/



































































































































































































Текст
Н.П.СИНЕНЬЮ Е.Г.ЗАСЛАВСНИИ
ТЕПЛОВОЗ
МОСКВА ТРАНСПОРТ-1986
ББК 39.235
С38
УДК 629.424.12—83
Рецензенты А. В. Кабаков, В. П. Чулков Заведующий редакцией В. А. Дробинский Редактор Н. П. Киселева
Синенко Н. П., Заславский Е. Г.
С38 Тепловоз ТЭЗ. — М.: Транспорт, 1986.—215 с., ил., табл.— Библиогр.: с. 215.
В книге описана конструкция механического и электрического оборудования тепловоза; приведены основные конструктивные изменения дизеля 2Д100. Освещены вопросы эксплуатации тепловоза, организации технического обслуживания и текущего ремонта, а также даны объемы работ и порядок их выполнения при всех видах ремонта.
Предназначена для машинистов и их помощников. Книга будет полезна инженерно-техническим работникам, занимающимся эксплуатацией и ремонтом тепловоза ТЭЗ.
с
3602030000-041
---------------131-86
049(01)-86
ББК 39.235
© Издательство «Транспорт», 1986
ОТ АВТОРОВ
Тепловозы ТЭЗ строились Харьковским, Ворошиловград-ским и Коломенским тепловозостроительными заводами с 1955 по 1973 г. По сравнению с паровозами они отличались более высокой экономичностью, эксплуатационной надежностью и ремонтопригодностью, а также простотой обслуживания. В настоящее время тепловоз ТЭЗ не потерял своего значения как магистральный локомотив и успешно эксплуатируется на обширном полигоне железных дорог страны.
Известно, что моторесурс дизеля в два раза меньше моторесурса тепловоза. Поэтому длительная эксплуатация тепловоза ТЭЗ вызвала необходимость замены дизель-генера-торов 2Д100, выработавших свой моторесурс. Новые дизель-генераторы 2Д100М в модернизированном варианте начали устанавливать на тепловозах только в 1980 г. Их поставка осуществлялась по новым техническим условиям, так как в конструкцию дизеля к этому времени было внесено много изменений, обусловленных необходимостью его унификации по основным сборочным единицам и деталям с дизель-генера-тором 10Д100 тепловоза 2ТЭ10Л, находящегося в серийном производстве.
Авторы этой книги старались ознакомить читателя с основными изменениями, происшедшими в конструкции тепловоза ТЭЗ к моменту прекращения его выпуска, а также в течение периода проведения комплексной модернизации и унификации с тепловозом 2ТЭ10ЛВ. В книге даны рекомендации по модернизации тепловоза путем установки на него дизель-ге-нераторов других типов, например Д49 или Д70.
Наряду с описанием конструкции тепловоза авторы много внимания уделили рекомендациям по организации эксплуатации и ремонта. В связи с тем что за период эксплуатации тепловозов ТЭЗ локомотивными депо и ремонтными заводами накоплен большой опыт по их ремонту, а также ремонту тепловозов 2ТЭ10Л, имеющих с ними большую степень унификации, авторы не сочли целесообразным приводить в книге подробное описание операций при ремонтных работах, а ограничились общими рекомендациями по методам ремонта и восстановления с приведением уточненного и подробного перечня и порядка выполняемых работ при всех видах текущего ремонта.
В приложении к книге приведены возможные неисправности в работе тепловоза и способы их устранения, а на вкладке — уточненная электрическая схема модернизированного тепловоза.
Все замечания и пожелания по содержанию книги просьба направлять по адресу: 103064, Москва, Басманный туп., д. 6а, издательство «Транспорт».
Глава 1
УСТРОЙСТВО ТЕПЛОВОЗА И ЕГО ХАРАКТЕРИСТИКИ
1. Расположение оборудования на тепловозе
Грузовой тепловоз серии ТЭЗ с электрической передачей (рис. 1) состоит из двух одинаковых секций, сочлененных между собой автоматической сцепкой СА-3. Каждая секция имеет пост управления. В сочлененном состоянии тепловоз управляется с одного поста, а при движении в обратном направлении используется пост управления второй секции. Между секциями имеется переходная площадка, закрытая брезентовым суфле. Каждая секция однокабинная и управляется со своего поста в случае использования ее в качестве самостоятельного локомотива.
