/




























































































































































































































Текст
ДЛЯ УЧАЩИХСЯ ТЕХНИКУМОВ
В.И. ГАЛКИН, В.Е. КУЛИКОВ
ЭКСПЛУАТАЦИЯ
И РЕМОНТ КОТЕЛЬНЫХ УСТАНОВОК
В. И. ГАЛКИН, В. Е. КУЛИКОВ
ЭКСПЛУАТАЦИЯ
И РЕМОНТ КОТЕЛЬНЫХ УСТАНОВОК
Допущено Министерством энергетики и электрификации СССР в качестве учебника для учащихся энергетических и энергостроительных техникумов
МОСКВА ЭНЕРГОАТОМИЗДАТ 1983 =
ББК 31.361
Г 16
УДК 621.182(075.32)
Рецензенты: Шахтинский энергетический техникум, А. А. Дубов и В. М. Тронь
Галкин В. И., Куликов В. Е.
Г 16 Эксплуатация и ремонт котельных установок: Учебник для техникумов. — М.: Энергоатомиздат, 1983. — 240 с., ил:
40 к.
Приведены основные сведения об организации эксплуатации и о технико-экономических показателях котельных установок электростанций. Описаны условия работы паровых котлов, их вспомогательного оборудования и оборудования топливно-транспортного цеха электростанций при установившихся и переходных режимах. Рассмотрены методы обеспечения надежной и экономичной эксплуатации барабанных и прямоточных котлов, разъяснены особенности их пуска и останова.
Для учащихся теплотехнических специальностей энергетических техникумов.
2303020100-473 „„ ББК 31.361
Г----------------- 17-83
051(01)-83 6П2.22
© Энергоатомиздат, 1983
ПРЕДИСЛОВИЕ
Данный учебник написан в соответствии с программой курса «Эксплуатация и ремонт котельных установок». В книге изложены вопросы эксплуатации и ремонта современных котлов и их вспомогательного оборудования в свете соответствующих положений «Правил технической эксплуатации электрических станций и сетей» и других директивных документов. При написании книги авторами использовались результаты научных исследований и достижения передового опыта эксплуатации и ремонта оборудования.
Современные котлы отличаются сложностью конструкций и большой металлоемкостью, что обусловлено внедрением высоких и сверхкритических параметров пара, промежуточного перегрева, увеличением единичной мощности. В этих условиях повышение культуры эксплуатации и ремонта оборудования приобретает особо важное значение. Обслуживающий персонал должен не только хорошо знать физические основы всех сложных и многообразных рабочих процессов, но и уметь управлять ими, обеспечивать наивысшие показатели работы оборудования во всех эксплуатационных режимах, а также качественно выполнять сложные и большие по объему ремонтные работы в предельно сжатые сроки. Поэтому в книге много внимания уделено рассмотрению условий работы котла, его поверхностей нагрева и других элементов при различных режимах, описанию эксплуатационных приемов регулирования отдельных процессов, а также вопросам контроля работы и состояния оборудования.
Особо рассмотрены режимы пуска и останова котлов как более сложные, чем установившиеся. Эти вопросы изложены применительно к барабанным и прямоточным котлам с учетом особенностей, обусловленных принципиальными различиями между этими типами котлов.
При описании эксплуатации топливного хозяйства особое внимание уделено проблемам бесперебойной по
дачи твердого и жидкого топлива в зимнее время. Вопросам охраны окружающей среды при эксплуатации котлов и вспомогательного оборудования посвящена отдельная глава.
При рассмотрении ремонта оборудования кроме описания содержания и объема ремонтных работ приведены данные о применении новых материалов, современных механизмов и приспособлений, прогрессивных методов повышения качества и сокращения сроков ремонтов.
Книга не претендует на полный охват столь обширной темы. Некоторые вопросы (например, водный режим и качество пара котлов, особенности эксплуатации котлов при резких изменениях режимов их работы) подробно не рассматриваются, поскольку необходимые сведения о них учащиеся получают при изучении других курсов («Паровые котлы», «Водоподготовка», «Тепловые электрические станции» и др.). Для более детального изучения отдельных вопросов, рассмотренных в ограниченном объеме, рекомендуется обращаться к первоисточникам, ссылки на которые даны в книге.
Введение, гл. 1, 13—18 написаны В. И. Галкиным, гл. 2—12 — В. Е. Куликовым.
Авторы благодарят инж. Б. В. Автономова, Б. Е. Страдецкого, А. А. Дубова и В. М. Троня за полезные замечания, сделанные ими при рецензировании учебника, канд. техн, наук, ст. научн. сотр. Б. И. Шмукле-ра — за ценные советы и большую редакторскую работу.
Все замечания и пожелания по книге просим направлять по адресу: 113114, Москва, М-114, Шлюзовая наб., 10, Энергоатомиздат.
Авторы
ВВЕДЕНИЕ
В соответствии с основными принципами развития энергетики в нашей стране осуществляются концентрация энергетических мощностей, комбинирование производства электрической энергии и теплоты на ТЭС, централизация энергоснабжения. Единая энергетическая система (ЕЭС) СССР объединяет электростанции мощностью более 200 млн. кВт, производящих свыше 1300 млрд. кВт-ч электроэнергии [1]. Продолжается процесс развития энергосистем и их объединение в ЕЭС. Интенсифицируются работы по созданию автоматизированных систем управления энергетикой, осваиваются новые ЭВМ, средства обработки и отображения информации, современная аппаратура телемеханики и связи. Технический прогресс в энергетике характеризуется вводом в действие энергоблоков с единичной мощностью до 1,2 млн. кВт. В результате дальнейшего освоения нового оборудования со сверхкритическими параметрами пара и комплексных методов ремонта и осуществления прогрессивных режимно-эксплуатационных мероприятий будет обеспечено выполнение перспективных планов развития энергетики. Энергетические установки относятся к сложным техническим объектам, обеспечение надежности которых на стадиях изготовления, эксплуатации и ремонта представляет собой непростую технико-экономическую проблему, связанную прежде всего с отказами оборудования и их элементов. Общепринятые показатели надежности связаны с физическими характеристиками рабочей среды, параметрами элементов и узлов систем энергоблока, а также с характером их изменения во времени в зависимости от различных факторов.
Конструкции котлов большой мощности (табл. В.1) разрабатываются с учетом современных требований (однокорпусное исполнение при независимых регулируемых потоках рабочей среды, выполнение стен топочных камер из цельносварных газоплотных трубных панелей,
5
Таблица В.1. Основные характеристики котлов электростанций
Параметры пара: давление, МПа; температура свежего и вторично перегретого пара Паропроизводи-тельность, т/ч Тепловая .мощность котла, МВт Электрическая мощность энергоблока (турбины), МВт
24 (сверхкритиче- 3950 2900 1200
ское); 2500 1930 800
565/545; 570/565 1600 1260 500
950 750 300
14; 640 515 200
570/545; 570/545 500 420 150
14; 500 340 100
570/545 420 290 100
10; 540 220 155 50
160 115 37,5
совмещение каркасов котла и здания). Новые конструктивные решения по котлам направлены на организацию низкотемпературного процесса сжигания топлива при твердом удалении шлака (например, тангенциальная топка квадратного сечения). Рециркуляция газов в верхнюю часть топочной камеры снижает температуру газов перед ширмами, выравнивает температурное поле в выходном сечении топки. В прямоточных котлах надежная работа допускается с минимальной нагрузкой 30 % номинальной (фазовое состояние рабочей среды в расчетных границах экранов и выравнивание статических характеристик обеспечиваются сохранением соотношения между расходами топлива и воды). В переходных режимах регулирование температур в контрольных точках пароводяного тракта осуществляется впрыскивающими устройствами.
Участие энергоблоков в регулировании графика -электрической нагрузки, частоты и перетоков мощности отражается на надежности работы оборудования и нормировании расходов топлива на производство электроэнергии. В зависимости от графика электропотребления имеют место следующие переменные режимы работы энергоблоков: останов и простой в резерве, пуск после останова в резерв, частичное разгружение или нагружение, участие в регулировании частоты и перетоков мощ
6
ности, периоды стабилизации после пусков и изменений нагрузки.
Повышение начальных параметров пара и мощности агрегатов приводит к усложнению конструкции и увеличению массы деталей и узлов, усиливает требования к их ремонтопригодности, обусловливает изменение технологии ремонтных работ.
Научная организация производства и труда (внедрение сетевого планирования, оптимизация производства при высокой культуре эксплуатационного и ремонтного обслуживания) является важнейшей предпосылкой повышения экономичности, сокращения времени ремонта котлов и увеличения межремонтного периода их работы.
, В современных теплоэнергетических установках для выработки и реализации управляющих воздействий широко применяются автоматизированные системы управления технологическими процессами (АСУ ТП). Применяются также информационно-вычислительные комплексы, на которые возлагаются задачи сбора и выдачи информации о текущем состоянии оборудования и автоматического расчета показателей экономичности.
ГЛАВА ПЕРВАЯ
ОРГАНИЗАЦИЯ ЭКСПЛУАТАЦИИ
И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ОБОРУДОВАНИЯ ЭЛЕКТРОСТАНЦИИ
1.1. ОРГАНИЗАЦИОННАЯ СТРУКТУРА ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЙ
Типовая организационная структура электростанций, а также нормативы численности персонала разрабатываются на основе анализа и обобщения опыта деятельности передовых энергопредприятий. Права и обязанности структурных подразделений электростанций определяются соответствующими положениями, которые утверждаются энергоуправлениями. Состав, функции и взаимоотношения производственных служб устанавливаются в соответствии с типовой организационной структурой электростанции и существующими нормативными документами.
Основными обязанностями работников электростанций являются обеспечение бесперебойного энергоснабжения потребителей, поддержание заданного качества отпускаемой энергии, выполнение диспетчерского графика, обеспечение максимальной экономичности энергооборудования при рациональном расходовании топлива и эффективности производства, передачи и распределения энергии.
Обучение и аттестацию персонала, обслуживающего паровые котлы и сосуды, работающие под давлением, производят в соответствии с постановлением Госгортехнадзора СССР.
На каждой электростанции составляются годовые планы работы с персоналом, включающие подготовку новых кадров, производственное обучение и повышение квалификации персонала, противо-йварийные тренировки персонала, изучение и проверку знаний персоналом Правил технической эксплуатации (ПТЭ), Правил техники безопасности (ПТБ), Правил противопожарной безопасности (ППБ) и производственных инструкций, внедрение передовых методов и приемов труда [2].
Для эксплуатационного и ремонтного персоналов устанавливаются следующие формы производственного обучения и повышения квалификации: курсовое обучение, техническая и экономическая учеба, индивидуальное обучение для вновь принятых работников,
8
инструктажи (вводные, первичные и периодические), противоава-рийные и противопожарные тренировки.
Темы тренировок составляются с учетом изучения аварий и отказов в работе, а также возможных аварийных положений с оборудованием, имеющихся дефектов оборудования, возможности возникновения пожаров в аварийных условиях, ввода в работу неосвоенного в эксплуатации оборудования, новых тепловых схем и режимов. В зависимости от местных условий в тренировочных учениях персонала электростанции используются управляемые модели и тренажеры.
Средства контроля и дистанционного управления оборудованием котлов. Котлы со вспомогательным оборудованием оснащаются средствами контроля теплотехнических, физических, химических и механических параметров, дистанционного и автоматического управления запорными и регулирующими органами, технологическими защитами, блокировками, информационными и управляющими вычислительными машинами (объем оснащения средствами контроля должен соответствовать директивным документам). В пусковых режимах более вероятны нарушения критериев надежности оборудования, что требует полной информации для принятия правильного решения о корректировке режима пуска. Особые требования предъявляются к защитам и блокировкам, автоматически выполняющим операции, необходимые для предотвращения развития аварий.
На тепловых и блочных щитах сосредоточиваются все системы управления для оперативных переключений регулирующих, запорных и дроссельных органов в стационарном, пусковом и аварийном режимах, а также системы защит, блокировок, сигнализации, КИП, автоматического управления. На местных щитах располагаются отдельные системы управления и теплового контроля (не оперативного назначения) пароводяного тракта котла, обдувочных аппаратов, вспомогательного оборудования и механизмов.
Проведение теплотехнических испытаний оборудования. Теплотехнические испытания котлов разделяются на две группы:
1) определение энергетических (теплотехнических) характеристик работы котлов и выявление их эксплуатационных особенностей и недостатков конструкций;
2) исследовательские работы (отработка и проверка новых конструкций, исследования, не подлежащие типизации).
9
Испытания проводятся по трем категориям сложности:
1) приемо-сдаточные (гарантийно-сдаточные) испытания (проводятся при приемке зарубежных или поставке в другие страны котлов и заключаются в проверке гарантий поставщиков оборудования);
2) эксплуатационные (балансовые) испытания (устанавливаются нормативные эксплуатационные характеристики после освоения проектной мощности на вновь вводимых в эксплуатацию котлах или после реконструкции, связанной с переходом на сжигание нового вида или марки топлива, а также при систематическом отклонении параметров от нормативных). Эксплуатационные экспресс-испытания проводятся после типовых капитальных ремонтов котла с целью определения их качества и уточнения характеристик;
3) режимно-наладочные и доводочные испытания (наладка режима работы котла и определение его отдельных показателей — оптимальной нагрузки при различном составе вспомогательного оборудования и др.).
Испытания котлов при нестационарных режимах проводятся для определения и выбора оптимальных маневренных характеристик агрегатов, продолжительностей растолок и остановов, диапазонов нагрузки при номинальном и скользящем давлениях (испытания проводятся с определением экономических показателей проверяемых режимов и надежности элементов котла).
Испытания вспомогательного оборудования и технологических систем котлов проводятся для проверки гарантийных показателей, выявления оптимальных режимов эксплуатации и оценки экономичности их работы.
Характеристики тягодутьевых установок, полученные при испытании вместе с характеристиками газовоздушных трактов, позволяют непосредственно проверить соответствие машин типу котла. По результатам испытаний котла анализируются фактические потери теплоты и определяются оптимальные режимы его работы по условиям горения, шлакования и обеспечения расчетных параметров пара.
Составляются графики изменения основных показателей работы котла: КПД брутто в зависимости от паропроизводительности котла ri®p=/:(£)n) и теплового напряжения топочного объема ЛкР==
( fiQP }
*=f [—77— I;тепловых потерь котла; тепловосприятия поверхностей
10
нагрева; расходов электроэнергии на тягу, дутье и размол топлива; содержания горючих в очаговых остатках и тонкости помола.
В результате проведения испытаний котла, вспомогательного оборудования, механизмов и систем составляются сводные ведомости и таблицы, режимные карты, графики характеристик машин и тракта. В отчете должны приводиться анализ полученных данных при испытаниях, сравнение их с гарантийными и проектными, а также рекомендации по надежным и экономичным режимам работы оборудования.
1.2. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Основными технико-экономическими показателями являются количество выработанной и отпущенной электрической энергии и теплоты, коэффициент готовности агрегатов, расход энергии на собственные нужды, удельный расход условного топлива на отпущенные электроэнергию и теплоту, потери теплоты в сетях (в процентах количества теплоты, поступившей в тепловые сети), численность эксплуатационного и ремонтного персонала на 1 МВт установленной мощности, себестоимость электроэнергии и теплоты, отпущенных электростанцией, удельная стоимость ремонтного обслуживания.
На электростанциях на основе результатов испытаний разрабатываются нормативные характеристики, устанавливающие зависимость показателей работы оборудования от нагрузок и режимов его работы при различных сочетаниях вспомогательного оборудования. Нормативные характеристики котлов и турбин отражают их предельно достижимую тепловую экономичность. Они разрабатываются на основе типовых характеристик, результатов испытаний оборудования, гарантийных и расчетных данных заводов-изготовителей, проектных материалов. На основе нормативных характеристик оборудования определяются удельные расходы топлива на отпущенные электроэнергию и теплоту с учетом допусков на эксплуатационные условия.
Месячный нормативный удельный расход топлива (суточное нормирование непоказательно по ряду факторов, связанных с работой блоков в переменных режимах) определяется из выражения
6 = ^^гЗсут + 2Д6ме01
•^мес
11
где Эсут, Эмее — отпуски электроэнергии с шин блока соответственно за сутки, месяц; 2ДЬМес — сумма поправок к месячным удельным расходам топлива; 6сут — суточный нормативный удельный расход топлива.
Нормативные характеристики агрегатов периодически пересматриваются при отклонении расчетного удельного расхода топлива от утвержденного вследствие реконструкции и модернизации оборудования или тепловой схемы и изменения вида или марки сжигаемого топлива [2].
На электростанциях устанавливается очередность пуска, останова и загрузки основного и вспомогательного оборудования в зависимости от общей нагрузки и длительности ее несения. Распределение нагрузок между агрегатами ТЭЦ должно обеспечивать максимальный энергетический эффект комбинированного производства электроэнергии и теплоты.
1.3. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ,
КОНТРОЛЬ И ОТЧЕТНОСТЬ
На каждой электростанции имеется следующая документация: акты отвода земельных участков, заложения фундаментов с разрезами шурфов, приемки скрытых работ, об осадках зданий, сооружений и фундаментов под оборудования, испытаний устройств, обеспечивающих взрывобезопасность, пожаробезопасность, молние-защиту, испытаний внутренних и наружных инженерных коммуникаций, индивидуального опробования и испытания оборудования и технологических трубопроводов, государственной и рабочих приемочных комиссий, а также геологические, гидрогеологические и другие данные о территории станции с результатами испытаний грунтов и анализа грунтовых вод; исполнительный генеральный план участка; утвержденная проектная документация с изменениями; технические паспорта на здания, сооружения и оборудование; исполнительные рабочие чертежи оборудования и сооружений и технологические схемы; чертежи запасных частей и оборудования; инструкции по обслуживанию оборудования и сооружений; должностные инструкции по рабочим местам; оперативный план пожаротушения. Технологические схемы проверяются на их соответствие фактическим эксплуатационным не реже 1 раза в два года.
В инструкциях по эксплуатации оборудования содержатся характеристики оборудования, план мероприятий по пуску и останову, правила обслуживания оборудования в нормальных и аварийных режимах, допуска к осмотру, ремонту и испытаниям оборудования, специфические требования по ПТБ, взрыво- и пожаробезопасности.
12
Оперативная документация (схема-макет; оперативные схемы основных трубопроводов; журналы распоряжений, дефектов и неполадок оборудования, защит, автоматики и технических средств АСУ; карты уставок технологических защит, сигнализации, заданий авторегуляторам; температурные и пьезометрические графики сети) используется для контроля за надежной, экономичной работой оборудования и правильностью действия персонала. Оперативный план пожаротушения (находится на главном щите управления и у начальников смен цехов, а также хранится в архиве электростанции) составляется пожарной охраной совместно с администрацией электростанции.
На главном щите управления электростанции дежурным персоналом ведутся суточные ведомости по установленным формам. Измерения, необходимые для контроля технологического режима и надежности оборудования, используются при подсчетах техникоэкономических показателей, а также при расследовании причин нарушений работы оборудования.
ГЛАВА ВТОРАЯ
ЭКСПЛУАТАЦИЯ котлов
В УСТАНОВИВШИХСЯ РЕЖИМАХ
2.1. ОБЩИЕ ПОЛОЖЕНИЯ
Основными режимами работы котла являются установившиеся (стационарные). Режим работы котла называют установившимся, если определяющие его нагрузка (паропроизводительность), параметры рабочей среды (воды и пара) и теплоносителя (дымовых газов), а также тепловое состояние всех элементов агрегата остаются неизменными во времени. Задачей эксплуатации при работе оборудования в таких режимах является обеспечение требуемых нагрузки котла, давления и температуры перегретого пара, а также водного режима и качества пара при высокой надежности, экономичности и безопасности всего оборудования [1, 2].
Экономичность работы котла при эксплуатации определяется в основном тремя факторами — топочным процессом, расходами теплоты и электрической энергии на собственные нужды, чистотой поверхностей нагрева. При ведении топочного процесса необходимо стремиться к поддержанию минимальных потерь теплоты с механическим и химическим недожогом, присосов и оптимальных
13
избытков воздуха, обеспечению бесшлаковочной работы котла.
Показателем экономичности режима является КПД котла (нетто) т]”. Этот показатель, а также определяю-
«бр; —кпд котла (брутто); q* , —расход теплоты и электроэнергии на собственные нужды; q2, qit q5, ?бшл — потери теплоты с уходящими газами, с механическим недожогом, от внешнего охлаждения и со шлаком
ные нужды нормируются, поэтому котел должен иметь нормативную характеристику (рис. 2.1), которая составляется для определенных (расчетных) условий. Фактические условия при эксплуатации котла могут отличаться от расчетных, что следует учитывать введением соответствующих поправок к нормативной характеристике. Поправки берутся из тепловых характеристик котла, представляющих собой зависимости показателей его ра
14
боты от влияющих на них изменяющихся факторов (температуры питательной воды и воздуха, вида и характеристик топлива и т. д.).
Важной эксплуатационной характеристикой котла является диапазон изменения нагрузки. При этом следует различать понятия регулировочный диапазон и диапазон допустимых нагрузок. Под регулировочным диапазоном подразумевают интервал нагрузок, которые обеспечиваются с помощью автоматического регулирования без изменения количества горелочных устройств и состава вспомогательного оборудования. Диапазон допустимых нагрузок котла представляет собой интервал нагрузок от номинальной до допустимой минимальной при длительной и надежной работе. В пределах диапазона допустимых нагрузок возможно отключение отдельных горелок, вспомогательных механизмов и авторегуляторов. Допустимая минимальная нагрузка котла определяется из условий устойчивой гидродинамики, надежного сжигания топлива и выхода жидкого шлака. Таким образом, диапазон допустимых нагрузок котла может быть равен регулировочному диапазону или превышать его.
2.2. ТЕПЛОВЫЕ ХАРАКТЕРИСТИКИ КОТЛОВ
На показатели работы котла в установившемся режиме кроме нагрузки существенное влияние оказывают и другие факторы (температуры питательной воды, холодного и горячего воздуха, избыток и присосы воздуха, вид и технические характеристики топлива и пыли, свойства золы и др.). О влиянии этих факторов судят по тепловым характеристикам котла, подробно рассматриваемым в [5].
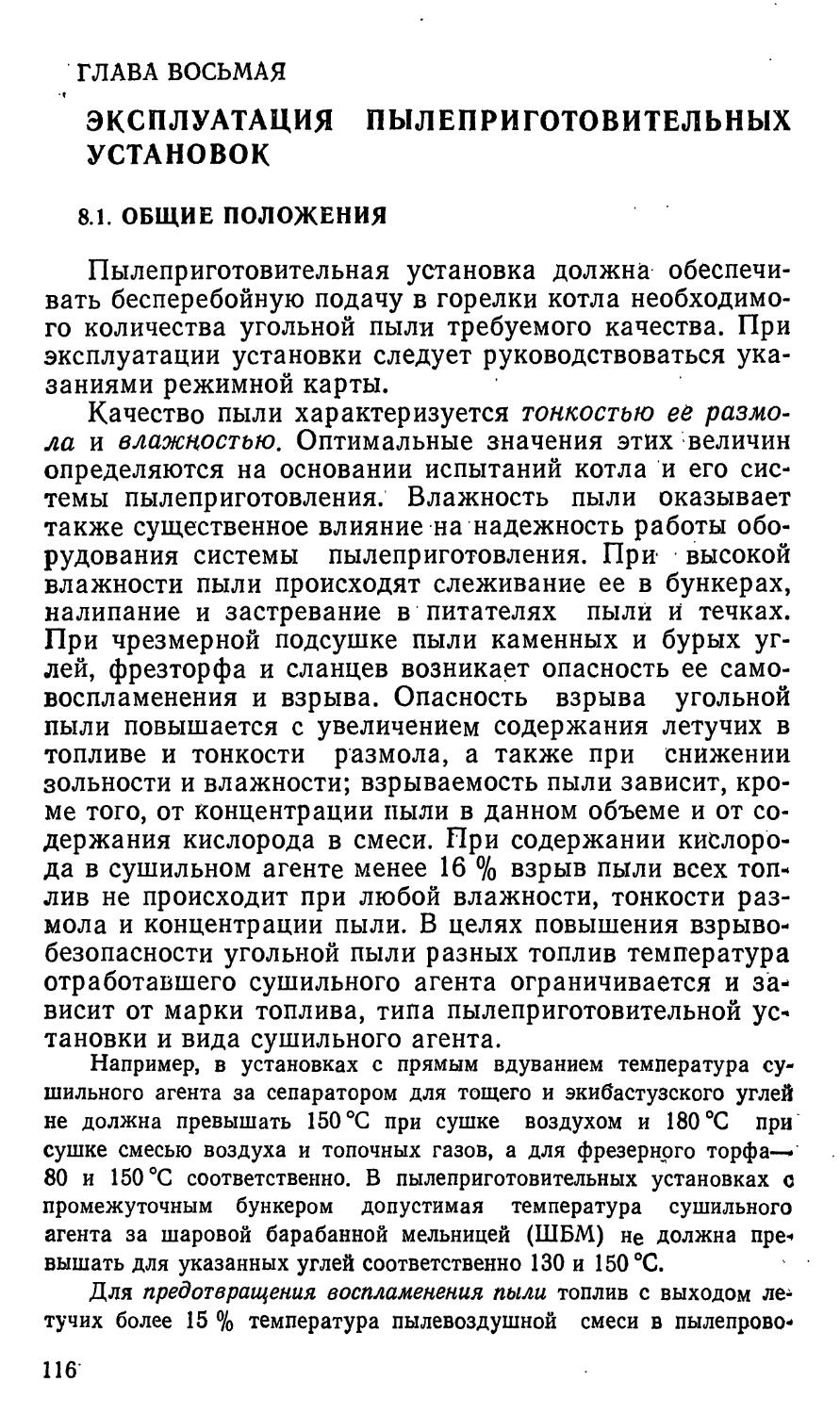
Значительное влияние на показатели работы котла оказывают воздушный режим топки, а также качество топлива и пыли. Коэффициент избытка воздуха в топке ат является одним из важных эксплуатационных факторов, от которого зависят экономичность и надежность котла. Увеличение ат (при прочих неизменных условиях) приводит к снижению температуры в топке и тепло-восприятия радиационных поверхностей нагрева, что обусловливает повышение энтальпии газов на выходе из топки. Последнее обстоятельство вместе с увеличением объема дымовых газов приводит к росту коэффициента теплопередачи в конвективных поверхностях нагрева и, как следствие, к повышению их удельного тепловоспри-
15
ятия. Однако удельные тепловосприятия поверхностей нагрева возрастают в меньшей мере, чем энтальпия дымовых газов, в результате чего температура последних в газоходах и за котлом повышается. Наиболее заметно увеличение ат сказывается на повышении удельного тепловосприятия пароперегревателя и температуры па-
Рис. 2.2. Влияние ат и теплонапряжения топочного объема qv на потери q2+<74 при сжигании:
АШ при ям=8%, /ГЛ}«400°С> $ а”“1100 °C (а), каменного уг-иТ
ля при Яэо=2б %, /г в =350 °C,
#*=1050 °C (б) и бурого угля при Ям=35%,/г.в=380°С, #" =1000°С (в)
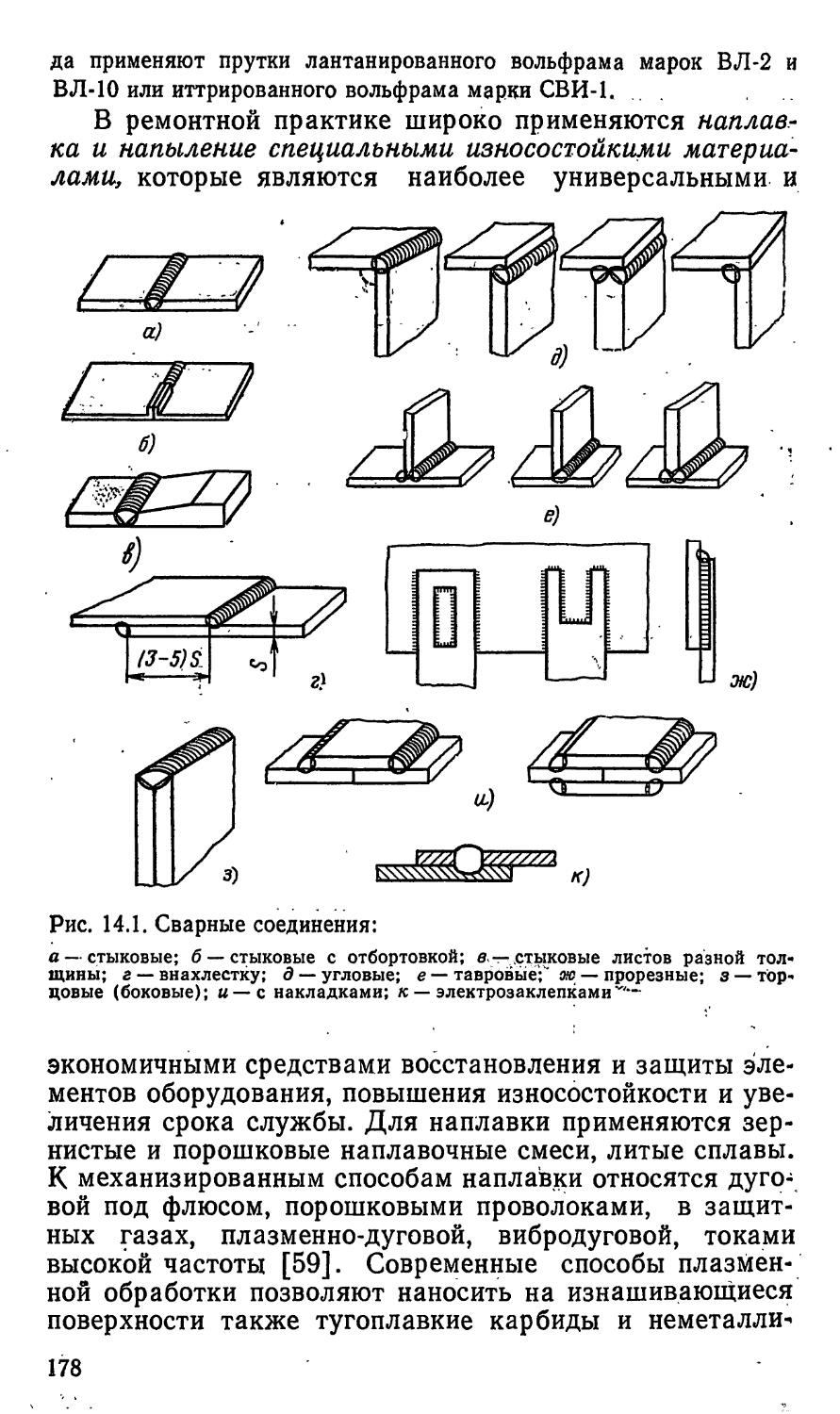
ра. В практике эксплуатации иногда прибегают к увеличению ат для поддержания заданной температуры пара, что может привести к снижению экономичности котла из-за увеличения потерь q2.
Еще более существенно сказывается изменение ат на значении потери теплоты с механическим недожогом. При малых ат возрастание qt обусловлено несовершенством перемешивания воздуха с топливом; при больших ат снижается температура горения и уменьшается время пребывания топлива и газов в топке. Влияние ат на ^4 в наибольшей степени сказывается при сжигании малореакционных топлив (например, АШ). Кривая зависимости суммарных потерь <?2+<74 от ат имеет оптимум (рис. 2.2) [6].
При ат, меньших некоторого определенного (критического) значения, резко увеличиваются потери от химической неполноты сгорания (см. рис. 4.12).
1б
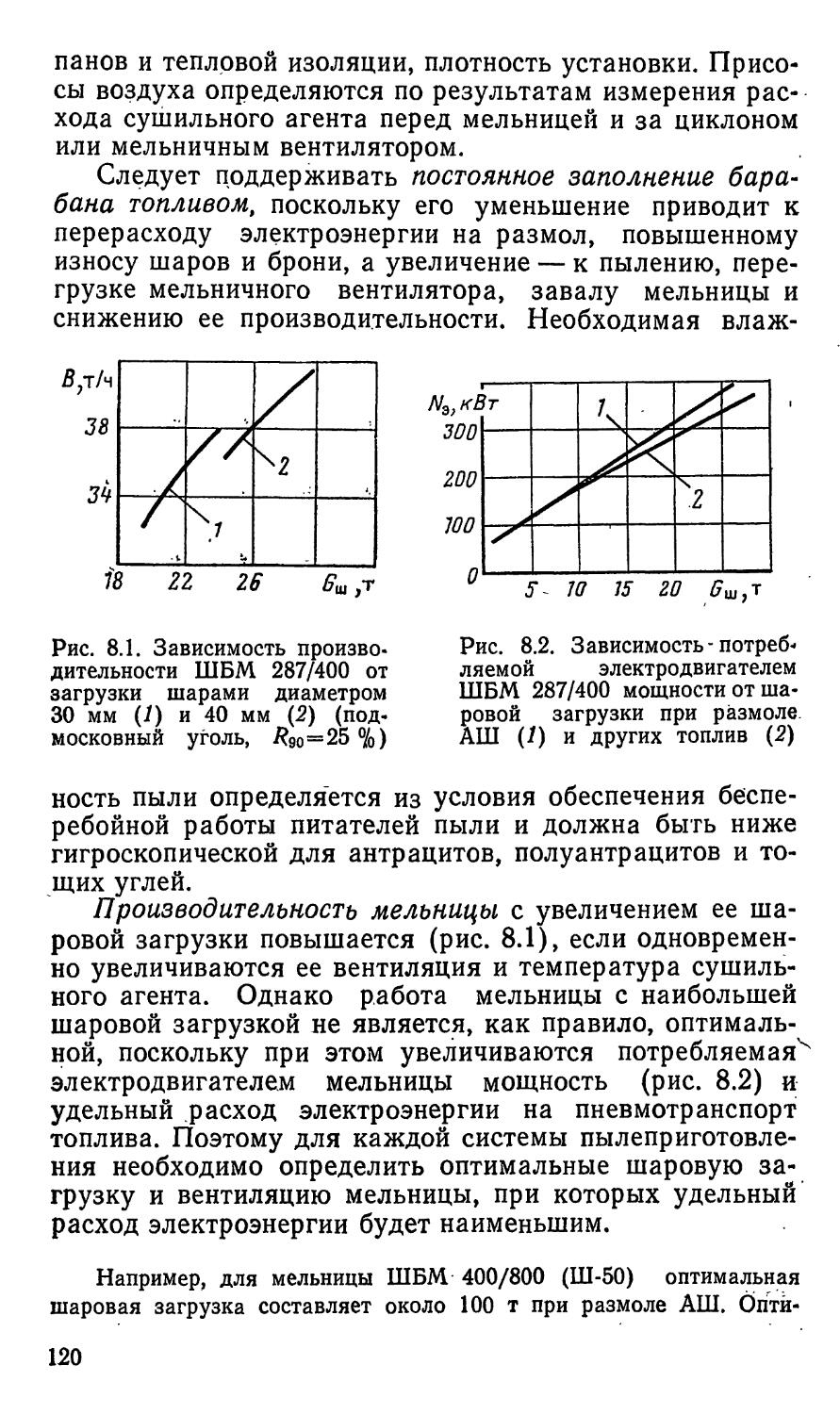
Присосы воздуха в топку оказывают аналогичное влияние, и оно тем существеннее, чем ближе к топке имеют место неплотности. Присосы воздуха в газоходах и перетечки его в воздухоподогревателе не только увеличивают <72, но и приводят к перегрузке тягодутьевых
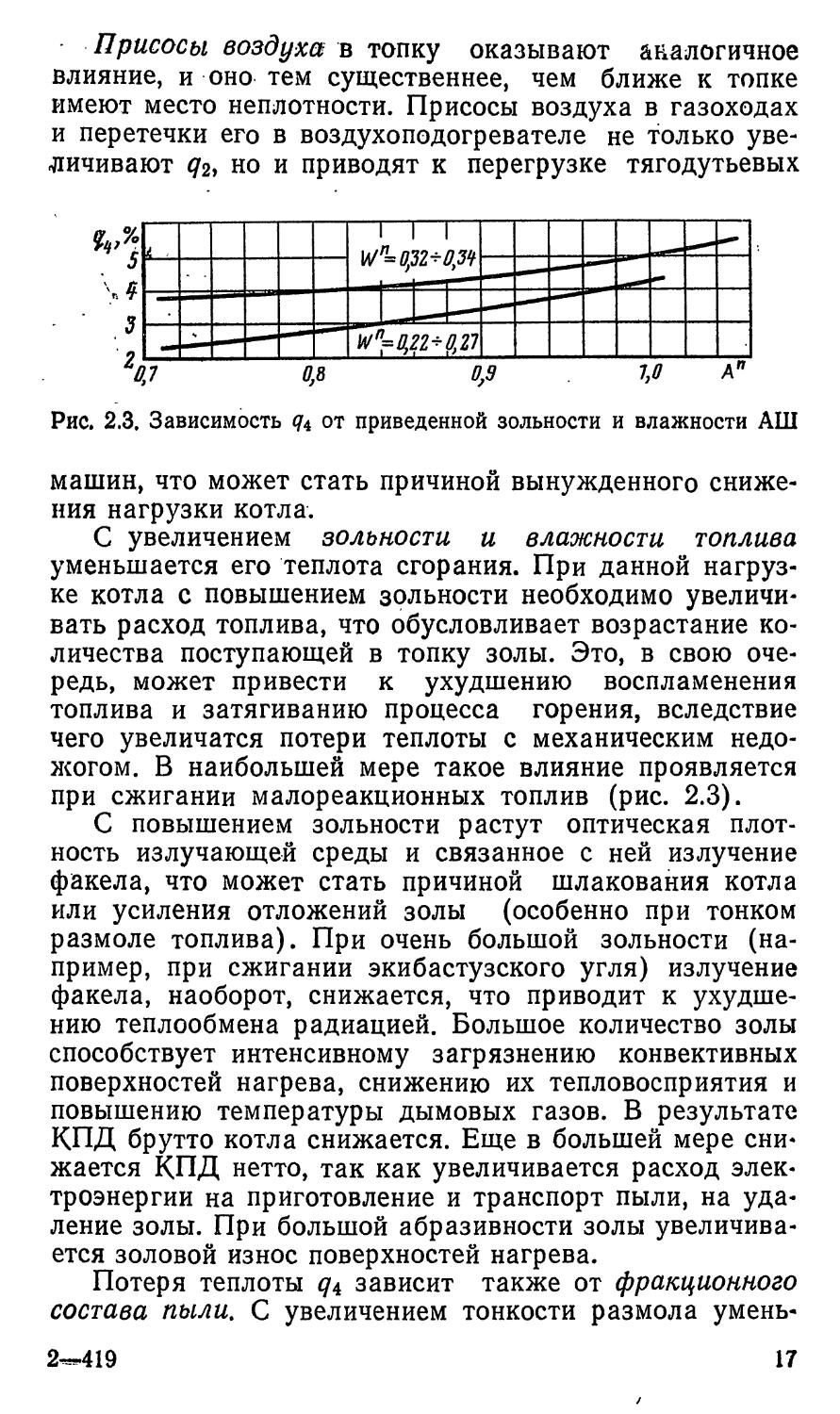
Рис. 2.3. Зависимость от приведенной зольности и влажности АШ
машин, что может стать причиной вынужденного снижения нагрузки котла.
С увеличением зольности и влажности топлива уменьшается его теплота сгорания. При данной нагрузке котла с повышением зольности необходимо увеличивать расход топлива, что обусловливает возрастание количества поступающей в топку золы. Это, в свою очередь, может привести к ухудшению воспламенения топлива и затягиванию процесса горения, вследствие чего увеличатся потери теплоты с механическим недожогом. В наибольшей мере такое влияние проявляется при сжигании малореакционных топлив (рис. 2.3).
С повышением зольности растут оптическая плотность излучающей среды и связанное с ней излучение факела, что может стать причиной шлакования котла или усиления отложений золы (особенно при тонком размоле топлива). При очень большой зольности (например, при сжигании экибастузского угля) излучение факела, наоборот, снижается, что приводит к ухудшению теплообмена радиацией. Большое количество золы способствует интенсивному загрязнению конвективных поверхностей нагрева, снижению их тепловосприятия и повышению температуры дымовых газов. В результате КПД брутто котла снижается. Еще в большей мере снижается КПД нетто, так как увеличивается расход электроэнергии на приготовление и транспорт пыли, на удаление золы. При большой абразивности золы увеличивается золовой износ поверхностей нагрева.
Потеря теплоты зависит также от фракционного состава пыли, С увеличением тонкости размола умень
2—419
17
шается qt, однако возрастает расход электроэнергии на мельницы, поэтому каждой марке топлива и типу топочных и горелочных устройств соответствует оптимальная тонкость размола пыли, при которой суммарное значение обоих показателей минимально.
При повышении влажности топлива уменьшается его теплота сгорания вследствие снижения содержания горючих веществ и увеличения расхода теплоты на испарение влаги. Из-за увеличения объема газов повышается потеря </2- При значительном увеличении влажности могут ухудшаться условия воспламенения и горения топлива, от чего возрастают также потери qi.
Таблица 2.1. Влияние зольности и влажности топлив на КПД котла
Топливо Поправки к КПД брутто котлов, %, на изменение характеристики рабочей массы топлива
зольности на ±1 % влажности на ± 1 %
Бурые угли Донецкий АШ Экибастузский уголь =р0,064-0,08 zpO, 234-0,32 =F0,07 -н-н-н ^О о о 'о о о со о со •I- -1-ООО SS3
Влияние изменения зольности и влажности некоторых топлив на КПД брутто котла видно из приведенных в табл. 2.1 расчетных данных Союзтехэнерго. При определении влияния на зольности топлива влажность его принималась постоянной, и наоборот.
С увеличением влажности топлива при неизменной нагрузке Котла повышается температура свежего пара (барабанного котла) и вторично перегретого пара (барабанного и прямоточного котлов).
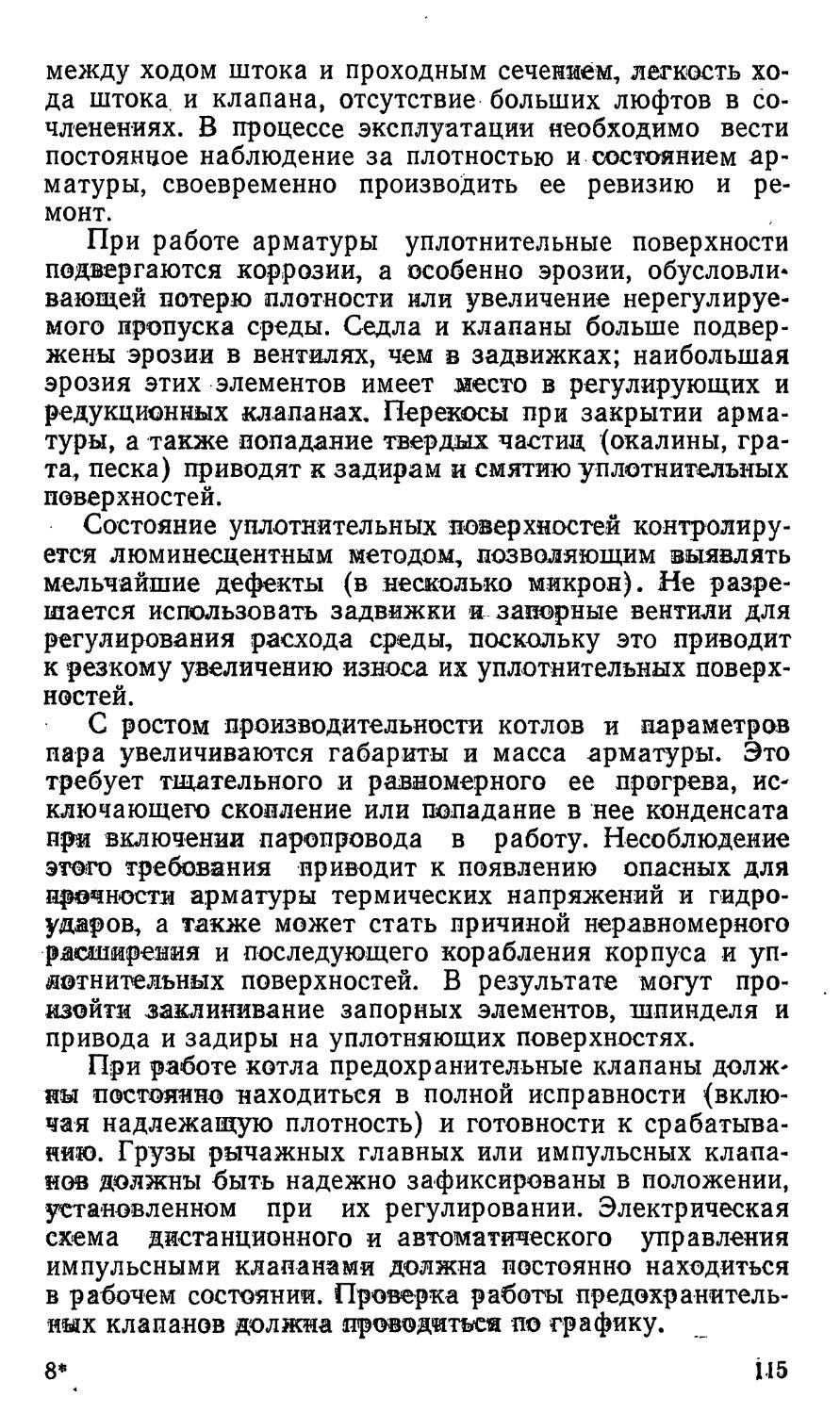
2.3. ОБСЛУЖИВАНИЕ КОТЛА
При эксплуатации котла основными регулируемыми параметрами являются нагрузка, давление и температура пара. В нормальных условиях температура пара при номинальной и близких к ней частичных нагрузках поддерживается постоянной регулированием ее предусмотренными средствами; допускаемые отклонения температуры пара от номинальной не должны превышать +5 и —10 °C. При пониженных нагрузках котла получить номинальную температуру пара, как правило, не удается даже в прямоточных котлах (см. гл. 5). Снижение температуры пара при нагрузках блока, соответствующих
18
нижнему пределу регулировочного диапазона или техническому минимуму, не должно превышать значений, указанных заводом-изготовителем.
Минимальная нагрузка котлов отдельных марок установлена утвержденными Главтехуправлением Минэнерго СССР временными нормами с учетом вида сжигаемого топлива, способа удаления шлака, особенностей конструкции и компоновки поверхностей нагрева, а также при соблюдении определенных режимных условий [14]. При этом температура вторично перегретого пара должна составлять не менее 510 °C; допускаются также повышенные избытки воздуха.
При скользящем начальном давлении задача поддержания температуры промежуточного перегрева пара на частичных нагрузках блока облегчается, поскольку после цилиндра высокого давления (ЦВД) турбины температура пара выше, чем при номинальном давлении.
По вышеупомянутым нормам, например, минимальная допустимая нагрузка пылеугольных котлов энергоблоков 300 МВт составляет при жидком шлакоудалении 60—70 % номинальной (в зависи- -мости от характеристик топлива), при этом допускается ограниченная подсветка факела растопочным топливом до 8 % по теплоте. Дальнейшее снижение нагрузки еще на 10 % номинальной допускается лишь кратковременно (в течение не более двух часов) и также с обязательной подсветкой. Минимальная нагрузка газомазутных котлов блоков 300 МВт составляет около 50 % номинальной, а при переходе на скользящее давление пара — 40 %. Эксплуатация блока при одном работающем корпусе котла допускается лишь как исключение.
При переходе на скользящее давление свежего пара условия работы отдельных поверхностей нагрева и других элементов котла могут существенно меняться. Поэтому возможность осуществления таких режимов без ущерба для надежности котла должна устанавливаться на основании результатов всесторонних теоретических и экспериментальных исследований с организацией большого объема измерений температур рабочей среды и металла. Ниже приводятся основные результаты исследований.
Надежность контуров циркуляции барабанного котла при скользящем давлении не снижается. Уменьшается ползучесть металла выходной части пароперегревателя и паропроводов свежего пара. Однако из-за циклического характера нагружения (значительные снижение и подъем давления) долговечность толстостенных элемен
2*
19
тов котла (прежде всего барабана) снижается. При глубоких снижениях давления в экономайзерах с малым расчетным недогревом питательной воды до температуры кипения могут возникать значительные теплогидравлические разверки из-за образования пара. Это резко ухудшает температурный режим экономайзера, а также барабана котла, и поэтому недопустимо.
При пониженном давлении в барабанном котле температура свежего пара оказывается выше, чем при номинальном, так как при этом тепловосприятие пароперегревателя практически не измёняется, а теплоемкость пара уменьшается. Температурный режим металла поверхностей нагрева пароперегревателя, для которых превалирующим является лучистый теплообмен, может оказаться крайне неблагоприятным. Так, например, опыты на котле ТГМ-94 показали, что при значительной разгрузке энергоблока на скользящем давлении температура стенки наиболее обогреваемых лобовых змеевиков ширм и входных участков труб первой ступени конвективной части пароперегревателя превышает предельную по условиям окалинообразования (585°C), что не наблюдалось при номинальном давлении [9]. Поэтому необходимым является тщательный контроль температур пара и металла поверхностей нагрева пароперегревателя, которые могут оказаться в неблагоприятных условиях, что в значительной мере определяет возможность осуществления режима скользящего давления пара.
Вследствие довольно большой аккумулирующей способности барабанного котла изменение его паропроизво-дительности при скользящем давлении весьма существенно отстает от изменения тепловыделения в топке и тепловосприятия пароперегревателя-. Поэтому процесс изменения нагрузки энергоблока при скользящем давлении оказывается растянутым во времени и может сопровождаться значительными изменениями температуры пара.
При быстром увеличении расхода топлива (и росте давления) температура пара может значительно превысить допустимую, а металл последних по ходу пара ступеней пароперегревателя окажется в особенно тяжелых условиях. Для предотвращения этого может потребоваться подача значительного количества воды в пароохладители. Если это условие выполнимо, то скорость нагружения блока будет определяться допустимым максимальным значением температуры металла первых по ходу
20
пара ступеней пароперегревателя, не защищенных впрысками.
В конечном итоге допустимая скорость нагружения блоков с барабанными котлами в относительно широком диапазоне изменения давления оказывается довольно низкой (3—4 МВт/мин при номинальной мощности 160—210 МВт), что существенно ухудшает маневренность энергоблока. Поэтому для повышения маневренности энергоблока (в части допустимых скоростей нагружения), обеспечения приемлемых условий для металла пароперегревателя и необходимой долговечности барабана целесообразно избегать глубокого снижения давления в котле при минимальных нагрузках. Так, согласно [9] давление пара перед турбиной при минимальной нагрузке энергоблока должно составлять не менее 10 МПа.
Для повышения тепловой экономичности энергоблоков СКД при нагрузках, меньших 75 % номинальной, целесообразно применение режима скользящего давления во всем водопаровом тракте котла. При докритиче-ских давлениях в котлах СКД появляются экономайзерно-испарительная, испарительная и испарительно-перегревательная зоны. Совместное движение воды и пара при определенных условиях и конструктивных особенностях котла может привести к опасным нарушениям температурного и гидравлического режимов отдельных поверхностей нагрева и повреждению труб.
Проведенные промышленные испытания энергоблоков 300 МВт показали, что котлы многих марок (ПК-41, ТГМП-114, ТГМП-314, П-50 и др.) работают в режиме скользящего давления достаточно надежно даже при нагрузке, составляющей 40 % номинальной. Такие явления, как межвитковая пульсация, расслоение пароводяной смеси, теплогидравлическая разверка (в экономайзерно-испарительных поверхностях нагрева), расслоение потока (в испарительных и испарительно-перегревательных поверхностях нагрева), не возникают, температурный режим экранных труб вполне надежен. В то же время котлы некоторых марок требуют определенной реконструкции с целью обеспечения достаточной надежности режимов скользящего давления. Для эксплуатации котлов СКД в режиме скользящего давления необходимы дополнительные приборы для измерения параметров ёреды по тракту, усложнение схем автоматического ре
21
гулирования отдельных процессов, внесение ряда изменений в тепловых защитах котла.
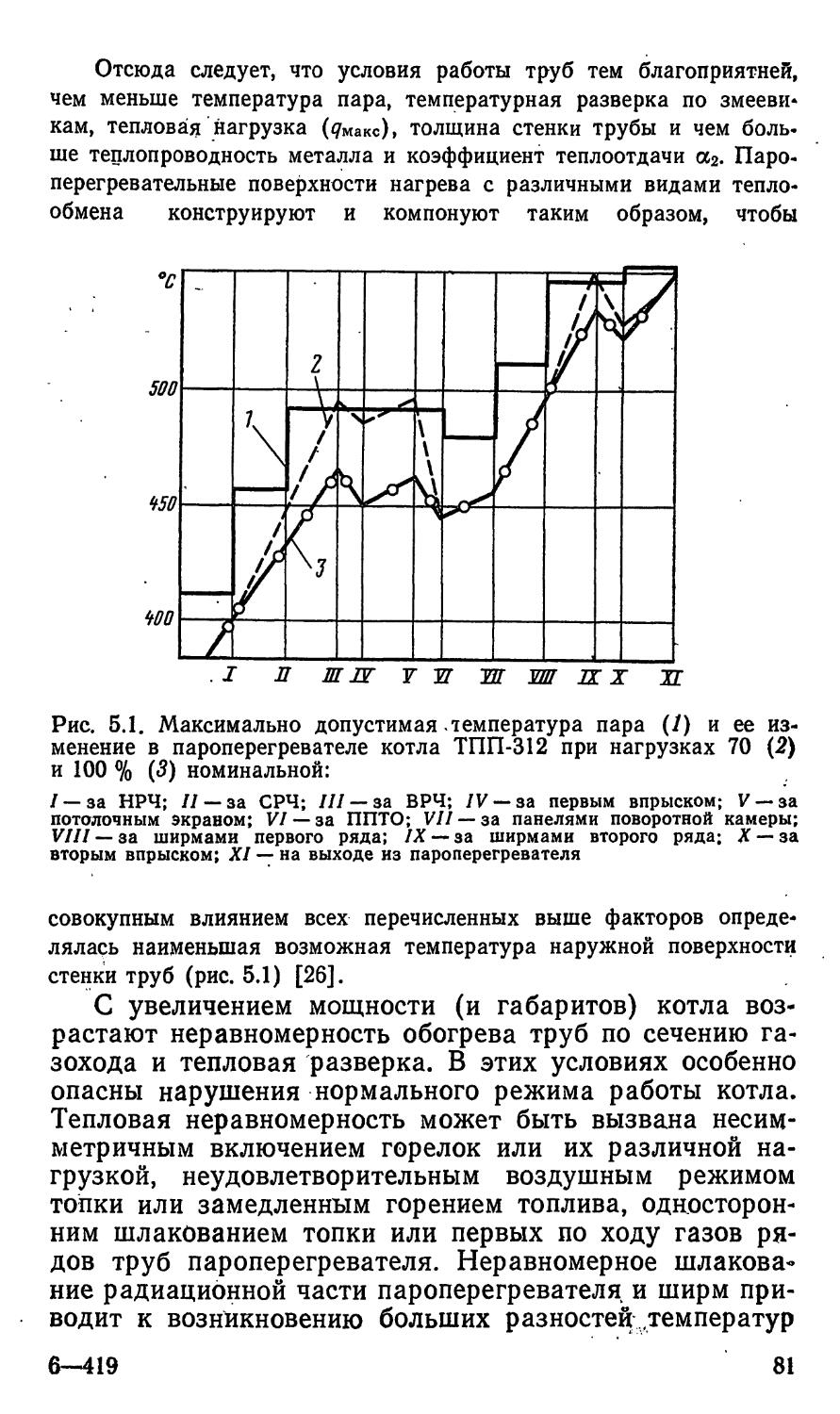
Заданный режим работы котла обслуживающий персонал осуществляет, руководствуясь режимной картой. Контрольно-измерительные приборы, авторегуляторы, средства сигнализации и защиты должны быть исправны и включены в работу. Требуемая температура пара поддерживается не только за пароперегревателем, но и после каждой его ступени и в каждом потоке, в результате чего исключается превышение допустимых температур металла (см. рис. 5.1).
Избыток и присосы воздуха оказывают значительное влияние не только на экономичность и устойчивость процесса горения, но и на образование серного ангидрида и окислов азота. Присосы воздуха должны регулярно контролироваться, а обнаруженные неплотности устраняться.
Для поддержания чистоты поверхностей нагрева необходимо регулярно пользоваться механизированными средствами очистки; используемые для этого устройства, а также средства дистанционного и автоматического управления ими должны быть исправными и готовыми к действию.
Для снижения интенсивности коррозии воздухоподогревателя поступающий в него воздух должен предварительно подогреваться. Чем выше приведенная сернистость топлива, тем больший требуется предварительный подогрев воздуха [1].
Для обеспечения экономичной и надежной работы котла необходимо поддерживать устойчивый процесс горения при равномерном заполнении объема топки факелом и предотвращать его наброс на экранные трубы.
Устойчивость процесса горения зависит от многих факторов, в частности от работы и состояния системы пылеприготовления, горелочных устройств, характеристик топлива, нагрузки котла. Так, например, при влажной пыли АШ и большом количестве крупных фракций воспламенение топлива резко ухудшается, возникает повышенная сепарация пыли, что наряду с увеличением механического недожога может привести к нарушению выхода жидкого шлака. Неравномерная подача пыли различного фракционного состава часто является причиной пульсации факела, что может привести к возникновению пульсирующего движения рабочей среды в экранных трубах, особенно при низких нагрузках котла. При этом резко и часто меняется температура стенок отдельных труб, что может стать прй-чин'ЬЙ'йх разрыва.
22
При эксплуатации возможны и другие неполадки, нарушающие нормальную работу котла или вызывающие его аварийное состояние. К основным неполадкам следует отнести нарушение или прекращение питания котла водой, прекращение поступления топлива или погасание факела, повреждение поверхностей нагрева или обмуровки, нагрев каркаса котла, отказ авторегуляторов или устройств технологической защиты и блокировки, потеря напряжения в сборках собственных нужд, пожар в котельной.
Все аварийные состояния котла подразделяются ПТЭ на две группы: требующие немедленного останова котла} допускающие кратковременную работу котла. В последнем случае время останова котла устанавливается главным инженером электростанции с уведомлением диспетчера энергосистемы. Немедленный останов котла соответствующими защитами или персоналом предотраща-ет возникновение или развитие аварий с тяжелыми последствиями для людей и оборудования. Так, например, при погасании факела в топке необходимо немедленно прекратить подачу топлива с целью предотвращения взрыва в топке, вызывающего большие разрушения.
