/











































































































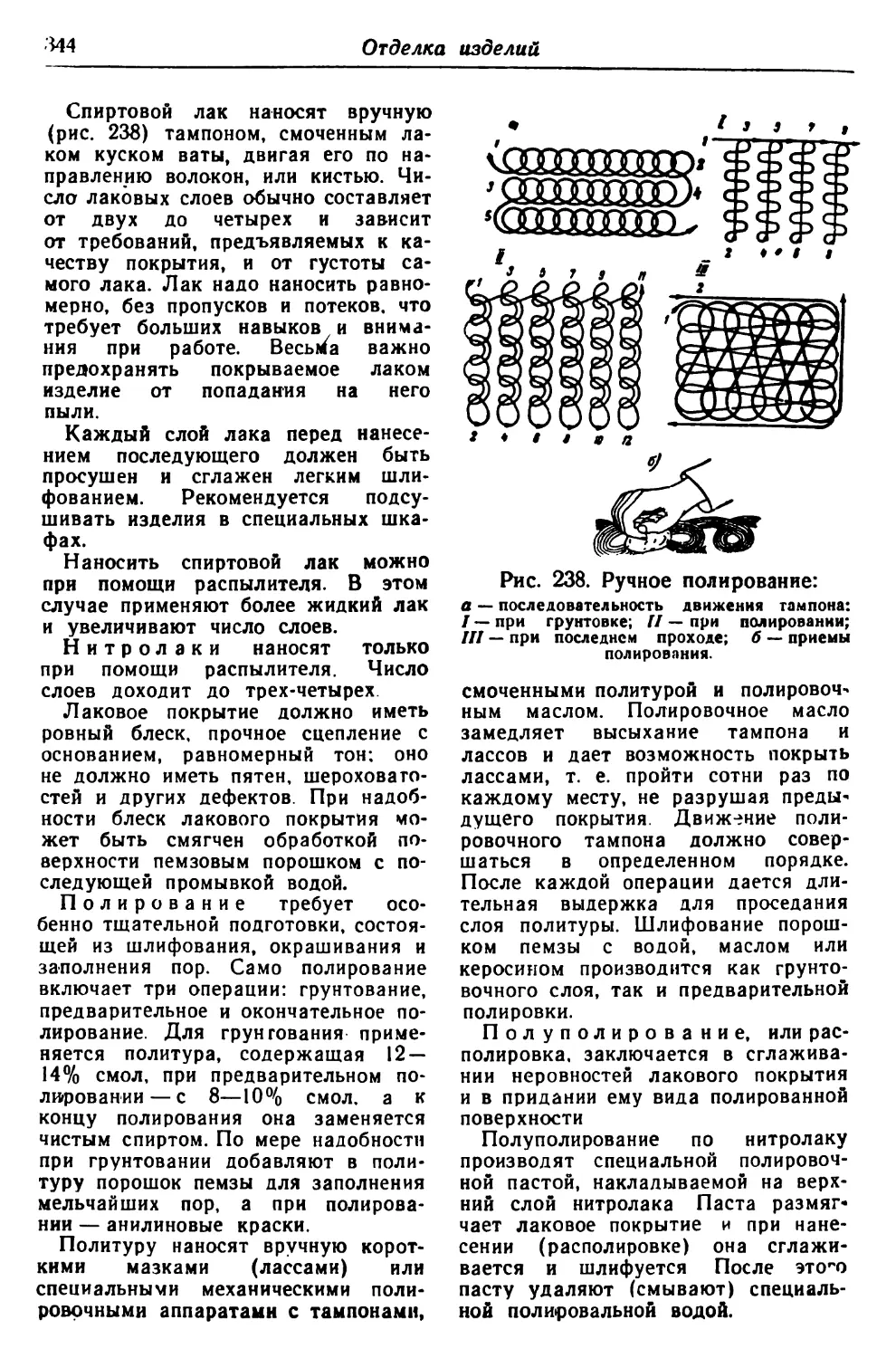


































Текст
СПРАВОЧНАЯ
КНИГА
СТОЛЯРА СТРОИТЕЛЯ
И МЕБЕЛЬЩИКА
A. H. СТАРИКОВ
СПРАВОЧНАЯ КНИГА
СТОЛЯРА-СТРОИТЕЛЯ
И МЕБЕЛЬЩИКА
In
>
V
£
I
<О
•Ч
1
ЛЕНИЗДАТ
196 3
Научный редактор канд. техн, наук В. И. Макаров
Книга содержит справочные материалы, относящиеся к изго-
товлению и монтажу столярно-строительных изделий и произ-
водству бытовой мебели.
Приводятся сведения о древесине и других применяемых
материалах, о станках, инструменте и приспособлениях, техно-
логии и организации производства, технике безопасности,
а также некоторые нормативные данные.
Справочная книга предназначается для рабочих-столяров
и технического персонала, работающих на предприятиях мебель-
ной и строительной промышленности.
Алексей Никанорович Стариков
.Справочная книга столяра-строителя и мебельщика*
Редактор А. Э. Лепин
Технический редактор И. М. Тихонова
Корректор А. А. Милитаури
Сдано в набор 27/Х 1961 г. Подписано к печати 25/Х 1962 г.
Формат бумаги 60х90‘/1в. Физ. печ. л. 26,0. Усл. печ. л. 26,0.
Уч.-изд. л. 32,59 + 0,84 (вклейки). Тираж 100 000 экз. М-31647.
Заказ № 1619
Лениздат, Ленинград, Торговый пер., 3
Типография им. Володарского Лениздата
Фонтанка, 57
Цена 1 р. 37 к.
ОГЛАВЛЕНИЕ
Раздел первый
СТОЛЯРНО-СТРОИТЕЛЬНЫЕ ИЗДЕЛИЯ И МЕБЕЛЬ
Глава /. Столярно-строительные изделия.......................... 7
1. Окна.................................................... —
2. Двери ............................................... 14
3. Столярные перегородки, панели и тамбуры............... 21
4. Паркетные полы........................ 22
5. Столярные тяги...................... 24
6. Встроенное оборудование зданий......................... —
Глава II. Мебель.............................................. 28
1. Виды мебели .......................................... —
2. Бытовая мебель...........*............................ 30
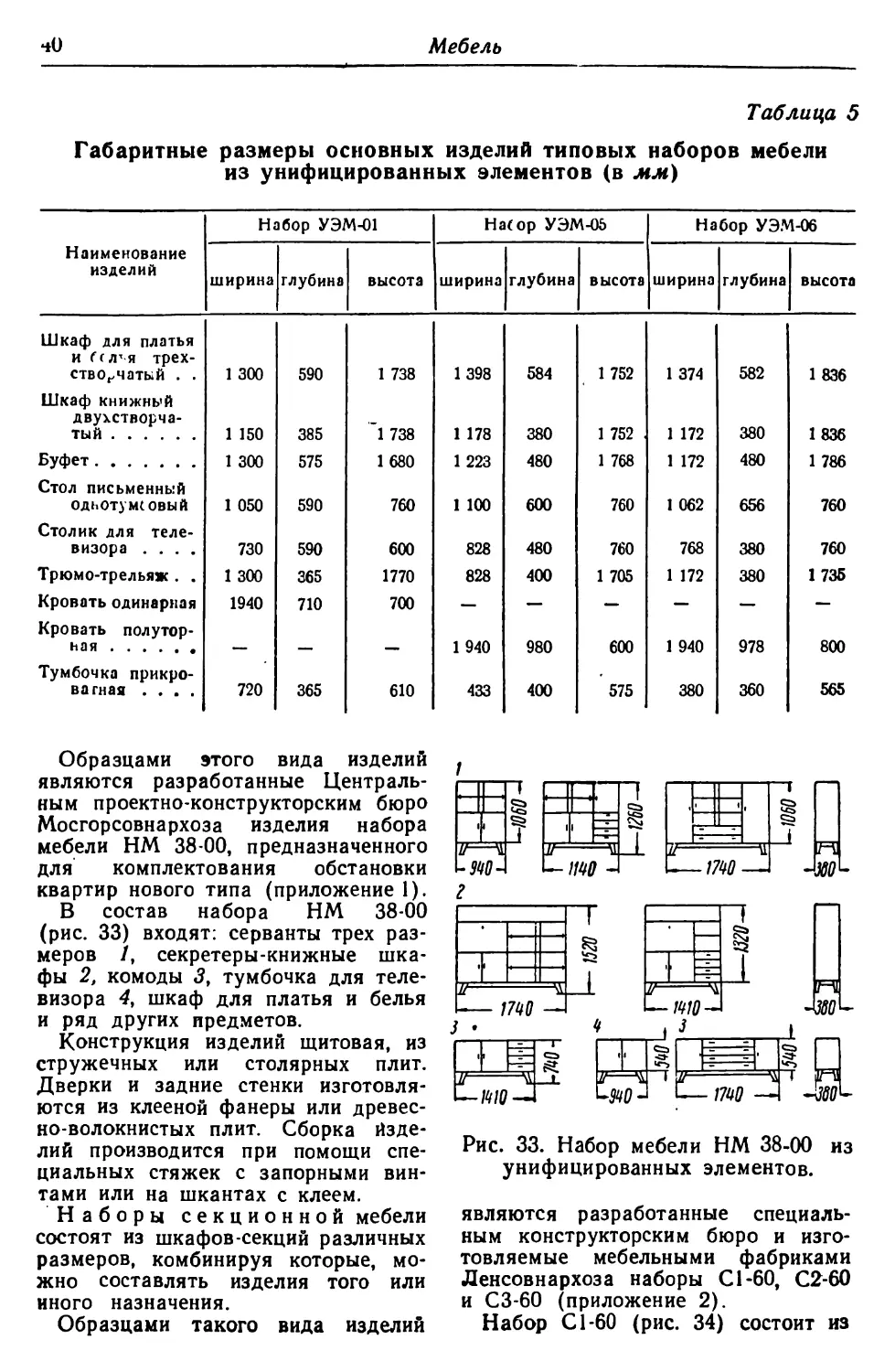
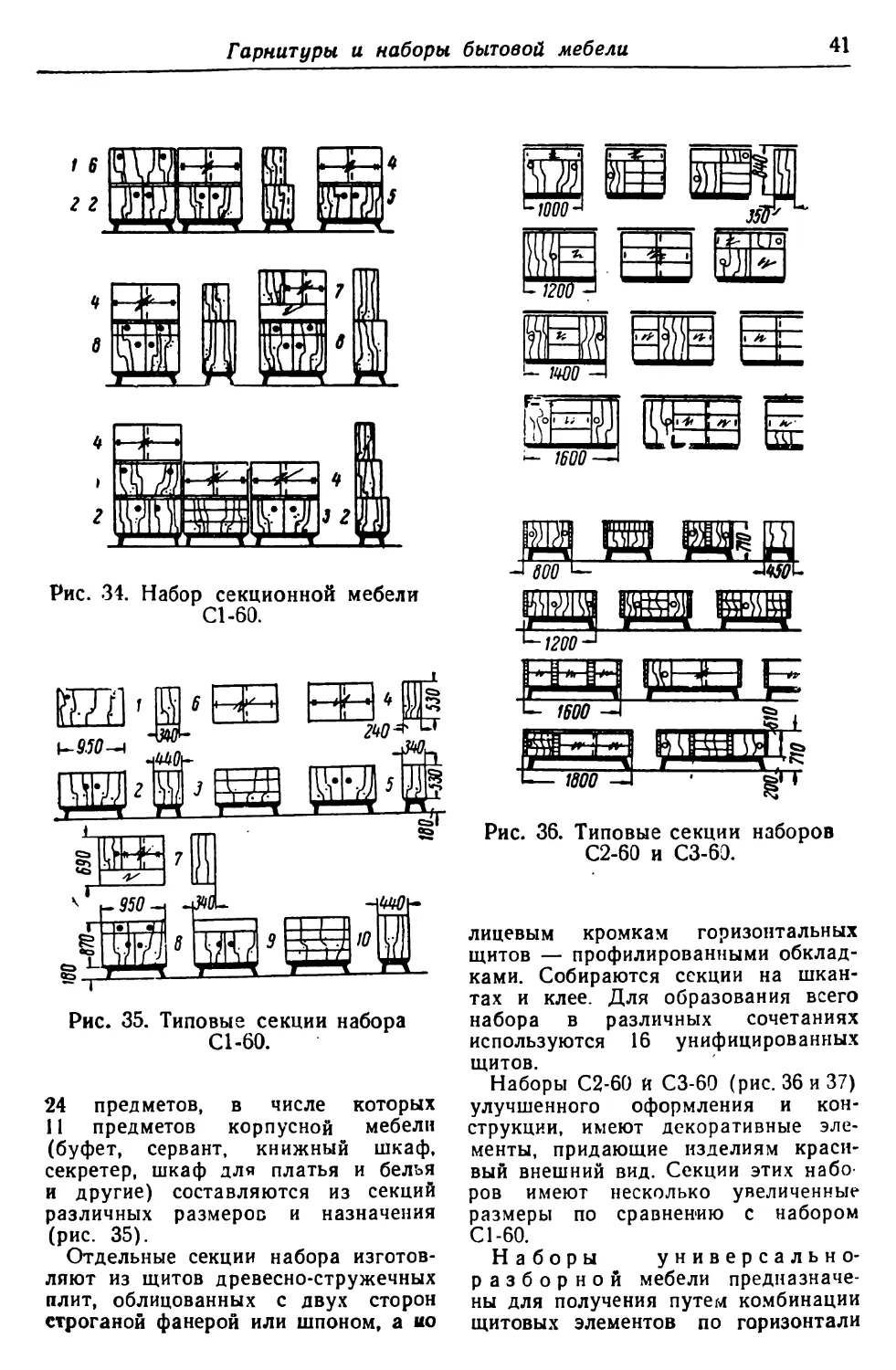
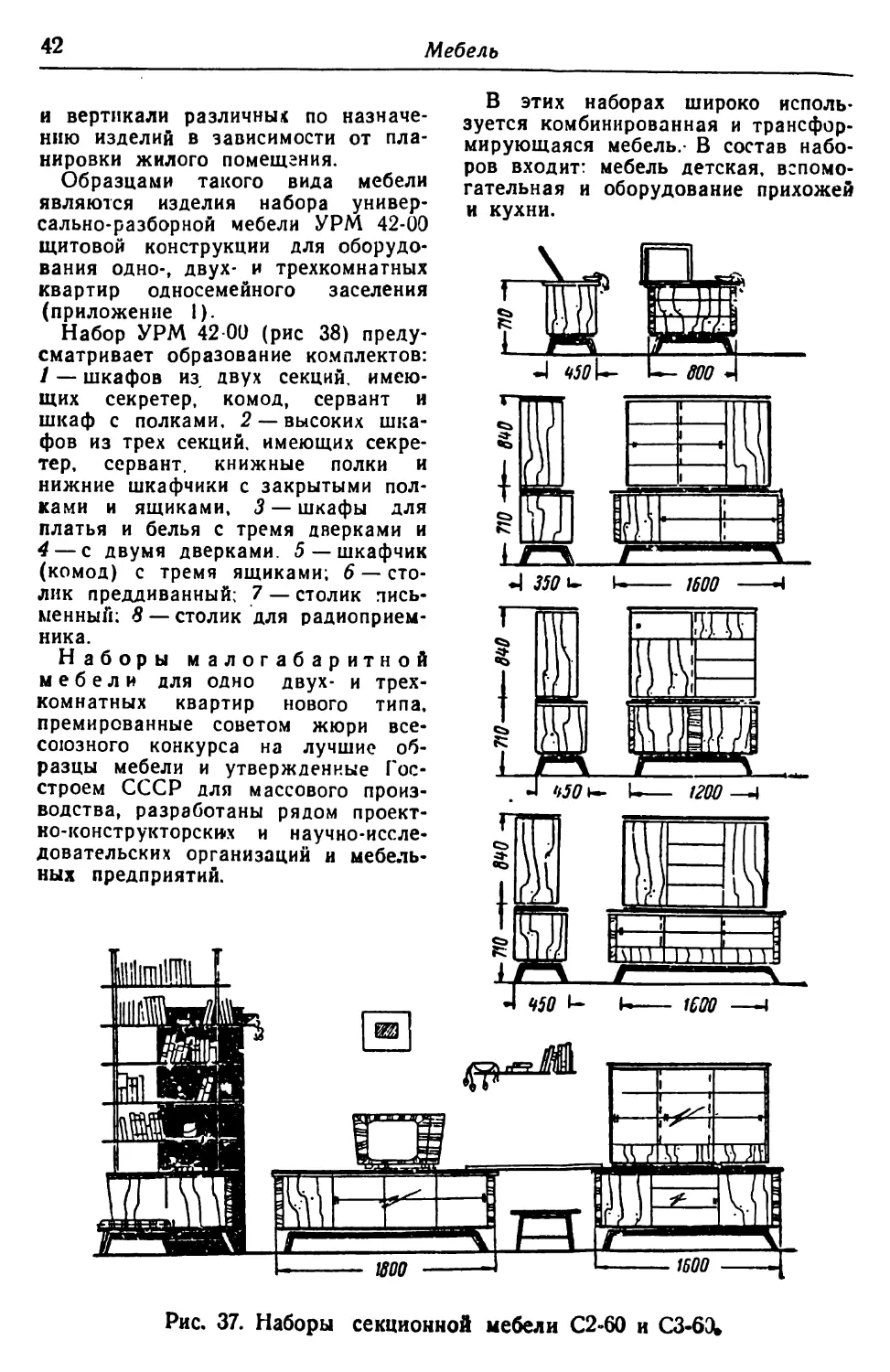
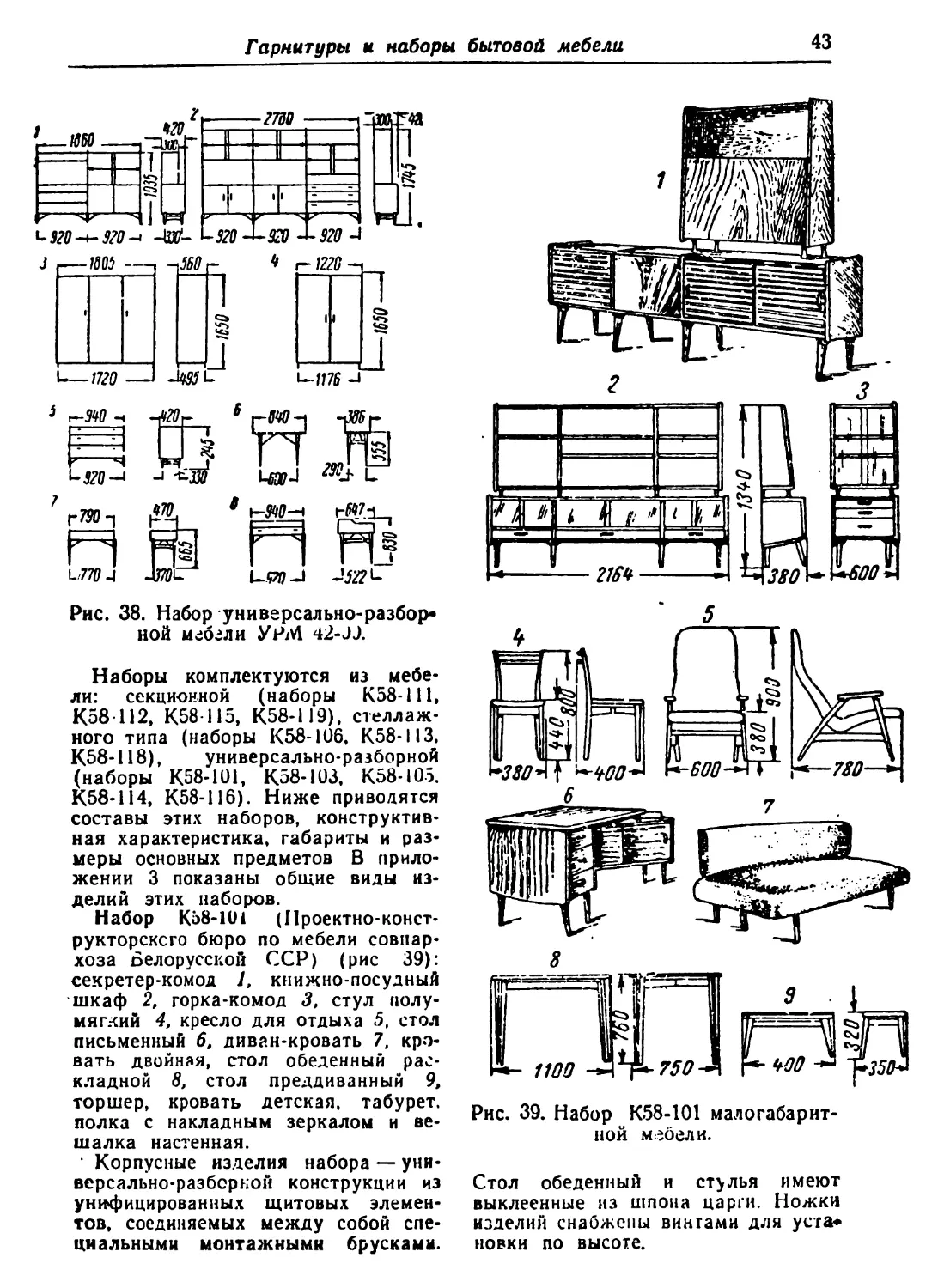
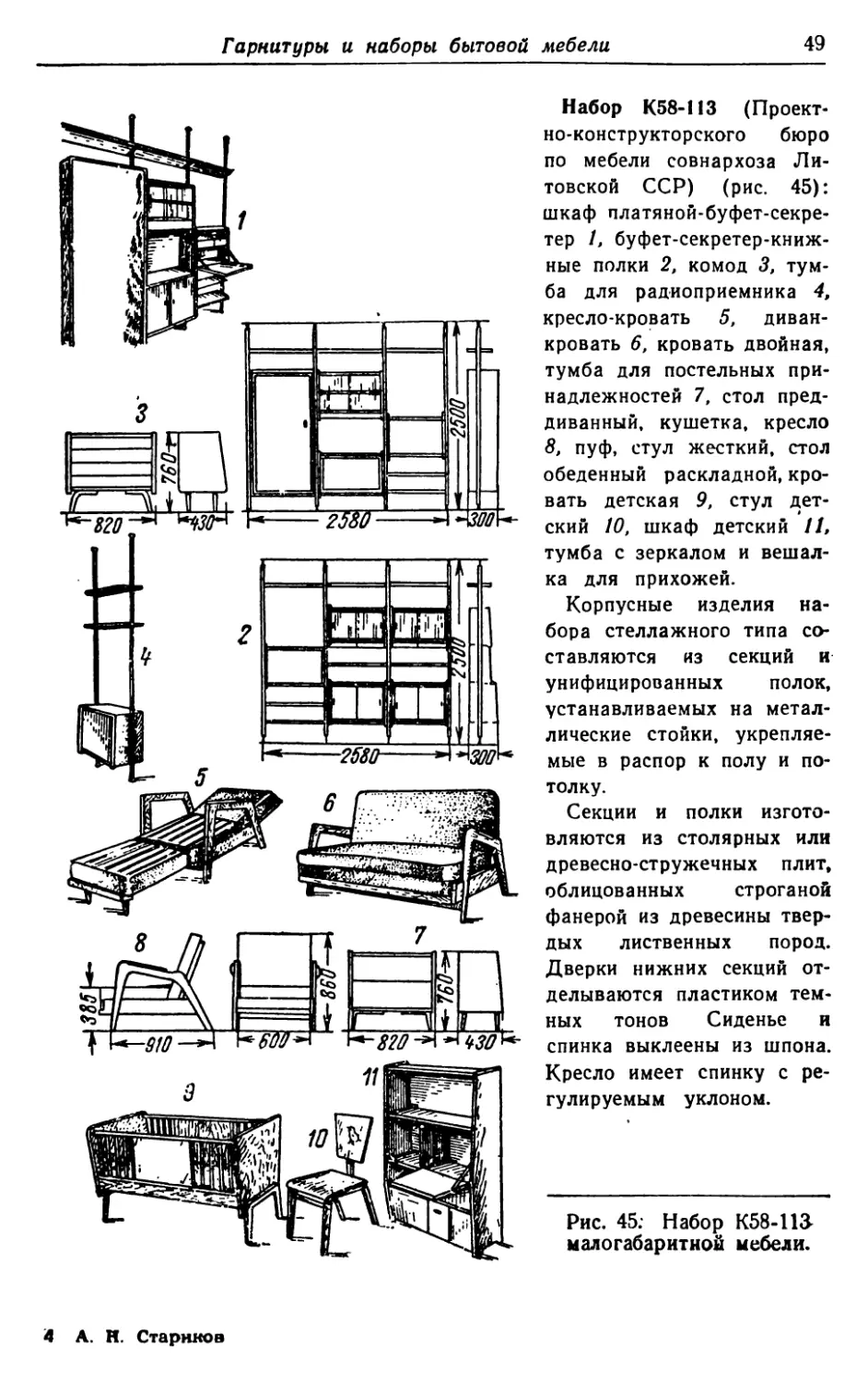
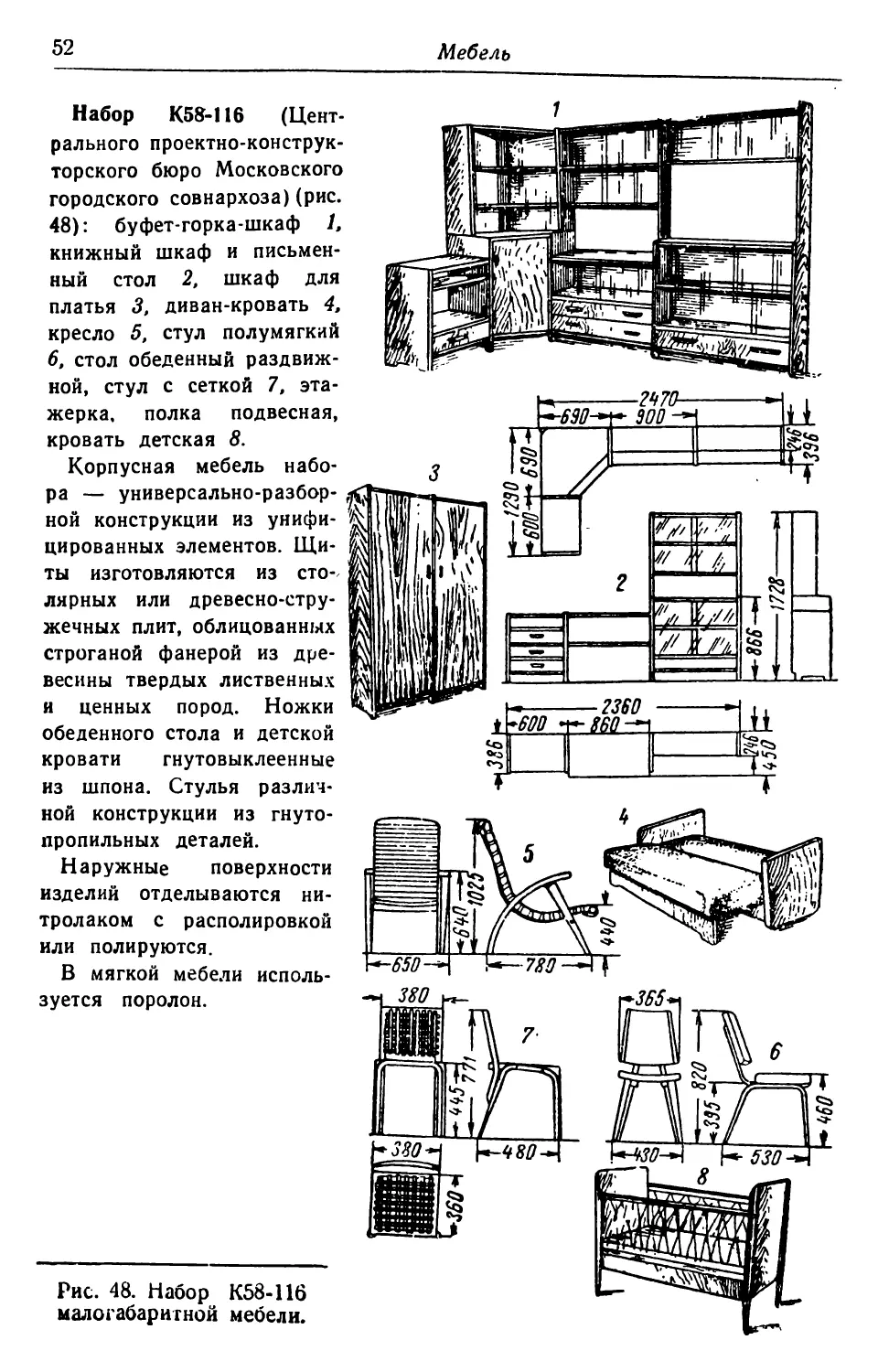
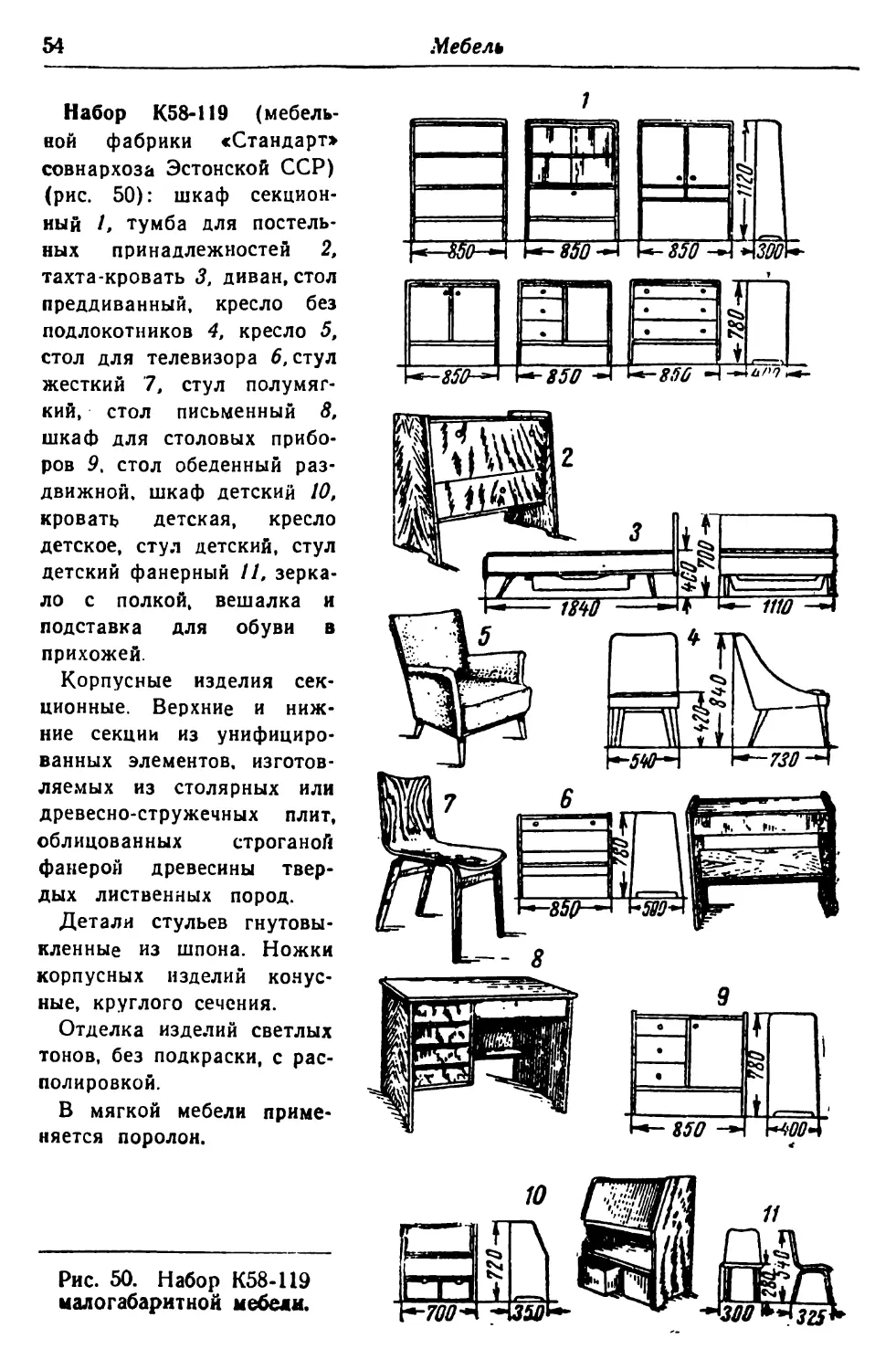
3. Гарнитуры и наборы бытовой мебели..................... 38
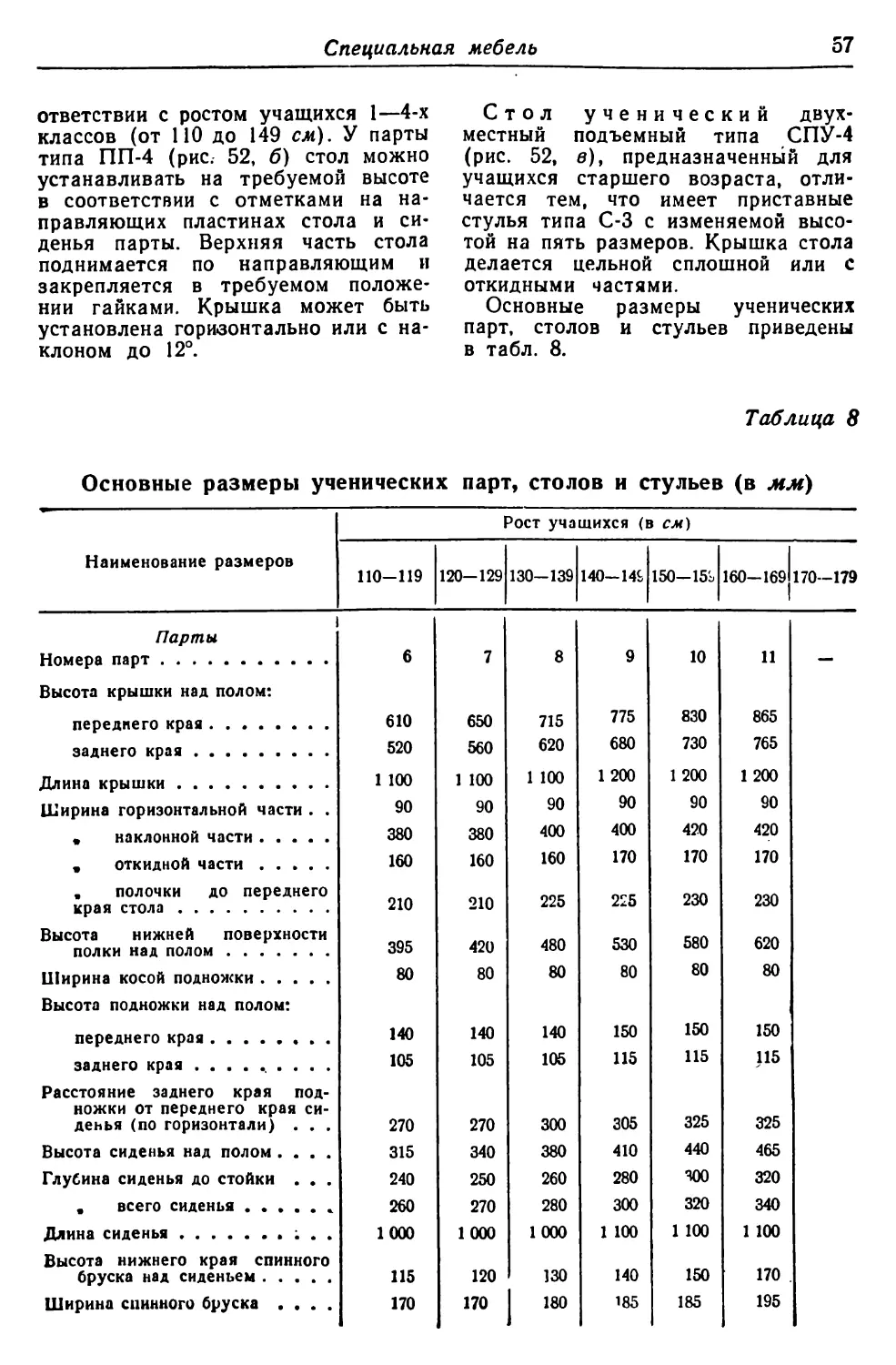
4. Специальная мебель.................................... 55
Раздел второй
МАТЕРИАЛЫ
Глава III. Основные сведения о древесине....................... 62
1. Строение древесины и древесные породы................... —
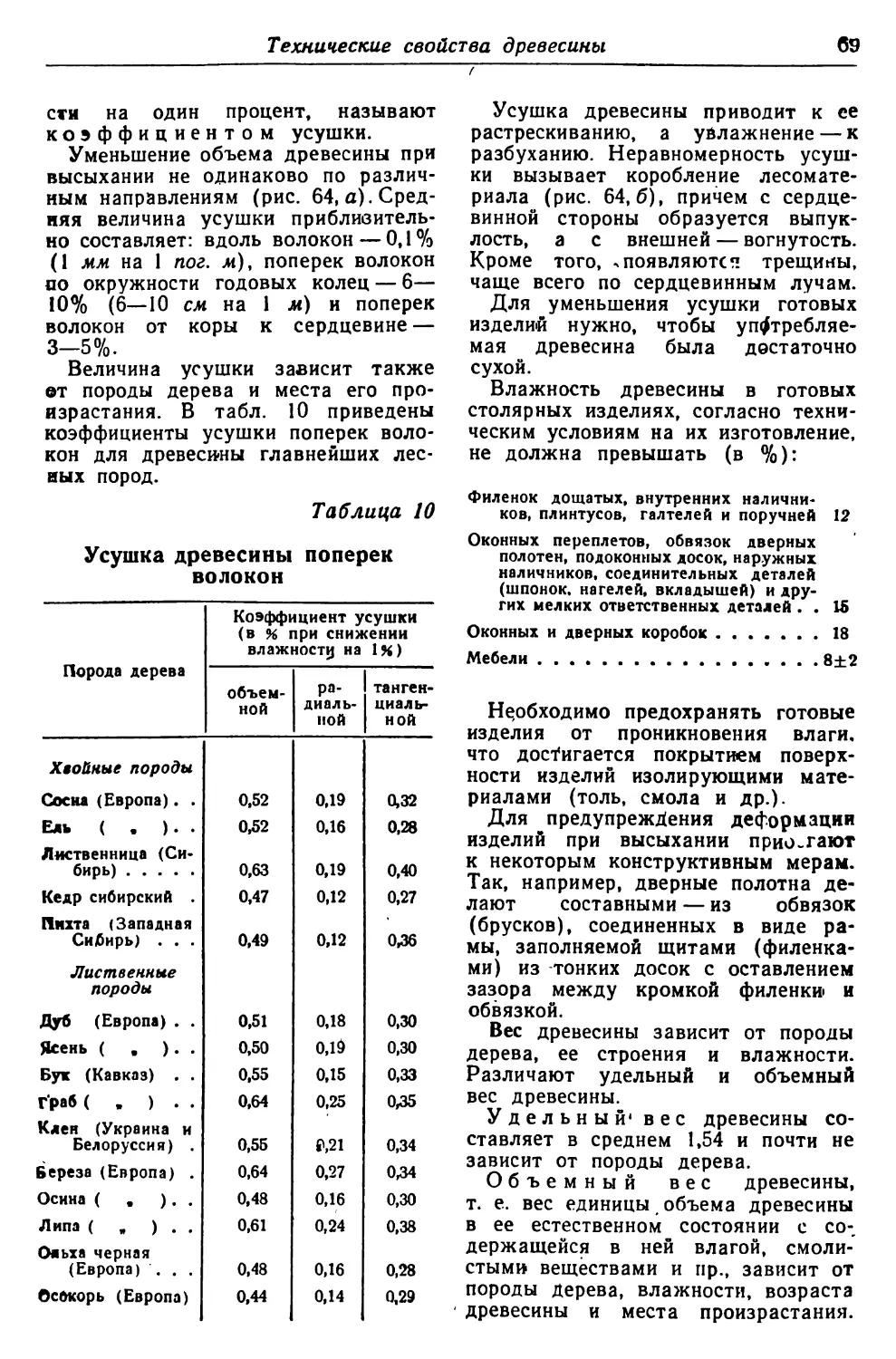
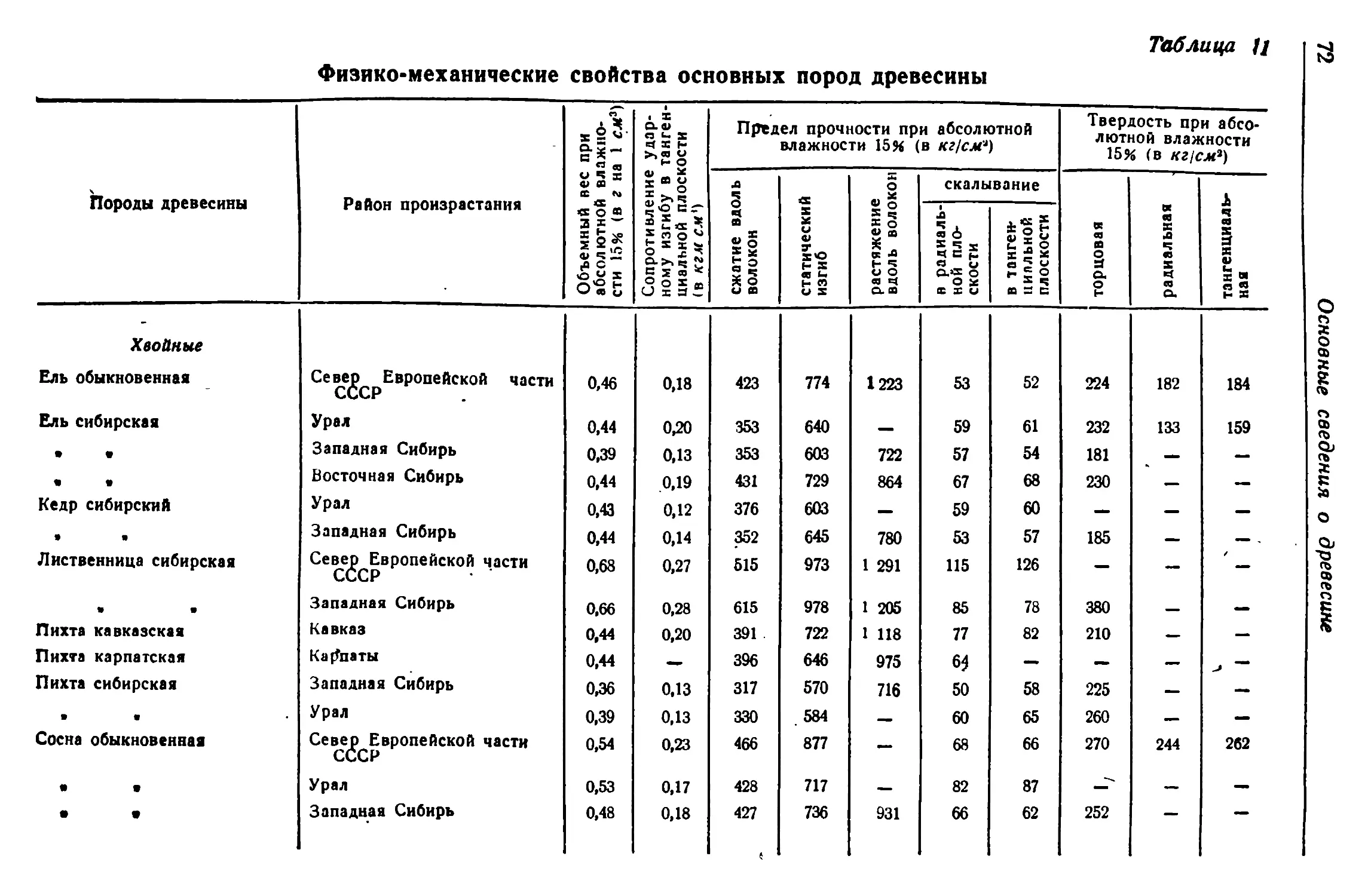
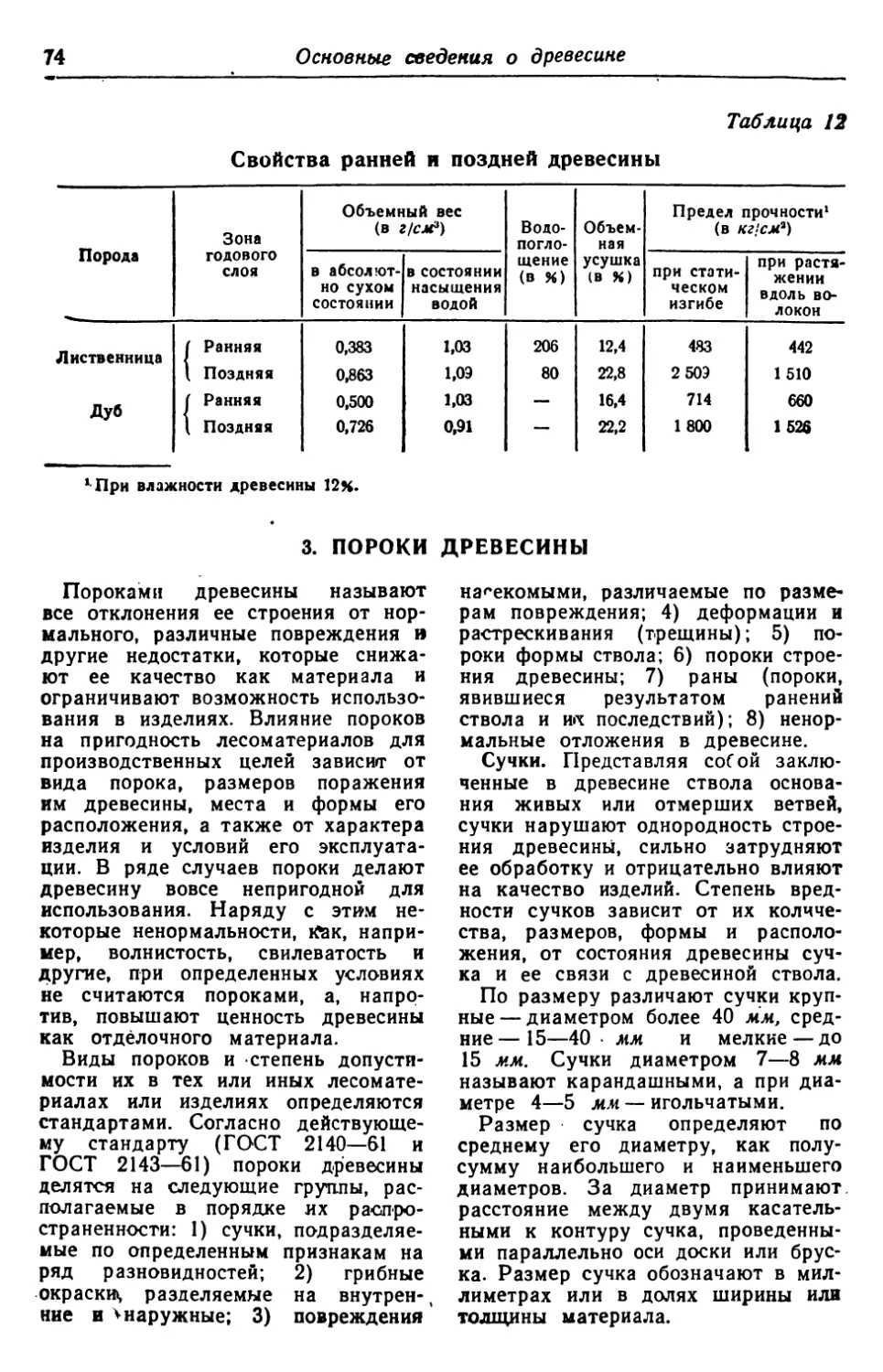
2. Технические свойства древесины......................... 65
3. Пороки древесины ..................................... 74
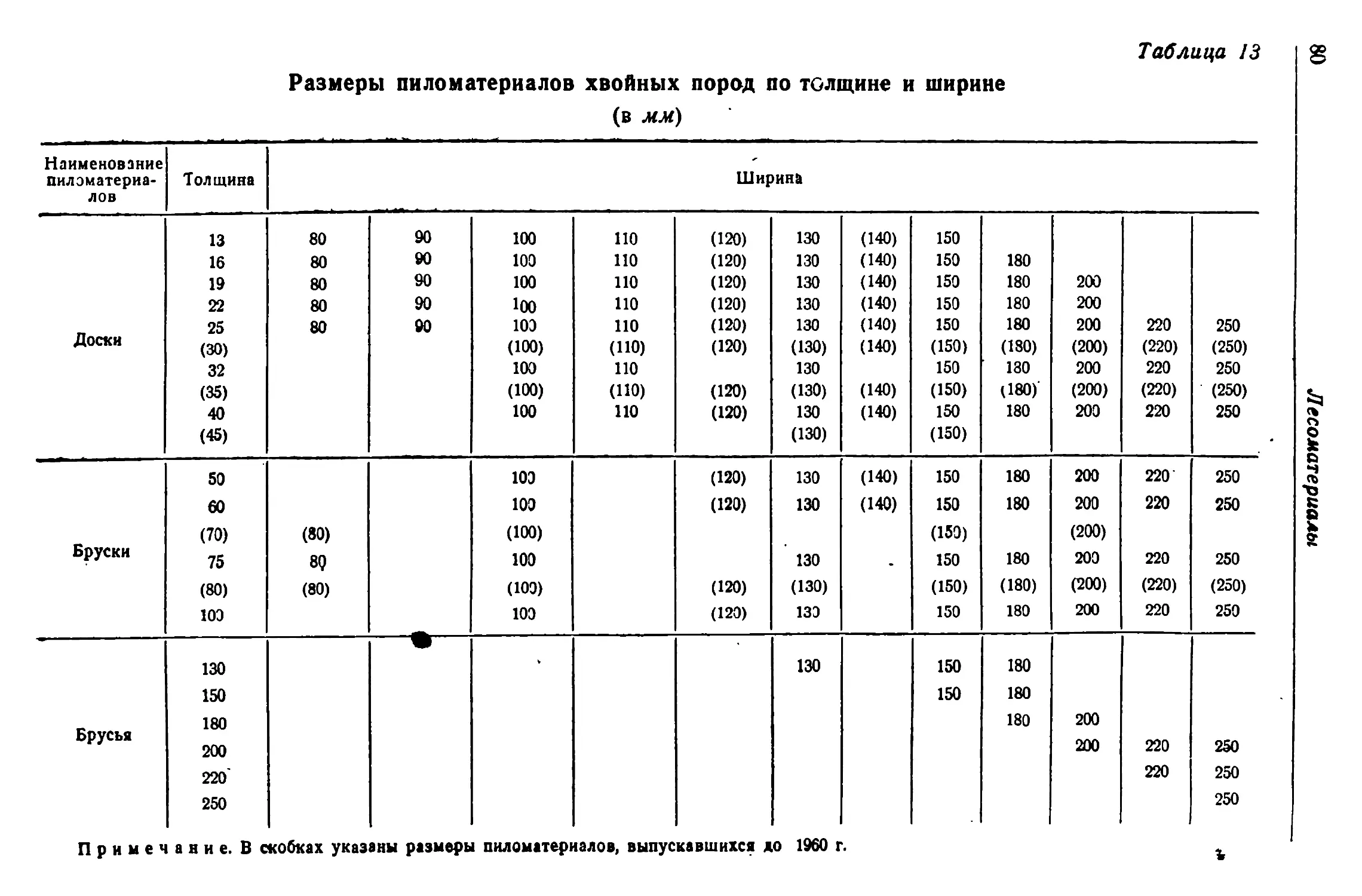
Глава IV. Лесоматериалы........................................ 79
1. Пиломатериалы........................................... —
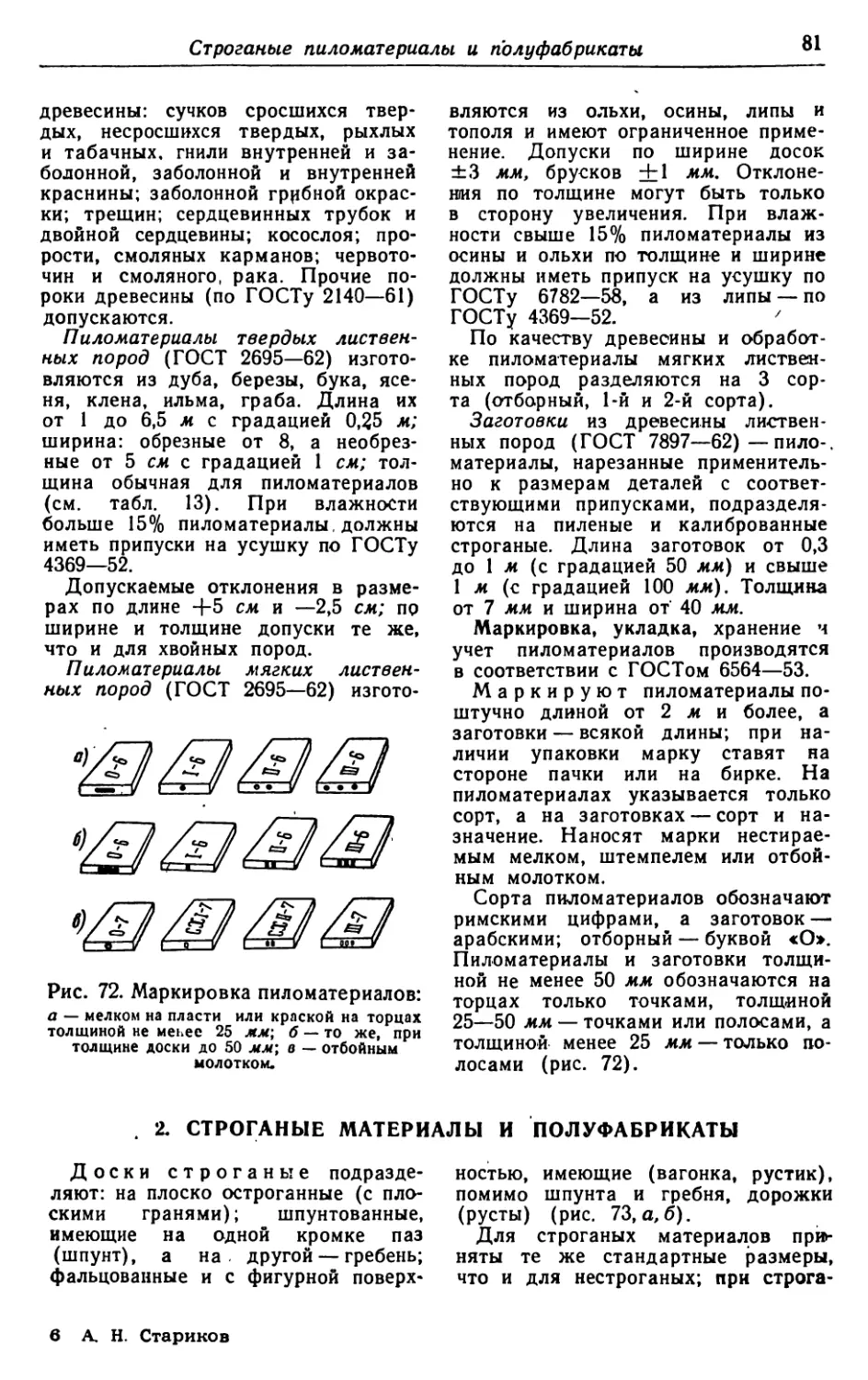
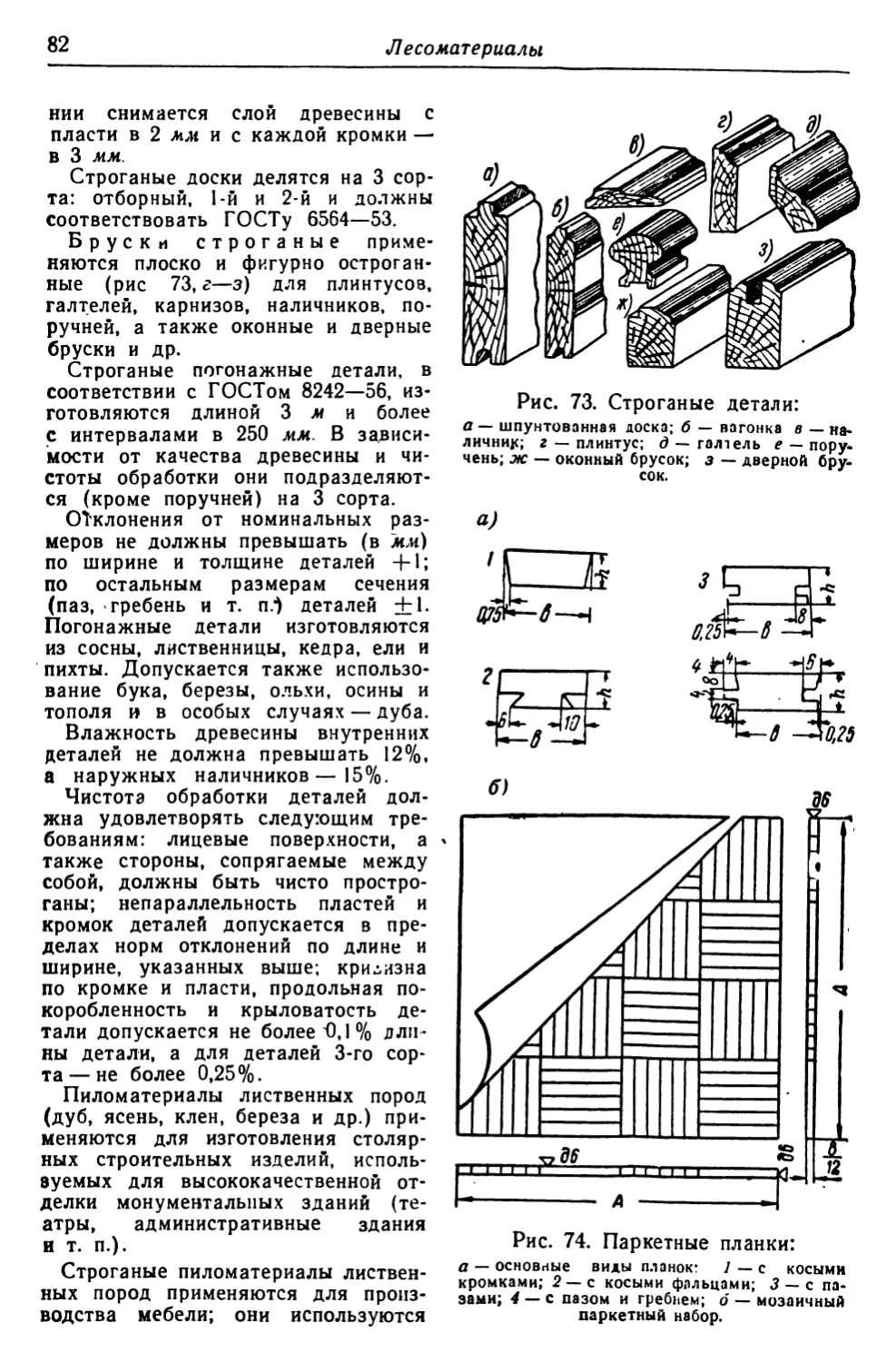
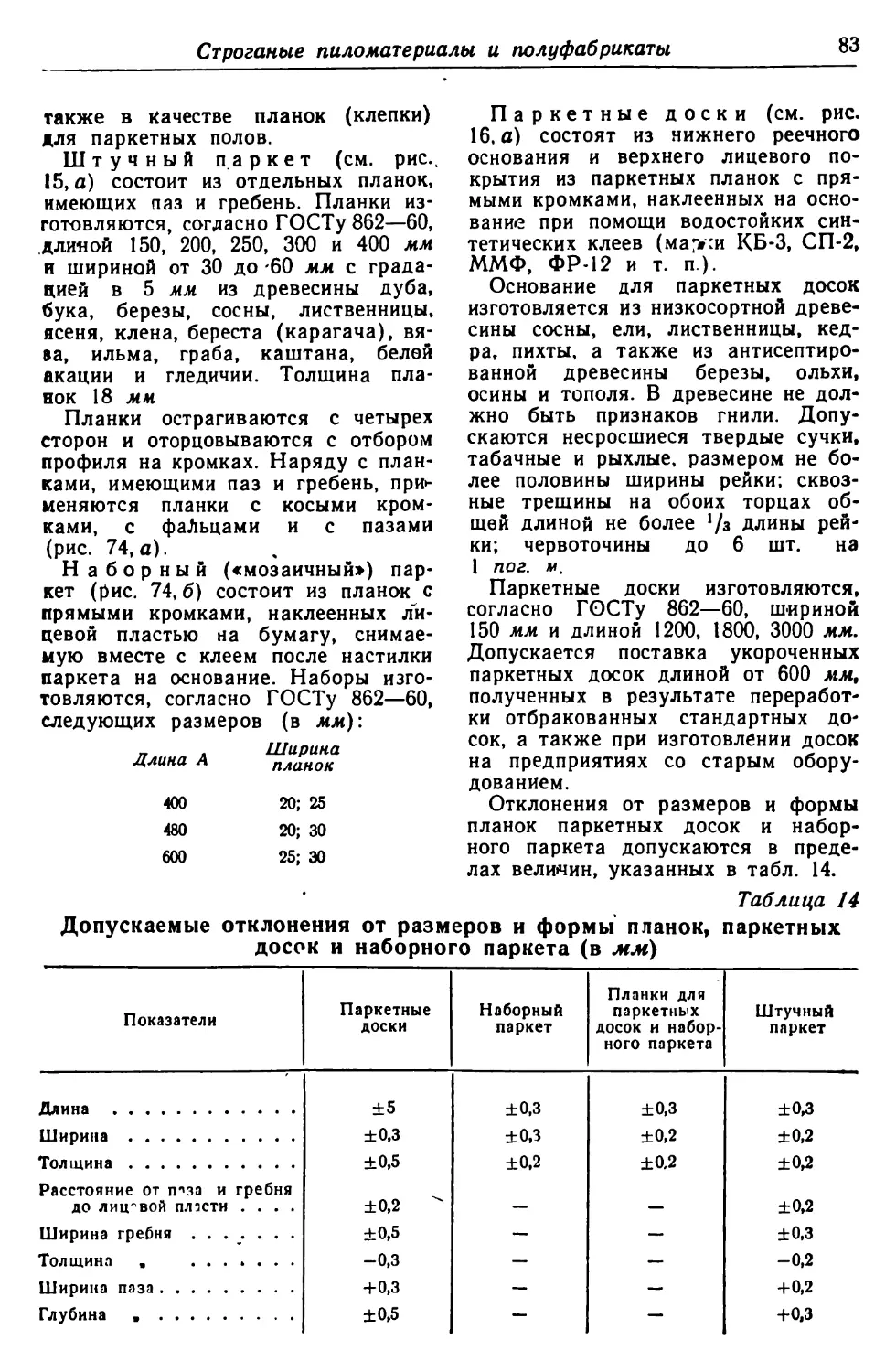
2. Строганые материалы и полуфабрикаты................... 81
3. Фанера................................................ 85
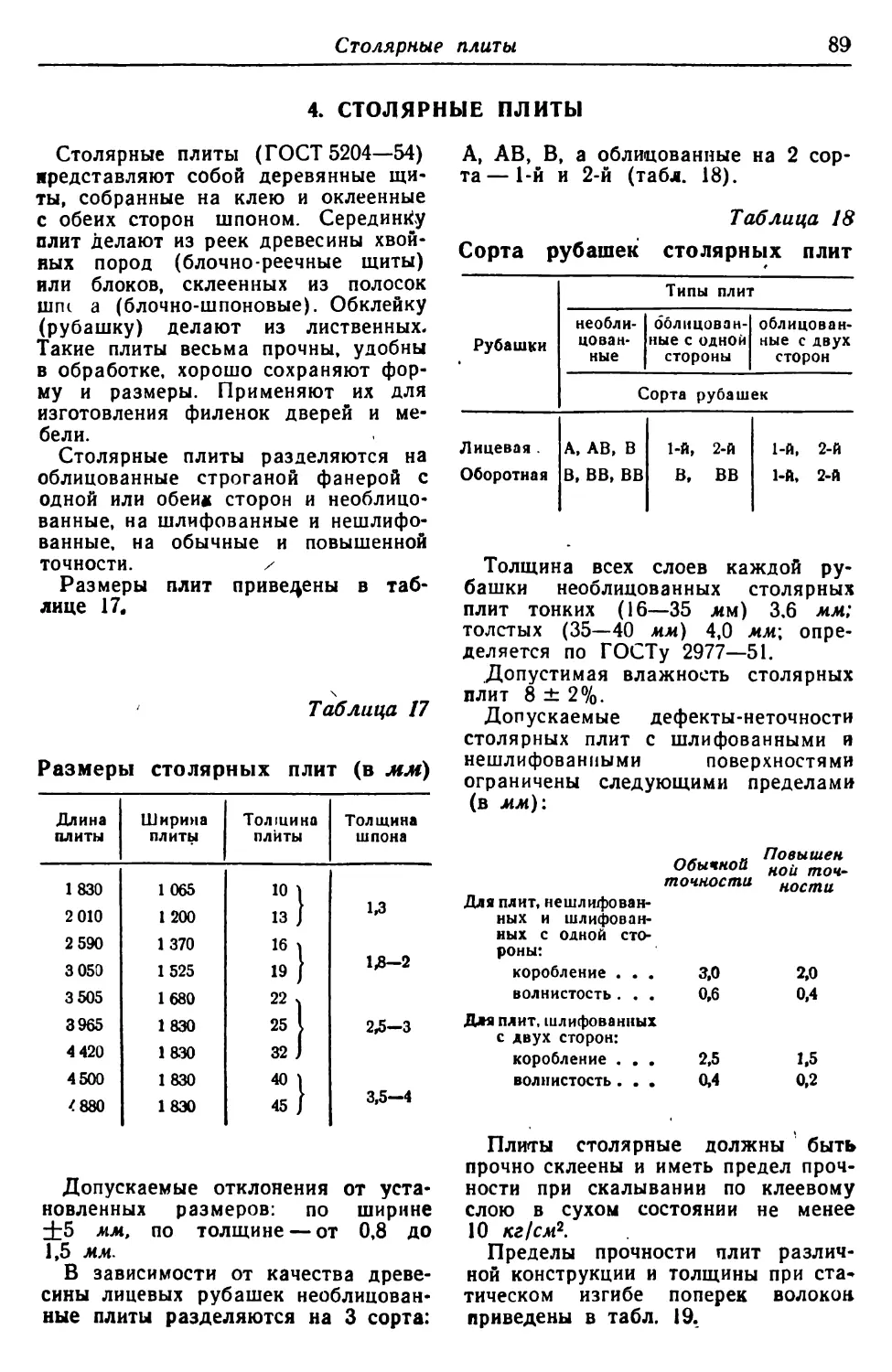
4. Столярные плиты....................................... 89
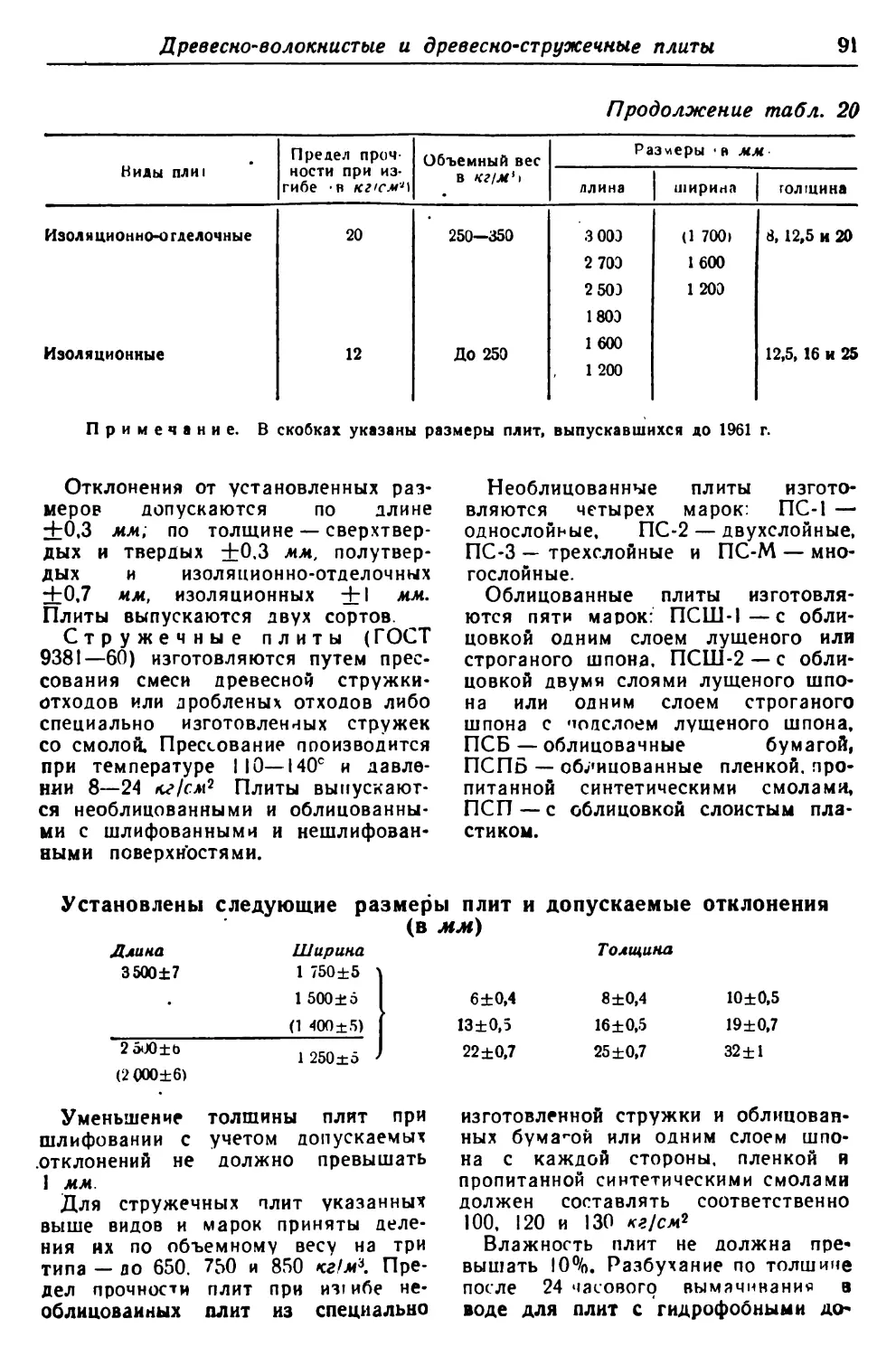
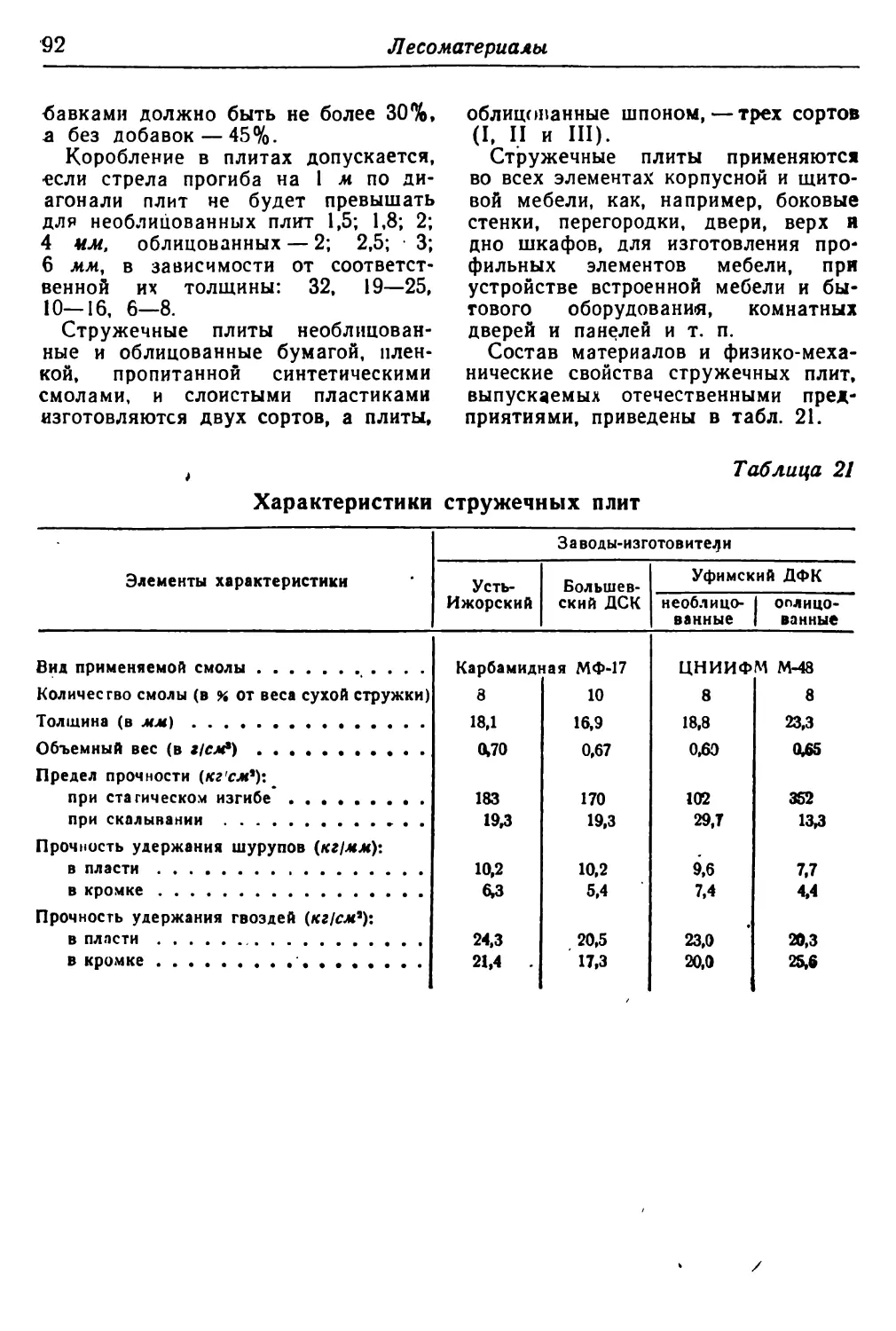
5. Древесно-волокнистые и древесно-стружечные плиты...... 90
Глава V. Сушка древесины....................................... 93
1. Способы сушки........................................... —
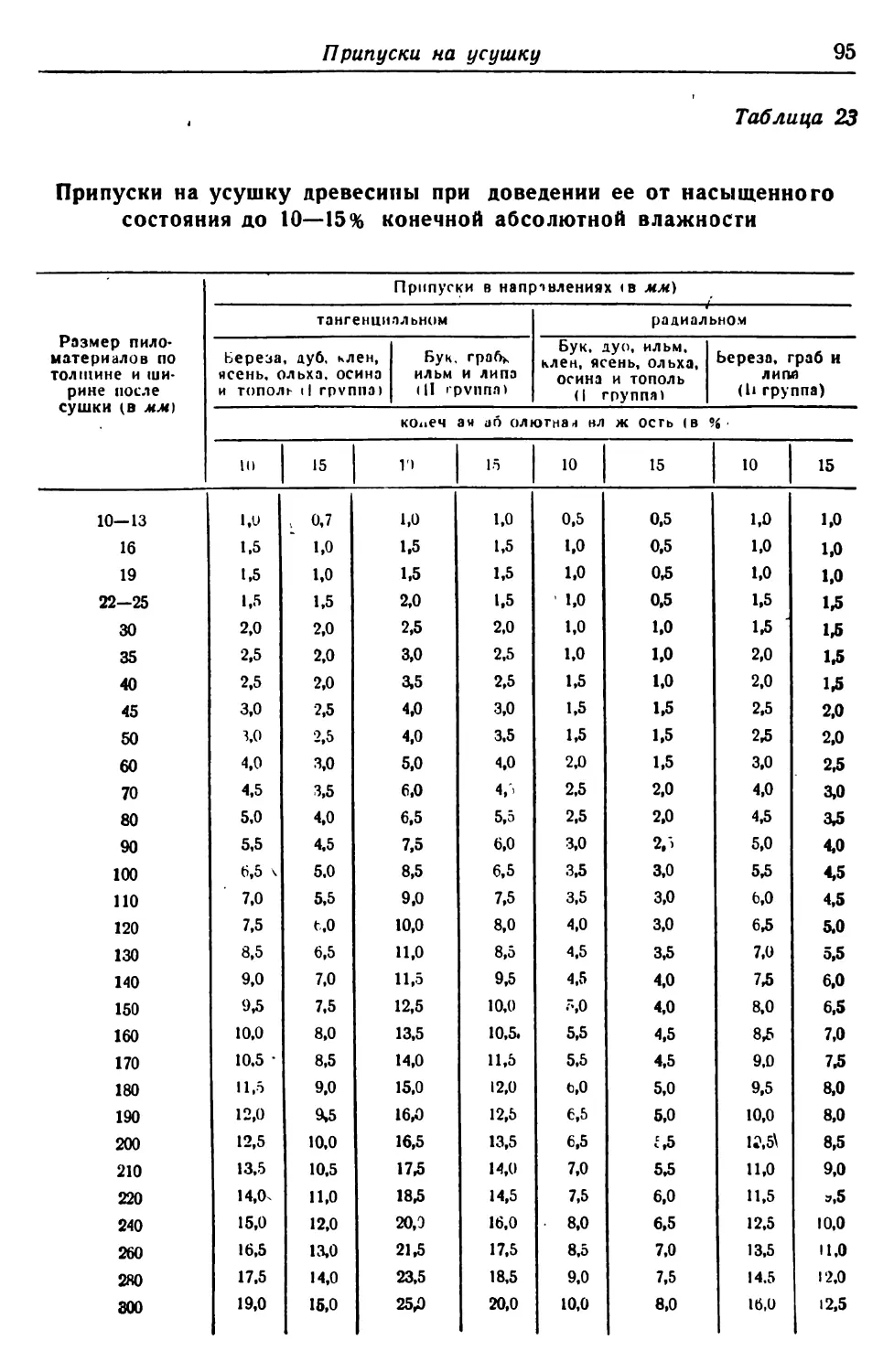
2. Припуски на усушку..................................... 94
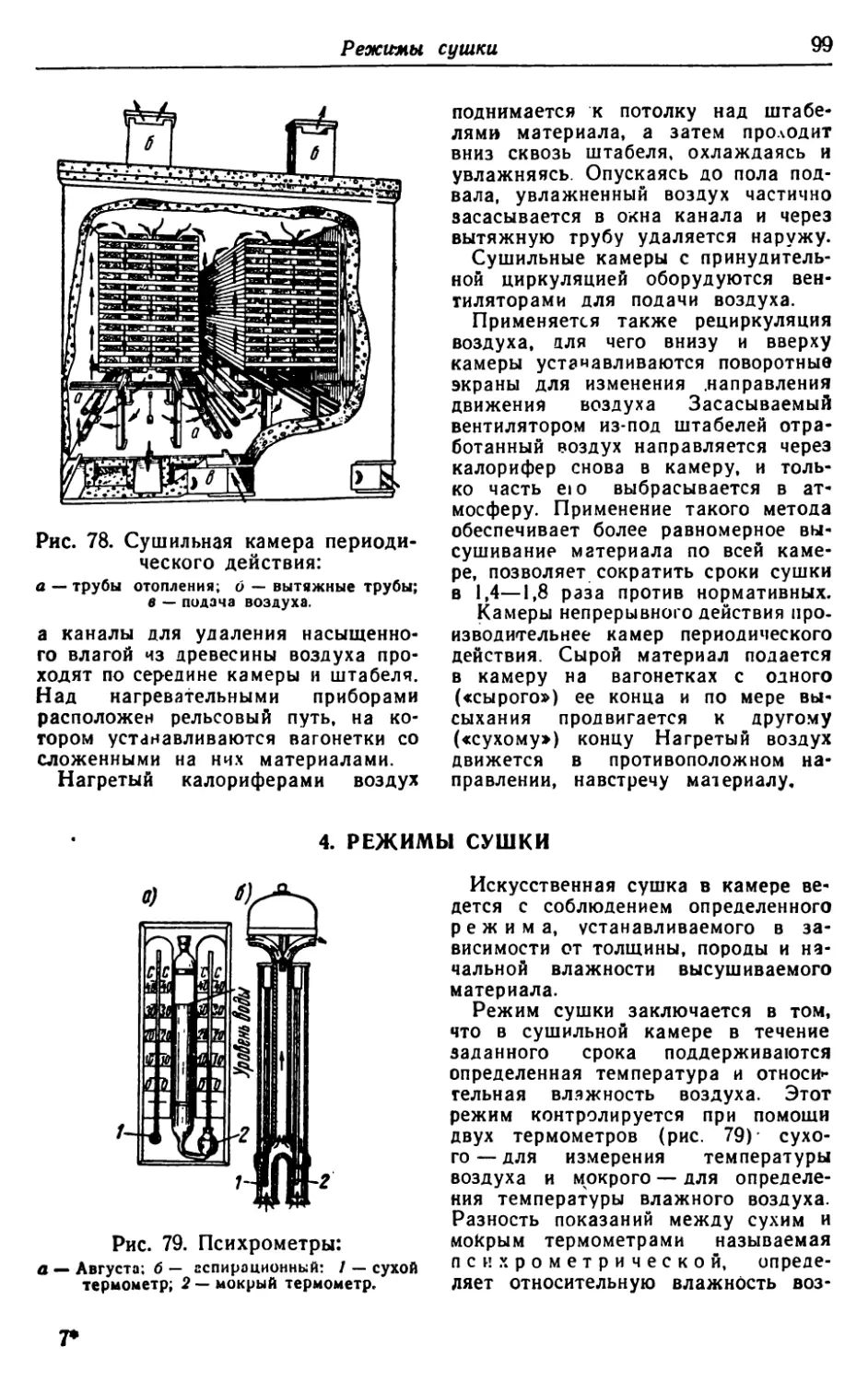
3. Сушильные камеры....................................... 98
4. Режимы сушки........................................... 99
5. Сушка токами высокой частоты..........................104
Глава VI. Клеи................................................106
1. Основные свойства клея................................. —
2. Виды клеев.............................................. —
Глава VII. Вспомогательные материалы и фурнитура.............112
1. Металлические крепления............................... —
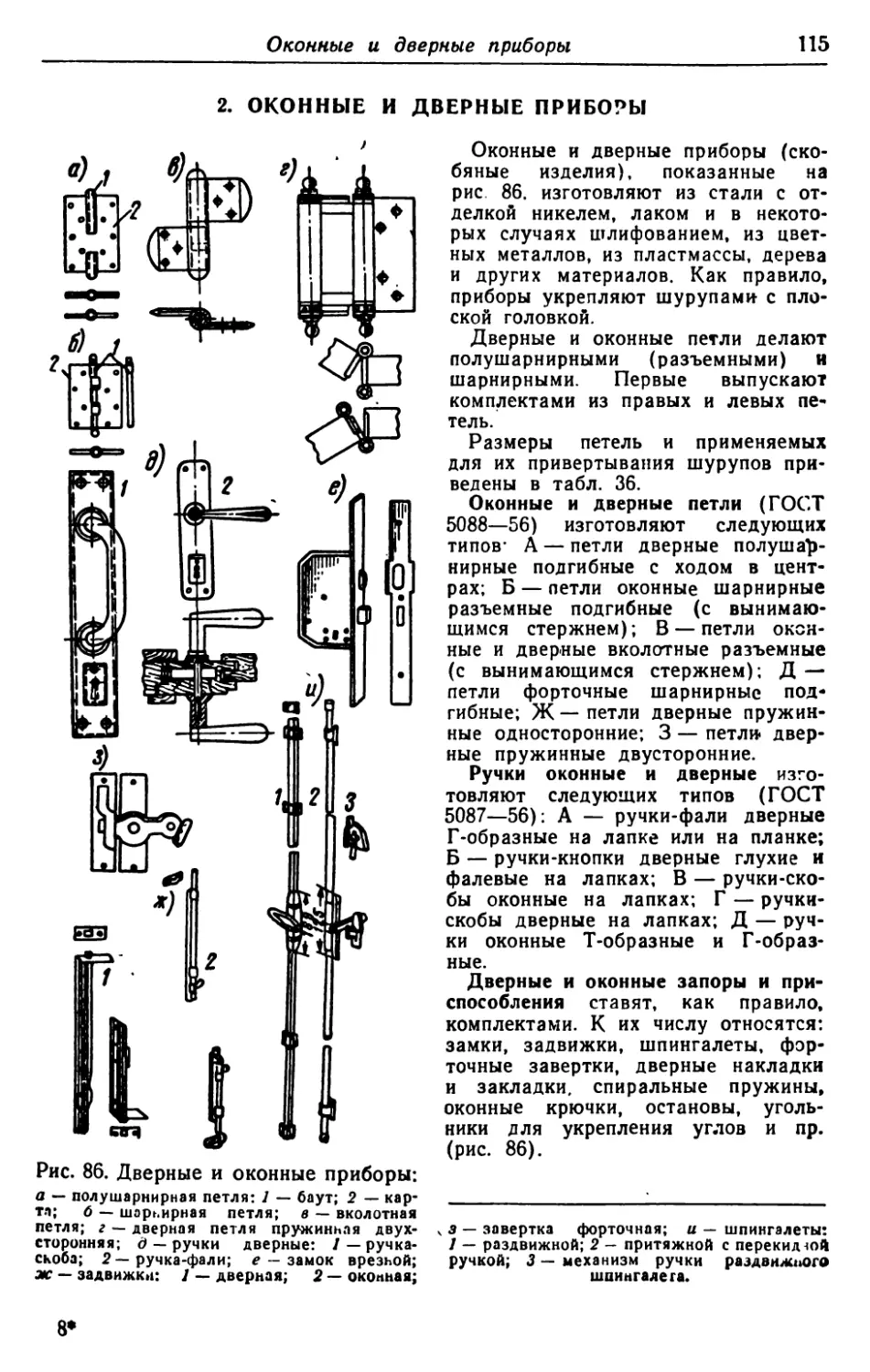
2. Оконные и дверные приборы............................115
3. Мебельная фурнитура..................................117
4. Пружины............................................... —
5. Набивочные и обойные материалы ......................118
Глава VIII. Отделочные материалы и составы...................120
1. Материалы для лакокрасочных составов....................
4
Оглавление
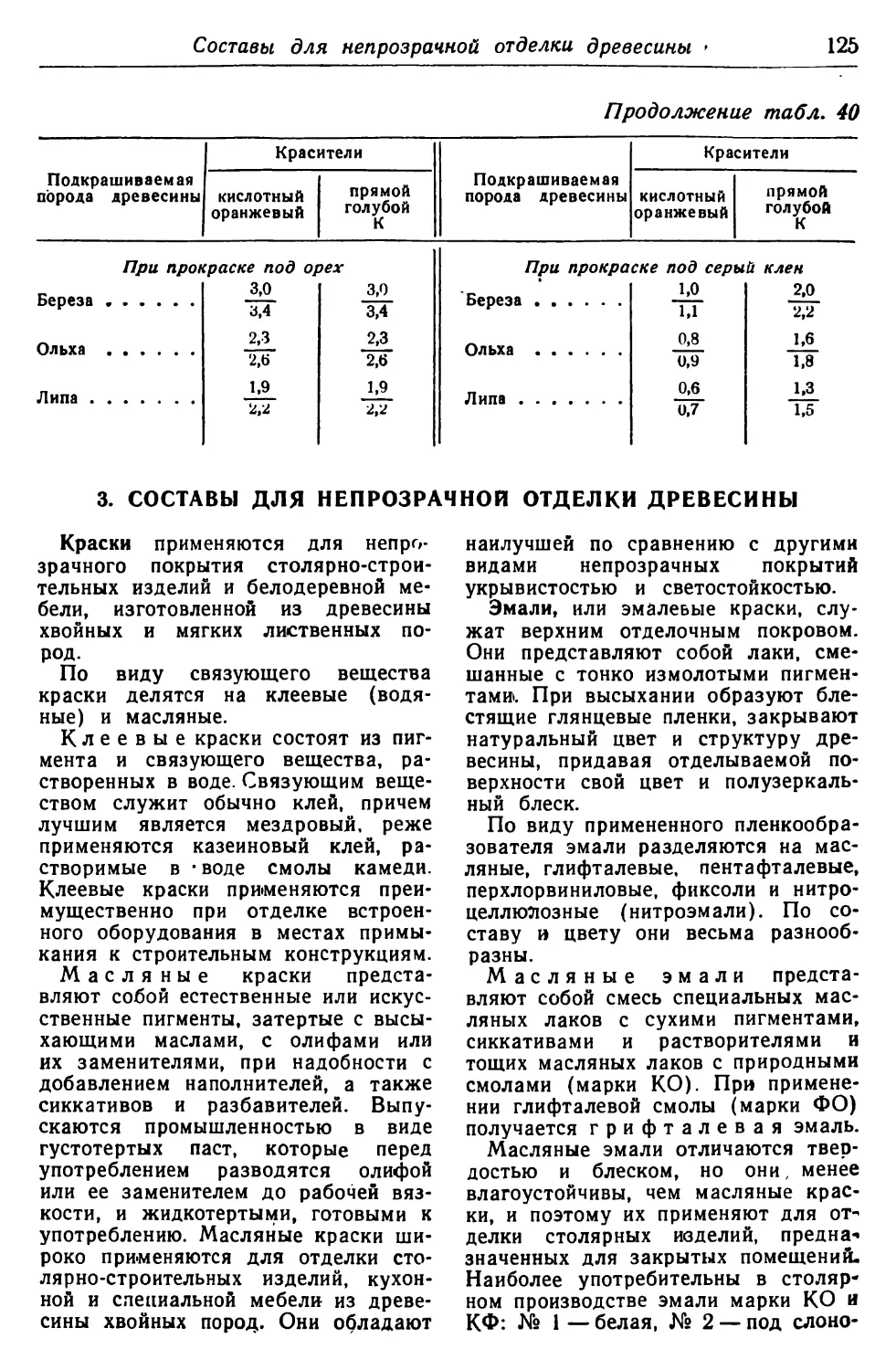
2. Составы красителей для прозрачной отделки древесины . . . 123
3. Составы для непрозрачной отделки древесины..............125
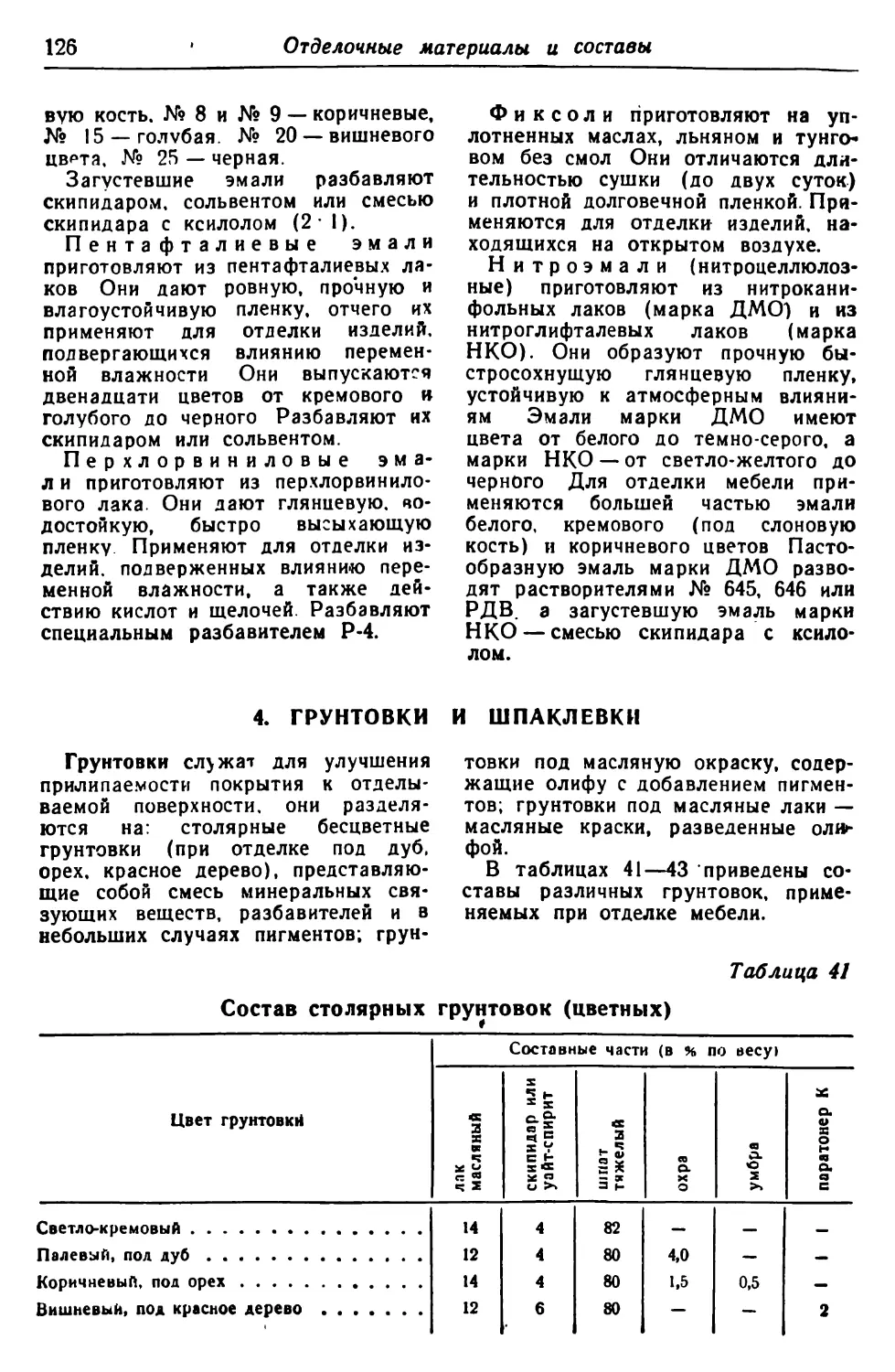
4. Грунтовки и шпаклевки...................................126
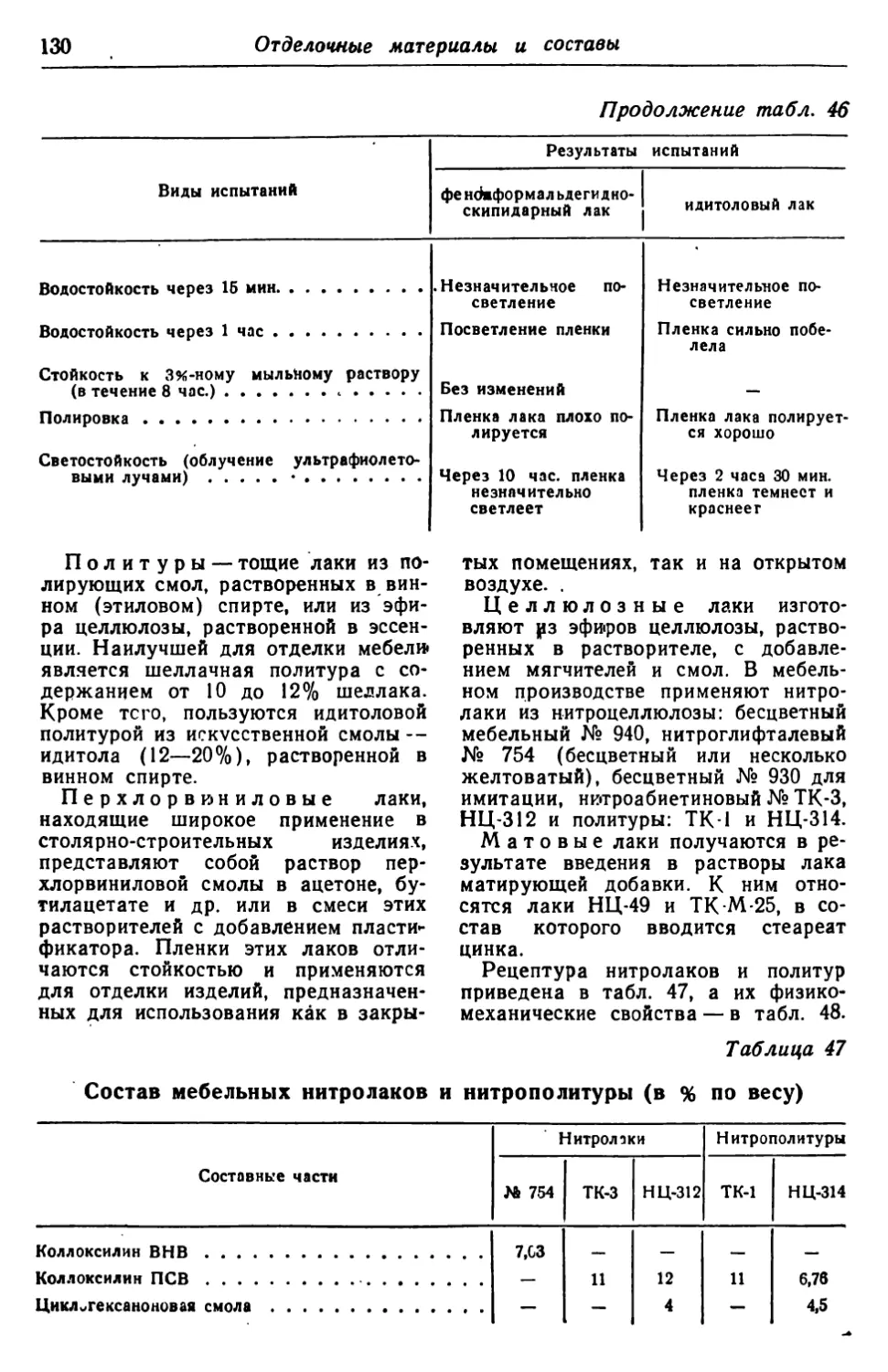
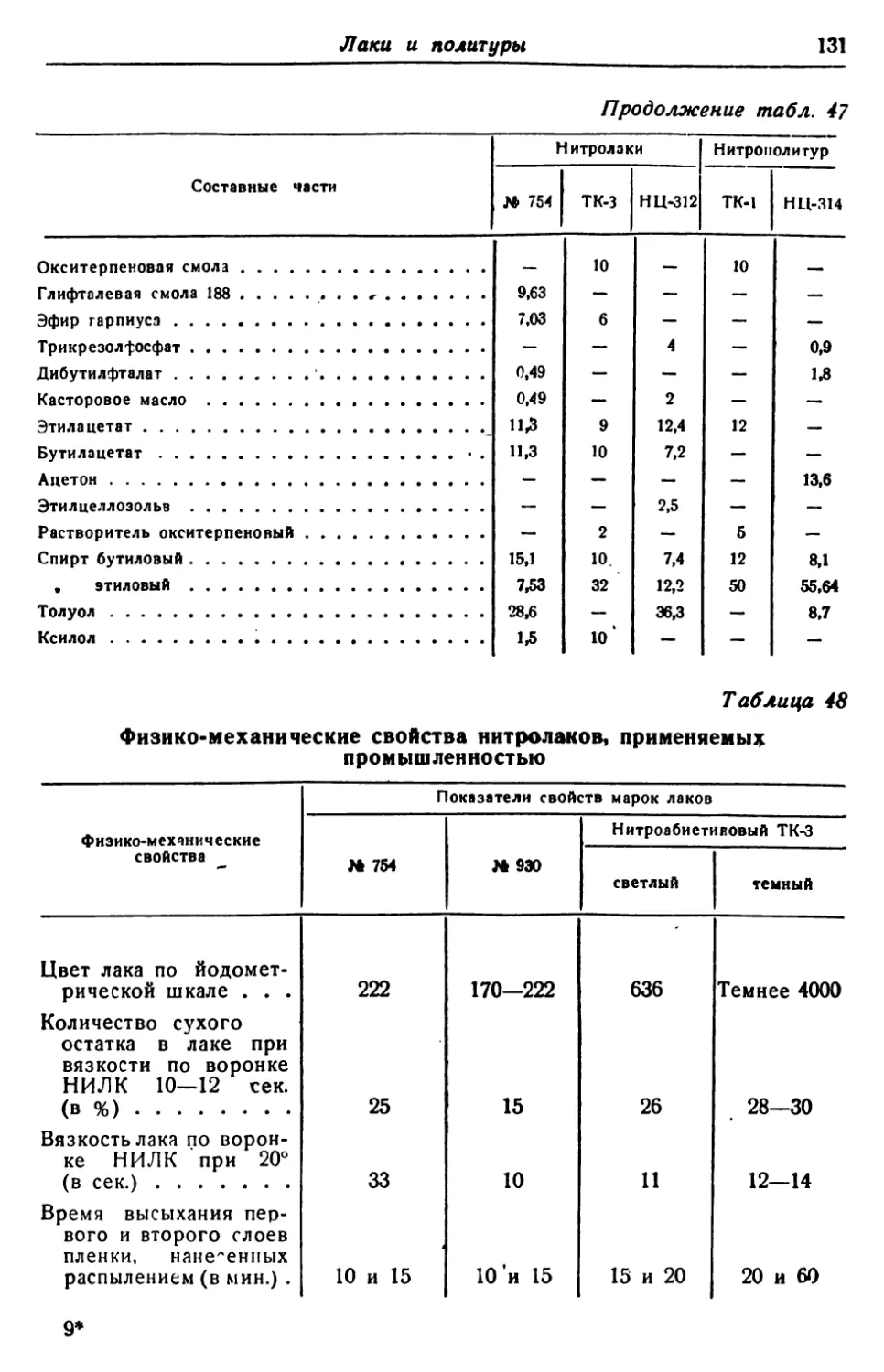
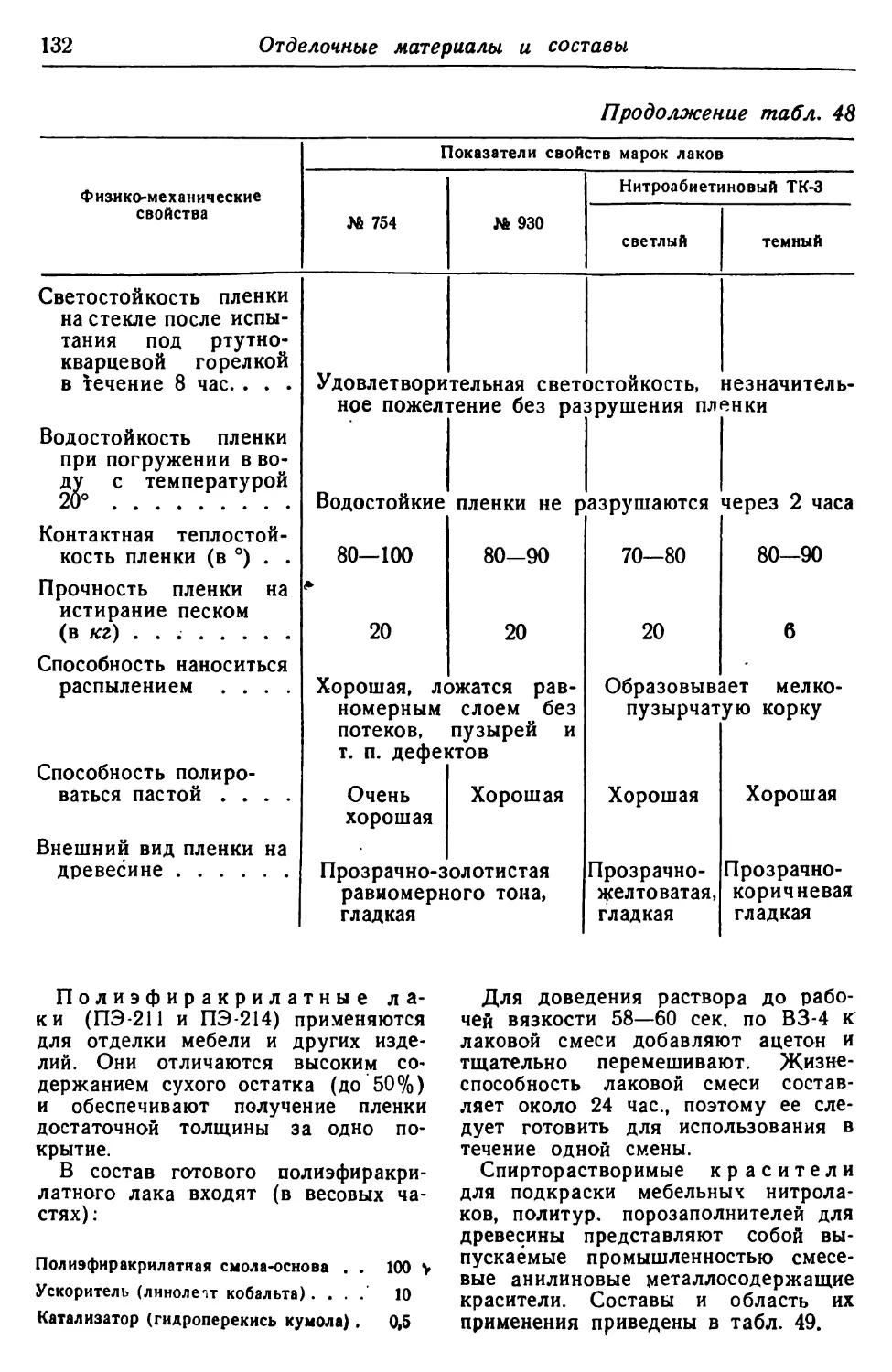
5. Лаки и политуры.........................................128
6. Вспомогательные материалы............................. 135
Раздел трет ий
СТАНКИ, ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ
ДРЕВЕСИНЫ
Глава IX. Резание древесины....................................139
1. Основные процессы резания древесины..................... —
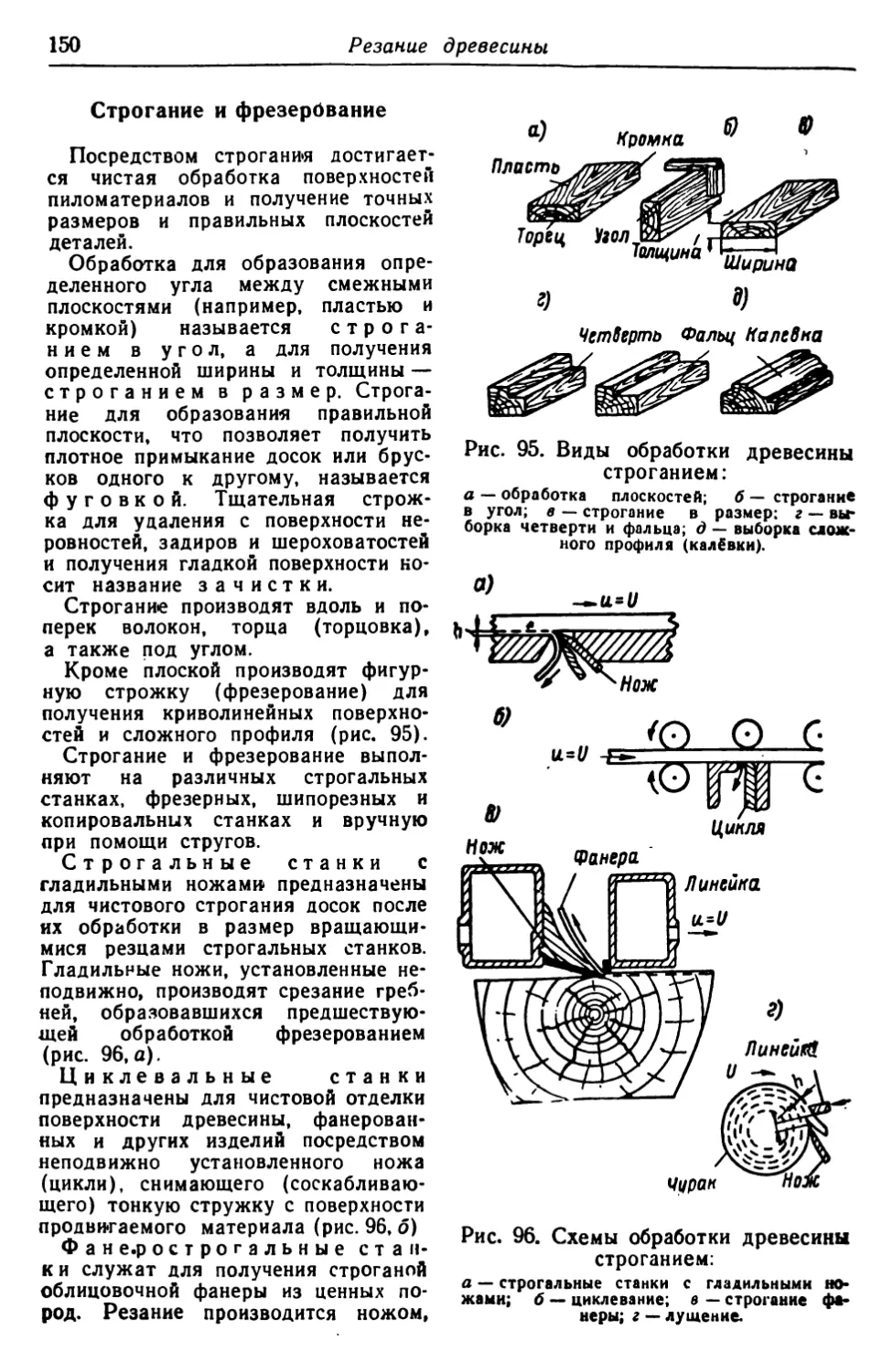
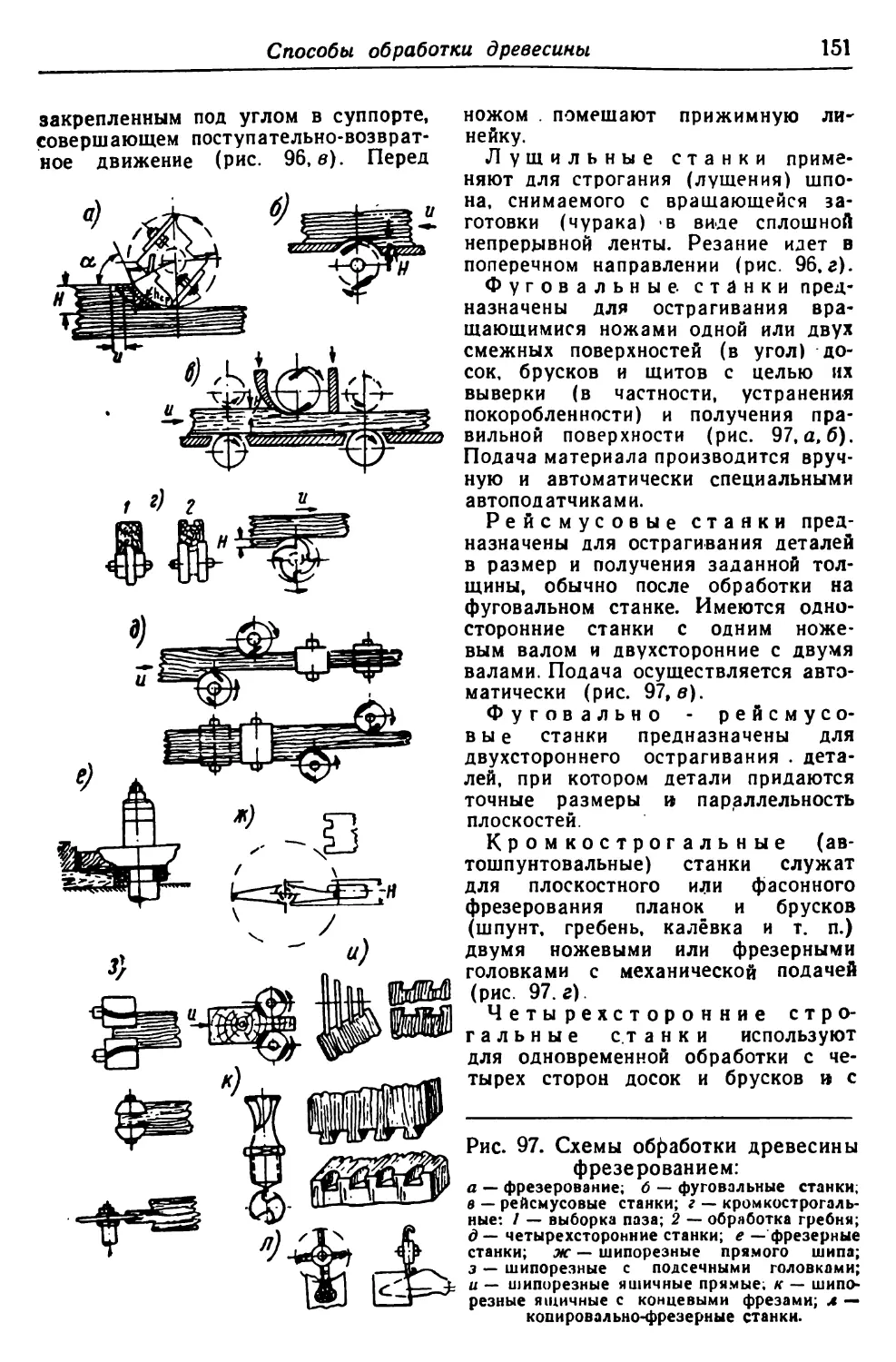
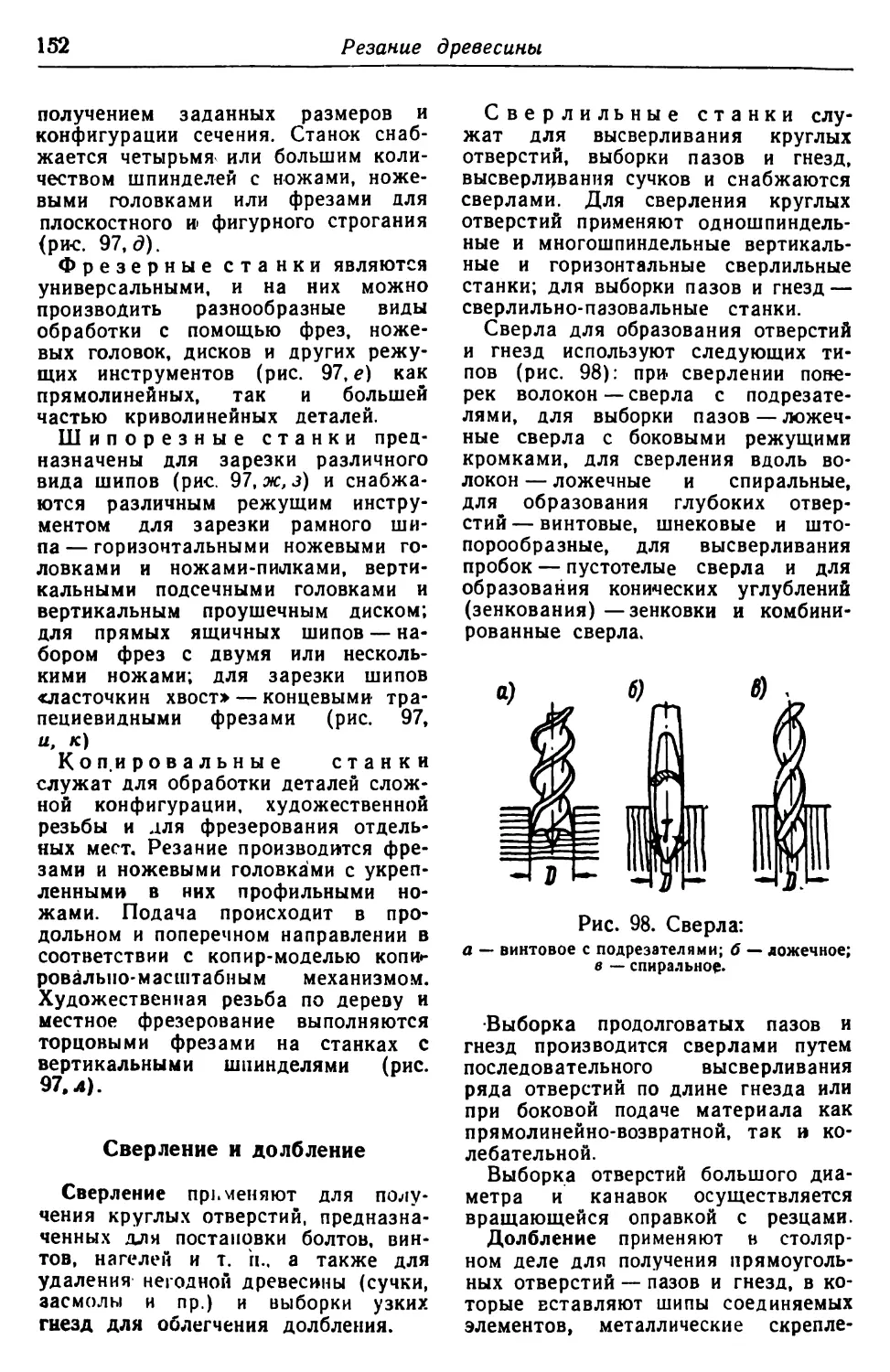
2. Способы обработки древесины.............................148
Глава X. Режущий инструмент для деревообработки................154
1. Виды ^режущего инструмента............................. —
2. Станочный инструмент..................................155
3. Механизированный и ручной инструмент..................168
4. Абразивный инструмент.................................173
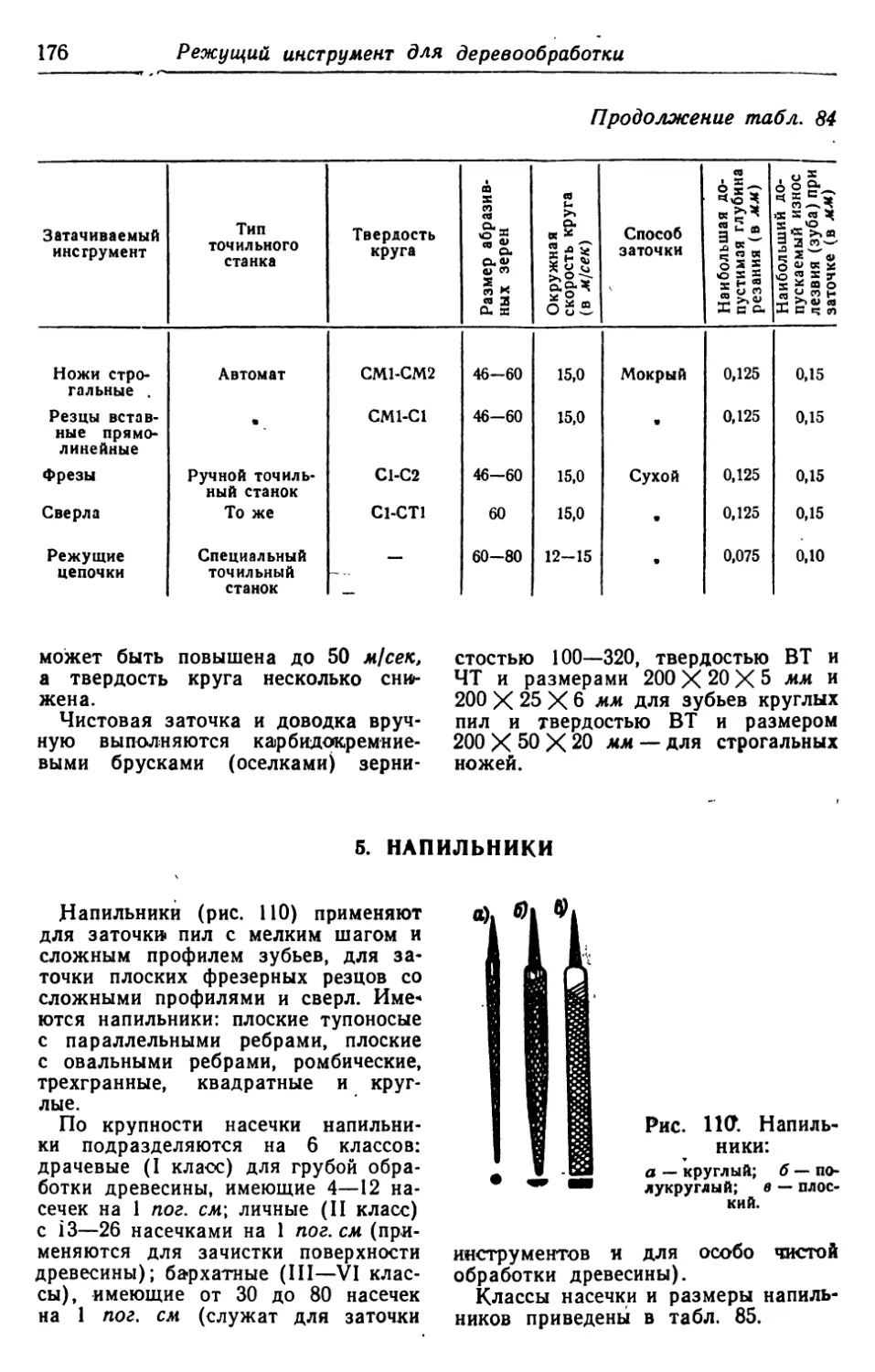
5. Напильники............................................176
6. Вспомогательный инструмент............................177
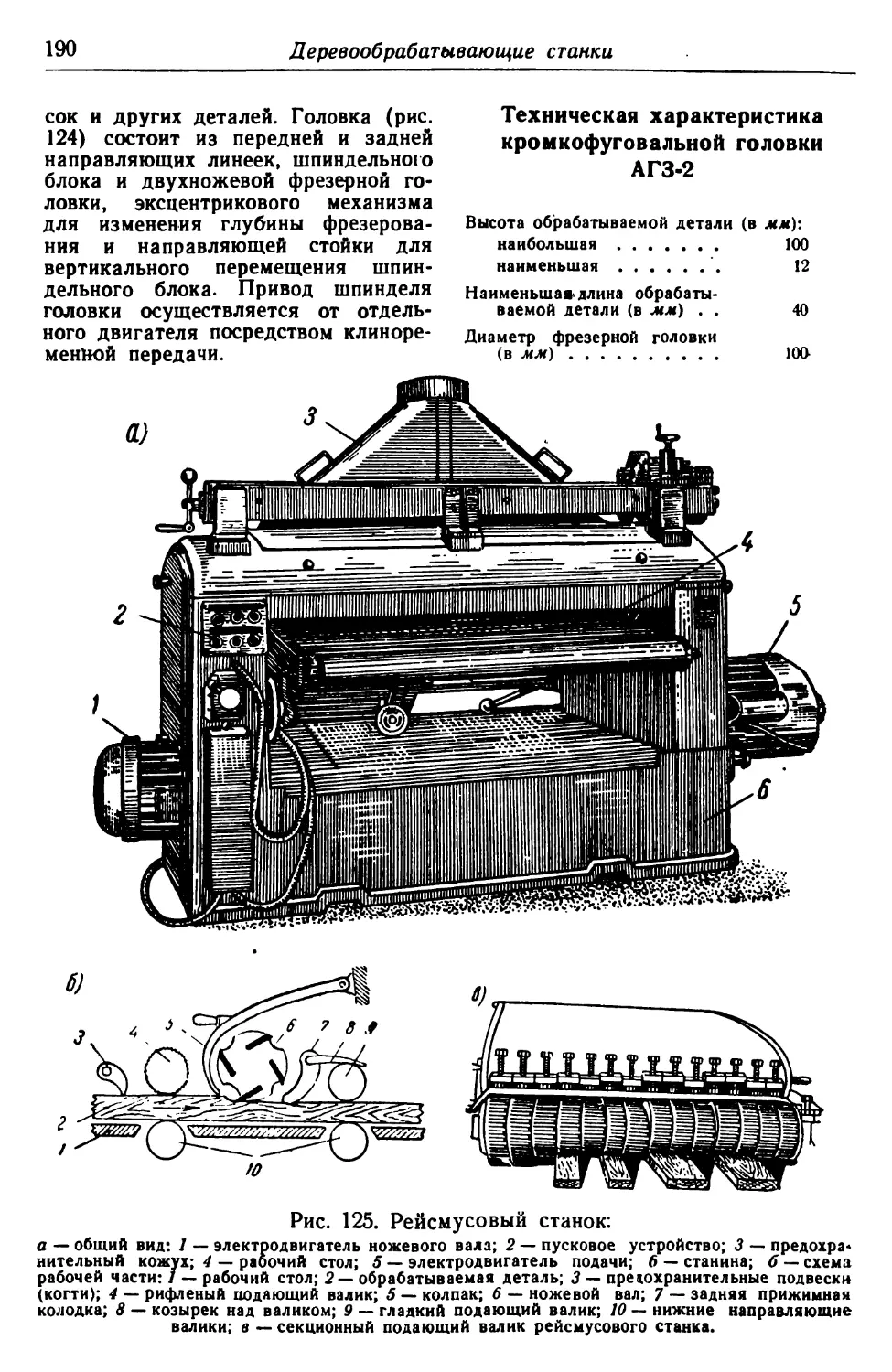
Глава XI. Деревообрабатывающие станки........................178
1. Виды деревообрабатывающих станков и их части......... —
2. Основные параметры станков...........................180
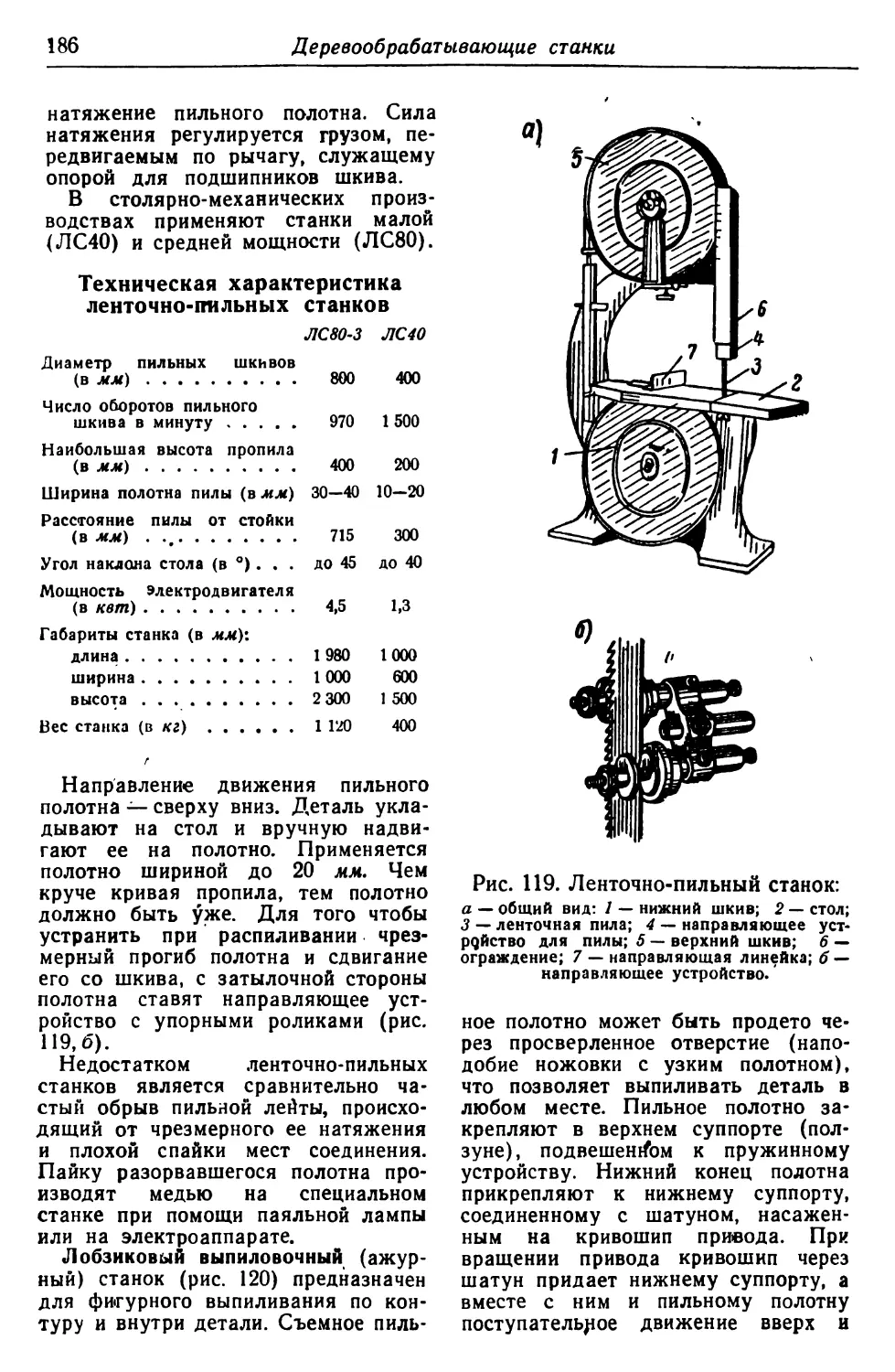
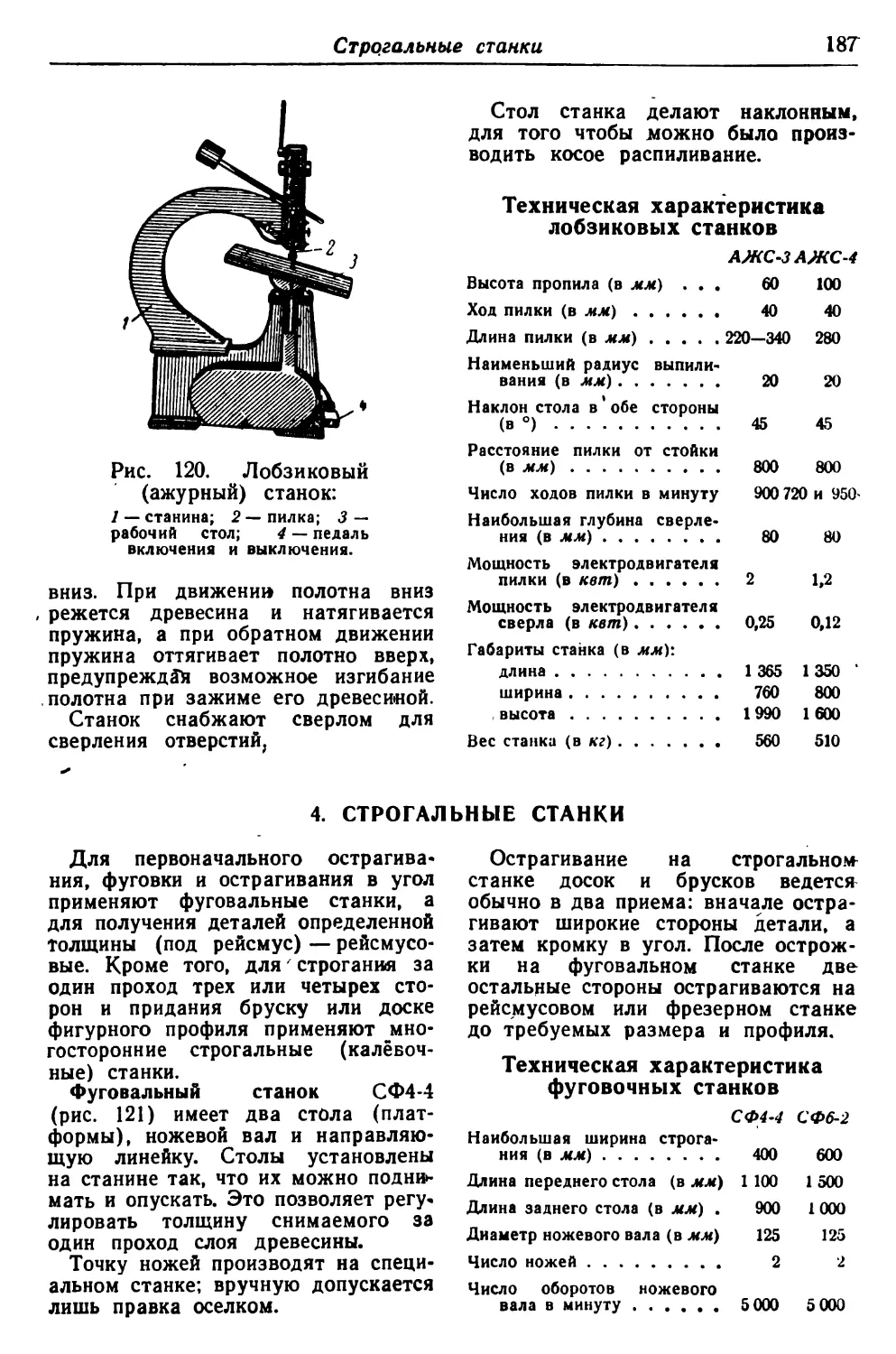
' 3. Пильные станки......................................181
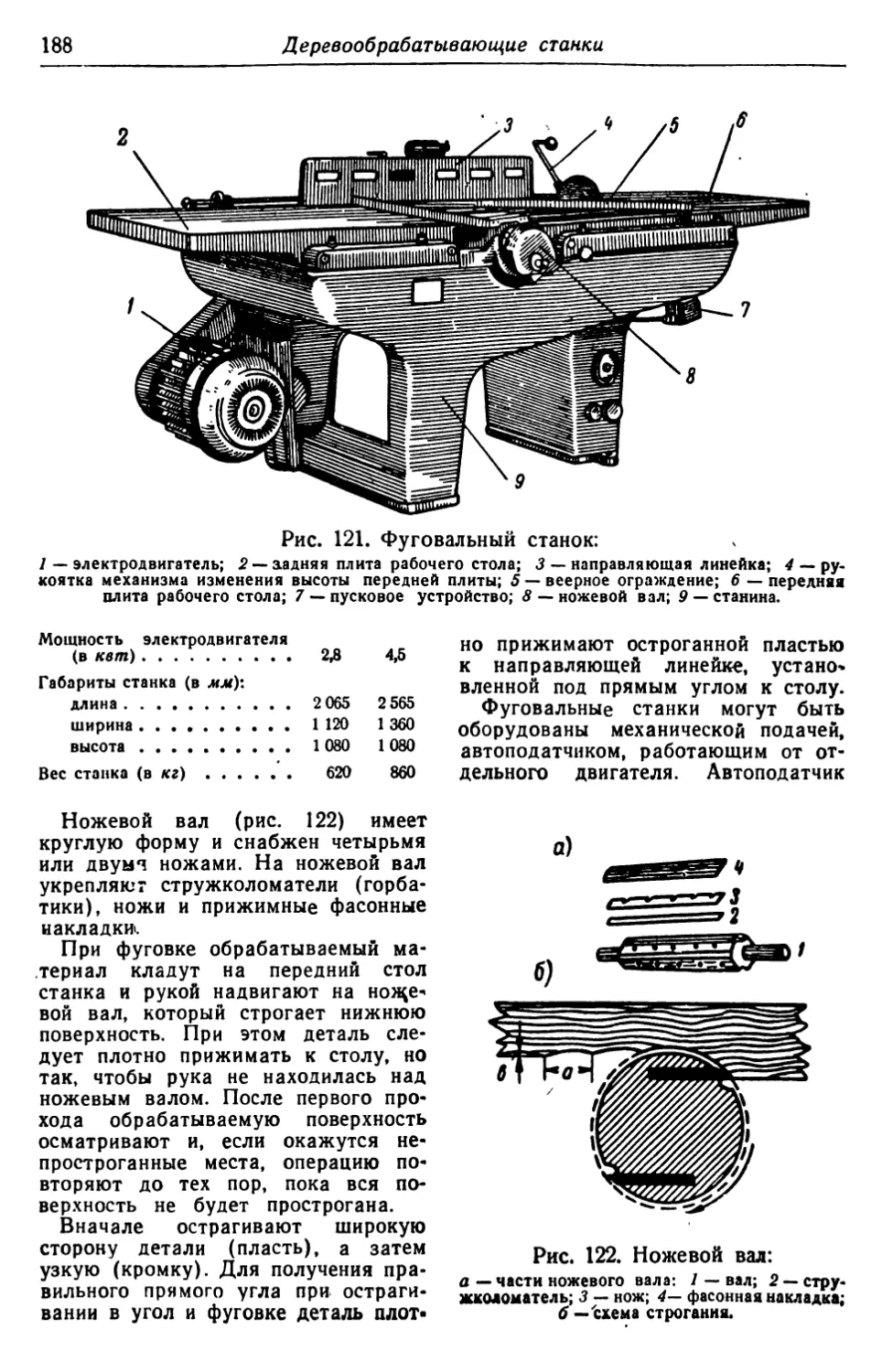
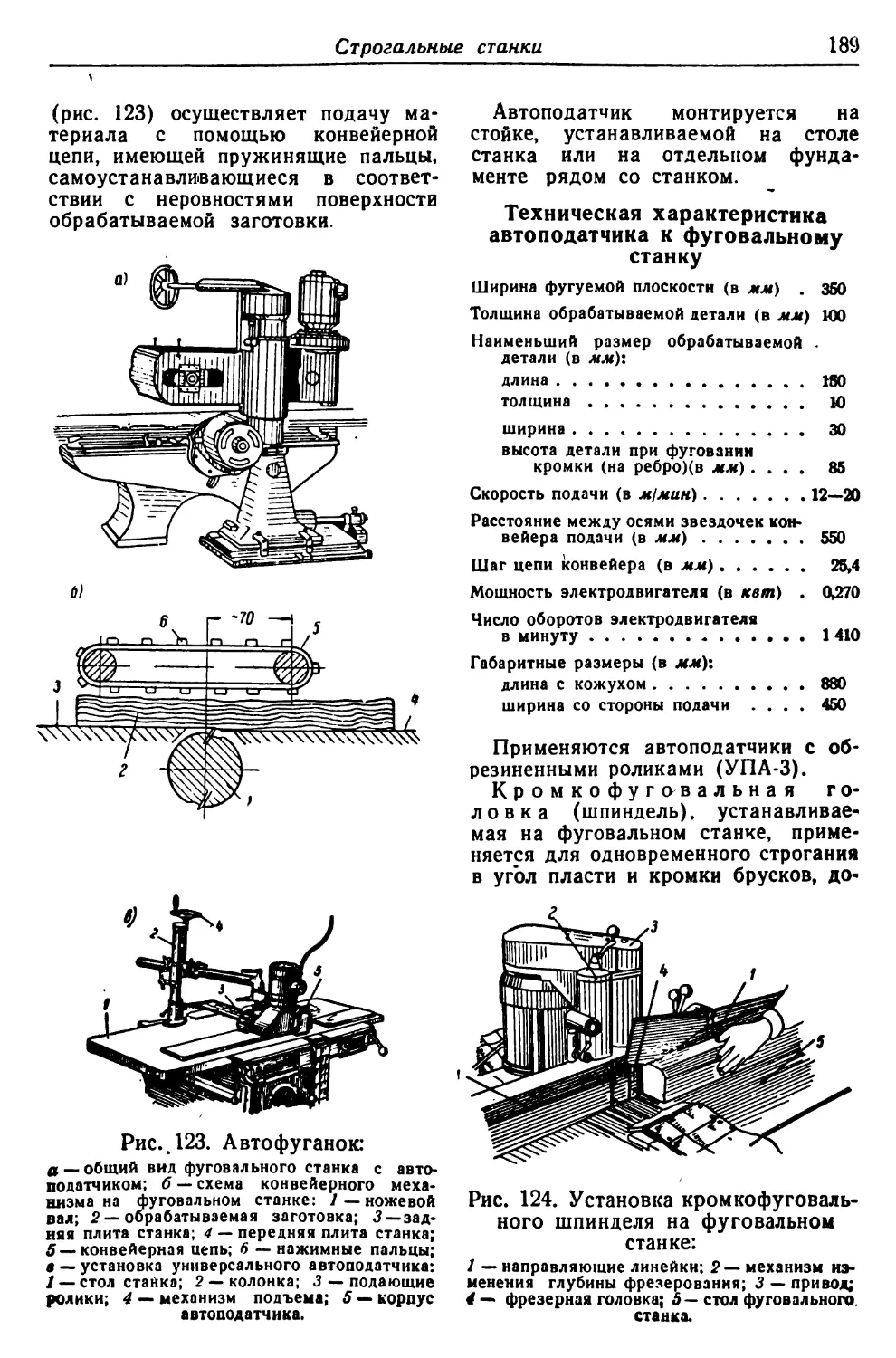
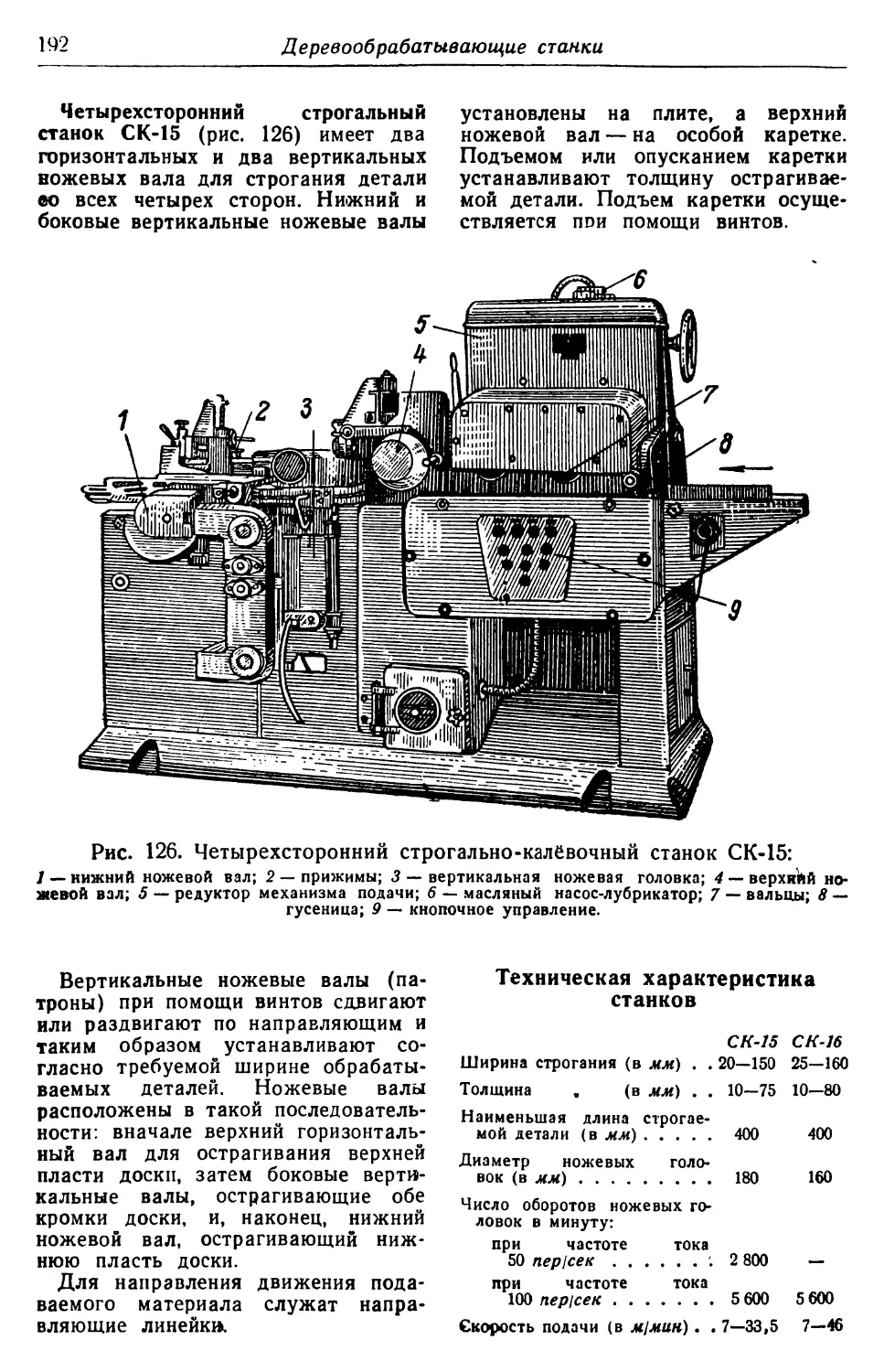
4. Строгальные станки...................................187
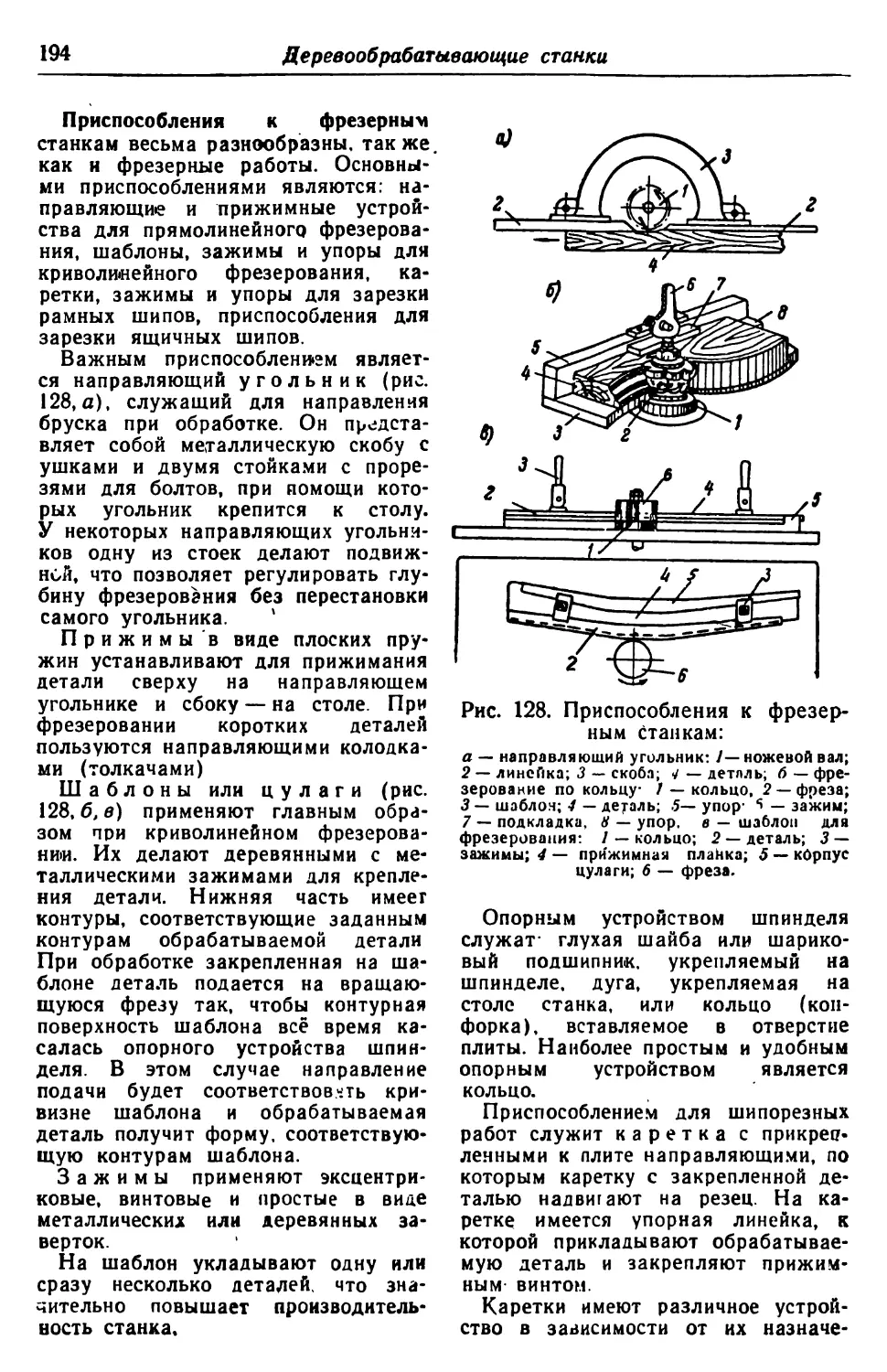
5. Фрезерные и шипорезные станки.......................193
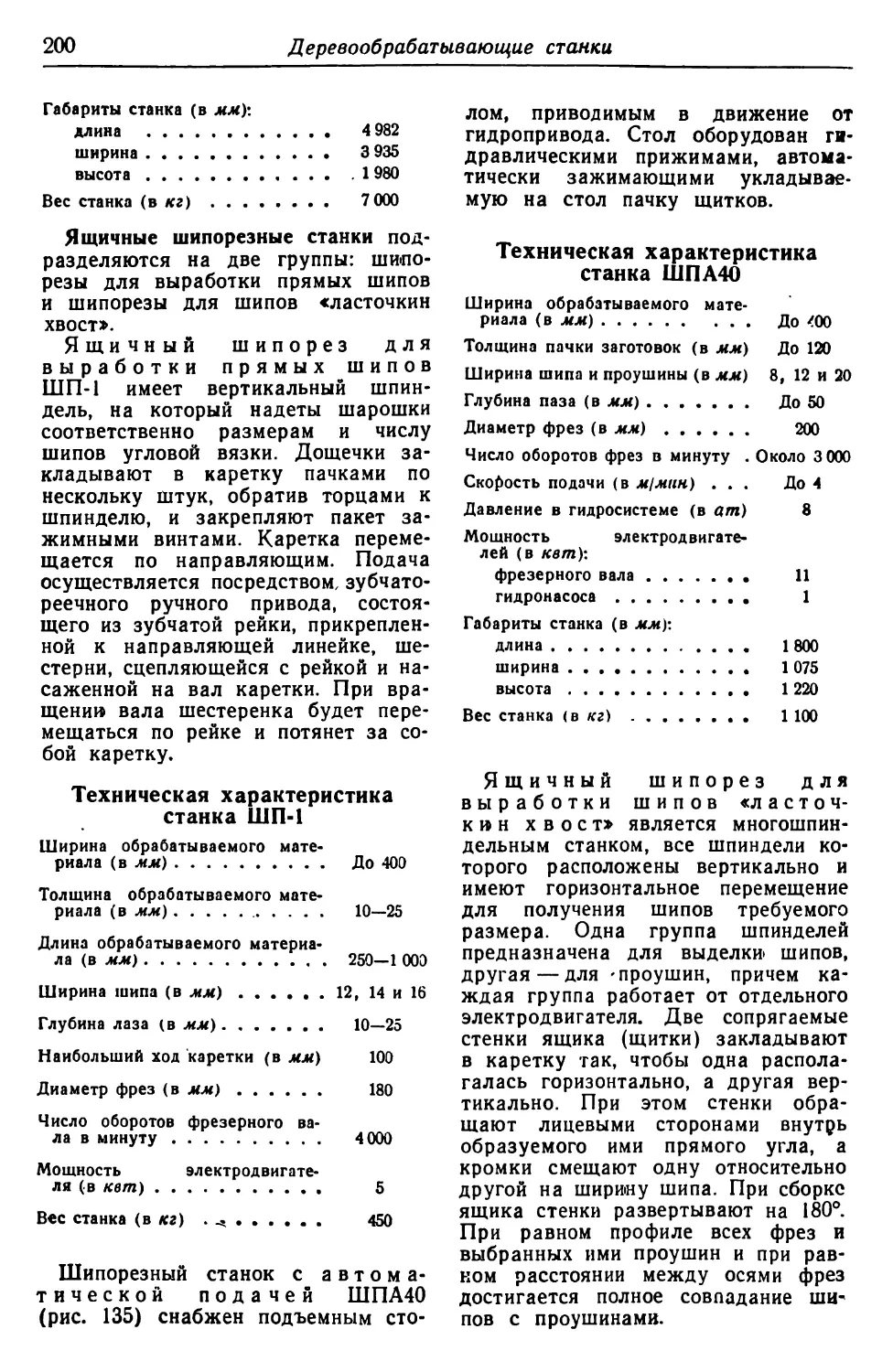
6. Сверлильные и долбежные станки......................201
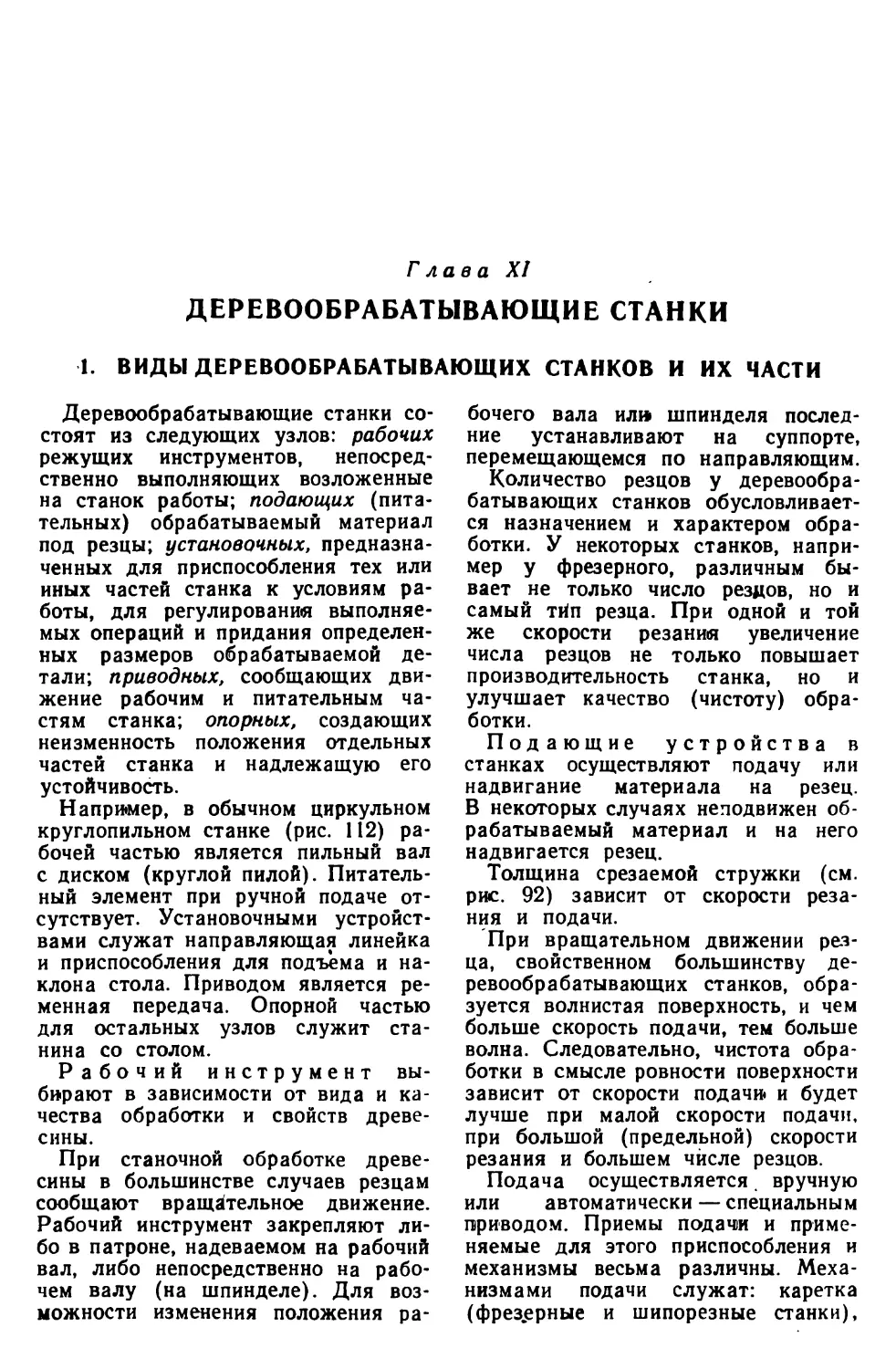
7. Комбинированные и универсальные станки...............206
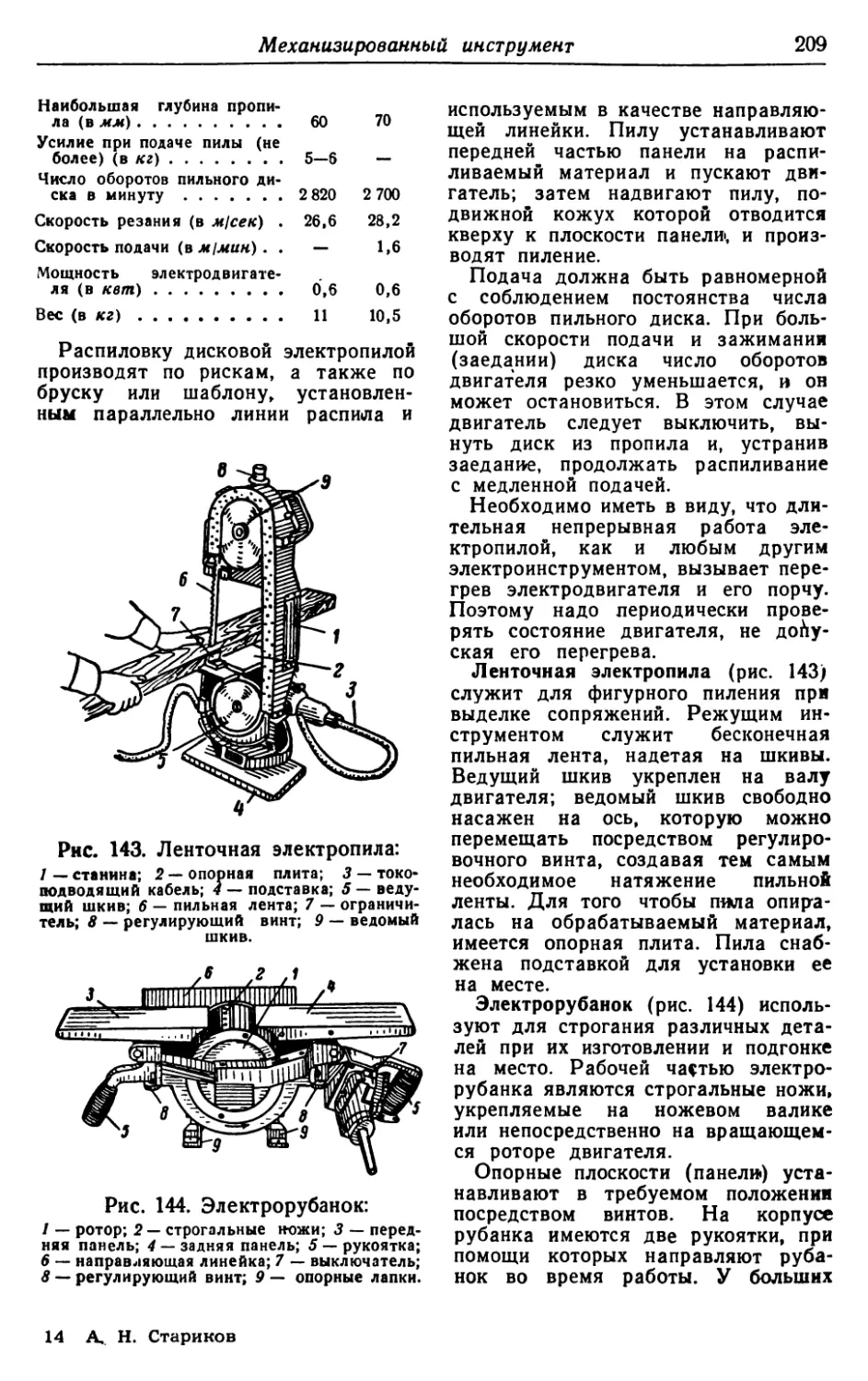
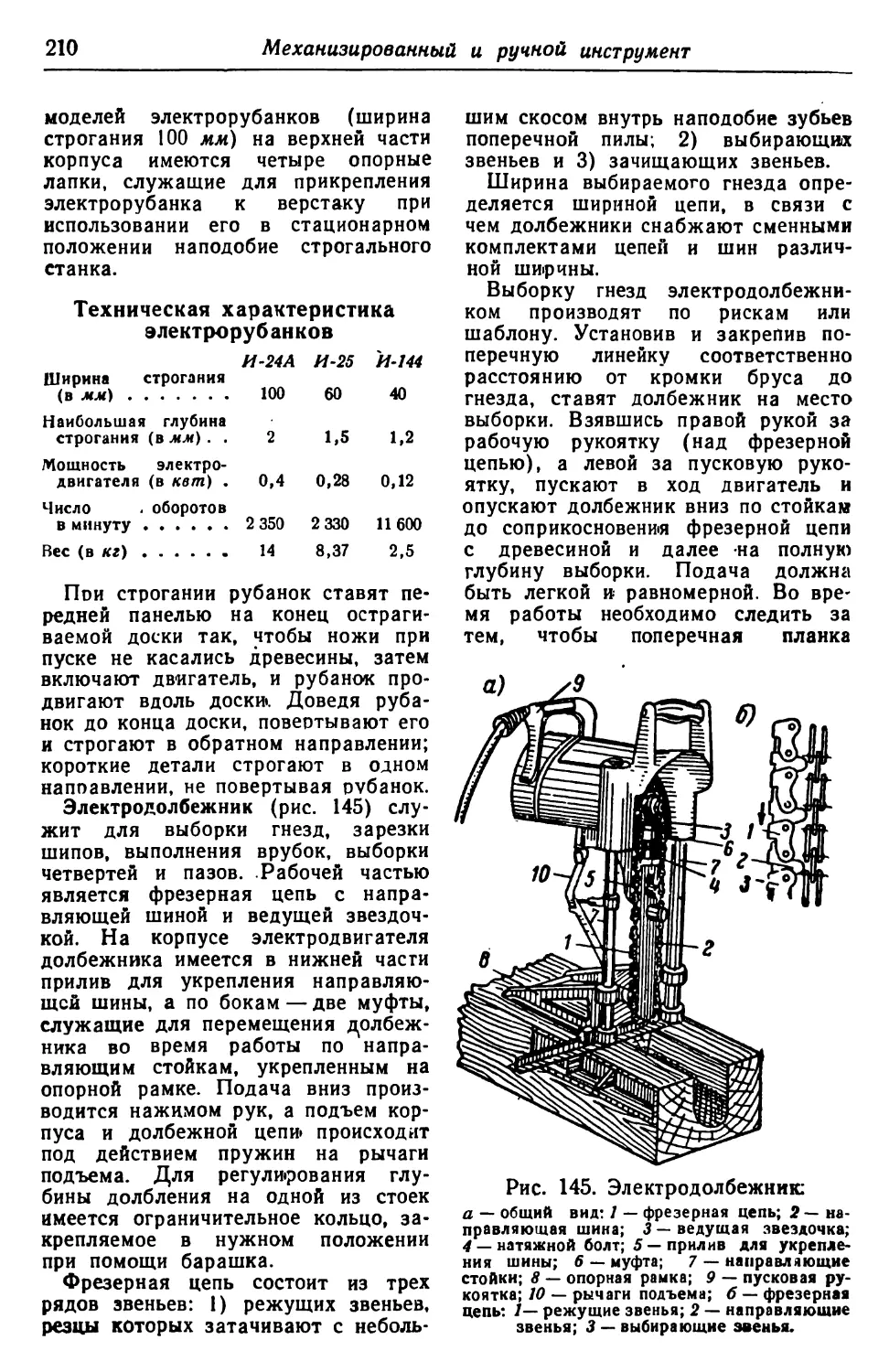
Глава XII. Механизированный и ручной инструмент..............208
1. Механизированный инструмент .......................... —
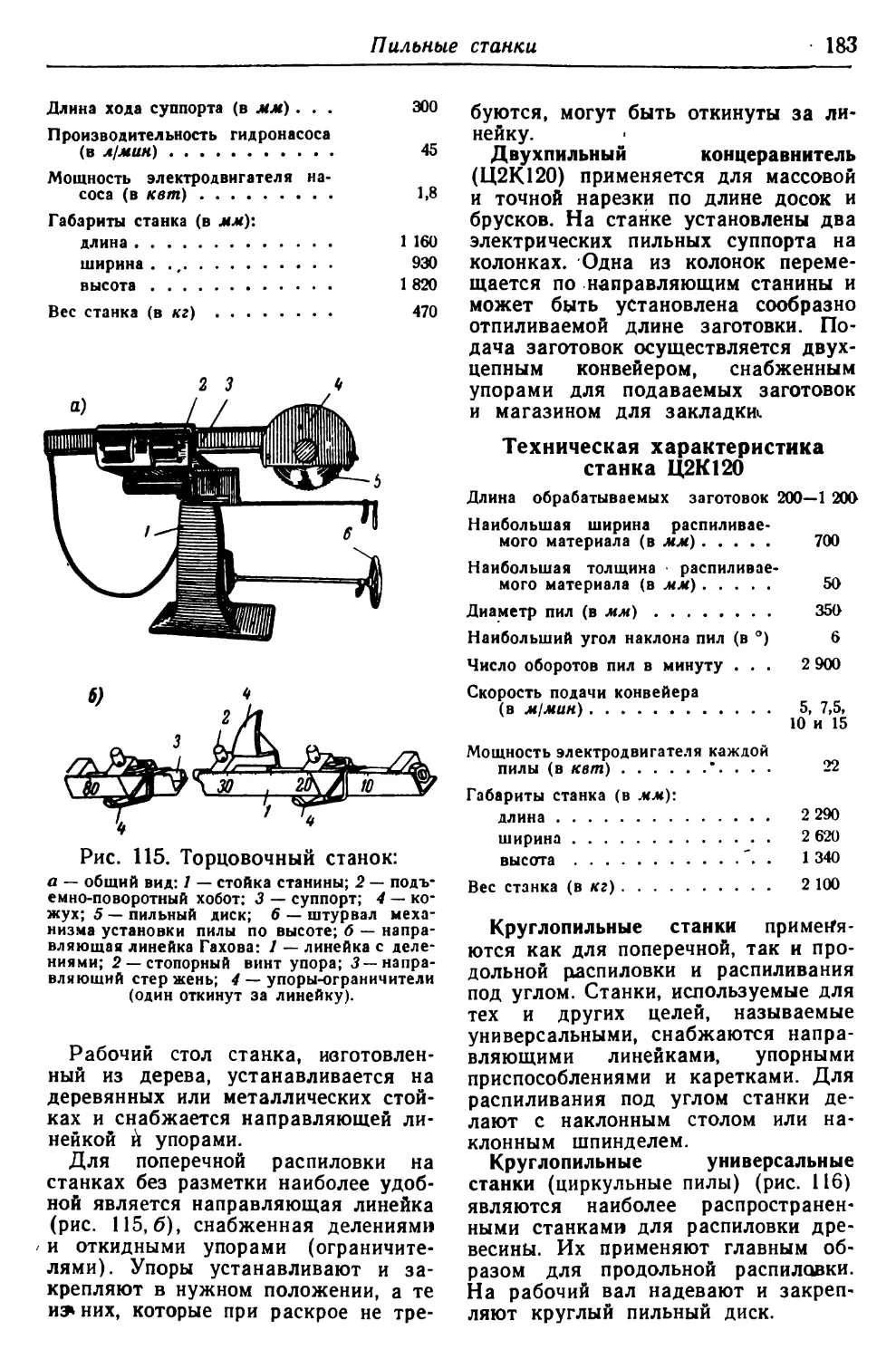
2. Ручной инструмент и приспособления...................213
Глава XIII. Станки и оборудование для заточки и наладки режу-
щего инструмента..........................................217
1. Заточные станки......................................... —
2. Станки для пайки и правки..............................219
Глава XIV. Станки и приспособления для склеивания, сборки и от-
делки ................................................... 221
1. Клееварочное оборудование и клеенамазочные станки..... —
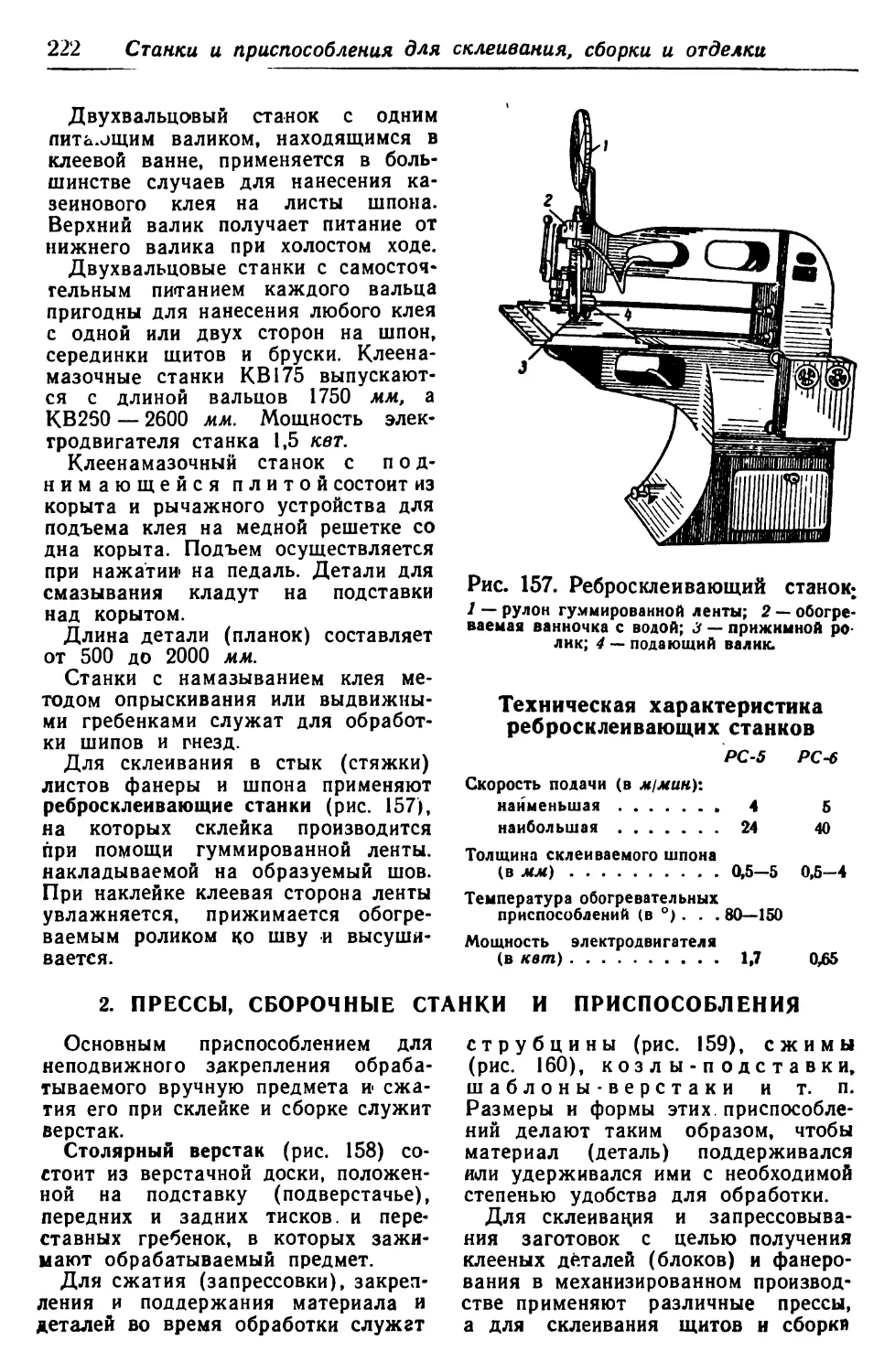
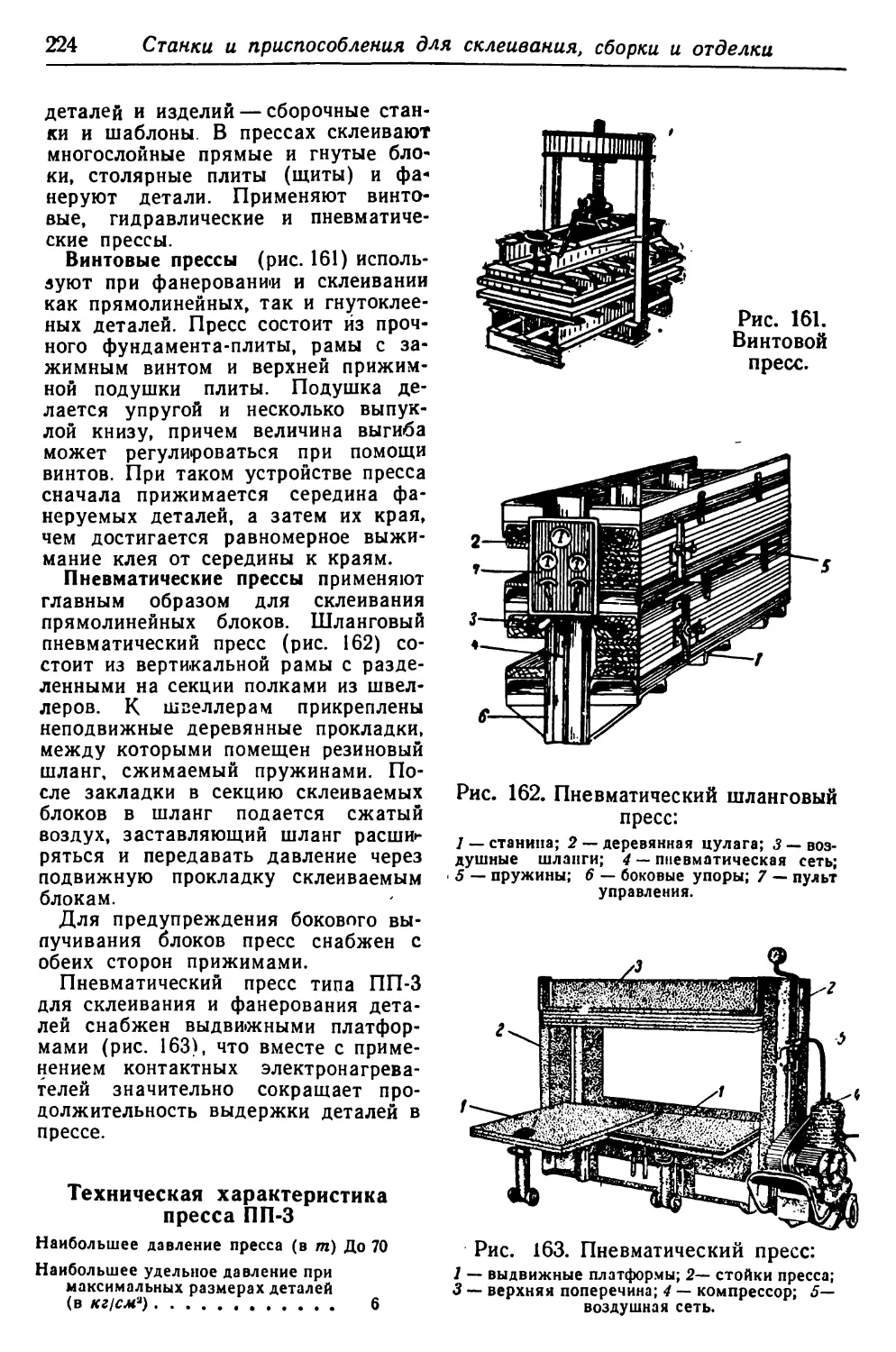
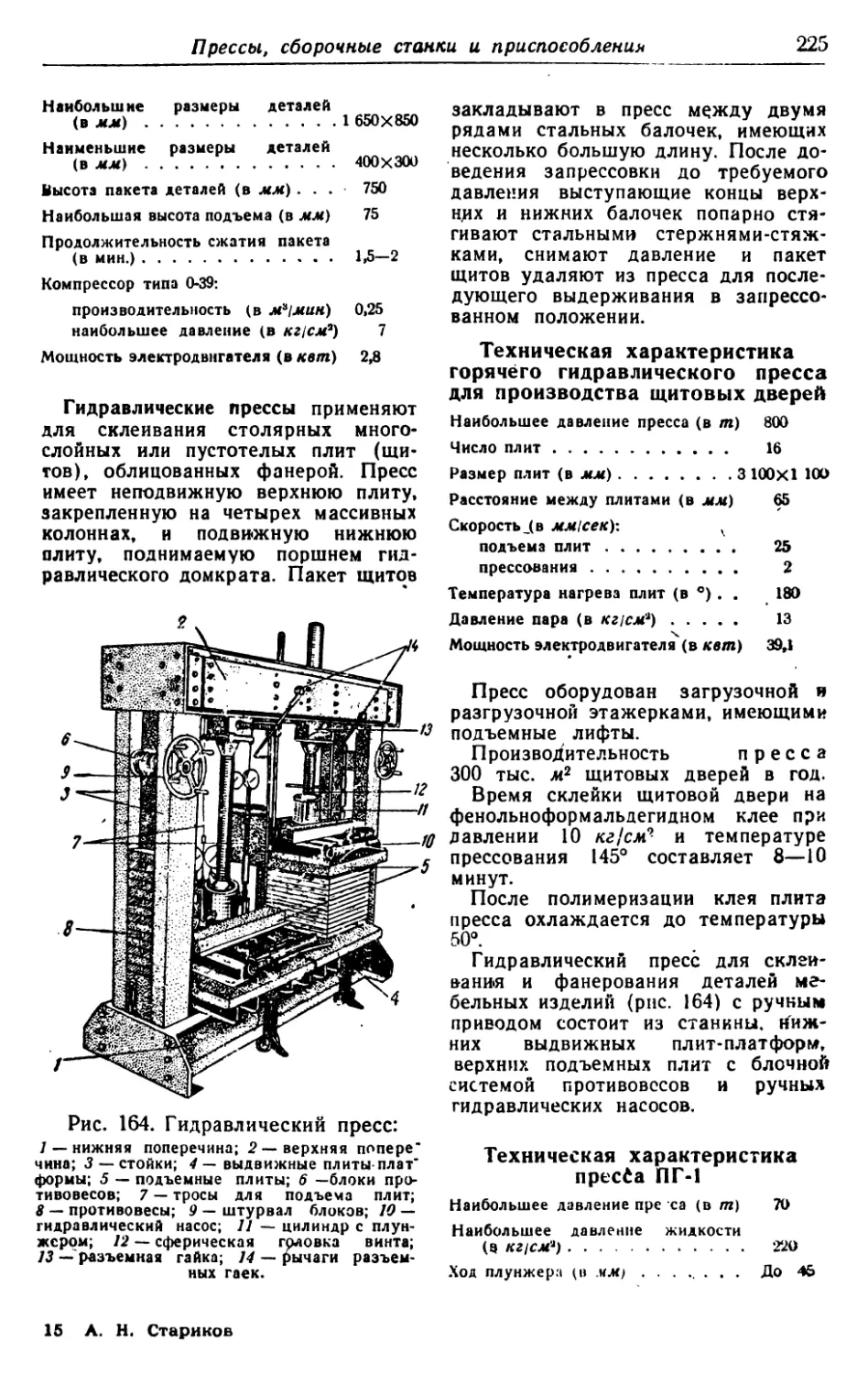
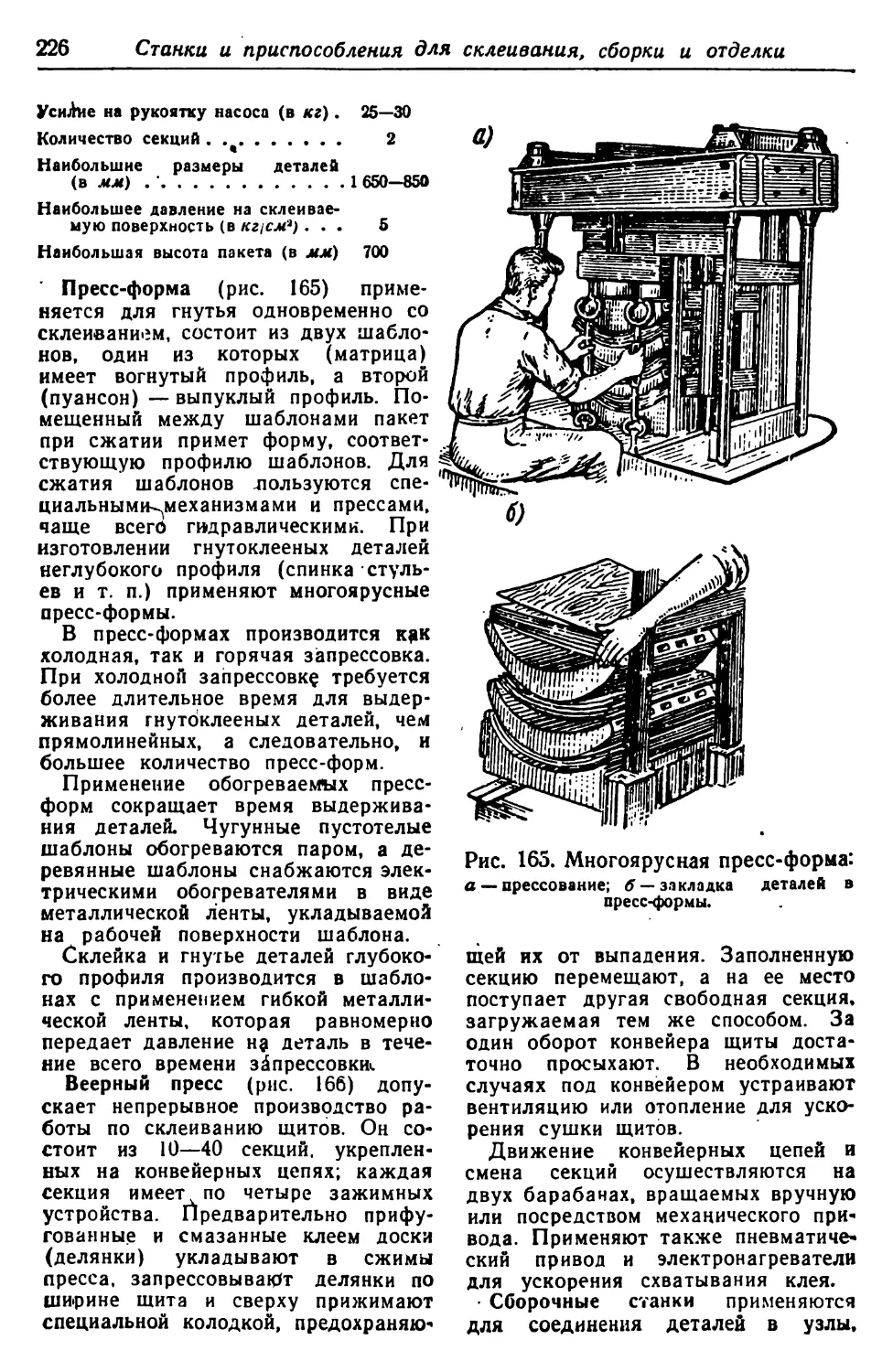
2. Прессы, сборочные станки и приспособления..............222
3. Шлифовальные станки....................................229
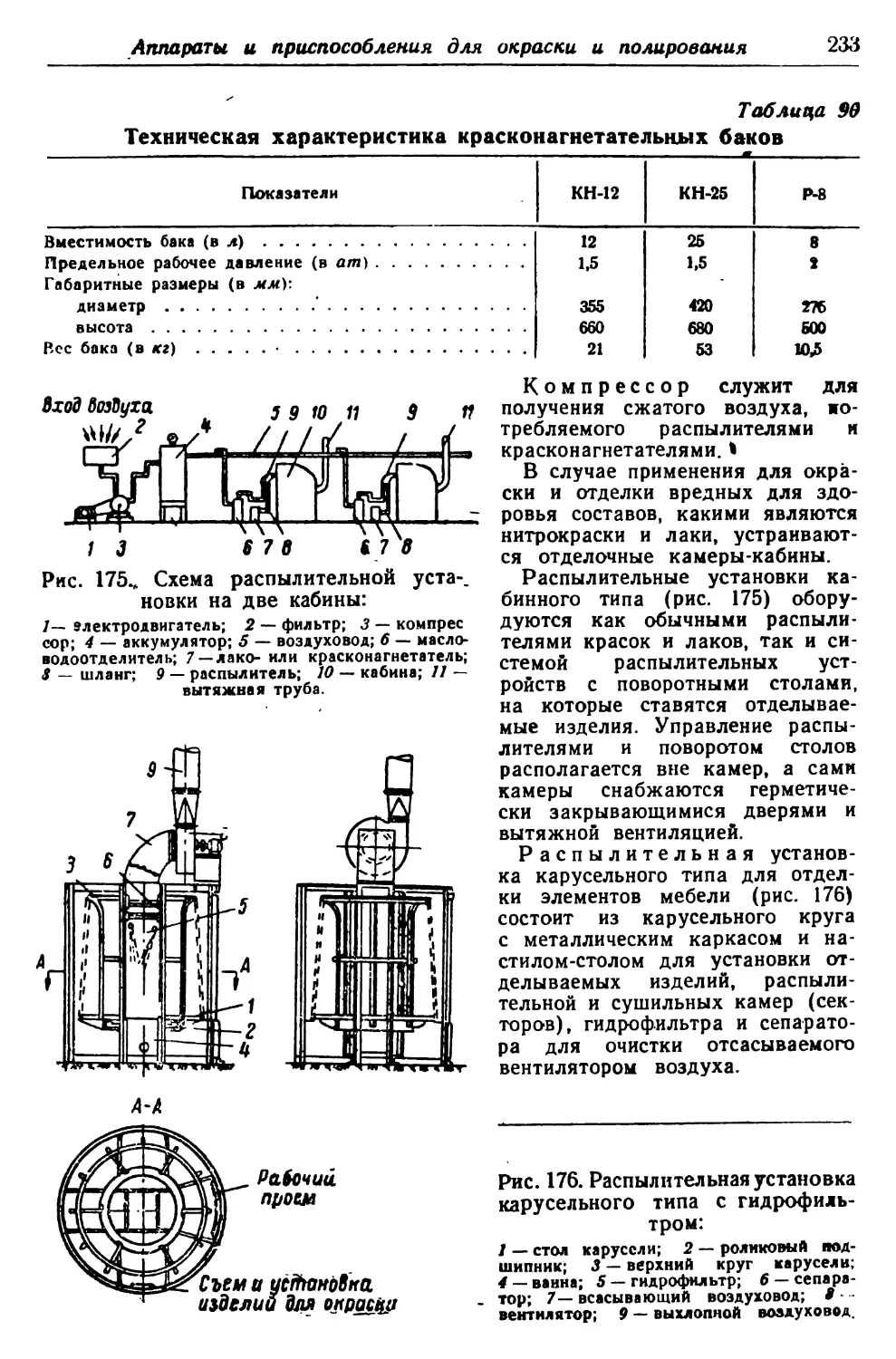
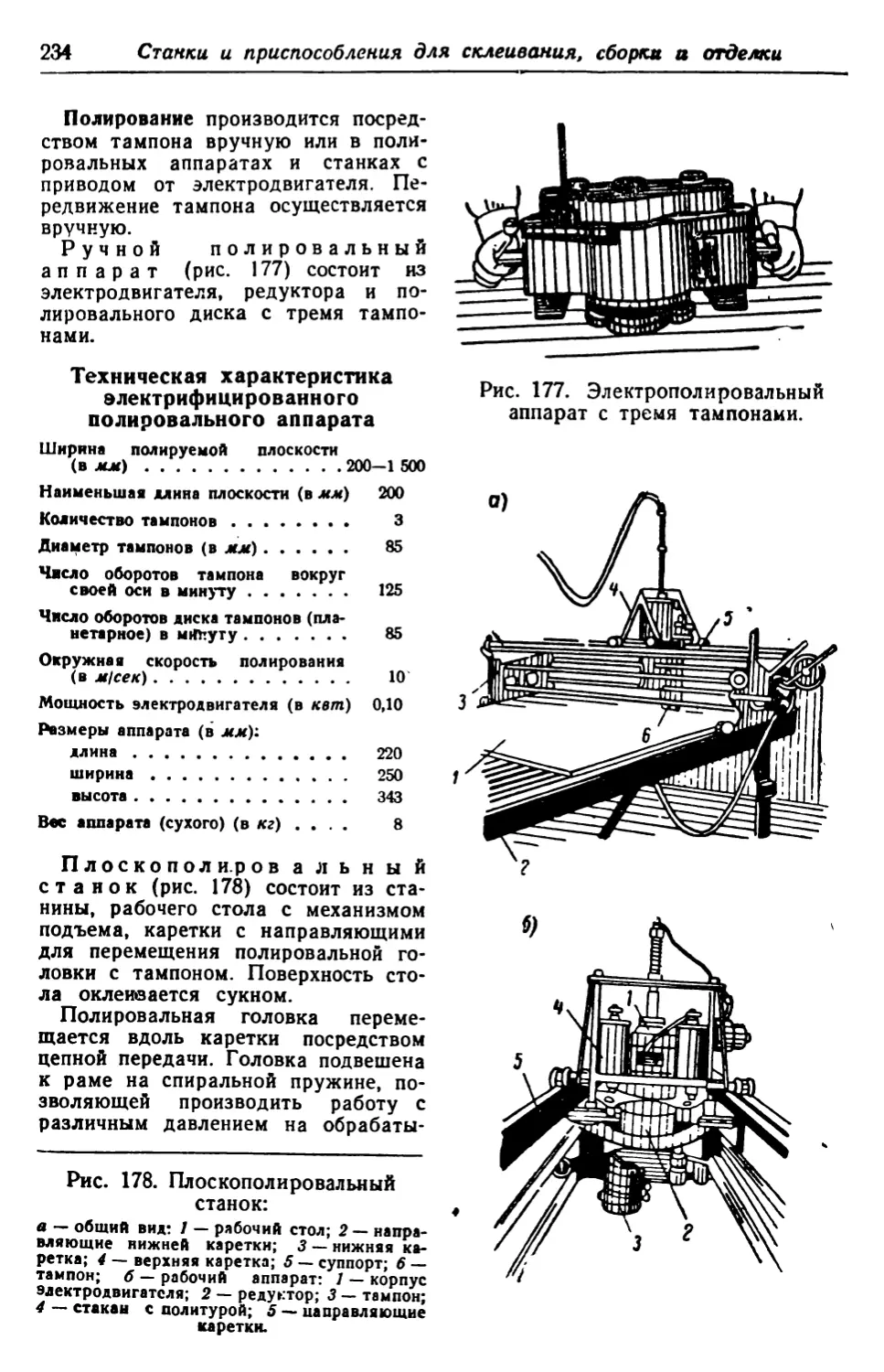
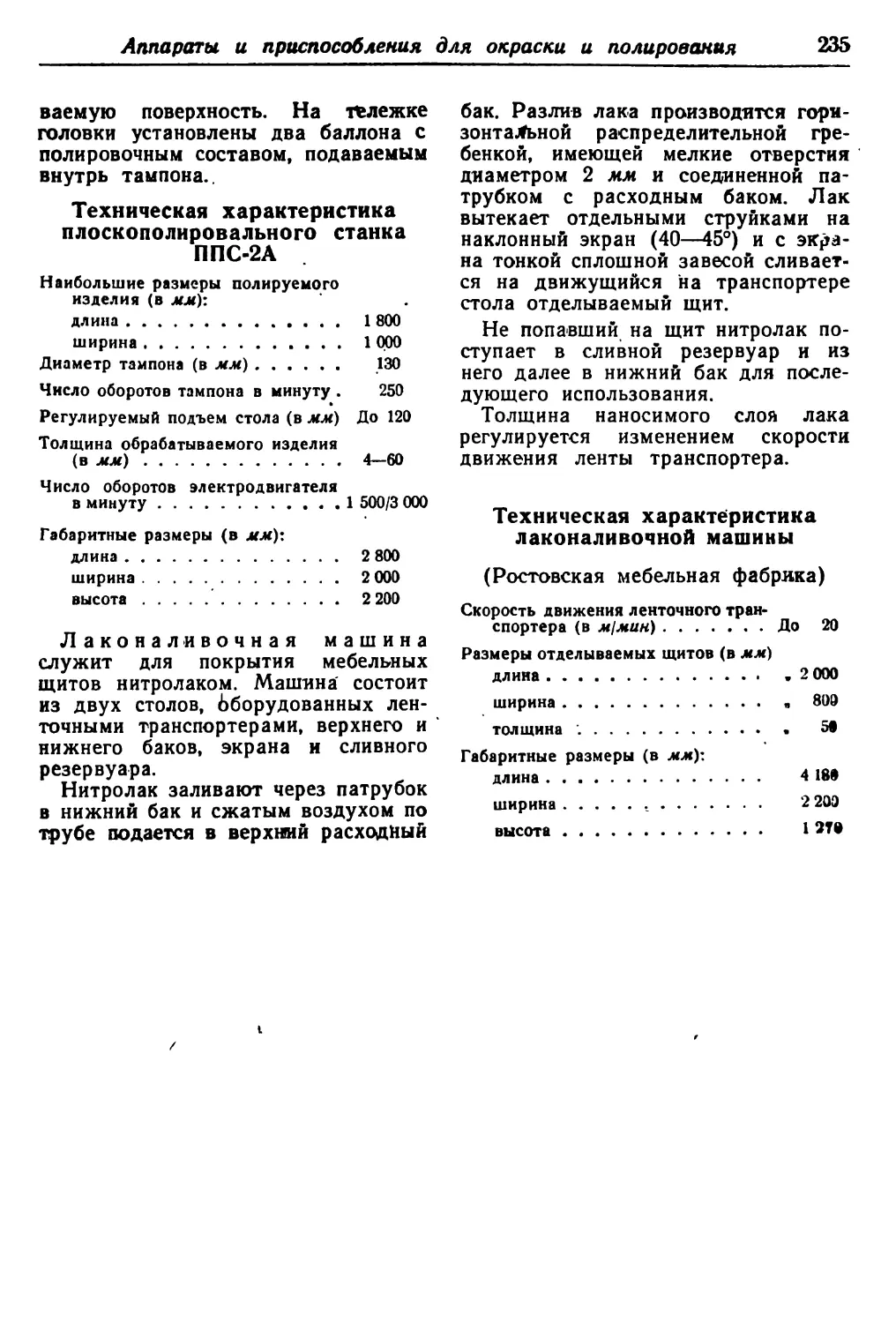
4. Аппараты и приспособления для окраски и полирования . . . 231
Глава XV. Наладка и уход за станками...........................236
1. Точность обработки на станках и их настройка........... —
2. Повышение качества обработки деталей..................241
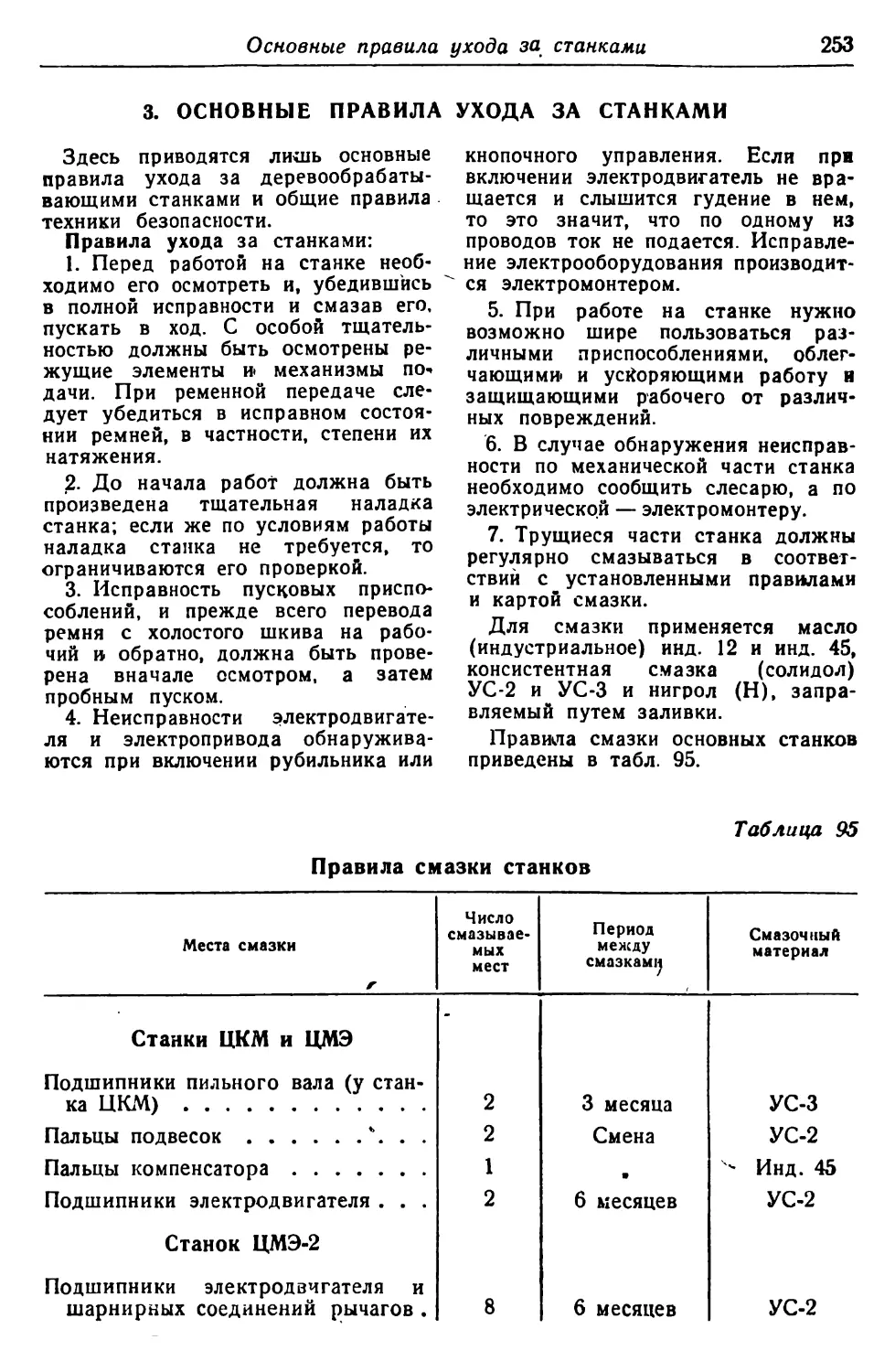
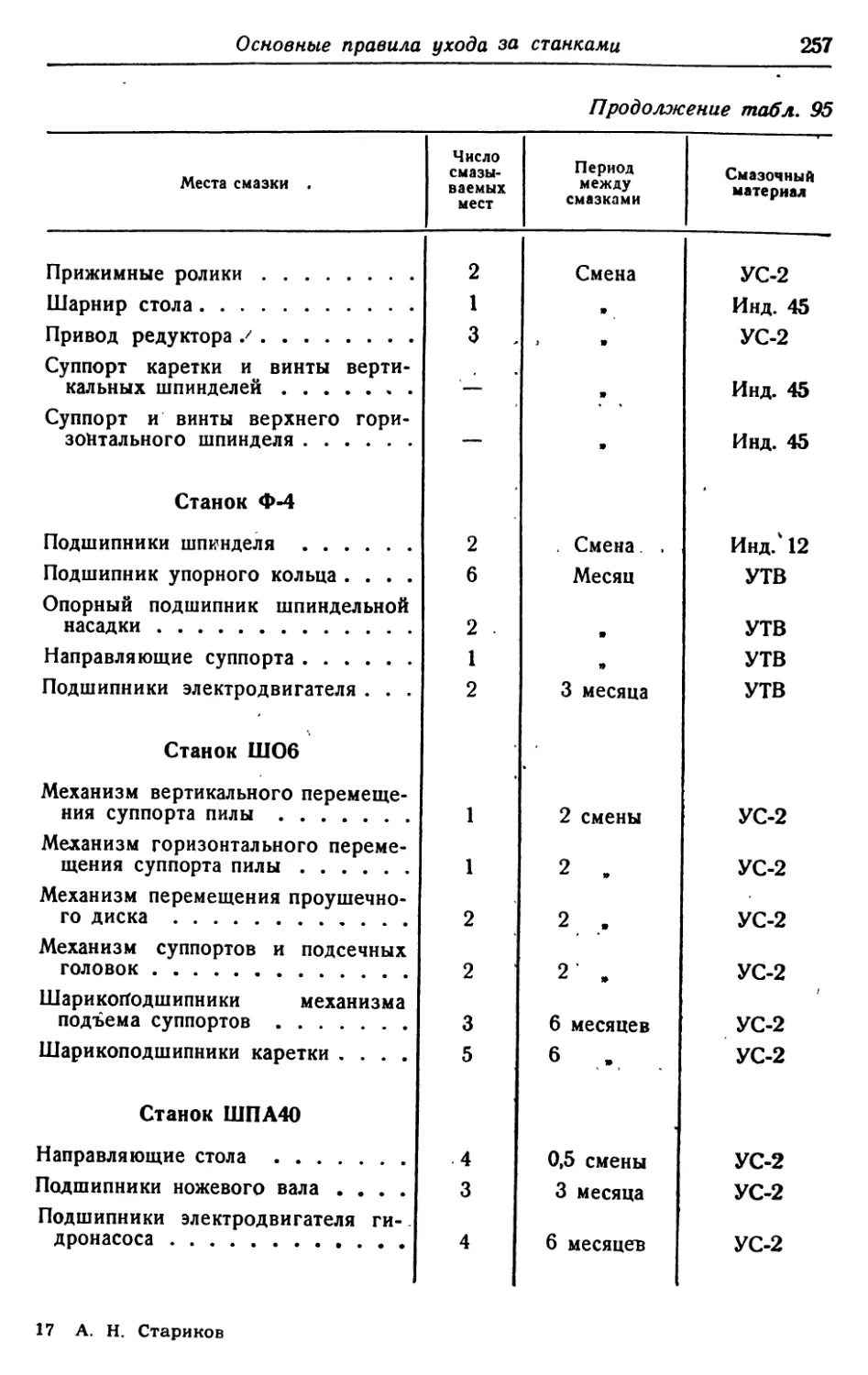
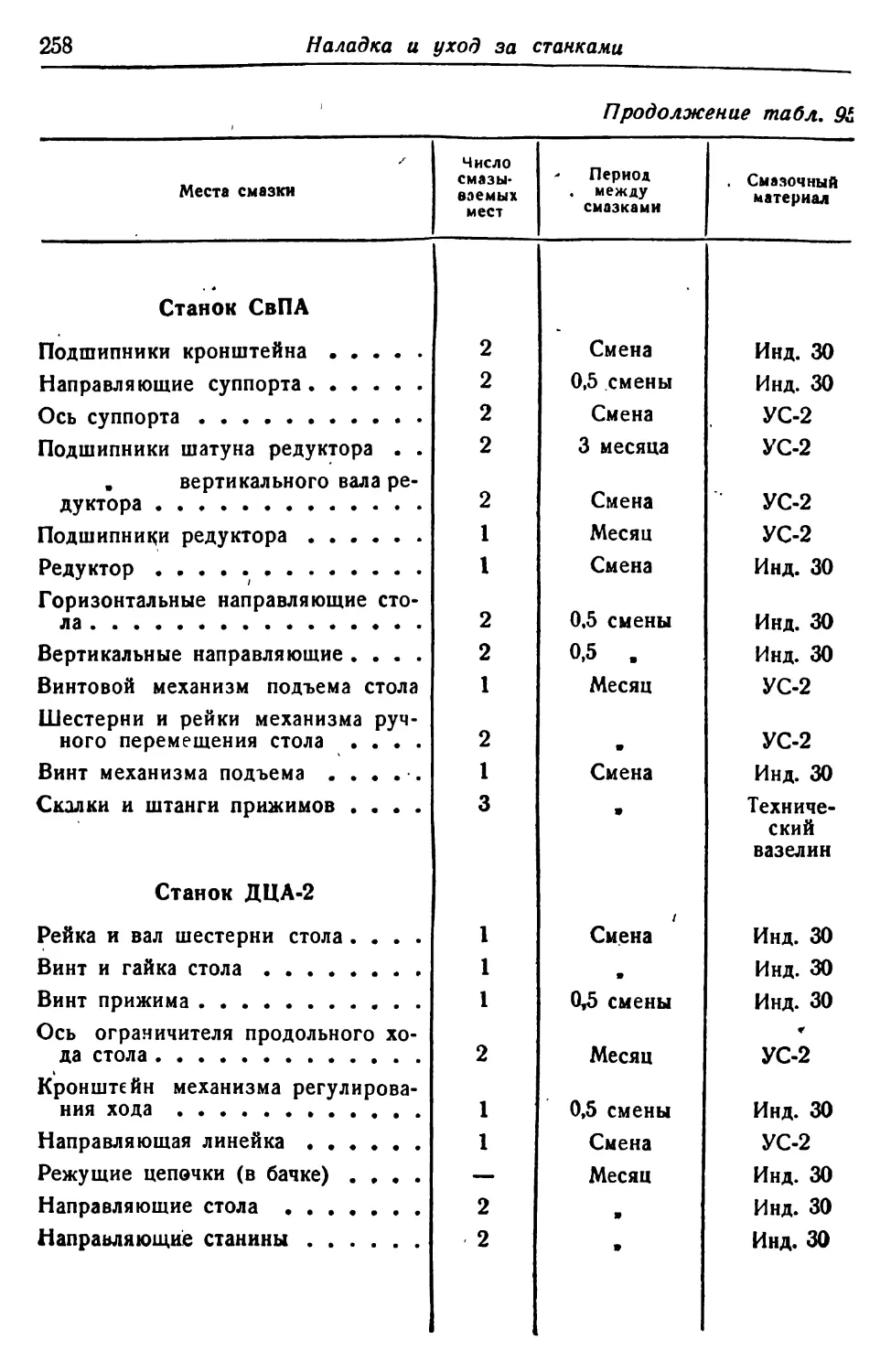
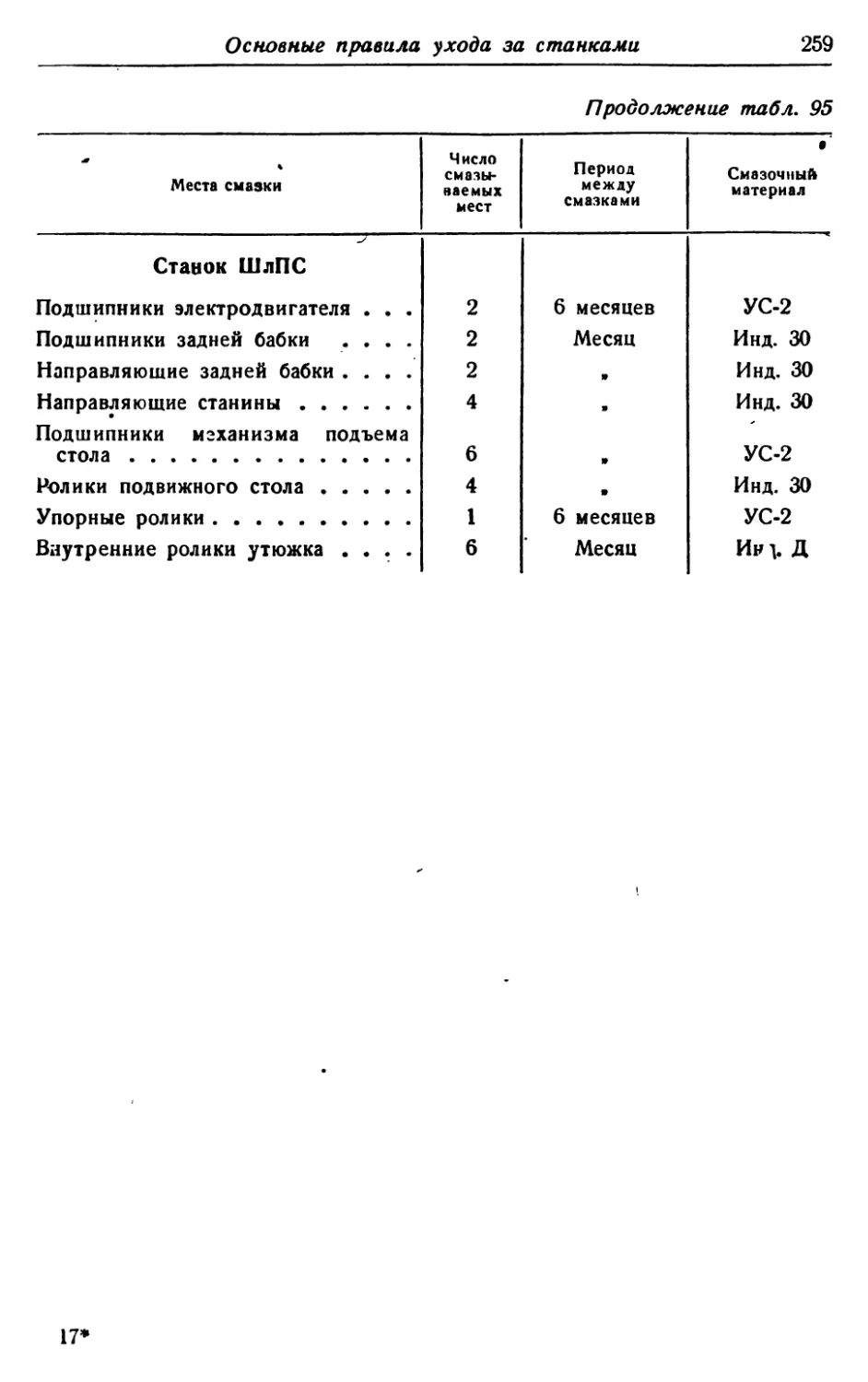
3. Основные правила ухода за станками....................253
Раздел четвертый
ТЕХНОЛОГИЯ СТОЛЯРНОГО ПРОИЗВОДСТВА
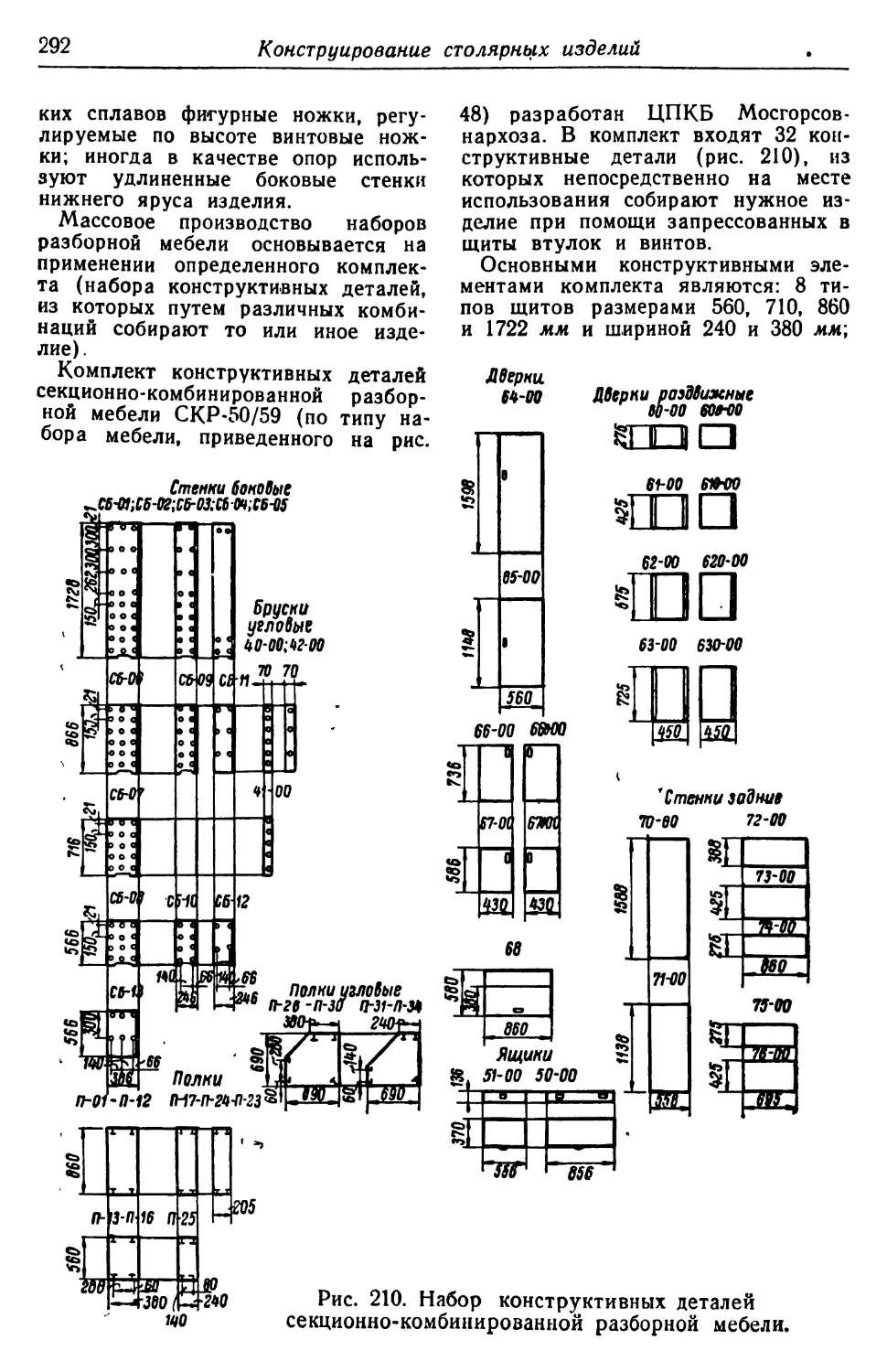
Глава XVI. Конструирование столярных изделий...................260
1. Основные виды столярных соединений......................—
2. Образование деталей и узлов.......................... 269
3. Соединения деталей и узлов основных мебельных изделий . . 283
Оглавление
5
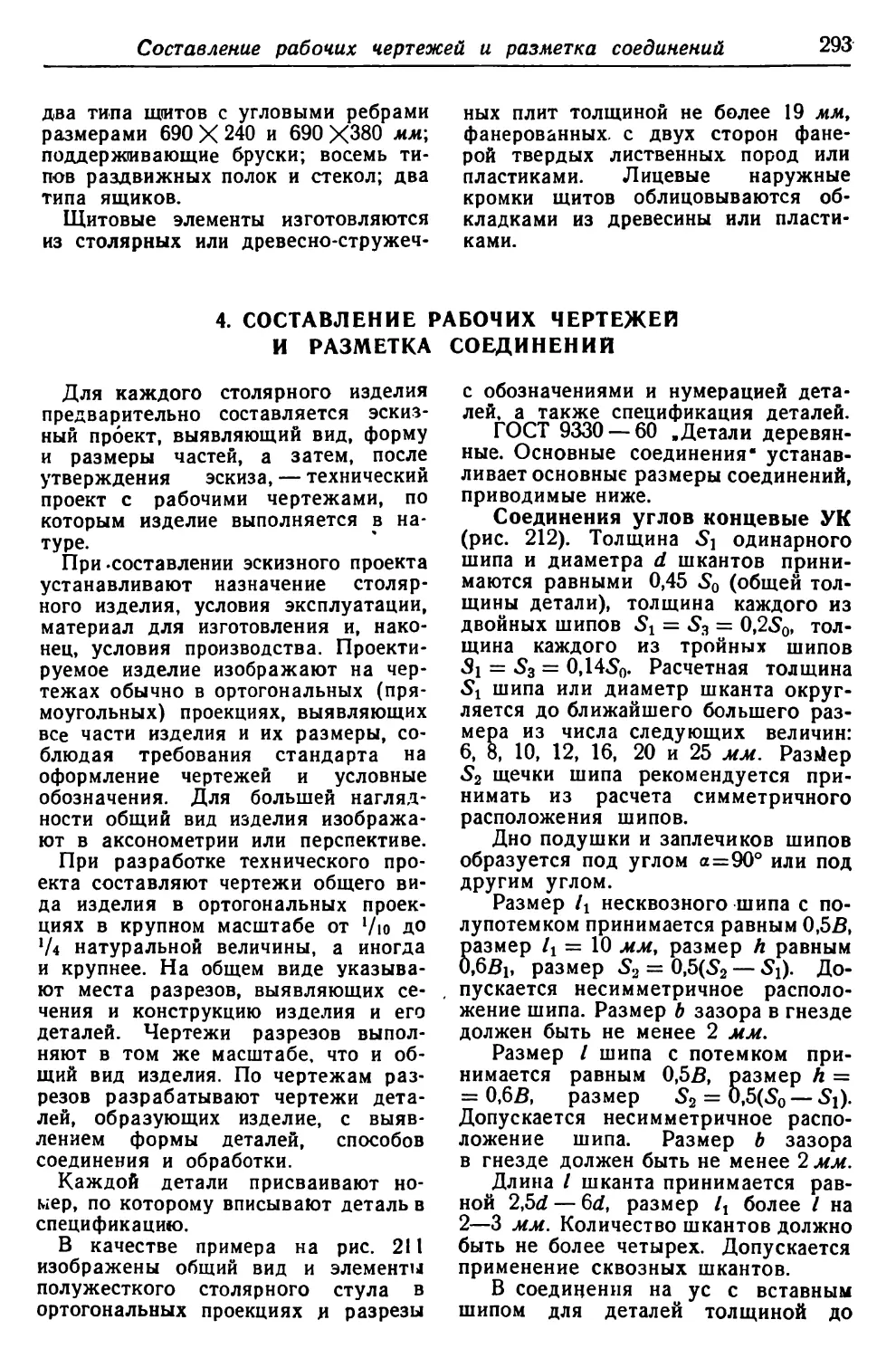
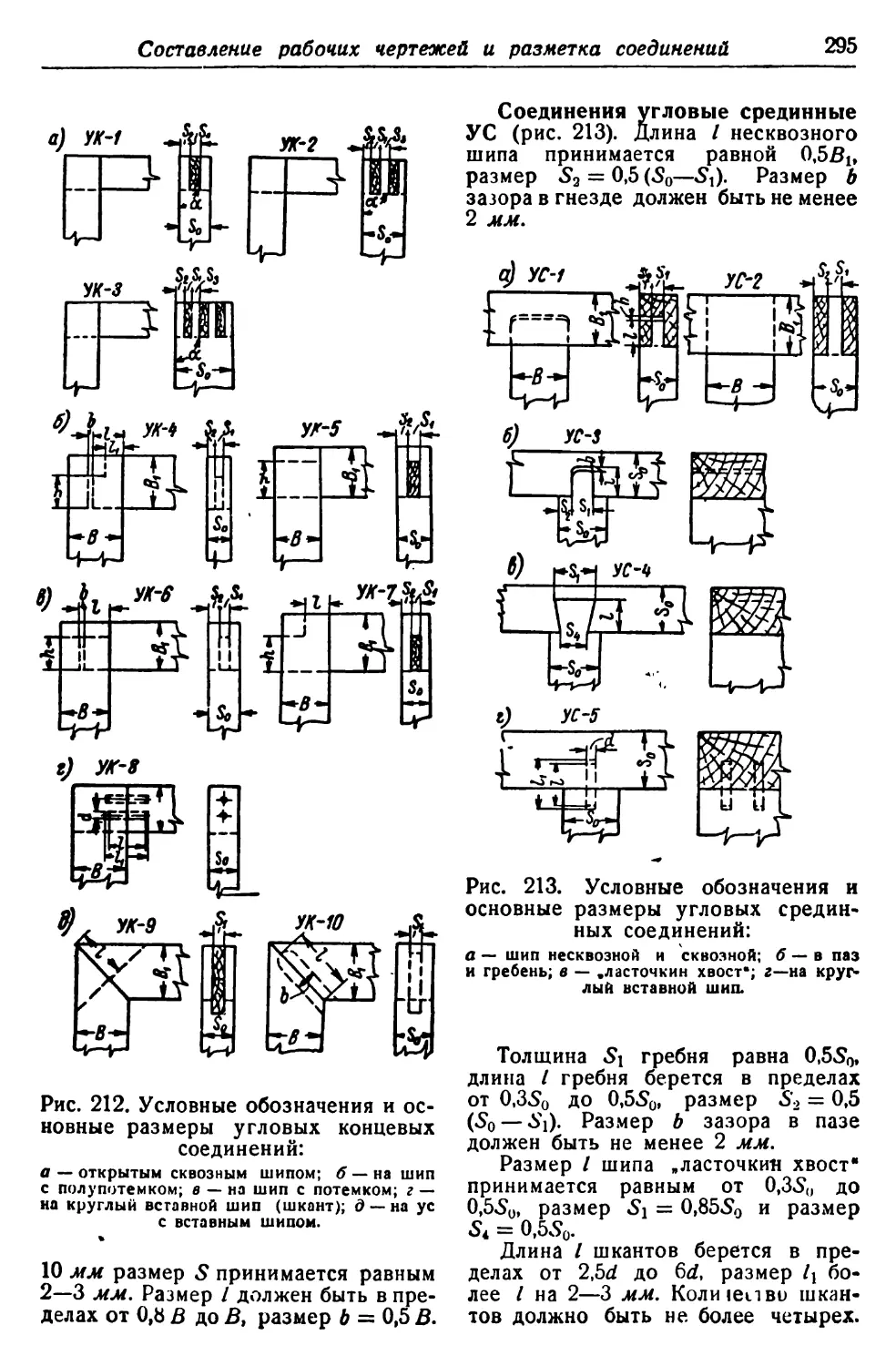
4. Составление рабочих чертежей и разметка соединений .... 293
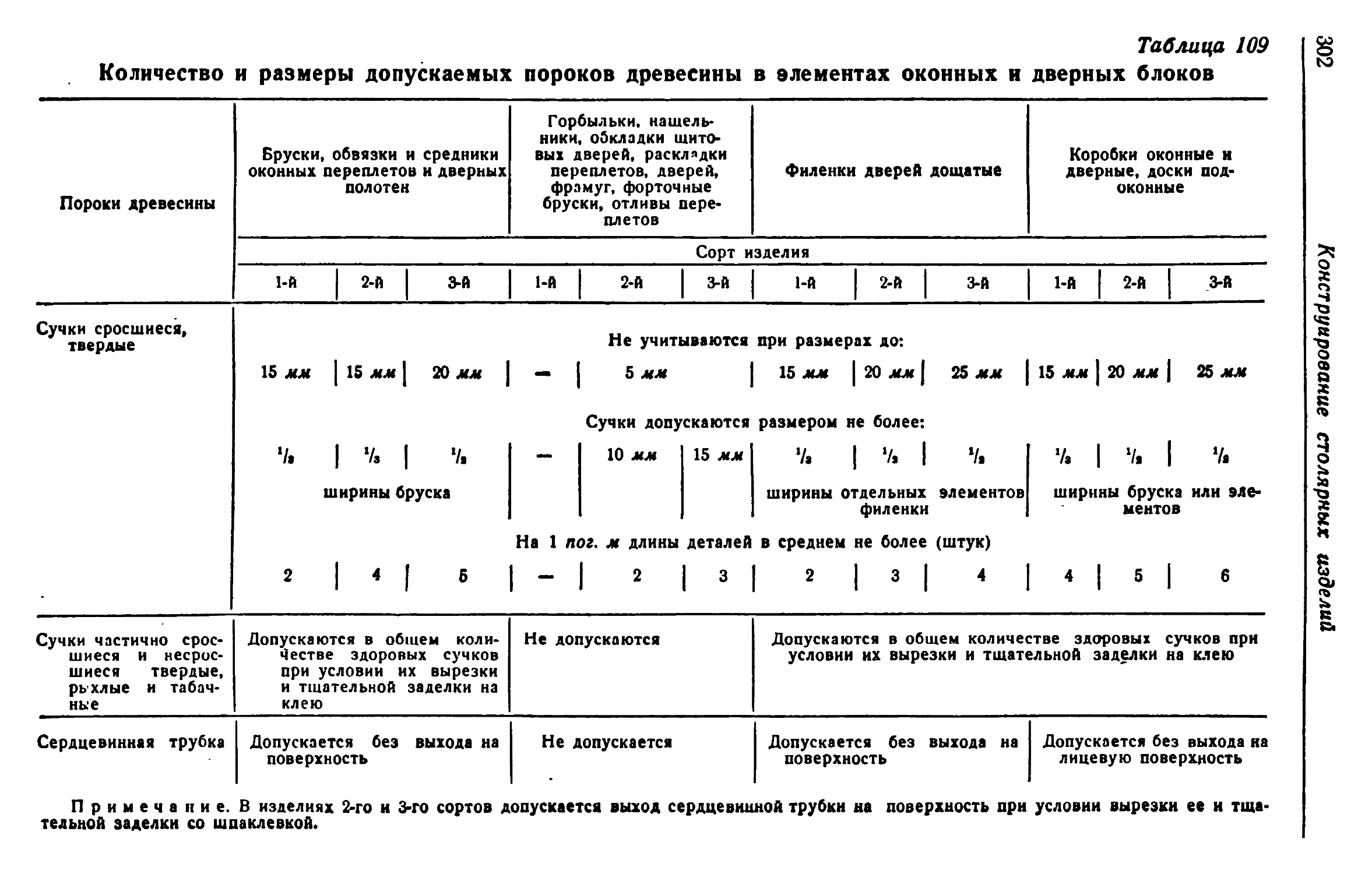
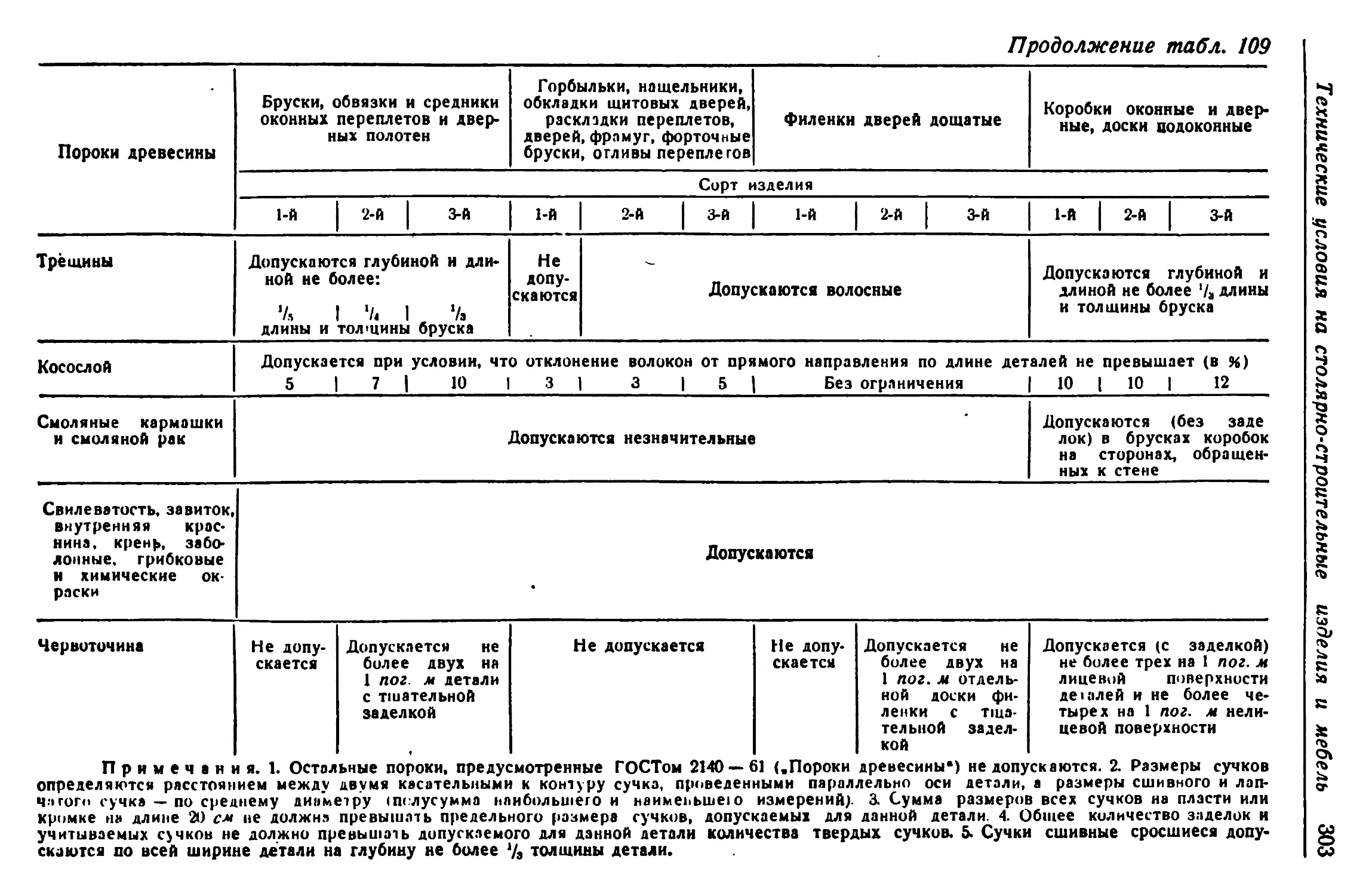
5. Технические условия на столярно-строительные изделия и бы-
товую мебель................................................300
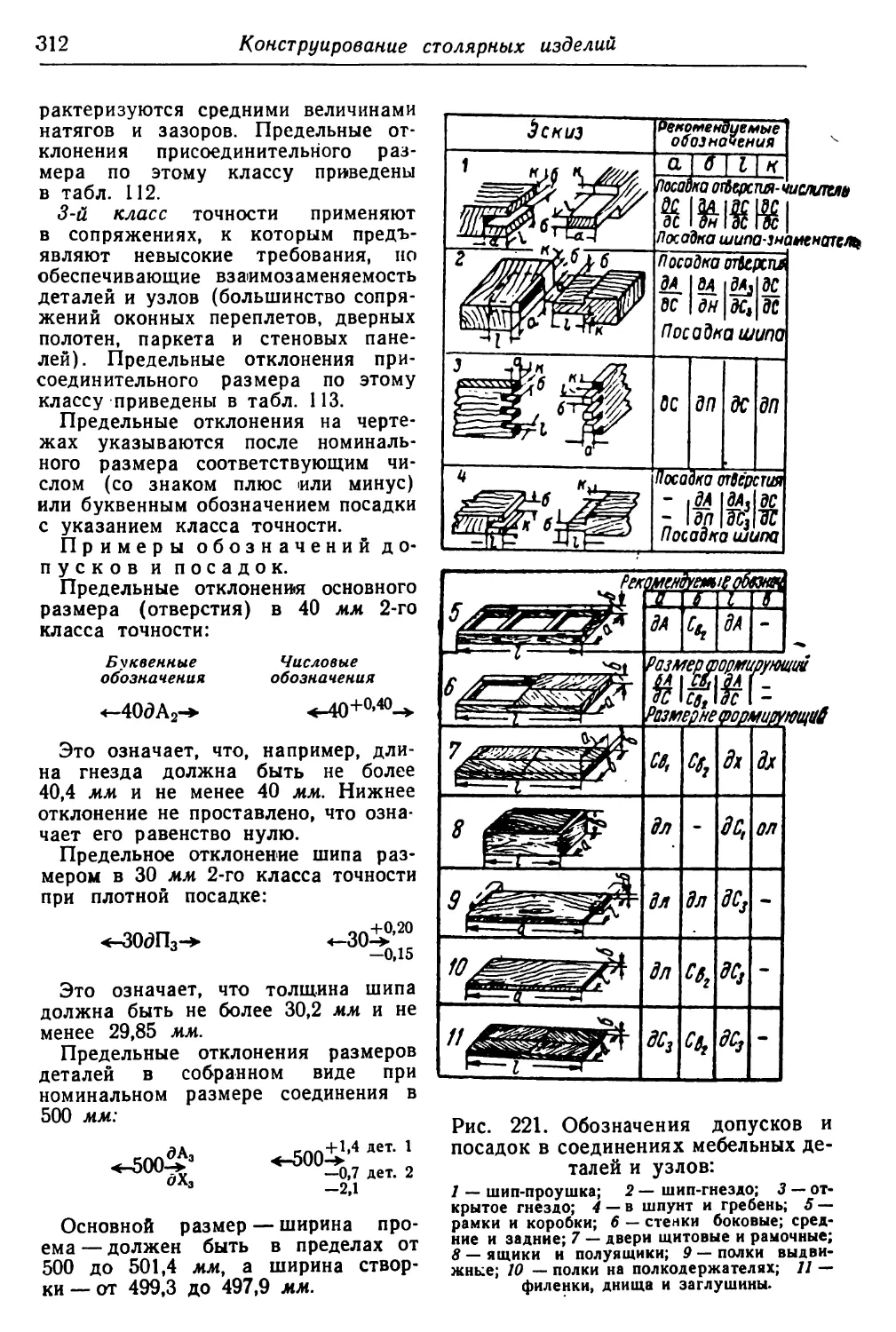
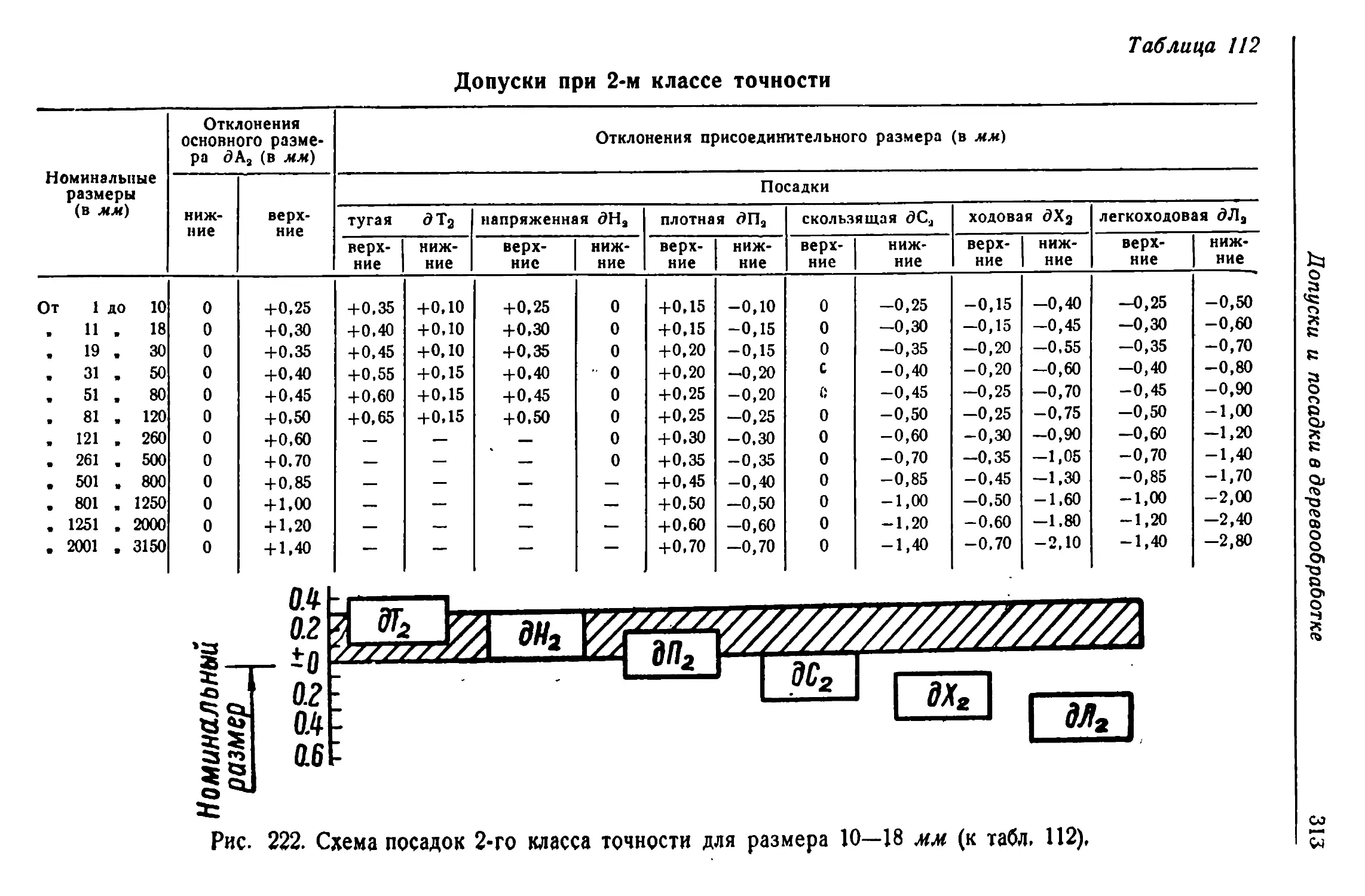
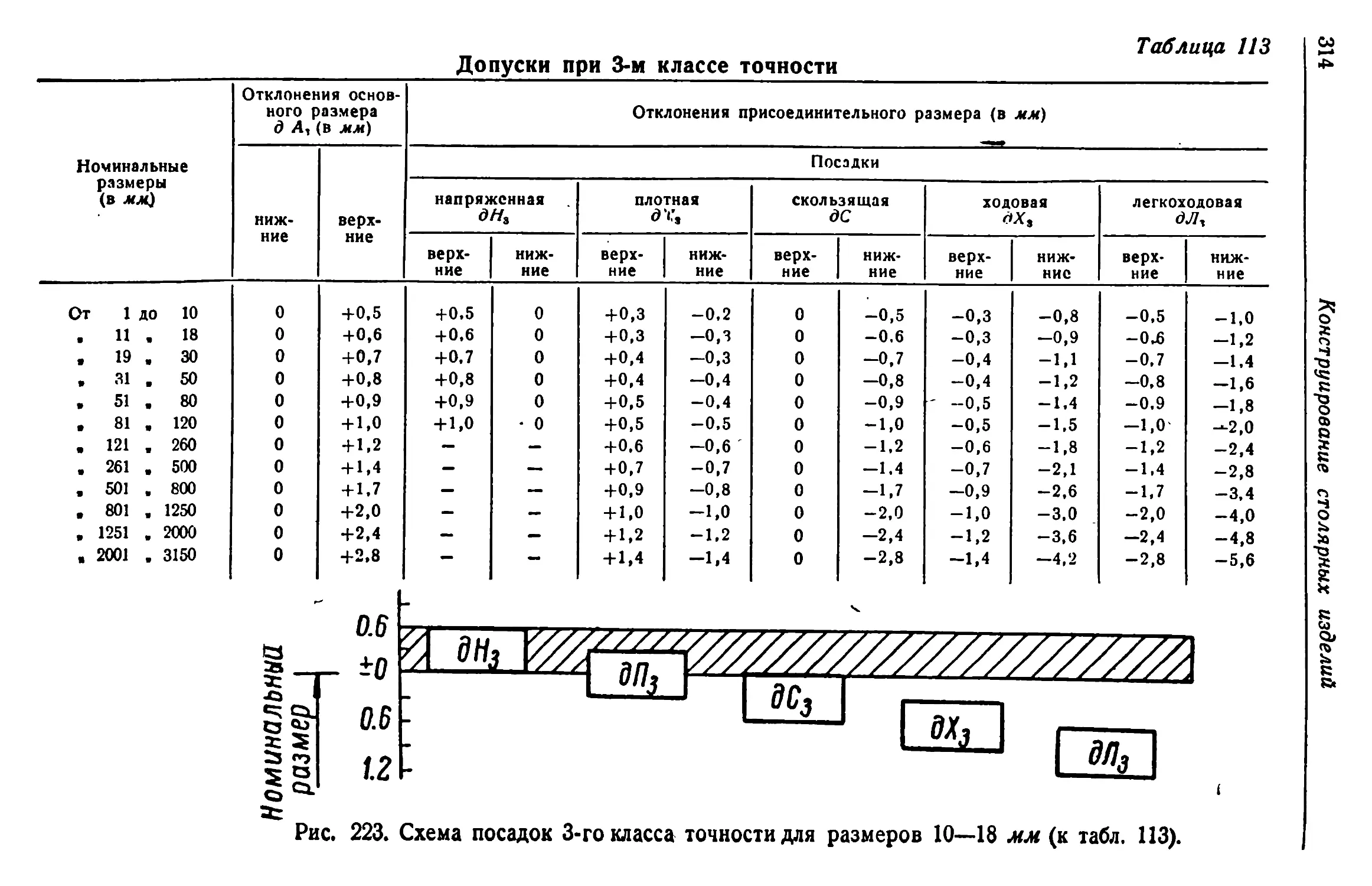
6. Допуски и посадки в деревообработке.....................309
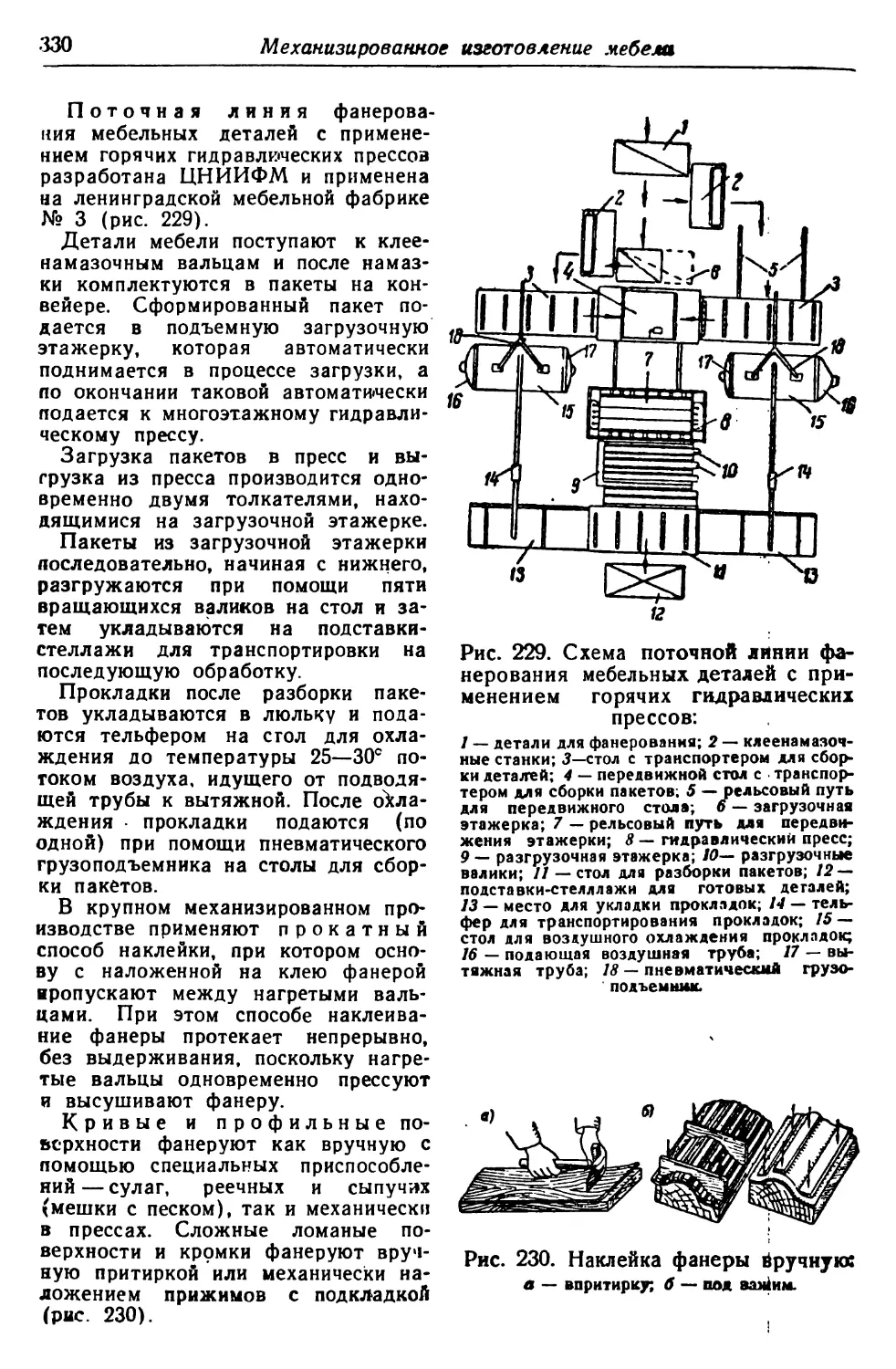
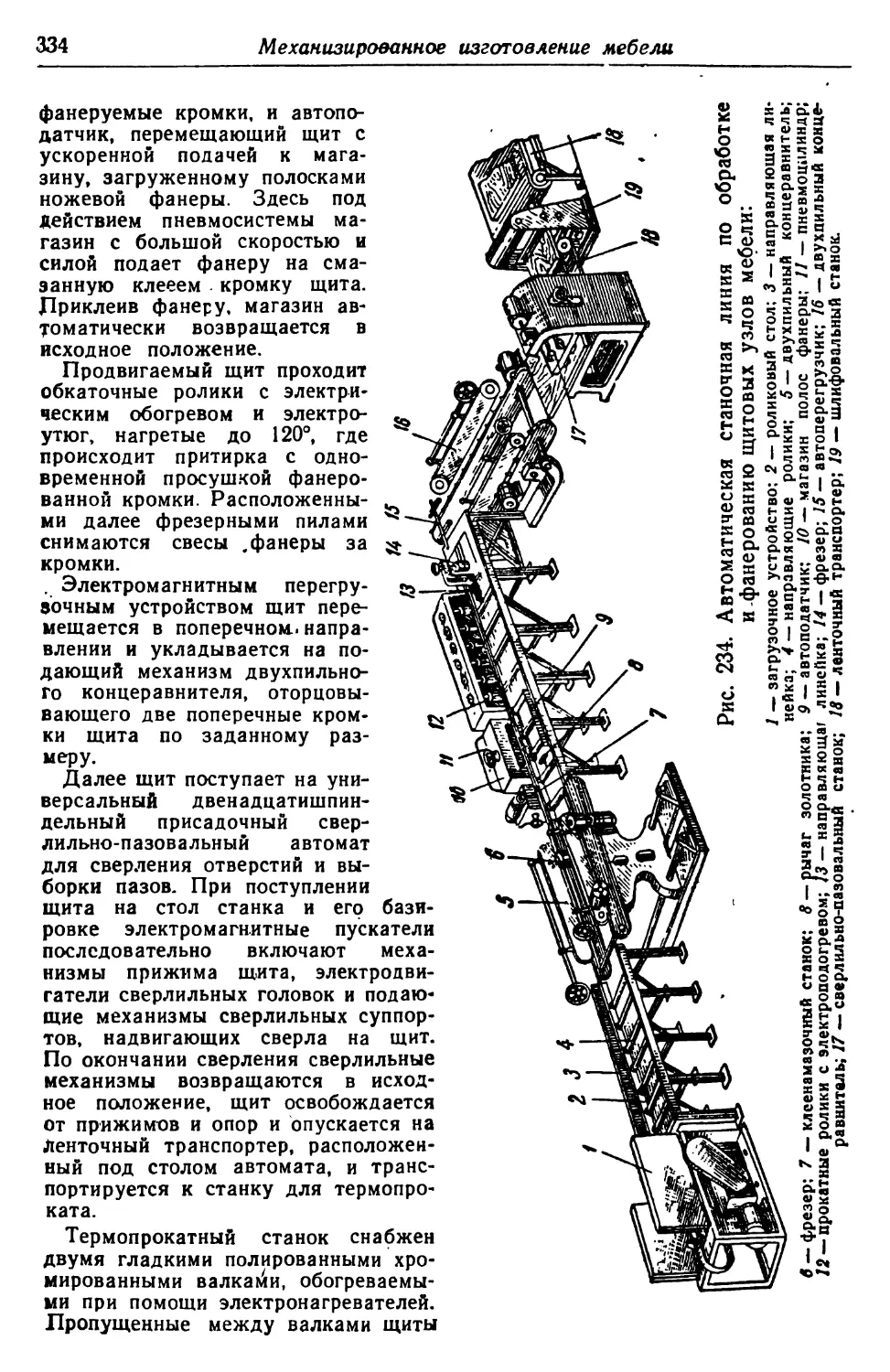
Глава XVП. Механизированное изготовление мебели................317
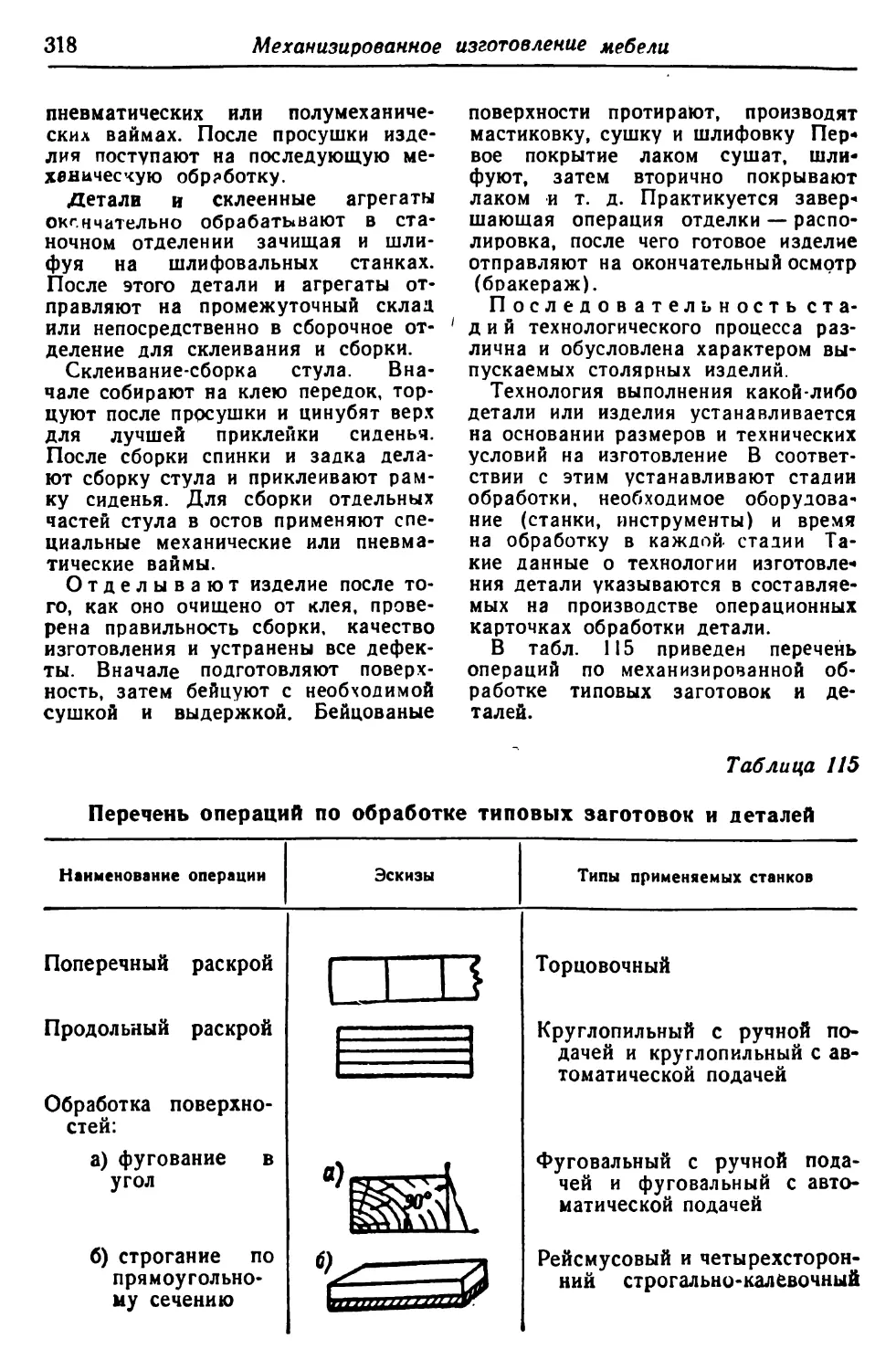
1. Стадии изготовления изделий .................... —
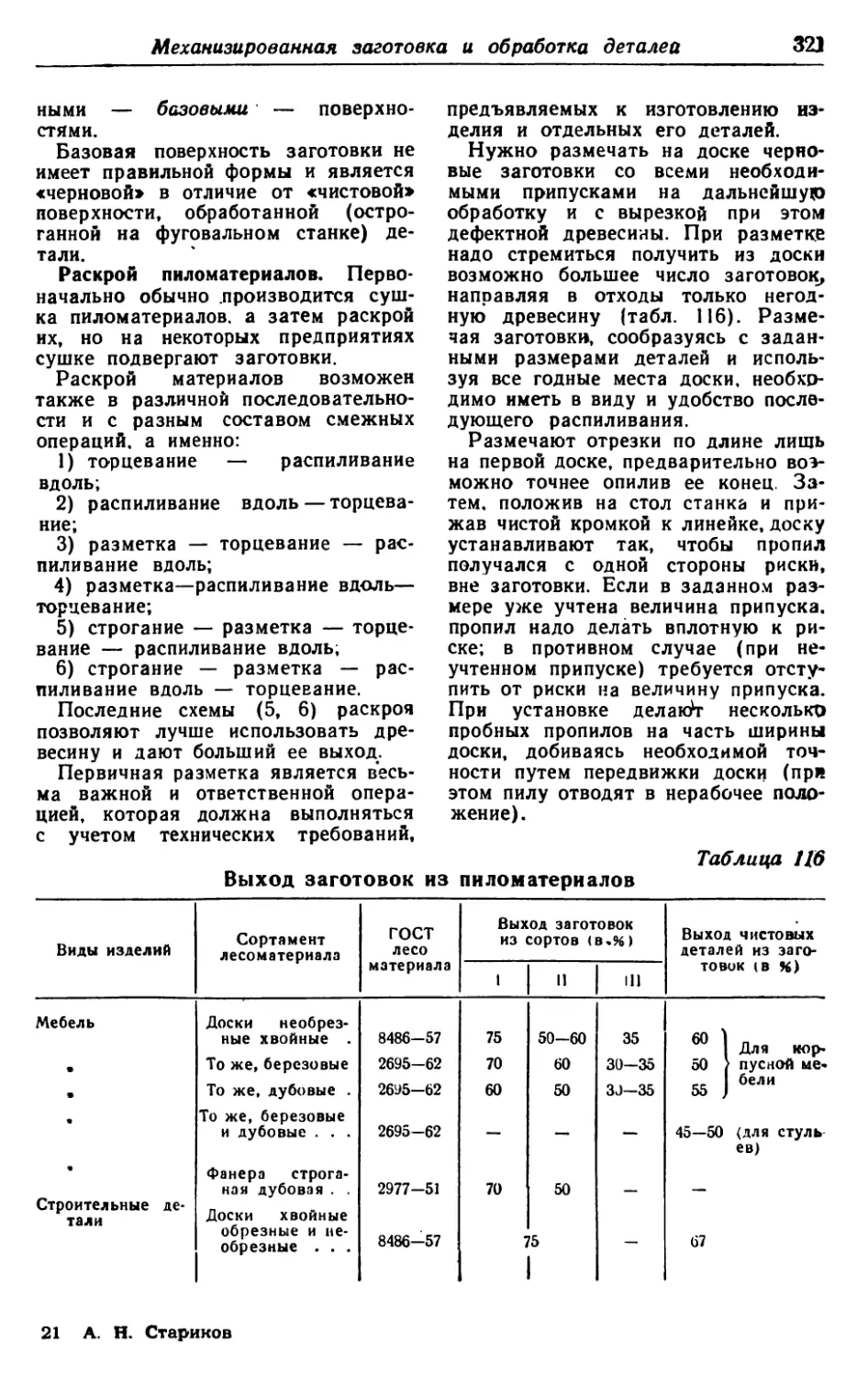
2. Механизированная заготовка и обработка деталей..........320
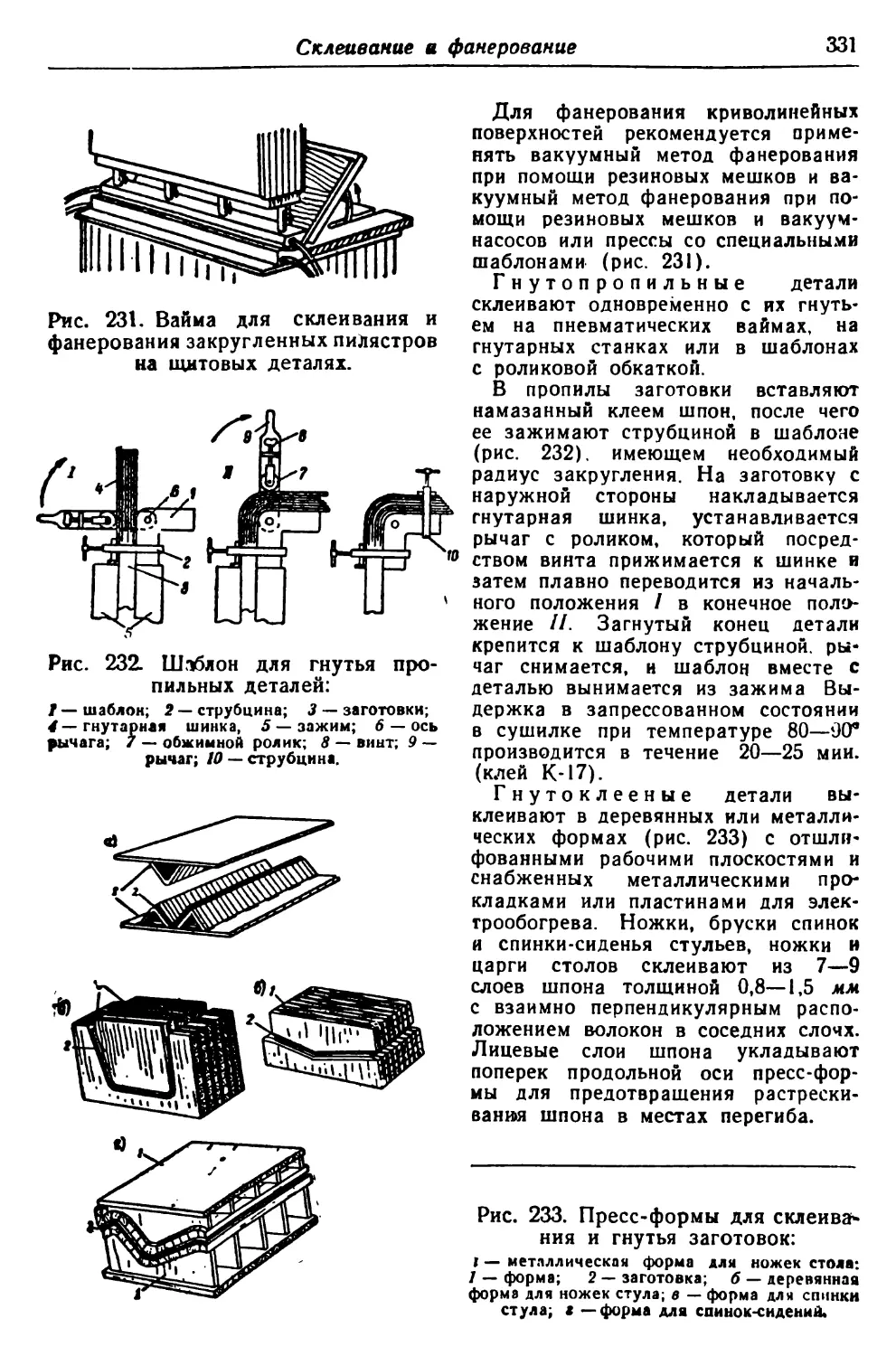
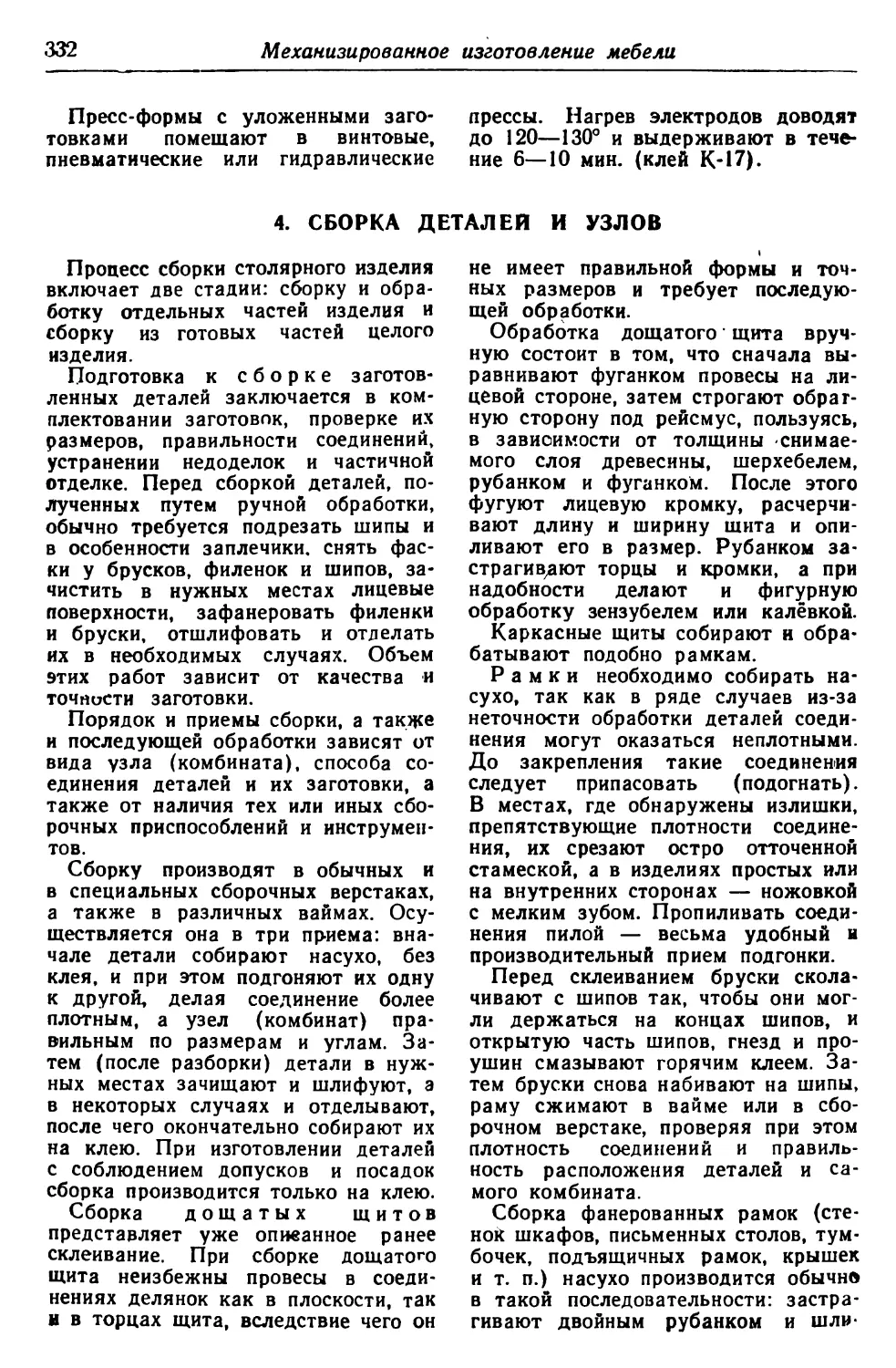
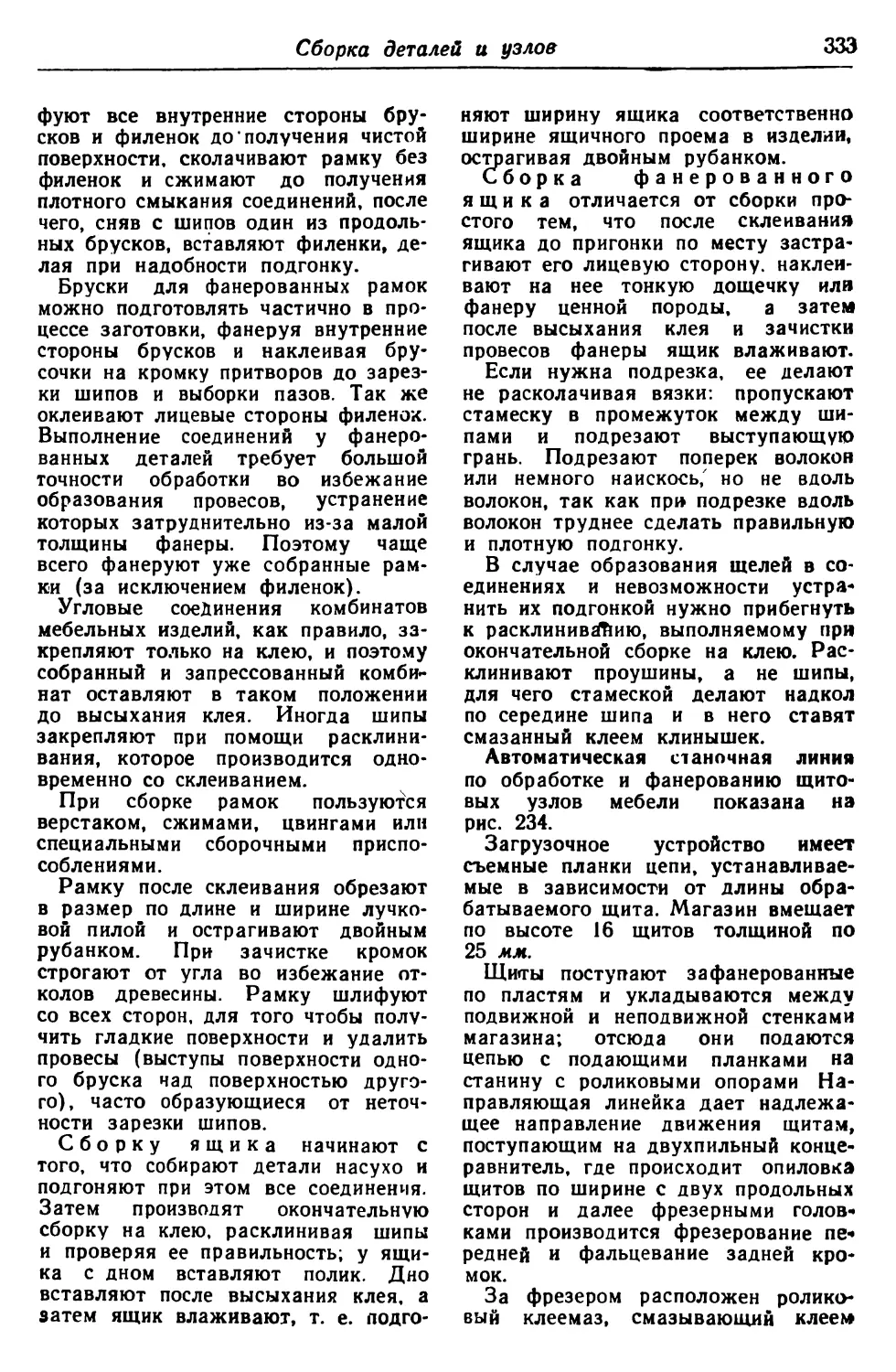
3. Склеивание и фанерование.................................325
4. Сборка деталей и узлов................................. 332
5. Сборка изделий....................... ..................335
Глава XVIII. Отделка изделий..................................... 339
1. Виды отделки............................................. —
2. Подготовка к отделке....................................340
3. Окрашивание и матовая отделка...........................341
4. Лакирование и полирование...............................343
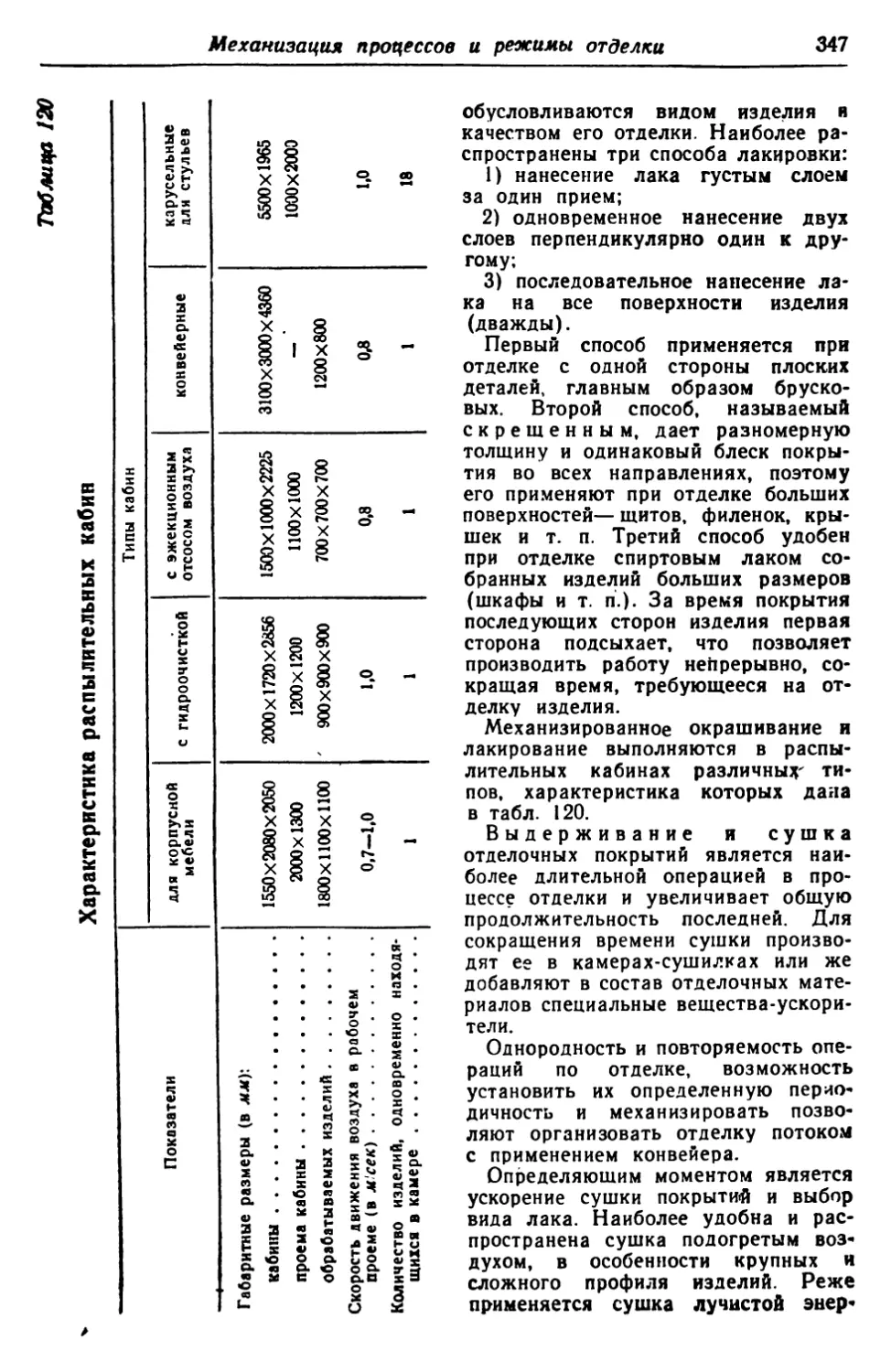
5. Механизация процессов и режимы отделки..................345
6. Художественная отделка..................................355
7. Установка фурнитуры.....................................358
Глава XIX. Изготовление и монтаж столярно-строительных изделий 359
1. Изготовление столярно-строительных изделий............... —
2. Заготовка элементов столярных тяг, перегородок, панелей и
встроенного оборудования....................................365
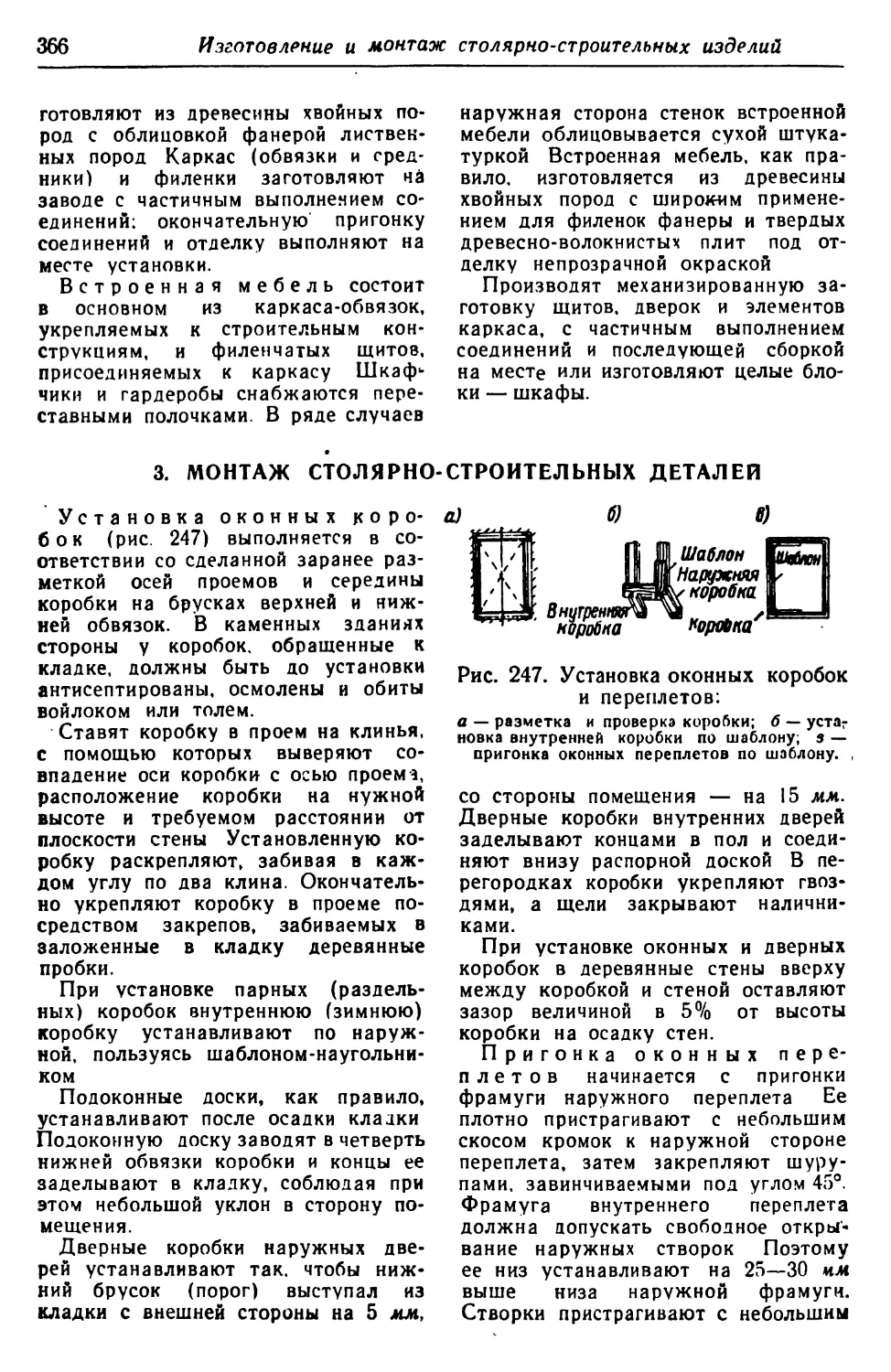
3. Монтаж столярно-строительных деталей....................366
4. Отделка стен и потолков ценными породами дерева.........368
5. Устройство оконных переплетов и дверей из дерева ценных
пород........................................................ —
6. Настилка художественного паркета........................369
Раздел пятый
ОРГАНИЗАЦИЯ СТОЛЯРНОГО ПРОИЗВОДСТВА
Глава XX. Организация производства...........................371
1. Виды столярных производств........................... —
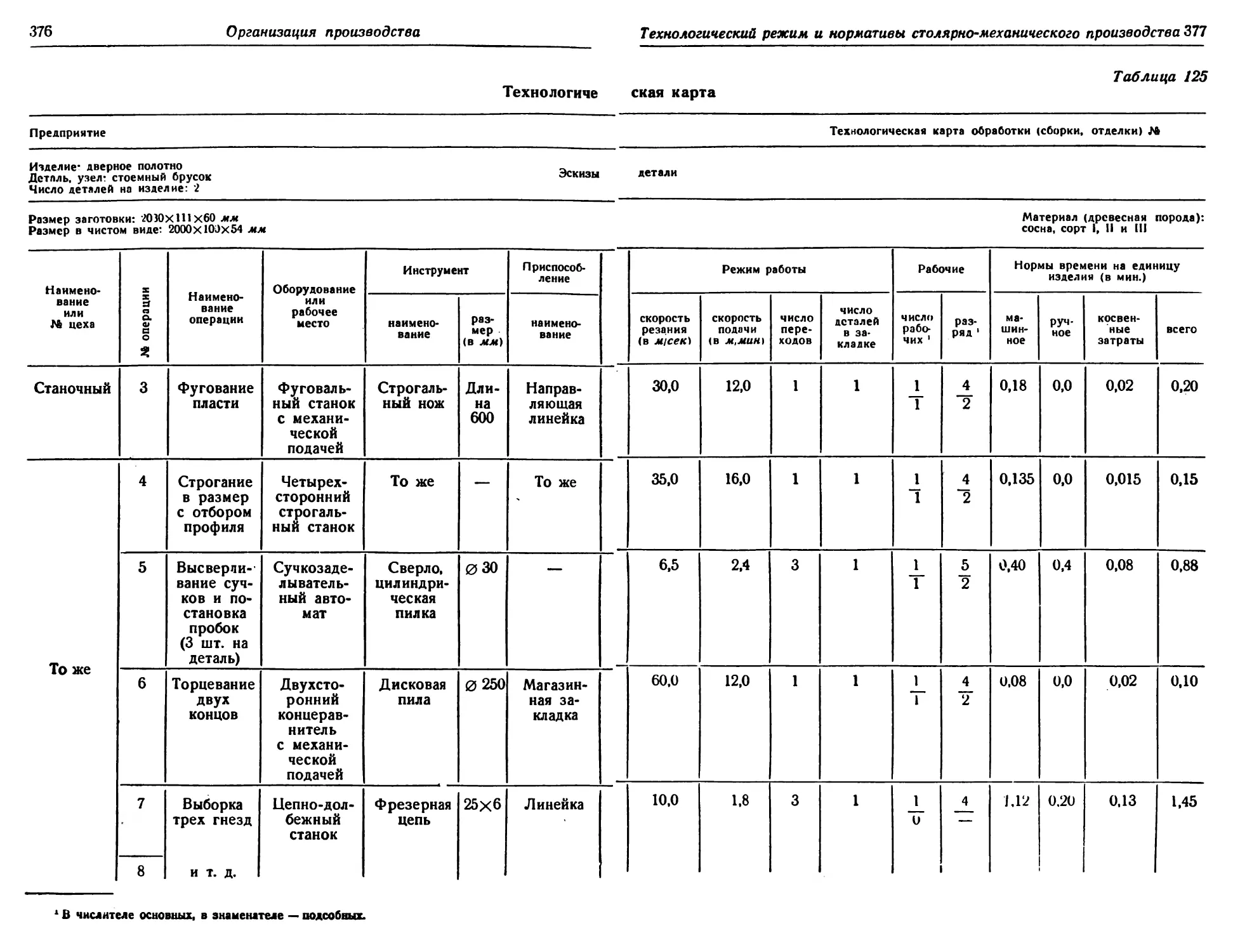
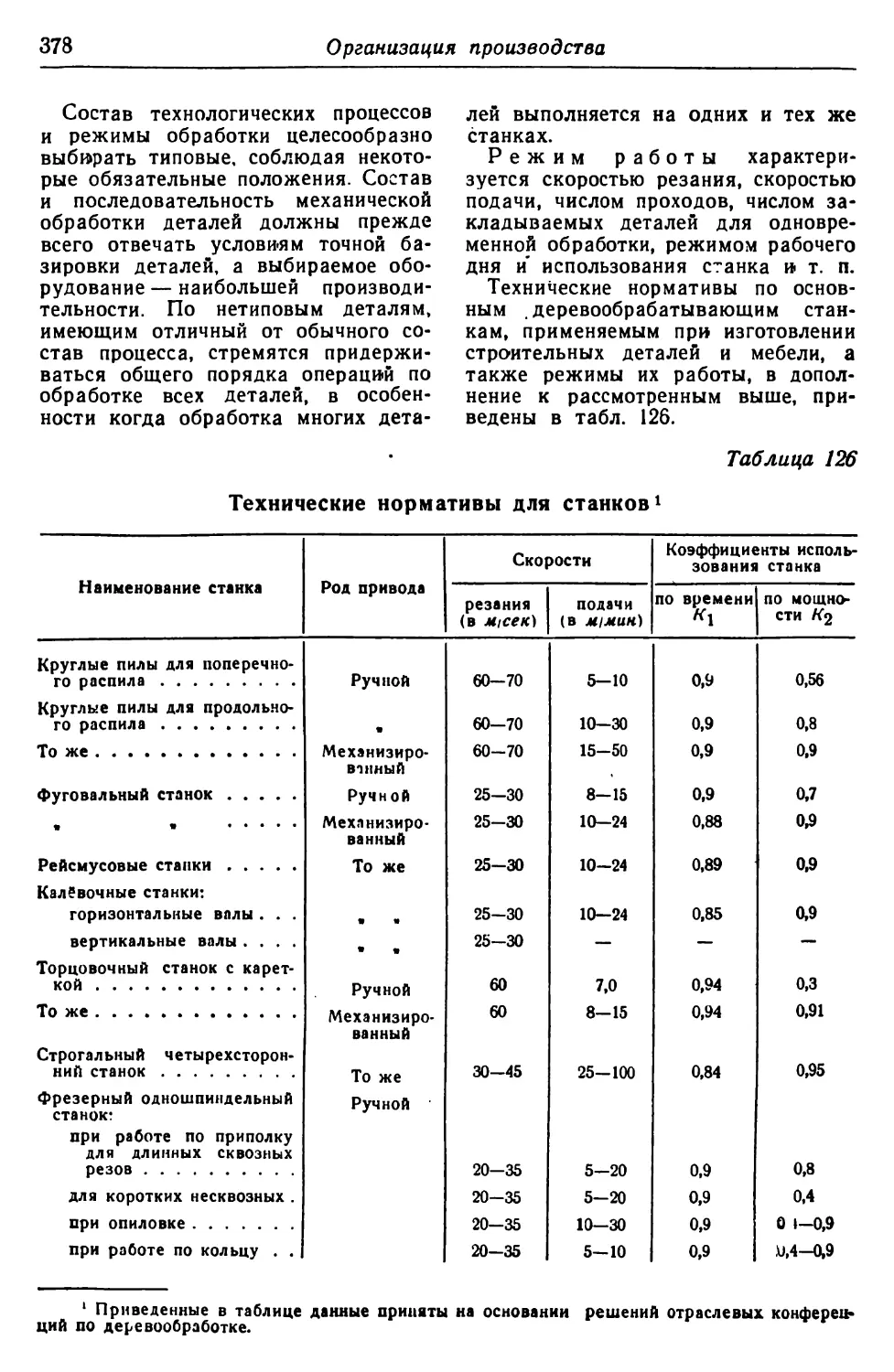
2. Технологический режим и нормативы столярно-механиче-