Силовой установкой каждой секции служит дизель-генератор 2Д100 или 2Д100М (на модернизированных тепловозах с 1980 г.). Общая мощность дизелей, установленных на тепловозе, 2940 кВт (4000 л. с.). Дизель-генератор (рис. 2) представляет собой единый силовой агрегат, состоящий из дизеля и тягового генератора, смонтированных на общей поддизельной раме и соединенных эластичной муфтой. При установке дизель-генератора 2Д100М на секции тепловоза ТЭЗ подсоединение его к существующим системам производится без конструктивных изменений. Тепловоз оборудован автостопом, радиостанцией и автоматическим тормозом.
Главная рама секции установлена на две трехосные тележки, у которых все оси ведущие. На каждую тележку рама опирается в четырех точках-опорах, имеющих возвращающие устройства. Тележка соединена с рамой вертикальным шкворнем, передающим только горизонтальные усилия и служащим осью поворота тележки. Опоры с возвращающим устройством предназначены для обеспечения спокойного хода тепловоза на прямых участках пути и центральной (относительно основной рамы) установки тележек при выходе 4
из кривой. Передняя и задняя тележки имеют одинаковую конструкцию.
Кузов секции тепловоза обтекаемой формы. Он состоит из трех основных частей: кабины машиниста, кузова над дизельным помещением и холодильной камеры. В кабине машиниста расположен пульт, с которого ведется управление тепловозом. С задней стороны к кабине машиниста примыкает камера, в которой установлены электрические аппараты. Для обогрева кабины установлен калорифер. На передней стенке кабины расположены два вентилятора (антиобледенители), которые в зимнее время направляют поток теплого воздуха на оконные стекла, не давая им замерзнуть.
Тяговый генератор восьмиполюсный с самовентиляцией и независимым возбуждением от возбудителя, обладает мощностью 1350 кВт. Генератор имеет пусковую обмотку для возможности использования его в качестве электродвигателя при пуске дизеля. Электрический ток по силовым кабелям от тягового генератора передается шести тяговым электродвигателям, смонтированным на тележках. Валы якорей приводят в движение колесные пары посредством зубчатой передачи. Электродвигатели соединены в три параллельные группы, по два последовательно в каждой. В электрической схеме предусмотрены две ступени ослабления возбуждения тяговых электродвигателей. Переход на ослабленное возбуждение и обратно автоматический.
Предусмотрено устройство для забора воздуха на охлаждение генератора через окна в боковых стенках кузова, имеющие жалюзи, и фильтры с гофрированной сеткой, причем можно забирать воздух и из машинного помещения. После охлаждения генератора воздух проходит по патрубку под раму тепловоза и выбрасывается наружу. Мощность для привода вентилятора охлаждения тяговых электродвигателей
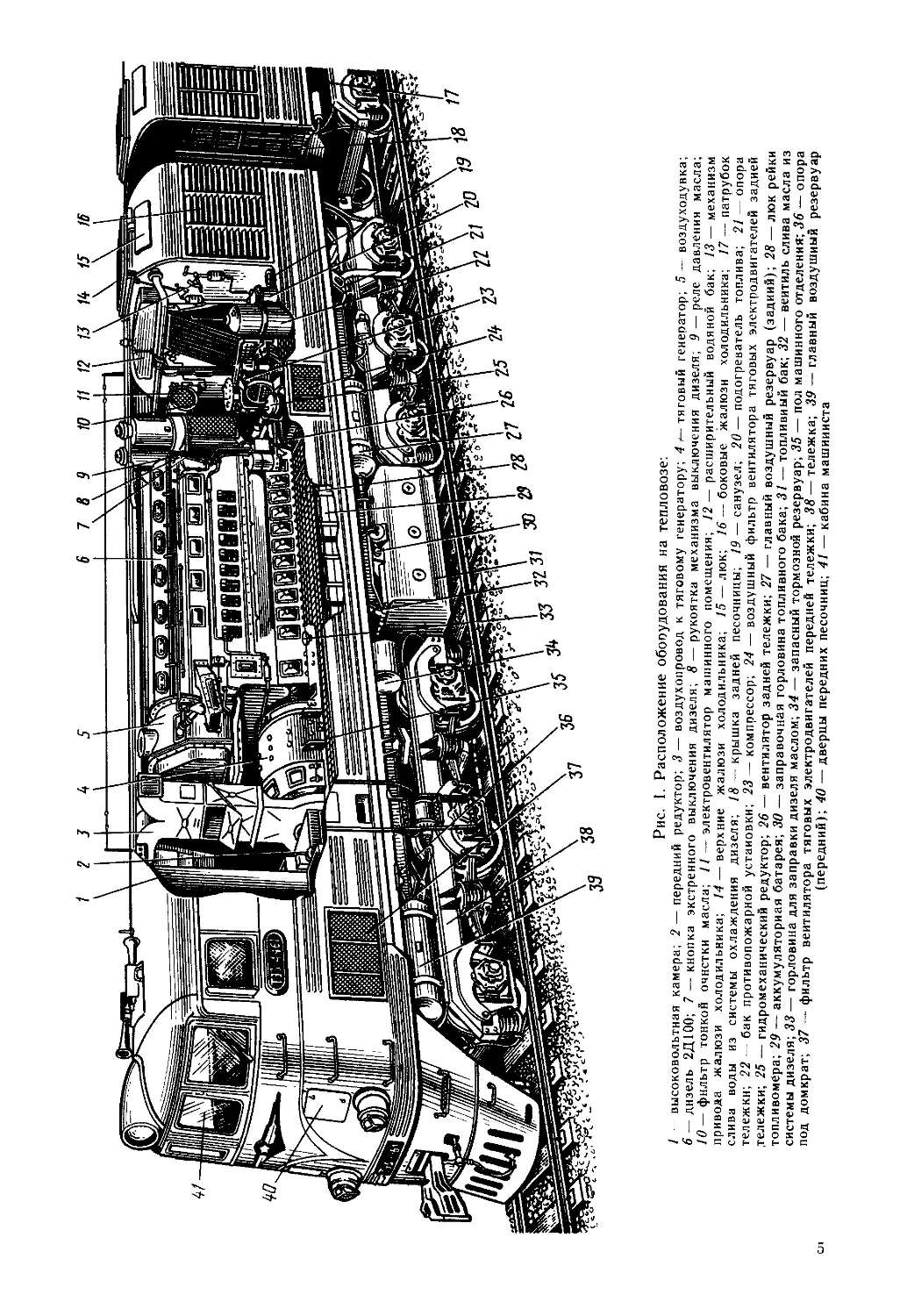
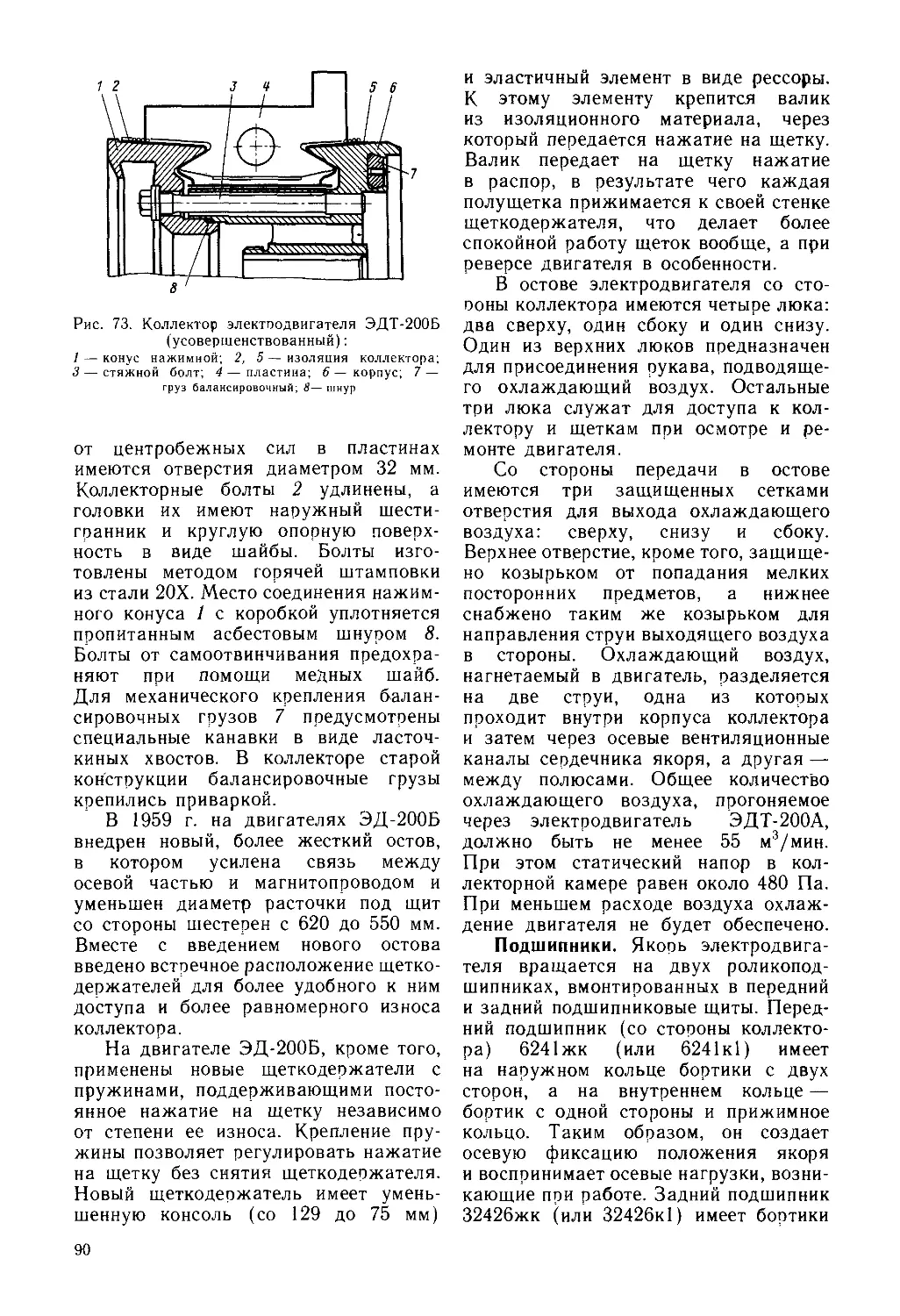
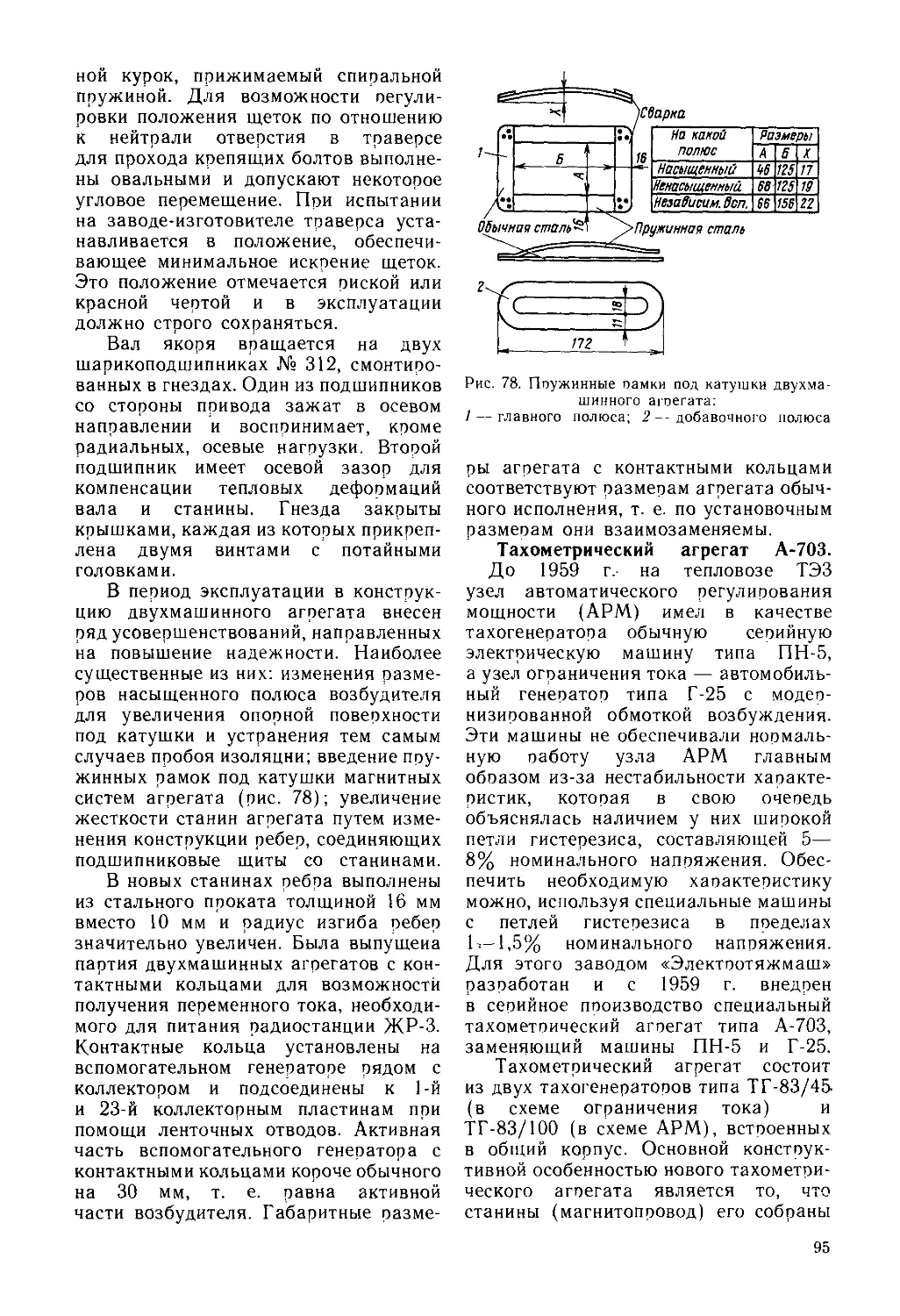
Рис. 1. Расположение обооудования на тепловозе:
1— высоковольтная камера; 2— передний редуктор; 3—воздухопровод к тяговому генератору; 4 л-тяговый генератор; 5 — воздуходувка; 6 — дизель 2Д100; 7—кнопка экстренного выключения дизеля; 8—рукоятка механизма выключения дизеля; 9 — реле давления масла; 10—фильтр тонкой очистки масла; // — электровентилятор машинного помещения; 12— расширительный водяной бак; 13 — механизм привода жалюзи холодильника; 14 — верхние жалюзи холодильника; 15 — люк; 16— боковые жалюзи холодильника; 17—патрубок слива воды из системы охлаждения дизеля; 18— крышка задней песочницы; 19— санузел; 20—подогреватель топлива; 21 — опора тележкн; 22 — бак противопожарной установки; 23—компрессор; 24— воздушный фильтр вентилятора тяговых электродвигателей задней тележки; 25 — гидромеханический редуктор; 26 — вентилятор задней тележки; 27 — главный воздушный резервуар (задний); 28 — люк рейки топливомера; 29 — аккумуляторная батарея; 30 — заправочная горловина топливного бака; 31 — топливный бак; 32 — вентиль слива масла из системы дизеля; 33 — горловина для заправки дизеля маслом; 34 — запасный тормозной резервуар; 35 — пол машинного отделения; 36 — опора под домкрат; <37 — фильтр вентилятора тяговых электродвигателей передней тележки; 38 — тележка; 39 — главный воздушный резервуар (передний); 40— дверцы передних песочниц; 41 — кабина машиниста
