/




























































































Автор: Кутцбах Берилов М.Н.
Теги: электротехника машиностроение




Текст
702
П. ДВИГАТЕЛИ.
орудия — с 2000 — 4000 at), сопровождающаяся обычно в поршневых моторах быстрым переходом эиергпи от обладающего переменно возвратным движением рабочего поршня через крпвошипный механизм кваду.
Примеры поршневых моторов без передачи эиергпи через кривошипный механизм: авиомотор Langen’a, газовая помпа Humphrey (см. стр. 766) с гидравлическим и неподвижным поршнем, машиниое оружие. Моторы с вращающимися поршнями остаются, благодаря трудностям уплотнения и износу, до сих пор без использования.
Ь). динамически: (сначала создание некоторой скорости за счет расширения рабочего тела, и далее отдача работы при небольшом перепаде давления) в лопаточных моторах (турбинах) с непосредственной передачей работы на вал.
Затрата работы па сжатие происходит в обоих случаях или в пор-швевых, или турбокомпрессорах.
Преимущества поршневых моторов: так как при достаточно быстрой гмеие отдельных процессов средние величины внутренних температур и давлений не достигают значительных величин с точки зрения учета количества тепла, ствошмого через стопин и потерь на неплотности (потери через зазоры), вследствие медленного распро-тра 1епия колебаний, тс, несмотря па отдельные высокие значения температур н давлений теплового процесса, температуры стенок и потери вследствие неплотностей в поршневых моторах, в противоположность активным турбинам, весьма несущественны. Использование, прн поршневом моторе, возможности объединения всего теплового процесса в одном рабочем пространстве уничтожает возникающие в турбинах потери па перепуск горячих и сжатых до высокого давления газов в компрессоре, в пространстве сгорания и в самой турбине. Поэтому турбина,, главным образом, применяется лишь как лопаточная машина, работающая отходящими газами, или как турбокомпрессор для предварительного сжатия рабочего тела, применяемая в части кругового процесса с низкими давлениями.
Недостатки поршневых моторов. Болыпш неравномерность рабочего давления на поршень и, соответственно, крутящего момента в рабочем механизме, требует введения соответствующего аккумулятора энергии (вращающихся масс) или специального расположения нняиндров для уравновешения инерционных усилий и выравнивания крутящего момента. Главный иес мотора определяется максимальным значением величины j?max (прочность!), в то время, как мощность зависит от средней величины рт • vmf при чем величина скорости поршня ът ограничена проявлением инерционных сил и сил треиия, отсюда больпгоД иес единицы мощности и дороговпзпа изготовления больших поршневых моторов.
3. О гв эд „остатка" тепла. Необращенный в работу остаток тепловой энергии отводится из цилиндра частично через стенки (тепло стенок), другая часть уносится с отходящими газами (тепло выхлопных газов— „теплота выхлопа") п рассеивается (вследствие смешпвания выхлопных газов с окружающим воздухом, пли благодаря впрыскиванию воды, пли поверхностному охлаждению) или, паоблрот, повергается дальнейшему использованию. Такпм образом, в тепловом процессе производится только частичный „отвод" тепла, большая же доля — при производстве процесса „смены" рабочего тела.
Ь) Процесс замены рабочего тола (процесс зарядки и выхлопа).
Проносе замены рабочего тела включается обычно и преимущественно в ту часть кругового процесса, где рабочее давление уравнивается с внешним давлением, при этом выхлопные газы выбрасываются из цилиндра в окружающий воздух, а взамен ему по всасывающему трубопроводу притекает порция свежего воздуха или по топливному трубопроводу—горючая смесь. Необходимо наличие: — выхлопных газов, свежей горючей смеси и топлива. К этому присоединяется часто очистка цилиндра при помощи продувочного воздуха от остаточ-
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
703
ных газов. В лопаточных моторах все газы подаются компрессором, т.-е. самой же турбиной. В поршневых моторах существует несколько методов дтя производства процесса замены рабочего тела пли процесса
Фпг. 1009. Фиг. 1010. Фиг. 1011.
11 Принудительное попеременное выталкивание (выхлоп) и всасывание (зарядка) нри помощи рабочего поршня, играющего, в данном случае, роль насосного плунжера:
Косая штриховка объем, описанный поршнем; точки—остаточные газы; черное— объем всосанной смеси; горизонтальная пприховка—продувка.
Фиг. 1012. Фиг. 1013. Фиг. 1014.
а) процесс зарядки п рабочий процесс н одном ходе, выхлоп— в противоположи ,м (2-тактный процесс) а) без предварительного сжатия, сгорание вызывается специальными зажигающими приспособлениями (фпг. 1009) (Lenoir, Langen. орудия), р) с предварительным сжатием рабочей смеси в особых компрессорах, сгорание, вызываемое помощью
тот
И. ДВИГАТЕЛИ.
зажигающих приспособлений пли горелок (Brenner) (фиг. 1010), до сих пор особого значения не имеет;
Ь) процесс зарядки и рабочий ход в разделенных друг от друга ходах: весь процесс заключен в 4-х тактах с ходом сжатия, а) с выхлопом остаточных газов (фиг. 1011) Atkinson, помпа Humphrey’a: ход зарядки —Sj, ход сжатия s.,, рабочий ход s3 и ход выхлопа заряда s4 — отдельны друг от друга, |5) с циркулированием остаточных газов по пространству сгорания (фиг. 1012) (Otto): все ходы одинаковы, количество оставшихся газов определяется степенью сжатия, самое простое, а потому и самое распространенное решение для поршневых моторов с кривошипным механизмом, у) такпс же моторы, но с процессом предварительного сжатия, совершающимся в специальных компрессорах, имеющим своею целью увеличение заряда.
2) Одновременное выталкпванио выхлопных газон и втекание свежего заряда, совершающееся во внешней мертвой точке, за счет внешнего перепада давлеяпя, создаваемого продувочным насосом пли за счет отсасывания. Двухтактная форма кругового теплового процесса (фиг. 1013). Промежуточное, между пунктами 1 и 2, решеяио: очищение цилиндра от остаточных газон, совершающееся при 4-тактпом моторе по внутренней .мертвой точке, при помощи продувочного воздуха, служащего одновременно для наддувки (увеличения наполнения) (фиг. 1014), (Premier, MAN и многие другие. Этим достигается увеличение мощности).
Если tm и рт обозначают средние но времени значения температур и давления, то при 4-тактпом процессе (фиг. 1011 и 1012) tm f I шах и рт f ^шах получаются меньше, чем в 2-тактпом, что влияет очень благоприятно на температуры стенок (трещины и преждевременные вспышки) н на уплотняющие свойства поршневых колец, и неблагоприятно на равномерность работы и использогапие материала в рабочем цилиндре (вес). Тип процесса на фиг. 1012 (Отто) получил преимущественное распространение, благодаря отпадению специального компрессора и применению простого кривошипного механизма.
При применении продувки (фиг. 1013) рт I р шах получается, при отнесении продувки на голец хода, в 2 раза больше, чем возможно при 4-такте, и на ряду с этим столь же простое управление процессами выхлопа и зарядки при помощи самого поршня. Для совместного обслуживания многих цилиндров могут быть легко построены отдельно расположенные поршневые компрессора пли турбокомпрессоры.
В моторах, работающих с зажиганием смеси, применение горючей смесп для производства продувки затруднительно, во избежание опасности образования преждевременных вспышек, получающихся благодаря воздействию выхлопных газов на свежую смесь. Количественная регулировка невозможна; может бьнь осуществлена только лишь качественная регулировка (см. стр. 711 н 729). Потерн при такой продувке свежего воздуха н газа трудно устранимы. (Затруднительно промежуточное между остаточными газами и смесью включение продувочного воздуха). Более высокое t т /1 шах увеличивает опасность воз-нпкппвепвя преждевременных вспышек н образование трещин в стенках. Поэтому этот процесс, помимо небольших взрывных моторов при работе пх на трудно воспламеняемых смесях (колошниковый газ), применяется исключительно в моторах с самовоспламенением топлива. Отдельный продувочный аггрегат часто, ради п-осгогы устройства, заменяется рабочим же поршнем, сжимающим продувочный воздух другой своей стороной (или применяется двухступенчатый—дифференциальный поршень), как, папр., в 2-тактных двигателях с запальным шаром.
В. Расчет и конструкции поршневых моторов.
а) Основания расчета.
Для расчета и сравнения отдельных поршневых моторов пелесо-образно применять для различных рабочих цплпидров „приведенный®
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
705
к 1 объем, описываемый поршнем (= рабочему объему Гл, вычисленному через рабочий ход s3, см. фиг. 1011).
A0=AjVjb — литровая работа в mkg/J,
aV0 = JF/ Уд — мощность в Р. S./I,
Л/о = J/J Рд — крутящий момент, отнесенный к 1 литру объема цилиндра в kg сга/1, Оо — поверхность, отнесенная к литру объ. ма цилиндра в dm2/l, сг0 — литровый вес в kg/1.
для одного четырехтактного авиомотора с противоположно движущимися поршнями при -|- 9г = 1 000 и — п = 500 имеем п = =1500, следовательно. п„ = 750
Дальнейшие обозначения:
п — число ходов поршня I _
f для одного рабочего объема в минуту, па — число рабочихходов поршня )
па~ п — для двухтактных моторов по — njs — для четырехтактных „ па = п/з — для шеститактных „
В — часовой расход топлива
Л„ - низшая теплотворная спо- I Отнесенная к одашаковьш единицам » I (m3, 1, kg),
собность топлива в кал.
В • hu
О = ------- — расход тепла в kcal, отнесенный к рабочему ходу цилиндра,
60-ий
В • hu г — расход тепла в kcal, отнесенный к 11 рабочего объема и одному & = Тт----до---- 1 рабочему ходу,
’й • «и па ( — литровое тепло мотора, сокращенно, „литровое тепло* в kca!/l, — теплотворная способность всосанной смеси в kcal/1 при нормальном состоянии (15° н 1 at).
— нормальное литровое тепло, вычисленное по иижпей теплотворной способности топлива.
X Qg — общий коэффициент наполнения или отношение количества тепла, действительно содержащегося в 1 1 рабочего объема одного рабочего хода, к теплу, содержащемуся в 11 смеси при нормальном состоянии.
W ~ В • h и IN — расход тепла в kcal/P- S. h., — коэффициент использования тепла (экономический коэффициент полезного действия),
Рт — среднее рабочее давление в at, | отнесенное к одному рабо-( Рщ ) “ среднее рабочее давление в kg/m2. J чему ходу.
W, -fa и р9П — относятся всегда к определенному состоянию передачи энергии, например: к индикаторной работе—перед механическим преобразованием энергии » Ъго/ Р?пг) пли к иолезиой части работы поршня (полезная или эффективная работа) — после механического преобразования энергии Р?пе).
Основные уравнения.
Поглощение тепла.
Литровое тепло ..........................................................
Так как — Р- А т0 N — —.9 N ’ W Vh • 60 • па 60 • п„
(1)
Хютте. Т, II.
45
706
II. ДВИГАТЕЛИ.
Отдача тепла:
Литровая работа:
'h Г/, |1|
Литровая мощность:
пт ____ __ -^-0 ;_Рт *
Vh~ 75 ’ 60- 450 ’ так что
N = Prn • «й • Гд/450 пли рт = 450 Лг0/ий = 27 000 Qn[w . . (2)
Так как [kg-cm] • и>/7500, тс для четырехтактного мотора средний крутящий
N [k’-ст] = 80 • рт [at] Ул р] или ИГ0 = 80 Рт ...... (3)
Коэффициент полезного действия и расход.
1 ^0 Ю *
= 4277^7 IaK,TO^ = 42’7V-eo • • -<2а)
Далее, так как 1 Р. S.h = 632 kcal, то, следовательно:
тд^, — 632/ W и расход тепла И'— 632/^ [kcal/P. S. h] ....... (4)
1. Поглощение тепла в рабочем цилиндре. Поглощение тепла в рабочем цилиндре зависит по уравнению (1) от нормального литрового тепла Qg и общего коэффициента наполнения X.
Теплотворная способность Qg для 1 1 смеси вычисляется, как средняя величина, по свеже подведенным составным частям смеси (без учета остаточных газон) даже тогда, когда, как например, в моторах с самовоспламенением, равномерной смеси совершенно не имеется.
Qg — ср • (2сд, где Qcjt—теплотворная способность, достигаемая при полном сгорании п прп отсутствии избытка кислорода пли воздуха. Если VB нормальный (15° п 1 at) объем в литрах одного kg газообразного топлива, ( VB )ш;п— наименьший объем воздуха, требующийся для производства полного сгорания топлива п р = VL / VB коэффициент смешения, то
О — h« - .
Прп очень большом р, например, при обращенных в пар углеводородах, можно подставить Qc1l = hu I (VL )min.
Таблица 1 показывает значения h,,JVB, pmin и Qcl, для различных испаряемых и газообразных топлив.
Границы содержания топлива: если только р п pmin известны, то значение величины со получается пз ср = пли
P-J-1
[J, •
если р велико, ср л —™. Для ср <С 1 (тощая, бедная смесь) Q„ соответ-Р
ственно уменьшается, для ср > 1 (жирная, богатап смесь) горение не может происходить полностью, это значит, коэффициент химического
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
707
Таблица 1. Характеристика топливных смесей.
Топливо. kcal/kg Пар (газ) в нормальном состояния ( Kt )min J/kg И min — ~ (Гх/ Qch kcalp
1/kg /¥В kcal/1
8100 28 700 (твердый) (жидкий) 9700 29 100 0,835 0,990
Алкоголь чист 6 400 650 9,8 7 600 11,7 0,770
. 80°/о .... 4 860 900 5,4 6100 6,8 0,693
Бензол 9 590 270 35,5 11 200 41,5 0,835
Е Нафталин 9 370 170 55 10 900 64 0,845
Бензил \ отЮ 600 ок. 220 ок. 48 от 12 800 ок. 57 ок. 0,830
Керосин / ДО10 200 — — до 12 200 —
к Газоль ок.10000 ок. 200 ок. 50 ок. 12 000 ок. 60 0,820
Пентан С5Н12 10 850 256 42,5 12 900 50 0,830
Гексан С6Н14 . . . 10 670 216 49,5 12 850 59 0,825
Гептан С7Н16 10 660] 188 56,8 12 800 68 0,825
СО 2440 874 2,800 — 2,38 0,830
Н2 28 70Q 12 100 2,360 — 2,38 0,700
сн4 11 900, 1 525 7,820 9,52 0,745
СаН2 ......... 11 600| 940 12,360 11,9 0,960
Светильный газ .... ок. 9 000] ок. 2 000 ок. 4,5СО ок. 5,2 0,740
Болотный газ 3 580|ок. 1 550 ок. 2,300 -—. ок. 2,1 0,740
Геиерат. газ 1 IOOIok. 1 000 до 1 300l ок. 1,100 до 1,300 — 1,0-1,2 0,550 до 0,590
Колошилк. газ . » . . ок. 765 850 ок. 0,900 — ок. 0,75 0,510
Примечание. Дальнейшие данные см. I том, ст. 1011. (Данные из различных источников обнаруживают незначительные отклонения).
выделения энергии должен быть ^<1. Полное сгорание до С02 и Н20 действительно возможно только прп бедных смесях, т.-е. при известном избытке воздуха п прп тесном смешивании горючего с воздухом, поэтому, если в интересах расхода тепла должно быть цск = 1, то необходимо иметь:
для моторов, работающих с зажиганием рабочей смеси . .............
для моторов с самовоспламенением смесп ..............................
ср < 0,85 до 0,90, ср С 0,65 до 0,70.
При вполне или частично богатых углеводородных смесях (ср 2g 1) выделяется большее пли меньшее количество сажп, что затрудняет эксвло-атацию, не делая ее все лее совсем невозможной. В смесях, богатых содержанием водорода (болотный, светильный, генераторный и колошниковый газы), ср имеет верхнюю границу, определяемую скоростью сгорания пли, иначе, опасностью возникновения преждевременных и резких вспышек, которая увеличивается при возрастании содержания в смеси Щ и падает прп возрастании С02. Поэтому, например, ири среднем светиль-
708
И. ДВИГАТЕЛИ.
ном газе ср < 0,7, так что <29<О,7 • 0,740 < 0,520. ср ограничено также и снизу величиной скорости сгорания, если последняя обеспечивает одно-
временную повсеместную вспышку (I том,
скорость сгорания, стр. 577). Эта пижняя граница ср для различных топлив и величин предварительного сжатия будет различна. Фпг. 1027 показывает границу воспламенения по Эптнеру для смеси топлива с воздухом при 1 at. В моторе эти границы немного смещаются.
Общий коэффициент на-полнения \=Q0/Qg=2VeIVh= ~ .........(5)
X зависит от колебаний температуры и давления относительно нормального состоя-
ния снаружи и внутри цилиндра двигателя: (ХуХр) и наполнения во время хода всасывания (ХД
включая дополнительную зарядку, перетекание и вытеснение остаточных газон при помощи свежего газа. Сравни таблицу 2.
Приняв обозначения по фиг. 1015, имеем
объем действительно засосанных газов
(эффективный объем) в нормальном
и Т2 (ие поддающиеся измерению)
„ Vs • у2 • 288 У, - р. • 288 состоянии Уе “ —-----------------—---. где Zj
7g J i
средние значения абсолютных температур газа. Для
исследования процесса проще сделать допущение, что остаточные газы отделены от свежих газов подвижной и теплонепроницаемой стенкой.
Тогда Ге
(Гд-УО .у2 . 288 _ 288
Г а ~1~ &Ч
, где Та = температура смеси до по-
ступления в мотор, приращение температуры смеси в цилиндре мотора за счет тепловой радиации стенок (исключая подогрев благодаря перемешиванию с остаточными газами), Gibson получил для одного авиационного мотора следующие данные:
при и - 1600 1800 2000
X = 0,77 — 0,83 0,75 - 0,81 0,7 - 0,77.
Большие значения Л определены при больших степенях сжатия.
Таблица 2. Значения X при 4-тактном процессе и полной нагрузке.
Моторы Вид распределения X
Тихоходные . Механическое ... 0,80-0,88
Автоматическое 0,75-0,80
Быстроходные Механическое .... 0,75—0,80
« Автоматическое ... ... 0,65-0,75
С воздушным охлаждением Автоматическое 0,50-0,65
Пример вычисления литрового тепла; 4-тактиый мотор имеет, при полной нагрузке и п — 400, расход топлива В — 6,9 kg/h, топлнпо бензол, нижняя теплотворная способность которого hu ~ 9700 kcal/kg. Размеры: 2 цилиндра
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
709
диам. “ 150 mm, ход = 210 mm, что мает Vjt — 7,4 1, па — 200 н но уравнению (1) Q = 0,750 kcal/l. Если бы принять к — 0,80, то было бы Qq — 0,80 • <р • Qcjt и так как но таблице!, для бензола равно примерно 0,835, то ср = 0,750/(0,80 0,835) = = 1,12. Мотор работает, следовательно, с излишне богатой смесью, топливная форсунка должна быть уменьшена.
Влияние нн е ш 1; их у с л о ни а: Х_ . Влияние внешней тем-
’ •‘а Ра
вературы Ху и давления воздуха на отклонение весового количества всосанного газа пли воздуха, протии величины, соответствующей нормальному состоянию, бывает часто весьма значительным Ху = (273 -j- 15°):
: (273 -|- ta), так что для ta = -|- 30° -|- 15 0° — 15°
Ху = 0,95 1,0 1,05 1,12
в % % —5 — 4-5 4-12.
Более низкие температуры значительно улучшают Qo, а вместе с тем и рт.
Изменение внешней температуры hta = 3° соответствует изменению примерно на 1°/0. При производстве опытов с авиационном мотором Gibsen нашел, что действие изменения Д ta па мощность мотора частично поглощается другими влияниями, так что для изменения мощности на 1°/0 необходимо изменение Д ta = 7° (на высоте 5000 m — Л ta =-. 4,2').
Влияние барометрического давления и высоты положения установки мотора Хря =y?abs/1 = 5/736, где ^высота барометрического давления в mm ртутного столба.
Это влияние имеет большое значение при установке моторов в горах и плоскогорьях, и особенно для авиационных моторов. Таблица 3 дает влияние на X при эксплоатации мотора на различных высотах, при средних годовых величинах давления воздуха и температур па данной высоте.
Таблица 3. Влияние высоты на коэффициент наполнения.
Высота месило-атацни мотора над морем m Средние годовые ч ч Выста эксплоата-i ;ии вад мо- рем П1 Средние годовые \ ч
V Ъ mm рт. столба V ъ mm рт. столба
0 4-1Ь 76-2 1,02 4000 —1-0 462 0,666
500 - 7,5 717 0,969 4500 —12,5 433 0,63
1000 -- 5 675 0,918 5000 -15 405 0,595
1500 4- 2,5 634 0,873 5500 -17,5 379 0,562
2000 0 596 0,827 6000 —20 355 0,532
2500 — 2,5 560 0,785 6500 —22,5 332 0,502
3(00 — 5 525 0,742 7000 —25 310 0,474
3'00 — 7,5 493 0,704
Для полезной мощности при больших высотах
имеет значение, что работа трения Nr мало зависит от барометрического давления и, следовательно, Ne = \Ра N{- N„ т.-е. в^результате Ne сильно уменьшается с барометрическим давлением. Поэтому при установках
710
II. ДВИГАТЕЛИ.
моторов для работы на больших высотах целесообразно применять нагнетание воздуха.
Влияние „внутренних условий* работы мотора:
а) Изменения температур иа А ^°, продолжающиеся внутри
мотора включительно до конца хода всасывания, происходят, благодаря koai/ps-h влиянию стенок трубопро-
Фиг. 1016.
по отношению к объему хода FA. Ои нормальных четырехтактных моторов по
водов, клапанов и горячих стеиок цилиндра, при жидком топливе, а при карбюрации топлива, за счет теплоты испарения топлива и частного предварительного подогрева топлива от горячих стеиок.
Ь) И з м о и е и и я давления внутри двигателя против атмосферного подлежат рассмотрению прп использовании сжатого воздуха (или смеси), применяемого с целью попышеиия мощности (Х^ > 1) или для выравнивания влияния низкого барометрического давления на работу авиационных моторов.
Хр целесообразно относить к среднему давлению перед регулирующим или дроссельным приспособлением. Изменения давления в этих приспособлениях и за последними проще предусматривать в коэффициенте наполнения , относя последний спять к внешнему давлению перед этими приспособлениями.
с) Коэффициент наполнения If— Vf-.Vf,. На фиг. 1009 —1014 изображен объем наполнения Vj может быть определен дм атмосферной линии инди
каторной диаграммы, сннтой при слабой пружинке (фиг. 1015), и зависит, главным образом, от сопротивлений прп проходе через кла-
пана, стр. 733.
Изменение отдачи тепла в целях регулировки. Возможность понижения литрового тепла, за счет уменьшения плн о согласно вираже-
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
711
иию Q0-='K if • Qcfl, привела к регулировке наполнением ()у—регулировка, количественная регулировка) и к регулировке качеством смеси или, иначе к регулировке ее теплотворной способности (<р—регулировка, качественная регулировка), как наиболее простым методам регулирования (смотри ниже: регулирование стр. 72S).
2. Отдача работы и расход тепла. Коэффициентом полезного действия процесса преобразования термохимической энергии в механическую служит ?] = (ТКг—W2) :W1= 632/W1—где: Ж, количество подведенного тепла, W2—общее количество отведенного тепла, IFj — W2 количество тепла, превращенного в механическую энертю, все в kcal и отпесеио к 1 Р. S. h. Для кругового процесса, протекающего без подвода и отвода тепла (адиабатически), и без изменения за время одного цикла массы рабочего тела, между политропами сжатия и расширения и
Фиг. 1017.
двумя одинаковыми лпппямп подвода и отвода тепла, имеем по I тому, Теплота (особые процессы, стр. 516).
^ = 1-(Т7’о/Юх-1=1-^~1 и Ж/, =632:^ =632: (1-г"1).
Wt — теоретический минимальный расход тепла в совершающемся без потерь процессе механического преобразования энергии. Фиг. 1016 показывает изменение величии и Wt]i в зависимости от изменении степени сжатия е при различных показателях политроп тел различных теплоемкостей и удельного веса двуатомных газов с •/.- 1,4 (для углекислоты и метана —1,3). Величины употребляемых степеней сжатия в, смотри таблицу 6, стр. 724.
712
II. ДВИГАТЕЛИ.
Показатель политропы, вообще говоря, уменьшается с увеличением температуры газа, ио главное уменьшение идет с увеличением отвода тепла в стенки, так что расход тепла на одно и тоже количество работы, или на одинаковую площадь pV диаграммы, возрастает с увеличением темпзратуры. Средине величины х и Wt могут быть определены с помощью кривой изменения температур (фиг. 1017); при точных подсчетах необходимо учитывать изменение при сгорании газовой постоянной (коэффициент мол. изменения).
Неустранимые отклонении от идеального процесса и наличие ряда потерь обусловливают получение опытных данных расхода тепла, значительно превышающих вычисленные из анализа теоретического кругового процесса. Отклонения и потери эти следующие:
1) „Химические" потери, — обусловленные неполнотой сгорания по причине неоднородного перемешивания или вследствие излишне высокого содержания топлива (недостаток воздуха) — могут быть выражены через „химический коэффициент полезного действия" »;сй процесса сгорания, устанавливаемый анализом отходящих газов в соответствии с составом горючего. Сюда же относятся также потери топлива за счет продувки, если таковая совершается при помощи свежей смеси; таковая особенно значительна в 2-тактных моторах, работающих но циклу Отто.
2) Потери благодаря неполноте диаграммы, которые возникают вследствие;
а) Н е м гн о ве н н о го протекания процесса сгорания: линия соранин не ограничивается положением поршня в мертвой точке; наоборот, для его производства требуется некоторый период времени и, следовательно, соответствующий ему угол поворота кривошипа, величина которого определяется: в моторах, работающих по циклу Отто, скоростью сгорания смеси, а .и моторах, работающих с самовоспламенением смеси, кроме того, и законом подачи топлива, или образования смеси, и скоростью его испарения1). Соответствующая линия постоянного объема находится по фиг. 1018 —1019, после сравнения площадей А и Б, ограниченных адиабатами сжатия и расширения, так что Fo'^> Fo, £'>£ и соответственно чему также увеличивается требуемое количество тепла — ТГ).
Ь) Теплопроводности стенок, вследствие которой тепло, воспринимаемое ими за счет теплопередачи и лучеиспускания, во время сгорания и расширения, не возвращается полностью за время хода всасывания и сжатия, и уходит наружу.
Потери тепла стенками, по отношению к (Jo, зависят от №аО0:п, т.-е. от увеличивающегося с возрастанием количества литрового тепла, температурного перепада Д4° и среднего суммарного коэффициента теплопередачи а, определяющего собою условия перехода тепла изнутри цилиндра наружу, продолжительности периода сгорания (таким образом, обратно пропорционально числу оборотов п) и величпне „литровой поверхности" пространства сгорания О0. „Литровые поверхности" О0, т.-е. отношение наружных поверхностен цилиндров, поршней и клапанов
*) По последним исследованиям процесса сгорания тяжелых жидких топлив в среде высокосжатого воздуха температура самовоспламенения этих топлив лежит ниже температуры вх испарения.
Таким образом эти исследования указывают на совершение сгорания в дизелях без предка -.тельного испарения. Редактор.
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
713
к объему хода пространства сгорании определяют, смотря по способу охлаждения их воздухом, подою и маслом, или за счет металлической теплопроводности и продолжительности их времени действия, различные величины отвода тепла (см. Охлаждение); точная закономерность этого процесса до сих пор точно не установлена ').
с) Потери за счет неплотности поршней и распределительных органов. Такого рода потери бывают часто весьма значительны там, где наличие неплотности вполне очевидно и трудно устранимо, например у внутренних поршпей моторов 2-го действия, у выхлопных клапанов и у выхлопных щелей 2-тактных моторов; величина этих потерь все же весьма неопределенна. Все потери от а) до с) действительного процесса протии теоретического целесообразно объединить в коэффициент неполноты диаграммы т1д, так что устанавливаемый по индика
Фиг. 1018. Фиг. 1019.
торной диаграмме термический коэффициент полезного действия кругового процесса равен = (rl/h т]а). Цифровое значение величин и в некоторых случаях установить довольно трудно; rig может достигать до ч\у — 0,85 — 0,90.
'3) Гидравлические потери пли потери при процессах течения газов, возникающие при производстве процесса замены заряда, выражаются через (гидравлический коэффициент полезного действия). Эти, поддающиеся пндицнрованию, потери мощности Nlt, обозначенные на фиг. 1018 и 1019 узкой штриховкой, возникают в трубопроводах,
1) Сравни N u s s е 11, Теплопередача в двигателях внутреннего сгорания Z. d. V. d. L 1923, стр. 692.
714
П. ДВИГАТЕЛИ.
в регулирующих, смешивающих и распределительных органах во время всасывания п выхлопа. К предыдущим потерям, н случае отдельно уста
новленных компрессоров, присоединяются также имеющиеся в последних потери всасывания п пагнетаипя; потери эти могут быть очень велпки; при поршневых компрессорах онп устанавливаются индицироваиием. Потери течения пли насосные потери, могущие также значительно изменить коэффициент наполнения (если пх выяппть путем производства точного определения индикаторной мощности), выключаются; опп могут, при
отдельно установленных компрессорах, во много раз превышать механические потери Nr (4). Прп точных псследоваииях разделение и специальное установление всех пасоспых потерь N}, все же весьма желательно.
не зависит от высоты барометрического давления (высотные моторы) п для хороших 4-тактных моторов достигают при полной нагрузке величии 5= 0,94 — 0,96, для 2-тактных моторов, в завпсимостп от величины давления продувочного воздуха — — 0,9 до 0,8 и меньше; цифры
даны от полной индикаторной мощности.
4) Механические потери плп потери трепия всего рабочего механизма: поршней, крпвошппного механизма, вала,
распределения, передач к насосам и к магнето—выражаются через плп через работу трения Nr. Величины механических потерь бывают,
смотря по выполнению, числу, смазке и температуре скользящих поверхностей, весьма различны. При полной нагрузке т;яг = 0,8 — 0,92 для моторов, работающих по циклу Отто, и rltn = 0,7 — 0,85, смотря по конструктивным условиям смазки при разработанности двигателя, для моторов высокого давления, работающих с самовоспламенением смеси. Потеря на работу трения прп небольшой нагрузке п невысоком барометрическом давлении (высотные моторы) получаются не значительно меньше, чем при полной нагрузке, так что в этом случае сильно уменьшается.
Таким образом полный коэффициент выделения энергии, илп эко-
номический коэффициент полезного действия riu’e ~ * ’'Qcft * rlg * г1'т ~ ' Ут)
и расход тепла
W .
равен
• .(6)
Задача конструкторов—достижение максимальной величины не ухудшая надежности эксплоатации. Испытание выполненных машин показывает действительно достижимые величины коэффициента полезного действия и расхода, которые могут быть положены в основание расчетов
проектируемых машин.
Пример 1. Для одного авиационного мотора с е —1:6 был определен по достигнутому прокалиброванным пропеллером числу оборотов максимальный крутящий момент Ж — 80 рте • Уд (по уравнению (3) стр. 706), откуда ~ ^,5 at> а 110 расходу топлива определили _ 0,605 kcal/1. Отсюда получается =. 8,5 : (42,7 • 0,605) — 0,33 и 17^=632: 7^ — 1915. А так как F7^~632j(l — 1500, то оценивая
0,87, имеем коэффициент наполнения диаграммы -Цд 0,9.
2. Расчет 20-е ильиого мотора, работающего светильным газом. Максимальная мощность 24 Р. S. Для максимальной нагрузки было принято ср ~ 0,7; (^.^“0,740
так что Qg = 0,520 kcal/1. Далее, пусть X ~ 0,85 и We на основании опыта с подоб
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
715
ними моторами — 2300 kcal/P. S. h. Тогда Qo = 0,85 • 0,520 = 0,440 kcal/1 и по [уравнению (2) стр. 706] рте = 27000 Qol Wc = 5,2 at. Приняв п — 300, получаем ИГ0 = — Рт • 450 —5,2 • 150/450— 1,72 Р. S. на 1 1 объема рабочего хода поршня. Таким
образом, для достижения мощности в 24 Р. S. необходимо иметь рабочий объем двига-теля-24/1,72—141, определенный при п — 300 об/мин. Дальше остается только выбрать конечные величины размеров мотора.
3. 4-хтактики газогенераторный двигатель двойного действия. Мощность 2000 Р. S., при высоте над морем в 1000 ш. По составу газа вычислено Qc^ — — 0,580; Х^ *Х7^ может быть принято равной 0,82, \ра * "kjt летом, при барометрическом
670 288
давлении в 670 mm ртутного столба и ta — 4~ 30° равно =-^ - , — — 0,865. Для пол-
** 7оо 273 - f 3U
ной нагрузки можно принять ср = 0,85, так что Qo — 0,82 • 0,865 • 0,85-0.580 = 0,350 kcal/1.
Расход теила был замерен в этом двигателе — 2000 kcal/P.S.h, следовательно, при rim — 0,90, we - 2000/0,90 = 2220 kcal/1 Р. S. h и pme~ 27000 - 0,350/2220 = 4,25 at (вместо 4,95 при нормальном состоянии атмосферы). Вполне целесообразно рассчитывать этот мотор, как нормальный мотор с ре = 4,95 и тогда для того, чтобы при соответственно одинаковых шатуне и ходе, поршня перейти на требуемый род установки, необходимо увеличить площадь поршня в отношении 1/0,865, тогда силы по шатуну остаются одинаковыми; прн этом = 450 • 2000 • 4,25 . па в 1.
4. Двухтактный мотор, работающий с самовоспламенением топлива (дизель)—300 Р. S. в одном цилиндре.
Так как топливо вводится в цилиндр в жидком виде, то mln—
— 10500/12500 = 0,840. Для этих диигателей ср 0,65. Вследствие несовершенства продувки коэффициент наполнения для двухтактных моторов берется самое большое 3/4 от коэффициента наполнения для 4-тактисго мотора, так что X 0,60 и 00=0,60-0,65-0,840= = 0,330. Расход по опытным данным равен Wi = 1600 kcal/P. S. h, без учета „гидравли-ческихкпотерь 15Л2-тактиого мотора. Если принять тд^ • rim = 0,90 - 0,80, предполагая
и аи луч шее выполнение, то We = 2230 kcal/P. S. h и р7Пе = 27000 0,330/2230 = 4,0 at, для наибольшей мощности. При па = п = 150, Гд = 450 • 300 (ре • 150) ~ 225 1. Это дает
для выбора
s=700 750
D — 640 620
= 3,5 3,75
800 mm
600 „
4.00 m/sec.
В таблице 6 стр. 724 содержатся данные средних величин необходимых для приближенного расчета нормальной мощности обычных моторов; прп этом максимальная мощность может быть взята па 10—20% выше. Большие величины относятся к моторам с более высокими и т)т, особенно в крупных двигателях с высокой скоростью поршня.
Ъ) Проведение процесса поглощения энергии.
1. Приготовление рабочей смеси топлива с воздухом. Смешивающее устройство имеет целью произвести тесное и однородное смешивание газообразного (парообразного) или распыленного топлива с воздухом и образовать смесь, обладающую определенной скоростью сгорании. Для достижения этого процесс смешивания и диффузии обоих составных частей смеси производится в наиболее удобном месте органов всасывания, работающих за счет разряжения, где струи обладают наибольшими, различными по направлению, скоростями, чтобы для наибольшего эффекта перемешивания ') использовать ударные и вихревые явления. Часто это же достигается путем раздробления потока па отдельные струп или посредством введения .ступенчатого” процесса смешиваввя топлива с воздухом.
716
П. ДВИГАТЕЛИ.
Теория всасывающих и смешивающих устройств (органов). На фиг. 1020 изображено смешивание воздуха с топливом позади насадка (сопла, форсунки) D, с площадью сечения /, коэффициент сужения которого =1 и не зависит от скорости w. В тех случаях, когда сопротивление потоку создано ие „идеальным соплом", а каким-либо другим или несколькими дроссельными отверстиями (см. фиг. 1021), его действие может быть заменено действием сопротивления „идеального
Фиг. 1020.
Фиг. 1021.
сопла" с сечением f (величина сечения f находится легко из опыта), при чем все же, ввиду непостоянства коэффициента сужения, его размер не остается постоянным для всех расходов топлива. Дроссельное приспособление Wff (заслонка, дроссельный клапан или главный всасывающий клапан), изменяя проходное сечение и соответственно проходное сопротивление, регулирует тем самым количество протекающей смеси ()у). Пренебрегая скоростями перед насадком D, имеем отношение скоростей и wB в насадках и DB вызванных соответственными перепадами давлении и равным:
.................(7)
'№в у/ ^Рв Tz
где рл и р7 — удельные веса в устьях
Для жидкости уравнение пригодно только при скоростях выше „верхней пограничной" или „критической" скорости (1 том, Механика, стр. 377). Коэффициент смешивания = отношению весовых частей:
GL = fL ' WL ' Yz = h . / ^Pl 'll . . (8)
gb fB’wB’ 1b fa v &Pb ’ Tb
Сохранение постоянства состава смеси. Коэффициент смешения, устанавливаемый поперечными сечениями fL и fB остается, согласно уравнения (8), без изменения, при изменяющихся числе оборотов и мощности или прп изменяющемся дросселировании, при помощи сопротивления IV0, только в этом случае тогда: а) р£ : р£ остается постоянным, что
1) Литература: Kuehn, Распиливание жидкого топлива, Motorwage и 1924 и 1925 г.г-
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
717
безусловно всегда имеет место при газообразных топливах; b) fL: fB — не изменяется н с) статическое давление в трубопроводе, перед дрос-
Фиг. 1022.
сельным сопротивлением, остается все время одним и тем же. Последнее достигается: при газах — помощью ручного регулирования или автоматического регулятора давления, а при жидких топливах для этого используется перепуск топлива (фиг. 1022) или например поплавком (фиг. 1023). Таким образом, давление на поверхность топлива должно быть равным давлению воздуха перед воздушным соплом.
Фиг. 1023.
Преимущество перепада давления. Так как больший или меньший перепад давления, между давлениями в топливном и воздушном трубопроводе, часто, особенно в случае газообразных топлив, остается неустра-
Фиг. 1024.
Фиг. 1025.
нимым (уже вследствие колебаний в трубопроводах), то—для поддержания постоянства состава смеси—давление Др, даже при наименьших мощностях и числах оборотов, должно быть постоянно больше этих временных колебаний и давлений. Чем больше Др или соответствующая ему скорость в смешивающем устройстве, тем более не восприимчив коэффициент смешения к колебаниям давления, тем надежнее происходит управление
718
П. ДВИГАТЕЛИ.
процессом сгорания и регулирование хода, если не касаться при этом преимущества более тесного смешивания.
Меры для поддержания величины Др (ради обеспечения однородности и доброкачественности смеси): а) употребление в целях достижения большого Др без ухудшения Хд диффузоров, включаемых позади сужающегося смешивающего насадка; Ъ) самодействующие клапаны, при которых Др остается, благодаря собственному весу клапана или благодаря натяжению пружины, достаточно высоким, даже при ограниченных мощностях (фиг. 1024, пример: смешивающий клапан К е р т и н г а); с) смешивающий клапан с принудительным движением, при котором fB и fB уменьшаются по мере надобности от регулятора или вручную; посколько 1/- определяется изменением Др, он может быть использован для производства регулировки. На фиг. 1025 изображен движущийся всасывающим ходом поршневой золотник для газообразных топлив, а на фиг. 1026 — применяемый для жидких топлив плоский золотник с топливной иглой (карбюратор). В этом случае Др и скорость, которой топливо обладает во время процесса смешивания, будут больше при малой мощности. При помощи приспо- собления, изображенного иа фиг. 1025, путем поворота золотника может быть одновременно изменен коэффициент смешивания; d) применение специальных смешивающих приспособлений для особо малых расходов смеси, а следовательно, таким образом, и для малых чисел оборотов: „пусковой жиклер", „жиклер холостого хода", регулятор смешения.
Такие мероприятия для поддержания постоянства состава смеси, из которых многие могут быть употребляемы одновременно, очень важны для обеспечивания надежного пуска н холостого хода (например, для параллельного включения машин переменного тока). Особенно велико их значение при применении для моторов с сильно колеблющимся коэффициентом нагрузки (моторы для транспорта, судов, насосов, воздуходувок), индикаторная мощность и расход смеси часто колеблются в большом масштабе между Mmin и итах, например в отношении 1:20.
Вычисление размеров площадей проходных сечений. В этом случае, когда удерживается равенство — &.рв только для одного идеального сечения fL или fB (фиг. 1020), имеется отношение площадей поперечных сечений проходных отверстий (предполагая одинаковое сужение): для газов: = (<?z gb) ' V =
= (^z : ^в) ' V Yz ' ~1в — 9-' V Yz: Yb н для жидких топлив:
(9а)
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
719
Таблица 4 содержит средние сравнительные величины сечении смешивающих отверстий при а> = 0,9 или 0,7. Для сечения fL была принята за основу величина у£ равная 0,9 от нормальной плотности, т.-е. Тт; = 0,00106 kg/1. Абсолютная величина сечений получается нз тех соображений, чтобы скорость воздуха в сечении fL (предполагая, что потерн напора уменьшены постепенно расширяющимся соплом) могла быть без вреда для’^-равной 100 m/sec н выше (фиг. 1023). Отсюда может быть определено fB Там, где расширение сопла невозможно, величина скорости v допустима от v = 50 до 60 m/sec.
Таблица 4. Сечения диффузоров для смешивания газообразного и жидкого топлива с воздухом.
IB- tz Hmin — : tl; fB
Газообразное топливо средн. |/yZ:YZ? fB fl
величин. (и)
Ацетилен . 0,90 1,05 11,9 (17,5 приф —0,7) ок. 19 5:95
Светильный газ (газ
коксовальных печей). 0,434 1,52 5,2
(7,8 при ср 0,7) ок. 12 8 : 92
Генераторный газ . . . 0,84 1,09 1,1
(1,34 при <р~ 0,9) 1,46 40 : 60
Колошниковый газ . 0,98 1,01 0,75
(0,95 при ср = 0,9) 0,965 51 : 49
Пары бензина ..... 3,7 0,52 57 ок. 30 3 : 97
fBke/lL Hmln = rZ : GB fL fB Круглое
Жидкое топливо средн. У ТВ : TZ прв
величин. (р. при ср — 0,9) ср = 0,9 в %%
Бензин (средний) . . . 0,73 0,028 ок. 12300(13700) 380 5,15
Бензол 0,86 0,0302 11200 (12400) 375 5,2
Нафталин . 0,98 0,032 10900 (12100) 390 5,05
Алкоголь 80% . . . 0,85 0,030 6100 (6800) 204 7,0
Смена топлива. Необходимое изменение отношения поперечных сечений или форсунок, при одинаковом а>, получается из таблицы 4. Среднее давление р„„ достигаемое при смене топлива, относится как теплотворные способности и степени полноты горения. Поэтому при равных ср имеем для жидких топлив:
Г в: Г в = : t^in) ' P'm :p"m=(Q'CJl= (W": W).
Изменение коэффициента смешения может быть достигаемо или вследствие изменения fL: fB , т.-е. отношения сечений отверстий подводящих топливо и воздух к свешивающему пространству, например:
720
П. ДВИГАТЕЛИ.
фиг. 1026, где fB может быть изменено прп помощи игольчатого клапана и фпг. 1025, где fB: fL может быть изменено поворотом золотника, или посредством изменения &pL : &рр, т.-е. вследствие изменения сопротивления WL и П д одного (или обоих) насадка (фиг. 1020); при газах для этого вполне достаточно используется главный запорный клапан. При газообразных топливах перемена числа оборотов или количество смеси изменяет установленный коэффициент смешения весьма незначительно, если только р0 в обоих трубопроводах поддерживается постоянным (только за счет изменения при переменной скорости коэффициента сужения).
Необходимо отметить, что при жидком топливе удельный вес воздуха в сопле падает вместе с абсолютным давлением в смешивающем пространстве, удельный же вес жидкости, наоборот, остается постоянным. Таким образом (iL: GB тем меньше, чем больше Дут. Кроме того, при небольших нагрузках истечение жидкостей при обычных соплах е длинным каналом происходит со скоростями более или мспее сильно отклоняющимися от критических скоростей (1 т., стр. 377), т.-е. с пониженными скоростями, вследствие послойного течения жидкости, также может играть некоторую роль уменьшение, вследствие дросселирования мотора, колебаний воздуха. Благодаря всем этим причинам смесь у авиационных моторов получается при уменьшенном числе оборотов и еще более уменьшенной мощности более бедная содержанием топлива, наоборот—п ри высоких числах оборотов и мощностях она получается настолько богатой, что если состав смеси был правильно установлен при холостом ходе, то при полной нагрузке как следствие имеем излишний расход топлива и выделение сажи.
Предохранительные меры: а) как наиболее простое средство рекомендуется применение коротких, не обладающих большим трением топливных жиклеров ]). Ъ) Изменение fL •' fB, например путем самостоятельного или принудительного подвода дополнительного воздуха („добавочный воздух") или дросселирования топливной струи при высоком, или дополнительном подводе добавочного топлива при наличии низкой мощности, с) изменение перепада давления &рв путем возбуждения в поплавной или перепускной камере („тормозящий воздух") разряжения, увеличивающегося с нагрузкой. Большинство из многочисленных типов карбюраторов для автомоторов имеют ввиду поддержание приблизительно постоянного состава смеси при всех нагрузках, одновременно с этим рационально обогащение смеси при холостом ходе с целью облегчения вспышки при пуске.
Влияние удельного веса воздуха. Коэффициент смешения при жидком топливе изменяется вместе с изменением удельного веса воздуха, так как при этом удельный вес топлива остается постоянным. Вместе с более низким давлением воздуха, при больших температурах, в горах и, особенно, у авиационных моторов, смесь с высотою становится в отношении |/ : У; все более и более бедной содержанием воздуха (богатая смесь).
*) Сравни: Н еПе г, Процесс карбюрации Z. d. V. d. I. 1912» стр. 1075,—Dechamps, Карбюреторы,—И el dt, Карбюраторы. С. И. Вишняков. Теор: я карбюрации. Москва 1925 г. К и рса н о В.—Исследование ка бю; аторов. Изд, НТУ ВСЕХ. j9-8 г.
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ?
7ZI
В авиационных моторах целесообразно применять дополнительную регулировку, от руки или автоматическую. Дозировка топлива при помощи специальных топливных дозирующих насосов необходима лишь в том случае, если колебания давления воздуха являются неустранимыми, например: для смешивающих приспособлений дизель-моторов, в которых смешивание распыливающего воздуха и топлива происходит при входе в мотор (фиг. 1029', лрнспособление для предварительного смешивания и распиливания Аугсбургского завода MAN для дизелей).
Испарение и карбюрация жидкого топлива. Весьма целесообразно перед производством процесса карбюрирования топлива применять его распыление в виде тумана, при чем необходимо избегать осаждения частиц топливного тумана, могущего произойти вследствие резких изменений в направлении движения пли скорости и охлаждающего влияния стенок.
Примеры осаждения частиц тумана. Осаждение перед мотором смоляного тумана пз газогенераторной смеси тяжелых топлив в подводящих смесь, трубопроводах и на стенках цилиндра, благодаря чему возникает: выделение топлива в виде капель, вредное смешивание
топлива с смазочным маслом, горение с выделением сажи, коксование и обволакивание частей коркой с прекращением горения. Предохранительные меры: 1) устранение резких изменений направления и скорости движения смеси (мест ударов): 2) более тонкое распиливание топлива за счет большой скорости воздуха (большого Др) прп каждой данной мощности и числе оборотов, уменьшение вязкости и поверхностного натяжения топлива (подогрев); 3) возможно быстрое испарение топливного тумана, достигаемое при помощи подогрева воздуха и топлива до температуры, лежащей много выше температуры насыщения, чем, с одной стороны, предусматривается понижение температуры Д/г при испарении (теплота испарения) и с другой — понижение благодаря подогреву, Вполне достаточно, сслп температура стенок подводящего смесь трубопровода будет поддерживаться выше температуры насыщения на величину температурного перепада, вызываемого охлаждением (таблица 5р (Температура насыщения получается ,по кривым состояния пара рассматриваемого топлива и парциальному давлению р: р пара в смесп. Для бензина находим по таблице 1 стр. 707, при = 1, р : р. = j ; 57 at. Этой величине парцпонального давления соответствует средняя температура кипения от —15 до —20°). Подогрев воздуха или смеси лучеиспусканием металлической теплопроводности
мотора, или посредством теплой охлаждающей воды пли выхлопных газов для пуска последнее оказывается наиболее быстро действующим средством).
Таблица 5. Температура насыщения и понижение температуры при испарении топлива.
Топливо А • в- С-
Бензпн . . 1/57 - 15е до - 20° ~ 30°
Бензол . . 1,41,5 , - 5» „ 30»
Алкоголь . 1/11,5 „ +20» 110°
Декап . . . 1/60 „ +40» „ 35"
Нафталин . 1/64 „ +90» и 40“
* Условно обозначено:
А — парциальное давление р : Нпйп»
В — температура насыщения смеси при © — I;
С — понижение температуры при испарении топлива (охлаждение).
Хютте. Т. П.
46*
VLi П. ДВИГАТЕЛИ.
———*-------------------------------------------------------
Полное испарение топлива перед его поступлением в мотор тем менее необходимо, чем более глубоко проведен процесс распыления топлива. Необходимый при тяжелом топливе подогрев затрудняет эксплоа-тацпю л регулировку мотора, так как установившееся состояние достигается лишь путем подогрева мотора или при эксплоатацпп мотора на легко испаряемом топливе и с трудом поддерживается при смене нагрузки или продолжительной работе на холостом ходу.
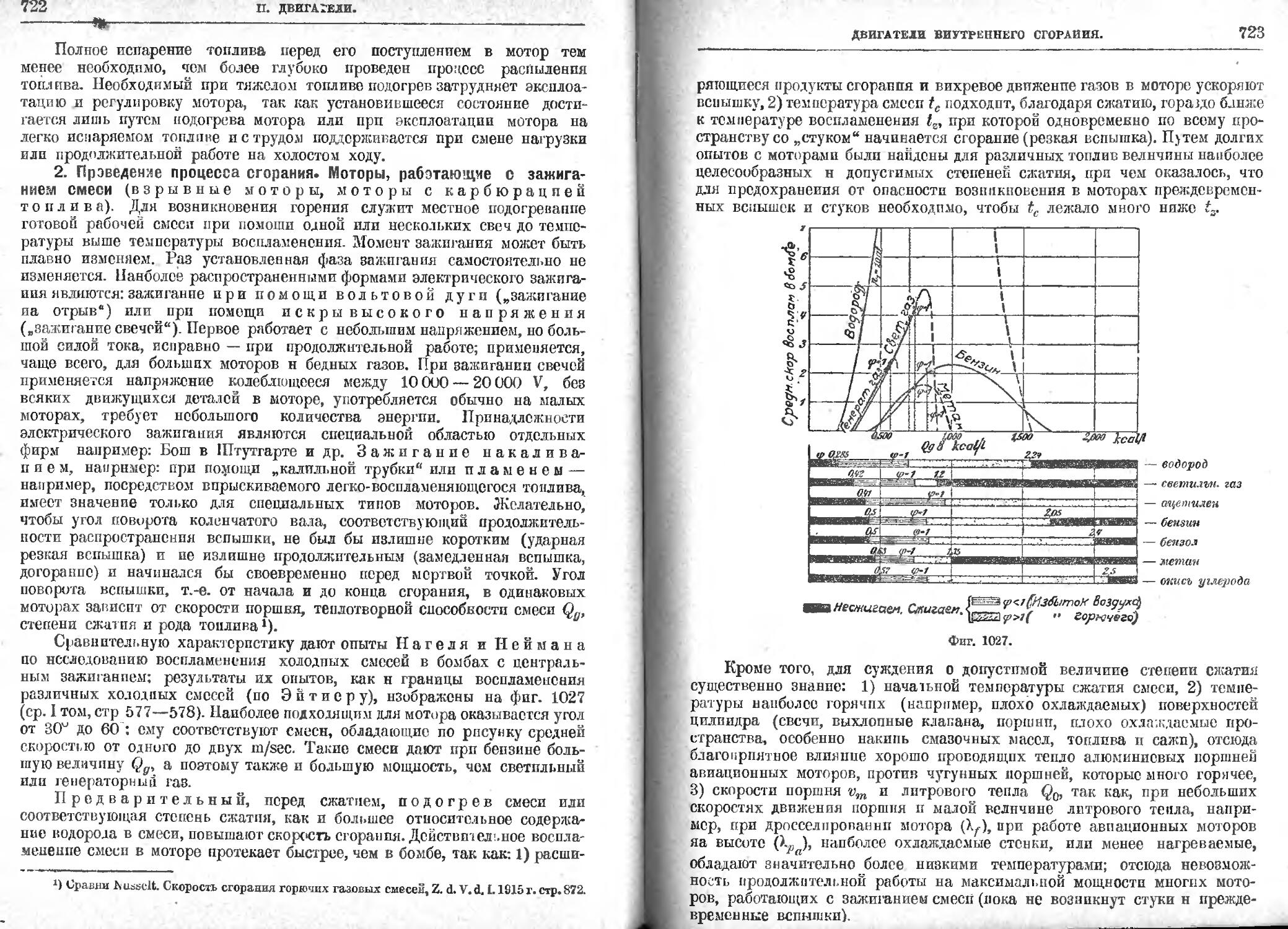
2. Проведение процесса сгорания. Моторы, работающие с зажиганием смеси (взрывные моторы, моторы с карбюрацией топлива). Для возникновения горения служит местное подогревание готовой рабочей смеси при помоши одной или нескольких свеч до температуры выше температуры воспламенения. Момент зажигания может быть плавно изменяем. Раз установленная фаза зажигания самостоятельно не изменяется. Наиболее распространенными формами электрического зажигания являются:зажигание ири помощи вольтовой дуги („зажигание ла отрыв") илп при помощи искры высокого напряжения („зажигание свечей"). Первое работает с небольшим напряжением, но большой силой тока, исправно — при продолжительной работе; применяется, чаще всего, для больших моторов н бедных газов. При зажигании свечей применяется напряжение колеблющееся между 10 000 — 20 000 V, без всяких движущихся деталей в моторе, употребляется обычно на малых моторах, требует небольшого количества энергии. Принадлежности электрического зажигания являются специальной областью отдельных фирм например: Бош в Штутгарте и др. Зажигание накаливанием, наирнмер: при помощи „калильной трубки" или пламенем — например, посредством впрыскиваемого легко-воспламеняющегося топлива, имеет значение только для специальных типов моторов. Желательно, чтобы угол поворота коленчатого вала, соответствующий продолжительности распространения вспышки, не был бы излишне коротким (ударная резкая вспышка) и пе излишне продолжительным (замедленная вспышка, догорание) и начинался бы своевременно перед мертвой точкой. Угол поворота вспышки, т.-е. от начала и до конца сгорания, в одинаковых моторах зависит от скорости поршня, теплотворной способности смеси степени сжатия и рода топлива 1).
Сравнительную характеристику дают опыты Нагеля и Неймана по исследованию воспламенения холодных смесей в бомбах с центральным зажиганием; результаты их опытов, как н границы воспламенения различных холодных смесей (по Э й т и е р у), изображены на фиг. 1027 (ср. I том, стр 577—578). Наиболее подходящим для мотора оказывается угол от 30° до 60 : ему соответствуют смеси, обладающие по рисунку средней скоростью от одного до двух m/sec. Такие смеси дают прп бензине большую величину а поэтому также и большую мощность, чем светильный или генераторный газ.
Предварительный, перед сжатием, подогрев смеси или соответствующая степень сжатия, как и большее относительное содержание водорода в смеси, повышают скорость сгорания. Действительное воспламенение смеси в моторе протекает быстрее, чем в бомбе, так как; 1) расшп-
0 Сравни К ussclt. Скорость сгорания горючих газовых смесей, Z. d. V. d, 1.1S15 г. стр. 872.
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
723
рятощпеся продукты сгорания и вихревое движение газов в моторе ускоряют вспышку, 2) температура смеси tc подходит, благодаря сжатию, гораздо ближе к температуре воспламенения /2, при которой одновременно по всему пространству со „стуком" начинается сгорание (резкая вспышка). Путем долгих опытов с моторамп были найдены для различных топлив величины наиболее целесообразных н допустимых степеней сжатия, при чем оказалось, что для предохранения от опасности возникновения в моторах преждевременных вспышек и стуков необходимо, чтобы tc лежало много ниже 1-.
Фиг. 1027.
Кроме того, для суждения о допустимой величппе степени сжатия существенно знание: 1) начальной температуры сжатия смеси, 2) температуры наиболее горячих (например, плохо охлаждаемых) поверхностей цилиндра (свечи, выхлопные клапана, поршнп, плохо охлаждаемые пространства, особенно накипь смазочных масел, топлива и сажи), отсюда благоприятное влияние хорошо проводящих тепло алюминиевых поршней авиационных моторов, против чугунных поршней, которые много горячее, 3) скорости поршня v,n и литрового тепла Qo, так как, при небольших скоростях движения поршня и малой величине литрового тепла, например, при дросселировании мотора (ХД при работе авиационных моторов яа высоте (\ой)> наиболее охлаждаемые стенки, или менее нагреваемые, обладают значительно более низкими температурами; отсюда невозможность продолжительной работы на максимальной мощности многих моторов, работающих с зажшаниеы смесп (пока не возникнут стуки н преждевременные вспышки).
724
П. ДВИГАТЕЛИ.
Таблица 6. Средние величины степеней сжатия и отношений давлений сжатия н начальному давлению, расходы, „литровое тепло" и средние величины давлений при нормальной мощности.
Тип моторов ТОПЛИВО г » W kcal/P. S.h. kcal/1 р kg/ст2
1 Моторы, работающие с образованием смеси | вде цилиндра, с электрич. запалом. Ацетилен Керосин и газовое масло , . . Бензин для рыночных стационарных типов двигателей . . Бензин, хорошо очищенный, для авто- н авиомоторов .... Светильный газ и газ коксовальных печей Бензол и спирт (лучшего изготовления) Генератор пый газ (богатый 1Т2) . Генераторный газ (бедный по содержанию водорода) н колошниковый газ 1:2’/, 1:3 1:4 1 :4,8 1 :5 1:5,5 1:6 1 :6,5 3,5 4 до 4,5 6 до 6,5 7,5 до 8,5 9 10 И 12 3200 4000 до 3200 3000 до 2700 2700 до 2000 2500 до 2200 2400 до 2200 2600 до 2400 2500 до 2200 0,35 до 0,4 0,40 0,4 0,46 до 0,56 0,34 до 0,38 0,4 до 0,45 0,35 0,35 3,0 до 3,4 3,0 4,0 5 до 7,5 4,0 до 4,6 4,5 до 5,5 3,6 до 4 3,8 до 4,3
Моторы, работающие с образованием смеси внутри рабочего цилиндра. Керосин пли газоль: моторы с калильным шаром с невысоким сжатием (2-тактные) . Газоль: моторы с калильным шйром, среднего сжатия (4-тактные) Газоль: дизеля (4-тактные) . . Каменноугольная смола: днзеля (4-гактпые) 1:5,5 1:9 1 : 14 1 :16 10 20 35 40 3600 до 3000 2600 до 2300 2200 до 1800 2200 до 1800 0,27 до 0,33 0.38 0,36 до 0,4 0,36 до 0,4 2 до 3 4 до 4,5 4,5 до 5,5 4,5 до 5,5
Степень сжатия (пе абсолютная величина рс давления стадия) и вместе с тем коэффициент полезного действия, соответственно расход тепла моторов с зажиганием смеси, часто также применяемый коэффициент смешения Qg и вместе с тем Q„upmt,—все ограничены опасностью возникновения стуков и преждевременных вспышек, которые прп многократном повторенпп обусловливают, вследствие возрастания температуры сте-яок, уменьшение рт и возможность аварии, перерыв эксплоатации мотора.
Таблица В содержит обычные средние величины степеней сжатия и отпоеисппп давлений р, : р^, при рациональном охлаждении стенок они могут Сыть превзойдены.
Опыты Рикардо: Рикардо исследовал вертикальный авиационный мотор при измеиешш: а) формы камеры сгорания, Ь) подводпмото топлива, при чем он определил максимально достижимые, еще ire вызывающие стуков, величины s а рт (Пря
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
725
этом было внесено Р и к~а р д о предположение, что причиной стука является повышение температуры несгорсвшсй части смеси» за счет распространения волны давления и лучеиспускания во время производства вспышки, до температуры более высокой, чем I, так что возникает мгновенное сгорание всего остатка).
а) Форма камеры сжатия была исследпвапа при работе на бензине. Примеры этого даны в таблице 7. Вывод: камера должна быть, по возможности, без „мешков*1: если последние неустранимы, то вспышка должиа иттп от горячих мест к холодным, и никак не наоборот.
Ь) Величины, помещенные в таблице 8, былп найдены Рикардо для различных, топлив, при одинаковом пространстве сгорания и прн соблюдении прочих равных условий.
В последнее время начали с успехом применяться для смешивания с бензином анти-детонацпонпые средства, которые значительно повышают степень сжатия мотора к вместе с тем понижают его чувствительность к перегреву; например, мотиль (Motyl), Баденских анилиновых и содовых фабрик.
Таблица 7. Зависимость допустимой степени сжатия от формы камеры сгорания.
Пространство сгорания Положение очага зажигания (свечи) 1 : в %%
Без „карманов** В середине 5,4 М»
(фиг. 1037 Г). Сбоку около всасывающего клапана. , 5,0 94
С „карманом* В „кармане” (в клапапнои головке) . . В стене напротив „кармана41 . . . . • 4,5 Я5
(фнг. i037d). 4,2 8(1
С двумя „карманами* В середине 4,6 80
(фиг. 1037 е). Во всасывающем „кармане* 4.2 7"
Таблица 8. Зависимость наибольшей допустимой степени сжатия ст рода топлива.
Моторы, с образованием смеси внутри цилиндра (дизель м о-торы, с запальным шаром и др.) В этих двигателях горючая смесь образуется непосредственно перед сгоранием, так что никакой опасности возникновения преждевременной вспышки не существует. Топливо
е
Топливо
Эфир.................................
Параффииовое масло ..................
Чистый бензин........................
Бензпи (в продаже)...................
Нафтен...............................
Тяжелые топлива (ароматические углеводороды) ...........................
Бензол (чистый)................
Этнлалксголь ........................
Толуол ..............................
1 : 3,0
1 : 4,2
1 : 4,85
1 : 4,3 — 6,0
1 : 5,75
1:6,5
1 : 6,9
1 : 7,5
1 : 7,8
зажигается (как в газовой или масляной горелке) непосредственно за
местом ввода топлпва н сгорает вместе с подлежащим использованию воздухом, так что подвод тепла может произойти только вблизи мертвой точки или перед расширением. Трудности процесса лежат:
1) в надежном производстве воспламенения, тотчас же следующем за каждой пнжекцней, так как прп поршневом моторе форсунка (в противоположность газовой турбине) должна обеспечивать воспламенение ирн каждом рабочем ходе;
726
II. ДВИГАТЕЛИ.
2) в способе подвода воздуха, потребного для процесса сгорания.
Температуры самовоспламенения i°e. Для атмосферного давления имеем но Лоору я Круппу1)2
Нефть в дестилляты буроугольпой смолы............. 240э—275°
Дестилляты каменноугольной смолы................ 425е—495°
Нафталин, толуол и бензол ....................... 560°—570°.