Прекращение подачи питательной воды является аварийной ситуацией и при длительности более 30 с неизбежно приведет к массовому пережогу труб поверхностей нагрева прямоточного (и водогрейного) котла. Поэтому предусматривается соответствующая защита, которая действует на останов котла с выдержкой времени .10 с, необходимой для автоматического включения резервного питательного насоса. На барабанном котле аналогичная защита действует по сигналу от снижения уровня воды в барабане.
При исчезновении напряжения на всех контрольно-измерительных приборах и устройствах дистанционного и автоматического управления также следует немедленно остановить котел ввиду полной потери управления его работой. К потере управления отключающей арматурой может привести и возникновение пожара в котельном помещении, представляющего непосредственную опасность для электрических цепей и сборок.
Запрещается ПТЭ оставлять в работе котел энергоблока в случае аварийной разгрузки турбоустановки до холостого хода или нагрузки собственных нужд при отключенных автоматических устройствах разгрузки котла. Сложность и экстренность процесса перевода котла на растопочную нагрузку (обычно 30 % номинальной),, необходимого для удержания блока в работе в указанных
23
случаях, исключают возможность надежной реализации этого режима обслуживающим персоналом вручную.
При отдельных возникших повреждениях или отклонениях от нормального режима (например, свищи в трубах, течи и парения в арматуре и фланцевых соединениях, недопустимые и не поддающиеся устранению режимными мероприятиями превышения температуры металла поверхностей нагрева и т.п.) допускается работа котла в течение некоторого времени. Следует, однако, помнить, что длительная работа котла с такими неисправностями может- привести к более значительным повреждениям и поэтому не должна до* пускаться.
ГЛАВА ТРЕТЬЯ
ПУСКИ и ОСТАНОВЫ котлов
3.1. ОБЩИЕ СВЕДЕНИЯ
Пуски и остановы котлов относятся к наиболее сложным неустановившимся режимам. Одной из основных их особенностей является непрерывное и значительное изменение параметров пара и механического и теплового состояний оборудования. Тепловая нестационарность является причиной возникновения существенных температурных неравномерностей и перепадов, обусловливающих дополнительные термические напряжения в толстостенных элементах (барабане, коллекторах, перепускных трубах, главных паропроводах, арматуре). Значительные напряжения и циклический характер их изменения в отдельных элементах при частых пусках и остановах могут привести к снижению срока службы оборудования. От эксплуатационного персонала требуется четкое и строгое соблюдение всех условий надежности режимов пусков и остановов.
При пуске котла необходимо обеспечить надежный температурный режим всех поверхностей нагрева и требуемые условия прогрева не обогреваемых продуктами сгорания элементов (барабана, коллекторов, паропроводов и др.). Надежный теплогидравлический режим работы поверхностей нагрева достигается за счет непрерывного протока рабочей среды в количестве, достаточном для охлаждения каждой трубы. Надежность пароперегревателей в первый период пуска часто обеспечивается ограничением расхода топлива, при котором температу
24
ра дымовых газов не превышает предельно допустимую температуру металла труб.
Заданные скорости прогрева барабана, коллектора, паропроводов и арматуры обеспечиваются соответствующим регулированием расходов топлива и среды. Для выполнения всех перечисленных требований, а также утилизации теплоты сбросной среды из котла и уменьшения потерь конденсата при пуске необходима специальная пусковая схема. Аналогичная схема для энергоблока должна обеспечивать условия надежного пуска как котла, так и турбины.
Растопке предшествует выполнение большого количества подготовительных операций, цель которых заключается в обеспечении полной готовности котла к пуску: схемы собираются, все оборудование, а также системы контроля, управления и связи осматриваются и опробываются. Обнаруженные неисправности должны быть устранены. В частности, пуск котла при неисправных защитах, действующих на его останов, запрещается. В условиях большой загруженности персонала потоком информации и выполнением технологических операций, защиты этой группы имеют важное значение, поскольку они срабатывают в особенно опасных (для оборудования и людей) случаях.
• Пуск котла осуществляется при строгом соблюдении всех правил техники безопасности и противопожарных мер. Растопочным топливом являются газ или мазут. Предварительно необходимо подвести к котлу мазут, обеспечить его циркуляцию и потребные для работы растопочных мазутных форсунок давление и температуру. Надлежащий распыл мазута и одинаковая производительность всех мазутных форсунок обеспечиваются высоким качеством их изготовления и предварительной тарировкой.
До растопки котла на газе обязательно производится продувка газом через свечи всех включаемых участков газопроводов к котлу и горелкам. Это предотвращает поступление в горелки при розжиге взрывоопасной смеси.
По условиям безопасности следует перед растопкой котла в течение не менее 10 мин провентилировать с помощью дымососа и вентилятора топку и газоходы, включая рециркуляционные. Котлы с наддувом вентилируются не менее 10 мин воздухом, подаваемым воздуходувкой, при полностью открытых шиберах газовоздушного тракта.
Растопка котла производится при включенных тягодутьевых машинах (или воздуходувке). Для снижения
25
интенсивности коррозии воздухоподогревателя растопка котла на сернистом мазуте производится с подогревом холодного воздуха (в калориферах или рециркуляцией горячего воздуха) до температуры не менее 60 °C.
Растопка котла из любого теплового состояния должна осуществляться в соответствии с графиками-заданиями, составленными с учетом соблюдения всех критериев надёжности пуска.
Пуск котла сопровождается потерями топлива, электроэнергии и среды. Поэтому обслуживающий персонал обязан, соблюдая все критерии надежности, не допускать неоправданного удлинения пуска. При сокращении длительности пуска не только уменьшаются указанные потери, но и повышается маневренность котлов, что особенно важно для электростанций, предназначенных для покрытия неравномерности графика электрической нагрузки энергосистемы.
Ускорению пусков котлов способствует, в частности, внедрение сетевого метода планирования пуска и его автоматизации. Сетевой график пуска наглядно отражает последовательность пусковых операций, распределение их между обслуживающим персоналом и необходимое для их выполнения время.
Устойчивое воспламенение и горение угольной пыли возможны после надлежащего прогрева топки. Перевод котла на сжигание пыли топлива с выходом летучих менее 15,%' разрешается начинать при тепловой нагрузке топки не ниже 30 % номинальной. Подача пыли в недостаточно прогретую топку может привести к значительному увеличению потерь с механическим недожогом, образованию отложений в конвективном газоходе и загоранию их при увеличении нагрузки котла. Необходимо постоянно следить за температурой дымовых газов и воздуха перед и за воздухоподогревателем; в случае резкого возрастания их следует немедленно прекратить пуск котла, отключить тягодутьевые машины, плотно закупорить газовоздушный тракт и включить средства пожаротушения.
При пуске котла следует также выполнять все указания по водно-химическому режиму.
Остановы котла. Причинами останова являются вывод котла в резерв (горячий или холодный) или в ремонт (плановый или аварийный), авария и срабатывание защит.
После останова котла в резерв необходимо его провентилировать, а затем полностью закрыть все отключающие шиберы в газоходах, направляющие аппараты тягодутьевых машин, а также проверить плотность за
26
крытия всех лазов и лючков. Эти мероприятия позволяют снизить темп и неравномерность остывания котла при простое и тем самым уменьшить термические напряжения в элементах, а также сократить длительность последующей растопки котла. При выводе котла в длительный резерв или ремонт требуется консервация поверхностей нагрева котла и калориферов.
Технология пусков и остановов котла в значительной мере зависит от его типа и конструктивных особенностей. Определенное влияние оказывают также исходное тепловое состояние и структура электростанций (блочная или с поперечными связями).
3.2. ПУСКИ И ОСТАНОВЫ БАРАБАННЫХ КОТЛОВ
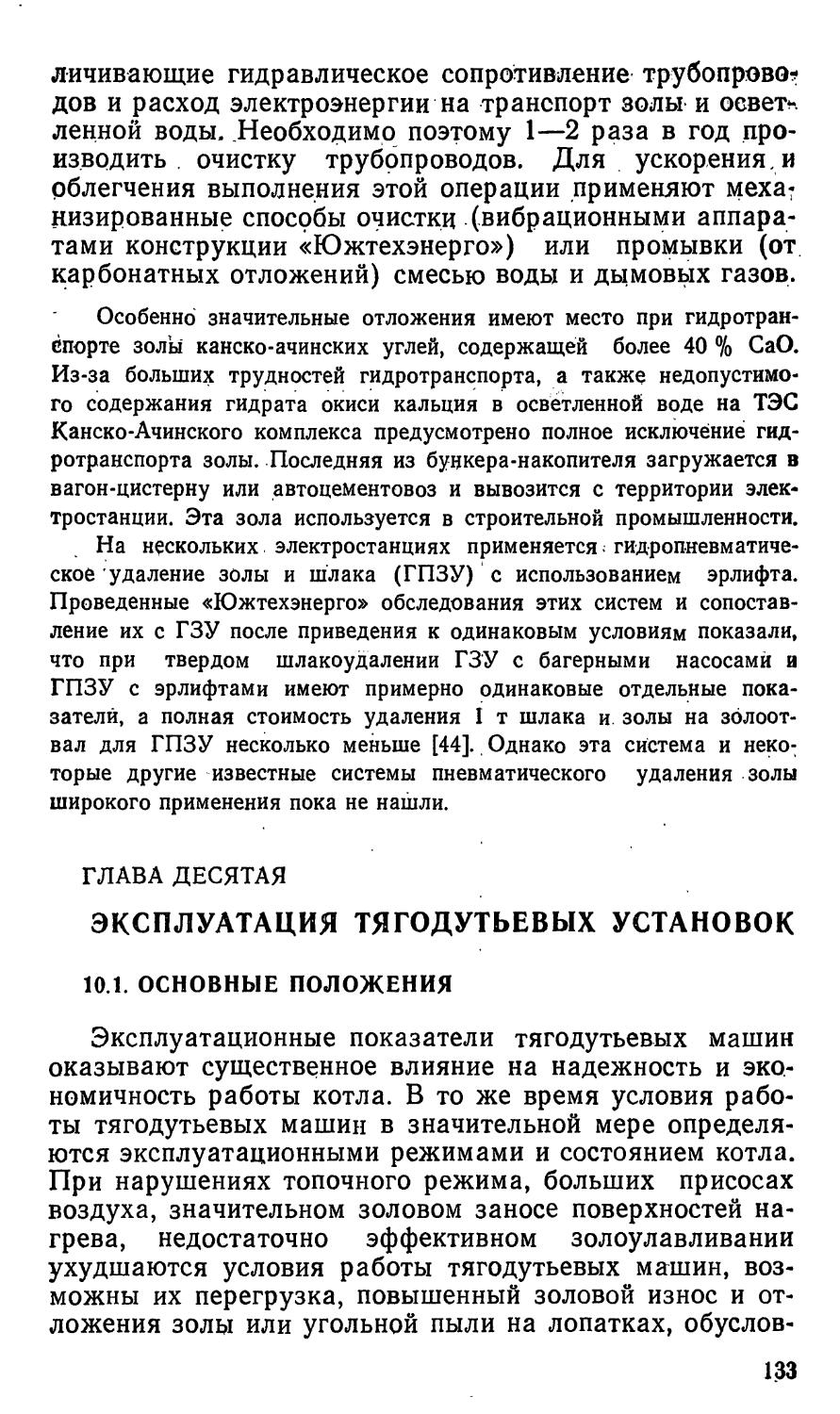
Пуск котлов, работающих на общую паровую магистраль. В этом случае окончанием растопки котла является подключение его к паровой магистрали, когда достигнутые параметры пара достаточно близки к номинальным. Для пуска котла необходимо подготовить его пусковую схему (рис. 3.1.). Уровень воды в барабане котла перед пуском должен быть минимальным, поскольку в процессе растопки он существенно повышается, главным образом вследствие вытеснения части воды из труб контуров циркуляции образующимся в них паром.
Заполнение котла водой или подпитку его до растопочного уровня следует производить с особой осторожностью. При значительном различии температур поступающей воды и барабана в его металле могут возникать значительные термические напряжения из-за разности температур внутренней и внешней поверхностей стенки; поэтому разность температур металла низа неостывшего барабана и поступающей в него воды не должна превышать ±40 °C; при большей разности заполнение котла водой запрещается. Заполнение следует производить достаточно медленно, наблюдая за разностями температур по толщине стенки и периметру барабана. Длительность заполнения котла водой обычно составляет 2—3 ч.
Особенно опасным является заполнение водой котла при нулевом или незначительном избыточном давлении в нем и горячем барабане. В этом случае опасность не устраняется даже при достаточно высокой температуре питательной воды (220—230 °C), давление которой значительно превышает давление, необходимое для заполнения котла. Вследствие дросселирования и вскипания воды температура ее снижается до температуры насыщения при давле-
27
Рис. 3.1. Пусковая схема барабанного котла:
1 — узел питания котла водой; 2 — экономайзер; 3 — пароперегреватель; 4 — линии обеспаривания паропроводов; 5 — конденсаторы; 6 — предохранительные клапаны; 7 -₽ лйнии продувки пароперегревателя; 8 — главная паровая задвижка (ГПЗ); 9 *— паропровод котла; 10 — магистральные паровые задвиж-* ки; 11 — паровая магистраль; 12 — растопочные паропроводы; 13 — пар К растопочной РОУ; 14 — линии промывки пароперегревателя; 15 — линия аварийного слива воды из барабана; 16 — линия рециркуляции; 17 — питательная вода на аварийный впрыск; 18 — воздушник
нии в котле (т. е. до 100 °C), которая может оказаться недопустимо низкой по отношению к температуре барабана.
Снижение уровня воды в барабане после окончания заполнения или подпитки котла указывает на наличие неплотностей в трубной системе, которые следует выявить и устранить до пуска.
28
•: ;Режим пуска котла определяется условиями надежной работы контуров циркуляции, экономайзера, пароперегревателя и, главным образом, барабана.
Тепловое состояние барабана характеризуется, в ча-
стности, разностями температур по толщине его стенки, периметру, и длине нижней образующей. Этими темпера-
турными разностями обусловливаются пропорциональные им дополнительные термические напряжения в металле барабана, которые соответствующим образом суммируются с напряжениями от внутреннего давления. Чтобы суммарные напряжения не пре-
Рис. 3.2. Изменение температуры в стенке при прогреве барабана
вышали допустимые, указанные температурные разности приходится ограничивать.
Разность температур ДЛ = /вн— /н по толщине стенки барабана возникает вследствие одностороннего подвода теплоты (рис. 3.2) и может оказаться особенно большой в тонком слое металла внутренней поверхности верхней половины барабана в начальный период пуска. Быстрый прогрев внутренней поверхности барабана в этот период пуска является следствием того, что температура насыщения при малых давлениях изменяется более существенно, чем при больших, а интенсивность теплоотдачи при конденсации пара велика. При изменении температуры насыщения с постоянной скоростью Д^адб2^, где w— скорость изменения температуры насыщения, называемая также скоростью пуска, К/с; б — толщина стенки, м; а — коэффициент температуропроводности, м2/с, и, следовательно, для данного барабана эта скорость пропорциональна скорости пуска котла.
Разность температур между верхом и низом барабана (Д/2) возникает, главным образом, из-за разной интенсивности теплообмена между стенкой и греющей средой (водой и паром). Прогрев верхней части барабана идет быстрее, чем нижней, так как протекает при пленочной конденсации пара с высоким коэффициентом теплоотдачи; прогрев нижней части барабана происходит в результате обмена находящейся в барабане воды при возникновении циркуляции и зависит от интенсивности движения среды. Поэтому разность температур между верхом и низом барабана наблюдается, как правило, в начальный период пуска в зонах со слабым движением
29
среды, особенно в торцах барабана. Это вызывает сжатие барабана в более нагретой верхней части и растяжение в нижней. При зна* чительной разности температур Д/2 возможен изгиб барабана (рис. 3.3).
Следствием вялой циркуляции является также возникновение разности температур по длине нижней образующей барабана, осо-бенно между цилиндрической частью и торцами и при наличии разделяющих перегородок для солевых отсеков. Однако при нормаль* ных режимах пуска эта разность и обусловленные ею термические
Рис. 3.4. Допустимые разности температур стенок барабанов из стали 16ГНМ без дефектов (/) и с дефектами (2)
Рис. 3.3. Изгиб барабана при положительной разности температур между его верхней и нижней частями
Таким образом, значительное влияние на термонапряженное состояние барабана могут оказывать температурные разности Д^ и Д/2. Эти разности обычно бывают наиболее значительными на начальной стадии пуска котла (Рб<1 МПа), при заданном допустимом термическом напряжении в металле барабана они не должны превышать значений, определяемых из треугольника температур (рис. 3.4). Режимы пуска котла, при которых значения разностей Д/1 и Д/2 оказываются на ограничивающей линии или ниже ее, являются допустимыми [7].
Ведущим параметром при пуске котла является скорость повышения температуры насыщения в барабане (скорость пуска), значение которой указывается в местных инструкциях и зависит от расходов топлива и пара. Для обеспечения надежной циркуляции во всех трубах с самого начала пуска следует включать в работу максимальное количество горелок при минимальной их производительности, благодаря чему достигается равномерная выработка пара во всех контурах циркуляции при данной форсировке топки. Чтобы разность температур по толщине стенки барабана не превысила допустимую, необходимо обеспечить беспрепятственный отвод всего генерируемого пара. Эта задача в начальный период пуска, когда давление в котле мало, а трубы недренируемо-
30
го пароперегревателя заполнены водой, эффективно решается при наличии на барабане воздушников с увеличенным проходным сечением [8].
Обеспечению наиболее благоприятных условий для барабана при пусках, остановах и работе котла, а также в аварийных случаях способствуют и другие меры: паровой или водяной разогрев барабана, установка внутрибарабанной оболочки, оптимальное расположение в барабане раздающих коллекторов питательной воды, недогретой до температуры насыщения.
По имеющимся рекомендациям [2, 7] допустимые скорости пуска не превышают 2,0—2,5°С/мин, а разность температур верха и низа барабана должна быть не более 40—60 °C (меньшее значение — для барабанов, на поверхности стенок которых возможно возникновение трещин). Контроль скорости пуска осуществляется по регистрационному прибору, показывающему температуру насыщения пара в барабане или пароперепускной трубе.
Обычно температура воды в котле перед пуском из холодного состояния составляет 70—80 °C; следовательно, для достижения давления в барабане 15 МПа (?в=340°С) при скорости пуска, не превышающей максимально допустимую, необходимо не менее 3 ч.
Одновременно с пуском котла осуществляется прогрев его главных паропроводов.
При пуске котла из холодного состояния после монтажа, капитального и среднего ремонтов, но не реже раза в год, следует контролировать по индикаторам (реперам) правильность тепловых расширений барабана и коллекторов.
В процессе пуска котла необходимы специальные режимные мероприятия по защите от пережога труб пароперегревателя. Вертикальные и ширмовые ступени пароперегревателя перед пуском котла часто по разным причинам оказываются заполненными водой, которая может быть удалена только постепенным ее выпариванием. Отсутствие протока пара в трубах конвективной части па-реперегревателя в начальный период пуска не представляет опасности для металла, поскольку температура дымовых газов в данном сечении в это время сравнительно низка. Вместе с тем при отсутствии охлаждения паром даже при пониженном тепловыделении в топке возможно превышение допустимой температуры отдельных труб радиационных и ширмовых ступеней пароперегревателя, вследствие чего образуется окалина и снижается прочность металла.
31
Для обеспечения надежного температурного режима указанных ступеней пароперегревателя в условиях отсутствия или недостаточного их охлаждения паром температура дымовых газов на выходе из топки не должна превышать 600 °C. Это обеспечивается ограничением расхода топлива и увеличением коэффициента избытка воздуха в топке. Дальнейшее повышение указанной температуры возможно только после полного удаления всех гидравлических пробок и пропуска генерируемого пара через пароперегреватель. Большие избытки воздуха, подаваемого через горелки, дают возможность отжать факел к центру топки, что также способствует улучшению температурного режима радиационной ступени пароперегревателя, расположенной на стенах топки; для обеспечения надежной работы этой ступени пароперегревателя дренажи ее нижних коллекторов закрываются лишь после достижения давления в котле не менее 1 МПа.
Опытным путем установлено, что для обеспечения надежной работы контуров циркуляции и пароперегревателя, а также надлежащего прогрева главных паропроводов мощных барабанных котлов расход пара в пароперегревателе должен составлять не менее 5 % номинального (при Рб<1 МПа). Начальный расход топлива при пуске котла из холодного состояния обычно составляет 6—7 % номинального, при этом необходимо обеспечить равномерное распределение топлива между всеми включенными горелками.
Повышение перегрева пара в процессе пуска осуществляется в соответствии с допустимой скоростью прогрева паросборных коллекторов и паропроводов котла. Обеспечение надежной работы пароперегревателя при пуске котла обусловливает необходимость тщательного контроля не только средней температуры пара за ступенями, но и температуры пара на выходе из отдельных змеевиков, так как возможны значительные их разверки.
Следует помнить, что контролируемые температуры пара не характеризуют истинные температуры металла змеевиков в обогреваемой зоне. Измерения, проведенные с использованием специальных температурных вставок на обогреваемых участках труб, показали, что температура металла настенных радиационных и ширмовых ступеней пароперегревателя на 100, а в конвективных ступенях на 20— 40 °C превышает температуру пара. Контролируемые средние температуры пара за ступенями пароперегревателя, указанные в режимной карте, установлены с учетом разности температур металла и пара, а также возможной максимальной разверки температур по отдельным змеевикам,
32/
При пуске котла необходимо обеспечить также надежный температурный режим экономайзера. Периодич-кость подпитки котла является причиной колебания тем-цературы металла и обусловленного им появления переменных циклических термических напряжений в стенке и сварных соединениях труб экономайзера. Поэтому следует стремиться как можно раньше перейти к непрерывной прокачке питательной воды через экономайзер (особенно кипящий), для чего в питательном узле мощных котлов предусматривается специальный растопочный байпас относительно малого диаметра; при этом минимальный расход питательной воды выбирается из условия обеспечения достаточного протока через каждый змеевик экономайзера. Если этот расход превышает па-ропроизводительность котла при растопке, прокачку воды осуществляют по специальному контуру (при его наличии) либо открывают аварийный слив воды из барабана.
Подключение котла к паровой магистрали осуществляется при давлении в барабане, примерно на 0,3— 0,5 МПа меньшем, чем в магистрали. При более низком давлении возможен тепловой удар в стенке барабана. Если давление в котле существенно больше, чем в магистрали, то при подключении возможны заброс воды в пароперегреватель (вследствие «набухания» уровня в барабане) и резкое снижение температуры пара. Температура пара подключаемого котла также может быть несколько ниже номинальной, однако возможное из-за этого снижение температуры пара перед турбинами после подключения котла не должно превышать значения, допустимого для нормальных условий эксплуатации. Превышение параметров пара, необходимых для подключения котла к магистрали, приводит к удлинению пуска и перерасходу топлива.
В процессе нагружения котла температура пара повышается. Это повышение обусловлено как увеличивающейся долей конвективного теплообмена, так и тем, что в процессе нагружения некоторая часть теплоты аккумулируется в воде и металле контуров циркуляции, а также обмуровке топки, вследствие чего возрастание тепловосприятия пароперегревателя постоянно опережает прирост расхода пара. Номинальная температура пара поддерживается предусмотренными на котле средствами ее регулирования. Имеющаяся на крупных котлах установка для приготовления собственного конденсата для
33
3—419
впрыска при пониженных нагрузках оказывается практически неработоспособной из-за малого гидравлического сопротивления участка парового тракта между барабаном и камерами впрыска. В этом диапазоне нагрузок на впрыск подают питательную воду. По мере повышения нагрузки котла следует постепенно перейти на впрыск собственного конденсата.
Пуск котла из горячего состояния. Этот режим имеет некоторые особенности, обусловленные, в частности, достаточно высоким исходным уровнем температур всех элементов котла и паропроводов, а также наличием избыточного давления в барабане. Последнее обстоятельство является благоприятным в отношении температурного режима барабана: возникающие в нем при растопке температурные неравномерности обычно несущественны.
При продолжительности простоя более 4—5 ч в вертикальных змеевиках пароперегревателей возможна конденсация пара, что порождает опасность попадания конденсата в горячие паросборные камеры и паропроводы котла при пуске. Поэтому пуск котла начинают при закрытых ГПЗ и полностью открытых всех воздушниках, а также дренажах коллекторов пароперегревателя. Растопочный расход топлива выбирается из условий надежной работы пароперегревателя и минимальных перекосов температуры в газоходах. Одновременно с началом роста температуры перегретого пара открывают арматуру на линии продувки пароперегревателя; при достижении равенства температур перегретого пара и главных паропроводов открывают ГПЗ котла. В дальнейшем производят те же операции, что и при пуске котла из холодного состояния.
При пусках неостывшего котла определенное значение имеет тепловое состояние главных паропроводов, поскольку по сравнению с котлом темп их естественного остывания существенно ниже. Наличие относительно небольшого избыточного давления в барабане перед пуском котла в этом случае особого значения не имеет, так как температура насыщения незначительно отличается от температуры коллекторов перегретого пара. Поэтому в таких случаях арматуру на линии продувки пароперегревателя можно открывать с самого начала растопки котла.
Пуск котла энергоблока. В этом случае пуск котла осуществляется совместно с пуском турбины. Под пуском (растопкой) котла обычно подразумевают началь-34
ный период повышения параметров пара до необходимых для пуска турбины. Дальнейший пуск энергоблока производится при скользящих (повышающихся в процессе пуска до номинальных) параметрах пара. Такой ме-
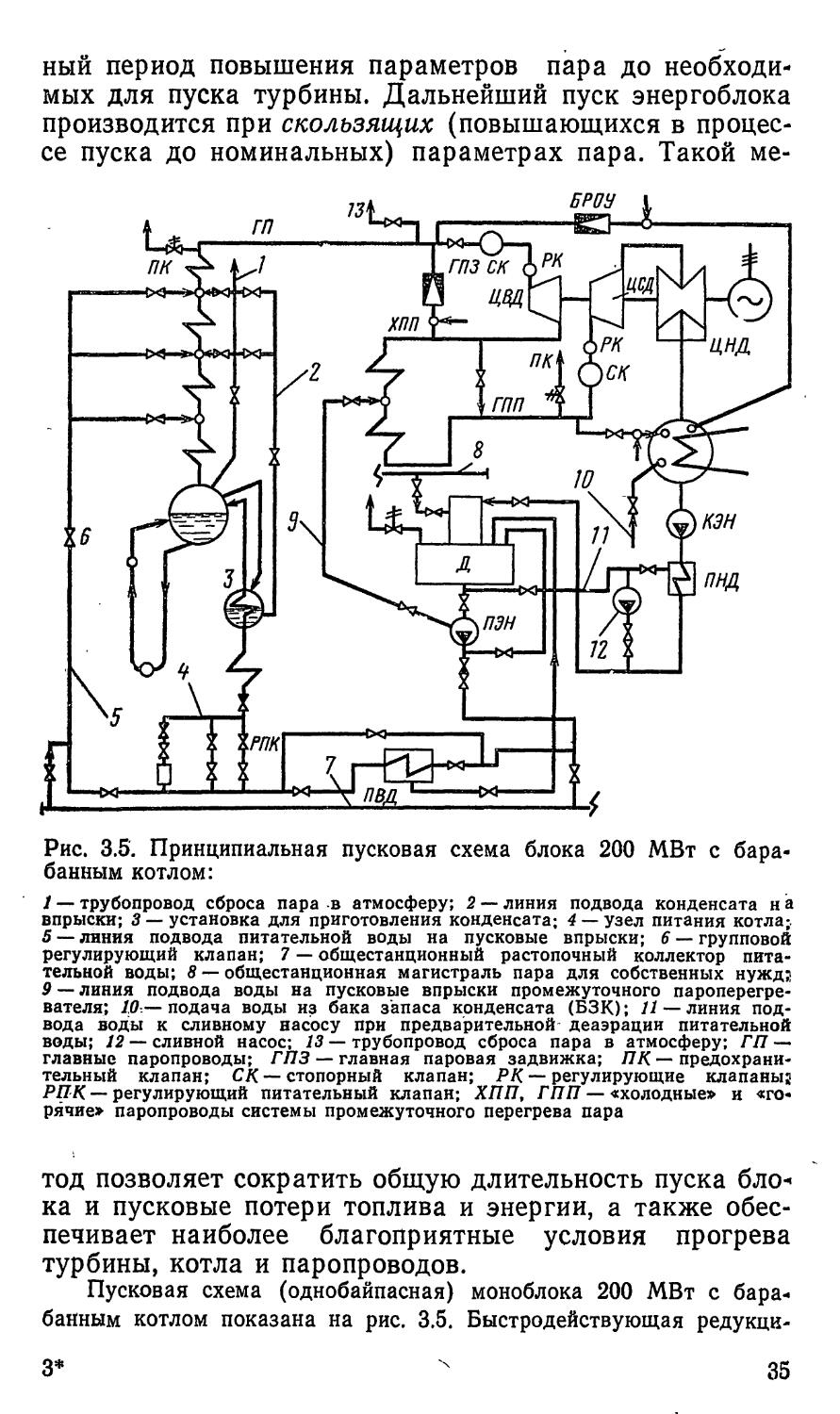
Рис. 3.5. Принципиальная пусковая схема блока 200 МВт с барабанным котлом:
/ — трубопровод сброса пара в атмосферу; 2 — линия подвода конденсата н а впрыски; 3 —установка для приготовления конденсата; 4 — узел питания котла;. 5 — линия подвода питательной воды на пусковые впрыски; 6 — групповой регулирующий клапан; 7 — общестанционный растопочный коллектор питательной воды; 8 — общестанционная магистраль пара для собственных нуждг 9 — линия подвода воды на пусковые впрыски промежуточного пароперегревателя; 10 — подача воды из бака запаса конденсата (БЗК); 11 — линия подвода воды к сливному насосу при предварительной деаэрации питательной воды; 12 — сливной насос; 13 — трубопровод сброса пара в атмосферу; ГП — главные паропроводы; ГПЗ — главная паровая задвижка; ПК — предохранительный клапан; СК — стопорный клапан; РК — регулирующие клапаный РПК — регулирующий питательный клапан; ХПП, ГПП — «холодные» и «горячие» паропроводы системы промежуточного перегрева пара
тод позволяет сократить общую длительность пуска блока и пусковые потери топлива и энергии, а также обеспечивает наиболее благоприятные условия прогрева турбины, котла и паропроводов.
Пусковая схема (однобайпасная) моноблока 200 МВт с барабанным котлом показана на рис. 3.5. Быстродействующая редукцн-
3* ' 35
онно-охладительная установка (БРОУ) с соответствующими сбросными трубопроводами предназначена для отвода вырабатываемого котлом пара в конденсатор помимо турбины при пусках и остановах блока, а также при внезапном отключении электрогенератора от сети. Через редукционно-охладительную установку (РОУ) осуществляется подача пара из главных паропроводов блока в систему трубопроводов промежуточного перегрева для их прогрева перед пус-ком турбины; отвод этого пара в конденсатор осуществляется через сбросные трубопроводы с задвижками и пароохладителями. Сброс пара из барабана в атмосферу в начальный период растопки при ограниченной скорости роста давления в котле и наличии воды в вертикальных змеевиках пароперегревателя позволяет установить повышенное тепловыделение в топке. Благодаря этому при большем количестве включенных горелок достигается более равномерный обогрев экранов по периметру топки, обеспечивается интенсивная циркуляция во всех экранах, ускоряется растопка котла. Пусковые впрыски в ширмовую ступень пароперегревателя предназначены для защиты труб ширм от недопустимого повышения температуры, а перед выходной ступенью — для поддержания заданного графика повышения температуры свежего пара. Пусковые байпасы и впрыски системы промежуточного перегрева предназначены для обеспечения требуемой температуры пара перед цилиндром среднего давления (ЦСД) турбины в момент трогания ротора, а в дальнейшем —* для ее регулирования в соответствии с графиком-заданием. В начальный период растопки при малой потребности котла в питательной воде подпитку целесообразно производить от насосов соседних работающих блоков через общестанционный коллектор малого диаметра.
В зависимости от исходной температуры металла паровпускных частей турбины различают пуски энергоблока из холодного, неостывшего и горячего состояний. Каждому из этих пусков присущи некоторые технологические особенности. По условиям работы электростанций в энергосистемах наиболее распространены пуски блоков из неостывшего состояния. В этих случаях к началу пуска блока избыточное давление в котле либо отсутствует, либо оно незначительно, а температура металла паровпускной части ЦВД турбины еще достаточно высока (не менее 300 °C). Для ускорения растопки котла, прогрева паропроводов и достижения параметров пара, необходимых для пуска турбины, устанавливают повышенный расход топлива. Перед троганием ротора расход топлива снижают до требуемого для пуска турбины. Графики пусков блока 200 МВт (котел ТП-100) после простоя 50—60 и 6—10 ч показаны на рис. 3.6
36
[12]. Растопка котла с заполненными водой змеевиками пароперегревателя начинается при расходе топлива около 6 % номинального. Допустимый темп повышения дав-
Рис. 3.6. Графики-задания пусков блока 200 МВт из неостывшего (а) и горячего (б) состояний:
I — начало растопки котла; //— начало пуска турбины; Z/Z—синхронизация и включение генератора в сеть; IV — окончание пуска блока; температуры: / — дымовых газов перед промежуточным пароперегревателем; 2 — насыщения в барабане; 3 — свежего пара за котлом; 4 — пара перед турбиной при исходной температуре металла паро-впуска ЦВД: 300 (а), 320 (б) и 340 (в) °C; 5, 6 — пара соответственно за промежуточным • пароперегревателем и перед ЦСД; Nq — нагрузка блока; - ро — давление пара перед турбиной; п — частота вращения ротора турбины
ления в котле в начальный период обеспечивается сбросом пара из барабана в атмосферу, а также открытием клапана БРОУ. Одновременно должно осуществляться непрерывное дренирование радиационной (настенной)
37
ступени пароперегревателя. При давлении в котле 0,5— 0,6 МПа сброс пара из барабана в атмосферу прекращают, а расход топлива увеличивают до 15 % номинального и более, с тем чтобы обеспечить прогрев главных паропроводов до 400 °C со скоростью 9 °С/мин и до 500 °C со скоростью 6 °С/мин. При давлении в котле около 1 МПа прекращают дренирование радиационной ступени пароперегревателя.
Для прогрева системы промежуточного перегрева необходимо включить РОУ; эта операция производится после достижения равенства температур свежего пара перед РОУ и металла выхлопных патрубков ЦВД турбины. Окончанием прогрева паропроводов перед пуском турбины является момент, когда температура пара перед ЦВД примерно на 100 °C, а перед ЦСД — на 50— 80 °C. превышает температуру металла паровпускных частей цилиндров. Трогание ротора турбины, повышение частоты его вращения до номинальной, синхронизация и включение генератора в сеть, а также первоначальное его нагружение должны осуществляться при постоянной температуре свежего пара и постепенно повышающейся в соответствии с графиком-заданием температуре вторично перегретого пара. Для выполнения этого условия используются пусковые средства регулирования температуры пара, которые должны быть включены перед пуском турбины. Для улучшения условий регулирования температуры свежего пара в данный период целесообразно также иметь постоянное и повышенное давление пара перед турбиной; одновременно при этом обеспечиваются, благоприятные температурные условия для барабана котла. Поэтому пуск турбины осуществляется при давлении пара перед ней около 4 МПа. Непосредственно перед подачей пара в турбину отключают РОУ и обеспа-ривают систему промежуточного перегрева. Расход топлива при этом должен составлять около 10 % номинального.
После включения генератора в сеть клапан БРОУ полностью закрывают, и начальное нагружение турбины осуществляют постепенно полным открытием ее регулирующих клапанов (при давлении свежего пара около 4 МПа). Следует иметь в виду, что в этот период из-за резкого увеличения расхода пара значительно возрастает тепловосприятие промежуточного пароперегревателя. Чтобы обеспечить требуемую температуру вторично перегретого пара, необходимо своевременно увеличить 38
пропуск пара через пусковые байпасы и расход воды на впрыски. После полного открытия регулирующих клапанов турбины дальнейшее нагружение блока производится за счет увеличения расхода топлива при повышающихся параметрах пара. Повышение нагрузки блока и параметров пара в строгом соответствии с графиком-заданием имеет чрезвычайно важное значение, так как только при этом условии обеспечивается соблюдение допустимых значений всех критериев надежности пуска блока. Так, при быстром повышении температуры пара в массивных толстостенных деталях котла и турбины возникают весьма значительные разности температур и, следовательно, термические напряжения, которые со временем могут привести к появлению трещин из-за термоусталости металла. В связи с этим следует отметить, что для ускоренного нагружения турбины необходимо иметь пониженную температуру пара, которая поддерживается средствами регулирования: вначале пусковыми, а при нагрузке котла 35 % номинальной и более — постоянными (штатными). После перехода на впрыски собственного конденсата пусковые впрыски либо отключаются, либо используются для более тонкой подрегулировки температуры пара. При этом скорость повышения температуры свежего пара перед турбиной не должна превышать 1 °С/мин и зависит от температуры паро-впуска ЦВД перед пуском. После достижения заданной конечной мощности блока и необходимой выдержки температуру пара постепенно повышают до номинальной. При нагрузке блока около 30 % номинальной начинают перевод пылеугольного котла на сжигание твердого топлива и постепенно уменьшают расход растопочного топлива.
Особенности пуска блока из горячего состояния (рис. 3.6) обусловлены достаточно высокими исходными температурами паровпускных частей ЦВД и ЦСД турбины (около 460 °C после простоя 6—10 ч) и наличием существенного начального избыточного давления пара в котле. По условиям надежности пуск турбины необходимо производить при температуре свежего пара, близкой к номинальной, и наименьшем возможном давлении. Первое требование может быть обеспечено при значительном расходе топлива в процессе растопки котла, второе — полным открытием клапанов БРОУ и РОУ. Однако во избежание попадания образовавшейся в пароперегревателе во время простоя блока влаги в горячие
39
коллекторы и паропроводы растопку котла начинают при полностью закрытых клапанах БРОУ и РОУ. Начальный расход топлива поэтому устанавливается из условий надежной работы конвективной части пароперегревателя в безрасходном режиме и составляет около 15 % номинального, при этом осуществляется также непрерывное дренирование радиационной ступени пароперегревателя. Когда температура дымовых газов перед промежуточным пароперегревателем станет равной температуре начального участка паропровода свежего пара (но не выше 450 °C), клапаны БРОУ и РОУ открывают (другие сбросы пара прекращают) и увеличивают расход топлива сначала до 20 % номинального, а затем продолжают увеличивать его исходя из допустимой скорости прогрева паропроводов свежего пара; при этом температура дымовых газов перед промежуточным пароперегревателем не должна превышать 580—590 °C, а достигнутое давление свежего пара должно поддерживаться постоянным с помощью БРОУ и РОУ. Во избежание повышения давления свежего пара перед пуском турбины при отключении РОУ временно снижают расход топлива. Нагружение турбины до мощности, соответствующей полному открытию регулирующих клапанов при достигнутом перед пуском постоянном давлении, осуществляется плавно и довольно быстро. Дальнейшее нагружение до номинальной мощности производится при скользящем давлении пара в соответствии с графиком-заданием. Температура пара регулируется с помощью тех же средств, что и при пуске из неостывшего состояния.
В процессе пуска из холодного состояния имеет место особенно значительный диапазон относительно медленного изменения параметров пара и температуры металла котла, паропроводов и турбины от исходных значений до значений, соответствующих номинальной мощности. Время пуска блока, определяемое, главным образом, условиями прогрева и безопасного пуска турбины, получается довольно большим. Условия для пуска котла оказываются при этом достаточно благоприятными. Пуск турбины начинается при относительно низких параметрах пара: давление перед ГПЗ около 1 МПа, температура свежего пара 220—230 °C, вторично перегретого пара 140—160 °C. Начальный расход топлива составляет около 6 % номинального. Допустимая скорость растопки котла при этом обеспечивается за счет сброса пара из 40
барабана в атмосферу и дренирования радиационной ступени пароперегревателя, а также полного открытия клапанов БРОУ и РОУ. Нагружение блока с самого начала осуществляется при полностью открытых регулирующих клапанах турбины и скользящих параметрах пара, регулируемых в соответствии с графиком-заданием пуска. Для поддержания требуемой температуры пара
Рис. 3.7. График останова котла ТГМ-94 и блока 160 МВт с расхолаживанием:
/ц— температура свежего пара; Pq — давление в барабане; NQ — нагрузка блока; 7 —полное открытие регулирующих клапанов ЧВД турбины; // — останов блока
при пуске используются вначале пусковые, а затем штатные средства регулирования.
Останов котла. При останове котла в резерв сначала снижают нагрузку котла до минимальной, затем прекращают подачу топлива в топку и отключают котел от паровой магистрали. После вентиляции топки и газоходов отключают тягодутьевые машины и плотно закрывают шиберы в газоходах. Затем открывают на 20—30 мин арматуру на линии продувки пароперегревателя, чтобы предотвратить недопустимое повышение температуры металла труб и давления в котле за счет аккумулированной теплоты.
Ускоренное расхолаживание выводимого в ремонт котла может быть достигнуто проведением дополнительных мероприятий —- применением устройств для охлаждения барабана собственным или посторонним паром, отводом пара из барабана через специальные трубопроводы, заполнением всего барабана водой [9, 10]. При этом скорость снижения температуры насыщения не должна превышать 1,0—1,5°С/мин при давлении выше 10 МПа (меньшая скорость — для барабанов, имевших трещины) и 1,5—2°С/мин при давлении ниже 10 МПа; разность температур «верх — низ» барабана должна быть не более 60°C (для барабанов, имевших трещины,— 40°C).
Останов котла в резерв целесообразно производить со снижением давления путем выпуска пара из котла. Для предотвращения конденсации пара в пароперегревателе давление в барабане устанавливают на уровне,
41
при котором температура насыщения ниже температуры дымовых газов в зоне пароперегревателя.
Расхолаживание котла при останове блока производится одновременно с его разгрузкой при скользящем давлении (рис. 3.7).
3.3. ПУСКИ И ОСТАНОВЫ прямоточных котлов
Главной особенностью пуска прямоточного котла, обусловленной принципом его работы, является то, что в трубах поверхностей нагрева парообразующей части тракта должно поддерживаться непрерывное принудительное движение рабочей среды. Допустимое минимальное количество поступающей питательной воды, называемое растопочным расходом, и давление в указанном тракте определяются из условий обеспечения надежного температурного режима поверхностей нагрева. В частности, не должны происходить расслоение пароводяной смеси, межвитковая пульсация потока и т. п. Растопочный расход воды для каждого типа котла указывается в эксплуатационной инструкции и составляет, как правило, около 30 % номинального. Давление среды в экранных трубах при пуске котла должно поддерживаться близким к номинальному. Пуск котла при давлении в экранных трубах, существенно меньшем рабочего, допускается только после соответствующих испытаний. Расход и давление среды в перегревательных поверхностях нагрева при пуске котла либо равны указанным выше (прямоточный режим растопки), либо могут быть существенно меньшими (сепараторный режим). Котлы, работающие на общую паровую магистраль, пускают по прямоточной схеме [11].
Пуск современных прямоточных котлов энергоблоков производится по сепараторному режиму, обеспечивающему скользящие параметры пара перед турбиной с одновременным соблюдением указанных выше значений давления и расхода среды в парообразующей части тракта котла.
Для осуществления такого пуска котел снабжается встроенным пусковым узлом (рис. 3.8), включающим встроенную задвижку (ВЗ), встроенный сепаратор (ВС) и комплект дроссельных клапанов с соответствующими трубопроводами для подвода среды к ВС (Др1), сброса воды (Др2) и отвода пара (ДрЗ) из ВС. С помощью Др1 в парообразующих поверхностях до закрытой ВЗ поддерживается давление, близкое к номинальному. Количество получаемого в ВС
42
пара зависит от давления в нем и температуры (энтальпии) среды перед ВЗ, определяемой расходом топлива. С помощью Др2 осуществляется регулирование отвода отделяемой в ВС влаги, а ДрЗ предназначен для «отсечки» пароперегревательного тракта в начальный период растопки котла от ВС, работающего при малом паросодержании смеси недостаточно эффективно, а также для плав-
Рис. 3.8. Принципиальная пусковая схема блока 300 МВт с прямоточным котлом:
1 — пусковые впрыски; 2 — паровой байпас; 3 — обвод с набором дроссельных шайб; 4 — дроссельный клапан Др4; 5, 6 —сброс загрязненной воды в циркуляционные водоводы и в БГК; 7— паровой коллектор собственных нужд блока; 5 —сброс загрязненного конденсата; 9 —чистый конденсат из БЗК; 10 — дренажи трубопроводов за ВЗ и ВС; РКД — регулирующий, клапан дренажа; ББК — быстровключающийся сбросной клапан; БОУ — блочная обессоливающая установка; БН —бустерные насосы; ПН — питательные-насосы; остальные обозначения см. на рис. 3.5
ного подключения пароперегревателя. В пусковой схеме блока предусмотрена возможность частичной утилизации теплоты воды, отводимой из ВС в растопочный расширитель (РР) и вскипающей в нем при давлении, меньшем, чем в ВС. Образующийся при этом пар может быть использован в деаэраторе, а возможные его излишки отводятся в конденсатор турбины. Загрязненная вода из РР от* водится по сбросному трубопроводу в циркуляционный водовод или
43
в бак сбора «грязного» конденсата, а после отмывки тракта.— в .конденсатор турбины. Отмывка парового пространства ПВД при пуске блока также производится с отводом конденсата в конденсатор турбины.
Для поддержания требуемых температур свежего и вторично перегретого пара при пуске используются как штатные, так и пусковые средства регулирования — впрыски и паровые байпасы. Отличительной особенностью блоков с прямоточными котлами является включение пусковых впрысков в паропроводы (главные и «горячие» промежуточного перегрева), так как из-за относительно малой аккумулирующей способности котла дополнительные впрыски для защиты отдельных ступеней пароперегревателей от перегрева при пусках не требуются.
Для улучшения работы пусковых впрысков при значительной разности давлений питательной воды и свежего пара в схеме подвода воды предусмотрены набор дроссельных шайб и линия рециркуляции воды в деаэратор. Дроссельный клапан на этой линии поддерживает постоянное давление воды «до себя» (после дроссельных шайб) при изменении расхода воды на впрыски. Питание пусковых впрысков системы промежуточного перегрева осуществляется водой давлением не более 7 МПа от промежуточной ступени питательного насоса, и регулирование давления воды не требуется.
Сепараторный режим позволяет осуществлять пуски блока из любого теплового состояния по унифицированной технологии, основными особенностями которой являются: заполнение водой тракта котла только до ВЗ и «отсечка» пароперегревательного тракта от ВС (закрытием ДрЗ) на начальной стадии растопки; одновременный прогрев всех паропроводов тракта СКД до регулирующих клапанов турбины; низкие «стартовые» параметры свежего пара, при которых возможно полное открытие регулирующих клапанов турбины сразу после включения генератора в сеть; прогрев системы промежуточного перегрева (если он необходим) одновременно с повышением частоты вращения роторов турбины до 800 об/мин при закрытых регулирующих клапанах ЦСД и открытых клапанах сброса пара в конденсатор. Данная технология пуска предполагает обязательное обес-паривание пароперегревателей и паропроводов при останове блока.
Пуск блока осуществляется в соответствии с графиком-заданием. Рассмотрим кратко основные технологические принципы пуска применительно к моноблоку 300 МВт [13]. Растопке котла во всех случаях (кроме пуска из состояния горячего резерва) предшествует за-44
полнение водой тракта до закрытой В'3 (обязательно при закрытом ДрЗ). После заполнения тракта воздействием на регулирующий питательный клапан (РПК) устанавливают растопочный расход воды — 300 т/ч, а давление в тракте с помощью Др1 повышают до рабочего. При наличии в котле остаточного давления необходимо сначала постепенно снизить давление в ВС, а затем установить растопочный расход воды; при растопке котла из горячего состояния снижение давления в ВС следует производить при малом расходе воды (примерно вдвое меньшем растопочного), чтобы избежать резкого охлаждения тракта до ВЗ и ВС. Затем для удаления воздушных пробок, которые могут образоваться в тракте при заполнении котла, необходимо произвести прокачку воды при расходе ее, указанном в инструкции, но не меньшем 30 % номинального. Длительность заполнения тракта водой и прокачки составляет 1—2 ч. Вода из ВС отводится через РР в циркуляционные водоводы. Перевод сброса воды из РР на конденсатор производится в процессе растопки котла при достижении температуры среды перед ВЗ примерно 220°С. Открытием клапана пускосбросного устройства (ПСБУ) пароперегревательный тракт котла подключают к конденсатору турбины.
Расход топлива при растопке котла определяется исходным состоянием оборудования и паропроводов блока перед пуском. При пуске блока из неостывшего состояния после простоя 50—60 ч первоначальный расход топлива составляет 17—18 % номинального (рис. 3.9), что обеспечивает необходимые для предварительного прогрева главных паропроводов и пуска турбины расход и температуру пара. Предварительный прогрев паропроводов системы промежуточного перегрева в этом случае (а также при пуске блока после простоя меньшей продолжительности) не производится.
Подключение пароперегревателя к ВС производится при достижении степени сухости среды в последнем не менее 10 %, чему соответствует температура среды перед ВЗ 250—270 °C. Подключение осуществляется полным открытием ДрЗ (ступенями с промежуточными выдержками) ; во избежание попадания влаги в неостывшие коллекторы пароперегревателя перед его подключением необходимо открыть дренажи трубопроводов за ВЗ и ВС, а после полного открытия ДрЗ закрыть их. После открытия ДрЗ расход топлива увеличивают до 21—22 % номинального. Это обеспечивает повышение частоты враще-
*45
Рис. 3.9. Графики-задания пуска блока 300 МВт из неостывшего (а) и горячего (б) состояний:
/птт— температура паРа свежего и промежуточного перегрева перед турби-ной; /вЗ ^-температура среды перед ВЗ; р0 — давление свежего пара; В —расход топлива; V — вакуум в конденсаторе; « — частота вращения роторов турбины;, N9 — электрическая нагрузка блокад длительность простоя блоказ / — 8ч; 2 — 5 ч;. 3 — 2 ч
46
ния ротора турбины до номинальной при открытом клапане ПСБУ и принятие генератором начальной нагрузки не менее 20 МВт, а также дальнейший прогрев главных паропроводов в необходимом темпе и получение требуемой температуры вторично перегретого пара после включения генератора в сеть. Одновременно постепенно прикрывают Др2 с таким расчетом, чтобы обеспечивался отвод из ВС только воды с минимальным «проскоком» пара.
По окончании предварительного прогрева главных паропроводов и достижении температуры свежего пара, превышающей на 80—100 °C температуру паровпуска ЦВД (но не более 500°C), начинают пуск турбины; предварительно включают пусковые впрыски, которые в дальнейшем используются на протяжении всего пуска в процессе повышения температуры пара до номинальной.
При плавном повышении частоты вращения роторов до 800 об/мин и выдержке на этой частоте прогреваются «горячие» паропроводы промежуточного перегрева до температуры, необходимой по условиям надежной работы ЦСД турбины. По окончании этого прогрева повышают частоту вращения роторов до номинальной, синхронизируют и включают в сеть генератор, а затем нагружают его путем полного открытия регулирующих клапанов турбины и отключения ПСБУ.
Дальнейшее нагружение блока до 180 МВт в соответствии с графиком-заданием осуществляется увеличением расхода топлива. В этот период основной задачей является поддержание температур свежего и вторично перегретого пара в строгом соответствии с графиком-заданием. При повышении температуры пара в стопорных клапанах ЦСД до требуемой графиком-заданием для ее регулирования включают паровые байпасы, а при нагрузке 40 МВт — пусковые впрыски (паровые байпасы при этом отключают); пусковые впрыски используются одновременно со штатными до окончания пуска блока. При достижении температуры среды перед ВЗ примерно 410 °C весь растопочный расход воды превращается в пар. Для перевода котла на прямоточный режим пуска полностью закрывают Др2, и ВС становится проходным элементом водопарового тракта котла.
При нагрузке блока около 180 МВт включают питательный турбонасос (ПТН) и отключают электрический (ПЭН), а затем повышают давление свежего пара перед турбиной до номинального (прикрытием регулирующих
47
клапанов турбины) при одновременном увеличении температуры пара примерно на 40 °C. После этого плавно открывают ВЗ, поддерживая постоянную нагрузку турбины; Др1 и ДрЗ оставляют полностью открытыми. Систему впрысков переводят на полное давление, линию рециркуляции в деаэратор отключают. После выполнения этих операций продолжают нагружение блока по графику-заданию.
При пуске блока из горячего состояния начальный расход топлива (21—22 % номинального) определяется при условии надежной работы «отсеченного» от ВС пароперегревателя, подключение которого во избежание захолаживания горячих коллекторов и паропроводов осуществляется при достижении температуры дымовых газов в поворотной камере 500—450 °C. После подключения пароперегревателя расход топлива увеличивают до 30 % номинального для достижения к моменту синхронизации генератора требуемой температуры вторично перегретого пара. Пусковой впрыск включается при достижении температуры свежего пара 500 °C. После синхронизации генератора и начального его нагружения (отключением ПСБУ) расход топлива увеличивают. В дальнейшем выполняют те же основные операции, что и при пуске блока из неостывшего состояния, руководствуясь графиком-заданием (рис. 3.9).
При пуске блока из холодного и близких к нему состояний сначала производится горячая отмывка тракта до ВЗ от окислов железа при расходе топлива 6—7 % номинального и температуре среды перед ВЗ 180—220 °C. Пароперегреватель подключается к ВС одновременно с розжигом горелок полным открытием ДрЗ в один прием. После горячей отмывки расход топлива увеличивают до 14—15 % номинального с целью получения расхода пара, необходимого для окончания предварительного прогрева главных паропроводов и повышения частоты вращения роторов до 800 об/мин при полностью открытом ПСБУ. Предварительный прогрев главных паропроводов заканчивается при повышении температуры пара в стопорных клапанах ЦВД до 220—230 °C. Температура свежего пара при пуске турбины, синхронизации и включении генератора в сеть и начальной его нагрузке должна поддерживаться постоянной и на уровне, минимально возможном (около 280 °C) по условиям ее регулирования пусковыми впрысками, которые должны быть включены в работу перед подачей пара в ЦВД. В процессе повы-
48
шения частоты вращения роторов до 800 об/мин и последующей выдержки на этой частоте осуществляется ограниченный прогрев «горячих» паропроводов промежуточного перегрева. Для этого трогание роторов турбины и повышение частоты вращения до 800 об/мин осуществляются подачей пара только в ЦВД турбины при закрытых СК ЦСД и сбросе пара из «горячих» паропроводов промежуточного перегрева в конденсатор. Прогрев завер-
Рис. 3.10. График-задание останова блока 300 МВт с расхолаживанием котла и паропроводов:
— расход питательной воды; У/7р^д —указатель положения регулируй ющего клапана дренажа паропровода перед ГПЗ
шается при повышении температуры участка паропрово-да перед ЦСД до значения не менее 100 °C.
Перед дальнейшим повышением частоты вращения роторов расход топлива увеличивается до 21—22 % номинального, чтобы обеспечить холостой ход турбины и начальную нагрузку генератора после отключения ПСБУ. При номинальной частоте вращения роторов и достижении в СК ЦСД требуемой температуры пара (около <270 °C) для ее регулирования включаются паровые байпасы промежуточного пароперегревателя. В остальном пуск осуществляется так же, как это описано выше.
Плановый останов блока в резерв или для проведения ремонтных работ, не зависящих от теплового состояния котла, турбины и паропроводов, производится без расхолаживания оборудования. После останова блока продувают обратным ходом линии впрысков, закры-4—419 .49
вают ВЗ и ДрЗ и выпускают пар из пароперегревателя, после чего ПСБУ отключают. В тракте до ВЗ сохраняется Достаточно высокое давление. Одновременно обес-паривается система промежуточного перегрева.
Для проведения ремонтных работ на котле или главных паропроводах, не связанных с разрывом труб поверхностей нагрева, останов блока производят с расхолаживанием этого оборудования.^. После разгрузки и останова блока постепенно выпускают среду из котла через регулирующий клапан дренажа перед турбиной !(РКД) и подпитывают котел небольшим расходом питательной воды (рис. 3.10). На завершающей стадии расхолаживания для вентиляции топки и газоходов включают тягодутьевые машины, которые остаются в действии до начала ремонтных работ.
При необходимости расхолаживания тракта котла только до ВЗ прокачка воды производится при закрытых ВЗ и ДрЗ со сбросом среды из ВС через РР в конденсатор. Давление среды перед ВЗ поддерживается близким к рабочему.
3.4. ПОТЕРИ ТЕПЛОТЫ ПРИ ПУСКАХ
И ОСТАНОВАХ КОТЛОВ
При пуске котла расходуются топливо, электроэнергия и пар от посторонних источников. Некоторое потребление энергии имеет место также при останове и простое котла в резерве. Кроме того, остановы и пуски котла сопровождаются потерей воды и пара.
В общем случае все сопутствующие пуску котла тепловые потери в соответствии с обусловливающими их причинами можно разделить на три группы:
1) аккумуляция теплоты в металле и обмуровке котла, а также в воде в процессе прогрева при пуске QaK;
2) потери, обусловленные неполным использованием теплоты сгорания топлива, ф2, Фз, Q4, Об, Об*,
3) отвод теплоты с паром и водой, сбрасываемыми из котла, Осбр.
При останове и простое котла аккумулированная в нем теплота полностью или частично теряется; основной причиной, обусловливающей эту потерю теплоты, является естественная или принудительная вентиляция котла. При пуске котла восстанавливается его тепловое состояние, имевшее место при останове, на что расходуется некоторое количество топлива, являющееся потерей. Количество теплоты фак тем больше, чем выше мощность котла и параметры пара; для барабанных котлов оно больше, чем для прямоточных,
50
поскольку металлоемкость и водяной объем последних меньше. На-пример, в котле ТП-170 при номинальной нагрузке аккумулированная теплота эквивалентна половине потребляемого за 1 ч топлива.
Потеря аккумулированной -теплоты уменьшается, если после останова котла генерируемый при погашенной топке пар используется для собственных нужд. Например, после отключения генератора блока 200 МВт от сети и погашения топки в котле ТП-100 генерируется такое количество пара, которого достаточно для выработки электроэнергии на собственные нужды блока в течение примерно 15 мин. При последующем пуске теплота, использованная полезно при останове, должна быть компенсирована соответствующим расходом топлива.
Таким образом, потери аккумулированной теплоты зависят не только от конструктивных характеристик, но и от технологии останова и длительности простоя котла, плотностей его газовоздушного и водопарового трактов.
Потери теплоты Qs и Q6 при пуске котла незначительны.
