/











































































































































































Текст
МИНИСТЕРС.Т.9 0 стшсстрой’;п>ной и инстру^иглйвксй пр:.ль;-)пе:-' >п.т;
ГОРЬКОВСКОЕ ; АРКЭСТРОИ^ ЬЕЭ£ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ?
ГОРЬКОВСКИЙ ОРДЕНОВ ЛЕВИНА И ТРУДСЕОГО WMrMO ЖО1 ЗАВОД ФРЕЗЕРНЫХ СТАЙНОВ
- . - ’ 2 " ." . tt • ।
. - • . . ________________ >-
СТАНКИ ФРЕЗЕРНЫЕ КРНСОЛЫЫЕ ВЕРТИКАЛЬНЫЕ С ОПУ
____________Мэдела 6Т12Ф20-1, 6Т13Ф20-1 ___
f • ’-Д ; - ?* , •(* : А...X
----... ___!--- --------------------- .
Chlpmaker.ru
РУКОВОДСТВО ПО ЭКСПЛУАТЛ ЦИИ I
r.ru
COJUТЩАНИЕ
О Часть I
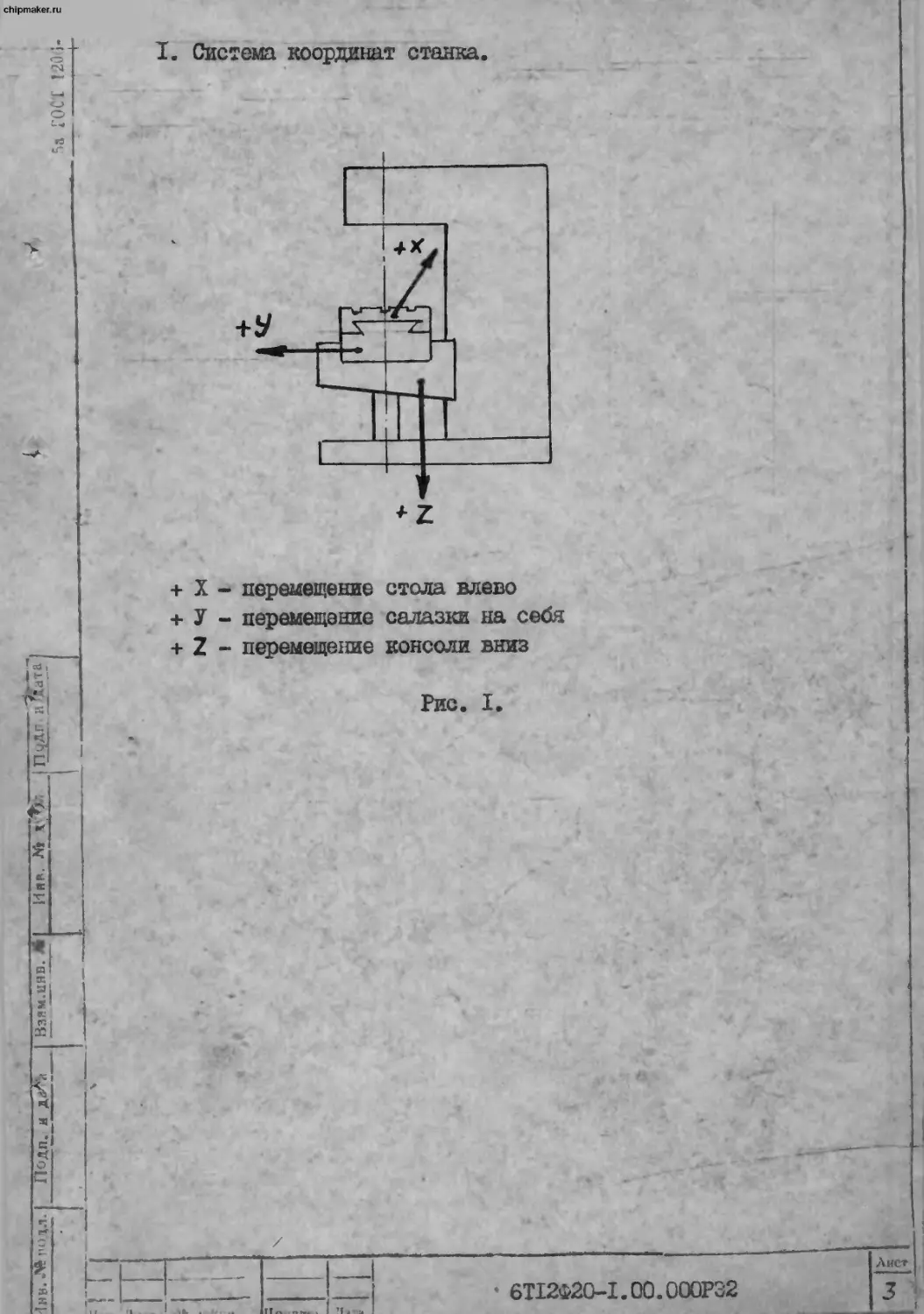
1 I.
* 2.
° * 2.1.
Jx 2.2.
2.3.
2.4.
vzti 3.
К 4.
4.1.
ч 4.2.
V
i-
- 1 4.3.
4
4.4.
5.
5.1.
5.2.
-С 6.
6.1.
чг 6.2.
Л 6.3.
5 6.4.
— 6.5.
а 6.6.
S 7.
- 7.1.
7.2.
й i
Руководство по эксплуатации \
Общие сведения 4
Основные технические данные и характеристики '
Основные параметры 3х*7
Mexaincca станков х7 \
Техническая характеристика электрооборудовании
Характеристика системы УЦЛУ 9 4
Комплект поставки Ю
Указание иер безопасности /3
Требования к обслуживающему персоналу 13
Требования безопасности при монтажных и ремонтных работах ?3
Требования безопасности к основным элементам консарукщи систем управлено.1 /5
Средства защиты, входящие в конструкцию /6
Состав станка /7
Общий вад станка -3
Перечень составных частей станка
Устройство; работа стажа и его составные частей
Общин вид с обозначением органов управление №
Перечень органов управление 2^
Перечэнь трагических символов 22
Стагга кинзматЕческая 24
Перечень к кзЕ’©в»тическо^ схеме 27
драткэъ описание сборочных единиц стенка Система сглазки
Приащпиаяъная спи а смазки 4Ъ
Перечень элементов смазки и -—•---------------у '
смазываемых точек
7.3. Описание работы
7.4. Указа лил го монтаду к эксплуатации
Chipmaker.ru
'I
Изм Лш № Док .и. ’ ПОДПИСЬ Дат.»
'Раз
о7.п
6Т12Ф20-1.00.000РЗ
'htr.
1нс
it
ГУеоводство по эксплуатации
2 । ’ 86
v\opQn3QH -cq ir
8.
8.1.
8.2.
8.3.
8.4.
8.5.
8.6, 8.7.
9.
10.
10.1.
10.2.
10.3.
10.4.
10.5.
10.6.
II.
H.I.
I11*2.
II.3.
Г1.4.
П.5.
12.
12.1.
12.2.
jI2.3.
.13.
Часть П
I
Часть HI
I
•Часть 1У
ЧАСТЬ У
t
Порядок установки
Распаковка 5f
Транспортирование 51
Ионтаж и установка
Подготовка к первоначальному пуску и первоначальный пуск станка ^3
Порядок работы 5k
Регулирование 5k
Охлаждение инструмента 58
Характерные неисправности и методы их устранения 59
Особенности разборки и сборки при ремонте
Демонтаж и установка салазок на консоль 60
Демонтаж и установка моторного вала привода подач 61
Разборка и сборка коробки переключения скоростей
Демонтаж винта вертикальных перемещений 6/
Монтах датчиков положения 62
Особенности замены электромагнитных цуфт при ремонте 63
Сведения о ремонте
График и состав ремонтно-профилактических работ
Осмотр &5
Малый ремонт 65
Средний ремонт 6 6
Капитальный ремонт 67
Материалы по запасным частям
Схема расположения подшипников 68
Перечень по;
ников качения
iii'i'.u
Перечень чертежей быстроизнашиваемых деталей
лист
Руководство по эксплуатации электрооборудования 6Т12Ф20-1.00.000РЭ1(прилагается отдельным изданием)
72
81 82-86
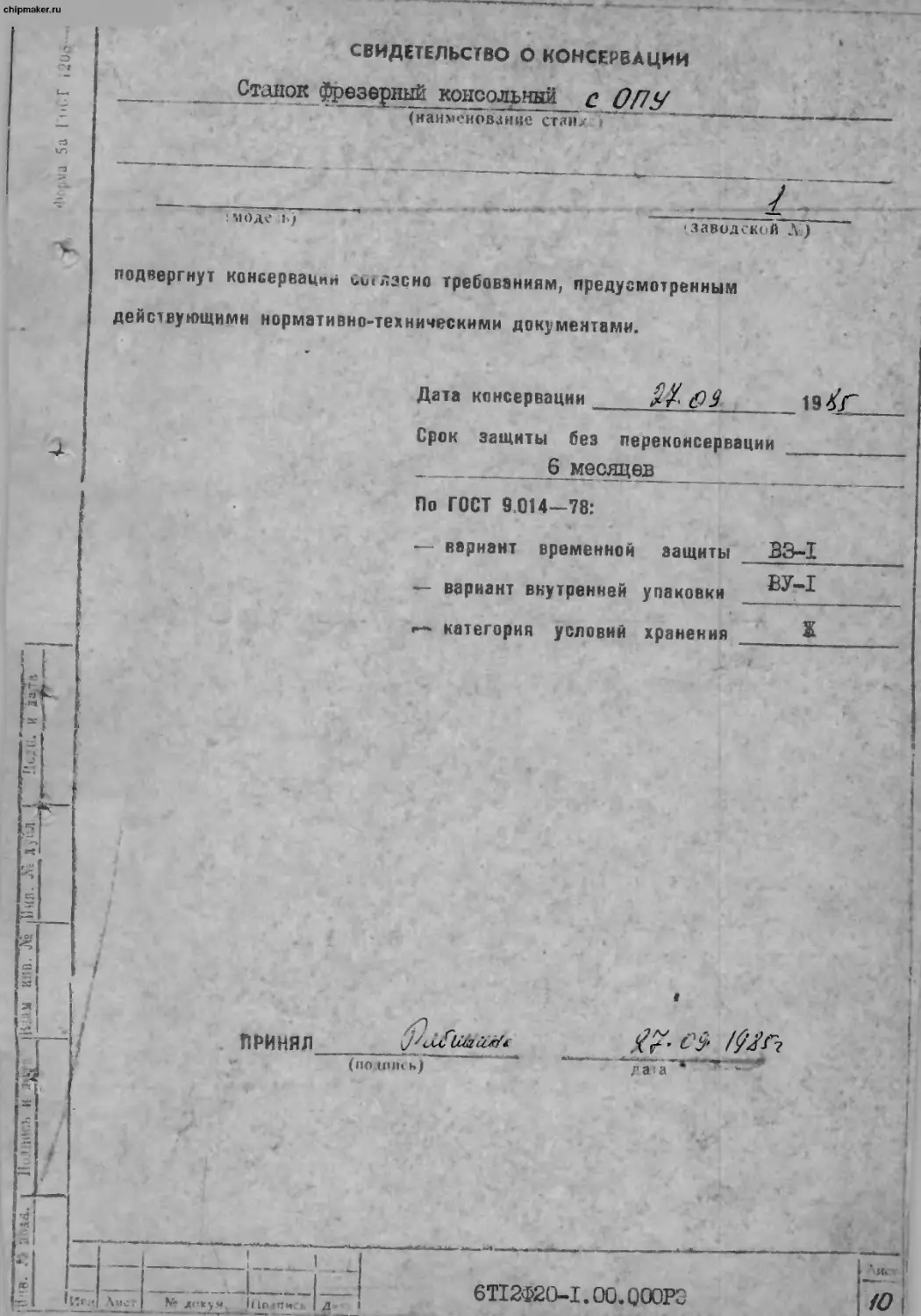
Свидетельство о приемке, консервации и _ упаковке 6Т12Ф20-1.00.G0GP3 /-/Z
ЛШХ-61. Инструкция по эксплуатации.
Комплект технической документации к станции управления (о альным изданием^п ocid яет с я
Инструкция оо программированию
6Tf 2Ф2О-1.00.00СРЭ2
Л| <•»
=6Т12Ф20-1.00.0СЮРЭ
3
I. ОНЦИЕ СВЕДЕНИЯ
Инвентарный номер
Модель
Предприятие
Дата пуска станка в
эксплуатацию
Станки фризеркь*е консольные вертикальные с оператягнгм программным управлением (ШУ) моделей 6И2Ф0-1 и 6Т13Ф20-1 предназначены для выполнения разнообразных фрезерных работ цилиндрическими, угловыми, фасонными, торцовыми и другими фрезами.
Широкий диапазон числе оборотов шпинделя и подач стола позволяют производить эффективную обработку деталей из чутуна, стали, труднообрабатываемых сплавов, цветных металлов, легких сплавов и пластмасс.
На станках можно обрабатывать детали сложной конфигурации, имеющие вертикальные и горизонтальные плоскости, рамки, пазы, уступы и т.п.
На станках возможна работа в трех режимах: ручном, покадровая обработка и автоматическом.
Мощность привода и жесткость станков позволяют применять инструмент, оснащенный пластинками из твердого сплава. На станках моыно выполнять несложные сверлильные и расточные работы.
Область применения станков может быть расширена применением поворотного круглого стола, делительной головки и других приспособлений.
Необходимо строго придерживаться предписаний и рекомендаций, изложенных в руководстве!
6Т12Ф20-1.00.000РЭ
Лмет
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
И ХАРАКТЕРИСТИКИ
2.1. Основные параметры Таблица. I
Основные параметры и размеры по ГОСТ 165-81
Наименование параметра :ЙНД —
:6Т12Ф20-1 : 6Т131>20-1
Класс точности по ГОСТ 8-82 Н Н
Размеры рабочей : ширила 320 400
поверхности стола,мм : длина 1250 1600
Количество Т-образных пазов 3
Ширина Т-образных пазов,мм -.центральный I8H8
:крайний I8HI2
Расстояние мевду Т-образными пазами,мм 63 100
Наибольшее перемещение :продольное 800 1000
стола, мм :поперечное 270 340
:вертикальное 420 430
Конец шпинделя по ГОСТ 24644-81 (конус по ГОСТ 15945-82)ряд 4 - исполнение 6 50
Количество частот вращения шпинделя 18
Пределы частот вращения шпинделя,об/мин 31 ,5...1600
Количество подач стола бесступенчатое бесступенч.
Пределы подач сто- :продольных 5...2000
. ла, мц/мин :поперечных 5...2000
: вертикальных 1,7...667
Скорость быстрого пере- ‘.продольного мощения, стола, мм/мин
4000
4000
1330
:поперечного
:вертикального
Расстояние от торца шпинделя поворотной । головки до рабочей по-i верхности стола^при вдвинутой гильзе),мм I
i Расстояние от оси щпиндеЛЯ
: наименьшее
: наибольшее
30
450
70
500
Л* дяКуи.
По,.
350
6Т12Ф20-1.00.000РЭ
chipmaker.ru
Продолжение табл. I
Наименование параметра
jjHa да^етра___
6Т12Ф20-1 : 6Т13Ф20-1
Перемещение стола на одно •.продольное
деление лимба, мм :поперечное :вертикальное
Перемещение стола на :продольное
один поворот лимба,мм :поперечное :вертикальное
6
2
Ход гильзы шпинделя(вертикальный),мм
Перемещение пиноли на один оборот лимба, мм
Першоцгаже; лвшоли на одно деление лимба, мм
Наибольший угол поворота шпиндельной головки, град
Цена одного деления шкалы поворота головки, трэд
Наибольшая масса обрабатываемой детали
70
+45
0,05
I
станке, кг
Габаритный размеры станка с электро-
400
630
,длина ширина высота 2750 3320 2500 2900 3560 2500
Масса станка с электрооборудованием,кг 3750 4550
Масса станка без электрооборудования,кг 3360 4160
Корректированный уровень звуковой мощности, дБА 98 103
Наибольший допустимый диаметр фрез при черновой обработке, мм I6Q 200
Наибольший диаметр сверла 30 зо-
станки. указаны
на
Посадочные и присоединительные базы рис. 1,2,3,4.
£ AoKj F
6Т12Ф20-1.00.000РЭ
Л 1
Лиг'*
chipn^er.ru
АА
Зо/
Ра^р ^77^/67вФ20^
320 Ьоо
/250 /600
(325 /700
с СЗ /оо
Рис.I.Базовые и присоединительные размеры стола
mw)
Рис. 2. Посадочные и присоединительные размеры конца
- шпинделя
тельные размеры направляющих станины(размеры в скобках приведены для станка 6Т13Ф20-1)
Ъпнер вг/е^ €Т/л42у1
/? 30 . */50 7Q..600
3 70... 34О во.чса
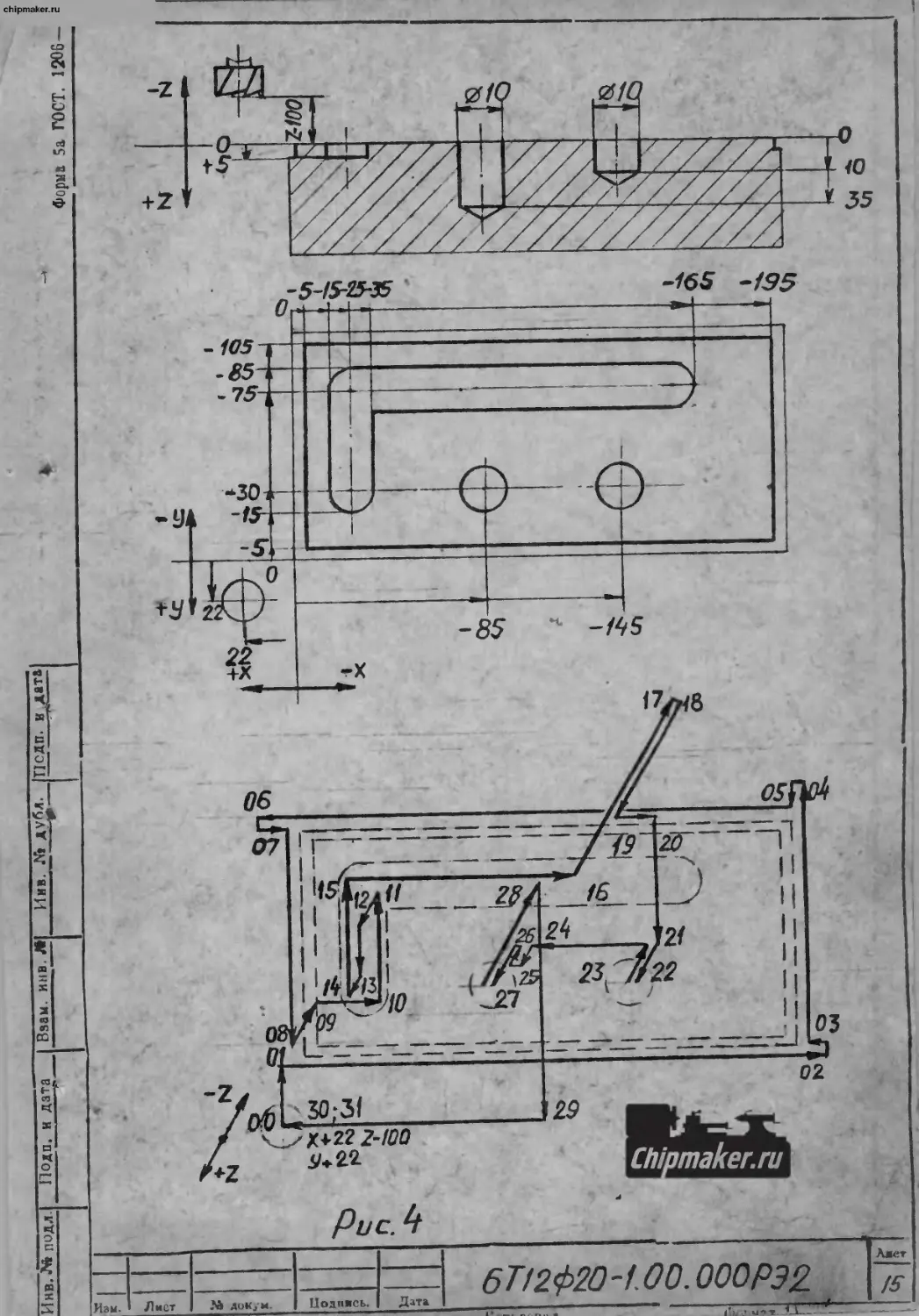
Рис. 4. Габарит рабочего пространства
Щодп и. дата}
Иив. Л& дубл. I
Взам. мн>. *|
ш t- ез Я С О С
Инн. J* пидл-1
2.2. Механика станка
2.2.1. Механика главного движения
Таблица 2
Наибольший допустимый крутящий момент на шпинделе, Н.м
’ 6Т12У20-1 : 6Т13Ф20-1
Мощность на шпинделе по приводу, кВт
6Т12Ф20-1
6Т13Ф20-1
Частота вращения шпинделя об/мин
31,5 ЮЮ 40 1010 50 Ю10 63 Ю10 . 80 797 100 636 125 508 160 396 200 1 316 250 253 315' Ж 400, 157 50Q 125 63G 100 800 77
- №
&
i
Изи. Ли^т .’Л диКум. Подпись. Дат*
1370
1370 1370 1370 1079 862
6Э0
538
428 342
272 212
169 132
103
6,55
6,55 6;55 6,55 6,53 6,53 6,52 6;50 6,50 6,48 G,48 6,44 6,41
8,89
8,87
8,87
8,87
8,87
8,84
8,78
8,70
8,68
8,57
6Т12Ф20-1.00.ОООРЭ
Лист
chipmaker Ju
2,2.2. Наибольшее усилие резания, допустимое механическими подачами
Таблица 3
.________________Подала стрла
Наибольшее усилие резания, допустимое механизмами подачи Н
: продольная : поперечная : вертикальная ;6Т1202(Й7 6Т13Ф2Й*'бТ12^Г6Т1Ш/6Т12Й^/7бТ13^7
:15000 ~ 7 20000 Т ~ 12000 :~5000 ~ 7 8000
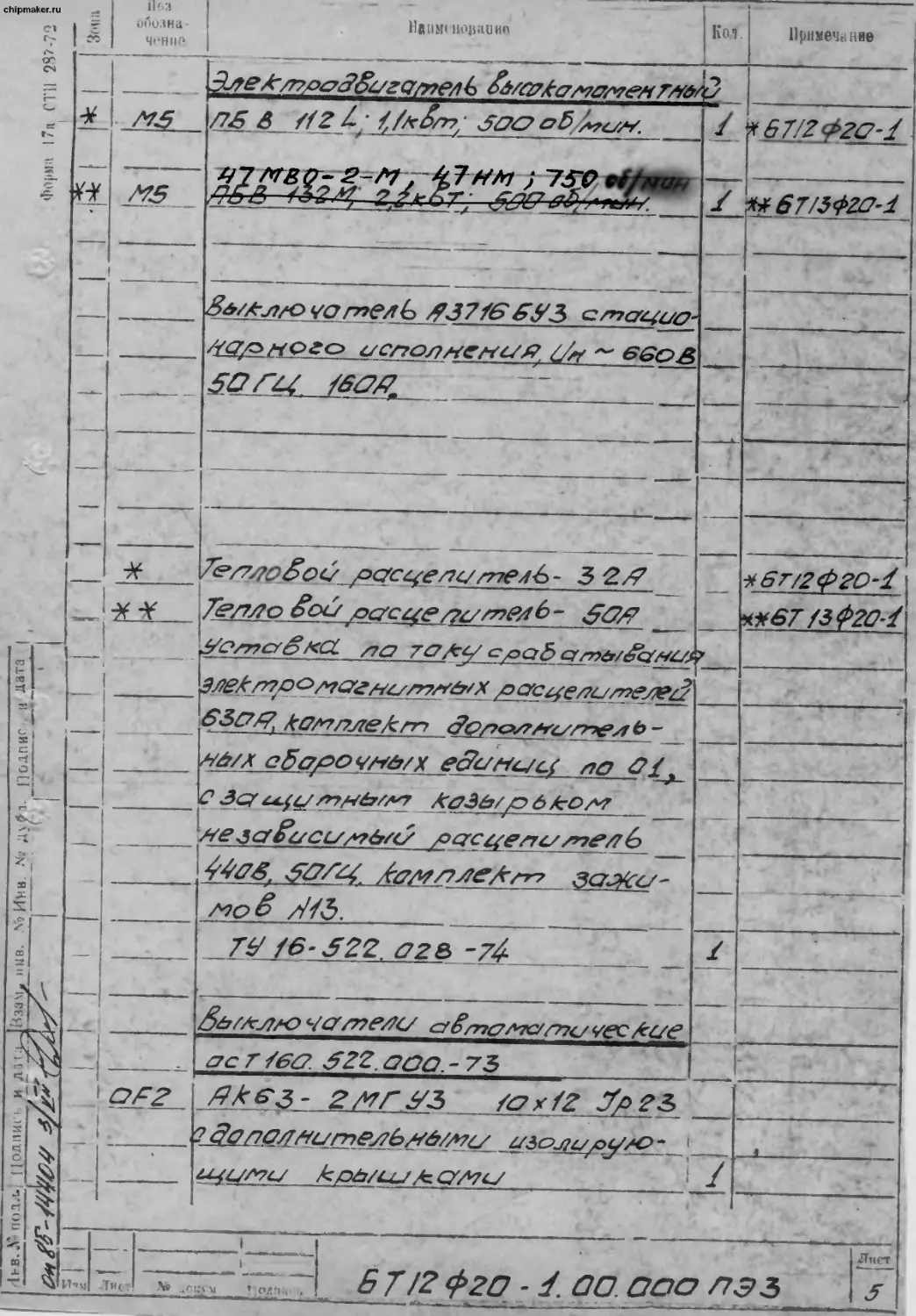
2.3. Техническая характеристика электрооборудования
Таблица 4
Наименование параметра
^чрг^иш^пар^етра^. _
•.6Т12Ф20-Т ~ : 6Т13Ф20-1
Количество электродвигателей на станке
Двигатель привода главного движения
«Двигатель привода подачи
: тип
: мощность,кВт
: частота вращения, об/мин
: тип
: момент, Нм
: частота вращения, об/мин
S!
Двигатель привода
Двигатель центробежного насоса
Двигатель насоса смазки
Сужарная мощность всех электродвигателей, нВт ^Допускается применение двигателей
:тип
: мощность, кВт
: частота вращения, об/мин
: тип
: мощность, кВт
: частота вращения, об/мин
: тип
: мощность, кВт
: частота вращения, об/мин
Chipmaker.ru
: тип
: мощность, кВт
:частота
5
4А13254УЗ 4А132М4УЗ
7,5 II
1455 1460
231VJH2-M 471ЛВ02-И
23 47
750 750
4АА56Б4УЗ
0,18
1365
Х14-22МУ2
0,12
2800
ЕП1-11А
0,25
1450
8,05 11,55
ПБВ112Ь1УУ ЦБВ132М4УЗ
I,I 2,2
6Т12Ф20-1.00.000РЭ
Alp т
chipmaker.ru
л
2.4. Характеристика системы УЦИУ
Наименование параметров
__ _ — — — — .
6TI2j?20-I ~:~6TI3£20-l'
I. Количество управляемых координат
2. Количество одновременно управляемых координат
3. Число кадров
4. Дискретность, мкм
5. Коррекция диаметра инструмента
6. Коррекция длины инструмента
7. Лротражафовачие вспомогательных функции
8. Возможность программирования по первой детали (автозапись)
9. Рехим "лоцмана"
10. Режим преднабора
II. Возможность простейших вычислений
12. Возможность записи опорных точек
13. Тип измерительных преобразователей
14. Масса, кг
3
I
99
10 есть есть
есть
есть есть есть
сложение и вычитание есть
линейные фотоэлектрические датчики
8
£
со
&
<1
£
со
6П2Ф20-1.00.000РЭ
tinnUA" А 4
Лист
chipmaker.ru
3. КОМПЛЕКТ ПОСТАВКИ
Таблица, Ч
X)
Л - 1
: :£олизеств© ст£шх:
. Обозначение . Наименование •бТ12Ф20-1-6Т13Ф20-1-111)К?<*таяи<
Станок в сборе
Входят в комплект и стоимость станка
Демонтированные части
Ограждение I I
Головка электроме-ханичесвая I I
Рукоятка «. II
Маховик
Щиток I I
О Пфиэн •-Г
Светильник 2 2
Запасные части «лй-9” в 1 1
Манжета Г0СТ87Ь2-70
1-DDX8O-2 1 1
1 ."1 Инструмент
• а. 1 * > Ключи гаечные двух-
к' е$ ' сторонние *
1—к * — ГОСТ 2839-80
7811-0023 ПИ ~ I I
** * * *• 7811-0025 ЛИ I I
78II-004I ПИ I I
со 7811-0043 ПИ I I
ТЕ
•— Ключи ГОСТ 11737-74
•! 7812-0377 I I
да да 7812-0378 I I
35 С Отвертка ГОСТ17199-71
7810-1330 I I —~
U! ь- Ключи ПИ643
<4, > Ключ 30 II
Ключ 35 II
й о • Ключ 45 II
Щипцы ДК177 I I
•у* С / Щипцы ДВ178 I I
2 •J'2_ -| 6П2Ф20-1.00.000РЗ Лист /0
chipmaker.ru
Продолжение табл.4
Обозначение ; Наименование :иКолцчество налетал. 1 Примечи-
:6Т12Ф20-1:6Т13Ф20-Г : ние
6Р82.0П.30 Ключ торцовый 1 ч компл.
Стержень 2ПИ643 I и
6TI3IW.93.25I Ключ I I
6Т13Ц-1.93.252 Отвертка I I Принадлежности _ Головка I ГОСТ 3027-75 I I Шприц 2 ГОСТ 3643-75 I I Винты ГОСТ 11738-72 компл.
J MI0x80.88.05 MI2x40.88.05 Оправки ГОСТ 13785-68 I I I I
6222-0035 I I компл.
6222-0037 I I компл.
1 А" 6222-0039 Втулки переходные "Морзе" ГОСТ 13789-68 I I компл.