ского производства.....................................375
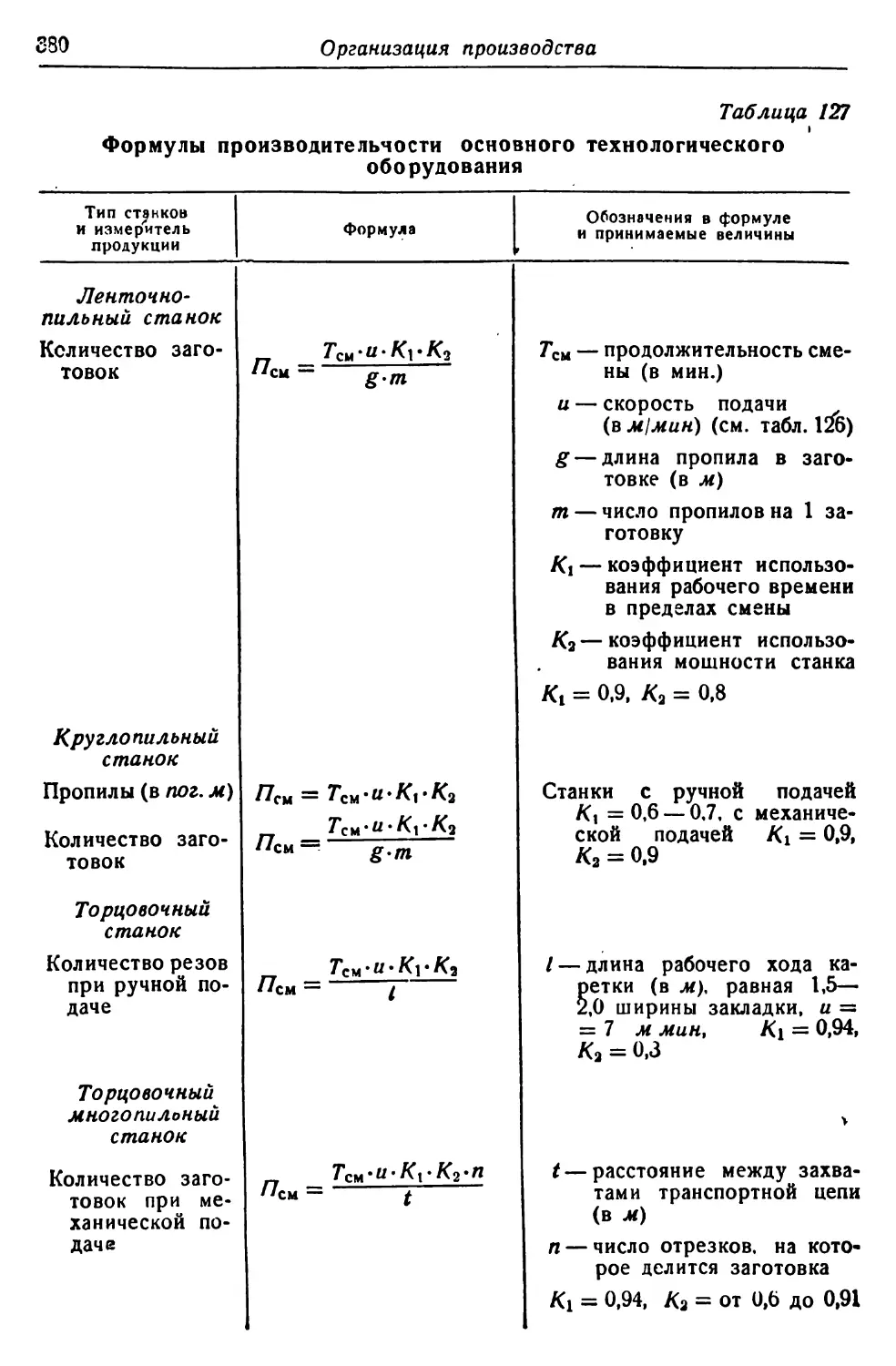
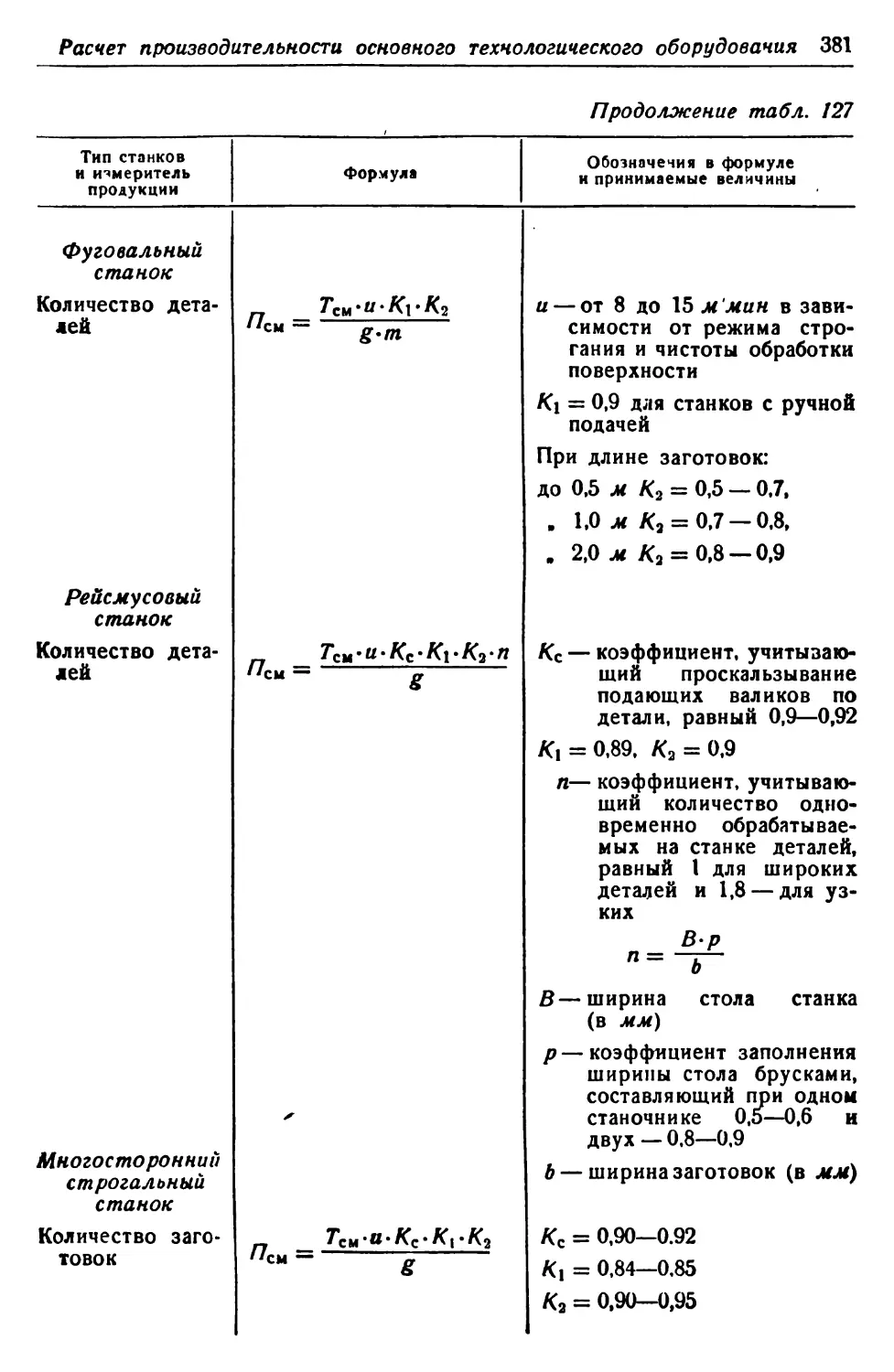
3. Расчет производительности основного технологического обо-
рудования .............................................379
Глава XX/ Организация труда и техническое нормирование . . . 384
1. Организация пруда и квалификационная характеристика сто-
ляров .................................................. —
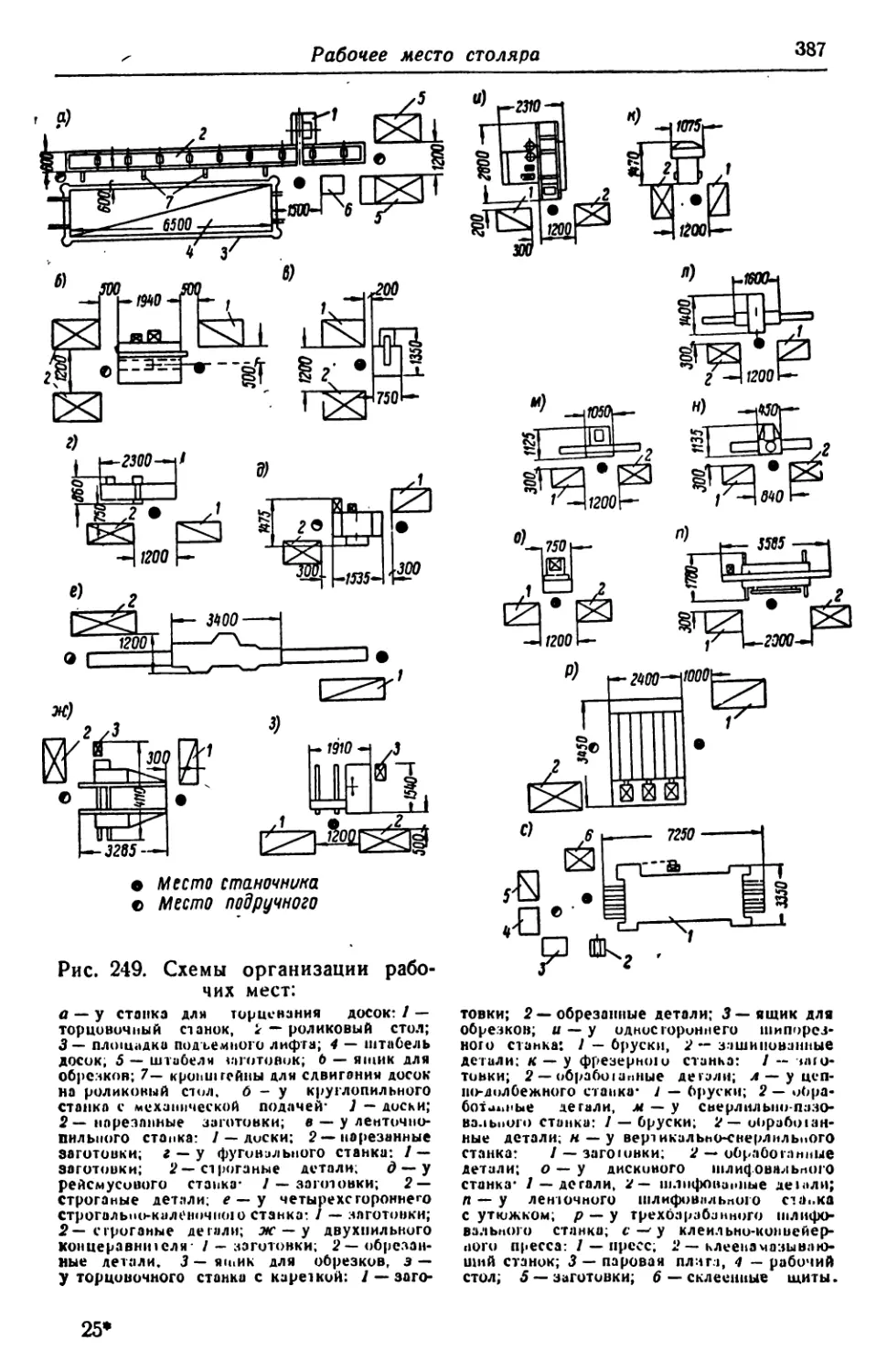
2. Рабочее место столяра...............................386
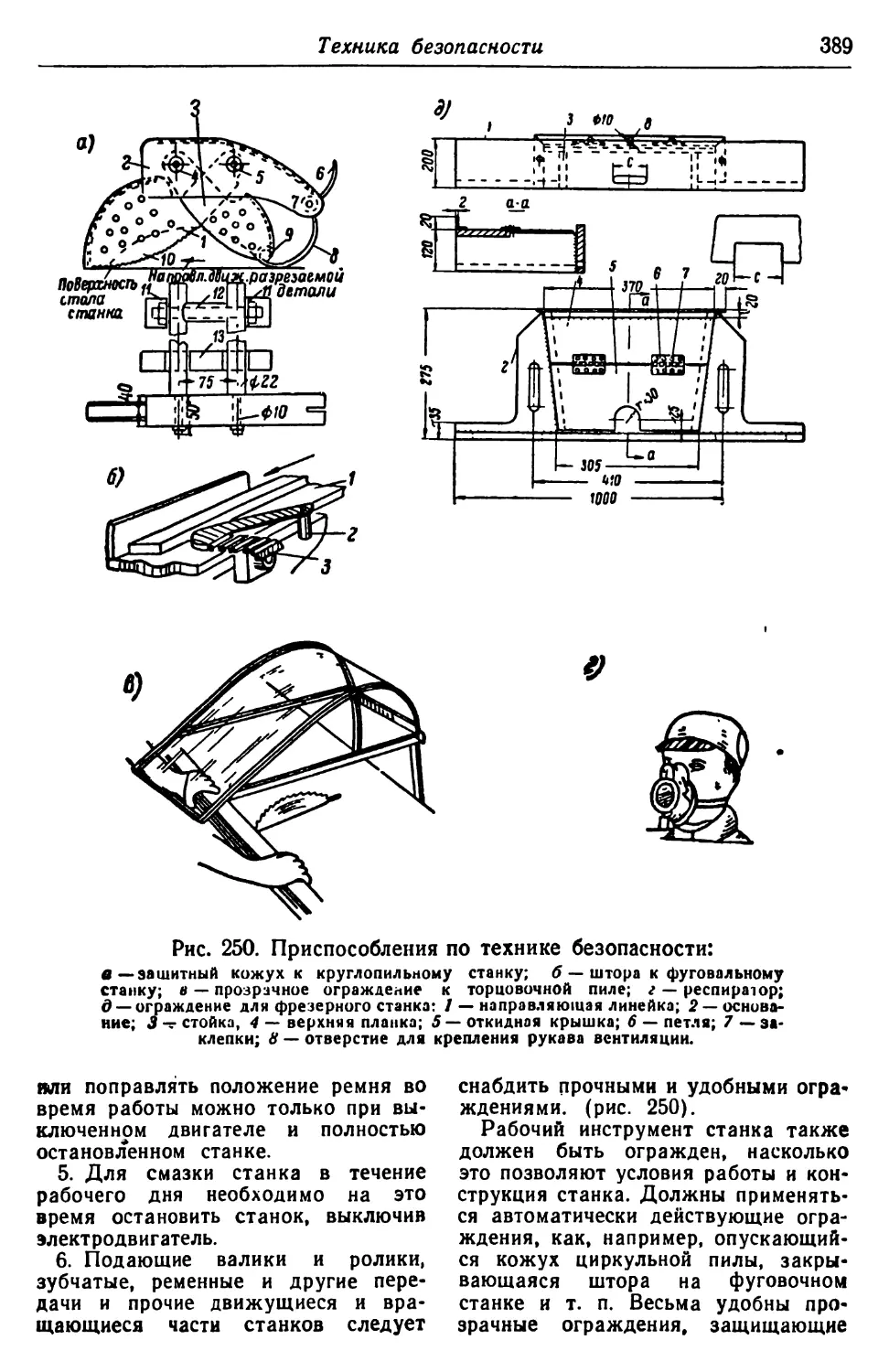
3. Техника безопасности .............................. 388
4. Нормы и расценки....................................390
Глава XX//. Технико-экономические показатели и документация
по столярно-мебельному производству..........................399
1. Технико-экономические показатели.................... —
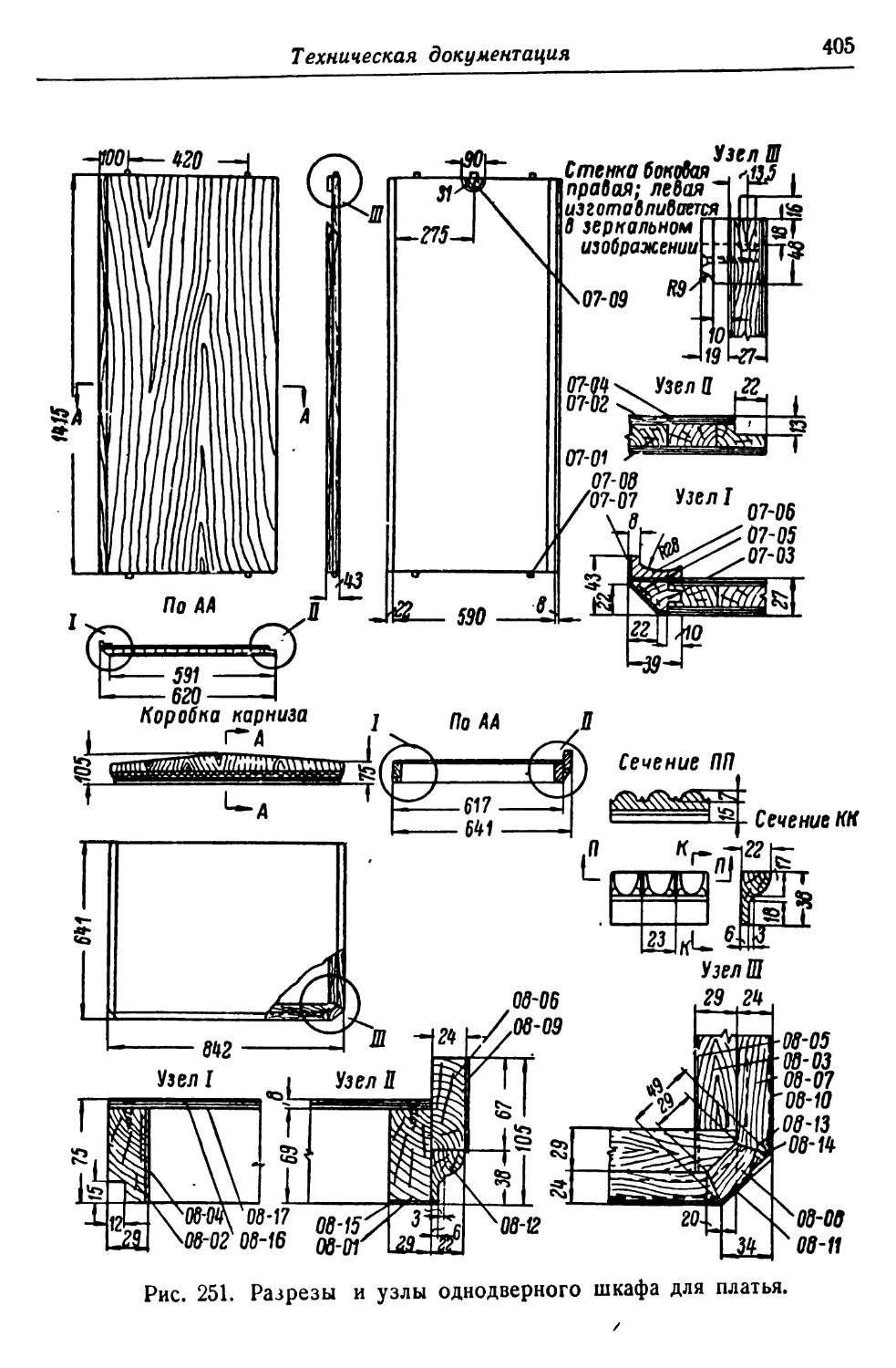
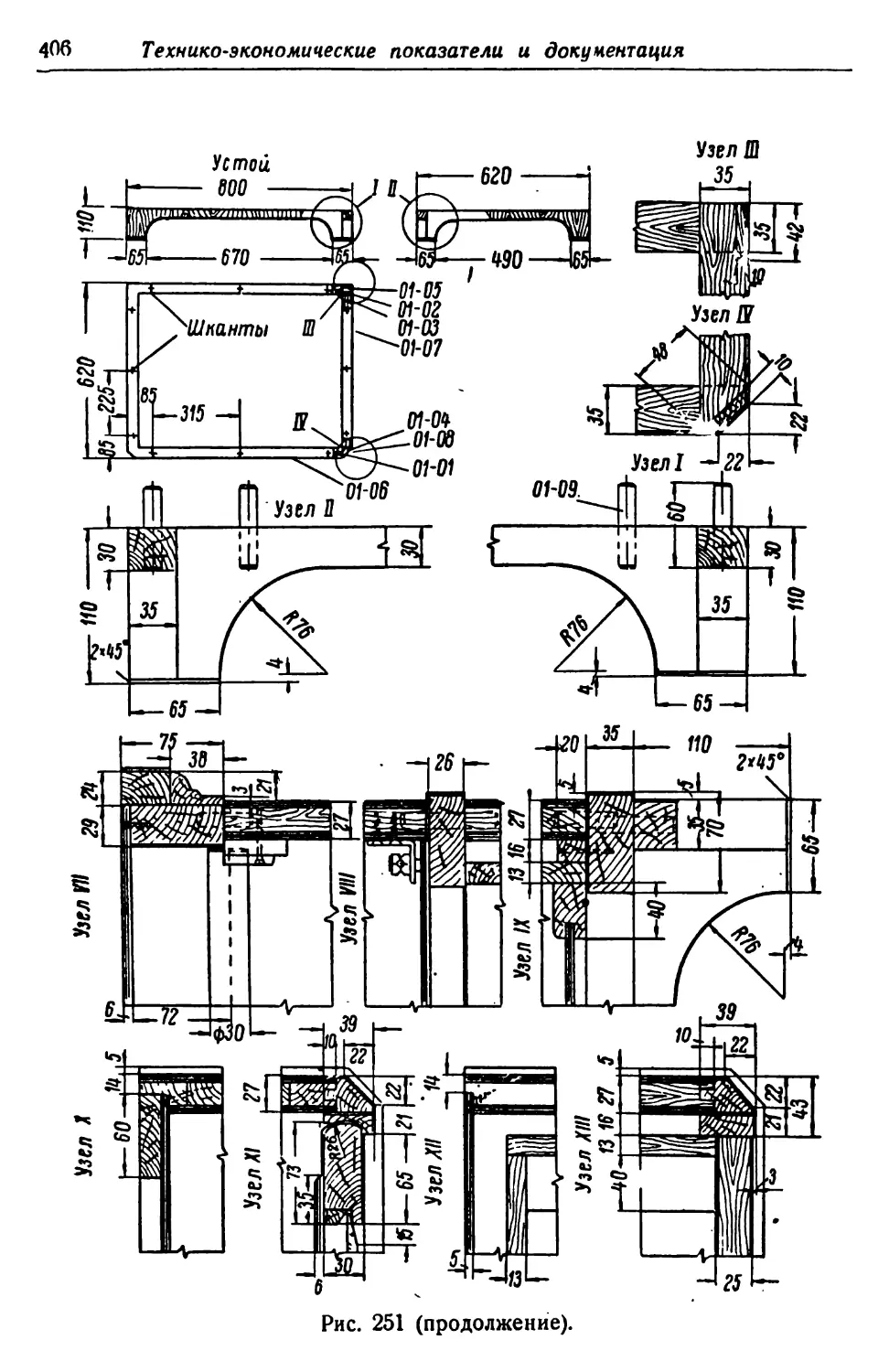
2. Техническая документация......................... 404
3. Составление спецификаций...........................407
Литература...................................................409
Предметный указатель....................................411
Приложения...................................................415
ПРЕДИСЛОВИЕ
Программа КПСС, принятая XXII съездом партии, предопределяет бур-
ное развитие всех отраслей народного хозяйства и высокий подъем благо-
состояния советского народа. В связи с этим большие задачи поставлены
и перёд работниками строительной индустрии и производств, способствующих
улучшению жилищно-бытовых условий.
Из года в год возрастают объем жилищного строительства и выпуск
изделий широкого потребления, в том числе и мебели. Одновременно улуч-
шается качество столярных изделий, повышаются и усложняются требования
к совершенствованию производственных- процессов, к их технологическому
оснащению. Расширяется круг вопросов, с которыми приходится сталкиваться
работникам мебельных фабрик и предприятий, выпускающих столярно-строи-
тельные изделия.
В настоящей книге сделана попытка объединить имеющиеся на сегодня
данные в этой области, отражающие как официальные материалы (ГОСТы,
Технические условия и т. п.), так и опыт различных производств.
Сознавая сложность поставленной задачи и возможные в связи с этим
недочеты предлагаемого издания, автор будет признателен за советы и ука-
зания, направленные к улучшению содержания справочника.
Книга предназначена в основном для столяров мебельных фабрик и
деревообрабатывающих предприятий на строительстве.
В первом ее разделе приводятся данные о видах строительных деталей
и мебельных изделий, их конструктивных особенностях и основных размерах.
Второй раздел содержит сведения о лесоматериалах и столярных полу-
фабрикатах, о металлических креплениях, клеях, фурнитуре, отделочных
и других материалах.
Третий раздел посвящен описанию технологического оборудования и
приемов механической и ручной обработки древесины; приводятся правила
ухода за станками и прочим оборудованием.
В четвертом разделе даются сведения по технологии столярно-механи-
чрских производств. Характеризуются детали и узлы столярных изделий,
процессы их изготовления, сборки и отделки.
Заключительный раздел содержит данные об организации труда, техни-
ческом нормировании и некоторые технико-экономические показатели, относя-
щиеся к столярно-мебельному производству.
РАЗДЕЛ ПЕРВЫЙ
СТОЛЯРНО-СТРОИТЕЛЬНЫЕ ИЗДЕЛИЯ
И МЕБЕЛЬ
Г лава I
СТОЛЯРНО-СТРОИТЕЛЬНЫЕ ИЗДЕЛИЯ
К столярно-строительным изде-
лиям, применяемым в зданиях, от-
носятся окна, двери, чистые паркет-
ные полы, чистые (столярные) пере-
городки и панели, облицованные дре-
весиной, а также различные тяги:
поручни лестничных перил, налич-
ники, плинтусы и галтели.
К столярным работам, кроме того,
относится, изготовление встроенного
оборудования (мебели): кухонных
полок и шкафчиков, шкафов-гарде-
робных, шкафов-перегородок и т. п.
В большинстве случаев для сто-
лярно-строительных изделий исполь-
зуют древесину хвойных и других
пород белого цвета, отчего и работы
по изготовлению таких изделий на-
зывают белодеревными. Однако в
зданиях с высококачественной отдел-
кой нередко применяют столярные
изделия из древесины ценных по-
род (дуба, клена, бука, красного
дерева и др.^. Такие столярные
работы относятся к краснодерев-
ным.
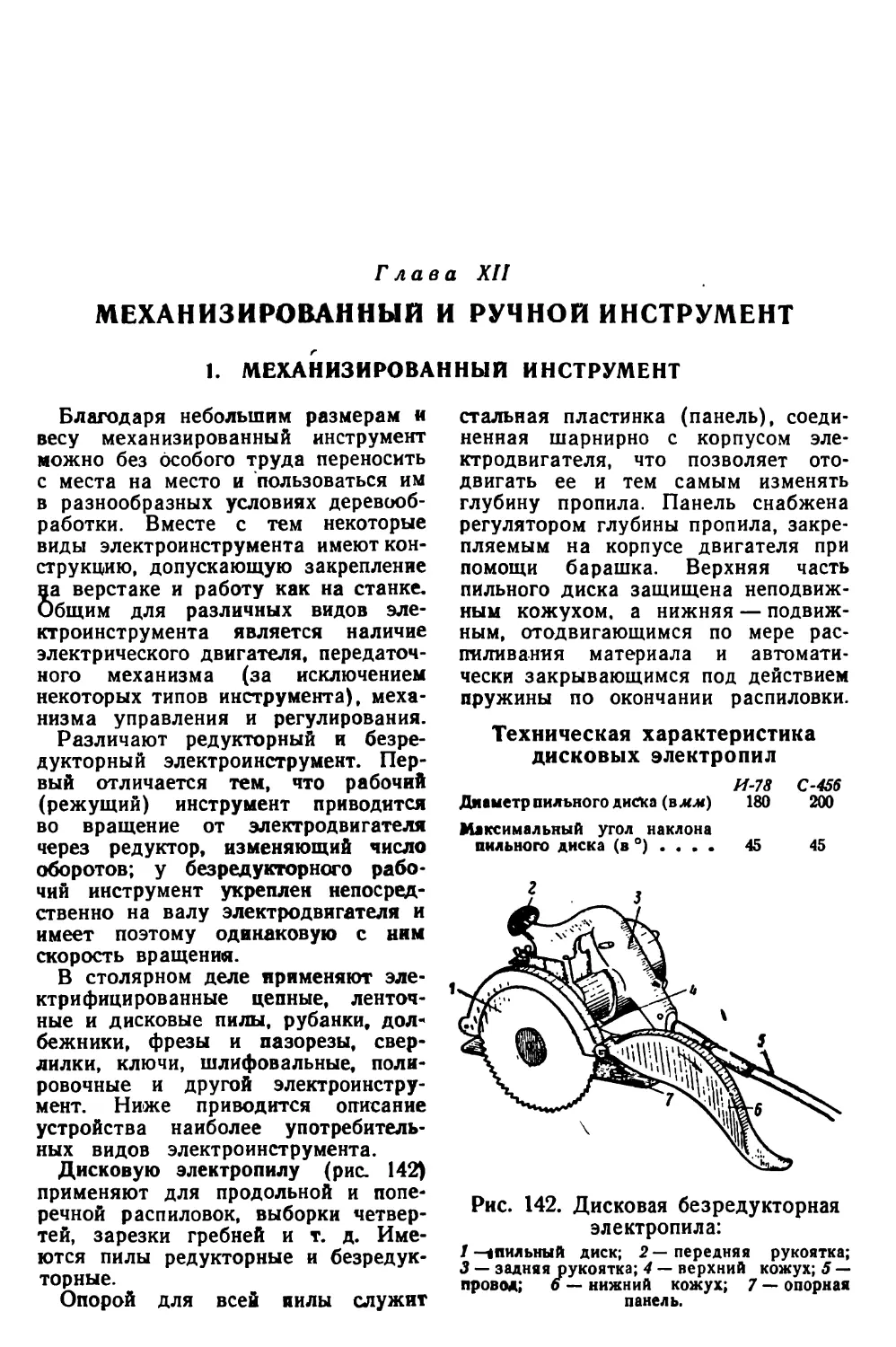
1. ОКНА
Оконные проемы жилых и гра-
жданских зданий заполняются уст-
ройствами, которые состоят из коро-
бок, переплетов, фрамуг и подокон-
ных досок. В индустриальном строи-
тельстве заполнение оконных проемов
производится готовыми блоками, со-
стоящими из переплетов, навешенных
в коробку. - -
Оконные коробки для проемов
в каменных стенах делают общими
для наружного и внутреннего пере-
плетов и фрамуг или же отдельными
для каждого переплета.
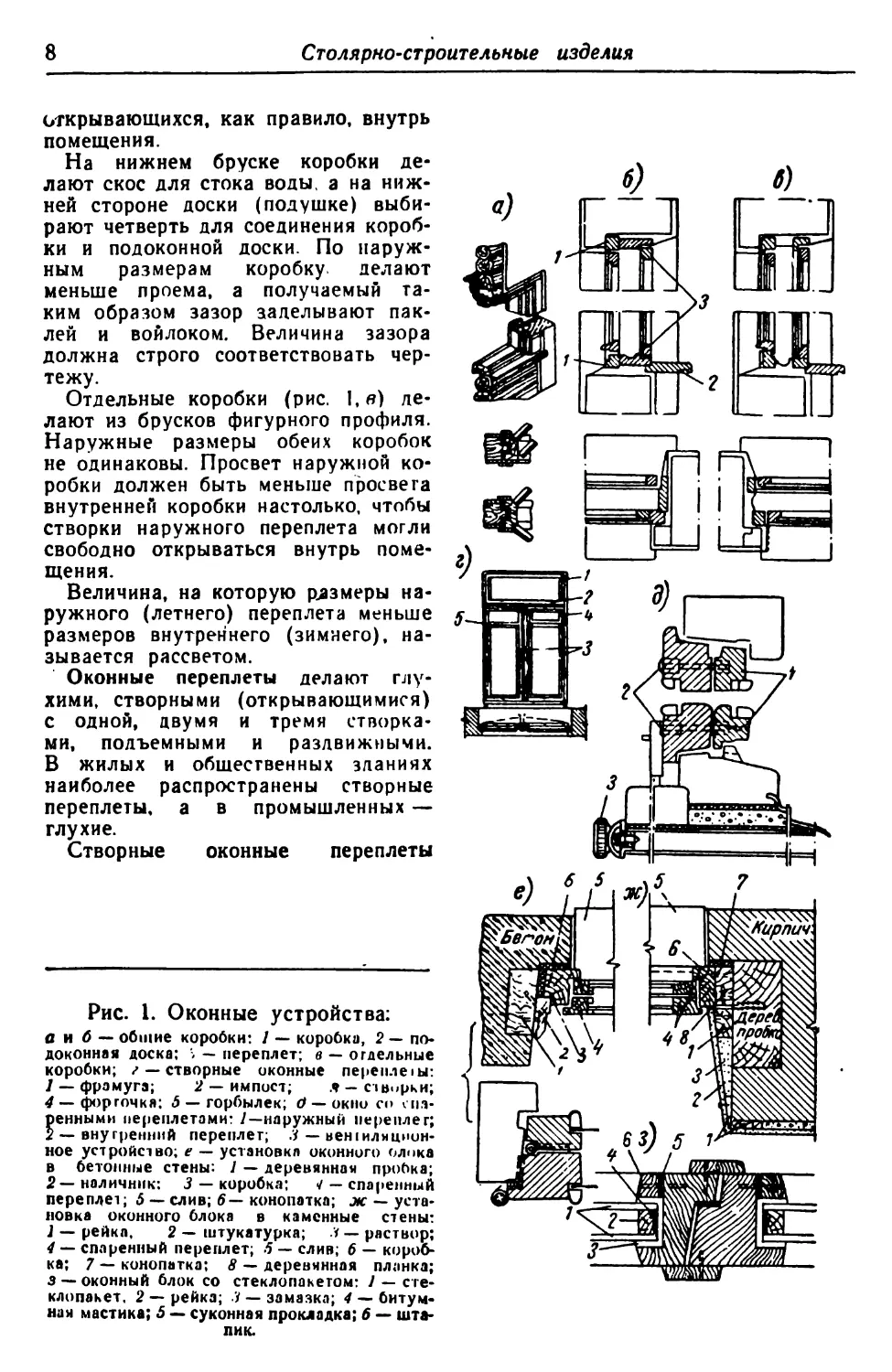
Общую коробку (рис. 1,а,б) вы-
полняют составной из брусков и до-
сок, имеющих четверти с внутренней
стороны для притвора переплетов.
8
Столярно-строительные изделия
открывающихся, как правило, внутрь
помещения.
На нижнем бруске коробки де-
лают скос для стока воды, а на ниж-
ней стороне доски (подушке) выби-
рают четверть для соединения короб-
ки и подоконной доски. По наруж-
ным размерам коробку делают
меньше проема, а получаемый та-
ким образом зазор заделывают пак-
лей и войлоком. Величина зазора
должна строго соответствовать чер-
тежу.
Отдельные коробки (рис. I, в) де-
лают из брусков фигурного профиля.
Наружные размеры обеих коробок
не одинаковы. Просвет наружной ко-
робки должен быть меньше просвета
внутренней коробки настолько, чтобы
створки наружного переплета могли
свободно открываться внутрь поме-
щения.
Величина, на которую размеры на-
ружного (летнего) переплета меньше
размеров внутреннего (зимнего), на-
зывается рассветом.
Оконные переплеты делают глу-
хими, створными (открывающимися)
с одной, двумя и тремя створка-
ми, подъемными и раздвижными.
В жилых и общественных зданиях
наиболее распространены створные
переплеты, а в промышленных —
глухие.
Створные оконные переплеты
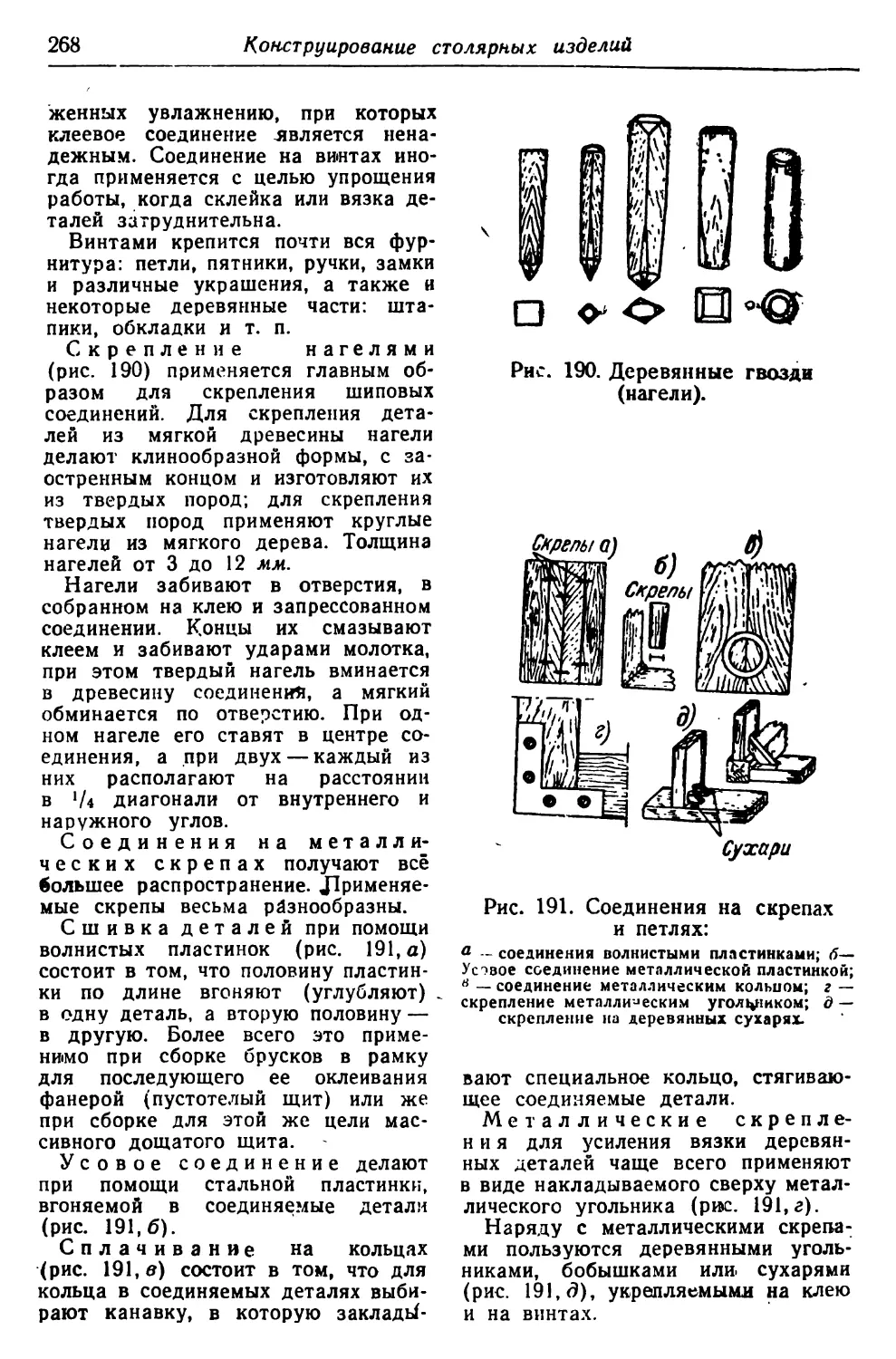
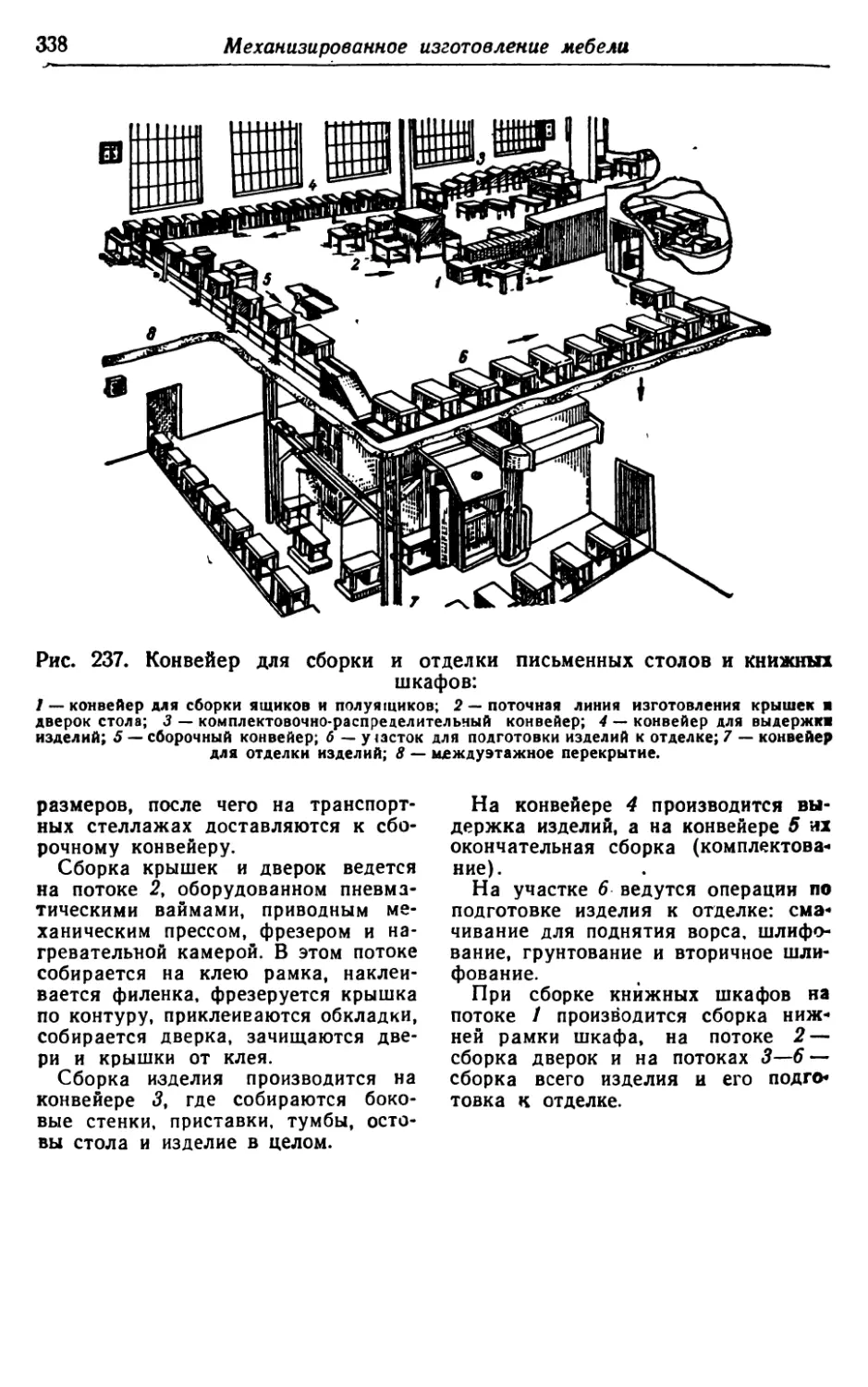
Рис. 1. Оконные устройства:
а и б — общие коробки: 1 — коробки, 2 — по-
доконная доска; > — переплет; в — отдельные
коробки; г — створные оконные перепле ibi:
/ — фрамуга; 2 — импост; я — створки;
4 — форточка; 5 — горбылек; б — окно со спа-
ренными переплетами: /—наружный переплет;
2 — внутренний переплет; 3 — вен1илицион-
ное устройство; е — установка оконного ол<»ка
в бетонные стены: / — деревянная пробка;
2— наличник: 3 — коробка; — спаренный
переплет; 6 — слив; 6— конопатка; ж — уста-
новка оконного блока в каменные стены:
1 — рейка, 2 — штукатурка; 3 — раствор;
4 — спаренный переплет; 5 — слив; 6 — короб-
ка; 7 — конопатка; 8 — деревянная планка;
з — оконный блок со стеклопакетом: / — сте-
клопакет, 2 — рейка; 3 — замазка; -/ — битум-
ная мастика; 5 — суконная прокладка; 6 — шта-
пик.
Окна
9
(рис. 1,г) чаще всего состоят из
трех частей: двух открывающихся
створок и наглухо укрепленной над
ними фрамуги. В некоторых случаях
фрамугу делают открывающейся, а
иногда она вообще отсутствует. Для
проветривания помещения в перепле-
тах устраивают форточки или откры-
вающиеся фрамуги.
Створки и фрамуги состоят из об-
вязок (верхней, нижней и боковых)
и горбыльков, или импоста. Обвязки
в углах соединяют двойным шипом,
а горбыльки с обвязками—одиноч-
ным шипом на клею и закрепляют
нагелями.
В обвязках с одной внутренней
стороны, а в горбыльках — с двух
сторон выбирают фальцы для встав-
ки стекол и калёвки.
В местах взаимного примыкания
створок и фрамуг выбирают четвер-
ти, затрудняющие продувание через
притворы. С такой же целью выби-
рают четверти в переплетах по кон-
туру их примыкания к коробкам, со-
здавая наплав-напуск переплета на
брусок коробки. На створках на-
бивают нащельники, закрывающие
щели притвора.
В фрамугах, створках и форточ-
ках наружного переплета нижнюю
обвязку делают с отливом и канав-
кой (капельником) для перехвата
стекающих капель.
Оконные блоки со спаренными пе-
реплетами (рис. 1,д, е, ж) имеют на-
ружный и внутренний переплеты,
поставленные вплотную один к дру-
гому и соединенные между собой
стяжными винтами. Обычные фор-
точки заменяют вентиляционным
устройством под окном. В притво-
рах применяют уплотняющие про-
кладки в виде шнура или резиновой
ленты.
Блоки со спаренными переплетами
проще в изготовлении и требуют зна-
чительно меньшего количества дре-
весины.
Оконные блоки со стеклопакетами
(рис. 1,з) являются дальнейшим
усовершенствованием конструкции
оконного заполнения. В уширенную
четверть переплета вставляется сте-
клопакет, состоящий из двух стекол
и деревянных брусков, проложенных
между ними, и закрепляется сна-
ружи штапиком.
Заполнения оконных проемов дол-
жны доставляться на стройку в
виде блоков, в состав которых вхо-
дят коробки с навешенными в них
переплетами с фрамугами и форточ-
ками.
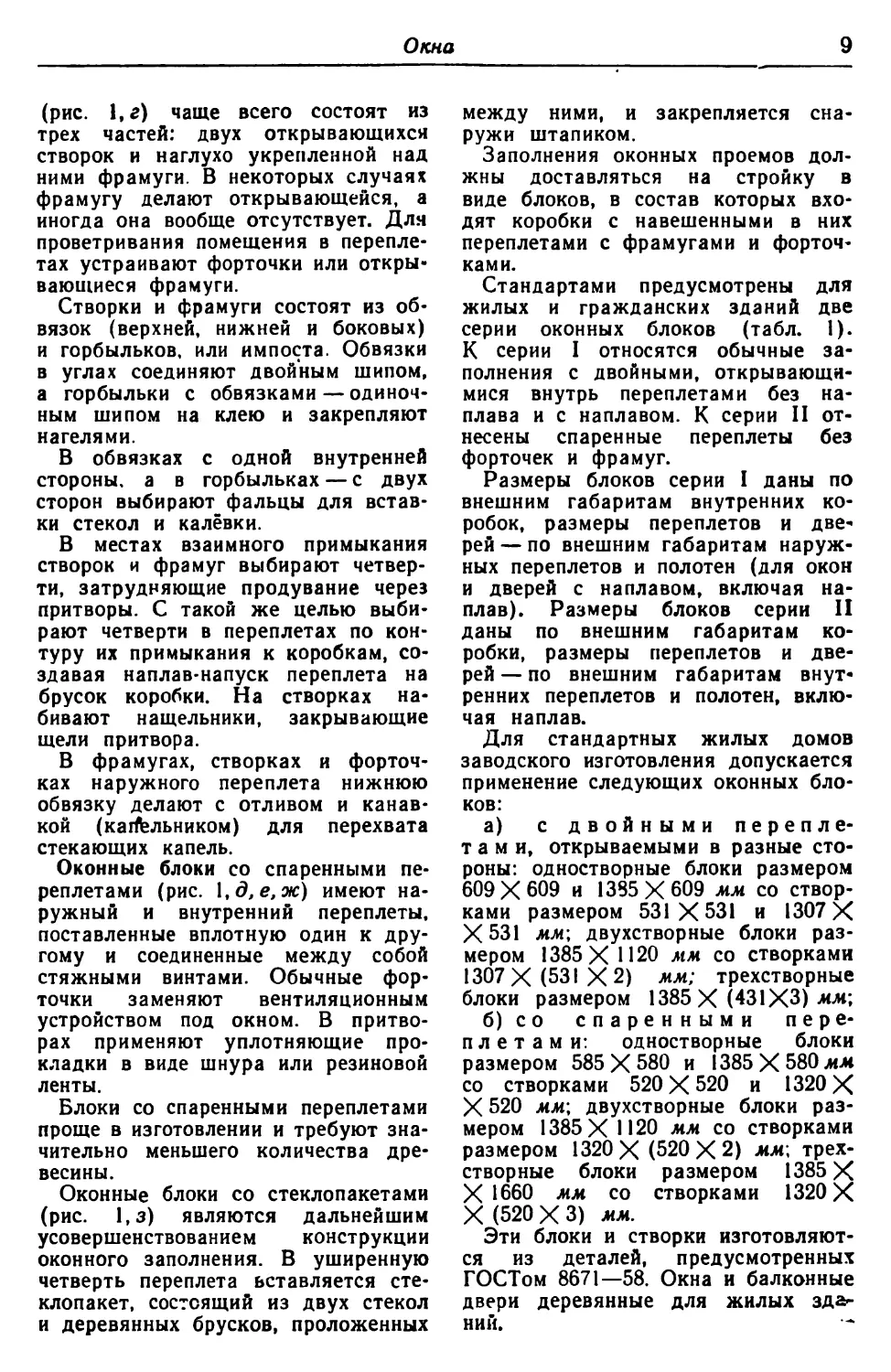
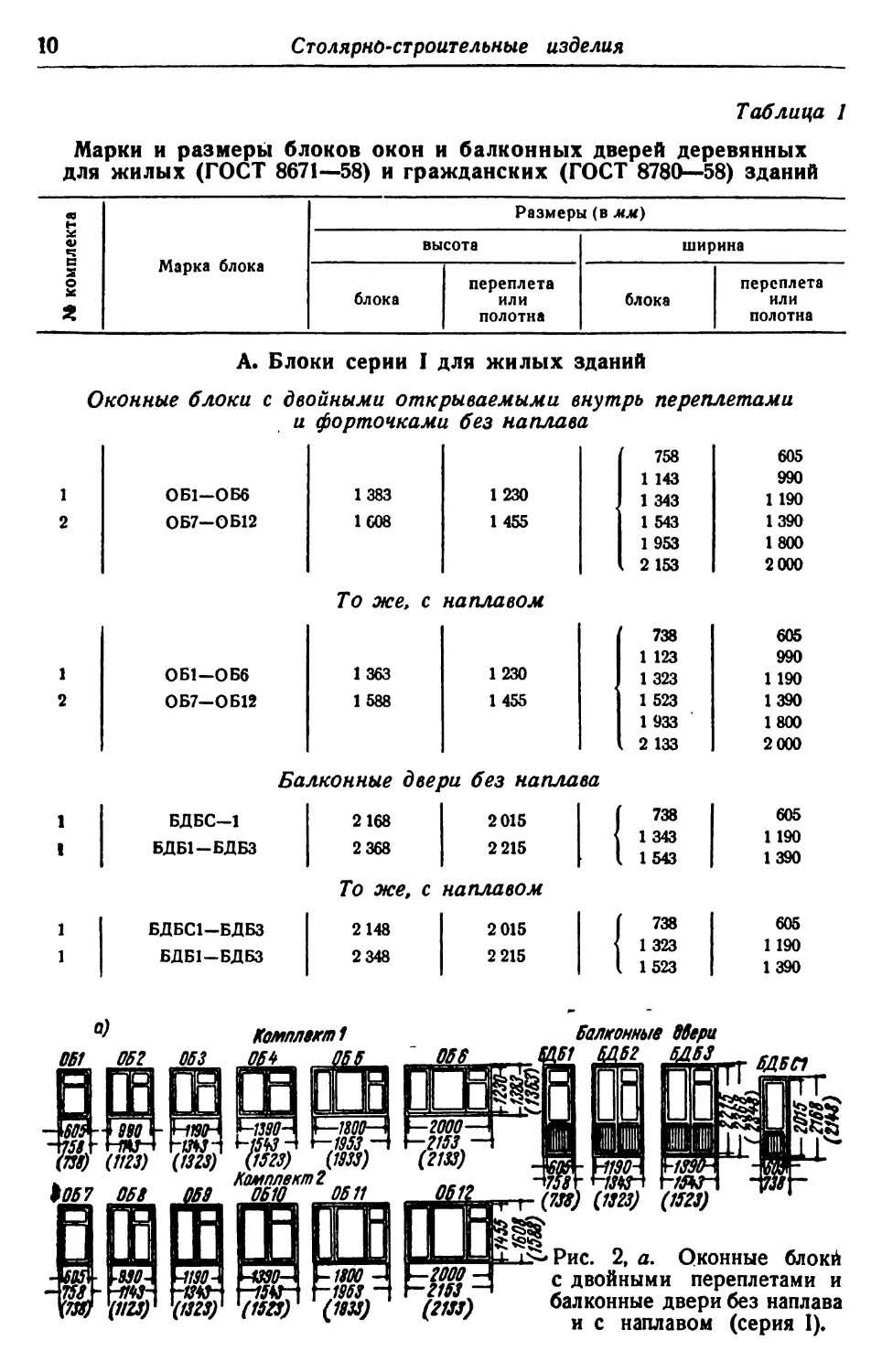
Стандартами предусмотрены для
жилых и гражданских зданий две
серии оконных блоков (табл. 1).
К серии I относятся обычные за-
полнения с двойными, открывающи-
мися внутрь переплетами без на-
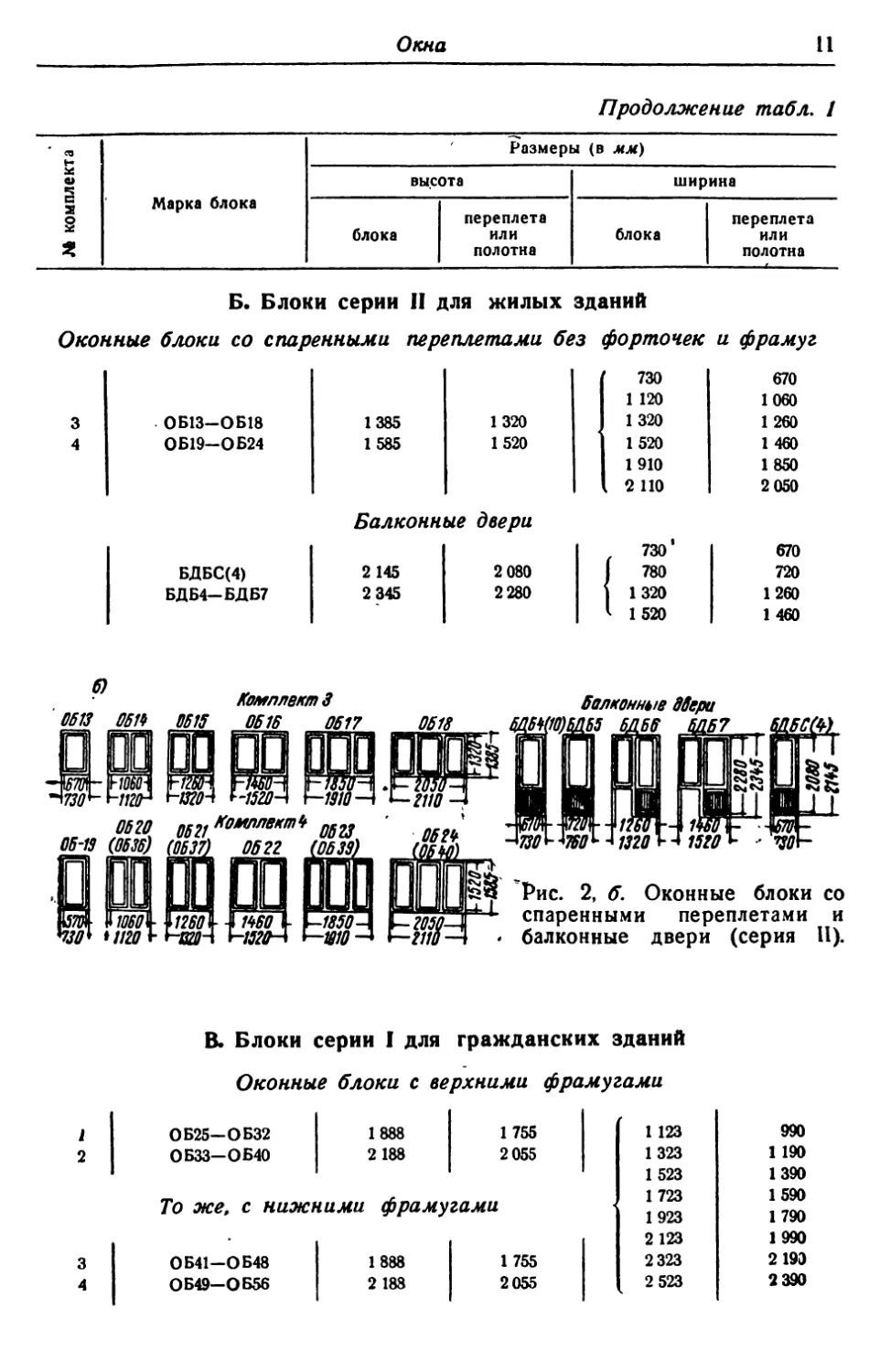
плава и с наплавом. К серии II от-
несены спаренные переплеты без
форточек и фрамуг.
Размеры блоков серии I даны по
внешним габаритам внутренних ко-
робок, размеры переплетов и две-
рей — по внешним габаритам наруж-
ных переплетов и полотен (для окон
и дверей с наплавом, включая на-
плав). Размеры блоков серии II
даны по внешним габаритам ко-
робки, размеры переплетов и две-
рей — по внешним габаритам внут-
ренних переплетов и полотен, вклю-
чая наплав.
Для стандартных жилых домов
заводского изготовления допускается
применение следующих оконных бло-
ков:
а) с двойными перепле-
тами, открываемыми в разные сто-
роны: одностворные блоки размером
609 X 609 и 1385 X 609 мм со створ-
ками размером 531X531 и 1307 X
Х531 мм; двухстворные блоки раз-
мером 1385X1120 мм со створками
1307 X (531 X 2) мм; трехстворные
блоки размером 1385 X (431X3) мм;
б) со спаренными пере-
плетами: одностворные блоки
размером 585 X 580 и 1385 X 580 мм
со створками 520 X 520 и 1320 X
X 520 мм; двухстворные блоки раз-
мером 1385X1120 мм со створками
размером 1320 X (520X2) мм; трех-
створные блоки размером 1385 X
X 1660 мм со створками 1320 X
X (520 X 3) jhjh.
Эти блоки и створки изготовляют-
ся из деталей, предусмотренных
ГОСТом 8671—58. Окна и балконные
двери деревянные для жилых зда-
ний.
10
Столярнй-строительные изделия
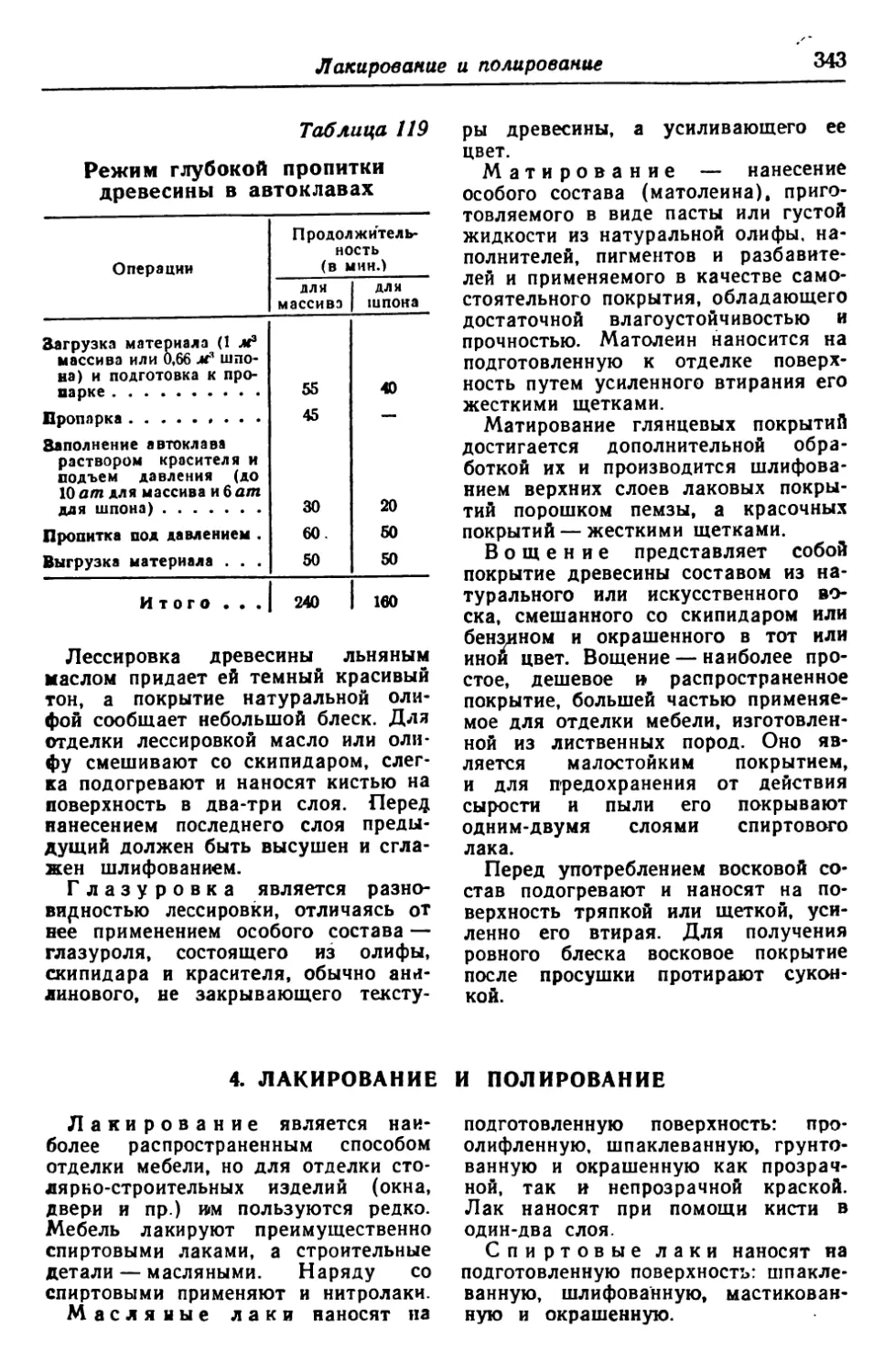
Таблица 1
Марки и размеры блоков окон и балконных дверей деревянных
для жилых (ГОСТ 8671—58) и гражданских (ГОСТ 8780—58) зданий
№ комплекта Марка блока Размеры (в мм)
высота ширина
блока переплета или полотна блока переплета или полотна
А. Блоки серии I для жилых зданий
Оконные блоки с двойными открываемыми внутрь переплетами
1 и форточками без наплава 605 990 1 190
ОБ1-ОБ6 1383 1 230 758 1 143 1 343
2 ОБ7-ОБ12 1608 1 455 1 543 1390
1953 1800
. 2 153 2 000
То же» с наплавом
1 ОБ1-ОБ6 1363 1230 738 1 123 1 323 605 990 1 190
2 ОБ7-ОБ12 1 588 1455 1 523 1390
1933 1800
. 2 133 2 000
Балконные двери без наплава
1 БДБС-1 2168 1 1 2015 ( 738 605
< 1 343 1190
1 БДБ1-БДБЗ 2 368 2 215 1 1543 1390
То же, с наплавом
1 1 I БДБС1-БДБЗ 2148 2 015 ( 738 605
< 1 323 1190
1 БДБ1-БДБЗ 2348 2 215 1 1523 1390
$ Комплект 1
2000
2153^
(2133)
Балконные Обери
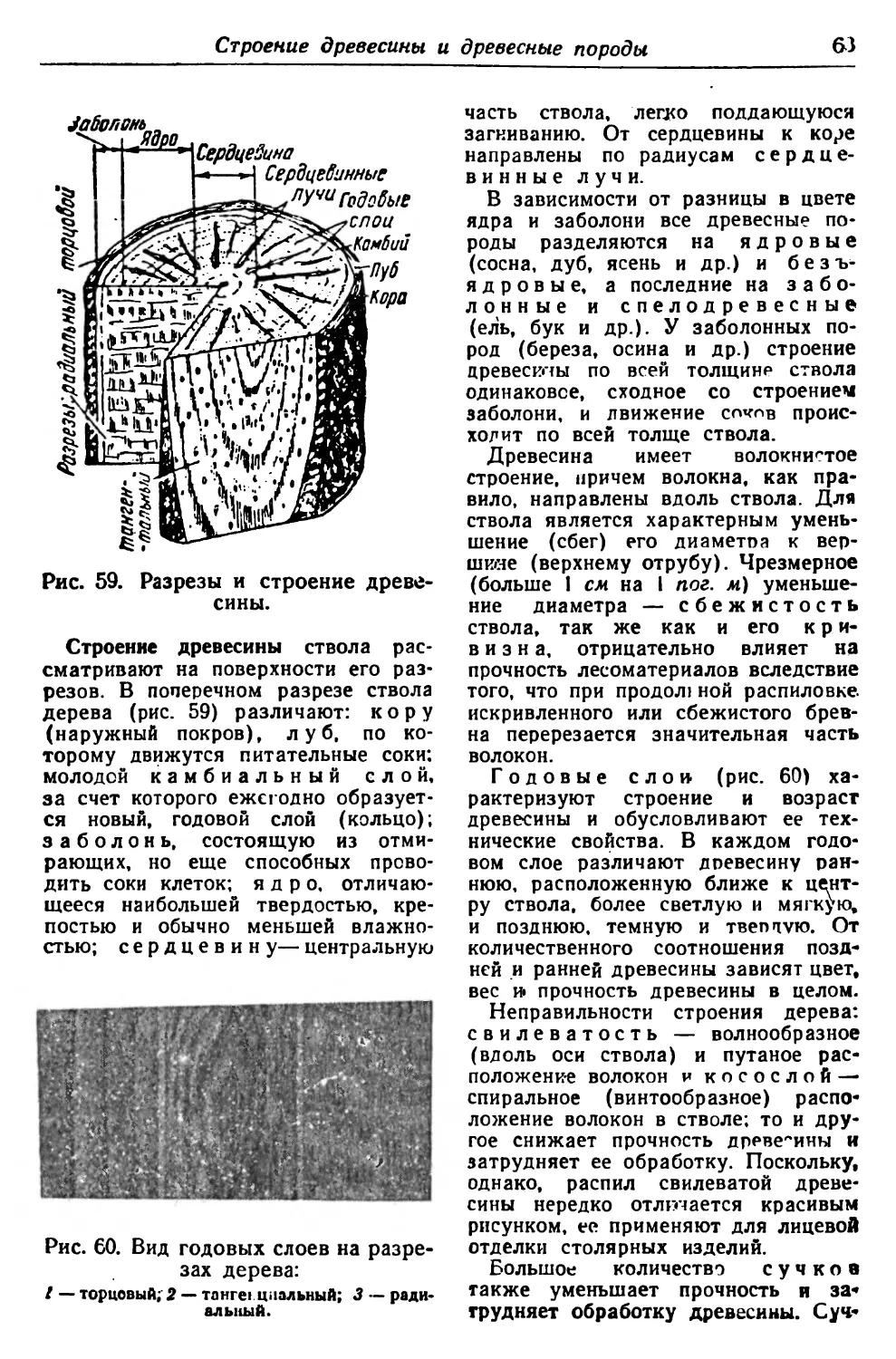
63
066
6ДБС1
(1323)
(2133)
Рис. 2, а. Оконные блокй
с двойными переплетами и
балконные двери без наплава
и с наплавом (серия 1).