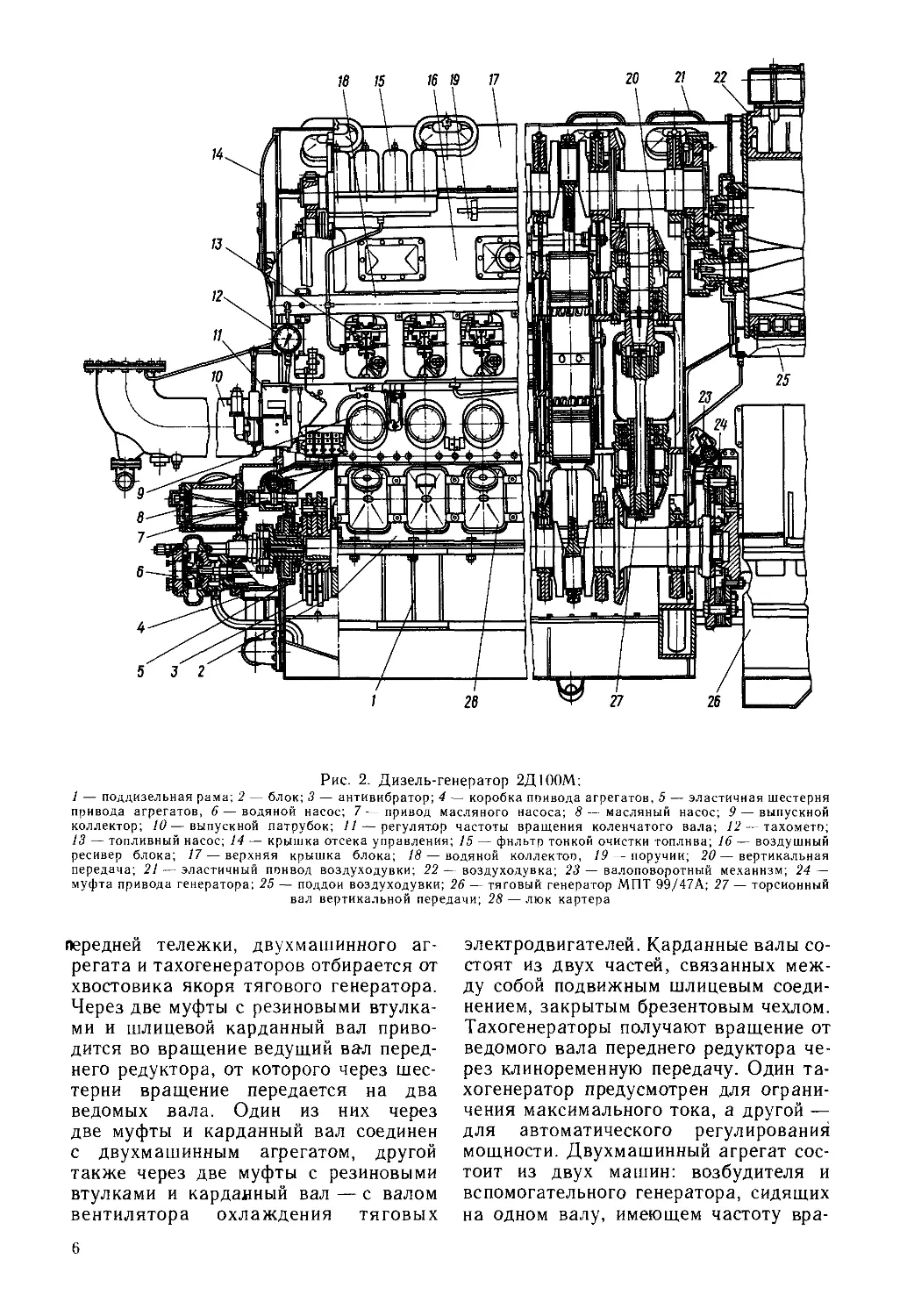
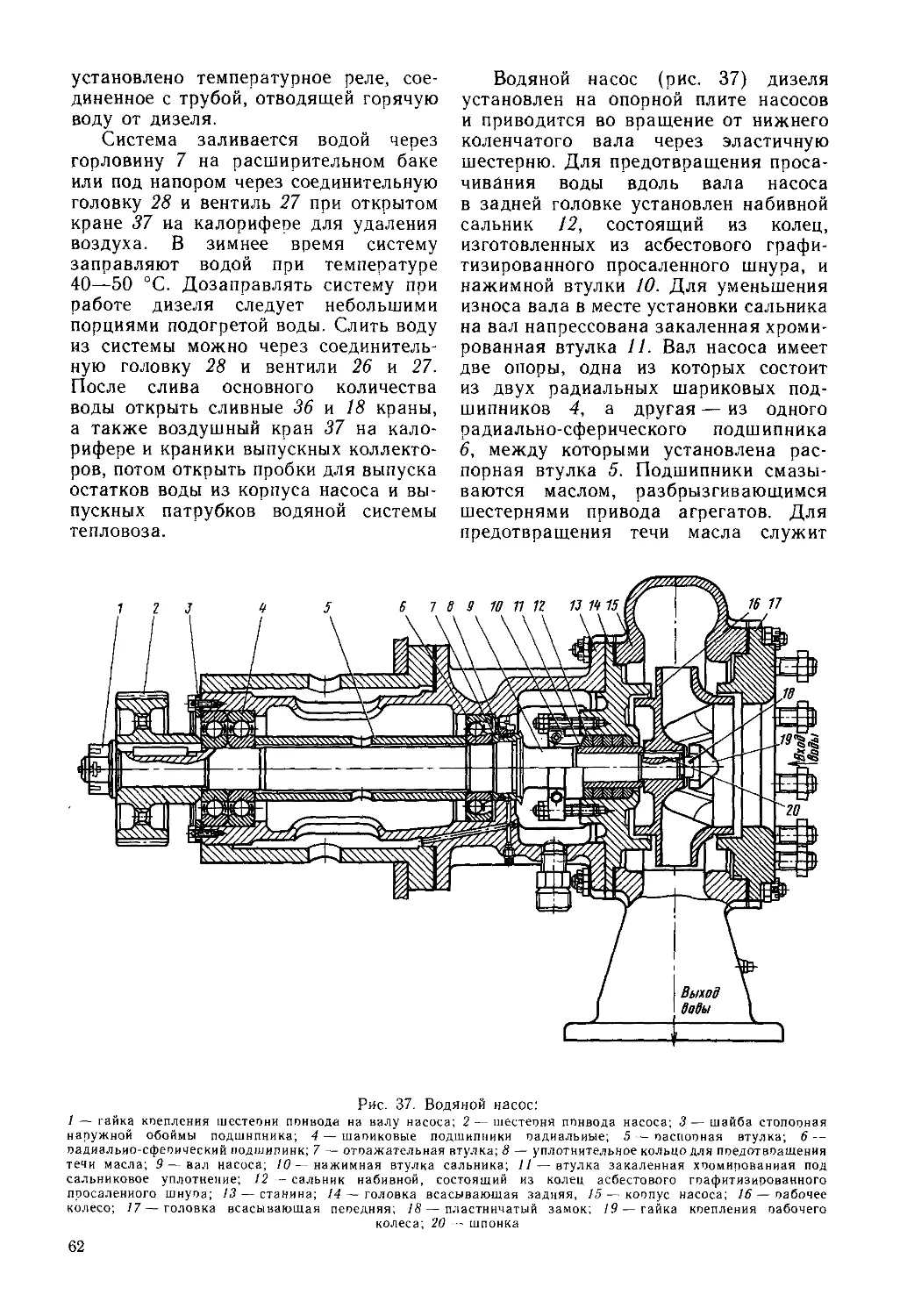
Рис. 2. Дизель-генератор 2Д100М:
1 — поддизельная рама; 2 — блок; 3 — антивибратор; 4 — коробка поивода агрегатов, 5 — эластичная шестерня привода агрегатов, 6 — водяной насос; 7 — привод масляного насоса; 8 — масляный насос; 9 — выпускной коллектор; 10—выпускной патрубок; 11— регулятор частоты вращения коленчатого вала; 12— тахомето; 13 — топливный насос; 14 — крышка отсека управления; 15 — фнльтр тонкой очистки топлива; 16 — воздушный ресивер блока; 17—верхняя крышка блока; 18—водяной коллектоо, 19—поручни; 20—вертикальная передача; 21 — эластичный понвод воздуходувки; 22 — воздуходувка; 23 — валоповоротный механизм; 24 — муфта привода генератора; 25 — поддон воздуходувки; 26 — тяговый генератор МПТ 99/47А; 27 — торсионный вал вертикальной передачи; 28—люк картера
передней тележки, двухмашинного аг-регата и тахогенераторов отбирается от хвостовика якоря тягового генератора. Через две муфты с резиновыми втулками и шлицевой карданный вал приводится во вращение ведущий ва-л переднего редуктора, от которого через шестерни вращение передается на два ведомых вала. Один из них через две муфты и карданный вал соединен с двухмашинным агрегатом, другой также через две муфты с резиновыми втулками и кардавный вал — с валом вентилятора охлаждения тяговых
электродвигателей. Карданные валы состоят из двух частей, связанных между собой подвижным шлицевым соединением, закрытым брезентовым чехлом. Тахогенераторы получают вращение от ведомого вала переднего редуктора через клиноременную передачу. Один тахогенератор предусмотрен для ограничения максимального тока, а другой — для автоматического регулирования мощности. Двухмашинный агрегат состоит из двух машин: возбудителя и вспомогательного генератора, сидящих на одном валу, имеющем частоту вра
6
щения 1800 об/мин при номинальной частоте вращения коленчатого вала 850 об/мин. Он расположен в кабине машиниста под полом.
При пуске дизеля тяговый генератор работает в режиме электродвигателя, получая питание от свинцово-кислотной аккумуляторной батареи типа 32-ТН-450, расположенной под, полом в средней части дизельного помещения с правой и левой стороны дизеля в ящиках. От батареи питается цепь освещения тепловоза на стоянках.
Мощность для привода главного вентилятора холодильника, центробежного вентилятора охлаждения тяговых электродвигателей задней тележки и воздушного компрессора отбирается от переднего хвостовика коленчатого вала (задний по ходу секции) через гидромеханический редуктор. Механический редуктор привода вентилятора холодильника имеет две скорости (две ступени). Горизонтальный вал привода к вентилятору передает вращение вертикальному валу вентиляторного колеса при помощи редуктора, который имеет фрикционную муфту для включения вентиляторного колеса.
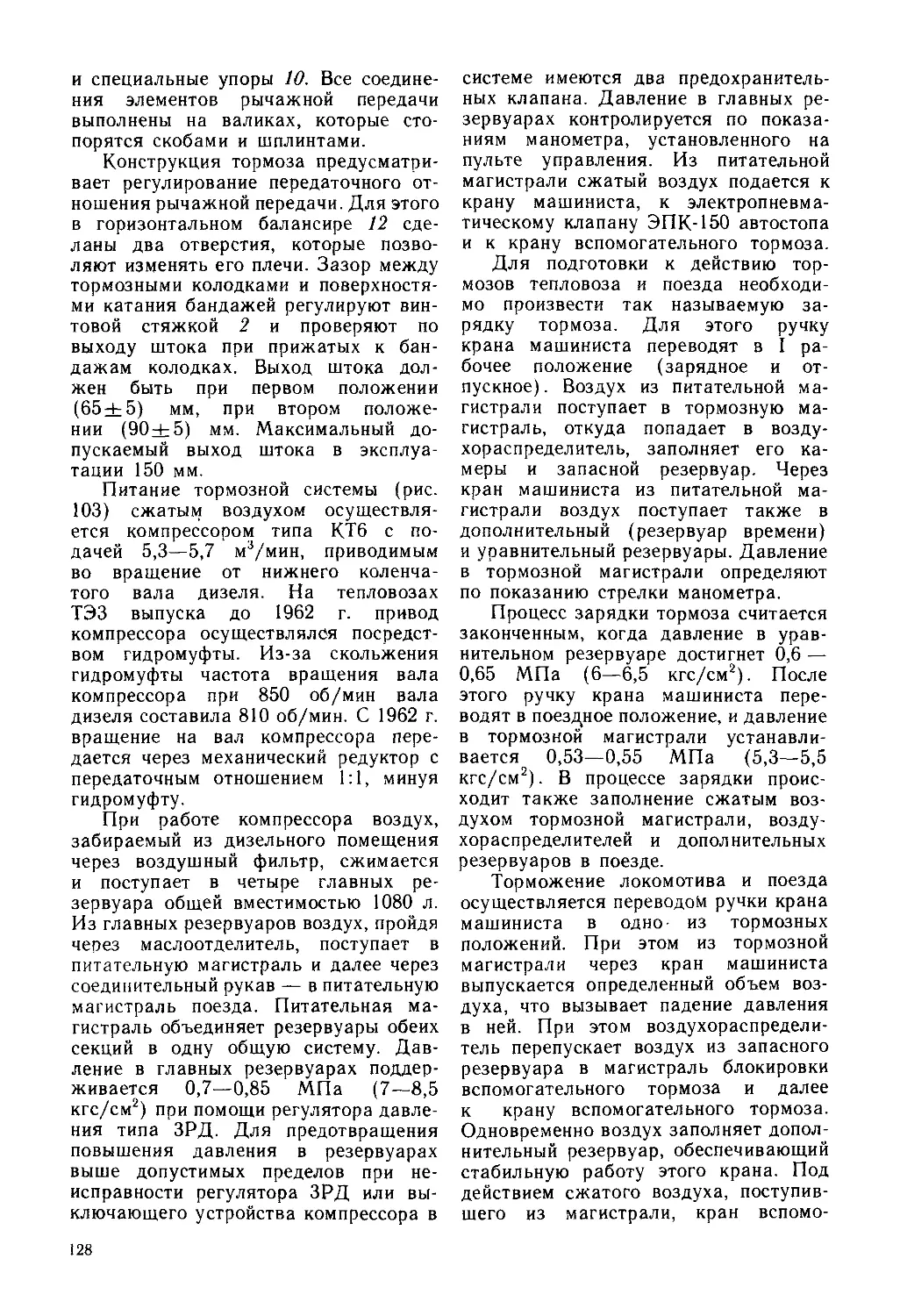
На тепловозе ТЭЗ установлен воздушный двухступенчатый трехцилиндровый компрессор КТ6 (два цилиндра низкого давления и один высокого) с подачей 5,3—5,7 м3/мин и промежуточным охлаждением воздуха. Частота вращения коленчатого вала компрессора несколько ниже частоты вращения коленчатого вала дизеля (810 об/мин) за счет скольжения между насосным и турбинным колесами гидромеханического редуктора. Сжатый воздух от компрессора поступает в главный резервуар вместимостью 1080 л, расположенный под рамой тепловоза. Компрессор регулируют на включение при давлении 0,75 МПа (7,5 кгс/см2) и на выключение 0,9 МПа (9 кгс/см2). На тепловозах ранних выпусков пределы этого давления были несколько ниже, что затягивало отпуск тормозов. Из ресивера воздух поступает в магистраль, объединяющую резервуары обеих секций, и далее для снабжения систем: тормозной,электропневматической
(вентилей, контакторов, реверсора, привода управления регулятором частоты вращения дизеля, отключения и включения топливных насосов дизеля, включения и отключения муфты вентилятора и жалюзи холодильников, стеклоочистителей, тифона), привода автоматики.
