемножением приведенно-
го графика на коэффициент
_________. Л/Ло, Ло = 0,4 мм.
o,i - Из данного графика, в
частности, следует, что начн-
ут ная с отверстий радиуса
_ / R = 3 мм, что соответствует
/ отношению h/R = 0,13, пере-
/ мещения W в окрестности
0 L_____।______i ।__________ отверстия ведут себя одина-
1 з я, мм ково, т.е. их величина W =
рИСф mo = 0,125 и поведение не изме-
няются. Это следствие из
расчетов, которое позволяет сделать вывод, что не следует
использовать отверстия с соотношением размеров менее а =
= 0,13 для увеличения чувствительности метода измерения,
увеличивая только один радиус—надо в этом случае увеличивать
глубину. Другой вывод состоит в том, что для отверстий с
отношением h/R < а перемещения в окрестности отверстия
получаются из данных, приведенных на рис. 1.2, перемножением
их на масштабный коэффициент Л/Ло, где hQ = 0,4 мм. Третий
вывод состоит в том, что указанным пересчетом получаются
исходные данные для методики определения напряжений при
зондировании их кольцевыми проточками. Кольцевые проточки,
как правило, имеют размеры, удовлетворяющие соотношению
h/R < а, где R—внешний радиус проточки. Это вызвано тем, что
радиус проточки, как правило, 4 мм и более, а глубина—1 мм.
Поэтому для кольцевых проточек на первых порах можно обойтись
без решений эталонных трехмерных задач теории упругости о
возмущённых напряженно-деформированных состояниях при еди-
ничных остаточных напряжениях, необходимых для создания
методики расшифровки интерферограмм в напряжения, однако об
этом более подробно в § 1.8 данной главы.
§ 1.5. Определение остаточных напряжений
в тонкой пластине по перемещениям
в окрестности сквозного отверстия
Рассмотрим методику нахождения остаточных напряжений в
тонких пластинках, когда остаточные напряжения линейно меня-
ются по толщине, отверстия малого диаметра в этих пластинах
не позволяют получить интерференционную картину с приемле-
мым числом полос и несквозные отверстия из-за малой толщины
сверлить нецелесообразно.
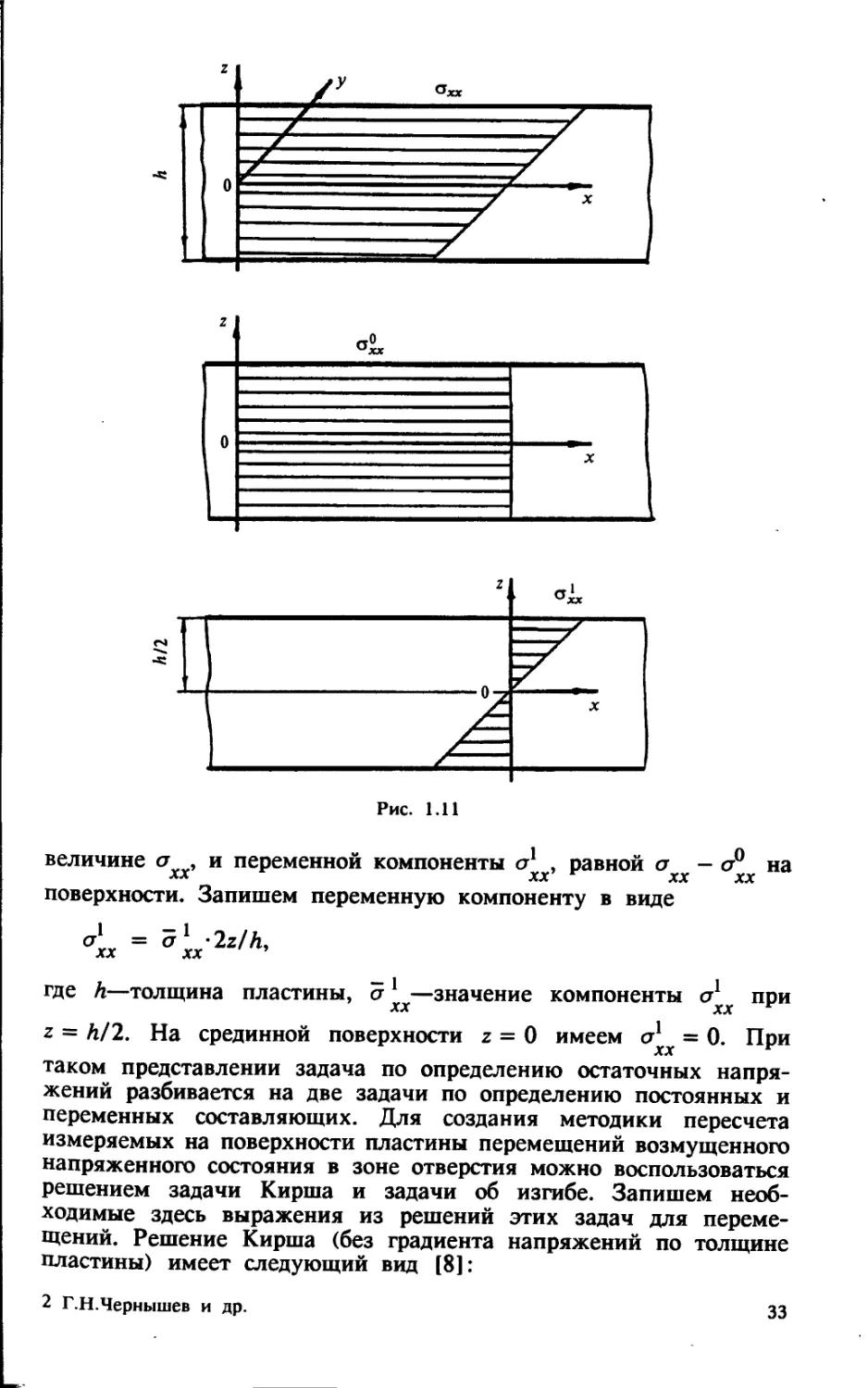
Пусть эпюра остаточных напряжений ахх, а по толщине
пластины имеет вид, показанный на рис. 1.11 и состоит из
„ о
постоянной компоненты а , равной осредненнои по толщине
32
величине а , и переменной компоненты а1 , равной а — а0 на
XX XX XX XX
поверхности. Запишем переменную компоненту в виде
г1
хх
= ст1 -2z/ft,
XX 9
где h—толщина пластины, а * —значение компоненты при
2 = hl2. На срединной поверхности z = 0 имеем а* = 0. При
таком представлении задача по определению остаточных напря-
жений разбивается на две задачи по определению постоянных и
переменных составляющих. Для создания методики пересчета
измеряемых на поверхности пластины перемещений возмущенного
напряженного состояния в зоне отверстия можно воспользоваться
решением задачи Кирша и задачи об изгибе. Запишем необ-
ходимые здесь выражения из решений этих задач для переме-
щений. Решение Кирша (без градиента напряжений по толщине
пластины) имеет следующий вид [8]:
2 Г.Н.Чернышев и др.
33
Ur - 2Er
. 1 (4R2 r4 \ Q о
+ 2Ё [” " 7 (1 " V)](<7xx - CTyy> C0S
(1 - v\R2 (2(y - 1) R2}, о 0, ,
Vf = 2Er | 1*7 + 7| <"« + S,n
Решение для перемещений для задачи изгиба пластины с
отверстием постоянными моментами (см. [31]):
3 2
U' " (з‘Л)2Ег3 С“ + <<7» +
К = ,<т—'\т; (J1 - <? - 2 — 1 sin Ър,
•р (3 + v)2Ev хх ух I г3 г I r’
1 — V2 { R2} 1 I
W = (3 4- v}Eh - 7) C0S +
+ .p----7 in — (a1 + a1 ).
(1 - v)Eh r k xx yy'
Из этих решений получим необходимые выражения переме-
щений от остаточных напряжений, определяемых параметрами
(а0 #0, а0 = а1 = а1 =0):
хх уу хх уу
(H-^J +J_
2Er хх + 2Е
=
’4R2 R4 Л о п
—--------— (1 _ v) ахх cos 2<р,
г /
U° =
1Р
(1 - у)*2
2Ег
2(г - 1)
1 + v
2\
+ ^г|а° sin 2^>,
Л хх г
(6)
IF0. = a0 Z cos Ър.
xl £/.2 хх г
Аналогично получаются перемещения возмущенного напря-
женно-деформированного состояния при остаточных напряжениях,
определяемых параметрами а1 0 и c/J = а0 = а1 =0:
хх хх уу уу
34
. Я(1 - v)R3 1 . R2 1
U = —---------z—j a cos 2«? + =-=- ст1 ,
r (3 + v)2Er3 хх 2Ег хх
U ~ (3 + v)2E [ г3 2 г рх S,n
JF1 = /V'. \Р. [1 — cos 2<р + -тг-—VpT In — ст1..
(3 + v)Eh 2r2 xx (1 - v)Eh r xx
Первое слагаемое в выражении для IF1—постоянная величина
и не зависит от расстояния до кромки отверстия г, т.е. оно не
вносит вклад в измеряемые методом лазерной интерферометрии
перемещения в окрестности и это слагаемое можно не учитывать.
Последнее слагаемое, содержащее In (R/г), ввиду медленного
измерения In (R/r) по сравнению с R2!2 также не вносит
существенных изменений в рассчитываемое напряжение и может
быть опущено. Таким образом, имеем
IF1
(1 ~
(3 + v)Eh-2r2
ст1 cos 2ир.
XX т
Формулы для остаточного напряжения, определяемого пара-
метрами <7° # 0, ст0 = а1 = а1 =0 получаются аналогично.
уу XX хх уу J
Уравнения для нахождения неизвестных величин остаточных
напряжений ст0 , а0 , а1 , а1 составляются точно также, как
хх уу хх уу
составлялись уравнения выше для случая несквозного отверстия
большой глубины h > 2R. В связи с тем, что интерференционная
картина дает поле перемещений во всей окрестности отверстия,
то систем уравнений можно составить много. Расчетные системы
уравнений по внешнему виду совпадают с системами, представ-
ленными ранее для случая, когда отверстия несквозные, поэтому
выписывать их нет необходимости. Следует однако, иметь в виду,
что перемещения от единичных остаточных напряжений
г° ,
УУ
fl (
XX
УУ
в данном случае берутся не из графиков, а рассчитываются
по вышеприведенным формулам.
§ 1.6. Измерительные лазерные
интерферометрические системы ЛИМОН
1.6.1. Измерительные голографические системы ЛИМОН.
Опыт работы по голографическим измерениям остаточных техно-
логических напряжений в сварных соединениях разных металлов
в лабораторных, заводских и полевых условиях, по измерениям
напряжений в поковках-заготовках для изготовления деталей
моторов, турбин, в отливках, керамике, выращиваемых кристаллах
2* 35
и т.д., обобщался и был использован при создании портативных
переносных измерительных систем под общим названием «ЛИ-
МОН». Это слово получилось из начальных букв слов, составля-
ющих рассматриваемую общую научную тему: «Лазерный интер-
ферометрический метод определений напряжений». Было создано
и апробировано в работе более десятка различных измерительных
систем; фотографии некоторых приведены здесь на рисун-
ках 1.12—1.14. Системы создавались авторами данной книги
совместно со многими коллегами по работе. Большая исследова-
тельская работа проводилась совместно с венгерскими учеными;
в результате был получен совместный европейский патент на
созданную систему [46].
В семидесятых годах, когда голографическая интерферометрия
начала развиваться и применяться в технике, исследователи очень
сильно опасались помех от внешних вибраций. Поэтому голо-
графические установки были громоздкие и мало пригодные для
практической работы. Опыт многолетней работы с голографи-
ческими установками и потребности промышленности в проведении
необходимых измерений побуждали ученых отказываться от
начальных требований к голографическим установкам. Они
становились небольшими и все более удобными в работе.
Рис. 1.12
36
Рис. 1.13
Оказалось, что возможно создание измерительных модулей с
высокой устойчивостью к вибрационным помехам. Системы
ЛИМОН практически следовали за общим развитием данной
области экспериментальной механики. Вначале они были хотя и
переносными, но несколько громоздкими (рис. 1.12), а последние
уже стали небольшими (рис. 1.13, 1.14 а,б), и в перспективе
ограничения на уменьшение измерительных модулей практически
снялись.
В настоящее время размеры системы определяются размерами
используемых лазеров или других составляющих объектов, в
частности, используемых элементов для закрепления фотоп-
ластинок и записи голограмм.
Пока называть данную систему прибором нецелесообразно, так
как она включает в себя несколько комплектующих: лазер с
блоком питания, дрель или другое устройство для создания
отверстия, приспособление для проявления фотопластинок, если
измерительная работа идет с применением фотопластинок, кре-
пежную оснастку для установки измерительного модуля в
произвольном необходимом месте на конструкции или образце и
некоторые другие вспомогательные инструменты типа штан-
генциркуля для измерения глубины отверстия, наждачной шкурки
для зачистки и подготовки поверхности и т.д. При создании
системы ставилась цель достичь удобства и простоты измеритель-
ной работы, использовались достижения и опыт, полученные при
измерениях напряжений другими методами. Постоянно про-
водилось сравнение с тензометрическим методом измерения [54],
как наиболее часто применяемым в настоящее время. Мно-
гочисленные исследовательские измерения в условиях лаборатории,
завода, на объектах под открытым небом дали обширный материал
37
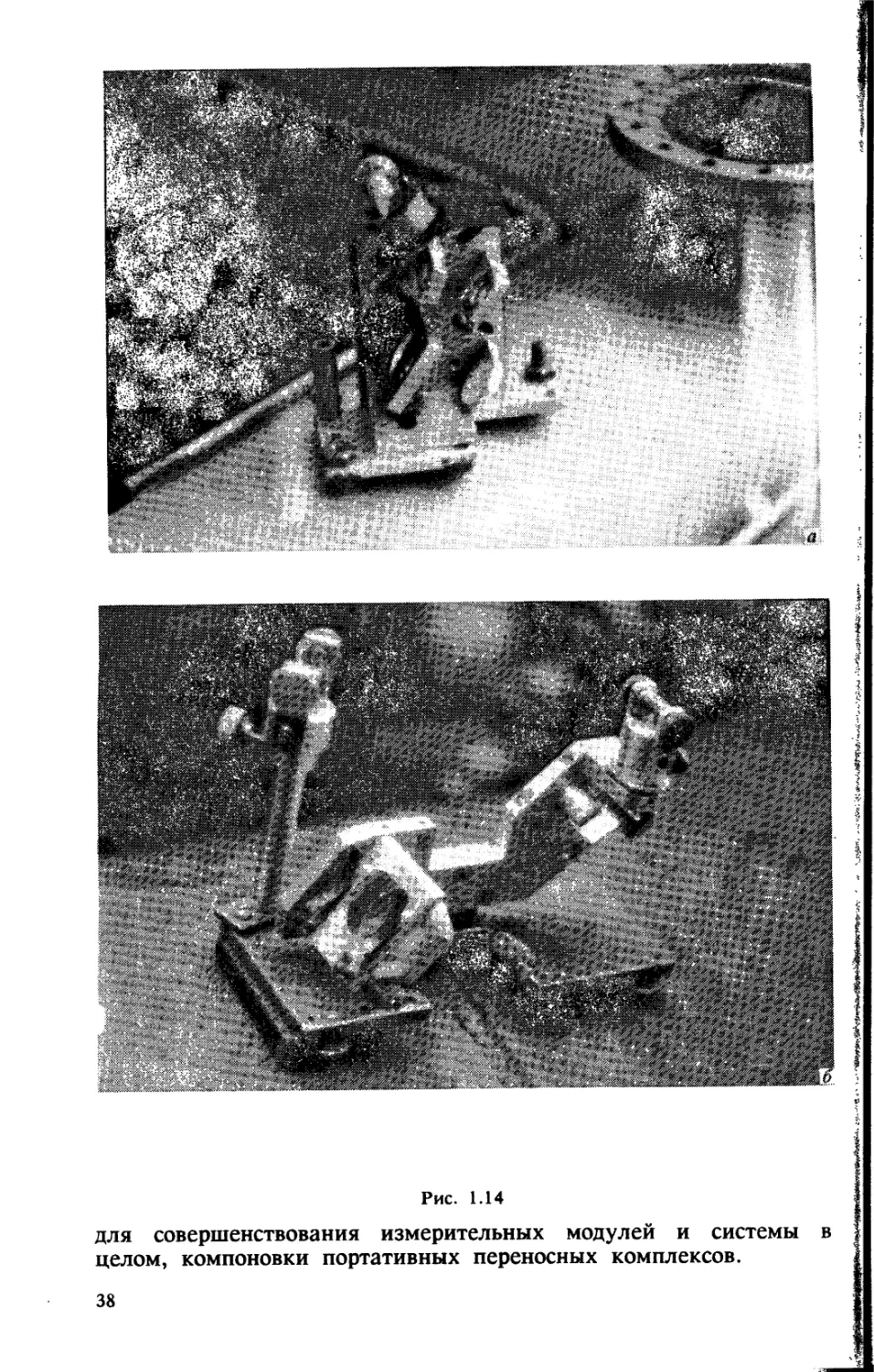
Рис. 1.14
для совершенствования измерительных модулей и системы в
целом, компоновки портативных переносных комплексов.
38
Первые системы были сделаны в единой компоновке: лазер
жестко связан с измерительным блоком (рисунки 1.12, 1.13).
Однако выезды на объекты для измерений и сами измерения
показали, что такая компоновка, как правило, неудобна в работе
и поэтому было решено дальнейшие модификации системы
ЛИМОН исполнять в раздельной компоновке: лазер и измеритель-
ный модуль (см. рис. 1.14 а,®. Это позволило сделать отдельный
измерительный модуль небольшого веса—менее килограмма, что,
в свою очередь, существенно упрощало установку модуля на
измеряемую точку объекта, конструкции, материала, образца и
т.д. и обеспечивало достаточно жесткое соединение модуля с
поверхностью объекта, чтобы записать голограмму поверхности в
окрестности зондирующего отверстия, не боясь при этом возмож-
ных вибраций объекта. Небольшие размеры измерительного модуля
расширили возможности маневра и мобильности при перестановках
и позволили работу по сверлению отверстия сделать необре-
менительной и использовать для этого любую дрель—электриче-
скую или пневматическую. Отпала потребность в специальных
узлах, входивших в состав первых ЛИМОН’ов, и использо-
вавшихся, например, в американском стандарте [59]. Использо-
вание обычной дрели сделало работу по высверливанию отверстий
очень простой и надежной.
Голографическая интерферометрия не требовательна к точному
размещению отверстия и к его размерам. Отверстие может
находится практически в любой точке участка, записанного на
голограмме, это не отражается на точности измерений. Поэтому
исследователю операцию сверления—создание возмущающего от-
верстия—легко производить обычной дрелью. Также свободно
выбирается диаметр и глубина отверстия, учитывая то, что
вышеописанная методика создана для отверстий произвольных
диаметров и глубин. Надо отметить, что при тензометрических
измерениях смена диаметра отверстия может оказаться достаточно
затруднительной, если используются специальные тензодатчики
типа тензорозеток.
Опыт исследовательской работы показал, что определение
остаточных напряжений удобнее проводить при помощи измерения
нормальной компоненты перемещения W: легко выполнять изме-
рения потому, что запись голограммы в этом случае осуществля-
ется в направлении зеркального отражения падающего лазерного
пучка от поверхности изделия. В реальных условия поверхность
может быть не очень удобной для голографирования, т.е. с малым
коэффициентом отражения и неровной. В этом случае лучшие, с
точки зрения использования света, условия определяются по
закону угол падения равен углу отражения, и время экс-
понирования светоприемника, фотопластинки или термопласта,—
минимально.
Конечно, поверхность можно подготовить, и ее надо подго-
тавливать, но при этом нельзя «портить», т.е. требуется не
нарушать существующие в теле остаточные напряжения. Нельзя
39
бездумно осуществлять серьезную механическую обработку повер-
хности—это исказит напряжения. Поверхность можно очистить
вручную наждачной шкуркой; можно покрасить белой краской,
чтобы улучшить отражение света. На надо иметь в виду, что
краска при сверлении может отслоится и создать паразитные
перемещения; также может быть повреждена стружкой, особенно
на кромке, а это изменит микрорельеф поверхности, т.е. будет
нарушено основное условие записи интерферограмм—неизменность
микрорельефа во время записи голограмм. Лучше обходиться без
покраски. Авторы книги красили исследуемые поверхности только
в первых экспериментах. Практика показала, что все материалы,
с которыми они работали (металлы: алюминий, магний, сталь,
титан, кремний; керамика типа бакора, карбида бора) хорошо
записываются на голограмме и дают интерферограмму удовлет-
ворительного качества. Зеркальные блики от поверхности легко
убрать наждачной шкуркой.
Как ранее было указано, при измерении напряжений по
нормальной компоненте методика расшифровки интерферограмм
легче и наглядней. Направления главных напряжений определя-
ются без каких-либо расчетов—это оси симметрии интерферог-
раммы. В первом приближении просто определяются величины
напряжений: это число интерференционных полос в данном
направлении, умноженное на цену полосы. Однако иногда из-за
малости напряжений или в силу равенства главных напряжений,
как это бывает при закалке поверхности или при других способах
ее упрочнения, цена полосы резко возрастает и, соответственно,
падает чувствительность метода. В этом случае следует измерять
не нормальную, а наклонную компоненту перемещения или только
касательную к поверхности компоненту перемещений. В соот-
ветствии с расчетным графиком касательная компонента примерно
в три раза больше нормальной компоненты, и за счет этого можно
существенно увеличить чувствительность метода.
Экспериментально измерять касательную компоненту переме-
щения в чистом виде сложнее, хотя принципиальных трудностей
нет и об этом будет подробно сказано в § 4.4. Поэтому было
решено измерять наклонную под некоторым углом а с нормалью
к поверхности тела компоненту. Была отработана эксперименталь-
но оптическая схема измерения, когда вектор чувствительности
голографической интерферометрической схемы был направлен под
углом а к нормали. Когда угол а равен примерно 40°,
экспериментальная установка для измерения наклонных переме-
щений U не усложняется по сравнению с экспериментальной
установкой по определению нормальной компоненты Ж,а в чем-то
даже упрощается, хотя экспозиции при записи голограммы
существенно увеличиваются, так как засветка фотопластинки или
другого светоприемника осуществляется в направлении, отличном
от направления отраженного луча на угол (2а + /8), где /3—угол
между направлением наблюдения (засветки) и вектором чувстви-
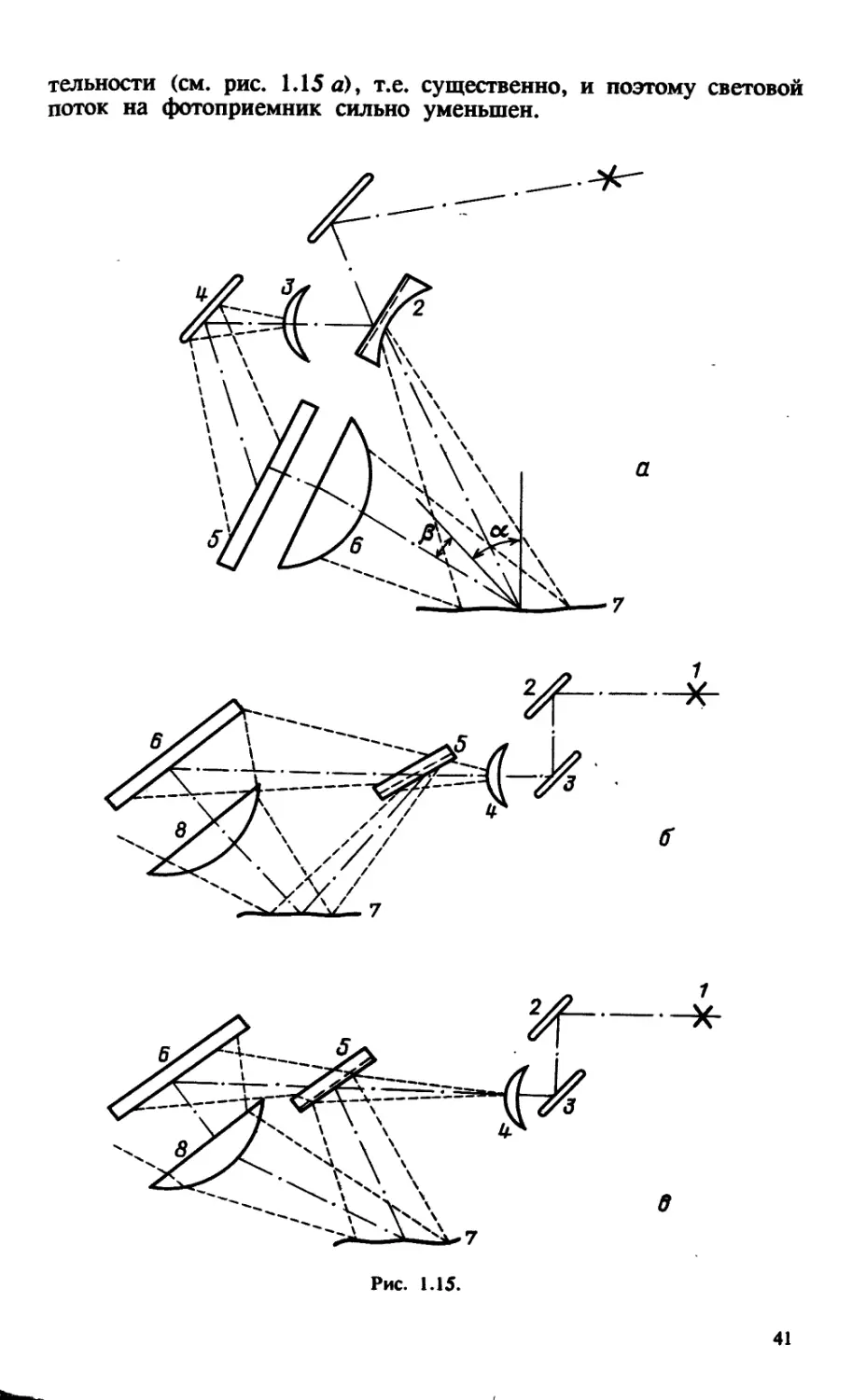
40
тельности (см. рис. 1.15 а), т.е. существенно, и поэтому световой
поток на фотоприемник сильно уменьшен.
41
Работа по конкретным измерениям остаточных напряжений
привела в настоящее время к выводу, что желательно иметь два
измерительных модуля, спроецированных для измерения нормаль-
ной и наклонной компонент перемещения, основанных на разных
способах записи голограмм: на схеме Лейта—Упатниекса [43] и
на схеме Денисюка [24]. По отдельности модули просты и
недороги в изготовлении. В случае если один из них не
удовлетворяет исследователя, последний легко может заменить его
другим и провести желаемые измерения.
Оптическая схема модуля для измерения нормальной компо-
ненты W перемещения с записью по схеме Лейта—Упатниекса
приведена на рис. 1.15 б: лазерный луч от источника / после
отражения на направляющем зеркале, размещенном на торце
лазера, направляется зеркалами 2, 3, проходит через линзу 4 и
делится на полупрозрачном зеркале 5 на два луча—опорный,
пропущенный полупрозрачным зеркалом 5 и падающий на
фотопластинку б, и предметный, отраженный зеркалом 5 и
падающий на объект 7. Диффузно рассеянный поверхностью
объекта 7 пучок через линзу 8 падает на фотопластинку б.
Данная оптическая схема реализована в виде измерительного
модуля ЛИМОН-Л, фотография которого представлена на
рис. 1.14 6. Масса модуля не превышает 1кг.
Оптическая схема модуля для измерения наклонной компо-
ненты, когда запись голограммы осуществляется по схеме
Денисюка, приведена на рис. 1.15 а. Лазерный луч по зеркалам
J, 2 направляется через плоско-вогнутую расширительную линзу
3 на объект 4. Предметный луч, падающий на объект под углом
а к его нормали, рассеивается поверхностью объекта, причем на
фотопластинку 5 попадает свет, рассеянный в направлении,
существенно отличном от направления зеркального отражения.
Опорный луч образуется при частичном отражении лазерного луча
плоской поверхностью расширительной линзы 3; отразившись от
зеркала б, он направляется на фотопластинку 5 навстречу
предметному пучку. В данном случае голограмма записывается
по схеме Денисюка.
Измерительный модуль Л И МОН-Д, в основу которого поло-
жена эта схема, показан на фотографии рис. 1.14 а. Масса модуля
при различных вариантах оснастки—не более 1 кг. Немаловажной
для практики особенностью этого интерферометра является j
размещение зоны измерений вне габаритов модуля, что позволяет I
определять напряжения в местах, недоступных для блоков с !
«классической» компоновкой оптической схемы. J
Измерение наклонной компоненты можно осуществлять на |
несколько измененной оптической схеме, которая представлена на I
рис. 1.15 в. Отличием здесь является то, что делительное зеркало j
4 перемещается ближе к фотопластинке и запись голограммы I
осуществляется по схеме Лейта—Упатниекса. Реализация такой е
оптической схемы при наличии ЛИМОН-Л осуществляется просто. '
В комплектацю модуля ЛИМОН-Л включается дополнительное
42
делительное зеркало с нужным коэффициентом деления луча и,
когда нужно измерять наклонную компоненту перемещения,
одно зеркало 4 убирается и ставится другое делительное зеркало
в другое место.
Работа по измерению остаточных напряжений данными
модулями осуществляется следующим образом. Поверхность объек-
та очищается от краски, ржавчины и грязи в местах измерения
шкуркой или мягкой металлической щеткой до состояния
равномерного, не зеркального отражения. Если поверхность темная
или прозрачная и отражает мало света или зеркальная, ее можно
покрыть тонким слоем белой краски. Следует иметь в виду, что
при подготовке поверхности не допускаются операции, которые
влияют на остаточные напряжения: резание, шлифовка и др. Если
без таких операций не обойтись, то после их проведения следует
протравить поверхность, чтобы удалить образовавшийся наклепан-
ный слой [57].
При подготовке поверхности к измерениям и во время
измерений надо помнить следующее правило: при получении
интерферограмм методом двух экспозиций сравниваются поверх-
ности до и после сверления зондирующего отверстия. Для
получения интерферограммы микрорельеф поверхности должен
быть неизменным. Все, что может изменить микрорельеф: пыль,
загрязнение, увлажнение, повреждение поверхности резанием или
абразивом—мешает записи интерферограммы. Поверхность должна
полностью высушиваться от применяемых при подготовке и
сверлении жидкостей: воды, спирта, ацетона.
Модуль следует жестко закрепить на объекте и не допускать
их взаимное смещение с точностью до десятых долей микрометра.
Как показывает опыт измерений, это требование легко выполня-
ется при достаточно аккуратной работе. Закрепление осуществля-
ется струбцинами, затяжками на шпильках, приклеиванием,
прижатием модуля к объекту каким-либо грузом. Авторы в своей
работе часто закрепляли модуль с помощью пластилина или
различных клеев. При измерении напряжений в материалах с
хорошими ферромагнитными свойствами очень удобно использо-
вать постоянные магниты.
Далее включается лазер, с помощью зеркал луч направляется
на исследуемый участок и на матовое стекло, помещаемое на
место фотопластинки. К установке лазера специальных требований
нет: виброзащита не требуется, расстояние между лазером и
модулем—произвольное, и определяется только возможностями
размещения и удобствами юстировки системы. Авторы наиболее
часто использовали гелий-неоновый лазер Л Г-79 (Л = 0,638 мкм),
изготовленный в г. Ровно (Украина). Мощность луча 15 мВт.
Питание лазера—от сети 220 В.
После установки и юстировки измерительной системы на место
матового стекла устанавливается фотопластинка. Авторы обычно
применяли голографические пластинки, изготовленные в г. Перес-
лавль-Залесский на ПО «Славич», ПФГ-03 размером 50 х 50 мм.
43
Фотопластинки показали себя в работе хорошо. После установки
фотопластинки производится первая экспозиция (10 * 15 с) и
записывается голограмма поверхности исследуемого участка до
высверливания отверстия. Затем фотопластинка закрывается и
высверливается отверстие выбранного диаметра и нужной глубины.
После этого производится вторая экспозиция и затем фотоп-
ластинка вынимается и обрабатывается.
Следует отметить, что специальной светозащиты фотоп-
ластинки не проводилось даже при работе на открытом воздухе:
подручными средствами перекрывался доступ солнечного или
яркого электрического света, а между экспозициями оправа с
фотопластинкой неплотно затенялась листом черной бумаги.
Специальный механический, тем более электромеханический
затвор, который бы обеспечивал перекрывание лазерного луча
между экспозициями, как показала практика измерений, не
нужен: это усложнение конструкции, увеличение массы и
габаритов, ненадежность в работе и возможный источник помех
от толчков, стука при срабатывании затвора. При работе авторов
под Астраханью на открытом объекте под летним солнцем фоновая
засветка фотопластинок при таком затенении была велика, но
голограммы и интерферограммы были приемлемого качества,
позволяющего надежно их считывать и расшифровывать.
Такая «стойкость» фотопластинок объясняется их очень малой
чувствительностью (десятые доли единицы ГОСТ’а) и сенсибили-
зацией к красной области спектра.
Опыт общения с заказчиками—потребителями измерений
показывает, что они опасаются голографирования^ как сложного,
трудно применимого, чувствительного к вибрационным и световым
помехам процесса. Авторы сами начинали первые исследования
на массивных, защищенных от вибраций интерферометрических
столах массой свыше тонны с жесткими креплениями и работали
практически в темноте. Постепенно опыт позволил снять многие
ограничения без потери качества исследований, существенно
снизить требования к условиям работы и уменьшить массу
оборудования.
Авторы останавливаются на деталях потому, что любая новая
методика представляет трудности при освоении, но когда этот
путь пройден и принципиальные трудности преодолены, необ-
ходимо рассеять ложные опасения и показать реальные возмож-
ности шире применять в эксперименте, в работе очень эффек-
тивный и наглядный метод голографической интерферометрии.
Как было выше сказано, после создания отверстия осуществ-
ляется вторая экспозиция и на фотопластинке записывается
голограмма деформированной поверхности в окрестности отверстия.
Далее фотопластинка обрабатывается в особоконтрастном ме-
толгидрохиноновом проявителе Д-19, промывается и сушится без
фиксирования.
Для восстановления голограммы и наблюдения интерферограм-
мы фотопластинку устанавливают на исходное место в измеритель-
44
ном модуле и освещают ее одним опорным лучом, перекрыв
предметный. Одновременное восстановление двумя голограммами
изображений исходной и деформированной поверхностей объекта
и их наложение создает интерференционную картину, полосы
которой являются линиями равных перемещений W. Расшифровка
интерферограмм и определение по ним остаточных напряжений
осуществляется по методике, изложенной в § 1.3 и 1.4.
Рис. 1.16
45
Методы измерения напряжений при помощи модулей ЛИМОН- |
Л и ЛИМОН-Д, в принципе, близки. Для ЛИМОН-Д экспозиция |
существенно больше—от 1 до 5 мин, в зависимости от отража-
тельных свойств поверхности. На рисунках 1.16 б, г и 1.17 а
приведены интерферограммы, аналогичные получаемым при помо-
щи модуля ЛИМОН-Д.
Рис. 1.17
В статье [56] американских ученых Д. Нельсона и Д. Мак-
крикера «Определение остаточных напряжений при помощи
комбинированного использования голографической интерферо-
метрии и несквозных отверстий», появившейся в 1986 г. предло-
жена и реализована экспериментальная голографическая установка
46
для измерения остаточных напряжений. В работе измерялись не
неизвестные напряжения, а создавались заданные напряжения,
т.е. практически производилось тестирование метода. Здесь проде-
монстрирована возможность получать интерферограммы произволь-
ной компоненты вектора перемещений, как практически нормаль-
ной компоненты, так и наклонной компоненты, т.е. проекции
перемещения на направление, составляющее угол 20° с нормалью
к поверхности тела. Первый вариант демонстрируют интерферог-
раммы на рис. 1.16 а,б, второй вариант демонстрируют интерфе-
рограммы на рисунках 1.16 в, г и 1.17 6 (стрелка показывает
направление освещения). В данном случае плоскость, содержащая
векторы направлений освещения и наблюдения, содержала также
направление одного из главных напряжений, а именно: направ-
ление большего напряжения.
В данной работе представлены также интерферограммы, харак-
теризующие аналогичные компоненты перемещений в том случае,
когда указанная выше плоскость составляла угол 45° с главны-
ми осями напряжений. Такая интерферограмма приведена на
рис. 1.17 а. Как видно из рисунков, интерферограммы близкой к
нормальной компоненты своими осями, близкими к осям симмет-
рии, наглядно демонстрируют направления главных осей напря-
жений. Интерферограммы наклонной компоненты перемещений в
общем случае такой демонстрации не делают. В этом случае
нужна дополнительная расчетная обработка интерферограмм,
чтобы определить величину и направление главных напряжений.
Для определения остаточных напряжений лучше использовать
решения задач теории упругости о возмущенном напряженном
состоянии в зоне несквозных отверстий, а не задачи Кирша для
пластины, как это предложено в статье. Но в то время, когда
авторы писали статью, они еще не знали такого решения. Зато
Д. Нельсон и Д. Маккрикерд достойно оценили и продемонстри-
ровали серьезные положительные стороны и преимущества данного
метода измерения остаточных технологических напряжений, с чем
авторы данной книги вполне согласны.
1.6.2. Спекл-интерферометрическая компьютерная измери-
тельная видеосистема ЛИМОН-ТВ. По мере накопления данных
интерферометрических измерений возрастает потребность в сред-
ствах, обеспечивающих их удобное хранение и пересылку, а также
автоматизацию процедур их обработки и сопоставления. Возмож-
ности современной вычислительной техники и сопрягаемых с нею
внешних устройств позволяют удовлетворить такие потребности
путем создания систем ввода данных с фотографических изобра-
жений или непосредственного считывания голографических изоб-
ражений, восстановленных с первичного носителя—голографичес-
кой фотопластинки или пленки. Однако возможен и другой путь:
прямая регистрация в ЭВМ оцифрованной видеоинформации о
первой и второй экспозициях процесса измерения напряжений.
Для реализации подобного процесса необходимо каким-либо
образом зафиксировать фазовое распределение излучения с
47
поверхности объекта, в то время как для существующих средств
фото- и видеозаписи усреднение за время необходимой экспозиции
приводит к потере информации о фазе. Разрешить возникающее
противоречие можно, если для фиксации фазового распределения
использовать интерференцию предметного светового пучка с
дополнительным, опорным пучком, фазовые характеристики ко-
торого остаются неизменными в течение всего процесса измерения.
Рассмотрим идею такой регистрации более детально. Как
известно, когерентное излучение, рассеянное диффузной поверх-
ностью объекта, образует в пространстве спекл-структуру, которая
определяется взвимной интерференцией света от множества
точечных источников на поверхности объекта. В плоскости
изображения любой оптической системы спекл-структура пред-
ставляется нерегулярным набором пятен (растром} со средне-
статистической пространственной частотой, определяемой размером
диафрагмы, ограничивающей поле зрения системы. Если смешать
свет предметного пучка с излучением когерентного с ним
источника, например со спекл-структурой стабильного диффузного
рассеивателя, то в результате интерференции в плоскости
изображения оптической системы одни пятна предметного растра
будут усилены, а другие—ослаблены (погашены) в соответствии
с соотношением фаз предметного и опорного пучков света.
Результирующий нерегулярный растр будет обладать меньшей
пространственной частотой (большей зернистостью), но зато будет
нести скрытую информацию о своих фазовых характеристиках,
зафиксированных относительно фазового состояния опорного све-
тового источника. Для уверенной видеорегисрации полученного
изображения достаточно согласовать параметры зернистости растра
с разрешающей способностью видеокамеры, что достигается
регулировкой диафрагмы оптической системы.
Если в промежутке между первой и второй экспозициями
состояние поверхности объекта изменилось, например, под дейст-
вием напряжений в материале объекта после образования
зондирующей лунки, то положение зерен во втором зарегистриро-
ванном растре изменится в соответствии со сдвигом фаз между
измененным предметным пучком и оставшимся без изменений
опорным. Таким образом, различия в кадрах, записанных во время
первой и второй экспозиций, позволяют определить разность фаз,
внесенную при перемещении точек поверхности объекта; в
частности, не изменившим положения и яркости точкам соответ-
ствует нулевое либо кратное длине волны перемещение, а для
наименее ярких (погашенных) точек перемещение (точнее про-
екция перемещения на направление вектора чувствительности)
равно нечетному числу полуволн.
Очевидно, что поточечное вычитание значений яркости для
оцифрованной пары изображений даст множество различных точек
нулевой яркости для таких точек поверхности объекта, переме-
щение которых соответствует разности фаз, кратной четному числу
полупериодов, наиболее же яркие точки разностной картины
48
относятся к тем точкам поверхности объекта, перемещение
которых отвечает нечетному числу полупериодов применявшегося
излучения. В целом полученная разностная картина дает изобра-
жение окрестности точки измерения, покрытое структурой чере-
дующихся светлых и темйых положу несущих в точности ту же
информацию, что интерференционные полосы голографической
интерферограммы, и имеющих 4 идентичные характеристики чув-
ствительности к перемещениям и напряжениям.
Сравнение метода двухэкспозиционной голографической интер-
ферометрии со спекл-интерферометрической видео-компьютерной
регистрацией позволяет говорить о глубоком и принципиальном
сходстве этих двух методов с точки зрения получаемой инфор-
мации об исследуемом объекте при значительных различиях в
технологии регистрации первичных данных измерений. Сущность
отмечаемых различий связана со способом фиксирования и
визуализации данных о фазовых характеристиках световой волны,
рассеянной поверхностью объекта.
Применяемые на практике голографические методы позволяют
выявить скрытую фазовую информацию при одновременном
восстановлении изображений от двух голограмм, записанных на
одном и том же носителе, и соответственно, при интерференции
двух волновых фронтов, формирующих эти изображения. Недо-
статки каждой из записанных голограмм необратимо снижают
качество интерферограммы в целом.
Для спекл-интерферометрического метода оказывается возмож-
ной регистрация данных о фазе при каждой экспозиции, причем
пространственная частота записи фазовой информации достаточно
низка для того, чтобы использовать существующие способы фото-
или видеозаписи. Следовательно появляется возможность не только
дублировать кадры исходного и возмущенного состояний, но и
получать интерферограммы, сравнивая в любых комбинациях
несколько различных состояний окрестности точки измерения.
Например, последовательно наращивая глубину зондирующей
лунки, можно существенно повысить точность измерений, а также
с легкостью получить данные об изменениях напряженного
состояния по толщине объекта, практически недоступные для
двухэкспозиционного голографического метода [49].
Кроме того, получение разностной спекл-интерференционной
картины (фактически это—реализация метода муара с нерегуляр-
ным растром) на экране компьютерного монитора может быть
дополнено программными средствами повышения контраста, кор-
реляционной пространственной фильтрации, повышающими каче-
ство исходной интерферограммы, а также—различными средствами
автоматической обработки данных, редактирования их оператором
и генерации различных отчетных документов.
Не принципиальной, но весьма важной с практической точки
зрения возможность использования в спекл-интерферометрических
видео-компьютерных комплексах полупроводниковых лазеров, го-
раздо более мощных и при этом более компактных, чем широко
49
применяемые гелий-неоновые лазеры. Высокий КПД полупро-
водниковых излучателей обеспечивает относительно низкое энер-
гопотребление и привлекательные массо-габаритные параметры
блоков питания, что особенно важно при создании портативных ;
измерительных комплексов для работы в полевых и натурных :
производственных условиях. В отличие от голографических i
методов, для которых применение инфракрасных полупроводнико- |
вых лазеров представляется проблематичным из-за необходимости <
визуального контроля настройки и труднодоступное™ подходящих
фотоматериалов, в спекл-интерферометрических видеосистемах \
подобные затруднения отсутствуют (разумеется, при наличии
видеокамеры с соответствующей спектральной характеристикой).
Рассмотренный метод спекл-интерферометрической регистра-
ции для измерения механических напряжений в твердых телах ;
был реализован в аппаратурном комплексе ЛИМОН-ТВ, созданном
в результате сотрудничества ученых и специалистов ИМП РАН I
и совместной венгро-российской фирмы ИНМАШ Мехатроника I
[46]. I
В состав комплекса входят: блок интерферометра (масса для I
различных вариантов компоновки около 2 кг, габариты вместе с |
опорно-юстировочным устройством примерно 120 х 250 х 220 мм), I
блоки питания телекамеры и лазера (массой около 200 г каждый |
и выполненные в едином корпусе с вилкой сетевого адаптера), |
персональный компьютер (в описываемой реализации—IBM PC j
AT 180486—desktop) с платой расширения VIPIX производства J
«В+К Electronics GmbH» для подключения видеокамеры и J
оцифровки ее сигналов (512x512 точек, 8 бит, АРУ), а также |
программное обеспечение для упаковки исходных видеокадров в 1
файлы BMP-формата операционной системы DOS и обработки |
этих файлов с целью получения первичной разностной интерфе- |
рограммы и улучшения ее видности. |
Блок интерферометра состоит из опорно-юстировочной конст- |
рукции и корпуса, в котором смонтированы: полупроводниковый |
лазер ближнего инфракрасного диапазона с помощью излучения 1
около 1 Вт, высокоразрешающая телекамера с объективом SDT |
1801 и остальные элементы оптической схемы: направляющие |
зеркала, коллиматор, 50 % светоделитель и диффузно-рассеиваю- |
щая пластина для формирования опорного светового пучка. |
Испытания измерительного комплекса, проводились на модель- f
ных образцах, нагружавшихся либо одноосным растяжением, либо |
изгибающим моментом, а также на лабораторных образцах со 4
сварными швами, не подвергающимися какой-либо обработке для |
снижения сварочных напряжений. Выполненные измерения пока-* |
зали следующее.
Чувствительность, цена одной интерференционной полосы и >
точность измерения напряжений те же, что и для голографического |
метода при одинаковых углах освещения и наблюдения. Из-за <
большей зернистости первичных кадров и разностной картины ?
разрешение полос более низкое по сравнению с голограммами, а ;
50
корректировка недостатков изображения путем изменения ракурса
наблюдения—невозможна для плоских, необъемных изображений.
С другой стороны, при наличии соответствующего программного
обеспечения оказываются доступными средства гибкого управления
качеством картины полос, что в значительной степени ком-
пенсирует потери информации при видеозаписи.
Время, необходимое для непосредственного выполнения одного
измерения (без учета затрат на подготовительные операции и
обработку результатов), складывается из времени двух экспозиций,
изготовления зондирующей лунки и первичной обработки, после
которой измерение может считаться выполненным. Экспозиция
голографической фотопластинки требует от десяти до двухсот
секунд в зависимости от параметров лазера, оптической схемы и
рецептуры фотохимического процесса; для записи в память
компьютера одного видеокадра достаточно десятых долей секунды.
Лишь несколько секунд требуется оператору для сохранения
первичных кадров и разностной картины полос на магнитном
носителе. Процедуры же проявления, сушки и оценки результата
при использовании голограмм занимают около десяти минут,
правда они могут быть отложены и выполнены комплексно для
нескольких фотопластинок сразу. Таким образом, время измерения
при использовании видеозаписи определяется по существу длитель-
ностью изготовления зондирующей лунки (от 10 до 30 с), а для
голографических измерений—многократно ее превышает.
Следует отметить, что при выполнении диагностических работ
на реальных промышленных объектах разница в практической
производительности измерительного этапа будет не столь значи-
тельной из-за неизбежных затрат времени на подготовительные
операции: установку, подключение и оперативную юстировку
аппаратуры, а также подготовку объекта в зоне зондирования.