Окна
11
Продолжение табл. I
№ комплекта Марка блока Размеры (в мм)
высота ширина
блока переплета или полотна блока переплета или полотна
Б. Блоки серии II для жилых зданий
Оконные блоки со спаренными переплетами без форточек и фрамуг
3 ОБ13-ОБ18 1385 1320 730 1 120 1320 670 1060 1 260
4 ОБ19-ОБ24 1585 1520 1520 1 460
1910 1850
2 110 2 050
Балконные двери
730 670
БДБС(4) 2 145 2 080 J 780 720
БДБ4-БДБ7 2 345 2 280 | 1320 1260
1 1520 1460
б)
0613 0614
Комплект 3
0615 0616 0617
0620 ^21КомллвктЧ 0623
06'19 (0636) (0637) 0622 (0639)
1850
-то-
балконные Обери
Рис. 2, б. Оконные блоки со
спаренными переплетами и
балконные двери (серия П).
В. Блоки серии I для гражданских зданий
Оконные блоки с верхними фрамугами
1 ОБ25—ОБ32 1888 1755 1 123 990
2 ОБЗЗ-ОБ40 2 188 2 055 1323 1 190
1 523 1390
То же, с нижними фрамугами 1723 1923 1590 1790
2 123 1990
3 ОБ41—ОБ48 1888 1755 2 323 2190
4 ОБ49-ОБ56 2 188 2 055 2 523 2390
12
Столярно-строительные изделия
Продолжение табл. 1
№ комплекта Марка блока Размеры (в мм)
высота ширина
блока переплета или полотна блока переплета или полотна
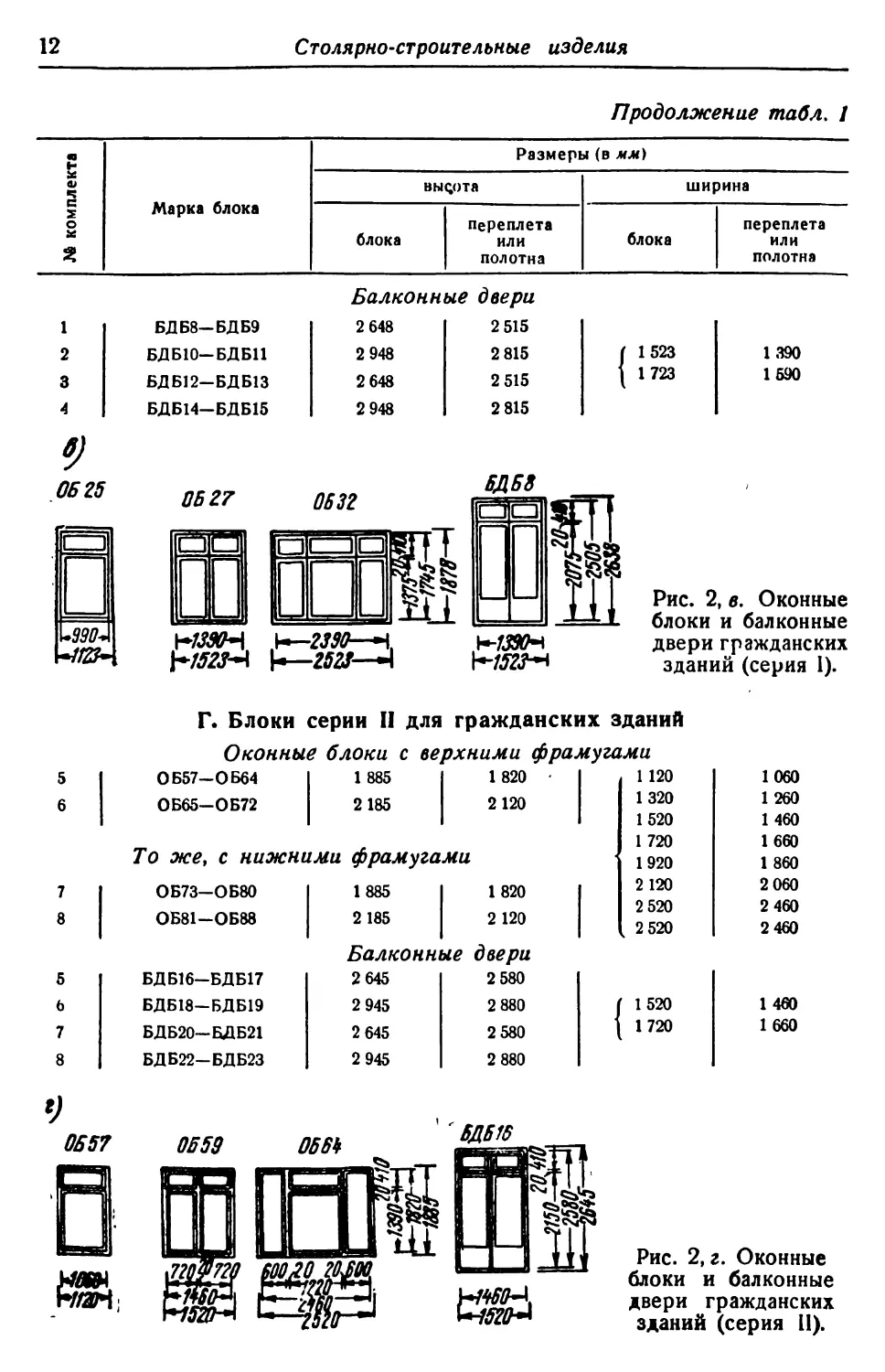
Балконные двери
1 БДБ8-БДБ9 2 648 2 515
2 БДБ10—БДБ11 2 948 2 815 ( 1523 1390
3 БДБ12-БДБ13 2 648 2 515 | 1723 1590
4 БДБ14-БДБ15 2 948 2 815
9
Рис. 2, в. Оконные
блоки и балконные
двери гражданских
зданий (серия 1).
Г. Блоки серии II для гражданских зданий
Оконные блоки с верхними фрамугами
5 I ОБ57-ОБ64 1 885 1820 1 120 1060
6 ' ОБ65-ОБ72 2185 2120 1320 1520 1 260 1 460
То же, с нижними фрамугами 1 720 1920 1660 1 860
7 8 ОБ73-ОБ80 ОБ81-ОБ88 1885 2185 1820 2 120 2 120 2 520 k 2 520 2 060 2 460 2 460
Балконные двери
5 БДБ16-БДБ17 2645 2 580
6 БДБ18-БДБ19 2 945 2 880 г 1520 1 460
7 БДБ20— БДБ21 2 645 2 580 1720 1660
8 БДБ22-БДБ23 2 945 2 880
Рис. 2, г. Оконные
блоки и балконные
двери гражданских
зданий (серия 11).
Окна
13
О) w--------------------774
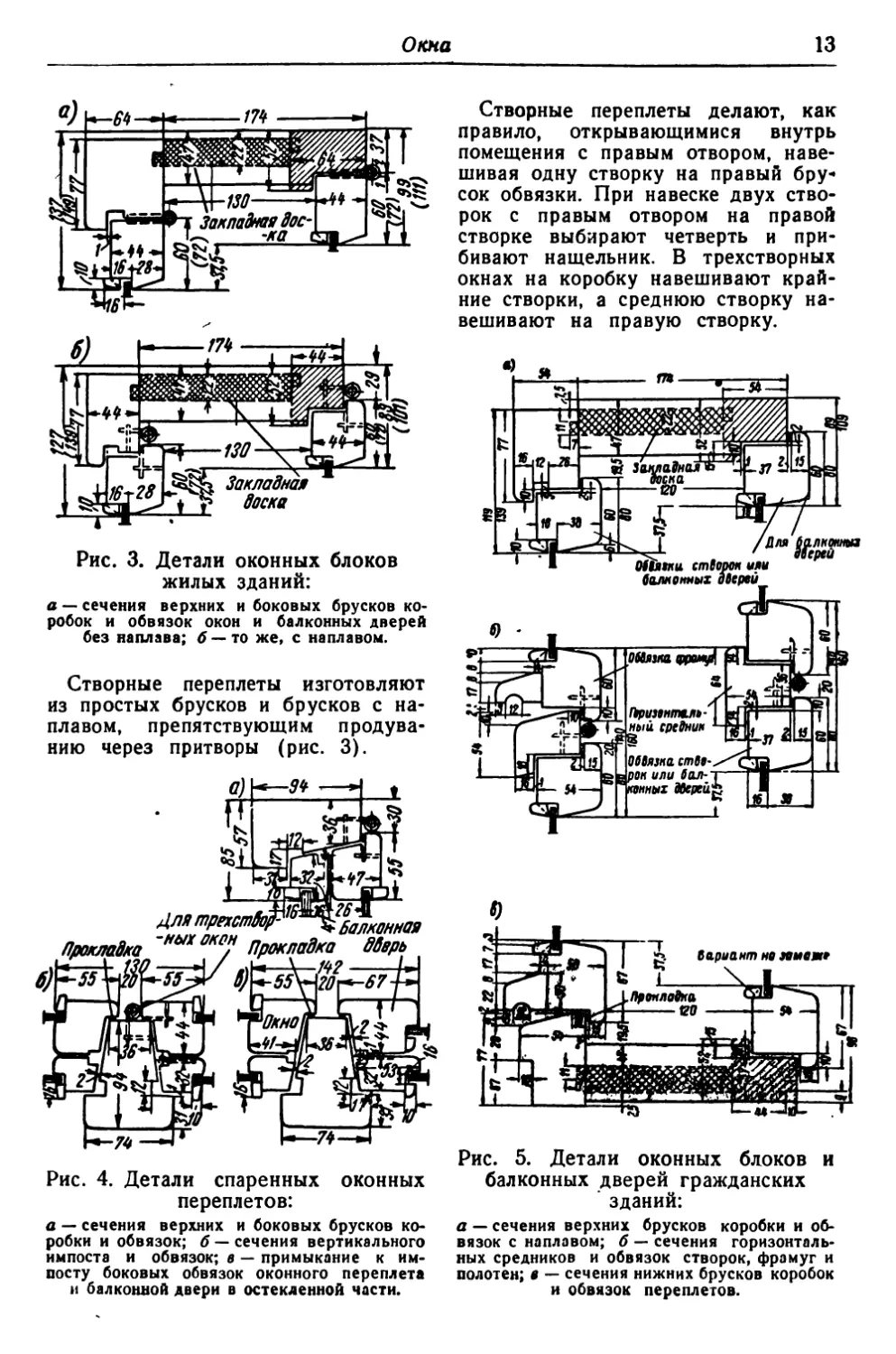
Створные переплеты делают, как
правило, открывающимися внутрь
помещения с правым отвором, наве-
шивая одну створку на правый бру-
сок обвязки. При навеске двух ство-
рок с правым отвором на правой
створке выбирают четверть и при-
бивают нащельник. В трехстворных
окнах на коробку навешивают край-
ние створки, а среднюю створку на-
вешивают на правую створку.
Рис. 3. Детали оконных блоков
жилых зданий:
а — сечения верхних и боковых брусков ко-
робок и обвязок окон и балконных дверей
без наплава; б — то же, с наплавом.
Створные переплеты изготовляют
из простых брусков и брусков с на-
плавом, препятствующим продува-
нию через притворы (рис. 3).
S)
Рис. 4. Детали спаренных оконных
переплетов:
а — сечения верхних и боковых брусков ко-
робки и обвязок; б — сечения вертикального
импоста и обвязок; в — примыкание к им-
посту боковых обвязок оконного переплета
и балконной двери в остекленной части.
Рис. 5. Детали оконных блоков и
балконных дверей гражданских
зданий:
а — сечения верхних брусков коробки и об-
вязок с наплавом; б — сечения горизонталь-
ных средников и обвязок створок, фрамуг и
полотен; в — сечения нижних брусков коробок
и обвязок переплетов.
14
Столярно-строительные изделия
Форточки в переплетах,
открываемых внутрь поме-
щения, делают открываю-
щимися вовнутрь. Фрамуги
могут открываться как во-
внутрь, так и наружу.
В спаренных переплетах
(рис. 4), которые ставятся
плотно один к другому,
наружный переплет наве-
шивают на внутренний, а
последний — на коробку.
Переплеты делают из брус-
ков с наплавом и с герме-
тизирующими резиновыми
прокладками в четвертях и
навешивают на шарнирные
угловые петли.
Витрины магазинов, боль-
шие окна общественных
зданий, а также подваль-
ные и слуховые отличаются
устройством, соответствую-
щим особым условиям их
использования (рис. 5).
Переплеты деревянные
для окон промышленных
зданий изготовляют в соот-
ветствии с ГОСТом 477—56.
Оконные коробки, пере-
плеты и подоконные доски
делают из брусков опреде-
ленного стандартом сече-
ния и размеров (рис. 6).
Стекла вставляют в окон-
ные переплеты на замазке
и на раскладках (брусоч-
ках) простых и с наплавом.
Фальцы для стекол в пере-
плетах при толщине брус-
ков обвязок в 54 мм выби-
раются глубиной 14—15 мм
и шириной 10 мм, а при
толщине брусков в 44 мм —
Рис. 6. Профили элементов оконных
переплетов;
1—3 — бруски переплетов; 4—7 — коробки для одинарных
переплетов; 8—11 — коробки для двойных переплетов;
12 — подоконная доска для одинарных переплетов; 13 —
то же, для двойных переплетов.
глубиной 16 и шириной 10 мм.
Отливы для отвода дождевой и
конденсационной воды делают цель-
ными с обвязочным бруском и при-
ставные. Приставные отливы при-
крепляют шурупами и клеем со
шпаклевкой мест соединения.
2. ДВЕРИ
Дверное устройство состоит из
дверной коробки, дверных полотен,
а в остекленных дверях еще и фра-
муги.
По назначению различают двери:
наружные, входные в квартиры,
внутренние (между смежными ком-
натами), балконные, шкафные.
Двери
15
Таблица 2
Марки и размеры деревянных дверей для жилых и гражданских зданий
(ГОСТ 6629 — 58)
ж ком- плекта Марки блока и полотна Размеры (в мм) Число полотен
высота ширина
блока при тол- щине брусков полотна блока при толщине брусков полотна
47 | 57 47 57
Двери щитовые глухие
1 1564 1 584 1 490 ' 2
1 464 1 484 1 390 J
ДБ1-ДБ4 2 342 2 352 2 300 1 164 1 184 1090 1
964 984 890
’ 1384 1290 2
1 164 — 1090
964 890
ДБ5-ДБ10 2 042 — 2000 874 — 800 1
774 — 700
674 — 600
9
\6f
Дбери щитобые
Комплект 1(глухие)
2 ДБЗ Д64
Комплект^
612
-/ж
/ж
1184 ‘ 984
» ———и
П5
1184
Д614
№
Д61&
iiWi5
1164
I
t
: 4Г7ЛЯР
V -4774 Ь
to'
MJL
J74
Рис. 7, а. Двери щитовые.
16
Столярно-строительные изделия
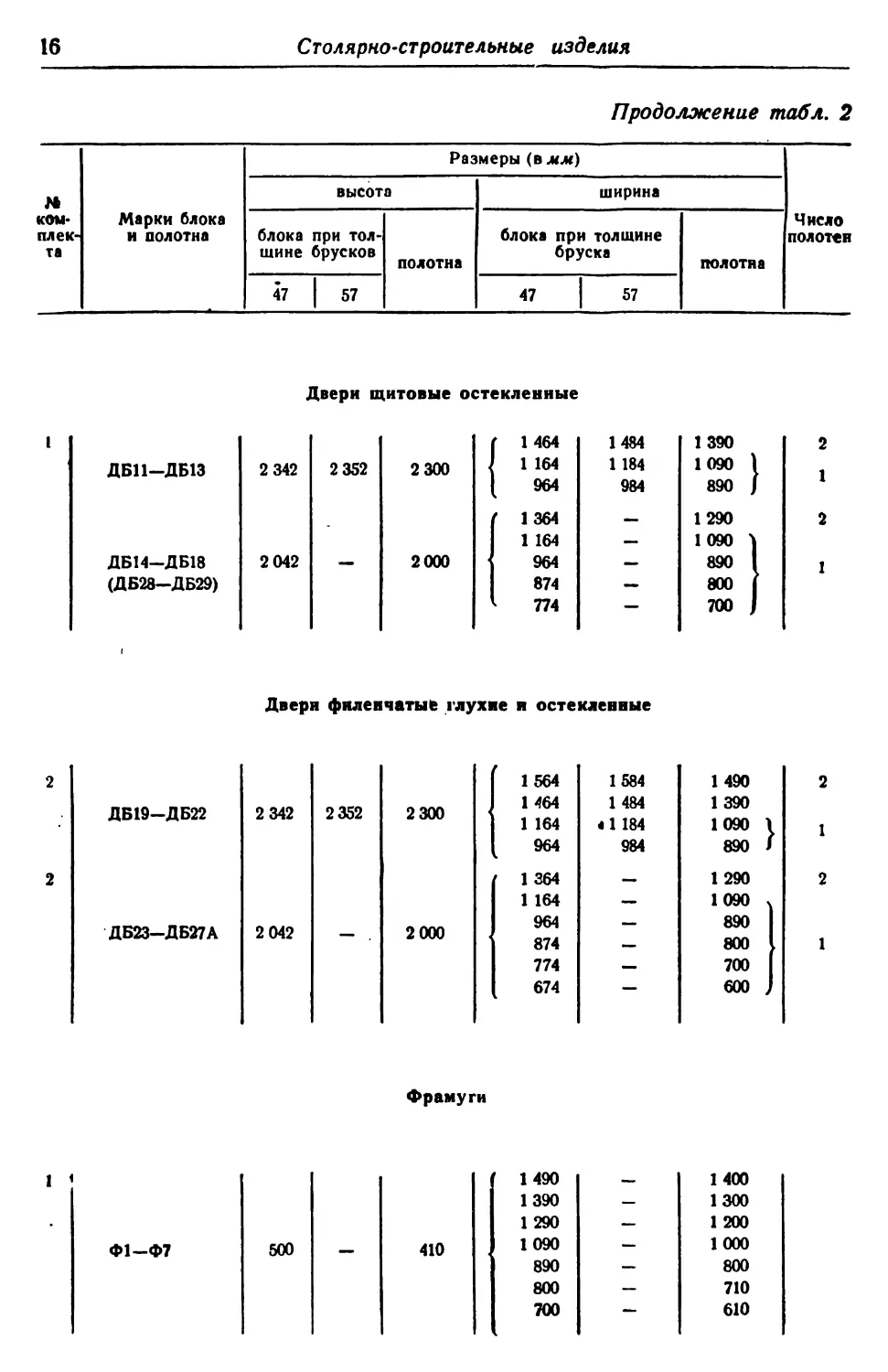
Продолжение табл. 2
м ком* плек- та Марки блока и полотна Размеры (в мм) Число полотен
высота ширина
блока при тол- щине брусков полотна блока при толщине бруска полотна
47 | 57 47 | 57
Двери щитовые остекленные
ДБ11-ДБ13 2 342 2 352 2 300 [ 1464 J 1 164 ( 964 1484 1 184 984 1390 1090 890
' 1364 — 1290
1 164 — 1 090
ДБ14-ДБ18 2 042 — 2000 964 — 890
(ДБ28-ДБ29) 874 — 800
774 — 700
2
1
2
1
Двери филенчатые глухне и остекленные
2 1564 1584 1 490 2
2 352 1 464 1 484 1 390
ДБ19-ДБ22 2 342 2300 1 164 4 1 184 1090 1 1
964 984 890 /
2 1 364 — 1 290 2
1 164 — 1090
ДБ23-ДБ27А 2 042 — . 2 000 964 874 — 890 800 1
774 — 700
674 — 600 .
Фрамуги
1 ।
Ф1-Ф7 500 — 410
1490
1390
1 290
1090
890
800
700
1400
1300
1 200
1000
800
710
610
Двери
17
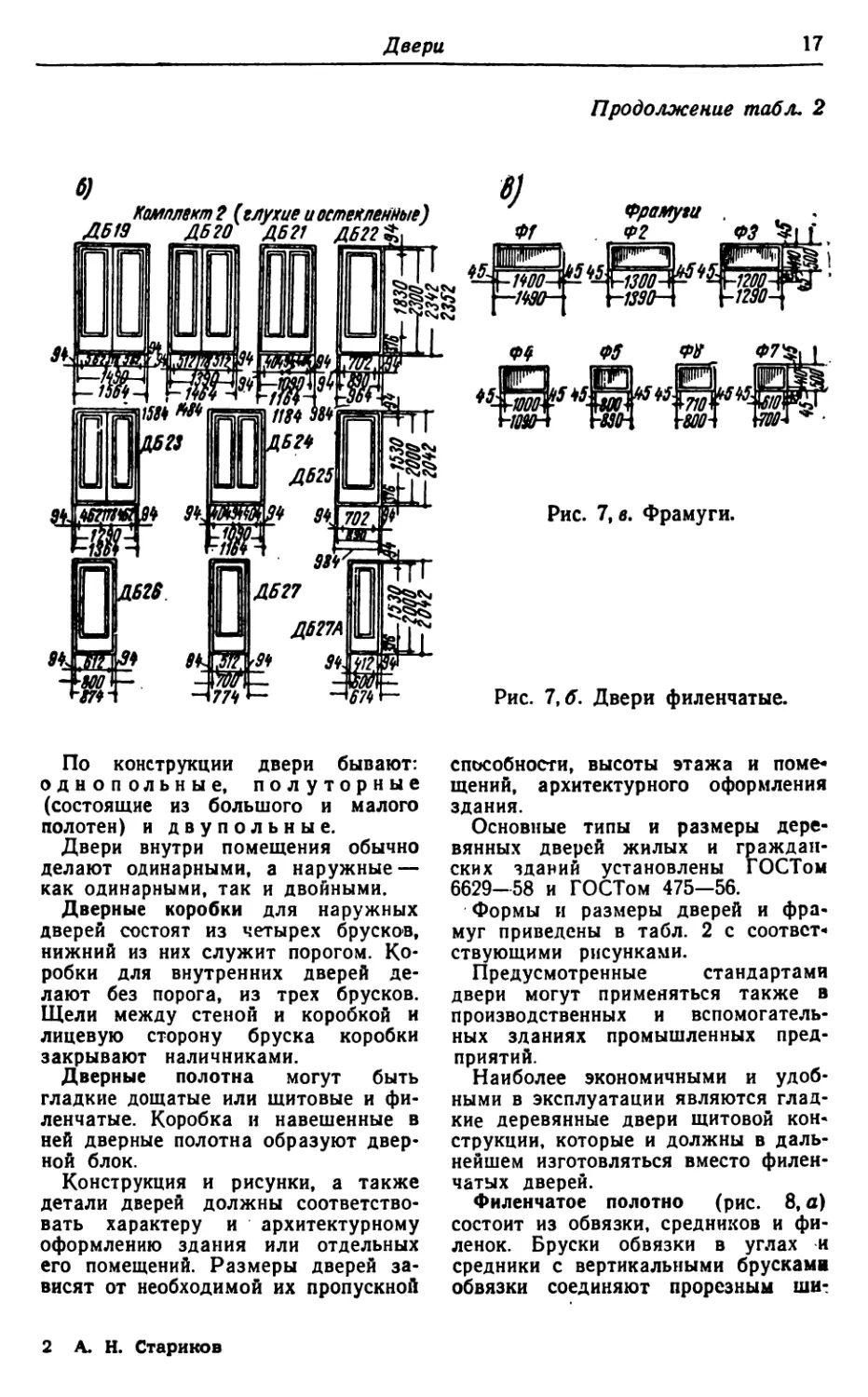
Продолжение табл. 2
Рис. 7, в. Фрамуги.
V
Фрамуга .
Ы . Ф2 Ч>3 ^5| f
Ф4 Ф5 W Ф7^1 1
Рис. 7,6. Двери филенчатые.
По конструкции двери бывают:
однопольные, полуторные
(состоящие из большого и малого
полотен) и двупольные.
Двери внутри помещения обычно
делают одинарными, а наружные —
как одинарными, так и двойными.
Дверные коробки для наружных
дверей состоят из четырех брусков,
нижний из них служит порогом. Ко-
робки для внутренних дверей де-
лают без порога, из трех брусков.
Щели между стеной и коробкой и
лицевую сторону бруска коробки
закрывают наличниками.
Дверные полотна могут быть
гладкие дощатые или щитовые и фи-
ленчатые. Коробка и навешенные в
ней дверные полотна образуют двер-
ной блок.
Конструкция и рисунки, а также
детали дверей должны соответство-
вать характеру и архитектурному
оформлению здания или отдельных
его помещений. Размеры дверей за-
висят от необходимой их пропускной
способности, высоты этажа и поме*
щений, архитектурного оформления
здания.
Основные типы и размеры дере-
вянных дверей жилых и граждан-
ских зданий установлены ГОСТом
6629—58 и ГОСТом 475—56.
Формы и размеры дверей и фра-
муг приведены в табл. 2 с соответ*
ствующими рисунками.
Предусмотренные стандартами
двери могут применяться также в
производственных и вспомогатель-
ных зданиях промышленных пред-
приятий.
Наиболее экономичными и удоб-
ными в эксплуатации являются глад-
кие деревянные двери щитовой кон-
струкции, которые и должны в даль-
нейшем изготовляться вместо филен-
чатых дверей.
Филенчатое полотно (рис. 8, а)
состоит из обвязки, средников и фи-
ленок. Бруски обвязки в углах и
средники с вертикальными брусками
обвязки соединяют прорезным шит
2 А. Н. Стариков
18
Столярно-строительные изделия
пом на клею и закрепляют нагелями.
Сопряжение обвязок дверных поло-
тен при толщине брусков 44 мм де-
лают в один шип, при толщине
54 мм — в два шипа и при толщине
64 мм и более — в три шипа.
Филенки чаще всего делают глад-
кими из досок, фанеры или древесно-
волокнистых плит; дощатые филенки
иногда делают с «фигареями» — фи-
гурно остроганными краями. Филенки
вставляют в пазы, выбранные во
внутренних гранях брусков обвязки
и в средниках.
Наплавные филенки, выступающие
за плоскость обвязки, устраивают в
наружных дверях или дверях, отде-
ляющих теплое помещение от холод-
ного. Их делают из толстых досок,
снабжают по кромкам пазом, в ко-
торый вставляют губки брусков об-
вязки и средников.
Толщина филенок Из клееной фа-
неры для шкафных дверей прини-
мается не менее 5 мм, комнатных —
не менее 8 мм, а из досок — не ме-
нее 18 мм (при ширине брусков не
более 80 мм). Зазоры между дном
паза и кромкой филенки делают в
10—20 мм. Раскладки, обрамляю-
щие филенку, крепят к обвязке на
клею, шурупах или шпильках.
Соединение филенок с обвязками
может быть выполнено в шпунт, в
шпунт с раскладками и при помощи
полуторцовых реек, вставляемых в
шпунт на клею, и раскладок
(рис. 8,6).
В двупольных дверях притворы
делают с нащельником, с маскиро-
вочной отборкой и гладкие.
Остекленные двери отличаются
тем, что вместо верхних филенок в
них вставлены стекла. Для этого в
обвязке, средниках и горбыльках
вместо пазов выбирают четверти.
Стекла укрепляют при помощи тон-
ких реек (штапиков).
Щитовое полотно (рис. 8, в) со-
стоит из обвязочной брусковой рам-
ки, серединки и облицовки из клее-
ной фанеры, твердых древесно-волок-
нистых плит или слоистых пласти-
ков. Серединка может быть сплош-
ной, склеенной из брусков (реек) и
пустотелой в виде решетки. Щито-
вые полотна делают как с обклад*
Рис. 8. Дверные полотна:
а —филенчатое полотно: 1 — обвязки; 2 — сред-
ники; 3 — филенки; 6 — типы филенок: 1 — с
фигареями; 2 — дощатая гладкая; 3 — с оклад-
ными калёвками; 4 — наплавная; в — щитовые
двери с обкладками: / — наличник; 2— об-
кладки; 3 — серединка щита; 4 — рубашка
щита; 5 — плинтус; г — блок с остекленной
дверью.
ками — рамкой по контуру, так и без
обкладок.
Стыки створа (притвор) дверей
выполняют в косую четверть с при-
бивкой нащельников.
Рамка щитовой двери делается из
брусков шириной 65—75 мм с таким
расчетом, чтобы ширина стоемных
брусков в чистоте после обработки
была не менее 60 мм. В местах креп-
ления замка и дверных ручек ши-
Двери
19
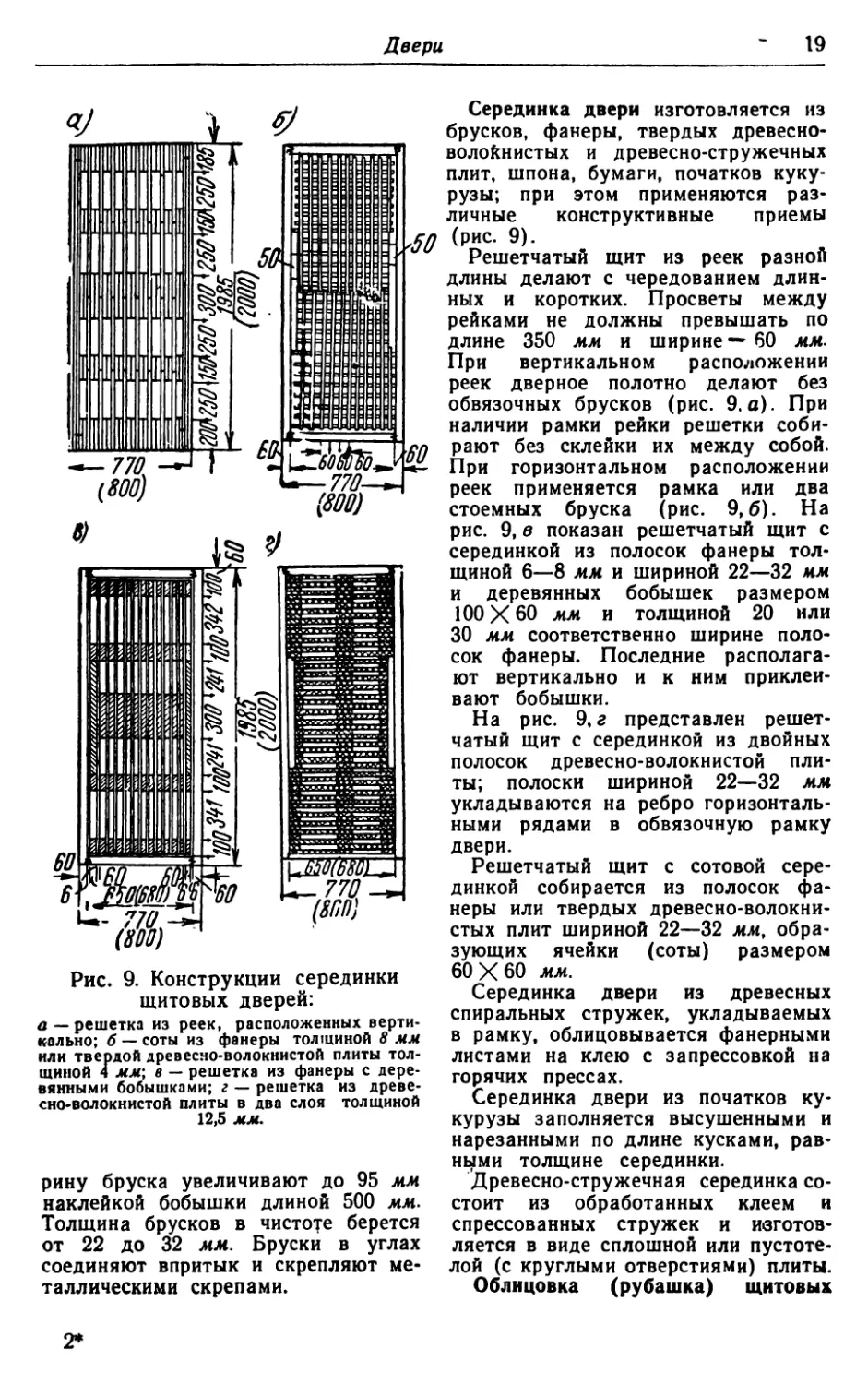
Рис. 9. Конструкции серединки
щитовых дверей:
а — решетка из реек, расположенных верти-
кально; б — соты из фанеры толщиной 8 мм
или твердой древесно-волокнистой плиты тол-
щиной 4 мм; в — решетка из фанеры с дере-
вянными бобышками; г — решетка из древе-
сно-волокнистой плиты в два слоя толщиной
12,5 мм.
рину бруска увеличивают до 95 мм
наклейкой бобышки длиной 500 мм.
Толщина брусков в чистоте берется
от 22 до 32 мм. Бруски в углах
соединяют впритык и скрепляют ме-
таллическими скрепами.
Серединка двери изготовляется из
брусков, фанеры, твердых древесно-
волокнистых и древесно-стружечных
плит, шпона, бумаги, початков куку-
рузы; при этом применяются раз-
личные конструктивные приемы
(рис. 9).
Решетчатый щит из реек разной
длины делают с чередованием длин-
ных и коротких. Просветы между
рейками не должны превышать по
длине 350 мм и ширине — 60 мм.
При вертикальном расположении
реек дверное полотно делают без
обвязочных брусков (рис. 9, а). При
наличии рамки рейки решетки соби-
рают без склейки их между собой.
При горизонтальном расположении
реек применяется рамка или два
стоемных бруска (рис. 9,6). На
рис. 9, в показан решетчатый щит с
серединкой из полосок фанеры тол-
щиной 6—8 мм и шириной 22—32 мм
и деревянных бобышек размером
100 X 60 мм и толщиной 20 или
30 мм соответственно ширине поло-
сок фанеры. Последние располага-
ют вертикально и к ним приклеи-
вают бобышки.
На рис. 9, г представлен решет-
чатый щит с серединкой из двойных
полосок древесно-волокнистой пли-
ты; полоски шириной 22—32 мм
укладываются на ребро горизонталь-
ными рядами в обвязочную рамку
двери.
Решетчатый щит с сотовой сере-
динкой собирается из полосок фа-
неры или твердых древесно-волокни-
стых плит шириной 22—32 мм, обра-
зующих ячейки (соты) размером
60 X 60 мм.
Серединка двери из древесных
спиральных стружек, укладываемых
в рамку, облицовывается фанерными
листами на клею с запрессовкой на
горячих прессах.
Серединка двери из початков ку-
курузы заполняется высушенными и
нарезанными по длине кусками, рав-
ными толщине серединки.
Древесно-стружечная серединка со-
стоит из обработанных клеем и
спрессованных стружек и изготов-
ляется в виде сплошной или пустоте-
лой (с круглыми отверстиями) плиты.
Облицовка (рубашка) щитовых
2*
20
Столярно-строительные изделия
дверей изготовляется из плитных
строительных материалов: клееной
фанеры, шпона, древесно-волокни-
стых плит, слоистых пластиков. Фа-
нера клеекая (ГОСТ 3916—55) при-
меняется толщиной 3,5—4 мм Шпон
наклеивается в два слоя с взаимно
перпендикулярным расположением
волокон. Твердые древесно-волокни-
стые 1лгты (ГОСТ 4598—60) приме-
няются толщиной 3—4 мм
При изготовлении высококачест-
венных дверей верхним слоем слу-
жит венированная фанера, строга-
ная фанера ценных пород (ГОСТ
2977—51), покрытая бакелитовой
пленкой, или текстурные листы слои-
стых пластиков.
Кромки щитовых дверей, облицо-
ванных фанерой или древесно-волок-
нистыми плитами, обрабатывают сня-
тием фасок или закрывают обклад-
ками заподлицо или выступающими
за поверхность щита (рис. 10). Об-
кладки присоединяют в шпунт на
нагелях и клею.
Рис. 10. Детали щитовых дверей (сечения обвязок):
а — без обкладки; б — с невыступающей обкладкой; в —с выступающей
обкладкой; г—с выступающей обкладкой (вертикальный разрез); О —с не-
выступающей обкладкой.
Столярные перегородки, панели и тамбуры
21
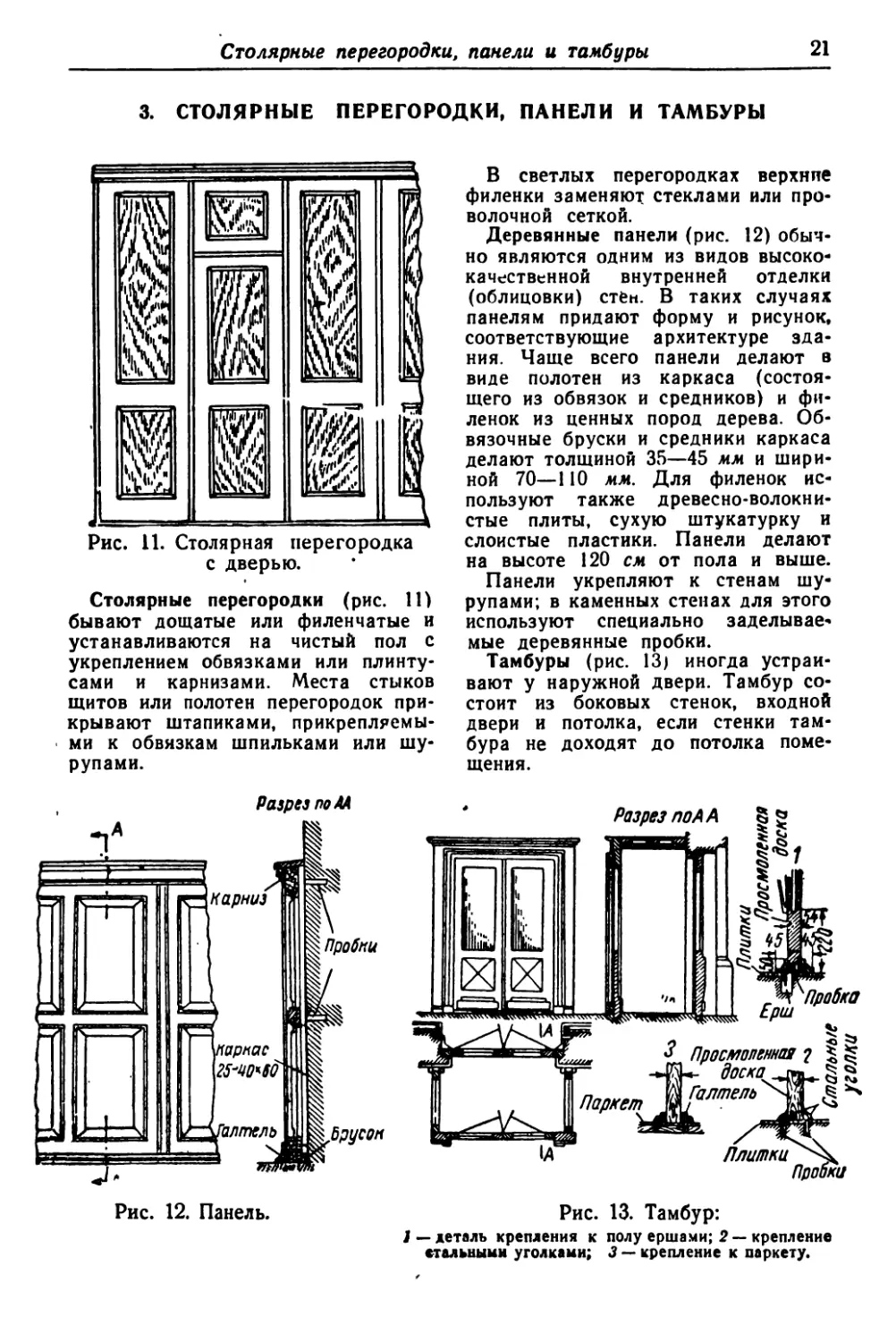
3. СТОЛЯРНЫЕ ПЕРЕГОРОДКИ, ПАНЕЛИ И ТАМБУРЫ
Рис. 11. Столярная перегородка
с дверью.
Столярные перегородки (рис. 11)
бывают дощатые или филенчатые и
устанавливаются на чистый пол с
укреплением обвязками или плинту*
сами и карнизами. Места стыков
щитов или полотен перегородок при-
крывают штапиками, прикрепляемы-
ми к обвязкам шпильками или шу-
рупами.
В светлых перегородках верхние
филенки заменяют стеклами или про-
волочной сеткой.
Деревянные панели (рис. 12) обыч-
но являются одним из видов высоко-
качественной внутренней отделки
(облицовки) стен. В таких случаях
панелям придают форму и рисунок,
соответствующие архитектуре зда-
ния. Чаще всего панели делают в
виде полотен из каркаса (состоя-
щего из обвязок и средников) и фи-
ленок из ценных пород дерева. Об-
вязочные бруски и средники каркаса
делают толщиной 35—45 мм и шири-
ной 70—110 мм. Для филенок ис-
пользуют также древесно-волокни-
стые плиты, сухую штукатурку и
слоистые пластики. Панели делают
на высоте 120 см от пола и выше.
Панели укрепляют к стенам шу-
рупами; в каменных стенах для этого
используют специально заделывае-
мые деревянные пробки.
Тамбуры (рис. 13) иногда устраи-
вают у наружной двери. Тамбур со-
стоит из боковых стенок, входной
двери и потолка, если стенки там-
бура не доходят до потолка поме-
щения.
Рис. 12. Панель.
Рис. 13. Тамбур:
J — деталь крепления к полу ершами; 2 — крепление
стальными уголками; 3 — крепление к паркету.
22
Столярно-строительные изделия
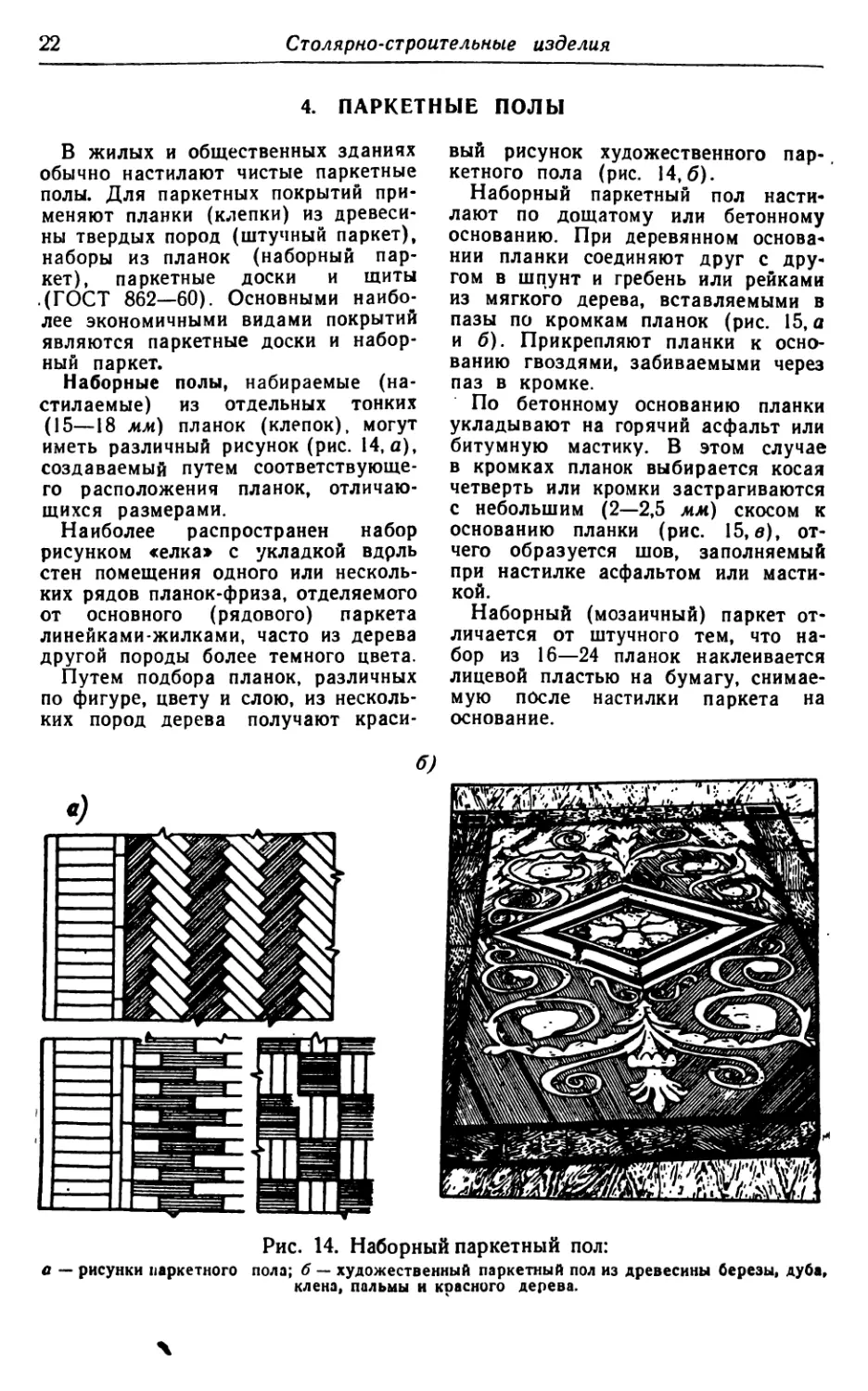
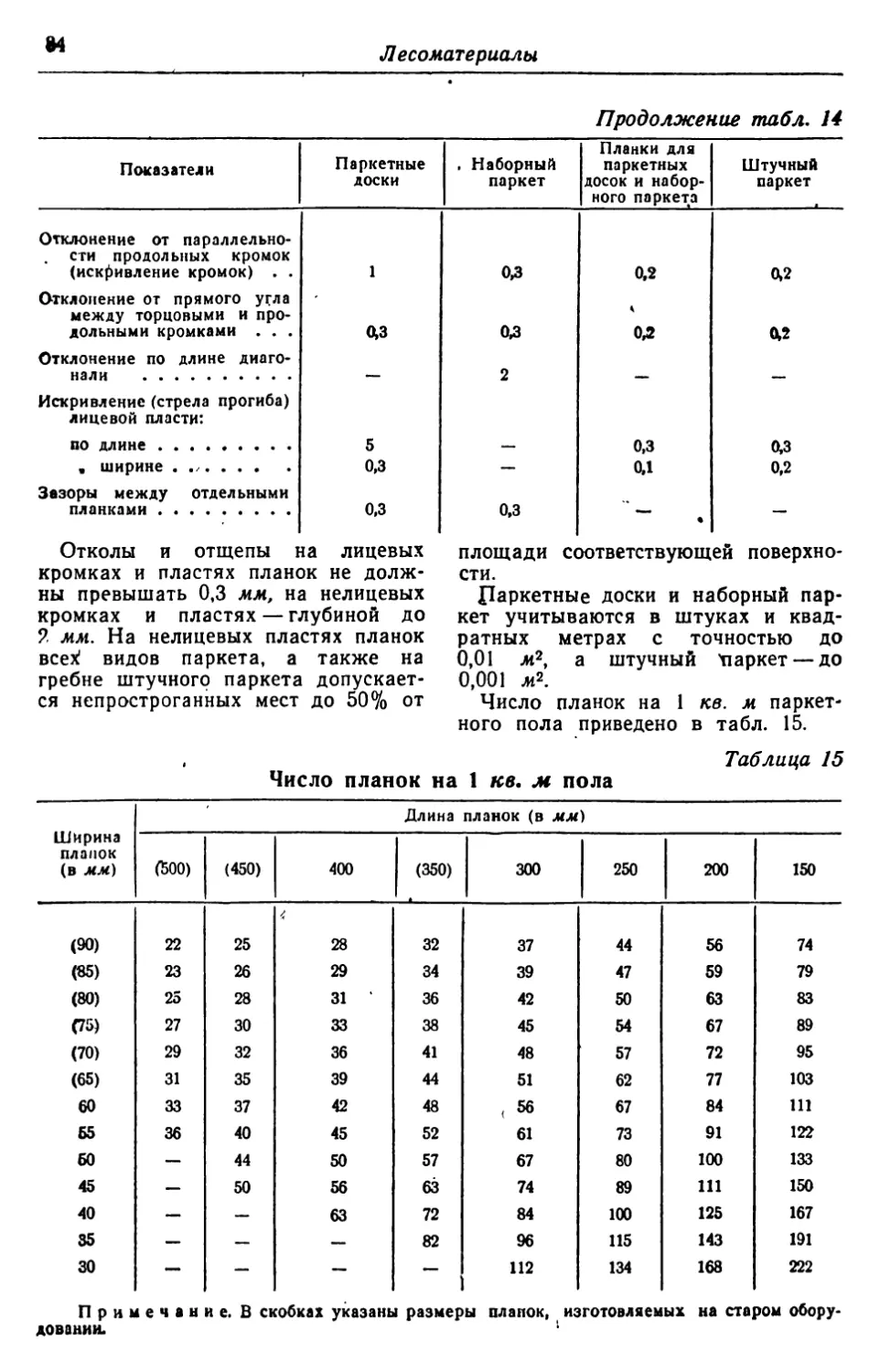
4. ПАРКЕТНЫЕ ПОЛЫ
В жилых и общественных зданиях
обычно настилают чистые паркетные
полы. Для паркетных покрытий при-
меняют планки (клепки) из древеси-
ны твердых пород (штучный паркет),
наборы из планок (наборный пар-
кет), паркетные доски и щиты
.(ГОСТ 862—60). Основными наибо-
лее экономичными видами покрытий
являются паркетные доски и набор-
ный паркет.
Наборные полы, набираемые (на-
стилаемые) из отдельных тонких
(15—18 мм) планок (клепок), могут
иметь различный рисунок (рис. 14, а),
создаваемый путем соответствующе-
го расположения планок, отличаю-
щихся размерами.
Наиболее распространен набор
рисунком «елка» с укладкой вдрль
стен помещения одного или несколь-
ких рядов планок-фриза, отделяемого
от основного (рядового) паркета
линейками-жилками, часто из дерева
другой породы более темного цвета.
Путем подбора планок, различных
по фигуре, цвету и слою, из несколь-
ких пород дерева получают краси-
вый рисунок художественного пар-
кетного пола (рис. 14, б).
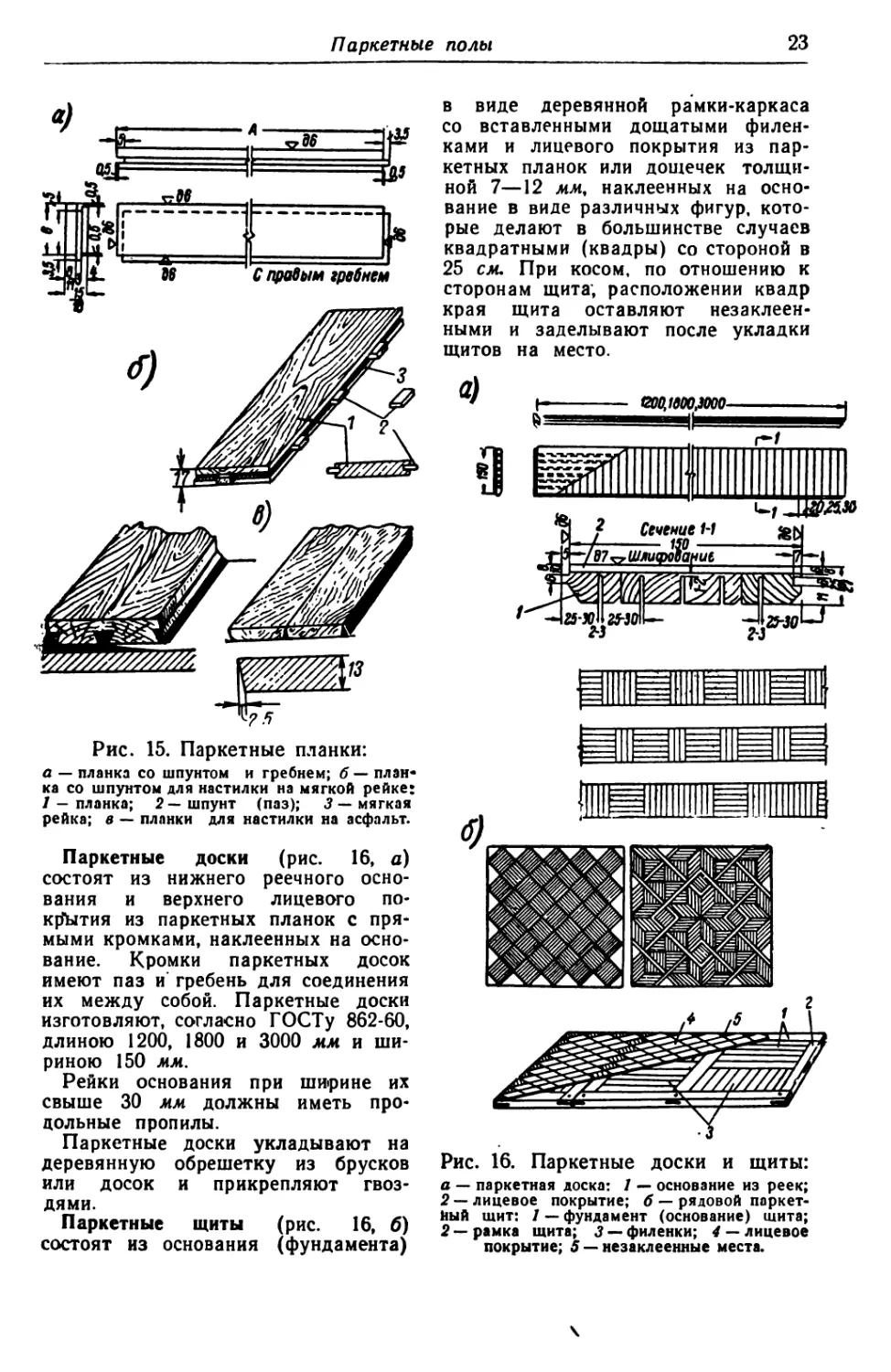
Наборный паркетный пол насти-
лают по дощатому или бетонному
основанию. При деревянном основа-
нии планки соединяют друг с дру-
гом в шпунт и гребень или рейками
из мягкого дерева, вставляемыми в
пазы по кромкам планок (рис. 15, а
и б). Прикрепляют планки к осно-
ванию гвоздями, забиваемыми через
паз в кромке.
По бетонному основанию планки
укладывают на горячий асфальт или
битумную мастику. В этом случае
в кромках планок выбирается косая
четверть или кромки застрагиваются
с небольшим (2—2,5 мм) скосом к
основанию планки (рис. 15, в), от-
чего образуется шов, заполняемый
при настилке асфальтом или масти-
кой.
Наборный (мозаичный) паркет от-
личается от штучного тем, что на-
бор из 16—24 планок наклеивается
лицевой пластью на бумагу, снимае-
мую после настилки паркета на
основание.
Рис. 14. Наборный паркетный пол:
а — рисунки паркетного пола; б — художественный паркетный пол из древесины березы, дуба,
клена, пальмы и красного дерева.
Паркетные полы
23
Рис. 15. Паркетные планки:
а — планка со шпунтом и гребнем; б — план-
ка со шпунтом для настилки на мягкой рейке:
/ — планка; 2— шпунт (паз); 3 — мягкая
рейка; в — планки для настилки на асфальт.
Паркетные доски (рис. 16, а)
состоят из нижнего реечного осно-
вания и верхнего лицевого по-
крытия из паркетных планок с пря-
мыми кромками, наклеенных на осно-
вание. Кромки паркетных досок
имеют паз и гребень для соединения
их между собой. Паркетные доски
изготовляют, согласно ГОСТу 862-60,
длиною 1200, 1800 и 3000 мм и ши-
риною 150 мм.
Рейки основания при ширине их
свыше 30 мм должны иметь про-
дольные пропилы.
Паркетные доски укладывают на
деревянную обрешетку из брусков
или досок и прикрепляют гвоз-
дями.
Паркетные щиты (рис. 16, б)
состоят из основания (фундамента)
в виде деревянной рамки-каркаса
со вставленными дощатыми филен-
ками и лицевого покрытия из пар-
кетных планок или дощечек толщи-
ной 7—12 мм, наклеенных на осно-
вание в виде различных фигур, кото-
рые делают в большинстве случаев
квадратными (квадры) со стороной в
25 см. При косом, по отношению к
сторонам щита; расположении квадр
края щита оставляют незаклеен-
ными и заделывают после укладки
щитов на место.
Рис. 16. Паркетные доски и щиты:
а — паркетная доска: 1 — основание из реек;
2 — лицевое покрытие; б — рядовой паркет-
ный щит: 1 — фундамент (основание) щита;
2 — рамка щита; 3 — филенки; 4 — лицевое
покрытие; 5 — незаклеенные места.
24
Столярно-строительные изделия
Рядовые щиты изготовляют раз-
мером 142 X 142 см. В тех случаях,
когда полномерные щиты не уме-
щаются по длине и ширине помеще-
ния, применяют неполномерные (до*
борочные) щиты.
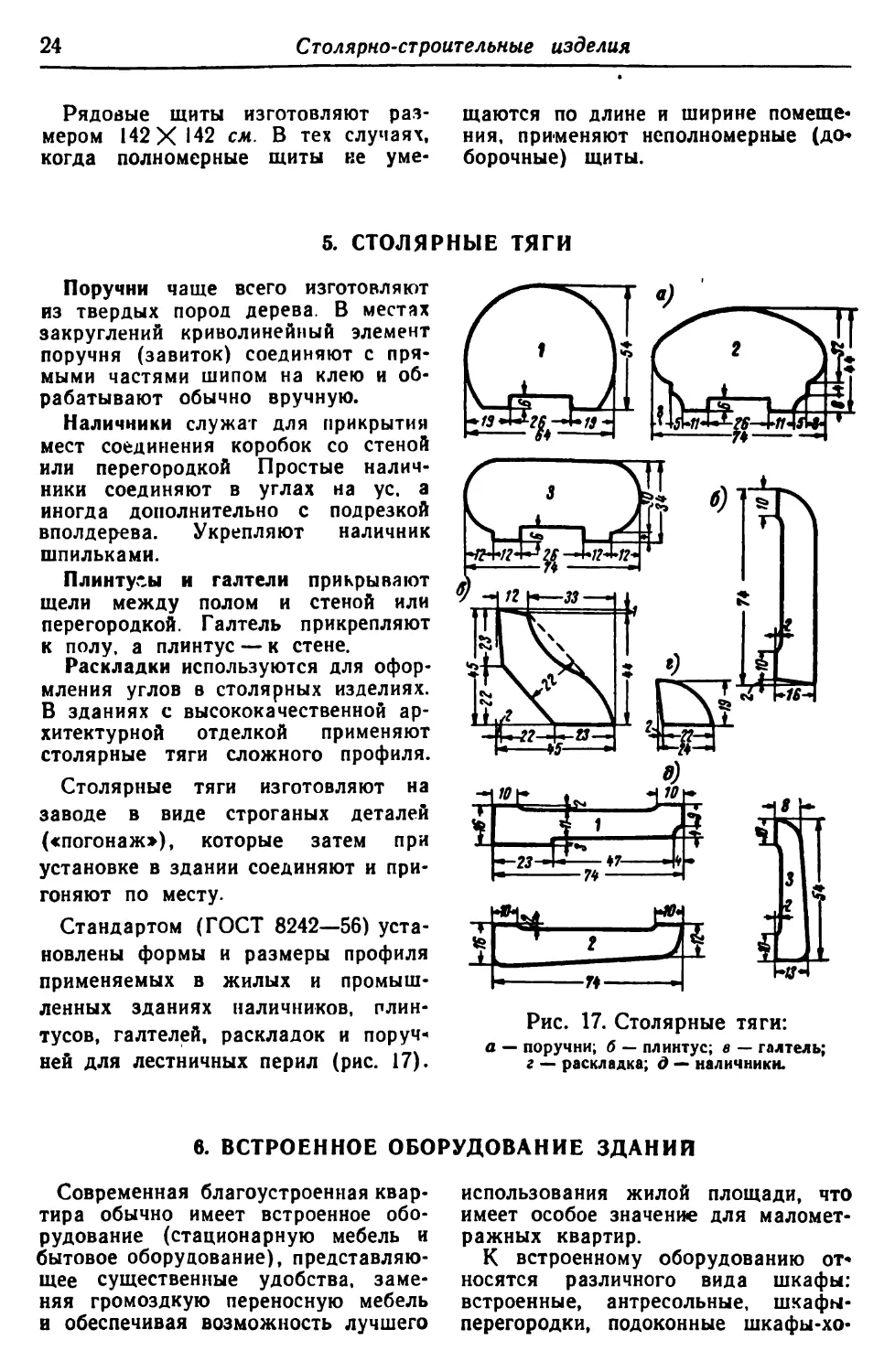
5. СТОЛЯРНЫЕ ТЯГИ
Поручни чаще всего изготовляют
из твердых пород дерева. В местах
закруглений криволинейный элемент
поручня (завиток) соединяют с пря-
мыми частями шипом на клею и об-
рабатывают обычно вручную.
Наличники служат для прикрытия
мест соединения коробок со стеной
или перегородкой Простые налич-
ники соединяют в углах на ус. а
иногда дополнительно с подрезкой
вполдерева. Укрепляют наличник
шпильками.
Плинтусы и галтели прикрывают
щели между полом и стеной или
перегородкой. Галтель прикрепляют
к полу, а плинтус — к стене.
Раскладки используются для офор-
мления углов в столярных изделиях.
В зданиях с высококачественной ар-
хитектурной отделкой применяют
столярные тяги сложного профиля.
Столярные тяги изготовляют на
заводе в виде строганых деталей
(«погонаж»), которые затем при
установке в здании соединяют и при-
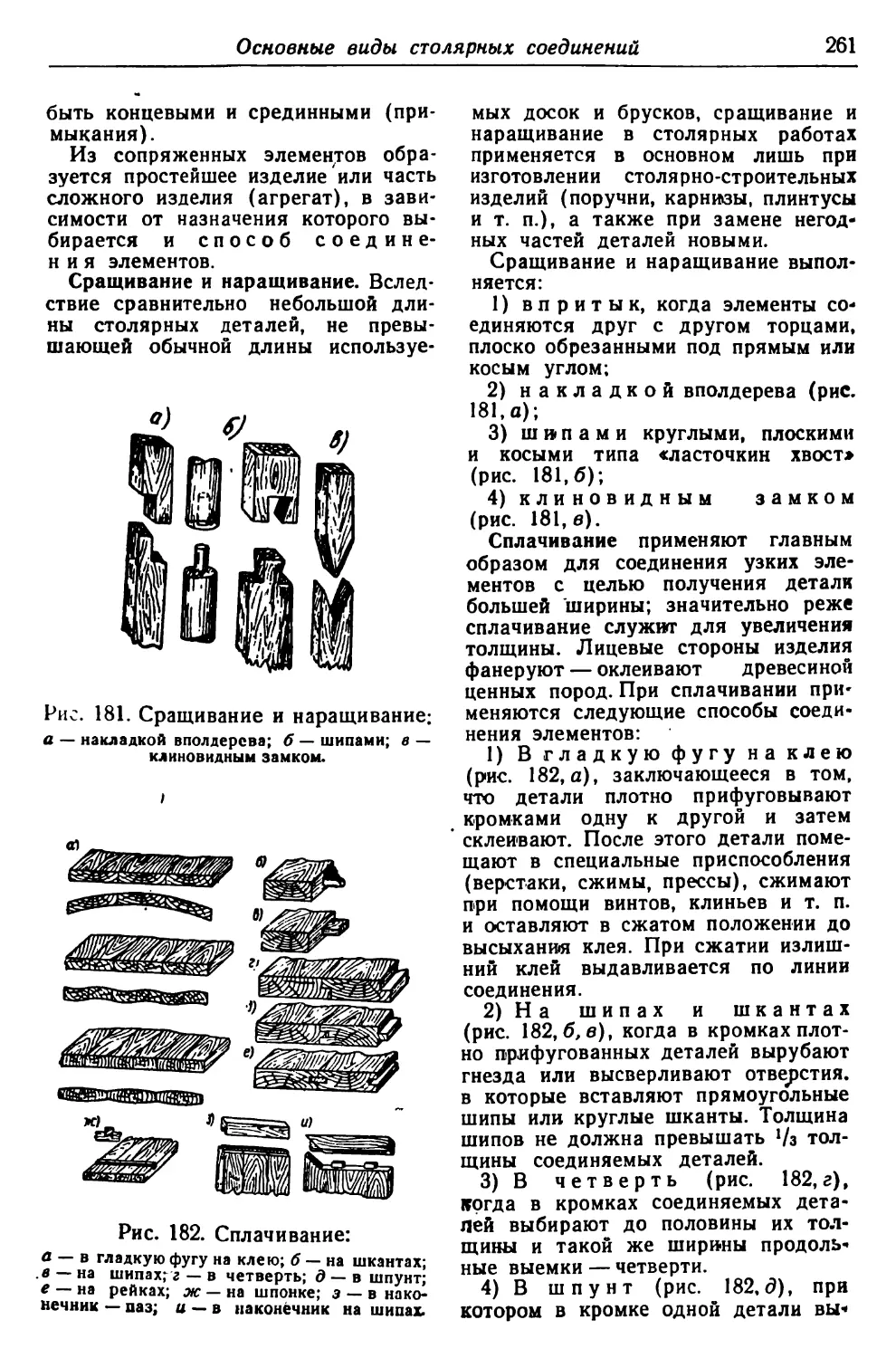
гоняют по месту.
Стандартом (ГОСТ 8242—56) уста-
новлены формы и размеры профиля
применяемых в жилых и промыш-
ленных зданиях наличников, плин-
тусов, галтелей, раскладок и поруч-
ней для лестничных перил (рис. 17).
Рис. 17. Столярные тяги:
а — поручни; б — плинтус; в — галтель;
г — раскладка; д —• наличники.
6. ВСТРОЕННОЕ ОБОРУДОВАНИЕ ЗДАНИИ
Современная благоустроенная квар-
тира обычно имеет встроенное обо-
рудование (стационарную мебель и
бытовое оборудование), представляю-
щее существенные удобства, заме-
няя громоздкую переносную мебель
и обеспечивая возможность лучшего
использования жилой площади, что
имеет особое значение для маломет-
ражных квартир.
К встроенному оборудованию от*
носятся различного вида шкафы:
встроенные, антресольные, шкафы-
перегородки, подоконные шкафы-хо-
Встроенное оборудование зданий
25
лодильники, настенные шкафы, а так*
же вешалки, пристенные откидные
столы и скамьи.
Встроенные шкафы (рис. 18) имеют
в качестве ограждающих элементов
частично стены, перегородки и по-
толки помещений и по своему на-
значению подразделяются на шкафы
для платья и белья, шкафы-гарде-
робные, книжные и шкафы для хо-
зяйственных вещей.
Рис. 18. Встроенные шкафы:
а — антресольный шкзф для хозяйственных
вещей и шкаф для платья; 6 — шкаф-
гардеробная.
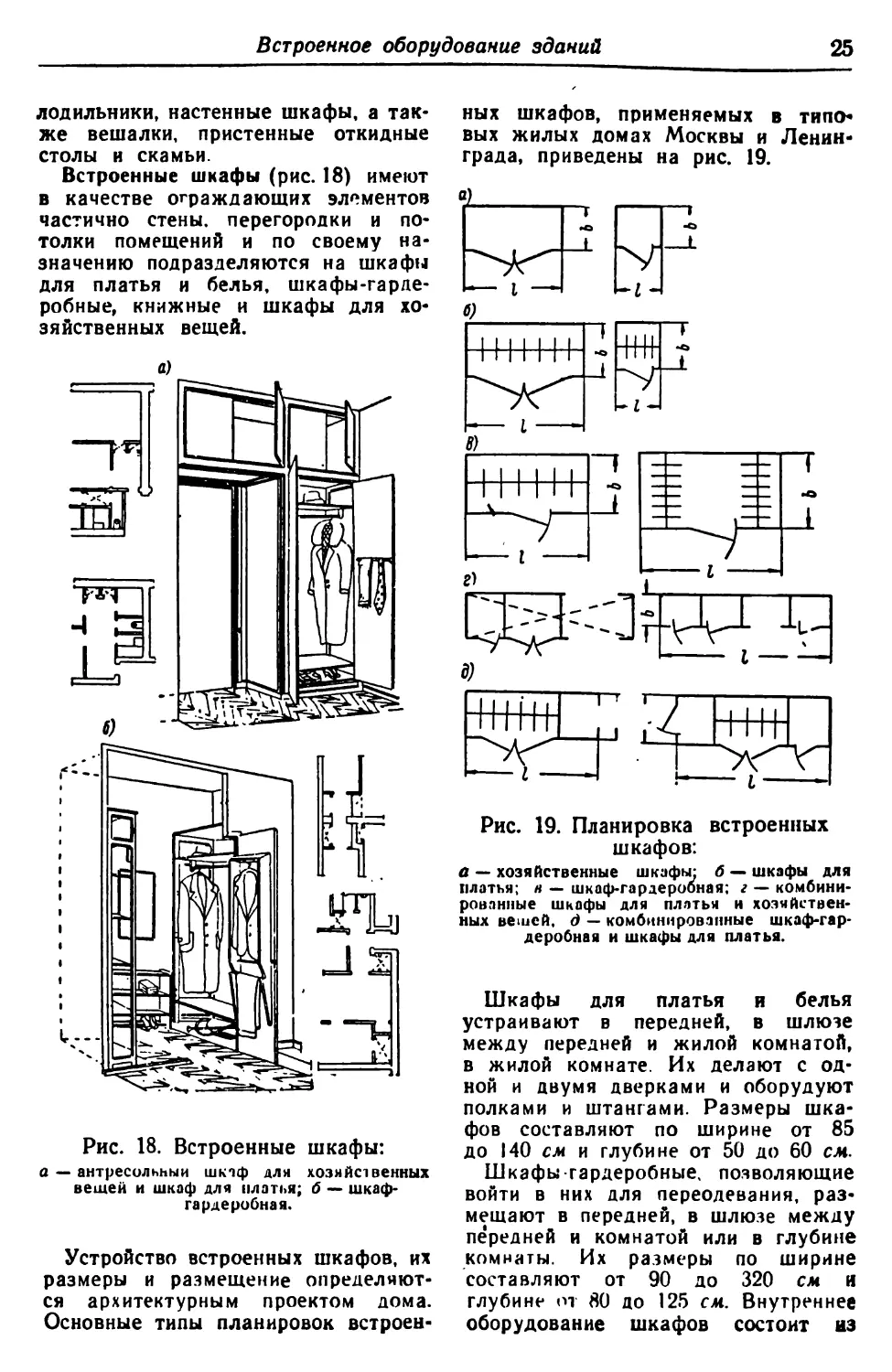
Устройство встроенных шкафов, их
размеры и размещение определяют-
ся архитектурным проектом дома.
Основные типы планировок встроен-
ных шкафов, применяемых в типо-
вых жилых домах Москвы и Ленин-
града, приведены на рис. 19.
Рис. 19. Планировка встроенных
шкафов:
а — хозяйственные шкафы; б — шкафы для
платья; н — шкаф-гардеробная; г — комбини-
рованные шкафы для платья и хозяйствен*
ных вешей, д — комбинированные шкаф-гар-
деробная и шкафы для платья.
Шкафы для платья и белья
устраивают в передней, в шлюзе
между передней и жилой комнатой,
в жилой комнате. Их делают с од-
ной и двумя дверками и оборудуют
полками и штангами. Размеры шка-
фов составляют по ширине от 85
до 140 см и глубине от 50 до 60 см.
Шкафы гардеробные, позволяющие
войти в них для переодевания, раз-
мещают в передней, в шлюзе между
передней и комнатой или в глубине
комнаты. Их размеры по ширине
составляют от 90 до 320 см и
глубине от 80 до 125 см. Внутреннее
оборудование шкафов состоит из
26
Столярно-строительные изделия
опорных рамок и полок, этажерок,
зеркала и навесных элементов для
мелких вещей.
Шкафы для хозяйственных вещей
устраивают в кухне, в шлюзе между
передней и кухней, в передней. Их
устраивают отдельно и в блоке со
шкафами другого назначения. Раз-
меры шкафов составляют по ширине
от 45 до 125 см и глубине от 30
до 60 см.
Антресольные шкафы устраивают
большей частью над шлюзами ме-
жду передней и кухней и над встро-
енными шкафами. Их размеры со-
ставляют по ширине от 120 до
280 см и глубине от 40 до 125 см.
Шкафы-перегородки располагают
между смежными комнатами или
комнатой и кухней и снабжают,
створными или раздвижными двер-
ками. Набор типовых секций, разра-
ботанный Академией строительства
и архитектуры, показан на рис. 20.
Рис. 20. Типовые секции для образо-
вания шкафа-перегородки.
Стенки встроенных шкафов, шка-
фов-гардеробных и шкафов-перего-
родок состоят из каркаса и обшив-
ки листами сухой органической шту-
катурки, столярных плит, древесно-
волокнистых плит или клееной фа-
неры. Дверки делают из щитовых
полотен.
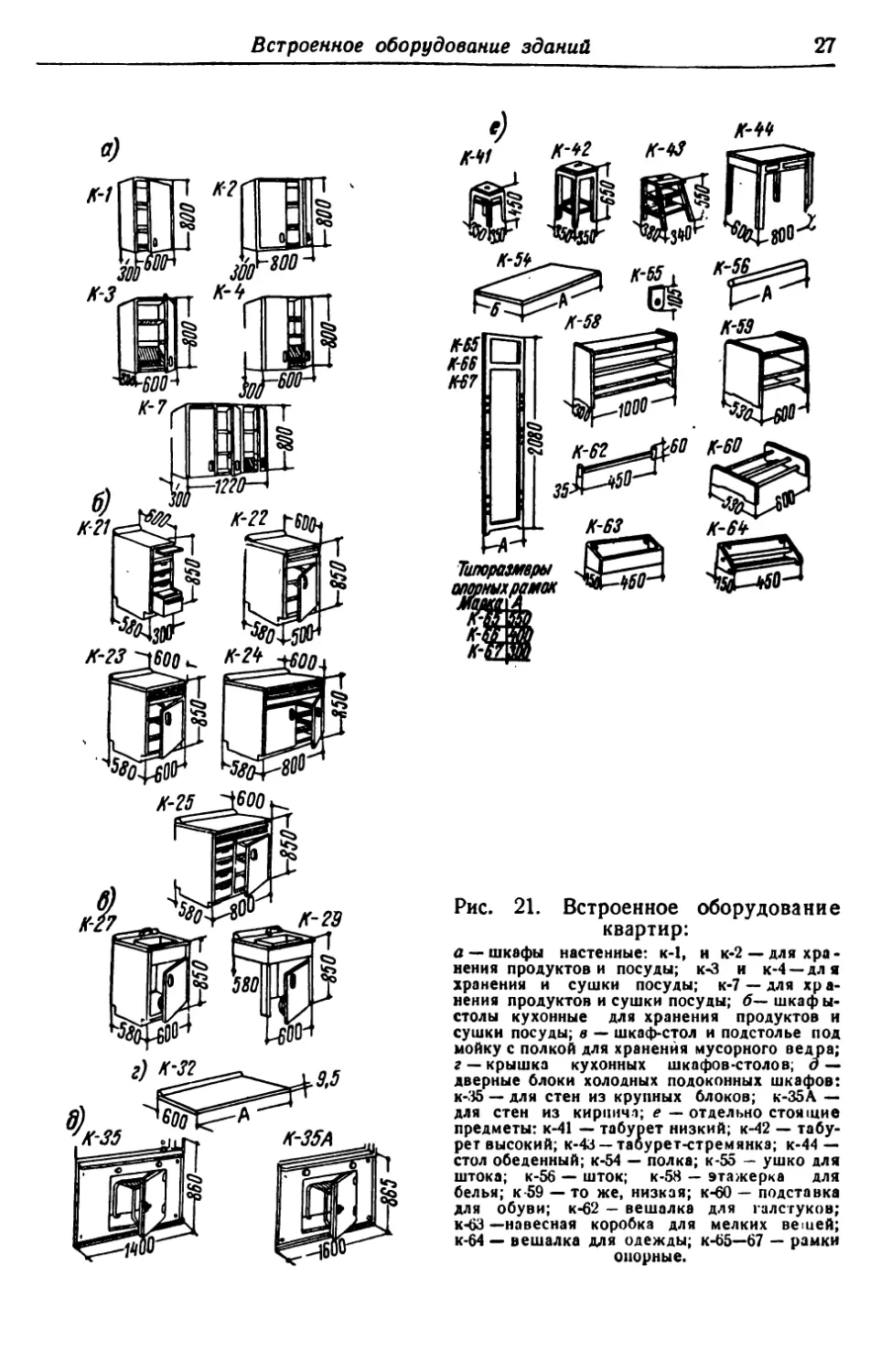
Для внутреннего оборудования
встроенных шкафов применяют изде-
лия заводского изготовления (рис.
21), перечень которых приведен в
табл. 3.
Таблица 3
Изделия для оборудования
встроенных шкафов
Наименование
изделий
Размеры
(в мм)
Рамки опорные .... К-65 К-66 К-67 2080 2080 2080
Опорные стойки:
с отверстиями . . К-51 2080
без отверстий . . К-52 2080
Подполочная планка . К-53 Раз-
лич-
ная
Полка К-53 Раз-
лич-
ная
Ушко для штанги . . К-55 105
Штанга для одежды . К-56 Раз
лич-
ная
Полкодержатель . . . К 57 —
Этажерка для белья . К-58 700
Этажерка для белья низкая К-59 600
Подставка для обуви . К-60 220
Навесная рамка для одежды К-61 1600
Вешалка для галету* ков К-62 60
Навесная коробка для мелких вещей . . К-63 60 и 150
Вешалка для одежды . К-64 150
550 19
400 19
300 19
44 19
44 19
44 19
Раз- лич- ная 19
85 —
— 30
600
850
500 150
420 35
420
420
§ § §
Кухонное оборудование изготов-
ляется преимущественно стационар-
ным из отдельных унифицированных
по размерам элементов. Разработаны
наборы типовых секционных настен-
ных шкафов и шкафов-столов, из
которых можно составлять различ-
ные по назначению и размерам
комплекты.
Встроенное оборудование зданий
27
а)
Рис. 21. Встроенное оборудование
квартир:
а—*шкафы настенные: к-1, и к-2 —для хра-
нения продуктов и посуды; к-3 и к-4 —для
хранения и сушки посуды; к-7 — для хр fl-
нения продуктов и сушки посуды; б— шкафы-
столы кухонные для хранения продуктов и
сушки посуды; в — шкаф-стол и подстолье под
мойку с полкой для хранения мусорного ведра;
г — крышка кухонных шкафов-столов; о —
дверные блоки холодных подоконных шкафов:
к-35 — для стен из крупных блоков; к-35А —
для стен из кирпича; е — отдельно стоящие
предметы: к-41 — табурет низкий; к-42 — табу-
рет высокий; к-43 — таоурет-стремянка; к-44 —
стол обеденный; к-54 — полка; к-55 — ушко для
штока; к-56 — шток; к-58 — этажерка для
белья; к-59 — то же, низкая; к-60 — подставка
для обуви; к-62 — вешалка для галстуков;
к-63 —навесная коробка для мелких вещей;
к-64 — вешалка для одежды; к-65—67 — рамки
опорные.
Г лава П
МЕБЕЛЬ
1. ВИДЫ МЕБЕЛИ
Мебель, предназначенную для до-
машнего обихода, называют домаш-
ней, или бытовой, мебелью, в отли-
чие от специальной мебели: школь-
ной, конторской, театральной, клуб-
ной, больничной, торговой, ресторан-
ной, транспортной и пр
Мебельные изделия должны отве-
чать следующим требованиям:
а) обеспечивать наибольшие удоб-
ства при пользовании ими.
б) удовлетворять эстетическим тре-
бованиям, т е обладать красивой
формой и отделкой;
в) быть пн иеничными, т. е. иметь
по возможности гладкие поверхности,
облегчающие содержание изделий в
чистоте;
г) обладать технологичностью, т е.
простотой изготовления с небольшим
числом технологических операций и
использованием стандартных мате-
риалов;
д) являться экономичной. что
обеспечивается, наряду с технологич-
ностью, простотой конструкции, не-
большой затратой материалов, дол-
говечностью и отсутствием изли-
шеств в отделке
Особые требования предъявляются
к мебели специального назначения
(школьной, больничной, торювой,
производственной и др.) Эти требо-
вания вытекают из назначения ме-
ссли и условий ее эксплуатации.
Бытовая мебель подразделяется
на следующие классы.
Высший класс — высококачествен-
ная мебель в гарнитурах или от-
дельные предметы единого архитек-
турно-художественного стиля, изго-
товленные из массива или облицо-
ванные древесиной ценных пород,
полированные в зеркальный или ма-
товый тон; мягкая мебель имеет
шелковую, бархатную, ковровую или
кожаную обивку.
Первый класс — мебель в гарни-
турах или отдельные предметы еди-
ного архитектурно-художественного
стиля, изготовленные из массива или
облицованные снаружи и внутри
лиственными породами, полирован-
ные в глянцевый или матовый тон
или располированные; мягкие эле-
менты обиты мебельными тканями,
дерматином или текстовинитом высо-
кого качества.
Второй класс — вся остальная ме-
бель, кроме простейшей кухонной
мебели, относимой к оборудованию.
Для мебели установлены товар-
ные артикулы, указывающие вид то-
вара (мебель отнесена ко 2 му ви-
ду), группу, предмет в группе, архи-
тектурный вариант, конструктивный
вариант и класс
Принято следующее разделение
мебели на группы и предметы в
группе;
1. Спальная мебель; 1 — шкаф для платья и белья, 2 —кровать, 3 —
тумбочка прикроватная, 4 — туалет, 5 - бан-
ке iKa, о — пуфик, 7 — матрац, S — наматрасник.
2. Столовая мебелы 1 — 6УФет» 2 - стол обеденный, 3 — стул, 4 —
стол сервировочный, 5 — столик для радиопри-
емника, б — горка.
Виды мебели
29
ная мебель:
4. Кухонная мебель:
5. Детская мебель:
3. Кабинетная И ГОСТИ- 1—СТОЛ письменный, 2 — кресло рабочее. 3 —
кресло клубное, 4 — диван клубный, 5 — стул
кабинетный, 6— шкаф книжный, 7 — полка
книжная, 8 — стол телефонный, 9 — стол гостии*
ный.
1 — буфет кухонный, 2 — полка кухонная, 3 —
стол кухонный, 4 — табурет, 5 — ящик хозяй-
ственный.
1 — кровать детская, 2 — стул детский, 3 — стол
детский. 4 — шкаф детский.
6. Коридорная И ПОДСОб- 1 — вешалка, 2 — зеркала
ная мебель:
7. Комбинированная ме- 1 — тахта-кровать. 2 — диван-кровать. 3 — ком-
бель' бинированный шкаф-буфет, 4 — секретер.
8. Прочая мебель: 1 — шезлонг, 2 — этажерка, 3 — карниз оконный,
4 — стул курортный.
Архитектурный вариант характери-
зует мебельное изделие в отноше-
нии его оформления: I — простое,
2 — с резными накладками, 3 —в за-
висимости от тона окраски и т. д.
Конструктивный вариант характе-
ризует изделие по конструктивным
признакам — количеству дверок, раз-
борности и др.
Артикул обозначается цифрами,
соответствуюшими номеру каждого
признака. Так например, шкаф для
платья и белья, двухдверный, про-
стого оформления первого класса
будет иметь артикул 211 12—1, где
последовательно отмечено, вид то-
вара (2), группа (I), предмет (I), а
затем, после точки, указывается
архитектурный вариант (I). кон-
структивный вариант (2 — двухдвер-
ный) и класс изделия.
Мебельное изделие состоит из
разных конструктивных элементов,
брусков, щитов, рамок, коробок, фи-
ленок, обивки и пр По преоблада-
нию того или иного элемента в из-
делии различают несколько основ-
ных конструктивных типов мебели.
Брусковая, или решетчатая, ме-
бель состоит из брусков с незначи-
тельным дополнением другими эле-
ментами (стул, стол и т. п.)
Рамочная, или корпусная, мебель
имеет основу из простых или филен-
чатых рамок.
Щитовая мебель собирается из
щитов, соединяемых между собой
жесткими или разъемными соедине-
ниями или укрепляемых на рамке
(каркасе) из брусков.
Брусковую, рамочную и щитовую
мебель принято называть столяр-
ной
Мягкая мебель имеет элементы
с мягкой пружинной основой и
обивку тканевым и другим лицевым
материалом
По производственно-технологиче-
скому признаку изготовления мебель
делится на столярную — массивную
и фанерованную, гнутую, гнутосто-
лярную. гнутоклееную, плетеную,
металлическую
Массивная рамочная мебель в на-
стоящее время вытесняется фанеро-
ванной щитовой мебелью, имеющей
гладкие формы и потому в большей
степени удовлетворяющей санитар-
но-гигиеническим требованиям, менее
трудоемкой в изготовлении.
Гнутая мебель состоит из гнутых
элементов целой древесины.
Гнутостолярная меоель состоит из
гнутых элементов с добавлением
брусковых или рамочных элементов.
Разновидностью этою типа являе1ся
мебель из гнутопропильных элемен-
тов, имеющих в местах изгиба про-
пилы, в которые заложен шпон на
клею.
Гнутоклееная мебель имеет детали,
склеенные из отдельных реек или
полос шпона и при этом изогнутых
в шаблоне требуемой формы. Раз-
новидностью ее является штамповоч-
ная мебель, имеющая вместо плос-
ких щитовых элементов изогнутые
детали, полученные путем прессова-
ния нескольких слоев шпона одно-
временно со склейкой.
30
Мебель
Плетеная мебель изготовляется из
ивовых прутьев и палок.
Металлическая мебель изготов-
ляется с применением основных эле-
ментов из металлических, большей
частью дюралюминиевых труб и раз-
личных декоративных покрытий.
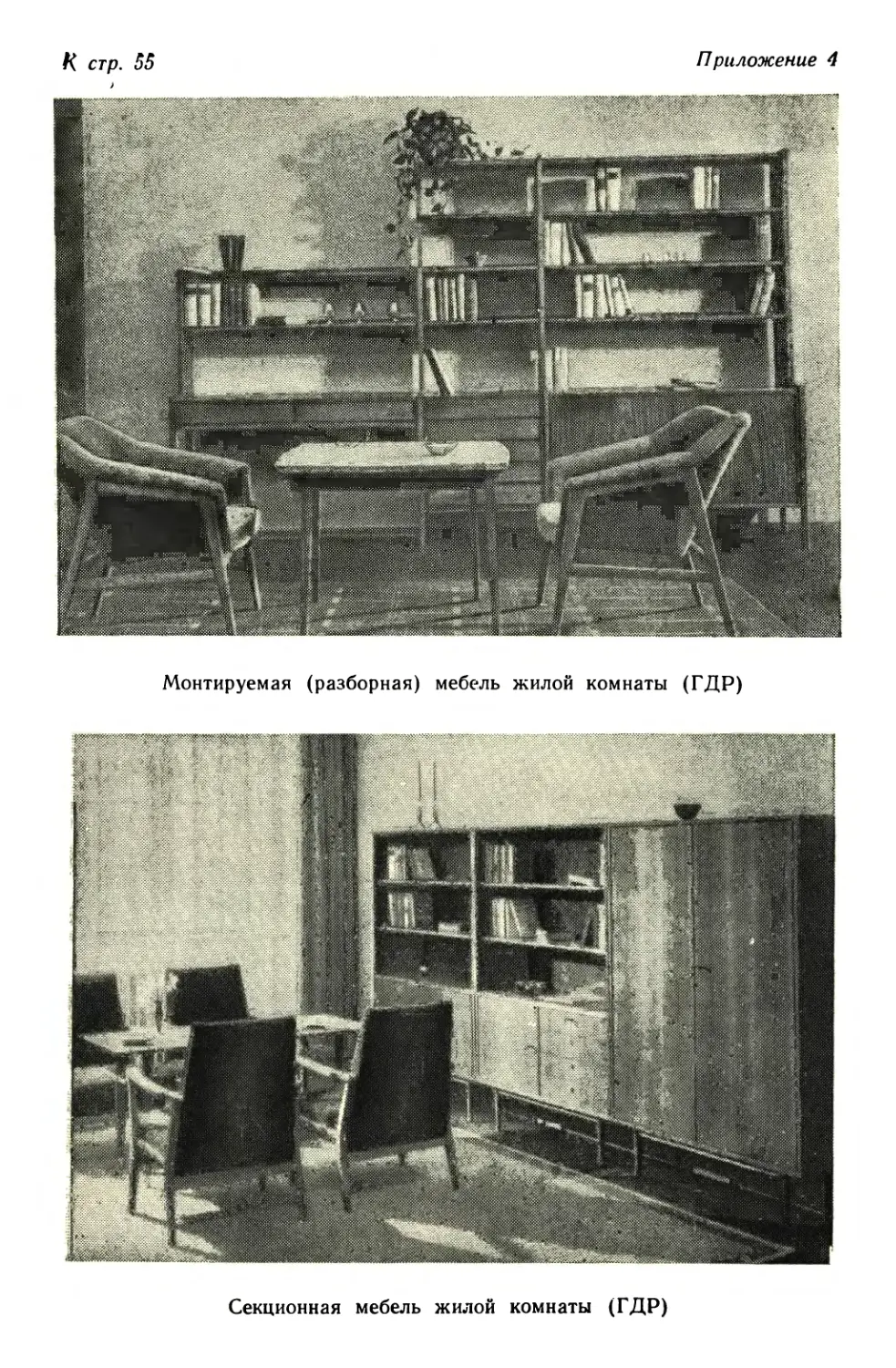
Мебель бывает разборной и
неразборной. Неудобства, свя-
занные с перевозкой и перестанов-
кой крупных предметов неразборной
мебели, обусловили широкое распро-
странение изделий с разъемными
соединениями конструктивных эле-
ментов (секционная, стеллажная и
универсально-разборная мебель).
Секционная мебель состоит из
ряда отдельных объемных элемен-
тов (секций), позволяющих соста-
влять из них различные виды ме-
бели. Например, из набора узких
шкафов-секций, ящиков и тумбочек
можно составить гардероб, письмен-
ный стол и шифоньер в зависимости
от потребности, а также размеров и
планировки помещения.
Стеллажная мебель отличается от
секционной тем, что' объемные эле-
менты, ящики и щиты устанавлива-
ются на стойки, размещенные через
определенные интервалы. Стойки де-
лают из щитов, брусков и металли-
ческих труб с отверстиями для за-
крепления элементов.
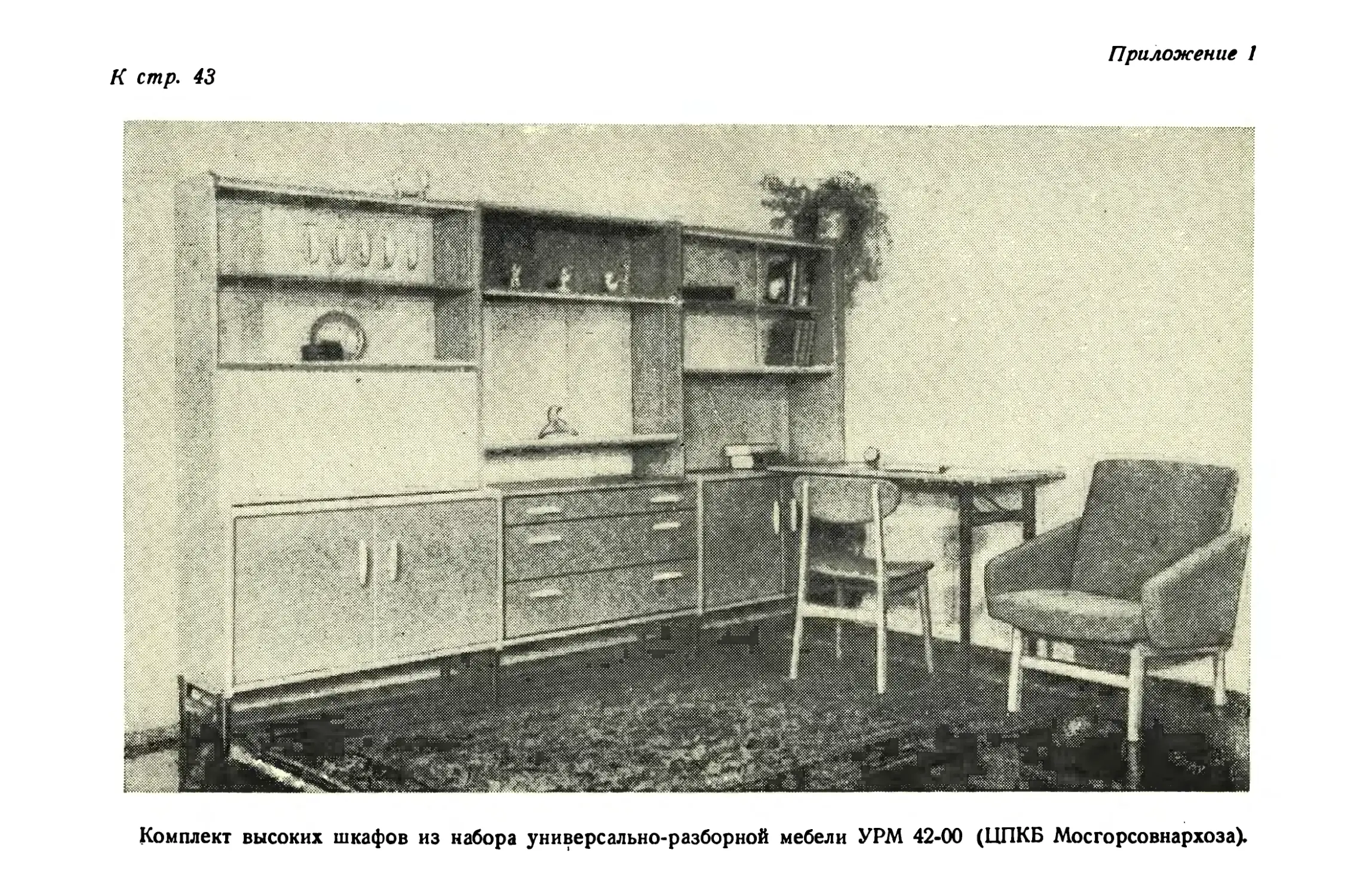
Универсально-разборная мебель
собирается из плоских унифициро-
ванных щитовых деталей, образую-
щих каркас, к которому крепятся
дверки, откидные доски, стекла и
другие элементы.
Перечисленные новые виды мебели
широко представлены в комплектах-
наборах для квартир односемейного
заселения.
2. БЫТОВАЯ МЕБЕЛЬ
Тип мебели и ее внешние размеры
(габариты) должны соответствовать
характеру помещений, для которых
она предназначается, и потребно-
стям тех, кто ею пользуется. В осо-
бенности это относится к бытовой
мебели, составляющей обстановку
квартир.
Ниже приводятся основные типы и
размеры наиболее распространенных
предметов бытовой мебели.
Стулья и кресла (рис. 22) делятся
на столярные, гнутые, гнутостоляр-
ные, гнутоклееные и металличе-
ские, а также на жесткие, полужест-
кие, полумягкие и мягкие.
Столярные стулья делают из твер-
долиственных древесных пород. Они
состоят из задних высоких ножек,
передних ножек, царг, проножек,
сиденья и спинки. Ножкам стула
придают разнообразную форму в со-
ответствии со стилем мебели. Зад-
ние ножки имеют уклон, внизу —
для придания стулу большей устой-
чивости, а вверху — для удобства
сидения.
Жесткие стулья и кресла изгото-
вляют с сиденьями и спинками из
массивной древесины, фанеры, пласт-
массы и других твердых материа-
лов.
Полужесткие изделия имеют си-
денья с тонким слоем (5—10 мм)
мягкого набивочного материала (ва-
ты, пакли, морской травы и т. п.),
покрытого сверху декоративным ли-
цевым материалом. Спинки таких
стульев и кресел изготовляют жест-
кими и полу жесткими.
Полумягкие стулья и кресла изго-
товляют с полумягкими сиденьями,
состоящими из слоя толщиной 20—
70 мм мягкого набивочного материа-
ла, покрытого декоративным лице-
вым материалом. Спинки делают
жесткими, полужесткими и полумяг-
кими.
Гнутые стулья делают из массив-
ной древесины. Элементы стула сое-
диняют на болтах и винтах.
Гнутоклееные стулья и кресла
имеют две параллельно расположен-
ные пары П-образно выклеенных
ножек и гнутоклееную совмещенную
спинку-сиденье. Ножки соединяют с
сиденьем на клею или болтах; для
прочности ножки соединяют между
собой проножками.
Бытовая мебель
31
Кресла (рис. 23) имеют подлокот-
ники, расположенные на высоте
62—67 см от пола. Ширина и глу-
бина сиденья у кресел больше, чем
у стульев.
Внешние основные размеры (габа-
риты) полумягких стульев и кресел
несколько больше габаритов обыч-
Рис. 22. Стулья:
а — стул полужесткий; б — стул полужесткий
с гнутой царгой; в — стул полумягкий;
г — гнутый стул; д — стул гнутостолярный;
е — стул гнутоклееный; ж — полумягкий
стул с металлическими ножками.
Рис. 23. Кресло полужесткое.
ных жестких стульев. Высота стула
и кресла от пола до верха сиденья
42—46 см. Наибольшая высота верха
и спинки от пола 90 см; наиболее
удобной является высота 85—87 см.
Основные размеры жестких, полужестких и полумягких стульев и
кресел (в лмс)*1
Стулья Кресла
Высота от пола до сиденья..........................................440—4ь0 400—460
• • • . верха обычной спинки................................ 780—900 780—900
• . . • . поясничной спинки...............................650—750 650—750
Ширина сиденья спереди .............................................380—460 480—580
Глубина . (до задних ножек):
для трапециевидных сидений..........................................370—440 400—500
для полукруглых (подковообразных)................................350—440 400—460
1 Размеры мебельных изделий, отмеченные звездочкой, надлежит уточ-
нять в соответствии с Республиканскими техническими условиями (РТУ).
32
Мебель
Диаметр круглого сиденья...............................................400—440 420—50В
Радиус изгиба спинки (в плане).........................................350—700 350—700
Угол наклона спинки (в *)...............................................10—18 10—18
Наибольшая высота поллокотника (от сиденья).............................. — 200—200
Наклон сиденья (от передних ножек к задним).............................. 10 20
Стрела прогиба (выпуклости) сиденья, изогнутого в поперечном направлении 15 15
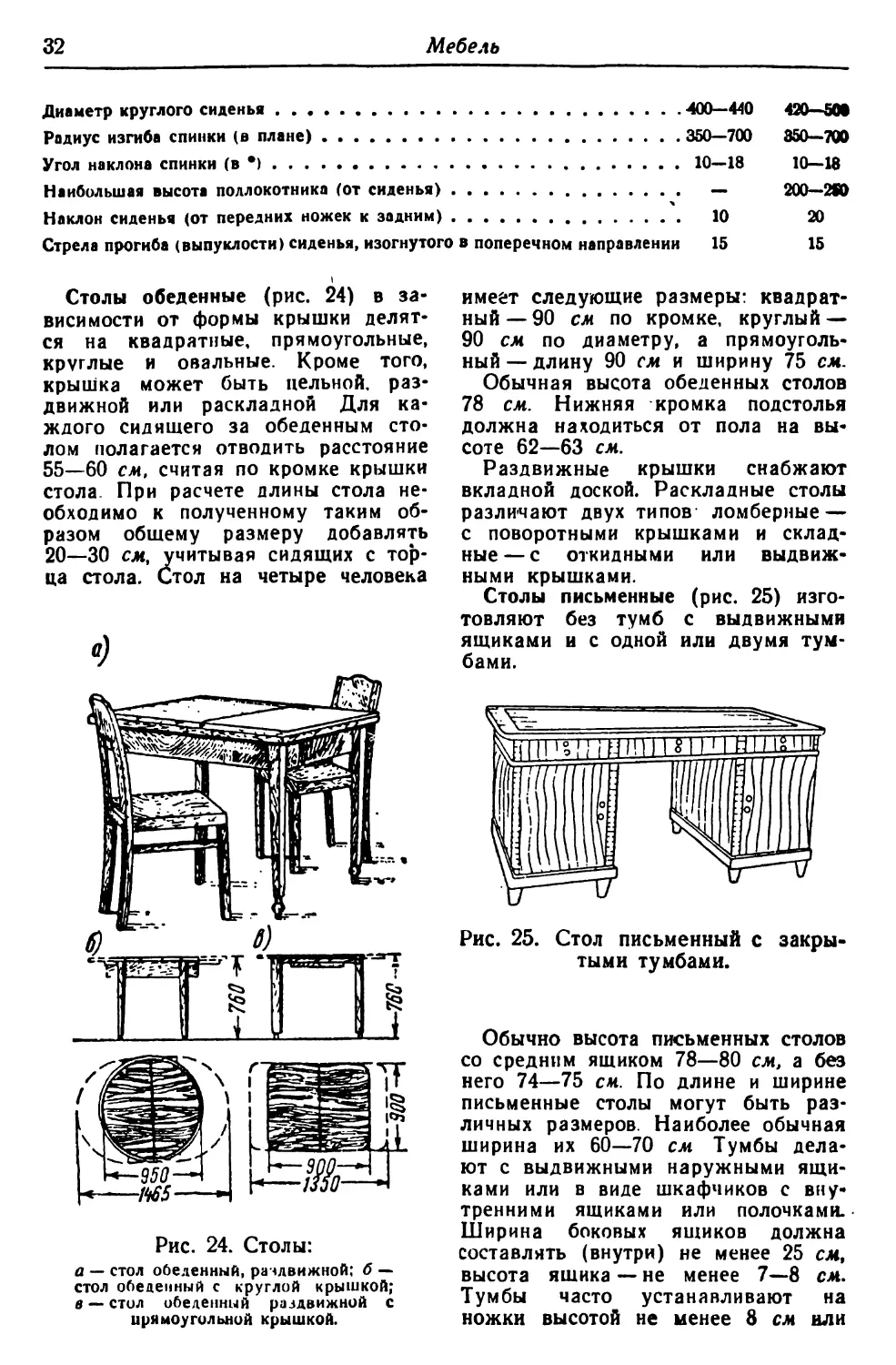
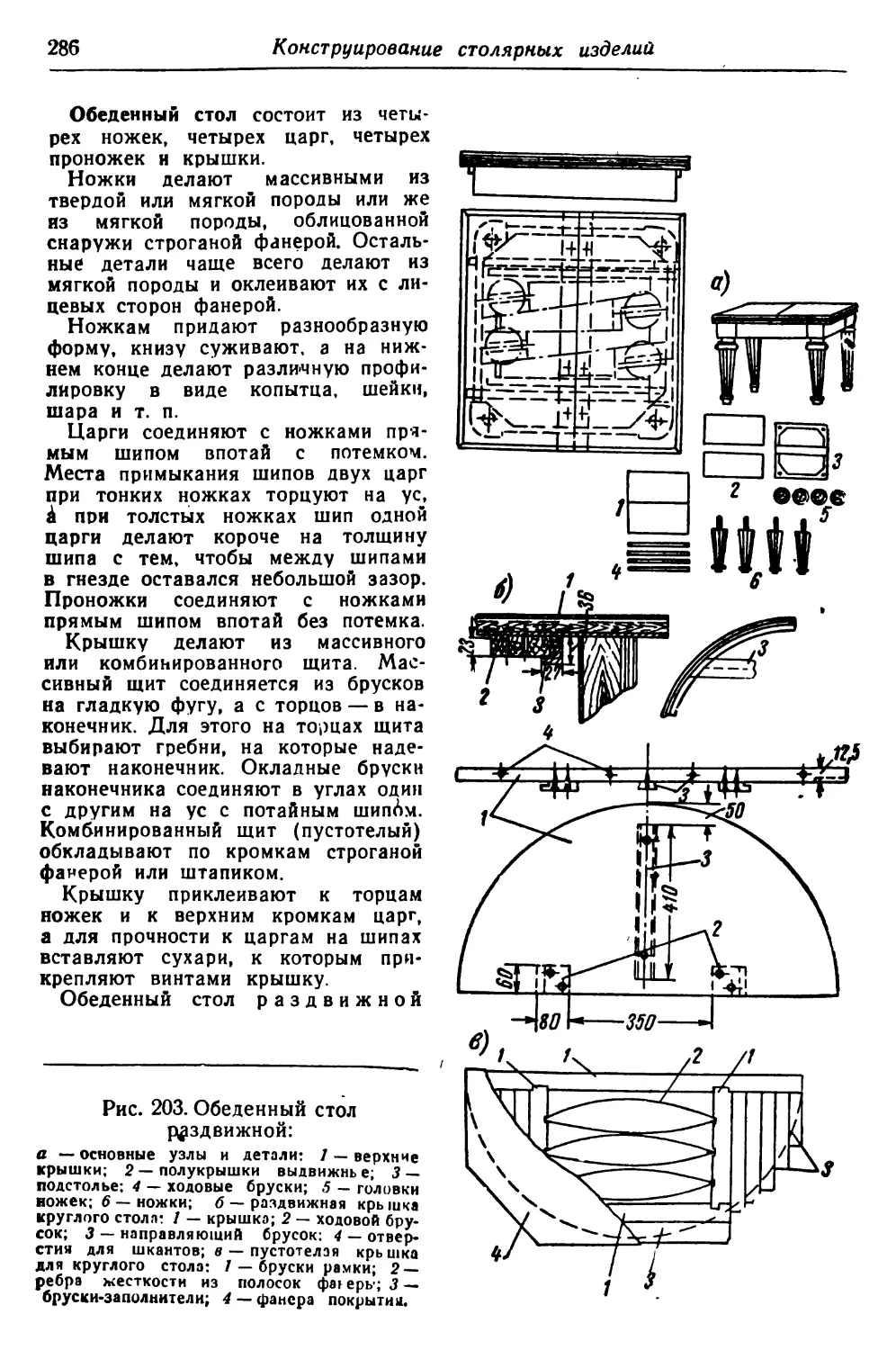
Столы обеденные (рис. 24) в за-
висимости от формы крышки делят-
ся на квадратные, прямоугольные,
круглые и овальные. Кроме того,
крышка может быть цельной, раз-
движной или раскладной Для ка-
ждого сидящего за обеденным сто-
лом полагается отводить расстояние
55—60 см, считая по кромке крышки
стола. При расчете длины стола не-
обходимо к полученному таким об-
разом общему размеру добавлять
20—30 см, учитывая сидящих с тор-
ца стола. Стол на четыре человека
Рис. 24. Столы:
а — стол обеденный, раздвижной; б —
стол обеденный с круглой крышкой;
в — стол обеденн14й раздвижной с
прямоугольной крышкой.
имеет следующие размеры: квадрат-
ный— 90 см по кромке, круглый —
90 см по диаметру, а прямоуголь-
ный— длину 90 см и ширину 75 см.
Обычная высота обеденных столов
78 см. Нижняя кромка подстолья
должна находиться от пола на вы-
соте 62—63 см.
Раздвижные крышки снабжают
вкладной доской. Раскладные столы
различают двух типов ломберные —
с поворотными крышками и склад-
ные— с откидными или выдвиж-
ными крышками.
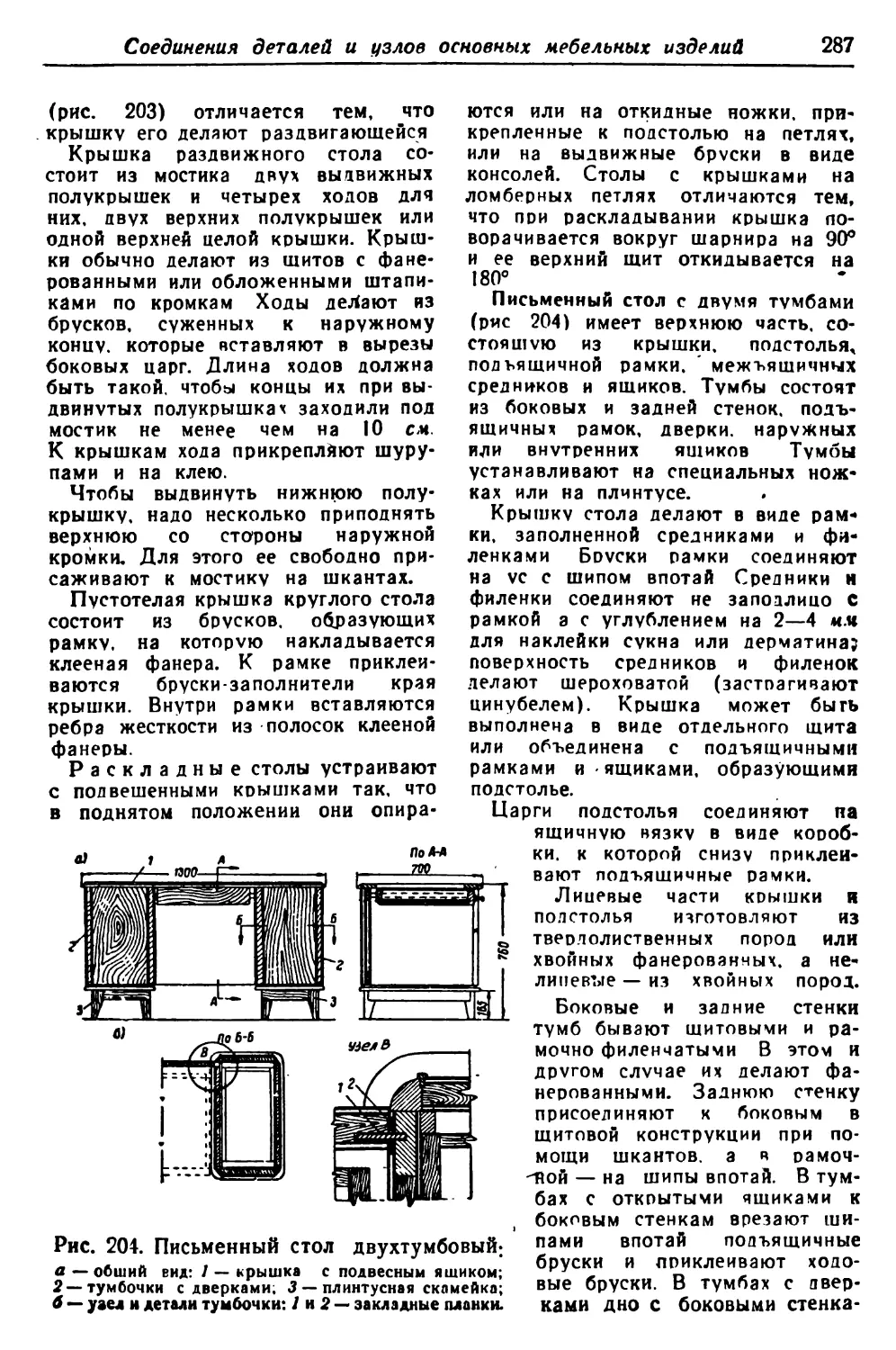
Столы письменные (рис. 25) изго-
товляют без тумб с выдвижными
ящиками и с одной или двумя тум-
бами.
Рис. 25. Стол письменный с закры-
тыми тумбами.
Обычно высота письменных столов
со средним ящиком 78—80 см, а без
него 74—75 см. По длине и ширине
письменные столы могут быть раз-
личных размеров. Наиболее обычная
ширина их 60—70 см Тумбы дела-
ют с выдвижными наружными ящи-
ками или в виде шкафчиков с вну-
тренними ящиками или полочками.
Ширина боковых ящиков должна
составлять (внутри) не менее 25 cjh,
высота ящика — не менее 7—8 см.
Тумбы часто устанавливают на
ножки высотой не менее 8 см или
Бытовая мебель
33
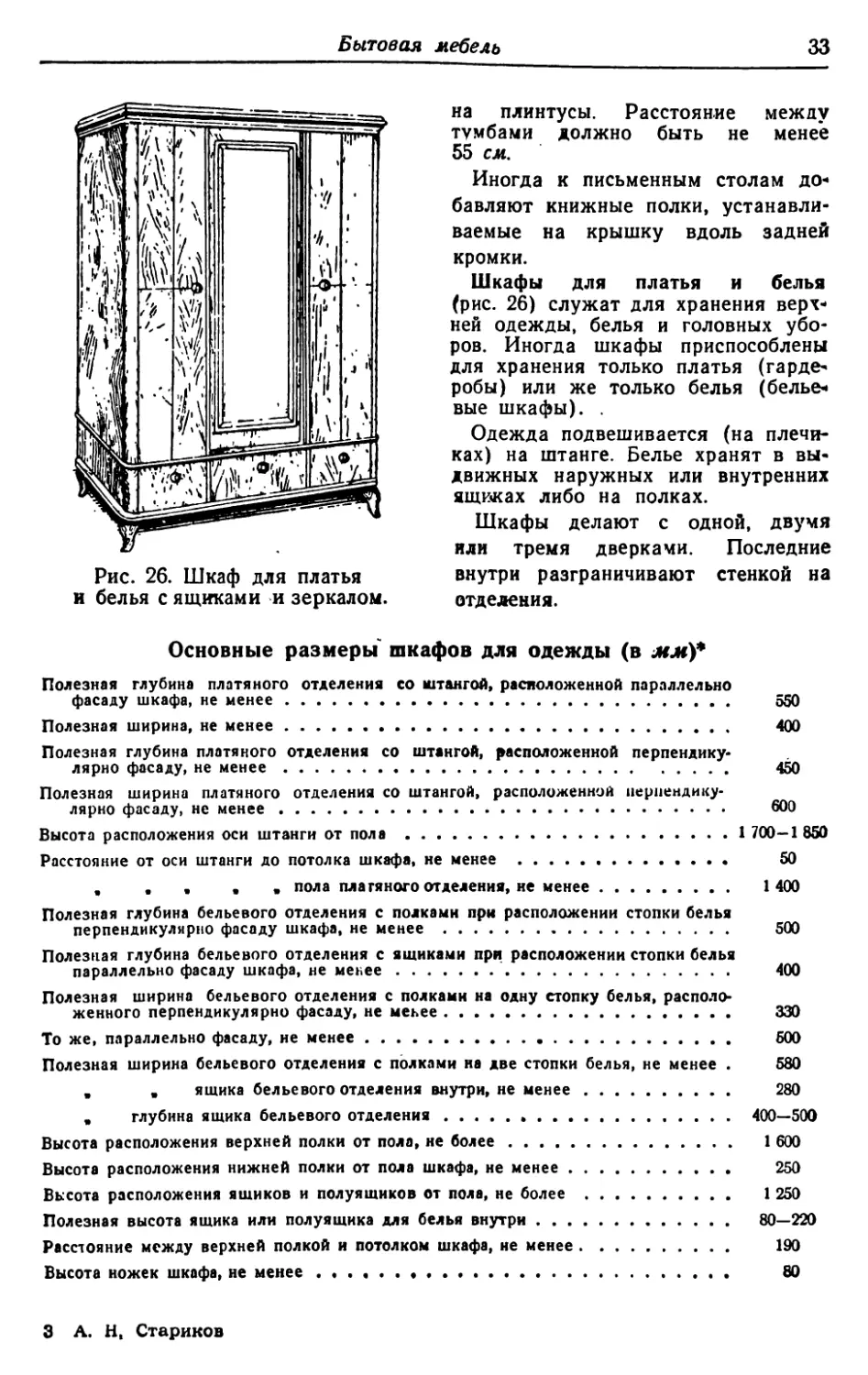
Рис. 26. Шкаф для платья
и белья с ящиками и зеркалом.
на плинтусы. Расстояние между
тумбами должно быть не менее
55 см.
Иногда к письменным столам до*
бавляют книжные полки, устанавли-
ваемые на крышку вдоль задней
кромки.
Шкафы для платья и белья
(рис. 26) служат для хранения верх-
ней одежды, белья и головных убо-
ров. Иногда шкафы приспособлены
для хранения только платья (гарде-
робы) или же только белья (белье*
вые шкафы). .
Одежда подвешивается (на плечи-
ках) на штанге. Белье хранят в вы-
движных наружных или внутренних
ящиках либо на полках.
Шкафы делают с одной, двумя
или тремя дверками. Последние
внутри разграничивают стенкой на
отделения.
Основные размеры шкафов для одежды (в jkjm)*
Полезная глубина платяного отделения со штангой, расположенной параллельно
фасаду шкафа, не менее.................................................... 550
Полезная ширина, не менее................................................. 400
Полезная глубина платяного отделения со штангой, расположенной перпендику-
лярно фасаду, не менее.................................................... 450
Полезная ширина платяного отделения со штангой, расположенной перпендику-
лярно фасаду, не менее................................................... 600
Высота расположения оси штанги от пола.................................... 1 700—1 850
Расстояние от оси штанги до потолка шкафа, не менее ...................... 50
w . . • • пола платяного отделения, не менее............. 1400
Полезная глубина бельевого отделения с полками при расположении стопки белья
перпендикулярно фасаду шкафа, не менее.................................... 500
Полезная глубина бельевого отделения с ящиками при расположении стопки белья
параллельно фасаду шкафа, не менее........................................ 400
Полезная ширина бельевого отделения с полками на одну стопку белья, располо-
женного перпендикулярно фасаду, не меьее.................................. 330
То же, параллельно фасаду, не менее....................................... 500
Полезная ширина бельевого отделения с полками на две стопки белья, не менее . 580
. . ящика бельевого отделения внутри, не менее.................. 280
, глубина ящика бельевого отделения.................................. 400—500
Высота расположения верхней полки от пола, не более....................... 1 600
Высота расположения нижней полки от пола шкафа, не менее.................. 250
Высота расположения ящиков и полуяшиков от пола, не более................. 1 250
Полезная высота ящика или полуящика для белья внутри...................... 80—220
Расстояние между верхней полкой и потолком шкафа, не менее................ 190
Высота ножек шкафа, не менее.............................................. 80
3 А. Н, Стариков
34
Мебель
Шкафы для посуды (буфеты)
предназначены для хранения сто-
ловой, чайной посуды и столового
белья. Обычно буфеты состоят из
двух частей: низка и верхушки.
Иногда верхушка имеет нишу и
остекленные дверки, а низок снаб-
жен выдвижными ящиками для сто-
ловых приборов.
Буфеты малые (серванты) имеют
низкую верхнюю часть, скрепленную
в одно целое с низком (рис. 27).
Рис. 27. Сервант.
Основные размеры шкафов для посуды (в ллм)*
Полезная глубина нижнего шкафчика, не менее.................................... 400
• • верхнего шкафчика, не менее . .'............................... 300
• ширина шкафа, не менее................................................ 650
Высота нижнего шкафчика....................................................... 850-1 000
« ниши, не менее............................................................. 250
Расстояние от пола до верхней пилки, не более................................. 1 600
Полезная ширина яшика для приборов, не менее................................... 250
. высота яшика для приборов.............................................. 80
„ ширина ящика для столового белья, не менее . ........................ 480
. высота ящика для столового белья, не менее............................ 150
Расстояние от пола нижнего шкафчика до полки, не менее........................ 300
„ . . верхнего шкафчика до полки, не менее........................ 250
Высота ножек шкафа, не менее.................................................. 30
Шкафы книжные (рис. 28, а) бы-
вают закрытые и открытые. Полки
в книжных шкафах делают переста-
вляемыми, чтобы их можно было
располагать соответственно высоте
книг. По высоте ш^афы могут со-
стоять из одного или двух отделе-
ний (верхнего и нижнего) и быть
разборными и неразборными. Ниж-
ние отделения делают глубже верх-
них или такой же г чубины и« снаб-
жают глухими (неостекленными)
дверками.
Книжные шкафы изготовляют так-
же сборными из отдельных секций,
из которых, устанавливая их ojihv
на другую, составляют шкаф боль-
шой вместимости. Боковые стороны
секционных шкафов делают глад-
кими без выступов
а)
Рис. 28,а. Книжный шкаф.
Бытовая мебель
35
Основные размеры книжных шкафов (в лслг)*
Полезная глубина нераэборного шкафа, не менее.................................
• • верхнего отделения разборного шкафа, не менее...................
, . нижнего отделения разборного шкафа, не менее.......................
Полезная ширима шкафа, не менее...............................................
Высота нижнего шкафчика, не менее.............................................
i I i § I
• от пола до верхней полки, не более......................................1 800
• ножек шкафа, не менее................................................... 80
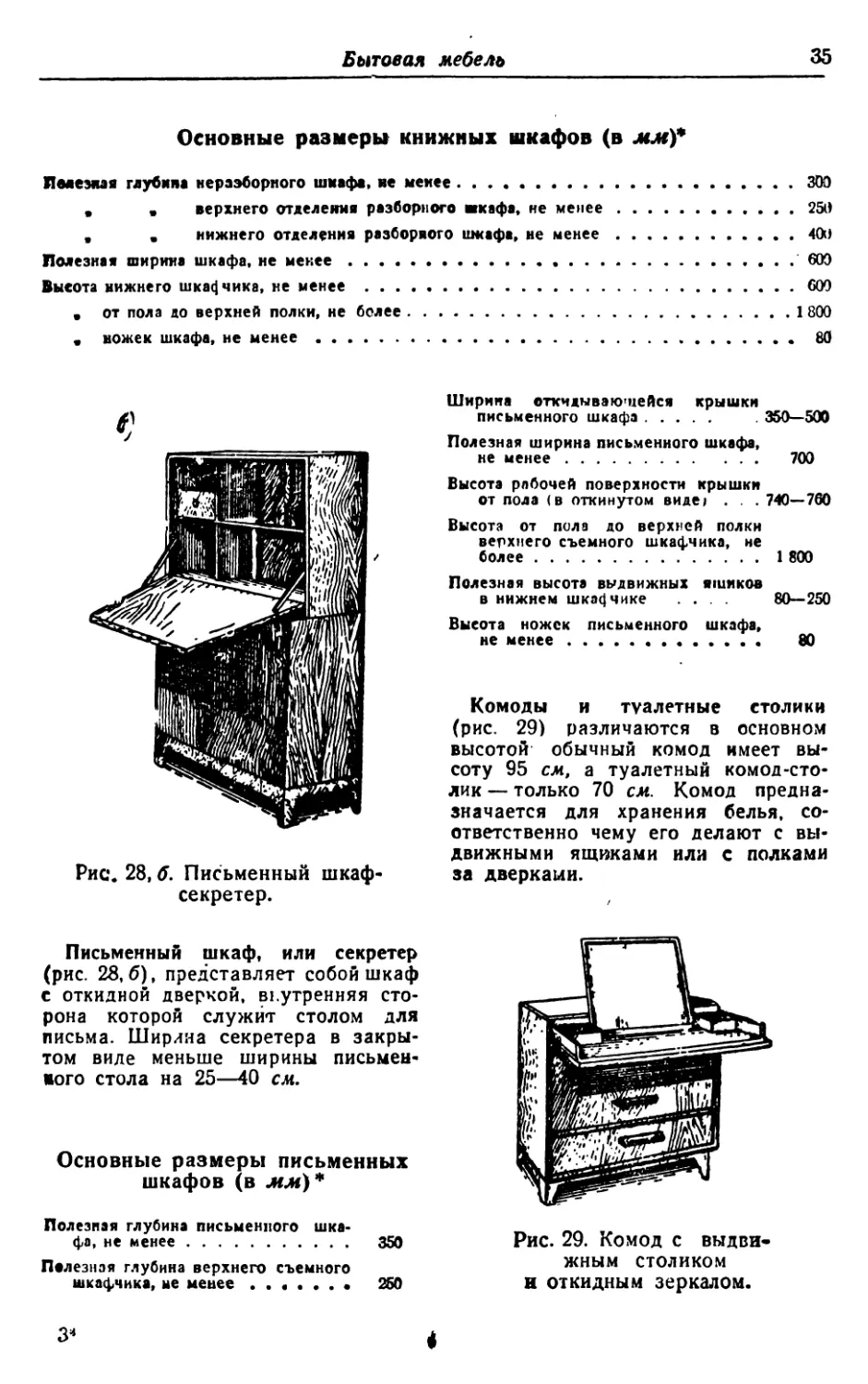
Рис. 28, б. Письменный шкаф-
секретер.
Ширина откидывающейся крышки
письменного шкафа........... . 350—500
Полезная ширина письменного шкафа,
не менее.......................... 700
Высота рабочей поверхности крышки
от пола (в откинутом виде, . . . 740— 760
Высота от пола до верхней полки
верхнего съемного шкафчика, не
более............................1 800
Полезная высота выдвижных я ши ков
в нижнем шкафчике .... 80— 250
Высота ножек письменного шкафа,
не менее........................... 80
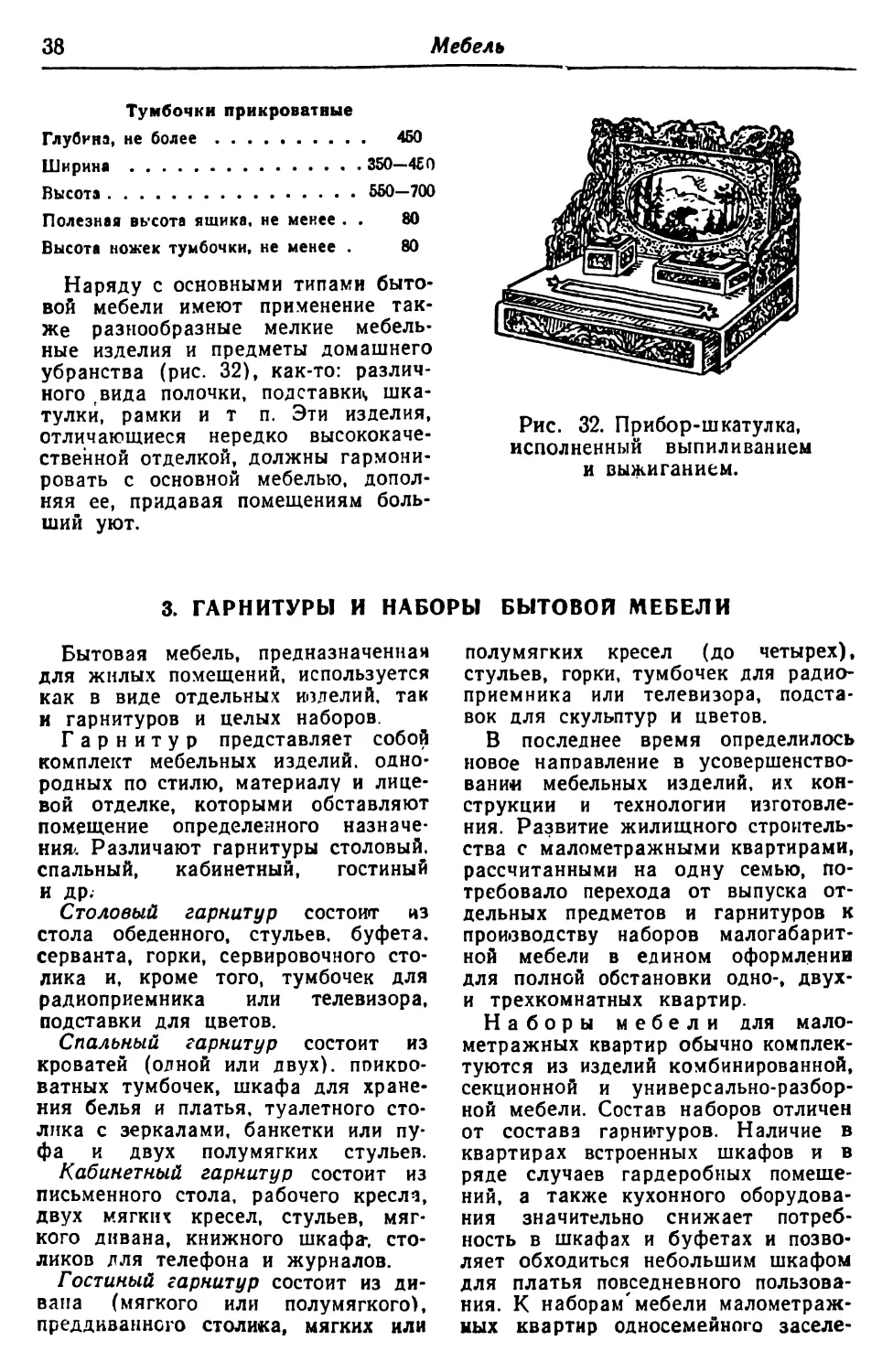
Комоды и туалетные столики
(рис. 29) различаются в основном
высотой обычный комод имеет вы-
соту 95 см, а туалетный комод-сто-
лик — только 70 см. Комод предна-
значается для хранения белья, со-
ответственно чему его делают с вы-
движными ящиками или с полками
за дверками.
Письменный шкаф, или секретер
(рис. 28,6), представляет собой шкаф
с откидной дверкой, внутренняя сто-
рона которой служит столом для
письма. Ширина секретера в закры-
том виде меньше ширины письмен-
шого стола на 25—40 см.
Основные размеры письменных
шкафов (в jhjw)*
Полезная глубина письменного шка-
Рис. 29. Комод с выдви-
жным столиком
н откидным зеркалом.
фа, не менее.................... 350
Полезная глубина верхнего съемного
шкафчика, не менее................ 250
3*
4
36
Мебель
Основные размеры комодов
(в мм)*
Полезная глубина ящика комода 470
Ширина ящика комода внутри . 600— 900
Высота комода............. 750—1 100
• ящиков комода внутри . . 80—250
Комод, состоящий из низа с вы-
движными ящиками и верха с пол-
ками, закрытыми дверцами, назы-
вают шифоньером. Высота его
140—150 см.
Туалетные столики делают с вы-
движными ящиками для хранения
туалетных принадлежностей. Иногда
устраивают откидные зеркала, кото-
рые в опущенном положении служат
крышкой столика.
Мягкую мебель (рис. 30),
к которой относятся стулья, кресла,
диваны, оттоманки, а также кро-
вати, кушетки и матрацы, изгото-
вляют с мягкими пружинными си-
деньями, спинками и подлокотни-
ками. Сиденья, спинки и подлокот-
ники могут быть прикрепленными, вы-
движными, откидными и съемными.
Рис. 30. Мягкая мебель:
а — диван с кожаной обивкой; б — тахта:
Высота сидений 38—42 см от пола.
Каркас мягкой мебели обычно дела-
ют из хвойных пород, набивают его
пружинную часть набивочными и на-
стилочными материалами, а затем
покрывают различными тканями. Не
покрытые тканями лицевые поверх-
ности фанеруют.
Основные размеры мягких стульев, кресел и диванов (в мм)*
Высота сиденья от пола Стулья 350 - 460 -Кресла 350- 460 Диваны 350- 460
Высота спинки от пола:
на высоте поясницы 560 - 650 560—650 560 - 650
для опирания плечами 780-850 780 - 850 780 - 850
для опирания плечами и головой 1 050-1 150 1 050-1 150 1050-1 150
Ширина сиденья спереди , Не менее 460 500-600 1 Не менее 1 300
Глубина сиде: ья до спинки 540 - 650 540-650 540-650
Угол наклона спинки (в °) 10-14 10-14 10-14
Наибольшая высота подлокотника (от сиденья) . — 200-250 200-250
Наклон сиденья 30-50 30-50 30-50
Наклон подлокотника — 30-50 Е0-50
Максимальный радиус изгиба спитки 800 800 —
Рекомендуемый радиус изгиба спинки 550 550 —
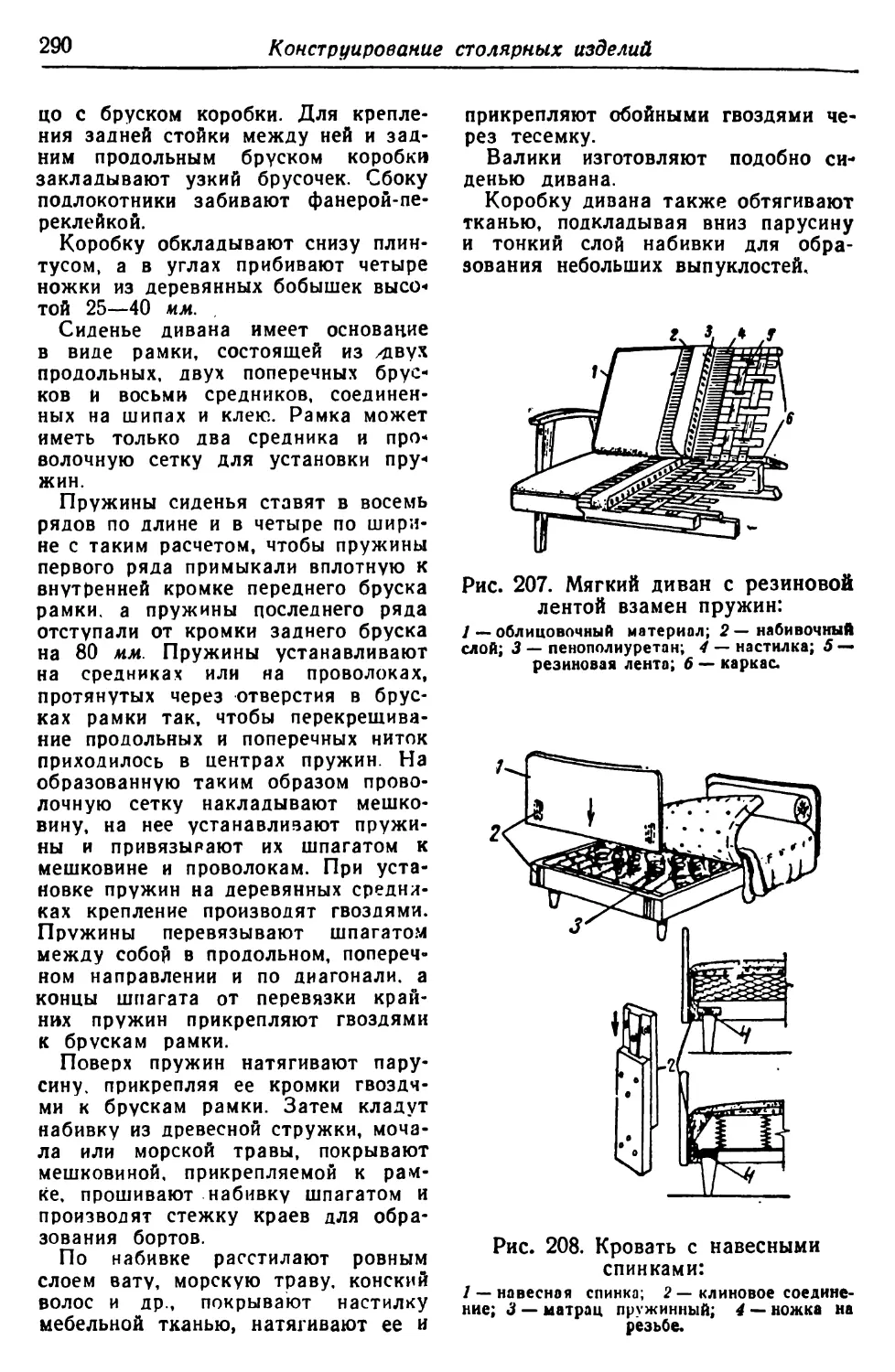
Кровати деревянные (рис. 30, в) спинками. Каркасная кровать состоит
бывают каркасные и с навесными из двух спинок, соединяемых царга-
1 У кресел и диванов ширина указана между подлокотниками.
Бытовая мебель
37
Рис. 30 (продолжение):
в — двухспальная кровать с навесными спин*
ками; г —^кровать с металлическими ножками.
Рис. 31. Комбинированная
мебель:
а — комбинированный шкаф для
платья, белья, книг и посуды; б —
кресло-кровать.
м», на которые укладывается пру-
жинный матрац. Соединение царг со
спинками делают разъемным. Кро-
вати с навесными спинками отлича-
ются тем, что в рамку матраца
снизу ввинчиваются ножки, а спинки
крепятся к рамке матраца на клино-
вых или другого вида стяжках.
По размерам кровати разделяются
на одинарные, полуторные и двой-
ные.
Основные размеры деревянных
кроватей (в мм)*
Внутренняя длина кровати. . . . 1 900±10
Внутренняя ширина кровати:
одинарной...................... 700—800
полуторной................. 900
двойной.................... 1 100—1200
Высота передней спинки от пола 720—900
. задней спинки от пола . . 600—800
• ножек, не менее............. 80
• верха матраца от пола . 450—500
Комбинированная мебель (рис. 31)
сочетает в одном изделии устрой-
ства, позволяющие использовать его
для различных целей. К таким изде-
лиям относятся: комбинированные
шкафы (шкаф-комод, шкаф-буфет,
буфет-секретер-комод), кресло-кро-
вать, диван-кровать. Иногда у бу-
фета верхнюю дверку делают откид-
ной и пользуются ею как обеденным
столом. Размеры комбинированной
мебели принимаются соответственно
размерам основных типов изделий.
Подсобная мебель служит для
различных бытовых нужд: вешалки
для одежды, столики чайные, кури-
тельные, преддиванные, подзеркаль-
ные, игральные (шахматные), для
радио, патефона и телевизора, при-
кроватные тумбочки, подставки для
цветов и пр.
Основные размеры подсобной
мебели (в мм)*
Вешалки
Глубина полки................... 200—300
Высота от пола до нижнего крючка,
не менее........................... 1 800
Высота от пола до полки для голов-
ных уборов, не менее............... 1 900
Расстояние между крючками по длине
полки.....................,.......... 100
38
Мебель
Тумбочки прикроватные
Глубина, не более.................. 450
Ширина........................... 350—450
Высота......................... 550—700
Полезная высота яшика, не менее . . 80
Высота ножек тумбочки, не менее . 80
Наряду с основными типами быто-
вой мебели имеют применение так-
же разнообразные мелкие мебель-
ные изделия и предметы домашнего
убранства (рис. 32), как-то: различ-
ного (вида полочки, подставки», шка-
тулки, рамки и т п. Эти изделия,
отличающиеся нередко высококаче-
ственной отделкой, должны гармони-
ровать с основной мебелью, допол-
няя ее, придавая помещениям боль-
ший уют.
Рис. 32. Прибор-шкатулка,
исполненный выпиливанием
и выжиганием.
3. ГАРНИТУРЫ И НАБОРЫ БЫТОВОЙ МЕБЕЛИ
Бытовая мебель, предназначенная
для жилых помещений, используется
как в виде отдельных изделий. так
и гарнитуров и целых наборов.
Гарнитур представляет собой
комплект мебельных изделий, одно-
родных по стилю, материалу и лице-
вой отделке, которыми обставляют
помещение определенного назначе-
ния/. Различают гарнитуры столовый,
спальный, кабинетный, гостиный
и др.
Столовый гарнитур состоит из
стола обеденного, стульев, буфета,
серванта, горки, сервировочного сто-
лика и, кроме того, тумбочек для
радиоприемника или телевизора,
подставки для цветов.
Спальный гарнитур состоит из
кроватей (одной или двух), поикоо-
ватных тумбочек, шкафа для хране-
ния белья и платья, туалетного сто-
лика с зеркалами, банкетки или пу-
фа и двух полумягких стульев.
Кабинетный гарнитур состоит из
письменного стола, рабочего кресла,
двух мягких кресел, стульев, мяг-
кого дивана, книжного шкафа-, сто-
ликов для телефона и журналов.
Гостиный гарнитур состоит из ди-
вана (мягкого или полумягкого),
преддиваннсго столика, мягких или
полумягких кресел (до четырех),
стульев, горки, тумбочек для радио-
приемника или телевизора, подста-
вок для скульптур и цветов.
В последнее время определилось
новое направление в усовершенство-
вании мебельных изделий, их кон-
струкции и технологии изготовле-
ния. Развитие жилищного строитель-
ства с малометражными квартирами,
рассчитанными на одну семью, по-
требовало перехода от выпуска от-
дельных предметов и гарнитуров к
производству наборов малогабарит-
ной мебели в едином оформлении
для полной обстановки одно-, двух-
и трехкомнатных квартир.
Наборы мебели для мало-
метражных квартир обычно комплек-
туются из изделий комбинированной,
секционной и универсально-разбор-
ной мебели. Состав наборов отличен
от состава гарнитуров. Наличие в
квартирах встроенных шкафов и в
ряде случаев гардеробных помеще-
ний, а также кухонного оборудова-
ния значительно снижает потреб-
ность в шкафах и буфетах и позво-
ляет обходиться небольшим шкафом
для платья повседневного пользова-
ния. К наборам'мебели малометраж-
ных квартир односемейного заселе-
Гарнитуры и наборы бытовой мебели
39
ния предъявляются особые требова-
ния в отношении номенклатуры из-
делий, их размеров, устройства,
внешнего вида и отделки (табл. 4).
Таблица 4
Набор бытовой передвижной
мебели для квартир односемейного
заселения
Вид мебели Количество на квартиру
одно- комнат- ную двух- комнат- ную трех- комнзт- ную
Стол обеденный раздвижной или раскладной 1 1 1
Стулья для жилых комнат .... 3 6 9
Шкаф посудный . 1 1 1
. книжный . 1 2 3
• письмен- ный (секретер) 1 1 1
Комод с зеркалом — 1 1
Диван 1 — —
Диван-кровать . . Двой- ной Оди- нарный Двой- ной
Кровати одинар- ные — 3 4
Тумбочки прикро- ватные .... 1 2 3
Кресло мягкое . . 1 1 1
Столы рабочие . . — 1 2
Кресла рабочие — 1 2
Столы для телеви- зора или ра- диоприемника 1 1 2
Стол преддиван- ный 1 1
Стол обеденный кухонный . . . 1 1 1
Стулья для кухни 3 3 3
Табурет для кухни 1 1 1
Вешалка в перед- > юю 1 1 1
Банкетка в перед- нюю 1 1 1
Мебель малометражных квартир
должна быть малогабаритной, не
взгромождающей помещение, удоб-
ной для пользования ею, рациональ-
ной конструкции и простой по техно-
логии изготовления.
Типизация, нормализация и унифи-
кация деталей мебели и элементар-
ных узлов-щитов и брусков, соста-
вляющих конструктивную основу из-
делия, облегчают освоение произ-
водства новых изделий, не требуя
значительного изменения технологии,
и позволяют составлять различные
по назначению предметы мебели из
деталей с небольшим количеством
типоразмеоов.
'Разнообразие внешнего оформле-
ния изделий достигается путем за-
мены лишь элементов их отделки,
изменения размеров и формы карни-
зов, плинтусов, ножек, рисунков на-
боров фанеры и подбора древесных
пород и т. п. Элементы изделия, со-
ставляющие его конструктивную ос-
нову — щиты стенок, перегородок,
дверок и внутреннее устройство
(планки, направляющие бруски,
ящики, полки и др.), остаются при
этом без изменения.
Из унифицированных элементов
мебели (УЭМ) собирают в различ-
ных вариантах изделия корпусной
мебели: шкафы для платья и белья,
книжные шкафы, буфеты и серванты,
письменные столы, тумбочки и т. д.,
а также изделия секционной ме-
бели.
Наборы мебели из уни-
фицированных элементов
разработаны Центральным проектно-
конструкторским бюро. Набор
УЭМ-01 собирается из щитов 12 ти-
поразмеров, позволяющих получить
25 различных по назначению изде-
лий; набор УЭМ-02 — из щитов
15 типоразмеров и ящиков 3 типо-
размеров— 52 различных варианта
изделий; набор УЭМ-03—из щитов
13 типоразмеров — 20 различные из-
делий. Наборы УЭМ-04 и УЭМ-05
предусматривают улучшенную отдел-
ку для выпуска мебели высокого
класса. Набор УЭМ 06 из щитов
18 типоразмеров позволяет изгото-
вить 39 вариантов изделий.
В табл. 5 приведены габаритные
размеры основных изделий типовых
наборов мебели из унифицированных
элементов.
40
Мебель
Таблица 5
Габаритные размеры основных изделий типовых наборов мебели
из унифицированных элементов (в мм)
Наименование изделий Набор УЭМ-01 Набор У ЭМ-05 Набор У ЭМ-06
ширина глубина высота ширина глубина высота ширина глубина высота
Шкаф для платья и бсл’я трех- ство^чатый . . 1 300 590 1 738 1 398 584 1752 1 374 582 1 836
Шкаф книжный двухстворча- тый 1 150 385 ”1 738 1 178 380 1 752 1 172 380 1836
Буфет 1 300 575 1 680 1 223 480 1 768 1 172 480 1 786
Стол письменный однотумсовый 1 050 590 760 1 100 600 760 1 062 656 760
Столик для теле- визора .... 730 590 600 828 480 760 768 380 760
Трюмо-трельяж . . 1 300 365 1770 828 400 1 705 1 172 380 1 735
Кровать одинарная 1940 710 700 — — — — — —
Кровать полутор- ная — — 1 940 980 600 1 940 978 800
Тумбочка прикро- ватная .... 720 365 610 433 400 575 380 360 565
Образцами этого вида изделий
являются разработанные Централь-
ным проектно-конструкторским бюро
Мосгорсовнархоза изделия набора
мебели НМ 38-00, предназначенного
для комплектования обстановки
квартир нового типа (приложение 1).
В состав набора НМ 38-00
(рис. 33) входят: серванты трех раз-
меров /, секретеры-книжные шка-
фы 2, комоды 5, тумбочка для теле-
визора 4, шкаф для платья и белья
и ряд других предметов.
Конструкция изделий щитовая, из
стружечных или столярных плит.
Дверки и задние стенки изготовля-
ются из клееной фанеры или древес-
но-волокнистых плит. Сборка Изде-
лий производится при помощи спе-
циальных стяжек с запорными вин-
тами или на шкантах с клеем.
Наборы секционной мебели
состоят из шкафов-секций различных
размеров, комбинируя которые, мо-
жно составлять изделия того или
иного назначения.
Образцами такого вида изделий
Рис. 33. Набор мебели НМ 38-00 из
унифицированных элементов.
являются разработанные специаль-
ным конструкторским бюро и изго-
товляемые мебельными фабриками
Денсовнархоза наборы С1-60, С2-60
и СЗ-60 (приложение 2).
Набор С1-60 (рис. 34) состоит из
Гарнитуры и наборы бытовой мебели
41
Рис. 34. Набор секционной мебели
С1-60.
Рис. 35. Типовые секции набора
С1-60.
24 предметов, в числе которых
11 предметов корпусной мебели
(буфет, сервант, книжный шкаф,
секретер, шкаф для платья и белья
и другие) составляются из секций
различных размеров и назначения
(рис. 35).
Отдельные секции набора изготов-
ляют из щитов древесно-стружечных
плит, облицованных с двух сторон
строганой фанерой или шпоном, а ио
Рис. 36. Типовые секции наборов
С2-60 и СЗ-60.
лицевым кромкам горизонтальных
щитов — профилированными обклад-
ками. Собираются секции на шкан-
тах и клее. Для образования всего
набора в различных сочетаниях
используются 16 унифицированных
щитов.
Наборы С2-60 И СЗ-60 (рис. 36 и 37)
улучшенного оформления и кон-
струкции, имеют декоративные эле-
менты, придающие изделиям краси-
вый внешний вид. Секции этих набо-
ров имеют несколько увеличенные
размеры по сравнению с набором
С1-60.
Наборы универсально-
разборной мебели предназначе-
ны для получения путем комбинации
щитовых элементов по горизонтали
42
Мебель
и вертикали различны* по назначе-
нию изделий в зависимости от пла-
нировки жилого помещения.
Образцами такого вида мебели
являются изделия набора универ-
сально-разборной мебели УРМ 42-00
щитовой конструкции для оборудо-
вания одно-, двух- и трехкомнатных
квартир односемейного заселения
(приложение 1).
Набор УРМ 42 00 (рис 38) преду-
сматривает образование комплектов:
/ — шкафов из двух секций, имею-
щих секретер, комод, сервант и
шкаф с полками, 2 — высоких шка-
фов из трех секций, имеющих секре-
тер, сервант, книжные полки и
нижние шкафчики с закрытыми пол-
ками и ящиками, 3 — шкафы для
платья и белья с тремя дверками и
4 — с двумя дверками. 5 — шкафчик
(комод) с тремя ящиками; 6 — сто-
лик преддиванный; 7 — столик пись-
менный; 8 — столик для радиоприем-
ника.
Наборы малогабаритной
мебели для одно двух- и трех-
комнатных квартир нового типа,
премированные советом жюри все-
союзного конкурса на лучшие об-
разцы мебели и утвержденные Гос-
строем СССР для массового произ-
водства, разработаны рядом проект-
но-конструкторских и научно-иссле-
довательских организаций и мебель-
ных предприятий.
Рис. 37. Наборы секционной мебели С2-60 и СЗ-6Э»
В этих наборах широко исполь-
зуется комбинированная и трансфор-
мирующаяся мебель. В состав набо-
ров входит: мебель детская, вспомо-
гательная и оборудование прихожей
и кухни.
Гарнитуры и наборы бытовой мебели
43
6
п ft?
LW-1
L
Рис. 38. Набор универсально-разбор-
ной мебели УРМ 42-JJ.
Наборы комплектуются из мебе-
ли: секционной (наборы K58-I11.
К58112, К58 Н5, К58-119). стеллаж-
ного типа (наборы К58-106, K58-II3.
К58-118), универсально-разборной
(наборы К58-101, К58-103, K58-I05.
К58-114, К58-116). Ниже приводятся
составы этих наборов, конструктив-
ная характеристика, габариты и раз-
меры основных предметов В прило-
жении 3 показаны общие виды из-
делий этих наборов.
Набор К58-101 (Проектно-конст-
рукторсксго бюро по мебели совнар-
хоза белорусской ССР) (рис 39):
секретер-комод 1, книжно-посудный
шкаф 2, горка-комод 3, стул полу-
мягкий 4, кресло для отдыха 5, стол
письменный 6, диван-кровать 7, кро-
вать двойная, стол обеденный рас-
кладной 8, стол преддиванный 9,
торшер, кровать детская, табурет,
полка с накладным зеркалом и ве-
шалка настенная.
• Корпусные изделия набора — уни-
версально-разборной конструкции из
унифицированных щитовых элемен-
тов, соединяемых между собой спе-
циальными монтажными брусками.
Рис. 39. Набор К58-101 малогабарит-
ной мебели.
Стол обеденный и стулья имеют
выклеенные из шпона царги. Ножки
изделий снабжены винтами для усга*
новки по высоте.
44
Мебель
Набор К58-103 (Цен-
трального мебельного кон-
структорского бюро Глав-
стандартдома при Госстрое
СССР) (рис. 40): шкаф
секционный комбинирован-
ный /. диван-кровать-тумба
для белья-этажерка 2, кро-
вать двойная стол обеден-
ный раздвижной 3, стул
полужесткий 4, стол жур-
нальный 5 стол письмен-
ный 6, кресло 7, банкет-
ка 3, кровать детская 9,
стул детский 10, полка
книжная угловая, вешалка
настенная //.
Корпусные изделия этого
набора выполнены тоже в
виде универсальной разбор-
ной конструкции из унифи-
цированных элементов, со-
единяемых винтовыми
стяжками. Боковые стенки
секций второго яруса сужи-
ваются кверху. Ножки ли-
тые из легких сплавов.
На преддиванной тумбе
смонтированы полки стел-
лажного типа на металли-
ческих стойках. Стулья с
выклеенными элементами.
Ножки столов и стульев
круглые точеные. Сиденье
банкетки и боковые стенки
детской кровати плетеные
из капрона. Лицевые по-
верхности изделий облицо-
ваны строганой фанерой из
древесины твердых лист-
венных пород и частично
оклеены цветными рулон-
ными пластиками.
Рис. 40. Набор К58-103 малогабарит-
ной мебели.
Гарнитуры и наборы бытовой мебели
45
Рис. 41. Набор К58-105 малогабарит-
ной мебели.
Набор К58-105 (Цент-
рального мебельного кон-
структорского . бюро Глав-
стандартдома при Госстрое
СССР) (рис. 41): шкаф
платяной /, шкаф комбини*
рованный 2, комод-поворот-
ный стол 3, стеллажная
секция 4, кровать двойная,
тахта-кровать-диван 5, кре-
сло 6, стул жесткий 7,
подцветочница 8, стол обе-
денный раздвижной 9, пол-
ка книжная, стол журналь-
ный, банкетка 10, кровать
детская 11, стол детский,
стул детский 12.
Корпусные изделия набо-
ра — универсально-разбор-
ной конструкции стеллаж-
ного типа. Секции форми-
руются- из унифицирован-
ных элементов. Щиты, дре-
весно-стружечные или сто-
лярные плиты, облицовыва-
ются строганой фанерой
твердых лиственных пород,
рулонным или листовым
пластиком. Стойки стелла-
жей — рамочные, из древе-
сины твердых лиственных
пород. Ножки столов и сту-
льев конусные, круглого се-
чения, съемные на винтах.
Сиденья и спинки стульев
выклеенные из шпона.
Лицевые поверхности из-
делий отделываются про-
зрачными лаками с распо-
лировкой.
46
Мебель
Набор К58-106 (Центрального
научно-исследовательского ин-
ститута фанеры и мебели
Госплана РСФСР) (рис. 42):
пристенная секционная мебель
/, стол обеденный раздвижной,
стол обеденный раскладной 2,
диван-кровать 3, кровать оди-
нарная, кресло для отдыха 4,
стол журнальный, стол рабо-
чий 5, стулья жесткие 6, туа-
летный стол с зеркалом 7,
банкетка 8, кровать подрост-
ковая выдвижная 9, пристен-
ная мебель в деккой комнате
10, шкаф для детских игрушек
11, кровать детская, полка для
игрушек 12, стул детский 13,
стол детский с откидной крыш-
кой 14, зеркало, вешалка на-
стенная 15, банкетка 16.
Корпусные изделия набора
компонуются из отдельных
унифицированных секций, ук-
репляемых на выклеенных из
шпона стойках. Основным
конструктивным и облицовоч-
ным материалом служит кле-
еная березовая фанера и гну-
товыклеенные элементы из
шпона. Для лицевых рубашек
фанеры применяется шпон из
свилеватой березы натурально-
го цвета или с подкраской.
Ножки обеденных раздвиж-
ных столов выклеены из шпона
в виде уголков и соединяются
с подстольем на болтах.
Стулья, спинки кроватей, бан-
кетки, вешалка и ряд других
изделий также выклеены из
шпона. Крышки туалетного,
журнального и рабочего сто-
лов крепятся шурупами или
болтами к ножкам из гнуто-
пропильных деталей. Лицевые
поверхности покрываются ни-
тролаком с располировкой.
В мягкой мебели в качестве
набивочного материала при-
меняется поролон.
Рве. 42. Набор К58-106 малогабарит-
ной мебели.
Гарнатуры и наборы бытовой мебели
47
Набор К58-1П (Цент-
рального проектно конструк-
торского бюро по мебели
Ленинградского совнархоза
в института «Ленпроектг)
(рис. 43): буфет-секретер-
комод /, стеллаж для книг,
сервант 2, диван-кровать 3,
стол письменный 4, стол
журнальный 5, стул жест-
кий 6, стол обеденный рас-
кладной 7, стул полумяг-
кий на металлическом кар-
касе 8, пуф 9, кровать де1-
ская 10, стол детский /Л
стул детский 12
Корпусные изделия набо-
ра составляются из отдель-
ных секций различного на-
значения. Щиты корпусных
изделий изготовляются из
древесно-стружечных плит
типа «Бартрев» без обли-
цовки и окраски. Передние
стенки ящиков и задние
стенки буфетных секций
покрываются пластиком
светлых и темных тонов.
В решетчатых изделиях
применены гнутопропильные
и выклеенные детали, а
также металлические кар-
касы. Стеллаж для книг со-
стоит из двух металличе-
ских стоек и переставных
полок.
В мягкой мебели исполь-
зуется поролон.
Рис. 43. Набор К58-111
малогабаритной мебели.
48
Мебель
Набор К58-112 (Центрального
проектно-конструкторского бюро
по мебели Ленинградского совнар-
хоза) (рис. 44): буфет-секретер/,
нижняя секция 2, комод 3, комод
низкий 4, шкаф для книг или по-
суды 5, стол раскладной 6, стол
преддиванный 7, стол обеденный
раздвижной 8, кресло 9, стул рас-
кладной 10, стул полумягкий 11,
стул жесткий, стол письменный 12,
диван-кровать 13, тумба для по-
стельных принадлежностей 14, ди-
ван-тахта 15, кровать детская,
стол детский, пуф.
Корпусные изделия набора —
секционной и универсально-раз-
борной конструкции, собираемой
из полок и нижних секций. Щиты
изготовляются из столярных или
древесно-стружечных плит, обли-
цованных строганой фанерой.
Кресла, стулья, ножки обеден-
ного и детского столов и пуфа —
из гнутопропильных деталей.
Книжная полка стеллажного
типа устанавливается на нижние
секции корпусной мебели или на-
вешивается на прикрепленные к
стене планки.
Передние стенки ящиков комо-
дов наклонные и не имеют фурни-
туры для открывания.
Дверки и откидная доска бу-
фета-секретера облицовываются
пластиком светлых тонов.
Рис. 44. Набор К58-112 малогаба-
ритной мебели.
Гарнитуры и наборы бытовой мебели
49
Набор К58-113 (Проект-
но-конструкторского бюро
по мебели совнархоза Ли-
товской ССР) (рис. 45):
шкаф платяной-буфет-секре-
тер /, буфет-секретер-книж-
ные полки 2, комод 3, тум-
ба для радиоприемника 4,
кресло-кровать 5, диван-
кровать 6, кровать двойная,
тумба для постельных при-
надлежностей 7, стол пред-
диванный, кушетка, кресло
8, пуф, стул жесткий, стол
обеденный раскладной, кро-
вать детская 9, стул дет-
ский 10, шкаф детский //,
тумба с зеркалом и вешал-
ка для прихожей.
Корпусные изделия на-
бора стеллажного типа со-
ставляются из секций и
унифицированных полок,
устанавливаемых на метал-
лические стойки, укрепляе-
мые в распор к полу и по-
толку.
Секции и полки изгото-
вляются из столярных или
древесно-стружечных плит,
облицованных строганой
фанерой из древесины твер-
дых лиственных пород.
Дверки нижних секций от-
делываются пластиком тем-
ных тонов Сиденье и
спинка выклеены из шпона.
Кресло имеет спинку с ре-
гулируемым уклоном.
4 А. Н. Стариков
Рис. 45; Набор К58-113-
малогабаритной мебели.
50
Мебель
Набор К58-114 (Проектно-
конструкторского бюро по ме-
бели совнархоза Литовгкой
ССР) (рис. 46): шкаф комби-
нированный 1, сервант 2, шкаф
для платья письменный стол-
комод 3, стол обеденный рас-
кладной 4, стул 5, стол пред-
диванный, комод с тумбой для
постельного белья 6, диван-
кровать, пуф. кровать двойная,
кровать раздвижная 7, крес-
ло 8, полка для книг, кровать
детская, стул детский, шкаф
детский 9, зеркало и тумба
для прихожей.
Корпусные изделия набо-
ра — универсально-разборной
конструкции, собираются из
унифицированных элементов на
специальных монтажных брус-
ках. Щиты изготовляются из
столярных или древесно-стру-
жечных плит, облицованных
березовым шпоном. Лицевые
поверхности дверок и ящиков
отделываются пластиком тем-
ных тонов.
Ножки корпусных изделий и
преддиванного стола, стулья и
пуф изготовляются из гнуто-
выклеенных элементов. Спин-
ки и сиденья стульев выклеен-
ные из березового шпона.
Кресло имеет спинку с ре-
гулируемым уклоном Кровати
подростковые, выдвижные од-
на из-под другой посредством
особого механизма.
Отделка изделий нитролаком
без подкраски.
Рис. 46. Набор К58-114
малогабаритной мебели.
Гарнитуры, и наборы бытовой мебели
51
Набор К58-115 (Специального
архитектурного конструктор-
ского бюро Московского гор-
исполкома и мебельной фабри-
ки № 1 Московского город-
ского совнархоза) (рис. 47):
секретер-комод-книжные полки
/, шкаф для посуды 2, комод
низкий 3, комод, сервант-ко-
мод 4, диван-кровать, тахта-
диван, стол журнальный, тум-
ба прикроватная 5, кровать от-
кидная 6, тумба для постель-
ных принадлежностей 7, крес-
ло 8, стол обеденный раздвиж-
ной 9, стул 10, банкетка, полка
навесная, кровать детская, стол
детский, стул детский, стеллаж
и полочка с зеркалом для при-
хожей.
Основные изделия собира-
ются в виде секций, соединяе-
мых металлическими стяжка-
ми. Многопредметные изделия
стеллажного типа устанавли-
ваются на металлических сво-
бодно стоящих стойках.
Дверки верхних и нижних
секций облицованы пластиком
светлых тонов.
Вся корпусная и мягкая ме-
бель на металлических нож<-
ках, а столы, стулья и кресла
имеют металлические каркасы.
Откидные кровати устанав-
ливаются в футлярах вдоль
стены.
В мягкой мебели использует-
ся поролон.
Рис. 47. Набор К58-115
малогабаритной мебели.
52
Мебель
Набор К58-116 (Цент-
рального проектно-конструк-
торского бюро Московского
городского совнархоза)(рис.
48): буфет-горка-шкаф /,
книжный шкаф и письмен-
ный стол 2, шкаф для
платья 3, диван-кровать 4,
кресло 5, стул полумягкий
6, стол обеденный раздвиж-
ной, стул с сеткой 7, эта-
жерка, полка подвесная,
кровать детская 8.
Корпусная мебель набо-
ра — универсально-разбор-
ной конструкции из унифи-
цированных элементов. Щи-
ты изготовляются из сто-
лярных или древесно-стру-
жечных плит, облицованных
строганой фанерой из дре-
весины твердых лиственных
и ценных пород. Ножки
обеденного стола и детской
кровати гнутовыклеенные
из шпона. Стулья различ-
ной конструкции из гнуто-
пропильных деталей.
Наружные поверхности
изделий отделываются ни-
тролаком с располировкой
или полируются.
В мягкой мебели исполь-
зуется поролон.
1*^/7
Рис. 48. Набор К58-116
малогабаритной мебели.
Гарнитуры и наборы бытовой мебели
53
Набор К58-118 (мебельной
фабрики «Пуйт» совнархоза
Эстонской ССР) (рис. 49):
буфет-секретер-книжные пол-
ки 1, секретер с подсобными
столиками 2 комод-туалет 3,
тумба для постельных принад-
лежностей 4, кровать одинар-
ная, диван-кровать, диван,
кресло, кресло с высокой спин-
кой, стул полужесткий 5, стул
мягкий 6, стол раздвижной,
стол преддиванный, стол сер-
вировочный 7, стол обеденный
раздвижной, подвесной шкаф
8, полка настенная, кровать
детская, стол детский 9, стул
детский, тумба с зеркалом,
банкетка и вешалка с ящиком
для прихожей.
Корпусные изделия набора—
стеллажного типа, собираются
из верхних и нижних секций
и монтируются на деревянных,
свободно стоящих стойках. В
стеллажной секции под секре-
тером размещены два подсоб-
ных столика, входящих один в
другой и свободно выдвигае-
мых.
Детали секций унифицирова-
ны и изготовляются из плит
различной конструкции с обли-
цовкой строганой фанерой из
древесины твердых лиственных
пород.
Изделия выпускаются отде-
ланными с сохранением нату-
рального цвета древесины с
подкраской отдельных деталей
(ножки, ручки) в черный цвет.
Спинки кровати обиты ме-
бельной тканью. В мягкой ме-
бели применен поролон.
Рис. 49. Набор К58-118
малогабаритной мебели.
54
Мебель
Набор К58-119 (мебель-
ной фабрики «Стандарт»
совнархоза Эстонской ССР)
(рис. 50): шкаф секцион-
ный Л тумба для постель-
ных принадлежностей 2,
тахта-кровать 3, диван, стол
преддиванный, кресло без
подлокотников 4, кресло 5,
стол для телевизора 6, стул
жесткий 7, стул полумяг-
кий, стол письменный 5,
шкаф для столовых прибо-
ров 9. стол обеденный раз-
движной, шкаф детский 10,
кровать детская, кресло
детское, стул детский, стул
детский фанерный 11, зерка-
ло с полкой, вешалка и
подставка для обуви в
прихожей.
Корпусные изделия сек-
ционные. Верхние и ниж-
ние секции из унифициро-
ванных элементов, изготов-
ляемых из столярных или
древесно-стружечных плит,
облицованных строганой
фанерой древесины твер-
дых лиственных пород.
Детали стульев гнутовы-
кленные из шпона. Ножки
корпусных изделий конус-
ные, круглого сечения.
Отделка изделий светлых
тонов, без подкраски, с рас-
полировкой.
В мягкой мебели приме-
няется поролон.
Рис. 50. Набор К58-119
малогабаритной мебели.
Специальная мебель
55
Типы зарубежной
мебели
Для большей части мебели зару-
бежных стран характерны неболь-
шие размеры и простота форм. Вы-
сота корпусных изделий (шкафов,
буфетов) обычно не более 1600—
18Q0 мм. Широко применяется сек-
ционная и комбинированная мебель.
Секции делают как приставные,
устанавливаемые вплотную в один
ряд, так и наставные, помещаемые
одна на другой.
В комбинированных изделиях сов-
мещаются функции двух-трех пред-
метов: дно верхнего ящика комода
при откинутой переднем стенке слу-
жит письменным столом, второй
ящик с откидным зеркалом — ту-
алетным столом; диваны и кресла
раскладываются в кровати; детские
столики также превращаются в кро-
ватки и т. д.
Простота форм и отсутствие фи-
гурных элементов обусловили ши-
рокое применение щитовых кон-
струкций в корпусной мебели. Ра-
мочные конструкции встречаются
редко.
Для изготовления деталей исполь-
зуются, наряду с древесиной, дре-
весно-стружечные и древесно-волок-
нистые плиты, пластики, металличе-
ские трубки (каркасы стульев, нож-
ки столов).
Отделка преобладает высококаче-
ственная и в ряде случаев худо-
жественная (инкрустации, полиров-
ка).
В приложении 4 приведены наибо-
лее характерные образцы мебели:
немецкой (ГДР), китайской, бол-
гарской, чехословацкой, румынской.
В странах народной демократии
проводится типизация мебельных из-
делий и изготовление их из унифи-
цированных элементов.
4. СПЕЦИАЛЬНАЯ МЕБЕЛЬ
Детская (рис. 51) и школьная ме-
бель по размерам и форме делается
сообразно возрасту детей.
Размеры стульев, кресел и столов
для детей различного возраста при-
ведены в табл. 6 и 7.
Таблица 6
Основные размеры детских
стульев и кресел (в мм)
Возраст детей Глубина сиденья Ширина сиденья спереди Высота сиденья от пола Высота спинки от пола
От 4 до б лет . 220 300 250 500
.6.8,. 220 300 300 600
. 8\ 14 , . ЗОЭ 350 359 700
• 14 . 18 , . 370 430 400 800
Письменный шкаф-секретер для
подростков 14—18-летнего возраста
делают общей высотой 160 см> а до
откинутой крышки — 68 см.
Таблица 7
Основные размеры детских столов
(в мм)
Возраст детей
От 4 до 6 лет . . .
. 6 . 8 . . . .
. 8 , 14 . . . .
. 14 . 18 . . . .
Длина Ширина о 3 CQ
600—эоо 4L0 500
700—1 100 50.1 Ь50
80Э-1 ;оо 5.* н 600
900-1 200 6U иЗО
Школьная мебель, служащая для
оборудования школ и других учеб-
ных заведений, состоит из учениче-
ских парт и столов, лабораторных
столов, письменных столов, книжных
и лабораторных шкафов, классных
досок, витрин и других предме-
тов.
56
Мебель
в)
4
Рис. 51. Детская мебель:
а — сгол, стулья и диван из гнугопропильных
де. i л ей; и — стол, ел улья, кресло и диван из
гнутоклееных деталей; в — шкаф-секретер.
Ученические парты (ГОСТ
5994—51) изготовляют одно- и двух-
местными. Деревянная двухместная
парта (рис 52, а) состоит из крыш-
ки стола, полки для книг, стоек,
подножки, сиденья и» спинки. Гори-
зонтальная часть крышки имеет ка-
навки для ручек и карандашей и
отверстие для чернильницы. Наклон-
ная часть стола имеет уклон в 12°.
К неподвижной части навешиваются
на петлях откидные крышки. Сиде-
нье делают фигурного профиля.
Высота крышки,, сиденья и раз-
меры других частей ученических
Рис. 52. Ученические парты:
а — деревянная двухместная № 7; б — дере-
вянная двухместная с подъемным столом и
сиденьем; в — двухместная подъемная с при-
ставными сиденьями.
(25-785
парт и столов принимаются в зави-
симости от роста учащихся, в соот-
ветствии с чем парты и столы раз-
деляются по номерам (от № 6 до
№ 12).
Парты двухместные деревянные
подъемные (конструкция Академии
педагогических наук РСФСР) отли-
чаются тем, что стол и» сиденье мо-
жно переставлять по высоте в со-
Специальная мебель
57
ответствии с ростом учащихся 1—4-х
классов (от ПО до 149 см). У парты
типа ПП-4 (рис. 52, б) стол можно
устанавливать на требуемой высоте
в соответствии с отметками на на-
правляющих пластинах стола и си-
денья парты. Верхняя часть стола
поднимается по направляющим и
закрепляется в требуемом положе-
нии гайками. Крышка может быть
установлена горизонтально или с на-
клоном до 12°.
Стол ученический двух-
местный подъемный типа СПУ-4
(рис. 52, в), предназначенный для
учащихся старшего возраста, отли-
чается тем, что имеет приставные
стулья типа С-3 с изменяемой высо-
той на пять размеров. Крышка стола
делается цельной сплошной или с
откидными частями.
Основные размеры ученических
парт, столов и стульев приведены
в табл. 8.
Таблица 8
Основные размеры ученических парт, столов и стульев (в мм)
Рост учащихся (в см)
Наименование размеров
110-119 120-129 130-139 140—149 150—159 160-169 170-179
Парты
Номера парт Высота крышки над полом: 6 7 8 9 10 И —
переднего края 610 650 715 775 830 865
заднего края 520 560 620 680 730 765
Длина крышки 1 100 1 100 1 100 1 200 1 200 1 200
Ширина горизонтальной части . . 90 90 90 90 90 90
• наклонной части 380 380 400 400 420 420
, откидной части 160 160 160 170 170 170
, полочки до переднего края стола 210 210 225 225 230 230
Высота нижней поверхности полки над полом 395 420 480 530 580 620
Ширина косой подножки Высота подножки над полом: 80 80 80 80 80 80
переднего края 140 140 140 150 150 150
заднего края ......... 105 105 105 115 115 115
Расстояние заднего края под-
ножки от переднего края си- денья (по горизонтали) . . . 270 270 300 305 325 325
Высота сиденья над полом .... 315 340 380 410 440 465
Глубина сиденья до стойки . . . 240 250 260 280 300 320
. всего сиденья . 260 270 280 300 320 340
Длина сиденья . . Высота нижнего края спинного 1000 1000 1000 1 100 1 100 1 100
бруска над сиденьем 115 120 130 140 150 170 .
Ширина спинного бруска .... 170 170 | 180 185 185 195
58
Мебель
Продолжение табл. 8
Рост учащихся <в см)
Наименование размеров 110-П9 120-129 130—139 140-149 150-159 160-169 170-17»
Расстояние наиболее выпуклой ч^сти бр'ско от зод -его" края крышки (дистанция спинки) . 200 210 220 240 260 280
Дистанция скамьи 40 40 40 40 40 40 1 —
Столы
Номера столов — — — 9 10 И 12
Длина крынки стола — — — 1 250 1 250 1 250 1 250
Ширина крышки стола — — — 500 500 500 500
Высота стола над полом — — — 680 730 765 800
Стулья
Высота стула над полом — — — НО <40 465 480
Длина сиденья стула — — — 360 380 400 420
Глубина всего сиденья — — — 340 360 380 400
Высота нижнего края спинки над сиденьем — — — 140 150 170 180
Ширина спинки — — — 185 185 195 200
Лабораторные столы в зависимо-
сти от их назначения бывают раз-
личной формы и размеров. На рис. 53
представлен в качестве примера стол
для лабораторных работ по электро-
технике.