Охлаждающее устройство отводит тепло от деталей дизеля, соприкасающихся с горячими газами, и от масла в системе смазки двигателя и механизмов тепловоза для сохранения смазочной способности масла и механической прочности деталей, подверженных такому нагреву. На тепловозе ТЭЗ применены воздушно-радиаторные холодильники, представляющие собой установки, состоящие из радиаторных секций и вентилятора. Установка радиаторных секций и направление воздушных потоков через секции и лопасти колеса осевого вентилятора осуществляется в шахте холодильника, расположенной в задней части каждой секции тепловоза. Внутри трубок радиатора протекают нагретые в двигателе вода и масло. Внешняя сторона трубок омывается охлаждаемым воздухом. Водяные и масляные секции холодильника размещены в отенках кузова и соединены с нижним и верхним коллекторами.
Холодильники тепловоза состоят из 36 масляных и 24 водяных секций. Секции расположены в два ряда вдоль правой и левой сторон холодильной камеры кузова. Вода подводится к верхним коллекторам обеих сторон шахты тепловоза и отводится от нижних коллекторов. Воздух засасывается вентилятором через боковые жалюзи, обтекает секции холодильника и выбрасывается вверх через диффузор.
Секции холодильника расположены наклонно, образуя Л-образный тоннель для прохода членов локомотивной бригады из одной секции в другую. На наклонных боковых стенках тоннеля имеется по три люка с каждой стороны для доступа к секциям и подпятнику вентиляторного колеса. В середине тоннеля на настиле пола установлены редуктор и фрикционная муфта привода вентилятора.
Для подогрева топлива в зимних
7
Рис. 3. Пульт управления:
1 — манометр, показывающий давление воздуха в уравнительном резервуаре; 2 — световые сигналы: а — сброса нагрузки с генератора I секции; б— работы дизеля II секции; в — сброса нагрузки с генератора II секции; 3 — двухстрелочный манометр давления воздуха в главном резервуаре и тормозной магистрали; 4 — электротермометр, показывающий температуру воды во II секции; 5 — амперметр заряда аккумуляторной батареи;
6 — электротермометр, показывающий температуру воды в I секции; 7 — манометр, показывающий давление воздуха в резервуаре тормозных цилиндров; 8 — манометр, показывающий давление воздуха в резервуарах электропневматических контакторов; 9 — стеклоочиститель; 10 — вольтметр, показывающий напряжение в цепи управления; 11 — переключатель автоматического регулирования; 12 — светильник; 13—пульт управления радиостанцией ЖР-3; 14 — ручка краиа вспомогательного тормоза; 15, 17—выключатель левых и правых жалюзи холодильника; 16 — выключатель верхних жалюзи холодильника; 18 — выключатель муфты вентилятора; 19 — выключатель ослабления возбуждения; 20— клапаны тифона и свистка; 21— рукоятка запора (ключ) кнопочных выключателей; 22 — кнопочные выключатели: г — «Пуск дизеля I секции»; д — «Топливный насос I секции»; е — «Управление общее»; ж—«Масляный насос» (резервная кнопка); з — «Прожектор тусклый»; и — «Прожектор яркий»; к — «Электроманометр и электротермометр»; л — «Электродвигатель калорифера»; м — «Топливный насос II секции»; н — «Пуск дизеля II секции»; 23 — кнопочные выключатели: о — «Освещение приборов»; п — «Управление тепловозрм»; 24 — манометр, показывающий давление топлива I секции; 25— электротермометр, показывающий температуру масла до холодильника I секции; 26 — ручка крана машиниста; 27 — штурвал ручного тормоза; 28 — манометр, показывающий давление масла во II секции; 29 — светильник; 30 — электроманометр, показывающий давление масла во II секции; 31 — вольтметр, показывающий напряжение тягового генератора; 32 — амперметр тока нагрузки тягового генератора; 33— ручка реверсора; 34— огнетушитель; 35—рукоятка контроллера машиниста; 36 — динамик радиостанции; 37 — локомотивный светофор; 38 — скоростемер
условиях на тепловозе имеется водо-топливный подогреватель, через трубки которого проходит горячая вода, поступающая из дизеля. Вода подогревает топливо, циркулирующее между трубками и сливающееся в топливный бак. В баке в непосредственной близости от места слива подогретого топлива производится всасывание его топливоподкачивающим насосом для подачи в топливный коллектор насоса высокого давления. Подогреватель топ
лива установлен с левой стороны между санузлом и баком противопожарной установки.
Трубопроводы с гибкими шлангами от противопожарной установки размещены в передней части тепловоза около левой двери входа в кузов и в задней части на передней перегородке холодильной камеры.
В передней части кузова тепловоза расположена кабина машиниста (см. рис. 2), отделенная от машинного по
8
мещения стенкой, в которой с правой и левой сторон (по ходу тепловоза) установлены две входные двери. В средней части стенки кабины между входными дверями имеется дверь в аппаратную (высоковольтную) камеру. В кабине машиниста с правой стороны установлен пульт управления тепловоза, оборудованный приборами управления и контроля за работой отдельных агрегатов (рис. 3).
У пульта, перед сиденьем машиниста, на полу находятся педаль песочницы и калорифер обогрева ног. Сбоку от сиденья расположены две рукоятки клапанов звукового сигнала (соответствующие дублирующие рукоятки установлены на пульте помощника машиниста): тифона и свистка. Справа сзади сиденья находятся аппараты автостопа. Слева от контроллера машиниста установлен ручной тормоз со штурвалом. Справа от двери аппаратной камеры сзади сиденья машиниста находится откидное сиденье, справа установлена панель с выключателями освещения. Перед панелью в нише с крышкой размещены предохранители. Кабина освещается потолочным светильником.
Слева в машинном отделении находится ручка выключения и включения аккумуляторной батареи. Над дверью аппаратной камеры в нише с крышкой размещены три рубильника для включения и отключения тяговых электродвигателей.
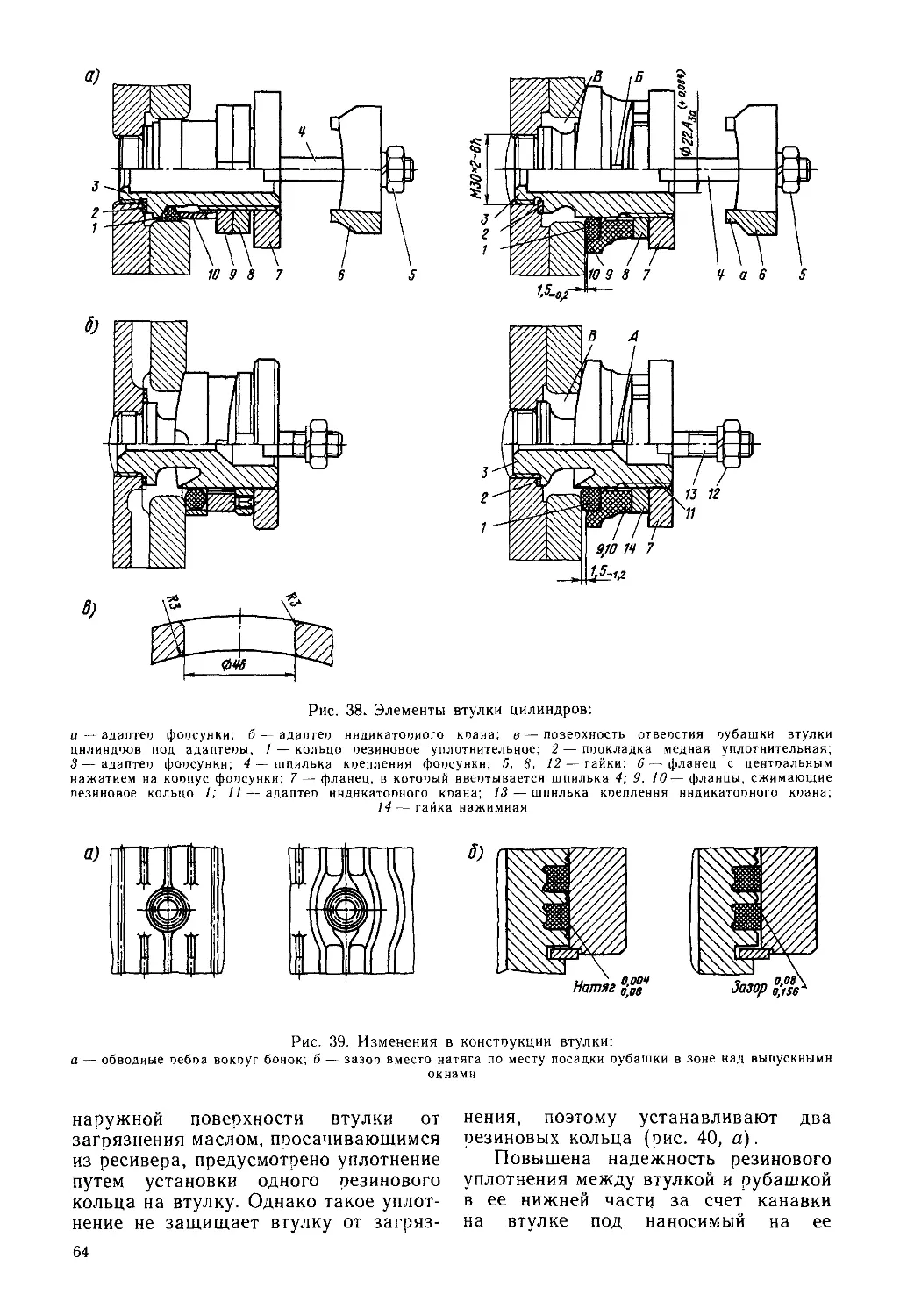
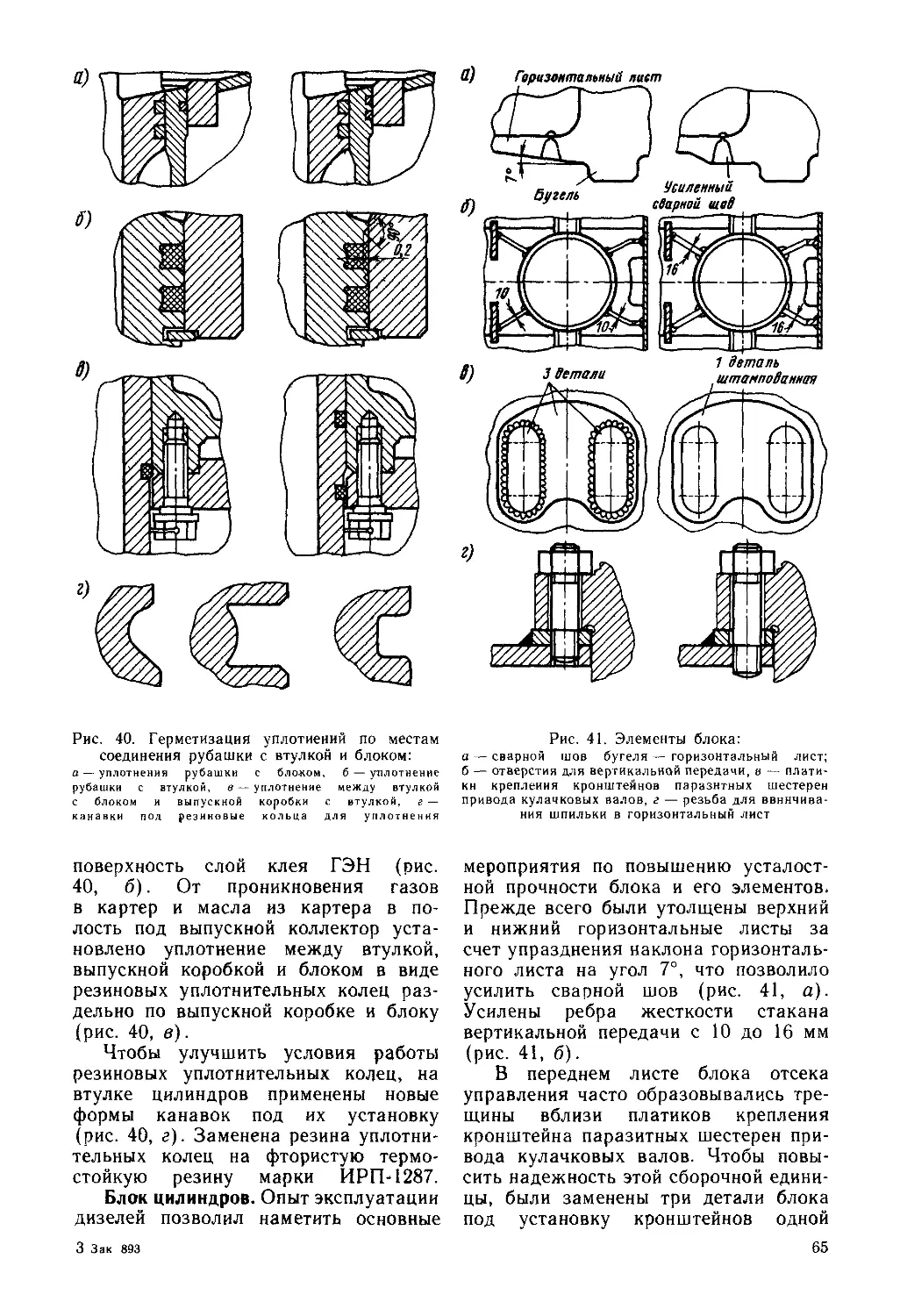
В левой части кабины машиниста расположено сиденье помощника машиниста, установлен калорифер водяного отопления кабины. Со стороны помощника машиниста (впереди бокового окна) на стенке кабины установлен дифференциальный манометр, показывающий давление (разрежение) в картере дизеля. На пульте помощника машиниста имеется кнопка для аварийной остановки дизеля. Песочницы размещены в передней и задней частях кузова.