Стадия подготовки предьявляет почти одинаковые требования к
обсужденным методам и занимает от нескольких минут до десятков
минут в зависимости от конкретных условий на объекте.
Что же касается этапа обработки данных измерений, их
архивации и подготовки различных отчетных документов, то
преимущества компьютеризованной спекл-интерферометрии пред-
ставляется очевидными. Весьма привлекательным выглядят также
возможности приборов типа ЛИМОН-ТВ для применения много-
экспозиционных методик зондирования напряжений.
Полученные результаты можно характеризовать как появление
нового весьма перспективного направления в развитии методов
интерферометрических измерений и приборостроения для опреде-
ления напряженного состояния твердотельных материалов. Перво-
очередными задачами этого развития безусловно являются: переход
к использованию в составе измерительного комплекса ЭВМ
портативной компоновки, схемная и конструкторская доработка
блоков, обеспечивающая надежную эксплуатацию комплекса не
только в лабораториях, но и в полевых условиях, а также создание
программного обеспечения для гибкого использования различных
методов расчета напряжений по интерферометрическим данным.
51
§ 1.7. Проверка правильности измерений системами ЛИМОН
Апробирование и метода, и всех измерительных систем
ЛИМОН разных модификаций проводилось на установке по
растяжению образцов (рис. 1.18 а). Сила растяжения пластиноч-
ных образцов (рис. 1.18 б, в) контролировалась динамометром.
Измерительный модуль крепился на образце при помощи болтовых
соединений, причем образец предварительно нагружали, чтобы
создать напряжения определенной величины. Это одноосное
напряжение, известное заранее, и надо было измерить при помощи
ЛИМОН’а изложенным в данной книге методом, сравнить
измеренное напряжение с исходным и установить, с какой
точностью происходит измерение.
Такой прямой способ тестирования метода и измерительной
системы практически самый надежный и поэтому он был принят
авторами как эталонный. Общение с заказчиками работ по
измерению напряжений почти всегда приводило к обсуждению и
сравнению измерений данным методом с измерениями, выполнен-
ными другими методами: рентгеновским, тензометрическим с
разрезкой образцов, магнитным и др; Авторы книги считают, что
поверку измерений надежнее всего проводить выше описанным
способом, а не сравнивать их друг с другом, потому что каждый
из указанных методов требует серьезной доработки. Все методы
определения остаточных напряжений находятся на стадии научных
разработок и пока нет надежных приборов, основанных на таких
методах, хотя работа в этом направлении ведется большая.
Научная практика такова, что каждый исследователь увлечен
прежде всего своими изысканиями и мало интересуется другими
результатами. Довести методическое направление до хорошо
отработанного прибора—очень большая задача и не под силу
одному небольшому коллективу. А других людей, которые бы
взяли на вооружение данную разработку и довели ее до надежного
прибора, просто нет. Поэтому сравнивать разные методы изме-
рения остаточных напряжений в настоящее время практически
невозможно. Каждое действительно корректное измерение другим
методом выливается в большую работу, которую снова надо
обосновывать. И так без конца. Поэтому сравнение следует
проводить с хорошо известными, предпочтительно прямыми
методами измерения.
В процессе поверочных испытаний систем ЛИМОН на
растягиваемых образцах экспериментально проверялась вся опи-
санная выше расчетная методика, положенная в основу способа
измерений, изучались интерферограммы тестовых испытаний,
проводилось сравнение эталонных интерферограмм и интерферо-
грамм, полученных на объектах с остаточными напряжениями,
изучались отклонения их друг от друга и устанавливались
причины, их вызвавшие. Исследовалось влияние отверстий друг
на друга, определялось экспериментально минимальное расстояние,
на которое должно быть удалено отверстие от отверстия, а
также—отверстие от края образца, чтобы не вносить погрешности
52
Рис. 1.18
53
в результаты измерений, изучалась пластическая деформация,
вызванная концентрацией напряжений, и другие факторы.
Следует отметить, что зондирующая лунка сверлится обычно
сверлами с конической заточкой, что приводит к отверстию,
имеющему коническую и цилиндрическую части. Можно создавать
полностью цилиндрическое отверстие фрезой, но это резко
усложняет работу. Требовалось изучить влияние конической части
на картину интерференционных полос и внести поправку в
методику. Из теоретических представлений ясно, что коническая
часть может быть учтена путем определенного изменения
методики—приведения реального отверстия к цилиндрическому. В
первом приближении предлагалось приводить глубину составного
отверстия к глубине цилиндрического по принципу равенства
объема отверстий. Результаты решений эталонных задач для
полупространства с остаточными напряжениями, которые прояв-
лены составным отверстием с цилиндрическим и коническим
участками и которые подробно рассмотрены в § 4.2, говорят о
том, что при глубинах цилиндрических участков отверстий
порядка 0,8 R и более конический участок отверстия можно не
учитывать.
Экспериментально на описанной выше установке проводились
измерения напряжений при помощи высверливания отверстий
разных радиусов и глубин. Как следует из анализа, проведенном
в § 1.3, при увеличении радиуса отверстия и сохранении постоян-
ной относительной глубины h/R число интерференционных полос
пропорционально увеличивается, что дает увеличение точности
измерений и чувствительности метода. Следовательно, можно
утверждать, что можно получить любую заранее запланированную
точность, варьируя параметрами отверстия. В случае, если радиус
отверстия задан и менять его нельзя, точность ограничивается.
Например, если отверстие имеет размер R = 1,5 мм, h = 1,5 мм,
то чувствительность метода для алюминия 15 МПа. По простой
методике, т.е. по числу полос и цене полосы, погрешность
определения составляет до 10 %. Если расчет проводится постро-
ением графиков, напряжения определяют по многим точкам, а
при обработке результаты определенным образом осредняют,
то погрешность измерения можно существенно понизить—до
2-5%.
Из сказанного можно сделать следующий вывод. Сочетание
метода отверстий и голографической интерферометрии позволяет
измерять напряжения с достаточно высокой точностью, причем во
многих случаях с наперед заданной, на за эту точность нужно
платить. Надо сказать, что эта плата не очень велика. Например,
мы можем с погрешностью 10 % определить остаточные напряже-
ния в сварном листе стали 3 толщиной 10 мм, высверливая отверс-
тия радиусом 2 мм и глубиной 1 мм. Чтобы увеличить вдвое точ-
ность, можно сделать отверстие R = 4 мм, h = 2 мм. Можно вдвое
увеличить точность, сделав отверстие R = 3 мм, h = 1,5 мм и точки
обрабатывать при помощи метода, изложенного в § 1.3.
54
Исследователь заранее должен поставить перед собой цель.
Например, ему надо проверить, уменьшила ли термообработка
вдвое первоначальные остаточные сварочные напряжения. Тогда
он должен взять зондирующие отверстия R = 2 мм, Л = 2 мм и
сравнить интерферограммы, полученные до и после термообра-
ботки. Если число полос уменьшилось вдвое или более, то цель
достигнута и точность измерений повышать не следует.
При измерении при помощи наклонной компоненты переме-
щения чувствительность и точность определения напряжений
повышается вдвое по сравнению с измерением при помощи
нормальной компоненты.
В отличие от интерферограмм для W интерферограмма Ud
двух осей симметрии не имеет. Более того, если бы в плоскости,
на которой расположены векторы чувствительности, освещения и
наблюдения, не лежала бы главная ось остаточных напряжений,
то интерферограмма не имела бы осей симметрии вообще. Но в
данном эксперименте эта плоскость содержала главную ось а и
поэтому картина получилась симметричной относительно оси X.
На этой интерферограмме число полос по одну сторону
отверстия больше числа полос по другую сторону. Это объясняется
тем, что перемещения определяются по формуле:
U. = U sin а + W cos а,
а
где U—касательная компонента перемещения, которая имеет
разные знаки по разные стороны от отверстия, a W— одинаковые.
Поэтому, по одну сторону слагаемые по модулю складываются
(это сторона с большим числом полос), по другую—вычитаются.
На оси, проходящей через центр отверстия перпендикулярно к
оси симметрии, U = 0,и по этой оси интерференционные полосы
образуются только от перемещений W.
По этой же формуле подсчитываются перемещения от
единичных остаточных напряжений. В нее надо подставить U и
W из графиков, приведенных в § 1.1. В случае, когда угол а
порядка 45°, значение U sin а почти в два раза больше компоненты
IF cos а, что означает, что для данного напряжения интерферог-
рамма Ud по одну сторону от отверстия, а именно ближнюю для
наблюдения, имеет число полос в два раз больше, чем по другую,
дальнюю. Чувствительность и точность метода при измерении
остаточных напряжений модулем ЛИМОН-Д поэтому примерно в
два раза выше. За эту точность приходится платить увеличением
времени экспонирования и большей работой по расшифровке
интерферограмм.
Тестирование ЛИМОН’ов осуществлялось также на моделях,
имеющих двухосное напряженное состояние. Для этого был выбран
диск, который нагружался сосредоточенными сжимающими сила-
ми, приложенными по его диаметру. Решение такой задачи теории
55
упругости в рамках плоской теории известно [8]. Напряжения в
любой точке диска определяются по формулам:
хх
УУ
2р fcos3^ cos3 #2
= Г, + г2
~ xRd 008 а
'У п (sin2 0, COS 0- sin20 cos 0,'
1 Z , Z 1
xd [ q r2
“^dCOSO:
2p [sin 0j cos2 0j sin 02 cos2 0?
Txy = 7i + 72 I
где P—усилие сжатия; R—радиус диска; r2—текущие координа-
ты точки (рис. 1.19); <5—толщина диска.
Для точек диска, расположенных по линии действия сжима-
ющих усилий кроме областей, прилегающих к точкам приложения
усилий, напряжения определя-
©ются по формулам:
Р (2 2 1\
хх лд г2 7?1
п р r2 = 2R- гр
ст = P/xdR, т =0.
УУ ху
Видно, что а—не зависит
от положения точки на вы-
бранной линии и остается пос-
Рис. 1.19 тоянной величиной. Зависимой
от координат исследуемой точ-
ки является величиной а , тем самым предоставляется возмож-
ность исследовать на одной и тойже модели перемещения в
окрестности зондирующего отверстия для точек с различными
напряжениями. С другой стороны, выбор точек, в которых
проводились измерения, на линии действия сжимающих сил
обусловлен необходимостью исключения поворота диска как
жесткого целого при высверливании зондирующего отверстия.
Выбранная модель давала возможность выполнять контрольные
измерения в точках с одними и теми же напряжениями.
Образец-диск имел размеры: диаметр 40 мм, толщина 8 мм. Такие
образцы были выполнены из разных металлов, в частности из
стали, алюминиевых и титановых сплавов.
Нагружение образцов проводилось на приспособлении, пока-
занном на фотографии рис. 1.20. Оно состоит из жесткого кольца,
в которое вворачиваются два нагрузочных болта для создания
усилия сжатия. На одном из болтов расположен тензодатчик для
измерения усилия нагружения. В торцевые части болтов впрессо-
56
ваны шарики с целью передачи усилия в точках контакта боковой
поверхностью диска.
Рис. 1.20
При отработке метода измерения компонент вектора переме-
щения в окрестности зондирующего отверстия специально иссле-
довалось влияние пластических деформаций, вызванных процессом
сверления. На образце без остаточных напряжений (после
термообработки) подбирался режим сверления и геометрия заточки
режущего инструмента таким образом, чтобы напряжения, вы-
званные высверливанием, давали бы минимальные перемещения
кромок отверстия.
Для образцов из алюминиевых сплавов эти наведенные
перемещения не превышали 0,32 мкм при радиусе отверстия
Я = 1 мм. На интерферограмме это соответствует одной полосе.
Для образцов, изготовленных из магниевых сплавов и низко-
легированных сталей, перемещения кромки зондирующего отвер-
57
стия при тех же радиусах отверстия не превышали 0,64 мкм—две
интерференционные полосы. На величину перемещений кромки
отверстия от засверловочного наклепа влияет и глубина зонди-
рующего отверстия: при малых глубинах сверления h < R
перемещения от сверления практически отсутствуют, т.е. эти
перемещения ниже чувствительности интерферометра. При увели-
чении глубины зондирующего отверстия для h > R величина
перемещений может достигать двух интерференционных полос.
На рис. 3.14 третьей главы представлены характерные интер-
ферограммы нормальных компонент вектора перемещения в
окрестности отверстий различных радиусов и глубин, выполненных
на образцах из алюминиевого сплава при отсутствии напряжений
и характеризующих наклеп от сверления.
Такие картины интерференционных полос специфичны и
свидетельствуют о возникновении на кромках отверстия осесим-
метричного напряженного состояния. Оно быстро затухает, практи-
чески на расстояниях менее 0,57? от границы отверстия. Зная
направления этих перемещений—точки поверхности у кромки
отверстия в этом случае перемещаются наружу—и их величину,
всегда можно учесть их вклад при исследовании остаточных
напряжений.
Многочисленные измерения напряжений на описанных двух
стендах позволили отработать многие методические вопросы.
Первая из описанных, установка одноосного растяжения, постоян-
но применяется при создании каждой следующей модификации
систем ЛИМОН. На ней, в частности, проверялась методика
уменьшения погрешности измерения, связанной с возможной
пластичностью, обусловленной концентрацией напряжений. На
второй установке отрабатывалась методика измерения двухосного
напряженного состояния. Эти экспериментальные исследования
полностью подтвердили все теоретические элементы методики
измерения, описанной в § 1.1—1.4.
§ 1.8. Измерение остаточных напряжений
зондированием кольцевой проточкой
Проявлять остаточные напряжения отверстием достаточно
удобно: сверлить отверстие просто, нетрудно и вытравливать
отверстие. Хорошо отработана процедура сверления отверстия
газовой струей с абразивом [44]. Однако наряду с достоинствами
метод отверстий имеет и недостатки. Главный недостаток—это
наличие концентрации напряжений и связанная с этим опреде-
ленная погрешность измерений из-за возможной пластической
деформации в зоне отверстия, причем погрешность тем больше,
чем больше измеряемые напряжения. Уменьшая относительную
глубину отверстия, т.е. отношение h/R, концентрацию можно
снизить до небольшого значения. Если остаточные напряжения
больше оу/К, где ат—предел текучести материала, К—ко-
58
эффициент концентрации, то в зоне около отверстия возникают
пластические деформации, которые трудно учесть.
Опыт измерений показал, точнее, подтвердил то, что известно
из материаловедения: предел текучести и предел пластичности
металлов и материалов чувствителен к составу, к технологии их
получения и может меняться даже для разных образцов одной
марки материала, полученных в разное время. Из этого следует,
что попытка заложить в методику определения напряжений по
интерферограммам учет перемещений от пластических деформаций
может сделать методику некорректной. Лучше не допускать таких
деформаций.
Описанный недостаток надежно устраняется в способе опреде-
ления остаточных напряжений при помощи зондирования их
кольцевой проточкой. Измерение перемещений осуществляется в
этом случае как вне проточки, так и внутри ее, на поверхности
внутреннего столбика. Фотографии интерферограмм поверхностей
в случае возмущения кольцевой проточкой представлены на
рис. 1.21. Концентрация напряжений на столбике отсутствует,
поэтому при любом уровне остаточных напряжений в материале
столбика нет пластических деформаций. Концентрация напря-
жений может быть во внешней окрестности проточки, но для
неглубоких проточек из-за малости коэффициента концентрации
она также может отсутствовать.
Следует отметить, что кольцевую проточку сделать гораздо
сложнее, чем высверлить отверстие; для этого необходимо
достаточно жесткое сверлильное устройство, а это увеличивает и
вес и габариты. Поэтому несмотря на достоинства кольце вой
проточки применение ее ограничено [55].
При зондировании напряжений кольцевой проточкой для
измерения перемещений используются те же измерительные
модули, что и в случае отверстий. Расшифровка интерферограмм
в случае применения проточки осуществляется так же, как и в
случае зондирования отверстием с некоторыми небольшими
особенностями, о которых далее будет сказано.
Диаметр кольцевых проточек, как правило, значительно
больше, чем у отверстий. Фотографии интерферограмм на
рис. 1.21 а сделаны для проточки с внешним диаметром 9 мм,
диаметром столбика 8 мм и глубиной 1 мм. Для такой проточки
следует использовать графики для отверстия диаметром 9 мм,
глубиной 1 мм (относительная глубина 0,1). Сопоставление с
расчетными графиками показывает, что такое отверстие является
очень мелким. Соответственно, мал и коэффициент концентрации.
Для расшифровки надо использоать методику, изложенную в
§ 1.3, и график перемещений рис. 1.10, дающий зависимость
перемещения W от радиуса отверстия при заданной глубине 0,4 мм,
пересчитать его для отверстия диаметром 9 мм и взять из него
значение перемещения, соответствующее глубине отверстия
1 мм. Перемещение, как видно из графика, с увеличением радиуса
довольно быстро выходит на постоянную величину. Эталонные
59
Рис. 1.21 а,б
60
Рис. 1.21 в,г
61
Рис. 1.21 д,е
$
.1
62
графики расчета напряжений для отверстий с относительной
глубиной 0,4 мм и менее получают пересчетом в соответствии с
масштабным коэффициентом.
Поверочные эксперименты по отработке метода кольцевой про-
точки проводились на установке рис. 1.18 по растяжению плоских
образцов из алюминиевого сплава с а = 270 МПа, толщиной 10 мм,
шириной 50 мм. Измерение рабочих усилий при растяжении
образцов проводилось по показаниям динамометра, напряжение
определялось делением силы на площадь сечения образца.
Приведем результаты одного из экспериментов. При помощи
нагрузочного устройства в образце было создано напряжение
240 МПа, близкое к пределу текучести 280 МПа. Оно имитировало
остаточное напряжение, которое и определяли методом колцевой
проточки, измеряя нормальное перемещение IF. Размеры проточки:
внешний диаметр 9 мм, диаметр столбика 8 мм, глубина менялась.
На фотографии рис. 1.21 б,в приведены интерферограммы для
глубин 0,3 и 1,0 мм.
Так как измеряется нормальное перемещение Ж, то оси сим-
метрии интерферограммы совпадают с осями главных напряжений.
В данном случае одна ось 1 направлена вдоль образца,
а1 = 240 МПа, другая ось 2—поперек, &2 = 0. На первой фотогра-
фии все полосы как вне проточки, так и на столбике,
ориентированы по оси 1 и нет ни одной полосы, ориентированной
по оси 2—поперек образца. Отверстие очень неглубокое, h/R =
= 0,07, и хотя напряжение большое, концентрация напряжений
не проявляется, она мала, и пластических деформаций нет. На
второй фотографии на стол-
бике полосы ориентированы
по-прежнему по оси 1, а
вне проточки появились по-
лосы, сориентированные по
оси 2. Концентрация напря-
жений для отверстия глуби-
ной 1 мм проявилась, хотя
относительная глубина 0,2
мала. На столбик концент-
рация напряжений не рас-
пространяется. Это же на-
блюдалось при дальнейшем
увеличении глубины про-
точки.
Анализ эксперименталь-
ных данных по перемеще-
ниям Ж, полученных для
различных глубин кольце-
вой проточки, позволил
построить зависимость пере-
мещения на кромках отвер-
стия и столбике по оси 1
63
от глубины и провести ее к единичному остаточному напряжению
о'1 = 10 МПа и радиусу 1 мм. Эти зависимости приведены на
рис. 1.22: кривая 1 для столбика, кривая 2 для отверстия.
Сопоставление с расчетными данными § 1.1 показывает хорошее :
совпадение расчетных и экспериментальных данных. Но главный
результат этих исследований в том, что перемещение на столбике
с неплохой погрешностью совпадает с перемещениями вне
отверстия и, следовательно, методика расшифровки интерферог-
рамм поверхности столбика и определения остаточных напряжений
совпадает с методикой для неглубоких отверстий h < R. Преиму-
щество столбика состоит в том, что оба главные остаточные
напряжения определяются по простой формуле: а = Ж. /W^
i = 1,2, где Ж.—измеренное перемещение по оси i, —переме-
щение от единичного напряжения.
На рис. 1.21 г,д,е приведены интерферограммы, . полученные
при зондировании проточкой сварного шва алюминиевого сплава,
демонстрирующие классическую картину полос при двухосном
напряженном состоянии.
К достоинствам кольцевой проточки можно отнести и то, что
анализ интерференционных полос на столбике и вне проточки
обеспечивает очень высокую надежность измерения, хотя для .
такой же точности было бы достаточно и одной из этих картин. .
Интересен следующий вывод из данных рассуждений. Как ?
следует из графика для нормальных перемещений W на кромке i
отверстия в зависимости от радиуса R при одной и той же глубине
h = 0,4 мм, это перемещение, начиная с радиуса R = 3 мм, ?
становится постоянным и не меняется с увеличением радиуса.
При R = 3 мм отношение h/R == 0,13.
Это справедливо и для кольцевой проточки, когда отношение
глубины к внешнему радиусу меньше или равно 0,13. Сохраняя
глубину и увеличивая радиус отверстия практически до бесконеч-
ности, уменьшая тем самым h/R, получаем на кромке одно и
тоже значение W.
Таким образом, из результатов решения задач о возмущенном t
напряженно-деформированном состоянии в окрестности отверстия 4
(проточки) следует методика измерения остаточных напряжений i
при помощи узкого разреза. Действительно, разрез можно 3
рассматривать как проточку бесконечного радиуса. Перемещения
W на кромках разреза получаются на рис. 1.10 предельным
переходом Я с© при сохранении постоянной глубины, равной
глубине разреза. График построен для глубины hQ = 0,4 мм,
значение для других глубин h получаются перемножением на (
масштабный коэффициент /^Ло. Учитывая, что при глубине |
отверстия 0,4 мм и R -» ©о перемещение W согласно графику |
равно РИ= 0,125 мкм, перемещение при глубине h равно: W = |
= (A/O,4)lFo, где —Перемещения, соответствующее глубине !
0,4 мм.
64
Аналогично для кольцевой проточки получаются тангенциаль-
ные перемещения.
§ 1.9. Определение остаточных напряжений
по деформациям окрестности
зондирующего несквозного отверстия
В измерительной практике широко используется способ опре-
деления остаточных напряжений при помощи измерений дефор-
маций возмущенного отверстием напряженного состояния. Наибо-
лее распространенный способ измерения деформаций—тензо-
метрия. Для пересчета измеренных деформаций в остаточные
напряжения, существовавшие в точке до высверливания отверстия,
требуется или знать специальные тарировочные коэффициенты
или иметь решение задачи о возмущенных напряженно-де-
формированных состояниях для соответствующих деформаций в
зоне отверстий при единичных остаточных напряжениях, и
применить это решение так же, как использовались перемещения
возмущенного состояния при измерении системами ЛИМОН.
Такие решения были получены методом конечных элементов.
Более поробные сведения о результатх решений приведены в гл. 4,
а здесь даны только графики нужных для пересчетной методики
параметров решения.
Представим деформации возмущенного состояния в следующем
виде:
г = 7° + Г° cos 2<z>,
г г г т
е = 7° + Г° cos 2а>,
<р ч> ч> т
у =7° sin Ър.
* г<р 'пр т
В решении выделены осесимметричные компоненты и компо-
ненты, изменяющиеся по закону cos 2^>, sin Ър. Входящие в эти
формулы величины 7^, Г®, 7^, Г®, у^ соответствующие
единичным остаточным напряжениям а =10 МПа и модулю
Юнга Е = 70 ГПа построены численно методом конечных элемен-
тов. В таблицах 1 4- 12 (см. § 1 гл. 4) представлены значения
7^ £ 0, а на рисунках 1.23—1.26 приведены графики,
необходимые здесь для пересчетной методики ty = Е^).
Считаем, что имеются главные остаточные напряжения и и
r XX
, постоянные по глубине зондирующего отверстия, но направ-
ления их действия не известно. Следовательно, надо определить
три неизвестные величины: а0 , сг° , ^>, где <р—угол, определяющий
хх уу
направление главного напряжения. Для этого необходимо иметь
3 Г.Н.Чернышев и др. 65
данные о деформациях в трех точках. В качестве примера
рассмотрим здесь вариант определения напряжений по измерениям
радиальных деформаций, хотя все сказанное просто переносится
на случаи, когда измеряться могут три любые другие компоненты
тензора деформаций возмущенного напряженно-деформированного
состояния.
66
Обычно радиальные деформации измеряют в трех точках на
одинаковом расстоянии от центра отверстия на лучах под углом
45° друг к другу. Обозначим их через е2, е3. Деформации при
сг° * 0 и cP = 0:
хх уу
е = (ё° + Г0 cos 2у>),
г [(70 j г г
XX
где [а^] —размерность а е —выше определенные коэффи-
циенты при единичном остаточном напряжении. Операцией
поворота угла <р на 90° можно получить, что ег в этой же точке
при а® # 0, c/J = 0 имеет вид:
УУ хх
ао
£ = —(ё ° — Г° cos 2<р),
г [ст0 ] г г
УУ
Тогда значения с2, для различных трех точек можно
записать в следующем виде в зависимости от неизвестных главных
остаточных напряжений и угла р, определяющего
направление их действия:
[ахх]е1 = + C0S М + COS 2*>)’
[ехх]е2 = sin + °уу^г + sin
[сг° ]е = а0 (е 0 — cos 2<р) + а° (F 0 + cos 2<р).
XX 3 XXV г г уу' г г т'
В этих выражениях стоят F^, которые в виде графиков
приведены на рисунках 1.23 и 1.24 и в виде таблиц даны в § 4.1.
Значения величин даны для глубин отверстий 0,4; 0,8; 1,2; 1,6;
2,0 мм и отмечены соответственно цифрами У, 2, 3, 4, 5. Эти
данные получены для материала с модулем Юнга EQ = 70 ГПа и
коэффициентом Пуассона v = 0,3 в случае, когда остаточные
напряжения равны а** = 10 МПа, а = 0. Для другого материала
с модулем Юнга Е их надо пересчитать перемножением на
коэффициент Eq/Е. Аналогичные формулы можно привести, если
измерены другие компоненты деформаций. Можно проводить
измерения на других лучах и брать различные компоненты
Деформаций.
Когда остаточные напряжения линейно меняются по глубине
будущего отверстия, можно, как и в случае измерения переме-
щений, задачу определения напряжений а решить ана-
логично. Напряжения а , а представляются в виде
хх уу
3* 67
a
xx
= о0 + ст‘ (1 - 2z/ft),
XX XXх 7
а = <7° + crl (1 — 2з/Л).
УУ УУ УУК ’
Теперь нужно определить четыре неизвестные величины а**,
°уу* ПР°ЦеДУРа полУчения уравнений для определения
этих величин аналогична изложенной в начальных параграфах
этой главы, поэтому ограничимся конечными результатами, не
приводя выкладок.
Как и ранее для получения уравнений нужны значения е
Г*, 1^, от единичного напряжения с?* = 1, = 0.
Необходимые здесь параметры F *, Г* в виде графиков приведены
на рисунках 1.25 и 1.26 для тех же глубин отверстий и с такой
же нумерацией графиков. Формулы для деформаций с* сохраняют
прежний вид. Не повторяя выкладок, укажем, что уравнения для
определения только а1 , ст1 , р по измеренным деформациям £.,
хх уу 1
е2’ ез совпаДают с предыдущими, поэтому выписывать их тоже
не будем.
В случае, если остаточные напряжения содержат все компо-
ненты а0 , а0 , а1 , а1 , нужно найти пять неизвестных величин:
хх уу хх1 уу1 J
четыре составляющих напряжений и угол р. Для этого необходимо
выполнить измерение деформаций в пяти точках.
Как и в случае, когда остаточные напряжения определялись
по измеренным перемещениям, в данном случае также желательно
провести измерение деформаций в точках, близких к отверстию
и несколько удаленных от него. Пусть измерены радиальные
деформации е. , i = 1,2, 3 на расстояниях г2 и на лучах 7,
2, 3, составляющих друг с другом угол 45°. Тогда, используя •
известные соотношения между исходными и повернутыми осями, |
можно составить следующие равенства для точек г2:
[а ]е.= [а = а0 (е° + Г° cos 2р.) + (F 0 — cos 2р.)+
XX I XX I XXх Г Г т Г уу' Г Г г l'
+ I + Г' cos fy) + ауу& ‘ - е ‘ cos 2р.), ‘
Получилось шесть уравнений для определения пяти неизвест- j
ных, одно лишнее, потому что угол р считается одним ]
неизвестным. Одно уравнение в данном случае служит для i
подстраховки. Уравнения решаются просто и тем самым опреде- *
ляются искомые главные остаточные напряжения и их направ-
ление.
68
Отметим, что приведенные здесь решения задач о возмущенном
напряженно-деформированном состоянии от единичных остаточных
напряжений дают большую свободу для создания методик
измерения остаточных напряжений по измеренным деформациям
возмущенного напряженно-деформированного состояния в окрест-
ности зондирующего отверстия.
Изложенная методика определения Напряжений является
достаточно общей и не связывает исследователя требованиями к
средствам измерения.
Разработанный фирмой Measurements group стандарт ASTM
Е837-89 на метод измерения, основанный на тензометрии и
высверливании [59], предусматривает использование специальных,
на единой подложке, розеток тензодатчиков с центральным
отверстием для измерения радиальных деформаций возмущенного
деформированного состояния в трех точках, устройства для
центрирования сверла и высверливания отверстия и простую
методику пересчета измеренных радиальных деформаций в
остаточные напряжения в точке до высверливания отверстия.
Данная технология измерений предусматривает однозначное за-
дание радиуса зондирующего отверстия и его изменение требует
тензорозетки других размеров.
Методика определения главных остаточных напряжений а ,
а и угла определяющего направление их действия, по
измеренным радиальным деформациям е2, в трех точках
на лучах, составляющих друг с другом угол 45°, и отстоящих от
центра отверстия на одинаковом расстоянии D, сравнительно
просто и состоит из трех уравнений в соответствии с этими
формулами:
а = /се1+еЗ_кУ1г(£ _ £ )2 ( _ 2 д1/2
max К 4а 4Ь Ц 1 2> 1 2 €3)J ’
^2* 2 21/2
а . = к -А + к-7Т- Це, - г?)2 + ,
mm 4а 4Ь v 1 2' v 2 З)1 ’
. э _ £1 ~ 2C2 + C3 I. _ 1 + V
tg2a C1 - e2 ’ k 2E '
в которых коэффициенты а, b определяются глубиной и диаметром
отверстия, модулем Юнга и коэффициентом Пуассона материала
и радиусом окружности R, на которой расположены центры
тензодатчиков, т.е. точки, в которых измеряются деформации
е2, е3.
В случае сквозных отверстий, когда радиус отверстия больше
толщины пластины, эти коэффициенты определяются из решения
задачи Кирша и имеют вид
69
1 .
a = b =
R2
4__1___3J
l+vR* Я*]’
Коэффициенты a, b рассчитаны методом конечных элементов
для несквозных отверстий при различных значениях R, R{, h и
в виде графиков приведены на рис. 1.27 а,б. Там же показано,
Рис. 1.27
что зависимость этих величин от коэффициента Пуассона слабая
и при изменении его в пределах от 0,25 до 0,35 их изменение
не превышает 2 %.
70
Глава 2
ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ В ТЕЛАХ,
ИЗГОТОВЛЕННЫХ С ИСПОЛЬЗОВАНИЕМ
ПРОЦЕССА СВАРКИ
В этой главе представлены результаты исследований остаточ-
ных напряжений в металлических объектах, созданных при
помощи сварки. Технологическая операция сварки является
широко распространенным процессом, используемым в промыш-
ленности при производстве различных изделий. Имеется много
видов сварок и разнообразных форм сварных соединений. При
сварке в зоне швов возникают большие остаточные напряжения
и швы часто разрушаются [35].
При измерении сварочных напряжений обычно интерес пред-
ставляют величина и место расположения максимальных рас-
тягивающих напряжений. Перед началом измерений, как правило,
место с максимальными напряжениями неизвестно и поэтому
измерения необходимо производить в нескольких точках на
поверхности изделия в зоне шва в поперечном к оси шва
направлении. По результатам измерений строятся графики—эпюры
сварочных напряжений в зависимости от поперечной координаты
и из этих эпюр определяются величина и место расположения
максимальных напряжений, при условии, что остаточные напря-
жения не зависят от осевой координаты, т.е. одинаковы во всех
поперечных сечениях. В действительности, как правило, это так,
но бывает и иначе, если в процессе сварки были остановки или
менялся режим.
Исследование сварочных напряжений—процедура достаточно
трудная. Авторам книги помогало наличие оперативной измери-
тельной аппаратуры, хорошего лабораторного голографического
оборудования и наработанного опыта измерительной работы, что
и позволило получить представленный ниже исследовательский
материал [2, 4, 7, 15, 39, 41]. Однако не всегда у авторов была
возможность провести необходимые повторные измерения с целью
статистической обработки и обеспечения большей надежности
полученных закономерностей распределения остаточных напря-
жений: исследования эти достаточно дорогостоящие. Поэтому
представленный материал следует рассматривать как опыт такой
работы.
71
§ 2.1. Остаточные напряжения в сварных соединениях
пластин из низколегированных и углеродистых сталей
В этом параграфе представлены результаты измерений свароч-
ных напряжений в стальных пластинах. Проблема таких напря-
жений в сталях в целом большая: много марок сталей, много
технологий сварок, внешних условий их проведения, много
конструктивных особенностей сварных соединений, много разного
рода технологических обработок, включая термообработки и т.д.
Перед исследователями стоит гигантская работа по измерению
сварочных напряжений и систематизации этого материала как
справочного. Здесь эта работа представлена так, как она видится
авторам, и так, чтобы, основываясь на ней, модернизировать в
будущем форму подачи измерительного материала.
Ручная электродуговая и полуавтоматическая сварка. Выпол-
нены измерения и проведена сравнительная оценка уровня
остаточных напряжений и свойств сварных соединений пластин
толщиной 6 и 8 мм из стали 10Г2С; пластин из стали 10ХСНД
толщиной 10 мм, выполненных ручной электродуговой сваркой,
полуавтоматической сваркой в среде углекислого газа СО2, а
также сваркой с порошковой проволокой.
Для суждения об остаточных напряжениях в зоне сварных .
соединений надо измерения проводить так, чтобы можно было
построить графики распределения их в поперечном к оси шва
направлении. Поэтому желательно проводить измерения как
можно в большем числе точек. Обычно для построения графика
число таких точек бралось в пределах 10 и варьировалось по
мере необходимости. Отверстия высверливались на расстоянии
двух-трех диаметров друг от друга, производилось голографиро-
вание окрестностей по выше описанной методике и определялись
напряжения.
Распределение остаточных напряжений по сечению шва в
образцах из стали 10ХСНД показаны на рис. 2.1 а. Здесь
представлены графики продольных сварочных напряжений на
лицевой поверхности в зависимости от расстояния у от оси шва.
Цифрой 7 отмечены графики напряжений в шве, выполненном
ручной электродуговой сваркой, цифрой 2—полуавтоматической
сваркой в среде углекислого газа СО2; цифрой 3—полуавтоматиче-
ской сваркой с порошковой проволокой. Для справки на осях
слева указаны максимальные значения нормальных перемещений
W, полученных из интерферограмм в процессе измерения.
Видно, что при всех трех способах сварки имеются только
продольные остаточные напряжения, причем максимальные рас-
тягивающие напряжения находятся в середине шва. В данном
случае максимум напряжений приходится на зону с повышенной
твердостью. Поведение распределения напряжений качественно
совпадает с поведением твердости, однако если твердость резко |
снижается при переходе от шва к зоне термического влияния, '
что соответствует 5 ч- 7 мм удаления от середины шва, то
72
Рис. 2.1
напряжения, имея ту же тенденцию снижения, уменьшаются
аналогично на расстоянии 20 + 30 мм от середины шва, т.е. на
участке основного металла. Наиболее высокий уровень напряжений
определен в металле шва стали 10ХСНД, выполненного полуав-
томатической сваркой в СО2 и составляет 300 МПа, что ниже
предела текучести основного металла = 520 МПа.
Известно, что при больших скоростях охлаждения в зоне
термического влияния сварных соединений этих сталей могут
образоваться структуры закалки—нижний бейнит и мартенсит.
Количественное соотношение структурных составляющих опреде-
ляется термическим циклом сварки, и, в частности, скоростями
73
охлаждения в интервале температур 500 ч- 700 °C. Микроструктура
зоны термического влияния сварного соединения стали 10ХСНД,
выполненного ручной электродуговой сваркой, представляет собой
сетку доэвтектоидного феррита, перлита и небольшое количество
бейнита. В микроструктуре зоны термического влияния сварного
шва, выполненного полуавтоматической сваркой в СО2, увеличива-
ется дисперсность феррито-перлитной структуры и преобладает
бейнит с тонкими выделениями доэвтектоидного феррита. Это свя-
зано с большими скоростями охлаждения при полуавтоматической
сварке по сравнению с ручной. Твердость металла таких швов
при ручной сварке равна 180 HV (1 HV = 1 НВ ; кГ/мм2), а
для полуавтоматической сварки в углекислом газе—200 HV.
Эти же участки металла имеют больший уровень напряжений
по сравнению с остальным сварным соединением. В околошовной
зоне в зависимости от способа сварки сформирована преимуще-
ственно феррито-перлито-бейнитная структура. Участок перегрева
имеет твердость 210 ч- 220 HV, ширина участка 2 ч- 2,5 мм, учас-
ток полной перекристаллизации состоит из феррита и тонкодиспер-
сионного перлита, ширина участка 1,3 ч- 1,5 мм, участок неполной
перекристаллизации состоит из тонкодисперсионного перлита с
небольшими участками бейнита, твердость 180 4- 185 HV, ширина
участка 0,8 + 1,0 мм.
В целом твердость на участке околошовной зоны составляет
160 ч- 220 HV. Такие значения твердости гарантируют отсутствие
закалочных структур во всем диапазоне скоростей охлаждения,
реализуемых при данных способах сварки. Косвенно по значению
сварочных напряжений можно судить об отсутствии закалочных
структур в металле зоны термического влияния. Напряжения
таких сварных соединений находятся несколько ниже предела
текучести металла соответствующих участков сварного соединения.
На рис. 2.1 б представлены эпюры сварочных напряжений в
образцах из стали 10Г2С, на рис. 2.1 в—из стали 3. Технологии
сварок в данном случае те же самые, обозначения тоже.
Микроструктура сварных соединений стали 10Г2С очень мало
отличается от стали 10ХСНД. Сохраняются те же закономерности
изменения состава структурных составляющих. Таким образом,
стыковые соединения низколегированных кремний-марганцовистых
сталей имеют максимальные растягивающие напряжения в ма-
териале шва, которые снижаются к основному металлу.
Способ сварки влияет на напряжения в связи с изменением
скорости охлаждения в зоне термического влияния и образованием
соответствующих микроструктур. Максимальные растягивающие
напряжения создаются при полуавтоматической сварке в СО2, что
необходимо учитывать при выборе технологии сварки металлокон-
струкций. Меньшие напряжения наблюдаются в пластинах из
углеродистой стали 3 независимо от способа сварки.
Автоматическая сварка «пульсирующей» дугой. Для сравнения
далее приводятся результаты исследования остаточных напряжений
74
в пластинах из стали 3 толщиной 8, 16 и 30 мм, сваренных
автоматической сваркой пульсирующей дугой в случае, ког-
да температура окружающего воздуха была отрицательной:
-10-г—18 °C. Результаты измерений представлены на рис. 2.2.
На рис. 2.2а даны эпюры напряжений в пластине толщиной 8 мм,
на рис. 2.2.6—16 мм, на рис. 2.2в—30 мм. Видно, что остаточное
напряженное состояние существенно изменилось по сравнению с
Рис. 2.2
предыдущим случаем: оно стало двумерным, появились большие
поперечные напряжения. Это говорит о том, что температура
окружающей среды существенно влияет на остаточные напря-
жения.
Максимум напряжений приходится на шов и зону термического
влияния и достигает уровня 250 + 350 МПа, что близко к пределу
текучести основного металла а = 240 МПа. Просматривается
закономерность, что с увеличением толщины пластины при
переходе на многопроходную сварку напряжения увеличиваются.
При переходе на толщины 16 и 30 мм максимум напряжений
приходится на зону термического влияния, что свидетельствует о
том, что именно зона термического влияния является наиболее
опасным участком, где могут возникнуть кристаллизационные
трещины.
Исследования микроструктуры участка перегрева зоны терми-
ческого влияния показали значительный рост зерна в верхней
части, непосредственно прилегающей к линии сплавления. Это
связано с более высокими скоростями охлаждения, которые
приводят к выделению феррита не только по границам зерен в
виде сетки, но и внутри зерна по кристаллографическим
плоскостям. Образование такой структуры в верхней части зоны
термического влияния связано с химической неоднородностью и
скоростью охлаждения более 100 °С/мин при отрицательных
температурах воздуха.
Значение столь высоких остаточных напряжений в зоне
термического влияния связано с образованием указанной неодно-
родной микроструктуры. Подобная структура должна быть устра-
нена термической обработкой по типу нормализации, что должно
привести к уменьшению остаточных сжимающих напряжений,
поэтому технология многопроходной полуавтоматической сварки
стали в СО2 при отрицательных температурах должна разраба-
тываться обязательно с учетом этого обстоятельства.
Рис. 2.3
76
Были также исследованы напряжения в сварных пластинах из
стали 09Г2С толщиной 16 мм, выполненных автоматической
сваркой пульсирующей дугой при комнатной температуре. Резуль-
таты исследований показали, что режим пульсаций мощности с
частотой до 50 Гц не влияет на характер распределения остаточных
напряжений (рис. 2.3). Максимум напряжений приходится на шов,
как и в рассмотренных ранее технологиях сварки низколегирован-
ной стали, и достигает 200 МПа. Микроструктура представляет
собой * феррито-перлитную смесь, она достаточно однородна и
поэтому не связана с возникновением высоких остаточных напря-
жений.
Электрошлаковая сварка. Исследование остаточных напря-
жений при таком способе сварки проводилось также и на сварных
пластинах из низколегированной стали 09Г2С, толщиной 40 мм.
Данный вид сварки со стационарной дугой ведется при очень
больших погонных энергиях сварки (Q » 150000 кал/см), при этом
весь процесс отличается сильно замедленными скоростями охлаж-
дения зоны термического влияния. Замедленные скорости охлаж-
дения вызывают интенсивный рост зерна на участке перегрева в
зоне термического влияния. Такая микроструктура является
равновесной, однородной и она не должна приводить к созданию
высоких напряжений, в особенности на поверхности шва со
стороны его усиления. Эти рассуждения подтверждаются резуль-
татами измерения, приведенными на рис. 2.4. Эти три рисунка
представляют соответственно эпюры распределения напряжений в
пластинах с разными размерами швов: 25, 18 и 30 мм. Сплошными
линиями даны эпюры напряжений с лицевой стороны, штрихо-
выми—с противоположной. Действительно, напряжения на лице-
вой стороне шва отсутствуют; Наблюдается сосредоточение в корне
шва, характерное для всех вариантов электрошлаковой сварки.
Лазерная сварка. Применение сосредоточенных источников
сварочного нагрева, в частности, лазерного излучения для сварки
металлов, дает возможность благодаря высокой удельной мощности
в пятне нагрева получать сварные соединения с узким швом, т.е.
малым объемом расплавленного металла и, как следствие, с
минимальной деформацией сварного соединения.
Малая величина зоны термического влияния при лазерной
сварке определяет и малую область распределения остаточных
напряжений. В этом случае применительно к напряжениям,
имеющим резко меняющуюся эпюру напряжений, широко приме-
няемые в настоящее время методы измерений нуждаются в
серьезной модификации, в то время как метод голографической
интерферометрии позволил успешно выполнить измерения таких
напряжений.
Исследования проводились на пластинах из стали 3 толщиной
5 мм. Сварку на проплав выполняли при помощи быстропроточного
лазера непрерывного действия на СО2 с замкнутым циклом.
Мощность выходного лазерного луча 5 кВт, скорость сварки 48 м/ч.
Режимы проплава варьировались.
77
Рис. 2.4
Графики продольных (У, 3) и поперечных (2, 4) напряжений
на обеих поверхностях сварных соединений приведены на рис. 2.5. ?
78
Измерения показали, что максимальное значение продольных
растягивающих напряжений равно 480 МПа и приходится на
сварной шов с лицевой стороны. Напряжения со стороны корня
шва в его центре имеют значения, близкие к пределу текучести
основного металла <гт = 240 МПа.
Рис. 2.5
Поперечные напряжения в сварном шве незначительны, а
максимальные значения сжимающих напряжений приходятся на
зону термического влияния. Остаточные напряжения резко умень-
шаются на расстоянии 4 + 5 мм от центра шва, что соответствует
участку основного металла. Исследования микроструктуры пока-
зали, что ширина зоны термического влияния сварного соединения,
выполненного лазерной сваркой, не превышает 1 ч- 2 мм.
Измерения твердости показали, что сварные соединения,
выполненные лазерной сваркой, имеют большую твердость металла
шва и больший градиент по твердости между металлом шва и
металлом зоны термического влияния по сравнению со сварными
соединениями, выполненными ручной электродуговой и полуавто-
матической сваркой. Отметим, что скорость нагрева при лазер-
ной сварке достигает 1000 °С/с, а скорость охлаждения
300 ч- 500 °С/с в интервале температур 100 ч- 700 °C и
60 ч- 150 °C/с в интервале температур 700 ч- 500 °C. Исследования
микроструктуры показали, что высокие скорости нагрева и
79
охлаждения приводят к образованию структур закалки в зоне
термического влияния. На участке перегрева зоны термического
влияния, а также на участке, подвергавшемся нагреву до
межкритического интервала температур, наблюдается образование
участков бесструктурного мартенсита с большой микротвердостью.
Наряду с участками мартенсита в зоне термического влияния
наблюдаются зерна феррита и участки пластинчатого перлита с
малой твердостью. Образование такой неоднородной структуры
также связано с высокими скоростями нагрева и охлаждения,
которые не обеспечивают возможности выравнивания микрострук-
туры.
Исследовалось влияние предварительного подогрева расфо-
кусированным лазерным лучом до температуры порядка 500 °C.
В этом случае происходит перераспределение продольных напря-
жений по сечению сварного соединения, что видно на графиках
Рис. 2.6
рис. 2.6. На этом рисунке графики /, 2 представляют эпюры
продольных напряжений в образце с лицевой и обратной сторон
без предварительного подогрева, 5, 4—эпюры этих же напряжений
в образце с предварительным подогревом. С лицевой стороны
распределение напряжений носит сложный характер (кривая 5).
В середине шва напряжения снизились по сравнению с образцами
без подогрева до 300 МПа. В зоне термического влияния вблизи
линии сплавления на участке перегрева они составляют 150 МПа.
Однако отмечается увеличение напряжения на расстоянии
4 т 5 мм от середины шва до 380 МПа. Со стороны корня шва
продольные напряжения возросли до величины 330 МПа.
Предварительный подогрев перед сваркой привел к понижению
твердости в металле шва. Микроструктура зоны термического
80
Рис. 2.7
81
влияния представляет собой бейнитоферритную смесь. Участки
бесструктурного мартенсита отсутствуют.
Последующая термообработка сварного соединения расфо-
кусированным лазерным лучом той же мощности при той же
скорости привела к перераспределению продольных напряжений.
Максимальные значения их приходятся на участок перегрева зоны
термического влияния (рис. 2.6, кривые 5, 6), но уровень их
изменился незначительно: 400 + 450 МПа. В центре шва эти
напряжения равны 150 МПа, тогда как в шве без последующей
термообработки они достигают 500 МПа (кривая J). Для примера
на рис. 2.7 приведены фотографии интерферограмм, полученных
в процессе измерения на образцах, приведена схема сварного
соединения и указаны места, в которых эти интерферограммы
были получены.