Хоукс9) нашел, что между моментом впрыскивания чрезвычайно мелко распыленного топлива н момешом начала его воспламенения проходит некоторый промежуток времени („период воспламенения" топлива), который составляет для газоля и / — 260° 3,5 sec, 0,08 sec при — 350° и 0,04 sec при = 380°.
Так как, даже при пуске дизеля на производство воспламенения отводится самое большее от 0,08 до 0,04 sec, то отсюда следует, что температуру воздуха в моторе целесообразно держать градусов на 100— 200° выше нанпнзшей температуры воспламенении. Более тонкое распиливание топлива уменьшает „время воспламенения"; распиливание топлива при помощи сжатого воздуха (оказывающего охлаждающее действие) увеличивает его продолжиюльпость.
Таусс и Ш у л ь т е, производя опыты вспрыскиванием тонко распыленного топлива (при помощи сжатого воздуха) в сильно сжатый горячий воздух, определили t при котором тотчас жо с введением топлива происходило его воспламенение (без определения времени воспламенения). 11 рн возрастании давления довольно сильно падает.
Создание температуры воспламенения. Первое воспламенение образовавшейся при выходе из форсунки смеси может произойти илн благодаря самовоспламенению, или благодаря постороннему зажигав и ю. Последнее бывает иногда необходимо при пуске мотора, почему необходимо различать эксплоатационное и пусковое зажигание. Кроме того, процесс (зажигания) может различаться
в одном и том же моторе, смотря по тому, применяется ли трудно или легко воспламеняющееся топливо.
Немедленное с а м о-военламененпе возможно: 1) при достаточно высокой сте-
Фнг. Ю28. пени сжатия: дизель-
моторы (патент Дпзеля 1893): например, для сырой нефти и дестиллятов буроугольной смолы е = 1 :14, соответственно _рс'^о= 32—-35 at (фиг. 1028а), а дли дестиллятов каменноугольной смолы е = 1:16, соответственно Рс'-Ра — ^О— 45. Предварительный подогрев для достижения t„° при пуске должен быть, даже при легко воспламеняющпхсп топливах; при более теплой машине соответствующий переход к тяжело воспламеняющемуся топливу легче; 2) Прп сжатии и одновременном применении неохлаждаемых „калильных головок" плп „калильных сте-н о к“, которые служат длн „местного" повышения температуры в месте производства инжекции; перед пуском они должны быть накалены извне,
’) Новые данные см. Alt, Жидкие топлива и их сгорание в дизель-моторе. Z. d. V. d. I. 1923 г/
2) Е ngU. 1920, Bd. 110, стр. 749
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
727
наоборот, во время эксплоатацпн онн берут нужное им тепло непосредственно пз процесса: моторы с запальным шаром. (Патент Akroyd, 1891 г.).
Чел больше поверхность калильного шара но отношению к величине охлаждаемой поверхности, тем с меныпей величиной е достигается у стенок необходимая температура сжатия tc; с другой стороны, при высоком е никакие накаливающие стенки не нужны, или, в крайности, можно обойтись с небольшой по величине накаливающей поверхностью.
Моторы выполняются:
низкого сжатия (рс = 8 — 12 at) (фпг. 1018с) среднего „ (ре==15 — 20 at)
высокого „ (р,. = 2Я~ 40 at) (фпг. 1028b).
Нагревающие стенки выполняются в виде камер, карманов (головок) или небольших поверхностей. В последнее время моторы среднего и высокого давления, вследствие свойственных им небольшой величины расхода тепла и надежного сгорания, начинают получать все большее и большее предпочтение. Регулирование температуры накаливающей поверхности прп смене режима от полной нагрузки до холостого хода производится тем труднее, чем больше ее величина, так как. если с одной стороны она не должна быть излишне горяча, во избежание коксования топлпва на ее поверхности и уменьшения А?-, то с другой—ее температура все же должна быть достаточно высока при холостом ходе.
Регулирование посредством впрыска воды обсспечпвает возможность необходимого нагревания при холостом ходе. В настоящее время намечается окончательный переход от моторов высокого сжатия с калильными стенками к более совершенному дпзельмотору с камерой предварительного воспламенения (форкамерные дизеля) *).
Запальные топлива н накал перед пуском. Постороннее зажигание применяется в дизелях для обеспечения производства надежного воспламенения тяжело воспламеняющегося топлива; метод применения запального топлива заводов MAN и Deutz а 2): легко воспламеняющееся топливо впрыскивается в небольшом количестве (от 5 до 10% прп полной нагрузке) перед вводом главной массы тяжело воспламеняющегося топлива. При недостаточной величине сжатия: отдельно регулируемое пламя (небольшого запального шара с впрыскиванием топлива пли самовсасывающая карбюраторная головка с электрическим зажиганием) вызывает воспламенение введенного топлпва.. Отсюда независимость (особенно больших моторов) от вида топлива и степени сжатия. В моторах с запальным шаром и с предкамерой (форкамерой) применяется для пуска метод, применявшийся давно у моторов с низким сжатием: накаливание стенки извне прп помощи лампы; в последнее время, особенно у моторов высокого давления: запал изнутри путем сжигания специального патрона, например, бумажная лента, пропитанная селитрой, В io фордов шнгр, ил1 8’ект!-ическим путем, пли пуск мотора при помощи (выключаемого) постороннего ..ажигания, пока достаточно не накалится запальная головка пли предкамера.
П Сравни: SlodersoJin, Regelung der Oelmischinon, Мюнхен, 1917 г., Oldenbourg и особенно Nagel, Dieselmashine der Gegenwart, Z. d. V. d. I. 1923 r, стр. 677 в слел,
Сравни: Nagel. Проектирование стационарных машин жалкого топлива. Z.cLV.d,£. I PH г.» стр. 1318.
728
П. ДВИГАТЕЛИ.
Подвод воздуха для сгорания В виду того, что смесь вводится в цилиндр не подвергаясь предварительно точному отмериванию и перемешиванию, как это имеет место в моторах, работающих с зажиганием топлива, а наоборот, образуется непосредственно перед процессом сгорания и. с другой стороны, мощность мотора получается тем выше, чем полнее используется воздух, то приходится заботиться о принудительном распределении частиц распыленного жидкого топлпва в воздухе; так как газы с большим трудом допускают распределение (главная причина, до сего времени вызывающая исключительное применение жидкого топлива для форсуночных моторов). Несмотря на наличие большого пли малого избытка воздуха, имеющегося даже ври максимальной нагрузке: при плохом перемешиванпп выделение сажи наступает даже при низком давлении Рте <ПРВ слабом выделении сажи величина р„1е, данная в таблице 6, может быть превзойдена ва 20%).
Методы принудительного распределения распыленного топлива.
а) Топливо разносится искусственно создаваемой струей сжатого воздуха, которая, таким образом, осуществляет подвод к топливу воздуха, необходимого для сгорания. Количество распиливающего воздуха составляет 5% от основного количества воздуха. Распиливающий воздух, сжатый в специальных компрессорах (компрессоры высокого давленпя, двух- или трсхступен-чатые) до давления от 50 до80at (расход работы около 5‘7о нормальной мощности мотора), воспринимает на себя осуществление распиливания, смешивания (фиг. 1029) и распределения топлпва по рабочему пространству, вследствие чего возможно полное управление процессом сгорания (диаграмма постоянного давления фиг. 1028а) *)•
В впду большой стоимости этот метод распиливания избегают применять для малых и средних моторов. Метод вытеснителя (Vcr-dranger'a): применение вытеснителя по Хазель-вандеру пли Гунтеру (Deutz)* 2); рабочий поршень работает у мертвой точки как ступенчатый, вследствие чего возникает вихревое движение воздуха, которое и распределяет топливо.
Ъ) Распределение распыленного топлива струей газа, возникшей вследствие частичного сгорания топлива в предкамере 3) (Brons, Ljusne Woxna, Sulzer, Benz, Deutz и др.). Фиг. 1030 пзобра-жает предкамеру одного быстроходного мотора4) завода Бенц и К°,
) Z. d. V. а. I. 1925 г., стр. 1129
2) S с h m 1 a t. Бескомпрессорпые дизеля завода Dcntz. Z. а. V. a. L 1922 г. Стр. 1125.
я) N 2, g е 1. Современные дизеля.
Riehm. Быстроходные дизеля. Z. d. V d. I. 1925 г., стр. 1125.
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
729
в Мангейме, со слабо охлаждаемым запальником д и пусковым запальником с, который перед пуском вставляется зажжен ым.
с) Распределение топлпва только при помощи чрезвычайно большого давления (100 до 4и0 at) и весьма тонкого распылснпя (моторы с запальным шаром, далее дпзеля Виккерса, Хезельм ана *), МАИ, Д с й ц и др., в которых распределение топлива во время сгорания облегчается илп за счет удачной формы пространства сгорании (фиг. 1031) нлп за счет движения воздуха). Важно, чтобы топливо вводилось в цилиндр без явлении подтека нпя как до, так и после процесса инжекции.
-.иг. 1031. 1—вспрыскивающий клапан, 2—,лре-лиьающий клапан, 3—к р<гулятору, 4—переставляющий эксцеят, пк.
Веском прессорное распиливание имеет большое значение, вследствие дешевизны установки, несмотря на то, что оно не вполне удовлетворительно н смысле управления процессом сгорания, который часто имеет „ударный" характер протеканпя, согласно фпг. 1028b. Вследствие возрастания давления до 40-50 at и отпадения компрессора, расход тепла, даже дли малых машин, достигает очень выгодных величин (1Ц,= 1700—1900 kcal/P. S. 11.).
Таблица 6, стр. 724, содержит средние величины степеней сжатия, расходов литрового тепла и средних давлений для нормальной мощности форсуночных моторов.
3. Рсгулирзвание мэщзости. Цель регулирования: изменение Ne = рте па • V/,: 450 от 0 до максимальной величины, прп этом число оборотов мотора может колебаться в узких пределах (таким образом, ^„-регулирование может быть осуществляемо центробежным регулятором) пли же рт и п могут быть, смотря по надобности, изменяемы в широких пределах: автомобильные моторы всех типов, моторы для привода насосов, воздуходувок, вальцевых машин и тому подобное.
Различные методы регулирования:
l) Rosselmann. Моторы жидкого топлива, с высоким давлением и бескомпрессор-ным расоыливанием. Z. d- V- d. I 1923 г., стр- 658
730
11. ДВИГАТЕЛИ.
а) Изменение числа рабочих ходов па в соответствии с числом оборотов: регулирование пропусками прп помощи временного выключения зажигания, временного выключения подвода топлива и всасывания свежего воздуха, или путем временного выключения подвода смеси и (обратного) всасывания выхлопных газов. Недостатки: большая неравномерность хода и температур мотора: Достоинства: большая простота, вследствие чего широкая распространенность, однако, только у малых и дешевых моторов.
Ь) Изменение рт = 27 000 : ТГ = 27 000 X • ср Q,./,: И. В виду
того, что X, ср и W переменные величины, для достижения поставленной цели могут быть использованы, отдельно или одновременпо, следующие мероприятия:
1) Изменение теплотворной способности смеси путем изменения ср (чистый тпп качественной регулировки пли регулировки теплотворной способности) у моторов, работающих е зажиганием смеси, применяется в данное время реже, наоборот, в форсуночных моторах широко используется. В первых уменьшение ср может быть вызвано, например, простым изменением проходного сечения клапана W£ (фиг. 1021), однако, при этом уменьшается скорость воспламенения (догорание). Поэтому вместе с уменьшением ср увеличивается расход тепла IF, вследствие чего при малых мощностях получаем относительно большой расход. Результатом „догорания" является: зажигание свежего заряда в коипе хода расширения от еще горящих газов: „выстрелы" при всасывании. При топливах, например жидких углеводородах, скорость сгорания которых быстро уменьшается одновременно с уменьшением Qg, (фиг. 1027), проведение качественной регулировки в силу этого обстоятельства становится невозможным. Предохранительные меры: 1) Промежуточное включение продувочного воздуха, (например, в двухтактных моторах), с целью уничтожения преждевременного воспламенении свежего заряда от догорающей смеси. 2) Всасывание свежего воздуха и образование смеси только лишь в конце всасывания или в продолжении сжатия. В этом случае можно достичь того, что наиболее лучшая смесь расположится вблизи свечи, где она быстро воспламеняется: „послойное расположение", использованное впервые Отто (переход к форсуночному мотору). В форсуночных моторах подача топтпва регулируется при помощи насоса (например, см. фпг. 1031, дизель Дейтца), топливо распиливается впрыскивающим клапаном, служащим форсункой, при этом топливо, после введения его в цилпндр, зажигается непосредственно около места ввода (первый мотор Oecliel-hauser’a и дизельмотор), так что вполне осуществляет быстрое сгорание и небольшой расход даже при холостом ходе. Кроме того, полное отсутствие опасности возникновения детонации, так как всасывается только один чистый воздух. По этой причине данный метод особенно пригоден для двутактных моторов.
2) Изменение коэффициента подачи X посредством изменения коэффициента наполнения Х^ „чисто количественная регулировка" или „регулировка наполнением". Коэффициент наполнения /у рабочего цилиндра или специального насоса может быть уменьшен, как это делается во всех воздуходувках, путем выключения перед мертвой точ-
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
731
коп всасывающего трубопровода или, что проще, при помощи дросселирования смеси, т.-е. путем включения сопротивления или сопротивления на пути движения воздуха и топлпва н IFg или fL н fB на фиг. 1020 и 1021. Простое выполнение этого принципа дано в смешивающем клапане Кёртинга, фиг. 1024. П р е м у щ е с т в а: значительное уменьшение, при ограниченных мощностях, давления всасывания, возможность применения при любой нагрузке смесей, наиболее целесообразных с точки зренпя мощности и расхода, отсюда лучшее использование тепла даже прп низкпх нагрузках. Недостатки: метод невыполним для двухтактных моторов, в которых впуск и выпуск открываются для продувки одновременно, так как уменьшение количества свежего заряда соответствует в этих моторах неблагоприятно действующему разжижению смеси, за счет увеличения количества остаточных газов. Во избежание открытия выхлопных клапанов, благодаря большому разряжению, образующемуся при холостом ходе в конце всасывающего хода четырехтактных моторов, необходимо применять сильную пружину. Большие потери истечения при дросселировании вблизи холостого хода, не смотря на что We все же получавтря более благоприятным, чем при качественной регулировке.
3) Уменьшение р,„е путем перестановки момента зажигания соответственно увеличению We. Применение этого метода регулирования возможно до точки, в которой начинают образовываться вспышки свежей смеси (выстрелы). Благодаря своей простоте часто применяется прп холостом ходе.
4) Для моторов с зажиганием целесообразно применение с медианного регулирования, т.-е. такой комбинации качественной и количественной регулировок, при которых из необходимых для достижения максимальной мощности, наибольших величин и ср, при падении нагрузки сначала, благодаря соответствующей величине поперечных сечений, уменьшается ср. Это делается с целью улучшить в начале W.;. (Смеси с 20% избытка воздуха сгорают обычно полностью, благодаря небольшому содержанию в них СО2 и невысоким температурам сгорания они обладают более высокими величинами показателен х и обусловливают незначительные потери в стенку). начинает уменьшаться позже и выполняется обычно наиболее простым способом при помощи дроссельного клапана (фиг. 1040) илп, применением всасывающего клапана с переменным ходом (фиг. 1033). Холостой ход моторов, которые при этом должны работать устойчиво на сильно пониженном числе оборотов, может быть улучшен перестановкой зажигания. Этот смешанный метод регулировки обычно возможно осуществить с наиболее простыми средствами. Примеры выполнения регулирующих механизмов: вращающийся всасывающий и смешивающий клапана завода MAN (фиг. 1032), при которых наполнение может регулироваться благодаря переменной величине хода; при небольшой величине хода количество тепла Q,, уменьшается, вследствие предварительного продувания воздухом и величина о> может быть установлена поворотом от руки (при смене газа).
Обычно часто стремятся к объединению смешивающего и регулирующего органа с всасывающим клапаном, с целью уменьшения количе
733
П. ДВИГАТЕЛЯ.
ства уже готовой смеси, могущей загораться при обратных вспышках (фиг. 1032 и 1033). С другой стороны, целесообразно применять в многоцилиндровых вертикальных моторах, особенно в моторах с карбюрацией горючего, в виду простоты и дешевизны конструкции и ради целей лучшей карбюрации один общий смешивающий и регулирующий орган на 3, 4 или более цилиндров. Могущие быть обратные вспышки отводятся в больших моторах через предохранительный
Фиг. 1032.
клапан.
Повышение мощности. Искусственное повышение Х^ или Х^. путем очищения цилиндра от остаточных газив и наддув ки воздухом (фиг. 1014) или за счет подвода предварительно сжатой смеси, ведет к значительному повышению мощности.
Благодаря очищению пространства сгорания от остаточныл газов при помощи чистого воздуха теоретически возможно при е~1:5 повысить иа 20% (двухтактны© и четырехтактные моторы с продувкой), при этом надо помнить, что качес'1 во продувки я расход тепла зависят от конструктивных форм 1).
В ряде отдельных случаев необходимо учитывать — с каких размеров машпиы окупают за счет полученной увеличенной мощности, произведенные с этой
целью затраты на насосы и части органон регулирования, а кроме того и могущую быть уменьшенной вследствие этого надежность эксплоатации и увеличение расхода топлива.
В виду большой простоты и дешевизна метода наддувки, он находит все более возрастающее применение в дизелях и также в автомобильных двигателях. В настоящее время входит в употребление использование турбины, работающей отходящими газами, в качестве привода для варяд-ного наноса.
4. Подача и регулирование воздуха и топлива. Наибольшее потребное количество воздуха и топлива, но которому оассчитываются сечения трубопроводов и все проходные отверстия, зависит, прн данном коэффициенте использования тепла или расхода тепла на 1 Р. S. h исключительно от нагрузки. Таким образом, при 100 сильной цилиндровой мощности, не смотря на различные выполняемые размеры, получаются одинаковые наивыгодиейшие трубопроводы и сечения клапанов,
*) Новые конструктивные формы газовых машин с продувкой и зарядкой Langer’ а Двигатели Рейнской области Z.cLV.d.I. 1925, стр. 1025.
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
733
быстроходных моторах с
В силу этого размещать всасывающие ; их малыми рабочими
а—Всасывающий клапан, Ъ- Выхлопной клапан, с—Механизм зажигания „на отрыв*1,
d— Ус танавливаемая регулятором точка качания рычага е,
f—Регулятор,
Фиг. 1033 Распределение изменением подъема всасывающего клапана в газовом двигателе Демц.
безразлично, должен лн он работать с п = 100 или 1000, и с большей пли меньшей скоростью поршня. ” -------- ----- ---------- -------------
и выхлопвые клапана в пространствами гораздо труднее. Точно так же размеры смешивающего приспособления, длина пути, необходимая для полного перемешивания и карбюрации топлива, сечения регулирующая отверстий в форсуночных моторах, а также и впрыскивающего приспособления и длина топливного факела зависят, предполагая, что расход и неравномерность потока остаются подобными, вообще только от мощности.
Для достижения наименьших потерь напора потока необходимо избегать резкихизменений направлений движения и скоростей (кроме мест где образуется смесь). Кроме того, в интересах к],, и Хл наибольшая величина скорости прохода во всасывающем и выхлопных клапанах допускается; в четырехтактных моторах 60 до 70 m/sec в дешевых моторах даже £>0 до 100 m/sec (считая по свободному сечению при полном подъеме и относя к максимальной скорости поршня ншах). Выхлоп в четырехтактных моторах, согласно фпг. 1034, целесообразно начинать за 40°—С0° перед внешней мертвой точкой Гя) и через 10° после внутренней мертвой точки (7)).
Всасывающий клапан открывается, примерно, за 10°
Tt
Фиг. 10з4.
734
П. ДВИГАТЕЛИ.
перед внутренней мертвой точкой и закрывается через 20—30° после внешней мертвой точки. (При больших скоростях движения смссн по трубопроводам и высоком числе оборотов двигателя живая сила смеси может быть использована для наддувки путем удлинения периода всасывания до 60° после мертвой точки).
Ширина седла клапана около8^<?/40; угол наклона конуса обычно 45° (если возникает заклинивание, то более пологий); размеры пружины вычисляют, не считая веса клапана при подвесных клапанах, с одной стороны по образующемуся в цилиндре разряжению (при дросселировании до 0,7 at), которое не должно оказывать ни на один из управляемых клапанов всасывающего действия, с другой стороны по величине масс от клапана до кулачка или до катающегося рычажка, движение которых должно замедляться н вновь производиться пружиной.
Самодействующие клапана имеют тот недостаток, что они должны быть с плоской поверхностью и с толстой стенкой, чтобы не подвергаться закллппваиию, поэтому они могут быть только односедловые и получаются пе такими легкими как у воздуходувок. В селу этого выходит инжо (таблица 2, стр. 708). Они находят применение только в малых и дешевых моторах.
Распределение клапаном производится очень просто, так как время-сечеппе клапана, при изменении мощности мотора от холостого хода до полной нагрузки остается постоянным. Наиболее дешевым и удобным приводом является кулачковый привод от вращающегося с оборотами распределительного вала (фиг. 1033,1036,1045b п 1046). Точный расчет подъема клапана и ферм кулачков в 1 отделе: „Детали машин® стр. 123—124.
В больших моторах для уменьшения ускорения масс (а также ради меньшего шума) часто применяется эксцентриковое управление с включенной промежуточной передачей при помощи катающихся рычажков или качающихся пальцев, при этом, однако, полезный ход составляет 1: 5 и 1: 4 от полного эксцентриситета. При надлежащем устройстве один и тот же кулачок или эксцентрик может быть использован как для всасывающего, так и для выхлопного клапана.
В двухтактных моторах со сменой рабочего тела выгодно использовать поршень во внешней мертвой точке, как орган распределения илн только для выхлопа (мотор Кёртинга), или одновременно и для впуска и выхлопа (многочисленные дешевые моторы с запальным шаром и большие дизеля); при применении двух поршней в одном общем пространстве сгорания второй поршень используется для управления впуском (Oechelhauser, Junkers).
Преимущество выхлопных окон: эта конструкция, благ годаря отпадению клапанов, которые необходимо притирать, а при больших размерах и охлаждать, является наиболее дешевой и удобной. Н е-достатки: потери через продувочные окна смазочного масла, и трудно заглушаемый, вследствие быстрого открытия, выхлоп. В двухтактных моторах допускают открытие выхлопных окон за 60—45° перед мертвой точкой >), целесообразно открывать выхлопные окна не сразу, а постепенно, для того, чтобы добиться уменьшения неблагоприятных
*) Подробнее смотри Ring w aid. Выхлоп и продувка двухтактных моторов. Z.d.V.d.I 1923 г., стр. 1057
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
735
колебаний в выхлопном трубопроводе н обратных ударов волн в цплиндр. Впуск открывается только тогда, когда давление выхлопа достаточно упало и рационально оставлять открытыми до 70° после мертвой точки. Впускной клапан должен быть'больших размеров, чтобы добиться осуществления втекания свежего воздуха без образования вихрей.
Подвод смесей, газа и воздуха. Средняя скорость течения смеси по трубопроводу, рассчитанная по средней скорости поршня, достигает 20—30 m/sec; при длинных газо и воздухопроводах скорость возможна не свыше 10—20 m/sec и необходимо обратить внимание на уменьшение потерь скоростного напора, вызываемого резкими поворотами трубопровода и клапанами. Для успокоения потока (Детали машин, стр. 338) применяют выравнивание н демпфирование колебательного процесса по возможности ближе к мотору, первое производится путем присоединения многих цилиндров к одной магистрали газопровода, последнее достигается применением пружинящих ячеек: например газовых мешков в поплавковых камерах пли помещением в начале трубопровода предварительных камер (всасывающие горшки, залол:енные в фундаменте воздушные камеры), перед ними включаются дросселирующие сечения, которые желательно устанавливать снаружи для удобства регулировки. Сечения трубопроводов с равномерным потоком газа рассчитываются по величине расхода газа или воздуха на 1 Р. S. h (не по скорости поршня). Объем предварительных камер для газа н воздуха у четырехтактных моторов от одного и до четырех цилиндров должен быть самое меньшее равен 5—10-кратному объему газа или, соответственно, воздуха рабочего пространства цилиндра, при 6 н более цилиндровых моторах камеры ие нужны в виду достаточно удовлетворительной равномерности потока.
Принадлежности всасывающих трубопроводов: регуляторы давления газа, имеющие целью поддерживать перед машиной в обоих трубопроводах одинаково высокое давление р0 и, одновременно, демпферовать колебания, напрпмер, при включении в городскую светильную газовую сеть, обратный клапан, задача которого предотвращать возможность проникновения взрыва в трубопровод, при обратной вспышке, н точно также предохранительный вентиль (или клапан), который должен вывести эти обратные вспышкп без вреда наружу. Последние приспособления применяются, главным образом, в газовсасывающих установках и частично оппеаны раньше.
Выхлопной трубопровод. Ввиду высоких температур выхлопных газов (300 — 500° при низком, 600 — ООО9 при высоком ФоЧн) трубопроводы делаются с водяным пли воздушным охлаждением и в каждом случае укладываются свободно-подвижно пли с пружинением. Сечение выхлопного трубопровода вообще достаточно сделать равным сумме сечении газо и воздухопровода, так как газы, ввпду их высокой температуры и больших скоростей, испытывают поэтому большие потери напора. Однако давление выхлопа в начальный момент открытия (клапана) ускоряет движение столба выхлопных газон п тем самым облегчает выход и преодоление сопротивлений истечения.
Успокоение и глушение колебаний при помощи выхлопных камер <сравн. Детали машин, стр. 339). Целесообразные размеры выхлопных
736
11. ДВИГАТЕЛИ.
камер (горшки) у моторов от одного и до четырех цилиндров равны 10—20-кратному объему рабочего хода цилиндра; они чаще всего разделяются на два или более, постепенно уменьшающиеся, горшка или камеры, с сильным (но не вредным) дросселированием после каждой отдельной камеры. Места дросселирования должны оставаться, ради целей очистки от отложений сажи и масла, легко доступными; еслп в них может проникнуть вода, напрпмер из системы охлаждения мотора, то в наиболее низких точках трубопровода устанавливается дренаж с водяным затвором. Соединение (и вследствие этого выравнивание колебаний) цилиндров должно происходить пли перед, илн непосредственно в первом горшке. Позади последнего горшка, ввиду равномерного потока и ужо достигнутого охлаждения, трубопровод применяется более узкого сеченпя, горшки должны быть толстостенные илп сводчатые, или зарыты в песок (протнь шума), рассчитываются па давление до 5 at, так как возможно распространение взрыва в выхлоплой трубопровод. Если выхлоп должен быть совершенно без шума, особенно в случае двухтактных моторов с выхлопными щелями, то применение большихцплиндрпческпх, разделенных камер (заложенных в стенку, железобетонных илп глиняных труб) с предохранительным клапаном и перестанавливаемым плн частично запирающимся дросселем, является оправдавшимся средством. Прп отсутствии сдросселпрованного выхода колебания распространяются по всему трубопроводу. Если в целях уменьшения веса (в авиационных моторах) демпфероваппе колебаний производится помощью сильного дросселя, то достаточны выхлопные горшки значительно меньших размеров. [Потерн мощности через т)й и В то время, как сечение трубопровода зависит только от мощности, размеры выхлопного горшка зависят от возбуждающихся колебаний объемов прп рабочем ходе, таким образом, при равных мощностях они будут меньше для более быстроходных моторов. Там, гдо температура стенок, временами плп продолжительно, бывает холоднее, примерно 70°, отдается предпочтение толстостенным тоубкам и горшкам, чугунным, ввиду хпмнческого воздействия и ржавления стенок при конденсации пара. Химическое воздействие наиболее пагубно прп большом содержании в, газе серы.
При использовании тепла отходящих газов на подогревание воды (Abwarmeverwertung) *) вода, входя в подогреватель, должна быть, во избежание ржавления, подогрета до 40—50° (напрпмер в самом моторе) или необходимо применять не ржавеющие металлы.
с) Воспринятое отдаваемой эиергпи.
1. Рабочее прэстранство. Его форма и потеря тепла в сгонке за ''чет теплопередачи. Расчет размеров пространства сжатия производится ио объему рабочего хода V], и степени сжатая г. которая может быть взята согласно таблице 6 стр. 724. Форма пространства сжатия, которая должна обладать по возможности гладкими поверхностями, определяется в значительной степени размещением клапанов (фнг. 1037).
l) Cochand and Hettinger. Использование тепла в дизелях. Z. d. V. d. Т. 1912 г. стр. 458; Kutzbach. Использование тепла в двигателях ви. сг. Z. d. V. <1. I» 1912 г. адр. 1206.
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
737
Наиболее благоприятным в смысле является цилиндрическая форма камеры или ввиде линзы, без выступов и „карманов" (сравни также таблицу 7, стр. 725). Эта форма является легко выполнимой в вертикальных машинах простого действия, прп условии расположения клапанов в крышке (фпг. 1037 f), а также во всех бесклапанных машинах, напрпмер в 2-иоргоневой машине Юнксрса и Эхельхейзера. Слабые своды (не жесткие) уменьшают напряжения.
Температура стенки. Она определяется температурой (^°)„„ которая образовалась бы прп отсутствии теплоотдачи в стенки, и количеством тепла, отводимого наружу и внутрь. Чем меньше отвод тепла, тем меньше перепад температуры осносительно Отдельные
части мотора, поскольку они свободно могут расширяться без вреда длн себя, воспринимают высокую температуру, напрпмер, калильные головкп, выхлопные вентили, головки поршней, свечи, при этом высоким-колебаниям температур рабочего пространства соответствуют только незначительные и не глубоко распространяющиеся колебания температуры внутри материала. Все же части, служащие направляющими для движущихся деталей, кроме опасности испарения н коксования нужной смазки, (поршневые кольца, направляющая букса клапанного шпинделя), могут привести к недопустимым перекосам (клапанное седло). По этой причине (не считая коэффициента наполнения н опасности возникновения обратной вспышки) необходимо стремптьсн к уменьшению температуры стенок, однако, при условии соблюдения в стенке незначительного температурного перепада. Средства: прямое илп косвенное охлажденпе прп помощи воздуха илп жщ,.- 'тп, производимое взнутри плп снаружи. Охлаждение изнутри ДОСТИ1. гея включением ходов зарядки н очищения -прн 4-тактном процессе, специальной продувкой свежим воздухом, прп помощи всасываемой илп впрыскиваемой воды, также можно надежно регулировать определенные температуры стенок (напр. Банки, моторы с запальной головкой и т. д.) или при помощи гп/травлического поршня (насос Г е м-фри). Наружное охлажденпе с помощью воздуха, воды или масла удобнее и надежнее. Наиболее удобным и легким является воздушное ох л аж де н и е, поэтому оно применяется для всех движущихся деталей: поршней, клапанов и для цилиндров небольших автомобильных и авиационных моторов. Так как коэффициент теплопередачи между стенкой п воздухом очень нпзок, то температура стенок лежит очень высоко-. Улучшение, достигаемое за счет уменьшенного Q„ пли искусственно увеличенного воздушного потока (воздуходувки илп вращающиеся цилиндры) ведет к удержанию полезной мощности. Охлаждение с помощью , жидкости (вода, за исключением солевых растворов для низких температур, и масел для высоких) применяется везде там, где воздушное охлаждение оказывается недостаточным.
Теория теплопередачи через стенку *).
Пусть:
— количество тепла, равномерно протекающее через стопку к охлаждающей среде в kcal/m2h, подвод которого к стенке за время цикла периодически колеблется;
Од, Ow и О& — примыкающие друг к другу поверхности, через которые протекает тепло от омываемой газом поверхности стенки ( Од ), через стенку (0w) к охлаждающей
1) Сравни Rphfus в OliDOtor 1916—17, стр. 39‘> н Gebr. Sulzer, Изменение темп₽р»гур и чеМпературмые напряжения. Z. d. V. d. I. 1926 г., стр. 429
?38
II. ДВИГАТЕЛИ.
среде (0^ ). Если же поверхности не равны друг другу, тогда ф д — О д : Ow и фд.
—г О: Ow обозначают отношения внутренней и внешней поверхностей к средней поверх
ности стенки;
Д/ ®, и Д/^° — температурные перепады, соответствующие температурным перепадам во внутреннем соприкасающемся со стенкой слое воздуха, в стенке и в прилегающем к стенке слое охлаждающей среды, как результат процесса передачи тепла наружу;
и °-к ~ соответствующие коэффициенты теплопередачи;
\о—коэффициент теплопроводности стенки (I том, стр .483 и сл.) в kcal/nrli на Д/ = 1°;
8W — средня^ толщина стенки (в т).
Тогда
== Од aff\n =; Ow ” Ofc 4
Если заменить сопротивление прилегающего к стенке слоя газа нли охлаждающей среды „эквивалентной стенкой" (значительно более толстой} с коэффициентом теплопроводности Хм,
<ркг. 1035.
ратур, при чем Ми°, trtk°, Zm
на опыте измерением достаточно точно.
то „эквивалентная толщина стенки" определяется
°£7 “ * а9^
И
Ч = К> Ф* • “I (в П»Х
Тогда получаем:
(w^.)m = (А^д )/л * \о- ^д ~
= Afw°-X„:6r = Af*°-V-8*-
На фиг. 1035 нанесены величины 6 и Д<°, позволяющие производить на прямой ABCD отсчеты темпс-т.-е. В, С и В могут быть определены
Ovk^m составл'чт по различным опытным измерениям при полной нагрузке для наиболее сильно охлаждаемых мест 50000—200 000 kcal/m2h и более.
Положение точки А на продолжении DCB может лишь быть приблизительно оцениваемо, так как а вместе с ням и Д tg • ад подвергаются па протяжении цикла продолжительным колебаниям ’) и характеризуется средней величиной за цикл (txg ) т, т. к. (Д tgc)m — (щ) 9п : {ад)9П и Ъд — ( ад ) т. Колебания и’* за время 1 * * * 5
1) Но Nnsselt’y (Теплопередача в двигателях внутреннего сгорания. Z. d. V. d. I.
3
1'923 г., стр. 692) а.д А V р2 21, т.-е. зависит от давлении, абсолютной температуры
и от фактора Л~/(тт), который был оценен и определен N п s s е 1 t’o м как
5 _____
Л l + и Rehfus’oM как Л 1 4-V , для того, чтобы подвести
в закон теплопередачи зависимость от скорости движения газа или, соответственно, скорости поршня. Влияние тепловой радиации составляет по Nusselt’y всего Ю'% от w к > так как раскаленный газ лучеиспускает в 15 раз меньше черных тел. («^)w может составлять, смотря ио рабочему процессу моторов, величину между 100 и 400 kcal/m2h. (Ср. N u s s е I t, Z. d. V. d. I. 1926 г., стр. 468).
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
73$
совершения цикла не распространяются глубоко в стенку *), ввиду их высокого аккумулирующего влияния, так что, измеряя температуры в В и С, можно определить
(wk ) tu° • l-tc : •
По сравнению с 4-тактпымп моторами (Д tg °)Jn лежит в 2-тактных выше, а Ъд ниже поэтому расчет, в случае одного и того же процесса, приходится вести по двойной величине (Помимо этого (Д tg! )и? сильно зависит от (?q, а стало быть и от %>т.
Перепад температуры Д t,° в стенке обусловливается величинами и 8Ю. Если — 100 000 kcal/m2h, то при sc 50 kcal/msh (чугун) п = 50 mm (или 0,05 т) имеем Д 1^° = 100°.
При алюминии Д 1Ю° в 3’/2 раза меньше, так как A 170. Слои котельной накипи (X — 2) и масла (А 0,1) оказывают то же действие, что железная стенка толщиной равной 25 и 500-кратной толщине стенки, так что наличие накипи оказывает сильное влияние на температуру стенкн. Чем больше ivk (2-тактные и быстроходные моторы), тем более важно отсутствие накипи н наличие тонких стенок.
Внешняя температура (в части покрытой рубашкой) получается по фиг. 1035, если (fff °),м = Д tg° -4- Д Ам° 4- Д tk° как Д tk° = = (tg°)m • 84 = s (о) или « (tg°)m (ag)m : [(а?),„ -|~ Фа 4.1 ’ пли wk : ф4- аА. т.-с. она в значительной степени определяется величиной • ак.
При воздушном охлаждении зависит от скорости движения воздуха. По Юргесу (I том, стр. 493) при плоской стенке н ® 5 m/sec, ак 5 (1 -f- 0,7 • г1), по опытам
Гре б е р а с трубами (I том, стр. 489) ак значительно больше. Не смотря на это, если пе позаботиться о создании большой величины tyfc — 0к : Ow папрнмер, помощью охлаждения ребрами и. повышении за счет большой скорости воздуха, температура стенки получается все же высокой. При ф^ = 5 и ак~ 40 имели бы • ф/г) = 50 : (40 • 5)—
— 0,25 m = 250 mm н при =40000 получили бы перепад температуры стенки, относительно температуры воздуха, равный Д tkQ = 40000 : (5 • 40) = 200°. Цилиндрическая гильза, в которой движется порлюпъ, оказывает влияние, аналогичное влиянию ребер. На уменьшение эквивалентной толщины стенок, а вместе с тем и понижение температуры па внутренней поверхности стенкн оказывает благоприятное влияние, при увеличении внешней поверхности, применение хорошо геплопроводящнх металлов (алюминий, электрон).
При водяном охлаждении прп неподвижной воде 500 kcal/m2h, с возрастанием скорости течения воды и при больших Л1кэ он может достигать значений до 3000 и более (I том, стр. 491), в случае испарения воды (парообразования) ак — 2000—6000, так что (в т) очень мало. Для = 1 и — 1500 имеем 8^ = 1 : 30 т = 33 тт (считая по железу) и при = 100000 kcal/m2h получили бы A tk° = 66 .
Тепловой баланс теплопередачи через стенку. Если От средняя величина внутренней воспринимающей тепло поверхности стенки мотора л F поверхность норшня, то количество выделившегося на 1 га3 от От тепла (в случае = 1) равно для 4-тактвых моторов w — 900 000 - Qo vm:~ в kcal, nr 11. (Для 2-тактных моторов w в 2 раза больше). Поэтому, считая, что в моторе 30—45% тепла обращаются в индикаторную работу, количество тепла, ушедшее через стенку и с выхлопными газтмп, равно 70—55%.
Пример 1. Дизель большой мощности: для (>() = 0,33 kcal/1 (таблица, 6 стр. 724), — 4 m/sec и 0т:Г — 5.3 имеем: для 4-тактиого процесса — w — 300 000 kcal/n:4:
1 > По Gobr. Sulzer, в дизг лях только на raj бону V 2500 : п (пли); сравни также J а к о Ь, Температурные колебания и поглощение тепла в першие двигателей впутр. crop., Z. d V. d. I, 1922 г., стр. 1138.
?40
11. Двигатели.
и для 2-тактного 600000 kcal/m2h, так что, при 7^=45%, остаются не использованными 165 000 kcaJ/m2h при 4-тактном и 330 00Э kcal/m2n при 2-тактном процессе, из которых около половины уходит через стейку в охлаждающую воду. В среднем надо считать
по = 82000 (соответственно 165 000), местами значение wfc повышается до ода: — 1СОСОО— соответственно 200000 для 2-тактпого процесса. Поэтому в 2-тактных моторах большой мощности стремятся к резкому охлаждению с высоким од, применяют для всех частей водяное охлаждение, внимательно следят за уничтожением воздушных мешков,
где неизбежно вознйкновение местного парообразования. В среднем : ю 0,28. Примерно столько же (28%) уходит с выхлопными газами.
2. 4-тактный авиационный мотор. При полной мощности принимается: Qb —0,56 kcal/1, г.т — 7,5 m/sec, От : F = 4,2. Отсюда и ===900000 kcal/m?h; при = 40% в етенку и с выхлопными газами уходит 540 000 kcal/mah. В виду того, что при циркуляционном охлаждении од местами может достигать до максимальной величины од = 200000 (под испарением!) н так как вода притекает к поршню и клапанам уже с температурой в 60—70е,
то в среднем счюают по и к — (2 :3) • 200000 =. 133 000 kcal/m2h, поэтому icfc : и ~ — 133 000 : 900000 0,15. Из этого количества около 45% уходят с выхлопными газами,
по этой причине выхлопные клапана и трубопроводы всегда нагреваются до краспого каления.
Отношение wk-.w или Ж,: Ж, где IV& и Ж обозначают отводимое с охлаждающей водой н полное количество тепла, отнесенное к 1 cP. S. h возрастает с относительным увеличением соприкасающейся с водой внешней поверхности и падает с уменьшающей скоростью поршня, так что wk:w = = Ж,: Ж= f {Ок : Fvm) = 0,15-0,5.
Опытные данные величин Wk смотри таблицу 9. Wk: W в среднем равно 0,25 — 0,35. Отсюда можно определить циркулирующее количество охлаждающей воды, если задаться ее температурами прн входе и выходе. При Ж* = 900 kcal/e Р. S. 11 и ta—te = = 45е — 15° = 30°, подаваемое насосом количество,, охлаждающей воды — 900: 30 — 30 1/е Р. S. Ь. Обычная температура е<Ьдящсй воды ta для больших стационарных двигателей равна от 40 до 60°, для авиационных моторов с циркуляционным охлаждением = 70 — 90°. (Температуры входящей воды ниже 40° Создают благоприятное условие для конденсации паров воды, содержащихся в продуктах сгорания и ржавления
направляющих поверхностей поршня и тюков). Для сильно нагруженных моторов введение охлаждающей воды в рубашку мотора должно внимательно регулироваться.
Устройства для обратного охлажденпя: а) без расхода воды; для небольших стационарных двигателей при помощи больших охладительных баков, дос«а-точиой величины охлаждающей поверхности с термоси-фонноп циркуляцией воды.
В аВ10мобильпых н авиационных моторах ради уменьшения веса применяется обратное охлаждение при ио-моши обтекаемых воздухом радиаторов, обладающих особо
Таблица 9. Количество тепла, уносимого при полной нагрузке с охлаждающей водою.
Тип Количество тепла, уносимого ВОДОЙ в kcal/e Р. S. h
Стационарные газовые двигатели 800—1500
простого действия Стационарные 4-тактные двзеля
простого действия Большие 2-тактиые дизеля простого 500- 800
действия Газовые двигатели двойного дей- 400- 500»)
ствпя ТОО— 900
600— 800
Авиационные моторы 350- 500
Из этого около % на охлаждение поршней
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
741
малой емкостью воды при большой величине внешнем поверхности. (Специальные конструкции фабрик, изготовляющих радиаторы). Расчетной величиной этих радиаторов (при незначительности размеров в глубину) является величина лобовой поверхности; при этом расчет сильно зависит от скорости движения воздуха перед радиатором *)•
Для т — 10 20 30 40 m'sec.
часовое количество тепла, отводимого охлаждающем водой с 1 ш2................. 60000 100000 130000 150000 в kcal
(4- 20°/о смотря по типу охладителя).
b) С расходом воды: при помощи испарения воды непосредственно в самом моторе (в небольших моторах) при условии удачного направления охлаждающей воды и устранения паровых мешков, если нар не конденсируется, то расход свежей воды па охлаждение составляет от 1,5 до 2 Z на 1 Р. S. h. При больших моторах применяются нормальные устройства обратного охлаждения (град прпи, охлаждающие испарители) с примерно одинаковым расходом охлаждающей воды.
Тепловые напряжения 2). Представление, изображенное на фиг. 1035. позволяет определить температуры и величину температурных перепадов Д t„° в стенке. Отсюда два рода тепловых напряжений: а) вследствие невозможности свободного теплового расширения внутри неравномерно нагретых стенок (Д t№° — wk ого [m]:X„,) (например в крышках, стенках цилиндра и днищах поршней, Ь) вследствие давления, испытываемого прп полном свободном тепловом расширении горячих стенок со стороны примыкающих к ним соседних более холодных стенок |Д tk — ivk . (фл. • sz.)]. Возникающие температурные напряжения растут вместе с величиной вызывающего давления температурного перепада Д t°, с коэффициентом теплового расширения и модулем упругости Е, далее увеличивается в несколько раз, благодаря „усадке" около отверстии и резких переходов. Особенно неблагоприятны тепловые напряжения в районах местных повышений температур, например, у резких закруглений в клапанных коробках, где Од > Ок 3 * * * * 8). Результаты: образование трещин, например в поршне, в стенках цилиндра и крышках, в штуцерах клапанов и свечей, у боковых карманов, особенно в больших моторах и 2-тактных двигателях с толстыми стенками.
Предохранительные меры: а) низкая температура внутренней поверхности стенки tg° за счет небольшой величины литрового тепла, внутреннего охлаждения и продувки во время смены рабочего тепла,Ъ) небольшая длпна пути от внутренней поверхности стенки до охлаждающей среды, поэтому в крупных двигателях употребляют ребристое лптье с меньшими толщинами стенок, распорные болты, анкерные кольца н т. п., избегают резких переходов, выступов и желобков, с> применяют материалы хорошо проводящие тепло, например алюминий и сплавы меди, или d) материалы, лучше сопротивляющиеся разрушению прн нагрузке на давление и разрыв, т.-е. сталь или стальное литье вместо чугуна, е) равномерное омывание стенок охлаждающей водой и устране-
2) D о Ь 1 h о f f, Испытание автомобильных радиаторов, Z. d. V. d I, 19Ю г.; Ь. Ri c h-
t е г, Расчет трубчатого воздушного радиатора, Z. f. ang. Alath. и Meeh. 1925 г; стр. 293
и Z. d. V. d. I, 1926 г., стр. 366. Р й 1 z, Охлаждение и охладители для ai мац. моторов
Berlin, 1920 г., Schmidt.
а) Eichelberg, Температурный процесс и тепловые напряжения в двигат. внутр,
егор. Mitt. Forschungsarb. 1923 к Gebr. Sulzer, Z. d. V. d. I. 19_6 г. стр. 4z9.
8) Geiger, Процесс изменения температур в обогреваемых стенках любой формы, Z, d V d. I. 1923 г., стр. 905
742
II. ДВИГАТЕЛИ.
иие (паровых) мешков, очистка стенок и устранение образования котельного камня (накипи),/):келательнавозможность свободного расширения горячих стенок, например: применение свободно удлиняющихся цилиндровых букс, пружинящих эластичных рубашек. В остальном опыт учит насколько необходимо применение, удорожающих конструкцию, специальных мер.
Цилиндр. Толщина цилиндровой буксы может уменьшаться по мере удаления от внутренней мертвой точкп, соответственно уменьшающейся величине рабочего давления; напряжение может быть значительно понижено прп помощи соседних частей, плп также ребер нлн анкерных
колец, так что для улучшения охлаждения тепловых напряжении возможно применение стенок с ограниченной толщиной. Учитывая возможность смещения центра (если невозможна наружная обточка цилиндра) и предусматривая необходимость позднейшего просверливания цилиндра берут, смотря по обстоятельствам, допуски от 5 до 15 nun.
В стационарных моторах простого действия крышка обычно отделяется от цилиндра, цилиндровая букса („Laufbiiehse") выполняется ввиду снашивания сменной (фпг. 1039, 1041 н 1046), из лучшего твердого чугуна, в легких моторах также из стали нлн пз стали с тонкостенной чугунной втулкой (фиг. 1036). >крепление производится таким образом, чтобы было возможно расширение буксы относительно более холодной рубашки. В небольших н в авиационных мо-
Фнг. 1036. Цилиндр авиационного мотора Баварского моторного завода (для 25 лош. сил в цилиндре при 1400 об./мин.). b - всасыв. клапан;
торах отливают цилиндр с крышкой и с охлаждающей водяной рубашкой в одно целое, часто также
5—выхлопной клапан; й—смеситель; е—сильн. g одну ОТ1ИВКУ Соединяют 2~_____4
цилиндр; '-рубашка из жести. цшп1)дра вместе (блочный тип).
Напряжение от нормальной составляющей давления поршня в распространенных, углубленных или подпертых цилиндрах незначительно, все
же при креплении цилиндра на картере давление это приходится учитывать. Рубашка цилиндра часто, например при носменпых цилиндрах простого и двойного действия (фиг. 1040, 1043 н 1044), воспринимает осевое давление мотора и должна поэтому рассчитываться на разрыв; в остальных случаях ее толщина определяется производственными условиями. В легких моторах она выполняется из жести (фиг. 1036) (приварена)
пли нз алюминия; однако, ее дешевле делать из чу Гуна или стального
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
743
литья, при этом толщина стенок определяется технологическими условиями литья. Кроме того, при назначении толщины стенки принимается во внимание максимальное давление водопровода (продувание водой, как мероприятие против замерзания зимой во время остановки). Там, где плотность цилиндра, напрпмер, в небольших моторах, должна быть испытана гидравлическим давлением до 30 at, рубашка должна выдерживать это давление, прп чем прп однократной холодной пробе допустимо с. = = 600 kg/cm2. Благодаря наличию в цигиндрах моторов двойного действия поршневых штоков клапана размещаются непссредсгвенно в самом цилиндре, для чего необходимы специальные углубления.
Клапана располагаются нлн на одной плоскости с поверхностью цилиндровой буксы (фпг. 1037 с), пли в рубашке цилиндра, в этом случае они отделяются от цилиндра лунообразными карманами (фиг, 1037 &). Неплотности в рубашке прп большой толщине стенок являются часто причиной „тепловых трещнн“. В больших машинах применяются также цилиндры из стального литья, с вставными чугунными буксами.
Крышка цилиндра и цилиндровая головка. Форма тела, закрывающего цилиндр, была бы очень проста, если бы в нем не помещались клапана; помещение в ием уже только одного главного клапана, который ради более легкого уплотнения охотно располагают вертикально, сильно усложняет отливку. В небольших моторах крышка обычно выполняется в одно целое с цилиндром и рубашкой, в больших—отдельно. Внутренняя и внешняя стенки пронизываются штуцерами для клапанов п свечей.
Для более удобного вынимания обоих клапанов и для охлаждения выхлопного клапана свежим газом самым лучшим является расположение обоих клапанов по одной оси в одном кармане рабочей камеры (фпг. 1037 а и d), также часто применяется расположенпе в двух карманах (фпг. 1037 b и с). Все же в целях большей крепости стенок и лучшего качества сгорания расположение без карманов (фнг. 1037 с и особенно 1037 f) является тем более целесообразным и необходимым, чем больше (см выше стр. 724, опыты. Р и к а р д о).
Последнее расположенпе применяется поэтому также для больших горизонтальных машин (большого размера vm) и особенно для 2-тактных моторов, в то время как типы d и е получают, благодаря более дешевому приводу к распределению, распространение на небольших вертикальных машинах. Уплотнение стыков у больших цилиндровых головок производится прн помощи кольца п заточки с азбестовой прокладкой пли, иначе, посредством уплотнения, приспособленного к большим давлениям, в небольших моторах применяются так;ке медно азбестовые пластинки.
Клапана и прочие вставки как части стенэк. Клапана, поскольку это возможно, выполняются без специального охла;кдения и из одного куска металла. Размеры определяюгся, исходя нз соображении потерь напора потока (см. вышэ). Так как температура охлаждаемых дисков растет вместе с ростом диаметра d п средней температурой а последняя в свою очередь поднимается с увеличением литрового тепла Qo и скорости движения поршня vm, то, как правило, имеем допустг мую величину диаметра для таких дисков с: (Qa vm) mm, прп чем для выхлопных клапанов с зг 300—350. Начиная с определенной границы предпочтительно иметь несколько неохлцждаемых клапанов, чем один охлаждаемый.
744
II. ДВИГАТЕЛИ.
Распределение клапанов облегчается небольшой скоростью поршня, но их размещение и охлаждение стенки выходит большей частью дороже. Неохлаждаемые клапана больших размеров целесообразно делать чугунными со стальной цилиндрической частью, меньших—для легких моторов и специальных сортов стали. Всасывающие клапана 4-тактных и 2-тактных машин достаточно охлаждаются свежей смесью. Возможность вынимания клапана благодаря фонаря наружу, а во внутрь без фонаря осуществляется только в легких моторах и при условии недостатка места (фиг. 1030, двигатель Benz-дизель и фиг. 1036).
Фиг. 1037 a—f.
Уплотнение всех седел должно располагаться возможно ближе к рабочей камере, чтобы было меньше места для образования грязи и ржавчины, а также чтобы облегчить вынимание их. Отверстие для индикатора в моторах, работающих с зажиганием смеси, должно быть заполнено стержнем, иначе при резких смесях возможно образование ранних вспышек.
Поршни. В моторах простого действия с водяным охлаждением цилиндра поршни до больших размеров могут оставаться без охлаждения. В этом случае передача тепла от горячих днищ поршней может осуществляться через теплопроводность и через тепловую радиацию как в охлаждаемую стенку цплпндра, так н в воздух. Путем применения многочисленных, увеличивающих крепость, ребер, н особенно материала е большей теплопроводностью (например, алюминий) можно иметь более холодные поршни и уменьшить тепловые напряжения. Начиная с некоторого определенного диаметра, смотря по величине Qo, vm и теплоотдачи в стенки цилиндра и в воздух, поршень должен конструироваться с водя-вым (или масляным) охлаждением, во избежание эксплоатачиониых
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИИ
745
трудностей; в форсуночных моторах с сильным обогреванием днища поршня топливным факелом это приходится делать рапсе, чем в моторах, работающих с зажиганием смеси, в 2-тактных моторах раньше, чем в 4-тактных. Для чугунных поршней сущестнует среднее примерное правило:
1> с V i : v.ni mm, где с - 400 450 в моторах, работающих с зажиганием смеси. с — 350— 400 в форсуночных моторах.
i — число тактов (2-тактныи или 4-такт и мп двигатель)
Это соответствует в стационарных моторах, работающих с зажиганием смеси (vm = 4) пограничной мощности—в 150 Р. S. в цилиндре, наоборот в авиационных моторах (у,п— 9 m/sec) это соответствует—50 Р. S. Большие мощности и особенно моторы двойного действия требуют охлаждаемых поршневых днищ. По надежное выполнение подвода и отвода охлаждающей жидкости к двигающемуся поршню значительно повышает стоимость. При полной нагрузке поршень должен иметь в цилиндре допуск, обеспечивающий свободное движение (Laufsitz), с тем, чтобы в холодном состоянии зазор был больше, величина зазора согласуется с температурным перепадом обеих частей н коэффициентом расширения материала, его абсолютная величина определяется опытом. Неохлаждаемые чугунные поршни моторов, работающих с зажиганием смеси (фиг. 1038), выполняются в своей головной частп уже в 2 до 5 D : 1000
далее Do постепенно увеличивается; в форсуночных моторах сужение еще больше. В алюминиевых поршнях зазор настолько велик, что прпходптся, для уничтожения стуков при холостом ходе, применять эластичные направляющие.
Уплотнение поршней и цилиндра производится при помощи распи рающпхея эластичных чугунных поршневых колец; уплотнение затрудняет проникновение грязи и остатков масла. При чересчур высоких температурах поршней и плохой смазке кольца делаются сухими, жесткими и не производят уплотняющего действия. В моторах двойного действия применяются дисковые поршни с поршневыми штоками, уплотнение которых достигается помощью сальника со стягивающимися чугунными кольцами. (Детали машин фиг. 215). Уплотнение клапанов требует производства в определенные промежутки времени притирки последних (особенно выхлопного клапана), уничтожения перекоса гланана или клапанного седла и применения односедельных клапанов.
Выхлопной клапан в автомобильных и в авиационных моторах ввиду высоких температур выполняется из вольфрамовой стали.
2. Кривошипный механизм Направляющие и крейцкопф. Значительному удешевлению моторов простого действия способствует то обстоятельство, что соединение направляющей с цилиндром н крейцкопфа с поршнем может быть осуществлено самым простым способом (сравн. фиг. 238— поршни газового двигателя завода Deutz). Кроме того, объема поршня
746
И. ДВИГАТЕЛИ.
хватает па помещение поршневого пальца даже в 4-тактных моторах, работающих с зажиганием смеси и давлением сжатия в 40 at. Вследствие этого и благодаря отпадению дорого стоящего охлаждения днища поршня, моторы простого действия до определенных цилиндровых мощностей, при которых охлажденпе поршня является необходимым, имеют перед моторами двойного действия значительное преимущество. В целях рационального использования кривошипного механизма 4-тактные моторы двойного действия целесообразно выполнять по типу тандэм (начиная с 600 Р. S.). Для повышения мощности в моторах простого действия, число цилиндров увеличивается до 2, 3, 4, 6, 8, в легких моторах значительно выше, например, посредством применения расположения в ряды: „рядовое расположение" (в данном случае однократное включение по типу тандэм), так и соединение многих шатунов на одной кривошипной шейке: угловое и звездообразное расположение.
Для восприинтпя давления на направляющие прн правильной конструкции поршня может служить полностью вся длина L (фпг. 1038). лучше для этого использовать часть поршня, свободную от колец. Смотря по этому поршневой палец может располагаться более или менее глубоко в теле поршня. Для уменьшения изнашивания в более покойного хода в момент перемены давления на направляющие, а также, для лучшей теплопроводности в цнлнндр необходимо обеспечивать в стационарных моторах достаточную длину поршня; в горизонтальных моторах длина поршня и цилиндра определяется из условия, что поршень доджей выниматься из цилиндра через кривошипную камеру. Максимальное напряжение от нормальной составляющей (на направляющие) не больше 0,5—1,5 at. Средняя величина L: D от 2,25 для небольших и до 1,25 в больших и автомобильных моторах.
В целях предохранения от нагревания напрапляющан поверхность поршня должна иметь в плоскости вращения кривошипа очень свободную пригонку для движения (leichter Laufsitz—род пригонки в системе допусков); в плоскости, нормальной к плоскости вращения кривошипа вблизи поршневого пальца, направляющие должны быть больше „выбраны", так как ь этом месте прн нагревании пальца и поршня возникает легкое заедание.
Толщина стенок небольших поршней определяется производственными условиями, в больших — условиями рациональной передачи осевого давления па поршень и давления на направляющие к поршневому пальцу; формы остальных частей поршня определяются исключительно условиями производства литья и обработки и достаточной жесткости. В несущей части поверхности поршней больших размеров применяются также ради возможности установки и регулировки величины зазора, специальные башмаки; для той же цели употребляется заливка антифрикционными металлами. В противном случае необходимо через более плп менее длинный промежуток времени производить рассверливание цилиндровой буксы и вставлять более толстый поршень. Во избежание образования трещин, поршни больших размеров часто выполняются со съемным днищем (с уплотняющей частью нлп без нее).
Охлаждаемые поршни машин простого действия при большом диаметре для 2-тактцых ц для быстроходных машин снабжены
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ,
747
большею частью телескопным сочетанием труб, подводящих воду илп масло для охлаждения. Последнее имеет преимущество в сравкезия с неплотным шарнирным соединением, но требует дорогой установки для обратного охлаждения масла, поэтому применяется только в судовых двигателях, с целью устранения возможности проникновения морской воды в цилиндр. В моторах двойного действия применяются нормальный крейцкопф (см. детали машпн) и нормальные направляющие (без водяного охлаждения), в то время как в моторах простого действия охлаждение направляющей получается благодаря обтеканию воздуха.
Кривошипный механизм. Напряжение в цапфах составляет для 4-тактного мотора:
Втах “ 125—150 kg/cm2 в поршневом пальце,
-Ртах ~~ 100—120 „ „ шатунной шейке,
Ршах — 30“ 40 „ „ шейках нала.
В машинах простого действия, ради достижения „мягкого” хода прн смене давлении и при резких вспышках, рекомендуется делать поршневой палец настолько больших размеров, как только это позволяют размеры поршня. Толщина пальца определяется напряжением на изгиб. Пальцы проще укреплять в поршне, а не в шатуне, при этом надо его так зафиксировать, чтобы он не имел свободных перемещений; с другой стороны—необходима возможность свободного удаления, поэтому рационально применять соединенно на конус или прп помощп нажимных шурупов.
В шатунах необходимо обратить внимание на прочность на продольный изгиб при ранней вспышке или прн пуске (см. выше стр. 137).
Конпевые кривошипы делаются очень толстыми, ввиду невыгодного отношения Р:г2 или d:s (см. выше стр. 142), наибольшие размеры кривошип получает в длпнноходных машинах двойного действия. (Америка).Поэтому концевые кривошипы соединяются только слегкпмп маховиками (в небольших и автомобильных д шпателях, фиг. 1040) или устраивается 3-я опора позади маховпка. Величины: расстояния между серединами подшипников вала—примерно 2—2,2 D, диаметр шейки шатуна d st 0,48 D для моторов с зажиганием смеси и d = 0,55 D для дизелей, соответствуют допускаемым в обычных стационарных двигателях напряжениям. Длина цапфы определяется по рт v (см. выше стр. 153), прп чем рт представляет нз себя среднее давление за весь рабочий цикл (период), включая давление от инерционных сил н веса.
Максимальный крутящий момент имеет место при угле поворота кривошипа около 35° и вычисляется по окружному усилию (р1()шах ~ 0,40 (рЭщах для моторов с зажиганием смеси, работающих по циклу Отто, и (р,)тах — 0,60 (рД.1ах иля форсуночных моторов с сгоранием топлива под постоянным давлением.
Средний крутящий момент определяется по (?’„),» — = (2 :л)-(г:г)-ря,е, где i—чпсло тактов (2 или 4) и г—число цилиндров
Станины. В горизонтальных двигателях выполняются односторонними с широким основанием (фиг. 1041 и 1012), что обеспечивает очень удобную монтировку и вынимание вверх всего шатунного механизма, включая поршень (не снимая цилиндровой головкн и распределения). Для уменьшения сильного изгиба рамы необходимо стремиться
748
И. ДВИГАТЕЛИ.
совместить нейтральную ось рамы возможно ближе к оси цилиндра; несмотря на это напряжение от изгиба редко бывает меньше 2 кратного напряжения от разрыва. В небольших моторах рамы делаются со сплошными стенкамн с утолщением, в больших моторах применяются пустотелые конструкции. Высота осп вала (над полом) определяется исключительно условиями удобства обслуживания машины.
В вертикальных моторах в данное время применяется исключительно нижнее расположение коленчатого вала. Это определяет форму станины, дающую легкую возможность пронзвод- ства монтажа в спокойном состоянии машн-11 1 Г ны, в то же время на доступность к осмотру II . I подшипников обращается внимание только И I в тяжелых тихоходных моторах. Фиг. 1039 Лу i А дает изображенпе рамы многоцилппдрового I ,1$ быстроходного дизеля завода MAN *) Вынн-мание поршней и шатунов производится L I обычно вверх после снятия крышки иди cVt'pCo ® пплпндра с деталями распределения.
,/с j Оу 3. Привод. От даваемой мотором мощ-ности часть берется на различные приводы.
Распределение, зажигание, смазка, охлаждение. Привод органов распределения, зажигания п пуска требует вообще не много энер-1% мощности мотора, максимальный момент требую
щийся для открытия выхлопного клапана соответствует 5—10% крутящего момента мотора, привод распределен ня 4-тактных моторов производится от специальных распределительных валиков, вращающихся с числом оборотов равным п: 2. Распределительные валпкп располагаются или поверх цилиндра (с короткой передачей к клапачам, фнг. 1036) или в станине (с длинными распределительными тягами, фпг. 1045b). Последний тпп, с точки зрения расположения подшпппнков распределительного валика, удобнее. Передача движения клапанам производится обычно при помощи кулачков и рычагов или тяг, реже с помощью эксцентриков и катающихся рычажков; привод магнето и распределения зажигания, счетчика числа оборотов, механических смазывающих приспособлений и иногда также насосов для охлаждающей воды производится при помощи соответствующей передачи от мотора, однако, часто также производит установку снабжения смазкой и охлаждающей водою отдельно от двигателя.