6I0I-007I I I —
V 6101-0072 Втулки переходные ГОСТ 13790-68 I I
75.257 6^2^-4.70,251 6103-0004 Оправка I I I I
6PI2K-I.79.255 Бинт I I
, 6PI2K-I.79.256 Шайба 2 2
'• 6PI2Kr-I.79.258 Захват I I • •
6PI2K-1.93.100/41 Захват 2 2
6PI2K-I.93.100/44 6Т12Ф20-1.00.000РЭ Гайка Документы Руководство по 4 4 согласно
* 1 - -1 эксплуатации к к заказ-на- PW
1 Р , —'О . 6Т12Ф20- 1 1 ( Z. К 0^ $6 -I.00.000P3 //
r.ru
Продолжение табл.4
Обозначение
Наименование : Количественна станх:д
:бТ12Ф20-1:6Т13Ф20-1.:^е
— •— •» «М» •— а— «— W W. TI * ! "1 - - --- - | I - -м» -_ ♦ II «
Инструкция по экс-
плуатации устройства управления и индикации ЛЮМО-61 м и
Комплект технической документации к станции управления
ДО 166.700.I I
ДО 166.800.1 I
Поставляется по требованию заказчика за отдельную плату
Принадлокности
6Т12Ф20-1.00.000РЭ Тиски станочные с ручным приводом,поворотные с прямыми губками, нормальной
*— точности . 7200-0220-01
\ Ч i ГОСТ 14904-80 Универсальная дели- I I
тельная головка
• УДГ-Д-250 I
УДГ-Н-160 I 1
6Р82.0ПВ.01 1 1 Kosyx I Для ограждения сменных зубчатых колес УДГ-Д-250
6Р83.0ПВ.01 .Кожух I Для ограждения • сменных зубчатых колес УДГ-Н-160
6Р82.74.000 Стол поворотный круглый с редуктором ме-
ханического привода 0 400 мм I I
6Т12Ф20-1.00.000РЭ
r.ru
4. УКАЗАНИЕ МЕР ЬЕЗОПАСНОСТИ
4.1. Требования к обслуживающему персоналу
Перед работой на станке необходимо тщательно ознакомиться с настоящим руководством.
К работе на станке допускаются w, знакомые о общими требованиями безопасности при выполнении фрезерных работ, изучившие особенности станка и меры безопасности, приведенные в данном разделе руководства.
4.2. Требования безопасности при монтажных и ремонтных работах
)
4.2.1. Распаковка и транспортировка. См. раздел “Порядок установки" настоящего руководства по эксплуатации.
4.2.2. Установка. При установке станок должен быть надежно заземлен и подключен к общей системе заземления.
Сопротивление цепей заземления не должно превышать 0,1 Ом.
4.2.3
Ремонт.
ВНИМАНИЕ!
л
С j
1 ДАТЧИКИ ПОЛОЖЕНИЯ. ПРИ ВЫПОЛНЕНИИ ЖОНТ-
В КОТОРЫХ РАСПОЛАГАЮТСЯ ДВИ&ВДЕСЯ BI
ii&wai
И СНЯТИЕМ УЗЛОВ,» СТАНОК
со
35
При демонтаже винтовой пары механизма вертикального стола, во избежание падения консоли, под нее следует
перемещения
подвести упор I (рис. 5 ).
4.2.5. При демонтаже оо станины узла “Консоль"(рис. 6) в сборе со столом и салазками до снятия планки-направляющей консоли необходимо, консоль предварительно вывесить краном.
t.
сс
1и
V» ДЧК., л
Цо'line .
Л,тз
6Т12Ф20-1.00.000РЭ
/3
chipmaker.ru^ L .
Рис. 5 Упор конеотью при демонтаже винтовой пары :лэханизма вертикаль-> ного перелещеыи стола.
При демонтаже необходимо снять датчики положения
Рис .6 Разгрузка веса консоли краном.
При демонтаже неоОгодшю снять датчики положение.
Рлс. *? Ограждение рабочей зонд
докум. Подпить. I Дат»
6Т12Ф20-Т.00.00СРЭ
4.3. Требования безопасности к основным элементам конструкции и систем управления
4.3.1. Работающий на станке монет пользоваться только переключателями, расположенными с наружной стороны станка. Дверки электрошкафов при работе станка должны быть заперты специальным ключом. Открывать электрошкаф разрешается только квалифицированным электрикам. -
4.3.2. Крайние положения стола при продольных, поперечных и j вертикальных перемещениях ограничиваются упорами. Работа на станке со снятыми ynopai.ni или неисправными командоаппаратами выключающими подачу НЕ ДОПУСКАЕТСЯ.
4.3.3. Торможение шпинделя происходит автоматически при нажатии кнопки ’’Стоп”. Время останова шпинделя не превышает 5-6 сек.
4.3.4. Отключение шпинделя сблокировано с подачей. При одновременном отключении приводов, привод шпинделя отключается позднее при- j вода подач. w
4.3.5. . Направление поворота рукояток и маховиков органов ручного управления соответствуют направлению перемещения подвижных составных частей станка.
4.3.6. Рукоятка поперечного и вертикального перемещений отола блокирована с приводом подач. При ручном перемещении стола (при вдви-! нутой рукоятке) электрическая цепь соответствующей подачи разомкнута.
*
к '' '
Маховик на переднем торце салазок отключается при включении переключателем 32 (рис.9) зубчатой муфты механической продольной подачи. Маховик на переднем торце салазок для осуществления механической продольной подачи отключается переключателем.
В процессе эксплуатации станка необходимо следить за исправностью этих устройств, а также за состоянием посадочных мест маховиков, рукоятки и шеек валов, на которые они насажены.
Работа на станке при неисправных блокирующих устройствах НЕ ДОПУСКАЕТСЯ.
4.3.7. Переключение скоростей шпинделя на ходу ЗАПРЕЩАЕТСЯ.
4.3.8. Сопло подачи охлаждающей жидкости должно быть надежно закреплено. Поправлять, перестраивать установку сопла в процессе фрезерования или при вращающемся шпинделе НЕ ДОПУСКАЕТСЯ.
4.3.9. Выполнение на станке вспомогательных операций (установка, снятие, измерение обрабатываемой детали и др.) при вращении инструмента ЗАПРЕЩАЕТСЯ.
\исг
6 772020-1.ОО.ОООРЭ
1
СОСТАВ СТАНКА
5.1. Общий вид станка с обозначением его составных частей представлен на рис.8
5.2. Перечень составных частей станка.
Таблица 5
___Об^зш^екие________ 6Т12Ф20-1 : 6Т13Ф20-Т
Наименование
6Т12Ф20-1.10 6Т13Ф20-1.10 Станина
6Т12Ф2О-1.85 6TI ЗФ20-1.85 Пульт боковой
6Р82.5 6Р83.5 Коробка переключения
6TI2-I.30 6TI3-I.30 Коробка скоростей
6Т12Ф2О-1.81 6Т12Ф2О-1.81 Станция управления
6PI2.32 6PI3.32 Головка поворотная
6PI2K.93 6PI3K.93 Комплект устройства
электромеханического зажима инструмента
Устройство цифровой индикации и управления JDCMO 61
6Т12Ф20-1.70 6Т13Ф20-1.70 Стол и салазки
6Т12Ф20-1.84 6Т12Ф20-1.84 Пульт основной
6Т12Ф20-1.60 6Т13Ф20-1.60 Консоль
:Нозиция: дриме-
•:рИс 8 ; чаяив
I
2
3
4
5
6
В комплект входит голов ка электро-
7 механическая 7921-0001
8
9
10
II
6Т12Ф20-1.00.000РЭ
r.ru
4.4. Средства защиты, входящие в конструкцию
4.4.1. Зона обработки ограждена защитным устройством рис. 7. Оно предназначено для защиты работающего на станке и ладей, находящихся вблизи станка,от отлетающей стружки и СОК. Ограждение состоит из экрана I, шарнирного четырехзвемника 2 для его перемещения и установки по высоте, шторок 3, подвешенных на кронштейнах 4.
В конструкции предусмотрена возможность изменения положения шторок по высоте путем перемещения кронштейнов в петле 5 и снятии детали или замене инструмента: экран I поднимается вверх, а шторки разводятся в левую и правую стороны на необходимый угол. Для обзора зоны резания в экране I имеется смотровое окно 6. Работа на станке без защитного устройства ЗАПРЕЩАЕТСЯ..
4.4.2. При работе с круглым столом, приводящимся в движение от редуктора механического привода, необходимо вращающийся шарнирный вал закрыть кожухом. Работа без кожуха ЗАПРЕЩАЕТСЯ.
4.4.3. Закрепление инструмента в шпинделе станка механизировано.
При включении привода зажима (отжима) инструмента происходит автоматическое торможение шпинделя, исключающее его поворот в процессе зажима.
При неисправной системе торможения работа на станке ЗАПРЕЩАЕТСЯ.
4.4.4. Включение шпинделя возможно только при зажатом инструменте. После выключения вводного выключателя или нажатия аварийной кнопки ’’Стоп” требуется повторный зажим инструмента.
При проверке вращения шпинделя без инструмента необходимо произвести холостое втягивание тяги до прощелкивания кулачковой цуфты, имитируя зажим инструмента, в противном случае шпиндель включаться не будет.
4.4.5. В случае применения на станке механизированного приспособления для закрепления заготовки на панели электрошкафа станка предусмотрены клеммы для подключения аппаратов контроля зажима. При этом перемычку между клеммами 32 31-32 НЕЮБХОдаю СНЯТЬ! (СМ..6Т12Ф20-1.00.000ЭЗ лист 2).
4.4.6. Вводной выключатель оснащен блокировкой, отключающей станок от питающей сети при открывании дверки электрошкафа.
4.4.7. Привод подач имеет предохранительную муфту, исключающую возможность поломки станка от перегрузки и возникновения препятствия перемещениям стола.
6Т12Ф20-1.00.000РЭ
chipmaker.ru
6Т12Ф20-1.00.000РЭ
1 chipmaker.ru
6. УСТРОЙСТВО, РАБОТА СТАНКА И ЕГО СОСТАВНЫХ ЧАСТЕЙ
6.1, Общий вад с обозначением органов ^правления (рис.#/
6.2, Перечень органов управления (табл. 6 )
Таблица 6
I I I I I L
|
I
Поз. см.рис#
Органы управления и их назначение
I
| | | | :> I
I I I I I
I
I I I
I. Кольцо-нониус
2. Кнопка "Стоп" аварийная
3. Переключатель выбора режима работы станка
4. Кнопка "Пуск цикла"
5. Тумблер "Установка памяти в исходное положение"
6. Кнопка "Стоп шпинделя"
7. Клавиша "Стоп вертикального перемещения стола"
8» Зажимы салазок
nun*
а. "Перемещение стола вниз
И
Клавиша "Перемещение стола* вверх"
Рукоятка переключения скоростей
I
I
аделя
12. Указатель скоростей шпинделя
13. Регулятор скорости подачи 5 мм/мин... 1000 мц/мин
14. Регулятор скорости подачи 8 мв/мин. ..1600 мц/мин
15. Регулятор скорости подачи 12,5 мм/мин...2000 мц/мин
16. Сигнальная лампочка красного цвета "Замыкание на землю"
17. Сигнальная лампочка красного цвета "Вводной автомат включен"
18. Переключение направления вращения шпинделя "Вправо-влево"
19. Переключатель насоса охлаждения "Включено-внключено"
20. Переключатель "Зажим-отжим инструмента"
21. Кнопка "Толчок шпинделя”
22. Шестигранник поворота головки
23. Клавиша "Перемещение стола влево"
24. Клавиша "Стоп продольного перемещения стола"
25. Клавиша "Перемещение стола вправо"
26. Рукоятка зажима гильзы шпинделя
27. Рукоятка фиксации УЦИУ
28. Кнопка"Цус« шпинделя"
29. Кнопка "Быстрое перемещение стола"
30. Зажимы стола
31. Маховик ручного продольного перемещения стола
32. Переключатель включения режима работы стола "ручной-механи-ческий"
6Т12Ф20-1.00.000РЭ
\ист
19
r.ru
Цродолжение табл.6
смГрис. : Органы управления и их назначение
1 33. Ручное поперечное перемещение стола
34. Регулятор переключения подачи
35. Ручное вертикальное перемещение стола
36. Лимб механизма поперечных перемещений стола
37. Клавиша "Стоп поперечного перемещения стола"
38. Клавиша "Перемещение стола вперед"
39. Клавиша "Перемещение стола назад"
40.. Маховик выдвижения гильзы шпинделя
41. Зажим головки на станине
42. Зажим консоли
43. Рукоятка съемная ручного вертикального и поперечного перемещения стола
Z'
4
>дл i lb дп. и a-та i F ам.ип» Ml Ufb. № Г4г' >• IF Д”
6Т12Ф20-1.00.000РЭ
Лист
20
chipmaker.ru
6Т12Ф20-1.00.000РЭ
। chipmaker.ru
Таблица 7
6.3. Перечень графических символов
Символ :. Значение : Символ 7 качение
к Е
-
г
=j |7 i
г tj Б В р
п!
Главный выключатель
Шпиндель с фрезой
Фреза
Включение тормоза
Стой
Стол круглый
Вращение шпинделя по часовой стрелке
Вращение шпинделя против часовой стрелки
uni irat
Насос COI
Выключение
Включение
Включение при постоянном нажатии
АЛЛ/
Быстрое перемещение
Подача
Работа с ручным управлением
Регулирование люфта гайки
Заполнение
Сказка направляющих
На ходу не переключать
Освещение
Маховик
Контроль
Зажим инструмента
Разжим инструмента
Пульт основной
Повреждение изоляции на зиаю
6Т12Ф20—1.ОО.ОООРЭ
Зазешение
Движение влево
Движение вправо
Движение от оператора
Движение к оператору
Движение вверх
Движение вниз
Установка памяти в исходное состояние
Покадровая отработка
Автоматический рсдугл работы
Ьйсаф закрыт
Шка$ открыт
।
6Т12^20-1.^0.00СРЭ
chipmaker.ru
6.4. Схема кинематическая (рис./б1 )
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Частота вращения шпинделя изменяется передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
График частот вращения шпинделя станка» поясняющий структуру механизма главного движения, приведен на рис. II
Привод подач осуществляется от электродвигателя постоянного тока, прифланцованного с правой стороны консоли.
Движение от электродвигателя передается на раздаточные зубчатые колеса консоли. Изменение подач осуществляется путем изменения числа оборотов двигателя. График величин подач приведен на рис. f2
Установочные ручные перемещения стола производятся маховиком 5/ (рис. 9 ), салазок и консоли - съемной рукояткой 93 , гильзы шпинделя - маховиком 90.
6Т12Ф20-1.00.000РЭ
Лист
2А\
chipmaker.ru
I
Hi В. Jt ПОДЛ. I ПОДПИСЬ И дата |Р<ам. ипв. wv unn. AJOTI
Лмгт
ЛЛ
chipmaker.ru
Рис. И График частот вращения шпинделя
№ докук. '• Подпись Дата
6Т12Ф20-1.00.000РЭ
26
chipmaker.ru
Таблица 8
6.5. Перечень к кинематической схеме
<1
-'J
X
re
<
' tt
Куда входит • • • • •Позиция : :см.рис./0: • • • • • • Число зубьев : зубчатых колес : или заходов чер-: вяков, ходовых : винтов : Модуль или шаг, ММ
I : 2 3 : 4
Коробка скоростей I 27 3
То хе 2 19 4
—п— 3 22 4
и см «* 4 16* 4
ММ — 5 53 3
6 35 4
7 27 4
8 17 4
л м» мм 9 32 4
и мм мм 10 38 3
—и II 37 4
и •м мм 12 46 4
99 мм мм 13 26 4
« мм Мм 14 82 3
и мм мм 15 19 4
99 •М Мм 16 38 3
17 69 4
и ММ ММ 18 26 3,5
19 26 3,5
20 72 3
__И— 21 72 3
I 4
" 99 мм «М 23 I 4
•1 24 31 1,5
25 31 1,5
Стол и салазки 26 I 6
То хе 27 I 6
28 20 3
п «а ММ 29 15 3
99 ММ «м 30 25 2,5
я мм мм 31 ’20 2,5
32 15 3
\и<т
6Т12Ф20-1.00.000РЭ О *7
1 1 — ., 1 .Пт1 \'s jihjh Лоцинс-Ь. Дач а 27
chipmaker.ru
с*? Продолжение табл. 8
Т IX I : 2 : 3 4
<3. Стол и салазки 33 30 3
сЗ то же 34* 48 1,5
Л 35я 48 1,5
п от* ОТ» 36 50 2
37 I 6
V- и от» от» 38 25 2
_ 39 18 ?
«»П«ОТ 40 24 2
Консоль 41 18 3
То же 42 78 2
__п_ 43 I 6
Л от* от* 44 I 6
г- п от* от» 45 51 3
ПОТ» 46 51 3
от»Пот» 47 48 2,5
_ п__ 48 20 2
л от* от» 49 20 2
_ и— 50 57 2,5
51 30 3
1 ь 1 _и^ 52 57 2,5
и _п— 53 57 2,5
« — МОТ* 54 78 2
q. --Т *ОТПОТ* 55 55 2
«1 ОТ» «ОТ 56 78 2
_п_ 57 52 3
% л от» от* 58 51 2,5
л ЕС —и— 59 17 2,5
и от* от» 60 52 3
* л «ОТ •• 61 I 6
а Л «в» от* 62 I 6
i для станка модели 6Т13Ф20-1 конические колеса поз. 18 и 19
а . ,».»* имеют параметры Z = 39, /77 =с й •
ЛЗ Цилиндрические колеса: поз.20 - имеют Z =70, /77 ==3,5
Ь % поз.21 - имеют ' z =7о’, т =з,5
ж Поз. 34 и 35 зубчатые полумуфты
л
Лист
CD
И14| Ли.
*Л ,<'Ki м
Подии' I..! Ц<та
6Т12Ф20-1.00.000РЭ
28
6.6. Краткое описание сборочных единиц станка
6.6.1. Станина.
Станина - основная сборочная единица, на которой монтируются составные части и механизмы станка.
Кесткая конструкция станины достигается за счет развитого основания и большого числа ребер.
По вертикальным направляющим станины перемещается консоль.
К горловине станины крепится поворотная головкао
Для ограничения хода консоли с левой стороны станины крепится планка с кулачками.
С правой стороны на станине установлен электрошкаф.
Сзади к станине прифланцованы электродвигатели главного движения и механизма крепления инструмента.
В нишах станины размещены элементы электрооборудования.
Внутри корпуса станины имеется резервуар для масла.
Станина устанавливается на основание, которое служит и опорой винта подъема консоли. Сзади на основании установлен насос подачи охлаждающей жидкости.
6.6.2. Поворотная головка (рис./*^ ) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца станины (затяжку болтов производить специальным ключом 6Р12.0П.40 на станках 6TI2$274i специальным ключом 6Р13.0П.40 на станках 6Т13Ф20-Л
Шпиндель поворотной головки представляет собой двухопорный вал, смонтированный в выдвижной гильзе.
Воащение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке .
6.6.3. Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой. На промежуточных валах смонтированы два тройных и один двойной блок шестерен. На моторном валу установлена электромагнитная муфта 2 (рис. Ik ) • служащая для торможения шпинделя при останове.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
На выходном валу коробки скоростей смонтирована коническая шестерня I, находящаяся в зацеплении с шестерней поворотной головки.
Изы Лист № докчм
____________I_________
____________I_________
Подпись. । 1ита
6Т12Ф20-1.00.000РЭ
29
6.6.4. Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка I (рис./5*), передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 10 (рис. /6 ) переменяет в осевом направлении валик 3 с диском переключения 9. Диск переключения поворачивается указателем скоростей II через конические зубчатые колеса 2 и 4. Диск имеет несколько рядов отверстий определенного размера расположенных против штифтов реек 5 и 7, зацепляющихся попарно с зубчатым колесом 6. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек. При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар зубчатых колес, для исключения возможности жесткого упора зубчатых колес при переключении штифты 8 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком I, заскакивающим в пазы звездочки 12.
Регулирование пружины 13 производится пробкой 14 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5(рис. /5" ) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, отмеченным на указателе, достигается определенным положением конических шестерен 2 и 4(рис. /6 ) по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженнвго зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин.
Зазор в зацеплении конической пары не должен быть больше 0,&им, так как диск за счет этого может повернуться до I мм. Смазка коробки переключения осуществляется от системы смазки ^оробки скоростей разбрызгиванием масла, поступающего из трубки в верхней части станины. Отсутствие масляного дождя может вызвать недопустимый нагрев щечек видок переключения и привести к заеданию вилок, их деформации или поломке.
6.6.5. Коробка подач вмонтирована в корпусе консоли и представляет из себя 3 вала:1, П, XI, связанных двумя зубчатыми парами 48, 49 и 47, 50 (рис./7)
Изменение величины подачи осуществляется за счет регулирования частоты вращения электродвигателя постоянного тока.
Лист
32.
6Т12Ф2О-1.ОО.ЦО0РЭ
Имя М поплин. | Подл ИС- и дата | вммеч инв л* ннв. лу.под.
Рис. 16 Разрез по главы ' осям коробки переключения скоростей
Изи Лист ^Л^^окуи^^ГТлдпис^Дата
6Т12Ф20-1.00.000РЭ
<1>О1>МЯ.Т 11
chipmaker.ru
С'Л
ihih?i;>
<3
fl?
X
£
Л
X
6Х6.6. Консоль является базовым узлом с вмонтированным приводом подач. На левой стороне консоли прифланцована крышка с патрубком для залива масла, а также расположены указатели работы насоса и уровня масла в масляном резервуаре консоли. С правой стороны крепится электродвигатель подач, распределительная коробка.для питания электромагнитных муфт, размещенная под защитным кожухом двигателя и станция смазки с индивидуальным электроприводом.
Наличие распределительной коробки о клеммными рейками позволяет, не вскрывая консоли, прозвонить цепь любой из электромагнитных муфт в приводе подач.
На переднем торце консоли размещены кнопка периодической подачи масла к направляющим стола, салазки и консоли.
Корпус консоли разделен поперечной перегородкой на 2 отсека В переднем отсеке встроены шуфты выбора направления перемещения стола. Доступ к муфтам при осмотрах и ремонтных работах осуществляется через боковые окна: через правое - к предохранительной муфте и муфтам включения поперечного хода, через левое - к муфте вертикаль-ншсшеремещении.
Демонтаж и установка муфты продольного хода производится чррез отверстие в передней стенке консоли, закрытое опорным фланцем под-
Еса муфтового вала.
При демонтаже валов с муфтами поперечного и вертикального перемещений стола не следует нарушать первоначальную настройку положения блокировочных конечных выключателей, обеспечивающих отключение электромагнитных муфт при пользовании съемной рукояткой установочных перемощений.
Ускоренный ход стола достигается за счет включения Фиксированной частоты вращения электродвигателя постоянного тока.
Для выбора и включения направления движения стола в раздаточной коробке установлено по I муфте на каждой координате. Изменение направления движения по^оорданате осуществляется за счет реверса двигателя. С вала 2о₽через зубчатые колеса 2 и I вращение передается на винт поперечных реремещений 32. На винт вертикальных перемещений вращение поступает с вала 27 через цилиндрическую зубчатую пару 29, 30 и конические зубчатые колеса 5 и 4(рис.ЛЭД.
Вращение на винт продольных перемещений передается с вала 28 посредством двойного блока 26, свободно установленного на конце винта поперечных перемещений, на шлицевый вал 31.
Далее вращение через две конические пары шестерен 12, 13 и 14, 4 поступает на гильзу 10(рис. 19 ), связанную с винтом продольных перемещений I, посредством скользящей шпонки.
Лист
Лис. I V до. ; м
Пид ап.'п.
Чита
6Т12Ф20-1.00.000РЗ
34
chipmaker.ru
чгипи I *nrofl 48U
f2 /3 IS /6 2/ 22 23
32 31 30 29 Zo 27
Рис./7 Развёрвка консоли
Дета
Подл.
|Иэм Лист
вТ12Ф20-1.0и.000Р?
Копиооаал:
Формат 11
Л««т
35-
chipmaker.ru
chipmaker.ru
6.6.7. Стол и салазки (рис Л 20).
Стол и салазки обеспечивают продольное и поперечное перемете* НИЯ СТОЛс.»
Ходовой винт I получает вращение через скользящую шпонку гильзы 10, смонтированной в зубчатой полумуфте 5 к втулке 7. Гильза 10 (рис. /9 ) через шлицы получает вращение от зубчатой полумуфты 6 при сцеплении ее с зубчатой полумуфтой 5, жестко связанной с коническим зубчатым колесом 4. Полумуфта 5 имеет зубчатый венед, с которым зацепляется зубчатое колесо привода круглого стола. Полумуфта 6 имеет зубчатый венед для осуществления вращения винта продольной подачи при перемещениях от маховика. Вращение на зубчатый венец передается от шестерни 4 (рис.20) 9 которая подпружинена на случай попадания зуба на зуб. Зацепление зубчатого венца 3 полумуфты 6 с шестерней 4 возможно только в случае расцепления полумуфты 6 с по-. лумуфтой 5 (рис./# ) и осуществляется перемещением рейки I от переключателя 6, закрепленном на валике 2 (рис. 20 ).
Таким образом осуществляется блокировка маховика 5.
Гайки 2 и 3 ходового винта Крис. /# ) расположены в левой час-
тисалазок. Правая гайка 3 зафиксирована двумя штифтами в корпусе салазок: левая гайка 2, упираясь торцем в правую, при пввороте ее червяком выбирает люфт в винтовой паре.
Стол соединяется с ходовым винтом через кронштейны, установка которых на торцах .стола производится по фактическому расположению винта и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 1000-1250 Н (100-125 кгс).
Зажим салазок на направляющих консоли обеспечиваете^ планками 9, на которые воздействует эксцентрик валика 8.
6.6.3. Устройство электромеханического зажима инструмента (рис. 2f ).
Устройство предназначено для закрепления инструмента в шпин-
деле станка.
Затяжка и выталкивание инструмента производится с помощью перемещающейся тяги 3, расположенной внутри шпинделя 5.
Возвратно-поступательное перемещение тяги 3 обеспечивается резьбовые соединением ее со шлицевым валиком 2, получающим вращательное двиненпе от головки электромеханического зажима инструмента I. Ба конце тяги 3 имеется Т-образная головка, которая соединяется с Т-образным. пазом захвата 4, ввернутого в оправку с фрезой.
Ням Лис* Va ДиКум Чо|пи<-|„ Дата
6TI2^'2G-I.00.G0GP3
Л1!< т
ТУ
chipmaker.ru
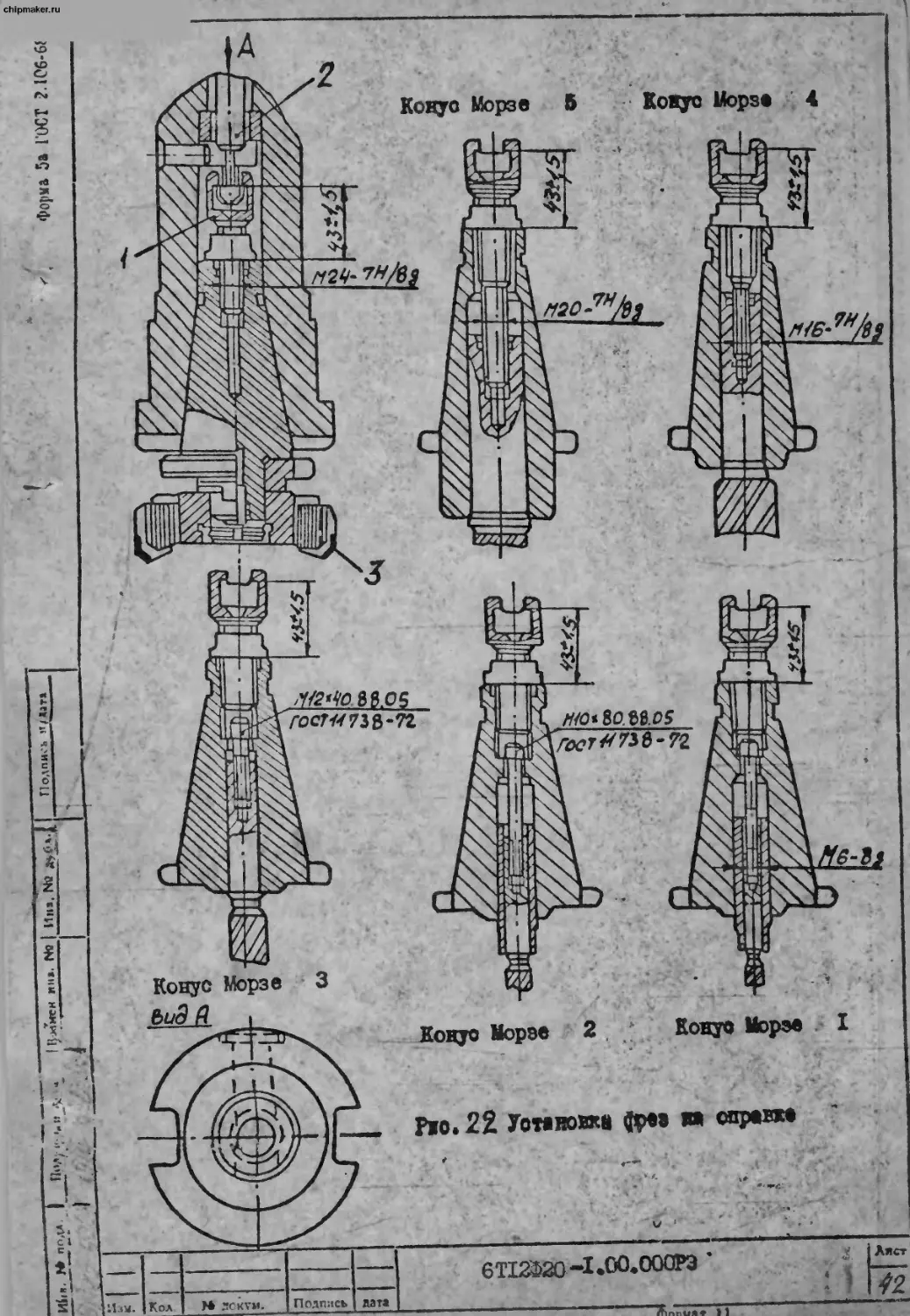
Установка фрез на оправках производится в зависимости от их g размера и вида согласно рис. 22.
~ Захват I (рис. 22 ) должен быть установлен таким образом, чтобы о Т-образный паз захвата был перпендикулярен ведущем пазам оправки. - или фрезы 3 и выдержан размер 43^1,5 мм.