Таким образом, при лазерной сварке углеродистой стали в
сварном шве образуются большие продольные напряжения,
превышающие по значению предел текучести основного металла.
Возникновение столь высоких напряжений связано с образованием
металла с новым более высоким пределом текучести в зоне шва.
Наличие высоких напряжений в зоне термического влияния не
позволяет обеспечить надежность сварных соединений. Для
исключения этого сварку при высокой сосредоточенности источ-
ника сварного нагрева необходимо вести по технологии, обес-
печивающей последующую локальную термообработку сварных
соединений.
§ 2*2. Остаточные напряжения
в сварных соединениях пластин
из среднелегированных и жаропрочных сталей
При создании строительных металлоконструкций, в частности,
при сооружении несущих колонн главных корпусов ТЭС, приме-
няются среднелегированные стали повышенной прочности. При
нерациональной технологии сварки остаточные напряжения могут
достигнуть большого значения, что может привести, а иногда и
приводит к разрушению балок и ферм при монтаже, особенно в
условиях резкого колебания температур.
С целью исследования явления были выполнены измерения
остаточных напряжений в сварных пластинах из стали 16Г2АФ
толщиной 3 мм. Сварку выполняли с предварительным подогре-
вом до 100 4- 150 °C за 5 проходов. В таком образце были
выполнены измерения остаточных напряжений, результаты кото-
рых приведены на рис. 2.8. Как видно из графика, представля-
ющего продольные напряжения, максимальные напряжения нахо-
дятся в зоне термического влияния и они несколько меньше
предела текучести основного металла ст = 450 МПа.
Микроструктура усиления шва представляет собой вытянутые
колонии структурного феррита, образующего ферритную оторочку
вокруг ферритно-перлитной смеси. В корне шва структура
82
перекристаллизованная, мелкозернистая, зона столбчатых кристал-
лов отсутствует.
Рис. 2.8
Замеры твердости были приведены на глубине 3 мм от
поверхности пластины. Результаты представлены на том же
рис. 2.8, масштаб графика указан с правой стороны. Максимальная
твердость в зоне термического влияния 220 HV, твердость металла
шва 160 -5- 180 HV. Закалочные структуры отсутствуют.
По-видимому, для сталей, легированных сильными карбидо-
образующими элементами, в данном случае—ванадием, максимум
напряжений приходится на участок, где происходит процесс их
максимального выделения, т.е. на зону термического влияния. Это
необходимо учитывать при отработке технологии сварки, особенно
для условий монтажа при отрицательных температурах, где может
возникнуть сильный рост напряжений.
Технологическое оборудование ТЭС—трубопроводы и трубы
поверхностей нагрева котлов, эксплуатируемые при температурах
560 *- 580 °C, изготавливаются из жаропрочных сталей, главным
образом из стали 12Х1МФ с толщиной стенки от 7 до 60 мм.
Сварку труб толщиной свыше 10 мм обычно проводят с пред-
варительным подогревом и последующей термообработкой. Режимы
термообработки определяются двумя факторами—необходимостью
снятия остаточных сварочных напряжений и необходимостью
формирования определенной микроструктуры околошовной зоны.
Для исследования напряжений и процесса релаксации их при
термообработке в лабораторных условиях ручной электродуговой
сваркой были изготовлены соединения пластин из стали 12Х1МФ
толщиной 5 мм.
83
На рис. 2.9 а представлены эпюры остаточных напряжений на
лицевой (сплошные линии) и на обратной (штриховые линии)
сторонах для двух типичный образцов пластин из ст. 12Х1МФ
как до термообработки (кривые У), так и после часовой выдержки
при температуре 730 °C (кривые 2). Видно, что до термообработки
максимум напряжений находился на расстоянии 12 мм от середины
шва, т.е. примерно в зоне термического влияния. Отпуск при
температуре 730 °C в течение 1 часа привел к полному снятию
остаточных напряжений, хотя перепад* по твердости между
металлом шва и зоной термического влияния остался достаточно
большим (рис. 2.9 б, график 1 получен для необработанной
пластины, 2—для термообработанной пластины).
Рис. 2.9
84
Такие закономерности распределения напряжений, полученные
на десяти образцах из сталей 12X1 МФ, по-видимому, объясняются
микроструктурными изменениями, а именно процессом коагуляции
карбидов хрома, ванадия, молибдена, который приводит к
увеличению остаточных напряжений в зоне термического влияния.
Для исследования процесса релаксации напряжений при термооб-
работке была проведена серия нагревов этих образцов в интервале
450 730 °C с малыми временами выдержки и после этого были
измерены напряжения. Представленные на рис. 2.10 полученные
кривые релаксации напряжений показывают, что при температуре
отпуска 600 °C уровень остаточных напряжений снижается на
50 % за 10 мин. Увеличение выдержки в три раза при этой же
температуре практически не приводит к дальнейшему снижению
остаточных напряжений. Из графиков также видно, что повышение
температуры нагрева до 650 °C позволяет снизить уровень
напряжений на 80 % при малых временах выдержки.
Результаты измерения микротвердости показывают, что нагре-
вы при 550, 600 и 650 °C приводят к еще большему увеличению
твердости металла шва, несмотря на значительное снижение
уровня остаточных напряжений.
Тот факт, что в интервале температур 550 4- 650 °C наблюда-
ется резкое увеличение твердости металла шва и увеличение
перепада твердости между металлом шва и околошовной зоны,
свидетельствует о том, что при таком уровне легирования металла
шва, который происходит при использовании электродов типа
09X1 МФ, термообработка приводит к получению резко неодно-
родного по свойствам сварного соединения. Отпуск при 730 °C
(1 час) не вызывает такого увеличения твердости в металле шва,
однако завышен с точки зрения уровня напряжений. Проведенные
исследования позволяют сделать вывод о нецелесообразности заве-
домо завышенного уровня легирования металла шва, что приводит
85
к необходимости установления более высоких температур после,
дующей термообработки.
Были также исследованы напряжения и свойства стыковых
сварных соединений пластин из стали 12Х1МФ толщиной 20 мм/
отличающихся содержанием молибдена в основном металле. Стыкц
перед сваркой были подогреты до 250 °C, после сварки была
проведена термообработка в соответствии с режимом высокой»
отпуска: выдержка 1 час при температуре 730 °C, охлаждение с
печью, что привело к полному снятию напряжений.
§ 2.3. Уменьшение остаточных напряжений
в сварных соединениях изделий из высокопрочных сталей
локальной термической обработкой
В этом параграфе речь пойдет об остаточных напряжениях в
объектах из высокопрочных среднелегированных сталей, создава-
емых при помощи электронно-лучевой сварки. Возникающие после
такой сварки напряжения могут быть большими и опасными и
их необходимо уменьшать. Здесь рассмотрено два способа
уменьшения: печная термообработка всего изделия и локальная
термообработка зоны сварного шва.
Силовые элементы самолетов и космических аппаратов,
например, элементы шасси, изготавливают из высокопрочных
среднелегированных сталей мартенситного класса марок
20ХГСН2МФА, ЗОХГСА, 30ХГСН2А, ЭП693ВД, 30Х2ГСНВМ
(ВЛ1ВД), КВК-22, КВК-32 и др. Одной из проблем, возникающих
при сварке сталей этого класса, является предупреждение
образования холодных трещин в околошовной зоне и металле
шва. Пониженная стойкость этих участков сварного соединения
против возникновения холодных трещин вызвана особенностями
фазовых и структурных превращений этих зон в условиях сварки,
продуктами которых являются структуры с низкими пластичес-
кими свойствами, высоким уровнем растягивающих остаточных
напряжений и повышенной концентрацией водорода. Водород
перераспределяется в процессе сварки вследствие дегазации еп>/
из расплавленной ванны металла шва, термодиффузии из горячей
зоны в область с низкими температурами, а также в результате
различной растворимости водорода в разных фазах, и накаплива-
ется в зонах с высокими растягивающими напряжениями.
Наличие остаточных напряжений после сварки увеличивает
подвижность примесей внедрения, в частности, водорода, вызывав
его дополнительное накопление в околошовной зоне и низкотем-
пературной части зоны термического влияния. Это приводит я
снижению пластических свойств и увеличивает вероятность
развития процессов замедленного хрупкого разрушения во время
изготовления, хранения и эксплуатации. Поэтому для стальных
сварных конструкций непосредственно после сварки, не более, чей
через 0,5 4-1,0 час, перед окончательной упрочняющей термооб-
86
работкой проводится промежуточный общий отпуск в воздушной
печи по режиму: 650 680 °C, 2 часа.
Наиболее эффективным способом изготовления конструкций
из элементов сложного профиля для этих марок сталей является
однопроходная электронно-лучевая сварка—ЭЛС. По сравнению с
электро-шлаковой или аргоно-дуговой сваркой она имеет ряд
преимуществ: благоприятное рафинирующее воздействие электрон-
но-лучевого переплава в вакууме, малую структурную неоднород-
ность металла шва, незначительный перегрев околошовной зоны
и др.
Электронно-лучевая сварка характеризуется небольшой погон-
ной энергией при сварке, малым объемом сварного шва и зоны
термического влияния и соответственно малой упругой энергией,
определяемой остаточными напряжениями. Однако амплитудные
напряжения в зоне шва могут достигать больших значений, что
в сочетании с пиками концентрации водорода вызывает опасность
хрупкого разрушения.
Для снижения уровня остаточных напряжений и концентрации
водорода до безопасных пределов вместо обременительного общего
печного вакуумного отжига была применена локальная тепловая
обработка (ЛТО) зоны сварного шва сканирующим по двум
взаимно-перпендикулярным направлениям, вдоль и поперек шва,
расфокусированным электронным лучом, нагревающим определен-
ную часть сварного соединения. Локальная тепловая обработка
выполняется на том же оборудовании, что и сварка, за одну
загрузку. Параметрами локальной тепловой обработки являются:
температура нагрева поверхности и ее градиент по толщине,
размер зоны нагрева, время выдержки, напряжение, ток, фокуси-
ровка и развертка электронного луча. В зависимости от длины и
формы шва нагрев выполняется как при неподвижных источниках
нагрева и конструкции—когда длина зоны нагрева больше длины
сварного шва, так и при относительном перемещении пятна
нагрева и отжигаемого изделия—для швов большой протяженности
или кольцевых.
Оптимальная схема и режим локальной тепловой обработки
выбирался из условия максимального снижения напряжений и
перераспределения водорода при минимальном перепаде темпера-
тур по толщине соединения. Допустимый уровень напряжений и
концентрации водорода необходимо было сочетать с оптимальными
механическими свойствами.
Разработка и контроль процесса локальной тепловой обработки
проводился при помощи измерения остаточных напряжений,
определения концентрации водорода масс-спектрометрическим
методом с лазерным возбуждением и механическими испытаниями.
Проводили также анализ микрошлифов, что позволило уменьшить
объем механических испытаний.
Контроль остаточных напряжений проводился после сварки с
лицевой стороны и со стороны корня шва. Подкладка срезалась
с последующим стравливанием наклепанного механической обра-
87
боткой слоя. После локальной тепловой обработки контроль
напряжений проводился с обеих сторон образца. Распределение
содержания водорода проводили масс-спектрометрическим методом
с лазерным возбуждением в направлении поперек шва на трех v
уровнях по толщине соединения. Диаметр пятна 0,07 ч- 0,1 мм.
Было проведено исследование напряжений в семи образцах
стали 20ХГСН2МФА в форме пластин 150 х 120 х 15 со
сварным швом посередине пластин. Первый образец не был
термообработан, второй прошел печную термообработку при
температуре 650 °C в течение 1,5 час. Третий подвергался
локальной термообработке при температуре 670 °C, 5 мин; четвер-
тый—при температуре 650 °C, 5 мин; пятый—при температуре
700 °C, 5 мин. Образцы шестой и седьмой не термообрабатывались.
Электронно-лучевая сварка выполнялась проплавлением рабо-
чего сечения заготовки с выводом «корневой пилы» в подкладку,
т.е. глубина проплавления превышала толщину рабочего сечения ?
на 25 ч- 30 %. Локальную термообработку проводили непосредст-
венно после сварки. Размер прямоугольной зоны нагрева составлял
150 х 40 мм. Процессом нагрева управляли путем изменения тока
луча при постоянных ускоряющем напряжении, токе фокусировки
и размерах зоны нагрева. Значение тока луча для заданной
температуры нагрева предварительно рассчитывали. Расчет тем-
пературного поля в плоскости шва проводили при условии, что
нагрев зоны прямоугольной формы—поверхностный с равномерным •
распределением плотности энергии в пятне нагрева. Анализ
расчета термических циклов в точках, лежащих на одинаковой
глубине образца, показывает, что температурные процессы носят
квазистационарный характер, ширина зоны недостаточно прог-
ревшегося металла со стороны торца образца составляет
30 ч- 40 мм.
При отработке режимов нагрева контроль температур про-
водился хромель-алюмелиевыми термопарами, установленными на |
разной глубине, и бесконтактным методом с применением прибора
«АПИР-С» и «Смотрич-4П-05». Анализ экспериментальных кривых
циклов нагрева показал, что перепад температур по толщине ;
соединения составил 40 + 50 °C, при этом разброс по ширине зоны
нагрева составил 40 ч- 50 °C. Погрешность определения темпера-
туры обработки в зоне нагрева со стороны взаимодействия луча
и с обратной стороны не превышала 2 ч- 4 %.
При подготовке к измерениям подкладки на шести образцах
были сбиты, на седьмом образце подкладка была оставлена для
выявления ее влияния на уровень остаточных напряжений.
Усиление шва снималось напильником, а затем обработанная
поверхность была стравлена царской водкой (HCL + HNO3 =
= 34-1) на глубину 0,3 Мм. Поверхность шестого и седьмого
образцов прошлифовали «на плоскость», а затем стравили на
глубину 0,7 мм. Такое травление полностью удаляет пластически
деформированный, наклепанный механической обработкой слой.
88
Остаточные напряжения измеряли в средней (по его длине) части
шва. Ширина шва составляла 4 + 5 мм.
Измерения показали следующее. Продольные напряжения
после сварки в области шва—сжимающие: а = —80 МПа, на
расстоянии 4 мм от центра шва они переходят в растягивающие
и достигают величины &хх = +400 МПа в зоне термовлияния на
расстоянии 7 + 10 мм от оси шва. Поперечные напряжения в
области шва—растягивающие: а = +300 МПа, на расстоянии
8 •+ 10 мм от оси шва они переходят в сжимающие. Ширина
области действия остаточных напряжений составляет 30 •+ 35 мм.
Уровень остаточных напряжений в образце с неотбитой подкладкой
оказался ниже: в области шва а = 0, а = +200 МПа, в зоне
термовлияния &хх = +300 МПа и ауу = —180 МПа, т.е. подкладка
оказывает влияние на величину измеряемых напряжений.
Измерения также показали, что после сварки в зоне
термовлияния отмечается повышенное содержание водорода, в
2 2,5 раза превышающее исходное в основном металле. При
этом зона максимального содержания водорода в сварном со-
единении совпадает с областью действия максимальных растягива-
ющих напряжений.
После печного отжига остаточные напряжения во втором
образце отсутствовали. Печной отжиг также снижает содержание
водорода до уровня концентрации в основном металле. Локальная
термообработка по всем указанным режимам привела к сущест-
венному снижению остаточных напряжений, их максимальные
значения не превышали 80 МПа. Уровень содержания водорода в
опасной зоне уменьшился в 1,5 + 1,7 раз.
Измерение остаточных напряжений было проведено в пластине
из стали 30Х2ГСНВМ (ВЛ1ВД) с размерами 230 х 100 х 15 мм.
В этом случае продольные напряжения после сварки в области
шва—сжимающие: а = —200 МПа, на расстоянии 4 мм от центра
шва продольные напряжения переходят в растягивающие и
достигают а = +300 МПа в зоне термовлияния на расстоянии
9 мм от оси шва. Поперечные напряжения в области шва—рас-
тягивающие: а
= +200 МПа, на расстоянии 4 -+ 5 мм от оси шва
переходят в сжимающие и достигают а
= —300 МПа. Остаточные
напряжения на расстоянии 17 мм от оси шва малы, меньше
чувствительности прибора—40 МПа.
В пластине с размерами 310 х 300 х 10 мм из стали ЗОХГСА
продольные напряжения после сварки в области шва—растягива-
ющие: &хх = +400 МПа, в зоне термовлияния &х = +300 МПа.
Поперечные напряжения в области шва и зоне термовлияния—
сжимающие: сгуу= —100 МПа. На рсстоянии 2 мм от оси шва
остаточные напряжения меньше 40 МПа.
89
В пластине с размерами 315 х 264 х 14 мм из стали КВК-32
продольные напряжения после сварки в области шва—сжимающие:
&хх = —100 МПА, в зоне термовлияния =+450 МПа. Попе-
речные напряжения в области шва—растягивающие: а ==
= +250 МПа, в зоне термовлияния а = —300 МПа. На рассто-
янии 1 мм от оси шва остаточные напряжения меньше 40 МПа.
В пластине с размерами 300 х 200 х 10 мм из стали ЭП693ВД
продольные напряжения после сварки в области шва в этом слу-
чае растягивающие: а = +180 МПа, в зоне термовлияния
а = +550 МПа. Поперечные напряжения в области шва—сжима-
ющие: = —120 МПа, в зоне термовлияния а = —300 МПа.
Были также проведены измерения на семи образцах трубных
заготовок с кольцевыми швами, изготовленными электронно-лу-
чевой сваркой. Металл образцов—сталь 30ХГСН2А, внешний
диаметр образцов 15 мм, толщина стенки—18,5 мм. Образцы
1, 6, 7 после сварки не термообрабатывались, образец 2 прошел
печную термообработку 650 °C, 1,5 часа, образец 3 прошел
локальную термообработку 700 °C, 5 мин., образец 5 тоже—
800 °C, 5 мин. Продольные напряжения после электронно-луче-
вой сварки в области оси шва оказались сжимающими:
ахх = —100 МПа; на расстоянии 6 мм от оси, на линии сплавле-
ния, а = 0; в зоне термовлияния а =+150 МПа. Попереч-
XX ’ XX г
ные
напряжения в области оси
шва—растягивающие:
= +150 МПа, на линии сплавления о
УУ
УУ
= 0; в зоне термовлияния
УУ
= —400 МПа. Остаточные напряжения меньше чувствитель-
ности прибора, т.е. 40 МПа, на расстоянии 20 мм от оси шва.
После печного отжига остаточные напряжения практически
обращались в нуль. Локальная термообработка по всем указанным
режимам снизила остаточные напряжения до 100 МПа.
а
§ 2.4. Остаточные напряжения в оболочках,
изготовленных при помощи сварки
Сварочные напряжения в оболочках могут обладать опреде-
ленными особенностями по сравнению с аналогичными напря-
жениями в пластинах. Это касается характера распределения
напряжений в окрестности сварного соединения. Рассмотрим,
например, две сваренные встык цилиндрические оболочки одина-
ковой толщины 2h и радиуса rQ. Для описания напряженного
состояния в такой конструкции воспользуемся системой обозна-
чений, принятой в теории тонких упругих оболочек. Примем, что
внутренние усилия и моменты, обусловленные остаточными
сварочными напряжениями, равномерно распределяются по окруж-
ности шва, т.е. в оболочках создается осесимметричное остаточное
90
напряженное состояние. Оно локализовано в узкой полосе около
дева и, в соответствии с классификацией напряженных состояний,
относится к классу быстроменяющихся—типа краевого эффекта,
или изменяющихся даже еще более быстро.
Известно, что быстроменяющиеся напряженно-деформирован-
ные состояния слабо зависят от искривленности срединной
поверхности оболочки; в самом первом приближении в малой
окрестности сварного шва рассматриваемые напряженные состо-
яния будут такими же, как в пластинах той же толщины,
сваренных по той же технологии. В окрестности шва сварных
пластин образуется напряженное состояние с отличной от нуля
компонентой тензора напряжений действующей вдоль шва.
Это вынужденное переобозначение по отношению к обозначениям
предыдущих параграфов, так как обычно в цилиндрических
оболочках координата х направлена вдоль образующей цилиндра,
т.е. вдоль его оси, а вторая координата—по окружности.
Компонента ауу постоянна по толщине пластины, а в направлении
поперек шва, которое зададим в этом параграфе только координа-
той х (х = 0—центр шва), изменяется в соответствии с законом:
ауу = °у0™' = “ 2«2х2)е_/(Х)> l(x) = (ах)2. (1)
Графически, зависимость 6* = ауу^ауо от безразмерной ко-
ординаты £ = ах представлена на рис. 2.11. Такое распределение
а является достаточно типичным; найденные в соответствии с
ним напряжения—самоуравновешены и убывают при удалении от
шва; скорость убывания характеризуется параметром а.
Перейдем от напряжения а к усилию Т2, действующему в
том же направлении:
Рис. 2.11
91
л
Т2- ! - 24v = W Г20 = «>
-Л
Остаточное напряженное состояние удовлетворяет уравнениям
равновесия, но не удовлетворяет уравнениям совместности дефор-
мации и эта мера неудовлетворения определяет, в сущности,
технологические остаточные напряжения. В пластине уравнения
совместности деформаций, или вернее—уравнения несовместности
деформаций, сводятся к одному уравнению:
d2ayy/(dx2) = (3)
Правая часть этого уравнения—некоторая функция, которая
и определяет технологические напряжения и зависит от процесса
сварки. Будем считать, что такая же правая часть имеется и в
уравнениях несовместности деформаций оболочки. Интегрирование
уравнений (3) позволяет теоретически получить искомое остаточ-
ное напряженное состояние в оболочках. Это, в принципе,
несложная процедура, но несколько громоздкая в описании и
приводить ее здесь нецелесообразно, так как тот же конечный
результат—выражение для остаточных напряжений—можно по-
лучить следующим, более простым образом.
В рамках рассмотрения бысгроменяющихся напряженных
состояний, продольное усилие 7^ на мысленно вырезанном
прямоугольном элементе оболочки значительно меньше Т2 и им
можно пренебречь (Tt действует вдоль образующей оболочки—оси
х). Тогда, при отсутствии внешних нагрузок на оболочку
определяющими будут уравнения равновесия, связывающие каса-
тельное и перерезывающее усилие с изгибающими моментами
[31]:
azv. 1 au.
<-»
где х — координата вдоль образующей оболочки, г0 — радиус
срединной поверхности, v—коэффициент Пуассона материала
оболочки.
Соответствующие усилиям Т. и моментам напряжения
(i = 1, 2) максимальны в поверхностных слоях попереч-
ного сечения оболочек и находятся по известным формулам:
a(G) = —- = —- (5)
2А2’ % 2Л’ уу 2hl' (5)
где h—полутолщины оболочек.
92
Складывая или вычитая соответствующие выражения для
внутренней и наружной поверхностей оболочек, получим напря-
жения на этих поверхностях:
а. = ± I = 1,2,
it i ’ ’ ’
которые создают суммарное остаточное напряжение ст..
Уравнение несовместимости (3) для оболочки в рамках
гипотезы быстроменяющегося напряженного состояния сводится к
уравнению:
из которого находим, что усилие Т2 такое же по виду, как и
для пластины:
Т2(х) = Г20(1 - 2а2х2)е-/(х). (6)
Интегрируя систему (4) с такой функцией Т2(х) из (1), (4),
получим
Л^х) = -2а^±хе~1<х\
aJi
Gl<*) = G2(x) = vGx{x).
а г0
Отметим, что эти зависимости соответствуют теории простого
краевого эффекта и имеют экспериментальное подтверждение.
Наибольшие напряжения возникают в наружных слоях оболо-
чек, где компоненты напряжений—растягивающие:
3 го
max а = а = va.
хх 4 20’ у х
Таким образом, технологический процесс сварки, создающий
одноосное остаточное напряженное состояние в пластине, в
оболочке создает, согласно изложенному, несколько более сложное
остаточное напряженное состояние.
Сварной шов имеет разную ширину в зависимости от толщины
свариваемых оболочек и способа сварки. Например, шов, выпол-
ненный электронно-лучевой или лазерной сваркой, обычно узкий:
от 2 до 10 мм при больших толщинах оболочек. На стальных
оболочечных аппаратах газоперерабатывающих заводов их ширина
достигает 40 + 50 мм. В качестве примера возьмем цилиндричес-
кую оболочку из стали диаметром 1000 мм, толщиной 10 мм и
шириной сварного шва 20 мм. Измерение сварочных напряжений
в пластинах такой же толщины и с таким же швом позволили
93
сделать вывод, что эпюра остаточных напряжений ау пересекает
ось абсцисс (а = 0) на расстоянии *0 = 3 мм от сварного шва,
а напряжения в центре шва имеют уровень 350 МПа. Эти данные
позволяют конкретизировать параметры зависимости (6). Согласно
(1) для напряжений в центре шва на поверхности получим
а = а (1 - 2а2х2)е~1^ I п = = 350 МПа.
у y0v 71 х=0 у0
Параметр затухания а определяется по расстоянию х0 =
= 35 мм, на котором функция &у(х) впервые обращается в нуль,
т.е.
а = 1/V2xo = 0,0202 мм”1.
Тогда, в соответствии с (2), значение усилия Т2 на оси шва:
Т2(0) = = 350 кГ/мм, где через Т20 обозначена величина
2Ла^(0). Для других внутренних силовых факторов получим на
оси шва следующие значения:
N.(0) = -2стЛ — хе~/(х)| = 0,
lv 7 ^0 го *=0
СТ „Л I/ X
<?1(°) = -f-e WL=0 = 858 кГ>
а г0
G2(0) = К?](0) = 257 кГ.
Сопоставим вклад в напряженное состояние от изгибающих
моментов с напряжениями от продольных сил. В соответствии с
формулами (5) имеем
3 Gi<°)
с/О)(0) = = 515 МПа,
Г (0)
</*>(()) = -kr- = 350 МПа,
У
<г\ 3 ^2(0)
= 154 МПа.
Суммарные наибольшие напряжения а* и примерно
одинаковы: max с/^(0) = 515 МПа, max а = </^(0) + сХс\О) =
= 504 МПа. У У У
Отсюда видно, что уровень напряжений от изгибающих
моментов в оболочках, взятых в качестве примера, сопоставим с
уровнем напряжений от продольных усилий. С увеличением
диаметров стыкуемых оболочек вклад в напряженное состояние
от изгибающих моментов пропорционально снижается.
94
§ 2*5. Остаточные напряжения в сварных изделиях
из титановых сплавов
Высокопрочные и коррозионностойкие сплавы на основе титана
находят достаточно широкое применение в химической, авиацион-
ной, ракетной, судостроительной и других отраслях промышлен-
ности. Для этих сплавов характерна сильная зависимость механи-
ческих свойств от содержания азота, кислорода, водорода в
атмосфере при температурах более 400 °C. В связи с этим важным
параметром при сварке плавлением титана и его сплавов является
качество защитной среды. Применение инертных газов, таких,
как аргон, гелий, не исключает вероятности загрязнения сварного
шва вредными примесями. Наиболее эффективной средой является
вакуум. Поэтому улучшенные с точки зрения прочности и
надежности свойства изделий из титановых сплавов получают при
помощи электронно-лучевой сварки [15].
Изделия из титановых сплавов обычно после сварки подвергают
общей вакуумной печной термообработке. Она полностью снимает
остаточные напряжения, а также стабилизирует структуру и
свойства сварного соединения. Однако при печной термообработке,
особенно при ее многократном применении, отмечается изменение
свойств основного металла конструкции, связанное с наводо-
раживанием: снижение предела прочности на 5 ч- 10 % и повы-
шение микротвердости в поверхностном слое до 25 %, что
значительно снижает эксплуатационные характеристики конст-
рукции, особенно при циклической нагрузке. Изделие после сварки
должно быть отожжено не более, чем через трое суток. Срок
малый, если учесть необходимость операций контроля и устра-
нения сварных дефектов, а также время на организацию
термообработки, включая часто перевозку на большое расстояние.
Поэтому для соединений, полученных электронно-лучевой
сваркой, наиболее рациональным средством уменьшения остаточ-
ных напряжений, а также снижения содержания водорода в
подповерхностных слоях является локальная термическая обработ-
ка электронным лучом зоны шва. Поскольку такая термообработка
проводится на том же оборудовании, что и сварка, она является
эффективным средством снижения трудоемкости и себестоимости
изделий. В этом параграфе рассматривается вопрос оптимизации
параметров нагрева электронным лучом зоны сварного шва.
Исследование проводилось на образцах—сварных пластинах.
На первом этапе измерение остаточных напряжений про-
водилось в пластинах из сплава ВТбч размером 185 х 200 х
х 15 мм, полученных электронно-лучевой сваркой из отожженых
образцов. Измерение проводили в средней части шва, по его
длине, с обеих сторон пластины без какой-либо специальной
подготовки ее поверхности. Был использован представленный здесь
метод высверливания несквозных отверстий диаметром 2 ч- 3 мм
и глубиной h = 0,8 R, т.е. 1ч-1,2 мм. Точность измерения в
зависимости от диаметра отверстия составляла 25 ч- 35 МПа.
95
На рис. 2.12 а,б представлены графики распределения продоль-
ных и поперечных остаточных напряжений в поперечном к оси
шва направлении (рисунок а представляет лицевую сторону,
б—противоположную.) Полученные результаты показывают, что
после сварки максимальные значения продольных растягивающих
напряжений приходятся на зону термического влияния и равны
350 и 400 МПа соответственно на лицевой и корневой поверхнос-
тях. Ширина области зоны шва, в которой продольные напряжения
растягивающие, составляет на лицевой стороне величину порядка
20 мм, на стороне корня шва—16 мм. Поперечные остаточные
напряжения на оси шва—сжимающие и равны 200 ч- 250 МПа, на
расстоянии 6-1-7 мм от оси шва они переходят в растягивающие,
максимум которых достигает 100 МПа. В целом ширина зоны с
напряжениями равна 30 ч- 35 мм.
96
После сварки изделия из данного сплава в соответствии с
техническими условиями подвергаются печной термообработке:
выдержка в вакуумной печи при температуре 750 °C один час.
Измерение напряжений в образцах, прошедших такую термооб-
работку, показали, что они прорелаксировали и сильно умень-
шились, о чем свидетельствуют эпюры напряжений, приведенные
на рис. 2.13 а,б в том же порядке, что и на предыдущем рисунке.
Рис. 2.13
Часть сварных соединений сплава ВТ6 после сварки подвер-
галась локальной термической обработке электронным лучом так,
что температура нагреваемой поверхности в первом случае была
800 °C, во втором 925 °C. Ширина зоны нагрева была несколько
более 35 мм—зоны наличия остаточных напряжений. Термообра-
ботка при температуре поверхности 800 °C уменьшила напря-
жения, максимальные напряжения после нее не превышали
180 МПа согласно представленным на рис. 2.14 эпюрам напря-
жений: рисунок а—на лицевой стороне и рисунок б—со стороны
корня шва. После локальной термообработки 925 °C напряжения
снизилась немного больше, о чем свидетельствуют графики
рис. 2.15.
Таким образом, локальная термообработка значительно умень-
шает остаточные напряжения. Такое снижение существенно
повышает прочность, а главное—надежность сварного соединения
и во многом удовлетворяет потребителей изделий из титанового
сплава.
На примере сваренных электронно-лучевой сваркой пластин
из титанового сплава ВТбч изучалось влияние механической
обработки—фрезерования поверхности—на остаточные напряже-
ния. Измерения, проведенные в точках на оси шва, показали,
что до фрезерования продольные напряжения растяжения были
+550 МПа, поперечные сжимающие -100 МПа. После фрезерования
4 Г.Н.Чернышев и др. 97
а МПа
—“
4 8 12 16 20
Рис. 2.15
98
поверхности на глубину 1 мм продольные растягивающие напря-
жения уменьшились до величины 380 МПа, поперечные сжима-
ющие увеличились до величины 210 МПа. После травления
поверхности на глубину 0,1 мм напряжения в зоне шва вернулись
к первоначальному уровню, зарегистрированному до фрезерования.
Приведенные данные свидетельствуют о том, что техно-
логические операции, такие как снятие усиления шва или другая
механическая обработка зоны шва существенно влияют на
величину остаточных напряжений на поверхности.
Объекты таврового сечения. Ниже представлены данные
измерений полей остаточных напряжений в сварных соединениях
титанового сплава ВТ6 таврового сечения, полученных однопро-
ходной электронно-лучевой сваркой. Ширина и толщина полки—
200 и 15 мм, ширина и толщина ребра—80 и 20 мм. Сварка
выполнялась со стороны полки встык без разделки кромок
перемещением сварочной пушки.
На первом этапе измерения остаточных напряжений проводили
на сварных соединениях, не прошедших тепловую обработку после
сварки, в нескольких состояниях: непосредственно после сварки,
после механической обработки—фрезерования—в зоне сварного
шва на глубину h — 0,5 мм и после травления на глубину
h = 0,5 мм. Травление проводилось как на фрезерованных, так и
на нефрезерованных участках, чтобы определить влияние ме-
ханической обработки на распределение остаточных напряжений.
На втором этапе измерение остаточных напряжений проводили
после термообработки зоны сварного шва сканирующим электрон-
ным лучом. Область нагрева формировали в виде пятна прямо-
угольной формы, расположенного симметрично относительно оси
шва. Размеры зоны нагрева, схема нагрева, параметры электрон-
ного луча и его развертки, температура и время обработки
выбирались из условия обеспечения минимального перепада
температур в зоне сварного соединения при нагреве электронным
лучом и выполнения условий, необходимых для уменьшения
остаточных напряжений и уровня концентрации водорода до
допустимых величин. На основе ранее выполненных исследова-
ний стыковых соединений температуру обработки приняли
750 ± 10 °C. Перепад температур по толщине при выбранном
режиме нагрева не превышал 30 ± 5 °C.
Измерения остаточных напряжений проводились на четырех
участках: на лицевой стороне полки над ребром и в удалении от
него, на обратной стороне полки, на ребре. Результаты измерений
представлены на рисунках 2.16 и 2.17. На первом рисунке даны
графики продольных и поперечных напряжений в зависимости от
поперечной к оси шва координаты у в сечении, удаленном от
полки и от края тавра. Цифрами У, 4 обозначены эпюры
напряжений после сварки, цифрами 2, 5—после сварки и
фрезерования, цифрами 5, 6 после сварки и локальной термооб-
работки. На втором рисунке приведены графики напряжений на
4* 99
полке тавра строго вдоль оси шва, причем обозначения их остались
прежними.
Рис. 2.16
Рис. 2.17
При измерениях установлено, что минимальное расстояние от
края полки, на котором остаточные напряжения в направлении
вдоль оси шва достигают стабильной величины, составляет
0,7 * 0,8 толщины полки. Непосредственно после сварки на полке
тавра на расстоянии 50 мм от оси ребра остаточные напряжения
с лицевой и с корневой стороны шва одинаковы. Продольные
напряжения—растягивающие—в центре шва достигают величины
а = +550 МПа; по мере удаления от шва монотонно уменьшаются
и на расстоянии 10 *11 мм от центра шва переходят в
напряжения сжатия. Поперечные напряжения в области шва
являются сжимающими, в его центре они достигают величины
= —250 МПа. При удалении от шва поперечные сжимающие
напряжения уменыпаютя и на расстоянии 8*9 мм от центра шва
переходят в растягивающие а? = +50 МПа.
На полке тавра в области пересечения полки
и ребра в
направлении поперек шва как продольные, так и поперечные
остаточные напряжения, по сравнению с измерениями на полке
вдали от ребра, уменьшаются на 100 МПа, что вызвано,
по-видимому, разными условиями охлаждения рассматриваемых
участков, зависящих от формы тавра. Величина зоны действия и
характер эпюр остаточных напряжений при этом не изменились
Напряжения на ребре тавра не отличаются от напряжений на
полке тавра в области пересечения полки и ребра.
Механическая обработка поверхности сварных соединений
приводит к снижению примерно в 1,5 раза напряжений растяжения
и некоторому увеличению напряжений сжатия. Влияние фрезеро-
вания на остаточные напряжения объясняется возникновением
100
наклепанного слоя толщиной 0,2 мм с напряжениями равноосного
сжатия. После снятия этого слоя травлением эпюра остаточных
напряжений возвращается к исходной, регистрируемой непосред-
ственно после сварки.
Проведение локальной термообработки зоны сварного со-
единения электронным лучом привело к перераспределению и
снижению остаточных напряжений на всех участках соединения
до величин, не превышающих 150 МПа.
Измерение содержания водорода масс-спектрометрическим ме-
тодом с лазерным возбуждением проводили на полке таврового
профиля в области пересечения полки и ребра и на расстоянии
50 мм от оси ребра. Более высокий уровень содержания водорода
отмечается в тех областях, в которых выше остаточные напря-
жения, в частности, вдали от оси ребра, при общем характере
распределения водорода для обоих сечений. Локальная термооб-
работка уменьшает содержание водорода до безопасного уровня.
Проведенные исследования остаточных напряжений и содер-
жания водорода показали, что термообработка электронным лучом
сварных соединений является эффективным средством предотвра-
щения процессов замедленного разрушения и может быть
использована взамен промежуточного вакуумного отжига.
Сферическая оболочка. Сосуды высокого давления в виде
сферических оболочек достаточно широко применяются во многих
отраслях промышленности. К ним предъявляются жесткие требо-
вания по обеспечению эксплуатационных характеристик и высокой
надежности. Оболочки из титановых сплавов во многом удовлет-
воряют таким требованиям. Однако необходимо совершенствовать
методы расчета на прочность таких сосудов и учесть в этих
методах остаточные напряжения. Этот вопрос возник, в частности,
когда после завершения успешных испытаний опытной партии
сосудов с объемом порядка 1000 л, рассчитанных на рабочее
давление более 300кГс/см2 и выполненных штамповочно-сварной
технологией из титанового сплава ВТбч, произошли разрушения
серийно изготовленных изделий. Приведенный пример является
свидетельством того, что в процессе создания и производства
изделий имелись неконтролируемые параметры, влияющие на
прочность. К таким параметрам и следует отнести остаточные
напряжения после сварки.
Был сделан вывод, что остаточные напряжения в сосудах
требуется контролировать постоянно после соответствующих тех-
нологических процессов и уменьшать, когда они превышают
определенный уровень, применяя вместо промежуточных общих
печных отжигов локальную тепловую обработку, при которой
нагревается только наиболее напряженная зона шва. Вопрос о
необходимости и форме термообработки надо решать после
определения реального поля остаточных напряжений после каждой
операции: сварки, подварки дефектов и механической обработки.
Изготовление оболочки при помощи сварки полушарий методом
стыкового соединения на подкладке замкового типа проводилось
101
электронным лучом в режиме, обеспечивающим формирование
сварного шва за один проход без сквозного проплавления.
Локальная термообработка осуществлялась сканирующим расфо-
кусированным электронным лучом, нагревающим определенную
зону сварного шва размером 150 х 40 мм. Выбранный режим
обработки при заданных размерахъ зоны нагрева, скорости ее
перемещения и токе луча обеспечивал температуру 800 °C на
поверхности в зоне обработки, при этом перепад по толщине не
превышал 100 °C. Обработка выполнялась за два оборота оболочки.
Контроль остаточных напряжений проводился после каждой
операции. Для этого в потенциально опасных зонах был
предусмотрен технологический припуск. Полный контроль каче-
ства, включающий металлографические исследования и ме-
ханические испытания, проводился на кольцевых имитаторах
следующих размеров: диаметр кольца наружный—1300 мм, ширина
кольца—200 мм, толщина—42 мм.
Измерение остаточных напряжений проводилось на кольцевом
имитаторе с лицевой стороны без механической обработки сварного
шва. Для обеспечения достоверности результатов каждое значение
эпюры напряжений получали по результатам измерений не менее,
чем в 2 -е- 3 идентичных точках относительно оси шва. Распреде-
ление остаточных напряжений в кольцевом имитаторе после
сварки и после термообработки аналогичны выше приведенным.
Анализ результатов исследования показал, что максимальный
уровень остаточных напряжений приходится на сварной шов и
зону термического влияния и составляет а* = +500 4- 550 МПа,
при пределе текучести основного материала а = 800 МПа. Не
отмечено изменения характера распределения остаточных напря-
жений и их величин в зоне двойного переплава. Таким образом,
в кольцевом имитаторе после сварки по экватору имеется резко
локализованное поле остаточных напряжений, максимальное зна-
чение которых достигает 0,7 основного материала. Выбранный
режим локальной термической обработки обеспечивал снижение
остаточных напряжений до 150 4* 200 МПа.
Сравнение остаточных напряжений после сварки и после
термообработки показывает, что локальная термообработка не
снимает полностью остаточных напряжений, а только снижает их
до безопасного уровня.
Измерение содержания водорода проводили масс-спектро-
метрическим методом с лазерным возбуждением—диаметр пятна
0,07 4-0,1 мм—в направлении поперек шва. Измерения проводили
на трех уровнях по толщине соединения: 1 уровень—на расстоянии
1,0 4-1,5 мм от вершины шва, II уровень—на середине высоты
шва, III уровень—1,0 -4 1,5 мм от корня шва. Исходная концен-
трация водорода в основном металле конструкции составляла
0,005 % массы. После сварки отмечаются две области повышенной
концентрации: одна—вблизи линии сплавления на расстоянии 4 мм
от оси шва, другая—12 мм от оси шва в низкотемпературной
102
части зоны термического влияния. В этих областях наблюдали
пики содержания водорода до 0,012 ч- 0,014 % массы, т.е. в
2-5-3 раза больше исходной концентрации, Наличие в этих
областях значительных остаточных напряжений 350 + 400 МПа
при пониженных механических свойствах материала создает
опасность хрупкого разрушения.
Измерение содержания водорода после вакуумного отжига
показало снижение и перераспределение концентрации водорода
в поверхностных слоях вблизи вершины и корня шва до уровня,
ниже предельно допустимого—0,008 % массы. В средней по высоте
части шва содержание водорода также снизилось, но были
установлены две области повышенного содержания водорода,
имеющие сглаженный характер, с уровнем 0,008 + 0,012 % массы,
что, по-видимому, следует отнести за счет недостаточной вы-
держки при отжиге.
Измерение содержания водорода после локальной термообра-
ботки электронным лучом. Поскольку при локальной термообра-
ботке скорость нагрева обрабатываемого участка значительно
выше, чем при изотермическом нагреве, это создает большой
перепад температур, что увеличивает скорость протекания диффу-
зионного процесса перераспределения водорода. Концентрация
водорода снизилась до 0,006 -е- 0,007 % массы и пики концент-
рации сместились от оси шва в сторону основного металла на
14-5-18 мм в область равновесной стабильной структуры основного
металла.
Таким образом, после локальной термообработки электронным
лучом вероятность хрупкого разрушения снижается благодаря
перераспределению и снижению концентрации водорода вблизи
сварного шва. Результаты механических испытаний показали, что
ударная вязкость по шву после термообработки электронным лучом
выше, чем после сварки и последующего вакуумного отжига.
Исследования изломов металла сварного шва после сварки и
вакуумного отжига показали неоднородный характер излома:
наряду с вязким изломом имеются и отдельные участки с
квазихрупким изломом. После термообработки электронным лучом
излом сварных швов становится более однородным, участков с
квазихрупким изломом практически не наблюдалось.
Таким образом, термообработка электронным лучом наряду со
снижением остаточных напряжений и перераспределением содер-
жания водорода в области шва и зоны термовлияния, позволяет
получать хорошие механические свойства материала шва сварного
соединения. Данные измерений остаточных напряжений, прове-
денных по сфере, совпали с результатами измерений на кольцевом
имитаторе (рис. 2.18).
Также были проведены измерения остаточных напряжений на
сегменте кольца с обеих сторон. Верх шва был обточен на
токарном станке, подкладка корня шва была сфрезерована.
Поверхность после механической обработки не травилась. Напря-
жения имеют такой же характер, как и на кольце. Некоторое
103
их уменьшение объясняется влиянием наклепанного слоя, возник-
шего от механической обработки»
Рис. 2.18
При исследовании причин разрушений сосудов высокого
давления были измерены остаточные напряжения в осколках этих
сосудов и в вырезанных элементах. На рис. 2.19 дана фотография
одного из таких элементов, где, в частности, видны зондирующие
отверстия. Возможной причиной разрушения сосудов могла быть
некачественная термообработка, не снявшая до нужного уровня
сварочные напряжения. Сварка была выполнена комбинированным
швом: низ шва для герметичности сварен электронным лучом,
верх шва—ручной аргоно-дуговой сваркой в среде защитных газов.
Часть образцов была исследована дважды: после разрушения и
после вакуумного печного отжига по режиму 750 °C, 2 часа.
Уровень максимальных остаточных напряжений был следующий:
с внутренней стороны напряжения растяжения достигали величины
104
Рис. 2.19
250 МПа, с наружной стороны напряжения были близки к
нулевым.
§ 2.6» Об измерении остаточных напряжений внутри тел
Экспериментальные исследования сварочных напряжений в
пластинах показали, что если шов прямой, то эпюры остаточных
напряжений, как правило, в каждом сечении практически
одинаковы и только в местах окончания или пересечения швов
они другие. Поэтому на прямолинейных участках остаточные
напряжения не зависят от продольной координаты х, а зависят
от поперечной к оси шва координаты у и координаты z по глубине
шва. Тензор остаточных напряжений имеет следующие отличные
от нуля компоненты: а , а , а , т , т ; т =0. Уравнения
хх уу zz xz yz ху
равновесия в этом случае имеют вид (знак запятая с последующей
буквой в уравнениях означает частную производную по соответ-
ствующей координате):
а + т = 0, т + а =0, т =0.
уу,у У2*2 У2*У 22*2 xz,z
Для изучения распределения сварочных напряжений по
толщине соединения были выполнены поперечные разрезы пря-
молинейных соединений пластин. Исследовались соединения плас-
тин из титанового сплава ВТбч толщиной 32, 60, 90 мм; сварка
проводилась электронным лучом. Места разрезов были удалены
от краев пластин с концами швов на расстояния более
254- 30 мм, начиная с которых можно считать напряжения
постоянными вдоль оси х. Это расстояние соизмеримо с расстоя-
105
нием затухания остаточного напряженного состояния в поперечном
к оси шва направлении у.
В результате разреза плиты остаточные напряжения перерас-
пределяются и поэтому в сечении измеряются не остаточные, а
перераспределенные напряжения. Возникает вопрос, можно ли по
этим напряжениям восстановить первоначальные, т.е. исходные
сварочные напряжения.
Предварительно следует отметить, что форма шва в сечении
представляет собой проплавленную полосу с кромками со слабой
клиновидностью, т.е. не сильно отклоняющимися от параллельных
линий. Это видно на фотографии сечения, приведенной на
рис. 2.20.
Проведенные голографическим методом измерения перераспре-
деленных напряжений по сечению показали следующее. Начиная
с некоторого расстояния от поверхностей плит в глубь сечения
измеренные напряжения близки к постоянным по оси z, из этого
следует, что постоянны по оси z и исходные сварочные
напряжения. Это означает, что в уравнениях равновесия, которым
удовлетворяют сварочные напряжения, в этом случае должны
обратиться в нуль слагаемые с производным по z. В результате
имеем
а =0, т =0.
УУ>У У^У
Из более раннего вывода, что компонента а может зависеть
только от координат у, z и этих уравнений, следует, что
напряжение а должно зависеть только от координаты z и быть
постоянным вдоль координат х и у. Учитывая, что на границе
пластины а = 0, получаем, что а = 0 во всей внутренней
области пластины, удаленной от поверхностей. Точно также имеем
Tyz = txz = 0. Отличными от нуля являются компоненты исходных
сварочных напряжений а , и они зависят только от поперечной
координаты у.