Насосы, дозирующие подачу топлива и воздуха, компрессора рас-пыливающего воздуха и продувочные насосы. Форсуночные моторы требуют валпчня управляемых от регулятора специальных дозирующих иасосов, задача которых заключается в нагнетании и отмеривании требующегося на 1 инжекцию количества топлива (фпг. 1031), 2-тактпые моторы, работающие с зажиганием смеси, также нуждаются в аналогичных насосах, которые бы отмеряли нужное для 1 цикла количество во<> духа и газа; работа этих насосов, как и в первом случае, производится
N a g е 1, Z. d. Л7. I. 1923 г., стр. 680,
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
749
под управлением от регулятора. Вследствие такого управления, эти яасосы трудно отделимы от мотора. Наоборот, добывание распиливающего воздуха, нужного для раздробления жидкого топлпва, например: в форсуночных моторах, точно так же добывание продувочного воздуха во всех 2-тактпых моторах и в 4-тактных моторах может производиться при повышенной мощности в особых местах отдельно от мотора. Однако, в целях устранения потерь, возникающих прн передаче, для использования станины мотора в 2-тактных моторах для объединения отмеривающих насосов с насосом продувочного воздуха, более экономично осуществлять также и этот привод непосредственно от источника энергии, например, производить его от поршня или ответвлять от коленчатого вала.
4. Уравновешивание. Маховики. Для уменьшения неравномерности выделения на коленчатом валу эвергип 4-тактного процесса необходимо применять тяжелые маховики (отдел деталей машин стр. 334). Обозначим через Gs нес обода маховика, вращающегося' с окружной скоростью v, отнесенный к 1 литру суммарного объема рабочего хода двигателя, т.-е. (Gs)c = Gs: V/., тогда степень неравномерности мотора получается как 6 = крте: • гР], где величины р,пе—среднее эффективное давление
и величина к = (па: п) (ф : 45) для нормальных моторов, работающих с зажиганием смеси и для полной нагрузки, могут быть взяты из таблицы 69 (см. детали машин, стр. 338). Значение величины к может оставаться тем же также и для машин меньших мощностей, при соответственном уменьшении изменения давления (например, прп регулировании наполнением), и там, где действие масс исчезающе мало (см. ниже). В форсуночных моторах, тппа дизеля, оно больше на 20—40%.
Ври данном В случайные пропуски и преждевременные вспышки в одном цилиндре оказываются, по причине малости (Gs)0, тем более неблагоприятными, чем больше число цилиндров. Поэтому рационально в многоцнлнндровых моторах ограничивать величину (6’л)6. Кроме этого, 6 должно быть достаточно мало для возможности работы на малых числах оборотов.
Относительно размещения необходимой массы маховика в его ободе н в спицах см. Уравновешивающие детали машин стр. 334 и 178.
Уравновешивание колебаний энергии имеет значение для встречающихся в вале крутильных колебаний (стр. 321). Разложение кривой тангенциальных усилий в смещенные синусоидальные колебания, с числом колебаний па, 2па, Зпа и т. д., дает возможность изучить влияние частот различных импульсов, которые (частоты) не должны в продолжении длительного периода времени совпадать с собственным числом колебаний валов.
Точно так же и генераторы переменного тока обладают по сравнению с сетью некоторым собственным числом колебаний, величина которого зависит от Gs. В этом случае Gs выбирается такой величины, чтобы ие получалось никакого резонанса с частотой кри вой тангенциальных усилий.
Давление инерционных сил в шатунном механизме возникает благодаря возвратному движению масс шатунного механизма. (Поршни, поргапевые штоки, шатунная часть). (Ср. Детали машин. Механизм
750 If. ДВИГАТЕЛИ.
кривошипа и шатуна). Литровый вес этих масс составляет, смотря по конструктивном}' выполнению и длине для:
1 1—3 kg для всех типов автомобильных моторов про-бескрепцкопфных стого действия.
плунжеров 4—С kg для стационарных моторов простого действия
(для дизелей 5—7);
для дисковых поршней с крейцкопфом 3—4 kg для моторов типа тандэм простого действия.
Уравновешивающее влияние этпх возвратно-движущихся масс па действующее усилие выражается в обычных шатунных механизмах (не считая их собственного -веса в вертикальных машинах) ввиде инерционного давления. При отношении радиуса кривошипа .к длине шатуна г: I = X имеем:
Рк [“*] = — 2 (<?*)о ' (” : Ю)« (cos а -|- X cos 2 а), так что во внешней н во внутренней мертвой точке:
(Рк)т [а^1 =+ 2 (б?д.)0 (v: 10)2 . (1 + X), где v—максимальная скорость поршня (пли шатунной шейки).
Давление масс вызывает в шатунном механизме уменьшение давления взрыва на (рд)у, и перемену давления во время ходов всасывания п выхлопа в 4-тактных моторах, при большом (Ga-)0 ища также и во время сжатия; при малой величине зазоров смена давлении оказывает благоприятное влияние на условия смазки цапфы крейцкопфа и направляющих; наоборот, при большой величине зазора вредно отзывается на спокойствии хода.
Внешнее уравновешивание масс. (См. выше стр. 328 и сл.). Качание масс шатунного механизма веса Gj и вращение эксцентричных масс веса G, (кривошип, цапфа кривошипа и часть шатуна относится к вращающимся массам) вызывают противоположные движения покоящейся массы мотора веса Gm, поп чем величина этого движения меньше в отношении Gk : Gm или Ge : Gm. Путем возможного увеличения Сг,и(тяжелыерамы, фундамент н связь с почвой), также и путем уменьшения Gk можно перемещение мотора свести до допустимых размеров. Там, где не имеется в распоряжении достаточных масс пли где колебания фундамента недопустимо велнкн например: у фундаментов на плавающей почве и у авиационных моторов всех типов добиваются возможного уравновешивания движущихся частей при помощи противовесов или надлежащих передач .
Фундамент. В стационарных моторах фундамент ради дешевизны делается из кирппча или бетона; на судах, автомобилях и аэропланах обычно—железный или из дерева. Они имеют своей задачей: 1) брать на себя обратное давление от рабочих машин п механических преобразований энергии; 2) воспринимать вес мотора и служить достаточно жестким основанием для рамы и подшипников вала; 3) увеличения покоящихся масс G.„, во всех недостаточно уравновешенных моторах, настолько, чтобы противоположные движения были незаметны пли безвредны: массовый фундамент.
Глубина фундамента стационарных моторов выбирается около 5—6 D, н если вовможно, то фундамент делается глубиной до естественной почвы.
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
751
Длина и ширина фундамента делаются по раме мотора, так что, например, для вертикальных моторов необходимая величина кладки берется около 0,25—0,5 т3/Р, S., для горизонтальных — 0,4 — 0,7 m3/P.S. Прн неполном уравновешивании масс фундамент должен быть надежно связан с рамой при помощи длинных анкерных болтов (примерно, через метр по болту); в том случае, если основание упруго, то рама при помощи болтов жестко схватывается в одно пелое с чугунной анкерной плитой. Выгодно применять соединение зубом с сильнойбетонной подошвой. Чем больше массы шатунного механизма, действие которых подлежит уравновешиванию, тем больше должны быть жестко примыкающие массы фундамента и земляного основания.
В полностью уравновешенном моторе массовый фундамент не нужен, особенно в авиационных моторах; для предупреждения распространения сотрясений, вызываемых небольшими моторами, желательна изоляция при помощи упругой успокаивающей среды, как, например; войлоком, пробкой и т. д. (ср. 1 том, стр. 455 и сл.).
5. Пуск. Первоначальное ускорение масс шатунного механизма, в которых аккумулируется энергия 0,5 Gs v2 достигается:
1) в небольших моторах, около ^^и:20 прн помощи рукоятки при установке поздней вспышки (против обратного удара),
2) в больших многоцилиндровых моторах при помощи зажигания в цилиндрах, наполненных легко воспламеняющейся смесью, причем зарядка производится пли при помощи проворачивания ротора нли специальным зарядным насосом. Проворачивание может производиться рукой или от электромотора при декомпрессацпи сжатия,
3) при помощи сжатого воздуха в 10 — 30 at давления, который несколько раз подводится нз баллона с сжатым воздухом через специальный пусковой клапан. По достижении числа оборотов, достаточного для образования правильного смешивания (зависит от (<?„)0 • г2), включается зажигание во всех цнлпндрах или при многоцилнндровых моторах сначала только в части нх,
4) при употреблении электрических генераторов ускорение может быть достигнуто электрическим путем, при валичпн вращающейся трансмиссии от последней, через муфту трения. Дли уменьшения пиков кривой крутящего момента пелесообразно применять декомпрессацию сжатия путем временного открытия выхлопа.
Пуск всех больших стационарных двигателей, мощность которых Ne s-- п: 10 рационально производить при помощи сжатого воздуха, но он требует специальных установок для накачивания п сохранения сжатого воздуха. Излишек распиливающего воздуха часто используется в дизелях для пуска, или для топ же цели наполняется мотором через обратный клапан баллон для сжатого воздуха. Лучше всего это производить при помощи специального небольшого компрессора, не приспосабливаемого для распиливания топлива.
6 Примеры выполнения стационарных поршневых машин. Моторы, работающие с зажиганием топлива. Вертикальные небольшие моторы делаются как „быстроходные0 с N: п = 2 :1 000 до 20:800 для непрерывно работающих установок, например краны, строительные машины, локомобили; бывают как одно, так и многоцилиндровыми, строятся по
752
П. ДВИГАТЕЛИ.
типу автомобильных моторов для легкого топлива. Для промышленной эксплоатацнп N : п = 2 : 500 до 10: 350 для Работы на легком топливе всех сортов и на светильном газе обычно одноцилиндрового типа(фиг. 1040). Высота расположения вала под основной плитой — около 0,7 до 1 s; над помостом около 500-000 mm (па чугунном или каменном цоколе). Полная строительная высота мотора 5,5—6,5 s. Боковая длина основной плиты 3,5—4,5 D.
Фиг. 1040. Небольшой мотор Дейтца для жидкого или газообразного топлива.
Вертикальные не'ольшпе моторы получают закрытую коробчатую стаипну, которая в целях уравновешивания колебаний давления снабжается с дросселирующими выравнивающими давления отверстиями, в которых улавливаются пары масла. Смазка производится часто путем простого заполнения картера маслом (большой расход) лучше насосом.
Большие вертикальные моторы до мощностей 150 Р. S. в цплиндре (напрпмер, Гюльднера н многих английских фирм) немного неудобны в эксплоатации, так как не все части доступны снизу к осмотру, и поршни и штанги вынимаются вверх только после освобождения крышки, но они имеют малую потребную горизонтальную площадь. В последнее время начинают применяться одинаковые модели для моторов, работающих с образованием смесп, вне п внутри рабочего цилиндра, так что переход к другому топливу не требует слишком больших переделок.
Пример: тип VM, завода газовых двигателей Deutz, фпг. 1045 а, b и таблица 12, стр. 759 стротсякак мотор с зажгганпем смеси, так и как газовый мотор *)•
Горизонтальные моторы. В 4—50 Р. S. — одноцилиндровые моторы для всех сортов легкого топлива и светильного газа, 15 — 50 Р. S.—
Ч Z. d, V. а. Т, 1925. стр. 1Л9Я. Гпс- 19 п 17.
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
753
также и для генераторного газа, особенно как газовсасывающпе моторы с 60—150 Р. S. в цилиндре, также как 2-х и 4-цилиндрового типа (до 600 Р. S.) преимущественно для генераторного газа.
Наиболее распространенный тип конструкции в основном соответствует фпг. 1041 (мотор завода К е р т и н г а), водяная рубашка в раме, вставляемая снаружи цилиндровая букса, уплотняемая внутри при помощи уплотняющего (набивочного) кольца и удерживаемая цилиндровой головкой. Самодействующий смешивающий клапан, позади которого располагается переставляемый регулятором для дросселирования смеси дроссельный клапан. В Моторах с мот-
Фиг. 1041. Газовый двигатель бр. Кертпнг в Ганновере.
ностью больше 20 Р. S. в цилиндровой головке располагается обслуживаемый от руки, а в больших моторах—управляемый от распределения пусковой клапан для сжатого воздуха. В моторах завода газовых моторов Дейтц регулпроваипе производится путем изменения величины хода всасывающего клапана (фиг. 1033) *), с которым одновременно связано смешивающее приспособление. Благодаря изменяющемуся ходу включенного впереди обратного клапана, смесь при небольшой величине полного хода делается беднее, при большом ходе богаче (с целью объединения количественной и качественной регулировки).
Сдвоенный мотор (фпг. 1042) с углом смещения кривошипа 360°, делают, однако, также с 180° (для лучшего уравновешивания масс и уменьшения колебаний давления, при герметическом закрытии шатунного механизма). В последнем случае маховик выходит тяжелее. Тандемный тип мотора простого действия, не смотря на лучшео использование шатуи-
*) Новое изготовление поверхности вальцов d с уширенной поверхностью катапия см. Z. d. V. d. I. 1922. стр. 1129, рис. 22.
Хютте. Т. П.
48
754
И. ДВИГАТЕЛИ.
ного механизма, строится теперь реже, благодаря затрудненному монтажу поршня. В настоящее время для горизонтальных моторов простого действия применяются также общие модели как для моторов, работающих с зажиганием топлива, как и для форсуночного типа ); первые с неболь-
Фиг. 1042. Сдвоенная газовая машина Дентца для генераторного газа: а — всасывающий горшок (газгольдер); Ъ—глушитель.
шим сжатием применяются для светильного и ген ер а-торного газа, бензина, бензола и спирта, последние, с высоким сжатием, для соляровых масел, тяжелой (сырой) нефти и для смол всех сортов.
II р п м е р: модель МК и Mg завода Газовых Двигателей Дейтц, таблица 14, стр. 760.
Моторы двойного действия нормально выполняются, как 4-тактные моторы двойного действия, типа тандэм (600 — 6000 P.S. на одно колено вала (фиг. 1043), или как 2-тактные моторы двойного действия (бр. Клеив, в Даль-бруке) исключительно для колошникового и генераторного газа и для газа коксовальных печей. Преимущество двойного действия: большая мощность на колено, простой шатунный механизм, закрытый поршень, благодаря чему газ просачивающийся через неплотность поршня не выходит варужу, легкое поддержание исправного состояния; недостатками по сравнению с вертикальными или горизонтальными мно-гоцилнндровыми моторами простого действия являются: большая площадь для установки, более трудный
доступ к внутренним цилиндровым камерам п поршням, более плохое уравновешивание масс и, благодаря неблагоприятной форме стенок, больший расход.
’) Schultz. Основные методы серийного производства двигателей внутр, сгорания, z. а. V. а. 1. 1323, стр. гтз.
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
755
Фиг. 1043. Газовый мотор Нюреибергского завода.
А—Крейцкопф. В—Цилиндр. С—Коробка всасывающего клапана. В— Коробка выхлопного клапана. А—Промежуточные направляющие. А7—Поршень (охлаждаемый водой). G— Штан говая муфта.
Выполняется, как 2-тактный мотор, с дозирующим насосом, в котором воздух и газ сжимаются до 0,15—0,3 at давления продувки, с тем. чтобы в конце выхлопа по( для сильно колеблющегося числа оборотов, например, для воздуходувок сталелитейных заводов. Скорость поршня ограничивается условиями продувочного процесса; количество литрового тепла ограничено опасностью образования в стенках трещин (бр. Клеив).
Двигатели с образованием смеси внутри цилиндра (форсуночные моторы) служат для использования жидкого, но тяжело
4-8*
756
II. ДВИГАТЕЛИ.
испаряющегося топлива (тяжелые сорта масла), как керосин, соляровое масло, каменноугольная смола и сырая нефть.
Моторы с калильным шаром: моторы низкого давления, применяются преимущественно для небольших мощностей. Высокий расход должен быть компенсирован дешевой покупной ценой, поэтому обычно изготовляются как простые бесклапанные 2-тактные моторы с кривошипно-камерной продувкой (фиг. 1044). Сжатие 8—10 at, для облегченны проворачивания от руки.
Фиг. 1045 а,в
В последнее время получают увеличивающееся распространение моторы среднего и высокого давления, 2-тактного и 4-так гвого типов, с калильной головкой или с форкамерой, которая перед пуском разогревается лампой или фитилем (фиг. 1030, мотор Беица в Мангейме). Расход, по сравнению с моторами низкого давления, довольно благоприятный, распиливание топлива обычно производится без помощи сжатого воздуха.
Примеры. Вертикальный, 2-тактиый, нефтяной мотор завода Дейтц, модель PMt таблица 13, стр. 759, вертикальный 4-гактиый нефтяной мотор, модель RII заводов Мангейм и многие другие. Эти предкамерные моторы с небольшим накалом перед пуском образуют переходную ступень к дизелям, работающим без подогрева перед пуском.
Дизеля строятся вертикальных или горизонтальных типов, при 4-тактном процессе работы с 10 - 200 P.S. в рабочей камере, большие мощности (300—1000 P.S. в пилиндре) обычно выполняются 2-тактными. Увеличение мощности мотора достигается расположением в ряд 2, 3, 4, 6 цилиндров одинарного действия; только при еще больших мощностях применяется принцип двойного действия1).
1) Лучший обзор дает Nagel в Z.d. V. d. I, 1911 г., сгр. 1318 и Z. d. V. d. 1,1923 г., стр. 677.
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
757
Фиг. 1046.
Веском прессорный тип выполняется в настоящее время для малых и средних мощностей, смотри, например, фиг. 1045а и Ь, модель VM завода газовых двигателей Дейтц, далее таблицу 12 (моторы Дейтца) и таблицу-10 (моторы MAN, Аугсбург). Для больших мощностей еще предпочитается воздушное распылив ан ие топлива, например, модель EV MAN’a, Аугсбург (таблица 11). При беском-прессорпом моторе все же необходим небольшой вспомогательный компрессор для приготовления пускового воздуха (фиг. 1045а).
Общие конструктивные данные: для небольших вертикальных моторов применяется коробчатый вид станины, для больших А образный. В первом случае, отдельные цилиндры располагаются на общей коробке, в последнем случае. Л-образвой станины, иа общей основной плите.
Пример: для А-образной станины (фиг. 1046) модель EV завода MAN для коробчатой станины (фиг. 1045 b л 1039).
Горизонтальные моторы строят К е р-т и н г в Ганновере, завод газовых двигателей Дейтц и др.
Преимущества: легкий демонтаж шатунного механизма и вала, не снимая распределения; ограниченная
высота.
Пример: модель MKnMG Дейтца, уже нс строящаяся как „Verdranger-Motor“ ") (таблица 14, стр. 760.).
Фиг. 1048.
фаг. 1049.
Фиг. 1047.
*) Schmidt. Дейтдезскяе торлэ.пталькые (Сскомпрессорные дизеля, Z. d. V. d. Т, 1Я99 г
758
II. ДВИГАТЕЛИ.
Строительные размеры. Таблицы от 10 до 14 служат для определения размеров рыночных моторов. Они относятся к моторам MAN и заводов газовых двигателей Дейтца, однако, они подобны моторам других фирм.
Таблица 10. Вертикальные, 4-тактные, бескомпрессорные дизеля MAN (к ней фиг. 1047—1050).
Обозначение GVu Зи GVu 36 GVu 43 GVu 50
Ход в ст Диаметр цилиндра в ст п об./мни в m/sec ... 30 21 275-400 2,75—4,0 36 26 250—350 3,0—4,2 43 29 225—325 3,23-4,65 50 Я4 5 215—300 3,6—5,0
Цилиндровая мощность. N : s в P.S Рте = kg/™2 • • 17—26 5,5-5,7 ’) 80-42 5,6—5,8 40—57 5,5—5,7 2) 62-83 5,3—5,5 2)
в—число цилиндров 2 1 3 | 6 3 | 6 3 | 6 3 | 6
А ....... .вт а Глубина фундамента D ..... Высота помещения 2,0 | 2,2 | 2,7 1,7 0,25 1,3 2,3 2,2 | 2,9 1,75 0,33 1,7 3,5 2,4 | 3,1 2,0 0,4 1,9 3,8 2,7 | 4.0 2,0 0,47 2,0 4,6
’) Допускает 10°/о перегрузки. 2) Допускает 20°|0 перегрузки.
Таблица 11. Вертикальные 4-тактные дизеля с воздушным распили
ванием топлива (к ней фиг. 1046, 1048—1050).
Обозначение EV 49 EV 60 EV 68 EV £0
Ход в ст Диаметр цилиндра в ст п об./мин tin ...... в m/sec Цилиндровая мощность АГ : s . . в P.S. н k8lcm'2 4S 34 215 3,5 55 5,0 ,5 250 4,1 62 4,85 6С 42 187 3,7 85 4,82 ,5 215 4,3 100 4,93 187 4,2 188 5,2 8 £ 215 4,85 150 5,1 90 64 150 4,5 250 5,18
Число цилиндров s . . . 2 | 3 4 | 6 2 3 4 | 6 3 | 4 6 4 6
А . в т - - • • • „ „ С . . . . . . „ „ „ „ Высота помещения . 2,1 1 2,5 1 2,9 | 4,0 2,5 0,215 2,0 4,7 2,7 3,1 | 3,5 I 4,1 2,8 0,27 2,45 5,8 3,6 1 3,8 2,9 0,3 2,8 6,5 4,8 4,4 3 0 3 8 7,5 4 42 7 7
Допускает 20°/о перегрузки, мотор строится также 5-пилиндровым.
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
759
Таблица 12. Вертикальный 4-тактный многоцилиндровый мотор завода Дейтц (фиг. 1045 а и Ь).
Обозначение VM 1*45 VM 1-58
Ход в cm Диаметр цилиндра в ст . . п—число об./мии . АГгй») 4 2 250 40 5 8 300 50 5 3 215 80 8 6 250 90
Число цилиндров S . 2, 3, 4, 6 з, 4, 6
в m/sec . Рте в kg/cma 3,75 5,2 4,5 5,42 4,15 5,67 4,8 5,48
) - Примечание к таблице 12. Цилиндровая мощность дана для бескомпрессориых дизелей с чисто механическим распиливанием с возможностью перегрузки до 20°/о. Аналогичная мощность достигается также в двигателях, выполненных для работы газом, для чего требуется только небольшое видоизменение обслуживающих деталей и иной длины шатун. Размеры машни аналогичны размерам моделей MAN равной мощности и одинакового числа цилиндров.
Фиг. 1051.
Таблица 18. Вертикальный 2-тактный мотор завода. Дейтц
Обозначение РМ 1.17 РМ 1.22 РМ 1-30
Ход в ст 17 22 30
п число об /мин ...... 550 450 340 I 430
яе-.г 6 10 20 | 25
Число цилиндров 3 1 и 2 1 и 2 1 и 2
Моторы с высоким сжатием жидкого топлива с камерой предварительного воспламенения.
760
II. ДВИГАТЕЛИ.
Таблица 14. Г оризонтальные 4-тактные цилиндровые моторы завода Дейтц (фиг. 1051).
Обозначение МК 3-39 МК 3.47 МК 3-60 MG 9.65 MG 9-72
Ход в ст 39 47 60 65 72
Диаметр цилиндра в ст 26 31 37 39 43
п—число об./мин .... 270 I 300 235 260 200 215 200 190
Ne ’) в P.S. 20 | 25 32 40 БО СО 80 100
в m/sec 3,5 3,9 3,7 4,1 4,0 4,3 4,34 4,55
Рп.е Blg/cm2 3,2 3,6 3,5 3,9 3,5 3,9 4,65 4,55 •
Д в т 3,2 3,5 3,7
„ 1,9 2,0 2,4 — —_
2,15 2,46 2,76 —
Мощность относится к бескомпрессорным дизелям с распиливанием топлива при помощи вытеснителя для двигателей, работающих с зажиганием смеси (газовые моторы), м01цность в среднем выше. Газовые моторы строятся с уменьшенным сжатием и с измененными вспомогательными механизмами. Модель MG строится также сдвоенного типа.
VIII. Газовые турбины.
В газовых турбинах рабочая энергия, находящихся под высоким давлением продуктов горения (газов) передается на вал без посредства металлических поршней и шатунного механизма. Рабочими газами служат или отходящ ю газы включенного перед турбиной поршневого двигателя (турбина, работающая отходящими газами) или они получаются из свежс-иодведенной смеси газа или жидкого топлива с воздухом (турбина, работающая свежим газом). В настоящее время имеют экономическое значение лишь последние и то только как турбины большой мощности. Относительно расхода тепла, отнесенного к мощности на валу, можно сказать, что невидимому, он ие может достигнуть ни расхода поршневых газовых машин, ни расхода паротурбин высокого давления; механические потери в газовых турбинах значительно более высоки, чем в поршневых машинах иля паротурбинах.
Преимуществами, посредством которых может быть достигнуто выравнивание газовых турбин в отношении паротурбинных установок, являются: карбюрирование топлива с добыванием ценных побочных продуктов, прп отпадении котельной и конденсационной установок; значительное уменьшение стоимости установки; в сравнении с газовыми поршневыми двигателями: простота конструкции, значительное уменьшение установочной стоимости, большая надежность в эксплоатации, большая мощность в одном аггрегате, незначительная величина потребной площади, пезга [ительное напряжение фундамента.
Возможность применения, несмотря на неблагоприятный расход, тепла, получается тогда, когда суммарная эксплоатацпонная стоимость, зависящая не только от расхода тепла, ио и от. стоимости всей установки и стоимости содержания, будет ниже. При очень дешевом .тепле", получающемся в газовых установках с использованием побочных
ГАЗОВЫЕ ТУРБИНЫ.
761
продуктов или на заводах, или в цехах, где есть наличие избыточного количества газов, газовые турбины имеют бесспорное преимущество, во всех остальных случаях это вопрос подсчета, решение которого обусловливается переменными соотношениями между тепловыми и установочными факторами. Установки с газовыми турбинами, без сомнения, не имеют перспектив и тех случаях, когда они выходят такими же сложными и дорогими, как и газовые поршневые машины или паротурбинные установки в централях одинаковой мощности.
Подразделение газовых турбин.
а) „Сухие" газовые турбины; продукты сгорания самостоятельно протекают через направляющую и рабочую систему.
1) Сухие турбины внутреннего сгорания, со сгоранием смеси прн постоянном объеме: без прел варите ль пого сжатия смеси и с предварительным сжатием смеси.
2) Сухие турбины внутреннего сгорания, со сгораппем смеси под постоянным давлением.
б, „Мокрые" газовые турбины; продукты сгорания сами ио протектют через рабочие органы, а вместо вих действует вода, которая совершает в рабочем пространстве сгорания, подобно поршню, возвратные движения.
1) С неподвижными камер «м i сгорания.
2) С вращающимыся камерами сгорания,
А. Рабочие процессы выполненных газовых турбин.
Рабочие процессы в камерах сгорания газовых турбин или турбин, работающих иа жидком топливе, соответствуют рабочим ‘процессам поршневых моторов: циклам — Ле нуар а, Отто и Дизеля; процессы в соплах и рабочих колесах аналогичны таковым же в водяных или паровых турбинах. См. гл. VI, стр. 653 и сл.; гл. VII, стр. 700 и сл. и гл. IX, стр. 769 п сл. Более подробно о теории рабочего процесса дано у Стодола: „Паровые и газовые турбины", шестое изд. Берлвн, 1924 г. 10. Шпрингер.
а) Сухие газовые турбины.
Основной принцип действия. Продукты сгорания расширяются в соплах п отдают энергию рабочим лопаткам. Турбины строятся обычно активного действия (струйные) с одной ступенью давления и, самое большее, с двумя ступенями скоростей. Перед рабочим колесом включаются одна пли несколько камер сгоранпя, которые заряжаются при помощи компрессоров рабочей смесью. Сгорание протекает или при постоянном объеме (в виде взрыва) в замкнутой камере или в открытой камере прп постоянном давлении.
Температурные границы рабочего процесса сужены из практических соображений; выдерживаемая лопаточным венцом продолжительная или средняя температура 400—450°.
Противодавление при расширении обычно равно атмосферному давлению.
1. Сухие турбины бызтрого сгорания. Сгорание смеси протекает ступенями в виде ряда следующих друг за другом внутри большого числа камер сгорания взрывов; каморы сгорания отделяются от трубопроводов и сопел (форсунок) вентилями (фиг. 1052). Перед вводом смеси, камера сгорания продувается воздухом, подобно как в 2-тактном поршневом двигателе. Воздействие на лопатки рабочего венца носит ударный характер.
762
11. ДВИГАТЕЛИ.
С точки зрения теплотехники желательно допускать применение „острой" смеси с наивыгоднейшею скоростью сгорания и высокими конечными температурами, так как для камер сгорания форсунок, рабочих и направляющих лопаток приходится принимать во внимание только средние температуры. Потери тепла в окру-жающуюсреду, за счет теплоизлучения, сравнительно За-:Ih невелики, вследствие очень коротких промежутков времени, приходящихся на линии расширения. Сухие и выхлопные газы делают возможным использование Фнг. 1052. отходящего тепла, в котором включено также
тепло трения и вихреобразования.
Сточки зрения эксплоатации выгодно понижение до желаемой величины средних температур лопаток, за счет применения достаточного количества продувочного воздуха, так как подготовка продувочного воздуха обходится дешево.
Следующие обстоятельства, наоборот, влияют отрицательно па экономический коэффициент полезного действия:
протекание продуктов сгорания через форсунки и лопатки происходит с переменной скоростью и отдача колеса ничтожна; таким образом, активное действие получается менее благоприятным, чем у паровых турбин;
потери от троиия колеса, находящегося н области давления отходящих газов, во много раз больше таковых при разреженном паре; продувочный воздух течет медленвее, чем рабочий газ, вследствие чего можно ожидать неблагоприятного тормозящего действия в рабочих лопатках и увеличения нагрузки продувочного насоса.
Сухие турбины быстрого сгорания без предварительного сжатия. Рабочий процесс соответствует циклу Л е в у а р а. Минимальный расход анергии иа продувку и зарядку. Рабочий процесс турбины без потерь, изображенный на фиг. 1053 при упрощающих допущениях, ведет к использованию тепла до 20%.
Достигаемый при этом цикле общий коэффициент полезного действия получается из следующего баланса, составленного на осиоваиии приблизительных оценок величии промежуточных коэффициентов полезного действия, которое до сих пор еще окончательно твердо не установлено:
Тепло в смеси перед сгоранием Qj............... 400 kcal/kg
„ унесенное водою, потере, шое на лучеиспускание
и неполноту сгорания (S°/o) 32 „
„ соответствующее неиспользованной энергии исте-
чения из турбины (12%)................... 48 „
„ потерянное на окружности колеса (60%)..... 29 „
„ использованное па валу (8,0%)............. 23 „
Следовательно, общий коэффициент полезного действия около 6°/0.
Эковомип от работы продувочного насоса при этом процессе противопоставляется весьма значительная потеря с отходящими газами, много превышающая мощность, потребную для привода продувочных насосов, (паровая турбина за котлом, обогреваемым отходящими газами). Процесс может быть улучшен путем перехода к предварительному сжатию смеси; величина сжатия выбирается из соображения возможности покрытия потребной мощности за счет тепла отходящих газов
ГАЗОВЫЕ ТУРБИНЫ.
763
Сухие турбины быстрого сгорания с предварительным сжатием. Рабочий процесс соответствует циклу Отто, с расширением продуктов сгорания до наружного давления и с предварительным сжатием смеси вне камеры сгорания; последняя воздуходувками ие только продувается через турбину, ио и идет на зарядку.
Рабочий процесс, изображенный на фиг. 1054, при упрощающих допущениях, дает основание ожидать использования тепла в идеальной турбине до 45%. (1
Фиг. 1053 ’). Фиг, 1054 ').
Достигаемый в действительности общий коэффициент полезного действия получается, как и ранее, при аналогичных оценках промежуточных коэффициентов полезного действия, из следующих сопоставлений: Тепло в смеси перед сгоранием (>,.............. 400 kcal/kg
„ унесенное охлаждающей полой, лучеиспусканием, неполноты сгорапня (7и/0)................... 28 „
„ соответствующее неиспользованной энергии неточеной из Турбины (38°/О).................... 15'2 „
„ потерянное на окружности колеса. (6С°/0) . . 91 „
„ используемое на валу (70и/о). ‘.............. 64 „
Общий коэффициент полезного действия возрастает, таким образом, примерно, до 16%, при предпосылке, что уменьшенного количества тепла в отходящих газах все же хватит на покрытие потребной мощности для продувочного и зарядного насосов.
2. Сухая турбина постепенного сгорания. Камера сгорания используется для производства сгорания
под высоким давлением (фиг. 1055). Смесь сжимается Фнг. 1055. компрессорами до давления воспламенения и горит в камере сгорания без изменения давления. Камера сгорания открыта в сторону сопел. Продукты сгорания перетекают на рабочее колесо.
С точки зрения эксплоатации выгодным является: отсутствие ударных напряжений в лопатках, п отсутствие запорных органов в области пламени.
Теплотехнически невыгодным является: непрерывная высокая температура в камере сгорания, объем которой соответствует
') На фиг. 1053 н 1054 вместо W. Е. следует читать kcal.
764
11. ДВИГАТЕЛИ.
объему газовых илп иофтяиых топок, что дает повышенные тепловые потери против турбины быстрого сгорания даже в том случае, если применяется охлаждающаи вода. Непрерывная подача сильно сжатой смесп требует значительного расхода энергии для зарядки камеры сгорания. Для достижения желаемой температуры лопаток в 400° необходимо охлажденпе самих продуктов сгорания; значительные тепловые потери в охлаждающую cpeiy. Если это охлаждение достигается при помощи впрыскивания воды, то использование тепла отходящих газов становится, вследствие образовании в выхлопе кпелот, сомнительным; необходимое количество энергии для компрессоров должно тогда браться от турбинного вала. Для рабочего процесса с охлаждением про
дуктов сгорания при помощи впрыскивания воды (фиг. 1056) можно было бы, сделав ряд упрощающих допущений, ожидать использования тепла для идеальной турбины около 24,5 % при давлевии сгорания в 6 at abs.
Достижимый в действительности общий коэффициент полезного действия получается из следующего сопоставления, для которого были приняты оценки подобные предыдущим;
Тепло в смссн перед «горанвем Qu................. 400 kcal/kg
из него, тепло унесенное с охлаждающей водой на лучеиспускание и теплоту сгорания.............. 40
Тепловые потери прп стечении из идеальной турбины . 130 „
„ „ на окружности колеса (65°/0)...... 85 „
„ » На ва>у (850/,,).................. 72 „
из него приходится компрессору (35 :0,7)........ 50 „
Остаток, обращаемый в работу.................... 22 „
При отказе от использования тепла отходящих газов, можно ожидать для этого процесса общий коэффициент полезного действия около 5,5%.
Ъ) Мокрые газовые турбппы.
Основной принцип: мокрые газовые турбины обладают одним илп многими неподвижными или вращающимися камерами сгорания с отверстиями для втекания и вытекания газа или воды. Газообразные продукты сгоранпя протекают ие сами через сопла и лопатки, а вместо них течет вода, которой они в камере сгорания отдают свою энергию и которая и производит работу сжатия рабочей смеси в камере сгоранпя. Передача энергии от газа к воде и от воды обратно к свежей смеси про щходпт непосредственным воздействием ‘газов на перемещающийся подобно поршню, уровень воды, столб которой совершает попеременно возвратное движение. Передача избытка энергии валу турбины происходит пли непосредственно во время колебательных движений воды сквозь направляющую и рабочую систему или посредством вспомо
ГАЗОВЫЕ ТУРБИНЫ.
765
гательных приспособлений в виде воздушного колпака, к которому вода подкачивается толчками и который направляет ее достаточно равномерным потоком к любой части турбины.
Отсюда видно, что мокрая газовая турбина в сущности представляет из себя водяную турбину, включевную за поршневой газовой машиной, поршни и шатунный механизм которой заменены водой. Внутри камеры сгоранпя могут быть воспроизведены все, обычные в поршневых машинах, рабочие процессы.
С точки зрения вксплоатации выгодно, что: как в самой турбине, так и в непосредственно омываемой водой камере сгорания не возникает трудностей, связанных с тепловыми явлениями.
С точки зрения теплотехники неблагоприятны: большие тепловые потери, в попеременно возвратно движущуюся воду,
в случае, если ее поверхность раздробляется. Использование отходящего тепла невозможно, благодаря уносимой в выхлоп воде.
Фиг. 1057.
1. Мокрые газовые турбины с неподвижными камерами сгорания. Водяной столб—поршень (фиг. 1057) колеблется под действием продуктов сгорания между камерой сгорания, в которой перемещается взад и вперед уровень воды и воздушным колпаком, в который поступает такое количество воды, какое втекает в конпе расширения продуктов сгорания, продолжающегося до давления ниже атмосферы (разряжение4, через обратный клапан в камеру сгорания. Из воздушного колпака вода течет достаточно равномерно сквозь любого типа водяную турбину обратно к всасывающему каналу.
При производстве в камере сгорания 4-тактиого процесса колеблющийся водяной столб (фпг. 1058) выталкивает выхлопные газы до закрытия выхлопного клапана, после чего он сжимает остаточные газы. Второе колебание водяного поршня ведет к самостоятельному всасыванию новой смеси, второй обратный ход сжимает всосанную смесь. (Подробнее о действии помпы II um р гh оу’я см. Lorenz, Z. d. V. d. 1. 1911 г., стр. 1852, No ack, в том же журнале, 1913 г. стр. 885,92 и 942/8 и Kohler, Dissertation, Charlottenburg, 1923 г.).
766
Ц. ДВИГАТЕЛИ.
Рабочий процесс, совершающийся в камере сгорания, соответствует циклу Отто и позволяет при применении „острых" смесей ожидать использования тепла в машпне без потерь до 35%. Отсюда для подобной турбинной установки общий коэффициент полезного действия получился бы примерно по следующей оценке:
Тепло в смеси перед сгоранием...................... 400 kcal/kg,
Из него тепло унесенное водой лучеиспусканием и неполнотой сгорания (9°/0)....................................36 „
Тепло индикаторной работы (26°/0).............. ... 104 „
„ из него в установке воздушного колпака (90°/о) .... 95 „
„ эффективной мощности турбины (85°f0)...........80 „
Таким образом общий коэффициент полезного действия равен примерно 20°/о-
2. Мокрая газовая турбина с вращающимися камерами сгорания. Два вращающиеся колеса R и R', между которыми введено неподвижное
Продувка и 5 наполнение ~ Расширение
Фиг. 1059.
направляющее кольцо L, образуют одну общую ячейку, в которой заключены вращающиеся камеры сгорания V и V вместе с относящимися к ним водяными поршнями К п К' (фиг. 1059). Гидравлические поршни колеблются во время вращения подвижных колес от одной камеры сгорания к другой, оставаясь во время своего колебания все время связанными друг с дру
гом через отдельные каналы направляющего кольца и их массы взаимно дополняются до общей массы.
Когда, при производство 2-тактиого процесса, поршень К под действием продуктов сгорания, находящихся в камере V, отходит наружу,
то вытекающая по окружности колеса вода направляется направляющим кольцом на поршень К', который поэтому отходит внутрь и сжимает новую смесь. Во время этого хода поршневая пара К К' поворачивается из положения I в положение II (см. схему кругооборота), при этом она использует для перехода воды все новые направляющие лопатки с переменным углом наклона, избыток энергии между работой расширения в камере V и работой сжатия в камере V отводится на вал. Для обратного хода воды из R' в R направляющее кольцо переключает соединение обратно, именно К' в R' с К" в R, прп этом под поршнем К' действуют ранее сжатые и воспламенившиеся рабочие газы, в то время как под К" следуют друг за другом процессы: продувка, зарядка и сжатие.
Приведенное выше схематическое изображение рабочего процесса охватывает только отдельные ячейки турбины в их взаимной работе; в действительности вся поверхность колеса составлена из подобных ячеек. Все эти вращающиеся ячейки во время одного оборота получают различные давления, передающиеся через зазоры входящей и выходящей по окружности воде, однако при установившемся состоянии при каждом проходе через определенное положение в пространстве опп обладают
ГАЗОВЫЕ ТУРБИНЫ.
767
в данном месте каждый раз одним и тем же внутренним давлением, наполнением водой, давлением в зазоре и проходной скоростью в зазоре. Поэтому в направляющем кольце устанавливаются почти постоянные скоростные соотношения, в то время как в проходящих мимо рабочих ячейках имеет место относительное переменно-возвратное движение наподобие движения поршня. (Подробнее о рабочем процессе турбины Stauber’a и величинах частных и общего коэффициента полезного действия смотри S t о d о 1’а, „Паро-газо-турбииы“.
В. Выполняемые газовые турбины.
а) Сухие турбины быстрого сгорания без предварительного сжатия.
Турбина Караводина (фиг. 1060). Выполнение 1908 г.; N — 1,6 Р. S., « = 10 000 об/мин. Наиболее простой и теплотехнически нерациональный тип. Четыре камеры сгорания по 230 ст3, диаметр (сопел) = 16 mm, диаметр колеса L a v а 1’я = 152 mm. Нет ип продувки, ни зарядного
Зарядка 1 Время в с-к. Продувка 1,2”
6,3.." '
Сгоранпс в расширение 0,25"
Фиг. 1061.
насоса, ни запорных органов (в соплах). В относительно длинной и узкой соединительной трубе между камерами сгорания и соплами возникают колебания, которые и образуют иа „дие“ камеры сгорания разрежение достаточной величины для того, чтобы подсасывать новую смесь непосред ственио к продуктам сгорания. Зажиганием прп помощи свечи пользуются только при пуске, после пуска зажигание происходит самовоспламенением от стенок и остаточных газов. Число зажиганий в секунду около 40. Экономический коэффипиент полезного действия предполагают равным 2,5 %. Величина смешения всосанного заряда и имеющихся в конце всасывания остаточных газов ведет прп сгорании в открытой камере к настолько ограниченному повышению давления, что становится понятным экономическая неудача турбии этого типа. (Общие данные в Engineer 85/1923, стр. 466 и след).
Ь) Сухая турбина быстрого сгорания.
Турбина Хольцварта (фиг. 1062). Начиная с 1908 г. последовательно газовая турбина 700 kW, п = 3000 об /мии.; турбина жидкого топлива 300 kW, п - 3000 об./мии., газовая турбина 5000 kW, п = 1000.
/ио
II. ДВИГАТЕЛИ.
Двухвенечноо, массивное колесо; от 6 до 10 «амер сгорания, расположенных вокруг вала. Зарядка газом и добавочным воздухом под давлением 3—4 at abs производится после обильной продувки; управление всеми клапанами гидравлическое, маслом. Впрыскивания воды нет, использование тепла отходящих газов производится при помощи подогревателя, испарителя, перегревателя и паро турбины и покрывает потребность в энергии на продувочный и зарядный насосы.
Опытные данные: время продувки 1 sec, время зарядки 0,25 sec, время расширения 0,25 sec (фиг. 1061); теплотворная способность смеси 400 kcal/ni3; температура смеси перед сгоранием 100°, наибольшее давление в 15—20 at; ваивысшая температура сгорания 1600—1700°, наивысшая температура струи пламени 700°; средняя температура камеры сгорания 380—400е, в камере колеса 400—450°, наибольшая скорость струи 1400 m/sec, окружная скорость 180—220 m/scc. Общин коэффициент полезного действия 17-—18 % (часть подведенного тепла в используемой на валу работе).
Специальное указание: скорость сгорания может быть сильно повышена при помощи вавихриваиия; эксплоатация на жидком топливе предполагает его тонкое распиливание во время совместного вдувания с зарядным воздухом и отсутствие внутри камеры сгорания плоскостей, от которых топливо могло бы отражаться.
Время рабочего процесса в П/г sec соответствует 2-тактиой поршневой машине, имеющей только 40 об./мин., поэтому камеры сгорания и их управление для больших турбин получаются относительно дорогими. Кроме того покупную стоимость сильно удорожают вспомогательные машины, продувочный и зарядный насосы, котел для использования отходящего тепла и паровая турбина. Несмотря на это стоимость изготовления такой газовой турбины для больших мощностей составляет только */з от таковой же стоимости паровых турбин с газовой топкой н */5 от стоимости установки газовых поршневых маши а одинаковой суммарной мощности, образованной из более мелких единиц. (Общие данные по Н о 1 z w а г t Ь).
ГИДРАВЛИЧЕСКИЕ ДВИГАТЕЛИ.
769
с) Сухая турбина постепенного сгорания.
Турбина Lemale-Armengaud (фпг. 1064). Построена небольшой мощностью в 1903/04 г. xV = 26 Р. S., п = 20 000 об./ыин. Одноступенчатое
колесо Лаваля, камера сгорания выполнена с карборундовой футеровкой и охлажден нем. Распыленный и подогретый парафин подводится вме-
Фиг. 1065.
сте с воздухом фиг 10б4
и воспламеняется первоначально при помощи раскаленной платиновой проволоки. Подогретая вода примешивается перед соплом. Давление в камере сгорания 5.2 at;
температура сгорания 17(Х)°; температура в камере колеса 500°. Коэффициент полезного действия одной турбины (МО щ-ность навалу: : подводимое количество тепла пересчитанное в работу) полагается ~ = 9,5%, при чем
энергия, затрачиваемая иа получение сжатого воздуха, ие учтена.
Вторая построенная турбина, N - 400 Р. S. н и—4250 оборотов в минуту, имеет рабочее колесо с двумя венцами диаметром 952 mm; колесо н лопатки, а также выхлопной трубопровод, охлаждаемый водой. Предварительное сжатие воздуха 5,2 at. температура в пространстве сгорания достигает 17бОи, в сопле—560°, в пространстве рабочего колеса 400 . Коэффициент полезного действия примерно 5,3°/О, при этом расход энергии на заготовку сжатого воздуха не учтен. Испытания закончились в 1909 году. (См. Engineer 85 (1923), стр. 466 и сл.).
Паротурбинные установки с точками, работающими на тяжелых жидких топливах значительно экономичнее и надежнее в работе, чем газо-паровые турбины с высоким давлением сгорания н компрессорами высокого давления.
d) Мокрые турбины быстрого сгорания.
1. Турбинная установка с насосом Хэмфри (Humprey) — чертеж см. иа фиг. 1065, описание в дополнении 2, к т. II Справочника, на стр. 1434.
2. „Пылящая" турбина. Чертеж см. на фиг. 1063, описание в допол-веиии 2, к т. II Справочника, иа стр. 1434.
770
П. ДВИГАТЕЛИ.
IX. Гидравлические двигатели.
Перевод Г. Л. Вольпе рта, под редакцией преф. В. Э. Классен.
А. Водяные колеса ’).
Используется главным образом энергия положения воды. Число оборотов—небольшое. Пригодны к использованию только прп небольших напорах и небольших расходах воды. Регулирование несовершенное. Вес большой. В случаях сильно загрязненной воды пли при невозможности тщательного ухода за установкой, водяные колеса, ввиду своей простоты, предпочтительнее турбин. Введем обозначения:
Q — п: ит?кт.2ощ'(» кошчрегво воды в ma/scc,
— скорость подходу вод 1.1 (я верхним плесе) к полосу в т/ягс,
Го — скорость, с ко юрою вода, стекая с колеса, постгиъет в нижний плес в m/scc.
Н' — разность уровней верх, п ппж. плесов у колеса (геометрический паиор) в ш, с2 с,2
II — действительный вапор = ------к Н' -—в т,
1 2(? 1 2ff
N— 1000 ОН • 75 —абсолютная мощность падающей воды в Р. S.
— TtN ~ полезная мощность колеса в Р. S-,
т — число обороюв колеса в минуту, D — 2R —впешпий диаметр колеса в ш, b — ширина просвета между венцами в га, а — глубина ковшей, измеренная по раднгсу, в га, Ьо — ширина струи в га, .% — толщина струи в га, 6 — толщина листа, но которому притекает водя, в т,
а?0 — зазор между окружи, колеса п ни ж. краем листа, по которому притекает вода, в та, е - число лопаток,
t - tzD : z — шаг лопаток в га, i — число спиц,
® — <о7? ~ 2п Rn : 60 — окружная скорость колоса в m/scc, G — вес колеса в kg,
q 60 Q : zn — колич. воды содерж. в пространстве между двумя лопатками, в т3, е — Q : (/Ьо — степень наполнения,
а?"— расстояние между колесом и уровнем нижнего плеса в гп,
h? — потеря напора при входе в колесо в га; — потеря напора прп выходе, в ш, #7 = 9,81 m(scc2 — ускореппе силы тяжести.
них колесах —- перед
Фиг. 1С66.
а) Верхвебопные колеса 2). (Фиг. 1066).
Применяются при напорах Н' > 3 т.
Вода поступает в колесо в наивысшей его точке; в быстрсжсд-напвысшей точкой. Направление вращения устанавливается наполнением нескольких ковшей перед пуском колеса в ход.
Окружная скорость колеса обыкновенно равна v = 1,5 до 2 m/sec.
Горизонтальный компонент скорости, с которою вода поступает в колесо сЛ = 2.5 V v .
Коэффициент полезного действия хороших верхнебойпых колес т] 0,85.
Определение размеров. Напор в подводящем канале равен
Л0 = П + О
с„ Лр = (1 4- С) с/г2 : 2.7, где С «= 0,10 до 0,15.
’) По В а с h * у, Bie Wasscrrader, ч. II, 1886.
Ср. Ehcm ап пЛеЬег cine пене Bcrcchnungsweise der Wasscrrader, „Dec Muller®, Zeitschrift f. d. gesamte Milhlonlndustrie, 1907.
ьлп, если пренебречь
ГИДРАВЛИЧЕСКИЕ ДВИГАТЕЛИ.
771
Ширина струи несколько меньше ширины колоса, так как между струей и стенкой образуется прослойка воздуха; она равна:
Ьо = Ъ — 0,4 до Ъ — 0,2 для колес без среднего венца, b0 = b — 0,8 до Ь — 0,4 для колес со средним веицом. Толщина струи s0 = Q:(b0 ch).
Средняя линия АВР водяной струи представляет из себя параболу. Вершина ее лежат в точке А (определяется величиной Ло); горизонталь ch служит касательной в вершине ее, а вертикальная линия, проведенная через точку А,— главной осью; параметр параболы равен 2р, а фокус G лежит снизу от А на расстоянии A G —р : 2 = ch2: 2д ---= hp: (1 + С)- Построение параболы см. в т. I, Математика, стр 109.
Частица воды, вступающая в колесо в точке В, описывает абсолютную траекторию ВР. Для определения на относительной траектории BP"N точки Р', соответствующей точке Р на абсолютной траектории, проводят через точку Р радиус МРТ и откладывают ва окружности дугу TU = ВР’ Радиус UP"M, определяемый точкой (J пересекает дугу РР", описанную из центра колеса М, в искомой точке В'.
Толщппа подводящего листа из железа 5 = 5 до 8 ты.
Зазор между окружностью колеса и нижним ребром подводящего лпста щ,ыпп =5 mm; все-таки его следу.'" делать большим — на случай образования льда.
Если вода вступает в наивысшую точку колеса, то диаметр колеса вт определяется формулой
I) 2 В = И— (/«„-]-0,5 s04-o4-a?0 — x'-f-x");
х' означает разность высот между точками В и J в т.
Прп предварительном расчете D можно положить равным:
В = Н- [ 1,1 (с„2: 2д) -{- 0,2] до D = Н- [1,1 (с;2 : 2д) + 0,1].
Ц е н т р М колеса отстоит от вертикали, проходящей через А, на расстоянии у = ]/2р • /-{В — m -j-р) ]/2Bni — т2 -|-(В — пг где р — 2- ск2 : 2д и m = O,5so + 64- х0. Зная у, получим ас':
х> = В —
~| 3__ 3
Глубина ковшей а = -g- ]/ Н до — \/И.
С увеличением а увеличивается и потеря при входе воды в колС'э, но зато —до опред. предела—уменьшается ширина колеса и стоимость его.
Ширина колеса b — Q: аиг, где е — 0,25 до 0,5.
Прп Ъ > 1,7 необходимо .ставить средний венец илп, по крайней мере, укреплять опалубку колеса.
Шаг лопаток I (т.-е. среднее растояние между двумя лопатками по наружной окружности) делается равным от 4/3 до 3/2-кратной длины дугп AD. От t зависит число лопаток г = ~D: I. В зависимости от конструкции колеса г должно быть кратным чпела спиц i; последнее делается равным от г Z) 2 до г ~ D -|- 3.
Величина х' должна быть такой, чтобы погружение колеса в воду нижнего плеса было невозможно. 49»
п. двигдтили.
Форма лопатой. Железпые лопатки (фиг. 1066). Очертание лопатки составляется из двух дуг окружностей b{b и bfi^ таким образом, чтобы эта лпкпя, какаясь относительной траектории BN, пересекала окружность колеса в точке Ь, отстоящей от В на расстоянии(измеряемом по дуге) ВЬ 0,5-t = 0,5-60. В точке В эта линия переходит в радиальную прямую, длина которой равна, по крайней мере, ширине полки угольппка, прикрепляющего лопатку к венцу колоса.
Ъ) Водяные колеса с кулисой (направляющим прибором).
Применяются прп переменном количестве притекающей воды и переменном напоре. Н' ~ 1,5 до 5 ш.
Кулиса. Назначение ее: подвод воды в колесо без удара. Следовательно, направляющая водяной струи такова, что относительная скорость попадающей на колесо воды параллельна первому элементу лопатки колеса. Чтобы избежать сжатия струп, ширина кулисы делается одинаковой с шириной подводящего канала. Ширина отверстий в кулисе должна быть, по возможности, но меньше 60 mm, в противном случае возможны засорения.
Впуск воды в колесо. Угол между направлением кулисы и касательной к колесу а5= 27°. Отсюда, абсолютная скорость с’ вступающей воды для самой верхней кулисы равна:
с’ — v • sin ₽ : sin (fi — а) (определение ₽ см. на стр. 773). Глубина точки В под уровнем верхнего плеса
= (1 + С) • (с'2: 2д), где С' 0,12.
Форма кулисы (фпг. 1067 и 1068). Проводят ВО перпендикулярно к с' (н, следовательно, к окружности радиуса »/ — СО = 24 sin а), описывают около В окружность с диаметром s, = ширине верхней кулисы = 0,06 до 0,10 т, затем из точки О описывают две дуги окружности, касающиеся окружности с диаметром st, и, наконец, дугу окружности, проходящую черев В. Кривые, определяющие направление притекающей воды, должпы переходить во внутренние очертания кулисы так, чтобы изменение направления и поперечного сечении было посгепен-
ГИДРАВЛИЧЕСКИЕ ДВИГАТЕЛИ.
773
иым. Количество воды 91 = |j.b0Sj У 2gh,, вытекающей из этой кулисы в 1 секунду, должно иметь возможность и втекать в нее. Следовательно, должно также быть
й < | нА (/V3 - /й/5 )
ИЛИ
Л/'
где есть коэффициент расхода (для железных лопаток р. = до 0,94, для деревянных — иа 5 — 16% меньше), Ъо — ширина кулисы в свету, Но <0,90 — коэффициент расхода при входе воды в кулису; значения остальных символов видны из фпг. 1067.
Чтобы но второй кулисе скорость опять была параллельна первому элементу лопатки, следует для этой кулиссы а взять больше, чем для первой, так как v остается постоянным, а абсолютная скорость с' воды возрастает с глубиной. Ширина кулисы определяется из условия
31 ^3-2 = V” 2</ла> р^0,93.
3________________________
Далее Л2" = Г(7га')^2 -|--_ 1 , при чем ро<О,9О.
’ L 2р0Ь01<2.9 J
Таким же образом проектируются третья и четвертая кулисы книзу: обыкновенно достаточно трех. Полагают S q = Q и приближенно <Zi = <?2 == Зз, чем вполне определяются s2 и s3 относительно Sj.
Колесо. Диаметр приближение D = Н 3,5 т.
Окружная скорость к = 1,6 до 2,2 m/sek.
Сроднее зпачеиие » = 1,8 m/sek. з________________________________ з ___________
Глубина колеса a = 0,4V' D-.H до 0,5 Ув: Н, иногда больше, именно — при сильно меняющемся уровне нижнего плеса.
Ширина колеса Ъ = Q:ave, где е = 1: 3 до 2 : 3.
Шаг лопаток I = 0,5а до 0,7а.
О числе лопаток и спиц — стр. 771.
Глубина погружения в! — в предположении, что вода стекает непосредственно с колеса приближенно со скоростью v — равна Q: bv.
Зазор между направляющей частью установки и колесом делается как можно меньше; размер регулируется установкой нижнего вкладыша у подшипника вала.
Форма лопаток. Направление крайнего элемента лопатки (фиг. 1068), определяется равенствами
га = УБ?—(В-at)1, sin р = (В — ai): В.
Впрочем, возможны отступления в ту или другую сторону и тем более, чем меньшее значение придается тому, чтобы лопатки выходили из воды пижнего колеса вертикально. При вертикальном выходе NA будет эвольвентой основной окружности радпуса СА — В sin р — В — at или
т
11. ДВИГАТЕЛИ.
гугой окружности, возможно более приближающейся к этой эвольвенте. От точки А лоиатка круто загибается кверху, при чел так и настолько, чтобы вода нс могла проникать внутрь колеса.
Коэффициент полезного действия ц = 0,75 до 0,85.
с) Колеса с водосливным впуском.
Применяются при небольших и средних напорах и сильно переменном уровне ипжпего плеса:
Н' 0,4 до 3,5 ш.
Обыкновенно D — 311 до iH и » = 1,4 до 1,7 m/sec. Об отдельных частях колеса см. Ь).
Впуск (фиг. 1069). Положенно А щита, снабженного направляющим железным желобом, при нерелпваиии нормального количества воды определяется при помощи равенства
Q = pboh V2gh, где р. = 0,50 до 0,45 (для деревянных лопаток). Для среднего слоя AmXSt, в котором можно предположить сосредоточенной всю струю воды, положение вершппы Ат соответствующей ему параболы определяется пз равенства 0,5 Q=p.M,n • V2ghm;
фокус этой параболы лежит ниже Ат па расстоянии 10Лт:11. Пз некоторой точки горизонтали, проведенной на расстоянии R — (iZ-f-aj) над верхним плесом, описывается окружность радиуса Л так, чтобы точка X со пересечения с параболой лежала иа расстоянии от 0,40 до 0,45 га под верхним плесом. (Относительно глубины погружения см. выше). Для точки X строится параллелограмм скоростей с диагональю с = 0,95 ^2дх и испытывается, даст лп разложение с в направлении окружности колеса нужную боковую скорость (приближенно v). В случае необходимости надо изменить положение выбранного центра ва горизонтали, пли же изменить радиус колеса или окружную скорость». Паинившсе положение щита определнетси пз равенства Стах = если Qmax есть
наибольшее количество воды в m3/sec, фиг 1070
которое еще должно переливаться.
Колесо Цуи ппи г ера для малых напоров ’) (фпг. 1070). v до 1,2 m/scc. Коэффициент полезного действпи обыкновенно tj=U,65 до 0,75. Угол наклона к горизонту элемента лопатки, иыходящей иг
’) См, Т eic h m ann, Z. d. V. d. I. 1888, стр. 53 и ярим. стр. 770.
ГИДРАВЛИЧЕСКИЕ ДВИГАТЕЛИ.
нижнего плеса, равен от 70° до 75е при глубине погружения а, = 0,3 т; при наивысшем уровне воды уюл наклона по должен быть меньше 45 — 55°. Глубина погружения колеса а зависит от величины колебания уровня нижнего плеса н равна приблизительно от Ц; 3 до 2U: 3; она должна быть выбрана так, чтобы вода нс могла попадать внутрь колеса.
d) Колеса со щитом в подводящем канале.
Такие колеса могут рассматриваться как колеса, к которым вода подводится через кулису, и к ним можно применить все сказанное в Ь). В общем случае их коэффициент полезного действия меньше, чем у колес, рассмотренных в Ь) п с).
В. Водяные турбины *).
Обозначения:
// — напор |т],
Q — расход |m3/sec],
е —гидравлический коэффппнепт полезного действия, — механический коэффициент полезного действия,
N — -- • Т] — полезная мощность в P.S.
/5
Ci — абсолютная скорость воды прн входе в рабочее колесо fm/scc],
с3 — „ „ я *» выходе пз рабочего колеса jm'sec],
M’j — относительная скорость воды при входе в рабочее колено |ш,ьес], w3 — „ „ » я выходе из рабочего колеса [m/scc],
— окружная скорость рабочего колеса при входе (mjseej.
w2 “ » » * » » выходе jm/secj
2) — диаметр рабочего колеса Im],
у — удельный вес воды [1000 kg/m”].
а) Общие сведения.
Каждая турбина в существенном состоит пз направляющего аппарата, сообщающего воде достаточную п нужным образом направленную скорость, и из рабочего колеса, воспринимающего от воды, притекающей пз направляющего аппарата, энергию и передающего ее валу. Если для образования входной скорости Cj используется только часть всего напора (С1^Г2 Н), то прп входе в рабочее колесо некоторая часть всей энергии сохраняется в форме избытка давления. В этом случае турбины называются реактивными. Если же для образования входной скорости используется весь напор с, —|/2<;//,то такие турбины называются активными.
Вода к рабочему колесу турбины может подводиться либо тик, чтобы она омывала всю окружность его—полные турбины.—либо отдельными струями—пари и ал иные турбины. В первом случае направляющий аппарат делается в виде направляющего колеса, во втором—в виде сопел.
Из технических соображении пользуются илп — при самых малых напорах всегда — полными реактивными турбинами (турбина Френсиса, пропеллерная турбина), илп — при самых больших напорах всегда — активными парциальными турбинами (колесо Вольтова).
>j Литература; Brauer, Turbinentheorie, 2 пзд. 1909. — С a m ere г, Vorlcsungeri Cher Wasserkraftmaschiuen, 2 изд. 1924. — E s c h e г - 1) u b s, Die Thcorie der Wasserturbinen, 3 изд 1924.—G e 1 p k e, Turbincn mid Turbinenanlagcn 1906. — Honold & Albrecht, Francistiirbiucn, 1908. — M u I i c r, Francisturbinen, 3 язя. 1921. — Pfarr, Die Turbincn fur WnJSsrrkraftbrtrleb, 2 изд. 1912.- Quantz, Wasser-kraftmar-cluncn, 5 изд. |ocn ру'скпй г.гр'г«д) —Е. Reichel, Uebcr Wasserkraftma-schiEcn, 2 чзд. 1925. — T It и n" a n n, Wassorturbinea. 2 изд. 1921. — Wagenbach, Neuere Turblnen&nJageu, 1905.
776
11. ДВИГАТЕЛИ.
Ь) Гидравлические соотношения.
Абсолютная входная скорость с, воды в рабочее колесо (фиг. 1071) есть геометрическая сумма окружной скорости и, рабочего колеса у входа и скорости IV] воды относительно рабочего колеса; ct п wt суть скорости, которые имеет вода, пока не началось действие рабочего колеса. То же самое относится и к выходу из колеса. Для изображения этой кинематической зависимости служат „скоростной треугольник для входа" (фиг. 1072) и „скоростной треугольник для выхода" (фиг. 1073).
Пусть т — Q~(: д ессъ масса воды, притекающей в каждую секунду к турбине, си — тангенциальный компонент абсолютной входной скорости, — расстояние того места, где вода поступает в колесо, от оси; тогда момент количества движения, возникаю-
Фиг. 1071. Фиг. 1072. Фиг. 1073.
из колеса, тг2си2- Согласно теореме площадей, разность этих обоих значений равна моменту вращения М, переносимому водою на рабочее колесо, mrle«i — mriCu2 =
Умножение обеих частей этого равенства на ш дает: m (<о lye,, t — ш г2си2) — Ми>.