Для заполнения их песком на торцовых стенках кузова имеются заправочные люки. В машинном помещении кузова тепловоза имеются освещение потолочными и боковыми плафонами, а также вентиляция кузова
через люки электровентиляторами (главным образом удаление из кузова прорывающихся выпускных газов и горячего воздуха).
2. Основные
тягово-эксплуатационные и технические характеристики тепловоза
Тяговая характеристика. Основной величиной, характеризующей тепловоз как тяговую единицу, является сила тяги, развиваемая им при различных скоростях движения. Графическая зависимость касательной силы тяги на ободе колеса от скорости движения тепловоза представлена на рис. 4. Тепловоз ТЭЗ имеет шестнадцатипозиционный контроллер. Каждому положению (позиции) рукоятки контроллера соответствует определенная частота вращения вала дизеля, развиваемая им мощность и сила тяги. Так как электрическая схема тепловоза предусматривает две ступени ослабления возбуждения тяговых электродвигателей, то 1в кривых силы тяги состоят из трех отрезков. Первый отрезок, например для 16-й позиции контроллера, соответствует последовательно-парал-лельному соединению тяговых электродвигателей (три группы по два электродвигателя с полным возбуждением) и обозначен 16ПП.
Касательная сила тяги в области малых скоростей движения тепловоза имеет три участка ограничения. Поскольку ограничение по пусковому току наступает раньше ограничения по сцеплению, тепловоз ТЭЗ весьма устойчив и мало подвержен боксованию. При тяговых расчетах можно принимать следующие значения силы тяги FK и скорости v на расчетном подъеме: FK = 43 200 кгс (для двух секций тепловоза), о = 20 км/ч.
Для определения количества топлива, расходуемого тепловозом на отдельных участках пути, можно пользоваться графическими зависимостями, представленными на рис. 5. Эти зависимости, полученные экспериментальным путем, представляют собой кривые расхода топлива на различных пози-
9
циях рукоятки контроллера машиниста в зависимости от скорости движения тепловоза.
Суммируя отдельные расходы в соответствии с правилами тяговых расчетов, получают количество топлива, которое будет затрачено на всю поездку.
Техническая характеристика. Значения основных параметров тепловоза и дизеля отражены в технической характеристике:
Основные данные
Сцепной вес одной секции с полным запасом топлива, воды, смазки и песка, кН (тс) 126±3%
Нагрузка от колесной
пары на рельс, кН (тс) 210±3% Запас в одной секции, кг:
воды 800
масла в системе ди-
зеля 1200
топлива 5440
песка, л не менее 314
Минимальный радиус
проходимых кривых, м 125
Основные габаритные размеры, мм
Вид передачи Род службы Число секций Наибольшая
электрическая грузовой 2
каса
тельная мощность для
двух секций, кВт (л. с.) 2315 ( 3150)
Конструкционная скорость, км/ч 100
Осевая характеристика (тип экипажной части) 2(3о—Зо)
Тип тележки бесчелюстная,
трехосная
Длина двухсекционного тепловоза между осями зацепления автосцепок
Полная колесная база двухсекционного тепловоза
Наибольшая высота от головки рельса
Наибольшая ширина по выступающим частям
Общая длина одной секции между осями зацепления автосцепок
База тележки
» полная одной сек
ции
33 938
29 774
4 825
3 262
16 969
4 200
12 800
10
Рис. 5. Кривые расхода топлива в зависимости от скорости движения тепловоза при различных положениях рукоятки контроллера машиниста
Расстояние между шкворнями одной секции 8 600
Диаметр бандажа по
кругу катания 1 050
Ширина бандажа по кругу катания 140
Наименьшее расстояние
от головки рельса до кожу- ха зубчатой передачи Габаритные размеры ди- зель-генератора: 122
длина 6 545
ширина 1 730'
высота 3 135
Дизель
Марка, заводское обо-
значение 2Д100М
Обозначение по ГОСТ
4393—74* 10ДН20,7/2Х25,4
Тип вертикальный двух
тактный, двухваль-
ный, бескомпрес
сорный со встречно-движущимися поршнями
Расположение цилиндров однорядное вертикальное
Число цилиндров, шт. 10
Диаметр цилиндра, мм 207
Ход поршня, мм 2X254
Эффективная мощность при нормальных атмосферных условиях и частоте вращения коленчатого вала 850 об/мин:
на фланце коленчатого
вала, кВт (л. с.) 1470 ( 2000)
на валу тягового геие-
ратора при номиналь-
ном токе 2455 А и напряжении 550 В, кВт 1350
Габаритные размеры дизеля, мм: длина 6815
ширина 1730
высота 3350
Масса дизель-генератора с агрегатами (без глушителей), кг Частота вращения колеи-чатого вала на холостом ходу, об/мин 27 000 ±1,5%
400±10
Порядок работы цилиндров 1-6-10—2—4—
Порядок нумерации цилиндров 9—5—3—7—8 со стороны, проти-
Направление вращения нижнего коленчатого вала воположной генератору по часовой стрелке,
Рабочий объем всех ци- если смотреть со стороны генератора
линдров, л 170,9
Степень сжатия действительная 15,1
Степень сжатия геометрическая \18,6
Средняя скорость поршня, м/с 7,2
Максимальное давление сгорания (рг) при нормальных атмосферных условиях, МПа (кгс/см2) не более 88(8,8)
Температура выпускных газов иа полной мощности, °C не более 420
11
Глава 2
ДИЗЕЛЬ 2Д100М
3. Принцип работы двухтактного двигателя
Дизель 2Д100М двухтактный, десятицилиндровый, вертикальный, двухвальный с противоположно движущимися поршнями, с прямоточно-щелевой продувкой с приводной воздуходувкой, непосредственным впрыскиванием топлива, водяным охлаждением втулок цилиндров и охлаждением поршней маслом, поступающим по каналам в шатунах. В двухтактном двигателе полный рабочий цикл — зарядка, сжатие, сгорание и выпуск — совершается за один оборот коленчатого вала, причем продолжительность процесса газообмена составляет 25—30% продолжительности цикла, в то время как у четырехтактного двигателя эти процессы во время тактов впуска и выпуска составляют приблизительно 50% продолжительности всего цикла. Высокое качество процесса газообмена одно из основных условий для получения повышенной мощности и экономичности двигателя. Газообмен непосредственно влияет на количество рабочего заряда цилиндра и эффективность очистки цилиндра от продуктов сгорания.
Как известно, показатели процесса сгорания (индикаторные показатели) связаны непосредственно с коэффициентом избытка воздуха а и степенью очистки цилиндра. Достижение минимальных затрат мощности на газообмен обусловливает необходимость работы при коэффициентах избытка воздуха а и коэффициента избытка продувочного воздуха <ро близкими к единице. В то же время в таких условиях трудно обеспечить хорошее смесеобразование и надежную работу цилиндропоршневой группы, в связи с чем эти коэффициенты (а и <ро) приходится повышать до 1,5 и более. Следует помнить, что на смесеобразование (следовательно, на степень завихрения) оказывают влияние давление воздуха на впуске, отношение хода поршня к диаметру цилиндра, форма и размеры впускных 12
окон, система распыливания топлива и др.
Процесс газообмена схематично можно представить следующим образом. Вначале процесс протекает с преобладанием вытеснения продуктов сгорания свежим воздухом, так что в трубопровод попадают главным образом продукты сгорания. По мере течения процесса входящий в цилиндр воздух попадает в зоны, освобожденные от продуктов сгорания, соприкасается с оставшимися в цилиндре газами и перемешивается с ними. Следовательно, в выпускную систему попадает уже смесь продуктов сгорания и свежего воздуха, содержание которого по мере течения процесса газообмена возрастает.
Для оценки качества процесса газообмена различают четыре граничных случая (фазы) процесса газообмена. Первая фаза представляет собой период предварения выпуска газов с вытеснением продувочным воздухом выпускных газов без смешивания с ними. Вторая фаза — удаление выпускных газов продувочным воздухом с перемешиванием их между собой. Третья фаза — удаление выпускных газов свободным выпуском ниже линии впуска из-за разрежения, образующегося под действием инерции столба газов в выпускном трубопроводе. Четвертая фаза — дозарядка, она происходит после закрытия выпускных окон при открытых еще впускных окнах.
В зависимости от пути (траектории) движения выпускных газов и продувочного воздуха существуют различные системы продувки двухтактных двигателей. Наиболее распространенной системой продувки является петлевая поперечная и петлевая или контурная. Петлевая поперечная продувка — когда воздух из продувочных окон совершает петлевой путь от продувочных к выпускным окнам поперек втулки. При петлевой или контурной (эксцентричной) продувке поток продувочного воздуха выходит из продувоч
ных окон, проходит вдоль оси цилиндра, а затем отклоняется книзу и движется к выпускным окнам. Путь продувочного воздуха как бы делает петлю в виде контура цилиндра, отсюда и название — петлевая или контурная.
Существует также прямоточная система продувки, т. е. такая, при которой поток продувочного воздуха выходит из продувочных окон втулки и проходит прямым потоком вдоль оси втулки цилиндра к выпускным окнам или выпускным клапанам. Прямоточная продувка у одновальных конструкций двухтактных двигателей (например, у двигателя 11Д45), так называемая клапанно-щелевая, осуществляется обычно выпуском отработавших газов через клапаны, расположенные в крышке цилиндров, и поступлением продувочного воздуха из ресивера через окна в нижней части втулки. Начало выпуска отработавших газов и продолжительность продувки определяются высотой продувочных окон и профилем распределительного вала с приводом от коленчатого вала с частотой вращения, равной частоте вращения коленчатого вала.
Наиболее совершенная система продувки у двухвальных двухтактных двигателей с противоположно движущимися поршнями прямоточно-щелевая с винтообразным движением продувочного воздуха. У двигателя 2Д100 применена эта система продувки. В верхней части цилиндра расположены равномерно по окружности 16 впускных Окон, через которые воздух поступает в цилиндр из продувочного ресивера. В нижней части втулки, входящей в выпускную коробку, размещены выпускные окна на дуге 255,5 мм справа и слева относительно вертикальной плоскости, проходящей через ось коленчатого вала. Через эти окна отработавшие в цилиндре газы удаляются из него, поступая в выпускную коробку, охлаждаемую водой, и далее в выпускной коллектор, имеющий глушитель шума выпуска.