Конторская мебель испол’з^ется -з
учреждениях. К ней относятся- кан-
целярские столы простые и с ящи-
ками, письменные столы разного
вида, бюро с настольными полоч-
ками, закрываемые шторой, стулья,
рабочие кресла, книжные шкафы,
полки и стеллажи для книг и дело-
вых папок !< пр. Эти мебельные из-
делия изготовляются весьма разно-
образных видов и размеров. Ряд из-
делий конторской мебели: письмен-
ные столы, книжные шкафы, стулья
и кресла часто имеют тот же вид и
размеры, что и подобные изделия
бытовой мебели.
Театральная и клубная мебель
служит для оборудования зритель-
ных залов, библиотек-читален, ком-
нат кружковых занятий, отдыха и
других основных и вспомогательных
повешений театров, клубов и т. п.
Этой мебели большей частью при-
Рис. 53. Лабораторный стол.
дают особые формы, художествен-
ную выразительность и соответст-
вующую назначению мебели высо*
кокачественную отделку, как, напри-
мер, приведенные на рис. 54 кресла
зрительного зала, выполненные в
стиле русского классицизма, стол, ди-
ван и кресла фойе.
Кресла зрительного зала делают
мягкими, полумягкими и жесткими,
с закрепленными или откидными си-
Специальная мебель
59
Рис. 54. Театральная мебель:
в — кресла зрительного зала; б —кресла,
диван и С10лик в фойе.
Рис. 55. Секция кресел зрительного
зала.
деньями. Кресла группируются в сек-
ции (рис. 55) по три и Солее. Основ-
ные размеры обусловлены минималь-
ными расстояниями 0,85 м между
рядами кресел и прохода между
Рис. 56. Стенды и витрины:
а _ отдельно стоящий двухсторонний стенд;
б—пристенный стс д; в —витрина со шкафчи-
ком; г — книжная пристенная витр| н"; д —
стеллаж для книг двухсторонний.
креслами с откинутыми сиденьями
0,50—0,55 м. Глубина сиденья де-
лается от 400 до 450 мм, а ши-
рина — 460—480 мм.
Стенды, витрины и стеллажи
(рис. 56) служат для наглядной
информации и показа экспонатов.
Стенды используются для закрепле-
ния на них плакатов, диаграмм, фо-
тографий, иллюстраций и т. п. Стен-
ды делают как свободно стоящими
(двухсторонними), так и пристен-
ными или настенными (односторон-
ними). Основу стенда составляет
щит, устанавливаемый на подставку
или ножки или навешиваемый на
стену.
60
Мебель
Г’"ЗГ“1Г"’п"--|
I |i II il I
J U LI U I
----- 100
Рис. 57 Оборудование гардероба:
а — пс е; влм ые вешалки с одним рядом
крючков, tz — го же, с друмя рядами крючков;
в — барьер гардероба.
Витрины служат для размещения
экспонируемых предметов. Их де-
лают отдельно стоящими или при-
стенными и часто снабжают шкафчи-
ком или столиком.
Рис. 58. Торговая мебель:
а — обстановка ателье; б — буфетный киоск.
Стеллажи для » хранения книг,
журналов, газетных подшивок и
т п. делают открытыми как одно-,
так и двухсторонними.
Вешалки и барьеры гардероба
(рис. 57) общественных зданий
обычно располагаются в вестибю-
лях и являются нередко их основ-
ным оборудованием. Вешалки бы-
вают односторонние (пристенные) и
двухсторонние, устанавливаемые в
несколько рядов. Они оборудуются
крючками, располагаемыми в один
или два ряда, полками для головных
уборов и ящиками или полками для
галош. Длина вешалок и плотность
размещения одежды зависят от тре-
буемой их пропускной способности.
Барьеры для выдачи одежды от-
деляют вешалки от основного по-
мещения и располагаются на рас-»
стоянии не менее 70 см от вешалок,
Специальная мебель
установленных перпендикулярно
к барьеру, и 90 см от расположен-
ных параллельно ему. Барьеры
устраивают простыми сплошными
или решетчатыми и в виде стойки
с полками для хранения мелких ве-
щей и обуви. В верхней части барь-
ера делается открытая с двух сторон
полка для выдачи галош.
Мебель торговых помещений (при-
лавки, стойки, буфеты, столы, стулья
и др.) отличается большим разно-
образием форм, размеров и харак-
тера отделки. Часть мебели подоб-
ного вида, как, например, обстановка
ателье (рис. 58, а), сходна с быто-
вой мебелью, другая же, как, на-
пример, буфетный киоск (рис. 58, б»,
шкаф-витрина, прилавок и т. п.,
имеет специальный характер.
РАЗДЕЛ ВТОРОЙ
МАТЕРИАЛЫ
Глава П1
ОСНОВНЫЕ СВЕДЕНИЯ О ДРЕВЕСИНЕ
1. СТРОЕНИЕ ДРЕВЕСИНЫ
Сох строением древесины связаны
ее технические и декоративные
свойства, которые необходимо учи-
тывать при изготовлении столярных
изделий.
В растущем дереве различают:
верхнюю ветвистую часть дерева —
крону, ствол и корни. В столярном
производстве используется лишь
древесина ствола. Крона частично
служит сырьем для получения ряда
применяемых в столярном деле ма-
тепиалов
Как видно из табл. 9. основная
масса древесины заключена в стволе
деоева.
Химический состав древесины обу-
словлен ее растительным происхож-
дением. Она состоит из органиче-
ских веществ, в состав которых вхо-
дят углерод (49.5%), водород
(6,3%), кислород (44,2%) и азот, а
также минеральные* соединения,
дающие при сгорании золу (0,2—
3%)
Химические элементы, входящие в
cociaB древесины, образуют слож-
И ДРЕВЕСНЫЕ ПОРОДЫ
Таблица 9
Количество древесины
в отдельных частях дерева (в %)
Порода Ствол . Корни Ветви
Сосна 65-77 15-25 8-10
Лиственница . . . 77-82 12-15 €-8
Дуб 50-75 15—20 10-20
Береза 78-90 5-12 5-10
ные органические вещества: целлю-
лозу, лигнин, гемицеллюлозы, смо-
лы. эфирные масла, дубильные и
красящие вещества. Из целлюлозы,
в числе других продуктов, получают
нитроцеллюлозные лаки. Лигнин ис-
пользуется для производства дре-
весно-волокнистых плит. Из смол по-
лучают скипидар и канифоль, иду-
щие на приготовление лаков, рас-
творителей и искусственной олифы.
Строение древесины и древесные породы
63
Рис. 59. Разрезы и строение древе-
сины.
Строение древесины ствола рас-
сматривают на поверхности его раз-
резов. В поперечном разрезе ствола
дерева (рис. 59) различают: кору
(наружный покров), луб, по ко-
торому движутся питательные соки:
молодой камбиальный слой,
за счет которого ежегодно образует-
ся новый, годовой слой (кольцо);
заболонь, состоящую из отми-
рающих, но еще способных прово-
дить соки клеток; ядро, отличаю-
щееся наибольшей твердостью, кре-
постью и обычно меньшей влажно-
стью; сердцевин у— центральную
Рис. 60. Вид годовых слоев на разре-
зах дерева:
/ — торцовый; 2 — танге> циальный; 3 — ради-
альный.
часть ствола, легко поддающуюся
загниванию. От сердцевины к коре
направлены по радиусам сердце-
винные лучи.
В зависимости от разницы в цвете
ядра и заболони все древесные по-
роды разделяются на ядровые
(сосна, дуб, ясень и др.) и безъ-
ядровые, а последние на забо-
лонные и спелодревесные
(ель, бук и др.). У заболонных по-
род (береза, осина и др.) строение
древесины по всей толщине ствола
одинаковое, сходное со строением
заболони, и движение епкпв проис-
ходит по всей толще ствола.
Древесина имеет волокнистое
строение, причем волокна, как пра-
вило, направлены вдоль ствола. Для
ствола является характерным умень-
шение (сбег) его диаметпа к вер-
шине (верхнему отрубу). Чрезмерное
(больше I см на I пог. м) уменьше-
ние диаметра — сбежистость
ствола, так же как и его кри-
визна, отрицательно влияет на
прочность лесоматериалов вследствие
того, что при продол!ной распиловке
искривленного или сбежистого брев-
на перерезается значительная часть
волокон.
Годовые слои- (рис. 60) ха-
рактеризуют строение и возраст
древесины и обусловливают ее тех-
нические свойства. В каждом годо-
вом слое различают древесину ран-
нюю, расположенную ближе к цент-
ру ствола, более светлую и мягкую,
и позднюю, темную и твепчую. От
количественного соотношения позд-
ней и ранней древесины зависят цвет,
вес и» прочность древесины в целом.
Неправильности строения дерева:
свилеватость — волнообразное
(вдоль оси ствола) и путаное рас-
положение волокон и косослой —
спиральное (винтообразное) распо-
ложение волокон в стволе; то и дру-
гое снижает прочность древесины и
затрудняет ее обработку. Поскольку,
однако, распил свилеватой древе-
сины нередко отличается красивым
рисунком, ее применяют для лицевой
отделки столярных изделий.
Большое количество сучков
также уменьшает прочность и за-
трудняет обработку древесины. С уч-
64
Основные сведения о древесине
коватость характеризуется видом,
размерами и числом сучков, прихо-
дящихся на I пог. м доски или
бруса, и для каждого сорта пило-
материалов и вида столярных изде-
лий ограничивается определенными
пределами. Кроме здоровых сучков
встречаются твердые и смолистые
роговые сучки, образующиеся при
обламывании» веток у ствола дерева,
и табачные сучки, представляю-
щие собой сухую темно-коричневую
массу, при растирании пальцами
распадающуюся в мелкий порошок.
Загнивающие сучки ослабляют дре-
весину и служат источником рас-
пространения гнили.
Породы дерева. Все древесные по-
роды разделяются на хвойные
и лиственные.
Характерной особенностью строе-
ния древесины хвойных пород яв-
ляются смоляные ходы, пред-
ставляющие собой тонкие, наполнен-
ные смолой каналы; для строения
лиственных пород характерно нали-
чие сосудов, имеющих трубчатую
форму и хорошо различимых на по-
перечном разрезе ствола в виде мел-
ких отверстий.
Лиственные породы подразделяют-
ся на кольцесосудистые,
с кольцом крупных сосудов в ран-
ней зоне годовых слоев и рассе-
яннососудистые, у которых
сосуды различной величины распре-
делены по годовому слою более или
менее равномерно и поэтому граница
между ранней и поздней древесиной
ясно не выражена.
К хвойным породам относятся
сосна, ель, лиственница, пихта, кедр,
тис, кипарис, можжевельник. Дере-
вянные части зданий изготовляют
преимущественно из хвойных пород,
ствол которых по сравнению с ли-
ственными породами имеет более пра-
вильную форму. Древесина хвойных
пород обычно меньше подвержена
загниванию, чем большинство лист-
венных.
Сосна имеет прямой ствол, плот-
ную и прочную древесину, сильно
пропитанное смолистыми веществами
ядро, мало подверженное загнива-
нию. Рудовая (кондовая) сосна,
растущая на высоких песчаных поч-
вах, имеет мелкослойную древесину
с узкой заболонью и хорошо выра-
женным ядром; мяндовая сосна, ра-
стущая на низких почвах, имеет ши-
рокослойную рыхлую древесину с
широкой заболонью и слабо выра-
женным ядром.
Древесина ели белее, легче,
рыхлее, сучковатее, менее смолиста
и более подвержена загниванию, чем
древесина сосны. Порода безъядро-
вая.
Лиственница имеет плот-
ную, более твердую и прочную дре-
весину, чем сосна, узкую заболонь,
небольшую сучковатость. Неравно-
мерность усушки и трещиноватость
ограничивают ее применение.
Пихта имеет древесину, сходную
по внешнему виду и строению с дре-
вес и«иой ели.
Кедр имеет мягкую древесину,
похожую на древесину мяндовой
сосны.
Тис имеет весьма твердую, с
красивой текстурой древесину, ис-
пользуемую как ценный отделочный
материал для мебели.
Из лиственных пород в столяр-
ном деле чаще всего применяют:
дуб, березу, клен, ясень, граб, бук,
орех, липу, каштан, ильм, карагач,
бархатное дерево, дзельква, чинар
и др.
Дуб имеет прочную, плотную в
/упругую древесину, менее подвер-
женную загниванию, чем ’древесина
хвойных пород. Однако дубовая дре-
весина сильно растрескивается и ко-
робится, а также легко колется.
Дуб применяют для изготовления
паркета, дверей, оконных перепле-
тов, поручней, для отделки помеще-
ний и производства мебели.
Береза имеет твердую, но легко
обрабатываемую древесину белого и
желтоватого цвета с мелкими серд-
цевинными лучами. Применяют ее
преимущественно для изготовления
фанеры и инструмента. Карельская
береза, отличающаяся извилистым
узловатым расположением древесных
слоев и весьма красивой текстурой,
а также высокой твердостью, являет-
ся весьма ценным отделочным ма-
териалом для мебели.
Клен, имеющий древесину свет*
Технические свойства древесины
65
ло-желтой и светло-коричневой
окраски, используется для изготов-
ления паркета, инструмента и ме-
бели.
Ясень обладает ’Твердой и плот-
ной древесиной, мало усыхающей и
легко поддающейся обработке и от-
делке, поэтому он является ценным
материалом для мебели.
Бук отличается высокими меха-
ническими свойствами и красивой
текстурой. Его широко применяют
для изготовления мебели, главным
образом гнутой.
Орех (грецкий), известный под
названием кавказского, имеет дре-
весину с красивой текстурой и цве-
том от светло-серых до темно-корич-
невых тонов. Он обладает высокими
механическими свойствами, хорошо
обрабатывается и полируется. Дре-
весина ореха широко применяется
в столярном производстве для лице-
вой отделки мебели, панелей и от-
делочной фанеры. Особенно ценны-
ми являются наплывы ореха—оре-
ховый кап, имеющий очень красивую
текстуру.
Диморфан т, или белый
орех, имеет светло-желтую забо-
лонь и золотисто-желтое ядро.
Чинара (платан) имеет твердую
древесину, хорошо поддающуюся
обработке и отделке. Древесина
розовато-красного цвета с красивой
текстурой по радиальному разрезу.
Применяется для лицевой отделки.
Липа имеет мягкую белую дре-
весину, которая вследствие легкости
ее обработки часто используется для
резных и токарных работ.
В столярном производстве приме-
няют также ценные импортные по-
роды: красное дерево, палисандр,
розовое дерево, черное дерево, орех
французский и американский (гико-
ри). Некоторые из них в небольших
количествах произрастают в южных
районах СССР.
Красное дерево известно
нескольких пород (махагони, габун,
окуме); древесина его плотная, од-
нородная, от желтого до темно-
красного цвета с темными и светлы-
ми полосами, особенно красива в
полированном виде.
Палисандр обладает тяжелой,
плотной древесиной, коричневого
или шоколадного цвета с фиолето-
вым отливом.
Черное, или эбеновое, дерево от-
личается очень темным (от корич-
невого до черного) цветом и высо-
ким удельным весом.
2. ТЕХНИЧЕСКИЕ СВОЙСТВА ДРЕВЕСИНЫ
Для использования древесины в
качестве материала для столярно-
строительных изделий и мебели не-
обходимо, чтобы она обладала нор-
мальным строением, не имела недо-
пустимых пороков, легко поддавалась
обработке, не изменяла приданной
ей формы, хорошо сопротивлялась
внешним усилиям и противостояла
действию воздуха и воды.
Отмеченные качества определяют
технические свойства древесины, ко-
торые разделяются на физические и
механические.
Физические свойства древесины
Цвет является важным признаком
для определения породы древесины
и ее качества. Цвет древесины бы-
вает - различный — от беловатого
(осина, пихта) до черного (черное
дерево) с разнообразными оттенка-
ми. Окраску придают красящие и
дубильные вещества, смолы и про-
дукты их окисления. Породы уме-
ренного климата окрашены бледно,
а тропические имеют обычно более
яркую окраску. Определение цвета
древесины производят путем подбо-
ра по шкале цветов или при помощи
особого прибора — колориметра.
Цвет древесины имеет значение в
производстве мебели, отделке поме-
щений и изготовлении художествен-
ных изделий. Для улучшения цвета
и придания другой окраски древе-
сину подвергают различной обра-
ботке, результаты которой зависят от
строения древесины, ее плотности,
содержания смол и дубильных ве-
5 А. Н. Стариков
66
Основные сведения о древесине
ществ. Лучше всего воспринимают
окраску и протраву рассеяннососу-
дистые породы и хуже — хвойные
породы, вследствие значительной не-
однородности строения и содержа-
ния смол.
Блеск, создаваемый сердцевинны-
ми лучами, виден на радиальных
разрезах или расколах некоторых
пород (дуб, клен, платан и др.) и
придает древесине красивый внеш-
ним вид.
Текстура древесины — естествен-
ный рисунок, получающийся на по-
верхности того или иного разреза,
зависит от строения древесины, ха-
рактера и расположения волокон, го-
дичных слоев и сердцевинных лучей,
окраски слоев. Древесина хвойных
пород имеет чаще всего однообраз-
ную текстуру. У лиственных пород,
имеющих более сложное строение,
текстура весьма разнообразна и во
многих случаях красива Большое
значение имеет также направление
разреза.
Улучшение текстуры достигается
заполнением пор и покрытием дре-
весины прозрачными лаками.
Влажность оказывает большое
влияние на технические свойства
древесины. Столярное изделие, изго-
товленное из сырого материала, бы-
стрее загнивает, при последующей
сушке изменяет размеры и форму,
коробится и растрескивается.
Степень влажности древе-
сины измеряют отношением (выра-
женным в процентах^ веса заклю-
чающейся в ней влаги к весу абсо-
лютно сухой древесины (высушен-
ной до полной потери влаги). На-
пример, если вес куска (образца)
древесины до ''ушки составлял 460 г,
а после полного удаления влаги —
400 г, то степень влажности (абсо-
лютная влажность) древесины рав-
на
460-400
400 Ю0 = 15%.
Относительная влаж-
ность древесины равна выражен-
ному в процентах отношению веса
содержащейся в образце влаги к ве-
су образца до удаления влаги.
Для перехода от абсолютной влаж-
W, -190W
S5 -180
-170
-160
60: -150
-190
g -130
-120'^
1 -110 §
50~ -100 §
1 -90 -80 1
| 40- -70
-60
- -50
30- -40
--30
-20
-10
20
10
0-*-0
Рис. 61. График
для определения
перехода от♦абсо-
лютной влажности
к относительной.
ности к относительной и обратно
можно пользоваться графиком
'(рис. 61).
При технических определениях бе-
рут образец весом примерно 50 г и
взвешивают его с точностью до
0.1 г, а влажность определяют с точ-
ностью до 1%. Образец вырезают из
доски или бруска, отступая от торца
на расстояние не менее 0.5 м и за-
хватывая по возможности всё сече-
ние. Высушивают образец в сушиль-
ном шкафу при температуре 100—
105° до постоянного веса который
устанавливается путем нескольких
контрольных взвешиваний с интерва-
лом в 2 часа.
Весовой метод определения влаж-
ности дает довольно высокую точ-
ность измерения, но требует вырезы-
вания образцов и затраты весьма
длительного времени — от 12 до
24 часов.
Электрический метод определения
влажности с помощью электровлаго-
мера основан на изменении электро-
проводимости древесины з зависи-
мости от влажности.
Электровлагомер ЦНИИМОД-3
(рис. 62) состоит из скобы с двумя
вкалываемыми в испытываемую дре-
весину иглами-электродами, изме-
Технические свойства древесины
67
Рис. 62. Электровлагомер
ЦНИИМОД-3:
а — схема измерения: 1 — источник постоян
кого тока; 2 — испытываемый образец древе
сины; 3 — конденсатор: 4—неоновая лампа;
б — общий вид электровлагомера? 1 — диапа-
зонный переключатель; 2 — пусковая кнопка;
3 — стрелка указателя; 4 — лампочка; —
скоба с электродами: в — схема влагомера:
1 — сопротивление 600 ом: 2 — сопротивление
10 ком: 3 — сопротивление 300 ом: 4 — сопро-
тивление 100 ком: 5— измеряемое сопроти-
вление древесины; 6 — конденсатор электро-
литический 20 мкф: 7 — конденсатор 0,5 мкф:
8— конденсатор 2000 пф: 9 — конденсатор
8000 пф: 10 — конденсатор 0,1 мкф: Н — кон-
денсатор 1,4 мкф: 12 — конденсатор 16 мкф:
13 — селеновый столбик: 14 — лепестковый
контакт с двухсторонним включением: 15 —
лепестковый контакт нормально открытый;
16 — пятидиапазонный переключатель: 17 —
переключатель рода работ; 18 — неоновая
лампа; 19 — генератор М-1101; 20 — часовой
механизм.
рительного контура, часового меха-
низма со шкалой показаний влажно-
сти древесины и источника питания
током. Электровлагомер предназна-
чен для быстрого определения влаж-
ности древесины различных пород в
пределах от 8 до 30% со средней
точностью измерения ±1%.
Электрическая цепь прибора со-
стоит из источника постоянного тока,
испытываемого образца древесины и
конденсатора г параллельно вклю-
ченной неоновой лампой.
Электрический ток, проходя череа
древесину, заряжает конденсатор;
когда разность потенциалов на об-
кладках конденсатора достигает
определенной величины, загорается
неоновая лампа. Величина электри-
ческого сопротивления древесины
определяется промежутком времени
от момента включения тока до
вспышки лампы. С повышением
влажности древесины уменьшается
электрическое сопротивление, отчего
возрастает электрический ток и со-
кращается время зарядки конденса-
тора. Часовой механизм для отсчета
времени зарядки конденсатора до
вспышки лампы снабжен диском-
шкалой с показателями влажности
для 5 диапазонов- первый для
влажности от 8% и пятый — не
выше 30%.
Питание электровлагомера может
осущёствляться от сети переменного
гока через селеновые выпрямители и
' фильтрующие . устройства и от руч-
ного генератора переменного тока
(М-1101).
Измерительный контур влагомере,
схема которого дана на рис. 62, в.
состоит из группы конденсаторов
предназначенных для определения
влажности различных диапазонов^
поочередно подключаемых к неоно-
вой лампе типа МН-7.
Измерение влажности древесины
электровлагомером выполняется В
следующем порядке: вводят в дре-
весину испытуемого образца иглы
(электроды), устанавливают стрелку
часового механизма на «нуль», пере-
водят ручку источника питания на
положение «генератор» или «сеть»,
ставят переключатель диапазонов на
первый диапазон (или другой, со-
ответствующий предполагаемой
влажности), нажимают пусковую
кнопку и держат ее до момента
вспышки неоновой лампы. Отсут-
ствие вспышки на первом диапазоне
указывает на то, что влажность об-
разца ниже 8%, а вспышки лампы
на всех диапазонах, что влажность
более 30%. Время от начала вклю-
чения до момента вспышки должно
составлять 6—8 сек.
Измерения производят при нор*
мальной температуре древесины 20^.
5*
68
Основные сведения о древесине
При температуре свыше 20° показа-
ния прибора уменьшают на 0,1% на
каждый градус сверх 20°, а при
меньшей температуре прибавляют
0,1% на каждый градус ниже 20°. '
По степени влажности различают
древесину:
мокрую, долгое время пробывшую
в воде (влажность выше 100%);
свежесрубленную, имеющую влаж-
ность растущего дерева (50—
100%);
сырую, влажностью более 23%;
полусухую, влажностью 21—23%;
воздушно-сухую, долгое время про-
лежавшую на воздухе и имеющую
влажность 15—20%, в зависимости
от климатических факторов и вре-
мени года;
комнатно-сухую, влажностью
8—15%, в зависимости от влажности
и температуры воздуха в помещении,
где она находилась длительное
время;
абсолютно сухую, влажность кото-
рой доведена (в лабораторных ус-
ловиях) до нуля.
Влажность древесины, устанавли-
вающаяся при длительной ее вы-
держке в воздушной среде опреде-
ленного состояния, называется р а-
вновесной.
Равновесная влажность древесины
зависит от температуры воздуха и
его , относительной влажности. Для
ее определения пользуются диаграм-
мой (рис. 63).
В зависимости от условия произ-
водства и использования древесины
различают производствен-
ную влажность, которую должна
иметь древесина в процессе ее об-
работки (изготовления из нее тех
или иных изделий) и эксплуата-
ционную, допускаемую в готовых
изделиях в период их эксплуатации.
Производственная влажность дол-
жна быть равна эксплуатационной
или несколько (на 1—2%) ниже ее
во избежание усушки ивделий после
их изготовления.
Усушка — уменьшение объема дре-
весины вследствие испарения из нее
влаги. Размеры усушки прямо про-
порциональны степени уменьшения
влажности древесины. Усушку, со-
ответствующую понижению влажно-
Рис. 63. Диаграмма для определения
равновесной влажности древесины.
Рис. 64. Усушка и коробление:
а — поперечная усушка н коробление; <У —
продольное коробление.
Технические свойства древесины
69
сти на один процент, называют
коэффициентом усушки.
Уменьшение объема древесины при
высыхании не одинаково по различ-
ным направлениям (рис. 64, а). Сред-
няя величина усушки приблизитель-
но составляет: вдоль волокон — 0,1%
(1 мм на 1 пог. м), поперек волокон
по окружности годовых колец — 6—
10% (6—10 см на 1 м) и поперек
волокон от коры к сердцевине —
3-5%.
Величина усушки зависит также
©т породы дерева и места его про-
израстания. В табл. 10 приведены
коэффициенты усушки поперек воло-
кон для древесины главнейших лес-
ных пород.
Таблица 10
Усушка древесины поперек
волокон
Порода дерева Коэффициент усушки (в % при снижении влажности на 1%)
объем- ной ра- диаль- ной танген- циаль- ной
Хвойные породы Сосна (Европа). . 0,52 0,19 0,32
Ель ( . ). . 0,52 0,16 0,28
Лиственница (Си- бирь) 0,63 0,19 0,40
Кедр сибирский 0,47 0,12 0,27
Пихта (Западная Сибирь) . . . 0,49 0,12 0,36
Лиственные породы
Дуб (Европа) . . 0,51 0,18 0,30
Ясень ( . ). . 0,50 о,1д 0,30
Бук (Кавказ) . . 0,55 0,15 0,33
Граб ( . ) . . 0,64 0,25 0,35
Клен (Украина и Белоруссия) . 0,55 Р,21 0,34
Береза (Европа) . 0,64 0,27 034
Осина ( . ). . 0,48 0,16 0,30
Липа ( „ ) . . 0,61 0,24 0,38
Ольха черная (Европа) ... 0,48 0,16 0,28
Осокорь (Европа) 0,44 0,14 0,29
Усушка древесины приводит к ее
растрескиванию, а увлажнение — к
разбуханию. Неравномерность усуш-
ки вызывает коробление лесомате-
риала (рис. 64,6), причем с сердце-
винной стороны образуется выпук-
лость, а с внешней — вогнутость.
Кроме того, появляются трещины,
чаще всего по сердцевинным лучам.
Для уменьшения усушки готовых
изделий нужно, чтобы употребляе-
мая древесина была достаточно
сухой.
Влажность древесины в готовых
столярных изделиях, согласно техни-
ческим условиям на их изготовление,
не должна превышать (в %):
Филенок дощатых, внутренних налични-
ков, плинтусов, галтелей и поручней 12
Оконных переплетов, обвязок дверных
полотен, подоконных досок, наружных
наличников, соединительных деталей
(шпонок, нагелей, вкладышей) и дру-
гих мелких ответственных деталей . . 15
Оконных и дверных коробок...........18
Мебели..............................8±2
Необходимо предохранять готовые
изделия от проникновения влаги,
что достигается покрытием поверх-
ности изделий изолирующими мате-
риалами (толь, смола и др.).
Для предупреждения деформации
изделий при высыхании прио-гают
к некоторым конструктивным мерам.
Так, например, дверные полотна де-
лают составными — из обвязок
(брусков), соединенных в виде ра-
мы, заполняемой щитами (филенка-
ми) из тонких досок с оставлением
зазора между кромкой филенки* и
обвязкой.
Вес древесины зависит от породы
дерева, ее строения и влажности.
Различают удельный и объемный
вес древесины.
Удельный4 вес древесины со-
ставляет в среднем 1,54 и почти не
зависит от породы дерева.
Объемный вес древесины,
т. е. вес единицы, объема древесины
в ее естественном состоянии с со-
держащейся в ней влагой, смоли-
стыми веществами и пр., зависит от
породы дерева, влажности, возраста
древесины и места произрастания.
70
Основные сведения о древесине
Он колеблется в пределах от 0,44
до I 0 т/м3 и более.
Объемный вес определяется сте-
реометрическим методом и при по-
мощи ртутного объемометра. Первый
метод наиболее распространен Для
этого из древесины изготовляют
прямоугольную призму с основанием
20 X 20 мм и высотой 30 мм, взве-
шивают ее с точностью до 0.01 г и
полученный вес делят на объем
призмы. Объемный вес характери-
зует и плотнеть древесины
С достаточной для практических
целей точностью объемный вес дре-
весины может быть определен и гра-
фически На рис. 65 приведена диа-
грамма объемного веса древесины в
зависимости от ее влажности Так,
при влажности сосны 100% объем-
ный вес ее составит (точка >4) —
0,85 г/см3. а при максимальной
влажности 168% (точка С) — 1,13
г/см3
Теплопроводность — способность
дерева проводить тепло, сравнитель-
но невелика и зависит от породы
дерева и расположения волокон.
Теплоемкость — способность дре-
весины помешать тепло складывает-
ся из теплоемкости абсолютно сухой
древесины и теплоемкости воды.
Теплоемкость абсолютно сухой дре-
весины составляет 0,407 больших
калорий на 1 кг древесины при на-
ккал
гревании на 1° (407 кг.град ).
в пределах изменения температуры
от 0 до 100е Необходимое для
сушки древесины количество тепла
обычно определяют по соответствую-
щему графику (рис. 66).
Электропроводимость — способ-
ность древесины проводить электри-
ческий ток. зависит от породы де-
рева, расположения волокон, темпе-
ратуры и влажности древесины.
Электропроводимость характеризует-
ся ее удельным объемным сопроти-
влением, измеряемым в омах на
сантиметр (ом» см] Действие эле-
ктрических влагомеров основано на
свойстве древесины изменять элек-
тропроводимость в зависимости от
влажности
Древесина обладает свойствами
Рис. 65. Диаграмма объемного веса
древесины в зависимости от ее влаж-
ности.
Рис. 66. Номограмма для определения
теплоемкости древесины при различ
ной влажности и температуре.
Технические свойства древесины
71
диэлектрика, и ее диэлектриче-
ская постоянная, которая по-
казывает, во сколько раз меняется
емкость конденсатора, если воздуш-
ную прослойку между пластинами
заменить такой же толщины про-
кладкой из данного материала, сра-
внительно высока и > составляет
1,90—3,18, тогда как у слюды она
составляет 7,1, мрамора 8,34 (воз-
духа — 1).
Диэлектрическая постоянная дре-
весины в поле токов высокой часто-
ты зависит от частоты тока и влаж-
ности древесины. Древесина, поме-
щенная в поле токов высокой часто-
ты, нагревается^ и это свойство
используется в практике для сушки
древесины, которая идет быстрее,
чем другими способами, и при» этом
древесина значительно меньше рас-
трескивается.
Проницаемость для световых и
рентгеновых лучей используется длч
обнаружения в древесине скрытых
пороков и дефектов склейки изде-
лий.
Под действием ультрафиолетовых
лучей древесина начинает светиться
(люминесцировать), чем пользуются
для определения степени и глубины
пропитки древесины различными ве-
ществами, если они люминесцируют
иным цветом.
Инфракрасные лучи, слабо погло-
щаемые воздухом, сильно поглоща-
ются древесиной, что позволяет
использовать нагрев ее инфракрас-
ными лучами для сушки и стерили-
зации (обеззараживания) древесины.
Механические свойства
древесины
Механические свойства древесины,
и в частности ее твердость и упру-
гость, влияют на точность обработки
деталей и их размеры.
Твердость, т. е. способность дре-
весины сопротивляться обработке ре-
жущими инструментами и вообще
проникновению в нее другого тела,
зависит от породы древесины,, ее
объемного веса и влажности. От
твердости древесины зависит ее со-
противляемость истиранию.
По степени твердости* породы дре-
весины делят на шесть классов:
I класс — очень твердые породы (самшит,
кизил)
П • — твердые (граб, груша, ясень)
IH . — умеренно твердые (бук, дуб, клен)
IV . — умеренно мягкие (береза, вяз,
лиственница)
V . — мягкие (сосна, ель, ольха, каштан)
VI . — очень мягкие (липа, осина)
Прочность — способность древе-
сины сопротивляться воздействую-
щи»м на нее усилиям, зависит от
ряда причин. Плотная, тяжелая дре-
весина обычно обладает большой
прочностью. Прочность быстро
уменьшается с увеличением влаж-
ности древесины, значительно сни-
жается прочность при наличии в
древесине пороков (особенно суч-
ков).
Древесина хорошо сопротивляется
действию сил, растягивающих или
сжимающих деталь вдоль волокон, Я
изгибающих сил, направленных по-
перек волокон; значительно ниже со»
противление древесины сжатию по-
перек волокон и скалыванию вдоль
и поперек волокон.
В зависимости от прочности мате-
риала установлены допускаемые на-
пряжения, которым может подвер-
гаться материал без нарушения
прочности. Величина допускаемых
напряжений всегда значительно ни-
же предела прочности, т. е.
наименьшей величины напряжений,
при которых наступает разрушение
материала.
Упругость — способность древе-
сины изменять свою форму под воз-
действием внешних сил и принимать
первоначальную форму после пре-
кращения действия этих сил.
Пластичность — способность дре-
весины изменять (без разрушения)
под давлением (под нагрузкой) свою
форму и сохранять затем эту форму
после снятия нагрузки.
В табл. 11 и 12 приведены пока-
затели физико-механических свойств
наиболее распространенных пород
дерева, а также ранней и поздней
древесины.
Таблица //
Физико-механические свойства основных пород древесины
Породы древесины Район произрастания Объемный вес при абсолютной влажно- сти 15% (в г на 1 см3) Сопротивление удар- ному изгибу в танген- циальной плоскости (в кгм см') Предел прочности при абсолютной влажности 15% (в кг/см'*) Твердость при абсо- лютной влажности 15% (в кг [см3)
сжатие вдоль волокон статический изгиб растяжение вдоль волокон скалывание торцовая радиальная тангенциаль- ная
« 6 * = £ сх« о о is С X и в танген- циальной плоскости
Хвойные Ель обыкновенная Се®®РсрЕвропейской части 0,46 0,18 423 774 1223 53 52 224 182 184
Ель сибирская Урал 0,44 0,20 353 640 — 59 61 232 133 159
• • Западная Сибирь 0,39 0,13 353 603 722 57 54 181 — —
• • Восточная Сибирь 0,44 0,19 431 729 864 67 68 230 — —
Кедр сибирский Урал 0,43 0,12 376 603 — 59 60 — — —
• • Западная Сибирь 0,44 0,14 352 645 780 53 57 185 — — ,
Лиственница сибирская Север Европейской части 0,68 0,27 515 973 1 291 115 126 — — —
• • Западная Сибирь 0,66 0,28 615 978 1 205 85 78 380 — —
Пихта кавказская Кавказ 0,44 0,20 391 . 722 1 118 77 82 210 — —
Пихта карпатская Карпаты 0,44 — 396 646 975 64 — — — . —
Пихта сибирская Западная Сибирь 0,36 0,13 317 570 716 50 58 225 — —
• Урал 0,39 0,13 330 . 584 60 65 260 — —
Сосна обыкновенная Север Европейской части СССР 0,54 0,23 466 877 — 68 66 270 244 262
• V Урал 0,53 0,17 428 717 — 82 87 — — —
• 9 Западная Сибирь 0,48 0,18 427 736 931 66 62 252 — —
Основные сведения о древесине
Породы древесины Район произрастания Объемный вес при абсолютной влажно- сти 15% (в г на 1 см*) । X <Я и X Мо а, х * s о 5 « ° 2 = 23 о о х а О х
Лиственные -
Береза обыкновенная Европейская часть СССР 0,64 0,47
Бук Кавказ 0,65 0,37
Граб 0,80 —
ГРуша • 0,74 0,56
Дуб Европейская часть СССР 0,72 0,37
Ильм Башкирская АССР 0,62 0,51
Клен остролистный УССР и БССР. 0,71 0,43
. маньчжурский Приморский край 0,69 0,41
Липа Европейская часть СССР 0,51 0,27
Ольха черная • 0,52 —
Орех грецкий УССР, Кавказ, Таджикская ССР 0,60 0,36
Тополь черный Европейская часть СССР 0,47 0,22
Ясень европейский 0,71 0,48
• маньчжурский Хабаровский и Приморский края 0,66 0,30
Продолжение табл. 11
Предел прочности при абсолютной влажности 15% (в кг /см2) Твердость при абсо- лютной влажности 15% (в кг/см2)
сжатие вдоль волокон статический изгиб растяжение вдоль волокон скалывание торцовая радиальная тангенциаль- ная
в радиаль- ной пло- скости в танген- циальной плоскости
447 997 85 ПО 392 298 298
461 938 1 291 99 131 571 379 402
558 1 290 — — — 834 615 635
565 1 201 —• — — 728 541 524
520 935 1 288 85 104 622 521 463
381 782 — 64 71 565 446 428
540 1 091 — 87 124 549 422 392
433 932 — 116 127 679 491 551
390 680 1 158 73 80 — — —
368 692 — — — 338 245 245
485 975 — 100 106 580 — —
351 600 1 020 58 74 236 187 —
510 1 150 1 656 138 133 757 — —
450 979 1 444 122 114 612 — —
Технические свойства древесины
74
Основные сведения о древесине
Свойства ранней и поздней древесины
Таблица 12
Порода Зона годового слоя Объемный вес (в г/см1) Водо- погло- щение (в %) Объем- ная усушка (в %) Предел прочности1 (в кг!см3)
в абсолют- но сухом состоянии в состоянии насыщения водой при стати- ческом изгибе при растя- жении вдоль во- локон
Лиственница j Ранняя 0,383 1,03 206 12,4 483 442
1 Поздняя 0,863 1,09 80 22,8 2 509 1510
Дуб ( Ранняя 0,500 1,03 — 16,4 714 660
1 Поздняя 0,726 0,91 — 22,2 1800 1526
‘ При влажности древесины 12%.
3. ПОРОКИ
Пороками древесины называют
все отклонения ее строения от нор-
мального, различные повреждения и
другие недостатки, которые снижа-
ют ее качество как материала и
ограничивают возможность использо-
вания в изделиях. Влияние пороков
на пригодность лесоматериалов для
производственных целей зависни* от
вида порока, размеров поражения
им древесины, места и формы его
расположения, а также от характера
изделия и условий его эксплуата-
ции. В ряде случаев пороки делают
древесину вовсе непригодной для
использования. Наряду с этим не-
которые ненормальности, Юак, напри-
мер, волнистость, свилеватость и
другие, при определенных условиях
не считаются пороками, а, напро-
тив, повышают ценность древесины
как отделочного материала.
Виды пороков и степень допусти-
мости их в тех или иных лесомате-
риалах или изделиях определяются
стандартами. Согласно действующе-
му стандарту (ГОСТ 2140—61 и
ГОСТ 2143—£1) пороки древесины
делятся на следующие группы, рас-
полагаемые в порядке их распро-
страненности: 1) сучки, подразделяе-
мые по определенным признакам на
ряд разновидностей; 2) грибные
окраски», разделяемые на внутрен-,
ние и ^наружные; 3) повреждения
ДРЕВЕСИНЫ
насекомыми, различаемые по разме-
рам повреждения; 4) деформации и
растрескивания (трещины); 5) по-
роки формы ствола; 6) пороки строе-
ния древесины; 7) раны (пороки,
явившиеся результатом ранений
ствола и и»х последствий); 8) ненор-
мальные отложения в древесине.
Сучки. Представляя собой заклю-
ченные в древесине ствола основа-
ния живых или отмерших ветвей,
сучки нарушают однородность строе-
ния древесины, сильно затрудняют
ее обработку и отрицательно влияют
на качество изделий. Степень вред-
ности сучков зависит от их количе-
ства, размеров, формы и располо-
жения, от состояния древесины суч-
ка и ее связи с древесиной ствола.
По размеру различают сучки круп-
ные— диаметром более 40 мм, сред-
ние— 15—40- мм и мелкие — до
15 мм. Сучки диаметром 7—8 мм
называют карандашными, а при диа-
метре 4—5 мм — игольчатыми.
Размер сучка определяют по
среднему его диаметру, как полу-
сумму наибольшего и наименьшего
диаметров. За диаметр принимают
расстояние между двумя касатель-
ными к контуру сучка, проведенны-
ми параллельно оси доски или брус-
ка. Размер сучка обозначают в мил-
лиметрах или в долях ширины или
толщины материала.
Пороки древесины
75
Рис. 67. Сучки.
По форме сучки в пиломатериа-
лах (рис. 67) делятся на круглые,
округло-овальные, получающиеся на
поперечном и продольном танген-
циальном разрезах, сшивные и лап-
чатые, получающиеся на продоль-
ном радиальном разрезе, при распи-
ливании параллельно оси одного или
двух сучков.
По степени срастания с окружаю-
щей древесиной сучки делятся на
вполне сросшиеся, частично сросши-
еся и несросшиеся.
По состоянию древесины самого
сучка различают здоровые, роговые,
окрашенные и рыхлые сучки.
Здоровый сучок не имеет
признаков гнили, несколько темнее
окружающей древесины, его годич-
ные слои прочно связаны со слоями
древесины, отчего при обработке он
не выпадает.
Роговой сучок сильно про-
питан смолой, дубильными или ядо-
витыми веществами, благодаря чему
он значительно темнее остальной
древесины.
Окрашенный сросшийся сучок
находится в начальной стадии за-
гнивания и изменил нормальную
окраску.
Рыхлый сучок окружен здо-
ровой древесиной, сохраняет еще
первоначальную форму, но вслед-
ствие гниения изменяет не только
свою окраску, но и структуру и
твердость. В хвойных породах сгнив-
ший сучок превращается в тестооб-
разную темную смолистую массу,
почему его и называют черным
смолевым сучком.
Другой разновидностью рыхлого
сучка является так называемый т а-
бачный сучок, сгнившая дре*
весина которого превратилась в бу-
рую, коричневую или пеструю массу,
легко растираемую пальцами в по-
рошок.
Грибные окраски и гнили. Окрас-
ки и гнили в древесине появляются
в большинстве случаев в результате
развития в ней грибов или бактерий.
Изменение цвета иногда происходит
также под влиянием физико-химиче-
ских процессов на поверхности свеже-
срубленной или свежераспиленной
древесины, без участия грибов. Гри-
бы, поражающие древесину, состоят
из тончайших нитей-гифов, которые,
разветвляясь, образуют мицелий гри-
ба (грибницу) в виде пленки, шнура,
ризоформы. В зависимости от спо-
соба питания они делятся на две
группы: паразитов, развиваю-
щихся на живых растениях и питаю-
щихся за счет живых тканей расту-
щего дерева, и сапрофитов, раз-
вивающихся на отмерших частях
растения и заготовленной древесине.
Заражение древесины происходил
посредством спор, представляющих
собой очень мелкие клетки, покры-
тые толстой оболочкой. Прорастание
спор и развитие гриба не происходит
при влажности древесины ниже 20%,
равно как и в древесине, полностью
насыщенной водой, н при темпера-
туре ниже 2° и выше 40—45°. Неко-
торые грибы изменяют окраску дре-
весины и поэтому называются дере-
воокрашивающими. Другие изменяют
76
Основные сведения о древесине
физико-механические свойства древе-
сины и разрушают ее, отчего назы-
ваются дереворазрушающйми.
Признаками начальной стадии за-
гниванйя древесины служит появле-
ние матовости и затхлости, умень-
шение веса и изменение цвета -— по-
явление отличного от общего тбна
текстуры красноватого, желтоватого,
серого или бурого оттенка. Характе-
рен также излом загнившей древе-
сины, не имеющей обычной волокни-
стости и защепов.
Окраски и гнили разделяются на
внутренние (ядровые), наружные
(заболонные) и смешанные (забо-
лонно-ядровые) .
Внутренние окраски и гнили по-
являются в растущем дереве: окрас-
ки — внутренняя краснина, пятни-
стость и ложное ядро; гнили — сито-
вая, трухлявая, белая, напенная и
стволовая.
Ситовая внутренняя
гниль встречается в хвойных и
ядровых лиственных породах. Гни-
лая древесина становится дряблой,
бурого и красно-бурого цвета, в ней
появляются пустоты и мелкие, обыч-
но вытянутые вдоль волокон, белые
или желтоватые пятнышки.
Трухлявая внутренняя гниль
встречается во всех породах и яв-
ляется конечной стадией гниения.
Древесина становится мягкой с мно-
гочисленными трещинами, легко ра-
стирается в порошок; окрашена в
бурый цвет разных оттенков:
Белая внутренняя гниль пора-
жает лиственные породы. Гнилая
древесина приобретает белую или
светло-желтую окраску, становится
мягкой, легко расщепляется на во-
локна и крошится.
Стволовая гниль возникает в
результате облома сучьев или ране-
ния ствола и проникает в централь-
ную часть ствола. Она может быть
ситовой, трухлявой и белой.
Наружные окраски и гнили
чрис. 68) появляются на срубленной
влажной древесине в период ее хра-
нения либо при увлажнении древе-
сины в процессе хранения или эк-
сплуатации. К ним относятся: хими-
ческие, заболонные грибные окрас-
ки, сзадыхание», мрамор, заболонная
Рис. 68. Окраски и гнили.
краснина, заболонная гниль и наруж-
ная трухлявая гниль.
Химические окраски представляют
собой поверхностные изменения цве-
та (без участия грибов) свежесруб-
ленной или сплавной свежераспилен-
ной древесины, которые уменьшают-
ся после высыхания древесины.
Заболонные грибные окраски по-
являются в заболонной, а иногда и
ядровой части свежесрублённой дре-
весины (при медленном ее высыха-
нии) под воздействием деревоокра-
шивающих грибов — синевы, плесени
и кофейной темнины.
Синева поражает древесину, всех
пород, придавая заболони ненор-
мальную синевато-серую окраску;
прочность древесины при этом не
снижается. Синева наиболее быстро
развивается при температуре 20—25°
и влажности древесины 30—60%. По
месту появления и характеру ра-
спространения в пиломатериалах
различают синеву бревенную, налет-
ную и синеву-подлежку (прокла-
дочную) .
Плесневые окраски образуются на
поверхности влажной древесины в
результате развития плесневых гри-
бов, которые обычно исчезают при
высыхании древесины, не снижая
прочности древесины, но разрушая
животные клеи, применяемые для
склейки.
«Задыхание» возникает в дре-
весине безъядровых пород, проявля-
ясь .вначале в виде однотонной кра-
сновато-бурой окраски, затем побу-
Пороки древесины
77
рения и полосатости (подпара),
приобретающей* характер мраморной
поверхности с белыми выцветами,
ограниченными четкими линиями.
Мрамор появляется в резуль-
тате действия дереворазрушающих
грибов и переходит в дальнейшем в
мягкую (мраморную) гниль.
Заболонная краснина
встречается в виде окраски древе-
сины хвойных пород в палевый или
светло-бурый, а дуба — в коричне-
вый или темно-бурый цвет. Краснина
значительно снижает прочность дре-
весины.
Заболонная гниль образует-
ся в виде наружного кольца в сруб-
ленной древесине и вызывается теми
же грибами, что и заболонная крас-
нина. Древесина легко разрушается,
расщепляется на волокна и поэтому
подлежит удалению вместе с приле-
Рис. 69. Червоточины и трещины.
тающими слоями здоровой древе-
сины.
Наружная трухлявая
гниль развивается при неблаго-
приятных условиях хранения или
эксплуатации древесины z любой по-
роды, появляясь сначала снаружи и
затем постепенно проникая во внут-
ренние слои, изменяя при ?том ее
цвет от светло-бурого до коричнево-
го. В древесине появляются продоль-
ные и поперечные трещины, она
распадается на призматические ку-
сочки, легко крошится и растирается
в порошок; на ее поверхности наблю-
даются скопления мицелия или пло-
довых тел грибов. Древесина, пора-
женная этой гнилью, не пригодна
для столярных изделий, а поражения
домовым грибом еще более опасны
в отношении заражения годной дре-
весины.
Повреждение древесины насеко-
мыми. Эти повреждения известны
под названием червоточина
(рис. 69). Чаще всего насекомые на-
падают на свежесрубленную неокра-
шенную древесину и на слабые и
сухостойные деревья на корню. Кро-
ме того, существует группа домовых
вредителей-насекомых, поражающих
сухую древесину мебели, деревян-
ных частей зданий. Вредят древе-
сине как сами насекомые (жуки,
мухи), так и главным образом их
личинки.'
Различают червоточины поверх-
ностные, неглубокие, глубокие и
трухлявые.
Поверхностная червоточина причи-
няется жуками-короедами. Она на-
блюдается на поверхности ствола
или кромке необрезной доски в виде
неглубокой бороздки шириной 1 —
3 мм.
Глубокая червоточина причиняет-
ся жуками-древесинниками, или уса-
чами, и их личинками, проделываю-
щими в древесине ходы диаметром
до 6 'мм и более на глубину свыше
5 см. Наиболее распространен и опа-
сен мебельный точильщик, который
поражает сухую древесину строи-
тельных конструкций и мебели. Ли-
чинки этого жучка оставляют в дре-
весине многочисленные ходы диа-
метром до 2 мм.
78
Основные сведения о древесине
Трещины. В древесине часто име-
ются различного вида трещины;
мо розобоина — наружная, ра-
диально расположенная, продольная
трещина, образующаяся под дей-
ствием сильных морозов; метик —
внутренняя продольная трещина, на-
правленная от сердцевины к коре и
постепенно суживающаяся; ветре-
ница — узкая, небольшой длины,
продольная трещина в комлевой
части, отлуп — внутренняя коль-
цевая трещина, идущая по годично-
му кольцу; засмолы и сер я н-
к а — мелкие трещины, заполненные
смолой. Трещины, образовавшиеся в
дереве до его рубки, часто бывают
поражены гнилью.
Трещины нарушают целостность
древесины, снижают ее прочность и
Ограничивают применение.
Пороки формы ствола образуются
от неправильных условий роста де-
рева. К ним относятся кривизна
ствола, закомелость и сбе-
жистость.
Пороки строения древесины
(рис. 70) — косослой, свилеватость,
вавюток, крепь, двойная сердцевина,
наплывы и капы — снижают проч-
ность древесины. Однако такие по-
Рис. 70. Пороки строения древесины
роки, как свилеватость и в особен-
ности капы и наплывы, сообщают
древесине красивую текстуру, что
повышает ценность материала, ис-
пользуемого в качестве облицовоч-»
ной фанеры в мебельном производ-
стве.
Пороки ранений ствола — откры-
тая и закрытая прорость, сухобокость,
смоляной рак — снижают качество
древесины и в ряде случаев (смо-
ляной рак) делают ее непригодной.
Г ft а в а IV
ЛЕСОМАТЕРИАЛЫ
1. ПИЛОМАТЕРИАЛЫ
Пиломатериалы (рис. 71) по фор-
ме поперечного сечения разделяются
на пластины, горбыли, доски, бруски
и брусья.
Рис. 71. Сортамент пиломатериалов:
о — пластины; б — горбыль: я — доска необ»
Резная; г — доска с тупым обзолом; д — доска
с острым обзолом; е— брусок чистообрезной.
Пиломатериалы ^свойных пород
выпускаются (ГОС® 8486—57) дли-
ной от I до 6,5 м с разницей в
0,25 м.
В столярных изделиях применяют
чистообрезные и необрезные доски
и бруски.
Доски и бруски обрезные мо-
гут быть как с чисто обрезанными
кромками (чистообрезные), так и с
обзолами (непропилами)—тупым,
когда кромка опилена частично
(рис. 71, г), и острым, когда одна из
кромок на части длины доски или
бруска не опилена вовсе (рис. 71, д).
Размеры пиломатериалов по тол-
щине и ширине приведены в табл. 13.
Необрезные доски и бруски
имеют неопиленные кромки. Ширина
необрезных пиломатериалов опреде-
ляется как полусумма размеров двух
пластей. измеренных посредине дли-
ны с округлением до целых санти-
метров. Ширина узкой пласти у
верхнего торца должна быть не ме<
нее 50 мм, наибольшая ширина не
ограничивается.
В зависимости от качества древе*
сины, наличия пороков и правиль*
ности распиловки пиломатериалы
разделяются на отборный и рядовой
материал пяти сортов.
В мебельном производстве исполы
зуют пиломатериалы лиственных и
хвойных пород высших сортов.
Для изготовления столярно-стро»*
тельных изделий применяют пилома*
териалы преимущественно хвойных
пород, главным образом сосновые
1—3-го сортов и реже ель отборного
и 1-го сортов. Применение пиломате-
риалов низших сортов допускается
при отборе их, в -зависимости от на-
значения, вида и качества изделия,
и с вырезкой негодных частей.
Доски и бруски должны удовле-
творять определенным требованиям
(техническим условиям). Так, для
хвойных пород допускаются следую-
щие отклонения от размеров, уста-
новленных стандартом: по длине
+50’ мм и —25 мм, по толщине и
ширине (для обрезных) для тонких
пиломатериалов (до 32 мм) ±1 мм
и для толстых (от 40 до 100 мм)
+2 мм (при толщине 40—100 мм) »
±3 мм (при толщине более 100 мм).
При абсолютной влажности- древе-
сины свыше 15% пиломатериалы
должны иметь припуски на усушку
по ГОСТу ч6782—58.
Для пиломатериалов всех сортов
ГОСТ 8486—57 устанавливает огра-
ничения (по размерам и количеству)
в отношении следующих пороков
Таблица 13
Размеры пиломатериалов хвойных пород по толщине и ширине
(в мм)
Наименование пиломатериа- лов Толщина Ширина
Доски 13 16 19 22 25 (30) 32 (35) 40 (45) 80 80 80 80 80 90 90 90 90 90 100 100 100 100 100 (100) 100 (100) 100 110 по по по по (ПО) по (ПО) по (120) (120) (120) (120) (120) (120) (120) (120) 130 130 130 130 130 (130) 130 (130) 130 (130) (140) (140) (140) (140) (140) (140) (140) (140) 150 150 150 150 150 (150) 150 (150) 150 (150) 180 180 180 180 (180) ’ 180 (180) 180 200 200 200 (200) 200 (200) 200 220 (220) 220 (220) 220 250 (250) 250 (250) 250
Бруски 50 60 (70) 75 (80) 100 (80) 8Q (80) 100 100 (100) 100 (100) 100 (120) (120) (120) (120) 130 130 130 (130) 130 (140) (140) 150 150 (150) 150 (150) 150 180 180 180 (180) 180 200 200 (200) 200 (200) 200 220 220 220 (220) 220 250 250 250 (250) 250
Брусья 130 150 180 200 220' 250 130 150 150 180 180 180 200 200 220 220 250 250 250
Примечание. В скобках указаны размеры пиломатериалов, выпускавшихся до 1960 г.
Лесоматериалы
Строганые пиломатериалы и полуфабрикаты
81
древесины: сучков сросшихся твер-
дых, несросшихся твердых, рыхлых
и табачных, гнили внутренней и за-
болонной, заболонной и внутренней
краснины; заболонной грибной окрас-
ки; трещин; сердцевинных трубок и
двойной сердцевины; косослоя; про-
рости, смоляных карманов; червото-
чин и смоляного, рака. Прочие по-
роки древесины (по ГОСТу 2140—61)
допускаются.
Пиломатериалы твердых листвен-
ных пород (ГОСТ 2695—62) изгото-
вляются из дуба, березы, бука, ясе-
ня, клена, ильма, граба. Длина их
от 1 до 6,5 м с градацией 0,25 м;
ширина: обрезные от 8, а необрез-
ные от 5 см с градацией 1 см; тол-
щина обычная для пиломатериалов
(см. табл. 13). При влажности
больше 15% пиломатериалы , должны
иметь припуски на усушку по ГОСТу
4369—52.
Допускаемые отклонения в разме-
рах по длине +5 см и —2,5 см; по
ширине и толщине допуски те же,
что и для хвойных пород.
Пиломатериалы мягких листвен-
ных пород (ГОСТ 2695—62) изгото-
'-^7^7 Ш Ш
Рис. 72. Маркировка пиломатериалов:
а — мелком на пласти или краской на торцах
толщиной не менее 25 мм\ б — то же, при
толщине доски до 50 мм\ в — отбойным
молотком.
вляются из ольхи, осины, липы и
тополя и имеют ограниченное приме-
нение. Допуски по ширине досок
±3 мм, брусков ±1 мм. Отклоне-
ния по толщине могут быть только
в сторону увеличения. При влаж-
ности свыше 15% пиломатериалы из
осины и ольхи по толщине и ширине
должны иметь припуск на усушку по
ГОСТу 6782—58, а из липы — по
ГОСТу 4369—52.
По качеству древесины и обработ-
ке пиломатериалы мягких листвен-
ных пород разделяются на 3 сор-
та (отборный, 1-й и 2-й сорта).
Заготовки из древесины листвен-
ных пород (ГОСТ 7897—62)—пило-,
материалы, нарезанные применитель-
но к размерам деталей с соответ-
ствующими припусками, подразделя-
ются на пиленые и калиброванные
строганые. Длина заготовок от 0,3
до 1 м (с градацией 50 лии) и свыше
1 м (с градацией 100 мм). Толщина
от 7 мм и ширина от 40 мм.
Маркировка, укладка, хранение ч
учет пиломатериалов производятся
в соответствии с ГОСТом 6564—53.
Маркируют пиломатериалы по-
штучно длиной от 2 м и более, а
заготовки — всякой длины; при на-
личии упаковки марку ставят на
стороне пачки или на бирке. На
пиломатериалах указывается только
сорт, а на заготовках — сорт и на-
значение. Наносят марки нестирае-
мым мелком, штемпелем или отбой-
ным молотком.
Сорта пиломатериалов обозначают
римскими цифрами, а заготовок —
арабскими; отборный — буквой «О».
Пиломатериалы и заготовки толщи-
ной не менее 50 мм обозначаются на
торцах только точками, толщиной
25—50 мм — точками или полосами, а
толщиной менее 25 мм — только по-
лосами (рис. 72).
. 2. СТРОГАНЫЕ МАТЕРИАЛЫ И ПОЛУФАБРИКАТЫ
Доски строганые подразде-
ляют: на плоско остроганные (с пло-
скими гранями); шпунтованные,
имеющие на одной кромке паз
(шпунт), а на другой — гребень;
фальцованные и с фигурной поверх-
ностью, имеющие (вагонка, рустик),
помимо шпунта и гребня, дорожки
(русты) (рис. 73, а, б).
Для строганых материалов при-
няты те же стандартные размеры,
что и для нестроганых; при строга-
6 А. Н. Стариков
82
Лесоматериалы
нии снимается слой древесины с
пласти в 2 мм и с каждой кромки —
в 3 мм.
Строганые доски делятся на 3 сор-
та: отборный, 1-й и 2-й и должны
соответствовать ГОСТу 6564—53.
Бруски строганые приме-
няются плоско и фигурно остроган-
ные (рис 73, г—з) для плинтусов,
галтелей, карнизов, наличников, по-
ручней, а также оконные и дверные
бруски и др.
Строганые погонажные детали, в
соответствии с ГОСТом 8242—56, из-
готовляются длиной 3 м и более
с интервалами в 250 мм. В зависи-
мости от качества древесины и чи-
стоты обработки они подразделяют-
ся (кроме поручней) на 3 сорта.
Отклонения от номинальных раз-
меров не должны превышать (в мм)
по ширине и толщине деталей 4-1;
по остальным размерам сечения
(паз, гребень и т. п.*) деталей ±1.
Погонажные детали изготовляются
из сосны, лиственницы, кедра, ели и
пихты. Допускается также использо-
вание бука, березы, ольхи, осины и
тополя и в особых случаях — дуба.
Влажность древесины внутренних
деталей не должна превышать 12%,
а наружных наличников—15%.
Чистота обработки деталей дол-
жна удовлетворять следующим тре-
бованиям: лицевые поверхности, а
также стороны, сопрягаемые между
собой, должны быть чисто простро-
ганы; непараллельность пластей и
кромок деталей допускается в пре-
делах норм отклонений по длине и
ширине, указанных выше; кривизна
по кромке и пласти, продольная по-
коробленность и крыловатость де-
тали допускается не более 0,1 % дли-
ны детали, а для деталей 3-го сор-
та— не более 0,25%.
Пиломатериалы лиственных пород
(дуб, ясень, клен, береза и др.) при-
меняются для изготовления столяр-
ных строительных изделий, исполь-
зуемых для высококачественной от-
делки монументальных зданий (те-
атры, административные здания
н т. п.).
Строганые пиломатериалы листвен-
ных пород применяются для произ-
водства мебели; они используются
Рис. 73. Строганые детали:
а — шпунтованная доска; б — вагонка в — на-
личник; г — плинтус; д — галтель е — пору-
чень; ж — оконный брусок; з — дверной бру-
сок.
Рис. 74. Паркетные планки:
а — основные виды планок? 1 — с косыми
кромками; 2 —с косыми фальцами; 3 — с па-
зами; 4 — с пазом и гребнем; о — мозаичный
паркетный набор.
Строганые пиломатериалы и полуфабрикаты
83
также в качестве планок (клепки)
для паркетных полов.
Штучный паркет (см. рис..
15, а) состоит из отдельных планок,
имеющих паз и гребень. Планки из-
готовляются, согласно ГОСТу 862—60,
длиной 150, 200, 250, 300 и 400 мм
и шириной от 30 до -60 мм с града-
цией в 5 мм из древесины дуба,
бука, березы, сосны, лиственницы,
ясеня, клена, береста (карагача), вя-
ва, ильма, граба, каштана, белой
акации и гледичии. Толщина пла-
нок 18 мм
Планки острагиваются с четырех
сторон и оторцовываются с отбором
профиля на кромках. Наряду с план-
ками, имеющими паз и гребень, при>-
меняются планки с косыми кром-
ками, с фаЛьцами и с пазами
(рис. 74, а).
Наборный («мозаичный») пар-
кет (рис. 74, б) состоит из планок с
прямыми кромками, наклеенных ли-
цевой пластью на бумагу, снимае-
мую вместе с клеем после настилки
паркета на основание. Наборы изго-
товляются, согласно ГОСТу 862—60,
следующих размеров (в мм):
Длина А
400
480
600
Ширина
планок
20; 25
20; 30
25; 30
Паркетные доски (см. рис.
16. а) состоят из нижнего реечного
основания и верхнего лицевого по-
крытия из паркетных планок с пря-
мыми кромками, наклеенных на осно-
вание при помощи водостойких син-
тетических клеев (ма>:и КБ-3, СП-2,
ММФ, ФР-12 и т. п).
Основание для паркетных досок
изготовляется из низкосортной древе-
сины сосны, ели, лиственницы, кед-
ра, пихты, а также из антисептиро-
ванной древесины березы, ольхи,
осины и тополя. В древесине не дол-
жно быть признаков гнили. Допу-
скаются несросшиеся твердые сучки,
табачные и рыхлые, размером не бо-
лее половины ширины рейки; сквоз-
ные трещины на обоих торцах об-
щей длиной не более ]/з длины рей-
ки; червоточины до 6 шт. на
1 пог. м.
Паркетные доски изготовляются,
согласно ГОСТу 862—60, шириной
150 мм и длиной 1200, 1800, 3000 мм.
Допускается поставка укороченных
паркетных досок длиной от 600 мм,
полученных в результате переработ-
ки отбракованных стандартных до-
сок, а также при изготовлении досок
на предприятиях со старым обору-
дованием.
Отклонения от размеров и формы
планок паркетных досок и набор-
ного паркета допускаются в преде-
лах величин, указанных в табл. 14.
Таблица 14
Допускаемые отклонения от размеров и формы планок, паркетных
досок и наборного паркета (в мм)
Показатели Паркетные доски Наборный паркет Планки для паркетных досок и набор- ного паркета Штучный паркет
Длина ±5 ±0,3 ±0,3 ±0,3
Ширина ±0,3 ±0,3 ±0,2 ±0,2
Толщина ±0,5 ±0,2 ±0,2 ±0,2
Расстояние от гиза и гребня до лицевой пласти .... ±0,2 " — — ±0,2
Ширина гребня ....... ±0,5 — — ±0,3
Толщина , -0,3 — — -0,2
Ширина паза +0,3 — — +0,2
Глубина . ±0,5 — — +0,3
Лесоматериалы
Продолжение табл. 14
Показатели Паркетные доски . Наборный паркет Планки для паркетных досок и набор- ного паркета Штучный паркет
Отклонение от параллельно- сти продольных кромок
(искривление кромок) . . Отклонение от прямого угла 1 03 0,2 ОД
между торцовыми и про- оз
дольными кромками . . . аз од од
Отклонение по длине диаго-
нали — 2 — —
Искривление (стрела прогиба) лицевой пласти:
по длине 5 — 0,3 0,3
, ширине . Зазоры между отдельными 0,3 — 0,1 0,2
планками 0,3 оз • —
Отколы и отщепы на лицевых кромках и пластях планок не долж- площади сс сти. ютветствующей поверхно-
ны превышать 0,3 мм, на нелицевых Паркетные доски и наборный пар-
кромках и пластях — глубиной до кет учитываются в штуках и квад-
2 мм. На нелицевых пластях планок ратных метрах с точностью до
всех! видов паркета, а также на гребне штучного паркета допускает- 0,01 ж2, 1 0,001 ж2. а штучный паркет — до
ся непростроганных мест до 50 % от Число планок на 1 кв. м паркет- ного пола приведено в табл. 15. , Таблица 15 Число планок на 1 кв. м пола
Ширина планок (в мм) Длина планок (в мм)
(500) (450) 400 (350) 300 250 200 150
(90) 22 25 28 32 37 44 56 74
(85) 23 26 29 34 39 47 59 79
(80) 25 28 31 • 36 42 50 63 83
(75) 27 30 33 38 45 54 67 89
(70) 29 32 36 41 48 57 72 95
(65) 31 35 39 44 51 62 77 103
60 33 37 42 48 < 56 67 84 111
65 36 40 45 52 61 73 91 122
60 — 44 50 57 67 80 100 133
45 — 50 56 63 74 89 111 150
40 — — 63 72 84 100 125 167
35 — — — 82 96 115 143 191
30 — — — — 112 134 168 222
Примечание. В скобках указаны размеры планок, изготовляемых на старом обору*
довании.
Фанера
85
3. ФАНЕРА
Рис. 75. Виды фанеры:
а — строганая (ножевая) фанера: 1 — тан-
генциальный срез; 2 — косой срез; 3 — ради-
альный срез; 6 — лущеная (шпон): 1 — сплош-
ное лущение;^ — лущение вполдерева; в — пи-
леная фанера: 1 — кедр; 2 — дуб; голубой
орех; 4 — бук; 5 — красное дерево; г — пиле-
ная фанера; д — лущеная фанера; е — волни-
стая фанера.
По способу получения фанеру под-
разделяют на пиленую, строганую и
лущеную (шпон).
Пиленая фанера вырабатывается
из древесины ценных поррд с краси-
вой текстурой и служит для обли-
цовки и отделки высококачественной
мебели. Получается преимущественно
путем радиальной распиловки кря-
жей на листы толщиной от 0,8 до
2 лм.
Строганая фанера (ГОСТ 2977—51)
делится на радиальную, полуради-
альную, тангенциальную и танген-
циально-торцовую' (рис. 75).
Радиальная фанера получает-
ся ио ствола, разрезанного вдоль
его оси. При этом годовые слои рас-
полагаются в виде прямых парал-
лельных линий, а сердцевинные лучи
проходят поперек волокон наподобие
лент или полосок, придавая текстуре
особую красоту.
Полурадиальная фанера по-
лучается путем продольной распи-
ловки ствола посредине между серд-
цевиной и наружной его частью, от-
чего годовые слои древесины частично
дают рисунок сходящихся линий.
Сердцевинные лучи в виде блестя-
щих коротких полос и пятен распо-
лагаются не менее чем на половине
поверхности листа.
Тангенциальная фанера сре-
зается .вдоль ствола ближе к его
наружной части, отчего годовые
ело» полуиают вид сходящихся ли-
ний, а сердцевинные лучи — линий и
штрихов или полос на меньшей части
листа. Текстура такой фанеры менее
красива, чем радиальной.
Тангенциально-торцовая
фанера изготовляется из наплывов
(капов), комлей и других частей
дерева, имеющих обычно свилеватое
и путаное строение древесины, от-
чего годовые слои дают причудливый
рисунок, переплетаясь с различными
1 образованиями иной окраски и раз-
нообразной формы, что придает тек-
стуре своеобразную красоту.
По качеству древесины и обра-
ботки строганая фанера делится на
3 сорта и должна удовлетворять
требованиям ГОСТа 2977—51.
8b
Лесоматериалы
Толщина строганой фанеры, выра-
батываемой из древесины (в мм)
Бука, каштана, амурского бар-
хатного дерева.............0,8, 1,2 и 1,5
Дуба, клена, ильма, ясеня, ка-
рагача. чинары.............0,7 и 0,8
Допускается.........1, 1,2 и 1,5
Ореха, груши, яблони.......0,6 и 0,8
Допускается ........0,7, 1 и 1,2
Отклонения по толщине листа
фанеры (в мм)
Толщина Допускаемые
листа отклонения
03 ±0,02
0,7 ±0,04
0,8 ±0,05
1.0 ±0,08
1,2 И 13 ±0,10
Длина листов фанеры радиальной,
полурадиальной и тангенциальной от
1 м и более, а тангенциально-торцо-
вой — от 0,3 м и более с градацией
через 0,1 м.
Ширина (наименьшая) листов фа-
неры радиальной, полурадиальной и
тангенциальной 1-го сорта—130 мм,
2-го — 100 мм и 3-го — 80 мм, тан-
генциально-торцовой соответственно
по сортам 200, 150 и 100 мм, с гра-
дацией через 10 мм.
Фанера упаковывается в пачки по
10—20 листов и учитывается в ква-
дратных метрах. При маркировке па-
кета на верхнем листе указывается
завод-изготовитель, порода древе-
сины, размеры, сорт, число листов
в штуках и площадь в квадратных
метрах, а также вид фанеры: Р —
радиальная, ПР — полурадиальная,
Т — тангенциальная и ТТ — тангенци-
ально-торцовая. Ширину измеряют с
точностью до 1 см посредине длины
среднего листа пачки, а длину — по
первому листу пачки с точностью до
0,1 м; тангенциально-торцовую фа-
неру измеряют по осям листа.
Шпон лущеный (ГОСТ 99—57) по-
лучают в виде листов при срезании
(лущении) древесины с наружной
поверхности вращаемого кряжа. Из-
готовляется из древесины березы,
ольхи, Дуба, бука, ясеня, ильма и
липы.
Размеры шпона по толщине —
0,55; 0,75; 0,95. 1.15 и 1,50 мм; по
ширине (поперек волокон древеси-
ны) — от 150 до 800 мм с градацией
через 50 мм и от 800 до 1600 мм с
градацией через 100 мм; по длине—'
800, 1300, 1600 и 1900 мм.
Отклонения размеров шпона до*
пускаются: по толщине ±0,05 мм
при толщине листа до 1,15 мм и
±0,10 мм при толщине 1,50 мм; по
ширине ±10 мм; по длине ±4 мм
при длине 800 мм и ±5 мм при
длине от 1300 до 1900 мм.
В зависимости от качества древе*
сины и способа обработки шпон де*
лится на 3 сорта.
Абсолютная влажность шпона
должна быть не более 10%.
Волнистая фанера получается при
строгании кряжа или лущении чу*
рака ножом, лезвие которого зато-
чено по волнистому профилю. При
строгании таким ножом волокна
древесины перерезаются по волни*
стой линии, придавая текстуре кра*
сивый вид.
Для производства лущеного вол*
нистого шпона используют березу,
ольху, бук, липу, сосну и другие
древесные породы. Шпон изгото-
вляют в виде листов толщиной
0,75, 0,95, 1,15, 1,50 мм, шириной от
650 до 1900 мм (с градацией через
50 мм) и длиной 800, 1300, 1600 и
1900 мм. Длина листов измеряется
по направлению волокон, а шири* >
дта — поперек волокон.
Шаг волны составляет от 20 до
40 мм, глубина волны — от 0,5 до
1,5 мм.
Отклонения от установленных раз-
меров допускаются: по толщине
±0,1 мм, по ширине ±10 мм, по
длине ±5 мм, по шагу волны
±1 мм, по глубине волны ±0,25 мм.
Абсолютная влажность шпона
должна быть не более 10%.
Лущеный волнистый шпон из ма-
лоценных лиственных пород (березы,
ольхи и др.) применяют для обли-
цовки мебели и других изделий вза-
мен дорогостоящей строганой фа-
неры из древесины ценных пород.
В зависимости от качества древе-
Фанера
87
сины и способа обработки волнистая
фанера делится на 2 сорта, кото-
рые определяются временными Тех-
ническими условиями.
Клееная фанера обладает значи-
тельным сопротивлением действию
механических сил, а ее усушка и
разбухание почти одинаковы во всех
направлениях и значительно меньше,
чем в массивной древесине. Недо-
статком клееной фанеры является
расслаивание ее листов и коробле-
ние наружных слоев под влиянием
влаги.
Клееную фанеру (ГОСТ 3916—55)
изготовляют преимущественно из
древесины лиственных пород (бе-
резы, осины, ольхи, ясеня, ильма,
дуба, бука, липы) и из хвойных по-
род (сосны, ели, кедра и пихты).
В зависимости от водостойкости
фанера выпускается следующих ма-
рок: ФСФ — фанера повышенной
водостойкости, соединенная клеями
типа фенолформальдегидных; ФК и
ФБА — фанера ’ средней водостойко-
сти, склеенная карбамидными или
альбумино-казеиновыми клеями,
ФБ — фанера ограниченной водостой-
кости, соединенная белковыми кле-
ями.
В зависимости от вида обработки
поверхностей рубашек фанера может
быть шлифованной (или циклеван-
ной) с одной или с двух сторон и
нешлифованной.
Фанера изготовляется следующих
основных форматов (в alm): 1830 X
X 1220, 1525 X 1525, 1525 X 1220,
1525 X 725 и 1220 X 725. Допускае-
мые отклонения от размеров для
первых трех форматов — от ±4 до
±5 мм, для остальных форматов —
от +3,5 до +5 мм.
Толщина фанеры: 1,5; 2; 2,5; 3; 4;
Б; 6; 8; 9; 10 и 12 мм. Наименьшая
толщина березовой и ольховойГ фа-
неры установлена в 1,5 мм, а йз
других пород — 3 мм. Отклонения от
установленной толщины нешлифо-
ванной фанеры допускаются от +0,2
до +0,6 мм в зависимости от тол-
щины фанеры.
Влажность фанеры марок ФБА и
ФБ должна быть не выше 15%, а
фанеры марок ФСФ и ФК — не
выше 12%.
По качеству древесины и обра-
ботке рубашки клееной фанеры де-
лятся на 5 сортов: А и А], АВ »
АВ], В, ВВ и С, причем оборотная
рубашка на один сорт ниже ру-
башки лицевой.
Клееная фанера, облицованная
снаружи шпоном (рубашкой) из
ценной породы (дуба, ореха и др.),
называется венированной, ши-
роко применяется при изготовлении
мебели. Рубашка фанеры может
быть составной ив отдельных полос
дубового шпона шириной 80—100 мм.
Толщина лицевой рубашки фанеры
после шлифования должна быть не
менее 0,4 мм.
Бакелизированная фане-
ра, рубашка которой покрыта баке-
литовой смолой, удобна для изго-
товления мебели, так как не тре-
бует отделки.
Кроме того, находит применение
профильная (гнутая) фанера,
изготовляемая в прессах, цвет-
ная — с окрашенным шпоном, д е-
коративная — с красивой ру-
башкой из древесины ценных пород,
лаковая (фурглянец) — обыкно-
венная березовая фанера, покрытая
нитролаком, металлизирован-
ная — покрытая с одной или обеих
сторон металлом (медь, свинец, алю-
миний, латунь), нанесенным в рас-
плавленном состоянии.
Декоративная фанера (ГОСТ 8686—
58) склеивается из листового шпона
и облицовывается смоляными мо-
чевииомеламинофенолформальдегид-
ными пленочными покрытиями в со-
четании с декоративной бумагой или
без бумаги. По виду облицовки ей
присвоены марки:
ДФ-1—с облицовкой поверхности
древесины пленкой и декоративной
бумагой или окрашенной пленкой:
ДФ-2 — с облицовкой поверхности
древесины пленкой и декоративной
бумагой с каким-либо рисунком, на-
пример текстуры древесины (тек-
стурная бумага).
По числу облицованных сторон
различают одностороннюю и двух-
стороннюю фанеру, а .по отделке
лицевой поверхности»—глянцевую и
полуматовую.
88
Лесоматериалы
Основные форматы и допуски
декоративной фанеры (в мм)
Длина (или ширина) Ширина (или длина)
1 830± 5 1 220 ±4
1 525±5 1 525+5
1 525±5 1 220±4
1 525±5 725±3,5
1 220±4 725±3,5
Толщина 1,5; 2; 2,5; 3; 4; 5; 6; 8; 10 и 12 мм
Допускаемые отклонения (в мм)
для фанеры толщиной 1,5—2,5 мм
±0,2, 3,0 мм ±0 4, 4—6 мм ±0,4
—0,5, 8—12 jhjw ±0,9 —1,0.
Для изготовления фанеры приме-
няется шпон из березы, ольхи и
липы; для внутренних слоев допу-
скается использование осины и сос-
ны. Влажность декоративной фанеры
не должна превышать 10%. Выпу-
скается фанера двух сортов.
Фанерные плиты (ГОСТ 8673—58)
состоят из слоев лущеного шпона,
склеенных фенольноформальдегидны-
ми, мочевиноформальдегидными» и
мочевиномеламиновыми смолами.
Плиты имеются трех типов:
ПФ-А, со взаимно перпендикуляр-
ным направлением волокон древе-
сины в смежных слоях, необлицо-
ванные или облицованные с одной
или двух сторон строганым шпоном;
ПФ-Б, в которых пять слоев с
параллельным направлением волокон
чередуются с одним слоем с перпен-
дикулярно направленными волокна-
ми; в крайних слоях (с параллель-
ными волокнами) допускается мень-
ше пяти листов шпона, но одинако-
вое количество с каждой стороны;
ПФ-В, все слои которого, за
исключением среднего, имеют па-
раллельное направление волокон.
Поверхности .рубашек плит могут
быть шлифованными с одной и обеих
стопой и нешлифованными.
Основные размеры плит указаны
в табл. 16.
Для наружных слоев (рубашек)
необлицованных плит марок ПФ-Б и
ПФ-В применяется для лицевой сто-
роны лущеный березовый шпон, а
для внутренних, кроме того, липо-
вый и сосновый или сосновый с бере-
зовым или с липовым, в равном со-
отношении, толщиной 1,1—2,2 мм.
Рубашки облицованных плит из стро-
ганого шпона толщиной 1, 1,2 или
1,5 мм составлены по ширине из
плотно сомкнутых полос шпона, по-
добранных по цвету и текстуре дре-
весины. Симметрично расположенные
(по толщине плиты) слои шпона
должны быть одной породы и одина-
ковой толщины и иметь параллель-
ное направление волокон. Плиты типа
ПФ-В толщиной 8 мм должны * со-
стоять из семи слоев шпона, из ко-
торых два слоя поперечных и пьгь
продольных. Поперечные слои сле-
дует располагать по сторонам про-
дольного среднего (центрального)
слоя.
Таблица 16
Основные размеры и допуски
фанерных плит (в мм)
Тий плиты Толщина Длина (вдоль во- локон ру- башек) Ширина (поперек волокон рубашек)
35±1,5 )
ПФ-Б 40±2 ? 1 525±5 1 525 ±5
45+2 J 1 220±4
ПФ-В 8±1
12±1 2 200±6
15±1,5 1 830 ±5 1 525±5
22±1,5 1 525x5 1 220±4
26±1,5 1 220±4
30±1,5
Влажность плит не должна пре-
вышать 12%.
Плиты обрезаются под прямым
углом. Рез должен быть ровным с
косиной не более 3 мм на 1 м дли-
ны. Коробление плит, измеряемое
наибольшей стрелой прогиба на 1 м
диагонали плиты, допускается до
3 мм для плит ПФ-Б и ПФ-В тол-
щиной 15 мм и более, и не более
5 мм для плит ПФ-В толщиной 8
и 12 мм.
Столярные плиты
89
4. СТОЛЯРНЫЕ ПЛИТЫ
Столярные плиты (ГОСТ 5204—54)
представляют собой деревянные щи-
ты, собранные на клею и оклеенные
с обеих сторон шпоном. Серединку
плит делают из реек древесины хвой-
ных пород (блочно-реечные щиты)
или блоков, склеенных из полосок
шп< а (блочно-шпоновые). Обклейку
(рубашку) делают из лиственных.
Такие плиты весьма прочны, удобны
в обработке, хорошо сохраняют фор-
му и размеры. Применяют их для
изготовления филенок дверей и ме-
бели.
Столярные плиты разделяются на
облицованные строганой фанерой с
одной или обей* сторон и необлицо-
ванные, на шлифованные и нешлифо-
ванные, на обычные и повышенной
точности. z
Размеры плит приведены в таб-
лице 17.
Таблица 17
Размеры столярных плит (в мм)
Длина плиты Ширина плиты Толщина плиты Толщина шпона
1830 1 065 10 1
2 010 1200 13 J 13
2 590 1370 16 1
3 050 1525 19 ) 1,8—2
3 505 1680 22 ч
3965 1830 25 1 2,5—3
4 420 1 азо 32 J
4500 1830 40 ) 3,5-4
/880 1830 45 J
Допускаемые отклонения от уста-
новленных размеров: по ширине
±5 мм, по толщине — от 0,8 до
1,5 мм.
В зависимости от качества древе-
сины лицевых рубашек необлицован-
ные плиты разделяются на 3 сорта:
А, АВ, В, а облицованные на 2 сор-
та— 1-й и 2-й (табл. 18).
Таблица 18
Сорта рубашек столярных плит
Рубашки Типы плит
необли- цован- ные облицован- ные с одной стороны облицован- ные с двух сторон
Сорта рубашек
Лицевая . Оборотная А, АВ, В в, вв, вв 1-й, 2-й В, вв 1-й, 2-й 1-й, 2-й
Толщина всех слоев каждой ру-
башки необлицованных столярных
плит тонких (16—35 jhm) 3.6 мм:
толстых (35—40 мм) 4,0 мм\ опре-
деляется по ГОСТу 2977—51.
Допустимая влажность столярных
плит 8 ± 2%.
Допускаемые дефекты-неточности
столярных плит с шлифованными и
нешлифованными поверхностями
ограничены следующими пределами
(в jH.m):
Обычной точности Повышен ной точ- ности
Для плит, нешлифован- ных и шлифован- ных с одной сто- роны: коробление . . . 3,0 2,0
волнистость. . . 0,6 0,4
Для плит, шлифованных с двух сторон: коробление . . . 2,5 1,5
волнистость. . . 0,4 0,2
Плиты столярные должны быть
прочно склеены и иметь предел проч-
ности при скалывании по клеевому
слою в сухом состоянии не менее
10 кг/см2.
Пределы прочности плит различ-
ной конструкции и толщины при ста*
тическом изгибе поперек волокон
приведены в табл. 19.
90
Лесоматериалы
Таблица 19
Пределы прочности плит при статическом изгибе поперек волокон
(в кг/см2)
Толщина плит (в мм) Конструкция плит
блоч >О- ШПО1ОВЭЯ | | блочно-реечная 1 реечная из склеенных | и несклеенных реек
Клеи
белковые смола белковые смола
С-1 С-35 С-1 С-35
16 и 19 150 250 ' 250 250 250 250
22, 25 и 30 100 150 150 150 150 150
35, 40, <5 и 50 70 120 120 120 120 120
5. ДРЕВЕСНО ВОЛОКНИСТЫЕ И ДРЕВЕСНО-СТРУЖЕЧНЫЕ
ПЛИТЫ
Древесно - волокнистые
плиты (ГОСТ 4598—60) изготовляют-
ся из отходов хвойных и лиственных
пород или иных растительных воло-
кон с добавлением специальных со-
ставов и предназначаются в каче-
стве отделочного или изоляционного
материала в конструкциях и издели-
ях, защищенных от увлажнения
В зависимости от назначения
плиты подразделяются на пять ви-
дов сверхтвердые, твердые, полу-
твердые, изоляционно-отделочные и
изоляционные Твердые и изоляци-
онно-отделочные плиты применяются
для внутренней отделки стен, изгото-
вления дверных полотен, встроенной
и переносной мебели Размеры плит
приведены в табл. 20.
Таблица 20
Размеры, объемный вес и предел прочности древесно-волокнистых
плит
Виды плит Предел проч- ности при из- гибе (в кг.см'*) Объемный вес (в кг,мл) Размеры (в мм)
длина | ширина | толщина
Сверхтвердые 500 950 3 600 3 000 2 700 (1 800) 1 500 3 и 4
Твердые 400 850 2 500 2 400 2 200 1 800 1 200 (1 000) 3, 4, 5 и 6
Полутвердые 150 400 1 600 1 200 4, 5, 6 и 8
Древесно-волокнистые и древесно-стружечные плиты
91
Продолжение табл. 20
Виды ПЛИ1 Предел проч ности при из- гибе в кг'см'2\ Объемный вес в к?/ж‘» Размеры • в мм
ллина ширина толщина
Изол я цнонно-о г делочные 20 250—350 3 003 (1 700» 8, 12,5 и 20
2 70Э 1600
2 503 1 200
1803
Изоляционные 12 До 250 1 600 12,5, 16 и 25
1 200
Примечание. В скобках указаны размеры плит, выпускавшихся до 1961 г.
Отклонения от установленных раз-
меров допускаются по длине
±0,3 мм; по толщине — сверхтвер-
дых и твердых ±0.3 мм, полутвер-
дых и изоляционно-отделочных
±0,7 мм, изоляционных ±1 мм.
Плиты выпускаются двух сортов.
Стружечные плиты (ГОСТ
9381—60) изготовляются путем прес-
сования смеси древесной стружки-
отходов или дробленых отходов либо
специально изготовленных стружек
со смолой. Прессование пооизводится
при температуре НО—140е и давле-
нии 8—24 кг 1см2 Плиты выпускают-
ся необлицованными и облицованны-
ми с шлифованными и нешлифован-
ными поверхностями.
Необлицованные плиты изгото-
вляются четырех марок: ПС-1 —
однослойные, ПС-2 — двухслойные,
ПС-3 — трехслойные и ПС-М — мно-
гослойные.
Облицованные плиты изготовля-
ются пяти марок: ПСШ-1—с обли-
цовкой одним слоем лущеного или
строганого шпона, ПСШ-2 — с обли-
цовкой двумя слоями лущеного шпо-
на или одним слоем строганого
шпона с подслоем лущеного шпона,
ПСБ — облицованные бумагой,
ПСПБ — облицованные пленкой, про-
питанной синтетическими смолами,
ПСП —с облицовкой слоистым пла-
стиком.
Установлены следующие размеры плит и допускаемые отклонения
(в мм)
Длина Ширина
3500±7 1 750±5 ’
1 500±о
_________________(1 400 ±5)
2 500±b__________1 250±5 •
(2 000±6)
Уменьшение толщины плит при
шлифовании с учетом допускаемых
.отклонений не должно превышать
1 мм
Для стружечных плит указанных
выше видов и марок приняты деле-
ния их по объемному весу на три
типа — до 650. 750 и 850 кг?м3. Пре-
дел прочности плит при изгибе не-
облицованных плит из специально
Толщина
6±0,4 8±0,4 10±0,5
13±0,5 16±0,5 19±0,7
22 ±0,7 25 ±0,7 32 ±1
изготовленной стружки и облицован-
ных бумагой или одним слоем шпо-
на с каждой стороны, пленкой и
пропитанной синтетическими смолами
должен составлять соответственно
100, 120 и 130 кг{см2
Влажность плит не должна пре-
вышать 10%. Разбухание по толщине
после 24 часового вымачивания в
воде для плит с гидрофобными до-
92
Лесоматериалы.
бавкамн должно быть не более 30%,
а без добавок — 45%.
Коробление в плитах допускается,
если стрела прогиба на 1 я по ди-
агонали плит не будет превышать
для необлицованных плит 1,5; 1,8; 2;
4 чм, облицованных — 2; 2,5; 3;
6 мм, в зависимости от соответст-
венной их толщины: 32, 19—25,
10—16, 6—8.
Стружечные плиты необлицован-
ные и облицованные бумагой, плен-
кой, пропитанной синтетическими
смолами, и слоистыми пластиками
изготовляются двух сортов, а плиты.
облицованные шпоном, — трех сортов
(I, II и III).
Стружечные плиты применяются
во всех элементах корпусной и щито-
вой мебели, как, например, боковые
стенки, перегородки, двери, верх и
дно шкафов, для изготовления про-
фильных элементов мебели, при
устройстве встроенной мебели и бы-
тового оборудования, комнатных
дверей и панелей и т. п.
Состав материалов и физико-меха-
нические свойства стружечных плит,
выпускаемых отечественными пред-
приятиями, приведены в табл. 21.
Таблица 21
Характеристики стружечных плит
Элементы характеристики Заводы-изготовители
Усть- Ижорский Большев- ский ДСК Уфимский ДФК
не об лицо- ванные 1 ООЛИЦО- 1 ванные
Вид применяемой смолы . . . Карбамид! 1ая МФ-17 ЦНИИФ М М-48
Количество смолы (в % от веса сухой стружки) 8 10 8 8
Толщина (в мм) 18,1 16,9 18,8 23,3
Объемный вес (в а/слс”) Предел прочности (кг'см'У. 0,70 0,67 0.6Э 035
при статическом изгибе 183 170 102 352
при скалывании . . Прочность удержания шурупов (кг/мму. 193 19,3 29,7 133
в пласти 10,2 10,2 9,6 7,7
в кромке Прочность удержания гвоздей (кг 1см*): 63 5,4 7,4 4,4
в пласти 24,3 20,5 23,0 20,3
в кромке 21,4 17,3 20,0 25,6
Глава V
СУШКА ДРЕВЕСИНЫ
1. СПОСОБЫ СУШКИ
Свежесрубленная древесина имеет
влажность 50—70%, а пиломате-
риалы после распиловки хлыстов на
лесозаводе — 60—75%. Такая дре-
весина до употребления должна
быть высушена.
Применяют либо естественную
сушку — под открытым небом, под
навесом и т. п., либо искусствен-
ную — в специальных сушилках (ка-
мерах).
При естественной (воздушной)
сушке бревна и пиломатериалы ук-
ладывают в штабеля рядами, между
которыми должны помещаться про-
кладки из жердей; реек или досок.
Доски в каждом, ряду укладывают
с прозорами от четверти до поло-
вины ширины доски. Штабеля раз-
мещают на деревянных или камен-
ных основаниях (столбах).
Продолжительность воздушной
сушки (выдерживания) пиломате-
риалов в штабелях зависит от по-
роды древесины, толщины материа-
ла. времени года, начальной и ко-
нечной влажности и климатических
условий (зоны). Снижение влажно-
сти пиломатериалов до 22% требует
выдерживания их в штабелях на от-
крытом воздухе в течение сроков,
предусмотренных ГОСТом 3808—47
(табл. 22).
Таблица 22
Сроки выдерживания пиломатериалов в штабелях на открытом
воздухе
Время укладки пиломатериа- лов для сушки Условная климатическая зона Сроки выдержки (в днях) при толщине пиломатериалов (в мм)
до 12 15—25 35-59 55-75
1 35—40 40—45 50—60 65-75
2 25-30 35-40 45-55 60-70
Апрель, май 3 20-25 30-35 40-45 50-60
4 10—15 15—18 20—25 £5—40
1 10—15 15-20 25-40 55-65
2 10-12 12-15 20-40 40-60
Июнь, июль 3 8—10 10—12 18-25 30-40
4 7-8 9-10 15—18 20—30
1 25—35 35-40 50-60 65-70
2 20-30 30—40 '5-50 55-65
Август 3 18-25 25-35 40-45 50-55
4 10-15 12-20 24-30 35—40
94
Сушка древесины
Распределение территории СССР по климатическим зонам:
1-я зона. Области: Архангельская, Мурманская, северная половина Вологодской, Киров-
ской, Пермской и Свердловской; северная половина Западной и Восточной Сибири, Удмурт-
ская АССР и Коми АССР.
2-я зона. Карельская АССР. Области: Ленинградская, Новгородская и Псковская.
3-я зона. Латвийская ССР. Лиговская ССР, Белорусская ССР, Эстонская ССР. Области:
Смоленская, Калининградская, Московская, Калининская, Орловская, Тульская, Рязанская,
Ивановская, Ярославская, Горьковская, Челябинская, Брянская, Владимирская, Калуж-
ская, Костромская, южная часть Вологодской, Кировской, Пермской и Свердловской.
Автономные республики- Чувашская, Марийская, Мордовская, Татарская, Башкирская
4-я зона. Украинская ССР. Области: Курская, Астраханская, Куйбышевская, Саратовская,
Волгоградская, Оренбургская, Воронежская, Тамбовская, Пензенская, Ростовская, Ульянов-
ская, Северный Кавказ и Закавказье. Средняя Азия.
Искусственная сушка про-
изводится посредством воздуха,
пара, газа или электрического тока
в специально устраиваемых для
этого камерах. Помимо значитель-
ного сокращения срока сушки при
этом способе можно получить необ-
ходимую степень влажности, кото-
рая при естественной сушке либо во-
все не достигается либо требует
весьма длительного срока. Так,
искусственная сушка хвойных пило-
материалов толщиной 50 мм но
влажности 12% продолжается
6—7 суток.
Предложенная в последнее время
сушка в жидкостях производится
путем погружения древесины в ван-
2. ПРИПУСКИ
Величины припусков на
усушку установлены по толщине и
ширине пиломатериалов лиственных,
получаемых при тангенциальной, ра-
диальной или смешанной распиловке
древесины (ГОСТ 4369—52) и хвой-
ных пород (ГОСТ 6782—58).
Припуски по толщине и ширине
пиломатериалов лиственных по-
род в тангенциальном и радиаль-
ном направаениях при начальной
влажности древесины 35% и выше й
конечной влажности 10 и 15%, при-
ведены в табл 23
Определение припусков на усушку
пиломатериалов при их начальной и
конечной влажности, отличающихся
от указанных в табл 23. произво-
дится по специальным номограммам
(рис 76). Припуск находят по та-
кой номо1рамме следующим обра-
зом Допустим, что требуется опре-
делить припуск на усушку в танген-
ну с нагретой до высокой темпера-
туры (120—130°) смолистой жидко-
стью — петролатумом. В этом случае
продолжительность сушки сокра-
щается до нескольких часов.
Еще более эффективна сушка дре-
весины токами высокой частоты, ко-
торая значительно ускоряет процесс,
обеззараживает древесину.
Сушка инфракрасными лучами
(«радиационная») применяется глав-
ным образом для высушивания от-
деланных поверхностей древесины.
Хранить пиломатериалы следует
в сухом закрытом помещении или
под навесом, предохраняющим от
увлажнения и обеспечивающим не-
обходимое вентилирование.
НА УСУШКУ
циальном направлении дубовой до-
ски толщиной 60 мм при начальной
влажности свыше 35% и конечной
влажности 8%.
В номограмме для пиломатериалов
из пород II группы находят на го-
ризонтальной оси точку, соответст-
вующую влажности 8%, и от этой
точки проводят вертикаль до пере-
сечения с наклонной прямой, соот-
ветствующей размеру 60 мм Из
точки пересечения проводят горизон-
таль до вертикальной оси, на кото-
рой и находят искомый припуск,
равный округленно 4 мм.
Припуски по толщине и ширине
пиломатериалов хвойных пород
смешанной распиловки (с танген-
циально-радиальным расположением
слоев) при начальной влажности не
ниже 30% и конечной влажности
15% и 20—22% приведены в
табл. 24.
Припуски на усушку
95
। Таблица 23
Припуски на усушку древесины при доведении ее от насыщенного
состояния до 10—15% конечной абсолютной влажности
Припуски в направлениях «в мм}
Размер пило- материалов по тангенциальном радиальном
Береза, дуб, клен, Бук. . граб». Бук. дуо, ильм, клен, ясень, ольха. Береза, граб и
толщине и ши- ясень, ольха, осина ильм и липа осина и тополь лиги)
рине после и тополь (I группа) (II группа) (1 группа) (U группа)
сушки (В ММ)
копеч ая ио олюгнаа вл 1 ж осгь (в %
К) 15 Г) 15 10 15 10 15
10-13 1,0 г 0,7 1,0 1,0 0,5 0,5 1,0 1,0
16 1,5 1,0 1,5 1,5 1,0 0,5 1,0 1,0
19 1,5 1,0 1,5 1,5 1,0 03 1,0 1,0
22-25 1,5 1,5 2,0 1,5 ' 1,0 0,5 1,5 13
30 2,0 2,0 2,5 2,0 1,0 1,0 13 13
35 2,5 2,0 3,0 2,5 1,0 1,0 2,0 13
40 2,5 2,0 3,5 2,5 1,5 1,0 2,0 м
45 3,0 2,5 4,0 3,0 1,5 1,5 2,5 2,0
50 3,0 2,5 4,0 3.5 1,5 1,5 23 2,0
60 4,0 3,0 5,0 4,0 2,0 1,5 3,0 23
70 4,5 3,5 6,0 4/’ 2,5 2,0 4,0 3,0
80 5,0 4,0 6,5 5,5 2,5 2,0 4,5 33
90 5,5 4,5 7,5 6,0 3,0 2,3 5,0 4,0
100 6,5 \ 5,0 8,5 6,5 33 3,0 5,5 4,5
ПО 7,0 5,5 9,0 7,5 3,5 3,0 6,0 4,5
120 7,5 6.0 10,0 8,0 4,0 3,0 63 5.0
130 8,5 6,5 11,0 8,5 4,5 3,5 7,0 о,5
140 9,0 7,0 11,5 9,5 4,5 4,0 73 6,0
150 93 7,5 12,5 10,0 .‘,0 4,0 8,0 6,5
160 10,0 8,0 13,5 10,5. 5,5 4,5 83 7,0
170 10,5 ‘ 8,5 14,0 11,5 5,5 4,5 9,0 73
180 11,5 9,0 15,0 12,0 6,0 5,0 9,5 8,0
190 12,0 9»5 16,0 12,5 6,5 5,0 10,0 8,0
200 12,5 10,0 16,5 13,5 6,5 f3 10,5\ 8,5
210 13,5 10,5 173 14,0 7,0 53 11,0 9,0
220 14,0 11,0 183 14,5 7,5 6,0 11,5 з,5
240 15,0 12,0 20,0 16,0 8,0 6,5 12,5 10,0
260 16,5 13,0 213 17,5 8,5 7,0 13,5 И.0
280 17,5 14,0 23,5 18,5 9.0 7,5 14.5 12,0
800 19,0 15,0 25,0 20,0 10,0 8,0 16,0 12,5
96
Сушка древесины
ММ
28
^27
26
25
24
23
22
21
20
19
^18
I'7
*74
b
11
ю
' 9
8
7
90\
80
70
ВО
Toнгенталь нояусушко —
О группа (бук,гро&>---
ильм, липа) —
явввв
NBBBB
NHBBB
NKBBB
AWXIBB
ISWWBB
<в>т\1в
isama
5
4
3
1^-
в s io iz ft is is гоhietssoj.
Влажность пиломатериалов *
Рис. 76. Номограммы для оп-
ределения припусков на усушку
древесины лиственных пород»
6 8 10 12141618?0?22Ь2628309/9
Влажность пиломитериалод
Припуски на усушку
97
Таблица 24
Припуски на усушку древесины при доведении ее от насыщенного
состояния до конечной абсолютной влажности от 15 до 22%
Припуски (в мм)
Размер пиломатериалов по Сосна, ель, пихта, кедр (I группа) Лиственница (II группа)
толщине и ширине после сушки (в мм) конечная абсолютная влажность (в %)
15 20-22 15 20—22
10-13 0,6 0,5 0,8 0,6
16 0,8 0,6 1,0 0,7
19 1,0 0,6 13 оз
22-25 1,0 0,7 1,5 1,0
30 1,5 1,0 2,0 13
•35 13 1,1 2,0 13
40 1,5 1,2 2,0 13
45 2,0 1,4 1,8
50 2,0 1,5 2,5 2,0
€0 23 1,8 3,5 23
70 2,5 2,0 33 23
75 3,0 23 4,0 2,7
80 3,0 2,3 4,0 2,9
90 3,5 2,6 43 33
100 33 2,8 4,5 33
ПО 4,0 3,0 5,0 4,0
120 4,0 33 5,0 4,2
130 5,0 3,5 6,0 43
140 5,0 3,7 6,0 43
150 5,0 4,0 6,0 5,2
180 6,0 4,6 8,0 6,0
200 7,0 5,1 93 6,5
220 7,0 53 9,0 7,1
250 8,0 6,2 10,0 7,9
300 9,0 73 12,0 9,5
7 А. Н. Стариков
98
Сушке древесины
Определение припусков на усуш-
ку пиломатериалов при их началь-
ной и конечной влажности, отличаю-
MM
w
ПО
/- группа —
(сосна, ель, пита, —
J кедр)~
10ft
9,0
§8,о
к
ikk^mb
sss»®essss?ss»
1,0
6 10 ft 1S 22 26 30
Влажность паломатериалоО
Рис. 77. Номограммы для определения припусков на усушку древесины
хвойных пород.
3. СУШИЛЬНЫЕ КАМЕРЫ
В камерах можно сушить заготов-
ки в любое время года и довольно
быстро (в течение 3—8 дней) При
этом древесина обезвреживается,
так как при высоких температурах
(60—80° и выше) погибают споры и
грибницы дереворазрушающих гри-
бов, а также насекомые — вредите-
ли древесины.
Сушка в камерах заключается в
том, что горячий воздух, пар или
газ, проходя через штабель пилома-
териалов или заготовок, испаряет
влагу, заключенную в древесине, и
постепенно доводит влажность дре-
весины до заданного низкого преде-
ла. Насыщенный влагой воздух или
газ удаляется из камеры. Циркуля-
ция воздуха в камере происходит
либо за с^ет разности удельных ве-
сов насыщенного и ненасыщенного
воздуха или газа, либо создается
вентиляторами.
Сушильные камеры имеют различ-
ное устройство Наиболее распро-
страненной является сушилка перио-
дического действия с естественной
циркуляцией воздуха (рис. 78) Каме-
ра ее состоит из сушильного простран-
ства и подвальной части, в которой
расположены нагревательные при-
боры — калориферы. Каналы для
впуска свежего воздуха расположе-
ны под нагревательными приборами^
Режимы сушки
99
Рис. 78. Сушильная камера периоди-
ческого действия:
а — трубы отопления; 6 — вытяжные трубы;
в — подача воздуха.
а каналы для удаления насыщенно-
го влагой из древесины воздуха про-
ходят по середине камеры и штабеля.
Над нагревательными приборами
расположен рельсовый путь, на ко-
тором устанавливаются вагонетки со
сложенными на них материалами.
Нагретый калориферами воздух
поднимается к потолку над штабе-
лями материала, а затем проводит
вниз сквозь штабеля, охлаждаясь и
увлажняясь. Опускаясь до пола под-
вала, увлажненный воздух частично
засасывается в окна канала и через
вытяжную трубу удаляется наружу.
Сушильные камеры с принудитель-
ной циркуляцией оборудуются вен-
тиляторами для подачи воздуха.
Применяется также рециркуляция
воздуха, для чего внизу и вверху
камеры устанавливаются поворотные
экраны для изменения .направления
движения воздуха Засасываемый
вентилятором из-под штабелей отра-
ботанный воздух направляется через
калорифер снова в камеру, и толь-
ко часть ею выбрасывается в ат-
мосферу. Применение такого метода
обеспечивает более равномерное вы-
сушивание материала по всей каме-
ре, позволяет сократить сроки сушки
в 1,4—1,8 раза против нормативных.
Камеры непрерывного действия про-
изводительнее камер периодического
действия. Сырой материал подается
в камеру на вагонетках с одного
(«сырого») ее конца и по мере вы-
сыхания продвигается к другому
(«сухому») концу Нагретый воздух
движется в противоположном на-
правлении, навстречу материалу.
4. РЕЖИМЫ СУШКИ
Рис. 79. Психрометры:
а — Августа; б — аспирационный: / — сухой
термометр; 2 — мокрый термометр.
Искусственная сушка в камере ве-
дется с соблюдением определенного
режима, устанавливаемого в за-
висимости от толщины, породы и на-
чальной влажности высушиваемого
материала.
Режим сушки заключается в том,
что в сушильной камере в течение
заданного срока поддерживаются
определенная температура и относи-
тельная влажность воздуха. Этот
режим контролируется при помощи
двух термометров (рис. 79) сухо-
го—для измерения температуры
воздуха и мокрого — для определе-
ния температуры влажного воздуха.
Разность показаний между сухим и
мокрым термометрами называемая
психрометрической, опреде-
ляет относительную влажность воз-
100
Сушка древесины
духа. В начальный период сушки
психрометрическая разность должна
быть небольшой, затем постепенно
увеличиваться и перед окончанием
сушки доводится до наибольшей, за-
данной величины.
Данные для режима искусствен-
ной сушки древесины приведены в
табл. 25 и 26.
Таблица 25
Режимы сушки пиломатериалов в паровых камерах периодического
действия с естественной и скоростной реверсивной циркуляцией
(СРЦ) воздуха
Влажность древесины (в %), W Температура (в ° С) Психрометриче- ская разность (в ° С) Продолжи- тельность сушки (в час.) Температура (В° С) Психрометриче- ская разность (в °C) Продолжи- тельность сушки (в час.)
естествен- ная СРЦ естествен- ная СРЦ
Режим / Режим 2
Выше 40 92 6,5 4,0 — 80 6,0 3,5 —
40—35 94 7,5 5,0 2 82 7,0 5,0 4
35—30 96 9,0 7,0 2 84 8,5 6,5 5
30—25 97 11,0 9,5 3 85 10,0 8,0 6
25—20 99 13,0 12,0 3 87 12,0 н,о 7
25—15 100 16,0 16 4 89 15 15 8
15—10 102 22 22 6 91 20 20 12
Ниже 10 104 29 29 — 94 27 27 —
Режим 3 Режим 4
Выше 40 74 5,5 3,5 — 69 5,5 3,5 —
40—35 76 7,0 5.0 6 71 6,5 4,5 9
35—30 77 8,0 6,0 7 73 8,0 6,0 10
30—25 79 10,0 8,0 8 75 9,0 8,0 11
25—20 81 12 11 10 77 12,0 п,о 13
20—15 83 15 15 13 79 14 14 17
15—10 85 20 20 18 81 19 19 24
Ниже 10 87 26 26 — 83 25 25 —
Режим 5 Режим 6
Выше 40 66 5,0 3.0 — 63 5,0 3,0 —
40—35 68 6,0 4,0 10 65 6,0 4,0 12
35—30 70 7.5 .5,5 12 67 7,5 5,5 14
30—25 72 9,0 7,5 13 69 9,0 7,5 16
25—20 74 11,0 10,0 17 71 11,0 10,0 20
20—15 76 14 14 22 73 13 13 26
15—10 78 18 18 30 75 18 18 36
Ниже 10 80 24 24 — 78 23 23 —
Режимы сушки
101
Продолжение табл. 25
Влажность древесины (в %), W Температура (в °C) _ Психрометриче- ская разность (в ° С) Продолжи- тельность сушки (в час.) Температура (В ° С) Психрометриче- ская разность (в °C) Продолжи- тельность сушки (в час.)
естествен- ная СРЦ естествен- ная СРЦ
Режим 8 Режим 10
Выше 40 59 4,5 3,0 — 56 4,5 3,0
40—35 61 5,5 4,0 17 58 5,0 3,5 19
35—30 63 7,0 5,0 19 60 6,5 5,0 24
30—25 65 8,5 7,0 21 62 .8,0 । 6,5 26
25—20 67 10,0 9,5 27 64 9,5 9,0 34 *
20—15 69 13 13 31 67 12 12 43
15—10 72 17 17 48 69 16 16 60
Ниже 10 74 23 23 — 71 22 22 —
Режим 12 Режим 15
Выше 40 53 4,0 2,5 — 50 4,0 2,5
40—35 55 5,0 3,5 23 52 4,5 3,0 ' 32’
35—30 57 6,0 4,5 29 54 5,5 4,0 36
30—25 60 7,5 6,5 32 57 7,0 6,0 40
25—20 62 9,0 8,5 40 59 8,5 8,0 50
20—15 ' 64 12 12 52 61 11 11 65
15—10 66 15 15 72 63 15 15 90
Ниже 10 69 21 21 — 66 20 20 —
Режим 20 • Режим 25
Выше 40 47 3,5 2,0 — 44 3,0 2,0
40—35 49 4,0 3,0 38 46 3,5 2,5 48
35—30 51 5,0 4,0 48 48 4,5 3,5 60
30—25 53 6,0 5,5 53 50 5,5 4,5 66
25—20 55 8,0 7,5 67 52 7,0 6,5 84
20—15 57 10 10 86 55 9,0 9,0 108
15—10 60 14 14 100 57 13 13 150
Ниже 10 63 19 19 — 60 18 18 —
Режим 30
Выше 40 41 2,5 1,5
40—35 43 3,0 2,0 58
35—30 45 4,0 3,0 72 *
30—25 47 5,0 4,0 79
25—20 50 7,0 6,0 101
20—15 52 8,0 8,0 130
15—10 55 11 11 180
Ниже 10 57 16 16 —
102
Сушка древесины
Таблица 26
Рекомендуемые режимы сушки пиломатериалов в камерах
со скоростной реверсивной циркуляцией
Толщина пило* материала (в мм) Номера режимов для разных пород древесины
ель и пихта сосна и кедр береза бук, клен и лиственница дуб
19—22 1—2 2 3 5 10
25-30 2-3 2-3 4 6 12
30—40 3 3 5 6-8 15
40—50 3-4 4 6 10 20
50—60 4—5 5 8 12 25
60—70 6 6 10 15 30
70—80 6—8 8 12 20 —
80—90 8-10 ' 10 15 25 —
90—100 10—12 12 20 30 —
100—129 12-15 15 25 — —
Примечания. 1. Характеристики режимов приведены в табл. 25 (в графе СРЦ). 2. При
сушке пиломатериалов в камерах с естественной циркуляцией воздуха режим сушки назна-
чают одной ступенью ниже (для соответствующей толщины пиломатериала) указанного в
тасл. 26.
Выбор режима сушки пиломате-
риалов производится в соответствии
с их размерами и степенью влажно-
сти. Предположим, например, что
требуется высушить в сушилке пе-
риодического действия с реверсив-
ной циркуляцией (СРЦ) сосновые
доски толщиной 50 мм от начальной
влажности в 60% до конечной абсо-
лютной влажности 10%. По табл. 26
устанавливаем, что следует приме-
нить режим 4, который предусматри-
вает (табл 25) следующее состоя-
ние воздуха в камере. От начала
сушки до достижения влажности
40% в камере следует поддерживать
температуру (по сухому термомет-
ру) 69° и психрометрическую раз-
ность 4,5° (мокрый термометр дол-
жен показывать 64,5°). Затем при
достижении пиломатериалом влаж-
ности 30% следует поддерживать в
камере температуру (по сухому тер-
мометру) 73° и психрометрическую
разность 6°; далее до достижения
20% влажности температуру дер-
жать 77° и разность 11°; до 15%
поддерживать температуру 79° и раз-
ность 14° и, наконец, до достижения
конечной влажности 10% держать
температуру 81° и разность 19°
Режим сушки в камерах непре-
рывного действия (табл. 27) уста-
навливается в сухом конце камеры.
Жесткий режим применяют главным
образом для сушки узких еловых и
пихтовых досок, а мягкий — для сос-
новых и широких еловых досок-
В целях ускорения сушки приме-
няют высокотемпературные режи-
мы (110—115°) с высокой влаж-
ностью - 75% (ЦНИИМОД) и
100% (Академия наук Латвийской
ССР), с применением перегретого
пара, что ускоряет сушку в 3—4
раза.
В этих целях в камерах увеличи-
вают поверхность нагрева калорифе-
ров (13—:5 м2 поверхности на I м3
пиломатериалов) и повышают дав-
ление пара до 4—5 ат, а для сушки
применяют режимы, указанные в
табл. 28 и 29.
Режимы сушки
103
Таблица 27
Режимы сушки в камерах непрерывного действия (паровых и газовых)
для пиломатериалов хвойных пород
Конечная влаж- ность материа- ла (в %), UZ » Толщина мате- риала (В ММ) Мягкий режим Жесткий режим
температура 1 Ьс ’ психрометри- ческая раз- ность (Д) температура психрометри- ческая раз- ность (Д)
18—20 19—30 88 17 95 22
18—20 35—60 79 15 85 20
10-12 19—30 91 24 100 27
10—12 35—60 80 22 90 25
Таблица 28
Параметры сушки древесины перегретым паром по отдельным
режимам
Ре- жимы Время пропа- рива- ния (в час.) Сушка Время проме- жуточ- ного пропа- рива- ния (в час.) Конечная обработка
температура (в ° С) понижение влажности в течение 1 часа при исходной влажности материала (в %) темпера- ЛРС) время (в час.)
сухого термометра мокрого термометра выше 30 ниже 30
I 4 120 ±2 100—95 10 4 — 100—90 3
11 5 118±2 100—95 6 2 — 100—90 4
111 6 115±2 100—95 3 2 4 . 90—80 6
IV 7 112±2 100—95 2 1 4 90—80 7
V 8 110±2 100—95 1,5 0,75 5 90—80 7
VI 8 108 ±2 100—95 1,0 0,50 6 85-75 8
Примечание. Температура сухого термометра указана в диаграмме (рис. 80);
при этом рав.ювесная влажность агента сушки должна быть на 2—3>i выше конечной влаж-
ности пиломатериалов.
104
Сушка древесины
Таблица 29
Режимы сушки перегретым паром
пиломатериалов разных пород
(по опыту рижских мебельных
фабрик)
Толщина пиломате- риалов (в мм) Номера режимов для разных пород древесины
ель, сосна береза, черная ольха ясень, бук
10—20 1 I II
21—35 II И—III IV
36—45 III IV V
46—60 IV V VI
61—70 IV— V VI —
71—80 V — —
Процесс включает в себя следую-
щие стадии:
начальный прогрев, при
котором в калориферы пускается
пар и происходит нагрев пиломате-
риалов до + 20°;
пропарка, с подачей пара как
в калориферы, так и непосредствен-
но в камеру до подъема температу-
ры до 100°. При этом работает вен-
тилятор и периодически (через
30 мин.) производится обратная цир-
куляция— обратная подача влаж-
ного нагретого воздуха в камеру че-
рез каждые полчаса; продолжитель-
ность пропаривания устанавливают
из расчета I час на каждый 1 см
толщины пиломатериалов;
сушка, при подаче пара только
в калориферы с соблюдением уста-
новленного режима с периодической
циркуляцией воздуха;
промежуточная пропар-
к а. применяемая при режимах
Температура сухое о термометра
Рис. 80. Диаграмма равновесной влаж-
ности древесины.
III—VI из расчета 1 час на 1 см
толщины материала с момента сни-
жения температуры в камере до
100°; - '-I
конечная обработка, пу-
тем понижения температуры до нуж-
ного предела и выдерживания при
этой температуре. Продолжитель-
ность обработки устанавливают из
расчета 1 час на 1 см толщины ма-
териала, считая с момента снижения
температуры до нужного предела.
Ручное регулирование режимов
сушки недостаточно точно, оно отра-
жается на качестве сушки и ведет
к удлинению самого процесса. На
крупных предприятиях применяют
авторегуляторы (УкрНИИМОД-1),
которые производят точную дозиров-
ку подачи пара в нагревательные
приборы.
5. СУШКА ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ
Весьма эффективна сушка древе-
сины токами высокой частоты, обес-
печивающая не только хорошее вы-
сушивание, но одновременно и обез-
зараживание древесины.
Применяют генераторы средневол-
нового диапазона с длиной волны от
100 до 1000 м (частота от 0,3 до
3 мггц), оборудованные специаль-
ными электронными лампами.
Генератор высокочастотной уста-
новки (рис. 81) состоит из трансфор-
Сушка токами высокой частоты
105
Рис. 81. Схема генера-
тора высокой частоты
ГС-48:
1 — трансформатор напря-
жения; 2 — выпрямитель
из газотронов; 3 — генера-
торные лампы; 4 — катуш-
ка колебательного контура;
5—рабочий конденсатор
с высушиваемым мате-
риалом.
матора напряжения, выпрямителя,
электронных генераторных ламп, ка-
тушки колебательного контура и ра-
бочего конденсатора, загружаемого
высушиваемым материалом.
Техническая характеристика
генератора ГС-48
Требуемая мощность в сети (в кет) 85
Полезная мощность (в кет) .... 48
Коэффициент полезного действия ге-
нератора .....................0,55—0,58
Диапазоны частоты (в мггц) .... 0,3—1
Длина волны (в м)............. 1000—300
Трансформатор к генератору на 100 кеа
В табл. 30 приведены показатели
режимов сушки токами высокой ча-
стоты, разработанные научно-иссле-
довательскими лабораториями.
Таблица 30
поле токов высокой частоты
Режимы сушки древесины в
Наименование показателей Режим
мягкий средний жесткий
Температура древесины (в ° С). . . 80—85 100—105 110—115
Интенсивность подъема температу- ры (в град-час) 40—50 50—70 70—100
Интенсивность охлаждения после сушки (в град • час) 8—10 1'0—12 15—20
Относительная влажность воздуха (в %) . 80 70—80 50—60
Длина волны (в м) 900—1000 700—1000 400—900
Продолжительность сушки в часах при толщине материала (в мм):
25 — 4—5 3—4
50 — 7—8 5—6
100 15—17 11-12 —
150—200 22—36 — —
Жесткий режим применяется для
малых размеров и заготовок из лпе-
весиньь-^хвойных и рассеяннопоро-
вых пород; средний — для досок и
заготовок из древесины хвойных по-
род; мягкий — для досок и загото-
вок из древесины трудно сохнущих
пород (дуб, лиственница).
Глава VI
КЛЕИ
1. ОСНОВНЫЕ
Основными показателями качества
клея являются: клеящая способность,
устойчивость против поражения гри-
бами и увлажнения, быстрота за-
твердения, просачиваемость в дре-
весину и его жизнеспособность.
Клеящая способность ха-
рактеризуется механической прочно-
стью клеевого шва, которая опреде-
ляется отношением величины скалы-
вающей силы (в кг) к единице пло-
щади (в см2) разрушенного клеевого
шва.
На практике применяют более
простой способ определения прочно-
сти склеивания — раскалывание ста-
меской склеенных образцов древе-
сины по клеевому шву. Если раскол
происходит по древесине, это пока-,
затель высокой клеящей способности’
клея; скалывание по древесине-клею
означает равнопрочность клеевого
шва и древесины, а раскол по клею
указывает на ‘ недостаточное каче-
ство клея.
Г рибостойкость животных и
растительных клеев невысока, они
сравнительно легко загнивают, что
снижает их клеящую способность.
Для предупреждения загнивания
в клеевые растворы вводят антисеп-
тики.
2. ВИДЫ
В столярном деле применяются
животные (глютиновые), раститель-
ные и смоляные клеи».
Глютиновые клеи. Из животных
клеев наиболее употребительны мез-
дровый, костный, рыбий, казеиновый
(творожный) и альбуминовый (кро-
вяной).
Столярный мездровый
СВОЙСТВА КЛЕЯ
Водоупорность — способ-
ность клея сохранять прочность
склеивания при воздействии на него
воды или влажного воздуха. Водо-
упорность определяется путем вы-
мачивания склеенных образцов дре-
весины в воде комнатной темпера-
туры в течение 24 часов или выва-
ривания в кипятке в течение часа;
водоупорным считается клей, теряю-
щий при этом не более 30% перво-
начальной прочности.
Схватываемость, или быст-
рота затвердения, зависит от состава
клея и условий производства склеи-
вания. Продолжительность схватыва-
ния составляет от нескольких ми-
нут (смоляные клеи) до нескольких
суток (растительные клеи).
Просоливание, или пробива-
ние клея через древесину, зависит
от толщины склеиваемых деталей,
пористости древесины, густоты раст-
вора, величины давления (прессова-
ния) при склензании. Выступающий
на поверхности древесины клей из-
меняет ее цвет и затрудняет отделку.
Жизнеспособность клея,
т. е. срок годности клеевсго раство-
ра, колеблется от нескольких часов
(смоляные клеи) до нескольких су-
ток (животные клеи).
КЛЕЕВ
клей (ГОСТ 3252—46) изготовляют
из мездры, обрезков кожи, хрящей,
рогов, копыт и т. п., а костяной
(ГОСТ 2067—47) из обожженных ко-
стей. Лучшим для столярных работ
считается мездровый клей.
Перед варкой его надо замачивать
(в течение 6—8 часов) в холодной
воде, в которой плитки клея лишь
Виды клеев
107
разбухают, но не растворяются. Рас-*
пускается клей при температуре воды
40—50°. При варке клея не надо до-
водить его до кипения во избежа-
ние образования пены и пригорания.
Кроме плиточного клея применяют
галерту — клей в виде студенистой
массы влажностью 50—60%.
Казеиновый клей (ГОСТ
3056—45) приготовляют из казеина—
продукта, получаемого створажива-
нием или обработкой кислотами сня-
того молока (обрата). Для получе-
ния клеевого раствора казеин в виде
желтоватых кусочков необходимо
растворить в холодной (10—30°)
воде в смеси с другими составными
частями. В воде казеин растворяется
при добавлении в набухшую казеи-
новую массу известкового молока.
Казеин, растворенный в известковом
молоке, обладает незначительной
жизнеспособностью (15—20 мин.) и
употребляется редко. В фанерном
производстве применяют жидкосме-
шиваемые клеи из казеина, раство-
ренного при помощи нескольких ще-
лочей (едкий натр, гашеная известь,
хлористая медь). В столярных про-
изводствах применяют казеиновый
клей, приготовленный из сухого по-
рошка (табл. 31), имеющий большую
(до 4—6 час.) жизнеспособность.
Таблица 31
Состав порошкообразных
казеиновых клеев (в весовых
частях)
Составные части Марки клея
В-105 В-107 (сорт экстра) ОБ (обык- новен- ный)
Казеин первого сорта 100 50
Казеин второго сорта — 50 100
Гашеная известь (пушонка) . . 27 27 27
Кальцинированная сода — — 6
Фтористый натр 12 12 6
Медный купорос . 0,5 0,5 —
Керосин 2 2 2
Мездровый и костный клей приме-
няют в горячем виде, разогревая его
в специальных клеянках. Казеиновый
клей, наоборот, употребляют в хо-
лодном виде.
Столярный клей должен иметь
определенную густоту: нормально
сваренный мездровый клей стекает
с лопаточки сплошной струей, жид-
кий — отдельными каплями, чрез-
мерно густой — тянется.
Прочность склейки зависит от ка-
чества обработки склеиваемых по-
верхностей, влажности и темпера-
туры склеиваемой древесины, а так-
же от силы и продолжительности
прессования. Толщина клеевого слоя
должна быть в пределах от 0,08 до
0,15 мм, что возможно только при
правильной и точной пригонке (при-
фуговке) склеиваемых поверхностей
и прессовании. Склеиваемые изде-
лия выдерживают в запрессованном
состоянии пр» мездровом клее около
4 часов,, а при казеиновом — 6 часов
и более.
Альбуминовый клей приго-
товляют из технического альбумина,
получаемого из сыворотки свернув-
шейся крови животных, который при
нагревании выше 63° свертывается,
а при 75° твердеет. Лучшие резуль-
таты достигаются при горячем склеи-
вании в прессе с температурой плит
115—120°.
Для горячего и холодного склеи-
вания применяется клей следующего
состава (в весовых частях):
Альбумин с содержанием 90% раство-
римых веществ..................100
Вода............................. 140-200
Гидроокись аммония (уд. вес 0,9) . . .5,5
Параформальдегид..................15
Рабочая жизнеспособность такого
клея составляет 6—8 часов. Приме-
няют также (в основном для горя-
чего склеивания в прессах) комби-
нированные клею из казеина и аль-
'бумина, обладающие более высокой
клеящей способностью, чем казеино-
вые и альбуминовые.
Растительные клеи. В столярном
деле растительные клеи имеют огра-
ниченное применение.
108
Клеи
Крахмальные клеи приго-
товляются путем заваривания крах'-
мала в горячей воде. Они исполь-
зуются при приготовлении отделоч-
ных составов и оклейке тканью.
Нитроклей представляет со-
бой раствор нитроцеллюлозы и смол
в органических растворителях (спир-
те, эфире). Применяется для при-
клейки к древесине ткани, ножи и
других материалов.
Нитроклей огнеопасен, а пары его
растворителей в смеси с воздухом
взрывоопасны.
Смоляные клеи. Смоляные клен
находят широкое применение в про-
изводстве столярно-строительных и
мебельных изделий. Обладая высокой
температуроустойчивостью, водостой-
костью, устойчивостью против за-
гнивания и цветом во многих слу-
чаях сходным с цветом древесины,.
Они отличаются также высокой
прочностью и быстрым схватыва-
нием.
Наиболее употребительны феноль-
ноформальдегидные и мочевиноформ-
альдегидные (карбамидные) клеи.
Они состоят из клееобразующего
материала (смолы), растворителя
(стабилизатора), отвердителя (ката-
лизатора), а также наполнителя и
пластификатора (мягчителя).
Смоляные клеи делятся на клеи
холодной склейки, используемые при
обычной в помещениях температуре,
и клеи горячей склейки, требующие
при склеивании высокой темпера-
туры.
Фенольноформальдегидные клеи
марок ВИАМ-Б-3, КБ-3, КДМ-6,
ЦНИПС-2, КР-4, ЦНИИМОД-1
представляют собой продукты вто-
ричной конденсации фенольноформ-
альдегидных смол в присутствии ке-
росинового контакта в качестве ка-
тализатора. Керосиновый контакт
характеризуется кислотным числом а,
которое составляет для контакта
№ 1 65—75, № 2 76—85 и № 3
86—95. Рецептура этих клеев приве-
дена в табл. 32.
Таблица 32
Фенольноформальдегидные
клеи (в весовых частях)
Марки клея Компоненты Для холодной склейки Для горячей склейки
ВИАМ-Б-3 Фенольнобаритовая смола Б Стабилизатор (ацетон или спирт) Керосиновый контакт № 1 100 10 1 400 а 100 10 1000 а
КДМ-6 Фенольнобаритовая смола Б-М Ацетон или спирт-сырец этиловый Керосиновый контакт Стабилизатор К-4 100 12 1 250 а 100 12 850 а
КБ-3 Фенольноформальдегидная смола Б Керосиновый контакт № 1 100 1800 а 100 1 600 а
ЦНИПС-2 Фенольноформальдегидная смола ЦНИПС-2 Глицерин технический Серная кислота (1,84) Керосиновый контакт (а = 65—75) Трикрезилфосфат 100 10 1 20 5
Виды клеев
109
Продолжение табл, 32
Марки клея Компоненты Для холодной склейки Для горячей склейки
ЦНИИМОД-1 Фенольноформальдегидная смола ЦНИИМОД Керосиновый контакт 100 3 200 а 100 3 200 а
КР-4 Фенольноформальдегидная смола Р Керосиновый контакт 100 4500 а 100 4 500 а
Рис. 82. Схема технологического про-
цесса изготовления карбамидных
смол:
/ — напорный сборник для формалина; 2 —
весовой мерник для формалина; 3 — весы;
4 — мерник для мочевины; 5 — редуктор;
6— рубашка редуктора; 7 — мешалка; 8 —
конденсатор; 9 — сборник конденсата; 10 —
вакуум-насос; 11 — приемник для готовой
смолы.
Фенольноформальдегидные клеи
КБ-3, Б-3 и ЦНИИМОД-1 наиболее
вредные из смоляных клеев и дают
клеевые швы темного цвета, что
ограничивает их применение.
Карбамидные клеи приго-
товляются из мочевиноформальде-
гидных смол холодного отвердения
с добавкой к ним отвердителя и
смол горячего отвердения без до-
бавки отвердителя или с малым его
количеством (рис. 82). В состав вво-
дятся пластификатор и наполнитель.
Рабочая жизнеспособность карбамид-
ного клея 2—4 часа. Наиболее упо-
требительны в столярных производ-
ствах мочевиноформальдегидные клеи
марок К-17, М-4, МФС-1, М-60,
М-70 и мочевиномеламиноформальде-
гидный клей ММП-К.
Состав карбамидных клеев и ха-
рактеристика смол приведены в
табл. 33.
Таблица 33
Составы карбамидных клеев
Составные части Марки клея
К-17 МФС-2, МФС-1 МХ-4, МГ-4 М-6О М-70 ММПК
Смола:
марка МФ-17 МФС-2, МФС-1 М-4 М-60 М-70 ММП
Состав (по весу):
мочевина 100 100 100 100 100 100
формалин 40%-ный 270 200 216 216 240-266 275
меламин — — — — — 50
уротропин .... — — 7,5 — 0,4 11,25
по
Клеи
Продолжение табл. 33
Составные части Марки клея
К-17 МФС-2. 1 МФС-1 |мХ-4, МГ-4 1 М-60 | М70 | ММПК
хлористый цинк . . — — 1,75 — — —
диэтиленглзколь . 50 — — — — —
катализатор (кау- стическая сода 40%-ная) .... 10 1 1 . 0,2-0,5 0,2-0,7
концентрация смо- лы (в %) ... . 60-70 56 60±2 60-70 46±2
Наполнитель (в % к весу смолы). . . Древесная мука 3 — — — — —
Отвердитель (в % к весу смолы):
при холодном от- вердении .... Щавелевая кислота (10%) 15-22 Хлористый аммоний 1 Молочная (53 । кислота %) 5-6 Хлористый аммоний 4
при горячем от- вердении .... 2 03-1 3-4 । Хлористы 0,5 й аммоний 0,5-1 1,0
Время отвердения с 1 % хлористого аммония при 100° (в сек.) 80-180 70-90 50-60 50-60 30-40 —
Вспененные карбамидные
клеи снижают расход смолы и упро-
щают технологию производства смол.
Для вспенивания в смолу вводится
пенообразователь ПО-6 или альбу-
мин черный технический в количестве
от 0,2—0,5% (для смолы МФС-1,
М-60, М-70) до 1,0% (МФ-17, М-4)
от веса смолы и затем хлористый
аммоний, после чего производят вспе-
нивание, пропуская воздух в жид-
кость, взбивая жидкость в закрытом
сосуде или с помощью специального
приспособления.
Вспенивание клея К-17 произво-
дится сжатым воздухом в открытых
сосудах путем продувания его через
перфорированную трубку-спираль
под давлением 2,5—3 кг/см2.
Приготовление смоляных клеев на
основе фенолформальдегидных смол
производится в клеемешалках с во-
дяным охлаждением (рис. 83), обес-
печивающим температуру приготов-
ляемой клеевой смеси 15—20°.
Бак для приготовления клея обо-
рудуется приводной мешалкой и уст-
ройством для местного отсоса в виде
купола с откидными бортами, что
позволяет производить выемку бака
и заливку составных частей клея
в бак.
Рис. 83. Клеемешалка-вспе-
н и вате ль:
1 — бак: 2 — водяная рубашка; 3 — вал;
4 — лопасти; 5 — крышка; 6 — спускной
кран; 7 — манометр; а — редуктор
давления.
Виды клеев П1
В бак вливают предварительно
отвешенную порцию смблы, затем
охлаждают его стенки холодной (во-
допроводной) водой, после чего вли-
вают нужное количество ацетона
(клей Б-3) или другого растворителя
и постепенно, при непрерывном пе-
ремешивании, добавляют керосино-
вый контакт. Закрыв бак клееме-
шалки крышкой, перемешивают кле-
евую смесь в течение 10—15 мин. до
получения однородного раствора;
готовый клей сливают в специаль-
ные бачки, ведя приготовление
в вышеуказанном порядке.
Пленочные клеи для мебельных
изделий имеют ряд преимуществ по
сравнению с жидкими смоляными и
в особенности с костными. При его
применении исключено пробивание
его на поверхность фанеруемых де-
талей (что часто имеет место при
жидком синтетическом и животном
клее), устраняется возможность по-
явления в древесине напряжений
в связи с увлажнением.
Пленочные клеи на основе фенол-
формальдегидных смол (бакелитовая
пленка) требуют высокой (около
150°) температуры плит клеильных
прессов и большого давления
(20—25 кг/см2) и поэтому для фа-
нерования , мебели применяются
редко.
Пленочные клеи на основе моче-
виномеламиноформальдегидных смол
ЦНИИФМ (фанеры и мебели) при-
меняются при температуре плит
115—120° и* давлении около 15 кг)см2
и дают достаточную прочность клее-
вого соединения, не разрушаясь при
воздействии на них горячей водой.
Время прессования при загрузке
в каждый промежуток пресса по
одной столярной плите толщиной
25 мм составляет около 12—15 ми-
нут.
Глава VII
ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ И ФУРНИТУРА
1. МЕТАЛЛИЧЕСКИЕ КРЕПЛЕНИЯ
Металлические скрепы служат для
соединения деталей столярных изде-
лий. К скрепам относятся гвозди,
шурупы, глухари», болты, угольники,
накладки, стяжки, полкодержатели.
Гвозди в зависимости от назначе-
ния различают строительные, обой-
ные, тарные, штукатурные, толевые,
отделочные.
Строительные гвозди (ГОСТ 4028—
48) в столярном производстве приме-
няют круглого сечения длиной от 7
до 90 мм и диаметром от 0,7 до
3,5 мм. Применяют также шпильки —
тонкие гвозди без шляпок — для об-
кладок, штаников и т. п.
Обойные гвозди (ГОСТ 4033—58)
изготовляют длиной от 9 до 40 мм и
диаметром от 0,8 до 2,0 мм. Декора-
тивные гвозди (ГОСТ 7349—55) для
лицевых поверхностей снабжаются
накладными головками (шляпками)
из цветных металлов различной фор-
мы и рисунка.
Размеры и вес гвоздей приведены
в табл. 34.
Шурупы — винты по дереву
(ГОСТы 1144—60, 1145—60, 1146—60
и 1147—60) служат главным образом
для прикрепления к деревянным де-
талям приборов (оконных и двер-
ных) и металлических креплений
(угольников, накладок и т. п.). Го-
ловки шурупов (рис. 84, а) бывают
плоские (потайные), полукруглые и
полупотайные.
Размеры шурупов приведены в
табл. 35.
Допускаемые отклонения
в размерах (в мм)
По диаметру: для шурупов
диаметром 1,6—3 мм +0,15; —0,1;
для шурупов диаметром 3,5—6 мм
Рис. 84. Металлические скрепы:
а — шурупы: 1 — с плоской головкой; 2 — с
полукруглой головкой; 3 — с полупотайной
головкой; б — глухарь; в — болт.
+0,2; —0,1; для шурупов диаметром
8—10 мм +0,2; —0,16.
По длине: при длине шурупа до
10 мм —1; от 12 до 40 мм —1,6; от
45 до 70 мм —2; от 85 мм и бо-
лее —3.
Глухари (рис. 84, б) — крупные
шурупы длиной от 35 до 250 мм и
диаметром от 6 до 20 мм с квад-
ратной или шестигранной головкой,
приспособленной для завинчивания
ключом. Глухари мебельные имеют
квадратную головку с уширенным
основанием для уменьшения смятия
древесины при завинчивании глухаря.
Болты (рис. 84, в) служат для
скрепления съемных деталей разбор-
ной мебели, соединения частей гну-
той и гнутоклееной мебели и укреп-
ления столярно-строительных дета-
лей. Для предохранения древесины
от смятия под головку болта и гайку
подкладывают круглые или квад-
ратные шайбы.
Скрепы металлические служат для
крепления деталей; к скрепам отно-
сятся накладные угольники и шпонки
для угловых соединений, рифленые
шпонки для соединения брусков и
досок.
Металлические крепления
113
Таблица 34
Размеры и вес гвоздей
Длина (в мм) Диаметр (в мм) Вес 100 шт. (в кг) Длина (В мм) Диаметр (в мм) Вес 100 шт. (в кг) Длина (в мм) Диаметр (В ММ) Вес 100 шт. (в кг)
Гвозди круглые строительные (ГОСТ 4028—48)
5 0,6 0,013 40 1,6 0,661 90 4,0 9,165
7 0,7 0,024 40 1,8 0,841 100 3,5 7,836
9 0,8 0,039 40 2,0 1,045 100 4,0 10,15
9 0,9 0,050 45 1,4 0,564 100 4,5 12,89
12 0,9 0,065 45 1,8 0,941 110 4,0 11,14
12 1,0 0,081 45 2,0 1,168 ПО 4,5 14,14
15 1,0 0,100 45 2,3 1,565 125 4,5 16,01
15 1,2 0,145 50 1,4 0,624 125 5,0 19,83
20 1,2 0,190 50 2,0 1,291 150 4,5 19,14
20 1,4 0,262 50 2Д 1,719 150 5,0 23,68
25 1,2 0,234 50 2,6 2,211 150 5,5 28,72
25 1,4 0,322 60 2,0 1,530 175 5,0 27,53
25 1,6 0,420 60 2,3 2,045 175 5,5 33,38
30 1,4 0,382 60 2,6 2,628 200 5,5 38,05
30 1,6 0,503 70 2,6 3,045 200 6,0 45,33
30 1,8 0,642 70 3,0 ' 4,080 225 6,0 50,90
35 1,6 0,582 80 3,0 4,635 225 7,0 69,50
35 1,8 0,741 80 3,5 6,353 250 7<0 77,06
35 2,0 0,921 90 3,5 7,108 250 8,0 100,9
Гвозди толевые (ГОСТ 4029—48)
15 1,8 0,333 25 2,3 0,885 35 3,0 2,096
15 2,0 0,416 30 2,3 1,048 40 2,6 1,767
20 2,0 0,539 30 2,6 1,351 40 3,0 2,374
25 2,0 0,662 35 2,6 1,559 40 3,5 3,266
Гвозди обойные (ГОСТ 4033—58)
9 0,8 0,035 25 1,4 * 0,297 35 1,6 0,545
12 0,9 0,059 25 1,6 0,387 35 1,8 0,692
12 1,0 0,072 25 1,8 0,489 35 2,0 0,848
15 1,0 0,091 30 1,4 0,657 40 1,6 0,624
15 1,2 0,130 30 1,6 0,466 40 1,8 0,783
20 1,2 0,174 30 1,8 0,583 40 2,0 0,975
20 1,4 0,237 30 2,0 0,725 — — —
8 А. Н. Стариков
П4
Вспомогательные материалы и фурнитура
Таблица 35
Размеры шурупов с полукруглой, потайной и попу потайной
головками (ГОСТ 1144—60, 1145—60 и 1146— 69) (в мм)
Длинл Диаметр шурупа
шурупа 1,' °’5 1 1 3.5 -1 5 1 - 1 8 1 10
6 X X X X
10 X X X X X X
12 X X X X X X X X
16 X X X X X X
18 X X X X V /
20 X X X К X X
22 X X X X X X
25 X X X X X X
30 X X X X X
36 X X X z<
40 X X X X
45 X X X
50 1 1 X X X X
60 1 1 1 1 X X X X 1
70 | 1 1 1 1 1 X 1 X X
85 1 1 1 1 1 1 1 X 1 1 х 1 X
100 1 1 1 1 1 1 X х 1 X
120 1 1 1 1 1 1 х 1 X
г
Стяжки металлические (рис. 85) винтовые и с клином применяются для соединения частей разборной ме- бели; они разделяются на наклад- ные и врезные. Полкодержатели состоят из ме- таллического штифта с прикреплен- ным к нему уголком и обоймочки, в которую вставляется штифт. ь ш ш ir ДйЖ yfr Рис. 85. Металлические стяжки: 1 — винтовая накладная; 2 — .винтовая врез- ная; 3 — накладная с кликом.
Оконные и дверные приборы
115
2. ОКОННЫЕ И ДВЕРНЫЕ ПРИБОРЫ
Рис. 86. Дверные и оконные приборы:
а — полушарнирная петля: 1 — баут; 2 — кар-
та; 6 — шарнирная петля; в — вколотная
петля; г — дверная петля пружинная двух-
сторонняя; д — ручки дверные: 1 — ручка-
скоба; 2 — ручка-фали; е — замок врезной;
ж — задвижки: 1 — дверная; 2 — оконная;
Оконные и дверные приборы (ско-
бяные изделия), показанные на
рис 86. изготовляют из стали с от-
делкой никелем, лаком и в некото-
рых случаях шлифованием, из цвет-
ных металлов, из пластмассы, дерева
и других материалов. Как правило,
приборы укрепляют шурупами с пло-
ской головкой.
Дверные и оконные петли делают
полушарнирными (разъемными) и
шарнирными. Первые выпускают
комплектами из правых и левых пе-
тель.
Размеры петель и применяемых
для их привертывания шурупов при-
ведены в табл. 36.
Оконные и дверные петли (ГОСТ
5088—56) изготовляют следующих
типов- А — петли дверные полуша})-
нирные подгибные с ходом в цент-
рах; Б — петли оконные шарнирные
разъемные подгибные (с вынимаю-
щимся стержнем); В — петли окон-
ные и дверные вколотные разъемные
(с вынимающимся стержнем); Д —
петли форточные шарнирные под-
гибные; Ж—петли дверные пружин-
ные односторонние; 3 — петли* двер-
ные пружинные двусторонние.
Ручки оконные и дверные изго-
товляют следующих типов (ГОСТ
5087—56): А — ручки-фали дверные
Г-образные на лапке или на планке;
Б — ручки-кнопки дверные глухие и
фалевые на лапках; В — ручки-ско-
бы оконные на лапках; Г — ручки-
скобы дверные на лапках; Д — руч-
ки оконные Т-образные и Г-образ-
ные.
Дверные и оконные запоры и при-
способления ставят, как правило,
комплектами. К их числу относятся:
замки, задвижки, шпингалеты, фор-
точные завертки, дверные накладки
и закладки, спиральные пружины,
оконные крючки, остановы, уголь-
ники для укрепления углов и пр.
(рис. 86).
з — завертка форточная; и — шпингалеты:
1 — раздвижной; 2 — притяжной с перекидной
ручкой; 3 — механизм ручки раздвижного
шпингалета.
8*
116
Вспомогательные материалы и фурнитура
Таблица 36
Размеры оконных и дверных петель (в мм)
Тип петель Высота Ширина Применяемые шурупы
75 30 'ХЗО
Оконные: 1С0 30 4X30
шарнирные, разъемные, подгибные
• 125 35 5X30
[ 75 30/25 ]
Оконные и дверные: J 100 35/30 ? 3,5X35
вколотные и разъемные (штифты)
[ 125 45/35 '
Форточные: ( 50 18 1
шарнирные, подгибные 1 60 20 J 3,5X26
75 30 ]
Дверные: 100 35) 4X30
полушарнирные, подгибные 125 40 5X40
150 45 6X50
100 35 4,5X40
Пружинные: 125 40 5X40
односторонние
150 45 6X50
( 125 35 5X40
двусторонние <
1 150 40 6X50
Дверные замки и* защелки
(ГОСТ 5089—56) выпускаются сле-
дующих типов:
Тип А и Б — замки врезные фале-
вые сувальдные и цилиндровые.
Тип В и Г —замки врезные фале-
вые с засовом-защелкой сувальдные
и цилиндровые.
Тип Д и Е — замки врезные без
защелки сувальдные, реечные и ци-
линдровые.
Тип Ж — замки накладные с за-
совом-защелкой цилиндровые.
Тип 3 — защелки ^резные пружин-
ные (для встроенных шкафов) и фа-
левые.
Замки всех типов изготовляются
двух размеров; ключевое расстояние
45 и 55 мм, полная ширина коробки
замка соответственно 70 и 80 мм;
полная длина коробки от 60 до
140 мм. -
Мебельная фурнитура. Пружины
117
3. МЕБЕЛЬНАЯ ФУРНИТУРА
Рис. 87. Мебельная фурнитура:
а — петли: 1 — карточная огибная; 2 — кар-
точная съемная; 3 — рояльная; 4 — угловая
с наплавом; 5 — двухшарнирная (ломберная);
6 — съемные колпачковые; 7 — пятниковая
прямая; 8 — пятниковая угловая; б — ручки
и кнопки к мебели.
Мебельная фурнитура отличается
большим разнообразием. К ней отно-
сятся: петли, замки, шпингалеты, за-
щелки, задвижки, ручки, кнопки,
скобки, кольца, стяжки, ключевины
и др. (рис 87). Фурнитура подраз-
деляется на лицевую и крепежную.
Она изготовляется из черных и цвет-
ных металлов, пластмассы, дерева и
других материалов. К фурнитуре
предъявляются требования в отно-
шении качества отделки, соответст-
вия размерам и стилю мебели, проч-
ности и удобства пользования ею.
Деревянная фурнитура —
главным образом кнопки, ключе-
вины — изготовляется точеной из
комлевой части древесины бука,
клена, ореха » других твердолист-
венных пород, подкрашивается при-
менительно к расцветке мебели и
полируется.
Фурнитура из малоугле-
родистой стали (ручки, кноп-
ки, скобки и т. п.) защищается от
коррозии азотированием и никели-
рованием. При помощи оксидирова-
ния азотированной поверхности при-
дают медный, бронзовый, латунный,
соломенный, голубой, синий и другие
тона.
Фурнитура из алюминия
получает всё большее применение
в виде скоб, ручек-скобок, раковин,
ручек-кнопок, наконечников для но-
жек, полозков под раздвижные стек-
ла, а также для оформления стекол
в дверцах шкафов и буфетов. Алюми-
ниевая фурнитура анодируется под
цвет золота, бронзы и др.
Фурнитура из пластмас-
сы в комбинации с металлом ис-
пользуется для различного вида ру-
чек, ключевин, раковин и т. п.
4. ПРУЖИНЫ
Пружины мебельные, приме-
няемые в мягких изделиях, бывают
одно- и двухконусные и цилиндри-
ческие.
Двухконусные пружины, являю-
щиеся наиболее распространенными,
изготовляют симметричными; край-
ние витки имеют одинаковый диа-
метр и шаг витков, равный 25—36 лсл<.
В сжатом состоянии витки пружи-
ны не должны касаться один дру-
гого, сохраняя зазор 3—4 мм; по*
118
Вспомогательные материалы и фурнитура
еле снятия нагрузки пружина дол-
жна принимать первоначальную
форму, не давая остаточной усадки.
Характеристика пружин дана в
табл. 37.
Таблица 37
Характеристика конусных
и цилиндрических пружин
Виды пружин Высота пружины в свободном состоя- нии (в мм) Средний диа- метр витка (в мм) Количество виткой (в шт.) Длина развертки пру- жин (в мм) Проволоки
из стали 45—60 из стали wHe и .П-
наружного внутреннего диаметр про- волоки (в мм) вес на изде- лие (в кг) диаметр про- волоки (в мм) вес на изде- лие (в кг)
Двухконусная . . 260 120 65 10 3 4 0,3 3,5 0,3
Одноконусная . . 210 120 €5 7 2,1 3,5 0,15 3 0,15
Цилиндрическая . 82 22 65 24 1,46 — — 3 1,3
5. НАБИВОЧНЫЕ И ОБОЙНЫЕ МАТЕРИАЛЫ
В полужестких сиденьях, спинках
и других элементах мебели набивоч-
ные материалы укладываются на
жесткое основание слоем от 5 до
10 лслс, а в полумягких — слоем от
30 до 50 мм\ в мягких элементах —
на пружинную часть или губчатую
резину.
Набивочные и настилочные мате-
риалы. Применяются материалы есте-
ственного (животного и раститель-
ного) и искусственного происхожде-
ния; более мягкие из них исполь-
зуются для настилки тонким слоем
поверх набивочной части. К мате-
риалам естественным относятся: 'во-
лос конский, волос крупного рогатого
скота, шерсть, щетина, пух, перо,
морская трава, чий-волокно, рогоз-
ник, древесная стружка, мебельная
вата. Искусственные материалы: губ-
чатая резина, синтетические волокна
различных видов, волокнистые ма-
териалы химической переработки,
гуммированные материалы из воло-
кон естественного происхождения.
Волос конский бывает пря-
мой, длиной до 45 см («подкос») и
в виде спутанного жесткого и пру-
жинящего кома («очес»). Первый
подразделяется, в зависимости от
цвета, на белый, черный и смешан-
ный, а второй — на очес хвостовой
и гривный. Требования к волосу:
содержание влаги — не более 14%,
механических примесей —до 3,5%,
жира — 1,5%.
Морская трава применяется
нескольких видов: Зостера марина
(Белое море), камка (Азовское и
Черное моря), филлоспадикс (даль-
невосточные моря). Требования,
предъявляемые к траве: предельная
влажность 10—20%, количество меха-
нических примесей до 5%, водорос-
лей до 4%, прочность — не менее
0,3—0,7 кг)мм2,
Чий-волокно приготовляется
из дикорастущей травы, распростра-
ненной в Казахской ССР.
Древесная стружка изгото-
вляется из древесины ели, сосны,
кедра, лиственницы, реже из лист-
венных пород. Размеры * стружки:
толщина — 0,07, 0,10, 0,15, 0,20 мм,
ширина — от 1,5 до 4 мм и> длина —
от 200 до 500 мм. Влажность струж*
ки для набивки должна быть не
выше 15%.
Вата мебельная должна отвечать
Набивочные и обойные материалы
119
следующим требованиям: влажность
не более 10%, пышность — 58—65 мм,
сжимаемость — 68—75%, упругость —
53—58%, объемный вес — 12—
19 кг/м3.
Пенополиуретан (поролон,
мольтепрен и др.) является продук-
том соединения полиэфиров с диа-
зорцианатами Применяется в каче-
стве настилочного материала в изде-
лиях мягкой мебели. Он обладает хо-
рошей воздухо- и влагопроводимо-
стью, не реагирует на изменение
температуры, не имеет запаха, может
быть окрашен в любые цвета, легко
обрабатывается, приклеивается к
другим материалам.
Основные физико-химические
свойства пенополиуретана
Объемный вес (в г1см3)......... 0,03—0,05
Коэффициент сжатия при нагруз*
ке 500 гж’ 'в %)................ 85
Остаточная деформация после
сжатия (в %)..................... 3
Остаточная деформация после
250 00Э циклов сжатия на 50 %
высоты (в %)............... 20
Температура плавления (в °) . . 200—300
Температура воспламенения
(в °)......................... 600
Латексная губка получает-
ся из натурального или синтетиче-
ского латекса методом вспенивания.
Она обладает высокими пружинящи-
ми свойствами, хорошей сжимаемо-
стью и упругостью. Выпускается в
виде пластин и применяется взамен
металлических пружин. Латексная
губка должна отвечать следующим
требованиям объемный вес не бо-
лее 0,14—0,17 г! см3, коэффициент
сжатия при нагрузке 500 г! см2 не
менее 70%, остаточная деформация
после сжатия не более 1%
Обойные материалы подразде-
ляются на покрывные — мешковина,
холст, полотно, тик и облицовоч-
ные — мебельные ткани, дерматин,
гранитоль, плюш, пластмассовые де-
коративные ткани, кожа, кожимит,
тесьма, шнур.
Глава VIH
ОТДЕЛОЧНЫЕ МАТЕРИАЛЫ И СОСТАВЫ
Для защиты древесины от пере-
менной влажности, сохранения или
усиления цвета и текстуры, имита-
ции ценных пород древесины поверх-
ность ее покрывают изолирующим
слоем, используя при этом отделоч-
ные материалы и составы.
Отделочные материалы делятся на
основные — грунты, шпаклевки,
красители, краски, лаки и политуры
и вспомогательйые — отбели-
вающие, обессмоливающие, шлифую-
щие и др.
1. МАТЕРИАЛЫ ДЛЯ ЛАКОКРАСОЧНЫХ СОСТАВОВ
Отделочный покров на поверхно-
сти изделия представляет собой
тонкую пленку, для получения кото-
рой служат различные п л е н к о-
образователи. Для нанесения
пленкообразователей на поверхность
изделия приготовляют раствор, при-
меняя для этого растворители
и разбавители, от состава ко-
торых зависят и сроки сушки ра-
створов. Ускорение сушки достигает-
ся применением сиккативов.
В качестве основы в отделочные
составы вводят наполнители,
а для придания пленке эластично-
сти, а тем самым лучшей устойчи-
вости добавляют смягчители
(пластификаторы).
Для окрашивания в различные
цвета, получения непрозрачной плен-
ки или усиления натурального цвета
древесины применяют различные
окрашивающие вещества — пиг-
менты.
Пленкообразователи. В качестве
пленкообразователей применяются
смолы, целлюлоза, растительные
масла, воски, клеи, олифа.
Естественные смолы высокого ка-
чества (шеллак, сандарак, даммара,
акороид и др.) получают из тропи-
ческих растений. Из естественных
смол отечественного производства
применяются канифоль, получаемая
ио хвойных деревьев (сосна, ель),
берестяная (березовая) смола и
смола фисташкового дерева. Кани-
фоль имеет ряд недостатков, огра-
ничивающих ее применение: низкую
точку плавления (55—75°), высокую
кислотность и кристаллизацию. Бере-
стяную смолу используют для при-
готовления лаков и политур, подобно
шеллаку.
К естественным смолам относятся
также ископаемые смолы — копалы,
являющиеся продуктами смоляных
отделений некогда произраставших
деревьев. Копаловые смолы по каче-
ству выше канифоли и применяются
для особо ценных покрытий. Цвет
копалов — от белого до темно-корич-
невого.
Искусственные смолы изготовляют
из химических продуктов; они имеют
широкое использование.
В настоящее время широко при-
меняют лицевую отделку древесины
пленками искусственных смол, уско-
ряющих процесс отделки и улучшаю-
щих ее качество.
Из искусственных смол в столяр-
но-мебельном производстве наиболее
распространены п оли м е р и з ани-
онные и кумароновые, по-
лучаемые из каменноугольного дегтя
и употребляемые для изготовления
масляных лаков и масляно-эмалевых
красок, а также феноловые смо-
лы, получаемые из карболовой кис-
лоты и формалина и используемые
для получения спиртовых лаков.
Материалы для лакокрасочных составов
121
Из полимеризационных смол наи-
более употребительны полихлор-
виниловые, получаемые из жид-
кого хлористого винила путем по-
лимеризации его в присутствии
перекиси водорода, и п е р хлор-
виниловые, получаемые дополни-
тельным хлорированием полихлорви-
ниловой смолы. Из них приготовляют
разнообразные лаки и эмалевые
краски, а также мебельную фурни-
туру.
Глифталевые смолы полу-
чают в результате взаимодействия
глицерина и фталевой кислоты и при-
меняют для приготовления масля-
ных и нитроцеллюлозных лаков и
эмалей.
Из искусственных смол распро-
странены также идитол и баке-
лит, растворимые в спирте и имею-
щие точки плавления 80—90°.
Целлюлозу получают из волокон
хлопка и древесины различных де-
ревьев и используют в качестве
сырья для приготовления пленкообра-
зователей и эфиров путем обработки
ее кислотами. Пленки лаков из
целлюлозы обладают высокими ка-
чествами, в частности, хорошей
теплоустойчивостью, точка плавле-
ния их 200—230°.
Растительные маелр пригодны для
пленкообразования лишь при усло-
вии их быстрой высыхаемости. К та-
ким маслам относятся тунговое,
льняное, конопляное и перилловое.
Медленно высыхающие масла — под-
солнечное, хлопковое, соевое и оре-
ховое — служат. главным образом,
сырьем для получения олифы.
Воски дают малостойкое, но до-
вольно красивое покрытие мебели,
пригодное для изделий, находящихся
в закрытом помещении с постоян-
ным режимом температуры и влаж-
ности.
Для этой цели годятся натураль-
ный и отбельный пчелиный воск и
искусственные воски церезин (ми-
неральный воск), парафин (нефтя-
ной продукт), монтанит (каменно-
угольный продукт)
Клеи применяют для различных
подготовительных составов — шпак-
левок, замазок и т. п.
Олифы служат как пленкообразо-
вателями, так и растворителями.
Натуральную олифу из-
готовляют из растительных масел,
которые варят вместе с ускоряющими
сушку сиккативами. Олифа образует
глянцевую пленку. Кроме чистой
натуральной олифы применяют оли-
фы-заменители в виде состава из
натуральной олифы с добавками 45—
50% уайт-спирита (олифа-оксоль)
либо сульфит-нафта (сульфооксоль).
Искусственные олифы яв-
ляются продуктами химической пере-
работки смолообразных продуктов и
минеральных масел либо химиче-
ских веществ. В первом случае по
своим свойствам они сходны с низко-
качественными лаками, а во вто-
ром — с растительными маслами. Те
и другие по качеству ниже натураль-
ных олиф и применяются для не-
ответственных покрытий. К искусст-
венным олифам относятся сланцевая
олифа, лакойль, нафтеноль, карбо-
ноль и др.
Растворителями смол в лаках слу-
жат спирты: винный (этиловый),
древесный (метиловый) и минераль-
ный (уайт-спирит), а также бен-
зол, ацетон, скипидар и
масло. Уайт-спирит получают при
обработке нефти. Он представляет
собой прозрачную бесцветную жид-
кость, хорошо растворяющую масло
и другие смолы.
Растворителями целлюлозы и ее
эфиров служат эссенции и ряд
химических веществ, получаемых из
нафталина Растворителем клеев
служит вода, а растворителями во-
сков— скипидар и бензин.
Разбавителями масляных лаков и
красок служит скипидар, уайт-
спирит и олифуайт-спирит;
целлюлозных лаков — бензин и
бензол , (искусственный бензин).
Сиккативами, ускоряющими высы-
хание отделочных составов, являются:
сурик, свинцовый сахар,
глет (окись свинца), пиролю-
зит и уксуснокислый ко-
бальт. Сиккативы применяют в
сухом порошкообразном виде или
в растворе. Сиккативы понижают
эластичность лакокрасочной пленки,
поэтому добавлять их в лаки и крас-
122
Отделочные материалы и составы
ки можно лишь в небольших коли-
чествах (до 10%).
Порошкообразные сиккативы ис-
пользуют также для шлифования
изделий.
Наполнителями для утолшения от-
делочной пленки служат кани-
фоль и минеральные краски,
а для заполнения пор отделываемой
древесины — различные порошко-
образные вещества (мел,
мука, тальк, крахмал, пемза, као-
лин, шпат и минеральные крас-
ки).
Мягчителями, придающими отде-
лочной пленке мягкость (эластич-
ность), а вместе с тем увеличиваю-
щими ее долговечность и предохра-
няющими от растрескивания, служат
(для спиртовых и целлюлозных ла-
ков) касторовое масло, кам-
фара и эфиры кислот.
Пигменты по своему назначению
разделяются на две группы для не-
прозрачной и прозрачной окраски.
К первым относятся природные и
синтетические искусственные краски,
а ко вторым — растительные и орга-
нические красители и различные
окрашивающие соли.
Краски природные мине-
ральные состоят большей частью из
окислов металлов железа, алюми-
ния, марганца и др. К таким кра-
скам относятся:
белые — мел, известь, гипс и др.;
желтые — охра, сиенская земля;
зеленые — глауконит, малахит и др.;
синие — медная лазурь, милори-ла-4
зурь и др.,
коричневые — умбра, кассельская
земля.
красные — мумия, железный сурик,
киноварь и др.;
черные — графиты.
Краски синтетические из-
готовляют главным образом из ме-
таллов и руд. К этим краскам при-
надлежат:
белые — белила цинковые, свинцо-
вые, титановые и баритовые, лито-
пон, сульфанон;
желтые — желтый крон, цинковая
желтая, хромовая желтая, кадмий,
марс желтый;
зеленые — цинковая зелень, медян-
ка, зеленая киноварь и др.;
синие — ультрамарин, берлинская
лазурь;
коричневые — железный сурик,
марс коричневый.
красные — киноварь йодистая и
красная, свинцовый и железный су-
рик и др.,
черные — сажа, жжёная кость;
блестящие — бронзовые и алюми-
ниевые пдрошки.
Растительные красители
придают древесине нежные тона и
обладают высокой цветостойкостью.
Наиболее употребительными явля-
ются желтые — кукурма. красные —
сандал и синие — индиго
Органические красители
получают из каменноугольных смол;
их разделяют на анилиновые,
окрашивающие поверхность в прису-
щий им цвет, и ализариновые,
нуждающиеся в предварительном
подтравлении солями и дающие
смешанный цвет, получающийся от
взаимодействия протравы и краси-
теля. Анилиновые красители дают
резкие, но с течением времени те-
ряющие яркость цвета, растворяются
в воде и спирте Ализариновые
красители дают мягкие стойкие
цвета.
Пигментирующие соли
окрашивают поверхность при воздей-
ствии на нее некоторыми раствора-
ми химикатов или газами Цвета при
этом получаются красивые и устой-
чивые. Такими солями являются ду-
бильная кислота в виде желтого по-
рошка, растворимого в горячей воде,
спирте и уксусе, и пирогалловая
кислота, легко растворимая в воде
и спирте, которая дает при после-
дующей обработке раствором желез-
ного купороса светло-серую окраску,
а раствором хромового калия—си-
нюю.
Применяются и другие химикаты,
которые ослабляют или усиливают
цвет, а также дают составные цвета
(полутона).
Составы красителей для прозрачной отделки древесины
123
2. СОСТАВЫ КРАСИТЕЛЕЙ ДЛЯ ПРОЗРАЧНОЙ ОТДЕЛКИ
ДРЕВЕСИНЫ
Различают следующие виды рас-
творов, применяемых для изменения
цвета древесины без изменения тек-
стуры:
а) бейцы, представляющие собой
смесь анилинового красителя, кас-
сельской земли (мелкомолотого ка-
каменноугольного порошка);
б) морилки — различные составы,
сообщающие древесине темные, ко-
ричневые тона;
в) протравы — растворы различ-
ных химикатов, вызывающие образо-
вание в древесине солей.
Применяют водорастворимые кра-
сители природные (растительного
происхождения) и искусственные,
большей частью анилиновые.
Анилиновые красители — прямые,
основные и кислотные — обычно при-
меняют в чистых растворах с кон-
центрацией от 1 до 5%. без смеши-
вания с другими красителями.
Анилиновые красители
для мебели
Красители
Основной коричневый
Сафронин основной
Кислотный коричне-
вый К
Кислотный прочный
НС
Цвет
Красно-коричневый
Красный (применяют
в смеси с основ
ным коричневым)
Краснова го-коричне-
вый
Коричневый
Гуминовый (ореховая Коричневый
морилка)
Нигрозин
Черный и серый
Б е й и ы получаются путем смеши-
вания растворов красителей Для
увеличения прочности окраски в
бейц добавляют 1—3% поташа и
4—5% соды или едкого натра Ре-
цепты смесевых красителей, рекомен-
дованных ЦНИИМОДом, приведены
в табл. 38.
Таблица 38
Рецепты ЦНИИМОД растворов красителей для дуба, бука и березы
Краситель Цветовой тон
коричневый для дуба, бе- резы и бука (рецепт В коричневый для дуба, бе- резы и бука (рецепт 11) под ореховое дерево для дуба, бука и березы под красное дерево для бука и березы черный для бука под серый клен для березы
Ореховая морилка (гуминовый Кол» <чество кр асителя (в г на 1 л растворит» гля)
краситель» 40 — — — — 17
Кислотный черный — в — — — —
. оранжевый 2 5 1 20 — —
. ярко-красный — — — 5 — —
Нигрозин водорастворимый . . . — — 5 — 50
Сода кальцинированная — 0,5 0,5 0,5 0,5 ОД
Протравы для окраски древе-
сины в определенный цвет и тон
применяют в виде водных растворов
одного или двух химикатов, наноси-
мых последовательно один за дру-
гим с перерывом для сушки Ре-
цепты растворов химикатов приве*
дены в табл. 39.
124
Отделочные материалы и составы
Рецепты растворов протрав
Таблица 39
Химикаты Количество в г на 1 л воды Цвет крашения Способ применения
Марганцовокислый калий .... 20-40 Красно-коричне- вый Одиночный, без других растворов
Солянокислый анилин 100 Ярко-желтый Тот же
Двухромовокислый калий (хром* пик) Марганцовокислый калий .... 25 25 Под орех Второй раствор нано- сят через 10 мин. после первого
Медный купорос Желтая кровяная соль От 10 до 50 100 Под красное дерево Второй раствор нано- сят после высушива- ния первого
Хлористый анилин Хлористая медь Двухромовокислый калий .... 50 50 25 Под черное дерево Наносят смесь первого и второго растворов и через 10 мин. тре- тий
Азотная кислота В равных частях по весу Красновато-жел- тый для ели и ясеня Одиночный, без приме- нения других раство- ров
Синтетические красите-
л и применяются в виде эмульсий.
К числу таких эмульсий относится
краситель, применяемый ленинград-
ской мебельной фабрикой им. Хал-
турина для окраски древесины бука
в цвет от белого до коричневато-
бурого следующего состава (в весо-
вых частях): водный раствор бейца
(ЦНИИМОД-50) 3—5%-ный (при
температуре 20°) 10—12; охра свет-
ло-золотистая 1,2—1,3 и костный
клей (при температуре 60—70°) 4—4,5.
Цвет зависит от количества бейца
в эмульсии: при небольшом содер-
жании бейца получается светлый
цвет, а при большом — темный.
Составы красителей для
имитации ценных пород путем глу-
бокой пропитки древесины в авто-
клавах (под давлением) являются
смесью кислотных и прямых краси-
телей. Пропитка производится как
массивной древесины, так и шпона,
березы, ольхи, липы и других пород
с целью имитации красного дерева,
ореха и серого клена.
Пропиточные растворы содержат
в своем составе: красители, вид и
количество которых подбирается в
соответствии с требуемой окраской,
соду кальцинированную, контакт
Петрова. В табл. 40 приведены дан-
ные о содержании красителей в про-
питочных растворах, применяемых
на Невской мебельной фабрике при
покраске массива (цифры в числи-
теле) и шпона (цифры в знамена-
теле), березы, ольхи и липы под
красное дерево, орех и клен.
Таблица 40
Содержание красителей
в пропиточном растворе (в г/л)
Подкрашиваемая порода древесины Красители
кислотный оранжевый прямой голубой
При прокраске под красное дерево
7,0 3,0
Береза 7.J 3,4
5,5 2,3
Ольха 6,0 2,6
4,5 1,9
Липа
5,2
Составы для непрозрачной отделки древесины >
125
Продолжение табл- 40
Подкрашиваемая порода древесины Красители Подкрашиваемая порода древесины Красители
кислотный оранжевый прямой голубой к кислотный оранжевый прямой голубой к
При npoh Береза Ольха Липа раске под о/ 3,0 3,4 2,3 2,6 1,9 2,2 7ех 3,0 3,4 2,3 2,6 1,9 2,2 При прокра Береза Ольха Липа ске под серы 1,0 1,1 0,8 0,9 0,6 0,7 \й клен 2,0 2,2 1,6 1,8 1,3 1,5
3. СОСТАВЫ ДЛЯ НЕПРОЗРАЧНОЙ ОТДЕЛКИ ДРЕВЕСИНЫ
Краски применяются для непро-
зрачного покрытия столярно-строи-
тельных изделий и белодеревной ме-
бели, изготовленной из древесины
хвойных и мягких лиственных по-
род.
По виду связующего вещества
краски делятся на клеевые (водя-
ные) и масляные.
Клеевые краски состоят из пиг-
мента и связующего вещества, ра-
створенных в воде. Связующим веще-
ством служит обычно клей, причем
лучшим является мездровый, реже
применяются казеиновый клей, ра-
створимые в • воде смолы камеди.
Клеевые краски применяются преи-
мущественно при отделке встроен-
ного оборудования в местах примы-
кания к строительным конструкциям.
Масляные краски предста-
вляют собой естественные или искус-
ственные пигменты, затертые с высы-
хающими маслами, с олифами или
их заменителями, при надобности с
добавлением наполнителей, а также
сиккативов и разбавителей. Выпу-
скаются промышленностью в виде
густотертых паст, которые перед
употреблением разводятся олифой
или ее заменителем до рабочей вяз-
кости, и жидкотертыми, готовыми к
употреблению. Масляные краски ши-
роко применяются для отделки сто-
лярно-строительных изделий, кухон-
ной и специальной мебели из древе-
сины хвойных пород. Они обладают
наилучшей по сравнению с другими
видами непрозрачных покрытий
укрывистостью и светостойкостью.
Эмали, или эмалевые краски, слу-
жат верхним отделочным покровом.
Они представляют собой лаки, сме-
шанные с тонко измолотыми пигмен-
тами. При высыхании образуют бле-
стящие глянцевые пленки, закрывают
натуральный цвет и структуру дре-
весины, придавая отделываемой по-
верхности свой цвет и полузеркаль-
ный блеск.
По виду примененного пленкообра-
зователя эмали разделяются на мас-
ляные, глифталевые, пентафталевые,
перхлорвиниловые, фиксоли и нитро-
целлюлозные (нитроэмали). По со-
ставу и цвету они весьма разнооб-
разны.
Масляные эмали предста-
вляют собой смесь специальных мас-
ляных лаков с сухими пигментами,
сиккативами и растворителями и
тощих масляных лаков с природными
смолами (марки КО). При примене-
нии глифталевой смолы (марки ФО)
получается грифталевая эмаль.
Масляные эмали отличаются твер-
достью и блеском, но они, менее
влагоустойчивы, чем масляные крас-
ки, и поэтому их применяют для от-
делки столярных изделий, предна-
значенных для закрытых помещений.
Наиболее употребительны в столяр-
ном производстве эмали марки КО и
КФ: № 1 — белая, №2 - под слоно-
126
Отделочные материалы и составы
вую кость. № 8 и № 9 — коричневые,
№ 15 — голубая. № 20 — вишневого
цвртя, № 25 — черная.
Загустевшие эмали разбавляют
скипидаром, сольвентом или смесью
скипидара с ксилолом (2- I).
Пентафталиевые эмали
приготовляют из пентафталиевых ла-
ков Они дают ровную, про'чную и
влагоустойчивую пленку, отчего их
применяют для отделки изделий,
подвергающихся влиянию перемен-
ной влажности Они выпускаются
двенадцати цветов от кремового и
голубого до черного Разбавляют их
скипидаром или сольвентом.
Перхлорвиниловые э м а-
л и приготовляют из перхлорвинило-
вого лака. Они дают глянцевую, во-
достойкую, быстро высыхающую
пленку Применяют для отделки из-
делий. подверженных влиянию пере-
менной влажности, а также дей-
ствию кислот и щелочей. Разбавляют
специальным разбавителем Р-4.
Ф и к с о л и приготовляют на уп-
лотненных маслах, льняном и тунго*
вом без смол Они отличаются дли-
тельностью сушки (до двух суток)
и плотной долговечной пленкой. При-
меняются для отделки изделий, на-
ходящихся на открытом воздухе.
Нитроэмали (нитроцеллюлоз-
ные) приготовляют из нитрокани-
фольных лаков (марка ДМО) и из
нитроглифталевых лаков (марка
НКО). Они образуют прочную бы-
стросохнущую глянцевую пленку,
устойчивую к атмосферным влияни-
ям Эмали марки ДМО имеют
цвета от белого до темно-серого, а
марки НКО — от светло-желтого до
черного Для отделки мебели при-
меняются большей частью эмали
белого, кремового (под слоновую
кость) и коричневого цветов Пасто-
образную эмаль марки ДМО разво-
дят растворителями № 645, 646 или
РДВ. а загустевшую эмаль марки
НКО — смесью скипидара с ксило-
лом.
4. ГРУНТОВКИ И ШПАКЛЕВКИ
Грунтовки служат для улучшения
прилипаемости покрытия к отделы-
ваемой поверхности, они разделя-
ются на: столярные бесцветные
грунтовки (при отделке под дуб,
орех, красное дерево), представляю-
щие собой смесь минеральных свя-
зующих веществ, разбавителей и в
небольших случаях пигментов; грун-
товки под масляную окраску, содер-
жащие олифу с добавлением пигмен-
тов; грунтовки под масляные лаки —
масляные краски, разведенные олю-
фой.
В таблицах 41—43 приведены со-
ставы различных грунтовок, приме-
няемых при отделке мебели.
Таблица 41
Грунтовки и шпаклевки
127
Казенно-масляная грунтовка
под орех
* в %
по весу
Казеин технический, воздушно-сухой 10,J
Сода каустическая................ 0,55
Фенол кристаллический......... 0,6
Мумия.......................... 16,0
Охра........................... 17,0
Сажа газовая.................... 0,4
Мел ............................10,0
Масло ализариновое.............. 3,5
Вода............................41,6
Состав грунтовки ЦНИИМОД-54
для прозрачной отделки древесины
(в % от веса эмульсии):
Карбамидная смола МФ-17......... 58,93
90%-ный раствор окситерпеновой
смолы в скипидаре или 70%-иый
раствор каиицюлн в скипидаре . . 4,71
Олифа-оксоЛь .................. 12,73
10%-ный раствор костного или мезд-
рового клея .................... 23,6
Отвердитель Н07(,-ны1 водный раствор
щавелевой кислоты) вводится в количестве
10—2о7(, о г веса карбамидной смолы МФ-17,
входящей в состав эмульсии.
Таблица 42
Грунтовка под нитролаковое
покрытие (по рецепту МЛТИ и
ЦНИИЛХИ)
Составные части Содержание в % по весу
при сохране- нии натураль- ного цвета при окраши- вании в корич- невый цвет
Смола МФ-17 50 50
Масло вазелиновое .... 13 13
Вспомогательное средство ОП-Ю 5 5
Уайт-спирит 10 10
.Водный 5%-ный раствор щавелевой кислоты . . 10 10
Ореховая морилка .... — 2
Порозаполнителями служат порош-
кообразные вещества пемза, але-
бастр, тальк, смешанные с клеевыми
растворами, лаком или политурой.