Номенклатура оцравэк ж переходных втулок, поставляемых со станком, приведена в разделе 3 "Комплект поставки".
Закрепление фрезерной оправки в шпинделе осуществляется в следующей последовательности: оправку о фрезой вставить в конусное отверстие шпинделя и путем поворота на угол 90° соединить с головкой тяги 3 (рис. 2/). Перевести переключатель 20(рис. 9 ) в положение "Зажим инструмента". При этом оправка с фрезой втягивается в шпиндель. Окончание зажима определяется по прощелкиванию кулачковой муф-
ты механизма.
При отжиме инструмента необходимо: выключить шпиндель кнопкой 6 (уиъ.Э ) и проследить, чтобы шпиндель остановился. Перевести переключатель20 в положение "Отжим инструмента" и держать до тех пор пока фрезерная оправка не выйдет из шпинделя на длину не более 15...20 мм, т.е. оправка должна расцепиться с ведущими шпонками
ItHl'.Ctll
При большем перемещении оправки валик 2 (рис. £/ ) может полностью вывернуться из тяги 3. Тогда при зажиме инструмента тягу нужно поджать вдоль оси вверх, чтобы резьбовой конец валцка ввернулся в резьбовое отверстие тяги.
lbw Лист Мд'.и'м |([олппс1..1 Дят»
6Т12Ф20-1.С0.000РЭ
but w;: г А 4
chipmaker.ru
J
£
f
Й/*
Рис» 21 Устройство электромеханического зажима инструмента
6Т1Ж}1.00<ОООРЭ
Лист
Л/
chipmaker.ru
*>& ГОС 120
7. СИСТЕМА СМАЗКИ
Перечень элементов системы смазки смазываемых точек и материалов указаны в табл.^
7.1.
7.2. смазочных
7.3. Описание работы.
Смазка станка обеспечивается следующими системами.
7.3.1. Централизованная система смазки зубчатых колес, подшипников коробки скоростей, подшипников и шестерен поворотной головки и элементов коробки переключения скоростей.
Эта система включает» себя резервуар 2, расположенный в станине, фильтр 4, плунжерный насос 6 и маслораспределитель 7. Насос системы работает от эксцентрика, смонтированного на одном из валов коробки скоростей (рис. 24 ).
Контроль за подачей смазки и ее уровнем в резервуаре осуществляется визуально по маслоуказателям I и 9.
7.3.2. Централизованная система смазки зубчатых колес, подпили ков консоли, направляющих консоли, салазок и стола.
Эта система включает в себя резервуар 24, расположенный в консоли, предохранительный клапан 26, шестеренчатый насос 25, золотник 15, маслораспределители 11,12,14. Конструкция золотникового распределителя приведена на рис.
Наличие масла в резервуаре проверяется по маслоуказателю 20, контроль работы насоса - по маслоуказателю 19.
Смазка направляющих консоли производится периодически нажатием кнопки 16, направляющих стола - кнопки 17.
Быстродействующие сухие муфты выбора направления перемещения стола размещены в отсеке консоли, защищенном от попадания масла сальниками и уплотнениями. Попадание масла в этот отсек приводит к утере передаваемого момента и быстродействия муфт, а также к недопустимой потере точности позиционирования стола.
ЦИПИ
ВНИМАНИЕ!
ПОДАЧА МАСЛА В ЭТОТ ОТСЕК КАТЕГОРИЧЕСКИ
ЗАПРЕЩАЕТСЯ
7.3.3. Периодическая смазка.
Данная система предусмотрена для смазки подшипников концевых опор винта продольно! подачи стола 13, подшипников шпинделя 8 и механизма перемещения гильзы поворотной головки 27 и механизма зажима гильзы 28 осуществляется шприцеванием вручную.
7.3.4. Смазка погружением в масляную ванну.
Лист
а Лст< .
Подпш ' Цат..
6Т12Ф20-1.00.000РЭ
chipmaker.ru
ibB.Л* >дд I Подц^ и , В.пам.;;цв. М| Йнв № я 6j |ТЬ]Л' и аа
Эта система предусматривает смазку винта вертикального хода консоли (рис. 25). Масляная ванна расположена внутри опорной колонки 22 (рис. 23)
Контроль за уровнем масла производится проволочным щупом при крайнем верхнем положении стола через заливное отверстие. Щуп при упоре в дно ванны должен показывать уровень 4-6 мм. В качестве щупа используется проволока 0 2...3 мм.
7.4. Указания по монтажу и эксплуатации. '
Перед пуском станка необходимо заполнить резервуар в станине через заливное отверстие 5 (рис. 23) маслом И-ЗОА ГОСТ 20799-75 до середины маслоуказателя I.
Заполнить резервуар консоли через заливное отверстие 20 маслом И-ЗОА ГОСТ 20799-75 до середины маслоуказателя 18. Превышать этот уровень не рекомендуется.
Црошприцевать густой смазкой QHa-Ka 2/II-3 ОСТ 38.01145-80 через масленки /3 и 27 опоры ходового винта продольного перемещения стола и механизма перемещения гильзы. А через масленку 8 подшипники шпинделя «лазкой ЦИАТИМ 201 ГОСТ 6267-74.
Заполнить масляную ванну опорной колонки винта вертикального перемещения маслом И-ЗОА ГОСТ 20799-75 через заливное отверстие. Залив масла выше рекомендованного уровня приведет к вытеснению излишнего масла на основание станка (рис. 25).
Предварительно, вручную, с помощью масленки смазать все направляющие маслом И-ЗСА ГОСТ 20799-75.
Через 2-3 минуты после выпуска станка масло должно показаться
I в соответствующих указателях работы насосов как при первоначальном
• пуске, так и во время эксплуатации станка. Необходимо постоянно следить через маслоуказателя за подачей масла.
ВНИМАНИЕ!
ПРИ НЕИСПРАВНОЙ системе смазки работа на ‘СТАНКЕ НЕ ДОПУСКАЕТСЯ
‘I
Первую замену масла в резервуарах станины и консоли произвести через неделю работы после пуска станка в эксплуатацию, вторую -через месяц работы, в процессе эксплуатации - через каждые три меся-
По мере расхода уровень масла должен пополняться.
Слив масла производится через Сливные отверстия 3 и2Ю(рис.23).
Не реже I раза в год следует произвести промывание масляного резервуара 3(рис. 25) опорной колонки винта подъема консоли. Для промывки необходимо переместить консоль в верхнее паспортное положение. Под днищем консоли в зоне вертикальных направляющих установить станки деревянный бруе... сечение» г не ьу&р
Анет
По 1ПШ* ДлГа
'ПК
6Т12Ф20-1.00.000РЭ
chipmaker.ru
С ei
О
L—
л: X Сь о •9-
,1о0х150 мм и длиной 420...450 мм. Рукояткой ручного пере--мещенжл поездить консоль на брус, отвернуть крепежные винты 4 и снять штифты 2. Вручную наворачивать колонку б на вертикальный винт 1 до тех пор, пока резервуар з не выйдет на основания станка. Подставив под колонку поддон для сбо-
гт 1 1 ра масла и отвернув винт 5, вытянуть резервуар-3 вниз. После промывки произвести стирку в обратном порядке и залить *
чистое масло.
chipmaker.ru
Рис,24 Насос смазки коробки скоростей
j
Рис.2£> Насос смазки золотникового распределителя
Рис. 25 Глазка винта вертикальных перемещвки»-
6Т12Ф20-1.00.000РЭ
|Йнв J* подл. | Подпись Ч дага
рЫм, иьв. № Пип. Л° дуб^ц
Л ДЛТ4
я
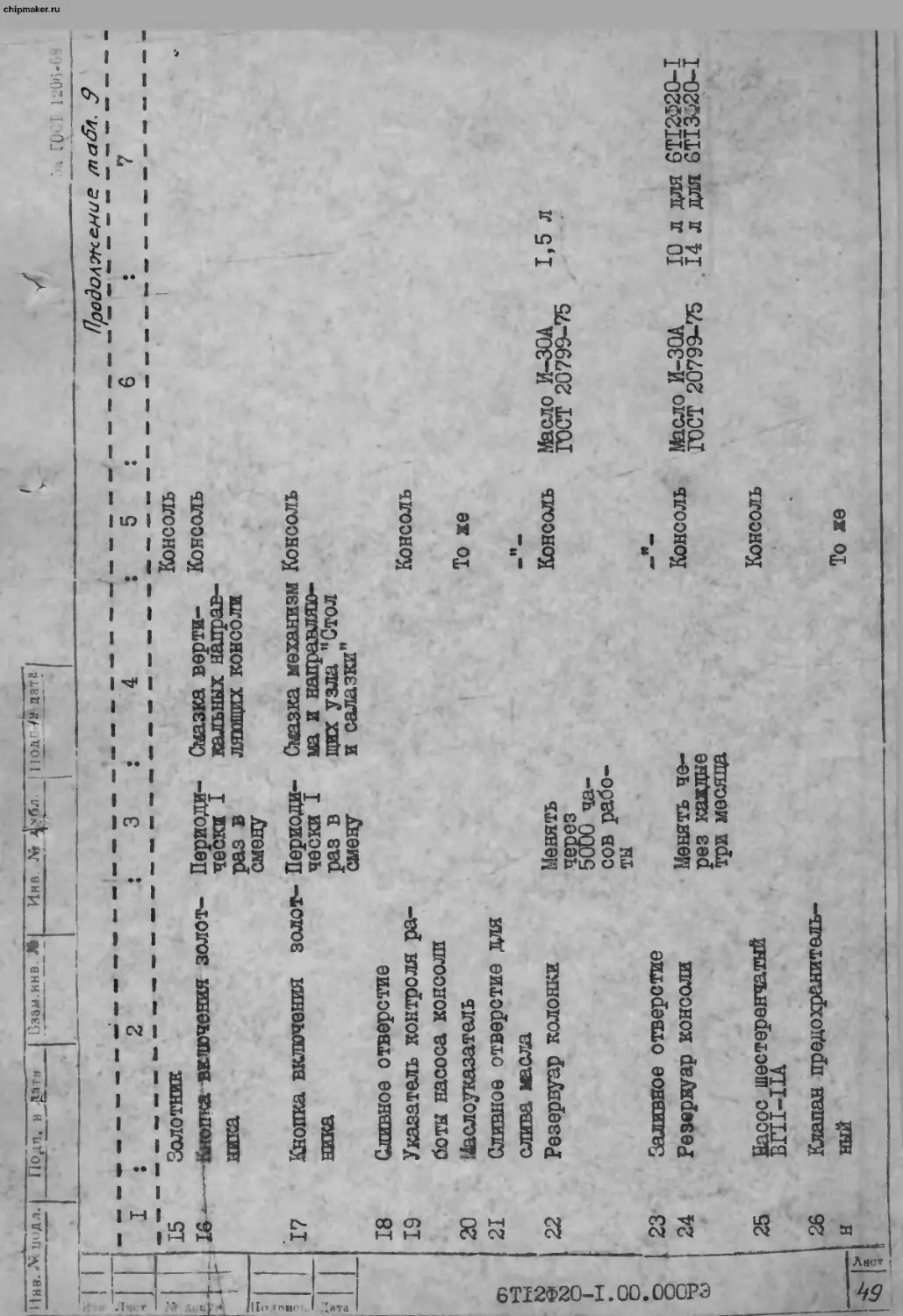
Перечень элементов системы смазки и перечень смазываемых точек
Форм»5» ГОСТ .1206-68
Поз. i
см. : Наименование
рис.23:
~ Т" 7 2
I Маслоуказатель
2 Резервуар станины
/ Периодич-:
: ность :
: смазки :
Отзываемые элементы
• Куда
: входит
• Смазочный
; материал
: Количество
: заливаемо-: го масла
3
4 5 6 : 7
Менять через каждые три месяца
Станина, коробка скоростей
Масло И-ЗОА ГОСТ 20799-75
Вязкость кине-
24 л дая 6Т12$а2-/
27 л .для
матическая
при 50 С,сСт
6Т12Ф20-1.00.000РЭ
3 Оливное отверстие
4 уилътр
5 Заливное отверстие
6 Насос плунжерный
7 Маслораспределзтель
6 Пресс-масленка
Постоянно Зубчатые колеса коробки скоростей.тормозная муфта
Коробка Масло И-ЗОА скоростей Г0СТ20799-75
Периодически I раз в месяц (гильзу выдвинуть)
Верхние подшипники шпинделя
Поворот* ная головка
Смазка
ПИАТИМ 301 ГОСТ 6267-74 Температура каплепадения не ниже 175°С
Д)ДЛ.
Под’j. и Д h'i
Взам.ии». М
Инв, .№ ду^. подп. н?д£т«.
.’•а ГОСТ 1^06-1
chipmaker.ru
9
I : 2
3 : 4 : 5
Продолжение табл. 9
I
6 : 7~"
10
Указатель контроля работы насоса коробки скоростей
Пресс-масленка
Коробка скоростей
II
Маслораспределиеель
Периодически I раз в месяц
Постоянно
Передний подшипник шпинделя
Поворотная голов
С-иазка ЦИАТИМ 201 ГОСТ 6267-74
12
Маслораспределитеди
Периодически I раз в имону
13
Пресс-масленки
л
Периоди-чески I
месяц
1
14
Тройник
Подшипники вер* тикального винта, коническая пара вертикального винта
UbCui
Консоль
Масло И-ЗОА ГОСТ 20799-75
Верхние и нижние направляющие салазки, ходовой винт, подшипники привода ходового винта, зубчатые колеса
Стол и салазки
мазло И-ЗОА ГОСТ 20799-75
1НПГ.НГ
Опоры ходового винта стола
Стол и салазки
Смазл- 0На-Ка2/И-3 ОСТ 38.01145-80 Вязкость при 0°С и среднем градиенте ско-
Ц*-а х
не более 500
(5000)
ГЛ.
I Ина. -У- мод л.
1 io^n. и Дата
Взам.инв М
Ина. № ^убл.
Под/ /и дата
i
О' Г
chipmaker.ru
S
17
18
19
Золотник
ника
2
3
5
Продолжение /па^4. $
6 : 7~
чески I
Смазка вертикальных направляющих консоли
Консоль
Консоль
смену
Кнопка включения золот- Периоди-чески I раз в смену
Сгазка механизм
щих узла ’’Стол и салазки"
Консоль
6Т12Ф20-1.00.000РЭ
21
23
24
н
Сливное отверстие Указатель контроля работы насоса консоли 14аслоуказатель Сливное отверстие для слива масла Резервуар колонки
Заливное отверстие
Резервуар консоли
Насос шестеренчатый
ВП.Т-Ш
Клапан предохранитель-
Консоль
То хе
и
Менять
Консоль
Масло И-ЗОА ГОСТ 20799-75
1,5 л
сов работы
Менять через каждые три месяда
Консоль
Консоль
То же
Масло И-ЗОА ГОСТ 20799-75
10 л для 6Т12Ф20-1
14 л для 6Т13^20-1
Инн. I. 'Д.’.
<
27
И >ди, и
2
Вззм инв Л
Пресокаслечка
Пресс-васленка
Инв.
3
Пергоди-чеоки I
сяц
Раз в
л.
1
МС-
Мв'
Подо. Л дагь
4
5
6
chipmaker.ru
Подапшики ме ханизма перо-мещениа гильзы
Подшипнике механизма за-*
]&>.£• ГИЛЬЗЫ
.|;н'п1;гл:м
liiii.u
Поворот- Смазка над го— ПИАТИМ 201
ловка WCT 6267-74
Примечание: При отс/тствш указанных в перочне смазочных материалов допускается применение только тех масел, основные характеристики которых соответствуют приведенным.
со
chipmaker.ru
С\)
8. ПОЕЗДОК УСТАНОВКИ
8.1. Распаковка
При распаковке сначала снимите верхний щит упаковочного дана, а затем - боковые. Необходимо следить за тем, чтобы пе повредить станок распаковочным инструментом. Проверьте комплектность станка и наличие всех поставляемых принадлежностей по упаковочному листу.
8.2. Траспортирование
При транспортировании упаковоанного станка канаты следует располагать в соответствии с обозначением мест стропки на упаковочном ящике.
О
tn
ПРИ ТРАНС НЕОБХО Канат выбирается о учетом веса брутто упакованного станка. Транспортирование распакованного станка производить Согласно (рис. 27 ). Перед транспортированием станка необходимо проверить надежность зажима всех перемещающихся узлов. Салазки со столом должны быть придвинуты к козырьку консоли.
При транспортировании к месту установки и при опускании на фундамент не подвергайте станок сильным толчкам.
Перед установкой станок необходимо тщательнь очистить от антикоррозийных покрытий, нанесенных на оккрытнеч поверхности. Оставшуюся смазку удалить чистыми салфетками, смоченными в уайт-спирите.
Во избежание кбррозии очищенные не окрашенные поверхности смазать тонким слоем масла И-ЗОА ГОСТ 20793-75.
8.3. Монтаж и установка
Установка станка без специального фундамента разрешается только на бетонированном полу толщиной не менее 300 мм. В остальных случаях для достижения спокойной и точной работы необходимо подготовить бетонный фундамент согласно рис. 26.
Глубина заложения фундамента определяется в зависимости от грунта. В фундаменте необходимо предусмотреть колодцы под анкерные болты и приямок для слива охлаждающей жидкости из основания станины.
Станок на фундаменте выверяется стальными клиньями. Окончательно выверенный станок подливают раствором цемента и после его девания закрепляют фундаментными болтами.
Место установки заземления и подвода напряжения цеховой даны в разделе "Электрооборудование" (часть П руководства по атации). \
ЗНИМАНИЕ!
АСПАКОВАННОГО СТАНКА
а ДАТЧИКИ ПОЛОИ20И ОТ УДАРОВ
сети
зксплу-
-с О' 1
х
-г
Ли«т
•* доку м
Цодпис .1 Дата
6Т12Ф20-1.00.000РЭ
I-
М
О
Kn'IUinltf ' It’
Фо|<|1 и А 4
chipmaker.ru
Рис. 27 Схема трансдортировалия станка
2750(2900)
Рйс.25 Установочный чертах станков
(в скобках разаоры для станка 6Т13Ф20-1)
п-iu Лыгт
6Т12Ф20-1.00.000РЭ
8.3.1. Точность при установке.
Отклонение при выверке станка по уровню не должно превышать 0,04 мм/1000 мм. При этом стол станка должен находиться в среднем рабочем положении.
8.4. Подготовка к первоначальному пуску и первоначальный пуск станка
Перед пуском станка необходимо:
Заземлить станок подключением к общей цеховой системе заземления.
Проверив соответствие напряжения сети и электрооборудования подключить станок к электросети.
Перед включением напряжения питающей сети все переключатели, имеющие фиксированное положение “0”, должны быть установлены в это положение.
Ознакомиться с кинематикой, конструкцией узлов и технической характеристикой станка.
Изучить управление станком, назначение и порядок пользования органами управления (рис. J , проверить от руки работу всех механизмов станка.
Выполнить указания, изложенные в разделах "Система смазки", "Охлаждение инструмента" и "Электрооборудование", относящиеся к пуску.
Для более тщательного ознакомления со станком обкатать его на холостом ходу, проверить работу органов управления, опробовать переключение скоростей пшинделя, подач стола, работу системы смазки по маслоуказателям.
ВНИМАНИЕ !
ПРИ ОТСУТСТВИИ ПАСЛА В МАСЛОУКАЗАТЕДЯХ РАБОТА НА СТАНКЕ НЕ ДОПУСКАЕТСЯ
Если при переключении скоростей пшинделя рукоятка не доходит до фиксированного положения, то это означает, что шестерни не вошли в зацепление. В этом случае необходимо нажать кнопку24(рис.9 ) "Толчок пшинделя", которая расположена на коробке переключения скоростей. Произойдет импульсное включение двигателя, что позволит произвести нормальное зацепление шестерен при переключении.
ВЫЕДАНИЕ !
НЕ ДОПУСКАЕТСЯ ПЕРЕКЛЬЧРНИЕ СКОРОСТЕЙ ШПИНДЕЛЯ НА ХОДУ, ТАК КАК ЭТО МОНЕТ ПРИВЕСТИ К ПОЛОМКЕ
ЗУБЬЕВ- ШЕСТЕРЕН
№ диКум.
Подпись. । Лата
6Т12Ф20-Х .ОО.ООСРЭ
chipmaker.ru
Вс время работы станка на холостом ходу необходимо проверить действие аварийноv кнопки 2 (рис. 9 ) "Все стоп”, действие конечных выключателей, ограничивающих перемещение узлов в крайних положениях.
Убедившись в нормальной работе всех механизмов станка, можно ирис тупить к настройке станка дан работы.
8.5. Порядок работы
8.5.1. Настройка, наладка и режимы работы.
Установка частоты вращения шпинделя указана в описание, коробки переключения скоростей.
Установка лшбов отсчета перемещений в начальное для отсчета положение производится следующим образом: лимб 36 (рмс^ нажимом смещается "от себя" и в этом положении поворачивается до совме
• ЛЯЛ|
щения нулевой риски лимба с указателем начала отсчета перемещений на кольце / . Точное совмещение рисок лимба и указателя достигается
поворотом кольца.
Зажим сборочных производится:
гильзы шпинделя
единиц о целью повышения жесткости станка
- рукояткой 26
[ консоли - рукоятками 8
[ станины - рукояткой ^2
г*
•О
подачей или некоторый поджим стола при силовых режимах на продольной подаче осуществляется винтами 30
’ВНИМАНИЕ!
ВКЛЮЧАТЬ МЕХАНИЧЕСКИ/! ХОД ПРИ ЗАЖАТЫХ
со
га
сз
fr-
О
*1
Крепление фрез в шпинделе станка указано в разделе 6.6.$
8.6. Регулирование
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей с целью восстановления их нормальной работы.
8.6,1. Регулирование подшипников шпинделя (рис./3). л
Регулирование осевого люфта в шпинделе осуществляется пошли-фовкой колец 4 и 3. Повышенный лафт в переднем подшипнике устраняют* подшлифовкой полуколец 5 и подтягиванием гайки I.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя
ч 'Ли-
6Т12Ф20-1.00.00СРЭ
chipmaker.ru
ГИ-УДК*]
- демонтируется фланец 6;
- снимаются полукольца;
- с правом стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка I;
- стальным стержнем гайка I застопоривается.
Поворотом шпинделя за сухарь гайцу подтягивают и этим перемещают внутреннюю обойду подшипника.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов в течение одного часа;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовнваютсл на необходимую велид.
111'Г.Ш.
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6. Для устранения радиального люфта в 10 мкм полукольца необходимо подшлифовать примерно на 120 мкм.
8.6.2. Регулирование коробки переключения скоростей шпинделя
*<
я.
® I
s
I
Фиксация лимба при выборе скорости обеспечивается шариком I, входящим в пазы звездочки 12. Регулирование пружины 13 производится пробкой 14 о проверкой чэткости фиксации лимба и усилия его поворота.
8.6.3. Регулирование предохранительной муфты привода- подач (рис. /7 )
Регулирование предохранительной цуфты привода подач производится через окно на правой стороне консоли.
Для этого ослабить винт 24, повернуть гайцу 23 по часовой стрелке. При этом момент увеличивается.
Цуфта считается отрегулированной, если не происходит ее срабатывание при одновременном быстром перемещении столяр вверх и по любой другой координате.
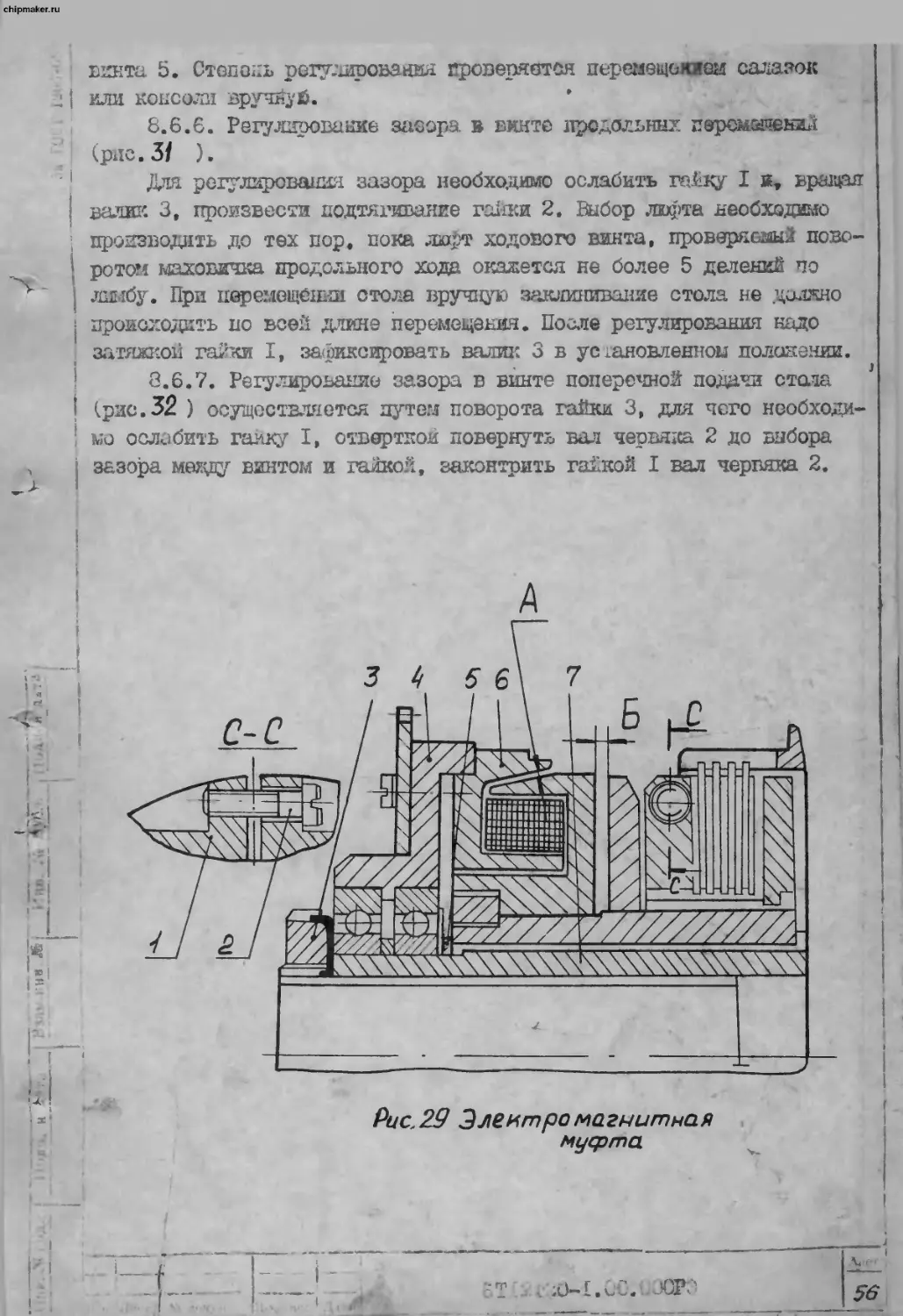
8,6.4. Регулирввание зазора в электромагнитной муфте(рис. 29 )
Для регулирования зазора "б", равного 0,4 мм у муфты направления необходимо: через окна в консоли, ослабить винт2 и поворотом гайки I восстановить данный зазор до требуемого, после чего затянуть винт 2.
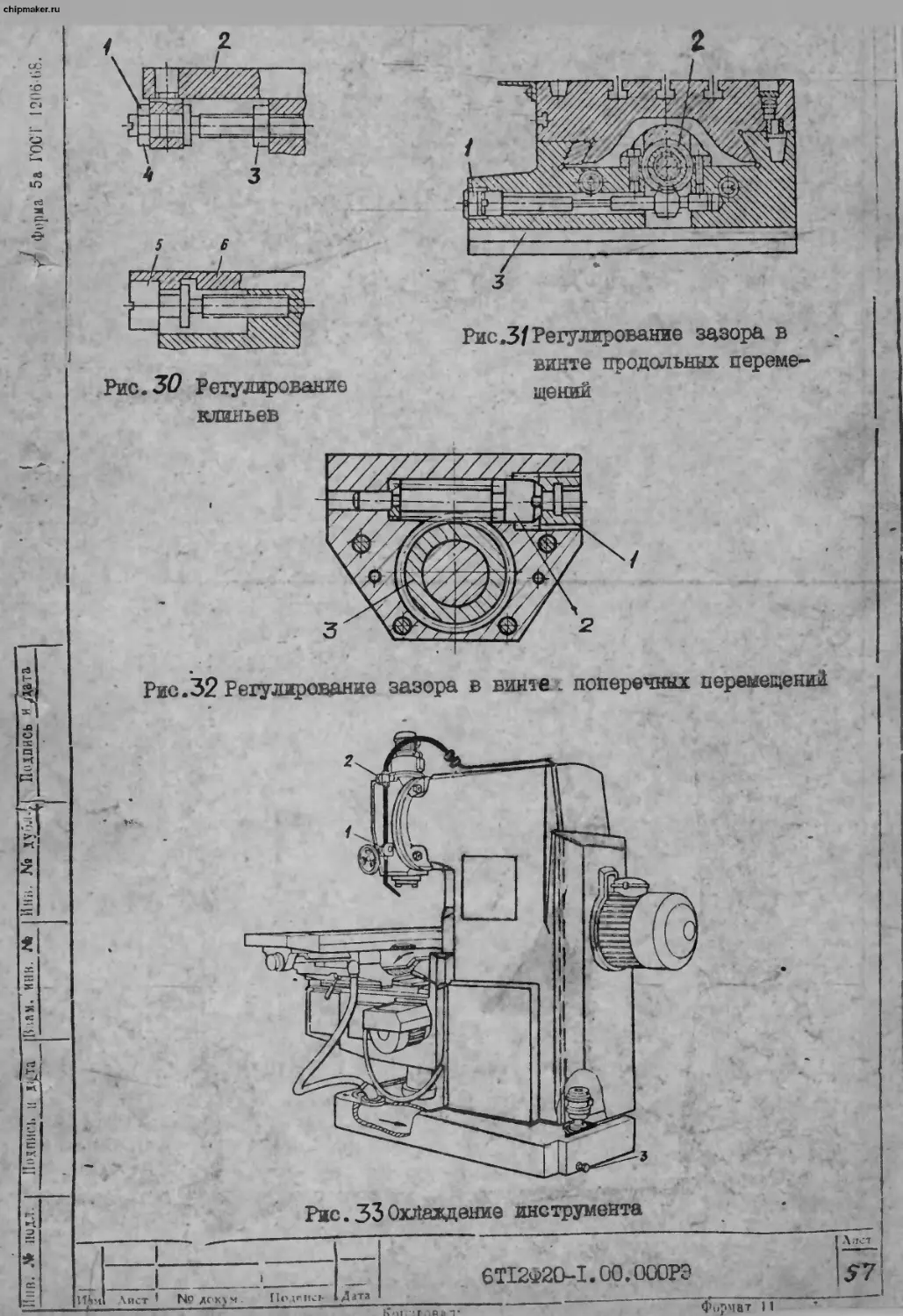
8.6.5. Регулирование клиньев стола, салазок и коноолн(рис.ЗО Зазор в направляющих стола и салазок выбирается клиньями.