Осуществленная разрезка пластины приводит к появлению
возмущенного напряженно-деформированного состояния с?хх, оуу,
azz во внутренней по z области пластины, являющегося плоским
деформированным состоянием, зависящим от координат х, у. По
законам этого состояния имеем
а = + а ).
zz v хх уу7
Оно образовалось в результате освобождения от остаточного
напряжения &хх площадки разреза, на которой а + &хх = 0;
образовалась компонента ауу, и перераспределились компоненты
106
Рис. 2.20
©
На поверхности разреза измеряются компоненты =
= а . Учитывая, что в области, удаленной от поверхностей,
остаточное напряженное состояние , &zz близко к инвариант-
ному в плоскости х, z (у = const), можно предположить, что
а = 1 Тогда из выше приведенных соотношений получается:
1
а = -------( а — vo ), а = а .
ZZ 1 — V V ZZ уу7’ XX ZZ
Эта формула позволяет восстановить исходные остаточные
напряжения по измеренным в результате разреза напряжениям
^zz’ %zy в УДаленных от поверхности точках внутри тела. На
поверхностях остаточные напряжения определяются без разрезки.
Если выполнить разрезку в продольном направлении по
плоскости у = 1, то можно измерить в чистом виде а , а во
XX ZZ
внутренней области сварного соединения: поскольку на этой
плоскости до разреза имели место равенства = 0, x?z =
= т = 0, то выполнение среза теоретически не отразится на
истинных остаточных напряжениях.
Проведенные эксперименты измерения остаточных напряжений
на образцах толщиной 32, 60 и 90 мм в плоскости сечения,
проходящего через центр шва, в целом подтвердили этот вывод.
Неудобством такой продольной разрезки является то, что напря-
жения теоретически должны быть постоянны по всему сечению
во внутренней исследуемой области. В сущности, вся операция
разрезки позволяет провести измерения только в одной точке по
у и не удается проследить за эпюрой остаточных напряжений в
поперечном к оси шва направлении, определить место с
максимальными напряжениями.
Экспериментальные измерения показали, что во внутренней
области, удаленной от лицевых поверхностей сварного соединения,
по толщине плиты равенство &хх = &zz в целом выполняется.
Напряжения &zz совпали по величине с напряжениями, получен-
ными способами поперечной и продольной разрезок.
На рисунках 2.20—2.22 в виде графиков представлены
результаты исследований образца толщиной 90 мм со свар-
ным соединением, выполненным электронно-лучевой сваркой. На
рис. 2.20 приведена фотография поперечного сечения, на которой
виден сварной шов по толщине плпстины. Как видно, форма шва
имеет границы, близкие к параллельным, т.е. сформулированные
выше предположения относительно формы шва в данном случае
выполняются. На фотографии видны зондирующие отверстия,
сделанные в процессе измерения, и рабочие метки.
На рис. 2.21 а,б приведены эпюры продольных &хх и попереч-
ных а сварочных напряжений на лицевой стороне шва (а) и
на стороне корня шва (б). На рис. 2.20 б,в,г представлены эпюры
108
остаточных напряжений <?хх, cryy, &zz в сечении по центру шва,
измеренные и посчитанные по предложенной здесь методике.
Напряжения а на поверхностях сварного соединения равны нулю
и увеличиваются в глубь металла до постоянных значений
azz = 270 МПа. В пластине толщиной 60 мм результаты измерений
получились аналогичные. В пластине толщиной 32 мм напряжения
внутри пластины получились меньше: а = &zz =170 МПа.
Рис. 2.21
Рост напряжений а от нулевого значения до максимального
происходит на расстояниях от поверхностей, соизмеримых с
шириной шва. Эпюры в зоне термического влияния имеют
несколько отличный характер. Анализ эпюры а показывает, что
при однопроходной электронно-лучевой сварке в глубине металла
&zz имеет постоянное значение, которое меньше предела текучести
основного металла.
На основании этих результатов прослеживается зависимость
максимальных значений &zz для сварных соединений пластин
различной толщины: при уменьшении толщины свариваемых
109
пластин величина а в сварном шве уменьшается. Для толщин
более 60 мм значения остаточных напряжений не меняются и
остаются на уровне 270 МПа, для меньших толщин напряжения
7zz Уменьшаются ДО 170 МПа при толщине 32 мм и становятся
пренебрежимо малым и при толщинах менее 4 мм.
Распределение поперечных напряжений а (рис. 2.20 в) на
оси шва по толщине характеризуется тем, что на поверхностях
сварного соединения в центральном сечении они сжимающие и
максимальны, со стороны корня шва они равны а = 300 МПа.
На некотором расстоянии от поверхностей поперечные напряжения
меняют свой знак и на глубине несколько большей ширины шва
они обращаются в нуль. Во внутренней области исследуемого
сечения они равны нулю, что было доказано ранее теоретическими
исследованиями. Такой характер эпюр а следует из того, что в
приповерхностных слоях они должны быть самоуравновешены.
Рис. 2.22
110
Продольные остаточные напряжения &хх на некоторой глубине
от поверхностей сварного соединения, соизмеримой с шириной
шва, постоянны. В сварном шве пластин толщиной 90 мм они
максимальны во внутренней области сечения и равны 270 МПа,
на поверхностях а меньше, чем в глубине металла и не
превышают 100 МПа. Для сварных соединений пластин толщиной
32 мм продольные остаточные напряжения наиболее высокие на
поверхности со стороны корня шва, эпюры напряжений на лицевой
и обратной сторонах приведены на рис. 2.22 а,б и максимальные
продольные растягивающие напряжения равны 300 МПа. Во
внутренней области сечения в сварном шве они равны 170 МПа.
Интересным получился следующий вывод из проведенной
большой серии измерений остаточных напряжений в сварных швах
толстых пластин из титанового сплава ВТбч, выполненных
электронно-лучевой сваркой. Оказалось, что максимальные напря-
жения на поверхностях пластин зависят от ширины сварного шва,
для более узких сварных швов они больше, для более широких
швов они меньше. На рис. 2.23 приведена данная зависимость в
виде графика: максимальное напряжение а по отношению к
ширине шва.
§ 2.7. Остаточные напряжения в телах
из алюминиевых сплавов,
изготовленных при помощи сварки
Остаточные напряжения для разных металлов и их сплавов
имеют как общие, так и особые, присущие конкретному
материалу, свойства. Такие особенности имеют место в телах из
алюминиевых сплавов. Исследователями ранее было, например,
отмечено свойство относительной малости этих напряжений в
центре шва листовых соединений: максимум напряжений лежит
в основном металле на расстоянии 5 н- 8 мм от линии сплавления.
Представленные здесь результаты исследований свидетельствуют
ш
о том, что это не всегда так. При некоторых способах сварки ,
это свойство подтверждается, а при других—нет.
В этом параграфе приведены результаты измерений напря- .
жений в сварных соединениях алюминиевых сплавов типа 01420,
01201, АМГ-01570, полученных разными видами сварки: элект-
ронным лучом, лазерной и дуговой. В качестве образцов были
исследованы пластины разной толщины. Надо отметить, что
алюминиевые сплавы являются достаточно удобным объектом для
измерения: они хорошо сверлятся, хорошо отражают лазерный
свет и поэтому голограммы и интерферограммы получаются более
четкими. Некоторые фотографии интерферограмм окрестностей
зондирующих отверстий представлены на рисунках этого параг-
рафа.
На рис. 2.24 представлены графики продольных напряжений
в зависимости от поперечной координаты для пластин из сплава
01420, сваренных аргоно-дуговой сваркой—график 2, и электрон-
но-лучевой—график 7. Как видно из этих графиков, максимумы
Рис. 2.24
сварочных напряжений расположены в зоне термического влияния.
Предел текучести рассматриваемого сплава лежит в пределах
250 -5- 280 МПа. Максимум сварочных напряжений при аргоно-ду-
говой сварке находится на уровне 200 МПа—это ниже предела
текучести, максимум напряжений при электронно-лучевой свар-
ке—на уровне 400 МПа, что выше предела текучести основного
металла. Результат на первый взгляд представляется странным,
но он неоднократно проверялся и является стабильным. Этот факт
можно объяснить следующим образом. При сварке электронным
лучом, когда шов узкий, охлаждение расплавленного металла за
112
счет высокой теплопроводности происходит очень быстро и поэтому
может сформироваться металл с новым пределом текучести, более
высоким по сравнению с исходным металлом. Соответственно,
остаточные напряжения, определяемые этой величиной, также
увеличиваются. Для строгого объяснения подобных фактов нужны
серьезные материаловедческие исследования.
На рисунках 2.25 и 2.26 приведены фотографии интерферо-
грамм, полученных в процессе измерения. Интерферограммы
рис. 2.25 относятся к шву, выполненному аргоно-дуговой сваркой.
На фотографиях указаны точки, вернее—расстояния от центра,
где проводились измерения. Радиус отверстий—1,5 мм; глубина
была в каждом случае разной, но всегда меньше радиуса. Исходя
из этих и подобных интерферограмм, и был построен график 2
на рис. 2.24. По рисунку, считая полосы, можно следить за
изменением напряжений в зависимости от удаленности от оси
шва. Аналогичные интерферограммы приведены на рис. 2.26.
Соответствующие электронно-лучевой сварке три фотографии,
соединенные вместе, сделаны в точках на лицевой стороне; две
фотографии относятся к поверхности корня шва. Удаленность от
оси шва на этих фотографиях показана их соответствующим
монтажом. Видно, что число интерференционных полос на этих
фотографиях значительно больше, чем на предыдущем рисунке,
что и свидетельствует о значительно больших напряжениях.
Измерение напряжений производилось не только на основе
измерения нормальной компоненты перемещений возмущенного
отверстием напряженно-деформированного состояния, но и при
помощи измерения касательной компоненты. Подробнее об этом
методе измерения сказано в § 4.4, здесь приведены фотографии
интерферограмм для различных точек измерения напряжений в
зоне шва, выполненного электронно-лучевой сваркой—выше рас-
смотренный случай. Учитывая, что тангенциальные перемещения
более чем в два раза больше нормальных, зондирующие отверстия
были уменьшены до 1 мм. Все равно число полос на интерферог-
раммах больше, чем на аналогичных интерферограммах рис. 2.27.
Поскольку направления главных осей остаточных напряжений в
данном случае были известны, измерялась касательная компонента
перемещений, направленная вдоль оси шва. Точки измерения
находились в центре шва—(в), на линии сплавления—(а), на
удалении от линии сплавления на 3 мм—(г) и 8 мм—(б).
На рис. 2.28 даны графики продольных напряжений для
пластин из сплава 01201 толщиной 2 мм, полученных аргоно-ду-
говой сваркой при различных скоростях сварки: 12м/ч—график
7, 7,7 м/ч—график 2. Максимальные напряжения в данном случае
меньше предела текучести основного металла. Сварочные напря-
жения практически одинаковы при обеих скоростях сварки,
отличие только в том, что при большей скорости напряжения в
большей степени локализуются вблизи оси шва.
Графики остаточных напряжений для пластин из сплава
АМГ-6, сваренных электронным лучом, приведены на рис. 2.29.
113
114
Рис. 2.25 а,б,в
Рис. 2.25 г,д,е
I
116
Рис. 2.27 а,б
Цифрой 1 отмечен график для лицевой стороны пластины, цифрой
2—для поверхности пластины со стороны корня шва.
Были выполнены также исследования остаточных напряжений
в сварном соединении из алюминиевого сплава 01201 толщиной
80 мм, выполненном однопроходной электронно-лучевой сваркой.
Размер образцов 260 х 400 х 80 мм.
Результаты измерений остаточных напряжений на поверхно-
стях сварного соединения в поперечном направлении представлены
на рис. 2.30. Ширина сварного шва составляла 4 + 5 мм, форма
117
Рис. 2.27в,г
шва в поперечном сечении была близка к прямоугольной. На
рис. 2.30 а представлены графики соответственно продольных 1 и
поперечных 2 напряжений на лицевой стороне, на рис. 2.30 б—эти
же напряжения, отмеченные цифрами 3, 4—на стороне корня
шва. В центре шва на поверхности остаточные напряжения
меньше, чем в зоне термического влияния. Максимальные
значения напряжения имеют в зоне термического влияния,
достигая значений 200 и 100 МПа. Особенностью распределения
поперечных напряжений является то, что в корне шва они имеют
118
119
тот же знак, что и у продольных напряжений, т.е. в центре шва
они растягивающие; в зоне термического влияния поперечные
напряжения по-прежнему сжимающие. Следует отметить, что
резкое снижение напряжений наблюдается на расстоянии
15 + 20 мм от центра шва.
Остаточные напряжения по толщине были измерены рассмот-
ренным в § 2.6 методом в сварном шве внутри поперечного
сечения соединения. Во внутренней зоне поперечного сечения в
сварном шве, как было сказано, имеются и продольные, и
направленные по оси z сварочные напряжения, равные по
величине. Эти напряжения в центре шва—растягивающие и не
превышают 150 МПа.
Исследования остаточных напряжений в сварных соединениях
алюминиевых сплавов позволяют отметить следующую особенность
их распределения по сравнению с распределением напряжений в
сварных соединениях сталей: максимальные растягивающие на-
пряжения образуются в основном металле на расстоянии
5-*-8 мм от линии сплавления, в то время как в сварных
соединениях сталей, в которых при сварке не происходит
120
структурных превращений, связанных с объемными изменениями,
они как правило, достигают максимума в центре шва.
Были исследованы сварные образцы из алюминиевого сплава
АМ-6 размером 150 х 80 мм и толщиной 4 мм, сваренные лучом
лазера мощностью 4 кВт, со скоростью сварки 100 м/ч. Измерение
напряжений было выполнено как с лицевой стороны, так и со
стороны корня шва. На рис. 2.31 кривая 1 характеризует
распределение продольных остаточных напряжений на лицевой
стороне, кривая 2—распределение поперечных остаточных напря-
жений с той же стороны; кривые 3, 4 описывают распределение
напряжений на стороне корня шва. Максимальное значение как
продольных, так и поперечных остаточных напряжений приходится
на зону, прилегающую к линии сплавления со стороны основного
металла, т.е. зону термического влияния.
Следует отметить, что как на лицевой поверхности сваренной
пластины, так и со стороны корня шва, поперечные остаточные
напряжения в исследуемой зоне имеют один и тот же знак.
На рис. 2.32 приведены соответствующие данным измерениям
интерферограммы, вид которых дополнительно к графикам харак-
теризует распределение остаточных напряжений.
121
Рис. 2.32
Также были исследованы напряжения в пластинах из сплава
01570 системы AL—Sc. Измерения проводились на плоских
образцах размером 300 х 200 мм и толщиной 2 и 3 мм, сваренных
встык автоматической аргонно-дуговой сваркой неплавящимся
вольфрамовым электродом с присадочной проволокой 01571. Шов
располагался вдоль длинной стороны образца, посередине пласти-
ны. Сварку проводили на подкладке с формирующей канавкой с
плотным поджатием кромок заготовок на режиме: скорость 15 м/ч,
сила тока 1= 180 А, расход аргона 15л/мин. Часть образцов
термообрабатывалась перед сваркой с целью выявления влияния
термообработки на напряжения, часть образцов обрабатывалась
после сварки; режимы указаны ниже:
№ обр Толщина, мм Термообработка до сварки Термообработка после сварки
1 2 нет нет
2 2 320 °C, 1 ч нет
3 3 нет нет
4 3 320 °C, 1 ч нет
5 3 320 °C, 1 ч 320 °C, 1 ч
6 3 320 °C, 1 ч 350 °C, 1 ч
7 3 320 °C, 1 ч 380 °C, 1 ч
Анализ измерений остаточных напряжений показал, что
предварительная термообработка не отразилась на остаточных
напряжениях. Максимальные значения продольных напряжений
растяжения были в центре сварного шва и достигали 200 МПа,
поперечные сжимающие напряжения в центре шва достигали
величины 100 МПа. При всех режимах термообработки после
сварки остаточные напряжения отсутствовали.
На образцах толщиной 3 мм проведено исследование релак-
сации остаточных напряжений. Измерения в одних и тех же
образцах проводились через 10 часов после сварки, через 1 сутки,
через неделю, через месяц, через три месяца, через год. Отличий
в величине и эпюрах остаточных напряжений, выходящих за
пределы погрешностей измерений, не замечено.
§ 2.8. Остаточные напряжения
в сварных трубопроводах электростанций
Одним из актуальных и недостаточно исследованных направ-
лений работ в области повышения эксплуатационной надежности
сварных конструкций и технологического оборудования мощных
энергоустановок является установление допустимых значений
остаточных напряжений, которые должны соответствовать конк-
ретным условиям эксплуатации данной конструкции, а также
введение оперативного контроля за уровнем этих напряжений.
В настоящее время эксплуатационные параметры тепловых
электростанций вообще, а атомных—в особенности, очень высоки.
123
Условия эксплуатации паропроводов характеризуются наличием
напряжений от давления среды, компенсационных напряжений от
тепловых перемещений паропровода и весовых нагрузок, больших
термических напряжений от перепада температур по трассе и по
толщине стенки трубы. Эти напряжения действуют в течение
всего срока эксплуатации, порядка 100 тыс. часов. В стационарном
режиме при длительной работе металла при расчетных постоянных
параметрах теплоносителя и при работе в режимах пуска-останова
уровень суммарных рабочих напряжений от термомеханических
нагрузок должен быть не выше соответствующих напряжений,
допускаемых для стали данной марки при определенной темпе-
ратуре.
Однако в этих нормах практически никак не учитывают
остаточные напряжения. Это в первую очередь—сварочные
напряжения, но однако имеются остаточные напряжения, наве-
денные разного рода технологическими операциями изготовления,
монтажа оборудования, ремонтными работами и др. В данной
книге рассмотрены некоторые из таких операций, но имеются и
другие, которые, конечно, тоже надо учитывать.
Объект для измерения остаточных напряжений был определен,
исходя из реальных проблем, сложившихся в условиях монтажа
технологического оборудования Курской атомной электростанции,
когда возникли осложнения при монтажной сварке стыков
трубопровода ДУ800 контура многократной принудительной цир-
куляции. Он включает, в частности, трубы диаметром
800 4- 900 мм и толщиной 38 мм, изготовленные из плакированной
стали, причем основной слой, как правило, выполнен из
углеродистой стали, плакирующий—из аустенитной хромоникеле-
вой стали. Несмотря на соблюдение технологии сварки и
термообработки, указанных в инструкции, имелась достаточно
большая статистика, подтверждающая образование трещин в
сварных соединениях как на стадии монтажа, так и в процессе
эксплуатации. При этом отмечалась тенденция к развитию трещин
в процессе эксплуатации. Трещины длиной от 5 до 400 мм
образовались в различных участках сварного соединения—как в
зоне шва, так и по околошовной зоне перлитной части шва.
Сварка разнородных сталей затруднена тем, что они в
подавляющем большинстве случаев отличаются друг от друга
коэффициентом линейного расширения. В силу этого сварные
соединения таких сталей остаются напряженными даже после их
термообработки. Более того, в сварных соединениях разнородных
сталей, подвергнутых термообработке или эксплуатации в ус-
ловиях высоких температур, из-за существенного различия
коэффициентов линейного расширения создаются достаточно
большие напряжения. Это усугубляет напряженное состояние зоны
сплавления—наиболее слабого участка сварных соединений. Поэ-
тому сварные соединения разнородных сталей в ряде случаев
нежелательно подвергать термообработке даже в тех случаях,
когда она рекомендуется по другим соображениям.
124
Проблема повышения качества и надежности работы трубо-
провода встала настолько остро, что было решено ввести в
общепринятую программу исследования качества сварных стыков
такой параметр, как уровень и распределение остаточных
напряжений, ранее не учитывавшийся ни на стадии про-
ектирования, ни на стадии разработки технологии сварки.
Проводились следующие исследования: измерение напряжений
по периметру стыка, а также по различным участкам сварного
соединения: шов, зона термического влияния; выявление наиболее^
опасных участков; оценка влияния механической обработки на
напряжения, оценка влияния ремонтных работ на напряжения;
изучение влияния термообработки на напряжения; изучение
влияния восстановления плакирующего слоя на напряжения.
Программа исследований начиналась с измерения напряжений в
образцах, имитирующих технологию монтажа. Представляло
интерес проследить влияние каждой операции, входящей в штат-
ную технологию изготовления монтажного сварного стыка, на
величину и распределение напряжений. Для этого вначале были
проведены замеры остаточных напряжений в лабораторных
условиях на образцах, имитирующих последовательность техно-
логии сварки и термообработки, а затем проводились исследования
в условиях монтажа на реальных конструкциях. Образцы были
изготовлены из плакированной стали, представляющей собой
перлитную сталь 22К толщиной 34 мм, плакированную слоем
аустенитной стали 08Х18Н10Т толщиной 4 мм. Конструкция
разделки кромок на образцах имитировала реальный монтажный
стык. Корневой участок стыка перлитной стали выполняли
аргоно-дуговой сваркой проволокой С-08Г2С, затём разделку
перлитной части стыка заполняли электродами УОНИ-13/15. По
штатной технологии после заполнения разделки перлитной части
предусмотрено проведение термообработки—отпуск при 620 °C в
течении 2 часов.
Для исследования было взято пять плоских образцов размером
350 х 300 х 38 мм и выполнено пять различных вариантов тех-
нологического процесса: образец № 1 представлял собой пластину,
сваренную с подогревом до 200 °C корневой части шва перлитной
стали. Образец № 2—сварка с подогревом полного сечения
перлитной стали без последующей термообработки. Образец № 3
после сварки с подогревом полного сечения перлитной стали был
термообработан при 620 °C, 2 часа. Образец № 4 был сварен с
подогревом полного сечения перлитной стали с подваркой
переходного слоя и последующей сваркой плакирующего слоя.
Образец № 5 был сварен по штатной технологии: сварка с
подогревом перлитной стали, отпуск при 620 °C 2 часа, подварка
плакирующего слоя.
Для всех образцов сварка производилась в горизонтальном
положении в жестком приспособлении, исключающем угловые
перемещения. На рис. 2.33 представлены полученные результаты
измерений в образце № 1. На этом рисунке схематично
125
2j,o
Рис. 2.33
представлен незаконченный шов (а) и график распределения
продольных напряжений (б). Измерения напряжений проводились
на поверхности корневого шва на расстоянии 3, 6, 12 и 25 мм
от середины шва. В металле корневого шва перлитной стали
действуют сжимающие напряжения, имеющие значительный
градиент на базе отверстия, что в данном случае соответствует
градиенту по ширине разделки кромок. В середине шва напря-
жения составляют 220 МПа, а ближе к линии сплавления их
значение доходит до 450 МПа, что превосходит предел текучести
как основного, так и наплавленного металла. Это осталось за
границами исследований, в дальнейшем предстоит данное явление
объяснить.
В образце № 2 усиление шва было снято и замеры
производились как в шве, так и в зоне термического влияния на
расстоянии 3, 6, и 25 мм от середины шва. График напряжений
и схема шва даны на рис. 2.34 (продольные напряжения
представлены сплошной линией, поперечные—штриховой). Во всех
исследуемых точках напряжения были растягивающими. В целом
напряжения оказались небольшими, не превышающими 150 МПа.
Влияние термообработки было прослежено на образце № 3
после проведения отпуска. Измерения проводились на поверхности
образца. Отпуск не привел к снижению остаточных напряжений,
126
24,5
а дал некоторое их перераспределение по сравнению с образцом
№ 2. Растягивающие напряжения увеличились до 220 МПа,
причем их максимум пришелся на металл шва. Отпуск также
вызвал незначительные сжимающие напряжения порядка
50 + 100 МПа, равномерно распределенные по поверхности свар-
ного соединения. Таким образом, исследования, проведенные на
образцах, показали, что данную термообработку нельзя расс-
матривать как операцию, приводящую к снижению напряжений
в сварном соединении.
В образце № 4 измерения напряжений производились на
поверхности плакирующего слоя, результаты приведены на
рис. 2.35. Сварка плакирующего слоя привела, по сравнению с
образцом № 2, к появлению сжимающих напряжений, достига-
ющих в зоне термического влияния 220 МПа, и к перераспреде-
лению и увеличению растягивающих остаточных напряжений,
максимум которых приходится на металл шва аналогично образцу
№ 3, т.е. повлияла на распределение полей напряжений всего
сварного соединения в целом.
Замеры на образце № 5 показали, что проведение термооб-
работки по сравнению с образцом № 4 вызвало появление
достаточно больших сжимающих напряжений в зоне термического
влияния порядка 320 МПа, и привело к снижению растягивающих
остаточных напряжений в металле шва до НО МПа.
Таким образом, экспериментально обнаружено, что уже на
первом этапе технологического процесса при выполнении корне-
вого шва перлитной части плакированной стали толщиной 38 мм
создаются значительные остаточные напряжения, последующие же
127
этапы технологического процесса не привели к существенному
снижению напряжений.
Второй этап исследований проводился на реальных сварных
конструкциях. Были проведены замеры сварочных напряжений на
различных этапах технологического процесса изготовления мон-
тажных сварных соединений трубопровода ДУ800 толщиной 38 мм.
Было исследовано три соединения. Соединение № 1 было
расположено на прямолинейном участке трубопровода, № 2—на
участке «труба с коленом» т.е. на закругленном участке
трубопровода, № 3—на наклонно расположенном участке.
Вносимый в исследуемую конструкцию в процессе измере-
ния дефект—отверстие диаметром 2,0 мм, глубиной 1,0 мм—был
соизмерим с размером допустимых дефектов. Поэтому в этой
работе примененный метод измерения был признан как неразру-
шающий.
Соединение № 1 было выполнено многопроходной сваркой
перлитной стали с сопутствующим подогревом индукционным
способом до 200 °C. На этом нетермообработанном соединении до
снятия усиления были приведены измерения напряжений по оси
шва в точках «12, 3, 6, 9», обозначенных в соответствии с
расположением этих цифр на циферблате часов, и по зоне
термического влияния на расстоянии 5 мм от линии сплавления.
На рис. 2.36 а представлены результаты измерений (график 1
соответствует оси шва, 2—точкам на расстоянии 5 мм от линии
сплавления). По оси шва максимальные растягивающие напря-
128
Рис. 2.36
жения находятся в верхней и нижней «замковых» сечениях 12 и
6, причем в точке 6 уровень напряжений максимальный и
составляет 330 МПа. На боковых участках, точки 3 и 9,
напряжения меньше: 100 + 170 МПа.
Сжимающие напряжения в металле шва по всему периметру
шва отсутствуют. В зоне термического влияния пик остаточных
растягивающих напряжений приходится на те же точки и
составляет 220 МПа. Таким образом, наиболее опасным с точки
зрения напряжений является «верхняя» и «нижняя» замковые
точки сварного стыка.
Измерения напряжений в соединении № 1 после снятия
усиления шва показали, что механическая обработка снижает их
уровень (рис. 2.36 6). Растягивающие напряжения в шве снизились
до 220 МПа, а сжимающие—полностью исчезли в шве и лишь
незначительно сохранились в зоне термического влияния.
В соединениях № 2 и № 3 измерения напряжений были
проведены после сварки с подогревом и снятия усиления на
5 Г.Н.Чернышев и др. 129
поверхности сварного соединения в наиболее опасных участках:
сечения 12 и 6 (рис. 2.37). В нижней «замковой» точке 6
соединения 2 напряжения максимальны и их уровень 350 МПа
(график 2). Напряжения в соединении № 3 представлены
графиком 7. Таким образом, проведенные измерения показали,
что в сварных швах типа «труба с коленом» уровень остаточных
растягивающих напряжений более высокий.
Для изучения влияния ремонтных работ на величину и
распределение напряжений монтажного стыка были проведены два
варианта ремонтных работ. Первый вариант—удаление подрезов
по линии сплавления на шве № 1 и под варка до нужного сечения
в нижней «замковой» точке. Измерения показали, что остаточные
растягивающие напряжения возросли до 550 МПа, в то время как
до ремонта они в этих точках составляли 220 + 300 МПа.
Величина сжимающих напряжений существенно не изменилась.
Второй вариант ремонта: на наклонном участке (шов № 3)
после сварки перлитной части шва и снятия усиления была
проведена имитация ремонта с объемом выборки З2см3. Замеры
напряжений были выполнены в местах предполагаемого ремонта
до выборки, а затем в тех же точках после подварки. Остаточные
растягивающие напряжения после ремонтных работ возросли на
20 %, причем максимум находился на середине зоны ремонта.
Влияние наложения плакирующего слоя было прослежено на
шве № 1. Восстановление плакирующего слоя привело к тому,
что сжимающее напряжение возросло от 0 до 220 МПа, растягива-
ющее осталось без изменения.
Проведенные исследования в целом показали, что монтажные
сварные швы трубопроводов из плакированной стали находятся
под воздействием остаточных напряжений. Особую опасность
представляют собой соединения типа «труба-колено», где уровень
напряжений достигает 450 ч- 550 МПа. Поэтому при отработке
технологии монтажной сварки трубопроводов необходимо конт-
ролировать и учитывать эти напряжения. Особое внимание следует
обратить на целесообразность проведения рекомендуемой в насто-
ящее время термообработки как операции, направленной на
снижение уровня остаточных напряжений сварного соединения
трубопровода из плакированной стали. Несколько исследований
130
показали, что предложенная термообработка не уменьшила в
целом напряжения. Необходимо найти другой режим термообра-
ботки.
§ 2.9 Остаточные напряжения в сварных нефтетрубопроводах
В этом параграфе представлены результаты исследований
остаточных напряжений в зонах сварных швов нефтетрубопрово-
дов. Проблема и работа, в сущности, аналогичны рассмотренным
в предыдущем параграфе, но с особенностями, присущими другой
стали и другим технологиям.
Были проведены измерения остаточных напряжений на коль-
цевых швах труб двух размеров: диаметром 90 мм, толщиной
10 мм, изготовленной из стали 20 и диаметром 530 мм, толщиной
12 мм, изготовленной из стали 10Г2ВЕЮ. Трубы были сварены
по штатной технологии с разделкой кромок под сварку с углом
30°. Первая труба была сварена автоматической электродуговой
сваркой, электрод—Феникс 120К, вторая труба была сварена
вручную, электроды марки УОНИ13-55. Диаметр зондирующих
отверстий Змм, глубина 1,5 мм; точки измерения располагались
по оси шва и на расстоянии 6 мм от линии сплавления.
В первой трубе максимальные растягивающие напряжения
были направлены по оси трубы и равнялись в указанных точках
соответственно 120 и 180 МПа. Во второй трубе максимальные
напряжения (160 МПа) были в центре шва.
Одним из выводов этих измерений является то, что структура
остаточных напряжений в кольцевых швах отличается от струк-
туры напряжений в пластинах, повышается вклад поперечной к
оси шва, т.е. продольной относительно оси трубы, компоненты
напряжений.
Исследование остаточных напряжений в зоне шва, подвергну-
того локальной термообработке, проводилось на образцах трубоп-
ровода диаметром 520 мм толщиной 23 мм, сталь низколеги-
рованная SX46SS28/40-83 производства Японии, предел текучести
460 МПа, сварка автоматическая, семь проходов. Измерения были
проведены на шести образцах. Были исследованы кольцевые швы
и «косые», соответствующие сварке труб под углом 150°.
Локальная термообработка швов проводилась при помощи
гибкого пальчикового электронагревателя, намотанного вокруг
трубы на зону шва по 50 мм в обе стороны от оси шва, температу-
ра под нагревательным элементом—620 °C, выдержка при этой
температуре была один час, скорость охлаждения—250° в час.
В нетермообработанном кольцевом шве напряжения были
следующими. Продольные относительно шва напряжения: 100 МПа
на расстоянии 2,2 мм от оси шва, 200 МПа—на расстоянии 4,6 мм,
140 МПа—на расстоянии 11 мм. На этих же удалениях от оси
шва поперечные к шву напряжения были соответственно: 100, 0,
100 МПа. В том же, но уже термообработанном шве напряжения
в целом были меньше. Продольные: 70 МПа—на 4 мм, 100 Мпа—
5* 131
на 6,5 мм, 100 МПа на расстоянии 14 мм соответственно, а
поперечные: 30, 100, 100 МПа. В шве, соединяющем трубы под
углом: 140 МПа—на 5 мм; 100 МПа—на 8 мм; 50 МПа—на рас-
стоянии 98 мм. Еще в одном кольцевом и двух угловых
термообработанных швах остаточные напряжения повторяли уже
приведенные.
Главным выводом данных исследований можно считать тот,
что рассмотренная здесь локальная термообработка сыграла
положительную роль и уменьшила максимум напряжений пример-
но вдвое. Полностью снять эти напряжения локальной термооб-
работкой не удается.
Была исследована возможность уменьшения остаточных сва-
рочных напряжений взрывной обработкой зоны шва. На этот
процесс многие исследователи надеются и иногда его применяют
на практике. Авторам книги пришлось несколько раз принять
участие в измерениях напряжений после такой обработки.
Методика обработки была следующей. Лента взрывчатого
вещества наматывалась вокруг трубы на зону шва общей Щирины
120 мм, по 60 мм в обе стороны от оси шва, и затем осуществлялся
взрыв. Диаметр исследуемых образцов: 520, 700 и 1050 мм,
металл—сталь 20, предел текучести 250 МПа. Максимальные
растягивающие напряжения до обработки находились в центре
шва и во всех трубах были на уровне 200 МПа. После обработки
взрывом в образцах диаметром 520 и 700 мм остаточные
напряжения не изменились, напряжения в трубе диаметром
1050 мм исчезли. В отличие от первых двух образцов в последнем
образце зона сварного шва была существенно продеформирована:
вдавлена внутрь. Эта деформация, вероятно, и сняла напряжения.
Но металлографических исследований данного шва, так же как
и испытаний на прочность, проделано не было и его эксплуа-
тационное состояние после обработки взрывом не установлено.
В целом измерения показали, что обработка взрывом является
еще не изученным средством уменьшения сварочных напряжений
и в этом направлении нужны серьезные исследования.
§ 2.10. Остаточные напряжения в сварных пластинах
из магниевых сплавов
В сварных соединениях изделий из магниевых сплавов часто
образуются трещины и одной из причин этого являются большие
остаточные напряжения. Применение термообработки для сниже-
ния остаточных напряжений представляется сегодня наиболее
действенным способом, однако этот вопрос недостаточно исследо-
ван.
Например, предлагаются следующие рекомендации по сниже-
нию сварочных напряжений для сплава типа МА2-1: нагрев до
250 °C и выдержка при этой температуре в течение 30 мин
полностью снимают остаточные напряжения; выдержка 1 ч при
этой же температуре снижает максимальные остаточные напря-
жения немного более, чем на 50 %. Имеются рекомендации
132
проводить отжиг при температуре 350 °C в течение одного часа,
что обеспечивает полное снятие остаточных напряжений, однако
этот режим невыгоден из-за возможного укрупнения зерна в
сварном соединении ц связанного с этим разупрочнения и, кроме
этого, высокие температуры тепловой обработки требуют приме-
нения специальной технологической оснастки для предотвращения
деформаций изделий. Таким образом, единых обоснованных
рекомендаций пока еще не выработано.
В связи с этим проведены исследования влияния температуры
и времен выдержки, необходимые для снижения остаточных
напряжений в сварных соединениях магниевого сплава МА2-1.
Исследование проводилось на пластинах размером 200 х 100 х
х 2 мм, изготовленных ручной сваркой и автоматической. Перед
проведением термообработки пластин в них были измерены
остаточные напряжения. Результаты измерений показали, что
величина и характер распределения их в поперечном сечении не
зависят от способа и скорости сварки (скорость изменялась от 6
до 14 м/ч). Эпюры продольных остаточных напряжений приведены
на рис. 2.38. Следует особо отметить, что направления осей
главных напряжений в поперечных сечениях соединений не всегда
совпадали с направлениями вдоль и поперек шва: наблюдался их
поворот с удалением от центра шва. На рис. 2.38 в виде
схематических рисунков проставлены интерферограммы в точках
измерения, которые и свидетельствуют о повороте главных осей.
Максимальное значение продольных напряжений, которое имело
место в центре шва, равнялось 150 МПа.
Режимы термообработок были следующие: образцы нагревались
до температуры от 100 °C до 250 °C и выдерживались от 2 до 60
минут. После проведения каждого из режимов измерялись
напряжения в сварном соединении и по этим данным строились
релаксационные кривые. Температуру выдержки и время конт-
ролировали по осциллограмме, на которой записывались показания
термопары, зачеканенной в образец.
Результаты измерений остаточных напряжений представлены
на рис. 2.39. Некоторое снижение уровня остаточных напряжений
наблюдалось при температуре 100 °C и выдержке 10 минут.
Дальнейшее увеличение выдержки при этой температуре не
приводило к изменению величины остаточных напряжений (кривая
7). Нагрев до 150 °C и выдержка 45 мин приводили к уменьшению
остаточных напряжений почти на 40 %.
При дальнейшем повышении температуры до 200 °C (кри-
вая 3) наблюдается более интенсивное снижение остаточных нап-
ряжений. Наиболее эффективным режимом термообработки свар-
ных соединений сплава МА2-1 можно считать следующий: темпе-
ратура 250 °C и выдержка 5 мин. При этом режиме остаточные
напряжения в соединении практически полностью снимаются.
Другим магниевым сплавом, на котором исследовалась релакса-
ция остаточных напряжений в сварных пластинах при термообра-
ботке, был сплав ВМД10-1 системы (Mg—Zn—Zr—Y). Пластины
133
Рис. 2.38
Рис. 2.39
размером 300 х 150 х 2 мм сваривались за один проход аргоно-
дуговой сваркой. Перед сваркой пластины подвергались термиче-
ской обработке при температуре 450 °C и выдержке один час.
Режим автоматической аргоно-дуговой сварки: сила тока
130-е-140 А, скорость 1 м/ч. Из партии сварных образцов
выбирались два контрольных образца, на которых исследовались
поля остаточных напряжений до термообработки, а другие образцы
подвергались термической обработке по режимам: 250 °C—2, 6 и
20 ч; 300 °C—2, 6 и 15 ч.
В центре шва при режиме термообработки (250 °C, 6 ч) еще
существуют растягивающие остаточные напряжения. В зоне
термического влияния, точка зондирования на расстоянии 8 мм
от центра шва, при режиме термообработки (250 °C, 6 ч) имело
место некоторое возрастание остаточных напряжений в отличие
от термообработки при той же температуре, но выдержке 2 часа.
Результаты измерений напряжений представлены на рис. 2.40.
Кривая 1 характеризует распределение продольных остаточных
напряжений в сварном соединении до термообработки. Максималь-
ная величина их наблюдается в центре шва и достигает 180 МПа.
Кривые 2, 3, 4 показывают распределение остаточных напряжений
по сечению сварного соединения после различных режимов
термообработки. Кривая 2 соответствует режиму термообработки
250 °C, 2 ч, кривая 3—250 °C, 6 ч и кривая 4 250 °C, 20 ч.
Графики свидетельствуют о сложном характере протекания
процесса релаксации остаточных напряжений в различных зонах
сварного соединения, и одной из вероятных причин этого является
неоднородность структуры по сечению соединения. Термообработка
при 300 °C и выдержке 2, 6 и 15 ч приводит к полному
исчезновению напряжений.
135
Можно считать, что режим термообработки 300 °C, 2 ч
полностью снимает остаточные напряжения в рассмотренных
магниевых сплавах.
§ 2.11. Остаточные напряжения в сварных пластинах
из тугоплавких материалов
В настоящее время из класса тугоплавких металлов широкое
применение в промышленности находят ниобий и его сплавы. При
сварке технически чистого ниобия не происходит полиморфных
превращений и поэтому структура зоны термического влияния и
шва будет определяться только рекристаллизационными процес-
сами, на протекание которых решающее влияние оказывает
термический цикл сварки. Величина и характер распределения
остаточных напряжений в сварном соединении будут определяться
также, в основном, термическим циклом сварки, вклад от фазовых
превращений будет малым. Особенностью структуры сварных
соединений ниобия при сварке плавлением является крупно-
зернистая литая структура шва. По мере удаления от шва размер
зерна постепенно уменьшается до размера зерен рекристаллизо-
ванного основного металла или текстуры проката, а следовательно,
будут изменяться и характеристики прочности и пластичности
сварного соединения. Так, например, после прокатки у листа
ниобия марки НВЧ толщиной 2 мм напряжение текучести
ot = 476 МПа, предел прочности = 514 МПа, а тот же лист
после отжига имеет = 268 МПа, = 293 МПа. Материал
сварного шва, выполненного аргоно-дуговой сваркой, характеризу-
ется а. = 171 МПа, а. = 211 МПа.
г о
136
В настоящей работе были исследованы остаточные напряжения
в сварных соединениях пластин из ниобия марки НВЧ толщиной
2 мм. Соединения были получены аргоно-дуговой сваркой непла-
вящимся электродом на скоростях сварки 10 и бОм/ч. Пластины
перед сваркой не подвергались рекристаллизационному отжигу.
Остаточные напряжения определялись в средней зоне пластины с
целью исключения влияния концевых участков.
На рис. 2.41 представлены графики продольных остаточных
напряжений сварного соединения, измеренные с лицевой поверх-
ности пластин. Кривая 1—это напряжение а в сварном
соединении, выполненном при скорости 10 м/ч; кривая 2—&хх при
скорости сварки 60 м/с. Максимальное значение растягивающих
продольных остаточных напряжений &хх приходится на зону
термического влияния на небольшом удалении от линии сплав-
ления и эти напряжения для двух режимов сварки одинаковы:
а = 370 МПа. В сварном шве продольные напряжения
137
a = 150 МПа, что по своему значению близко к пределу
текучести металла шва. Режим сварки не сказался существенно
на величине остаточных напряжений. При большей скорости
сварки напряжения более сконцентрированы вблизи шва, что
естественно из-за более локализованного температурного поля в
начальный момент времени.
Также был исследован ниобиевый сплав марки НЦУ, который
относится к дисперсионно-твердеющим сплавам. Дисперсионное
твердение в нем достигается за счет углерода, который образует
избыточные карбидные фазы. Этот сплав в отличие от металла
марки НВЧ чувствителен к термическим циклам сварки и
термообработки. Механические свойства НЦУ при испытании на
разрыв и ударную вязкость сварных швов в исходном состоянии
и после термической обработки при температуре 1200 °C и
выдержке 1 ч показывают, что термообработка существенно влияет
на увеличение пластичности и вязкости, что связано со струк-
турными и фазовыми превращениями. Свойства металла сварных
соединений сплава НЦУ следующие: после сварки аь = 470 МПа,
= 390 МПа, после термической обработки = 400 МПа, =
= 340 МПа. Время термообработки сварных соединений при этой
температуре от 8 мин до 3 ч дает один и тот же результат, т.е.
механические свойства сварного соединения сохраняются на
одинаковом уровне. Однако оставалось неясно, какое время
необходимо для снятия остаточных напряжений и поэтому
рекомендовалось время выдержки 1 ч. при 1200 °C.
С целью уточнения времени выдержки при термической
обработке для снятия остаточных напряжений были проведены
следующие исследования. В гелиевой камере были сварены
пластины из сплава НЦУ толщиной 2 мм. Затем пластины были
термообработаны в вакуумной печи при температуре 1200°С с
временами выдержки 10, 20, 30 и 60 мин.
Результат измерения сварочных напряжений показал, что уже
после 10 мин отжига при данной температуре остаточные напря-
жения в шве и околошовной зоне полностью снимаются.
Уменьшение времени выдержки термической обработки свар-
ных узлов является важным фактором для улучшения качества
соединений, так как с увеличением этого времени всегда имеется
вероятность насыщения металла ненужными примесями и следо-
вательно, ухудшения рабочих параметров соединений.
§ 2.12. О методах воздействия на остаточные напряжения
в зонах сварных соединений
В некоторых сварных изделиях остаточные напряжения
являются одним из важнейших фактором, определяющим не
только эксплуатационные свойства, но и долговечность работы
объекта. Например, при эксплуатации газоперерабатывающего
оборудования, когда в газе содержится сероводород, остаточные
138
технологические и сварочные напряжения способствуют насы-
щению металла водородом и коррозия при наличии напряжений
в данном случае происходит более интенсивно.
Технологические процессы по уменьшению остаточных напря-
жений, как правило, дорогие, трудоемкие операции и поэтому
постоянно ведутся поиски более удобных, технологичных и
дешевых методов и режимов. В этом параграфе рассмотрены
некоторые работы в области методов локальной обработки и
приводятся результаты исследований.
Была исследована локальная термообработка сварных швов
электрической дугой. Исследование сварочных напряжений до и
после термообработок проводилось на образцах—обечайках диамет-
ром 3 м из стали 20ЮЧ толщиной 65 мм и из стали ОУ12С
толщиной 22 мм, применяемых в аппаратах и трубопроводах на
газоперерабатывающих предприятиях. Сварка шва шириной 15 мм
была выполнена по штатным технологиям.
Для термообработки, а именно локального нагрева до заданной
температуры, была спроектирована и изготовлена сварочная
горелка с неплавящимся полым вольфрамовым электродом диамет-
ром 5 мм с хорошей защитой сварочной ванны и электрода.
Были исследованы следующие режимы локальной термообра-
ботки дугой полого катода.
1. Нагрев до 1350 °C и оплавление поверхности при переме-
щении горелки со скоростью 0,55 м/с вдоль шва без поперечных
колебаний; ширина зоны нагрева 10 мм.
2. Нагрев до 1300 °C без оплавления поверхности перемеща-
ющейся со скоростью 0,9 м/с горелкой без поперечных колебаний;
ширина зоны нагрева 10 мм.
3. Нагрев до 1300 °C без оплавления поверхности движущимся
со скоростью 0,4 м/с электродом при поперечных колебаниях
электрода с амплитудой 25 мм; ширина зоны нагрева 40 мм.
Время выдержки при максимальной температуре обрабатыва-
емой поверхности равнялось примерно 10 с. Максимальные рас-
тягивающие напряжения наблюдались на оси шва и были порядка
400 МПа для обеих рассматриваемых сталей. Для более тонкого
образца эпюра напряжений имела более сложный вид, но
максимальные напряжения были одинаковы. Первые два вида
локальных термообработок дали примерно один и тот же эффект:
уменьшали максимумы сварочных напряжений на лицевой повер-
хности на 30 % и не изменяли напряжения на другой поверхности
со стороны корня шва. Третий вид локальной термообработки
существенно снизил сварочные напряжения на лицевой стороне—в
два раза, но так же не повлиял на напряжения поверхности
корня.
Данные исследования показали, что возможны упрощенные
способы локальной термообработки сварных соединений с достиже-
нием неплохого конечного результата. Для создания законченного
технологического процесса нужны дополнительные исследования.
В частности, следует проводить локальную термообработку до-
139
полнительно со стороны корня шва, чтобы существенно снизить
напряжения на внутренней стороне обечайки. Следует проследить
влияние таких термообработок по толщине образца, для чего
нужно проводить измерения, делая разрезы соединений.
Было оценено влияние на сварочные напряжения дробеструй-
ной обработки. Исследовалось поле остаточных напряжений в
титановой пластине 200 х 100 х 6 мм. Лицевая сторона сварного
соединения—продольный шов и околошовная зона по 15 мм в обе
стороны от оси шва на длине 60 мм—была обработана струей
дроби. Параметры дробеструйной обработки: стальные закаленные
шарики диаметром 2,5 мм, частота ударов 200 с”’1, скорость
шариков 4 м/с, время обработки от 4 до 10 мин. Сечение сопла
15 х 30 мм. Соответственно, на 1 см2 пришлось от 2500 до 6000
ударов за время обработки.