Мш есть ни что иное, как мощность рабочего колеса в kgm/sek; с другой стороны она равна е Q у Н. Подставив т = Q у : д и замечая, что <or1 = w1 и вг2 = я2, после сокращения получаем основное уравнение теории турбин ufeul — и2си2 — гдН.
Энергия, соответствующая выходной скорости с2, у турбин, работающих без всасывающей трубы, пропадает совершенно, у турбин же, снабженных такой трубой — частично. Поэтому с2, а также компонент си2 этой скорости по касательной к окружности колеса, стремятся делать как можно меньше; большей частью турбины делаются так, чтобы си2 — О (так называемый вертикальный выход). В этом случае основное уравнение переходит в следующее- «,см1 = tgll.
с) Применяющиеся типы турбпн.
1. Турбина Френсиоа. Область применения: от самых небольших напоров и до 270 т.
Впуск воды в рабочее колесо происходит по радиальному направлению внутрь, выход воды — в осевом направлении. Лопатки направляющего колеса—в целях регулирования количества впускаемой в турбину воды и мощности—могут вращаться Около своих осей, параллельных оси
ГИДРАВЛИЧЕСКИЕ ДВИГАТЕЛИ.
777
турбины. Если используемая вода чистая и установка сравнительно небольшая, то механизм для установки направляющих лопаток располагается в воде (.внутреннее регулирование", фиг. 1074—1075); если же вода содержит песок и установка большая, то регулирующее приспособление лучше (но дороже) располагать не в воде („внешиее регулирование", фиг. 1076). При небольших и средних напорах лопаткн рабочего колеса большей частью штампуются из мягкой листовой стали и литого железа, в случае высокого напора—отливаются одновременно из стали вместе с венцом обода; при целесообразном формовании литников можно получить вполне надежное соединение.
Пз рабочего колеса вода отводится через всасывающую трубу, погруженную в воду нпж-иего плеса. При приведении турбины в действие, вода высасывает воздух, благодаря чему достигается использование полного—до уровня нижнего плеса—падения (рабочего напора). Кроме того, скорость воды, выходящей из рабочего колеса, во всасывающей трубе замедляется, так как поперечное сечение последней постепенно увеличивается; благодаря этому частично используется живая сила воды, выходящей из рабочего колеса (увеличе иием всасывающего действия при выходе из рабочего колеса). При горизонтальном положении вала необходимы кривые всасывающие трубы; такие трубы понижают коэффициент полезного действия турбины; чувствительность различных, даже немного отличающихся друг
от друга, рабочих колес к наклону всасывающей трубы может быть очень различной; уменьшение коэфф, полезного действия на 3 % при одновременном уменьшении всасывающего действия на 10%, отнюдь не является веобычным.
Для напоров до 2 m вал делается всегда вертикальным, для больших же напоров - вертикальным или горизонтальным, в зависимости от местных условий и расположения приводимых в действие машпн. В небольших установках чрсввычайпо важно избегать промежуточных механизмов, требующих оолыпой затраты мощности. В мощных установках и при непосредственном соединении с электрическим генератором тока
6
5
Фпг. 1074—1075. 1. Направляющее колесо 2. Регулирующее кольцо. 3. Рабочее колесо. 4. Вал регулирующего кольца. 5. Направляющие лопатки. 6. Соединительная серьга.
778
П. ДВвГЛТБЛН.
высшпх напорах применяются
в настоящее время предпочитают пертпкальиое положение вала; преимущества: более высокий коэффициент полезного действия, получаемый благодаря лучшему выполнению всасывающей трубы; меньшая высота всасывания (важно в отношении избежания кавптации (воздушные раковины) и в установках с трубопроводом—более плавный подвод воды.
Допустимая высота всасывания ограничена, в виду I возможности появления кавитации (стр. 787 f, 2).
Прп горизонтальном вале, в целях повышении числа оборотов, на один вал могут быть насажены несколько колес— сдвоенные и т. д. турбины. Сдвоенные турбины с вертикальным валом, раньше весьма часто применявшиеся, сейчас совершенно уступили свое место одноколесным турбинам с вертикальным валом.
Установки в открытых камерах устраивают до 15 га напора в цилиндрических железных клепаных кожухах из листовою железа с подводящей воду трубой; до 50 га напора— поперечные (радиальные) в кожухе турбины (тип 56); до 70 га напора— фронтальные (лобовые), в кожухе турбины (тип 51, 52, 53). Установки в спиральных, бетонных кожухах применяются до 25 га напора; прп иьиые кожухи, клепаные из листового
илп литого железа, плп из стали.
Фиг. 1077 дает представление о возможных способах уставовкц турбин. 1. 2. з. 12. 13.
1—Одноколесная вертпк. турбина в открытой камере; 2—Од поколеси! я вертпк. тгрбвна в бс~ топн ,й спиральной камере; 3—Двойная вертпк. турбина в открытой камере; 12 Двойная вертик. турбина в клепаном кожухе; 13—Одиокол. вертпк. турб. в литом чуг. спирал, кожухе.
14. 26. 27. 28. 29.
14 —Сдпоколеспая вертпк. турбина в клепаном из листового железа спиральном кокухе; 26—Одноколесная горизонт, oiki ытал турбина с загнутой в бетонную гпахгу всасывающей трубой; 27—Одн-колесная горизонт. открытая турбина с наклоненной, в бет<»шг\го шихту всасывающей трубой; 28—Одноколесная горизонт, открытая турбина с загнутой в бетонную шахту всасывающей трубой; 29—Двухколесная горизонт, турбина в открытой камере.
Фиг. 1077. Наименования для отдельных видов водяных турбин, принятые нем. заводами.
ГИДРАВЛИЧЕСКИЕ ДВИГАТЕЛИ.
779
34.
36.
30.—Двойная горизонтальная турбипа в открытой камере; 31—Двухколесная горизонтальная турбина в открытой камере; 3J—Двойная двухкамерная горизонтальная открьыая турбина; 35—Двойная двухкамерная горизонтальная открытая турбина; 36—Тройная горизонтальная открытая турбина.
37» 38. 39. 42. 61.
37—Тройная горизонтальная открытая турбина; 38 и 39—Двухколесные сдвоепвыс турбины с горизонтальным валом, в открытой камере; 42—Строенные двухколесные турбины с горизонтальным валом; 51—Фронтальная (лобовая) горизонтальная в кожухе турбина, С внешней всасывающем трубой.
52. 53. 56. 60. 61.
52—фронтальная горизонтальная в кожухе ту}ошш с внутренней всасывающей трубой; 5 j—Двухколесная фронтальная (лобовая) горизонтальная в кожухе турбина; 56—Двухколесная поперечная горизонтальная в кожухе турбина 60- Одноколесная горизонтальная в спиральном литом кожухе; 61—Одноколесная горизонтальная в спиральном клепаном из листового железа кожухе.
62—Двойная горизонтальная в спиральном литом кожухе турбина; 63- Двойная горизонтальная турбина в спиральном клепаном кожухе; 64—Двухколесная горизонтальная в спиральном литом кожухе турбина; 65 - Двухколесная горизонтальная в спиральном клепаном кожухе турбина; 76—Одноколесная актив, ая горизонтальная турбина с одним соплом.
77- Одноколесная активная водоструйная горизонтальная турбина с двумя соплами. 78—Двухколесная активная водоструйная горизонтальная турбина с двумя соплами; 79— Двухколесная активная водоструйная горизонтальная турбина с четырьмя соплами; 80- Одноколесная активная водоструйная вертикальная турбина г одипм соплом; 81 —Одноколсспая-актнвнп.я водоструйная вертикальная турбина с двуми соплами.
Фиг. 1077. Каимедовашгя для отделы нпдов водяных турбин, принятые немец. заводами.
780
П. ДВИГАТЕЛИ.
2. Пропеллерная турбина. Применяется для напоров до 20 т. Изобретена профессором Kaplan. Преимущество перед турбинами Френсиса: можно достичь большего числа оборотов. Направляющее колесо, всасывающая труба и установка — такие же, как у турбины Френсиса. Вал большей частью вертикальный. Рабочее колесо состоит из 2 — 8 (обыкновенно 4) лопаток, имеющих вид лопастей пропеллера, и не имеет никакого внешнего венца. Лопатки делаются литые (железо, сталь, бронза) и, в виду больших относительных скоростей воды, весьма тщательно сглаживаются или шлифуются. Лопатки соединяются со втулкой пли неподвижно или же могут в ней вращаться.
Неподвижные лопатки. Лопатки расположены или радиально— поток в рабочем колесе чисто осевой („осеное колесо"), или наклонно („диагональная турбина"). В первом случае они обыкновенно отливаются в одно целое со втулкой, во втором же случае могут делаться и отдельно и привинчиваются к втулке. Недостаток пропеллерных турбив с неподвижными лопатками: сильное падение коэффициента полезного действия прп уменьшении количества впускаемой воды. Этот недостаток устраняется применением вращающихся лопаток (собственно турбина Каплана). Лопатки рабочего колеса расположены радиально и могут во время работы вращаться вокруг осей, расположенных перпендикулярно к оси турбины. Перестановочный механизм находится во втулке и приводится в действие стержнем, проходящим через отверстпе, просверленное в валу турбины. В больших установках для перестановки применяются особые масляные поршпевые двигатели — серво-моторы. Одноврсмепно с лопаткамп рабочего колеса переставляются и лопатки направляющего колеса, при чем, чем меньше отверстпе направляющих лопаток, тем более плоско устанавливаются лопатки рабочего колеса, для чего делаются меньше углы р. и р2.
3. Колесо Псльтона. В настоящее время применяется при напорах свыше 270 т, а также, наряду с турбинами Френсиса, и при меньших напорах, особенно тогда, когда у последних число оборотов было бы слишком велпко, а размеры рабочего колеса, принимая во внимание опасность засорения, слишком малы. Число оборотов ниже, чем у турбин Френсиса: оно может быть понижено еще более путем увеличения диаметра диска, конечно, при одновременном увеличении стоимости постройки (что, впрочем, при непосредственном приведении в движение трансмиссионных валов часто бывает выгодно). Обыкновенно турбина Пельтона обходится дороже соответствующей турбины Френсиса и тем более, чем меньше напор. Рабочее колесо состоит пз диска, к которому приделаны чашеобразные ковши (фпг. 1078). Впуск воды производится через сопла (при горизонтальном вале не более 2, при вертикальном—до 4). Поперечное сечение сопла круглое; величина выходного поперечного сечения регулируется перемещением заостренного стержни внутрп сопла вдоль его оси.
Колесо Пельтона ни в косм случае не должно погружаться в воду нижнего плеса, даже во время половодья. Поэтому в установках с сильно переменным уровнем нижнего плеса часть напора пропадает, за исключением периода половодья. Применение всасывающих труб, в которых уровень воды поддерживался иа одинаковой высоте при помощи поплавкового воздушного пускового вентиля, пс дало хороших результатов.
Укрепление ковшей на диске требует особой тщательности. Имеют значения три случая нагрузкп: 1) прп приведении в действие — улар
ГИДРАВЛИЧЕСКИЕ ДВИГАТЕЛИ.
781
полной струи на неподвижный ковш, 2) центробежная сила, при установившейся работе колеса и, особенно, 3) прп нормальной работе — перемежающаяся нагрузка благодаря давлевию струи. Последнее обстоятельство требует безусловно неподвижного укрепления ковшей. Рекомендуется
Фиг. 1078. 77=200 т, ^ = 0,4 m8/sec,-2V= 900 Р. S., п =500 об/мин.
взаимное скрепление ковшей. Колеса, у которых ковши и диск отлиты в одно целое из стали, устраняют трудности, возникающие при укреплении ковшей, особенно при больших напорах, но онп все же имеют недостатки: большая возможность брака при отливке, необходимость заменять все колесо при повреждении одного ковша.
d) Оценка качества и расчет турбин на основании испытания моделей ’).
Так как теоретический расчет турбины не является вполне надежным, то необходимо каждую конструкцию проверять путем испытания геометрически подобной модели, что производится в испытательных лабораториях фврм, изготовляющих турбины, или высшпх технических школ. Возникает задача о том, как результаты испытаний опытных турбин, исполняемых обыкновенно в уменьшенном масштабе (отсюда название „испытание моделей"), к тому же производимых прп напорах обыкновенно меньших, чем в действительности, перенести на турбины в натуральном размере.
Коэффициент полезного действия всякой турбины зависит от состояния, в котором она работает; последнее же, при заданном напоре определяется числом оборотов и количеством воды, подводимой через лопатки или сопла (расход). Испытания опытной турбпны производятся при напоре для каждого испытания возможно постоянном, с таким числом лопаток или сопел и в таких пределах относительно числа оборотов, чтобы коэффициент полезного действия можно было укге-зать для любого состояния работы турбины. Чтобы найти состояние работы опытной турбины, которое соответствовало бы заданному или желатель-
*) См т I, стр 333 и сл.
782
П. ДВИГАТЕЛИ,
ному состоянию работы конструируемой турбины в натуральном размере, иными словами, чтобы коэффициент полезного действия модели был тот же, что и у орпгппала, необходимо при постановке испытаний руководствоваться следующим законом: у геометрически подобных модели и оригинала, работающих прп разных папорах, гидравлические соотношения, а вместе с тем и коэффициент полезного действия только тогда будут одинаковы, когда скорости модели и оригинала (скорости воды, а также окружные скорости) будут относиться как корни ю адратные из напоров. (Остается в силе основное уравнение). Обозначим диаметр рабочего колеса модели через D,,, орпгпнала—через I): вообще все значения, относящиеся к модели, будем отмечать индексом н, оставляя значения, относящиеся к оригиналу, без индекса. Окружные скорости пропорциональны произведсипго числа оборотов па диаметр рабочего колеса. Поэтому, для соответственных состояний модели п оригинала, на основании только-что сказанного, должво быть: ntI)r: nl) = //,,; У Н и искомое состояние модели относительно числа оборотов определится равенством; nv — n(D^H„t D„yНу Далее, так как поперечное сечсппе пропорционально квадрату диаметра рабочего колеса, а скорость воды, согласно вышесказанному, пропорциональна корню квадратному из напора, то для расходов модели й орпгпнала будет: Qr: Q = D2 |/ Н„ ; D2 ]'Н, и искомое состояние модели относительно расхода определится равенством
= QD,?' : (^2 ’ )• Поступая таким путем, можно для каждого
заданного или желательного состоявия работы оригинала определить соответствующее ему состояние работы модели, а отсюда—коэффициент полезного действия. Однако, для практических применений гораздо удобнее результаты опытных исследований относить к турбине с диаметром рабочего колеса в 1 m и к напору в 1 m (число оборотов и расход такой турбины принято обозначать через п\ н Q )> и состояние работы оригинала относить к состоянию работы этой воображаемой турбины. Для пересчета результатов опытных исследований модели к единичному напору и единичному диаметру в вышеприведенных формулах следует положить D = 1 п II = 1. Таким образом, получают, что состоянию работы модели, характеризуемому значениями и„ и Q,,, соответствует состояние работы воображаемой турбины, характеризуемое значениями я/ = nv Dt: V Н„и Q,’= Qv:
пересчет для всех исследованных состояний
: (Л„2-УII т). Выполняя этот опытной турбины, получают диаграмму коэффициента полезного действия „е д н пи ч п о й“ турбины. Па фиг. 1079представлена такая диаграмма для быстроходной турбины Френсиса; точки, изображающие
ГИДРАВЛИЧЕСКИЕ ДВИГАТЕЛИ.
783
состояние работы с равными коэффициентами полезного действия, соединены кривыми. Совокупность всех турбин, которые могут быть получены пз опытной турбины геометрически подобным увеличением пли уменьшением, называется „серией турбин". Для всех турбин такой серии их гидравлические свойства можно найти пз указанной диаграммы; чтобы определить коэффициент полезного действия, соответствующий определенному состоянию работы оригинала, достаточно при помощи формул и,' = «/): ]/Н п Qf’=Q:(D2УН) привести ее состояние работы к состоянию работы единичной турбины п найти иа диаграмме коэффициент полезного действия, соответствующий приведенному состоянию.
Пример. Дано Р=12 т, ^=34,6 ms|sec, «=125 об.,’мин. Желательный диаметр рабочего колеса конструируемой турбины Л = 2,5 ш. Имеем: «/=90, £/ = 1,6 n^/sec. Из фиг. 1079 получаем: tq = 83,5%. Следовательно, N— (1000 : 75) • 12 - 34,6 • 0,835 = = 4620 Р. S. Ори составлении проекта необходимо исследовать, не дадут лв др\гоз «шел*» оборотов п другой диаметр более выгодных соотношений; при этом должны бьпь исследованы нее могущие быть состояния работы, отличающиеся друг от друга расходом воды, соответственной мощностью в напором (с уменьшением напора и прн постоянном чпело оборотов п увеличивается и’,).
Зависимость коэффициента полезного действия от состояния работы турбины можно представить еще иначе, пользуясь для характеристики состояния работы не расходом, а мощностью. Так как при постоянном коэффициенте полезного действпя мощность пропорциональна произведению QH, то для пересчета мощности, соответствующей опытной турбине, к мощности, соответствующей единичной турбине, следует пользоваться формулой TV,' = NT : (D^Hy И), а для пересчета от орпгпнала к единичной турбине—формулой N\' = А” : (£>2/Г|ЛН).
В вышеприведенных формулах совершенно нс принято во внимание небольшое повышенно коэффициента полезного действия, наступающее с увелп’ччшем размеров турбины и в меньшей степени - с увеличением напора; оба эти обстоятельства уменьшают влияние вязкости, что и служит причиной повышения коэффициента полезного действия. Если строящийся оригинал больше испытуемой модели, то указанное обстоятельство может служи ib своего рода запасом. Повышение коэффициента полезного действия может быть под считано по формуле:
' = ^М+гТ):(Ь4 + гУ]’
предложенной Каш е г е г*ом. Исследования, произведенные в Америке Mood у, привели к формуле:
Ч=1-(1-Ч8) [(2>, : Z>)0-25 • (Ift : Я)0-1],
которая дает несколько большие значения, чем формула Катете г’а. Однако, обе формулы с некоторой достоверностью применимы только к состояниям работы вблизи наивысшего значения коэффициента полезного действпя, для других же состояний работы они дают слишком большие значения.
Опыт показал, что только предварительное испытание модели может предостеречь от ошибки в выборе турбины; поэтому, при производстве всех более или менее больших установок, необходимо предварительно иметь результат исследований опытной турбины в виде диаграммы, изображенной па фиг. 1079; при этом весьма важно, чтобы опытная турбина была в точности геометрически подобна строящемуся оригиналу п не тол.ко в отношении рабочего колеса, но п в отношении направляющего колеса, всасывающей трубы в спирального кожуха, если последний имеется.
784
11. ДВИГАТЕЛИ.
. е) Удельное число оборотов.
Для выяснения вопроса, какое число оборотов может быть достигнуто турбинами определенной серии при заданном напоре и заданной мощности, необходимо сначала установить, при каких значениях п/ и Qi' (или Д'/) турбина должна работать (напр., п/, и Q,1 или Л7/ можно выбрать так, чтобы они соответствовали наибольшему значению коэффицента полезного действия). Тогда нз вышенапи-санного уравнения для N\‘ определяется диаметр рабочего колеса: D = РчТцЯ/ • Hy'hj; из уравнения для я/ — число оборотов и = п/ У[[: Г), или, после подстановки вайдепного значения D, п = К Л': (Д/ Я У Я) или п=-п,‘ У^' Л]’25 : VN.
Значение n/Ул7/, от которого только при заданном напоре и заданной мощности зависит достижимое число оборотов, называется удельным числом оборотов или коэффициентом быстроходности и обозначается через ns. Так как п = ns для Н = 1 m и N — 1 Р. S., то удельное число оборотов может быть определено следующим образом: это есть число оборотов той, из рассматриваемой серии, турбины, которая при 1 m напора дает мощность в 1 P.S. ’).
Каждому состоянию работы определенной турбины соответствует определенное значение па. Если значением ns хотят охарактеризовать не определенное состояние работы турбины, а вообще самое турбину, то для этого в равенство и8 = n/jAiV/ подставляют такие значения я/ и Л7/, которые соответствуют наивысшему значению коэффициента полезного действия [для фпг. 1079 и/ = 85, Qx = 1,4, г; = 0,88, ЛГ/ = -(1000 : 75) = 16,4, па = 344), или же берут таким же, как
и прежде, но Л7/ так, чтобы оно соответствовало наивысшей мощности, достижимой при этом числе оборотов, без заметного падевия коэффициента полезного действия (для фпг. 1079 Q, = около 1,8, ц = 0,80, Л7/ = 19,2, ns = 372) Большей частью пользуются последним способом, хотя он не совсем точен.
Если турбина имеет несколько рабочих колес, то тогда удельное число оборотов можно относить не ко всей турбине, а к каждому колесу в отдельности; это/ особенно целесообразно потому, что гидравлические соотношения рабочего колеса в существенном определяются удельным числом оборотов. Поэтому под я, обыкновенно понимают удельное число оборотов ве всей турбины, а только рабочего колеса; с прежним значением ns оно совпадает только в случае одвоколесной турбины. Определенно удельного числа оборотов только рабочего колеса производится так же, как и прежде, но с той лишь разницей, что в формулы вводится мощность только рабочего колеса, а в случае сдвоенной турбины, из рабочего колеса которой вода выливается на две стороны — мощность одной стороны и, наконец, в случае колеса Пельтона — мощность одного сопла.
’) В английской системе единиц ng есть число оборотов турбины, которая при 1 футе напора дает в I секунду мощность в 550 футо-фунтов; ng, отнесенное к системе „футофунт*, равно 0,225 ш метрического значения п
ГИДРАВЛИЧЕСКИЕ ДВИГАТЕЛИ.
785
Если турбина имеет г простых рабочих колее или сопел, и, следовательно, мощность каждого колеса (сопла) равна N: то число оборотов,
которое может быть достигнуто рабочим колесом с заданным я8, равно: п = И,-(Й1’25:/Х).УТ
и, обратно, для заданного числа оборотов необходимо, чтобы удельное число оборотов (или коэффициент быстроходности) рабочего колеса было п3 = п VN : (Я1-25 • УТ) .
11а фиг. 1080 представлены несколько рабочих колес, которые при равных напорах имеют одинаковую мощность, но отличаются числом оборотов.
В прилагаемой таблице даны удельные числа оборотов или коэффициенты быстроходности, отнесенные к одному рабочему колесу (соплу), для различных видов турбин.
Таблица 1. Коэфф, быстроходности для различных видов турбин:
Колеса Пельтона: нормально — около 20, может повышаться до 40; значите тьпо уменьшается с увеличенном диаметра рабочего колеса.
Турбины Френсиса: тихоходные », = от 50 до 150,
нормальные hs = „ 150 „ 250,
быстроходные „ 250 „ 500.
Пропеллерные турбины
(в том числе и турбины Каплана): 8S ” » 450 „ 1000 (и выше).
Коэффициент полезного действия, достижимый при заданном як, зависит от очень многих обстоятельств, прежде всего—от способа установки тур-
nS‘ по
Фпг. 1030.
бнны, ее величины и от конструкции всасывающей трубы. Для характеристики турбины можно вместо диаграммы, изображенной на фиг. 1079,
пользоваться одной лишь кривой, указывающей зависимость коэффи, цпента полезного действия для одного определенного числа оборотов
786
П. ДВИГАТЕЛЯ.
от Qi' или от относительного впуска Q/ : Qi'max ; эта кривая представляет собою ни что иное, как сеченпе семейства кривых на фпг. 1079 на высоте выбранного и/ (фпг. 1и81). Конечно, дли суждения о турбине этот вид характеристики может быть достаточен только в том случае, когда в проектируемой установке напор, а вместе с ппм п я/ мало меняются.
Колеса Пельтона дают хороший коэффщиент полезного действия в довольно больших пределах относительно впуска воды; в больших установках напвысшпй коэффициент полезного действия, SO"'», получается при % полного впуска; при 1/4 полного впуска он еще равен приблизительно 80%. Небольшие (D — 0,5 ш) турбины Френсиса п пропеллерные турбины, снабженные иаплучшпми всасывающими трубами, при удельном числе оборотов от 80 до 700 п напвыгоднеишем впуске дают коэффициент полезного действия от 86 до Ь9%. Пз фпг. 1081 видно, что с уменьшением впуска воды коэффициент полезного действия уменьшается тем быстрее, чем больше ns, за исключением турбины Каплана. Для пв < 80 и ns 700 коэффициенты полезного действия становятся хуже. Так как коэффициент полезного действия возрастает с увеличением размера рабочих колес, то в больших установках, при надлежащем значении и,. и надлежащих впуске и всасывающей трубе, он может достичь значения, большего 90%.
1) Ограничения в выборе па.
1. Ограничения, накладываемые прочнзетью. Нагрузка материала рабочих колес определенной серин зависит исключительно от напора, но ие от масштаба турбины, если только все размеры (включая п диаметр болтов, прикрепляющих ковши к диску колеса Пельтона, и толщину лопаток у турбин Френсиса! изменяются п[>н:1орц|1ональн<> диаметру рабочего колеса. Таким образом, напор но накладывает ограничения на масштаб турбины.
У колес Пельтона укрепление ковшей при заданном напоре становится тем труднее, чем больше ns (еелп D остается постоянным, то для увеличения А'/ необходимо увеличить размер ковшей; при этом вес ковшей и центробежные силы возрастают пропорционально 3 степени размеров ковшей, а поперечные сечения материалов— только пропорционально 2 степени1. Поэтому наивысший коэффициент быстроходности ns (отнесенный к одному соплу), круглым числом равный 40, допустим лишь при Н % 50 т; для более высоких напоров можно допускать: при Н = 100 т ns = 30; при Н = 200 т ns = 25; при Н= 1000 т ns = 15.
Прочность рабзчлх нолес тур5ин Френсиса уменьшается с увеличением ns, хотя она весьма различна у конструкций, выпускаемых различными фирмами. В общем, из соображений прочности, при 77 = до 10 m допустим коэффициент быстроходности ns — 500, прп Н = до 20 m и8 —4о0. Опасность, возникающая вследствие возможности кавптацип (отклонение струи, сопровождающееся образованием воздушной раковины), еще более ограничивает величину в области указанных напоров; прп более высоких напорах, а для пропеллерных турбин вообще, главное значение почти всегда имеет только кавитация.
ГИДРАВЛИЧЕСКИЕ ДВИГАТЕЛИ.
787
2. Ограничения, накладываемые возможностью кавитации, для турбин Френсиса и пропеллерных. Когда в каком-нибудь месте турбины абсолютное давление воды понижается до давления, при котором начинается кипение воды, происходит разрывание водяной струи и образуется пустое пространство—кавитация; чаше всего это случается вблизи выходных краев лопаток рабочею колеса. Следствиями кавитации могут быть: 1) заржавленно лопаток и других частей, 2) уменьшение мощности и коэффициента полезного действия, 3) шум во время работы (треск) и иногда сильные сотрясения.
Если Нп есть барометрическая высота всасывании в месте установки турбины (соответствующая давлению воздуха минус давление паров кипящей воды), а высота всасывания турбины (расстояние но вертикали
от самого низкого положения уровня нижнего плеса до самого высокого ме-___________________________________________________ ££
ста выхода из рабочего колеса), то величина ——- — с не должна XX
опускаться ниже определенного наименьшего значения. Отсюда, допусти-
мая высота всасывания равна
Яллоп = — °min’ Н-
Наименьшее допустимое значение о в общем случае тем больше, чем больше «<<: 01,0 зависит от формы лопаток и может быть определено путем опытов; если таковых не имеется, то при надлежащем выполнении
лопаток за допустимые значения а (с известным запасом) можно принять следующие (таблица 2):
/4 с достаточной точ- Таблица 2.
ностыо можно положить равным 10,0 ш—0,0012 Л, где h есть высота места установки над уровнем моря в т. Так как слишком небнль-шнс высоты всасывания сильно увеличивают стоимость земляных работ, в особенности при выемках для всасывающей трубы, а в то же время для удобного доступа к рабочему колесу
Турбины Френсиса.
«о Jmin
< 80 0,04
100 0,05
200 0,1
300 0,2
400 0,4
500 0,7
Пропеллерные тур баны, включая турбины Каплана.
«I °min
500 0,6
6С0 0,8
700 1,5
800 2,1
(после прекращения под-
вода верхней воды) необходимо определенное минимальное
значение
высоты всасывания, то для большинства установок расчет ва безопас-
ность от кавитации приводит к ограничению практически возможных коэффициентов быстроходности.
g) Расчет диаметра рабочего колеса.
Хотя окончательное определение диаметра рабочего колеса производится на основании опытных исследований, все же при проектировании турбины всегда бывает желательно и предварительное — без опытных исследований — приближенное определение размеров ее, прежде всего— размеров рабочего колеса.
50'
<в&
II. ДВИГАТЕЛИ.
Для колеса Пельтона за диаметр рабочего колеса можно принять диаметр окружности, касающейся продолжен ной средней линии сопла. У колес Пельтона равно от 36 до 40. Поэтому, из п/ = пЪ: У Н, следует D = 36 до 40 (У Н :«).
У турбин Френсиса и пропеллерных при низком ns за диаметр рабочего колеса принимают отр. в>к между входными коаями—в этом случае обыкновенно параллельными осп — лопаток рабочего колеса. Прп более высоком ns это определонпе уже нс будет однозначным, так как в этьм случае входные края обыкновенно накюнсны к осп; за диаметр рабочего колеса принимают отрезок между диаметрально противоположными точками наиболее узкого места внешнего венца.
При »>о <2 200, и/ равно приблизительно 60, следовательно, D = 60 УII :п. Для ns <100, «/ может быть понижено приблизительно до 50, так что D = 50 }/II: п. Для га. = 250, и/равно приблизительно 70, для ns = 300 — приблизительно 80. Прп большем ras прп определении диаметра рабочего колеса предпочитают руководствоваться расходом или мощностью. Для коэффициентов быстроходности, превосходящих 300, Q/ можно принять равным 1,6 wi3,sec, Д','гг; 18 Р. S. Отсюда
Л = Q:l,6 Vll или D= КЛ':(18Я4ЛЙ).
h) Конструктивные особенности.
При проектировании рабочего колеса основное уравнение дает только одно условие, так что многие величины остаются неопределенными и, следовательно, могут быть выбраны произвольно. Они подбираются так, чтобы потери вследствие трения и образовании вихрей были возможно меньшими. Для этой пели производятся соответствующие опытные исследования. Обыкновенно иа основании подобного рода соображений определяется форма лопаток вблизи входного и выходного краев; обе таким образом определенные полосы поверхностей соединяются между собой поверхностью, по возможности плавно изогнутой. Прп проектировании пропеллерных турбпп могут быть применены результаты, полученные аэродинамическими лабораториями для несущих поверхностей аэропланов. Здесь не имеется возможности изложить методы проектирования рабочих колес; тсе они без исключения не являются вполне надежными, особенно для колес с высоким коэффициентом быстроходности; поэтому неизбежно приходится ирпбоать к опытным исследованиям. То же самое относится и к конструированию ковшей для колес Полмона.
Гидравлическое осевое давление турбин Френсиса п пропеллерных обыкновенно воспринимается со стороны всасывания, следователь по, в турбинах с вертикальным валом оно прибавляется к весу вращающихся частей. Если огево1 давление воды в kg обозначить через & то можно считать, что S = KHIJ3, где II есть напор в m, I) — диаметр в ш, а К— некоторый коэффициент, определяемый опытным путем. Если опытных последований нс имеется, то тогда, во В г а и п’у, для приближенного определения осевого давления значение К можно положить равным коэффициенту быстроходности ns колеса (но нс больше, чем К = <5о). В остальном осевое
ГИДРАВЛИЧЕСКИЕ ДВИГАТЕЛИ.
789
давление зависит от детален конструкции, а также от некоторых случайностей, поэтому в сдвоенных и двойных турбинах, у которых осевые давления обоих рабочих колес действуют в противоположных направлениях, подпятник всегда должен быть рассчитан так, чтобы он мог безопасно вос-иринпма.ь приблизительно */з осевою давления одного рабочего колеса.
Весьма важно приведенное число оборотов, отвечающее общей пропускной способности турбины, с которым приходится считаться прп расчете дпнамомашины —в виду возможною отказа действия регулятора. Приведенное число оборотов, отвечающее общей пропускной способности, колеса Пельтона можно принять равным 68 (1/77:D). Для турбин Френсиса и пропеллерных можно считать, что при ns^ ЗОО эта величина для большинства турбин равна от 1,6 до 1,8-кратного нормального числа оборотов, для турбин же с более высоким п,—иногда до 2,5-кратного нормального числа оборотов; при атом предполагается, что напор остается постоянным. Псе же определение приведенного числа оборотов, отвечающее общей пропускной способности, всегда должно основываться па исследованиях опытной турбин..1, которые прп холостом ходе дадут наивысшие возможные п,'; тогда это число оборотов для оригинала равно n|'raax(|/К: Л), где И равно наибольшему из возможных значении напора в рассматриваемой установке; в установках с сильно меняющимся манором ерпведеннот число оборотов при высоком ns достигает З-крагпого значении нормального числа оборотов, благодаря чему часто значительно повышается стоимость динамо-машины.
С. Регулирование гидравлических турбин.
а) Общие сведения.
Все почти турбины снабжены автоматическими регуляторами; исключение составляют только совсем небольшие установки. Назначение регуляторов: 1) по возможности сохранять число Оборотов постоянным прп изменении нагрузки п 2> уменьшение снижения верхнего уровня, когда турбина находится долго в условиях, прп которых потребляется воды больше, чем подводится к вей каналом.
Назначение 1 может быть выполнено:
а) Путем искусственной добавочной нагрузки, вводимой в момент повышения чпела оборотов. Она достигается или механическим торможением (тормозной регулятор, в настоящее время употребляется еще весьма редко) пли же введением в электрическую цент добавочного сопротивления (электрический регулятор). Применение электрического регулятора экономически может быть оправдано в том случае, когда гидросиловая установка не имеет регулирующего водохранилища, илп же когда она обслуживает большую сеть высокого напряжения, прп чем изменения нагрузки сети не будут чувствительны. Первый из позванных случаев, конечно, очень редки встреча"тси ва практике, так как почти во ненкой гидросиловой установке верхний подводящий капал может быть использован в качестве резервуара; если даже его емкость незначительна, все же наличие его позволяет снимать кратковременные пики, образуемые резкими повышениями нагрузки в электрической сети.
790
It. ДВИГАТЕЛИ.
Поэтому, применение электрического регулятора практически ограничивается только вторым случаем, и задачей его является недопущение развития турбиной слишком большого числа оборотов, что может случиться, вапрпмер, при выключении части или всей электрической сети. Вторая из упомянутых выше задач выполняется при этом соответствующей установкой от руки направляющих лопаток илп грушевидной шлой в сопле; при сравнительно медленных изменениях притока воды это легко сделать, особенно если уровень верхнего плеса путем поплавкового приспособления со шкалой сделан видимым в машинном помещении; возможна также и автоматическая установка направляющих лопаток особым регулятором уровня, снабженным поплавком.
В тех случаях, где электрический регулятор применим, он выгоден своей дешевизной, а также тем, что при пуске в ход регулятора расход воды в турбине не изменяется, что иногда—в целях равномерности течения воды в канале и трубопроводе—бывает желательно. Недостатком же электрического регулятора является то, что при повреждениях в динамо-машине не исключена возможность катастрофы вследствие развития турбиной слишком большого числа оборотов.
Ъ) Путем автоматической перестаиовкп направляющих лопаток пли грушевидной иглой в сопле (нормальное регул прованне).
Перестановка направляющих лопаток пли грушевидной иглы требует применения большой силы. Работой регулирования называется произведение наибольшей необходимой для движения переставляющего механизма силы на путь или произведение наибольшего необходимого для вращения регулирующего вала момента вращения на угол вращения, выраженный в дуговой мере. Работа регулирования А, турбин Френсиса и пропеллерных (в kgm) приближенно может быть подсчитана по формуле
Аг = 30 Q VHD,
где Q есть расход воды при полном впуске в m’/sec, If—напор и I)—диаметр рабочего колеса в т. Работа регулирования тем меньше, чем больше число направляющих лопаток, при условии, что остальные соотношения остаются постоянными; вышеприведенная формула учитывает еще то обстоятельство, что большие турбины снабжаются большим чпсюм направляющих лопаток, чем маленькие. На практике работа регулирования колеблется от 10 kgm для небольших и до 40000 kgm для самых крупных турбин. В виду такой величины работы регулировании невозможно пользоваться регулятором прямого действия (тахометром) или центробежным регулятором, поэтому применяются почти исключительно регуляторы непрямого действпя, в которых на долю тахометра выпадает только задача регулировать работу вспомогательного механизма, представляющего собою самостоятельный двигатель и называемый сервомотором. В качестве вспомогательного механизма (сервомотор,, в настоящее время употребляются почти исключительно поршневые механизмы с жидкостью; рабочая жидкость — обыкновенно масло, а иногда вода, почти всегда берущаяся из соседнего водопровода, так как прпмененпе для этой пели рабочей воды турбины вследствие ре засоренности не представляется возможным.
ГИДРАВЛИЧЕСКИЕ ДВИГАТЕЛИ.
791
b) Конструкции регуляторов ]).
Па фиг. 1С82 пзображсва схема регулятора непрямого действия с приспособлениями, необходимыми для водяной установки. Масляный катаракт служит для того, чтобы регулирование было устойчивым; он обусловливает движение рабочего поршня вслед ва движением стержня (2)
Фпг. 1082. Схема управления одного простого турбпшюго регулятора.
1. Нажимная пружина. 2. Стержень регулятора. 3. Преобразовать числа оборотов. 4 Ограпнчизсль раскрытия. 5. Масляный катаракт.
центробежного регулятора (тахометра); каждому положению стержня в установившемся состоя нпп соответствует определенное открытие турбины,
именно то, при котором тахометр находится в своем среднем положении, Катаракт обусловливает также то, что чпело оборотов турбины при холостим ходе б'лес числа оборотов щ при подпой нагрузке Величина ог = (п2— »/,): 0,5(и2-1-И|’1 называется коэффициентом неравномерности регулирования пли остаточной неравномерностью. Путем перестановки
*) См. „Детали ыашм“, стр. 347.
792
И. ДВИГАТЕЛИ.
поворотного маховичка от руки или прп помощи электромотора (через распределительную доску) после изменения вагрузки можно вновь установить нормальное число оборотов. Эта перестановка, необходимая после каждого изменения нагрузки, может производиться также автоматически; перестановка должна производиться медленно, чтобы процесс регулирования оставался устойчивым. Прн параллельной работе динамо-машин переменного тока следует, однако, следить за тем, чтобы после изменения нагрузки нормальное число оборотов достигалось не совсем: изменение числа оборотов должно быть таким, чтобы оно соответствовало разности числа оборотов между холостым ходом п полной нагрузкой приблизительно на ог = 2%. (Без применения катаракта—%., необходимое для устойчивого регулироваппя, должно было бы быть на много больше) Установления числа оборотов от руки в данном случае не требуется, во оно необходимо при нормальном включении и для распределения нагрузки между параллельно работающими генераторами переменного тока.
Положение стержня 4 с ручным маховичком (см. схему, фиг. 1082), „ограничителя раскрытия", определяет наибольшее открытие направляющего колеса (соответственно: отверстие сопла), которое может установить регулятор (2). При падении числа оборотов происходит толчок от соприкосновения рычага со стержнем 4, после чего рычаг перестает двигаться вслед за дальнейшим опускпнием стержня 2. Устройство 4 служит также для того, чтобы препятствовать чрезмерному понижению верхнего уровня воды при недо татке ее, [азумеется, с соответственным уменьшением мощности турбины. Чтобы прн переменном притоке воды, тур ина всегда отдавала всю мощность, какою обладает, пе принимая вместе с тем участия в выравнивании изменений нагрузки в питающей сети, устанавливают стержень 4 на соответствующею притоку воды высоту и повертывают маховик .4 в сторону увеличения числа оборотов на столько, чтобы прп последующих малых изменениях числа их, стержень 2 не касался рычага Такое положение регулятора изображено нафиг. Ю83.
В установках с часто и сильно меняющимся притоком воды изменение степени раскрытия регулятора производится автоматически, при помощи поплавка в верхнем плесе (фпг. 1084), благодаря чему автоматически выполняется задача, указанная в и. 2 При большом расстоянии до поплавка его движения могут передаваться регулятору пли давлением воздуха (V о i t h) пли электрическим током (Briegleb, Паи sen & Со).
В качестве рабочей жидкости, сда
вливаемой поршнем, чаще всего употребляется масло, иногда и вода — с примесью веществ, уменьшающих образование ржавчины. Различают 1) регуляторы с воздушной камерой и 2) регуляторы без воздушной камеры.
Фиг. 1084. Схема регулирования уровня води.
ГИДРАВЛИЧЕСКИЕ ДВИГАТЕЛИ.
793
1. Регуляторы о воздушной камерой. Насос обслуживает воздушную камеру, имеющую назначение конденсатора энергии. В хороших юнструкциях устраивается особый клапан, который прп достижении в воздушной камере нормального давления переключает насос па холостой ход. В более простых конструкциях устраивается только предохранительный клапан, который прп достижении в воздушной камере наивысшего давления открывается в масляную камеру и пропускает в вее рабочие жидкости сервомотора, без разгрузки насоса. Наполнение воздушной камеры воздухом производится обыкновенно масляным пасосом путем засасывания; в больших установках для этой цели устанавливаются особые компрессоры
2. Регуляторы без воздушной камеры. Коловратный иасос все время перекачивает масло, пока не начинаются движении, связанные с процессом регулирования, масло движется без давления, только с началом процесса регулирования оно начинает-сдавливаться п поступать в рабочий цилиндр. Весьма целесообразно включать еще один добавочный, небольшой коловратный насос, назначение которого работать для выравнивания часто случающихся, небольших изменений нагрузки; главный насос в этом Случае начинает действовать только при сильных изменениях нагрузки. Преимущества регуляторов без воздушной камеры: простой уход, бесперебойная работа прп быстро следующих друг за другом изменениях нагрузки, безопасность в работе. Недостатки: в больших регуляторах для насоса необходимо тяжелое оборудование, так как последний в течение короткого процесса регулирования производит всю работу регулирования; в регуляторах с работоспособностью свыше 3000 Kg ременный привод почти неприменим п необходима зубчатая передача.
Чтобы избежать периодичных размахов регулятора, вужно, во-первых, иметь очень чувствительный тахометр, работающий без всяких толчков, лучше всего при помогай ремня; далее, во-вторых, стопорный вентиль должен указывать только практически исчезающие изменения сопротивления и, наконец в третьих, должны быть устранен». тщательно мертвый ход и вредные пространства во всех частях механизма,
с) Требования, предъявляемые к регуляторам.
1. Работа регулятора при внезапных изменениях нагрузки. Относительным изменением нагрузки называется величина
<P = (wo-^)-vmax,
где есть мощность до наступления изменения нагрузки, Ne — после изменения, а Д' шах — мощность прп полном открытии турбины. Относительным изменением числа оборотов называется величина
” (н max (rain) ио) ’ п норм.,
где п шах (пли п min) есть наиболее высокое (или иапболее низкое) число оборотов во время процесса регулирования, п„ — число оборотов до наступления изменения ва! рузкп, п и — нормальнее число оборотов. Величина т = (Gjji ni : ^тах)-10“6
794
П. ДВИГАТЕЛЯ.
(GZ)2= момент инерции ротора в кцш2, считая пмоментпнерцпп махового колеса, если последнее имеется; jVmax— в Р. S.) называется мощностью или запасом энергии.
Для турбин, устанавливаемых в открытых шахтах, запас количества движения должен быть равен по крайней мере 1,5. У динамо-машин трехфазного тока ротор обыкновенно дает это значение без специального увеличения масс, в то время, как в динамо-машинах постоянного тока, обладающих гораздо мепьшпми моментами инерции, почти всегда необходимо устраивать специальные маховики. При у = 1,5 необходимо, чтобы при ср = + 1,0 + 0,5 + 0.25
£ было бы не больше, чем + 0,12 + 0,05 + 0,02.
с увеличением ((уменьшением) уменыпается'((увслпчпвается): зависимость можно считать обратно-иропорнионалыюй. Для точноств регулирования необходимо, чтобы «время замыкания» Ts (т.-е. время, которое необходимо рабочему поршню нрп наибольшем растворе регулирующего вентпля, для возвращения всей системы в первоначальное состояние, не превышало 1,5—2 секунд.
В турбинах, к которым вода подводится трубопроводом, условия для регулирования много хуже, так как, во-первых, для избежания при закрытии больших повышении давленпя необходимо увеличивать время замыкания и, во-вторых, повышение давлении, получающееся при замыкании, сначала вызывает повышенно мощности турбины, так что желаемое уменьшение мощности наступает с запозданием (при открытия—наоборот). Величина
_напболып. измен, давлеп. во время регулпр. (в m вод. ст.) напор (в ш)
называется относительным изменением давления. Величина
Тг = Цпах дБ
называется временем протока трубопровода (Z—длппа трубопровода в ги, сшах — скорость воды в трубопроводе при полном нпускс в in;sec).
Если трубопровод состоит из отдельных частей с различными диаметрами, то
= X Zcraax : дН.
При этом изменения давленпя получаются большие чем теоретические значения и могут быть представлены, как
X = 0,8r(r±l/4-t-r2)
(-[- для закрытия, — для открытия, г — Tr: Ts). Нижняя граница для Ts определястсп допустимым повышением давлении; дли небольшого напора и небольшого диаметра трубы можно допустить -/ = 0.5, для больших напора п диаметра трубы — у — 0,2.
В таком случае происходящее изменение числа оборотов, наступающее при выключении (илп включении) полной нагрузки (э = + 1), приближенно равно
:==0,l(7s-|- 1,5 Тг): у.
ГИДРАВЛИЧЕСКИЕ ДВИГАТЕЛИ.
765
При ср = -р 0,5, С равно 0,4 предыдущего значения, при <р = + о,25 С равно около 0,18 того же значения. Однако, следует заметить, что приведенные указания о у и С являются приближенными, и ими молено пользоваться лишь для предварительного проектирования; в действительности / и С, каждая в отдельности, зависят от многих обстоятельств, в частности, от качества конструкции регулятора.
В больших турбинах пнерцпя воды во всасывающей трубе и и спиральном кожухе (еелп он имеется) оказывает то же влияние, что и в трубопроводе. В уравнении Tr = S (сшах: дН суммирование распространяется па весь путь воды, включая енпральный кожух и всасывающую трубу, нрп чем для спирального кожуха от того места, в котором начинается вход воды в направляющее колесо, и до конца кожуха, следует брать только половину действительной длины (в виду постепенно убывающего количества протекающей воды). В таком случае формула для у дает сумму повышения давления до турбины и понижения давления за рабочим колесом нрп закрытии (и, наоборот-при открытии). Это изменение давления распределяется па повышение давленпя до турбины и понижения давления за турбиной в таком же отношении, в каком находятся суммы X /сшах: дН, составленные для части пути воды, лежащей до турбины, и для всасывающей трубы. Понижение давления в вачале всасывающей трубы не должно быть 'настолько велпко, чтобы в этом месте абсолютное давление опускалось до точкп кипения воды, так как в этом случае всасывающий столб разорвался бы во время процесса регулирования п при последующем обратном ударе мог бы нрпчпнить значительные повреждения, например сдвпг всей турбины с фундамента.
Если при составлении проекта для £ получается слишком большое значение, то следует самым тщательным образом выяснить, выгоднее ли достичь улучшения регулирования (равносильно уменьшению С) путем ли увеличения колебательного момента (равносильно увеличения, у), путем ли увеличения диаметра трубопровода (равносильно уменьшению Т7,.), путем ли увеличения прочности последнего (допущение больших значений для / и, следовательно, мевыппх для 7’6.) пли, наконец, одним из способов, описанных в <1).
В установках с длинными трубопроводами —в целых удержавпя стоимости их в определенных, допустимых границах—часто допускаются большие значения чисел оборотов (' приблизительно до 0,3 при — 1); в частности, когда динамо-машина питает большую сеть, это можно делать без всяких сомнений. При допущении больших значений С добавочную ди-намо-машпну для возбуждении невыгодно приводить в движение от вала турбпны, так как во время увеличения чпела оборотов после внезапного изменения нагрузки напряжение главной машины изменяется сильнее, чем чпело оборотов, а иногда даже сильнее, чем квадрат числа оборотов; причиной этому является одновременное повышение напряжения в добавочной динамо-машине Поэтому в этих случаях добавочную динамо машпяу предпочтительнее приводить в движение при помощи отдельной турбины.
2. Работа регулятора при постоянной и медленно изменяющейся нагрузке. При холостом ходе и постоянной нагрузке регулятор не должен «колебаться», т.-е. он не должен вызывать периодических изменений числа оборотов (периоды «колеблющегося» регулятора лежат обыкновенно
7915
II. ДВИГАТЕЛИ.
Фиг. 1085.
между 5 и 20 секундами), так как благодаря этому вызывается периодическое изменение напряжения и частоты и, кроме того,— в случае переменного тока — затрудняется, а иногда делается совсем невозможным, синхронизирование динамо-машины, работающей в холостую, в целях параллельной работы. Крайне вредно уже колебание числа оборотов па + 0,25%. Кроме того, регулятор не должен дрожать; под этим понимают виженпе поршней, периоды которых настолько малы, что чпело оборотов заметно не колеблется. Причинами дрожания могут быть: не тщательная установка прибора (плохой ремень, плохое соединенно ремня, неравномерное двпженпе ременного шкива, плохие зубчатые колеса), а также неправильная конструкппя или неправильное выполнение регулирующего вентили. Вредно отзывается и изношенность механизма направляющих лопаток.
Коэффициент неравномерности регулировании 0,05 основательно дает о себе знать. С другой стороны, прп динамо-машинах переменного тока, обращая внимание на параллельную работу возбудитсяо, нс должно быть меньше 0,02. В больших установках рекомендуется устраивать особые приспособления для установки о,.. В установившемся состоянии
между числом оборотов и мощностью зависимость должна быть линейная (лучше всего, если эта зависимость представляется прямой линией а (фиг. 1085); допустима еще линия Ъ, по ужо не лпипя с со статической областью). Изменение числа оборотов должно допускаться самое мепыпее на + чтобы включать холостой возбудитель на параллельную работу п произвольно распределить нагрузку в работе.
d) Способы уменьшения колебаний давления.
1. Автоматические вентили. Чтобы предотвратить повышение давления в закрытых напорных трубках прп закрытия турбины, устраиваются дополнительные выпускные клапана, которые прп закрытии направляющих лопаток автоматически открываются, а затем — чтобы по было утечки воды—медленно возвращаются в первоначальное положение.
2. Хотя только что описанные автоматические вентили могут применяться н в колесах Пельтона, тем не менее в этом случае их выгоднее заменять так называемым двойным регулированием; регулятором производится передвижение игольчатого клапнпа в сопле п в то же время отклонение струп: при разгрузке струсотклонптоль быстро прэдппгасгся вперед, совсем или частично отклоняет собою струю воды от колеса до тех пор, пока медленно передвигающийся игольчатый клппан нс придет в положение, соответствующее повой нагрузке; в течение этого временп струсотклонптоль автоматически возвращается в нервопачаль ое положение, так что к концу процесса регулирования он уже не задевает струи.
ГИДРАВЛИЧЕСКИЕ ДВИГАТЕЛИ.
797
Способы, указанные в п.п. 1 п 2, конечно, не могут уничтожить вредного действия трубопроводов при увеличении нагрузки. Следовательно. для определения колебательного момента имеют значение увеличения нагрузки, при которых обыкновенно могут быть допущены более сильные колебания числа оборотов, чем при уменьшениях нагрузки.
3. Часто оказывается возможным недалеко от машинного помещения построить напорный резервуар: тогда на регулирование турбины вредно отзывается только часть трубопровода, лежащая между напорным резервуаром и турбиной. Напорный резервуар может быть устроен пли на склоне горы, пли в самой горе, или, наконец, в виде высокого железного сооружения рядом с машинным помещением.
Если поперечное сечение F напорного резервуара всюду одинаковое, то наиболее сильное изменение высоты уровня свободной поверх юстп воды в резервуаре, происходящее при быстром переходе от состояния покоя к полному расходу, будет равно
host's-
где ея есть скорость воды в тоннеле прп полном расходе, ls — длина тоннеля, fs — его поперечное сечение: эта формула действительна только в том случае, если не принимать в расчет потери от трения в тоннеле (в общем случае—в закрытой части подводящего капала перед напорным резервуаром).
Если высоту потери от тренпя в напорном резервуаре яри полном расходе обозначить через hw, то в первомириближенпи можно считать, что влияние трепня обусловливает при переходе от состояния покоя к полному расходу наибольшее опускание на h0-1- 0,6 h№ зеркала воды в штольне, а прп обратном переходе — наиболее высокое поднятие на h0—0,6 hw над этим горизонтом.
После достижения упомянутого наиболее низкого уровня (соответственно, напболес высокого уровня), вода опять начинает подыматься, прп чем происходят колебания уровня, период которых равен 2гД/<'L *
IFs
Вследствие этого меняется и напор, действующий на силовую установку. Так как, благодаря турбинному регулятору, мощность силовой установки остается одна и та же, следовательно, прп низком уровне воды в напорном резервуаре пз непэ расходуется всегда больше воды для спловой установки, а при высоком уровне—наоборот, то упомянутые колебания, благодаря этому усиливаются; с другой стороны, трение в ванорном резервуаре уменьшает их. Для того, чтобы действие тренпн перевешивало, необходимо должно быть gHhwfs.
Это условие может быть записано также в форме /г0 < }/2 Н hw.
Особые приспособления, вызывающие уменьшение колебания уровня в напорных резервуарах, позволяют иногда весьма значительно уменьшать необходимый объем резервуара. За сведениями о конструпрованпп напорных резервуаров п о точном расчете колебаний уровня отсылаем к специальной литературе').
*) F. Vogt, Bercchnung und Konstruktion des Wasserschlosscs, Stuttgart 1923; L. M ii It 1 h о Ге r, Zeiehnensche Bi'stimmung der Spiegelbewegungen in Wasserschliissern, Berlin 1925; C al arc e—G ad e n, Tlieorie des cliambres d’eqltilibre, Lausanne-Paris 1926,
Ill ОТДЕЛ.
РАБОЧИЕ МАШИНЫ.
Составлено под редакцией проф. А. В. Панкина.
I. Машлны-орудия.
А. Формовочные машины.
Формовочные машины (Ср. Гейгер, Пособие по литейному делу П, Берлин 1916) представляют устройства, у которых модельные доски с приспособлениями для механического перемещении модели н формы, равно как н для механического уплотнения земли в опоке над модельной доской, соединены в общий механизм. Применяются, преимущественно, при массовом производстве, при котором применение модельных досок рентабельно. При больших моделях, и если дело касается изготовления формы пз большого количества песка, применение формовочной машины экономично только для тех немногих отливок, когда части модели могут быть укреплены непосредственно на машинном столе.
Мздельные дэеки изготовляются из гипса, камня, металла и чугуна, в зависимости от предположенного количества отлпвок. При небольшом количестве отливок достаточна укладка деревинцых моделей в гннс или камень.
При односторонних модельных досках модель закладывается с одной стороны. Для верхней и для ннжвей опоки необходима тогда одна доска для каждой.
Реверсивные модельные доски. Модели для верхних и нижних опок укладываются па одной стороне. Изготовляются особыми инструментами. Для одной формы требуегея.только одна реверсивная доска.
Двойные модельные доски. По принципу рсперсинных досок изготовляются односторонние модельные доски, которые можно себе представить в виде реверсивных досок, разрезанных по липни симметрии.
Вытяжные модельные плиты. Для выбирания высоких моделей. Прп неподвижной плите модели, насаженные, па самой доске, вытягиваются снизу через отверстие, обхватывающее плоскость разьемамодели, при чем земля опирается на вытяжную плиту. При свободной вытяжной идите форма выталкивается кверху неподвижной плитой.
Поворотные модельные доски вращаются на двух цапфах, приделанных к наиболее узкой части досок. Они заменяют две односторонние модельные доски, если на обоих сторонах их прекреплспы верхняя В нижняя опоки. Они применяются также и в качестве односторонних
МАШИНЫ-ОРУДИЯ.
799
модельных досок для формования чугунных отлпвбк, с большим количеством песка, формование которых происходит в висячем положении, отливка же— в сюячсм.
Поворотные доски схожи с поворотными модельными досками, но движутся вокруг вала, лежащего параллельно к узкой стороне доски, с односторонним вкладыванием модели, для высоких моделей.
Приспособление для снимания опоки. Снимание при небольших размерах отливок производится прп помощи ручных домкратов с рейкой и зубчаткой, подъемных кулачков, рычажных систем с ручными зубчатыми передачами, при чем вес формовочной плиты п опоки уравновешивается противовесом нлн пружиной. Прп больших весах отливок применяются
гидравлические плп пневматические подъем-анкп (Америка), при чем в случае употреб-
I. 1—Формовочный ящпк; 2—центрирующий штифт; 3—марка для сердечника; 4—земем. 5- -мо цельная доска Метол съемки; модельная до<ка остается на «.воем место. Опока снимается.
II. Поворотная доска. Метод с doit«Tpo«uoti доской. МодО »ьнал диска С опокой поворачивается. Опока опускается.
III. Метод вытяжкп.Опока остается па вытяжной доске. Ьидель вытягивается вниз.
I'. Метод опускания. Опока осшетск па своем месте. Модельная доска опускается.
Фпг.
II'. Поворотный метод, III'. Метод вытяжкп. Мо-
Мсдельная ло<-ка и опока дельная тоска остается
поБорлЧнь^юи'Я. Модель- на своем мосте, ящик с выкая доска. г>ы гягивается тяжпой п.кгюи и моделью вверх. поднимаются кверху.
1086. Выемка модели из формы.
ленпя пневматики необходимо включать жидкости (глпцерпн плп масло), чтобы обеспечит!, плавное равномерное поднятие опоки. Для этой же цели могут применяться и винты с электрическим прпподом На фпг. IOS6 изображено соотношение формы и модельной плиты во время отделения их друг от друга.
Уплотнение земли ') при помощи ручных трамбовок несом 5 6g, лучше пневматическими трамбовками от 3 до 15 kg; давление воздуха от 5 до 7 at; расход воздуха от 0,25 до 0,6 т3 всасываемого воздуха в мин. При больших формах для лучшего использовании машин цедссо-
*) О формовочном песке см. т. I, отдел Материаловедение, стр. S37,
800
III. РАБОЧИЕ МАШИНЫ
образно применение автоматических приспособлений для засыпки песка. На фиг. 1087 изображена схема различных методов уплотнения земли.
Прессование дает наибольшую плотность песка в форме, поэтому удобно лишь для низких моделей, сели модели не впрессовываются в песок снизу. Для высоких моделей необходимы предварительные приспособления для прессования.
Фиг. 1087. Засыпка формы п утрамбовка земли.
а) Ручная засыпка, Ь) г&сыпка при помощи воропки. с) утрамбовка ручной колотушкой, d) утрамбовка пневматический колотушкой, е) утрамбовка ручным пли механическим прессом. О утрамбовка встряхиванием, g) засыпка и утрамбовка при помощи дептробежвои силы, h) центробежная формовочная машина.
Ручная прессовка при помощи коленчатого и кривошипного пресса пли ударного пресса.
Механическое прессование при помощи гидравлических прессов. Для чугуна 50 at; для стального литья 100 at; в Германии применяется почти во всех случаях. Посредством пневматического пор ши я; применяется в Америко предпочтительно перед другими системами. Применяется также прессование посредством винтовых и кривошипных прессов с электрическим прпводом.
Встряхивание применяется особенно при высоких формах средних и больших размеров. Песок над молельной доской встряхивается в прикрепленной над ней опоке. Па поршне укреплен стол с модельной доской, который прп поднимается ирп помощи сжатого от 4 до 7 al воздуха. Максимальный ход поршни 100 mm; большею частью применяются поршни со значительно меньшем ходом. Прп свободном падении получается удар о стыковую поверхность, вызывающий сотрясение. Число ходов 120/мпн. Для встряхивания формы требуется, в зависимости от высоты опоки, от 15 до 50 ходов, из которых первый наиболее пнтеи-спвсп, так как он уплотняет песок слоем от 10 до 20 пип. Постепенное уменьшение толщины слоя песка происходит по направлению к спинке опоки, что является желательным при дптье, ио требует дополнительного
машины-орудия. 801
утрамбовывания слоя песка в сппнке опоки, особенно после того, как опоку приходится после встряхивания повернуть. Дли того, чтобы избежать дополнительной утрамбовки, в настоящее время для опоки средних размеров применяются, соединенные в один прибор, встряхиватели с прессами. Сначала встряхивают, а затем обратную сторону формы прессуют. Прп больших встряхивателях применяются приспособления для смягчения ударов, благодаря чему толчки амортизируются в нагоняе, так что удары не сообщаются близлежащим формам.
Центробежные станки г). Земля доставляется непрерывно горизонтальным ленточным конвейером в воронку центробежного станка, помещающуюся на конце приводимого в движение посредством электромотора рычага длиной в 3 m, быстро вращающегося, благодаря чему подаваемая земля сгущается в небольшие плотные комки, попадающие в стоящую на модельной плите формовочную опоку. В минуту таких комков подается от 1000 до 1500, так что опока в I ш3 наполняется в 3 до 8 мин. Формовщик проводит головку машины по плоскости опоки, прп чем скорость, с которой это происходит, имеет влияние на плотность земли. Независимо от величины опоки, этот метод даже для больших опок пе требует дополнительной трамбовки.
Трамбовка ведется посредством трамбовок с механическим приводом, которые, в количестве от 4 до 16, пружинно укреплены в движущемся вверх и вниз кольце. Она применяется исключительно при изготовлении форм для труб. Соединение нескольких приспособлений в одну формовочную машину делает наблюдение за установкой очень сложным; наблюдение за такими машинами достигается легче всего по методу Прресбергера * 2).
Формовочные машины для изготовления внешних форм.
1. Машины для ручной трамбовки: а) формовочные машины со съемной опокой и вертикальным ходом, Ь) формовочная машина со съемной опокой с приспособлением для боковой выемкп (горшкообразные машины) изготовляет сердечники и оболочки как одновременно, так п порознь; с) машины с вращающейся модельной доской, подъем вращающейся доски ручной, гидравлический, электрический; опускание формы с модельной доски ручным илп гидравлическим способом; d) поворотные формовочные машины; е) вытяжные формовочные машины (ручной подъем пли механический).
2. Ручные пресса: а) машины без приспособления длн съемки модели; Ь) машины с приподнимающим штифтом (обыкновенное пли двустороннее прессование); с) машины с вращающейся модельной доской; d) вращающаяся формовочная машины (вся машина вращается —Бонвилан); с) вытяжные формовочные машины.
3. Механические пресса: а) формовочная машина со съемной опокой (обыкновенное прессование, простые илп двойные машины (пресс обслуживает две модельные плиты), двойное прессование п двустороннее прсс-
s) Die Gicsserei 1924, стр. 665.
2) Geiger. Handbuch II, стр. 149.
Хютте. Т. II. 51
802
III. РАБОЧИЕ МАШИНЫ.
сованне], b) формовочная машина с поворотной доской, с) формовочные машины с поворотным приспособлением, d) вытяжные машины.
4. Машина для встряхивания: с приспособлением для смягчения ударов и без него: а) встряхивание сжатым воздухом, Ь) прп помощи электричества, с) прп помощи трансмиссии.
5. Центробежные формовочные машины: а) стационарные, Ъ) перемещаемые, с) тракторные, d) локомотивные, е) с бункерами.
6. Машины для утрамбовки форм для труб. Машины, указанные в и. 4, работают в соединении со съемными поворотными досками, указанными в п. 5. из которых для германских условий применяются обозначенные буквами Ь) и с), соединенные с машинами с приподнимающим штифтом и гребенчатой с направляющей доской. Обе послсдпил машины не являются частью центробежной машины, но работают вместе с нею в качестве ручных машин со съемными прпспособлспиямп.