Большие избытки воздуха, имеющие место при пуске котла, могут обусловить существенное увеличение потерь Q2 даже при относительно низкой температуре уходящих газов. Нестабильность топочного процесса, а также относительно низкие температуры в топке являются причиной повышенных потерь Q3 и (?4. Особенно значительны потери Q4 в процесе перехода на сжигание угольной пыли.
Потери теплоты со сбросной средой зависят от типа котла, технологии и длительности пуска. Эти потери в единицу времени для прямоточного котла выше, чем для барабанного.
Из изложенного выше следует, что пусковые потери теплоты, зависят и от исходного теплового состояния котла (холодное, неостывшее, горячее) перед растопкой.
Общий расход теплоты на пуск котла может быть определен следующим образом:
по обратному балансу
Сп.к ~ Сак + Сг + Сз + С4 + Сб + Се + Себр + +^T5n.K+C£n.nQn.n;
по прямому балансу
о = о + о«т э + ?нт„ В О хп.к ^тл ~ 7Э П.к 1 ^П.и ЬП.и чп.и»
где —удельный расход теплоты (нетто) на расходуемую при пуске котла электроэнергию Эп.к; <2тл— теплота сжигаемого топлива- —удельный расход теплоты (нетто) на производство пара от посторонних источников; Qn.H«»количество теплоты, потребляе
4*
51
мое пускаемым котлом на собственные нужды с учетом энергетической ценности £п.и.
При использовании теплоты сбросной среды из котла пусковые потери определяются из выражения
А^п.к = ^п.к ~~ ^НТ ^сбр ^СбР’
где <7ИТ — удельный расход теплоты на производство пара находящимися в данное время в работе котлами; Qc6p —полезно используемая теплота сбросной среды пускаемого котла при ее энергетической ценности £сбр.
Использование пара, генерируемого котлом при пуске, способствует уменьшению потерь не только теплоты, но и воды.
Отвод низкопотенциальной теплоты от пускаемого котла блока посторонним потребителям в пусковой схеме не предусматривается, однако часть этой теплоты может быть использована на собственные нужды блока (например, в деаэраторе), что также сокращает пусковые потери.
Потери теплоты (топлива) при пусках котлов и блоков норми-. руются на основании результатов специальных опытов и расчетов [14].
С ростом мощности блока пусковые потери топлива увеличиваются. Влияние других факторов можно установить на примере временных нормативных пусковых потерь для блока 200 МВт (табл. 3.1).
Как видно из табл. 3.1, влияние каждого из отраженных в ней факторов на пусковые потери довольно существенно. Значительное влияние оказывает длительность простоя, определяющая продолжительность пуска, причем последняя тоже нормируется.
Таблица 3.1. Нормативные пусковые потери топлива для блока 200 МВт
Тип блока Тип.котла Топливо Потери,- т,- условного топлива# после простоя# ч
более 70—90 50—60 30—35 15-20 6—10
Моно- Барабанный Газ, мазут 91 83 70 63 52
блок Твердое 104 95 82 75 63
Прямоточ- Газ, мазут 108 93 81 80 61
ный Твердое 121 105 93 92 72
Дубль- Барабанный Газ, мазут 113 104 83 74 56
блок Твердое 128 118 96 88 69
Прямоточ- Газ, мазут 127 114 101 89 67
ный Твердое 142 129 115 103 80
52
ГЛАВА ЧЕТВЕРТАЯ
ЭКСПЛУАТАЦИЯ ТОПОЧНЫХ УСТРОЙСТВ
4.1. ОБЩИЕ ПОЛОЖЕНИЯ
Топочное устройство должно обеспечивать наиболее полное сгорание топлива, необходимое теплбвосприятие экранов топки и бесшлаковочную работу котла в заданном диапазоне нагрузок. Необходимо также таким образом организовать протекание топочных процессов, чтобы исключались существенные тепловые перекосы, создавались предпосылки для уменьшения коррозии металла поверхностей нагрева и снижения до минимума содержания биологически вредных веществ в дымовых газах. Обязательным требованием к аэродинамике топочной камеры является условие отсутствия наброса факела на экранные поверхности нагрева.
Эффективность работы топочных экранов зависит от их конструктивных особенностей и чистоты, а также от аэродинамики топочного объема. Сильно загрязненные или ошипованные «утепленные» экраны воспринимают значительно меньше теплоты, чем гладкотрубные и относительно чистые, следствием чего является более высокая температура газов на выходе из топки при одном и том же теплонапряжении топочного объема.
Двухсветные экраны воспринимают значительно больше теплоты, чем настенные, и, следовательно, позволяют иметь высокие теплонапряжения топочного объема (таковы, например, топки малогабаритных газомазутных котлов). Они улучшают также аэродинамику вытянутых по фронту топок с прямоточными (щелевыми) горелками по углам. Однако двухсветные экраны работают в. более тяжелых условиях, чем настенные, особенно в зоне горения, где локальные тепловые напряжения существенно превышают средние. Местные очаги шлакования также ухудшают условия работы экранов. Поэтому в топках котлов двухсветные экраны устанавливаются относительно редко.
Основными показателями работы топочного устройства, характеризующими его конструктивные особенности и условия эксплуатации, являются коэффициент избытка и присосы воздуха в топке, температура дымовых газов на выходе из топки, температурные поля в сечениях топочной камеры, химический состав и однород
53
ность дымовых газов на выходе из топки, содержание горючих в шлаке и уносе, количество золы, уносимой дымовыми газами.
Одним из важнейших режимных факторов является коэффициент избытка воздуха в топке. Его влияние на потери теплоты с недожогом топлива и с уходящими газами рассмотрено в гл. 2. Существенное влияние оказывает этот фактор и на бесшлаковочную работу котла: при нормативном его значении и хорошей аэродинамике факела бесшлаковочная мощность котла обычно выше. Повышенные присосы воздуха в топку обусловливают смещение факела в верхнюю часть топки и могут явиться причиной шлакования поверхностей нагрева в этой зоне. Поддержание минимально возможного для данного топочного устройства коэффициента избытка воздуха является также достаточно эффективным средством уменьшения коррозии труб поверхностей нагрева и подавления образования окислов азота в дымовых газах при эксплуатации котла.
Расчетный (нормативный) коэффициент избытка воздуха в конце топки принимается в соответствии с рекомендациями [15], при этом необходимо, чтобы коэффициент избытка воздуха в пылеугольной горелке был не менее 1,05 в расчете на поданное в нее топливо. Присосы воздуха в топку котла должны быть минимальными, отвечающими требованиям ПТЭ. Следует помнить, что в топке могут быть самые большие присосы воздуха как за счет пылесистемы, так и из-за конструктивных особенностей (места соединения с горелками, проходы труб через обмуровку, наличие устройств для удаления шлака, большое количество лючков, лазов, взрывных клапанов и т. д.). По расчетам при увеличении присосов в топку на 20 % (абс.) КПД.котла снижается более чем на 1 %. Топки с газоплотными экранами должны быть бесприсосными. Для исключения утечек дымовых газов в местах прохода труб коллекторов выполняются специальные «теплые ящики», в которые подается воздух с несколько большим давлением, чем внутри топки или газохода.
Температура дымовых газов на выходе из тогцш характеризует, прежде всего, качество сгорания топлива и интенсивность теплообмена в топочной камере. Процес: сы горения топлива и теплообмена в топке являютсй взаимосвязанными и в значительной мере определяют температурный уровень как в зоне горения, так и на выходе из топки. Неудовлетворительная организация процесса горения приводит, в частности, к затягиванию факела в верхнюю часть топки, снижению интенсивности радиационного теплообмена и повышению температуры
54
газов на выходе из топки; последнее может обусловливать шлакование пароперегревателя. Причинами образования местных очагов шлакования могут быть неудовлетворительная аэродинамика факела и существенные температурные перекосы по сечению топки. Неравномерное шлакование, в свою очередь, приводит к увеличению локальных теплонапряжений, а также температурных перекосов на выходе из топки, которые ухудшают условия работы конвективных поверхностей нагрева (в первую очередь — пароперегревателя) и могут стать причиной повреждения труб вследствие их пережога. Важным средством предупреждения этих явлений, а также повышения экономичности топочного устройства является обеспечение равномерного распределения топлива в воздуха между горелками, а при сжигании твердого топлива — также оптимальное соотношение расходов первичного и вторичного воздуха.
Равномерность температур и однородность газового потока по сечению топки имеют важное значение с точки зрения экономичного сжигания топлива, снижения газовой коррозии труб экранов, а также эффективности использования экранных и конвективных поверхностей на-, грева.
Химический состав дымовых газов характеризует ко-, эффициент избытка воздуха, а также наличие в них продуктов неполного сгорания топлива (химический недожог) и вредных веществ (в частности, окислов серы и. азота). В эксплуатационных условиях оперативно измеряется лишь содержание свободного кислорода в про-, дуктах сгорания, позволяющее определить коэффици-. ент избытка воздуха в режимном сечении (обычно— перед экономайзером). Содержание других компонентов определяется только при наладке и испытаниях котла.
Механический недожог определяется содержанием горючих в шлаке и уносе. При потерях теплоты с механическим недожогом, превышающих 0,5 %, все котлы с камерным сжиганием твердого топлива должны быть оборудованы постоянно действующими установками для отбора проб летучей золы с целью регулярного определения содержания в ней горючего остатка.
Количество золы, уносимой дымовыми газами, зависит от марки сжигаемого топлива, типа топочного устройства и способа удаления шлака. Этот показателе определяет, в частности, периодичность включения устройств
55
очистки поверхностей нагрева от золовых отложений» а также работу золоуловителей и системы шлакозоло* удаления.
4.2. ЭКСПЛУАТАЦИЯ ПЫЛЕУГОЛЬНЫХ ТОПОК
Этот тип топочных устройств отличается большим> разнообразием конструктивного исполнения [12], обусловленным свойствами топлива различных марок, кото* рые определяют систему приготовления и сжигания пыли, а также способ удаления шлака. Вместе с тем можно указать на некоторые общие основные положения, выполнение которых всегда, необходимо для обеспечения экономичной и бесшлаковочной работы топочных устройств данного типа.
Процесс сжигания твёрдого топлива условно разделяют на следующие стадии: подобрев, испарение влаги, выход и сгорание летучих веществ, сгорание коксовых частиц. При этом процесс горения коксовой частицы является определяющим в достижении максимального использования теплоты сгорания топлива, особенно при малом содержании в нем летучих веществ.
. Поскольку время пребывания частиц топлива в топке очень мало, полное завершение всех стадий и, следовательно, экономичное сжигание возможны лишь при определенных условиях. Так, очень важно обеспечить наиболее раннее и устойчивое воспламенение пыли. Для этого необходим быстрый начальный подогрев поступающей в топку пыли до высокой температуры, что достигается за счет предварительной подсушки топлива в пылеприготовительной установке, раздельного ввода первичного и вторичного воздуха с подводом последнего в ядро горения, разделения потока аэропыли на тонкие струи и подвода к ним горячих топочных газов и турбулизации потока. Последние два мероприятия позволяют увеличить поверхность соприкосновения пылевоздушного потока с возможно большим количеством топочных газов, что особенно важно для топлив с малым выходом летучих. Для этих же топлив приходится предусматривать зажигательный пояс в топке и другие меры по-повышению температуры факела (в частности, высокий подогрев воздуха, частичное или полное разделение камер сгорания и охлаждения).
Для полного сгорания коксовых частиц необходимы их определенный размер, своевременная подача к ним необходимого количества кислорода и хорошее перемешивание с воздухом в зоне горения. Это обеспечивается благодаря подаче вторичного воздуха со скоростью, боль-56
шей, чем первичного, и турбулентному перемешиванию его в ядре горения с уже воспламенившейся пылью. Неудовлетворительное перемешивание и обусловленное им замедленное.выгорание топлива с малым выходом летучих приводят к особенно большим потерям теплоты с механическим недожогом. Кроме того, выжиг топлива в ядре факела будет лучшим при более ровном фракционном составе пыли и равномерной (без пульсации) подаче ее через горелки.
Рис. 4.1. Схема двухулиточной вихревой горелки ТКЗ:
/ — обмуровка топки; 2—кольцевой канал вторичного воздуха; 3—кольцевой канал пылевоздушной смеси?
4 —мазутная форсунка; 5 —улитка вторичного воздуха; 6 — подвод газа в топку; 7 — кольцевой коллектор газа; 3—улитка пылевоздушной смеси; 9 — наконечник газового а л ектроз а пальника
Аэродинамические характеристики топки и горелок также имеют весьма существенное значение при сжигании твердых топлив. Несовершенная аэродинамика топочных устройств может, в частности, обусловливать раннее перемешивание первичного и вторичного воздуха, которое приводит к ухудшению условий воспламенения топлива и увеличению механического недожога, особенно при малом выходе летучих. Наиболее благоприятные условия для полного сгорания топлива создаются в вихревых и циклонных топках.
При сжигании твердых топлив применяются два типа горелок — вихревые (турбулентные) и прямоточные (щелевые) [12].
В двухулиточных вихревых горелках ТКЗ (рис. 4.1) с помощью улиток осуществляется предварительное закручивание потоков пылевоздушной смеси (аэропыли) и вторичного воздуха. За счет интенсивной крутки потоков обеспечиваются широкий разомкнутый факел и непрерывное и устойчивое движение большого количества топочных газов к наружной и внутренней поверхностям конусообразных потоков. Эжектирование топочных газов к внутренней поверхности потока обеспечивает быстрый и высокий подогрев пыли в зоне ее воспламенения.
Характеристиками горелки являются ее тепловая мощность (производительность по топливу), параметр (степень) крутки потока, скорости входа пылевоздуцщой смеси и вторичного воздуха в
57
топку. Параметр крутки определяет эпюру скоростей потока и влияет на устойчивость воспламенения топлива, экономичность и надежность топочного устройства. С увеличением параметра крутки расширяется конус потока, увеличивается количество эжектируемых топочных газов, уменьшается длина (дальнобойность) факела.
Горелки данного типа являются достаточно универсальными, т. е. могут быть применены для любого твердого топлива. Однако наибольшее применение они получили при сжигании топлив с малым выходом летучих, требующих для воспламенения весьма высокой температуры. Их тепловая мощность может достигать 100 МВт (14 т/ч).
Горелки имеют значительное сопротивление, поэтому необходимы сравнительно большие давления обоих потоков для подачи их в топку. Кроме того, при закручивании пылевоздушного потока вследствие центробежного эффекта возможно концентрирование пыли у внешней стенки канала, что приводит к недостатку воздуха в пылевоздушной струе в зоне воспламенения.
От скорости потока на выходе из горелки во многом зависят условия сгорания пыли. При малой скорости пылевоздушного потока возникает опасность быстрого обгорания выходных патрубков, а также возможно выпадение (сепарация) частиц пыли из потока. Обгорание патрубка приводит к преждевременному перемешиванию потоков и ухудшению условий воспламенения топлива. При слишком большой скорости потока зона воспламенения пыли перемещается в глубь топки, где первичный воздух уже интенсивно перемешивается со вторичным, и горение топлива может ухудшиться. При снижении скорости вторичного воздуха угол раскрытия конуса уменьшается и дальнобойность факела увеличивается. Поэтому поддержание оптимального соотношения скоростей потоков имеет большое значение.
Скорости пылевоздушного потока (wj и вторичного воздуха (w2), а также их соотношение (o>2Mi) регламентируются ОСТ 24.030.026.72. Так, для вихревых двухулиточных и улиточно* лопаточных горелок следует принимать = 144-30 м/с, ®2=42 м/с, W2/a>i»l,3-$-l,5 в зависимости от тепловой мощности горелки и марки сжигаемого топлива.
В горелках большой производительности вторичный воздух подается в топку по двум концентрическим кольцевым каналам, в которых установлены завихряющие тангенциальные лопатки (рис. 4.2). При уменьшении расхода пыли внешний канал отключается и во внутреннем сохраняется достаточно высокая скорость воздуха. При
58
снижении нагрузки котла вторичный воздух может подаваться также через центральный канал. Турбулизация в ядре горения достигается за счет встречного расположения горелок.
Прямоточные горелки отличаются простотой конструкции и малым аэродинамическим сопротивлением. При угловом расположении их в топке квадратного се-
Рис. 4.2. Вихревая (улиточно-лопаточная) пылегазовая горелка ЦКТИ— ТКЗ мощностью 100 МВт:
/—4 —см. на рис. 4.1; 5—наконечник газового электрозапальника; 6 — тангенциальные лопатки завихрителя вторичного воздуха; 7, 8 — соответственно трубы и кольцевой коллектор газа; 5 —улитка пылевоздушной смеси; /0 — подвод воздуха в осевой канал
чения со скошенными углами обеспечиваются наилучшая аэродинамика факела и равномерное распределение тепловых потоков по экранам.
Как показали исследования ЦКТИ [6], при тангенциальном расположении этих горелок на стенах топки (даже квадратного сечения) факел получается асимметричным, объем зоны горения используется неэффективно, появляются застойные зоны и шлакование стен. При подаче аэропыли через круглые сопла большого диаметра воспламенение топлива затягивается. Поскольку устойчивость воспламенения топлива обеспечивается взаимодействием поступающих из горелок струй в объеме топки, работа последней резко ухудшается при подаче воздуха только из трех ее углов.
Для горелок данного типа характерен замедленный прогрев топлива топочными газами, поэтому они применяются, главным образом, при сжигании богатых летучими веществами каменных и бурых углей, фрезторфа и сланцев. Выделяемой при сгорании летучих этих топлив
59
/теплоты достаточно для разогрева потока аэропыли и за* жигания кокса. Для сжигания антрацитов и тощих углей прямоточные горелки применяются значительно реже, чем вихревые, так как механический недожог топли< ва оказывается обычно повышенным. При двухъярусном расположении этих горелок обеспечиваются более интенсивная циркуляция газов в центре топки и меньшие их скорости у стен, что способствует снижению механи-
ческого недожога топлива и обеспечению бесшлаковоч-ного топочного режима [16].
В плоскофакельных горелках ЦКТИ (рис. 4.3) пе-рёмешивание потоков аэропыли и вторичного воздуха
Рис. 4.3. Плоскофакел^ная горелка ЦКТИ для котла ТП-100:
1 — канал пылевоздушной смеси; 2 — мазутная форсунка; 3 — канал вторичного воздуха
осуществляется в каждой горелке за счет энергий столкновения потоков, поступающих из двух наклоненных друг к другу групп сопл. Соударение потоков вторичного воздуха должно происходить после воспламенения топлива. Перераспределением расхода вторичного воздуха между верхним и нижним соплами можно смещать зону соударения потоков и место положения факела вверх или вниз. Это позволяет регулировать в некоторых пределах температуру перегретого пара и режим удаления шлака положением факела без поворота горелки. Плоскофакельные горелки применимы для сжигания всех видов топлива (угля, мазута, газа) без рециркуляции дымовых газов. Применение этих горелок на котле ТП-100 при сжигании львовско-волын* ского каменного угля и мазута дало положительные результаты [16],
Сжигание твердого топлива. Все рассмотренные выше типы вихревых и прямоточных горелок различной мощности при хорошо налаженном топочном процессе обеспечивают достаточно экономичное сжигание топлива. Вместе с тем отклонение отдельных режимных факторов от оптимальных может оказывать существенное влияние 60
на процесс горения топлива и потери теплоты с механическим недожогом.
Показателем работы горелок является коэффициент неравно* мерности:
вг.макс — Цг.мин Ор
где аг.макс, аг.мин, аг — соответственно максимальный, минимальный и средний коэффициенты избытка воздуха в горелках.
Рис. 4.4. Влияние коэффициента неравномерности на потерю теплоты с механическим недожогом (топливо—' АШ):
1 — прямоточные угловые горелки, а т= «=1,15; 2 — длиннощелевые горелки, ат= «=1,17; 3 — двухулиточные и улиточно-лопаточные горелки, а т“ 1,15-5-1,22
Рис. 4.5. Зависимость потери теплоты с механическим недожогом от нагрузки котла ТПП-НО (топливо — АШ)
При %г<0,3 влияние этого фактора на qi для АШ (рис. 4.4) [6] практически не сказывается, однако при больших его значениях q± существенно увеличивается, особенно для топок с прямоточными горелками. С уменьшением избытка воздуха и производительности горелки влияние данного фактора более ощутимо. Для равномерного распределения пыли и воздуха между горелками последние должны снабжаться расходомерными устройствами пылевоздушной смеси и вторичного воздуха.
Так как надежных расходомерных устройств для аэропыли нет, контроль за равномерным соотношением между топливом и воздухом по отдельным горелкам осуществляется по загрузке пылепитателей (по показаниям амперметров) и степени открытия завихряющих лопаток вторичного воздуха (по указателям положения).
Скорости аэропыли и вторичного воздух^и соотношения между ними (рис. 4.5) [16] должны поддерживаться в пределах, указанных выше,
61
Качество работы горелок характеризуется также коэффициентом избытка воздуха в них аг (рис. 4.6). Значения ссг^и q4 для различных топлив и горелок регламентируются ОСТ 24.030.026.72 (табл. 4.1).
На экономичность и надежность работы топочного устройства при частичных нагрузках котла существенное влияние может оказывать режим работы системы пылеприготовления с промежуточным бункером.
Рис. 4.6. Зависимость потери теплоты с механическим недожогом от коэффициента избытка воздуха в горелках
Так, например, при номинальной и близких к ней нагрузках котла, работающего на антраците, при сушке топлива и подаче пыли горячим воздухом количество поступающего через сбросные сопла в топку вне зоны зажигания сушильного агента составляет около 15 % теоретически необходимого для горения воздуха. При коэффициенте избытка воздуха на выходе из горелки, соответствующем указанному в табл. 4.1, достигается также нормативный избыток воздуха в топке. При снижении нагрузки котла и неизменном режиме работы системы пылеприготовления значения коэффициентов избытка воздуха на выходе из горелок и в топке либо одного из них отклоняются от оптимальных, что приводит, в частности, к уве-
Таблица 4.1. Характеристика работы камерных топок
Топливо Коэффициент избытка воздуха на выходе из горелки при подаче угольной пыли Потеря теплоты с механическим недожогом, %, при шлакоудалении
горячим воздухом сушильным агентом жидком твердом
Антрацитовый штыб и 1,05 1,10—1,15 3-4 4—6
полуантрациты
Тощие угли 1,05 1,10—1,15 1,0 2
Каменные угли 1,05 1,15 0,5 1,0—1,5
Бурые угли 1,10—1,15 1,15 0,5 0,5—1,0
62
личению потерь теплоты с механическим недожогом и с уходящими газами;
Для улучшения воздушного режима и работы топки целесообразнее подача сушильного агента через основные горелки между каналами пылевоздушной смеси и центрального воздуха (рис. 4.7).
Рис. 4.7. Схема пылегазомазутной горелки:
1 — улиточный завихритель пылевоздушной смеси: 2 — кольцевой коллектор газа; 3 — патрубки вторичного воздуха; 4 —осевые лопаточные аппараты; 6 — трубы для газа; 6, 7, 8, У —каналы пылевоздушной смеси, вторичного воздуха, сушильного агента и центрального воздуха соответственно; 10—канал для мазутной форсунки
Благодаря этому на котле ТПП-210А при сжигании АШ достигается оптимальный коэффициент избытка воздуха в топке около 1,15 (вместо 1,3 при сбросе сушильного агента через специальные сопла), причем повышения q^ нарушения выхода жидкого шлака, шлакования и ухудшения других показателей работы не наблюдаются [6]. При двухъярусном расположении горелок сброс сушильного агента производится через горелки верхнего яруса, при этом коэффициент избытка воздуха в них должен быть несколько выше, чем в нижних.
Положительные результаты были получены и при подаче пыли в топку сушильным агентом. Это дает возможность исключить недопустимо низкие избытки воздуха на выходе из каждой горелки при меньшем общем коэффициенте избытка воздуха в топке; отпадает надобность в вентиляторе горячего дутья (ВГД). Расход электроэнергии на собственные нужды, в том числе и на привод дымососов, снижается, и КПД котла (нетто) повышается.
Так, например, при подаче пыли львовско-волынского угля сушильным агентом КПД котла (брутто) ТП-100 с вихревыми двухулиточными горелками на 1,3 % выше, чем при подаче пыли горячим воздухом [6], к тому же во избежание загорания пыли в пыле-
63
проводах необходимо осуществлять присадку холодного воздуха (перед ВГД). При использовании сушильного агента температура пылевоздушной смеси составляла 60—90 °C, т. е. условия взрыво-безопасности обеспечивались. Оптимальный коэффициент избытка воздуха в топке при подаче пыли горячим воздухом составил 1,25—• 1,3, а при подаче сушильным агентом —1,15. В обоих случаях аг=» с= 1,05 ч-1,10, остальные показатели работы топочного устройства практически одинаковы.
Рис. 4.8. Зависимость потери теплоты с механическим недожогом общей (а) и в шлаке (б) от содержания грубых фракций в пыли березовского и ирша-бородинского углей (^ = 115-*-4-160 МВт/м3, ат= 1,2 ч-1,5; котлы БКЗ-210-140Ф и ПК-10Ш)
Рис. 4.9. Зависимость потери теплоты с механическим недожогом экибастузского угля от теплового напряжения сечения и объема топки
Основной причиной механического недожога, как показывают исследования, является недогорание крупных частиц топлива, поэтому фракционный состав пыли оказывает существенное влияние на значение q^ (рис. 4.8) [3]. Влияние теплонапряжений объема и сечения топки на <74 при сжигании экибастузского угля видно из рис. 4.9 [3].
Особенности эксплуатации топочных устройств с жидким шлакоудалением. При жидком шлакоудалении более существенно повышается температура дымовых газов. на выходе из топки в случае загрязнения незакрытых футеровкой экранов, вследствие чего возможно шлакование конвективных поверхностей нагрева. Более существенно на тепловосприятии поверхностей нагрева сказываются и возможные тепловые перекосы, обусловленные неодинаковой работой горелок, а также нарушения аэродинамики факела.
Для обеспечения непрерывного и надежного выхода жидкого шлака необходимо поддерживать температуру
64
в топке в соответствии' с характеристиками плавкости золы и не допускать сепарации угольной пыли на под. При снижении температуры или наличии сепарации пыли вязкость шлака увеличивается, вследствие чего ухудшается или полностью прекращается выход жидкого шлака.
При малой скорости пылевоздушного потока на выходе из вихревой горелки возможна значительная сепарация пыли на под топки. Такой же результат может иметь место при чрезмерно интенсивном вихревом (круговом) движении в топке потоков от прямоточных горелок, приводящем к заметному опусканию факела в центре топки и увеличению вероятности сепарации пыли. Изменение характеристик золы также может привести к нарушению нормального режима шлакоудаления.
Необходимо содержать в хорошем состояний футеровку, под и летку топки и периодически проверять их перед растопкой котла. При больших трещинах в огнеупорном материале пода количество проникающего.через них жидкого шлака может оказаться настолько значительным, что возможен разрыв экранных труб из-за перегрева их в этих местах. Для предотвращения разрушения летки в обрамляющих ее трубах должен быть обеспечен постоянный проток охлаждающей воды.
Причиной затягивания летки может быть значительное повышение зольности топлива (и, следовательно, снижение его теплоты сгорания), недостаточная производительность шлакоудаляющих транспортеров и т. п. Не следует также чрезмерно быстро повышать нагрузку котла, если к тому же до этого он хотя бы кратковременно работал с твердым шлакоудалением.
Особенности сжигания бурых углей, торфа и сланцев. Определенная специфика сжигания этих топлив обусловлена довольно большим содержанием в них летучих веществ, а также высокой влажностью бурых углей, и особенно торфа, и значительной зольностью сланцев. При неудовлетворительной организации топочного процесса воспламенение и горение этих топлив становятся неустойчивыми и неэкономичными, сопровождаются значительной пульсацией факела и интенсивным шлакованием поверхности нагрева.
Вследствие высокой влажности бурых углей и торфа требуется большой количество теплоты для испарения влаги. Предварительная Подсушка этихз^оплив в пылеприготовительной устаноцир ограничена -условиями взры-
6—419 65
вобезопасности, поэтому пыль поступает в топку с довольно большой влажностью и необходимый на стадии подготовки топлива к горению температурный уровень обеспечивается за счет подвода достаточного количества теплоты на выходе из горелочного устройства.
Для сжигания этих топлив чаще всего применяются прямоточ-
ные эжекционйые горелки с фронтальным их расположением [5, 12], при этом важное значение имеет воздушный режим горелок и топки. Скорость пылевоздушной смеси должна быть относительно низкой, а вторичного воздуха — довольно
значительной (для фрезторфа — соответственно около 10 и 40 м/с). Для отжатия факела' от задней
Рис. 4.10. Зависимость амплитуды пульсации разрежения в топке котла БКЗ-210-140Ф от влажности фрезерного торфа:
1 — эжекционные горелки МЭИ; 2 — турбулентные горелки
стенки топки предусматривается подача встречного (третичного) воздуха, скорость выхода и количество которого также имеют большое значение. Ограниченная подача третичного воздуха способствует более полному выгоранию частиц кокса и улучшению заполнения объема топки дымовыми газами. При большом количестве третичного воздуха горение ухудшается, нарушается аэродинамика факела, вследствие чего шлакование может не уменьшиться, а, наоборот, увеличиться.
При неправильно выбранных скоростях потоков и неудовлетворительном перемешивании их возможны значительные пульсация факела и увеличение механического недожога топлива. Поэтому подачу воздуха следует регулировать тщательно и раздельно для каждой мельницы и горелки. Значительное влияние на уровень пульсации оказывает влажность топлива и пыли (рис. 4.10) [18].
Низкие скорости аэропыли и пульсация факела в шахтно-мельничных топках повышают опасность взры~ ва и пожаров в установке, поскольку при этом увеличивается вероятность переноса горения из топочной камеры в шахту. Взрыв и пожар могут возникнуть также в результате самовоспламенения пыли, скопившейся и слежавшейся на р&'зличных неровностях и уступах в шахте. Поэтому необходимо постотнйо следить за тем пер ату-66
рой аэросмеси в шахте, не допуская ее повышения сверх допустимой, а конструкция шахты должна исключать возможность скопления в ней пыли. Из-за повышенной взрывоопасности шахтные (гравитационные) сепараторы для мельниц большой производительности не применяются. В настоящее время молотковые мельницы котлов большой производительности, сжигающих бурые угли й сланцы, снабжаются инерционными сепараторами. Наметилась также тенденция применения таких сепараторов при сжигании фрезторфа [3].
Шлакование топки и способы его предотвращения. Возможность и интенсивность шлакования топочных экранов определяются прежде всего составом золы и свойствами ее компонентов. Поэтому различают сильно шлакующие топлива (например, канско-ачинские угли) и практически нешлакующие (например, экибастузский уголь). Вместе с тем существенную роль при этом может играть и множество других факторов: уровень температур и равномерность их распределения в зоне горения, аэродинамика факела, температура стенки трубы, состав дымовых газов. Эти факторы определяют температуру золы и особенности ее фазовых превращений, а также траекторию движения золовых частиц. Современные мощные котлы из-за большой тепловой нагрузки экранов и высоких параметров среды склонны к шлакованию при сжигании твердого топлива почти всех марок.
При твердом шлакоудалении необходимо обеспечить плотность теплового потока экранов в зоне горения, исключающую спекание первичного слоя отложений. Это достигается при так называемом низкотемпературном сжигании топлива, когда за счет рециркуляции дымовых газов в ядро горения снижается температура факела и у стен топки. Должны быть исключены наброс факела на экраны и отложение на них расплавленных частиц. Более равномерное распределение тепловых потоков экранов и интенсивный теплообмен имеют место в тангенциальных топках.
При наличии восстановительной среды в пристенном слое газов резко снижается температура плавления и спекания золы и увеличивается шлакование экранов. Необходимо добиваться равномерного распределения топлива и воздуха между,торелками и додерживать оптимальное соотношение м^кду скоростями первичного и вторичного воздуха.
5*
67
, Аэродинамика тангенциальной топки нарушается при отключе- < нии горелок в одном углу. Поэтому при отключении мельницы следует оставить некоторый расход вторичного воздуха через неработающую горелку. Чрезмерное увеличение крутки воздуха в вихревых горелках связано с опасностью «прилипания», струй факела к стенке и появления шлакования в районе горелки. Вредное, влияние оказывают и присосы холодного воздуха.
В процессе эксплуатации необходимо постоянно следить за положением факела и регулировать воздушный режим горелок и топки. Важное значение имеет такж§ систематическая и достаточно эффективная очистка поверхностей нагрева, позволяющая исключить образование больших и трудноудаляемых отложений золы и наростов шлака.
Коррозия экранных труб. Внутренняя коррозия может быть электромеханической или химической. Она обусловливается ухудшением качества питательной воды и неудовлетворительным ведением водного режима котла. Фактором, стимулирующим эту коррозию, является также высокая температура среды и стенки трубы.
Существенные разрушения может вызывать наружная коррозия труб котлов высокого и сверхкритического давлений, называемая высокотемпературной газовой коррозией. В пылеугольных котлах причиной возникновения этой коррозии является наличие в дымовых газах сероводорода (H2S), образующегося в факеле при недостатке кислорода.
При наличии в пристенном слое дымовых газов восстановительной среды H2S вступает в реакцию с металлом труб, образуя слой хрупкого сернистого железа, легко разрушающегося при температуре 300 °C и более и поэтому не препятствующего непрерывному протеканию коррозии. При температуре металла менее 300 °C коррозия не проявляется, однако ее интенсивность резко возрастает с повышением температуры металла.
При прочих равных условиях газовой коррозии в наибольшей мере подвергаются трубы или участки их с высоким теплонапряжением, т. е. вблизи горелок или при применении газоплотных экранов, для которых характерно повышенное тепловосприятие труб из-за большего шага их. Интенсивность коррозии может возрастать при установке горелок большой мощности или при слишком близком их расположении к примыкающим стенам топки.
Сероводород образуется в зоне активного горения при недостатке кислорода (т. е. при аг<1,0) и затем переносится пылегазовым потоком к экранам. Поэтому 68
необходимо поддерживать коэффициент избытка воздуха на выходе из горелки больше единицы и не допускать «наброса» факела на экранные трубы, а также разрушения зажигательного пояса. Должны быть исключены отложения солей и накипь на внутренней поверхности экранных труб сверх допустимых.
Совместное сжигание пыли и мазута. В настоящее время накоплен положительный опыт одновременного
сжигания этих двух различных по характеристикам видов топлива. Совместное сжигание необходимо, главным образом, для повышения устойчивости горения малореакционного или плохого качества твердого топлива (чаще всего АШ) и расширения диапазона на-
Рис. 4.11. Зависимость КПД котла ТП-230Б и содержания горючих в уносе от доли сжигаемого с АШ мазута
грузок котла при нормальном выходе жидкого шлака.
Доля мазута т может изменяться в широких пределах. Она оказывает существенное влияние на экономичность совместного сжигания топлив. Так, для условий работы котла ТП-230Б, имевших место при проведении опытов [19], КПД его повышается с увеличением лишь до определенного значения доли сжигаемого мазута .(рис. 4.11).
Обобщение имеющегося опыта позволяет дать некоторые общие основные рекомендации по обеспечению надежного и экономичного совместного сжигания пыли и мазута [20]. Горелки должны быть в одинаковой мере приспособлены для эффективного сжигания обоих видов топлива, причем одновременная подача в одну и ту же горелку пыли и мазута не допускается. При двух- и многоярусном расположении горелок твердое топливо следует подавать преимущественно в нижние горелки, мазут — в верхние. Для лучшего перемешивания продуктов сгорания, способствующего снижению интенсивности коррозии и загрязнения поверхностей нагрева, в горелки, расположенные рядом с работающей на твердом топли
69
ве или напротив нее, следует подавать другое топливо. Для сохранения шлаковой пленки, защищающей от выгорания футеровку экранов топки с жидким шлакоуда-лением, необходимо 1 раз в смену менять вид подаваемого в горелку топлива (кроме горелок, работающих постоянно на твердом топливе). При ухудшении качества топлива подача мазута для устойчивости факела должна увеличиваться.
С увеличением доли сжигаемого мазута несколько возрастает тепловосприятие в топке и уменьшается температура дымовых газов на выходе из нее. При этом, как показывают исследования ВТИ на котле ТПП-200-1, условия работы экранов и пароперегревателей (в сравнении с режимами сжигания только АШ) не ухудшаются. Скорость низкотемпературной коррозии при сжигании высокосернистого мазута в 4—5 раз выше, чем при совместном его сжигании с АШ. В целом исследования выявили достаточно высокую эффективность совместного сжигания мазута и АШ, о чем свидетельствуют такие показатели, как практически полное выгорание мазута и повышение КПД котла, расширение диапазона регулирования нагрузки котла (100—60 % номинальной) при устойчивом выходе жидкого шлака, увеличение продолжительности рабочей кампании по условиям шлакования ширм и заноса золой конвективных поверхностей нагрева.
4.3. ЭКСПЛУАТАЦИЯ ГАЗОВЫХ И ПЫЛЕГАЗОВЫХ ТОПОК
При сжигании газа необходимо обеспечить подачу воздуха в достаточном для горения топлива количестве и эффективное смесеобразование. Газ воспламеняется очень быстро и в довольно широком диапазоне концентраций воздуха в смеси. Однако для полного сгорания газа рекомендуется поддерживать коэффициент избытка воздуха на выходе из топки около 1,1.
Сложность процесса смесеобразования обусловливается необходимостью равномерного распределения газа, объем которого почти в 20 раз меньше объема необходимого количества воздуха в топливовоздушной смеси. В горелках энергетических котлов подача газа и воздуха осуществляется раздельно {диффузионные горелки); процесс смесеобразования начинается на выходе из горелки и заканчивается в топочной камере одновременно с горением. Газ выходит из горелки тонкими струями через большое количество трубок диаметром 5—20 мм (пе-70
риферийная подача) или через узкие щели в наконечнике (центральная подача) со скоростью 70—160 м/с. Такие конструкции горелок обеспечивают интенсивное проникновениемгаза в воздух, движущийся со скоростью 25—50 м/с; поток воздуха предварительно завихряется. В горелках с подачей воздуха по двум каналам [21]
предусмотрена возможность отключения одного из них с целью обеспечения оптимальных условий для смешения газового и воздушного потоков при пониженных нагрузках горелки.
Наиболее совершенные конструкции горелок позволяют обеспечить экономич
ное сжигание газа при малых избытках воздуха (рис.
4.12).
Полнота сгорания газа контролируется по показаниям кисло-родомера, а также визуальным наблюдением за факелом. Длинный
Рис. 4.12. Зависимость потери теплоты от коэффициента избытка воздуха за экономайзером при сжигании газа (горелки ЗиО — ВТИ)
с красноватым оттенком или коп-
тящий факел свидетельствует об образовании сажи вследствие не-
достатка воздуха или неудовлетворительного его перемешивания с газом. Поскольку сажа горит гораздо медленней газа, факел затя
гивается вверх; экономичность сжигания газа при этом ухудшается. Не следует допускать затягивания пламени в амбразуру, так как это приводит к преждевременному разрушению обмуровки, обгоранию деталей горелки и резкому ухудшению условий работы экранных труб.
Необходимо соблюдать все меры предосторожности при эксплуатации газовых и пылегазовых топок. Пуску котла должна предшествовать тщательная вентиляция топки и газоходов; газопроводы должны заполняться при открытых свечах. Необходима высокая надежность запальных устройств; повторный розжиг погасшей горелки допускается только после вентиляции топки и газоходов. Необходимо постоянно следить за плотностью всех элементов схемы газоснабжения. При аварийном останове котла подача газа в топку должна немедленно прекращаться закрытием быстродействующего запорного клапана. . , г
В практике эксплуатаций возможно совместное сжигание газа и пыли. Оба топлива должны подаваться в
71
разные горелки. При одновременной-подаче этих топлив в одну и ту же горелку газ, воспламеняясь первым, ухудшает условия горения пыли при недостатке кислорода на начальном участке факела, что приводит к снижению экономичности. Подача большого количества газа (в несколько горелок) также может привести к снижению экономичности сжигания пыли. Поэтому оптимальная доля подаваемого в отдельные горелки газа должна определяться экспериментально для каждого типа горелок и топки, а также марки твердого топлива.
Количество сжигаемого газа в топках с зажигательным поясом должно определяться также из условия предотвращения обгорания футеровки. Для исключения обгорания насадков пылегазовой горелки необходимо соответствующим образом отрегулировать количество поступающих в нее газа и воздуха. -
4.4. ЭКСПЛУАТАЦИЯ МАЗУТНЫХ
И ГАЗОМАЗУТНЫХ ТОПОК
Мазут воспламеняется довольно легко, однако требует тщательного распыливания с помощью мазутных форсунок и предварительного подогрева для снижения вязкости до необходимой. Высокий подогрев воздуха и разделение его на первичный и вторичный не требуются. Весь воздух подводится к корню факела и для лучшего перемешивания с распыленным мазутом предварительно завихряется в горелках с тангенциальными или аксиальными лопатками.
Для обычных камерных топок применяются, главным образом, вихревые газомазутные горелки большой мощности при давлении мазута 3,5—6,0 МПа. Высокую номинальную мощность и расширенный диапазон регулирования при достаточно эффективном перемешивании воздуха с топливом имеют двухпоточные газомазутные горелки.
Механические форсунки требуют довольно высокого давления мазута, причем со снижением давления качество распыливания и сгорания существенно ухудшается. Это в значительной мере ограничивает возможность регулирования мощности форсунки, поскольку для уменьшения подачи мазута вдвое необходимо снизить его давление почти в 4 раза. Отключение же части горелок при снижении нагрузки котла может привести к нарушению аэродинамики факела и повышенному избытку воздуха
72
в . топке (отключенные горелки для предотвращения их обгорания приходится охлаждать воздухом). Для пуска котла необходимо иметь дополнительный комплект форсунок малой мощности.
Более приспособлены к работе с переменной нагрузкой паромеханические форсунки; наиболее предпочтительны форсунки ТКЗ «Титан-М» с металлокерамическим распылителем, который увеличивает длительность
90
1 г 5 6
Рис. 4.13. Распиливающая головка форсунки «Титан-М»:
1 — распределитель; 2, 3 — гайки парового и мазутного наконечников; 4 — фильтр; 5 — завихритель мазута; б —мазутное сопло; 7 — паровой распылитель
работы форсунок с постоянными расходными характеристиками (рис. 4.13). Номинальная мощность форсунки наибольшего типоразмера составляет около 3,3 кг/с при давлении мазута 3,5 МПа, при этом расход пара составляет примерно 0,12 кг/с при давлении 0,8 МПа.
Особенности работы топочного устройства. Вследствие относительно малых размеров ядра факела и его большой излучательной способности при горении мазута имеет место значительная неравномерность тепловосприятия экранов по высоте топки. В зоне горения наблюдается наибольшее тепловосприятие, почти вдвое превышающее среднее для всей топки, что предопределяет тяжелые температурные условия работы незащищенных экранов в этой зоне. В то же время довольно высокий уровень тепловых напряжений объема и сечения топки обусловливает работу пароперегревателя при относительно высокой температуре дымовых газов.
Наличие серы и других минеральных примесей в мазуте является причиной загрязнения (золой, коксом и сажей) и наружной коррозии высокотемпературных и
73
низкотемпературных поверхностей нагрева. Так, при сжигании высокосернистого мазута на топочных экранах образуется плотная корка бурого или черного цвета толщиной 3—7 мм и более. Отложения наблюдаются и на трубах пароперегревателя [22].
Соединения ванадия и натрия (сульфаты) являются причиной загрязнений высокотемпературных поверхностей нагрева и наружной коррозии пароперегревателя
(при температуре металла выше 600 °C). Коррозия топочных экранов обусловлена наличием в пристенном слое сероводорода и восстановительной среды, интенсивность ее увеличивается с ростом температуры
Ч 8 12 16 20 гр
Рис. 4.14. Зависимость температуры дымовых газов на выходе из топки от коэффициента рециркуляции дымовых газов в топку
металла (в частности, при наличии железоокисных отложений в экранных трубах).
Основной причиной низкотемпературной коррозии является конденсация слабоконцентрированной серной кислоты на трубах поверхностей нагрева. Сернокислотная коррозия металла создает особенно много трудностей при эксплуатации котлов (см. гл. 5).
Несмотря на сложность и взаимосвязь перечисленных явлений, их вредное влияние на экономичность и надежность работы котла удается уменьшить применением комплекса мероприятий конструктивного и эксплуатационного Характера. Для предотвращения загрязнения поверхностей нагрева эоловыми отложениями должна проводиться их систематическая механизированная очистка. Снижение тепловой нагрузки экранов в зоне горения и подавление коррозии труб НРЧ могут быть достигнуты применением рециркуляции дымовых газов, ввода присадок, подачи водяного пара в зону коррозии, а также строгим соблюдением норм качества питательной воды, проведением регулярных микропромывок топочных экранов и химических очисток водопарового тракта.
Рециркуляция дымовых газов может осуществляться как в ядро факела (через горелку), так и непосредственно в зону коррозии. В первом случае снижаются адиабатическая температура горения, температуры стенки труб и дымовых газов на выходе из топки. По данным
74
ВТИ [3] при коэффициенте рециркуляции 20 % тепло-восприятие в топочной камере уменьшается примерно на 15 % (рис. 4.14). Во втором случае рециркуляция газов снижает концентрацию H2S в пристенной зоне; считается, что опасность появления коррозии топочных экранов возникает при объемном содержании H2S в дымовых газах 0,01 % и более. При этом рециркуляция может также способствовать трансформации восстановительной среды в окислительную.
При вводе присадок (например, ВТИ-4ст) снижается как концентрация H2S, так и температура металла трубы [23]; при вводе присадок ВТИ-4 и ВТИ-7 существенно снижается коррозия пароперегревателя [17]. В результате ввода водяного пара в зону коррозии защищаются экраны от воздействия коррозионно-агрессивных веществ, содержащихся в дымовых газах, не повышается температура труб и на них образуется защитная окисная пленка из Fe3O4 [23].
В настоящее время проводятся большие работы [24] по внедрению сжигания высокосернистых мазутов с предельно малыми коэффициентами избытка воздуха (около 1,01). Опыт отдельных электростанций подтверждает высокую эффективность этого метода борьбы с низкотемпературной коррозией. По данным некоторых работ при сжигании мазута с предельно малыми избытками воздуха резко снижается интенсивность и высокотемпературной коррозии.
Сжигание мазута с предельно малыми избытками воздуха при минимальных потерях от химической и механической неполноты сгорания и концентрации токсичных веществ требует применения наиболее совершенных конструкций горелок и форсунок, практически полного исключения присосов воздуха в топку, совершенствования методов контроля и автоматического регулирования топочных процессов и других мероприятий.
Проведенные исследования показали, что успешное сжигание мазута и газа при малых избытках воздуха в широком диапазоне нагрузок котла может быть достигнуто применением. мощных газомазутных многопоточных (многоканальных) горелок с отключаемыми периферийными каналами и регулируемой круткой воздуха, при этом наиболее целесообразными являются встречная, угловая или подовая компоновки горелок. Предпочтительно применение паромеханических форсунок.
75
В вихревой трехканальной газомазутной горелке ХФ ЦКБ—ВТ И (рис. 4.15) тепловой мощностью 40—80 МВт вторичное многократное дробление капель мазута и интенсивное смешение с воздухом достигаются за счет крутки воздушных потоков и разной их скорости. Общий уровень скоростей достаточно высок: для приосевого потока — не менее 30 м/с с увеличением на 20—10% для каждого
Рис. 4.15. Принципиальная схема трехканальной газомазутной горелки мощностью 40—80 МВт:
1 — неподвижные лопатки аксиального завихрителя приосевого воздушного потока; 2; 3 — подвижные лопатки улиточно-тангенциальных завихрителей центрального и периферийного воздушных потоков; 4 — мазутная форсунка;
5, 6 — подача центрального и периферийного газа
последующего концентрического потока. Для сохранения высокой скорости воздушных потоков при снижении мощности горелки периферийный воздушный канал отключается, при этом номинальный перегрев пара обеспечивается путем подачи в периферийный канал вместо воздуха рециркулируемых дымовых газов. Улиточно-тангенциальные завихрители 2 и 3 с поворотными лопатками позволяют регулировать интенсивность крутки основных потоков воздуха, изменяя тем самым форму и дальнобойность факела. Подача воздуха в приосевой канал через аксиальный завихритель с неподвижными лопатками осуществляется для стабилизации фронта воспламенения топлива. Такие горелки рекомендуется применять, в первую очередь, при их фронтовом расположении, так как благодаря высокой интенсивности крутки воздушных потоков можно существенно уменьшить длину факела, исключив его наброс на заднюю стенку при малой глубине топки. В то же время необходимо соответствующее
76
удаление крайних горелок от боковых стен. При встречном расположении допускается бблыпая длина факела. Горелки могут устанавливаться с разворотом вверх на 15° для поддержания заданной температуры пара. При номинальном давлении воздуха 1,6—1,8 кПа и паромеханических форсунках диапазон качественного регулирования нагрузки составляет 100—60 %. Горелка данного типа рекомен-
Рис. 4.16. Мазутная горелка встречно-ударного типа:
1 — мазутная форсунка; 2, 3 — центральный и средний воздушные каналы; 4 — периферийный отключаемый воздушный канал; 5 — аксиальный завихри-вающий аппарат; 6 — шиберы
дуется как типовая для реконструируемых газомазутных котлов [24].
.Для сжигания мазута с малыми избытками воздуха могут быть применены также трехпоточные горелки ВТИ — TR3 встречно-ударного действия (рис. 4.16). Горелка является по существу прямоточной (поскольку в ней завихряется только центральный поток воздуха) и имеет малое аэродинамическое сопротивление — около 1 кПа. Процессы вторичного дробления капель мазута, перемешивания и горения интенсифицируются за счет встречных соударяющихся струй в топке, и благодаря этому работа топки менее чувствительна
77
к неравномерности распределения топлива и воздуха по горелкам. Испытания ВТИ и эксплуатация этих горелбк тепловой мощностью около 70 МВт при скорости воздуха в амбразуре 60 м/с показали,
Рис. 4.17. Многоканальная газомазутная подовая горелка:
1 — неподвижные лопатки аксиального завихрителя приосевого воздушного потока; 2 — неподвижные лопатки тангенциального- завихрителя центрального воздушного потока; 3 — реверсивный аксиальный завихритель периферийного воздушного потока; 4 — мазутная форсунка; 5, 6 — трубки для центрального и периферийного подводов газа
Рис. 4.18. Распределение падающих тепловых потоков, кВт/м2, по высоте топки котла ПК-47 при сжигании мазута:
1,2 — соответственно прямоточно-вихревой и вихревой режимы работы подовой горелки; 3 — при настенной компоновке горелок
| Рис. 4.19. Зависимость потерь
д3 и qt от избытка воздуха:
78
что они работают достаточно устойчиво и надежно в диапазоне нагрузок котла 100—45 % при. малых избытках воздуха. [21].
С ростом мощности горелок названных типов увеличиваются локальные падающие тепловые потоки экранов в зоне горения до 500 кВт/м2 и более. Этот существенный недостаток в значительной мере устраняется при подовой компоновке газомазутных горелок. Свободное развитие факела обеспечивает достаточно равномерное теплоизлучение по высоте топки, при этом единичную мощность горелки можно значительно увеличить. Изменением направления и степени крутки воздуха можно воздействовать на формирование и положение факела, изменяя тем самым тепловосприятйе по высоте топки и температуру дымовых газов перед пароперегревателем. При подовой компоновке горелок, в частности, улучшаются условия работы экранов нижней радиационной части (НРЧ) прямоточных котлов и облегчается регулирование перегрева пара при изменениях нагрузки барабанного котла. Рекомендуется применять трехпоточные подовые горелки мощностью 40—105 МВт (рис. 4.17) с реверсивным тангенциальным завихрителем периферийного потока. Подача газа осуществляется через центральные и периферийные трубки малого диаметра, чем обеспечивается полное сгорание газа независимо от распределения воздуха по отдельным каналам.
Исследования работы двухпоточной газомазутной подовой горелки тепловой мощностью 280 МВт (производительность паромеханической форсунки — около 7 кг/с), проведенные Уралтехэнерго [18], показали, что на тепловые потоки и их изменения по высоте топки существенное влияние оказывает степень крутки периферийного воздуха. При отсутствии крутки факел получается сомкнутым, длинным и узким, тепловые потоки по высоте топки изменяются достаточно плавно; с повышением степени крутки тепловосприятйе нижней части топки увеличивается и достигает максимума при разомкнутом (раскрытом) факеле (рис. 4.18).
Оптимальный коэффициент избытка воздуха при сжигании мазута или газа составляет 1,01—1,02 (рис. 4.19). Существенное значение имеет и скорость воздуха. С увеличением избытка воздуха длина факела уменьшается.
79
ГЛАВА ПЯТАЯ
ЭКСПЛУАТАЦИЯ ПАРОПЕРЕГРЕВАТЕЛЕЙ, ЭКОНОМАЙЗЕРОВ
И ВОЗДУХОПОДОГРЕВАТЕЛЕЙ
5.1. ЭКСПЛУАТАЦИЯ ПАРОПЕРЕГРЕВАТЕЛЕЙ
Условия работы. Следствием специфической особенности пароперегревателей (высокие температуры дымовых газов и пара) является то, что их металл работает при температуре, близкой к предельной для выбранного материала. Так, максимальная (допустимая по условиям окалинообразования) температура труб из применяемых для пароперегревателей современных котлов перлитной стали 12Х1МФ и аустенитной Х18Н12Т при сжигании мазута должна составлять соответственно не более 585 и 610 °C. Следовательно, при температуре свежего пара 545 °C запас по температуре металла последней ступени пароперегревателя весьма ограничен и имеется опасность превышения допустимой температуры металла разверенных змеевиков. В результате снижается надежность пароперегревателя и уменьшается срок службы металла.
В практике эксплуатации еще нередки случаи аварийного повреждения змеевиков пароперегревателя (особенно ширм и выходной ступени конвективной части), а также промежуточного пароперегревателя. Более часто повреждаются змеевики из стали Х18Н12Т, обладающей повышенной склонностью к окалинообразова-нию, при работе котла на мазуте [27].
Температура наружной поверхности стенки развёренной трубы (ст.н, °C, определяющая возможность окалинообразования, может быть получена из выражения [15]
^ст.н = + А/ + РМмакс ( « . । д Н ~ )»
\ Лет 1 т Р аз J
где t — средняя температура рабочей среды в данном сечении, °C; Д/ —превышение средней температуры среды в данной трубе, °C; р. — коэффициент растечки теплоты;. P=dB/dnH — отношение наружного диаметра трубы к внутреннему; бет, Л.ст— толщина стенки, м, и коэффициент теплопроводности металла, кВт/(м-К); <?Макс— максимальная тепловая нагрузка наиболее нагружённой трубы, кВт/м?;, а2 — коэффициент теплоотдачи от стенки к пару, кВт/(м2-К).
80. •
Отсюда следует, что условия работы труб тем благоприятней, чем меньше температура пара, температурная разверка по змееви* кам, тепловая нагрузка (</макс), толщина стенки трубы и чем больше теплопроводность металла и коэффициент теплоотдачи а2. Пароперегревательные поверхности нагрева с различными видами теплообмена конструируют и компонуют таким образом, чтобы
Рис. 5.1. Максимально допустимая .температура пара (/) и ее изменение в пароперегревателе котла ТПП-312 при нагрузках 70 (2) и 100 % (^) номинальной:
/ — за НРЧ; // — за СРЧ; /// — за ВРЧ; IV — за первым впрыском; V —за потолочным экраном; VI — за ППТО; VII — за панелями поворотной камеры; VIII — за ширмами первого ряда; IX — за ширмами второго ряда; X — за вторым впрыском; XI — на выходе из пароперегревателя
совокупным влиянием всех перечисленных выше факторов определялась наименьшая возможная температура наружной поверхности стенки труб (рис. 5.1) [26].
С увеличением мощности (и габаритов) котла возрастают неравномерность обогрева труб по сечению газохода и тепловая разверка. В этих условиях особенно опасны нарушения нормального режима работы котла. Тепловая неравномерность может быть вызвана несимметричным включением горелок или их различной нагрузкой, неудовлетворительным воздушным режимом топки или замедленным горением топлива, односторонним шлакованием топки или первых по ходу газов рядов труб пароперегревателя. Неравномерное шлакование радиационной части пароперегревателя и ширм приводит к возникновению больших разностей .температур
6-419
81
по отдельным змеевикам. Разность температур пара (и металла) по отдельным змеевикам ширм или конвективной части пароперегревателя может быть более 50 ° С. Необходимо добиваться равномерного заполнения топки факелом при полном завершении в ней сгорания топлива и не допускать шлакования.
Условия работы промежуточного пароперегревателя имеют свои особенности. Вследствие менее интенсивной, чем в основном пароперегревателе, передачи теплоты от металла пару низкого давления высокие тепловые нагрузки промежуточного пароперегревателя нежелательны. Поэтому его располагают, как правило, в конвективном газоходе (после пароперегревателя свежего пара), где максимальная температура дымовых газов составляет 850—900 °C (при номинальной нагрузке котла). Одновременно повышается надежность работы не-охлаждаемого промежуточного пароперегревателя при пуске блока с однобайпасной пусковой схемой и при сбросах нагрузки. При таком расположении поверхность нагрева промежуточного пароперегревателя оказывается довольно большой, несмотря на относительно небольшое приращение энтальпии пара в ней. Поэтому и тепловая разверка может оказаться значительной. Между тем возможности перемешивания пара в промежуточных коллекторах и увеличения скоростей потока в трубах ограничены условием обеспечения минимальной потери давления пара (с целью повышения экономичности блока). Следовательно, при эксплуатации промежуточного пароперегревателя также важны режимные меры по обеспечению минимальной тепловой разверки.
Трубы пароперегревателей в процессе работы могут подвергаться наружной эрозии и коррозии. Эрозия (эоловой износ) труб имеет место при повышенных скоростях газового потока, содержащего частицы золы твердого топлива. Интенсивность износа зависит от твердости и размеров частиц золы. Наибольшему эоловому износу подвержена лобовая сторона первых рядов труб каждого конвективного пакета.
Высокотемпературная газовая коррозия труб ширм и конвективной части пароперегревателя пылеугольных котлов может иметь место при наличии в дымовых газах несгоревшей серы или сероводорода, которые при отсутствии свободного кислорода вступают в реакцию с металлом труб, образуя непрочный слой сернистого железа. Эти поверхности нагрева более подвержены коррозии .82
при сжигании мазута. Кислород, имеющийся в продуктах сгорания, при высоких температурах окисляет металл труб, причем ускорению этого процесса в значительной мере способствуют соединения ванадия (особенно V2O5) и натрия, входящие в состав золовых отложений на трубах, а также сульфаты (SO2, SO3). Ощутимое разрушение металла начинается при температуре стенки трубы около 600 °C и значительно ускоряется при более высоких температурах [22]. Коррозии подвергаются как трубы, так и неохлаждаемые элементы подвесок и дйстанционирующих гребенок пакетов пароперегревателя.