После сварки уровень остаточных напряжений на оси шва
сверху и с корня шва был одинаков: вдоль шва растяжение
ах = +500 МПа, поперек шва сжатие ау = -200 МПа, на рассто-
янии 4 мм от оси напряжения уменьшаются в 1,5 раза, на
расстоянии 8 мм равны нулю.
После дробеструйной обработки лицевой стороны шва вновь
выполнялись измерения остаточных напряжений с обеих поверх-
ностей пластины. В зависимости от режима дробеструйной
обработки на обрабатываемой поверхности при зондировании
остаточных напряжений были определены их следующие
значения: при времени обработки 4 мм—150 4- 200 МПа, а при
времени обработки 10 мин—300 МПа. В обоих случаях это были
напряжения всестороннего сжатия. Со стороны корня шва после
обработки остаточные напряжения не изменились. После изме-
рений поверхность, обработанная дробью, стравливалась на
глубину 0,2 мм. Величина и знак напряжений после травления
не изменились, т.е. осталось напряжение всестороннего сжатия.
Далее с этой поверхности был сфрезерован слой толщиной 0,5 мм
и для снятия наклепа после фрезеровки стравлен слой 0,2 мм.
Измерения показали, что остаточные напряжения такие же, как
и после сварки, т.е. дробеструйная обработка в рассмотренном
режиме изменила поле остаточных напряжений на глубине не
более 0,5 0,7 мм и не повлияла на величины напряжений в
нижележащих слоях.
Исследовалось влияние на остаточные напряжения упругих
температурных напряжений. При помощи наведения локальных
упругих температурных напряжений в зоне, где имеются оста-
точные напряжения, можно перераспределить последние, умень-
шить их максимальные значения. С целью изучения возможностей
такого способа снижения сварочных напряжений была проведена
серия экспериментов по исследованию взаимодействия наведенных
упругих температурных напряжений и остаточных напряжений в
зоне сварного соединения.
140
В качестве модельной теоретической задачи рассмотрим
пластинку ширины 2А со сварным швом по ее центру. Принимаем,
что остаточные сварочные напряжения можно рассматривать в
рамках одномерной теории и считать, что они зависят только от
поперечной координаты у и имеют место только продольные
напряжения =/(у), у<А (ось шва является осью х), а все
другие компоненты напряжений равны нулю. Функция /(у), как
показывают измерения, локализована в зоне шва и может иметь
разнообразный вид в зависимости от способа сварки, материала,
условий теплообмена и т.д. Наиболее распространенная эпюра для
большинства металлов и сплавов такова, что она имеет максималь-
ные растягивающие напряжения в центре шва. Так как эпюра
самоуравновешена, то в зонах, прилегающих к шву (зоны
термического влияния), напряжения сжимающие.
Предположим, что пластина нагревается равномерно по
толщине центрально расположенным полосовым тепловым источ-
ником таким образом, что у нее формируется температурное поле,
зависящее только от координаты у. Принимается, что теплоотдача
с поверхностей в окрестности шва мала и ею можно пренебречь.
При таком тепловом режиме в начальный момент времени
формируется локализованное напряженно-деформированное состо-
яние с только одной отличной от нуля компонентой напряжений,
которая определяется по формуле:
<, = v «>
где То—среднее по площади пластины значение температуры,
а—коэффициент линейного расширения, Е—модуль упругости.
В центре нагрева, т.е. в центре шва, возникают сжимающие
температурные напряжения. Взаимодействуя с остаточными, тем-
пературные напряжения в центре компенсируют их. Если тело
охладить, то остаточные напряжения восстановятся.
Иная ситуация получится, если в центре шва образуются
растягивающие температурные напряжения. Пусть максимальные
растягивающие остаточные напряжения в центре шва равны
пределу текучести, что в сварных соединениях встречается
достаточно часто. Тогда наведенные температурные растягивающие
напряжения от полосового источника, расположенного в зоне
сжимающих напряжений, сложившись с остаточными напря-
жениями, приведут к пластической деформации в центре шва
таким образом, что сохранятся конечные напряжения на уровне
предела текучести.
Такие температурные напряжения можно создать, нагревая не
сварной шов, а зону, прилегающую к нему, т.е. зону термического
влияния. Если тело охладить, то остаточные напряжения умень-
шается, так как температурное поле само не приводит к появлению
остаточных напряжений.
141
Для того чтобы в центре шва возникли растягивающие
температурные напряжения, температура в окрестности шва
должна меняться по закону, похожему на следующий:
Т = -То cos фу) + То + Тс,
где Тс—температура окружающей среды, следовательно TQ—тем-
пература центра шва (у = 0); уЗ—коэффициент, характеризующий
локализацию термонапряжений. Температурные напряжения опре-
деляются формулой:
а = аЕ cos (By).
Чтобы не возникли пластические деформации от термонапря-
жений, функция температуры Т должна удовлетворять неравен-
ству: Т < /(аЕ).
Определение окрестности центра шва, в которой произойдет
пластическая деформация в результате взаимодействия терми-
ческих и остаточных напряжений, осуществляется следующим
образом. В этой зоне результирующие напряжения равны пределу
текучести. Ширина этой зоны В заранее неизвестна. Вне этой
зоны напряженное состояние остается прежним, а—это сумма
остаточных и температурных напряжений, если, конечно, сумма
не превышает а в некоторых других площадках, отличных от
центральной, иначе в них также надо принимать а = af и
границы оставлять неизвестными. Считаем для простоты, что такая
площадка одна и находится в центре шва, другие случаи
рассматриваются аналогично.
Условием для определения ширины В площадки пластичности
служит условие самоуравновешенности нагрузки:
А
fa dy = 0,
J хх 7 ’
-А
которое можно записать в следующем виде:
ВЦ А
f Фхх + °*хх) <1У + / Фхх + dy + В а = 0.
-А ВЦ
Для точной записи уравнения надо знать конкретные законы
распределения остаточных и температурных напряжений. Если
температурные напряжения нетрудно рассчитать, то остаточные
напряжения следует замерять в каждом конкретном случае. При
конкретных значениях ахх, 9 af величину В численно
определить нетрудно.
142
После охлаждения пластины в результате перераспределения
остаточные напряжения получаются вычитанием из напряжений
&хх температурных напряжений ст**.
Рассмотренная модельная постановка задачи может быть
несколько нереальной, однако она в определенной степени
указывает направление экспериментальных исследований для
изучения взаимодействия упругих температурных и остаточных
сварочных напряжений.
Экспериментальная проверка модельной задачи проводилась на
сварных пластинах из алюминиевого сплава размером 200 х
х 300 х 3 мм. Были измерены остаточные напряжения в сварных
соединениях пластин до воздействия температурных напряжений
с полем остаточных сварочных напряжений. Эпюра распределения
продольных напряжений представлена на рис. 2.42 б. Из эпюры
распределения а по оси Y видно, что график проходит через
нуль и меняет знак на расстоянии 15 мм от центра шва. Это
расстояние было принято за ближнюю к сварному шву границу
нагрева зоны сварного соединения полосовым источником тепла.
Зоны нагрева, заштрихованные на рис. 2.42 а, имели размер
50 х 50 мм и отстояли на 1 мм от шва. Нагрев осуществлялся
путем заливки расплавленного свинца (Т = 327 °C) в форму, дном
которой являлась часть поверхности сварного соединения.
143
Контроль температурного режима осуществлялся двумя хро-
мель-алюмелевыми термопарами, расположенными в центре свар-
ного шва и зоне нагрева. Характерное изменение температур в
зоне сварного соединения в зависимости от времени отражено на
осциллограмме рис. 2.42 в, где кривая 2 показывает изменение
температуры в центре шва, а кривая 1 — изменение температуры
в зоне нагрева.
Максимальная разница между температурами в зоне растягива-
ющих остаточных напряжений (зона сварного шва) и зоной
нагрева составила 215 °C, рис. 2.42 г; через 15 с нагрев прек-
ратился.
Последующие измерения остаточных напряжений после ло-
кальной термомеханической обработки показали, что в центре
шва остаточные напряжения стали а^х = 150 МПа вместо 230 МПа
до обработки. В зоне термического влияния сварного соединения
на расстоянии от центра шва 10 мм величина = 100 МПа, а
до обработки в этом месте напряжения были 180 МПа. Такое
снижение уровня растягивающих напряжений было достигнуто
только за счет термомеханического воздействия.
Структурные изменения в сварном соединении не могли
произойти, так как максимальная температура в районе сварного
шва не превышала 100 °C, да и времена воздействия не превышали
нескольких минут.
В соответствии с ранее предложенной модельной задачей, зная
параметры процесса температурного воздействия, можно опре-
делить уровень снижения растягивающих остаточных напряжений
при их сложении с наведенными в эксперименте локальными
температурными упругими напряжениями.
Напряжения от локального температурного поля составляли
согласно формуле (1) 160 МПа. Предел текучести исследуемого
алюминиевого сплава равен 250 МПа. Следовательно, после
температурного воздействия напряжения в центре сварного шва
должны быть равны 90 МПа. В действительности по результатам
измерений напряжение в центре шва составляло 150 МПа. Отличие
говорит о том, что рассмотренная теоретическая модель упрощена
и не описывает все релаксационные процессы.
§ 2.13» Анализ технологий сварок
трубопроводов электростанций
на основе измерений остаточных напряжений
Цель выполненных и представленных в данном параграфе
исследований сварочных напряжений в типовых соединениях
трубопроводов из теплоустойчивой хромомолибденованадиевой
стали марки 12X1 МФ, применяемых на тепловых электростанциях,
состояла в получении информации о реальных остаточных
напряженных состояниях в зоне монтажных стыков, полученных
как по штатной технологии, так и по другим, более перспективным
144
технологиям. Такие исследования помогают создать или выбрать
лучшие технологии сварки, выявить необходимость и обоснован-
ность применения последующих термообработок, лучше узнать
реальное напряженное состояние и внести соответствующий вклад
в накопление справочного материала или, что то же самое, в
создание банка данных по остаточным напряжениям в сварных
соединениях. Последнее важно по ряду обстоятельств, но здесь
хочется отметить то, что это нужно для создания норм или
документов, регламентирующих работу создателей изделий, при
производстве которых используется сварка, наводящая большие
остаточные напряжения. Рассматриваемые трубопроводы эксплу-
атируются в условиях сложного напряженно-деформированного
состояния, создаваемого температурными полями и внешними
нагрузками. Особенно это имеет место в околошовных зонах труб,
где чаще всего происходят разрушения. Поэтому знать об
остаточных напряжениях нужно, чтобы лучше оценить работос-
пособность трубопроводов.
Для исследования по семи различным технологиям сварки
были изготовлены две серии образцов: семь труб с наружным
диаметром 325 мм, толщиной 34 мм, длиной 700 мм с кольцевым
швом посредине и еще такие же семь образцов, которые после
сварки прошли местную термообработку при 379 °C и выдержке
три часа.
Все технологии сварки—ручные электродуговые с использо-
ванием электродов типа 09Х1МФ марки ТМЛ-3. Режимы отлича-
лись разделкой кромок и некоторыми параметрами электрического
тока, в том числе его модуляцией:
1) штатная, слоями толщиной 3—5 мм, разделка кромо 12°;
2) штатная, с двухчастотной модуляцией, слоями толщиной
3—5 мм, разделка кромок 12°;
3) технология № 1, но разделка кромок 7°;
4) технология № 2, но разделка кромок 7°;
5) «поперечной горкой» стационарной дугой, разделка кро-
мок 7°;
6) технология № 5, но с двухчастотной модуляцией;
7) малопроходным способом стационарной дугой, слоями
толщиной 10—18 мм, разделка кромок — 12°.
Максимальная температура при всех технологиях сварки была
1300 °C, сварку проводили с предварительным подогревом индук-
ционным током до 200—250 °C.
Следует отметить, что технологии сварки имеют такие важные
параметры, как скорость сварки, погонная энергия, сила тока,
напряжение на дуге и другие параметры, влиящие на прочность
соединения. Здесь не приводятся эти характеристики технологий,
так как планируется в дальнейшем организовать научно-техни-
ческие исследования по паспортизации всех технологий сварки по
уровню остаточных напряжений, чтобы составить банк данных о
сварочных напряжениях, о влиянии различных параметров тех-
нологий на величину этих напряжений, тогда и нужно будет
145
описывать все эти параметры подробно. Такая работа является
большой, имеет очень много параметров, требует привлечения
специалистов из разных областей, проведения большого числа
измерений, но она очень необходима и полезна для разработчиков
технологий, для людей, отвечающих за длительную работу
изделий.
В настоящее время систематическая измерительная работа в
области сварочных напряжений если и ведется, то в небольших
объемах и находится на начальном этапе развития. Поэтому в
современных справочниках по сварочным технологиям нет данных
о сварочных напряжениях—об этом ответственном параметре
сварных соединений, ответственном, главным образом, за их
прочность. Предстоит восполнить этот пробел и начать проводить
измерения напряжений, составлять документы о результатах
измерений и составлять банк данных.
Измерения остаточных напряжений в зонах сварных швов всех
четырнадцати образцов проводили на поверхности сварных со-
единений в местах или, вернее, в зонах, которые специалисты
по сварке обозначают как положения «12, 3, 6, 9 часов» в
соответствии с расположением этих цифр на циферблате часов.
Измерения производились в металле шва, на линии сплавления
и в зоне термического влияния на расстоянии 5—8 мм от линии
сплавления. Наибольшие остаточные напряжения оказались в
верхней и нижней замковых точках стыка, т.е. в точках 12 и 6,
и в этих местах измерения были выполнены только в волокнах,
имеющих максимальные напряжения. Эти места определялись,
исходя из опыта измерений.
Для оценки напряженного состояния одного соединения
проводились замеры в 10—15 точках, всего было выполнено
порядка 200 результативных замеров остаточных напряжений в
четырнадцати исследуемых сварных соединениях труб.
Анализируя эти результаты, следует отметить, что сварные
соединения труб из стали 12X1 МФ с толщиной стенки 34 мм в
исходном после сварки состоянии имеют большие остаточные
растягивающие напряжения — порядка 300—400 МПа. Сжима-
ющие остаточные напряжения меньше и составляют величину
порядка 100—125 МПа.
Независимо от технологии сварки для сварных соединений из
стали 12X1 МФ наблюдается общая закономерность распределения
остаточных напряжений: максимум растягивающих напряжений,
действующих в направлении вдоль оси сварного шва, приходится
на зону термического влияния, и некоторое уменьшение наблю-
дается в центре шва. Для примера на рисунках 2.43 и 2.44
приведены интерферограммы, полученные в процессе измерения,
даны схемы сварных соединений и показаны точки, в которых
высверливались отверстия.
Исследовано влияние разделки кромок, т.е. угла скоса кромок
от 12 до 7° на уровень остаточных напряжений при сварке стацио-
нарной дугой (по режимами № 1 и № 3). Получено, что сварка
146
Рис. 2.43
в узкую разделку 7° стационарной дугой приводит к уменьшению
растягивающих остаточных напряжений в зоне термического влия-
ния с 380 до 320 МПа и к небольшому увеличению сжимающих
остаточных напряжений в шве по всему периметру сварного стыка.
, Исследование влияния разделки кромок на уровень остаточных
напряжений при сварке двухчастотной дугой с модуляцией, про-
проведенное на швах, полученных по технологиям № 2 и № 4,
147
оо
Рис. 2.44
показало, что сварка в узкую разделку модулированным током
приводит также к уменьшению растягивающих остаточных напря-
жений в зоне термического влияния с 370 до 300 МПа и к
увеличению сжимающих остаточных напряжений в металле шва
по всему периметру стыка; к уменьшению зоны распространения
остаточных напряжений.
Исследования влияния геометрии разделки кромок, проведен-
ные при сварке как стационарной, так и модулированной дугой,
показали таким образом, что применение сварки в узкую разделку
позволяет создать сварное соединение с меньшим уровнем и более
равномерным распределением остаточных напряжений.
Исследования влияния модулированного тока по сравнению со
сваркой стационарной дугой, проведенные на стыках, полученных
по технологиям № 1 и № 2, выполненных с углом скоса кромок
12° приводит к уменьшению зоны распространения остаточных
напряжений.
Исследования влияния модулированного тока по сравнению со
сваркой стационарной дугой, проведенные на стыках полученных
по технологиям № 3 и № 4 с углом скоса кромок 7°, показали,
что применение модулированного тока приводит также к умень-
шению зоны распространения остаточных напряжений.
Результаты измерения остаточных напряжений на стыке,
выполненном по технологии № 4, представляющей сочетание
геометрии узкой разделки кромок с применением модулированного
тока, показали, что эта технология представляется более удачной
с позиций уровня и распределения остаточных напряжений, так
как отражает преимущества сварки в узкую разделку и сварки
модулированным током.
Исследования влияния двухчастотной модуляции по сравнению
со сваркой стационарной дугой, проведенные на соединениях,
выполненных способами № 5, № 6 («поперечная горка» с углом
скоса 7°), подтверждают, что применение модулированного тока
приводит к уменьшению растягивающих остаточных напряжений
на 150 МПа. Сравнение технологии сварки № 7 малопроходным
способом слоями толщиной 10—18 мм по уровню остаточных
напряжений с технологией № 1 показывает, что применение
сварки толстыми слоями приводит к снижению уровня остаточных
растягивающих напряжений в зоне термического влияния по
сравнению со штатной технологией № 1 с 380 до 300 МПа.
Измерение остаточных напряжений в образцах, полученных
по всем семи технологиям и прошедшим штатную термообработку
при 750 °C в течение 3 ч, показали, что напряжения во всех семи
образцах существенно уменьшились и не превышали 100 МПа.
Поэтому здесь нет необходимости приводить данные о каждом
образце. На примере рассмотренных здесь термообработанных
соединений результаты термообработок могут считаться вполне
положительными.
Отметим еще, что сварку всех труб проводили на остающемся
подкладном кольце обратно-ступенчатым способом с предваритель-
ным подогревом индукционным методом до 200—250 °C.
Глава 3
ОСТАТОЧНЫЕ НАПРЯЖЕННЫЕ СОСТОЯНИЯ ТЕЛ,
ОБУСЛОВЛЕННЫЕ ПРОЦЕССАМИ ИЗГОТОВЛЕНИЯ
В предыдущей главе рассмотрены остаточные напряжения в
зонах сварных швов. Однако существует много других техно-
логических процессов изготовления, которые также приводят к
созданию остаточных напряжений в твердых телах, изделиях, и
в этих случаях их тоже нужно исследовать. В данной главе с
этой точки зрения рассмотрен ряд процессов, таких как литье,
закалка, некоторые виды механических обработок, выращивание
кристаллов и др. Если не принять мер к предотвращению
остаточных напряжений или снижению их уровня, то с достаточно
большой вероятностью происходят разрушения. Но чтобы разра-
ботать правильные мероприятия для уменьшения неблагоприятных
проявлений остаточных напряжений, требуется провести тщатель-
ное исследование причин, приводящих к их образованию и затем
разработать процедуры воздействия на эти причины [1, 26].
§ 3.1. Остаточные напряжения в огнеупорных отливках.
Совершенствование режимов охлаждения
Остаточные напряжения в отливках вообще и в огнеупорных,
в частности, играют важную роль. Они, будучи замороженными
в заготовках и в изделиях, со временем могут проявить себя как
с положительной, так и с отрицательной стороны. Если на
поверхности напряжения сжимающие и не очень «большие, то,
как правило, они повышают прочность изделия, и в этом смысле
их свойства положительны. Но если они большие, то при
возникновении явлений типа термоциклирования, ударных нагру-
зок, вибраций и др., часто имеющих место при эксплуатации
изделий, эти напряжения могут привести, и не раз приводили к
их разрушению.
При получении огнеупорных изделий методом литья, когда
температура расплава высокая, порядка 2000 °C и выше, ‘ а
материал в конечном холодном состоянии хрупкий, образо-
вавшиеся в процессе остывания остаточные напряжения бывают
иногда опасными и приводят к самопроизвольному разрушению
отливок.
150
Рассмотрим теоретическую модель процесса формирования
остаточных напряжений. Изложение материала проведем на
примере бадделеито-корундового огнеупора, получаемого методом
электрического плавления на Щербинском заводе «Электроплав-
леные огнеупоры» Московской области. Основной состав (12 %)
рассматриваемого огнеупора—это А12О3 (53 %), ZrO2 (33 %),
SiO2, 2 % составляют другие компоненты — Fe2O3, ТЮ2, СаО,
MgO, Na2O, модуль Юнга этого материала при комнатной
температуре Е = 2,1 • 104 МПа.
После розлива расплавленной массы в формы состояние
отливки при разных температурах можно условно разделить на
три фазы: жидкая, твердая пластичная и твердая упругая. Для
рассматриваемого огнеупора температурную границу перехода из
пластического состояния в упругое можно условно принять равной
1200 °C. Конечно, в действительности такой четкой границы нет,
переход пластической фазы в упругую постепенный. Однако для
построения приемлемо простой модели, которая позволила бы с
наименьшими трудностями рассмотреть процесс формирования
остаточных напряжений и предложить способы их уменьшения и
регулирования, можно использоваь гипотезу о таком скачкообраз-
ном переходе. Для конкретности рассмотрим отливки в форме
параллелепипеда, хотя исследованию подвергалось много отливок
других форм [30], изучались отливки нескольких размеров,
здесь же результаты приводятся для брусов с размерами
600 х 400 х 300 мм.
Затвердевание огнеупора начинается при температуре 1750 ° С
и образовавшаяся твердая пластическая фаза существует в
диапазоне 1200 + 1750 °C. Она характеризуется тем, что материал
течет, и в результате этого возникающие температурные
напряжения релаксируют, т.е. уменьшаются. Процесс релаксации
особенно быстро протекает при высоких температурах (1750—
1500°C) и медленнее—при более низких (1500—1200°C). Это
приводит к тому, что возникающие в пластичной зоне напряжения
снижаются до пренебрежимо низкого уровня. Таким образом, на
начальном этапе охлаждения (до 1200 °C) в огнеупоре сформиро-
вывается перепад температур и отсутствуют температурные
напряжения.
При дальнейшем охлаждении (ниже 1200 °C) огнеупор пере-
ходит в упругую стадию, а перепад температур по сечению
существенно не меняется и поэтому температурные напряжения
не возникают. Однако на последнем этапе, когда температура
выравнивается, в отливке формируются остаточные напряжения,
которые уже не релаксируют. Из приведенного рассуждения
вытекает, что остаточные напряжения определяются перепадом
температур в сечении отливки в момент перехода всего материала
в упругое состояние. Если бы этот перепад отсутствовал, то
151
отсутствовали бы остаточные напряжения на последнем этапе
охлаждения.
Добиться при охлаждении отливки-бруса выравнивания тем-
пературы по сечению на уровне 1200 °C практически невозможно,
можно лишь различными способами добиться уменьшения этою
перепада. Да и нельзя полностью полагаться на сформированную
модель: ее можно использовать только как вспомогательный
ориентир при научной разработке режимов охлаждения отливок,
обеспечивающих небольшие, т.е. неразрушающие, остаточные
напряжения.
Поэтому основным направлением исследования было выбрано
следующее. На первом этапе осуществляется измерение остаточ-
ных напряжений в отливках; далее проводятся расчеты темпера-
турных полей в отливках, которые соответствуют условиям
охлаждения этих отливок, проводятся расчеты температурных
полей при других условиях охлаждения, которые, согласно
принятой модели, должны привести к уменьшению остаточных
напряжений, если они были большие, осуществляется реализация
таких условий на практике; снова проводятся измерения напря-
жений и т.д. Так практически происходит поиск режимов
охлаждения методом последовательных приближений.
Остаточные напряжения в отливках измерялись как методами
голографической интерферометрии, так и методом тензометрии.
Предпочтение было отдано второму методу, так как голографиче-
ская интерферометрия натолкнулась на трудности. Как оказалось,
поверхность огнеупорных отливок имеет много мелких трещин—
посечек, которые не влияют на требуемые прочностные свойства
отливок, но сильно портят картину интерференционных полос,
которые рвуться на этих посечках, искажаются и трудны для
анализа. Как оказалось, высокая температура расплава при
затвердевании приводит практически к крайне жестким условиям
в приповерхностном слое с точки зрения его прочности относитель-
но образующихся температурных напряжений в самые первые
моменты образования упругой фазы. Это приводит к микрораз-
рушениям в приповерхностном слое.
Для определения остаточных напряжений рассматриваемый
брус в течение восьми суток естественно охлаждался в термо-
ящике, затем после полного охлаждения он обклеивался розетками
проволочных тензодатчиков в соответствии со схемой располо-
жения. Все датчики герметизировались, так как для определения
остаточных напряжений от бруса отрезали пластину толщиной
25 мм с тензодатчиками, для этого использовался станок с
алмазным кругом, охлаждавшимся водой, которая испортила бы
приклейку. Затем все участки пластины с розетками тензодатчиков
освобождались путем распиливания этой пластины. После этого
производилось измерение деформаций, высвобожденных от оста-
точных напряжений маленьких пластинок, и по этим деформациям
определялись главные остаточные напряжения. Эпюры их приве-
дены на рис. 3.1.
152
Напряжения на грани 600 х 400 мм, как и ожидалось,
оказались сжимающими и максимальное значение их равнялось
40 МПа—для данного огнеупора это большие напряжения. Изме-
рения напряжений по грани 600 х 300 мм показали, что на ней
напряжения также большие и достигают величины 40 МПа. Это
объясняет причину частого разрушения огнеупорных отливок от
остаточных напряжений при сокращении сроков охлаждения
отливок. А так как срок этот большой—восемь суток, то всегда
есть желание сократить это время.
Учитывая, что температурный режим охлаждения определяет
в итоге остаточные напряжения, в проблеме поиска наиболее
благоприятного режима для получения малых остаточных напря-
жений основными являются задачи расчета температурных полей,
определения условий обеспечения нужных температурных полей,
режимов охлаждения и диагностики получающихся остаточных
напряжений в отливках, прошедших этот температурный режим.
Первое требование к температурному полю—это выравнивание
его цо сечению при температуре 1200 °C. Обеспечить такое
выравнивание охлаждением в термоящиках не удается: для этого
оказывается необходимой печь с регулируемой температурой
внутреннего пространства.
Расчет температурного поля в отливках при разных меня-
ющихся условиях теплосьема является достаточно трудоемкой
задачей. Не давая здесь подробного описания математической
задачи и методов расчета, которые подробно изложены в [30],
приведем конечные результаты. Вначале расчеты были проведены
для бруса, охлаждаемого естественным образом в термоящике.
Термоящик представлял собой песчаную форму толщиной 40 мм,
153
в которую заливался расплав, окруженную теплоизоляцией из
диамитовой засыпки толщиной 150 мм; все это помещалось в
металлическом коробе.
На рис. 3.2 приведены графики температур в трех точках в
зависимости от времени в течении первых 10 ч охлаждения:
Тц—температура центра отливки, —температура точки пересе-
чения оси у с большой поверхностью отливки, Тх—температура
точки пересечения оси х с малой поверхностью отливки,
—температура угловой, наиболее удаленной от центра точки.
Наибольший перепад температур имеет место между центральной
и угловой точками и согласно расчетам после 10 ч охлаждения
он составил величину порядка 100 °C, и это привело в итоге к
достаточно большим остаточным напряжениям, которые были
приведены выше.
Рис. 3.2
На рис. 3.3 представлены графики температур в тех же точках
для случая, когда расплав заливается в песчаную форму, которая
помещалась в печь с регулируемой температурой пространства.
Сложная термоизоляция в данном случае отсутствовала. При этом,
как показал опыт и расчеты, в первые 0,5—0,8 ч форма с отливкой
может находиться при цеховой температуре, и это не сказывается
на конечном состоянии отливки. Рассмотрены четыре варианта
задачи: температура печного пространства задавалась 20, 1000,
1200 и 1300 °C и на рисунках, отмеченных соответственно буквами
а, б, в, г указан образовавшийся перепад температур по сечению
в первые 10 ч выдержки отливки в печи. Самый малый перепад
получился в случае, когда температура печного пространства
равнялась 1200 °C.
Эти данные положены в основу расчетов и выбора подходящего
управляемого режима охлаждения в печи при помощи задания
154
Рис. 3.3
закона изменения температуры печного пространства. В работе
[30] приведены графики рассчитанных температур в центре и в
дальней от него точке, представлены наибольшие перепады
155
температурных режимов охлаждения для того, чтобы можно было
подобрать тот закон, который обеспечивал бы наименьшие
остаточные напряжения. Опишем некоторые из режимов более
подробно.
Расплав заливается в холодную песчаную форму, находящуюся
в естественной воздушной среде. После 20—30 мин выдержки фор-
ма помещается в отжиговую печь с температурой среды 800 °C
и выдерживается 1,5 часа. Далее температура печи повышается
до 900 °C и отливка выдерживается при этой тепературе 1 ч,
температура печи повышается до 1000 °C—выдержка 2 ч, темпе-
ратура печи повышается до 1100 °C—выдержка 2 ч, температура
печи повышается до 1200 °C—выдержка 4 ч, далее температура
печи снижается со скоростью порядка 10 °С/ч в течение
семи—восьми часов. И, наконец, температура печи снижается со
скоростью 20 °С/ч примерно 40 часов. Затем отливка с формой
вынимается из отжиговой печи и расформовывается.
Согласно этому расчету на весь процесс управляемого отжига
необходимо затратить примерно трое суток вместо семи—восьми
суток при отжиге в термоящике. Время выдержки при 1200 °C в
этом случае сокращается и вместо 10—12 ч составляет 7 ч, а
разность температур между центром и углом отливки на уровне
1200 °C примерно 30 °C, что в конечном счете приводит к
незначительным остаточным напряжениям.
Второй режим характерен тем, что после заливки в песчаную
форму и выдержки при цеховой температуре 20—25 мин отливка
вместе с формой помещалась в печь с температурой 110 °C. За
счет тепла отливки температура печного пространства примерно
за час достигала 1300 °C, а затем печное пространство выводилось
на температуру 1200 °C и выдерживалось 8—10 ч; перепад
температур по отливке достигал 90—100 °C. Скорость охлаждения
отливки в упругой области составляла 10 °C в час.
Третий режим отжига отличается от первого тем, что сначала
рабочая температура печи составляла 1000 °C, далее она поднима-
лась за счет тепла отливки до 1180 °C, а затем с помощью
специального регулирования ее доводили до 1200 °C с выдержкой
4 часа. В этом случае температурный перепад за счет подогрева
поверхности отливки уменьшался до 60—70 °C. Скорость охлаж-
дения в упругой области составляла 16 °C в час, а общее время
выдержки 80 часов. При третьем режиме охлаждения начальная
температура печи была 700 °C. Это делалось для того, чтобы
материал отливки быстрее перешел из жидкой фазы в твердую:
этим сокращалось общее время охлаждения. Последующим повы-
шением температуры до 1200 °C и выдержкой в течении 4 ч
достигался перепад температур, равный 30 °C. Скорость охлаж-
дения в упругой области составляла 16 °C в час, а полное время
отжига 72 часа. Этот режим является наиболее благоприятным,
потому что в конце выдержки при температуре 1200 °C перепад
температур по сечению, как уже упоминалось, достигал 30 °C.
156
Полученные режимы отжига были экспериментально опробо-
ваны. Основным критерием преимущества того или иного отжига
являлось качество бакора по трещинам и малые остаточные
напряжения, а на каждый из выше указанных режимов было
отведено более десятка отливок. Два бруса из каждой партии
после отжига тензометрировали с целью определения в них
остаточных напряжений, затем брус распиливался, вырезались
пластинки толщиной 25 мм с наклеенными тензодатчиками,
замерялись деформации и пересчитывались в главные остаточные
напряжения.
Обработанные результаты экспериментов по определению
остаточных напряжений показали, что максимальные остаточные
напряжения были не более 25 МПа, характер эпюр при этом
аналогичен приведенным на рис. 3.1. Брусья, прошедшие термо-
обработку в соответствии с этими режимами не имели трещин.
Следует отметить, что не всегда удается получать равномерную
температуру по всей площади и высоте печного пространства.
Перепады температуры по высоте печного пространства составляли
100—130 °C. Это оказывает влияние на распределение температуры
по отливке, а также и на ее напряженное состояние. Уменьшение
влияния этого перепада температур достигалось путем пере-
мешивания воздушной среды либо при помощи специального
теплового экрана.
На основе рассмотренных расчетных режимов охлаждения
отливок экспериментально отрабатывались также другие, более
ускоренные режимы охлаждения. Один из таких режимов
охлаждения в печи был следующим. После заливки расплава в
форму она помещалась в печное пространство, температура
которого в первые 3 ч поднималась с 20 до 600 °C, в следующие
2 ч — с 600 до 800 °C, в следующие 7 ч с 800 до 1200 °C, далее
осуществлялась выдержка при 1200 °C четыре часа и дальнейшее
охлаждение со скоростью 70 °C в час. Общее время охлаждения
несколько уменьшалось по сравнению с предыдущими режимами.
Отливки, полученные в соответствии с данным режимом, имели
максимальные остаточные напряжения: 20 МПа—сжимающие и
10 МПа—растягивающие.
Разработка технологических процессов охлаждения огнеупор-
ных отливок с целью улучшения качества продукции и увеличения
производитальности ее выпуска осуществлялась на основе приня-
той теоретической модели. Хотя эта модель не учитывает всех
сложных механических процессов, происходящих во время затвер-
девания материала и последующего его охлаждения, во время
которого возникают и релаксируют температурные напряжения
при изменяющихся параметрах, определяющих состояние огне-
упора, и в конце которого возникают и замораживаются в отливке
остаточные напряжения, она очень полезна для дела. Без такой
теоретической модели реальный поиск нужных режимов сильно
бы затянулся.
157
§ 3.2. Закалочные напряжения
в изделиях из высокопрочных сталей
Закалка стальных элементов конструкций проводится для
увеличения их прочности. Эта технологическая операция состоит
из нагрева деталей до высокой температуры и охлаждения по
определенному режиму в разных средах, что и приводит к
образованию на поверхности детали достаточно больших сжима-
ющих остаточных напряжений. Складываясь в процессе эксплуа-
тации с растягивающими рабочими напряжениями, они уменьшают
рабочие напряжения на поверхности в большом диапазоне
нагрузок, не позволяя образовываться на поверхности большим,
т.е. разрушающим, суммарным растягивающим напряжениям.
Хорошая в целом технологическая операция закалки, тем не
менее подлежит контролю по уровню наводимых остаточных
напряжений и дело заключается в следующем. Остаточные
напряжения являются самоуравновешенными по любому сечению
детали и поэтому, если имеются сжимающие напряжения на
поверхности или вблизи ее, то с удалением внутрь тела по
нормали к поверхности обязательно существует область с рас-
тягивающими остаточными напряжениями. Следовательно, для
анализа прочности детали от воздействия на нее суммарных—
остаточных и рабочих—напряжений надо рассматривать и повер-
хность, и внутреннюю область, где рабочие растягивающие
напряжения, складываясь с растягивающими остаточными напря-
жениями, не уменьшаются, компенсируя друг друга, как на
поверхности, а возрастают, увеличивая вероятность разрушения
изнутри. Поэтому конструкторам, которые рассчитывают напря-
женное состояние и оценивают расчетными методами прочность
и надежность детали или конструкции, следует знать эпюры
остаточных напряжений, которые необходимо учитывать в расче-
тах. А чтобы дать такие эпюры, надо уметь их строить, т.е. надо
измерять остаточные технологические напряжения.
Измерения и расчеты закалочных остаточных напряжений уже
проводились, но измерения сопровождались разрушением детали,
а такие методы не внедришь в практику диагностики. Предлага-
емый здесь метод также не всегда применим, но он все-таки
относится к группе пол у разрушающих методов, а во многих
случаях—к неразрушающим методам.
Имеются полностью неразрушающие методы измерения: рент-
геновский, магнито-шумовой, токо-вихревой, ультразвуковой. Но
их желательно постоянно проверять, дублировать в отдельных
местах механическими методами, наиболее надежными с точки
зрения правильности измерения. Изучение закалочных напря-
жений в рассматриваемом случае осуществлялось методом, пред-
ложенным авторами.
Измерения закалочных напряжений проводились в деталях
шасси самолета, изготовленных из высокопрочной стали типа
30ХГСН2А. Сталь проходила следующую термообработку для
формирования необходимой структуры: нагрев в воздушной печи
158
до 900 °C, охлаждение в масле и отпуск при 290 °C два часа.
Операция быстрого охлаждения в масле разогретой до 900 °C
детали неизбежно приводит к образованию больших закалочных
напряжений. Измерение этих напряжений было выполнено двумя
измерительными модулями ЛИМОН-Л и ЛИМОН-Д.
При измерении модулем ЛИМОН-Л на интерферограммах
поверхности в окрестности зондирующих отверстий Л = 1,5 мм и
Н = 1,2 мм видны две концентрические полосы—окружности. Знак
перемещений W определялся методом кернения как отрицатель-
ный, т.е. окрестности отверстия переместились внутрь тела. Это
означает, что главные остаточные напряжения одной величины и
сжимающие, как и ожидалось. Цена такой полосы для стали, как
следует из графиков для отверстия указанных размеров, равна
150 МПа.
Методика определения остаточных напряжений построена на
предположении, что они постоянны по нормали к поверхности на
глубину порядка глубины отверстия 1,2 мм. На самом деле
закалочные напряжения уменьшаются с глубиной и в действитель-
ности измерялись некоторые усредненные напряжения. На поверх-
ности напряжения в действительности будут значительно больше.
Для выяснения закона изменения закалочных напряжений по
глубине были проведены измерения отверстиями разной глубины.
Экстраполяция показывает, что на поверхности закалочные
напряжения не ниже а = 500 МПа.
Измерение всесторонних сжимающих остаточных напряжений,
образующихся при закалке, а также при литье, при дробеструйной
обработке поверхности прибором ЛИМОН-Л затруднительно, так
как в случае всесторонних напряжений чувствительность прибора
снижается, цена полосы растет, а сами полосы сгущаются на
кромке отверстия и их трудно разрешить. Также следует
учитывать полосы, обусловленные пластическим наклепом от
сверления.
Для того чтобы повысить чувствительность и точность,
измерения в данном случае лучше проводить модулем ЛИМОН-Д.
На интерферограмме, полученной с помощью ЛИМОН-Д на том
же самом элементе шасси в ближней к наблюдателю части
окрестности отверстия наблюдается четыре полосы, а с противо-
положной—две. Наклонная компонента перемещения опреде-
ляется по формуле:
Щ = ^/(2 cos 19).
Здесь в—половина угла между направлением наблюдения и
направлением освещения окрестности точки наблюдения. Закалоч-
ные напряжения определяются по формуле:
’ = и,/иа-
где t/д—наклонная компонента перемещения вблизи отверстия
при единичном всестороннем сжимающем остаточном напряженном
159
состоянии, (Tj = 10 МПа, = 1® МПа, полученная по формуле
(t/p берутся из графиков рисунков 1.2 и 1.3):
1/п = cos а ± sin а.
Знак + имеет место для ближней зоны окрестности отверстия,
знак — для дальней, а—угол между направлением I и касательной
плоскостью. Определение закалочных напряжений по цене полосы
осуществляется следующим образом. Из предыдущей формулы
следует цена одной полосы: где —значение на
кромке отверстия перемещения, соответствующего единичному
напряженному состоянию сжатия. Закалочные напряжения, опре-
деленные модулем ЛИМОН-Д по наклонной компоненте, по-
лучились теми же самыми, что и определенные модулем
ЛИМОН-Л по нормальной компоненте. Чувствительность, а также
точность определения напряжений модулем ЛИМОН-Д примерно
в два раза выше, так как число полос при одних и тех же
напряжениях в два раза больше.
§ 3.3» Закалочные напряжения в стекле
Метод высверливания отверстий, создания кольцевых проточек
и разрезов, описанный выше и традиционно используемый для
обнаружения напряжений в сварных и других конструкциях, не
применим напрямую к определению остаточных напряжений в
закаленном стекле, так как любой надрез механическим инстру-
ментом ведет к разрушению стекла. Тем не менее, нужного
эффекта высвобождения замороженных в материале напряжений
путем изъятия части его объема можно добиться с помощью
травления стекла плавиковой кислотой.
Ранее эксперименты по определению закалочных напряжений
проводились на специально подготовленных образцах в виде
полосок и пластин при послойном травлении одной из лицевых
поверхностей с механическим контролем возникающих изгибных
перемещений. Методика, предложенная ниже, включает создание
в стекле малой лунки и проведение бесконтактного измерения
поля высвобожденных перемещений средствами лазерной голо-
графической интерферометрии [28]. Предложена также достаточно
простая математическая модель пересчета регистрируемых пере-
мещений поверхности стекла в значении закалочных остаточных
напряжений.
Конструкция экспериментальной установки ориентировалась на
промышленные образцы закаленных стекол без особых ограниче-
ний на их форму и размеры. Наличие технологических отверстий
в стекле также не должно было мешать проведению экспериментов
и их математической обработке. Схема такой установки изобра-
жена на рис. 3.4. Она имела в своей основе стальную плиту (Л
с сеткой резьбовых отверстий для закрепления на ней образца
(2) и элементов оборудования. В пространстве между фотоп-
160
Рис 3.4
ластинкой (5) и образцом располагались кюветки (4) с плавиковой
кислотой. Для травления лунок в образце применялись тефлоновые
кюветки, изготовлявшиеся в виде отрезка цилиндрической трубки
соответствующего внутреннего диаметра и такой же высоты при
толщине стенки 1 мм. На нижнем, прилегающем к стеклу срезе
предусматривался наружный буртик для повышения надежности
герметизации донной части кюветки восковым расплавом. Сверху
кюветка могла закрываться тефлоновой пробкой, препятствующей
попаданию паров на фотоэмульсию голограммы при наблюдении
за процессом травления в режиме реального времени.
С целью минимизации потерь энергии лазерного излучения
на обращенную к фотопластинке сторону образца наносился
тонкий слой диффузно отражающего покрытия из мелкодисперсной
окиси алюминия. Направление съемки выбиралось из условия
отражения на интерферограмме преимущественно нормальной
компоненты вектора перемещения точек объекта. На рис. 3.4
направление освещения образца излучением гелий-неонового
лазера указано стрелками, а направление наблюдения определя-
ется символическим изображением фотокамеры. Эксперимент
выполнялся в следующей последовательности.
После нанесения диффузно отражающего покрытия образец
закреплялся на установке. В намеченных для травления зонах
образца устанавливались кюветки, а также наклеивались опорные
шарики (5) и ограничители положения голографических пласти-
нок. На фотопластинках с помощью расплавленной смеси
6 Г.Н. Чернышев и др.
161
канифоли и воска приклеивались по одному стальному кольцевому
ловителю шариковой опоры (6) для обеспечения повторной
установки голограммы в исходное положение с интерферометриче-
ской точностью. После юстировки оптической схемы и надежной
фиксации положения всех неподвижных элементов в кюветки
заливалась плавиковая кислота и подготовленные фотопластинки
поочередно подвергались первому экспонированию для регистрации
невозмущенного состояния поверхности образца. Одна из проэкс-
понированных пластин сразу же проявлялась и установленная
после промывки и высушивания в исходное положение использо-
валась как опорная голограмма. На остальных—по мере необ-
ходимости регистрировались двухэкспозиционные голограммы.
Определение деформаций, возникающих в окрестности вы-
травливания лунки, осуществлялось по результатам записи
двухэкспозиционных голограмм. Голограммы записывались по
описанной ранее схеме Денисюка, т.е. во встречных опорном и
предметном световых пучках. Такие голограммы регистрировали
преимущественно нормальную компоненту вектора перемещения
освещенных точек образца. Ввиду отсутствия надежных данных
о скорости углубления лунки и связи глубины травления с числом
возникающих интерференционных полос оказалось важным обес-
печить возможность оперативного наблюдения за ходом изменения
интерференционной картины в процессе травления стекла. Такое
наблюдение производилось с помощью опорной голограммы и
позволяло уверенно выбирать моменты для выполнения второго
экспонирования при регистрации интерферограммы.
В результате на одной и той же фотопластинке записывались
последовательно две голограммы: первая—для объекта в исходном
состоянии, а вторая—после воздействия возмущающего фактора.
Одновременное восстановление обоих изображений при освещении
проявленной фотопластинки опорным пучком света позволяло
наблюдать и фотографировать исследуемый объект, покрытый
сеткой интерференционных полос (рис. 3.5). Эти полосы возни-
кали в результате интерференции световых волн, формирующих
изображения объекта в исходном и возмущенном состояниях.
Каждая полоса определяла геометрическое место точек с равными
значениями проекции вектора перемещения на биссектрису угла
между направлениями освещения и наблюдения объекта.
По мере появления на поверхности образца, наблюдаемого
через опорную голограмму, интерференционных полос, связанных
с перемещениями от закалочных напряжений в окрестности
вытравливаемой лунки, опорная голограмма убиралась, замерялась
глубина травления и устанавливалась фотопластинка, проэкс-
понированная на объекте в его исходном состоянии. Относительно
невысокая скорость вытравливания стекла позволяла, обработав
дважды экспонированную пластинку, при необходимости записать
дублирующую интерферограмму, если по каким-либо причинам
качество предыдущей оказывалось неудовлетворительным. После
162
Рис. 3.5
возвращения на место опорной голограммы возобновлялось наблю-
дение за ходом травления до следующего шага регистрации.
Глубина образовавшейся лунки измерялась микрометрическим
щупом. Среднеквадратичная ошибка измерения в серии из 10
замеров не превышала 20 мкм, а точность измерения глубины
лунки оказалась при этом не хуже 0,05 мм.
Во время наблюдений периодически проводилась механическая
очистка лунки от осадков продуктов травления. Предусматривалось
также их удаление вместе с истощившейся кислотой. Однако в
проведенном эксперименте объем кюветок оказался достаточным
для образования лунок без смены травителя.
По завершении травления оставшаяся кислота удалялась из
кюветок, а полученные голограммы поочередно устанавливались
в положение, воспроизводящее их размещение при съемке.
Восстанавливаемое ими изображение регистрировалось фотокаме-
рой. Затем отпечатанные фотографии обрабатывались по приве-
денной ниже методике.
Наиболее устойчивые результаты получались при вытравли-
вании стекла под лунку диаметром 8—10 мм 40 %-ным
раствором плавиковой кислоты. Изготовление лунки диаметром
менее 5 мм оказывалось затруднительным из-за сложности ме-
ханической очистки контактирующей с кислотой поверхности
стекла от образующегося осадка, а также в связи с более быстрым
истощением травителя. Кроме того, получающиеся лунки имели
при малых размерах сопоставимые с диаметром нерегулярности
формы, что могло быть источником дополнительных погрешностей
6*
163
при обработке результатов измерений. Вытравливание материала
до глубины, сравнимой с полутолщиной стекляной пластины,
приводило к ее полному разрушению под действием закалочных
напряжений.
При проведении измерений использовались образцы в виде
прямоугольных пластин с несколькими конструктивными отвер-
стиями, изготовленные по обычным требованиям для наземных
транспортных средств со следующим режимом закалки: темпера-
тура нагрева стекла—580 °C, охлаждение обдувом воздуха с
температурой 20 °C в течение трех минут.
Эксперименты выполнялись на трех образцах, незначительно
отличавшихся геометрическими параметрами. На каждом образце
одновременно вытравливались три удаленные друг от друга лунки.
Погрешность интерферометрических данных, определяемая
числом учитываемых полос, во всех случаях не превышала
10 % (для минимального числа пространственных периодов,
равного пяти). Величины закалочных напряжений, рассчитанные
по полученным интерферограммам, в пределах точности измерений
совпали, что свидетельствовало как о равномерности поля
закалочных напряжений по поверхности отдельного образца, так
и о стабильности результатов закалки при использовании
описанной технологии для серии изделий.