Кроме нашив, упомянутых в п.п. 1 6, имеется еще большое количество формовочных машин особой конструкции, как нанр., формовочные машины с поворотным столом, с тремя, пли больше, маленькими модельными досками, расположенными по окружности горизонтально вращающегося вокруг вертикальной оси стола, телескопическая машина для формовки ременных шкивов, заключающая в себе до 10 моделей ременных шкивов, которые устанавливаются по одиночке па различной высоте, так что шкивы различных диаметров могут формоваться одной машиной и др.
7. Формовочные машины с делительными моделями образуют, как л машины для формования зубчатых колес, особую группу и строятся как машины с формовочным столом со съемными формами — ил формовочные машины на колонне. Они служат исключительно для производства форм для зубчаток и опоках, имеющих форму шаблона, прп посредстве вращающегося рукава, перпендикулярно связанного с делительной моделью, для зубчатых колес—горизонтально с подвижной моделью для выемок зубчатых колес, с которым зубчатый обод утрамбовывается в одной кольцевой форме.
Машины для формовки сердечников (шишек).
Призматические или цилиндрические сердечники трамбуются ручным способом в перпендикулярных меняющихся коробках и выталкиваются оттуда механически при помощи поршней.
Чистильные станкп с ручным приводом снабжены металлическим разделенным ящиком, половины которого снимаются с утрамбованного сердечника сбоку. Набивочная машина служит для изготовления призматических и цилиндрических сердечпиков посредством выдашш-вания • материала при помощи вращающегося червячного кольца через мундштук, прп чем все это червячное устройство работает как колбасная набивная машина. Система К н го т т е л я делает возможным применение модельных досок па машинах для прессования сердечников, работающих ручным илв гидравлическим способом. Для производства сердечников большого размера применяются также сотрясательные приборы, способствующие успешному выниманию модели из опоки.
МАШИНЫ-ОРУДИЯ.
803
Таким образом получаем следующую спецификацию.
1. Машины для выдавливания сердечников.
2. „ ,, сшвиаиия „
3. ,, ,, набивания ,,
4. ,, ,, прессовки ,,
5. ,, ,, встряхивания ,,
Вспомогательные приспособления. Для быстрой очистки модельных плит после изготовления половины формы служат продувные краны, снабженные рукавами, присоединенными к воздухопроводу. Вибраторы со сжатым воздухом плп электрические укрепления на модельных плитах и служат для освобождения модели от землп прп вынимании ее. Часто автоматическое выключение и включение.
Автоматическая подача землп для больших формовочных машин является необходимым условием экономной работы, так как напол-•ненпе от руки огромных опок очень утомительно, требует значительного количества людей и очень длительно. Формовочная машина является средством для механпзацпп литейной; она необходима для поднятия производительности, и является залогом удешевления продуктов литейной.
В. Ковочные машины.
Под ковкой, в широком смысле этого слова, понимается всякое изменение формы, вызванное прямым или косвенным давлением. В более узком смысле ковка обозначает придание формы действующими прямолинейно молотами и прессами *). Машины этого рода (молоты п прессы) описаны ниже, в п.п. Ь) и с), стр. 809 и сл. (Протяжные прокатные устройства, см. „Горный Hutto"), в п. же а) описаны все явления и процессы, относящиеся к деформациям под давлением.
а) Явления, сопровождающие изменение формы металла под давлением.
Основания для числовых расчетов см. т. I, отд. 2, стр. 349.
Ниже приняты следующие обозначения:
Р—давление в kg,
/, F— сечения формы и mm2,
kj — сопротивление при изменении формы в kg/шт2,
р., Pg — коэффициенты внешнего и внутреннего трения (|± — 0,2 до 0,4; р,$ ~ около 0,5).
1. Изменение формы под непосредственным давлением. Осаживание и клепка (фнг. 1088).
Машин ы: Для более тяжелых работ—гидравлические пресса; для средних работ— паровые молоты; осаживание головок п фланцев ковочными машинами; более легкие работы прессами Венсана.
Специальные пресса, наир , ковочные машины для проковки головок болтов. Клейка при подющи пневматических молотов, гидравлических клепальных машин, фрикционных или коленчатых прессов.
Величина осадки h во избежание изгибания < 2,5 d.
При свободной осадке давление Р прп любом сечении f:
P = fkr [1 + (1:3) • р. • (<(:»)]................(1)
1) См. Plastische Gestaltung, Maschb. V. Bd. 1926 г., стр. 105,
804
П1. РАБОЧИЕ МАШИНЫ.
При осадке в штампах для получения острых краев давление Р2, следует принять равным:
Р3' > 1,5 Ра = 1,5 fjcr • [1 + (1 : 3) • р. • (d2 : ЛД|..(2)
Для ковочных машин штампы чаще всего закрытые, из трех частей однако открытые штампы более удобны для обслуживания.
При горячей кленке длн достижения хорошего образования головок, плотного прилегания листов и полного заполнения отверстий заклепкой для ковкого литого железа: ,, „
Jr — (э ДО 1UU /!
{fx~~сечение стержня в mm 2) 1). .. (3)
Фиг. 1088.
Фиг. 1089.
Штамповка* 2) (фиг. 1089).
N a ш и ц ы: Для железа и стали применяют, в первую очередь падающий молот (фиг. 1099), реже паровые молота. Для мягких металлов, главным образом, фрикционные пресса.
Конечное давление Р при открытом штампе сечения f и при осадке 7г:
P = /‘fcr|l-f-(l:3).p.-(d:7i)]...................(4)
(для закрытого штампа см. Осаживание). Кривая давления дает характеристику изменения давлений согласно фиг. 1089. Потребная работа А для литого железа при общей поверхности О (mm2) по Гофмейстеру:
А ~ 25 О (в kgin).........................(5)
Штампы для железа и стали открытые, для мягких металлов—закрытые в состоящие из нескольких частей. Для открытых штампов рекомендуются заусенцы (выступы), согласно фиг. 1089. Конусность (а) стенок штампа в верхнем штампе 7°, в нижнем до 5е. Толщина выступа 2—5 и п. Поднимаемые части у молотов помещаются в верхней части штампов, у прессов в нижней.
Для уменьшения изнашивания штампа и потерь на заусеницы очень важна предварительная штамповка. Предварительная форма штамповки выбирается выше окончательной, так что материал прв осадке стекает
х) По Р. Бауман, „Напряжение листов прн клепке". Mitt. Forschungsarbeiten, тетрадь 252 (1922) при хорошо ирииассенпых листах Р ~ 65 до 80 • f\ для получения, легко поддающихся клепанию, головок. Излишне высокое давление заклепки влечет порчу листов.
2) Литература: Гофмейстер, „Проектирование, изготовление и применение ковочных штампов п прессов", Wcrkst.—Tcchnik 1921, стр. 1/
Машины-орудия.
§05
в штамп. (Сравн., Изменения тел при истечении материала). Сложные
предварительные формы изготовляются под паровыми илп воздушными молотами Часто целесообразно приме-
нять соответствующие профили, изготовленные вальцовкой.
Вытяжка1) (фиг. 1090).
Маш и и ы: Паровые гидравлические пресса, паровые и пневматические молота (ковка см. фиг. 1102, 1103 и 1104).
Вытяжкой называют ряд следующие одна за другой осадок с перемещением Z(/ и осадкой /г, и Л2, прп чем вытесненный
материал течет вперед и назад, и лишь незначительно по ширине. Давление Р при ф»- И)90.
ширине обрабатываемого предмета Ь будет
P~bldkr L1 + (^:2A)J.........(6)
Расширение бруска ДЬ зависит от подачи штемпеля и вычисляете}’:
ХЪ^1а- (У1ъх-.1ъг-Х)
(7)
штемпеля, ьоек для сглаживания-
Фиг. 1091.
и прекращается прп повороте бруска прп последующем прохождении на 90е.
Для достижении лучшей вытяжки более выгодны узкие закругленные более широкий и плоский. Круглый предмет подвергается вытяжке штемпелем соответствующего размера. При изменении формы ковкой из различных сечспип производится отделение материала посредством ножей различной формы, трехгран-иых плп круглых. Таким же способом производится оно у изделий подлежащих ковке в штампах. Для достижения высоких качеств материала необходимо достаточно проковать изделие. Прп предметах больших размеров сечение должно обрабатываться до тех пор, пока оно нс достигнет одной трети сечения болванки.
аш ин ы: прокатные мастерские (см. Горным Hilttc).
Прокатываемая болванка силой трения втягивается в ручьи валка и получает вытяжку.
Прокатка* 2) (фиг. 1091).
!) Литература: Швейссгут, „Ковка и прессование1" и „Свободная ковка", Берлин, изд. Шпрингера.
2) Литература: Горный Iliitte, изд 3, отд. 6, табл. „Прокатка и калибровка вальцев“.
806
Ш. РАБОЧИЕ МАШИНЫ.
Обозначают:
~ W (ht — Л2)—захваченная длина бруска в та, F — 11$ -—проекция поверхности давления в mm2, hr — 2ft U— высота трения в mm (f— сеченно ручья, Г—дуга касания), Ay к] • [I 4- р.(^ : 2 7ir) ]—сопротивление изменению формы в kg/mm2, I* FK? — давление валка в kg.
Тогда
Р— blakf [1 + [j. • (ld: ?. 7г,.)] . . . . ,
. (8)
Опережение вызывается стеканием вытесненного в направлении прикатки материала.
Обозначения:
ср — V(hi — h2): г — угол захвата валка,
п~ае ; аа — [(ср : 2) -р р.] : [(ср : 2) — р.]—отношение зон стекания,
= 1 : (п + I)2—опережение.
Тогда опережение v прокатанного материала по отношению к окружности валка выразится в %
v = wiyln (7г,: h2) 100 ... . (9)
Поперечное расширение получается со-
ответственно пз уравнения......(7)
ДЬ^7Й • (|/7г^-1)..............(Ю)
2. Изменение формы через посредствующее давление- Протяжка проволоки и штанг 9 (фиг. 1092).
М а ш и и ы: Для протяжки проволоки волочильные станки с приводным барабаном, для прокатки тонких проволок—многократные нолочнльиые станки. Для протяжки штанг—волочильные станки с бесконечными цепями.
Обрабатываемый предмет протягивается силой Р через отверстие, преодолевая сопротивление изменению формы и трение, и получает сечение f2 пз сечения /]. Коэффициент трения незначителен, благодаря смазке (р. = 0,1 и мепее).
Р=—/’27crln(f1 :/2)-[l-|-p.(ctga4-tga)J=b—(A—/’3).7cz.(14-p-ctga) . (11)
Распределение напряжения по сечению в действительности происходит неравномерно. Наиболее сильное напряжение возникает в центре, и неравномерность его увеличивается с увеличением конусности отверстия. Во избежание разрыва материала, этот угол несмотря на большие потери от тренпя, выбирается очень малым и для литого железа он составляет tg к = 1 • 6 до 1:8, для стали tg а — 1:10 и мепьше. Поток материала определяется формой сечения отверстия.
*) Литература: Горный Hiitte изд. 3, отд. 6, R. Р а р I с г, „Essai sur le trfifilage, изд. Usine; II, E I с k с и и Ileldenbai n, Влияние скорости вытяжки и т. Д-“ Stahl и Eisen 1924. стр. 1687 и след.
МАШИНЫ-ОРУДИЯ.
807
Прокатка (ио методу Дика) ’) (фиг. 1093).
М а ш и п ы: Большею частью горизонтальные гидравлические пресса.
Материал (не продукты железа), чаще всего круглые- болванки, вводится в преемник, проходит через штемпель и сдавливается в матрице. Металл течет через щель определенного сечония (мертвая зона сбоку отверстия). Давление Р, находящееся под влиянием трения стенок, показывает характеристику согласно фиг. 10J3 и определяется без учета потерн трения штемпеля но формуле
= А*/ • !(1 -I1- 2 ^) • In Щ: f2) + (4 : dj]........(12)
Течение материала определяется формой матрицы.
Выдавливание углублений 2) <фпг. 1094).
Фиг. 1093. а—период осаживания, Ь—период давления.
® ЗопСИ^ЗМеН. фОрМЫ
® МертВал зона
Фиг. 1094.
М а ш и п ы: гидравлические пресса. Для более легких работ по металлу, кроме железа, применяют коленчатые пресса.
Материалом, большею частью, служат четырехгранные болванки. Деформационная щель образуется стенками матрицы и поверхностью укрепленного перед штемпелем скользящего конуса (мертвая зона перед штемпелем). На фвг. 1094 изображена диаграмма давленпя пресса Р, которое определяется без учета потерь па трение подымающегося материала между штемпелем и матрицей по формуле
Р=». .(1+2р,) +‘г *[. +,i <18)
(D, |Ь| и Л, [f|—диаметры пли сечение матрицы и штемпеля, h расстояние от дна). В уравнении (13) второе слагаемое представляет влияние дна, третье—влияние стенок. Стекание материала определяется кольцевой щелью.
Протяжка труб (фпг. 1095 и 1096).
М а ш п н ы: Для труб значительных размеров первичная протяжка иа сердечник через I или 2 кольца па гидравлическом прессе лежачего типа, с той же температурой, чго при пробивании дыр, дальнейшая прокатка на сердечнике волочильного станка, протяжка для уменьшения диаметра трубы при той же толщине стенки производится па цепном волочильном станке. Легкая протяжка на эксцентриковом прессе.
х) Литература: Z. d. V. d. I. 19l8, стр. 281, Ш в e и с с г у т.
2) Литература: Гофман „Гидравлические пресса и исследование процесса работы при обработке стальной болванки в закрытой матрице", Берлин 1912, Юл. Шпрингер.
808
III. РАБОЧИЕ МАШИНЫ.
При протяжке сила Р вычисляется (пе учитывая трения сердечника) по формуле
Р — (F> — f) kf In у ~--J, [1 -t- р. • (cig я fg я)| =
4' г — 1
^(Fi— Рг) • кг • (1 4- pctg7)................(14)
Угол прокатки я, во избежание срезания, не больше 15- -25 . Истечение материала определяется формой матрицы.
Прп протяжке без уменьшения толщины стенок отсутствует сердечник. Истечение материала происходит под действием силы (см. Механика пластических тел, т. I, отд. Механика), вследствие образования силового поля согласно фпг. 1096 определяется статически, так как толщина стопок s остается
Фиг. 1095. Фиг. 1096. Фиг. 109'7.
Р = (/<’, - f) . к, 1и --L* . | 1 4- р. • fctg я 4- tg я)]^
7* о— /о
(7), — Z)2) nskf • (1 4- р ctg я) ..... .(15)
Угол протяжки, как при прокатке труб (я =15--25°).
Штампование (фиг. LO97).
М а ш н и ы: Для самых тяжелых процессов Штампования (броневая плита, днища паровых котлов) гидравлические пресса, для более легких работ применяются винтовые пресса. Штампование с вытяжкой производят на волочильных стайках, у которых в большинстве случаев штемпель приводится в движение от кривошипа, а зажимное приспособление кулачковым дпеком. Болес легкие работы производятся на винтовых прессах.
При штамповке и вытяжке изменение формы производится посредством изгибания и выдавливания одновременно. У предметов незначительной толщины вдавливание производится за счет сгибания, так что для силы Р получается следующее уравнение:
Р = nD2skf In (I) : 7Л) 4 Ръ + Pf г (D — D2) sAy Pb -\-Pr, . (16) где D и I)2 обозначают диаметр подвергающегося штамповке пли протяжке тела, Рь и Рг обозначают приближенные величины сопротивления трению п изгибу. Эти сопротивления прп протяжке могут быть приняты равными 150% давления для изменения формы (Е. Рю р май, „Штампование и вытяжка при обработке листового железа", Mitt. Forschungsarb. вып. 277-(1926), так что для силы прокатки может быть ПрЕНОТ0: Р 2.5 к • (I) - 77,) s-Ay......... (17)
МАШПНЫ-ОРУДПЯ.
800
Распределение напряжения аналогично распределению напряжений при протяжке (фиг. 1096), так как толщина стенок остается приблизительно без изменении. При очень узких пуансонах эффективный расход энергии значительно превышает теоретический.
3. Изменения формы, вызываемые изгибом: изгиб, правка, изгиб бортов.
М а ш и и ы: Для тяжелых работ ко изгибу и правке применяются гидравлические пресса. Для правки профильного и брускового железа—станок для правки (см. Горное Hiitte, изд. III, отд. 6, Прокатные установки) и эксцентриковые пресса- Для изгибания валов и тому подобных частей—кривошипные пресса горизонтально действующие (горизонтальные мапшиы, стр. 819). Для легких работ по изгибанию (магниты и хомуты) применяются винтовые пресса. 'Для работ по загибанию бортов применяются эксцентриковые пресса.
Расход энергии при процессе изгиба' см., отд, Механика пластических тел, I т., отд. Механика, стр. 354.
Штамповка и вытяжка при низкой температуре, см. выше.
4. Резка (отрезка, очистка, вырезка).
М а ш в и ы: для наиболее сложных работ по резке и очистке применяют гидравлический пресс; для обыкновенных работ—эксцентриковый пресс (стр. 818).
Для параллельно идущих лезвий сила Р, необходимая для срезывания, при длине среза I и толщине среза s, определяется уравнением:
Р = lsks Iskf........................(18)
В этом уравнении ks обозначает сопротивление срезанию, которое приблизительно равно Ау Значение kf см.
т. I, отд. 2, стр. 352. Для вырезки круглых дыр, диаметром d, эта формула принимает следующвй вид:
Р = г. dsks....................(19)
Прп резании листов, установленным под уклоном, верхним ножом, получаем давление ножа на поверхность листа и силы в сечении среза (применяя обозначения, согласно фиг. 1098):
Механика пластических тел.
Фиг. 1098.
Р = 0,5 bs г kf— 0,5 • bs s ks — s2 ks • (ks : kf) ctg ₽ ctg •/; . . . (20)
Во пзбе;кание потерь на трение, срезающая площадь имеет уклон а от 5 до 10е, у ножей—2° к направлению резания. Угол резания р ножа равен 75° и уклон т( верхнего вожа прп резании лпстов — от 8 до 10°.
в) Молоты.
Кинетическая энергия молота превращается здесь в работу деформации (давление X величину деформации).
Обозначим:
А — кинетическая энергия удара в mkg,
А? — переданная работа изменения формы в mkg, — потерн, вызванные действием удара в mkg,
Ат — потери от грения в mkg.
(i — вес бабы в kg,
•410 III. рабочие машины.
«i ~ (?: д — масса бабы в kg scc’m *, v — скорость скачка в m/sec, Л — ход свободно падающего молота в т,
Gs — вес наковальня в kg,
ms — масса наковальни —z Gs : д в kg sec2 т *.
Имеем следующее взаимоотношение:
А = mi2 : 2 — Gh — А,...................fl)
и предполагая совершенно неэластичный удар, получаем:
A f = А • [м=: (т -|- и.)| и As = А [да: (т 4- »»„)] . . . (2) и (3)
Для того, чтобы потери от удара не были велики и во избежание обратного удара при легких наковальнях, вес наковальни берут от 12 до 20-кратного веса бабы, что соответствует потере 8—5%. Уничтожение потерь от удара прп работе двух, ударяющихся друг о друга, баб одинакового веса предусмотрено только в некоторых конструкциях (напр., четырехудар.тые молоты). Уменьшение потерь от удара, от применения больших фундаментов для наковален и прп наковальнях, состоящих из нескольких частей, достигается хорошим соединением отдельных частей наковальни. Последние обыкновенно делаются с ласточкиным хвостом и клином. Эластические подкладки между наковальней и фундаментом применяются для уничтожения передачи слишком сильных ударов на почву *).
В качестве инструментов для изменения формы применяются либо плоские бойки, либо штампы. Также и здесь происходит укрепление в бабе плп в наковальне, большего частью с ласточкиным хвостом и клином.
1. Рычажный (хвостовой) молот. Область применения: гидравлические хвостовые молоты применяются для вытяжных и точных отделочных работ, машинные молоты— для легких вытяжных работ.
Баба большего частью закрепляется на деревянном брусе, качающемся вокруг папфы. Привод посредством схватывающего кулачного вала, действующего на головку молота (лобовой молот), пли на рукоятку между цапфой и головкой (молот с прямым ударом), плп на продолжение рукоятки сзади цапфы (хвостовой молот). Гидравлические молоты бывают всех трех вышеописанных типов. Машинные молоты бывают только с приводом последнего типа.
Для того, чтобы вызвать отбой, применяют деревянные или железные отбойные пружины и резиновые буфера (молот Б р а д л е я). У хвостовых молотов рукоятка служит пружинным приспособлением. Поэтому нельзя провести строгую границу между рычажным и пружинным молотом.
Вес ба*)ы гидравлического молота 200—750 kg, прп 100 — 50 ходах б минуту, и высота подъема от 30 до 100 ст. Для машинных молотов число ударов достигает 200—400 б минуту при максимальном весе бабы в 100 kg и подъеме 30 — 50 cm.
2. Пружинный молот. Область применения: легкие вытяжные работы. Приво! кривошипом. Ведущей для бабы является параллельная стойка,
’) Ф. А. Шнейдер. „О фундаментах**, Maschinenbau, т. V (1926), стр. 116 и сл ч
МАШЙИЫ-ОРУДИЙ.
811
реже рукоятка плп цапфа. Между кривошипом и бабой включена пружина. Продуктивная работа возможна, если число свободных колебаний пружинистой системы равно количеству оборотов кривошипного привода (резонанс: см. т. I, отд. Техническая физика, принудительные колебания). Пружина рассчитывается согласно с этими данными. Регулирование числа и силы ударов производится изменением числа оборотов привода. Для регулирования силы ударов эксцентриситет кривошипного вала делается иногда переменным. Вес бабы G — 30 до 100 kg. Число ударов п = 300 до 200 ударов в минуту. Потребная мощность N = 0,03 до 0,04 G P.S.
3. Молот с падающей бабой. Область применения: поковка в штампах. Прп движении бабы на обрабатываемый предмет действует только ускорение силы тяжести, в то время, как приподнимание производится илп вследствие наворачпванпя каната (молот с наматывающим барабане м), плп вследствие захвата поднимающего приспособления посредством непрерывно вращающегося шкива прп помощи трения (фрикционный молот), плп приподниманием каната посредством ролика, перемещаемого паром плп давлением воздуха, а также и под непосредственным действием пара пли воздуха на поршень (подъемник для молота с падающей бабой).
При всех конструкциях баба движется но легко переставляемым, расположенным на самой наковальне направляющим квадратного сечения, что делает невозможным смещение верхнего и нижнего штампа. Это обстоятельство и то преимущество, что при штамповочной работе здесь может быть избегнута опасность внезапных торможений массы передаточного механизма прн ударе, так как подъемный механизм прн падении не испытывает никаких напряжений, делает эту конструкцию молота для поковки в штампах наиболее удобной. Нижний штамп укрепляется почти равен 20-кратиому весу бабы.
Фпг. 1099.
часто регулирующими винтами. Вес наковальни Область кузнечных работ и производительность молота с падающей бабой графически изо-Сражены на фпг. 1099 и 1100.
Молот с наматывающим барабаном. Наматывающий барабан приводится либо самостоятельно, либо подъемный оргап наворачивается прп помощи движущейся дуги на свободный барабан (Массе и). Барабан п дуга соединены с трансмиссионным валом соответствующим образом для достижения соответствующего времени подъема, пли приводятся в движение крыльчатым молотом с паровым, либо воздушным приводом. Зажимные кулаки и действующие подобно нм муфты—непригодны, так как опи передают бабе полную скорость подъема, чем вызываются удары, повреждающие подъемный механизм и привод. Механически действующие
812
III. РАБОЧИЕ МАШИНЫ.
фрикционные муфты более легко регулируются, но требуют большей частью чрезвычайно большой силы сцепления, поэтому в последнее время применяются фрикционные муфты, работающие сжатым воздухом.
Фрикционный молот. Подъемный механизм представляет собой деревянную доску или ремень. Молоты с доской имеют вес бабы до 500 kg и высоту подъема, не превосходящую 2,5 т, так как в ппом случае давление фрикционного шкива будет очень велико п от удара место соединении доски с бабой испытывает слишком большое напряжение. Приподнимание производится двумя роликами, нажимающими с силой Р па доску пли ремень, прп чем одпн шкив пли оба имеют свой привод.
Если обозначим:
Р — силу нажима в kg,
G — вес бабы в kg,
— силу подъема в kg = или > G (ускорение силы тяжести), [л — коэффициент трения.
Тогда К = р Р (одпн ролик во вращении) пли = 2 р Р (два ролика вращаются) ........................................................(4)
Значение трения р. пожду деревом и железом, см. т. I, отд. Механика, I, табл. 5, Согласно этому р. может быть взято от 0,3 до 0,4. Для фрикционных молотов с доскою w 1 m/sec.
Ременный фрикционный молот изготовляется для бабы весом до 2000 kg. Соотношение сил ременного привода см. стр. 285 и след. Для ременных молотов может быть принято:
ZC=Pfit’a = 4 до 10 Р,..................(
соответственно я = к п р. = 0,4 до 0,7.
Подъем ремня со шкпва прп падании возможен только у легких молотов.
У тяжелых молотов движение каната Р производится нс ручным способом, а при помощи укрепленного на рычаге шкпва, прижимающего подъемный механизм к дпску. Сила нажима—см. уравнение (4).
Ширина ремня Ъг — 0,3 до 0,4 G 75 mm.
Окружная скорость диска v =*= 1,5 до 2,5 m/sec,
Высота подъема Ji — 2 до 4 т.
Привод должен иметь мощность 2Утах = Gv : 75 Р. S., при условии поглощения возникающих торможений энергией вращающихся масс.
Подъемник молота о падающей бабой. Для приподнимания бабы весом более 1500 kg употребляют большей частью подъемник с паровым пли гидравлическим приводом. В качестве подъемного механизма служит поршень, соединенный с бабой или канатом (Беше и Грос), пли тонким штоком (Э й м у к о).
В первой конструкции проволочный канат, пружпиио прикрепляемый на стойке, движется посредством шкива, приводимого н движение поршнем, второй конец каната обходит неподвижный шкив и прикрепляется к бабе. Так как подъем поршня при таком устройстве составляет только 1/2 подъема бабы, вся конструкция несколько уплотнена; однако, вследствие противодавления, при ударе может произойти некоторое ослабление каната, что влечет за собою потерю в 5 до Ю°/о. Вгорая конструкция, вследствие необходимости для достижения хорошего действия удара большой высоты подъема,—очень высока, но зато здесь не приходится иметь дело с большим износом каната, особенно вероятным прп невнимательном уходе.
МАШИНЫ-ОРУДИЯ.
813
В обопх случаях очень важно присутствие широкой выхлопной трубы, так как противодавление препятствует падению. Расходы пара и воздуха — неблагоприятны, так как работа производится с наполиеппем в 100°/о.
Вес бабы до 6000 kg. Высота подъема от 2 до 3 ш.
4. Паровой молот. Область применения: кузнечные фасонные работы (конструкция а) работа по вытяжке (конструкция а, b и с—быстроходный молот) ковка в штампах (конструкция а и с).
Привод при помощи поршня со штоком, соединенным наглухо с бабой Поршень движется сжатым воздухом, или паром, вверх и вниз. Цилиндр покоится иа 'двух станинах, где укреплены п направляющие для бабы. Станины, помимо особой конструкции, установлены на фундаменте, отдельном от фундамента наковальни. В последнее время предлагается упругое укрепление фундамента станины на выложенном в виде лестницы фундаменте наковальни. Распространение звука уменьшается посредством сделанного вокруг фундамента воздушного зазора. Части станин соединены между собою стяжными анкерными кольцами или пружинящими болтовыми скреплениями, при чем смещение невозможно, благодаря вложенным клиньям. ’Поршень, шток и баба у малых молотов сделаны часто из одного куска, у больших же молотов изготовляются из отдельных кусков. Поршень навинчивается на шток или укрепляется при помощи конуса и гайки с предохранителем. Баба насаживается или при помощи конуса. (М а с с с й), или укрепляется муфтой. Шток подвер-
гается напряжению на растягивание продольный изгиб, действием силы инерции массы поршня, поэтому изготовляется из высококачественного материала, как, напр., хромо-никкелевая сталь с содержанием 0,2 до 0,3 % С, 2 до 3% Ni, 0,6 до 0,8% Сг. пли из марганцевой стали с содержанием 0,4 до 0,5% С и 0,8 до 1,2% Мп. Распределительным устройством служат вентили и золотники. Прп паровой установке очень важно устройство водоспускных приспособлений на подводящих пар трубах и в цилиндре. В пневматических установках, в большинстве случаев, имеет место предварительный подогрев воздуха отходящим теплом до 200°.
и сжатие, н момент же удара—на
mm: mm Od/facmO
*50$
iSO&
Ooaar< sooo 1
raoott июа sot vioao rnofi
s&g
I-у —
8
oatfti вид
~ Sod seed ‘3W0 wxff sodij »гшил<
Оля .tnemp стелш
Фиг, 1101,
Давление пара свыше 12 at. применяется редко, так как сальник подвергается ударам. Использование отработанного пара весьма важно. Вес наковальни — 15-in кратному весу бабы.
Паровой молот с ручным управлением (а). Вес бабы, в большинстве случаев, 1000 hg и выше. Наибольшая пз построенных конструкций с бабой—весом в 125 1. Область применения согласно фиг. 1101. Станины, большею частью, сделаны с колоннами пз листового металла, стоящими на плитах; сверху они связаны мостом, сделанным из короб-
814
111. РАБОЧИЕ МАШИНЫ.
чатых балок, иа которых установлены ребристые или полые стойки, поперечина и цилиндр. Конструкция с косо установленными стойками, связапнымп на поперечине и снизу якорями, даст преимущество статически определимого сооружения и устраняет разрыв системы и раздавайте фундамента. Для достижения равномерного расширения и с целью избежать потерь па конденсацию, поперечина нагревается отработанным паром. Все молота, кроме больших, работают верхним паром (над поршнем). Распределение пара—посредством приводимых в двпженпе от кулачкового вала впускного и выпускного клапана и установленного перед' ипми парозапорного клапана.
Подъем: 1 до 2,5 ш.
Наибольшее количество ударов: 40 до СО ударов/мпп.
Диаметр поршневого штока: d 2 17 G шш.
Паровые молоты с автоматическим распределением пара (Ь). Вес бабы до 1000 kg; редко больше. Область применения указана на фиг. 1102. Станина, несмотря на особенность кон-
струкции, сделана пз ребристого пли полого чугуна. Для небольших молотов, по преимуществу встречается тип с одной станиной внизу, обхватывающей наковальню (легкая доступность), для более тяжелых молотов —уравновешенный тип с двумн стойками. Распределение, зависящее от движения бабы и работающее от
Фиг. 1103
ШИШ ЖЛПЮй
Фиг. 1102.
бабы через рычаг, рычажную муфту, эксцентрик. подкладку, систему рычагов—на поршневый золотник, прп чем поворотная точка рычажной муфты (Б а ин и я г), пли система рычагов (Бринкман) переставляется эксцентриками и изменяет высоту подъема. Диаграмма работы золотника, согласно фиг. 1103; распределение пара улучшается игрой в системе рычагов; распределение золотвпками (Б а и н п н г). Дальнейшее усовер-
МАШИНЫ-ОРУДИЯ.
81Е
шенствованпе достигнуто применением отдельной, подводящей пар трубы для нижнего пара, понижением давления свежего пара перед впуском в золотник до давления, достаточного для подъема бабы (экономическое распределение).
Подъем 11............................... -- 200 до 600 ют.
Диаметр поршневого ппок°................ диам. цилякдра.
Скорость при ударе v................. • г‘- 4 до 8 m/sec.
Наибольшее потребление энергии при холостом ходе :— 0,04 до 0,05 P.S.
(3 до 4 mkg/sec).
Количество ударов w/sec......... ~ J2O до 6С.
Расход пара ... ................= 20 до 30 kg/P.S. h.
Особые конструкции паровых молотов (с). Подъемники паровых молотов описаны в отд. Ь, 3 стр. 812 „Подъемник молота".
Штамповочные паровые молоты, во избежание смещения между верхним п нижним штампом, имеют станину, помещенную на наковальне. Соединение между наковальней п стойками посредством зажимного кольца—нецелесообразно; надлежит употреблять, во избежание ударов, пружинящие винты. Стойки поставлены узко н снабжены для достижения точной работы, по возможности ннзкоопускающейся, прочной направляющей. Стопки сделаны из коробчатое» илп ребристого чугуна. Конструкция с одной стойкой получает особенно невыгодные напряжения и не рекомендуется.
Целесообразный вес наковальни — 20 до 25 X вес бабы.
Вос бабы до 500 kg. Ручное распределение с золотинками или клапанами.
Быстроходный молот—это молот с автоматическим регулирован нем и чрезвычайно большим количеством ударов прп небольшом подъеме и весе бабы. Распределение происходит, большей частью, прп помощи поршня, который служит золотником. Высота подъема, поэтому, не поддается регулированию, так что такой молот выгоден лишь для мелких поковок (меньше 50 mm).
Вес бабы 100—200 kg; высота подъема 15е до 250 min.
Число ударов в мни. 250 и больше.
5. Пневматические молоты Область применения: вытяжка, предварительная ковка. Воздух подается от компрессора, составляющего часть самого молота; молот работает от этого компрессора. Особых регулирующих приспособлений не требуется. Регулирование силы удара происходит включением дроссельных приспособлении между компрессорным поршнем и поршнем бабы. Для регулирования один пли два вращающихся золотника соединяются с одним или двумя обратными клапанами. Таким образом, возникают следующие возможности распределения:
холостой ход (компрессор включен),
поднятие бабы (компрессор производит избыточное давление прп помощи обратного клапана на нижней части поршня),
падение бабы (компрессор производит избыточное давление прп помощи обратного клапана на верхней части поршня).
рабочий ход (компрессор работает на поршень бабы).
Поршень компрессора приводится в движение от кривошипа и либо работает в том лее цилиндре с поршнем бабы, либо баба присоединена к качающемуся цилиндру, в котором движется поршень компрессора или,
816
III. РАБОЧИЕ МАШИНЫ.
наконец, цилиндр компрессора и бабы отделены друг от друга. Последнее устройство применяется чаще всего. Верхняя и нижняя части компрессора соединены с бабой при помощи канала, в котором помещается распределительное устройство. Поршень компрессора, большею частью, дифференциальный, с длинной направляющей и непосредственно захватывающим коленчатым валом. Поршень бабы или нормального типа, при чем баба имеет особые ведущие (Баннинг, Эй м у к о), или н виде ныряла, причем сальник служит ведущей (Беше, Саксонский механ. завод, Эймуко). Прн последней конструкции размеры молота очень ограничены и применение его возможно только при малых н средних ра шерах установки (вес бабы до 500 kg).
Вес бабы G — 30 до 1000 kg.
Количество ударов п —150 до 200 при легком, 100 до 150 при тяжелом молоте. Коэффициент полезного действия — до 7Оп/о.
Потребная мощность — N % 0,1 G P.S.
Область применения, как и у автоматически регулируемых паровых молотов (фиг. 1102).
Особые конструкции, которые в основании имеют то же устройство, как и указанные выше, применяются для обработки листового железа и ковки подкосных колес. Для вытяжки особых сортов стали применяются молоты с большим количеством ударов; у них потери на лучеиспускание, при наличии охлаждающей рубашки, значительно уменьшаются.
с) Пресса.
У прессов, в противоположность молотам, сила давления возникает не от кинетической энергии, .а' путем механической передачи или гидравлической. Внутри системы происходит уравновешивание сил, так что силы, возникающие между обрабатываемым предметом п прессующими плоскостями, вызывают равные силы реакции в соответствующих частях привода и станины.
Соотношения сил, действующих в станине, более ясно выявляются, если станина состоит из двух колонн, связанных насадками, так как при этом колонны подвержены только растяжению, насадка же— изгибу. Такому расположению поэтому отдают предпочтение для тяжелых прессов, особенно для гидравлических прессов с давлением выше 500 t. Цля станин в виде ворот, чугунных, или литой стали, это распределение сил теряет свое значение, так как изгибающие силы проявляются в боковых частях, и, кроме того, появляется, не подающееся учету, напряжение чугуна. Не менее часто эта конструкция применяется у прессов е механическим приводом, вследствие дешевизны ее изготовления (обыкновенная конструкция винтовых прессов). Крепость чугунного корпуса может быть еще увеличена анкерами. Станина формы С подвержена растяжению и изгибу, легко доступна, одиако, для действия инструментов и легко может быть сделана переносной (клепальная машина). Опа встречается у эксцентриковых прессов, ножнип, штампов и гидравлических быстроходных прессов. Станины очень часто делают из стальных плит. Лежачее расположение станины применяется для особых целей (волочение стали, гпбочные станки, ковочные машины).
МАШИНЫ-ОРУДИЯ.
817
Направляющие бабы пресса, ударника плп салазок находятся на колоннах станины, или на особых направляющих плоскостях. При неточном, эксцентрическом действии давления, направляющие часто сильно напрягаются, что при выборе размеров следует принимать во внимание. В таких конструкциях очень ценна возможность легкой замены изношенных частей и легкая регулировка направляющих брусьев.
Пневматические инструменты укрепляются посредством ласточкина хвоста и клиньев в ковочных прессах, у оста.п ных же — винтами, хвосты которых и головки молотов укреплены в соответствующих гребнях в ст >ле н ударнике. У легких прессов штемпель укрепляется просто посредством цапфы и ударнике.
1. Пресса с механическим приводом. Пресса с механическим приводом производят давление при помощп вивта илп крпвошппа (эксцентрика), в некоторых случаях кулачковым валом, причем давление пресса может быть увеличено силой инерции масс и действием рычага.
Винтовые пресса. Ручные винтовые пресса применяются для легких просечных и вытяжных работ, обыкновенных фрикционных прессов для гибочных работ (изготовление магнитов), тяжелых штамповальных работ, вытяжных работ и работ по выгибанию (изготовление дуг), а также для изготовления металлических прессованных частей. Пресса Венсана для работ по высадке (изготовление болтов, винтов и заклепок).
У небольших установок — ручной привод при помощи рычага, загнутого вниз и сидящего на винте; у больших — от особой конструкции, работающей от передачи при помощи конических барабанов, посредством надетого на винт обшитого кожей обода махового колеса, и двух сидящих ва двигающемся валу фрикционных дисков. В то время, когда вал вращается от ременного шкива, приподнимание и опускание бабы производится переменным нажимом диска на обод махового колеса. Винт или весь принимает участие в движении бабы и ввинчивается в гайку, находящуюся в верхней насадке пресса (обыкновенный фрикционный пресс), или винт ие выполняет вертикального движения, а нажимающее приспособление поднимается и опускается при помощи укрепленной в станине рамы гайки, скользящей по винту (пресса Венсана). Эта рама илн баба в обоих соединениях между гайкой н штампом подвергается во время давления сильному изгибу и поэтому делается из стали. Баба в прессах Венсана работает при ударе снизу вверх, производя давленпе на укрепленный на ннжнем конце винта штамп. Действие си пл происходит, таким образом, между бабой и винтом, и станг на пе нагружена.
Стальной в и и т снабжен квадратной нарезкой (двухходовой или трехходовой) н скользит в гайке из фосфористой бронзы. Замена этих частей, а также хорошая конструкция подпятника очень важны для долговечвостп работы пресса. Расчет см. отд.: Части машин.
Действие винтовых прессов, вследствие внезапного торможевпя вращающихся масс, имеет ударный характер.
Обозначим:
I — момент инерции вращающихся масс в m kgsec9,
о) — 2kw : 60—угловая скорость вращающихся масс в начале давления в see
А — энергия для штамповки в mkg равна:
А ~ Аь2: 2.
818
III. РАБОЧИЕ МАШИНЫ.
Эта энергия превращается в работу, идущую на изменение формы. Энергией ударяющих масс по отношению к энергии масс вращающихся можно пренеберечь.
Эксцентриковый (кривошипный) пресс. Область применения обыкновенных эксцентриковых прессов: они употребляются для всех работ по высечке, пробиванию дыр, очистке и для более легких и мелких работ по протяжке. Особые конструкции применяются для работ но штампованию, клепке, осаживанию и волочению; правильные станки употребляются для выправления пружин и для винтов, болтов и гаек.
В более старых конструкциях кривошип работает часто с движущимся камнем и рамой, непосредственно перемещающейся в параллельных направляющих ударника. В новых конструкциях между кривошипом и ударником постоянно включается каретка шатуна, так как только такое приложение сил обеспечивает большое давление. Для леших работ часто применяется привод ударника при помощи ролика, на который давит эксцентриковый диск. У особенно больших прессов, изгибательных прессов, ножниц и прочего, привод производится от двух одинаково вращающихся, в большинстве случаев сидящих на том же валу, кривошипов. При большом количестве операций, производимых за один нагрев и на том же прессе, ставится большее количество ударников, расположенных рядом (многократные пресса, машины-молоты).
Привод эксцентрикового пли коленчатого вала у прессов небольших размеров работает от ременного шкива, непосредственно насаженного на маховое колесо. При давлениях выше 40 t и у тихоходных конструкций применяется фрикционная передача. Рабочие ходы пресса следуют непрерывно одпн за другим, например, у правильных машин,—или же вся работа производится за один ход (у штампов, ножниц и машин для снимания заусенпев и т. п.). В последнем случае привод работает с клиновой муфтой, болтовой муфтой, кулачной муфтой, освобождающими автоматически коленчатый вал после одного поворота от махового колеса или передачи. У кривошипных прессов между шатуном и ударником помещаются различные типы выключающих муфт: муфта с пальцем у прессов для срезания заусенцев и муфта с западающей шпонкой у ковочных машин.
Рабочая высота подъема удариика часто регулируется винтовым соединением на шатуне. Иногда эксцентриситет может быть перемещен. У тяжелых прессов, работающих с небольшим количеством оборотов, ударник уравновешивается противовесом и рычагом. У остальных удары устраняются, по возможности, применением махового колеса Так как подъем пресса является установленной конструктиввой величиной, независящей от противодействующих сил, то очень важно иметь обеспечение на случай перегрузки (гидравлически или стяжным соединитель ным болтом), одиако, это очень трудно осуществимо. Независимо от особых назначений, эксцентриковый пресс применяется, в первую очередь, для работ по сниманию заусенпев, различного рода работ по высечке и штампованию, прп которых ударник по исполнении работы, свободно продолжает колебаться.
У многочисленных систем прессов с механическим приводом для осуществления давления предпочитают эксцентриковый привод н привод с кулачковым валом. Так рабо-
МАШИНЫ-ОРУДИЯ.
819
тают механические клепальные машины с давлением от эксцентрика, усиленным посредством коленчатого рычага. Волочильные станки пмеют штемпель, приводимый от кривошипа, прндержка же (для предупреждения подъема листа) работает от кулачкового диска. У горизонтальных ковочных машин салазки высаживающего штампа, работающие от кривошипа, приводятся в действие коленчатым рычагом нли шкивом, перемещающимся по кривой ’). :
Ковочные машины для поковки головок болтов работают двумя зажимными колод-камп от двух эксцентриков в салазками, приводимыми в движение от главного кривошипа высаживающей машины; салазки, в свою очередь, двигают работающий к ним перпендикулярно штемпель.
2. Гидравлические пресса. Область применения паро-гидравлических прессов в первую очередь: для ковочных работ, в виде чисто гидравли-
ческого пресса, тоже для поковочных работ, пробпвки дыр, протяжки труб, гиба и т. и. (фиг. 1104).
Системы прессов- У гидравлических прессов давление производится действием воды на поверхность поршня. Только небольшие прессы до 500 t изготовляются в виде пресса с одной станиной, со станиной в форме С. Более тяжелые конструкции снабжены верхней и нижней насадками, связанными колоннами, при чем колонны служат в качестве направляющих. В верхней насадке укреплены цилиндры давления и обратного хода. В небольших установках они образуют вместе с корпус. У кузничных прессов нижнее способом. Дыропробивные пресса сна собленнями.
Фиг. 1104.
насадкой одни общий чугунный седло выдвигается гидравлическим 5жены особыми выкидными приспо-
Для обратного хода и часто для холостой подачи при вертикальном расположении пресса првспособлевы особые цилиндры. Изменение величины давления достигается применением большого числа цилиндров, могущих быть соединенными поодиночке и попарно. Вторым средством для этого является изменение гидравлического давления. Цилиндры обратного хода—укрепляются попарно и симметрично вокруг главного цилиндра, укрепленного по сродней оси пресса. Часто цилиндр для обратного хода располагают иа главной осн, над и позади главного цилиндра, откуда ои, при помощи поперечной балки и двух стержней, действует на главную скалку.
Для развития усилия служит вода, подаваемая под давлением от 150 до 250 kg/cm2, которая служит одновременно и для обратного хода. В тяжелых конструкциях (выше 1000 t), во избежание больших размеров поршня, применяют более высокое давление (до 500 kg/cm2). Цилиндры обратного хода- питаются водой с давлевием до 50 kg/cm2. Работа цилиндров обратного хода помощью пара встречается очень редко. Поршень главного цилиндра, и по возможности, и цилиндра обратного хода, делаются в виде нырял, так как лишь при такой форме возможно достижение достаточной плотности на скользящих плоскостях. (Об уплотнениях и сальниках см. отд. Детали машин, сальники, стр. 93).
') См. А. Георг, Новые типы ковочных машин (Maschincnbau, 5 т. 11926), стр. 114).
52*
820
Ш. РАБОЧИЕ МАШИНЫ.
Обыкновенно голова пресса (при холостом ходе) опускается, благодаря собственному весу и вследствие давления воды из высоко-расположенного резервуара или воздушного колокола. При развитии давления вода спускается на поршень. При обоих этих движениях вода устремляется из цилиндра обратного хода в трубы, наполняющие резервуар. При обратном ходе цилиндры находятся под давлением воды и при поднимании поршня вода, находящаяся над ними, устремляется в трубы.
Регулирование в большинстве случаев происходит при посредстве разгруженных клапанов, так как при засловках вследствие ржавления уменьшается плотность. Тарелки клапана придавливаются при этом к седлу или давлением пружины, или давлением воды, и приподнимание происходит посредством соответствующих рычагов или кулачков. Клапан, включающий трубопровод главного цилиндра для наполнения водой, регулируется гидравлически небольшим аппаратом, действующим посредством воды или масла.
Давление воды равно 1,5 до 2 kg/cm2 abs и достигается или посредством высоко расположенного бака, пли соответствующих размеров воздушного колокола. Скорость воды в трубопроводах, находящихся' под давлением, равна от 40 до 50 m/sec, в обратных трубах —10 до 20 m/sec. Превышение этого предела ведет, наряду с большими потерями давления, к неравномерной работе пресса вследствие ударов воды.
Во избежание вызванных объемными силами повышений давления (см. бегали машин, стр. 339), обратные трубопроводы следует особенно выбирать короткими и большого диаметра и включением воздушного колокола уменьшать ускорение; то же достигается применением нагнетательного поршня, принудительно работающего с главным поршнем. Для бесперебойной работы всей установки н особенно для распределения важно для наполнения пресса применять исключительно чистую воду, без примеси песку и других посторонних тел, чтобы избежать ржавления и засорения распределительного устройства а также труб. Тем пе мепее всегда желательно устройство очн-стительпой установки. Плотность всей установки тоже является важным фактором, так как предохраняет от заноса посторонних примесей вместе со свежей водой.
Рабочее давление воды. Рабочее давление воды различают гидравлическое и паро-гндравлическое. В первом случае вода подается кривошипным насосом, причем для достижения наилучшего коэффициента полезного действия между насосом и прессом включают аккумулятор. Во втором случае давление получается при помощи мультнплвкатора, работающего давлением пара или воздуха. Первое устройство очень дорого из-за аккумуляторной установки, но допускает большой ход пресса, и поэтому всегда применяется для дыропробивных и волочильных прессов, а также для штамповочных работ (напр., изготовление шкивов). С приводами достигается только небольшой ход пресса (от 20 до 25 ст), что требуется для формовочных, кузнечных п вытяжных работ, в то время, как большие ходы поршня должны происходить с перерывами. Для кузнечных прессов часто применяют комбинированное устройство, в котором вода для рабочего цилиндра подается при помощи привода, вода же для цилиндров обратного хода и для распределения — при посредстве насосов и аккумуляторов.
Паро-гидравлпчеекие пресса работают с 100%-м наполнением. Можно сезтатъ, что для 1000 mkg затраченной на поковку работы для изменения формы, без яатрачиваемои для обратных ходон энергии ирн 10 at рабочего давления, — расход пара
МАШИНЫ-ОРУДИЯ.
821
от 0,07 до 0,1 kg. Коэффициент полезного действия установки, в переводе на теплосодержание пара, от 2 до 3%.
Работа чисто гидравлических прессов обусловливается наличностью экономично работающего центробежного насоса. Потерями являются: потерн па просекание и торможение в трубах и распределительных устройствах (если пресс ра<ютает с неполной нагрузкой, давление аккумулятора должно соответственно тормозиться), потеря от непюжостн поршня, потери на трепне в аккумуляторе н в сальниках. Сюда следует еще отпести потерн в умформерах для преобразования тока, необходимого для работы, так что общий коэффициент полезного действия, в переводе на теплосодержание пара, незначительно превышает коэффициент полезного действия парогидравлических прессов.
Паровой привод состоит из парового и гидравлического цилиндров или лежащих один над другим, или, большею частью, для более легкого надзора за сальнпкамп, соединенных между собой посредством фонаря. Паровой поршень регулируется поршневым золотником, действующим непосредственно или через вспомогательный аппарат. Поршневой шток, или продолжение его, образует гидравлический поршень. Паровые приводы строятся стоячими с расположенными вверху и внизу гидравлическими цилиндрами и устанавливаются вблизи пресса, с целью избегнуть необходимости устройства длинных трубопроводов. Некоторые ,фирмы достигают этой цели тем, что устанавливают привод над гидравлическим цилиндром, что, однако, затрудняет доступ к сальникам.
Насосы делаются стоячие и лежачие, с целью равномерной подачи воды, в большинстве случаев, с тремя работающими от кривошипов, размещенными относительно друг друга на 120° качающимися поршнями. После наполнения аккумулятора, они выключаются или автоматически (и работают до опорожнения аккумулятора до определенного предела), или снабжаются циркуляционным приспособлением, действующим при достижении наивысшего уровня воды; это приспособление собирает подаваемую воду обратно во всасывающую камеру. В качестве предохранителя ва случай порчи этих приспособлений, в поршне аккумулятора имеется отверстие, через которое, при переходе воды за пределы высшего уровня, вода выпускается (см. отдел; Иаеосы, стр. 1055).
Аккумулятор состоит из длинного поршня (Month), вдавливаемого в цилиндр при помощи гирь или сжатого воздуха. У аккумулятора имеется одни сальнпк, что дает ему преимущество по сравнению с воздушным аккумулятором. У такого аккумулятора прн внезапном переключении могут, под действием масс, происходить значительные повышения давления. Обе эти системы аккумуляторов очень легко могут быть приспособлены для включения и выключения при помощи гирь, а также понижением давления воздуха быть приспособлены к различному гидравлическому давлению.
Определение целесообразной емкости аккумулятора производится так, чтобы она была достаточна для полного рабочего хода. Насосы рассчитываются для максимального постоянного потребления пресса плюс потери в трубопроводах, и только в этом случае он будет полностью нагружен. Для того, чтобы обеспечить бесперебойную работу васоса, в случае небольших неплотностей в трубах и обратных клапанах, мощность насосов целесообразно выбирать с запасом от 10 до 25%. При наличии большого количества прессов, насосы могут быть присоединены к одному аккумулятору. При достаточной величине аккумулятора, удары
322
UL РАБОЧИЕ МАШИНЫ.
при нагрузке отдельных аггрегатов выравниваются, чем достигается выгодная вагрузка насосов.
Пример; Расчет потребного количества воды для прессов при изготовлении цельнотянутых труб:
1 дыропробивной пресс: 600 t, нормальный ход пресса 50 ст,
1 волочильный станок: 3001, „ „ „ 250 cm.
Эксплоатацноииое давление 200 kg/cm* 2.
Рабочий ход — но 1 ходу иа оба пресса.
600000.50 , 300000 • 250 ,
Потребное количество воды = -дру- + -^Тюбо"~_
К этому еще следует прибавить 50% на обратный и холостой ход горизонтальной волочильной машины, так что общее количество потребной воды состав тет 800 1.
Минимальная емкость аккумулятора должна быть, таким образом, рассчитана на 800 1, а насос па производительность (800 : 2) 25°/0 — 500 Vmin.
0. Металлорежущие станки ')•
а) Общие обозначения.
66, — толщина стружки в mm, Ъ — ширина стружкп в mm, К — сопротивление резанию иа 1 mm5 сечения стружки в kg, Wj — сопротивление резанню в kg, о — передний угол 2) г — угол установки (задним угол), а — угол резца, d — глубина резания в mm, Д — подача на 1 оборот.
Режущая грань вытесняет стружку от места ее отделения у А (фиг. 1105) кверху, при чем происходит осаживание стружки от первоначальной ее толщины о на большую толщину Bp В среднем о, = 1,5 до 2,5 5. Плоскость резания AD уклоняется у точки А книзу, и у точки J она имеет свою первоначальную высоту. Таким образом, у передней части резца, равно как и у его задней части AJ вызываются давления, стремящиеся изогнуть резец. Для правильной работы резца необходимо, чтобы давление на заднюю его часть было равно или больше (последнее лучше), чем давление на переднюю его часть. Это регулируется при помощи угла установки ». Угол i при обточке для строгания (линия AJD) в 4°
до 6° и для расточки до 7° и больше 3 *).
A J, DA делается 2° до 4°,
*) Литература: Fischer, Werkzeugmaschinen, Berlin, 1905 г., 10. Ш п р и н г е р,— ср. также Отдел wWerkzeugmaschinena, стр. 1066, в немецком справочнике для производ-ственпиков-нпжснеров Hutte, 2 нзд. Берлин, 1924, В. Э р и с т и сын.
2) Понятие переднего угла пзлишне; достаточно для характеристики резца угла
резания а |- г и угла г. Прим, переводчика.
а) По опытам Ф. Тейлора г — 6° при машинной заточке н 1 = 9° при ручной
заточке. Прим. ред.
МАШИНЫ-ОРУДИЯ.
823
Угол установки прп малых диаметрах может быть меньше, чем при больших, при грубой обточке больше, чем при чистой. Угол наклона, образуемый лезвием резца с горизонталью для отведения стружки в сторону и уменьшения бокового давления на резец, увеличивается с увеличением подачи резца и уменьшается по мере уменьшения диаметра обрабатываемого предмета. Если через Ь обозначим ширину стружки, то сопротивление резанию —КоЪ, где К сопротивление
Таблица 1. Наиболее выгодные углы резания1).
Латунь, красная медь, бронза, амолит. Ковкое железо, мягкая сталь, мягкий чугун (серый). Средняя н твердая сталь, высококачественный машинный чугун Твердая сталь. твердый чугун.
Черновой г задний угол i 6—12 6—12 5—10 3—8
резец k передний угол о 30-15 30—22 16—8 6-0
Чистовой задний угол г 3-8 2—6 2—5 2-3
резец L передний угол о 30—15 12-6 10—4 0
резания 1 mm2 сечення стружки в зависимости от твердости металла и состояния режущей грани равно: а) известное количество kg, b) К2 зависит от крепости материала Кг в kg/mm2.
Таблица 2. Значения для определения сопротивления резанию.2).
kg/mm3 . . К, kg/mma . . Машинный чугун Серый чугун Л'. = 17—19| Л2 = 24—26 Мягкое железо, машинная сталь. Къ ~ 36—50 Средняя и твердая машин вая сталь. Къ = 60—80 Латунь, красная медь, бронза. Кг = 17—25
70-100 4,5- 100-140 -5,5 Kz 100-150 2,5- 150—250 3,2 Кл 50—100
В общем, К для больших значений 6 несколько меньше, чем для малых о. Давление W2 на заднюю часть резца должно быть больше нуля; как первое приближение целесообразно принимать W2 = Wt.
Прп грубой обработке быстрорежущей сталью по Тэйлор у 2 отделение стружки происходит так, что стружка, производящая давление на рабочую поверхность резца, служит как бы рычагом для отделения следующей части стружки (фиг. 1Ю6а).з)
’) Simon, SchneidstShle; Берлин, 1919, Ю. Ш пр нигер.
) Simon, 8. А. О. стр. 13.
5 Taylor Wallichs, Uber Dreharbeit und Werkzeugstahle. Berlin 1920, Jal Springer
824
Ш. РАБОЧИЕ МАШИНЫ.
По [I и ко л ь с о и у 1) стружка надламывается в двух, трех местах ранее окончательного излома. При мягком материале толщина стружки ot равна тройной толщине 6. Плоскость, которою стружка лежит на рабочей поверхности резца, больше для резцов мягкой стали (фиг. 1106а), нежели для резцов твердой стали (фиг. 1106b).
Фиг. 1106 а.
Фиг. 1106 Ь.
Угол установки для резцов быстрорежущей стали колеблется между 4 и 12е, большей частью 6° и более. Для быстрорежущей стали Тейлор дает (фиг. 1107' следующие значения характерных углов.
Таблица 3. Угол заточки для быстрорежущей стали.
При обточке. Угол резца. Угол заточки. Угол наклона.
Чугуна и твердой стали (свыше О,45°/о С) 68° 8° 14°
Мягком стали (меньше 0,45°/о С) . ... Закаленного чугуна 61° 86—90° 8° 22°
Твердой стали Очень мягкой стали 74° <61° 5е 9°
Николь сон нашел, что наименьшее давление па резец достигается при угле резца в 64° и угле установки 6°. Скорость резания оказывает весьма малое влияние на давление на резец; напротив, сечение стружки оказывает влияние на давление на резец в том смысле, что большая стружка вызывает сравнительно меньшее сопротивление, чем малая стружка. Если сопротивление резанию для всего сечения стружки назовем через ТЕ, d—глубину резания и Д—подачу резца на один оборот, то будем иметь по Т э й л о р у:
для мягкого чугуна W— 88 d ,4/ls Д 3/4
„ твердого , ТГ = 135 d ,4/lf Д 3/4
„ средней стали W = 200 d Л i*/ig
Производительность резания стеллита и т. и. см. т. I, отдел 6, стр. 927. Резцы из быстрорежущей стали слишком дороги, сваривают пластинки из этого материала на резце из обыкновенной стали. Навариваемые пластинки и сечение резцов нормированы, см. таблицу 4.
’) Toussaint, Neuzeitliche Betriebsfuhrung und Werkzeugmaschine, Berlin, 191®. Jul. Springer, S. 11.
МАШ ИНЫ-ОРУДПЯ.
825
Таблица 4. Нормы DIN 770.
С е ч е и и я резцов сплошных и для державок.
Круглое. I Квадратное.
Прямоугольное.
Сечения навариваемых пластинок.
4 * ?< 4 4 J> <8
6 6 я 6 6 г <10
8 8 $< 8 8 > < 12
— (8 X 9) —
10 10 X 10 10 ? < 16
12 12 X 12 12 $ < 20
(15) (15$< '15) —
16 16 X 16 16 X 25
(18) (18X 18) —
20 20 X 20 20 > < 30
25 25 X 25 25 > < 40
30 30 >< о 30 > < 50
—— (35 X 35) —
40 40 X 40 40 X 60
80 60 X 50 —
—
ip
10 X 20
12 X 25
16 X 30
20 X 40
25 X 50
30 X 60
4 X Ь?
4X16
10 X 40
10 X 50
12 X 60
Заключенных в скобки сечений сколь возможно избегать.
Фрезы 1).
Если обозначим:
и — скорость фрезеровки в mm/sec, о — скорость подачи в mm/sec,
— толщину удаляемого слоя металла в шт,
D — диаметр фрезера в пип, е — число зубцов,
R — давление, действующее перпендикулярно к оси фрезера, в kg, if — момент сопротивления в kgmrn,
то будем иметь:
Для фрезеров с малым числом зубьев и малым </:
В (8,85:г) о (у-.и) K~\f(ID—с!2,
(3,2: г) b(y: и)КЩ'гrlD-d2.
Для фрезеров с большим числом зубьев:
В = 1,4 Ъ (у-.и) Kd, М — 0,5 Ъ (у: и) KdD.
Обыкновенные сверла 2).
Для продольно-сверлпльпых сверле двумя режущими гранями.
В 2,2 Ь (у: и) KIs, М гЬ 1д Ъ (»: и) KD2, Для фрезеров продольносверлящих:
В =1,1 b (у: и) KD, М = 0,5 b (v.u)KD-
Обозначим: d — диаметр сверла в пип,
8 — подача па 1 оборот сверла в шш, Р — усилие по направлению оси сверла в kg.
2
l) Fischer, Werkzeugmaschinen,
I том, стр. 16.
’) Fi s с h er, Werkzeugmaschinen.
издание.
Berlin, 1905, Jul. Spring.
826
ш. рабочий машины.
Тогда М — d-Z К: 8, для пушечных сверл Р 0,5 6 d К, для других сверл Г «й 0,44 Id К.
Сопротивления В1 в kg/mrn1 2 материала сверлению даны Линд-я е р о м *) в kg'mm2 для подачи о mm на оборот и указаны на фиг. 1108; приведенные значения не зависят от угла при вершине сверла. Отношение вертикального давления на сверло R к горизонтальному 2?, дано па фиг. 1109. Режущие грани у обыкновенного центрового сверла образуют между собою угол от 90° до 120°, у спирального — большею частью 116°, задняя заточка на
внешней поверхности 6®
(фиг. 1110).
в-ar он aj а» с^тт/нъ , ♦яг. 110&.
Фиг. 1110.
♦яг. 1109.
Круглошлифовальные машины.
Обозначим: Р — касательное усилие у наждачного круга в kg, v — скорость иа окружности наждачного круга в m/sec, w — боковое перемещение наждачного круга иа один оборот обрабатываемого предмета в пш, t — глубина, на которую ппонзводится шлифовка, в пип,
Е — расход энергии в taikg nJ 1 g веса стружки.
Тогда по Шлезингеру2) для стали {К =50 kg/mma), для чугуна Р ~ 7 до 40 kg и не более 80 kg. Величина Р возрастает с увеличением w и t и уменьшается с увеличением v.
1) По С о d г о n *у, Experiences sur le travail des machines-outiis pour les mfitaux.
®) Шлезингер, Lelstungsversnche mit nassen Schmirgel- und Karborundnmscheibea Mitt. Forschungsarb. 1907, Heft 43.
МАШИНЫ-ОРУДИЯ.
827
Удельная производительность при шлифовке (вес стружки в kg при расходе наждака на 1 kg) для стали средней твердости увеличивается с увеличением скорости наждачного круга (до 35 т); она уменьшается по мере увеличения пода«и w и увеличения глубины шлифовки t.
Для чугуна удельная производительность увеличивается с увеличением v и t и уменьшается с увеличением w. Среднее количество стружек в kg/h для стали (К — 50 kg/инн2) 20 kg, для чугуна средней твердости 50 kg.
Удельный расход энергии Ев mkg на 1 g стружек возрастает с увеличением скорости v и уменьшается с увеличением w и t. Средние значения для К можно принимать при скорости обрабатываемого предмета в 30 m/min по следующей таблице:
Таблица 5. Средние значения для расхода энергии.