Выполненные ЦКТИ исследования показали, что при сжигании сернистого мазута скорость высокотемпературной коррозии пароперегревателя существенно увеличивается с повышением температуры наружной поверхности стенки трубы и коэффициента избытка воздуха и уменьшается при вводе в топку антикоррозионной присадки ВНИИНП-106; при одинаковых температурах стенки трубы коррозия стали 12Х1МФ протекает быстрее, чем стали Х18Н12Т. С учетом результатов проведенных опытов ВТИ не рекомендует при сжигании мазута допускать длительную работу труб пароперегревателя из стали 12Х1МФ с температурой более 585 °C, а из аустенитной стали — более 610 °C; при сжигании угля допустимая температура для аустенитной стали составляет не более 640 °C.
При наличии отложений окислов железа и меди на внутренней поверхности труб пароперегревателя возможна подшламовая коррозия металла. Причиной ее возникновения является протекание электрического тока между металлом и слоем отложений окислов. В результате металл трубы постепенно разрушается и увеличивается слой продуктов коррозии. Для уменьшения этой коррозии необходимо строго соблюдать все требования, касающиеся качества питательной воды и проведения промывок.
Под действием высоких температур и давлений изменяется структура и снижается прочность металла пароперегревателя, увеличивается остаточная деформация (ползучесть) труб. Для повышения надежности работы пароперегревательных поверхностей нагрева и паропроводов номинальная температура перегретого пара в 1971 г. была снижена до 555 °C для котлов без промежуточного пароперегревателя и до 545/545 °C при наличии последнего (при ранее принятых соответственно 570 и 565/570°C). Однако и в этом случае требуется систейа.-
6*
83
тический >и тщательный контроль состояния металла и роста его ползучести.
Регулирование температуры перегретого пара. В зависимости от нагрузки котла температура пара изменяется в соответствии со статической характеристикой пароперегревателя’; Так, температура свежего пара при различных нагрузках барабанного котла целиком определяется соотношением размеров радиационной и конвективной частей пароперегревателя, которое при этом для данного типа котлов, в отличие от прямоточных, не изменяется. Температура пара за радиационной частью пароперегревателя со снижением нагрузки котла может существенно возрастать. Промежуточный пароперегреватель имеет, как правило, явно выраженную конвективную характеристику: с уменьшением нагрузки котла температура пара снижается.
Для поддержания допустимой температуры пара (за котлом и после отдельных ступеней пароперегревателя) в заданном диапазоне нагрузок используются различные средства регулирования. Пароперегреватели свежего пара барабанных котлов, а также конвективные промежуточные перегреватели, рассчитываются и конструируются с таким условием, чтобы при использовании предусматриваемых средств регулирования обеспечивалась номинальная температура пара при снижении нагрузки обычно до 65—70 % номинальной. При большем сниже-ни нагрузки температура перегретого пара будет ниже номинальной.
•- Вследствие отсутствия фиксированной границы парообразующих поверхностей нагрева в прямоточном котле номинальная температура свежего пара может быть достигнута и при нагрузках, значительно меньших номинальной, путем соответствующего корректирования расхода топлива или воды. Практически это возможно при наличии некоторого запаса по допустимым температурам металла труб топочных экранов и первых по ходу пара ступеней пароперегревателя, поскольку температура среды в них будет больше, чем при номинальной нагрузке (рис. 5.1). Однако наличие такого запаса может оказаться нецелесообразным по экономическим соображениям. В этом случае приходится идти на некоторое снижение температуры свежего пара при частичных нагрузках котла. Так, на рис. 5.1 можно отметить, что поддерживать номинальную температуру свежего пара при нагрузке котла 70 % номинальной не следует, так как
84
температура пара за верхней .радиационной частью, потолочным экраном и ширмами будет выше допустимой для данного материала труб. ..
Изменение температуры перегретого пара может быть обусловлено и множеством других эксплуатационных факторов, причем характер этого изменения во многом
определяется также принципиальными различиями между барабанным и прямоточным котлами, связанными с особенностями парообразующей части тракта: строго фиксированные ее границы в барабанном котле и его большая аккумулирующая, способность; последняя является следствием значительно больших, чем в прямоточных котлах, степени заполнения водой и массы металла труб и барабана. Рассмотрим влияние изменения отдельных факторов на поведение температуры перегретого пара котлов обоих типов [11].
При увеличении расхода топлива В и неизменном расходе питательной воды Дп.в уменьшается
Рис. 5.2. Изменение режима работы прямоточного (а) и барабанного (б) котлов при увеличении расхода топлива
необходимая площадь поверхностей нагрева экономайзера и парообразующей части прямоточного котла, а их границы постепенно смещаются навстречу потоку. Вследствие этого сразу после увеличения расхода топлива находившаяся в конечных участках труб парообразующей части вода превращается в пар, и паропроизводитель-ность котла D на некоторое время увеличивается. Благодаря этому сохраняется примерно прежнее соотношение В/D и температура свежего пара /п.п остается неизменной (рис. 5.2). По мере того как устанавливается новая граница парообразующей части, увеличивается перегревательная поверхность и температура свежего пара повышается до значения, соответствующего новому расходу топлива. '
85
Паропроизводительность барабанного котла при увеличении расхода топлива также возрастает вследствие увеличения испарения воды, содержащейся в контурах циркуляции; уровень воды в барабане h при этом снижается. Поскольку увеличивается также и давление в котле (или температура насыщения), часть теплоты аккумулируется в воде и металле, что обусловливает замедленный рост паропроизводительности (рис. 5.2). Вследствие этого температура свежего пара начинает возрастать сразу после увеличения тепловосприятия пароперегревателя, обусловленного изменением расхода топлива. При новом установившемся расходе пара рост температуры прекращается; в дальнейшем последняя устанавливается на уровне, соответствующем статической характеристике пароперегревателя. Температура пара промежуточного перегрева обоих типов котлов в данном случае повышается.
Резкое и значительное увеличение расхода топлива обусловливает бурное парообразование, что приводит к вытеснению некоторого количества влаги в перегревательную часть тракта прямоточного котла, размеры которой вследствие этого также резко уменьшаются. В результате наблюдается явление так называемого «выброса» и температура свежего пара снижается. По мере выхода из котла дополнительно образовавшегося пара его температура начинает возрастать до значения, соответствующего новому расходу топлива. В барабанном котле при этом в начальный период произойдет резкое повышение уровня воды в барабане («набухание»). Так как заброс воды в пароперегреватель в любом случае должен быть исключен, температура пара возрастает в большей мере, чем при умеренном увеличении расхода топлива.
После уменьшения расхода питательной воды при неизменном тепловыделении в топке температура свежего пара прямоточного котла изменяется так же, как показано на рис. 5.2; при увеличении расхода питательной воды изменение температуры свежего пара будет обратным. При уменьшении расхода топлива и неизменном расходе питательной воды процессы протекают в направлении, обратном показанному на рис. 5.2. Кратковременное снижение паропроизводительности котла после уменьшения расхода топлива является следствием происходящего при этом заполнения водой труб дополнительного участка парообразующей части тракта.
86
. Изменение расхода питательной воды при неизменном тепловыделении в топке барабанного котла вызывает, прежде всего, соответствующее изменение уровня воды в барабане и мало сказывается на температуре свежего пара. Так, при уменьшении расхода питательной воды несколько увеличивается паропроизводитель-ность котла, поскольку уменьшается количество теплоты, необходимой для подогрева воды до температуры кипения. При прочих неизменных факторах это привело бы к снижению температуры свежего пара, так как тепловая нагрузка и общая площадь поверхности нагрева пароперегревателя остаются теми же. Однако из-за возникшего избытка пара повышается давление в котле, вследствие чего в нем увеличивается аккумулирование теплоты, что тормозит увеличение паропроизводительно-сти и способствует сохранению температуры свежего пара. При увеличении расхода питательной воды все процессы протекают в обратном направлении.
Изменения температуры питательной воды также вызывают изменение температуры свежего пара. Увеличение температуры питательной воды прямоточного котла при неизменных прочих факторах приводит к смещению границы парообразующей части, как и при увеличении расхода топлива, и температура свежего пара возрастает. В барабанном котле при этом уменьшается количество теплоты, необходимой для подогрева воды до кипения, вследствие чего расход пара в пароперегреватель увеличивается и температура свежего пара снижается. При уменьшении температуры питательной воды процессы в котлах обоих типов протекают в обратном направлении.
Снижение температуры свежего пара в котлах обоих типов имеет место вследствие увеличения расхода пара при внезапном набросе нагрузки турбины (при мгновенном перемещении ее регулирующих клапанов), при этом давление в котле снижается и за счет аккумулированной в нем теплоты увеличивается количество генерируемого пара, в результате чего температура его снижается.
Некоторые особенности в изменениях температуры пара имеют место при работе котла в режиме скользящего давления на пониженных нагрузках. При снижении давления в котле количество теплоты, необходимой для испарения воды, увеличивается. В барабанном котле тепловосприятйе пароперегревателя при неизменной площади его поверхности практически одинаково как
87
при номинальном, так и при пониженном давлении. Вследствие этого номинальный’ перегрев свежего пара обеспечивается в более широком диапазоне нагрузок. Так как.при работе блока в режиме, скользящего давле-. ния имеет место повышенная температура пара после ЦВД турбины, легче поддерживать на номинальном уровне и температуру пара промежуточного перегрева. Перевод прямоточного котла в режим работы на сколь? зящем давлении без изменения соотношения расхода питательной воды и топлива привел бы к снижению температуры свежего пара. Вместе с тем корректировкой этого соотношения температуру можно поддерживать на номинальном уровне.
В эксплуатационных условиях необходимо поддерживать заданные значения температур пара как за пароперегревателем, так и за отдельными его ступенями, используя для этого имеющиеся средства регулирования. Способы регулирования перегрева пара и принципы их действия подробно рассмотрены в [12]. На современных мощных котлах используются, как правило, впрыскивающие пароохладители, обеспечивающие малую инерционность и высокое качество регулирования. На барабанном котле производительность установки для приготовления собственного конденсата существенно зависит от температуры и расхода питательной воды (рис. 5.3), что ограничивает возможности регулирования перегрева впрыском собственного конденсата при частичных нагрузках. В этих и других случаях (в том числе при пусках котла) приходится подавать на впрыск питательную воду.
Впрыски используются и как аварийное средство регулирования температуры пара промежуточного перегрева; другие средства, применяемые для регулирования этой температуры (кроме рециркуляции дымовых газов), отличаются сложностью и инерционностью. Значительная инерционность свойственна регулирующей поверхности промежуточного пароперегревателя (рис. 5.4).
Паро-паровые теплообменники (ППТО) позволяют поддерживать заданную температуру пара промежуточного перегрева. Это достигается путем изменения расхода пара (свежего, промежуточного перегрева либо обоих потоков одновременно) через ППТО при различных нагрузках котла, вследствие чего изменяется количество теплоты, воспринятой паром промежуточного перегрева.
88
К газовому* методу регулирования перегрева пара относятся рециркуляция дымойых газов, изменение положения факела в топке с помощью поворотных и плоскофакельных (см. рис. 4.3) горелок или перераспределения топлива по ярусам горелок, байпасирование дымовых газов. Все эти способы используются одновре
Риа 5.3. Зависимость количества конденсируемого пара GK в конденсаторе пароохладительной установки барабанного котла от расхода D и температуры питательной воды (площадь поверхности нагрева конденсатора 28,7 м2, рб-15 МПа)
Рис. 5.4. Изменение температуры пара Ы промежуточного перегрева с регулирующей поверхностью котла ТП-100 при нагрузках блока 200 МВт (/) и 120 МВт (2)
менно с паровым методом регулирования. Из перечисленных способов наибольшее распространение получила рециркуляция дымовых газов. Она применяется главным образом при регулировании температуры пара промежуточного перегрева в газомазутных котлах сверхкритического давления, а также в новых конструкциях пылеугольных котлов блоков 800 МВт (в последнем слу-. чае дымовые газы предварительно очищаются от золы). По данным Союзтехэнерго увеличение рециркуляции дымовых газов с 10 до 30 % приводит к повышению температуры пара промежуточного перегрева в котлах ТГМП-114 и ТГМП-314 на 35 °C. В зависимости от места ввода дымовых газов рециркуляция может способствовать также снижению газовой коррозии экранов НРЧ, уменьшению количества образующихся окислов азота, выравниванию температуры дымовых газов на выходе из топки (перед ширмами), предотвращению шлакова-» ния ширм и фестонов при малой высоте топки, .
В эксплуатационных условиях возможны случаи, когда температуры пара всех параллельных потоков или одного из них за отдельными ступенями пароперегревателя могут превышать допустимые. Причиной этого может быть неудовлетворительная работа топки. Так, не-» равномерное распределение топлива по горелкам приводит к увеличению тепловых разверок в отдельных ступенях пароперегревателя, следствием чего может быть существенное повышение температуры пара одного из потоков за этими ступенями; высокое расположение ядра факела в топке обусловливает повышение температуры дымовых газов на выходе из топки и увеличение тепловой нагрузки отдельных ступеней пароперегревателя, в результате чего температура пара за этими ступенями (в первую очередь — незащищенными впрысками) может превышать допустимые значения. Во избежание этих последствий необходимо производить перераспределение топлива между горелками противоположных стен топки или между ярусами горелок. Загрязнение или шлакование топочных экранов также приводят к росту температуры дымовых газов на выходе из топки и повышению температуры пара. Поэтому необходимо своевременно производить обдувку и расшлаков-ку топочных экранов, не допуская их загрязнения. Шлакование пароперегревателя, наоборот, приводит к снижению его тепловосприятия и температуры пара. В этом случае необходимо произвести обдувку пароперегревателя.
В прямоточном котле повышенная температура пара за отдельными ступенями пароперегревателя может быть обусловлена отклонением от требуемого соотношения между расходами питательной воды (снижение его) и топлива (повышенный расход), поэтому необходима Соответствующая корректировка по температуре среды в контрольном сечении тракта. Следует также иметь в виду, что при уменьшении питания котла и увеличении расхода воды на впрыски может существенно возрасти температура среды за отдельными частями парообразующих и пароперегревательных поверхностей нагрева до первого впрыска; для обеспечения надежной работы этих поверхностей нагрева необходимо производить перераспределение расхода воды на питание котла и впрыски.
С повышением избытка воздуха в топке снижается паропроизводительность (барабанный котел) или тем
90
пература свежего пара (прямоточный котел). Поэтому необходимо контролировать коэффициент избытка воздуха в режимном сечении газохода и корректировать его в соответствии с указаниями режимной карты.
Превышение допустимого уровня воды в барабане обусловливает капельный унос влаги в пароперегреватель, образование отложений в его трубах и рост темпе-' ратуры металла.
Контроль за работой пароперегревателей. При эксплуатации пароперегревателей необходимо поддерживать температуры стенок труб, не превышающие допустимое для стали данной марки значение, и осуществлять постоянный контроль температур пара и металла. Контроль температуры металла труб в зоне обогрева их дымовыми газами ненадежен, поскольку устанавливаемые для этого «температурные вставки» относительно быстро выходят из строя. Поэтому контролируют, как правило, среднюю температуру пара в перепускных трубах и дополнительно температуру пара на выходе из наиболее разверенных змеевиков, определяемых в процессе специальных испытаний. Следует иметь в виду, что превышение температуры металла данной трубы над температурой пара для радиационной части пароперегревателя и ширм может достигать 100 °C и более, а для конвективной—20—40 °C. Средние значения температуры пара за ступенями пароперегревателя при различных нагрузках котла должны указываться в режимных картах, а максимально допустимые — в эксплуатационных инструкциях.
В процессе эксплуатации должно проводиться также систематическое наблюдение за состоянием металла труб и коллекторов пароперегревателей, имеющих рабочую температуру 450 °C и выше, в соответствии с «Инструкцией по наблюдению и контролю за металлом трубопроводов и котлов» [28]. В этой инструкции регламентированы объем, сроки и методы контроля элементов котла, в которых возникают процессы ползучести, окалинообразования (коррозии), изменения структуры и механических свойств металла.
При установившихся режимах работы котла колебания температуры перегретого пара не должны превышать +5 и —10 °C. Большие и систематические колебания температуры не только оказывают существенное влияние на экономичность, но и могут привести к снижению долговечности металла из-за ускорения процессов
9Д.
ползучести и окалинообразования, а также возникновения усталостных трещин в толстостенных элементах, . Причиной повышения температуры металла труб пароперегревателя является также . отЛожение солей на внутренней поверхности стенки. Чтобы не допускать большой толщины слоя отложений, качество питательной воды должно быть весьма высоким. С этой же це- -дью предусматриваются также периодические водные и' кислотные промывки водопарового тракта котла. В прямоточных котлах, не имеющих встроенного пускового узла, промывается весь водопаровой тракт. При наличии ВЗ промывается тракт только до этой задвижки. Тракт после ВЗ необходимо промывать только после капитального ремонта котла или после массовой замены труб. Промывки производятся при остановах и пусках котлов, а их периодичность определяется эксплуатационной инструкцией [29].
В барабанном котле водной промывке подвергаются только экономайзер и пароперегреватель. Кислотной промывке в котлах обоих типов подвергается весь водопаровой тракт.
Местные загрязнения золой и шлакование пароперегревателя также могут привести к повышению температуры металла отдельных, более чистых труб вследствие увеличения их тепловых нагрузок. В целях обеспечения более благоприятных температурных условий работы металла, а также для повышения экономичности котла необходимо регулярно и тщательно производить наружную очистку (обдувку) труб пароперегревателя.
5.2. ЭКСПЛУАТАЦИЯ ЭКОНОМАЙЗЕРОВ И ВОЗДУХОПОДОГРЕВАТЕЛЕЙ
Условия работы. Поскольку экономайзер расположеа в зоне пониженных температур дымовых газов, средняя тепловая нагрузка его труб не превышает 25 кВт/м2 при номинальной нагрузке котла. Это должно исключать высокие температуры металла даже при значительных уменьшениях расхода питательной воды и существенных неравномерностях тепловосприятия по отдельным змеевикам экономайзера. Вместе с тем в условиях эксплуатации нередко имеют место явления, снижающие надежность экономайзера: повреждение сварных швов, внутренняя и наружная коррозия труб, золовой износ, значительные отложения золы.
92
При появлении свища не следует допускать длительной работы котла, так как это может привести к повреждению соседних змеевиков и забиванию мокрой золой трубных пучков экономайзера, а также воздухоподогревателя. В экономайзерах кипящего типа одной из причин повреждений могут быть большие температурные разверки, которые следует контролировать путем измерения температур металла, отдельных змеевиков. Возможной причиной является также периодическое или неравномерное по времени питание котла водой, особенно барабанного типа. Очень распространенной причиной появления свищей в трубах экономайзера является коррозия внутренней или наружной поверхностей стен труб у сварных швов. При малых скоростях воды содержащийся в ней кислород всплывает и вследствие шероховатости стенки может задерживаться на верхней образующей труб. В этих местах возникает язвенная кислородная коррозия, которая распространяется в глубь металла. Для исключения этого явления необходимо глубокое обескислороживание питательной воды путем ее термической деаэрации и дополнительной последующей обработки сульфитом натрия или гидразинсульфитом (при рабочем давлении в котле до 7 МПа), гидразинсульфитом или гидразингидратом (при давлении свыше 7 МПа). Для заполнения котла водой перед пуском должна использоваться только деаэрированная вода. При растопке и малых нагрузках котла предпочтительнее поддерживать в трубах экономайзера такие скорости воды, при которых пузырьки воздуха, не задерживаясь, выносятся из экономайзера. В экономайзерах кипящего типа минимально допустимая скорость воды должна определяться также из условия отсутствия расслоения пароводяной смеси в трубах и исключения выхода на перегрев отдельных змеевиков.
Наружная (газовая) коррозия труб экономайзера возникает при наличии щелочно-сульфатных соединений, образующихся в золовых отложениях под действием серного ангидрида. Коррозии могут подвергаться, прежде всего, трубы входной части экономайзера, особенно если температура питательной воды не превышает 100— 105 °C, что имеет место в начальный период пуска котла или при отключении регенеративных подогревателей высокого давления (ПВД) установок с деаэраторами атмосферного типа. Поэтому следует стремиться к предельному сокращению длительности работы котла в таких
95
режимах. Необходимо также принимать меры по обеспечению снижения количества образующегося серного ангидрида или его химического связывания в нейтральные соединения (см. ниже).
Трубы экономайзера и воздухоподогревателя подвержены износу летучей золой. Износ тем больше, чем выше скорость газового потока и концентрация в нем крупных частиц золы и их твердость. Повышенный износ имеет место при сжигании многозольных бурых углей и сланцев. Большой абразивностью, например, обладает зола экибастузского угля.
Наибольшему износу подвержены первые ряды труб экономайзера, однако и они изнашиваются неравномерно: при П-образной компоновке котла больше изнашиваются трубы, расположенные ближе к задней стене газохода; по периметру трубы наибольшему износу подвержены участки, соответствующие углу атаки примерно 35°. С течением времени в этих трубах из-за износа возможно пог явление сквозных трещин или свищей. Трубы воздухоподогревателя подвергаются износу только на начальном участке вследствие завихрения газового потока при входе в них.
Для уменьшения эолового износа наряду с установкой защитных устройств над трубами экономайзера и защитных насадок в трубах воздухоподогревателя при эксплуатации присосы воздуха должны быть минимальными (так как они увеличивают скорости дымовых газов) , не следует допускать больших перекосов, перегрузку котла сверх расчетной мощности при ухудшении качества сжигаемого топлива, нарушения дистанциони-рования труб экономайзера. Необходима также регулярная и тщательная очистка поверхностей нагрева от золовых отложений.
При значительном золовом заносе экономайзера температура дымовых газов за ним существенно повышается, в результате чего верхняя трубная доска воздухоподогревателя может нагреваться сверх допустимой температуры, что приводит к короблению трубной доски и повреждению креплений в ней труб. Забитые золой трубы воздухоподогревателя также могут отрываться от трубной доски, так как они не прогреваются дымовыми газами и их удлинения меньше, чем остальных. Повышенный эоловой занос экономайзера и воздухоподогревателя имеет место при тонком помоле топлива, поскольку мелкие частицы золы практически не обладают абразивным воздействием на слой отложений, а также при сжигании мазута, зола которого очень липкая.
94
Свойства золовых отложений резко изменяются, а ин-тёнсивность их образования существенно возрастает при появлении влаги на поверхности нагрева (когда ее температура оказывается ниже температуры точки росы продуктов сгорания), что может иметь место в холодной части воздухоподогревателя при сжигании некоторых твердых топлив и мазута, особенно при относительно низких температурах уходящих газов и холодного воздуха. Одновременно интенсивнее протекают и коррозионные процессы, способствующие также повышению сцепляемо-сти золовых частиц с металлом труб и между собой. В результате образуются связанные золовые отложения, обладающие значительной прочностью, удаление которых представляет большие трудности.
Связь между температурой стенки трубы и максимальной толщиной слоя отложений золы эстонского сланца, имеющей относительно низкую сернокислотную температуру точки росы (75—80°C), видна из рис. 5.5 [30]. Для предотвращения загрязнения воздухоподогревателя плотными сульфатосвязанными эоловыми отложениями при сжигании твердых топлив рекомендуется поддерживать температуру стенки на 10 °C выше температуры сернокислотной точки росы.
При сжигании твердых топлив, имеющих низкую сернокислотную температуру точки росы или температуру начала конденсации водяных паров продуктов сгорания, работа воздухоподогревателя без загрязнения его плотными эоловыми отложениями может быть обеспечена даже при достаточно низкой температуре уходящих газов. При сжигании твердых топлив, имеющих сернокислотную температуру точки росы продуктов сгорания, превышающую 125 °C, даже при температуре уходящих газов 150 °C и предварительном подогреве воздуха не исключается конденсация влаги на части поверхности воздухоподогревателя и, следовательно, возможно образование плотных связанных золбвых отложений [30]. В этих случаях необходимы специальные мероприятия, совпадающие с рассмотренными ниже, по предотвращению низкотемпературной коррозии труб.
Эоловой занос воздухоподогревателя имеет место и при сжиганий мазута; его интенсивность зависит от сернистости и зольности мазута, состава дымовых газов и температуры поверхности нагрева. Исследования ВТИ, проведенные при сжигании высокосернистого мазута (S₽=2,5-4-3,3,%, Ар=0,1 %) с а^«1,04 и вводом присад-
95
ки ВНИИНП-102, показали, что температура поверхности нагрева существенно влияет на интенсивность отложений золы (рис. 5;6). Интенсивный занос начинается при температуре поверхности, несколько меньшей температуры сернокислотной точки, росы, и обусловлен появлением влаги на поверхности нагрева вследствие конденсации
Рис. 5.5. Максимальная толщина слоя стабилизированных отложений золы сланцев на лобовой образующей трубы в зависимости от температуры стенки
Рис. 5.6. Зависимость усредненного количества отложений на поверхности труб от ее температуры при сжигании мазута
паров серной кислоты и воды. В области температур поверхности, при которых происходит конденсация водяных паров (второй пик на рис. 5.5), отложения наиболее липкие и их в десятки раз больше, чем при £Ст= = 1004-105 °C. При уменьшении содержания серы в мазуте до 0,3—0,5 % и золы до 0,04—0,06 % длительность кампании воздухоподогревателя между очистками существенно увеличивается (до 2,5—3 мес).
Отмеченные закономерности формирования золовых отложений в одинаковой мере справедливы как для рекуперативных, так и для регенеративных воздухоподогревателей при продольном и поперечном омываниях труб шахматного пучка дымовыми газами. Поперечное омывание коридорного пучка оказывается предпочтительнее и по количеству образующихся отложений, и по стабилизации их,, что позволяет сократить периодичность чистки поверхности нагрева, особенно при S]/t/>2 [30].
96;
< ! При снижении нагрузки котла интенсивность золовых загрязнений воздухоподогревателя в* наиболее опасных зонах существенно увеличивается, так как снижение температуры поверхности (уходящих газов) сказывается сильнее, чем уменьшение скорости продуктов сгорания. Следовательно, воздухоподогреватели мазутных котлов, систематически работающих с низкими нагрузками, более подвержены интенсивному эоловому заносу.
Рис. 5.7. Зависимость количества сконденсировавшейся H2SO4 от температуры стенки:
Содержание паров H2SO4 в сухих газах (по объему): 1 — 0,05%; 2—0,02%; 3 - 0,005 %
Коррозия является следствием агрессивного воздействия на металл слабоконцентрированной серной кислоты, образующейся в результате реакции серного ангидрида с водой, выпадающей на поверхности нагрева при температуре стенки, меньшей температуры точки росы. Количество сконденсировавшейся кислоты зависит от содержания водяных
паров и серного ангидрида в дымовых газах, а также от температуры стенки (рис. 5.7) [22]. Установлено, что сернокислотная коррозия практически отсутствует лишь при содержании серного ангидрида в продуктах сгорания менее 0,0002 %. Поэтому даже при относительно малых концентрациях SO3 может образоваться достаточное для возникновения коррозии количество кислоты, конденсирующейся на поверхности нагрева. С увеличением концентрации H2SO4 в пленке влаги до определенного предела скорость коррозии возрастает.
Наибольшей агрессивностью, обладает серная кислота при ее концентрации в пленке влаги 60—70 %, имеющей место при температурах стенки 105—120 °C. Весьма агрессивным является и слабый раствор H2SO4. Кроме того, при температурах стенки 60—80 °C образуется также сернистая кислота, более агрессивная,. чем серная, вследствие чего скорость коррозии вновь резко возрастает. Интен
сивность коррозии возрастает в местах отложения золы и сажи. Слой отложений, пропитываясь кислотой, удерживает большее' ее количество, обеспечивая тем самым доступ кислоты .к
металлу.
7—419
97
При сжигании выеокосерниетых твердых топлив опасный для воздухоподгревателя (из-за возможности его коррозионного разрушения) интервал температур стенки находится между температурами точки росы продуктов сгорания /р 145—150 и 110—115 °C, а также ниже 70 °C (рис. 5.8). При температурах 70—ПО °C и несколько’ больших /р скорость коррозии невелика и воздухоподогреватель может работать достаточно длительное время без повреждений. При сжигании мазута коррозионнобезопасная зона температур стенки воздухоподогревателя отсутствует, а скорость коррозии может достигать 1,2 мм/год и более. В отечественной энергетике довольно большое количество котлов работает на сернистых мазутах, поэтому проблема борьбы с низкотемпературной (сернокислотной) коррозией поверхностей нагрева является весьма актуальной.
Коррозия воздухоподогревателя заметно усиливается в процессе останова котла вследствие образования повышенного количества водяных паров, и. серной кислоты при остывании поверхностей нагрева. Так, результаты обработки статистических данных по газомазутным котлам девяти электростанций показывают, что при отсутствии остановов воздухоподогреватель мог бы работать без коррозии пластин холодной части в 2—3 раза дольше [16].
Контроль и обслуживание; Поскольку интенсивность коррозии зависит от множества факторов, достаточно полную картину этого процесса получить не удается. Вместе с тем' исследования показывают, что процессы образования золовых отложений и коррозии в воздухоподогревателе являются взаимосвязанными, в значительной мере обусловливают друг друга и поэтому характеризуются аналогичными закономерностями (см. рис. 5.6, 5.&>. Регулярная и эффективная очистка воздухоподогревателя в одинаковой мере необходима как для предотвращения образования значительных золовых отложений, так и для снижения интенсивности коррозии металла. Применяются также другие методы борьбы с загрязнением и коррозией воздухоподогревателей: предварительный, подогрев холодного воздуха с целью предотвращения конденсации; водяных паров и серной кислоты на поверхностях нагрева, применение нейтрализующих присадок в мазут, сжигание мазута с предельно малыми избытками воздуха, использование кислотостойких покрытий металла и коррозионно-стой^ ких материалов.
93
Оптимальный 'предварительный подогрев холодного воздуха 4.в определяется да ©сновании технико-экономических расчетов, и для холодной части РВП при заданных tCT и Фух приблизительно определяется из соотношения
± . ®ух ”1" ^х.в
*ст~ £ .
Наиболее высокий предварительный подогрев воздуха необходим при сжигании сернистых мазутов и должен составлять ПО °C для трубчатых воздухоподогревателей и 70 °C для регенеративных [1]. При сжигании твердых топлив подогрев воздуха должен составлять 30—80°C (в зависимости от марки топлива). Он чаще всего обеспечивается за счет рециркуляции части горячего воздуха. Высокий предварительный подогрев воздуха обусловливает повышение температуры уходящих газов до 150—160 °C, вследствие чего потери д2 при имеющей место в условиях эксплуатации газовой плотности котлов достигают 6—7 % •
Присадки в мазут (см. гл. 6) являются довольно эффективным средством защиты поверхностей нагрева котла от золовых отложений и коррозии, причем некоторые из них могут также оказывать положительное влияние на теплообмен в котле или способствовать уменьшению выбросов вредных веществ [NOX, НС1, бенз (о) пирена, сажи] в атмосферу. Однако они, как и предварительный подогрев воздуха, лишь замедляют, но не устраняют коррозию.
При сжигании мазута с предельно малыми избытками воздуха (за экономайзером а7^1,О2) наименьшая допустимая температура металла поверхности поперечно омываемых труб при минимальной нагрузке котла по условиям коррозии составляет 80—85 °C [31], при этом скорость коррозии снижается с 1,2—1,5 до 0,3—0,4 г/(м2-ч).
К настоящему времени в практике эксплуатации накоплен определенный опыт применения антикоррозионных покрытий металлических низкотемпературных поверхностей нагрева, а также их изготовления из коррозионно-стойких неметаллических материалов (стекла, керамики), позволяющих снизить температуру уходящих газов при сжигании сернистых мазутов до ПО—115 °C и, следовательно, существенно повысить экономичность котла [31]. Эмалирование пластин регенеративного воздухоподогревателя (например, эмалью А-32) позволяет увеличить срок их службы примерно вдвое. По результатам опытов максимальная скорость коррозии образцов из стандартной набивки составляет 1,72 г/(м2-ч), эмалированных —«
7* £9
не более 0,023 г/(м2-ч). Существенным преимуществом последних является то, что образующиеся золовые отложения легко удаляются.
. Коррозионно-стойкие материалы и покрытия могут применяться либо для холодной части воздухоподогревателей, либо для дополнительных поверхностей нагрева, предназначенных для глубокого охлаждения уходящих газов и предварительного подогрева воздуха. Для трубчатых воздухоподогревателей применяют только отожжен-
Рис. 5.8. Зависимость скороети коррозии труб при поперечном обтекании от температуры стенки и ат:
л —для углей: / — донецкий Т; 2 — подмосковный; 3 — кизеловский; б—для сернистых мазутов
ное (термостойкое) стекло. Необходимы надежное крепление их в металлической трубной доске и защита последней от коррозии. Керамические (фарфоровые) трубки ТКЗ применил на большом числе РВП-54Г и РВП-88 (вместо стальных пластин). Эксплуатация этих воздухоподогревателей в течение нескольких лет при различных режимах работы котла дала положительные результаты [16]. В настоящее время налажено массовое производство таких трубок.
При эксплуатации РВП особое внимание следует_уде-лять также регулировке и сохранности уплотнений, так как при плохом их, состоянии значительно увеличиваются присосы и перетоки воздуха в газовый тракт. Зазоры между вращающимися и неподвижными частями уплотнений могут значительно изменяться при неодинаковых тепловых перемещениях корпуса и ротора, а также вследствие коррозии элементов уплотнений. При пуске котла необходимо обеспечить достаточно равномерный и постепенный прогрев РВП. В последние годы широко применяются графитные уплотнения РВП, которые благ годаря своим физическим свойствам позволяют обёспе-
100
чить минимальные зазоры и существенно уменьшить присосы.
В конвективной шахте и газоходах котлов возможно загорание отложений сажи и невоспламенившейся пыли, приводящее к серьезным повреждениям оборудования. Наиболее вероятно возникновение пожара в РВП, поскольку в них отложения сажи и пыли интенсивно омываются воздухом. Основными причинами загорания являются неудовлетворительные подготовка к сжиганию й горение мазута, недостаточный подогрев воздуха перед воздухоподогревателем мазутного котла, сброс воздуха из систем пылеприготовления в недостаточно прогретую топку и преждевременный переход на сжигание твердого топлива, неудовлетворительные режимы совместного сжигания смеси твердого топлива с жидким или газообразным, отсутствие средств очистки поверхностей нагрева или несвоевременное их включение. Перечисленные причины чаще всего могут иметь место при первых пусках котлов после монтажа или капитального ремонта из-за недостаточной налаженности оборудования, режимов горения, а также при большой длительности пуска и работы котла при пониженных нагрузках. При последующем повышении температурного уровня в газоходах может произойти загорание отложений.
Для предотвращения отложений сажи и ее воспламенения необходимо при эксплуатации котла строго выполнять соответствующие требования, указанные в инструкции. Так, должны использоваться только тщательно собранные и- протарированные на водяном стенде мазутные форсунки; мазут в форсунки должен подаваться с температурой и давлением, обеспечивающими необходимую вязкость и качественный распыл. Работа мазутных форсунок без организованного подвода к ним воздуха запрещается. С самого начала растопки необходимо постоянно следить за работой горелок и поддерживать их воздушный режим в соответствии с указаниями режимной карты и инструкции. При пуске котлов, работающих на сернистом газе, следует обеспечить предварительный подогрев холодного воздуха до температуры не менее 60 °C и в дальнейшем поддерживать ее в строгом соответствии с указаниями инструкции. Чем меньше выход летучих, тем при большей нагрузке котла допускается переход на сжигание твердого топлива. Необходимо постоянно контролировать температуру дымовых газов и воздуха после каждой ступени трубчатых воздухоподо
101
гревателей и в РВП. Признаком загорания отложений принято считать превышение нормальной температуры дымовых газов за РВП на 20—30 °C. Необходимо также систематически в строгом соответствии с графиком и непосредственно перед остановом котла, работавшего на мазуте, производить тщательную очистку поверхностей нагрева дробью и очистку РВП.
При возникновении пожара в конвективных газоходах следует немедленно отключить горелки, остановить дымососы и дутьевые вентиляторы, плотно закупорить газовоздушный тракт котла и включить имеющиеся средства пожаротушения. Основным .противопожарным средством является подача воды в количестве не менее 2,5—3 кг/с на 1 м2 сечения конвективной шахты. При наличии в конвективной шахте трубчатого воздухоподогревателя для тушения пожара можно применять насыщенный или слабоперегретый пар давлением 0,5—1,8 МПа.
ГЛАВА ШЕСТАЯ
ОЧИСТКА ПОВЕРХНОСТЕЙ НАГРЕВА ОТ ЗОЛОВЫХ ЗАГРЯЗНЕНИЙ
6.1. ОЧИСТКА ЭКРАНОВ И ПАРОПЕРЕГРЕВАТЕЛЕЙ
Для мощных энергетических котлов применяются, главным образом, механические способы очистки поверхностей нагрева от наружных загрязнений. С учетом типа поверхности нагрева, а также характера золошлаковых отложений на котлах предусматривается система комплексной очистки. Устройства для очистки поверхностей нагрева следует включать в работу последовательно по ходу дымовых газов, начиная с топочной камеры. Опыт эксплуатации подтверждает также целесообразность применения комбинированной очистки каждой поверхности нагрева (т. е. сочетания различных методов очистки), существенно повышающей ее эффективность без ощутимого ущерба для надежности и долговечности очищаемой поверхности.
Очистка радиационных поверхностей нагрева. Наиболее распространенным в настоящее время методом очистки топочных экранов является обдувка их паром (реже —сжатым воздухом). Очистка достигается вследствие динамического, термического и абразивного воздействия обдувочной струи на трубы, при этом могут удаляться сыпучие, рыхлые и прочные отложения. Для удаления последних, а также шлака большое значение имеет термический эффект обдувки.
102
Применяются маловыдвижные обдувочные аппараты завода «Ильмарине» ОМ-0,35 с вращающейся сопловой головкой и ОГР-Э с вращательно-поступательным движением сопловой головки при радиусе действия /?=2,5-^2,8 м. Однако аппарат ОМ-0,35 вследствие нулевого утла атаки обдувочной струи и переменного динамического напора по- ее длине (рис. 6.1) недостаточно эффективен при удалений: связанных отложений. Аппарат ОГР-Э, благодаря наличию регулятора давления обдувочного агента и установке сопла под углом
Рис. 6.2. Изменение локальных коэффициентов тепловой эффективности экранов котла П-49 во времени:
--------при отсутствии очистки; --------при водяной обдувке 1 раз в
смену
Рис. 6.1. Схемы действия обдувочных аппаратов ОМ-0,35 и ОПР-5 (а), ОГР-Э (б) при очистке топочных экранов
а к оси головки, обеспечивает одинаковую интенсивность воздействия струи на трубы по мере перемещения головки во всей зоне действия. Рекомендуется максимальное давление пара около 1,8 МПа, температура — до 450 °C, расход пара 2 кг/с, воздуха 4 кг/с. Аппараты ОГР-Э рекомендуется применять для работающих на твердом топливе котлов производительностью свыше 420 т/ч.
Для очистки двухсветных экранов применяются обдувочные аппараты типа ОГ-Н (глубоковыдвижные с ходом 1—8 м); обдувка осуществляется только за счет поступательного движения соплового устройства.
При обратном ходе сопловой головки (трубы) обдувочная струя, воздействуя на уже очищенные участки труб, обусловливает повышение их коррозионно-эрозионного износа вследствие разрушения защитной пленки окислов, поэтому не рекомендуется слишком частое включение аппаратов. Кроме того, для снижения интенсивности износа труб, уменьшения времени пребывания выдвижных элементов в топке, а также сокращения расхода обдувочного агента аппарат ОГР-Э, например, снабжен двумя редукторами с разными передаточными числами, благодаря чему скорость обратного перемещения сопловой головки более чем вдвое выше прямого.
103
Периодичность обдувки экранов зависит от интенсивности и свойств отложений и может составлять от 1 (при работе на АШ и т. п.) до 4 (при использовании эстонского сланца) раз в смену, а глубоковыдвижными аппаратами—1—2 раза в сутки. Не разрешается производить обдувку при неустойчивом горении; при сжигании малореакционных топлив на время обдувки целесообразно включить дополнительные газовые горелки или мазутные форсунки и увеличить тягу. Интервал между "включением последующих аппаратов должен быть не менее 1—2 мин. Следует строго соблюдать установленный график обдувки, не допуская значительных (и поэтому неудаляемых обдувкой) отложений.
Для повышения эффективности обдувки экранов и предотвращения образования больших отложений шлака при сжигании сильно шлакующих топлив рекомендуется применять обдувочные аппараты, работающие на воде. Высокая эффективность водяной обдувки достигается, главным образом, за счет кратковременных (десятые доли секунды) последовательно повторяющихся . воздействий струй холодной воды на слой раскаленных отложений, в котором из-за резких изменений температуры возникают значительные термические напряжения, разрушающие самые прочные отложения, не поддающиеся удалению паровой или воздушной обдувкой. Большая дальнобойность позволяет существенно уменьшить количество обдувочных устройств, что важно для топок мощных котлов, а также при наличии двухсветных экранов.
На рис. 6.2 показано изменение локальных коэффициентов тепловой эффективности 4е экранов топки котла П-49 в зонах высоких тепловых потоков [3]. Водяная обдувка 1 раз в смену с использованием сопла диаметром 8 мм при скорости горизонтальной развертки 0,42 рад/с позволяет поддерживать экраны чистыми. Температура дымовых газов на выходе из топки после обдувки повышается на 30—50 °C.
При водяной обдувке возникают резкие колебания температуры не только отложений, но и стенки трубы. Большие температурные разности по толщине стенки и по длине трубы могут вызывать существенные термические напряжения в ней и, как следствие, возникновение 'термоусталостных трещин. Поэтому водяную обдувку следует включать как можно реже. Кроме того, необходимо проводить периодический металлографический контроль состояния экранных труб.
Очистка пароперегревателей. Для очистки ширм и конвективной части пароперегревателя наиболее часто применяется паровая (воздушная) обдувка глубоковыдвижными аппаратами, устанавливаемыми горизонтально или вертикально. Сопловая головка вводится в газоход на глубину до 10 м (для вертикальных аппаратов — 4 м) при вращательно-поступательном движении. Для очистки ширм при сжигании топлив с абразивной золой применяются обдувочные ап
104
параты прерывистого действия типа ОГ-П. В них с помощью систем клапанов давление обдувочного агента перед соплами снижается от 1,5 до 3,0—0,4 МПа при пересечении сопловой головкой плоскости ширм, благодаря чему снижается эрозионный износ лобовых труб. Обдувка обычно производится 1—2 раза в сутки.
Для очистки шлакующихся поверхностей нагрева может применяться также «пушечная обдувка» их перегретым паром с помощью стационарно установленных сопл, действующих аналогично соплам, работающим на перегретой воде. Значительная дальнобойность струй, обеспечиваемая большим диаметром сопл (20—30 мм) и высокими параметрами пара (до 4 МПа), позволяет производить очистку поверхностей на расстоянии до 9—10 м от сопла. Для повышения эффективности обдувки, снижения эрозионного износа труб и уменьшения расхода пара обдувочная установка должна снабжаться импульсным паровым клапаном конструкции Союзтехэнерго с временем действия около 8 с. Эффект повышается также при использовании для обдувки смеси пара (или воздуха) с водой.
Положительный результат дает также виброочистка пароперегревателей. Ее эффективность достигается обеспечением необходимого среднего ускорения колебательного движения загрязненных труб, зависящего от свойств золы и температуры дымовых газов. При этом динамические напряжения в металле труб не должны превышать безопасные, составляющие не более 30—35 МПа [30]. При одинаковых характеристиках и конструкциях устройств виброочистки достигаемый уровень колебаний вертикальных ширм выше, чем горизонтальных. По всем основным показателям наиболее приспособлены к виброочистке цельносварные ширмовые поверхности. Систематическая виброочистка 1—3 раза в смену обеспечивает хорошую чистоту поверхности нагрева.
Внедряется в практику эксплуатации также импульсная {волновая) очистка ширм и конвективных поверхностей нагрева, а также регенеративных воздухоподогревателей (РВП). Этот способ очистки обеспечивает достаточно эффективное удаление рыхлых и сла-боспекающихся отложений золы и рекомендован, в частности, для проектируемых пылеугольных котлов энергоблоков 500 и 800 МВт.
6.2. ОЧИСТКА НИЗКОТЕМПЕРАТУРНЫХ
ПОВЕРХНОСТЕЙ НАГРЕВА
Дробеочистка применяется для удаления в первую очередь прочных связанных золовых отложений с труб поверхностей нагрева, расположенных в вертикальной конвективной шахте. Эффективность дробеочистки повышается при удалении отложений на первой стадии их образования, т. е. когда они еще близки к сыпучим или
105
рыхлым. Поэтому правильный выбор периодичности и регулярные включения дробеочистки имеют большое значение.
Наиболее распространены автоматические дробеструйные установки с напорным пневмотранспортом дроби (с турбовоздуходувкой), разработанные заводом «Котлоочистка» [25]. Контур движения дроби является замкнутым, благодаря чему существенно уменьшаются присосы воздуха в конвективную шахту котла с уравновешенной тягой или выход газов наружу (на котлах с наддувом). Количество дроби, поступающей в единицу времени на разбрасыватели, можно изменять с помощью питателя. Это позволяет установить режим очистки в соответствии с количеством и видом отложений. Процесс дробеочистки автоматизирован и механизирован; для дистанционного контроля за работой установки предусмотрена сигнализация.
Режим работы дробеструйной установки в каждом конкретном случае определяется в зависимости от интенсивности и характера золовых отложений и должен обеспечивать практически постоянное аэродинамическое сопротивление данного участка газового тракта и температуру дымовых газов на выходе в течение рабочей кампании котла. При сжигании твердых топлив дробеочистку обычно включают 1—2 раза в смену на 15—20 мин, однако в некоторых случаях (например, при сжигании назаровского угля) могут потребоваться и более частые включения. При сжигании сернистого мазута с малыми избытками воздуха дробеочистка включается 1—3 раза в сутки, если воздухоподогреватель регенеративный, и не реже 1 раза в смену при трубчатом воздухоподогревателе; при ат>1,05 дрэбеочи-стка-включается 1—2 раза в смену. Целесообразно также включать дробеочистку сразу после ну ска котла. Большие золовые отложения дробеочисткой удалить не удается; дробь застревает в отложениях и даже может спекаться с золой, что еще больше затрудняет очистку поверхностей нагрева.
Эффективность дробеочистки определяется также расходом дроби; чем чаще включается дробеочистка, тем при меньшем расходе дроби достигается эффективная очистка. При сжигании сернистого мазута расход дроби за одну очистку может составлять от 60—100 (при работе котла с малыми избытками воздуха) до 200—300 кг на 1 м2 сечения газохода; для пылеугольных котлов этот показатель составляет около 100 кг/м2.
При работе котла необходимо обеспечить надежное охлаждение разбрасывателей дроби или дробеметов, расположенных в поворотной камере. Необходимо проверять количество дроби в бункерах перед включением дробеочистки и после ее отключения, своевременно восполнять неизбежные потери дроби при эксплуатации установки. При работе дробеочистки следует следить за непрерывным протоком воздуха или дымовых газов через сепаратор, достаточным
166
для хорошего отвеивания волы от дроби и предупреждения ее скопления в зольных бункерах, препятствующего нормальной работе установки.
Очистка регенеративных воздухоподогревателей. Наибольшие отложения золы и сажи в РВП наблюдаются ближе к валу ротора и на периферийных участках (при особенно неблагоприятных условиях возможно полное перекрытие каналов в этих местах); средняя
Рис. 6.3. Стационарный многосопловой аппарат для обдувки РВП: / — коллектор; 2 — сопло; 3 — подвод пара; 4 — вал РВП; 5 — набивка РВП
часть загрязняется значительно меньше. Повышение температуры холодного воздуха до 55—60 °C способствует существенному снижению интенсивности образования отложений.
При сжигании мазута отложения характеризуются значительной плотностью и большой ецепляемостыо с металлом набивки РВП и не удаляются паровой (воздушной) обдувкой. Применение дробеочи-стки исключается из-за малого расстояния между пластинами набивки РВП. В этих условиях приходится прибегать к периодической водной промывке РВП.
Паровая (воздушная) обдувка РВП наиболее распространена. Основной недостаток наиболее часто применяющихся аппаратов типа ОП [12] — неравномерное распределение обдувочного агента по очищаемой поверхности и, как следствие, неодинаковое качество очистки отдельных зон набивки РВП. Этого недостатка лишен стационарный многосопловой обдувочный аппарат (рис. 6.3), представляющий собой неподвижный коллектор, секционированный на три участка с индивидуальным подводом пара [30]! Благодаря соответствующему подбору сечений в соплах достигается сверхзвуковое истечение пара со скоростью 900—1000 м/с. Недостатком подобных аппаратов является большой расход пара, увеличивающийся с ростом диаметра ротора РВП.
Для повышения эффективности паровой обдувки РВП следует поддерживать температуру холодного воздуха в соответствии с указаниями ПТЭ: температура уходящих газов мазутных котлов должна
107
составлять 140—160 °C, пылеугольных —130—150 °C. Обдувка производится 1—3 раза в смену. -
При сжигании сернистого мазута в холодной части РВП образуются влажные и липкие отложения (особенно при недостаточном, предварительном подогреве воздуха), которые плохо поддаются удалению паровой (воздушной) обдувкой. В этих случаях на некоторых ТЭС применяется очистка РВП способом «сушки». Для этого каждый из РВП поочередно отключается 1 раз в сутки по воздуху на 20—30 мин, благодаря чему вся набивка нагревается дымовыми газами до 280—300 °C. При этом отложения высушиваются, теряют свою прочность и, разрушаясь вследствие иного, чем для металла, термического расширения, выдуваются потоком дымовых газов. При этом способе уменьшается не только загрязнение, но и коррозия набивки РВП. Кратковременность этой операции не приводит к опасному перегреву массивных элементов РВП, однако вызывает повышенный износ уплотнений. К недостаткам этого способа следует отнести также значительный разовый выброс отложений в атмосферу, загрязняющих окружающую среду в процессе очистки РВП.
Наиболее эффективным и технологически простым способом удаления отложений является водная промывка РВП. Однако в результате промывок заметно повышается интенсивность коррозии РВП, поэтому они проводятся 2—4 раза в год и, таким образом, не являются основным способом очистки. Промывки проводятся, как правило, при остановленном котле при отключенном РВП; промывка «на ходу» не получила распространения.
Для уменьшения коррозии РВП вода подогревается до 70— 90 °C и подщелачивается. Давление воды составляет 0,15—1,0 МПа (низконапорная промывка), расход воды — до 4—5 т/ч на 1 м2 поперечного сечения ротора. Целесообразно после промывки высушивать очищенные поверхности.
При сжигании твердых топлив с большим содержанием серы первичный слой отложений в РВП из-за большого содержания сульфатов кальция становится очень прочным и нерастворимым, не поддающимся удалению паровой обдувкой и низконапорной водной промывкой. Такие отложения эффективно удаляются с помощью высоконапорной водной промывки с применением специальных схем и передвижных или стационарных многосопловых промывочных устройств [30]. Давление воды достигает 10—30 МПа, что и обусловливает высокий динамический эффект высоконапорной водной промывки. Температура воды должна быть не более 100 °C.
В настоящее время на нескольких мазутных котлах применяется импульсная (термоволновая) очистка РВП. Эоловые отложения разрушаются под действием мощных ударных и акустических волн, генерируемых при периодическом сжигании горючей (взрывной) смеси природного газа и воздуха в специальном объеме со свободным.
108
выходам продуктов сгорания на очищаемую поверхность. Горючая (взрывоопасная) смесь природного газа и воздуха от дутьевого вен-тйлятора в пропорции 1 : 10 подготавливается в смесителе и заполняет импульсную ударную трубу диаметром 200—300 мм и длиной 6—10 м, расположенную со стороны входа дымовых газов по ра-
Рис. 6.4. Принципиальная схема устройства для термоволновой очистки РВП:
1 — подвод воздуха; 2 — подвод горючего газа; 3 — смесительный объем; 4 — байпасная запальная трубка; 5 — электрическая свеча; 6 — диафрагма; 7 — импульсная ударная труба; 8 — выхлоп газов; 9 — набивка РВП
диусу ротора РВП на расстоянии 30—50 мм от набивки (рис. 6.4). После заполнения всего объема смесью подача газа отключается электромагнитным клапаном и подается напряжение на запальную свечу байпасного трубопровода. Происходит воспламенение смеси, и фронт пламени распространяется в ударную трубу, вызывая в ней взрывное сгорание смеси. При таком сгорании в объеме ударной трубы создается давление 0,2—0,4 МПа, и продукты сгорания через выхлопные сопла выбрасываются на пакеты набивки РВП, после чего все повторяется сначала. Установка включается вручную и действует автоматически с периодичностью импульсов 2—10 с. Расход газа составляет 15—20 м3/ч. Установка включается 1-^-3 раза в сутки. на 15—60 мин; при ее работе имеет место также эффект термической подсушки набивки РВП продуктами взрывного сгорания смеси.
ГЛАВА СЕДЬМАЯ
ЭКСПЛУАТАЦИЯ ТРУБОПРОВОДОВ
И АРМАТУРЫ
7.1. ЭКСПЛУАТАЦИЯ ТРУБОПРОВОДОВ
Трубопроводы пара и горячей воды котлов высокого и сверхкритического давлений относятся к первой категории и изготавливаются из высококачественных углеродистых и легированных сталей. По правилам Госгортех-
109
надзора эти трубопроводы до ввода в постоянную эксплуатацию подлежат регистрации после положительных результатов их технического освидетельствования. К трубопроводам и арматуре предъявляются следующие основные эксплуатационные требования: высокая надежность в течение всего срока службы^ плотность, простота
Рис. 7.1. Изменение предела прочности и текучести металла паропровода из стали 12X1 МФ при рабочих температурах 510 (/), 540 (2) и 565 °C (5):
верхние грунты линий—испытание при температуре 20 °C, нижние — испытание при рабочей температуре
и удобство обслуживания. Изоляция трубопроводов и арматуры должна обеспечивать наименьшие потери теплоты.
В процессе длительной эксплуатации металл трубо-
проводов и арматуры под действием нагрузок и температур претерпевает структурные и фазовые изменения,
которые приводят к снижению его прочности и сокращению срока службы. Особенно существенное влияние на изменение прочностных свойств сталей оказывает высокая температура (рис. 7.1). Дополнительное снижение прочности может быть обусловлено циклическими напряжениями, имеющими место из-за отключений и включений трубопроводов котлов при частых остановах и пус-
ках.
Под действием внутреннего давления и высоких температур при длительной эксплуатации возможно постепенное увеличение диаметра и уменьшение толщины стенки паропроводов и коллекторов из-за ползучести металла. Срок службы металла определяется длительностью установившейся фазы ползучести, характеризующейся практически постоянной скоростью. Длительность этой фазы в значительной степени зависит от свойств материала и условий эксплуатации. Обычно незначительная деформация паропроводов обнаруживается после 100—150 тыс. ч их работы.
По условиям безопасной эксплуатации остаточная деформация трубопроводов и коллекторов не должна пре
ПО
вышать 1 % после 100 тые. ч работы, чему соответствует скорость ползучести 10~е % в час, или 1б~7 мм/(мм-ч). Участки с остаточной деформацией, превышающей 1 %, во избежание их разрушения подлежат замене независимо от времени наработки. С повышением уровня рабочих температур скорость ползучести увеличивается. Ухудшенное качество стали и неблагоприятные условия эксплуатации также приводят к повышению скорости ползучести металла.
Паропроводы и коллекторы с рабочей температурой 450 °C и выше регулярно контролируются. Первые измерения должны проводиться непосредственно после монтажа, последующие — при капитальных ремонтах. Участки, имеющие после 10 тыс. ч работы скорость ползучести, превышающую допустимую [вплоть до 10-6 мм/ (мм-ч)], необходимо контролировать чаще — несколько раз в год. Для решения вопроса о возможности дальнейшей эксплуатации таких участков кроме результатов измерения ползучести необходимы также данные лабораторных исследований механических свойств (прочности) и структуры металла вырезанного образца.
Наблюдение за ползучестью металла должно проводиться на всех участках паропровода между сварными швами. Измерения проводятся по двум перпендикулярным диаметрам с помощью переносной приставной скобы с микрометрическим винтом или устройства, предложенного Д. П. Елизаровым (рис. 7.2).
Для производства измерений скобой требуется съем изоляции контролируемых участков в местах приварки к ним четырех специальных бобышек из нержавеющей стали. На результаты измерений необходимо вводить поправку, зависящую от температуры скобы. В показанном на рис. 7.2 [34] устройстве скоба одним концом приваривается к паропроводу, закрывается защитным кожухом и вместе с паропроводом покрывается тепловой изоляцией. К свободному концу скобы крепится стержень, находящийся в трубке, приваренной к паропроводу. Индикатор часового типа измеряет значение ft, изменение которого по отношению к результатам предшествующего измерения и соответствует увеличению диаметра паропровода за данный промежуток времени. В каждом контролируемом сечении устанавливаются два таких устройства во взаимно перпендикулярных направлениях. Для производства измерений на всех участках необходимо иметь всего один индикатор со втулкой и контрольной плитой. Устройство является достаточно простым и надежным, позволяет проводить измерения на работающем трубопроводе (без съема тепловой изоляции) и обеспечивает более высокую точность измерений, чем приставная скоба.
111
После ремонта или длительного нахождения в нерабочем состоянии трубопроводов и арматуры необходимо проверить исправность индикаторов тепловых перемеще-
ние. 7.2. Устройство для эксплуатационного контроля за ползучестью паропроводов:
а — установка устройства на паропроводе; б — измерение деформации паропровода с помощью индикатора; / — скоба; 2 —стержень; 3 —трубка; 4, 5 — наконечники стержня и трубки; 6 — колпачок; 7 — кожух? 8 — паропровода 9 — зажимная втулка; 10 — контрольная плита; // — индикатор; 12 — изоляция паропровода
ний, опор и подвесок, изоляции, состояний дренажей, воздушников, предохранительных устройств, приборов теплового контроля, возможность свободного перемещения трубопроводов при их прогреве.
112
. При заполнении неостывших толстостенных паропроводов водой (например, для гидравлического испытания) не следует допускать разности температур стенки трубы и рабочей среды, превышающей 80—100 °C. Большие разности температур вызывают тепловой удар и обуслов-
Рис. 7.3. Допустимые скорости прогрева и расхолаживания паропроводов (а) и коллекторов (б) из сталей 12Х1МФ, 15Х1М1Ф, ЭЙ7562
Для DHXs, мм: 1 - 194X36; 2-245X45; 3-219X32; 4 — 219X52; 5 - 325X 60; 5 — 275X62,5; 7 — 273X30; 3 — 279X40; Р —325X45; /0 — 325X60; // — 273X 60; /2 —325X75; /3 —219X70; /4 — 325X85
внутренней поверхности стенки трубопровода, что при частых повторениях может стать причиной возникновения трещин. Весьма ответственной является также операция прогрева трубопроводов.