На рис. 3.5 представлена фотография одной из интерферограмм
с линиями уровня прогиба стеклянной пластины (темные полосы),
проявившимися после вытравливания лунок кислотой, залитой в
ванночки I и II (вид сверху). Габаритные размеры пластины
395 х 300 х 5 мм, темный круг на фото—конструктивное отверстие
диаметром 20 мм. Серии концентрических окружностей в окрест-
ности каждой лунки свидетельствуют об осесимметричной дефор-
мации материала стекла и равномерности поля закалочных
напряжений в зоне наблюдения. При удалении от лунки линии
уровня прогиба постепенно теряют кольцевую структуру, что
естественно, так как влияние деформации краев лунки на
отдаленные области поверхности пластины значительно слабее,
чем на прилегающие.
Для пересчета визуально наблюдаемых перемещений стекла в
остаточные напряжения используем следующую методику. Изве-
стно, что распределение закалочных напряжений по толщине
стекла является статически уравновешенным, т.е. сжимающие
напряжения в поверхностных слоях должны быть уравновешены
растягивающими напряжениями в окрестности срединной пло-
скости пластины. Анализ экспериментальных результатов по
послойному травлению образцов из закаленного стекла показыва-
ет, что распределение напряжений a(z) по толщине образца может
быть аппроксимировано параболой
a(z) = az2 + /?, (1)
удовлетворяющей условию
164
h
J* a(z) dz = 0, (2)
-Л
где a, ft—некоторые постоянные, h —полутолщина стекла,
z—координата, нормальная к поверхности стекла с началом в
средней плоскости пластины. На рис. 3.6 представлена эпюра
напряжений, учитывающая это условие.
Считая, что на поверхности стекла закалочные напряжения
распределены равномерно с некоторым заранее неизвестным
значением <?0, требуем выполнения равенства
ah2+fi = -<70. <3)
В сочетании с условием (2), это равенство позволяет выразить
постоянные а и fi через значение закалочного напряжения <т0:
а = - 3<70/(2Л2), Р = ст0/2. (4)
Механизм действия закалочных напряжений, фиксируемый на
интерферограмме после их освобождения в результате вы-
травливания лунки, сводится, в главном, к изгибу стекла в
окрестности лунки. Так как этот изгиб имеет осесимметричный
характер, то его можно смоделировать действием изгибающего
момента интенсивности приложенного к пластине по кольцу
с радиусом г0, равным радиусу лунки, как показано на рис. 3.7.
Величина этого момента будет определяться глубиной лунки Ло
и уровнем закалочных напряжений:
165
h
MQ = J a(z)zdz. (5)
Л-Л
о
Подставим в подынтегральную функцию (5) выражение (1) с
учетом значений (4). После интегрирования получим
«4
(6)
Тем самым, устанавливается связь между закалочным напря-
жением в стекле и эквивалентным изгибающим моментом
Af0, которая обеспечивает прогиб стеклянной пластинки на уровне,
измеряемом в эксперименте. Для нахождения величины
рассмотрим задачу о действии кольцевого момента интенсивности
на бесконечную пластину. В этом случае пластина работает
в условиях чистого изгиба и связь между радиальным изгибающим
моментом Мг и прогибом пластины W дается формулой
(л2и/ v лиА
+ (7)
г dr I
где D—изгибная жесткость пластины, v—коэффициент Пуассона,
г—радиальная координата, отсчитываемая от центра кольца, к
окружности которого (г = rQ) приложен изгибающий момент
Заметим, что при г = должно выполняться равенство
М
г О
Функция прогиба пластины определяется из бигармонического
уравнения и в осесимметричном случае для внутренней области
(г < Гц) имеет вид
W~(r) = C~(r2 - г2) + С~.
Для области, внешней по отношению к линии приложения
момента (г > rQ):
Ж+(г) = С* (г2 - г2) + С* In (r/rj.
Значение г = г определяет расстояние от центра отверстия до
линии, на которой его влияние уже практически не ощутимо.
Вдоль этой линии можно положить иА" = 0. Примем, кроме того,
что при г > г* значение изгибающего момента также пренебрежимо
мало.
Наряду с условием вдали от кромки лунки при расчете
перемещений пластины должны выполняться условия непрерыв-
ности функции прогиба и угла поворота пластины и условие
166
скачка заданной величины М® в изгибающем моменте на
окружности г = rQ. Указанные условия приводят к системе четырех
алгебраических уравнений относительно постоянных С±,
С~. Не расписывая здесь этой системы и найденных из нее
значений постоянных, приведем сразу выражение для функции
прогиба пластины вне линии приложения момента MQ, использу-
емое ниже для пересчета экспериментальных данных:
-v г2 -г2 , \
’И') = (8)
♦ *
Таким образом, определив из эксперимента значение W на
некотором расстоянии г = q от центра протравленной лунки и
^приравняв его к Ил+(г1), получим возможность определения
эквивалентного изгибающего момента М®, а по нему (из (6))
значение закалочного напряжения aQ.
Рассмотрим результаты конкретного эксперимента, изображен-
ные на фотографии (рис. 3.5). Определим значение закалочного
напряжения по перемещениям стеклянной пластины в окрестности
лунки I. Диаметр этой лунки 2rQ = 9 мм, глубина hQ = 1 мм.
Другие параметры: толщина пластины 2Л = 5 мм, коэффициент
Пуассона v = 0,23, модуль упругости Е = 7 • 103 кГ/мм2.
Из центра лунки проведем радиальную ось по направлению
наименьшего искажения кольцевой структуры интерференционных
полос и занумеруем полосы, пересекаемые этой осью, начиная от
края лунки. В качестве линии с W = 0 примем восьмую от края
лунки линию, которая уже практически не искривлена осесим-
метричными деформациями от этой лунки. Значение расстояния
от этой линии до центра лунки г* = 40 мм.
Для экспериментального определения прогиба пластины в
окрестности лунки умножим число полос N от интересующей
точки до нулевой линии на цену деления полосы 3-10“4мм,
которая определяется из отношения Л/(2 cos а), где Л—длина волны
гелий-неонового лазера (Л = 6,33-10-4мм), а а—угол между
нормалью к пластине и биссектрисой угла, составляемого направ-
лениями наблюдения и освещения (в данном случае а = 5°). На
первой полосе, находящейся на расстоянии г = 10 мм от центра
лунки, найденное таким образом значение прогиба (N = 7) равно
W+(rx) = 2,110-3мм.
167
Подставляя далее значения и другие параметры в
равенства (6), (8) при г = г , получим после несложных
вычислений значение остаточного напряжения <?0 = —183 МПа.
Расчет напряжений по другим интерференционным линиям
приводит практически к тем же значениям с разбросом менее
5 %. Заметим, что определенное таким образом значение
закалочного напряжения в стекле толщиной 5 мм соответствует
по порядку величины максимальным приповерхностным напря-
жениям в стеклянных полосках, найденным при послойном
травлении.
Таким образом, имеется возможность расчетно-эксперимен-
тальным путем на основе лазерной интерферометрии, травления
малых лунок и теории изгиба пластин определять напряжения в
закаленных стеклах, практически не разрушая испытываемые
образцы. Эта методика может быть без особой доработки
использована для контроля уровня и равномерности распределения
закалочных напряжений в готовой продукции стекольных заводов.
§ 3.4. Напряжения,
создаваемые в телах операциями изготовления
Большинство технологических операций, при помощи которых
создаются тела, элементы конструкций, сооружения и т.д.,
приводят к образованию остаточных напряжений. Как правило,
эти напряжения небольшие. Но после некоторых операций в телах
они возрастают. В § 3.1 были рассмотрены остаточные напря-
жения, образующиеся в телах после их получения методом литья,
в гл. 2 изучались напряжения после сварки. В этом параграфе
будут рассмотрены некоторые другие технологические процессы,
также приводящие к образованию остаточных напряжений.
После катастрофы на Чернобыльской атомной электростанции
наряду с усилением контроля разных параметров была предприня-
та попытка контроля реальных остаточных технологических
напряжений, ранее не учитывавшихся ни на стадии про-
ектирования, ни на стадии разработки технологий изготовления,
ни при изготовлении, ни при эксплуатации.
В ходе расследования обстоятельств утечки радиоактивности
на одной из атомных электростанций была обнаружена трещина
в корпусе коллектора парогенератора ПГВ-1000. Измерения
проводились разными взаимонезависимыми методами: рентгеног-
рафическим, тензометрическим и лазерно-интерферометрическим.
Форма корпуса была следующей. Это была толстостенная
оболочка с цилиндрическим и коническим участками, общей
длиной 5500 мм. Цилиндрический участок имел длину 3000 мм,
внешной диаметр 1200 мм, толщина стенки 170 мм. Другие
участки имели переменную толщину. Следует отметить, что стенка
состояла из двух слоев; внутри она имела плакировочный слой
толщиной 10 мм из аустенитной хромоникелевой стали. Стенка
168
цилиндричекого участка была пронизана рядами отверстий, в
которые входят концы тонкостенных трубок для протекания
теплоносителя первого контура через парогазогенератор и осуще-
ствления теплопередачи. Диаметр отверстия 16,5 мм. Между
рядами отверстий расстояние 32 мм, каждый последующий ряд
сдвинут относительно предыдущего так, что отверстия расположе-
ны в шахматном порядке. В каждое отверстие вставляется отрезок
трубки, опрессовывается взрывом и к нему приваривается
магистральная трубка.
В корпусе парогенератора входной и выходной коллекторы
расположены несимметрично: они сдвинуты с оси корпуса к
стенкам в разные стороны. Такая особенность размещения создала
особое строение конструкции: 18 нижних рядов отверстий
оказались неполными, начиная с 52-го ряда в каждом следующем
ряду на одно отверстие меньше. Неперфорированная часть
цилиндра имела форму клина и представляла равнобедренный
треугольник с основанием 550 мм и высотой 600 мм.
В таком корпусе и были исследованы остаточные техно-
логические напряжения. Измерения проводились в разных участ-
ках корпуса, но интерес представили результаты измерений в
области вершины описанного выше клина. На рис. 3.8 приведена
фотография, на которой зафиксирован рабочий момент процесса
измерения напряжений в корпусе и система ЛИМОН, закреплен-
ная в вершине клиновидного участка.
С наружной стороны измерения были проведены в двух точках.
Первая точка—на уровне 50-го ряда по оси клина, вторая
точка—между 51-м и 52-м рядами на расстоянии 25 мм от оси
клина, т.е. на косой перемычке между отверстиями. В обеих
точках оказались довольно большие напряжения растяжения
порядка 200 МПа. Направления действия этих напряжений были:
в первой точке—вдоль образующей цилиндра, во второй точке—
под углом 45° к образующей. Следующие две точки измерения,
представившие интерес, находились в этой же области, но на
внутренней стороне корпуса. Первая точка—на уровне 51-го ряда
на прямой перемычке. Здесь напряжения растяжения оказались
равными 200 МПа и были направлены по образующей цилиндра.
Вторая точка была между 51-м и 52-м рядами на косой перемычке
между отверстиями, здесь были напряжения растяжения в
100 МПа.
После опрессовки взрывом измерения были проведены вблизи
вершины на его оси в перемычке 45-го ряда и на расстоянии
835 мм по дуге на перемычке 43-го и 44-го рядов. В обеих точках
напряжения были растягивающими и равнялись 100 МПа.
Для сравнения остаточные напряжения были исследованы в
плите с отверстиями, высверленными по той же технологии и
расположенными с аналогичной клиновидной неперфорированной
областью. Размеры плиты были 800 х 500 х 100 мм. На перемычке
между отверстиями в вершине клина напряжения оказались
169
Рис. 3.8
растягивающими и равными 200 МПа. Вдали от оверстий на
расстоянии 100 мм напряжения были меньше 50 МПа.
Таким образом, операция сверления создает напряженное
состояние и преимущественно в окрестности границ отверстий, в
изделии накапливается запасенная энергия. Она несущественна,
если отверстий мало или они расположены далеко друг от друга.
Но если отверстий много и они достаточно близки друг к другу,
остаточные напряжения и накопленная энергия могут быть
значительными.
170
Именно это произошло в случае высверливания большого числа
отверстий в корпусе коллектора парогенератора. Все отверстия,
которых было более двадцати тысяч, располагались в одной
верхней половине большого цилиндрического участка корпуса
таким образом, что образовывалась клиновидная граница, разде-
ляющая области с отверстиями и без отверстий, с углом клина
порядка 90°, если его измерять со стороны области без отверстий.
Разрушение произошло в окрестности границы клиновидного
участка со стороны области с отверстиями. Поэтому точки, в
которых измерялись остаточные напряжения, в основном, распо-
лагались вблизи угла клиновидной границы. Максимальные из
измеренных напряжений оказались в вершине угла между
отверстиями и, как выше было сказано, они были равны 200 МПа.
Провести всеобъемлющие измерения с построением эпюр
остаточных напряжений реальные обстоятельства не позволяли,
да в общем-то в этом уже и не было необходимости. Сделано
было главное: было установлено, что в конструкции образовались
достаточно большие остаточные напряжения, наведенные техно-
логическими операциями. Для стали 20 эти напряжения оказались
опасны тем, что, сложившись с активными напряжениями от
температурных перепадов при эксплуатации коллектора, они могли
привести к разрушению корпуса. Другого веского объяснения
причин разрушения предложено не было.
Одним из важных выводов этой работы является тот, что
следует знать остаточные напряжения, наводимые технологически-
ми процессами и снабжать этими данными создателей ответствен-
ных конструкций, чтобы те учитывали их в своих расчетах и
при необходимости проводили мероприятия по их уменьшению.
В настоящее время разработчики или не знают об этих
напряжениях, как это оказалось в случае с коллектором, или
знают очень приближенно. Однако никто и ничто в настоящее
время не обязывает конструкторов использовать сведения об
остаточных напряжениях при разработке конструкций—не суще-
ствует нормативов на этот счет. Но как видно из данной работы,
пришло время и появились возможности создать как справочные,
так и нормативные материалы по остаточным напряжениям.
Влияние другой механической обработки—фрезерования на
остаточные напряжения рассматривалось на примере сварных
соединений титанового сплава ВТ6. В пластине 200 х 100 х 6 мм
со сварным швом шириной 5 мм, сварочные напряжения в центре
шва были: продольные растягивающие 500 МПа, поперечные
сжимающие—200 МПа, на расстоянии 4 мм от оси шва напряжения
были в полтора раза меньше, на расстоянйи 8 мм они были ниже
чувствительности прибора. С корневой стороны напряжения имели
тот же уровень. После измерения напряжений с лицевой стороны
был сфрезерован слой толщиной 1 мм и снова были выполнены
измерения. Данная механическая обработка привела к снижению
в 1,5 раза напряжения растяжения и увеличила на 25 %
171
напряжения сжатия в центре шва. Аналогичные результаты были
получены на пластинах толщиной 15 и 20 мм.
Далее фрезерованный участок и для контроля—соседний
нефрезерованный, были протравлены на глубину 0,2 мм. Трави-
тель: смесь азотной и плавиковой кислот в соотношении 1:1.
После измерения оказалось, что напряжения на этих двух
участках точно такие же, как непосредственно после сварки.
Толщина наклепанного фрезерованием слоя не превышает 0,2 мм.
Была также сделана оценка влияния дробеструйной обработки
на остаточные напряжения. Исследование проводилось на плас-
тинке из вышеуказанного сплава ВТ6 с размерами 200 х
х 100 х 6 мм. Лицевая сторона сварного соединения—шов и
околошовная зона по 15 мм в обе стороны от оси шва на длине
60 мм—была обработана струей дроби, параметры которой следу-
ющие: стальные закаленные шарики диаметром 2,5 мм, скорость
шариков 4 м/с, частота ударов—180 в 1 с, время обработки 10 мин,
на 1 см2 за время обработки приходилось до 6000 ударов.
Уровень напряжений после сварки указан выше. Обработка
дробью вызывала принципиальное изменение остаточных напря-
жений на всей обработанной поверхности. Интерферограммы
показали, что образовались напряжения всестороннего сжатия на
обработанной поверхности, со стороны корня шва остаточные
напряжения не изменились. После измерений поверхность, обра-
ботанную дробью, протравили на глубину 0,2 мм и снова провели
измерение напряжений: напряжения сжатия сохранились. Далее
с этой поверхности был сфрезерован слой 0,5 мм и для снятия
наклепа от фрезерования был стравлен слой 0,2 мм. Измерения
после этого показали, что восстановились сварочные напряжения,
обработка рассмотренного режима изменяет остаточные напря-
жения на глубине не более 0,7 мм.
Было проведено измерение остаточных напряжений в пластине
бронежилета из закаленного титанового сплава ВТ 16 размером
120 х 105 х 6 мм. Интерферограммы имели вид «восьмерки», т.е.
всестороннего сжатия в данном случае не было, направление
главных осей напряжений в разных точках было разное.
Максимальные напряжения были сжимающие и имели уровень
70 МПа.
Измерения остаточных напряжений были проведены в образце
сверхчистого газотранспортного кремния. Необходимость изме-
рений возникла в связи с тем, что на заводе изготовителе
заготовки-прутки кремния длиной 100 см и диаметром 6 см
раскалывались на технологические куски во время перехода между
операциями. Одной из возможных причин разрушения могли
являться остаточные технологические напряжения.
Кремний очень хрупкий и легко раскалывается при обработке;
модуль Юнга его равен ПО ГПа, напряжение разрушения 70 МПа,
заметная пластическая деформация начинается при температуре
выше 80 °C. Остаточные напряжения измерялись в образце
диаметром 60 мм и длиной 159 мм, который был помещен на бок
172
в ваночку глубиной 30 мм и залит эпоксидной смолой. Так
зафиксированный образец легко было закреплять в оснастке для
исследований и сверлить. Зондирование проводилось кольцевой
проточкой: внешний диаметр 6 мм, внутренний 4 мм, глубина
2,4 мм. Поверхность образца была однородно шероховатой с
высотой рельефа 0,2—0,4 мм. Для измерений поверхность сошли-
фовали на глубину 0,5 мм на площади 10 х 20 мм. По причине
ничтожной пластичности кремния шлифование не повлияло на
точность измерений.
Полученная в результате измерения интерферограмма пред-
ставляла собой систему концентрических колец, свидетельству-
ющих о наличии равноосных напряжений. В соответствии с
методикой расшифровки этой интерферограммы было показано
наличие существенных остаточных технологических напряжений
порядка 100 МПа. Учитывая, что эти напряжения не локализо-
ванные, как при сварке, а распределены во всем объеме, в образце
существовала достаточно большая накопленная энергия остаточ-
ного напряженного состояния и его разрушение, принимая во
внимание хрупкость материала, вполне закономерно, особенно,
если учесть, что реальные прочностные свойства данного кремния
были значительно ниже указанных в [37].
Аналогичное исследование было проведено на образце ке-
рамики из сверхтвердого борида кремния. При механической
обработке, а также при хранении, часто происходило разрушение
образцов этого вещества. Устанавливая причины разрушений, было
решено измерить остаточные напряжения. Образец представлял
собой диск диаметром 250 мм и толщиной 30 мм. Модуль Юнга
этого материала равен 300 ГПа.
Сверление проводили алмазной коронкой: внешний диаметр
8 мм, внутренний 6 мм, глубина проточки 2 мм. Интерферограмма
показала одно концентрическое кольцо вокруг проточки, которое
свидетельствует о том, что в образце имелись остаточные
напряжения не менее 150 МПа. Такой результат удовлетворил
заказчика и дальнейшее исследование не проводилось по причине
его дороговизны. Знак напряжений не определялся. Как и в случае
образца кремния, можно утверждать наличие существенных
объемных остаточных технологических напряжений, в образце
также накоплена большая запасенная энергия, которая также
могла внести свой существенный вклад в разрушение образцов.
§ 3.5. Об опыте измерения напряжений
в заводских и полевых условиях
Остаточные технологические напряжения во многих случаях
неизвестны конструкторам, проектировщикам, исследователям-
теоретикам, специалистам по теории прочности, разрабатывающим
новую технику. И все бы хорошо, если бы изделия эксплу-
атировались без разрушений и служили нормально свой срок. Но
аварии происходят, и при расследовании причин нередко выяв-
ляется важная роль не принятых во внимание остаточных
173
напряжений. Однако проходит время, об аварии забывают,
забывают и о существовании технологических остаточных напря-
жений. А напряжения всегда есть, о них надо помнить и учитывать
их как при создании, так и при эксплуатации изделий, чтобы
избежать повторения аварий.
Остаточные напряжения до аварии, до разрушения никак о
себе не дают знать, они являются внутренним, непроявленным
свойством, состоянием материала, конструкции, машины. Авторам
данной книги не раз приходилось участвовать в расследовании
причин аварий, приходилось измерять остаточные напряжения
после разрушений, выяснять их роль в разрушениях. О некоторых
выводах из таких расследований, об опыте работы не в
лабораториях, а в натурных условиях и пойдет речь в этом
параграфе.
Одним из первых случаев расследований было установление
причины разрушения латунных сепараторов подшипников желез-
нодорожных вагонов, приведших к авариям на дорогах в 1979 г.
Один из таких сепараторов был доставлен в лабораторию
Института проблем механики Академии Наук и измерения
показали, что в нем имелись большие для латуни остаточные
напряжения (на уровне 180 МПа). Конечно же, при активных
знакопеременных дорожных нагрузках эти напряжения, сложив-
шись с напряжениями от активных нагрузок, приводили к
разрушению сепараторов. Оказалось, что одна из партий сепара*
торов не прошла термообработку по снятию технологических
напряжений. Пришлось выяснить, на какие вагоны были постав-
лены подшипники этой партии, и заменить их.
Часто происходят аварии в сварных трубопроводах из-за
наличия в них больших сварочных напряжений. Эти напряжения
локализованы в узких зонах около сварных соединений и в
большинстве случаев безопасны, если сталь обладает хорошей
пластичностью. В случаях, когда остаточные напряжения могут
представлять опасность, их стремятся уменьшить разного рода
термообработками: печной—если узлы изготавливаются на заводах,
и локальной—если сварка осуществляется на месте, т.е. на трассе.
Одним из таких случаев было расследование в 1992 г. причин
аварии на нефтепроводе вблизи реки Чусовой, на Урале. В
результате аварии произошла утечка нефти. Разрушился корпус
задвижки, которая была изготовлена в 1983 г. в Усть-Каменогорске
из стали марки 20 методами штамповки и сварки. В 1992 г. в
задвижке образовалась сквозная трещина длиной 710 мм с
наибольшим раскрытием 0,5 мм, проходящая в околошовной зоне.
В соответствии с технологией изготовления корпус задвижки
после сварки подвергался для снятия сварочных напряжений
термообработке: нагрев до температуры 570—620 °C и охлаждение
вместе с печью в течении 2 часов.
Учитывая, что разрушение произошло по околошовной зоне,
возникло предложение измерить сварочные напряжения. Изме-
рения проводились в ноябре 1992 г. на полигоне Всероссийского
174
научно-исследовательского института по строительству магис-
тральных трубопроводов в Подмосковье (ст. Львовская вблизи
г. Подольска), куда была доставлена для исследования вырезанная
из нефтепровода задвижка весом свыше 10 тонн. Из-за большого
веса детали исследования проводились в условиях неотапливаемого
цеха, при температуре около +5 °C. Измерения велись при помощи
модуля ЛИМОН-Л. Приходилось поторапливаться с измерениями,
иначе представители других направлений исследований могли
вырезать из задвижки нужные им для своих измерений образцы,
а операция вырезки могла сильно исказить остаточные напря-
жения. Крепление измерительной системы к задвижке в зоне
измерения было осуществлено подручными средствами, т.е.
ЛИМОН крепился разного рода весомыми металлическими бол-
ванками, имевшимися на полигоне.
На основе накопленного многочисленными измерениями опыта
были назначены точки измерения, где должны были быть
наибольшие напряжения. Таких точек было выбрано две, было
просверлено два отверстия и получены две интерферограммы, по
которым были определены остаточные напряжения 200 и 120 МПа,
о которых говорилось во второй главе. Авторам было приятно
сознавать, что система ЛИМОН сработала быстро, без сбоев и
без брака в достаточно жестких, по существу полевых условиях.
Время всей работы составило три часа, хотя непосредственно на
измерение в одной точке уходило примерно 20 мин, включая
проявление и сушку фотопластинки.
Точки измерения были выбраны на симметрично расположен-
ном неразрушенном шве. В точке на линии сплавления продоль-
ные растягивающие остаточные напряжения оказались равными
120 МПа, а в точке, расположенной в околошовной зоне на
расстоянии б мм от линии сплавления продольные растягиваю-
щие остаточные напряжения составили 200 МПа, а это 80 % от
ат = 250 МПа данной стали. При малом количестве точек
измерения вероятность попасть в точку с максимальными
напряжениями маленькая и поэтому велика вероятность того, что
максимальные напряжения больше 200 МПа. Таким образом,
сварочные напряжения оказались высокими и, несомненно, внесли
свою весомую долю в причину разрушения задвижки. За 11
лет—время от изготовления до проведения измерений—напря-
жения не прорелаксировали. Следовательно, остаточные напря-
жения в изделиях из стали 20, эксплуатируемые при низких и
нормальных температурах, сохраняются очень долго.
Для извлечения правильных выводов двух точек, в которых
были проведены измерения, хватило вполне. Получение интерфе-
рограмм с розеткой интерференционных полос вокруг зондирую-
щих отверстий является стопроцентной гарантией успешного
проведения измерения. Можно конечно говорить о погрешности,
связанной с расшифровкой интерферограмм, однако всегда следует
помнить то, с какой целью проводятся измерения. В данном
случае стояла задача выяснить, имелись ли в корпусе задвижки
175
сварочные напряжения, хотя трещина вроде бы уже говорила о
том, что они должны быть. Но по документвм значилось, что
вся эта деталь была термообработана в печи на заводе, после
печной термообработки, как показали исследования, напряжения
снимаются. Здесь же измерения показали, что сварочные напря-
жения сохранились, были большими и сыграли, по-видимому,
главную роль в образовании трещин.
Естественно возникает вопрос, была ли проведена в действи-
тельности термообработка на заводе. Если и была проведена, то
она не дала желаемого результата и, следовательно, режим
термообработки был неправильный, а контроля в то время
провести было нельзя, не было для этого приборных средств. Но
необходимость в налаживании контроля результативности термо-
обработок, проводимых с целью уменьшения остаточных напря-
жений, осталась. В данном случае, если бы контроль был
осуществлен, то пришлось бы изделие подвергнуть вторичной
термообработке с усилением контроля температурного режима и
если бы это не дало результатов, то следовало усилить температур-
ный режим.
В § 3.4 были приведены результаты исследований остаточных
напряжений в корпусе коллектора парогенератора, изготавливае-
мого на Подольском заводе энергетического машиностроения для
атомных электростанций, после того, как в некоторых ана-
логичных корпусах на действующих электростанциях образовались
трещины. Измерения проводились в условиях завода, система
ЛИМОН в то время (1987 г.) была достаточно громоздкой, весила
около 12 кг и крепление ее на корпусе представляло определенные
трудности. Заводские инженеры отнеслись к этой работе заинте-
ресованно и с их помощью все вопросы решались довольно просто
и быстро.
Работа по измерению напряжений проходила интересно и
интерферограммы в каждой точке получались результативными.
Наиболее трудно работа проходила внутри корпуса, когда
измерения в каждой точке добывались более дорогой ценой.
Гладкая внутренняя поверхность корпуса, небольшое рабочее
пространство диаметром 800 мм, необходимость работать, сидя в
люльке, подвешенной на тросе длиной 5 м, затрудняли установ-
ление и крепление системы в наперед заданной точке.
Когда же, наконец, измерения были закончены, при извле-
чении кассеты с фотопластинкой из прибора она неожиданно
выскользнула из рук, упала с высоты более полутора метров на
дно корпуса и фотопластинка, конечно же разбилась, к счастью
только на три куска. Почему к счастью, исследователи узнали
позже, а в тот момент все были удручены тем, что пропали
результаты нескольких часов трудной работы. Тем не менее
осколки были собраны, проявлены и оказалось, что результаты
измерений практически не пострадали. Интерферограмма была
хорошо видна во всех осколках и была достаточно хорошего
176
качества. В этом смысле голография продемонстрировала и такие
свои преимущества перед другими методами измерения.
Данная работа показала следующее. Никому в голову не
приходило, что процесс сверления многих отверстий в корпусе
может навести в нем большие остаточные напряжения. При
высверливании каждого отверстия в отдельности происходит
пластический наклеп в малой окрестности отвергая. Когда авторам
и их коллегам приходилось где-либо измерять напряжения, они
постоянно следили за образованием на интерферограммах паразит-
ных интерференционных полос, наводимых таким наклепом. В
подобных случаях наклеп был просто помехой в измерениях. А
в случае с корпусом, в котором было просверлено более двух
десятков тысяч отверстий, эти маленькие, казалось бы, наклепы
от каждого отверстия, сложившись, образовали серьезное глобаль-
ное остаточное напряженное состояние в данной конструкции. Об
этом, конечно, никто не догадывался и предвидеть разрушение
от этих напряжений тем более не мог. Произошла беда,
непредвиденная и никак не предсказуемая в то время, и можно
было бы в первый раз отнестись к ней как к стихийному бедствию.
Но потом, когда причины были все-таки установлены, нужно было
по-новому в них разобраться и устранить. К сожалению, в
действительности сказались амбиции создателей конструкции,
изготовителей, их больших покровителей и было принято решение
причину—наличие больших остаточных напряжений—считать не
существующей. Действительность сурово наказала за это: все
корпуса данной конструкции разрушились [29].
Эти измерения еще более укрепили позицию авторов и их
коллег в отношении необходимости организации работ по контролю
технологических остаточных напряжений, по снабжению све-
дениями о них разработчиков, создателей и пользователей
различного рода технических изделий и конструкций, в которых
могут быть остаточные напряжения, по разработке и созданию
норм учета этих напряжений в расчетах.
Другим примером работы по измерению остаточных напря-
жений является сотрудничество авторов по данной проблеме с
Астраханским газоперерабатывающим заводом. Авторам неодно-
кратно проходилось выезжать на этот завод и проводить измерение
напряжений в газотрубопроводах и аппаратах. Одной из таких
работ была следующая.
На Астраханском ГПЗ во время пожара был сильно поврежден
корпус реактора осаждения серы. Ввиду большого объема ремонт-
но-восстановительных работ было решено провести силами группы
научных сотрудников Института проблем мехники РАН контроль
этих работ по уровню остаточных напряжений в сварных швах
во время проведения ремонта, в замыкающих швах и в
конструкции в целом—после завершения ремонта.
Корпус реактора представляет собой цилиндр кругового сечения
со сферическими днищами, лежащий на четырех опорах высотой
9 метров. Габариты корпуса: диаметр 6 м, длина 18 м, толщина
7>/2 Г.Н.Чернышев и др.
177
стенки 24 мм, из нее (по расчету) на прочность приходится 4 мм,
запас по прочности 4 мм, запас на коррозию 16 мм. Корпус
изготовлен из стали 16ГС.
Верхняя часть корпуса, безнадежно поврежденная, была
вырезана на площади 10 х 4,5 м. После вырезки поврежденной
части корпус слегка продсформировался, поэтому его поджали
домкратами до первоначальной формы и зафиксировали стяжками,
приваренными изнутри. В конце ремонта стяжки были срезаны.
Вырезанную часть заменили четырьмя ремонтными дуговыми
вставками. Каждая вставка была сделана из двух плоских
заготовок, сваренных автоматической дуговой электросваркой с
последующей развальцовкой шва и гибкой в горячем состоянии.
Материал вставок—сталь 09Г20, по свойствам близка к стали
16ГС.
Вставка, поднималась, вывешивалась, выставлялась на требуе-
мое место и подваривалась к корпусу при помощи вспомогательных
пластин. Затем вставка приваривалась к корпусу ручной элект-
родуговой сваркой с Х-образной разделкой шва за 7—9 проходов.
После приварки вставок в верхнюю часть корпуса были вварены
два патрубка с предварительной вырезкой необходимой части
корпуса. То есть объем сварочных работ был большой и это могло,
кроме сварочных напряжений в зоне швов, навести также
остаточные напряжения в корпусе в целом.
Все ремонтные операции шли с шумом, с вибрациями, с
ударами. Во время зачистки швов поднималась пыль, летели
кусочки металла, искры, что представляло опасность для лазера,
да и для системы ЛИМОН в целом. В этих условиях приходилось
проводить измерения голографическим прибором. Нужно было
зачищать место измерения, вывешивать, крепить и юстировать
систему, ‘ работать с фотопластинками, сверлить. Во время
экспозиции (10—15 с) случались сильные ударно-вибрационные
помехи, хотя, как потом выяснилось, они не сказались на
результатах.
Измерения остаточных напряжений проводились в середине
процесса ремонта (в мае) и в конце ремонта (в июне). Ощутимо
затрудняла работу погода.
Измерения проводились на шести участках наружной поверх-
ности корпуса реактора. Первые четыре участка находились в
верхней части корпуса на первой ремонтной вставке; пятый и
шестой участки в области замыкающего ремонтного шва. Изме-
рения осуществлялись вслед за ремонтными операциями. Первый
участок включал первый ремонтный кольцевой шов—стык основ-
ного металла 16ГС корпуса и ремонтного металла 09Г2С, ширина
шва 25 мм. Максимальные продольные вдоль оси шва растягива-
ющие напряжения были в центре шва и равнялись 180 МПа,
поперечные сжимающие напряжения в этом месте были равны
100 МПа. Аналогичные результаты измерений были и на других
участках.
178
Анализ результатов измерений показал следующее. В корпусе
реактора имелись остаточные напряжения, сосредоточенные в
основном в зонах сварных швов; при удалении от швов
напряжения были малы, ниже предела чувствительности системы
при диаметрах отверстий 3 * 4 мм.
Отметим здесь, что измерительная система ЛИМОН уста-
навливалась на трех остальных опорах, фиксированных от
микроподвижек пластилином. Такое крепление достаточно хорошо
работает при температуре от 15 до 25 °C. Ниже 15 °C пластилин
твердый и не липкий, выше 25 °C—слишком мягкий и ползет.
Но в целом, фиксация прибора пластилином показала себя хорошо.
Авторам многократно приходилось проводить измерения на
Астраханском ГПЗ. На рис. 3.9, чтобы привести пример конкрет-
ной рабочей обстановки, приведена фотография момента исследо-
ваний реактора: по лестнице на реактор поднимается для
установки системы ЛИМОН И.И.Пономарев—один из авторов
данной книги.
Рис. 3.9
Подробное описание условий работы здесь приводится также
для того, чтобы отметить, что система ЛИМОН прошла испытания
в достаточно жестких погодных условиях, а также в производст-
венных условиях при наличии шумов, вибраций и других помех.
Условия сильно отличались от лабораторных, сразу же выявились
недоработки системы в части защиты от света, пыли и дождя.
Тем не менее измерения прошли успешно, качество интерферо-
71/2* 179
Рис. ЗЛО
грамм было вполне удовлетворительное. Опыт этих измерений
был учтен и система была доработана.
Интересной была работа по измерению напряжений в сварных
соединениях силовых элементов автобуса «Икарус», которая
проводилась на заводе-изготовителе в г. Будапеште по пригла-
шению руководства этого завода. Фотография системы ЛИМОН,
сделанная во время выполнения измерений, приведена на рис. 3.10.
Эпюра измеренных остаточных напряжений в сварном со-
единении стальной силовой вертикальной стойки передней двери
180
и приваренной к ней поперечины приведена на рис. 3.11. На
рисунке показан сварной соединяющий шов, его размеры и
графики продольных осевых напряжений в поперечном (а) и
продольном (б) направлениях. Цифрами» 28-е-35 отмечены неко-
торые точки измерения. Напряжения оказались типичными для
этой стали и этого вида сварки. Это соединение иногда разруша-
лось и изготовители хотели знать причину и способ ее устранения.
Авторы представили им результаты измерений.
Работа по измерению остаточных напряжений проводилась на
многих заводах Москвы и других городов. На рис. 3.12 приведена
фотография момента измерения напряжений в сварном соединении
аппарата из алюминиевого сплава, в котором также опасались
появления трещин.
181
Рис. 3.12
182
§ 3.6. Об особенностях работы с интерферограммами
при измерении напряжений
Получение интерферограмм и работа с ними при измерении
напряжений системами ЛИМОН—дело довольно увлекательное. В
целом это зачастую нелегкая работа—особенно при создании
напряжений в новых металлах или материалах, при измерениях
после новых технологических операций, при работе в непростых
условиях. Число технологических операций, создающих остаточные
напряжения, очень велико, в книге же рассмотрена только
небольшая их часть. Авторам и их коллегам пришлось исследовать
сварочные напряжения многих металлов после различного вида
сварок, изучать остаточные напряжения в титановых поковках—
заготовках для изготовления деталей турбин двигателей, в самих
деталях, в поковках из алюминиевых сплавов, в выращенных
кристаллах кремния, в спеченных берилиевых заготовках для
изделий точной механики, во многих других материалах и
элементах конструкций, но это лишь малая доля встречающегося
в жизни материала. Проблема остаточных напряжений является
одной из интереснейших и мало исследованных и здесь предстоит
еще много научных исследований.
При голографировании исследователям приходится иметь дело
с очень разными по свойствам поверхностями. Например, получить
интерферограммы на ровных алюминиевых деталях, белых по
цвету—легко, они обычно хорошего качества, рассматривать их
просто. Надо отметить, что наблюдение интерферограмм в самом
приборе ЛИМОН дает. гораздо большую информацию о переме-
щениях, чем изучение их по фотографиям. Интерферограммы,
восстановленные в лазерном свете как бы «живут», голографиче-
ское изображение окрестности отверстия объемное, и при изме-
нении угла наблюдения поверхность видна в разных ракурсах,
интерференционные полосы перемещаются, как-то взаимодейству-
ют с рельефом поверхности, с паразитными полосами, если
таковые имеются. Все это дает дополнительную информацию о
перемещениях поверхности в зоне отверстия и, следовательно, об
остаточных напряжениях, о результативности проведенного изме-
рения и о некоторых других важных деталях экспериментальной
работы. На фотографиях изображения застывшие, застывшими они
получаются и на экране дисплея, если измерения осуществляются
при помощи прибора ЛИМОН-ТВ, и это несколько обедняет
информацию.
Интерферограмма содержит богатейшую информацию о пере-
мещениях возмущенного отверстием напряженно-деформированно-
го состояния. Основываясь на такой интерферограмме можно
составить большое число уравнений для определения остаточных
напряжений в соответствии с методиками, изложенными в первой
главе. Число уравнений практически может быть неограниченным,
а определить надо только две величины—два главных остаточных
напряжения, которые были в данной точке до высверливания
отверстия. В действительности это означает, что измерение двух
183
величин продублировано огромное число раз. Это свойство
информационной избыточности интерферограммы обеспечивает с
высокой степенью надежности измерения. Отметим здесь, что
тензометрический метод позволяет получить измерение отдельных
компонент деформаций возмущенного деформированного состояния
только в трех или четырех точках в зоне отверстия: это не дает
уверенной гарантии надежности и правильности измерения, хотя,
конечно, следует отметить другие хорошие свойства метода
тензометрии. Гарантией надежности и достоверности измерения
при помощи интерферометрии является уже сам факт, что
интерферограмма получилась и на ней наблюдается характерная
картина полос, подобная приведенным в данной книге на
фотографиях. Как правило, интерференционная картина дает
наглядную информацию и о различных «шумах»: пластических
деформациях у кромки отверстия, наличии «паразитных» сме-
щений, неоднородности напряженно-деформированного состояния
в зоне измерений, что позволяет уверенно судить о степени
влияния различных помех и существенно повышает достоверность
каждого измерения.
Замечательным свойством голографического метода является и
то, что наблюдая интерферограмму, исследователь по существу
«видит» остаточные напряжения. Действительно, число полос на
интерферограмме сосчитать практически нетрудно, их, как прави-
ло, не больше десяти для мелких и малого диаметра отверстий,
а перемножение числа полос на цену полосы и получение тем
самым искомых остаточных напряжений занимает у исследователя
несколько секунд времени: это практически и означает, что на
интерферограмме напряжения видны. Ясно, что непосредственное
наблюдение и самих напряжений, и факторов их маскирующих
гораздо ценнее косвенной информации о них, добываемой при
регистрации изменений сопротивления тензорезистора или ско-
рости звука в металле, если используется ультразвуковой метод,
или через измерения изменения других параметров. Однако
авторы, конечно, сознают, что нужны разные методы измерения
напряжений и в своей исследовательской работе постоянно
применяют другие методы измерения. Каждый из методов обладает
своими преимуществами и своими недостатками, а в целом они
дополняют друг друга, устраняя недостатки и усиливая достоинства
каждого их них.
Полученная интерферограмма в свете изложенного в данной
книге является в подавляющем большинстве практических случаев
конечным результатом измерения остаточных напряжений в точке.
Превращение картины в напряжения, как было отмечено, в первом
приближении—простая, легко выполнимая каждым желающим
операция. Точность измерения при обработке интерферограммы
по цене полосы зависит от измеряемых напряжений, от радиуса
отверстия. Без особого труда погрешность измерения может быть
обеспечена на уровне 10 %. Такой точности в большинстве
184
практических случаев измерений, с которыми авторам приходилось
иметь дело, было достаточно.
Точность измерений при необходимости всегда можно повы-
сить, применив более качественную методику обработки интер-
ферограмм с построением графиков перемещений, составлением и
решением большого числа уравнений для разных точек окрестности
отверстия, если нужно, высверлив отверстие большего диаметра
в соответствии с методикой, изложенной в первой главе и т.д.
Средства для этого в запасе имеются, работа в этом направлении
постоянно ведется, накапливается опыт измерений.
Знак измеряемых остаточных напряжений обычно определялся
при помощи кернения. Имеется несколько способов определения
знака, например, при помощи введения оптического клина или
введением в исследуемую окрестность отверстия вспомогательного
объекта. После апробирования разных способов авторы наиболее
часто стали применять метод кернения. При кернении вблизи
кромки зондирующего отверстия поверхность окрестности точки
кернения перемещается наружу, т.е. направление перемещений
известно. Кернение осуществляется между экспозициями после
высверливания отверстия. Путем сравнения перемещений окрест-
ности отверстия с перемещениями окрестности точки кернения
определяется направление, или знак, перемещений точек окрест-
ности отверстия и, следовательно, знак измеряемых напряжений.
Пример интерферограммы, когда в теле с остаточными
напряжениями измерение осуществлялось с применением кер-
нения, представлен на рис. 3.13. Вокруг центра кернения
возникают концентрические интерференционные полосы, если
измерение осуществляется при помощи модуля ЛИМОН-Л,
характеризующие перемещение наружу. Если интерференционные
полосы, определяемые напряжениями, «сливаются» с полосами от
кернения, то направления перемещений, вызываемые измеряе-
мыми напряжениями и кернением, совпадают. «Отталкивание»
полос свидетельствует о противоположности указанных переме-
щений. Совпадение направлений перемещений от кернения и от
напряжений говорит о том, что напряжения растягивающие, так
как именно такие напряжения заставляют перемещаться наружу
точки окрестности зондирующего отверстия в зонах, прилегающих
к оси, совпадающей с направлением действия напряжения. В
другом случае—напряжения сжимающие.
Практика измерения напряжений показала, что в окрестности
высверливаемого отверстия может возникнуть дополнительное
напряженно-деформированное состояние, вызванное операцией
сверления, которое можно назвать пластическим наклепом. Обычно
это осесимметричное состояние и оно вызывает осесимметричные
перемещения поверхности, которые на интерферограммах получа-
емых прибором ЛИМОН-Л проявляются в виде концентрических
полос вокруг отверстия. Число таких полос зависит от пластичнос-
ти металла (материала), от заточки сверла, от режима сверления
и, может быть, от других причин. Например, при изучении
185
Рис. 3.13
остаточных напряжений в титановых сплавах, которые достаточно
плохо сверлятся, таких полос могло быть до четырех—пяти. В
других металлах их обычно бывает одна, две или ни одной. Эти
полосы являются паразитными и их надо уметь исключать из
рассмотрения при обработке интерферограмм, а для этого их надо
знать. Примеры таких интерферограмм приведены на рис. 3.14.
Поэтому в практику измерения всегда должна быть введена
операция определения числа полос от пластического наклепа при
сверлении. Для этого при помощи прибора ЛИМОН (обычно в
начале работы) определяются напряжения в образце из того же
186
материала, что и изучаемый объект, заведомо не имеющем
напряжений и определяется на интерферограмме число кон-
центрических полос вокруг отверстия, если напряжения опреде-
ляются по нормальным к поверхности тела перемещениям, или
фиксируется вид интерферограммы и число полос с каждой
стороны от отверстия, если напряжения определяются по наклон-
ной компоненте перемещений.
Вместо образца можно использовать какое-либо место на
исследуемом объекте, где нет напряжений. Таким местом может
быть окрестность некоторого угла, равного 90° или меньше, если
таковые имеются. При измерении сварочных напряжений таким
187
местом может служить какой-либо из удаленных от сварного шва
участок.
Получив интерферограмму окрестности высверленного отвер-
стия на участке без напряжений, можно приступать к измерению
напряжений на исследуемом участке и из получаемых интерфе-
рограмм перед из обработкой с целью получения напряжений
«вычитать» первоначальную интерферограмму, определяемую
пластическим наклепом. Если одним и тем же сверлом высверлива-
ется много отверстий, то пластический наклеп может измениться,
это также надо учитывать и менять во-время сверла или повторять
операцию определения полос от наклепа; еще одна возможность
обеспечивается переходом от экспресс-методики чтения интерфе-
рограммы к более сложным алгоритмам обработки, позволяющим
исключить из рассмотрения сомнительные участки картины полос.
При измерениях остаточных напряжений прибором ЛИМОН-Л
в зоне соединений, полученных электронно-лучевой или лазерной
сварками, авторы часто получали интерферограммы с разным
числом полос в противоположных от центра участках окрестности
отверстия. Примеры таких интерферограмм приведены на
рис. 3.15.
Если напряжения постоянны на участке, равном диаметру
отверстия, то этого не должно быть, картина должна быть
симметричной и число полос должно быть одинаковым, так как
нормальные перемещения в диаметрально противоположных на-
пралениях от отверстия ведут себя симметрично.
Получившиеся в действительности интерферограммы говорят
о том, что остаточные напряжения были непостоянны на участке
отверстия до высверливания. Обычно применяемые для создания
отверстий сверла имели диаметр 2—3 мм. Таким образом, свароч-
ные напряжения в рассматриваемом случае имели существенный
градиент на базе отверстия. Спрашивается, как быть в данном
случае, как определить напряжения по таким интерферограммам.
Хотя разработанная методика не рассчитана на определение
резко неоднородных напряжений, все-таки, если проанализировать
поведение возмущенного напряженно-деформированного состояния
в окрестности отверстия при единичном остаточном напряженном
состоянии, изученном в первой главе, а также в этой, то можно
сделать вывод, что при неглубоких отверстиях глубиной меньше
радиуса, перемещения на оси, перпендикулярной к линии действия
напряжения в окрестности отверстия, практически равны нулю.
Это говорит о том, что перемещения возмущенного напряженно-
деформированного состояния локализуются у оси вблизи отверстия,
по которой действует остаточное напряжение.
Раз это так, то по разным числам интерференционных полос
в разных местах окрестности отверстия определяются напряжения,
существовавшие в теле до высверливания отверстия в местах
пересечения окружности отверстия с осью, совпадающей с
направлением действия напряжения. Следовательно, с одной
стороны отверстия это были напряжения, определяемые числом
188
Рис. 3.15 а,б
Рис. 3.15 в,г
Рис. 3.15 д
полос с этой стороны, а с другой стороны были напряжения,
определяемые числом полос с другой стороны отверстия.