Как будет показано ниже, рабочий процесс двигателя 2Д100 протекает при интенсивном вихревом движении воздуха в цилиндре со снижением скорости
вихря к внутренней мертвой точке (в. м. т.) кривошипа. Коэффициент остаточных газов двигателя типа Д100 на номинальном режиме, характеризующий качество продувки, у = 0,04 4-4-0,06 с некоторым ухудшением (возрастанием) его на холостом ходу, однако не достигающим значения выше у = 0,1. Все это обеспечивает весьма совершенный процесс продувки и хорошее наполнение цилиндра у этого двигателя.
Исследования, проведенные проф. Д. Н. Вырубовым (МВТУ имени Баумана), показали, что в дизеле 2Д100 при тангенциальной скорости вихря в конце сжатия 40 м/с топливо, впрыснутое (поданное) в цилиндр, распространяется вихрем по всей массе воздушного заряда до начала воспламенения и горения. Таким образом, вихревое движение воздушного заряда обеспечивает хорошее смесеобразование в камере сгорания.
В каждом цилиндре двигателя имеется по два поршня, двигающихся вертикально в противоположных направлениях и образующих между собой в средней части втулки общую камеру сгорания. Поршни приводят в движение верхний и нижний коленчатые валы.
Последовательность движения нижнего и верхнего поршней, определяющая моменты открытия и закрытия выпускных и продувочных окон, обеспечивается соединением нижнего и верхнего коленчатых валов механизмом вертикальной передачи таким образом, что кривошипы нижнего коленчатого вала опережают кривошипы верхнего вала на 12°. При регулировке угла опережения нижнего вала в момент соединения коленчатых валов замеряют угол опережения по первому кривошипу нижнего вала. При заданной высоте выпускных и продувочных окон нижний поршень открывает окна раньше верхнего и раньше их закрывает. Это способствует улучшению очистки цилиндра и наполнению его свежим зарядом, а также получения фазы дозарядки цилиндра воздухом на угле поворота кривошипа ~6°. Наименьший объем камеры сжатия получается в момент, когда нижний поршень перей-
13
о°
170°
Закрытие Опускных окон
Омт. нижнего поршня-^
17-75°
Начало Опрыскивания топлива
55°
104
244
Закрытие Выпускных, окон
Начала открытия Опускных окон
О
Рис. 6. Круговая диаграмма полного рабочего цикла дизеля 2Д100М
дет внутреннюю мертвую точку (в. м. т.) на ~6°, а верхний поршень не дойдет до в. м. т. на такой же угол поворота кривошипа.
В конце такта сжатия, когда поршни приближаются к в. м. т., а температура сжатого до 3,0—3,5 МПа (30—35 кгс/см2) воздуха достигает примерно 600° С, в камеру сгорания за (18± 1°) по углу поворота кривошипа до в. м. т. впрыскивается двумя форсунками (противоположно расположенными) топливо в мелкораспыленном состоянии. Топливо самовоспламеняется, давление газов при сгорании топлива достигает 8,0—8,8 МПа (80—88 кгс/см2) и при движении поршня от в. м. т. начинается такт расширения (производится полезная работа). Полный цикл работы дизеля 2Д100М приведен на круговой диаграмме рабочего двухтактного цикла (рис. 6).
От верхнего коленчатого вала осуществляется привод воздуходувки и привод топливных насосов, а остаток мощности передается на нижний коленчатый вал через механизм вертикальной передачи.
Мощность, передаваемая от верхнего коленчатого вала на нижний через вертикальную передачу вследствие опережения нижним коленчатым валом верхнего на 12° угла поворота, составляет ~30% мощности дизеля.
От нижнего коленчатого вала со стороны вертикальной передачи через эластичную муфту приводится во вращение вал якоря тягового генератора (отбор мощности), а со стороны отсека управления валы масляных и водяных насосов, а также регулятор частоты вращения коленчатого вала дизеля.
4. Рама, блок и втулка цилиндра
Рама. Рама относится к деталям остова двигателя. Остов двигателя образуют его основные неподвижные детали, внутри которых расположены втулки цилиндров, шатунно-кривошипный механизм, поршни, масляная и топливная системы. Рама — это основание блока и вместе с ним должна обеспечивать продольную жесткость постелей коленчатого вала (соосность расточек под его подшипники); поперечную жесткость, определяющую жесткость втулки цилиндра (расточки под втулки цилиндра). Жесткость остова (блок-рама)—в известной степени гарантия минимального износа трущихся деталей — поршней, поршневых колец, втулок цилиндров, шеек коленчатого вала.
У дизеля 2Д100 остов представляет собой соединение фундаментной рамы и блока. Для уменьшения массы остова конструкции блока и рамы выполнены сварными из стального листа, сортового проката и труб. Сварная конструкция таких крупных изделий, как остов тепловозных дизелей, требуетсовершенной технологии, обеспечивающей минимальную массу присадочного металла (металл сварных швов, общая масса которых у блока типа Д100 составляет примерно 300 кг), компенсацию первоначальными размерами деталей усадки при сварке, которая в подобных конструкциях достигает 0,1—0,2%, дефектоскопию сварных швов, методы опрессовки на герметичность сварных швов, полостей, правильность геометрических размеров и форм.
Технология сварки должна предусматривать способ снятия остаточных термических напряжений методом термообработки, как это выполняется у блока и рамы.
14
Поддизельная рама (рис. 7) состоит из верхнего и нижнего продольных горизонтальных листов и двух вертикальных листов, сваренных между собой. Вертикальные продольные листы соединены между собой торцовыми листами, а также двумя поперечными сварными балками прямоугольного сечения, в которых имеются колодцы для размещения болтов II и XII коренных опор блока при демонтаже или монтаже коленчатого вала. Для увеличения жесткости поддона, а также исключения перемещения масла при движении локомотива в поддизельной раме установлены поперечные перегородки-успокоители масла.
Компоновка дизель-генератора выполнена так, что генератор без крепления его к торцу блока дизеля установлен на верхний горизонтальный лист рамы своими лапами. Поэтому верхние и нижние листы рамы со стороны генератора (задняя часть рамы) выполнены так, что образуют вилку без поперечной связи. Жесткость этой части рамы создается за счет двойных горизонтальных листов на каждой ветке с соответствующими перегородками и косынками. Под верхними листами в вертикальных листах под лапами генератора вырезаны окна для его крепления. Окна в вертикальных листах под лапами генератора обеспечивают ввод болтов его крепления и затяжку гаек болтов.
В передней части рамы (с противоположной стороны крепления генератора) в нижнем горизонтальном листе выполнены две лапы (по одной с каждой стороны рамы) для крепления рамы на тепловозе. Четыре отверстия в этих лапах предназначены для соединения поддизельной рамы с рамой тепловоза через мощные цилиндрические пружины, сжимаемые болтами.
В нижней части рамы к продольным вертикальным листам приварен поддон. Поддон служит сборником масла, стекающего со всех смазываемых трущихся поверхностей. Верхняя часть поддона ниже поверхности, описываемой шатунами при их вращении, прикрывается съемными сетками, позволяющими стекать маслу в поддон и предохраняющими его от попада
ния металлических частей, в том числе выкрошившегося баббита при выходе из строя вкладыша подшипника.
Внутри рамы, в нижней части поддона, размещен канал сварной конструкции для забора масла насосом. По каналу масло поступает к всасывающей трубе насоса, фланец которой крепится к встречному фланцу на передней торцовой стенке рамы. В этой же передней стенке имеются отверстия, к которым подведены с правой стороны (по ходу тепловза) трубопровод масла, поступающего из фильтра тонкой очистки, который служит также для слива масла из масляной системы тепловоза в картер через вентиль (обязательно закрытый во время работы) , с левой стороны — всасывающая труба для забора масла насосом центробежного фильтра. К отверстию в боковом листе поддона (с правой стороны) подведена труба забора от прокачивающего масляного насоса, в эту же сторону выведена труба для спуска масла из дизеля, соединенная с отверстием в днище поддона.
С левой стороны ( по ходу тепловоза) в вертикальный лист вварена наклонная бонка и труба, которая своим нижним концом входит в нижнюю часть маслосборника. Бонка просверлена, и отверстие служит для установки щупа маслоизмерителя. На пластинчатой части щупа имеются две метки: верхняя метка соответствует верхнему уровню масла в картере, нижняя — нижнему.
Для соединения рамы с блоком дизеля в верхнем горизонтальном листе рамы просверлены отверстия под болты. Точность и правильность установки блока на раме достигается совпадением торцов блока и торцов рамы по плоскостям наваренных на эти торцы фланцев и обработанных перпендикулярно продольной оси рамы, лежащей в одной вертикальной плоскости с осью коленчатого вала. Взаимное положение блока и рамы фиксируется контрольными коническими штифтами. Герметичность соединения блока дизеля с поддизельной рамой от течи масла по стыковой поверхности достигается установкой паронитовой прокладки (составной или цельной).
15
О)
Рис. 7. Рама:
1 — верхний горизонтальный лист; 2 — поперечная балка, 3 — отверстие в балке для размещения болта коренной опоры; 4 — горловина с крышкой для заправки маслом; 5 — лапы верхнего листа; 6 — дополнительные листы; 7 — нижний горизонтальный лист; 8 — поддон (маслосборник); 9— сетки; 10, 16—прорези в стенке канала всасывания; 11— канал подвода масла к насосу; 12— труба; 13 фланец канала; 14 — передние лапы рамы; 15 — поперечные перегородки, успокаивающие масло при толчках; 17 — отверстия для крепления дизеля к тепловозной раме; 18 — отверстия для крепления генератора к раме
Поддизельная рама со стороны генератора прикреплена четырьмя болтами без пружин к раме тепловоза. От продольного и поперечного сдвигов дизель-генератор предохраняют выступы нижнего горизонтального листа 7 (см. рис. 7), упирающиеся в накладки (упоры), приваренные к настильному листу тепловозной рамы после установки дизель-генератора на тепловоз.
Блок цилиндров. В блоке цилиндров (рис. 8) расположены все детали и сборочные единицы дизеля. Жесткость остова — основное условие стабильности положения оси коленчатого вала, обеспечивающей надежную и длительную работу двигателя, так как рама тепловоза, на которую устанавливается дизель-генератор, не может обладать достаточной жесткостью без значительного утяжеления тепловоза. Блок — сварная конструкция, состоящая в основном из вертикальных, горизонтальных и поперечных стальных листов. Цельные вертикальные листы — это главнейшие элементы, несущие основную силовую нагрузку. Растягивающее усилие от давления газов и сил инерции воспринимается в основном
Рис. 8. Блок цилиндров:
14 — нижние и верхние опоры (бугели) коренных подшипников коленчатого вала; 2 — ниши для установки правого и левого коллекторов, выпускных коллекторов; 3 — отсек управления; 5 — опоры кулачковых валов; 6 — отсек воздушного ресивера^; 7 — отсек топливных насосов; 8 — отсек вертикальной передачи
вертикальными листами, расположенными между цилиндрами. Это листы из стали 20Г с ограниченным содержанием кремния и углерода, толщина листов 16 мм. К вертикальным и горизонтальным листам приварены нижние и верхние опоры (бугели) коренных подшипников коленчатого вала, а также опоры кулачковых валов топливных насосов.
Горизонтальными листами блок делится на отсеки верхнего и нижнего коленчатых валов, образуя верхний картер блока и нижний картер. Нижний отсек образован наклонными боковыми листами блока с выштампо-ванными люками для осмотра вала и шатунов, а также поршневой группы дизеля. Через эти люки осуществляется демонтаж поршней и вкладышей. Над нижним картером вертикальными листами образовано два отсека 2 в виде ниш длиной от переднего вертикального листа до вертикального листа отсека вертикальной передачи, расположенных симметрично относительно вертикальной плоскости, проходящих через продольную ось коленчатого вала, для размещения в них правого и левого выпускных коллекторов. Верхние и нижние внешние кромки вертикальных листов ниш обрамлены мощными (до 30 мм ) полосами, образуя рамку ниш под выпускной коллектор (правая или левая сторона блока та, что находится справа или слева, если смотреть на блок со стороны отсека вертикальной передачи).