9 • • . . . Сталь Чугун
25 m 35 m 25 m 35 m
t .... 0,02 0,14 '0,14 0,02 0,14 0,14 0,02 0,14 0,14 0,02 0,14 0,14
V) . . 12 12 24 12 12 24 12 12 24 12 12 24
Е^ .... 1930 625 525 2070 685 540 2180 540 350 2230 690 480
Скорости резания и подачи резца. В таблице 6 приведены средние значения, которые можно принять для расчета машин-орудий. На практике приведенные нормы часто увеличиваются или уменьшаются. Скорость резания зависит от твердости обрабатываемого предмета, от толщины стружки, от формы резца, от химического состава режущего инструмента и способа его охлаждения. Для быстрорежущей стали рекомендуется закругленная режущая грань, при чем для обработки мягкой стали и железа радиус закругления меньше, чем для стали твердой и чугуна. При работе быстрорежущими резпами экономическая скорость резания зависит в высокой степени от приведенных выше условии. Нормальная скорость резания v (та скорость, при которой резец по истечении 20 минут становится больше непригодным) определяется по Тэйлору из следующей формулы:
СП- 0,72 : Л /•= °-4 +12>12 : <5+ П26 г)],
v =-----— --------------—г, где
(0,0394 l'f (И . 1,5 : г)® \» = 0,13 + 0,0675 Уг+ [г : (7,35 г 1,88 Л)],
где обозначают:
Г — ио дата резца и а одип оборот в mm,
J) — глубина резания в шш, г — радиус закругления режущей гранд резца у его конца в mm, г — ширины стержня—3,97 mm (для резцов шириною от 12 до 33 mm), С — величина постоянная.
С зависит от свойств как обрабатываемого предмета, так и инструментальной стали; •она тем меньше, чем тверже обрабатываемый предмет, и том больше, чем выше качество инструментальной стали. При обработке стали средней твердости быстрорежущей сталью, имеющей состав 0,3 Va, 18 W, 5,6 Сг, 0,68 С, 0,1 Мп, 0,046 Si,—величина С в среднем равна от 6,3 до 6,6; при обработке стали средней твердости быстрорежущей сталью: 8,4 W, 1,86 Сг, 1,43 С, 0,23 Мп, 0,126 Si,—величина (7 равна приблизительно 2|8 от вышеприведенной.
828
III. РАБОЧИЕ МАШИНЫ.
Таблица 6. Скорости
(скорости шлифова
Обрабатываемый
РОД РАБОТЫ Ипструм. сталь: Стальное литье: Ковкий чугун:
твердая § и я S твердое среднее CD О И Я Я твердый | средний! ЭД К Ё (Ч Я
Отрезка н разрезка 7 9 2 5 8 3 6 9
( Обдирка 6 8 6 9 12 6 10 14
g< Точение т Очистка ... 7 11 11 13 15 13 15 17
ч 1 Нарезка ...... 3 6 3 6 8 3 6 8
Спиральн. сверл. . . 4 6 6 9 12 6 10 14
ЭД g ° К g ~ ( Борштангой .... Сверление J у счп сверл. 4 5 6 10 6 6 9 8 12 10 6 5 10 8 14 10
S « 1 Нарезка 3 4 3 4 5 3 4 5
g’§ К е Рейберовка | Предварительная . . r 1 Окончательная . г 4 6 7 9 6 4 9 7 12 10 6 4 9 7 12 10
S Я , Обдирка плоская . . 4 8 8 12 i6 8 12 16
О J Очистка плоская . . 6 10 10 14 18 10 14 18
Е Фрезовапие < Кругл, фрезов. , . . 10 15 6 9 12 8 11 14
W 1 Зубчатых колес . . . 8 12 5 8 10 8 10 12
CD Нарезка 4 8 8 12 16 8 12 16
Строгание | Горизонтальное и 4 6 6 9 12 6 10 14
Долбление ( вертикальное .... 4 6 6 9 12 6 10 14
Отрезка н разрезка 6 10 4 10 14 4 10 16
К ч | Обдирка . .... 11 14 11 14 17 14 17 21
rt Точение s Очистка . . 14 17 17 20 24 19 22 26
•и ’ Нарезка 4 8 4 8 12 4 8 12
да Спиральн. сверл. . . 6 10 8 12 16 10 14 18
а „ | Борштангой .... 6 10 8 12 16 10 14 18
Н Сверление ! уше.,и. сверл 7 13 8 10 13 7 10 13
CD 1 Нарезка 3 4 3 4 5 3 4 5
О Яч Рейберовка ( Предварительная . . 1 ( Окончательная . . . 4 6 7 9 6 4 9 7 12 10 6 4 9 7 12 10
. Обдирка плоек. . 4 8 8 12 16 8 12 16
'Q I Очистка плоек. 6 10 10 14 18 10 14 18
3 Фрезованне . < Кругл, фрезов. 10 Г5 14 18 22 16 20 25
1 Зубчат, колес 15 18 12 16 20 14 18 22
£ Нарезка 4 8 8 12 16 8 12 16
Строгание | Горизонтальное и 6 10 8 12 16 10 14 18
Долбление . . ( вертикальное .... 6 10 8 12 16 10 14 18
Скорости шлифования в misec
Шлифование
Грубое круглое . . . . - , Чистовое круглое ... Внутреннее шлифование . . Плоское шлифование . . . Заточка . . .......
Ч у г у н
Изделие Круг
10-12 30
14—16 . 30
18—22 22-25
8-14 22—25
25
МАШИНЫ-ОРУДИЯ.
829
резания в m min вин в m/sec).
мате риал:
j Чугун: Литая сталь и железо, сопротивление разрыву kg/mm2 Бронза н медные сплавы: Латунь и алюминий
' твердый средний МЯГКИЙ 90 80 60 40 О* щ Ы мягкие твердые средние мягкие
1 4 8 12 7 9 12 15 6 12 10 20 30
1 6 12 18 9 10 11 12 6 18 25 30 35
1 11 13 15 13 15 17 19 8 16 30 40 50
1 3 6 8 4 6 8 10 4 8 12. 16 20
1 6 12 18 6 10 14 18 12 18 25 30 35
1 6 12 18 6 10 14 18 12 18 25 30 35
1 5 8 10 6 8 10 12 15 16 16 18 20
3 4 5 3 4 5 6 3 5 8 10 12
6 9 12 6 8 10 12 4 10 16 22 28
4 7 10 2 4 6 8 9 12 10 ]6 22
8 12 16 6 10 14 18 8 16 15 20 25
10 14 18 10 14 18 22 6 18 20 25 30
6 10 14 6 10 14 18 15 25 25 30 35
• 4 8 12 6 10 12 14 15 18 18 22 25
8 12 16 8 12 16 20 8 16 20 25 30
6 12 18 4 8 12 16 6 18 25 30 35
1 6 12 18 4 8 12 16 6 18 25 30 35
1 6 12 18 12 14 18 22 10 18 20 35 50
1 11 14 17 15 17 19 21 8 22 40 50 60
1 14 17 21 17 21 24 27 14 26 50 65 80
1 4 8 12 8 10 12 14 6 12 20 25 30
1 10 16 22 12 16 20 24 10 22 40 50 60
1 10 16 22 12 16 20 24 10 22 40 50 60
1 6 11 14 8 10 13 16 20 24 24 28 32
1 3 4 5 3 4 5 6 3 5 8 10 12
1 6 9 12 6 8 10 12 4 10 16 22 28
1 4 7 10 2 4 6 8 9 12 10 16 22
1 в 12 16 6 10 14 18 8 16 15 20 25
1 10 14 18 10 14 18 22 6 18 20 25 30
1 0 10 14 10 14 20 26 25 35 30 40 50
1 4 8 12 8 12 18 24 25 30 30 35 40
1 8 12 16 8 12 16 20 8 16 20 25 30
1 8 14 22 6 12 16 1 22 8 22 40 50 60
1 8 14 22 6 12 16 22 8 22 40 50 60
Мягкая сталь Закаленная сталь Б р он за и латунь
Изделие | Круг Изделие Круг Изделие Круг
8 10 35 8—10 35 14—16 35
12—14 35 14-16 35 18—20 35
15-20 22—25 18—22 22—25 28-35 22—25
8-14 22-25 8-14 22-25 8-14 22—25
25 25
830
III. РАБОЧИЕ МАШИНЫ.
Таблица 7. Подачи в mm.
РОД РАБОТЫ Инструментальная сталь Чугун Литые: сталь и железо Латунь (медные сплавы
К rt Отрезка и разрезка . . 0,02—1 0,05—1,5 0,02—1 0,02—1
о spa р Точение ( Обдирка 1 Очистка 0,3—5 0,05- 0,2 0,3—5 0,3—0,6 0,3-5 0,05—0,2 0,3-5 0,3—0,6
о к к о Л о Сверление < Спиральн. сверл. . . J Борштангой . . . . ' 1 Ушечн. сверл. . . 0,1—0,5 0,1-3 0,02-0,5 0,1—0,5 0,1—3 0,02—0,5 0,1-0,5 0,1-3 0,02-05 0,1-1 0,1—3 0,02-1
ы обыкновенной ут Рейберовка Фрезование | Предварительная { Окончательная . Обдирка плоская . . . I Очистка плоская . . . < Кругл, фрезов. . . . 1 Зубчатых колес . . . v Нарезка ...... 0,2—1 0,2—1 50—100 30—35 12-40 12-40 40—100 0,2-1 0,2—1 50-100 30—35 20-60 15—75 40— 1С0 0,2—1 0,2—1 50-100 30-35 15-50 15-50 40—100 до 10 до 10 100—150 30-35 15-80 25-100 40-100
и го ф рц Строгание < Вертикальное .... 1 Горизонтальное . . . 0,1-8 0,1-5 0,1—8 0,1-5 0,1-8 0,1—5 0,1-10 0,1—6
Долбление всртик. и горизонт. . . 0,1-2 0,1-2 0,1—2 0,1—2
Отрезка и разрезка . . 0,02—1 0,05—1,5 0,02-1 0,02-1
сталг Точение ( Грубое ....... | Чистовое 0,3-5 0,05—0,2 0,3—5 0,3—0,6 0,3—5 0,05-0,2 0,3- 5 0,3- 0,6
эд св >> к Сверление 1 Спиральным сверлом . | Борштангой . . 0,2—1,5 0,1—2 0,2—2 0,2—5 0,2—1,5 0,1—2 0,1—1 0,2-5
ал ° CJ Фрезование . г Плоское . . . . | Чистовое 1 Грубая нарезка зубьев 50- 200 30—35 20—60 50—200 30-35 25-90 50-200 30-35 25-70 75—250 30—35
3 tr го СВ Строгание | Вертикальное . 1 Горизонтальное 0,6-12 0,5-10 0,6—12 0,5—10 0,6-12 0,5—10 —
рм Долбление вертик. и горизонт 0,2—5 0,2-5 0,2-5 —
Шлифование . 1 Грубое . . . | Ч,—3/. 1 Чистовое ... 1 1;4—’|8 Точение, сверление, рейберовка: подача в mm па 1 оборот, Фрезовапие: „ в mmjmin, Строгание и долбление; „ в mm иа 1 ход, Шлифование: „ в доле ширины шлифовального круга.
МА ШИНЫ-ОРУДПЯ.
831
Величины подачи зависят от сопротивления зубчатых колес и частей машин (иапр., при борштангах плечо изгиба велико, поэтому нельзя брать больших подач. Средства для изменения подачи таковы, как для изменения числа оборотов, т.-е. ступенчатые шкивовые эксцентриковые (кулисной) передачи у строгальных машин и у фрезерных станков шарнирные валы. Изменения скоростей обыкновенно устанавливаются по закону геометрического ряда и притом так, чтобы при включении перебора не нарушался этот закон.
Если м, наименьшее и ип наибольшее число оборотов в минуту,
которое требуется достичь, и ? знаменатель прогрессии, то руг выражается ’):
“i, “i9> “г?2, В
п—1
Т = Км»:м1
••••
log (и„ -.til) log?
Обыкновенно ? выбирается между 1,26 и 2.
Величины подачи резца зависят, большею частью, от прочности частей механизма подачи; при работе быстрорежущей сталью передача для подачи резца должна обладать тою ясе прочностью, что и главная передача к станку.
Фяг. 1111.
Для ступенчатых шкивов без перебора (если ступенчатые шкивы между собою равны, фиг. 1111) имеем число оборотов U движущего вала ____
У = Щ lAF"1 ==w„:V<p“-1-
Диаметры шкивов равны:
1
Л; _ 1___
Дг-1 У?п~3
Dn-2
И т. Д.
Ряд может быть получен при помощи и: 2 ступеней и одного перебора, так что получаются два ряда:
Мр/И : 2>“1.
14, (р“ <й '2) без перебора,
ut с перебором,
при чем передаточное число перебора ф равно ф = 1 :?”;2>
*) Schlesinger, жури. Werkstalt-Technik 1910, стр. 269.—См. также Хютте, т. П, втдел Части машин, стр. 261 и 309, а также Т у с с е и, „Современное управление предприятиями и рабочие машины”, Берлин 1918, 10. Шпрингер, стр. 51.
832
Ш. РАБОЧИЕ МАШИНЫ.
Если желательно иметь п:3 ступеней с применением двух переборов, то получим ряды:
М1?<2к:3> -1.
ад*1-2...
«1<р(2“:3)-2 MJ</”=3)-2.
w^”-^":3^ без перебора,
~ ! 3) с первым перебором,
«1 со вторым перебором,
и каждый перебор имеет передаточное число <р1 = 1:^”:3. Передача может иметь конструкцию по фиг. 1112 и 1113. Тогда:
(П :»»)• (’•s1’•<) = '!'= 1:?и:2-
Фиг. 1116.
На фиг. 1114 соединено с ведомым ступенчатым шкивом, г4— со шпинделем. Оси, около которых вращаются пары колес г2 и г3, устанавливаются неподвижно илп соединяются со шпинделем. В первом случае имеем, как и раньше:
<Ь = (rt: rs) . (>-3: г4).
- На фиг. 1115 колесо rt соединено с движущим ступенчатым шкивом, а валики, около которых вращаются г2, соединены со шпинделем,
МЛШПИЫ-ОРУДИЯ.
833
тогда как г3 либо неподвижно, либо может вращаться вместе со шпинделем.
Для первого случая имеем ф = : (rt 4- r3).
По фиг. 1116 оси, около которых свободно вращаются пары колес г2 и г3, соединены с движимым ступенчатым шкивом, колесо rt соединено со шпинделем, тогда как г, либо неподвижно, либо соединено со ступенчатым шкивом пли со шпинделем. Для первого случая имеем:
Расчет ступенчатых колес и их переборов производится так же, как и расчет ступенчатых шкивов. Для ступенчатых колес без стенных переборов иногда применяется арифметический ряд.
Для ремевной передачи предпочитают большие скорости; прп этом необходимо, однако, следить за тем, чтобы диаметры шкивов не выходили слишком малыми, ибо в этом случае возможны перерывы в работе, вследствие разрыва ремня и его соскальзывания; весьма распространенные замки для ремией, допускающие удобное соединепие их концов, при работе на шкивах малого диаметра легко слабнут. При длинных валах, служащих для подачи резца, большие скорости применяются
часто.
Для быстрорежущей стали, с целью использования ее производительности, станки должны быть рассчитаны иа значительно большее давление иа резец. Рабочие скорости должны быть легко устанавливаемы для данных условий. При применении ступенчатых шкивов разность ступеней чрезвычайно мала и для
Фиг. 1119.
____________ _____ _ _ получения предельных скоростей прп каждом диаметре делается большее чпсло переборов (часто от 3 до 4 переборов вместо двух для обыкновенных станков)1) (фиг. 1117, 1118, 1119). Чтобы получить возможно большие и наивыгоднейшпе скорости резаипя вплоть
*) Гюлле, Рабочие мапшпы. Берлин 1919, пэд. 4 Шпрингера.
Хютте. Т. II.
й
834
Ш. РАБОЧИЕ МАШИНЫ.
до пределов, допускаемых прочностью резца и чистотой обрабатываемой поверхности, надлежит брать меньшие значения <е. Поэтому идеалом можно считать: непрерывное изменение скорости без ступеней. Этого пока еще достичь не удалось. У гидравлических коробок скоростей недостатком является малый коэффициент полезного действия. Псе новые конструкции обнаруживают лишь несовершенство гидравлической передачи. Фрикционные передачи с пересекающимися иод прямым углом осями пригодны лишь для малых мощностей, а кроме того для рабочих механизмов и механизмов подач с малой продолжительностью рабочего периода. Хорошо oupai дались на работе для малых мощностей потолочный привод с двумя коническими барабанами на параллельных осях, между которыми заягат бесконечный ремень. Передаваемая окружная сила незначительна: она равна произведению давления между осями барабанов на коэффициент трения.
Наиболее простыми являются одношкпвные станки с электромоторами. Они позволяют взять величину ступеней весьма малой, не усложняя и не удорожая регулирующего приспособления (регулирование па постоянное количество оборотов приводных моторов для машин бумажной промышленности и ткацких).
Станины станков конструируются но возможности жесткими, расчет их производится реже на прочность, а чаще на величину упругих деформаций. Все вызываемые в станке усилия должны восприниматься станинами, а нс передаваться на наружные опоры, фундаменты и т. п. Во избежание изгиба станины от возможной осадки грунта, ее следует устанавливать по возможности иа трех независимых опорах, заложенных надлежащим образом в грунт.
Направляющие частя салазок и бабок большею частью из твердого чугуна; нагрузка этих плоскостей, если они скользят друг но другу, не должна превосходить 0,1 kg/cm3. Необходимо следить за тем, чтобы падающие стружки не могли повреждать направляющие салазки или зубчатые колеса. Все опасные места должны иметь надлежащие ограждения для рабочих; эти приспособления не должны, однако, препятствовать осмотру огражденных частей. Для более быстрого и удобного выключения приводного ремня следует иримснить соответствующие приспособления, например систему рычагов для обслуживания фрикционпых муфт на потолочной передаче (пли у токарных станков, особую отводку для перестановки ремня с попочкой и ручкой системы В. Л. М. Л. G.), или при электрическом приводе выключение посредством контактов, помещенных на легко доступных местах.
Ь) Станки п инструменты для фасонных отверстий.
Такие станки служат для производства пазов в кривошипах и ступицах и т. д., вообще, для превращения сечения сверленого отверстия из круглого в некруглое. Резец в виде штанги протягивается по всей длине отверстия, или имеет несколько резцов ва одной и той же штанге, последовательно работающих одпн за другим. Каждый режущпн зубец выше предшествующего на0,1—0,3mm. Сопротивление зависит от суммы сечений стружек, снимаемых одновременно. Скорость резания редко бывает более 5 mm/sec. Перед каждым рабочим ходом штанга должна прочищаться и смазываться.
МАШИНЫ-ОРУДИЯ.
885
с) Строгальные станки.
Характерным для станков этого типа является прямолинейно-возвратное движение обрабатываемого предмета, который после каждого рабочего хода совершает обратный холостой ход. Редко резец работает и в обратном направлении. Резец в начале обратного (холостого) хода предмета несколько приподнимается от обстрагиваемой поверхности и ври начале следующего рабочего хода снова к вей приближается; холостой ход имеет большую скорость, чем рабочий.
Крупные и сложные предметы прикрепляются к столу неподвижно, резец же производит обработку, перемещаясь относительно обрабатываемого предмета (станки для обстрожки кромок у листов, боковые строгальные станки и т. п.).
При обработке предметов средней величины, последние имеют только рабочее прямолинейное движение (обыкновенные строгальные станки), или только движение подачи (долбежные станки и шепинг-машииы), тогда как резец производит второе движение. Существуют такие станки, у которых оба движения могут быть заменены одно другим.
Строгальные станки, у которых обрабатываемый предмет перемещается по направлению строгания, или так называемые продольно-строгальные станки, требуют много места; они, тем не менее, весьма распространены в виду того, что давление веса предмета, веса строгального стола и часть давления от резца действуют иа направляющее в одном и том же направлении, что гарантирует точность работы. У других строгальных станков давление резца идет в сторону противоположную давлению веса движущихся частей; последнее не очень велико, поэтому давление резца может иногда его превзойти, и давление па направляющие может получиться разностороннее. Ширина обстрагиваемых предметов обыкновенно ограничивается расстоянием между станинами строгального станка. В случае особенной формы обстрагиваемых предметов, иногда изготовляются строгальные станки с одной станиной, при чем противолежащая сторона станка остается открытой. Движение стола производится винтом, рейкой или проволочным канатом.
Небольшие строгальные станки, ход которых до 1,5 ш, имеют одну рабочую скорость стола и обратвый ход стола с тройной или четверной скоростью. У больших станков (ход от 2 до 4 ш) стол приводится в действие двумя винтами или двумя рейками; обратный ход стола с двойной илп тройной скоростью. Для получения надлежащих скоростей резапия, соответственно различным обрабатываемым металлам, вставляют между трансмиссией и рабочим приводом для рабочей скорости еще ступенчатый шкив; обратный ход стола остается без изменения. При изменении направления движения стола энергия движущего механизма должна быть поглощена, а затем при помощи движущегося в обратном направлении ремия ему сообщается снова энергия, до тех пор, пока стол приобретет свою нормальную скорость. В виду этого, следует избегать, как невыгодной, чрезмерно большой обратной скорости стола.
Расход силы при перемене хода стола часто возрастает до двойной величины против расхода силы при строгании. Такой неравномерный расход силы особенно невыгоден при электрической передаче. При по-
68»
836
Ш. РАБОЧИЕ МАШИНЫ.
мощи махового колеса, насаженного иа промежуточный привод, можно ослабить влияние ударов на мотор (фнг. 1120).
Для избежания скольжения (буксования) ремня для строгальных и долбежных станков применяются механические или электромагнитные
Фиг. 1120.
муфты, но и здесь при перемене хода расход энергии получается столь же велик, как и при ременном приводе, поэтому онн не рекомендуются для больших машин. При непосредственном электрическом приводе посредством электромотора с обратным ходом, эта потеря значительно уменьшается.
Различают прнвод посредством регулируемого мотора (только при постоянном токе), который перед самым переключением станка работает в качестве дннамо, н прнвод при помощи схемы соединения Леонарда, в которой ток к работающему мотору берется ие из сети, а от особой динамо, которая, в свою очередь, приводится в движение от мотора питаемого сетью. При этом выбор системы тока — свободный. Непосредственный элек-
трический привод имеет еще преимущество установления любой скорости резания при использовании наибольшей скорости обратного хода.
Подача прн каждом ходе меняется между 0,1 mm — 2 mm для обточкн и между 3 н 10 mm для чистовой отделки. Высота резания колеблется между 3 и 30 mm и еще более.
Таблица 8. Расход энергии для обыкновенных строгальных станков1).
Ширина строгания и высота в mm 600 800 1000 1 250 1 500 2 000 2 500 3 000 4000
Длина строгания в шт . . . 1 500 2 000 2 500 3 000 4 000 5 000 6 000 3 000 10 000
Расход энергии Р. S, . . • 3 5 6,5 8 10 15 20 25 30-35
У долбежных станков и шепингов рабочее движение — на резце закрепленном в головке ползуна. Оно производится при помощи кривошипа с кулиссой или при помощи винта с гайкой или посредством гайки. Обратный ход резца происходит со скоростью, равной тронной рабочей скорости резца. Каждому обороту кривошипа соответствует один ход резпа; для достижения переменных скоростей число оборотов кривошипа меняется при помощи ступенчатых шкивов. У долбежных станков часто встречается рабочая скорость до 15 m/min при обратной скорости в 50 m/min. Подача суппорта на каждый рабочий проход составляет 0,1 до 2 mm.
*) Указанный расход анергии относится к обычному типу машин; для машин особой конструкции расход анергии увеличивается в 1,6 или 2 раза.
МАШИНЫ-ОРУДИЯ.
837
Таблица 9. Расход энергии для вертииальных долбежных станков.
Ход в mm 175 200 250 300 350 400 500 600 700 800
Вылет в . . . . mm 350 450 550 600 700 800 900 1000 1150 1300
Расход энергии при передаче кулиссою P.S. 2 3 4 5,5 6 7 8 10 12 24
Расход энергии при передаче винтом P.S. Таблица 10. Ход в Расхо . ют д эне 200 эгии (ш 1 3( |ЛЯ го епинг ю 1 ризов ). 400 7 тальм 500 9 их Д< 60 14 )лбеж 1 17 4ЫХ Н 500 1 20 1ЯШИН 1000
Расход энергии . • . Р. S.1 Таблица 11. Расхо Длина строгания .... 1,5 1 2 д энергии у к рок 3 станков ок. 4000 | 4,5 для 5000 6 I 7,5 1 5 обстрожки листовых 7000 до 10000
Высота стружки mm 100 | 120 I 140 160 200
Расход ввергни Р. S. 7 1 8 10 15 20
У станков для обстрожки кромок железных листов края листов прижимаются к столу большим числом нажимных болтов или гидравлических поршней. Обстрагивание происходит как при прямом, так и при обратном ходе суппорта при помощи широкого резца.
Л) Токарные станки’).
Подразделяются иа станки центровые, т.-е. такие, у которых обтачиваемый предмет устанавливается между центрами, и станки лобовые, у которых обрабатываемый предмет прикрепляется к патрону (планшайбе), надетому яа рабочий шпиндель. При вертикальном шпинделе получается карусельный станок.
В исключительных случаях центровой стаиок молено утилизировать как лобовой. Для этой цели в станине токарного станка близ бабки делается выемка (углублении), дающая возможность прикреплять к патрону предметы большого диаметра. Суппортная доска токарного станка «'пли салазки) автоматически перемещается по станине (постели) при помощи зубчатой репки или винта; иногда устанавливаются зубчатая рейка и винт одновременно, при чем виит служит только винторезным прибором. На суппортной доске перемещаются поперечные салазки, а на последних головка суппорта, где закрепляется резец. Между поперечным суппортом и головкой вставляется еще поворотная доска для точения конических поверхностей. Для этой же цели служит особая направляю-
*) Ср. также Ilfitte—производственный.
838
Ш. РАБОЧИЕ МАШИНЫ.
щая линейка, при помощи которой можно, однако, обтачивать лишь пологие конусы. Пологие конусы можно обтачивать путем бокового смещения задней бабки. Этот способ имеет, однако, тот недостаток, что центры при посадке изделия не будут лежать на одной линии.
Все автоматические перемещения резца должны быть так конструированы, чтобы можно было каждый раз использовать только одно движение резца. Станки со среднею высотою центров (400 до 1000 mm) снабжаются часто двумя суппортами—передним и задним для резцов на одной общей станине. При высоте центров более 1000 mm станины проектируются двойными (4 постели), при чем передний и задний суппорты передвигаются независимо самостоятельными движущими механизмами.
В основание расчетов при проектировании токарных станков молено принимать сопротивление резанию W (стр. 823) в среднем '):
для обдирочных станков IFpg — 13-кратпоп иысоте центров в mm, для универсальных станков IVj.g = 6,5-кратной высоте центров в mm, при чем получаемое при этом высокое давление при резании распределяется на несколько резцов.
За наибольшее усилие для перемещения суппорта следует принимать 2i/2- до 3-кратное сопротивление резца; наибольшее осевое давление на центр принимается равным для передней бабкн—тройному, а для задней бабки—двойному сопротивлению резца. Давление на резец и вес обтачиваемого предмета действуют нормально к линии центров; давление это воспринимается неподвижными или перемещающимися люнетами.
В виду большого разнообразии в диаметрах обтачиваемых предметов, число оборотов шпинделей должно изменяться в весьма широких пределах. Это достигается, большею частью, при помощи ступенчатых шкивов и переборов (стр. 831 и сл. и „Детали машин" стр. 261 и сл.). Нередко встречаются 15 и более различных скоростей. Подача суппорта у токарных станков весьма разнообразна. Для легких работ наименьшая подача суппорта составляет 0,05 mm, для средних 0,2 mm и для тяжелых 0,5 mm на каждый оборот шпинделя станка; наибольшая подача (незавнеимо от чи( тобой отделки, для которой подача может доходить до 10 mm) может доходить до 0,5, 1,8 и 3 mm на каждый оборот шпинделя станка (или обтачиваемого предмета). Толщина стружки колеблется в пределах меньше 1 mm и доходит до 60 mm.
Место, занимаемое центровыми токарными станками определяется следующим образом:
Длина = наибольшему расстоянию между центрами 6 до 8-ми кратной высоты центров.
Ширина — 600 mm-j- 3 до 4-кратной высоты центров.
Таблица 12. Расход энергии для центровых токарных станков.
Высота центров mm Число суппортов . . Расход энергии . . 150 1 1,5 200 1 2 250 1 2,5 300 1 3 350 1 3,5 400 1 4 500 1 4,5 600 1 5 750 2 7 1000 2 10 1250 4 12 1500 4 15 1750 6 20 2000 6 25—30
с двойной станиной.
*) Н fi. 11 е, Wekzeugniaschlnen, 4 изд. 1616 г., стр. ББ6.
МАШИНЫ-ОРУДИЯ.
839
Лобовые токарные станки подразделяются по расположению шпинделя на горизонтальные и вертикальные; у станков с горизонтальными шпинделями суппорты перемещаются но осо ым плитам нормально или параллельно оси шпинделя. В некоторых случаях для поддержки тяжелых предметов лобовые станки снабжаются заднею бабкою.
Лобовые станки с вертикальным шпинделем или горизонтальным патроном (планшайбою) представляют преимущество в смысле удобного укрепления обрабатываемых предметов на планшайбе. Резон перемещается горизонтально по поперечным салазкам, которые представляются вертикально в особой стойке. Для возможности обточки предметов большого диаметра стойки перемещаются по станине. Небольшие лобовые станки (диаметр обточки до 1,5 ш) с вертикальным шпинделем и револьверной головкой применяются так яге, как сверлильные станки для массового производства.
Таблица 13. Расход энергии для лобовых токарных станков с горизонтальным шпинделем *)
Диаметр об точки mm 1000 1250 1500 1750 2000 2500 3000 4000 5000 6000 8000 10000
Расход эпер гнн Р. S. 2 2,5 3 3,5 4 5 6 8 10 12 18 25—30
Карусельные станни. Прочно сконструированные машины с главным шпинделем, который помешается у малых диаметров очень часто, а при больших дпамстрах—постоянно глубоко под полом. Горизонтальная планшайба поддерживается широкой, кольцеобразной, зачастую и конусообразной, направляющей, поэтому может применяться для наиболее тяжелых Стружек. Суппорты сделаны столь же прочными, как и в строгальных Станках, но с большим вылетом, для того, чтобы сделать возможной обработку более высокпх предметов. Карусельные станки применяются для обработки коротких частей большого диаметра, и при обработке тяжелых частей, подлежащих сверлению и обточке. Преимущество: удобное укрепление на станке, так как кран (также и крав особого назначения на 'Самом станке) легко устанавливает обрабатываемый предмет на планшайбу.
Системы.- а) Малые машины: с диаметром планшайбы 1500 mm со бетонкой, суппортом, который пли немного, или совершенно не смещен по отношению к середпне, с револьверной головкой, только для сверлильных работ.
Ь) Карусельный станок с о i и о й с i о й к о п для обточки Дпа-метро и 1500 mm, в большинстве случае» с дв)мя суппортами на иоперечиие, а также <с боковым суппорюм иа стапмпе;
с) Карусельный стапок с двумя пенс вижпыми стоиками для обточки диаметров 1500—12000 шт. Стопки и поперечная балка весьма прочны для планшайб большего диаметра, так как поперечные балки проходят ночш посредине диаметра шайбы, поэтому требуется вспомогательная конструкция;
d) Карусельный стапок с переметающимися стойками, поперечные балки в большинстве случаев нельзя подвинуть до средины план шан бы, поэтому они короткие. Главное преимущество: возможность обработки предметов, диаметр которых значительно больших размеров, чем плапшай а. — обыкновенным «подвигами» м Сталины. В случае сверления предметов малого диаметра, в качестве вспомогательного устройства упо!ребляется сверлильный суппорт, вылет которою выравнивает наименьшее расстояние между поперечной балкой и осью шпиядёля.
*) См. аыаоску ма стр. 836.
840
tn. ЬЛВОЧИВ МАШИНЫ.
Таблица 14. Расход энергии карусельных токарных станков с горизонтальным шпинделем.
Диаметр обточки . Расход энергии . . mm .P.S. 750 1,5 1000 2 1250 3 1500 4 2000 6 2500 7 3000 9 4000 12
Диаметр обточки . . mm 5 000 5000: 7500 6000 : 9000 7000: 10000 7500 : 12000
Расход энергии . . P.S. 18 20 - 30 25 - 40 30 - 50 40—80
также с перемещающимися стойками.
Револьверные станки и автоматы *) Для массового изготовления винтов и мелких предметов суппорт снабжается револьверной головкой, в которой укреплены несколько (до 16) простых режущих инструментов. Передвижение инструментов и смеиа их производятся от руки (револьверные станки) пли автоматически, при помощи особых направляющих, укрепленных на барабанах (автоматы!; о промежуточной группе, .полуавтоматах” см. ниже. Револьверные станки снабжаются—для одновременного укрепления нескольких инструментов—револьверной головкой, ось которой расположена горизонтально, вертикально или под углом. У револьверных головок с горизонтальной осью может быть задняя бабка. Такие ставки применяются для обработки длинных предметов. Револьверные головкн с перпендикулярной осью целесообразно применять для обработки арматуры в винтов, с осью же, лежащей под углом, применяются там, , _ где употребляют инструменты,
1аблица 15. Головки шпинделей усложняющие вследствие своей (DIN 800). длины, обслуживание станка.
Нарезка D d> dj 11 1= L d 11 bj
М 20 21 2,5 8 12 20 16 5 25
М 24 25 3 9 14 23 19 6 29
М 27 28 3 10 IS 26 22 7 33
М 33 34 3,5 12 18 30 28 8 38
М 39 40 4 14 20 34 33 10 44
М 45 46 4,5 16 23 39 38 11 50
М 52 55 5 18 26 44 45 12 56
М 60 62 5,5 20 30 50 52 14 64
М 88 70 6 23 34 57 58 Ifi 73
М 76 78 6 26 39 65 65 18 83
М 89 90 6 30 44 74 80 22 96
М 104 105 6 34 50 84 95 24 108
Я 119 120 6 39 57 96 110 28 124
М 134 135 6 44 65 109 125 30 139
М 149 150 6 50 74 124 140 35 150
Фаг. 1121
Головки шпинделей изготовляются по нормам DIN 800 (фиг. 1121) для того, чтобы достигнуть взаимозаменяемости планшайб поводкового патрона, а также патронов для закрепления обтачиваемого предмета
Величины d, 1а п L, суть лекальные размеры.
Метрическая нарезка но DIN 14.
') Ср. К е 11 с. Automaten. Berlin. Шпрингер.
МАШИНЫ-ОРУДИЯ.
841
Полуавтоматы для работ с патроном. Зажим обрабатываемых предметов рукой, включение и выключение инструментов при помощи рычагов, которые приводятся в движение криволинейными направляющими, расположенными на барабане.
Автоматы распадаются на штанговые автоматы, которые делаются с одним или несколькими шпинделями, и магазинные автоматы для предметов, предварительно уже обработанных. У автоматов с большим количеством шпинделей самый длительный период работ будет показателем для общего времени, так как все инструменты работают одновременно.
Таблица 16. Расход энергии для револьверных токарных станков.
Наибольший диаметр обрабатыв. предмета
15 20 25 30
40
Расход ан орган
Р. S. 1
1,5 2 2,5 3
. mm
4
Токарные станки для гладких (приводных) валов или коленчатых валов различаются по конструкции, в зависимости от того, вращается ли обрабатываемый вал пли режущий инструмент. Станки для обточки гладких валов имеют небольшую высоту центра, не требуют большого числа скоростей и работают одновременно тремя резцами, из коих одни для грубой, другой для средней и третий для окончательной, чистовой обточки. Передача движения валу производится от передней бабки и от задней; этим избегаются крутящие деформации обрабатываемого вала.
В токарных станках для обточки прокатных валков центры служат лишь для установки на станке; значительный вес обтачиваемых валков передается на особые люнеты (кольца). В виду большой стружки, которая берется прн профилировании валков широкими резцами, передача движения станку должна быть весьма мощная. Скорость резания для валков из твердого чугуна 0,6 до 1,5 m/min. Передача при помощи зубчатого перебора или червячной передачи.
Таблица 17. Расход энергии у станков для обточки прокатных валков.
Длина прокат, вал. . . mm Диам. прокат, вал. . . mm Расход анергии . . . Р. S.
400 500 600 800 1000 1200 1500
2500 3000 3500 4000 5000 5500 6000
5 6 7 8 12 15 16—20
Токарные станки для обработки осей для того, чтобы быть экономичными в работе, должны быть весьма мощны. Соответственно этому, расход энергии значителен.
Для расточки бандажей применяются специальные лобовые станки с небольшим числом скоростей, большею частью карусельные станки или полуавтоматы.
Станки для колесных скатов. Производительность станка от 6 до 10 скатов в 8 часов, для новых колесных скатов до 16 скатов.
842
П1. РАБОЧИХ МАШИНЫ.
Таблица 18. Расход энергии у станков для обточки колесных скатов ’).
Напбольш. дпаи. колес .... mm I 1000 1500 2000 2500
Расход энергии ......... Р. S. | 12 15 18 ] 20—25
Токарный станок для задней заточки зубьев фрез работает таким образом, что фреза, подлежащая задней заточке, поворачивается вокруг своей оси, в то время, как резец, дающий фрезеру форму, посредством салазок сдвигается к оси фрезера и быстро оттягивается назад, в соответствии с количеством зубьев, которое обрабатываемый предмет должен получить. На фрезе необходимо заранее выфрезовать необходимые прорезы. Лезвие получает или форму зуба фрезы при малых размерах последней, или резец ведется с помощью копировального приспособления, если ширина фрезера не допускает фасонного резца. Во избежание сотрясенпй, токарные станки для задней заточки делаются солидной конструкции.
е) Сверлильные и болторезные станки.
В большинстве случаев инструмент (сверло, сверлильный резец, развертка и т. п.) производит вращательное движение, тогда как обра-
Фиг. 1122.
батываемый предмет или шпиндель (патрон), в котором укреплен инструмент, перемещается по на-правлению осп. В некоторых случаях для этой цели может служить и токарный станок, если по оси его шпинделя укрепить инструмент, а обрабатываемый предмет укрепить на станине станка. Направление шпинделя в сверлильных ставках достигается таким образом, что один его конец направляется во втулке, имеющей осевое перемещение, а другой конец имеет осевое перемещение во втулке движущей шестерни (фиг. 1122).
По расположению шпинделя различают вертикальные и горизонтальные сверлильные станки. Первые по гибкости перемещения укрепления шпинделя, в свою очередь, разделяются, на колонные, стеииые н радиальные станки. Последняя группа может считаться полу, илп вполне универсальной, в зависимости от того, будет ли шпиндель вращаться вокруг одной или двух осей, перпендикулярных к оси сверлильного шпинделя. Первое вращение на суппорте, в плоскости, парал-
*) Си пршечмже 1, отр. 834.
МАШИНЫ-ОРУДИЯ.
843
дельной стойке, второе поворотом поперечины вокруг ее горизонтальной оси. Радиальные сверлильные станки делаются также переносными.
Ручные сверлильные станки с ручным приводом, как, например, медведка с силовым приводом (электрическим, либо пневматическим) имеет большое применение. Диаметр дыр до 40 шш, при d > 20 тш прибор обслуживается двумя рабочими.
Сверлильный шпиндель снабжается внизу конической втулкой (гнездом), в которую вставляется конус хвоста сверла, конуса — по DIN 228 таблица 19 (фиг. 1123).
Наиболее употребительны спиральные сверла, которым (для мягкого железа) может быть при надлежащем охлаждении дапа окружная скорость до 20 m min. Подача сверла иа один оборот находится в пределах от 0,1 до 1 mm. Развертка дыр производится либо обыкновенною разверткою, либо (под размер) разверткою с переставными режущими гранями. Скорость для развертки дыр примерно наполовину меньше скорости пря сверлении. Подача при развертке в два до трех раз больше, чем при сверлении. Для развертки дыр, образующихся при отливке машинных частей, применяются, в виду большой прочности, развертки, имеющие форму спиральных сверл с 3 или 4 режущими гранями. Если сверлильный станок должен служить также и длн нарезки (патрон) резьбы, то винтовой шпиндель станка должен иметь правое и левое вращение. Для устранения возможности излома метчиков при нарезке резьбы в ие-сквозных дырах пользуются специальными винторезными аппаратами, при помощи которых метчик, по достижении им дна отверстия нарезаемой дыры, автоматически выключается.
Для массового производства небольших предметов часто применяются миогошпиндельные сверлильные станки, у которых обрабатываемый предмет движется по направлению к сверлу. Каждый шпиндель имеет свою окружную скорость, соответствующую диаметру сверла; этим избегается замена сверл и изменение скоростей.
Горизоитально-сверлильиые машины применяются, главным образом, для рассверливания дыр в отливках при помощи борштанг с особыми резцами. При этом борштанга перемещается подобно тому, как полые шпинделя в токарных станках.
Борштанги с резцами перемещаются вдоль и поперек при помощи особой головки. Этим же резцом можно пользоваться для получения шпоночных канавок во втулках, для каковой цели резец перемещается (подается) нормально к оси шпинделя.
У горизонтально-сверлильных и фрезерных станков имеется еще перемещение, нормальное к борштанге; перемещение это сообщается либо обрабатываемому предмету, либо борштанге. Первое достигается при помощи установки и закрепления предмета на столе прочней станины, которая может перемещаться по другому столу, расположенному либо параллельно борштанге, либо нормально к нему. Тяжелые, подлежащие обработке предметы укрепляются неподвижно на фундаментных плитах, а все движения резца производятся борштангой.
Станки для расточки и рассверливания цилиндров. Различают два типа станков: с перемещающейся борштангой, которая движется вместе с укрепленным на ней резцом, п с неподвижной
844
111. РАБОЧИХ МАШИНЫ.
Таблица 19. Конуса хвостов и
Обозиаче вне X в
Конус Z) Л d d, <г,
Метрический конус . 4 6 1 : 20 1 : 20 4 6 4,1 6,15 2,85 4,40 — —
0 1:19.212 9,045 9,212 6,401 6,115 5,9
1 1 : 20.048 12,065 12,239 9,371 М 6 8,973 8,7
2 1 : 20.020 17,781 17,981 14,534 М 10 14,060 13,6
Конус Морзе • • 3 1.: 19,922 23,826 24,052 19,760 19,133 18,6
4 1 : 19,254 31,269 31,544 25,909 25,156 24,6
5 1 : 19,002 44,401 44,732 37,470 31 и 36,549 35,7
6 1 : 19,180 63,350 63,762 53,752 1 « 52,422 51,3
80 1 :20 80 80,40 70,2 1%" 69 67
Метрический конус . 100 1 : 20 100 100,50 88.4 1й/в 11 87 85
120 1 : 20 120 120,60 106,6 1'1." 105 103
140 1 : 20 140 140,70 124,8 1'1,' 123 121
Направляющая часть хвоста осаживается иа длине съ однако, это не обязательно.
Обозначение В т У
Конус D й, 1=
Метрический конус . . . | g } 1:20 = 0,05 { 4 6 3 4.6 25 34
0 1 : 19,212 = 0,05205 9,045 6,7 51,9
1 1 : 20,048 — 0,04988 12,065 9,7 55.5
2 1 : 20,020 = 0,04995 17,781 14,9 66,9
Конус Морзе 3 1 : 19,922 = 0,050196 23.826 20,2 83,2
4 1 : 19.254 = 0,051933 31,269 26,5 105,7
5 1 : 19,002 = 0,0526265 44,401 38,2 134,5
6 1 : 19,180 = 0,052138 63,350 54,8 187,1
/ 80 80 71,4 200
1 100 100 89,9 237
Метрический конус. ... 1 120 | 1 :20 = 0,05 | 120 108,4 274
1 140 140 126,9 310
Метрический конус по DIN 233. Конус Морзе по DIN 231.
МАШИНЫ-ОРУДИЯ,
845
атроиов
(DIN 228). Размеры в mm.
С
<*4 h |3 1, <4 а Наибольшая велич. Ъ е е i к т t
3 23 25 3 0,5 2,2
3,5 32 35 — — 3 — — — — — 0,5 2,5
5,5 50,8 54 56,3 59,5 3,2 3,9 6,4 10,4 4 1 2,5
8 54 57,5 62,0 65,5 3,5 5,2 9,5 14,5 15 5 1,25 3
13 65 69 74,5 78,5 4,0 6,3 П,1 17,1 20 6 1,5 4
18 81 85,5 93,5 98,0 4,5 7,9 14,3 21,3 25 7 2 4
24 103,2 108,5 117,7 123,0 5,3 11,9 15,9 24.9 30 9 2,5 Б
35 131,7 138 149,2 155,5 6,3 15,9 19,0 30,0 40 И 3 6
50 184,1 192 209,6 217,5 7,9 19,0 28,6 45,6 50 17 4 7
65 196 204 220 228 8 26 24 47 60 23 Б 8
85 232 242 260 270 10 32 28 58 60 30 6 10
100 268 280 300 312 14 38 32 68 60 36 6 11
140 304 318 340 354 12 44 36 78 65 42 8 13
На^еака метрическая ио DIN 13,
Витворта по DIN 12,
846
1П. РАБОЧИЕ МАШИНЫ.
Таблица 20. Мощность вертикальных сверлильных станков.
Диаметр отверстия mm | 20 | 30 | 40 | 50 75 100
Необходимая мощвость . . . . Р. S. [_ 1,5 [ 2 | 3 [ 4 1 5 7
Для радиально-сверлильных станков около 80—50% больше.
Таблица 21. Расход энергии у горизонтально-сверлильных станиов.
Диам сверл, вала ........ mm 50 60 70 80 100 120
Для рассверл. до диам. ... „ 200 250 300 400 500 600
Расход энергии Р. S. 2 2,5 3 4 5 7
Т а б jlh ц а 22. Расход энергии для горизонтально-сверлильных станков и фрезерных станков ')•
Киям, сверл, вала ........ mm 80 100 120 150 200 250
IT ля рассверл. я о ........ ,т 400 500 600 1000 1500 2000
Расход энергии Р. Б. 6 7 8 10 15 20-25
Таблица 23. Расход энергии у станков для расточки цилиндров ').
Диам. сверл, вала . . mm 150 200 250 300 350 400 450 500
Для диам. раст. до .... 700 800 1000 1200 1500 2000 2500 3000
Расход энергии . Р. S. 5 6 7 8 10 12 16 20-25
борштангой, по которой Может двигаться резец. При помощи этих станков может одновременно производиться обточка цилиндровых флянцев.
Борштанги должны быть, по возможности, прочны, ибо от этого зависит точность работы. Хорошие результаты достигаются в том случае, если наибольший прогиб вала, вызываемый давлением резца (при одном только резце), меньше J/100 mm. Скорости резания при расточке принимаются такие же или несколько меньше, чем при токарных работах, то же относится и к подаче суппорта на один оборот. При этом необходимо иметь в виду, что часто несколько (для чистовой расточки) резцов работают один позади другого; при этом даются подачи до 15 mm на один оборот.
Для рентабельной обработки цилиндров необходимо станки для расточки комбинировать с горизонтально-сверлильными и фрезерными станками, установленными на одной общей фундаментной плите. Станки для расточки цилиндров часто строятся переносными и с електрическою подачею; они дают возможность с удобством производить обработку всех круглых и плоских поверхностей, не прибегая к перестановке и укреплению тяжелых и громоздких цилиндров.
f) Фрезерные (шарошечные) станки.
Фрезы, работающие многими режущими гранями, имеют, по сравнению с одиночными резцами строгальных станков то преимущество, что они работают непрерывно, без всяких ударов и без обратного (холостого) хода. Вследствие равномерной подачи резца но отношению к обрабаты-
*) См. прям. стр. 838.
МАШИНЫ-ОРУДИЯ.
847
васмому предмету берется стружка, в виде запятой, так что сечение постепенно увеличивается (фпг. 1124). Для чистой и точной фрезерной работы рекомендуются фрезы со спиральными зубьями. Подъем спирали составляет от 10° до 20°, а при больших скоростях фрезеровки до 30°. Сечение канавок должно быть достаточно для того, чтобы, особенно при снятии большого слоя, стружка могла помещаться в канавке свободно, а не производила бы давления на фрезу, вызывая этим нежелательное ее нагреванпе. Фрезы, для особенно толстых стружек, должны быть снабжены разрезными зубьями для пскрашнванпя стружки.
Фрезы с задней заточкой зубьев (фиг. 1125) представляют по отношению к фрезам с мелким зубом то преимущество, что и могут выдерживать большее давление, виду большей прочности зуба, и что при точке притупившихся зубьев сохраняется рвоначальный надлежащий угол резания, •да как у фрез с мелкпм зубом ширина режущей головки увеличивается, промежуток уменьшается, и получается невыгодный угол резания. Особенно выгодны фрезы с задней заточкой для обработки сложных профилей, ибо при последующих заточках зубьев вполне со-
Фвг. игл. Фиг. 1125. храняется их первона-
чальная форма (профиль). Для сохранения первоначального угла резан ня и после заточки зуба необходимо задние поверхности зубцов при изготовлении фрезы затачивать (на особых станках) по логарифмической сниралв (нли приближенно по архимедовой спирали); режущая грань зуба сохраняет тогда свое направление к центру фрезы (радиальное).
Для выяснения, какой способ обработки ') в заданном случае более выгоден—фрезировка или строгание, следует иметь в виду, что длинные плоскости небольшой ширины выгоднее строгать, а широкие плоскости небольшой длины выгоднее фрезировать; необходимо, однако, также принимать в расчет и другие размеры обрабатываемого предмета. Профилированные сеченпя всегда дешевле обрабатывать фрезером. При фрезо-вании предметов значительной длины и особенно при обработке чугуна необходим всегда второй проход фрезером, пра котором производится окончательная обработка предмета без его нагревания. Для больших и сложных профилен фрезы составляются из отдельных частей.
Нобольшне фрезы часто изготовляются из одного куска с цилиндрической оправкой; фрезера больших размеров имеют в центре цилиндрическое отверстпе, которым надеваются ни оправку (валик), укрепляемую
*) Toussaint, Ncuzeitl. Betriebsfflbrung u. Werkzougmaschinc, Berlin 1018, JuL Springer, стр. 28.
848
Ш. РЛВ0ЧИВ МАШИНЫ.
конусом в шпинделе фрезерного станка. Для больших нагрузок валик фрезы в шарошечном шпинделе укрепляется конусами, предотвращающими круговое движение оправки. Натягивание справки производится помощью випта с диференциальной нарезкой, проходящего через шпиндель, при посредстве которого производится и выдвигание.
Размеры и опорные части фрезерных шпинделей должны быть определены с таким расчетом, чтобы оии не давали заметного прогиба; большой прогиб дает весьма неспокойный ход фрезера. Рекомендуется каждую оправку (валик), на которую надета фреза, снабжать подшипниками, расположенными по обе стороны фрезы; подшипники должны быть, по возможности, непосредственно скреплены со столом фрезерного станка. Станина, стол и ковсоли должны быть конструированы весьма прочно для избежания прогиба. Для возможности пользоваться в широкой мере охлаждением фрезы струею жидкости, следует устанавливать в надлежащих местах сточные желоба.
Скорость резанпп устанавливается в зависимости от материала обрабатываемого предмета; с другой стороны, диаметр предметов, обрабатываемых на одном и том же фрезерном станке, меняется в широких пределах; необходимо поэтому проектировать станок с таким расчетом, чтобы число оборотов можно было изменять в широких пределах. Равным образом конструкция станка должна допускать возможно большее число скоростей подачи, обыкновенно от 8 до 16, часто до 32.
Скорости подачи см. таблицу 7. стр. 830.
Подача обрабатываемого предмета должна всегда происходить по направлению против вращения фрезы. Скорость обратного хода равна от 1 до 4 m/min.
Горизонтально-фрезерные станки. Обыкновенный фрезерный ставок со столом применяется, главным образом, для массового изготовления таких изделий, для обработки которых требуется вертикальное перемещение фрезы лишь для его установки. Устанавливается лишь фрезерный шпиндель для того, чтобы перемещающаяся по столу плита с прикрепленными иа иен предметами могла иметь надежную опору при помощи ног или коробчатой станины. У станков для общих фрезерных работ стол должен также иметь вертикальное перемещение, для чего он устанавливается на консоли, укрепленной с передней стороны станины; столу со
общается перемещение н двух взаимно-перпендикулярных направлениях. Если стол вместе с том может еще и вращаться, то такие стачки называются универсальн о-ф резервный; они снабжаются еще делительным аппаратом для выполнения точных работ и для фрезования спиральных зубьев иа фрезах.
Для получения зубьев стол должен быть поставлен под углом, равным углу спирали (фиг. 1126), а обрабатываемый предмет должен, переме-
Фвг. 1126.
МАШИНЫ-ОРУДИЯ.
849
деление на все, без исключения, числа
щаясь по направлению движения стола, вращаться около своей оси; это достигается тем, что подающий винт стола соединен с червяком делительной головки при помощи сменных колес (фиг. 1127).
Работы с делительной головкой. Обыкновенное деление. Если г—число зубцов на окружности обрабатываемого предмета., подлежащей делению, l:Zt — точное число делительной головки (большею частью п — число оборотов делительного диска, то для простых делительных работ п = Zx: г, при чем г должно быть кратным от имеющегося в делительном диске числа дыр. Делительные диски при фрезерных станках обыкновенно допускают до 100; свыше 100 можно разделить на число частей, кратное от пре-
дыдущих.
Деление на числа первые между собой’). Для получения таких делений шпиндель делительной головки соединяется с валиком
Фиг. 1128.
конической передачи через посредство сменных колес (фиг. 1127); таким образом получается дифференциальная передача.
Число оборотов я, определяется приближенно по формуле w, ~ Zx: г, которое может быть получено помощью существующих делительных дисков. Подлежащие включению сменные колеса определяются тогда no в : d =
= — и,г. Отношение s:d
будет положительным пли отрицательным, в зависимости от того, выбрано ли и, меньше или больше и; в первом случае включается одно еменное колесо, а во втором—два колеса.
Ход (подъем спирали) 2). Если обозначим через !:•» передаточное число сменных колес (а: i>) X (с: d), h — ход винта, перемещающего стол, в mm, s — ход спирали, которая должна быть выфрезована, в mm, то передаточное чпело колес равно l:i = (h:s)-z1 (фиг. 1128).
i) Jnrthe & Mictzschke, Handbuch der Fraserei, Berlin. 1917 r. Jul. Springer. Pockrand t, Teilkopfarbeiten, Werkstattb ticker Heft 6, Berlin 1920 r., Jul. Springer.
“IK nappe, Wcchselraderberechnung an Drebbanken, Werkstattbiicher. Heft 4, Berlin 1920 r., Jul. Springer, sowie Hilfstafeln der Hiitte, 3 Aufl., Berlin 1922 r., Wilhelm Ernst & Sohn.
850
Ш. РАБОЧИЕ МАШИНЫ.
Таблица 24. Расход энергии горизонтально-фрезерных и универсальнофрезерных станков ’).
Площадь стола .... mm
Высота центра делит, головки ...............mm
Расход энергии . . . Р. S.
500X^25 750X150 1000 X200
100 110 125
0,6 1 2
1250 X 250 1500 X 530
150 200
3 3,5
У в е рт и к а л ь н о - ф р е з е р н ы х станков, на которых обыкновенно производятся те же работы, что и на долбежных станках, фрезерный шпиндель вместе со своим суппортом может устанавливаться в вертикальном направлении; стол имеет те же движения, что и у горизонтально-фрезерных станков. Вертикально-фрезерные станки снабжаются часто еще особым съемным круглым столом для обработки круглых поверхностен, центр которых совпадает с осью шпинделя.
Таблица 25. Расход энергии для вертикально-фрезерных станков 2).
Вылет.......................... mm
Размер стола ....................mm
Диаметр круглого стола..........mm
Расход энергии..................Р. S.
150 200 350 500 800 1000
>00x125 750X200 1000X300 — — —
—— — 450 650 1000 1500
1 1,5 2 3 4,5 6
Продольно-фрезерные станки, у которых стол перемещаетен по неподвижной станине, строятся по типу горизонтально- и вертнкально-фрезер-ных станков. Во многих случаях, особенно у станков типа строгальных, у поперечины и боковых стоек устанавливаются фрезерные головки с подвижными суппортами. Вообще, благодаря разностороннему применению фрезерных работ больше, чем где бы то на было, здесь применяются комбинации различных конструкций станков.
Большое количество токарных работ может быть с выгодой исполнено на кругло-фрезерных станках, особенно для предметов массового производства и для тол вращения со сложными фигурными профилями. Наиболее подходящими для такой обработки являются, напр., канатные шкивы, ременные шкнвы с закраинами и без закраин, гладкие нли выпуклые ободы шкивов, валики, ручные маховички, зубчатые колеса и зубчатые ободья для внутреннего и наружного зацепления, конические колеса и т. п. Обрабатываемый предмет надевается на конец медленна вращающегося шпинделя (иногда шпиндель устанавливается между центрами); фрезер прн помощи суппорта на салазках придвигается к обрабатываемому предмету, приводится во вращенпе от ступенчатого шкива и фрезует обрабатываемый предмет в окончательном виде, обходя его окружность один пли несколько раз. Применение подобных станков в массовом производстве весьма выгодно, пбо одпн рабочий может обслуживать одновременно до 6 станков. Для обработки предметов диам. до 600 mm один стапок расходует до 2,5 P.S.
Станки для фрезования продольных (шпоночных) канавок или сквозных гнезд работают при помощи сверлового фрезера о двух режущих гранях; прн каждой перемене направления возвратно-движущегося резца (или обрабатываемого предмета) фрезер опускается на некоторую вели-
и 2) Ср. прнмеч. стр. 836.
МАШИНЫ-ОРУДИЯ.
851
чину, или фрезер подается сначала на требуемую глубину и затем одним проходом вынимает материал по всей длине гнезда. Длинные канавки сначала фрезуются дисковым фрезером.
Холодные пилы подаются действием собственного веса, увеличиваемого или уменьшаемого грузом, положение которого может изменяться., Подача холодных пил обыкновенно равна от 1 :300 до 1:1300 скорости
резания.
Для резки рельсов, балок и прокатного же-
Таблица 26. Расход энергии для круглых холодных пил.
500
5
600 6
SCO 9
1000 12
1500
16
Таблица 27. Расход силы горячих и маятниковых пил.
Диаметр круглой пи- I лы...................mm I 600 1000 1500
Расход силы . . . . Р. S. | 15—25 40—45 60—70
леза в горячем состоянии применяются маят- Диам. круглой ли-никовые или горячие Рас“Од сиА.’,Р.Т пилы, у которых круглая пила подвешена в особой раме; последняя имеет маятннкообразное
движение. Передача в данном случае от самостоятельной паровой «Ташины или от электродвигателя. Подача пилы производится рычагом, работающим от особого парового цилиндра или гидравлическим путем.
У металло-отделительных станков вместо зубчатого полотенца пилы имеется полотенце без зубцов, которое по всей окружности шероховато. По-
лотенце сндит на осп приводного мотора с окружной скоростью до-100 m/sec.
При приближении предмета к полотенцу, в месте прикосновения, под влиянием давления подачи, возникает трение, приводящее близ лежащие молекулы предмета к плавлению и сгоранию. Частицы, расположенные по обо стороны пропила, не сгорают, так как образовавшаяся во время короткого рабочего процесса теплота не может достаточно скоро распространиться Материал проннла накаляется добела и выбрасывается оттуда проникающим вглубь полотенцем. У режущих граной появляется закалина, величвиа которой зависвт от твердости материала. Различного рода твердые материалы могут обрабатываться от одинакового-шкпва. Для чугуна, равно как для меди и их мягких сплавов не подходит, для горячей распиловки требуется особое полотенце. В последнее время применяются металлоотделнтельные станки с зубчатыми шкивами, плавление от световой дуги между шкивом и обрабатываемым предметом;, их мощность несколько выше указанной в таблице 28.
Фрезерные станки для винтовой нарезки служат для фрезования нарезки непрямоугольного профиля, напр., остроугольной, трапецевидной, а также для нарезки червяков н т. п. Фрезер устанавливается
Таблица 28. Расход энергии для металлоотрезных станков.
Для отрезки круглого железа диам. до . . mm
Диам. диска .... mm
Расход эиергин . . Р. S.
ео'
54-
852
Ш. РАБОЧИЕ МАШИНЫ.
под углом, соответствующим углу подъема винта; обрабатываемый предмет, вращаясь около осн, имеет одновременно соответ твующее осевое перемещение. Подача может доходить от 100 до 200 mm/min. Для заточки фрез необходим специальный шлифовальный станок. При незначительном угле подъема вннта (около 5°) нарезка может быть сделана и канавочным фрезером, длина которого может быть равна длине изделия, подлежащего нарезке. Нарезка фрез еруется тогда при перемещен нн на I шаг винта и при 1‘/4 оборот.?; нарезываемого предмета, искажение профиля, которое происходит вследствие того, что пренебрегают углом подъема и вследствие того, что ось фрезы и обрабатываемого предмета лежат параллельно,—в большинстве случаев неизбежно. Этим способом можно фре-вовать внутренние нарезки. Прямоугольные профили фрезованию этим способом не поддаются.
g) Станки для изготовления зубчатых колес (зуборезные).
Па зубчатых колесах зубья нарезаются (если онн не отлиты) фрезами или строгаются; при втом промежуток между зубцами большею частью вырезается из сплошного обода; только при большом расстоянии между зубьями последние отливаются. Деление ио окружности выражается почти исключительно модулем m = л (см. отд., Детали машин, стр. 219 и сл.), при чем диаметр будет числом рациональным. Точно также в модуле выражается высота головки и основания зубца, при чем первая равна величине модуля, а вторая 1'/в или 1,16 X модуль. Обработка промежутка может быть достигнута:
1. Инструментом (фрезером), сечение которого в точности соответствует профилю промежутка, или
2, резцом, который, перемещаясь по соответствующему шаблону, в точности описывает крнвую очертания зубца, или
3, специальным релгущим инструментом, который воспроизводит обкатку обрабатываемого колеса по колесу производящему (способ обкатывания).
Специальными станками производится нарезка зубцов:
по способу 1: для цилиндрических в винтовых колес (червячные колеса только для вспомогательных целен),
по способу 2: для конических колос и для цилиндрических колес, по способу 3: для цилиндрических, винтовых, червячных и конических колес.
Зацепление большею частью происходит по развертке, у которой наклон эвольвенты к общей касательной равен 15°.
Фрезерно-зуборезные станки для цилиндрических колес по способу 1: Зубцы фрезы имеют сечение, тождественное с профилем промежутка, и имеют заднюю заточку, поэтому при заточке передней (радиальной) режущей грани фрезерного зубца,—сеченпе последнего остается без изменения. Обрабатываемое колесо остается неподвижным, фрезер вращается, двигаясь поступательно по направлению осп обрабатываемого колеса. Фрезер устанавливается точно по средней линии промежутка и сразу на «адлежащую глубину (высоту зубца), (« 2'/6 X модуль). По обработке одного промежутка, фрезер выдвигается, и колесо поворачивается около своей осн на одни зубец. Во многих случаях зубцы цилиндрических колес
МАШИНЫ ОРУДИЯ.
853
можно также нарезать и на универсально-фрезерном станке. Фрезер надевается на оправку на шпинделе станка; колесо надевается на оправку, установленную между центрами делительной головкн и задней бабки. Надлежащий поворот колеса на один зубец—прп помощи делительной головки. Подача происходит от самохода стола, возвратное движение— от руки. Применяют такте приспособления, которые включаются до делительной головкп, делят автоматически и ускоряют возвратное движение (Люди. Леве и К").