Иногда для лучшего выявления
текстуры древесины добавляют цвет-
ную или белую бронзу и пигменты.
Таблица 43
Состав порозаполнителей под
нитролаковое покрытие
(в весовых частях)
Составные части
Смола окситерпеновая .
w абиетиновая . . .
Битум строительный . .
Масло вазелиновое . . .
9
1
3
ОП-Ю..................... 2
Скипидар................ 1о
Каолин сухого обогащения
1-го сорта............... 15
9,6
0,4
2
10
15
Шпаклевки и подмазки предназна-
чаются для выравнивания поверх*
ности и заполнения пор при непро-
зрачной окраске, а также для за-
мазывания трещин, сучков и торцов.
Состоят они из порошкообразного
наполнителя (обычно мела), краси-
теля (сухого пигмента) и связую-
щего вещества — клеевого раствора,
олифы, масляного лака. Для подма-
зок под прозрачные покровы краси-
тель подбирают под цвет и тон дре-
весины или употребляют тонко рас-
тертые скобленые с торца опилки
той же древесины, что и иоделие.
Под нитролаковое покрытие при-
меняют нитрошпаклевки МБШ и
АМ-30, а также карбамидную шпак-
левку следующего состава (в весо-
вых частях):
Смола МФ-17....................... 100
. ЦНИИМОДа....................... 7
Олифа-оксоль ...................... 10
Тальк или каолин................... 75
Водный раствор (10'/о-ный) щавелевой
кислоты........................15—20
128
Отделочные материалы и составы
Мастики применяют при прозрач-
ной отделке. Они служат для увели-
чения прочности сцепления лаков с
древесиной, для заполнения пор и
для получения ровной лаковой плен-
ки. Поэтому подбирают такой состав
мастик, чтобы она только заполняла
поры древесины, сохраняя и даже
подчеркивая текстуру последней. В
состав мастик входят: пленкообразо-
ватели, сушки, разбавители, пигмен-
ты (в случае необходимости) и по-
розаполнители Пропорции частей
мастики берут в зависимости от же-
лаемого цвета и от древесины, а
также от вида покрытия и требуе-
мого срока сушки.
Весьма распространенные при от-
делке мебели восковые мастики
состоят из воска или его суррогатов
и растворителей, бензина, скипидара
и уайт-спирита.
Находят применение и другие со-
ставы:
водяной воск — 60 г мыла, 120 г
желтого воска и 20 г поташа; состав
кипятят в 1 л воды в течение полу-
часа,
скипидарный воск — 200 г желтого
воска и 400 г скипидара; воск ра-
стапливают в глиняном горшке на
закрытом огне (большой металличе-
ский колпак или песчаная баня), за-
тем прибавляют скипидар, переме-
шивают и охлаждают;
бензиновый воск, в котором для
ускорения сушки взамен скипидара
применяют бензин Растапливают
1 часть воска, прибавляют 2 части
бензина, хорошо смешивают и охла-
ждают Применяют так же, как и
скипидарный воск
С целью усиления впитывания дре-
весиной лака или политуры приме-
няют масляную мастику сле-
дующего состава (в % по весу):
Скипидар............................36
Картофельная мука...................24
Тяжелый шпат........................13,2
Олифа...............................12
Сиккатив №6.........................8
Свинец уксуснокислый...........1 . . . 4
Охра сухая...........................2,8
Мастику пропускают через краско-
терку, после чего ее наносят кистью
тонким слоем на подготовленную
поверхность. После высыхания ма-
стики и ее шлифования поверхность
покрывают лаком.
Под нитролаковое покрытие при-
меняют нитроканифольную
мастику, состав которой (рецептура
ленинградской фабрики им. Халту-
рина) указан в табл. 44 При при-
готовлении этой мастики вначале
приготовляют только растворы кани-
фоли и красителей, процеживают их
и перед употреблением смешивают.
Наносится мастика распылителем.
Таблица 44
Состав нитроканифольной мастики
(в весовых частях)
Составные части светлой темной
Нитромастика для дубовой древесины
Канифоль или абиетино- вая смола 5—13 5—13
Этиловый спирт 2—3 3—4
Растворитель АМР или 646 30-45 35—47
Краситель анилиновый кислотный коричневый 0,4-0,7 0,7-1,5
Нитролак ........ 40—53 38—55
Нитромастика для бук древе сиь овой и б 1Ы березовой
Канифоль 4-12 5-12
Растворитель АМР.... 30—45 50—55
Нитрокраска коричневая 1-4 3—5
Нитролак 40 25—33
5. ЛАКИ И ПОЛИТУРЫ
Лаки являются основными о ме-
лочными составами для столярных
изделий и в особенности для мебели.
Прозрачные краски (красители, про-
травы и т д.) не дают пленки, кото-
рая защищала бы древесину от воз-
Лаки и политуры
129
действия на нее окружающей среды.
Такая пленка создается после нане-
сения на окрашенную поверхность
пленки из прозрачного лака или
воска. Кроме того, некоторые масля-
ные лаки применяют для покрытия
по непрозрачным краскам.
В зависимости от вида пленко-
образователя различают лаки смоля-
ные, целлюлозные и масляные. Все
они либо бесцветны, либо имеют
слабо желтый или красноватый от-
тенок, поэтому для получения цвет-
ной лаковой пленки их подкраши-
вают анилиновыми красками и полу-
чают цветные, или пигментиро-
ванные, лаки.
Смоляные, или спиртовые,
лаки приготовляют, растворяя смолу
в винном (этиловом) спирте, а в ла-
ках из синтетических смол исполь-
зуют бутиловый спирт, ацетон, ди-
хлорэтан, толуол. Наиболее употре-
бительны в мебельном производстве
шеллачные, шеллачцо-идитоловые и
идитоловые, глифталевые и берестя-
ные лаки, содержащие 25—35%
смол. Наилучшие из них — шеллач-
ные лаки. Кроме того, применяют
(главным образом, для грунтовки)
бакелитовые лаки из растворенного
в спирте бакелита.
Спиртовые лаки изготовляют бес-
цветные, светлые, красные, черные.
Рецептура лаков и политур приве-
дена в табл. 45.
Перед употреблением проверяют
физико-механические свойства лаков:
цвет, сорность, прочность, эластич-
ность. Цвет лака устанавливают пу-
Таблица 45
Составы политур и лаков
Наименование Составные части (в % по весу)
шеллак канифоль спирт этиловый пластифи- катор идитол
Шеллачный лак . . . 25 4,5 66 , 4,5 —
Политура № 14. . . . 11,1 — 88,9 — —
. № 14. . . . — — 87 — 13
. № 12. . . . — 5 85 — 10
. № 13 ... . 10 — 90 — —
тем сравнения с образцом лака, на-
литого в пробирку, или по йодо-
метрической шкале — прибору, со-
стоящему из комплекта стеклянных
пробирок с налитой в них жидко-
стью, подкрашенной различным ко-
личеством йода.
Сорность устанавливают по плен-
ке лака, нанесенной на стеклянную
пластинку. Прочность на стираемость
определяют песком на специальном
приборе или растиранием пальцем.
Эластичность лаковой пленки счи-
тается достаточной, если спустя 6,
12 и 48 часов после разлива лака
ровным слоем по стеклянной пла-
стинке не появятся трещины.
В табл. 46 приведены физико-ме-
ханические свойства спиртовых ла-
ков.
Таблица 46
Физико-механические свойства спиртовых лаков
Виды испытаний Результаты испытаний
фенолформальдегидно- скипидарный лак идитоловый лак
Цвет по йодометрической шкале 170 222
Разлив по стеклу и дереву Хороший Хороший
Высыхание от пыли 5 мин. —
• практическое 5 час. 30 мин.
Твердость по маятниковому прибору через 24 часа 0,77 0,65
9 А. Н. Стариков
130
Отделочные материалы и составы
Продолжение табл. 46
Результаты испытаний
Виды испытаний фе ндаформал ьдеги дно- скипидарный лак идитоловый лак
Водостойкость через 16 мин .Незначительное по- светление Незначительное по- светление
Водостойкость через 1 час Посветление пленки Пленка сильно побе- лела
Стойкость к 3%-ному мыльному раствору (в течение 8 час.) с Без изменений —
Полировка Пленка лака плохо по- лируется Пленка лака полирует- ся хорошо
Светостойкость (облучение ультрафиолето- Через 10 час. пленка незначительно светлеет Через 2 часа 30 мин. пленка темнеет и краснеет
Политуры — тощие лаки из по-
лирующих смол, растворенных в вин-
ном (этиловом) спирте, или из эфи-
ра целлюлозы, растворенной в эссен-
ции. Наилучшей для отделки мебели,
является шеллачная политура с со-
держанием от 10 до 12% шеллака.
Кроме тсго, пользуются идитоловой
политурой из искусственной смолы —
идитола (12—20%), растворенной в
винном спирте.
Перхлорвиниловые лаки,
находящие широкое применение в
столярно-строительных изделиях,
представляют собой раствор пер-
хлорвиниловой смолы в ацетоне, бу-
тилацетате и др. или в смеси этих
растворителей с добавлением пласти-
фикатора. Пленки этих лаков отли-
чаются стойкостью и применяются
для отделки изделий, предназначен-
ных для использования как в закры-
тых помещениях, так и на открытом
воздухе. .
Целлюлозные лаки изгото-
вляют рз эфиров целлюлозы, раство-
ренных в растворителе, с добавле-
нием мягчителей и смол. В мебель-
ном производстве применяют нитро-
лаки из нитроцеллюлозы: бесцветный
мебельный № 940, нитроглифталевый
№ 754 (бесцветный или несколько
желтоватый), бесцветный № 930 для
имитации, нютроабиетиновый № ТК-3,
НЦ-312 и политуры: ТК-1 и НЦ-314.
Матовые лаки получаются в ре-
зультате введения в растворы лака
матирующей добавки. К ним отно-
сятся лаки НЦ-49 и ТК-М-25, в со-
став которого вводится стеареат
цинка.
Рецептура нитролаков и политур
приведена в табл. 47, а их физико-
механические свойства — в табл. 48.
Таблица 47
и нитро политуры (в % по весу)
Состав мебельных нитролаков
Составные части Нитролаки Нитрополитуры
№ 754 ТК-3 НЦ-312 ТК-1 НЦ-314
Коллоксилин ВНВ 7,63 — — — —
Коллоксилин ПСВ — 11 12 11 6,76
Циклогексаноновая смола — — 4 — 4,5
Лаки и политуры
131
Продолжение табл. 47
Составные части Нитролаки Нитрополитур
№ 754 тк-з НЦ-312 ТК-1 НЦ-314
Окситерпеновая смола — 10 — 10 —
Глифталевая смола 188 . . 9,63 — — — —
Эфир гарпиуса 7,03 6 — — —
Трикрезолфосфат — — 4 — 0,9
Дибутилфталат ' 0,49 — — — 13
Касторовое масло 0,49 — 2 — —
Этилацетат 113 9 12,4 12 —
11,3 10 7,2 — —
Ацетон — — — — 13,6
Этилцеллозольв — — 2,5 — —
Растворитель окситерпеновый — 2 — 5 —
Спирт бутиловый 15,1 10. 7,4 12 8,1
, этиловый 7,53 32 12,2 50 55,64
Толуол 28,6 — 363 — 8,7
Ксилол 13 10 ‘ — — —
Таблица 48
Физико-механические свойства нитролаков, применяемых
промышленностью
Физико-механические свойства Показатели свойств марок лаков
М 754 М 930 Нитроабиетивовый ТК-З
светлый темный
Цвет лака по йодомет- рической шкале . . . 222 170-222 636 Темнее 4000
Количество сухого остатка в лаке при вязкости по воронке НИЛК 10—12 сек. (в %) 25 15 26 28—30
Вязкость лака по ворон- ке НИЛК при 20° (в сек.) 33 10 11 12—14
Время высыхания пер- вого и второго слоев пленки, нанесенных распылением (в мин.) . 10 и 15 10 и 15 15 и 20 20 и 60
9*
132
Отделочные материалы и составы
Продолжение табл. 48
Физико-механические свойства Показатели свойств марок лаков
№ 754 № 930 Нитроабиетиновый ТК-3
светлый темный
Светостойкость пленки на стекле после испы- тания под ртутно- кварцевой горелкой Удовлетвори ное пожел- тельная свет* гение без ра: □стойкость, зрушения пл'
в течение 8 час. . . . Водостойкость пленки при погружении в во- незначитель- енки
ду с температурой Контактная теплостой- Водостойкие пленки не р азрушаются через 2 часа
кость пленки (в °) . . Прочность пленки на истирание песком 80-100 <* 80-90 70—80 80—90
(в кг) . . . Способность наноситься 20 20 20 6
распылением .... Способность полиро- Хорошая, л( номерным потеков, т. п. дефе! эжатся рав- слоем без пузырей и <тов Образовыв; пузырчат 1ет мелко- ую корку
ваться пастой .... Внешний вид пленки на Очень хорошая Хорошая Хорошая Хорошая
древесине Прозрачно-золотистая равномерного тона, гладкая Прозрачно- желтоватая, гладкая Прозрачно- коричневая гладкая
Полиэфиракрилатные ла-
ки (ПЭ-211 и ПЭ-214) применяются
для отделки мебели и других изде-
лий. Они отличаются высоким со-
держанием сухого остатка (до 50%)
и обеспечивают получение пленки
достаточной толщины за одно по-
крытие.
В состав готового полиэфиракри-
латного лака входят (в весовых ча-
стях) :
Полиэфиракрилатная смола-основа . . 100 V
Ускоритель (линолепт кобальта).... 10
Катализатор (гидроперекись кумола). 0,5
Для доведения раствора до рабо-
чей вязкости 58—60 сек. по ВЗ-4 к
лаковой смеси добавляют ацетон и
тщательно перемешивают. Жизне-
способность лаковой смеси состав-
ляет около 24 час., поэтому ее сле-
дует готовить для использования в
течение одной смены.
Спирторастворимые красители
для подкраски мебельных нитрола-
ков, политур, порозаполнителей для
древесины представляют собой вы-
пускаемые промышленностью смесе-
вые анилиновые металлосодержащие
красители. Составы и область их
применения приведены в табл. 49.
Лаки и политуры
133
Таблица 49
Спирторастворимые красители для подкраски нитролаков,
политур и порозаполнителей
Наименование красителя и область применения Состав Концентрация <в %) Растворимость (в ?М)
рекомен- дуемая 'Предель- ная
Спирторастворимый красный свето- прочный № 32 — для имитации красного дерева на мебели, фане- рованной березой, буком, дубом. Незначительная подцветка спирто- растворимым нигрозином углуб- ляет оттенок до темно-вишневого Спиртораствори- мые металлосо- держащие кра- сители: оранже- вый 4Ж, бордо С, фиолетовый 0,1 1 140
Спирторастворимый красновато- ко- ричневый № 33 — для имитации ореха с красноватым оттенком на мебели, фанерованной березой, буком и дубом Незначительная подцветка спирто- растворимым нигрозином устра- няет красноватый оттенок и уг- лубляет ореховый тон То же 0,1 1 120
Спиртооастворимый орехово-корич- невый светопрозрачный № 34 — для имитации ореха с незначи- тельным зеленоватым оттенком на мебели, фанерованной березой, буком, дубом Спиртораствори- мые красители: желтый 3, оран- жевый 2Ж, бордо С, нигро- зин од 1 24
Для подкрашивания терпено-кол-
локсилинового лака ТК-Т исполь-
зуют пек древесный (сосновый или
березовый), добавляя его в количе-
стве 0,8 °/о от веса состава, который
придает лаку желтовато-коричневый
цвет и исключает необходимость
предварительного крашения древе-
сины.
Красители вводятся в нитролак од-
ним из следующих способов: краси-
тель размешивают в растворителе
(спирт, ацетон, этилцеллозольв,
№ 646), выдерживают 24 часа до
полного растворения, фильтруют и
вводят в нитролак; краситель вводят
непосредственно в нитролак с рабо-
чей вязкостью 23—25 сек. по ВЗ-4,
выдерживают 24 часа и филь-
труют.
Лаки горячего нанесения отли-
чаются наличием в летучей части»
растворителей (ксилол и др.) с от-
носительно высокой температурой
кипения, позволяющих осуществлять
нагрев лака до 70—80° при по-
средстве горячей воды. Состав ла-
ков (в % по весу) приведен в
табл. 50.
134
Отделочные материалы и составы
Лаки горячего нанесения
Таблица 50
Составные части и показатели Терпеноколло- ксилиновый ТКГ ТУС-11 Нитроцеллюлозный
. НЦ-315 М НЦ-27 ГНЦ-24)
Коллоксилин ПСВ 14,5 8 —
, внв — 8 9,5
Смола окситерпеновая 13 — —
. КМ — 6 —
. 80 — 3 —
. 180 — — 13
Эфир гарпиуса 9 — 9,5
Вспомогательное средство ОП-Ю 1 — —
Трикреэолфосфат — 5 —
Кастероль — 3 —
Масло касторовое — — 1
Этилацетат - 9 3 —
Бутилацетат 10 12 3
Бутиловый спирт 10 10 10
Этилцеллозольв — 8 14
Дибутилфталат — — 1
Ацетон — — 3
Ксилол 15 17 —
Толуол — 17 36
Окситерпеновый растворитель 2 — —
Этиловый спирт Показатели: 16,5 — —
Содержание пленкообргзующих веществ (в %) 33-3\7 32-33 33-35
Скорость высыхания при 18—20° 1-го покрытия 50—70 мин. 2—3 ч^са 2 часа 15 мин.
2-го 1,5—2 часа 4—5 часов 22 часа
3-го . 1,5—2 часа . 15 часов 72 часа
Характер лаковой пленки Светлая; хорош* и разравнивае о полируется тся Хороши 3 блеск трудна раз* рав мв ается’
Смоляная отделочная
пленка, наложенная на поверхность
древесины и запрессованная с нагре-
ванием до 150—160°, плавится, про-
питывает поверхностный слей и, за-
твердевая, образует тонкий слой
смолы, прочно сцепленный с древе-
синой. Перед запрессовкой на пленку
накладывают отполированную сталь-
ную прокладку, отчего смоляной слой
на поверхности древесины приобре-
тает зеркальный блеск и не требует
дополнительной обработки полирова-
нием. Рецептура таких пленок при-
ведена ниже.
Состав отделочной пленки
НИИФ ММП-0 с содержанием
смолы около 45 г'м1
(в весовых частях)
Мочевина.........................100
Меламин технический..............60
Вспомогательные материалы
135
Уротропин........................11,25
Формалин технический 33%-ный ... 330
Вода.............................100
Хлористый аммония.............0,25 %
от веса
готовой
смолы
Отделочные пленки изготовляют
также из тонкой (0,03—0,04 мм)
рулонной бумаги, пропитанной фе-
нолформальдегидной, карбамидной
или меламиновой смолой. Такие
пленки бывают как одноцветными.
так и с применением текстурной бу-
маги. на которую нанесен рисунок
текстуры древесины ценной породы.
Масляные лаки изготовляют из
смол с высыхающими маслами, ра-
створителями и сиккативами. В ме-
бельном производстве наиболее упо-
требительны тошие масляные лаки с
малым содержанием масла (26—
30%), обладающие лучшей прили-
паемостью и быстро сохнущие. Луч-
шими являются масляные лаки с ко-
паловыми смолами», а худшими — с
канифолью.
6. ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
Отбеливающие и обессмоливающие
составы служат для удаления тем-
'ных пятен и смолы с поверхности из-
делий, а также для придания ей
более светлого тона. Для отбелива-
ния применяют хлорную известь с
поташом, перекись водорода, щаве-
левую кислоту с нашатырным спир-
том, перекись натрия с виннокамен-
ной солью.
Для отбеливания перед окрашива-
нием применяют один из следующих
растворов:
10%-ный раствор щавелевой кислоты;
20%-ный раствор щелочи;
30%-ный раствор перекиси водорода.
Для обессмоливания пользуются
содой в смеси с ацетоном или пота-
шом, а также бензолом, спиртом,
скипидаром.
Полировочные составы применяют-
ся для располировки (облагоражива-
ния) лакового покрытия и имеют вид
пасты и водного раствора.
Шлифовально-полировочные пасты
имеют в своем составе тонкие шли-
фующие порошки алюминия, пемзы,
крокуса и др., а также масла, ча-
стично размягчающие лаковую плен-
ку и одновременно смягчающие дей-
ствие шлифования.
Полировочная вода служит для
смывания с поверхности остатков
шлифовально-полировочной пасты и
дополнительного сглаживания ее.
Она представляет собой водную
эмульсию, содержащую масло, ски-
пидар и в небольшом количестве
тонкий шлифовальный порошок (ин-
фузорная земля, каолин). Ниже прю-
ведена рецептура полировочных со-
ставов для покрытий спиртовыми
лаками (в % по весу).
Полировочная паста
Окись алюминия....................60
Масло вазелиновое ...............19,9
. касторовое....................8,5
Вода...............................5,6
Полировочная вода
Инфузорная земля..................8,0
Масло вазелиновое..................17,2
. касторовое....................5,8
Ксилол............................
Вода...............................63»2
Состав для снятия высохшего слоя
отделки (полировки) состоит из
36%-ного натриевого растворимого
стекла (5 частей), 40%-ного раство-
ра едкого натра (1 часть), нашатыр-
ного спирта (1 часть).
Для исправления дефектов лако-
красочных покрытий, а также при
ремонте старой отделки столярно-
строительных деталей и мебельных
изделий пользуются составами для
размягчения и смывания покрытий
(табл. 51).
136
Отделочные материалы и составы
Таблица 51
Наиболее употребительные составы для размягчения и смывания
______________старых лакокрасочных покрытий________________
Состав (в весовых частях) Характер состава Вид обрабатывае- мого покрытия Примечание
Нашатырь Водный раствор Для всяких по- крытий в массовых работах Чем старее окраска, тем крепче должен быть раствор
Сода кальцинирован- ная — 1 Известь негашеная —1,6 Вода — 5 Кашица > • Для масляных красок и эмалей Накладываются сплош- ным слоем и через 1—2 часа счищаются вместе с размягчен- ной старой краской
Едкий натр — 1 Мел или глина—1,4 Вода — 4 То же То же То же
Аммиак 10%-ный—1 Мел и глина — 2 То же То же То же
Едкий натр — 250 Креозол — 70 * Вода — 700 Раствор Преимущест- венно для кроющих красок Употребляют нагретым до 80°
Тетралин Жид- кость Для всяких по- крытий Применяется на не- больших поверхно- стях
Нашатырный спирт — 2 Скипидар — 1 Эмульсия То же То же
Растворитель СК-36 Жид- кость То же То же
Зеленое мыло с наша- тырным спиртом Мазь То же То же
Ацетон, амилацетатбен- зол или сивушное масло с воском или тальком Мази То же То же
Вспомогательные материалы
137
Для разравнивания и полирования
нитролаковых покрытий применяются
составы, приведенные в табл. 52
(рецепт ЦНИИЛХИ и МЛТИ).
Таблица 52
Составы для разравнивания и
полирования нитролаковых
покрытий
Составные части Количество (в % по весу)
состав РМЕ для разравни- вания состав № 18 по- лировоч- ный
Этилацетат 20 2
Бутилацетат 15 1
Бутанол 4 5
Спирт этиловый 95%-ный . 54 69
Масло вазелиновое .... ' 3 1
Вспомогательное средство ОП-Ю 3 2
Бензин .Галоша* . . . — 20
Растворитель окситерпе- новый 1 —
Для совмещенного разравнивания
и шлифования нитролаковых покры-
тий применяется полировочная жид-
кость следующего состава (в % по
весу) (рецепт А. Л. Пиртянского,
Б. М. Буглая и Л. Л. Коршун):
^яl М2 №3
Этилацетат................. 20 20 20
Бутилацетат................19 10 19
Спирт этиловый 95%-ный ... 49 48 —
. . 88-90%-ный . - - 51
Бутанол.....................4 4 4
Вспомогательное средство
ОП-Ю.........................3 3 3
Вазелиновое масло...........3 3 3
Растворитель окситерпеновый 2 1 —
Бензин .Галоша*.............— 10 —
Масло сосновое флотационное — 2 —
Удаление масла и полировочной
насты после полирования спиртовыми
политурами, а также освежение по-
тускневших полированных поверхно-
стей производится с применением
следующего состава (в мл):
Спирт ректификат .................100
Шеллак (в г)....................... Ю
10%-ный раствор КаСО3............. 60
Бензойная смола................... 40
Кислота соляная концентрированная . . 1,5
Для нанесения покровов и улуч-
шения качества пленки используют
вспомогательные материалы: шлифо-
вальные, протирочные и полироваль-
ные, которые одновременно служат
инструментами.
Шкурка изготовляется на бу-
мажной или полотняной основе. Шли-
фующая поверхность состоит из зе-
рен кремния, битого стекла, иногда
граната, прочно приклеенных к осно-
ве. Шкурки с зернами карборунда,
корунда и наждака для шлифова-
ния древесины не пригодны; они
предназначены для шлифовки ме-
талла и других твердых материа-
лов.
В зависимости от крупности зерен
стеклянная шкурка имеет следую-
щее деление по номерам (от № 12
до № М10) и размер (в мм) зерен:
12 (10)1 1,68 140 (0) 0,105
16 (9) 1,19 170 (00) 0,088
20 (8) 0,84 200 (000) 0,074
24 (7) 0,71 280 (0000) 0,063
36 (6) 0,50 325 (10-мин.) 0,030
46 (5) 0,35 М28 (15-мин.) 0,028
60 (4) 0,25 М20 (30-мин.) 0,020
80 (3) 0,177 Ml4 (60-мин.) 0,014
100 (2) 0,149 М10 (120-мин.) 0,010
120 (1) 0,126
Шкурка на бумажной основе
(ГОСТ 6456—53) для сухого шлифо-
вания изготовляется двух видов: ру-
лонная— Р и листовая — Л. Ширина
рулонной шкурки 720 и 900 мм\
длина рулона для шкурки № 36 и
крупнее — 30 м; № 46 — 50—100 м и
1 В скобках указаны номера шкурок, при-
менявшихся ранее.
13b
Отделочные материалы и составы
№ 120 и мельче—100 м. Листовая
шлифовальная шкурка имеет разме-
ры Л-720 720X 780 мм и Л-900
900 X 620 мм.
Шкурка на тканевой основе
(ГОСТ 5009—52) для сухого шлифо-
вания изготовляется рулонная — Р и
листовая — Л. Ширина рулонной
шкурки 725 и 775 мм, длина рулона
для шкурки № 36 и крупнее — 30 м,
для шкурки № 46 и мельче — 50 м.
Листовая шлифовальная шкурка
имеет размеры: Л-210 210 X 285 мм;
Л-725 725X 660. 725 X635 и
725X 615 мм; Л-775 775 X615, 775 X
X 595 и 775 X 575
РАЗДЕЛ ТРЕТИЙ
СТАНКИ, ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ
ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ
Глава IX
РЕЗАНИЕ ДРЕВЕСИНЫ
1. ОСНОВНЫЕ ПРОЦЕССЫ РЕЗАНИЯ ДРЕВЕСИНЫ
Обработка древесины включает в
себя ряд последовательно выполняе-
мых процессов, а именно:
а) раскрой древесных материалов
на заготовки,
б) механическую обработку заго-
товок,
в) склеивание и фанерование заго-
товок,
г) механическую обработку дета-
лей,
д) сборку деталей в узлы,
е) обработку узлов,
ж) сборку деталей и узлов в из-
делие,
з) отделку изделия.
К механической обработке древе-
сины, которая выполняется в на-
стоящее время в основном механизи-
рованным способом на станках в
значительно реже вручную, отно-
сится резание, гнутье, прессование и
раскалывание. Преобладающее зна-
чение имеет резание древесины,
осуществляемое путем пиления, стро-
гания, фрезерования, сверления,
долбления, точения и шлифования.
Резание древесины производится
при помощи режущего инструмента,
имеющего один или несколько резцов
того или иного вида.
Резец (рис. 88) имеет вид клина,
острое ребро (кромка) которого, об-
разованное двумя смежными гранями
(пластью и фаской), называется
лезвием, а угол между этими гра-
нями р — углом заточки (заостре-
ния) резца.
Резание элементарным резцом про-
исходит в результате внедрения в
древесину лезвия резца и отделения
стружки его передней гранью (груд-
кой).
В резце различают следующие
140
Резание древесины
углы, характеризующие положение
резца при резании:
угол наклона (установки) резца а —
задний угол между плоскостью ре-
зания и задней гранью резца;
угол резания б — угол между пло-
скостью резания и передней гранью
резца;
передний угол у — угол между пе-
редней гранью резца и плоскостью,
перпендикулярной к плоскости реза-
ния; очевидно, что сумма углов ре-
зания и переднего равна 90°.
Различают также ширину Ъ и тол-
щину h стружки материала, снимае-
мого резцом за один проход.
Сила резания — суммарная
сила, действующая в направлении
резания и необходимая для преодо-
ления сопротивлений, возникающих
при движении'резца (внедрение рез-
ца в древесину, отделение и дефор-
мация стружки, преодоление трения
стружки и резца).
Удельное сопротивление
резанию — суммарная величина
(в кг) сопротивления резанию, от-
несенная к I мм2 площади попереч-
ного сечения^ стружки. На величину
удельного сопротивления резанию
оказывает влияние ряд факторов:
порода и влажность древесины, на-
правление резания, угол резания,
степень остроты резца, толщина
стружки, степень нажима на древе-
сину перед резцом, трение резца и
стружки, число действующих резцов,
скорости резания и подачи, ширина
и форма лезвия резца и др Влия-
ние этих факторов выражают коэф-
фициентами, учитываемыми при оп-
ределении величины сопротивления
резанию Величина удельного сопро-
тивления резанию определяется как
произведение перечисленных выше
коэффициентов.
Влияние породы древесины на
усиление резания характеризуется
коэффициентом крепости, значения
которого изменяются значительно.
Поправочные коэффициенты для
определения удельного сопротивления
резанию древесины разных пород
принимают следующие*
мягкие породы
Липа............................0,8
Осина...........................0,85
Ель.................................0,9—1,0
Сосна...............................1,0
Ольха...............................1,05
Лиственница ........................1,1
Твердые породы
Береза .............................1,2—1,3
Бук.................................13-1,5
Дуб.................................1,5-1,6
Ясень...............................1,5—2,0
Коэффициенты крепости приняты
для воздушно-сухой древесины По-
этому в расчет вводят также коэф-
фициент, учитывающий влияние на
сопротивление резания влажности
древесины.
Средняя величина коэффициента,
учитывающего влажность древесины,
составляет:
При
пиле-
нии
Для полусухой древесины
(влажность 25—30%) . . 1,05
Для воздушно-сухой дре-
весины (влажность 10—
1э%)................... 1,0
Для сухой древесины
(влажность 5—8%) ... 0,9
При фре-
зеровании
0,95
1,0
1,1
Движение резца может происходить
в трех основных направлениях, а
именно:
а) резание в торец (торцовое^ в
плоскости поперечного сечения де-
рева, когда все волокна перерезают-
ся поперек (рис. 89,/),
б) резание вдоль волокон (про-
дольное), при котором резец дви-
жется по направлению волокон па-
раллельно их длине, надкалывает и
разрывает их вдоль (рис. 89,2),
в) резание поперек волокон (попе-
речное), которое происходит в пло-
скости волокон, но в поперечном на-
правлении, при этом резец не пере-
резает волокна, а отделяет их друг
от друга (рис 89.5)
При резании в торец резец вна-
чале углубляется, давит на отрезае-
мую древесину, а затем скалывает
слой, толщина которого зависит от
строения древесины угла наклона и
угла заточки резца. Практикой уста-
новлено, что угол наклона должен
Основные процессы резания древесины
141
Пластъ
Резец
/Угол резания
Угол наклона.
Направление
резания
6
"Толщина снимае-
мого слоя древесины
Срезаемая стружка
Направление
прдаии
Рис. 89. Резание:
1 — в торец; 2 — вдоль волокон; 3 — поперек
волокон; 4 — образование стружки; 5 — реза-
ние с прижимом; 6 — резание с переменным
направлением.
быть небольшим, но не менее 15°.
Угол заточки* делают возмож-
но меньшим, насколько позволяет
прочность материала резца (для ре-
зания древесины твердых пород —
больше, для мягких — меньше).
При резании вдоль волокон
(рис. 89,4) резец внедряется в дре-
весину, раскалывая и разрезая ее
волокна и отделяя стружку, которая
в этом случае получается длинной,
тонкой, закручивающейся в спираль.
Направление резания чаще всего не
совпадает с направлением волокон
ио-за свилеватости, косослоя и дру-
гих особенностей строения древе-
сины; при этом древесина надкалы-
вается не в плоскости резания, а
вглубь, отчего образуется неровная,
шероховатая поверхность — задир.
Чтобы избежать задира, следует ме-
нять направление резания.
Для улучшения чистоты обрабаты-
ваемой поверхности и уменьшения
задира применяют дополнительный
специальный резец-стружколоматель,
укорачивающий надкол и способ-
ствующий надлому стружки. Для
тех же целей помещают впереди
резца прижим (рис. 89,5), предупре-
ждающий образование глубоких над-
колов. Эти надколы будут тем мень-
ше, чем ближе к лезвию расположен
прижим.
При резании поперек воло-
кон древесина частично режется
вдоль волокон, частично отрывается
(в более слабых местах), отчего по-
верхность обработки получается ше-
роховатой.
Наибольшее усилие резания тре-
буется при резании в торец, наи-
меньшее — при резании поперек во-
локон.
Во многих случаях режущие ин-
струменты (сверла, строгальные но-
жи, дисковые пилы и др.) имеют
вращательное движение, т. е. про-
исходит резание с переменным на-
правлением резца по отношению
к волокнам древесины (рис. 89,5).
Одновременно с резанием произво-
дится надвигание (подача)' матери-
ала на вращающиеся резцы, в силу
чего процесс резания и образования
стружки становится сложным, соче-
тая в себе различные виды резания.
Можно различать следующие из-
менения в положении резца относи-
тельно направления волокон древе-
сины: продольно-поперечное (рис.
90,а) с изменением резания от про-
дольного вначале до поперечного в
конце, продольно-торцовое (рис.
90,6) с переходом -от продольного
резания до торцового, поперечно-
торцовое (рис. 90, в} с переходом от
поперечного до торцового.
Во всех случаях начальным яв-
ляется резание, при котором древе-
сина оказывает сопротивление ска-
142
Резание древесины
лыванию, характеризуемое коэффи-
циентом скалывания. Величина коэф-
Удельное сопротивление резанию
фициента меняется в зависимости от
угла резания (ф) (табл. 53).
Таблица 53
древесины воздушно-сухой сосны
Эскиз
Рис. 90. Схемы основных положений
резца по отношению к направлению
волокон древесины:
а — продольное; б — торцовое; в — попереч-
ное.
Направление резания Угол резания <Р (В °) Удельная сила резания (в к г. мм*)
Продольное 0 0,4
Продольно- 15 0,6
торцовое 30 0,9
45 1,3
60 1,7
75 2,1
Торцовое 90 | 2,2
Торцово- 75 2,1
попереч- 60 1,8
ное 45 1,5
30 1.1
15 0,8
Поперечное и 0,7
Поперечно- 75 0,65
продоль- 60 0,6
ное 45 0,55
30 0,5
15 0,45
Продольное 0 0,4
При сгрогании на строгальных
станках изменение угла резания не-
значительно. так как толщина сни-
маемого слоя древесины обычно со-
ставляет от 2 до 8 мм; при пилении
круглыми пилами и фрезеровании
угол ф изменяется в большие преде-
лах, а при долблении на цепно-дол-
бежных станках и сверлении изме-
нение его величины происходит от
0 до 90° (рис. 91).
Угол резания обусловливает ве-
личину усилия, необходимого при
внедрении резца для снятия воло-
кон, их сдвига, образования и уда-
ления частичек стружки. Чем мень-
Основные процессы резания древесины
143
Рис. 91. Изменение угла резания при
работе:
а — на строгальном станке; б — на кругло -
пильном станке
Таблица 54
Поправочные коэффициенты для
определения удельного
сопротивления резанию под углом
Угол резания ? (в °) Направление резания
поперечное продольное торцовое
30 0,9 0,7 0,6
45 1 1 1
50 1,03 1,1 1,15
55 1,06 1,2 1,3
60 1,09 1.3 1,45
65 1,12 Ъ5 1,7
70 1,15 1,7 2
75 1,18 2,0 2,4
80 1,22 2,4 2,8
85 1,26 2,8 —
90 1,3 — —
ше этот угол, тем меньше усилие
для внедрения резца. В табл. 54
приведены значения коэффициентов,
учитывающие влияние угла реза-
ния на удельное сопротивление, при-
чем за единицу принят угол в 45°.
Острота резца в процессе работы
снижается. При внедрении затуплен-
ного резца в древесину волокна не
перерезаются, а сдавливаются, сми-
наются и разрываются, что увеличи-
вает сопротивление резанию и тре?
ние между резцом и древесиной.
Вместе с тем снижается чистота и
точность обработки, так как смятые
волокна стремятся отжать резец.
В зависимости от степени затупления
резца величина силы отжатия соста-
вляет от 0,1Р до 1,0Р, где Р — уси-
лие резания. Степень затупления
резца характеризует радиус закруг-
ления лезвия резцА, измеряемый в
микронах. Влияние затупления резца
на удельное сопротивление резанию
учитывается коэффициентом Кз, сред-
ние значения которого приведены в
табл. 55.
Таблица 55
Зависимость коэффициента К3 от радиуса закругления резца
Число часов работы . . . 0 0,5 1 2 3 4 5 6
Радиус закругления лез- вия (в мк) 2-10 15-20 21-35 36-40 41-45 46-50 51-55 56—60
Значения КЛ 1 1 1,1 1,2 1,3 1,4 1,5 1,6 1,7
Продолжительность работы резца
и замена зависит от требуемой чи-
стоты обработки.
Нажим на древесину перед резцом-
стружколойателем увеличивает со-
противление резанию в 1,1—2 раза
144
Резание древесины
в зависимости от расстояния между В табл. 56 даны средние значе- прижимом и лезвием. ния коэффициента Лс, учитываю- Уменьшение толщины стружки h щего влияние толщины стружки при повышает удельное сопротивление резании сухой древесины хвойных резанию. пород. Таблица 56 Значения коэффициента Кс для определения удельного сопротивления резанию в зависимости от толщины стружки
Порода древесины Средняя толщина стружки h (в мм)
1,0 1 0.7 | 0,5 | 0,4 1 0,3 1 0.2 1 >.15 | 1 0.1 1 0,07 1 ..0о| 0,94 | 0,03 1 1 0,02 1 | 0,01
Коэффициент Ас
Мягкая .... 1,0 1,1 1,2 1,3 "1,4 1,7 1,9 2,2 2,6 2,9 3,1 3,3 3,6 4,2
Твердая . . . 1,0 1,1 1,2 1,3 1,4 1,7 2,0 2,5 3,0 3,5 3,9 4,4 5,1 7,0
Трение резца о стружку в особен-
ности сказывается при пилении,
когда опилки заполняют пазухи ме-
жду зубьями и сам пропил.
Величина коэффициента, учиты-
вающего повышение сопротивления
резанию вследствие трения о струж-
ку (опилки), составляет:
Для ленточнопильных и круглопиль-
ных станков с механической подачей 1,1—1,2
Для поперечных пил ...... ... 1,1—1,2
Для цепно-долбежных станков (в зави-
симости от глубины долбления и по-
роды древесины)...............1,1— 2,2
Скорость резания о, при
прочих равных условиях, обусловли-
вает число действующих резцов
в единицу времени С увеличением
скорости резания возрастает удель-
ное сопротивление резанию, что учи-
тывается коэффициентом Kv (табл.
57), но вместе с тем улучшается ка-
чество обработки.
Таблица 51
Значения коэффициента Kv для определения удельного сопротивления
резанию в зависимости от скорости резания (при продольном пилении)
Скорость резания v (в м/сек) 10 40 50 60 70 80 90 100
Коэффициент Kv 1 1,05 1,1 1,15 1,20 1,25 135 1,40
Скорость резания измеряется в
метрах в секунду (м!сек) и зависит
от числа оборотов резца (рабочего
вала). В настоящее время скорость
резания доводят до 70—100 л/се*с,
а число оборотов рабочего вала
у круглых пил до 3000 в минуту,
у шпинделей строгальных станков
до 6000 и фрезерных — до 24 000
в минуту.
Скорость подачи и — надви-
гания материала на резец (или на-
оборот резца на материал) обусло-
вливает производительность станков.
Ускорение подачи вызывает увели-
чение толщины стружки и соответ-
ственно уменьшение удельного сопро-
тивления резанию Скорость подачи
измеряют в метрах в минуту
(m[muh). Она зависит от ряда факто-
Основные процессы резания древесины
145
ров и достигает на строгальных
станках 8—150, а в некоторых слу-
чаях 350 м{мин.
Чистота обработки при ре-
зании зависит от характера образо-
вания стружки, а при обработке
вращающимися резцами, кроме того,
от диаметра режущего инструмента,
толщины снимаемого слоя и вели-
чины подачи на один резец (рис. 92).
Чистота поверхности в последнем
случае характеризуется длиной вол-
ны’— расстоянием между смежными
гребнями и ее глубиной.
Поверхность
распила
Срезаемая
стружка
Направление
подачи
Поверхность 4
после обрабшХх
ки
Срезаемая стружка
чинаподачйу.
шнапо&У
Поверхность
после обработки ^лоблеобработки
Срезаемая Срезаемая струж
стружка на
Рис. 92. Образование стружки:
а — образование стружки при пилении; б —
образование стружки при строгании; в — чи-
стота обработки: 1 - при малой подаче;
2 — при большой подаче.
Для фанерования......................6—8
Под шлифование.......................5—8
Под покрытие:
краской ............................. До 2
лаками............................До 1
Глубина волны вычисляется исходя
из известных величин радиуса реза-
ния и длины волны. При обработке
на строгальных станках глубина
волны составляет 0,02—0,05 мм, а
на циклевальных, быстроходных фре-
зерных и станках с гладильными но-
жами — менее 0,02 мм.
Степень чистоты обработки поверх-
ности. характеризуется высотой не-
ровностей (гребней), оставляемых
режущим инструментом, измеряемой
в микронах (мк). В соответствии
с этим ГОСТ 7016—54 устанавливает
10 классов чистоты обработки
(табл. 58).
Таблица 58
Классы чистоты обработки
поверхности древесины
Клоссы Величина наибольших неровностей (в мк\ Обозна- чения классов
1-й Свыше 1 250 до 1 600 Vdl
2-й . 800 . 1 250 V<?2
3-й . 503 , 800 Vd3
4-й . 315 . 500 Vd4
5-й . 200 . 315 V<fc
6-й . 100 . 200 Vd6
7-й . 60 . 100 Vd7
8-й . 30 . 60 Vd8
9-й . 16 . 30 V<?9
10-й 16 VdlO
Длина волны (м) равна величине
подачи (м/мин), деленной на число
оборотов в минуту строгального вала
и число резцов
Рекомендуемая чистота обработки
поверхности, характеризуемая дли-
ной волны (в мм), следующая:
Под склеивание массива:
дуба..........................3—4
сосны..............................До 6
В соответствии со стандартом
рекомендуемые нормы чистоты по-
верхности древесины в мебельном
производстве приведены в табл 59.
Для улучшения обработки поверх-
ности пользуются следующими прие-
мами:
1) волокна древесины перед рез-
цом прижимают прижимами-струж*
коломателями (рубанки);
10 А. Н. Стариков
Таблица 59
Рекомендуемые нормы чистоты поверхности древесины в мебельном производстве (по Б. М. Буглаю)
Назначение поверхности детали Вид обработки поверхности Требования к чисю!е поверхности 1 Примечания j
класс чис го гы направление контролируе- мого профиля ворсистость
vdl() О ЯР А £ О ю <5 о
Под отделку полированием (лицевые поверх- ности мебели высшего и первого классов) Шлифование X Поперек волокон Не допу- скается 1
Под зачистку шкуркой перед полированием (лицевые поверхности мебели высшего и первого классов) Циклевание X Поперек волокон Допускается
Под шлифование перед полированием (лице- вые, нефанеруемые массивные и профиль- ные детали) * Фрезерование X Вдоль волокон Допускается Поперек волокон допуск V09
Под отделку лакированием (лицевые поверх- ности мебели второго класса и нелицевые высшего и первого классов) Шлифование • X X Поперек волокон Не допу- скается 1
Под увлажнение для сошлифования ворса (лицевые поверхности мебели второго клас- са и нелицевые высшего и первого классов) Шлифование X X i । Поперек волокон Допускается
Резание древесины
Под шлифование перед лакированием (лице- О вые нефанеруемые массивные и профиль* • ные детали) Фрезерование X X Вдоль волокон Допускается Поперек волокон 1 опуск V08
Под лицевое фанерование (поверхности, предназначаемые к отделке полированием) Фрезерование Шлифов; ние Цанубление X X X X Вдоль ВОЛОКОН Поперек . Допускается. V • оперек волокон допуск VcH
Под лицевое фанерование (поверхности, предназначаемые к отделке лакированием) Фрезерование Шлифование Цанубление X X X X X X X ( Вдоль волокон Поперек . Допускается Поперек волокон аопуск Vd3
Под черновое фанерование Фрезерование Шлифование Цанубление X X X X X X X X Вдоль волокон Поперек . Допускается V • Поперек волокон допуск
Под склеивание (массивные детали) Фрезерование Пиление Цанубление X X X X X X X X Вдоль волокон Поперек рисок Допускается V V Поперек волокон допуск Vd3
Под вторичное фрезерование или шлифова- ние для удаления провесов Фрезерование X X Вдоль волокон Допускается Поперек волокон допуск Vo7
Под фрезерование после раскроя на заготовки Пилегие X X X X X X Поперек рисок Допускается
Основные процессы резания древесины
1 Ворсистость допускается в случае применения лакокрасочных материалов, не поднимающих ворса.
148
Резание древесины
2) на передней грани резца распо-
лагают надламыватель, который за-
гибает и надламывает стружку на
мелкие части (строгальные валы, но-
жевые головки, двойные железки
рубанков);
3) увеличивают скорость резания,
ири которой улучшается чистота
среза на поверхности древесины;
4) заточку ножей производят воз-
можно чаще и делают более тща-
тельную их правку;
5) срезают гребни волн гладиль-
ными ножами;
6) производят резание преимуще-
ственно вдоль волокон;
7) располагают лезвия резцов
под углом менее 90° к направлению
подачи;
8) увеличивают число ножей на
строгальном валу или головке и улуч-
шают точность их установки, что
достигается фуговкой лезвия на
месте так, чтобы разность радиусов
резания для нефугованных ножей
составляла 0,1—0,05 мм, а для фу-
гованных около 0,03—0,02 мм.
2. СПОСОБЫ ОБРАБОТКИ ДРЕВЕСИНЫ
Пиление
Распиливание древесины в столяр-
ном деле применяют в различных
стадиях ее обработки Вначале рас-
пиливают брусья или доски на от-
резки— заготовки. Распиливание в
данном случае производят грубо, с
припусками на обработку. Затем от-
резки досок распиливают на бруски
или опиливают сообразно требуемой
форме изделия. Пиление применяют
также при выполнении соединений:
запиливают шипы и проушины, вы-
бирают пазы и т. п. Для получения
плотного соединения делают подрез-
ку мест примыкания. Кроме того,
производят торцовку — опиливание
концов брусков, досок и деталей для
получения правильного, с чистой по-
верхностью и точных размеров торца.
Сообразно с назначением распи-
ловки и требованиями к ее качеству
применяют тот или иной тип пилы
и способ пиления.
Форма зуба пилы (рис. 93) и
его заточка должны соответствовать
характеру распиловки: для продоль-
ной распиловки зуб должен иметь
вид косоугольного треугольника, для
поперечной — вид равнобедренного
или равностороннего треугольника, а
для смешанной распиловки — вид
прямоугольного треугольника.
Своим основанием зуб соеди-
нен с телом полотна пилы; высо-
той зуба называют расстояние от
его основания до вершины. Расстоя-
ние между вершинами смежных
Задняя Л
грань зуба
Основание
зуба
г)
Передняя грань
У \ Ч
вершина
зуба >
Передняя режущая
кромка - лезвие
боковые ''режущие
кромки
Рис. 93. Формы зубьев пил:
а—зубья для продольного распиливания;
б — зубья дли поперечного распиливания;
в — зубья для смешанного распиливания;
г — элементы зуба пилы.
зубьев называется шагом зубь-
ев пилы, а просветы между зубья-
ми-пазухами.
Способы обработки древесины
149
При продольной распиловке
резание происходит в торец со скалы-
ванием стружки боковыми кромкам»,
поэтому острой должна быть только
передняя режущая кромка зуба —
лезвие. Наклон зуба делают с таким
расчетом, чтобы угол резания для
распиловки древесины мягких пород
составлял 60—80° а для твердых
доходил до 90е. Угол между задней
гранью зуба и направлением резания
(угол наклона) делают равным
25—30°
При поперечной распиловке
происходит перерезание волокон бо-
ковыми режущими кромками. По-
этому у пилы делают косую заточку
зубьев, а угол их заострения прини-
мают 45—60° (к боковой поверхно-
сти полотна пилы). Резание при ра-
боте этими пилами происходит при
Рис. 94. Схема различных методов
пиления:
а —ленточной пилой, о—лобзиковой пилой;
в — дисковой пилой; г — серповидной пилой.
движении пилы в обе стороны.
Смежные грани зуба поперечной
пилы заточены в противоположные
стороны и образуют трехгранную
вершину зуба. Сами зубья располо-
жены своим» режущими кромками
поочередно в противоположные сто-
роны так, что при распиловке древе-
сина перерезается по двум линиям.
Основную распиловку древесины в
столярном деле производят механи-
зированным способом, применяя для
этого различные пилы: ленточные,
лобзиковые, круглые (дисковые) для
продольного и поперечного распила,
серпообразные (рис. 94) и вруч-
ную — ручными пилами. Станки для
пиления подразделяются в зависи-
мости от типа пилы
Ленточнопильные станки
применяют для продольного и попе-
речного прямолинейного распилива-
ния досок и криволинейного выпи-
ливания деталей. Пиление произво-
дится бесконечной пильной лентой,
натянутой на два шкива (рис. 94, а).
Лобзиковые станки пред-
назначены для криволинейного выпи-
ливания преимущественно внутрен-
них замкнутых контуров, пилка в
виде узкого полотна совершает воз-
вратно-поступательное движение от
кривошипно-шатунного механизма
(рис. 94,6).
Круглопильные станки,
наиболее распространенные в столяр-
но-механических производствах, при-
меняются для продольного, попереч-
ного и смешанного распиливания до-
сок, брусков и деталей Распилива-
ние производится вращающимися
пильными дисками с расположенны-
ми по наружной окружности зубья-
ми различного профиля, соответст-
венно характеру распиловки (рис.
94, в). При продольном распилива-
нии резание происходит с перемен-
ным углом и толщиной стружки, а
при поперечном — надрез волокон в
торец и отрыв стружки поперек
волокон.
Серповидные пилы приме-
няют для выпиливания сквозного
шипа «ласточкин хвост» на ящичных
шипорезах (рис. 94, г), пиление про-
исходит в двух направлениях —
вдоль и поперек волокон.
150
Резание древесины
Строгание и фрезерование
Посредством строгания достигает-
ся чистая обработка поверхностей
пиломатериалов и получение точных
размеров и правильных плоскостей
деталей.
Обработка для образования опре-
деленного угла между смежными
плоскостями (например, пластью и
кромкой) называется строга-
нием в угол, а для получения
определенной ширины и толщины —
строганием в размер. Строга-
ние для образования правильной
плоскости, что позволяет получить
плотное примыкание досок или брус-
ков одного к другому, называется
фуговкой. Тщательная строж-
ка для удаления с поверхности не-
ровностей, задиров и шероховатостей
и получения гладкой поверхности но-
сит название зачистки.
Строгание производят вдоль и по-
перек волокон, торца (торцовка),
а также под углом.
Кроме плоской производят фигур-
ную строжку (фрезерование) для
получения криволинейных поверхно-
стей и сложного профиля (рис. 95).
Строгание и фрезерование выпол-
няют на различных строгальных
станках, фрезерных, шипорезных и
копировальных станках и вручную
при помощи стругов.
Строгальные станки с
гладильными ножами предназначены
для чистового строгания досок после
их обработки в размер вращающи-
мися резцами строгальных станков.
Гладильные ножи, установленные не-
подвижно, производят срезание греб-
ней, образовавшихся предшествую-
щей обработкой фрезерованием
(рис. 96,а).
Циклевальные станки
предназначены для чистовой отделки
поверхности древесины, фанерован-
ных и других изделий посредством
неподвижно установленного ножа
(цикли), снимающего (соскабливаю-
щего) тонкую стружку с поверхности
продвигаемого материала (рис. 96, б)
Фанерострогальные стан-
ки служат для получения строганой
облицовочной фанеры из ценных по-
род. Резание производится ножом,
Четверть Фальц Калевка
Рис. 95. Виды обработки древесины
строганием:
а — обработка плоскостей; б — строгание
в угол; в — строгание в размер: г — вы-
борка четверти и фальца; д — выборка слож-
ного профиля (калёвки).
а)
Рис. 96. Схемы обработки древесины
строганием:
а — строгальные станки с гладильными но-
жами; б — циклевание; в — строгание фа-
неры; г — лущение.
Способы обработки древесины
151
закрепленным под углом в суппорте,
совершающем поступательно-возврат-
ное движение (рис. 96, в). Перед
ножом . помешают прижимную ли-
нейку.
Лущильные станки приме-
няют для строгания (лущения) шпо-
на, снимаемого с вращающейся за-
готовки (чурака) в виде сплошной
непрерывной ленты. Резание идет в
поперечном направлении (рис. 96. г).
Фуговальные, станки пред-
назначены для острагивания вра-
щающимися ножами одной или двух
смежных поверхностей (в угол) до-
сок, брусков и щитов с целью их
выверки (в частности, устранения
покоробленности) и получения пра-
вильной поверхности (рис. 97, а, б).
Подача материала производится вруч-
ную и автоматически специальными
автоподатчиками.
Рейсмусовые станки пред-
назначены для острагивания деталей
в размер и получения заданной тол-
щины, обычно после обработки на
фуговальном станке. Имеются одно-
сторонние станки с одним ноже-
вым валом и двухсторонние с двумя
валами. Подача осуществляется авто-
матически (рис. 97, в).
Фуговально - рейсмусо-
вые станки предназначены для
двухстороннего острагивания . дета-
лей, при котором детали придаются
точные размеры » параллельность
плоскостей.
Кромкострогальные (ав-
тошпунтовальные) станки служат
для плоскостного или фасонного
фрезерования планок и брусков
(шпунт, гребень, калёвка и т. п.)
двумя ножевыми или фрезерными
головками с механической подачей
(рис. 97. а).
Четырехсторонние стро-
гальные станки используют
для одновременной обработки с че-
тырех сторон досок и брусков » с
Рис. 97. Схемы обработки древесины
фрезерованием:
а — фрезерование; б — фуговальные станки;
в — рейсмусовые станки; г — кромкострогаль-
ные*. / — выборка паза; 2 — обработка гребня;
д — четырехсторонние станки; е — фрезерные
станки; ж — шипорезные прямого шипа;
з — шипорезные с подсечными головками;
и — шипорезные яшичные прямые; к — шипо-
резные ящичные с концевыми фрезами; л —
копировально-фрезерные станки.
152
Резание древесины
получением заданных размеров и
конфигурации сечения. Станок снаб-
жается четырьмя или большим коли-
чеством шпинделей с ножами, ноже-
выми головками или фрезами для
плоскостного » фигурного строгания
(ри-с. 97,д).
Фрезерные станки являются
универсальными, и на них можно
производить разнообразные виды
обработки с помощью фрез, ноже-
вых головок, дисков и других режу-
щих инструментов (рис. 97, е) как
прямолинейных, так и большей
частью криволинейных деталей.
Шипорезные станки пред-
назначены для зарезки различного
вида шипов (рис. 97, ж,з) и снабжа-
ются различным режущим инстру-
ментом для зарезки рамного ши-
па— горизонтальными ножевыми го-
ловками и ножами-пилками, верти-
кальными подсечными головками и
вертикальным проушечным диском;
для прямых ящичных шипов — на-
бором фрез с двумя или несколь-
кими ножами; для зарезки шипов
«ласточкин хвост» — концевыми тра-
пециевидными фрезами (рис. 97,
и, к)
Копировальные станки
служат для обработки деталей слож-
ной конфигурации, художественной
резьбы и для фрезерования отдель-
ных мест. Резание производится фре-
зами и ножевыми головками с укреп-
ленными в них профильными но-
жами. Подача происходит в про-
дольном и поперечном направлении в
соответствии с копир-моделью копи»-
ровальпо-масштабным механизмом.
Художественная резьба по дереву и
местное фрезерование выполняются
торцовыми фрезами на станках с
вертикальными шпинделями (рис.
97, л).
Сверление и долбление
Сверление прь меняют для полу-
чения круглых отверстий, предназна-
ченных для постановки болтов, вин-
тов, нагелей и т. и.. а также для
удаления негодной древесины (сучки,
аасмолы и пр.) и выборки узких
гнезд для облегчения долбления.
Сверлильные станки слу-
жат для высверливания круглых
отверстий, выборки пазов и гнезд,
высверливания сучков и снабжаются
сверлами. Для сверления круглых
отверстий применяют одношпиндель-
ные и многошпиндельные вертикаль-
ные и горизонтальные сверлильные
станки; для выборки пазов и гнезд—
сверлильно-пазовальные станки.
Сверла для образования отверстий
и гнезд используют следующих ти-
пов (рис. 98): при- сверлении попе-
рек волокон — сверла с подрезате-
лями, для выборки пазов — ложеч-
ные сверла с боковыми режущими
кромками, для сверления вдоль во-
локон — ложечные и спиральные,
для образования глубоких отвер-
стий— винтовые, шнековые и што-
порообразные, для высверливания
пробок — пустотелые сверла и для
образования конических углублений
(зенкования) —зенковки и комбини-
рованные сверла.
Рис. 98. Сверла:
а — винтовое с подрезэтелями; б — ложечное;
в — спиральное.
-Выборка продолговатых пазов и
гнезд производится сверлами путем
последовательного высверливания
ряда отверстий по длине гнезда или
при боковой подаче материала как
прямолинейно-возвратной, так и ко-
лебательной.
Выборка отверстий большого диа-
метра и канавок осуществляется
вращающейся оправкой с резцами.
Долбление применяют в столяр-
ном деле для получения прямоуголь-
ных отверстий — пазов и гнезд, в ко-
торые вставляют шипы соединяемых
элементов, металлические скрепле-
Способы обработки древесины
153
ния, различные приборы, украшения
и т. п.
Рис. 99. Способы долбления:
а — выборка гнезда сверлением: 1 — сверло
спиральное; 2 — сверло пазовое; б — долбле-
ние фрезерной цепью.
Долбежные станки (рис. 99)
предназначены для выборки гнезд и
проушин. Применяют цепно-долбеж-
ные станки, позволяющие получать
прямоугольные отверстия, и свер-
лильно-долбежные станки — отвер-
стия с округленными краями.
Режущим инструментом служат
долбяки в сверлильно-пазовальных
станках, пустотелые квадратные до-
лота в сверлильно-долбежных стан-
ках, долбежные цепи в цепно-дол-
бежных станках, а при работе вруч-
ную— долота и стамески. При долб-
лении долотами резание происходит
в торец, а при работе с долбежной
цепью происходит фрезерование —
резание с переменным направлением.
Точение применяют для обработки
и получения тел вращения. Выпол-
няют эту работу на токарных
станках резцом при вращении
детали и на круглопалочных
станках, где вращается ножевая
головка.
Шлифование производят для сня-
тия неровностей древесины у собран-
ных изделий и для наиболее чистой
обработки поверхности. При этом
используют шлифовальную (абра-
зивную) шкурку, пемзу и другие
материалы. Применяются Специаль-
ные шлифовальные станки.
Глава X
РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ДЕРЕВООБРАБОТКИ
1. ВИДЫ РЕЖУЩЕГО ИНСТРУМЕНТА
Режущий инструмент, применяемый зированный и ручной. Основные для обработки древесины в столяр- разновидности, назначение и хара- но-мебельных производствах, пол- ктер использования режущего ин- разделяется на станочный, механи- струмента указаны в табл. 60. Таблица 60 Режущие инструменты и их применение
Виды инструмента Основное назначение Применение
Станочный инструмент
Пилы: ленточные, лобзиковые, дисковые Распиловка пиломатериалов на заготовки, обрезка деталей в размер и придание требуе- мой формы, выполнение со- единений и подгонка при сборке Ленточные, лобзиковые, круглопильные и фре- зерные станки
Ножи строгаль- ные и лущиль- ные Получение ножевой фанеры и шпона, зачистка заготовок и деталей Фанерострогальные, лущильные, строгаль- ные и циклевальные станки
Ножи фрезерные и фрезы Плоское и фасонное фрезеро- вание (строгание) поверхно- стей заготовок и деталей, выборка пазов, шипов, копи- рование и резьба Строгальные, фрезер- ные, шипорезные, копировальные и фре- зерно-токарные стан- ки
Сверла Сверление отверстий и гнезд круглого и продолговатого сечения Сверлильные и свер- лильно-долбежные станки
Долота, фрезер- ные цепи Выборга гнезд сопряжений Долбежные, сверлильно- долбежные и цепно- долбежные станки
Резцы обточные Обтачивание круглых загото- вок и деталей Токарные и круглопа- лочные станки
Д1курки шлифо- вальные (абра- зивы) Шлифование поверхностен из- делий Шлифовальные станки
Станочный инструмент
155
Продолжение табл. 66
Виды инструмента Основное назначение Применение
Л \еханизиро ванный и ручной инсп г ру мент
Пилы: ленточные, дисковыэ, пиль- ные полотна Ножи строгаль- ные: железки, цикли Ножи фрезерные и фрезы Сверла Распиловка пиломатериалов на заготовки, выполнение со- единений и фигурное выпили- вание Строгание под размер и за- чистка поверхностей Фрезерование (острагивание) поверхностей Сверление круглых отверстий Электропилы ленточные и дисковые. Ручные пилы: лучковые, но- жовки и специальные Ручные струги, цикли Электрорубанки и элек- трофрезеры Электро- и пневмосвер- лилки, дрели и коло- ворот
Резцы: стамески сто- лярные и рез- чицкие, резцы токарнь е Долота, фрезер- ные цепи Шкурки шлифо- вальные Обработка криволинейных по- верхностей, выполнение и подгонка соединений, резьба, обтачивание Выборка гнезд и отверстий при выполнении соединений Шлифование поверхностей из- делий Ручной инструмент, то- карные станки Электродолбежник, ручной инструмент Электро- и пневмо- шлифовалки, ручные' приспособления
Конструкции режущего инструмен-
та делают сообразно с видом и ре-
жимом работы, типом станка и
другими факторами.
Кроме режущего инструмента на-
ходят применение: вспомога-
тельный инструмент, служащий
для закрепления режущего инстру-
мента в станке; рабочий инстру-
мент, используемый для подготовки
режущего инструмента к работе;
контрольно - измеритель-
ный инструмент, применяющийся
для контроля операций по подго-
товке режущего инструмента к ра-
боте и для определения его геомет-
рических размеров.
2. СТАНОЧНЫЙ ИНСТРУМЕНТ
Пилы
Ленточные пилы столярные (ГОСТ
6532—53) служат для продольной и
поперечной распиловки пиломатериа-
лов по длине и ширине, а также для
криволинейного выпиливания. Раз-
меры пил приведены в табл. 61.
Угол резания пил для распилива-
ния древесины мягких пород соста-
вляет 85°, а для твердых пород 90°;
угол наклона зубьев составляет 35°.
Допускаются следующие предель-
ные отклонения от установленных
размеров столярных ленточных пил
шириной 10—60 жж; по длине
156
Режущий инструмент для деревообработки
Таблица 61
Размеры столярных ленточных пил (в мм)
Длина (в рулоне) Ширина (с зубьями) Толщина Шаг зубьев Высота зуба
Кратная 4 м 10 0,6 6 2-3
15 0,6 6 2-3
20 °’7 8 4,2-4,4
Кратная 6 м ЗЭ 0,8 10 4,8-5
40 0,8 10 4,8-5
50 03 12 6,3-6,5
60 03 12 63-6,5
+30 мм, ширине +2 мм, толщине
+0,04 мм; разница в размерах в
различных местах пилы по ширине
0,5 мм, по толщине 0,05 мм. По раз-
мерам зубьев отклонения допуска-
ются: по шагу +0,3 мм, по высоте
+0,2 мм и« по углам +1°. Разница
в шаге отдельных зубьев не должна
превышать 0,3 мм.
Сталь пилы должна обладать пла-
стичностью, позволяющей возмож-
ность штамповки и развода зубьев
пил на половину толщины, без их
поломки, образования трещин и рас-
слоений.
Продолжительность непрерывной
работы пил до переточки должна со-
ставлять 4 часа при распиловке сос-
новых ил» еловых пиломатериалов с
влажностью 12—30%, при скорости
резания 35—40 м/сек, подаче на
зуб 0,2—0,3 мм и высоте пропила
50 мм.
Ленточная пила должна выдержи-
вать следующую величину натяжения:
Толщина пилы (в мм) Допускаемые усилия натя- жения пилы в кг при ширине (в мм)
25 50 75
0,8 250 — —
0,9 300 400 500
Для выкружного распиливания ши-
рина ленточного полотна выбирается
в зависимости от оадиуса выпили-
ваемого круга (табл. 62).
Таблица 62
Зависимость между шириной ленточной пилы и радиусом кривизны
выпиливаемой заготовки
Радиус кривизны (в мм) 25 50 100 200 300 400 50Э 600
Ширина пильного полотна (в мм) 6 10 15 24 29 34 37 42
Дисковые (круглые) пилы (ГОСТ
980—53) предназначены для продоль-
ной, поперечной и смешанной распи-
ловки; применяют диски плоские, ко-
нические и строгальные диски^ цель-'
ные и со вставным зубом. *
Станочный инструмент
157
Пилы с плоским диском
наиболее распространены и широко
применяются на большинстве кругло-
пильных станков. В зависимости от
характера распиливания применяют
следующие профили зубьев (рис.
100): для продельного пиления про-
филь I, с прямей задней гранью; II,
с ломаной задней гранью; III, с изог-
нутой задней гранью, и для попереч-
Рис. 10и. Дисковые пилы:
а — профиль зубьев пил: I—HI — для про-
дольного распиливания; IV— V — для попе-
речного распиливания; VI — для смешанного
распиливания; б — пильные диски: / — для
продоль юго распиливания; 2 — для попереч-
ного распиливания; 3 — диск со строгающими
зубьями; 4 — диск с увеличенными зубьями
для выбоэ.с.. четвертей и пазов; в — сечение
диска со строгающими зубьями.
ного пиления — профили IV, V и VI.
Профили и- размеры зубьев диско-
вых пил приведены в табл. 63.
Таблица 63
Угловые значения зубьев плоских
круглых пил для продольного
и поперечного распиливания
древесины
Про- фили зубьев Угловые значения зубьев пил (в °)
’ 1 р 1 1
Для npodt )льного рас пиливания
1 30 40 20
11 15 40 ' 35
III 15 40 3S
Для nonCi печного рае. пиливания
IV 65 50 -25
V 60 45 -15
VI 50 40 0
Отверстия для вала, на который
насаживается пильный диск, делают
диаметрами 20, 30, 40, 50, 75 и 85 alm.
Обычно заводы выпускают пильные
диски диаметром до 300 мм с отвер-
стием в 30 мм, а свыше 300 мм с от-
верстием в 50 мм.
Данные для плоские круглых пил
приведены в табл. 64.
Условное обозначение для круглых
пил содержит данные о назначении
пилы, ее размерах, профиле и числе
зубьев. Так, наппимео, обозначение
ПК 400 X 2,0 X40 IV120, ГОСТ 980—
53 расшифровывается следующим об-
разом: пила круглая, диаметром
400 мм, толщиной 2 мм, диаметр
отверстия для вала 40 мм, про-
филь зубьев IV и количество зубьев
120.
Допускаемые предельные отклоне-
ния от установленных размеров круг-
лых пил приведены в табл. 65.
158
Режущий инструмент для деревообработки
Таблица 64
Размеры и число зубьев плоских круглых пил для продольного
и поперечного распиливания древесины
Профили зубьев
Диа- метр Толщина пилы (в мм) ' 1 "1 1 '• 1 V и VI
пилы (в мм\ число зубьев пилы лля распиливания
ПрОГОЛЫОГО поперечного
150 20Э 250 300 350 400 450 500 550 €00 €50 700 750 800 900 1000 1,2 1,2 1,4 1,6 1,2 1,4 1,6 1,4 1,6 13 1,6 1,8 2,0 1,8 2,0 2,2 1,8 2,0 2,2 2,4 1,8 2,0 2,2 2,4 2,0 2,2 ?,4 2,0 2,2 2,4 2,2 2,4 2,6 3,0 2,2 2,4 г 2,6 3,0 2,4 2,6 / 3,0 3,4 2,8 3,0 3,4 3,0 3,4 33 3,4 3,8 4,2 Допускаемые отклонен: 60 Зо 60 36 60 36 60 36 60 36 60 36 ия в размер 60 48 36 60 48 36 60 48 36 60 48 36 60 48 36 60 48 33 60 48 36 60 48 36 60 48 36 60 48 - 60 48 - 60 48 - 48 40 — 48 . 40 - ах круглых пи 12Э ’2) 123 12) 12Э •2) 123 123 96 93 96 Тс л (в м 93 72 93 72 93 72 93 72 96 72 93 72 96 72 96 72, 96 72 93 72 96 72 96 72 96 72 72 - 72 - 72 - гблица 65 м}
Характер отклонения Диаметр пил <в мм}
150—353 | 703 и более
По диаметру ±3,9 ±5,9 ±7,9
От прямолинейности по стороне диска .... ±0,1 ±0,2 ±0,3
По величине шага и высоте зубьев ±0»4 ±0,6 ±0,8
Отклонения по толщине для пил толщиной от 1,2 до 3,4 мм ограни- чиваются величиной +0,07 мм, а для пил толщиной 3,8 мм и более +0,13 мм. Допускаемая разнотолщ- ность для пил толщиной от 1,2 до 3,4 мм не более 0,1 мм, а для пил толщиной 3,8 мм и выше — не более 0,15 мм; в плоскости примыкания шайбы — не более 0,05 мм. Центры пилы и отверстия для ва- ла должны совпадать: эксцентриси»- тет допустим не более 0,3 мм. Отклонения от установленных ве- личин переднего угла и угла заост- рения зубьев не должен превышать +2°. Круглые строгальные пи- лы с поднутрением боковых поверх- ностей (ТУ 4381—54) предназначены , для чистовой распиловки древесины с получением гладкой, подобно остроганной, поверхности. Строгальные пилы изготовляют с большей точностью, чем обычные; разность в толщине на одинаковом
Станочный инструмент
159
расстоянии от центра не должна
превышать 0,03 мм, а покороблен-
ность и биение в плоскости диска
совершенно не допускаются.
Размеры строгальных пил (по ТУ
ЦНИИМОД) приведены в табл. 66.
Таблица 66
Размеры строгальных пил для выпиливания деталей толщиной до 80 мм
- Диаметр (в мм) Толщина пилы (в мм) Число зубьев
всей пилы D средней от (плоской) части пилы отверстия для вала* d у вершин зубьев 5 наименьшая у края плоской части диска 5, профиль । профиль 11
200 80 25 1,8 1,2 40 —
250 80 25 2,0 1,3 40 40
300 100 30 2,2 1,4 48 48
350 120 30 2.4 1,4 56 56
400 140 30 2,6 1,6 56 50
450 140 30 2,8 1,6 64 —
‘Диаметр отверстия для
вала при заказе может быть уточнен.
Развод зубьев пил произ-
водится в соответствии с характером
распиловки, породы и влажности»
древесины. Величины развода зубьев
пил приведены в табл. 67.
Таблица 67
Величины развода зубьев пил
(в мм)
Виды пил Характер древесины
хвойных пород, влажно- стью до ‘54 твердых пород, влажно- стью до 25%
Круглые универ- сальные станки . 0,50-0,60 0,40-0,45
Торцовочные . . . 0,40-0,50 0,30-0,35
Ленточные столяр- ные 0,25-0,30 0,20-0,25
Фрезерные ножи
Плоские ножи (ГОСТ 6567—
53) с прямолинейной режущей кром-
кой предназначены для обработки
Рис. 101. Плоские ножи с прямоли*
нейной режущей кромкой:
а — элементы ножа: 1 — режущая кромка;
2 — передняя грань; 3 — задняя грань; 4 —
внешняя грань; 5 — продольная грань; 6 —
торцовые грани; б — типы ножей: / — без
отверстий; II — с отверстиями; III — с про-
резями.
160
Режущий инструмент для деревообработки
древесины на строгальных, фрезер-
ных и некоторых других деревообде-
лочных станках.
Плоские ножи изготовляют трех
типов — без отверстий, с отверстиями
и с прорезями (рис. 101).
Угол заострения ножей всех типов
установлен в 40°. Ножи без отвер-
стий имеют толщину 3 мм.' Размеры
плоских ножей приведены в табл. 68.
Таблица 68
Длина и ширина (в мм) плоских
ножей типа I для фрез
(толщина С=3 мм)
Длина L Ширина В
40 30 35 40
60 30 35 40
85 40 45
100 30 35 40
110 40 45
120 . 30 35 40
150 30 35 40
160 40 45
180 30 35 40
200 30 35 40
210 30 35 40 45
260 35 40 45
27о 40 45
310 25 30 35 40 45
340 30 35 40 45
360 35 40 45
410 30 35 40 45
440 30 35 40 45
460 35 40 45
480 35 40 45
610 30 35 40 45
560 30 35 40 45
610 30 35 40 45
640 35 40 45
660 35 40 45
710 30 35 40 45
760 35 40 45
Продолжение табл. 68
Длина L Ширина В
810 30 35 40 45
910 35 40 45
1010 30 35 40 45
1060 35 40 45
1110 35 40
1210 40
1310 40
1810 40
Ножи с отверстиями» и прорезями
(тип II и III) изготовляют шириной
75, 80, 90. 100 и 120 мм и толщиной
8 и 10 мм, за исключением ножей
шириной 75 и 80 мм, для которых
допускается толщина 6 мм. Размеры
отверстий, и прорезей приведены в
табл. 69.
Таблица 69
Размеры отверстий и прорезей
в плоских ножах (в мм)
Ширина ножа В Длина отвер- стий а Длина проре- зей h
75 27 37
80 31 41
85 37,5 47,5
90 37,5 47,5
100 43,5 53,5
120 53,5 63,5
Размеры ножей и расположение
отверстий и прорезей указаны в
табл. 70.
На поверхности ножей не должно
быть трещин, расслоений, раковин,
зазубрин, заусенцев и ржавчины. На
передней грани в зоне отверстий или
прорезей и внешних гранях допу-
скаются следы рихтовки глубиной не
более 0,1 мм. Режущая кромка
ножа должна быть заточена без
Станочный инструмент
161
Таблица 70
Размеры (в мм) плоских ножей
типа II и III для фрез
(С=8 и 10 мм, 2г=17 мм)
Длина ножа L Расстояние от края ножа до оси отверстия / Расстояние между осями от- верстий Zj Число от- верстий или прорезей
40 20 —
60 30 — 1
85 42,5 —
100 20 60
ПО 25 60
120 30 60 2
130 35 60
150 35 80
160 40 80
170 25 60
180 . 30 60
190 35 60
200 20 80
210 25 80 ’ 3
220 30 80
240 40 80
260 40 90
270 45 90
280 20 80 .
'зоо 30 80
4
310 35 80
350 40 90
370 25 80
400 40 80 . 5
420 30 90
440 20 80 1
6
500 25 90 J
600 20 80 8
700 30 80 9
800 40 80 10
11 А. Н. Стариков
завалов, выкрошенных участков и
поджогов. Остальные острые углы
должны быть затуплены.
Предельные отклонения размеров
ножей не должны превышать значе-
ний, указанных в табл. 71.
Таблица 7/
Допускаемые отклонения
размеров плоских ножей
Длина ножей (в мм) Отклонения (в мм)
по длине по ширине
До 120 ±0,8 ±0,4
. 120-260 ±1,0 ±0,5
. 260-500 | ±1,5 ±0.8
. 500—800 / . 800-1250 ±2,0 ±1,0
Свыше 1250 ±2,5 ±1,2
По толщине отклонения не должны
превышать: у ножей толщиной
3 мм ±0,1, а толщиной от 6 мм
±0,2 мм.
Допустимые отклонения в осталь-
ных размерах: / и h ±1,0 мм, С
±0,8 мм, а и 2г ±1,0 мм.
Отклонения от перпендикулярно-
сти: торцовых граней к продоль-
ной — не более 2° для ножей шири-
ной до 75 мм, и Г —свыше 75 ммт
торцовых граней к передней и осей
отверстий или прорезей к продоль-
ной грани — не свыше 2°.
Отклонения от прямолинейности:
режущей кромки ножа — 0,025 мм»
продольной грани — 0,1 мм на
100 мм длины. Поперечная и про-
дольная вогнутость передней грани:
у ножей без отверстий — 0,2 мм,
у ножей с отверстиями и проре-
зями— 0,1 мм на 100 мм длины
ножа.
Разница в толщине ножей не дол-
жна превышать 0,05—0,1 мм (в за-
висимости от толщины). Изменение
ширины ножа допускается в преде-
лах 0,1 мм на 100 мм длины.
Ножи балансируют попарно так,
чтобы по всей длине величина деба-
162
Режущий инструмент для деревообработки
ланса не превышала ниже указан-
ных значений:
Длина ножа (в мм)
До 300
, 300-600
, 600-1200
Свыше 1200
Величина дебаланса
(в г)
3
6
10
14
^1ожи толщиной 3 и 6 мм изгото-
вляют цельными, а толщиной 8 мм
и более из двухслойной стали—про-
стой и легированной.
Нормальная ' продолжительность
непрерывной работы ножей до пере-
точки при обработке дубовой древе-
сины около 8 час., сосновой— 16 час.,
а ножей из легированной стали
вдвое более.
Фрезы
Фрезерный инструмент применяет-
ся для обработки деталей на фре-
зерных, строгальных, шипорезных,
копировальных и некоторых других
деревообрабатывающих станках, что
обусловило многообразие типов этого
инструмента. Фрезы по способу за-
крепления делятся на насадные, на-
деваемые на шпиндель станка, и
концевые, вставляемые концом-хво-
стовиком в патрон или гнездо шпин-
деля.
Угловые значения резцов фрез при-
ведены в табл. 72, а основные раз-
меры фрезерного инструмента —
в табл. 73.
Фрезы насадные по кон-
струкции разделяются на цельные,
составные, со сменными вставными
резцами и торцовые, а по назначе-
нию на: зачистные, фланцевые, шпун-
товые и гребневые, пазовые, прорез-
ные (крючья) и фасонные.
Цельные фрезы делают с кривым
г с прямым затылками зубьев. За-
точка фасонных зубьев цельной фре-
зы производится с передней их грани
таким образом, чтобы наклон ее к
радиусу оставался неизменным.
Сборные фрезы со сменными
ножами применяют следующих ви-
дов: 1) круглые со сменными пло-
скими ножами, 2) квадратные со
сменными плоскими ножами, 3) ква-
Таблица 72
Угловые значения резцов фрез
Типы фрез Угловые значения (в °)
угол заост- рения (заточ- ки) задний угол пе- ред- ний угол угол бо- ковой заточки (подну- тре- ния)1
Насадные: . . 50-55 10-15 25 4 3
КонцевьГе . . . 25 16 50
дратные со сменными ножами, про-
филированные по задней грани,
4) шестигранные со сменными ножа-
ми, профилированными по задней
грани, 5) дисковые проушечные со
сменными ножами, 6) дисковые под-
сечные со сменными ножами, 7)
фланцевые со сменными плоскими
ножами, 8) фланцевые со сменными
дуговыми ножами.
Торцовые фрезы используют
преимущественно для выработки ши-
пов. Ось фрезы располагается пер-
пендикулярно, а режущие кромки,
формирующие поверхность, парал-
лельно обработанной поверхности.
На рис. 103 показана торцовая фреза
для обработки шипов конструкции
ЛТА, где основным режущим инстру-
ментом служит отрезок ленточной
пилы.
К фрезерному инструменту предъ-
являют следующие требования. На
.фрезах не должно быть трещин, ра-
ковин, забоев, зазубрин, заусенцев и
следов коррозии, острых углов и
кромок. Режущие кромки фрез дол-
жны быть'остро заточены без зава-
лов, выкрошенных мест и следов
поджогов.
Допускаемые отклонения угловых
величин: переднего угла ±2°, зад-
него ±1°, угла поднутрения ±30',
угла косой заточки боковой поверх-
ности ±30', прочих углов — ±30',
углов при разбивке во фрезе отвер-
стий под штифты ±15'; отклонения
шага зубьев ±30'.
1 В числителе величина угла боковой за-
точки, в знаменателе угла поднутрения.
Таблица 73
Типы, размеры и область применения фрезерного инструмента
Наименование инструмента Эскиз Станок Вид обработки Диаметр (в мм) Высота фрезы (в мм) Количе- ство зубьев, ножей
фрезы поса- дочного отвер- стия
/. Цельные насадные фрезы: а — зачистные цилин- а Н И Строгал ьный Обработка кромок (гладкая 160 40,«0 35-70 6
дрические: / — с прямым зубом, 2 — с косым зубом б — фальцевые в — шпунтовые, гребне- -•да 6 Г=^ rv. * .г- Фрезерный фуговка); отборка фальца, паза и гребня Отборка фальца Выборка круглого шпунта и 160-180 160 40,60 40 20-50 25-55 6 6
вые г — пазовые • гребня Фрезерование вдоль и попе- рек волокон 120 27,32 4-20 4—6
Станочный инструмент
Наименование инструмента Эскиз Станок
д — прорезные:
1 — типы крючьев
2 —> дисковые
е — фасонные
Фрезерный
Шипорез
ящичный
Рамный
шипорез
Фреверный
Продолжение табл. 73
Вид обработки Диаметр (в мм) Высота фрезы (в мм) Коли- чество зубьев, ножей
фрезы поса- дочного отвер- стия
Зарезка ящичных шипов 140, 160, 180 32 4-44 2
• V • 140, 160, 180 50,60, 70 4-44 2
Зарезка проушин 250,300 32 — 2
Фрезерование штапиков, полуштапиков, галтелей и т. а 80, 100, 120 22, 27, 32 13-50 4
Режущий инструмент для деревообработки
//. Цельные концевые
фрезы:
а — пазовые;
1 — однорезцовые,
Я — двухрезцовые,
я — трехрезцовые
б — для шипа „ласточ-
кин хвост*
Пазовально сверлильный, вертикально фрезерный Фрезерование пазов и гнезд
Яшичный Обработка ящичных шипов
шипорез трапециевидной формы
5—12 8-12 70-105 1
6—15 6-15 70-110 2
16-40 12-18 140-190 3
13-17
Станочный инструмент
СП
Наименование инструмента Эскиз Станок
III. Сборные
фрезы:
а — цилиндрические
со вставными плоски-
ми ножами
Фрезерный и
строгальный
5— квадратные со встав-
ными плоскими но-
жами
в— со вставными, про-
филированными по
задней грани, ножа-
ми
То же
Строгальный
Продолжение табл, 73
8
Вид обработки Диаметр (в мм) Высота фрезы (в мм) Коли- чество зубьев, ножей
фрезй поса- дочного отвер- стия
Прямолинейная обработка деталей 105—150 27, 32, 40 60,100, 150 2-6
Фасонная обработка деталей 75-90 32, 40, 60 100, 150 2-4
• «V 180 27. 32 40 2-4
—
Режущий инструмент для деревообработки
г —фланцевые с плос-
кими ножами, с ду-
говыми «ожами
д — дисковые:
г
1 — с проушечными ножами .
2 — с подсечными ножами
3 — с круглыми ножами
Рис. 102.
Фрезерный
Фрезерный
' Шипорезный
Фрезерование шипов и про-
ушин (прямоугольных и
фасонных)
120-160 32, 40 GO 3—6
120-180 30,40 25-60
250-350 30,40 8-16 ’3
Станочный инструмент
168
Режущий инструмент для деревообработки
Отклонения профиля режущей
кромки зубьев фрез при обработке
деталей с сопрягаемыми профилями
могут быть в зависимости от допу-
сков на детали; при обработке де-
талей с несопрягае’мыми профи-
лями — до 0,2 мм.
Торцовые поверхности фрезы дол-
жны быть перпендикулярны к ее
ос». Биение торцовых опорных по-
верхностей не должно превышать
0,03 мм на одну сторону, а радиаль-
ное и осевое биение профиля —
0,08 мм.
Фрезы балансируют, соблюдая пре-
дельные значения дебаланса:
Диаметр резания
(в мм) . . до 120 120-180 180-250 250-300
Дебаланс (в г) 3 2 1,5 1,2
Фрезы подвергаются проверке на
разрыв от действия центробежных
сил.
Ножи -составной фрезы должны
быть сбалансированы с точностью
до 0,3 г; дебаланс сборных фрез
Рис. 103. Торцовая шипорезная
головка для рамных шипов:
1 — отрезки ленточной пилы; 2 — диски; 3 —
круговое клиновое кольцо; 4 — затяжной винт;
5— резец для снятия фасок; 6 — контргайки.
не должен быть выше следующих
величин:
Диаметр резания
(в мм) .... До 120 120-180 180-260
Дебаланс (в г). . 3 2 1,5
3. МЕХАНИЗИРОВАННЫЙ И РУЧНОЙ ИНСТРУМЕНТ
Сверла применяют, в зависимости
от их назначения, различных типов »
размеров.
Для сверления вдоль волокон —
ложечные, улиткообразные и спи-
ральные с конической заточкой (рис.
104, а, б, в).
Для сверления поперек волокон —
центровые и спиральные с подреза-
телями (рис. 104, г, д, е).
Для сверления длинных отвер-
стий — винтовые, шнековые и што-
порные (рис. 104, ж, з, и).
Для сверления фанеры — сверла с
круговыми подрезателями (рис. 104,
«)
Для сверления чистых отверстий —
сверла с зубчатыми подрезателями
(рис. 104, л).
Кроме того, в качестве сверл для
сверлильно-пазовальных работ ис-
пользуют концевые фрезы.
Сверло имеет следующие элементы
и част» (рис. 104, м): режущую
часть с режущими кромками, п о д-
резатели-резцы на периферий-
Рис.104. Типы сверл и их элементы.
а)
Мехсмизированный и ручной инструмент
169
Таблица 74
Типы и размеры сверл
Типы сверл Обозна- чения на чер- теже Размеры сверл (в мм)
диа- метр длина
Ложечное а 4-25 70-200
Улиткообразное б 6-30 100-500
Спиральное с конической заточкой в 1-25 До 100
Центровое г 10-40 До 100
Спиральные с подрезате- лями д, е 4-25 До 120
Винтовое ж 12-25
Шнековое 3 15-30 До 700
Штопорное и 15-30
С круговыми подрезате- лями к 15-30
С зубчатыми подрезате- лями ... Л 20-50 / До 200
ной режущей части для подре-
зания волокон древесины, на-
правляющий центр, служа-
щий для обеспечения правиль-
ного направления сверла, х в о-
с т о в и к для закрепления
сверла в шпинделе и шейки
сверла между рабочей частью
и хвостовиком. Кроме того,
различают: главные режущие
и поперечные кромки, угол за-
острения режущей грани (Р),
задний угол (а), угол наклона
спирали (5), концевой угол при
вершине сверла (ср).
Размеры наиболее употреби-
тельных сверл приведены в
табл. 74, а угловые значения
режущих элементов сверл —
в табл. 75.
Фрезерная (цепно - долбеж-
ная) цепь состоит из режу-
щих, выбирающих и напра-
вляющих звеньев; размеры ее
приведены в табл. 76.
Таблица 75
Режущие элементы сверла
Типы сверл Значения (в °) Размеры (в мм)
₽ а 6 Л, Л»
Центровое ручное 25-35 15-20 — 03
Центровое станочное 30-35 15-20 — 0,2 1,5-2
С круговыми подрезателями . . . 30 30 15 — 1,0- 1,5
Рис. 105. Фрезер-
ная цепь:
1 — режущие звенья;
2 — направляющие
звенья; 3 — выбираю-
щие звенья.
Ширина направляющей ' линейки
по ее поверхности и высота внеш-
него кольца подшипника составляет:
для гнезда шириной 6—8 мм —•
2,5 мм, для ширины ,9—11 мм —
3,2 мм и для остальных — 5,8 мм.
Параметры звеньев режущей це-
почки (рис. 105) следующие: шаг
(0 22,6 мм; углы резцов: задний
(а) 8—12°, заострения (0) 45—58°,
боковой (£) 5°; высота выступов зуб-
цов крайних звеньев (А) 2 мм; пре-
вышение (с) боковых граней резцов
над головками заклепок 0,4 мм.
170
Режущий инструмент для деревообработки
Таблица 76
Характеристики цепно-долбежного инструмента (размеры в мм)
Обозначение инструмента1 Ширина линейки Двойной шаг цепочки Наружный диаметр подшип- ника Диаметр шариков или роли- ков Число зубцов у звездочки
' 6-8 40X125 6-8 55X125 22,5 36,2 22,6 23,2 36,2 2,5 4 6X2
9-11 40X125 9-11 55X125 22,5 36,2 22,6 23,2 36,2 2,5 4 6X2
12-16 40X150 12-16 52X150 12-16 55X150 22,5 22,5 22,5 22,6 23,2 3,0 4
18-25 55X175 30-32 55X175 36,2 10,0 14,8 36,2 6 3 6X2
* 1 В числителе указаны предельные значения для ширины гнезда, выбираемого данным
цепно-долбежным инструментом, в знаменателе — наименьшая длина и наибольшая глубина
гнезда.
Ручные пилы (рис. 106) приме-
няются для продольной и попе-
речной распиловки, а также для
криволинейного выпиливания и
выполнения соединений. Ручные
пилы подразделяются на лучко-
вые, ножовки и специальные
пилки.
Основные виды ручных пил, их
назначение и размеры приведены
в табл. 77 и 78.
Рис. 106. Пилы:
а — лучковая; б — ножовки*. 1 — с широ-
ким полотном; 2 — с узким полотном;
в — наградка.
Механизированный и ручной инструмент
171
Полотна лучковых пил
Таблица 77
Виды пил Размеры пильного полотна (в мм) Характеристика зуба
длина ширина тол- щина форма высота (в мм) шаг (в мм) угол за- остре- ния (к по- лотну) (в °) ваточка
Поперечная 800 20-25 0,4-0,7 Равнобедрен- ный 5-6 4-5 65-80 Косая (расточка)
Распускная 800 45-55 0,4-0,7 Остроугольный 6 5-6 40-50 Прямая
Шиповая 600-700 40-50 0,4-0,5 Прямоуголь- ный 3-4 3-4 80-85 •
Мелкозубка 600-700 30-40 0,4-0,5 Я Го же 2—3 2-3 60-80
Выкружная 500 4-15 0,4-1,0 • > 2-3 2-4 50-60 или 80-85 Прямая или небольшая расточка
Пильные полотна имеют зубья раз- личной формы, размеров по высоте и шагу, углу заострения и виду за- точки в зависимости от назначения пилы. У лучковых пил по концам полотна имеются ушки, а у осталь- ных пил — отверстия, посредством которых к полотнам крепятся ручки. Развод пилы в виде поочередного отгибания ее зубьев в разные сто- роны служит для уменьшения трения пилы о стенки пропила и устранения зажимания пилы древесиной. Отги- бается верхняя часть зуба не более чем на половину его высоты. Вели- чина развода 0,5 мм, но не более чем на половину толщины полотна на каждую сторону. При разводе пилы применяют: для закрепления полотна — деревянные или металлические тиски, а для от- гиба зубьев — плоскогубцы и спе** циальные разводки: плашки, простые и с упором; дисковые, одно- и двух- сторонние; щипцовые и универсаль- ные, имеющие шкалу для установки величины развода.
Таблица 78
Полотна ножовок и специальных пилок
Ножовки и пилки Размеры полотна (в мм)
длина ширина у ручки ширина в конце толщина
Для поперечного пиления досок 615 160 60 ч
Широкие 350-500 100-120 40-50 1 До 1,5
Узкие (курковые) 300-350 40-50 5-Ю }
Обушковые (прорезовки) . . 300-350 70-100 /0-100 0,5-0,8
Наградки 100-120 — — 0,4-0,7
Пилки фанерные 100-120 — — 0,4-0,5
172
Режущи^ инструмент для деревообработки
Долота и стамески (рис. 107)
служат для выборки гнезд и шипов,
зачистки, подгонки соединений, обра-
ботки криволинейных поверхностей
и выполнения резных работ.
Угол заострения долот от 25 до
35°, а стамесок — от 18 до 25°.
Размеры долот и стамесок приве-
дены в табл. 79.
Таблица 79
Размеры долот и стамесок (в мм)
Ширина Толщина Длина рабо- чей части
Долота столярные
6 8 130
8 8 130
10 9 150
12 9 150
15 9 150
18 11 160
20 11 160
Стамески плоские
4, 6, 8, 10 3
12, 15, 18 4
20, 25, 30, 40 4
105
ПО х
120
Стамески плоские тонкие
12, 15, 18 I 3 I 110
20, 25, 30, 40 I 3 I 120
Стамески полукруглые
Рис. 107. Долота и стамески:
а — столярные долота; б — плоская стамеска»
в — полукруглая стамеска; г — резчицкие
стамески; д — угловые резцы (клюкарзы).
6, 8, 10 2 105
12, 15 2; 2,5 ПО
20, 25, 30, 40 2,5; 3 120
Таблица 80
Размеры железок и колодок стругов
Тип инструмента Размеры (в мм) Угол резания (присадки) (в °)
колодки ширина же- лезки ширина пролета
длина ширина высота
Шерхебель 250 45 60 35 9 45
Одинарный рубанок 250 60 60 50 8 45
Двойной рубанок 250 60 60 50 8 48-12
Шлифтик 200 60 60 50 . 5-7 55—бо
Фуганок 700-900 85 75 65 8 45
Полуфуганок 500 70 65 50 8 45
Цинубель 200 60 60 50 1 80
Абразивный инструмент
173
Струги (рис. 108) применяют для
плоского, криволинейного и фигур-
ного строгания z вручную. Основные
размеры и углы резания стругов при
ведены в табл. 80.
Рис. 108. Струги:
а — шерхебель: / — колодка; 2 — прорез (леток); 3 — железка; 4 — клинок; б — рубанок
с одинарной железкой; в — рубанок с двойной железкой; г—фуганок; д — зензубель
с прямой и косой железкой; е — калёвка: 1 — колодка; 2 — профиль; 3 — железка;
ж — фальцгобель.
4. АБРАЗИВНЫЙ ИНСТРУМЕНТ
Абразивный инстру-
мент — точильные круги, бруски и
оселки — различается по форме, раз-
мерам и твердости в соответствии с
характером заточки режущих инстру-
ментов (рис. 109).
В табл. 81, 82 и 83 указаны раз-
меры твердых точильных кругов и
размеры зерен абразивного инстру-
мента.
Точильные круги перед установкой
и использованием должны быть про-
верены на отсутствие трещин (про-
стукиванием) и на разрыв (сообщая
кругу скорость вращения, превышаю-
щую нормальную на 75%). Между
кругом и» фланцем ставят картонные
или резиновые прокладки, а круг
насаживают на шпиндель с зазором
0,6—0,8 мм, так как при плотной на-
садке может произойти разрыв круга
вследствие нагрева в процессе за-
точки.
Установка круга должна быть вы-
полнена без эксцентриситета и при
вращении круга не должно наблю-
даться биение.
Заточка режущего инструмента
бывает черновая и чистовая (шлифо-
вание). Режимы черновой заточки
станочного режущего инструмента
приведены в табл. 84.
Чистовая заточка на станках вы-
полняется кругами с зернистостью
100—120, а доводка — кругами с зер-
нистостью 180—220 и пастами с зер-
нистостью 220—320.
Профильные ножи обычно затачи-
вают на ручном точильном станке
сухим способом, а ножи со слож-
ным профилем — напильником. Реко-
мендуется производить заточку кру-
гами с возможно большим номером
зернистости при мягких режимах.
При наличии высокоскоростных шли-
фовальных кругов окружная скорость
174
Режущий инструмент для деревообработки
Таблица 81
Размеры абразивного инструмента (точильных кругов)
Назначение круга Форма круга (по ГОСТу - 2424-60) Эскиз Размеры круга (в мм)
D И 1 *
Заточка пил Плоский кони- ческого про- филя — ЗП 300 8, 10 и 13 75 и 127
Заточка пил Плоский пря- мого профи- ля — ПП w 300 350 400 500 600 25 32 32 32 40 40 40 40 40 50 50 50 50 50 75 и 127 75 и 127 127 и 203 203 и 205 305 '
Заточка ножей Чашки цилин- дрические — чц 4 у - 7 D Н d Dt я. г
200 .100 10 150 75 5
Заточка фрез и ножей на голов- ках Тарелки — 2Т D Н d D, ях а b а (В°)
175 175 16 20 32 32 75 85 3 3 3 3 15 18 25 25
Заточка малых фрез и режущих цепочек Тарелки — 1Т 75 100 125 150 8 10 13 16 13 20 32 32 30 40 50 60 3 4 5 6 2 3 3 4 4 6 6 8 15 15 15 15
Заточка сверл и концевых фрез Плоский кони- ческого про- филя — 4П 1—в—-г Рис. 109 D Н d a а
75 100 150 6 6 6 13 20 32 2 2 2 10 10 10
Абразивный инструмент
175
Таблица 82 Размеры зерен основной фракции у абразивных инструментов Твердость точильны Таблица 83 х кругов
№ зерен (в ММ) Размер зерен Характеристика кругов по твердости Условное обозначе- ние по ГОСТу
10 12 14 16 20 24 30 36 40 46 54 60 70 80 90 100 120 150 180 220 240 280 320 2,30-2,00 2,00—1,70 1,70-1,40 1,40-1,20 1,20-1,00 0,85—0,70 0,70-0,60 0,60—0,50 0,50-0,42 0,42-0,355 0,355-0,30 0,30—0,25 0,25-0,21 0,21-0,18 0,18—0,15 0,15-0,125 0,125-0,105 0,105-0,085 0,085-0,075 0,075-0,063 0,063-0,058 0,058-0,042 0,042-0,028 Мягкие Ml М2 М3
Средние мягкие СМ1 СМ2
Средние Cl С2
Средние твердые СТ1 СТ2 СТЗ
Твердые Т1' Т2
^есьма твердые ВТ1 ВТ2
Чрезвычайно твердые ЧТ1 ЧТ2
Таблица 84
Режим черновой (первой) заточки
станочного режущего инструмента
Затачиваемый инструмент 4 Тип точильного станка Твердость круга Размер абразив- ных зерен Окружная скорость круга (в м1сек) Способ заточки Наибольшая до- пустимая глубина резания (в мм) аибольший до- скаемый износ звия (зуба) при точке (в мм)
Е а И Ч «
Пилы круглые для продоль- ной распи- Автомат С1-СТ2 36-46 25-28 Сухой 0,175 0,25
ловки Пилы ленточ- ные столярные Ручной станок С1-СТ2 36-46 25-28 । 0,175 1 0,25
176 Режущий инструмент для деревообработки
Продолжение табл. 84
Затачиваемый инструмент Тип точильного станка Твердость круга Размер абразив- ных зерен Окружная скорость круга (в м/сек) Способ заточки Наибольшая до- пустимая глубина резания (в мм) Наибольший до- пускаемый износ лезвия (зуба) при заточке (в мм)
Ножи стро- гальные . Автомат СМ1-СМ2 46-60 15,0 Мокрый 0,125 0,15
Резцы встав- ные прямо- линейные • СМ1-С1 46-60 15,0 V 0,125 0,15
Фрезы Ручной точиль- ный станок С1-С2 46-60 15,0 Сухой 0,125 0,15
Сверла То же С1-СТ1 60 15,0 V 0,125 0,15
Режущие цепочки Специальный точильный станок — 60-80 12-15 • 0,075 0,10
может быть повышена до 50 м!сек,
а твердость круга несколько сни-
жена.
Чистовая заточка и доводка вруч-
ную выполняются карбидокремние-
выми брусками (оселками) зерни-
стостью 100—320, твердостью ВТ и
ЧТ и размерами 200 X 20 X 5 мм и
200 X 25 X 6 мм для зубьев круглых
пил и твердостью ВТ и размером
200 X 50 X 20 jkjh — для строгальных
ножей.
5. НАПИЛЬНИКИ
Напильники (рис. НО) применяют
для заточки пил с мелким шагом и
сложным профилем зубьев, для за-
точки плоских фрезерных резцов со
сложными профилями и сверл. Име*
ются напильники: плоские тупоносые
с параллельными ребрами, плоские
с овальными ребрами, ромбические,
трехгранные, квадратные и круг-
лые.
По крупности насечки напильни-
ки подразделяются на 6 классов:
драчевые (I класс) для грубой обра-
ботки древесины, имеющие 4—12 на-
сечек на 1 пог. см\ личные (II класс)
с 13—26 насечками на 1 пог. см (при-
меняются для зачистки поверхности
древесины); бархатные (III—VI клас-
сы), имеющие от 30 до 80 насечек
на 1 пог. см (служат для заточки
Рис. 11(7. Напиль-
ники:
а — круглый; б — по-
лукруглый; в — плос-
кий.
инструментов и для особо чистой
обработки древесины).
Классы насечки и размеры напиль-
ников приведены в табл. 85.
Напильники. Вспомогательный инструмент
177
Насечка напильников
Таблица 85
Назначение напильников Класс насечки Длина напильников (в мм)
75 100 125 | 150 | 200 | 250 | 300 | 350 | 14001 500
Количество насечек на 1 см
11 26 24 22 20 18 17 16 15 14 13
Заточка III — 40 38 37 35 32,5 30 — — —
IV — 50 48,5 47 45 43 40 — — . —
V 64 62 60 57 54 50 —
Доводка VI — 79 77 75 71 66 63 - — -
Заточку и доводку мелкого инстру-
мента сложного профиля выполняют
мелкими напильниками-надфелями,
имеющими различную форму.
Напильники должны иметь твер-
дость в соответствии с ГОСТом
1465—53 и нормальную закалку
(светло-серый цвет).
в. ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ
Вспомогательным инструментом
(рис. 111) служат молотки, киянки,
клещи, плоскогубцы, кусачки, про-
стые и механические отвертки, раз-
водки и прочие инструменты, назна-
чение которых обусловлено характе-
ром вспомогательных работ.
Рис. 111. Вспомогательный
инструмент:
а — молоток; б — киянка; в — клещи; г — от-
вертка; д — механическая отвертка.
12 А. Н. Стариков
Г ла в a XI
ДЕРЕВООБРАБАТЫВАЮЩИЕ СТАНКИ
1. ВИДЫ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ И ИХ ЧАСТИ
Деревообрабатывающие станки со-
стоят из следующих узлов: рабочих
режущих инструментов, непосред-
ственно выполняющих возложенные
на станок работы; подающих (пита-
тельных) обрабатываемый материал
под резцы; установочных, предназна-
ченных для приспособления тех или
иных частей станка к условиям ра-
боты, для регулирования выполняе-
мых операций и придания определен-
ных размеров обрабатываемой де-
тали; приводных, сообщающих дви-
жение рабочим и питательным ча-
стям станка; опорных, создающих
неизменность положения отдельных
частей станка и надлежащую его
устойчивость.
Например, в обычном циркульном
круглопильном станке (рис. 112) ра-
бочей частью является пильный вал
с диском (круглой пилой). Питатель-
ный элемент при ручной подаче от-
сутствует. Установочными устройст-
вами служат направляющая линейка
и приспособления для подъема и на-
клона стола. Приводом является ре-
менная передача. Опорной частью
для остальных узлов служит ста-
нина со столом.
Рабочий инструмент вы-
бирают в зависимости от вида и ка-
чества обработки и свойств древе-
сины.
При станочной обработке древе-
сины в большинстве случаев резцам
сообщают вращательное движение.
Рабочий инструмент закрепляют ли-
бо в патроне, надеваемом на рабочий
вал, либо непосредственно на рабо-
чем валу (на шпинделе). Для воз-
можности изменения положения ра-
бочего вала ил» шпинделя послед-
ние устанавливают на суппорте,
перемещающемся по направляющим.
Количество резцов у деревообра-
батывающих станков обусловливает-
ся назначением и характером обра-
ботки. У некоторых станков, напри-
мер у фрезерного, различным бы-
вает не только число резцов, но и
самый тйп резца. При одной и той
же скорости резания увеличение
числа резцов не только повышает
производительность станка, но и
улучшает качество (чистоту) обра-
ботки.
Подающие устройства в
станках осуществляют подачу или
надвигание материала на резец.
В некоторых случаях неподвижен об-
рабатываемый материал и на него
надвигается резец.
Толщина срезаемой стружки (см.
рис. 92) зависит от скорости реза-
ния и подачи.
При вращательном движении рез-
ца, свойственном большинству де-
ревообрабатывающих станков, обра-
зуется волнистая поверхность, и чем
больше скорость подачи, тем больше
волна. Следовательно, чистота обра-
ботки в смысле ровности поверхности
зависит от скорости подачи* и будет
лучше при малой скорости подачи,
при большой (предельной) скорости
резания и большем числе резцов.
Подача осуществляется. вручную
или автоматически — специальным
приводом. Приемы подачи и приме-
няемые для этого приспособления и
механизмы весьма различны. Меха-
низмами подачи служат: каретка
(фрезерные и шипорезные станки),
Виды деревообрабатывающих станков и их части
179
Рис. 112. Комбинированный станок для распиливания, фрезерования
и сверления:
7 — круглая пила; 2— линейка-упор для торцевания деталей; 3 — рабочий стол для пиления
и фрезерования; 4 — шпиндель фрезерного станка; 5 — направляющая линейка (угольник); 6 —
ведомый шкив для фрезерного рабочего вала; 7—сверлильная головка; £ —винтовые прижимы;
9 _ рабочий стол (суппорт) для подачи обрабатываемых деталей на сверло; 10 — станина.
цепь с упорами, вальцы (строгаль-
ные станки), гусеничная лента из
стальных звеньев, конвейерная цепь
с упорам» и др.
Скорость подачи изменяется в ши-
роких пределах. При ручной подаче
она составляет 4—5 м в минуту, при
механизированной доходит до 45—
50, а в некоторых случаях до 100 м
в минуту. При больших скоростях
резания применяют подачу с боль-
шей скоростью, чем при малых ско-
ростях резания, без ухудшения при
этом качества обработки».
Установить правильные соотноше-
ния между скоростью резания и ско-
ростью подачи при заданной тол-
щине снимаемого слоя древесины —
одно из основных требований пра-
вильного использования станка и
его производительной работы.
Установочные части в
станке служат для точной установки
12*
режущего инструмента в оправе, а
самой оправы — в определенном по-
ложении по отношению к обрабаты-
ваемому материалу. Поэтому ка-
ждый станок должен иметь такое
устройство деталей и их сочетание,
чтобы он мог быть приспособлен
к разнообразным требованиям произ-
водства. Так, например, в фрезерных
Останках режущий инструмент закреп-
ляется в головке шпинделя.
Привод служит для сообщения
движения от электродвигателя режу-
щим и подающим частям станка.
Привод, как правило, устраивают
так, что при остановке режущего
инструмента автоматически прекра-
щается и подача материала.
Применяют обычно для каждого
станка привод от индивидуального
электродвигателя.
Передача вращения осуществляет-
ся непосредственно от электродвига-
180
Деревообрабатывающие станки
теля, вал которого соединен с рабо-
чим валом станка, либо посредством
клиновых или плоских ремней, что
является более громоздким » менее
удобным.
При необходимости изменения
числа оборотов рабочего вала по
сравнению с числом оборотов вала
электродвигателя таковое дости-
гается применением редуктора или
(при ременной передаче) установкой
контрпривода — промежуточного ва-
ла.
Пуск и остановка двигателя про-
изводятся при помощи кнопочного
управления с электромагнитным пу-
скателем.
2. ОСНОВНЫЕ ПАРАМЕТРЫ СТАНКОВ
Основными параметрами, характе-
ризующими тот или иной станок,
являются:
а) допустимые размеры обраба-
тываемого материала;
б) количество и размеры режу-
щих инструментов;
в) число оборотов в минуту рабо-
чего вала, определяющее скорость
резания;
г) способ и скорость подачи, ха-
рактеризующие быстроту обработки
деталей;
д) мощность двигателя, выражае-
мая в лошадиных силах (л. с.) или
в киловаттах (квт)\
е) производительность станка, из-
меряемая количеством продукции,
выпускаемой в единицу времени
(час или смену).
Повышение производительности
станков достигается оснащением их
дополнительными механизмами и
приспособлениями и установлением
наиболее целесообразного режима
работы на станках.
Производительность станка зави-
сит от:
скорости подачи;
количества одновременно обраба-
тываемых деталей;
числа одновременно или последо-
вательно выполняемых операций;
использования машинного вре-
мени;
использования рабочего дня.
Скорость подачи зависит от сопро-
тивления подаче обрабатываемого
материала на резец, мощности при-
вода рабочего вала и механизма по-
дачи, прочности рабочих элементов
станка и остроты режущего инстру-
мента.
Скорость подачи связана также с
удобством и безопасностью работы,
поэтому она не должна превышать
40 м в минуту на круглопильных и
25 м в минуту на строгальных и
фрезерных станках.
Повышения скорости подачи можно
достичь применением особо острых
резцов и подбором режима резания,
а также уменьшением трения пере-
мещаемого материала или подающе-
го приспособления о рабочий стол
станка, что достигается правильной
его наладкой и своевременной смаз-
кой. В станках с механизированной
подачей скорость подачи повышается
путем улучшения прижимных уст-
ройств и возможным увеличением
мощности привода.
Увеличения числа одновременно
обрабатываемых деталей достигают
одновременной подачей нескольких
деталей и устройством специальных
приспособлений с закладкой в них
нескольких деталей для одновремен-
ной обработки.
Увеличения числа одновременно
или последовательно производимых
операций достигают установкой не-
скольких режущих инструментов.
Правильное использование машин-
ного времени связано с увеличением
времени полезной работы станка и
сокращением времени его холостого
хода и простоев. Холостой ход
станка вызывается необходимостью
сменять обрабатываемые заготовки,
закреплять их и перемещать к резцу.
Для сокращения этих потерь вре-
мени необходимо располагать заго-
товки так, чтобы замена их требо-
вала минимальной затраты времени.
Зажимы должны обеспечивать бы-
строту закрепления.
Важным фактором увеличения
Основные параметры станков. Пильные станки
181
производительности станка является
правильное использование рабочего
времени. Потери рабочего времени
связаны с наладкой станка и его
регулированием, сменой режущего
инструмента, заточкой и правкой
инструмента, очисткой и смазкой
станка. Сокращенно этих потерь
в большой степени зависит от пра-
вильной организации труда.
3. ПИЛЬНЫЕ СТАНКИ
Продольную и поперечную распи-
ловку досок и брусьев выполняют
главным образом на станках с круг-
лыми (дисковыми) пилами. Для кри-
волинейной и под различными угла-
ми распиловки служат ленточно-
пильные станки.
Маятниковая пила (рис. 113) при-
меняется для поперечной распиловки
досок и брусков.
Рис. 113. Маятниковая пила:
1 — пильный диск; 2 — рама; ' 3 — кронштейн;
4 — компенсатор; 5 — электродвигатель; 6 —
стол; 7 — направляющая линейка; 8 — упор;
9 — рукоятка; 10 — прорезь; 11 — противовес.
Станок типа ЦКМ имеет рабочий
вал с пильным диском и шкивами
для привода. Вал установлен на
качающейся раме, подвешенной на
кронштейнах к стене или потолку
здания. Электродвигатель помещен
на консоли рамы, и передача вра-
щения пильному диску осуществляет-
ся посредством ремня, идущего со
шкива двигателя на шкив пильного
вала. Со стороны рабочего ременная
передача закрыта щитком.
У электрифицированного станка
типа ЦМЭ пильный диск крепится
на валу специального электродвига-
теля, установленного на месте пиль-
ного вала.
Техническая характеристика
маятниковых торцовок
Наибольшая толщина распи- ЦКМ ЦМЭ
ливаемого материала
(в мм)...................До 225 До 120
Наибольшая ширина распили-
ваемого материала (в мм) 500 400
Диаметр пилы (в мм) .... 650 500
Число оборотов пилы в минуту 1 500 2 900
Мощность электродвигателя
(в кет)................. 4 4
Габариты станка (в мм):
длина................... — 1 285
ширина............... — 960
высота............... — 2 480
Вес станка (в кг) ....... 350 300
Распиливаемый материал уклады-
вают на деревянный стол (верстак),
снабженный линейкой с перестав-
ными упорами. Пила снабжена про-
тивовесом, отклоняющим качающую-
ся раму и« вместе с ней пильный диск
к стене за пределы стола. Распили-
вание происходит при надвигании
(подтягивании) пилы за рукоятку на
себя.
182
Деревообрабатывающие станки
Маятниковая шарнирная пила
(рис. 114) имеет пильный диск, на-
саженный на вал электродвигателя,
и систему рычагов, шарнирно соеди-
ненных между собой и служащих
для подачи суппорта с пилой на
распиливаемый материал.
Рабочий узел смонтирован на
стойке и с помощью винтового уст-
ройства и маховичка может быть
установлен на нужной высоте в со-
ответствии с диаметром пилы, тол-
щиной заготовки и^и глубиной про-
пила, а также повернут на требуе-
мый угол для косого распила.
Техническая характеристика
станка ЦМЭ-2
Наибольшая толщина распиливаемого
материала (в мм).................120
Наибольшая ширина распиливаемого
материала (в мм).................400
Перемещение пилы по вертикали (в мм) 100
Углы поворота пилы вправо и влево
(в °)............................ 45
Диаметр пилы (в мм)..............500
Число оборотов пилы в минуту........2 910
Мощность электродвигателя (в кет) . . 3,2
Габариты станка (в мм)-
длина............................1 080
ширина............................ 625
высота...........................1 820
Вес станка (в кг) ................... 380
Находят применение балансирные
пилы, у которых рама, в отличие от
маятниковой, расположена горизон-
тально, а пильный диск при распи-
ловке выводится из-под стола с по-
мощью ножной педали, отчего такие
пилы называют педальными.
Торцовочный станок (ЦП) с прямо-
линейным движением суппорта (рис.
115, а) обеспечивает более точное и
прямолинейное распиливание, чем
маятниковая пила. Пильный диск
и электродвигатель установлены на
суппорте с хоботообразными на-
правляющими, передвигающимися в
обойме. Обойма закреплена на пово-
ротной подъемной колонке, чем обе-
спечивается возможность распилива-
ния под углом и на различной вы-
соте.
Распиливание происходит при на-
двигании пилы за рукоятку на себя.
Рис. 114. Маятниковая
шарнирная пила:
1 — стойка; 2 — маховичок
механизма подъема; 3 — ручка
установки по высоте; 4 — пиль-
ный диск; 5— ручка установки
при повороте; 6 — рычажная
система; 7 — электродвига-
тель; 8 — скоба; 9 — огражде-
ние (кожух).
Для ' облегчения подачи в обойме
установлены шарикоподшипники, по
которым перемещаются направляю-
щие. Такие станки более удобны в
работе, чем маятниковые пилы.
Более совершенные модели (ЦПА)
снабжаются механизированной пода-
чей с помощью гидравлического
устройства.
Техническая характеристика
станка ЦПА
Толщина распиливаемого мате-
риала (в мм)................... До 100
Ширина распиливаемого мате-
риала (в мм)....................... До
Диаметр пилы (в мм)...........
Число оборотов пилы в минуту . Около 2
Мощность электродвигателя
(в кет).............................. 4,2
Возможное число ходов суппорта
в минуту............................ До 35
§ § §
Пильные станки
183
Длина хода суппорта (в мм) ... 300
Производительность гидронасоса
(в л/мин) ........... 45
Мощность электродвигателя на-
соса (в кет) ......... 1,8
Габариты станка (в мм):
длина............................... 1 160
ширина. .,................ 930
высота.......................... 1 820
470
Вес станка (в кг)...............
Рис. 115. Торцовочный станок:
а — общий вид: 1 — стойка станины; 2 — подъ-
емно-поворотный хобот; 3 — суппорт; 4 — ко-
жух; 5 — пильный диск; 6 — штурвал меха-
низма установки пилы по высоте; б — напра-
вляющая линейка Гахова: 1 — линейка с деле-
ниями; 2 — стопорный винт упора; 3— напра-
вляющий стер жень; 4 — упоры-ограничители
(один откинут за линейку).
Рабочий стол станка, ивготовлен-
ный из дерева, устанавливается на
деревянных или металлических стой-
ках и снабжается направляющей ли-
нейкой й упорами.
Для поперечной распиловки на
станках без разметки наиболее удоб-
ной является направляющая линейка
(рис. 115,6), снабженная делениями
и откидными упорами (ограничите-
лями). Упоры устанавливают и за-
крепляют в нужном положении, а те
иэ них, которые при раскрое не тре-
буются, могут быть откинуты за ли-
нейку.
Двухпильный концеравнитель
(Ц2К120) применяется для массовой
и точной нарезки по длине досок и
брусков. На станке установлены два
электрических пильных суппорта на
колонках. Одна из колонок переме-
щается по направляющим станины и
может быть установлена сообразно
отпиливаемой длине заготовки. По-
дача заготовок осуществляется двух-
цепным конвейером, снабженным
упорами для подаваемых заготовок
и магазином для закладки.
Техническая характеристика
станка Ц2К120
Длина обрабатываемых заготовок 200—1 200
Наибольшая ширина распиливае-
мого материала (в мм).......... 700
Наибольшая толщина распиливае-
мого материала (в мм).......... 50
Диаметр пил (в мм)................. 350
Наибольший угол наклона пил (в °) 6
Число оборотов пил в минуту ... 2 900
Скорость подачи конвейера
(в м(мин)......................... 5, 7,5,
10 и 15
Мощность электродвигателя каждой
пилы (в кет)............’. . . . 22
Габариты станка (в мм):
длина.............................. 2 290
ширина........................ 2 620
высота..................”. . 1 340
Вес станка (в кг)................ 2 100
Круглопильные станки применя-
ются как для поперечной, так и про-
дольной распиловки и распиливания
под углом. Станки, используемые для
тех и других целей, называемые
универсальными, снабжаются напра-
вляющими линейками, упорными
приспособлениями и каретками. Для
распиливания под углом станки де-
лают с наклонным столом или на-
клонным шпинделем.
Круглопильные универсальные
станки (циркульные пилы) (рис. 116)
являются наиболее распространен-
ными станками для распиловки дре-
весины. Их применяют главным об-
разом для продольной распиловки.
На рабочий вал надевают и закреп-
ляют круглый пильный диск.
184
Деревообрабатывающие станки
Техническая характеристика
станков
Ц-3 Ц-б
Наибольшая толщина распили-
ваемого материала (в мм) . . 120 130
Наибольшая ширина распиливае-
мого материала (в мм) . . . 400 400
Диаметр пилы (в мм) ...... 500 500
Число оборотов пилы В минуту . 2 900 2 900
Мощность электродвигателя
(в кет)........................ 4 7
Габариты станка (в мм):
длина....................... 1 250 1 550
ширина...................1 00Э 870
высота...................1 155 1 150
Вес станка (в кг)............ 525 700
Рис. 116. Универсальный
круглопильный станок:
/ — пильный диск; 2 — кожух ограждения
пильного диска; 3 — рабочий стол; 4 — прорезь
стола; 5 — верхнее ограждение пильного
диска; 6 — направляющая линейка; 7 — щи-
ток кнопочного управления; £ —маховичок
подъемного механизма; 9 — станина.
Пильный вал простых станков
(Ц-З) устанавливают на деревянной
или чугунной станине со столом,
снабженным * направляющей линей-
кой. Вал приводится во вращение
электродвигателем при помощи ре-
менной передачи.
' В целях безопасности работы пиль-
ный диск закрывают кожухом с от-
ражателем против обратного вытал-
кивания распиливаемого материала.
Для предупреждения зажимания
лиска распиливаемой вдоль волокон
древесины служит устанавливаемый
за диском циркульной пилы сталь-
ной расклинивающий нож (рис.
117,а). Расстояние между ножом и
зубьями пилы должно быть не бо-
лее 5—8 мм.
Стол станка (Ц-6) может быть с
помощью ручного маховичка и винта
установлен на нужную высоту. На
столе имеются канавки для укре-
пления в них упорного угольника•и
других приспособлений.
Заточку дисковых пил производят,
как правило, на приводных точиль-
ных станках. Пильный диск устана^
вливают на валу так, чтобы при вра-
щении он не давал отклонения в бо-
ковые стороны и по окружности.
При установке диска тщательно про-
веряют правильность его центровки
(совпадение центра диска с осью
вала), плотность примыкания шайб
к диску и равномерность заточки и
разводки зубьев. Неравномерность
Рис. 117. Приспособления
к круглопильным станкам:
а — установка расклинивающего ножа; б —
направляющая линейка Нечунаева к циркуль-
ной пиле: 1— линейка; 2 — опорная планка;
3— установочный винт; в — шаблоны: 1 — для
выборки треугольного шпунта; 2 — для косой
опиловки кромок; 3 — для косого распилива-
ния досок. •
Пильные станки
185
заточки зубьев исправляют фуговкой
и последующей заточкой.
Распиловку на циркульной пиле
производят обычно с помощью на-
правляющей линейки. Весьма удоб-
ной является линейка Нечунаева
(рис. 117,6), которую переставляют
в нужное положение посредством
установочного винта всегда строго
параллельно брусу, укрепленному, в
свою очередь, параллельно пильному
диску. При пользовании этой линей-
кой отпадает необходимость прове-
рять параллельность линейки пиль-
ному диску.
При продольном распиливании
станочник укладывает заготовку на
стол так, чтобы кромка ее прилегала
к направляющей линейке, и подает
по плоскости стола на пильный диск.
Применяя простые приспособления
(рис. 117, в), можно выполнять на
круглопильном станке сложные опе-
рации: выбирать четверти, пазы, вы-
делывать гребни шпунтового соеди-
нения, зарезать шипы и проушины,
производить поперечный пропил под
разными углами.
Более производительны кругло-
пильные станки с механической по-
дачей. *
Однопильный , станок ЦДК-4
(рис. 118) с гусеничной подачей и
пильным диском, расположенным над
столом, предназначен для распили-
вания досок, планок, брусков и щи-
тов. Прижим материала к конвейеру
производится роликами, расположен-
ными на суппорте и устанавливаемы-
ми в зависимости от толщины обра-
батываемого материала. Для напра-
вления материала стол снабжен ли-
нейкой.
Техническая характеристика
станка ЦДК-4М
Наибольшая толщина распиливае-
мого материала (в мм).......... 100
Наименьшая длина распиливаемого
материала (в мм)............... 250
Наибольшая ширина отпиливаемой
части (вправо от пилы) (в мм) . 340
Диаметр пилы (в мм)............От 250
до 400
Число оборотов пилы в минуту ... 2 900
Скорость подачи (в м/мин)...... 15, 22,
30 и 40
Мощность электродвигателя пилы
(в кет).............. 10
Мощность электродвигателя подачи
(в кет)........................ 1,4
Габариты станка (в мм)х
длина..............'......... 2 000
ширина......................1 720
высота......................1620
Вес станка (в кг) ............. 1 750
Ленточно-пильный станок
(рис. 119, а) предназначен
для фигурного (криволи-
нейного) распиливания. Ре-
жущим инструментом слу-
жит бесконечное пильное
полотно, которое огибает
два шкива (воробы). Один
из них (верхний) холостой,
а другой (нижний) соеди-
нен с приводом. Холостой
шкив может перемещаться
в вертикальном направле-
нии, чем осуществляется
Рис.' 118. Станок для про-
дольного распиливания с гу-
сеничной подачей:
/ — станина; 2 — рабочий стол;
3 — пильный диск; 4 — защитное
приспособление; 5 — маховичок
регулятора высоты; 6 — подающий
конвейер; 7 — направляющая ли-
нейка.
186
Деревообрабатывающие станки
натяжение пильного полотна. Сила
натяжения регулируется грузом, пе-
редвигаемым по рычагу, служащему
опорой для подшипников шкива.
В столярно-механических произ-
водствах применяют станки малой
(ЛС40) и средней мощности (ЛС80).
Техническая характеристика
ленточно-пильных станков
ЛС80-3 ЛС40
Диаметр пильных шкивов
(в мм)....................... 800 400
Число оборотов пильного
шкива в минуту............. 970 1 500
Наибольшая высота пропила
(в мм)....................... 400 200
Ширина полотна пилы (в мм) 30—40 10—20
Расстояние пилы от стойки
(в мм) . .,.................. 715 300
Угол наклона стола (в °). . . до 45 до 40
Мощность электродвигателя
(в кет)...................... 4,5 1,3
Габариты станка (в мм)*.
длина...................... 1 980 1 000
ширина.................. 1 000 600
высота.................. 2 300 1 500
Вес станка (й кг).......... 1 120 400
Направление движения пильного
полотна — сверху вниз. Деталь укла-
дывают на стол и вручную надви-
гают ее на полотно. Применяется
полотно шириной до 20 мм. Чем
круче кривая пропила, тем полотно
должно быть уже. Для того чтобы
устранить при распиливании чрез-
мерный прогиб полотна и сдвигание
его со шкива, с затылочной стороны
полотна ставят направляющее уст-
ройство с упорными роликами (рис.
119, б).
Недостатком ленточно-пильных
станков является сравнительно ча-
стый обрыв пильной лейты, происхо-
дящий от чрезмерного ее натяжения
и плохой спайки мест соединения.
Пайку разорвавшегося полотна про-
изводят медью на специальном
станке при помощи паяльной лампы
или на электроаппарате.
Лобзиковый выпиловочный (ажур-
ный) станок (рис. 120) предназначен
для фигурного выпиливания по кон-
туру и внутри детали. Съемное пиль-
Рис. 119. Ленточно-пильный станок:
а — общий вид: I — нижний шкив; 2 — стол;
3 — ленточная пила; 4 — направляющее уст-
рдйство для пилы; 5 — верхний шкив; 6 —
ограждение; 7 — направляющая линейка; б —
направляющее устройство.'
ное полотно может быть продето че-
рез просверленное отверстие (напо-
добие ножовки с узким полотном),
что позволяет выпиливать деталь в
любом месте. Пильное полотно за-
крепляют в верхнем суппорте (пол-
зуне), подвешенном к пружинному
устройству. Нижний конец полотна
прикрепляют к нижнему суппорту,
соединенному с шатуном, насажен-
ным на кривошип привода. При
вращении привода кривошип через
шатун придает нижнему суппорту, а
вместе с ним и пильному полотну
поступательное движение вверх и
Строгальные станки
187
Рис. 120. Лобзиковый
(ажурный) станок:
/ — станина; 2— пилка; 3 —
рабочий стол; 4 — педаль
включения и выключения.
вниз. При движении полотна вниз
, режется древесина и натягивается
пружина, а при обратном движении
пружина оттягивает полотно вверх,
предупреждай возможное изгибание
полотна при зажиме его древесиной.
Станок снабжают сверлом для
сверления отверстий.
Стол станка делают наклонным,
для того чтобы можно было произ-
водить косое распиливание.
Техническая характеристика
лобзиковых станков
АЖС-ЗАЖС-4
Высота пропила (в мм) ... 60 100
Ход пилки (в мм)............. 40 40
Длина пилки (в мм)........ 220—340 280
Наименьший радиус выпили-
вания (в мм)................. 20 20
Наклон стола в обе стороны
(в °)..................... 45 45
Расстояние пилки от стойки
(в мм) .......... 800 800
Число ходов пилки в минуту 900 720 и 950
Наибольшая глубина сверле-
ния (в мм) ........ 80 80
Мощность электродвигателя
пилки (в кет) ...... 2 1,2
Мощность электродвигателя
сверла (в кет)............. 0,25 0,12
Габариты станка (в мм):
длина...................... 1365 1 350'
ширина................... 760 800
, высота............... 1990 1 600
Вес станка (в кг)........... 560 510
4. СТРОГАЛЬНЫЕ СТАНКИ
Для первоначального острагива-
ния, фуговки и острагивания в угол
применяют фуговальные станки, а
для получения деталей определенной
толщины (под рейсмус) — рейсмусо-
вые. Кроме того, для' строгания за
один проход трех или четырех сто-
рон и придания бруску или доске
фигурного профиля применяют мно-
госторонние строгальные (калёвоч-
ные) станки.
Фуговальный станок СФ4-4
(рис. 121) имеет два стола (плат-
формы), ножевой вал и направляю-
щую линейку. Столы установлены
на станине так, что их можно подни-
мать и опускать. Это позволяет регу-
лировать толщину снимаемого за
один проход слоя древесины.
Точку ножей производят на специ-
альном станке; вручную допускается
лишь правка оселком.
Острагивание на строгальное
станке досок и брусков ведется
обычно в два приема: вначале остра-
гивают широкие стороны детали, а
затем кромку в угол. После острож-
ки на фуговальном станке две
остальные стороны острагиваются на
рейсмусовом или фрезерном станке
до требуемых размера и профиля.
Техническая характеристика
фуговочных станков
СФ4-4 СФ6-2
Наибольшая ширина строга-
ния (в мм)................... 400 600
Длина переднего стола (в мм) 1 100 1 500
Длина заднего стола (в мм) . 900 1 000
Диаметр ножевого вала (в мм) 125 125
Число ножей.................... 2 2
Число оборотов ножевого
вала в минуту............... 5 000 5 000
188
Деревообрабатывающие станки
Рис. 121. Фуговальный станок:
1 — электродвигатель; 2 — аадняя плита рабочего стола; 3 — направляющая линейка; 4 — ру-
коятка механизма изменения высоты передней плиты; 5 — веерное ограждение; 6 — передняя
плита рабочего стола; 7 — пусковое устройство; 8 — ножевой вал; 9 — станина.
Мощность электродвигателя
(в кет).......... 23 4,5
Габариты станка (в мм)'.
длина...................... 2 065 2 565
ширина................. 1 120 1 360
высота................. 1080 1080
Вес станка (в кг) ...... 620 860
но прижимают остроганной пластью
к направляющей линейке, устано-
вленной под прямым углом к столу.
Фуговальные станки могут быть
оборудованы механической подачей,
автоподатчиком, работающим от от-
дельного двигателя. Автоподатчик
Ножевой вал (рис. 122) имеет
круглую форму и снабжен четырьмя
или двумч ножами. На ножевой вал
укрепляют стружколоматели (горба-
тики), ножи и прижимные фасонные
накладки.
При фуговке обрабатываемый ма-
териал кладут на передний стол
станка и рукой надвигают на ноже-
вой вал, который строгает нижнюю
поверхность. При этом деталь сле-
дует плотно прижимать к столу, но
так, чтобы рука не находилась над
ножевым валом. После первого про-
хода обрабатываемую поверхность
осматривают и, если окажутся не-
простроганные места, операцию по-
вторяют до тех пор, пока вся по-
верхность не будет прострогана.
Вначале острагивают широкую
сторону детали (пласть), а затем
узкую (кромку). Для получения пра-
вильного прямого угла при остраги-
вании в угол и фуговке деталь плот*
Рис. 122. Ножевой вал:
а — части ножевого вала: 1 — вал; 2 — стру-
жколоматель; 3 — нож; 4— фасонная накладка;
б — 'схема строгания.
Строгальные станки
189
(рис. 123) осуществляет подачу ма-
териала с помощью конвейерной
цепи, имеющей пружинящие пальцы,
самоустанавливающиеся в соответ-
ствии с неровностями поверхности
обрабатываемой заготовки.
Автоподатчик монтируется на
стойке, устанавливаемой на столе
станка или на отдельном фунда-
менте рядом со станком.
Техническая характеристика
автоподатчика к фуговальному
станку
Ширина фугуемой плоскости (в мм) . 350
Толщина обрабатываемой детали (в мм) Ю0
Наименьший размер обрабатываемой .
детали (в мм)*.
длина............................180
толщина......................... 10
ширина........................... 30
высота детали при фуговании
кромки (на ребро)(в мм).... 85
Скорость подачи (в м[мин)..........12—20
Расстояние между осями звездочек кон-
вейера подачи (в мм).............550
Шаг цепи конвейера (в мм).......... 25,4
Мощность электродвигателя (в кет) . 0/270
Число оборотов электродвигателя
в минуту.......................1 410
Габаритные размеры (в мм)*.
длина с кожухом..................880
ширина со стороны подачи .... 450
Применяются автоподатчики с об-
резиненными роликами (УПА-3).
Кромкофуговальная го-
ловка (шпиндель), устанавливае-
мая на фуговальном станке, приме-
няется для одновременного строгания
в угол пласти и кромки брусков, до-
Рис.. 123. Автофуганок:
а —общий вид фуговального станка с авто-
податчиком; б — схема конвейерного меха-
низма на фуговальном станке: /—ножевой
вал; 2 — обрабатываемая заготовка; 3 —зад-
няя плита станка; 4 — передняя плита станка;
5—конвейерная цепь; 6 — нажимные пальцы;
в— установка универсального автоподатчика:
/ — стол станка; 2 — колонка; 3 — подающие
ролики; 4 — механизм подъема; 5 —* корпус
автоподатчика.
Рис. 124. Установка кромкофуговаль-
ного шпинделя на фуговальном
станке:
/ — направляющие линейки; 2— механизм из-
менения глубины фрезерования; 3 — привод;
4 —> фрезерная головка; 5— стол фуговального,
станка.
190
Деревообрабатывающие станки
сок и других деталей. Головка (рис.
124) состоит из передней и задней
направляющих линеек, шпиндельною
блока и двухножевой фрезерной го*
ловки, эксцентрикового механизма
для изменения глубины фрезерова-
ния и направляющей стойки для
вертикального перемещения шпин-
дельного блока. Привод шпинделя
головки осуществляется от отдель-
ного двигателя посредством клиноре-
менной передачи.
Техническая характеристика
кромкофуговальной головки
АГЗ-2
Высота обрабатываемой детали (в мм):
наибольшая................. 100
наименьшая.............. 12
Наименьшая длина обрабаты-
ваемой детали (в мм) . . 40
Диаметр фрезерной головки
(в мм)................... 100
Рис. 125. Рейсмусовый станок:
а — общий вид*. 1 — электродвигатель ножевого вала; 2 — пусковое устройство; 3 — предохра*
нительный кожух; 4 — рабочий стол; 5 — электродвигатель подачи; 6 — станина; б — схема
рабочей части: 7 — рабочий стол; 2— обрабатываемая деталь; 3 — предохранительные подвески
(когти); 4 — рифленый подающий валик; 5 — колпак; 6 — ножевой вал; 7 — задняя прижимная
колодка; 8 — козырек над валиком; 9 — гладкий подающий валик; 10 — нижние направляющие
валики; в — секционный подающий валик рейсмусового станка.
Строгальные станки
191
Число оборотов головки
в минуту................... 7 000
Длина направляющих линеек
(в мм)?
передней..................... 925
задней...................... 625
Мощность электродвигателя
(в кет).................... 1,7
Габаритные размеры головки
(в мм)............... 1 600 x 440x530
Вес головки (в кг)...... 150
Строгально-пропускной (рейсмусо-
вый) станок (рис. 125) имеет либо
один ножевой вал для острагивания
одной стороны детали (с предвари-
тельно остроганной на фуговальном
станке другой стороной), либо два
ножевых вала для двустороннего
строгания.
Ножевой вал расположен над
подъемным столом, на который кла-
дут обрабатываемую деталь, и по-
этому строгается ее верхняя сто-
рона. Сверху деталь прижимается
приводными вращающимися рифле-
ными валиками и подается ими к
ножевому валу.
Расстояние ножевого вала от
стола остается при строжке не-
изменным — строгание происходит в
размер (под рейсмус).
Необходимое в соответствии с за-
данной толщиной детали расстояние
вала достигается путем поднятия
или опускания стола. Двухсторон-
ний рейсмусовый станок отличается
наличием второго строгального вала
и устройством суппортов ножевых
валов.
Стол снабжен двумя роликами
(валами) для облегчения продвига-
ния подачи материала во время ра-
боты. В табл. 86 приводятся ха-
рактеристики рейсмусовых станков-
Таблица 86
Техническая характеристика рейсмусовых станков
Показатели Марки станков
СРЗ-4 СР6-6 СР12 СР18 С2Р8
Наибольшая ширина строгания (в мм) . . 300 630 1 250 1 800 800
Наибольшая толщина обрабатываемой ки (в мм) заготов- 120 200 150 150 150
Наименьшая длина обрабатываемой заготовки (в мм) 280 360 450 500 400
Диаметр ножевого вала (в мм) 125 125 160 224 125
Число ножей 2 4 4 6 4
Число оборотов ножевого вала в минуту . 5 000 5 000 4 500 3 500 6 000
Скорость подачи (в м[мин) 8,12, 18 8, 12, 20, 30 8, 12, 16, 24 8, Ю, 12, 16, 21, 25, 32 8, 12, 16, 24
Мощность электродвигателей (в кету.
ножевого вала 4,5 7 14 28 10+7
механизма подачи 1 2 1,7 2,6 1,4 4,0 4 1
заточного устройства . . . ; — 0,25 0,25 0,5
Габариты станка (в мм)-.
длина 1 130 1 100 2850 2 400 2 240
ширина 845 1 380 1 450 3500 2 200
высота . . . .ч . . . 1 390 1 560 1 585 2500 2 070
Вес станка ib кг).............. 750 1 460 4 350 9 080 5 200;
192
Деревообрабатывающие станки
Четырехсторонний строгальный
станок СК-15 (рис. 126) имеет два
горизонтальных и два вертикальных
ножевых вала для строгания детали
ео всех четырех сторон. Нижний и
боковые вертикальные ножевые валы
установлены на плите, а верхний
ножевой вал — на особой каретке.
Подъемом или опусканием каретки
устанавливают толщину острагивае-
мой детали. Подъем каретки осуще-
ствляется пои помощи винтов.
Рис. 126. Четырехсторонний строгально-калевочный станок СК-15:
1 — нижний ножевой вал; 2 — прижимы; 3 — вертикальная ножевая головка; 4 — верхийй но-
жевой вал; 5 — редуктор механизма подачи; 6 — масляный насос-лубрикатор; 7 — вальцы; 8 —
гусеница; 9 — кнопочное управление.
Вертикальные ножевые валы (па-
троны) при помощи винтов сдвигают
или раздвигают по направляющим и
таким образом устанавливают со-
гласно требуемой ширине обрабаты-
ваемых деталей. Ножевые валы
расположены в такой последователь-
ности: вначале верхний горизонталь-
ный вал для острагивания верхней
пласти доски, затем боковые верти-
кальные валы, острагивающие обе
кромки доски, и, наконец, нижний
ножевой вал, острагивающий ниж-
нюю пласть доски.
Для направления движения пода-
ваемого материала служат напра-
вляющие линейки.
Техническая характеристика
станков
СК-15 СК-16
Ширина строгания (в мм) . . 20—150 25—160
Толщина . (в мм) . . 10—75 10—80
Наименьшая длина строгае-
мой детали (в мм).......... 400 400
Диаметр ножевых голо-
вок (в мм)................. 180 160
Число оборотов ножевых го-
ловок в минуту:
при частоте тока
50 пер/сек...........: 2 800 —
при частоте тока
100 neplceK........... 5 600 5 600
Скорость подачи (в м[мин). . 7—33,5 7—46
Фрезерные и шипорезные станки
193
Мощность электродвигате-
лей (в кет): — 27
верхней головки......... 4,2 —
правой и левой (каждая). 3,2 —
нижней головки.......... 3,2 —
механизм подачи......... 2,7 —
Вес станка (в кг)...........^2 700 4 150
На четырехсторонних станках
обычно строгают деталь с нцжней и
верхней ее сторон плоскими и пря-
мыми ножами, а кромки обрабаты-
вают чаще всего по какому-либо фа-
сонному профилю, для чего на верти-
кальные валы ставят фасонные ножи
или специальные шарошки.
5. ФРЕЗЕРНЫЕ И ШИПОРЕЗНЫЕ СТАНКИ
На фрезерных станках выполняют
фасонные отборки в прямолинейных
и криволинейных деталях и шипорез-
ные работы. Специализированные
фрезерные станки предназначены
для определенного вида фрезерных
работ, а универсальные — для вы-
полнения всех видов фрезерных ра-
бот.
Фрезерный станок (рис. 127) имеет
шпиндель, вертикально укрепляемый
на подвижной плите (суппорте) так,
что над столом возвышается конец
вала — шпинделя, на который наде-
вают режущий инструмент.
Стол снабжен косыми пазами для
закрепления установочных приспо-
Рис. 127. Фрезерный станок с авто-
матической подачей и приспособления
к нему:
/ — станина; 2 — пусковое устройство; 3 —
штурвал для подъема суппорта; 4 — рабочий
шпиндель; 5 — грузовое устройство; 6 —
стружкоприемник; 7 — электродвигатель; 8 —
педаль.
соблений: упорной линейки, каретки
и др. Передача вращения шпинделю
от электродвигателя осуществляется
либо непосредственно, либо полу-
перекрестно надетым ремнем.
Шпиндель установлен на шарико-
вых подшипниках, укрепленных на
каретке суппорта и снабженных
колпачковыми масленками.
Шпиндель крепится при помощи
клина, забиваемого в специальные
отверстия вала, и шпиндельной на-
садки, входящей в полый конец вала,
или посредством навинчиваемой на
конец вала гайки, которая одновре-
менно затягивает заплечики шпин-
деля.
Шпиндельный суппорт предста-
вляет собой рамку (каретку), на
которой укреплены подшипники
шпинделя. Суппорт перемещается по
направляющим станины при помощи
винта с маховиком. Обычно каретку
со шпинделем можно перемещать на
8—10 см. Каретка закрепляется в
требуемом положении посредством
стопорного винта.
Техническая характеристика
станка Ф-4
Число оборотов шпинделя в минуту 6 000—8 000
Диаметры шпиндельных наса-
док (в мм)................... 22 и 27
Размеры стола (в мм)......... 1 000^800
Вертикальное перемещение суп-
порта (в жж) ................ 100
Мощность электродвигате-
ля (в кет)................... 4,5
Габариты станка (в мм):
длина ...................... 1515
ширина................... 1 000
высота................... 1 340
Вес станка (в кг)............... 665
13 А. Н. Стариков
194
Деревообрабатывающие станки
Приспособления к фрезерным
станкам весьма разнообразны, так же
как и фрезерные работы. Основны-
ми приспособлениями являются: на-
правляющие и прижимные устрой-
ства для прямолинейного фрезерова-
ния, шаблоны, зажимы и упоры для
криволинейного фрезерования, ка-
ретки, зажимы и упоры для зарезки
рамных шипов, приспособления для
зарезки ящичных шипов.
Важным приспособлением являет-
ся направляющий угольник (рис.
128, а), служащий для направления
бруска при обработке. Он предста-
вляет собой металлическую скобу с
ушками и двумя стойками с проре-
зями для болтов, при помощи кото-
рых угольник крепится к столу.
У некоторых направляющих угольни-
ков одну из стоек делают подвиж-
ней, что позволяет регулировать глу-
бину фрезерования без перестановки
самого угольника. '
Прижимы в виде плоских пру-
жин устанавливают для прижимания
детали сверху на направляющем
угольнике и сбоку — на столе. При
фрезеровании коротких деталей
пользуются направляющими колодка-
ми (толкачами)
Шаблоны или цулаги (рис.
128,6,0) применяют главным обра-
зом при криволинейном фрезерова-
нии. Их делают деревянными с ме-
таллическими зажимами для крепле-
ния детали. Нижняя часть имеет
контуры, соответствующие заданным
контурам обрабатываемой детали
При обработке закрепленная на ша-
блоне деталь подается на вращаю-
щуюся фрезу так, чтобы контурная
поверхность шаблона всё время ка-
салась опорного устройства шпин-
деля. В этом случае направление
подачи будет соответствовать кри-
визне шаблона и обрабатываемая
деталь получит форму, соответствую-
щую контурам шаблона.
Зажимы применяют эксцентри-
ковые, винтовые и простые в виде
металлических или деревянных за-
верток.
На шаблон укладывают одну или
сразу несколько деталей, что зна-
чительно повышает производитель-
ность станка.
Рис. 128. Приспособления к фрезер-
ным станкам:
а — направляющий угольник: /— ножевой вал;
2 — линейка; 3 — скоба; 4 — деталь; 6 — фре-
зерование по кольцу 1 — кольцо, 2 — фреза;
3 — шаблон; 4 — деталь; 5— упор- — зажим;
7 — подкладка, 8 — упор, в — шаблон для
фрезерования: / — кольцо; 2 — деталь; 3 —
зажимы; 4 — прижимная планка; 5 — корпус
цулаги; 6 — фреза.
Опорным устройством шпинделя
служат- глухая шайба или шарико-
вый подшипник, укрепляемый на
шпинделе, дуга, укрепляемая на
столе станка, или кольцо (кон-
форка), вставляемое в отверстие
плиты. Наиболее простым и удобным
опорным устройством является
кольцо.
Приспособлением для шипорезных
работ служит каретка с прикреп-
ленными к плите направляющими, по
которым каретку с закрепленной де-
талью надвигают на резец. На ка-
ретке имеется упорная линейка, к
которой прикладывают обрабатывае-
мую деталь и закрепляют прижим-
ным винтом.
Каретки имеют различное устрой-
ство в зависимости от их назначе-
Фрезерные и шипорезные станки
195
Рис. 129. Приспособления к фрезерному станку
для шипорезных работ:
а— приспособление для зарезки прямых ящичных шипов!
1 — рамка-каретка; 2— пакет дощечек; 3 — направляю
щая линейка; 4 — фрезы; б — приспособление для зг-
резки ящичных полупотайных шипов .ласточкин хвост*:
1 — зажимное устройство; 2 — механизм подачи; в —
шипорезная каретка на консоли для длинных деталей:
/ — шипорезные диски; 2 — прижим; 3 — верхняя напра-
вляющая; 4 — опорная линейка каретки; о —шипорез-
ная каретка; 6 — опорный ролик кронштейна.
ния — используются ли они
для зарезки шипов и про-
ушин на одной или сразу
на нескольких коротких де-
талях (рис. 129, а), или на
длинных деталях (рис.
129, б).
Для механизированной по-
дачи прямолинейных заго-
товок применяют пристав-
ные универсальные
автоподатчики (рис.
130), которые можно уста-
навливать вертикально, го-
ризонтально или наклонно
под углом к столу или на-
правляющей линейке.
Техническая характе-
ристика автоподатчика
к фрезерным станкам
Размер обрабатываемой
детали (в лж):
наименьшая толщина . 25
наибольшая . . 150
. высота . 120
наименьшая длина . . 150
Скорость подачи (в м!мин) 17,5
Диаметр подающих роли-
ков (в мм).............. ПО
Мощность электродвига-
теля (в кет).............0,25
Число оборотов электро-
двигателя в минуту . . 1 450
Фрезерные станки с ме-
ханической подачей обору-
дуются цепной звездочкой
(станок ФА-4) или карусель-
ным столом (станок Ф2К).
В станке ФА-4 на шпиндель сво-
бодно надета звездочка, приво-
димая во вращение от электродвига-
теля через редуктор. На столе в ка-
навку устанавливается передвижной
суппорт-ползун с пальцем для ша-
блона и изделия. На кромку шабло-
на закрепляют велосипедную цепь
или перфорированную металлическую
полосу, соответственно шагу зубьев
звездочки.___________________________
Рис. 130. Установка автоподатчика на
фрезерном станке:
1 — стол станка; 2 — колонка; .? — механизм
подъема; 4 — корпус автоподатчика; 5—по-
дающие ролики.
196
Деревообрабатывающие станки
Обрабатываемую деталь наклады-
вают на шаблон, а последний наде-
вают на палец суппорта и прижи-
мают с помощью пружины к вра-
щающейся ведущей звездочке, кото-
рая при зацеплении с цепью шабло-
на перемещает его. При этом изде-
лие обрабатывается фрезой соответ-
ственно шаблону.
Техническая характеристика
станка ФА-4
Наибольшая толщина обрабаты-
ваемой детали (в мм)........ 150
Наибольшая ширина обрабаты-
ваемой детали удлиненной фор-
мы (в мм).................... 200
Наибольшая длина обрабаты-
ваемого щита (в мм).......... 800
Наибольшее вертикальное пере^
мещенне суппорта (в мм) ... Ю0
Число оборотов шпинделя в ми-
нуту ........................6 000 и 8 000
Диаметр шпиндельной насад-
ки (в мм) ...................... 30
Скорости подачи (в м[мин) . . . От 6 до 24
Число скоростей подачи........ 4
Мощность электродвигате-
лей (в кет)’
шпинделя..................... 4,5
механизма подачи............. 1,0
Вес станка (в кг)................ 750
Двухшпиндельиый фрезерный ста-
нок Ф2К (рис. 131) с карусель-
ном столом предназначен для
применения в производствах с мас-
совым выпуском строительных дета-
лей и мебели. Станок оборудован
вращающимся столом, снабженным
пневматическими прижимами для
закрепления заготовок. Вертикаль-
Рис. 131. Двухшпиндельный фрезерный станок с карусельным столом:
/ —• карусельный стол; 2 — аазы для крепления копиров; 3 — фрезы; 4 — электродвигатели:
5 — стойка с обоймой.
Фрезерные и шипорезные станки
197
ные шпиндели установлены на вы-
движных суппортах, прижимающих
головки к шаблон-копирам. Стол
приводится во вращение от электро-
двигателя через червячно-шестерен-
чатый редуктор, дающий шесть ско-
ростей вращения.
Рис. 132. Аппарат к фрезерному
станку для фигурно-копировальных
работ:
/ — плита; 2 — кронштейны; 3 — зажимные
центры; 4 — червячное колесо механизма по-
ворота модели и детали; 5 — червяк поворот^
ного механизма; 5 — фреза; 7 — опорный ци-
линдр; 3 — модель; 9 — обрабатываемая де-
таль.
Рис. 133. Агрегатная фрезерная
головка;
/ — кронштейн; 2 — суппорты; 3 — подмотор-
ная плита; 4 — электродвигатель; 5 — кожух;
6 — фреза.
Техническая характеристика
станка Ф2К
Диаметр стола (в мм}.......... 2 000
Наибольший размер обрабаты-
ваемой детали (в мм}.......... 600—2 500
Наибольшая высота фрезерова-
ния «в мм}..................... 140
Наибольшее вертикальное пере-
мещение суппорта (в мм} ... 190
Число оборотов ножевых голо-
вок в минуту...................Около 6 000
Число оборотов стола в минуту . 0,58—3,3
Окружная скорость сто-
ла (в mImuh)................... 3,64—20,52
Продолжительность одного обо-
рота стола (в сек.)...........18,3—103
Мощность электродвигате-
лей (в кету.
каждого шпинделя................. 6
механизма подачи........... 2,5
Вес станка (в кг)............. 6 500
Для сложных работ по фрезеро-
ванию (волнистые выборки, витые
колонки, сложные формы художест-
венного рисунка) пользуются осо-
быми приспособлениями*. Универсаль-
ным приспособлением для обработки
сложных форм является копир о-
вальный аппарат, автомати-
чески обрабатывающий деталь по
заданной модели.
Аппарат для фигурно-копироваль-
ных работ (рис. 132) снабжен пли-
той с установленными на ней двумя
кронштейнами с центрами, в кото-
рых закрепляется копируемая мо-
дель и обрабатываемая деталь, и
механизмом для поворота модели и
детали. На шпиндель фрезера ста-
вятся фреза и опорный цилиндр.
Деталь, укрепленная во вращающих-
ся центрах на двигающейся плите,
обрабатывается фрезой, следуя фор-
ме копир-модели.
Агрегатные фрезерные
головки применяются в поточных
и полуавтоматических линиях, агре*
гатных и специальных станках.
Агрегатная фрезерная головка ти-
па АГ2-2Ф (рис. 133) предназначена
для поперечного и продольного фре-
зерования деталей. Она состоит из
кронштейна, при помощи которого
закрепляется на станке, суппортов с
вертикальным и горизонтальным пе-
198
Деревообрабатывающие станки
ремещением, подмоторной плиты с
электродвигателем и ограждения ин-
струмента. Режущий инструмент
закрепляется на валу двигателя.
Подмоторная плита может быть по-
вернута дополнительно в пределах
угла 90° с помощью червячного ме-
ханизма.
Техническая характеристика
фрезерной головки АГ2-2Ф
Наибольший диаметр фрезы (в мм). 230
Наибольшая ширина фрезы (в жж). 80
Число оборотов фрезы в минуту . . 2 880
Наибольшее перемещение суппор-
та (в жж)
вертикальное ................. 150
горизонтальное ................ 250
Угол поворота (в°)............ 90
Мощность электродвигателя (в кет) 2,2
Габаритные размеры головки (в мм) 670
560
570
Вес головки (в кг)................. 90
Пильные головки (АГ2-2П) имеют
устройство, подобное фрезерной го-
ловке АГ2-2Ф. Пильный диск диа-
метром до 350 мм насаживается на
вал двигателя. Головки предназна-
чаются для продольного и попереч-
ного распиливания.
Шипорезные станки разделяются
на односторонние-с ручной
подачей для зарезки шипов с одного
конца детали и двухсторон-
ние, имеющие механическую подачу
для зарезки рамных шипов с двух
концов детали. По характеру обра-
батываемых деталей эти станки де-
лятся на рамные и ящичные.
Односторонний шипорез ШОВ
(рис. 134) оборудован торцовой пи-
лой, двумя горизонтальными шипо-
резными головками, двумя верти-
кальными подсечными головками и
одним вертикальным шпинделем с
проушечным диском.
При зарезке шипов вначале обре-
зают материал по длине на нужный
угол, затем зашиповывают горизон-
тальными ножевыми головками и.
наконец, подсекают шип вертикаль-
ными (подсечными) головками. При
выборке проушины участвуют торцо-
вая пила и вертикальный шпиндель
с проушечным диском
Станок снабжен кареткой, пере-
двигаемой по направляющим станя-
ны и снабженной винтовым прижи-
мом.
Шпинделями для режущих головок
служат валы электродвигателей,
смонтированных на передвижных
суппортах, которые могут быть пере-
ставлены по горизонтали и вертикали
в требуемое положение и повернуты
на нужный угол.
Техническая характеристика
станков
ШО6 U1OJ0
Толщина обрабатываемого ма-
териала (в жж).........До 150 75
Ширина обрабатываемого ма-
териала (в жж)............. 400 200
Длина шипа (в жж)........., 200 100
Высота заплечика шипа (вжж) « 50 50
Глубина проушины (в жж>. . . 125 100
Ширина . (в мм) . . .8—14 8—14
Диаметр пилы (в мм) .... 400 350
Диаметр шипорезных голо-
вок (в жж)............. 200 236
Диаметр проушечного ди-
ска (в жж)............. 350 300
Ход каретки (в жж)........ 1985 1 710
Число оборотов пилы, голо-
вок и диска в минуту . . . 2 900 2 900
Мощность электродвигате-
лей (в кет):
пилы......................... 3,2 2,2
шипорезных головок ... 2,2 2,2
подсечных . ... 1,0 —
проушечного диска .... 4,0 3,2
Габариты станка (в жж)-
длина ...................... 2 800 2 400
ширина .................. 2 310 1825
высота...................1 980 1 525
Вес станка (в кг).......... 1 800 1 270
При зарезке шипов или выборке
проушин деталь кладут на каретку,
в которой ее зажимают винтом, и
вручную подают на режущйе инстру-
менты.
Двухсторонний шипорез по уст-
ройству представляет собой два
односторонних шипореза, снабжен-
ных конвейерной подачей и верхнем
Фрезерные и шипорезные станки
199
Рис. 134. Односторонний
шипорез и схема выборки
шипа с проушиной:
а — общий вид станка. / — диско*
вая пила; 2 — горизонтальные ши-
порезные головки; 3 — подсечные
голэвки; 4 — проушечный диск;
б — схема образования шипа с
проушиной: / — торцовка; 2— вы-
борка шипа; 3 — подсечка; 4 — вы-
борка проушины.
подвижным устройством. Одна поло-
вина станка (один шипорез), может
отодвигаться на расстояние до
2400 мм в зависимости от длины
обрабатываемой детали.
Зарезают шипы или выбирают
проушины одновременно с двух сто-
рон (концов). Цепной конвейер обе-
спечивает надежную, равномерную
и непрерывную подачу материала.
Двухсторонний шипорезный станок
ШД12 оборудован 12 рабочими го-
ловками с суппортами — по 6 с
каждой стороны, так же как и у
станка ШО6 Левые 6 головок
смонтированы на неподвижной ко-
лонке, а правые —на передвижной,
отодвигаемой на требуемое расстоя-
ние при помощи отдельного электро-
двигателя.
Станок ШД12 по размерам шипа
и проушины, толщине заготовки,
размерам головок и диска, а также
мощностям двигателей рабочих голо-
вок соответствует данным характери-
стики станка ШО6.
Дополнительные . данные техниче-
ской характеристики.
Наибольшая длина обрабатывае-
мой детали (в мм} . 2 850
Наибольшая ширина обрабаты-
ваемой детали (в мм}......... 1000
Скорость подачи <в м)мин} . . . От 2 до 9
Мощность электродвигателя по-
дачи (в кет}................. 1,3
200
Деревообрабатывающие станки
Габариты станка (в мм):
длина ...................... 4 982
ширина...................... 3 935
высота.......................1 980
Вес станка (в кг)................... 7 000
Ящичные шипорезные станки под-
разделяются на две группы: шипо-
резы для выработки прямых шипов
и шипорезы для шипов «ласточкин
хвост».
Ящичный шипорез для
выработки прямых шипов
ШП-1 имеет вертикальный шпин-
дель, на который надеты шарошки
соответственно размерам и числу
шипов угловой вязки. Дощечки за-
кладывают в каретку пачками по
нескольку штук, обратив торцами к
шпинделю, и закрепляют пакет за-
жимными винтами. Каретка переме-
щается по направляющим. Подача
осуществляется посредством, зубчато-
реечного ручного привода, состоя-
щего из зубчатой рейки, прикреплен-
ной к направляющей линейке, ше-
стерни, сцепляющейся с рейкой и на-
саженной на вал каретки. При вра-
щении вала шестеренка будет пере-
мещаться по рейке и потянет за со-
бой каретку.
Техническая характеристика
станка ШП-1
Ширина обрабатываемого мате-
риала (в мм) .......... До 400
Толщина обрабатываемого мате-
риала (в мм).............. 10—25
Длина обрабатываемого материа-
ла (в мм)............ 250—1 000
Ширина шипа (в мм).........12, 14 и 16
Глубина лаза (в мм)....... 10—25
Наибольший ход каретки (в мм) 100
Диаметр фрез (в мм) ...... 180
Число оборотов фрезерного ва-
ла в минуту................. 4000
Мощность электродвигате-
ля (в кет) ........... 5
Вес станка (в кг) . ......... 450
Шипорезный станок с автома-
тической подачей ШПА40
(рис. 135) снабжен подъемным сто-
лом, приводимым в движение от
гидропривода. Стол оборудован ги-
дравлическими прижимами, автома-
тически зажимающими укладывае-
мую на стол пачку щитков.
Техническая характеристика
станка ШПА40
Ширина обрабатываемого мате-
риала (в мм).................... До /00
Толщина пачки заготовок (в мм) До 120
Ширина шипа и проушины (в мм) 8, 12 и 20
Глубина паза (в мм) ....... До 50
Диаметр фрез (в мм) ...... 200
Число оборотов фрез в минуту . Около 3 000
Скорость подачи (в м!мин) ... До 4
Давление в гидросистеме (в ат) 8
Мощность электродвигате-
лей (в кет):
фрезерного вала.................. 11
гидронасоса................... 1
Габариты станка (в мм):
длина.......................... 1 800
ширина..................... 1 075
высота..................... 1 220
Вес станка (в кг) ........ 1 100
Ящичный шипорез для
выработки шипов «ласточ-
кин хвост» является многошпин-
дельным станком, все шпиндели ко-
торого расположены вертикально и
имеют горизонтальное перемещение
для получения шипов требуемого
размера. Одна группа шпинделей
предназначена для выделки» шипов,
другая — для 'проушин, причем ка-
ждая группа работает от отдельного
электродвигателя. Две сопрягаемые
стенки ящика (щитки) закладывают
в каретку так, чтобы одна распола-
галась горизонтально, а другая вер-
тикально. При этом стенки обра-
щают лицевыми сторонами внутрь
образуемого ими прямого угла, а
кромки смещают одну относительно
другой на ширину шипа. При сборке
ящика стенки развертывают на 180°.
При равном профиле всех фрез и
выбранных ими проушин и при рав-
ном расстоянии между осями фрез
достигается полное совпадание ши^
пов с проушинами.
Сверлильные и долбежные станки
201
Рис. 135. Ящичный шипорез для выборки прямых шипов:
1 — мектродвигатель; 2— пусковое устройство; 3 — ножевой вал; 4 — кожух; 5 — гидравличе-
ские прижимы; 6 — пачка деталей; £ — рабочий стол; 8 — станина; 9 — гидропривод.
Техническая характеристика шипорезного станка ШЛХ-2
для выработки полупотайнрго шипа „ласточкин хвост*
Число шпинделей .............................................. 25
Число оборотов шпинделей в минуту............................. 5 800
Расстояние между шипами (в мм)................................. 26
Наибольшая толщина обрабатываемого материала (в мм)............ 35
Наибольшая ширина обрабатываемого материала (в мм)............ 625
Мощность электродвигателей (в кет)............................ 4,5
Вес станка (в кг)................................................ 1 200
6. СВЕРЛИЛЬНЫЕ И ДОЛБЕЖНЫЕ СТАНКИ
Сверлильные станки предназначены
для сверления в материале сквозных
и глухих круглых отверстий. В зави-
симости от направления сверления
станки разделяются на вертикаль-
ные и горизонтальные. По числу
одновременно работающих сверл
различают одношпиндельные и мно-
гошпиндельные.
Вертикальные сверлильные стан-
ки имеют один, как в станке СвП
(рис. 136), вертикально расположен-
ный шпиндель, перемещаемый вдоль
своей оси при помощи рычага. Шкив
ременной передачи надет на полый
вал-муфту, вращающуюся вместе со
шкивом. Внутри по всей длине
муфты имеется канавка, в которую
входит своим гребнем шпиндель,
помещаемый внутри муфты. Такое
крепление позволяет не только переда-
вать движение от муфты шпинделю,
но и перемещать его по вертикали,
что осуществляется либо вручную
посредством рычага, охватывающего
вилкой муфту, либо при помощи
ножной педали и рычажной пере-
дачи. Для поддержания материала в
нужном для обработки положении
имеется поворотная консоль.
Техническая характеристика
станка СвП
Диаметр сверления (в мм).... До 50
Глубина сверления (в мм).... До 150
202
Деревообрабатывающие станки
Число оборотов сверла в минуту . 3 000 и 4 500
Длина паза (в мм).................До 203
Мощность электродвигате-
ля (в кет)..................... 1,6—2,2
Вес станка (в кг).............. 360
Многошпиндельные вертикальные
станки служат главным образом
для высверливания сучков. Наличие
разного диаметра специальных (про-
бочных) сверл позволяет без пере-
становки подбирать их по требуе-
мому диаметру.
Горизонтальные сверлильно-пазо-
вальные станки имеют сверло, укреп-
ляемое в горизонтальном валу (шпин-
деле) с зажимным патроном. Шпин-
дель перемещается чгоризонтально
вдоль оси при помощи рычага.
Вследствие этого сверло углубляется
в древесину. Наиболее употребитель-
ны пазовые и спиральные сверла.
Сверлильно-пазовальный . станок
СвГ (рис. 137) сходен со сверлилу
ными станками по своему устройству
и по работе. Отличие состоит в при-
меняемых сверлах: для выборки па-
зов и гнезд пользуются главным
образом пазовыми, а для сверле-
ния — спиральными сверлами, даю-
щими наилучшее “ выбрасывание
стружки из отверстия, и пробочными
для высверливания сучков. Станок
снабжен подвижным столом, переме-
щаемым горизонтально в направле-
нии, перпендикулярном к оси» шпин-
деля, пр» помощи рычага и верти-
кально при помощи винта с махови-
ком.
При работе сверлом гнездо полу-
чается с закругленными краями. По-
этому для придания гнезду прямо-
угольного очертания станок снабжа-
ют специальным долотом для под-
резки краев гнезда. При отсутствии
такого долота с помощью стамески
подрезают выступы гнезда или сни-
мают фаски у шипов, вставляемых
в эти гнезда.
Техническая характеристика
станка СвГД-3
Диаметр .просверливаемых от-
верстий (в мм).................. До 45
Глубина просверливаемых отвер-
стий (в мм)........................120
Длина паза (в мм)................ .200
Рис. 136. Вертикально-сверлильный
станок:
— педаль включения; 2 — колонка; 3 — мв-
хэвик подъема стола; 4 — кронштейн; 5— ма-
ховик перемещения стола; 6 — стол; 7 — прм-
жим; 8 — шпиндель; 9 — ручка подачи шпин-
деля; 10 — электродвигатель.
Толщина заготовки (в мм).... До 126
Ширина . (в мм)................250
Расстояние от стола до оси свер-
ла (в мм).................... .115
Подъем стола (в мм).......... .100
Поперечное перемещение сто-
ла (в мм) ............ 9 310
Число оборотов шпинделя в минуту 2 850
Мощность электродвигате-
ля (в кет) ........... 2,2
Габариты станка (в мм)'.
длина.................... 1 050
ширина.................. 750
высота.................. 1 280
Вес станка (в кг)........... 320
Свеолильно-пазовальный станок
Св ПА с автоматической подачей
Сверлильные и долбежные станки
203
Рис. 137. Сверлильно-пазовальный
станок:
J — станина; 2 — шпиндель; 3 — патрон; 4 —
стол подачи; 5 — прижим; 6 — суппорт.
снабжен шпинделем, совершающим
колебательное движение в горизон-
тальной плоскости. Станок снабжен
гидроприводом для закрепления де-
тали и для подачи сверла на за-
данную глубину. Перемещение рабо-
чего стола производится при помощи
ножной педали.
Техническая характеристика
станка СвПА
Диаметр сверления (в мм).... До 30
Глубина сверления (в мм) .... w 100
Длина паза (при одной установ-
ке заготовки) (в мм) ...... .120
Число оборотов сверла в минуту:
при частоте тока 50 пер[сек . Около 2 900
• • .103 пер[сек . , 5 800
Число качаний шпинделя в минуту 150
Скорость надвигания стола при
сверлении (в м[мин)............. До 3,0
Скорость надвигания стола при
пазовальных работах............. , 1,5
Мощность электродвигате-
лей (в квт)\
шпинделя.......................... 3,2
механизма качания и насоса . 1
Габариты станка (в мм):
длина ...................... 1475
ширина........................ 990
высота....................... 1 350
Вес станка (в кг)................. 820
Многошпиндельные сверлильно-
присадочные станки применяют глав-
ным образом при изготовлении дета*
лей, соединяемых х на шкантах.
Такие станки имеют несколько по-
стоянных или раздвижных сверлиль-
ных шпинделей, стол для укрепления
деталей, автоматический привод по-
дачи. •
Девятишпиндельный сверлильный
станок модели СВ-9 (рис. 138) имеет
три группы сверлильных головок,
стол с прижимами для крепления и
подачи брусков, кривошипно-кулис-
ную систему установки глубины по-
дачи стола с зубчато-реечной пода-
чей.
Техническая характеристика
многошпиндельных станков
СВ-9 СВ-8
Длина обрабатываемого изде-
лия (в мм)...............До 2 300 1 800
Ширина обрабатываемого из-
делия (в мм).............. 600 700
Толщина обрабатываемого из-
делия (в мм).................. 44 60
Глубина сверления (в мм) ... 80 65
Расстояние между сверлами
в каждой сверлильной го-
ловке (в мм)............. 40 130
Диаметр высверливаемых от-
верстий (в мм)........... 18 10—16
Число оборотов сверлильных
шпинделей в минуту .... 2100 2 800
Мощность электродвигате-
лей (в кет):
сверлильной головки. . . 1,7 0,41
механизма подачи .... 0,6 0,41
Сверлильная агрегатная
головка предназначена для свер-
ления отверстий и выборки пазов в
деталях. Головка устанавливается на
агрегатных станках. При установке
на непрерывно-прободных станках к
ней монтируется специальное при-
204
Деревообрабатывающие станки
Рис. 133. Схема девятишпиндельного сверлильно-пазоваль-
ного станка:
/ — сверлильные головки; 2— стол для крепления и подачи брусков;
3 — прижимы; 4 — кривошип; 5 — башмак и кулисы; 6 — зубчатый
сектор; 7 —шестерни подачи; 8 — вал с шестернями; 9 — зубчато-реечная
подача.
способление, с по-
мощью которого
шпиндель головки
перемещается вслед
за изделием в про-
цессе сверления. Го-
ловки могут быть
установлены и на
обычных станках.
Сверлильная
головка АГ2-4 на
салазках (рис. 139)
состоит из корпуса,
внутри которого ус-
тановлены гидроци-
линдры, каретки с
закрепленным на ней
электродвигателем и
самой сверлильной
головки. Перемеще- 1 ~ К°РПУС
ние каретки по на-
правляющим корпуса осуществляет-
ся гидравликой при помощи штока,
а скорость рабочего хода регули-
руется с помощью дросселя (заслон-
ки).
Головка может работать без наса-
/
Рис. 139. Агрегатная сверлильная головка АГ2-4:
головки; 2 — электродвигатель; 3 — многошпин
дельная сверлильная насадка.
док одиночным сверлом и с насад-
ками: трехшпиндельной типа АГ2-4-3
и пятишпиндельной типа АГ2-4-5
для одновременного сверления в
деталях трех или пяти отверстий.
Внутри корпуса насадки смонтиро-
Сверлильные и долбежные станки
205
ваны 4 валика, 3 из которых явля-
ются шпинделями с сверлильными
патронами на концах, а четвертый —
промежуточный — служит для пере-
дачи вращения одному из шпинделей
от ведущей шестерни головки.
пяти шпиндельной насадки
АГ2-4-5 ...................
Габаритные размеры головки (в мм)
56,5
617
198
280
Вес головки <в кг).................. 50
Техническая характеристика
сверлильной головки АГ2-4
Условный диаметр сверления (в мм) 28
Число оборотов шпинделя в минуту . 6000
Наибольшая глубина сверле-
ния (в мм)........................До 80
Скорость подачи (в мм/об).........0,1—2
Мощность электродвигателя (в кет) 0,75
Рекомендуемое давление возду-
ха (в кг 1см2)..................... 4—5
Расстояние между шпинделя-
ми (в мм):
трехшпиндельной насадки
АГ2-4-3 .................... 36
Рис. 140. Цепно-долбежный станок:
1 — суппорт; 2 — линейка с фрезерной цепоч-
кой; 3 — ограничитель хода суппорта; 4— ма-
ховик прижима детали; 5 —стол; б —маховик
передвижения стола; 7 —золотник переключе-
ния гидропривода; 8—педаль включения
гидропривода; 9 — натяжное устройство для
цепочки; 10 — шкала глубины долбления; 11 —
ограничитель хода столь иа длину паза.
Цепно-долбежный станок ДЦА-2
(рис. 140) снабжен режущей фре-
зерной цепью, состоящей из шарнир-
но соединенных звеньев » заточен-
ных по/форме зуба (резца) фрезы.
Цепь приводится в движение веду-
щей звездочкой и направляется спе-
циальной планкой (шиной). Резание
(долбление) происходит при заглуб-
лении цепи в древесину. Гнездо
получается прямоугольной формы с
округленным дном. Суппорт станка
снабжается гидроприводом для по-
дачи цепи на заданную глубину.
Обрабатываемую деталь закреп-
ляют на подвижном столе, переме-
щающемся вертикально при помощи
винта и горизонтально при помощи
рычага. Стол снабжен винтом для
укрепления детали и остановами
(упорами), ограничивающими гори-
зонтальное перемещение стола в со-
ответствии с длиной выбираемого
гнезда.
Для возможности натяжения фре-
зерной цепи направляющую шину
делают раздвижной (при помощи
винта). Перед работой должно быть
отрегулировано натяжение цепи.
Слабо натянутая цепь дает неров-
ную обработку боковой поверхности
гнезд и может соскочить с шины;
слишком туго натянутая цепь может
порваться. Обычно цепь натягивают
так, чтобы легким усилием руки
можно было ее отводить на прямом
участке на 3—5 мм от шины.
Техническая характеристика
станка ДЦА-2
Ширина выдалбливаемого гнез-
да (в мм)........................6—25
Длин» выдалбливаемого гнезда (в мм) 40—430
Глубина выдалбливаемого гнез-
да (в мм)......................До 140
Ход суппорта (в мм)........... 30—375
Перемещение стола (в мм).......До 100
206
Деревообрабатывающие станки
Высота z обрабатываемого бру-
ска (в мм).........................До 250
Ширина обрабатываемого бру-
ска (в мм)............................200
Скорость - рабочего хода суппор-
та (в мм/сек)..................... 0—80
Скорость холостого хода суппор-
та (в мм/сек)....................... 80
Мощность электродвигателей (в кет)'.
шпинделя.......................... 4
гидронасоса..................... 1
Рабочее давление в гидросисте-
ме (в ат) ........ .............. 10
Габариты станка (в мм):
длина ........................
ширина.........................1
высота ....................... 1
Вес станка (в кг).................
£ §§§
7. КОМБИНИРОВАННЫЕ И
УНИВЕРСАЛЬНЫЕ СТАНКИ
Комбинированные и универсальные
станки, на которых можно выпол-
нять различные операции по обра-
ботке древесины, находят примене-
ние на стройках и в столярных ма-
стерских.
К числу таких станков относится
универсальный станок (рис. 141, а),
имеющий один шпиндель со сменны-
ми рабочими инструментами; станок
применяется для продольной и по-
перечной распиловки, а также для
фрезерных, шипорезных и сверлиль-
ных работ.