Регулирование клина 2 стала производится при ослабленных гайках 3 и 4 подтягиванием винта I отверткой. После проверки регулирования
•; ручным перемещением стола гайки надежно затягиваются. Зазор в на-правляодих салазок или консоли регулируется клином 6 при помощи
6Т12^20-1.00.00СРЭ
55
chipmaker.ru
винта 5. Степсаь ретуширования грсвепяотоя переизщс к кем салазок ИЛИ консоли вручйуб.
8.6.6. Регулирование засора в влито продольных порох учения
Для регулирования зазора необходим© ослабить гайку I к, врадая валик 3, произвести подтягивание гейки 2. Выбор жфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотов маховгсш продольного Хид?. окажется не оолее 5 делений по лимбу. При перемещении стола ьруч!1ую заклинивание стола не должно происходить по всей длине перемещения. После регулирования надо затяжкой гайки I, зафиксировать валик 3 в установленном полокачии.
8.6.7. Регулжфоьаняе зазора в винтг поперечной подачи стаза (рис.ЗР ) осуществляется путем поворота гайки 3, для чего необходимо ослабить гайку I, отвортко^ повернуть вал червяка 2 до выбора зазора wezvu винтом з гайкой, законтрить гайкой I вял червяка 2.
Рис. 29 Электро магнитная Mqqpmn
chipmaker.ru
клиньев
Рис .3/Регулирование зазора в винте продольных перемещений
Рис. 32 Регулирование зазора в винте i поперечных перемещений
chipmaker.ru
8.7. Охлаждение инструмента
Обработка чугуна при всех способах фрезерования и обработка стали твердосплавным инструментом производится без охлаждения режущего инструмента. Охлаеденпе рекомендуется применять при работе быстрорежущими фрезами по стали.
Подвод эмульсии непосредственно в зону резания обеспечивается достаточной маневренностью системы подвода сопла. При ослайденнои гайке I (рис. 33 ) сопло можно поворачивать под любым углом и устанавливать по высоте. При установке следите, чтобы сопло не попало под фрезу. Эмульсия из резервуара, расположенного в основании станка, подается насосом и стекает по пазам стола, корыту стола, через отверстия в столе в канал салазок, а в основание. Место слива эмульсии со ки съемным щитком. Перед отверстиями эмульсии на корыте основания имеется
же решетку производится залив эмульсии.
СНИМАТЬ КРЫШКУ НЕ РАЗРЕШАЕТСЯ ИЗ-ЗА ВОЗМОЕНОСТИ
затем гибким шланвом отводится стола защищено от завала струж-установлена решетка. Для сбора решетчатая одышка. Через эту
г
К
«1 XII
Включение и выключение насоса охлаждения< осуществляется переключателем 49 (рис 9 ). Регулятором расхода эмульсии является сдан 2 (рис. 33), которым можно перекрыть подачу эмульсии, в если время выключения не превышает 10 мин.
При более длительном отключении эмульсии необходимо выключать насос охлаждения. Система периодически (через полгода) должна демонтироваться и промываться под давлением.
Слив эмульсии из основания при периодической его очистке производится через патрубок 3, для чего в фундаменте станка необходимо предусмотреть приямок для размещения емкости.
При капитальном ремонте очистка основания производится после демонтажа консоли и станины.
В случае изменения направления фрезерования сопло может быть установлено на другую сторону.
СОШЮ ДОЛЖНО БЫТЬ НАДЕЖНО ЗАКРЕПЛЕНО, ПОПРАВЛЯТЬ И ПЕРЕСТРАИВАТЬ ЕГО УСТАНОВКУ В ПРОЦЕССЕ иРЕЗЕРОВАНИ НЕ ДОПУСКАЕТСЯ 1
5С.
г<ц
Лист
Полпп.
Да1 а
6Т12Ф20-1.00.000РЭ
S8
ч
ИС’ KJM
I
5 1
9. ХАРАКТЕРНЫЕ НЕПОЛЕЗНОСТИ И МЕТОД! ИХ УСТРАНЕНИЯ
В станках могут произойти различного рода неисправности. Многие из них возникают из-за несоблюдении требований руководства по эксплуатации.
В любом случае, прежде чем приступить к устранению неисправностей, нужно ознакомиться с перечнем возможных неисправностей, а также с разделом 6 настоящего руководства.
Перечень основных возможных неисправностей и их устранение приведен в таблице
Л
Таблица 10
Неисправность
Отсутствует подача по всем трем координатам
Смазка коробки скоростей или смазка узлов, обеспечивающих движение подачи, не осуществляется
Отсутствует подача по одному из направ лений перемещений
: Признаки • : Вероятная : : причина : Способ устранения
Поступление масла В резервуаре Залить *вело
в глазок контроля нет масла до середины
работы насосов не Засорился маслоуказате-
наблюдается или фильтр насоса ля
совсем незначи- смазки Очистить
тельно с фильтр насоса
Направляющие сто- Неисправность Проверить ра-
ла смазываются не- - насоса или боту насоса,
достаточно или не смазываются системы элементов системы и при необходимости демонтировать для ремонта
При этом двига- Пониженное на- Проверить на-
тель вращается пряжение или отсутствие его пряжение и исправность
на электромагнитной цуфте соответствующей муфты
По остальным не- Пониженное на- То же
ремещениям подача осуществляется пряжение или отсутствие его па соответствуй.: электромагнитно ной муфте выбора координаты
Лпст
!|.
6Т12Ф20-1.00.000РЭ
59
chipmaker.ru
Продолжение табл, 10
Неисправность ; Признаки
: Вероятная : Способ
: причина : устранения
— — ~ — — ~
При нормальной аа- Слышен треск в пе- Отрегулировать Проверить нагрузке подачи сра- реднем отсеке кон- предохранитель- пряжение и ис-батывает предозра^исоли оправа ную муфту правность со-нительная муфта ответствующей
муфты
Указания о мерах устранения возможных нарушений нормальной работы электрооборудования даны в разделе "Электрооборудование" (Часть П руководства по эксплуатации).
10. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
10.1. Демонтаж ж установка салазок на консоль
крышку 8; снять с 10 и двойной блок
зажать салазку на
предварительно винта попереч-9; вывернуть
направляющих
<й
о
мн
При снятии салазок с консоли необходимо соблюдать следующую последовательность разработки: снять декоративную штампованную крышку 7(рис. 16 ), установленную на переднем торце консоли отвернув винты ее крепления; снять пых перемещений 2 стопорное кольцо винты крепления фланца II.
После этого рукоятками зажима
консоли и вывести передние опоры шлицевого вала 3 и винта 2 поперечных перемещений из своих посадочных гнезд, для чего необходимо встав! л вить рукоятку ручных пеоемещений в гнездо правого люка и вращать ее протиь часовой стрелки до тех пор, пока не прекратиться совместное перемещение"на себя" винта поперечных перемещений и шлицевого вала 3, после чего вручную пли с помощью вытяжного устройства вытянуть шли-цевык вал, предварительно развернув фланец винта поперечных перемещений 6 на угол, обеспечивающий свободное прохождение подшипников шлицевого вала 3 над лыской опорного фланца винта. Вставив в гладкое отверстие на конце винта поперечных перемещений отвертку или бородоК| вывернуть винт. После демонтажа клина II(рис. J9 ), отсоединения планок 9, шлангов смазки, охлаждения и электропроводки, салазки засгропфгь и снять с направляющих консоли. »
Установка салазок на консоль производится в обратной последовательности. Некоторую особенность представляет установка винта поперечных перемещений. Для того, чтобы шлицевый хвостижик винта 2
rt
-Э
са X
—। Лист
Нс.д <ис J Дита
Г—
6Т12Ф20-1.00.000РЭ
60
chipmaker.ru
л вошел в шлицевое отверстие зубчатого колеса I (рис./8), необходимо, 5 после установки салазок и клина, ввернуть винт в гайт^ 13 при неза-жатой салазке. Если винт в оборе с фланцем 6 не вошел полностью в расточку хсонсоли, то необходимо, совершая, рукояткой ручных перемещений, вставленной в гнездо правого лимба консоли, качательное движение вправо-влево на угол » 60' , одновременно, вручную перемещать салазки в направлении к вертикальным направляющим консоли. Нри этом шлицевый хвостовик винта войдет в шлицевое отверстие зубчатого колеса I. Дальнейшая сборка производится обычным порядком.
10.2. Демонтаж и установка моторного вала привода подач
Для демонтажа моторного вала II(рис./7 ) необходимо предварительно снять надмоторный кожух, электродвигатель привода подач, а при необходимости и клеммную коробку, расположенную над двигателем. После вывертывания винтов 13 с помощью вытяжного устройства сдвинуть вал в осевом направлении до упора подшипника 10 в вал 16, после чего наклоняя вал II по направлению к дниж "консоли, вывести его из расточки. Установка вала после выполнения ремонтных работ производится -в обратной последовательности.
Регулировка бокового зазора в зацеплении конической зубчатой пары шестерен 9 и 6 производится с помощью винтов 12,13, а также
£
2J Ж >
si а:
гаек 8 и 4.
10.3. Разборка и сборка коробки переключения скоростей Снятие коробки переключения скоростей и ее разборка производится общепринятыми приемами в соответствии с пунктом 6.6.4. На лицевой \ поверхности коробки, в верхней ее части, предусмотрены два резьбовых отверстия №2 под рым-болты.
Для установки коробки переключения скоростей на станину необходимо участие двух человек, один из которых должен направлять коробку В окно станины, второй - с противоположной стороны через смотровое окно- контролировать совпадение вилок с кольцевыми пазами на блоках шестерен коробки скоростей.
10.4. Демонтаж винта вертикальных перемещений.
i Для демонтажа винта вертикальных перемещений 19 (рис. /8 ) необходимо предварительно установить салазки на расстоянии А от верти-дальних направляющих станины.
® Отверткой приподнять нижний щиток 18 на 6...? мм, одновременно
ниши консоли. Затем переместить салазки одновременно со щетками вперед до упора, открывая нишу консоли, в которой смонтирована опора
с
। __________________________
• . ! ДР- сум
6Т12Ф20-1.00.000РЭ
61
lift
I 4
chipmaker.ru
ьинта. Далее демонтировать шлицевый валик 3 и винт 2, как указано в п. 10.1. Отвернуть винты, крепящие крышку 16 к снять ее. Раокоит-рить шайбу 14 и вывернуть грибок 15.
Правде чем приступить к съему винта вертикальных перемещений, необходимо отвоединить от основания и навернуть на винт колонку 6, как указано в разделе 7 п. 7.4. рис. £5^
КОЕСОЛЬ ОБЯЗАТЕЛЬНО ДОЛЖНА БЫТЬ УСТАНОВЛЕНА НА УПОР
Для демонтажа винта вместе с колонкой необходимо легкими постукиваньями выколоткой освободить винт из посадочного отверстия шестерни 4 (рис. /8 )
Сборку производить в обратном порядке.
10.5. Монтаж датчиков положения
Датчик шхдаэния состоит из измерительной линейки и считывающей головки (рис. и представляет собой неразъемное соединение.
Контрольные поверхности датчиков положения устанавливать относительно направления перемещения стола или салазки,/ли консоли.
Ери установках датчиьэв пояснения соблюдать предельную аккуратность.
1
iWF
2
Я
. № (
s'
ЯЕСОЫ
ДОПУСКОВ МОЖЕТ ПРИВЕСТИ К ПОЛОМКЕ ДОТЧШЬ ПОЛОЖЕНИЯ
При монтаже необходимо соблюдать следующую последовательность: I. Выставить монтажные поверхности под измерительную линейку и счз-тывазидчи х'оловту.
2. Установить измерительную линейку, принимая во внимание допуски на параллельность.
3. Установить узлк станка (стол, салаэку, консоль) в середине рабоче-' го хода.
4. Перетгнинутл стол, салазки или консоль так, чтобы монтажная пс-зерэлость оказалась рядом со счпнваюцей головкой. Оитсрояно рукоь неремосткть головку на монтаж лу'о поверхность. Наклон и смещение головки ла допускается.
5. Установить считывавшую голоьку, принишя во внимание допуски.
♦ * Г"
• I—-
И > Л
к;
Д..та
Лист
и .
6Т12Ф20-1.00.00СРЭ
62
chipmaker.ru
IC.6. Особенности замени электромагнитных муфт при ремонте.
В станках применены покупные быстродействующие бесконтактные электромагнитные муфты серии ЭТМ по Ш5659-65.
В приводе главного движения в качестве тормозной - ЭТМ086-1В.
В приводе подач для выбора направления: продольного,вертикального и поперечного перемещений - ЭТМ 1бЗБ-1Н2У4.
Замена электромагнитных муфт (исполнение сТМ/035; должна про-
»itlici;
т.к. установка новой муфты на место вышедшей из строя приводит к обязательному нарушению величины воздушного зазора ”А" (см. рио.£^) между вращающейся неподвижной частями цуфты.
Восстановление заданного зазора "А”, который в номинале должен быть 0,17+0,07...0,25/И 0,07, осуществляется за счет подббра толщины проставочного кольца 5 индивидуально для каждой конкретной муфты.
Для этого катушку 6 новой муфты крепят к фланцу 4, а последний вместе с подшипниками насаживают на втулку 7, предварительно установив на место кольца 5 новое, с увеличенной на 50...80^ толщиной.
С помощью щупа иимеряюг фактическую величину зазора "А" в по результату замера определяют требуемую толщину кольца. Увеличение (уменьшение) толщины кольца на каждые 0,2 мм увеличивает (уменьшат) зазор "А* на 0,05 мм.
После установки: кольца требуемой толщины произвести контрольный .замер зазора "А”, подтянуть и законтрить гайцу 3.
ДО ИСЧЕЗНОВЕНИЯ ОСЕВОГО ЛКЖГА.В ПОД-
2
са
Увеличение зазора "А" ведет к падению крутящего момента, уменьшение - к выводу муфты из строя из-за заклинивания лежщу вращающейся и неподвижной ее частями.
Рис.34. Монтах датчиков положения
6Т12Ф20-1.00.000РЭ
Лив. Л подл. | Подпись и |Взам. инв.
Пив. А° дубл, й 11) ид. ИуХэта
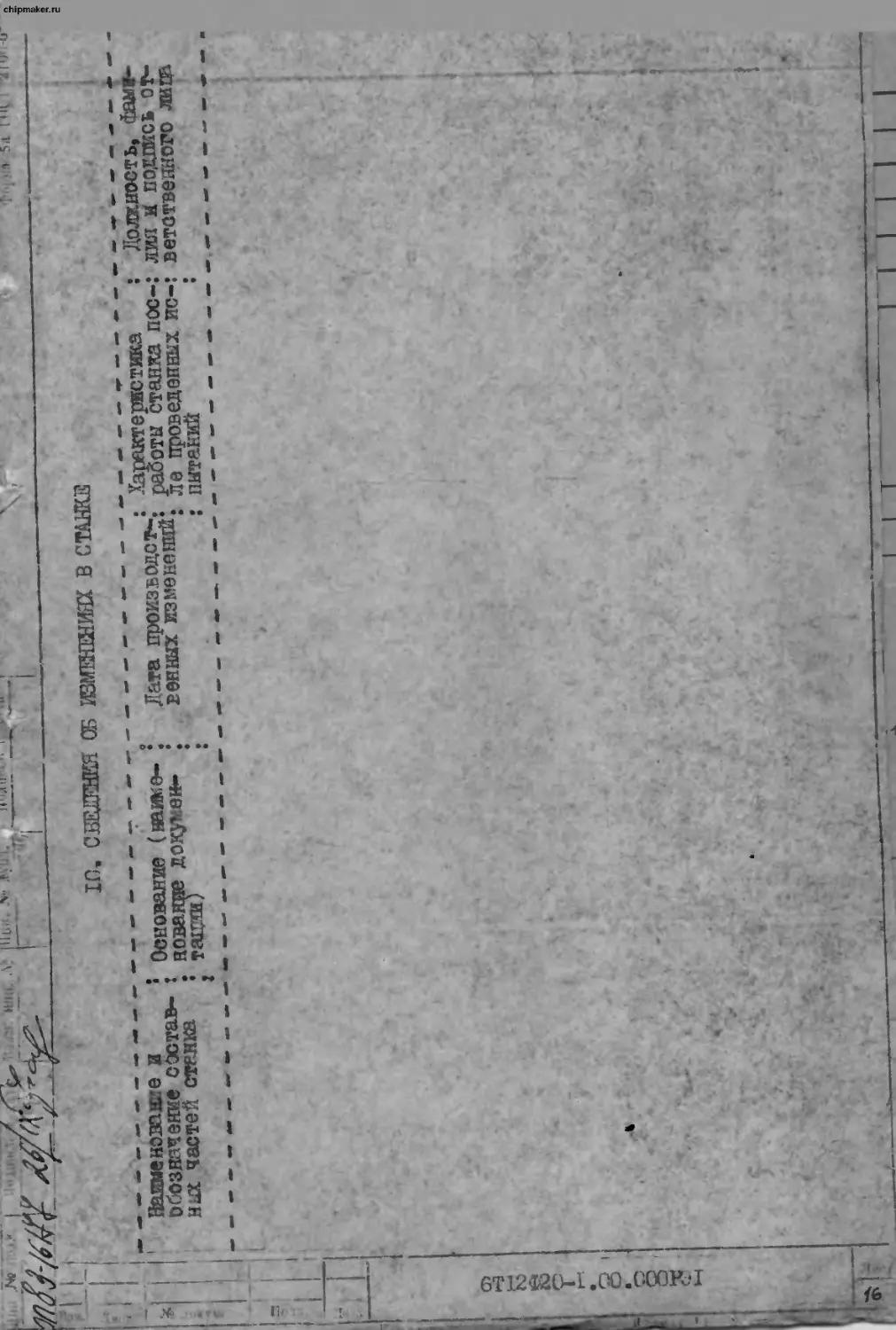
II, СВ5Ж£!Я О РН.ЮНТЕ СТАНКА
Формата ГОСТ .1206-68
Таблица II
&
* £
U--X
Наименование: и обозначе- : ние состав- : ных частей : станка :
Основание для сдачи в ремонт
Дата
доступ-:выхода ления в: из ремонт :ремонта
Категория сложности ремонта
Ремонтный цикл работы станка в часах
i Должность, фамилия и Вид : подпись ответственного ремонта : лица
: производив- : принявше-: шего ремонт : го ремонт
chipmaker.ru
6Т12Ф20-1.00.000РЭ
chipmaker.ru
II.I. График и состав ремонтно-профилактических работ
- При работе станка в условиях нормальной эксплуатации и соблюдения всех правил эксплуатации и обслуживания, указанных в настоящем руководстве, межремонтный цикл (срок службы до капитального ремонта при двухсменной работе) не менее II лет.
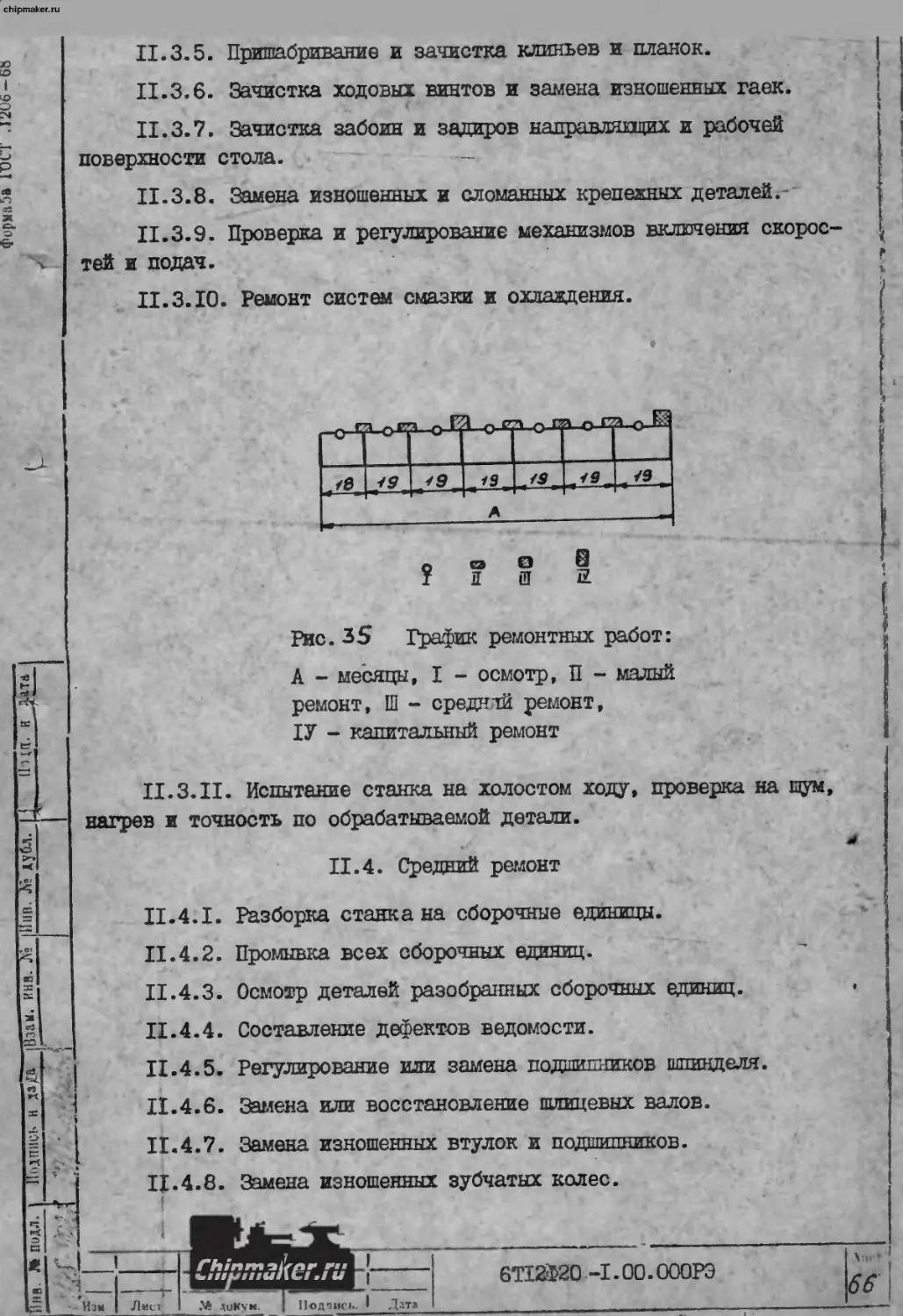
Ремонтно-профилактические работы рекомендуется проводить согласно графику ремонтных работ (рис. 35 ). При этом выполняются следующие основные работы. I
II.2. Осмотр
II.2.1. Наружный осмотр (без разборки для выявления дефектов) состояния и работы станка в целом и по сборочным единицам.
II.2.2. Осмотр и проверка состояния механизмов привода главного движения и подач.
।
। !
II.2.3. Регулирование зазоров ходовых винтов стола.
ши'. 1п:г<1
II.2.4.
Регулирование по;
ков шпинделя.
II.2.5. Проверка работы механизмов переключения скоростей к
подач.
II.2.6. Регулирование клиньев стола, салазок, консоли и хобота.
II.2.7. Осмотр направляющих, зачистка забоин и задиров.
II.2.8. Подтяжка ослабленных крепежных деталей.
II.2.9. Проверка исправности действия ограничительных кулачков.
II.2.10. Проверка состояния и мелкий ремонт систем охлаждения и смазки.
II.2.II. Проверка состояния и ремонт ограничительных устройств.
II.2.12. Выявление деталей, требующиъ замены при ближайшем ремонте (начиная со второго малого ремонта).
II.3. Малый ремонт
II.3.1. Частичная разборка сборочных единиц.
II.3.2. Промывка всех сборочных единиц.
II.3.3. Регулирование или замена подшипников качения.
II.3.4. Зачистка заусениц и забоин на зубьях шестерен, сухарях и вилках переключения.
6Т12Ф20-1.ОО-ОООРЭ
Формат I 1
II.3.5. Пришабривалие и зачистка клиньев и планок.
II.3.6. Зачистка ходовых винтов и замена изношенных гаек.
II.3.7. Зачистка забоин и задиров направляющих и рабочей поверхности стола.
II.3.8. Замена изношенных и сломанных крепежных деталей.-'
II.3.9. Проверка и регулирование механизмов включения скорое тей и подач.
II.3.10. Ремонт систем смазки и охлаждения.
Рис. 35 График ремонтных работ:
А - месяцы, I - осмотр, П - малый ремонт, Ш - среднтй ремонт, 1У - капитальный ремонт
II.3.II. Испытание станка на холостом ходу, проверка на шум, нагрев и точность по обрабатываемой детали.
II.4. Средний ремонт
II.4.1. Разборка станка на сборочные единицы.
II.4.2. Промывка всех сборочных единиц.
II.4.3. Осмотр деталей разобранных сборочных единиц.
II.4.4. Составление дефектов ведомости.
II.4.5. Регулирование или замена подшипников шпинделя.
II.4.6. Замена или восстановление шлицевых валов.
II.4.7. Замена изношенных втулок и подшипников.
Ц.4.8. Замена изношенных зубчатых колес.
Лист
36 док>м. I Под тис!.. I Дата
6Т12Ф20 --1.00.000РЭ
chipmaker.ru
II.4.9. Восстановление или замена изношенных ходовых винтов и гаек.
II.4.10. Пришабривание или замена регулировочных клиньев.
II.4.II. Ремонт насосов и арматуры смазки и охлаждения.
II.4.127 Исправление шабрением или шлифованием поверхностей яаправля/щпх» если их износ превышает допустимый.
II.4.13. Окраска наружных поверхностей станка.
II.4.14. Обкатка станка на холостом ходу (на всех скоростях и подачах) с проверкой на шум и нагрев.
II.4.15. Проверка станка на точность и жесткость по ГОСТ 17734-81.
II.5. Капитальный ремонт
Капитальный ремонт производится с полной разборкой всего станка. В результате рнмонта должны быть восстановлены или заменены все изношенные сборочные единицы и детали станка, а также восстановлена его первоначальная точность, жесткость и мощность. Характер и объем работ при данном виде ремонта определяются для конкретных условий эксплуатации.
6Т12Ф20 -I.00.000P3
chipmaker.ru
Материал по Закаевым частям Схема расположения под
им
ЖЧЕНЬ ПОДШИПНИКОВ КАЧЕНИЯ —
Таблица fO
•.Класс : Кда
Наименование . под- . входит
•шипн. *
I : 2 : 3
: Позиция :_____}$одизей^о_____
.по схеме ;7т12Ф2О-1 : 6Т13Ф2О-1
7 ~ ~ 7 “ “5 . $
И нв. Луг )д.т. | Под». н дАУй I Взам.инв «1| Инв. -У» дАГ’ J П< Д /дат
ГОСТ 8338-75 0
подлинник хио
107 0
Подшипник
108 0
По.шштп ПК
Подшипник /09 0
подшипник ни 0
' ГТ оги?тл (И,
2U6K 0
Подшипник 210 ОТО 0
ir»)ntrub<i;4 212 0
1 215 0
Под лптнчк
304 0
Подшипник
А
Подшипник 307 0
Подшипник л . 0
0
!Вг*>ииг.нК1
Подшипник иЗП 6
312 6
Попшипнзк
ГТ >тж..т^ АГ\ТЧ
Подшипник QlJ <
Подшипники ГОСТ 333-79 г\
Подшипник 7205 0
0
ПОДШИПНИКИ
ГОСТ 6874-75 Подшипник 8104 1 0
1 1 Подшипник 8105 0
6Т82Г-1.70 31
6Т82Г-1.60 36,39,57
6Т82Г-1.60 37,50*
6Т82Г-1.69 41,46,62
6Т82Г-1.70
6TI2-I.30 2
6TI2-I.30 7
6TI2-I.30 9
6PI3.32 14
6PI3-I.30 II
6Т82Г-1.70 32
6TI2-I.30 3
6TI2-I.30 6
6TI2-I.30 5,12
6TI2-I.30 8
6PI2.32 14
6TI2-I.30 II
6TI2-I.30 4
6Т82Г-1.60 Ь5
6Т82Г-1.70 28
6PI2.32 20
6Т82Г-1.60 55
6PI2.32 ТЛ 19
6Т82Г-1.70 25
I
3
2
6
I
3
3
6
I
I
I
I I I 2
I I
I I
I I I 2 2 I
I I 2 I
I
2
2
2 I
I I
2
2
2 I
I
I
6Т12Ф20-1.00.000РЭ
chipmaker.ru
6Т82Г-1.64
6PI2.32
6
59
6Т82Г-1.6С
О
ч«ти<-ь.
ц!:г,п«;г»
ичули;»',»7?