Конечно, для более точного определения напряжений надо
создать уточненную методику теоретической обработки интерфе-
рограмм, т.е. провести корректные решения модельных задач
теории упругости с переменными единичными остаточными
напряжениями, но это будет уже новая более сложная методика
и при необходимости она будет создана. Предложенный выше
выход из положения, хотя и является практически приемлемым,
строго не доказан. Предложение говорит о том, что, если при
измерениях получаются сложные, не симметричные и нетипичные
интерферограммы, определение напряжений часто остается воз-
можным даже в рамках экспресс-методики.
191
Реальность всегда сложнее, чем принятая модель, даже очень
хорошая. Кстати, голографическая интерферометрия демонстриру-
ет это в самом наглядном виде. При использовании любого другого
измерительного метода исследователь получает какое-либо конеч-
ное количество чисел, эти числа он превращает в значения
напряжений и никаких вопросов не возникает о том, каким
возмущенным напряженно-деформированным состоянием эти зна-
чения определены. У исследователя нет возможности сказать
что-то большее об остаточных напряжениях в данной точке. Метод
же голографической интерферометрии позволяет, изучая интер-
ферограмму, делать все новые и новые уточнения об остаточных
напряжениях и это большое достоинство метода.
Интересная ситуация возникает и относительно паразитных
полос, которые часто бывают на интерферограммах. Все исследо-
ватели, и авторы данной книги в том числе, считали и считают
эти полосы помехой при измерениях. В целом это так и есть.
Но бывают случаи, когда паразитные полосы очень нужны и их
приходится создавать специально.
Занимаясь много лет измерением остаточных напряжений,
коллектив ученых, к которому принадлежат и авторы книги,
достиг достаточно высокой квалификации и научился получать
интерферограммы без паразитных полос от пластического наклепа,
вызываемого сверлением, приходилось получать интерферограммы
в местах, где нет напряжений. И вот, получая такую интерфе-
рограмму и не имея на ней никаких полос, исследователь делал
вывод, что сверление не дает пластического наклепа. Хорошо,
если это действительно так. Ну а если между экспозициями при
сверлении аппаратура по каким-либо причинам случайно сдвину-
лись (например, из-за вибрации при сверлении или случайного
толчка) и интерференция, которую можно наблюдать, не произош-
ла, а наклеп был. Тогда вывод неверен и неверными будут
последующие результаты измерений.
Особенно остро этот вопрос возник при измерении закалочных
напряжений в сверхпрочных сталях. Такие стали трудно сверлятся
и чтобы создать хорошее отверстие, нужно серьезно потрудиться.
Получает исследователь интерферограмму, а на ней нет полос,
получает другую, третью—ситуация повторяется. Какой делать
вывод? Можно, разумеется, воспользоваться кернением, но из-за
высокой твердости поверхностного слоя таких сталей удар при
кернении ординарным инструментом должен быть опасно сильным.
В этом случае появление на интерферограмме одной-двух
паразитных полос, надежно подтверждает успешность проведения
эксперимента.
§ 3.7. Об исследовании остаточных напряжений
в изделиях из стеклопластика
Вопрос об измерении остаточных напряжений в изделиях из
стеклопластика возник в связи с тем, что при изготовлении
достаточно крубногабаритных деталей возможны разрушения из-за
192
образования остаточного напряженного состояния в процессе
затвердевания смолы. Объекты изготавливались намоткой стекло-
ткани, пропитанной эпоксидной смолой, после чего осуществлялся
технологический процесс отвердевания. В качестве образца для
исследования был взят диск с размерами: внешний диаметр 140 мм
внутренний—50 мм, толщина 20 мм. Исследовался торец с ме-
ханически обработанной поверхностью.
Торец диска по внешнему виду разделялся на несколько
кольцевых областей-зон: 1) внутреннее кольцо с внутренним и
внешним диаметрами 50 мм и 58 мм с однородной намоткой; 2)
следующее кольцо с диаметрами 58 мм и 85 мм с неоднородной
намоткой, с волнообразными слоями и грубой поверхностью среза;
3) третье кольцо с диаметрами 85 мм и 100 мм с мелкоструктур-
ной, однородной поверхностью; 4) четвертое кольцо с диаметрами
100 мм и 140 мм со структурой, как у третьего кольца, но более
светлое.
Измерения проводились съемным интерферометром ЛИМОН-Д
более ранней модификации. Опорное кольцо интерферометра
располагалось на исследуемом образце и все вместе крепилось на
лабораторном интерферометрическом столе (рис. 3.16). Голограм-
ма поверхности записывалась по обычной методике. В первом
измерении для сверления использовалась фреза-коронка диаметром
9 мм и толщиной 1 мм из стали Р18. Но фреза, легко углубившись
на 1 мм, остановилась из-за полного затупления режущих зубьев
(стеклянная крошка быстро затупила фрезу). Сверла же из ВК6
Рис. 3.16
193
с диаметрами 3 мм и 8 мм сверлили легко и без заметного
затупления.
На двухэкспозиционной голограмме со сверлением записыва-
лась интерферограмма, слабо видимая вдали от кромки и
исчезающая на кромке. Малая видимость интерферограммы была
свзана с залипанием высверленного материала на неровностях
поверхности и изменением ее микрорельефа, что очень сущест-
венно для записи интерферограммы: неизменность микрорельефа
между экспозициями—непременное условие возможности срав-
нения голограмм и возникновения интерферограммы. Смыть или
сдуть налипший порошок не удавалось.
Для выравнивания микрорельефа поверхность покрывали
разведенным клеем ПВА, смешанным с алюминиевой пудрой.
Раствор ПВА хооршо смачивал поверхность. Некоторое подкреп-
ление поверхности от тонкого слоя покрытия считали несущест-
венным на стадии отработки методики измерения и качественной
оценки напряжений. На покрытой клеем поврхности записалась
интерферограмма удовлетворительного качества.
Образец после механической обработки имел поврежденный,
разрыхленный слой толщиной 0,5 мм. При глубине отверстия
2—6 мм и диаметром 3—8 мм этот слой вносил заметную
погрешность в результаты измерения. Оценить погрешность можно
было усложнением методики измерения и пересчета полос
интерферограммы в напряжения. В этом случае можно сверлить
ступеньками, в два приема. Первое сверление проводится до
записи первой голограммы на глубину поврежденного слоя. Этим
устраняется влияние поврежденного слоя и покрытия. Второе
сверление—между эксозициями.
Во всех кольцах-зонах диска, кроме первого, было сделано по
несколько зондирующих отверстий. По полученным интерферог-
раммам можно было сделать качественное заключение о наличии
остаточных напряжений в диске. Во всех зонах есть остаточные
напряжения, причем разные по значению. Максимальное напря-
жение в кольце 3, где преобладает напряжение с направлением
по окружности. На границах кольца 3 интерферограмма скачком
изменяется. О знаке напряжений можно сказать следущее. В
изотропном материале интерферограмма от удара керна имеет вид
концентрических окружностей. Интерферограмма кернения торца
диска из стеклопластика имеет вид восьмерки, что показывает
анизотропию свойств материала.
Для количественной расшифровки полученных интерферограмм
необходимо создать методику пересчета измеряемых перемещений
на поверхности возмущенного отверстием напряженного состояния
объекта до высверливания. В настоящее время создана программа
расчета на ЭВМ перемещений и деформаций в окрестности
несквозного отверстия в анизотропном трехмерном полупростран-
стве при наличии в нем единичного остаточного напряженного
состояния. Но оказалось, что для использования этой программы
необходимо знать много модулей упругости анизотропного полу-
194
пространства. Исследуемый стеклопластик имел практически
общий вид анизотропии и таких модулей нужно было девять.
Конечно же столько модулей никто не измерял. Поэтому в
настоящее время экспериментальные исследования позволяют
давать качественные оценки остаточных напряжений и характер
распределения их по исследуемому объекту. Это может позволить
аттестовать технологические процессы изготовления конструкций
из стеклопластиков по уровню остаточных напряжений путем
сравнения.
На стенде для растяжения образцов, который позволяет
создавать в образце из стеклопластика одноосное напряженное
состояние заданного уровня, можно получить базовую интерфе-
рограмму для приближенной методики расшифровки с ее помощью
интерферограмм, получаемых на изделиях или элементах конст-
рукций. Сравнивая интерферограмму, полученную на объекте с
неизвестными остаточными напряжениями, с базовой интерферо-
граммой, можно с определенной точностью оценить искомые
остаточные напряжения.
Несмотря на то, что исследования остаточных напряжений в
анизотропных телах проводятся многими учеными [9], эта
проблема все еще практически находится на начальном уровне
развития и еще предстоит многое сделать.
Глава 4
НЕКОТОРЫЕ ТЕОРЕТИЧЕСКИЕ
И ЭКСПЕРИМЕНТАЛЬНЫЕ ВОПРОСЫ,
СВЯЗАННЫЕ С ИЗМЕРЕНИЕМ
ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
В этой главе приведены сведения, представляющие интерес
для исследователей, занимающихся более углубленным изучением
остаточных напряжений, желающих улучшить методы измерения,
увеличить их точность и т.д. Более подробно здесь изложены
результаты решений задач теории упругости, необходимые для
методик пересчета измеряемых в эксперименте величин (дефор-
маций, перемещений) в остаточные напряжения. В предыдущих
главах даны только строго необходимые сведения, связанные с
остаточными технологическими напряжениями. Однако следует
отметить, что при работе над методикой расшифровки интерфе-
рограмм и определения по ним напряжений, возникают большие
трудности. Решение многих задач требует много времени и труда
и на установление необходимых закономерностей и получение
некоторых графиков уходят годы.
§ 4.1. Возмущенное напряженно-деформированное состояние
в окрестности несквозного отверстия
Для создания обоснованной методики преобразования интер-
ферограмм поверхности тела в окрестности отверстия в опреде-
ляемые по ним остаточные напряжения потребовалось проведение
исследований закономерностей поведения перемещений поверх-
ности в окрестности зондирующего отверстия в зависимости от
остаточных напряжений. Такого рода исследований в научной
литературе не было. Изучались зависимости остаточные напря-
жения—деформации возмущенного напряженно-деформированного
состояния, а извлечь из них нужные здесь закономерности
оказалось невозможно, сведения о перемещениях в литературе не
приводились за ненадобностью в те времена и поэтому авторам
пришлось проводить исследования заново. Была решена серия
задач о возмущенных напряженно-деформированных состояниях в
окрестности отверстий, вызванных созданием отверстий. При этом
решения строились в рамках трехмерной теории упругости, потому
196
что известные решения, полученные на основе двумерных теорий
упругости и приведенные в том числе в данной книге, не
позволяли создать пересчетную методику для несквозных отверс-
тий малой глубины.
В общем случае при определении остаточных напряжений в
различных деталях и элементах конструкций со сложной формой
поверхностей в окрестности точек измерения, таких, как приве-
денные, например на рис. 1.1, поставленные выше задачи надо
решать для областей со сложными границами. Это и трудно и
очень неудобно для практики, так как в каждом конкретном
случае геометрия поверхности, как правило, индивидуальная и,
следовательно, индивидуальной должна быть методика. Строить
большое количество методик бессмысленно, потому что пользо-
ваться ими практически будет невозможно.
Поэтому в целях общности были сделаны следующие допу-
щения, о которых уже говорилось в первой главе и которые
упрощают задачу, но незначительно влияют на конечные
результаты. Рассматриваются только такие объекты, для которых
зондирующее отверстие имеет радиус и глубину значительно
меньшую по сравнению с радиусами кривизны поверхности этого
изделия. Принятые при экспериментальных исследованиях диамет-
ры отверстий от 2 до 4 мм обладают таким свойством для большого
числа реальных тел. В результате вместо искривленной границы
можно рассматривать плоскую.
Другое предположение касается того факта, что удаленные
участки исследуемого объекта мало сказываются на возмущенном
напряженно-деформированном состоянии в окрестности отверстия.
Это предположение оправдано тем, что возмущенное напряженное
состояние вызвано самоуравновешенными граничными нагрузками,
получающимися в результате удаления объема материала и замены
его воздействия на оставшееся тело силами реакции. По принципу
Сен-Венана напряженно-деформированное состояние от локального
самоуравновешенного воздействия достаточно быстро убывает от
места приложения, т.е. локализуется в окрестности отверстия и
слабо зависит от вида и формы удаленных частей объекта.
В результате этих двух предположений исходная задача для
объекта сводится к задаче о возмущенном напряженно-де-
формированном состоянии в полупространстве с остаточными
напряжениями, вызванном ослаблением полупространства отвер-
стием.
Считается далее, что на поврхности тела остаточные напря-
жения на диаметре отверстия меняются слабо и их можно принять
на базе отверстия постоянными. По глубине отверстия они могут
быть или постоянными, или линейно зависеть от нормальной к
поверхности координаты z.
Задача расчета возмущенного напряженно-деформированного
состояния в рамках указанных упрощений будет следующей. В
полупространстве z > О (см. рис. 1.1) имеют место независящие
от координат х, у остаточные напряжения а , a t . Здесь принято,
хх уу
197
что оси у совпадают с направлениями главных напряжений. В
результате создания отверстия радиуса R, глубины h боковая
поверхность и дно его освобождаются от напряжений и окрестность
деформируется. Картина деформаций будет той же, как если бы
к боковой поверхности и дну отверстия в полупространстве,
свободном от напряжений, были приложены с обратным зна-
ком нормальные к поверхности аг и касательные напряжения
т , тгх’ существовавшие в сплошном полупространстве с внут-
ренними напряжениями в точках границ отверстия до вы-
сверливания.
Отметим здесь, что указанные возмущенные напряжения и
перемещения определяются только остаточными напряжениями
данных точек границ отверстия и никак не связаны с остаточными
напряжениями других частей тела. Методом высверливания
измеряются остаточные напряжения только в данной точке,
вернее, в области, занятой отверстием.
Напряжения, деформации и перемещения возмущенного на-
пряженно-деформированного состояния для отличия обозначаются
здесь черточкой сверху — о , а ,т,т,т, 5 , ё , ё ,
r J rr фф Гф? YZ гф ZZ* rr фф'
ё , ё , ё , ё , U, U , W (обозначения даны в цилиндрической
ZZ Гф 2ф TZ Г ф
системе координат).
Граничные условия на боковой поверхности отверстия г = R
можно записать в виде
а +а = 0, т + т =0, т = 0.
rr rr ’ Гф Гф ’ rz
Формулы, связывающие напряжения в декартовой и цилинд-
рической системах координат имеют вид
а + а а — а
~ XX уу , XX уу ~
агг = ----cos Ър,
а + а а — а
~ XX уу . XX уу ~
---2 +-----2 cos 2*>’
т = -g^~g^Sin2y>.
гф 2
На донной (z = Л) и лицевой (z = 0) поверхностях имеем
а = 0, т = 0, т = 0.
zz 1 rz гф
Возмущенное напряженно-деформированное состояние опреде-
ляется из решения трехмерных уравнений теории упругости. Цель
решений состоит в изучении зависимостей перемещений и
деформаций возмущенного деформированного состояния в окрест-
ности отверстия на поверхности z = 0 от остаточных напряжений
а , а и параметров отверстия. Сформулированная задача теории
хх уу
198
упругости аналитически в настоящее время не решается и
поддается только численному решению на ЭВМ. Если строить
решение такой задачи без упрощения методом конечных элемен-
тов, то трудно получить высокую точность из-за недостаточного
количества элементов в связи с ограниченностью памяти ЭВМ
или из-за вычислительной погрешности. Поэтому предварительно
было выполнено разделение переменных для сведения трехмерной,
первоначальной задачи к двум двумерным задачам. Это делается
следующим образом.
Граничные условия включают слагаемые, не зависящие от <р
и зависящие от cos 2^>, sin Ър. Поэтому решение также можно
строить порознь для компонент, не зависящих от ^>, т.е. для
осесимметричной части решения и для компонент, зависящих от
cos 2у>, sin 2у>, т.е. только для коэффициентов при них. Получаются
две самостоятельные «задачи: осесимметричная и неосесимметрич-
ная, так их можно условно назвать.
Каждую из этих задач можно решать методом конечных
элементов, выбирая кольцевые элементы с прямоугольным,
треугольным или каким-либо другим поперечным сечением. В
этом случае можно достичь гораздо большей точности, используя
то же количество конечных элементов. В настоящей работе были
использованы кольцевые элементы треугольного сечения. Размеры
элементов для обеспечения точности вычислений менялись по
области: в окрестности отверстия, где имеет место концентрация
напряженного состояния, они брались мелкими и увеличивались
в размере при удалении,. примерно пропорционально г2 в
соответствии с уменьшением изменяемости напряжений.
Было принято, что остаточные напряжения являются линейно
меняющимися по нормальной к поверхности координате z по
следующему закону:
а = а0 + а1 (1 - 2z/A),
хх хх хху
а = а0 + а1. (1 — 2z/A).
УУ УУ УУу 7
Первое слагаемое характеризует постоянную по глубине
компоненту, второе—переменную, самоуравновешенную по глу-
бине отверстия. Расчеты проводились для следующих случаев:
1) а° = 10 МПа, ст1 = а° = ст1 = 0; 2) о1 = 10 МПа, ст0 =
XX ’ XX уу УУ XX XX
= а®у = = 0. Другие состояния остаточных напряжений можно
получить из данных при помощи операций поворота координат.
Расчеты проводились для несквозных отверстий радиуса R = 1 мм
и глубин 0,4Я; 0,8Я; 1,2Я; 1,6Я; 2,0Я.
Результаты расчетов приведены в виде таблиц 1—20 и в
графиков. Некоторые из них приведены в гл. 1. Так
деформации возмущенного деформированного состояния для
виде
как
пер-
199
вого cr^ = 10 МПа и второго J = 10 МПа остаточных напряжен-
ных состояний имеют соответственно вид
е = F0 + Г° cos 2а>, е = F 0 + cos 2<z>, у = у0 sin 2<р,
г г г г’ г’ 'пр 'пр
е = е 1 + Г1 cos 2а>, е = ё 1 + Г1 cos 2о>, у = у1 sin 2<р,
Г Г Г Г <р <р <р 'пр 'пр
то в таблицах приведены значения величин ЕЛ£°, 2?ЛГ°, Е-ё®,
и Г и Г V <р
£ЛГ°, , EJe\ EJ'1, Ejb\ EJT1, Е^х ; там же указаны
Оу»’ О' пр' Or’ Or’ 0 #>’ Оу)’ О' пр' J
глубина отверстия и отличная от нуля компонента или
которой соответствует приведенный в таблице материал. Расчеты,
как уже было сказано, проведены для материала с модулем
2?0 = 7-Ю4МПа, v = 0,3. Для материала с другим модулем
упругости значения получаются перемножением на коэффициент
Е/Е^ В виде графиков радиальные деформации приведены в § 1.9
первой главы, из которых следует, что деформации возмущенного
состояния быстро убывают с удалением от отверстия практически
до нуля. Этого нельзя сказать о перемещениях.
Таблица 1
h = 0,4Я, <7° = Ю МПа
XX
Координата точки Е г® л0 г Епё ° 0 <р 1+v Е S'® л0 г Е 0 <р
1,02 -0,3805 -0,3379 0,3949 -0,4854 0,3454
1,07 -0,4673 -0,2078 0,2524 -0,5167 0,3002
1,13 -0,5193 -0,1167 0,1494 -0,4862 0,2557
1,20 -0,5277 -0,0557 0,0767 -0,4444 0,2138
1,28 -0,4986 -0,0173 0,0279 -0,3911 0,1756
1,37 -0,4437 0,0049 -0,0025 -0,3308 0,1416
1,46 -0,3757 0,0159 -0,0193 -0,2694 0,1123
1,58 -0,3047 0,0196 -0,0268 -0,2117 0,0873
1,79 -0,2378 0,0191 -0,0287 -0,1612 0,0670
1,87 -0,1789 0,0161 -0,0267 -0,1189 0,0499
2,07 -0,1295 0,0120 -0,0231 -0,0849 0,0364
2,37 -0,0900 0,0079 -0,0189 -0,0582 0,0258
2,62 -0,0592 0,0043 -0,0148 -0,0381 0,0178
3,02 -0,0357 0,0014 -0,0113 -0,0233 0,0119
3,55 -0,0189 -0,0004 -0,0082 -0,0128 0,0077
4,33 -0,0079 -0,0006 -0,0056 -0,0057 0,0050
5,55 -0,0025 -0,0023 -0,0022 -0,0018 0,0035
200
Таблица 2
Л = 0,8 Л, <>®х = 10 МПа
Координата точки Е0е г о S' > i Е « ® Опр 0 <р
1,02 -0,3331 -0,4867 0,3852 -0,5788 0,4940
1,07 —0,4260 -0,3112 0,2317 -0,5302 0,4402
1,13 -0,4960 -0,1792 0,1193 -0,4881 0 3889
1,2 -0,5396 -0,0830 0,0383 -0,4495 0,3395
1,28 -0,5563 -0,0166 -0,0176 -0,4119 0,2926
1,37 -0,5473 0,0255 -0,0534 -0,3732 0,2481
1,46 -0,5152 0,0486 -0,0732 -0,3320 0,2067
1,58 -0,4645 0,572 -0,0806 -0,2881 0,1685
1,79 -0,4005 0,0558 -0,0794 -0,2423 0,1345
1,87 -0,3294 0,0480 -0,0721 -0,1962 0,1042
2,07 -0,2574 0,0371 -0,0616 -0,1524 0,0783
2,37 -0,1897 0,0256 -0,0501 -0,1124 0,0571
2,62 -0,1305 0,0149 -0,0390 -0,0780 0,401
3,02 -0,0820 0,0064 -0,0291 -0,0499 0,0271
3,55 -0,0445 0,0008 -0,0210 -0,0286 0,0177
4,33 -0,0190 -0,0007 -0,0140 -0,0133 0,0115
5,55 -0,0059 0,0060 -0,0055 -0,0043 0,0078
Таблица 3
Л = l,2R,o°xx= 10 МПа
Координата точки Л0 г 0 <р E<fnp 1+v Е ё® Л0с г Е ё® Е0е<р
1,02 -0,3035 -0,5949 0,3780 -0,5968 0,5650
1,07 -0,4024 -0,3915 0,2142 -0,5406 0,5069
1,13 -0,4759 -0,2350 0,0927 -0,4896 0,4517
1,20 -0,5240 -0,1172 0,0045 -0,4431 0,3992
1,28 -0,5483 -0,0323 -0,0569 -0,4004 0,3493
1,37 —0,5507 0,0251 -0,0964 -0,3606 0,3021
1,46 -0,5336 0,0599 -0,1183 -0,3228 0,2575
1,58 -0,4991 0,0767 -0,1263 -0,2858 0,2158
1,79 -0,4499 0,0796 -0,1238 -0,2489 0,1775
1,87 -0,3895 0,0724 -0,1135 -0,2114 0,1419
2,07 -0,3215 0,0591 -0,0987 -0,1735 0,1105
2,37 -0,2507 0,0430 -0,0816 -0,1360 0,0830
2,62 -0,1820 0,0269 -0,0645 -0,1003 0,0600
3,02 -0,1201 0,0132 -0,0487 -0,0682 0,0415
3,55 -0,0686 0,0035 -0,0350 -0,0310 0,0276
4,33 -0,0309 0,0002 -0,0232 -0,0202 0,0180
5,55 -0,0100 0,0107 -0,0091 -0,0067 0,0122
201
Таблица 4
Л = 1,6 Я, 0?*= 10 МПа
Координата точки Е0£г F 7° 0 о S. > i Ч V?
1,02 -0,2810 -0,6795 0,3731 -0,6066 0,6029
1,07 -0,3860 -0,4564 0,2019 -0,5471 0,5425
1,13 -0,4625 -0,2828 0,0734 -0,4919 0,4852
1,20 -0,5124 -0,1506 -0,0204 -0,4408 0,4297
1,28 -0,5382 -0,0531 -0,0860 -0,3937 0,3793
1,37 -0,5430 -0,0072 -0,1285 -0,3504 0,3307
1,46 -0,5295 0,0585 -0,1522 -0,3105 0,2851
1,58 -0,50004 0,0821 -0,1610 -0,2734 0,2423
1,79 -0,4582 0,0898 -0,1581 -0,2384 0,2024
1,87 -0,4052 0,0856 -0,1467 -0,2050 0,1655
2,07 -0,3440 0,0729 -0,1294 -0,1722 0,1317
2,37 -0,2776 0,0555 -0,1090 -0,1396 0,1017
2,62 -0,2095 0,0365 -0,0877 -0,1075 0,0754
3,02 -0,1439 0,0192 -0,0673 -0,0767 0,0536
3,55 -0,0858 0,0063 -0,0490 . -0,0487 0,0364
4,33 -0,0403 0,0016 -0,0325 -0,0252 0,0240
5,55 -0,0137 0,0159 -0,0127 -0,0086 0,0162
Таблица5
h = 2 R, а°х = 10 МПа
Координата точки £0Ег Е ё® Ор о а. Е г”® Л0 г Е ё-® 0£ <р
1,02 -0,2631 -0,7478 0,3639 -0,6121 0,6242
1,07 -0,3733 -0,5100 0,1932 -0,5508 0,5624
1,13 -0,4525 -0,3237 0,0596 -0,4935 0,5038
1,20 -0,5036 -0,1807 -0,0386 -0,4398 0,4482
1,28 -0,5300 -0,0741 -0,1076 -0,3902 0,3959
1,37 -0,5352 0,0015 -0,1525 -0,3443 0,3466
1,46 -0,5224 0,0516 -0,1778 -0,3021 0,3004
1,58 -0,4945 0,0804 -0,1873 -0,2635 0,2571
1,79 -0,4545 0,0923 -0,1845 -0,2280 0,2169
1,87 -0,4048 0,0909 -0,1725 -0,1952 0,1796
2,07 -0,3478 0,0799 -0,1539 -0,1644 0,1452
2,37 -0,2855 0,0629 -0,1315 -0,1351 0,1143
2,62 -0,2206 0,0430 -0,1075 -0,1065 0,0867
3,02 -0,1561 0,0239 -0,0838 -0,0785 0,0631
3,55 -0,0963 0,0090 -0,0618 -0,0520 0,0438
4,33 -0,0471 0,0033 -0,0413 -0,0282 0,0293
5,55 -0,0169 0,0211 -0,0161 -0,0101 0,0198
202
Таблица 6
Л = 0,4 R, olxx= 10 МПа
Координата точки £0£г ЕЛ 1 0 <р 1+v £0®r ЕЛ\ 0 ip
1,02 -0,4046 -0,0828 0,3123 -0,4438 0,1168
1,07 -0,4078 -0,0295 0,1533 -0,4009 0,0891
1,13 -0,3609 -0,0054 0,0712 -0,3365 0,0656
1,20 -0,2884 0,0042 0,0295 -0,2619 0,0471
1,28 -0,2135 0,0067 0,0095 -0,1911 0,0332
1,37 -0,1488 0,0061 0,0010 -0,1323 0,0231
1,46 -0,0986 0,0046 -0,0019 -0,0875 0,0010
1,58 -0,0628 0,0030 -0,0024 -0,0559 0,0108
1,79 -0,0387 0,0018 -0,0021 -0,0346 0,0072
1,87 -0,0230 0,0009 -0,0015 -0,0210 0,0048
2,07 -0,0133 0,0003 -0,0010 -0,0124 0,0032
2,37 -0,0075 0,0001 -0,0007 -0,0072 0,0021
2,62 -0,0040 -0,0001 -0,0005 -0,0040 0,0013
3,02 -0,0020 -0,0002 -0,0004 -0,0022 0,0008
3,55 -0,0008 -0,0002 -0,0003 -0,0011 0,0005
4,33 -0,0003 -0,0001 -0,0002 -0,0004 0,0003
5,55 -0,0001 0,0000 -0,0001 -0,0002 0,0002
Таблица 7
h = 0,8 R, аХхх = 10 МПа
Координата точки E0er ЕЛ1 0 ip 1+v E0®r ЕЛ * 0 ip
1,02 -0,4025 -0,1599 0,3535 -0,4857 0,2194
1,07 -0,4406 -0,0737 0,2032 -0,4510 0,1851
1,13 -0,4452 -0,229 0,1096 -0,4123 0,1522
1,2 -0,4186 -0,0052 0,0519 -0,3652 0,1222
1,28 -0,3698 0,0181 0,0180 -0,3116 0,0957
1,37 -0,3089 0,0217 -0,0002 -0,2554 0,0730
1,46 -0,2445 0,0199 —0,0084 -0,2006 0,0541
1,58 -0,1837 0,0159 -0,0107 -0,1505 0,0389
1,79 -0,1308 0,0112 -0,0099 -0,1076 0,0271
1,87 -0,0881 0,0070 -0,0078 -0,0731 0,0183
2,07 -0,0558 0,0038 -0,0056 -0,0470 0,0119
2,37 -0,0332 0,0017 -0,0037 -0,0286 0,0076
2,62 -0,0183 0,0004 -0,0024 -0,0162 0,0046
3,02 -0,0092 -0,0002 -0,0016 -0,0085 0,0027
3,55 -0,0041 -0,0004 -0,0011 -0,0040 0,0017
4,33 -0,0014 -0,0003 -0,0007 -0,0013 0,0010
5,55 -0,0003 0,0002 -0,0003 -0,0004 0,0007
203
Таблица 8
А = 1,2 Я, = 10 МПа
Координата точки Е0е г Епё * 0 <р 1+v Et?\ 0 <p
1,02 -0,3870 -0,2305 0,3675 -0,5064 0,2895
1,07 -0,4371 -0,1220 0,2223 -0,4679 0,2512
1,13 -0,4601 -0,0506 0,1243 -0,4309 0,2141
1,20 -0,4563 -0,0059 0,0595 -0,3913 0,1791
1,28 -0,4298 0,0194 0,0186 -0,3483 0,1469
1,37 -0,3861 0,0309 -0,0053 -0,3023 0,1177
1,46 -0,3314 0,0333 -0,0172 -0,2545 0,0919
1,58 -0,2712 0,0299 -0,0212 -0,2068 0,0696
1,79 -0,2112 0,0239 -0,0204 -0,1611 0,0511
1,87 -0,1556 0,0169 -0,0170 -0,1196 0,0359
2,07 -0,1077 0,0106 -0,0129 -0,0839 0,0242
2,37 -0,0692 0,0057 -0,0090 -0,0550 0,0155
2,62 -0,408 0,0022 -0,0059 -0,0332 0,0095
3,02 -0,0216 0,0003 -0,0038 -0,0182 0,0055
3,55 -0,0096 -0,0007 -0,0024 -0,0087 0,0032
4,33 -0,0033 -0,0007 -0,0016 -0,0033 0,0019
5,55 -0,0008 0,0004 -0,0006 -0,0008 0,0012
Таблица 9
А = 1,6 Я, а1хх = 10 МПа
Координата точки Erf\ 0 <p 1+v 0 <p
1,02 -0,3713 -0,2928 0,3738 -0,5205 0,3408
1,07 -0,4296 -0,1674 0,2311 -0,4788 0,2996
1,13 -0,4620 -0,0801 0,1302 -0,4396 0,2595
1,20 -0,4704 -0,0197 0,0608 -0,4007 0,2216
1,28 -0,4561 0,0146 0,0153 -0,3608 0,1860
1,37 -0,4246 0,0342 -0,0125 -0,3197 0,1531
1,46 -0,3796 0,0415 -0,0270 -0,2773 0,1232
1,58 -0,3258 0,0411 -0,0324 -0,2342 0,0965
1,79 -0,2673 0,0354 -0,0317 -0,1913 0,0733
1,87 -0,2087 0,0273 -0,0274 -0,1500 0,0536
2,07 -0,1536 0,0187 -0,0216 -0,1118 6,0373
2,37 -0,1053 0,0110 -0,0157 -0,0781 0,0248
2,62 -0,0661 0,0052 -0,0107 -0,0503 0,0156
3,02 -0,0369 0,0013 -0,0069 -0,0291 0,0092
3,55 -0,0174 -0,0006 -0,0043 -0,0146 0,0052
4,33 -0,0061 -0,0009 -0,0027 -0,0057 0,0031
5,55 -0,0014 0,0007 -0,0011 -0,0014 0,0021
204
Таблица 10
h = 2 R, alxx = 10 МПа
Координата* точки Е0ег Епё\ 0 Vi 1+v E0*r Епе 1 0
1,02 -0,3570 -0,3482 0,3768 -0,5310 0,3797
1,07 -0,4216 -0,2091 0,2354 -0,4867 0,3362
1,13 -0,4601 -0,1088 0,1322 -0,4452 0,2940
1,20 -0,4749 -0,0390 0,0594 -0,4051 0,2538
1,28 -0,4690 0,0066 0,0103 -0,3656 0,2160
1,37 -0,4455 0,0336 -0,0203 -0,3262 0,1808
1,46 -0,4079 0,0465 -0,0370 -0,2865 0,1483
1,58 -0,3599 0,0492 -0,0436 -0,2467 0,1188
1,79 -0,3050 0,0492 -0,0431 -0,2069 0,0926
1,87 -0,2471 0,0367 -0,0381 -0,1677 0,0695 .
2,07 -0,1897 0,0267 -0,0309 -0,1301 0,0500
2,37 -0,1364 0,0170 -0,0233 -0,0954 0,0342
2,62 -0,0901 0,0089 -0,0163 -0,0648 0,0221
3,02 -0,0530 0,0031 -0,0108 -0,0396 0,0133
3,55 -0,0263 -0,0002 -0,0268 -0,0207 0,0076
4,33 -0,0096 -0,0011 -0,0042 -0,0084 0,0043
5,55 -0,0022 0,0011 -0,0017 -0,0021 0,0030
Таблица 11
Л = 0,4 Л, = 10 МПа
Координата точки у? = 0 = л/2
мкм И^, мкм мкм И'О, мкм
1,00 0,127 0,043 -0,018 0,002
1,05 0,120 0,037 -0,019 0,003
1,11 0,112 0,030 -0,020 0,004
1,18 0,103 0,023 -0,019 0,005
1,25 0,925 0,018 -0,018 0,006
1,33 0,082 0,012 -0,017 0,006
1,42 0,071 0,084 -0,016 0,006
1,53 0,062 0,005 -0,014 0,006
1,67 0,052 0,003 -0,012 0,006
1,81 0,441 0,001 -0,012 0,006
2,00 0,036 0,0004 -0,009 0,005
2,22 0,030 -0,0002 -0,008 0,005
2,5 0,24 -0,0005 -0,007 0,005
2,86 0,019 -0,0007 -0,006 0,004
3,33 0,015 -0,0009 -0,005 0,004
4,00 0,013 -0,001 -0,004 0,004
5,00 0,011 -0,002 -0,004 0,004
205
Таблица 12
Л = 0,8 R, Ст®х “ 10 МПа
Координата точки ^> = 0 <р = л/2
мкм мкм £/®, мкм иЛ мкм
1,00 0,192 0,068 -0,038 -0,0050
1,05 0,185 0,063 -0,040 -0,0034
1,П 0,177 0,057 -0,041 -0,0016
1,18 0,168 0,051 -0,041 0,0002
1,25 0,158 0,044 -0,040 0,0020
1,33 0,146 0,374 -0,039 0,0036
1,42 0,134 0,031 -0,036 0,0051
1,53 0,121 0,024 -0,033 0,0064
1,67 0,107 0,018 -0,030 0,0073
1,81 0,093 0,013 -0,027 0,0079
2,00 0,080 0,009 -0,024 0,0083
2,22 0,067 0,056 -0,020 0,0084
2,5 0,056 0,003 —0,017 0,0083
2,86 0,045 0,001 -0,015 0,0081
3,33 0,037 -0,005 -0,013 0,0079
4,00 0,030 -0,002 -0,011 0,0080
5,00 0,026 -0,005 -0,011 0,0089
Таблица 13
Л= 1,2 К, о®х= 10 МПа
Координата точки <р = 0 <р = л/2
мкм И'®, мкм мкм И'О, мкм
1,00 0,230 0,081 -0,055 -0,0121
1,05 0,223 0,077 -0,057 -0,0102
1,11 0,215 0,072 -0,057 -0,0080
1,18 0,206 0,066 -0,059 -0,0057
1,25 0,196 0,060 -0,058 -0,0034
1,33 0,185 0,054 -0,057 -0,0010
1,42 0,173 0,047 - 0„54 0,0012
1,53 0,159 0,041 -0,050 0,0034
1,67 0,145 0,034 -0,047 0,0053
1,81 0,131 0,027 -0,042 0,0070
2,00 0,115 0,021 -0,038 0,0084
2,22 0,099 0,015 -0,033 0,0095
2,5 0,084 0,010 -0,030 0,0102
2,86 0,070 0,005 -0,025 0,0108
3,33 0,058 0,002 -0,022 0,0112
4,00 0,048 -0,002 -0,019 0,0119
5,00 0,041 -0,007 -0,018 0,0135
206
Таблица 14
ft = 1,6 R, <?хх = 10 МПа
Координата точки <р = 0 <р = л/2
lP у мкм иР, мкм iPy мкм иР, мкм
1,00 0,254 0,088 ”0,068 -0,0183
1,05 0,248 0,084 ”0,071 -0,0163
1,11 0,240 0,080 -0,072 -0,0139
1,18 0,231 0,076 -0,073 -0,0114
1,25 0,221 0,070 -0,072 -0,0087
1,33 0,210 0,065 -0,070 -0,0059
1,42 0,198 0,059 -0,068 -0,0032
1,53 0,185 0,052 -0,064 0,0004
1,67 0,171 0,045 -0,060 0,0021
1,81 0,156 0,038 ”0,056 0,0046
2,00 0,140 0,031 ”0,050 0,0069
2,22 0,124 0,024 -0,045 0,0089
2,50 0,108 0,017 -0,040 0,0106
2,86 0,092 0,010 -0,035 0,0120
3,33 0,080 0,005 -0,030 0,0133
4,00 0,065 -0,001 -0,027 0,0148
5,00 0,057 ”0,009 -0,025 0,0174
Таблица 15
Л = 2 R, oQxx = 10 МПа
Координата точки = 0 <р = л72
iPy мкм И'О, мкм (Ру мкм И^, мкм
1,00 0,271 0,092 -0,079 -0,0238
1,05 0,265 0,089 -0,082 -0,0217
1,11 0,257 0,085 -0,083 -0,0193
1,18 0,248 0,080 -0,084 -0,0166
1,25 0,238 0,076 -0,083 -0,0138
1,33 0,227 0,071 -0,081 -0,0108
1,42 0,216 0,065 -0,079 -0,0076
1,53 0,203 0,059 -0,075 -0,0045
1,67 0,189 0,053 -0,071 -0,0014
1,81 0,174 0,046 -0,066 0,0016
2,00 0,159 0,038 -0,061 0,0045
2,22 0,143 0,031 -0,055 0,0072
2,5 0,126 0,023 -0,050 0,0098
2,86 0,110 0,015 -0,044 0,0121
3,33 0,095 0,008 -0,039 0,0143
4,00 0,081 -0,0004 -0,035 0,0168
5,00 0,071 -0,011 -0,033 0,0206
207
Таблица 16
Л = 0,4 Л, а1хх= 10 МПа
Координата точки <р = 0 <р = л72
I/1, мкм мкм 1/1, мкм мкм
1,00 0,043 0,022 -0,001 0,0023
1,05 0,073 0,014 -0,001 0,0024
1,11 0,031 0,008 -0,001 0,0024
1,18 0,024 0,004 -0,001 0,0023
1,25 0,019 0,001 -0,001 0,0022
1,33 0,014 -0,000 -0,001 0,0019
1,42 0,010 -0,001 -0,000 0,0017
1,53 0,007 -0,001 -0,000 0,0014
1,67 0,005 -0,001 -0,000 0,0012
1,81 0,004 -0,001 -0,000 0,009
2,00 0,003 -0,001 -0,000 0,0007
2,22 0,002 -0,001 -0,000 0,0006
2,50 0,001 -0,000 -0,000 0,0004
2,86 0,001 -0,000 -0,000 0,0003
3,33 0,001 -0,000 -0,000 0,0003
4,00 0,001 -0,000 -0,000 0,0002
5,00 0,000 -0,000 -0,000 0,0002
Таблица 17
Л = 0,8 R, <7^ = 10 МПа
Координата точки = 0 <р = л/2
мкм мкм и\ мкм W^t мкм
1,00 0,078 0,037 -0,004 0,0043
1,05 0,071 0,030 -0,005 0,0047
1,11 0,064 0,023 -0,005 0,0050
1,18 0,057 0,017 -0,005 0,0051
1,25 0,048 0,011 -0,004 0,0050
1,33 0,040 0,006 -0,004 0,0048
1,42 0,033 0,003 -0,003 0,0045
1,63 0,026 0,001 -0,002 0,0040
1,67 0,020 -0,001 -0,002 0,0036
1,81 0,015 -0,001 -0,001 0,0031
2,00 0,011 -0,002 -0,001 0,0026
2,22 0,008 -0,002 -0,001 0,0021
2,5 0,006 -0,001 -0,000 0,0017
2,86 0,004 -0,001 -0,000 0,0013
3,33 0,003 -0,001 -0,000 0,0011
4,00 0,002 -0,000 -0,000 0,0009
5,00 0,002 -0,000 -0,000 0,0008
208
Таблица 18
h = 1,2 R, <т^х = 10 МПа
Координата точки ip = 0 = л/2
мкм мкм мкм w\ мкм
1,00 0,104 0,048 -0,009 0,0053
1,05 0,098 0,041 -0,010 0,0058
1,11 0,090 0,034 -0,010 0,0063
1,18 0,082 0,027 -0,010 0,0067
1,25 0,073 0,021 -0,009 0,0069
1,33 0,064 0,015 -0,008 0,0069
1,42 0,055 0,010 -0,007 0,0068
1,53 0,046 0,006 -0,006 0,0065
1,67 0,038 0,003 -0,005 0,0060
1,81 0,030 0,000 -0,004 0,0053
2,00 0,030 -0,001 -0,003 0,0047
2,22 0,017 -0,002 -0,002 0,0040
2,5 0,012 -0,002 -0,002 0,0033
2,86 0,009 -0,002 -0,001 0,0027
3,33 0,006 -0,001 -0,001 0,0022
4,00 0,004 -0,001 -0,000 0,0019
5,00 0,003 -0,001 -0,001 0,0017
Таблица 19
Л= 1,6 Я, а*х= 10 МПа
Координата точки = 0 <р = л/2
1/\ мкм И^, мкм и\ мкм IF1, мкм
1,00 0,125 0,055 -0,014 0,0055
1,05 0,119 0,050 -0,015 0,0062
1,11 0,111 0,042 -0,015 0,0068
1,18 0,103 0,036 -0,015 0,0074
1,25 0,094 0,029 -0,014 0,0079
1,33 0,084 0,023 -0,013 0,0082
1,42 0,074 0,017 -0,012 0,0083
1,53 0,064 0,012 -0,010 0,0082
1,67 0,054 0,007 -0,009 0,0077
1,81 0,044 0,004 -0,007 0,0073
2,00 0,035 0,001 -0,006 0,0066
2,22 0,027 -0,001 -0,004 0,0059
2,50 0,020 -0,002 -0,003 0,0051
2,86 0,014 -0,002 -0,002 0,0043
3,33 0,010 -0,002 -0,002 0,0036
4,00 0,007 -0,002 -0,002 0,0030
5,0 0,006 -0,002 -0,002 0,0028
8 Г.Н.Чернышев и др.
209
Таблица 20
h = 2R, a** = 10 МПа
Координата точки = 0 <р = л/2
мкм мкм 1/\ мкм мкм
1,00 0,142 0,061 -0,018 0,0052
1,05 0,136 0,055 -0,020 0,0059
LU 0,128 0,050 -0,020 0,0067
1,18 0,120 0,043 -0,020 0,0075
1,25 0,111 0,036 -0,019 0,0082
1,33 0,101 0,030 -0,018 0,0088
1,42 0,091 0,024 -0,017 0,0091
1,53 0,080 0,018 -0,015 0,0093
1,67 0,070 0,013 -0,013 0,0092
1,81 0,058 0,008 -0,011 0,0088
2,00 0,048 0,004 -0,009 0,0083
2,22 0,038 0,001 -0,007 0,0076
2,5 0,030 -0,000 -0,005 0,0068
2,86 0,021 -0,001 -0,004 0,0059
3,33 0,015 -0,002 -0,003 0,0050
4,00 0,011 -0,002 -0,003 0,0044
5,00 0,009 -0,002 -0,003 0,0041
В таблицах 11—20 приведены расчетные перемещения возму-
щенного напряженно-деформированного состояния соответству-
ющие двум указанным выше остаточным напряжениям. На
рисунках 4.1—4.8 приведены графики этих перемещений на
поверхности в окрестности отверстия радиуса R = 1 мм. Графики
наглядно иллюстрируют зависимость перемещений от расстояния
г для углов <р = 0 и <р = л/2. Цифрами 7, 2, 5, 4, 5 отмечены
графики перемещений = L/° (р = 0), = С/° = л/2),
иХ>! = (р = 0), W°yi = W° (у, = л/2), соответствующие различ-
ным глубинам отверстия Л, соответственно 0,4Л; 0,87?; 1,27?;
1,67?; 2,01?. Цифрой 6 отмечены кривые, построенные также
численно для сквозного отверстия. На рисунках 4.9—4.14
приведены графики деформационных параметров, дополняющих
приведенные в первой главе радиальные компоненты этих
параметров. Обозначения графиков те же самые. Добавим здесь,
что эти данные расчетов являются весьма полезными при
разработке новых методов измерения напряжений или при
совершенствовании уже созданных методов (^ = £*0, у/ =
= £0/(1 +v)).
210
Рис. 4.3 Рис. 4.4
8*
211
212
Рис. 4.5
102 мкм
0,8
0,6
0,4
0,2 '
О
1
102 мкм
8
4
О
Рис. 4.7
Рис. 4.8
213
Рис. 4.11
214
Построенные графики перемещений свидетельствуют о том,
что поведение их зависит от глубины отверстия. При отверстиях
h > 2R нормальная компонента перемещения W ведет себя подобно
тому, как в плоской задаче теории упругости W (<р = 0) и
-W (у> = л/2).
Анализируя графики перемещения при <р = 0, <р = л/2
(см. рис. 1.2), видим, что для первых четырех из указанных глу-
бин h = 0,42?; 0,87?; 1,22?; 1,62? перемещения обращаются практи-
чески в нуль или становятся близкими к постоянным на расстоя-
нии 2,52? от его границы, причем для отверстия Л = 0,42?
перемещение W постоянно уже на расстоянии одного радиуса от
границы.
С точки зрения измерений методами голографической интер-
ферометрии постоянные компоненты перемещения не производят
интерференционных полос и поэтому практически не имеет
значения, равны ли они нулю или постоянны вдоль осей
координат. По интерференционным полосам измеряется только
переменная по координатным осям компонента перемещений.
Поэтому в целях упрощения метода расшифровки интерферограмм
можно без ущерба для точности измерения остаточных напряжений
постоянную составляющую перемещений вдоль линии измерения
отбрасывать. Этот вывод важен для практической работы при
измерении остаточных напряжений: перемещения возмущен-
ного напряженного состояния следует измерять в области
г < (3,5 4- 4)2?.