На столе станка укреплена ко-
лонка с поворотным хоботом, в на-
правляющих которого установлен пе-
ремещающийся суппорт (салазки) с
поворотной скобой. В скобу вмонти-
рован электродвигатель, на конец
вала которого укрепляют режущий
инструмент — пильный диск, фрезу,
сверло и др. Электродвигатель мож-
но поворачивать, и его ось можно
установить под любым углом к столу
и вместе с тем ставить в нужное
положение режущий инструмент.
Пуск в ход и остановку двигателя
осуществляют посредством кнопок,
расположенных на конце хобота.
Примерные виды обработки деталей
на этом станке показаны на рис.
141,6.
Техническая характеристика
станка УН
Наибольшая толщина распиливаемо-
го материала (в мм)............ 100
Наибольшая ширина детали (в мм) 500
Диаметр пилы (в мм)..............До 400
Угол поворота шпинделя вокруг го-
ризонтальной и вертикальной
оси (в °).......................0—360
Угол поворота хобота (в .........0—360
Рис. 141. Универсальный станок:
а — общий вид: 1 — стол; 2 — колонку 3 — по-
воротный хобот; 4 — суппорт; 5 — электродви-
гатель; 6 — пильный диск; б — виды обра-
ботки на станке: 1 — продольная распиловка;
2— поперечная распиловка; 3 — выборка паза;
4 — выборка косого п^за; 5 — выборка паза
и гребня; 6 — выборка торцового паза и
гребня.
Наибольший подъем хобота (в мм). 450
Ход суппорта (в мм)................ 700
Число оборотов шпинделя в минуту. Около
м 2 900
Мощность электродвигателя (в кет) 3,2
Комбинированные и универсальные станки 207
Комбинированные станки сочетают
в себе узлы обычных станков с ис-
пользованием общего рабочего вала-
шпинделя таким образом, что на
нем могут работать одновременно
несколько человек. Комбинированный
станок, имеющий дисковую пилу,
фрезер, фуганок, рейсмус и сверлиль-
ную головку, приведен на рис. 112.
В конструкцию станка входят: об-
щая станина, комбинированный ра-
бочий вал, столы фуганка и рейс-
муса, механизм подачи рейсмуса,
суппорт подачи деталей при сверле-
нии и подъемный стол круглопиль-
ного станка, используемого также
для фрезерных работ. Станок снаб-
жен приспособлениями для управле-
ния юм, закрепления деталей и по-
дачи их при обработке.
Переносные комбинированные стан-
ки сконструированы и применяются
многими новаторами. В них исполь-
зуются общий рабочий вал с режу-
щими инструментами (дисковая пи-
ла, ножевой вал, фрезерная головка)
или несколько электроинструментов,
установленных на общей станине.
Глава XII
МЕХАНИЗИРОВАННЫЙ И РУЧНОЙ ИНСТРУМЕНТ
1. МЕХАНИЗИРОВАННЫЙ ИНСТРУМЕНТ
Благодаря небольшим размерам и
весу механизированный инструмент
можно без особого труда переносить
с места на место и пользоваться им
в разнообразных условиях деревооб-
работки. Вместе с тем некоторые
виды электроинструмента имеют кон-
струкцию, допускающую закрепление
на верстаке и работу как на станке.
Общим для различных видов эле-
ктроинструмента является наличие
электрического двигателя, передаточ-
ного механизма (за исключением
некоторых типов инструмента), меха-
низма управления и регулирования.
Различают редукторный и безре-
дукторный электроинструмент. Пер-
вый отличается тем, что рабочий
(режущий) инструмент приводится
во вращение от электродвигателя
через редуктор, изменяющий число
оборотов; у безредукторного рабо-
чий инструмент укреплен непосред-
ственно на валу электродвигателя и
имеет поэтому одинаковую с ним
скорость вращения.
В столярном деле применяют эле-
ктрифицированные цепные, ленточ-
ные и дисковые пилы, рубанки, дол-
бежники, фрезы и пазорезы, свер-
лилки, ключи, шлифовальные, поли-
ровочные и другой электроинстру-
мент. Ниже приводится описание
устройства наиболее употребитель-
ных видов электроинструмента.
Дисковую электропилу (рис. 142)
применяют для продольной и попе-
речной распиловок, выборки четвер-
тей, зарезки гребней и т. д. Име-
ются пилы редукторные и безредук-
торные.
Опорой для всей пилы служит
стальная пластинка (панель), соеди-
ненная шарнирно с корпусом эле-
ктродвигателя, что позволяет ото-
двигать ее и тем самым изменять
глубину пропила. Панель снабжена
регулятором глубины пропила, закре-
пляемым на корпусе двигателя при
помощи барашка. Верхняя часть
пильного диска защищена неподвиж-
ным кожухом, а нижняя — подвиж-
ным, отодвигающимся по мере рас-
пиливания материала и автомати-
чески закрывающимся под действием
пружины по окончании распиловки.
Техническая характеристика
дисковых электропил
И-78 С-456
Диаметр пильного диска (вмм) 180 200
Максимальный угол наклона
пильного диска (в °) ... . 45 45
Рис. 142. Дисковая безредукторная
электропила:
1 —iпильный диск; 2 — передняя рукоятка;
3 — задняя рукоятка; 4 — верхний кожух; 5 —
провод; о — нижний кожух; 7 — опорная
панель.
Механизированный инструмент
209
Наибольшая глубина пропи-
ла (в мм).................. 60 70
Усилие при подаче пилы (не
более) (в кг).............. 5—6 —
Число оборотов пильного ди-
ска в минуту................ 2 820 2 700
Скорость резания (в м/сек) . 26.6 28,2
Скорость подачи (в м/мин). . — 1,6
Мощность электродвигате-
ля (в кет)................. 0,6 0,6
Вес (в кг)................. 11 10,5
Распиловку дисковой электропилой
производят по рискам, а также по
бруску или шаблону, установлен-
ным параллельно линии распила и
Рис. 143. Ленточная электропила:
/ — станина; 2 — опорная плита; 3 — токо-
подводящий кабель; 4 — подставка; 5 — веду-
щий шкив; 6 — пильная лента; 7 — ограничи-
тель; 8 — регулирующий винт; 9 — ведомый
шкив.
Рис. 144. Электрорубанок:
1 — ротор; 2 — строгальные ножи; 3 — перед-
няя панель; 4 — задняя панель; 5 — рукоятка;
6 — направляющая линейка; 7 — выключатель;
8 — регулирующий винт; 9 — опорные лапки.
используемым в качестве направляю-
щей линейки. Пилу устанавливают
передней частью панели на распи-
ливаемый материал и пускают дви-
гатель; затем надвигают пилу, по-
движной кожух которой отводится
кверху к плоскости панели», и произ-
водят пиление.
Подача должна быть равномерной
с соблюдением постоянства числа
оборотов пильного диска. При боль-
шой скорости подачи и зажимании
(заедании) диска число оборотов
двигателя резко уменьшается, и он
может остановиться. В этом случае
двигатель следует выключить, вы-
нуть диск из пропила и, устранив
заедание, продолжать распиливание
с медленной подачей.
Необходимо иметь в виду, что дли-
тельная непрерывная работа эле-
ктропилой, как и любым другим
электроинструментом, вызывает пере-
грев электродвигателя и его порчу.
Поэтому надо периодически прове-
рять состояние двигателя, не допу-
ская его перегрева.
Ленточная электропила (рис. 143)
служит для фигурного пиления при
выделке сопряжений. Режущим ин-
струментом служит бесконечная
пильная лента, надетая на шкивы.
Ведущий шкив укреплен на валу
двигателя; ведомый шкив свободно
насажен на ось, которую можно
перемещать посредством регулиро-
вочного винта, создавая тем самым
необходимое натяжение пильной
ленты. Для того чтобы пила опира-
лась на обрабатываемый материал,
имеется опорная плита. Пила снаб-
жена подставкой для установки ее
на месте.
Электрорубанок (рис. 144) исполь-
зуют для строгания различных дета-
лей при их изготовлении и подгонке
на место. Рабочей частью электро-
рубанка являются строгальные ножи,
укрепляемые на ножевом валике
или непосредственно на вращающем-
ся роторе двигателя.
Опорные плоскости (панели) уста-
навливают в требуемом положении
посредством винтов. На корпусе
рубанка имеются две рукоятки, при
помощи которых направляют руба-
нок во время работы. У больших
14 А, Н. Стариков
210
Механизированный и ручной инструмент
моделей электрорубанков (ширина
строгания 100 мм) на верхней части
корпуса имеются четыре опорные
лапки, служащие для прикрепления
электрорубанка к верстаку при
использовании его в стационарном
положении наподобие строгального
станка.
Техническая характеристика
электрорубанков
И-24А И-25 И-144
Ширина строгания
(в мм}............ 100 60 40
Наибольшая глубина
строгания (влей). . 2 1,5 1,2
Мощность электро-
двигателя (в кет) . 0,4 0,28 0,12
Число . оборотов
в минуту............ 2 350 2 330 И 600
Вес (в кг)............. 14 8,37 2,5
Пои строгании рубанок ставят пе-
редней панелью на конец остраги-
ваемой доски так, чтобы ножи при
пуске не касались древесины, затем
включают двигатель, и рубанок про-
двигают вдоль доски». Доведя руба-
нок до конца доски, повертывают его
и строгают в обратном направлении;
короткие детали строгают в одном
напоавлении, не повертывая рубанок.
Электродолбежник (рис. 145) слу-
жит для выборки гнезд, зарезки
шипов, выполнения врубок, выборки
четвертей и пазов. Рабочей частью
является фрезерная цепь с напра-
вляющей шиной и ведущей звездоч-
кой. На корпусе электродвигателя
долбежника имеется в нижней части
прилив для укрепления направляю-
щей шины, а по бокам — две муфты,
служащие для перемещения дрлбеж-
ника во время работы по напра-
вляющим стойкам, укрепленным на
опорной рамке. Подача вниз произ-
водится нажимом рук, а подъем кор-
пуса и долбежной цепи» происходит
под действием пружин на рычаги
подъема. Для регулирования глу-
бины долбления на одной из стоек
имеется ограничительное кольцо, за-
крепляемое в нужном положении
при помощи барашка.
Фрезерная цепь состоит из трех
рядов звеньев: 1) режущих звеньев,
резцы которых затачивают с неболь-
шим скосом внутрь наподобие зубьев
поперечной пилы; 2) выбирающих
звеньев и 3) зачищающих звеньев.
Ширина выбираемого гнезда опре-
деляется шириной цепи, в связи с
чем долбежники снабжают сменными
комплектами цепей и шин различ-
ной ширины.
Выборку гнезд электродолбежни-
ком производят по рискам или
шаблону. Установив и закрепив по-
перечную линейку соответственно
расстоянию от кромки бруса до
гнезда, ставят долбежник на место
выборки. Взявшись правой рукой за
рабочую рукоятку (над фрезерной
цепью), а левой за пусковую руко-
ятку, пускают в ход двигатель и
опускают долбежник вниз по стойкам
до соприкосновения фрезерной цепи
с древесиной и далее на полную
глубину выборки. Подача должна
быть легкой и равномерной. Во вре-
мя работы необходимо следить за
тем, чтобы поперечная планка
Рис. 145. Электродолбежник
а — общий вид: / — фрезерная цепь; 2 — на-
правляющая шина; 3— ведущая звездочка;
4 — натяжной болт; 5 — прилив для укрепле-
ния шины; 6 — муфта; 7 — направляющие
стойки; 8 — опорная рамка; 9 — пусковая ру-
коятка; 10 — рычаги подъема; б — фрезерная
цепь*. 1— режущие звенья; 2 — направляющие
звенья; 3 — выбирающие звенья.
Механизированный инструмент
211
(упор) была постоянно
прижата к детали. Боль-
шие гнезда зарезают сна-
чала с концов, а затем вы-
бирают середину.
Электросверлилка (рис.
146) применяется для свер-
ления в древесине отвер-
стий. Специальное винто-
вое сверло вставляют в па-
трон шпинделя и закреп-
ляют его винтом. В кор-
пусе двигателя находится
редуктор, передающий вра-
щение от двигателя шпин-
делю и снижающий число
оборотов. Вращение двига-
теля может происходить в
разные стороны; включение
его осуществляется пово-
ротом ручки (включателя)
на четверть оборота впра-
во или влево, в зависимо-
сти от необходимости
включения на прямой
(сверление) или обратный
ход (вынимание сверла).
Для удобства работы и
правильности центровки
сверления дрель надевают
на колонки с опорным
кольцом и пружинами, для
чего на корпусе электро-
двигателя имеются муфты.
Сверление отверстий
можно производить в раз-
личных положениях ин-
струмента. Обычно ставят
электросверлилку на де-
таль и выбирают отвер-
стие сверху вниз, реже —
снизу вверх или сбоку.
В первом случае поль-
зуются колонками, а в
остальных обходятся без
них.
Электрофрезеры (рис. 147)
для выборки пазов, гнезд
фильной обработки древесины. Тор-
цовые фпезы и шарошки закрепляют
в шпинделе, представляющем окон-
чание удлиненного конца вала дви-
гателя. Для подачи и установки глу-
бины фрезерования служит меха-
низм подъема, состоящий из зубча-
той рейки, закрепленной на корпусе
двигателя, и шестеренки, вращаемой
посредством маховика.
Рис. 146. Элект-
росверлилка:
1 — электродвига-
тель; 2— патрон;
3 — сверло; 4 — ру-
коятка включения;
5—муфта; 6 — ко-
лонки; / — пружины;
8 — опорное кольцо.
служат
и про-
^нз
Станина имеет пазы для
установки на направляю-
щие приспособления, за-
крепляемые на обрабаты-
ваемой детали прижимами.
Электрофрезер во время
работы перемещают вруч-
ную по направляющим.
Требуемая длина фрезеро-
вания ограничивается упо-
рами, закрепляемыми вин-
тами на направляющих.
Электроотвертки (шуру-
поверты, гайковерты) при-
меняют для завертывания
и отвертывания гаек и глу-
харей с четырех- и шести-
гранными головками и для
завинчивания шурупов и
винтов. По своему устрой-
ству они сходны с электро-
сверлилкой. Торцовый гаеч-
ный ключ (или отвертку)
вставляют в наконечник
(патрон), где он закре-
пляется специальным за-
жимом. Отвертка снабже-
на гильзой со вставленной
в нее пружинкой и стопор-
ным кольцом. Гильза слу-
жит для центровки при
установке шурупа, а также
предохранителем во время
работы.
Автоматическое приспо-
собление к электроключу
для завертывания шурупов
(рис. 148) сконструировано
слесарем К. С. Фаттаховым
на основе электроключа
ЭК-2-1 и состоит из мага-
зина для шурупов, подаю-
щего желоба с упорами,
патрона-приемника и под-
вески.
При нажиме на рукоятку
ключа магазин наклоняется и шуруп
сползает с прорези магазина в про-
резь желобка до упора. При даль-
нейшем нажиме на ключ упор от-
крывает желобок и пропускает один
шуруп дальше до упора, а затем по
желобу в вертикальный канал. При
последующем нажиме рычаг отводит
упор и шуруп попадает в патрон-
приемник острием вперед, подхваты-
вается вращающейся отверткой, вво-
дится в полость между направляю-
14*
212
Механизированный и ручной инструмент
Рис. 147. Электрофрезер:
а — общий вид; б — установка электрофре-
зера: 1 — корпус; 2 — электродвигатель; 3 —
шпиндель; 4 — маховик установки глубины
фрезерования; 5 — направляющая; 6 — упор;
7—зажимы.
щими щечками и ввинчивается в
древесину. По окончании завинчива-
ния шурупа все части приспособле-
ния возвращаются в исходное поло-
жение при помощи пружины, ры-
чага и тяги.
Техническая характеристика
приспособления к электроключу
Количество шурупов, загружаемых
в магазин.....................100—120
Количество шурупов, завертываемых
в течение часа....................до 300
Габариты (в мм)-.
длина ......................... 410
высота......................... 335
ширина......................... 135
Вес с загруженным магазином и про-
водом длиной 5 м (в кг)............. 8,5
Электрошлифовальный инструмент
И-106 (рис. 149) состоит из электро-
двигателя, ведущего барабана, шли-
фовальной ленты, опорной рамки и
Рис. 148. Автоматическое приспособ-
ление к электроключу для заверты-
вания шурупов:
1 — рукоятка; 2 — магазин для шурупов; 3 —
крышка магазина; 4 — желобок подучи; 5—6 —
упоры; 7 — рычаг; 8 — канал подачи;. 9 —
упор; 10 — патрон приемник; 11 — отвертка;
12 — щечки-зажимы; 13 — кронштейн подвес-
ки; 14 — пружина; 15 — рычаг; 16 — тяга;
17 — кольцо.
опорной плиты. Ведущий барабан,
приводимый во вращение через ре-
дуктор, производит натяжение и на-
правление ленты. В процессе работы
ленту поддерживает опорная плита.
Рис. 149. Ленточный электрошлифо-
вальный инструмент по дереву:
1 — электродвигатель в корпусе; 2 — задняя
рукоятка с выключателем; 3 — редуктор; 4 —
передний ролик; 5 — шлифовальная лента;
6 — передняя рукоятка.
Ручной инструмент и приспособления
215
2. РУЧНОЙ ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
Пилы (см. рис. 106). Продольную
распиловку производят лучковой пи-
лой и ножовкой, а поперечную —
двуручной пилой, лучковой и ножов-
кой.
Двуручная пила дает гру-
бый неровный пропил, поэтому ее
применяют при разделке бревен и
досок на заготовки, не требующие
чистого и точного распила.
Лучковая пила дает точный
и чистый распил, поэтому ее приме-
няют для продольной и поперечной
распиловки досок и брусков, а так-
же для зарезки при выполнении
соединений. Она служит основным
инструментом столяра. Полотно луч-
ковой пилы натягивают на специаль-
ном станке, называемом лучком.
Станок состоит из двух стоек,
соединенных распоркой-средником.
В концы стоек вставлены рукоятки,
к которым прикреплены концы по-
лотна пилы. Верхние концы стоек
стягивают закручиванием веревки
(тетивы) при помощи деревянной
планки — щеколды. Применяют так-
же проволочную тетиву, натягивая
ее при помощи винта с барашком.
Полотно пилы ставят с наклоном по
отношению к плоскости станка, в
зависимости от характера распи-
ловки.
Ножовка дает менее чистый
распил, чем лучковая пила. Ножов-
ка имеет короткое и упругое полот-
но и одну ручку. В столярных рабо-
тах иногда применяют ножовку с
узким полотном для криволинейного
выпиливания.
Наградку применяют для не-
глубоких пропилов на широкой по-
верхности в тех случаях, когда поль-
зоваться другими пилами неудобно.
Лобзик применяют для выпили-
вания из фанеры и тонких дощечек
мелких иоделий с узорами.
Струги (см. рис. 108) состоят из
деревянной или металлической ко-
лодки с прорезью, в которую встав-
лен резец (железка), закрепляемый
клинком. Железка делается в виде
пластинки из мягкой стали с нава-
ренным на рабочем конце слоем
твердой стали. Режущая кромка
(лезвие) образуется стачиванием
наклонной кромки (фаски).
Шерхебель служит для грубой
острожки. Колодка его имеет прямо-
угольную форму, а железка в рабо-
чей части закруглена, чем облегчает-
ся снятие'стружки.
Рубанок одинарный пред-
назначен для выравнивания поверх-
ности после распиловки или острож-
ки шерхебелем. Рабочая часть же-
лезки (лезвие) прямолинейна.
Рубанок с двойной же-
лезкой применяют для чистой
острожки. Сверху железки* резца на-
ложена вторая железка — горбатик,
прижатая к первой при помощи вин-
та. Горбатик надламывает стружку
и предупреждает образование над-
колов и задоров. Чем ближе (1 мм
я менее) приближено лезвие горба-
тика к лезвию железки, тем чище
получается строжка. В рубанках с
металлической колодкой закрепление
и установку железки производят при
помощи винта.
Фуганок служит для получения
чистых и правильно остроганных
плоскостей, главным образом при
пригонке (фуговке) деталей одна к
другой. Колодка фуганка удлинен-
ной формы. В нее вставляется ши-
рокая двойная железка.
Фальцгобель, или четверт-
ник, и зензубель служат для
выборки и зачистки прямоугольных
выемок четвертей и фальцев. Колод-
ка фальцгобеля имеет два высту-
па— ограничители ширины и глуби-
ны выборки, что облегчает выборку
четвертей и фальцев наиболее упо-
требительных размеров. Железки
ставят как прямые, так и косые, для
которых прорезь делают под косым
углом к стороне колодки.
Калёвки предназначены для
фигурной обработки кромок брусков
и» досок. Колодка калёвки сходна с
колодкой фальцгобеля, но низ ее не
плоский, а имеет фигурное очерта-
ние, соответствующее очертанию тре-
буемого профиля детали. Соответ-
ствующее очертание имеет и рабо-
чая часть железки.
Шпунтгобель, или п а з о-
214
Механизированный и ручной инструмент
в я к, предназначен для выборки па*
за при устройстве соединения в
шпунт.
Кроме указанных стругов приме-
няют грунтгобели — для выбор-
ки пазов на широких поверхностях
деталей, горбачи — для острожки
криволинейных (выпуклых и вогну-
тых) поверхностей, цинубели —
для получения шероховатых поверх-
ностей, необходимых для прочного
клеевого соединения.
Сверла (см. рис. 98). В столярном
деле наиболее распространены сле-
дующие сверла.
Ложечное сверло служит
для выборки отверстий небольшого
диаметра (обычно для поставки, на-
гелей).
Центровая пёрка дает чи-
стые и правильные отверстия. Она
имеет центр, дорожник для подрезки
волокон и резец для выборки древе-
сины.
Винтовая пёрка имеет кони-
ческий центр с винтовой нарезкой,
два резца-дорожника и два режущих
ребра. Верхняя винтообразная часть
служит для удаления стружки из от-
верстия при глубоком сверлении.
Применяют также сверла спи-
ральные и раздвижные,
имеющие выдвижной дорожник и
резец. Пользуются ими для сверле-
ния отверстий разного диаметра.
Пробочное сверло имеет
вид стаканчика с острым ребром и
перегородкой-резцом посередине. Реб-
ро подрезает волокна и направляет
движение сверла, а резцы снимают
стружку. Применяют это сверло
главным образом для высверлива-
ния сучков и других пороков де-
рева.
При сверлении отверстий, в осо-
бенности большой глубины, приме-
няют простые и винтовые
буравы.
Для работы со сверлами служат
коловорот и дрель.
Коловорот состоит из стально-
го колена, колодки с зажимным
винтом или патрона для закрепления
сверла, головки (грибка) и ручки.
Дрель шестеренчатая
имеет зубчатую передачу и трехку-
лачковый зажим для сверла.
Точку сверл (перок) производят
напильником с мелкой насечкой.
Центр заостряют так, чтобы ось его
не смещалась. Дорожник точат с
внутренней кривой поверхности сни-
зу, а резец — по верхней и нижней
поверхности его.
Долота и стамески (см. рис. 107).
Столярное долото имеет за-
остренный конец (хвостовик) с за-
плечиками, на который надевают
деревянную ручку.
Стамески плоские имеют
вид пластинки шириной от 3 до
40 мм. Они предназначены для за-
чистки гнезд после их выборки до-
лотом, а также для подгонки и при-
резки соединений и других работ.
Стамески полукруглые
применяют для выдалбливания и об-
делки криволинейных отверстий и по-
верхностей.
Резчицкие долота и ста-
мески-клюкарзы имеют весь-
ма разнообразную, большей частью
изогнутую форму.
Инструмент для подготовки древе-
сины к отделке. При столярной под-
готовке поверхности древесины к от-
делке пользуются шлифтиком, цик-
лей, напильниками», шкуркой и дру-
гими режущими и шлифующими ин-
струментами и материалами.
Шлифтик (рис. 150, а) пред-
ставляет собой двойной рубанок с
круто поставленной железкой, узким
летком для стружки» и укороченной
колодкой. Для зачистки массивной
древесины железку располагают под
углом 48—50°, а для зачистки фане-
Рис. 150. Инструменты для зачистки:
а — шлифтик; б — цикля: 1 — строгание цик-
лей; 2 — наводка лезвия.
Ручной инструмент и приспособления
21$
ры — под 70—80°. Леток должен
быть шириной не более 1 мм.
Лезвие железки остро затачивают,
кромку стружколомателя придвига-
ют к лезвию почти вплотную; чем
ближе она придвинута, тем чище по-
лучается обработка поверхности».
Цикля (рис. 150, б) применяется
для сплошной или частичной зачист-
ки поверхности после зачистки
шлифтиком. Цикли применяют пря-
молинейные и фигурные для зачист-
ки криволинейных поверхностей. При
работе циклю держат обеими руками
с наклоном до положения, при кото-
ром она может резать. Зачистку ве-
дут, двигая циклю всегда на уклон
волокон, а не в задир, чтобы не об-
разовалось задиров, и поэтому рабо-
тают циклей и на себя и от себя.
Для того чтобы цикля резала лучше,
лезвие ее перемещают не вдоль во-
локон, а под углом к ним.
Циклю приходится не только зата-
чивать, но и править — наводить на
режущей кромке лезвие — заусенец.
Для этого одну из узких граней кро-
мок цикли выравнивают бархатным
напильником под прямым углом к
широким граням, а затем затачива-
ют на бруске и правят на оселке.
Направленную циклю кладут плаш-
мя на доску или верстак, немного
свесив ее заточенную кромку. Нажи-
мая на циклю левой рукой, при по-
мощи ребра стамески наводят заусе-
нец, отворачивая его в сторону ши-
рокой грани цикли. Стамеску дер-
жат с небольшим наклоном и двига-
ют ее наискось. После наводки» за-
усенец правят, проводя острым уг-
лом лезвия стамески вдоль угла, об-
разованного заусенцем и широкой
гранью цикли.
В процессе работы приходится
наводить циклю несколько раз, а при
затуплении режущей кромки — за-
тачивать снова, удалив при этом
старый заусенец.
Зачистка криволинейных поверх-
ностей иногда выполняется кусками
стекла.
Напильниками пользуются
для отделки криволинейных и не-
плоских поверхностей, большей
частью в тех случаях, когда нельзя
применить какой-либо струг, а .так-
же для зачистки торцовых поверх-
ностей.
Кроме напильников для грубой
обработки древесины применяются
рашпили, имеющие насечку в виде
отдельных крупных зубьев. Для об*
работки резьбы применяют изогну*
тые напильники и рашпили.
Для шлифования древесины наи-
более употребительны шкурки от
№ 100 до № 46, а для шлифования
грунтованной и лакированной поверх-
ности — от № 280 до № 100. При
машинной работе применяется шкур-
ка, изготовленная на тканевой основе
(в рулонах), а при ручной, — изго-
товленная на бумаге (в листах).
Расход шкурки зависит от породы
и влажности древесины, направле-
ния шлифования по отношению к
волокнам, режима и способа шлифо-
вания, качества и номера шкурки.
Шлифовальную бумагу наверты-
вают во время работы на деревян-
ный брусок, стержень или на спе-
циальную колодочку с зажимами
(рис. 151, а).
При зачистке древесины шлифо-
вальной бумагой нужно менять на-
правление обработки, так как при
движении только вдоль волокон по-
лучается волнистая поверхность из-
за неоднородности древесины в го-
дичных кольцах, а при движении по-
перек волокон образуются царапины.
При переменных направлениях дви-
жений шкурки эти недостатки устра-
няются.
Пемза — легкий пористый ка-
мень — является лучшим шлифоваль-
ным материалом для сглаживания
нижних покровов и при шлифовании
нижних лаковых покрытий, а иногда
и для матирования (нарушения глян-
ца) верхних слоев. Применяется она
в кусках и в виде порошка, смешан-
ного с полировальным маслом ыи
керосином.
Шпатели (рис. 151, б)—дере-
вянные или металлические лопаточ-
ки, служат для намазывания при
шпаклевке мастик и замазки иа от-
делываемую поверхность.
Кисти (рис. 151, в) служат для
нанесения грунтовок и краски на
окрашиваемые поверхности и для
отделки нанесенного отделочного
216
Механизированный и ручной инструмент
покрова. Наносят краску небольшой
кистью из жесткого волоса, а затем
нанесенный слой разравнивают
плоской кистью-флейцем из мягкого
барсучьего волоса. Для раскраски
узоров и обводки филенок пользуют-
ся трафаретными и филеночными ки-
стями.
Кисти нуждаются в правильном
уходе. При кратковременном переры-
ве работ их надо хранить в воде или
масле, погруженными до оправы.
При продолжительных перерывах
кисти необходимо мыть в воде, ски-
пидаре или спирте, в зависимости от
состава краски.
Гребешки (рис. 151, г) и в а-
лики (рис. 151, д) служат для раз-
делки окрашиваемой поверхности. Их
изготовляют большей частью из ре-
зины или кожи. Гребешками выпол-
няют разделку по верхнему незасох-
шему слою краски, а валики смачи-
вают в краске и прокатывают по по-
верхности.
Протирочными материа-
лами являются различная ветошь,
обрезки хлопчатобумажных тканей,
марля, вата, луб, волос, древесная
шерсть (стружка). Лаковые покры-
тия протирают фланелью и зам-
шей.
Рис. 151. Инструменты для подготов-
ки и отделки поверхности:
а — шнуровочная колодка; б — шпатели: 1 —
деревянный; 2 — металлический; « — кисти?
1 — ручник; 2 — флейц; 3 — трафаретная
кисть; 4 — филенчатая кисть; д — лаковая
кисть; г — гребешки; д — валик.
Глава XIП
СТАНКИ И ОБОРУДОВАНИЕ ДЛЯ ЗАТОЧКИ
И НАЛАДКИ РЕЖУЩЕГО ИНСТРУМЕНТА
1. ЗАТОЧНЫЕ СТАНКИ
Станки для заточки ножей имеют
наждачный или корундовый круг и
передвигающиеся салазки для за-
крепления ножа.
Для заточки фасонных ножей при-
меняют станки с несколькими то-
чильными кругами разного профиля
с ручной или механической подачей.
Заточка обычно получается грубая,
и окончательно профиль ножа подго-
няется по шаблону оселком.
Автоматы служат обычно для за-
точки цельных фрез (шарошек), так
как ручная заточка их на простых
точильных кругах не обеспечивает
необходимой точности » требует обя-
зательной проверки по шаблонам.
Шарошки должны затачиваться так,
чтобы оставались неизменными углы
заточки и профиль. Затачивается
только передняя грань, при этом то-
чильный круг снимает часть мате-
риала фрезы в строго определенном
направлении. Для этого рабочая
плоскость точильного круга должна
отстоять от линии оси на постоян-
ном расстоянии, равном радиусу
фрезы, помноженному на коэффи-
циент,-зависящий от заданного угла
резания. Обычно этот коэффициент
принимают от 0,25 для твердых и до
0,5 — для мягких пород.
При» заточке ножей и фрез необхо-
димо соблюдать следующие пра-
вила:
1. Не делать излишнего нажима
точильного круга на оттачиваемую
часть ножа, так как это не ускоряет
точку, а только ухудшает ее каче-
ство.
2. Производить подачу ножа рав-
номерно (при толчках нарушается
прямолинейность лезвия).
3. Не допускать перегрева лезвия
(с появлением синевы), снижающего
прочность и твердость лезвия.
4. Пользоваться кругами соответ-
ствующего качества (зернистости и
твердости) и при определенной ско-
рости вращения. При выборе кругов
надо иметь в виду, что чем тверже
материал ножа, тем мягче должны
быть круги.
5. Не допускать засаливания то-
чильного круга и неравномерного,
его износа, для чего необходимо воз-
можно чаще чистить и править круг.
6. При мокрой заточке (которая
вообще предпочтительнее сухой)
обильно смачивать точильный круг,
особенно в месте соприкосновения
его с ножом.
7. После заточки на кругах резцы
инструментов должны быть направ-
лены оселком, удалены заусенцы и
устранена зубчатость лезвия. Хоро-
шо направленное лезвие становится
не только более острым и дает вы-
сокое качество обработки, но и бо-
лее стойким, затупляясь значительно
медленнее.
Станки для профилирования и за-
точки зубьев пил снабжены наждач-
ными и корундовыми кругами. То-
чильный круг устанавливается на по-
воротном суппорте, благодаря чему
круг можно поворачивать вокруг го-
ризонтальной оси, придавая нужный
угол расточке. Надвигание точиль-
ного круга на зубья пилы и поворот
ее производят вручную. Пилу наде-
вают на стержень (палец) и закреп-
ляют барашком.
Зубья дисковых пил перед заточ-
кой необходимо профилировать.
Зубья для поперечного перепилива-
ния обычно имейт форму равнобед*
ренного треугольника. Затачивают их
218
Станки и оборудование для заточки и наладки
£. образованием наклонных (косых)
фасок либо по всей длине кромки,
либо только у вершины, что лучше,
так как опилки меньше застревают
в пазухах зубьев. Заточку делают
так, чтобы переднее и заднее ребра
зуба находились по отношению к его
плоскости под острым углом (при-
близительно 40°). Для поперечного
распиливания применяют и несим-
метричные зубья с небольшим на-
клоном вперед и косой заточкой
только у вершины. Помимо профи-
лирования делают по мере надоб-
ности и фуговку зубьев, пользуясь
описанными выше приемами.
Зубья дисковых пил для продоль-
ного распиливания имеют такой на-
клон вперед, что передняя грань зу-
ба составляет с радиусом пилы угол
40—45°, а угол заострения зуба —
30—40°. Переднюю грань обычно за-
гачивают под прямым углом к пло-
скости диска, реже под углом 75°
Перед заточкой зубья пилы фугуют.
У автоматического станка для точ-
ки дисковых пил вращение пилы и
подача точильного круга происходят
автоматически Рабочий следит лишь
за равномерной подачей правиль-
ностью точки, без окалин, заусенцев
м пр. Получающиеся заусенцы тща-
тельно удаляются оселком. —
Комбинированные заточные станки
служат для заточки пил и ножей.
Подача инструмента ручная.
Техническая характеристика
комбинированного заточного
станка ТчПН-3
Ширина затачиваемых рамных пил
(в мм} . ................ 80—200
Диаметр затачиваемых круглых пил
(в мм)..................... 200-1 200
Длина затачиваемых ножей (в мм) До 650
Мощность электродвигателя (в кет) 1
Число оборотов точильного круга
э минуту................. 1 800
Диаметр точильного круга (в мм) . 220—300
Толщина . . (в мм) . 8—25
Ножеточильный автомат ТчНб
предназначен для заточки ножей
строгальных станков Подача на
толщину стачиваемого слоя лезвия
ножа осуществляется автоматически
при помощи толкателя н храпового
механизма подачи.
Техническая характеристика
станка ТчНб
Длина затачиваемых ножей (в мм) . До 620
Ширина . . (в мм) . 25—120
Толщина . , (в мм) . До 10
Углы заточки (в °)...............10—90
Скорости перемещения каретки
(в м/мин).....................9 и 12
Диаметр точильного круга (в мм). .200
Число оборотов точильного круга
в минуту....................... 2 850
Подача точильного круга на один
двойной ход каретки (в мм) . . . От 0,005
до 0,025
Мощность электродвигателей (в кет)*.
точильного круга..............2,3
механизма подачи *............250
Универсально-загочный станок (рис.
152) для фрез, ножевых головок стро-
гальных и фрезерных станков приме-
няется для заточки этих инструмен-
тов, имеющих диаметр до 300 мм и
длину до 500 мм Ножевая головка
при заточке фиксируется упором.
Точильный круг станка имеет диа-
метр 200 мм и толщину 20 мм.
Рис. 152. Универсально-заточный
станок:
1 — упарка для направления заточки; 2 —
оправка; 3 — затачиваемые ножи н<« шипо-
резном головке; 4 - шлифовальный круг; 5—
колонка; 6 —суппорт для подачи шлифоваль-
ной головки; 7 — стол.
Встроенные или приставные за-
точные приспособления используются
для заточки ножей рабочих голо-
вок или фрез непосредственно на
станке и устанавливаются обычно
на фуговальных, рейсмусовых и че-
Заточные станки. Станки для пайки и правки
219
Рис. 153. Универсальный точильный
прибор:
а — общий вид: / — подставка; 2—электро-
двигатель; 3 — течильный диск; 4 — суппорт;
5 — палец суппорта; 6 — державка для ножа
рубанка; о — заточка долбежной цепи.
тырехсторонних строгальных стан-
ках.
Универсальный точильный прибор
(рис. 153) предназначен для заточки
резцов механического инструмента:
ножей, пил и долбежных цепей.
Он состоит из подставки с электро-
двигателем, на валу которого кре-
пится точильный диск, и суппорта,
на котором устанавливается затачи-
ваемый инструмент.
Для заточки ножей электрорубан-
ка пользуются специальной держав-
кой. Нож вставляют между держав-
кой и прижимной планкой и прочно
закрепляют винтами. Державку с
укрепленным ножом насаживают на
палец суппорта. Нож затачивают
плоской стороной точильного диска,
передвигая державку вдоль пальца
суппорта. При этом суппорт должен
быть установлен под углом 90° к оси
диска.
Для заточки пильных цепей при-
бор снабжен суппортом с четырех-
конечной звездочкой, насаженной на
деревянную рукоятку. Для заточки
долбежных цепей служит державка,
состоящая из трехконечной звездочки
без ручки. Кроме того, имеется спе-
циальная отливка, служащая для
заточки различного мелкого инстру-
мента.
Приводное точило служит для за-
точки ручного инструмента и стро-
гальных ножей. Для этого к
точилу пристраивают приспособ-
ление, состоящее из направляю-
щих и подвижных салазок с за-
жимами для ножей. Салазки могут
поворачиваться на некоторый угол, а
зажимы с ножами — подниматься.
Салазки при заточке передвигают от
руки при помощи скоб, укрепленных
на салазках. Иногда к направляю-
щим прикрепляют зубчатую рейку,
а на салазки закрепляют вал с ше-
стеренкой, которая зацепляется с
рейкой. При сообщении вращения
валу и шестеренке салазки передви-
гаются, а вместе с ними передви-
гается и затачиваемый нож.
Среднее время работы
инструмента без переточки со-
ставляет (в часах):
Круглая продольная и поперечная пила 2,5—
Ленточная пила....................
Ножи фуговальных и рейсмусовых
станков.........................5—8
Ножи строгальных станков............7—10
. шипорезных станков............... 5
Фрезерные инструменты .............. 2—3
Долбежные цепи....................2,5—ЗД
Сверла ...........................1.5—2
2. СТАНКИ ДЛЯ ПАЙКИ И ПРАВКИ
Автоматический станок для пайки
ленточных пил. Ленточные пилы, по-
мимо заточки, часто требуют спайки
в местах разрыва или в стыке при
соединении концов нового полотна.
Соединение делают внахлестку, для
220
Станки и оборудование для заточки и наладки
чего снимают на концах полотна
фаски. Места пайки тщательно
очищают шкуркой и протирают
мокрой тряпкой.
Самую пайку производят в спе-
циальном аппарате, имеющем два
зажима и просвет для паяльни-
ка. Кроме того, для пайки при-
меняют электрический аппарат
(рис. 154). Концы пилы закре-
пляют в зажимах, места пайки
посыпают бурой и прокладывают
между скошенными концами по-
лоску припоя. Затем место спай-
ки сжимают паяльными щипца-
ми, предварительно нагрев его до
ярко-красного цвета при серебря-
ном припое и добела — при ла-
тунном. Место спайки обрабаты-
вают напильником, устраняя
утолщение полотна.
Ленточные пилы обычно раз-
водят при помощи специального
ручного аппарата или автомати-
ческого станка.
Рис. 154. Электропаяльный аппарат дм
ленточных пил:
/ — переключатель напряжения; 2—электро-
ды; 3 — направляющие линейки; 4 — зажимные
клещи; 5 — зажимное устройство; 6 — корпус.
Глава XIV
СТАНКИ И ПРИСПОСОБЛЕНИЯ ДЛЯ СКЛЕИВАНИЯ,
СБОРКИ И ОТДЕЛКИ
1. КЛЕЕВАРОЧНОЕ ОБОРУДОВАНИЕ И КЛЕЕНАМАЗОЧНЫЕ
СТАНКИ
В простейшем случае для варки
клея пользуются обычной плитой. На
мебельных предприятиях имеются
Рис. 155. Оборудование для
приготовления клея:
а — клееварочный котел: 1 — клей; 2 — ки-
пящая вода; 3 — пар для нагревания воды;
б — клеянка: 1 — бачок; 2 — клей; 3 — коте-
лок; 4 — вода.
особые клееварки со специальным
оборудованием. Они снабжены ре-
зервуарами для замочки клея и кот-
лами для его варки.
В клееварочных котлах (рис. 155)
пар высокого давления нагревает
находящуюся во внешнем котле воду,
а последняя в свою очередь нагре-
вает клеевой раствор. Котел имеет
по краям углубления для варки мел-
ких порций клея и подогрева клея-
нок.
Клеенамазочные станки применяют
для смазывания сплачиваемых или
склеиваемых досок, брусков, фанеры
и шпона.
Вальцовые клеенамазочные
станки (рис. 156) имеют клеевую
ванну с двойными стенками, в кото-
рой вращается валик. При ра-
боте с глютиновыми клеями
между стенками ванны пропу-
скается горячая вода, а с фе-
нольными и карбамидными
клеями — холодная.
Одновальцовый станок при-
меняется для нанесения клея
на узкие бруски и доски при
склейке их в блоки и щиты.
Намазывают одновременно це-
лую пачку сложенных пластя-
ми досок, проводя выровнен-
ными кромками по вращаю-
’щемуся вальцу.
Рис. 156. Вальцовый клеенама-
зочный станок:
1 — клеевая ванна, 2 — клеевые валь
цы; 3 — механизм подъема верхнего
вальца; 4 — станина.
222 Станки и приспособления для склеивания, сборки и отделки
Двухвальцовый станок с одним
пита.эщим валиком, находящимся в
клеевой ванне, применяется в боль-
шинстве случаев для нанесения ка-
зеинового клея на листы шпона.
Верхний валик получает питание от
нижнего валика при холостом ходе.
Двухвальцовые станки с самостоя-
тельным питанием каждого вальца
пригодны для нанесения любого клея
с одной или двух сторон на шпон,
серединки щитов и бруски. Клеена-
мазочные станки КВ 175 выпускают-
ся с длиной вальцов 1750 мм, а
КВ250 — 2600 мм. Мощность элек-
тродвигателя станка 1,5 кет.
Клеенамазочный станок с под-
нимающейся плитой состоит из
корыта и рычажного устройства для
подъема клея на медной решетке со
дна корыта. Подъем осуществляется
при нажатии* на педаль. Детали для
смазывания кладут на подставки
над корытом.
Длина детали (планок) составляет
от 500 до 2000 мм.
Станки с намазыванием клея ме-
тодом опрыскивания или выдвижны-
ми гребенками служат для обработ-
ки шипов и гнезд.
Для склеивания в стык (стяжки)
листов фанеры и шпона применяют
ребросклеивающие станки (рис. 157),
на которых склейка производится
при помощи гуммированной ленты,
накладываемой на образуемый шов.
При наклейке клеевая сторона ленты
увлажняется, прижимается обогре-
ваемым роликом ко шву и высуши-
вается.
Рис. 157. Ребросклеивающий станою
1 — рулон гуммированной ленты; 2 — обогре-
ваемая ванночка с водой; 3 — прижимной ро-
лик; 4 — подающий валик.
Техническая характеристика
ребросклеивающих станков
PC-5 РС-6
Скорость подачи (в м/мин)-
наименьшая................ 4 5
наибольшая............ 24 40
Толщина склеиваемого шпона
(в мм)..................0,5-5 0,5-4
Температура обогревательных
приспособлений (в °) . . . 80—150
Мощность электродвигателя
(в кет)................. 1,7 0,65
2. ПРЕССЫ, СБОРОЧНЫЕ СТАНКИ И ПРИСПОСОБЛЕНИЯ
Основным приспособлением для
неподвижного закрепления обраба-
тываемого вручную предмета и* сжа-
тия его при склейке и сборке служит
верстак.
Столярный верстак (рис. 158) со-
стоит из верстачной доски, положен-
ной на подставку (подверстачье),
передних и задних тисков, и пере-
ставных гребенок, в которых зажи-
мают обрабатываемый предмет.
Для сжатия (запрессовки), закреп-
ления и поддержания материала и
деталей во время обработки служат
струбцины (рис. 159), сжимы
(рис. 160), козлы-подставки,
шаблоны-верстаки и т. п.
Размеры и формы этих, приспособле-
ний делают таким образом, чтобы
материал (деталь) поддерживался
или удерживался ими с необходимой
степенью удобства для обработки.
Для склеивация и запрессовыва-
ния заготовок с целью получения
клееных деталей (блоков) и фанеро-
вания в механизированном производ-
стве применяют различные прессы,
а для склеивания щитов и сборки
Прессы, сборочные станки и приспособления
223
Рис. 158. Столярный верстак:
а — общий вид: 1 — подверстачье; 2 — верстачная доска; 5 — отверстия
для гребенки; 4 — боковой прижимной винт;' 6 — детальный чертеж.
Рис. 159. Струбцины:
а — деревянн'я, о — yi ливам с прижи-
мом; а — у1лов.я для соединения на
ус; <? — хомутовая.
Рис. 160. Сжимы:
а — простой. 6 — с перес । явным упором
(цвинга); в — винтовой с прижимом; / — ме*
таллический сжим на козелках.
224 Станки и приспособления для склеивания, сборки и отделки
деталей и изделий — сборочные стан-
ки и шаблоны. В прессах склеивают
многослойные прямые и гнутые бло-
ки, столярные плиты (щиты) и фа*
неруют детали. Применяют винто-
вые, гидравлические и пневматиче-
ские прессы.
Винтовые прессы (рис. 161) исполь-
зуют при фанеровании и склеивании
как прямолинейных, так и гнутоклее-
ных деталей. Пресс состоит из проч-
ного фундамента-плиты, рамы с за-
жимным винтом и верхней прижим-
ной подушки плиты. Подушка де-
лается упругой и несколько выпук-
лой книзу, причем величина выгиба
может регулироваться при помощи
винтов. При таком устройстве пресса
сначала прижимается середина фа-
неруемых деталей, а затем их края,
чем достигается равномерное выжи-
мание клея от середины к краям.
Пневматические прессы применяют
главным образом для склеивания
прямолинейных блоков. Шланговый
пневматический пресс (рис. 162) со-
стоит из вертикальной рамы с разде-
ленными на секции полками из швел-
леров. К швеллерам прикреплены
неподвижные деревянные прокладки,
между которыми помещен резиновый
шланг, сжимаемый пружинами. По-
сле закладки в секцию склеиваемых
блоков в шланг подается сжатый
воздух, заставляющий шланг расши-
ряться и передавать давление через
подвижную прокладку склеиваемым
блокам.
Для предупреждения бокового вы-
пучивания блоков пресс снабжен с
обеих сторон прижимами.
Пневматический пресс типа ПП-3
для склеивания и фанерования дета-
лей снабжен выдвижными платфор-
мами (рис. 163), что вместе с приме-
нением контактных электронагрева-
телей значительно сокращает про-
должительность выдержки деталей в
прессе.
Техническая характеристика
пресса ПП-3
Наибольшее давление пресса (в т) До 70
Наибольшее удельное давление при
максимальных размерах деталей
(в кг!см*)................. 6
Рис. 161.
Винтовой
пресс.
Рис. 162. Пневматический шланговый
пресс:
1 — станина; 2 — деревянная цулага; 3 — воз-
душные шланги; 4 — пневматическая сеть;
5 — пружины; 6 — боковые упоры; 7 — пульт
управления.
Рис. 163. Пневматический пресс:
1 — выдвижные платформы; 2— стойки пресса;
3 — верхняя поперечина; 4 — компрессор; 5—
воздушная сеть.
Прессы, сборочные станки и приспособления
225
Наибольшие размеры деталей
(в мм)...................... 1 650x 850
Наименьшие размеры деталей
(в мм)...................... 400x300
Высота пакета деталей (в мм) ... 750
Наибольшая высота подъема (в мм) 75
Продолжительность сжатия пакета
(в мин.).................... 1,5—2
Компрессор типа 0-39:
производительность (в м*1мин) 0,25
наибольшее давление (в кг/см9) 7
Мощность электродвигателя (в кет) 2,8
Гидравлические прессы применяют
для склеивания столярных много*
слойных или пустотелых плит (щи-
тов), облицованных фанерой. Пресс
имеет неподвижную верхнюю плиту,
закрепленную на четырех массивных
колоннах, и подвижную нижнюю
плиту, поднимаемую поршнем гид-
равлического домкрата. Пакет щитов
Рис. 164. Гидравлический пресс:
7 — нижняя поперечина; 2—верхняя попере"
чина; 3 — стойки; 4 — выдвижные плиты плат*
формы; 5 — подъемные плиты; 6 —блоки про-
тивовесов; 7 — тросы для подъема плит;
8 — противовесы; 9 — штурвал блоков; 10 —
гидравлический насос; 11 — цилиндр с плун-
жером; 12 — сферическая головка винта;
13 —разъемная гайка; 14 — рычаги разъем-
ных гаек.
закладывают в пресс между двумя
рядами стальных балочек, имеющих
несколько большую длину. После до-
ведения запрессовки до требуемого
давления выступающие концы верх-
них и нижних балочек попарно стя-
гивают стальными стержнями-стяж-
ками, снимают давление и пакет
щитов удаляют из пресса для после-
дующего выдерживания в запрессо-
ванном положении.
Техническая характеристика
горячего гидравлического пресса
для производства щитовых дверей
Наибольшее давление пресса (в т) 800
Число плит................. 16
Размер плит (в мм)..........3 100x1 100
Расстояние между плитами (в мм) 65
Скорость _(в мм!сек)х v
подъема плит............... 25
прессования............. 2
Температура нагрева плит (в °) . . 180
Давление пара (в кг1см?)... 13
Мощность электродвигателя (в кет) 39,1
Пресс оборудован загрузочной и
разгрузочной этажерками, имеющими
подъемные лифты.
Производительность пресса
300 тыс. м2 щитовых дверей в год.
Время склейки щитовой двери на
фенольноформальдегидном клее при
давлении 10 кг!см2 и температуре
прессования 145° составляет 8—10
минут.
После полимеризации клея плита
пресса охлаждается до температуры
50°.
Гидравлический пресс для склеи-
вания и фанерования деталей ме-
бельных изделий (рис. 164) с ручным
приводом состоит из станины, ниж-
них выдвижных плит-платформ,
верхних подъемных плит с блочной
системой противовесов и ручных
гидравлических насосов.
Техническая характеристика
пресса ПГ-1
Наибольшее давление пре са (в т} 70
Наибольшее давление жидкости
15 А. Н. Стариков
(В кг [см?)................... 220
Ход плунжера (в мм) ....... До 45
226 Станки и приспособления для склеивания, сборки и отделки
УсиЛме на рукоятку насоса (в кг). 25—30
Количество секций . .......... 2
Наибольшие размеры деталей
(в мм) . •................ 1 650-850
Наибольшее давление на склеивае-
мую ПОВерХНОСТЬ (В KZjCM2) ... 5
Наибольшая высота пакета (в мм) 700
Пресс-форма (рис. 165) приме-
няется для гнутья одновременно со
склеиванием, состоит из двух шабло-
нов, один из которых (матрица)
имеет вогнутый профиль, а второй
(пуансон) — выпуклый профиль. По-
мещенный между шаблонами пакет
при сжатии примет форму, соответ-
ствующую профилю шаблонов. Для
сжатия шаблонов пользуются спе-
циальными^механизмами и прессами,
чаще всего гидравлическими. При
изготовлении гнутоклееных деталей
неглубокого профиля (спинка стуль-
ев и т. п.) применяют многоярусные
пресс-формы.
В пресс-формах производится кдк
холодная, так и горячая запрессовка.
При холодной запрессовку требуется
более длительное время для выдер-
живания гнутдклееных деталей, чем
прямолинейных, а следовательно, и
большее количество пресс-форм.
Применение обогреваемых пресс-
форм сокращает время выдержива-
ния деталей. Чугунные пустотелые
шаблоны обогреваются паром, а де-
ревянные шаблоны снабжаются элек-
трическими обогревателями в виде
металлической ленты, укладываемой
на рабочей поверхности шаблона.
Склейка и гнутье деталей глубоко-
го профиля производится в шабло-
нах с применением гибкой металли-
ческой ленты, которая равномерно
передает давление на деталь в тече-
ние всего времени запрессовки.
Веерный пресс (рис. 166) допу-
скает непрерывное производство ра-
боты по склеиванию щитов. Он со-
стоит из 10—40 секций, укреплен-
ных на конвейерных цепях; каждая
секция имеет по четыре зажимных
устройства. Предварительно прифу-
гованные и смазанные клеем доски
(делянки) укладывают в сжимы
пресса, запрессовывает делянки по
ширине щита и сверху прижимают
специальной колодкой, предохраняю**
б)
Рис. 165. Многоярусная пресс-форма:
а — прессование; <5 —закладка деталей в
пресс-формы.
щей их от выпадения. Заполненную
секцию перемещают, а на ее место
поступает другая свободная секция,
загружаемая тем же способом. За
один оборот конвейера щиты доста-
точно просыхают. В необходимых
случаях под конвейером устраивают
вентиляцию или отопление для уско-
рения сушки щитов.
Движение конвейерных цепей и
смена секций осуществляются на
двух барабанах, вращаемых вручную
или посредством механического при-
вода. Применяют также пневматиче-
ский привод и электронагреватели
для ускорения схватывания клея.
• Сборочные станки применяются
для соединения деталей в узлы.
Прессы, сборочные станки и приспособления
227
Рис. 166. Веерный hpecc.
имеющие столярные вязки, закреп-
ляемые клеем или металлическими
скрепами. В процессе сборки произ-
водится нанесение клея, вставка ши-
пов в гнезда и сжатие до плотного
соединения всех деталей.
Оборудование состоит из приспо-
соблений для закрепления в опреде-
ленном положении деталей во время
сборки и обжимного механизма,
приводимого в действие электродви-
гателем, сжатым воздухом или вруч-
Рис. 167. Механическая вайма. •
ную. Для обжима используют вин-
товые, рычажные, кулачковые и
поршневые механизмы.
Механические ваймы (рис.
167) применяют для склеивания щи-
тов, рамок, коробок, а также для
сборки деталей и узлов. Вайма пред-
ставляет собой станину, снабженную
двумя или четырьмя упорами, пере-
мещаемыми винтами, вращаемыми
посредством маховичков или рукоя-
ток.
Сборочный станок (рис. 168) с
пневматическим обжимным
механизмом (пневматическая вайма)
состоит из прижимов, перемещаю*
щихся во взаимно перпендикулярном
направлении посредством штока
пневмоцилиндра. Управление произ-
водится с помощью воздушного кра-
на, поворотом которого осуществ-
ляется пуск воздуха и сжатие дета-
ли, а также выпуск (выхлоп) возду-
ха и освобождение детали.
Сборочные старки (ваймы) с
электроприводом нажимного
устройства снабжаются реверсивным
фрикционным механизмом и ходовы-
ми винтами для перемещения при-
жимов.
15*
228
Станки и приспособления для склеивания, сборки и отделки
Рис. 168. Пневматическая вайма для
сборки ящиков:
1 — прижимы; 2 — качающийся пневмоци-
линдр; 3 — мембранные пневмокамеры; 4 —
воздушный кран.
Сборочные станки оборудуются
упорами, вкладышами и шаблонами,
фиксирующими положение деталей
при сборке узла.
Сборочные шаблоны сходны по
Рис. 169. Поворотная
вайма для сборки кор-
пусной мебели.
устройству с механическими вайма*
ми. Они представляют собой раму
или щит, снабженный упорами, вы-
резанными для закладки деталей и
винтовыми или эксцентриковыми за-
жимами для их закрепления. При
сборке корпусной мебели весьма
удобны сборочные поворотные шаб-
лоны-ваймы (рис. 169).
Щитосборочные клеильные наймы
Таблица 87
Показатели Ваймы
однобарабанные двухбарабанные
с ручным приводом с механическим приводом с ручным I приводом 1 с механическим i приводом
Наибольшие размеры склеи- ваемых щитов (в мм): длина . . . ширина Г . толщина Число секций 1 825-4 800 1050 10-50 2-16 1825—4 800 1050 10-50 16-60 2 000-2 600 800-1 050 10-40 24-30 2 000-2 600 1050 10—40 24—40
Рамосборочные станки
Таблица 88
Технические показатели Тип станка
эксцентрико- вый с электро- приводом пневматиче- ский гидравличе- ский
г Размеры собираемых изделий (в мм) .... От 400x 600 до 1 800X1 000 От 400X600 до 1 800X800 500X1 000
Наибольшая толщина собираемых изделий (в мм) 20-60 — 30—40
Шлифовальные станки
229
Продолжение табл. 88
Технические показатели Тип станка
эксцентрико- вый с электро- приводом пневматиче- ский гидравличе- ский
Ход поперечной линейки (в мм) 80—160 100-170 80-160
Ход продольной линейки (в мм) 10-20 30-70 —
Усилие сжатия (в кг) 500-2 900 1 000—3 600 900—1 500
Число сжатий в минуту 10-30 — —
Наибольшее давление (в ат) — До 6 Яо 7
3. ШЛИФОВАЛЬНЫЕ СТАНКИ
Шлифовальные станки обрабаты-
вают древесину шкуркой, представ-
ляющей собой полотно или плотную
бумагу, покрытые слоем клея с по-
рошком корунда, наждака или др.
Полотно надевается на барабан (ба-
рабанный шлифовальный станок), на
вальцы (вальцовый шлифовальный
станок), на диск (дисковый шлифо-
вальный станок) или охватывает два
шкива лентой в виде ремня (ленточ-
ный шлифовальный станок). Устрой-
ство этих станков несложно.
Рис. 170. Барабанный шлифовальный
станок.
Рис. 171. Трехвальцовый шлифоваль-
ный станок.
Барабанный шлифовальный станок
(рис. 170) имеет барабан с натяну-
той на него шкуркой, выступающей
на 2—3 мм над поверхностью стола
(плиггы). Барабан вращается со ско-
ростью около 5CU об/мин. Деталь
кладут на стол и проводят над вра-
щающимся барабаном, который и
обрабатывает ее снизу.
Вальцовый шлифовальный станок
(рис. 171) имеет два или три вальца,
с надетой шкуркой разных номеров.
Детали подают при помощи беско-
нечной ленты, снабженной резиновы-
ми шашками. При вращении вальцы
автоматически получают медленное
движение вдоль оси вправо и влево,
что увеличивает чистоту шлифова-
ния.
Техническая характеристика
станка ШлЗЦ
Ширина обрабатываемого материала
(в мм)......................До 1 250
Толщина обрабатываемого материала
(в мм).......................... 130
Длина обрабатываемой заготовки
(в мм) ......................... 400
Диаметр вальцов (в мм) ....... . 280
Длина . (в мм)................... 1 250
Число оборотов вальца в минуту . . 1 450
Скорость подачи (в м(мин)........4,6, 8,12
Мощность электродвигателей (в кет):
каждого цилиндра............... 73
щетки.......................... 0,85
механизма подачи............... 0,85
Вес станка (в кг)................ 6 500
230
Станки и приспособления для склеивания, сборки и отделки
Дисковый шлифовальный станок
имеет деревянный диск, покрытый
сверху шкуркой. Станки выпускаются
с одним и двумя дисками. Комбини-
рованный станок ШлДБ (рис. 172)
снабжен двумя шлифовальными при-
способлениями — диском и вертикаль-
ным цилиндром (бобиной), предна-
значенным для шлифования вогнутых
поверхностей.
Техническая характеристика
станка ШлДБ
Диаметр шлифовального диска (в мм) . 800
Число оборотов диска в минуту .... 735
Диаметр шлифовальной бобины (в мм) . 90
Рабочая длина бобины (в мм).........210
Число оборотов бобины в минуту .... 2900
Число колебаний бобины в минуту . . . 140
Мощность электродвигателей (в кет):
диска........................2,8
бобины.......................1,6 .
Ленточные шлифовальные станки
имеют бесконечную шлифующую
ленту, натянутую на приводной и
натяжной шкивы. Станок с непо-
движным столом, расположенным под
лентой, шлифует изделие с нижней
стороны. Станок с подвижным сто-
лом (рис. 173) шлифует изделие
сверху лентой, проходящей над изде-
лием и прижимаемой к его поверх-
ности утюжком, передвигаемым
вручную по направляющим.
На станках с неподвижным сто-
лом лента может быть расположена
горизонтально или вертикально (для
обработки деталей в угол).
Рис. 172. Шлифовальный станок
, с диском и бобиной:
а — общий вид: / — станина; 2 — электродви-
гатель; 3 — рабочие столы; 4 — бобина; 5 —
кожух диска; 6 — пылеотсасывающее устрой-
ство; б — диск со шлифовальной шкуркой: 1—
диск; 2 — шлифовальная шкурка (8 слоев); 3—
винты; 4 — кольцо; 5 — винт; 6 — фланец;
7 — вал электродвигателя.
Рис. 173. Ленточный
шлифовальный станок:
J — станина; 2 — рабочий
стол; 3 — ведущий шкив;
4 — шлифовальная лента;
5— утюжок; 6 — шкив
натяжной (ведомый).
Аппараты и приспособления для окраски и полирования
231
Техническая характеристика
станка ШлНС с неподвижным
столом
Ширина шлифовальной ленты (в мм). • 350
Рабочая длина стола (в мм).......1 180
Мощность электродвигателя (в кет) . .2,8
Техническая характеристика
станка ШлПС с подвижным столом
Размеры обрабатываемого изделия
(в ММ)'.
длина........................До 1 900
ширина....................... 800
высота....................... 500
Ширина шлифовальной ленты (в мм) 150
Продольный ход стола (в мм) .... 1 130
Величина вертикального перемеще-
ния стола (в мм)................ 500
Мощность электродвигателя (в кет). 3,4
Вес станка (в кг)............... 1 200
Электрошлифовальный инструмент
состоит из электродвигателя, веду-
щего барабана, шлифовальной лен-
ты, опорной рамки и опорной плиты.
Вращение ведущему барабану пере-
дается посредством зубчатой пере-
дачи. Ве/ущий барабан натягивает
и направляет ленту, а поддержание
ее при работе производит опорная
плита.
Виброшлифовальная полироваль-
ная машина состоит из электродви-
гателя, дебаланса, виброплощадки,
имеющей колебательное и круговое
поступательное движение.
Качество шлифования зависит от
его направления, натяжения шлифо-
вальной ленты на цилиндры, диск
или шкивы и от подбора шлифоваль-
Техническая характеристике
виброшлифовальной
полировальной машины С-423А
Амплитуда колебаний (в мм) ...... 2
Число колебаний в минуту........3 870
Размеры рабочей площадки (в мм)'.
длина...........................200
ширина........................100
Мощность электродвигателя (в кет) . . 0,12
Габариты станка (в мм):
длина ........................... 200
ширина.........................106
высота.........................195
Вес (без кабеля) (в кг) ......... 2,2 .
ных шкурок в соответствии с видом
шлифования.
Для основных видов шлифования
рекомендуется применять следующие
номера шкурок:
Отделка поверхности поперек во-
локон перед фанерованием
(вместо цинубления)...........12, 16, 20
Снятие провесов............... 24, 33, 46
Начальная обработка строганой по-
верхности .................... 46, 60, 80
Заключительная обработка строга-
ной поверхности............... 1Ъ0—120
То же после местного шпаклевания 46, 60, 80
. . . первого слоя сплош-
ного шпаклевания................100—120
То же после сплошного шпаклева-
ния заключительное............ 120—140
Снятие ворса.................... 120—140
Отделка загрунтованной поверхно-
сти и первого лакокрасочного
покрытия...................... 120, 140, 170
Отделка последующих слоев лако-
красочных покрытий (кро*ме
последнего)................... 170—280
Шлифование перед полированием . 200—280
4. АППАРАТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ
ОКРАСКИ И ПОЛИРОВАНИЯ
Механизированное нанесение на
поверхность изделия красящего рас-
твора и лакового покрытия осу-
ществляется при помощи окрасочно-
го аппарата, состоящего из распыли-
теля, красконагнетателя и компрес-
сора. Рабочей частью окрасочного
аппарата является распылитель.
Распылитель (рис. 174) дей-
ствует при помощи сжатого воздуха,
выбрасывающего и распыляющего
краску (лак), наносимую на отделы-
ваемую поверхность.
Сжатый воздух поступает по труб-
ке в распылитель с наконечником.
Из наконечника воздух проходит че-
232
Станки и приспособления для склеивания, сборки и отделки
рез клапан, открываемый при нажа-
тии курка, и далее по каналам по-
ступает в камеру, откуда через коль-
цевую щель форсунки выходит на-
ружу. При нажатии курка одновре-
менно с воздушным клапаном откры-
вается сопло, в которое из навинчен-
ного на распылитель стакана посту-
пает лак или краска. Через сопло
краска попадает в воздушную струю
и при выходе из форсунки распы-
ляется.
На головке.форсунки имеются два
рогообразных выступа с отверстия-
ми, расположенными под углом 45°
к оси форсунки, отчего выходящий
из них воздух сжимает струю рас-
пыленной краски, делая ее плоской
или веерообразной.
Для регулирования количества по-
даваемого воздуха и количества
краски служит винт на заднем конце
распылителя.
Распылитель может работать с по-
дачей краски или лака из резервуа-
ра. В этом случае подача краски
осуществляется по трубке с наконеч-
ником, на который надевается шланг,
подающий краску из красконагне-
тателя.
Рис. 174. Распылитель со стаканчиком:
1 — стакан; 2 — материальный канал; 3 — ма-
териальное сопло; 4 — кольцевое воздушное
сопло; 5 — наконечник: 6 — боковое сопло
наконечника; 7 — сопла боковых струй воз-
духа; 8 — сальник; 9 — пружина воздушного
клапана; 10 — пружина иглы; 11 — крышка
воздушного клапана; /2 — воздушный клапан;
13 — трубка для подачи воздуха; 14 — ниппель
для шланга; 15— собачка (курок); 16— сальник;
/7 — игла; 1о — кольцевой воздушный канал.
Таблица 89
Техническая характеристика распылителей
Тип пистолета- распылителя Диаметр сопла (в мм) Способ подачи материала н распылитель Емкость стаканчика (в л) Рабочее давление воздуха (в ат) Расход сжатого воздуха (в мЧчас)
КР-10 1,2, 1,8, 2,5 Из стаканчика сверху 0,6 3-3,5 15
КР-20 1,2, 1,8, 2,5 Из стаканчика снизу 0,5 3—3,5 15
КР-30 1,2, 1,8, 2,5 По шлангу из бака — 3—3,5 15
Горьковского завода 1,2 То же — 4-5 33
Красконагнетатель пред-
ставляет собой герметически закры-
тый бак, внутр» которого находится
сосуд с краской (табл. 90). В бак по
трубке поступает сжатый воздух, ко-
торый выдавливает краску через по-
груженную в нее трубку в шланг,
соединенный с распылителем. Для
устранения осадков в середине со-
суда имеется мешалка, в которой
краску перемешивают вращением ру-
коятки, расположенной над крышкой
бака. Крышка прикрепляется к баку
откидными винтами с барашками.
Аппараты и приспособления для окраски и полирования
233
Таблица 96
Техническая характеристика красконагнетательных баков
Показатели КН-12 . - <, КН-25 Р-8
Вместимость бака (вл) 12 25 8
Предельное рабочее давление (в ат) Габаритные размеры (в мм): 1.5 1.5 2
диаметр 355 420 276
высота 660 680 500
Вес бака (в кг) 21 53 ЮЛ
Рис. 175.6 Схема распылительной уста-,
новки на две кабины:
/— электродвигатель; 2 — фильтр; 3 — компрес
сор; 4 — аккумулятор; 5 — воздуховод; 6 — масло*
водоотделитель; 7 — лако- или красконагнетатель;
8 — шланг; 9 — распылитель; 10 — кабина; 11 —
вытяжная труба.
Компрессор служит для
получения сжатого воздуха, жо-
требляемого распылителями и
красконагнетателями. I
В случае применения для окра-
ски и отделки вредных для здо-
ровья составов, какими являются
нитрокраски и лаки, устраивают-
ся отделочные камеры-кабины.
Распылительные установки ка-
бинного типа (рис. 175) обору-
дуются как обычными распыли-
телями красок и лаков, так и си-
стемой распылительных уст-
ройств с поворотными столами,
на которые ставятся отделывае-
мые изделия. Управление распы-
лителями и поворотом столов
располагается вне камер, а сами
камеры снабжаются герметиче-
ски закрывающимися дверями и
вытяжной вентиляцией.
Распылительная установ-
ка карусельного типа для отдел-
ки элементов мебели (рис. 176)
состоит из карусельного круга
с металлическим каркасом и на-
стилом-столом для установки от-
делываемых изделий, распыли-
тельной и сушильных камер (сек-
торов), гидрофильтра и сепарато-
ра для очистки отсасываемого
вентилятором воздуха.
Рабочий
прош
Съема усгГюноВка
изделий для окраска
Рис. 176. Распылительная установка
карусельного типа с гидрофиль-
тром:
1 — стол карусели; 2 — роликовый под-
шипник; 3 — верхний круг карусели;
4 — ванна; 5 — гидрофильтр; б — сепара-
тор; 7—всасывающий воздуховод; 8 -
вентилятор; 9 — выхлопной воздуховод.
234
Станки и приспособления для склеивания, сборка а отделки
Полирование производится посред-
ством тампона вручную или в поли-
ровальных аппаратах и станках с
приводом от электродвигателя. Пе-
редвижение тампона осуществляется
вручную.
Ручной полировальный
аппарат (рис. 177) состоит из
электродвигателя, редуктора и по-
лировального диска с тремя тампо-
нами.
Техническая характеристика
электрифицированного
полировального аппарата
Ширина полируемой плоскости
Наименьшая длина плоскости (в мм) 200
Количество тампонов.................. 3
Диаметр тампонов (в мм) ...... 85
Число оборотов тампона вокруг
своей оси в минуту.................... 125
Число оборотов диска тампонов (пла-
нетарное) в мипуту..................... 85
Окружная скорость полирования
(в м)сек)...................... 10
Мощность электродвигателя (в кет) 0,10
Размеры аппарата (в мм)'.
длина.......................... 220
ширина...................... 250
высота...................... 343
Вес аппарата (сухого) (в кг) . . . . 8
Плоско пол и.р ов а л ь н ы й
станок (рис. 178) состоит из ста-
нины, рабочего стола с механизмом
подъема, каретки с направляющими
для перемещения полировальной го-
ловки с тампоном. Поверхность сто-
ла оклеивается сукном.
Полировальная головка переме-
щается вдоль каретки посредством
цепной передачи. Головка подвешена
к раме на спиральной пружине, по-
зволяющей производить работу с
различным давлением на обрабаты-
Рис. 178. Плоскополировальиый
станок:
а — общий вид: 1 — рабочий стол; 2 — напра-
вляющие нижней каретки; 3 — нижняя ка-
ретка; 4 — верхняя каретка; 5 — суппорт; 6 —
тампон; б — рабочий аппарат: 1 — корпус
электродвигателя; 2 — редуктор; 3 — тампон;
4 — стакан с политурой; 5 — направляющие
каретки.
Рис. 177. Электрополировальный
аппарат с тремя тампонами.
Аппараты и приспособления для окраски и полирования
235
ваемую поверхность. На тележке
головки установлены два баллона с
полировочным составом, подаваемым
внутрь тампона..
Техническая характеристика
плоскополировального станка
ППС-2А
Наибольшие размеры полируемого
изделия (в мм):
длина....................... 1 800
ширина...................... 1 000
Диаметр тампона (в мм) ...... 130
Число оборотов тампона в минуту . 250
Регулируемый подъем стола (в мм) До 120
Толщина обрабатываемого изделия
(в мм)....................... 4—60
Число оборотов электродвигателя
в минуту........................ 1 500/3 000
Габаритные размеры (в мм):
длина......................... 2 800
ширина........................ 2 000
высота........................ 2 200
Лаконаливочная машина
служит для покрытия мебельных
щитов нитролаком. Машина состоит
из двух столов, бборудованных лен-
точными транспортерами, верхнего и
нижнего баков, экрана и сливного
резервуара.
Нитролак заливают через патрубок
в нижний бак и сжатым воздухом по
трубе подается в верхний расходный
бак. Разлив лака производятся гори-
зонтальной распределительной гре-
бенкой, имеющей мелкие отверстия
диаметром 2 мм и соединенной па-
трубком с расходным баком. Лак
вытекает отдельными струйками на
наклонный экран (40—45°) и с экра-
на тонкой сплошной завесой сливает-
ся на движущийся на транспортере
стола отделываемый щит.
Не попавший на щит нитролак по-
ступает в сливной резервуар и из
него далее в нижний бак для после-
дующего использования.
Толщина наносимого слоя лака
регулируется изменением скорости
движения ленты транспортера.
Техническая характеристика
лаконаливочной машины
(Ростовская мебельная фабрика)
Скорость движения ленточного тран-
спортера (в м1 мин)..........До 20
Размеры отделываемых щитов (в мм)
длина............................ - 2 000
ширина........................ « 800
толщина ...................... • 50
Габаритные размеры (в мм):
длина............................ 4 180
ширина........................ 2 200
высота........................ 1 2Т8
Глава XV
НАЛАДКА И УХОД ЗА СТАНКАМИ
1. ТОЧНОСТЬ ОБРАБОТКИ НА СТАНКАХ И ИХ НАСТРОЙКА
В массовом механизированном про-
изводстве столярно-строительных из-
делий и мебели большое значение
имеет чистота обработки и точность
изготовления деталей. Точность об-
работки характеризуется степенью
соответствия размеров и формы изго-'
товленной детали размерам и фор-
ме, заданным на чертеже. Отклоне-
ния изготовленной детали от задан-
ных размеров по длине, толщине,
ширине, диаметру и т. п. составляют
ошибки или погрешности в размерах,
а отклонения от прямолинейности
кромок, от плоскости' поверхностей,
от заданного угла, окружности или
иной заданной формы составляют по-
грешности формы.
Погрешности обработки зависят
большей частью от состояния станка,
инструмента и правильности их на-
стройки, а также от случайных при-
чин, причем величина погрешностей
может быть различной как для всех
заданных размеров (длина, толщи-
на и др.), так и для отдельных из-
делий партии однотипных деталей.
Постоянными факторами являются
геометрические погрешности станка,
инструмента и приспособлений, а
также, ошибки в настройке станка.
Переменное влияние на точность об-
работки оказывают износ и затупле-
ние резца, износ приспособлений и
температурные деформации станка и
инструмента.
Случайное влияние на точность
обработки оказывают неоднородность
обрабатываемой древесины и при-
пуска на обработку, нестабильность
режима обработки, ошибки в изме-
рениях, деформации упругой системы
станка, инструмента и детали.
В силу этих причин на одном и
том же станке обработка деталей
возможна с различной точностью, в
зависимости от режима работы.
Наивысшая, предельная точность
может быть достигнута при приме-
нении наиболее благоприятных ре-
жимов работы станка с минималь-
ной нагрузкой, а самая низкая —
при тяжелых режимах работы, не-
однородных по качеству заготовках
и неравномерной скорости подачи.
По этим признакам различают
следующие показатели точности ра-
боты станков:
предельную точность, возмож-
ную при нормальном оснащении и
наладке станка и при режимах с ми-
нимальной нагрузкой (наименьшей
толщине стружки, малых скоростях
подачи и обработке мягкой, однород-
ной по качеству древесины);
нормальную точность, полу-
чаемую при нормальном техническом
состоянии станка, соответствующем
нормам геометрической точности и
жесткости, при нормальном качестве
инструментов и приспособлений, при
выполнении типичных для данного
станка работ и нормальных режи-
мах, свойственных данному про-
цессу.
Точность получения размера обра-
ботки на станке зависит как от ус-
ловий обработки, так » от номиналь-
ного размера детали.
Эта зависимость выражается фор-
мулой:
Ъ = а уЛ d 4- 20,
где:
Ь—точность обработки (в мм);
а — коэффициент пропорциональ-
ность, зависящий от условий
обработки;
d — номинальный размер детали
(в мм).
Точность обработки на станках и их. настройка
237
Погрешности обработки на стан-
ках подразделяются на 5 классов
точности, соответствующих классам
точности деталей по ГОСТу 6449—53
«Допуски и посадки в деревообра-
ботке». Значения погрешностей при-
ведены табл. 91.
Таблица 91
Предельные значения погрешностей обработки в зависимости
от классов точности
Класс Предельные значения Класс точности деталей
точности обработки погрешностей обработки А = 6i (В ММ) по ГОСТу 6449-53
1-Й At = 0,045 fyd + 20 \ Q 1-й
2-й Д3 - 0,090 yd + 20 2-й и 1-й ряды свободныхраэ-
з меров
2а Д2а = 0,135 d 4- 20 = 3 Aj
3-й Аз = 0,18 p/d4-20 = 4A, 3-й и 2-й ряды свободных раз-
меров
За Аза = 0,27 у/4 + 20 = бД1 з
4-й А< = 0,36 yd + 20 = 8 At з 3-й ряд свободных размеров
4а А<а = 0,54 у d + 20 = 12 At a t
5-й A6 = 0,72 fd + 20 = 16 At 4-й ряд свободных размеров
Производственная точность
в существующих условиях практиче-
ски изменяется в широких пределах
и соответствует по одной и той же
операции двум, а иногда и трем
класса^ точности в зависимости от
состояния и условий эксплуатации
станков и методов обработки
(табл. 92).
В зависимости от класса точности
выполняемой станками работы их от-
носят к одному цз трех классов точ-
ности»: П, С и Н.
Класс П — повышенной точности,
включает станки, обеспечивающие
яри нормальных условиях эксплуата-
ции 2-й класс, а при особых усло-
виях— 1-й класс точности обра-
ботки.
Класс С — средней точности, ха-
рактеризует станки, обеспечивающие
обработку по 3-му классу точности.
Класс Н — нивкой точности, уста-
навливается для станков, дающих
4-й и 5-й классы точности обра-
ботки.
Применяемые в столярно-механиче-
ских производствах деревообрабаты-
вающие станки характеризуются сле-
дующими классами точности.
Классы точности основных
деревообрабатывающих станков
Строгальные рейсмусовые...........С, ГТ
Строгальные четырехсторонние:
легкого типа.......................С, П
среднего типа......................С
Фрезерные..........................С, П
Шипорезные.........................С, П
Сверл ил ьно-пазовальные..............С, П
Цепйо-долбежные....................С
Сверлильные........................С
Круглопильные для продольного и тор-
цового распила:
чистового..........................С
чернового......................Н»С
Ленточнопильныеz....................Н,С
238
Наладка и уход за станками
Таблица 92
Производственная точность обработки на станках
Методы обработки и станки Класс точности обработки
пределы средний
Фрезерование плоских поверхностей при обработке на раз- 2—За 2а—3
мер
, на рейсмусовом и калёвочном станках .2—3 2а
на тяжелых четырехсторонних станках 2а—За 3
на фрезерных станках 2—2а 2
Фрезерование кривых поверхностей на фрезерных станках . 2—3 2а
Фрезерование шипов на фрезерных и шипорезных станках . 2—3 2а
Фрезерование проушек на фрезерных и шипорезных станках 2а—За 3
Выработка гнезд 2—За 2а—3
на сверлильно-пазовальных станках 2—3 2а—3
на цепно-долбежных станках 2а—За 3
Фрезерование отборов (шпунта и пр.) 2—За 2а—3
на фрезерных и калёвочных станках 2—За 2а
на строгальных четырехсторонних станках 2а—За 3
Сверление отверстий 2—За 2а—3
Опиливание в шаблоне . 2—За 2а—3
Распиливание продольное чистовое 2а—4 3—За
на универсальных круглопильных станках 2а—4 3—За
на круглопильных с конвейерно-гусеничной подачей . . 2а—3 3
Торцовка чистовая 2—За 2а
на станках с кареткой 2—За 2а
на двухпильном концеравнителе с автоподачей 2—3 2а
Торцовка черновая ,. ' 3—5 4
на маятниковых и педальных пилах 4—5 4а
на шарнирных торцовых станках За—4а 4
на суппортных станках 3—4 За
Продольный распил (раскрой черновой) на круглопильных станках с ручной и механической по- За—5 4а
дачей За—5 4а
” Необходимая и производстве сто-
лярно-строительных деталей и ме-
бели точность размеров и формы
при изготовлении взаимозаменяемых
деталей зависит от назначения де-
талей при сборке изделия и условий
эксплуатации последнего.
Основным классом точности обра-
ботки деталей и большинства сопря-
жений в производстве мебели яв-
ляется 2-й класс и в особых слу-
чаях 1-й.
3-й класс точности применяется
в производстве строительных деталей
(оконных переплетов, дверных поло-
тен), устройстве столярных перегоро-
док, чистых полов и т. п.
Точность размеров деталей опре-
деляется по ГОСТу 6449—53, при
этом численные значения допускае-
Точность обработка на станках и их настройка
239
мых отклонений относятся к изме-
рениям в любом сечении деталей
партии, обработанной за одну на-
стройку суанка.
Станки должны быть настроены с
такой точностью, чтобы не менее
95% всех деталей партии по форми-
руемому в каждом отдельном случае
размеру находилось в пределах до-
пуска соответствующего класса точ-
ности по стандарту.
Станки и приспособления для,ста-
ночной обработки конструируются и
настраиваются с учетом класса точ-
ности подлежащих изготовлению де-
талей. При этом точность размеров
станков и приспособлений должна
быть на один класс выше, чем точ*
ность размеров обрабатываемых де*
талей и изделия.
Геометрическая точность станков,
приспособлений и инструмента дол-
жна удовлетворять определенным
нормам, установленным стандартом.
В табл. 93 приведены нормы на
основные допустимые геометрические
погрешности деревообрабатывающих
станков.
Таблица 93
Нормы на основные допустимые геометрические погрешности
деревообрабатывающих станков
Характер погрешностей Величина погрешности для станков класса (в мм)
П | С | Н
Неплоскостность столов, плит, линеек и непрямолинейность пере- мешения (на 1 м) 0,1 0,2 0,4
Непараллельность элементов станка и их перемещений (на 1 м). . 0,1 оз 0,9
Неперпендикулярность элементов станка и их перемещений (на 1л) 0,2 оз 1,8
Изменение горизонтальности столов, кареток и шпинделей при их перемещении (на 1 м ) 0,075 0,15 . 0,3
Радиальное биение шпинделей 0,02. 0,04 0,08
Радиальное биение оправок, вставленных в центрирующее отвер- стие шпинделей и патронов: у основания оправки 0,02 0,04 ох»
на расстоянии 200 мм 0,03 0,06 0,12
Осевое биение шпинделей ... 0,025 0,05 0,1
Поперечное смещение суппортов и кареток 0,05 0,15 0,45
Радиальное смещение валов. . . .' 0,025 0,05 0,1
Осевое смещение валов 0,03 0,1 03
Отклонения в точности режущего
инструмента не должны превышать
. следующих величин:
Круглые пилы:
по диаметру пильного диска . . ±1 мм
„ шагу зубьев.............±1 мм
„ углам заточки...........±1°
, разводу зубьев..........±0,05 мм
Строгальные ножи:
по ширине ножа..................±1 мм
прямолинейность режущей кром-
ки на 100 мм длины ножа . . .0,4 мм
Фрезы:
по шагу зубьев...............±2 мм
» радиусу резания отдельных
зубьев...................±0,5 мм
При подготовке станка к работе
необходимо установить и отрегули-
ровать режущий инструмент, подаю-
щие, прижимные и другие механиз-
мы и приспособления для обработки
детали на определенный размер.
Для наладки деревообрабатываю-
щих станков, а также проверки их
240
Наладка и уход за станками
геометрической точности применяют
следу ющие контрольно-измеритель-
ные инструменты (рис. 179): индика-
торные приборы, уровни, линейки,
угольники, угломеры, штангенцирку-
ли, микрометры, контрольные оправ-
ки и диски* и др.
Индикаторы, служащие для
проверки точности станков, дают
точность измерений до 0,01 мм. При-
меняют индикаторы на стойке, а в
труднодоступных местах — индика-
торы, снабженные переходными ры-
чагами и струбциной.
Уровни применяют рамного и
горизонтального типов с ценой деле-
ний от 0,05 до 0,1 мм на 1000 мм.
Угломеры, служащие для из-
мерения угловых величин, применяют
как простые, так и универсальные,
снабженные нониусом, позволяющим
делать отсчеты с точностью до 5 ми-
нут.
Микрометры служат для наи-
более точных измерений (до0,01 мм).
Контрольными оправка-
ми и дисками пользуются при
проверке на точность шпинделей
станков. Оправки цилиндрической
формы служат для проверки инстру-
мента и деталей станка в' центрах,
а оправки цилиндрической формы с
коническим окончанием — для про-
верки шпинделей. Диски применяют
для проверки шпинделей кругло-
пильных станков.
Наладка и проверка точности уста-
новки фрезерных и строгальных но-
жей производятся грубо с помощью
простых приспособлений и точно с
применением приборов.
Установка ножей должна быть
особенно точной. При вращении но-
жевого вала лезвие ножа в его верх-
нем положении должно находиться
на уровне поверхности заднего
стола. Для выверки на задний стол
кладут точно отфугованный брусок
и вращают ножевой вал; нож дол-
жен слегка касаться поверхности
бруска, но не снимать стружку. Та-
ким способом надо проверять все
ножи по всей их длине. Передний
стол с помощью подъемных винтов
ставят ниже заднего на толщину
снимаемого за один проход слоя
(строжки), т. е. примерно на 1—
Рис. 179. Инструменты для наладки
и проверки точности станков:
а — индикаторный прибор на стойке: 1 — ос-
нование; 2 —стойка; 3 — выдвижной стержень;
4 — индикатор; б — уровень горизонтальный;
в — универсальный угломер.
1,5 мм. Более точная установка но-
жей достигается с помощью инди-
каторного прибора или ша-
блона (рис. 180).
Работу на станках выполняют по
размерам (острожка), по разметке
(распиливание) и по настройке.
При работе по размерам и раз-
метке степень точности обработки
заранее не обусловливается располо-
жением частей станка и может ме-
няться для каждой обрабатываемой
на станке детали. Точность при этих
методах ниже, чем при обработке по
настройке, т. е. при таком регулиро-
вании положения стола, рабочих ва-
лов, инструмента, приспособлений,
подающих и других механизмов
станка, которое заранее определяет
положение детали на станке по отно-
шению к режущему инструменту для
получения заданного размера.
Настройка станка проверяется по
Повышение качества обработки деталей
241
результатам обработки пробных де-
талей, на которых отразилось влия-
ние на точность обработки вибра-
ции, распирающего действия детали
и других производственных факторов,
не поддающихся учету расчетным пу-
тем.
Промеры пробных деталей при иа-
стройке станка выполняют как с ио-
мощью измерительного инструмента,
так и с помощью предельных калиб-
ров, дающих большую точность.
Рис. 180. Схема крепления и выверки
ножей строгального станка:
1 — нож; 2 — клин; 3 — стружколоматель; 4 —
зажимной винт; 5 — ножевой вал; 6 — губка
заднего стола; 7 — губка переднего сто^а; # —
индикаторный прибор; 9 — шаблон;
10 — упорный винт шаблона.
2. ПОВЫШЕНИЕ КАЧЕСТВА ОБРАБОТКИ ДЕТАЛЕЙ
Точность обработки является важ-
ным признаком качества деталей.
На степень точности влияет ряд при-
чин: качество древесины, качество
инструмента и его заточки, на-
стройка станка, условия и методы
работы.
Большое влияние на точность об-
работки оказывает метод работы на
станках, которую выполняют по
промерам, по разметке и по на-
стройке.
При работе пп промерам и размет-
ке размер обработки заранее не обу-
словлен расположением частей стан-
ка и меняется в зависимости от осо-
бенностей обрабатываемой детали,
от точности измерительного инстру-
мента и минимальной толщины слоя,
снимаемого с детали при приближе-
нии ее размера к требуемому или от
точности нанесения разметки и по-
грешностей несовпадения реза (обра-
ботки) с риской. Эти методы отли-
чаются малой точностью обработки
и низкой производительностью труда.
При работе на настроенном станке,
где заранее определено положение
детали по отношению к режущему
инструменту для получения задан-
ного размера, достигается большая
точность обработки.
Неточности обработки деталей,
равно как и другие виды брака,
получающегося при работе на стан-
ках и ручным инструментом, можно
избежать, принимая следующие ме-
ры:
1. Улучшение подготовки инстру-
мента, его заточки и установки.
2. Подбор режущего инструмента
в соответствии с характером работ
ц возможностью использования.
3. Надежное закрепление режущих
инструментов на шпинделе или вале
без зазора и устранение радиаль-
ного и осевого биения. ,
4. Точная • выверка установки ре-
жущих кромок инструментов в пло-
скости или окружности резания.
5. Применение стружколомателей,
прижимов и других приспособлений,
повышающих качество обработки.
6. Соблюдение в процессе работы
нормальной подачи материала на
резец.
7. Поддержание основных частей
станка в состоянии технической го-
товности и регулярная проверка на-
стройки станка.
.При возникновении того или иного
брака обработки деталей необходимо
установить причину этого брака и
устранить ее. В табл. 94 приведены
наиболее часто встречающиеся виды
брака при работе на станках и ука-
заны способы устранения его причин.
16 А. Н. Стариков
242
Наладка и уход за станками
Таблица 94
Виды брака при работе на станках и другом оборудовании
Вид брака Причина Предупреждение и способ • устранения
1. Однопильные станки с гусеничной подачей
Пропил неровный, с рва-
ными кромками
Пропил не параллельный
Волнистый пропил
Пропил мшистый, с глу-
бокими рисками
Неровные пропилы, с рва-
ными кромками
Пропил не параллельный
Пропил волнистый
Неровное строгание
Неодинаковая по ширине
толщина обрабатывае-
мого материала
Слабина в подшипниках.
Биение пильных шайб
Неправильно установ-
лена направляющая
линейка
Блуждает пила вслед-
ствие неправильной
рихтовки
Затуплены зубья пилы
Ось пильного вала не
параллельна плоскости
цепи
2. Циркульные пилы
Радиальные и осевые
слабины в подшипни-
ках
Неправильно установле-
на направляющая ли-
нейка
Неправильная подготов-
ка пилы
3. Рейсмусовые станки
Радиальная ' слабина
в подшипниках ноже-
вого вала
Дрожание станка
Неодинаково выступают
ножи из ножевой го-
ловки по ее длине
Вальцы стола непарал-
лельны режущим
кромкам ножей
Стол имеет слабины,
вследствие чего во
время работы дает
перекос
Сменить подшипники.
Проверить и проточить
вал на токарном станке
Отрегулировать линейку
за счет бокового сме-
щения стопорами
Отрихтовать и тщательно
установить пилу
Сменить пильный диск
Отрегулировать положе-
ние пильного вала
Сменить подшипники
Отрегулировать линейку
Отрихтовать и отрегули-
ровать пилу и тща-
тельно установить ее
Устранить слабину сме-
ной шариковых под-
шипников
Отбалансировать враща-
ющиеся части
Установить ножи пра-
вильно
Выверить и отрегулиро-
вать вальцы стола
Отрегулировать стол
с устранением слабин,
с прочисткой и при-
шабриванием направ-
ляющей
Повышение качества обработки деталей
243
Продолжение табл. 94
Вид брака 1 Причина Предупреждение и способ устранения
Неодинаковая толщина обрабатываемого мате- риала по длине. Вол- нистая поверхность об- работки Не отрегулированы зад- ние ролики стола и прижимы Чрезмерно выступают ролики над столом Слишком высоко под- нят передний при- жим — стружколома- тель, также и задний прижим Радиальные слабины в подшипниках ноже- вого вала Отрегулировать Отрегулировать ролики Отрегулировать при- жимы Сменить подшипники
Вмятины на строганых плоскостях, затруднена подача Велик нажим вальцов на материал Поднять верхние подаю- щие вальцы так, чтобы они были ниже режу- щих кромок ножей не более чем на 1—2 мм
Неполное прострагива- ние Вмятины на верхней пласти доски Материал покоробился, имеет провесы более 5—6 мм Недостаточный отсос стружки, неправиль- ная конструкция приемника Не допускать для обра- ботки на станке подоб- ный материал Усилить отсос, сменить приемник
4. Четырехсторонние строгальные станки
Недостроганные участки Низкое качество под- готовки пиломатериа- лов: глубокие риски, кривизна, коробление Недостаточное или не- равномерное прижа- тие пиломатериалов подающими вальцами или прижимными ро- ликами (и башмаками) Непараллельность оси нижнего вала поверх- ности заднего стола Произвести сортировку пиломатериала Отрегулировать прижим роликов и башмаков Выверить нижний вал '
Непрямолинейность лез- вий или неодинаковая по длине высота гла- дильных ножей над коробкой Сменить ножи и поста- вить их согласно требо- ваниям инструкции
16*
244
Наладка и уход за станками
Продолжение табл. 94
Вид брака Причина Предупреждение и способ устранения
Недостроганные участки Сколы, вырывы, мши- стость и ворсистость « Рубленая пэверхность, разная длина волн / Выпуклые борозды и углубления на обрабо- танной поверхности Непрямолинейность или неодинаковая высота ножей по длине но- жевой головки Большая толщина сни- маемого слоя Большая высота ножей над губками стружко- ломателя Тупые ножи Большая ширина фасок на ножах от фугова- ния Большое расстояние но- жей от стружколома- телей или от края пе- редней плиты Плохая балансировка но- жевой головки или ножей Неправильная установка ножей в ножевой го- ловке Ножи не отфугованы Слабина в подшипниках Изогнутость ножевого вала Слабое закрепление суп- порта ножевых голо- вок Зазубрины на лезвиях Забивание стружки под гладильные ножи Загрязнение столов или вальцов смолой Плохое удаление струж- ки Вмятины на поверхно- сти прижимных валь- цов Сменить ножи, поставить их по шаблону и про- фуговать Отсортировать пиломате- риал по толщине или уменьшить подачу Отрегулировать ножи Сменить ножи Ножи заточить, устано- вить по шаблону Йередвинуть стружколо- матели Отбалансировать ноже- вые головки Переставить и отфуго- вать ножи То же Разобрать и произвести ремонт или смену под- шипников Отремонтировать вал Закрепить суппорт Сменить ножи Переставить ножи, про- верить правильность их установки, проверить работу стружкодроби- теля и эксгаустера Протереть столы и валь- цы керосйном Исправить эксгаустер- ные устройства Проверить прижимные вальцы •
Повышение качества обработки деталей
245
Продолжение табл. 94
Вид брака Причина Предупреждение и способ устранения
Выхваты на концах Поверхностные трещины раскалывание Неправильности профиля изделия (непараллель- ность противополож- ных и неперпендику- лярность смежных сто- рои) Грубая обработка Непрямолинейность бо- ковых кромок изделия Изогнутость концов пи- ломатериалов кверху Нижняя ножевая голов- ' ка установлена выше заднего стола Недостаточное прижа- тие пиломатериалов перед верхней ноже- вой головкой или большое расстояние от верхних прижимов до головки Дефекты сушки: пере- сушка древесины, зна- чительное коробление Чрезмерно сильное или неравномерное при- жатие пиломатериалов подающими вальцами или прижимными ро- ликами Неправильно установле- ны ножи горизонталь- ных ножевых головок Неправильно установ- лены ножи вертикаль- ных ножевых головок Плохо заточенные ту- пые ножи Завышенная скорость подачи Неправильно установле- ны боковые линейки Неправильно установле- ны боковые планки, расположенные позади вертикальных ножевых головок , Сортировать пиломате- риал Выверить ножевую го- ловку Отрегулировать прижи- мы Улучшить режимы суш- ки Отрегулировать нажим вальцов Установить режущие кромки ножей верхней горизонтальной голов- ки параллельно поверх- ности стола, а нижней горизонтальной голов- ки до совпадения с ра- бочей поверхностью заднего стола Установить режущую кромку ножей по угольнику под углом 90° к поверхности сред- него стола Заточить ножи Снизить скорость иодачи Выверить боковые ли- нейки Выверить планки
246
Наладкл и уход за станками
Продолжение табл. 94
Вид брака Причина Предупреждение и способ устранения
Непрямолинейность бо- Чрезмерная кривизна ♦ Кривизна кромок доски
новых кромок изделия обрабатываемой за- готовки до строгания не долж- на превышать 0,5 мм на 1 м
Крыловатость Слишком тонкие и ши- рокие доски вслед- ствие крыловатого распиливания 5. Шипорезные станки Сортировать доски
Деталь по длине короче Неправильно установ- Переставить упор на ка-
или длиннее заданной лен упор на каретке ретке
Выборка шипа у всех Сместилась прижимная Выверить линейку так,
обработанных деталей произведена не в уголь- ник; линейка каретки чтобы она была перпен- дикулярна направляю- щей
Торцы детали не перпен- Плоскость полотна пилы Выправить положение
дикулярны пласти не вертикальна суппорта пилы
Шип смещен па высоте Смещены по вертикали шипорезные головки Отрегулировать оба суп- порта шипорезных го- ловок по высоте
Конусность шипа по Негоризонтальность од- Выяснить, какая головка
длине ной или обеих шипо- резных головок дает брак, и выверить положение соответст- вующего суппорта
Конусность шипа по ши- рине Слабо закреплена заго- товка на каретке Отрегулировать зажим
Шип не соответствует Смещена одна или обе Выверить положение го-
по толщине шипорезные головки ловок путем передви- жения соответствую- щего суппорта
Длина шипа разная Одна из шипорезных головок смещена Выяснить, какая головка неправильно установ- лена, отрегулировать положение соответст- вующего суппорта
Подсечка шипа происхо- Смещены подсечные го- Выверить положение го-
дит неправильно ловки ловок, отрегулировав суппорты
Непараллельность пло- Проушечный диск не-. Выверить положение суп-
скостей проушин пло- правильно установлен порта проушечного
скостям бруска по дли- не в горизонтальной пло- скости диска
Проушина смещена по Проушечный диск сме- Выверить положение суп-
высоте щен по выЬоте порта проушечного
диска
Повышение качества обработки деталей
247
Продолжение табл. 94
Вид брака Причина Предупреждение и способ устранения
Проушина не соответст- вует по ширине за- данному размеру Непараллельность пло- скостей проушины пло- скостям бруска по ши- рине Волнистость щечек шипа или проушины Глубина сверления недо- статочна, меньше глу- бины ранее установ- ленной Вокруг высверленного отверстия остаются не- дорезанные волокна древесины Ширина ножей не соот- ветствует требуемой Не отрегулирована пло- , щадка каретки Слабо закреплена заго- товка. Не закреплен суппорт проушечного диска Биение вала Слабо закреплены ножи Лезвия ножей чрезмер- но выступают из го- ловки (больше 2,5 мм) 6. Сверлильные станки Недостаточно натянута пружина, восприни- мающая усилие реза- ния Затупилась подрезаю- щая кромка сверла Режущая кромка сверла расположена ниже подрезающей кромки Сменить ножи Отрегулировать каретку по уровню Отрегулировать прижим Закрепить стопоры суп- порта Сменить подшипники, проверить вал Закрепить ножи Правильно установить ножи Необходимая Глубина сверления достигается путем постоянной под- тяжки пружины Сменить сверло или за- точить подрезающую кромку Режущая кромка сверла должна быть выше под- резающей на 0,8—-1 мм
7. Ленточно-шлифовальные станки
Прощлифовка Сильное давление утюж- Утюжком следует касать-
ка Неравномерное шлифо- вание отдельных мест \ ся поверхности с мень- шим давлением Шлифование нужно про- изводить вдоль воло- кон равномерно по всей поверхности. Во избежание прошлифо- вок по краям, колодка утюжка не должна вы- ходить за кромку бо- лее’2—3 см
Волнистая поверхность деталей Детали с волнистой по- верхностью шлифовать не рекомендуется
Шагрень, пузырьки, не- Недостаточная шлифов- Поверхность должна быть
обработанные места ка тщательно и равномер- но отшлифована
248
Наладка и уход за станками
Продолжение табл. 94
Вид брака Причина Предупреждение и способ устранения
Отслаивание фанеры или ее деформация Сжигание лакового слоя Наличие в порах белых точек Появление царапин и по- перечных полое Пропуски Чрезмерное смачивание поверхности жидко- стями Сильное давление утюж- ка на поверхность при отсутствии подачи жид- кости Попадание продуктов шлифования в поры древесины Плохая стыковка шли- фовальной шкурки Крупный номер шкурки Наличие засохшей па- сты на фетровой лен- те > В полировальной пасте имеются крупные ча- стицы Неравномерное полиро- вание Подача жидкостей на по- верхность должна быть отрегулирована при Помощи крана Следует уменьшить дав- ление утюжка и отре- гулировать подачу жид- кости Не рекомендуется влаж- ное шлифование при наличии крупных пор на поверхности На поверхности с мел- кими порами этот не- достаток устраняется обработкой ее тампо- ном, смоченным в ра- створителе Место стыковки следует тщательно проверить и устранить все неров- ности В случае появления по- перечных полос послед- ние проходы утюжка необходимо произво- дить вдоль длины де- тали Шлифование произво- дить шкуркой не ниже № 180 Необходимо следить за тем, чтобы фетровая лента периодически очищалась от насохшей пасты циклей Полировальную пасту следует тщательно раз- мешать до образования однородной жидкой массы Обработку поверхности нужно производить равномерно, переходя от одного участка к другому, до получе- • ния зеркально-матово- го блеска
Повышение качества обработки деталей
249
Продолжение табл. 94-
Вид брака Причина Предупреждение и способ устранения
Следы неудаленной па* Небрежное снятие па- Обработка поверхности
СТЫ сты полировальной водой
Наличие в порах точек Попадание пасты в поры производится до пол- ного устранения мас- лянистого налета и по- лучения зеркального блеска Обработку поверхности
зеленоватого цвета полировальной пастой
• & Плоско полировальные ст производят только в том случае, если на по- верхности нет пор анки
П ри порозаполнени и
Полосы Неравномерное нанесе- Порозаполнитель должен
Потеки ние порозаполнителя Втирание и протирка наноситься равномерно по всей поверхности детали Порозаполнитель должен
Наличие открытых пор производились нерав- номерно Недостаточное выполне- тщательно и равномер- но втираться с после- дующей протиркой Втирание порозаполни-
Вуалирование древеси- ние операции поро- заполнения Не удалены полностью теля необходимо про- изводить до полного заполнения пор древе- сины и получения по- верхности со слабым глянцем После операции пороза-
ны, темные пятна излишки -порозапол- полнения с поверхно-
При в л а н нителя сном шлифовании сти должны быть пол- ностью удалены излиш- ки порозаполнителя шкуркой
Прошлифовка Сильное давление там- Давление тампона перед
/- пона Неравномерное шлифо- вание отдельных мест Волнистая поверхность детали началом работы необ- ходимо отрегулировать на образцах Шлифование нужно про- изводить по всей по- верхности равномерно Детали, поступающие в отделку, должны иметь ровную, тща- тельно отшлифованную поверхность
250
Наладка и уход за станками
Продолжение табл. 94
Вид брака Причина Предупреждение и способ • устранения
Шагрень, пузырьки Недостаточная шли- фовка Поверхность следует шлифовать до исчез-
новения шагрени, пу- зырьков и других де- фектов. В конце шли- фования поверхность должна иметь ровный матовый блеск
Наличие в порах белых Попадание продуктов Влажное шлифование при
точек шлифования в поры наличии крупных пор на поверхности произ- водить не рекомен- дуется На поверхности с мел- кими порами этот не- достаток устраняется обработкой ее тампо- ном, смоченным в рас- творителе
Царапины и следы шкур- Шлифование шкуркой Для шлифования по ла-
ки после шлифования с крупными зернами абразива ковому слою приме- няют шлифовальную шкурку с зернистостью не ниже № 180
При разравнивании лаковой пленки разравниваю-
щими жидкостями
Пропуски Прожоги Неравномерное разрав- Производить разравни- нивание вание до получения по- верхности с одинако- . вым полузеркальным блеском Частые проходы по од- Разравнивать поверх- ному и тому же ме- .ность следует равно- сту мерно без сильного на- жима При полировании политурой
Помутнение пленки Излишки масла при по- Масло при полировании
Прожоги f лированин следует применять в небольшом количе- стве — несколько ка- пель на рабочую по- верхнссть тампона или отделываемой детали Задержка тампона на од- Полирование следует ном месте производить быстрыми . скользящими движе- ниями без остановок на одном месте
Повышение качества обработки деталей
251
Продолжение табл, 94
Вид брам Причина Предупреждение и способ устранения
Пропуски • Нарушение последова- тельности ходов Полирование следует ве- сти в определенной по- следовательности ходов непрерывными дви- жениями по всей по- верхности до получе- ния ровной поверхно- сти с полузеркальным глянцем После снятия масла по- верхность должна иметь чистый зеркаль- ный блеск
Р. Распылительная кабина
Шагрень Низкая ' температура воздуха в помещении Повышенная вязкость лака Температура воздуха в помещении должна быть 18—20° Вязкость рабочего рас- твора лака должна быть 26—30 сек. по вискозиметру ВЗ-4 для корпусной мебели и 30—35 сек. для решет- чатой мебели
Шероховатое покрытие Расстояние гбловки рас- Головку t распылителя необходимо прибли- зить к отделываемой поверхности на рас- стояние 250—300 мм
пылителя от отделы- ваемой поверхности более 300 мм
Пузыри Большое давление воз- духа при распылении Наличие ' пузырьков в лаке Незаполненные поры Поддерживать рекомен- дованное давление Дать отстояться лаку и снять пузырьки Загрунтовать поверх- ность
Полосы Неравномерное нанесе- ние лака Наносить лак перекрест- ным способом, направ- ляя факел перпендику- лярно поверхности Скорость перемещения распылителя должна быть равномерной с сохранением установ- ленного расстояния
Иотеки Близкое расстояние рас- пылителя от отделы- ваемой поверхности Установить пистолет на расстоянии 250— 300 мм от поверхности
252
Наладка и уход за станками,
Продолжение табл. 94
Вид брака Причина Предупреждение и способ устранения
Потеки Многократное нанесе- ние лака на месте по- тека Наносить отделочный ма- териал с перекрытием смежных полос на 2— 3 см
Распыление брызгами, прерывистость факела распыления Перегнуты шланги Открыт спускной кран у масловодоотдели- теля Распрямить шланги Закрыть спускной кран у масловодоотделителя
Неправильная форма фа* кела распыления Игла выходит наружу Разобрать распылитель и установить иглу вро- вень с соплом
Образование густого ту- мана Большое давление воз- духа Отрегулировать давле- ние воздуха
Ослабление временами факела распыления с выбросами струи вбок Засорилось отверстие для выхода воздуха в го- ловке распылителя Нет центровки иглы Прочистить воздушные пути в распылителе Завинтить все части и отцентровать их
Подача материала с пе- ребоями Материал в баке на ис- ходе Засорилось сопло для выхода материалов Перегнуты шланги по- дачи лака Наполнить бак лаком Прочистить сопло Распрямить шланги
Плохое распыление струи Утечка воздуха в сис- теме Недостаточное давление воздуха, повышенное давление воздуха на отделочный материал Устранить утечку Установить требуемое давление
Головка распылителя в нерабочем положе- нии пропускает краску, которая сочится из сопла Игла плохо отрегули- рована и неплотно за- крывает сопло Отрегулировать иглу так, чтобы воздушный кла- пан открывался раньше подачи лака
Отделочный материал по крючку стекает на ру- ку рабочего, в нера- бочем положении из головки выходит воз- дух Засорилось сопло для выхода материала Ослаблены или срабо- таны сальник и иглы Засорился воздушный клапан Разобрать распылитель и прочистить его Сменить сальники Прочистить воздушный клапан
Основные правила ухода за станками
253
3. ОСНОВНЫЕ ПРАВИЛА УХОДА ЗА СТАНКАМИ
Здесь приводятся лишь основные
правила ухода за деревообрабаты-
вающими станками и общие правила
техники безопасности.
Правила ухода за станками:
1. Перед работой на станке необ-
ходимо его осмотреть и, убедившись
в полной исправности и смазав его,
пускать в ход. С особой тщатель-
ностью должны быть осмотрены ре-
жущие элементы и» механизмы по-»
дачи. При ременной передаче сле-
дует убедиться в исправном состоя-
нии ремней, в частности, степени их
натяжения.
2. До начала работ должна быть
произведена тщательная наладка
станка; если же по условиям работы
наладка станка не требуется, то
ограничиваются его проверкой.
3. Исправность пусковых приспо-
соблений, и прежде всего перевода
ремня с холостого шкива на рабо-
чий и обратно, должна быть прове-
рена вначале осмотром, а затем
пробным пуском.
4. Неисправности электродвигате-
ля и электропривода обнаружива-
ются при включении рубильника или
кнопочного управления. Если при
включении электродвигатель не вра-
щается и слышится гудение в нем,
то это значит, что по одному из
проводов ток не подается. Исправле-
ние электрооборудования производит-
ся электромонтером.
5. При работе на станке нужно
возможно шире пользоваться раз-
личными приспособлениями, облег-
чающими и ускоряющими работу и
защищающими рабочего от различ-
ных повреждений.
6. В случае обнаружения неисправ-
ности по механической части станка
необходимо сообщить слесарю, а по
электрической — электромонтеру.
7. Трущиеся части станка должны
регулярно смазываться в соответ-
ствий с установленными правилами
и картой смазки.
Для смазки применяется масло
(индустриальное) инд. 12 и инд. 45,
консистентная смазка (солидол)
УС-2 и УС-3 и нигрол (Н), запра-
вляемый путем заливки.
Правила смазки основных станков
приведены в табл. 95.
Правила смазки станков
Таблица 95
Места смазки г Число смазывае- мых мест Период между смазкам^ Смазочный материал
Станки ЦКМ и ЦМЭ -
Подшипники пильного вала (у стан- ка ЦКМ) 2 3 месяца УС-3
Пальцы подвесок \ . 2 Смена УС-2
Пальцы компенсатора 1 V '• Инд. 45
Подшипники электродвигателя . . . 2 6 месяцев УС-2
Станок ЦМЭ-2
Подшипники электродвигателя и шарнирных соединений рычагов . 8 6 месяцев УС-2
254
Наладка и уход за станками
Продолжение табл. 95
Места смазки Число смазы- ваемых мест Период между смазками Смазочный материал
Ось и кулачок тяги ограничения . . 4 Неделя УС-2
Корпус головки 1 Капитальный УС-2
ремонт
Ось направляющей 1 Неделя УС-2
Подшипники вала шестерни .... 2 9 УС-2
Ось гитары 1 Смена УС-2
Станок Ц-6
Шарикоподшипники пильного вала 2 3 месяца УС-2
Упорный подшипник 1 Месяц УС-2
Подшипники подъемного механизма 3 Сйена УС-2
Винты, гайки и шестерни 4 Неделя Инд. 45
Направляющие 2 • Инд. 45
Станок ЦДК-4М
Гусеница
Шарикоподшипники вала приводной
звездочки (туера) 4 3 месяца УС-2
Оси звеньев 39 Непрерывная Инд. 45
Направляющие пазы звеньев .... 78 • Инд. 45
Станина \
Направляющие 4 • Инд. 45
Стойка суппорта
Упорный шарикоподшипник .... 1 3 месяца УС-2
Коническая Шестерня 1 Неделя УС-2
Винт подъема суппорта 1 * УС-2
Вал для подъема суппорта 1 V УС-2
Винт для подъема электродвигателя 1 • 1 УС-2
Шпиндель пилы
Проушина для качания электродви-
гателя 2 Неделя УС-2
Ось подъема электродвигателя • • . 1 • УС-2
Основные правила ухода за станками
255
Продолжение табл. 95
Места смазки Число смазы- ваемых мест Период между смазками Смазочный материал
Шарикоподшипники пильного вала 3 3 месяца УС-2
Суппорт нажимных роликов
Шарикоподшипники роликов . . . 6 3 месяца УС-2
Вал кронштейна роликов 4 Неделя УС-2
Пальцы кронштейна роликов .... 4 9 УС-2
Направляющие суппорта стойки . . 2 Месяц Инд. 45
Дверка суппорта
Ось дверки суппорта 1 • Инд. 45
Редуктор
Шарикоподшипники 2 6 месяцев УС-2
Шестерня редуктора — Непрерывно Инд. 45
Звездочки и приводные цепи гусе- ницы — Месяц Инд 45.
Пружинная кулачковая муфта . . . — * УС-2
Станок ЛС80-3 Г
Подшипники верхнего шкива . . . 2 3 месяца УС-2
Подшипники нижнего шкива .... 2 3 . ч УС-2
Верхний опорный ролик 1 3 . 4 УС-2
Нижний , w 1 3 . УС-2
Винт подъема верхнего шкива . . . 3 Месяц Инд. 45
Направляющая станины 2 * Инд. 45
Винт подмоторной плиты 1 2 • Инд. 45
Винт для регулирования верхнего шкива 2 Инд. 45
Станок СФ4-4
Подшипники ножевого вала «... 2 3 месяца УС-2
Палец и подшипники веерного ограждения 1 Смена Инд. 45
Винт механизма подъема стола . . . 1 3 месяца Инд. 45
Винт натяжного устройства подмо- торной плиты 1 3 . Инд. 45
256
Наладка и уход за станками
Продолжение табл, 95
Места смазки Число смазы- ваемых мест Период между смазками / Смазочный материал
Горизонтальные и вертикальные на-
правляющие . 4 Месяц Инд. 45
Винт горизонтальный 3 3 месяца Инд. 45
Винт вертикальный 2 . 6 месяцев . Инд. 45
Шпиндель 1 Месяц Инд. 45
' Станок СР6-6
Палец холостого ролика станка . . 2 Смена УС-2
Ось натяжного ролика 1 9 УС-2
Подшипники:
нижних подающих вальцов . . . 4 9 УС-2
ножевого вала 2 3 месяца УС-2
переднего вальца подачи .... 2 Смена УС-2
заднего вальца подачи 2 в УС-2
электродвигателей 6 3 месяца УС-2
Ось звездочки механизма польема
стола 1 Смена УС-2
Редуктор привода вальцов — Месяц Нигрол
Винт механизма подъема стола . . 2 * УС-2
Направляющие стола 4 Неделя УС-2
Цепь подачи — в УС-3
Станок СК-15
Подшипники:
нижнего горизонтального шпин-
деля 2 3 месяца УС-2
верхнего горизонтального шпин-
деля 2 3 УС-2
верхних подающих вальцов . . 4 Смена УС-2
нижних подающих вальцов . . . 5 УС-2
редуктора 1 УС-2
Ось верхних подающих вальцов . . 4 * УС-2*
Бинт механизма настройки по высо-
те верхних вальцов 2 • УС-2
Шестерни редуктора — 3 месяца Инлг 45
Основные правила ухода за станками
257
Продолжение табл. 95
Места смазки . Число смазы- ваемых мест Период между смазками Смазочный материал
Прижимные ролики 2 Смена УС-2
Шарнир стола 1 9 Инд. 45
Привод редуктора / 3 , 1 9 УС-2
Суппорт каретки и винты верти- кальных шпинделей '— 9 Инд. 45
Суппорт и винты верхнего гори- зонтального шпинделя — 9 Инд. 45
Станок Ф-4
Подшипники шпинделя 2 . Смена Инд?12
Подшипник упорного кольца .... 6 Месяц УТВ
Опорный подшипник шпиндельной насадки 2 . * УТВ
Направляющие суппорта 1 9 УТВ
Подшипники электродвигателя . . . 2 3 месяца УТВ
Станок ШО6
Механизм вертикального перемеще- ния суппорта пилы 1 2 смены УС-2
Механизм горизонтального переме- щения суппорта пилы 1 2 . УС-2
Механизм перемещения проушечно- го диска 2 2 . УС-2
Механизм суппортов и подсечных головок 2 2’ . УС-2
Шарикоподшипники механизма подъема суппортов 3 6 месяцев УС-2
Шарикоподшипники каретки .... 5 6 УС-2
Станок ШПА40
Направляющие стола 4 0,5 смены УС-2
Подшипники ножевого вала .... 3 3 месяца УС-2
Подшипники электродвигателя ги- дронасоса 4 6 месяцев УС-2
17 А. Н. Стариков
258
Наладка и уход за станками
Продолжение табл, 95
Z Места смазки Число смазы- ваемых мест * Период . между смазками . Смазочный материал
Станок СвПА
Подшипники кронштейна 2 Смена Инд. 30
Направляющие суппорта 2 0,5 смены Инд. 30
Ось суппорта 2 Смена УС-2
Подшипники шатуна редуктора • . 2 3 месяца УС-2
. вертикального вала ре- дуктора 2 Смена УС-2
Подшипники редуктора 1 Месяц УС-2
Редуктор 1 Смена Инд. 30
Горизонтальные направляющие сто- ла 2 0,5 смены Инд. 30
Вертикальные направляющие .... 2 0,5 . Инд. 30
Винтовой механизм подъема стола 1 Месяц УС-2
Шестерни и рейки механизма руч- ного перемещения стола .... 2 • УС-2
Винт механизма подъема . . • . . 1 Смена Инд. 30
Скалки и штанги прижимов . . . . 3 * Техниче- ский
вазелин
Станок ДЦА-2
Рейка и вал шестерни стола .... 1 Смена Инд. 30
Винт и гайка стола 1 9 Инд. 30
Винт прижима 1 0,5 смены Инд. 30
Ось ограничителя продольного хо- да стола 2 Месяц УС-2
Кронштейн механизма регулирова- ния хода 1 0,5 смены Инд. 30
Направляющая линейка 1 Смена УС-2
Режущие цепочки (в бачке) .... — Месяц Инд. 30
Направляющие стола 2 Инд. 30
Направляющие станины 2 • Инд. 30
Основные правила ухода за станками
259
Продолжение табл. 95
% Места смазки Число смазы- ваемых мест Период между смазками а' Смазочный материал
Станок ШлПС
Подшипники электродвигателя . . . 2 6 месяцев УС-2
Подшипники задней бабки .... 2 Месяц Инд. 30
Направляющие задней бабки .... 2 9 Инд. 30
Направляющие станины 4 9 Инд. 30
Подшипники механизма подъема
стола 6 9 УС-2
Ролики подвижного стола 4 9 Инд. 30
Упорные ролики 1 6 месяцев УС-2
Внутренние ролики утюжка . . . . 6 Месяц Ин]. Д
17*
/АЗ ДЕЛ ЧЕТВЕРТЫЙ
. ТЕХНОЛОГИЯ СТОЛЯРНОГО ПРОИЗВОДСТВА
Глава XVI
КОНСТРУИРОВАНИЕ СТОЛЯРНЫХ ИЗДЕЛИЙ
1. ОСНОВНЫЕ ВИДЫ СТОЛЯРНЫХ СОЕДИНЕНИИ
Столярно-строительные и мебель-
ные изделия состоят из различных
деталей, соединенных между собой
тем или иным способом и большей
частью неподвижно. В некоторых
частях разборной и складной мебели
применяются и разъемные соедине-
ния.
Деталь — брусок, доска (делянка),
щиток — как первичный элемент из-
делия может быть изготовлена из
одного куска древесины, из двух или
нескольких кусков, предварительно
склеенных между собой, а также
может быть фанерованной.
Соединение двух или нескольких
деталей образует узел —щит, рамку,
коробку, представляющие собой кон-
структивные элементы изделия. Из
соединенных между собой деталей и
узлов получают простое столярное
изделие или обособленную его
часть — комбинат, агрегат.
Детали соединяют между собой
путем столярнбй вязки, клея или ме-
таллических скреп.
Согласно ГОСТу 9330—60 «Детали
деревянные. Основные соединения»,
различают следующие группы соеди-
нений:
а) по длине — деталей, примыкаю-
щих друг к другу торцами; это
соединение осуществляется путем
сращивания или наращивания дета-
лей;
б) по кромкам (сплачивание) —
двух и более элементов для полу-
чения широкой детали;
в) угловые концевые — деталей,
сходящихся под тем или иным уг-
лом, для образования большинства
конструктивных элементов строитель-
ных и мебельных изделий;
г) угловые срединные — соедине-
ние элементов, из которых один
либо примыкает своим концом к се-
редине другого (примыкания), либо
пересекает его под тем или иным
углом (пересечения) для образова-
ния в основном щитов;
д) ящичные угловые (ящичные
вязки) — широких элементов; такие
соединения применяются при сборке
ящиков, коробок и т. п. Они могут
Основные виды столярных соединений
261
быть концевыми и срединными (при-
мыкания).
Из сопряженных элементов обра-
зуется простейшее изделие или часть
сложного изделия (агрегат), в зави-
симости от назначения которого вы-
бирается и способ соедине-
ния элементов.
Сращивание и наращивание. Вслед-
ствие сравнительно небольшой дли-
ны столярных деталей, не превы-
шающей обычной длины используе-
Рис. 181. Сращивание и наращивание;
а — накладкой вполдерсва; б — шипами; в —
клиновидным замком.
/
Рис. 182. Сплачивание:
а — в гладкую фугу на клею; б — на шкантах;
8 ~ на шипах; г — в четверть; д — в шпунт;
е — на рейках; ж — на шпонке; з — в нако-
нечник — паз; а — в наконечник на шипах.
мых досок и брусков, сращивание и
наращивание в столярных работах
применяется в основном лишь при
изготовлении столярно-строительных
изделий (поручни, карнизы, плинтусы
и т. п.), а также при замене негод-
ных частей деталей новыми.
Сращивание и наращивание выпол-
няется:
1) впритык, когда элементы со-
единяются друг с другом торцами,
плоско обрезанными под прямым или
косым углом;
2) накладкой вполдерева (рис.
181,а);
3) шипами круглыми, плоскими
и косыми типа «ласточкин хвостл
(рис. 181,6);
4) клиновидным замком
(рис. 181, в).
Сплачивание применяют главным
образом для соединения узких эле-
ментов с целью получения детали
большей ширины; значительно реже
сплачивание служит для увеличения
толщины. Лицевые стороны изделия
фанеруют — оклеивают древесиной
ценных пород. При сплачивании при-
меняются следующие способы соеди-
нения элементов:
1) В гладкую фугу на клею
(рис. 182, а), заключающееся в том,
что детали плотно прифуговывают
кромками одну к другой и затем
склеивают. После этого детали поме-
щают в специальные приспособления
(верстаки, сжимы, прессы), сжимают
при помощи винтов, клиньев и т. п.
и оставляют в сжатом положении до
высыхания клея. При сжатии излиш-
ний клей выдавливается по линии
соединения.
2) На шипах и шкантах
(рис. 182, б, в), когда в кромках плот-
но прифугованных деталей вырубают
гнезда или высверливают отверстия,
в которые вставляют прямоугольные
шипы или круглые шканты. Толщина
шипов не должна превышать !/з тол-
щины соединяемых деталей.
3) В четверть (рис. 182, г),
когда в кромках соединяемых дета-
лей выбирают до половины их тол-
щины и такой же ширины продоль-
ные выемки — четверти.
4) В шпунт (рис. 182,6), при
котором в кромке одной детали вы*
262 Конструирование столярных изделий
бирают посредине паз — шпунт в ’^з
толщины, а в кромке другой отби-
рают гребень, соответствующий пазу.
Гребень и паз могут быть прямо-
угольной или трапециевидной формы
(«ласточкин хвост»).
5) На рейку (рис. 182, е), отли-
чающееся от соединения в шпунт
тем, что в кромках соединяемых де-
талей выбирают пазы, в которые
вс'годпяют оейку.
6) На шпонках (рис. 182,ж),
состоящее в том, что в соединяемых
деталях выбирают суживающиеся
кверху и по длине трапециевидные
пазы глубиной в !/з толщины доски.
В пазы заколачивают бруска-шпонки
со скошенной кромкой соответственно
профилю выбранного паза. Помимо
сплачивания элементов, такое соеди-
нение служит также средством пре-
дохранения щитов от коробления
7) В наконечник (рис. 182, з, и),
заключающееся в том, что на тор-
цовую кромку шита, обработанную
в виде шпунта-гребня треугольного,
прямоугольного или иного профиля,
наклеивают брусок. Это соединение
применяют для предохранения шитов
от коробления и укрытия торца,
плохо поддающегося чистовой обра-
ботке и отделке.
Сплачивание в гладкую фугу на
клею может быть выполнено как с
параллельными, так и с непараллель-
ными кромками соединяемых досок.
Последнее соединение по затрате
материала более экономично, так как
используются доски с кромками, опи-
ленными по сбегу дерева, но опа
менее красиво и труднее поддается
выполнению.
Сплачивание на щипах и шкантах
обычно выполняют без склеивания,
главным образом для соединения ле-
жащих одна на другой деталей или
частей изделия с целью предупре-
ждения их смещения. Выполнение
этого вида сплачивания, в особен-
ности на шипах, представляет неко-
тооые трудности.
Сплачивание в четверть, в шпунт
и на рейку на клею прочнее i сплачи-
вания в гладкую фугу, так как дает
большую площадь склеивания. Спла-
чивание на рейку выгоднее, чем в
четверть или в шпунт, потому что
древесина не расходуется на образо-
вание четверти или гребня, а сама
рейка обычно вырабатывается из
отходов.
Наилучший и наиболее прочный
вид сплачивания — соединение тра-
пециевидным шпунтом («сшивание»).
Выполнение такого соединения руч-
ным инструментом крайне сложно и
редко применяется. Для этой цели
в настоящее время используются
специальные сшивательные станки,
получающие широкое применение
при производстве мебели и тары.
Соединение трапециевидным шпунтом
может быть выполнено при непа-
раллельное™ кромок как в продоль-
ном, так и в поперечном-направле-
нии, что позволяет полностью ис-
пользовать Необрезные доски со сбе-
гом, дающие значительный отход
при других способах сплачивания.
Доски располагаются поочередно в
разные стороны сердцевинной сторо-
ной и комлевым концом, что пре-
дупреждает коробление щита в це-
лом.
Угловые соединения. Соединение
деталей под углом, т. е. вязка уг-
лов, наиболее часто встречающий-
ся вид соединения в столярном деле.
Фермы этих соединений весьма раз-
нообразны; их можно подразделить
на две основные группы: рамоч-
ные и ящичные.
Существуют следующие способы
угловых соединений:
1) Внакладку (рис. 183,а),
являющееся наиболее простым, но
вместе с тем наименее прочным из
всех угловых соединений. В торце
каждой соединяемой детали выби-
рают древесину до половины ее
толщины.
2) Прямым рамочным ши-
пом (рис. 183, б, в, г), представляю-
щее собой основной вид углового
соединения различных деталей в сто-
лярном производстве. Шип — часть
бруска или детали входит в г н е з-
д о, выбранное в другом бруске или
детали.
Шгоп обычно получают при обра-
ботке торца бруска. Сообразуясь с
требуемой прочностью соединения,
которая зависит от общей площади
склеиваемых поверхностей, рамоч-
Основные виды столярных соединений
263
Рис. 183. Столярные вязки углов:
а — внакладку; б — прямым сквозным шипом:
/ — шип; 2 — заплечики шипа; 3 — щечки;
4 — проушина и гнездо; 5 — сквозное гнездо;
в — тройным шипзм; г — 1лухим и сквозным
шипом с погемком; д — косы и шипом, е — на
шкантах; ж — на ус с прорезным шипом; з—
на ус на шкантах; и — на ус с вставкой.
ный шип делают одиночным, двой-
ным или тройным.
Гнездо, в которое вставляется шип,
бывает открытым с одной стороны
(глухое гнездо) и с двух сторон
(сквозное гнездо) Отверстие, откры-
тое с трех сторон, называется про-
ушиной или проушкой. Гнездо
бывает в срединной части бруска, а
проушина — на его конце Сквозное
гнездо обычно делают в тех случаях,
когда изделие окрашивается непро-
зрачной краской, глухое же тогда,
когда внешняя лицевая сторона дол-
жна быть чистой. Если нежелатель-
но иметь открытым торцовый конец
шипа, то вместо проушины делают
глухое гнездо с потемком, т. е. с
суженным шипом. Это скрывает
дефекты при выделке гнезда и уве-
личивает прочность углового соеди-
нения, так как шип оказывается за-
жатым с четырех, а не с двух сто-
рон? как в проушине.
3) Косым шипом «ласточкин
хвост» (рис. 183, д) — соединение бо-
лее прочное, чем прямым шипом.
Шип и проушину запиливают не
параллельно кромкам брусков, осно-
вание шипа делают равным ’/з, а
конец — 3/s толщины бруска.
4) На шкантах (рис. 183,е),
называемое иногда вязкой на круг-
лых вставных шкантах или дюбелях.
Это соединение менее прочно, чем
шиповое; вместе с. тем оно более
экономично, так как не требует при-
пуска на шип.
5) На ус (рис. 183, ж, з, и), когда
концы брусков срезают под косым
углом. На ус могут быть соединены
бруски как одинаковой, так и разной
ширины и сходящиеся под любым
углом. Для увеличения прочности
соединения его делают вполдерева
с прорезным или глухим шипом
(на ус с шипом впотай), а иногда
со вставным открытым или потай-
ным шипом.
Прирезку углового соединения
в брусках, имеющих фигурно обра-
ботанные кромки (калёвки), выпол-
няют двумя способами: обрабаты-
вают шиповое соединение прямо-
угольной формы с подрезкой фигур-
ной части на ус или выполняют ши-
повое соединение соответственно
264
Конструирование столярных изделий
профилю соединяемых брусков. Пер-
вый способ, являющийся более про-
стым (но дающий менее прочное
соединение), применим при ручной
обработке, второй применяют при
машинной обработке деталей, обе-
спечивающей необходимую точность
выполнения.
Угловые соединения в изделиях,
окрашиваемых непрозрачной краской,
укрепляют деревянными гвоздями
(нагелями), вбиваемыми в просвер-
ленные отверстия.^
Соединения примыкания (рис. 184)
являются разновидностью угловых
соединений: конец одного бруска
примыкает к средней части другого.
Их выполняют внакладку (вполде-
рева), прямым и косым шипом сквоз-
ным или полупотайным. Иногда при-
мыкания выполняют на вставных
круглых шипах (шкантах).
Рис. 184. Соединения примыкания:
а — глухим шипом; б — проушиной; в — впол-
дерева в лапу; г — вполдерева гребнем; д —
внаград; е — пересечением накладкой впол-
дерева.
Ящичные угловые соединения
(рис. 185) досок или щитков широко
применяются в столярно-мебельном
деле. Они выполняются прямыми и
косыми шипами вида «ласточкин
хвост> или «сковородень». Число
шипов зависит от ширины и толщины
соединяемых деталей или щитков.
Шипы имеются на концах обеих
соединяемых деталей, причем щи-
ток — деталь с проушиной на краю
кромки — имеет на один шип больше,
чем соответствующая ему смежная
деталь.
Рис. 185. Ящичные угловые соедине-
ния:
а — прямым открытым шипом; б — косым
открытым шипом; в — открытым шипом .ла-
сточкин хвост"; г — в шпунт на вставной рей-
ке; д — в шпунт с открытым и закрытым
торцом; е — на вставных плоском и круглом
шипах; ж — шипом «ласточкин хвост* вполу-
потай; з — шипом .ласточкин хвост* впотай;
и — на ус с вставной рейкой; к — на ус с
гребнем; л — с подклейной бобышкой.
Основные виды столярных соединений
265
Ящичные соединения могут быть
сквозными, глухими, вполупотай и
глухими на чистый ус. Сквозные со-
единения применяются для деталей,
расположенных внутри изделия, так-
же и на лицевых его сторонах, если
покрывают их фанерой или непро-
зрачной краской. Детали, открытые
только с одной стороны, соединяют
Рис. 186. Ящичные соединения при-
мыкания:
1 — треугольным пазом; 2 — прямоугольным
пазом; 3 и 4 — косым пазом; 5 — прямыми
шипами; 6 — на вставных шипах.
Рис. 187. Фанерование деталей:
а — одностороннее фанерование доски и щита;
б — двухстороннее фанерование бруска; в —
фанерование и облицовка брусков рамки;
г — фанерование и облицовка филенчатой
рамы; д — фанерование угла рамки.
вполупотай, а открытые со всех сто*
рон — впотай. Ящичные угловые со
единения выполняют и на вставных
шипах, однако такие соединения наи-
менее прочны.
Ящичные соединения примыкания
(рис. 186) выполняют прямыми
сквозными шипами и пазами с греб-
нем: треугольным, прямоугольным,
трапециевидным (внаград). Пазовые
соединения применяют в случаях,
когда на внешней стороне нежела-
тельно иметь выступающие торцы.
Соединение на клею. В столярно-
мебельном производстве клеевые со-
единения применяются сравнительно
широко. Соединение только посред-
ством клея является достаточно
прочным при условии надлежащей
подгонки и правильном склеивании
деталей.
Этот способ применяется не только
при соединении деталей в щиту на
гладкую фугу, но и для приготовле-
ния переклейных щитов (склейки
щитов на пласть) и наклейки фанеры
на рамку, фанерования и облицовки
(наклейки фанеры и дощечек раз-
ных пород) для получения из тон-
ких брусков и дощечек толстой де-
тали (подставки, ножки и т. п.), а
также и для приклейки мелких брус-
ков к готовым изделиям (калёвок,
плинтусов, карнизов, штапиков
и т. п.).
Фанерование. Оклейка простой
древесины тонкими дощечками (об-
лицовка) и фанерование — оклейка
листами (фанерой) более ценной
древесины представляет особый вид
клеевого соединения для улучшения
внешнего вида изделия и повышения
его прочности
В зависимости от способа получе-
ния различают фанеру пиленую,
строганую (ножевую) и лущеную.
Детали фанеруют с одной или с
двух сторон; двухстороннее фанеро-
вание значительно повышает проч-
ность изделия. Фанеру наклеивают
в один или в два и более слоев.
При одностороннем фанеровании
фанеру наклеивают волокнами па-
раллельно волокнам основания (кар-
каса, остова или обвязки), а при
двухстороннем — взаимно перпенди-
кулярно.
266
Конструирование столярных изделий
Вследствие усадки или высыхания
клея и коробления усыхающей после
увлажнения фанеры коробится осно-
ва-доска или щит (рис 187, а) и
образуется вогнутость на оклеенной
фанерой поверхности. Это коробле-
ние тем больше, чем меньше отно-
шение толщины основы к ее ширине.
Фанерование хорошо высушенного
бруска, толщина которого не менее
половины ширины, вовсе не влечет
за собой его коробления.
Наклейка фанеры на правую
(сердцевинную) сторону бруска
уменьшает коробление основы и
можно, создавая выпуклость на пра-
вой стороне, компенсировать выгиб,
получившийся вследствие усадки
клея и коробления фанеры
Двухстороннее фанерование (рис.
187,6) не вызывает коробления де-
тали При этом внутренние, нелице-
вые стороны детали можно оклеи-
вать фанерой простых пород, а лице-
вые.— фанерой более ценных пород.
Нередко требуется облицовывать
брусковые детали с трех или четырех
сторон В этом случае наклеивают на
широкие грани фанеру, а на узкие —
фанеру или обкладку из массива
(рис. 187, я. г)
Фанеруемую поверхность соответ-
ствующим образом подготовляют:
высверливаю*! сучки и заполняют
отверстия деревянными пробками;
трещины и заколы заделывают дере-
вянными вставками или шпаклюют;
поверхность точно выстрагивают.
Торцы, обычно плохо поддающиеся
фанерованию, либо проклеивают и
затем (после высыхания клея) вы-
страгивают цинубелем либо оклеи-
вают продольными брусочками
Фанеру для лицевых и внутренних
слоев нарезают кусками требуемой
длины, ее кромки фугуют и соеди-
няют (утягивают) в лист (набор)
соответственно размерам оклеивае-
мой поверхности.
Стяжка фанеры производит-
ся на столе. Листы раскладывают
фугованными кромками один .к дру-
гому, прикрепляют их к столу мел-
кими гвоздями, швы и поверхность
фанеры у швов на Ширине 15 мм
смазывают клеем и накладывают на
места соединений полоскй бумаги
шириной 15 мм. После высыхания
склейки гвозди выдергивают, набор
снимают и наклеивают на щит.
Используя текстуру древесины и
применяя соответствующее располо^
жение (набор) листов фанеры,
можно получить красивый рисунок
и придать фанеруемому изделию ху-
дожественный вид
На рис. 188 показаны различные
виды набора фанеры.
Рис. 188. Набор фанеры филенок
и рамок:
/ — в рост; 2 — в горизонт; J — в наклон; 4 —
в елку; 5 — в серединку; 6 — в шашку; 7 — в
середину звездой, у — в ромб; 9 — в квадрат;
10 — в конверт, набор рамок: 7 — в рост;
8 — в середину; 9 — в прямоугольник; 10 —
набор облицовки шита с инкрустацией жил-
ками.
Основные виды столярных соединений
267
Соответственно заданному фане-
рованию и набору выполняют заго-
товку листов фанеры.
Подбирают лицевую фанеру после
того, как она нарезана по размеру
(с припуском) и ее кромки отфуго-
ваны. Подборку производят одним из
следующих двух способов: срезанные
со ствола листы раскладывают, пере-
вертывая каждый второй лист (как бы
развертывая листы открытой книги)
или просто сдвигают, не переверты-
вая. В первом случае один лист
окажется обращенным кверху сердце-
винной (правой) стороной, а другой
Рис. 189. Соединение элементов из
древесно-волокнистых и древесно-
стружечных плит:
а — на гладкую фугу; б — на. вставную рейку;
а — угловое соединение на ус с вставной рей-
кой; г — угловое соединение с вставной пиля
строй; д — с вставной рейкой; е — заделка
хромок древесиной, ж — срединное соедине-
ние в шпунт.
лист — заболонной (левой). Во вто-
ром случае все листы окажутся об-
ращенными кверху одной — сердце-
винной или заболонной—стороной.
Первый способ (развертывание)
применяют для фанер с вязкой дре-
весиной. мало подверженной растре-
скиванию. Колкую древесину (напри-
мер, дуб) нельзя ставить на лицо
левой (заболонной) стороной вверх,
так как при усушке лист фанеры
будет коробиться, отгибаясь кверху,
тогда как листы, обращенные левой
стороной вниз, при короблении плот-
но прижмутся к основанию, и в этом
случае трещины будут мало заметны.
Поэтому фанеру колкой древесины
при подборе сдвигают, обращая все
листы левой стороной к основанию.
Соединение элементов из различ-
ных материалов. Для производства
мебели в настоящее время применя-
ются. кроме массивной древесины,
древесно-стружечные и древесно-во-
локнистые плиты, древесные и другие
пластики, цветные металлы и т. д.
Соединения таких материалов с мас-
сивной древесиной отличаются от
приведенных выше соединений.
Элементы из древесно-стружечных
и древесно-волокнистых плит, обла-
дающие более высЪкой чувствитель-
ностью к увлажнению, меньшей
прочностью и некрасивой поверхно-
стью, обычно соединяют с древеси-
ной ценных пород. Применяются сле-
дующие соединения (рис. 189):
оклейка лицевых поверхностей шпо-
ном и строганой фанерой, соедине-
ние по ширине на гладкую фугу и
на вставную рейку, угловые соеди-
нения на ус со вставными рейками
и шкантами, с вставной пилястрой
из древесины на гладкую фугу и на
вставную рейку, срединные соедине-
ния на гладкую фугу и в шпунт и
гребень заделка кромок древесиной.
Закрепление соединений производит-
ся смоляными клеями, винтами и
специальными скрепами.
Слоистые пластики присоединяют
к древесине с помощью карбиноль-
ного клея или винтами и скрепами.
Соединения на винтах, скрепах н
гвоздях. Соединение, на вин-
тах применяют в разборных изде-
лиях, а также в изделиях, подвер-
268
Конструирование столярных изделий
женных увлажнению, при которых
клеевое соединение является нена-
дежным. Соединение на винтах ино-
гда применяется с целью упрощения
работы, когда склейка или вязка де-
талей затруднительна.
Винтами крепится почти вся фур-
нитура: петли, пятники, ручки, замки
и различные украшения, а также и
некоторые деревянные части: шта-
пики, обкладки и т. п.
Скрепление нагелями
(рис. 190) применяется главным об-
разом для скрепления шиповых
соединений. Для скрепления дета-
лей из мягкой древесины нагели
делают клинообразной формы, с за-
остренным концом и изготовляют их
из твердых пород; для скрепления
твердых пород применяют круглые
нагели из мягкого дерева. Толщина
нагелей от 3 до 12 мм.
Нагели забивают в отверстия, в
собранном на клею и запрессованном
соединении. Концы их смазывают
клеем и забивают ударами молотка,
при этом твердый нагель вминается
в древесину соединения, а мягкий
обминается по отверстию. При од-
ном нагеле его ставят в центре со-
единения, а при двух — каждый из
них располагают на расстоянии
в диагонали от внутреннего и
наружного углов.
Соединения на металли-
ческих скрепах получают всё
большее распространение. Применяе-
мые скрепы весьма разнообразны.
Сшивка деталей при помощи
волнистых пластинок (рис. 191, а)
состоит в том, что половину пластин-
ки по длине вгоняют (углубляют) .
в одну деталь, а вторую половину —
в другую. Более всего это приме-
нимо при сборке брусков в рамку
для последующего ее оклеивания
фанерой (пустотелый щит) или же
при сборке для этой же цели мас-
сивного дощатого щита.
Усовое соединение делают
при помощи стальной пластинки,
вгоняемой в соединяемые детали
(рис. 191,6).
Сплачивание на кольцах
(рис. 191, в) состоит в том, что для
кольца в соединяемых деталях выби-
рают канавку, в которую закладь!-
Рис. 190. Деревянные гвозди
(нагели).
Сухари
Рис. 191. Соединения на скрепах
и петлях:
а — соединения волнистыми пластинками; б—
Усовое соединение металлической пластинкой;
в — соединение металлическим коленом; г —
скрепление металлическим угольником; О —
скрепление на деревянных сухарях.
вают специальное кольцо, стягиваю-
щее соединяемые детали.
Металлические скрепле-
ния для усиления вязки деревян-
ных деталей чаще всего применяют
в виде накладываемого сверху метал-
лического угольника (рюс. 191, г).
Наряду с металлическими скрепа-
ми пользуются деревянными уголь-
никами, бобышками или> сухарями
(рис. 191,6), укрелляемыми на клею
и на винтах.
Образование деталей и узлов
269
2. ОБРАЗОВАНИЕ ДЕТАЛЕЙ И УЗЛОВ
Основные виды конструкций (ра-
мочная, щитовая, смешанная) сто-
лярных изделий не равноценны в от-
ношении удобства и экономичности
их изготовления. Так, например,
шкаф для платья и белья рамочной
конструкции состоит из 120—130 раз-
личных деталей, что затрудняет ме-
ханизацию их заготовки, тогда как
секционный шкаф щитовой конструк-
ции из унифицированных узлов со-
бирается всего лишь из деталей
27 типоразмеров. Изготовление сек-
ционного шкафа менее трудоемко,
чем рамочного.
Типизация и нормализация дета-
лей— приведение их к определенным
форме, размерам и степени обра-
ботки — позволяют экономнее исполь-
зовать древесину, изготовлять раз-
ные детали при одной настройке
станка и одном и том же инстру*
менте, а вместе с тем переходить
к серийному и массовому производ-
ству. 4
Брусок — простейшая деталь — по-
лучаемая путем выпиливания из
пиломатериала заготовки и после-
дующего острагивания и шлифования
до получения чистовых размеров.
Для уменьшения потерь пиломате-
риалов в отходы при обработке не*
/
обходимо наиболее возмо.жное при-
ближение чистовых размеров детали
к стандартным размерам пиломате-
риалов, из которых производится за-
готовка.
Черновые размеры детали склады-
ваются из ее чистовых размеров и
припусков на обработку, определяе-
мых по нормам (ГОСТ 7307—54).
Припуск в заготовках при разметке
для поперечной распиловки делается
по длине на оба конца в следующих
размерах: брусков сечением до 25 X
X 90 мм и длине до 800 мм — 15 мм,
а в заготовках большей длины и се-
чения— 20 мм; в заготовках широ-
ких деталей и брусков для после-
дующего фанерования—25 jhjh; в
делянках для склеивания щитов в
зависимости от их ширины — от 25
до 45 мм.
Припуски для строгания на стро-
гальных станках по ширине и тол-
щине устанавливают в зависимости
от характера и последовательности
обработки: с предварительной фуги-
ровкой и последующей строжкой
остальных сторон или строжкой
сразу с двух или четырех сторон.
В табл. 96 приведены припуски на
строгание.
Таблица 96
Наибольшие припуски на строгание с предварительным
фугованием в заготовках хвойных пород при влажности
древесины от 6 до 12% (по ГОСТу 7307—54)
Длина деталей, в чистоте (в м) Ширина деталей в чистоте (в мм) ч. Припуск по толщине Припуск по ширине
толщина деталей в чистоте (в мм) ширина деталей в чистоте (в мм)
до 30 | 31-95 | 96-170 до 30 | 31-95 | 96—290
До 1,6 До 95 4 5. 6 5 6
96-290 5 6 7 7
1,7-2,5 До 95 5 6 7 6 7
96-290 6, 7 8 8
2,5-4,0 До 95 6 7 8 7 8
96-290 7 8 9 9
270
Конструирование столярных изделий
В. заготовках лиственных пород
тех же размеров припуски делают
на 1 мм больше припусков загото-
вок хвойных пород.
Суммарные припуски, применяемые
для заготовок, учитывают влияние
многих факторов, действующих в
процессе обработки детали. Вели-
чины отдельных составляющих при-
пуска устанавливают опытным или
расчетно-аналитическим путем. Ни-
же в табл. 97—105 приводятся
ориентировочные данные, полученные
Таблица 97
Минимальные припуски
на фугование деталей из хвойных
и лиственных пород
(конечная влажность деталей
8 ± 2%) (размеры в мм)
Длина
деталей
Припуски н а фугование
пласти | кромки
Номинальная толщина деталей
до Зи | Я—н5 до 30 | 31—95
Хвойные породы
400—1 000
1000—2 000
2 000—3 100
Лиственные поррды
400—1 000
1000—2 000
2 000—3 100
при проведении соответствующих ис-
следований на предприятиях Ленин-
града. *
Таблица 98
Минимальные припуски
на опиловку пилами
(размеры в мм)
Пилы кру>лые плоские с разве- денными зубьями Пилы строгаль- ные
Диаметр пилы толщина пилы развод на сторону 1 минимальный припуск толщина пилы в зоне режу- щего ренца минимальный припуск
150 1.2 0,5 3,0
200—250 1.6 0,7 4.0 1,8-2,0 3,0
300 1,8 0,7 4,0 2,2 3,0
350 2,0 0,7 4,5 . 2,2 3,0
400 2,2 0,7 4,5 2,6 3,5
450-550 2,4 0,7 5,0 2,Ь 3,5
600 2,6 1.0 о,5 —
650—700 3,0 1,0 0,0
75J—800 3,4 1.0 6,5 —
900 3,8 1.2 7,0 —
1000 4,2 1.2 7,5 - —
Пилы столярные ленточные
0,6 — 2,0
0,7 — 2,5
0,8 — 2.5
0,9 — 3,0
Припуски на строгание
Таблица 99
щитов (размеры в мм)
Пласти у делянок щита Размер щитов Припуск при толщине щитов
длина ширина до 30 31-95
Предварительно остроганы . . ( 400—1 000 V 1000—2 000 До 500 500—1 000 До 500 500—1 000 1,0—1,5 1,5—2,0 1,о—2,0 2,5—3,0 1,0—1,5 1,5-2,0 1,5-2,0 2,5—3,0
Образование деталей и узлов
271
П родолжение табл. 99
Пласти у делянок щита Размер щитов Припуск при толщине щитов
длина ширина до 30 31-95
( 400—1 ООи До 5ои 5,0—5,5 6,0—6,5
Не остроганы 500-1 000 5,5-6,0 6,5-7,0
1 1000-2 000 До 500 6,5—7,0 7,5—8,0
500—1 000 7,5—8,0 * 8,5—9,0
Таблица 100
Суммарные припуски на строгание делянок, входящих в щит
____________________(размеры в мм}
Пласти дёлянок щита Размеры diHiuB Ирип/ски но толщине Припуски по ширине
длина ширина
при (олщине деталей при ширине деталей
до Зо | 31 — 95 до 30 11—95
( 400—1 000 До 500 5.5—6.0 6,5—7,0 6.0—7.0 7,5-8,0
Предварительно острога- 1 500—1 000 5,0—7 .и 7,5—8,0 5.5—6.0 7.0-7,5
ны
1 1 000—2 000 До 500 7.0—8.0 8.5—9,0 6.5—7.5 8.0—9,0
500—1 000 8.0—9.0 9,0-10,0 6,0—70 7 .5—8,0
/ 400—1 000 До 500 5.0-5.5 6.0—6,5 6.0—7.0 / .5—8,0
Не остроганы 1 500—1 000 5.5—6,0 6,5-7.0 5.5—6.0 7 0—7,5
[ 1000—2 000 До 500 0.5—7 ,U 7.5-8.0 6.5—7.5 8,0—9,0
500—1 000 7.5—8.0 8.5—9,0 6.0-7,0 7.5-^8,0
Примечание. Припуск по ширине при разной ширине делянок увеличивается для
щитов шириной до 500 мм на 2 мм, а для щитов шириной свыше 500 мм — на 1,5—2,0 мм
Таблица 101
Суммарные припуски на строгание деталей, входящих в рамки (размеры в мм)
Древесина Размеры деталей рамок Припуски по толщине Припуски по ширине
при толщине детали при ширине детали 1
до 30 31-95 31— 95
Хвойная ••••••••. 400—1 000 4,5—5,0 5,5—6,0 5,5—6,0
1 000—2 000 5,5-и.О 6.5-7.0 6,5-7,0
Лиственная .«•••••. ‘ 400—1 000 5.5—,0 7.0-8.0 6,5-7,0
1 000—2 000 7.0-8,0 8,0—9,0 7,5-8,0
С фрезерованием, без опиливания рамки.
272
Конструирование столярных изделий
Таблица 102
Припуски на строгание рамок
(размеры в мм)
Размеры рамок Припуски на стро- гание (на обе стороны)
длина ширина толщина
До 2 000 До 1 000 До 30 31-95 1,0-1,5 1,5-2,0
Таблица 103
Припуски (на обе стороны)
на торцевание брусков и щитов
(размеры в мм)
Длина брусков и щитов Бруски Щиты
нефанеро- ванные . фанеро- ванные с вырав- ненными торцами с невы- равнен- ными торцами
До 1 000 15-20 20-25 15-20 25-30
1 001-2 000 ) 20-25 25—30 20-25 35-40
Таблица 104
Припуски на фрезерование (в мм)
Длина деталей или узлов' По направляющей линейке В цулаге по кольцу
Стро- ганые кромки , Пиленые кромки На обе стороны На сторону
породы условно на один брусок рамки условно на одну делянку щита
хвойные | лиственные
400—1 000 0,5-1,0 2,0—3,0 3,0-4,0 4,0-5,0 2,0—2,5 0,5—1,0
1 001—2 000 1,0-1,5 3,0-4,0 4,0-5,0 6,0—7,0 3,0-3,5 —
Таблица 105
Припуски на циклевание и шлифование (на одну сторону)
для зачистки поверхностей перед отделкой (размеры в мм)
Операции Размеры деталей или узлов Припуски при операции, предшествовавшей зачистке
лущение шпона строгание опиливание фрезерова- ние, с стро- ганием вра- щающимися ' резцами
круглыми пилами с разве- денными зубьями строгаль- ными пилами
Циклевание До 1 000 0,3 0,4 ✓ — 0,2
1 001—2 000 0,3 0,4 — — 0,2
Шлифование До 1 000 0,3 0,4 1,0 0,3 . . 0,2
1 001—2 000 0,3 .0,4 1,5 0.5 0,2
Нормаливованные размеры брус- дартной толщины, приведены в табл,
ков и деталей рамок, которые можно 106.
получить из пиломатериалов стан-
00
Стариков
>
S
Таблица 106
Нормализованные размеры брусков и деталей рамок (в мм)
Толщина пиломате- риала Размер чистового сечения (числитель) и заготовки (знаменатель)
12x75 12X85
19 19X80 19X90
25 19x19 19x25 19x30 19x40 19X50
25x25 25x30 25X35 25X45 25X35
(ЗОУ 24x24 30X30 24X30 30X35 24x40 30X45 24X45 30X50 24X50 30X55 24x55 30X60 24x70 30X75
32 26X26 32x32 26X30 32X35 26X40 32x45 26X45 32X50 26X50 32x55 26X55 32X60 26X60 32X65
(35)* 29X29 35X35 29X35 35X40 29x40 35X45 29x50 35x55 29X72 35X80 29x82 35X90
34x34 34X40 34X50 34X60 34X70 34X80
40 40X40 40X45 44x44 40X55 40X65 40X75 40X85
50 - 50X50 54X54 54X69
60 • 60X60 60X75
1 Размеры пиломатериалов, выпускавшихся до । 1960 г.
Образование деталей и узлов
8.
214
Конструирование столярных изделий
Подбор размеров заготовок по за-
данным чистовым размерам ведется
следующим образом Предположим,
что деталь-брусок дверки шкафа
должна иметь примерные размеры в
чистоте по ширине 80 мм и толщине
30 мм. Заготовку обрабатывают
строганием на фуговальном и рейс-
мусовом станках, на что добавляет-
ся 5—6 мм, и шлифованием лице-
вой стороны, на что добавляется
1 jhjh. Таким образом заготовка дол-
жна иметь размеры: по ширине
80 -И 5 — 85 мм и по толщине 30 4-
+ 6 4- I — 37 мм Ближайшая по
стандарту толщина пиломатериалов
40 мм Следовательно, заготовку не-
обходимо делать сечением 40 X
X 85 мм.
Бруски для щитов и рамок целе-
сообразнее выпиливать из досок тол-
щиной 40 50 и 60 ммк В табл. 107
приведены размеры сечения в заго-
товке и чистоте такого рода брус-
ков
Бруски больших сечений (свыше
100 делают составными из не-
скольких кусков древесины во избе-
жание их коробления, усушки и раз-
бухания.
Профиль сечения бруска может
быть ч различным — простым, прямо-
угольным и сложным со шпунтом,
гребнем фальцем калёвкой и т п.
на одной или двух его кромках.
Шиты различных типов и назна-
чения находят широкое применение
при изготовлении мебельных изде-
лий. Они используются в качестве
формообразующих и конструктивных
элементов в щитовой мебели и* за-
полнителей в рамках. Шит должен
быть прочным, не деформироваться
при нормальных изменениях влажно-
сти и температуры окружающей
среды, а его конструкция должна
отвечать условиям механизирован-
ного изготовления.
В столярно-мебельном производ-
стве применяются щиты следующих
типов
а) массивный или дощатый щит,
набранный из брусков соединенных
между собой кромками и скреплен-
ных клеем, б) массивный шит. изю-
товленный из нескольких дощатых
щнюв, склеенных друг с другом пла-
стями во взаимно перпендикулярных
направлениях; в) столярная плита,
состоящая из дощатого щита, об-
клеенная по широким сторонам шпо-
ном в один или два слоя; г) мебель-
ный шит, состоящий из контурной
рамки, заполненной измельченной
древесиной (стружкой) и обклеен-
ный по обеим сторонам шпоном или
клееной фанерой; д) пустотелый
щит, состоящий из рамки со сред-
никами или реек с промежутками и
обклеенный с обеих сторон клееной
фанерой.
Шиты корпусной мебели из унифи-
цированных элементов нормализо-
ваны. Толщина щитов принимается
16, 20 и 22 мм; длина и ширина этих
щитов указана в табл. 108
Щиты разборной мебели снабжа-
ются приспособлениями для скреп-
ления в сопряжениях и соответ-
ствующими гнездами для их уста-
новки.
Рамка (рис. 192) является наибо-
лее употребительным элементом сто-
лярных изделий. Она образуется из
брусков, соединенных между собой
вязкой в направлении своих плоско-
стей кромок. Длинные элементы-
бруски, составляющие рамку, назы-
ваются продольными, короткие —по-
перечными, а расположенные внутри
рамки—средниками (соответственно
продольными или поперечными, в
зависимости от их параллельности
одноименным брускам).
Рамки могут быть прямыми,
когда бруски располагаются один к
другому под прямым углом, или
косыми, т. е. с брусками, взаимно
расположенными под острым или
тупым углом.
Рамку с незаполненным внутрен-
ним пространством называют про-
стой, заполненную щитами — фи-
ленчатой, а заполняющий щит —
филенкой. Рамку называют об-
вязкой, если она толще вставленных
в нее филенок и выступает над их
плоскостью. Если же лицевая пло-
скость рамки расположена заподлицо
с филенками т е. совпадает с их
плоскостью, то такую рамку назы-
вают фризом.
Филенки делают из клееной фа-
неры или дощатых щитов с ото-
Размеры брусков для щитов и рамок (в мм)
Таблица 107
Сечение заготовки 15x40 15X50 15X60 19x40 19x50 19x60 24x40 24x50 24X60
Чистовое сечение бруска при опиливании кромок щитов . . 15X30 15x40 15x50 19x30 19x40 19X50 *24X30 24x40 24x50
Чистовое сечение бруска при строгании кромок шитов . . 15X37 15X47 15X57 19X37 19X47 19X57 24X37 24x47 24x57
Размеры щитов корпусной мебели (стенка и дверки) (в мм)
Таблица 108
340Х3001 340x 340 340X 400 340x540 340x620 340X710 340X 800 340X1 490 340X1 650
346x306я 346X 346 346X406 346X 546 346X 626 346X 716 346X 805 346X1 496 346X1 656
360X320* 360x360 360X420 360X560 360X 640 360 X 730 360X 820 360x1 510 360X1 670
• 380X 400 380x 540 380x620 380x710 380x800 380x1 490 380X1 650
386 x 406 386X 546 386X626 386x716 386x 805 386X1 496 386x1 656
400X 420 400X560 400x 640 400x 730 400 x 820 400x1 510 400x1 670
450x620 450 x 710 450X800 45ОХ1 490 450x1 650
456x 626 456x716 456X806 456X1 496 456X1 656
470X640 470X 730 470x 820 470X1 510 470x1 670
560 X 620 560x710 560x 800 560X1 490 560X1 650
566x 626 566 x 716 566 x 806 566X1 496 566x1 656
580x 640 580x730 580X 820 580X1 510 .580x1 670
580x620 580x710 580 x 800 580x1 490 580X1 650
1 Чистьвои размер шита. ’Размер заготовки при строгании кромок. ’Размер заготовки при опиливании по контуру. 586 x626 600X640 586 x 716 600X 730 586x806 600X820 586X1 496 600x1 510 586X1 656 600x1 670
Образование деталей и узлов
ю
сл
276
Конструирование столярных изделий
бранными по краям калёвками или
фигареями.
Мебельные рамки по своему
назначению разделяются на плинту-
совые, дверные, боковых и задних
стенок, подъящичные и др., а также
рамки сидений и спинок стульев.
Плинтусовые рамки корпусной ме-
бели служат опорой изделия, и к ним
крепят ножки. В решетчатой корпус-
ной мебели плинтусовая рамка со-
Рис 192. Рамки и ящики: .
а — рамки: 1 — простая; 2 — филенчатая; б —
коробки; в — яшик; г —плинтусовые рамки
(оформление углов и ножек); д — плинтусо-
вые рамки (скамейки) разборной мебели.
ставляет одно целое с остовом, и
внешнюю ее сторону отделывают и
оформляют соответственно виду из-
делия (рис. 192, г).
Плинтусовые рамки разборной ме-
бели делают в виде подставных
скамеек (рис. 192, д).
Рис. 193. Крепление филенок
и дверок мебели:
а — крепление филенок в рамках: 1 — в глу-
хой шпунт; 2 — в четверть с раскладками;
3 — в шпунт с раскладками; б — крепление
стекол и зеркал: 1 — в четверть; 2 — в чет-
верть с заглушиной; 3 — планкой к дверному
щиту; в — навеска дверок шкафа к средней
стенке; г — навеска дверок шкафа с напуском:
I и 2 — боковые дверки; 3— средняя дверка;
4 — средняя стенка.
Образование деталей и узлов
277
Рамки стенок и дверок корпусной
мебели заполняют филенками, сте-
клом, пластиками, зеркалами. Фи-
ленки обычно вставляют в шпунт
или четверть и укрепляют различ-
ными способами (рис. 193, а).
0)
Рис. 194. Коробка колпака шкафа:
а — схемы коробок; б — оформление углов;
в — профили лицевой стороны.
Стекла и зеркала вставляют в
четверть и закрепляют штапикамн
или раскладками (рис. 193,6). Зер-
кала с внутренней стороны для пре-
дохранения амальгамы закрывают за-
глушиной в виде щита или рамки с
филенкой из клееной фрнеры и про-
кладывают между ними картон или
бумагу.
Дверки в корпусной мебели при-
соединяют к стенкам впритык или
в выбранные в стенках четверти. Та-
кой способ навески связан с трудо-
емкой работой по подгонке и не
исключает возможности появления
щелей между стенкой и дверкой.
В разборной мебели применяют
дверки с выбранными в кромках
четвертями, закрывающими просвет
между стенкой и дверкой (рис.
193, в) или делают закрывание две-
рок путем накладывания их одна на
другую или на стенку (рис. 193,г),
чем устраняется необходимость в
подгоночных работах.
Коробка, или ящик (рис. 194), со-
стоит из брусков или щитков, соеди-
ненных между собой вязкой по пла-
сти. Способы соединения устанавли-
ваются в зависимости от требуемой
прочности и чистоты отделки.
В тех случаях, когда коробка в
целом или отдельные ее щитки яв-
Рис. 195. Гнутопропильные детали:
а — общий вид брусков с пропилами; б — схемы
оследовательности изгибов.
ляются наружными, они имену-
ются лицевыми. Если наруж-
ной является одна из сторон из-
делия, она называется передней
или лицевой, смежные с ней —
боковыми, а противоположная —
задней. Вязку лицевого или пе-
реднего щитка с боковыми делают
так, чтобы с лица она не была
видна. Иногда для этого на пе-
редний щит делают наклейку из
ценной породы дерева.
Длинные или широкие коробки
иногда снабжают средней стен-
кой-средником. Если коробка
предназначена служить ящиком,
то ее снабжают дном (поликом).
В корпусных изделиях приме-
няются коробки плинтуса, колпа-
ка и ящиков, а также коробки
сидений, под сиденьями основа-
ний стульев, диванов и кресел.
Гнутопропильные детали (рис.
195) находят применение в виде
278
Конструирование столярных изделий
ножек столов, стульев Они изготов-
ляются из брусков цельной древеси-
ны с продольными пропилами шири-
ной I—2 мм, в которые вкладывают
полоски шпона, смазанные клеем, и
выгибают по заданной кривой про-
пиленную часть Соединение ножек
с крышкой или подстольем произво-
дится на винтах или болтах.
Гнутоклееные детали (бруски и
щиты) склеивают из отдельных реек
или полос и при этом выгибают в
шаблоне соответствующей формы.
В отличие от гнутых деталей из
массивной древесины гнутоклееные
детали обладают большей проч-
ностью, постоянством формы и по-
зволяют использовать древесину бо-
лее низких сортов.
Гнутоклееными делают стенки и
дверки некоторых корпусных изделий
мебели, круглые царги и ножки сто-
лов, стульев, спинки и сиденья дива-
нов. кресел и стульев и другие де-
тали.
Гнутоклееные щиты делают с
серединкой, набранной из брусков,
соединенных на гладкую фугу. Гну-
тье выполняют по шаблону с одно-
временным наклеиванием рубашек.
Серединку делают в один или два
слоя, в некоторых случаях с проре-
зями для облегчения гнутья. Про-
рези делают с таким расчетом, что-
бы при выгибании серединки они за-
крывались полностью и не происхо-
дило раскалывания древесины, для
чего глубина пропила должна быть
не менее 2/з толщины серединки.
Гнутоклееные детали изготовля-
ют также путем склеивания несколь-
ких слоев шпона одновременно с вы-
гибанием в шаблоне. Такие детали
называют также выклеенными из
шпона.
Декоративные элементы — карнизы,
плинтусы, обкладки раскладки, шта-
пики и калёвки служат для улучше-
ния внешнего вида изделия. Им при-
дают разнообразную форму и про-
филь сечения в соответствии с об-
щим характером (стилем) оформле-
ния изделия
Профили наиболее употребитель-
ных в столярных изделиях декоратив-
ных элементов нормализованы (рис.
196) и разделены на две группы:
профили для высоких изделий (шка-
фы, буфеты, серванты) и низких
изделий (тумбочки, письменные сто-
лы).
Карнизы простого или сложного
профиля оформляют верх изделия,
а плинтусы — низ его. Они мо-
гут быть простыми и составными из
нескольких элементов
Для закрепления вставленного в
четверть рамки щитка или стекла
применяют тонкие рейки — ш т а-
п и к и или раскладки, а при
сложном профиле — калёвки; для
оформления кромок рамок и щи-
тов — обкладки.
Провесы — выступы между плоско-
стями смежных элементов, образу-
ются вследствие неравномерной
усушки или разбухания, неточности
обработки деталей и их соединений,
склейке и сборке деталей и изде-
лий в целом.
Сборка заподлицо, когда отдельные
детали или элементы изделия соеди-
няются между собой без провесов,
достигается путем точной обработки
и сборки или специальной подгонки.
Подгонка в деталях и элементах
с простыми плоскостными формами
осуществляется сравнительно легко,
тогда как устранение провесов при
сложных формах деталей и изделий
трудно достижимо и обычно требует
значительной затраты труда. По-
этому конструкций, имеющих соеди-
нение заподлицо, по возможности из-
бегают, в особенности при изгото-
влении фанерованных изделий.
Во избежание подгонки .в кон-
струкциях соединений деталей де-
лают уступы, обычно встречающиеся
при вгонке оконных переплетов, в
соединениях царг с ножками столов,
стульев и табуретов, при навеске
дверок, вгонке ящиков, в соедине-
ниях плинтуса, цоколя и колпака с
боками и т. п.
Платики — уступы, предусмотрен-
ные в конструкциях соединений де-
талей и элементов, значительна об-
легчают процессы сборки, скрывая
некоторые ее неточности и избавляя
от необходимости застрагивать про-
весы. Особенно важно применять
платики в соединениях фанерован-
ных элементов, где устранение про-
Образование деталей и узлов
279
Ка Л7 рш 13Ы £ ДР *{% Лл1 -i) ль| 1нтусы rll U Сложна ig </е / профили гт^ >т см
СП п* @ TZ "й 7j й) т1А т - Ifi
-± *30Д%, «-4Z7* J ^L@ Г ЁГ ' il 1^ jL \~р® *мД7£-
xg6) #7 хУ -4-Z7-* £ 1т Лр' -3Q3t7z | ^•J ( у 1.
г7 *Я7*В г4- ил 2 Ч Г s км ф ~lT
9^ г'Ай л *40- J,^y ?w йп 1=^ -4^-Я %
Профили для высоких изделии
L €_ у^я ©
ей® 1—2S ^“7 г4 4^® 4ДВ- ®
ЙЗ-® •?t= (л?й '1 х- А= ^Г?4
Рис. 196. Нормализованные профили декоративных элементов мебели.
280
Конструирование столярных изделий
весов приводит к уничтожению
облицовочного слоя фанеры. Размер
платиков обычно составляет от 2 до
6 мм.
Свесы кромок крышек, выступаю-
щих за пределы основания, делают
у табуретов и стульев от 15 до
20 мм, а у столов от 15 до 100 мм,
иногда и более.
Пояском в виде прямолинейной
полоски обычно отделяют одну часть
элемента или изделия от другой с
небольшим выступом из общей пло-
скости. Узкая 'полоса, выступающая
из плоскости не менее чем на вели-
чину своей толщины, называется п о-
л о ч к о й. Переход полочки к пло-
скости выполняют как под прямым
углом, так и посредством закругле-
ния в четверть окружности.
Применяют для оформления про-
фили криволинейных фигур, большей
частью круговых, проведенных из
одного или двух центров.
К простым профилям, описанным
из одного центра, относятся чет-
вертной валик в одну четверть
окружности. Применение валиков и
выкружек весьма различно: они со-
здают переход от нижних узких
частей к верхним широким (карниз
и т. п.) или оформляют переход
при расширении книзу (плинтусов
и т. п.).
Сложные профили содержат две
кривизны, направленные большей
частью в разные стороны: имеющий
сверху вогнутость, а снизу выпук-
лость — гусёк, а противоположный
ему — каблучок.
В изделиях всех конструкций при-
меняют детали, целиком изготовлен-
ные из древесины твердых листвен-
ных, а в особых случаях к тому же
и ценных пород; однако большей
частью детали изготовляют из хвой-
ных пород и облицовывают их древе-
синой твердых и ценных пород .в
виде реек или фанеры.
Детали столярных изделий, пред-
назначенные под прозрачную отделку
лаками или политурой, обычно обли-
цовывают (фанеруют) полностью,
применяя для ‘лицевых поверхностей
древесину ценных пород, а для не-
лицевых поверхностей и подстилоч-
ного слоя — шпон.
Бруски рамок и коробок, щиты и
филенки, как правило, фанеруют с
двух сторон. Торцы деталей и щи-
тов обычно не фанеруют, а обклады-
вают массивом из древесины той же
породы, что и облицовочная фа-
нера.
Щитовые элементы (боковые, сред-
ние и задние стенки корпусной ме-
бели, щитовые полки, крышки сто-
лов и др.) рекомендуется конструи-
ровать из полых щитов в целях эко-
номии лесоматериалов и снижения
их стоимости, за исключением лице-
вых элементов, отделываемых поли-
рованием.
Формирование изделий должно
обеспечивать простоту и надежность
сборки, удобство пользования по-
движными частями изделия.
Отдельные части изделий сборно-
разборной конструкции соединяют
посредством стяжек, клиньев и суха-
рей. Присоединение открывающихся
частей (дверок, крышек, столов) вы-
полняют на петлях различного вида.
Скольжение (выдвигание) ящиков,
полок осуществляется по направляю-
щим и полозкам. Съемные и пере-
ставные части изделия (полки, под-
ставки) устанавливают на держате-
лях — подполочных брусках, гребен-
ках и кронштейнах. Профильные де-
тали-раскладки, штапики, карнизы
и т. п. прикрепляют шпильками,
винтами, шкантами.
Соединения разборных изделий
осуществляются посредством разъем-
ных устройств (рис. 197): клина,
металлического крюка, деревянной
или металлической стяжки. Оба
элемента стяжек, крюков укрепляют
шурупами так, чтобы между ними
был зазор, необходимый для натяга.
Разъемные соединения вертикаль-
ных и горизонтальных элементов
каркаса универсально-разборной ме-
бели выполняются как на клиновых
стяжках, так и на опорных винтах,
стяжках и соединительных брусках
(рис. 198).
Клиновце стяжки отличаются про-
стотой сборки и разборки изделий и
требуют мало времени на их выпол-
нение, но недостаточно прочны.
Соединение карнизных коробок с
боковыми "стенками выполняется так-
Образование деталей и узлов
281
Рис. 197. Разъемные соединения:
а — соединения на клиньях; б — соединения
крюками; в — соединение деревянной стяж-
кой; г — соединение металлической стяжкой;
д — соединение металлическими накладками.
же болтовыми стяжками (рис. 198, а),
врезанными заподлицо с боковыми
стенками, а при низком карнизе —
непосредственно на болт с гайками.
Эксцентриковые стяжки (рис. 198,6)
применяют для соединения карнизов
со стенками и стенок между собой.
Соединение рамок и щитрв с боко-
выми стенками (рис. 198, в) большей
частью выполняется непосредственно
на болт с втулкой, металлической
пробкой, кольцом, пластиной или
шпилькой вместо болта.
Соединение полок с вертикальны-
ми щитами выполняется посредством
болтов йли специальных винтов и
сквозных металлических втулок с
наружной и внутренней резьбой
(рис. 198,г), пластинок со стержнем
9 одной и вырезом в другой
(рис. 198,6) или дополнительного
бруска и эксцентриковой или винто-
вой стяжки (рис. 198, е).
Соединительные бруски заклады-
вают в сопрягаемые места и к ним
присоединяют щиты с помощью
винтов. Бруски изготовляются из де-
рева твердых пород и из пластиков.
Навеска дверок выполняет-
ся по боковой кромке или по тор-
цам. При боковой навеске приме-
няют карточные или рояльные петли,
а при торцовой — пятниковые.
Навеска на прямые карточные пет-
ли1 позволяет поворачивать дверки на
180°^ Недостатком такого соединения
является щель, образующаяся при
открывании. Навеска на рояльные
петли по всей длине дверки дает
более прочное и красивое на вид
соединение.
Наплавные дверки, имеющие чет-
верть и профилированную губку, на-
вешивают на изогнутые под прямым
углом петли так, чтобы губка дверки
закрывала просвет.
Навеска на прямые пятниковые
петли позволяет поворачивать дверку
не более чем на 90°. При открыва-
нии образуется щель, так как центр
вращения расположен на небольшом
расстоянии от кромки. Для при-
крытия щели на стенку, на которой
навешена дверка, наклеивают пи-
лястру или в стенке выбирают гал-
тель. При навеске на угловые тор-
цовые пятниковые петли дверка мо-
жет поворачиваться почти на 180°.
Откидные части мебели (напри-
мер, откидную крышку шкафа-секре-
тера) навешивают на шарниркые
ломберные или парные петли.
Присоединение крышек
столов и сидений стульев, кресел вы-
полняется на деревянных сухарях,
бобышках или угольниках, уста-
навливаемых на клею и закрепляе-
мых шурупами. Съемные крышки
письменных столов прикрепляют к
подстолью посредством металличе-
ских накладок и угольников, укреп-
ляемых шурупами.
Устройство для выдвига-
ния ящиков (рис. 199) состоит
из направляющих и полозков. Воз-
можность скольжения ящиков в
ящичных коробках обеспечивается
применением одного из следующих
устройств:
направляющими служат боковые
стенки корпуса и нижняя подклей-
ная планка, а полозком — нижняя
кромка боковой стенки ящика;
282
Конструирование столярных изделий
Рис. 198. Разъемные крепления элементов разборной мебели:
а — болтовыми стяжкгми; б — эксцентриковыми стяжками; в — болтами; г — болтами
и сквозными втулками; а — пластиками со стержнем; е — допслпптелтт.ьм бруском.