:11ПЛ»1
11И»'Л»1
iiirin:rty
in гл»1;гл
idiimn ;i
♦шин
щчлцггл
Il’KIfli
По;
По-
0
0
0
6Т82Г-1.6С
6TI2-I.30
6P12.32-
10
13
6T12-I.30
6T8ZT-1.6U
6Т82Г-1.6С
52
17
16
17
16
I 43,60 44
По;
700CI09
49
40,47,58
Подлинники ГОСТ 8338-75
Ito, данники
ГОСТ 7242-70
’I. t 'Лг.*1 Ki докуй
.То данники
ГОСТ 7242-70
Подшипник 60212
Подшипник 80208
Подшипник 8С209
к
По,
I1OJ
По;
По;
•IHI'III
пвг.ш гатк
Jlf.ru» НТК
11НГ.1П ЛмК
• 2 : 3 : 4
8105 0 6PI2K.93 15
6Т82М.64 53
8I07K '0 6Т82Г-1.6С 39
8110 0 6Т^Г-1.70 за
6Т82Г-Т.60 48
виз 0 6Т82Г-1.6С 63
6Т82Г-1.70 23
8X20 0 6Т82Г-1.60 64
8209 0 6Т82Г-1.70 21,27
и
Подшипник 4610912 О
Подшипник Л6Т ДО 5
Подшипник 46120Л 5
Подшипник 46120 5
46I24JE 6
Подшипник 46204К О
Подшипник 46212
П11Г11
по; По; По; По; По; По; НИ1 с 60106 0 6Т82Г-1.60 с 60202 0 6Т82Г- Л60
11МГЛ11 кгл; : 6 к )4 0 6Тс2Г-Т_60
itlllMII игл Г»1 IZUbK. U h i — J _/U
дал 6Т82Г-1.60 ник 60208 0 6Т82Г-1.60 ник €0209 0 6Т82Г-1.60
imnyH:
Продолжение табл. fO
5
2
2 2
I I
2
2
2
I
2
2
2 2
I
2
2 I
I
2
I
6
6
2 I
2 2
I
2
2
2
2
I
2
2
2 2
I
2
2
I
6
Ли-т
6$
6Т12Ф20-1.00.000РЭ
chipmaker.ru
О о I
кГ*> • • W/WJj
ГОСТ 7634-75
Подшипник
3I82II8
Подшипник
- 3T82I20
Подшипники
ГОСТ 4960-78
943,25
4 GPI2.32
' 4 6PI3.32
О 6Т82Г-1.ТО
Продолжение табл.Ю
4 ~ : 5 '
18 I
18
25 I
СТ12Ф20-1.00.00СРЭ
Лист
ТО
chipmaker.ru
•sears’
chipmaker.ru
12 »3. Перечень чертежей бнстроизнашиааемнх деталей
£
a
Наименование : Обозначение :6Т12-Й^/6Т13Ф2М : 1*омер рисунка
Кольио (жг.з.ззд х Коробка скоростей I
Кольцо 6^83.3.91 А х Коробка скоростей /
Кольцо Колесо 6т82Г-1.64.911 х х Вал моторный 2
зуочатое 6Р82.3.46 х X Коробка скоростей 3 • !
Винт ходовой ыйфгм. eo.oo^t 1 Консоль
цгдт ходовой еизФЯЧбо.от/м х Консоль у.
Гайка ©Т82Г-1.66.0(Л/2< X х Колонка
Гайка биме- ВТ82Г-/ 66.00^/24 X II — ♦* — 5
талическая 6Т82Г-1.^0.12еСЬ х X Консоль £
Винт ходовой 6T12<t>2l)-l.70J00/3t х Стол и салазки 7
Винт, ходовой ! Гайка биме- 6Т13Ф20-{.70./00/31 X Стол и салазки g А
тсллнческая Ш82.7.1С1 х х Стол и салазки
1айда биметал
лическая / Макета 6782.7.102 х 1-55x80-2 ГОСТ 6752-79 X X Сюл и салазки Кснсахъ
пака ЗТИ2Г-!Л02О1 * X Стол и салазки 11
1 1
1 •
Ли.т
! И зм
Mo
6Т12Ф2(>л.00.С0СРЭ
chipmaker.ru
форма 5а ГОСТ 2.106-68
E22Z21
- 8ошЕо_[6
ФЩ25|Д
т
• О(ТЬзи(Х^ен^е tern.
Разг'ч 6^823.9^ &W339IA
& 25 30
в 4>5О $38
Рис У Кольцо
’ И
PlGfnepuUJH Резина 7- р-б~/4гр.„з" ту?е-о05-ео4~7/
W3<A
CZZSZZ
ZZZZZ
<1 -.‘V
К Рос :2- Ко'л^цо.. Деталь у;^дс/де^арркезондКая;смесь^
ГУ38доя-#6$-73
И»м.
М докуй.
Подпись
Дата
Лист
6Т12Ф20-1.00.000РЭ
chipmaker.ru
qj -
y?6T/
О
/>/Х^
съ о
N
Ч)
<0
о ч и Z!
u £
QJ
U гх К
о(Ъ
V» § 1 'О) "0,080 Ч> О' от О> О' 1 О, 074 8 ГО 'О О, 028 $ о> ох — Je ЧЭ ой ?' oj «г фев г 14. «0 s.> f*5 4 <c
4 л UJ ц ц\ * ч5 5;
> S3 «V и V ° ъ <и J <§ 5/ 9 * Is О V S 5 *) 1 <18 ?* ъ < й ЬУ I 0 ъ SJ 0 *й е> * 4 1 1 ^af < ъ? У й
*6 тоун< СТ /мз <h S| ?о I? ||? о $ •V *4 £ * to Ot Ci п • •*> о It i **5 S й о 0 * ? о 1 р £ $ V <» (° £ и * ? 0/ 1 > V
§5 Q) Qi * Б к <ь £2 8§ v« х Q <3 ь м $>- $ь $ й) Ik 0, V 3) •S s tffl 5S3. сЛ ь 4) oo Ou k
В о и * boo 6 £ с» 5 $ Я. ш ° V Г^?1
R О) х
5
""* F.P0
i yJA) jiucj ^докч/у $<j7uct Дат
6Т12Ф20 -I.OO.CtX) Pu
1 chipmaker.ru
г >
5
3
3 •
u
Форма!")» ГОСТ .120G—68
Влах. инв. Л» Him. .V» х
Подпись и ига
Вив. Л подл.
s'
20
(О
I! цп. ч ------Г
50 •*---------ь
ЗС.йи /
я
50
Рис.7 Винт ходобои
и а 3.
’ < “ JV
4 *.
N> О ГО
6РД(:Ш
=1
дз И5
/ а/5
...
М.цент^КЗтУ/оЯ-!^
50
chipmaker.ru
&2QK6
Деталь 6Т/2Ф20-1 70J&o/if Допуск обальнос/пи и конусооброзности
поверхностей:-АиБ 0,007пт .-л;
Иоте риал - Сталь У/ОА ГОСТ
- г г- •-.т^^тт— ------ - - ~ . -- -j J-——’ '
?
r.ru
Мод^Л 6 MO#МСМ 6 НбН "Р7п у
Уисло з</(5бе£ 2 3/
Угол макрона зудр Р о
Устрс/длемие зуба /7/хадае
Ус ходя6/и нон/пур с& /vcr&x5S- 8!
Коэффициент смеще-ния исходного контура г У
С/пеле/Уб /пошос/пь по Гост /643- 81 о-в
Диамеупр d&ivrn otyMXf. ! ^6^78
Длина общейнормам
Махе, oppyj/cp скорее* и ручная
О^ознн^ение vep^exxz сопряженного ролеса. 67820-/. 70.253^
PucJI faucet. Де/палб £7'62ГУ.70.2О/ Мсмперисул Др.ббL/SC5 6Oc7/S/3~72
Поппи- । Д лТа
6Т12Т2СН .ОО.ОООрЭ
Лист
80
chipmaker.ru
13. ГАРАНТИИ
Завод-изготовитель гаронтирует соответствие станков фрезерных 'консольных вертикально с W моделей 6Т12Ф20-1 и 6Т13Ф20-1 установленным требованиях и’обязуетсп безвозмездно заменять или ромонтиро- * вать вышедаиИ мз строя станок дри соблюдении потребителем условий оксплуатащ! станка, транспортирование! и упаковки.
Срок гарантии 18 месяцев. Начало гарантийного срока исчисляется со дня пуска станка в эксплуатацию, но не позднее 6 месяцев для действующие п 9 месяцев для вновь строящихса предприятий с момента прибытия пданка на станцию назначения или о момента получения его на складе завода-изготовителя.
"Руководство по эксплуатации к изделию не отражает нозначитс л*-ных конструктивных изменений в изделии, внесенных изготовителем [после подписания к выпуску в свет данного руководства, а также изменений по комплектующим изделиям и документации, поступающей с ними1".
6TI2520-1.00.ОООРЭ
Л е""
й\
chipmaker.ru
форм&5& ГОСТ .1206 —68
ИНФОРМАЦИОННЫЙ диет
В соответствии с техническими условиями и особыми условиями договора на поставку данного станка с ЧПУ для проведения работ по наладке, пуску и вводу его в эксплуатацию с сохранением гарантийных обязательств Вам необходимо обратиться в одну из следующих пуско-наладочных организаций :
" : НАИМЕНОВАНИЕ, АДРЕС пп .
: Ведомство, зона
: обслуживания
I. Горьковский наладочный участок Краснодарского СМНУ СПУ "СЕРВИС** "Минприбор".
Почтовый адрес : 603109,г.Горький, ул.Гоголя,45-А.
Телеграфный : Горький Адаптер Телефон : 33-74-07.
2. Завод "Тулремстанок"
Почтовый адрес : 300903,г.Тула п.Косая Гора,ул.Шмидта, 16.
Телетайп : 253408 "Станок" Телеграф: Косая Гора,Тульской,Станок, Телефон : 22-34-06. t
3. Завод "Орелремстанок" Почтовый адрес: ЗС20П,г.0рел Новоеильское шоссе,18.
Телеграф : Орел II, Станок Телефон : 5-38-51.
4. Завод "Латвремстанок" Почтовый адрес : 228400, г. Даугавпилс, Латв.ССР, ул.Спалю,3.
Телетайп : Даугавпилс ,131,Молот
- Телефон : 21-828, 44-148.
Минприбор.
Европейская часть СССР.
Минстанкопром Ту л ьс кая, Калуне кая, Брянская и Рязанска обл.
Минстанкопром
Орловская,Белгородская , Курская .Липецкая и Воронежская о
Минстанкопром
ЭстонскаяЛитовская
Латвийская ССР и Калининградская обл,
6Т12Ф20-1 .ОО-ОООРЭ
| chipmaker.ru
ФоруГОСТ .12С6—6S
2
Завод " Сумре»лстанок" Почтовый адрес : 244003,г.Сумы ул.Воровского,4.
Телеграф : Сумы Сумремстанож
Телетайп : Станок 149 Телефон : 5-00-53 , 5-05-87, 5
Минстанкопром Сумская,Запорожская, Днепропетровская, Харьковская,Полтавская и Черниговская
Завод "Ленремточстанок*
Почтовый адрес : I96C06, г. Ленинград, ул.Ломаная,10.
Телеграф : Ленинград Модель
Телетайп : Ленинград I224I0 Телефон : 298-10-95.
Минстанкопром Ленинградская, Мурманская,Архангельская , Вологодская Новгородская, Псковская обл. и Карельская АССР.
Завод "Мосремточстанок"
Почтовый адрес: 109202,г.Москва, . шоссе Фрезер,I7-A.
Телетайп : I13293 т/а Москва,Мосремточстанок.
Телефон : 171-38-25, 171-02-42.
Завод "Сибремточстанок"
Почтовый адрес :630039,г.Новосибирск, ул. Воинская 63.
Телетайп : 1746 Сибремточстанок Телеграф : Новосибирск Сибремточстанок Телефон : 66-04-4S9.
Минстанкопром г-' Московская,Калининская ,Смоленс кая, •Владимире кая, Яросл аг ская,Ивановская обл.
Минстанкопром
Азиатская и Среднеазиатская СССР.
часть
Челябинский центр технического ^обслуживания (ЧГ^ГО)
Почтовый адрес: 454005 ,г.Челябинск
ул.Комсомольская,22.
Телефон : 33-I0-&9.
Минстанкопром Челябинс кая,Свердловская ,Пермская, Курганекая,Тименская Оренбургская,обл. Башкирская и Удмуртская АССР.л
1 1 —I — ।
1
Нам Лист ‘ дскум. Подпись. 1 Длт»
6Т/2Ф20-1. ОО ОООРЭ
Лист
10. Харьковский центр технического обслуживания ( ХЩО )
Почтовый адрес : 310058 ,г.Харьков ул. Дан; ле вс ко го, 8.
Телефон : 43-31-91.
II. Одесский центр технического обслуживание ( ОЦГО ) Почтовый адрес : 27001I,г.Одесса пер.Ониловой,16.
’ Телефон : 22-86-74, 25-5£-9о.
12. Куйбыпйский центр технического обслуживания ( КЩ*0 )
- Почтовый а, трее :443015,г.Куйбыиев-15 ул.Мельничная,I.
Телетайп : 214326 Дуск
- Телефон : 33-49-32. * . ' - л
13. ...Обское специализированное управление
" по монтаду и наладке СПУ треста "СП/ Сервис".
Почтовый адрес: 630088,г.Новосибирск, •ул. Петухова, 51-A.
Телеграфный : Новосибирск Фортран Телефон : 49-95-81 доп. 4-04.
4
• •» / V" * ' • и» -•* ч
14. Проиэводстьнчно-техническое
* предприятие по ремонту и наладке энергетического оборудования ПТП
•’ ’ "ЭнергомафШадк^".
Почтовый адрес : Т25047, г. Москва, ул.Готвальда,24.
Телетайп : 02114481 Хитон
Телефон : 258-28-66.
Минстанхопром
Украинская ССР.
Минстанкопром Одесская,Кировоград- • с кая,Крымская,Николаеве кая, Херсоне кдя£ Хмельницкая, Ьчнниц- -кая обл. и Молдавская ССР.
Минстанкепрок
Куйбышевская и
Ульяновская обл
Ыг.чпргбер
Азиатская часть
СССР. '
Предприятия
"Минэнергоь ад"
I ДОХум
Цодвись I Л*т*
l\ucr
fiTf2<t>2O-f ОООООР9 &
К niiHnnaj .
Фоочвт II
I chipmaker.ru
Формл5^ТОСТТ1206—63
15. Научно-производственное объединение "РИТМ"
Почтовый адрес : 220116,г.Минск»
Михалово,20*
Телефон : 98-51-32, 25-51-03.
16. Горьковское специализированное управление "Промсвязьзнергона-ладка"
Почтовый адрес : 603600,г.Горький, почтамт ГСП-1508.
Телетайп : 2242 ’’ВИНТ"
Телефон : 33-79-44, 35-12-07, 33-16-06.
Предприятия Министерства тракторного и сельскохозяйственного машинострз роения.
Предприятия Министерства средств связи.
17. Московское управление пуско— Предприятия Министерства наладочных работ С.Т."Центре— автомобильной примышлен->
авторемстроймонтаж" ности.
Почтовый адрес :109088,г.Москва, 1-я ул.Машиностроения,12.
Телефон : 279-05-60,275-50-20.
Адреса наладочных участков: *
109С88,г.Москва,Шарикоподшипниковая, 12. тел. 276-32-76.
603068,г.Горький,ул.Ясная.д.13 кв.146. Тел.53-58-80, 65-96-29.
18. Мичуринский станкоремонтный завод Минстанкопром "Мичуринскремстаяок" Тамбовская,Пензенская.
Почтовый адрес: 39374Q,г.Мичуринск, Тамбовской обл.,Турмасово.
Телефон : 9-99-56.
Указанные организации работы выполняют по прямым ^.or-o^c.jai договорам.
До прибытия наладчиков необходимо установить станок на штатное место в соответствии с условиями настоящего рмкрводства и подвести электропитание,сообщить почтовый адрес посдг:риятия,номер телефона для связи, и требуемую $юрму допуска.
При выполнении пусконаладочных. работ силами Вашего предприятия или сторонней организацией, завод снимает с себя гарантийные обязательства.
Для разработки и внедрения управляющих программ конкретных деталей Вы можете обратиться за помощью в Шустовой центр по подготовке программ при ГСПО (адрес : 603600,г.Горький,ГСП-I109 КЦПП).
И»м
,Лист
М: лск.м
________I________
Т I____________
Цодояс»». I г Кппмппг.ал
6Т/2Ф20^,ОО.ОООР^
Флпмат 1 1
|лиег .8? ।
chipmaker.ru
-cm-7. тпп г tc 8Hc]o<f>
ОТРЫВНОЙ ИНФОРМАЦИОННЫЙ ТАЛОН НА СТАНОК МОДЕЛИ.............
I. Заводской .‘I станка . --
2. Год выпуска
3. Наименование и рдрес предприятия » ' I
Замечания и предложения, выявленные при сдаче станка в эксплуатацию:
4.1. Состояние и работоспособность устройства, ЧПУ (поведение в работе фотосчитываютего устройства, элементов электро схемы и т.д.> и электрооборудования
4.2. Состояние и работоспособность механических узлов, приводов и систем станка
л
1
сч
дата I
Ж
ж
*5
г?
<
«У
□а
з:
1
иин
| Взаы.
fr* М <ч
* л *
зс
4
| пои
2
ж
и
I
4.3. Состояние упаковки и комплектности,(механические повреждения, проникновение влаги и др./
Ц,Ц. Прочие замечания и предложения
Примечания: I. Данный талон заполняется наладчиком после сдачи станка в эксплуатацию и в месячный срок высылается по адресу: 603600, г.Горький, ГСП-1109 Начальнику
2, При удовлетворительном состоянии зтан-’ ка и его узлов в п.п. 4.1 : 4.4. делается прочерк.
Подпись наладчика, сдавшего станок в эксплуатацию:
Дата сдачи станка в эксплуатацию " • 19
л«ст
6Т12Ф20-1.00.000РЭ
С’О I
Кппмпопя I
<bODU.1T 1 1
.1 li .Cfr’ I 'I омц;|>
г -Ph ftp; <: к of стлн::сс tpop гр гы <;? ЬрДе:Щ-ННОЕ . РЪЕ’^ЕН g
j" . <rC;4q cFB₽ Д M (4H;< зд8дд ф»ьЗРРЧЫХ cwr
J. -О 'CDf d Г
SAibffi JX_ lL-L<ir!21JCjl_-C.CJ_dCu
jjorr ь ьигч>го-1., 67V3^2^M
J*-T
Chia;vaker.ru
КО ЮДСТВС ПО ГКСПЛУЛТ UV
ЭЛЕКТР БОРУдавГЮ4Е
6П Z<p20-1.00- 00СРЭ1
СОЮТАНИЕ
Обозначение
6Т12Ф20-1.00.иСЮРЭ1
Наименожние
1. Обтзэ сведения
Chipmaker.ru
t JiiiC Ta
2. Первоначальный пуск
3. Описание чдектросхеш
3.1. Электропривод шпинделей
3.2. Электропривод зажима инструмента
3.3. Электропривод вспомогательные механизмов
3.4. Электропривод перемещения стола, консоли и cuiasoR
3.5. Работа злектросхемя в реки^е ручного управления
3.S. Работа элехтроехем! в режиме "Покадровая отработка”
3.7. Работа электросхемн в автоматическом режиме
4. Электрически*’ блокировки и сиг-
нал из алия
7 7
3
I
8
Я
9
1О
<2
12
5. Указание по монтажу и обслужяьа-пии гтектрооборудсвача
f3
6. Порядок де^онтаха и мсьтажа электрооборудования ®
7. Еоэмозшые кеисправныоти электрооборудования стайка и методы их устранен» я
8. Сведения о ремонте
9. Сведеняя об изменениях в отапхе
-------.— -----
бж^сьх.т.соорэ!
ФРЕЗЕРНЫЙ КОНСОЛЬ-
Диете"
>6
5 РУКОВОДСТВО
по эксплуатации
chipmaker.ru
ПЕРЕЧЕНЬ ПРИЛОЖЕНИИ
5 л Г')С1
Обозначена?
Наименование
: Листы
GA mt
6Т12Ф2С-7 .00.0U033
иеи ляени,-
Схеиа электрическая принци-
6Т12Ф20-1 6Т12Ф2С-1 6Т12Ф20-] 6Т12Ф20-1 6Т12Ф20-]
6Т12Ф20-1 6Т12Ф20-1
.ОО.СОСПЭЗ .80.G0034 .80.001,04 .41.000.34 .83.000.34 /Я .000.34 .00.СС0Э7
пиальная
Перечень элементов
Схема электрическая соединений
Схема электрическая соединений Схема электрическая соединений Схема электрическая соединений Схема элэкгрическая соединений
Cxef^a per спал едения
Эл efrmpooSopy&o 6 crf^c/p
-Ь
А
7
I I
I
I I
I
Питание силового электрооборудования станка выполнено от сети 380 или 220, 400, 415, 440В согласно заказ-наряду, и или 60 Гц согласно заказ-наряду.
Электросхемои станка предусмотрено преобразование и использование следующих напряжений переменного и постоянного тока:
а) силовая цепь электродвигателей переменного тока - 380 или 220, 400, 415, 440В, 50 или 60 Гц;
•б) силовая цепь электродвигателей постоянного тока - 50 или 708;
в) цепи управления -г^ИОВ, - НОВ, - 24В;
г) цепи питания электро.магнитных муфт -3$В;
д) цепи освещения и сигнализации - 24В, 50 или 60 Гц.
Электропривод стола, салазок и консоли выполнен от одного элект-родвигателя пос гоянного тока с раздачей по координатам э>гектромапшт-ными муфтами.
Все остальные электроприводы выполнены от асинхронных электродвигателей с короткозамкнутым ротором.
Электроаппаратура управления расположена в отдельно стояще: стан-ч ции управления.
Ввод питания Может осуществляться через отверстие в криле или днище станции управления. Ввод должен быть осуществлен проводом типа ПВЗ.6.660 при U сети - 380, 400, 415, 440В И ПВЗ. 10.380 при U сети - 220В. Черного цвета для линейных и зелено-желтого цвета для заземления. '
С лицевой стороны шкафа управления расположен привод управления вводным автоматическим выключателем и сигнальная лампа с линзой белого цвета, юиазыз гдяя включенное ^есто^ч1 г вводного выклтптп . .<2. ГахэКе 'nety-лЯгоры скорости подачи в абгоп^Тическом pe&curfe.
Электросхема имеет блокировку, осуществляющую немедленное отключение вводного выключателя QF1 при открывании дверок электрошкафа (блок-контакт j SQI, SQ21.
Для осмотра ц наладки электроаппаратуры под напряжением, в схеме предусмотрен деблокирутий переключатель SAI, которым пользуются только лица, допущенные к производству таких работ. При этпгб переключатель устанавливается в положение "Станция управления otprra", после чего можно включить вводной автомат QFI и приступить к наладочным работам.
По окончании пуско-наладочных или ремонтных работ переключатель SAI должен быть поотак -г в положение "станция управления закрыта", иначе вводной автомат при закрытых дверях включить будет невозможно.
-4-
I
6Т12Ф2С-1.00.00СРЭ1
chipmaker.ru
Пр и За Гос Г 2IC’
При эксплуатации электрооборудования необходимо 14!]жодичглки проверять состояние пусковой • рел’еч/ной «иаратуш.
Во время эксплуатации электродвигателе' систематпчес производить их технические осмотри и niAJiicjcTiecuce ремонта. Петлюжчнэсть техосмотров устанавливается в залиопмостп от irpoдвойственных условии ио не реже одного раза в .два месят? •
При профилактических ремонтах долина производиться разборка электродвигателя, внутренняя ы наружная чистка» явлена смазки подтип-анкет* Омелу смазки подшгъукоь при нормальных условиях работы следует производить через 4000 часов работы, но при работе электродвигателей в пыльнол к игагмс: среда ее следует производить чаще, по мере необходимости.
Перед набивкой свежей смазки подлинники должны быть гцательно промыты бензином. Камеру заполнять с&азкой на 2/3 ее объема.
Рекомендуемые смазочные материалы приведены в таблице I.
TU- ’’2ЦЦ I
Рекомендуемые смазочные материалы
Связка 1-13 .гировад
0CT38.0I145-v0
• и ^ПЯЮ : ‘«яиечанпь
СССР
Shett Retina* R&,-A,-Ct-H [ Англйл •
"GtecTse ' мх^зо, L-36? " УоЬс shotri
-№-135i5. -M3-I33C, -?.iB-iiO27, > IM'.,
M25. М-Зб). i Япония 1
f -15t -fI9, -^29, -3-100» । «
-3-2019, -b-^025, -B-I63I l
Для электродвигателей с температурой натрева ПОД-ПП''ШИКОЬ от О до 80°0
।Second I Vacwr । Со.„СЩА
Смазка ЦИАТ*ЭД-203 ,
ЮТ 8773-73
бъеа^е ;
63-7, -8, ЭГ^-783, -844, -666 I
AezosheZt Gzea&e ~SA, "fl* Sheet \
ftetenax А.-с.-м,--ACudnia грУ,-2у ~-Rhodi^ M
'rex^e\ i co,,cm , VTcho ShoKctti 4jd, Япония I I _ _______I
СССР , ~&Ъё€Ъ । «глия
Для электро*
те касс
розOCTU fax и работаг их в условиях тропического томата с темпера-» ту рол нагрева П1ДЛ’ПН1П?П от -56 до Д2С°С
Li. max {,-2,-3
Г-j tn । “i
.re
JF
т
$
6ТРЛЙ0-1.00.0ХРЭ1
chipmaker.ru
Трассы, соединяющие станок со отанх«ей управления улссены в свешальный короб, расположенной над станицей управления.
Вводной автомат установлен в станции .'правления.
внийани*;!
EPSL/E ЧЖ ПОДКЛКЯИГЬ СТАНСК К ЭЛЕКТРОСЕТИ, НЕОВХОДЖ) ПРОВЕРИТЬ ЗАЗШ)(ЕНИЕ ВСЕХ УЗЛОВ СТАНКА:
СТАНИКУ, СТАНЕМ УПРАВЛЕНИЯ
Перед подачей напряжения на стенок необходимо внимательно изучить настоящее руководство, а также порядок полготовки к пуску тиристорного преобразователя и оперативной система программ наго управления (ОСУ) ЛКМО-61 по технической до^менгаини, пршатаемой к этим устройствам.
внимательно осмотреть электрооборудование станка, уладить смазку с реле, контактов и электроммгхитои, проверить по монтажным электроохемаг правильность всех электрических соединений, проверить плотность затядки контактов на клеммньс рейках и аппаратах, проверить плотность соединения ь »птепсельчых разъсиах (соединительная гайка ьстдвки с колодкой должна быть завернута до упора).
Пропереть вручную (где возможно) легкость перемещения электромагнитов, гадрозоло’П'ихог, механизмы поторые приводятся злектродвигг/-телями, они должны удаться или перемечаться плавно, без заеданий и ударов.
После осмотра электрооборудование на пшшных наборах в станции управления отклячить провода пи’далия всех электро двигателей/
При помоги вводного автомат я стенок подключить к цеховой сети.
Проверить действие блокирующих и сип^ализирукщил устройств в станции управления по разделу 4. При помощи кнопок л переключателей: проверить четкость срабатывания магнитных пускателей и реле, а такие полярность-постоянного тока на соответствие элептросхеме.
После проверки и настройки всех механпзмоь, тиристорного преобразователя, ОСУ ЛКМО-61, электроаппаратуры о танка, подключить электродвигатели и произвести проверку работы электросхемы станка во всех режимах, а такие по всем пунктам раздела 4.
6Т1^20-1.00.00СШ
п,
6
chipmaker.ru
з. епжлт элжтрссж; .
Электросхемой стайка предусмотри .,3 режиме работы а) разя!/ ручного управления б) покадровая отработка в) автоматический рехи^
Режим работы станка be ы *
нем на пульте управления станка
bl.
червклтп лес SA3, раополог
3.1. Электропривод шпинделя
Электропривод шпинделя выполнен от асинхронного коротт. .замкнутого электродвигателя (обозначение по принципиальной электросхеме Ш).
Защита от токов короткого з * якания выполнена автоматом Qf I. При эксплуатационных перегрузках действует тепловая заэгта - реле FR Г.
Направление водщения шпинделя выбирается перектателзм QSI.
Перед пуском шпинделя необходд<мо произвести загжм инсгрум^ит в ^тннделе (если инструмент отсутствует, производят холостой залил), т.к. в противном случае не вклкнится реле К5, а, следовательно, реле КТ1 и Ml.
Пуск шпинделя осуществляется двухцепной контактной кнопкой 5ВЬ или SE6. При этом включается реле Кб и (при условии зажима инструмента - чклжено реле Кб) контактор КШ.
Для обеспечения переключения шестерен при изменении числа оборотов шладеля предусмотрев возможность импульсного включении злектпо-'десгателя привода шпинделя специальной толчковой кнопкой S3?, расположение i на боковом пульте.
От кнопки SB7 получает питание магнитный пускатель К\£, контакт которого включает реле времени КТ2, а последний размыкает tty скат ель KfiU ж становится на самопитзние. Происходит импульсный пуск электродвигателя на время, устанавливаемое выдержкой реле времени Ж. Для уменьшения тока и пускового момента уок шпинделя в толчковом ре-киме осуществляется через резисторы R5C.
Торможеий электродвигателя шпинделя производится э «ектромагякт-YC7, которая при торможении вклшается за счет энергий, саюш электродвигателем при снятии напряжения, т.е. пря и Кб.
i
I
*
и.
•3TI2«eo-I.0Q.00l)P3l
chipmaker.ru
3.2. Электропривод закима инструмента
Зажим инструмента выполнен от асих^онного короткозамкнутого електродвпгателя (обозначение по схеме Ю). Зпхж производится переключателем QS3 с оамовозвратом в исходное состояние. При этом электрод двигатель зажима инструмента КВ вкдкяается непосредственно этим переключателем и происходит зглжм инструмента.
По окончании зажима срабатывает механическая ы^фта и кулачком нажимает микровыключатель SQI5, вклгаается реле К5 и становится на само питание, а своими контактами подготавливает цепь для включения шпинделя.
Во время работы шпинделя отжать инструмент невозможно, т.к. нормально-©скрытый контакт пускателя КШ щунтирует переключатель QS3, а нормально закрытые контакты рело К5 размыкают силовую цепь электродвигателя.
Для ликвидации проворота шпинделя от электродвигателя М3 при зажиме инструмента, электродвигатель шпинделя MI тормозится электромагнитной муфтой у 07, питание на которую подается на врема переключения от трансформатора ТС2 и двух^полупериодного выпрямления.
3.3. Электропривод вспомогательных механизмов
’ .шит nt 1 i/ii-i sv‘ 'и 4il -•1 i;;in n
3.3.1. Электропривод насоса смазки выполнен от асинхронного короткозамкнутого электродвигателя (обозначение по электросхеме М4).
Включение насоса смазки происходит одновременно с реле включения перемещения по всем трем координатам.
Защита от длительных перегрузок осуществляется тепловым реле FR3
3.3.2. Электронасос охлаждения (обозначение по схеме М2) пода<.»т охлаждающую жидкость в зону резания. Электрическая защит; от токов короткого замыкания выполняется автоматическим выключателе QPI.ot перегрузок тепловым реле FR2.’
Включение насоса охлаждения производится переключателем QS2 при включенном шпинделе.
I включение насоса охлаждения производится или переключателем QS2
отключением шпинделей
6Т12 §20-1.00. ОО0РЭ1
chipmaker.ru
3.4. Электропривод перемещнния стола, консоли и салазок
Электропривод перемещения столд, консоли и салазок выполнен от одного электродвигателя постоянного тока М5 с тахогенератором BRI и тиристорного преобразователя UI.
Перемещение каждого узла (координата) в ручном режиме осуществляется от соответствующих кнопок SB8.. .SBI3.