Начальный этап прогрева, сопровождающийся конденсацией пара на холодной поверхности трубопровода, во избежание значитель-„ных тепловых и гидравлических ударов следует производить при малом расходе пара и тщательном дренировании всего прогреваемого участка. При последующем прогреве перегретым паром повышение температуры металла должно происходить со скоростью, ^исключающей пластическую деформацию элемента и-связанное с ней появление трещин.
Допустимые скорости прогрева и расхолаживания паропроводов существенно зависят от толщины стенки трубы и ее температу-
8—419
ИЗ
ры, а также от давления (рис. 7Л>. Расчет допустимых скоростей прогрева при отсутствии внутреннего давления, а расхолаживания при номинальном внутреннем давлении обеспечивает определенный запас прочности при работе паропроводов в реальных условиях пусков и остановов котла [32]. Скорости прогрева и расхолаживания паропроводов, коллекторов и фасонных элементов не должны превышать значений, указанных в инструкции. Эти скорости контролируются с помощью штатных термопар, подключаемых к установленному на щите управления регистрирующему потенциометру.
В процессе включения и отключения паропроводов (коллекторов) необходимо контролировать правильность их перемещений (по показаниям индикаторов-реперов) и не допускать вибрации.
Тепловая изоляция трубопроводов и арматуры не должна иметь повреждений. Отсутствие или повреждение изоляции приводит к повышенным потерям теплоты в окружающую среду и к дополнительным термическим напряжениям в стенке трубопровода. В зависимости от температуры теплоносителя температура изоляции не должна превышать 45—50 °C при температуре окружающего воздуха +25 °C.
В процессе эксплуатации должна периодически выполняться также дефектоскопия сварных соединений трубопроводов и коллекторов," работающих с высокими параметрами среды. Кроме механических испытаний и металлографических исследований образцов основные трубопроводы в сроки, установленные правилами Госгортехнадзора, должны подвергаться внешнему осмотру и гидравлическим испытаниям; питательные трубопроводы подвергаются, кроме того, внутреннему осмотру в местах, где наиболее возможна коррозия (тупиковые участки, фасонные элементы и т. п.). Время проведения и результаты технического освидетельствования,, а также следующие его сроки фиксируются в паспорте трубопровода.
7.2. ЭКСПЛУАТАЦИЯ АРМАТУРЫ
К запорной арматуре предъявляются требования высокой прочности уплотнительных поверхностей, плотного закрытия и отсутствия утечек рабочей среды через сальниковые уплотнения. Для регулирующей арматуры важное значение имеют обеспечение заданного соотношения
Ш
между ходом штока и проходным сечением, легкость хода штока, и клапана, отсутствие больших люфтов в сочленениях. В процессе эксплуатации необходимо вести постоянное наблюдение за плотностью и состоянием арматуры, своевременно производить ее ревизию и ремонт.
При работе арматуры уплотнительные поверхности подвергаются коррозии, а особенно эрозии, обусловливающей потерю плотности или увеличение нерегулируемого пропуска среды. Седла и клапаны больше подвержены эрозии в вентилях, чем в задвижках; наибольшая эрозия этих элементов имеет место в регулирующих и редукционных клапанах. Перекосы при закрытии арматуры, а также попадание твердых частиц (окалины, грата, песка) приводят к задирам и смятию уплотнительных поверхностей.
Состояние уплотнительных поверхностей контролируется люминесцентным методом, позволяющим выявлять мельчайшие дефекты (в несколько микрон). Не разрешается ишюльзовать задвижки и заторные вентили для регулирования расхода среды, поскольку это приводит к резкому увеличению износа их уплотнительных поверхностей.
С ростом производительности котлов и параметров пара увеличиваются габариты и масса арматуры. Это требует тщательного и равномерного ее прогрева, исключающего скопление или попадание в нее конденсата при включении паропровода в работу. Несоблюдение этого требования приводит к появлению опасных для прочности арматуры термических напряжений и гидроударов, а также может стать причиной неравномерного расширения и последующего корабления корпуса и уплотнительных поверхностей. В результате могут произойти заклинивание запорных элементов, шпинделя и привода и задиры на уплотняющих поверхностях.
При работе котла предохранительные клапаны должны постоянно находиться в полной исправности (включая надлежащую плотность) и готовности к срабатыванию. Грузы рычажных главных или импульсных клапанов должны быть надежно зафиксированы в положении, установленном при их регулировании. Электрическая схема дистанционного и автоматического управления импульсными клапанами должна постоянно находиться в рабочем состоянии. Проверка работы предохранительных клапанов должна проводиться по графику.
115
8*
ГЛАВА ВОСЬМАЯ
ЭКСПЛУАТАЦИЯ ПЫЛЕПРИГОТОВИТЕЛЬНЫХ УСТАНОВОК
8.1. ОБЩИЕ ПОЛОЖЕНИЯ
Пылеприготовительная установка должна обеспечивать бесперебойную подачу в горелки котла необходимого количества угольной пыли требуемого качества. При эксплуатации установки следует руководствоваться указаниями режимной карты.
Качество пыли характеризуется тонкостью её размола и влажностью. Оптимальные значения этих величин определяются на основании испытаний котла и его системы пылеприготовления. Влажность пыли оказывает также существенное влияние на надежность работы оборудования системы пылеприготовления. При высокой влажности пыли происходят слеживание ее в бункерах, налипание и застревание в питателях пыли й течках. При чрезмерной подсушке пыли каменных и бурых углей, фрезторфа и сланцев возникает опасность ее самовоспламенения и взрыва. Опасность взрыва угольной пыли повышается с увеличением содержания летучих в топливе и тонкости размола, а также при снижении зольности и влажности; взрываемость пыли зависит, кроме того, от концентрации пыли в данном объеме и от содержания кислорода в смеси. При содержании кислорода в сушильном агенте менее 16 % взрыв пыли всех топлив не происходит при любой влажности, тонкости размола и концентрации пыли. В целях повышения взрыво-безопасности угольной пыли разных топлив температура отработавшего сушильного агента ограничивается и зависит от марки топлива, типа пылеприготовительной установки и вида сушильного агента.
Например, в установках с прямым вдуванием температура сушильного агента за сепаратором для тощего и экибастузского углей не должна превышать 150 °C при сушке воздухом и 180 °C при сушке смесью воздуха и топочных газов, а для фрезерного торфа— 80 и 150 °C соответственно. В пылеприготовительных установках с промежуточным бункером допустимая температура сушильного агента за шаровой барабанной мельницей (ШБМ) не должна превышать для указанных углей соответственно 130 и 150 °C.
Для предотвращения воспламенения пыли топлив с выходом летучих более 15 % температура пылевоздушной смеси в пылепрово-116
дах к горелкам ограничивается. Необходим также подвод воды, пара, углекислоты (или азота) для предотвращения воспламенения и взрыва пыли или гашения тлеющих ее очагов в мельницах и бункерах. Для исключения повреждения оборудования при взрывах пыли на пылеприготовительных установках предусматриваются предохранительные клапаны.
Особенно опасными в отношении возможности взрывов являются моменты пуска и останова пылеприготовительной установки, временного прекращения поступления угля и проникновения большого количества воздуха в систему через неплотности, поскольку при этом взрыхляются очаги тлеющей пыли. Поэтому должна быть исключена возможность образования отложений пыли в элементах установки; гасить тлеющие очаги следует способами, исключающими взвихривание пыли; открывать лючки и лазы при работе установки запрещается, а после ее останова это необходимо производить постепенно. Для предотвращения образования отложений пыли необходимо при эксплуатации пылесистемы поддерживать требуемые правилами взрывобезопасности скорости сушильного агента.
Большое значение для обеспечения экономичной и надежной работы котла и его пылеприготовительной установки имеет соответствующая увязка их режимов. Это особенно важно для установок с прямым вдуванием пыли в топку, неравномерная работа которых вызывает колебания нагрузки котла. Выход из строя одной из установок может привести к снижению нагрузки котла, ухудшению топочного режима и экономичности работы, тепловым перекосам, шлакованию. По ПТЭ в диапазоне нагрузок котла 100—60 % номинальной все исправные установки с прямым вдуванием должны, как правило, находиться в работе.
При наличии промежуточного бункера пыли режим работы пылеприготовительной установки в меньшей мере зависит от нагрузки котла, благодаря чему несколько облегчается задача обеспечения наиболее экономичных режимов работы систем пылеприготовления. Однако при значительном снижении нагрузки котла возможно существенное ухудшение его экономичности, в частности из-за ввода в топку большого количества сушильного агента через сбросные горелки. В таких случаях чаще оказывается целесообразным одну из систем пылеприготовления отключить. Кроме того, резкие нарушения режима установки (перегрузка мельницы, забивание пылепрово-
117
дов или течки под циклоном пылью и т. п.) могут привести к ухудшению топочного процесса. Большие трудности в обеспечении требуемого режима работы котла и пылеприготовительной установки вызывает существенное ухудшение качества топлива (повышение его влажности и зольности) по сравнению с расчетным.
Вредное влияние на работу котла и пылеприготовительной установки оказывают присосы холодного воздуха: производительность установки снижается, топочные процессы ухудшаются, потери теплоты qz и q^ увеличиваются, растет содержание кислорода в сушильном агенте. Присосы воздуха нормируются и должны контролироваться при эксплуатации не реже 1 раза в месяц. Наибольшие присосы имеют место в системах пылеприготовления с ШБМ и с мельницами-вентиляторами из-за йесовершенства уплотнений их отдельных узлов. Для уменьшения присосов воздуха следует поддерживать резрежение на входе в мельницу не более 0,1 кПа. '
Важными технико-экономическими показателями работы пылеприготовительных установок являются удельный расход электроэнергии на размол топлива и пневмотранспорт пыли, а также срок службы мелющих элементов. Эти показатели зависят от характеристик размалываемого топлива, тонкости размола пыли, типа системы.
В настоящее время на отечественных ТЭС наиболее широкое применение имеют пылесистемы с шаровыми и молотковыми мельницами (ММ).
8.2. ЭКСПЛУАТАЦИЯ ПЫЛЕПРИГОТОВИТЕЛЬНЫХ УСТАНОВОК С ШБМ
Подробно вопросы обслуживания пылесистем этого типа излагаются в местных инструкциях, составляемых на основе типовой [37], с учетом способа подачи пыли в топку (вентилятором мельничным или горячего дутья) и вида сушильного агента.
При подготовке пылеприготовительной установки к пуску наряду с общей проверкой готовности оборудования к работе и сборкой схем необходимо убедиться: в отсутствии отложений пыли и очагов горения в системе (особенно на горизонтальных и слабонаклонных участках, в патрубках мельницы и течках перед мигалками); в исправности мигалок, питателей сырого угля и пыли,
118
всех предохранительных клапанов; в полном открытии створок сепаратора и соответствии показаниям указателя их положения; в исправности защит и блокировок. Заслонки в трубах влагоотсоса из бункера пыли и шнека должны быть открыты. Устройства для обрушения топлива в бункере сырого угля (БСУ), а также средства пожаротушения в системе должны быть подготовлены к работе. Для уменьшения вероятности взрывов пыли при пуске и останове системы пылеприготовления при повышении температуры аэросмеси, а также для гашения тлеющей пыли взрывоопасных топлив должен быть выполнен подвод пара во входные патрубки мельниц с дистанционным управлением клапанами на подводящих трубопроводах. Для гашения тлеющей пыли в бункерах должны использоваться углекислота, или азот, или насыщенный водяной пар с давлением не более 1,5 МПа. Технологические защиты и блокировки системы пылеприготовления предназначены прежде всего для предотвращения возникновения взрывоопасных условий при эксплуатации. Поэтому пуск установки при их неисправности запрещается.
Перед "включением системы пылеприготовления в работу необходимо провести тщательный прогрев ее для предупреждения конденсации влаги и налипания пыли на стенках отдельных элементов, наиболее вероятных после длительного простоя в зимнее время. При этом важно не допускать превышения заданной температуры сушильного агента, поддерживая ее изменением присадки холодного воздуха. Элементы системы, расположенные вне здания (сепараторы, циклоны, течки), должны иметь качественную изоляцию.
При размоле взрывоопасных углей после включения мельничного вентилятора шибер перед ним следует открывать постепенно во избежание взрыхления оставшейся в системе пыли. Сброс сушильного агента при пуске установки в топку неработающего котла или недостаточно прогретую категорически запрещается.
При эксплуатации пылеприготовительной установки следует контролировать бесперебойное поступление топлива в мельницу, количество сырого угля и пыли в бункерах, температуру сушильного агента за мельницей и пыли в бункере, содержание кислорода в сушильном агенте (не более 16 %) при сушке взрывоопасных топлив смесью воздуха и топочных газов, тонкость размола и влажность пыли, исправность предохранительных кла
не
панов и тепловой изоляции, плотность установки. Присосы воздуха определяются по результатам измерения расхода сушильного агента перед мельницей и за циклоном или мельничным вентилятором.
Следует поддерживать постоянное заполнение барабана топливом, поскольку его уменьшение приводит к перерасходу электроэнергии на размол, повышенному износу шаров и брони, а увеличение — к пылению, перегрузке мельничного вентилятора, завалу мельницы и снижению ее производительности. Необходимая влаж
Рис. 8.1. Зависимость производительности ШБМ 287/400 от загрузки шарами диаметром 30 мм (/) и 40 мм (2) (подмосковный уголь, /?эо=25 %)
Рис. 8.2. Зависимость-потребляемой электродвигателем ШБМ 287/400 мощности от шаровой загрузки при размоле. АШ (/) и других топлив (2)
ность пыли определяется из условия обеспечения бесперебойной работы питателей пыли и должна быть ниже гигроскопической для антрацитов, полуантрацитов и тощих углей.
Производительность мельницы с увеличением ее шаровой загрузки повышается (рис. 8.1), если одновременно увеличиваются ее вентиляция и температура сушильного агента. Однако работа мельницы с наибольшей шаровой загрузкой не является, как правило, оптимальной, поскольку при этом увеличиваются потребляемая4 электродвигателем мельницы мощность (рис. 8.2) и удельный расход электроэнергии на пневмотранспорт топлива. Поэтому для каждой системы пылеприготовления необходимо определить оптимальные шаровую загрузку и вентиляцию мельницы, при которых удельный расход электроэнергии будет наименьшим.
Например, для мельницы ШБМ 400/800 (Ш-50) оптимальная шаровая загрузка составляет около 100 т при размоле АШ. Оптй-
120
мальная вентиляция при заданной шаровой загрузке определяется по общему расходу электроэнергии на пылеприготовление (рис. 8.3), который составляет около 38 кВт*ч/т АШ и 17 кВт«ч/т подмосковного угля, причем на размол расходуется 65—80 % [36].
В процессе работы мельницы имеет место износ ее мелющих элементов (шаров, брони). При размоле АШ удельный расход шаров при их твердости по Бринеллю 400 НВ составляет 460 г/т, брони — 130 г/т, а экибастузского угля — соответственно 75 и 45 г/т. Необ
Рис. 8.3. Определение оптимальной вентиляции ШБМ при заданной тонкости размола пыли. Удельный расход электроэнергии: / — на размол топлива; 2—на вентиляцию мельницы; 3 — суммарный
Рис. 8.4. Характеристика холостого хода ШБхЧ 287/470
ходимо иметь в виду, что из-за частых остановов и пусков мельницы увеличивается износ ее привода, шаров и брони.
Постоянная производительность мельницы при экономичной ее работе обеспечивается систематической (не реже 1 раза в неделю) добавкой в нее шаров диаметром 30—40 мм. При размоле топлив с повышенным содержанием колчедана (например, подмосковного угля) рекомендуется использовать частично (до 40 %) шары диаметром 60 мм. Шаровая загрузка мельницы проверяется по мощности электродвигателя при выхолощенном барабане, для чего для каждого типоразмера мельниц на Электростанции должна быть загрузочная характеристика (рис. 8.4). Догрузка шаров может производиться при работающей мельнице через питатель угля или специальные устройства. Эффективность действия шаров снижается по мере их износа. Поэтому отработавшие шары диаметром менее 15 мм необходимо удалять.
Для нормальной работы питателей пыли необходимо равномерное и бесперебойное поступление в них топлива. Для этого уровень пыли в бункере должен быть не ни
121
же предельного, установленного для каждого конкретного случая, а влажность пыли должна исключать быстрое ее слеживание в бункере и застревание в течках и питателях.
Слежавшаяся в бункере пыль взрывоопасных топлив постепенно разогревается и самовоспламеняется, что при взрыхлении или обвале пластов может стать причиной взрыва. Поэтому необходим контроль температуры пыли в бункере, а на щите управления котлом предусматривается сигнализатор повышения температуры пыли выше установленной. Для предупреждения слеживания пыли в бункере необходимо ее периодически срабатывать до минимально возможного уровня.
Забивание циклона пылью приводит к перегрузке мельничного вентилятора и резкому увеличению нагрузки котла вследствие подачи пыли в топку помимо питателей пыли. Забивание циклона пылью может произойти из-за неисправности мигалки или засорения сетки под циклоном, а также при переполнении пылевого бункера.
После останова пылеприготовительной установки необходимо тщательно ее провентилировать при рабочем количестве вентилирующего агента для предупреждения образования тлеющих отложений пыли, при этом температура вентилирующего агента не должна превышать допустимую для данного топлива.
8.3. ЭКСПЛУАТАЦИЯ МОЛОТКОВЫХ МЕЛЬНИЦ
Минимальный расход электроэнергии на размол топлива в ММ и транспорт пыли достигается при оптимальном расходе сушильно-вентилирующего агента. Необходимая вентиляция мельницы определяется [38] из условий обеспечения требуемой тонкости размола топлива, поддержания в допустимых пределах температуры аэросмеси за сепаратором, исключения или сведения к минимуму присадки холодного воздуха, обусловливающей рост потери теплоты с уходящими газами из-за ухудшения использования возможностей воздухоподогревателя котла, поддержания скоростей аэросмеси в пылепроводах, исключающих их повышенный износ или отложение пыли.
Оптимальная производительность мельницы при заданной тонкости размола топлива увеличивается с ростом расхода сушильного
122
агента (рис. 8.5) [3]. Следует отметить также, что при тонкости размола пыли, характеризующейся величиной /?до<25 °/о, более экономичны мельницы с закрытым корпусом (угол охвата ротора корпусом 250°), а при /?9о>25 %—мельницы с открытым корпусом [17]. При удовлетворительном состоянии мелющих элементов и оптимальной вентиляции удельный расход электроэнергии на размол в зависимости от твердости топлива составляет 5—25 кВт-ч/т, а на пневмотранспорт — около 1 кВт-ч/т [36].
По мере износа бил производительность мельницы падает, а удельный расход электроэнергии на размол увеличивается. Наиболее быстро изнашиваются П-об-
Рис. 8.5. Потребляемая молотковой мельницей 2600—2550/590 мощность и удельный расход электроэнергии на размол экиба-стузского угля (Т?9о = 14 4-17 %, 6ло= 1,324-1,36):
Расход сушильного агента: 1 — 50 тыс. м3/ч (П-образные била); 2 — 70—78 тыс. м3/ч (П-образные била);
3 — 75 тыс. м3/ч (удлиненные била)
разные била, значительно меньше—С-образные (рис. 8.6). Особенно значительный износ бил имеет место при раз-, моле сланцев и топлив с повышенным содержанием колчедана. Для увеличения срока службы бил рекомендуется наплавка лобовой плоскости сплавом Т-620 или сормайтом. Эффективной оказалась такая наплавка для удлиненных С-образных бил: при размоле экибастузско-го угля срок службы бил увеличен до 1500 ч.
Основные технико-экономические показатели молотковых мельниц при размоле некоторых топлив (по данным ВТИ) приведены в табл. 8.1.
Поскольку молотковые мельницы применяются в основном для размола топлив с большим выходом летучих, особое внимание должно быть обращено на предотвращение взрывов пыли.
Рис. 8.6. Изменение удельного расхода электроэнергии на размол топлива при увеличении износа С-, S-, Г- и П-образных бил
123
При пусках и остановах мельницы, а также при повышении температуры пылевоздушной смеси из-за прекращения поступления угля необходимо подавать воду (через специальные разбрызгивающие форсунки) в воздуховод перед мельницей. При пуске мельницы во избежание взрыва отложений пыли вследствие их взрыхления необходимо подать пар во входной патрубок мельницы.
Таблица 8.1. Технико-экономические показатели молотковых мельниц
Топливо Характеристика топлива Характеристика пыли Срок службы бил, ч Эр, кВт«ч/т
% Лр, % О4' U о ч к й
Экибастузский 8 45 24 1,3 0,8—1.0 10—15 1000-1200 18-20
уголь Бурые угли Западной Сибири 33—39 7 48 1,1 15 50 1500-2000 6—8
Подмосковный бурый уголь 33 23 47 1,7 15 50 300—500 6-8
Слан цы 17 60 90 2,4 8 35 800-1500 8-10
Фрезторф 50 6 70 25-30 — 2000-4000 4-6
Повышенной взрывоопасностью отличаются системы с молотковыми мельницами и шахтными сепараторами, соединенными с упрощенными амбразурами. Вследствие пульсации факела пересушенная пыль из топки попадает в амбразуру, а также в шахту и неработающую мельницу, образуя тлеющие отложения. Для предотвращения последних необходимо обеспечить непрерывное поступление воды в остановленную мельницу.
При наличии в амбразурах эжектирующих сопл необходимо через них подавать вторичный воздух, не допуская проникновения пыли из топки в неработающую установку.
Для исключения пыления мельниц, работающих под давлением (под наддувом), следует поддерживать необходимое давление воздуха в уплотнениях зазоров между валом и корпусом.
' ГЛАВА ДЕВЯТАЯ
ЭКСПЛУАТАЦИЯ ЗОЛОУЛОВИТЕЛЕЙ
И СИСТЕМ ШЛАКОЗОЛОУДАЛЕНИЯ
9.1. ЭКСПЛУАТАЦИЯ ЗОЛОУЛОВИТЕЛЕЙ
Для достижения требуемой очистки дымовых газов от летучей золы при эксплуатации золоуловителей необходимо обеспечить их эффективную и бесперебойную работу. Эксплуатация котлов при отключенных золоуловителях. не допускается. В соответствии с требованиями по охране окружающей среды степень очистки дымовых газов в золоулавливающей установке должна составлять не менее 97—98 %.
На работу золоуловителей различных типов оказывает влияние множество факторов, в частности количество, фракционный состав и свойства летучей золы (дисперсность, плотность, сыпучесть, сли-паемость, абразивность, удельное электрическое сопротивление), содержание в ней горючих веществ, температура и скорость дымовых газов, а также равномерность их распределения по сечению, расход и давление орошающей воды, режим электропитания, состояние и условия эксплуатации золоуловителей (чистота, герметичность, изоляция и др.).
Необходимо строго соблюдать установленные режимы эксплуатации золоуловителей. Для эффективной работы золоуловителей важное значение имеет обеспечение проектных показателей тонкости размола топлива и экономичности его сжигания. Ниже рассмотрены основные эксплуатационные характеристики отдельных типов золоуловителей.
Батарейные циклоны (ВЦ) применяются, главным образом, для котлов малой и средней мощности, а также в качестве предвключен-ной ступени очистки газов перед электрофильтрами при сжигании некоторых многозольных топлив. Усовершенствованные ВТИ и трестом «Энергоуголь» аппараты обеспечивают степень очистки не ниже 90 %, а БЦ конструкции НИИОгаз (с отсосом и рециркуляцией газов) — до 95 %.
Циклоны лучше улавливают крупные частицы золы и плохо улавливают частицы размером не более 50 мкм, особенно при малой плотности золы. Мелкие частицы золы лучше улавливаются с увеличением скорости газов и уменьшением диаметра циклона. С повышением температуры дымовых газов лучше улавливаются крупяные частицы золы, хуже — мелкие; при температуре точки росы дымовых газов частицы прочнее прилипают к стенкам циклона. Одна-
125
ко при влажных дымовых газах и малом диаметре циклона повышается его склонность к забиванию золой, это приводит к нарушению равномерного распределения газов по сечению входной камеры БЦ, что, в свою очередь, увеличивает забиваемость циклонов золой. Циклоны рекомендуется применять для котлов, работающих на углях с приведенной зольностью 1,2 % - кг/МДж и на торфе.
При эксплуатации БЦ необходимо обеспечить [40] отсутствие отложений золы на входе в циклоны и слеживания ее в бункерах, чистоту и герметичность элементов установки, исправность газораспределительных устройств, отсутствие повреждений тепловой изоляции, установленный режим удаления золы из бункеров, исправность золоспускных устройств и непрерывную работу устройств удаления и смыва золы. Переполнение бункеров или корпусов циклонов приводит к снижению степени очистки газов и повышению гидравлического сопротивления БЦ. Необходимо систематически контролиро* вать гидравлическое сопротивление БЦ и присосы холодного воздуха в них. При нормальном состоянии БЦ расчетное гидравлическое сопротивление их составляет 500 — 700 Па; сопротивление падает при износе направляющих аппаратов, элементов циклона и др., а также при снижении расхода дымовых газов и растет при забивании отдельных циклонов золой и увеличении присосов воздуха (последние ухудшают также эффективность очистки газов). Изношенные элементы следует своевременно заменять или отглушать. При работе котла на частичных нагрузках необходимо отключить часть циклонных элементов. Золоулавливающие установки должны периодически очищаться от золовых отложений обдувкой сжатым воздухом и обмывкой сильной струей воды; после обмывки внутренние поверхности установки следует просушить, включив для этого дымососы. После останова котла необходимо удалить всю золу из бункеров и золоспускового тракта, так как при остывании она может отсыреть, потерять сыпучесть и зацементироваться.
Мокрые золоуловители, прутковые (МП) или с трубой Вентури (МВ), применяются для котлов производительностью до 186 кг/с (670 т/ч).
Золоуловители МП имеют относительно большое гидравлическое сопротивление (Б00—800 Па и более); прутковые решетки часто забиваются, особенно при содержании в золе 'свободной окиси кальция; имеют место значительные золовке отложения в дымососе и газоходах (из-за брызгоуноса) и коррозия элементов тракта вслед-126
ствие значительного снижения температуры дымовых газов (на 30— 40 °C).. Расход воды составляет около 0,1 кг/м3, электроэнергии— 0,3 Вт • ч/м3 дымовых газов.
В настоящее время предпочтение отдается лю/срьш золоуловителям е трубой Вентури (коагулятором), которые способны обеспечить степень очистки дымовых газов до 97 %. Она зависит от скоро-
сти газов в горловине коагулятора Дог и удельного расхода воды на орошение бв (рис. 9.1). По [41] оптимальному режиму работы коагулятора соответствуют: t0r=5O-s-4-75 м/с, GB=ОД 4 4-0,16 кг/м3 газов при давлении воды перед форсунками 0,3—0,4 МПа. Для каплеуловителя (корпуса центробежного скруббера) необходимо обеспечить скорость газов в сечении входного патрубка 20—25 м/с* в сечении цилиндрической части корпуса — 3,5—4 м/с, удельный расход орошающей воды — 0,05—
Рис. 9.1. Зависимость степени очистки газов от их скорости в горловине трубы Вентури (/) и удельного расхода воды на орошение 6В (2)
0,07 кг/м3 газов при давлении воды 0,01— ОД) 15 МПа.
При содержании в золе 15—20 % СаО на орошаемых поверхностях мокрого золоуловителя образуются трудно удаляемые отложения, при более высоком содержании СаО отложения удалить практически невозможно. Для предотвращения отложений рекомендуется применять разработанные ВТИ мокрые скоростные золоуловители типа МС—ВТИ.
При эксплуатации мокрых золоуловителей необходимо строго соблюдать указанные в инструкции температуры дымовых газов за установкой, расходы и давления орошающей воды, не допуская перерывов в ее поступлении. Перерыв или прекращение подачи воды приводят к резкому снижению эффективности очистки газов, интенсивному износу и забиванию золой элементов уставов* кй, разрушению внутренней футеровки каплеуловителя. Вода должна быть подана в установку до растопки котла, отключение ее следует производить через 10—12 ч после останова котла при температуре в золоуловителе 50—60 ®С. Необходимо постоянно следить за работой форсунок, сопл и гидрозатворов, состоянием и своевременной промывкой гравийного фильтра. Замена гравия и изношенных центробежных форсунок должна производиться ежегодно.
Ш
Большой расход орошающей воды (при повышении -: ее давления) приводит не только к неоправданному ее перерасходу, но и к глубокому охлаждению дымовых газов, обусловливающему интенсивную коррозию газоходов, а также к повышенному брызгоуносу. Температура дымовых газов после золоуловителя должна быть не менее чем на 15—20 °C выше температуры точки росы очищенных газов. Поэтому применение данного типа золоуловителей при температуре уходящих газов ниже ПО—120 °C не рекомендуется. При эксплуатации установки не следует допускать брызгоуноса из каплеуловителей и появления значительных отложений золы; следует постоянно поддерживать в исправном состоянии внутреннюю футеровку аппарата, противокоррозионные покрытия (кислотостойкие лаки или цемент) внутренних поверхностей золоуловителей и газоходов за ними, а также тепловую изоляцию.
Содержание общей серы в твердом топливе не должно превышать 1,2 %, а свободной щелочи в золе — не более 12 %.
Электрофильтры являются наиболее распространённым, а для мощных котлов — единственным типом золоуловителей, в наиболее совершенных моделях которых при благоприятных условиях и надлежащей наладке обеспечивается степень очистки газов 99 % и более. В то же время эффективность улавливания золы разных топлив в электрофильтре весьма различна и существенно зависит от перечисленных ниже факторов.
Существенное влияние на эффективность рабрты электрофильтров оказывают дисперсный, химический и минералогический составы золы и концентрация ее, а также содержание водяных паров, окислов серы, продуктов механического недожога в дымовых газах. Наиболее эффективно улавливается зола тощих и подобных им углей, обладающая умеренным электрическим сопротивлением (около 2 • 106 Омм). При малом или большом электрическом сопротивлении золы эффективность резко падает. Сопротивление золы снижается при содержании в ней несгоревшего углерода, а также в присутствии паров воды и соединений серы SO3 в дымовых газах. Зола экибастузского и кузнецких углей с малым содержанием серы обладает весьма высоким удельным электрическим сопротивлением (до 1014 Ом-м), вследствие чего при температуре 130—150 °C в слое на осадительных электродах возникает обратная корона и очистка газов резко ухудшается. Кроме того, эффективность очистки дымовых газов экибастузского угля существенно снижается из-за большой их запыленности.
128
Эффективность работы электрофильтра существенно снижается при начальной концентрации золы в дымовых газах более 20 г/м3. Рабочая температура дымовых газов должна быть выше температуры сернокислотной точки росы не менее чем на 15 °C. Увеличение влажности и снижение температуры дымовых газов способствуют предотвращению образования обратной короны. Так, для подавления обратной короны необходимо
снизить температуру дымовых газов до 90 °C [3].
ВТИ совместно с «Урал-техэнерго» предложена и проверена в длительной эксплуатации на блоке 300 МВт двухступенчатая золоулови-
Рис. 9.2. Степень очистки га-зов в электрофильтре в зависимости от тока короны
тельная установка, первой ступенью которой является мокрый золоуловитель, а
второй — электрофильтр.
В мокром золоуловителе осуществляются предварительное увлажнение и охлаждение дымовых газов до 95— 100 °C и уменьшение концентрации в них золы. Положи-
тельные результаты исследований позволили применить эту схему и для блоков 500 МВт Экибастузской ГРЭС. Для кузнецких углей рекомендовано ограничиться лишь увлажнением и охлаждением дымовых газов до ПО °C
вводом в топку через горелки (вместе с воздухом) влаги. Возможен также ввод аммиака, солей калия и натрия. Для повышения эффективности работы электрофильтров и борьбы с обратной короной применяется также знакопеременное импульсное питание установки. Для нормальной работы электрофильтра необходимо, чтобы температура дымовых газов перед ним была на 5—10 °C вы
ше температуры точки росы.
Важное значение для эффективной эксплуатации электрофильтров имеет поддержание требуемых условий работы повысительно-выпрямительных устройств и механизмов встряхивания. Необходимо обеспечить оптимальный ток короны (рис. 9.2) и чистоту электродов. Образование отложений на осадительных и коронирую-
щих электродах приводит к существенному снижению степени очистки газов. Необходимо выдерживать заданный инструкцией интервал между встряхиванием осадительных электродов (около 3 мин), что исключает вторичный унос частиц золы из электрофильтра. Чем больше золы оседает на электродах, тем чаще их следует
.9—419
129
встряхивать. Пр этой причине периодичность встряхивания электродов последних пр ходу-газов секций электрофильтра может быть значительно меньшей, чем первых.
Регулирование напряжения и тока короны должно осуществляться автоматически. Применение игольчатых электродов дает возможность увеличить «ток короны, что особенно важно в первых по ходу газов секциях электрофильтров, в которых очищаемые газы содержат наибольшее количество золы [42].
Для повышения эффективности очистки необходимо обеспечить равномерное распределение газов между секциями и в пределах каждой секции электрофильтров, что достигается установкой на входе специальных газораспределительных решеток, направляющих лопаток, шиберов и т. п. Это позволяет поддерживать расчетную скорость газов в электрофильтрах, составляющую около 1,2—1,4 м/с. При скорости газов более 1,8 м/с эффективность улавливания золы резко падает!
. Подача напряжения на электроды производится после перевода котла на сжигание твердого топлива и при включенных механизмах встряхивания. При растопке котла сжигание мазута или газа может сопровождаться образованием сажи, которая оседает на поверхностях нагрева, в газоходах ина электродах. Обладающие-большой электропроводностью отложения сажи на электродах могут привести к электрическим пробоям и замыканиям в электрофильтрах. Поэтому при растопке котла механизмы встряхивания должны находиться в работе, чтобы уменьшить осаждение частиц сажи на электродах, а напряжение с электродов должно быть снято. Отключающие шиберы обводных газоходов, предусмотренных на случаи периодического сжигания мазута или газа, должны быть плотными. Это необходимо для исключения прохода запыленных газов помимо золоуловителя и предотвращения заноса золой обводных газоходов. При останове котла на 3 сут и более необходимо осматривать электрофильтры и очищать их от отложений золы. Обслуживание электрофильтров при их работе и при отключениях осуществляется с соблюдением всех правил электробезопасности.
9.2. ЭКСПЛУАТАЦИЯ СИСТЕМ ШЛАКОЗОЛОУДАЛЕНИЯ
При эксплуатации систем шлакозодоудаления должны обеспечиваться своевременное, бесперебойное и эко-
130
комичное удаление шлака и золы,' д?такжё складировав ние^нх йа золоотвалах или погрузка потребителям, надежная работа всех звеньев и элементов системы, безопасные санитарно-гигиенические условия труда обслуживающего персонала, предотвращение загрязнения золой и сточными водами территории и окружающей среды, максимальная механизация всех процессов.
- На электростанциях СССР преимущественное распространение получили системы гидравлического шлакозолоудаления, которые в достаточной мере отвечают перечисленным выше требованиям. Про* цессы гидрошлакозолоудаления (ГЗУ) на крупных ТЭС осуществляются непрерывно. Одним из существенных недостатков этой системы является повышенная потребность в воде (около 15 т на 1т шлака и золы). Для сокращения потребления воды целесообразно применение оборотных (замкнутых) систем ГЗУ, предусматривающих многократное использование осветленной воды.
Для удаления шлака из топок котлов большой мощности применяются механизированные устройства непрерывного действия, для котлов средней мощности при твердом шлакоудалении применяются шлакосмывные шахты непрерывного действия. В шлаковых ваннах механизированного шлакоудаления необходимо постоянно поддерживать уровень воды, обеспечивающий остывание шлака и отсутствие подсоса воздуха в топку. Некоторые показатели работы шлакоудаляющих устройств приведены в табл. 9.1.
Для снижения расходов воды на транспорт шлака и золы по самотечным каналам в зольном помещений устанавливают побудительные и смывные сопла, которые должны ежесменно проверяться и при увеличении их диаметра более чем на 8—10 % начального заменяться, чтобы избежать существенного увеличения расходов воды и перегрузки внешнего гидрозолоудаления.
По условиям безопасности, а также для уменьшения присосов воздуха в топку система шлакозолоудаления
Таблица 9.1. Характеристики шлакоудаляющих устройств котлов
Тип устройства Расход воды« №/т шлака Расход электроэнергии , кВт • ч /т шлака
Шлакосмывные шахты Ванные со скребковыми или шнековыми транспортерами 3—5 5—12 3—5 0,8—2,4
9*
131
должна^ быть плотной, а люки, затворы и гляделки не должны открываться при хлопках в топке.
При гидравлическом транспорте шлак и золу удаляют на золоот-валы либо совместно (с помощью багерных насосов или гидроаппаратов Москалькова), либо раздельно: шлаковую пульпу—багер-ными насосами или гидроаппаратами, золовую пульпу — центробежными (шламовыми) насосами. Чаще всего применяют схемы совместного транспорта шлаковой и золовой пульпы багерными насосами как наиболее универсальные, экономичные и требующие меньших капитальных затрат, что иллюстрируется данными табл. 9.2 [43]«
Таблица 9.2. Технико-экономические показатели систем ГЗУ с багерными насосами и гидроаппаратами Москалькова
Пов азатели Совместное удаление шлака и золы Раздельное удаление шлака и золы
аппаратами Москалькова багерными насосами аппаратами Москалькова и шламовыми на-сосами багерными и шламовыми насосами
Удельный расход электроэнергии, кВт«ч/т Удельный расход воды, кг/кг: 21,5 11,3 13,5 10,1
смывной 11,6 12 11,6 12
эжектирующей 10,3 — 3,12 —
суммарный расход 21,9 12 14,72 12
Эксплуатационные расходы, % 100 59 73,5 53,4
Стоимость оборудования, о/ 100 117,4 113 123,9
/о Стоимость шлакозолопроводов, % 100 61,6 94 93,6
Шлакозолопроводы системы ГЗУ подвержены абразивному износу. Необходимо систематически контроля” ровать износ труб и для увеличения срока службы своевременно поворачивать их 2—3 раза на 90—120 °. С этой же целью нижнюю часть шлакопроводов диаметром более 650 мм футеруют корытообразными вкладышами из каменного литья или других износоустойчивых материалов. При выводе шлакозолопроводов в ремонт или в резерв следует промывать их чистой водой и дренировать.
При гидротранспорте высокощелочной золы в тракте ГЗУ образуются плотные минеральные отложения, уве-132
личивающие гидравлическое сопротивление трубопровод дов и расход электроэнергии на транспорт золы и освети ленной воды, .Необходимо поэтому 1—2 раза в год производить . очистку трубопроводов. Для ускорениями облегчения выполнения этой операции применяют меха? низированные способы очистки (вибрационными аппаратами конструкции «Южтехэнерго») или промывки (от карбонатных отложений) смесью воды и дымовых газов.
Особенно значительные отложения имеют место при гидротранспорте золы канско-ачинских углей, содержащей более 40 % СаО. Из-за больших трудностей гидротранспорта, а также недопустимого содержания гидрата окиси кальция в осветленной воде на ТЭС Канско-Ачинского комплекса предусмотрено полное исключение гидротранспорта золы. Последняя из бункера-накопителя загружается в вагон-цистерну или автоцементовоз и вывозится с территории электростанции. Эта зола используется в строительной промышленности.
На нескольких. электростанциях применяется. гидропневматиче-ское удаление золы и шлака (ГПЗУ) с использованием эрлифта. Проведенные «Южтехэнерго» обследования этих систем и сопоставление их с ГЗУ после приведения к одинаковым условиям показали, что при твердом шлакоудалении ГЗУ с багерными насосами и ГПЗУ с эрлифтами имеют примерно одинаковые отдельные показатели, а полная стоимость удаления I т шлака и золы на зблоот-вал для ГПЗУ несколько меньше [44]. Однако эта система и некоторые другие известные системы пневматического удаления золы широкого применения пока не нашли.
ГЛАВА ДЕСЯТАЯ
ЭКСПЛУАТАЦИЯ ТЯГОДУТЬЕВЫХ УСТАНОВОК
10.1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
Эксплуатационные показатели тягодутьевых машин оказывают существенное влияние на надежность и экономичность работы котла. В то же время условия работы тягодутьевых машин в значительной мере определяются эксплуатационными режимами и состоянием котла. При нарушениях топочного режима, больших присосах воздуха, значительном золовом заносе поверхностей нагрева, недостаточно эффективном золоулавливании ухудшаются условия работы тягодутьевых машин, возможны их перегрузка, повышенный золовой износ и отложения золы или угольной пыли на лопатках, обуслов-
133
ливающйе возникновение вибраций. Это может также привести к вынужденному ограничению нагрузки котла, снижению экономичности и сокращению рабочей кампании машин или их аварийному останову. Тягодутьевые машины должны развивать подачу Q и давление Я, обеспечивающие нормальную работу котла. Излишние
Рис. 10.1. Обобщенная характеристика тягодутьевой радиальной машины с загнутыми вперед лопатками (серия 0,7—37°):
Коэффициенты: Q — расхода: Н — давления; N — мощности; Т) — КПД установки
Рис. 10.2. Обобщенная характеристика тягодутьевой радиальной машины с загнутыми назад лопатками (серия 0,7— 160°). Обозначения такие же, как на рис. 10.1
запасы по этим параметрам могут привести к сущест-венному ухудшению показателей экономичности радиальных тягодутьевых машин из-за недогрузки. В то же время некоторый запас необходим для обеспечения номинальной нагрузки установки в случае временного ухудшения условий эксплуатации. Особенно существенной может быть перегрузка электродвигателя тягодутьевой радиальной машины с загнутыми вперед лопатками (рис. 10.1). Для машин осевых или радиальных с загнутыми назад лопатками увеличение производительности сверх расчетной не приводит к существенной перегрузке электродвигателя (рис. 10.2).
Изменение нагрузки котла в широком диапазоне обусловливает необходимость работы большинства тягодутьевых машин различного назначения при подачах и давлениях, значительно меньших расчетных (исходных). Необходимо обеспечить высокую экономичность тягодутьевых машин при всех возможных нагрузках котла.
134
Это требование обусловлено тем, ато на привод тягодутьевых машин расходуется-' довольно значительное количество энергии. Так, потребление электроэнергии двигателями основных дымососов и вентиляторов современных котлов составляет в среднем 3,5—4,5 кВт; ч на 1 т генерируемого пара (при номинальной нагрузке), а доля потребляемой всеми тягодутьевыми машинами электроэнергии превышает одну треть общего расхода электроэнергии на собственные нужды пылеугольного котла. •
При работе в переменных режимах экономичность .тягодутьевых машин зависит как от их КПД в исходном (расчетном) режиме, так и от эффективности регулирования и поэтому определяется эксплуатационным К.ПД т]экс—ЛЛгег- Наиболее совершенные модели тягодутьевых машин имеют максимальный КПД 87—88 %. Дымососы и дутьевые вентиляторы, дымососы рециркуляции газов и вентиляторы первичного воздуха должны быть снабжены экономичными регулирующими устройствами.
При эксплуатации тягодутьевых установок необходимо следить за равномерностью распределения среды между параллельно работающими машинами; при отключении одной из них особое внимание следует обращать на равномерную раздачу или отсос среды по сторонам котла, горелкам, газоходам и т. п. Нарушение этого условия может прйвести к ухудшению аэродинамики факела и выгорания топлива, увеличению температурных перекосов в топке и газоходах, шлакованию и другим отрицательным последствиям. Следует также принимать меры по исключению перетока среды через остановленную машину.
При запыленном потоке отдельные детали тягодутьевых машин (лопатки, диски, кожухи) подвергаются абразивному износу, который ухудшает аэродинамические качества машины, приводит к преждевременному снижению прочности изнашиваемых деталей и нарушению уравновешенности ротора, обусловливает необходимость более частых ремонтов, а при особо неблагоприятных обстоятельствах — и замену рабочего колеса через 700-— 1500 ч работы.
Интенсивность износа возрастает с увеличением скорости потока и концентрации в нем частиц золы или угольной пыли. Существенное влияние оказывает также абразивность частиц (наиболее абразивной является зола экибастузского угля, коэффициент абразивности которой примерно в 4 раза выше аналогичного коэффициента наименее абразивной золы богословского бурого угля). Абразивность угольной пыли ниже, чем золы, и также зависит от марки топлива.
135
К группе углей с : Высокой ? абразивностью' 'пыли: относятся антрациты и экибастузский уголь, с низкой —угли канско-ачинские и донецкий ГРШ, со средней — кузнецкий каменный уголь. .
Меньше подвержены абразивному износу рабочие колеса большего диаметра с загнутыми назад лопатками при малой частоте вращения; загнутые вперед лопатки менее износоустойчивы. Вследствие весьма высоких окружных скоростей наиболее интенсивно изнашиваются •рабочие колеса осевых дымососов пылеугольных котлов при концентраций золы в дымовых газах 1—2 г/м3 и более. Дымососы котлов, сжигающих сернистый мазут, подвергаются, кроме того, коррозии из-за агрессивности дымовых газов.
Одним из путей снижения интенсивности эрозионного износа является ограничение максимальной частоты вращения ротора тягодутьевых машин. Так,, для дымососов приемлемой является частота вращения п около 750 об/мин (но не более 980), для дымососов рециркуляции запыленных дымовых газов —около 500 об/мин, для мельничных вентиляторов систем с промежуточным бункером—около 1500 об/мин, с прямым вдуванием пыли в топку — около 1000 об/мин; последние работают в особо тяжелых условиях в отношении абразивного износа (поскольку концентрация угольной пыли в потоке может достигать 0,5 кг/м3), поэтому для них применяются плоские сменные лопатки и защищенные броней кожухи. К числу основных . способов, повышения износостойкости следует отнести наплавку лопаток и дисков твердыми сплавами, например электродами, Т-590 и Т-620 или порошковой проволокой [45], и установку на основной диск на входе в рабочее, колесо предвключенной противоиз-цосной решетки, которая резко снижает интенсивность локального износа лопаток серийных дымососов и мельничных вентиляторов и увеличивает срок их службы в 2 раза без ущерба для экономичности [46].
Отложения золы на тыльной стороне загнутых назад лопаток дымососов необходимо своевременно удалять механической очисткой при остановленной машине. В отдельных случаях достаточно эффективной может быть обдувка лопаток сжатым воздухом или паром давлением около 3 МПа при работающем дымососе [45].
10.2. РЕГУЛИРОВАНИЕ ТЯГОДУТЬЕВЫХ МАШИН
Наиболее распространенными методами регулирования тягодутьевых машин являются: с помощью направляющих аппаратов (упрощенных—УНА и осевых—ОНА), изменением частоты вращения ротора и комбинированное. Перспективным для радиальных машин является
136
разрабатываемое «Уралтехэн^рго» элеронное рерули* рование [45]. Экономичность регулирования характеризуется кривой сброса мощности N/Nncx=f(Q/QHcx)i потребляемой машиной. . .
.При дроссельном регулировании характеристика Q—Н машины не изменяется. а прикрытием шибера в тракт вводится дополнительное сопротивление. Вследствие этого потребляемая машиной мощность, снижается только за счет уменьшения, объема перемещаемой среды (здесь и далее для простоты будем считать КПД приводного двигателя постоянным).
Для определения изменения мощности машины можно воспользоваться следующим выражением:
iV/Л^исх = Q^Hucx/Qhcx ^исх Ч*
Для радиальных машин с загнутыми вперед лопатками величины Н й т) в широком диапазоне Q изменяются относительно мало и практически идентично (см. рйс. 10.1), поэтому отношение //т1исх/Яисхт| близко к единице, следовательно, N/Mncx==QIQncx> т.е. сброс мощности пропорционален изменению подаЧи машины. На преодоление дополнительного сопротивления шибера затрачивается некоторая доля потребляемой мощности. Для крутопадающих характеристик Q—Н, свойственных радиальным машинам с загнутыми назад лопатками и осевым, всегда имеет место соотношение #т)Исх/ /Янсх1)>1 и, следовательно, AWhcx>Q/Qhcx, т. е. сброс мощности “происходит в меньшей мере, чем снижение Q.
Экономичность различных методов регулирования радиальных тягодутьевых машин можно установить по экспериментальным кривым сброса мощности (рис. 10.3) [47].
Дроссельное регулирование является наименее эко* номичным, причем сброс мощности, как было показано выше, зависит также от типа машины. Из-за низкой экономичности дроссельное регулирование допускается только для маломощных машин и при небольших изменениях подачи. Наиболее экономичным является регулирование изменением частоты вращения ротора.
В соответствии с изменением сопротивления тракта H=f(Q) изменяется и зависимость Q—Н машины следующим образом:
Я2 = Нили H2/Hi = (Qjj/Q,)?.
В этом случае для идеальной установки имеем:
^/^исх = (яМисх)3 = (Q/Qhcx)3*
137
В действительности, регулирование частоты вращения сопряжено , с некоторым ухудшением КПД привода .тягодутьевой машины, что, естественно, снижает фактическую экономичность данного метода. Так, например, для - асинхронного электродвигателя с. реостатом в цепи ротора или для .гидромуфты приближенно можно считать
W/Мисх == = (Q/Qhcx)2-
Для тягодутьевых радиальных машин с загнутыми назад лопатками применяется комбинированное регули*
Рис. 10.3. Экспериментальные кривые сброса мощности при регулировании вентиляторов серий 0,7—-37° (а) и 0,7—160° (б):
1 — дроссельное регулирование; 2 — регулирование УНА; 3 — регулирование ОНА; 4 — при двухскоростном электродвигателе; 5 — идеальное регулирование изменением частоты вращения
рование: ступенчатое изменение частоты вращения двухскоростного асинхронного электродвигателя в соче-танин с осевым направляющим аппаратом. Применение только последнего для данного типа машин при глубоком их регулировании оказывается малоэффективным (см. рис. 10.3). При переходе на низшую ступень частоты вращения уменьшается также составляющая давления, создаваемая центробежным эффектом (изменением окружных скоростей по радиусу), которая для этого типа машин относительно велика и не зависит от изменения угла поворота лопаток направляющего аппарата. В радиальных машинах с загнутыми вперед лопатками указанная составляющая незначительна, а в осевых отсутствует, и развиваемое ими давление определяется,
138
Рис. 10.4, Характеристики осевого дымососа (ср —угол поворота лопаток ОНА)
главным образом, разностью квадратов абсолютных и относительных скоростей потока в выходном и входном сечениях лопаточных каналов; значение этой разности зависит от угла поворота лопаток направляющего аппарата. Регулирование с помощью направляющего аппарата наиболее эффективно для осевых Машин (рис. 10.4). Следует помнить, что направляющим аппаратом поток должен закручиваться обязательно в направлении вра* щения колеса; в противном случае КПД машины резко падает. Осевые направляющие аппараты экономичнее упрощенных.
Для привода тягодутьевых машин котлов часто применяются двухскоростныд асинхронные электродвигатели со ступенями синхронных частот вращения 375/500, 500/600, 600/750, 750/1000 об/мин и с числом пар полюсов соответственно 8/6, 6/5, 5/4, 4/3 при частоте электрического тока 50 Гц. Современные крупные двухскбростные электродвигатели имеют максимальный КПД 90—92 %, который, однако, на 3—4 % меньше, чем КПД односкоростных, и существенно снижается при малых нагрузках.
Допускаемая вибрация подшипников тягодутьевых машин зависит от частоты вращения ротора (например, при 375 об/мин не должна превышать 0,16 мм, а при 750 об/мин — 0,12 мм).
ГЛАВА ОДИННАДЦАТАЯ
ЭКСПЛУАТАЦИЯ ТОПЛИВНЫХ СКЛАДОВ И ТОПЛИВОПОДАЧИ
11.1. ОБЩИЕ ПОЛОЖЕНИЯ
Топливно-транспортное хозяйство современных ТЭС . представляет собой сложный комплекс механизмов, устройств и сооружений. Потребление топлива крупной ТЭС составляет около 20—25 тыс. т условного топлива в сутки. Поскольку вместимость бункеров сырого угля и имеющийся в них эксплуатационный запас топлива относительно невелики (на 4—6 ч работы), бесперебойная работа котлов обеспечивается только при круглосуточной работе топливоподачи. Практически все операции в топливно-транспортном хозяйстве механизированы и обслуживающий персонал должен обеспечить работу всех механизмов и устройств.
Функции топливно-транспортного цеха состоят [1, 2] в обеспечении бесперебойной работы железнодорожного транспорта электростанции, приемке топлива от поставщиков и осуществлении контроля его количества и качества, механизированной разгрузке желез-
140
подорожных вагонов, цистерн и судов «в нормативные сроки, складировании и хранении необходимого запаса топлива.при минимальных потерях; своевременной и бесперебойной подготовке и подаче твердого топлива в бункера котлов или центрального пылезавода, а жидкого и газообразного — к горелкам котлов.
Бесперебойная работа железнодорожного транспорта и всех устройств механизированной разгрузки топлива позволяет своевремен
но осуществлять подачу вагонов и возврат порожняка, что важно для ТЭС и имеет большое народнохозяйственное значение. Длительность обработки вагонов, цистерн и судов нормируется. Все операции по подаче вагонов и их обработке должны осуществляться по Единому технологическому процессу работы подъездных пу«-тей электростанций и станций примыкания (ЕТП). Для нормальной работы оборудования топливно-транспортного хозяйства важное значение имеет равномерное поступление топлива на ТЭС; график отгрузки поставщиком топлива указывается в договоре на поставку. За превышение установ-
Рис. 11.1. Зависимость количества смерзшегося угля т (/) и глубины его промерзания Л, мм (2) от времени пре-, бывания вагона в пути при температуре наружного воздуха -15 °C
лениой нормы простоев вагонов взимается штраф с ТЭС.
Качество всех видов поставляемого ТЭС топлива должно соответствовать ГОСТ и техническим условиям на поставку; оно должно периодически проверяться анализом отобранных проб.
Несоответствие фактических характеристик поступающего топлива проектным может обусловить значительные эксплуатационные трудности в подаче топлива, его размоле и сжигании, шлакозоло-удалении и очистке газов. Так, например, существенное увеличение зольности топлива приводит к перегрузке оборудования топливно-траиспортного хозяйства, снижению надежности и экономичности котельной установки. Большие трудности вызывает поступление на ТЭС твердого топлива с высокой влажностью, при этом топливо теряет сыпучесть, налипает на стенки вагонов, бункеров и течек, замазывает проходные сечения дробильных устройств и грохотов. Разгрузка такого топлива значительно усложняется, производительность оборудования резко снижается вплоть до полного прекращения подачи топлива. В зимнее время влажное топливо промерзает в полувагонах на глубину 200—600 мм или даже смерзается в монолит. В особо тяжелых случаях это приводит к аварийному снижению нагрузки
141
ТЭС. Значительна усложняется и слив мазута, особенно парафинистого,, из цистёрц в зимнее время из-за его застывания.
Основной причиной смерзания угля является наличие в нем свободной влаги; Прочность смерзания угля резко возрастает с повышением зольности. При влажности, немного меньшей гигроскопической, топливо, как правило, не смерзается даже при температуре —30<-—40 °C. Так, например, донецкие угли большинства марок могут смерзаться при влажности, превышающей 6—7 %, а подмосковный — при 20—33 % (в зависимости от зольности на сухую массу).
Глубина промерзания и количество смерзшегося топлива в полувагонах существенно зависят от температуры наружного воздуха и длительности нахождения состава в пути (рис. 11.1). Чем ниже наружная температура, тем глубже и быстрее промерзает топливо [48].
Возможные способы предотвращения смерзания топлива (предварительное обезвоживание, промораживание, подмешивание сухого угля, обработка полувагонов веществами для образования гидрофобной пленки, предохраняющей уголь от смерзания и др.) либо недостаточно эффективны, либо очень дороги. Поэтому для разгрузки вагонов со смерзшимся топливом на ТЭС предусматриваются размораживающие устройства (тепляки), в которых слой топлива, примерзающий к стенкам и дну вагона, разогревается на глубину 10— 30 мм.
На электростанции осуществляется точный учет количества поступающего топлива: твердого — взвешиванием вагонов, жидкого— взвешиванием или обмером, газового — по расходомерам. Весы и расходомеры подлежат периодической проверке в установленном порядке. Для определения фактического запаса и потерь топлива на ТЭС, а также проверки правильности учета поступления и расходования топлива должна производиться его инвентаризация не реже 1 раза в квартал. Для повышения точности расчетов контрольную инвентаризацию следует проводить при наименьшем возможном запасе топлива.
Важное значение имеет правильная организация хранения запасов твердого и жидкого топлива на ТЭС. Необходимые для этого условия регламентируются соответствующими требованиями ПТЭ.
Оборудование топливоподачи должно обеспечить своевременное поступление твердого топлива в систему пылеприготовления в ненеобходимом количестве с размерами кусков не более 25 мм и не содержащего посторонних предметов (металла, щепы, корней и т.п.), а жидкого топлива — профильтрованного и подогретого до требуемой температуры.
Контроль за состоянием; и режимом работы оборудования топливно-транспортного хозяйства, управление им, а также защита его 142
о¥ повреждений обеспечиваются соответствующей аппаратурой, технологической защитой и блокировками, которые должны содержаться в исправности и периодически проверяться.
11.2. РАЗГРУЗКА, ХРАНЕНИЕ И ПОДАЧА
ТВЕРДОГО ТОПЛИВА
При расходе топлива более 150 т/ч для разгрузки универсальных полувагонов используются вагоноопро-кидыватели, в основном роторные, на ферме которых для лучшего опорожнения вагона устанавливаются вагонные вибраторы, включающиеся автоматически при повороте. При отсутствии вагоноопрокидывателей для облегчения разгрузки и улучшения очистки вагонов применяются бурорыхлительные машины и накладные вибраторы ВНИИЖТ.
При применении указанных устройств и приспособлений должно исключаться повреждение вагонов.
Наиболее распространены конвективные тепляки, в которых разогрев топлива осуществляется подогретым в калориферах воздухом с температурой 100—130 °C. Длительность разогрева составляет 1—3 ч; при этом допустимая температура воздуха определяется из режимной карты (рис. 11.2), составленной с учетом того, что не допускается нагрев бортов полувагона выше 90 °C, а тормозных цилиндров — выше 50 °C.
Более эффективными являются предложенные ВТИ комбинированные тепляки. В них кроме конвекции имеет место инфракрасное излучение труб, в которых протекает пар с давлением 0,5—1,5 МПа. В тепляках этого типа время разогрева составляет 0,6—1,5 ч, и поэтому их вместимость может быть вдвое меньше, чем конвективных. Перспективными являются тепляки с газовыми и электрическими инфракрасными излучателями.
Продолжительность обработки железнодорожных маршрутов из 60—65 полувагонов составляет для южных и центральных районов европейской части страны от 2,5—3,5 ч в летнее время до 4,5 ч зимой, а для районов Урала и Сибири — до 7—8 ч.