- направляющим является шпунт
бруска, укрепленного на боковой
стенке корпуса изделия, а полоз-
ком — гребень, образованный высту-
пающей кромкой ящичного полика;
направляющйми служат брусок,
наклеенный на боковую стенку кор-
пуса изделия, и планка, наклеенная
на межъящичную рамку, а полоз-
ком — нижняя кромка боковой стен-
ки ящика и нижняя кромка наклеен-
ного на стенку бруска;
направляющим является брусок,
наклеенный на боковую стенку кор*
Соединения деталей и узлов основных мебельных изделий
283
Рис. 199. Устройства для выдвигания
ящиков:
а — на подклейной планке; б — в шпунт при-
шивного бруска; л —в четверть пэдклейного
бруска; г — н» бэковой поичлейюй брусок;
0 — по средней направляющей.
nvca изделия и представляющий со-
бой гребень, а полозком — паз в
боковой стенке ящика;
направляющим служит брусок с
гребнем, врезанный посредине межъ-
ящичной рамки, а полозком — бо-
бышка с отобранной галтелью,
укрепленная на полике ящика.
Соединение стенок, полч-
ков и щитов выполняется в четверть
или впритык на шкантах В чет-
верть делается соединение боковых
стенок с задней (поликом), с верх-
ними и нижними шитами. с плинту-
совой коробкой и колпаком.
Присоединение полок в мебельных
изделиях делается как наглухо, так
и свободно для того, чтобы полку
можно было снять или переставить
по высоте. Съемные и переставные
полки опирают на подполочные
бруски опорные скобы и специаль-
ные полкодержатели.
Присоединение опор (ножек) ме-
бельных изделий выполняется на
шипах, шкантах или круглом шипе
с винтовой нарезкой. /
Присоединение профиль-
ных деталей (карнизов, раскла-
док, пилястр, штапиков и т. п.) вы-
полняется на круглых вставных ши-
пах, клее, шпильках, винтах и шуру-
пах.
3. СОЕДИНЕНИЯ ДЕТАЛЕЙ И УЗЛОВ ОСНОВНЫХ
МЕБЕЛЬНЫХ ИЗДЕЛИЙ
Для каждого столярно-строитель-
ного изделия определенного назна-
чения, типа и размеров выбирают
соответствующий вид конструкций,
составляющие ее детали и способа
соединений, которые разрабатывают-
ся и вычерчиваются с указанием
всех необходимых данных для вы-
полнения изделия в натуре.
Выбор конструкции, деление на
комбинаты, узлы и детали должны
делаться с учетом широкого приме-
нения унифицированных и типовых
элементов и возможности механизи-
рованного изготовления деталей н
соединений.
При выборе деталей и их соеди-
нений следует учитывать все факто-
ры. влияющие на прочность изделия
во время его эксплуатации (порода
дерева, направление волокон по от-
ношению к направлению действия
внешних сил, размеры соединений
и до.).
Ниже приводится описание кон-
струкций различных соединений при-
менительно к наиболее распростра-
ненным типам мебельных изделий
284
Конструирование столярных изделий
Столярные стулья (рис. 200) де-
лают из твердолиственных древесных
пород. Стулья состоят из задних вы-
соких ножек, передних ножек, царг,
проножек, сиденья и спинки. Зад-
ним ножкам придают уклон, чтобы
обеспечить их большую устойчивость.
Сечения ножек назначают с учетом
необходимой их прочности.
Бруски царг соединяют с ножками
на шипах впотай и с потемками
лишь у передних ножёк. Проножки
соединяют с ножками на шипах впо-
тай без потемков. Переднюю сторону
стула делают несколько шире зад-
ней, отчего передние царги и про-
ножки получаются длиннее задних.
В разборных стульях ножки ввинчи-
вают в царги.
Сиденье делают в виде рамки с
филенчатым вкладышем, закреплен
ным в шпунт или фальц внутренних
кромок рамки. Бруски этой рамки
соединяют либо на ус с шипом впо-
тай, либо прямым шипом впотай с
потемком, причем на переднем
бруске делают гнездо, а на боко-
вых — шипы. Рамку приклеивают к
торцам передних ножек и к верхним
кромкам царг, а для большей проч-
ности и жесткости подклеивают
снизу сухари для соединения царги
с сиденьем.
Применяют сиденья и без рамок.
В этом случае вкладыш помещают
и закрепляют в фальц царг и перед-
них ножек.
У полумягких стульев настилают
на вкладыш мягкую набивку и по-
крывают ее тканью или дерматином
так, чтобы края покрытия были под-
вернуты вниз. Вкладыш вставляют
в фальц рамки и иногда прикреп-
ляют по контуру обойными фасон-
ными гвоздями.
Мягкие стулья (рис. 201) изгото-
вляют с мягкими пружинными си-
деньями или из эластичных материа-
лов (поролон и т. д.), покрытых на-
бивочными материалами и обитых
тканями или кожей и с жесткими,
полужесткими, полумягкими или мяг-
кими спинками.
Спинки делают решетчатыми или
глухими, жесткими и полумягкими.
Бруски спинки соединяют с ножками
на глухих шипах, причем гнезда
Рис. 200. Столярный стул полумягкий
и его детали:
1 — передние ножки с царгами н проножками;
2 — задние ножки со спинкой; 3 — сиденье;
4 — боковые проножки; 5 — боковые царги;
6 — сухари.
делают в ножках. Полумягкие спин-
ки делают так же, как и сиденья.
Кресла шире стульев и обычно
имеют подлокотники. Передний ко-
нец подлокотника укрепляют на
шипах удлиненных передних ножек
либо на специальных стойках; зад-
ний конец чаще всего соединяют по-
средством шипа, вставляемого в
гнездо задней ножки кресла.
Диваны отличаются от кресел
главным образом большей длиной,
конструкция же и соединения у них
в большинстве случаев такие же,
как и у кресел.
Тумбочки открытые, служащие
подставками для цветов или худо-
жественных предметов (скульптуры,
посуды и т. п.), по своему устрой-
ству подобны табуретам, отличаются
только размерами (большая высота
и меньшая ширина) и размещением
деталей.
Тумбочки закрытые (рис. 202),
используемые для хранения спаль-
ных принадлежностей и пр., снаб-
жаются выдвижным ящиком, а вни-
зу — полками, закрываемыми двер-
Соединения деталей и узлов основных мебельных изделий
285
Рис. 201. Мягкий стул со съемным
сиденьем:
1 — верхний брусок спинки; 2 — задняя ножка;
.3— нижний брусок спинки; 4 — жесткое осно-
вание спинки; 5 — обивочная ткань; 6 — на-
бивка спинки; 7 — передн я ножка; 8 — перед-
няя царга; 9 — задняя царга; 10 — боковая
царга; 11 — металлическая задержка пружи-
ны; 12 — бобышка; 13 — х ешковина; 14 — на-
бивка сиденья; 15 — оби ючная ткань; 16 —
пружина плоская; /7 — держатель пружины.
кой. Тумбочка состоит из боковых
и задней стенок, крышки, - ящика, по-
лок и дверки. По конструкции тум-
бочки разделяются на щитовые и
рамочно-филенчатые. В рамочно-фи-
ленчатых тумбочках боковые стенки
соединяют с дном на шипах. Зад-
няя стенка делается также рамочно-
филенчатой. Крышку приклеивают на
верхние кромки стенок, а для проч-
ности подклеивают сухари. Осталь-
ные детали выполняют так же, как
и у щитовой тумбочки.
Рис. 202. Тумбочка щитовой
конструкции:
а — общий вид; б — узлы и детали: 7 — боко-
вые стенки; II — задняя стенка; 7/7—подъ-
ящичные бруски; IV — низок; И—полки; VI —
ящик; VII — штапик; VIII — крышка; IX —
дверка.
286
Конструирование столярных изделий
Обеденный стол состоит из четы-
рех ножек, четырех царг, четырех
проножек и крышки.
Ножки делают массивными из
твердой или мягкой породы или же
из мягкой породы, облицованной
снаружи строганой фанерой. Осталь-
ные детали чаще всего делают из
мягкой породы и оклеивают их с ли-
цевых сторон фанерой.
Ножкам придают разнообразную
форму, книзу суживают, а на ниж-
нем конце делают различную профи-
лировку в виде копытца, шейки,
шара и т. п.
Царги соединяют с ножками пря-
мым шипом впотай с потемком.
Места примыкания шипов двух царг
при тонких ножках торцуют на ус,
А при толстых ножках шип одной
царги делают короче на толщину
шипа с тем, чтобы между шипами
в гнезде оставался небольшой зазор.
Проножки соединяют с ножками
прямым шипом впотай без потемка.
Крышку делают из массивного
или комбинированного щита. Мас-
сивный щит соединяется из брусков
на гладкую фугу, а с торцов — в на-
конечник. Для этого на торцах щита
выбирают гребни, на которые наде-
вают наконечник. Окладные бруски
наконечника соединяют в углах один
с другим на ус с потайным шипбм.
Комбинированный щит (пустотелый)
обкладывают по кромкам строганой
фанерой или штапиком.
Крышку приклеивают к торцам
ножек и к верхним кромкам царг,
а для прочности к царгам на шипах
вставляют сухари, к которым при-
крепляют винтами крышку.
Обеденный стол раздвижной
Рис. 203. Обеденный стол
раздвижной:
а —основные узлы и детали: / — верхние
крышки; 2—полукрышки выдвижнье; 3 —
подстолье; 4 — ходовые бруски; 5 — головки
ножек; 6 — ножки; б — раздвижная крынка
круглого стола: / — крышка; 2 — ходовой бру-
сок; 3 — направляющий брусок; 4 — отвер-
стия для шкантов; в — пустотелая крьшка
для круглого стола: / — бруски рамки; 2 —
ребра жесткости из полосок фаьерь;3 —
бруски-заполнители; 4 — фанера покрытия.
Соединения деталей, и узлов основных мебельных изделий
287
(рис. 203) отличается тем, что
крышку его делают раздвигающейся
Крышка раздвижного стола со-
стоит из мостика двух выдвижных
полукрышек и четырех ходов для
них, двух верхних полукрышек или
одной верхней целой крышки. Крыш-
ки обычно делают из шитов с фане-
рованными или обложенными штапи-
ками по кромкам Ходы девают из
брусков, суженных к наружному
концу, которые вставляют в вырезы
боковых царг. Длина ходов должна
быть такой, чтобы концы их при вы-
двинутых полукрышках заходили под
мостик не менее чем на 10 см.
К крышкам хода прикрепляют шуру-
пами и на клею.
Чтобы выдвинуть нижнюю полу-
крышку, надо несколько приподнять
верхнюю со стороны наружной
кромки. Для этого ее свободно при-
саживают к мостику на шкантах.
Пустотелая крышка круглого стола
состоит из брусков, образующих
рамку, на которую накладывается
клееная фанера. К рамке приклеи-
ваются бруски-заполнители края
крышки. Внутри рамки вставляются
ребра жесткости из полосок клееной
фанеры.
Раскладные столы устраивают
с подвешенными крышками так, что
в поднятом положении они опира-
ются или на откидные ножки, при-
крепленные к подстолью на петлях,
или на выдвижные бруски в виде
консолей. Столы с крышками на
ломберных петлях отличаются тем,
что при раскладывании крышка по-
ворачивается вокруг шарнира на 90°
и ее верхний щит откидывается на
180°
Письменный стол с двумя тумбами
(рис 204) имеет верхнюю часть, со-
стоящую из крышки. подстолья^
подъящичной рамки. ' межъяшичных
средников и ящиков. Тумбы состоят
из боковых и задней стенок, подъ-
ящичных рамок, дверки, наружных
или внутренних ящиков Тумбы
устанавливают на специальных нож-
ках или на плинтусе.
Крышку стола делают в виде рам-
ки, заполненной средниками и фи-
ленками Бруски рамки соединяют
на vc с шипом впотай Средники н
филенки соединяют не заподлицо с
рамкой а с углублением на 2—4 мм
для наклейки сукна или дерматина;
поверхность средников и филенок
делают шероховатой (застрагивают
цинубелем). Крышка может быть
выполнена в виде отдельного щита
или объединена с подъящичнымн
рамками и ящиками, образующими
подстолье.
Царги подстолья соединяют па
Рис. 204. Письменный стол двухтумбовый:
а — обший вид: 1 — крышка с подвесным яшиком;
2 — тумбочки с дверками; 3 — плинтусная скамейка;
6 — узел и детали тумбочки: 1 и 2 — закладные планки.
ящичную вязку в виде короб-
ки. к которой снизу приклеи-
вают подъяшичные рамки.
Лицевые части крышки и
подстолья изготовляют из
твердолиственных пород или
хвойных фанерованных, а не-
липевые — из хвойных пород.
Боковые и задние стенки
тумб бывают щитовыми и ра-
мочно филенчатыми В этом и
другом случае их делают фа-
нерованными. Заднюю стенку
присоединяют к боковым в
щитовой конструкции при по-
мощи шкантов, а я рамоч-
ной — на шипы впотай. В тум-
бах с открытыми ящиками к
боковым стенкам врезают ши-
пами впотай подъящичные
бруски и приклеивают ходо-
вые бруски. В тумбах с двер-
ками дно с боковыми стенка-
288
Конструирование столярных изделий
ми соединяют или прямыми шипа-
ми в потай или внаград, а верх-
ние подъящичные бруски врезают
шипом «ласточкин хвост> в стоемные
бруски боковых стенок. Плинтусы
соединяют в углах на ус с потай-
ными шипами.
Платяной шкаф (рис. 205) состоит
Из колпака, боковых и задних сте-
нок, перегородки с притворным
штапом, дверок и низа с ящиками.
Внутри шкаф снабжен переставными
’ полками и штангой для платяных
плечиков. Шкафы бывают щитовой и
рамочной конструкции, изготовляются
обычно из древесины хвойных и дру-
гих малоценных пород и фанеру-
ются.
Бруски колпака связаны между
собой в углах шипами «ласточкин
хвост>, средний брусок соединен с
передними и задними брусками вна-
град. Крышку (полик) вставляют в
фальц обвязочных брусков колпака.
Колпак в большинстве случаев де-
лают съемным и соединяют с боко-
выми стенками шкафа на шкантах
(по три с каждой боковой стороны),
а для большей прочности крепят
специальными затяжками.
Филенчатые стенки обычно со-
стоят из вертикальных и горизонт
тальных брусков-обвязок и гладких
филенок. Задняя стенка присоеди-
няется к боковым стенкам и колпаку
в четверть. Перегородку (филенча-
тую или щитовую) соединяют со
средними брусками колпака и низа
шкафа на шкантах и затяжками.
Точно так же соединяются и боко-
вые стенки.
Полки делают в виде щитка. Их
помещают на подполочных планках,
вставленных концами в треугольные ’
вырезы стоек, приклеенных к боко-
вым стенкам. Боковые стенки соеди-
няют с низом шкафа на шкантах.
Низ шкафа состоит из верхней и
нижней горизонтальных рамок, бо-
ковых стенок и межъящичной рамки,
соединенных между собой на шкантах
и на клею. Нижнюю горизонтальную
рамку в свою очередь вставляют в
фальц плинтуса. Боковые стенки
ящиков соединяют с задней прорез-
;*ыми шипами, а с передней стен-
кой — вполупотай шипами «ласточ-
Рис. 205. Основные узлы и детали
шкафа для платья и белья:
/ — скамейка; 2 —обкладка; 3 — основание;
4 — средняя стенка; 5 — боковая стенка; 6 —
полуящик; 7 — полочка; 8 — подполочный
брусок; 9 — дверка; 10 — щит колпака; 11 —
карниз; 12 — штанга; 13 — полик задний; 14—
боковая правая стенка.
кин хвост>. Щиток дна ящика встав-
ляют в шпунт боковых и передней
стенок, а заднюю стенку ящика де-
лают уже, чтобы можно было вста-
вить щиток дна в шпунт боковых
стенок.
Буфет состоит из верхней и ниж-
ней разъемных частей. Низ в свою
очередь состоит из шкафчика с пол-
ками, закрываемого дверками, п
двух выдвижных ящиков для хране-
ния столовых приборов. Верх устраи-
вают в виде шкафчика с полками и
с остекленными или филенчатыми
дверками. Между шкафчиком верха
и низом буфета образуется ниша
высотой 30--40 см.
Конструктивными элементами ниж-
ней части буфета являются: крышка,
боковые и задняя стенки, подъящич-
ная рамка, полки, плинтус, ящики и
дверки. Эти элементы изготовляют
такими же, как у шкафа; точно так
же их и соединяют между собой.
Крышку низа делают из массивного
Соединения деталей и узлов основных мебельных изделий
289
или комбинированного щита. Кромке
крышки придают фигурный профиль,
или» обкладывают штапиком, кото-
рый соединяют в углах на ус.
Верхняя часть буфета состоит из
колпака, стенок, полок и дверок,
выполняемых и соединяемых так же,
как и шкафные.
Нижняя часть с верхней соеди-
няется на шунтах без клея.
Комод состоит из крышки, боко-
вых и задней стенок, подъящичных
рамок, плинтуса и ящиков. Крышку
делают из массивных или комбини-
рованных щитов. Кромку крышки
обкладывают профилированным
штапом.
Продольные бруски подъящичных
рамок соединяют с боковыми стенка-
Рис. 206. Узлы и детали мягкого
дивана:
а — коробка дивана; б — основание валика;
J — схема перевязки пружин; г — прошивка
борта; д — схема установки и перевязки пру-
жин матраца.
ми прямыми шипами при массивных
щитах либо шипом «ласточкин
хвост>, врезаемым впотай в стоем-
ные бруски при филенчатых стен-
ках.
Крышку присоединяют к боковым
стенкам на шкантах.
Мягкая мебель (диваны, кушетки,
матрацы, кресла, кровати и т. п.)
имеет деревянный остов с укреплен-
ными на нем пружинами, по которым
набивают волокнистый материал
(стружку, мочало, морскую траву),
а затем накладывают настилочный
материал (вату, конский волос и
пр.). Сверху мебель покрывают ме-
бельной тканью, дерматином, кожей
или другими лицевыми материалами.
Остов мягкой мебели делают пре-
имущественно из древесины хвойных
пород. Лицевые поверхности фане-
руют.
Для ознакомления с конструкцией
мягкой мебели рассмотрим устрой-
ство мягкотЪ дивана (оттоманки) со
съемными подушками и валиками
(рис. 206).
Такой диван состоит из деревян-
ной коробки, двух валиков, подло-
котников, сиденья и съемных поду-
шек.
Коробку делают из двух продоль-
ных и двух поперечных брусков, со-
единяемых прямыми шипам» на
клею, а также двух средников,
вставленных в гнезда продольных
брусков; к средникам и к нижней
кромке коробки на гвоздях и на
клею прикрепляют полик из фанеры.
В верхних кромках коробки выбира-
ют фальц и, кроме того, в них вре-
зают средники для поддержания
пружинного сиденья.
Подлокотники состоят из рдного
поперечного и двух стоемных бру-
сков, соединенных прямыми шипами
на клею. Длину подлокотника дела-
ют меньше внутренней ширины ко-
робки на 25 мм для образования за-
зора между стойкой подлокотника »
задним бруском коробки, в который
вставляют стойки спинки. Переднюю
стойку подлокотника прикрепляют
на гвоздях и на клею к внутренней
стороне переднего продольного брус-
ка коробки, а с лицевой стороны
стойки прикрепляют щечку заподли-
19 АН. Стариков
290
Конструирование столярных изделий
цо с бруском коробки. Для крепле-
ния задней стойки между ней и зад-
ним продольным бруском коробки
закладывают узкий брусочек. Сбоку
подлокотники забивают фанерой-пе-
реклейкой.
Коробку обкладывают снизу плин-
тусом, а в углах прибивают четыре
ножки из деревянных бобышек высо-
той 25—40 мм.
Сиденье дивана имеет основание
в виде рамки, состоящей из /двух
продольных, двух поперечных брус-
ков и восьми средников, соединен-
ных на шипах и клею. Рамка может
иметь только два средника и про-
волочную сетку для установки пру-
жин.
Пружины сиденья ставят в восемь
рядов по длине и в четыре по шири-
не с таким расчетом, чтобы пружины
первого ряда примыкали вплотную к
внутренней кромке переднего бруска
рамки, а пружины последнего ряда
отступали от кромки заднего бруска
на 80 мм. Пружины устанавливают
на средниках или на проволоках,
протянутых через отверстия в брус-
ках рамки так, чтобы перекрещива-
ние продольных и поперечных ниток
приходилось в центрах пружин. На
образованную таким образом прово-
лочную сетку накладывают мешко-
вину, на нее устанавливают пружи-
ны и привязывают их шпагатом к
мешковине и проволокам. При уста-
новке пружин на деревянных средни-
ках крепление производят гвоздями.
Пружины перевязывают шпагатом
между собой в продольном, попереч-
ном направлении и по диагонали, а
концы шпагата от перевязки край-
них пружин прикрепляют гвоздями
к брускам рамки.
Поверх пружин натягивают пару-
сину. прикрепляя ее кромки гвоздя-
ми к брускам рамки. Затем кладут
набивку из древесной стружки, моча-
ла или морской травы, покрывают
мешковиной, прикрепляемой к рам-
ке, прошивают набивку шпагатом и
производят стежку краев для обра-
зования бортов.
По набивке расстилают ровным
слоем вату, морскую траву, конский
волос и др., покрывают настилку
мебельной тканью, натягивают ее и
прикрепляют обойными гвоздями че-
рез тесемку.
Валики изготовляют подобно си-
денью дивана.
Коробку дивана также обтягивают
тканью, подкладывая вниз парусину
и тонкий слой набивки для обра-
зования небольших выпуклостей.
Рис. 207. Мягкий диван с резиновой
лентой взамен пружин:
1 — облицовочный материал; 2 — набивочный
слой; 3 — пенополиуретан; 4 — настилка; 5 —
резиновая лента; 6 — каркас.
Рис. 208. Кровать с навесными
спинками:
/ — навесная спинка; 2 — клиновое соедине-
ние; 3 — матрац пружинный; 4 — ножка на
резьбе.
Соединения деталей и узлов основных мебельных изделий
291
В изделиях мягкой мебели взамен
пружин применяют новые материа-
лы — пенопласт, резиновую ленту и
другие. В диване (рис. 207) основа-
нием служит сетка из переплетен-
ных резиновых лент, на которое
укладывается настил-блок из пено-
полиуретана или латексной губки.
Сверху блоки застилаются настилоч-
ным слоем и лицевым покрытием.
Кровати деревянные бывают кар-
касные и с навесными спинками.
Каркасная кровать состоит из двух
спинок, соединяемых царгами, на ко-
торые укладывается пружинный
матрац. Соединение царг со спинка-
ми делают разъемным.
Кровати с навесными спинками
(рис. 208) просты по конструкции.
Матрац стандартных размеров уста-
Рис. 209. Корпус разборного шкафа:
<2 — основные узлы: 1 — щиты стенок; 2 —
шиты полок; 3 — дно: 4 — скамейка; 5 —
стяжка; б — узел щитов с передвижными
стеклами: / — верхний щит; 2 — боковая
стенка; 3 — стекли, 4 — нижний щит; в — ме-
таллическая стяжка.
навливается на четырех ввинчивае-
мых в углах рамы ножках; навесные
спинки крепятся к рамке матраца на
клиновых или другого вида стяжках.
Спинки могут быть различными по
форме и размерам.
Разборная мебель, к которой отно-
сится секционная, стеллажная и
универсально-разборная мебель, из-
готовляется из унифициррванных,
нормализованных и взаимозаменяе-
мых узлов и деталей.
В секционной мебели остов
изделия составляют щиты, опорной
частью служит цоколь или скамейка,
а заполняющими элементами — пол-
ки, ящики, полуящики, дверки и др.
В стеллажной мебели опорной
частью служат стойки, устанавли-
ваемые на определенных расстояниях
одна от другой, к которым прикреп-
ляются навесные элементы, выпол-
няемые в виде объемных секций с
дверками или ящиками, секретерны-
ми досками, передвижными стеклами
и др. или в виде открытых полок.
Крепление навесных элементов к
стойкам может осуществляться на
литых и штампованных кронштейнах,
на деревянных треугольниках, метал-
лических штифтах, на болтах и вин-
тах.
В универсально-разбор-
ной мебели (рис. 209) остов обра-
зуется из горизонтальных и верти-
кальных щитков, к которым крепятся
дверки, откидные доски или встав-
ляются передвижные стекла и дру-
гие элементы. Щитки остова сопря-
гаются посредством соединительных
брусков. металлических стяжек,
опорных болтов и винтов.
Универсально-разборная мебель
компонуется в два-три яруса общей
высотой J 700—1850 мм. Иногда де-
лают большее число ярусов, на всю
высоту стены. Обычная высота ниж-
него яруса составляет 740—770 jhjh,
что позволяет использовать его в
качестве основы для откидной доски
секретера или крышки обеденного
стола. Применяются также понижен-
ные' секции нижнего яруса высотой
570 мм.
Основанием универсально-разбор-
ной мебели служат скамейки, вы-
клейные легкие ножки, литые из лег-
19*
292
Конструирование столярных изделий
ких сплавов фигурные ножки, регу-
лируемые по высоте винтовые нож-
ки; иногда в качестве опор исполь-
зуют удлиненные боковые стенки
нижнего яруса изделия.
Массовое производство наборов
разборной мебели основывается на
применении определенного комплек-
та (набора конструктивных деталей,
из которых путем различных комби-
наций собирают то или иное изде-
лие).
Комплект конструктивных деталей
секционно-комбинированной разбор-
ной мебели СКР-50/59 (по типу на-
бора мебели, приведенного на рис.
48) разработан ЦПКБ Мосгорсов-
нархоза. В комплект входят 32 кон-
структивные детали (рис. 210), из
которых непосредственно на месте
использования собирают нужное из-
делие при помощи запрессованных в
щиты втулок и винтов.
Основными конструктивными эле-
ментами комплекта являются: 8 ти-
пов щитов размерами 560, 710, 860
и 1722 мм и шириной 240 и 380 мм;
Дверки
64-00
Дверки раздвижные
ев-оо 600-00
Стенки боновые
g
5
65'00
560
66-00 66000
—Ч Р““1
67-01
6*01
61-00 6ЮОО
62-00 620-00
па
63-00 630-00
£
Л50.
Чтении задние
70-80
1
D
1Ж
68
71-00
. 860
Ящики
Ж. 51-00 50-00
£1
SI
ж
16
ж
ess
-Зж IP&Q
140
Рис. 210. Набор конструктивных деталей
секционно-комбинированной разборной мебели.
Составление рабочих чертежей и разметка соединений
293
два типа щитов с угловыми ребрами
размерами 690 X 240 и 690 Х380 мм\
поддерживающие бруски; восемь ти-
пов раздвижных полок и стекол; два
типа ящиков.
Щитовые элементы изготовляются
из столярных или древесно-стружеч-
ных плит толщиной не более 19 мм,
фанерованных, с двух сторон фане-
рой твердых лиственных пород или
пластиками. Лицевые наружные
кромки щитов облицовываются об-
кладками из древесины или пласти-
ками.
4. СОСТАВЛЕНИЕ РАБОЧИХ ЧЕРТЕЖЕЙ
И РАЗМЕТКА СОЕДИНЕНИЙ
Для каждого столярного изделия
предварительно составляется эскиз-
ный проект, выявляющий вид, форму
и размеры частей, а затем, после
утверждения эскиза, — технический
проект с рабочими чертежами, по
которым изделие выполняется в на-
туре.
При-составлении эскизного проекта
устанавливают назначение столяр-
ного изделия, условия эксплуатации,
материал для изготовления и, нако-
нец, условия производства. Проекти-
руемое изделие изображают на чер-
тежах обычно в ортогональных (пря-
моугольных) проекциях, выявляющих
все части изделия и их размеры, со-
блюдая требования стандарта на
оформление чертежей и условные
обозначения. Для большей нагляд-
ности общий вид изделия изобража-
ют в аксонометрии или перспективе.
При разработке технического про-
екта составляют чертежи общего ви-
да изделия в ортогональных проек-
циях в крупном масштабе от 7ю до
74 натуральной величины, а иногда
и крупнее. На общем виде указыва-
ют места разрезов, выявляющих се-
чения и конструкцию изделия и его
деталей. Чертежи разрезов выпол-
няют в том же масштабе, что и об-
щий вид изделия. По чертежам раз-
резов разрабатывают чертежи дета-
лей, образующих изделие, с выяв-
лением формы деталей, способов
соединения и обработки.
Каждой детали присваивают но-
мер, по которому вписывают деталь в
спецификацию.
В качестве примера на рис. 211
изображены общий вид и элементы
полужесткого столярного стула в
ортогональных проекциях и разрезы
с обозначениями и нумерацией дета-
лей, а также спецификация деталей.
ГОСТ 9330— 60 .Детали деревян-
ные. Основные соединения* устанав-
ливает основные размеры соединений,
приводимые ниже.
Соединения углов концевые УК
(рис. 212). Толщина Si одинарного
шипа и диаметра d шкантов прини-
маются равными 0,45 So (общей тол-
щины детали), толщина каждого из
двойных шипов St = = 0,2S0, тол-
щина каждого из тройных шипов
5i = S3 = O,14So. Расчетная толщина
St шипа или диаметр шканта округ-
ляется до ближайшего большего раз-
мера из числа следующих величин:
6, 8, 10, 12, 16, 20 и 25 мм. Размер
S2 щечки шипа рекомендуется при-
нимать из расчета симметричного
расположения шипов.
Дно подушки и заплечиков шипов
образуется под углом а=90° или под
другим углом.
Размер /t несквозного шипа с по-
лупотемком принимается равным 0,5В,
размер Zt = 10 мм, размер h равным
0,6Bi, размер S2 = 0,5(S2— Si). До-
пускается несимметричное располо-
жение шипа. Размер b зазора в гнезде
должен быть не менее 2 мм.
Размер I шипа с потемком при-
нимается равным 0,5В, размер h =
= 0,6В, размер S2 = O,5(So— Si).
Допускается несимметричное распо-
ложение шипа. Размер b зазора
в гнезде должен быть не менее 2 мм.
Длина I шканта принимается рав-
ной 2,5d — 6d, размер более I на
2—3 мм. Количество шкантов должно
быть не более четырех. Допускается
применение сквозных шкантов.
В соединения на ус с вставным
шипом для деталей толщиной до
294
Конструирование столярных изделий
Вид спереди.
Вид едоки'
. 1.23
320
325
Ю
Спецификация деталей
стула
МО —
290—
10 20
Рис. 211.
талей
столярного стула.
35 35
7
340
15
Чертеж де-
пол ужест кого
Наименование деталей Коли чесгво Размеры по обозначе- ниям (В ММ)
а 6 ’ 1 г О е
1. Передняя царга 1 140 А) 10 40 8
2. Задняя царга 1 290 45 20 10 40 8
а Боковая царга 2 ЭД) 45 20 10 40 8
4. Передняя проножка 1 340 >0 15 10 15 8
а Боковая проножка 2 ззо 20 15 10 15 8
а Задняя ножка 2 Размеры на чертеже
7. Передняя ножка 2 • О
а Верх спинки 1 V - •
9. Средник спинки 1 V V
10. Штапик спинки 2 • •
и Рамка сиденья 1 • V
12 Филенка силены 1 • •
1а Филенка спинки 1 • • *
Составление рабочих чертежей и разметка соединений
295
Рис. 212. Условные обозначения и ос-
новные размеры угловых концевых
соединений:
а — открытым сквозным шипом; б — на шип
с полупотемком; в — на шип с потемком; г —
на круглый вставной шип (шкант); д — на ус
с вставным шипом.
10 мм размер S принимается равным
2—3 мм. Размер I должен быть в пре-
делах от 0,8 В до В, размер b = 0,5 В.
Соединения угловые срединные
УС (рис. 213). Длина I несквозного
шипа принимается равной 0,5Blt
размер S2 = 0,5 (So—S0. Размер b
зазора в гнезде должен быть не менее
2 мм.
Рис. 213. Условные обозначения и
основные размеры угловых средин-
ных соединений:
а — шип несквозной и сквозной; б — в паз
и гребень; в — «ласточкин хвост*; г—на круг-
лый вставной шип.
Толщина Si гребня равна O,5So,
длина / гребня берется в пределах
от 0,3So до O,5So, размер S-, = 0,5
(So — Si). Размер b зазора в пазе
должен быть не менее 2 мм.
Размер I шипа „ласточкин хвост"
принимается равным от 0,3S() до
0,5So, размер Si = 0,85S0 и размер
S4 = O,5So.
Длина I шкантов берется в пре-
делах от 2,5d до 6d, размер 1\ бо-
лее I на 2—3 мм. Коли ien во шкан-
тов должно быть не. более четырех.
296
Конструирование столярных изделий
Угловые концевые и срединные
соединения могут выполняться с фас-
ками и фальцами, о чем даются ука-
зания в рабочих чертежах. Допускает-
ся подсечка заплечиков под углом
45°. Дно паза может быть плоским
или другой формы, в зависимости
от обрабатывающего инструмента.
Соединения угловые ящичные
УЯ (рис. 214). В соединении на пря-
мой открытый шип (УЯ-1) размер Slf
равный размеру S3, принимается рав-
ным 6, 8, 10, 12 или 18 мм, размер
I = 50, размер S2 = O,5So.
В соединении на открытый шип
.ласточкин хвост* (УЯ-2) размер S4 =
=0,5So, S3 равно от 1SO до 3S0;
размер Si берется равным 0,85So, а
размер Sa — не менее О,755о. Размер
I должен быть равен размеру So.
Рис. 214. Условные обозначения и
основные размеры угловых ящичных
соединений:
в — на прямой открытый шип; б — на откры-
тый шип .ласточкин хвост*; в — на шип
•ласточкин хвост* вполупотемок.
В соединении .ласточкин хвост*
в полупотемок (УЯ-3) размер Si при-
нимается равным 13, 14, 15, 16 или
17 мм\ размер I = Q,lbSQ.
Соединения по длине Д (рис. 215).
Размеры клиновидного соединения
(Д-1), которое может выполняться
как по ширине детали, так и по ее
толщине, указаны на рис. 215, а.
Рис. 215. Условные обо-
значения и основные
размеры соединений по
длине:
а — клиновидное; б — усовое.
В усовом соединении (Д-2) в де-
талях повышенной прочности длина
соединения допускается до 12S0
(рис. 215, б).
Соединения по кромкам (рис. 216).
В соединении на рейку (К-1) размер
I принимается равным 20—30 мм,
размер 1Х на 2—3 мм больше /.
Рис. 216. Условные обозначения и ос-
новные размеры соединений по кром-
кам:
а — на рейку; б — в четверть; в —прямоуголь-
ный шпунт и гребень; г — трапециевидный
шпунт и гребень.
При соединении в четверть (К-2)
деталей толщиной до 30 мм размер
h принимается равным половине So,
Составление рабочих чертежей и разметка соединений
297
но не более 12 мм, а для деталей
толщиной более 30 мм h принимает-
ся от 12 до 18 мм.
При соединении в прямоугольный
шпунт и гребень (К-3) размеры и
/ назначаются в зависимости от раз-
мера So, а именно (в мм)\
sQ i
12-16 6 8
20-25 8 10
26-29 10 12
30-35 11 12
Размер li. более размеру I на 1—2 мм.
При соединении в трапециевид-
ный шпунт и гребень (К-4) размеры
/, 1Х1Л г принимаются в зависимо-
сти от 50:
Sq 51 1 h г
12-13 5,5 7 8 1,5
15-16 6,5 8 9 2
20-22 8,5 10 11 2
25 9 10 11 2
30-35 11,5 12 13 3
40—45 14,5 12 15 3
50-60 16,5 12 15 3
Повышение прочности шипового
соединения достигают увеличением
площ’ади склеивания, применяя двой-
ные и тройные шипы.
Открытые сквозные шипы приме-
няют в простых конструкциях или в
соединениях, закрываемых с лицевой
стороны накладками или соприка-
сающимися деталями.
Соединение открытым шипом при-
меняется чаще соединения глухим
шипом, так как оно прочнее, а вы-
полнение его проще.
Прямые шипы, трудоемкие в вы-
полнения, целесообразнее заменять
вставными круглыми шипами
(шкантами), изготовление которых
значительно проще и легче поддает-
ся механизации.
Косые шипы (типа «ласточкин
хвост> и т. д.) применяются в угло-
вых соединениях, требующих повы-
шенной прочности.
Разметка соединений. При размет-
ке соединений и деталей применяют
измерительно-разметочный инстру-
мент (метр, рулетку, ерунок, малку,
рейсмус, циркуль, кронциркуль,
нутромер, шило и др.), а также раз-
личного рода шаблоны.
Разметка деталей для ручной и
машинной обработки отличается тем,
что ручная обработка осуществляет-
ся, как правило, по рискам, тогда
как машинная обычно ведется по
ограничителям, шаблонам и другим
приспособлениям.
Разметку размеров и соединения
деталей удобнее перенести с шабло-
на на детали при помощи угольника
и рейсмуса (рис. 217, а). Следует
всегда стремиться к тому, чтобы
одинаковые детали и одинаковые
стороны их размечались вместе, а не
порознь. Например, при разметке
табурета складывают вместе ножки,
сжимают их и проводят на них рис-
ки как на одном сплошном бруске.
Таким же образом размечают царги
и проножки.
При разметке филенчатой рамы со
средниками в ней вместе размечают
продольные бруски и средники, попе-
речные бруски и средники и т. д.
Делают это следующим образом.
Размечаемые детали прикладывают
к шаблону так, чтобы подлежащие
обработке стороны их были обраще-
ны кверху, а концы деталей находи-
лись заподлицо с концами шаблона.
При помощи угольника и карандаша
переносят с шаблона на одну сторо-
ну деталей поперечные линии, огра-
ничивающие длину гнезд. Повернув
детали на 90°, переносят все линии
на смежные стороны, а затем на
третьи, противоположные первой.
Разметка может быть выполнена
также при помощи разметочной до-
ски (рис. 217, б) с трехгранными
стальными ножами острым верхним
ребром или шаблона (рис. 217, в) с
деревянными колодочками со встав-
ленными в пропилы стальными пла-
стинками. Ножи устанавливают на
расстояниях, соответствующих разме-
щению гнезд, при помощи мерной
ленты-шкалы, наклеенной на поверх-
ности доски.
Размечаемую деталь укладывают
на ножи и, прижав ее к боковой
рейке и торцовому упору, слегка
ударяют киянкой по детали, отчего
298
Конструирование столярных изделий
получаются хорошо заметные по-
перечные риски мест соединений.
Ширину гнезда и шипов размеча-
ют рейсмусом. Для этого устанавли-
вают брусочки рейсмуса так, чтобы
один штифт был отодвинут от ко-
лодки на расстояние, равное рас-
стоянию от кромки до гнезда. Затем
рейсмусом наносят риски для всех
размечаемых мест, прикладывая его
колодку к одной и той же стороне
детали (рис. 217, г).
В случае разметки большого числа
деталей с одинаковыми соединения-
ми можно применять вместо рейсму-
са гребенку (рис. 217, д) или рейс-
мусовый набор (рис. 217, е), а так-
же шаблон (рис. 217, яс), точно вос-
производящий по своему очертанию
соответствующие профили соедине-
ния. Обводку по шаблону выполняют
шилом.
При разметке надо нанести все
риски, ограничивающие шипы, гнез-
да, их длину, а также глубину фа-
сонной строжки (шпунта, четверти,
калёвки). Полное нанесение всех
нужных рисок (в особенности глу-
бины фасонного строгания) необхо-
димо для правильного выполнения
соединения. Например, длина гнезда
при соединении обвязки дверцы со
средником, имеющим с двух кромок
пазы, будет равна не ширине сред-
ника, а расстоянию между его па-
зами. Поэтому надо нанести на об-
вязку линии, определяющие места
примыкания средника по полной его
ширине, а затем очертить глубину
пазов, чем и определится длина
гнезда.
При сквозной ящичной вязке ли-
нии», ограничивающие длину гнезда,
очерчивают карандашом по угольни-
ку, а длину шипов и проушин —
рейсмусом, прикладывая колодочку
к торцу щита, который следует пред-
варительно застрогать под угольник.
Разбивают шипы так, чтобы их ши-
рина была не меньше половины и
не больше толщины щита, а расстоя-
ние между шипами составляло от
одной до трех толщин щита.
При машинной обработке соедине-
ний на прямой шип ширину шипов
и расстояние между ними принима-
Фанера
Рис. 217. Приемы разметки
соединении:
а — разметка по угольнику: б — разметочная
доска; в — разметочный шаблон; г — отводка
рисок рейсмусом: / — первое положение; II —
второе положение; д — отводка рисок гре-
бенкой; е — рейсмусный набор; ж — расчер-
чивание по шаблону.
Составление рабочих чертежей и разметка соединений
299
ют равными от одной четвертой до
целой толщины щита.
При ящичном соединении щитков,
склеенных, в свою очередь, из не-
скольких элементов, нужно разме-
стить шипы так, чтобы фуги находи-
лись в шипах,. а не в проушинах.
Этим укрепляется сама склейка и
устраняется возможность раскалыва-
ния щита по фуге.
Скос шипов типа «ласточкин
хвостэ делают не более чем на ’/ч
толщины шипа с каждой стороны
Таким образом, если ширина узкой
(наружной) стороны шипа взята
равной половине толщины щита, то
широкая (внутренняя) сторона его
должна быть не более толщины щи-
Рис. 218. Расчерчивание ящичной
вязки.
Рис. 219. Расчерчивание фигурных
деталей:
а — разметка полуокружности от кромки де-
тали; б — расчерчивание овальной крошки
стола по заданньм размергм; в — расчерчи-
вание фигурной ножки стула.
та (в ней делаются проушины, если
вяжут щиты разной толщины) При
хрупкой и колкой древесине шипы
скашивают меньше. Крайние шипы
(щечки) делают несколько толще
средних
В соединениях вполупотай и впо-
тай толщина потая, прикрывающая
торец шипа, назначается от ’/< до
*/з толщины доски.
Обычно во всякой вязке (раме,
ящике и т. п ) шипы делают на ко-
ротких и горизонтальных деталях, а
гнезда и проушины — на длинных и
вертикальных У выдвижных ящиков
проушины делают на передней я
задней стенках, а шипы (сковоро-
день) — на боковых.
Расчерчивают ящичные соединения
типа «ласточкин хвост» (рис 218) в
следующем порядке, вначале в од*
ном щитке расчерчивают проушины,
а после их выборки ставят щиток
образовавшимися шипами (торцом)
на размечаемую пласть другого
щитка и очерчивают тонким острым
шилом все щечки и шипы про-
ушины.
При расчерчивании проушины на-
до отмерить по ребру торца ширину
узкой стороны шипа, остаток торцо-
вого ребра разделить пополам, а по*
лученные половины подразделить на
две или на три части так, чтобы для
широкой части каждой проушины
получить размер, равный 1.5—3 тол-
щинам соединяемого щитка. Для
разметки сторон остальных шипов
проводят при помощи малки риски
2, 3, 4 параллельно первой риске.
Так же, но в обратном порядке, на*
носят и риски 5, 6, 7, 8. На внутрен-
ней и наружной сторонах доски или
щита из точек пересечения рисок с
ребрами проводят риски, параллель-
ные кромке доски.
При очерчивании щечек и шипов
проушины с одной доски на другую
доску нужно установить так, чтобы
ребро внутренней стороны шипов
стояло точно на риске размечаемой
доски, а наружная часть — заподли-
цо с торцом этой доски. Чертить
шилом следует изнутри ящика, а не
снаружи, иначе при обводке шило
может отойти по волокнам в сто-
рону.
300
Конструирование столярных изделий
Разметку фигурных деталей произ-
водят с помощью циркуля, лекала и
других инструментов. Для разметки
полуокружности или сегмента с
центром, расположенным вне детали,
к ее кромке заподлицо прикладыва-
ют отрезок и зажимают его с де-
талью в верстаке или сжиме (рис.
219, а).
Разметку овальной крышки стола
ТГо заданным размерам производят
следующим образом (рис. 219, б).
Посредине щита проводят две пря-
мые взаимно перпендикулярные ли-
нии, равные соответственно большо-
му (Д) и малому (д) диаметрам.
Из точки Д радиусом, равным поло-
вине большого диаметра, проводят
дугу ME. В точках М, Е и В вби-
вают гвоздики и, охватив их нитью,
закрепленной в точках М и В, об-
водят остро отточенным карандашом
овал, начиная от точки В (предвари-
тельно вынув гвоздик).
Фигурные ножки стула расчерчи-
вают по шаблону на двух смежных
сторонах бруска (рис. 219, в). На
бруске наносят на равных расстоя-
ниях ряд перпендикулярных к базо-
вой линий. Размеры расстояний лио-
нии ножки от прямой базовой линии
переносят с чертежа на брусок. По
полученным точкам проводят кри-
вую линию.
5. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА СТОЛЯРНО-СТРОИТЕЛЬНЫЕ
ИЗДЕЛИЯ И БЫТОВУЮ МЕБЕЛЬ
Столярно-строительные изделия и
бытовая мебель должны удовлетво-
рять определенным требованиям в
отношении их формы, размеров,
прочности, удобства пользования.
Эти требования предусматриваются
стандартами и нормами.
Каждый стандарт включает в се-
бя следующие основные разделы:
определение и описание, классифика-
ция (тип, вид, сорт), технические
условия, включающие размеры и до-
пуски, требования к материалам и
качеству работы, маркировка, упа-
ковка, условия и способы хранения,
правила приемки. Соблюдение
утвержденных Государственных об-
щесоюзных стандартов (ГОСТ) яв-
ляется обязательным.
Наряду с общесоюзными» стандар-
тами существуют нормы, нормали и
технические условия на изготовление
изделий, обязательные только для
того или иного ведомства.
Нормализация деталей и частей
изделий, обусловливающая опреде-
ленные формы, размеры и пр., со-
здает благоприятные условия для
производства взаимозаменяемых и
унифицированных деталей.
Технические условия на изготовле-
ние оконных заполнений и дверей,
допускаемые отклонения в размерах,
требования к древесине, правила
приемки, методы проверки и испы-
таний определяются стандартом
(ГОСТ 475—56).
В зависимости от качества древе-
сины указанные изделия разделяют-
ся на 3 сорта, причем изделия 3-го
сорта могут применяться только для
подсобных, складских и других вто-
ростепенных сооружений временного
типа.
Отклонения действительных разме-
ров деталей и изделий (в неокра-
шенном виде) от номинальных не
должны превышать следующих вели-
чин:
Створки, фрамуги и форточки перепле-
тов. Дверные полотна. Просветы для
филенок и стекол. Коробки (по раз-
мерам в четвертях). Филенки дверные:
по высоте и ширине................±2
по толщине.....................±1
Обвязки и средники оконных переплетов,
фрамуг и дверных полотен. Подокон-
ные доски: по ширине...............±2
по толщине.........................±1
Горбыльки, штапики, раскладки и обклад-
ки щитовых дверей: по ширине и тол-
щине ..............................±1
Бруски коробок: по ширине и толщине . . ±2
В размерах профилей (калёвок),
фальцев (четвертей) и мест соедине-
Технические условия на столярно-строительные изделия и мебель 301
ний деталей отклонения не должны
превышать ±1 мм.
Для изготовления оконных запол-
нений, дверей и фрамуг предусмат-
ривается использование древесины
сосны, ели, лиственницы, кедра и
пихты, а в помещениях с нормаль-
ным температурно-влажностным ре-
жимом допускается также примене-
ние бука, березы, ольхи, осины и то-
поля. Дуб для изготовления изделий
под прозрачную отделку может
применяться лишь в зданиях с осо-
бенно высококачественной отдел-
кой.
Влажность древесины изделий не
должна превышать (в %):
Детали оконных переплетов, фрамуг и
дверных полотен (кроме щитов и фи*
ленок), подоконных досок...........12
Коробки внутренних дверей и фрамуг . . 15
Коробки наружных дверей и окон .... 18
Реечные щиты щитовых дверей, доща-
тых филенок .......................9
Шканты и нагели.......................7
Нормы, установленные для допу-
стимых в элементах дверей и окон-
ных заполнений пороков древесины,
приведены в табл. 109.
Склеивание деталей, заделка поро-
ков древесины и мелких механиче-
ских повреждений должны выпол-
няться тщательно, без щелей и зазо-
ров, с последующей зачисткой мест
склейки и заделки. Древесина заде-
лок должна быть той же породы и
качества, что и древесина деталей,
и приклеиваться на водостойком
клее.
Сучки и заделки в местах соедине-
ний и прирезки приборов не допу-
скаются за исключением соединений
средников дверных полотен, в кото-
рых может быть не более одного
сучка на соединение.
Покоробленность и перекос изде-
лий по любому направлению не
должны превышать 2 мм.
Соединение в углах в зависимости
от толщины обвязок производится на
одном или двух шипах с закрепле-
нием на клею и нагелями. Горизон-
тальные бруски коробок для окон и
дверей должны иметь проушины, а
не шипы. Врезные отливы прикреп-
ляются на шпильках и клею, а на-
щельники — на шурупах и клею.
В дощатых филенках волокна
должны быть направлены по длине
филенок. Посредине торцовых сторон
филенки должны прикрепляться
шпильками к обвязкам и средникам
для равномерной усадки при высы-
хании. Для филенок используются
столярные плиты, твердые и полу-
твердые древесно-волокнистые пли-
ты, древесно-стружечные плиты и
клееная фанера не ниже сорта В,
удовлетворяющие требованиям стан-
дарта. Для полотен наружных две-
рей не допускается применение сто-
лярных плит и фанеры, изготовлен-
ных на клеях ограниченной водостой-
кости, а также древесно-волокни-
стых плит.
Готовые изделия должны окраши-
ваться на заводе-изготовителе мас-
ляными или эмалевыми красками за
один раз. Щитовые двери вместо
окраски могут быть покрыты смоля-
ной (бакелитовой) пленкой.
Технические условия на изготовле-
ние мебели, утверждаемые постанов-
лениями и распоряжениями прави-
тельственных органов союзных рес-
публик (Совет Министров РСФСР,
РТУ РСФСР 288—60, мебель для
жилых помещений, Госплан УССР,
РТУ ?01—59, мебель), предусматри-
вают основные требования, предъяв-
ляемые к мебельным изделиям.
Архитектурно-художественные ре-
шения, конструкция, применяемые
материалы и виды отделки, фурни-
тура, а также требования к мебели,
которые не регламентируются рес-
публиканскими техническими усло-
виями, должны соответствовать про-
ектам, одобренным и утвержденным
в установленном порядке.
Сырье и материалы для изготовле-
ния мебели должны отвечать требо-
ваниям действующих стандартов и
технических условий, а также соот-
ветствовать утвержденным проек-
там.
Влажность древесины готовой ме-
бели не должна превышать 10%.
В древесине мебельных изделий,
согласно РТУ РСФСР 288—60, допу-
скаются пороки, указанные в
табл. ПО.
Таблица 109
Количество и размеры допускаемых пороков древесины в элементах оконных и дверных блоков
Пороки древесины Бруски, обвязки и средники оконных переплетов и дверных полотен Горбыльки, нашель- ники, обкладки шито- вых дверей, раскладки переплетов, дверей, фрамуг, форточные бруски, отливы пере- плетов Филенки дверей дощатые Коробки оконные и дверные, доски под- оконные
Сорт изделия
1-й | 2-й 3-й 1-й | 2-й | 3-й | 1-й | 2-й | 3-й | 1-й | 2-й | 3-й
Сучки сросшиеся, твердые Не учитываются при размерах до:
15 мм | 15 мм | 20 мм — | 5 мм | 15 мм | 20 мм | 25 мм | 15 мм | 20 мм | 25 мм
Сучки допускаются размером не более:
/. I V, 1 /. ширины бруска — 10 мм 15 мм 7. | 7. | 7, ширины отдельных элементов филенки Ч. | 7, | Ч. ширины бруска или эле- ментов
На 1 пог. м длины деталей в среднем не более (штук)
2 1 4 1 6 1-1 2 1 3 1 2 1 3 1 4 1 | 4 | 5 | 6
Сучки частично срос- шиеся и несрос- шиеся твердые, рьхлые и табач- ные Допускаются в общем коли- честве здоровых сучков при условии их вырезки и тщательной заделки на клею Не допускаются Допускаются в общем количестве здоровых сучков при условии их вырезки и тщательной заделки на клею
Сердцевинная трубка Допускается без выхода на поверхность Не допускается Допускается без выхода на поверхность Допускается без выхода на лицевую поверхность
Примечание. В изделиях 2-го и 3-го сортов допускается выход сердцевинной трубки на поверхность при условии вырезки ее и тща-
тельной заделки со шпаклевкой.
Конструирование столярных изделий
Продолжение табл. 109
Пороки древесины Бруски, обвязки и средники оконных переплетов и двер- ных полотен Горбыльки, нащельники, обкладки щитовых дверей, раскладки переплетов, дверей, фрамуг, форточные бруски, отливы переплетов Филенки дверей дощатые Коробки оконные и двер- ные, доски подоконные
Сорт изделия
Ьй 2-й | 3-й 1-й 2-й | 3-й | 1 1-й 1 2-й | 3-й 1-й | 2-й | 3-й
Трещины Допускаются глубиной и дли- ной не более: 7., 1 1 7з длины и толщины бруска Не допу- скаются Допускаются волосные Допускаются глубиной и длиной не более 7а длины и толщины бруска
Косослой Допускается при условии, что отклонение волокон от прямого направления по длине деталей не превышает (в %) 5 | 7 1 10 13 1 3 | 5 | Без ограничения | 10 1 10 | 12
Смоляные кармашки и смоляной рак Допускаются незначительные Допускаются (без заде лок) в брусках коробок на сторонах, обращен- ных к стене
Свилеватость, завиток, внутренняя крас- нина, крен>, забо- лонные, грибковые и химические ок- раски Допускаются
Червоточина Не допу- скается Допускается не более двух ня 1 пог. м детали с тщательной заделкой Не допускается Не допу- скается Допускается не более двух на 1 пог. м отдель- ной доски фи- ленки с тща- тельной задел- кой Допускается (с заделкой) не более трех на 1 пог. м лицевой поверхности де >алей и не более че- тырех на 1 пог. м нели- цевой поверхности
Примечания. 1. Остальные пороки, предусмотренные ГОСТом 2140 — 61 (.Пороки древесины*) не допускаются. 2. Размеры сучков
определяются расстоянием между двумя касательными к контуру сучка, проведенными параллельно оси детали, а размеры сшивного и лап*
ч?»гог<> сучка — по среднему диаметру (полусумма наибольшего и наименьшею измерений). 3. Сумма размеров веек сучков на пласти или
кромке на длине 20 см не должна превышать предельного размере сучков, допускаемых для данной детали. 4. Общее количество заделок и
учитываемых сучков не должно превышать допускаемого для данной детали количества твердых сучков. 5. Сучки сшивные сросшиеся допу-
скаются по всей ширине детали на глубину не более 7, толщины детали.
Технические условия на столярно-строительные изделия и мебель 303
304
Конструирование столярных изделий
Таблица ПО
Количество и размеры допускаемых пороков древесины в элементах
мебельных изделий
Наименование пороков древесины (по ГОСТу 2140-61) Нормы допускаемых пороков
на лицевых поверхно- стях с «прозрачной отделкой на нелицевых поверхностях; на поверхностях идущих под фанеровку, непрозрачную отделку и обивку, а также на неотделанных поверхностях, недоступных для обозрения
1. Внутренняя забо- лонь Не допускается Допускается
2. Завиток, крень, свилеватость Не допускаются Допускаются
3. Внутренняя и за- болонная крас- нина, пятнистость, ложное ядро (без загнивания), хими- ческие окраски, заболонные гриб- ные окраски Допускаются при тем- ной отделке, скры- вающей эти пороки Допускаются
4. Засмолок, смоля- ной рак, смоляные кармашки и про- рости Не допускаются На нелицевых поверхностях не допускаются; на поверхностях, идущих под фанеровку и непрозрачную отделку, допускаются с обязательной заделкой пробкой или шпак- левкой; на поверхностях, идущих под обивку, и на неотделанных поверхностях, недоступных для обозрения, допускаются без заделки
5. Трещины Не допускаются Допускаются заделанные посредством шпак- левки, вставкой или рейкой при длине тре- щины до ‘/4 длины детали, глубине до 3 мм и ширине до 1 мм не более одной штуки на деталь
6. Червоточина Не допускается Допускается, кроме глубокой и трухлявой, диаметром до 6 мм не более одной штуки на деталь с обязательной заделкой проб- кой или шпаклевкой
7. Косослой Допускается отклонен! чем на 7%; в перед? не более чем на 3% без ограничения ie волокон от прямого направления не более (их ножках и проножках стульев и кресел — ; у деталей из клееной фанеры и шпона —
8. Сучки сросшиеся
твердые:
а) здоровые
В брусковой мебели (стулья, кресла и т. п.)
Допускаются разме-
ром до 10 мм в ко-
личестве не более
одной штуки на де-
таль
6) роговые и ок-
рашенные
Допускаются разме-
ром до 10 мм в ко-
личестве не более
одной штуки на де-
таль при темной
отделке, скрываю-
щей сучки
Размером до 5 мм\ не учитываются, допу-
скаются размером! до 30 мм не более
2 штук на деталь; сучки размером свыше
15 мм, идущие под фанеровку, должны
быть заделаны пробками из той же по-
роды древесины и с тем же направлением
волокон
Размером до 5 мм не учитываются; разме-
ром до 30 мм допускаются не более 2 штук
на деталь; сучки размером свыше 15 мм,
идущие под фанеровку, должны быть за-
деланы пробками из той же породы древе-
сины и с тем же направлением волокон.
В деталях из клееной фанеры на нелице-
вых поверхностях, на поверхностях, идущих
под фанеровку и непрозрачную отделку,
количество и размеры сучков допускается
по нормам, установленным на клееную
фанеру не ниже сорта В, а под обивку
и на неотделанные поверхности, поверх-
ности, недоступные для обозрения, — не
ниже сорта ВВ
Технические условия на столярно-строительные изделия и мебель 305
Продолжение табл. НО
Наименование пороков древесины (по ГОСТу 2140-61) Нормы допускаемых пороков
на лицевых поверхно- стях с прозрачной отделкой на нелицевых поверхностях; на поверхностях идущих под фанеровку, непрозрачную отделку и обивку, а также на неотделанных поверхностях, недоступных для обозрения
9. Сучки частично сросшиеся твер- дые и несросшиеся Не допускаются Размером до 5 мм не учитываются; разме- ром до 20 мм допускаются не более одной штуки на деталь с обязательной заделкой пробкой
В корпусной и мягкой мебели (шкаф, диван и т. п.)
10. Сучки сросшиеся Не учитываются раз- Не учитываются размером до 15 мм\ допу-
твердые: мером до 5 мм. До- скаются размером до 35 мм не более двух
а) здоровые пускаются разме- штук на деталь длиной до 1 ж и трех
ром до 10 мм в ко- штук на деталь длиной свыше 1 м
личестве не более Сучки размером свыше 15 мм, идущие* под
одной штуки на фанеровку, должны быть заделаны проб-
деталь длиной до ками из той же породы древесины и с тем
1 м и двух штук же направлением волокон
на деталь длиной В деталях, идущих под обивку, допускаются
свыше 1 м сучки размером до 50 мм в количестве не более двух штук на деталь длиной до
1 м и четырех штук на деталь длиной свыше 1 м
б) роговые и ок- Допускаются разме- Не учитываются размером до 15 мм\ разме-
рашенные ром до 10 мм не ром до 35 мм допускаются не более двух
более одной штуки штук на деталь длиной до 1 ж и трех
на деталь длиной штук на деталь длиной свыше 1 м
до 1 м и двух штук Сучки размером свыше 15 мм, идущие под
на деталь длиной фанеровку, должны быть заделаны пробкой
свыше 1 м при тем- из той же породы древесины и с тем же
ной отделке, скры- направлением волокон
вающей эти сучки В деталях, идущих под обивку, допускаются сучки размером до 50 мм не более двух штук на деталь длиной до 1 м и четырех штук на деталь длиной свыше 1 м В деталях из клееной фанеры на нелицевых поверхностях, на поверхностях, идущйх под фанеровку и непрозрачную отделку, количество и размеры сучков допускаются по нормам, установленным в стандартах на клееную фанеру не ниже сорта В, а под
обивку и на неотделанных поверхностях,
недоступных для обозрения, — не ниже сорта ВВ
11. Сучки частично Не допускаются Размером до 15 мм не учитываются. Разме-
сросшиеся твер- ром до 35 мм допускаются не более одной
дые и несросшиеся штуки на каждые 0,5 м длины детали с обязательной заделкой пробками
Примечания. 1. К лицевым поверхностям мебели относятся: наружные видимые
поверхности; внутренние поверхности за остекленными дверками; внутренние стороны створ-
чатых и откидных дверок; передние кромки полок и рамок; наружные плоскости и верхние
кромки передних стенок ящиков и полуящиков за глухими дверками; верхние кромки перед-
них стенок наружных ящиков. В прочих случаях лицевые поверхности должны быть ого-
ворены в проекте.
2. На лицевых поверхностях детали допускается не более трех пороков из числа пере-
численных в пп. 1—Щ.
3. В столах обеденных и письменных сучки допускаются в нормах, предусмотренных,
в таблице для корпусной и мягкой мебели.
4. Не допускаются сучки, трещины и червоточина, выходящие на ребра, торцы и кромки
деталей, на поверхностях с мелкой профилировкой и в местах шиповых и других соединений
деталей, а также на лицевых поверхностях штапиков, проножек и других деталей, ««ели их
толщина и ширина менее 20 мм.
5. Сучки, трещины и червоточина, выходящие на ребра нелицевых поверхностей деталей,
идущих под фанеровку, непрозрачную отделку и обивку, и на ребрах деталей, недоступных
для обозрения, допускаются в предусмотренных нормах
Сучки и заделки сучков указанных размеров допускаются при условии, если они не пре-
вышают */з ширины или, соответственно, толщины детали и не снижают ее прочности.
20 А. Н, Стариков
306
Конструирование столярных изделий
Круглые шипы (шканты) изготов-
ляются из древесины твердых лист-
венных пород; вставные шипы дру-
гих видов (плоских или прямоуголь-
ного сечения) —из более твердой
древесины, чем соединяемые детали,
или из клееной фанеры лиственных
пород.
Клеевые материалы должны проч-
но соединять детали и элементы ме-
бели, не вызывая изменений цвета
отделки.
Лакокрасочные материалы приме-
няются светоустойчивые, дающие
прочное покрытие, по тону и цвету
соответствующее утвержденному
эталону отделки.
Фурнитура применяется с прочным
соединением элементов и надежно
действующими разборными частями,
допускающими сборку и разборку
без нарушения ее качества.
Подвижные части фурнитуры
должны действовать легко и плавно,
без перекосов, заедания и слабины и
надежно фиксироваться в крайних и
промежуточных положениях.
На поверхности фурнитуры не до-
пускаются задиры, заусенцы, облой,
следы коррозии, сколов, царапин и
раковин, а также пережоги и вы-
плески металла от сварки.
Выдавки и рельеф рисунка на ли-
цевой поверхности фурнитуры долж-
ны быть отчетливыми, без расплыв-
чатых мест и искажений, а повто-
ряющиеся детали орнамента — оди-
наковыми.
Лицевые поверхности фурнитуры
из металла защищаются декоратив-
ным антикоррозийным покрытием
ровным тоном и блеском. Поверх-
ности фурнитуры из дерева отделы-
ваются в соответствии с лицевой от-
делкой мебели. Лицевая фурнитура
из пластмассы применяется отполи-
рованная без матовых пятен.
Раззенковки и выштамповки под
головки шурупов на деталях фурни-
туры должны быть концентричны от-
верстию, иметь правильную геомет-
рическую форму и без заусенцев.
Глубина раззенковки или вышта.м-
повки и ее конусность должны обес-
печивать расположение торца потай-
ной головки шурупа заподлицо с
поверхностью фурнитуры или допу-
скать ее незначительное заглубле-
ние.
Фурнитура со стороны, прилегаю-
щей к лицевой повёрхности мебели,
применяется без выступающих ’ча-
стей, мешающих их установке или
требующей врезки.
Фурнитура поставляется в ком*
плекте с крепежными деталями.
Набивочные и настилочные мате-
риалы очищаются от пыли и посто-
ронних предметов. Волос конский,
кроме того, дезинфицируется. Влаж-
ность настилочных и набивочных
материалов в готовой мебели долж-
на быть не более 14% абс.
Синтетические губчатые и различ-
ные гуммированные материалы
должны быть воздухопроницаемы и
влагопроницаемы и не должны иметь
непонятного запаха.
Допускаемые отклонения в разме-
рах. Предельные отклонения от но-
минальных размеров деталей и эле-
ментов мебели должны соответство-
вать утвержденным проектам и от-
вечать требованиям ГОСТа 6449—53
«Допуски и посадки в деревообра-
ботке».
В секционной мебели отклонения
от номинальных габаритных разме-
ров отдельных секций допускаются
не выше ±1 мм.
Отклонения от размеров, указан-
ных в проекте для симметричных
мягких элементов, не должны превы-
шать по длине и ширине ±5 мм;
лицевых свесов и платиков 2 мм
для столярных элементов и> 5 мм для
мягких элементов мебели.
В криволинейных гнутых деталях
с незамкнутым контуром отклонения
от заданного в проекте радиуса кри-
визны не должны превышать
+5 мм, а в гнутых кольцах с замк-
нутым контуром эллипсность 4 мм.
Качественные требования к мебе-
ли. Соединение элементов собранной
мебели делается плотным, обеспе-
чивающим прочность и жесткость из*
делия при пользовании им Разбор-
ные изделия должны собираться и
разбираться без дополнительной
подгонки. Все неразборные соедине-
ния плотно пригоняются, ставятся на
Технические условия на столярно-строительные изделия и мебель 307
клею и не должны иметь зазоров и
провесов со стороны лицевых по-
верхностей При применении шуру-
пов и металлических креплений до-
пускается соединять детали и эле-
менты без клея.
Шурупы, винты и болты, выходя-
щие на лицевые поверхности изде-
лия, ставятся с декоративным анти-
коррозийным покрытием, закрепля-
ются без повреждения поверхности
мебели и заусенцев. Потайные го-
ловки шурупов на наружных дета-
лях мебели заделываются. Допу-
скается в отдельных случаях, огово-
ренных в проекте, потайные головки
шурупов не заделывать.
Изделие в собранном виде должно
стоять на горизонтальной плоскости
устойчиво (без качания) и не иметь
перекосов.
Крыловатость рамок, коробок и
щитов допускается со стрелой про-
гиба не более 1,5 мм на I пог. м
длины диагонали элемента, а для
элементов мягкой мебели — до
2 мм.
Дверки должны примыкать к при-
твору равномерно по всему перимет-
ру. Установка петель производится
без перекосов с тем, чтобы обеспе-
чивать легкое открывание и закры-
вание дверок.
Подъемно-задвижные дверки снаб-
жают приспособлениями, предохра-
няющими их от перекосов при задви-
гании.
Вкладные и накладные элементы
(филенки, зеркала, стекла) закреп-
ляют неподвижно
Выдвижным элементам обеспечи-
вают свободный ход без заедания и
перекосов.
Установка замков делается плот-
ной и обеспечивающей легкое отпи-
рание и запирание дверок и ящиков.
Ручки с осевым креплением снаб-
жают приспособлением, предотвра-
щающим возможность проворачи-
вания и отвинчивания их с наруж-
ной стороны. Концы шпилек или вин-
тов заделывают колпачками. Креп-
ление лицевых деталей ручек шуру-
пами с потайной головкой не допу-
скается.
Ручки-кнопки крепятся к мебели
так, чтобы исключалась возможность
их выпадания при эксплуатации из-
делия.
Установка фурнитуры правого на-
значения вместо левого не допу-
скается.
• Форма гнутых, гнутоклееных и
гнутопропильных элементов в усло-
виях нормального пользования ме-
белью должна оставаться неизмен-
ной.
Все лицевые и нелицевые поверх-
ности до отделки зачищают, а ребра
лицевых элементов мебели заовали-
вают.
Чистота обработки поверхностей
деталей и элементов мебели должна
соответствовать утвержденным про-
ектам и отвечать требованиям
ГОСТа 7016—54 <Чистота поверхно-
сти древесинь».
На поверхностях деталей недо-
строжка, расколы, расслоения, отко-
лы, вырывы, вмятины, недошлифов-
ка, царапины, жмотины не допу-
скаются. Допускаются незначитель-
ные вмятины и царапины на лице-
вой поверхности изделия, если коли-
чество этих дефектов не. превышает
трех. Поверхности деталей, находя-
щихся под обивкой или в недоступ-
ных для обозрения местах, могут
быть недостроганными; на них но
допускаются расколы, расслоения,
отколы, защепы.
На лицевых поверхностях при про-
зрачной темной отделке допускают-
ся заделки в разных местах, каждая
площадью не более 10 кв. см и об-
щей площадью до 0,02% всей лице-
вой поверхности изделия, изготовлен-
ные ио древесины той же породы,
что и детали, и с тем же направле-
нием волокон, подобранные по тек-
стуре и цвету, плотно пригнанные и
поставленные на клею. Допускается
также применять заделки из других
пород древесины, имитирующих
текстуру и цвет древесины изделия.
При светлой отделке заделки не до-
пускаются.
Облицовочная фанера на лицевых
поверхностях изделия с прозрачной
отделкой подбирается по текстуре и
цвету. Допускается незначительное
несоответствие древесины по тек-
стуре и цвету на лицевых поверх-
ностях отдельных элементов мебели,
20*
308
Конструирование столярных изделий
если количество этих дефектов не
превышает трех в изделии.
Фанеровка выполняется тщатель-
но. Не допускаются заломы, заколы,
отставания на краях, кромках и тор-
цах, непроклеенные места, пятна и
следы проступившего клея, сдваива-
ние и расхождение фуг, а также
проседание облицовочной фанеры на
угловых и торцовых стыках брусков
рамок и коробок.
В фанерованных изделиях лицевые
кромки шириной до 8 мм, если они
не облицованы, могут имитировать-
ся под цвет отделки изделия.
Интарсия должна быть выполнена
тщательно. Стяжка фуг делается
плотной, без щелей, заделок и от-
колов.
Составные по длине лицевые дета-
ли применяются при условии плотной
стыковки и тщательной маскировки
их соединений.
Резьба плоская и рельефная как
на массиве древесины, так и встав-
ная и накладная выполняется без
сколов, рваных мест, смятого и иска-
женного рисунка.
Пр» всех отделках покрытие долж-
но быть ровного тона и блеска. До-
пускается незначительная неравно-
мерность отделки по тону и цвету в
различных местах общей площадью
до 0,03% лицевой поверхности изде-
лия.
На отделанных поверхностях не
допускаются следующие дефекты:
неравномерная окраска, растрески-
вание и отставание покрытия от ос-
новы, пропуски, потеки, захваты,
пятна, царапины, «шагрень>, а при
прозрачных покрытиях, кроме того,
побеление порозаполнителя и лако-
вой пленки, а для полированной ме-
бели — незакрытые поры древесины
и просевшая пленка. Для располиро-
ванных поверхностей допустимо не-
значительное проседание покрытия
над порами древесины.
Имитация под древесную породу
делается соответствующей рисунку и
цвету этой породы. Рисунок имита-
ции выполняется отчетливым с не-
заметным переходом в стыках или
с тонкой прямой линией, аналогич-
ной фуге.
На поверхностях мебели, облицо-
ванной декоративными фанерами или
шпоном, не допускаются дефекты,
превышающие нормы, установленные
в стандарте на фанеру декоратив-
ную. В изделиях секционной мебели
допускается незначительное несоот-
ветствие по цвету и рисунку на ли-
цевых поверхностях отдельных сек-
ций.
Лицевые поверхности кухонной
мебели отделываются прочным водо-
стойким лакокрасочным покрытием,
допускающим промывку, или могут
быть облицованы различными пласт-
массами; нелицевые поверхности мо-
гут быть неотделанными.
Крышки кухонных столов могут
быть необлицованными (из массив-
ной древесины), либо покрыты лино-
леумом или различными пластиче-
скими материалами.
Требования к полужестким, полу-
мягким элементам мебели. Полуже-
сткие элементы мебели должны
быть обиты облицовочным материа-
лом по жесткому основанию с под-
бивкой настилочным материалом
толщиной от 5 до 10 мм, а полу-
мягкие элементы обиты облицовоч-
ным материалом по жесткому или
эластичному основанию, с подбивкой
настилочным материалом толщиной
от 20 до 30 мм.
В полужестких и полумягких эле-
ментах мебели взамен настилочных
материалов могут применяться син-
тетические губчатые или различные
гуммированные материалы в соответ-
ствии с указанными выше требова-
ниями.
Пружинная часть мягких элемен-
тов мебели из любого вида мебель-
ных пружин или синтетических губ-
чатых или различных гуммированных
материалов, уложенных на эластич-
ное или жесткое основание, должна
обеспечивать прочность и постоян-
ство формы данного элемента, а так-
же сохранять упругость в условиях
нормального пользования.
В пружинных конструкциях насти-
лочный слой следует закрыть ниж-
ним и верхним покровным мате-
риалом, связанным с ним простеж-
кой.
Обойный облицовочный материал
в готовом изделии применяется це-
Допуски и посадки в деревообработке
309
лый, без разорванных мест, штопок,
пятен и фабричного брака.
Обойный облицовочный материал
натягивают с соблюдением симме-
трии рисунка, без морщин и переко-
сов, подвертывают по краям и проч-
но прикрепляют к каркасу. На углах
обивочный материал зашивают; при-
бивать его гвоздями нельзя. Канты,
борта и швы следует выполнять без
перекосов.
6. ДОПУСКИ И ПОСАДКИ В ДЕРЕВООБРАБОТКЕ
Форма и размеры изготовленных
деталей в той или иной степени от-
клоняются от указанных на чертеже,
так же как и чистота обработки по-
верхности. Погрешности обработки
могут заключаться в нарушении
формы: неплоскостность, непрямо-
угольность, непараллельность сторон,
овальность и т. п.; в нарушении раз-
меров и в наличии на поверхности
неровностей и шероховатостей.
На точность обработки влияет ряд
производственных факторов: геоме-
трическая точность станков, приспо-
соблений и инструментов, методы и
точность настройки станков, последо-
вательность операций и приемы их
выполнения.
Для достижения требуемой точ-
ности при обработке соблюдают сле-
дующие правила.
До механической обработки дре-
весный материал должен быть соот-
ветственно высушен. Увлажненные в
процессе склеивания или другой
обработки детали и узлы могут под-
вергаться окончательной механиче-
ской обработке только после возвра-
щения их влажности к равновесной
или близкой к ней.
Система допусков и посадок
(ГОСТ 6449—53) определяет требуе-
мую точность обработки и условия
сборки деталей, узлов и изделий из
древесины, фанеры, столярных плит
и тому подобных материалов, обе-
спечивающую необходимую проч-
ность или плотность или взаимную
подвижность сопрягаемых частей из-
делия.
Установлены следующие основные
понятия и определения (рис. 220).
Номинальным называется раз-
мер детали, узла или изделия, полу-
ченный расчетным путем и указан-
ный на чертеже, а действитель-
ным — размер обработанной детали,
определяемый измерительным инстру-
ментом. Номинальные размеры, как
правило, округляются до целого
числа миллиметров.
Предельные наибольший (верх-
ний) и наименьший (нижний) раз-
меры указывают пределы, между
которыми должен находиться дейст-
вительный размер.
Допуск представляет собой раз-
ность между верхним и нижним пре-
дельными размерами и характери-
зует величину допускаемых отклоне-
ний в точности обработки надлежа-
ще изготовленной детали или соеди-
нения. Разность между наибольшим
предельным и номинальным разме-
рами называется верхним отклоне-
нием, а между номинальным и наи-
меньшим предельным размерами —
нижним отклонением.
При соединении двух детален,
входящих одна в другую, различают
внешнюю охватываемую и внутрен-
нюю охватывающую поверхности.
Охватывающая поверхность носит
общее название «отверстие» (гне-
здо), а охватываемая — «вал» (шип).
Размер отверстия (гнезда) является
основным, а размер шипа — присое-
динительным. Свободными размера-
ми называются несопрягаемые раз-
меры.
Зазор — положительная разность
между размерами отверстия (гнезда)
и шипа создает ту или иную сте-
пень свободы их относительного дви-
жения. Наибольший зазор предста-
вляет собой разность между наи-
большим предельным размером от-
верстия и наименьшим предельным
размером шипа.
Натяг — отрицательная разность
между размерами отверстия и шипа
до сборки, образующая после сборки
ту или иную степень плотности и проч-
ности неподвижного соединения. Он
3'0
Конструирование столярных изделий
Номинальный
размер
Яаибальш^ед
размер I
flHUOUkiltUir
а)
Номинальный
размер
§
‘размер Г ?
размер
6)
Наибольший предельк §
размер отверстия
Наименьший,
предельный,
а.
Наименьший'
Пеоельн. Т «
3
размер шипа
Наибольший^*]
предельный!
Наименьш.
предельный
размер шипа
размер
Наименьш
1фВдйыГ
размер
предел ьны* I
размер отверстия J
а
отклонение
а — наибольший
и
верхнее
отклонение
пре_______
размер шипа
Э
а
i
Наибольший
предельный
'размер шипсГ
Наименьший
предельный.
размер от-
верстия Г1
Наименьший
предельный _
размер отверстия
Рис. 220. Допуски и посадки:
наименьший предельные размеры; б — зазоры; е — натяги: А — отверстие;
В — шип.
отклонение^
НаибольшГ]
предельный
размер |
Наименьш. I
предельн.
размер [ ।
Верхнее^ —
отклонение г
Нижнее" *1*
отклонений^
Верхнее
отклонение |
Наибольший. -
*3
1
6
может быть наибольшим — разность
между наименьшим предельным раз-
мером отверстия и наибольшим пре-
дельным размером шипа, — и наи-
меньшим.
Допуск зазора или натяга или до-
пуск посадки представляет собой
разность между наибольшим и наи-
меньшим зазором или наиболь-
шим и наименьшим натягом и
равен сумме допусков отверстия и
шипа.
У обеих деталей соединения номи-
нальный размер отверстия и шипа
должен быть один и тот же, в связи
с чем его называют номиналь-
ным размером соединения.
Величины оптимальных натягов и
зазоров для строительных деталей и
мебели приведены в табл. 111.
Таблица 111
Оптимальные натяги и зазоры
Вид изделия Тип соединения Ориентировочный номинальный размер соединения (в мм) Допускаемые значения натягов ( + ) и зазоров (—) (в мм)
Остов мебели Шиповое и шпунтовое на клею 5-15 От 0 до +03
Яшики и дверки мебель- ных изделий Подвижное 400 — 700 -03 -1,6
Допуски и посадки в деревообработке
311
Продолжение табл, 111
Вид изделия Тип соединений Ориентировочный номинальный размер соединения (в мм) Допускаемые значения натягов (4-) и зазоров (—) (в мм)
Дверки мебели Подвижные 1 400-1 800 -0,8 -2,5
Строительные детали (двери и оконные блоки) Шиповое на клею Подвижное 15-30 1 800-2 200 ±0,4 -2,0 -6,0
При установлении допусков разли-
чают два сопрягаемых размера —
основной и присоединительный. Ос-
новной размер определяется номи-
нальным размером и принятыми до-
пусками. Присоединительный раз-
мер определяется теми же данными,
но с учетом посадки, т. е. допусти-
мых величин зазоров и натягов.
В шиповых и шпунтовых соедине-
ниях за основной размер (охваты-
вающий) принимают ширину гнезда,
проушины и шпунта, а за присоеди-
нительный (охватываемый)—Тол-
щину шипа и гребня.
В рамках для поперечных брусков
основным размером по длине будет
внутренняя ширина собираемой
рамки, а присоединительным — рас-
стояние между заплечиками попе-
речных брусков.
Для дверок любого изделия основ-
ным считают размер проема, в кото-
ром они должны размещаться, а при-
соединительным — ширину дверок.
В зависимости от степени натяга
системой допусков и посадок преду-
сматриваются следующие виды поса-
док:
прессовая (дПр), характеризую-
щаяся нулевой величиной наимень-
шего натяга;
тугая (дТ), имеющая наибольшие
натяги и применяющаяся в средин-
ных соединениях (средник с бруска-
ми обвязки дверных полотен, гор-
быльков с брусками обвязки оконных
переплетов и т. п.);
напряженная (дН), применяемая
в концевых соединениях деталей (на
одинарных шипах);
плотная (дП), которая может
иметь как зазор, так и наименьший
натяг и применяется в шпунтовых
соединениях, в концевых соединениях
рамок с двойным шипом и при
сборке деталей в агрегат;
скользящая (дС), применяемая без
натяга в соединениях филенок с об-
вязками, полика ящика и т. п.;
ходовая (дХ), имеющая мини-
мальный зазор и применяющаяся для
дверок мебельных изделий и т. п.;
легкоходовая (дЛ), характеризую-
щаяся максимальной величиной наи-
меньших зазоров и применяющаяся
для выдвижных ящиков и для изде-
лий, размеры которых подвержены
изменениям вследствие колебаний
влажности (входные двери).
В мебельном производстве наибо-
лее употребительными посадками
являются: для концевых соединений
напряженная посадка 2-го класса; в
серединных — тугая; в шпунтовых —
плотная.
Размеры углов в проемах изделий
могут иметь отклонения только в
сторону превышения (со знаком
плюс).
Виды посадок в соединениях узлов
мебели и их обозначения приведены
на рис. 221.
Предельные отклонения от номи-
нальных размеров сопрягаемых дета-
лей и узлов устанавливаются в зави-
симости от класса точности и поса-
док.
В деревообрабатывающих произ-
водствах применяются 3 класса точ-
ности обработки сопрягаемых дета-
лей.
1-й класс точности применяют
в сопряжениях, к которым предъяв-
ляются высокие требования, характе-
ризуемые очень малыми размерами
натягов и зазоров. *
По 2-му классу точности изго-
товляются детали и изделия быто-
вой мебели; такие сопряжения xa*
312
Конструирование столярных изделий
рактеризуются средними величинами
натягов и зазоров. Предельные от-
клонения присоединительного раз-
мера по этому классу приведены
в табл. 112.
3-й класс точности применяют
в сопряжениях, к которым предъ-
являют невысокие требования, но
обеспечивающие взаимозаменяемость
деталей и узлов (большинство сопря-
жений оконных переплетов, дверных
полотен, паркета и стеновых пане-
лей). Предельные отклонения при-
соединительного размера по этому
классу приведены в табл. 113.
Предельные отклонения на черте-
жах указываются после номиналь-
ного размера соответствующим чи-
слом (со знаком плюс или минус)
или буквенным обозначением посадки
с указанием класса точности.
Примеры обозначений до-
пусков и посадок.
Предельные отклонения основного
размера (отверстия) в 40 мм 2-го
класса точности:
Буквенные Числовые
обозначения обозначения
<-40дА2-> <_40+<М°->
Это означает, что, например, дли-
на гнезда должна быть не более
40,4 мм и не менее 40 мм. Нижнее
отклонение не проставлено, что озна-
чает его равенство нулю.
Предельное отклонение шипа раз-
мером в 30 мм 2-го класса точности
при плотной посадке:
<-ЗОдП3-> «-ЗО^?’20
—0,15
Это означает, что толщина шипа
должна быть не более 30,2 мм и не
менее 29,85 мм.
Предельные отклонения размеров
деталей в собранном виде при
номинальном размере соединения в
500 мм:
а а слл+М дет. 1
СЛА^3 <-500->
-0,7 дет. 2
Основной размер — ширина про-
ема — должен быть в пределах от
500 до 501,4 мм, а ширина створ-
ки — от 499,3 до 497,9 мм.
[Рекомендуемые
обозначения 4
' a I d 111 <
Посаока огберстия- числишь
й Й1ВД
Посадка шипа-знаменатсл*
Посадка отбгрсти
ос Iдн
Посадка шипа
Зскиз
ОС
дП
до
дП
Посадка шбсрсгия
6
Размер не формирующий
насадка шипа
Ра^ге^о^и^ующий
Рис. 221. Обозначения допусков и
посадок в соединениях мебельных де-
талей и узлов:
1 — шип-проушка; 2 — шип-гнездо; 3 — от-
крытое гнездо; 4 — в шпунт и гребень; 5 —
рамки и коробки; 6 — стенки боковые; сред-
ние и задние; 7 — двери щитовые и рамочные;
8 — ящики и полуящики; 9 — полки выдви-
жные; 10 — полки на полкодержателях; 11 —
филенки, днища и заглушины.
3Z 7" Т
дА 8а
Допуски при 2-м классе точности
Таблица 112
Номинальные размеры (в мм) Отклонения основного разме- ра дАа (в мм) Отклонения присоединительного размера (в мм)
Посадки
ниж- ние верх- ние тугая дТ2 напряженная дНа плотная дПа скользящая дСа ходовая дХ2 легкоходовая дЛа
верх- ние ниж- ние верх- ние ниж- ние верх- ние ниж- ние верх- ние ниж- ние верх- ние ниж- ние верх- ние ниж- ние
От 1 до 10 0 4-0,25 4-0,35 4-0,10 4-0,25 0 4-0,15 -0,10 0 -0,25 -0,15 -0,40 -0,25 -0,50
. И , 18 0 4-0,30 4-0,40 4-0,10 4-0,30 0 4-0,15 -0,15 0 -0,30 -0,15 -0,45 -0,30 -0,60
. 19 . 30 0 4-0,35 4-0,45 4-0,10 4-0,35 0 4-0,20 -0,15 0 -0,35 -0,20 -0,55 -0,35 -0,70
. 31 „ 50 0 4-0,40 4-0,55 4-0,15 4-0,40 0 4-0,20 -0,20 с -0,40 -0,20 -0,60 -0,40 -0,80
. 51 . 80 0 4-0,45 4-0,60 4-0,15 4-0,45 0 4-0,25 -0,20 0 -0,45 -0,25 -0,70 -0,45 -0,90
, 81 . 120 0 4-0,50 4-0,65 4-0,15 4-0,50 0 4-0,25 -0,25 0 -0,50 -0,25 -0,75 -0,50 -1,00
. 121 . 260 0 4-0,60 — — 0 4-0,30 -0,30 0 -0,60 -0,30 -0,90 -0,60 -1,20
. 261 . 500 0 4-0,70 — — — 0 4-0,35 -0,35 0 -0,70 -0,35 -1,05 -0,70 -1,40
. 501 . 800 0 4*0,85 — — — — 4-0,45 -0,40 0 -0,85 -0,45 -1,30 -0,85 -1,70
. 801 . 1250 0 4-1,00 — — — — 4-0,50 -0,50 0 -1,00 -0,50 -1,60 -1,00 -2,00
. 1251 , 2000 0 4-1,20 — — — 4-0,60 -0,60 0 -1,20 -0,60 -1,80 -1,20 -2,40
. 2001 . 3150 0 4-1,40 — — — — 4-0,70 -0,70 0 -1,40 —0,70 -2,10 -1,40 -2,80
Рис. 222. Схема посадок 2-го класса точности для размера 10—18 мм (к табл, 112),
со
Допуски при 3-м классе точности
Таблица 113
Номинальные размеры (в мм) Отклонения основ- ного размера д А, (в мм) Отклонения присоединительного размера (в мм)
ниж- ние верх- ние Посадки
напряженная дН3 плотная d'i\ скользящая дС ходовая легкоходовая дЛ,
верх- ние ниж- ние верх- ние ниж- ние верх- ние ниж- ние верх- ние ниж- ние верх- ние ниж- ние
От 1 до 10 0 +0,5 +0.5 0 +0,3 -0,2 0 -0,5 -0,3 -0,8 -0,5 -1.0
. П . 18 0 +0,6 +0.6 0 +0,3 -0,3 0 -0.6 -0,3 -0,9 -0.6 -1,2
. 19 . 30 0 +0,7 +0.7 0 +0,4 -0,3 0 -0,7 -0,4 -1,1 -0,7 -1.4
. 31 . 50 0 +0,8 +0,8 0 +0,4 —0,4 0 -0,8 -0,4 -1,2 -0,8 -1,6
. 51 . 80 0 +0,9 +0,9 0 +0,5 -0.4 0 -0,9 ' -0,5 -1.4 -0.9 -1,8
. 81 . 120 0 + 1,0 + 1,0 • 0 +0,5 -0,5 0 -1,0 -0,5 -1.5 -1,0 -2,0
. 121 . 260 0 + 1,2 — — +0.6 -0,6 0 -1.2 -0,6 -1,8 -1,2 -2,4
. 261 . 500 0 + 1,4 — — + 0,7 -0,7 0 -1.4 -0,7 -2,1 -1,4 -2,8
. 501 . 800 0 + 1.7 — — +0,9 -0,8 0 —1,7 -0,9 -2,6 -1,7 -3,4
. 801 . 1250 0 +2,0 — — + 1,0 -1,0 0 -2,0 -1,0 -3.0 -2,0 -4,0
. 1251 . 2000 0 +2,4 — — + 1,2 -1.2 0 -2,4 -1,2 -3,6 -2,4 -4,8
. 2001 . 3150 0 +2,8 — — + 1.4 —1.4 0 -2,8 -1,4 —4,2 -2,8 -5,6
Рис. 223. Схема посадок 3-го класса точности для размеров 10—18 мм (к табл. 113).
Конструирование столярных изделий
Допуски и посадки в деревообработке
315
В числителе дается обозначение
отклонений отверстия, а в знамена-
теле — шипа, обработанного по 3-му
классу точности при ходовой по-
садке, например для установки
створки в оконный проем.
Кроме основного и присоедини-г
тельного, различают свободные
размеры, т. е. несопрягаемые раз-
меры, точность которых определяет-
ся в зависимости от условий ичю-
товления и габаритных размеров из-
делия. Допуски на свободные раз-
меры, которые не влияют непосред-
ственно на характер соединения, на-
значают согласно данным табл 114
для столярных соединений в осноз-
ном по второму и третьему рядам.
Таблица 114
Свободные размеры
Номинальные размеры (в мм) \ Предельные отклонения (в мм)
1-й ряд 2-й ряд 3-й ряд 4-й ряд
От 1 до 10 ±0,13 ±0,25 ±0,5 ±1,0
• 11 . 18 ±0,15 ±0,30 ±0,6 ±1,0
• 19 . 30 ±0,18 ±035 ±0,7 ±1,5
W 31 . 50 ±0,20 ±0,40 ' ±0,8 ±1,5
51 . 80 ±0,23 ±0.45 ±0,9 ±23
• 81 . 120 ±0.25 ±0,50 ±1,0 ±2,0
• 121 . 260 ±030 ±0,60 ±13 ±2,5
п 261 . 500 ±035 ±0,70 ±1,4 ±3,0
V 501 . 800 ±0,45 ±0,85 ±1,7 ±3,5
• 801 . 1250 ±0,50 ±130 ±2,0 ±4,0
• 1251 . 2000 ±0,60 ±130 ±2,4 ±5,0
2001 . 3150 ±0,70 ±1,40 ±2,8 ±6,0
При применении системы допусков
и посадок и хпри изготовлении вза-
имозаменяемых деталей точность об-
работки контролируется специаль-
ными инструментами — калибрами.
Различают калибры нормаль-
ные применяемые в случаях, когда
не предъявляется высоких требова-
ний к точности проверяемых разме-
ров (например при контроле фасон-
ных контуров-калёвок, галтелей,
штапиков и т. п.). и предельные,
используемые тогда, когда колеба-
ния размерив деталей ограничива-
ются предельными отклонениями,
обеспечивающими получение тре-
буемого характера сопряжения де-
талей.
Предельные калибры (рис. 224)
позволяют находить данный размер
в определенных предельных значе-
ниях без выявления действительной
величины размера летали, в связи
с этим калибр имеет два размера:
один, равный наибольшему, а дру-
гой — наименьшему предельному раз-
меру детали.
Калибры, используемые для кон*
троля основного размера (отвер-
стия), носят название пробки а для
контроля присоединительного раз*
мера — скобы.
316
Конструирование столярных изделий
На калибре размеры располагают-
ся на одной стороне (односторонние
калибры) или по обеим сторонам
Начало
Рис. 224. Предельные калибры:
а — графическое изображение системы пре-
дельных калибров: 1 — проходная сторона;
2 — непроходная сторона; б — типы предель-
ных калибров: 1 — скоба односторонняя метал-
лическая 10—20 мм; 2 — двухсторонняя 10—
20 мм; 3 — односторонняя 120—800 мм; 4 —
двухсторонняя 120—800 мм; 5 — односторон-
няя сборная металлическая 120—800 мм; б —
двухсторонняя 120—800 мм; 7 — односторонняя
сборная из клееной древесины с металличес-
кими накладками 800—2000 мм; 8 — двух-
сторонняя сборная 800—2000 мм; 9 — односто-
ронняя сборная металлическая 800—2000 мм;
10 — пробка односторонняя металлическая 6—
18 мм; 11 — пробка двухсторонняя металли-
ческая 6—18 мм; 12— нутромер двухсторон-
ний металлический 3—18 мм; 13 — пробка
двухсторонняя металлическая для контроля
длины продолговатых гнезд 6—120 мм; 14 —
нутромер 120—800 мм; 15 — нутромер одно-
сторонний сборный с металлическими наклад-
ками 800—2000 мм; 16 — нутромер двухсто-
ронний сборный с металлическими накладками
800—2000 мм; 17 — глубиномер двухсторонний
металлический 1—50 мм; 18 — уступомер
двухсторонний металлический 1—50 мм; 19 —
высотомер двухсторонний металлический 1—
50 мм; 20 — предельный калибр для контроля
высоты заплечика 3—18 мм; 21 — пробка кон-
трольная металлическая 1—18 мм; 22—стер-
жень контрольный металлический.
(двухсторонние калибры). Один из
этих размеров называется проход-
ным ПР (наибольший у скобы и наи-
меньший у пробки), а другой — не-
проходным НЕ (наименьший у скобы
и наибольший у пробки).
Глава XVII
МЕХАНИЗИРОВАННОЕ ИЗГОТОВЛЕНИЕ МЕБЕЛИ
1. СТАДИИ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
Механизированное изготовление
мебели включает ряд стадий: предва-
рительный раскрой, сушку заготовок,
машинную обработку деталей, склеи-
вание и фанерование, обработку уз-
лов и агрегатов, сборку изделий и
отделку.
На крупных мебельных фабриках
изготовление изделий осуществляется
в ряде цехов (отделений) с разделе-
нием каждой стадии на несколько
операций.
Чем выше производственная мощ-
ность предприятия, т. е. чем больше
выпуск изделий, тем больше число
выполняемых в каждом цехе опера-
ций и количество специализирован-
ных станков. В небольших столярных
мастерских число станков невелико, и
каждый из них используется для
производства ряда операций.
Для каждого изделия и его частей
устанавливают определенный техно-
логический процесс обработки, пред-
усматривающий последовательность
операций, режимы и способы их вы-
полнения, используемое оборудование
и пр.
Первичная разметка и за-
готовка деталей производится со-
гласно заранее составленному черте-
жу и в соответствии со специфика-
цией, учитывающей необходимые
припуски на обработку. Такая спе-
цификация деталей столярного стула
дана к рис. 211.
На изготовляемой детали отме-
чают номер агрегата и самой де-
тали. Чтобы лучше отличать эти но-
мера, удобнее принять для них раз-
ные обозначения, указывая, напри-
мер, номера агрегатов римскими
цифрами, а номера деталей — араб-
скими.
Рекомендуется в перечне деталей
указывать их размеры в заготовке,
чтобы в каждом случае не возникало
необходимости обращаться к чер-
тежу. Размеры пишут в определен-
ном порядке: длина, ширина и тол-
щина (высота).
Предварительный раскрой состоит
в том, что поступившие со склада
доски подвергаются первичной раз-
метке для раскроя их на черновые
заготовки на маятниковом и циркуль-
ном станках. На бруски разделывают
только заготовки крупных деталей:
передние ножки, проножки и бруски
сиденья; брусочки спинки загото-
вляют лишь в отрезках. Криволи-
нейные задние ножки рекомендуется
заготовлять отрезками и раскраи-
вать после сушки во избежание ко-
робления. Сушат и отрезки и заго-
товки-бруски.
Механическая обработка
деталей производится в станочном
цехе (отделении). Прежде всего
распиливают на циркульном станке
отрезки на брусочки. Затем остраги-
вают последние в размер и под про-
филь на фуговальном, рейсмусовом
и калёвочном строгальных станках.
Строганые детали торцуют по длине
и, если это нужно, криволинейно вы-
пиливают на торцовом и ленточном
станках, зашиповывают на шипорез-
ных станках, а профили и фальцы
отбирают на фрезерных.
Гнезда в профилированных и за-
шипованных деталях выбирают у
задних ножек на сверлильно-долбеж-
ном станке, а у передних — на цеп-
но-долбежном.
Сборка изделий на клею (как
и промежуточная сборка агрега-
тов) производится в механических,
318
Механизированное изготовление мебели
пневматических или полумеханиче-
ских ваймах. После просушки изде-
лия поступают на последующую ме-
ханическую обработку.
Детали и склеенные агрегаты
окончательно обрабатывают в ста-
ночном отделении зачищая и шли-
фуя на шлифовальных станках.
После этого детали и агрегаты от-
правляют на промежуточный склад
или непосредственно в сборочное от-
деление для склеивания и сборки.
Склеивание-сборка стула. Вна-
чале собирают на клею передок, тор-
цуют после просушки и цинубят верх
для лучшей приклейки сиденья.
После сборки спинки и задка дела-
ют сборку стула и приклеивают рам-
ку сиденья. Для сборки отдельных
частей стула в остов применяют спе-
циальные механические или пневма-
тические ваймы.
Отделывают изделие после то-
го, как оно очищено от клея, прове-
рена правильность сборки, качество
изготовления и устранены все дефек-
ты. Вначале подготовляют поверх-
ность, затем бейцуют с необходимой
сушкой и выдержкой. Бейцованые
поверхности протирают, производят
мастиковку, сушку и шлифовку Пер-
вое покрытие лаком сушат, шли-
фуют, затем вторично покрывают
лаком и т. д. Практикуется завер-
шающая операция отделки — распо-
лировка, после чего готовое изделие
отправляют на окончательный осмотр
(бракераж).
Последовательность ста-
1 д и й технологического процесса раз-
лична и обусловлена характером вы-
пускаемых столярных изделий.
Технология выполнения какой-либо
детали или изделия устанавливается
на основании размеров и технических
условий на изготовление В соответ-
ствии с этим устанавливают стадии
обработки, необходимое оборудова-
ние (станки, инструменты) и время
на обработку в каждой стадии Та-
кие данные о технологии изготовле-
ния детали указываются в составляе-
мых на производстве операционных
карточках обработки детали.
В табл. 115 приведен перечень
операций по механизированной об-
работке типовых заготовок и де-
талей.
Таблица 115
Перечень операций по обработке типовых заготовок и деталей
Наименование операции
Эскизы
Типы применяемых станков
Поперечный раскрой
Продольный раскрой
Торцовочный
Круглопильный с ручной по-
дачей и круглопильный с ав-
томатической подачей
Обработка поверхно-
стей:
а) фугование в
угол
б) строгание по
прямоугольно-
му сечению
Фуговальный с ручной пода-
чей и фуговальный с авто-
матической подачей
Рейсмусовый и четырехсторон-
ний строгально-калевочный
Стадии изготовления изделий
319
Продолжение табл. 115
Наименование операции
Эскизы
Типы применяемых станков
в) строгание по
профильному
сечению
г) обработка кро-
мок под склеи-
вание
Выработка продоль-
ных несквозных от-
боров
Отборка срединных
и поперечных пазов
Точная торцовка и
раскрой на части
Профилирование тор-
цов:
а) закругление
б) срезание на ус
Выработка рамных
шипов и проушин
Подрез
Выработка прямого
ящичного шипа
Выработка ящичного
шипа .ласточкин
хвост*
Сверление круглых
отверстий:
а) в гранях
6) в торцах
Четырехсторонний строгально-
калевочный и фрезерный
Фуговальный, фрезерный и ав-
тошпунтовальный (кромко-
строгальный)
Фрезерный, сверлильный и
сверлильно-пазовальный
Круглопильный, фрезерный и
сверлильный
Круглопильный с кареткой и
двухпильный концеравнитель
Круглопильный и шипорезный
односторонний
Фрезерный и усорезный
Шипорезный (одно- или двух-
сторонний) и фрезерный с
шипорезной рамкой
Шипорезный односторонний,
круглопильный и фрезерный
с шипорезной рамкой
Шипорезный и фрезерный с
приспособлениями
Многошпиндельный шипорез-
ный „ласточкин хвост“ и фре-
зерный с приспособлением
Вертикально-сверлильный и
сверлильно-пазовальный
320
Механизированное изготовление мебели
Продолжение табл. 11$
Наименование операции Эскизы Типы применяемых станков
Выработка гнезд
Местные фасонные
\ отборы
Сверлильно-пазовальный и цеп-
но-долбежный
Фрезерный
Фрезерование конту-
ров и рельефов
Округление палок и
шкантов
Отборка гребня и паза
Шлифование поверх-
ностей
Рис. 225.
Фрезерно-копировальный
Круглопалочный и токарный
Четырехсторонний строгаль-
ный и фрезерный
Шлифовально-ленточный с не-
подвижным столом, шлифо-
вально-ленточный с подвиж-
ным столом и утюжком, шли-
фовально-дисковый, трехци-
линдровый шлифовальный и
щеточно-шлифовальный
2. МЕХАНИЗИРОВАННАЯ ЗАГОТОВКА И ОБРАБОТКА ДЕТАЛЕЙ
Обработка на станках производит-
ся с целью получения деталей опре-
деленной формы, точных размеров,
требуемого профиля и нужных соеди-
нений (шипов, гнезд, шурупов, отвер-
стий и т. п.). Обработка ведется по
разметке или ограничителям на на-
строенных станках.
Обработка по разметке сравни-
тельно трудоемка и дает недоста-
точную точность, в связи с чем при-
меняется в индивидуальном произ-
водстве и при обработке небольших
партий деталей.
В серийном и массовом производ-
стве заготовки и детали обрабаты-
вают по ограничителям на настроен-
ных станках.
Требуемая точность обработки до-
стигается установкой детали на
станке в определенном положении
по отношению к режущему инстру-
менту и обеспечивается прочным ее
закреплением на станке или в при-
способлении подачи.
При закреплении детали она дол-
жна плотно прилегать к установоч-
ным приспособлениям своими опор-
Механизированная заготовка и обработка деталей
32J
ными — базовыми — поверхно-
стями.
Базовая поверхность заготовки не
имеет правильной формы и является
«черновой» в отличие от «чистовой»
поверхности, обработанной (остро-
ганной на фуговальном станке) де-
тали.
Раскрой пиломатериалов. Перво-
начально обычно производится суш-
ка пиломатериалов, а затем раскрой
их, но на некоторых предприятиях
сушке подвергают заготовки.
Раскрой материалов возможен
также в различной последовательно-
сти и с разным составом смежных
операций, а именно:
1) торцевание — распиливание
вдоль;
2) распиливание вдоль — торцева-
ние;
3) разметка — торцевание — рас-
пиливание вдоль;
4) разметка—распиливание вдоль—
торцевание;
5) строгание — разметка — торце-
вание — распиливание вдоль,
6) строгание — разметка — рас-
пиливание вдоль — торцевание.
Последние схемы (5, 6) раскроя
позволяют лучше использовать дре-
весину и дают больший ее выход.
Первичная разметка является весь-
ма важной и ответственной опера-
цией, которая должна выполняться
с учетом технических требований.
Выход заготовок
предъявляемых к изготовлению из-
делия и отдельных его деталей.
Нужно размечать на доске черно-
вые заготовки со всеми необходи-
мыми припусками на дальнейшую
обработку и с вырезкой при этом
дефектной древесины. При разметке
надо стремиться получить из доски
возможно большее число заготовок,
направляя в отходы только негод-
ную древесину (табл. 116). Разме-
чая заготовки, сообразуясь с задан-
ными размерами деталей и исполь-
зуя все годные места доски, необхо-
димо иметь в виду и удобство после-
дующего распиливания.
Размечают отрезки по длине лишь
на первой доске, предварительно воз-
можно точнее опилив ее конец. За-
тем. положив на стол станка и при-
жав чистой кромкой к линейке, доску
устанавливают так, чтобы пропил
получался с одной стороны риски,
вне заготовки. Если в заданном раз-
мере уже учтена величина припуска,
пропил надо делать вплотную к ри-
ске; в противном случае (при не-
учтенном припуске) требуется отсту-
пить от риски на величину припуска.
При установке делаюИ* несколько
пробных пропилов на часть ширины
доски, добиваясь необходимой точ-
ности путем передвижки доски (при
этом пилу отводят в нерабочее поло-
жение).
Таблица Ц6
из пиломатериалов
Виды изделий Сортамент лесоматериала ГОСТ лесо материала Выход заготовок из сортов (в.%) Выход чистовых деталей из заго- товок (В %)
1 II 111
Мебель Доски необрез- ные хвойные 8486-57 75 50-60 35 60 ) п I Для нор-
• То же, березовые 2695-62 70 60 30—35 50 ? пусной ме« 55 1 6ели
• То же, дубовые . 2695-62 60 50 3J-35
• То же, березовые и дубовые . . . 2695-62 — — — 45—50 (для стуль ев)
Строительные де- тали Фанера строга- ная дубовая . . Доски хвойные обрезные и не- обрезные . . . 2977-51 8486-57 70 1 50 Ъ 1 - 67
21 А. Н. Стариков
322
Механизированное изготовление мебели
После этого, придвинув упор к
торцу отрезка и закрепив его окон-
чательно, делают полный (во всю
ширину доски) пропил. Опилив по
упору второй конец доски, проверяют
точность установки упоров путем
замера заготовки и, удостоверившись
в ее правильности, приступают к вы-
полнению заготовки всей партии от-
резков.
Для раскроя различных по раз-
меру заготовок следует устанавли-
вать несколько упоров и раскраивать
пиломатериал по возможности без
остатков Необходимо стремиться
использовать также и неполноценный
материал, употребляя его на заго-
товках таких деталей, к качеству
которых предъявляются менее высо-
кие требования.
Распиловку отрезков досок на
бруски производят на циркульном
или — при криволинейном распиле —
на ленточном станке.
Линейку циркульного станка уста-
навливают на расстоянии от пиль-
ного диска, равном заданной ширине
бруска, проверяют точность уста-
новки, закрепляют линейку и дела-
ют небольшой пропил доски, прижав
ее чистой кромкой к линейке. Ли-
нейка должна быть поставлена стро-
го параллельно плоскости диска;
нельзя ставить задний конец линей-
ки ближе к плоскости диска, нежели
передний, так как это вызовет за-
клинивание бруска между диском и
линейкой.
Сделав затем полный пропил от-
резка и убедившись в правильности
установки линейки, приступают к
распиливанию заготовок всей пар-
тии. В процессе работы необходимо
периодически проверять положение
линейки.
Значительное снижение затрат
труда, улучшение использования
производственных площадей, а также
сокращение отходов древесины до-
стигается при поточно-конвейерном
производстве раскроя пиломатериа-
лов.
В раскройном цехе (рис. 226) уста-
навливаются ленточные конвейеры:
Рис. 226. Оборудование раскроечного цеха:
/, 16 — маятниковые пилы; 2, 17 — главный транспортер, 3, 4 — прирезные станки; 5, 7, 9, 13,
19, 23. 26, 29 — торцовочные станки; 6, //, 12, 20, 21, 22, 27, 28 — круглопильные станки; 8,
10 — ленточные пилы; 14 — ленточный транспортер для обрезков; /5 — щитки для направления
обрезков; 24 — циркульная пила; 30 — столики для заготовок; 31 — треки для контейнеров;
32 — траверсный путь; 33 — сборный транспортер.
Z—поточная линия крупных хвойных заготовок; // — поточная линия мелких твердолиствен-
ных заготовок.
Механизированная заготовка и обработка деталей
323
один на потоке раскроя прямолиней-
ных и криволинейных деталей, дру-
гой — на потоке переработки деловых
отходов, получаемых при раскрое.
На поток раскроя деталей возле
ленты конвейера располагаются две
поперечные шарнирные пилы, три
круглопильных продольных станка с
автоподачей и один с ручной пода-
чей, две ленточные пилы.
После разметки материал посту-
пает к поперечным пилам для
расторцовки на отрезки требуемой
длины. Далее отрезки конвейером
подаются к круглопильным станкам,
где они распиливаются на прямоли-
нейные черновые заготовки; криво-
линейные заготовки выпиливаются
на ленточных пилах. Черновые заго-
товки сортируются по размерам и
укладываются в штабеля, из которых
в дальнейшем подаются на вагонет-
ках в сушильные камеры.
Механизированная обработка де-
талей. В станочном отделении . вы-
полняют разнообразные операции,
связанные с обработкой заготовок
для получения из них готовых дета-
лей. Деталь должна иметь точные
размеры, гладкие строганые и шли-
фованные грани, требуемый профиль
и правильные сопряжения (шипы,
проушины, гнезда, отверстия и т. п ).
Доски целесообразнее распиливать
остроганные с обеих пластей, чем
достигается правильность пропила
на кромках и предупреждается воз-
можность выкрашивания и заламы-
вания детали.
Бруски строгают на двух стан-
ках. Вначале острагивают на фуго-
вочном станке две смежные стороны
(«фугуют угол»). Две другие сто-
роны острагивают в два приема на
одностороннем прогонно-строгальном
(рейсмусовом) станке или в один
прием на четырехстороннем стро-
гальном станке. Если требуется по-
лучить на брусках шпунт-гребень или
калёвку, строжку ведут на четырех-
стороннем строгально-калёвочном
станке, одновременно со строганием
выбирая профиль. При отсутствии
такого станка шпунт-гребень или
калёвку выбирают на фрезерном
станке.
Торцевание (обрезку по раз-
21*
меру и под требуемым углом) стро-
ганых брусков выполняют на торцо-
вочном станке. Если наличный при-
пуск по длине недостаточен для ее
торцевания с двух концов, то тор-
цуют лишь с одного конца и оконча-
тельно обрабатывают второй конец
детали в собранном агрегате одно-
временно с его строганием или фре-
зерованием.
Торцевать один конец необходимо
для того, чтобы, приставляя детали
оторцованным концом к упору, полу-
чить правильно размещенные шипы
и гнезда при обработке на станках
по упору без разметки.
Шипы и проушины зарезают
либо на шипорезном, либо на фре-*
зерном станке. При пользовании ши-
порезным станком, снабженным тор-
цовочным, пильным диском, предвари-
тельная торцовка не производится;
она осуществляется одновременно с
зарезкой шипов. При работе на фре-
зерном станке возникают трудности
в установке упоров, во избежание
чего следует пользоваться бруском-
шаблоном с зарезанными по рискам
шипами и проушинами. На подаю-
щей каретке закрепляют брусок-
шаблон в том положении, в каком
он находился в момент зарезки по-
следнего шипа.
Долбление гнезд узких про-
изводится на сверлильно-долбежном,
а широких — на цепно-долбежном
станке. При работе на этйх. станках
следует пользоваться упорами, допу-
ская работу по рискам лишь в край-
них случаях.
Гнездо выбирают на сверлильно-
долбежном станке следующим обра-
зом. Стол с закрепленной деталью
подают в крайнее правое положение»
ограниченное упором, и выбираю*
отверстие. Затек? стол подают в
крайнее левое положение и выби-
рают второе отверстие, после чего,
не выводя фрезерной цепи из отвер-
стия, подают стол вправо и выби-
рают среднюю часть гнезда восходя*
щей ветвью цепи.
Такая последовательность долбле-
ния вызывается следующим: при
боковой подаче цепь с линейкой ОТ-
клоняется от вертикального положе*
ния вправо, отчего без предваритель»
324
Механизированное изготовление мебели
ной выборки отверстия на концах
гнезда левая стенка его может полу-
читься наклонной. Последовательная
выборка отдельными участками (I,
Пит д.) с выводом фрезерной
цепи из отверстия, т. е. с верхней
подачей. малопроизводительна и
дает неровные продольные стенки
гнезда
Существенным недостатком долб-
ления фрезерной цепью является не-
избежный откол древесины у левого
края гнезда получающийся при вы-
ходе восходящей ветви. Для удале-
ния отколов наружная сторона де-
тали (в которой выбрано гнездо!
подвергается фигурной обработке
или гладкому строганию.
Фигурное строгание брус-
ков является завершающей опера-
цией в заготовке брусковых деталей.
Оно производится на фрезерном
станке или одновременно со стро-
ганием на калёвочном При отборке
профиля на фрезерном станке укреп-
ляют на столе направляющую ли-
нейку, а на рабочий шпиндель уста-
навливают шарошку или патрон с
ножами соответствующего профиля.
Для выборки одного лишь паза
можно пользоваться пильным ди-
ском, установив его на шпинделе с
помощью косых шайб наклонно к оси
вращения.
Строгание <на клин> (иногда не-
правильно называемое «на конус»),
например, суживающихся книзу но-
жек стола, стула и табурета, выпол-
няется при помощи шаблона на
рейсмусовом или фрезерном станке.
Криволинейное строгание (например,
задней ножки стула) производится
при помощи шаблонов на фрезерном
станке.
Более совершенной является обра-
ботка деталей на автоматических
станочных линиях, одна из кото-
рых — для машинной обработки
брусковых деталей корпусной ме-
бели — показана на рис. 227.
/ — загрузочный магазин; 2— автоподатчик; 3 — фуговальный станок; 4 — роликовые прижимы;
5—’фрезерный станок, 5 — четырехсторонний строгально-калёвочный станок; 7 — направляю-
щий лоток с перегрузочным устройством; 8 — двухсторонний шипорез
В линии установлено обычное уни-
версальное оборудование, снабжен-
ное необходимыми устройствами для
загрузки деталей, для транспортиро-
вания и передачи их от одного
станка к другому
В приемный бункер можно загру-
жать летали разной длины, обеспе-
чивая при этом непрерывность их
поступления к автоподаче фуговаль-
ного станка. Выстроганная под пря-
мой угол деталь острагивается под
размер с отбором профиля на четы-
рехстороннем строгальном станке,
после чего автоматическим перегру-
зочным устройством подается к ши-
порезному станку для разрезки ши-
пов с обоих концов
Шлифование брусков на
шлифовальных станках производится
Склеивание и фанерование
325
до сборки агрегата в том случае,
если в собранном виде бруски будут
«утоплены» по отношению к наруж-
ной поверхности или если эти де-
тали трудно поддаются зачистке
после их сопряжения (например,
царга, проножка и т. д.).
Заготовка щитов начинается
в процессе предварительного раскроя
на маятниковой пиле досок на от:
резки и последующего раскроя от-
резков на бруски на циркульной пи-
ле. Затем бруски застрагивают по
кромке на фуговальном станке. Скле-
енные на веерном прессе (или в сжи-
мах) и высушенные щиты остраги-
вают с двух сторон (пластей) на
рейсмусовом станке и обрезают
кромки и торцы со всех сторон на
торцовочном станке согласно задан-
Рис. 228. Многопильная головка для
заготовки пропильных деталей:
а — разрез: / — насадка; 2 — гайка; 3 — ди-
станционные шайбы; 4—пильные диски; б —
схема пиления пазов в детали (со второй
стороны): /—упор; 2 — обрабатываемая де-
таль; 3 — направляющая планка; 4 — толкаю-
щая планка.
ным размерам. Если нужно, отби-
рают профиль и зачищают лицевые
стороны щита.
Заготовку ящиков начинают
с раскроя досок на маятниковой
и циркульной пилах, после чего
острагивают детали. Если ширина
брусков недостаточна для получения
требуемой глубины ящика, из них
склеивают щиток. Детали торцуются
особенно тщательно на торцовочном
станке с мелкозубой пилой малого
диаметра. В сопряжениях боковых и
задней стенок зарезают сквозные
прямые ящичные шипы на ящичном
шипорезе или на фрезерном станке.
При этом резцами служат крючья,
установленные на шпиндель на рав-
ных расстояниях друг от друга.
В сопряжениях боковых стенок с пе-
редней стенкой ящика зарезают ко-
сые шипы «ласточкин хвост» вполу-
потай, пользуясь для этого специ-
альным ящичным шицорезом или
фрезерным станком. Зарезают эти
шипы с помощью концевых фрез.
Для дна ящика заготовляют ходо-
вые бруски (полозки), а в передней
стенке выбирают паз. При отсутствии
ходовых брусков выбирают паз и в
боковых стенках. Щит дна загото-
вляют из клееной фанеры.
Заготовка гнутопропиль-
н ы х деталей производится выборкой
пазов пильными рамками или пиль-
ными головками с набором дисковых
пил. Выборка пильными головками
на фрезерном станке дает более тон-
кие пропилы в 0,8—1.5 мм.
Многопильная головка (рис. 228)
состоит из набора дисков, разделен-
ных дистанционными шайбами, за-
крепленных гайкой на шпиндельной
насадке.
Деталь закрепляется в цулаге и
производится пропил с двух сторон
за две операции.
3. СКЛЕИВАНИЕ И ФАНЕРОВАНИЕ
Склеивание щитов. Пачку делянок
(брусков), сложенных пластями одна
к другой, проводят уравненными с
одной стороны кромками по вращаю-
щемуся вальцу клеенамазочного
станка или прикладывают к подня-
той из ванны клеенамазочной плитке.
При массовом склеивании щитов
пользуются для запрессовки хому-
тами или веерным прессом В хому-
тах запрессовывают одинаковые по
ширине щиты. При запрессовке
326
Механизированное изготовление небела
склеиваемого щита повторно под**
крепляют клинья у нижних щитов.
На веерном прессе склеивают раз-
личные по длине и ширине щиты.
В секции размещается от одного
до четырех щитов, в зависимости от
их длины, после набора одного ряда
струбцин включается привод, цепь
начинает двигаться, заполненный
ряд струбцин перемещается вниз, а
его место занимает следующий ряд
струбцин. Так продолжается до тех
пор, пока не приходит следующая
струбцина с готовыми (склеенными)
щитами. Для ускорения схватывания
и высыхания клея под пресс поме-
щают нагревательные приборы; сте-
пень нагрева регулируют, не допу-
ская расплавления клея. Возможно
также применение вентиляции, спо-
собствующей ускорению высыхания
клея.
Сборка и склеивание рамок про-
изводятся в той же последователь-
ности, что и при работе вручную.
Для запрессовки пользуются спе-
циальными приспособлениями и най-
мами.
Простые рамы при сборке сжи-
мают в одном направлении. Для
этого применяют вайму с одним или
двумя двигающимися навстречу упо-
рами (сжимами). При наличии сред-
ников пользуются ваймой с пере-
крестным (под прямым углом) дви-
жением сжимов и производят прессо-
вание последовательно в обоих на-
правлениях. При соединении на ус
используют вайму. сжимающую уг-
лы в диагональном направлении.
Для сохранения при сборке точного
внутреннего просвета рамки или раз-
мера между фальцами применяют
шаблон в форме щитка, закладывае-
мого в просвет или фальцы. При
этом сжимают рамку так, чтобы
шаблон плотно прилегал к ней по
всему контуру. Вайма обычно снаб-
жается направляющими брусками
или вырезами — ячейками, облегчаю-
щими раскладку брусков по соответ-
ствующим местам и направление
шипов в гнезда при прессовании.
Одновременно со сборкой рамки
смывают выжатый в местах соедине-
ний клей при помощи губки, смочен-
вой в горячей воде.
Ящики и коробки собирают
так же, как и рамки Для правиль-
ности сборки необходимо заложить
внутрь ящика шаблон, чем предупре-
ждаются возможные перекосы.
Склеенные агрегаты надо выдер-
живать до последующей их обра-
ботки не менее 2—3 часов, чтобы
клей успел подсохнуть. Лучше всего
обрабатывать агрегаты на следую-
щий день после их склеивания.
Режим склеивания и фанерования
с применением глютиковых клеев
приведен в табл. 117.
Фанерование включает в себя под-
готовку основы, фанеры и наклеива-
ние фанеры на основу.
Подготовка основы заклю-
чается в удалении сучков, серянок
и пр., в выравнивании поверхностей,
а в необходимых случаях и в их
цинублении. Приклейка на сучках
получается непрочной, фанера в этих
местах впоследствии (при усыхании
основы) отстает и выпучивается Не-
надежна также наклейка фанеры на
гнилых местах и серянках. Поэтому
такие участки вырезают или высвер-
ливают пробочными сверлами и за-
делывают вставками. Трещины, за-
колы и вмятины замазывают и шпак-
люют.
Цинубление производится при
использовании мягких древесных по-
род и жидких клеев.
Подготовка фанеры заклю-
чается в нарезке листов, полос и
в подборе их по цвету и текстуре.
Нарезают фанеру по заданной
длине в пачках (кнолях) с припу-
ском по 10—15 мм с каждого конца.
При заготовке фанеры для деталей,
подлежащих зашиповке, припусков
по длине не делают. Для нарезки
фанеры пользуются торцовочным или
ленточным станком.
Фуговка кромок фанеры
при машинной заготовке производит-
ся, в отличие от ручной обработки,
до подбора листов и полос по цвету
и текстуре. Нарезанные листы и по-
лосы фанеры укладывают пачками
толщиной около 30—40 мм, вырав-»
нивают кромки с одной стороны и
сжимают струбцинами или специаль-
ным приспособлением (кареткой
станка). Строгают кромку на фуго-
Режимы склеивания и фанерования глютиновыми клеями
Таблица 117
Вид соединения Концентрация раствора (в %) Температура помещения и древесины (в ° С) Давление при запрессовке (в кг!см') Время про- питки (в мин.) Время выдержки в прессе (в час.)
мездровый костный мездровый | костный
Склеивание брусков на кромку в ручных сжимах и винтовых прессах 25-29 50-52 23—25 (с подо- гревом дре- весины до 30-35°) 20-23 4-5 До 2 Для середи- нок щитов 1—2; для ли- цевых фуг 3-4
Шиповые и усовые соединения 29-33 50-60 23-25 20-23 Мездровый 8— 10; костный 4—6 0,5-3 Для усовых соединений
Склеивание в процессе набора фанеры . . . 25 42 23-25 20 1-2 До 2 Не требуется
Переклеивание основы шпоном и фанерова- ние толстой фанерой. . • • • 33-36 52-60 30 (с подогре- вом древе- сины до 45°) 25—30 (с подо- гревом дре- весины до 35°) Мездровый 8— 10; костный 4-6 8-25 Фанерование плоскостей 6—8; фанеро- вание кро- мок 2—4
Фанерование тонкой облицовочной фанерой. 36-50 50-60 25—30 (с подо- гревом прок- ладок до 60°) 25-30 Мездровый костный 4-6 8-25 —
фанерование кривых кромок с профилем в шаблонах 33-36 50-60 25—30 (с подо- гревом шаб- лонов до 50°) 23-25 2—4 До 30 —
Склеивание и фанерование
328
Механизированное изготовление мебели
вальяом или фрезерном станке.
Наиболее удобным является кромко-
фуговальный станок с автоподачей.
После подбора производят склеи-
вание (стяжку) листов или полос
фанеры в шиты при помощи спе-
циальных ребросклеивающих стан-
ков. При склеивании на станке по-
дача листов фанеры осуществляется
коническими или косо поставленны-
ми валиками, чем обеспечивается
плотное обжатие листов Этим же
станком накладывается на шов
(Фугу) полоска бумажной ленты,
смачиваемая клеем при помощи спе-
циального аппарата. Лента прижи-
мается горячим роликом, нагревае-
мым электрическим током, благода-
ря чему клей быстро схватывается и
лента плотно приклеивается на шов
лицевой стороны фанеры.
Наклейка фанеры на ос-
нову производится посредством
прессования или прокатки.
При прессовании фанеру, наложен-
ную на смазанную клеем основу,
плотно прижимают зажимными при-
способлениями и выдерживают в за-
жатом состоянии до полного схва-
тывания клея. Клей намазывают на
основу потому, что в ее поры он про-
никает мало, создавая тонкую клее-
вую прослойку, тогда как при нане-
сении на фанеру клей, благодаря
большой ее пористости, хорошо впи-
тывается. проникая иногда даже до
лицевой поверхности.
Необходимое давление пресса
устанавливается в зависимости от
густоты клеевого раствора, от его
температуры, от температуры древе-
сины и воздуха в помещении. При
работе с костным клеем давление
пресса должно составлять от 2 до
4 кг на I см2 При пользовании жид-
ким клеем давление уменьшают, при
густом увеличивают. Чем выше тем-
пература воздуха в помещении и
самой древесины, тем меньше долж-
но быть давление пресса При нажа-
тии осуществляется постепенное вы-
давливание клея от середины
к краям
Для фанерования пользуются вин-
товыми или гидравлическими прес-
сами
Фанеруемые детали закладывают
в пресс пачками одинаковой толщи-
ны в каждый ряд, а между рядами
помещают бруски (прокладки) На-
жимная платформа пресса сделана
слегка выпуклой, благодаря чему
давление распространяется постепен-
но от середины к краям.
С целью более эффективного
использования пресса в нем произ-
водят лишь первоначальное сжатие,
а для последующего выдерживания
пачки в запрессованном состоянии
ее стягивают болтами и вынимают
из пресса. В этом случае пресс за-
нят на каждой операции всего 10—
25 мин., пачку же оставляют в за-
жатом состоянии в течение 4—5 ча-
сов
Применение обогрева форм при
фанеровании значительно ускоряет
процесс и повышает качество фане-
рования
Весьма эффективен метод нагрева
клеевого слоя посредством токов вы-
сокой частоты. Для нагрева склеи-
ваемые детали помещают между
двумя металлическими пластинами —
электродами, на которые подается
переменный ток высокой частоты
(ТВЧ) от специального лампового
генератора.
Склеивание сухим слоем клея К-17
основано на том, что нанесенный на
основу и высушенный клей полно-
стью сохраняет клеящую способность
в течение первых четырех суток.
Высушенный клеевой слой позволяет
производить склеивание с непродол-
жительным выдерживанием в прессе
и обрабатывать деталь сразу после
остывания, исключает пробитие
клеем строганой фанеры и поэтому
уменьшает ее толщину.
Полное высушивание клеевого
раствора происходит за 2—3 часа
при нормальной температуре или за
15—20 мин при температуре 50—60°.
Содержание хлористого аммония ме-
нее 1%. а вязкость клеевого раствора
по ВЗ-1 —60—250 сек. Расход клее-
вого раствора при нанесении вальца-
ми— 110—130, вручную—180—
220 г/м2.
Режим склеивания и фанерования
древесины смоляными и глютиновымн
клеями с применением обогрева в
прессах приведен в табл. 118.
Режимы склеивания и фанерования древесины с применением обогрева
Таблица 118
Показатели Единица измерения Клей К-17 МХ-4 МГ-4 МФС-1 М-60 ММПК Глютиновые клеи । Казеиновые клеи
при холод- ном склеи- вании при горя- чем склеи- вании при горя- чем склеи- вании о S 2 и х X ЗЕ X Q-O я с х ей
Температура: / „I гаже
помещения Градус 20-25 14-25 15-20 15-20 15-20 20-25 14-25 15-20 18 12
древесины 20-25 14-25 10-15 10-15 10-15 20-25 15-25 15-20 18 12
Вязкость клеевого раствора ' ФЭ-36 40—90 20-40 20—70 20-70 20-70 20-70 20-70 20-70 2—4°Э
Расход клея 2/Ла 240-400 200—300 225—270 120-150 120-150 100-110 200—250 65-70 300—350 350—500
Продолжительность от момента нанесения клея до прессования Минута Не бо- лее 20 — 1 4е более 20 — — — — 20
Удельное давление , кг/см3 3—5 5—8 3-10 3—ь 3-8 12-14 4-6 10-12 3-8 3-8
Температура плит прессе. • • Г радус — 90-100 — 110-120 105—125 115-120 20-25 115-120 60-70 —
Выдерживание:
Под давлением Минута 180—360 10-12 180 3—4 3—4 5-ь 240—300 15 20 180-240
после распрессовкм Чае 12—24 До пол- ного остыва- ния Не ме- нее 4 До по. осты иного вания 3—4 10-25 12 24-72 12
Склеивание и фанерование
330
Механизированное изготовление .небела
Поточная линия фанерова-
ния мебельных деталей с примене-
нием горячих гидравлических прессов
разработана ЦНИИФМ и применена
на ленинградской мебельной фабрике
№ 3 (рис. 229).
Детали мебели поступают к клее-
намазочным вальцам и после намаз-
ки комплектуются в пакеты на кон-
вейере. Сформированный пакет по-
дается в подъемную загрузочную
этажерку, которая автоматически
поднимается в процессе загрузки, а
по окончании таковой автоматически
подается к многоэтажному гидравли-
ческому прессу.
Загрузка пакетов в пресс и вы-
грузка из пресса производится одно-
временно двумя толкателями, нахо-
дящимися на загрузочной этажерке.
Пакеты из загрузочной этажерки
последовательно, начиная с нижнего,
разгружаются при помощи пяти
вращающихся валиков на стол и за-
тем укладываются на подставки-
стеллажи для транспортировки на
последующую обработку.
Прокладки после разборки паке-
тов укладываются в люльку и пода-
ются тельфером на сгол для охла-
ждения до температуры 25—30° по-
током воздуха, идущего от подводя-
щей трубы к вытяжной. После охла-
ждения • прокладки подаются (по
одной) при помощи пневматического
грузоподъемника на столы для сбор-
ки пакетов.
В крупном механизированном про-
изводстве применяют прокатный
способ наклейки, при котором осно-
ву с наложенной на клею фанерой
иропускают между нагретыми валь-
цами. При этом способе наклеива-
ние фанеры протекает непрерывно,
без выдерживания, поскольку нагре-
тые вальцы одновременно прессуют
и высушивают фанеру.
Кривые и профильные по-
верхности фанеруют как вручную с
помощью специальных приспособле-
ний— сулаг, реечных и сыпучих
(мешки с песком), так и механически
в прессах. Сложные ломаные по-
верхности и кромки фанеруют вруч-
ную притиркой или механически на-
ложением прижимов с подкладкой
(рис. 230).
Рис. 229. Схема поточной линии фа-
нерования мебельных деталей с при-
менением горячих гидравлических
прессов:
1 — детали для фанерования; 2 — клеенамазоч-
ные станки; 3—стол с транспортером для сбор-
ки деталей; 4 — передвижной стол с транспор-
тером для сборки пакетов; 5 — рельсовый путь
для передвижного стола; о —загрузочная
этажерка; 7 — рельсовый путь для передви-
жения этажерки; 8 — гидравлический пресс;
9 — разгрузочная этажерка; 10— разгрузочные
валики; 11— стол для разборки пакетов; 12 —
подставки-стелллажи для готовых деталей;
13 — место для укладки прокладок; 14 — тель-
фер для транспортирования прокладок; 15 —
стол для воздушного охлаждения прокладок;
16 — подающая воздушная труба; 17 — вы-
тяжная труба; 18 — пневматический грузо-
подъемник.
Рис. 230. Наклейка фанеры вручную:
а — впритирку; б — под валким.
Склеивание и фанерование
331
Рис. 231. Вайма для склеивания и
фанерования закругленных пилястров
на щитовых деталях.
Рис. 232. Шаблон для гнутья про-
пильных деталей:
t — шаблон; 2 — струбцина; 3 — заготовки;
4— гнутарная шинка, 5 — зажим; 6 — ось
рычага; / — обжимной ролик; 8 — винт; 9 —
рычаг; 10 — струбцина.
Для фанерования криволинейных
поверхностей рекомендуется приме-
нять вакуумный метод фанерования
при помощи резиновых мешков и ва-
куумный метод фанерования при по-
мощи резиновых мешков и вакуум-
насосов или прессы со специальными
шаблонами (рис. 231).
Г нутопропильные детали
склеивают одновременно с их гнуть-
ем на пневматических ваймах, на
гнутарных станках или в шаблонах
с роликовой обкаткой.
В пропилы заготовки вставляют
намазанный клеем шпон, после чего
ее зажимают струбциной в шаблоне
(рис. 232). имеющем необходимый
радиус закругления. На заготовку с
наружной стороны накладывается
гнутарная шинка, устанавливается
рычаг с роликом, который посред-
ством винта прижимается к шинке и
затем плавно переводится из началь-
ного положения / в конечное поло-
жение //. Загнутый конец детали
крепится к шаблону струбциной, ры-
чаг снимается, и шаблон вместе с
деталью вынимается из зажима Вы-
держка в запрессованном состоянии
в сушилке при температуре 80—90®
производится в течение 20—25 мии.
(клей К-17).
Г нутоклееные детали вы-
клеивают в деревянных или металли-
ческих формах (рис. 233) с отшли-
фованными рабочими плоскостями и
снабженных металлическими про-
кладками или пластинами для элек-
грообогрева. Ножки, бруски спинок
и спинки-сиденья стульев, ножки и
царги столов склеивают из 7—9
слоев шпона толщиной 0,8—1,5 мм
с взаимно перпендикулярным распо-
ложением волокон в соседних слоях.
Лицевые слои шпона укладывают
поперек продольной оси пресс-фор-
мы для предотвращения растрески-
вания шпона в местах перегиба.
Рис. 233. Пресс-формы для склеивав
ния и гнутья заготовок:
I — металлическая форма для ножек стола*.
1 — форма; 2 — заготовка; б — деревянная
форма для ножек стула; в — форма для спинки
стула; t — форма для спинок-сидений.
332
Механизированное изготовление мебели
Пресс-формы с уложенными заго-
товками помещают в винтовые,
пневматические или гидравлические
прессы. Нагрев электродов доводят
до 120—130° и выдерживают в тече-
ние 6—10 мин. (клей К-17).
4. СБОРКА ДЕТАЛЕЙ И УЗЛОВ
Процесс сборки столярного изделия
включает две стадии: сборку и обра-
ботку отдельных частей изделия и
сборку из готовых частей целого
изделия.
Подготовка к сборке заготов-
ленных деталей заключается в ком-
плектовании заготовок, проверке их
размеров, правильности соединений,
устранении недоделок и частичной
отделке. Перед сборкой деталей, по-
лученных путем ручной обработки,
обычно требуется подрезать шипы и
в особенности заплечики, снять фас-
ки у брусков, филенок и шипов, за-
чистить в нужных местах лицевые
поверхности, зафанеровать филенки
и бруски, отшлифовать и отделать
их в необходимых случаях. Объем
этих работ зависит от качества и
точности заготовки.
Порядок и приемы сборки, а также
и последующей обработки зависят от
вида узла (комбината), способа со-
единения деталей и их заготовки, а
также от наличия тех или иных сбо-
рочных приспособлений и инструмен-
тов.
Сборку производят в обычных и
в специальных сборочных верстаках,
а также в различных займах. Осу-
ществляется она в три пр-иема: вна-
чале детали собирают насухо, без
клея, и при этом подгоняют их одну
к другой, делая соединение более
плотным, а узел (комбинат) пра-
вильным по размерам и углам. За-
тем (после разборки) детали в нуж-
ных местах зачищают и шлифуют, а
в некоторых случаях и отделывают,
после чего окончательно собирают их
на клею. При изготовлении деталей
с соблюдением допусков и посадок
сборка производится только на клею.
Сборка дощатых щитов
представляет уже опиеанное ранее
склеивание. При сборке дощатого
щита неизбежны провесы в соеди-
нениях делянок как в плоскости, так
и в торцах щита, вследствие чего он
не имеет правильной формы и точ-
ных размеров и требует последую-
щей обработки.
Обработка дощатого щита вруч-
ную состоит в том, что сначала вы-
равнивают фуганком провесы на ли-
цевой стороне, затем строгают обрат-
ную сторону под рейсмус, пользуясь,
в зависимости от толщины -снимае-
мого слоя древесины, шерхебелем,
рубанком и фуганком. После этого
фугуют лицевую кромку, расчерчи-
вают длину и ширину шита и опи-
ливают его в размер. Рубанком за-
страгивают торцы и кромки, а при
надобности делают и фигурную
обработку зензубелем или калёвкой.
Каркасные щиты собирают и обра-
батывают подобно рамкам.
Рамки необходимо собирать на-
сухо, так как в ряде случаев из-за
неточности обработки деталей соеди-
нения могут оказаться неплотными.
До закрепления такие соединения
следует припасовать (подогнать).
В местах, где обнаружены излишки,
препятствующие плотности соедине-
ния, их срезают остро отточенной
стамеской, а в изделиях простых или
на внутренних сторонах — ножовкой
с мелким зубом. Пропиливать соеди-
нения пилой — весьма удобный и
производительный прием подгонки.
Перед склеиванием бруски скола-
чивают с шипов так, чтобы они мог-
ли держаться на концах шипов, и
открытую часть шипов, гнезд и про-
ушин смазывают горячим клеем. За-
тем бруски снова набивают на шипы,
раму сжимают в вайме или в сбо-
рочном верстаке, проверяя при этом
плотность соединений и правиль-
ность расположения деталей и са-
мого комбината.
Сборка фанерованных рамок (сте-
нок шкафов, письменных столов, тум-
бочек, подъящичных рамок, крышек
и т. п.) насухо производится обычно
в такой последовательности: застра-
гивают двойным рубанком и шли*
Сборка деталей и узлов
333
фуют все внутренние стороны бру-
сков и филенок до получения чистой
поверхности, сколачивают рамку без
филенок и сжимают до получения
плотного смыкания соединений, после
чего, сняв с шипов один из продоль-
ных брусков, вставляют филенки, де-
лая при надобности подгонку.
Бруски для фанерованных рамок
можно подготовлять частично в про-
цессе заготовки, фанеруя внутренние
стороны брусков и наклеивая бру-
сочки на кромку притворов до зарез-
ки шипов и выборки пазов. Так же
оклеивают лицевые стороны филенок.
Выполнение соединений у фанеро-
ванных деталей требует большой
точности обработки во избежание
образования провесов, устранение
которых затруднительно из-за малой
толщины фанеры. Поэтому чаще
всего фанеруют уже собранные рам-
ки (за исключением филенок).
Угловые соединения комбинатов
мебельных изделий, как правило, за-
крепляют только на клею, и поэтому
собранный и запрессованный комби-
нат оставляют в таком положении
до высыхания клея. Иногда шипы
закрепляют при помощи расклини-
вания, которое производится одно-
временно со склеиванием.
При сборке рамок пользуются
верстаком, сжимами, цвингами или
специальными сборочными приспо-
соблениями.
Рамку после склеивания обрезают
в размер по длине и ширине лучко-
вой пилой и острагивают двойным
рубанком. При зачистке кромок
строгают от угла во избежание от-
колов древесины. Рамку шлифуют
со всех сторон, для того чтобы полу-
чить гладкие поверхности и удалить
провесы (выступы поверхности одно-
го бруска чад поверхностью друго-
го), часто образующиеся от неточ-
ности зарезки шипов.
Сборку ящика начинают с
того, что собирают детали насухо и
подгоняют при этом все соединения.
Затем производят окончательную
сборку на клею, расклинивая шипы
и проверяя ее правильность; у ящи-
ка с дном вставляют полик. Дно
вставляют после высыхания клея, а
затем ящик влаживают, т. е. подго-
няют ширину ящика соответственно
ширине ящичного проема в изделии,
острагивая двойным рубанком.
Сборка фанерованного
ящика отличается от сборки про-
стого тем, что после склеивания
ящика до пригонки по месту застра-
гивают его лицевую сторону, наклеи-
вают на нее тонкую дощечку или
фанеру ценной породы, а затем
после высыхания клея и зачистки
провесов фанеры ящик влаживают.
Если нужна подрезка, ее делают
не расколачивая вязки: пропускают
стамеску в промежуток между ши-
пами и подрезают выступающую
грань. Подрезают поперек волокон
или немного наискось/ но не вдоль
волокон, так как при подрезке вдоль
волокон труднее сделать правильную
и плотную подгонку.
В случае образования щелей в со-
единениях и невозможности устра-
нить их подгонкой нужно прибегнуть
к расклинив^ию, выполняемому при
окончательной сборке на клею. Рас-
клинивают проушины, а не шипы,
для чего стамеской делают надкол
по середине шипа и в него ставят
смазанный клеем клинышек.
Автоматическая станочная линия
по обработке и фанерованию щито-
вых узлов мебели показана на
рис. 234.
Загрузочное устройство имеет
съемные планки цепи, устанавливае-
мые в зависимости от длины обра-
батываемого щита. Магазин вмещает
по высоте 16 щитов толщиной по
25 мм.
Шипы поступают за фанерованные
по пластям и укладываются между
подвижной и неподвижной стенками
магазина; отсюда они подаются
цепью с подающими планками на
станину с роликовыми опорами На-
правляющая линейка дает надлежа-
щее направление движения щитам,
поступающим на двухпильный конце-
равнитель, где происходит опиловка
щитов по ширине с двух продольных
сторон и далее фрезерными голов-
ками производится фрезерование пе«
редней и фальцевание задней кро-
мок.
За фрезером расположен ролико-
вый клеемаз, смазывающий клеем
334
Механизированное изготовление мебели
фанеруемые кромки, и автопо-
датчик, перемещающий щит с
ускоренной подачей к мага-
зину, загруженному полосками
ножевой фанеры. Здесь под
действием пневмосистемы ма-
газин с большой скоростью и
силой подает фанеру на сма-
занную клееем кромку щита.
Приклеив фанеру, магазин ав-
томатически возвращается в
исходное положение.
Продвигаемый щит проходит
обкаточные ролики с электри-
ческим обогревом и электро-
утюг, нагретые до 120°, где
происходит притирка с одно-
временной просушкой фанеро-
ванной кромки. Расположенны-
ми далее фрезерными пилами
снимаются свесы .фанеры за
кромки.
. Электромагнитным перегру-
зочным устройством щит пере-
мещается в поперечном., напра-
влении и укладывается на по-
дающий механизм двухпильно-
го концеравнителя, оторцовы-
ваюшего две поперечные кром-
ки щита по заданному раз-
меру.
Далее щит поступает на уни-
версальный двенадцатишпин-
дельный присадочный свер-
лильно-пазовальный автомат
для сверления отверстий и вы-
борки пазов. При поступлении
щита на стол станка и его
ровке электромагнитные
последовательно включают меха-
низмы прижима щита, электродви-
гатели сверлильных головок и подаю-
щие механизмы сверлильных суппор-
тов, надвигающих сверла на щит.
По окончании сверления сверлильные
механизмы возвращаются в исход-
ное положение, щит освобождается
от прижимов и опор и опускается на
Ленточный транспортер, расположен-
ный под столом автомата, и транс-
портируется к станку для термопро-
ката.
Термопрокатный станок снабжен
двумя гладкими полированными хро-
мированными валками, обогреваемы-
ми при помощи электронагревателей.
Пропущенные между валками щиты
3 х
о ® я®
*«оЗ
и
2
бази-
пускатели
Сборка изделий
335
теряют ворс и волнистость, при-
обретают блестящую уплотненную
поверхность, полностью подготовлен-
ную для нанесения лакового покры-
тия.
Применение системы допусков и
посадок на операциях машинной
обработки узлов и агрегатов значи-
тельно повышает точность их обра-
ботки. Унификация деталей и узлов
позволяет заменить ручные операции
по сборке изделий механизирован-
ным монтажом узлов и агрегатов в
изделие, внедрить конвейеризацию
сборочных процессов по поточному
методу.
В технологию процесса сборки вно-
сятся коренные изменения, в особен-
ности в операции, связанные с при-
менением клея и требующие дли-
тельной выдержки клеевых соедине-
ний в запрессованном и свободном
состоянии. В целях ускорения про-
цесса и повышения качества сборки
применяют сборочные приспособле-
ния с контактным электрообогревом
и нагревом в поле токов высокой
частоты.
Обработка узлов и комбинатов на-
чинается с устранения провесов по
толщине щитов и рамок. Нефанеро-
ванные щиты и рамки острагивают
вначале на фуговальном, а затем на
строгально-пропускном станке. У фа-
нерованных рамок незначительные
провесы и неровности снимают на
шлифовальном, а у щитов и. филе-
нок — на циклевальном станке.
Для окончательной обработки аг-
регатов (рамок и щитов) по контуру
применяют два способа. Первый со-
стоит в том, что обе поперечные
кромки опиливаются на торцовом
станке с мелкозубой (бархатной) пи-
лой, а продольные кромки строгают
на фрезерном. При втором спосо-
бе все кромки обрабатываются на
фрезерном станке с помощью шаб-
лона.
5. СБОРКА
Сборка простых изделий (табурет,
стул, обеденный стол и т. п.) произ-
водится в той же последовательно-
сти, что и при заготовке деталей
Коробки и ящики вначале обра^
батывают для получения требуемой
высоты: кромки одной стороны
острагивают на фуговальном или
фрезерном станке, а кромки дру*
гой — опиливают мелкозубым диском
на фрезерном станке.
Пользуясь шаблоном и двумя
пильными дисками, установленными
на фрезере сообразно высоте ящика»
можно одновременно опиливать
кромки ящика. Острагивают пласти
боковых стенок на фрезерном станке
по шаблону или на фуговальном
станке при помощи шаблона и' на-
правляющих планок.
Полученный в результате этих опе-
раций агрегат правильной формы й
точных размеров в нужных случаях
окончательно обрабатывают: отбиг
рают профили на фрезерном станке,
выбирают гнезда и отверстия на дол-
бежном и сверлильном станках. Вы-
бирать калёвки, пазы и гребни в
кромках щитов или рамок можно
одновременно с острагиванием кро-
мок в размер.
Детали и агрегаты, имеющие в
соединениях волокна, расположенные
в различных направлениях, зачищают
и циклюют вручную после шлифова-
ния на станке. Бруски и щиты обра-
батывают на циклевальном станке
до их шлифования.
Случайные крупные провесы у ра-
мок из фанерованных брусков, кри-
вых поверхностей, внутренних кро-
мок, галтелей, фальцев, углов
и т. п. зачищают преимущественно
вручную.
Последней операцией перед сбор-
кой изделий является шлифование.
Широкие стороны щитов и рамок
обычно шлифуют на трехцилиндро-
вых станках или на ленточных с по-
движным столом, а кромки — на
дисковых и ленточных станках.
Сложные профили и недоступные
станку места шлифуют вручную.
ИЗДЕЛИИ
вручную, с той лишь разницей, что
здесь широко применяют сборочные
приспособления.
Сборка стула в ваймах
336
Механизированное изготовление мебели
(рис. 235) производится раздельно
по частям. Сначала собирают пере-
док (ножки с проножкой и царгой),
потом спинку и ножки со спинкой и
царгой и, наконец, сиденье (рамку
с филенкой).
Вайма для общей сборки остова
стула устроена так, что стул разме-
щается внутри нее в перевернутом
положении. С помощью двух винтов
сжимаются спинка с передком и обе
боковые стороны стула. Для при-
клеивания сиденья к остову приме-
няют вайму с одним винтом.
Обеденные столы собирают при
помощи вайМ так же, как и стулья.
Сборка платяного шкафа
(рис. 236), состоящего из колпака,
боковых и задней стенок, перегород-
ки, низа с ящиками и дверок, произ-
водится в следующем порядке.
Вначале собирают низ шкафа. В
верхних кромках плинтусной коробки
выбирают четверть и в нее встав-
ляют на клею нижнюю (подъящич-
ную) рамку, а снизу во внутренних
углах, образуемых рамкой и короб-
кой, приклеивают сухари.
На плинтусную коробку ставят и
укрепляют шкантами на клею боко-
вые стенки низа, имеющие на своих
передних кромках приклеенные пи-
лястры — бруски В гнездо плинтус-
ной коробки устанавливают на клею
средний междуящичный брусок. За-
тем на шканты, вставленные в боко-
вые стенки, и на шип междуящич-
ного бруска наклеивают верхнюю
филенчатую рамку низа. Вслед за
этим закрепляют в шпунт или в
фальц заднюю стенку низа. Наруж-
ные ящики вгоняют в нижнюю часть
шкафа и на ней производят даль-
нейший монтаж шкафа.
Боковые стенки соединяют с низом
на шкантах и затяжках без клея.
Для этого в брусках верхней филен-
чатой рамки низа высверливают от-
верстия и ставят в них на клею
шканты. К боковым стенкам прире-
зают пластинки затяжек, размечают
в нижней кромке каждой боковой
стенки места для шкантов, высвер-
ливают отверстия, прирезают пла-
стинки затяжек к низу, а затем со-
единяют боковые стенки с низом.
Точно так же ставят и перегородку.
Рис. 235. Сборка стула в ваймах:
а — спинки; б — ножек; в — сиденья.
Для соединения колпака со стен-
ками и перегородкой вставляют в его
кромки на клею шканты, прирезают
к внутренним пластям колпака пла-
стинки затяжек, а в боковых стенках
прирезают вторые половинки затя-
жек и высверливают отверстия под
шканты колпака как в боковых стен-
ках, так и в перегородке. После того
как собран каркас шкафа, вставляют
и закрепляют на шурупах заднюю
стенку в фальц каркаса, выбранный
в колпаке, верхней филенчатой рам-
ке и в боковых стенках.
Проверив правильность сборки
каркаса и плотность всех соедине-
ний, приступают к пригонке дверок:
вначале вертикального притвора
дверки к средней перегородке, затем
верха и низа дверки. В том же по-
рядке подгоняют и вторую дверку,
сохраняя между дверками и боковы-
ми стенками и перегородкой равный
по всей длине зазор не более 1 мм.
После этого к дверкам прирезают
петли. Простые шарнирные петли
Сборка изделий
337
Рис. 236. Последовательность опера-
ций поточной сборки трехдверного
шкафа для платья и белья:
I— установка ящиков в ящичную коробку; 2—
врезка замков в ящики; 3 — зачистка ящич-
располагают на вертикальной кром-
ке дверки на расстоянии 1 —1,5 см от
шипа и вре’зают заподлицо с поверх-
ностью брусков. Пятниковые петли
врезают в нижнюю и верхнюю кром-
ки дверки так, чтобы пластинки пет-
ли были углублены заподлицо с по-
верхностью брусков.
Замки врезают до прирезки пе-
тель, а личину врезают после того,
как дверка уже навешана. Наклад-
ную фурнитуру (ручки, личины
и пр.) ставят на готовые отделанные
изделия. Прирезку их выполняют до
отделки.
На ряде мебельных предприятий
сборка и отделка изделий ведется
комплексно одним общим потоком.
Так, на одной из московских ме-
бельных фабрик на основе комплекс-
ной конвейеризации сборочных и от-
делочных процессов осуществляется
выпуск однотумбовых письменных
столов и секционных книжных шка-
фов.
Конвейерный комплекс
(рис. 237) состоит из семи участков:
конвейера для сборки яц(иков, поточ-
ной линии изготовления крышек и
дверок столов, комплектовочно-рас-
пределительного конвейера, конвейе-
ра для выдерживания изделий, сбо-
рочного конвейера, участка подготов-
ки изделий к отделке, конвейера от-
делки изделий.
Сборка ящиков и полуящиков ве-
дется на потоке /, оборудованном
пульсирующим конвейером, двумя
пневматическими ваймами, нагрева-
тельной камерой и шлифовальным
станком. В этом потоке собранные
яи^чки проходят сушку, затем шли-
фовку, зачистку клея и проверку
ной коробки; 4 и 4а — сборка корпуса шкафа
и установка задних стенок; 5 — крепление
задних стенок к корпусу шкафа и вставка за-
глушин; 6 — резервное место; 7 — установка
дверей в шкаф; 8 — навеска крайних дверей
в шкаф; 9 — резервное место; 10 — вставка
полок и установка пол у ящиков; 11 — врезка
замков и шпингалетов в двери и вставка
филенки; 12— установка штанги; навеска сред-
ней двери, выделка гнезд под щеколды и за-
чистка пилястр; 13 — зачистка шкафа с устоа-
нением дефектов; 14 — контрольное \»е:'го;
/5 —зачистка и устранение дефеккв.
22 А. Н. Стариков
338
Механизированное изготовление мебели
Рис. 237. Конвейер для сборки и отделки письменных столов и книжных
шкафов:
/ — конвейер для сборки ящиков и полуящиков; 2 — поточная линия изготовления крышек
дверок стола; 3 — комплектовочно-распределительный конвейер; 4 — конвейер для выдержка
изделий; 5 — сборочный конвейер; 6 — участок для подготовки изделий к отделке; 7 — конвейер
для отделки изделий; 8 — междуэтажное перекрытие.
размеров, после чего на транспорт-
ных стеллажах доставляются к сбо-
рочному конвейеру.
Сборка крышек и дверок ведется
на потоке 2, оборудованном пневма-
тическими ваймами, приводным ме-
ханическим прессом, фрезером и на-
гревательной камерой. В этом потоке
собирается на клею рамка, наклеи-
вается филенка, фрезеруется крышка
по контуру, приклеиваются обкладки,
собирается дверка, зачищаются две-
ри и крышки от клея.
Сборка изделия производится на
конвейере 3, где собираются боко-
вые стенки, приставки, тумбы, осто-
вы стола и изделие в целом.
На конвейере 4 производится вы-
держка изделий, а на конвейере 5 их
окончательная сборка (комплектова-
ние).
На участке 6 ведутся операции по
подготовке изделия к отделке: сма-
чивание для поднятия ворса, шлифо-
вание, грунтование и вторичное шли-
фование.
При сборке книжных шкафов на
потоке 1 производится сборка ниж-
ней рамки шкафа, на потоке 2 —
сборка дверок и на потоках 3—6—
сборка всего изделия н его подго-
товка к отделке.
Глава XVIII
ОТДЕЛКА ИЗДЕЛИЙ
1. ВИДЫ ОТДЕЛКИ
Отделка изделий из древесины за-
ключается в различного рода покры-
тиях и окрашивании. Имеется много
различных способов отделки.
Малярное (корпусное)
окрашивание мебели производится
непрозрачными клеевыми или масля-
ными красками и включает в себя
следующие операции: 1) подготовку
поверхности под сплошное окрашива-
ние; 2) грунтование; 3) шпаклева-
ние; 4) окрашивание клеевой или
масляной краской; 5) лакирование.
Столярная, или прозрач-
ная, Отделка не закрывает текстуры
древесины и заключается в следую-
щих операциях: 1) подготовка по-
верхности древесины; 2) окрашива-
ние поверхности красящими состава-
ми; 3) мастикование; 4) лакирование
н полирование поверхности.
При окрашивании — травлении
поверхность древесины покрывают
красящими растворами, проникаю-
щими на незначительную (не более
1 мм) глубину. Пропитывание дерева
красящим веществом называется
морением.
Мастикование поверхности перед
лакированием и полированием яв-
ляется подготовительной операцией.
Оно выполняется в виде вощения,
покрытия мастикой и матирования.
При матовой отделке мастикование
считается завершающей операцией.
Лакирование и полирование — по-
крытие подготовленной для этого
поверхности в первом случае лаками,
а во втором — политурами; полиро-
22*
вание является наиболее ценным и
высококачественным покрытием.
Полирование состоит в по-
крытии поверхности весьма большим
количеством тончайших лаковых пле-
нок, чем придается * поверхности
устойчивый блеск, проявляется тек-
стура и строение древесины.
Отделки-имитации выпол-
няются с целью придания простой
древесине вида более ценной породы
дерева или вида мрамора, слоновой
кости, металла и т. п. Эти отделки
подразделяются на следующие раз-
новидности: подцветка, т. е. со-
общение древесине цвета и структу-
ры ценного материала, раздел-
ка — изменение цвета отделочного
покрова с приданием ему рисунка,
металлизация — придание дре-
весине вида благородного или иного
металла, покрытие, образующее
•искусственную текстуру посредством
печатания, аэрографии, оклейки тек-
стурной бумагой.
Художественно-лицевая
отделка заключается в украшении
лицевых поверхностей мебели резь-
бой, токарной обработкой, соскабли-
ванием, гравированием, тиснением,
выжиганием посредством металла и
кислот, применением вставок раз-
личных узоров из разноцветной дре-
весины (мозаика и интарсия) и из
различных материалов, как, напри-
мер, металла, перламутра, рога
и т. п. (инкрустация). Кроме того,
применяются различные накладные
украшения из металлов и других
материалов.
340
Отделка изделий
2. ПОДГОТОВКА К ОТДЕЛКЕ
Шлифование — сглаживание
поверхности деталей и изделий —
производится на циклевочных, шли-
фовальных станках и вручную шлиф-
тиками (двойными рубанками), цик-
лями и мелкой шкуркой. В большин-
стве случаев шлифование произво-
дят в два приема: вначале сглажи-
вают поверхность путем строжки и
циклевки, а затем после смачивания
ее водой и высушивания (когда мел-
кие ворсинки, приглаженные обра-
боткой, поднимутся) вторично шли-
фуют мелкозернистой шкуркой.
Для сглаживания грунтовок, пер-
вых бейцовок и т. п., а также для
зачистки шпаклевок, подмазок и ма-
стик применяют мелкую шкурку и
иногда кусковую пемзу.
Поры заполняют вручную, втирая
тряпками и щетками заполнитель,
затворенный в виде кашицы. Излиш-
ки заполнителя удаляют с поверх-
ности, либо соскабливая сразу же
после нанесения его, либо шлифуя
после просушки.
Обессмоливание применяют
при отделке высококачественной ме-
бели из хвойных пород для преду-
преждения выделения смолы под
влиянием повышенной температуры
и устранения неравномерности и пят-
нистости в окраске Обработка за-
ключается в смачивании поверхности
обессмоливающими составами при
помощи водного раствора, содержа-
щего смолу.
Отбеливание поверхности бе-
лильными составами делают с целью
удаления темных пятен и придания
светлого и однородного тона всем
деталям изделия. При прозрачной
отделке мебели в светлые тона при-
меняют те же способы отбеливания
древесины, что и при обессмолива-
нии.
Шпаклевание и подмазка по-
верхности служат для заделки раз-
личных дефектов: ямок, заколов, тре-
щин, зазоров в соединениях, шерохо-
ватых торцов и др. и для получения
гладкой поверхности. Шпаклевание —
сплошное замазывание всей поверх-
ности с заполнением всех угпублений
и пор древесины. Подмазка — зама-
зывание лишь отдельных дефектных
участков поверхности. Поэтому
шпаклевание применяют при подго-
товке к непрозрачной окраске, а
подмазку — для всех видов отделки.
При высококачественных отделках
обычно шпаклюют и подмазывают
дважды: вначале применяют густой
состав, а после подсушки — более
жидкий.
После сушки шпаклеванные и под-
мазанные поверхности шлифуют.
Наиболее употребительны быстро-
сохнущие клеевые и лаковые шпак-
левки и подмазки; масляные приме-
няются для столярно-строительных
изделий, эксплуатируемых вне поме-
щения.
Нанесение олифы способствует
прилипанию шпаклевок, подмазок,
красок и лаков и, кроме того, приме-
няется как подготовка под полирова-
ние, поскольку усиливает текстуру
древесины, подчеркивая ее расцвет-
ку. Олифу наносят на поверхность
кистями или тряпками.
Г рунтование также улучшает
прилипаемость к поверхности и к
тому же подкрашивает ее и заполняет
поры. Этим сокращается расход от-
делочных материалов и число покры-
тий ими. Поэтому грунтование часто
заменяет обработку олифой или про-
изводится совместно.
Покрытие мастикой имеет то же
назначение, что и грунтование, и
применяется при прозрачной отделке
крупнопористой древесины. Составы
мастик густые и наносятся на по-
верхность шпателями, щетками и
тряпками с втиранием мастики в по-
ры древесины. Применяются про-
зрачные мастики, не затушевываю-
щие текстуру древесины. При слабой
прозрачности мастику удаляют с
поверхности, оставпяя лишь в порах.
Мастика, нанесенная до окраски,
приклеивает ворс, облегчая подго-
товку древесины и исключая опера-
ции смачивания водой и шлифования
поверхности. В то же время это
ухудшает отделку: окрашивается не
древесина, а мастика, чем ослаб-
ляется сцепление отделочного по-
крова.
Окрашивание и матовая отделка
341
3. ОКРАШИВАНИЕ И МАТОВАЯ ОТДЕЛКА
Корпусное, непрозрачное окраши-
вание обычно выполняют клеевыми,
масляными и эмалевыми красками.
Его применяют для окраски столяр-
но-строительных изделий (окна, две-
ри, перегородки и пр.) и мебели, из-
готовленной из малоценной древе-
сины.
Клеевыми (водными) кра-
сками окрашивают иногда столяр-
ные перегородки и мебель, предна-
значенную для сухих служебных по-
мещений. Клеевые краски отличают-
ся большой гигроскопичностью, сла-
бой прилип аемостью и тусклой по-
верхностью и поэтому применяются
сравнительно редко.
Масляными красками
окрашивают большинство столярно-
строительных изделий (окна, двери
и пр.) и мебель служебного характе-
ра, подвергающуюся быстрому за-
грязнению и частому мытью (кухон-
ная, столовая, больничная и т. п.).
Подготовка к масляному окраши-
ванию состоит из проолюфливания,
шпаклевания и шлифования, а самое
окрашивание в большинстве случаев
производится за 2 раза. Первый слой
наносят более жидким составом и из
дешевых сортов, а второй — более
густым. Краску наносят распылите-
лем (пульверизатором). Каждое по-
крытие делают только по высохшему
и шлифованному предыдущему по-
крытию. Разровненную кистью крас-
ку сглаживают (флейцуют) мягкими
кистями (флейцами) для получения
ровной и слегка глянцевой поверх-
ности.
Окраска эмалевыми кра-
сками является наиболее высоко-
качественной из всех непрозрачных
окрасок. Отделкой эмалями, в осо-
бенности нитроэмалями, Хюжно при-
дать мебели из дешевой древесины
красивый и изящный вид. Масляные
эмали весьма чувствительны к пере-
мене температуры и влажности, а
поэтому применяются для отделки
комнатной мебели; нитроэмали вла-
гоустойчивы.
Подготовка к окраске эмалями
(в особенности нитроэмалями) дол-
жна быть весьма тщательной, так
как они ложатся очень тонким,
быстро высыхающим слоем и не за-
полняют пор и шероховатостей. Под-
готовка должна состоять из грунто-
вания, шпаклевания и шлифования.
Под масляные эмали грунтовку де-
лают на олифе, а под нитроэмали —
на подмазочном лаке.
Масляными эмалями покрывают
за 2 раза, нитроэмалями — за 2—
3 раза.
Масляные эмали наносят как ки-
стями, так и распылителем, а нитро-
эмали — только распылителем.
Верхний слой нитроэмалевого по-
крытия после просушки шлифуют
пемзовой мукой и очищают волося-
ной щеткой.
Прозрачное окрашивание. Море-
ние и бейцевание представ-
ляют собой окрашивание древесины
без закрытия ее текстуры. Для луч-
шего проявления текстуры морение
широко применяется при отделке
мебели, главным образом изготов-
ленной из древесины лиственных
пород.
Цвет, тон и глубина крашения за-
висят не только от состава бейцев
(морилок), но и от длительности их
воздействия на поверхность древеси-
ны; они могут быть весьма разно-
образны. Проникает морилка в дре-
весину на сравнительно небольшую
глубину (0,3—0,5 жж).
Морилку обычно наносят на по-
верхность тряпкой или губкой; при
массовом производстве небольших
изделий их погружают в ванну с
бейцем. Для получения равномерной
окраски окрашиваемые поверхности
располагают горизонтально, иначе
морилка будет стекать и образует
пятна и потеки. Не рекомендуется
шлифовать мореные поверхности для
удаления ворса, так как шкурка не-
равномерно очищает окрашенный
слой; лучше, протереть поверхность
лубом или конским волосом.
Имитация древесины ценных
пород иногда называется глубо-
ким морением. Для этого под-
бирают породы дерева, сходные по
своей структуре, и применяют для
них специальные составы красителей.
342
Отделка изделий
Морение производится путем либо
поверхностного смачивания, либо
пропитки.
Имитировать можно следующие
породы, ольху, вяз, бук, ясень, кедр
и вишню — под красное дерево;
яблоню, сливу, граб — под черное де-
рево; березу — под орех и серый
клен; клен — под розовое дерево и
палисандр;
Употребляемые для этой цел» про-
травы описаны в главе VIII.
Хорошая имитация красного дере-
ва для мебельных изделий достигает-
ся путем следующей обработки дре-
весины.
После тщательной зачистки шлиф-
тиком и циклей древесину шлифуют
вдоль волокон мелкозернистой шкур-
кой (№ 100 или 120) и смачивают
поверхность водой для поднятия вор-
са. Вторично шлифуют после про-
сушки (через 2—3 часа) наиболее
мелкозернистой шкуркой (№ 140 или
170). Протравой для получения
цвета красного дерева служит ани-
линовая краска (бисмарк-браун),
растворенная в воде или в спирте.
Краску берут в количестве от 20 до
30 г на 1 л кипяченой воды в зави-
симости от густоты желаемого тона.
В теплой воде краска растворяется
лучше. Употреблять протраву можно
через час-полтора после растворения
(с тщательным размешиванием.)
Наносят протраву жирно при по-
мощи губки или мягкой кисти. После
того как протрава хорошо впитается
в поры древесины (через 2—3 мин.
после нанесения), поверхность насухо
протирают ветошью. Протравленная
деталь должна быть просушена в
течение не менее 2—3 часов. Слегка
шлифуя ее мелкозернистой шкуркой,
снимают ворс, образовавшийся после
протравливания.
Полученная таким способом по-
верхность ольхи или березы мало
отличима от поверхности красного
дерева даже для опытного глаза.
Последующая отделка и полирование
производятся обычным способом.
Травление — окрашивание дре-
весины действием на нее химиката-
ми (протравами). Эти химикаты,
взаимодействуя между собой или с
древесиной, образуют цветные соли.
Травление применяют реже, чем мо*
рение.
Процесс травления включает в се*
бя несколько последовательно выпол-
няемых операций. Вначале на по-
верхность древесины наносят один
химикат в виде раствора. Затем,
после того как он высохнет, наносят
второй химикат, действующий на
первый, вследствие чего древесина
изменяет свой цвет.
Травление можно вести водными
растворами и газами. При травлении
газами сначала на поверхность нано-
сят соответствующий раствор, а за-
тем деталь помещают в специальную
плотно закрывающуюся камеру, в ко-
торой происходит взаимодействие
газа с раствором, в результате чего
изменяется цвет древесины.
Глубокая пропитка древе*
сины красителями является наиболее
эффективным способом имитации
ценных пород (красное дерево, орех,
серый клен и др.). Пропитка как
заготовок, так и шпона производит*
ся в автоклавах под давлением.
Древесные заготовки или шпон за-
гружают в автоклав и пропаривают
их под давлением 1,5 ат, после чего
удаляют конденсат. Затем в авто-
клав из напорного бака накачивают
пропиточный раствор, доводя давле-
ние в автоклаве сначала до 4 ат, а
затем до 8—10 ат. К концу про-
питки давление плавно снижают,
раствор спускают в приемник, а от-
туда через фильтр перекачивают в
напорный бак.
Режим глубокой пропитки древе-
сины приведен в табл. 119.
Продолжительность пропитки мас-
сива без пропарки увеличивается
против указанной в таблице на
30 минут.
После пропитки древесина подвер-
гается сушке.
Лессировка применяется для
мебели, сделанной из высококаче-
ственной древесины и из хвойных по-
род с красивой текстурой, малой
сучковатостью и свилеватостью. Под-
готовка поверхности должна быть
весьма тщательной, в особенности
шлифование, без чего на шерохова-
тостях получаются темные и грязные
пятна.
Лакирование и полирование
343
Таблица 119
Режим глубокой пропитки
древесины в автоклавах
Операции
Продолжитель-
ность
(в мин.)
массива
для
шпона
Загрузка материала (1 ле3
массива или 0,66 ж3 шпо-
на) и подготовка к про-
парке .................
Пропарка.........* . . .
Заполнение автоклава
раствором красителя и
подъем давления (до
10 ат для массива и 6 ат
для шпона).............
Пропитка под давлением .
Выгрузка материала . . .
55
45
30
60
50
Итого... 240 160
Лессировка древесины льняным
маслом придает ей темный красивый
тон, а покрытие натуральной оли-
фой сообщает небольшой блеск. Для
отделки лессировкой масло или оли-
фу смешивают со скипидаром, слег-
ка подогревают и наносят кистью на
поверхность в два-три слоя. Перед
нанесением последнего слоя преды-
дущий должен быть высушен и сгла-
жен шлифованием.
Г лазуровка является разно-
видностью лессировки, отличаясь от
нее применением особого состава —
глазуроля, состоящего из олифы,
скипидара и красителя, обычно ани-
линового, не закрывающего тексту-
ры древесины, а усиливающего ее
цвет.
Матирование — нанесение
особого состава (матолеина), приго-
товляемого в виде пасты или густой
жидкости из натуральной олифы, на-
полнителей, пигментов и разбавите-
лей и применяемого в качестве само-
стоятельного покрытия, обладающего
достаточной влагоустойчивостью и
прочностью. Матолеин наносится на
подготовленную к отделке поверх-
ность путем усиленного втирания его
жесткими щетками.
Матирование глянцевых покрытий
достигается дополнительной обра-
боткой их и производится шлифова-
нием верхних слоев лаковых покры-
тий порошком пемзы, а красочных
покрытий — жесткими щетками.
Вощение представляет собой
покрытие древесины составом из на-
турального или искусственного во-
ска, смешанного со скипидаром или
бензином и окрашенного в тот или
иной цвет. Вощение — наиболее про-
стое, дешевое и распространенное
покрытие, большей частью применяе-
мое для отделки мебели, изготовлен-
ной из лиственных пород. Оно яв-
ляется малостойким покрытием,
и для предохранения от действия
сырости и пыли его покрывают
одним-двумя слоями спиртового
лака.
Перед употреблением восковой со-
став подогревают и наносят на по-
верхность тряпкой или щеткой, уси-
ленно его втирая. Для получения
ровного блеска восковое покрытие
после просушки протирают сукон-
кой.
4. ЛАКИРОВАНИЕ И ПОЛИРОВАНИЕ
Лакирование является наи-
более распространенным способом
отделки мебели, но для отделки сто-
лярно-строительных изделий (окна,
двери и пр.) им пользуются редко.
Мебель лакируют преимущественно
спиртовыми лаками, а строительные
детали — масляными. Наряду со
спиртовыми применяют и нитролаки.
Масляные лаки наносят на
подготовленную поверхность: про-
олифленную, шпаклеванную, грунто-
ванную и окрашенную как прозрач-
ной, так и непрозрачной краской.
Лак наносят при помощи кисти в
один-два слоя.
Спиртовые лаки наносят на
подготовленную поверхность: шпакле-
ванную, шлифованную, мастикован-
ную и окрашенную.
344
Отделка изделий
Спиртовой лак наносят вручную
(рис. 238) тампоном, смоченным ла-
ком куском ваты, двигая его по на-
правлению волокон, или кистью. Чи-
сло лаковых слоев обычно составляет
от двух до четырех и зависит
от требований, предъявляемых к ка-
честву покрытия, и от густоты са-
мого лака. Лак надо наносить равно-
мерно, без пропусков и потеков, что
требует больших навыков и внима-
ния при работе. Весьма важно
предохранять покрываемое лаком
изделие от попадания на него
пыли.
Каждый слой лака перед нанесе-
нием последующего должен быть
просушен и сглажен легким шли-
фованием. Рекомендуется подсу-
шивать изделия в специальных шка-
фах.
Наносить спиртовой лак можно
при помощи распылителя. В этом
случае применяют более жидкий лак
и увеличивают число слоев.
Нитролаки наносят только
при помощи распылителя. Число
слоев доходит до трех-четырех
Лаковое покрытие должно иметь
ровный блеск, прочное сцепление с
основанием, равномерный тон: оно
не должно иметь пятен, шероховато-
стей и других дефектов. При надоб-
ности блеск лакового покрытия мо-
жет быть смягчен обработкой по-
верхности пемзовым порошком с по-
следующей промывкой водой.
Полирование требует осо-
бенно тщательной подготовки, состоя-
щей из шлифования, окрашивания и
заполнения пор. Само полирование
включает три операции: грунтование,
предварительное и окончательное по-
лирование. Для грунтования приме-
няется политура, содержащая 12 —
14% смол, при предварительном по-
лировании— с 8—10% смол, а к
концу полирования она заменяется
чистым спиртом. По мере надобности
при грунтовании добавляют в поли-
туру порошок пемзы для заполнения
мельчайших пор, а при полирова-
нии — анилиновые краски.
Политуру наносят вручную корот-
кими мазками (лассами) или
специальными механическими поли-
ровочными аппаратами с тампонами,
Рис. 238. Ручное полирование:
а — последовательность движения тампона:
I — при грунтовке; II — при полировании;
III — при последнем проходе; б — приемы
полирования.
смоченными политурой и полировоч-
ным маслом. Полировочное масло
замедляет высыхание тампона и
лассов и дает возможность покрыть
лассами, т. е. пройти сотни раз по
каждому месту, не разрушая преды-
дущего покрытия. Движение поли-
ровочного тампона должно совер-
шаться в определенном порядке.
После каждой операции дается дли-
тельная выдержка для проседания
слоя политуры. Шлифование порош-
ком пемзы с водой, маслом или
керосином производится как грунто-
вочного слоя, так и предварительной
полировки.
Полуполирование, или рас-
полировка, заключается в сглажива-
нии неровностей лакового покрытия
и в придании ему вида полированной
поверхности
Полуполирование по нитролаку
производят специальной полировоч-
ной пастой, накладываемой на верх-
ний слой нитролака Паста размят*
чает лаковое покрытие и при нане-
сении (располировке) она сглажи-
вается и шлифуется После этопо
пасту удаляют (смывают) специаль-
ной полировальной водой.
Механизация процессов и режимы отделки
345
& МЕХАНИЗАЦИЯ ПРОЦЕССОВ И РЕЖИМЫ ОТДЕЛКИ
Столярная подготовка под
отделку непрозрачными красками со-
стоит из обычного шлифования и
тщательной зачистки лицевых сторон
изделия.
Подготовка под прозрачную от-
делку рядового качества заключает-
ся в циклевке и шлифовании, в сма-
чивании теплой водой с последую-
щей сушкой и шлифованием, произ-
водимым для удаления ворса.
Подготовку под прозрачную от-
делку высокого качества выполняют
вручную, производя ее тщательно и
в следующей последовательности: за-
чистку (строгание) шлифтиком
(двойным рубанком), циклевку, шли-
фование, смачивание водой и шку-
ровку.