Подключение узлов происходит при помощи быстродействующих электромагнитных муфт YCI... Y СЗ.
Для поддержания заданной скорости подачи при изменении нагрузки служит система автоматического регулирования, включающая в себя задающий потенциометр KPI, электродвигатель КБ, тахогенератор BRI и тиристорный преобразователь UI.
Для включения рабочей подачи и ускоренного перемещения в ручном режиме имеются соответствующие кнопки, обеспечивающие прреключение контактных аппаратов в станции управления.
3.5. Работа элежтросхемы в режиме ручного управления
Переключатель SA3 установить в положение
Работа в этом режиме ведется от кнопок и переключателей на пуль те управления. При пуске рабочей подачи, например, стол и"влево" нажимается кнопка SB8, получает питание реле KI7, которое при условии включения шпинделя становится на самопитание, и своими контактам включает пускатель КМЗ - включение насоса смазки, электромагнитную муфту YCI, а также герконовне реле KRIC. Реле KRIO подключает регулятор скорости EPI, снимает блокировку выхода тиристорного преобразователя. Создается замкнутый контур: регулятор скорости RPI, тахогенератор ГШ, электродвигатель М5 и тиристорный преобразователь.
Задающее напряжение, снимаемое с регулятора скорости RP.I, подается на вход тиристорного преобразователя. На выходе преобразователя появляется соответствующее напряжение.
Электродвигатель привода подачи разгоняется до заданной скорости.
Ограничение движения стола влево осуществляется конечным выключателем Sij3 в цепи реле KI7.
6Т12Ф20-1.00.000РЭ1
chipmaker.ru
Г
Герконовые реле KR5, KRTH, ККЕТ' контакты которых находятся в задающих целях тиристорного преобразователя, необходимы для того, чтобы гсомутирозать малые сигнал задающего г^пряженяя, т.к. ноьж-нальное задающее напрялэние преобразователя 10 В и на меыых скоростях коммутируются сигналы порядка 0/05 В.
Дуск"вправо" происходит от кнопки SB9. Получает нитанле реле KI8 и герконовые релеККП, контакты которого подключают регулятор скорости с обратной полярностью задающего напряжения.
Далее работа схемы происходит аналогично работе стола "влево”.
Ускоренное перемещение включается кнопкой SBI5, причем только на время начатия этой кнопки и при условии, что узлы ужи перемещав-г-ся, т.е. дополнительно к подаче. При этом включается реле KR5. Контакты реле KR5 отключают регулятор скорости RPI, и подключают полное задающее напряжение, а также ъюггчают в цепь тахогенератора дополнительное сопротивление R39, чем ослабляется обратная связь и электродвигатель разгоняется до величины быстрого хода.
Стол останавливается от кнопки "стоп подачи стола" SBI7 дли от кнопки SB3 "стоп шпинделя".
Управление электроприводом консоли к салазок совершенно аналогично управлению приводом стола.
3.6. Работа электросх^мы в режиме "Покадровая отработка” t
Работа в этом режиме и в автоматическом режиме ведется с использованием системы оперативного- прогрей яиного управления (СПУ) -ДЮМО-61.
•Подробно изучить систему ОПУ ЛЮМО-61 необходимо по документации, при-1
3
%
to х
Переключатель режимов S-дЛ установить в положении покадровой отработки Щ .
На пульте системы в режиме "ввод-ьывод" набрать программу об-
;работки. Кадр программы включает в себя:
адрес кадре И и его двухзначный порядковые номер, требуел^ую гюор.цидату позлционирсыния Х,У илл Z , абсолютного хпи относительного Значения позиции, номера инструмента, коврекции инструмента и вспомгате иьчой гдункцы.
1 Назначение вспомогательных Пункты L (см, ехэцу Эдектргческуг принципиальную 6Т12Ф20-1.00.000ЭЗ лист I).
После набора программы на пульте системы уиркьлмпия нажигается а । г*1 "автоматическая работа".
гэ
S сс ж CQ
Аист
6Т12Ф20-1.00.000РЭ1
10
r.ru
Отработка кадра производится нажатием кнопки SBI4 "пуск программы" на пульте станка. При этом включается реле осей координат KI, К2 или КЗ я реле направления движения KI& причем если перемещение будет со занком "+"^и реле ICC остается включенным, если перемещение задано со знаком
От кнопки SBI4 также включается реле К23. В зависимости от
*
да х
Ж*
Л I СП хн
того какая из координат выбрана включается реле KI7, KI8 или KI9, К20 или K2I, К22, также включается пускатель насоса смазки КМЗ, электромагнитные муфты YCI или YC2 или YC3, а также реле KRIO или KRII. В резульаате этого узел (координата) со скоростью, установленной регулятором скорости RPI или если в кадре задана команда L04- на скорости быстрого хода переменяется в точки позиционирования. При подходе к точке позиционирования выдаются- 3 команды на замедление - поочередно выключаются реле KR4, KR3 и KR2.» Реле KR4, KR3 и KR2 выключаются последовательно на расстояниях от точки позиционирования, выбираемых переключателями, установленными на задней стенке системы ЛЮМО-61. Контакты реле KR4 и KR3 подключают к тиристорному преобразователю мостик Д37... Д40 на диодах, который сравнивает напряжение, снимаемое с регулятора скорости RPI и напряжение, установленное резисторами Н42 и K4I.
Если напряжение, снимаемое с регулятора скорости (соответствующее определенной скорости подач) больше, чем.напряжение, снимаемое с резистора 542 при включении КР4, тогда мостик сравнения открывается и напряжение задания становится меньше на величину, установленную резистором 542. и так постепенно по всем ступеням до замедленной подачи.
Если напряжение, снимаемое с регулятора скорости, меньше напряжения, снимаемого с резистора 541 при включении реле KR3, тогда напряжение, снимаемое с резистора R4I подпирает мост на диодах -он закрыт и координата продолжает движение с прежней скоростью до следующей ступени замедления, и т.д. до замедленной подачи.
Когда координата приходит в точку позиционирования отключается реле KI, К2, КЗ или К4 также реле KRIO или KRII и координата останав ливается.
ft'
ГС
с
о
С
Последующее перемещение осуществляется в той же последовательности и начинается с нажатия кнопки SBI4.
Е режиме покадровой и автоматической отработки позиционирование на рабочей подаче возможно только с включенным шпинделем, а позиционирование на быстром ходу возможно и без включения шпинделя.
Следует отметить также, что режим преднабора, т.е. когда на осуществляется в режиме покадровой
системе нажата кнопка отработке.
Ли. г
6Т12Ф20-1.00.000РЭ/
3.7. Работа электросхшы в автоматическое релгмо
Переключатель режимов установить в положение Программа обработка не более 100 кадров набирается на пульте
/правления системы JG2JD-6I. Затем на пульте управления системы на-жишотся кнопка автоматическая отработка. Вводится первый Г.ЗДР программы с номером N 00. Затем на пульте управления станком лажзлаотся кнопка SBI4 и отрабатывается I-ыи кадр как описано в режиме покадровой отработки. После отработки I-ого кадра автоматичеа ки без накатил кнопки SBI4 вводится 2-ой кадр и так далее до окончания програмгхп. По окончании программа возвращается в исходное состояние и происходит о становья. В автоматическом режиме при помощи вспомогательных команд LIO, LII, LI2 предусмотрена возможность задания скоростей подач от дополнительных регуляторов КР2, RP3, RP4.
4. сЛЫЛРКЧЕСКИЕ БЛОКИРОВКИ И ьШНШЗАДИЯ
Для обеспечения безопасной и последовательной работы механизмов элечтроехемой предусмотрены следующие блокировки:
а) отжил инструмента в шпиндэле можно производить только при отключенных шпинделях - контакт в цепи реле KI5 и контакты К1б в силовой цени электродвигателя отжима инструмента М3;
б) при отжатом инструменте шг вдаль включить пеьоз.южно - контроль контактами реле KI5 в ценя рале KTI и КМ2;
в) при срабатывании защиты или нажатии кнопки SB3 "стоп мпин-дель" во изоежаняе полог rai инетруиоита, подача отключается мнновенно, <£ шавдаль отключается с выдержкой времени, создаваемой контактом .реле времени KTI в цепк чу ската хя КШ;
г) перемещение всех узлов в крайних положениях ограничиваются конечными выключателями;
д) во избежание пораженья обслуживающего персонала электротоком .три открывании дверок станции управления блокировочные контакты SQI, . SQ2 включают катушку дистанционного расцепителя вводного автомата (СИ и напряжение со станка снимается, при это»7 включается освещений станции управления;
е) при перемещении салазок и консоли рручнул -маховичками автоматически отключается электродвигатель подачи; контроль конечными выключателями SQ9, SUIO в дели реле KI9 и К20, K2I е К22.
адектросхемой станка предусмотрена следующая сигиализацхя:
а) при включении вводного автомата загорается лампочка бэлого цвета HL4;
6Т12Ф20-1.00.000P3I
Chipmaker.ru
12
chipmaker.ru
•Ills ,1. 4>J WS
б) при замыкании цепей управления на землю - загорается лмпоч ка красного цвета;
в) при открытых дверях станции у пран енжя и щы включенное вводном автомате •игакт светосигнальные устройства HL2 ж HL3.
5. УКАЗАНИЯ ПО МОНТАЖУ И ОБСЛУЖИВАНИЮ :шктрооБО!Оэания
urn
ВНИМАНИЕ !
СТАЖЕ ДОШЛИ БЫТЬ НАДЕЖНО ЗАЗЕМЛЕН И ПСДКЛКЯЕН К СИСТЕМЕ ЗАЗЕМЛЕНИЯ
r
Винты заземления находятся на станине станка и на боковой стенке станции управления.
При подготовке электрооборудования станка к цуску и последующей работе необходимо строго выполнять все требования "Провил техническо эксплуатации электроустановок потребителей и правил технической безопасности при эксплуатации электроустановок потребителей" Министерства энергетики и электрификации СССР, утвержденных Государственной инспеи-, цией по техническому надзору.
Надежность и долговечность работы электрооборудования станка обеспечивается систематически»! техническими осмотрами.
Периодически необходимо производить наружный, осмотр, очистку электродвигателей и электроаппаратов от пыли и грязл, проверить надежность соединения электродвигателей с приводными механизмами, наг-дехность заземления станка, подтягивать ослабевшие контактные винты и штепсельные разъеия.
f
. 6. ПОРЯДОК ДЖОНГАЖА И МОНТАЖА ЭЛЖТРОСБ ОРУДОВАНИЯ
6.1. Отключить жгуты проводов, соедйнягсцие станцию управления со станком, систему ЛКМО-61 со станком и с датчиками.
6.2. Снять систему ЛЮЛО-61 и упаковать в отдельную тару согласно инструкции на упаковку» указанную в паспорте системы.
6.3. Монтан произвести в обрат чой последовательности.
———------——...-"I" Ji..-—
6Т12Ф20-1.00.000РЭ1
ГЗ
chipmaker.ru
<rлр ,1 51 ГОСТ 2106
Наименование
7. ВОЗМОГШИ НЖПВШОСТИ ЭЛЕКТРООВОИ'ДОВАНИй СТАНКА И ЖГОДЫ ИХ УСТВАНЕНЯЯ
Причина : Метод
неисправности : устранения
I. Вводной автомат не включается при закрытых дверках станции упран’юн:^
Деблокирующий переключатель 5AI находится в положении "дверки, открыты".
Не плотно закрыты дверки станции управления и не нажаты конеч-ники SQI, SQ 2
Поставить деблокирующий переключатель в положение "дверки закрыты".
Закрыть плотно дверки станции управления
2. Отключается тепловая защита электрод уигателя
Перегрузка электродвигателя. Вит ко вое замыкание обмоток электро- отремонтировать элект-даигдтеха
3. Не включаются электроаппараты
Отсутствует или снижено напряжение в соответствующей цепи
4. Привод подачи при цуоке не работает
Обрыв цепи катушки электроаппарата
Нет напряжения на регуляторе подач
6Т12Ф20-1.00.000РЭ1
Устранить причину перегрузки. Снять и
родвкгатель
Проверить положение рукояток автоматов, ВКЛЮЧИТЬ ОТКЛОНИВШЕЙСЯ.
Проверить исправность диодов выпрямительных мостов, заменить неисп-. равше.
Проверить исправность катушки, заменить не- , исправную
Проверить включение реле krI4 или KRI5
При неисправности сизтеш индикации тиристорных преобразователей (см.документацию к этим устройства .
ч
1
9. СВЕДЕНИЯ О РЕМОНТЕ
Дата
Ремонтный :
Наименование и обозначение составных час-’ тей станка
Основание __________.‘Категория
сдйж Виода «олоигосш
в ремонт SmSht : из ‘.ремонта
о .ремонта
•4 г I I 211И)-
Должность, фамилия и подпись ответственного
боты стан—: Вид : лиги
ка в часах:ремонта :п ~ “ П-------------------
Л .‘Производив- : Принявшего
.’ ;шего ремонт : ремонт
8
chipmaker.ru
.He - ' /' С-л
xj0Zj
Mint .V
II 1м - >° Л\ •
• '1 5.1 I Hl Z 14
chipmaker.ru
Ны*э«еновп± е а ! Основание (найма- . обозначение состав- ; пование дочу ей* : них частей ctrhi • тдции) •
: Хзрактерйстика i Дрлшося ь, _~i, I Дата производств, работы стшт пос-: лч? Л подась от-венных изменений. проведенных ис-: ветстввхиюго лиыг.
• нытакьй :
I
r.ru
chipmaker.ru
chipmaker.ru
211
212
GS3
СЗ>У
ас
A<2
K>4
Pcdn.
ддта
acm
уве «У/? np
Станок q сольные с опер ат <_
/7з(зо'н<?2 (/парику
2 к чтР
i .•:?•_
*Э«А»£
HL2 *
но e>
829 с29
PumOHUG л-омо
—
Ы2 С12
L.02- груЪое позициони^ l ОЪ - стоп ьипинделл
L06-цикл а повторение, Вместо с/строист£ 9 устиноЬко сигтальнь с^ет/осрильтром /<рс
c n
chipmaker.ru
А1
21J ______
^‘5 Л <5 Д^-4-----.
4 // \flucm
Подл
6 Т12Ф2О-1. О О. ОООЭЪ
Литера массе *Яас^.то\
' K vHrtP
I nw/np
Станок фрезерный консольный вертикальный сепаративной системой н упра&л.Схема Электри- _ нес кал принципиальная л
редек ум Л/узангтё Рпарим
HL2 *
L07~ про гром мир стог L 02' груЪое позици они решение L/0-регулятор 5..J00C [ОЪ- сто п сип и нде ля L М'ре гуля тор 8... -X? \
L Ой- быстрый х од 1Л2-регулятор 12$. .7 у
й06-цикл а повторением
Уг вместо устройств У/7С"8Л/Л-5) |
усгпаноЬ^о сс/гта^вньтср лотп лпс/по //Л7£ 321?? сс I
чеооо'оо ’ьогфгиэ
» I
r.ru
НО b ч ♦ В2У C2J? Питание
t
a FR3
г L
К/5
Питание JmfMO
НЬ2
a FR3
_ LOf- П&К шпинделя
Ь 02" грузов позиционирование
L06" Стоп шпинделя
/ L>C№" быстра и ход
, LOG" цикл с по^пюрением
Ш ЭокУн
^оЗпись
___Oja мок срр^ дс * HblU
Jl^L^ Т, ксИт^.
Y, Конт?
УгтЛ
WW paTUoHtK. сс С<^<х яле ?/(Ш пр Uf-. Ч
ТциЛКл. К^Ьд. ^чГРноь
HfL
ЬЖ
chipmaker.ru
. LOf-ПУСК шпинделя
r Li02~ Zpyfioe позиционирование . ЬОЪ - Смоп шпинделя
:L0^- быстрый ход
, L 06 - (Цикл с повторением
к - -* •
l i * *4
L07- программ up. стоп L10- регул я тор ^••./соо L Н •регулятор & • ♦ • /бос
6 TJQcfrZO-'f. 00. ООО Эд
ЛЭ^‘. .
J, RQMbf.
Р^К.
Ч. Конпф dl_
ШдокУМ Подпись
ПУзпн^е»
яЬ.иг
Станок ный 0^
*рцый Ко/Ка^г ^fpePQ MCKCp Macat^ шныи е one- Г |
тж ратиёнои еисТенла упрг&л. t' — ~
Схем# Электричке*2&Я III I
Лисп? 1 \Лислк>/2
ИёН2£>
шь
ГСПО
1 f U3H Jk’C/t fP’dow
Pc/^^ol
Про&ер
№№ ' u
/Z>^<7^
t/n»C4K^i
.гйагхрм
I
6Т12Ф20-7 £(7 00037
Jt'C/r
A7J^tX
T.tykmt
/ Рдокуь Пудрись S2^2ojj7^CbC^l-
. r / Лит^^сса V4CU/7V]
Ь^лЭле^/проодору^бта q -^ r ।
^/^Crg/Vty рослалаг/с&х#!^
- Э^^оо£^ёан^ -J-1^ Uc/e^
f'(0\
I
•Г
Qn opuM'
к/<« w
Y~fy-
ГСЛО
'
fie/oo '0% >-ог<ьгиъ
Сал аз tu
1783 2*1, 38$ красньм
p. ЛГ. Ф 42
J
$S3
1'»
f -
Л&3 <?)(/. 5ft
i.
_____Sg6
^ /L? 7S
Q
; t
<Z7//I
i.
E
f
i i
£
J <
* ;
SG5~
78 9 77
/7 АЗ 2xi.~3?0 синии
Ф fO
П83 ЗкАЗсЮ сини и
ПАЪ f к 1t 5, ^e/7e*tx?£fc# с/
П83 2.*43$О красный
№3
/763 ?Х <0.Ъ80(№№£)Г ' П83 З Ш.^О чсрныи(а
рвз f-5(0 синий
7763 45.5^6-1
Зелено-
. YC3
ЗЮ
Y23 ' —
3fO
J05"
♦
SG<0
Ф
ti
C LUOtQM № MP7 <30 fol/
2r Ос
mp ебоОамия . од '^fOSS.
t T y--
> -* * --•
chipmaker.ru
- SQ3
Салазки
< 2*1.3 tO xpcrwftri '
»
i
'i £
«
.1
I '.
t
i
r
t
*231 <
и
Z «
Труба Чр" i
— - 4 ,
+ ’. 1 •
; YC3 : зятТ-]^
»
Консоль
г • *
S(x<0 i
sag
♦ i
L ItO jeyteH&jfarfi t/
' ЗСЛ^НО-Ы<^ЛГГ> i/u
T-i-0/О
П63 1,5>Ъ20
I •!
Ю________
320 красный
12
<1- 3t0 с анис/
Ф 10_______
ito си ни и"
SG^ О^^г^О,
ЗЮ
Тд^
' f
4 -»
XZ
№3 3>
/763 Зх lO3gQ^,c«3^)GTf3^ХЧ • at>3 3 /1. 320 черный(7%№)
РВЗ 13 *1. НО синаи f?f (j
т> '
zJl^P^odct с t
г
КО^гп
63G
/763 3>A 320 красныи$(!№. — P. p (3 3ft$ ~ у ~
сииагом мм лг&ЖхРу c,ofou 2г таль нб/с т ёхнс/чее,ш/ е /пр ебоёомсму пр М"/QS9.
1
Лист
PiiyO.
Про «гряд
. ____ t
Swfitvfo 'ЯыйХг
Nff Жокум.
Пидзнсь
Т. коитр. Рук. i Н. Korrp.j
й
chipmaker.ru
Руж.
A
Ра граб.
Проаарм
Т. аоатр.
аист
gt/z^pzo-^ W.
ofopydobaHbei. ронсом а ссг^озо^. А
S^&T.y^. '-^1 'f_ СА7С7 Л7сху?7/х/ vec<v^
Nff Жоаум.
Падянгь
Дата
1
^С/z^^/VCZC/.
миг^1
гсъ/г\'
Диет « | Ластра /
ГС/JO.
1
ehipmaKer.ru ^£QQQ
ваз
Chinmaker.ru
ъдмаб ливеге/г>ся 6 Ста чции улра^ле ч <
прос jfecmu припоем
маета лаиНа no^pbtmt
OCT6-fO-39f-7^>
«\1
к
i ЛаАку сопротивление' в ГОСТ2i93f~ 76, после гего цапонлаком HU- 62 Кроснам
2 Замена номинальна,** значении вел<. нон Сопротивлений недопс/с т><имо
•< /Л< ' • -I
chipmaker.ru
и Злении
(e (/его
Й4Й
Hpv.1
-f ffi
^0
H- €o«
^Стдна^ли6cfe/ncfi в j Qn^uz-fi^uu ynfia$ле|
ероиз^ести припоем
^PC/r>a nauKu OKpi)!
2 ^pachb OCT6-fD-39(- 79, чалЬнЬ x 3на venue Велиуин
1W№L
Л g. R g; A.
...
& r;
"i X?.< H Ri Ri £ S' "p
___R2.
___R3
0&D3** no cx&.
COO
16
10
8
60g
6Т11Ф20-1 8^.00034
<
Регулятор
rft>CC«
соедане' /ай
4 Я } 4 !t
I* s.
Н.ДОН’У
T»«T».
ПШАно?
Мм I 4>H
J.
12
1
#37
#35 2o6 200 200 МЛ7-2
#34 : 180 175 180 ti
Я 33 ' 120 125 120
#32 \ too too 100
#31 82 85 82 "
#30 68 65 68' —b. ft - f
#29 ’ SI 50 51 — Я
#28 24 . 25 24 —•• Ч <—
#27 18 17,5 18 м» tt . &!« । ia ' 1
#26 . (8 17.5 18 ,!
#25 ; (5 15 15 d
#24 /3 12,5 13
#23 13 <2,5 13 —.// —
#22 • 10 10 to
~?21 IO to 10 •— Л •—-
#20 to to to
#19 7.5 7.5 ~~T5^ _| -*• ft —}
#18 6.2 6.5 6,2 /• - -
#/? 6,2 6.0 6,2
#16 51 5.0 5,1 — 1
#15 5‘f, 5.0 5.1
5.1 5. 0 5.1
#13 3 6 3.5 3.6 »— ft
#12 6.5 6.2
Rif r 5,1 5.0 5.1 ..
#10 4.3 4.25 4.3
#9 _ _3,3 3,25 ДЗ /Г—*—
ns 2,4 2.5 2,4 ----- ^- - - .1
R7 _.. 2.0_ 20 2,0
#6 .... f.e 1.75 1.8
#5 , 43 <,25 ./,3 _
#4 1,0 1.0 1 1,0 «
_... #3 . ' 0, 85 o.85 : 1,6; it6 f/
#2 0.65 0.65 1,3; t,3 ^)Л7~2
#3? ^.5 ' 6.8 . nns~3S
0ffo3*w. no схеме # cmyn. R J>aCY. hamanc^-_ иые аан^ь,е rur> резистора
ГСГ7О
ikj
<y ина- 1
baijji H.
li Ui'ft* tHrte
\Ь?#0е/*соупд£>&/ Г&С7 7//2-37
y.
/W5/V7--2- 200-/c -fo%
/У5О/7-2- 200-iOiroya______
/V<$777 -2- 200- 2 i t
\/&ядеяс&/7?О£&/ 4&2. 032 ^37 _
0О...О22\7б7^ ~КО-0^7Ё77м% ~7
O23-M3f{M5M- SOO- O,2SM0^- O‘/o __________
._ _____ ^&*&е<*с&/77О/>6/ #64, /20 ТУ
_ । ess. xgQz go; 2S8- moo .._____________
-12$6 .650-20- 255^500//*<£
__i O_3^_ 6502 20. - Д- 2000
51
\Q5emuj)bHufc. 7^6^535 589_^7f_
EltE^\ 66COj yfOO/o2o - 02___
i’anj.
Ii|' r.
. —
87fZj>2O-l. OO. OOQO83
/шзяное, <i§A>^KK3s8m^w^ J
беляко&о £&02?->сУХа./гЬ\
H'Hui ..
ЧТ.
\ЧГрно&1
c 52/repa/rtcj Яной
ГСЛО
GT 12 ф 20-4. OP. ООО Пэъ
Форма 17а (’TH 287-72
2
L & 1 Зона
; 'V'l *4) Ь) О л g* = -J: -f 2
1 А $ Ь) км в ft Г1 1 л <Н 1 •• N ’ $ § >» 5> $ f* %у| п § » 1 0 § X 1 <х .и Й 1 \) 1 ъ' См м 1 1 <л ч: (м ъ 1 L - tt! J 5» i в t rt> ( X C3 £ я о
4^*- f\) Li Л 1 X к
(Ь Ihi I / £* ». th г <ъ >1 'Й $ <h _ !? ь> ^х
UmMiHOfiiBBe
Кол
Прпмечянве
ГЗ
iker.ru
С»
Поа. ойизна*
Ч|'Н1 ‘ I
-Г/5__ fi'7-
Мае крц
X*
/3/7Л- а /аг 22 #4
kjo К'12: М3 кг£
__№ кг*£г?л- .teat-; бощ
ry/g-^гз ^4-7,s 7Х.7Г7С 4
.ikjjoak
‘ । Л-e 1г
-Чи'т
л
Q и™
i н.
№ л»’ч,1 >, ria
67'2 <$20-1. О О ооооэ Ъ
r.ru
f? 1 Q Плз. обозначение Кол Пррмечанве
or CN Т/рс^ате/гсу магнит &ые T^6-52G. ^3 7. “78
U-; 4— %' Л/V/ /7МЛ 21 аосЖ &, №?&: 67/2^227^
N ЛЛГЗ имя иоо &; ffoe>t
я
- - .: ’ Г !!">* * 1
ч. iL 7 **. —ч P£g$£ZZ££X. О&р526- 2 37- 79
/WZ ppjflUQZ 9XJ14-9: MOS; 5or и; x£ ^67/Z(f>2O‘i
кмг 71/rfl ‘Moo 9X714 Б; ffflS; SO ГР. 9 '"67734’20-9
пгтшг 9X7145; mos; sorp. i- ^67/5^20‘^
у- --Г
Реле ^pe/^eW ТИ^-52Ъ ^72~79
/с 7 PS 0 72- 3 2Z29/4x MOS: SO Op
/стг SBO 72 -322^ у4л ffOS. sprp_ £
ЭХ/ртродКрОтеш серии „ 2fl" гост /952Ъ -в/.
£ Ip. 3' 3BO6; SOГЦ.
4£Г32МЬ 93>X tlK&rn- '460 ofp4ujfl
9ps 5&_b 4 уз; g fB/'вггк
9flfl£3>s4 t/S'. О.25гв. rsSOoSPn/f, 1 '
{Эл^гггр&нисас Xjk 7 22
«KS7I3<HO-1
g /r&MFrTFttr Q РГСХСОСОА7
a-rraSKU.
бт/z <t>zoooo оэъ 4
chipmaker.ru
в ; со Поз «.•&•• намекни Ьаияенорапиг Ко?) П^ауечинве
ч&ггуелс/
*_Т_^ #5-
* #£2O3S-Ю.О У ^3,806: f2,S# я 67/2 <420-1
*¥ Q73 УЕ га£6-ю 3506; fey **6Т/54>2а-1
«
/Тереблю ча/т-ела 7&16 -<526-308 ~ 72
6>SJ ПКП_25 2- ff6- w УЗА у -г ;
Рере^Л^четели 7&S6-52G. 2^7-74-
QS2 а.^УЗ- ИЛ2037 УЗ £
Ga3 а^УЗ- 7fy 4o6f УЗ
S/И ГКУЗ-ЛИ 2059 УЗ ._ -
£ЯЪ ПЕГУЗ - Л С 3033 УЗ £ 1
•
е
О
пэ&
si
' 3»
_ ЕЕ>Зо. 3&
\R3<3 ППо-.25Е^
ffor? ± f£7
\ < --------5- —,----
—
к
Ия и
Г,
П‘ <| Ч '
Лщ 1
-- '_____
оГюзна- Иапырноипплс |Кол. Примечание
41'HtlU I
I chipmaker.ru
---виз
обозначено
Koj
ечанве
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I I
I
I
I
I
I
I
I
I
I
I
I
I
I
I I
I
ss8..SB/-:i/7/cz2 /о д у г
SB17:.8tK
&/7/с ZtlL я Я2
SQtStt
ё/70 7/1300 Sd-З ас//9
SQSJSIQ ЦП_ (202 ас// ±
~3>zwc£a££ig/T>O'g
ТС - б 5 УХ/4’ 3801/704/3. 5СГ22
Ч/9ТО1
GT/Z^ZO'd ^67/3 ^ZZ-1
ГС5
** О/
р
№ 1Г’,/м
Chipmaker.ru
Т^су/Уо7>с>& рь/ /~/7сТ 76 77Z7 ~7£
QOqr±-_ QIS. 3SC/^- /ГО4
р /Д ТУ/б-ЗТТ £<3'74-
•- Z?/ 3801/220- /9 в;-500//^
mu рис торное
4 ГУ 36С/-Л6±7/7 9994
5’7<£ Z6O1- 40170 УХ714 _
Х67/2Ф20-4
\J--7- wsTfSteo-i
Лист
6 712 720- 7. OD. ООО. ПЭЪ
chipmaker.ru
S&9
120 О
г
tu$_no.V№053
МО
л
н > .
* i 1 • * , I
1 -I ► n * ril 4r
/
ЯГ ;
Л • ' t; . : >1 1-1 : [r f«".". T ! i?
^оЗсх /7&3.07&ЯО
Z.\/763. /S. Z2C JbLflepeMbfygU g&nOJHQmb Г. _ 1 Осгп&льн&и
•LlJ /7£>3.?7£><?0
«•**
iifei 2 _
f 'дйкумТ^
hffi'L Opofc
T^jtujnj.
ry*- i J Г. i .* • '
61
chipmaker.ru
36 9
/2<?0
’35'
533^ 537 \
-i—
У'Ifydfotfar ffB3,07SZ^O c.t/^eQ0^ £/6e/nq^ /76d.xs.zw зе^е^^се^/^ео CJ
__.J Л7></о/б>г^4/^/770< .
6H&S>2.o-J .8^00034
' J.
\С7Лх
WC/глсу 33i Чл’ coed,
Е’&'ЗДГ
4UQ
И» ГС*
М»еет*в
Лжстев /
<< ,<w< с»ц
гпо. _
chipmaker.ru
МИНИСТЕРСТВО
СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
ГОРЬКО ВСКОЕ СТАНКОСТРОИТЕЛЬНОЕ
ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ
ГОРЬКОВСКИЙ ОРДЕНОВ ЛЕНИНА И ТРУДОВОГО КРАСНОГО ЗНАМЕНИ
ЗАВОД ФРЕЗЕРНЫХ СТАНКОВ
Л!*,
Моделей 6Т12Ф20-1,6Т13Ф20-1
Chipmaker.ru
Руководство по эксплуатации
Часть III
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ, КОНСЕРВАЦИИ И УПАКОВКЕ
________вттйф2п-т.оо.ооорэ_____
IS85
5 r>
oi
U О r
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
/ заводской номер
3.