При длительном хранении твердого топлива на складе имеют место значительные потери, обусловленные в основном окислением горючей массы кислородом воздуха. При несоблюдении правил хранения существенные потери угля, особенно мелких классов, могут быть следствием действия ветра, дождевых и талых йод. Выделяющаяся при окислении тепЛб'й является причиной
143
самонагревания и самовозгорания топлива. Критическая температура, при которой начинается интенсивный разогрев топлива, составляет 50—80 °C. Для предотвращения окисления и самовозгорания топлива необходимо тщательное послойное уплотнение его при закладке в штабеля.
Для бурых и других углей с большой склонностью к окислению толщина каждого слоя штабеля должна составлять 1—1,5 м, а удель-
Рис. 11.2. Режимная карта конвективного тепляка при длительностях разогрева смерзшегося угля 1,5 ч (/), 2 ч (2) и 2,5 ч (5):
t, О — температура тормозного цилиндра и горячего воздуха соответственно
ное давление при укатке — до 0,4 МПа. Два верхних слоя штабеля должны уплотняться через каждые 0,5 м. Склады топлива должны иметь исправные дренажные устройства, пожарный водопровод и гидранты, освещение, автодороги на подъездах к периметру склада или штабеля.
Контроль за состоянием штабелей топлива осуществляется систематически внешним осмотром, а для торфа — также измерением температуры с помощью термощупа или термометра. При обнаружении самонагревания запасы топлива обновляют. Ликвидация очагов самовозгорания производится путем дополнительного уплотнения и выборки из штабеля (углей и сланцев) или вывозки из штабеля (торфа).
При эксплуатации топливоподачи в зимнее время во всех помещениях следует поддерживать температуру не ниже 10 °C. Для нормальной работы грохотов, дробилок, щепоуловителей необходимо обеспечить равномерный по ширине поток поступающего топлива; должны поддерживаться установленные зазоры в угледробильных элементах. На работающем конвейере должно быть обеспечено механизированное удаление из топлива металла, щепы, корней. Для улавливания ферромагнитных предметов применяются магнитные сепараторы: шкивные, барабанные, подвесные. Подаваемое на катушки электромагнитов напряжение целесообразно регулировать в зависимости от размеров (массы) отдельных кусков металла (для улавливания более мелких предметов требу
144
ется меньшее напряжение). Для улавливания немагнит-•ных металлических предметов, а также сравнительно мелких ферромагнитных применяются специальные металлоискатели. Крупная древесина извлекается с помощью бревноуловителей, щепа, корни — барабанными щепоуловителями, специальными грохотами или сетками [2].
Для устранения застревания и налипания влажного топлива применяются обогрев стенок, вибрационное и пневматическое обрушение; предусмотренные для этого устройства должны постоянно находиться в исправном состоянии. Необходимо также постоянно производить очистку конвейерных лент и барабанов от налипающего топлива, удаление которого может быть механизировано с помощью шнеков, скребков или транспортеров с неширокой лентой. Для предотвращения слеживания топлива в бункерах сырого угля необходимо через каждые 7—10 сут срабатывать его до минимально допустимого уровня; перед длительным перерывом в работе бункера содержащееся в нем топливо должно быть полностью израсходовано.
Для предотвращения взрывов и пожаров, а также -обеспечения санитарных норм чистого воздуха в помещениях топливоподачи не допускаются пыление механизмов и узлов при работе и скопление пыли на конструкциях здания и на оборудовании. Механизмы необходимо тщательно уплотнять, установки по обеспыливанию воздуха (аспирация, паро-, гидро- и пенообес-пыливание) должны быть в исправном состоянии. Уборка помещений производится смывом водой или пылесосами и должна быть механизированной.
11.3. ЭКСПЛУАТАЦИЯ МАЗУТНОГО
И ГАЗОВОГО ХОЗЯЙСТВ
Для слива мазута, поступающего на ТЭС, требуется его предварительный подогрев до температуры не менее 35—45 ° С/ обеспечивающий его движение по лоткам. В случае отсутствия достаточных средств подогрева мазута в приемных емкостях мазутосклада температура подогрева при сливе должна составлять 60—75 °C, что необходимо для нормальной работы перекачивающих насосов. Слив мазута из цистерн при разогреве его в них любым из применяемых способов является трудоемким и длительным процессом, особенно, в зимнее время.
10—419
145
* Продолжительность полно! обработки маршрута зимой состав- > л лет при разогреве цистерн «открытым паром» 10 ч, в тепляке 6~7'ч. Во избежание значительного обводнения разогреваемого мазута* в первом случае расход пара на цйстерну не должен превышать 900 кг/ч при давлении не менее 0,8 МПа и температуре 200—250 6С. Сливные лотки, гидрозатворы и фильтры приемных емкостей должны периодически очищаться.
При хранении мазута в емкостях температура его должна составлять 50—70 °C. Нагрев мазута до температуры более 90 ° С не допускается, так как при этом возникает опасность вскипания воды и мазута, и выброса из резервуаров водно-мазутной пены. Кроме того, при высокой температуре интенсифицируются испарение наиболее легких фракций мазута и отстой воды. Для исключения больших потерь теплоты в окружающую среду при поддержании заданной температуры мазута металлические резервуары в районах со среднегодовой температурой воздуха 9 °C и ниже должны иметь изоляцию; повреждения изоляции должны своевременно устраняться. Вследствие нестабильности мазутов при их хранении в емкостях появляется осадок твердых коксовых частиц, асфальтосмблистых и других веществ (донные отложения); отложения имеют место также в трубопроводах и фильтрах. Сернистые соединения мазута способствуют повышению интенсивности отложений. Для контроля за отложениями необходимо не реже одного раза в неделю производить отбор проб из придонных слоев в резервуарах. По мере необходимости резервуары должны очищаться от донных отложений.
При эксплуатации мазутного хозяйства необходимо обеспечивать бесперебойную подачу к котлам требуемого количества подогретого и профильтрованного мазута с заданными давлением и температурой. По температуре мазута осуществляют контроль его вязкости (пользуясь номограммой [15]), которая должна соответствовать требуемой для нормальной работы форсунок. Мазутные фильтры должны очищаться по мере необходимости, чтобы потеря давления мазута в них не превышала расчетное значение. Для поддержания расчетной тепловой мощности мазутоподогревателей необходимо не реже раза в год отключать их и производить очистку механизированным способом с применением специальных моющих растворов [2].
Колебания давления мазута в напорных трубопроводах котельной при механических форсунках Не должны 146
превышать ±0,1.,МПа.Л1а.порные-.и рециркуляционные трубопроводы, кроме выведенных в ремонт, должны постоянно находиться д работе во. избежание застывания в них мазута и образования пробок. Резервное оборудо-вание постоянно должно быть готово к. немедленному включению в работу. ..
Особое внимание должно быть уделено предотвращению подачи из резервуаров в котельную скопившейся в придонных слоях топлива воды, что может привести к останову котла. Скопление воды происходит вследствие ее отслоя при длительном хранении мазута и недостаточном перемешивании его. Перед переходом на работу от резервуара, длительно находившегося в резерве, необходимо отобрать пробу мазута из придонного слоя для анализа на содержание воды.
В процессе эксплуатации необходимо в соответствии с установленным графиком проверять правильность показаний дистанционных указателей уровня мазута в резервуарах, а также действие имеющейся сигнализации. Расход мазута учитывается либо расходомерами, либо путем определения изменения его количества в резервуарах, которые для этого должны иметь калибровочные таблицы.
Эксплуатация газового хозяйства ТЭС должна осуществляться в соответствии с ПТЭ и «Правилами безопасности в газовом хозяйстве» Госгортехнадзора. При этом необходимо иметь в виду, что газ токсичен и в определенных соотношениях с воздухом, указанных в эксплуатационной инструкции, образует взрывоопасные и пожароопасные смеси.
При заполнении газом газопроводы должны продуваться для вытеснения всего воздуха; содержание кислорода в газе после продувки не должно превышать 1 %. Для освобождения от газа газопроводы продуваются воздухом; остаточное содержание газа в воздухе не должно превышать 1 %. Газовоздушная смесь при продувках должна отводиться в места, исключающие возможность попадания ее в помещения, а также воспламенения от источников огня.
Проверка плотности соединений газопроводов и выявление мест утечек газа должны производиться с использованием мыльной эмульсии; применение огня запрещается. Все обнаруженные неплотности и неисправности должны немедленно устраняться.
Давление газа в котельном зале должно устойчиво поддерживаться автоматическим регулятором; для обеспечения устойчивой работы горелок максимальные коле
10*
147
бания давления газа не должны превышать f£10 % рабочего. При недопустимом снижении давления газа котел должен быть остановлен действием защит или машинистом. В соответствии с утвержденным графиком, но не реже 1 раза в месяц, необходимо проверять действие сигнализации максимального и минимального давлений газа после регулирующего клапана.
Вся арматура газопроводов должна быть плотной. Осмотр арматуры необходимо производить постоянно, а в труднодоступных местах — в соответствии с утвержденным графиком. Ремонт арматуры производится по мере необходимости.
Газопроводы надлежит регулярно, по графику, дренировать в наинизших точках. Вследствие токсичности дренаж отводится в специальные емкости; сброс его в канализацию не допускается.
ГЛАВА ДВЕНАДЦАТАЯ
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
12.1. ВРЕДНЫЕ ВЕЩЕСТВА ПРОДУКТОВ СГОРАНИЯ ТОПЛИВА И СНИЖЕНИЕ ИХ ВЫБРОСА В АТМОСФЕРУ
С продуктами сгорания топлива в атмосферу выбрасываются различные вредные вещества, в том числе н отличающиеся сильной токсичностью. Количество некоторых из этих веществ (двуокись се ры, соединения ванадия, летучая зола) зависит от состава топлива и его негорючей части. Содержание других вредных веществ в дымовых газах (окислы серы и азота, окись углерода, канцерогены) зависит не только от характеристик сжигаемого топлива, но и ат ряда других факторов, включая режимные: способа подготовки и сжигания топлива, конструкции топочных и горелочных устройств, нагрузки котла, коэффициента избытка воздуха и др. Следовательно, выброс этих веществ можно свести к минимуму принятием соответствующих мер.
Степень воздействия энергетического топлива на окружающую среду определяется по шкале вредности [3]. Согласно этой шкале наиболее вредным (при степени очистки продуктов сгорания от вредных выбросов 99 %) является подмосковный бурый уголь, при сгорании которого образуется много окнслов серы и азота, а также золы. Очень вредными по этим показателям являются также донецкие угли и эстонские сланцы. Мазут с Sp=3,5 % занимает по шкале девятое место из-за образующихся при его сжигании двуокиси серы и
148
окислов азота. Наименьшее вредное воздействие на окружающую: ереду из всех топлив оказывает природный газ; вредным продуктом при его сжигании являются окислы азота. • ,
Токсичными веществами, в наибольшей мере загрязняющими атмосферу, являются сернистый газ и двуокись азота. Одним из сильнейших канцерогенных веществ является бенз(о)пирен, оказывающий вредное воздействие на живые организмы даже при малых его концентрациях в воздухе.
Содержащаяся в топливе сера окисляется в основном до сернистого ангидрида, являющегося очень токсичным. Сернистый газ представляет большую опасность для здоровья человека, а при концентрациях в воздухе 0,5 мг/м3 и выше губительно действует на растительность. Взаимодействуя. с почвой, сернистый газ вызывает снижение ее плодородия. Он способствует также ускорению коррозии и разрушению строительных железобетонных конструкций.
При сжигании любого вида топлива возможно образование окислов азота. Окисляется как азот воздуха, так и азот, содержащийся в топливе. Основными определяющими условиями процесса окисления азота являются температура в зоне горения, концентрация кислорода и время пребывания газов в зоне реагирования. Первоначально в зоне наиболее высоких, температур факела образуется закись азота NO, которая при движении газов по тракту частично доокисляется в NO2 и (в очень малом количестве) в N2O4. Окончательное окисление NO в NO2 заканчивается в атмосфере. Концентрация NO и NO2 в газах увеличивается с повышением теплонапря-жения сечения топки в зоне горения. С увеличением избытка воздуха концентрация окислов азота сначала растет, а затем падает, так как большие избытки воздуха снижают температуру горениия. Имеются также данные о том, что при мощных горелках окислов азота образуется больше.
В высоких слоях атмосферы закись азота активно окисляется в NO2 за счет озона; вследствие этой реакции разрушается слой озона, защищающий землю от вредного ультрафиолетового солнечного излучения. Окислы NO2 и N2O4 раздражают органы дыхания и зрения, а также нервную систему человека.
При недостатке кислорода в продуктах неполного сгорания может присутствовать бенз(о)пирен. Он образуется в результате высокотемпературного пиролиза органической части топлива при практическом отсутствии кислорода. Чем полнее сгорает топливо, тем меньше содержание бенз (о) пирена в продуктах сгорания. Образующаяся при сжигании мазута сажа активно сорбирует этот канцероген. Бенз (о) пирен в естественных условиях довольно устойчив и поэтому загрязняет не только атмосферу, но и, оседая, проникает также в почву и водоемы, оказывая вредное воздействие на все живое.
149
Таблица 12.1. Предельно допустимые концентрации веществ лг ; атмосферном воздухе, мг/м3
Наименование вещества Максимальные разовые ПДК Среднесуточные ПДК
Зола и пыль 0,5 0,15
Сажа 0,15 0,05
Окись углерода СО 3,0 1,0
Двуокись азота NO2 0,085 0,085
Сернистый ангидрид SO2 0,5 0,05
Пятиокись ванадия V2Os — 0,002
Бенз (0) пирен C2oHi2 — 0,1*
* Концентрация в мкг/100 м8.
Главной санитарной инспекцией СССР установлены предельна допустимые концентрации (ПДК) вредных веществ в атмосфере на уровне дыхания человека (табл. 12.1), при этом общая концентра* ция смеси выбросов, например SO2 и NOX, выраженная в долях ПДК каждого вещества, не должны превышать 1, т. е,
Cso,. , CNOX ПДКЗОа пДКкоя где с , с —концентрация выбросов.
SO2
Количество организованных выбросов вредных веществ в атмосферу от данного источника, которое вместе с выбросами от других расположенных в этом же районе источников еще не создает приземную концентрацию, превышающую ПДК, называется предельнодопустимыми выбросами (ПДВ) источника. Они являются научно-техническим нормативом и должны устанавливаться для каждого источника выбросов с учетом как перспективного развития промышленных предприятий данного города (населенного пункта), так и рассеивания вредных веществ в атмосфере. Для предприятия ПДВ устанавливаются путем суммирования ПДВ всех его одиночных источников.
Методы уменьшения выбросов вредных веществ в атмосферу, С ростом мощности электростанций роль их в загрязнении приземного слоя атмосферы становится все значительнее. Кроме того, ТЭЦ располагаются, как правило, в индустриальных районах, где фоновая концентрация вредных веществ нередко близка к предельно допустимой. Поэтому задача снижения выбросов ТЭЦ в атмосферу является актуальной.
Снижение количества окисло в серы может быть достигнуто путем обогащения топлива и извлечения из него серы (облагоражива-
150
ция, топлива). Так» цапример, из подмосковного угля возможно удаление колчедана, содержащего около 50. % всей серы топлива. Получение малосернисто.го мазута (SP<1 %) возможно в результате - очистки от, серы как высокосернистрго мазута на электростанции, так и исходной нефти на нефтеперегонных заводах. В СССР на одной из ТЭЦ проходит промышленную проверку установка для предварительной газификации под давлением высокосернистого мазута с утилизацией теплоты продуктов газификации и очистки их от . сернистых соединений. Некоторые из предложенных методов позволяют } также снизить содержание в мазуте золы и ванадия. Очистка сырой нефти от серы на нефтеперегонных заводах является наиболее радикальным способом получения малосернистых топлив.
Все предложенные к настоящему времени способы очистки дымовых газов от сернистого ангидрида [22] пока еще широкого практического применения не нашли. Поэтому для снижения концентрации SO2 (и других вредных веществ) в приземном слое атмосферы в настоящее время дымовые газы выбрасывают через высокие дымовые трубы (250, 320 м и более) в верхние слои атмосферы.
При неблагоприятных метеорологических условиях (инверсия) в периоды существенного увеличения концентраций SO2 в атмосфере городов одним из возможных режимных мероприятий для снижения вредных выбросов ТЭС является частичный переход на сжигание топлива с низким содержанием серы.
Основным методом снижения выбросов окислов азота является подавление их образования в топке котла проведением ряда конструктивных и режимных мероприятий. Эти мероприятия направлены на снижение температуры факела в топке и избытка воздуха, а также сокращение времени пребывания продуктов сгорания в зоне образования окислов азота. Применение прямоточных горелок с ре-" циркуляцией газов и двухступенчатое сжигание топлива при малый избытках воздуха позволяют уменьшить образование окислов азота на 70—75 %.
Интенсивность образования окислов азота резко снижается при температуре горения не выше 1500 °C. Поэтому при твердом шлакоудалении (низкотемпературное сжигание твердых топлив) окис-лов азота образуется значительно меньше. Снижение количества окислов азота происходит, в частности, в топках с тангенциальным расположением горелок, а также при использовании для сушки топлива дымовых газов.
Влияние коэффициента избытка воздуха в горелках на концентрацию окислов азота при номинальной нагрузке котла ТП-109 видно из рис. 12.1 [3]. Такой характер данной зависимости в большей или меньшей мере имеет место при сжигании всех топлив. Значительное различие в концентрациях NOa при сжигании углей марок 2СС (Nt=1,8-t-3,4 %) и ГСШ (NT=0,9-j-2 %) указывает на сущест-
151
, венную роль* азота топлива в. процессе образования его.юкисловг.При * снижениидна грузки котла и мощности горелок концентрация :NO», в продуктах угорания падает. > . .
Уменьшение количества кислорода в зонах, где происходит интенсивное образование окислов азота, достигается. при двухступенчатом сжигании топлива (т. е. при недостатке кислорода в топке или у отдельных горелок в момент воспламенения топлива и сгора-
Рис. 12.1. Зависимость, концентрации окислов азота в дымовых газах от коэффициента избытка воздуха в горелках при номинальной нагрузке котла ТП-109 и сжигании кузнецких (/) и донецких (2) каменных углей
Рис.-12.2. Концентрация окислов азота в продуктах сгорания мазута (котел ТГМП-324) при нагрузке 88 (/), 70 (2) и 50 % (3) номинальной
ния летучих веществ) или при затягивании подмешивания вторичного воздуха к аэросмеси. Однако при этом следует иметь в виду возможность возникновения благоприятных условий для шлакования и высокотемпературной газовой коррозии поверхностей нагрева.
Рециркуляция охлажденных дымовых газов в топку приводит к существенному уменьшению концентрации NO» в продуктах сгорания, так как при этом достигается снижение температуры факела и количества кислорода в зоне горения. На рис. 12.2 приведены результаты исследований на котле ТГМП-324 [49]. Наиболее эффективен (при сжигании мазута) ввод рециркулируемых газов через горелки по тем же каналам, что и воздух, либо по специальному наружному каналу без завихрения и со скоростью, близкой к скорости воздуха. В этих случаях при доле рециркулируемых газов 14—* 20 % концентрация окислов азота уменьшается в 2 раза. Для снижения максимальных локальных концентраций NO» в топках котлов докритического давления ВТИ рекомендует комбинированное использование рециркуляции газов (г= 15ч-30 %) и двухступенчатого сжигания мазута при малых избытках воздуха и нестехиометрическом соотношении между количеством топлива и воздуха на начальной стадии горения [3]. Рекомендуется также применять универсальные горелки конструкции ХФ ЦКБ Главэнергоремонта—ВТИ
152
<ц-прямоточные горелки ВТИ (ем; рие. 4.15; 4.16) : Количество обра-.зующихся окислов азота при сжигании газа и мазута можно уменьшить примерно вдвое впрыском пара или воды в зону, горения. ,.
12.2. СТОЧНЫЕ ВОДЫ ТЭС И ИХ ОЧИСТКА
Кроме охлаждающей воды конденсаторов турбин, сброс которой в водоемы приводит к их тепловому загрязнению, на ТЭС. имеется несколько видов сточных вод, содержащих вредные для окружающей среды вещества: регенерационные и прЬмывочные воды водоподготовительных установок и кондёнсатоочистки, сбросы после химической очистки и консервации теплоэнергетического оборудования, воды гидрозолоудаления, загрязненные воды мазутохозяйства,’ воды после обмывки конвективных поверхностей нагрева котлов и др. Для исключения вредного влияния на окружающую среду (в частности, водоемы) количество содержащихся в сточных водах примесей не должно превышать установленные санитарными нормами ПДК.
Вода, используемая для гидротранспорта золы и шлака,, после осветления может содержать весьма большое количество солей кальция, магния, окислов железа, алюминия, а также соединений ванадия, мышьяка, ртути, фторидов и канцерогенных веществ. Содержание этих веществ зависит как от состава золы, так и от способа сжигания топлива и очистки дымовых газов и в большинстве случаев существенно превышает установленные нормами ПДК. Так, например, ПДК фтора, мышьяка и ванадия в водоемах санитарно-бытового водопользования не должны превышать соответственно 1,5; 0,1; 0,05 мг/л (для рыбохозяйственных водоёмов ограничения еще жестче), в то время как в осветленных водах отдельных ТЭС содержание этих элементов в 5—10 раз больше [50]. Сброс таких вод в водоемы, •естественно, недопустим, поэтому в настоящее время на ТЭС предусматриваются замкнутые системы гидрозолоудаления. Допустимое солесодержание воды в этом случае обеспечивается за счет продувки системы.
При обмывке низкотемпературных поверхностей нагрева котлов, работающих на сернистых мазутах, использованная вода содержит грубодисперсные примеси и значительное количество свободной серной кислоты (4—5 г/л), ванадия (0,3—0,8 г/л), железа (7—8 г/л). Обмывочная вода поступает в баки-нейтрализаторы для обработки; осветленная вода может быть вновь использована для собственных нужд.
Большой вред водоемам и почве причиняет загрязнение их мазутом и другими нефтепродуктами ТЭС (смазочными и изоляционными маслами, керосином, бензином и др.). Мазут может попадать в сточные (грунтовые) воды при сливе, перекачке и хранении в резервуарах, а также в конденсат греющего пара мазутохозяйства.
153
Большим может быть содержание мазута .й в охлаждающей воде сальниковый уплотнений мазутных насосов. Источниками загрязнения сточных вод маслами являются маслосистемы турбин, трансформаторов, подшипников вращающихся механизмов. Так как ПДК нефтепродуктов в водоемах очень мала (в рыбохозяйственных — не бо-
Рис. 12.3. Схемы флотационной установки (а) и круглого железобетонного флотатора (б) :
/ — накопительный резервуар очищаемой воды; 2 — эжектор; 3— перекачивающий насос; 4 — напорный контактный резервуар; 5 — флотатор; 6 — резервуар очищенной воды; 7 — подвод очищаемой воды; II— отвод очищенной воды; III — удаление осадка и опорожнение флотатора; IV — отвод нефтепродуктов
лее 0,05 мг/л, в остальных — 0,1—0,5 мг/л), на ТЭС большое внимание должно быть уделено мероприятиям по обеспечению сведения утечек мазута и масла к минимуму, сбора, очистки и использования замазученных и замасленных вод. Чтобы исключить возможные утечки мазута и масла, необходимо поддерживать надлежащую герметичность емкостей, сливных лотков, регистров греющего пара, мазу-топодогревателей, маслоохладителей и другого оборудования. Тем<
пература мазута в емкостях поддерживается за счет рециркуляционного подогрева. Схемы паромазутопроводов в пределах котла должны исключать попадание мазута в паропроводы [1, 2].
вод может про-или коагуляции
О чистку $а$рязненных? нефтепродуктами сточных изводиться^тстаиваниецлс^, последующей .флотацией
154
ей либо сепарацией с последующей, сорбцией; более перспективны»! считается первый метод. Отстойниками являются нефтеловушки различных конструкций.
Схема напорной флотационной установки показана на рис. 12.3. Ввод воздуха в количестве 3—5 % расхода очищаемой воды осуществляется водоструйным эжектором. Для обеспечения надлежащего растворения воздуха в воде смесь под давлением выдерживается 3—5 мин в напорном контактном резервуаре, а затем поступает через дроссель во вращающийся водораспределитель флотатора, после которого пузырьки воздуха проходят через слой воды и флотируют частицы мазута. На ТЭС применяются круглые железобетонные или прямоугольные металлические флотаторы [51]. Выделившийся с пузырьками мазут удаляется с поверхности вращающимся скребком. При правильно налаженной работе флотатора содержание нефтепродуктов после него снижается до 6—8 мг/л при исходной кон* центрации 50—60 мг/л.
Для обработки сточных вод ТЭС требуются сложные и дорогостоящие очистные сооружения. Поэтому актуальной является проблема уменьшения количества и загрязненности сточных вод, а в пределе— исключение хотя бы отдельных из них. Так, например, сброс замазученных и замасленных вод можно исключить их выпариванием, использованием их в системе золоулавливания и шлакозолоудаления или в других целях (после предварительной очистки) и т. д. Значительное количество этих вод можно направлять в топку котла для сжигания содержащихся в них нефтепродуктов.
При применении для набивки РВП кислотостойких материалов длительность между обмывками существенно увеличивается, а примесями обмывочных вод являются только серная кислота и зола. Применение пневмогидравлического транспорта золы также дает возможность значительно сократить сброс сточных вод этого технологического тракта; при использовании золы и шлака для нужд строительства гидротранспорт их исключается и сточные воды этого ви* да отсутствуют.
ГЛАВА ТРИНАДЦАТАЯ
ОРГАНИЗАЦИЯ РЕМОНТА ОБОРУДОВАНИЯ КОТЛА
13.1. ОБЩАЯ ХАРАКТЕРИСТИКА РЕМОНТОВ
Комплекс плановых мероприятий, направленных на доведение технических показателей оборудования до проектных и расчетных значений йутем ремонта и замены отдельных деталей г и узлов, обёспечиЁайЩих дли
155
тельную, надежную и экономичную работу оборудования, называется планово-предупредительным ремонтом (ППР), который подразделяется на капитальный, средний и текущий [52].
Капитальный ремонт котла — это вид ремонта, при котором с установленной периодичностью производятся ревизия всех узлов независимо от их технического состояния, ремонт и замена деталей, износ или ресурс которых не обеспечивает надежности работы в последующий межремонтный период, испытание и наладка работы сборочных узлов оборудования.
Текущий ремонт котла — это вид ремонта, при котором производятся его чистка и осмотр, частичная разборка узлов с быстро изнашивающимися деталями, ресурс которых не обеспечивает надежность в последующий период работы, ремонт или замена отдельных деталей, устранение дефектов, выявленных в процессе эксплуатации котла.
Для котлов электростанций с поперечными. связями в перибд между капитальными ремонтами допускается проведение среднего ремонта продолжительностью не более 40 % длительности капитального ремонта. Средний ремонт котлов осуществляется с целью восстановления ресурса узлов, срок службы которых меньше периода между двумя последовательно проводимыми капитальными ремонтами. При среднем ремонте кроме разборки отдельных узлов для осмотра и чистки деталей и устранения обнаруженных дефектов про; водится ремонт или замена быстро изнашивающихся деталей и узлов.
К другому виду ремонтного обслуживания котельных установок относится типовой ремонт, который включает систематически выполняемые виды ремонтных работ по типовому объему (ревизия сбог i рочных узлов и ремонтные работы, регламентированные по периодич* ; ности и объему для определенного типа оборудования в конкретных условиях эксплуатации).
При замене морально устаревшего оборудования, технологических схем и необходимости повышения технического уровня эксплуатации оборудования, снижения загрязнения окружающей среды ’ производят модернизацию и реконструкцию. Модернизация — повышение эффективности, надежности и улучшение ремонтопригодности оборудования путем изменения конструкции отдельных сборочных узлов и деталей, замены материала или метода его обработки, учитывающего новейшие достижения современной науки и техники. Реконструкция — коренное переустройство оборудования с целью его использования для работы на другом виде топлива, изменения параметров, 'назначения, повышения мощности, улучшения технико-экономических, показателей,. -' ‘ У • • * J
156
Таблица 13.1. Ориентировочные нормы простоя котлов в ремонте
Давление 25 МПа Давление 14 МПа Давление 4—12,5 МЕа Давление до 0,4 МПа
Вид ремонта Продол-житель- Производительность, т/ч
ность 2650 2050 950 640 500 420 170—230 30-269 150—200 90—149 30—89
Капитальный Текущий Календарные дни 70 Не hi 70 Эрмиро] 60 вано 40 21 38 18 30 18 24—29 10 18—21 10 18—23 8 18—20 8 17—18> 8
Текущий при отсутствии капитального в отчетном году То же 37 33 30 22 16 17 16 15
Общая продолжительность годового ремонта 61 56 48 34—39 26—29 29—31 26—28 25—26
, ' Показателем, эффективности'ремонта и эксплуатации оборудовав ния является годовой коэффициент технического использования}
ь - 8760-(Тк.р+Тт,р) т,и 8760 1
где 7к.р — продолжительность простоя в капитальном ремонте, и) Гт.р — сумма продолжительности простоя в текущих ремонтах в данном году, я..
Периодичность ремонтов и их длительность для отдельных видов основного оборудования устанавливаются в соответствии с ПТЭ и действующими нормами (табл. 13.1), рассчитанными на основе ресурсных исследований.
Капитальный ремонт котла производится 1 раз в четыре года (головные образцы котлов ремонтируются в сроки, определяемые техническим состоянием и требованиями завода-изготовителя).
Основными факторами, определяющими объем ремонтных работ до вывода котла в капитальный ремонт, являются проверка технического состояния работающих узлов и элементов, выявление неплотностей в обмуровке и коробах, просмотр формуляров предыдущего ремонта и записей в эксплуатационом журнале, проведение экспресс-испытаний оборудования для анализа работы и состояния элементов оборудования [53]. Результаты гидравлического испытания котла, измерений, исследований металла барабанов, труб пароводяного тракта, трубопроводов, коллекторов и арматуры, а также осмотра РВП вносят в формуляры. На основании этих результатов уточняют общую дефектную ведомость и при необходимости производят соответствующие изменения объема работ.
13.2. ОРГАНИЗАЦИЯ РЕМОНТА
Современные формы организации ремонта оборудования электростанций подразделяются на хозяйственную, централизованную и смешанную.
При хозяйственной форме организации ремонтного обслуживания все работы по ремонту оборудования производятся персоналом электростанции. При этом ремонтное обслуживание котлов может осуществляться цеховым или станционным способом. При цеховом способе ремонт котла организует и производит котельный цех. Этот способ ремонта котлов показал, что электростан-158
ция в отдельны^ случаях не в состоянии- самостоятельно, без привлечения специализированных ремонтных предприятий, выполнять в установленные сроки ремонтно-восстановительные работы, модернизацию и реконструкцию оборудования, требующие определенных навыков и специфической подготовки персонала, применения специальных материально-технических средств, больших трудозатрат и равномерной загрузки ремонтного персонала. При станционном способе ремонта ремонтный персонал электростанции объединён в ремонтно-механический цех (ОРМЦ) или цех централизованного ремонта (ЦЦР); Однако при станционном способе ремонта нерационально используются материально-технические средства, не обеспечивается маневренность ремонтного персонала и технических средств при одновременном выполнении на ряде электростанций энергосистемы капитальных ремонтов с повышенными объемами работ.
Централизованная форма ремонтного обслуживания— это такая форма, когда весь ремонтный персонал электростанций, входящих в энергосистему, объединен в производственно-ремонтное предприятие (ПРП) или в специальный энергосистемный ремонтно-механический завод (РМЗ), организация и проведение всех видов ремонта осуществляются этими предприятиями, выполняющими работы подрядным способом (по договорам с электростанциями). При этом основным назначением производственных ремонтных и специализированных предприятий является выполнение специализированных работ по ремонту, модернизации и реконструкции оборудования электростанций, изготовление запасных частей, оснастки, средств автоматизации и выполнение котлоочистительных работ.
Централизованная форма ремонтов является наиболее прогрессивной и позволяет производить сложные работы по единым нормам и технологическим процессам С. Применением в больших масштабах средств механизации. При комплексном ремонтном обслуживании предприятие организует и производит капитальные и текущие ремонты, надзор, уход за оборудованием, устранение отказов и его повреждений.
Предприятие производит капитальные ремонты по разработанным технологическим процессам; внедряется прогрессивный индустриально-заводской метод ремонта и изготовления сборочных узлов на производственной базе, а также метод • агрегатно-узлового ремонта. -- •'
159
Смешанная форма организации ремонтного обслуживания представляет собой различные сочетания хозяйственной и централизованной форм ремонта [52] L
Руководство по капитальному ремонту является документом, соблюдение требований которого обязательно при выполнении капитального ремонта изделия. Применительно к котлу руководство по капитальному ремонту включает следующие разделы:
введение (указываются назначение «Руководства», общая краткая характеристика котла как объекта ремонта, перечень технических документов);
организация ремонта (включает описание выполнения типового специального технологического процесса ремонта элементов котла, требования к ремонтной площадке, рабочим местам, энергосиловому обеспечению ремонта, техники безопасности и пожарной безопасности, характеристику подъемно-транспортных средств, перечень нестандартного оборудования, инструмента, средств механизации);
технические требования на дефектацию и ремонт;
проверка, испытания и приемка после ремонта оборудования (указываются методика и условия проверки, регулирования, настройки и испытания отремонтированного оборудования, а также правила приемки в эксплуатацию отремонтированного котла или его составных частей);
приложение (приводятся справочные и другие материалы, а также обобщенные сведения по замене материалов, схемы нагрузок на элементы конструкций, регламентируемые моменты затяжек резьбовых соединений, ведомость объема ремонтных работ с графиком производства работ и расчета трудозатрат).
13.3. ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
ПРИ РЕМОНТЕ ОБОРУДОВАНИЯ (ПТБ)
Работы по ремонту котлов регламентируются ПТБ при эксплуатации теплосилового оборудования электростанций [54]. Организационными мероприятиями, обеспечивающими безопасность работ, являются оформление работы нарядом (письменное распоряжение на работу, определяющее место, время и условия производства работы, необходимые меры безопасности, состав бригады и лиц, ответственных за безопасность работ ремонтного персонала), допуск к работе ремонтного персонала, над-
160
’зор во время работы, перевод на другое место работы, оформление перерывов или окончания работы, проведение вводного, первичного и периодического инструктажей ремонтного персонала, периодическая проверка знаний ремонтного персонала ПТБ (1 раз в год), проект организации работ (ПОР).
При допуске к работе ответственный руководитель работ совместно с допускающим проверяют выполнение необходимых мероприятий по подготовке рабочих мест. При двух- или трехсменной работе, выполняемой в сменах по наряду, в графе «Производитель работ» указываются фамилии всех производителей работ, которые поочередно выполняют в сменах эти обязанности.
При выводе оборудования в плановый ремонт время действия наряда определяется лицом, выдающим наряд, , но не более чем на срок, утвержденный графиком ремонта оборудования. После окончания работы производи-, тель работ выводит бригаду из зоны работ, расписывается в наряде об окончании работы и сдает его ответственному руководителю. Начальник смены цеха закрывает наряд после осмотра рабочих мест и получения подписи , ответственного руководителя, подтверждающей полное окончание работ, указывая при этом действительное вре- । мя и дату закрытия наряда. ;
Закрытые наряды хранятся в течение 30 дней ср дня закрытия (исключение составляют наряды на работу в . газовом хозяйстве, которые хранятся 1 год).
13.4. ПОДГОТОВИТЕЛЬНЫЕ МЕРОПРИЯТИЯ
К ПРОИЗВОДСТВУ РАБОТ
, С ростом концентрации энергетических мощностей возрастает сложность ремонта энергооборудования и .увеличиваются требования к уровню организационной, технической и материальной подготовки ремонта.
Технологический процесс капитального ремонта кот-. лов разрабатывается в виде маршрутных и операцион* ’ ных карт на базе единых ТУ с использованием опыта ремонта оборудования. Содержание графических и текстовых документов общего назначения должно быть следующее: маршрутная карта (описание восстановления и контроля изделий по операциям), операционная карта (описание восстановления изделий с расчленением операции и указанием режимов работы), карта эски-. зов и схем (графическая иллюстрация восстановления изделия н его отдельных элементов), утверждённая 11—419 1 161
спецификация технической ремонтной документации, технологическая инструкция (описание специфических приемов работы, методика контроля физико-химических параметров, правила использования оборудования и приборов, приемки изделия из ремонта), материальная ведомость, ведомость технологической оснастки, сетевой график капитального ремонта, ведомости объема работ и смета.
Рис. 13.1. Схема транспортировки грузов:
f — склад огнеупоров; 2 — площадка на нулевой отметке; 3 — мостовой кран в котельной; 4 — мостовой кран в помещении дымососной; 5—кран-балка с тельфером над электрофильтрами; 6, 7 — кран-балки над компрессорами и мельницами
За 5 сут до останова котла оформляется протокол готовности электростанции и ремонтных организаций к его ремонту (за 1 сут — акт о сдаче котла в ремонт). Началом капитального ремонта котла считается время его останова.
Механизация работ является неотъемлемой частью • технической подготовки ремонтного обслуживания котла. •Основные требования к механизации подъемно-транспортных работ в котельных отделениях заключаются в следующем: использование по всей длине котельной ту-162
-пикового железнодорожного пути (рис. 13.1) и боковых •выездов автотранспорта на ремонтные площадки внутрь главного корпуса; на узлах котла и его вспомогательном .оборудовании, находящихся вне зоны обслуживания кранов, — применение местных грузоподъемных устройств, приспособлений и передвижных инвентарных механизмов; в местах, отведенных для производства ремонта обмуровки и лазов, — выделение расширенных площадок под разгрузку. Средства механизации ремонтных работ в котельном отделении подразделяются на стацио* парные, передвижные и малой механизации.
Рис. 13.2. Эксцентриковый центратор:
1 — обойма; 2 — вкладыш; 3 — петли; 4 — эксцентрик
К стационарным средствам относятся мостовые краны, грузопассажирские лифты, подъемники материалов, краны-укрсины, электрические тали и кошки. Передвижные средства — это автомашины, краны и погрузчики, электрокары, напольные подъемно-транспортные средства, тележки и прицепы, телескопические вышки, контейнеры, инвентарные металлические леса, такелаж. Малая механизация .объединяет переносные механизмы, инвентарные устройства и приспособления, ускоряющие строповку, транспортирование, выверку, сборку и усовершенствованные ручные слесарные инструменты.
Перед началом производства ремонтных работ на котле должны быть отремонтированы, испытаны и укомплектованы разнообразные механизмы, специальные приспособления и инструмент. Наиболее характерными и трудоемкими слесарно-ремонтными операциями, подлежащими выполнению механизированным способом, являются: обрезка, снятие фасок, вырезка дефектных участков, правка, стыковка, центровка, вальцевание труб; рубка и резка металла; сверление отверстий во фланцах задвижек, металлоконструкциях; гибка труб 11*
163
диаметром До 150 мм; зачистка сварных швов; под'ультразвуковую дефектоскопию (УЗД); вырезка прокладок; торцевая отрезка сортового металла; проточка зеркал^ фланцев; натяжка пружин подвесок трубопроводов [^6]'.
Различные приспособления применяютсядля центровки, шлифовки шпинделей арматуры, гидравлического
Рис. 13.3. Приспособление для зачистки зеркал фланцев:
1 — планшайба; 2 — суппорт; 3 — резец; 4 — винт подачи; 5—звездочка; 6—упор? 7 — корпус; 8 — шестеренчатый редуктор; 9 — электропривод; 10 — траверса? 11 — фланец; 12 — скобы
испытания арматуры (ручные и электрические прессы), снятия полумуфт с валов механизмов, обработки уплотнительных поверхностей арматуры, изготовления участков линзовых компенсаторов, уплотнения песка в трубах, осмотра внутренних поверхностей труб, центровки при сборке стыков труб. Обрезку и снятие фасок под сварку трубопроводов и труб поверхностей нагрева выполняют при помощи труборезов. Вырезку контрольных участков труб, расположенных в труднодоступных местах, производят электроножовками. Для зачистки
164
поверхностей ^руб, отверстий в коллекторах перед вадь-цовкойтруб.сварныхшвови снятия заусенцев с внут-' рейнёй сторонй обрезанной трубы применяют резцовые ! приспособления, шлифовальные машинки, эксцентрикб-вйё Центраторы (рис. 13.2). К другим конструкциям для цейтровки труб в условиях ремонтной площадки при
Рис. 13.4. Приспособления для вырезки прокладок:
/ — станина; 2 —центр с указателем; 3 —линейки с делениями; 4—поддерживающее устройство; 5 — шарнир; 6 — электроножницы; 7 — верхний нож? 8 — нижний нож; 9 — толкатель; 10 — эксцентрик; 11 — зубчатый сектор? 12 — ручка; /3 — кронштейны
плазировке и сборке трубных элементов поверхностей нагрева относятся приспособления с прижимными винтами, шарнирными хомутами, эксцентриком, а также клещи. Применяют также приспособления для стыковки под сварку труб диаметром от 108 до 426 мм. При сборке блоков трубопроводов на стендах используют каретки и стойки, приспособления для зачистки зеркал фланцев (рис. 13.3), вырезки прокладок из паронита и картона (рис. 13.4), правки и разжима труб поверхностей нагрева (рис. 13.5), станок для натяжки пружинных подвесок
165
трубопроводов на допускаемую нагрузку (рис. 13.6). Для перемещения грузов с небольшой массой на высоту I м, увеличения зазоров между трубами для их подгибки, центровки и предотвращения сползания стропов при перемещении труб применяют такелажные приспособления. При подъеме и горизонтальном перемещении на ма-
Трубки, поверхности, подогрева.
Рис. 13.5. Приспособления для разжима труб:
I — корпус; 2 — клин; 3 — лопатки; 4 — винт подачи; 6 — вороток; втулка
лых отрезках узлов оборудования, а также для снятия деталей и посадки на вал, правки металлоконструкций применяют домкраты [56].
Канаты используют в качестве гибкого тягового органа при остнастке грузоподъемных машин, механизмов и приспособлений. Для чалочных канатов и стропов в основном применяют стальные канаты по ГОСТ 7668-80 и ГОСТ 3071-74. В качестве грузовых канатов применяют стальные канаты по ГОСТ 3071-74, для расчалок — жесткие стальные канаты по ГОСТ 3077-80.
Стальные канаты по видам используемых сердечников делятся на канаты с центральным сердечником и без них, с сердечником в канате и в пряде. По конструкции стальные канаты подразделяются на канаты одинарной, двойной и тройной свивки.
166
Наибольшее усилие, кгс, стальных канатов определяется по форч муле
S<P/K,
где Р —разрывное усилие каната, кгс; К — коэффициент запаса прочности (в зависимости от режима работы приспособлений прини-мается равным 4—9).
Рис. 13.6. Станок для натяжки пружин:
1 — станина; 2 — червячный редуктор; 3 — электропривод; 4 — центральный винт; 5 — замок; 6 — пружина; 7 — направляющая; 8 — маховик; 9 — штокц 10 — планка; 11 — конечный выключатель
При проверке прочности имеющихся канатов разрыв* ное усилие (агрегатное) выбирается по сертификату, (испытаниями) и расчет каната ведется по суммарному, разрывному усилию проволок, умноженному на 0,83. Ка* нат бракуется по числу обрывов проволок, которое со* ставляет 10 % (при крестовой) и 5 % (при односторон* ней свивке) общего числа проволок в канате. При изно* се, коррозии, достигших 40 % и более первоначального диаметра проволок, а при наличии оборванной пряди и жучков (поражение электрическим током) канат браку*, ется.
Разрывное усилие, кгс, изношенного каната в наиболее опасном сечении составляет
РИ = Р
где Р— разрывное усилие целого каната, кгм; —диаметр изношенного каната в проверяемом месте, мм; d —диаметр нового каната, мм; toe — число оборванных проволок на шаге свивки; г—число проволок в канате.
167
•г Таблица 13.2. Техническое освидетельствование грузоподъемных машин, механизмов и приспособлений
оо Наименование Нагрузка при приемо-сдаточных испытаниях и после капитального ремонта (отношение нагрузки при испытании к грузоподъемности), кгс Продолжительность испытаний, мин Периодичность * испытания, мес Условия испытания
статическая динамическая
Краны и другие грузоподъемные машины 1,25 Частичное через 12, полное техническое освидетельствование через 36 При статическом испытании груз поднимают на высоту 200—300 мм; при динамичен ком испытании производят повторный подъем и опускание груза, проверяют действие ме-ханизмов грузоподъемной машины
Лебедки, тали, блоки, полиспасы, домкраты Первичная 1,25; периодическая 1,1 1,1 10 12 При статическом испытании груз поднимают на высоту 100 мм; при динамическом испытании производят многократный подъем на высоту не менее 1 м (не менее 6 раз) й опускание
Стропы, цепи 1,25 0,3 Испытательная нагрузка создается грузом или тяговым механизмом с применением динамометра
Канаты пеньковые, хлопчатобумажные, из синтетических волокон . Периодическая" 2 1
Полученное разрывное усилие изношенного каната сверяется с наименьшим допустимым для данных условий работы каната коэф- } фициентом запаса прочности
п =±Ри] Sp, где Sp — суммарное рабочее усилие в канате, кгс.
Грузоподъемные машины, устройства и грузозахватные приспособления до пуска в работу проходят техни-х ческое освидетельствование (табл. 13.2).
Перед началом производства ремонтных работ на котле необходимо привести в исправное состояние энергоразводки газов, сжатого воздуха, сварочных и низковольтных. сетей, освещения, противопожарные средства и связь. При централизованной разводке систем трубопроводов ацетилена, пропана, кислорода, воздуха и электрической сети сокращаются сроки ремонта, повышается производительность и улучшаются условия труда персонала, снижается производственный травматизм.
Линии сжатого воздуха выполняются из стальных труб на сварке (трубы прокладываются с уклоном 0,02—0,03 по направлению движения воздуха с установкой в низких точках водоотделителей). На ацетиленовых линиях не допускается применение труб, арматуры и других деталей из меди и ее сцлавов, содержащих более 70 % меди. В качестве растворителей для обезжиривания труб и арматуры применяются чистый четыреххлористый углерод, трихлорэтилен, водные моющие растворы. Газопроводы перед заполнением продуваются инертным газом до содержания объемной доли кислорода, в смеси не более 1 % и подвергаются контрольному испытанию на плот-. ность.
В; ПОР должны быть указаны:
необходимые сменные запасные детали, узлы, арматура,! материалы, потребность в инструменте, электродах, сварочной проволоке, кислороде, ацетилене, пропане;
вйбор мест и схемы подачи энергоресурсов, растворов, разводок для сварочных постов подключения механизированного инструмента, низковольтного освещения;
типы и места установок подмостей, лесов, люлек, перекрытий, такелажных приспособлений и механизмов;
средства механизации подъемно-транспортных работ на рабочих площадках;
организация транспортировки оборудования, деталей и материалов на рабочих площадках п за их пределами, схемы грузопотоков;
условия для производства работ, гарантирующих соблюдение ТБ, обеспечение выполнения противопожарных мероприятий и средств связи. s
169
13.5. ПЛАНИРОВАНИЕ РЕМОНТОВ
Планирование ремонтов котлов на электростанциях ' заключается в составлении перспективных, годовых и месячных планов. Годовые планы капитального и теку* щего ремонтов котлов представляются электростанциями в соответствующие районные энергетические управления за 4 мес до начала следующего года. Неотъемлемой частью годовых планов капитального ремонта котлов должен быть комплекс мероприятий по обеспечению эксплуатации котла в течение заданного межремонтного периода. Годовые планы и календарные графики капитальных ремонтов котлов после их согласования районным энергетическим управлением (РЭУ) с Объединенным диспетчерским управлением (ОДУ) утверждаются главными эксплуатационными управлениями Минэнерго СССР или соответствующими министерствами союзных республик. Месячные графики капитального и текущего ремонтов котлов составляются службами ремонтов энергосистем, а при их отсутствии — электростанциями и согласовываются с ОДУ на основании указанных годовых планов,заявок электростанций на текущие ремонты. Месячные планы-графики ремонтов сообщаются электростанциям не позднее 25 числа предшествующего месяца;
Внедрение системы планирования и управления (СПУ) в практику ремонта оборудования электростанций является сложным комплексом, охватывающим создание организационной системы управления, построение сетевых моделей, расчет и оптимизацию моделей на стадии планирования, установление порядка функционирования системы на этапе управления, анализ сетевых моделей и выработку управленческих решений, контроль за ходом ремонтных работ [57]. Особенностями СПУ являются подчинение частных задач главной задаче, являющейся целью всего комплекса работ, и выбор наиболее эффективных и оптимальных способов достижения поставленной цели сетевой модели (это особый вид операционной модели, способной с необходимой степенью детализации отображать состав и взаимосвязи всех работ комплекса во времени) и метода СПУ (аппарата построения, расчета, оптимизации и анализа сетевых моделей, позволяющего решать разнообразные задачи в процессе планирования и управления).
На стадии исходного планирования СПУ предусматривает составление директивной продолжительности ре
по
монта, рациональное распределение работ, определение потребной численности персонала в целом и раздельно по организациям и специальностям работающих.
Оптимизация сетевых моделей с одним видом трудовых ресурсов может производиться двумя методами: без ограничения в обмене трудовыми ресурсами и с ограниченным обменом (обеспечивается постоянство численности персонала в пределах организации и в бригаде, но при этом выделяются резервные бригады).
Основными задачами СПУ на стадии оперативного управления ремонтом являются корректировка плана и распределение работ, составленных на стадии исходного планирования. Группа СПУ в период ремонта осуществляет накопление и систематизацию статистических данных с целью оценки проведенного ремонта, обновления нормативно-справочной базы и разработки мероприятий по повышению эффективности последующих ремонтов.
СПУ, использующая электронно-вычцслительные. ма-шины (ЭВМ) для сбора, передачи, переработки, накопления, хранения и представления информации, выработки вариантов решений, называется автоматизированной (АСПУ). В АСПУ может быть достигнуто значительное повышение эффективности управления за счет оптимального планирования, большей оперативности при анализе выполнения хода ремонта, выработки и принятия решений по результатам анализа допустимых альтернативных вариантов. Существенной особенностью АСПУ является повышение роли моделирования на этапах ее функционирования. При использовании АСПУ появляется возможность управления несколькими одновременно выполняемыми ремонтами, что позволяет эффективнее использовать ресурсы.
Основой СПУ являются сетевые модели. В их состав входят сетевые графики, представляющие собой графические отображения технологических процессов ремонта й содержащие информацию о ходе ремонтных работ.
Сетевые графики позволяют:
четко отображать структуру проекта работ с любой степенью детализации;
отображать в наглядной форме взаимосвязь и последовательность выполнения работ;
производить расчеты планов выполнения работ, осуществлять обоснованное прогнозирование работ и концентрировать внимание на их выполнении;
171
a)
2
«
Расшлаковк^ топки и установка лесов
Отчетный, фронт выполненные: работ с момента начала ремонта
и ремонт / труб в поверхнос- > топке тей нагрева j
/1 »|з
б)
3 б
Проверка Х2У1 Замена Х^У РихтовкдХ! труб и замена креплений
Z
6
Снятие обшивки и разборка обмуровки.
\змеевиков * перегревателя аза-мена подвесок
1У£ Проверка возду-Х£. ! хоподогредателя, « уплотнение труб, I замена дефектных труб
вых по-
ла
теи на-
грева
ЧУОхлаэнУ^УОчистка
дение кот-\ хвосто-
верхнос-
ПроввркаХэ. и замена змеевиков паропвре- / гр ев а ]
Правка, и замена змеевиков эко но -майзсра
змеевиков экономайзера с „ заменой опор
лическое испытание [ котла и | устране- I ние дешек-1 тов I
I I I I I
нобление ка котла,
обмуровки и обшивки, газовоз-душная опрессовка котла, заключительные работы
воздушная опрос- ХУУ совка воздухоподогревателя и устранение дефектов
&
Рис. 13.7. Сетевой график ремонта поверхности нагрева котла:
а — условное обозначение (код) записи продолжительности работы, количества рабочих и номера рабочей смены: 5, а, должительность в рабочих днях данной работы соответственно в первой, второй, третьей сменах; в, а.
соответственно в первой, второй, третьей сменах; б — событие сетевой модели: i — номер. события; <p(i) —раннее время сверше ния, события; /п(0 •—позднее время свершения события; k — номер непосредственно предшествующего события, расчетом от которого найдено /р(0: в — технологическая последовательность выполнения ремонтных работ
•?. йрбйзводить анализ решений по изменению технологической последовательности работ и распределения ресурсов с целью повышения эффективности работ; , ' ' ‘
; точно обосновать продолжительность выполнения работ и необ-хоДимые трудовые ресурсы; / / \
осуществлять сбор и обработку информации о фактическом вь(>-полнейии работ. \/
; Основными элементами сетевого графика (рис. 13.7) являются работа, событие, путь и организационная связь. Работа — четко определенный этап трудового 'процесса, требующий затрат времени и ресурсов (изображается -сплошной линией со стрелкой). Фиктивная работа ^обозначает зависимость начала одной или нескольких работ от/ окончания предыдущих работ. Фиктивная работа не требует затрат времени и ресурсов (обозначается штриховой линией без кода на^время и ресурсы).
.. Событие — это результат одной работы или совокупный результат нескольких работ/позволяющий начать одну или несколько следующих работ (обозначают кружком). Событие в отличие от работы; не является процессом, оно не имеет длительности, так кай свершается мгновенно и не сопровождается затратами времени и средств. Путь сетевой модели от. исходного до завершающего события называется полным путем. Полный путь сетевого графика, имеющий наибольшую продолжительность, называется критическим путем. Критический путь в сетевом графике в наглядной форме показывает ту последовательность работ, которая определяет общие сроки их выполнения.
Организационная связь показывает последовательность перехода рабочих бригад или перевода оборудования с участка на участок (изображается штрихпунктирной линией).
По сетевому графику можно для любой работы определить ранний и поздний сроки ее начала и окончания. По ним находятся отрезки времени, в пределах которых можно изменять сроки начала и окончания каждой работы и сроки свершения каждого события без нарушения срока окончания всей работы. Эти отрезки времени составляют резерв времени работы.
Разница между длинами критического пути и любого другого пути называется полным резервом времени этого пути. Резервы времени используют при планировании и управлении с помощью СПУ для оптимизации плана, контроля за его выполнением и прогнозирования хода работ.
В комплексной сетевой модели, состоящей из узловых моделей, критический путь проходит по работам нескольких узлов. Поэтому при приведении комплексной сетевой модели к директивной продолжительности (наиболее позднему времени завершения события) отбирают
178
ся те узловые модели, работы которых входят в критическую зону (локальную зону критического пути).
Целью расчета сетевых моделей является определение продолжительности ремонтного процесса и основных параметров событий и работ: ранних и поздних времен свершения событий и окончания работ, критического времени выполнения комплекса, резерва времени событий, полного и свободного резервов времени работ.
Расчет начинается с определения раннего времени tp(i) свершения каждого события, причем время свершения каждого события принимается равным нулю, а затем привязывается к календарному времени. Так, событие свершается» когда выполнены входящие в него работы; наиболее раннее время его свершения определяется той из всех входящих в событие работ, которая закончится последней.
Расчет сетевых моделей ремонта оборудования производится непосредственно на сетевой модели (события сетевой модели делятся на четыре сектора). Расчетная формула для определения раннего времени (начинается от исходного) свершения событий
<p(O = max [/p(*) + i(fe, О], где t?(k)—ранние времена свершения каждого из предшествующих событий; t(k, i) — продолжительность входящей в событие работы.
С определением раннего срока свершения завершающего события определяют самый длинный путь сетевой модели. Это время называется критическим временем сетевой модели. Цепочка работ, определяющая критическое время, и есть критический путь сетевой модели.
Если полученный расчетным путем критический путь ТКр равен директивной продолжительности Тд, тогда Ткр соответствует самому позднему времени, определяющему продолжительность выполнения комплекса ремонтных работ.
Самое позднее время свершения любого события сетевой модели должно быть таким, чтобы все последующие работы были выполнены без нарушения наиболее позднего времени свершения завершающего события.
Расчетная формула определения позднего времени свершения события ta (0 имеет вид:
ta (0 = min Ra
где ta(J)—позднее время свершения каждого из непосредственно следующих событий; t(i, j)—продолжительность каждой выходящей из события работы.
174
. Расчет позднего времени производится от завершающего события последовательным просмотром всех событий сетевой модели до исходного события.
В процессе планирования и управления ремонтом важно иметь .сведения о каждой работе и событии ремонтного комплекса:
наиболее раннее время начала каждой работы i, j—/P.H(i, /);
наиболее раннее рвемя окончания каждой работы i, j—/Р.о(*‘, /); ' наиболее позднее время окончания каждой работы I, /)з
наиболее позднее время начала каждой работы i, j—tn.v (1, /); резервы времени работ и событий Ra(i> j); Rv(i, j); R(i)-
. Эти данные наряду с /Р(0 и ta{i) являются выводными параметрами сетевой модели.
- Выводные параметры вычисляются следующим образом-^
^р.н G» 7)= (О;
/n.oG,7) = /n(7); . *п.н(М)=М/)-*(М).
Полный резерв времени работы (максимальное время, на которое можно отсрочить начало или увеличить продолжительность работы, не изменяя срока выполнения комплекса) определяют из зависимости
Ra (hi) = tn (0 -t
Свободный резерв времени работы (максимальное время, на которое можно отсрочить начало или увеличить продолжительность работы при условии, что все предшествующие и последующие для данной работы события сети наступят в свои ранние сроки) составит
Резерв времени события (время, в пределах которого может изменяться срок его свершения без нарушения срока выполнения всего комплекса) составит:
Ra = tn(0 — ^Р (О-
Приравнивание значения критического пути сетевого графика директивной продолжительности 7’Кр=7’д позволяет установить наиболее позднее время tn(i) для завершающего события. Если окажется, что 7'кр>7'д, то наиболее позднее время завершающего события устанавливается равным директивной продолжительности. В этом случае необходимо привести сетевую модель к директивной продолжительности, т. е. уменьшить Тир на ДТ= = 7’кр — Тц.
После расчета сетевой модели и приведения ее к директивной продолжительности производят оптимизацию
' сетевой модели по трудовым ресурсам,.заключающуюся, в обеспечении равномерного использования этих ресурсов на протяжении всего периода выполнения комплекса/ работ (выравнивание графика потребления трудовых [ресурсов). Основным методом решения этой задачи является сдвиг части работ из положения, соответствую-•щего наиболее раннему времени их начала, на более : позднее время в пределах полного резерва. Таким обра-. :зом, задача оптимизации сетевых моделей по трудовым ресурсам сводится к составлению такого режима работ, которое обеспечивает наибольшую равномерность графика трудовых ресурсов.
Завершающим этапом разработки сетевой модели является приведение ее к календарному времени.
На предыдущих этапах разработки и расчета сетевой модели отсчет времени производился от условного нуля; теперь предстоит взамен нуля указать определенную календарную дату начала комплекса ремонтных работ.- В этом случае для каждого события сетевой, модели устанавливают конкретные даты вместо относительных времен-' ных параметров.