У автоматических зуборезных фрезерных станков колесо надевается на оправку, служащую шпинделем станка и снабженную на одном конце делительным диском; диаметр этого последнего должен быть больше наибольшего, подлежащего обработке, колоса с тем, чтобы уменьшить влияние возможных ошибок в делениях делительного колеса. Главный шпиндель станка может пыеть горизонтальное или вертикальное положение. Когда фрезеровка одного промежутка закончена, то происходит обратный ход фрезера (со скоростью от 60 до 100 mm/sec). Перед новой подачей салазки вместе С фрезером останавливаются до тех пор. пока механизм для рабочей подачи фрезера снова автоматически не включится.
У таких станков для изготовления зубчатых колес с успехом применяются на фрезерной оправке, установленной рядом с точным фасонным фрезером, одпн или несколько фрезеров для предварительной нарезки.
Для точного изготовления колес необходимо иметь особый фрезер для каждого числа зубцов; в большинстве же случаев довольствуются имеющимися в продаже размерами фрезеров, которые изготовляются комплектами по 8—15 и 26 штук в комплекте, для делений модуля от 12 до со.
Если вышеприведенными фрезерами нарезаются колеса с промежуточным числом зубцов, то форма таких зубцов не вполне соответствует теоретической крпвой очертания зубца, но все же для многих случаев вполне удовлетворительна.
Фрезерные зуборезные станки для цилиндрических колес по способу 3. Для яарезкп зубьев па цилиндрических колесах по способу ката-
Таблпца 29. Комплект из 8 фрезеров.
№№ ' ‘Г 2 3 * 5 6 7 8
Число зубцов . . . 12-13 14—16 | 17—20 | 21—25 | 26-34 Комплект из 15 фрезеров. 35-54 55—134 135—со
1 !*/> 1 2 3 3'/2 4
Число зубцов . 12 13 I 14 I 15-16 17—18 19-20 21—22
№№ <*/□ 6 5-/2 6 7 7'Ь 8
Число зубцов . . . 23—25 26-29 30—34 35-41 42- 54 55-7» 80—134 135-а>
854
Ш. РАБОЧИЕ МАШИНЫ.
Комплект из 26 фрезеров.
1117, 2 | 24, 27. 3 | з*/4 37,|3»/.| 4 <’J*| *7г| <7. ’ 5 | 5‘/.
Число зубцов 12 13 14 15 16 17 18 19 20 | 21 22 23 24—25 26—27 28 —29
№№ 5‘|2 57. 6 67. 6'/2
Число зубцов 30-31 32-34 35—37 38—41 42—46
J6№ 1 1 ’ -1 1 77. 772 | 73/4 1 8 '
Число зубцов j 47—54 | 55—65 66—79 80—102 | 103-134 | 135—оо
нпя применяется червякообразныи фрезер, продольное сечение которого, нормальное к винтовой линии червяка, имеет профиль зубчатой полосы (рейки). Высота зуба фрезера, служащая для нарезки основання зубца, должна быть увеличена на */6 модуля или менее для образования зазора. При фрезованни фрезер устанавливается наклонно к плоскости колеса под средним углом подъема червяка (фиг. 1129). Относительное вращение
Фнг. 1129.
Фиг. ИЗО.
фрезера и обрабатываемого колеса должно быть выполнено таким образом, чтобы окружная скорость обрабатываемого колеса была равна линейному перемещению профиля в том же направлении, происходящему нрп вращении фрезера. Это достигается тем, что между движением фрезера и обрабатываемого колеса устанавливается принудительно передаточное число червячной передачи. Кроме того, необходимо передвижение фрезера в направлении длины зубцов. Фрезерам придается форма одноходовых червяков. При определении среднего подъема червяка s (фиг. ИЗО) необходимо иметь в виду, что расстояние между двумя смежными винтовыми ходами, измеренное по нормали к направлению винтовой линии t, должно соответствовать расстоянию между зубьямн обрабатываемого колеса. Если а угол наклона средней винтовой линии, то s = t :cosa; с др}гой стороны tg а= s:йя = t: (cos а <йг); величина f = m(модуль) к, поэтому sin а = т : d, где and неизвестные, если задано т. Прп изготовлении фрезера необходимо иметь в виду, чтобы для s получилась величина, легко получаемая иа токарном станке прп помощи сменных колес. Фрс-
МАШИНЫ-ОРУДИЯ.
г>0:>
верная канавка в червякообразном фрезере должна иметь форму винтовой поверхности, которая нормальна к средней линии наклона червячного фрезера. Для сохранения режущей поверхности притупившегося фрезера, при последующем его точении наждачный диск должен иметь поверхность усеченного конуса, одна из образующих которого дает производящую прямую (фиг.
Фиг. 1131.
1131). Изменение диаметра фрезера при его точении обусловливает изменение угла наклонения винтовой линии, почему необходимо при установке фрезера вновь определять угол его наклонения а; обыкновенно пользуются таблицами, в которых дается угол установки фрезера, в зависимости от степени уменьшения диаметра его прн износе. Это обстоятельство является источником ошибок при изготовлении зубчатых колес.
Станок долбежного типа для изготовления шестерни системы Fellow работает по способу 3, однако, образующей здесь является не зубчатая рейка, а колесо с 24 зубьями (фнг. 1132). Ошибка, наблюдаемая здесь, состоит колесо с числом зубьев менее 24 не
Фиг. 1132.
будет иметь пра-
в том, что
пильного зацепления с зубчатыми колесами, изготовленными по этому способу, но этой ошибкой можно пренебречь ради того, что высота зубца увеличивается на величину зазора. Получаемый при етом путь головки зубца выравнивает ошибку. При рабочем движении станок делает движение в вертикальном направлении; при обратном ходе одновременно с приподниманием инструмента и обрабатываемый предмет перемещается около своей оси. В качестве инструмента применяется цилиндрическое колесо из закаленной стали. Правильная форма получается после обработки точильным кругом, который, как зубья зубчатой рейки, совершает обкатывающее движение по профилю зубца. Машины могут применяться также и для изготовления колес со внутренним зацепленном. Станок Репнекера и Фрнс подобного ясе устройства работает тоже ударным способом по методу обкатки.
Винтовые колеса. Для нарезки винтовых колес применяются только фрезерные станки, работающие также, как и фрезерные зуборезные станки для цилиндрических колее. Если зубья нарезаются на универсально-фрезерном станке, то ось обрабатываемого винтового колеса устанавливается под соответствующим углом наклона. Во время подачи колеса оно одновременно должно поворачиваться соответственно углу наклона винтового зубца (см. Работы с делительной головкой). Форма зубьев фрезеров соответствует делению, измеряемому перпендикулярно к направлению зубьев (нормальное деление). При нарезке по развертке применяют червячный фрезер, который устанавливается иод углом подъема, увеличенным на угол подъема зубцов винтового колеса.
Червячные колеса. Нарезка зубьев ва червячных колесах производится при помощи червячного фрезера, зубья которого имеют размер,
856
Ш. РАБОЧИЕ МАШИНЫ.
увеличенный по высоте на величину зазора у головки зубца. Если принудительно осуществить такое относительное вращение червячного фрезера и обрабатываемого колеса, которое имеет место в действительности при нормальных условиях передачи, то червячный фрезер будет вырезать в обрабатываемом колесе зубец надлежащей профили. Нарезка прп посредстве цилиндрического червячного колеса может производиться на универсальном фрезерном станке, если имеется вышеупомянутое принудительное движенпе в станке. Во время рабочего хода оси инструмента и обрабатываемого предмета медленно приблнжаютсн на требуемое расстояние друг от друга. По методу Рейнекера, применяющего червячный фрезер в виде усеченного конуса, меньший диаметр которого соответствует диаметру вала червяка,—инструмент и предмет устанавливаются сразу на правильное расстояние осей, и фрезер в процессе фрезерования по развертке продвигается вперед в направлении осп. Такой способ нарезки должен производиться иа машинах особой конструкции, которая путем включения в передачу дифференциала позволяла бы осуществить относительное перемещение фрезера и колеса.
У станков строгального типа, работающих с применением шаблона, образование формы зубца достигается движением или предмета, или фасонного резца вдоль шаблона, представляющего зуб в увеличенном масштабе. Боковая поверхность зубца образуется прикосновением точки или линии. В первом случае режет стальное острпе, в последнем—ребро, дающее, как касательная к боковой поверхности зубца, более гладкую поверхность, в сравнении с риской при заостренном строгальном резце. У станков для строгания конических колес системы Oerlikon резец совершает движение по одному направлению, колесо же движется по направлению, определяемому шаблоном. У станков системы Gleason вто движение передается фасонному резцу. При движении по шаблону следует обращать внимание на то, чтобы прп поступательном движении прикосновение резца шло по одной линии. Так как ведущая кривая есть пространственная кривая, то для зажпма резца необходимо всестороннее движение вокруг оси конуса. Для получения ведущей кривой часто применяют станки особой конструкции.
У станков для изготовления конических колес по методу к а т а и и я боковое очертание зубца получается нарезанием заданного колеса посредством гребенки из зубьев горизонтального плоского конического колеса (коническое колесо с углом заострения 180°). Так как это колесо пм'еет зубец зубчатой рейки, то при разверточном зацеплении получают инструмент, прямолинейная режущая кромка которого расположена наклоненной на 14*/2°. Для производства необходима одна, максимум две режущие кромки плоского колеса. В зависимости от того, какими будут кромки — движущимися взад и вперед или вращающимися, получают строгальные или фрезерные станки. У станков системы В i I-gram (фиг. 1133) колесо поперечного сеченпя лежит в одной горизонтальной плоскости. В конструкции машины отличительным является наличие строгального резца и ролика для делительного круга (конуса) обрабатываемого предмета. Перекатывание производится прп помощи дуга, которая насаживается на ось колеса, подлежащего обработке, и которая представляет сечение конуса перпендикулярно к плоскости развертывания
МАШИНЫ-ОРУДИЯ.
857
Фиг. 1133.
Для каждого угла требовалась бы особая дуга, ио пользуются приближенными п изготовляют их с разницей углов в 5°. Правильное перекатывание дуг на плоском зубчатом колесе обеспечивается приводом при помощи стальных лепт. Станок при однократной установке его вырезывает одну сторону всех зубцов колеса.
Строгальный станок для изготовления конических колес по системе Г л и с-о н а работает двумя ножами, одновременно обрабатывающими обе боковые поверхности зубца. Ножи при закрепленном предмете подвигаются постепенно к основе зубца, затем включается обкатывающее движение, прп чем боковая поверхность зубца производится как обертывающая лезвий резца.
Для окончательной шлифовки закаленных шестерен, часто употребляемых в автомобилизме, служат шлифовальные станки]), у которых наждачный диск, двигаясь как зуб образующей рейки взад и вперед,
совершает, прп вращении обрабатываемого колеса также влево и вправо, обкатывающее движение
По этому же методу изготовляются конические колеса со спиральными зубцами. Для этого обрабатываемый предмет получает добавочное вращение от осп делительной бабки.
%.
= В
Ъ) Шлифовальные станки.
Шлифовальные станки служат либо для получения точных и возможно чистых поверхностей, либо для заточки закаленных режущих инструментов. Широкое поле применения шлифовальных станков для обработки почти всех материалов — вызывает необходимость в весьма многочисленных и разнообразных конструкциях этих станков для специальных целей. Главнейшие типы: кругло-шлифовальные станки, нлоско-ш л и ф о в а л ь н ы е и для з а т о ч к и режущих инструментов. Во всех случаях режущим инструментом служит наждачный или карборундовый диск. Наибольшая допускаемая 2) в Германии законом окружная скорость равна только для сухой шлифовки (цементная связь)—15 m/sec, для сухой и мокрой шлифовки (керамическая связь)—от 25 до 35 m/sec. Опытами, однако, установлено, что с увеличением окружной скорости производительность диска может быть еще более повышена.3) Для окончательной шлифовки следует пользоваться наибольшими скоростями. Если поверхность обрабатываемого предмета гладкая, то он подвергается сразу окончательной шлифовке без предварительной обработки. Подача обрабатываемого предмета при предварительной грубой шлифовке больше, чем прн чистой и окончательной шлифовке.
PaMCyntejc, Werkstatt-Technik, 1907, стр. 626.
2) Постанов..енме прусского министерства торговли и промышленности от 8 октября 1809 года.
’’) Ш лез и и * ер : Leis rungs versus he mil juasseu achiuir^Cx-uad ikoru и r uud uni-SCheibexi, Mitt. Foischua&isarb. Heft 13.
858
Ш. РАБОЧИЕ МАШИНЫ.
Качество шлифовки зависит от твердости и величины зерен диска, для твердых предметов применяются мягкие диски, для мягких—твердые *):
Подшипники вала наждачного диска должны иметь возможно малые допуски при посадке на вал; при наибольших диаметрах, для более легкой и точной пригонки их следует снабжать свинцовыми вкладышами. Наждачный диск с муфтой для укрепления предметов должен быть возможно более уравновешен, чтобы можно было достичь совершенно гладкого шлифования (без царапин). Между диском и муфтой следует вкладывать эластичные прокладки из картона, кожи или свинца У наждачных дисков диаметром более 200 mm диаметр муфты должен быть равным, по крайней мере, половине диаметра наждачного круга. Предохранительные кожухи — из стального литья, полосового или волнистого железа, но не из чугуна или ковкого чугуна; предохранительные кожухи не должны иметь больших зазоров между кожухом и диском и, по мере изнашивания иаждачиого диска, кожух должен переставляться. Станина должна быть весьма прочной и связанной с фундаментом, во избежание сотрясений, которые могли бы передаваться обрабатываемому предмету. Для этого ее крепко привинчивают к фундаменту илп заливают цементом. Рабочие ремии по этой же причине нужно сшивать илн склеивать.
Металлическая и наждачная пыль отводится при сухой шлифовки особыми эксгаустерами, а при мокрой—струей воды (от 40 до 150 I/min).
Для круглошлифовальных станков почти исключительно применяются цилиндрические наждачные диски. Боковая подача, доходящая до 2:5 полной толщины наждачного диска на одни оборот обрабатываемого предмета, сообщается шлифуемому предмету. У больших станков для обработки тяжелых предметов перемещается также и наждачный диск. Радиальная подача диска (толщина стружки—часто автоматическая и заключается в пределах 0,01 до 0,15 mm иа всем продольном перемещении диска. Для достижения надлежащих скоростей иаждачиого диска необходимо иметь возможность изменить число его оборотов в широких пределах. Прогиб обрабатываемого предмета по длине устраняется установкой люнетов, вкладыши которых большею частью могут быть устанавливаемы в горизонтальном и вертикальном направлениях. Для шлифовки внутренних поверхностей обрабатываемый предмет зажимается в патрон; тонкие предметы, для устранения возможности их перекашивания при укреплении, устанавливаются посредством электромагнитных патронов.
Шпиндели при шлифовании внутренних поверхностей прн небольших диаметрах отверстий—от 2 до 3 mm при скорости до 60 000 об./мии., монтируются на шариковых подшипниках.
В автомобильной индустрии с большим успехом применяют шлифовальные станки для шлифования цапф) кривошипов коленчатого вала и •опор вала. Эксцентрики кулачкового вала шлпфуютсн па особых копировальных приспособлениях.
Для массового производства строятся шлифювальиые станки ио методу •срезывания. Диск (шириной до 250 mm) по всей ширине подводится к обрабатываемому предмету; боковая подача здесь не имеет места.
*) Дароишайер-К ро ифель д, Шлифовальные станки, Берлин, 1917. 10. Шпрингер
МАШИНЫ-ОРУДИЯ.
859
(Большая производительность, ио вместе с тем и большой расход энергии'.
У станков для шлифовки цилиндров шлифовка производится дисками, вращающимися около вертикальной или горизонтальной оси; ось враг щающегося диска имеет одновременно также и круговое движение (движение планетное); увеличение смещения оси даст возможность увеличить диаметр при расшлифовке.
Для шлифовки плоскостей обрабатываемый предмет может иметь вращательное движение. Лобовын шлифовальный станок— или поступательно-возвратное движение по типу строгальных станков; в обоих случаях для шлифовки тонких предметов применяются электромагнитные патроны.
В последнее время для массового производства применяются станки для бесцентренного шлифовании *).
Машина состоит из шлифовального диска и диска подачи (последний с наклоном ее оси 5° до 10° по отношению к оси шлифовального диска). Между обоими дисками предмет укладывается иа лииеике, при чем установка передвигающегося диска наклонно вызывает движение подачи предмета. Величина подачи определяется окружной скоростью шкива подачи (10 до 150 m/min). Чрезвычайно большая производительность, но одпако незначительная толщина снимаемой стружки. При большом припуске на шлифовку необходим многократный пуск между дисками. Применяется также и для конических предметов.
У шлифовальных станков для заточки инструментовl 2) наждачный диск, снимающий небольшую стружку, должен перемещаться быстро вдоль режущего ребра для избежания вредного нагревания инструмента. Патроны для универсальных шлифовальных станков (для заточки) должны быть устанавливаемы в самых разнообразных положениях. Для получения режущих граней различной формы применяются наждачные круги цилиндрической, конической или тарельчатой формы. Строятся специальные шлифовальные станки для резцов токарных, строгальных (Селлерс, Г и ш о л ь т), для круглых пил, спиральных сиерл; станки последних двух типов большей частью автоматические.
Энергия, необходимая для работы шлифовальных станков, большею частью расходуется только на сопротивление от трения и на пуск в ход наждачных дисков.
Таблиц а 30. Расход энергии для кгугло-шлифовальных станков.
Диаметр наждачного диска в mm . . 250 300 500 750
Расход энергии . . Р. S. 5—8 6—10 10—15 15-20
Расход энергии для шлифовальных станков для точения инстру ментов 0,75 до 1,2 Р. S.
l) Alaschinenbau 1926, стр. 221.
2) М и т а и, Точная шлифовка, Берлин 1926, изд, Фриц Вернер, Берлин-Мариен-фельз.
860
in. РАБОЧИЙ МАШИНЫ.
D. Станки для обработки дерева1)
а) Общие данные.
дерево является органическим, неравномерно растущим, часто усаженным твердыми сучьями, гигроскопическим материалом волокнистого строения, прочность которого, кроме рода дерева и содержания влаги, определяется направлением действия силы (т. I, отд. Материалы). К свойствам дерева приноравливается тот или иной станок, служащий для обработки его Вследствие незначительной прочности дерева сопротивление резанню значительно меньше, нежели при обработке металла, поэтому, например, относительное движение между резцом станка и деревом может быть у правильно сконструированного станка весьма быстрым, пока не наступит вредное нагревание. Поэтому скорость вращения инструмента часто доводят до предела, допускаемого конструкцией и прочностью инструмента и его держателей. Эти вращающиеся тела следует статически и динамически тщательно уравновесить; особенно следует избегать критического количества оборотов при длинных державках инструмента.
Если инструменты пли важпмы для резца перемещаются посредством кривошипной передачи быстро взад и вперед, как например, лесопильные рамы или поперечные пилы, то возникают силы инерции, вследствие ускорения, которые часто возбуждают усилия во много раз более сопротивления резания и их поэтому необходимо принимать во внимание при расчете кривошипной передачи.
Подшипники всех быстровращающпхся валов и кривошипов деревообделочных станков должны быть тщательно выполнены и предохранены от проникания пылн; применяются катучие подшипники, как-то: шариковые, роликовые и бочкообразные, последние—предпочтительно тогда, когда вследствие больших напряжении замечаются прогибы цапфы. Машины с роликовыми подшипниками требуют незначительного количества энергии на холостой ход. Иногда применяются подшипники с кольцевой смазкой и другие скользящие подшипники; это необходимо тогда, когда нагрузка цапф велика и применение катучих подшипников представляет значительные затруднения. Паилучшие подшипники, по возможности с автоматической смазкой, следует применять иа валах на передачах быстро вращающихся (крнвошппиып привод) и скользящих частях деревообделочных с । анков.
Инструменты. Форма инструментов завиепт от структуры и свойств дерева. Заточка лучше всего достигается при помощи специальных машин.
Передача. Одиночная электрическая передача является наилучшей для деревообделочных станков. Часто применяется непосредственный электрический привод на рабочем валу, при чем якорь, по возможности, укрепляется на последнем. Прп трехфазном токе трудно получить подходящее количество оборотов, без значительных затрат на умформер (см. отд.. Электрическая передача, стр. 894). Для лесопильных заводов паровое хозяйство наиболее экономично, так как отбросов от резки дерева и
О- В е с к. Die StQckzeitberechnung filr Uolzbearbcitungsniaschmon, Berlin 1926,
МАШИНЫ-ОРУДИЯ.
861
опилок с излишком хватает иа топливо, почему обрезки дерева Могут быть употреблены п для других целей.
Валы в лесопильных заводах должны делать 250 — 300 об./мин.; па некоторых деревообделочных заводах около 300 — 400 об./мин.
Механическое устройство для транспортирования опилок должно быть везде, где ежедневно получается большое количество опилок.
Установки для искусственной сушки дерева следует предусматривать для деревообделочных фабрик, которые потребляют большое количество сухого дерева, так как такое устройство дает возможность избегнуть дорогостоящего хранения дерева на складах. Для фанерных заводов и фабрик для гнутого дерева, кроме сушилок следует устраивать еще установки для запаривания и размягчения дерева, как-то: камеры, ямы плн котлы.
При проектировании деревообделочных установок следует учитывать не только установку погребных в каждом отдельном случае машин и устройств, но также и наивыгодпепший транспорт на склады в самом предприятии, а также предусмотреть достаточную площадь около станков для складывания дерева. Где только возможно, следует предусмотреть механические транспортные приспособления, особые краны, подъемники и т. п. для тяжелых бревен. Для вытягивания бревен пз воды применяются подъемные блокп.
1>) Распиловочные станки.
В зависимости от формы пилы различают: ленточные пилы, круглые пилы, барабанные пилы.
Ленточные пилы.
К ним относятся лесопильные рамы, ленточные пилы, разрезные иилы. Наибольшая производительность всех распиловочных станков прн наличии привода достаточной мощности зависит от: 1) скорости резания, 2) толщины полотнища пилы, ширины промежутка между зубцами, формы зубца и разводки зубцов, 3) от рода дерева и содержания в нем влаги, 4) способа подачи дерева, 5) хода пилы (у гаторов) толщины дерева и высоты пропила пилы; у лесопильных станков следует учитывать для наибольшей подачи дерева наибольшую глубину врезания пплы, 6) от желаемой чистоты вреза и от квалификации персонала.
Обозначения;
Б—ход пилы в шт,
п—число об./мпп. кривошипа или полотнища пплы,
с—среднюю скорость движения пилы в обе стороны в m/sec.,
с: 2— „ „ ре 1ания лесопильных станков и т. п. в m/sec.,
и—подача дерева в m/sec.,
U- 60 и водача дерева в m/min, h—высота пропила в шш, 8—толщина полотнища пилы в mm, Ъ—ширина пропила в mm, t—деление зубцов вплы в mm.
I—длина зубцов пилы в mm,
р—длина основания треугольных зубцов в mm,
«—промежуток между зубцами в mm, а—угол резания зубца.
862
1П. РАБОЧИЕ МАШИНЫ.
б—толщина слоя, отделенного от дерева зубцом или другим резцом, измеренная в направлении подачи в mm,
F—сечение тела дерева в mm2,
V—объем тела дерева в mm8,
1ZO—объем тела в виде опилок в mm8,
V, н V/—объем снимаемой стружки, принимая во внимание расстояние между зубцами, в mm3,
я—количество щепок высоты Л, отделенных при одном ходе пилы,
е—коэффициент разрыхления — Vo : V,
JV0— энергия, затраченная на холостой ход станка в P.S.,
—полезная работа стайка в Р. S.,
JV2—мощность, потребная для подачи материала в P.S.,
.W— + полная мощность станка в P.S.,
£—свободная длина натянутой ленточной пилы (между местами зажима) в шт,
0—натяжение пплы в kg,
I)'—сечение бревна, подлежащего распиловке в mm,
D—сеченпе круглой и барабаппой пнлы и шкива ленточной пилы в mm,
v—скорость резания Круглов н барабанной пилы н ленточной пнлы и инструментов с подобным этому движением в m/sec.,
/?—ширина продольной пнлы в mm,
W—ширина рамы пильного станка в mm,
Z—наибольшее количество зубцов, для которого рассчитан нормально пильный станок^ т—радиус крнвотина пильного станка е т, L—длина шатуна в т, к—г : L—соотношение длин,
х— расстояние точки опоры шатуна от цапфы кривошипа в т, ,
Р— давление ускорепия силы тяжести на цапфу пильного стайка в kg,
—давленне ускорения силы тяжести на цапфу кривошипа в kg.
1. Лесопильная рама. Наиболее важными станками являются вертикальные рамы и горизонтальный пильпый станок.
Вертикальная рама, как правило, строится с колончатым валом, расположенным внизу (нижний привод). Только в случае наличия воды в почве, удорожающей устройство подвального помещения, выбирают пильные станки с верхним приводом.
Разновидностями пильных стапков являются подвижные станки, затем станки с боковым приводом, легко переносимые, пильные станки для распиловки круглых бревен, вертикальный роспускнон пильпый станок с вальцевой подачей и т. п.
У всех пильных станковых систем с большим ходом лесопильные рамы движутся при помощи кривошипного механизма в перпендикулярном направлении вверх и вниз. Пплы режут по преимуществу при опускании лесопильной рамы, при чем подача дерева пропорциональна скорости резания, так что толщина резания остается одинаковой. Ова будет неравномерной, когда подача дерева непрерывна. В этом случае потребный выступ пплы должен быть приноровлен к подаче дерева, что в первом случае ве нужно. При этом выступ вилы достигает 3 до 5 шш иа 1000 mm длниы полотенца пилы, чтобы концы зубцов при начале движения рамы вверх можно было бы свободно поднимать из вреза.
Расстояние укрепленных пял друг от друга определяется точно вверху н внизу при помощи особых металлических калибров, зажатых м’жду вилами. Поверхности полотенца должны точно совпадать с направлением резання и направляющей рамой. В наивысшем положении рамы от верхней часто падающего валка до нижних калпбров пил должно-быть расстояние 6J до ICO mm, чтобы между пил не накапливались опилки.
Лесопильная рама при наименьшем се весе должна быть построена возможно прочно. Верхняя и нижпяя поперечины изгото
МАШИН- огадия.
863
вляются в большинстве из двух стальных пластин с сопротивлением 60 kg/cm2, так как стальное литье недостаточно надежно. Ширина между пластинами около 40—45 mm. Колонны рамы состоят пли из стальных труб, массивных стержней, пли из склепанных пустотелых четырехгранного сечения колонн, которые склепаны с плоскими цапфами между пластин рамы. Таким же образом цапфы соединяются с пластинами. Лесо пильвая рама движется с 4 спереди п с 4 сзади скользящими коробками из чугуна или бакаутового дерева, укрепленными на поперечных балках в раздвижных призматических направляющих, укрепленных иа стойках.
Лесопильные рамы с нижним приводом снабжены основными плитами для укрепления кривошипного вала и стоек пильного станка.
Цапфы кривошипа должны быть расположены параллельно оси кривошипного вала. В качестве подшипника кривошипного вала предпочитают бочкообразные ролики. Шатуны изготовляются из симепс-мартеновской стали, стержни — обыкновенно прямоугольного сечения. Они подвергаются попеременно ие только напряжению при растяжении и сжатии, продольному изгибу, но и напряжению на сжатие при подпрыгивании. Для получения стержня более легкой конструкции, коэффициент безопасности продольного изгиба снижают до 2. Стойки лесопильных станков должны быть настолько высоки, чтобы между разделенными холостым и рабочим шкивом на кривошипном валу и нпжиеп части рамы прп низком положении рамы осталось достаточно места для желоба для отвода щепок, с уклоном в 45°.
Эксцентриковые диски служат одновременно маховыми, колесами, и их поэтому следует делать возможно большими. Почти половина веса рамы с пилами и зажимами, а также вес шатунов следует уравновешивать противовесами в эксцентриковых дисках. Для лесопильных станков степень неравномерности oss=l : 10.
Подающие вальцы должны быть расположены, по возможности, близко к пилам; верхний валик (пажимиоп валик) над ннжиим (ведущим) валиком. Привод обоих валиков происходит при помощи цепей Галля.
Подача происходит посредством зажимов и контркривошипов. Для выравниваний возможных запозданий такта работы, подающему кривошипу придают опережение приблизительно иа 238° по отношению к подъемным кривошипам пплы. В случае непрерывной подачи дерева, следует пиле давать по отношению к длине хода перевес, несколько больший половины приходящейся ва ход пилы подачи. Подача должна быстро переставляться,, включаться ручным способом или другими приспособлениями.
Необходимые нажимные приспособления для нажимных валиков должны действовать по возможности автоматически, и быть приспособленными после прекращения действия давления быстро поднимать соответствующий валик н удерживать его неподвижно иа любой высоте. Рельсы для тележек позади и спереди лесопильного станка, должны лежать точно в направлении распиловки и горизонтальной плоскости. Подъемная тележка .для поднимания переднего конца распиливаемого материала на передний валик—целесообразна.
Подвал лесопильного завода дли пильных станков с нижним приводом должен быть не менее 2 m глубины.
Фундамент пильного станка должен быть достаточно тяжелым. Его следует опускать, до жрочного грунта. Основу фундамента, вследствие колебания нагрузок, вызываемых
864
ТП. РАБОЧИЕ МАШИНЫ.
Ъри работе станка возникающими ускорениями нажима, прн хорош м грунте следует рассчитывать так, чтобы наибольшее давление на грунт составляло 0,5 kg/cma. Прн плохом грунте фундамент пильного стайка следует устанавливать на сваях илн делать подобного рода приспособления.
Выбирают: с “3,5 до 3,9 m/see для нормальных быстроходных пильных станков прп w — 350 до 1:00 mm, с —4,1 до 5,5 m/sec для особенно быстроходных пильных станков при ад — 350 до 1200 mm, нрн чем меньшие знач.Нля служат для больших станков, w ~ Лшах -J- 50.
Таблица 1. Ход пилы Н.
Е — О,в — 0,63 0,65-0,72 0,7—0,79 0,75—0,83 0,84-0,9 0,925 1 W
при w “ 900 — 1200 800 700 600 500 400 350 mm
Далее Z — 0,03 «>, L ~ h шах Н 100, В — 0,12 Z, при чем 7?гаах 200 mm,
s 0,0012 L -|- 0,6 mm; Ъ = 1,3 до 1,85 (для разведенных пил), I — 10s, g~Ws (для ннл s = 1,7 mm н толще), д j= 17 mm (для пил з — 1,7 mm), е — 5 до 8 mm, t ~ д -\- е, а = 80 до 85° (для хвойного дерева а — 82°).
Для избежания потерь ва пропил, часто берут более тонкие пилы, чем это вычисляется по формуле для з. Но тогда наибольшая производительность пильного станка уменьшается. Применяемые сцепления для пильных станков указаны иа таблице 2; сравн. фиг. 1134.
Фиг. 1134.
Таблица 2. Размеры зубьев пилы пильного станка (разведенные зубья).
s mm I mm g mm e mm t mm
1 10 17 5 22
1,2 12 17 5 22
1,4 14 17 5 22
1,6 16 17 5 22
1.8 18 18 6 24
2 20 20 6 26
2,2 22 22 6 28
2,4 24 24 7 31
2,6 26 26 7 33
2,8 28 28 8 36
3 30 30 8 38
Для пильного станка с разведенными
зубьями:
i=Ut :15е, ^=(6:2)8. V = Fh, V0 = tFh, e = H-.t.
Для определения Гтах имеем: для В
для Н <Z ht
Для вставных зубьев пильных станков:
6-з Ut: 30с;
МАШИНЫ-ОРУДИЯ.
«05
ДЛЯ Гшах н H>h-.
П
5=^<s-c)
Выбирают для наибольшей подачи,
если Н h, в — 3,6 для сырого хвойного дерева, з — 4,5 „ „ листвен. „
если Н < 7г, е — 4,5 „ „ хвойного „
s = 5,5 „ „ лнетвон. „
для H^h, 8 = 5 „ сухого хвойного „
е — 5,5 „ листвен. „
Для натягивания полотенца пильных станков и ленточных пил, следует выбирать:
(5 = 2£: s.
Обозначая:
Gt — полный вес рамы пилы с Z пилами н приспособлениями для Закрепления пил, в kg,
б?2 — вес обоих шатунов, в kg,
G — Gy -|- G2—общпй вес в kg.
Наибольшее давление (ускорение) проявляется при нахождении крп вошипа в мертвом положении:
для пильных станков с нижним приводом: Рд = 0,0011179 пЫ}к (1 ± X) + б?!,
Рк = 0,0011179 iflr [<7, (1 + X) + (?2 (1 + X»: L)] + С? ;
для пильных станков с верхним приводом:
Ру — 0,0011179 M-'rGi (1 + X) + Gif
Рк - 0,0011179 и2.- [(?! (1 + X) + (?2 (1 + Хгв: Г)] + G.
В предыдущих формулах Рд для верхнего мертвого положения крп-вошипа и Рк для нижнего мертвого положения его.
На каждой цапфе лесопильной рамы действует Рд: 2, на каждой цапфе кривошипа Рк: 2.
Для получения наибольшего напряжения на сжатие поперечных балок лесопильной рамы, Z пил распределяют вправо н влево от середины рамы на расстоянии 20 mm друг от друга.
Для холостого хода пильного станка считают:
«г _q 00Q qqi pg а „ f если цапфы кривошипа н кривошипный вал вра-
0 ’ п * I щаются в скользящих подшипниках,
(если цапфы кривошипа вращаются в шариковых, кривошипный же вал в подшипниках с кольцевой смазкой,
__л ооо ооо 45 nsrG I если 1'апФы кривошипа и* кривошипный вал вра-
0 ~ ’ ( щаются в шариковых подшипниках.
Хштта. Т. TL
55
866
Ш. РАБОЧИЕ МАШИНЫ.
Сопротивление резанию разведенных продольных пильных полотенец:
Р = »»-у ^(14-0,55 sina —сова) а Ак-fl-+ ЪКВ Ц- ф s-K, _Q pTj продольных пильных полотенец с расклепанными зубцами:
Р — т у [(I -|- 0,55 sin а — cosa) ЪЪК -||- ф (282fs -Ц- ф ЪК8 I ) |/8 j
Если несколько тел работают одновременно, то для Л следует поставить в формулу сумму всех высот среза, обозначенных h'. Прн Zx пил, расположенных по сечению круглого дерева, приближенно 7/= 0,75 P'Zj. Тогда полезная работа н потребная для резания пильного станка мощность в P.S. прн резке с разведенными пнламп:
М = т [d Ф 0.55 shia — cosa) о А Кф ф (-| оКе ф ф ф«ЛГ8ф)рТ с расклепанными зубцами: ch' Г
ATi =W8J5O7 1(1 4-0,55 sina— cosa) ьЬК ф -|- (2oKs ф ф bKs J.
Коэффициент прочности К некоторых пород дерева может быть взят из нижеследующей таблицы, где приняты следующие обозначения:
К “Н- сопротивление дерева прн сжатии в kg/mm2, параллельное к оси» проход”щей через ось болванки и под прямым углом к волокну, Ks сопротивление <двнгу в том же направлении,
| conpoiявление сдвигу дерева в kg/mm2, под прямым углом к волокну,
К8 || сопротивление сдвигу параллельное волокну, К || сопротивление сжатию параллельно волокну, Kz || сопротивление растяжению параллельно волокну.
Таблица 3. Коэффициент прочности важнейших пород дерева.
Порода дерева ЛФ kg/mm2 ^оф kg/mm2 К X kg/mm2 К II s п kg/mm2 К 1! kg/nim2 2Г || z 11 kg/mm2
Ель Сосна Бел. американок, сосна. Европейская лиственница . . ... Красный бук ..... Вук Ясень . . Д^ация . . о Гикори ....... 0,36 0,55 0,5 0,5 1,32 1,65 1,24 1,86 2,1 0,63 0,67 0,61 0,72 0,85 0,75 1,23 1,08 1,98 2,73 2,19 2,1 2,47 2,9 2,7 3,45 3 5,46 0,49 0,36 0,37 0,43 0,84 0,59 0,8 0,7 1,27 3,9 2,5 2,8 3 4,25 4,09 4,76 7,7 6,38 10,3 7,5 7,9 9 13,45 9,45 12,59 ИД 20,2
МАШИНЫ-ОРУДИЯ.
867
Коэффициенты tn выбирают в зависимости от состояния дерева:
яг—0,48 до 0,6 для мокрого,
т — 0,6 „ 0,75 „ свежего лесного дерева,
т = 0,72 „ 0,95 „ полусухого,
яг — 0,85 „ 1,05 „ высушенного на воздухе,
яг—0,95 „ 1,15 „ совершенно сухого дерева.
Для п одачи дерева, в зависимости от размеров пильных станков, веса дерева и подачи, в каждом отдельном случае можно считать: Д’2 — до 0,7 Р. S., в среднем около 0,5 Р. S. Общая мощность пильного станка N = -|-
+ -^1 “Ь -^2-
Прн нормальной резке Д', увеличивается вследствие притупления пил после О, 1, 2 и 3 часов работы т-кратное значение, согласно помещенной
Таблица 4. Увеличение потребной мощности.
рядом таблицы 4.
Отсюда следует, что пилы, после работы в течение 2 — 3 часов, во избежание слишком большого расхода энергии, должны заменяться.
Таблица 5. Лесопильная рама с высоким подъемом.
Скорость реза- При наибольшем количестве
нин в m/sec пил в Р. S.
S S Пильный станок П ИЛЬИ ы й станок
ад Я б сЗ ® Й Н в 9JS 5 нормальный быстроходный
к « « е 2 К о и »и
й м е s и “ S S к £ и о И £ 4 ал W О fct Й о 4 к
Й й Й в к к й й
я у. й >. S ® Н щ
Ч S И < > у. « о | у.,
Рч Р, Рч <= и Рч = со е к Рч Й СО о сд
400 350-400 370-430 3,7 4,3 15 22 18 26
500 450 500 420—470 3,8-3,9 4,5-5 21 30 25 36
600 550-600 450-500 3,8-3,9 4,5-5 25 36 28 41
7СХ) 650—700 500—550 3,8—3,9 4,6-5,5 28 40 32 46
800 750-800 520-570 3,7-3,8 4,35 34 48 40 56
900 850—900 550-600 3,6—3,7 4,2 38 55 44 63
1000 950—1000 600 3,6-3,7 4,2 42 GO 48 68
1100 1050—1100 650—750 3,6-3,7 4,2-4,4 49 70 58 83
1200 1150-1200 700-750 3,5 4,1 52 75 61 88
Горизонтальный пильный ставок работает только с одной пилой, режущей при движении вниз и вверх. При укреплении нескольких пил, назначение такого рода пильных станков, проверка после каждого вреза и распиловка его после этого на надлежащий ассортимент товара,— теряется. Лесопильные рамы большею частью деревянные для уменьшения
868
Ш. РЛЬОЧИК МАШИНЫ.
их веса. Па лесопильной раме укрепляются деревянные илп металлические ползуны, скользящие в перпендикулярных направляющих, наклоненных в направленин распиловки и снабженных автоматическими смазочными приспособлениями. Полотенце пилы натянуто большею частью посредством винтовых закрепов. Движение лесопильного станка производится кривошипным приводом, части которого, главным образом, подвержены напряжению, вследствие действия сил инерции. Следует учитывать при определении напряжений кривошипного привода высоту установки рамы. Для возможно малого напряжения пилы влево и вправо от материала следует
ее укреплять стальными направляющими.
Если направляющие рамы наклонены согласно фиг. 1135, то при нормальном сцеплении зубья должны быть расположены согласно нижней части этой фигуры; у направляющих, согласно фиг. 1136—напротив, как показывает соответственная часть фигуры.
Другие формы зубцов для горизонтальных пильных станков показаны на фиг. 1137 до 1139.
. u Подача перемещающейся на
р| рельсах тележки длн бревен происходит от зубчатой рейки и привода. Она обычно непрерывна и изменяется Фиг. П38. в пределах от 0,1 до 2,5 m/min. Скорость обратного хода тележки от 0,4 до 0,5 m/sec.
Кривошипный вал и
Фиг. 1136.
Фиг. 1135.
Фпг. 1137.
цапфа кривошипа обычно снабжены бочковид-иыми подшипниками. Если D' обозначает наибольший диаметр бруса, то выбирают Н = 0,8 до 1D', с = 6 m/sec для малых и до 7 m/sec для больших пильных станков, L = 3,5 до 3,75 И. Если и: с во время вреза неравномерно, то ве делая большой ошвбки можно формулу потребной мощности применять и для горизонтальных станков, так как только половина режущих зубцов работает при ходе взад и вперед.
Фиг. 1139.
Разновидностями горизонтальных пильных станков являются горизонталь-и ы е лесопильные рамы с подачей для подвода досок н брусьев; TJ, п, U п N как у горизонтальных пильных станков.
Фанерные пилы. Подача тележки снизу вверх в вертикальном направлении обратный ход ускоренный. Н = h, с — 6 до 7,5 m/sec, U до 1,5 m/min, N ~ 5 до 8 P.S.
2. Поперечная пила для бревен. Этот станок строится для бревен до 1У = 1800 min. Различают, главным образом, стационарные поперечные пилы с ременным или непосредственным электрическим приводом, затем поворотные, либо качающиеся с непосредственным электрическим приводом. Редко изготовляются с непосредственным паровым приводом. Полотенце пилы обыкновенно укреплено непосредственно в ползуне кривошипного привода, реже на конце стержня, вращающегося на ползуне
МАШИНЫ-ОРУДИЯ.
869
и вверх перемещаемых противовесом направляющих салазках. Так как волокна должны быть прорезаны поперек, то пилы попеременно снабжаются резцами с правой, левой и косой заточками. Движение вверх полотенца пилы в плоскости разреза происходит от руки при помощи червячной передачи. Наиболее ходкие формы зубцов показаны на фиг. 1140 до 1142.
Фиг. 1140. Фиг. 1141. Фиг. 1142.
3. Ленточные пилы. Ленточные пилы для Древен. В зависимости от напряжения движения полотенца, различают вертикальные и горизонтальные ленточные пплы для бревеп.
Общие данные. Сечение шкива D = 1000 до 2500mm, ширина полотенца В — 100 до 250 mm, скорость резания v = 30 до 45 m/sec, глубина вреза h = 600 до 1800 mm, непрерывная подача U = 0,1 до 30 и 40 m/min, обратный ход тележки—50 до 67 m/min, толщина полотенца s D: 1СХХ); применяется:
Таблица 8. Значения толщины полотна.
Для D = 1000 1200 1500 1800 2000 2500 шп>
» S= 1 1,2 1.4 1,6 1,8 2 „
Выбирают В = D : 10, Ъ = 1.4 до 1,5 в для клепаных зубцов, b — 1,5 до 1,8 з для разведенных зубцов I 10s, д 17 mm, 0 — 2 g:s.
Благодаря выгибанию вокруг шкива ленточной пилы полотенце подвержено напряжению при изгибе кь = sE: (D -|- s), где Е обозначает модуль упругости в kg/mm2.
Наиболее употребляемые формы зубцов (фиг. 1143 до 1146):
Фиг. 1143.
Фиг. 1144.
Фит. 1145.
Ф-т 1146.
Если Vt объем впадпиы зубца в mm3, о:
8тах ~ 2 Vt: elh для разведенных зубьев,
8тах — : для клепаных зубьев,
U: — SO v Vl: eblit (и&ъбяяьыаЕ. подача в mm для всех полотенец ленточлгой килы).
870
Ш. РАБОЧИЕ МАШИНЫ.
Полезная работа для полотенец с разведенными зубьями: ~ т h14-О’55 sin “—cos 4=+
+(4 Ж,++^±) V8 |
Полезная работа для клепаных полотенец:
-ZVj = т pi ф 0,55 sin а — cos а) оЪК ф ф ф(2оК8ффЬК8ф) j/г].
No = 0,006 g g^QQQQ 4“ ОД ПРИ вращении валов в катящихся опорах, 67?»
Ло = 0,033 „тХплп 4“ °’® ПРП вращении валов в обыкновенных Э о I (J UUU
подшипниках.
TV2 = 1»5 л° 5 Р. S.
Общая мощность N = No ф rVj ф N2, в зависимости от величины аггрегата 25 до 100 Р. S.
Шкивы ленточной пилы вследствие большой скорости ленты следует изготовлять из наилучшего материала. Они часто укрепляются стальными бандажами. Верхняя поверхность шкивов должна быть отшлифована выпукло до 0,1 mm, так как достижение большей точности только путем обточкн—невозможно. Шкивы и валы должны быть тщательно уравновешены. Для цапф валов хорошо оправдали себя опоры на цилиндрических катках. Для регулирования хода пилы, перемещаемый натяжной ролик должен легко поддаваться установке в направлении его движения. Для лучшего сохранения полотна пилы, натягивание полотна, при помощи рычага с противовесом, должно происходить, по возможности, осторожно. Полотна должны нзготовлятьси из наиболее подходящего материала, быть тщательно натянуты, и для каждого рода дерева должны быть снабжены соответствующими зубцами. Полотно пилы подвержено, сильным напряжениям, почему промежутки между зубцами следует хорошо округлять. Задняя стенка полотна пилы должна быть закруглена. Как правило применяются полотна пилы с расклепанными зубьями, реже— с разведенными зубьями. Правка полотен пнл, как-то: точка, склепывание, натягивание, запаиванпе и г. д. происходят при помощи вспомогательных машин и аппаратов.
Тележки для подъема брусьев вертикальных ленточных ппл должны снабжаться аппаратами, переставляемыми вместе пли по - одиночке, а также автоматическим отодвигателем от полотна для обратного хода.
Долевые ленточные пилы с приспособлением для подачи бревен делаются вертикальными и горизонтальными. Они служат для распиловки обрезных пластин и досок. Диаметр катка и = 1000 до 1800 mm,
МАШИНЫ-ОРУДИЯ.
871
v = 30 до 40 m/sec, U — до 35 m/min, расход седы N = 15 до 45 Р. S-Расчет наибольшей подачи и расход силы производится по вышеуказанным формулам.
Столярные ленточные пилы употребляются для продольной и попо-речной распиловки, а также для работ по шаблону. Диаметр катка .0=600 до 1200 mm, s = 0,6 до 1 mm, В = 3 до 60 mm, v = 20 до 25 m/sec, ширина катка 30 до 60 mm, высота среза 300 до 800 mm, расход силы iV = 2 до 10 Р. S.
Так как узкие лучковые пилы бегут по роликам, то последние необходимо покрывать резиновой пли кожаной оболочкой, лучше всего из вулканизированной резины. Хорошие направляющие ролики для ленты должны быть расположены над и под столом, при чем верхний должен переставляться по высоте. Стол может обычно устанавливаться и в наклонном положении. Упругое натяжение ленты с регулировкой при помощи пружины или рычага с противовесом у этих пил делается меньше, чем у пил с автоматической подачей. Если F — наименьший поперечник ленты в mm2, то для каждой части ленты (5 fl<g] ~ 10 F. У специальных ленточных пил для выпиливания по кривым линиям на судовых досках и т. п. предметах сгол делается неподвижным, а станина может устанавливаться наклонно. Обрезные ленточные пилы и т. п. снабжаются соответствующими салазками и роликами.
4. Станки с прорезными пилами (для ажурных работ). Эти машины служат для выпиливания открытых пли замкнутых фигур. Ход пилы Н = 40 до 100 mm, обычно может изменяться для Н — 100, Л = 450, для Н — 40 п = 1000/min. Расход силы от до 3/ Р. S.
Круглые пилы.
Многочисленные формы зубцов круглых пил соответствуют разнообразному применению их для продольных и поперечных распиловок. Необходимо всегда иметь в виду то обстоятельство, чтобы тело зубца могло достаточно сопротивляться боковому изгибу, и чтобы при боковом давлении на острие в 2 leg, он не отгибался больше, «<’м иа 0,03 mm. Промежуток между зубцами должен быть всегда хорошо закруглен. Острой засечки, которая влечет за собой разрыв ленты, также следует избегать. Употребляются круглые пилы с диаметром D = 100 до 1500 mm, редко больших размеров. Выбирать следует 8 — 0,075 у В до 0,142 (О v = 50 до 70 m/sec для продольных распиловок и v = 45 до 50 m/sec для поперечных. Для параллельных круглых пил с автоматической подачей s делается на 1,1 mm толще по сравнению с нормальным. Фпг. 1147 до 1152 изображают некоторые формы зубцов.
Треугольные зубцы на фиг. 1147 употребляются для продольной и поперечной распиловки, крючкообразные и волчьи зубцы (фиг. 1148 и 1149) для продольной распиловки, шлифованные строгальные круглые пилы (фнг. 1150 и 1151) для продольной и поперечной распиловки, нормальные пилы с разведенными зубцами только для поперечной распиловки, чечевицеобразно заостренные тонкие круглые пилы фиг. 1152 для изготовления топких досок.
872
HI. РАБОЧИЕ МАШИНЫ.
Для определения минимальной подачи и расхода силы справедливы формулы, указанные для ленточных ппл, только высоту среза необходимо брать под прямым углом к направлению подачи.
Для ленточных и круглых пил прп данных и п v мы имеем: о = (и: v) • 21 для разведенных зубцов и о = (и: v) t для оса-
Фнг. 1147. Фиг. 1148. Фиг. 1149. Фиг. 1150.
Фиг. 1151. Фиг. 1152.
Поперечные круглые пилы должны затачиваться, как поперечные пилы для бревен. Круглые пплы больших размеров должны со стороны зубцов быть снабжены направляющими, столы же слабых продольных или долевых пил от фланца до основания зубца снабжаются набивками из пеньки или войлока. Благодаря этим набивкам пила несколько нагревается и натягивается. Данные о D, s, п п для нормальных круглых пил имеются в таблице 9.
Таблица 9. Данные о нормальных круглых пилах.
D ШП! 8 mm И в min Расход силы при электрическом приводе в P.S. D шт 8 шт п в min Расход силы при электрическом приводе в P.S.
100 0,7 7ОСО 1 800 3,25 1400 13
150 0,9.. 0300 1,5 900 3,5 1180 15
200 1,05 4S00 2 Для группе- 1000 3,8 1000 17 Для группе-
250 1,25 3S00 2,5 поо 4,2 950 20
300 1,45 3360 3 i вого привода 1200 4,6 850 2з вого привода
400 1,85 2800 _ j считать прп б л и- 1300 4,8 780 26 1 Считать П1 нблп-
500 2,25 2300 7 1 зптельно 0,6. 1400 5 730 30 I зптельно 0,6.
6(0 2,6 1900 9 1500 5,5 680 35 1
700 2,9 1600 И )
Каждая из круглых пил должна быть снабжена заградительными приспособлениями, клином позади пильного полотна. Наиболее в а ж-иыми станками с круглыми пила мп являются следующие:
МЛШИПЫ-ОРУДИЯ.
873
1. Круглые пилы со столом различных моделей, — нередко бывают соединены с фрезерными и долбежными станками, у которых подача дерева производится вручную.
2. Обрезные круглые пилы с салазками иа роликах, подача дерена вручную, прп помощи рукоятки, или автоматическая.
3. Круглые пилы для обрезки и большие круглые пилы с тележкой с автоматической подачей.
4. Параллельные круглые пилы с двумя переставляемыми по отношению друг к другу пилами, с автоматической подачей при помощи роликов иля цепи U до 30 m/min, s = 3 mm для jD=500 mm, jV=16 до 25 Г. S. и s — 4 mm для D — 700 mm, N = 20 до 80 P. S.
5. Планочные круглые пилы с шестью и большим числом круглых иил иа одной оси с автоматической подачей дерева при помощи валиков.
6. Продольные и долевые круглые пилы для разрезываиия досок и брусьев. Автоматическая переставляемая подача дерева прп помощп валиков.
7. Круглые пилы для фанеры с диаметром пил в 800 до 1200 шт с одной стороны чечевицеобразно заостренными листами, служат для изготовления тонких досок. Подача дерева производится вручную, реже автоматическая, прп помощи тележек и салазок.
8. Круглые пилы для укорачивания е одним или несколькими дисками, подача вручную, или автоматическая.
9. Форматные круглые пилы с мелкими зубьями, при помощи пплы в 4—10 mm, у которых наклонно заостренные зубья всегда обращены к дереву.
Барабанные пилы.
Барабанные пилы или пилиндрические пплы служат обычно для вырезывания клепки и снабжены приспособлением, автоматически выбрасывающим распиленную клепку, диаметр барабаня Г)=800 mm, длина разреза до 1150 mm, скорость резания v до 30 m/sec. Расчет U и N производится тот же, что п для круглых пил.
с) Строгальные деревообделочные стапкп.
Эти станки служат для полирования, профилирования плоскостей посредством профильных ножей (каневки) и стругов, укрепленных во вращающихся зажпмах, а равно неподвижных отделочных ножен. Наиболее важными строгальными станками являются:
1. Фуговальный станок с круглым предохранительным ножевым валом и перемещающимся кверху длинным столом, который в стороне, обращенной к ножу, снабжен стальными губами. Скорость резания v — 25 m/sec, ширина резания 200 до 1000 mm, потребная мощность N = 2 до 6 Р. S., подача от руки.
2. Вальцевой станок или отанок для строгания досок. Скорость резаиия v — 25 до 30 m/sec, ширина резания 300—1600 mm, потребная мощность N = 3 до 16 Р. S. Подача U= 3 до 9 m/min.
Э1И станки делаются также с двумя до 4-х ножевыми валами для многосторонней обработки досок и балок. Потребная мощность повышается в соответствии с уменьшением сечения дерева.
874
П1. РАБОЧИЕ МАШИНЫ.
3- Четырехсторонние станки для строгания и для профилирования делаются для ширины работы от 80 до 300 mm, п для высоты работы от 50 до 100 mm, v = 25 до 30 m/sec, подача 17=3,2 до 12 m/min, мощность Лг = 10 до 20 Р. S. Станки для профилирования, равно как и станки для изготовления паркета—являются разновидностью этих станков.
4. Большие четырехсторонние строгальные станки с подавателями и очистителем ножей производятся различных размеров. Скорость резания v = 30—40 m/sec, подача U = 30 m/min, иногда до 60 m/min, рабочая ширина 150 до 400 mm, мощность N = 20 до 60 Р. S.
5. Станки для шпунтования и фальцевания служат для изготовления шпунтов и фальцев иа досках, брусках и балках, N — 6 до 20 Р. S.; v = 25 m/sec.
6. Дисковые станки делаются для особых назначений.
7. Станки для круглых брусков от 6 до 80 mm диаметра. Подача дерева от руки или автоматическая. Подача U = 2,6 до 6,5 m/min, # = 0,5 до 3 Р. S.
8. Строгальные станки для досочек работают с неподвижными чистильными ножами, сидящими в заменяющихся ящиках. Подача досочек происходит при помощи большого валка с толстым слоем резины. Рабочая ширина 150 до 300 mm, подача D = 275 m/min, мощность N = 2 до 5 Р. S.
9. Строгальные станки для чистой отделки с неподвижным кулачком и вальцевой подачей строятся для рабочей ширины от 600 до 1800 mm. Подача 17 = 20 до 25 m/min, N = 8 до 18 Р. S.
Мощность для всех строгальных и фрезерных станков с ролико-
N = 0,25 Р. S.,
yCMJ
где F — сечение дерева, подлежащего превращению в стружку, в mm1 2, 17—подача дерева в m и Ks сопротивление срезу параллельно к волокну в kg/mm3 (см. табл. 3). Постоян-наи величина 0,25 подлежит умножению на количество рабочих валов.
(1) Фанерно-строгательлые станки.
В зависимости от способа работы станка различают: фанерные круглолущильиые станки и фанерные строгальные станки с иожом.
1. Круглолущильные станки: бревно, зажатое между захватными лапами, вращается вокруг своей оси. Нож установленный параллельно, движется равномерно и в течении каждого поворота дерева вокруг своей оси снимает с него спиральную длинную, одинаковой толщины, фанерную ленту. Для того, чтобы фанера была одинаковой толщины с обеих сторон и без НЗ.ЮМ0В, дерево перед ножами следует сдавить при помощи бруска. Положение ножа и давящего бруска видно на фиг. 1153. Круглолущиль-
машвны-орудия.
875
ные ставки изготовляются для бревен длиной 400 до 4 500 mm и диаметром 500—1500 mm, в большинстве случаев с приспособленной для быстрого установления толщины фанер 6 = 0,1 до 10 mm и больше. Скорость резания в среднем равна 0,6 до 0,8 m/sec. Мощность N зависит от толщины фанеры и рода дерева. Значение №шях можно взять из таблицы 10.
Таблица 10. Мощность для круглолущильных станков.
Наибольший диаметр дерева ТУ mm Наибольшая толщина фанеры 8 mm Наибольшая мощность N для 1 m ширины сечения Р. S. Наибольший диаметр дерева Dl mm Наибольшая толщина фанеры о mm Наибольшая мощность Л' для 1 ш ширины сече нияР. S.
500 4 10 1200 10 25
750 4 15 1500 10 30
1000 8 20
2. Фанерорежущие станки. Работа их происходит таким образом,
что нож укрепляется иа столе и подвигается под прямым углом к направлению резания после обрат-
ного хода салазок иожа на толщину фанеры. Изменение движения салазок происходит автоматически. При пододвиганпи салазок к иожу, каждый раз с дерева срезывается фанера. Скорость резания с == 0,46 до 0.53 m/sec. Фиг. 1154 показывает
пластина сканера
==2=ДЪрёВв1
ТгНо,w /Л
положение ножа и придавливаю- Фиг- Ни-
щего бруска. Фанерорежущие
станки строятся для дерева длиной 600 — 5100 mm, 450’—1500 mm ширины и 350 до 1200 mm толщины. Толщина фанеры 6 = 0,05 до 10 mm, мощность N для 1 m ширины строгания около 10 Р. S.
с) Станки для древесной шерсти, фанерострогальные станки.
1. Станки для получения древесной шерсти. Для получения древесной шерсти употребляетси высушенная на воздухе ель, осииа, сосна европейская п горная, последняя только в случае отсутствия сильного запаха смолы этого дерева. Твердое дерево непригодно. Дерево подводится к ножу валиками илп, лучше, направляющей линейкой с автоматической подачей. Ширина ниток шерсти — 1 до 4 mm, толщина 0,05 до 0,5 mm, длина 500 mm, скорость резання ножей 4 до 5 m/sec. Производительность станка 30 kg/h наиболее топкой и 210 kg/h более грубой шерсти. Мощность при групповом приводе, в среднем, N = 12 Р. S.
2. Фанернострогальные станки служат для изготовления стружек для выделки коробок, корзинок и т. п. из колод шириной 500 mm и длиной 1600 mm; скорость резания 0,12 m/sec, обратный ход салазок ускоренный, N = 2 до 4 Р. S.
876
Ш. РАБОЧИЕ МАШИНЫ.
f) Фрезерные деревообделочные станки.
Фрезерные ставки служат для изготовления профилированных или профильных поверхностей на прямых или изогаутых брусках, а также для фальцовки, вырезки лазов, зазоров и т. п. при помощи соответствующих фрезеров (ножей), пазорезных дисковых патронов и других инструментов. Скорость резания v = 80 —-45 m/sec.
Главными фрезерными станками являются:
1. Фрезерные станки со столом простого или двойного действия с горизонтальными, переставляемыми по высоте шпинделями, у которых оправка для укрепления инструментов выступает над рабочим столом. Нормально они делают от 4000 до 7000 об./мпн. При употреблении больших инструментов п соответственно уменьшается. Расход силы = от 3 до 6 Р. S.
2. Верхний фрезерный станок, п и N как и у фрезерных станков со столом.
3. Фрезерный станок с горизонтальным шпинделем, N = 3 Р. S.
4. Копировальный фрезерный станок для изготовления несимметричных предметов, 1V = 2,5 P.S.
5. Фасоннофрезерные станки для массового изготовления точеных предметов, ручек для инструментов и т. п. с круглым, овальным и многогранным сеченпем. Расход силы в зависимости от рабочей ширины, Лт=3 до 6 P.S.
6. Фрезерный станок для круглых брусков от 6 до 40 mm в диаметре N — 4 Р. S.
g) Шипорезные и шпунтовальные станки.
Эти машины работают с двумя или несколькими шпинделями и выполняют работу станка простого или двойного действия с ручной или автоматической подачей. В качестве инструментов служат ножевые патроны, пазорезные диски, фрезера, круглые пилы и др. Скорость резания, v = 30 до 50 m/sec. Расход силы для каждого рабочего шпинделя 1,5 до 2 P.S.
h) Долбежные станки.
1. Эти станки работают с бесконечной фрезерной цепью, быстро движущейся в горизонтальном направлении, прп чем зубцы могут оттачиваться. Толщина цепи от 6 до 25 mm. Глубпна прорезки до 175 mm, скорость резания .v = 4 до 8 m/sec, наименьшее гнездо 6 X 23 mm. Движения горизонтального суппорта производятся или вручную или автоматически. Расход силы N = 2 — 5 Р. S.
2. Дыродолбежные станки имеются двух видов: с вертикальным и горизонтальным движением суппорта. Подача обычно автоматическая, сбратный ход ускоренный. Долото от 12 X 60 mm2, глубина гнезда в зависимости от величины инструмента от 80 до 260 mm, расход силы N — 0,8 до 4 Р. S. Сменяемые долота до 20 mm2 изготовляются для ценных фрезерных долбежных станков.
МАШИНЫ-ОРУДИЯ.
877
i) Сверлильные станки.
Эти станки делаются или с одним, пли с несколькими шпинделями и работают или в горизонтальном, или в вертикальном направлении. Сверла делают, в зависимости от их диаметра, от 1000 до 4000 оборотов в мин. Расход силы N — 0,5 до 4 Р. S.
У станков для сверления длинных дыр сверлильные шпинделя или передвигаются, при чем стол с обрабатываемым предметом делает боковые поступательные движения, пли сверлильный шпиндель остается на место, а боковое и поступательное движение салазок с обрабатываемым предметом осуществляется или вручную, пли автоматически. Станки для сверления длинных дыр строятся также с приспособлениями для долбления.
к) Токарные станки для дерева.
Токарные станки для обточки на планшайбе и дли профильной обточки строятся более облегченного типа по сравнению с токарными станками для металла и приспосабливаются для различных токарных работ. Небольшие предметы обрабатываются обычно вручную при помощи полукруглых долот иди каких-либо других подходящих резпов; для больших предметов употребляются суппорты с рукоятками пли же с ходовым винтом. Скорость резания v = от 10 до 13 m/sec для мягкого дерева, v — 5 — 7 m/sec для твердого дерева, расход силы Л' =3 — 6 Р. S.
Разновидностью токарных станков является копировальный токарный станок и т. п.
1) Шипорезный фрезерный станок.
В зависимости от формы шипа различают: шипорезные станки для прямых шипов, которые делают шипы до 30 mm длины и шириной до 550 mm, расход силы N = до 4 Р. S.: шипорезные станки для наклонных шипов различных видов;
шипорезные станки для открытых и потайных шипов формы хвоста ласточки,—которые работают с целым рядом горизонтальных фрезеров, которые приводятся в движение отдельными группами. Расстояние между шпинделями фрезеров 25,4 mm, п — 5200 об/мин, полная рабочая ширина от 225 до 600 mm, расход силы N — 2,5 — 4 P.S.
ш) Шлифовальные станки.
Различают:
1. Цилиндрические шлифовальные станки с барабаном, с одним до трех шлифовальных барабанов для рабочей ширины от 500 до 1600 mm. Автоматическая подача обрабатываемого предмета со скоростью от 1,5 до 10 m/min, окружная скорость барабана v=Q —17 m/sec, расход силы для каждого барабана, в зависимости от рабочей ширины, Д7 = 4 —15 Р. S. Шлифовальные бараны должны иметь боковое движение.
2. Ленточные шлифовальные машины со столом или без него, для рабочей ширины до 1600 mm, с шлифовальными лентами до 350 mm
878
ш. рабочий машины.