То, что в действительности перемещения отличны от нуля вне
указанной области, не скажется существенно на измерениях
остаточных напряжений по следующей причине. Считается, что
дальнее поле должно удовлетворять каким-либо граничным
условиям реального тела. В силу того, что отверстие мало и
значительно удалено от границ, т.е. на несколько его диаметров,
добавки в перемещения для точек около отверстия, обусловленные
дальними границами, будут гораздо более медленно изменяю-
щимися в зоне отверстия по сравнению с местными компонентами
и на базе измерения их можно считать постоянными. Постоянная
компонента перемещения, как было отмечено, не регистрируется
на интерферограмме. На основании изложенного из всей серии
графиков постоянные компоненты исключаются и обработанные
графики в области г < 42? приведены в первой главе.
Из сравнения перемещений следует, что при глубине
отверстия h = 0,42? перемещение по оси, перпендикулярной
направлению действия остаточного напряжения а** = 1, а®у = 0
согласно графикам, практически равно нулю. Это значит, что для
расшифровки интерферограмм при глубине отверстия h = 0,42?
можно по числу полос в данном направлении определить
215
остаточное напряжение того же направления, бывшее в теле до
высверливания. То же самое делается и в другом направлении.
При глубине отверстия Л = 0,87? максимальное значение
перемещения больше в семь раз. В этом случае с
несколько большей погрешностью также верно высказанное выше.
При h — 1,61? отличие от wjj будет в три раза и с увеличени-
ем глубины отверстия это отличие значительно уменьшается.
Начиная с глубины h >21?, перемещения W по осям (р = 0,
<р = л/2 примерно одинаковые по величине и отличаются знаком.
Таким образом, при глубинах отверстий порядка h > 21? можно
построить только разность главных напряжений.
Другой немаловажный вывод состоит в том, что с уменьшением
глубины отверстия уменьшается вносимый дефект и, главное,
концентрация напряжений. При h = 0,41? коэффициент концент-
рации К = 1,7; при Л = 0,81? К = 2,0. Из этого следует, что с
уменьшением глубины уменьшается опасность разрушающего
воздействия измерительного отверстия.
Анализируя касательные перемещения при остаточном
напряжении = 1, сРу = 0, можно сделать аналогичные выводы.
Таким образом, вывод из анализа решений такой, что самыми
привлекательными глубинами с экспериментальной точки зрения
следует считать глубины отверстий до h = R. Дальнейшее
увеличение глубины отверстий не увеличивает точность изме-
рения.
Учитывая отмеченный выше факт, что постоянные значения
перемещений не дают на интерферограмме полос, можно исклю-
чением постоянных и медленно изменяющихся компонент по-
лучить рабочие расчетные графики тангенциальных перемещений,
необходимые для расшифровки интерферограмм, аналогично тому,
как это сделано для ТУ.
Как видно из графиков для глубин h < 0,81?, остаточные
напряжения практически определяются перемещением £7^ по оси
действия напряжения. Отсюда следует и методика расшифровки
интерферограмм для указанных глубин: по числу полос в данном
направлении и по цене полосы определяется и главное остаточное
напряжение в этом направлении. Аналогично и в другом
направлении. Подробно о методике расшифровки интерферограмм
говорится в первой главе.
Сравнение результатов, соответствующих сквозному отверстию
и полученных по трехмерной и двумерной теориям, показало, что
двухмерная теория дает достаточно правильные решения при
отверстиях радиусов, более толщины пластины. При уменьшении
радиуса надо пользоваться трехмерными решениями.
На поверхности тела имеем ахх = а°хх + а1хх; ауу = ауу + ауу. На
рисунках 4.5—4.9 приведены графики перемещений возмущенного
216
напряженно-деформированного состояния ПРИ
наличии остаточных напряжений
а = <?(1 - 2г/Ки а =0
XX v уу
для глубин отверстий h = 0,47?; 0,82?; 1,2 2?; 1,67?.
Особенностью поведения данного напряженного состояния в
целом по сравнению с рассмотренным выше является его более
быстрое убывание с удалением от отверстия и меньшие значения
поверхностных перемещений.
Анализируя поведение зависимостей перемещений точно так
же, как это сделано для постоянных по глубине остаточных
напряжений, можно сделать аналогичные выводы. Начиная с
определенного расстояния от отверстия, зависящего от его глубины,
поведение графиков становится близким к постоянному значению.
Поэтому можно, как и ранее, полученные графики обрабатывать,
т.е. можно их параллельно сместить, исключив постоянные
слагаемые. В § 1.3 приведены обработанные графики перемещений.
Значения перемещений, вызванных переменной компонентой
остаточных напряжений, существенно меньше соответствующих
значений, вызванных постоянными напряжениями. Убывание
перемещений при удалени от отверстия в данном случае более
быстрое. Перемещения, соответствующие оси <р = л/2, значительно
меньше перемещений по оси = 0. Перемещениями по оси
<р = л/2 можно пренебрегать при больших о глубинах отверстий,
чем для постоянных остаточных напряжений, а именно: это можно
делать, начиная с глубины h < 1,62?.
В этом параграфе приведены также графики деформационных
параметров, дополняющие приведенные в первой главе. Кроме
того, все эти величины—перемещения и параметры деформаций
приведены в виде таблиц.
Методика определения остаточных напряжений по переме-
щениям возмущенного деформированного состояния основана на
предположении, что перемещения или деформации, возникшие в
окрестности отверстия, являются упругими. Однако при опреде-
лении достаточно больших остаточных напряжений при вы-
сверливании глубоких отверстий h £ 22? могут возникнуть пласти-
ческие деформации в возмущенном состоянии из-за концентрации
напряжений возле отверстия. Выполненный анализ решений задач
о возмущенных напряженно-деформированых состояниях в окре-
стности отверстий в рамках пространственной теории упругости
показал, что с уменьшением глубины отверстия уменьшается
коэффициент концентрации напряжений К, зависимость которого
от h приведена на рис. 1.6 (см. § 1.3). Видно, что при уменьшении
соотношения глубины h к радиусу отверстия R коэффициент
концентрации снижается и при соотношении h/R = 0,4 К — 1,7.
При соотношении h/R > 2 величина К приближается к трем.
Полученная зависимость позволяет выбрать область допустимых
Л/2?, когда будут отсутствовать пластические деформации от
217
концентрации напряжений. Эта область, определяющая параметры
отверстия в зависимости от измеряемых напряжений, представлена
на рис. 4.15: она выделена штриховкой.
§ 4*2. Возмущенное напряженно-деформированное состояние
в окрестности отверстия с коническим дном
и кольцевой проточки
Ранее уже обсуждалось, что при высверливании зондирующих
отверстий дно отверстия, как правило, имеет коническую форму.
Поэтому вставал вопрос, как расшифровывать интерферограммы
и получать остаточные напряжения в случае, когда методика
построена для отверстий с плоским дном. В результате исследо-
ваний было предложено пользоваться этой методикой, приводя
каждый раз глубину отверстия с коническим дном к глубине
отверстия с плоским дном из условия равенства объемов. Конечно,
такой подход оставлял долю сомнения.
Этот вопрос рассматривал Д.Н.Шнейдерман. Он провел серию
исследований напряженно-деформированных состояний в полупро-
странстве с отверстиями различных форм и глубин. В своей
диссертации [40] «Численное решение задач неосесимметричного
упруго-пластического деформирования тел вращения», защищен-
ной в Институте проблем механики РАН в 1994 г., Шнейдерман
представил ряд ценных результатов; некоторые с его согласия
218
здесь приводятся (авторы благодарны ему за представленные
материалы).
Одна из задач, рассмотренных в диссертации, следующая. В
упругом полупространстве с условным модулем Юнга, равным
единице, и коэффициентом Пуассона v = 0,3 имеется постоянное
единичное напряженное состояние <7^=1, а = 0 (истинная
размерность величин учитывается перемножением конечных ре-
зультатов на соответствующие коэффициенты). В этом полупро-
странстве имеется отверстие с цилиндрическим радиусом R = 1 и
коническим участком, создающее возмущенное напряженно-де-
формированное состояние. Задача состояла в построении этого
состояния, т.е. его перемещений, деформаций и напряжений.
Решение было построено численно методом конечных элемен-
тов. На рис. 4.16 приведена форма отверстия и схема разбиения
области на конечные элементы. В диссертации подробно и
обосновано изложен процесс решения и расчетов, которые здесь
не описываются, а приводятся окончательные, нужные здесь
результаты расчетов.
Глубина цилиндрической части отверстия обозначается, как и
ранее Л, R—его радиус. Полный угол конусности конической части
отверстия равен 120°. Расчеты были выполнены для отверстий с
отношением размеров h/R, равными 0,0; 0,2; 0,4; 0,6; 0,8; 1,0.
Отношение h/R = 0 означает, что отверстие имеет только
конический участок.
На рис. 4.17 представлены графики нормальных перемещений
W возмущенного состояния по осям х, у, аналогично тому как
это было сделано в предыдущем паараграфе. Цифрами 1—6
отмечены графики перемещений по оси х, цифрами 7—12—по
оси у, нумерация соответствует возрастанию глубины отверстия.
На рис. 4.18 представлны в том же порядке аналогичные графики
для радиальной компоненты перемещения U.
На рис. 4.19 представлены графики радиальных перемещений
для отверстия с плоским дном при h/R = 1 и с коническим дном
для того же отношения h/R. Цифрами /, 2 отмечены графики
для первого отверстия; 3, 4—для второго отверстия. Этот расчет
и сравнение сделаны специально, чтобы обосновать методику
приведения отверстий. В результате оказалось, что при глубинах
цилиндрической части, равной или более радиуса, графики
перемещений поверхности практически совпадают для обеих видов
отверстий. Поэтому при таких отверстиях методика определения
напряжений по интерферограммам в случае, когда отверстие
состоит из цилиндра и конуса, совпадает с методикой для
отверстия с плоским дном при условии равенства глубин
цилиндрических участков. Это очень важный вывод для практики
измерения остаточных напряжений.
В диссертации Шнейдермана выполнены расчеты возмущенных
напряженно-деформированных состояний в случае, когда вместо
отверстия выполняется цилиндрическая проточка. На рис. 4.20.
показана проточка, а также представлена схема разбиения области
219
Рис. 4.17
R/h
4
Au
4
Рис. 4.19
I
ы
рис-
222
на конечные элементы. Отметим, что такие схемы здесь приведены
для того, чтобы показать, как добивались точности решения, что
важно для читателей, занимающихся разработкой методик изме-
рения.
На рис. 4.21 приведены графики нормальных перемещений
поверхности как вне проточки, так и на внутреннем участке.
Цифрами 1—5 отмечены графики W по оси х при относительных
глубинах h/R равных 0,1; 0,2; 0,25; 0,3; 0,4; где R—радиус
внутреннего участка проточки (R = 1). Отношение ширины
проточки к радиусу внутреннего участка R при всех глубинах
сохранялось постоянным и равнялось 0,125. Цифрами 6—10
отмечены графики W по оси у. На рис. 4.22 приведены графики
тангенциальных перемещений U в том же порядке, но только на
внутреннем участке проточки отложены перемещения —С/, что
объясняется тем, что тенгенциальные перемещения по разные
стороны от проточки направлены в противоположные стороны.
Рис. 4.22
223
Результаты расчетов для проточки также представляют боль-
шую ценность для практики измерений. Из графиков следует,
что сделанный ранее экспериментальный вывод о том, /что
экспресс-метод определения напряжений по числу полос на интер-
ферограмме внутреннего участка тот же, что и для внешней
окрестности проточки, является правильным. Этот вывод следует
из того, что, если на графиках из перемещений исключить
медленно изменяющиеся или вообще постоянные составляющие
перемещений, практически не дающих интерференционных полос
в зоне проточки, то перемещения на ее краях внутренней и
наружной частей равны между собой. Кроме этого, наличие
данных результатов расчетов—приведенных здесь графиков—поз-
воляет строить научно обоснованную методику расшифровки
интерферограмм и определения по ним напряжений в случае
зондирования их кольцевой проточкой. В первой главе было
сказано о преимуществах этого способа зондирования.
Д.Н.Шнейдерман разработал программный-комплекс расчета
задач для полупространства с отверстием для случая, когда
материал обладает пространственной анизотропией. Этим самым
подготовлена научная база для создания метода измерения
остаточных напряжений в изделиях из анизотропного материала.
Также рассмотрены и решены некоторые задачи для изотропного
полупространства, когда после создания отверстия, материал по
причине концентрации напряжений может пластически де-
формироваться. Эти исследования во многом снимают неясности,
связанные с этим явлением при измерении остаточных напря-
жений.
§ 4.3. Возмущенное напряженно-деформированное состояние
в пластине в окрестности сквозного отверстия
Приведем здесь решение задачи о возмущенном напряженно-
деформированном состоянии в пластине со сквозным отверстием
радиуса R с остаточными напряжениями <т^, постоянными
по толщине:
cos 2<р,
,0чЯ4
1 , о , о \ Я2 з .о
г = — (а + а ) —z— тс (а
<р<р 2 v хх уу „2 2 v х:
1.0 о J*2 ЗЯ4^ . „
т = — тс (а - а ) —т--------т~ sin 2а>.
2v хх уу’ I r2 f4 I г
Перемещения приведены в § 1.5 и здесь опущены. Напряжения
приведены с целью, что они могут оказаться полезными при
разработке методик измерения. Представленные ранее решения
224
трехмерных задач теории упругости для полупространства с
отверстиями не всегда решают проблему измерения. Если
требуется измерить напряжения в тонкостенных телах, когда
радиус зондирующего отверстия равен или больше толщины и
когда уменьшить его нет возможности, то при пересчете
интерферограмм в напряжения трехмерные решения мало пригод-
ны, а нужны решения для пластин, которые здесь и приводятся.
В случае изгиба бесконечной пластины толщиной Л с
отверстием радиусом R постоянными моментами Af*, Му напря-
женно-деформированное состояние имеет вид [31]:
_12R2z мх + му 1 (4г 3(1-у)\
Л3 [ 2 г2 (г2 г4 J
12J?2z Г С1 ~Г)(МЛ+Му) (2R2 _ 3/Н
%" А3 2(3+v) ( г2 г4)
м -м
2(3+v/COs2*> ’
cos 2лр ,
a(4z2 - h2)(Mx - М ) R3
Л3(3 + v)R г3
где
М
X
Л/2
f a zdz
J хх
-hll
sin 2<р,
a z dz.
УУ
Для перемещений имеем
+ 4 1 /Л2 \ J
=----2o/^[(3+r)(i-r)008 е + 3Ц7 ’ ljcos •
z(Mr + M)R
U =--------
<P 2D
2D
2(v + 1) . , 1 (r2 ,
- 7T7\7iT Sin Ф + Hr - 1 sin 3p ,
(3+v)(l-v) r 3+vl^ I r
W = 2(3 + v)D ” / C°S ” 2(Hv)D In Л
D =
Eh3
12(1 +v2)
Напряжения по толщине пластины изменяются по линейному
закону ахх = cr^/Л и поэтому момент Мх связан с напряжением
а1 на поверхности пластины соотношением Мх = (1/12)сг^Л2.
Аналогичная формула имеет место для Му. Формулы, связыва-
225
ющие перемещения с остаточными напряжениями ахх, al
приведены в § 1.5 [
§ 4.4. Определение остаточных напряжений ✓
по тангенциальным перемещениям в окрестности отверстия
В этом параграфе представлены результаты исследований по
определению остаточных напряжений при помощи измерения в
окрестности зондирующего отверстия чисто касательной к повер-
хности тела компоненты перемещений возмущенного деформиро-
ванного состояния. Интерес к такому способу объясняется тем,
что тангенциальные перемещения возмущенного отверстием де-
формированного состояния в целом в три раза больше нормальной
компоненты и поэтому, если удастся найти простой способ
измерения касательных перемещений, то можно в три раза
увеличить чувствительность и точность измерения напряжений.
В лабораторных условиях такой подход был осуществлен. Это
было достигнуто применением двухэкспозиционного интерферомет-
ра, в котором фотографирование окрестности отверстия про-
водилось в когерентном лазерном свете, образующем спекл-струк-
туру. Образование интерференционных полос основано на корре-
ляционной связи спекл-структур, зарегистрированных во время
первой и второй экспозиций. При этом объект освещают по двум
направлениям и дважды фотографируют на одну фотопластинку.
В областях объекта, для которых разность фаз двух рассеянных
объектом волн между экспозициями изменялась на величину,
кратную 2л рад, спекл-структуры, зарегистрированные при первой
и второй экспозициях, будут практически одинаковые. Для
областей же, для которых разность фаз между экспозициями
изменилась на 2(п + 1)л рад, п целое число, соответствующие
спекл-структуры, зарегистрированные при первой и второй экс-
позициях, будут коррелированы.
Введенная при экспонировании пространственная несущая
частота имеет вид решетки, состоящей из чередующихся темных
и светлых штрихов равной ширины, наложенных на спекл-струк-
туру. Если изменение фазы несущей частоты между экспозициями
составляет л рад, т.е. темные и светлые штрихи меняются местами,
то на участках фотопластинки, где спекл-структура между
экспозициями изменилась, на границе штрихов будет иметь место
скачкообразное изменение плотности почернения, т.е. в заре-
гестрированной картине будет присутствовать пространственная
несущая частота. Наоборот, на тех участках фотографии, где
спекл-структура между экспозициями осталась неизменной, плот-
ность почернения на границе штрихов не будет претерпевать
изменений, что фактически означает отсутствие пространственной
несущей частоты. Таким образом, пространственная несущая
частота возникает на фотографии при условии, что разность фаз
рассеянных объектом волн изменялась между экспозициями на
2л рад. Если объект между экспозициями произвольным образом
226
деформирован, то полученная согласно предлагаемому способу
фотография будет содержать чередующиеся участки—полосы
наличия и отсутствия пространственной несущей частоты.
При освещении такой фотопластинки на участках, содержащих
пространственную несущую частоту, будет происходить дифрак-
ция. Наблюдая фотопластинку под углом, соответствующим
первому порядку дифракции на несущей частоте, эти участки
будут выглядеть как светлые, в то время как участки, не
содержащие несущей частоты, будут темными, поскольку они не
дифрагируют свет под указанным углом. Контраст наблюдаемой
картины будет высок и ограничен лишь рассеянием света в
фотоэмульсиях, вызывающих слабое свечение на темных участках.
На основе описанного принципа был разработан двухэкс-
позиционный спекл-интерферометр, принципиальная оптическая
схема которого изображена на рис. 4.23. Исследуемый объект 1
освещается двумя взаимно
когерентными пучками 2, 3,
при помощи объектива 4,
маскированного непрозрач-
ным экраном 5 с двумя
отверстиями 6 и 7. Фото-
графическая регистрация
объекта 1 на фотопластинку
8 производится двумя экс-
позициями: до деформиро-
вания объекта и после.
Маскирование объектива эк-
раном 5 обеспечивает вве-
дение пространственной не-
сущей частоты в проек-
тируемое на фотопластинку
8
изображение объекта. В промежутке между экспозициями при
помощи фазовращателя 9 изменяется фаза пучка, прошедшего
через отверстие 6 на величину л рад. В результате этого фаза
несущей частоты изменяется также на л рад.
Регистрация на фотопластинке исследуемого объекта произво-
дится при помощи объектива Гелиос-44 через маску с двумя
отверстиями диаметром 7 мм. Источником излучения служит
гелий-неоновый лазер Л Г-38. В качестве фазовращателя исполь-
зован тонкий стеклянный клин, перемещением которого пер-
пендикулярно оси луча изменялась длина оптического пути.
Изображение интерференционной картины, зарегистрированной
на фотопластинке, следует наблюдать под углом к освещающему
лучу, равным углу падения пучков, прошедших через отверстия
6 и 7. При необходимости интерференционную картину можно
фотографировать. Примеры таких фотографий приведены на
рис. 4.24. Число полос на таких картинах, полученных предло-
женным способом, соответствует проекции вектора перемещений
227
Рис. 4.24
228
на касательную к поверхности тела плоскость в направлении
пересечения этой плоскости с плоскостью освещающих лучей.
Разработанным спекл-интерферометром и при помощи вы-
шеизложенной методики производились измерения остаточных
напряжений. Методика описана в первой главе, а здесь внимание
уделено экспериментальной тарировке метода. В качестве модели
с известными остаточными напряжениями был использован
стальной диск, нагруженный диаметрально расположенными,
противоположно направленными сосредоточенными силами, о
котором уже говорилось в первой главе. Измерения напряжений
в нем дали возможнось установить связь между напряжениями и
интерференционными полосами, т.е. тангенциальными переме-
щениями в окрестности зондирующего отверстия эксперименталь-
но. На рис. 4.24 приведены характерные интерферограммы,
полученные данным способом в точке с напряжениями 86 и
20 МПа. Радиус отверстия в данном случае был 1,5 мм, глубина
соответственно 0,6, 1,8 и 2,4 мм. Как видно из интерферограмм,
число интерференционных полос на них увеличивается пропор-
ционально глубине в данном диапазоне глубин.
Этим способом остаточные напряжения исследовались в ряде
сварных соединений. Радиус зондирующих отверстий был разный:
от 1 до 2 мм, в зависимости от измеряемых напряжений. Если
напряжения были достаточно малы, то для увеличения точности
диаметр отверстия увеличивался, чтобы получить на интерферог-
рамме достаточное число интерференционных полос.
Были проведены измерения напряжений в пластинах из
алюминиевого сплава АМГ-6 со сварным швом. Размеры образцов
150 х 80 х 4 мм, шов выполнен лазерной сваркой мощностью
4 кВт, скорость сварки 100 м/ч. Остаточные напряжения изме-
рялись как с лицевой стороны, так и со стороны корня шва.
Диаметр отверстия в данном случае был 2 мм, глубина 1,2 мм.
Характерные интерферограммы, полученные в процессе измерения,
представлены на рис. 4.25. Интерферограммы получены в центре
шва (а), на линии сплавления (б), на расстоянии 3 и 8 мм от
линии сплавления (в, г). Эпюра напряжений приведена во второй
главе.
Исследовались также образцы из низкоуглеродистой стали
размером 150x100x5мм. Сварка выполнялась при помощи
СО2-лазера с выходной мощностью 10 кВт со скоростью 48 м/ч.
Эпюры напряжений представлены также во второй главе. На
рис. 2.27 приведены характерные интерферограммы, полученные
при данном измерении.
При помощи данного спекл-интерферометра были выполнены
исследования релаксации напряжений при термообработках в
пластинах из теплостойкой стали 12X1 МФ толщиной 7 мм,
сваренных ручной электродуговой сваркой в два прохода элект-
родами Э-09Х1МФ диаметром 2,5 мм. В настоящее время термо-
обработку таких соединений ведут при температурах 725—735 °C.
Измерения напряжений рассматриваемым методом в образцах
229
после сварки до термообработки показали, что максимальное
значение 650 МПа они имеют на расстоянии 12 мм от середины
шва, т.е. в зоне термического влияния. Результаты испытаний
Рис. 4.25а,б
230
Рис. 4.25в,г
сварных соединений на растяжение при компнатной температуре
показали, что их разрушение происходило по зоне термического
влияния при напряжениях 750—760 МПа. Максимальные остаточ-
ные напряжения оказались близкими к этому уровню. Отпуск
231
при температуре 730 °C в течение часа приводит, как показали
измерения, к полному снятию сварочных напряжений.
После измерения напряжений образцы выдерживали в печках
в течение небольших промежутков времени при различных
температурах от 450 до 730 °C и после каждой выдержки
проводились измерения напряжений. Графики изменения напря-
жений в зависимости от времени выдержки при разных темпера-
турах приведены на рис. 2.10 (см. § 2.2). По оси абсцисс
отложено отношение максимального напряжения после термооб-
работки к такому же напряжению до нее, по оси ординат время
термообработки в минутах. Цифрами /, 2, 5, 4, 5 отмечены
графики, относящиеся к температурам выдержки соответственно
450, 500, 600, 650 и 730 °C. Из графиков, например, следует,
что уровень остаточных напряжений за 10 мин выдержки при
600 °C снижается почти на 50 %. Увеличение времени выдержки
при этой же температуре в три раза практически не приводит к
существенному снижению напряжений. В это же время увеличение
температуры выдержки до 650 °C позволяет за 10 мин уменьшить
напряжения на 70 %, за 20 мин на 80 %.
Одновременно измерялась твердость различных участков зоны
шва до и после термообработок. Несмотря на значительное
снижение уровня остаточных напряжений, термообработка при
температурах 550, 600 и 650 °C приводит к увеличению твердости
металла шва. Это увеличение твердости металла шва свидетель-
ствует о том, что уровень легирования его приводит к образованию
в процессе термообработки неоднородного по своим свойствам
сварного соединения. Отпуск при температуре 730 °C более часа
не вызывает такого увеличения твердости в металле шва, однако
для снятия напряжений такая температура завышена. Можно
сделать вывод о нецелесообразности завышенного уровня легирова-
ния металла шва, который приводит к необходимости установления
завышенных температур последующих термообработок.
§ 4.5» Влияние остаточных напряжений
на поверхностные акустические волны
Ультразвуковые упругие поверхностные волны Релея могут
оказаться полезными при разработке неразрушающих методов
измерения остаточных напряжений. Такого рода волны использу-
ются в сейсмологии для диагностики очагов землетрясений, в
машиностроении—для контроля за качеством изделий и в других
областях [12, 36].
При прохождении упругой волны в предварительно напряжен-
ном теле наблюдается акусто-упругий эффект, заключающийся в
изменении скорости прохождения волны по сравнению с напря-
женным состоянием [43]. В ряде экспериментальных работ
[48, 51] установлена линейная зависимость изменений скоростей
упругих волн от приложенных статических напряжений. Значи-
тельными теоретическими работами по акусто-упругому эффекту
232
являются работы [50, 60], а также [51]; среди отечественных—
отметим [19]. В работе [60] выведены общие уравнения динамики
упругой среды в перемещениях с учетом исходного статического
напряженного состояния. В работе [50] построено решение для
плоской релеевской волны, бегущей вдоль границы полупростран-
ства, при равномерном поле статических напряжений. Рассмотрен
более общий случай непостоянного по глубине распределения
начальных напряжений, вызывающего дисперсию релеевской
волны. Однако при выводе разрешающего уравнения были
допущены ошибки, наличие которых заставило нас проделать
необходимые выкладки и привести это уравнение в самом общем
виде при дополнительном учете внутреннего трения в материале.
Наличие внутреннего трения, присущего реальным упругим
средам, наряду со статическими напряжениями, оказывает есте-
ственное влияние на характеристики поверхностных волн. Изве-
стно несколько теоретических и экспериментальных работ по
оценке затухания релеевских волн в ненапряженной упругой среде
при учете внутреннего трения [36, 58].
Для описания динамических перемещений U. (/=1,2,3)
упругой среды при наличии в ней начальных статических
напряжений воспользуемся общей системой уравнений нелинейной
упругости [60], дополнив ее коэффициентами по методике [32],
учитывающими малое внутреннее трение. Экспериментально
показано [19], что имеется некоторое различие в коэффициентах
внутреннего трения для разных типов волн. Этими различиями
здесь пренебрегаем, вводя осредненный коэффициент трения у:
К °1т дхрхт dxt ^klmn дхп ' *
L / J
5„ = Л,д..д + и(д. д. + д. д. ) + [(v1 - .д +
klmn kl тп km Im kn Im' v 1 ' kl mn
(1)
+ (*2 - f*№km3ln + dkndlm>]£ + 2<A + v2^ek^mn + £mndkl^ +
.+ 2(u + va)(e, д. + e, d, + г. д. + d, ), e = г...
3'v km In kn In Im kn In km'' kk
Обозначения: x. (/=1,2,3)—декартовые координаты; t—вре-
мя; p—плотность материала; —деформации, соответствующие
начальным напряжениям akl и связанные с ними обобщенным
законам Гука; Л, р—параметры Ламе; v (j = 1,2,3)—константы
упругости второго порядка, характеризующие нелинейные свойства
материала; i = V —1; —символ Кронекера. Матрица упругих
параметров = С_ (i.j— 1,..., 6) учитывает в величинах
второго порядка малости анизотропию свойств среды, обусловлен-
ную остаточными напряжениями.
Зададим упругое полупространство областью х2 > 0. Коорди-
натные оси Хр х2 ориентируем по главным направлениям тензора
233
напряжений. Рассмотрим классическую задачу о плоской релеев-
ской волне, распространяющейся вдоль оси х^
, х2, 0 = /у(х2) ехр [жЛ(х1 - Vt)], j = 1, 2, U3 = 0, (2)
где V— фазовая скорость, к—волновое число, / , /2—неизвестные
функции. Граничные условия на свободной поверхности полупро-
странства х2 = 0 в случае перемещений в плоскости х{х2 имеют
вид
dU. dU~ dU. dU,
- т-1 + = О, CL. -т-1 + = 0, (3)
дх2 дх1 21 dXj 22 dxt
ajk = °’ а22 = °’ >***
Подстановка выражений (2) в уравнение (1) и граничные
условия (3) приводит к разрешающей системе:
W - L12L21F = °’
£п = rf2 + /с[Z>(C66Z>) - (ахх + Си)], f - V/VY v} = р/р,
Ln = ^C66D + DC12>’ L21 = *(C12D + ^66)’ <4>
L22 = pf +к [D(C22D)) - (axx + C66)], D = d/d(hc2),
Df^ + if2 = 0, ^12^1 + ^22^2 ~ 0*
Эта система пригодна для анализа влияния на релеевскую
волну произвольного по глубине распределения остаточного
напряжения а , действующего вдоль направления распространения
волны, при учете внутреннего трения в материале. При у = 0 она
совпадает с подкорректированной системой разрешающих урав-
нений, выведенных в [48].
Определим функцию jF(x2, о , у) для случая постоянного по
глубине напряжения а . В этом случае для описания волны
можно ограничиться линейным приближением [48], в котором
параметры упругости С.. совпадают с упругими постоянными
изотропного тела:
= Сц = + С{2 = Л, С66 = р.
При выполнении условия затухания функции F (при х2 «>)
общее решение системы (4) имеет вид
2
= У Aj ех₽ т1 = 1 + т2 = 1 + ~
/=1
(5)
234
f = 'Jr. , - f2/«, 7, = f2/«, tj - AC,,,
где 2 (Re mi2> 0)—корни соответствующего характеристиче-
ского уравнения.
Подстановка этого решения в граничные условия (4) приводит
к дисперсионному уравнению относительно скорости релеевской
волны:
2m1K[2G2 - ф - - 1№ + 2)] + - кф + 2)] х
х Ьф - (1 - ф(|2 - 2к)] = 0, |2 = (А + 2ц)/(I. (6)
Найденное из него значение V(axx> является комплексной
величиной с отрицательной мнимой частью, обеспечивающей
затухание решения (2) во времени.
При р = 0, х = 1 уравнение (б) превращается в известное
уравнение для скорости F* релеевских волн вдоль границы
свободного полупространства [36]:
(2 _ ф2 — 4V(i — ф<1 — фУ = о,
Й = & = ^/С1Г
В качестве иллюстрации приведем один из экспериментальных
результатов исследования влияния статического напряжения а
на скорость релеевской волны (рис. 4.26) [48]. Видно, что имеется
заметная (примерно 10 %) зависимость V от .
Полученные выражения пареметров релеевской волны, учиты-
вающие внутреннее трение в материале, должны улучшить
соответствие имеющихся экспериментальных и теоретических
данных по прохождению и затуханию поверхностных волн в
напряженном теле, особенно для материалов со значиельными
коэффициентами внутреннего трения, что вполне может быть
использовано для измерений.
235
ПОСЛЕСЛОВИЕ
В книге представлен материал по исследованию остаточных
напряженно-деформированных состояний в твердых телах, обра-
зовавшихся в процессе их изготовления или по каким-либо другим
причинам. Предпринята попытка системно изложить этот научный
материал созданный и накопленный в течение более чем
двадцатилетней работы авторов и их коллег. Подготавливая эту
книгу для издания, авторы ставили своей целью привлечь
внимание читателей к данной, очень интересной и практически
важной научной проблеме. Несмотря на то, что в этой области
ученые работают довольно активно, проблема все еще находится
в начальной стадии своего развития. Чтобы существенно продви-
нуть ее решение, необходимо участие большого коллектива ученых
из разных областей науки и техники.
При разработке и изготовлении конструкций и изделий
техники в подавляющем большинстве случаев создатели принима-
ют, что в материалах, из которых изготавливаются изделия, нет
остаточных напряжений. Обычно считается также, что в процессе
изготовления после проведения всех предусмотренных техно-
логических операций такие напряжения также не появляются. Но
как видно из данной книги и из публикаций других ученых, в
действительности это не так—процессы изготовления могут
привести к очень большим остаточным напряжениям в изделии.
В таком случае естественным образом возникает вопрос о
постановке исследовательской проблемы аттестации технологи-
ческих процессов изготовления твердых тел по уровню наводимых
ими остаточных напряжений. Такая работа ранее не проводилась
из-за отсутствия достаточно простой и надежной в работе
аппаратуры по измерению остаточных напряжений. В настоящее
время можно считать, что такая аппаратура уже имеется,
разрабатываются и создаются постоянно новые модификации. В
частности, представленную в данной книге измерительную систему
ЛИМОН также можно отнести к числу достаточно простых
приборов, особенно это относится к компьютерной разновидности
системы—ЛИМОН-ТВ. Таким образом, созданы все предпосылки,
чтобы начать решать проблему—аттестовать технологические
процессы по уровню остаточных напряжений в изделиях.
В процессе выполнения измерений будет появлятся справочный
материал по остаточным напряжениям в телах; этот материал
236
следует систематизировать и оформлять в виде банка данных.
Наличие справочника по остаточным напряжениям, остающихся
после технологических процессов изготовления, даст конструкто-
рам, разработчикам изделий возможность грамотно учитывать эти
напряжения и найти способы обойти процесс, чтобы возникшие
после него напряжения не повлияли на прочность изделия.
В практике использования сварочной технологии часто приме-
няют процедуру локальной термообработки зоны шва для
уменьшения сварочных напряжений. Применяют также и печную
термообработку. В настояще время результаты таких операций
обычно проверяют контролем твердости материала. Это косвенный
контроль и он не отвечает точно на вопрос. Следует ввести прямой
контроль уровня напряжений.
Одной из болезненных проблем в технике и, в частности, в
практике эксплуатации иефтегазооборудования и трубопроводов
является коррозия при наличии напряжений, или стресс-коррозия.
Напряженное состояние элементов конструкций в ряде случаев
играет существенную роль в их химическом старении и, в
конечном счете, в ускоренном разрушении. Хотя это явление
активно изучается [30, 34], серьезных результатов пока еще нет.
Одним из основных инструментов для исследования зависимости
стресс-коррозии от напряжений является прибор для измерения и
контроля одной из составляющих компонент явления—напряжен-
ного состояния объекта. Конечно же, такой прибор должен быть
прост в работе и не очень дорог.
В тех случаях, когда остаточные напряжения создают специ-
ально, например, закалкой, дробеструйной обработкой, проковкой
и другими операциями, нужно следить, чтобы они действительно
были. Но в ряде случаях, например, после сварки, литья, а также
после многочисленных сверлений и т.п., эти напряжения, как
правило, являются вредными и их нужно уменьшать.
В процессе проведения исследований остаточных напряжений
часто приходилось встречаться со следующим явлением. Заказчик,
по заданию которого проводились измерения, вначале нетерпеливо
ждал результатов, но когда ему эти результаты предоставлялись,
он задавал вопрос измерителям: что ему с этими напряжениями
делать?
Как обращаться с остаточными напряжениями специалистам—
теоретикам, расчетчикам, конструкторам и т.д., которые разраба-
тывают изделия? Пока ясного ответа на этот вопрос нет. Чтобы
ответить на него, нужны серьезные исследования. Отделаться
введением коэффициента запаса, как часто это делают, вряд ли
удастся. Например, после сварки остаточные напряжения в зоне
шва зачастую на уровне предела текучести материала. Какой
здесь можно ввести коэффициент запаса? Сделать же заключение,
что изделие нельзя эксплуатировать—неразумно. После сварки
изделия, как правило, хорошо служат. Не учитывать эти
напряжения вообще? Тоже нельзя. Поэтому над ответом в данном
случае следует еще серьезно поработать. Необходимо в расчетах
на прочность разрабатывать нормы учета остаточных напряжений.
237
СПИСОК ЛИТЕРАТУРЫ
1. Александров А. Я., Ахметзянов MJC Поляризационно-оптические методы
механики деформируемого тела.—М.: Наука, 1973.—575 с.
2. Арбузов В.М., Буханова Н.М., Козинцев В.М. Исследование остаточных
напряжений и механических свойств сварных соединений сплава 01570 //
Материалы III Всес. симп. «Технологические остаточные напряжения».—М.:
ИПМ РАН, 1988.—С. 25—29.
3. Антонов А.А., Морозов В.К, Чернышев Г.Н. Измерение напряжений методом
голографирования возмущенной поверхности тела // Изв. АН СССР: Механика
твердого тела.—1988.—№ 3.—С. 187—192.
4. Антонов А.А., Евграфов H.H.t Козинцев В.М., Лысенков Ю.Т., Феоктисто-
ва Е.М. Влияние локального нагрева на уровень остаточных напряжений в
сварных соединениях переменной толщины // Сварочное производство.—
1991.—№ 4.—С. 11—13.
5. Антонов А.А., Бобрик А. И., Морозов В.К., Чернышев Г.Н. Определение
остаточных напряжений при помощи создания отверстий и голографической
интерферометрии // Изв. АН СССР: Механика твердого тела.—1980.—№ 2.—
С. 182—189.
6. Антонов А.А., Казаров В.Н., Мампория Б.М., Морозов В.К, Чернышев Г.Н.
Исследование остаточных напряжений.—М., 1982.—66с. (Препр. / Ин-т
проблем механики АН СССР; № 202.)
7. Антонов А.А., Козинцев В.М. Применение голограмм во встречных пучках
для измерения остаточных напряжений // Зав. лаборатория.—1989.—Т.55,
№ 6.—С. 84—87.
8. Биргер И.А. Остаточные напряжения.—М.: Машгиз, 1963.—232 с.
9. Благонадежин В.Л., Воронцов А. И, Дмитриев А.В. Оценка погрешностей
метода удаляемых элементов для экспериментального исследования остаточных
технологических напряжений в конструкциях из композитов // Материалы
III Весе. симп. «Технологические остаточные напряжения».—М.: ИПМ РАН,
1988.—С. 74—78.
10. Венгринович В.Л., Цукерман В.Л., Бусько В.Н. Магнитошумовой метод и
аппаратура для измерения напряжений в ферромагнитных материалах //
Материалы III Всес. симп. «Технологические остаточные напряжения».—М.:
ИПМ РАН, 1988.—С. 101—105.
11. Вест Ч. Голографическая интерферометрия.—М.: Мир, 1982.—504 с.
12. Викторов И.А. Типы звуковых поверхностных волн в твердых телах (обзор)//
Акуст. журн.—1979.— Т. 25, № 1—С. 1—17.
13. Горкунов Э.С., Гортанная М.В. Магнитные методы и приборы неразрушающего
контроля структуры, фазового состава и прочностных характеристик сталей и
сплавов (обзор) // Зав. лаборатория.—1993.—Т. 59, № 7.—С. 22—25.
14. Дюрелли А., Холл Дж., Стерн Ф. и др. Экспериментальная механика / Под
ред. А. Кобаяси, в 2-х книгах.—М.: Мир, 1990.—1168 с.
15. Евграфов Н.Н., Козинцев В.М., Лысенков Ю.Т., Морозов В^К. Пути управления
остаточными напряжениями в сварных соединениях титановых сплавов //
Материалы III Весе. симп. «Технологические остаточные напряжения».—М.:
ИПМ РАН, 1988.—С. 162—168.
238
16. Ильин А.И., Гуляев В.П., Апроксимов B.C.t Ноев И.И., Накурданов М.А. Об
отказах газопроводов, эксплуатирующихся в условиях Крайнего Севера //
Проблемы прочности.—1994.—№ 12.—С. 73—76.
17. Ишлинский А.Ю. Об остаточных напряжениях при крутке // Укр. матем.
ж.—1952.—Т. 4, вып. 6.—С. 155—167.
18. Касаткин Б.С., Кудрин А.Б., Лобанов Л.М. и др. Экспериментальные методы
исследования деформаций и напряжений.—Киев: Наукова думка, 1981.—
584 с.
19. Костров Б.В., Никитин Л.В. Влияние предварительного напряженного
состояния на распространение плоских сейсмических волн // Изв. АН СССР:
Физика Земли.—1968.—№ 9.—С. 30—38.
20. Материалы III Всес. симп. «Технологические остаточные напряжения».—М.:
ИПМ РАН, 1988.—388 с.
21. Махненко В.И. Расчетные методы исследования кинетики сварочных напря-
жений и деформаций.—Киев: Наукова думка, 1976.—312 с.
22. Остаточные напряжения и методы регулирования / Тр. Всес. симп.—М.: ИПМ
РАН, 1982.-412 с.
23. Остаточные технологические напряжения / Тр. II Всес. симп.—М.: ИПМ РАН,
1985.—.390 с.
24. Островский Ю.И., Щепинов В.П., Яковлев В.В. Голографические интерфе-
ренционные методы измерения деформаций.—М.: Наука, 1988.—248. с.
25. Патон Б.Е., Труфяков В.И., Гуща О.И., Гузь А. И, Махорин Ф.Г.
Ультразвуковой неразрушающий метод измерения напряжений в сварных
конструкциях. Диагностика и прогнозирование разрушения сварных конст-
рукций.—Киев: Наукова думка, 1986.—220 с.
26. Поляков В.Н. Катастрофы трубопроводов большого диаметра // Проблемы
прочности.—1995.—№ 1.—С. 137—146.
27. Поздеев А. А., Няшин Ю.И., Трусов П.В. Остаточные напряжения. Теория и
приложения.—М.: Наука, 1982.—109 с.
28. Пономарев И.И, Попов А. Л., Чернышев ГН Определение остаточных
закалочных напряжений в стекле методом голографической интерферометрии//
Изв. РАН: Механика твердого тела.—1994.—№ 5.—С. 169—174.
29. Пэнэжко П. «Радиоактивный» прокурор // Инженер.—1990.—№ 12.—С. 2—4.
30. Рыбалкин П.Т., Иванов С.Д., Чернышев ГН. Термическая обработка электро-
плавленных огнеупоров.—М.: Металлургия, 1986.—190 с.
31. Савин ГН. Распределение напряжений около отверстий.—Киев: Наукова
думка, 1968.—496 с.
32. Сорокин Е.С. К теории внутреннего трения при колебаниях упругих
систем.—М.: Госстройиздат, 1960.—131 с.
33. Стеклов О.И. Влияние остаточных сварочных напряжений на механо-кор-
розионную прочность // Материалы III Всес. симп. «Технологические
остаточные напряжения».—М.: ИПМ РАН, 1988.— С. 248—357.
34. Стеклов О.И. Стойкость материалов и конструкций к коррозии под
напряжением.—М.: Машиностроение, 1988.—290 с.
35. Труфяков В.И. Усталость сварных соединений.—Киев: Наукова думка,
1973.-216 с.
36. Уайт Р.М. Поверхностные упругие волны // ТИИЭР.—1970.—Т. 58, № 1.—
С. 68—110.
37. Физические величины. Справочник / Под. ред. Григорьева И.С., Мейлихо-
ва Е.З.—М.: Энергоатомиздат, 1991.—1238 с.
38. Экспериментальные исследования напряжений в конструкциях / Под ред.
Махутова Н.А.—М.: Наука, 1992.—208 с.
39. Чернышев ГН., Антонов А.А. Методика определения остаточных напряжений
при помощи создания отверстий и голографической интерферометрии // Тр.
II Всес. симп. «Остаточные технологические напряжения».—М.: ИПМ РАН,
1985.—С. 348—354.
40. Шнейдерман Д.Н. Численное решение задач неосесимметричного упругоп-
ластического деформирования тел вращения // Дисс. на соиск. уч. ст. к.
ф.-м. н.—М.: 1994.-144 с.
239
41. Авт. свид. № 953438 СССР. Устройство для определения внутренних
остаточных напряжений изделий / Антонов А.А., Чернышев Г.Н., Морозов
В.К. // Открытия. Изобретения. —1982.—№ 31.—С. 225.
42. Авт. свид. № 807038 СССР. Способ определения внутренних остаточных
напряжений / Антонов А.А., Чернышев Г.Н., Морозов В.К. // Открытия.
Изобретения.—1981.—№ 7.—С. 120.
43. Brilloin £. On the «tension» of radiation // Ann. Phys.—1925.—V. 4.—P. 528—
532.
44. Bynum J.E. Modification to the Hole-Drilling Technique of Measuring Residual
Stresses for Improved Accuracy and Reproducibility // Proc, of the Society for
Experimental Stress Analysis.—1982.—V. 38.—P. 21—33.
45. Dike J.J., Jonson G.C. Residual Stress Determination Using Acoustoelasticity //
Transactions of the ASME.—1990.—V. 57, № 3.—P. 12—23.
46. Eljaras targyakban marado feszltseg meghatarozasara / Chernishev G.N. et all.
Budapest, 1994. HU 208176 A.
47. Flaman M.T., Mills B.E.f Boag J.M. Analisis of stressvariation-with-depth
measurement procedures for the centerhole method of residual stress measurement//
Experiment. Techn.—1987.—V. 11, № 6.—P. 37—43.
48. Fukuoka H., Toda H. Preliminary Experiment on Acoustoelasticity for Stress
Analysis // Arch. Rat. mech.—1977.—V. 29.—P. 673—686.
49. Fuzessy Z., Gimesi F-, Komis J. et. all. Coherent optics laboratory // Pereodica
Polytechnica: Phys, and Nucl. sci.—1993.—V. 1, № 2.—P. 179—196.
50. Hayes M., Rivlin R.S. Surface waves in deformed elastic materials // Arch. Rat.
Mech.—1961.—V. 8, N5.—P.358—389.
51. Hirao M.t Fukuoka H.t Hori К Acoustoelastic Effect of Rayleight Surface Wave
in Isotropic Material // J. Appl. Mach.—1981.—№ 1.—P. 119—124.
52. Handbook on Experimental Mechanics / Ed. Kobayashi A.S.—Prentice-Hall: Society
for Experimental Mechanics, 1987.—790 p.
53. Leigh E.N., Upatniecs J. Wave Reconstruction with Diffused Illumination and
Three-Dimensional Objects // J. Opt. Soc. Amer.—1964.—V. 54, № 3.—
P. 1295—1301.
54. Jaros P. Unifield Date Reduction Procedure for both Standard and Hole-Drilling
Strain Gage-Rosettes // Experimen. Techn.—1995.—V. 19, № 1.—P. 10—13.
55. Misra A.t Peterson H.T. Examination of the Ring Method Determination of Residual
Stresses // Proc. Soc. Experimen. Stress Analysis.—1982.—V. 38.—P. 268—272.
56. Nelson D.V., McCrickerd J.T. Residual-Stress Determination Through Combined
Use of Holographic Interferometry and Blind Hole Drilling // Proc. Soc. Experimen.
jMechhanics.—1986.—V. 43.—P.371—378.
57. Paul S. Prevey Residual-Stress Distributions Produced by Strain-Gage Surface
Preparation // Experimen. Mech., 1988.—N. 12, № 3.—P. 92—97.
58. Press F.t Healy J. Absorption of Rayleigh Waves intowloss media // J. Appl.
Phys.—1957.—V. 28, № 11—P. 1323—1325.
59. Standard Test Method for Determining Residual Stresses by the Hole-Drilling
Strain-Gage Method.—Annual Book of ASTM Standards, ASTM, Philadelphia, PA,
V. 03.01, E837, 1989, P. 7.
60. Tokuoka T.t Iwashimizu Yn. Acoustical birefringence of ultrasonic wave in deformed
isotropic elastic materials // Int. J. Solids Struct.—1968.—V. 4.—P. 383—389.