Первоочередной задачей управления ремонтом энергооборудования является организация наиболее производительного труда, недопущение неоправданных потерь рабочего времени и простоев, применение возможных средств механизации труда и улучшение санитарно-^и-енических условий, труда.
Научная организация труда (НОТ) позволяет, оптимально соединить технику и людей в едином производственном процессе.
В основе НОТ лежит принцип достижения наивысшей производительности труда при наименьших материальных и трудовых затратах. Работа по НОТ состоит из анализа состояния'организации производства и труда, планирования работ и внедрения .передовых методов труда.
ГЛАВА ЧЕТЫРНАДЦАТАЯ
СВАРОЧНЫЕ РАБОТЫ
14.1. ВИДЫ И СПОСОБЫ СВАРКИ
Существующие сварочные процессы разделяются на две основные группы: способы сварки пластическим -де-
формированием с применением осадочного, давления и
-176
плавлением. При электрической сварке давлением применяют стыковой, точечный и шовный способы. Электри-! ческая дуговая сварка плавлением подразделяется: по ' свойствам электродов — на сварку плавящимся (металлическим) и неплавящимся электродом; по степени ме-: ханизации — на ручную, полуавтоматическую и автома-I тическую; по роду защиты дуги от окружающего воздуха — на сварку с электродами со стабилизирующими покрытиями, с толстыми покрытиями, сварку под флюсом и в среде защитных газов, с комбинированной защитой; по виду дуги — на сварку со свободно горящей и плазменной дугой.
По существующей классификации способы сварки подразделяются на [58] ручной электродуговой, газовый (кислородно-ацетиленовый), электродуговой в среде защитных газов (аргоне, углекислоте), полуавтоматический и автоматический дуговой под флюсом, дуговой с применением порошковой электродной проволоки, дуговой механизированный с неизолированной, легированной проволокой, комбинированный (корень шва выполняется в среде аргона, перекрывается ручной дуговой сваркой). Присадочные материалы, применяемые при сварке, должны удовлетворять требованиям стандартов и ТУ.
При электродуговой сварке применяют соединения стыковые, внахлестку, тавровые и угловые, прорезные, торцевые, с накладками, электрозаклепками (рис. 14.1). Сварные швы различают по видам (рис. 14.2): в пространстве— нижние, горизонтальные, вертикальные и потолочные; по протяженности—сплошные и прерывистые; по действующим усилиям — фланговые, лобовые, комбинированные и косые; по типу усиления — нормальные, усиленные и ослабленные; по ширине — ниточные и уширенные; по числу слоев — однослойные (однопроходные) и многослойные (многопроходные); по назначению — прочные, плотные и прочноплотные.
Выбор марки электродов производится в зависимости от марок свариваемых сталей.
Перед применением электродов независимо от наличия сертификатов проверяют технологические свойства каждой партии электродов. Легированные электроды, кроме того, проверяют на соответствие, марочному составу путем стилоскопирования (спектральный анализ с помощью стилископа по установлению марки металла) наплавленного металла,'а' электроды марок ЦТ-15, ЦТ-26 —также на содержание феррита в наплавленном металле. Для ручной и автоматической, сварок в среде аргона в качестве неплавящегося электро-
12—4=1» - 1п
да применяют прутки лантанированного вольфрама марок ВЛ-2 и ВЛ-10 или итерированного вольфрама марки СВИ-1.
В ремонтной практике широко применяются наплавка и напыление специальными износостойкими материалами, которые являются наиболее универсальными и
Рис. 14.1. Сварные соединения:
а — стыковые; б— стыковые с отбортовкой; а—стыковые листов разной толщины; г — внахлестку; д — угловые; е — тавровые;' ою — прорезные; з — торцовые (боковые); и—с накладками; к — электрозаклепками’"—
экономичными средствами восстановления и защиты эле-ментов оборудования, повышения износостойкости и увеличения срока службы. Для наплавки применяются зернистые и порошковые наплавочные смеси, литые сплавы. К механизированным способам наплавки относятся дуговой под флюсом, порошковыми проволоками, в защитных газах, плазменно-дуговой, вибродуговой, токами высокой частоты [59]. Современные способы плазменной обработки позволяют наносить на изнашивающиеся поверхности также тугоплавкие карбиды и неметалли-
178
ческие теплостойкие материалы. Перспективен способ • детонационного напыления, позволяющий наносить на поверхность деталей защитные слои из любых металлов, г Совершенствуется способ электроискрового легирования
Нижнив
Рис. 14.2. Классификация сварных швов:
а — по положению в пространстве; б — по отношению к действующему уси< лию; в —по протяженности (/ — шаг, /—длина участка шва); г — по объ« ему наплавленного металла
поверхности. Никель и титан, использующиеся при ремой--те оборудования в качестве Покрытия сплавов, придают деталям высокую эрозионную устойчивость. В зависимости от вид<1 и характера износа, а также условий выполнения работы применяются плазменное напыление и 12* 179
газопорошковая наплавка сплавами, электродуговая наплавка электродами, наплавка порошковой проволокой ППАН-170 и аргонодуговая наплавка твердым сплавом ВК. Присадочный порошок ПГ-ХН80СР-3 подается в
Рис. 14.3. Схема плазменной наплавки с вдуванием порошка в плазменный поток:
1 — ввод плазмообразующего газа; 2 — вольфрамовый электрод; 3 — стабилизирующее сопло; 4- ввод присадочного порошка транспортирующим газом; Б — фокусирующее сопло; 6 — ввод защитного газа; / — защитное сопло; 8 — газовая линза; 9 — наплавляемая деталь; 10 —-источник питания дуги прямого действия; // — источник питания косвенной дуги; 12 s— балластные реостаты
плазменную струю горелки (рис. 14.3) потоком транспортирующего газа. . , .
14.2. ТЕХНОЛОГИЯ СВАРКИ
Перед началом сварки проверяется качество сборки соединяемых элементов, а также состояние стыкуемых кромок и прилегающих к нему поверхностей., Необходимость и режим предварительного и. сопутствующего подогревов при прихватке и сварке определяются,д ветствии с руководящими техническими материалами XPTM-lc-79). “
180
К сварным соединениям водопаровых систем котлов предъявляются требования в зависимости от категории технологических трубопроводов [65].
При выборе электродов предусматривают получение сварных сбёдйнений и швов, обладающих заданными физико-химическими и механическими свойствами не ниже свойств основного металла.
Важнейшим условием технологии электродуговой сварки является определение оптимального сварочного режима — выбор'Диаметра электрода и сварочного тока. При сварке учитывают химический состав и влияние легирующих элементов на ее свариваемость, условия сварки конструкционных углеродистых и легированных аус-, тенитных "сталей, особенности сварки различных сплавов, и в зависимости от этого принимают такие способы и технологию сварки, которые гарантируют получение высококачественного сварочного соединения.
В процессе сварки некоторые стали склонны к образованию трещин в шве или в зонах, прилегающих к шву, что объясняется главным образом химическим составом и структурным состоянием стали. Из химических элементов, входящих в состав стали, наибольшее влияние на образование трещин оказывает углерод, действие которого усиливается легирующими элементами, вводимыми в сталь (такими, как хром, молибден, ванадий, марганец и др.). На образование трещин влияют также тип конструкции и степень сложности ее узлов, характер закрепления свариваемых элементов, вид стыковки и низкая температура окружающей среды.
В зависимости от толщины свариваемых элементов, типа сварных соединений, вида подготовки под сварку и пространственного положения шва выбирается сварочный ток (при прочйх равных условиях для сварки потолочных, вертикальных и горизонтальных швов сварочный ток принимают на 10—20 % меньшим, чем для сварки нижних швов). Технологические рекомендации по сварке конструкционных легированных сталей следующие: ограничивается проплавление основного металла, применяется подогрев закаливающихся сталей в зависимости от химического состава стали и принятого режима сварен, не производится сварка закаливающихся сталей на больших скоростях, применяются электроды диаметром не более 4—5 мм, сварочный ток для сварки легированных сталей должен быть на 15—20 % меньше, чем для сварки малоуглеродистой стали.
При сварке нержавеющих аустенитных сталей необходимо производить сварку с перерывами, не допуская
181
перегрева основного металла; в случае сварки стыков с большими геометрическими размерами каждый последующий слой наплавленного металла следует наносить после охлаждения ранее наложенного слоя, что позволяет обеспечить в процессе сварки интенсивный теплоотвод.
Все поступившие на ремонтную площадку блоки, трубы и детали до начала сборки проверяются на наличие
Рис. 14.4. Обработка концов труб при стыковке элементов с разными наружными диаметрами или толщинами стенок
клейм, маркировки, а также сертификатов завода-изготовителя, подтверждающих соответствие материалов их назначению.
Если у стыкуемых труб разность внутренних диаметров превышает допустимую, то для обеспечения плавного перехода в месте стыка труб применяется способ раздачи вхолодную конца трубы с меньшим внутренним диаметром путем его калибровки. В случаях, когда разность наружных диаметров стыкуемых труб превышает установленную, конец трубы с бблыпим наружным диаметром обрабатывается механическим способом (рис. 14.4).
При выборе способа сварки руководствуются следующими положениями. Стыки труб трубопроводов диаметром более 150 мм, подведомственных,Госгортехнадзору СССР, в основном свариваются электродуговой сваркой. При этом стыки труб из легированных сталей [(15ХМ, 12Х1МФ, 15Х1М1Ф и др.) с толщиной стенки более 10 мм, из низколегированных 15ГС и углеродистых сталей с толщиной стенки более 30 мм сваривают с подогревом стыков соответственно до температуры 250— 300 и 200 °C (температуру подогрева выбирают с учетом понижения температуры вследствие теплоотвода).
Стыки трубопроводов высокого давления поверхностей нагрева котлов предпочтительнее сваривать комбинированным способом (корень шва — ручной оргонодуго-вой сваркой, остальную часть —ручной электродуговой 182
сваркой); стыки труб диаметром не более 150 мм с толщиной стенки до 5 мм могут свариваться газовой ацетилено-кислородной сваркой. Сборка и сварка замыкающего стыка трубопровода с холодным натягом производятся после окончания сварки, термической обработки и контроля качества остальных стыков.
Рис. 14.5. Схема сборки и сварки замыкающего стыка с холодным натягом:
/, 2 — неподвижные опоры; 3 —временная вставка; / — замыкающий стык;; Р — усилие холодного натяга
Технологическая последовательность сварки показана на рис. 14.5. Так, при сборке стыка 1 устанавливается временная вставка, равная размеру холодного натяга. После сварки и термообработки всех стыков трубопровод освобождается от связей на неподвижной опоре 2, из стыка 1 удаляется временная вставка, левый участок трубопровода подтягивается с учетом холодного натяга и закрепляется. Затем производятся сборка, прихватка, сварка, термообработка стыка 1 и трубопровод устанавливается на опоре 2 в проектное положение.
Сварные соединения после сварки характеризуются неоднородностью структуры и свойств, а также остаточными напряжениями. Околошовная зона малоуглеродистой стали имеет крупнозернистую структуру, низкую пластичность; низколегированная сталь обладает высокой твердостью, низкими пластичностью и ударной вязкостью и зоной разупрочнения. Для восстановления свойств материала в конструкции и снятия остаточных напряжений после технологических операций сварных соединений элементов из углеродистой стали при толщине стенки трубы более 3,6 мм применяется термическая обработка. Процесс термической обработки состоит из трех регламентированных режимов — нагрева сварного соединения до определенной температуры, выдержки и последующего охлаждения. В условиях ремонта оборудования применяются три способа нагрева изделий при тер
183
мообработке: индукционный, в электрических, печах сопротивления и газопламенный. Основным критерием оценки этих способов нагрева является температурный градиент по толщине стенки трубы в процессе термической обработки.
14.3. КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
В процессе ремонта трубопроводов и поверхностей нагрева котлов осуществляется контроль качества сварных соединений [60]. Сварные стыки Трубопроводов,, подведомственные Госгортехнадзору, подвергаются следующим видам контроля: испытанию твердости металла шва, внешнему осмотру и измерению, ультразвуковой дефектоскопии (УЗД) или просвечиванию, механическим испытаниям, металлографическим исследованиям, испытанию на плотность. Контроль сварных соединений (за исключением стилоскопирования) производится после термической обработки стыков.
Внешнему осмотру подвергаются корневые слои швов !(до заполнения остальной части шва), выполненные аргонодуговой сваркой в стыках без остающихся подкладных колец, а также сварные стыки труб поверхностей нагрева и трубопроводов. Внешний осмотр производится невооруженным глазом (или с лупой 4—. 6-кратного увеличения) с применением источника света и шаблонов или мерительного инструмента. Качество корневого слоя шва по результатам внешнего осмотра считается удовлетворительным, если выдержаны требования по размерам и формированию корневого слоя и не обнаружено трещин, непроваров в конце шва, прожогов и кратеров, наплывов, свищей, а также объемных и пбверхностных включений, превышающих нормы дефектов.
Ультразвуковому контролю (просвечиванию) для выявления внутренних дефектов сталей перлитного й мар-тенситно-ферритного классов подлежат стыковые сварные соединения.
Сущность метода ультразвуковой дефектоскопии и просвечивания (рентгено- и гаммаграфирование) заключается в том, что рентгеновские лучи обладают свойством проникать через непрозрачные тела. Проникая через сварной шов, они ослабляют свою интенсивность, встречая на пути пустоты, шлаковые включения, трещины, лучи, проникающие через металл, воздействуют на фотопленку, установленную позади детали, рассматривая которую после проявления,
судят об обнаруженном дефекте по различной затемненности дефектных мест на фотопленке.
Просвечивание гамма-лучами заключается в том, что, так же как й рентгеновские лучи, они обладают свойством проникать через непрозрачные тела и отражать степень их ослабления на фотопленке. В качестве искусственных радиоактивных веществ получили применение изотопы кобальт-60, цезий-137. и др.
Стыковые сварные соединения бракуются, если в них при просвечивании выявлены следующие дефекты: трещины по линии сплавления и. в околошовной зоне основного металла, непровары, неза-варенные прожоги, свищи, объемные включения в сварных швах изделий.
Для выявления поверхностных дефектов применяв ются цветная или люминесцентная дефектоскопия, а для магнитных материалов — магнитная порошковая дефектоскопия [61].
После намагничивания изделия сварной шов опыливают магнитным порошком или покрывают суспензией этого порошка. На поверхности изделия порошок распределяется неравномерно, по скоплениям порошка определяют расположение дефектов в сварном шве. При цветной дефектоскопии на поверхность наносят подкрашенную жидкость. После просушки жидкость удаляют с поверхности, затем покрывают ее с помощью распылителя тонким слоем каолина, который в местах трещин окрашивается в красный цвет. При люминесцентной дефектоскопии вместо краски применяется люминофор, который в местах дефектов светится при облучении ультрафиолетовыми лучами.
Сварные стыки труб поверхностей нагрева, коллекторов и трубопроводов, подведомственных Госгортехнадзору, подвергаются механическим испытаниям на растяжение, изгиб или сплющивание и ударную вязкость [60]. В котлах сварные стыки труб поверхностей нагрева и технологической связи, коллекторов первой и второй категорий подвергаются металлографическим исследование ям для выявления внутренних дефектов, а также участков со структурой металла, отрицательно влияющей на свойства сварных соединений.
Сварные. стыки труб из сталей перлитного класса разных марок могут не подвергаться механическим испытаниям и металлографическим исследованиям, если они проверены физическим методом. Разнородные сварные соединения перлитных сталей с аустенитными и мартенситно-ферритными подвергаются металлографический исследованиям микро- и макроструктуры. _
1§5
Образцы для испытания на растяжение и изгиб с толщиной стенки до 30 мм изготавливаются на всю толщину основного металла. Испытания считаются неудовлетворительными, если временное сопротивление разрыву и угол загиба образца ниже нормы более чем на 10 % и ударная вязкость — на 196 кДж/м2.
- Сварные соединения бракуются, если при металлографическом исследовании макроструктуры на поперечном шлифе будут выявлены следующие дефекты: трещины любых размеров, видов и направлений; непровары; поры, расположенные в виде сплошной сетки; незаваренные прожоги, свищи; смещение внутренних кромок состыкованных труб, провисания в корне шва, превышающие нормы по глубине; объемные включения. Показатель концентрации дефектов kR не должен превышать допускаемого значения. При металлографическом исследовании сварных соединений шипов с трубами суммарная протяженность непровара, включая окисные плены и шлаковые включения, не должна превышать 25 % номинального диаметра шипа, а глубина проплавления — не более 50 % толщины стенки трубы.
Испытания сварных соединений на стойкость к межкристальной коррозии (МКК) проводят для аустенитных сталей в соответствии с ГОСТ 6032-75. Вырезанные образцы устанавливают в стеклянную колбу и заполняют раствором, состоящим из 1 л воды, 160 г медного купороса и 100 мл серной кислоты, и кипятят 24 я. Затем образцы промывают, просушивают и загибают на 90°. Если образцы подвергались МКК, то на растянутой стороне будут видны межкриста-литные трещины (при трещине в шве склонен к МКК присадочный металл).
Все сварные соединения котлов и трубопроводов, подведомственных Госгортехнадзору, проверяются на плотность гидравлическим испытанием.
Пробное давление составляет 1,25 рабочего давления, но не менее 0,2 МПа. Испытательное давление держится в течение 5 мин и снижается до рабочего; при этом давлении производится осмотр сварных швов и прилегающих к ним участков основного металла изделия.
Результаты гидравлического испытания считаются удовлетворительными, если во время испытания давление по манометру не снижается, а в сварных швах не обнаружено течи, слезок и потения, если изделие не полу-' чило видимых остаточных деформаций. Плотность отдельных сварных швов проверяют также на керосиновую пробу, испытывают пневматическим и вакуумным способами.
186
ГЛАВА ПЯТНАДЦАТАЯ
ОЧИСТКА И РЕМОНТ ПОВЕРХНОСТЕЙ НАГРЕВА
15.1. ОЧИСТКА ПОВЕРХНОСТЕЙ НАГРЕВА
Наиболее тяжелыми и опасными являются работы по расшлаковке поверхностей нагрева котлов перед началом ремонта. При расшлаковке топочных камер пневматическим ружьем глыбы шлака, находящиеся в труднодоступных местах, сбиваются «снарядом», нарушающим ее сцеплением со стенкой. Для расшлаковки топок находят применение также специальные гидромониторы, при этом механизированная расшлаковка подов котлов выполняется гидравлическим способом [62].
Для очистки РВП помимо штатных средств применяются также более простые устройства ВТИ, представля- -ющие собой радиальные секционированные трубы с двумя рядами щелевых прорезей, расположенных в шахматном порядке. Для механизированного удаления малорастворимых отложений из набивки РВП, образующихся при сжигании твердых топлив, опробован электрогидрав-лический метод.
Отложения разрушаются вследствие совместного действия ряда факторов, возникающих во время высоковольтного искрового разряда: механического ударного действия, гидравлических давлений, кавитационных процессов, ультразвукового излучения и резонансных явлений. Этот метод требует съема пакетов РВП и связан с применением высокого напряжения; при очистке возможна деформация набивки.
Опробован также для очистки пакетов РВП метод «пар — вода», сущность которого заключается в следующем: частицы воды, попадая в среду пара, разгоняются до высоких скоростей и разрушают отложения, а струей пара из щелей набивки выдуваются отложения и вода.
Коллекторы пара (3 МПа) и технической воды (0,7 МПа) в установке располагаются в один ряд с интервалом 70 мм и имеют сопла с выходными отверстиями диаметром 4 мм.
Химические промывки внутренних поверхностей котлов после капитального и среднего ремонтов проводятся с периодичностью 1 раз в три-четыре года. Необходимость проведения эксплуатационных очисток вызывается накоплением на поверхностях нагрева значительного ко
187
личества отложений и наличием продуктов коррозии на поверхностях вновь устанавливаемых труб.
Большое распространение получили промывки соляной кислотой, что определяется ее способностью растворять отложения смешанного состава и при больших загрязнениях. При наличии на поверхности труб плотных железоокисных отложений в большом количестве (800 г/м2) и накипи, имеющей существенный процент органических соединений, до промывки проводится щелочение отложений. Последующую обработку соляной кислотой проводят в.^ве стадии: с концентрацией 6—7 и 3—5 % [63]. Для уменьшения агрессивности раствора соляной кислоты к нему добавляют ингибиторы. После окончания кислотной промывки производят вытеснение кислотного раствора и водную отмывку водопарового тракта. Вытесняемый кислотный раствор подвергают нейтрализации. Применение соляной кислоты для промывки тракта котла с поверхностями нагрева из аустенитных труб недопустимо, так как в присутствии хлор-иона интенсифицируется их коррозия. Недопустимо также применение такой промывки при наличии трещин в барабане, так как скапливающийся в них кислотный раствор приводит к их разъеданию. Кроме того, цри относительно недлительных простоях (например, при текущем ремонте) промывку соляной кислотой также практически не применяют ввиду сложности нейтрализации сбросных растворов. В указанных случаях применяют промывки композициями на основе комплексонов, трилона Б и адипиновой кислоты или фталевого ангидрида, раствором этилендиаминтетрауксусной кислоты (ЭДТК). Процесс обработки трилоном Б проводится в два этапа: при температуре ‘около 150 °C поверхности труб подготавливаются к созданию противокоррозионной защитной пленки и образованию в воде растворяемых комплексонов железа, а при температуре выше начала разложения комплексонатов железа (более 120 °C) происходит образование на металле равномерного защитного слоя магнетита (FesCh). Основными преимуществами применения комплексонов являются возможность химической очистки котлов разных конструкций с применением разных сталей, обеспечение переработки моющих растворов, сбрасываемых в водоемы, сокращение длительности промывки, безопасность транспортировки, хранения и работы с реагентами.
Использование фталевого ангидрида для химических очисток требует циркуляции раствора по замкнутому контуру при температуре 95—105 °C. Для раствора ЭДТК высокая эффективность очистки достигается при температурах 200—220 °C (концентрация 0,4— 0,5 г/кг). На мазутных котлах раствор ЭДТК используется для микропромывок тракта НРЧ.
Параметры насосов, кислотной промывки (НКП) выбираются по гидродинамической характеристике промываемой сети (рис., 15.1), Гидравлическое сопротивление последовательно включенных участ
188
ков контуров водно-химической очистки не должно превышать развиваемого давления насосов, при создании необходимых скоростей среды в элементах контура:
п
Х=1
где Н — давление насоса; йн — коэффициент, учитывающий линей" ные и местные сопротивления 1-й поверхности («=1,12.n); wti—
минимальная скорость среды в t'-й поверхности.
Оценка загрязненности труб производится на основании определения массы отложений. Удельная загрязненность образца, г/м2, определяется по формуле
g = G/F,
где G — масса отложений (разность масс образца до и после удаления отложений), г; F — площадь внутренней поверхности образца трубы, м2.
Загрязненность определяют тремя способами: по потере массы образца при травлении в растворе кислоты,
при катодном травлении и взвеШиванием отложений, удаленных механическим способом. Эффективность химической очистки оценивается по трем показателям: по результату осмотра поверхности вырезанных образцов труб и вскрытых коллекторов, остаточной загрязненности лабораторным методом и состоянию водного режима энергоблока во время первых пусков после ре'йонта и последующей его эксплуатации.
Рис. 15.1. Гидродинамическая характеристика системы
Консервация элементов оборудования на период простоя осуществляется следующими способами: инертным газом (контур заполняется' азотом и поддерживается его избыточное давление 0,02 МПа); деаэрированной водой и паром (приизбыточном давлении в водопаровом тракте); раствором аммиака; раствором гидразина нам-
.189
миака; нитратом натрия и аммиаком; ингибированным воздухом (после удаления воды тракт продувается горячим воздухом, содержащим пары, летучих ингибиторов). При организации сброса отработанных консервирующих растворов учитывается требование органов рыбнадзора и санинспекции к качеству воды в водоемах и водотоках, согласно которому запрещается спуск вод без предварительной их очистки.
Высокотемпературные отложения (гипс СаО^НгО) из труб воздухоподогревателя удаляется механическим путем, а в ряде случаев требуется полная вырезка забитых труб или замена кубов воздухоподогревателя. При незначительных золовых отложениях очистка труб осуществляется обдувкой сжатым воздухом или промывкой горячей водой, а при сернистых отложениях — щелочной горячей водой.с температурой 45—90°C. Затвердевшие пробки в трубах удаляются первоначально с помощью пик или прорезок, а затем обдувкой сжатым воздухом или водой под давлением. Очистка труб от сцементиро-вавшихся отложений (особенно если они смешаны с дробью) осуществляется бурением с помощью специальных инструментов и установок. В зависимости от нагрузок, требующихся для разрушения отложений, различают несколько способов бурения: вращательное, ударное или ударно-поворотное.
Вращательное бурение производится резцом, ось вращения которого совпадает с осью трубы. Одновременно резцу сообщается движение вдоль оси трубы механизмом подачи. Ударное бурение отложений производится с помощью рубильного или отбойного молотков и применяется для бурения прочных отложений. При ударноповоротном бурении по рабочему органу бура наносится удар и лезвие коронки разрушает часть отложений. После каждого удара коронка поворачивается на некоторый угол, и постепенно.разрушаются отложения по сечению трубы.
При очистке воздухоподогревателя сверху применяется полая штанга, осевой канал которой служит для подачи воды или воздуха с целью удаления разрушенных отложений [62].
Проверку забитых труб систем воздухоподогревателей производят осмотром «на свет» с помощью переносных электроламп через трубные доски, тросом с грузом, пропускаемым через трубы, индивидуальным проливом воды последовательно через каждую трубу или продувкой воздухом.
190
15.2. РЕМОНТ ПОВЕРХНОСТЕЙ НАГРЕВА И ЭЛЕМЕНТОВ ОБОРУДОВАНИЯ
Перед подачей в производство проверяют размеры труб на отклонения по действующим допускам (по МРТУ 14-4-21-67), кроме того, трубы подвергают осмотру, очистке, контролю неразрушающими методами, сти-лоскопированию и рассортировке, а трубы из аустенит* ных сталей проверяют на магнитные свойства.
На ремонтных площадках при изготовлении элементов поверхностей нагрева котлов распространено гнутье труб холодным способом на трубогибочных станках с проверкой на специальных разметочных и сборочных плазах (рис. 15.2).
Длину участка трубы, мм, подлежащего гибу на заданный угол и радиус, вычисляют (с учетом технологических припусков) по формуле
L = 0,0175а/?,
где а— угол,гиба трубы, град; /? — радиус гиба трубы, мм. Утонение стенки трубы в месте гиба допускается не более чем на 10 % номинальной ее толщины.
Овальность сечения труб определяют по формуле
= ^маке — ^мин ^ном 100,
191
ГДе t/макс И t/мин — наибольший и наименьший диаметры сечения трубы, мм; dBnt — номинальный наружный диаметр трубы, мм.
Концы труб, предназначенных для вальцевания, зачищают на длине, равной трехкратной толщине трубной доски (внутреннюю поверхность концов труб зачищают длиной 100 мм). Процесс вальцевания состоит из трех Этапов (рис. 15.3)—прихватки, вальцевания и бортования
Рис. 15.3. Этапы образования вальцовочного соединения:
а _ труба в отверстии; б — после прихватки; в — после вальцевания и борто-вания .
конца трубы в отверстии. При прихватке (привальцовке) происходит расширение конца трубы до полного соприкосновения стенки трубы со стенкой отверстия, т. е. полностью выбирается зазор между трубой и отверстием. Во время привальцовки деформируется только труба. При развальцовке производят дальнейшее пластическое расширение конца трубы, а также некоторую упругую раздачу трубного отверстия, с тем чтобы по окончании вальцевания получить радиальные напряжения в материале коллектора или барабана.
Показатель степени развальцовки выражают в процентах по отношению к первоначальному диаметру трубного отверстия:
dK-dH-e
где £>о — начальный (измеренный до развальцовки) диаметр отверстия, мм; t/K — внутренний диаметр развальцовки трубы (конечный), мм; da ~ внутренний диаметр трубы до вальцевания (начальный), мм; е — первоначальный зазор трубы в отверстии, мм.
Основные требования к вальцовочному соединению — плотность и прочность. Соединение должно противостоять усилиям, стремящимся вырвать трубу из отверстия в стенке барабана. Такими усилиями являются внутреннее давление рабочей среды, сила тяжести подвешенных к трубам деталей котла, нагрузки от неравномерных тер-
192 if. ~
мических удлинений труб. Прочность соединения усилит / вается отбортовыванием выступающего конца трубы в форму колокольчика. Основание колокольчика препятствует вырывающим усилиям, действующим на трубу при работе котла. Окончание процесса вальцевания характеризуется возросшим усилием, необходимым для вращения конуса вальцовки [64].
Рис. 15.4. Виды вальцовки:
Jz — косая крепежная; б и в — косая бор-товочная с расположением роликов «гуськом» и «вразмет»; / — корпус; 2 — вальцовочный ролик; 3 — конус; 4 — бортовочный •ролик-
Рис. 15.5. Длина вальцовочных роликов/ ;
а — крепежной вальцовки: б — борто’вфчной вальцовки, с рас по- • ложением. роликов «вразмет»; п — длина^ конусной части ролй-ка; т — расстояние цилиндрической части ролика до стенки^ -' \ I — толщина стенки; k — длина'’ трубы, подлежащая • разбортовке
Выбор крепежной и бортовочной вальцовки (диаметр
.корпуса вальцовки; предел раздачи вальцовочных роликов и их длину) производят по диаметру трубного отверстия трубы, толщине ее стенки и трубной решетки (рис, 15.4). Длина роликов (рис. 15.5) ^крепежной вальцовки ^составляет сумму длины выступающего конца трубы, /толщины трубной доски, длины участка, выходящего за пределы трубной доски, и перехода развальцованной чарти трубы в неразвальцованную.
Глубина пояса вальцевания у котлов высокого давления независимо от толщины трубной решетки принимается 40—45 мм, так как при увеличении пояса практически не повышаются плотность и прочность соединения. Прихватку и вальцевание с одновременным бортованием экранных труб в барабанах котлов высокого давления, выполняют специальными крепежными (рис. 15.6) и бор-товочными вальцовками с линейкой и ограничителем.
13—419
193
В результате приварки к концам труб участков большего диаметра или точечных штуцеров можно производить йальцевание в отверстиях увеличенного диаметра. При вальцевании труб наружным диаметром до 51 мм и толщиной стенки 3—3,5 мм и выше возрастает крутящий момент на приводе инструмента и вручную вальцевание
Рис. 15.6. Крепежная вальцовка для котлов высокого давления:
1 — винт; 2 — крышка; 3 — ролик; 4 — корпус; 5 — упорное кольцо корпуса? 6 — упорный подшипник; 7 — фасонная гайка; 8 — конус; 9 — линейка^ 10 — гайка для ограничения вальцевания
'• •
труб проводить затруднительно. В этих случаях прцме-няют пневматические .развальцовочные машины. Признаками перевальцовки. труб являются выпучивание трубы в месте перехода в завальцованную часть, отход колокольчика от кромки трубной доски и большое осевое удлинение развальцованной чарти.
Проверку и сборку геометрически сложных труб в период ремонта производят из отдельных прямых и гнутых деталей на сборочном плазе.
При разнице наружных диаметров производят осадку обжимкой нагретого конца, трубы с большим диаметром,, не допуская в процессе осадки* снижения температуры нагретого конца ниже 900 °C (за исключением аустенитных сталей). Перед стыковкой труб проверяют разнотолщинность стенок* стыкуемых концов,. %, которую вычисляют по формуле
AS = S—200, sx + s2
где $i w S2 — наибольшая и наименьшая толщины стенок стыкуемых концов труб, мм.
Отсутствие недопустимых сужений труб проверяют прогонкой через змеевики сжатым воздухом (давление 0,5 МПа) стального или деревянного шарика. При другом способе стальной шарик с небольшим количеством изотопа цезия-137 отыскивается специальным прибором ШИ-65.
194
При гидравлическом испытании отдельных змеевиков, труб, а также собранных трубных элементов с камерами применяют специальные заглушки.
Устанавливаемые вместо вышедших из строя опоры, а также детали дистанционирования, предназначенные
Рис. 15.7. Приспособления для центровки труб со стяжкой под сварку:
/—.обойма; 2 — клиновинтовое устройство; 3 — направляющая; 4 —винт
для работы в условиях температуры 450 °C и выше, изготавливают из жароупорных сталей.
Массовую замену трубных элементов на узлах поверхностей нагрева котлов производят по разработанной технологии с использованием приспособлений для центровки труб (рис. 15.7). При замене трубных элементов поверхностей нагрева имеется ряд общих технологических приемов удаления дефектных и установки новых 13* 195
труб (снимают обшивку, разбирают обмуровку в местах отрезки труб и их креплений; временно закрепляют трубы за каркас, чтобы зафиксировать их в исходном положении; вырезают трубы; удаляют поврежденные крепления и дистанционные гребенки; обрабатывают торцы труб, стыкуют их, сваривают, термообрабатывают). Изготовленные на ремонтной площадке трубные элементы со сварными стыками, ошипованными трубами и приварными деталями перед установкой повторно подвергают гидроопрессовке и продувке сжатым воздухом с прогонкой контрольного шара. При установке трубных элементов обеспечивают холодную растяжку их при сварке на последнем стыке. Кроме того, в местах прохода труб через обмуровку устанавливают на Них асбестовые манжеты.
При восстановлении ошипованных экранов часто применяют приварку] новых шипов к старым экранным трубам в топке с использованием полуавтоматической аппаратуры для шипования. Однако целесообразно заменять экранные трубы с обгоревшими шипами на новые. Приварка шипов осуществляется несколькими способами, которые классифицируются по следующим признакам: защите зоны сварки, роду сварочного тока, степени механизации и автоматизации процесса сварки. Приварка шипов из углеродистых и низколегированных сталей выполняется в углекислом газе или аргоне, а из высоколегированных сталей — только в аргоне. Шипование труб на плазу производят от середины трубы к ее концам. Шипование труб под флюсом и в защитном газе в топке ведут сверху вниз. Для изготовления шипов применяются сихромалевые стали, которые склонны к охрупчиванию в интервале 450—650 °C. Снижение опасности охрупчивания сварного соединения шипа с трубой достигается предварительной наплавкой на торце шипа, изготовленного из высоколегированной жаростойкой стали, слоя металла с высоким содержанием никеля [66]. Если трубы шйповались в топке, они подвергаются гидравличе'Ф кому испытанию совместно с котлом, при приварке шипов к трубам на сборочной площадке — на плазу.
Ремонт газоплотных панелей производят по специальным проектам или технологическим указаниям] Замену дефектных участков труб панелей газоплотных цельносварных-экранов производят следующием способом:'удаляют плавники вдоль дефектного участка трубы (нё ме-нее 500 мм), перерезают удаляемую трубу, обрабатывают
196
наружную поверхность концов трубы на участках длиной 50 .мм от торцов, устанавливают вставку так, чтобы между ее торцами и торцами трубы были зазоры 1±0,5 мм, сваривают трубы и плавники. В условиях ремонтной площадки газоплотные панели и их отдельные участки изготовляют продольной сваркой плавниковых горячепрессованных и холоднокатаных труб или из гладких труб с вваркой между ними полосы. Деформация в стыкуемых в. продольном направлении панелях устраняется стяжкой -по поясам жесткости. Оставшиеся зазоры зашиваются полосой из стали 12Х1МФ толщиной 6 мм.
При ликвидации свищей в экранных трубах котлов производится выборка металла в месте свища абразивным инструментом, затем поврежденный участок заваривается. При значительных размерах свища производится удаление дефектного участка на расстоянии не более 100 мм от зоны повреждения и не менее 50 мм от приварной детали. На месте удаленного участка вваривается вставка из однородного металла. ...
Значительные дефекты в паросборных коллекторах ликвидируются удалением поврежденного участка, обваркой стыков соответствующим видом сварки с последующей термообработкой.
Наиболее характерным дефектом барабанов котлов высокого давления являются трещины на внутренних поверхностях, особенно в местах отверстий под водоопускные и пароотводящие трубы. Мероприятиями по их ликвидации являются бандажирование барабанов, уменьшение концентрации напряжений путем вышлифования трещин, снятие фасок у трубных отверстий, уменьшение напряжений путем приварки внутрибарабанных устройств к телу барабана с подогревом и последующей термообработкой. Контроль поверхности барабана, трубных отверстий, штуцеров и сварных соединений при об-, следовании металла и выборке дефектов производится внешним осмотром и с помощью магнитопорошковой дефектоскопии (МПД). Проверка металла барабана и его сварных швов производится ультразвуковым дефектоскопом. Если при выборочном ультразвуковом контроле швов будут найдены дефекты размерами больше допускаемых нормами Госгортехнадзора для барабанов, такие швы подвергаются 100 %-ному контролю. В период капитального ремонта определяется степень овально-ности обечаек барабана (измеряются диаметры в трех поперечных сечениях).
197
Трещины, образованные на поверхности трубных отверстий, удаляются расточкой последних на больший диаметр (радиальные трещины — вышлифовкой). Дефекты устраняются в режимах, не вызывающих нагрева метадола до цветов побежалости. Если трещины на внутренней поверхности обечаек приводят к недостаточной прочности барабана, то они выбираются, а затем наплавляются соответствующими электродами.
В период капитальных ремонтов вскрываются коллекторы для внутреннего осмотра, определения степени загрязнения и очистки их внутренней поверхности от отложений шлама, накипи и продуктов коррозии. Проверяется состояние креплений коллекторов, мест проходов труб через обмуровку, обшивки и швы приварных донышек (УЗД или гамма-лучами). На коллекторах, изготовленных из легированных сталей, выборка дефектного участка сварного шва производится механическим способом. При .наличии кольцевого углубления заваривается сначала участок дефектного места, а затем кольцевое углубление. Заварку выполняется с подогревом стыка по всему периметру'до 250—300 °C (выборка заполняется многослойным способом). После заварки производится термообработка по режиму высокотемпературного отпуска.
При проведении капитальных ремонтов внутри бару-банов детали разбирают, . очищают и осматривают и в необходимых случаях ремонтируют. Очистка элементов внутрцбарабанных устройств производится механическим или химическим путем.
Основными повреждениями РВП является корродирование нагревательных пластин, занос золой щелей между пластинами, образование между ними твердых отло-жений^ износ и поломка деталей периферийных и радиальных уплотнений, цапф подшипников ротора и редуктора. Перед выемкой пакетов набивки на обечайке ротора наносят маркировку секторов. Выемку пакетов пластин производят поочередно из диаметрально расположенных секторов во избежание перекоса ротора от неравномерной нагрузки. Изношенные элементы уплотнений заменяют новыми, а покоробленные радиальные пластины правят и проверяют их прилегание по контрольной плите. После восстановления бочки ротора и монтажа пакетов набивки приступают к установке на место снятых уплотнений ротора, проверяют зазоры, ак- . сиальныё и радиальные биения верхней и нижней час-198
тей ротора. При этом ротор считают выверенным, если средняя разница в зазорах между репером и плитами рамы каркаса в четырех точках через каждые 90° радиального угла не превышает 2 мм. Биение ротора, выходящее за допустимые пределы, устраняют проточкой уплотняющих поверхностей фланцев бочки ротора. При первом пробном пуске РВП должен проработать 10 мин, в течение которых проверяют вибрацию, отсутствие течи масла в системе смазки и прослушивают отдельные узлы. Для притирки чугунных колодок периферийных и центральных уплотнений РВП производят его обкатку в течение 10 ч. Окончательную регулировку уплотнений РВП и его опробование производят в горячем состоянии под нагрузкой, после чего заполняют ремонтный формуляр.
При капитальном ремонте трубчатых воздухоподогревателей в целях обеспечения совпадения осей трубных отверстйй заготовку новых трубных досок выполняют комплектами. При этом допускается разность линейных размеров по диагонали не более 5 мМ и отклонение габаритных размеров от номинальных значений не более 0,02 длины или ширины блока. Трубные доски по углам и в середине соединяют «маячными» трубами, затем устанавливают на прихватке остальные трубы, одновременно контролируя отклонения размеров секций [55].
Во избежание недопустимой деформации трубных досок при приварке к ним труб сварку выполняют равномерно по трубной доске; йе допуская перегрева ее отдельных участков (трубные доски условно разбивают на.зоны-е указанием последовательности сварки и очередности перехода ют одной зоны к другой).
Дефектные трубы из секции воздухоподогревателя удаляют срезанием сварных швов фрезой в местах: приварки труб к трубным доскам с высверливанием приварных концов. Для высверливания труб, обработки отверстий в досках, снятия заусенцев и остатков наплавленного металла с кромок отверстий используют сверла и фрезМ с пневмо- или электроприводом. Такелаж и подведение под секции специальных опорно-передвиЖных устройств выполняют до того, как секция будет полностью отрезана от своей опоры. При сжигании твердых топлив устанавливают специальные насадки для защиты от истирания золой входных участков трубных секций воздухоподогревателей (изношенные насадки удаляют). Операционный контроль качества сборки трубных секций осуществляется проверкой плотности соединений на керосине. Проверку на воздушную плотность производят при
199
включенном дутьевом вентиляторе, работающем дымососе и закрытых шиберах за воздухоподогревателем. Окончательно плотность воздухоподогревателя проверяют на работающем котле.
ГЛАВА ШЕСТНАДЦАТАЯ
РЕМОНТ ВСПОМОГАТЕЛЬНОГО ОБОРУДОВАНИЯ, ТРУБОПРОВОДОВ И АРМАТУРЫ
16.1. ОБЩИЕ ПРИНЦИПЫ РЕМОНТА МЕХАНИЗМОВ
Механизмы выводят в текущие и капитальные: ремонты одновременно с выводом в ремонт котла или .энергоблока. На остановленных'в ремонт механизмах уточняют ранее намеченный объем ремонта. Принципы технологического процесса ремонта являются общими для всех механизмов: проверяют болтовое крепление фундамента, разъединяют полу муфты до начала и соединяют их после ремонта, проверяют центровку валов механизма и электродвигателя,' замеряют масляныезазоры в подшипниках, устанавливают-степень износа-*Деталей и узлов, оценивают возможность их восстановления или замены, определяют степень пригонки деталей и узлов, испытывают йлотноеть корпусов.
Технологический процесс реализации заданного ремонтного объема выбирают на основе-внедрении специальных приспособлений и инструмента, грузоподъемных стационарных кранов с соответствующей оснасткой, транспортно-механизированных перемещений • оборудования и материалов по ремонтной площадке. На месте яроизводства работ должно быть сварочное оборудование, электро- и газовая разводка для сварки, а-также верстаки с тисками, сверлильные и токарные станки.
При капитальном ремонте броню мельниц заменяют, если она изношена более чем на 50 % (отдельные изношенные участки вырезают и устанавливают новые или производят наплавку). Ротор молотковой мельницы вынимают из корпуса, снимают била и билодержатели в тех случаях, когда предстоят замена дисков, правка вала или замена подшипников с проточкой шеек вала. У мель-ниц больших типоразмеров роторы вынимают через боковые стенки (с использованием монорельс, шпальных-
2QQ
выкладок или специальных тележек). При'слабой посадке дисков на вал протачивают изношенные места вала, а отверстия в дисках наплавляют и растачивают под новый диаметр вала. При выверке корпусов подшипников относительно вала обеспечивают равномерность радиаль-.
Рис. 16.1. Схема комплексной механизации работ с шарами:
/ — транспортер угля; 2 —склад шаров; 3 — железнодорожная платформа; 4—* электромагнит; 5 — электроталь; 3 —кольцевой монорельс; 7 и 3 —лотки; 9— контейнер; 10 — автопогрузчик; 11 — мельница; 12 — приспособление для сортировки н выгрузки шаров; I—VII — этапы технологической последовательности подачи и загрузки шаров в мельницу
ных зазоров между валом и уплотнениями. Продолжительность опробования после ремонта мельниц с билами 2 — 3 ч, а после смены подшипников 8 ч.
• К специальным работам по ремонту узлов и деталей шаровых мельниц относятся выгрузка шаров и смена брони,, рубчатых венца и ведущего колеса (или их перевертывание) и втулок полых цапф. [67]. Щары через каж-
ч 201
дне 2500—3000 ч работы сортируют; мелкие сработанные шары, диаметр которых уменьшился до 15— 17 мм, удаляют из мельницы и вместо них в барабан добавляют новые шары до полной шаровой нагрузки. Для уменьшения трудоемкости этих операций внедряют комплексную механизацию (рис. 16.1), охватывающую и сортировку шаров.
Броню цилиндрической части барабана заменяют при износе плит до толщины 15—16 мм, а также при сработке волн бронеплит. Изношенную броню в топливных патрубках заменяют, а во втулки цапф устанавливают кодьца с фланцем и спиралью. Степень одностороннего износа зубьев венцовой шестерни определяют по шаблону (при износе зубьев шестерню поворачивают на 180°; если изношены обе стороны зубьев или уменьшилась?, толщина зубьев на 30 — 40 %, шестерню заменяют). Радиальное (не более 1 мм) и осевое (не более 1,5 мм), биения венцовой шестерни определяют при помощи реперов и щупа. При сборке венцовой шестерни обе половины плотно подгоняют друг к другу (допуск на смещение 0,05 мм). В соединении фланцев шестерни и барабана просветы не должны превышать 0,1 мм.
В главных подшипниках мельницы при износе (толщина баббита менее 3 мм) или отслаивании баббитового слоя (более чем на 30 % поверхности) вкладыши перезаливают, растачивают и шабрят. Барабан в подшипник ках проверяют по горизонтальности цапф (отклонение не более 0,35 мм на 1м длины); в сальниковые уплотнения устанавливают новые фетровые или войлочные кольца и подключают трубы водяного охлаждения подшипников. Местный износ зубьев устраняют путем разделки и электродуговой заварки с последующей обработкой по шаблону. После укладки отремонтированного вала с зубчатым колесом на подшипники выверяют зацепление, колеса с венцовой шестерней и регулируют радиальный зазор (0,2 — 0,3 модуля). При ремонте редуктора зубчатые колеса, имеющие значительный общий износ или крупные.местные дефекты, заменяют. Перед сборкой редуктора после ремонта проверяют плотность прилегания крышки редуктора к корпусу и крышек подшипников к нижним половинам подшипников,
При ремонте мельниц проверяют и ремонтируют шестеренчатый масляный насос и устанавливают зазоры (втулки с выборкой более 0,1 мм заменяют). Шары загружают в мельницу в три приема по J/з их общей массы.
202
После опробования мельниц с шарами (не более 5 мин) производят обтяжку болтов, крепящих броню барабана и крышки люков, и переводят мельницу под нагрузку с подачей угля и отводом пыли. После 2 — 3 ч работы под нагрузкой мельницу останавливают, производят ревизию подшипников, приводного узла, подтяжку броневых болтов и устраняют обнаруженные дефекты. Опробование мельницы с фрикционным приводом на холостом ходу производят до установки углеподающего и пылевыдающего патрубков.
При ремонте мельничных вентиляторов значительную долю затрат составляет ремонт брони улитки. Интенсивный износ брони приводит к замене верхних плит через 350 — 450 ч, так как появляется опасность их обрыва и [ повреждения вентилятора. Для ремонта броневые плщ<; j ты собираются отдельными полосами массой по 20 — i 25 кг и вставляются в пазьг корпуса мельницы. Часть броневых плит переворачивают на 180°, что увеличила-; ет срок их службы. После ремонта мельничного вейталя-тора производятся проверка правильности установки его узлов и обкатка на холостом ходу.
При центровке механизмов непременным условием . соединения электродвигателя и основного механизма при помощи муфт является соосность валов. Смещение соединяемых валов может быть трех видов: продольное, поперечное и угловое. Центровка производится по цент^ ровочным скобам (рис. 16.2), которые устанавливают с зазором между ними в пределах 0,5—1мм.
Торцевые зазоры в нулевом положении измеряются в четырёх точках (сверху, снизу, справа и слева), а радиальный зазор—по скобе (сверху). Затем, поворачивая роторы в положение 90°, 180 °, 270 е, измеряют торцевые и радиальные зазоры в каждом положении. После четырех измерении для контроля их правильности роторы вновь устанавливают в первдначальное положение (показания должны совпадать с первоначальными). Результаты измерений торцевых зазоров, полученные в каждой одинаково расположенной точке на муфте, суммируют и для получения среднего значения делят на число измерений в этой точке. Результирующую запись центровки приводят к нулю, для чего из полученных данных вычитается наименьшее значение, а остатки заносят в схему центровки. Измерения считаются правильными, если сумма верхних и нижних зазоров рав« на сумме боковых зазоров как по торцу, так и по окружности.
После окончания центровки положение редуктора и электродвигателя на фундаментных рамах фиксируется коническими штифтами или клиньями.
203.
При статической и динамической балансировке роторов устраняется их неуравновешенность [64].
При вращении ротора небаланс приводит к появлению силы, г кгс, направленной от оси вращения по радиусу и зависящей от неуравновешенной массы:
где Q — небаланс, кгс; п — частота вращения ротора, об/мин; R— радиус расположения небаланса, см.
Рис. 16.2. Скобы и диаграмма центрирования:
п —скобы с регулировочными болтами и креплением к полумуфтам хомута* ми; б — скобы с регулировочными болтами и креплением к ободу полумуфт болтами; в — скобы без регулировочных болтов с креплением к полумуфтам хомутами; г — диаграмма записи центрирования; 1 — скобы; 2 — болты для регулирования зазоров; 3 —полумуфты; 4 —хомуты крепления скоб; 5 '—болты крепления скоб; О — радиальный зазор между скобами; Т — осевой зазор между скобами
Для балансировки роторов применяют призмы длиной 1,2—1,5 м, которые устанавливают на стойках параллельно друг другу в одной горизонтальной плоскости. Для балансировки роторов консольного типа рабочее колесо насаживают на специальный вал, биение которого не должно превышать 0,03 мм. Ротор на призмах перемещают импульсной внешней нагрузкой, на остановившемся роторе отмечают нижнюю, «тяжелую» точку :(повторяют 3 — 4 раза). Затем поворачивают ротор в
204
положение, при котором «тяжелая» точка располагается в горизонтальной плоскости. В диаметрально противоположной точке ротора устанавливают уравновешивающий груз. Если постоянный и временный уравновешивающий грузы крепят на различных окружностях, то массу постоянного груза, г, определяют по формуле
G — PBr/R, где Рв — масса временного уравновешивающего груза, г; г и R— радиусы окружности установки соответственно временного и постоянного груза, мм.
Динамическую балансировку ротора в собственных подшипниках методом обхода грузом применяют, когда требуется точная балансировка ротора. При номинальной частоте вращения ротора измеряют амплитуда: вибрации подшипников вдойь вала, в вертикальном и пр-: перечном направлениях. 'Балансировцу проводят по: результатам, измерений вертикальной или поперечной:вибрации. Роторы консольного типа балансируют по результатам измерений вибрации подшипника, расположенного со стороны рабочего колеса. Полную массу пробного груза, г, рассчитывают по формуле
р . g зооо у юо \ п ) ’
где g — масса пробного груза на каждые 100 кг массы ротора, г; G— масса ротора, кг; п — частота вращёйия ротора, об/мин.
Пробный груз закрепляют попеременно в шести точках окружности, сообщают ротору после каждого закрепления груза рабочую частоту вращения и измеряют вибрацию подшипника; затем' строят, кривую зависимости' вибрации от Места крёплеция пробного груза. Если средняя арифметическая минимальной и максимальной амплитуд вибрации равна или меньше амплитуды вибрации при пуске без пробного груза, то масса уравновешивающего груза составляет
q _ р ^макс ~Ь ^мин ^макс— ^мин
В противном случае эта масса составляет q __ р ^макс — ^мин ^макс + ^мин где'Р — полная масса пробного груза, г; dмакс И Ймин максимальная и минимальная амплитуды вибрации, мм...
205
Динамическая балансировка роторов в собственных подшипниках методом «одного» пуска не требует большой затраты времени и дает удовлетворительные результаты.
Между рабочим колесом и подшипником выбирают участок вала длиной 60 мм, зачищают его наждачной бумагой, проверяют индикатором на овальность и закрашивают тонким слоем разведенного мела. После пуска агрегата измеряют при номинальной частоте вра-
в)
Рис. 16.3. Векторная диаграмма:
а—*.д — последовательность построения диаграммы; 1 — точка крепления пробного груза; 2 —середина отметок первого пуска; 3 — середина отметок второго пуска; 4— точка небаланса; 5 — точка установки балансирующего груза’
щения амплитуду вибрации и чертилкой на забелённом участке делают 6—8 коротких рисок. На остановденнрм роторе отмечают краской середину четких рисок, в которой будет находиться бьющая точка ротора. Определяют массу пробного груза и закрепляют его на окружности рабочего колеса в точке, расположенной под углом 100° от найденной бьющей точки вала против направления вращения ротора. В произвольном масштабе вычерчивают окружность крепления пробного груза на рабочем колесе и отмечают на ней положение бьющей точки и угол / между ней и точкой 1 крепления пробного груза (рис. Г6.3), повторно закрашивают тот же участок вала, сообщают ротору рабочую частоту вращения, измеряют вибрацию и отмечают новую бьющую точку на валу. Переносят бьющую точку на диаграмму и определяют массу балансирующего груза и точку его закрепления графически. Соединяют линиями центр окружности с точками' биения при первом и втором пусках* откладывают на этих линиях в масштабе соответствующие вибрации (отрезки
206
ОВ и ОА), проводят радиус ОС, параллельный линии АВ, и замеряют угол а. Затем откладывают от вектора вибрации первого пуска
в сторону вращения угол, равный углу а, и проводят радиус, на котором в точке 4 находится «тяжелая» точка ротора, создающая небаланс. В точке 5, диаметрально противоположной «тяжелой»
точке ротора, крепят уравновешивающий груз и точки 4 и 5 с диа-
граммы переносят на ротор. Массу уравновешивающего груза, ОА
определяют по формуле G=P—~ , где Р-—масса пробного груза, ОВ
ОА, ОВ — длины векторов на диаграмме, мм.
При упрощенном методе динамической балансировки роторов
г, г;
в
процессе первого пуска отмечают на роторе бьющую точку и замеряют вибрацию; от бьющей точки в сторону вращения ротора откладывают угол 35—40°. В диаметрально противоположном месте укрепляют пробный груз, сообщают ротору вращение, отмечая положение новой бьющей точки, и измеряют вибрацию. По местоположению новой бьющей точки и значению вибрации судят о результате балансировки. /
Если бьющие точки при первом и втором пусках совпадают, а значение вибрации находится в пределах нормы, значит угол на роторе выбран правильно, пробный груз равен балансирующему (балансировка закончена).
При центровке по струне (диаметром 0,2 — 0,5 мм) струну крепят, одним концом к задней части подшипника, другим к. приспособлению, расположенному перед передним подшипником. Струну, натянутую в плоскости разъема корпуса подшипников и установленную в центре расточек, принимают за общую продольную ось ротора в горизонтальной плоскости. Проверку положения струны в расточках подшипника производят с помощью штихмасса. При. этом один конец штихмасса упирают в цилиндрическую поверхность расточки, а другой подводят к струне так, чтобы при его повороте около точки упора он касался струны. Результаты проверки по струне показывают взаимное расположение осей корпусов подшипников, а контроль изменений центровки ротора позволяет определить возможный разворот вкладышей при закрытой крышке в. случае эксцентричного расположения расточек подшипника.
Оптический способ выверки деталей с помощью специального комплекта приспособлений: зрительной трубы, центроискателя, визира, марки, прецизионного уровня, нивелирной поворотной подставки (рис. 16.4) — позволя
ет определить смещение центров расточек подшипников от оптической оси зрительной трубы, как в вертикаль-
207
нам, так и в горизонтальном направлении, а также взаимные высотные отметки определенных точек горизонтальных разъемов корпусов подшипников.
Марка, которую устанавливают в центроискатели и визиры для определения их положения относительно оптической оси зрительной трубы, представляет собой металлический стакан, на дне которого выполнены две центральные прорези, расположенные по вертикальному и горизонтальному диаметрам, а также еще две вертикальные и двенадцать горизонтальных прорезей, расположенных симметрЦцч но цо отношению к центральным (относительно этих прорезей устанавливают перекрестие зрительной трубы). В зависимости от удаления зрительной трубы от центроискателя (визира) выбирают марки с шириной прорезей 0,5; 0,75; 1 мм. Во фланце марки установле-
Рис. 16.4. Комплект оптйчес а—-визир: /—горизонтальный разъ пус; 3 — марка; 4 — приспосЬбление Марки; £—опорный штифт; 7—маг труба: / — зрительная труба; II — марку;, /// — расположение бараба микрометра; 1 — окуляр; 2 — бара 7 —барабаны оптического * микро ного и вертикального хмещедия марка; 6 — перекрестие трубы (мар трубы); 8•*-риска; & — марка:- ,/*-уровня; . 4 ~ гипс; 5 и 6 — горизон '• а—центродскатель: / — расточка;
пус; 4 — марка; 5 удлинитель
208
да ампула уровня, с помощью которой прорези марки устанавливает в вертикальной и горизонтальных плоскостях.
Зрительная труба на своем корпусе имеет три барабана, вращением которых ее регулируют. Барабаны служат для перемещения механизма, встроенного в трубу Оптического микрометра, с помощью которого совмещают перекрестие трубы с прорезями марок. Смещение марки замеряют при расположении перекрестия трубы посередине. Величину смещения марки отсчитывают по цифрам шкал барабанов механизма оптического микрометра. Эти шкалы окрашены в два цвета (одна половина шкалы черная, другая — красная). За положительные значения смещений центров расточек принимают смещение центра марки относительно перекрестия вверх и вправо (отсчитывают по красным шкалам барабанов). Измерения, определенные по черным шкалам, считаются отрицательными.
Центроискатель предназначен для автоматической установки марки в центре расточек цилиндров, корпусов подшипников и диафрагм. Его действие основано на том, что центром расточки является центр окружности, проведенный через концы его трех ножек (перемещением корпуса выдвигают ножки на одинаковую величину).
Визир применяют для измерения относительных высотных отметок фланцев горизонтального разъема корпусов подшипников. В корпус визира устанавливают марку. На визире имеется приспособле-
ких устройств:
ем корпуса подшипника; 2 —кор-для поворота марки; 5 —уровень нитное основание; о — зрительная вид через зрительную трубу на нов и шкал отсчета оптического бан фокусирующей системы; 3 и метра для измерения горизоиталь-марки; 4 — зрительная труба; 5 — ка находится на оптической оси фланец; 2 — корпус; 3 — ампула тальные и вертикальные прорези? 2 — измерительная ножка; 3 —кор-
14—419
209
ние для поворота марки с целью установки пузырька ее уровня в среднее положение.
Прецизионный уровень используют для выверки зрительной трубы в горизонтальной плоскости. На крышке уровня имеется лимб микрометрического винта со шкалой, разбитой на 100 делений. Частота вращения лимба отсчитывается счетчиком оборотов.