класс точности
Результаты испытаний
I. Испытание изделия на соответствие нормам точности и жесткости по ГОСТ 17734-81.
2, Общие требования к испытаниям станков на точность по ГОСТ 8-82.
3. Схемы и метода измерений геометрических параметров по ГОСТ 22267-76.
по ГОСТ :
17234-811^<ктич._
___£опускА мкм__________ по ГОСТ :
1.2
40
1.4
X
1.5
: 1
20
6Т12Ф20-1.00.000РЭ
Chipmakerru
Лип | .'|иСГ<1В
Номер; провер кх
Наименование проверки
ПРОВЕРКА ТОЧНОСТИ СТАНКА ОСТЬ
Плоскости рабочей поверхности стола(выпуклость рабочей поверхности стола не допускается)
Прямолинейность среднего паза стола
Параллельность среднего паза стола траектории его продольного перемещения
Перпендикулярность среднего паза стола траехстории его поперечного перемещения
Изи. Лист № ДОК'. М. ПОДПИСЬ Дата
..fflof ГГ
фосильиил
Ра эраf. про* Ру*, Н . £он р.
У» »¥<
СТАНКИ ФРЕЗЕРНЫЕ КОНСОЛЬПиЕ С ОПУ
.___ Свадэтельство о приемке
- охр^ко1>оеРвациа Е уиаковко
н J
ГСГ7О
К кг» in
chipmaker.ru
Номер
ю
Наименование проверки
______Д0П£С£,_МЖ_______________ 17734-81j i)aKTOT-j 1773^81:
г j.i. I Подпись 1J*' 'лам чин. № Инн. № ду^к1 Подпись /Да. га I — < ,— л I i фориа ! > । верки 1.6. 1.7. 1.8. 1.9. I.I5, I.I9. Параллельность рабочей поверхности стола траектории его продольного перемещения Параллельность рабочей поверхности стола траектории его поперечного перемещения Перпендикулярность рабочей поверхности стола траектории его вертикального перемещения в продольной плоскости Перпендикулярность рабочей поверхности стола траектории его вертикального перемещения в поперечной плоскости (Наклон стола в сторону от стойки не допускается) Перпендикулярность рабочей поверхности стола оси вращения вертикального шпинделя в продольной и поперечной плоскостях (Наклон стола в сторону-ют стойки не допускается) Радиальное биение конического отверстия шпинделя: tin • S’ сч ь* ! о 30 20 25 25 25 1 1 J6TI2S33- II 1 1 1 । 1 1 м г, I6TI3J2D-I1 сО оО си СО $ СП СП О О | 1 1 I ** । «> V, II-O0TCT19I 1 1 1. . . - I - - - -- — - _ _ _ — —
Ли>. I
Г
6Т12Ф20 -I -00 .ОООРЭ
Изм
Nt' докун
Л 1ТЗ
I chipmaker.ru
30
30
30
/t>
20
0,63мм
0,50мм
4. Дополнительная проверка
4. Проверка точности об-
200
10
Номер нормы
Наиленование нормы
_____Допуск,
по ГОСТ : ~ :по ГОСТ : - ,
17734-81;фактич. :17734-81; ч_
___ £ОЁУСКд. ж________________
- _L
6Т12^0-1:6ПЗФ2Ю-1:бЙг®Ю-1:6П30^-1
Номер
вер-
Наименование проверки
1.20.
I.2I.
а) у торца шпинделя
б) на расстоянии L =30Скм Осевое биение шпинделя Торцовое биение опорноготорца
1.22.
Радиальное биение центрирующей шейки шпинделя
ПРОВЕРКА ТОЧНОСТИ ОБРАЗЦА-
2.1.
3 сч ; 3 . 02 • Г—< : 8
е OJ • ф ; cq : 8
t-4 * ы 1
Ен : fi . е-«
<0 : ° о . <0
10 10
20 20 -(Ч
10 10
18 18
10 10
Плоскостность рабочей поверхности 4 образца-изде-
2.3
3.
3.2
Параллельность верхней поверхности образца-изделия его основанию Перпендикуляность обработанных поверхностей образца-изделия на длине 100 мм ПРОВЕРКА ЖЕСТКОСТИ СТАНКА Перемещение под нагрузкой стола относиеельно оправки, закрепленной в шпинделе
200
г 1 1 Лт-г
1 1Т — 6Т12520-1.00.00СРЭ 4
,1
। chipmaker.ru
d. HOW ШУМА
4!
Что проверяется
ки
допустимые
фактические
I
< о
о
Пра^е-чание
«
Корректиро- В соот-ваннг^ уро- втствии Bent звуковой сроет мощности^ 12.1СОЯ1 LPA, дБ А -&5
i
98- 103
(00
ж
«С I Л. |ЗЭ1
о
E
6T1 • 00•ooop£
Лист
5. СВИДЕТЕЛЬСТВО О ВЫХОДНОМ КОНТРОЛЕ аКЕКТРООБОРУДОВАНИЯ
Электрооборудование
Свидетельство № У Модель
станка______
Наименование станка(механизма) Фрезерный консолышй с ОПУ Порядковый номер по системе нумерации предприятия-изготовителя У_________________________________________
Предприятие-изготовитель ГОЛО
Электростанция
Предприятие-изготовитель ЧЭАЗ
Порядковый номер по системе нумерации предприятия-изго-товителя -mw J63
*
Питающая сеть: напряжение 380 В; род тока . Цепь управления: напряжение ЦО В; род тока Местное освещение: напряжение 24 В
;частота 50 ГЦ
Номинальный ток станка. А
27
Модель станка
6Т12Ф2О-1
6Т13Ф20-1
Таблица 2
Модаъэ танка : Номинальный ток уставки тока срабатывания : вводного автоматического выключателя,А
6Т12Ф20-1
6Т13Ф2О-1
ЕО
Лист
6Т12Ф20-1.00.000РЭ
r.ru
Электрооборудование выполнею по:
Принципиальной схеме
6Т12Ф20-1.00. ОООЭЗ
Схеме соединения шкафа управления Ня
Схеме соединений станка (механизма) № 6Т12Ф20-1.80^00004 6Т12Ф20-1.80.001Э4
Электродвигатели
11 ,UV libuil. 11’1... As I Pili. № Д/ъ
О'юэьаче- НИ(‘ Пазначи ир *111 и М, щ- I10C7I , Kl Г 'ioMPIIl Ля Н”м н ток, V Ток. к
\(>ЛОС- т |6Й Ход HU PJ h <1 1
’311 2 **
Модели ста! [кс&> 6Т12Ф20-1
ш Привод главно- 1 1
го движения 4А132$4УЗ 7,5 14,4
М2 Ыаоос охлалде-
НИЯ Х14-22МУ2 0,12 0,4
М3 Привод зажима
инструмента 4АА56В4УЗ 0,18 - — 0,7
М4 Двигатель смаз-
ки 4АА63А4УЗ 0,25
145 Привод стола 23МВН2-М 23 2.Q
МодМЬ станка 6Т13-.'20-1 —
АЙ Привод главно-
го дьчжения 4А132М4УЗ II 22
4 Наоос охлааде- л
—Л— ' КИЯ 1Х14-22МУ2 0,12 М м» —
мз; Привод зажимч
Г 1 инструмента 4АА56В4УЗ 0,18 07Г jL'
/ М4 Двигатель смаз-
*ки 4АА63А4УЗ 0,"25 - ЛХ<<
М5 Привод стола 47МЗН2-М 47 50
1 - - 1
При ненагррпкенном стг нке (меЬсаннзме 1 I 1
2й* При максиьйхлыгой нагт ^узко. 1 4
1 • -J Г N . По .лц V’ ' - - ±Л « —— , Лис 6Т12Ф20-К00.000РЭ • 7
Испытание п&зышенным напряжением промыт пенной
частотыпроведено электродвигателей напряжением 1500 В.
силовых цепей электромонтажа напряжением 2x25 В.
Сопротивление изоляции проводов относительно го^ли:
Силовые цепи: не менее 1.0 МОм,
Цепи упрзвленияце менее 1.0 МЬм
Злечтрическое сопротивление между винтом ьаземлеиия и металлическими частями, квтерые могут оказаться под напряжением св 42 В, не превышает 0,1 Ом
Вые<д. Злечтрадьиггтели, аппараты, монтаж электрооборудования м его испытания ссотьетствушт обинм техническим требованиям и электрооборудованию станчсв (механизмов)
Испытания провел:
Подпит/х//4 s' Дата ^^^jTiHcno листов:
J й,'-ь._, .< '—м-
Nt i Пг "Ч.ь |Д-
6П23О»-1.С0.000Р&
chipmaker.ru
6. ЧСПЫТлЬИЕ СТАНКА НА ХОЛОСТОМ ХОДУ И ПОД НАГРУЗКОЙ В СООТВЕТСТВИИ С ТРЕБОВАНИЕМ ТЕ?СИЧЕСКИХ УСЛОВИЙ
Станок отвечает требованиям технических условий.
7. ПРИНАДЛЕЖНОСТИ И НРИСПОСОЕ
ИЯ К СТАНКУ
Станок укомплектован согласно комплекту поставки.
8. ДОПОЛНИТЕЛЬНЫЕ ЗАМЕЧАНИЯ
9. ОБЩЕЕ ЗАКЛЮЧЕНИЕ ПО ИСПЫТАНИЮ СТАНКА
На основании осмотра и приведенных испытании станок принят годны*' к эксплуатации •
Станок соответствует требованиям ГОСТ 7599-82, ГОСТ I2.2.009-8C и технический условиям на, станок.
I
r.ru
СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Станок фрезерный консольный с ОПУ
(наименование стан/.'»
моде ь)
заводской Д1)
подвергнут консервации сылзсно требованиям, предусмотренным действующими нормативно-техническими документами.
Дата консервации & У 19
Срок защиты без переконсервации
6 месяцев
По ГОСТ 9,014—78:
— вариант временной защиты — вариант внутренней упаковки «-*> категория условий хранения
33-1
ВУ-1
ж
П РИ НЯ Л_____________
(по tnillb)
г
г9 /far? -К —-Чр - Г
г а*, а
6Т12Ф20-1.00.000РЭ
’ ис
ю
chipmaker.ru
I
. СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ
‘1иет |
6Т12Ф20-1.00.000РЭ
r.ru
МИНИСТЕРСТВО
СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ СССР
СТАНКИ ФРЕЗЕРНЫЕ КОНСОЛЬНЫЕ
ВЕРТИКАЛЬНЫЕ С ОЬУ ЛЮМО 61
Модели 6Т12Ф20-1, 6Т13Ф20-1
ИНСТРУКЦИЯ НО ПРСГРАММИРО1АНИЮ
6Т12Ф20100.000РЭ2
VQCU V
1985
chipmaker.ru
СОДЕРЖАНИЕ
I. Система координат станка.
П. Введение.
П.1. Краткое описание устройства ЛЮМО-61
3. Элементы управления и индикации.
5. Работа устройства в разных режимах, 5.1. Режим работы "ручной".
5.2. Режим восстановления координат опорных точек „
memo" Г*
5.3. Режим работы ввод/вывод
5.4. Режим работы по программе.
6. Вспомогательные функции
7. Коррекция инструмента.
8. Пример составления программы.
CMpmaker.ru
Или-
Ц док ум
Н. контр.
Лист Рачрк‘ 11РО*
6Т12Ф20-1.00.000РЭ2
СТАНОК ФРЕЗЕРНЫЙ консоль-' с ОПУ лшо-61
Инструкция по программированию
1МТ
Лист । Листов
2 । /6*
chipmaker.ru
I. Система координат станка.
X - перемещение У - перемещение 2 - перемещение
стола влево са /ызки на себп консоли вниз
Рис. I.
* 6Т12Ф20-1.00.000РЭ2
Лист
3
chipmaker.ru
ВД!
I. Введение.
I.I. Краткое описание устройства ЛОЮ-61.
Усаройство индикации и управления ЛЕМО-61 является устройство:/ позиционного программного управления на три оси координат с ручным вводом данных.
Одновременное управление по одной координате.
Оно разработано для прохраммирования непосредственно у станка оператором станка. Датчиками измерения являются линейные фотоимпульо-ные измерительные преобразователи с дискретностью 10 мкм.
Величина перемещений индицируется на цифровом табло в абсолютных координатах или приращениях, с учетом или без учета размеров инструмента.
В запоминающее устройство вводится до 100 (от J6 00 до £ 99) прохраммных кадров обработки одной или нескольких деталей.
Память устройства энергонезависимая, защищенная буферной батареей (срок хранения - более двух лет).
Устройство дает возможность работать в режиме преднабора и обработки одиночных перемещений.
Прохрамма вводится с помощью клавиатуры непосредственно по чертежу детали или по заранее подготовленной технологической карте, а также при обработке первой детали с помощью специальной кнопки
Программирование и отработка перемещений выполняется раздельно по каздой оси.
а) номер кадра с двухзначным номером, например J& 01, Л 66 от
№ 00 до > 99.
б) ось X, У или Z
в) значение координаты точки позиционирования, например + 500, причем знаковая кнопка
X
ст
нажимается для смены знака на про-
г) номер инструмента Г от Tj до Tg* црИ необходимости с коррекцией или без нее.
д) до 16 вспомогательных команд с4
е) признак конца прохрамлы в последнем кадре программы
Запись срдержания - свободная в любой последовательности.
Имеется возможность просмотра и коррекции управляющей прохраммы, причем редактирование прохраммы - по частям кадра или из кадров. Программа может отрабатываться автоматически (весь цикл) или по от ы. дельным кадрам.
При отработке прохраммы полное содержание кадра отражается
СЬ
Лии
domticb. Дш
'I' tvuai А I
Лис*
6Т12Ф20-1.00.000РЭ2
r.ru
по табло цифрово. и мнемонической индикации.
Позиционирование в заданной координате осуществляется с четырьмя ступенями снижения скорости, причем точки снижения скорости регулируются по пути. Выбор величин упреждения по пути выбирается переключателями а, в, с, d на задней стенке устройства: первая ступень (а) - 90 - 10 мм (через 10 мм) вторая ступень (в) - 9 - I мм (через I мм) третья ступень (с) - 0,9 - 0,1 мм (через 0,1 мм) четвертая ступень (d) - 0 - 100 мкь: (через 10 мкм).
В моменты подачи трех первых команд на снижение скорости зажигаются красные сигнальные светодиаоды на специальной мнемосхеме, а в момент подачи команда на остановку - раздается звуковой сигнал.
Подробная инструкция по эксплуатации J
н:ш
-61
прикладывается
к системеv Прежде чем приступить к работе с ЛЮМО-61 необходимо
тщательно изучить эту инструкцию. Питание устройства рассчитано на напряжение НО в и осуществляется на станке от отдельного трансформатора.
3
3
Элементы управления и индикации
Рис. 2
I - цифровое табло значения текущей координаты или расстояния до точки позиционирования по 3-ы - осям (АД).
2 - вспомогательное табло контроля набора программируемых параметров (ЦЦ).
3 - табло диагностики
4 - мнемосхема индикации программируемого направления подхода к точке, индикации отработки учреждений.
5 - мнемосхема учета диаметра инструмента и направления движения.
6 - кнопки выбора режима работы.
7,- клавиатура программирования.
8 - разъемы для подключения измерительных датчиков.
9 - переключатели выбора направления отсчета по осям.
10 - выбор величины упреждения (а,в,с).
II - упреждение точной остановки (d).
12 - блок задания выдержки времени между кадрами (t).
13 - переключение оси У/z .
14 - разъемы для подключения входов и выходов (KI и К2).
15 - кабельное присоединение.
16 - подсоединение сети.
17 - звуковой сигнал.
6П2Ф20-1.00.00ЙРЭ2
Ляо*
chipmaker.ru
Г
г Режимы работы
ВВОД/ВЫВОД
МЕМО
АВТОМАТИЧЕСКИЙ
Адреса:
О
РУЧНОЙ
X
Х-ось
ъ
л %
3
«Ю
У'ОСЬ
Z-OCb
Т- инструмент
5
Клавиатура
коррекция рр&метр& инструмента
Адрес блока
1
Сэмволы;
ПР.П
ГО,0
5
•4
i
ОТНОСИТЕЛЬНЫЕ РАЗМЕРЫ
(Работа 5 приращения к)
ДЕБЛОКАДА
(.Сброс cue^crjtaсши&и)
ЗАЗОР ХОДОВОГО ВУНТА
АВТОЗАПМСЬ
ЗАПИСЬ - абсолютных значении позиции в опорной точке (МЕМО)
КОНЕЦ ПРОГРАММЫ (М 30)
ПРЕ ДЕ ЗРИТЕЛЬНАЯ УСТАНОВКА (ПРЕСЕТ) - запись значения позиции (AD)
АННУЛИРОВАНИЕ - величины
Длинминстру мента
Дополнител ькые функции
СЛОЖЕНИЕ
СТИРАНИЕ записи на I <0
ЗАПРЕЩЕНИЕ ВЫВОДА данных из запоминающего устройства
ВВОД данных в запоминающее УСТРОЙСТВО
——
UM. Jfac у flodnucb I<9o7tf
6Т/2Р2О-/ GO ОООР32
I
it
•!
'1
chipmaker.ru
5. РАБОТА УСТРОЙСТВА В РАЗНЫХ РЕМИМАХ
5.1. Режим работы "ручной
1 1
Б этом режиме устройство работает как измеритель перемещения при этом на основном табло АД индицируется абсолютные или относительные значения текущих координат по осям X, У и 2, .
С помощью кнопки "Предварительная установка" S) на основное табло АД можно записать любое число, предварительно на-ранное на контрольном дисплее Дд.
Например, по координате "X" на основной Пабло необходимо записать число 500. Нажимаем кнопку координаты /У] , затем на знаковых кнопках набираем |5~] (о) . Этот результат индицируется
на табло ИД. Затем нажимаем кнопку "предварительная установка"
и число 500 с табло ИД переносится на АД. С помощью клавиш "сброс на "0" значение текущей координаты на табло АД сбрасывается на 0 по соответствующей координате.
В этом режиме работы можно избрать также: номер инструмента "Т°, коррекции инструмента Кд (магический круг) и функцию 4 .
В ручном режиме действует функция "автозапись". Координаты точек позиционирования, полученные на АД в рроцессе обработки первой детали, вводятся в память нажатием кнопки "автозапись". Предварительно определяется номер кадра, с которого записывается данная программа. Программа кадра дополняется остальными параметрами: номер инструмента, пуск шпинделя, коррекций, быстрый ход и др.
В последнем кадре записывается команда "Конец программы", стоп
В ручном режиме возможен быстрый преднабор. На универсальном дисплее набирают все параметры для одного прохода (например Q0 - 123,7). По команде "Пуск” с пульта станка эта программа одного
прохода отрабатывается автоматически. Причем переключатель режимов » на гпптъта станка voTanaTunrRanTCfl в па-сим "покалповая отпаботка"
на пульте станка устанавливается в режим "покадровая отработка"
га
Далее набирают программу для следующего прохода и снова отрабатывают и т.д.
Таким образом деталь отрабатывается в режиме преднабора с буферной памяти контрольного дисплея ИД без ввода в память устройст-
*
...XS
Т а
1
Лист
6Т12Ф20-1.00.000РЭ2
Е.,2. Режим восетановлэния координат опорных точек п ML МО " @
Этот режим предназначен для восстановления абсолютных координат по отдельным осям с помощью функции „МЕМО , т.к. ьри ьыклг-ченил напряжении и питания теряется кнформацж о текущих координр-тах по всем осям.
На измерительном датчике (на линейке и считывадхцей головке) имеются опорные точки (R7), отмеченные значком А .
При включении напряжения питающей сети автоматически включается режим МЕМО . При этом пульсируют лампочки по осям Х,У и Z , которые сигнализируют, что не определены абсолютные величины позиций по отдельным осям.
Если такое определение не требуется, то перевод устройства из режима „ Мемо осуществляется надатиам кленки "ручной” пли кнопкам других режимов.
Для осуществления функции "Опорная точка" выполняется следуюпце операция:
5.2.1. Определение абсолатшос значений координат в опорных точках.
Для отого определяется исходное состояние обрабатываемой детали по все?’ трем координатам ь режиме "ручной".
Предположим, что по оси "X" (стол) исходное состояние находится на расстоянии 300 мм от сси ппиаделя. Находим,* ато состояние или до касанию инструмента с деталью или по врезание или накии^Ебо другим способом.
В исходное состоянии сбрасываем показания табле "АД* на "0".
Затем переходим в рении „МЕМО. (мигают светодиода по координатам). Перемацаоы стол (X) с деталью такиы ооразоь , чтобы совпали
• -линеика . В этом положении застывает головка
размер перемещения по координате "X" на табдо АД, хотя счетчик позиции! При дальнейшем перемещении продолжает считать дальше.
Ь. .2. Запись значений коордилад в. опорных точках.
метки опорной точки
оя в память. Это и есть абсолютное значение координату "X* относительно опорно*. ТОЧКИ.
Доело этого мхьзо перейти в любой upyroii ремаь и работать.
5,2.3 Восстановление исходного состояния после выключения ыапряяення. Ото вооотаяоплеш п осуществл&отсд так^ь в редиед „Мемо
Лч.’Т
к.<
11* «и* к
Д*т.<
6Т12Ф21J-I. 00. ООСРЭ2
Перемещаем координату "X” (стол) до совпадения опорной точки на линейке и головке, предварительно нажав кнопку ’’предварительная установка” . При совпадении опорных точек на линейке и головке записанный размер абсолютного значения опорной точки по координате "X" переносится автоматически на табло АД. Координату останап-ливаем. Переходам в режим работы "ручной”, на табло ВД набираем ”0" и нажимаем кнопку ’’пуск" на пульте станка в режиме преднабора. Координата "X" приходит вь исходное состояние.
Такие операции производятся при необходимости по каждой координате.
5.3. Режим работы ввод/вывод
Режим позволяет производить ввод программы с клавиатуры
Пример записи программы на 50 кадров:
Л 00 X 500 L 01 L 04 TI
Л 01 У 100 TI
Я 50
41ажимаш кнопку ввод/вывод в этой кнопке. Затем нажимаем кнопку и два раза О на цифровых кнопках, затем нажимаем кнопку f*X ( < тем набираем размер 500 - он высветится на табло ЦД, после этого нажимаем на кнопку *L - в ней загорается светодиод и 01 - загорается светодиод на L 01, также набираем Д.04 и TI - при этом светодиод в кнопке ввод в память горит постоянно. После набора полного, требуемого кадра нажимаем кнопку ввод в память светсдаод в ней гаснет, происходит автоматическое переключение на кадр Л 01 - набираем его и вводам в память и т.д.
В конце программы, т.е. 50 набираем конец программ, т.е. и также вводим в память. Ввод окончен.
- загорается светодиод
загорается в ней светодиод, за-
нажтплаем кнопку
Следует отметить," что введенные данные легко просматриваются и ио-
правляютсь простым вписыванием новых или их стиранием.
После этого переходам в режим "отработка программы” и работаем в режимах покадровой иди автоматической отработки, которые выбираются переключателем 5АЗ на пульте станка.
6Т12Ф20-1.00.000РЭ2
। chipmaker.ru
5.4. Режим ’’Работа по программе"
При подаче длительной команда "Пуск'’ осуществляется отработка записанной обрабатывающей программы от начала до конца. При обработке на ИД индицируется содержание текущего кадра, а на АД - расстояние до точки позиционирования.
После отработки всей программы по команде ’’Конец программы”, записанной в последнем кадре, происходит переключение на начало программы и остановка.
Переключение из одного кадра в последующий происходит с задержкой по времени 0-4,5 сек (через 0,5 сек), которая задается переключателем " (на задней стенке устройства).
6. Вспомогательные функции L
Устройство индикации и управления ДЮМО-61 имеет 16 вспомогательных команд.
В станке используются следующие/, команда:
£ 01 - пуск ошикделя
£ 02 - грубое позиционирование
£ 03 - стоп шпинделя
£ 04 - ускоренное перемещение (быстрый ход)
£ 06 - цикл с повторением
£ 07 - программируемый стоп
£ 10 - выбор регулятора подач 5...1000 им, мин
£П - выбор регулятора подач £ 12 - выбор регулятора подач
Комавда£01, £03, £04 - пояснения не требухи*
CQ
8...1600 мц/мин
12,5...2000 ым/мин,
*5» в том случае, когда точность позиционирования не требуется. Например, при позиционировании на рабочих скоростях грубое позиционирование может осуществляться с точностью до I мы, а при позиционировании на быстром ходу позиционирование осуществляется с точностью 15-20 мм.
При использовании команда Z02 подход к точке позиционирования । осуществляется без ступеней замедления скорости, а останов происходит на выбеге за счет одной команда останова, при этом оокриг^*-
учитывать.
Команда £ 06 - цикл с повторением применяется в основном для
испытания станка на надежность, т.о, команда £06 осуществляет повторный запуск станка по циклу без нажатия кнопуи "цуск .цикла
•V 4
6Т12Ф20-1.00.00СРЭ2
„ <!•«>> м:* I А 4
| chipmaker.ru
Программируется 06 или в предпоследнем отдельном кадре или в кадре вместе с командой окончание цикла.
Команда Z 07 - программируемый стоп применяется для остааова в цикле, например, при смене инструмента.
Команды ZlO, ZII и Zl2 применяются для выбора регуляторов скорости. На станке имеются 4 регулятора величин подачи: KPI - основной с полным диапазоном величин подач от 5 до 2000 мм/мин на 35 подач и 3 дополнительных ЕР2.,.ЕР4 на II подач каждый, установленные на дверке станции управления.
Таким образом в программе обработки детали можно задавать 4 величины подачи.
Сдедует обратить внимание на то, что программирование перемещений на рабочих подачах следует осуществлять только с включением шпинделя, а програширование перемещений на быстром ходу возможно и без включения шпинделя.
7. Коррекция инструмента
СТ '
£ rl:
Коррекция инструмента представляет собой число со знаком.
Коррекция инструмента состоит из коррекции по диаметру Kj> и коррекции по длине - Kt . - всегда положительна. К4 - может быть
положительной или отрицательной. Коррекции инструмента запоминаются в отдельном участке памяти. Величины Kj> и Кд для кахупус» из Восьми инструментов TI...T8 записываются отдельно. Коррекция К_р представляет собой значение диаметра фрезы.
Коррекция по длине Кд задается по оси Z , коррекция Кэ по осям X и У (переключатель 13 см. рис. 2 стр. должен находиться в положении Z ).
Компенсация диаметра Kj> выбирается кнопкой на мнемоническвИ схема 5 (рис. 2 стр. 6 ). Эта схема изображает Фрес^ ..с четырьмя возможными точками резания, в которых ииеютс^^встодиоды, зажигающиеся при выборе определенной точки резания соответствующей кнопкой. При этом вводится коррекция равная £ Kj/2.
При нажатии центральной кнопки эта коррекция выводится (отклю-,— чается), при этом красные светодиоды Гаснут и табло индикации показывает координаты центра фрезы.
я
сз
О
3
СО
В режиме ввод-вывод можно осуществлять запись, контроль и корректировку величин коррекции (см. рис. 3).
Для контроля записанных параметров ’’запрет вызова" - кнопка, должна быть выключена.
В ручное режиме тоже можно контролировать уже записанные в память параметры. ;________________________ ____ __________. -----
!
I
Лн« -
Надпись.
Цатл
6TW20-I.00.00QP32
chipmaker.ru
Нажимаем кнопку Кд, , выбираем номер инструмента TI...T8 и набираем численную величину коррекции - диаметр фрезы.
Нажимаем кнопку “ввод”, записываем эту величину в память. Операцию повторяем для величины Кд - разницы между длиной данного инструмента и базового.
Как описано выше в режиме "ввод-вывод” можно просмотреть записанные величины К-^и Кд и при необходимости скорректировать их.