Ниши в блоке для размещения выпускных коллекторов закрыты продольными листами-плитами (рис. 9). Плиты жесткости соединяют верхнюю и нижнюю части блока с помощью призонных болтов и имеют вырезы овальной формы, размещенные по осям цилиндров; эти вырезы необходимы для доступа к лючкам выпускного коллектора. Верхние и нижние картеры блока соединены между собой отсеком, где размещена вертикальная передача с картером привода воздуходувки, и отсеком для привода распределительных валов и механизма управления двигателем. Таким образом, по длине блока можно выделить три отсека:
17
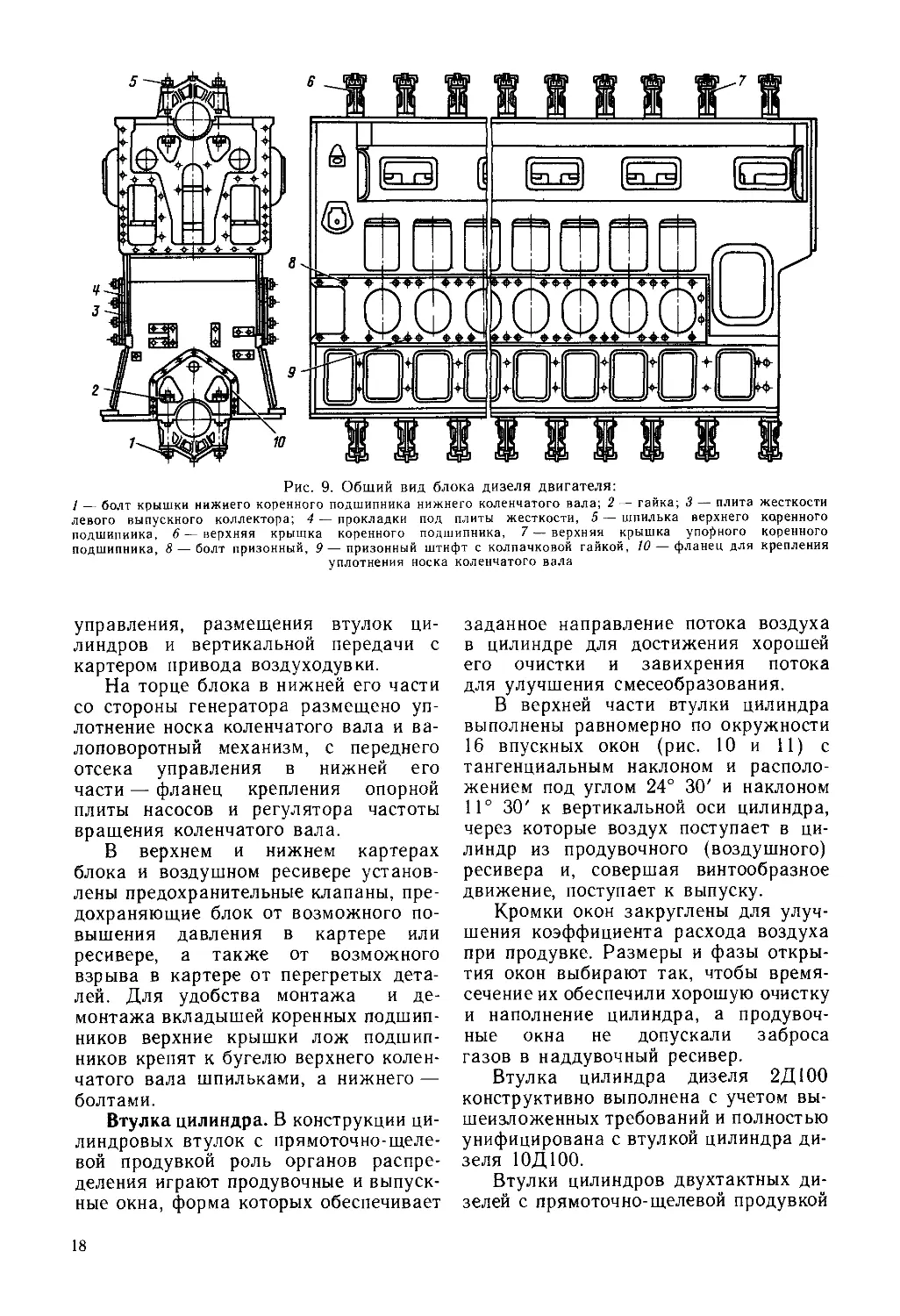
Рис. 9. Общий вид блока дизеля двигателя:
/ — болт крышки нижнего коренного подшипника нижнего коленчатого вала; 2 — гайка; 3 — плита жесткости левого выпускного коллектора; 4 — прокладки под плиты жесткости, 5 — шпилька верхнего коренного подшипника, 6 — верхняя крышка коренного подшипника, 7 — верхняя крышка упорного коренного подшипника, 8 — болт призонный, 9 — призонный штнфт с колпачковой гайкой, 10— фланец для крепления уплотнения носка коленчатого вала
управления, размещения втулок цилиндров и вертикальной передачи с картером привода воздуходувки.
На торце блока в нижней его части со стороны генератора размещено уплотнение носка коленчатого вала и ва-лоповоротный механизм, с переднего отсека управления в нижней его части — фланец крепления опорной плиты насосов и регулятора частоты вращения коленчатого вала.
В верхнем и нижнем картерах блока и воздушном ресивере установлены предохранительные клапаны, предохраняющие блок от возможного повышения давления в картере или ресивере, а также от возможного взрыва в картере от перегретых деталей. Для удобства монтажа и демонтажа вкладышей коренных подшипников верхние крышки лож подшипников крепят к бугелю верхнего коленчатого вала шпильками, а нижнего — болтами.
Втулка цилиндра. В конструкции цилиндровых втулок с прямоточно-щелевой продувкой роль органов распределения играют продувочные и выпускные окна, форма которых обеспечивает
заданное направление потока воздуха в цилиндре для достижения хорошей его очистки и завихрения потока для улучшения смесеобразования.
В верхней части втулки цилиндра выполнены равномерно по окружности 16 впускных окон (рис. 10 и 11) с тангенциальным наклоном и расположением под углом 24° 30' и наклоном 11° 30' к вертикальной оси цилиндра, через которые воздух поступает в цилиндр из продувочного (воздушного) ресивера и, совершая винтообразное движение, поступает к выпуску.
Кромки окон закруглены для улучшения коэффициента расхода воздуха при продувке. Размеры и фазы открытия окон выбирают так, чтобы время-сечение их обеспечили хорошую очистку и наполнение цилиндра, а продувочные окна не допускали заброса газов в наддувочный ресивер.
Втулка цилиндра дизеля 2Д100 конструктивно выполнена с учетом вышеизложенных требований и полностью унифицирована с втулкой цилиндра дизеля 1 ОД 100.
Втулки цилиндров двухтактных дизелей с прямоточно-щелевой продувкой
18
Рис. 10. Втулка цилиндра:
/ — адаптер индикаторного крана; 2, 3, 7, 12 — резиновые уплотнительные кольца; 4 — шпилька с конической резьбой; 5 — рубашка; 6 — форсуночный адаптер; 8 — выпускная коробка; 9 — пластинчатая замковая шайба; 10—болт крепления выпускного коллектора; 11 — прокладка уплотнения выпускного коллектора; 13,14 — болт и шайба крепления выпускной коробки к блоку; А — фланец с четырьмя отверстиями под шпильки крепления втулки к верхнему поперечному листу блока; Б, В, Г ~ поверхности, которыми втулка центрируется в блоке; П — полость водяного охлаждения
и встречно-движущимися поршнями обладают существенным преимуществом перед втулками других двигателей, заключающимися в том, что такие втулки разгружены от осевых усилий. Втулка дизеля 2Д100 центрируется по трем поясам Б, В и Г в блоке и частью нижней наружной цилиндрической поверхности в выпускной коробке. От осевого перемещения она прикреплена (четырьмя шпильками) специальным фланцем к двум платикам, приваренным к горизонтальному листу блока (в верхнем картере), в котором центрируется пояс Б втулок.
Втулка цилиндров изготовлена из специального легированного чугуна (ГОСТ 7274—80). Химический состав
Рис. 11. Продувочные и выпускные окна втулки цилиндра (разрезы см. рис. 10)
19
металла втулки в %: углерод 2,8—3,1; кремний 1,8—2,1; марганец 0,8—1,1; фосфор 0,1—0,15; сера не более 0,12; хром 0,3—0,55; никель 0,9—1,2; молибден 0,5—0,7; медь —0,3—0,4. Сумма углерода и кремния должна быть 4,7—5,1%, а сумма легирующих элементов — хром, никель, молибден и медь—не менее 2,4%.
Механические свойства металла отливок должны соответствовать установленным нормам: предел прочности отливок при изгибе 700 Н/см2 (70 кгс/ см2), стрела прогиба 1,4 мм, твердость НВ 202— 255. Внутренняя поверхность втулки обработана и доведена до высокой степени чистоты методом хонингования и представляет собой зеркальную поверхность, поэтому часто эту поверхность называют «зеркалом» втулки цилиндра. Зеркало втулки упрочняют антифрикционными покрытиями для придания высокой степени прирабатываемости с поршневыми кольцами и юбкой поршня, придавая в целом высокую износостойкость цилиндропоршневой группе.
В средней своей части (область камеры сгорания) втулка усилена продольными ребрами, которые повышают ее жесткость и прочность, а также активно увеличивают охлаждающий эффект наиболее нагреваемой ее поверхности. На ребра втулки напрессована стальная рубашка, изготавливаемая из трубы, получаемой из катаной заготовки, которая обеспечивает предварительное сжатие втулки и работу совместно с ней на растяжение.
Между поверхностями рубашки и втулки образуется водяная полость с наиболее интенсивным охлаждением в средней части втулки. Такая конструкция благодаря своим высоким механическим свойствам повышает усталостную прочность в самом нагруженном ее сечении (область действия максимальных давленией сгорания и высоких температур). Втулка должна обеспечивать интенсивный отвод тепла, сохраняя нужную температуру (140— 160° С), создавая тем самым хорошие условия для смазывания и работы поршня и колец на всей длине хода поршня от н. м. т. до камеры сгорания.
20
Вода для охлаждения средней части втулки подводится по двум патрубкам с правой и левой сторон из заруба-шечного пространства выпускных коллекторов в зарубашечное пространство втулки цилиндра. В зоне продувочных окон температура понижается вследствие охлаждения продувочным воздухом, однако из-за возможного заброса газов из цилиндра в ресивер температура ее составляет 105—НО °C.
В средней части во втулке и рубашке имеются три отверстия, в которых установлены адаптеры (переходники) , уплотняемые по стыковым поверхностям с втулкой медными отожженными прокладками, а с поверхностями рубашки — резиновыми кольцами. Адаптеры предназначены для монтажа двух форсунок и одного индикаторного крана.
Для повышения усталостной прочности в условиях коррозии внутреннюю и наружную поверхности рубашки в средней части упрочняют накаткой. Отверстия в рубашке под установку адаптеров также накатываются. Накатка поверхности адаптерного отверстия и поверхностей внутреннего и наружного радиусов (7? = 3 мм) производится роликами с усилиями 3,50—4,00 кН в один проход и 4,0—4,50 кН за 8—10 проходов соответственно.
5. Поршень, поршневые кольца и шатун
Поршень. Поршень непосредственно воспринимает нагрузку от газов, образующихся в цилиндре при сгорании топлива, и передает это усилие через шатун на коленчатый вал. В двухтактных двигателях особенно с прямоточно-щелевой продувкой создание герметичного уплотнения картера решается сложно. Конструкция бесшпи-лечного поршня (рис. 12) лучше обеспечивает герметизацию картера, чем поршень с бобышками.
Поскольку у двухтактных дизелей усилия, действующие на поршень, все время направлены к н. м. т., силы инерции не вызывают напряжений растяжения в шатуне и его болтах, а следовательно, применение
Рис. 12. Поршень бесшпнлечный:
1 — поршень; 2,3 — маслосрезывающие поршневые кольца; 4 — стопорное кольцо; 5 — нижняя плнта, 6, 16 — регулировочные прокладки; 7 — втулка; 8— поршневой палец, 9 - ползушка; 10 — пружина, 11—вставка, 12—уплотнительные (компрессионные) хромированные кольца, 13—верхняя плнта, 14 — винт; 15 — штифт; 17 — уплотнительные (компрессионные) кольца с бронзовой вставкой, 18 — болт; К — канал для слива масла из полости охлаждения головки поршня
чугунных (более тяжелых) поршней, увеличивающих силы инерции, не вызывает необходимости усиления шатуна и его деталей.