Оптический способ выверки механизмов основан на том, что центры контрольных расточек его узлов должны быть расположены в одной вертикальной плоскости, сов-
Рис. 16.5. Схема проверки расположения центров расточек с помощью зрительной трубы и центроискателей:
/ — зрительная труба; 2 —механизм; 3 — центроискатёль; 4 — оптическая ось зрительной трубы; /—/V — номера расточек
падающей с продольной осью механизма, и их относительное высотное положение определяется линией статического прогиба центрированных между собой роторов. Относительное положение центров контрольных расточек определяют расчетом для каждого типа механизма. На рис. 16.5 приведена схема проверки расположения центров расточек с помощью зрительной трубы и центроискателей, поочередно устанавливаемых в соответствующие расточки.
Предположим, что центры I и IV расточек расположены на оптической оси зрительной трубы, центр расточек II расположен выше, а центр расточек III — ниже оси. При этом можно с большой точностью определить размеры а и б, которые характеризуют положение центров расточек II и III в вертикальной плоскости по отношению к оси зрительной трубы.
Способ выверки механизмов с применением оптических приборов не обеспечивает контроля нагрузки на опоры (их определяют косвенно). Поэтому, применяя оптические приборы для выверки корпусов подшипников, следует проверять нагрузки на опоры динамометрами.
210
3 Комбинированный способ выверки механизмов и центровки с одновременным применением оптических приборов и динамометров является наиболее современным, дает возможность при контроле нагрузки на каждую опору вести выверку механизма одновременно в вертикальной и горизонтальной плоскостях с высокой точностью. Одним из важных преимуществ оптических способов выверки и центровки механизмов является возможность производить окончательную установку корпусных деталей и деталей проточной части без применения для этого роторов.
При капитальных ремонтах дымососов и вентиляторов роторы демонтируют (используя станционные краны, тали) и укладывают на специальные козлы. Вновь изготовленные и наплавленные лопатки перед их установкой на крыльчатку маркируют и сортируют по массе на четыре группы. В крыльчатку двустороннего всасывания устанавливают от каждой группы по четыре лопатки. Крыльчатки одностороннего всасывания ремонтируют, подбирая из каждой группы по две лопатки и устанавливая их в диаметрально противоположных точках окружности [67]. После электроприхватки и проверки всех лопаток производят их приварку.
Основными показателями правильного изготовления крыльчатки являются размеры радиального (не более 5 мм) и осевого (не более 3 мм) биений, которые проверяются после посадки крыльчатки на ступицу. Отремонтированное рабочее колесо при необходимости балансируют.
Ремонт кожухов дымососов и вентиляторов заключается в устранении неплотностей, возникающих от их эолового износа.
Диффузоры на всасывающих сторонах крыльчатки заменяют по мере износа; при подгонке нового диффузора сохраняют заданные размеры зазоров между ним и рабочим колесом.
Ремонт направляющих аппаратов и приводов состоит в смене изношенных элементов, восстановлении поврежденных деталей, в сборке и выверке их положения. Собирают ротор в порядке, обратном разборке, устанавливают крыльчатку на вал и выверяют положение крыльчатки в кожухе путем передвижения ротора с подшипниками.
При ремонте осевого дымососа проверяют прилегание участков его опорных лап к плитам, возможность пе
14* 211
ремещений подвижных лап и прочность креплений не-подвижных. При необходимости ремонта лопаток направляющего аппарата и рабочего колеса демонтируют съемные части всасывающего патрубка, корпуса, передней части диффузора и вынимают ротор. При сборке дымососа выверяют осевые и радиальные зазоры между валом и подшипниками в корпусах, а также между рабочим колесом и корпусом. Собирают систему привода и регулируют поворот лопаток направляющих аппаратов.
При капитальном ремонте дискового питателя угля разбирают и проверяют детали редуктора, конические зубчатые колеса, подшипники. При износе конической и червячной передач их заменяют парами, производя подгонку деталей. После ремонта, не устанавливая крышек корпуса и редуктора, проверяют взаимодействие деталей.
В скребковых питателях ремонтируют интенсивно изнашиваемые редуктор, подшипники валов, звездочки, пластинчатые цепи и столы. Целесообразно при капитальном ремонте заменять цепи целиком, а снятые цепи отремонтировать и подготовить к предстоящим ремонтам. Стальные столы, по которым движутся цепи и скребки, при капитальном ремонте заменяют. Изношенные звездочки цепей наплавляют и обрабатывают по шаблону. Собрав питатель, регулируют натяжение цепей и обкатывают его без угля в течение 1,5 — 2 ч, проверяя работу узлов. В ленточных питателях угля производят ремонт роликов, ленты, полумуфт подшипников редуктора, барабанов и зубчатых зацеплений. При одностороннем износе зубьев колес редуктора (до 40 %) их поворачивают для работы другой стороной зубьев. При двустороннем износе колеса заменяют. Ролики ленты проверяют на легкость вращения, выработанные подшипники и дефектную ленту заменяют.
При капитальном ремонте лопастного питателя его отделяют от пылевого бункера и пылепровода и разбирают на узлы. При ремонте проверяют эллипсность и конусность шеек вала, которые должны быть не более 0,05 мм. Лопастные колеса заменяют, если посадочные места или радиальные и осевые зазоры в камерах пре» вышают 0,5 мм на сторону. Собранный питатель обкатывают в течение 1 —1,5 ч с максимальной частотой вращения, проверяя отсутствие задеваний, вибрации и температуру подшипников.
212
ч В шнековых питателях пыли от истирания топливом изнашивается вал шнека под сальниками и подшипниками. При разборке питателя выявляют наличие истираний кромок спирали шнека и увеличение внутреннего диаметра корпуса, поломки и погнутости спирали, отрыв ее от вала, искривления вала. Погнутые участки вала исправляют (стрела прогиба в любом месте должна быть не более 0,25 мм). При местном износе лопастей спирали их вырезают, при общем — удаляют спираль. Собранный питатель обкатывают без пыли в течение 1,5 — 2 ч (проверяют отсутствие задеваний, повышенной вибрации).
Особенностями конструкции реверсивного шнека (вращается в обе стороны) являются большая его длина и множество подвесных подшипников и соединительных муфт, что требует в период проведения ремонта достижения строгой прямолинейности звеньев вала и соосности подшипников.
При ремонте бункеров угля и пыли проверяют целостность взрывных клапанов, отсутствие износа стенок, исправность действия вибраторов, сигнализации уровня топлива в бункерах и в случае необходимости производят ремонт или замену поврежденных узлов.
16.2. ОРГАНИЗАЦИЯ РЕМОНТА ТРУБОПРОВОДОВ
Замену дефектных участков паропроводов и питательных трубопроводов необходимо производить блоками, собранными на сборочной площадке. Перед удалением дефектных участков трубопроводов выбирают и размещают места отрезки трубопроводов с учетом последующей установки и приварки новых блоков. При этом необходимо, чтобы ширина линии обреза была минимальной, расстояние от линии обреза до краев опоры было не менее 200 мм, линии обреза располагались на прямых участках труб и находились от начала гибов труб на расстояниях, равных (или более) их наружным диаметрам, но не менее 100 мм. Недемонтируемые участки трубопровода крепят за металлоконструкции для предотвращения их смещения от действия собственной массы и напряжений холодного натяга. После сварки стыков трубопроводов и их термообработки (за исключением оставленных для натяга) производят холодный натяг и сваривают последние стыки. При этом по обе стороны стыка устанавливают временные неподвижные
213
опоры или принимают другие меры, исключающие напряжение в стыке от натяга.
Подготовку кромок трубопроводов под сварку выполняют переносными трубоотрезными станками. Кромки фаски и поверхности труб на длине не менее 15 мм от кромки зачищают до металлического блеска. Сборка труб под сварку производится с помощью центровочных приспособлений (смещение кромок допускается не более 1 мм). При толщине стенки до 45 мм обработку концов труб из углеродистых и низколегированных сталей производят с помощью газовой резки с последующей зачисткой кромок абразивным инструментом.
При стыковке труб высокого давления (к фасонным частям и арматуре) дополнительно обрабатывают внутреннюю поверхность стыкуемых деталей под установку подкладного кольца. Глубина расточки труб паропроводов из легированной стали при толщине стенки 20 мм и более составляет не более 10 % толщины стенки трубы и не превышает 4 мм при условии, что толщина стенки после расточки не будет меньше расчетной. Приварка подкладных колец к трубам аргонодуговым методом позволяет отказаться от механической зачистки сварного шва и предварительного подогрева труб из сталей 12Х1МФ, 15ГС, 20. При сборке стыков трубопроводов с толщиной стенки 25 мм и более по обе стороны стыков устанавливают временные опоры (на расстоянии не более 1 м), позволяющие исключить провисание труб, а также уменьшить нагрузку на стык при сварке и термической обработке.
Перед сборкой фланцевого соединения проверяют чистоту уплотнительных поверхностей фланцев, качество прокладок, крепежа и параллельность фланцев, измеряя расстояния между ними в диаметрально противоположных точках. Устранение перекосов фланцев на трубопроводах из углеродистых сталей производят подогревом на прямом участке до 750 — 850 °C и стягиванием фланцев (без прокладки) болтами до соприкосновения. Для достижения равномерной и достаточной затяжки шпилек во фланцевом соединении трубопроводов сверхвысокого давления производят контроль степени затяжки каждой шпильки по ее удлинению. Во фланцевых соединениях с открытыми концами шпилек их длина измеряется скобой с микрометрическим винтом, а при затяжке шпилек на крышке арматуры удлинение определяется с помощью контрольной шпильки,
214
На габаритные размеры блоков устанавливаются следующие допуски:
трубопроводы СКД: между торцами крайних деталей ±1 мм на 1 м длины, но не более 8 мм на размер; смещение оси арматуры от проектного положения не более ±5 °;
остальные трубопроводы: при габаритном размере до 3 м допускается отклонение ±5 мм, на каждый последующий метр увеличения размера дополнительный допуск ±2 мм, но общее отклонение не должно превышать ±15 мм.
К месту монтажа блоки трубопроводов подаются в порядке очередности их установки. После окончания сварочных работ и термообработки сварных стыков, закрепления трубопроводов на постоянных опорах и подвесках проводят гидравлическое испытание, промывку и продувку трубопроводов.
Для качественной продувки элементов оборудования определяют расчетные параметры пара на основании соотношения кинетической энергии парового потока продуваемого паропровода при номинальном режиме работы, энергоблока и режиме продувки:
ОпрИ'пр ^пр Рпр „
— о АЭф»
Сном «^ном G‘nH0M
где Gnp, Свои — расходы пара соответственно при продувке и номинальном режиме, кг/с; а/ир> waoM — скорости пара при продувке и номинальном режиме, м/с; оПр, Овом—удельные объемы пара при продувке и номинальном режиме, м3/кг; Каф=1,5—коэффициент эффективности продувки.
16.3. РЕМОНТ АРМАТУРЫ
При централизованном ремонте арматуры индустриальными методами на базе поточных линий энергопредприятий, оснащаемых необходимым станочным парком, инструментом, аппаратурой и обеспечивающих рациональную организацию ремонта арматуры, обменный фонд арматуры, значительно ускоряется и повышается качество проведения ремонта [68]. В целях повышения производительности труда при ремонте арматуры применяют механизированный пневматический или электрифицированный инструмент.
215
Повышение надежности работы арматуры после ремонта обеспечивается внедрением прогрессивных методов упрочнения, повышением класса чистоты обработки поверхностного рабочего слоя, модернизацией ненадежных узлов, применением эффективных средств и методов контроля за качеством [69].
Внедряются, в частности, высокопроизводительные методы обработки шпинделей и шпилек методом накатывания резьбы. Образующийся наклеп от накатывания повышает твердость, прочность, усталостную прочность, а также увеличивает сопротивление поверхностного слоя разрушению и износу. Накатывание треугольной резьбы на шпильках высокого давления от Ml6 до М27 производится резьбонакатной головкой с использованием универсального токарно-винторезного станка. Внедрение процесса накатывания зубьев на токарно-револьверном станке или автомате позволяет увеличить производительность труда в среднем на 30 %, высвободить зуборезное оборудование и снизить расход металла на 10—15 %. Установка зубонакатной головки на токарно-револьверном автомате дает возможность. автоматизировать механическую обработку зубчатых колес, Производительность нарезки резьбы значительно повышается при применении скоростного нарезания резьбы вращающимся твердосплавным резцом (вихревого нарезания).
При ремонте запорных вентилей обнаруженные на уплотнительной поверхности седла следы эрозионного износа, вмятины, задиры, трещины, риски и другие дефекты глубиной до 0,5 мм ликвидируют притиркой поверхности. При большей глубине дефектов уплотнительную поверность восстанавливают наплавкой с последующей механической обработкой. Для повышения чистоты поверхности штоков их обкатывают свободно вращающимися роликами, приводимыми в соприкосновение с поверхностью под давлением.
Ремонт задвижек при дефектах уплотнительных поверхностей седла и тарелок глубиной более 1 мм производят в мастерских (снимается поврежденный слой, наплавляется новый слой аустенитными электродами ЦТ-1, протачивается поверхность и наплавляется электродом ЦН-6). При наличии на поверхности шпинделя следов коррозии, рисок, задиров, вмятин и прочих дефектов применяют следующую технологию ремонта: протачивают поврежденную поверхность на глубину 3 мм, наплавляют ее электродом ЦТ-1 с припуском 6 — 8 мм на обработку, притирают поверхность до чистоты не ниже 10-го класса. Для увеличения срока службы шпинделей
216
-их изготавливают из коррозионно-стойких сталей с при-менением азотирования и никелирования до 540 °C.
При ремонте регулирующих питательных клапанов (РПК) дефекты рабочей поверхности седла (надиры, вмятины, риски) глубиной до 0,5 мм удаляют притиркой без вырезки седла из корпуса, при этом поврежденную поверхность фрезеруют, наплавляют электродом ЦН-6, обрабатывают и притирают до 10—12-го классов чистоты. В целях удлинения срока службы шиберов, работающих в условиях больших перепадов давления, для их изготовления применяют титановый сплав АТ-6, обладающий высокой эрозионной стойкостью.
Проверку работоспособности импульсного и главного предохранительного клапанов (герметичность уплотнительных поверхностей, подвижность) производят на стенде.
Для ремонта крупной арматуры без вырезки из трубопроводов предусматривают ремонтные • площадки, которые оснащают подъемно-транспортными устройствами.
Для наплавки разрушенных уплотнительных поверхностей арматуры высоких параметров применяют сплавы на основе никеля и хрома с добавками бора и кремния. Наибольшее распространение получила наплавка электродами ЦН-12, Применяется также газовая наплавка литыми твердыми сплавами типа сормальта или стеллита; внедряются способы плазменного и газоплазменного напыления, аргонодугового и электроискрового упрочнения. Для, перевода напыленного слоя в монолитное состояние, обеспечения заданных физико-механических свойств и металлической связи с
Рис. 16.6. Приспособление для шлифовки седел бесфланцевых задвижек: ; — абразивный круг; 2 — редуктор; 3 — корпус; 4 — механизм крепления; 5 — привод
217
деталью слой подвергается оплавлению (при температуре не ниже 800—850 °C). Кроме порошкового сплава для защиты уплотнительных поверхностей арматуры от эрозии применяются тугоплавкие металлы — вольфрам и молибден. Для повышения поверхностной твердости уплотнительной поверхности арматуры, наплавленной аустенитными и ферритными электродами, применяется электроискровой способ легирования твердыми спеченными сплавами. Арматура с уплотнительной поверхностью, легированной твердым сплавом Т15К6, обладает противозадирными свойствами, хорошо сопротивляется эрозии и коррозии. Срок службы арматуры после электроискрового легирования увеличивается в 3—4 раза. Плазменной наплавке порошковыми присадочными материалами ПГ-ХН80СР-2 и ПГ-ХН80СП-3 подвергаются уплотнительные поверхности седел и тарелок задвижек Z)y= 1004-200 мм из стали 12ХМФ, установленных на главных паропроводах. Плазменная наплавка является более производительным процессом, чем наплавка штучными электродами. При аргонодуговой наплавке в качестве присадки используются наплавочные сплавы В2К и ВЗК (сохраняющие свои свойства при температуре до 800 °C). Механическая обработка наплавленного слоя осуществляется резанием твердосплавным инструментом ВК6М или шлифованием. Наплавленная поверхность подвергается визуальному осмотру, а также цветной или люминесцентной дефектоскопии. При обнаружении трещин производят их выборку абразивным инструментом и заварку в аргоне.
Притирка арматуры производится с использованием различных станков, приспособлений (рис. 16.5) и специальных притирочных абразивных материалов (например, синтетических алмазов). Применяются, в частности, двухшпиндельный притирочный станок и станок для притирки крупной арматуры. Доводку выполняют алмазными пастами двух-трех видов зернистостей с постепенным переходом от крупной к мелкой. Притиры должны быть мягче обрабатываемых деталей и хорошо шаржироваться (при этом абразивные зерна внедряются в рабочую поверхность притира).
Для изготовления притиров применяют чугун Сч 15-32 со структурой мелкопластинчатого перлита. Для плит-притйров и доводочных дисков применяют чугун СЧ 21-40. Проверку качества притертых поверхностей арматуры производят осмотром и контрольными кольцами или плитой по краске. Окончательным показателем качества притирки уплотнительных поверхностей является плотность (непроницаемость) при гидравлическом испытании.
218
ГЛАВА СЕМНАДЦАТАЯ
РЕМОНТ обмуровки, изоляции
И КАРКАСА КОТЛОВ
17.1. МАТЕРИАЛЫ, РАСТВОРЫ, ТЕХНОЛОГИЯ РЕМОНТА ОБМУРОВКИ И ИЗОЛЯЦИИ
Ремонт обмуровки современных котлов делится на следующие процессы: заготовительные (приготовление бетонных масс и обмазок, изготовление арматурных деталей и конструкций теплоизоляционных матов, матрацев), подготовительные (обмуровка панелей, щитов и блоков на укрупнительно-сборочных площадках), транспортные (транспортирование материалов, изделий и деталей со складов в ремонтную зону и на укрупнительно-сборочные площадки), технологические (обмуровочные работы на котле).
Материалы, применяемые для обмуровки и теплоизоляции котлов, выбираются с учетом их технологических характеристик (физических, физико-химических, механических и температурных).
Огнеупорные материалы делятся на следующие виды: готовые изделия, мертели и бетоны. По степени огнеупорности материалы делятся на три группы: огнеупорные (1580—1770°C); высокоогнеупор-. ные (1770—2000 °C) и высшей огнеупорности (выше 2000 °C). По . химико-минералогическому составу огнеупорные материалы делятся на кремнеземистые, алюмосиликатные, магнезиальные, хромомагне-зиальные, углеводистые и карбидокремниевые. По огнеупорности шамотный кирпич делится на четыре класса (табл. 17.1). Основным ви-' дом жароупорного бетона при выполнении обмуровочных работ является бетон на глиноземистом цементе.
Таблица 17.1. Физико-технические показатели шамотного ' заполнителя
П сказатели Марка заполнителя
ША ШБ ШВ и ШУС
Огнеупорность, °C, не ниже Содержание А12О3+ТЮ2, %, не менее Содержание РегОз, %, не более Содержание SiOe, %, не более Содержание свободных СаО и MgO, %, не более 1730 3,5 2670 ШБ 4,5 0/3 1 580 5,5 219
Заполнители для шамотобетона относятся к классу алюмосиликатных, которые подразделяются на две группы: из кускового материала и огнеупорной глины и «з боя алюмосиликатных изделий.
По гранулометрическому составу шамотный заполнитель подразделяется на крупный (щебень) и мелкий песок (по массе не более 20 % частиц размером 0,14 мм).
Огнеупорные, теплоизоляционные и строительные материалы и изделия для обмуровки котлов должны отвечать требованиям действующих стандартов или технических условий и иметь паспорт завода-изготовителя [69].
Для приготовления жароупорных и теплоизоляционных бетонов применяются цемент марки не ниже 400, набивных масс — жидкое стекло с модулем от 2,6 до 3,34. При введении в бетон технического кремнефтористого натрия, содержащего менее 100 % чистого NaaSiFe, фактическая добавка его определяется по формуле
Д=100Б/В,
где Б— добавка чистого кремнефтористого натрия, %; Б — содержание чистого кремнефтористого натрия в техническом продукте, %.
Проволока, листовой (полосовой) и фасонный прокат, применяемые для армирования жароупорных и теплоизоляционных бетонов при рабочих температурах до 450 °C, изготовляются из стали марки СтЗ, а до 550 °C — из низколегированной стали марок 25Г2С и 35ГС. Для армирования жароупорных и теплоизоляционных слоев обмуровки применяются сварные сетки.
Чугунные детали крепления обмуровки при рабочих температурах до 500 °C изготовляются из серого чугуна, до 650 °C—из жаростойкого чугуна, до 850 °C — из чугуна марки ЖЧС-5,5.
Приемка, хранение и перевозка огнеупорных изделий производятся в соответствии с требованиями действую-» щих ГОСТ [69]. Размещение огнеупорных изделий на приобъектных складах производится по видам, классам, маркам и сортам, а также в соответствии с очередностью их использования. Обмуровочные материалы* хранятся преимущественно в неотапливаемых и частично закрытых складах.
Состав растворов для огнеупорной кладки должен соответствовать огнеупорности и химическому составу применяемого кирпича. Консистенция раствора определяется глубиной погружения в раствор конуса массой 100 г (рис. 17.1). Для приготовления мастики песок или диатомит смешиваются в сухом состоянии с огнеупорной глиной, затем сухая смесь при перемешивании постепенно добавляется в жидкое стекло. Изоляционные растворы перемешиваются в растворомешалках до получения механически-однородной массы. Для 220
ускорения твердения добавляется техническая сода в количестве 0,02—0,05 массовых частей жидкого стекла.
Наибольший объем работ при ремонте обмуровки
котлов приходится на потолочное перекрытие и угловые стыки стен. Заделка стыков обмуровки в местах расположения притяжек экранных труб производится после
окончательной выверки положения труб. Особое внимание уделяется выполнению температурных швов и зазоров для температурных расширений. При бетонировании стыков натрубной обмуровки, скатов холодной воронки в состав бетона добавляется огнеупорная глина в количестве до 5 %. Бетон укладывается слоями высотой не более 100—150 мм и уплотняется штыкованием. После затвердевания теплоизоляционного бетона по его поверхности натягивается плетеная сетка, по которой наносится уплотнительная обмазка, а затем производится закладка в
Рис. 17.1. Конус для определения концентрации раствора
температурный шов асбестового шнура диаметром 25 мм.
Заделка стыков огнеупорными и теплоизоляционными изделиями (предварительно скрепленных с помощью металлической сетки и проволоки) производится на растворе таким образом, чтобы во время работы котла было исключено их расшатывание и выпадение. Прй бетонировании мест прохода через обмуровку труб экономайзера пространство между ними заполняется мелкозернистым бетоном.
Для нанесения на ошипованные поверхности экранов котлов применяются следующие набивные массы: хромитовые (ПХМ-1 и ПХМ.-3), хромом агнезитовые, карборундовые и корундовые. В качестве связки для карборундовых масс применяются жидкое стекло, шликер огнеупорной глины и т. п. Укладка набивных масс футеровки горелок и торкретирование производится слоями толщиной не более 80— 100 мм.
После нанесения массы осуществляется сначала сушка футеровки путем прокачки по экранным трубам воды
221
с температурой 60 — 70 °C в течение не менее 10— 12 ч и с подогревом воды в котле до 150 °C в течение не менее 24 ч. После окончания ремонта обшивки и нанесения газоплотной штукатурки проверяется плотность обмуровки. Выполненные футеровки из масс на жидком стекле сушатся воздухом, нагретым до 90 °C, или горячей водой, пропускаемой по трубам в течение 20 — 24 ч с последующим пуском котла. Сушка обмуровки современных котлов совмещается с водно-химической очисткой и
Рис. 17.3. Изоляция мембранных экранов напылением: а — с промежуточным каркасом; б — без промежуточного каркаса
Рис. 17.2. Двухслойная конструкция изоляции:
1 — трубопровод; 2 — сетка; 3 — стяжкаЭ 4 — изделия из волокнистых материалов
опробованием котла на паровую плотность. Для предохранения изоляционных поверхностей от атмосферных воздействий, механических повреждений, увлажнения и замасливания применяются защитные покрытия.
Теплоизоляционные конструкции фланцевых соединений, арматуры, компенсаторов, а также участков трубопроводов, подвергающихся периодическому контролю, выполняются съемными.
Изоляция задвижек часто выполняется матрацами. Для изоляции задвижек и вентелей применяются также разъемные металлические футляры, заполненные теплоизоляционными материалами. Торцы трубопроводов у фланцев и арматуры изолируются шаблонами и съемными ограничителями [70]. Теплоизоляционные конструкции в зависимости от температуры теплоносителя, вида изо-222
лируемой поверхности, номенклатуры и вида теплоизо-ляционных изделий выполняются однослойными или двухслойными (рис. 17.2). Тепловая изоляция, выполняемая методом напыления (основные компоненты — асбестовое волокно и связующее вещество), представляет собой высокотемпературостойкую бесшовную, монолитную легковесную конструкцию, составляющую посредством армирующего каркаса единое целое с изолируемой поверхностью.
Рис. 17.4. Схема технологического процесса нанесения изоляции методом напыления:
1 — шланг для подачи распушенного асбеста или смеси асбеста с перлитом; 2 — пистолет-распылитель; 3 и 6 — насосы; 4— расходный бак; 5 — смесительный бак; 7 — установка приготовления и подачи раствора жидкого стекла;
8 — распушитель; 9 — вентилятор
Быстротверд еющие теплоизоляционные массы на жидком стекле, алюмохромофосфатной, металлоаммо-нифосфатной связках имеют хорошие теплозащитные и огнезащитные свойства, повышенную устойчивость к вибрационным нагрузкам, легко наносятся на холодные и горячие поверхности сложной конфигурации, быстро твердеют и не требуют термической сушки.
Конструкции, выполненные из напыляемой изоляций, имеют ряд существенных преимуществ — меньшую объемную массу, хорошую адгезию, эластичность, монолитность, уменьшение теплопотерь, легкость нанесения на поверхность сложной конфигурации, высокую степень механизации нанесения [71]. Напыляемой изоляцией выполняются следующие элементы обмуровки: экраны (рис,
223
17.3), потолочные перекрытия с натрубной обмуровкой, стыки между панелями, щитами и блоками газоходов, коллекторы, барабаны, теплые ящики, поды, экономайзеры, горелки, бункера и другие поверхности.
Для напыления изоляции применяются установки конструкции «Союзэнергозащита» (рис. 17.4). Напыляемая изоляция наносится на изолируемые поверхности в два слоя — основной и выравнивающий поверхностный слой — толщиной 20 — 80 мм. На высушенную изоляцию (влажность 6%) укладывается плетеная сетка, на которую наносится штукатурное защитное покрытие, предохраняющее изоляцию от механических повреждений и увлажнения. Качество напыляемой изоляции проверяется визуальной оценкой равномерности нанесения напыляемой массы по толщине слоя и в результате определения объемной массы образцов, коэффициента теплопроводности, пределов прочности при сжатии, изгибе и расслоении.
17.2. ПОВРЕЖДЕНИЯ КАРКАСОВ И ИХ РЕМОНТ
При эксплуатации котлов профилактически проверяют остаточную деформацию каркаса, его габариты, степень погнутости и спиральности, отсутствие трещин в его сварных соединениях. Отклонения размеров элементов каркаса, лестниц и площадок не должны превышать допустимых (табл. 17.2).
Стандартными операциями по ремонту и изготовлению металлоконструкций являются правка, гнутье листового и профильного металла, подгонка кромок, сборка изделий под прихватку и их сварка. Выправление Таблица 17.2. Допускаемые отклонения размеров элементов каркасных конструкций
Размеры элементов Интервалы размеров, м, от
до 1,5 (включительно) 1,5 до 4,5 4,5 до 9 9 до 15 Л 15
Собираемых в приспособлениях с фиксаторами: длина, ширина ±2 ±3 ±5 ±7 /
разность диагоналей 3 4 6 8 — •
С; фрезерованными поверхностями: .длина, ширина ±1 ±1,5 ±2 ±3
разность диагоналей 1,5 2 2,5 4 —
224
СП I
s
Фронт котла.
or
Рис; 17.5. Формуляр на каркас кйтла: к — колонна; п и л — правая и левая колонны
колонн, балок, элементов каркаса, имеющих прогибы,производится с помощью домкратов, лебедок, талей, винтовых прессов или полиспастов (в зависимости от требующихся усилий). Правке в холодном состоянии подвергают малоизогнутые и неответственные элементы: ригели, мелкие балки, связи. Правку деталей, имеющих ярко выраженные изгибы, производят в горячем состоянии с применением дополнительных усилий .(места изгибов равномерно нагревают по всему сечению до температуры 620 —670 °C).
При приемке каркаса проверяют возможность перемещения его деталей при тепловом расширении и степень свободы болтовых соединений, участвующих в компенсации. Приемка-сдача оформляется актом с приложением формуляра на каркас (рис. 17.5), акта на приемку оборудования в ремонт, актов на дефекты каркаса, документов, подтверждающих согласование отступлений от проекта с представителями проектной организации или завода-изготовителя.
ГЛАВА ВОСЕМНАДЦАТАЯ
КОНТРОЛЬ И ПРИЕМКА КОТЛА ПОСЛЕ РЕМОНТА
18.1. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
При сдаче котельной установки вся техническая документация: учетная и отчетная — составляется отдельно на ремонтные и сварочные работы.
Учетная документация представляет собой первичные акты и документы, подробно фиксирующие ход работ. Она ведется для четкой организации работ при ремонте и служит первоисточником для отчетной документации. К учетной документации относятся акты приемки оборудования и трубопроводов, а также журналы: ремонтный, приема внутренних полостей на чистоту, испытаний арматуры, на монтаж электроприводов, учета инструмента, вносимого в подконтрольные узлы.
Отчетная документация в полном объеме должна быть передана заказчику перед сдачей котла в эксплуатацию. В перечень входя! заводские паспорта, монтажные формуляры, исполнительные чертежи, свидетельства об изготовлении элементов, сертификат на основной материал, удостоверения о качестве ремонта сосудов, акты на промывку технологических трубопроводов, ревизию оборудования.
226
проверку элементов на проходимость, испытаний на прочность и плотность:, испытаний вхолостую (под нагрузкой), поузловой готовности оборудования, приемки оборудования (трубопроводов) для комплексного опробования и предъявления в эксплуатацию.
Указанная документация разрабатывается на основе проектной и эксплуатационной документации, а также анализа ремонтопригодности. В документах предусматривается номенклатура восстанавливаемых при ремонте изделий с сохранением взаимозаменяемости деталей и их составных частей.
В руководстве по капитальному ремонту котла приводятся технические требования на дефектацию и ремонт, параметры проверки, испытания и приемки после ремонта. При приемке котла из капитального ремонта проверяется выполнение всех работ и дается предварительная оценка их качества, при этом предъявляются следующие, документы: ведомость объема работ, формуляры, .чертежи (эскизы) измененных при ремонте деталей, акт приемки. В ремонтных формулярах регистрируется состояние оборудования до и после ремонта.
В процессе ремонта котла, подведомственного Госгортехнадзору, составляется техническая документация но ремонту, в которой фиксируются результаты выполнения наиболее ответственных этапов работ. Руководство ремонтной организации и электростанции составляет акт приемки котла от ремонтной организации в эксплуатацию. В акте приемки указывается, что котел отремонтирован в соответствии с техническими условиями и правилами Госгортехнадзора, находится в исправном состоянии и подготовлен к пуску.
18.2. ИСПЫТАНИЕ КОТЛА
Котел до пуска в работу должен быть зарегистрирован в местных органах Госгортехнадзора [65]. Регистрации не подлежат котлы, у которых (f— 100) V^5, где t — температура насыщенного пара при рабочем давлении, °C; V — водяной объем котла, м3.
Регистрация котла производится с представлением паспорта установленной формы, акта об исправности котла, удостоверения о качестве монтажа с указанием допущенных изменений проекта, чертежей помещения котельной. При осмотре котла обращается внимание на выявление возможных трещин, надрывов, отдулин, вы-пучин и коррозии его элементов, нарушений плотности и
15*
227
прочности сварных, заклепочных и вальцовочных соединений.
После термической обработки и контроля сварных соединений с целью проверки плотности и прочности элементов котла проводятся гидравлические испытания с пробными давлениями:
Рабочее давление котла р, Пробное давление, МПа МПа
Не более 0,5 1,5 р, но не менее 0,2
Более 0,5 1,25 р, но не менее р+0,3
Измерение давления производится двумя манометрами, один из которых должен быть контрольным (время выдержки под пробным давлением не менее 5 мин). Котел считается выдержавшим гидравлическое испытание, если не обнаружено признаков разрыва, течи, слезок и потений в сварных соединениях и на основном металле, остаточных деформаций. При первичном освидетельствовании (производится инспектором Котлонадзора), устанавливают, что котел установлен и оборудован в соответствии с правилами, а также представленными при регистрации документами и находится в исправном со-стоянии; при периодических и досрочных освидетельствованиях удостоверяют надежность его дальнейшей безопасной работы.
Периодическое техническое освидетельствование зарегистрированного в местных органах надзора кдтла, находящегося в эксплуатации, производится инспектором Котлонадзора в следующие сроки: осмотр — не реже 1 раза в четыре года, гидравлическое испытание — не реже 1 раза в восемь лет. Досрочное техническое осей* детельствование котла производится в следующих случаях: котел находился в бездействии более года; был демонтирован и вновь установлен; произведена сварка элементов котла (за исключением приварки единичных штуцеров, труб и заглушек); производилось выправление выпучин и вмятин основных элементов; переклепано более 25 % всего числа заклепок; сменено более 15% связей любой стенки; заменены коллекторы экрана, пароперегревателя, экономайзера; сменено одновременно более 50 % общего количества экранных труб или 100 %' пароперегревательных или экономайзерных труб; по со
228
стоянию котла администрация предприятия или инспектор Котлонадзора считают необходимым такое освидетельствование. Если при техническом освидетельствовании котла не обнаружены дефекты, снижающие прочность, он допускается к эксплуатации при номинальных параметрах до очередного освидетельствования. Если при освидетельствовании котла обнаружены неплотности в местах вальцовки (заклепок), то дальнейшая эксплуатация котла разрешается после исследований дефектных соединений на отсутствие межкристаллитной коррозии.
Испытание на паровую плотность котла заключается в контроле его герметичности при рабочем давлении путем внешнего осмотра на отсутствие свищей в сварных стыках трубопроводов, в местах присоединения труб поверхности нагрева к коллекторам, арматуре, импульсных трубок и отборов проб; на плотность фланцевых соединений, арматуры, трубных элементов; на отсутствие характерных шумов истечения, выбивания пара через обмуровку, изоляцию и течи воды из нижних частей конвективной шахты котла. При этом также производятся обтяжка фланцевых соединений и лючков с паронитовы-ми прокладками при давлении в котле не более 0,4 МПа (обтяжку фланцевых соединений с металлическими прокладками производят в холодном состоянии), продувка импульсных и пробоотборных линий во время подъема давления и включение приборов, проверка тепловых расширений элементов котла, регулировка импульсно-предохранительных устройств (ИПУ). При проведении этой регулировки контакты электроконтактных манометров (ЭКМ) настраивают на давление, соответствующее давлениям срабатывания ИПУ: для контрольного и рабочего клапанов соответственно pKsm =р*р +ЛК, рркм = р₽р +/ip, где р“р и ррр —давление срабатывания соответственно контрольного и рабочего клапанов; hK и йр— поправки на разность высот отметки присоединения импульсных линий и отметки установки ЭКМ клапанов. Главные клапаны ИПУ на котлах устанавливают за пароперегревателями. На барабанных котлах одна половина всех установленных клапанов действует при повышении давления в барабане, а другая — за пароперегревателем (табл. 18.1). На барабанных котлах для контрольного клапана регулируют ИПУ, действующее по давлению за пароперегревателем. ,
229
Таблица 18.1. Нормы регулирования импульсно-предохранительных устройств
Номинальное давление пара за котлом, МПа Давление настройки предохранительного клапана, МПа
контрольного рабочего
<1,3 Рраб+0»02 Рраб+0,03
1,3—6 *> 2? Рраб 1,05 Рраб
6—14 1,05 Рраб 1,08 Рраб
14—22,5 }»92 Рраб 1,08рраб
>22,5 1> Юрраб 1 > 10 Рраб
18.3. ОПРОБОВАНИЕ МЕХАНИЗМОВ,
ПРОВЕРКА ПЫЛЕГАЗОВОЗДУХОПРОВОДОВ
Перед пуском механизмов проверяются: исправное действие шиберов, дистанционных приводов и указателей их положения; наличие зазоров, обеспечивающих удлинение роторов механизмов и лопастей шиберов; крепление фундаментных болтов; установка конических штифтов на соединениях крышек и корпусов подшипников; плотность маслосистем. Проверяется также наличие КИП, регуляторов, сигнализации, технологических защит и блокировок в объеме проекта. При включенных в работу механизмах производят контрольные испытания защит, блокировок и сигнализации.
Перед пуском дробеочистительной установки в работу проверяют равномерное распределение дроби по сечению газохода (при сжигании сернистого мазута в котлах с трубчатыми воздухоподогревателями расход дроби составляет 200 — 300, твердого топлива—100 кг/м2) и удельный расход дроби через единицу площади поперечного сечения дробепровода, подводящего дробь к отражателю, должен быть не более 45—55 (кг/ч)/см2.
В период подготовки к работе обдувочных аппаратов после ремонта проверяют их центровку по осям лючков и рабочую установку сопловых труб относительно труб поверхностей нагрева котла. В процессе опробования обдувочных аппаратов контролируют режим работы электродвигателей и автоматическое включение заданного сочетания обдувочных аппаратов.
При» опробовании газоочистительных устройств проверяются центровка электродов, непрерывное поддержание напряжения в заданных пределах на элёктроагрёга-
230
тах, исправное состояние газораспределительных устройств, герметичность газового тракта и камер электрофильтров, чистота поверхности изоляторов, режим встряхивания осадительных электродов. Высокое напряжение на электрофильтры подают после перевода котла на . сжигание твердого топлива, установления устойчивого топочного режима, включения механизмов и системы золоудаления. В унифицированных и модернизированных электрофильтрах включается электрообогрев изоляторов и прогревается воздух до температуры точки росы.
При подготовке золоулавливающих циклонов к работе обследуются чистота входных патрубков конусов циклонов и их элементов, герметичность верхней трубной решетки и бункерной части, плотность корпусов, золовых бункеров и золоотводящего тракта, отсутствие подсосов воздуха через золоспускные устройства, качество тепловой изоляции, исправность газораспределительных устройств в подводящих газоходах. В мокрых золоуловителях после ремонта проверяют качество произведенных футеровочных работ, установку смывных и оросительных сопл и форсунок. Перед пуском котла подают воду на орошение и проверяют давление воды перед соплами и форсунками, распыление воды оросительными соплами и форсунками, перепад давлений на фильтрах.
Для контроля плотности газовоздушного тракта при юпрессовке измеряют давление и разрежение дымовых газов вверху топки, давление воздуха на нагнетании вентилятора или воздуходувки (ТВД) дымовых газов за экономайзером и перед РВП, в общих горелочных коробах, перепад,, давления шатер — топка. Опрессовку газоводушного тракта котла под наддувом производят при работе турбовоздуходувки. На первом этапе налаживают приборы, проверяют работу шиберов газовоздушного тракта и выявляют неплотности. Опрессовку производят при закрытых шиберах на газоходах за РВП с постепенным подъемом давления в топке до 0,004 МПа путем увеличения частоты вращения ТВД. В период опробования ориентировочный перепад давления в шатре и топке поддерживают 0,002 МПа; при отсутствии неплотностей поднимают давление в топке до 0,006 МПа и снова проверяют плотность тракта (особенно сильфонных компенсаторов, коробов разъемов экранов, шатра, плосколинзовых компенсаторов, ремонтных лазов, стыков между блоками и коробами, РВП, бункеров котла, компенсаторов горячего воздуха, коробов рециркуляции га
231
зов). Газопылевоздухопроводы под разрежением прове-ряют на плотность с помощью переносных факелов и по загрузке электродвигателей механизмов.
18.4. ПОРЯДОК СДАЧИ КОТЛА
Приемку из капитального и среднего ремонтов котлов проводит комиссия под руководством главного инженера электростанции, а оборудования из текущего ремонта— под руководством начальника цеха. По мере окончания капитального ремонта производят поузловую приемку котла. При приемке котла из капитального и среднего ремонтов проверяют выполнение всех предусмотренных работ, а также внешнее состояние оборудования, наличие и качество ремонтной, отчетной, технической документаций. Опробование котла производится при номинальных параметрах пара и постоянной или поочередной работе вспомогательного оборудования по эксплуатационной схеме. Оборудование проверяется при работе под нагрузкой в течение 24 ч для станций с поперечными связями и 48 ч для энергоблоков с доведением нагрузки до номинальной. Если номинальные нагрузки и параметры пара не достигнуты по не зависящим от электростанции причинам, то предельные параметры и нагрузка устанавливаются главным инженером энергоуправления и оговариваются в акте приемки. При обнаружении дефектов приемка оборудования в эксплуатацию запрещается, капитальный или средний ремонт считается незаконченным до устранения этих дефектов и вторичной проверки. При отсутствии дефектов комиссией дается предварительная оценка качества капитального или среднего ремонта. Ремонт оборудования считается законченным с момента включения котла в магистраль. Окончательная оценка качества проведенного капитального или среднего ремонта дается после месяца работы под нагрузкой, в течение которого проводятся необходимые измерения, эксплуатационные наблюдения и экс-пресс-испытания, а также сопоставления их результатов с нормативными характеристиками.
СПИСОК ЛИТЕРАТУРЫ
1. Правила технической эксплуатации электрических станций и сетей. М.» Энергия, 1977. 288 с.
2. Пособие для изучения правил технической эксплуатации:-Разд. 1—3. М.: Энергия, 1979. 392 с. Разд. 4, 5. М.: Энергия, 1980. 462 с.
3. Котельные и турбинные установки энергоблоков мощностью 500 и 800 МВт. М.: Энергия, 1979. 680 с.
4. Трембовля В. И., Фингер Е. Д., Авдеева А. А. Теплотехнические испытания котельных установок. М.: Энергия, 1977. 297 с.
5. Елизаров П. П. Эксплуатация котельных установок высокого давления на электростанциях. М. — Л.: Госэнергоиздат, 1961. 399 с.
6. Шагалова С. Л., Шницер И. Н. Сжигание твердого топлива в топках парогенераторов. Л.: Энергия, 1976. 172 с.
7. Технологические основы автоматизации пуска мощных газом мазутных котлов с помощью управляющей вычислительной машины. М.: Энергия, 1969. 87 с.
8. Типовая инструкция по пуску из различных тепловых состояний и останову моноблока 200 МВт с котлом ТП-100. М.: СПО ОРГРЭС, 1977. 34 с.
9. Маневренность блочных барабанных котлов. Обзорная информация. Сер. Эксплуатация и ремонт теплосилового оборудования электростанций. М.: СПО ОРГРЭС, 1977. 39 с.
10. Локшин В. А., Антонов А. Я. Применение внутрибарабанных защитных оболбчек для котлов ТГМ-84 и ТП-87. М.: Энергия, 1976. 35 с.
11. Директор Б. Я., Лунеев В. В., Шмуклер Б. И. Эксплуатация прямоточных котлов. М. —Л.: Госэнергоиздат, 1959. 270 с.
12. Резников М. И. Парогенераторные установки электростанций. М.: Энергия, 1974. 359 с.
13. Типовая инструкция по пуску из различных тепловых состояний и останову моноблока 300 МВт с турбиной К-300-240 ЛМЗ. М.: СПО ОРГРЭС, 1975. 53 с.
14. Гиршфельд В. Я., Князев А. М., Куликов В. Е. Режимы работы и эксплуатация ТЭС. М.: Энергия, 1980. 286 с.
15. Тепловой расчет котельных агрегатов (нормативный метод). М.: Энергия, 1973. 295 с.
16. Мейкляр М. В. Современные котельные агрегаты ТКЗ. М.: Энергия, 1978. 223 с.
17. Котельные и турбинные установки энергетических блоков. М.: Энергия, 1971. 368 с.
18. Исследование сверхмощной подовой газомазутной горелки на котле ПК-47/Е. Г. Дурманов, В. В. Еремеев, Л. М. Клебанов и др. Экспресс-информация. Сер. Эксплуатация и ремонт оборудования электростанций и сетей, № 2, СПО ОРГРЭС, 1977, с. 20—35,
233
19. Борисов Г. М., Гиршфельд В. Я., Куликов В. Е. Экспериментальное определение влияния режимных факторов на экономичность парогенератора ТП-230Б при совместном сжигании АШ и мазута. — Теплоэнергетика, 1977, № 6, с. 22—25.
20. Энергетика и электрификация. Обзорная информация. Сер. Тепловые электростанции. Вып. 8. Совместное сжигание твердого и жидкого топлива в пылеугольных котлах. М.: Информэнерго, 1979. 31 с.
21. Спейшер В. А., Горбаненко А. Д. Повышение эффективности использования газа и мазута в энергетических установках. М.: Энергия, 1974. 208 с.
22. Белосельский Б. С. Топочные мазуты. М.: Энергия, 1978. 256 с.
23. О некоторых путях защиты от коррозии экранов НРЧ и* уменьшения выброса окислов азота при сжигании высокосернистого мазута/Л. М. Цирульников, А. К. Эрнест, Л. Д. Скорик, В. Г. Конюхов. Л.: Труды ЦКТИ, вып. 132, 1975, с. 88—93.
24. Руководящие указания по переводу котлов, работающих на сернистых топливах, в режим сжигания с предельно малыми избытками воздуха. М.: СПО Союзтехэнерго, 1980. 47 с.
25. Сборник директивных материалов по эксплуатации энергосистем (теплотехническая часть). М.: Энергоиздат, 1981. 320 с.
26. Мейкляр М. В. Паровые котлы электростанций. М.: Энергия, 1977. 312 с.
27. Расположение промежуточных пароперегревателей в газоходах современных котлоагрегатов закритического давления (обзор). М.: СПО ОРГРЭС, 1975. 38 с.
28. Инструкция по наблюдению и контролю за металлом трубопроводов и котлов. М.: СЦНТИ ОРГРЭС, 1970. 55 с.
29. Типовая инструкция по водным отмывкам пароводяного тракта блока 300 МВт. М.: СЦНТИ ОРГРЭС, 1972. И с.
30. Гаврилов А. Ф., Малкин Б. М. Загрязнение и очистка поверхностей нагрева котельных установок М.: Энергия, 1980. 328 с.
31. Конструкции и опыт эксплуатации низкотемпературных поверхностей нагрева котельных агрегатов (обзор). М.: Информэнерго, 1973. 66 с.
32. Допустимые температурные напряжения и скорости прогрева (расхолаживания) толстостенных паропроводов. М.: Энергия, 1975. 102 с.
33. Рудомино Б. В., Ремжин Ю. Н. Проектирование трубопроводов тепловых электростанций. Л.: Энергия, 1970. 208 с.
34. Елизаров Д. П. Паропроводы тепловых электростанций. М.: Энергия, 1980. 264 с.
35. Имбрицкий М. И. Краткий справочник по трубопроводам и арматуре. М.: Энергия, 1969. 352 с.
36. Доброхотов В. И., Левит Г. Т. К вопросу оптимизации схем пылеприготовления и типов мельниц мощных энергоблоков. — Теплоэнергетика/! 977, № 1, с. 4—8.
37. Типовая инструкция по обслуживанию систем пылеприготовления с шаровыми барабанными мельницами и промбункером. М.2 СПО ОРГРЭС, 1977. 51 с.
38. Типовая инструкция по обслуживанию систем пылеприготовления с молотковыми мельницами и прямым вдуванием. М.: СПО ОРГРЭС, 1978. 26 с.
39. Осокин В. П. Молотковые мельницы. М.: Энергия, 1980. 176 с.
234
40. Инструкция по эксплуатации электрофильтров, комбинированных золоуловителей и батарейных циклонов. М.: СЦНТИ ОРГРЭС, 1872. 129 с.
41. Типовая инструкция по эксплуатации золоуловителей с трубой Вентури типа МВ. М.: СПО Союзтехэнерго, 1980. 27 с.
42. Повышение степени очистки дымовых газов от золы в электрофильтрах. Информационное сообщение № Т-6/71. М.: СЦНТИ ОРГРЭС, 1971. 25 с.
43. Кузнецов П. М. Удаление шлака и золы на электростанциях. М.: Энергия, 1970. 254 с.
44. Технико-экономические показатели гидравлических и гидро-пневматических систем золошлакоудаления. Экспресс-информация. Сер. Эксплуатация оборудования энергосистем. СЦНТИ ОРГРЭС, 1973, № 47. 8 с.
45. Левин И. М., Боткачик И. А. Эксплуатация тягодутьевых машин на тепловых электростанциях. М.: Энергия, 1977. 272 с.
46. Эффективные способы повышения износостойкости центробежных тягодутьевых машин. Экспресс-информация. Сер. Эксплуатация оборудования энергосистем. СПО ОРГРЭС, 1976, № 19. 16 с.
47. Рихтер Л. А. Тяга и дутье на тепловых электростанциях. М. — Л.: Госэнергоиздат, 1962. 238 с.
48. Шаранович П. А. Комплексная механизация и автоматизация выгрузки твердого топлива на электростанциях. Л.: Энергия, 1978. 264 с.
49. Тагер С. А. Образование окислов азота в газомазутном котлоагрегате ТГМП-324. — Теплоэнергетика, 1973, № 10, с. 34—37.
50. Покровский В. Н., Аракчеев Е. П. Очистка сточных вод тепловых электростанций. М.: Энергия, 1980. 256 с.
51. Рекомендации по приемке, пуску и наладке установок очистки производственных сточных вод тепловых электростанций. М.: СПО Союзтехэнерго, 1980. 40 с.
52. Жилин В. Н., Семенов В. М. Ремонт парогенераторов. М.: Энергия, 1976. 352 с.
53. Семиков Ф. П. Ремонт котельного оборудования. Киев: Техника, 1972. 152 с.
54. Справочная книга по технике безопасности в энергетике/Под ред. П. А. Долина. М.: Энергия, 1978. 656 с.
55. Уланов Н. И. Малая механизация монтажных работ. М.: Энергия, 1975.
56. Справочник монтажника тепловых электростанций. Том 1/ Под общ. ред, В. П. Банника. М.: Энергия, 1971. 872 с.
57. Методические указания по разработке и применению систем сетевого планирования и управления при ремонте оборудования электростанций. М.: МЭиЭ СССР, Главэнергоремонт, 1976. 120 с.
58. Ротштейн А. В., Якобсон С. С. Сварочные работы на монтаже тепловых электростанций. М.: Энергия, 1969. 408 с.
59. Новиков Ю. Н. Наплавочные работы при ремонте оборудования тепловых электростанций. М.: Энергия, 1978. 112 с.
60. Руководящие технические материалы по сварке, термообработке и контролю трубных систем котлов и трубопроводов при монтаже и ремонте оборудования тепловых электростанций (РТМ-1С-73). М.: Энергия, 1975. 272 с.
61. Геворкян В. Г. Основы сварочного дела. М.: Высшая школа, 1979. 207 с.
62. Очистка поверхностей нагрева теплоэнергетического оборудования. М.: Энергия, 1976. 156 с.
63. Химические очистки теплоэнергетического оборудования./ /Под общ. ред. Т. X. Маргуловой. М.: Энергия, 1978. Вып. 2. 175 а
64. Цешковский А. А. Специализированный ремонт котельных агрегатов. М.: Высшая школа, 1975. 224 с.
65. Сборник правил и руководящих материалов по котлонадзор ру. М.: Недра, 1975. 560 а
66. Савкин С. В., Жаровский М. С., Лямичев А. И. Ремонт шипованных экранов парогенераторов. М.: Энергия, 1978. 104 с.
67. Лачинов Н. В. Монтаж и ремонт оборудования котельных цехов крупных электростанций. М.: Высшая школа, 1970. 432 с.
68. Инструкция по ремонту пароводяной арматуры высокого и среднего давлений. М.: СЦНТИ ОРГРЭС, 1974. 152 с.
69. Инструкции по производству обмуровочных работ при монтаже крупных котлоагрегатов. М.: Информэнерго, 1973. 142 с.
70. Имбрицкий М. И. Ремонт арматуры мощных энергетических блоков. М.: Энергия, 1978. 232 с.
71. Сборник инструктивных материалов по монтажу тепломеханического оборудования. М.: Энергомонтажпроект, Информэнерго, 1973. 254 с.
72. Воронков С. Т., Исэров Д. 3. Тепловая изоляция энергетических установок. М.: Высшая школа, 1974. 272 с.
73. Инструкция по организации ремонта энергетического оборудования электростанций и подстанций. М.: СЦНТИ ОРГРЭС, 1975. 190 с.
74. Основные положения по обследованию и технологии ремонта барабанов котлов высокого давления из сталей 16ГНМ, 17ГНМА и 22К. М.: СПО Союзтехэнерго, 1978. 38 с.
75. Справочник по ремонту котлов и вспомогательного котельного оборудования/Под ред В. Н. Шастина. М.: Энергоиздат, 1981, 496 с. ‘ "
ОГЛАВЛЕНИЕ
Предисловие ................................................ 3
Введение • . 5
Глава первая. Организация эксплуатации и технико-экономические показатели оборудования электростанции . . 8
1.1. Организационная структура тепловых электростанций .............................................. 8
1.2. Технико-экономические показатели..............11
1.3. Техническая документация, контроль и отчетность 12
Глава вторая. Эксплуатация котлов в установившихся режимах ...................................................13
2.1. Общие положения...............................13
2.2.* Тепловые характеристики котлов . . . . . 15
' 2.3. Обслуживание котла ......... 18
Г'лава третья. Пуски и остановы котлов .... 24
3.1. Общие сведения...............................2'4
3.2. Пуски и остановы барабанных котлов .... 27
3.3. Пуски и остановы прямоточных котлов .... 42
3.4. Потери теплоты при пусках и остановах котлов . 5.0
Глава четвертая. Эксплуатация топочных устройств . 53
4.1. Общие положения................................... 53
4.2. Эксплуатация пылеугольных топок...............56
4.3. Эксплуатация газовых и пылегазовых топок . . 70
4.4. Эксплуатация мазутных и газомазутных топок . . 72
Глава пятая. Эксплуатация пароперегревателей, экономайзеров и воздухоподогревателей...........................80
5.1. Эксплуатация пароперегревателей....................80
5.2. Эксплуатация экономайзеров и воздухоподогревателей .................................................92
Глава шестая. Очистка поверхностей нагрева от золовых загрязнений.................................................102
6.1. Очистка экранов и пароперегревателей .... 102
6.2. Очистка низкотемпературных поверхностей нагрева 105
237
Глава седьмая. Эксплуатация трубопроводов и арматуры ................................................. 109
7.1. Эксплуатация трубопроводов......................109
7.2. Эксплуатация арматуры......................114
Глава восьмая. Эксплуатация пылеприготовительных установок................................................1Ю
8.1. Общие положения..................................НО
8.2. Эксплуатация пылеприготовительных установок с ШБМ...............................................И8
8.3. Эксплуатация молотковых мельниц................122
Глава девятая. Эксплуатация золоуловителей и систем шлакозол оу даления................................. • 125
9.1. Эксплуатация золоуловителей.....................125
9.2. Эксплуатация систем шлакозолоудаления . . . 130
Глава десятая. Эксплуатация тягодутьевых установок 133
10.1. Основные положения........................133
10.2. Регулирование тягодутьевых машин .... 136
Глава одиннадцатая. Эксплуатация топливных складов и топливоподачи.....................................140
11.1. Общие положения...........................140
11.2. Разгрузка, хранение и подача твердого топлива . 143
11.3. Эксплуатация мазутного и газового хозяйств . ♦ 145
Глава двенадцатая. Охрана окружающей среды . 148
12.1. Вредные вещества продуктов сгорания топлива и снижение их выброса в атмосферу.............148
12.2. Сточные воды ТЭС и их очистка..................153
Глава тринадцатая. Организация ремонта оборудования котла...............................................155
13.1. Общая характеристика ремонтов ..... 155
13.2. Организация ремонта............................158
13.3. Правила техники безопасности при ремонте оборудования (ПТБ)....................................160
13.4. Подготовительные мероприятия к производству работ .............................................161
13.5. Планирование ремонтов................... 170
Глава четырнадцатая. Сварочные работы . . , 176
14.1. Виды и способы сварки ........ 176
14.2. Технология сварки..............................180
14.3. Контроль сварных соединений....................184
Глава пятнадцатая. Очистка и ремонт поверхностей нагрева.................................................187
15.1. Очистка поверхностей нагрева...................187
15.2. Ремонт поверхностей нагрева и элементов оборудования ......................................191
238
Глава шестнадцатая. Ремонт вспомогательного.....оборудования, трубопроводов и арматуры . 200
16.1. Общие принципы ремонта механизмов .... 200
16.2. Организация ремонта трубопроводов .... 213
16.3. Ремонт арматуры........................215
Глава семнадцатая. Ремонт обмуровки, изоляции и каркаса котлов ...................................... 219
17.1. Материалы, растворы, технология ремонта обму^ ровки и изоляции............................ 219
17.2. Повреждения каркасов и их ремонт .... 224
Глава восемнадцатая. Контроль и приемка котла после ремонта.........................................226
18.1. Техническая документация . .............226
18.2. Испытание котла . . ...................227
18.3. Опробование механизмов, проверка пылегазовозду-хопроводов ................................ ..... 230
18.4. Порядок сдачи котла ........................232
Список литературы . . ................................233
ВЛАДИМИР ИВАНОВИЧ ГАЛКИН,
ВИКТОР ЕФИМОВИЧ КУЛИКОВ
ЭКСПЛУАТАЦИЯ И РЕМОНТ КОТЕЛЬНЫХ УСТАНОВОК
Редактор Б. И, Ш м у к л ер
Редактор издательства Н. 1VL П е у н о в а
Художественный редактор Т. А. Дворецкова
Технический редактор Л. Ф: Шкилевич
Корректор 3. Б. Дранр'вская
ИБ № 2627 . '
Сдано в набор 04.03.83. Подписано в печать717.06.83. Т-10652. Формат 84X108732. Бумага типографская № 2. Гарнитура литературная. Печать, высокая. Усл. печ. л. 12,6. Усл'. кр.-отт. 12,81. Уч.-изд. л. 13,87. Тираж 30 000 экз. Заказ № 419. Цена 40 к.
Энергоатомиздат, 113114, Москва, М-114, Шлюзовая наб., 10
Владимирская типография «Союзполиграфпрома» при Государственном комитете СССР По делам издательств, полиграфии и книжной торговли 600000, г. Владимир, Октябрьский проспект, д. 7
ЭНЕРГОАТОМИЗДАТ