Отделочная подготовка
под окраску масляными (непрозрач-
ными) красками производится в та-
кой последовательности: вначале по-
верхность древесины обессмоливают
при помощи бензина или скипидара,
затем грунтуют жидкой краской с
последующей выдержкой, после чего
дважды подмазывают (шпаклюют)*
в первый раз отдельные дефектные
места, а во второй раз — сплошь по
всей поверхности со шкурованием
после сушки и окончательным шли-
фованием при помощи пемзы или
мелкозернистой шкурки. При подго-
товке под окраску нитрокрасками
или нитроэмалями грунтуют не в на-
чале, а после вторичного шпаклева-
ния.
Отделочная подготовка под лаки-
ровку прозрачного цвета, т. е. при
сохранении текстуры древесины, со-
стоит из мастикования с выдержкой
и последующей притирки травой или
волосом. Для лакировки по бейцу
делают до мастикования бейцовку
водным раствором с выдержкой и
притиркой лубом или морской тра-
вой. Иногда применяют бейцовку по
мастике, для чего вначале наносят
мастику, сушат и протирают ее.
Для улучшения лакировки после
бейцовки наносят мастику за 2 раза
с суточной выдержкой первого слоя.
При подготовке с бейцовкой послед-
нюю делают после обоих мастикова-
ний.
Восковая подготовка под спирто
вой лак состоя! из нанесения при
помощи ветоши разведенного бензи-
ном или скипидаром воска с после
дующей выдержкой и протиркой
сукном до блеска.
Окончательная отделка
непрозрачным покрытием
(окрашивание), как правило, выпол-
няется двухслойной: после первого
покрытия с последующей выдержкой
изделие шлифуют пемзой, а затем
его вторично окрашивают. Для по-
лучения глянцевой поверхности после
вторичного окрашивания поверхность
вторично шлифуют и затем покры-
вают масляным лаком.
ЭмалеЬые краски, а также нитро-
краски обычно дают глянцевую по-
верхность, поэтому их не покрывают
лаком. Для улучшения поверхности
их вторично шлифуют пемзой, смы-
вают и окрашивают в третий раз.
Для уменьшения глянца эмалевой
краски (придания матовости) после
третьего покрытия поверхность шли-
фуют пемзой и промывают.
Отделка мебели нитроэмалями со-
стоит из столярной обработки поверх-
ности, подготовки к отделке и окон-
чательной отделки.
Шлифование ведется на ленточно-
шлифовальных станках вначале
шкуркой № 46, 60, а затем № 80,
120 в основном вдоль волокон для
получения ровной, с матовым бле-
ском поверхности. Торцы предвари-
тельно покрывают жидким клеем.
Подготовка поверхности к отделке
состоит в шпаклевании — подмазке
сучков, заделок, заколов и других
неровностей поверхности с последую-
щей сушкой и шлифованием. При-
меняют глифталиевую грунтовку,
грунтовку из отходов нитроэмали и
растворителя, масляные и клеевые
нитрошпаклевки МБШ, АШ-30, АШ-
32, АШ-24 и ПШ-1. Эти шпаклевки
имеют такие существенные недо-
статки, как длительность сушки, сла-
бая водостойкость, большая объем-
ная усадка
На ряде предприятий применяется
346
Отделка изделии
рекомендованная ЦНИИМОДом и
имеющая незначительную объемную
усаДку шпаклевка-пооозаполнитель
следующего состава (в г):
Смола (карбамидная) МФ-17... 100
Смола ЦНИИМОД................. 7
Олифа-оксоль................. 10
Тальк или каолин............. 75
Щавелевая кислота (10к-ный раствор)
(в мл) ................ 18—20
Составные части смешивают после-
довательно в приведенном выше по-
рядке; щавелевая кислота вводится
непосредственно перед шпаклева-
нием.
Сушка шпаклевки производится в
течение 1,5—2 часов при темпера-
туре 18—20°.
Шлифование производят шкуркой
№ 140, 170 до получения гладкой и
блестящей, поверхности с последую-
щей протиркой поверхности тряп-
кой.
Сплошное шпаклевание произво-
дится нитрошпаклевкой ПШ-1 с до-
бавкой нитроклея АК-20 (10—15%)
и разбавлением растворителем № 646
до рабочего состояния. Перед упо-
треблением шпаклевку подогревают
до температуры не выше 45—50°. На-
несение шпаклевки ведут распыли-
телем РШ-1 с соплом диаметром
3—5 мм при давлении 3,5—4 ат.
Поверхность сушится при темпера-
туре 18—20° в течение 1,5—2 часов
и затем шлифуется шкуркой № 140,
170 с тщательной протиркой ве-
тошью.
Окончательная отделка изделия
производится нитроэмалями ДМО,
разбавленными до рабочего состоя-
ния и подогретыми до температуры
60°. В помещении должна поддер-
живаться температура 25—28° и
влажность 47—60%.
Нитрокраски позволяют произво-
дить по ним полирование, заключаю-
щееся в том, что после трехкратной
окраски поверхность выдерживают
и шлифуют мелкой шкуркой (№ 170),
затем покрывают растворителем и
растТолировывают пастой.
Матовая отделка по нату-
ральной и мореной древесине делает-
ся спиртовым лаком; упрощенная —
за одно, а обычная — за два покры-
тия. Покрытие нитролаком произво-
дится за один раз с протиркой воло-
сом.
Лаковая блестящая
(глянцевая) отделка обычно
делается за два-три покрытия с лег-
кой обработкой шкуркой первого по-
крытия и с располировкой пастой
после второго покрытия.
Полирование осуществляется
в несколько приемов с выдержкой
после каждого полирования, шлифо-
вания пемзой с промывкой первого
и второго покрытия. Последнее по-
крытие просушивается спиртом. Для
повышения качества полирования
предварительно делают бейцовку или
подкрашивают древесину.
Шлифование в столярной под-
готовке целесообразнее выполнять на
станках, а в отделочной подго-
товке — при помощи электрошлифо-
вального инструмента.
Механическое окрашива-
ние и лакирование обычно
производят при помощи воздушною
распылителя. Качество отделки за-
висит от вида струи, регулирования
отверстия форсунки, давления воз-
духа в компрессоре и лакокраско-
нагнетателе.
При грунтовании, мастиковании и
окрашивании укрывистыми покрыти-
ями (масляной краской, эмалями и
нитрокрасками) давление воздуха
должно быть наибольшим (в ком-
прессоре 3,5—4 ат, в нагнетателе
0,5—1,5 ат). Отверстие форсунки ре-
комендуется 2—3 мм. При нанесении
масляных лаков и нитролаков давле-
ние воздуха должно быть меньшим
(в компрессоре 3—3,5 ат, в нагнета-
теле 0,2—0,5 ат), а выходное отвер-
стие 1,5—2 мм Наименьшее давле-
ние должно быть при распылении
спиртовых лаков (в компрессоре
2,5—3 ат, в нагнетателе 0,1 ат) при
отверстии около 1 мм.
Вид струи выбирают в зависи-
мости от характера отделываемой
поверхности: для покрытия больших
поверхностей струя должна быть
широкой и плоской, а для узких или
решетчатых поверхностей — узкой и
круглой.
Способы покрытия распылением
Механизация процессов и режимы отделки
347
$
я 5
х л
li
Характеристика распылительных кабин
Типы кабин
обусловливаются видом изделия н
качеством его отделки. Наиболее ра-
спространены три способа лакировки:
1) нанесение лака густым слоем
за один прием;
2) одновременное нанесение двух
слоев перпендикулярно один к дру-
гому;
3) последовательное нанесение ла-
ка на все поверхности изделия
(дважды).
Первый способ применяется при
отделке с одной стороны плоских
деталей, главным образом бруско-
вых. Второй способ, называемый
скрещенным, дает разномерную
толщину и одинаковый блеск покры-
тия во всех направлениях, поэтому
его применяют при отделке больших
поверхностей— щитов, филенок, кры-
шек и т. п. Третий способ удобен
при отделке спиртовым лаком со-
бранных изделий больших размеров
(шкафы и т. п.). За время покрытия
последующих сторон изделия первая
сторона подсыхает, что позволяет
производить работу непрерывно, со-
кращая время, требующееся на от-
делку изделия.
Механизированное окрашивание и
лакирование выполняются в распы-
лительных кабинах различны*' ти-
пов, характеристика которых дана
в табл. 120.
Выдерживание и сушка
отделочных покрытий является наи-
более длительной операцией в про-
цессе отделки и увеличивает общую
продолжительность последней. Для
сокращения времени сушки произво-
дят ее в камерах-сушилках или же
добавляют в состав отделочных мате-
риалов специальные вещества-ускори-
тели.
Однородность и повторяемость опе-
раций по отделке, возможность
установить их определенную перио-
дичность и механизировать позво-
ляют организовать отделку потоком
с применением конвейера.
Определяющим моментом является
ускорение сушки покрытий и выбор
вида лака. Наиболее удобна и рас-
пространена сушка подогретым воз-
духом, в особенности крупных и
сложного профиля изделий. Реже
применяется сушка лучистой энер-
348
Отделка изделий
гией (рефлекторная) и электрическим
током высокой частоты (индуктив-
ная) (табл. 121)..
Таблица 121
Сравнительные сроки высыхания
лакокрасочных покрытий
на древесине (по данным
ЦНИИМОДа)
Продолжительность
сушки (в мин.)
I облуче-
воздушная | ни'м
Покрытие
при 20°
Водный раствор
красителя . .
Нитролак ....
Грунтовка масля*
ная...........
Шпаклевка . . .
Эмалевая краска
масляная . . .
Лак масляный .
90 20 5
40 24 8
960 60 30
150 30 15
900 105 50
480 220 60
Технологический режим отделки
мебели зависит от требуемого каче-
ства отделки и применяемых мате-
риалов.
На передовых мебельных пред-
приятиях широко применяются ни-
троцеллюлозные отделочные мате-
риалы с механизацией основных про-
цессов, что значительно повышает
производительность труда и качество
отделки.
Обычно применяемый нитролак
№ 754 заменяется более эффектив-
ным лаком НЦ-312, допускающим
меньшее число покрытий и сокра-
щение времени выдержки до 2—4 ча-
сов. Для облегчения распыливания
лак подогревается до температуры
25—40°. Разравнивание лаковой плен-
ки, производимое нитрорастворителем
АМР или № 646, более эффективно,
чем распределительной жидкостью
НЦ-313.
Полирование выполняется нитро-
политурой НЦ-314 и сокращает сроки
выдержки. Для повышения качества
полированной поверхности делают
окончательную полировку (доводку)
до зеркального блеска шеллачной
политурой.
На ряде предприятий применяют
нитролаковую смесь из нитроглифта-
лиевого лака № 754, лака НЦ-312
и разбавителя нитролакораствори-
теля № 646, добавляемого в количе-
стве 20—30%,
Технологические процессы и ре-
жим отделки мебели указанными
нитроцеллюлозными материалами
приведены в табл. 122.
Подготовка поверхности под по-
крытие полиэфиракрилатным лаком с
полирование^ выполняется с приме-
нением порозаполнителя КФ-1, ПМ-1
(для дуба, ореха, ясеня), карбамид-
ной грунтовки ЦНИИМОД-54,
ГМ-1.
Технологический процесс отделки
мебели полиэфиракрилатным лаком,
по опыту московской мебельной
фабрики № 3, следующий
1. Порозаполнение (КФ-1 или
ПМ-1).
2. Сушка при температуре 60° в
течение 30 мин.
3. Лакирование лаком ПЭ-211
(в три перекрестных слоя) с помо-
щью распылительной установки (рас-
пылители КР-ХЗ, 0-19, 0-45, ЗИЛ).
4. Сушка:
а) в производственном помещении
при температуре 18—20° в течение
24 час.;
б) в сушилках конвекционного
типа при 60° в течение 2 час.
5. Влажное шлифование шкуркой
№ 280 (уайт-спирит) на станке
ШлПС.
Скорость движения ленты
15 м/сек.
6. Полирование пастой 290 (фетро-
вая лента) на станке ШлПС со ско-
ростью движения ленты 15 м/сек.
7. Снятие масла с помощью воско-
вого состава № 3 или полировальной
водой № 18 (фетровая лента) на
станке ШлПС со скоростью движе-
ния ленты 15 м/сек.
При отделке только лишь лакиро-
ванием операции 5. 6 и 7 исклю-
чаются.
В высокомеханизированных ме-
Механизация процессов и режимы отделки
349
Таблица 122
Технические процессы механизированной отделки мебели
нитроцеллюлозными материалами (по опыту Московской № 1
и Таллинской мебельных фабрик)
Операции Применяемые материалы и режимы Применяемые механизмы и инструменты
Столярная подготовка поверхности: -
первое шлифование Шкурка № 60, 80 Ленточно-шлифоваль- ный станок ШлНС-2
смачивание 3%-ный клеевой раствор —
сушка 1,5—3 часа Температура 18—20°, от- носительная влажность 50—60% (в помещении цеха)
второе шлифование Шкурка № 100, 120 Станок ШлНС-2
третье шлифование Окраска и тонирование поверхности: . № 140, 170 Станок ШлНС-2
нанесение краски сушка 1,5—3 часа шлифование Заполнение пор: Анилиновые краски Кисть-тампон
нанесение грунтов- Порозаполнитель НП-014, Пульверизатор или
ки пемза, пшеничная му- ка. краситель (желез- ный сурик, умбра и др) кисть
втирание сушка 12—24 часа — Плоскополировальный станок ПП-2
протирка Лакирование: Нитроглифталевый лак № 754 Тряпка
первое покрытие Нитролак HU-312 и рас- творитель № 646. Тем- пература лака 25—40°, помещения 20—22° Распылитель КР с соплом 1,8—2,4 мм (круглой струей при давлении до 2,8—3 am)
сушка 45 мин. и выдерживание Температура 20—35° —
Шлифование Бумажная шкурка № 280, 325 и уайт-спи- рит Ш л ПС-2
350
Отделка изделий
Продолжение табл, 122
Операции
Применяемые материалы
и режимы
Применяемые механизмы
и инструменты
второе и третье по-
крытия
сушка 45 мин. и вы-
держивание
шлифование
четвертое покрытие
сушка и выдержи-
вание 12 часов
Разравнивание лаковой
пленки
То же, что и при первом
покрытии
То же, что и при первом
покрытии
Нитрорастворитель АМР
или распределитель-
ная жидкость НЦ-313
То же, что и при пер-
вом покрытии
То же, что и при пер-
вом покрытии
Плоскополировальный
станок ПП-2
сушка 24 часа
Полирование:
первое полирование
выдерживание 12—
48 часов
второе полирование
выдерживание 12—
48 часов
Доводка до зеркального
блеска и снятие масла
Нитрополитура НЦ-314
Температура помещения
Плоскополировальный
станок ПП-2 с фетро-
вой лентой и ско-
ростью 8—10 м[сек
То же, что при первом
полировании
5%-ная шеллачная поли-
тура, спирт, венская
известь
Выдерживание 12 часов
бельных предприятиях шлифование
поверхностей, подготавливаемых к
отделке, производится на станках и
с помощью электрифицированного
или пневматического инструмента,
нанесение лакокрасочных материалов
на изделия — распылительными уста-
новками, полирование — специальны-
ми аппаратами, сушка после грунто-
вания, окрашивания и лакирования —
в сушильных камерах при наиболее
рациональном режиме.
Перемещение изделий в процессе
отделки осуществляется конвейерами
и другими - транспортными сред»
ствами.
Механизация
отделочных
процес-
сов осуществляется комплексно <
применением автоматизации в виде
полуавтоматических лакировочных
кабин, комплексных отделочных уста-
новок, отделочных конвейеров кару-
сельного и кольцевого типов.
Полуавтоматическая ла-
кировочная кабина (рис. 239) со-
стоит из лакировочной кабины с по-
вижной рамкой (тележкой) для от-
делываемых
с ванной.
изделий,
гидрофильтра
сушильной камеры с
транспортером, на подвески которого
укладываются изделия, калориферов
Механизация процессов и режимы отделки
351
[ля подогрева и подач» в камеру
воздуха. Кабина оборудована распы-
лителями, установленными на пере-
вирающейся каретке, пневматиче-
скими устройствами для автоматиче-
ской подачи рамки с изделиями и
перегрузки их на сушильный транс-
портер, нагревателем и нагнетате-
лем лака и автоматической системой
управления.
Приводная автоматическая каретка
с распылителями перемещается по
направляющим, совершая возвратно-
поступательные движения вдоль ла-
кируемых изделий. Величина хода
каретки регулируется в соответствии
с размерами изделий.
По окончании лакирования тележ-
ка надвигается на подвески сушиль-
ного транспортера пульсирующего
типач передвигающегося на один
шаг с ритмом от 0,7 до 1,2 минуты.
Высушенные изделия автоматиче-
ски снимаются с подвески при по-
мощи съемника и направляются им
через проем на рабочее место.
Полуавтоматическая лакировочная
кабина обслуживается одним рабо-
чим.
Техническая характеристика
полуавтом атической
лакировочной кабины
Производительность за смену при
однократном лакировании поверх-
ности (в м2)........•..........До 400
Наибольшие размеры изделия (в мм):
длина......................2 000
ширина......................... 500
Продолжительность одной опера*
ции (в мин.):
покрытия лаком изделия........... 0,25
укладки на тележку и перегрузку
на сушильный транспортер . . 0,35
Ритм движения сушильного тран-
спортера (в мин.).................0,7—1,2
Количество подвесок................. 13
в том числе в сушильной камере 9
Средняя температура воздуха в су-
шильной камере (в °)............... 45
Общая мощность электродвигате-
лей (в кет).......................10,64
Габаритные размеры (в мм):
длина......................... 3 400
ширина
6 000
Рис. 239. Полуавтоматическая
лакировочная кабина:
высота..................... 4 230
Карусельный конвейер (см.
рис. 176) используется для отделки
небольших по размерам деталей и
изделий.
Процесс отделки на конвейере
осуществляется в следующем по-
рядке. Подготовленное к отделке из-
делие ставят на поворот-
ный круг через загру-
зочный проем и произ-
водят поворот карусели,
подавая изделие в ра-
спылительную камеру.
Нанесение грунтовки рас-
пылителем производится
в течение 90—150 сек.
“ в зависимости от типа
изделия. По окончании
покрытия производится
поворот и изделие перемещается в
сушильную камеру, а на его место
в распылительную камеру поступает
1 — загрузочная тележка; 2 — гидрофильтр;
3 — сушильная камера; 4—пульсирующий
транспортер; 5 — подвески для изделий; 6—
разгрузочный проем; 7 — калорифер для по-
догрева воздуха.
следующее изделие.
В сушильной камере изделие об-
дувается теплым воздухом при тем-
пературе 30—40°
полностью высы-
Отделка изделий
хает за 4—7 минут. По выходе из
сушильной камеры его шлифуют и
направляют на второй цикл отдел-
ки— лакирование, выполняемое в
такой же последовательности, затем
на третий цикл (второе лакирование)
механизма закрепляются на рабочих
местах на время установки изделия
или выполнения отделочных опера
ций.
Конвейер обслуживает-
ся тремя рабочими:
пульверизаторщиком и
двумя шлифовальщи-
ками
п олуавтом этическая
установка для отделки
мебели (московская ме-
бельная фабрика № 2)
состоит из двух само-
стоятельных участков:
линейного, в виде полу-
автоматической линии —
для операций подготовки
к отделке, и замкнутого,
с повторяющимся цик-
лом, в
виде
кольцевого
1
подвесного конвейера —
для операций лакирова-
ния. Установка предна-
значена
ля
отделки
Рис. 240. Полуавтоматическая линия для грунто-
вания:
книжных шкафов, пись-
менных столов и других
изделий.
П о л уавтоматическая
линия для грунтования
(рис. 240) состоит из
пульсирующего конвейе-
ра для сушки и выдер-
/ — двухцепной конвейер для транспортирования и просу-
шивания изделий; 2 — автоматический механизм переда-
чи изделия на одноцепной конвейер; 3 — одноцепной
конвейер; 4 — пневматический опрокидывающий механизм;
5 — стол с поворотным кругом; 6 — электромеханические
подъемники; 7 — рабочее место <ля грунтования; 8 — цеп-
ной пластинчатый конвейер; 9 — лифт.
живания изделия после
склейки,
конвейера
для
мелких до-
[елок и
зачистки поверхностей, пово
ротного стола, подъемника для по-
дачи к рабочему месту для грунто-
вания, конвейера для выдерживания
после грунтования и лифта для пере-
дачи изделия на лакировочный кон-
вейер Управление конвейером авто-
матическое.
Лакировочный конвейер—
кольцевой с подвесным транспорте-
ром пульсирующего типа (рис. 241).
Конвейер состоит из транспортирую-
щего устройства с 11 подвесными по-
воротными площадками, распыли-
тельной кабины с приемником и
сушильной камеры/ Изделия уста-
навливают на подвесные площадки,
О Рабочее место
которые с помощью специального
Рис. 241. Схема кольцевого лакиро-
, вочного конвейера:
1 — транспортирующее устройство; 2 — пло-
щадка для изделий; 3 — обходная звездочка
транспортера; 4— приемник ; 5— распылитель-
ная кабина; 6 — сушильная камера.
Механизация процессов и режимы отделки
Изделие
подается
конвейером в
место
ля
шлифования.
а затем
распылительную кабину, а после ла*
вновь в распылительную кабину для
кирования — в сушильную камеру,
которую оно
подач (шагов)
проходит
конвейера.
за шесть
Высушен-
повторного лакирования.
При двухкратном покрытии лаком
загрузку и разгрузку конвейера ве*
ное изделие поступает на рабочее
дут через
Разрез по А А
23 А. Н. Стариков
одну подвесную площадку,
а при трехкратном —
через две площадки.
Техническая характе-
ристика кольцевого
конвейера
Ритм движения конвей-
ера (в мин.) .... 1,5—3,5
Длина транспортера
(в м).............. 19,8
Шаг транспортера
(в мм).......1 800
Скорость движения
транспортерной
ленты (в м/сек). . 4,5
Скорость движения
воздуха в рабочем
проеме камеры
(в м/сек).......... 0,8
Установленная мощ-
ность электродви-
гателей (в кет) . 6,35
Габаритные размеры
конвейера (в мм):
длина....... 9 000
ширина.......... 5 500
высота..........3100
Кольцевые конвейеры
различных типов находят
широкое применение на
мебельных фабриках. К
ним относятся: отделоч-
ный конвейер КО-18 на
18 тележек для отделки
мелких партий корпусной
и стоечной мебели, кон-
вейер КО-29А на 29 те-
лежек для отделки кор-
пусной мебели и столяр-
ных изделий (Новгород-
ская мебельная фабри-
ка), отделочный конвей-
ер КОС-32 на 32 тележ-
ки для отделки стульев
(Таллинская и Хелюль-
ская мебельные фабри-
ки), отделочный конвей-
ер на 38 тележек для
отделки нормализован-
ных узлов мебели для
последующей сборки их
Отделка изделий
в местах потребления (киевская ме-
бельная фабрика им Боженко).
Отделочный конвейер фаб-
рики им Боженко (рис 242) для
отделки узлов шкафов и буфетов со-
стоит из стеллажей этажерок, уста-
новленных на поворотные платформы
тележек, пяти распылительных ка-
бин, пяти сушильных камер туннель-
ного типа тяговой замкнутой кон-
вейерной цепи с серьгами для креп-
ления тележек, натяжной станции,
электродвигателя сообщающего дви-
жение тяговой цепи через редуктор,
цепную и зубчатую коническую пере-
дачу.
Нанесение лака в кабинах про-
изводится при помощи пневматиче-
ских распылителей Кабийы оснаще-
ны натяжной вентиляционной уста-
новкой с гидрофильтром для очист-
ки отсасываемого воздуха и уста-
новкой для подогрева нитролака и
воздуха.
Сушильные камеры оборудованы
калорифером для нагрева воздуха,
вентилятором, воздуховодом и за-
движками для pei улирования коли-
чества подаваемого и отсасываемого
воздуха.
^Входные и выходные проемы ка-
бин и камер закрываются поворот-
ными полукруглыми дверями с пнев-
матическим управлением. ।
Управление конвейером автомати-
ческое и сосредоточено в общей ка-
бине управления Пуск конвейера,
системы вентиляции и пневматики
^правления дверями кабин и камер
Производится автоматически через
каждые 3 мйнуты.
Принцип действия автоматической
системы управления следующий. Ко-
гда пускается система вентиляции,
реле контроля ее работы замыкает
цепь питания конвейера, приводя ее
в положение готовности. Нажатием
кнопки «пуск» на пульте управления
включается предупредительный сиг-
нал (звонок), после чего поворотные
двери распылительных кабин и су-
шильных камер автоматически от-
крываются. Это произойдет в том
случае, если все тележки установ-
лены правильно. При полном откры-
вании дверей включается привод
конвейера и все тележки продви-
гаются на один шаг последнего —
до встречи очередной тележки с ко-
нечным выключателем хода конвейе-
ра. После остановки конвейера вклю-
чается реле управления и двери ка-
бин и камер закрываются При этом
происходит замыкание реле времени,
рассчитанное на 3 мин., что соответ-
ствует ритму
движения
конвейера.
Через 3 мин. реле времени включает
предупредительный сигнал пуска
конвейера, после чего открывают
двери кабин и камер, и повторяется
новый цикл его работы.
Для отделки на конвейере узлы и
детали поступают в отдельной ка-
бине, установленной у конвейера,
окрашенными раствором бейца или
синтетическими красителями и высу-
шенными.
Отделка на конвейере мебельных
узлов и деталей нитролаком осуще-
ствляется в последовательности, ука-
занной в табл. 123.
Таблица 123
Операции отделки мебельных узлов нитролаком на конвейере
Количество
Наименование операции
оста-
новок
рабо-
чих
Номера мест
на конвейере
(см. рис. 242)
Время
(в мин.)
Подача узлов на конвейер . . .
Первое покрытие (внутреннее)
Сушка при температуре 45° . .
Шлифование шкуркой № 120, 140
12
Xудожественная отделка
Продолжение табл. 123
Количество
Наименование операции
Второе покрытие (внутреннее) . .
Сушка при 45°................
Первое покрытие (лицевое) . . .
Сушка при 45°.................
Второе покрытие (лицевое) . . .
Сушка при 45° ..............
I
Шлифование шкуркой № 120, 140
Третье покрытие (лицевое) . . .
Сушка при 45°................
Выгрузка узлон с конвейера . .
оста-
новок
10
Номера месп
рабо- на конвейере
чик 1СМ' Рис 2^2*
10
11—13
16
17—19
Времи
• в мин.)
30
Шлифование производится механи-
чески на станках, которые устанав-
ливаются у конвейера
24, 25).
6. ХУДОЖЕСТВЕННАЯ ОТДЕЛКА
Приемы и способы художествен-
ной отделки столярных изделий, в
особенности мебели, весьма разно-
образны Основные из них описаны
ниже.
Разделка Поверхностная имита-
ция, или разделка, большей частью
производится на изделиях, окрашен-
ных непрозрачными красками и эма-
лями. для получения цвета, рисунка
и вида ценного материала: кожи,
мрамора, сукна, бронзы, черного де-
рева. слоновой кости, перламутра
или текстуры древесины с блестя-
щими порами, различными оттенка-
ми, блестками и т п. Достигнуть
этого можно следующими способами*
специальной обработкой свежего, не-
засочшего верхнего слоя краскч.
разрисовкой, печатанием, переводом
с бумаги напечатанных на ней ри-
сунков текстуры дерева, заполнением
пор и покрытием поверхности слоем
натуральных материалов.
Придание окрашенной масляной
краской поверхности вида кожи осу-
ществляется посредством ударов
жесткой щеткой по свеженанесеи-
ному слою краски. Такая обработка
называется торцовкой.
Разделка под мрамор — ту лов-
ка — производится при помощи ва-
лика с наклеенной на его поверхность
губкой. Валик смачивают краской, а
затем прокатывают по окрашенной
поверхности, нанося при этом мазка-
ми жилки и пятна и придавая ей
вид натурального мрамора.
Разделывают под сукна, а также
придают поверхности естественный
вид (фактуру) других материалов,
посыпая свежеокрашенную поверх-
ность мелкими шерстяными очесами
или соответствующим виду разделки
приготовленным порошком. По мере
высыхания краски посыпка приклей*
вается к поверхности, а неприклеив-
шаяся часть посыпки счищается шет«
кой.
греоешками под несложную
текстуру некоторых твердых пород
дерева (дуб. ясень и др) является
самым распространенным способом
разделки строительных изделий (две-
ри, перегородки, окна) и вспомогд-
23*
Отделка изделий
тельной мебели (гардеробной, мага-
зинной. конторской).
Разделывают следующим образом.
На первый высохший отделочный
красочный слой наносят верхний
сплошной слой краски или пасты
иного цвета. Часть верхнего слоя не-
медленно по его нанесении снимают
гребешками из резины, металла или
кожи Образовавшиеся при этом по-
лоски и царапины, обнажающие
нижний слой краски, создают вид
текстуры дерева Качество разделки
вания бумагу удаляют с поверхно-
сти, размягчая ее и стирая. На по-
верхности остается цветной отпеча-
ток.
Отделка текстурной бумагой лице-
вых поверхностей древесины (по
опыту Рижского завода ВЭФ) позво-
ляет получать яркИ'й рисунок в три
или четыре цвета, имитирующий цен-
ную породу, укрывая при этом
фекты древесины и предохраняя
растрескивания облицовочную
от
по-
верхность. В качестве текстурной бу-
и красота рисунка зависят не только
отделочника
маги применяется плотная кабель-
ная бумага К-12 (ГОСТ 8987—59) с
нанесенным '’типографским способом
Разрисовка кистями как
самостоятельный способ разделки не
применяется. Им пользуются для
устранения пропусков и дефектов,
для
усиления
разделки
гребешками
и для печатания.
Печатание является наиболее со-
вершенным способом разделки При-
емы печатания различны. Наиболее
обычным является печатание рисун-
ка на поверхность с гравированного
валика или с клише Валик смачи-
вают краской и прокатывают по от-
делываемой поверхности, на которой
многокрасочным рисунком.
Гладко отшлифованную поверх-
ность детали покрывают бесцветным
нитролаком с целью предохранения
ее от набухания при смачивании.
Затем поверхность намазывают
15%*ным мездровым клеем и накла-
дывают слегка смоченную бумагу,
разглаживая широким шпателем до
получения ровной поверхности и уда-
ления излишков клея Сушка произ-
водится при температуре 18—20° в
течение 18—20 часов
После этого производится отделка
он оставляет отпечатанный рисунок.
Недостатком этого приема является
то, что металлический
валик
дает
на впадинах пропуски, а резиновый
ает
неясный
рисунок.
Во втором
случае на клише (плиту) наносят
специальную пасту, а затем по пли-
те прокатывают эластичный желати-
новый валик, который собирает на
себя пасту Потом валик прокатыва-
ют по отделываемой поверхности,
где он оставляет рисунок текстуры.
После каждого прокатывания валик
в следующем порядке
I) шлифование на ленточном стан-
ке шкуркой № 100. 120;
2) очистка от пыли;
3—4) пять покрытий лаком № 754
с последующей сушкой при темпера-
туре 18—20°- после первого покры-
тия в течение 40 минут, второго —
60 минут, третьего — 90 минут и чет-
вертого— 120 минут;
5) выдерживание в течение 36 ча-
сов.
очищают от пасты, и операция по-
вторяется на другой части поверхно-
сти. Отпечатанный таким образом
рисунок покрывают после просушки
пасты бесцветным лаком за 2—4
6) мокрое шлифование (с уайт-
спиритом) шкуркой № 180;
7) шестое и седьмое покрытия
нитролаком № 930 с сушкой после
шестого покрытия в течение 30 ми-
раза.
Перевод рисунка
с бумаги
калькомания). на которой он печа-
тается в виде рисунка, фона и тек-
нут и после седьмого выдерживание
36 часов;
8) мокрое шлифование шкуркой
№ 320;
9) полирование вручную ватой или
стуры в нескольких красках, произво-
дится на подготовленную и покры-
тую лаком поверхность в период,
пока лаковая пленка сохраняет наи-
большую клейкость. После приклеи-
на полировальном станке фланелью
пастой № 290 с заключительной об-
тиркой полировочной водой № 18.
Поверхность получается гладкой с
равномерным зеркальным блеском»
Художественная отделка
о57
Разделки под ценные материалы
делают различным образом. При
обработке под слоновую кость по-
верхность древесины окрашивают
специальной массой. При разделке
бавления к ней соляной кислоты.
Без красителей получается масса бе-
лого цвета, напоминающая по виду
слоновую кость. Массу наносят на
поверхность кистью или шпателем.
под перламутр на полированную по-
верхность наносят бронзовый поро-
шок и вдавливают его в верхний
слой политуры нагретой металличе-
ской пластинкой. Кроме того, про-
Инкрустируют
следующими
при-
емами: на гладкую отшлифованную
поверхность древесины наносят ор-
намент (рисунок) при помощи резца
или карандаша
вначале в виде ли-
изводят окрашивание пор путем вти-
рания кашицы с бронзовым порош-
ком в поры древесины и образова-
ние пористой структуры поверхности
путем ее обработки стальными щет-
ками и окрашивания.
Применяют, нанесение
екоратив-
ных полосок на одноцветной краске
(цыровку) и «русскук» разделку —
замазывание пор глиной и олифой с
подсушкой в печах, что дает вид
лакированного изделия.
Художественные инкрустации по
дереву обычно выполняют в виде
интарсии из тонких пластинок
цветных пород дерева, наклеиваемых
на гладкую поверхность, либо вклеи-
вают в углубления, сделанные на
поверхности изделия. Иногда приме-
няют комбинации из таких пласти-
нок с костью, перламутром, цвет-
ными камнями и металлом.
Выполнение инкрустаций весьма
трудоемко, сравнительно дорого и
требует высокого мастерства.
Применение для художественного
инкрустирования искусственных раз-
лично окрашенных смол дает воз-
можность получить сравнительно
легким способом инкрустации высо-
кого качества.
Наиболее пригодна для этих целей
легко получаемая смола, состоящая
из фенола (100 весовых частей),
40%-ного раствора формалина
(185 частей), едкого натра (2.7 ча-
сти) и 50%-ного раствора молочной
кислоты (128 частей). Смола имеет
вид густого сиропа темного цвета.
Растворяется она в винном спирте;
для ускорения растворения иногда
применяют раствор соляной кисло-
ты и винного спирта, взятых в рав-
ных долях.
Различные оттенки придают смоле
спиртовыми красителями после до-
ний, которые углубляют на I—2 жлс,
или вырезают целые плоскости.
Перед нанесением смолы древеси-
ну нагревают в течение 15—20 минут
до температуры 65° для предупре-
ждения образования в слое смолы
воздушных пузырей. Смолу наносят
с излишком, так как при сушке она
несколько впитывается в поры древе-
сины. Сушку ведут при температуре
70—80° в течение 30—40 минут Что-
бы смола не стекала, плоскости с
нанесенным орнаментом располагают
горизонтально. На выпуклые поверх-
ности наносят более густую смолу,
не растекающуюся при сушке.
Затвердевшую поверхность шли-
фуют стеклянной или наждачной
шкуркой, вначале крупной, а под ко-
нец мелкозернистой, а затем поли-
руют.
Лаком служит та же смола, что и
для инкрустации, но разведенная
более жидко винным спиртом. Лак
наносят в несколько слоев с просу-
шиванием каждого слоя в течение
часа при температуре 70—80° и по-
следующим шлифованием мелкой
шкуркой. Последний слой шлифуется
до получении гладкой поверхности
со стекловидным блеском. Поверх-
ность можно промывать горячей во-
дой без опасения за порчу покры-
тия.
Применяя такой метод, можно по-
лучить отделку, подобную имитации
слоновой кости, цветных камней, ме«
таллов.
Металлизацию, т. е. придание по-
верхности древесины вида и некото-
рых свойств металла, осуществляют
несколькими способами: окрашивают
поверхность металлическими порош-
ками (бронзой)—так называемая
бронзировка; наклеивают тончайшие
листы металла (золочение и серебре-
ние); покрывают поверхность распы-
358
Отделка изделий
ленной струей металла (шоопирова-
ние); обрабатывают древесину ме-
таллизирующими растворами и по-
рошками (никелирование, лужение и
пропитка). Металлизация мебели
применяется сравнительно редко.
7. УСТАНОВКА ФУРНИТУРЫ
Фурнитура в виде различных со-
единительных деталей, шарнирных
запоров, задвижек, замков, ручек и
накладных украшений широко при-
меняется в мебельных и столярно-
строительных изделиях.
Мебельная фурнитура обычно слу-
жит украшением изделия и поэтому
чаще всего изготовляется из бронзы,
меди или никелированной
пластмасс, стекла и других материа-
лов.
стали,
Петли для навешивания раз-
личных дверец применяют шарнир-
ные, плоские и пятниковые.
Затяжки для соединения от-
дельных частей мебели (шкафов,
письменных столов и т. п.) обычно
состоят из двух скобок, стягиваемых
болтиком, или же из крюков, закла-
дываемых в отверстия пластинок
(у деревянных кроватей и др.).
Накладки предназначены
различных целей
скобок, футорок,
Форму, цвет и размеры
выбирают в соответствии с формой,
назначением и видом (стилем) изде-
лия.
для
и имеют форму
ключевин и пр.
накладок
отличие от накладок имеют чисто
декоративное назначение. Формы,
прикрепления к деревянным
размеры и в особенности рисунки
украшении весьма разнообразны.
Г в о з д и проволочные простые
при изготовлении столярных изделий
применяют для вспомогательных ра-
бот. Гвозди, служащие для обивки
мебели, имеют отделанные шляпки
соответственно характеру, прикреп-
ляемых украшений. Шпильки (гвоз-
ди без шляпок) употребляют для
крепления мелких деталей.
Шурупы служат главным обра-
зом для
деталям приборов (дверных, окон-
ных и т. п.), металлических крепле-
ний (угольников) и пр. Головки шу-
рупов бывают плоские, полукруглые
и полупотайные.
Обычно фурнитуру, за исключе-
нием накладных украшений, врезают
с тем, чтобы поверхность ее была
заподлицо с поверхностью древеси-
ны. Прирезка обычно делается вруч-
ную или с помощью механического
инструмента и выполняется до отдел-
ки, крепление же производится после
окончательной отделки.
Цвет фурнитуры должен соответ-
ствовать отделке древесины; чаше
всего ее применяют более темной, чем
цвет изделий, реже — более светлой
(например, бронза по красному де-
реву) .
Глава XIX
ИЗГОТОВЛЕНИЕ И МОНТАЖ
СТОЛЯРНО-СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
1. ИЗГОТОВЛЕНИЕ СТОЛЯРНО-СТРОИТЕЛЬНЫХ ИЗДЕЛИИ
Столярно-строительные детали и
изделия, как правило, поступают на
строительную площадку готовыми —
в собранном виде. Изготовление »х
производят на деревообделочных за-
водах и в мастерских механизирован-
ным способом. Этим достигается вы-
сокое качество работ, уменьшение
затрат труда и снижение стоимости
изделий.
Изготовление любого столярного
ивдели!Я слагается из ряда отдель-
ных операций, выполняемых при по-
мощи механизмов и вручную. Опе-
рации совершаются в определенной
последовательности.
Технологический процесс
механизированного изготовления
оконного переплета примерно сле-
дующий.
Пиломатериалы поступают со скла-
да в сушилку, а при достаточной
сухости их — непосредственно на
маятниковую пилу для поперечной
распиловки на заготовки и последую-
щей распиловки на круглопильном
станке на бруски. Бруски остраги-
вают на фуговальном станке с двух
сторон, на рейсмусовом — в размер,
а на калёвочном выбирают калевки.
В результате такой обработки полу-
чаются остроганные и профилирован-
ные бруски (<строганый погонаж*),
идущие на последующую обработку
вручную — при полумеханизирован-
ном способе и на станках — при
механизированном способе.
При механизированном изготовле-
нии оконных переплетов строганые
дефектные бруски поступают на
сверлильный станок для высверлива-
ния сучков и последующей заделки,
а годные обрезают в размер на тор-
цовочной пиле. На шипорезном
станке у брусков зарезают шипы и
проушины, а на долбежном выби-
рают гнезда. Бруски и щиты с фи-
гурным профилем поступают на фре-
зерный станок для отборки кромок.
Готовые детали после контрольного
осмотра и бракеража подготовляют
к сборке, после чего собирают ив них
переплет на верстаках или ваймах.
Зачистку и последующую обработку
переплета (отборка фальцев при-
твора) производят на фрезерном и
шлифовальном станках; после этого
производят прирезку приборов "и от-
делку.
Последовательность стадий техно-
логического процесса определяется
характером выпускаемых изделий и
типом производства. В табл. 124
приведены схемы технологических
процессов изготовления оконных бло-
ков.
Наиболее совершенной является
поточная организация производства,
которая должна, как правило, при-
меняться при механизированной за-
готовке деталей столярно-строитель-
ных изделий. На механизиро-
ванной поточной линии
(рис. 243) изготовление деталей
оконных переплетов производится в
следующем порядке. В раскройное
отделение материал поступает на ва-
гонетках и подается на роликовый
питательный стол маятниковой пилы,
оборудованный приспособлениями
360
Изготовление и монтаж столярно-строительных изделий
Изготовление столярно-строительных изделий
361
Наименование деталей
Схема технологического процесса изгото
Раскройное отделение Строгал ьно-за готовительное отделение
станки
вления двухэлементного оконного блока
Сборочное отделение
Таблица 12С
Малярный цех
круглопильный для по- перечного распила круглопильный для про- дольного распила грехшпиндельпый верти- кально-сверлильный фуговальный четырехсторонний стро- гальный двухпильный конце рев- нитель шипорезный । оризонтал ьно-свер- лильный электрофрезер электроотвертка фрезерный вайма или верстак механическая вайма фрезерно-обгоноч ны й фрезерный электрофрезер электроогвертка 1 шлифовальный фрезерный станок или верстак фрезерный станок или верзтак электроотвертка верстак верстак распылительная камера сушильная камера стеллаж сушильная камера стеллаж распылительная камера сушильная камера
ации
Створки с форточкой | Вертикальный брусок внутренней створки
Вертикальный брусок наружной створки .
Верхний горизонталь- ный брусок наруж- ной и внутренней створки
| глухая | Вертикальные бруски наружной и внутрен- ней створки ....
Горизонтальные бру- ски створок ....
Горбылек
Фор- точка Вертикальные бруски . Горизонтальные бру- ски
Ко- робка Вертикальный брусок Горизонтальный бру- сок
й по длине й по ши-. I сучков а ка в раз- ка ь раз- ) шипов а» X ей || петлей :а профи- верти
о о X я ш сс X н
сх с. СО о о X
X х О» <м о а - 3 X ф
о X С-СХ О х ш «© _
сэ гз X сэ £ 3 f- с. 3 «
Q. Q.CL (П •е- о S f- X х о CD ® е;
П-
-П—п.
П—п.
ю
з 2
а
&
а
2
X
5
а
s
а
а
&
||
О
S
п__
П—
.
Притворный штапик .
кОтлив..............
П _п_ П П—П -П——П
П п_ п -П—П П П
П п. —п_ П П П
П П- — П п п _п —
п п_ П п П п —'
п
П П- — : П П П _ п —
П—: —п_ П П П П- ri
П П п_ —п_ П П—П П- п п
—П-
П-П—П—П--П—п.
П_П_П_П—П—П—П—П—П—П-П—п
П-----п.
11______п.
п.
Рис. 243. Механизированная поточная линия
изготовления деталей оконных переплетов:
/ — маятниковая пила с механической подачей, автома-
тическим раскроем и сбрасыванием заготовок; 2 — при-
резной станок с гусеничной подачей; d — фуговальный
станок с автоподатчиком; 4 — четырехсторонний стро-
гальный станок; 5 — шипорезный двухсторонний станок;
6 — четырехсторонний строгальный станок; 7 — шарнирно-торцовочный станок; 8 — круглопильный станок с ручной подачей;
Р — то же, с автоматической подачей; 10 — четырехсторонний строгально-раскроечный станок; // — четырехсторонний строгаль-’
ный станок; 12 — рейсмус односторонний; 13 — фрезерный станок; 14 — горизонтально-сверлильный станок; 15 и 16 — транспортеры.
Изготовление и монтаж столярно-строительных изделий
Изготовление столярно-строительных изделии
363
для автоматического раскроя и даль-
нейшей подачи заготовок. Ленточным
транспортером отрезки подаются к
прирезному станку с гусеничной по-
дачей для опиловки по ширине и
далее поперечным транспортером на
автофуговальный станок. Выверен-
ный брусок с отфугованной пластью
по лотку поступает в четырехсторон-
ний строгальный станок и далее к
двухстороннему шипорезному станку
для выделки шипов. В зависимости
от характера соединений обрабаты-
вается на фрезерном станке или го-
ризонтально-сверлильном и по завер-
шении всех стадий машинной обра-
ботки направляется на склад и да-
лее в сборочный цех.
Изготовление филенчатых дверных
полотен производится на том же
оборудовании, на котором изготовля-
ются оконные переплеты. Из общего
процесса выделяется в особый поток
изготовление дощатых филенок. До-
щечки нарезаются по длине и ши-
рине на круглопильных станках,
кромки их прострагиваются на фуго-
вальном станке и поступают для
склейки в щиты на конвейерный
пресс (вайму). После выдерживания
щиты опиливают в размер и остра-
гиваются с двух сторон на рейсму-
совом станке. При надобности от-
борку профиля на кромках выпол-
няют на фрезерном станке и шли-
фование— на шлифовальном.
Заготовка филенок из фанеры и
древесно-волокнистых плит состоит
из нарезки по размеру на кругло-
пильном станке и шлифования.
Сборку, являющуюся послед-
ней стадией изготовления изделия,
дбычно выполняют как единую опе-
рацию, производимую одним-двумя
рабочими от начала до конца. Более
совершенным является поточный ме-
тод сборки, предложенный столяра-
ми'-новаторами. Они расчленили
сборку на отдельные операции и в
соответствии с этим расставили ра-
бочих и разместили оборудование.
Поточную сборку окон-
ных переплетов производят в
следующем порядке (рис. 244).
• Рабочее место столяров
о Рабочее место подручных рабочих
Рис. 244. Схема поточной сборки оконных переплетов.
Заготовленные детали расклады-
вают группами на столах 1. Здесь
первое звено (столяр и подручный)
производят сборку на клею. Под-
ручный на столе 2 намазывает
клеем шипы поперечных брусков и,
соединив их с продольными, пере-
дает, на стол 3 столяру. Последний
устанавливает горбыльки и при на-
добности обвязки, сколачивает пере-
плет до полного примыкания в со-
единениях, устраняя неплотности
пропилами ножовкой и проверяя
правильность сборки. Собранный и
выверенный переплет столяр пере-
дает на ваймы 4 для запрессовки.
Запрессовку производит звено в
составе столяра и подручного. Здесь
расположены столики: для электро-
сверлилки — 5, для инструментов
сборщика — 6 и инструментов под-
ручного — 7. Подручный уклады-
364
Изготовление и монтаж столярно-строительных изделий
вает переплет в ваймы и запрессо-
вывает его. Столяр выверяет пра-
вильность собранного переплета
шаблоном, после чего высверливает
отверстия для нагелей. Подручный
смазывает нагели клеем и забивает
их в отверстия, срезая излишки их
ножовкой.
Зачистку переплета производит
третье звено (столяр и подручный).
Здесь расположены столы для со-
бранных переплетов 8, круглопиль-
ный станок с двумя дисками 9, стол
для опиленных переплетов 10 и вер-
стак для окончательной зачистки 11.
Подручный обрезает на станке из-
лишки шипов и кладет переплет на
стол. Столяр укладывает переплет на
верстак и производит окончательную
зачистку электрорубанком. Готовые
переплеты, не имеющие форточек,
отправляют на отделку (проолифку).
Пригонку форточек производит
четвертое звено, состоящее из трех
столяров. Здесь расположены: вер-
стак 12 для пригонки форточек, под-
ставка 13, столик 14, фрезерный ста-
нок 15, столик 16 для укладки фор-
точек и верстак 17 для пригонки и
зачистки форточек. Столяр, поль-
зуясь подставкой и верстаком, произ-
водит предварительную примерку и
подгонку форточек в четверти пере-
плета Затем второй столяр произво-
дит выборку четвертей в форточках
на фрезерном станке, после чего тре-
тий столяр производит окончатель-
ную пригонку и зачистку форточек.
В последнее время на деревообде-
лочных предприятиях внедряются
автоматические поточные линии для
сборки и обработки оконных створок
и дверных полотен, разработанные
Центральным научно-исследователь-
ским институтом механической обра-
ботки древесины (ЦНИИМОД).
Поточная линия для сборки
и обработки оконных створок стан-
дартных размеров состоит из двух
горизонтальных и одного вертикаль-
ного транспортера и специального
оборудования для технологических
операций, начиная от сборки створ-
ки из готовых деталей и кончая
фрезеровкой мест под форточку.
Последовательность операций и
расположение оборудования следую-
щие (рис. 245).
ки и обработки оконных створок:
1 — механическая вайма; 2 — срезка нагелей; 3 — нагрев в поле токов высокой частоты; 4 —
вертикальный транспортер; 5 — фрезерный станок для обработки продольных кромок; 6 — кон-
церавнитель для обработки торцовых кромок и выборки паза под отлив; 7 — шлифовальный
станок; К — фрезерный станок для выборки фальца под форточку; 9 — вгонка форточки; 10 —
крепление отлива; 11 — установка штапика; 12 — крепление штапика,
Готовые детали створки со сма-
занными клеем местами соединений
укладываются в механическую вай-
му, створка обжимается с четырех
сторон, в углах просверливаются от-
верстия, и в них на клею ставятся
нагели. Освобожденная из ваймы
створка поступает на транспортер, и
при движении на нем происходит
срезка концов нагелей специальными
ножами. Далее створка поступает
автоматически на полки вертикаль-
ного транспортера, помещенного в
сушильной камере с температурой до
70°
Створка проходит сушильную ка-*
меру за 40 минут (время, необходи-
мое для высушивания клеевых со-*
единений). После этого она автома-
тически выталкивается на горизон*
Заготовка элементов столярных тяг, перегородок, панелей и оборудования
тальный транспортер, пропускающий
ее между двумя вертикально-фре-
зерными станками, на которых про-
исходит обработка продольных кро-
мок. Далее вдоль транспортера по-
следовательно расположены: двух-
сторонний концеравнитель для обра-
ботки торцовых кромок, шлифоваль-
ный трехбарабанный станок и копи*-
ровально-фрезерг ый станок для вы-
борки четвертей под форточку.
Поточную линию обслуживает
бригада из 15 рабочих Производи-
тельность ее труда достигает 600
створок в смену.
На поточной линии для сборки и
обработки дверных полотен
(рис. 246) все технологические опе-
рации механизированы и автомати-
зированы. Собранное в гидравличе-
ской вайме дверное полотно посту*
пает на транспортер. При движении
12 3 *>
6 .7 9 9
Рис. 246. Автоматическая поточная линия для сборки и обработки дверных
полотен:
/ — гидравлическая вайма; 2 — горизонтальный транспортер; 3 — ножи для срезки нагелей;
4 — вертикально-фрезерный станок; 5 —«обрезной с ганок; о—3 — шлифовальные дисковые станки;
7— переворачивающий механизм; 9 — выданный стол.
на нем производится срезка нагелей,
фрезерование продольных кромок,
обрезка торцовых кромок, шлифова-
ние вначале одной стороны, перево-
рачивание и шлифование другой сто-
роны. Для этого над транспортером
последовательно расположены: спе-
циальные ножи для срезки нагелей,
два вертикально-фрезерных станка,
автоматический двухпильный обрез-
ной станок, шлифовально-дисковый
станок, переворачивающий механизм,
второй шлифовально-дисковый ста*
нок и выданный стол. Отделка из-
делий — грунтование и масляная
окраска — выполняется механизиро-
ванно в другом отделении.
Производительность этой поточной
линии достигает 300 дверных поло-
тен в смену, что дает повышение
производительности труда в 7—10
раз по сравнению с изготовлением
полотен в построечных мастерских.
2. ЗАГОТОВКА ЭЛЕМЕНТОВ СТОЛЯРНЫХ ТЯГ,
ПЕРЕГОРОДОК, ПАНЕЛЕЙ И ВСТРОЕННОГО ОБОРУДОВАНИЯ
Столярные тяги — налични-
ки, плинтусы, галтели, карнизы,
окладные калёвки, поручни лестнич-
ных перил и т. п. — острагивают ча-
ще всего с двух или трех и реже с
четырех сторон. Строгают их на
четырехсторонних строгально-калё-
вочных станках при массовом произ-
водстве и на фрезерных станках —
при мелкосерийном производстве.
Соединения отдельных элементов
тяг, поскольку последние служат
для покрытия стыков конструкций и
оформления примыканий, обычно вы-
полняются на месте монтажа. На
заводах соединения выполняют лишь
при массовой заготовке типовых эле-
ментов.
Столярные перегородки
и тамбуры обычно делают фи-
ленчатыми. В некоторых случаях
изготовляют остекленные перегород-
ки или с проволочной сеткой, по
конструкции они весьма сходны с
дверными полотнами, и их заготовку
ведут в общем потоке с изготовле-
нием дверей.
Панели для облицовки стен из-
366
Изготовление и монтаж столярно-строительных изделий
готовляют из древесины хвойных по-
род с облицовкой фанерой листвен-
ных пород Каркас (обвязки и сред-
ники) и филенки заготовляют на
заводе с частичным выполнением со-
единений; окончательную пригонку
соединений и отделку выполняют на
месте установки.
Встроенная мебель состоит
в основном из каркаса-обвязок,
укрепляемых к строительным кон-
струкциям, и филенчатых щитов,
присоединяемых к каркасу Шкаф-
чики и гардеробы снабжаются пере-
ставными полочками. В ряде случаев
наружная сторона стенок встроенной
мебели облицовывается сухой штука-
туркой Встроенная мебель, как пра-
вило, изготовляется из древесины
хвойных пород с широким примене-
нием для филенок фанеры и твердых
древесно-волокнистых плит под от-
делку непрозрачной окраской
Производят механизированную за-
готовку щитов, дверок и элементов
каркаса, с частичным выполнением
соединений и последующей сборкой
на месте или изготовляют целые бло-
ки — шкафы.
3. МОНТАЖ СТОЛЯРНО-СТРОИТЕЛЬНЫХ ДЕТАЛЕЙ
Установка оконных коро-
бок (рис. 247) выполняется в со-
ответствии со сделанной заранее раз-
меткой осей проемов и середины
коробки на брусках верхней и ниж-
ней обвязок. В каменных зданиях
стороны у коробок, обращенные к
кладке, должны быть до установки
антисептированы, осмолены и обиты
войлоком или толем.
Ставят коробку в проем на клинья,
с помощью которых выверяют со-
впадение оси коробки с осью проема,
расположение коробки на нужной
высоте и требуемом расстоянии от
плоскости стены Установленную ко-
робку раскрепляют, забивая в каж-
дом углу по два клина. Окончатель-
но укрепляют коробку в проеме по-
средством закрепов, забиваемых в
заложенные в кладку деревянные
пробки.
При установке парных (раздель-
ных) коробок внутреннюю (зимнюю)
коробку устанавливают по наруж-
ной, пользуясь шаблоном-наугольни-
ком
Подоконные доски, как правило,
устанавливают после осадки кладки
Подоконную доску заводят в четверть
нижней обвязки коробки и концы ее
заделывают в кладку, соблюдая при
этом небольшой уклон в сторону по-
мещения.
Дверные коробки наружных две-
рей устанавливают так, чтобы ниж-
ний брусок (порог) выступал из
кладки с внешней стороны на 5 мм,
Рис. 247. Установка оконных коробок
и переплетов:
а — разметка и проверка коробки; б — устаг
новка внутренней коробки по шаблону; з —
пригонка оконных переплетов по шаблону.
со стороны помещения — на 15 дъи.
Дверные коробки внутренних дверей
заделывают концами в пол и соеди-
няют внизу распорной доской В пе-
регородках коробки укрепляют гвоз-
дями, а щели закрывают налични-
ками.
При установке оконных и дверных
коробок в деревянные стены вверху
между коробкой и стеной оставляют
зазор величиной в 5% от высоты
коробки на осадку стен.
Пригонка оконных пере-
плетов начинается с пригонки
фрамуги наружного переплета Ее
плотно пристрагивают с небольшим
скосом кромок к наружной стороне
переплета, затем закрепляют шуру-
пами, завинчиваемыми под углом 45°.
Фрамуга внутреннего переплета
должна допускать свободное откры-
вание наружных створок Поэтому
ее низ устанавливают на 25—30 нм
выше низа наружной фрамуги.
Створки пристрагивают с небольшим
Монтаж столярно-ст роите льных деталей
367
скосом наружу, оставляя при этом
зазор 1,5—2,5 мм на окраску.
Пригонку выполняют при помощи
фуганка и зензубеля, либо на пере-
носном комбинированном или фре^
зерном станке. Вначале производят
срезку излишков дисковой пилой, за-
тем острожку и после этого врезку
петель.
Для навески створок на кромках
брусков прирезают петли, которые
располагают на расстоянии от верха
и низа створки, равном длине одной
петли. Створку с прирезанными и
навешенными петлями ставят в ко-
робку и на ней очерчивают контур
петли. Для разметки мест прирезкч
петель пользуются шаблоном, пред-
ставляющим собой деревянную рей-
ку, на которой укреплены скобы чз
тонкой полосовой стали с заострен-
ными краями. Профиль скоб строго
соответствует контуру петли. Шаб-
лон прикладывают к бруску створки
и ударяют по нему киянкой, отчего
на бруске отпечатывается очертание
петель. Таким способом размечают и
коробку, что исключает необходи-
мость ставить створку на место для
разметки.
Шурупы в створке ставят во все
отверстия, а в коробке только два
в каждой петле; остальные ставят
после проверки правильности уста-
новки и остекления переплета.
Целесообразнее пригонку и навеску
переплетов в коробки производить
заранее в мастерских, чем значи-
тельно облегчается эта работа, вы-
полняемая здесь механизированным
способом. На стройке производят
установку всего оконного устройства
целым комплектом.
Пригонка дверных поло-
тен начинается с пристрожки по-
лотна к четвертям коробки. Притво-
ры полуторных и двупольных две-
рей пристрагивают заранее. При
пригонке оставляют зазоры по 2 мм
на окраску, а также зазоры внизу
у внутренних дверей величиной 8 мм,
а у наружных 2 мм между низом
полотна и полом или порогом Навес-
ку полотен делают с небольшим на-
клоном на проем, чтобы дверь легко
закрывалась.
Верхние дверные петли врезаются
на расстояния от верха дверного по-
лотна, равном длине одной петли, но
не выше низа верхнего обвязочного
бруска; нижние петли врезаются не
ниже верха нижнего обвязочного
бруска.
Прирезка оконных и дверных при-
боров заключается в вырубке в со-
ответствующих местах гнезд и при-
креплении при-боров шурупами Вы-
борку гнезд для приборов произво-
дят электрофрезой. Прирезку прибо-
ров выполняют до установки пере-
плетов и дверей на место, а оконча-
тельно укрепляют после окраски.
Створки наружных оконных пере-
плетов, открывающиеся наружу, снаб-
жаются ветровыми крючками, а от-
крывающиеся внутрь — упорами.
Оконные ручки укрепляются на рас-
стоянии 1,5—1,6 м от пола, а двер-
ные—0,8—1,1 м
В отличие от обычных оконных
устройств спаренные переплеты вме-
сте с коробкой устанавливают одно-
временно с монтажом стен. При этом
блок ставится на подкладки и кре-
пится к пробкам, заделанным в
стену и к планкам.
Оконные и дверные устройства
должны удовлетворять требованиям
технических условий в отношении
породы древесины, отклонений от
проектных размеров и качества вы-
полнения. Отклонения' от проектных
размеров изделий по высоте и ши-
рине не должны превышать 2 мм, по
толщине — I мм; в размерах калё-
вок, четвертей и мест соединений
элементов — 1 мм. Не допускаются
перекосы более 2 мм по любому на-
правлению изделий, а также непро-
строганные места и шероховатости.
Поручни укрепляют к перилам
шурупами. Вначале ставят прямые
Детали и к ним присоединяют на
шипах с клеем детали закруглений.
Наличники нарезают из гото-
вых брусков по длине, выполняют
угловые соединения на ус. иногда с
подрезкой вполдерева, и укрепляю?
на место шпильками-гвоздями без
шляпок.
Плинтусы и галтели соеди>-
няют в углах помещений на ус я
прикрепляют гвоздями плинтусы £
стене, а галтели к полу.
368
Изготовление и монтаж столярно-строительных изделий
Филенчатую перегородку
устанавливают непосредственно на
полу на дощатые подкладки и не
доводят до потолка на 2—3 см. От-
дельные щиты соединяются один с
другим вставными шипами (не ме-
нее трех по высоте), а стыки сна-
4. ОТДЕЛКА СТЕН И ПОТОЛКОВ
Внутренние поверхности стен жи-
лых и общественных зданий при
высококачественной отделке оформ-
ляют обычно в виде панелей в ниж-
ней части стены, кроме того, древе-
синой иногда облицовывают откосы
оконных и дверных проемов и по-
толки.
Заготовку деталей панелей и по-
толков и сборку их элементов про-
изводят так же, как и при изготов-
лении филенчатых дверей Отличие
состоит в том, что лицевую отделку
поверхности делают только с одной
стороны; внутреннюю сторону, обра-
щенную к стене, обрабатывают на-
черно и покрывают антисептиком и
олифой.
Дощатые филенки и широкие об-
вязки в целях предупреждения ко-
робления облицовывают фанерой с
обеих сторон. Взамен дощатых филе-
нок в последнее время используются
древесно-волокнистые плиты, оклеен-
ные фанерой ценных пород.
Готовые части панелей собирают
и устанавливают на место по окон-
чании всех основных строительных
процессов и мокрых отделочных ра-
бот и после необходимой просушки
стен.
Вначале выполняют разметку на
стенах расположения осей каркаса и
щитов панели и мест крепления бру-
сков к стенам.
При установке брусков каркаса
проверяют их вертикальность и рас-
положение в общей плоскости пане-
ли. Укрепляют бруски к стенам ер-
ружи закрываются штапиками. Пере-
городка крепится к полу гвоздями
или шурупами, а к стене закре-
пами.
Места соединений перегородки с
полом прикрывают плинтусом, а с
потолком— карнизом.
ЦЕННЫМИ ПОРОДАМИ ДЕРЕВА
шами или глухарями, забиваемыми
в заложенные в стены деревянные
пробки.
Щиты панели соединяют друг с
другом на шкантах в четверть или в
шпунт так, чтобы соединения при-
ходились на брусках каркаса, и при-
крепляют к ним шурупами. Места
стыков » шурупы закрывают шта-
пиками.
Низ панели оформляют в виде
цоколя или галтели, закрывающей
щель между полом и щитами. По
верху панели устанавливают карниз
сложного профиля, плотно примы-
кающий к стене и закрывающий
щель между стеной и панелью. Кар-
низ крепится к брускам каркаса.
При установке отдельных элемен-
тов панели особое внимание уделяют
правильности линий. образуемых
карнизами, раскладками, штапиками,
филенками, а также подбору рисун-
ка и текстуры филенок для создания
красивого, выразительного вида всей
панели.
Потолки облицовывают ценными
породами под общий рисунок стен и
полов. У стен и выступающих балок
устраивают карниз, а по плоскости
потолка укрепляют бруски каркаса.
По верхней части как карниза, так и
брусков выбирается четверть, в кото-
рую закладывают филенки Шиты
филенок должны обладать достаточ-
ной жесткостью и не давать выгиба
вниз. Для этого тонкие филенки
снабжают ребрами (брусками) жест-
кости.
5. УСТРОЙСТВО ОКОННЫХ ПЕРЕПЛЕТОВ И ДВЕРЕЙ ИЗ
ДЕРЕВА ЦЕННЫХ ПОРОД
Оконные переплеты зданий с вы-
сококачественной отделкой, как пра-
вило, изготовляют из массивной дре-
весины ценных пород, большей ча-
стью дуба.
Дверные полотна внутри помеще-
Настилка художественного паркета
369
ний делают обычно из простых по-
род. облицованных фанерой дорогих
пород. Для создания рельефа на по-
верхности дверей применяют профи-
лированные детали, раскладки и
штапики из массива. Иногда элемен-
ты дверей украшают резьбой, ин-
крустацией и металлическими встав-
ками.
Оконные переплеты и дверные по-
лотна из ценных пород дерева обыч-
но изготовляют на мебельных пред-
приятиях, так как процессы их про-
изводства весьма сходны с изготов-
лением мебели, в особенности по
фанерованию и отделке.
Установка краснодеревных окон-
ных и дверных устройств произво-
дится после окончания всех отделоч-
ных работ. В дверном проеме уста-
навливают черную коробку из анти-
септированной древесины хвойных
пород, оштукатуривают откосы и
после просушки и окончания отде-
лочных работ устанавливают красно-
деревную дверную коробку с полот-
ном, прикрепляя ее к черной ко-
робке.
Приборы прирезают и ставят особо
тщательно и осторожно, чтобы не
повредить отделанных поверхностей.
6. НАСТИЛКА ХУДОЖЕСТВЕННОГО ПАРКЕТА
Основание (опалубку) тщательно
острагивают так, чтобы не было про-
весов между досками и поверхность
была горизонтальной.
Разметку рисунка настилки де-
лают на основании. Вначале разме-
чают ось помещения, затем линии
фриза и основные линии рисунка,
после этого стороны квадратов, пря-
моугольников и их диагонали,
центры кругов и т. д.
Настилку и подгонку начинают с
яодгонки и укладки рядового парке-
та. Если рядовой паркет настилается
в виде «елки», то настилку начинают
тем же порядком, что и обычно, —
е выстилки «маячной елки». При на-
личии фигурных инкрустаций (укра-
шение поверхности пола узорами из
вставленных кусков других, более
ценных пород дерева) в рядовом
паркете выстилку начинают с уклад-
ки фигур, а затем уже производят
настилку рядового паркета.
Наклейку фигур и планок выпол-
няют после подгонки целого ряда
или законченного фигурного узора.
Этим устраняются возможные ошиб-
ки и нарушения рисунка и умень-
шаются затраты времени на работу.
После посадки на клей паркет
прижимают грузами, а также укреп-
ляют двумя гвоздями впотай. Для
этого в нижнюю сторону планки за-
бивают гвозди примерно на одну
треть ее толщины, головку гвоздя
срезают, а затем, смазав клеем осно-
вание и планку, ставят последнюю
на место и осаживают ее ударами
молотка по деревянной подкладке,
положенной на планку сверху. Гвоздь
входит в более мягкое основание.
Строгание, равно как и циклевка,
представляет собой трудоемкую ра-
боту, в особенности при выполнении
вручную. Поэтому эти операции
обычно производят при помощи пар-
кетострогальной машины, электро-
рубанка и циклевочной машины.
Строжка наборного паркета про-
изводится, как правило, сплошь, а
щитового из стандартных щитов с
добором — только вставленных фи-
гур и планок в местах добора. Пар-
кетные доски, выпускаемые с шлифо-
ванной лицевой поверхностью, при
тщательной укладке нуждаются
лишь в устранении циклевкой про-
весов в местах стыков и вторичной
шлифовке.
При строгании пола паркетостро-
гальной машиной ее устанавливают
на полу с поднятым ножевым валом,
включают двигатель и плавно выпу-
скают ножевой вал на требуемую
глубину строжки. Затем продвигают
машину вперед с такой скоростью,
чтобы достигалась необходимая чи-
стота отделываемой поверхности; при
быстрой подаче на поверхности по-
крытия образуются неровности (вол-
ны), тем большие, чем больше ско-
рость подачи.
Строгание вручную производят
24 А. Н. Старика»
370
Изготовление и монтаж столярно-строительных изделий
главным образом при зачистке в от-
дельных местах щитового паркета.
Пользуются при этом двойным ру-
банком.
Художественный паркет остраги-
вают паркетострогальной машиной
лишь при наличии провесов и вы-
ступов отдельных фигур. При этом
строгальные ножи должны быть осо-
бенно остро заточены и тщательно
выверены при установке. Толщина
снимаемой стружки устанавливается
предельно малой, подача ведется
медленно, чем обеспечивается боль-
шая чистота строгания. Шерохова-
тости и задоры зачищают двойным
рубанком.
Окончательную зачистку (циклев-
ку) выполняют при помощи цикле-
вочной машины, а в труднодоступ-
ных местах — вручную при помощи
цикли. Перед циклевкой пол очи-
щают от пыли.
Циклевку машиной производят при
равномерном продвижении ее от сте-
ны до стены. Перед поворотом ма-
шины шлифовальный барабан при-
поднимают над поверхностью пола.
Смежные проходы перекрывают на
4—5 см.
Циклевку производят за два ра-
за: черновую — крупнозернистой
шкуркой № 36 и начисто — мелко-
зернистой № 60.
Ручную циклевку выполняют глав-
ным образом при настилке щитового
паркета с отделанной поверхностью
в местах цебольших провесов или
для устранения мелких дефектов при
машинной отделке. Резание циклей
производится по направлению воло-
кон дерева.
РАЗДЕЛ ПЯТЫЙ
ОРГАНИЗАЦИЯ СТОЛЯРНОГО ПРОИЗВОДСТВА
Глава XX
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
1. виды столярных
Столярно-механические производ-
ства могут представлять собой само-
стоятельные предприятия (фабрики,
комбинаты) либо являться вспомо-
гательными или основными цехами
крупных предприятий различных от-
раслей промышленности (машино-
строения, вагоностроения и т. п.).
Столярное производство может
быть индивидуальным, серийным и
массовым.
При индивидуальном производстве
одинаковые изделия изготовляются
в незначительных количествах. Это
встречается чаше всего на мебель-
ных фабриках и в мастерских, выпу-
скающих отдельные изделия или
гарнитуры художественной мебели.
При серийном производстве одина-
ковые изделия выпускаются круп-
ными партиями. Такой характер про-
изводства свойствен большинству
мебельных фабрик, выпускающих
мебель различного назначения, а
также цехам строительных дета-
лей.
При массовом производстве изде-
лия выпускаются непрерывным по-
ПРОИЗВОДСТВ
током в течение длительного периода
времени. Так работают предприятия
и мебельные фабрики, специализиро-
ванные на определенном виде изде-
лия или типовых наборах мебели.
Примерами столярных производств
различных типов могут служить сле-
дующие:
Индивидуальное производство
а) столярные мастерские стильной
мебели;
б) реставрационные мастерские;
в) столярные мастерские на стройках;
г) модельный цех небольшого литей-
ного завода;
д) ремонтные мастерские.
Серийное производство
а) гарнитурной мебели;
б) корпусной мебели;
в) строительных деталей;
г) тары;
24*
Организация производства
д) деревообрабатывающие цехи ваго-
ностроительных, судостроитель-
ных. авторемонтных, обозострои-
тельных производств и т. п.
Массовое производство
а) паркета;
б) стульев;
в) унифицированных деталей щито-
вой мебели;
г) типовой мебели;
д) строительных деталей;
е) деревообрабатывающие цехи ва-
гоностроительных, автомобильных
.и других предприятий.
В серийном производстве разли-
чают: мелкосерийное, близкое к ин-
дивидуальному по небольшому объ-
ему программы, широкому ассорти-
менту и незначительной величине
партии; среднесерийное, охватываю-
щее, например, цех строительных де-
талей с выпуском 100—200 тыс. кв м
столярных изделий (дверей и окон)
в год и соответствующего количества
погонажного материала или мебель-
ную фабрику с выпуском трех-четырех
типов различных изделий, потребляю-
щую в год примерно 1500 м3 древе-
сины (в переводе на пиломате-
риалы) ; крупносерийное, имею-
щее ограниченное число наименова-
ний изделий и их типоразмеров, но
со значительным объемом програм-
мы. Сюда относятся, например, ме-
бельная фабрика с выпуском 300—
400 тыс. стульев трех-четырех типов
в год, фабрика корпусной мебели,
выпускающая три-четыре типа изде-
лий и потребляющая в год примерно
4000 м3 пиломатериалов, завод строи-
тельных деталей с выпуском изде-
лий 300—500 тыс. кв. м в год.
В серийном и массовом производ-
стве создаются поточные линии по
заготовке основных деталей.
При выпуске изделий отдельными
(различными по ассортименту и чи-
слу) партиями (сериями) приходится
перестраивать технологический про-
цесс, недогружая некоторые станки
и перегружая другие, меняя число,
квалификацию и состав рабочих.
В таких условиях зачастую прихо-
дится работать небольшим мебель-
ным и столярным мастерским.
Частая перестройка технологиче-
ского процесса для выпуска новых
типов изделия нарушает нормальный
ход производства. Поэтому в ма-
стерских, производящих различные
изделия, выделяются специальные
универсальные станки и особые от-
деления заготовки и сборки.
Чем крупнее предприятие и чем
более оно специализировано, тем в
большей степени там расчленяется
на отдельные операции технологиче-
ский процесс производства. 'В этих
условиях удается шире применять
наиболее приспособленное, специали-
зированное оборудование к выполне-
нию различных операций, отчего
уменьшается общая трудоемкость
изготовления изделий, снижается их
себестоимость.
Оборудование на предприятиях
размещают таким образом, чтобы не
нарушалась установленная техноло-
гическим процессом последователь-
ность обработки, что особенно важ-
но при создании автоматических по-
точных линий.
Существенная роль в организации
производственного потока принадле-
жит транспорту — перемещению дета-
лей от станка к станку и от одного
рабочего места к другому. Наиболее
распространенным способом транспор-
тировки является перевозка деталей
на вагонетках по узкоколейным рель-
совым путям и на тележках с подъ-
емной платформой, а иногда с элек-
тротягой (электрокары). Рельсовый
транспорт применяют в тех отделе-
ниях, которые связаны с внешними
цехами (сушилка, склад и т. п.), а
тележки — в качестве внутрицехового
транспорта.
В поточном автоматизированном
производстве применяют цепные и
ленточные конвейеры.
Различают конвейеры распредели-
тельные, осуществляющие только пе-
ремещение деталей от одного рабо-
чего места к другому для обработки
их вне конвейера, и рабочие конвей-
еры, на которых непосредственно
происходит обработка деталей.
Виды столярных производств
373
Технологический процесс
столярного производства делится на
этапы, в соответствии с чем и со-
здаются цехи предприятия.
Основными цехами в столярном
производстве являются раскройный,
сушильный, механической обработки,
клеильный, сборочный и отделочный.
Кроме того, имеются вспомогатель-
ные, обслуживающие цехи, напри-
мер, механический с пилоножеточной
мастерской для ремонта оборудова-
ния и заточки инструментов, транс-
портный, склады и др.
В соответствии с установленным
на предприятии технологическим
процессом и намеченным характером
оборудования в цехах размещают
требуемое число станков, исходя из
их производительности и допускаемой
загрузки, с учетом дополнительных
затрат времени на. подготовку стан-
ков к работе, их настройку, пере-
становку режущего инструмента
и пр. Примером может служить по-
казанный на рис. 248 схематический
план расположения оборудования
автоматических станочных линий в
цехе машинной обработки деталей
корпусной мебели и строгально-заго-
товительном отделении.
В строгально-заготовительном от-
делении производится фугование
кромок деталей в их склеивание, а
также строгание деталей, не обраба-
тываемых на автоматических линиях.
Обработка в зависимости от ха-
рактера деталей разделена на четыре
потока: автоматические линии для
проходной обработки деталей, про-
ходной и позиционной обработки, об-
работки ящичных деталей и поток
обработки прочих деталей. Передви-
жение деталей по автоматическим
линиям осуществляется конвейерами,
а на потоке — с помощью тележек.
Процесс отделки столярных изде-
лий строится весьма различно и за-
висит от вида изделий и характера
их отделки. Обычно столярную ме-
бель отделывают в собранном виде
и перемещают вручную или при по-
мощи транспортного конвейера. Раз-
борную мебель и отдельные детали
(в особенности полированные) отде-
лывают, перемещая их по цеху вруч-
ную или перевозя на тележках.
Наиболее совершенной является
поточная организация производства,
которая целесообразна при механи-
зированной заготовке
деталей
сто-
лярных изделий и массовом их про-
изводстве.
Для непрерывно-поточно-
го процесса производства характер-
ным является переход обрабатывае-
мых деталей или изделий с одной
операции на другую через строго
определенные промежутки времени и
размещение рабочих мест в порядке
выполнения операций.
По степени механизации в непре-
рывно-поточном производстве разли-
чают: ручной поток, поток с распре-
делительным конвейером, рабочий
конвейер и автоматическую линисо.
В ручном потоке передача дета-
лей с одного рабочего места на дру-
гое производится самими рабочими
вручную.
Поток с распределительным кон-
вейером представляет собой линию
рабочих мест, обслуживаемую одним
общим конвейером (транспортером).
с которого деталь снимается на ка-
ждом рабочем месте для выполнения
операции. Поточная линия с рабочим
конвейером отличается тем, что рабо-
чие операции выполняются над дета-
лями непосредственно на конвейере.
Автоматическая линия является
наиболее совершенной формой орга-
низации непрерывно-поточнпго про-
изводства с автоматизацией как пе-
редачи деталей с одного рабочего
места на другое, так и обработки
деталей на каждой операции.
Применение поточной организаций
и автоматизации производства позво-
ляет значительно повысить его тех-
нический уровень и увеличить про-
изводственные мощности станков, а
вместе с тем повысить производи-
тельность труда и снизить себестои-
мость изделий. Этому способствует
проводимая специализация пред-
приятий по производству технологи-
чески однородных изделий мебели,
на основе унификации (единообра-
зии) основных элементов изделий и
типовых наборов мебели.
Непрерывный поток может быть
с принудительным непрерыв-
ным или пульсирующим движением,
Рис. 248. Автоматические станочные линии цеха машинной обработки деталей:
I—линия для проходной обработки деталей; П— линия для проходной и позиционной обработки деталей; III — линия для
Обработки прочих деталей: 1 — бункерное загрузочное устройство; 2 — автоподатчик; 3 — фуговальный станок; 4 — фрезерный
станок, 5—четырехсторонний строгальг.о-калёвочный станок; 6 — направляющий логок с автоматическим перегрузочным уст-
ройством; 7 — двухсторонний шипорезный станок; 8— ленточный транспортер; 9— сучкозаделывателыый станок; 10—шли-
фовальный станок; //—головка для торцовки под прямым углом и углом 45° к пласти и кромке детали; 12 — цепной
транспортер; 13 — головка для выборки паза под круглый шип и выборки фальца; 14 — трехшпиндельная сверлильная го-
ловка; 15 — головка для одновременного впрыскивания клея в три гнезда; 16 — головка для одновременной запрессовки трех
круглых шипов; 17 — сверлильный автомат; 18 — шипорезный станок для шипов .ласточкин хвост**; 19 — шипорезный
станок для прямых шипов; 20 — сверлильный автомат; 21 ~ малый рейсмусовый станок; 22 - сверлильный станок; 23 — копи-
ровальный станок; 24 — токарный станок; 25—конвейерно-клеильный пресс; 26— рейсмусовый станок; 27 — круглопильный
станок; 23 — четырехсторонний строгально-калёвочный станок; 29 — перекидной мостик; 30 — пост технического контроля.
Технологический режим и нормативы ст олярно-механического производства375
осуществляемым специальными транс-
Сокращение сроков строительства
портными средствами, или со сво-
бодным движением.
При непрерывном
принудительном
вожении деталь или изделие обра-
батывается во время движения кон-
вейера, а при пульсирующем движе-
нии — во время ритмичных остановок
(пауз) конвейера.
Пер еменно-поточное про-
изводство в отличие от непрерывно-
поточного допускает периодическую
перестройку отдельных производ-
ственных участков в соответствии с
видом обрабатываемых деталей, уз-
лов и изделий.
Организация столярных работ н а
строительной площадке
определяется календарными планами
(графиками) и принятыми методами
производства в целом по строитель-
ству и по отдельным видам работ
(монтажным, плотничным, столярным
и т. п.).
достигается одновременным ведением
различных видов работ, применением
сборных конструкций и поточных ме-
тодов производства.
При поточном методе сооружения
зданий на каждом участке (захват-
ке) группа рабочих данной специ-
альности сменяется в точно устано-
вленные сроки рабочими другой спе-
циальности, приходящими с другого
участка.
Разделение возводимого здания на
отдельные участки — <захватки> по-
зволяет производить одновременно
работы группами рабочих разных
специальностей, последовательно сме-
няющими друг друга на захватах.
Так, например, на одной захватке
могут работать штукатуры, на дру-
гой в то же самое время — столяры,
на третьей — маляры.
2. ТЕХНОЛОГИЧЕСКИЙ РЕЖИМ И НОРМАТИВЫ
СТОЛЯРНО-МЕХАНИЧЕСКОГО ПРОИЗВОДСТВА
Организационно-технические усло-
вия производства изделий и выпол-
нения отдельных технологических
процессов разрабатывают и оформ-
ляют в виде технологических карт
и пооперационных ведомостей.
При разработке технологического
процесса изготовления изделия уста-
навливают порядок обработки ка-
ждой детали, сборки деталей в узлы
и обработки последних, сборки узлов
в изделие и его отделки. В соответ-
ствии с этим составляется перечень
операций, определяется их последо-
вательность, определяются состав и
квалификация рабочих, выбираются
станки, инструменты и прочее обору-
дование и устанавливаются произ-
водственные нормативы.
В технологической карте указыва-
ются следующие данные:
деталь
Наименование или номер детали
Порода древесины
Размеры
Кубатура
Количество на одно изделие >
Эскиз детали узла
Операция
Наименование
Номер
Режим обработки
Число деталей в закладке
Размер обработки
Число резов или проходов .
Работа с подсобником или без него
Оборудование
Наименование и тип станка
Марка станка
Потребляемая мощность
Техническая характеристика станка
Тип привода
Инструмент
Наименование и тип
Размеры (диаметр) режущего инструмента
Скорость резания
Приспособление
Наименование и описание
Система закрепления
Скорость подачи
Рабочие
Основные:
а) число
б) квалификация
Подсобные:
а) число
б) квалификация
Нормирование
Прямые затраты
Косвенные затраты
Общая затрата времени на изделие
Ниже (табл. 125) приводится фор-
ма технологической карты с пример*
ным ее заполнением.
376
Организация производства
Технологический режим и нормативы столярно-механического производства 377
Таблица 125 Технологиче ская карта Предприятие Технологическая карта обработки (сборки, отделки) № Изделие* дверное полотно ~ „тяни Деталь, узел: стоемный брусок эскизы детали Число деталей на изделие: 2 Размер заготовки: 2030x111x60 мм Материал (древесная порода): Размер в чистом виде: 2000x103x54 мм сосна, сорт 1, 11 и 111
Наимено- вание или № цеха № операции Наимено- вание операции Оборудование или рабочее место Инструмент Приспособ- ление Режим работы Рабочие Нормы времени на единицу изделия (в мин.)
наимено- вание раз- мер (в мм) наимено- вание скорость резания (в MiceK) скорость подачи (в м,мин\ число пере- ходов число деталей в за* кладке число рабо- чих 1 раз- ряд 1 ма- шин- ное руч- ное косвен- ные затраты всего
Станочный 3 Фугование пласти Фуговаль- ный станок с механи- ческой подачей Строгаль- ный нож Дли- на 600 Направ- ляющая линейка 30,0 12,0 1 1 1 1 4 2 0,18 0,0 0,02 0,20
То же 4 Строгание в размер с отбором профиля Четырех- сторонний строгаль- ный станок То же — То же 35,0 16,0 1 1 1 1 4 2 0,135 0,0 0,015 0,15
5 Высверли-' вание суч- ков и по- становка пробок (3 шт. на деталь) Сучкозаде- лы натель- ный авто- мат Сверло, цилиндри- ческая пилка 030 — 6,5 2,4 3 1 1 1 5 2 0,40 0,4 0,08 0,88
6 Торцевание двух концов Двухсто- ронний концерав- нитель с механи- ческой подачей Дисковая пила 0 250 Магазин- ная за- кладка 60,0 12,0 1 1 1 1 4 2 0,08 0,0 0,02 0,10
7 Выборка трех гнезд и т. д. Цепно-дол- бежный станок Фрезерная цепь 25x6 Линейка 10,0 1.8 3 1 1 и 1 4 1 1,12 0.20 0,13 1,45
8
1В числителе основных, в знаменателе — подсобных.
378
Организация производства
Состав технологических процессов
и режимы обработки целесообразно
выбирать типовые, соблюдая некото-
рые обязательные положения. Состав
и последовательность механической
обработки деталей должны прежде
всего отвечать условиям точной ба-
зировки деталей, а выбираемое обо-
рудование — наибольшей производи-
тельности. По нетиповым деталям,
имеющим отличный от обычного со-
став процесса, стремятся придержи-
ваться общего порядка операций по
обработке всех деталей, в особен-
ности когда обработка многих дета-
лей выполняется на одних и тех же
станках.
Режим работы характери-
зуется скоростью резания, скоростью
подачи, числом проходов, числом за-
кладываемых деталей для одновре-
менной обработки, режимом рабочего
дня и использования станка и т. п.
Технические нормативы по основ-
ным .деревообрабатывающим стан-
кам, применяемым при изготовлении
строительных деталей и мебели, а
также режимы их работы, в допол-
нение к рассмотренным выше, при-
ведены в табл. 126.
Таблица 126
Технические нормативы для станков1
Наименование станка Род привода Скорости Коэффициенты исполь- зования станка
резания (в М/сек} подачи (В MIMUH} по времени по мощно- сти #2
Круглые пилы для поперечно- го распила Ручной 60—70 5-10 0,9 0,56
Круглые пилы для продольно- го распила W 60-70 10—30 0,9 0,8
То же Механизиро- ванный 60-70 15-50 0,9 0,9
Фуговальный станок Ручн ой 25-30 8-15 0,9 0,7
• • Механизиро- ванный 25-30 10-24 0,88 03
Рейсмусовые станки Калёвочные станки: То же 25-30 10-24 0,89 0,9
горизонтальные валы . . . • W 25-30 10-24 0,85 0,9
вертикальные валы .... « _ 25-30 — — —
Торцовочный станок с карет- кой Ручной 60 7,0 0,94 0,3
То же Механизиро- ванный 60 8-15 0,94 0,91
Строгальный четырехсторон- ний станок То же 30-45 25-100 0,84 0,95
Фрезерный одношпиндельный станок: Ручной
при работе по приполку для длинных сквозных резов 20-35 5-20 0,9 0,8
для коротких несквозных . 20-35 5-20 0,9 0,4
при опиловке 20—35 10-30 0,9 0 1—0,9
при работе по кольцу . . 20-35 5-10 0,9 0,4—0,9
1 Приведенные в таблице данные приняты на основании решений отраслевых конферен-
ций по деревообработке.
Расчет производительности основного технологического оборудования 379
Продолжение табл, 126
Наименование станка Род привода Скорости Коэффициенты исполь- зования станка
резания (в м/сею подачи (в м/мин) по времени по мощно- сти К 2
Шипорез односторонний . . . • 20-60 2-6 0,92 0,4
• двухсторонний . . . Механизиро- ванный 25-60 2-6 0,75 0,75
Горизонтальный сверлильный станок .... г Ручной 6-8 0,5—4 0,9 0,6
Шлифовальный ленточный станок • 15-20 . — 0,9 0,8
Шлифовальный трехбарабан- ный станок Механизиро- ванный 20-25 4,5—10 0,8 0,9
Ленточно-пильный станок . . Ручной 18-25 5—15 0,9 0,8
Цепно-долбежный станок . . . • 5,0-6,0 1,0-5,0 0,9 0,6
Циклевальный станок .... Механизиро- ванный 0,5 20-30 0,9 0,8
Пресс гидравлический . . . То же — 0,95 0,75
В соответствии с характером де-
тали и режимом работы определяют
разряд работы и нормы времени на
одну деталь, учитывая опыт нова-
торов и йередовых предприятий.
3. РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ
ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Требуемое количество станков в
составе технологического процесса
изготовления деталей и изделий
определяется по нормам затрат ма-
шинного времени (станко-часов) или
по производительности машин.
Производительность основных де-
ревообделочных станков, отнесенная
к смене (/7См)« зависит от скорости
подачи (измеряемой в м!мин), сте-
пени использования рабочего дня и
станка, длины обработки (пропила,
фуги, заготовки, хода суппорта,
фрезы и т. п.), числа ходов (пропи-
лов, резов, отрезков) и т. д.
Расчет производительности станков
в смену выполняется по формулам
(табл. 127).
Для увеличения сменной произво-
дительности станков стремятся повы-
сить скорости подачи и коэффициен-
ты использования сменного и машин-
ного времени.
Скорость подачи может быть уве-
личена путедо применения механиче-
ской подачи или приставных автопо-
датчиков, магазинных питателей, хо-
рошо подготовленного и установлен-
ного инструмента, повышения скоро-
сти резания за счет увеличения чис-
ла оборотов рабочих шпинделей.
Увеличение коэффициента исполь-
зования рабочего времени в течение
смены достигается путем ускорения
наладки и регулирования станка,
применения шаблонов и кондукторов
для быстрой настройки станка, ука-
зателей и шкал, использования смен-
ных режущих головок, установки
тормозов на рабочих шпинделях для
ускоренной их остановки, использова-
ния околостаночных транспортных и
передающих устройств, улучшения
системы смазки станка и механиза-
ции очистки станка от опилок и
пыли.
580
Организация производства
Таблица 127
Формулы производительности основного технологического
оборудования
Тип станков и измеритель продукции Формула Обозначения в формуле и принимаемые величины
Ленточно- пильный станок
Количество заго- __ Гсм Кг Кд Гем — продолжительность сме-
товок Кругло пильный станок ны (в мин.) и — скорость подачи (в mImuh) (см. табл. 12б) g — длина пропила в заго- товке (в м) т — число пропилов на 1 за- готовку К\ — коэффициент использо- вания рабочего времени в пределах смены К2—коэффициент использо- вания мощности станка Kt = 0,9, К2 = 0,8
Пропилы (в пог. м) /7fM = Гсм’Й^КгКз «7» ,.1/1/ Станки с ручной подачей Кх = 0,6 — 0,7, с механиче-
Количество заго- / СМ,Ц *ЛгЛ2 ской подачей Кх = 0,9,
товок Торцовочный станок //CM— g-M К2 = 0,9
Количество резов ГСм*Ц‘КгКз 1 — длина рабочего хода ка-
при ручной по- /7СМ = t ретки (в м). равная 1,5—
даче Торцовочный 2,0 ширины закладки, и = = 7 м мин, К\ = 0,94, К2 = 0,3
многопилоный станок >
Количество заго- Т^и-КуК^п t—расстояние между захва-
товок при ме- ханической по- //см — i тами транспортной цепи (в М)
даче п — число отрезков, на кото- рое делится заготовка = 0,94, Кз = от 0,6 до 0,91
Расчет производительности основного технологического оборудования 381
Продолжение табл. 127
Тип станков и измеритель продукции Формула Обозначения в формуле и принимаемые величины
Фуговальный станок Количество дета- лей Рейсмусовый станок Количество дета- лей Многосторонний строгальный станок Количество заго- товок __ Т^и*К\*К2 ,/см ~ g./n 7*см » И * Кс » » К3 • Л ,,см- g X _ Теии.Ке-КгК, //см “ g и — от 8 до 15 м мин в зави- симости от режима стро- гания и чистоты обработки поверхности К\ = 0,9 для станков с ручной подачей При длине заготовок: до 0,5 м К2 = 0,5 — 0,7, . 1,0 м К2 = 0,7 — 0,8, , 2,0 м К2 = 0,8 — 0,9 Кс — коэффициент, учитываю- щий проскальзывание подающих валиков по детали, равный 0,9—0,92 Кх = 0,89, К2 = 0,9 п— коэффициент, учитываю- щий количество одно- временно обрабатывае- мых на станке деталей, равный 1 для широких деталей и 1,8 — для уз- ких _ Вр п- ь В—ширина стола станка (в мм) р—коэффициент заполнения ширины стола брусками, составляющий при одном станочнике 0,5—0,6 и двух — 0,8—0,9 b — ширина заготовок (в мм) Кс = 0,90—0.92 Ki = 0,84—0,85 К2 = 0,90—0,95
382
Организация производства
Продолжение табл. 127
Тип станков и измеритель продукции Формула Обозначения в формуле и принимаемые величины
Фрезерный станок Количество дета- ТCM*U*Kl g— длина фрезерования де-
лей при ручней л™~ g тали (в м)
подаче К\ = 0,9
Односторонний шипорезный станок Количество дета- Тсч*и-п*К\'Кч = 0,4—0,8 при фрезерова- нии по линейке К2 = 0,4—0,9 при фрезерова- нии по кольцу и шаблону п — число одновременно об-
лей mg рабатываемых деталей
Све рлилъно-дол- бежный и цепно- долбежный станки Количество гнезд Тсм-К,-К2 (закладка) m — число обрабатываемых концов детали (1 или 2) g — длина рабочего хода ка- ретки (в м). равная об- щей длине хода каретки плюс расстояние между осями крайних шпинде- лей станка Ki = 0,92, К2 = 0,4 Тм — машинное время выбор-
(отверстий) /7СМ - Гм ’ ки 1 гнезда (в мин.)
Реб росклеи ваю- щий станок Количество скле- 7*СМ ' ^ * ^1 * ^2 К. = 0,9, К2 = 0,6 ц__Ю—15 м мин для ленточ-
енных наборов Лс“_ mg ных ребросклеивающих станков
и— 15—18 м/мин для безлен- точных станков m — число клеевых швов в на- боре Ki = 0,8, Ка = 0,9
Расчет производительности основного технологического оборудования 383
Продолжение табл. 127
Тип станков и измеритель продукции Формула Обозначения в формуле и принимаемые величины
Фанеровальный пресс Количество фане- П Тсм*^’П’ Ь — число загружаемых яру-
рованных дета- '*см ~ т 1 ц сов или секций пресса
лей п — число деталей, одновре-
Конвейер пульсирующий Количество дета- _ г. 7*СМ менно загружаемых в ярус или секцию Гц—время одного цикла (в мин.), затрачиваемое на загрузку пакетов в пресс, подьем плит и повышение давления, выдержку под давлением, снижение давления, вы- грузку щитов из пресса К — коэффициент исполь-
лей /7см — р зования конвейера
Продолжитель- Гц = Р-П _ Гсм ГПер *\ —• т * см ГПер — продолжительность пе- рерывов за смену (в мин.) Р—величина ритма кон- вейера (в мин.) п — общее количество ра-
ность цикла сборки на koi вейере бочих мест на конвей- ере
Глава XXI
ОРГАНИЗАЦИЯ ТРУДА
И ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
1. ОРГАНИЗАЦИЯ ТРУДА И
КВАЛИФИКАЦИОННАЯ ХАРАКТЕРИСТИКА СТОЛЯРОВ
Организация труда на производ-
стве заключается в разделении ра-
бочих на бригады и звенья, в рас-
становке их по рабочим местам, в
обслуживании рабочих мест и при-
менении передовых методов труда.
Столяры на деревообделочных
предприятиях и на строительстве
организованы в бригады, состав ког
торых (по численности и-квалифика-
ции) зависит от количества и ха-
рактера выполняемых работ. Бригады
подразделяются на звенья. Числен-
ный состав звена определяется тех-
нологическим» условиями процесса,
а квалификация отдельных участни-
ков звена — сложностью операций,
составляющих данный процесс. Наи-
более обычный состав звена столя-
ров— два человека. Ручные работы
производятся, как правило, одним
столяром.
В столярно-механическом произ-
водстве участвуют рабочие различ-
ных профессий и специальностей:
станочники, подручные станочников,
столяры, инструментальщики, налад-
чики и др. Станочники имеют специ-
альности по видам станков, которые
они обслуживают (например, станоч-
ник на маятниковой пиле, станочник
на строгальном станке и т. п.). Сто-
ляры подразделяются на столяров-
фанеровщиков, столяров-сборщиков,
отделочников, обойщиков и т. п.
Столяры каждой специальности раз-
деляются по квалификации, характе-
ризуемой разрядом. Ниже приводит-
ся квалификационная характеристика
основных специальностей столяров.
по их разрядам, заимствованная из
«Единого тарифно-квалификацион-
ного справочника работ и профессий
рабочих, занятых в строительстве и
на ремонтно-строительных работах»
(ЕТКС), I960 г., раздел 43.
Квалификационная
характеристика
рабочих-столяров
А. На белодеревных работах
Столяр 2-го разряда
Характеристика работ.
Выполнение простейших столярных
работ. Изготовление простейших сто-
лярных изделий. Приготовление сто-
лярного клея.
Должен знать. Основные
свойства древесины. Способы приго-
товления столярного клея.
Примеры работ. Отбор и
сортировка брусков » досок для сто-
лярных изделий. Заготовка брусков
для столярных изделий по размерам
вручную с острожкой рубанком, про-
дольной и поперечной распиловкой.
Варка столярного клея.
Столяр 3-го разряда
Характеристика работ.
Выполнение простых столярных ра-
бот. Обработка древесины вручную
и электрифицированным инструмен-
том. Изготовление и установка про-
стых столярных изделий.
Организация труда и квалификационная характеристика столяров 385
Должен знать. Основные по-
роды, свойства и пороки древесины.
Правила обращения с электрифици-
рованным инструментом.
Примеры работ. Изготовле-
ние вручную и установка прямолиг
нейных столярных тяг, прямолиней-
ных поручней простого профиля. Из-
готовление вручную прямолинейных
заготовок столярных изделий. За-
чистка деталей после механической
обработки. Изготовление простого
инвентаря (полок, скамеек, табуре-
тов). Установка простых накладных
оконных и дверных приборов.
Столяр 4-го разряда
Характеристика работ.
Выполнение столярных работ сред-
ней сложности.
Дсьлжен знать. Способы изго-
товления сопряжений и сборки эле-
ментов столярных изделий. Способы
заделки отдельных мест древесины.
Способы изготовления столярных из-
делий средней сложности.
Примеры работ. Сборка
дверных полотен всех типов. Изго-
товление вручную оконных и дверных
коробок, деталей оконных переплетов
и дверных полотен. Сборка и ремонт
прямолинейных фрамуг, оконных
створок, глухих переплетов для гра-
жданских и промышленных зданий.
Вгонка глухих переплетов и фрамуг.
Установка филенчатых перегородок.
Изготовление инвентаря средней
сложности (вешалки, столы без тумб,
витрины). Установка простых врез-
ных приборов.
Столяр 5-го разряда
Характеристика работ.
Выполнение сложных столярных ра-
бот.
Должен знать. Свойства и
способы обработки древесных твер-
дых пород. Способы изготовления,
пригонки и навески сложных столяр-
ных изделий.
Примеры работ. Изготовле-
ние и устанрвка закруглений поруч-
ней. Изготовление, сборка и уста-
новка полуциркульных переплетов и
коробок. Пригонка и навеска с врез-
кой петель оконных переплетов и
дверных полотен. Изготовление слож-
ного инвентаря (столы на тумбах,
шкафы, тумбочки). Разметка по
эскизам и изготовление шаблонов
для штукатурных и лепных работ.
Установка сложных приборов (сквоз-
ные шпингалеты, • фрамужные при-
боры, замки врезные и задвижки).
Столяр 6-го разряда
Характеристика работ
Выполнение особо сложных столяр-
ных работ.
Должен знать. Способы изго-
товления и установки особо слож-
ных столярных изделий.
Примеры работ. Изготовле-
ние и установка особо сложных фи-
гурных и лекальных изделий.
Б. На краснодеревных работах
( столяры-краснодеревцы)
Столяр 4-го разряда
Характеристика работ.
Выполнение краснодеревных работ
по подготовке поверхностей и сборке
каркасов при фанеровании.
Должен знать. Породы, свой-
ства и пороки древесины. Виды лице-
вой отделки поверхностей. Способы
подготовки поверхностей под фане-
рование.
Примеры работ. Сборка пря-
молинейных каркасов и щитов. Под-
готовка поверхностей под фанерова-
ние со шпаклевкой, процинублива-
нием и очисткой поверхности.
Столяр 5-го разряда '
Характеристика работ
Выполнение сложных краснодеревных
работ.
Должен знать. Свойства фа-
неровочных материалов и отделочных
составов. Способы облицовки фане-
рой и отделки фанерованных поверх-
ностей травлением, вощением и лаки-
рованием.
Примеры работ. Изготовление
и сборка сопряжений криволинейных
изделий и тяг. Облицовка фанерой.
25 А. Н. Стариков
ж
Организация труда и техническое нормирование
Производство 'травления, вощения и
лакирования с приготовлением соста-
вов. Установка изделий, отделывае-
мых вощением.
Столяр 6-го разряда
Характеристика работ.
Выполнение особо сложных красно-
деревных работ.
Должен знать. Составы поли-
тур и способы их приготовления. Спо-
собы полирования и установки на
место полированных изделий.
Примеры раб от» Фанерование
по рисунку. Полирование фанерован-
ных поверхностей. Сборка и уста-
новка на место полированных изде-
лий.
Комплексная бригада составляется
из звеньев рабочих различных специ-
альностей. Например, в бригаду мо-
гут быть включены не только произ-
водственные рабочие, но и рабочие
по транспортированию деталей к
месту сборки, а готовых изделий —
к месту отделки или монтажа.
Бригадир является непосредствен-
ным руководителем бригады в це-
лом и всех входящих в нее звеньев
и рабочих. Все распортжения рабо-
чим данной бригады даются только
через бригадира, который подчиняет-
ся непосредственно мастеру.
Бригадир выполняет работу в зве-
не на своем рабочем месте, отры-
ваясь от нее по мере необходимости
для руководства бригадой. Он уста-
навливает распорядок работы брига-
ды и обеспечивает необходимую
подготовку рабочих мест в соответ-
ствии с полученным заданием я ука-
заниями мастера.
Бригадир обязан ежедневно:
1) устанавливать объемы работ, под-
лежащие выполнению в соответствии
с графиком, 2) обеспечивать рабочие
места всем необходимым для работ;
3) расставлять людей по рабочим
местам.
Ежедневно по окончании работ
бригадир совместно с мастером дол-
жен подвести итоги работы за сме-
ну, установить в соответствии с этим
распорядок работ бригады на сле-
дующий день и произвести необхо-
димую подготовку.
Бригадир распределяет рабочих
по звеньям внутри бригады и рас-
станавливает их по рабочим местам
с учетом квалификации, необходи-
мой для выполнения задания и пре-
дусмотренной соответствующими нор-
мами выработки.
2. РАБОЧЕЕ МЕСТО СТОЛЯРА
Рабочее место, на котором выпол-
няются производственные операции,
должно быть организовано с созда-
нием наилучши'Х условий для успеш-
ной и высокопроизводительной ра-
боты. Оно должно быть обеспечено
необходимым инструментом, приспо-
соблениями и материалами с наибо-
лее удобным их размещением.
Основным оборудованием рабочего
места столяра при обработке руч-
ным инструментом и при сборке из-
делий является верстак.
Верстаки необходимо расставлять
не слишком тесно, оставляя проходы
между ними не менее 1 м.
Материалы — доски, бруски и пр.—
должны быть размешены так, чтобы
их можно было брать и складывать,
не затрачивая на это лишних движе-
ний. Рекомендуется пользоваться для
этого специальными подставками илн
стеллажами* Готовые детали следует
складывать в строгом порядке, а не-
нужные отходы удалять.
Рабочее место станочника необхо-
димо организовать так, чтобы обе-
спечивалась наиболее производитель-
ная работа станка при наименьшей
затрате электроэнергии.
Основой правильной организации
рабочего места станочника служит
содержание в полной исправности
станка с правильно отточенным, на-
лаженным режущим инструментом и
необходимыми приспособлениями, ра-
циональное размещение заготовок и
обработанных деталей
На рис. 249 приводятся схемы
организации рабочих мест станочни-
ков на основных .деревообделочных
станках.
Рабочее место столяра
387
• Место станочника
е Место подручного
Рис. 249. Схемы организации рабо-
чих мест:
а — у стопка для торцевания досок: 1 —
торцовочный станок, 2 — роликовый стол;
3— площадка подъемного лифта; 4 — штабель
досок, 5 — штабеля иготовок; b — ящик для
Обрезков; 7— кронштейны для сдвигания досок
на роликовый стол. 6 - у круглопильного
станка с механической подачей* ] — доски;
2 — нарезанные заготовки; в — у ленточно-
пнлыюго станка: / — доски; 2 — нарезанные
заготовки; г — у фуговального станка: 1 —
заготовки; 2 — строганые детали; д —у
рейсмусового станка* / — заготовки; 2 —
строганые детали; е —у четырехстороннего
строгально-калевочною станка: / — заготовки;
2—строганые детали; ж — у двухпильного
концеравнит ел я / — заготовки; 2— обрезан-
ные летали. 3— ящик для обрезков, з —
у торцовочного станка с карет кий: / — заго-
товки; 2—обрезанные детали; 3— ящик для
обрезков; и — у одностороннего шипорез-
ного станка: / — бруски, 2 — зашипованные
детали: к — у фрезерною станка: / — заго-
товки; 2 — обрабо1апные детали; л — у цеп-
но-долбежного станка* / — бруски; 2 — обра-
ботанные детали, м — у с не рл ил ьно-па зо-
нального станка: / — бруски; 2— ubpaOoiaH-
ные детали; я —у верт икальво-снерлнльиого
станка: / — заготовки; 2 — обработанные
детали; о — у дисконого шлифовального
станка* / — детали, 2— шлифованные детали;
л — у ленточного шлифовальною ставка
с утюжком; р — у трехбарэбаиного шлифо-
вального станка; fу клеильно-конвейер-
ного пресса: / — пресс; 2 — клеенамазываю-
щий станок; 3 — паровая плита, 4 — рабочий
стол; 5 — заготовки; 6 — склеенные щиты.
25*
388
Организация труда и техническое нормирование
Рабочее место следует снабдить
шкафчиком, в котором хранится не-
обходимый для работы, содержащий-
ся в исправности запасный режущий
инструмент, бруски и оселки для
правки инструмента, смазочные и об-
тирочные материалы, меха, щетки,
инструменты для наладки (гаечные
ключи, отвертка, молоток), меритель-
ный инструмент и контрольные при-
боры. Здесь же в специальном
ящике нужно хранить всю техни-
ческую документацию: чертежи,
наряды на работы, инструкции
и т. п.
Особое внимание необходимо уде-
лять чистоте рабочего места станоч-
ника: на нем не должно быть посто-
ронних предметов, а обрезки и
стружку следует немедленно уда-
лять.
Большое значение имеет правиль-
ное и достаточное освещение рабо-
чего места.
К организации рабочих мест в от-
делочном цехе предъявляются осо-
бые требования. Прежде всего рабо-
чее место отделочника должно быть
просторно, хорошо освещено и иметь
достаточную вентиляцию, обеспечи-
вающую удаление пыли и вредных
для здоровья паров и газов.
Рабочее место для ручной отделки
должно быть снабжено столиками,
стеллажами, подкладками и т. п.,
чтобы обрабатываемую деталь мож-
но было поместить в горизонтальном
положении на высоте 70—80 см от
уровня пола.
Рабочие места для шлифования,
морения и грунтования следует снаб-
дить всеми необходимыми инстру-
ментами (в том числе шлифующими
приспособлениями и материалами) и
особым местом для просушки изде-
лий.
Рабочее место лакировщика или
полировщика необходимо оборудо-
вать рабочим столом и снабдить
достаточным количеством соответ-
ствующей посуды для лаков и поли-
туры, тампонов, полировочного мас-
ла, спирта и пр.
Особое внимание должно быть
уделено чистоте рабочего места и
всего помещения отделочного цеха,
что имеет большое значение для ка-
чества отделки.
3. ТЕХНИКА БЕЗОПАСНОСТИ
Работа с ручным инструментом.
При пилении нельзя регулировать
направление хода пилы по риске,
держа руку у пропила, в особенности
при запиливании с торца вертикаль-
но закрепленных брусков При пиле-
нии лучковой пилой необходимо сле-
дить за тем, чтобы щеколда, удержи-
вающая тетиву в на!янутом поло-
жении, устойчиво лежала на сред-
нике и не задевала распиливаемой
детали.
Раскладывать режущий инструмент
на верстаке следует лезвием вниз;
нельзя класть такой инструмент на
обрабатываемую деталь.
При резании стамеской воспре-
щается поддерживать рукой обраба-
тываемый предмет в направлении
движения лезвия стамески.
Перед сверлением необходимо
проверить прочность закрепления
сверла в патроне коловорота или
дрели.
Работа на станках и с электроин-
струментом. Основные правила без-
опасности при работе на станках
таковы:
1 К работе на станке могут допу-
скаться лишь лица, хорошо знакомые
с его устройством, работой на нем
и сдавшие соответствующий техниче-
ский минимум.
2. Каждый станок должен быть
снабжен быстро и надежно дейст-
вующим выключательным приспособ-
лением для пуска и остановки. Это
приспособление необходимо располо-
жить так, чтобы станочник мог,
не отходя от своего рабочего ме-
ста, включить и выключить двига-
тель.
3. Все органы управления станком
(рычаги, рукоятки и т п.) должны
действовать с достаточной ле!косгью
и распола! аться в местах, удобных
и безопасных для пользования
4. Переставлять, надевать на шкив
Техника безопасности
389
Рис. 250. Приспособления по технике безопасности:
в—защитный кожух к круглопильному станку; б — штора к фуговальному
станку; в — прозрачное ограждение к торцовочной пиле; г — респиратор;
д — ограждение для фрезерного станка: / —направляющая линейка; 2 — основа*
ние; 3 — стойка, 4 — верхняя планка; 5 — откидная крышка; 6 — петля; 7 — за*
клепки; 8 — отверстие для крепления рукава вентиляции.
или поправлять положение ремня во
время работы можно только при вы-
ключенном двигателе и полностью
остановленном станке.
5. Для смазки станка в течение
рабочего дня необходимо на это
время остановить станок, выключив
электродвигатель.
6. Подающие валики и ролики,
зубчатые, ременные и другие пере-
дачи и прочие движущиеся и вра-
щающиеся части станков следует
снабдить прочными и удобными огра-
ждениями. (рис. 250).
Рабочий инструмент станка также
должен быть огражден, насколько
это позволяют условия работы и кон-
струкция станка. Должны применять-
ся автоматически действующие огра-
ждения, как, например, опускающий-
ся кожух циркульной пилы, закры-
вающаяся штора на фуговочном
станке и т. п. Весьма удобны про-
зрачные ограждения, защищающие
390
Организация труда и техническое нормирование
рабочего и в то же время позволяю-
щие ему видеть весь процесс обра-
ботки.
Работа на отделочных операциях.
В производственных помещениях от-
делочных цехов с применением вред-
ных веществ (растворителей), обла-
дающих летучестью, токсичностью,
воспламеняемостью и взрывоопасно-
стью, необходимо иметь взрывобез-
опасное электрооборудование, эле-
ктропроводы и светильники. Метал-
лические конструкции, аппараты и
трубопроводы, по которым произво-
дится подача красителей с летучими
растворителями, необходимо зазем-
лять.
В помещениях отделочных цехов
категорически запрещается курить,
зажигать спички, пользоваться за-
жженными керосиновыми лампами и
свечами, а также устанавливать ру-
бильники, шиты, выключатели.
На участках, где производится на-
несение нитролаков, нитрокрасок и
подсушиваются окрашенные ими из-
делия, рабочим должны выдаваться
индивидуальные средства защиты
(респираторы), специальная одежда,
а та^же оборудуются вентиляцион-
ные установки, обеспечивающие уда-
ление ив воздуха рабочей зоны па-
ров растворителей в такой степени,
чтобы концентрация их не превы-
шала допустимой по санитарным
нормам (Н 101—54). Установлена
следующая допустимая концентрация
некоторых органических растворите-
лей в миллиграммах на один литр
воздуха:
Этиловый спирт....................1,0
Метилацетат......................0,10
Уайт-спирит......................0,30
Ацетон...........................0,20
Скипидар.........................0,30
Метиловый спирт..................0,05
Нитросоединения бензола.........0,005
Вентиляционные установки должны
обеспечивать у открытых частей
пульверизационных камер и сушиль-
ных вытяжных шкафов следующие
оптимальные скорости воздуха
(в м/сек)'.
В рабочих проемах пульверизационной
камеры не менее.......................1,0
В открытых отверстиях (проемах) вытяж-
ных шкафов............................0,5
В открытых частях сушильных шкафов и
других устройствах для сушки изде-
лий с подогревом..............0,75
Нанесение отделочных составов
следует по возможности произво-
дить механизированным путем. При
отделке вручную необходимо пользо-
ваться резиновыми перчатками.
Рабочим, занятым на отделке, над-
лежит перед началом и по оконча-
нии работ протирать руки вазелином
или ланолином и избегать частого
мытья рук в растворителях для уда-
ления лака и других составов.
Вредные составы должны содер-
жаться в плотно закрываемой по-
суде.
4. НОРМЫ И РАСЦЕНКИ
Нормы времени и выработки. Ко-
личество рабочего времени, которое
установлено для выработки единицы
продукции (детали, узла или изде-
лия), называется нормой вре-
мени. Выражается норма времени
в человеко-минутах (чел.-мин.), чело-
веко-часах (чел.-час.) или человеко-
днях (чел.-дн).
Н ор м’З выработки опреде-
ляет наименьшее количество про-
дукции которое должен изготовить
рабочий за единицу времени. При
определении норм выработки берется
'Обычно час или смена. Поэтому раз-
личают часовую илц сменную
норму выработки.
Зная норму времени, нетрудно
определить и норму выработки. Если,
например, на сборку дверном» блока
из готовых деталей со сборкой ко-
робки, двухфиленочного полотна, с
пригонкой и навеской полотна в ко-
робку установлена норма времени
3,8 чел.-час., то норма выработ-
ки составит 1 • 3,8 = 0.21 блока в
час, или 0,21X7=1,47 блока в
смену.
Для различных видов столярных
работ (заготовка, сборка, пригонка.
Нормы и расценки
391
навеска и т. п.), а также способов
их выполнения (вручную, при по-
мощи механизмов) и в зависимости
от других условий (качество древе-
сины, дополнительной детали и пр.)
устанавливаются различные нормы
времени и выработки. Так, если на
сборку дверного блока, в приведен-
ном выше примере, с полотном из
двух филенок установлена норма
времени 3,8 чел.-час, то при сборке
блока с полотном в три филенки к
норме добавляется 0,15 чел.-час.; при
вязке углов дверных полотен на два
шипа норма времени на сборку
блока с одним шипом умножается на
коэффициент 1,1. В таком случае об-
щая норма времени на сборку двер-
ного блока будет слагаться из не-
скольких норм и составит: 3,8 X
X 1,1 + 0,15 = 4,33 чел.-час.
На деревообрабатывающих пред-
приятиях и строительстве столярные
работы распадаются на две группы:
работы в станочном отделении за-
вода или мастерской и работы по
сборке и установке изделия на место.
Первые из них выполняются в за-
водских условиях, на станках, по-
чему и нормы времени связаны с
производительностью станков, распо-
ложением. оборудования, транспорт-
ным и энергетическим обслужива-
нием и т. п. Такие нормы вре-
мени устанавливают в зависимости
от характера оборудования и при-
менительно к условиям предприя-
тия.
Сборочные и установочные работы
обычно выполняют вручную или с
помощью механизированного инстру-
мента почти всюду в одинаковых
условиях. Поэтому здесь применяют
общесоюзные или местные нормы,
устанавливаемые на длительный пе-
риод.
Устанавливаемые нормы времени
я выработки издаются министерства-
ми и ведомствами для предприятий
соответствующей системы. На строи-
тельстве применяются общесоюзные
«Единые нормы и расценки на строи-
тельные, монтажные и ремонтно-
строительные работы» (ЕНиР) 1961 г.
Нормы времени даются в чел.-час.
на всё звено с указанием состава
«вена.
Нормативы времени на изго-
товление мебели устанавливают раз-
дельно на станочные работы по
деревообработке, на сборку деталей
и узлов, на фанерование и отделку
мебельных изделий.
Нормативы времени на станочные
работы по деревообработке даются
в виде машинно-ручного времени,
оперативного времени, норм времени
на обработку одной детали (штучно-
го времени) и норм выработки дета-
лей и изделий в смену.
Машинно-ручное время устанавли-
вается методами нормативных на-
блюдений; к нему добавляется время
на вспомогательные операции и в
результате получается оперативное
время.
Техническая норма вре-
мени на обработку детали заключает
в себе оперативное время (прямые
затраты рабочего времени) и допол;
нительное время (косвенные затраты
рабочего времени) на подготовку к
работе, обслуживание рабочего ме-
ста, на отдых и личные надобности
рабочего.
В дополнительное время включа-
ются косвенные затраты рабочего
времени на подготовку рабочего ме-
ста, получение задания, проверку
исправности станка, его пуск и оста-
новку, смену режущего инструмента
или переход на новую операцию,
правку инструмента на месте или за-
грузку клея, перестановку на новый
размер (без смены режущего инстру-
мента), пробную обработку и подна-
ладку, периодическую смазку и чист-
ку станка, производственный ин-
структаж, получение и сдачу инстру-
ментов и приспособлений, проверку
размеров и качества в течение
смены, сдачу работ и оформление
наряда, уборка станка, обслуживание
и поддержание в чистоте рабочего
места.
Нормы дополнительного (косвен-
ных затрат) времени даются в мину-
тах за смену (семичасовую) или в
процентах к оперативному* (прямым
затратам) времени (табл. 128, со-
ставленная по данным нормативов
Управления мебельной промышлен-
ности Мосгорсовнархода).
392
Организация труда и техническое нормирование
Таблица 128
Дополнительное время на подготовку к работе, обслуживание
рабочего места, на отдых и личные надобности (в мин. за смену)
Наименование станков и операций Подготовка к ра- боте и обслужива- ние рабочего места Отдых и личные надобности Итого допол- нительного времени Процент исполь зования станков' (рабочего време- ни)
мин. при 7-час. ра- бочем дне в % к опе- ративному времени
Маятниковые и циркульные пилы 17 20 37 9,7 91,2
Станки типа ЦПА 18 18 36 9,4 91,4
Круглопильные станки для продольной распиловки с ручной подачей 26 20 46 12,3 89,0
То же с механической подачей 33 15 48 12,9 88,6
Многопильные для продольной распиловки 26 15 41 10,8 90,2
Круглопильные с кареткой для торцовки 35 12 47 12,6 88,8
То же для опиливания в шаблоне 33 20 53 14,4 87,4
Двухпильный концеравнитель типа Ц2К-120 и Ц2К-200 31 12 43 11,4 89,8
Ленточнопильный 32 12 44 11,7 89,6
Фуговальный с ручной подачей типа СФ4-4..... 24 15 39 10,2 90,7
Рейсмусовый типа РС6-5г 33 15 48 12,9 88,6
То же типа СР-12 36 15 51 13,8 87,9
Четырехсторонний строгально-калёвочный 34 12 46 12,3 89,0
Фрезерный одношпиндельный 26 18 44 П>7 89,6
То же при работе с подсобником 21 18 39 10,2 90,7
Вертикальносверлильные одношпиндельные 19 12 31 8,0 92,6
Горизонтально-сверлильные пазовые с ручной пода- чей 23 15 38 9,9 91,0
То же с механической подачей 27 12 39 10,2 90,7
Автомат для высверливания сучков и заделки от- верстий 39 12 51 13,8 87,9
Цепно-долбежный 31 15 46 12,3 89,0
Рамный шипорез односторонний 31 15 46 12,3 13,5 89,0 88,1
То же двухсторонний с механической подачей . . . 35 15 50
Яшичный щипорез «ласточкин хвост* одношпиядель- ный 21 12 33 - 8,5 92,1
То же многошпиндельный 27 15 42 10,8 90,0
Трехвальный шлифовальный 19 20 39 10,2 90,7
Нормы и расценки
393
Продолжение табл. 128
Наименование станков и операций Подготовка к ра- боте и обслужи- вание рабочего места Отдых и личные надобности Итого допол- нительного времени Процент исполь- зования станков (рабочего вре- мени)
мин. при 7-час. ра- бочем дне в % к опе- ративному времени
Ленточношлифовальный 29 20 49 13,2 88,4
Дисковый шлифовальный 16 20 36 9,4 91,4
Ребросклеивающий типа РС-6 14 20 34 8,8 91,9
Разметка по шаблону 9 12 21 5,3 95,0
Ручная заделка сучков пробками 19 15 34 8,8 92,0
Фанеровка в электроваймах 10 20 30 7,7 92,9
Фанерование и склеивание в ручных ваймах и при- способлениях 7 20 27 6,9 93,6
Фанерование н склеивание в гидравлических горя- чих прессах 15 20 35 9,1 91,7
Столярно-сборочные работы с применением ручной застрожки и циклевки 14 20 34 8,8 91,9
То же без ручной застрожки и циклевки 6 20 26 6,6 93,8
Сборка в механических ваймах 7 20 27 ' 6,9 93,6
Ручная подготовка и отделка, деталей, узлов и го- товой продукции 15 20 35 9,1 91,7
Лакирование в кабине при помощи пульверизации . 17 25 42 10,8 90,0
Отделка деталей и узлов на станках типа ПП-2, ПлШС ' 22 22 44 11,7 89,5
Норма штучного времени
на обработку одной детали опреде-
ляется следующим образом. Напри-
мер, необходимо установить норму
штучного времени на поперечный
раскрой досок из древесины мягких
пород на отрезки размером 1200 Х
X 250 X 40 мм с вырезкой порочных
мест, на маятниковой пиле.
Оперативное время на 100 отрез-
ков — 0,286 станко-часа.
Процент использования оборудова-
ния— 91,2 (табл. 128).
Норма штучного времени на 100 от-
резков составит:
0,286 X 100
Явр —------9f2-----= 0»314 станко-
часа.
Норма выработки в смену соста-
вит:
Явыр = q aj-j- = 2230 отрезков в
смену.
Нормы на станочные работы пред-
усматривают, что точку режущих ин-
струментов выполняет специальный
рабочий. Наладку-регулировку стан-
ков производят станочники, выполняя
ее от одного до четырех раз в смену,
в зависимости от типа станков и
числа переходов от одного станка к
другому.
Установка и смена инструмента
выполняются установщиками.
Продолжительность работы станоч-
ного режущего инструмента й
затраты времени на его установ-
ку и смену приведены в табл. 12£
и 130.
394
Организация труда и техническое нормирование
Таблица 129
Затраты времени на установку и замену инструмента установщиками
?! Штучное
«0 2 е-2. время ( в мин.)
Установка или я ® СП о • CQ
Типы станков и виды операций замена инструмента о О U ч х с - Ч X 2 и i 5 св
2 х ЗЕ £ х ohs •о 5 5 о о я ® S
S О-« _ S.X « _ ш х х
С о.® е * о и С К Ии
Маятниковые, педальные и поперечно-рычаж-
ные пилы Замена 5 8 9
Продольные круглопильные станки с ручной
подачей 6 9 11
Фуговальные станки а 12 18 21
Пропускные станки 17 26 30
Строгальные четырехсторонние (калёвочные)
станки Установка с частичной 30 58 53
заменой ножей (вер-
тикальных. головок)
Торцовые пилы с ручной подачей То же 7 11 12
Замена пилы 4 6 7
Шипорезные односторонние станки Установка 30 58 53
Фрезерные станки:
(Установка 14 271 251
работа по приполку (Замена 10 19 18
(Установка 15 291 29‘
то же, по кольцу 1 Замена 10 19 18
(Установка 22 42 39
вашиповка крючьями 1 Замена 15 29 27
(Установка 14 27 25
опиловка (Замена 8 15 14
Шлифовальные трехцилиндровые станки . . . Установка 40 77 71
1 Установка ножей в ножевых головках
производится предварительно.
Таблица 130
Продолжительность (в часах) работы станочного
режущего инструмента
Режущий инструмент Продол жите л ьность работы до:
переточки износа
Круглая пила:
для продольного распила 4 750-1 000
для поперечного распила 4 800
Ленточная пила столярная Плоские ножи для фрезерования: 4 2 000
с прямолинейной режущей кромкой 16-32 2 000
с криволинейной режущей кромкой Фрезы: 16-32 1000
цельные и составные 16 1000
концевые 4 ТОО
цепные 4 700
Сверла (хромистые) 4 500
Нормы и расценки
395
Нормы времени устанавливаются несколько различных операций (ком-
как на отдельные операции (табл. плексные нормы).
131), так и на оаботы, включающие
Таблица 131
Нормы времени на отделку 1 м2 поверхности деревянных изделий
лаками
Операции Способ работы . Разряд работы Нормь мени ( корпус- ная ме- бель 1 вре- в мин.) стулья
Отделка спиртовым лаком и политурами
Увлажнение водой / Вручную 3 1,0-2,0 2,0—ЗЯ
1 Распылителем 5 1,0-1,5 1,0-3,0
Шлифование после увлажнения Вручную 3-4 5,0-7,5 5,0-9,0
Окрашивание анилиновым красителем .... ( Тампоном 3-4 2,0-2,5 2,0-4,0
1 Распылителем 5 1,0—1,5 1,0-3,0
Протирка ворса после окрашивания Вручную 3-4 2,0-3,0 3,0—5,0
Заполнение пор 1 Тампоном 3-4 4,0-5,0 4,0-5,о
1 Распылителем 5 1,0-1,5 1,0-3,0
Шлифование после порозаполнения Вручную 3-4 2,5-3,5 2,5-3,5
Нанесение спиртового лака Тампоном 4 2,0—3,0 3,0—4,0
Шлифование пленки лака Вручную 4 2,0-3,0 2,0-3,0
Нанесение политуры (столярное полирование) Тампоном 6 2Э0-300 —
Полирование вьсшего качества W 6 300-40Э —
Нанесение спиртового лака Кистью 4 7-8 10-12
Отделка нитролаками
Увлажнение водой........................
Шлифование поверхности для снятия ворса .
Окрашивание.............................
Протирка ворса после окрашивания........
Заполнение пор ........................
Шлифование после порозаполнения . . . . .
Лакирование нитролаком..................
Полирование нитропленки пастой.........
Глянцевание мехом.......................
То же, что и при отделке спиртовым лаком
То же, что и при отделке спиртовым лаком
Пульверизатором 5 1,0-1,5 1,0-3,0
Вручную и аппара- том 5 60-10* —
Вручную 4-5 15-20 —
1 Меньшие значения (в пределах указанных величин) относятся к работе вручную, боль*
шие — к работе аппаратом.
Формы оплаты труда. В промыш-
ленности и строительстве применя-
ются следующие формы оплаты: по-
временная, сдельная, повременно-
премиальная, сдельно-премиальная и
аккордная (на строительстве).
396
Организация труда и техническое нормирование
При повременной оплате
рабочему уплачивается за прорабо-
танное им время по определенной
(тарифной) ставке, установленной в
соответствии с его квалификацией
(разрядом). Повременная оплата не
создает материальной заинтересован-
ности в повышении производитель-
ности труда и поэтому применяется
на работах, для которых нет техни-
чески обоснованных норм.
Сдельная оплата заклю-
чается в том, что рабочий получает
заработную плату за фактически
выполненное им количество работы
по установленным заранее расценкам
за единицу работы (продукции). За-
работок рабочего в данном случае
прямо пропорционален количеству
выполненной им работы, что создает
его заинтересованность в повышении
производительности труда и улучше-
нию приемов работы.
Аккордная оплата, приме-
няемая на строительстве, предста-
вляет разновидность сдельной и за-
ключается в том, что оплата уста-
навливается за комплекс простых
работ по изготовлению законченной
конструкции или ее части. При этом
в выдаваемом бригаде наряде ука-
зываются сроки начала и окончания
работ, их полный объем в единицах
измерения конечной продукции и
полная стоимость работ, рассчитан-
ная по сдельным расценкам на про-
стые работы, входящие в состав за-
дания. Аккордная оплата приме-
няется главным образом при оплате
рабочих комплексных бригад.
Расценки, применяемые для рабо-
чих, занятых на строительстве и
деревообрабатывающих производ-
ствах, устанавливаются согласно
норме времени на данную работу,
квалификации исполнителей, оцени-
ваемой разрядом, и тарифных ста-
вок этих разрядов.
Тарифные ставки для рабочих, за-
нятых на строительстве и в мебель-
ной промышленности, установлены в
размерах, указанных в табл., 132.
Таблица 132
Тарифные ставки при семичасовом рабочем дне (в коп. за час)
Вид производств и категории рабочих Разряды
1-й 2-й 3-й 4-й 5-й 6-й
Строительство Рабочие сдельщики и повременщики 32,0 37,0 42,5 48,8 56,2 64,0
Основные цехи мебельной промышленности а) Рабочие, занятые в горячих цехах, на тяжелых работах и работах с вредными условиями труда: повременщики 27,5 31,1, 35,3 40,7 47,3 55,0
сдельщики 30,5 34,5 39,3 45,1 52,5 61,0
б) Рабочие, занятые на работах с нор- мальными условиями труда: повременщики 25,8 29,2 33,3 38,2 44,4 51,6
сдельщики 27,5 31,1 35,5 40,7 47,3 55,0
Нормы и расценки
397
Продолжение табл, 132
Вид производств и категории рабочих Разряды
1-й 2-й 3-й 4-й 5-й I 6-й
Цехи и мастерские по металло- обработке и ремонту оборудования, модельные цехи, электро- и паро- силового хозяйства, компрессорные и кислородные установки на мебель- ных фабриках а) Рабочие, занятые в горячих цехах, на тяжелых работах и работах с вредными условиями труда: повременщики 30,5 34,5 39,3 45,1 52,5 61,0
' сдельщики 35,0 39,5 45,1 51,8 60,2 70,0
б) Рабочие, занятые на работах с нор- мальными условиями труда: повременщики . . . 26,3 29,7 33,9 38,9 45,2 52,6
сдельщики 30,5 34,5 39,3 45,1 52,5 61,0
Месячная ставка получается путем
умножения часовой тарифной ставки
на среднюю продолжительность ра-
бочего времени за месяц, принимае-
мую при семичасовом рабочем дне
в 174,6 часа. Согласно перечню про-
фессий рабочих и работ, оплачивае-
мых по тарифным ставкам, установ-
ленным для рабочих, занятых на го-
рячих, тяжелых работах и на рабо-
тах с вредными условиями труда,
относятся следующие профессии ра-
бочих основных производственных
цехов и участков мебельных пред-
приятий:
Аппаратчики, загрузчики пакетов, венти-
левые, клеевары, клеевары-смоловары, прес-
совщики, пропитчики, сборщики, столяры, су-
шильщики-намазчики, Фанеровщики, непосред-
ственно занятые на работах по приготовлению
и применению синтетических клеев (смол) и
пленок синтетических смол с содержанием
фенола, формалина, мочевины, трикрезола,
ксиленола, метилового спирта, аммиака и
других ядовитых веществ.
Отделочники, красильщики, лакировщики,
шпаклевшики, работающие с красками и ла-
ками, содержащими бензол, метанол, толуол,
ксилол и сложные спирты; перхлорвин-'ловы-
ми и свинцовыми красками; нитроэмалями,
нитролаками; нитрошпэклевкэми; грунчовсами
с содержанием синтетических смол; состави-
тели и заправщики-раздатчики указанных ла-
ков, красок, шпаклевок и грунтовок.
Плетельщики пружин, занятые на ручном
плетении матов, подготовщики набивочных
материалов, пропарщики-проварщики древе-
сины, раскройщики бакелитовой и мочевино-
меламиновой плевки.
Станочники, сортировщики, токари по де-
реву, непосредственно занятые на распиловке,
фрезеровании, обточке, сушке, сортировке, за-
чистке деталей и изделий, склеенных, фане-
рованных и пропитанных синтетическими
клеями, содержащими фенол, формалин, моче-
вину, трикрезол, ксиленол, метиловый спирт,
аммиак и другие ядовитые вещества.
Слесари, наладчики, электромонтеры и
подсобные рабочие, постоянно занятые на об-
служивании оборудования по приготовлению
и применению синтетических,клеев и пленок
синтетических смол с содержанием фенола,
формалина, мочевины, трикрезола, ксилола,
метилового спирта и других ядовитых веществ;
красок и лаков, содержащих бензол, метанол,
толуол, ксилол и сложные спирты; перхлор-
виниловых и свинцовых красок, нитроэмалей,
нитролаков, а также транспортировщики ука-
занных клеев, красок, лаков и других ядови-
тых веществ; сушильщики набивочных мате-
риалов в сушильных камерах, укладчики на
ручной укладке и выгрузке пиломатериалов
и заготовок в сушильных камерах и шлифо-
вальщики по дереву.
Рабочие повременщик» оплачи-
ваются по повышенным тарифным
ставкам при условии, если они за-
няты на горячий и тяжелых работах
398
Организация труда и техническое нормирование
и на работах с вредными условиями
труда не менее 50% рабочего вре-
мени за платежный период.
Сдельная расценка определяется
путем деления тарифной ставки, со-
ответствующей разряду данной рабо-
ты, на установленную норму выра-
ботки или путем умножения тариф-
ной ставки на норму времени. Так,
в приведенном выше примере распи-
ловка досок на маятниковой пиле
относится к 3-му разряду. Расценка
за 100 отрезков составит
Рсд = 333X0,314=10,5 коп.
Сдельно - премиальная
оплата труда заключается в том, что
рабочие-сдельщики, помимо оплаты
по сдельной расценке за количество
выработанной продукции, премируют-
ся за выполнение и перевыполнение
месячного плана при условии выпол-
нения плана по сортности.
Рабочие-сдельщики, обслуживаю-
щие производственные агрегаты
(участки) основных цехов мебельных
предприятий, премируются за выпол-
нение месячного плана производства
агрегатом, участком, сменой, цехом
в следующих размерах:
За выполнение ме-
сячного плана в
размере до 15% и
за каждый про-
цент перевыпол-
нения плана в
размере до 1,5%
сдельного зара-
ботка
Фанеровщики, сто-
ляры на сборке
корпусной мебе-
ли, отделочники
мебели, гнутарн
За выполнение ме-
сячного плана в
размере до 10% и
। за каждый про-
цент перевыпол-
нения плана в
размере до 1%
сдельного зара-
ботка
Станочники, навив-
щики и плетель-
щики пружин,
столяры, закрой-
щики, обойщики,
отделочники гну-
той мебели, шли-
фовщики по де-
реву, шаблонщи-
ки-цулажники
Рабочие-сдельщики, занятые не-
посредственно на изготовлении ме-
бели высшего и первого классов:
столяры, отделочники, резчики по
дереву, обойщики премируются со-
ответственно в размере 20 и 2%.
При повременной оплате труда
рабочим перечисленных профессий,
занятым на указанных производ-
ственных участках или работах, на-
числяются премии за выполнение и
перевыполнение плана в установлен-
ных размерах исходя из расчета та-
рифных ставок.
Премии за перевыполнение плана
не должны превышать премий, уста-
новленных за выполнение плана.
На строительстве рабочие-сдель-
щики премируются за выполнение
и перевыполнение аккордного зада-
ния к сроку или досрочно в размере
от 0,5 до 1 % сдельного заработка
по аккордному наряду за каждый
процент сокращения нормативного
времен».
Наряды на выполнение работ. Пе-
ред началом работ бригадир полу-
чает от мастера наряд, являющийся
производственным заданием, с указа-
нием объемов работ, сроков их вы-
полнения и расценок.
Наряды составляются с определе-
нием размера заработка, либо по
прямым, либо по сдельно-премиаль-
ным расценкам, или же аккордно.
На работу с повременной оплатой
наряды не выдаются.
Наряд выдается для всей бригады
и на срок не более 25 рабочих дней.
Распределение заработка между
членами бригады производится про-
порционально числу дней, прорабо-
танных каждым рабочим, и в соот-
ветствии. с разрядом; присвоенным
каждому рабочему. Для определения
размера заработной платы нужно
число действительно проработанных
каждым рабочим дней умножить на
тарифный коэффициент его разряда,
в результате чего получится число
человеко-дней, приведенных к 1-му
разряду. Затем сумму заработка
бригады нужно разделись на число
человеко-дней, приведенное к 1-му
разряду по всей бригаде, в резуль-
тате чего получается заработная
плата на 1 чел.-день 1-го разряда.
Умножением этой заработной платы
на число приведенных к 1-му раз-
ряду человеко-дней, затраченных
каким-либо рабочим, определится
сумма его заработка.
Глава XXII
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ И ДОКУМЕН-
ТАЦИЯ ПО СТОЛЯРНО-МЕБЕЛЬНОМУ ПРОИЗВОДСТВУ
I. ТЕХНИКО-ЭКОНОМИЧЕСКИ!: ПОКАЗАТЕЛИ
Для расчета оборудования необхо-
димо иметь данные о скоростях ре-
зания, подачи, о числе Ьборотов ра-
бочих шпинделей, коэффициентах
использования станка и рабочего
времени, режиме работы оборудова-
ния и т. п.
При разработке и совершенство-
вании технологических процессов
соблюдаются определенные условия
и достигаются наилучшие технико-
экономические показатели. К ним
относятся: постоянство размеров й
формы деталей; взаимозаменяемость
деталей и узлов; экономное расходо-
вание древесных и других материа-
лов; сокращение продолжительности
производственного цикла; наиболь-
шая механизация производственных
процессов; повышение производи-
тельности труда и снижение себе-
стоимости изготовления изделий.
В связи с проектированием техно-
логических процессов производятся
расчеты:
1. Потребного количества станков
и рабочих мест.
2. Сырья и основных материалов.
3. Складов.
4. Потребности в инструментах и
приспособлениях.
5. Потребности в транспортных
средствах.
6. Оборудования обслуживающих
цехов.
7. Производственных площадей и
проектирование размещения произ-
водственного оборудования.
8. Трудовых затрат «и трудоемко-
сти изделий.
9. Калькуляции себестоимости из-
готовления деталей.
Ниже приводятся справочные дан-
ные для выполнения таких расчетов
(табл. 133—140).
Средние нормы производственных
площадей на один станок
в деревообрабатывающих цехах
мебельного производства (в ж2)
Заготовительный цех . .............50—75
Станочный цех......................35—65
Сборочный цех......................25—40
Отделочный цех.....................25—35
Пилоножеточка......................10—12
Цулажное отделение.................25—35
Клеезаготовительное отделение .... 10—15
Ремонтно-механический цех..........10—15
Таблица 133
Полировка мебели по способу
М. Ф. Некрасовой (Московская
мебельная фабрика № 3)
Показатели М. Ф Некра- совой Других поли- ровщиц
Площадь тампона (в см2). 55 45
Количество наливаемой в тампон политуры за один раз (в г) 80-35 10-12
Время, затрачиваемое на наливание политуры в тампон для полирования бока шкафа (в мин.) . . 10 20-28
Затрата политуры при на- ложении ласса (в г) . . . 0,09 0,026
Количество наложенных лассов И 00 4 240
Примечание. При грунтовке масло
не применяется.
400
Технико-экономические показатели и документация
Таблица 134
Ориентировочные коэффициенты заполнения штабелей и площадей
складов столярно-механических производств
Материалы и вид склада Объемный коэффи- циент заполнения штабеля (^шт) Коэффи- циент заполнения площади склада (^ск) Высота штабеля при хранении материала (в м)
на полу на стелла- жах или вагонетках
Доски:
открытые склады 0,25-0,3 0,3 4—8
крытые склады 0,2-0,25 0,35 ( 4-6
Прирезные заготовки:
открытые склады 0,3-0,35 0,3-0,4 3—5 2,5-3
крытые неотапливаемые 0,25-0,3 0,35 3-4
крытые отапливаемые 0,7-0,8 0,4 3-4
Клееная фанера:
крытый отапливаемый склад 0,75-0,85 0,5 2-3
Строганая фанера:
крытый отапливаемый склад 0,6-0,7 0,5 — 2-3
Детали (бруски):
крытый отапливаемый склад 0,8 0,5 2-2,3 1,6-1,8
Щиты:
отапливаемый склад 0,85 0,5 2,3-2,7 1,8-2
Рамки:
отапливаемый склад 0,3 0,5 2->2,3 1,6-1,8
Таблица 135
Расход материалов при отделке мебельных изделий
Материалы Способ работы Расход на 1 ж3 поверхности (в г) Примечание
сплош- ной решет- чатой
Отделка спиртовыми лаками и политурами
Шлифовальная шкурка № 100, 120, 14,0 170, 200 (в ж1) Вручную 0,01—0,62 0,02 Расход на одну операцию
Краситель анилиновый Тампоном 3-4 3-5 Расход зависит от желательного цветового тона
Порозаполнитель:
для древесины непористых пород . . • 40-50 50-60 На одно покрытие
для древесины пористых пород . . . • 80-100 100-110 На два покрытия
Пемзовая пудра (при полировании) . . . • 8-10 8-10 Расход зависит от степени пористо- сти древесины
Технико-экономические показатели
401
Продолжение табл. 135
Материал Способ работы Расход на 1 поверхности(в г) Примечание
сплошной решет- чатый
Лак спиртовый: 30—50% Тампоном 40-80 50-100 На одно покрытие
30—35% Кистью 100-120 130-150 • •
Политура шеллачная 12—14% Тампоном 400-500 400-600 Для отделки выс- шего качества
V 250-350 250-350 Для отделки упро- шенной
Политура 5—6% для освежения 20-25 20-25 На одно покрытие
Вата для полирования • 10-15 10-15 • • V
Полотно для полирования (в сжа) .... * 100-150 100-150 V • »
Отделка нитролаками
Шлифовальная шкурка № 120, 140, 170, 200 (в л<») Вручную 0,02 0,02 Расход на одно покрытие
Порозаполнители • Как при отделке спиртовыми лаками
Нитролак для первого покрытия Распылите- 100-140 130-180 При хорошем за-
лем полнении пор
Растворитель для первого покрытия . . . То же €0-100 110-160 При хорошем за-
полнении пор
Нитролак для второго покрытия • • 60-100 110-150 То же
Растворитель для второго и последую-
щего покрытий « • 100-140 130—180 • *
Полировочно-шлифовочная паста Тампоном 20-30 20-35
Полировочная вода 20 30
Олифа Кистью 75 75
Сукно, шерсть, мех (в см9) Вручную 15-20 15-20
Материал для тампона (вата, полотно) . • 20-30 20-80
Отделка укрывистыми красками
Грунтовка Кистью 50-60 70-80
• Распылите- 100—120 100-150 Расход зависит
лем от заданного
Краска масляная нитроцеллюлозная . . . Кистью 60—100 80-120 качества окраски.
Распылите- 100-150 100-200
лем
Лак масляный нитроцеллюлозный .... Кистью 80—100 80-100
Распылите- 100-120 100-150 -
лем
Полировочная паста Тампоном 20-25 —
Шлифовальная паста • 30-35 —
Пемза в порошке • 10-15 —
Шлифовальная шкурка № 120 (в м9). . . а 0,01 0,01
26 А. Н. Стариков
402
Технико-экономические показатели и документация
Таблица 136
Ориентировочные удельные нормы расхода отделочных материалов
на прозрачную отделку мебели на 1 лс2 отделываемой поверхности
(по данным ЦНИИМОДа)
Наименование материалов
Единица измерения Корпусная мебель Решетча- тая поверх- ность
лицевая поверх- ность внутренняя поверх- ность
При подготовке поверхности
Краситель сухой г 5 2 5
Канифольно-казеиновая грунтовка ЦНИИМОД-9а г 80 80 80
Шкурка шлифовальная на бумаге м* 0,06 0,04 0,06
Марля г 0,015 0,01 0,015
Концы и вата г 30 10 30
При лакировании нитролаком за 3 покрытия
Нитролак М 754 или 940
Растворитель № 646 . .
270
108
90
36
430
170
г
При лакировании спиртовым лаком за 3 покрытия
Лак спиртовой М 2
. . .......................| г | 105 | 35 | 135
При полировании шеллачной политурой за 3 раза
Политура шеллачная 10—1556
Масло растительное . . . . .
Пемьа в порошке.............
г 500 — 600
г 15 — 25
г 10 — 15
При лакировании нитролаком за 6 раз с последующим
полированием поверхности
Нитролак № 754 и 940 г 500 — 800
Растворитель № 646 г 250 — 400
Шкурка водостойкая № 320 м2 0,08 0,09
Паста полировочная № 290 г 30 / 35
Полировочная вода г 20 — 30
Технико-экономические показатели
403
Таблица 137
Удельные нормы расхода кроющих лакокрасочных материалов
на 1 jm3 на 1 слой покрытия (по данным ЦНИИМОДа) (в г)
Наименование материала Метод нанесения
кистью распылением
Грунт глифталевый № 138 ГОрТ 4056—48 70-90 110-130
Сурик железный густотертый, ОСТ 18163—39 с добавкой олифы оксоль 32% и скипидара 8% 60-70 —'
Шпаклевка нитроцеллюлозная АШ-24 и АШ-30 — 100-150
Краски эмалевые пентафталевые 140-210 220-290
Краски нитроэмалевые — 120-200
300-350 350-400
Таблица 138
Удельные нормативы расхода спирта и шеллака (в г/л*‘)
Операции Корпусная мебель Решетчатая и мягкая мебель и детали из массива
спирт шеллак итого поли- туры спирт шеллак итого поли- туры
Грунтование (порозаполнение) за 2 раза . . Полирование: 228 22 250 278 26 304
1-е 194 16 210 228 19 247
2-е 148 12 160 173 14 187
3-е 200 10 210 234 11 245
Итого 770 60 830 913 70 983
Располирование 20 — — 20 — —
Освежение 20 — — 20 — —
Итого 40 1 - 4°
Примечание. В нормативах учтен процент угара на очищение шеллака.
26*
404
Технико-экономические показатели и документация
Таблица 139
Удельные нормативы расхода нитролака и растворителя
* на отделку нелицевых поверхностей (в г/лс2) *
Корпусная мебель
Решетчатая и
мягкая мебель
поверхность
Операция
внутренняя
наружная
Лакирование 1-е . .
Лакирование 2-е . .
Лакирование 3-е . .
8-10
6-8
5-6
120
90
40 160
50 140
50 120
95
65
280 140 420 120 40 160
наружная
100
80
32 132
28 108
180 60
240
Итого . ;
Таблица 140
Расход некоторых смазочных материалов за смену
Станки Расход (в г)
машинного индустриаль- ного масла солидола УС
Маятниковая пила 10 15
Фуговальный станок 15 25
Фрезерный станок 15 25
Рейсмусовый станок (длина ножа 400 мм) 100 50
Однопильный обрезной станок с подачей на каретке .... 15 25
Однопильный станок универсальный 10 15
Ленточная пила 25 15
Ножеточильный станок 25 15
Пилоточный автомат 25 15
2. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
В состав технического проекта
мебельного изделия входят:
1. Чертеж общего вида изделия.
2. Чертежи разрезов и узлов.
3. Спецификация на элементы и
детали, входящие в изделие.
4. Ведомости расчета потребных
основных и вспомогательных мате-
риалов
5. Ведомости на фурнитуру и ме-
таллоизделия.
6. Ведомости площадей склеива-
ния, фанерования, шлифования и
отделки.
Техническая документация
405
Рис. 251. Разрезы и узлы однодверного шкафа для платья.
406
Технико-экономические показатели и документация
Рис. 251 (продолжение).
Составление спецификаций
407
7. Расчетно-пояснительная записка
с описанием технологического про-
цесса, расчетами ручного и машин-
ного времени и калькуляцией стои-
мости изделия.
В качестве примера на рис. *251
приведены вертикальные и горизон-
тальные разрезы однодверного шка-
фа для платья, узлы колпака, плин-
туса, корпуса, а также узлы гори-
зонтальных разрезов по коробке
плинтуса, по корпусу и колпаку, по
коробкам плинтуса и колпака и дру-
гих деталей.
Техническая документация на из-
готовление шкафа для платья со-
стоит из спецификаций деталей и
расчета расхода лесоматериалов,
расчета площадей склейки и отдел-
ки, расчета расхода клея, отделоч-
ных материалов, фурнитуры, мети-
зов, сводки расхода материалов,
чертежей технико-рабочего проекта.
Техническая характери-
стика шкафа для платья.
Габаритные размеры (в мм): вы-
сота — 1890, ширина — 842, глуби-
на — 641.
Конструкция, материалы и отдел-
ка. Шкаф для платья изготовляется
разборной, щитовой конструкции и
имеет одну дверку и оди^ наруж-
ный ящик, резной карниз и скошен-
ные углы боковых и лицевой сто-
рон.
Шкаф состоит из следующих ком-
бинатов: 1) устоя; 2) рамки плин-
туса; 3) боковых стенок низа;
4) рамки надъящичной; 5) ящика;
6) стенок боковых; 7) коробки кар-
низа; 8) задней стенки; 9) дверки
средней.
Бруски устоя и рамки плинтуса
соединяются 'между собой на прямых
3. СОСТАВЛЕНИЕ
На основании размеров, указанных
на чертежах, и узлов составляются
спецификации на элементы и детали,
входящие в изделие. В спецификации
указываются номер детали, принятый
в чертеже, ее наименование и коли-
чество, материал и размеры: длина,
ширина и толщина готовой детали,
а также объем древесины и пло
шипах и клею, а передние углы сре-
заются под углом в 45°.
Щиты боковых стенок низа оклеи-
ваются с двух сторон клееной фане-
рой и наклейками на передних кром-
ках.
Бруски надъящичной рамки соеди-
няются на прямых шипах и клею.
Передние стенки ящика с боковы-
ми соединяются шипами «ласточкин
хвост>, а задняя с боковыми — пря-
мыми шипами на клею. Дно ящика
из клееной фанеры вставляется в
шпунты боковых и передней стенок,
а с задней — крепится шурупами.
Щиты боковых стенок шкафа окле-
ены с двух сторон клееной фанерой,
а на передних кромках — наклей-
ками.
Бруски коробки карниза соединя-
ются на прямых шипах и клею. Пе-
редние углы коробки срезаны под
углом 45°. На переднюю и боковые
стороны наклеивается резная об-
кла*дка. Бруски задней стенки соеди-
няются на прямых шипах и клею.
Рамка дверки делается на прямых
шипах. В.четверть с внутренней сто-
роны вставляется зеркало, защищен-
ное заглушиной, и закрепляется су-
харями.
Боковые стенки низа, рамка плин-
туса и надъящичнач рамка соединя-
ются между собой на шкантах и за-
крепляются металлическими стяжка-
ми. Задняя стенка вставляется в чет-
верть и крепится шурупами. Дверка
навешивается на прямых пятниковых
петлях.
Шкаф изготовляется из пиломате-
риалов хвойных и твердых листвен-
ных пород, клееной и строганой фа-
неры. Отделывается лаком с после-
дующей располировкой.
СПЕЦИФИКАЦИЙ
щадь детали в чистоте. Длину дета-
лей, имеющих шипы и проушины,
берут общую, без вычета длины ши-
пов и проушин Ширину и толщину
деталей, имеющих гребни и другие
выступы, берут с учетом выступов.
По клееным деталям из брусков ука-
зывается количество брусков.
Расход клея и отделочных мате-
408
Технико-экономические показатели и документация
риалов на изготовление деталей рас-
считывается на площади склейки и
отделки.
В табл. 139 в качестве примера
приведена сводная ведомость расхо-
да материалов на изготовление одно-
створного шкафа для платья, черте-
жи которого приведены на рис. 251.
Таблица 139
Сводная ведомость расхода материалов на изготовление
___________________шкафа для платья_______________,
Наименование материалов Единица измерения Марка или ГОСТ Количество
Пиломатериалы хвойных пород Ill
сорта М3 ГОСТ 8486—57 0,26094
Пиломатериалы твердолиственных
пород 11 сорта М3 ГОСТ 2695—62 0,01385
Фанера клееная березовая сорт ВВ м2 ГОСТ 3916—55 0,04522
Фанера строганая II сорта м2 ГОСТ 2977—51 22,6470
Клей костный кг ГОСТ 2067—47 3,224
Краситель кг ЦНИИМОД 50 0,0275
Нитромастика кг № 902 0,549
Нитролак кг № 940 1,834
Растворитель кг № 646 0,733
Политура кг 5—6% 0,415
Пемза кг 2—11 0,033
Шкурка шлифовальная на полотне . м2 ГОСТ 5009—52 0,420
Шкурка шлифовальная на бумаге . м2 ГОСТ 6456—53 0,992
Марля. . м2 — 0,050
Вата кг — 0,010
Лоскут .... кг —ч 0,172
Ручки-кнопки ... шт. — 2
Замок врезной правый шт. — 2
Футорка шт. — 2
Защелка шариковая шт. — 1
Петли пятниковые прямые шт. — 2’
Стяжки прямые шт. — 4
Стяжки угловые шт. — 4
Зеркало (1300x600) шт. Стекло 1
зеркальное
Шурупы ... кг ГОСТ 1145—60 0,247
Гвозди кг ГОСТ 4032—48 0,011
Л ИТЕРАТУРА
1. Аронов X. М., Крейнллин Л. Н. Производство оконных и дверных блоков.
М., Промстройиздат, 1957.
2. Артманис Б. Л., Николаев А. П. Современная квартира и мебель. Рига,
Изд-во АН Латвийской ССР, 1959.
3. Афанасьев П. С. Деревообрабатывающие станки. М., Трудрезервиздат
1958.
4. Афанасьев П. С. Конструкция деревообрабатывающих станков. М., Маш-
гиз, 1960.
5. Афанасьев П. С., Янишевский А. С. Наладка деревообрабатывающих
станков. М., Трудрезервиздат, 1959.
6. Батин Н. А., Бирюков В. А., Манкевич Л. А. Справочник по деревообра-
ботке. Минск, Госиздат БССР, 1958.
7. Беляева К. П. Лакокрасочные материалы для отделки изделий из дерева.
М., Госхимиздат, 1960.
8. Берлинских И. П. Склеивание древесины. Киев, Госстройиздат УССР,
1959.
9. Бершадский А. Л. Резание древесины. М., Гослесбумиздат, 1958.
10. Буглай Б. М. Технология столярно-мебельного производства. М., Гослес-
бумиздат, 1960. х
11. Горбунов Н. А. Подбор фанеры для облицовки мебели. М., Гослесбумиз-
дат, 1957.
12. Грубе А. Э. Дереворежущие инструменты. М., Гослесбумиздат, 1958.
13. Гурвич А. О. Столярные работы. М., Трудрезервиздат, 1960.
14. Демешин Н. И. Конструирование столярно-мебельных изделий. М., Гос-
лесбумиздат, 1957.
15. «Деревообрабатывающее оборудование (краткий справочник)». Госплан-
издат, 1959.
16. «Деревообрабатывающая промышленность» (журнал), 1961 и 1962 гг.
17. «Клеящие карбамидные смолы для мебельной промышленности». Изд.
ЦБТИ Главстандартдома Госстроя СССР, 1959.
18. Клупт Ф. Б., Бродоцкий А. И. Глубокая прогщтка древесины в автокла-
вах. М., Гослесбумиздат, 1958.
19. Куксов В. А. Столярное дело. М., Трудрезервиздат, 1960.
20. «Лущеный волнистый шпон». Изд. ЦБТИ Главстандартдома Госстроя
СССР, 1958.
21. Манжос Ф. М. Точность механической обработки древесины М., Гослес-
бумиздат, 1959.
410
Литература
22. «Мебель» (альбом). Изд. совнархоза г. Москвы, 1959.
23. «Мебель для жилья (пособие по проектированию)». Академия строитель-
ства и архитектуры УССР, Киев, 1960.
24 «Механизация технологических процессов в мебельном производстве».
М., Изд. Государственного научно-технического комитета Совета Мини-
стров РСФСР, 1958.
25 Морозов Н. А. Автоматизация деревообработки. М., Машгиз, 1958
26. «Новые конструкции мебели». М, Изд. ЦБТИ Главстандартдома Госстроя
СССР, 1958.
27. «Нормирование затрат времени на станочные работы в мебельном произ-
водстве». Управление мебельной промышленности Мосгорсовнархоза. М.,
1961.
28. «Обмен опытом». Сборник № 1. Изд. ЦБТИ Главстандартдома Госстроя
СССР, 1959.
29. «Опыт механизации процессов отделки мебели». Изд. ЦБТИ Главстандарт-
дома Госстроя СССР, 1958.
30. «Опыт применения вайм для сборки корпусной мебели». М., Изд. ЦБТИ
Мин. бумажной и деревообрабатывающей промышленности РСФСР, 1957.
31. Орлов Д. М. Технология отделки столярных изделий. М., Трудрезервиз-
дат, 1953.
32. Оснач Н. А. Автоматизация мебельного производства. М., Гослесбумиз-
дат, 1961.
33. Осадчиев В. Г., Иванков П. Т. Справочник молодого деревообработчика.
М., Трудрезервиздаг, 1957.
34. Пейч Н. Н., Бороненко 3. В. Справочник по сушке древесины. М.—Л.,
Гослесбумиздат, 1961.
35. «Полиэфирные лаки и их Применение для отделки мебели». Изд. ЦБТИ
Главстандартдома Госстроя СССР, 1959.
36. Попова Е. И. Сборочные конвейеры в деревообрабатывающем производ-
стве. М., Гослестехиздат, 1951.
37. Родионов С. В., Зонов Е. Г. Припуски в деревообрабатывающей про-
мышленности. М., Гослесбумиздат, 1960.
38. Соколов П. В. Сушка древесины. М., Гослесбумиздат, 1955.
39. «Станки для обработки дерева» (каталог). М., 1961.
40. Стариков А. Н. Столярно-плотничные работы. Лениздат, 1955.
41. Стариков А. Н. Столяр-белодеревец и краснодеревец. Лениздат, 1958.
42. Тимофеев В. А. Краснодеревные работы. М., Трудрезервиздат, 1959.
43. Фабрицкий X. Б., Любман С. М. Справочник нормировщика мебельного
производства. М.—Л., Гослесбумиздат, 1961.
44. Хижняк П. П., Иваненко И. Л. Техника безопасности при деревообра-
ботке. М., Профиздат, 1954.
45. Чулицкий Л. Техническое нормирование в лесхозах, леспромхозах де-
ревообрабатывающих производствах. М., Профиздат, I960.
46. «Mobel und Wohnraum» (журнал), ГДР, 1961.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ1
Абразивный инструмент 173, 174*, 175*.
Автоматическая лакировочная кабина 350.
— станочная линия: обработки деталей 324,373.
-------фанерования 333.
— установка для отделки 252.
Автоматический станок для пайки пил 219, 220.
Автоподатчик 189* 195*.
Автофуговяльный станок 188, 189.
Ажурные пилы (см. лобзиковые).
Аккордная оплата 396.
Альбуминовый клей 107*.
Анилиновые красители 123.
Антресольные шкафы 26.
Балансирные пилы (см. маятниковые).
Бейц 123.
Безопасность^ — правила работы 253.
— техника 388—390.
Блоки оконные 9, 10—12* 359, 360—361*, 366.
Брак — меры устранения 241, 242—252*.
Брусок 269, 273*, 274, 275*.
Буфет (см. шкаф для посуды).
Вал ножевой 188.
Валик для окраски 216.
Вайма 227, 228*.
Вата 119.
Верстак 222—223.
Вес древесины 69—70, 72—73*, 74*.
Вешалка 37*. 60.
Витрины 89.
Влажность древесины 66—68, 301*.
Водяные (клеевые) краски 125.
Волос конский 118.
Восковые мастики 128.
Вощение 343.
Вспомогательные инструменты 177.
Встроенное оборудование 24—27, 36&
Встроенные шкафы 25.
— оборудование 26*.
Вязки (см. угловые соединения).
Галерта 107.
Галтель 24.
Гардероб 33.
Гарнитуры 38.
Генератор высокочастотный 104—105*.
Глазуровка 343.
Глютиновые клеи 106—107.
Гнутоклееные детали 278 331.
Гнутопронильные детали 277, 331.
Гребешки 12ц.
Грунтовка 126.
Грунтовка масляная 127*.
— смоляная 127*.
— столярная 126*.
Двери 15—16*.
Дверные коробки 17.
— полотна 17, 18, 365.
Декора!ивная фанера 87, 88*.
Декоративные элементы ,278—280.
Диваны 36*. 284, 289—290.
Дисковые (круглые) пилы 156, 157—159*.
— шлифовальные станки 230*.
Долбежные станки 205—206*.
Долбление 152, 153.
Долота 172*, 214.
Допуски 309, 310*, 313—314*.
Допустимые погрешности станков 239*.
Доски 79—80*.
— паркетные (см. паркетные досКи).
Древесина вес 69—70*, 72—7°*, 74*.
— свойства (физико-механические) 65, 71—74*.
— химический состав 62*.
Древесно-волокнистые плиты 90—91*.
Древесно-стружечные плиты 91—92*.
Дрель 214.
Единые нормы и расценки (ЕНиР) 391.
Единый тарифно-квалификационный справоч»
ник (ЕТКС) 384.
Железки стругов 172*.
Жизнеспособность клея 106, 107, 109.
Заготовки — выход 321*.
Заточка инструментов 175—176*.
Заточные станки 217, 218*, 219*.
Зернистость абразивных инструментов 175*»
Индикаторы 240.
Инкрусгпция художественная 357.
Инорумент вспомо!агельный 177.
— контрольно измерительный 240.
— для подготовки древесины к отделке 21'—
216.
— фрезерный 163—168*.
Интарсия 357.
Калёвка 173, 213.
калёвочный станок 192—193*.
Калибры $15, 310.
Канифоль 120.
Канифольная мастика 128*.
1 Числа, помеченные звездочкой (например, 174*). означают, что для соответсгвуюшего
понятия на указанной странице имеются таблицы (выводы).
412
Предметный указатель
Карнизы 278.
Квалификация 384—386.
Кисти 215, 216.
Классы точности обработки 237*.
Клееварочный котел 221.
Клеенамазывающие станки 221, 222.
Клей альбуминовый 107*.
— галерта 107.
— глютиновый 106.
— казеиновый 107*.
— карбамидный 109—110*.
— мездровый 107.
— пленочный 110.
— смоляные 108*.
— фенолформальдегидный 108*, 109.
Клеянка 221.
Коловорот 214.
Конвейеры 337, 351—353.
Комбинированная мебель 37.
Комбинированный станок 207.
Компрессор 233.
Комод 35, 36*. 289.
Конперавнитель 183.
Копировальный аппарат 191.
Коробка 277.
Коробки дверные 17.
— оконные 7—8, 366.
Корпусная мебель (см. рамочная).
Коэффициент заполнения площади склада 400*.
— использования мощности станка 378—379*,
380—383*.
----рабочего времени 378-379*. 380—383*.
Красители анилиновые 123*.
— природные 122.
— синтетические 124*, 125*.
— спирторастворимые 132—133*.
Краски 125, 12b
Красконагнетательный бак 232, 233*.
Краскораспылитель (см. распылитель).
Кресла 31* 36*. 58, 284.
Кровати 36. 37* 291.
Кромкофуговальные головки 189, 190*.
Круглопильные станки 183, 184*, 185*.
Кухонное оборудование 26, 27.
Лаки горячего нанесения 133, 134*.
— масляные 125, 126, 135.
— перхлорвиниловые 130.
— полиэфиракрилатные 132*.
— спиртовые 129*.
— целлюлозные 130*.
Лакирование ?43.
Латексная губка 119.
Ленточно-пильные станки 185, 186*.
Ленточные пилы 155. 156*.
Ленточношлифовальные станки 230, 231*.
Лессировка 342.
Лобзиковые станки 186, 187*.
Лучковая пила 171*, 213.
Маркировка пиломатериалов 8L
Масляная краска 125.
Мастики 12о*.
Матирование 343.
Маятниковые пилы 181*, 182*.
Мебель-ви ды 28.
----бытовая 29.
----мягкая 36*.
----детская 55*.
----конторская 58.
----подсобная 37*.
----сборно-разборная 291, 291
— — театральная 58, 59.
— — торговая 61.
— — школьная 55—58*.
Мебель классы 28.
— технические условия 301, 304—305*, 306—309.
Мездровый клей 107.
Металлизация 357.
Микрометры 240.
Морение 341.
Морилки 123.
Морская трава 118.
Мягчители 122.
Набивочные материалы 118—119.
Наборы мебели 38—40*, 41—54.
Наградка 171*. 21а
Наличники 24, 367.
Напильники 176, 177*, 215.
Наряды 398.
Натяжение ленточных пил 156*.
Нитролаки 130—131*.
Нитрополитуры 130—131*.
Ножовки 171*, 315.
Ноженые валы 188.
Ножи фрезерные 159, 160*, 161*, 162,
Ножеточильный автомат 218.
Нормы времени 391—395*.
Обессмоливающие составы 135.
Обивочные материалы 118—119.
Обработка—операции 318—320*.
Оконные блоки у, 10—12*, 360—361*.
— коробки 7—8.
— переплеты 8, 361.
Олифа 121.
Оплата труда 395—398.
Оселки 126.
Острота резца 142, 143*.
От(ел1вающие составы 135.
Отделка операции 349—350*, 354—355*.
Отделочная пленка смоляная 134—135*.
— подготовка 345.
Отделочные конвейеры 353—354.
Пазовальный станок 83—84*.
Панели 21, 365.
Паркет наборный (мозаичный) 23» 83—84*,
— штучный 23, 82—83*.
— художественный 22, 369.
Паркетные доски 23, 83—84*.
— планки 22, 23, 83—84*.
— щиты 23, 24.
Парты ученические 56—58*.
Паяльный аппарат 220.
Педальная пила 182.
Пемза 215.
Пенополиуретан 119*.
Перегородки столярные 21, 365.
Переплеты оконные 8—9, 14, 368.
— спаренные 9.
Петли 115, 116*.
Печатание 356.
Пигменты 122.
Пиление 148—149.
Пиломатериалы лиственные 81.
— строганые 81—82.
— хвойные 79, 80*.
Пилы дисковые (круглые) 156, 157—159*.
— ленточные 155, 15b*.
— маятниковые 181*, 182, 278.
— ручные 170, 171*, 213.
— строгальные 159*.
Платики 278.
Пленкообразователи 120—121.
Плинтусы 24, 3< 7.
Плиты древесно-волокнистые 90—91*»
— древесно-стружечные 91—92*.
— столярные 89—90*.
Предметный указатель
413
Плиты фанерные 88*.
Плоскополировальные станки 234*, 235*.
Погрешности обработки 237, 239*.
Подающие устройства 178, 189*, 195*.
Полирование 344.
Полировальный аппарат 234*.
— машина 231*.
Полировочная вода 135*.
— жидкость 137*.
— паста 135*.
Политура 129—130*.
Полиэфиракрилатные лаки 132*.
Полы паркетные 22.
Породы дерева 64, 72—73*.
Порозаполнитель 127*.
Пороки древесины 74—78.
---допускаемые 302—303*, 304—305*.
Поручни 24, 367.
Посадки 311, 312, 313* 314*.
Поточные линии 330, 359, 363—365.
Пресс-формы 226.
Припуски обработки 269—272*.
— усушки 95—97*, 98.
Провесы 278.
Продолжительность сушки 93*, 100—104*, 327*,
329*, 348*.
Пропитка 342.
Пропиточные составы 124—125*.
Протравы 123, 124*.
Профили 278, 279.
Прочность древесины 71, 72—73*.
Пружины 117, 118*.
Психрометр 99.
Рабочие места 386—388.
Разбавители 121.
Разделки 355.
Размеры свободные 315*.
Разметка соединений 293, 297—3001
Рамы 274-277
Ра.мосборочные станки 228*.
Рамочная мебель 29.
Раскрой пиломатериалов 321*, 322.
Распылитель 231, 232*.
Распылительная установка 233.
Растворители 121.
Растительные краски 122.
Расход клея 329*.
— краски 403*.
— материалов 408*.
---отделочных 400—404*.
---смазочных 404*.
Расценки 396
Ребросклеиваюшие станки 222*.
Режущие инструменты 154*.
Резание 140, 141.
Резец 139.
Рейсмусовые станки 191*.
Рубанок 172, 213.
Сборка изделий 335, 336.
Сборочные станки 227, 228*
Сверла 168, 169*. 214.
Сверление 152.
Сверлильная головка 203, 204, 205*.
Сверлильный станок 201.
Сверлильно-пазовальные станки 201—203*.
— присадочный станок 203*.
Сдельная оплата 396.
Сжимы 223.
Сиккативы 121.
Склеивание 325, 326, 327, 32SL
Скорость подачи 144.
— резания 144*
Смазка-правила 253—259*.
Смолы 120—121.
Смоляные клеи 108*—НО*, 1Ц,
Соединения 260—268, 280—282, 293—297
Спецификация 294*, 407—408*.
Спиртовые лаки 129.
Стамески 172*, 214.
Станки части 178—180.
Стенды 59—60.
Столы 32, 57, 286, 287.
Столярные тяги 365.
Строгание 150—152.
Строгальные станки 187—192*. 193
Струбцина 222, 223. ‘ 4
Струги 172—173*, 213.
Стружка древесная 118.
Стружечные плиты 91—92*
Стулья 31*, 284, 294—295*, 336.
Стяжки металлические 114.
Сучки 74—75.
Сушка древесины 93*, 99, 100—105*.
Тамбуры 21.
Тарифные ставки 396—397*.
Твердость древесины 71, 72—73*.
Текстурная бумага (отделка) 357.
Технические нормативы станков 278—27^*
— условия 300-306*
Технологическая карта 376—377*.
Технологический процесс 359, 360—361*.
Технологический режим отделки 34&
Толщина стружки 144*.
Торцовочные станки 181—183*. »
Точение 153, 219*.
Точильный прибор 219.
Точность инструментов 239*.
— работы на станках 238*.
— обработки 236, 237*.
Травление 342.
Трещины 78.
Тумбочки 38*, 284, 285.
Уайт-спирит 121.
Угол резания 142—143*.
Удельное сопротивление резанию 140*, 142—
144*.
Универсальные станки 206*-
Усушка древесины 68, 69*.
— — припуски 95*, 96, 97*, 98.
Фанера влажность 86.
— декоративная 87, 88*.
— клееная 87.
— пиленая 85.
— строганая 85—86*.
— подбор 266
Фанерование 265—266, 326, 333.
Фанерные плиты 88*.
Фиксоль 126.
Филенки 18.
Форточки 9, 14.
Фрамуги 9, 16*.
Фрезерные головки 197, 198*.
— инструменты 159, 160—161*.
— ножи 163—167*.
— приспособления 194, 195.
— станки 193* 196—197*.
Фрезерование 150—152.
Фрезы 162, 163-167*.
Фуговальные станки 187—189*.
Фурнитура 117.
Химический состав древесины 62.
Художественная отделка 355—358.
Художественный паркет 22.
Целлюлоза 121.
414
Предметный указатель
Цепно-долбежные станки 205—206*. Цепно-долбежный инструмент 169, 170е. Цикля 215. Цинубель 172*. Шпаклевки 127*. Шпатель 215. Шпон лущеный 86* Шурупы 112, 114*.
Чистота обработки 145—147*. Чий-волокно 118. Щитовое полотно 18—20. Шитосборочные ваймы 20.
Шаблоны к фрезерным станкам 194. — настройки станков 240, 241. Шерхебель 172—173*. 213. Шипорезные станки 198—200** — — ящичные 201*. Шкафы книжные 34, 35*. — для платья и белья 33*, 288. — для посуды 34*. Шкафы-перегородки 26. Шкурка 137* 138. Шлифовальные станки 229—231*. Шлифование 153. Шлифтик 214. Щиты 274, 275* Электровлагомер 66, 67. — долбежник 210. — ключ 212*. — отвертка 211. — пилы 208—209*. — рубанок 209, 210*. — сверлилка 211. — шлифовалка 212, 231. — фрезер 211. Эмали 125, 126. Ящик 277.
ПРИЛОЖЕНИЯ
ПРЕДМЕТЫ И НАБОРЫ МЕБЕЛИ
ДЛЯ ОБСТАНОВКИ КВАРТИР
(ИНТЕРЬЕРЫ ПОМЕЩЕНИЙ)
Приложение 1
К стр. 40
Секретер комбинированный из набора мебели НМ 38-00
(ЦПКБ Мосгорсовнархоза).
Приложение 1
К стр. 40
Комбинированные сервант и комод из набора мебели НМ 38-00 (ЦПКБ Мосгорсовнархоза).
Приложение 1
К стр. 43
Комплект высоких шкафов из набора универсально-разборной мебели УРМ 42-00 (ЦПКБ Мосгорсовнархоза).
Приложение 1
К стр. 43
Комплект шкафов для платья и белья из набора универсально-разборной мебели УРМ 42-00
(ЦПКБ Мосгорсовнархоза).
Приложение 2
К стр. 41—42
Комплект изделий секционной мебели улучшенного типа (Ленинградский совнархоз).
Приложение 2
К стр, 41—42
Комплект мебели для однокомнатной квартиры (Ленинградский совнархоз).
Типовой набор мебели для однокомнатной квартиры (Ленинградский
совнархоз).
Приложение 2
К стр. 41—42
Типовой набор мебели
для двухкомнатной квар-
тиры (Ленинградский
совнархоз).
Приложение 2
К стр. 41—42
Типовой набор мебели для трехкомнатной квартиры (Ленинградский
совнархоз).
К стр. 45
Набор мебели К58-106.
К стр. 46
Набор мебели
К58-105.
П риложение
К стр.
Набор мебели
К58-111.
К стр. 48
Набор мебели
К58-112.
К стр. 49
Набор мебели
К58-113.
Приложение 3
К стр. 50
Набор мебели
К58-114.
/< стр. 52
Набор мебели
К58-116.
К стр. 54
Набор мебели
К58-119.
Приложение 4
К стр. 55
Шкаф для жилой комнаты, облицованный кленовой фанерой с интарсией
(ГДР)
Мебель спальни (ГДР)
К стр. 55 Приложение 4
Монтируемая (разборная) мебель жилой комнаты
(ГДР)
Секционная мебель жилой комнаты (ГДР)
Приложение 4
К стр. 55
Книжный шкаф с отделкой инкрустацией (ГДР).
Образцы китайской мебели.
Приложение 4
К стр. 55
Мебель столовой (Болгария).
Книжный шкаф с резьбой и интарсией
(ВенгрияI
Кресло с гнутоклееными
ножками и штампованным
сиденьем-снинкой (Чехо-
словакия).
Приложение 4
К стр 55
Мебель жилой комнаты-спальни (Чехословакия).
Секционная мебель жилой комнаты (Чехословакия).
♦
СПРАВОЧНАЯ КНИГА
СШЯЙНТРОИШЯ
I МЕ6ЕАШИКА