8. Пример составления протраммн
На рис. 4 и 5 приведен пример программы обработки детали при фрезеровании и сверлении.
chipmaker.ru
6Т12Ф2О-1.00.000РЭ2.
chipmaker.ru
Исходные донные:
Инструмент ПриЬяька М Tt конце Ьа я TZ стерло коррекц 20 и и KfZO ZijtC’ Кг>Ю Кы50
9 ' ' {J I IM У1 7
1 СЪ Зеричин 1 Точке 7 Z 1с ПОЛни- J Зеличино Тонко Дополни-
xg $ & координа сррцы Ий MHfHfi тельные коорди- ерреъы на нмегю тельные
л/ T ТМ круге. •)унки> ии р т иаты круге функции
00 / z 5 L0/,L04 16 / X -/65 L11
0/ 7 У -5 0 UL 7 /7 / Z -too LD4
02 / X -/95,5 L/0 18 / -- мм» W— L07
03 / X -195,0 L/G <9 2 7 -ю LDQ
04 / У -165,5 LO - ив 20 г X -/45 о L04
05 7 У 405^ । 0 L10 21 .У -50 С*) L04
OG 7 X -9,5 CZ^ СЮ 22 2 г /0 LI2
67 z X -5,6 L10 23 2 г -/0 LOC
Об / У -4 0 ио 24 2 X -65 L04
09 / г -/ - LOQ 25 2 г /5- L.12
/0_ / X -25 L04 2G 2 7 0 LOC 1
// z У -40 СЕ) и/ 27 2 г 35 LI2
/2 7 г 25 Lit 28 2 2 -/00 L06
/з_ 7 У -/5 Q и/ 29 2 X 22 СЕ) LOL
/4_ 1 Z § и/ 50 2 У 22 0 LO/,LO4
15 7 У -65 0 L И 3/ 2 - — — L05.M50
L0/-L03* LOU L07 ио, МЗО - пуск шпинделя • стоп шпинделя -ускоренное перемещение, - программируемый стоп и/, И2~регуляторы поЗаи - коней, программы 1 Рис. 5 — •
Лисп
&Т/9сН9П-г ПП ППП 039 fO
/й/ом /Vе Эо^-ум Падлы с. ь Дата / • 1 ъ
chipmaker.ru
Изменения к инструкции ОД X. 463.276 издаи::е 04 Лист I ___________________________ _____________________/?&гапс>£б'
Стра- Место ни- изме- Напечатано Должно быть
на нения —
Левая Устройства с
колон- номинальным
ка напряжением
третий 230В подсое-
абзац диняются к
снизу сетям 380,400, 415,440,460В через согласующие трансформаторы,которые в комплект поставки не входят, рекомендуемые типа трансформаторов приведены в
* табл.9
i. № подл. Подпись и дата Взам. инв, № Инв. № дубл. I Подпись и дата
12
Устройства с номинальным напряжением 230В подсоединяются к сетям 380,400, 415,440,460В через согласующие трансформаторы,которые в комплект поставки не входят,рекомендуемые типы трансформаторов приведены в табл.9 При соединении силового трансформатора ДД необходимо соединение в треугольник обмоток силового трансформатора производить по схеме A-Z , В-Х,С-У.В такой системе вектор вторичного силового фазного напряжения отстает на 30°эл.от соответствующего jc. вектора синхронизирующего напряжения трансформатора системы управления.В результате начало силовой синусоиды совпадает с началом пилообразного напряжения СИФУ.Здесь рекомендуется устанавливать
Пра- Второй тип ДН . вая (рис•50) выпол-
колон- нен на основе ка оптрона,на вход
пер- которого через вый С фильтр <Z?I3, абзац СЮ) подается сверху напряжение с тахомоста(/?14, Я 15,Я29).Данный тип ДН используется в однококплект-
них устройст-
Второй тип ДН (Рис.50,54) выполнен по схеме генератора на трансформаторе TI и транзисторах V14, VI5.Частота генерации около 15 кГц.На вхдд -датчика поступает сигнал с делите гл пропорциональный напряжению двигателя. Выходной сигнал ДН используется для управления магнитным двигателя. Данный тип ДН испол„ ется в однокомплектных устройствах в двухзонных нереверсивных и реверсивных электроприводахи
вах для управления магнитным потоком электродвигатл я
chipmaker.ru
f' инструкции 0Р/Чд5Д?6 издание 04
Листов 5 Ли ст в
Стра ницс? Место из гонения Нет ё:ч ста но ДОЛЖНО <5e>ffnt>
43 Рис VG
Для токо£ ЧОО, 630Р
Для токс£> ЧОО, 200/1
чч
РисЧ5
РисЧ7
Д/1Я токоё ЧОО, G30P
ДЛЯ токо£ чоо.гоор
&ДэО.СГЪи! рисун Ofc -
Блок &аз>£у;кдения для однозонного .привода
chipmaker.ru
изменения к инструкции 0ЛХЛ63.<Р?6 азОсгние ОУ
Листовв Листе
Сгрс [kero
JiMe-
цс? чения
Нап очагп ано
Должно <5ытъ
Рис. 49
Регулятор скорости (PC)'-RG^-^lк
Н \ л ~UK.Q5Q№
въел Защиты RQ3=240k
RG244k
R57~ не указа но
R63, RQ4 не указана мощность
Лагпчик напряжена я 1
R3^22k, R4^22k . R5=40k \лз&-кт
а =ол7мкФ
Узел защиты: R63-27OK R62=-fOK
R57= 450 Ом
Z?G3, R&4 ~ мощность О, /<?<575/л
R3=3Gk' R4=3Gk, R5=4Ok
Рис во
К конт.
chipmaker.ru
I i
бзменем/е я инстр^нс^с'о 6/7Х 763 РРб' е/збо/ное 777 6нстоб6 Рс/ст с/
udpd
ни-цо
Место изменения
Роленотлот/о
ДоЛЯННО 6ь//Я6
$
РигбО
Тбг/яятор ояоррс/ли.-Р6*=7Оя
ТоноВая о/лсенкос
630 =ЗРя
Сс/стемо /ллобленоя Возбудителе 607* =ЗРя /63
Фс/о.-не обозло'нен рсронзосррор
Регулятор снорослос Р6^=/ООн
Го я об о я от ее ото
630 =37 я
Ссорено урробленоя ЗозбяЗп/ленем.
/63
&//. /77РОНЗОС/7?ОР76Р/Л1Лаб7336Т
Duc5t
,е/о*=/оя, рзз\цряР/р^зря £97*=/Ox, 6 ЗОф)у-7я Р53=39ом 656=300//
3 /зле,, МлроЗля/ооцоО ореон/t/o) не обозломень//
Уоило/лоель, лоронзослоор, резистор Сцело бсзо/трснзис/логс
670 ^/000 633 ^7Ря, З/У-ЗРя, 637=6 g я РЗО/риЧ'/З.с 653 =Р6ол7 б5б~/5ор/
В 9в/7е олнобля/осцсЗ орео/у/О'О)
/снлмтель -/75
тронзостор - /75
Резис/лор 6цели безо/ /оронзос-
рроро /75-6/7- 6g я
/
Гсбс?
ХЗ цель
Общий /О
B&xodUtf 73
/00
С1Ч б&оам
\K6S3<Q<A
УстРоЗстбо лого/есрое/977) Р/6--37ОЯ; 63/-70я воляо'Я/ /номер яонлоо’клюЗ/ Голмин норряяге/нс'Я /7///) ВЗ-’ЗОя, 60=36/ 65=70/6 7 к=с
376=63Он; 6с7- не обозноуено, Зил но Л/ номер нон/по.нто/б Зогруон налрянзения / 3/У): 63 -ЗРя, 67- 33я 66=нео6озно^ено РР^--$О<' '
/СтРОиСтбО ОбО'ЛЛ/С'ЦОи
eoc
to
631*
6&H
r.ru
Оз менение < инсгпрунции Олх.чвЗ.276издание 07
У?1/е/по£ 5 >Jucm5
ни цы
Место изменения
На пе ната но
ДоХНСНО ObL/ть
Рис. 53
26 * /о^ 2/7 5/к7 237-не сбознснем
257=/5Ок. С/З^СтН/ООнкдэ.;
С/$ С/6=500 ммдп, 739 - 273/60
26^/OOHj 2/7= 33н 237=/Ом Х57=/5ООн: Cty 6/7=2х/ООмнт. 0/6 С/£=2х5ООл/н^ V39- 275/30
Рис 5/
___А-—---------------------
(0-2^ К монт. /5x2
Т737
230а5/к3 23/= /ОООн. 27/*=Ц7к7 253=/20м7252=77к7 \£2-,2?8/727 С6ус=бЗОО^; 73/j V33 V3O- тип.
не обоз на нен. 7
230=2.72 23/= 6.8^ 27/= /Ом 263=/2О<; 262= Н7м V62 -//3/7^ С/6чс=0&00пФ} 737 V33 V36- типа 273/66 7
chipmaker.ru
vs
-/5 A
tow
<ъ п
<е /3 и
дто^. ipg &ыюд PC Якорь
Siuwmvn
aS
65
С5
&Q014ДТ
&кодгдт ЬхкдбДТ
йт. ПОЦ4СС
с уст TG ^ьасоДн1
СУ
_6v_ су
&код4 93 Обшиб
:/sps
огг
AtlM
10k
40 H
♦2т«й
twjfc-n гл/
zcss ~o
466
660
ш; fSI~ 1,гк
его
&* £.3;
Л кмт МбЦЛ^Я/.. /)7 МЦМ К кснт 48х2.
t СИ
к контиг "ТТгз
к
КГЫ5Г
Н
Цепь
15
12 го
-г.чь
Тйо Гй/
&£-Кюп/зхг
35 v<&
1О 9
S 49 49
’5г-а=Э
+ ’«!?
/рздад, ₽* Г-О
<55 k»e
V3£
KT3/56
Рис. 49. Панель управления для однозонного
chipmaker.ru
VGb
\Hontp
nW, 31
,53,35
tew--.
!b/W^2-| PQ^P C!-fh
гано
U бь/ста ~еиее & реъиспм c(-ywi< f d-omOA
f-ць 6a-
Рис. 49. Панель управления для одиозопного нереверсивного привода (БТУ 3501- )
chipmaker.ru
хг
ййт Цепь
го игь
/ 5ыаН<ьн
3
г/ 1145
/л */56
ь !t»co'/,w<e
&ыуодг<т
3 as
с.
V £5
8
CS
:г
10 5ыюо2 ‘РИЗ
19 &ытдУ5
>5 чгь
1S\ -гчь
7
//
16 -15&
-со
Микросхем: VZ-kshms
Диоды nofynpoSodnuu>Sb'e-КД52{Г
Поборы &ипрМ'1ите/1Ъные -КЦЧ07А
Ьжи ыхг-ршгн-гче
^Подбирается при наладке.
ного привода (БТУ 3501- ).
chipmaker.ru
X/
Цепь 'Онтт
Um fb
Влод ЗРО <7
ВыюдРС. 1Ь
Якорь д&ло/гмя Л 2/
Ugg полюс-дало ты 2 1Ь
L kfrr. ТО -12
го
&Y 5
Вч /у
су 6
Вход 153 7
Общий Ч
е/5 г.
85 3
С5 /
8над /Д Т 1О
ВходгДТ 9
В^одВД! 8
8мдДТ& 14
___^KOMr>JtflA2A4..fi7t DA
—— К ХОнт ttXZ
К Wr/m 2QX2
К KOrm&XZ * /га
’^6
Рис. 50. Панель управления для двухзонного Н'
chipmaker.ru
Рис. 50. Панель управления для двухзонного нереверсивного привода (БТУ 3501-Д).
chipmaker.ru
/66
/35
Цепь
го >!£&
1 ЪыкхНчм
б Ъьнодг.'РУ-
г/ <-£Ув
f8 т/53
6 (клсс/Фиг
5 ЧыкЗг'нг
У аз
г !код УЗП
У 85
S 8юд У5П
/у сз
/г ‘ыю31ч>и5
/О {ыкоЗгчк
1У быюд аз
15 -/га
>5 -2/5
- п дыкодРГЬ
‘6 -ise>
- 1 ^юд/^уч
- и ibiKodi^S
<52 |
6800
.упра&ениЪ
si'_&Q*~ss
6f&K A note
«5
A7k
4
5б
/65
К?
Кгахибхг - *-<56
<6
«5 ъ
<73*5,4
/57 V3&*
Kinsr у/
X dfltJH.
Общий Y m ж-
$8к
«/29
IOS '20
V6
57 КТЗ/5Б
KSt Юк.
v?s ктч
V8< K78/V6
us
КЫ1
гтк
f//7
tUf>
„//80 £j2,7K
Номер *ы/ nputSof Каызктеснкмика Контрой (j pysM ого Примечание.
3^35 dlfU/t- /Ьлеро/по^^к^ро^оод - U &>iCmq^er^c% HQ. неиее в 6 с п^ощью релио^ора ^/2
УЭ^ЗЗ Vtpocp C/-f& - opuwo c(-yw/i peiynjpo&iHu^ A cm OSo f7S эк град.
56S3 ?ne donee Юъмрад.
Микроскемьч К55Ы/А1А
ЦЕг- К5И/1Я5.
ДиоЗы п/упро бодни ко ёы& К.Д.5ИГ Примеры Зыгръпительныв; КЦУО7Д &шки к/,\г -ршгн-г-16.
*) Побирается при на/чаок^.
i.oro привода (БТУ 3501-Д).
chipmaker.ru
ЬсЛГГ
X/ Цепь ЬюЭрТ &WQ ‘ ЗС грс tfac
Ъелод,^ С'ы
О'/ вУ
/6
/9
14
<5
5
су
fwdSPC (Хщцй
<35
6s
cs
&код-!ДТ 1юд2ЛТ &кооЗДТ ЬхсдУДТ &юд£ДТ
и
6 г, v /з г
з
10 g _£_
/г
7
Xf КОнт.
_К конт 72/
КЛЫГП
илчгс
/Л
<6/
Кконгп. 15X2
KK&rrJSXZ
СЬ-м/ с/-
4i.il .If
'5 <52
УЗУ
x^5ft
35
К39 W? к5
5С
гз зу
ш
#>У
Я?ЗУ
УбЗУ
V?
610
С 'уш/
С{-
I
I <онпу WX2.
—•—Ллам/п ^/Х2
< кйнт. ~^~Кконгг\.
'IcLjb') Ch‘ iiulep ЧЛ Q
сге
•Ihre
/3/.
R5V ЛО
£6
32
- 7 36
£[5 loo
J£/5 И5? «гй,
гто
w
-h^SO |/рОк
LL
<ЗУ
С-2~> |iQ£5
Рис. 51. Панель управления № 1 для однозонного и двухзонного п
chipmaker.ru
Oto too
QJb /пп
74 75
fS US' ЫК
6 ж
ЧБ
17'
1,2k
5 m
esoo
гта /Ок
20
2i fcJ7* (Ок
КУУ
юнт, S6X2.
<55 /so'
<57 f-f2£
ПйсоЕрж
№ з,3к
ju
0Й
X КОнГП
TV
Y39 U4o «
Кконт. H№’..(&. 14Ul,IS -к понт i&x?
<2Л
fTD
Zk.
022
У8 27<
C29 Site
>-s
50
too
i
Affio /«к
VvS
«. «г /лгйЕзо
O.Q.X 9. С > Е?О ? § F. teweft/nws ъ.*£ Tt4'5?c 'faypaKrn epc'cm и kq rr.pO/',UOy&-i^O^O гаэа/цтро Примечание
S.M Ъыюгрр. с/-/в it KX' pebpnsmcpoi OKC^yC-TMj Ьрс изменении WtyHOZrt. ^гнак mi^hu» час,-^с-^ ‘ioaujSHU^ о рс/ЗОмыу-тса системе
'СЗЧ %Jpcatb-4U1 Прибор CM LotW/f nfior-cp^i.'CHa-частот ё ^>а^е^'Я СУСС'гхулп б^гЯ *10кси^слмое &/G4PHU& нопо^кения ^cmanabfiu-оорее Z.Sb не^исгпопом К/5
ь.ъч tipuutXpcM С!- '& -4' npuUrr-0 При изменении поязрноат 'лгно/<о задари* частоты вращения о разомкнутой системе
г&зн ^к&оисс^ал ферме --<ХХ7/ТП e/fО^лу/Ъ-205 Среднее значение напряжения о предела х от D до- Ю&
гэ^ $>мод дат^ра э3.с дёигате.^ Среднее &наче.ние. ^jnp^wPHU^ 8предаю* &П-Здсь9Ь
56,31 Й23У 'ЬцшарЯ ct-i& ’ Чн&рамь-wv прибор :(57 '^o-SufibHoe. нсп^-/те^се п t/sb У'ьсацш напряжения не белее 100 н>&
«ЗУ зь/хес* t«nivtxa то--е, '^^.t изменяемся & преде ца* ом Одо 156,
н? LiSMqwr&b-ШЧ Ори5ср "^орактеристико контролируемого параметре
ЧЗЧ dpuxttnpatf Ct-16 защита ат ОуЯЖеАКЛГ i •уонилеял сети g~^ е Илйаг\ pDO&f dinar,
46 34 1 MCHiCumafibHD таюбаи ъаишть/ и защиты Збиюте//Я оф перегрузок ^puciTi itAa £ t
Я} 54 Защита от гуере-ipy^OK З&лснпелъ /еи'с/ /^6 ocScr
52,34 тированные уп-outue импульсы. =иГгНЁ_ги %
^4,Ж Чмрояоо v/^tovP* А/ /уо^зспю UJi. 7Л2к п€не€
6р/Д быкод7 нуиъ органа d~ Ом
53,34
VL *11^
Рнс. 51. Панель управления № 1 для однозонного и двухзонного привода (реверс по якорю—БТУ 3601-Д).
chipmaker.ru
1— Ьп Челе
7 SenaJ/W
3 бымдгт!
в
— S &ымдг,К372
<г &ыюд/<П5
ю beiwdSfUb
го -iff)
— // &>одУО
/7 Stodwb
.'3 -<гъ
£_г 3 OS
ч 63
/V съ
— /5 Зыгод зз
& &*сдгуз
L гч&
"6 ’ -/55 ^’оЛ.ттьь'ое
.'6 *<55 cKnoSu/ibfioe.
г< *гч&
г
7 U&j
<56 с
-а <а> »?5ар-
pL'CrruKQ iDy^OZQ /Уритечанае 1?? н.^ер<гаы чый при&р 'Карактеристик.о контролируемого параметра ечани £
г^лЧ'ПСро * \рс Kj3.^Ed€HU'J 'WtyHQtrrt частот bDaujenu^ о разом Qucroene V7 31/ (hfutxnpjif СГ-/& Защита ат /юниления «г>>яже/«л» а сети на снятие, рро &/ЯЛ<ци* и^пудьсоб и^нагряхение яогичес " i"
y.DO^c'Ch'U-no/ne L-Я ^Оксимсльнов SHC4QHU& чсгпано/бяи’ не 'Qoflee 2.56 Релисгтуосом ,</5 38 34 6vKOd вгча^а/та/!Ьмо •пафбои зашить/ и ianjmb.' СБиг^теяЯ ОП-7 rx^pelpybOK ^аистЛ/ет ихл&о^сб' /гл> рогулироЬзни^ S flfMQKC
=£? При изменении полярности 'ллна/>а ъадс^ия частоты вращения 6 разомкнутой системе. 50,34 Защита от перб-2f^bOK 3&JK/tnefi9t де» ст Кует но ^ереьсд’ угла регули-ооёсния ё d макс
tpqpMC-ичпщъ - Среднее значение напряжения 5 пределах от 0 до-ЮЬ 52,34 "1раСу^,г^иро^анмые уп- *f- ЬС у! гсодроё
wxa з.дс КЯ Среднее значение напряжения 8предек» От-9до-<-9Ь Зрчу «мдояос пилробрашл —.—вс U ^ь/ста^егпел не менее В 6 с пом/х^ь/о) ^sacmepa кр
S HCnpfK- п 1/56 ' альсации напряжение не белее tOOmf, &FU.37 бьпос? нуяь органо с(-уи^ регуяироёани^ tl~ Dm Dog /75-у
rrC-£ измелется ё преде ван от О до 5^34 у/ г-, : ^__И ёне &хе£ 70 Эл. град.
Микроскенш:й1- КрПНСЛК- К553М/Р
Кондднсотры С( С6 С6 cHCJiCZZ,C.lSC :CS-K!C- It - и30
конденсатор С5 -К/С- 73 Н90
Конденсаторы С2 CS С9С/0,С!Ъ сгуфнсч- К‘С If, -нг>5С Конденсаторы С/Ч. C2{ CL9-к5О-£.
Кон^нсотовысч,С7сгз,сгбсг7: <ри сдз-кгз-п-гзсз
Конденсатор ФИ с 'г - к 75 -П- Ч00&
МикрОС Квли Ш-К5ЦЛИ1
Микросхема Т72ЧОИ:1цТЧ.-К5Н/1(15
^е.ке.К - РПг-^-ггО11У5. 7if,
Резисторы nxmO4hHue{£..t3K/4,ff£t5O..(32245 Л5рК£1 «5363 £63 ЧУЛУ/
&Z x/е, (го - тт i*sjj остальные - М/Т [t/Oty КЬюсторы переменные - СП5- /6Ь. Дюды псиупроёодниюёыеУ23..‘230-КД 52<5 Диоды полупрс£ддни1О&леМ..МчуЗЗМбучз .VyevSO.yet Фи кЗут лр итО-КД5г/Г Приборы ВыпрямитеЛьные-.УК.УгуъЯучо- КЦЧО7А
Транзисторы V6S.,414- КггОЬД.
‘Ронуютсры и<5,ФЦ. V2-K.TZO3&
Транзисторы фи И/ t/в- КГЗ/56
Транзисторы ип, мвФн и31/чуб-КГЗ/5&
Транзисторы VH. VTS.. Ч5О-к.Т&<чБ
Транзисторы v36 Vu$ - К7875Б
С-пабилитрсны 1/32 1/3?- К.С515Й
ЬиЛКи X/p2- РшгН-2-76
«./Поддирается при наладке
ре по якорю—БТУ 3601-, -Д).
chipmaker.ru
Нстроисгпёо адаптации /УХ}!
хг
Цепь 2карь готеня
Общий &ыюдМ &яодДн£ Общий 7D&
Датчик. напрыкенц* [fip)
-К кант. НШ. 'V
Хкант&Ц.ЛЧ
/</
Рис. 52. Панель управления № 2 для однозонного и двухзон
ChiDmaker.ru
chipmaker.ru
Рис. 52. Панель управления № 2 для однозонного и двухзонного привода (реверс по якорю БТУ 3601-, -Д).
chipmaker.ru
к/
зг Цепь
&нод1
1 *гчб
' 3 Клоч м
2 -ize>
*1гь
ч Kfiav £>/
6 и?
' 7 K/imv 62
L' 10 Калч №
£3 «•д 22зИ Utmepu-тыьный прибор Хароктеристика контромруемою параметра ч Примечание.
/23 ^an&JHupo-банныб bwLa? a-it —L ♦aU Us - iS6*STf. рОне дыее КЮне>
2,23 U’ ’«31 57. ыОне Лиее 100мб
«,23 L tup Р1<жсин>ольное напри пение не более 1П &
16,25 ЧлНлг^ ток о силовой 'цСШи { А 60 9/1. град
<ч,гь 1 I I о р_ t изменение полир-HOcmj Сигнала Vpr Uhs. менее В5
1626 *-Ч -1x1 / t Отсчет Sudeppoa/ Семени 1/nt менее 04 мс
td
16,25 С/-/1 □ гь Порекл>ые.ние. триггеров Uне менее
16,26 14 t
tO,26 ~1Ч~1 ide менее 0,5тс
2/23 Закрыт^ КлкнНР /- 60 JH. град
22 23 |~Т~^ Открыт., Ключ&/'
gemcrr&i* [уд!
«
VS 27K
т
КЗ 680
<72736
21
13
/6
45
11
3
6
хг.
Цепь
U
Ьюо5РС &*оУЬРС £>Ы1оЭ2
Upc
^ыкодУС
Начальное. '’а/юкеще,
Микросхемы УД УЙ, ЧС ЙУ./Н-к55ЪУД1Й Микросхемы УДД1 ПЗ-К511М5.
,Ироды полупроводниковые- КД51/Г.
&мки хч хг - ршгн- г-16
Р&не тг-г-ггоцул, гчь
*) Поддираете у при на/одке
я. го
К кант. $Х7
+1гъ
Но^ер ГОНГГр. тоуки Чтеритель HUI прибор /^ауктер^тико' центра /luPytdMoio парю'М етхэо Приме чоние
че,ге Осцимограу 0I-1& Уапрепеение генерочич U-106; /:£кГч
’дгз г г/д*/ ^аксима/уъное напряжение не дс/ее
45,23 "" 1 —1—►-1 &кдюуение Тснупени сЭамтоции
чгр включение Я степени адоптации.
^525 Упре^чатое •мение .тюка отсечки
го и двухзонного привода (реверс по якорю БТУ 3601-, -Д).
chipmaker.ru
Управляющий opic/н /Х>)
<5
ич
С5
ио
и/
грк
t/т 5/t
8^
47 к
^rr>ay.
16
У5 ег5 ^kW
1 S3 1С0с5
«W
б&К
КГЛ1&Б
-гчь
72
лс/
2
6B< jgcp
CZ5
те
губ
CM
St
Ьюд/Дт е>юдгдт &юд5ДТ &ход СЭ f lq'
К конт10( м2
J9Kcnm /5X2
2.'; i^A конт /ЗУ 2
6* 6 -o-/£?< Cl
« sso
t/55
Общий
КТ//&&
ы*
Vc
та
КГ56/6
11£>
6iO
си
® сзГ ^0р7
Ккохт/}
2,7k
Л d>7C>1
Lu &2к
1 >/g
|Гг?
\s/K
лощите
V6 Id}
-/55
W
Така&я отсечка (то)
Цепь
Kftov Hi Клюк £>1
Рем вкодЗРС АлодУРс &#>!О<?СЭ
Сует. ТО
СЧ
6ч сч
АуходУЗГ) С'Зщий 8хоЗ/уз
05 is
Ил» 10 го
<ь п и
14
15
S
// 6 /S
9
16 2
Ю 9 8_ 12
К копт /ьхг
^4 Кмнт 6A/..ASA7
,|£^
•Tqz2
ктцч
Zf5 KL5,-
500
CW
езо V-
-рЗ* Л73<56
1£4**оя>гог ^Ккон^г/хг
/5Д HuumHAl. 05fi?i i4hiTi2
-< копт ^2
КБО
0.01
Рис. 53. Панель управления № 1 для двухз<
chipmaker.ru
^DPM^po&i najb 1Г», .^о?~
8 rllS) ’yc
»/53
>u
9P n/2** 4 сХтйл.
'>/8
2Й—> —j
rhS. K7’'55
-/53
*73fS6
Y5 «5
Л7//86
<£/
C^^Q4KO9t вощите
>V6 \C6)
Knut
ЙХ
V561
gv5
KW
Ч5&
Общий
J94I
38*
I?/ /9
К конт.
Тдл-о&я отсечка (то)
К конг 6A/..ASfi7
(Si
-156 r
Общий
Л *89 Из/*
^aw <5Х/ /
V57
У73<56
6 «ск
*мо«;7
I <33
V56
' fit
27*
V?/ ЛзН io*.
ны^прьЗор
^V3d
№ггрСлисьем О 2( гуегоо/чет/з о
Генератор ыяг'одроь few иап£3н<;енр£
^33 potpO/-/^
балод н^ь- органе
детлг-
«35
Рис. 53. Панель управлении № 1 для двухзонного привода (реверс по полю БТУ 3501-Р).
chipmaker.ru
Xves
veS
КГЫЧ6
КТЫЧб
ZlKfSS,
V76
:ТУч6
MS
KTB<4&
V63
fioi
2,7k
2.7k
VO/
V3b
K7S&6
кг
fee Цепь
/
3 3mc»!?W
ь ЬжЗгРиг
5 вьподг'рц
1г ^ыходПР!&
<0 ^ыкоддЧ^^
го чг&
и ’гч&
/5 ^ooci/fbMC^
/3 -/ге>
У сз
ч Si
1ч сз
л влхойУЗ
7 %ыкГС?uhS
1р гчг
'6 ~ /55 с^оЛ'/ь^
& ^ха? сУЛ
'? 4V
г ffe'xc&Vm
// S^JEO^WJ'
C5< 4,0
Нпмер <(2МТр. точки ’Jinepjm^b-ныи г^ч>5ор ^spoviz ел Астикл ta^^mfiOAupi/ef^OZO гтарог*1 €>m /з о Примечание.
Knii- 'bfj/m.-F&pCf-f& fSM^DCm op np ij-X^PCS - >fOto e/iuK, C! вы с. та нс мене^. вь с ''о^схуыс резистора в.72.
т,а l-yw/t регу/tupoSanu? dcmOoc ПЗЭЛ.троЗ.
SS,35 'дне donee /Оэл град.
Микросхемы Ap AS A7- KSSS^A 'А; И-кьилн/. Di- K5WM5- Wl. Фи 4. At Pi- <553 УД/4 'e „„
Диоды nonynpotcS . rooc/e - <Д5£/л npuSopb.' ^birpUMu'rie/ibf.biC - кЦиО7д &UPKU XS X2- PLJiH-t-l6
*) Поддирается при наладке
привода (реверс по полю БТУ 3501-Р).
chipmaker.ru
X/ Цепь Ключ t>2. Ключ Н2.
fan
Ч
шьиае.
чует. 70
-/54“ еяюоиЛЦ >е
5
9
6 <5 <г
/э
Общий ЧРаьо А Фа&а С
Общая пючюДП
&юдДТ
с.гг
6.
Ключ 8/ К»оч Н1
Цч +2.Ч& +ш> -<г.Ь
g г/ /у 17 //
<3 7 /о /с
Х/уль- Орши [HQ)
Fktyлъгпср таю &>ъ6у/кданц9 [РГ&]
Ккокп ЦЙ1..АЗ ч а----’
5] 7 К Конт. НЙЧ'Й5
„ <хоя,/я. 14D1D2 „сад
----------1П1Е
К Конт.&Н.-.ДЗ,
К кант £ЯЧ,Й5
t^unpocyi. Диоды Ори5сры X
У Подбор.
Рис. 54. Панель управления № 2 для
двухзонного привода (реверс по полю БТУ 3501-Р).
мечание
e ffo'jcjxe op/ata
_________ mws едг-fcupoaa
жив. ten po MH'JipS.. wei-w p°/,y€ уемд\о ewe г-га ?a № &,. пении, a ение c!-'<-3 ?= St>
ЮнГПр.
328
a
56
кя *^r~.
178
3(8
i^ȣOV/ne<b Hbu
карает йристи к и кпнтролир,/^о'1£> паоЬмё.тех>.------
Приг.ечони s напряжение, разрешение оамты if'SQpic ^ляадюе нар^-‘иен'Л Щй юпраб-
Ьыю&ое нзпряхе ж/е /14 S кграй^ нии„&'' Ц‘ /&А
чапряжение -f5& gifae &»ее кйнЬ
Мькросце/ры fM...AS~ KSS^y^M' TH.. JJ3- K5HAAS.
Диоды пору/ух^саникоёые - КД5И Г
Приоры /зыгремиггельные - КЦЧ07Д ёмрки х/,хг- ршгн-г-16
Подбирается при наладке.
2 для двухзонного привода (реверс по полю БТУ 3501-Р).
chipmaker.ru
Апипсчж переключающее. устройство /АПу)
^ЬЧ
(а ЭДС/ОЭ)
ГЧЗ
Д
ВО
..к
VZ9
^7
-W—
'V37
V58
*7* «Уб
V36-
ИЗО
V33
К7
ъг.
№
'V40
чзг
V25
V26
PS&
КошгДМ
V*
3SO
Kpm.lSl
V67
КГЦРЬ
Chipmaker.ru
Ьчг.
<оо
5S
J172 £&к
Г'5г гу
s-27к
«77»
Ч?*1 чг у
К
л сами. /<2У/
/73
V/5
-/56 =1X25 гг/с
IS
V!3
/53
<3----- .
/мости
И55.
V"66
Xxsv
«75 zJ.'Ok
135
70 х
-/г&
Зо&о/мое такотромиченае /ЫО)
4^91«50
нт
/Ос l'zi <0к
г
*737.55
K57
•п «У»
Датчик напр^жени^ /Др)
+/5fe
VSl
vo5
Х2
km. Цепь
11 &аюдт
1 -гчб
г! u»N
!& 6*ОС1 iPC
iZ &ыкад СЭ
16 &*од сэ
3 6 БыклЗУС
fO Общий
1Ь Олр. ПОДЮС dbuiqmW*
« 7 ^корь З&иготелъ
г Начапьноа положение
9 &>побУЗП
У..Д5- ЛЗбЗЗ/Д М; ^..Дйз - K5PPAS. с&еанико&ые - КД5И Г •ръмитерьные - КЦЧО7А мгн-г-1б.
при парадке.