шприиы. У машин для шлифования больших поверхностей нижняя часть шлифовальной леиты помещается над подвижным столом, с находящимся на нем обрабатываемым предметом и, прижимается при помощи особого прпспособленпя вручную к шлифуемой поверхности. •Скорость ленты от 10 до 15 m/sec, расход силы 1У = 1 —4 Р. S.
3. Дисковые шлифовальные станки делаются с вертикально или горизонтально расположенными дисками в 300 —1000 mm в диаметре, при чем последние бывают двойного действия. Обычно у этих машив применяется ручная подача. Расход силы N = 2 — 6 P.S.
и) Аппараты и машины для обработки инструментов.
1. Машины для точки ножей с точильными и шлифовальными цилиндрами до 300 mm в диаметре, с мокрой или сухой шлифовкой, с автоматической подачей и непосредственным электрическим приводом—делаются для ножей до 5300 mm длиной. Расход силы ТУ = от 4 до 5 P.S. Шлифовальные станки меньших размеров для строгальных ножей до 1000 mm длиной делаются с автоматической плп ручной подачей Диаметр шлифовального диска от 350 до 600 mm, расход силы N = = около 2 Р. S. Окружная скорость дисков = до 15 m/sec, шлифовальных дисков — до 10 m/sec.
Из других важных шлифовальных машин необходимо отметить шлифовальные станки для фасонных ножей и шарошек.
2. Автоматические шлифовальные станки для рампых, ленточных и круглых пнл с прямой и наклонной шлифовкой, шлифовальными дисками 200—300 mm в диаметре и толщиной от 3—8 mm. Окружная скорость шлифовальных дисков до 34 m/sec, расход силы ТУ =0,5 до 2 Р. S.
У машин для точки ленточных пил напильником употребляются трехгранные иапильникп с закругленными краями, скорость напильника от 0.2 до 0,3 m/sec, расход силы N — 0,5 до 1 P.S.
3. Аппараты и вспомогательные станки. Главными из них являются: станок для штампования (насечки) зубпов пилы, паяльный айпарат для ленточных пил, зажимные тиски для рамных, ленточных и круглых пил, наковальня с молотками и выверочными линейками для выправления пил, машины для разводки широких рамных пил, шлифовальные и фрезерные станки для спаянных мест ленточных ппл, юстирный аппарат для ленточных пил, станки для разглаживания и осаживания зубцов у ленточных пил для бревен п долевых ленточных ппл, машины для развода зубьев, самые разводки и разводные щипцы, приспособления для уравновешивания ножей или ножевые весы для строгальных и профильных ножей, шлифовальные станки для фрезерных цепей, шипорезные станки и т. п.
о) Специальные машины и аппараты.
Таких станков и машин имеется очень большое количество и они приспособлены для всевозможных отраслей деревообрабатывающей промышленности. Сюда, например, относятся устройства для подъема бревен, дроворезные машины, машины для размельчения стружек, приспособления для транспортирования опилок, сушильные установки и т. д., а также машины и аппараты для изготовления клепки и бочек, спичек, деревянной обуви и колодок, деревянных ручек для щеток, колес и венской мебели.
МАШИНЫ-ОРУДИЯ.
879
Е. Пневматические инструменты г).
Пневматические инструменты работают сжатым воздухом до 6 at abs давления; в зависимости от рода выполняемой работы, инструменты эти разделяются на: производящие удары или толчки и вращающее движение, и на производящие давление. Первые следует считать наиболее важными, так как для производства движения удара или толчка ни одно из известных нам средств не применяется с таким успехом, как сжатый воздух.
Ударные и производящие толчки инструменты состоят, главным образом, из цилиндра и свободно перемещающегося в нем поршня, отбрасываемого туда и обратно действием сжатого воздуха. У последних поршень снабжен поршневым шт .ком, на котором укреплен инструмент, который, таким образом, принимает участие в движении поршня; при этом энергия и производимый толчок переносятся на предмет; у ударных-инструментов удар, в большинстве случаев, происходит на промежуточный элемент „собственно инструмент" (стамеска, подвижная обжимка штампа клепального станка). Движения взад и вперед у свободно перемещающегося поршня производятся или с помощью особого регулирующего приспособления, или при автоматическом регулировании поршня; последнее только для сравнительно небольшого хода поршня.
Саморегулирующийся цилиндрический поршень (фиг. 1155). Сжатый воздух подводится к кольцевому желобку; регулирование впуска через оба конца желобка, выпуска—через оба конца поршня. Увеличение хода поршня достигается небольшими добавочными каналами и увеличением камеры цилиндра. Этот способ регулирования применяется успешно только для небольших мощностей.
Фиг. 1155.
Саморегулирующийся ступенчатый поршень (фиг. 1156). Подводится воздух в кольцевое пространство, так что поверхность поршневого кольца находится под постоянным давлением, благодари чему требуется регулирование только большей стороны поршня. Впуск, как видно на рисунке, через поршень, или через каналы в цилиндре, открывание и закры-
’) Литература. Hiitte, Taschenbuch. fur Betrlebsingenieure, 2 Aufl., Берлин 1924 г., W. Ernst und Sohn.,—И ль тис, Пневматические инструменты, Лейпциг 1921 г., Библиотека Гешей, т. 493.—С правочник по пневматическим установкам Frankfurter Maschi-nenbau A. G., изд. 5. Франкфурт 1924 г., —Меллер, Испытания пневматических молотов, журн. Mitt. Forschungsarb., т. 37,Берлин 1907.—Гр едель, Экспериментальные и теоретические исследования над пневматическими молотами, журнал Mitt. Forschungsar-beiten, т. 156 и 157, Берлин 1914.—Ш ле зн п гор. Испытания пневматических молотов, Известия исследовательской лаборатории в Берлине.—Г ары. Испытания над пнвйла-тическими молотами, журн. Z. d. V. d. I. 1913, т. 5.—К ю и,—Сжатый воздух и применение его, жури. Betrieb 1921 г. (3) т. 19.—Гетце. Пневматические сверлильные станка и молота в горном деле и родственных предприятиях, жури. Z. d. V. А. I. 1922, т. II.
880
ш. рабочий машины.
ванне которых происходит краем поршневого кольца большого диаметра. Добавочные каналы и искусственное расширение камеры цилиндра требуются для достижения замедления аккумулирования давления и понижения давления и, благодаря этому, увеличения' хода. Этот способ регулирования для вибраторов применяется только для более легких и средних работ резца.
Регулирование впуска распределительным механизмом; пульсирующий распределитель (фиг. 1167). Открывание выпускных отверстий выполняется боковыми гранями поршня; вследствие возникающего падения давления в цилиндре регулирующий орган увлекается вслед за нпм и закрывает доступ с противоположной стороны.
Эта система регулирования, вследствие грубого ухода и загрязнения— недостаточна чувствительна, и применяется, главным образом, как бурильный молоток в каменоломнях. В качестве распределительных механизмов, кроме шаров, служат двойные конусы, задвижки и т. п.
Фиг. 1157.
*
Фиг. 1158.
Распределительный механизм для впуска и выпуска; зависимость от канавки в поршне (фпг. 1158). Ход поршня больше, чем у предыдущих распределительных устройств, но все же меньше длины поршня. Меньшая лобовая поверхность распределительного механизма находится постоянно под действием сжатого воздуха, в то время, как большая противодействующая поверхность, при посредстве канавки в поршне в конце рабочего хода, подвергается давлению и передним краем поршня разгружается в конце обратного хода. Впуски могут, как представлено на фиг., устраиваться в конце распределительного механизма, но возможно также устройство впуска и выпуска через особые канавки распределительного механизма. Этот способ регулирования удобен для легальных и скульптурных работ, так как работа может быть регулируема точно и правильно.
Распределительный механизм, зависящий от боковых граней рабочего поршня (фпг. 1159). „Регулирование с длинным ходом". Допускаемый ход поршня до 1,5 кратной длины поверхности сколь-
жения поршня, до момента установления мертвого положения поршня. Ступенчатый регулирующий механизм в различных положениях нагружен различно; его меньшая лобовая поверхность при обратном ходе поршня нагружается и меняет ход уплотнением воздуха, находящегося в цилиндре позади впускного канала, при чем открывается впуск для рабочего хода;
М А игр иы- ОРУДИЯ.
881
закрытие происходит в конце хода отводом рабочего воздуха из цилиндра за большую лобовую поверхность регулирующего механизма. Выпускной канал рабочей стороны цилиндра целесообразно выводить за пределы большой площади, для оставления вентиля в ненагружеином положении во время обратного хода.
Удар молотка при крайнем положении поршня выполняется помощью небольшого, около 1 mm, канала. Способ распределения наиболее применим для тесал ьных и клепальных молотков.
Распредели те.
— ''^^2227////// ^'////7/////^^^
Фнг. 1160.
л ь п ы й механизм с большим ходом (фиг. 1160). Допускаемый ход составляет до 2,5 длины поршня, не считая мертвого положения поршня. Меньшая поверхность распределительного механизма находится под давлением сжатого воздуха, благодаря чему открывается доступ воздуха для действия обратного хода. Рабочий поршень перекрывает при обратном ходе выпускные каналы распределителя и уплотняет находящийся в цилиндре воздух, действующий на большую поверхность распределительного механизма, п производит переключение, как только нагрузка этой поверхности станет больше, чем постоянная ла противолежащей (меньшей) стороне. Этим открывается доступ для рабочего хода, и направление движения поршня меняется в обратную сторону. В конце рабочего хода переключение, вызванное падением'давления. может поддерживаться нагрузкой поверхности кольца, как изображено на фиг. Для достижения удара молота прп крайнем заднем положении поршня при всяком положении вентиля—предусмотрен небольшой запасной канал. При туго работающих вентилях, особенно с большой скользящей поверхностью, удар молота по всегда будет легким, как у распределительного механизма (фиг. 1158 и 1159), все же эти молотки, вследствие непосредственного выпуска из цилиндра воздуха, имеют быст-и крепкий склопны
в холодные
Фиг. 1161.
рый мало нию работе на открытом духе. Этот способ распределения применяется, преимущественно, для клепальных молотов.
При применении приспособлении с постоянной нагрузкой поверхностей распределителя (фиг. 1159| или с увеличенной кольцевой поверхностью (фиг. 1160) могут Сыть соединены воедино преимущества обеих систем распределения; получаются сложные распределительные механизмы, так как распределительные пентала с обеих сторон снабжены ступенями.
В то время, как прежде распределительные механизмы устанавли-. вались своими осями поперек к осп цилиндра, — теперь почти все пред-
удар и к облсдене-дви прп воз-
882
III. РАБОЧИЕ МА1ПИНI?.
почитают установку с одинаково расположенными осями, так как благодаря этому получается лучшее расположение каналов. Все системы
<1 иг. 1162.
(фиг. 1158, 1159 и 1160), а также их разновидности изготовляются
с задвяжками, закрывающими все каналы, а также применяются раздвиж-
ные золотники; благодаря последнему длина инструмента укорачивается на длину распределительного механизма.
Фиг. 1161 до 1163 изображаю! различные инструменты с распределительным механизмом описанных выше систем. Ударпые инструменты изготовляются как для самых легких скульптурных работ, так п для самых тяжелых клепальных работ (заклепки до 40 mm диаметром).
Расход воздуха колеблется между 0,1 и 1,5 m3/min. Диаметры главных впускных отверстий делаются в молоте в наиболее узких местах для пропуска 50—100 mm3/m3 воздуха в мин. Диаметр впускных отверстий от 1,5 до 3-кратного количества. Ход вентилей делается возможно наименьшим; предельной границей служат данные:
Таблица
Двойной ход в минуту , . .
Паиб. допуск, ход вент. в mm
1. Ход вентиля.
. . 800 1200 1800 2700 4000
. . 6 5 4 3 2
Толщина стенок задвижки у разных спетом различна; она колеблется между 0,5 и 2 mm; при толщине свыше 1,2 mm применяется нпккелевая. сталь; ниже 1,2 mm требуется высококачественный ковкий чугун. Кроме хорошего распределения материала у толстостенных задвижек, следует еще обращать внимание на пружиниость. Диаметр поршня равняется у нормальных молотков для чеканкп 27 mm, у заклепочного молотка 30 mm, для особых целей колеблется между 15—55 mm. Допуск для рабочего поршня в зависимости от его длины колеблется между „ЕЬ“ и ,,LL“, все же допускаемая точность обработки уменьшается наполовину (тонкая пригонка). Распределительный золотник соответствует .EL1*, впускной клапан „G“, допуск как и выше, дпаметр цилиндра согласно „еВ“ с нормальным приближением, для распределительного и впускного золотников по „еВ“, но с половинным допуском Быстрые пзмеиения усилий могут повредпгь плотности посадки.
*) Об единице пригонки см. Хютте—производственный.
МАШИНЫ-ОРУДИЯ
883
Вращающееся движение для пневматических инструментов прежде всего необходимо для сверлильных п шлифовальных станков; первые, кроме сверления, применяются в широкой мере и длп нарезки винтов. После целого ряда конструктивных изменений, в настоящее время применяются только лишь 4-цплпндровые машпны, подобные изображенным на фиг. 1164. Сверлильные станки изготовляются в настоящее время длн отверстий следующих диаметров: от 5 до 75 mm, >/4 до 3 I’. S., от 3 до 35 kg веса; расход воздуха на Р. S. от 0,7 до 1,2 т3 сжатого до 6 at abs.
Преимущества сверлильных пневматических станков по сравнению с электрическими заключается в меньшем весе, небольшой строительной высоте, а-также пеана-чительной чувствительности к сырости и перегрузке; при порчах-— возможности быстрой замены новых частей; благодаря всем этим преимуществам пневматические сверлильные станки применяются на постройках чаще, чем электрические, нс смотря даже на то, что они требуют большего, сравнительно, расхода энергии.
Клепальные машины с коленчатыми рычагами, работающие давлением, обладают, подобно гидравлическим и электриче
ским машинам, тяжелыми стальными станинами. Сжатый воздух действует на поршень диаметром от 300 до 500 mm, от которого давление передается при помощп коленчатого рычага п ударника на заклепку. Коленчатый рычаг, прп достаточно большом ходе обжимки, способствует достижению необходимого конечного давленпя; эта кривая давленпя пересекает, однако, кривую противодавления. соответствующего нружинности стаканы, так что практически давление ограничивается нружинностыо станины. Клепальные машины с коленчатыми рычагами имеют перед гидравлическими то преимущество, что у них менее сложная подача и отвод воздуха, а также и то, что клепкп
зимою не замерзают.
Коэффициент полезного действия хоро-шего пневматического молота равен 30 - 35 %, сверильпого станка—40—45 %, однако сжатый воздух сам по себе имеет, вслед ta —Ef' ствне отвода компрессионной теплоты и по-терь энергии в компрессоре, не более 50% затраченной энергии, к чему следует еще добавить потери на лучеиспускание и неплот- фцг П61
ности, так что общий коэффициент полезного действия можно считать лишь от 10 до 15%; но даже и этот коэффициент полезного действия выше, чем у других инструментов. Более высокий коэффициент полезного действия мог бы быть достигнут прп введении кругового процесса в области высокого давленпя; так как инструменты работают почти с полной нагрузкой, то для них значение будет иметь не столько величина давленая, сколько разница.
Эксплоатацип и пневматические установки см. „Хютте", Справочник для ишкеисроБ-пропзводственпиков.
884
1И. РАБОЧИЕ МАШИНЫ.
F. Сварочные машины ’).
а) Способы сварки 2).
Под „сваркой" подразумевается соединение двух металлических частей в раскаленном состоянии таким образом, чтобы место стыка одной части с другой составило бы, по возможности, однородное целое. При сварке различных металлов переход от одного металла к.другому должен быть в месте соединения равномерным. В большинстве случаев под сварочными металлами понимают железо и сталь. Однако, медь и ее сплавы, никкель, алюминий и др. металлы также поддаются сварке.
Способы сварки делятся па две группы: сварка прессовкой и сварка плавлением. В первом случае металлы, подлежащие соединению, нагреваются до состояния тягучести н соединяются под давлением (посредством молота гидравлического пресса, давления пружины и т. п.). При сварке плавлением свариваемые поверхности нагреваются до перехода металла почти в. жидкое состояние н соединяются в одно целое с прнплавкой связывающего добавочного металла (проволока) илп без него. К прессовке относятся горячая ковка, электросварка методом электрического сопротивления; к плавлению — кислородно-газовая (автогенная) сварка, электрическая сварка посредством вольтовой дуги и сварка термитом.
Электрическая сварка.
1. Способ Томсона методом электрического сопротивления (сваривание встык). Применяется для диаметров до 64 ст2 для железа и 10 ст2 для меди 3). Для сварки колец, ободов и т. п. употребляется реже.
Придав предварительно свариваемым концам прямоугольную форму, их укладывают в машину и подвергают действию тока незначительного напряжения, но большой силы до тех пор, пока подлежащие соединению поверхности не достигнут температуры сварки. После перерыва тока соединение брусков производится посредством сдавливания. Для подведения тока служат модные зажимы с водяным охлаждением. Обычно применяется
переменный ток, трансформируемый до 1—
Свариваемое с еивмие
Фиг. 1165.
3 V. Сила тока достигает до 20 000 А. Прп сварке больших предметов применяется напряжение до 10 V. Фиг. 1165 дает понятие о расходе энергии,, длительности сварки и максимальной производительности, фиг. 1166 показывает влияние длины свариваемых предметов одинакового диаметра на расход энергии и времени. В вагоностроении п железнодорожных мастерских очень часто сваривают железо, сталь, медь п латунь. Куски, подлежащие сварке, должны иметь почти одинаковые диаметры.
“ го чо бо ео wo tw ко ' s Зажимая длина В ттп
Фнг. 1166.
2. Электрическая сварка плавлением представляет собою, по сравнению со сваркой встык, более совершенный способ сварки, при котором
9 Дп ге л ь, Сваривание и панка, Берлин 1909, Леопапд Зимо» Н-ки.
а) Сварочные машины см. „Хютте" Справочник для пиженеров-производствепипков.
э) Зауэр, Новые сварочные машины. В. К. Э. в журя. „Сварка плавлением" 1928, т. 13 и 14,
МАШИНЫ-ОРУДИЯ.
885
соприкосновение поверхностей непостоянно и периодически размыкается движением взад и вперед держащих их зажимов, таким образом, что под влиянием сильного новообразования попеременно возникает и исчезает вольтова дуга.
При прекращения мерцаппя вольтовой дуги, па всем поперечном сечении устанавливается одинаковая плотность тока и тогда производится спрсссованне стыкающихся поверхностей.
Преимуществами этого способа, по сравнению со сваркой в стык, будуг: возможность сваривать предметы сложных сечении, напр., тавровое и коробчатое железо п тонкостенные трубы, меньшая продолжительность процесса сварки, отсутствие окалины, увеличение сечения свариваемого железа приблизительно до 250 ст* 2 п, согласно Фю ксел я *) лучшая сопротивляемость материала. Кроме стали и железа, возможна
ташке и сварка меди и алюминия.
3. Электрическая точечная (пунктирная) сварка—особый вид сварки сопротивлением, служит, в большинстве случаев, для соединения тонких листов вместо спайки.
Сложенные ио встык, а внакладку, листы сжимаются между двумя противостоящими электродами; через них пропускается ток, дающий нагрев н сварку в определенном месте. Затем листы передвигаются и свариваются в других соседних точках.
Роликовые электроды дают возможность производить сварк^ без пропусков. Для сокращения расхода тока и быстрого изнашивания электродов они подвергаются водяному охлаждению. Этот способ сварки находит себе широкое применение при изготовлении жестяной посуды.
При этом применяется переменный ток, напряжение которого в сварочной машине понижается при помощи индукционной катушки до 2V. Расход энергии и времени при
сварке железных листов ио пунктам показывает фиг. 1167 2). При этом способе возможна сварка листов до 10 гага, при роликовых электродах только до 1,2 и 2 гага.
Точечная сварка для не железных металлов очень затруднительная, по возможна еще и для алюмннпя.
4. Дуговая сварка угольными электродами. По способу Бенардоса свариваемый предмет присоединяется к одному полюсу динамо, другой же к угольному стержню, находящемуся на небольшом расстоянии от места спайки.
Образующаяся дуга плавит места сварки, и они сливаются. Иногда в дугу вводят металлический прут,
Фиг. 1167.
который плавится и заполняет швы. Эгот способ получил применение для сваривания тонкостенных бочек.
Ц е р е п е р изменил способ Беиардоса тем, что оба полюса присоединил к угольным стержням, стоящим под острым углом друг к другу. Между ними образуется дуга, отклоняемая нагни । ом таким образом, что опа действует как горелка и таким образом расплавляет концы свариваемых частей. Способ Церепера служит для сварки небольших
предметов п применяется пока еще очень мало.
В обоих вышеописанных случаях применяется постоянный ток 65 V и от 200 до 800 А. Дннамомашипа должна регулироваться на постоянное напряжение и быть нечувствительной к быстрому повышению силы тока. Для сваривания ковкоги железа при обовх способах положительный полюс соединяется со свариваемым предметом. При сварке серого чуг\ иа соединение должно быть обратное, для подведения к свариваемому предмету замены вместо сгоревшего углерода, и предмет следует сохранять размягченным.
») Журнал Glaser Annal. 15 апреля 1924, т. 8, стр. 85.
21 Ср. Зауэр,-журн. Wcrkstatt-Technik 1913, стр. 17.
886
tii. РАБОЧИЕ МАШИНЫ.
5. Сварка металлическими электродами, по Славянову, отличается от способа Бенардоса тем, что электродом является не уголь, а тот же металл, что и подлежащий свариванию предмет.
I1) Между подлежащими сварке предметами оставляют место для шва в 20—30 mm шириной, и подогревают до красного каления. Прп сварке расплавленный металл стекает со сварочного бруска и заполняет шов, края которого накаляются до состояния тягучести. Для сварки серого чугуна чугунные бруски должны содержать большое количество углерода и кремния, чтобы места сварки оставались мягкими.
Предметы из серого чугуна заформовываются в коксовой плите, пз ковкого п сталистого чугуна—в кварцевом песке. В первом случае спариваемый предмет поглощает углерод. Предметы пз серого чугуна присоединяются к отрицательному полюсу, а пз ковкого чугуна—к положительному, температура которого на 900° выше температуры отрицательного полюса.
Применяется постоянный ток 65 V, при диаметре свариваемого бруска 8 — 10 mm, расходуется 400 — 600 А и 15 kg расплавленного железа в час. Такой способ особенно удобен для восстановления разбитых чугунных и кованных предметов, для исправления неточно исполненных частей ив""чугуиа и для заварки усадочных раковин стального литья. Применяется, главным образом, для сварки железа, чугуна, стального литья, меди, латуни, никкеля и т. п., но не подходит для сварки листов. Работа требует большого бпыта при нагревании свариваемого предмета до и после сваривания, а также при постепенном охлаждении, во избежание могущих образоваться трещин].
6. Электрическая сварка плавлением. Способ этот есть пи что пное, как дуговая сварка, описанная в п. 5 по Славянову, с той лишь разницей. что свариваемый предмет не нагревается предварительно и не зафор-мовывается (холодная сварка), а добавляемый металл заполняет шов, как это имеет место при автогенном способе сварки. Электрический способ сварки часто применяется для сварки листов и в этой области он конкуррпрует с автогенным способом. Этот способ сваркп следует считать наиболее целесообразным из всех способов электрической сварки.
[Отверстию для влпвавия металла придают форму V илпХ, или же, при шве в нахлестку, концы листов свариваются в форме калевки, как у газовой сварки. Применяется ток постоянный или переменный 20 - 25 V равномерного напряжения и силой около 150 А при проволоке для сварки в 5 mm. Длина вольтовой дуги, по возможности, не должна превышать диаметра проволоки от 3—5 пип для ограничения воспринимаемого частицами железа кислорода и азота, на путп через вольтову дугу. Содержание азота повышается прп дуговом способе сварки от 0,004 до 0,12%. Вследствие этого увеличиваются прочность и хрупкость 2)].
’) Вследствие необходимости отказаться я дальнейшем от употребления более мелкого из шрифтов и желания всс-же выдержать характер набора Справочника до конца, места текста подлежавшие набору более мелким шрифтом заключены в прямые скобки. ГТИ.
Ср. Дигель, Электрическая сварка и сварка плавлением с применением при-нойной нроволокн, St. u. Е. 1922, Nr. 34.
МАШИНЫ-ОРУДИЯ.
887
Этому способу отдастся предпочтение перед газовым, благодаря ограниченному нагреванию свариваемого предмета, чем уменьшается возможность опасных напряжений, как наир., прп сваривании горизонтальной стенки.
Снабжение проволоки проводниками второго порядка по К ь е л ь-б е р г у облегчает сварку ’),
При непрерывной работе и при большой силе тока, согласно Т. Пене 2), работник расходует в час 890 грамм привойной проволоки, что при 13 % угара дает 775 g, т.-е. 100 cm3 расплавленной массы. Считая, что для плавления 1 kg проволоки требуется 2kWh, 890 g потребуют 1,8 kWh При коэффициенте полезного действия динамо 0,5 на 100 ст3 массы, таким образом, расходуется 3,6 kWh.
[Переменный и постоянный ток лают одинаковый шов. Постоянный ток экономичнее для стационарных установок. Для случайной сварки преимущество остается за переменным током, если установка является нс стационарной, а передвижной. Прп описанной сварке, равно как и прп всех дуговых сварках, глаза рабочих следует защищать очками е красными стеклами от вредного влияния яркого света и активности лучен].
Лл го мин о-термический способ сварки.
1.Термитовая сварка 3) но способу Гольдшмидта служпт для сварки поперечных сечений; способ применения одинаков со способом Томсона; нагревание прижатых один к другому концов свариваемых предметов заливкой наформованного стыка жидкпм железом, получаемым от реакции порошка алюминия и окиси железа в тигле.
[Давление, необходимое для сварки места стыка, образуется от напряжения при нагревании, расположенных друг' против друга, свариваемых предметов, облитых жидким железом. Этот способ сварки получил широкое применение для сварки рельсового пути].
Газовая сварка (автогенная).
1. Автогенная сварка служит преимущественно для сваривания листов.
[Тонкие листы, толщиной от 3 до 5 mm укладывают в притык и сварпвают и. и помощи острого пламени горелки. Более толстые листы свариваются, как указано в п. 6, стр. 686. Газовое пламя образуется от сгорания кислорода с водородом пли ацетиленом после смешения пх в горелке].
Наиболее продуктивная смесь для полного сгорания газов будет: 1 часть кпелорода и 2 части водорода = 1 части водяного пара, пли 2.5 части кислорода и 1 часть ацетилена = 2 части углекислоты и 1 часть
9 Ср. Д к г е л ь, Электрическан сварка и сварка плавленном с применением припой-ной проволоки.
2) П е з е, Обергаузен, Научные соображения об электрической сварке, издательство GWB.
э) Гольдшмидт, Алюминотермия, Лейпцпг, 1925, Гпрцель.
888
1П. РАБОЧИЕ МАШИНЫ.
водяного пара. Прп сварке подводится меньше кислорода. Смесь здесь: 1 часть кислорода и 4 части водорода или 1 часть кислорода и 1 часть ацетилена. Смесь в последнем случае сгорает во внутреннем конусе пламени в 2 части СО и 1 часть II. При избытке кислорода железо окисляется, ацетилен или водород в избытке действуют редуцирующе, но от избыточного ацетилена в железо переходит кислород, который делает его твердым.
[Правильное соотношение можно узнать по образованию пламени, по которому и следует регулировать (Л ю д в и г, Ацетиленово—кислородная сварочиап горелка '). Сваривание водородом применяется, главным образом, для сварки тонких листов. Нрп толщине листов больше 3 mm, выгоднее применять ацетилен, которого достаточно для листов толщиной
до 40 mm и больше.
Толщ, листа в пт
Фиг. 1169.
Толи^. листа втпп
Фиг. lies.
Как при сварке водородом, так и прп сварке ацетиленом, смешение газов с кислородом должно происходить внутри горелки, давление же регулируется таким образ лм, чтобы скорость выходящей наружу смеси газа была больше, чем скорость воспламенения—во избежание выбивания пламени. При сварке водородом, давление газа, выходящего из баллонов, уменьшается, в зависимости от толщины листов, на 0,5 до 2 kg/cm2. Водородная сварка не имеет большого применения].
Фиг. 1170.
Для ацетиленовой сварки применяется, главным образом, горелка низкого давления по системе Ф у ш е (фиг. 1170). В этой системе кислород при давлении от 0,5 до 2 kg/cm2 увлекает за собой, сжатый до 300 mm вод. столба, ацетилен по принципу инжектора. Сжатие ацетилена (около 5000 mm п больше) позволяет примеиеине горелок высокого
’) Известия лаборатории по стайкам, т. 2, Берлин 1912, Ю. Шпрингер.
МАШИНЫ-ОРУДИЯ.
889
давленпя, облегчает регулирование пламени и позволяет уменьшение давления кислорода. Для сваривания прп помощи горелок высокого давленпя ацетплеп очень часто берется пз баллонов, содержащих ацетон, в котором разбавлен ацетилен под давлением в 15 at (жидкий газ) см. 1т., отд. 6, стр. 1037. Для предохранения от взрывов, прп сварке ацетиленом низкого давленпя, прослойка воды препятствует переходу кислорода из горелки в питательные трубки При работе ацетиленом высокого давления следует принимать другие меры предосторожности, напр., предохранение от выбивания пламени в проводящую ацетилен трубку включением пористой прослойки.
[Расход ацетилена в литрах для различной толщины листов ирп гладкой сварке и на 1 ш шва в час можно получить пз фиг. 1168 и 1169. Расход кислорода одинаков Прп одновременной сварке с обеих сторон, экономия в расходе обоих газов достигает 40%. В остальном, различие обозначений основано, главным образом, па том, что расход газа увеличивается с улучшением качества сварки. (Ц. Д п г е л ь, Расход ацетилена при сварке плавлением ’). Образующийся при сварке шов, была ли сварка произведена прп помощи газа пли электричества, значительно улучшается обстукиванием его в состоянии белого калеппя молотком и дальнейшего его нагревания до 920е. Структура плавленного железа, подходящего к структуре нераскаленного стальвого литья, при ближается больше к ковкому железу. При сварке мягкого листового металла проволокой из шведского пудлингового железа достигается среднее сопротивление в 95% и растяжение в 60% несваренного листового металла. (Сопротивление не должно быть выше сопротивления сварочной проволоки). Качество сварки зависит от умения рабочего, строгого наблюдения, достаточной затраты времени и целого ряда других обстоятельств. В большинстве случаев сварка неудачна. Па тягучесть шва большое влияние оказывает состав смеси из листового металла п проволоки. Пз всех прпмесей в железе особенно вредно присутствие серы. Содержание ее не должно превышать 0,03% в листовом металле-и 0,003% в сварочной проволоке. О целесообразной смеси листового металла и проволоки см. Ц. Дигель, Свойство литого железа для хорошей сварки 2).
Процент содержания железа при газовой сварке плавлением возрастает до 0,02%, так что иглообразная, вызывающая хрупкость структура электрически сваренного шва мало или совершенно незначительпа].
П р и м е н е и п е: нз наиболее часто употребляемых металлов без всяких затруднен свариваются описанным способом с применением железной проволоки пудлинговое литое железо и литая сталь. Красная медь сваривается проволокой, состоящей из сплава медп с серебром с прпмссыо фосфора. Латунь и броиза свариваются проволокой, состоящей пз того же сплава с примесью фосфора, но при охлаждении очень часто бывают трещпны. Серый чугун требует для горячей сварки чугунные бруски с большим содержанием силиция и углерода. Припоем для
•) Жури. Карбид п ацетилен, изд. И Фогель 1918, № 12 и 13.
24 Mitt. Forschungsarb. 1922, выл. 246
800
in. равочйе Машины.
меди п сплавов из меди служит бура, для серого чугуна—различного рода сварочные порошки. Алюминий сваривается только в случае применения сварочного порошка, состоящего из 60 весовых частей хлористого калия, 12 частей хлористого натрия, 4 частей сернокислого калия и незначительною количества фосфористого соединения. Сварка ковкого чугуна очень затруднительна.
Резка металлов. Газами, употребляемыми прп газовой сварке, пользуются также при применении особых газовых горелок для разрезывания железных и стальных частей любой толщины и твердости. Работа эта производится, главным образом, при помощи кислорода и водорода Небольшой участок разрезываемого предмета нагревается пламенем обоих газов до температуры сварки и сверх этого пламени пускают струю кислорода под давлением в 30 kg/cm2, который сжигает и уносит мгновенно накаленные частички железа, так что образуется щель. Соседние части железа нагреваются лишь на незначительном от разреза расстоянпп. Вместо водорода или ацетилена применяется также масляный газ, каменноугольный газ или водяной газ.
2. Сварка водяным газом листов представляет собою улучшенный метод коксовой сварки, так как при нагревании листов с обепх сторон наступает равномерное подогревание шва по всей толщине. Состав водяного газа составляет в % %: 44 СО, 50 II, 3 СО2 и 3 N при наименьшей теплотворной способности около 2 600 kcal/m8. С увеличением % % содержания СО2 и N, действие газа ухудшается. Температура пламени водяного газа 1800°. Наивысшая температура, наилучшее пспользованпе и бесшумное сгоранпе газа требуют тесного смешения газа с воздухом в соотношении: 2 части газа и 5 частей воздуха. Смешпванпе происходит в горелке, в которой газ и воздух подводятся сжатыми от 1и00 до 1500 mm водяного столба прп скорости вылета газа, достаточной для поддержания горения.
[Для сварки листы складываются в пахлестку, или же в промежуток между нпми вставляют клинья. Сварка в стык — не рекомендуется. Сварка в нахлестку имеет преимущества для лпстов толщиной от 8 mm до 50 mm, но в нахлестку можно сварить листы и меньшей толщины, доходящие v до 4 mm. Сварка листов толщиной около 20 mm п больше посредством клиньев—нерациональна, так как каждый из стыкаемых лпстов сваривается с клином, почему количество швов удвапвается. Для быстрого соединения лпстов, подогретых до температуры сварки требуются сварочные машины, гидравлические пресса пли быстро бьющие молоты].
В вависимости от величппы и толщины лпстов свариваемых предметов, сварочный процесс требует для обслуживания 4 человек прп машинной п от 4 до 1 человек при ручной сварке.
Расход газа и производительность по данным Юлиуса П и и ч A. G. см. таб. 1.
[Добавочного материала не требуется. У горелки образуется из шамота и частиц окиси железа легкоплавкий состав, который стекает под давлением струи газа между накладкой и там зашлаковывает окалину соединяющихся плоскостей. Текучий шлак прп соединении шва вытесняется
МАШИН Ы-ОРУДИЯ.
891
Таблица 1. Расход газа и производительность при машинной сварке.
Толщ, листов mm . . 6 S 1 10 15 20 25
Расход газа па 1 m шва т3 70-75 73—78 । 75—80 90-100 110—120 130-14.
Сварено шва в час: нормально т. . . — 2,6 2,2 1,8 1,3
максимально т . . - - ! г>,о 4,2 3,4 2,5
ударами молотка или валом таким образом, чтобы произошло металлическое соприкосновение свариваемых плоскостей !)].
Шов, сваренный в накладку при помощи водяного газа, по своим свойствам подходит блпже к несваренным листам, чем прп каком-либо другом способе сварки шва. Достигаемое сопротивление излому—95%, сопротивление растяжению 70% по отношению к несваренному листу, но эти цифры находятся в полной зависимости от применяемых аппаратов, обученности рабочего персонала и тщательности присмотра.
Кроме железа, можно сваривать в тестообразном состоянии также и медь, и алюминий, ио сварка этих металлов требует большого умения.
Ь) Электрические сварочные и нагревательные машины.
1. Электрические сопла. Применение: работы по подогреванию.
Необходимые прп электрическом подогревании по способу сопротивления до температуры сварки и ковки большая сила тока (до 20000 А)
и низкое напряя:енпе (0,5 до 10 V) экономичны только при употреблении трансформированного переменного тока. Поэтому, как видно из фпг. 1171, главной частью электрического сопла является трансформатор (1) со вторичной обмоткой, состоящей большею частью из одного витка и первичной обмотки, снабженной ответвлениями, при помощи которых сила тока регулируется посредством ступенчатого выключателя (2). Кроме того, имеется выключатель первичной обмотки (3), приводимый и движение обычно ногой, во вторичной — приспособление для подвода тока (4), посредством которого замыкается цепь. Описанные части сходны у большинства сварочных машин, только приспособления, подводящие
Фиг. 1171.
ток, испол-
нены у отдельных типов различно. У электрического сопла эти приспособления состоят пз двух пар, сидящих на шпинделе зажимных колодок, из которых одна или обо пары передвигаются вдоль общей оси таким образом, что дают возможность зажимать сложные части любой длины. Иногда встречаются приспособления для укрепления в трех местах, н в этом случае машина применима для трехфазного тока, нормально же машины питаются однофазным переменным током, либо вклю-
Дигель. Сварочная способность литого железа при сварке водяным газом, Берлин 1918, Леонард Зимоп Н-ки.
892
111. РАБОЧИЕ МАШИНЫ.
чаются между двумя фазами трехфазной сети. Так как у электрических сопел приходится иметь дело с продолжительными периодами нагревания, го применяются трансформаторы с масляным охлаждением, а зажимы охлаждаются циркулирующей водой. Зажимы очень часто снабжаются приспособлением для осаживания, работающим от шпинделя. Исполненное таким образом сопло применяется также и в качестве машины для сваркп в стык.
Плотность тока I: q для подогревания массы, удельный вес которой s, и среднее удельное сопротивление с до температуры t в г секунд равняется, если пренебречь потерей на лучеиспускание и теплопроводность I'.q — j/ Q* s: 0,239 с X ]/~ 1A/mm2.............. (1)
где Qg — количество теплоты, потребное для подогревания 1 kg массы от 0° до t° (I т., отд. Теплота, стр. 479).
Для железа, при подогревании от 1000° до 1200е:
I: д = 150 до 200 : г A/mm2..............(2)
Наиболее употребительные мощности электрических сопел — 30, 50, 75 и 100 kVA для сечений до 2000, 4000, 7000 и 10000 mm2. В качестве машин для сваркп в стык, вышеупомянутые машпны употребляются для сечений до 800, 1600, 2500 и 4000 min2. Расход энергии для нагрева 100 kg железа до температуры ковки доходит до 25—30 kWh.
Из числа электрических сопел особый характер имеют электрические подогреватели заклепок. Приводимое и движение ногой приспособление для зажпманпя изделии захватывает заклепку помощью пружины илп противовеса по длине двумя зажимами, соединенными с концами вторичной обмоткп трансформатора.
Обычно машины имеют два зажимные приспособления. Охлажденпе зажимов применяется водяное, воздушное, либо посредством испарения, трансформаторы же охлаждаются воздухом. Подогреватели строятся от 12 до 30 kVA для заклепок, диаметром 16—35 mm. Расход энергии для нагрева 100 kg заклепок доходит до 40—45 kWh.
2. Сварочные машины для сварки в стык. Область применения: сварка в стык круглых и плоских профилей (нормальная сварка в стык), тавровых и двутавровых профилей, труб и инструментов, звеньев цепей (полуавтоматическая сварка). Метод работы срави. а) 1 и 2, стр. 887
Устройство сварочных машин для сваркп в стык то же, что и для электрических сопел (фиг. 1171). Прибавленном является приспособление для осаживания. Эту работу выполняют зажпмы, служащие для подвода тока (4), из которых одна пара неподвижна, а другая укреплена на салазках. Натяжное движение производится эксцентриками (малые типы) пли шпинделем (большие типы), передвижение салазок эксцентриками, пружинами пли гирями (малые типы), шпинделем (средние типы) плп же гидравлическое (тяжелые типы). Выключение первичного тока часто происходит не от главного выключателя (3), а прп помощи особого, приводимого в движение от салазок выключателя, т.-е. в зависимости от пути осаживания. Полуавтоматическое выключение особенно часто применяется у машин для сварки цепей. Охлажденпе зажимных колодок происходит почти всегда при помощи воды. Подведение тока должно
МАШИНЫ-ОРУДИЯ.
893
происходить таким образом, чтобы ои равномерно распределялся по всему сечению, подлежащему сварке. Трансформатор (1) работает с воздушным охлаждением.
Нормальные машины для сварки в стык строятся для мощностей от 1,5 до 200 kVA и для сечений от 1 до 10000 пни2. Вторичное напряжение от 0,5 до 8 V. Расход энергии, продолжительность и производительность см. фиг. 1165.
3. Сварочные машины для сварки по пунктам. Область применения: сварка листов в нахлестку и сварка но пунктам изделий из листов, проволок и разных деталей, припаивание проволок к листам и т. и. работы. Метод работы а) 3, стр. 888-
Ток дается трансформатором с воздушным охлаждением (1 на фиг. 1172), вторичная обмотка которого состоит всего из одного витка. В первичной пени находится также постоянный ступенчатый регулятор (2) для регулирования силы тока и выключатель первичного тока (3). Электроды, служащие для подачи тока и для достижения давления при сварке (4) помещаются на одном неподвижно укрепленном и на втором подвижном стержне (5), приводимом в движение рычагов! (6). Этот рычаг действует на выключатель первичного тока таким образом, что ток замыкается, как только электроды прикасаются к свариваемому изделию. В рычажную систему включается пружина (7), илп же соответ-
ствующим образом приспособленная гиря для фпг- 1172-
регулирования давления при сварке. Выключение тока происходит, большей частью, также при помощи выключателя первичного тока прп обратном ходе рычажной системы. Здесь применяются также и реле, которые прерывают ток, при достижении пм известной силы. Электроды и держатели имеют водяпое охлажденпе. Достигаемая, благодаря заострению электрода, поверхность прпкосновения в виде точки соприкосновения со свариваемым предметом, соответственно ограничивает зону вагревания, позволяет достигнуть очень быстрого нагревания и достаточной плотности тока (200 и больше A/mm2, сравн. уравн. 1, стр. 892). Машины для сварки по пунктам строятся для мощностей до 50 kVA и для толщины листов др 25 mm, вторичное напряжение от 1 до 5 V. Время и расход энергии см. фпг. 1167.
4. Машины для сварки швов. Применение: сварка в нахлестку и в стык жестяных изделии, снарка труб.
По устройству эти машины сходны с машинами, описанными выше в п. 3 (фпг. 1172), только обыкновенные электроды (4) здесь заменяются роликами, которые стоят в направлении илп поперек обоих стержней (5) (продольный шов. поперечный шов). Часто лишь верхний электрод делается в виде ролпка плп поворотного штифта; вторым проводом служит тогда шпяа, стол, зажимные щекп и др. приспособления.
Привод для вращения имеется только у верхнего ролика, тогда как нижний свободно сидит па оси. Передача происходит цепью, промежуточным ролпком или червяком и после опускания ролика одновременно
894
1:1. РАБОЧИЕ МАШИНЫ.
с включением тока. Непрерывное действие тока возможно только прп тонких листах без окалин, в то время, как у листов с окалииамп для того, чтобы достичь чистого шва, ток должен через короткие промежутки времени (от 5 раз и более в sec.) прерываться. Приспособление для прерывания тока приводится в движение механически или посредством соленоида. Б'сли движение роликов происходит в момент перерыва тока, то достигается наименьшее загрязнение роликов п самый чистый шов.
[Роликам и приводу придаются различные формы, в зависимости от особенностей работы. Совершенно особым является приспособление для сварки пи ов на трубах].
Нормальный тип машин для производительности 8 до 25 kVA и толщиной листа 2 до 8 mm. Вторичное напряжение 2 до 5 V. Скорость сваркп 5 до 30 mm/sec.
G. Электрический привод рабочих станков >)•
[Так как в настоящее время рабочие станки, в большинстве случаев, приводятся в движение моторами, то в новых установках возникает вопрос о групповом или одиночном приводе].
Групповон привод. Отдельные станки работают от потолочных контрприводов. Последние работают от одного п того же трансмиссионного вала, приводимого в движение одним электромотором.
Одиночный привод. Каждый станок имеет собственный электромотор; у сложных станков особые моторы для отдельных движений.
Сравнение.
Групповой привод:
1 а) Неизменное, количество оборотов трансмиссий требует для перемены скорости работы ступенчатых шкпвов и переборной коробки на станках.
2 а) Количество оборотов трансмиссии в зависимости от среднего количества оборотов приводимых в движение станков ntr 150 до 500, • количество оборотов мотора, который вращает трансмиссию ремнем при натяжном ролике, в завпсимости от рода и силы тока пт~ 750 до 1500, большее количество оборотов только для моторов при А* г=; 5 kW, пт: nir Ю, редко < 5.
Одиночный привод.
1Ь) Ступенчатый шкив и коробка скоростей могут быть часто заменены применением регулируемых моторов, которые можно в настоящее время получить только для постоянного тока (степень регулирования почти постоянная ^1:3).
2 Ь) Количество оборотов у одиночных моторов больше, чем у групповых, так как моторы меньше мощностью. Передача на медленный ход посредством ремнец илп посредством непосредственно закрепленной на станке зубчатой передачи.
’) Литература: Карл Меллер, Электромоторы, нзт. 2, Берлин, 1923 г., Юл. Шприин’р; жури. Werkzeitungan der Firmen AEG, Шис с,-Сименс и Ш у к о р т, для одиночного привода. Для привода трансмиссий (гр уппа) Bamag5Wiilfcl (скользящие подшипники), S К F - Norma (шариковые подшипники) с каталогами.
МЛ ШИНЫ-ОРУДИЯ.
805
3 а) Групповой привод нс зависит от рода тока, так как применяются моторы с постоянным количеством оборотов. Особое преимущество имеют трехфазные моторы при высоком напряжении, т. к. возможно трансформирование; кроме того, моторы трехфазного тока дешевы и просты по конструкции.
4 а) Мощность мотора группы не должна соответствовать сумме максимальных мощностей приводимых станков, так как одновременная работа всех станков с максимальной нагрузкой маловероятна; мотор же выдерживает перегрузку короткое время. 0,5 21V всех моторов вполне достаточно; каждый отдельный случай требует изучения (сравн. 5 Ь).
5 а) Перегрузка и недогруз отдельных станков уравнивается таким образом, что, в зависимости от мощности мотора, остается резерв для перестановок и новых установок; в то же время мотор нагружается почти полностью п имеет выгодный коэффициент полезного действия.
6 а) Приводной мотор должен еще покрывать потери на холостой ход трансмиссионного вала и передачу, почему важно хорошее устройство трансмиссии и передачи. (Самосмазывающиеся кольцевые подшипники илп шариковые подшипники).
7 а) Целесообразно делать вы ключатели в различных местах, чтобы иметь возможность, с целью предотвращения несчастных случаев, быстро останавливать мотор.
8 а' Вид мастерской: давно известное обилие трансмиссий, потолочных приводов и подсобных конструкций, и множество ремней; при дифференциации валов можно избегнуть многократных ременных
3 Ь) Одиночный привод с регу-лпрующпм мотором возможен только для постоянного тока, в другом случае необходимы все приспособления для измерения скорости, как и у группового привода
4 Ь) Одиночный мотор должен выдерживать длительную работу; перегрузка предусматривается на случай чрезмерной перегрузки станка. Мотор сравнительно большой мощности.
5 Ь) Мотор должен принимать на себя перегрузку; прп неполной нагрузке коэффициент полезного действия понижается, поэтому при большом количестве моторов—большой перерасход тока по отношению к использованной мощности. Выяснение действительно потребной мощности очень важно, так как каталоги и предложения фирм зачастую указывают слишком большие мощности.
6 Ъ) Во избежание потерь в передаче важно регулирующие приспособления мотора монтировать, по возможности, вместе со станком, Якорь мотора на общем валу возможно посадить только для быстроходных машин, с наибольшим успехом применяют одиночный привод: для шлифовальных и полировочных станков, для малых сверлильных станков. В текстплыюм машиностроении: одиночный привод шпинделей ткацких станков; в этом случае часто страдают все приспособления для передачи, зачастую дающие перебои.
7 Ь) Не только выключатель, но у больших станков п регулирующее приспособление и переключатель,—приводятся в движение при помощи нажимных кнопок. Благодаря этому все кнопки мол: в о поместить в одном месте, удобном для обслуживающего персонала, а все моторы в таком месте, которое
896
П1. РАБОЧИЕ МАШИНЫ.
передач с одной трансмиссии на другую, но все же остается старое механическое распределение силы, и, вследствие этого, необходима конструкция стайка с коробкой скоростей для всевозможных чисел оборотов. Возможность перестановки станка, особенно при тесной их установке, ограничивается потолочной передачей; трансмиссионные ремни должны быть надлежащей влииы, рабочий ремень должен иметь достаточный угол по отношению к вертикали, так как н противном случае необходимо сильное натяжение.
было бы наиболее удобно для самого короткого пути механич. передачи.
8 b) Каждый из станков имеет один или несколько моторов. Свободный доступ для кранов, отсутствие ремней и потолочных приводов, что дает возможность лучше осветить помещение. Лучшее использование площади мастерской. Легкая перестановка стапка, для которого нужна только определенная площадь. С другой стороны, для большого количества электромоторов требуются резервные моторные якоря, что при большом количестве моторов различных типов требует значительных расходов.
Обобщение сравиеипя. Одиночный электрический привод имеет преимущества перед групповым приводом при следующих условиях: 1) Привод с постоянным током, поскольку вопрос идет о машинах с переменным количеством оборотов; 2) Правильное соединение мотора со станком, т.-е. небольшое количество передаточных механизмов, внутренняя связь мотора со станком, устранение трансмиссионного привода, кроме тех случаев, когда последний служит для смягчения ударов. Еслп вопрос касается одиночных больших, или неравномерно нагруженных станков, одиночный привод имеет преимущество также и для мотора трехфазного тока, как и у станков, работающих с постоянной скоростью и нагрузкой (например, станки в проволочно-прокатной промышленности и т. и.).
В случае отсутствия постоинного тока, когда требуется приводить в движение станки с резко изменяющимся количеством оборотов, надлежит определить сначала, какую из систем следует применить: одиночный привод с регулируемым мотором, одиночный привод с мотором трехфаз-иого тока, или, наконец, групповой привод с мотором трехфазного тока. Обычно, в таком случае, привод с мотором постоянного тока, вследствие дороговизны преобразовании тока и из за дорого стоящих регулируемых моторов, имеет очень мало шансов, но, в общем, оценка преимуществ той или другой системы зависит (ср. 8 Ъ) от индивидуальных соображений. Нерентабельность группового привода с мотором трехфазиого тока возрастает с ростом величины станков и расстояния между ними, а также с неравномерностью их нагрузки.
(Область применения. Чем больше распространяется изготовление станков с одиночным приводом, тем больше они вводятся в работу на промышленных нредпрятиях. При небольших переносных станках электрический привод встречается, в большинстве случаев и главным образом, у пнеылатнчсских молотов, применяемых чаще всею на верфях, в котельных цехах, при существующих установках также и для сверлильных станков. У станков средней мощности, в настоящее время, при-
ГРУЗОПОДЪЕМНИКИ И СКЛАДОЧНЫЕ МАШИНЫ.
897
мененпе электрического привода чрезвычайно распространено, например, особые инструкции (у которых выключатели помещаются в станине): радиальные сверлильные станки с вертикальным мотором на суппорте (Рабома, Берлин—Борзигвальде), токарные станки и фрезерные станки с мотором на одной оси с рабочим шпинделем (Сименс и Шуккерт, Воринген, Гочпинген, Л. Лёве и К0, Берлин и др.), пресса, чекаиы, у которых при помощи привода регулируется скорость мотора, чем достигается непродолжительность холостого хода (привод Регло ВКЭ), строгальные стаикп, регулируемость моторов которых 1:3 до 1:4, при чем минимальное количество оборотов достигается противотоком (ВКЭ, Симеис и Шуккерт и др.), деревообделочные станки с мотором на рабочем валу (фрезеры, строгальные станки, ленточные пилы фирмы Тейхерт и Сыц, Лейпциг и др.). Наряду с этим почти все ваводы строят станки с моторами, пристроенными непосредственно снаружи стайка пли внутри станины (фланцевые моторы).
У больших станков для верфей, больших механических заводов, рудников и т. п.—большею частью применяется одиночный электрический привод, одиночные моторы для каждого шпинделя, для подачи, что также, как и изменение скоростей, регулируется нажимными кнопками (Шлесс, Дюссельдорф).
II. Грузоподъемники и складочные машины т).
А. Детали грузоподъемных машин.
а) Приводы.
1. Ручной привод.
Подъемные машины ручного действия являются экономически выгодными лишь тогда, когда они находятся в действии менее, чем 15 минут в течение дня, так как во всех остальных случаях стоимость рабочей силы па обслуживание ручными подъемниками превышает стоимость приобретения электромотора плюс стоимость тока (фиг. 1173). Ручная передача поэтому применяется в настоящее время лишь для переносных подъемников с небольшим ходом: для домкратов
зШлЛдеглМпеЬ
Фиг. 1173.
с зубчатой рейкой и цепных блоков.
Колесо с ручной и блок для цепи у ворота. Передача прп помощи
рукоятки применяется лишь в тех случаях, когда нал рукоятки может
’) Литература. Использование статьи Андрэ, Статика строительства кранов, Мюк' хен 1922, Р. Ольденбург.— Г р е г о р, Железные конструкции в надземных сооружениях» т. II, Берлин 1924, Мейсер.—Бильд, Трение на ободе колес, журн. Mitt. Forschungs* arb., т. 154, Берлин изд. V. D. I,—И сак с ей, Прово лочио-канатньте дороги, журн-Z. d. V. d. I. 1907, стр. 652.—Г е й н о л ь д, Краны для каиатно-проволочных дорог, жури. Z. d. V. d. I. 1916, стр. 501.— Стефан, Канагиые дороги, Берлин 1921, Юл. Шпрингер,—В а л л и х с, Машины для транспортирования, журн. Z. d. V. d. I. 1911, стр. 2002, 1922, стр. 173; Испытания машин для транспортирования, жури. Mitt. For-schungsarb. т. 110 и 111, Берлин изд. V. D. I., журн. Сименса. Усилие для включения муфт.
898
Ш. РАВ0ЧПЕ МАШИНЫ.
быть установлен иа высоте 1 m над уровнем пола; передача ручной лебедкой применяется лишь в подвесных лебедках.
Производительность кривошипного привода п ворота: Детали машин, Передача кривошипом, стр. 141; см. также отдел Машины двигатели Живые двигатели, стр. 362.
Тормоза *)• Подъемники, у которых ход груза не превышает 5 м., . целесообразно снабжать грузовым тормозом, который автоматически натягивается самим поднимаемым грузом; для опускания груза при этом требуется движение передачи в обратную сторону, по прп целесообразной конструкции достигается большая надежность действия подъемников.
У грузовых тормозов сила, передающая давление ва фрикционные поверхности при торможении увеличивается н таком же соотношении, в каком возрастает величина поднимаемого груза; абсолютная величина этой силы должна превышать на */s '/з сопротивление подвешенного
груза. По время подъема грузовой тормоз выключается при помощи храпового механизма. При опускании необходимо, чтобы разность: сопротивление тормоза минус сопротивленце от подвешенного груза, преодолевалась силой, развиваемой передаточным механизмом, т.-е. этот последний должен работать в обратном направлении.
Наиболее распространенные конструкции: червячный грузовой тормоз Беккера, зубчатый (косые зубьн) грузовой тормоз В и н д г о ф а и винтовой грузовой тормоз Вестона.
Червячный грузовой тормоз по Беккеру (фпг. 1174). Осевое давление на червяк а передается на неразрывно соединенный с ним фрикционный диск Ъ, упирающийся в фрикционное колесо с.
ФИГ. 1174.
Фиг. 1175,
Условие для удерживания груза: момент трения тормозящей поверхности должен быть больше оказываемого грузом на шпиндель (фиг. 1175):
А /I r2 > A tg (а—(?) rlt
где А—осевое давление, р.—коэффициент трения на фрикционной поверхности, г2—радиус фрикционной поверхности, г,—радиус червячной части вала, а—угол подъема червяка, р—угол трения червяка.
•Прп конической фрикционной поверхности момент торможения увеличивается вследствие клиновою действия, соответственно углу клипа.
Зубчатая лебедка по Виндгофу 1фпг. 1176). Давление вследствие наклона зубцов шестерни а переда гея нескольким фрикционным дискам Ь, насаженным на продолжения сала шестерни, н упиратццимся в такие же диски храпового колеса с.
Условие для удерживания груза (фпг. 1177):
А ц rzi > Z tg (а — p)rj.
См. с&кже Тормоза на стр. 205.
ГРУЗОПОДЪЕМНИКИ И СКЛАДОЧНЫЕ МАШИНЫ.
899
Здесь, кроме уже указанных обозначений, а—угол зубцов шестерни, ту—радиус шестерни, i—число фрикционных поверхностей, Z—давление зубцов.
Винтовая лебедка по Вестону (фпг. 1178). Цепное колесо а (либо канатный барабан пли шестерня) составляет одно целое с фрикционным диском Ь и свободно вращается иа винтовой парезке. Диск Ъ прилегает к храповому колесу, свободно вращающемуся иа валу и упирающемуся во второй фрикционный диск d, заклиненный на валу.
Фиг. 1176.
Фиг. 1177.
Необходимо, чтобы тренне Ве, возникшее на винте вследствие действия поднимаемого груза L, было меньше фения Ra н подшипниках (фпг. 1179). ибо, в противном случае, цепное колесо не будет навинчиваться иа нивт по направлению к фрикционным дискам; оно будет вращаться вместе с валом.
Условие для удерживания груза:
4р.г2>ЛЙ7(а-|- р)^.
Зажимное кольпо лучше заменить кулачной муфтой. При проектировании необходимо иметь в виду, чтобы трение на нинте было, по возможности, мало. В тех случаях, когда виит может покрываться пылью или ржавчиной, наир., в литсЛиых или иа открытом воздухе,—винтовой тормоз неприменим.
Фиг. 1178. Фиг. 1179.
Поверхности трения предохранительной рукоятки размыкаются незначительным поворотом рукоятки в обратную сторону. Предохранительные рукоятки выгодны лишь дли подъемников с высотой подъема нс более 5 ш. При большей высоте подъема электрический привод экономичнее ручного; поэтому предохранительные рукоятки тогда почти совершенно не употребляются.
Дэмираты с зубчатой рейкой. Подъемная сила от 1 до 20 t. Подъем 0,25 до 0,5 ш. Требуется возможно малый собственный вес домкрата, поэтому его изготовляют из материала высокого качества, допуская в ием высокие напряжения. Передача—зубчатая с одним или несколькими пере-
Б7*
PUTT
Ш. РАБОЧИЕ МАШИНЫ.
борами, либо червячная. Шестерни имеют четыре вубца; изготовляются из квадратной стали и t____________ Z________ ___ ______ _____________
Фиг. 1180.
закаливаются. Станина пз литого железа илп литой стали. Коэффициент полезного действия от 0,4 до 0,6.
Цепные блоки. Подъемная сила от 0,5 до 10 t. Подъем от 3 буется возможно малый вес, поэтому необходим материал высокого качества с высоким допускаемым напряжением. Дифференциальный цепной блок Вестона в настоящее время устарел, ибо дает сильный износ цепи и цепного блока и весьма малый коэффициент полезного действия. Его заменяют червячным цепным блоком Беккера. Двухходовой червяк из кованой вым червячным сом,
Беккера. Поверхность плоские поверхности в иость у Больцани.
стали с бронзо-коле-смазка мазью. Коэффициент полезного действия 0,62. Станица из кованого железа (фиг. 1180). Калиброванные круглозвенные цепи. Червячный тормоз трения коническая в конструкции Пехачека
до 6 ш. Трс-
Фиг. 1181.
Беккера, дне
конструкции
и цилиндрическая поверх-
Таблица 1. Винтовые подъемные блоки Е. Беккера.
с фрикционным тормозом
Наибольш. подъем и. сила . . . kg с цепью для подъема па 3 m • • • j..................
груза и ручной цепииа каждый лишний 1 m подъема ..................kg
Полная длина б стянутом состоянии (между внутр, концами крюков) mm
Толяуша ценного железа . . . mm
300
500
600
1000
1500
2000
3000
4000
5000
6000
7500
Бес
22
28
28
37
46
65
78
100
120
160
195
-2,5
450
7
3
500
8
600
7
без подвижн. блока
4,5
740
8
5
7
8
10
12
14
16,5
800
9
900
10,5
100С
12
1120
14
1200
16
1300
17,5
1300
18,5
с подвижным блоком.
ГРУЗОПОДЪЕМНИКИ И СКЛАДОЧНЫЕ МАШИНЫ.
901
Новейшие цепные блоки с цилиндрическими зубчатыми колесами по Виндгофу (фиг. 1181). Весьма высокий коэффициент полезного действия—до 0,9, зубчатые колеса закрыты кожухом, вес незначителен, небольшой размер, пыль и ржавчина на работу прибора влияния не оказывают. Тормоз с наклонными зубьями по Виндгофу. Поверхность трепня, составленная из дисков, очень велика, износ соответственно мал.
Таблица 2. Блоки с цилиндрическими зубчатыми колесами системы Пехачека.
Наиб, подъемн. сила . . kg Вес для высоты подъемов в.................£g
Вес на каждый 1 лишни» метр высоты подъема более иа................kg
Размер между внутр, гранями крюков . . . mm
Наружи, диам. колеса . пип Усилие тяги у цепи . . kg Толщина цепного железа mm
250
19
2,5
280
160
25
8
500
25
2,5
350
210
30
8
750
1000
34
45,
1500
2000
65
2500
85
1000
106
1500
2000
3000
4000
5000
35
43
60
85
112
140
3
3,5
4,5
6
7
4
5
6
8,5
10,5
12,5
360
250
33
9,5
390
304
35
11
450
378
46
12,5
530
470, ...
378' 450
62 62
14 14,5
550
210
30
8
600
250
33
9,5
690
304
35
11
780
378
46
12,5
920
450
62
830
378
(2
14! 14,5
без подвижн. блока
с подвижн. блоком.
2. Передача от приводного вала.
Область применения. Целесообразна лишь н тех случаях, где уже имеется для других целей постоянно вращающийся приводный вал, поэтому применяется только для лебедок и подъемников в мастерских. Производительность находится в зависимости от передачи, служащей для соединения (сцепления) подъемника с передаточным валом.
Клиновые (фрикционные) колеса. Диаметр движущего колеса около 250 mm; большое колесо, в клинообразный обод которого входит движущее колесо, пмеет диаметр 1000 до 1500 mm; число клинообразных желобов—4. Сила, передаваемая по окружности одного клинообразного желоба —около 25 kg. Допускаемая скорость по окружности 4 m/sec. Наибольшая производительность поэтому 100 • 4/75 = 5 Р. S. Ободья обоих фрикционных колес входят друг в друга иа глубину не более 5 mm, а в противном случае происходит сильный износ. Сцепление колес достигается путем взаимного их нажатия, при чем неизбежны толчки. Подъемники и лебедки, с применением клинообразных фрикционных колес, могут поэтому применяться лишь до скоростей груза в 0,4 m/sec.
Фрикционные соединения. Соединения при помощи разрезных пружинящих колец по Штукенгольцу. Разрезное кольцо из чугуна, пли, лучше, из марганцевой бронзы изготовляется так, чтобы оно пружинило во внутрь; кольцо в раздвинутом состоянии надевается на обточенный по цилиндру чугунный барабан. При помощи особого клина, концы кольца могут быть раздвигаемы, кольцо прилегает тогда к окружности цилиндрического барабана, производя на него равномерное давление. Коэффициент треиия около 0,1. Соединения с применением тормозной ленты встречаются и в американских конструкциях. К стальной ленте прикрепляются на торец деревянные колобашки (тополь), и в таком видо лента натянута вокруг чугунного диска. Применяется только в помещениях, тде