В верхней части поршня установлены четыре уплотнительных кольца. Два уплотнительных кольца 12 хромированные из высокопрочного чугуна. Два других уплотнительных (компрессионных) кольца 17 выполнены с запрессованными в них бронзовыми вставками для прирабатываемое™ колец к зеркалу втулки. В нижней части поршня расположены три маелосрезы-вающих кольца 2 и 3. Маслосрезывающие кольца так же, как и компрессионные 17, выполнены из специального чугуна и покрыты оловом для улучшения приработки их к зеркалу втулки.
Для понижения тепловой напряженности поршневой группы поршень и пояс уплотнительных колец в области головки поршня охлаждаются маслом. Масло подается по каналам в стержень шатуна и через ползушку, которая уплотняет сочленение поршень —
верхняя головка шатуна, попадает в полость между головкой поршня и верхней плитой вставки. Омывая внутреннюю поверхность головки поршня, масло охлаждает его. Масло выходит из поршня через отверстия в плите и во вставке, попадая в масляный картер по каналу К- Из верхнего поршня масло выбрасывается инерционными силами через сливной канал. Верхняя часть поршня (головка) имеет жаростойкое хромовое покрытие.
Верхний и нижний поршни конструктивно одинаковы, но не взаимозаменяемы, так как они по форме днища (камеры сгорания) симметричны, а по юбке верхний не имеет приливов («бороды»). Верхние опорные плиты и вставки верхних и нижних поршней также не взаимозаменяемы из-за зеркального расположения пазов для слива охлаждающего масла.
Поршень, перемещаясь со средней скоростью 7,2 м/с и передавая на шатун усилие около 300 кН (30 тс), должен в то же время обеспечивать такую герметизацию, при которой выпускные газы и воздух при его сжатии в цилиндре не попадали бы в картер дизеля. Герметизация обеспечивается, с одной стороны, точным зазором Между юбкой поршня и втулкой цилиндра, а с другой—поршневыми компрессионными кольцами (в двухтактном двигателе со щелевой продувкой в значительной степени также и маслосрезывающими кольцами). Во время работы поршень испытывает высокие механические нагрузки от давления газов и сил инерции, а также тепловую нагрузку от соприкосновения с горячими газами при совершении каждого оборота коленчатого вала.
Металл для отливки поршней соответствует требованиям специальных технических условий и следующему химическому составу в %: углерод 2,9—3,1; кремний 1,6—2,0; марганец 0,9—1,2; хром 0,25—0,35; никель 0,7— 0,9; молибден 0,2—0,3; фосфор ^0,1; сера 0,1.
Камера сгорания поршня имеет чечевичную форму. Ребрами на внутренней поверхности донышка поршень опирается на вставку. Опорные ребра выполнены в виде двух незамкнутых 21
колец для прохода масла, охлаждающего днище поршня. По геометрической форме образующей поршень выполнен идентично поршням шпилечной конструкции, устанавливаемых ранее на дизелях (вариант ЗА). Расположение компрессионных и маслосрезывающих колец соответствует поршню варианта ЗА.
Поверхность юбки поршня покрыта тонким слоем (0,03—0,05 мм) кадмия иди олова для прирабатываемости ее к втулке. Антифрикционный слой не допускает задирообразования при длительной работе. Юбка поршня выполнена удлиненной, так как, находясь в в. м. т., поршень должен закрывать выпускные окна и иметь большую устойчивость от опрокидывания относительно поршневого пальца.
Чугунная вставка //в сборе с плитами 5 и 13 и прокладками установлена в поршень и зафиксирована стопорным кольцом 4. Верхняя опорная плита крепится к вставке двумя винтами 14 и имеет запрессованный ступенчатый штифт 15, который фиксирует поршень, плиту 13 и вставку // так, чтобы масляные каналы в плите и вставке совпадали, а также определяет положение поршня в цилиндре относительно форсунок. Под верхней плитой установлены прокладки 16 для регулировки линейной величины камеры сжатия. Расстояние между поршнями, находящимися в цилиндре в собранном состоянии с шатунами (в наиболее сближенном положении), называется линейной величиной камеры сжатия. Эта величина играет важную роль в рабочем процессе двигателя, поэтому ее установку и проверку следует проводить тщательно. Нормально линейная величина камеры сжатия 4,4—4,8 мм.
В верхней части внутри вставки установлена ползушка 9, которая пружиной 10 прижимается к сферической поверхности верхней головки шатуна. К нижней части вставки двумя болтами 18 крепится нижняя плита 5, под которой установлены прокладки 6 для регулировки зазора между плитой 5 и стопорным кольцом 4.
Для правильной сборки поршней на плитах и вставках клеймят буквы В (для деталей верхнего поршня) и Н (для деталей нижнего поршня).
22
В двухтактных двигателях поршень выполняет функции газораспределения. Положение верхнего кольца на нем определяет фазы распределения, поэтому верхнее рабочее кольцо двухтактного двигателя поставлено в тяжелые условия, так как оно испытывает большую тепловую напряженность из-за высокой температуры газов в момент начала открытия поршнем продувочных и выпускных окон. Особенно в тяжелых условиях находится нижний выпускной поршень, который омывается все время горячими газами, в то время как верхний, так называемый «продувочный», периодически в момент открытия продувочных окон охлаждается воздухом.
Температура и другие параметры, при которых протекает рабочий процесс, определяют нагрев головки поршня и верхних поршневых колец, а следовательно, и их работоспособность. Рациональная форма днища поршня должна способствовать хорошему смесеобразованию и сгоранию.
Работоспособность (надежность) поршневой группы зависит от многих факторов. В частности, от эффек: тивности способов отвода тепла от днища поршня и создания благоприятных условий для работы поршневых колец. Через поршень может отводиться до 7—8% тепла, вводимого с топливом в цилиндр двигателя. Очень важен подбор соответствующих антифрикционных качеств трущейся пары: поршень — кольцо с одной стороны зеркало — втулки цилиндров с другой, и хорошие условия их прирабатываемости с третьей. Надежность поршневой группы зависит от геометрических размеров поршня, конусности его головки, формы юбки поршня (правильный выбор зазоров между втулкой и юбкой поршня, допускающих тепловое расширение поршня). Отсутствие эллиптичности, конусности и граненности зеркала втулки цилиндра, обеспечение хорошего прилегания к зеркалу втулки поршневых колец способствуют хорошей их приработке и устраняют прорыв газа в картер. Нельзя забывать и о качестве материалов, применяемых для изготовления поршней и колец и их способности выдерживать длительную динамическую и статическую нагрузки
при повышенной температуре без накопления остаточных деформаций, теплопроводности, коэффициента линейного расширения, механических свойств и др.
Поршневые кольца. По назначению поршневые кольца делятся на два типа: компрессионные и маслосрезывающие. Компрессионные кольца уплотняют камеру сгорания за счет упругих свойств самого кольца и действия газов, поступающих из камеры сгррания. Давление газов создает основное усилие прижатия кольца к стенкам зеркала втулки цилиндра. Сила упругости собственно кольца невелика и не может предохранить цилиндр от прорыва газов. Ширина канавки под поршневое кольцо имеет важное значение, так как масса кольца прямо зависит от этого размера. Массу кольца нежелательно увеличивать, так как под действием инерционных сил создаются условия для разработки (разбивания) канавок по ширине. Это явление весьма значительно проявляется в четырехтактных дизелях. В двухтактных дизелях оно несущественно. Компрессионные кольца устанавливаются в верхней части поршня, маслосрезывающие— ниже компрессионных или ниже поршневого пальца. У дизеля два нижних поршневых кольца служат для срезания (съема) масла с зеркала втулки цилиндра (поэтому они называются маслосрезывающими) и тем самым препятствуют попаданию его в камеру сгорания, а следовательно, закоксова нию компрессионных колец, смолоот-ложениям, ухудшению рабочего процесса и дымлению. Состояние маслосрезывающих колец определяет расход масла, идущего на угар.
В течение последних лет (годы после прекращения выпуска тепловозов ТЭЗ) нагрузка на двигатель непрерывно возрастает и достигает по среднему эффективному давлению (ре) для двухтактных дизелей более 1,1 МПа (11 кгс/см2), что привело к снижению срока службы поршневых колец. Учитывая это, по дизелю 10Д100 проводятся непрерывные работы, направленные на повышение срока службы поршневых колец. Поскольку поршневые кольца дизеля 2Д100 полностью унифицирова
ны с 1 ОД 100, то такие кольца поступают и их будут ставить на дизели 2Д100.
Во время эксплуатации поршневые кольца должны быть стойки к задирам, абразивному и коррозионному износам. Коррозионный износ происходит вследствие образования кислот при сгорании топлива с высоким содержанием серы. От абразивного или пылевого износа дизель защищен воздухоочистителями, которые всегда должны быть в хорошем состоянии.
Верхнее маслосрезывающее кольцо, кроме съема масла, выполняет функцию уплотнительного кольца, предотвращающего попадание выпускных газов или наддувочного воздуха в картер дизеля при положении нижнего или верхнего поршня в наружной мертвой точке. Кольца выполнены из специального чугуна.
Два компрессионных кольца (устанавливаемые в 1-й и 3-й ручьи нижнего поршня и в 1-й ручей верхнего поршня) изготовлены из высокопрочного чугуна с шаровидным графитом и легированы хромом, никелем, молибденом и марганцем; химический состав по Мп, Cr, Ni и Мо является обязательным, по остальным элементам—факультативным (табл. 1). Для проверки качества материала от каждой плавки от заготовки вырезают пластины. Заготовки до взятия образцов после предварительной обработки подвергают искусственному старению.
Обточка заготовки до ее нарезки на отдельные кольца производится по заданной эпюре кольца. Рабочую
Таблица 1
Элемент Состав колец, %
иехромнро-ванные хромированные
Углерод общий 2,6—3,1 3,4—3,7
Углерод связанный 0,6—0,9 —
Кремний 1,4—1,9 2,1—2,5
Марганец 1,0-1,5 0,85—1,3
Хром <0,3 <0.15
Молибден — 0,6—0,9
Фосфор 0,3—0,5 <0,1
Сера <0,1 <0,03
Никель <0,6 1,2—1,5
Титан 0,04—0,12
Медь — 0,3—0,4
Магний — 0,03—0,1
23
цилиндрическую поверхность колец хромируют и покрывают приработоч-ным слоем дисульфид-молибденовой композиции. Изготовленные из таких заготовок компрессионные кольца хромируют. Хромированные кольца по наружному цилиндру имеют маслоудерживающие канавки и медь-дисульфид-молибденовое приработочное покрытие.
Два других компрессионных кольца изготовлены из специального чугуна и термически обработаны. Для лучшей прирабатываемости колец к зеркалу втулки цилиндра в кольца запрессованы бронзовые пояски с последующим лужением оловом и образованием (до лужения) двустороннего конуса в обе стороны от бронзового пояска (конус 1+0,5 ). Для обеспечения плавного прохождения компрессионными кольцами кромок выпускных и продувочных окон на цилиндрической поверхности у замков кольца снимают фаски на длине ~60 мм.
Кольца проверяют на прилегание к плите (равномерно не менее 50% площади каждой торцовой поверхности) . Цилиндрическую поверхность кольца проверяют на прилегание ее к поверхности контрольного калибра диаметром 207 +0’02 мм, допускается два просвета длиной не более 100 мм и не ближе 55 мм от замка. Каждое кольцо проверяют на отсутствие коробления, пропуская его через щель 7,95+°’02 мм, образованную двумя параллельными плитами при вертикальном их положении (кольцо проходит через щель под действием собственного веса). Упругость колец проверяют на ленточном приборе, стягивающем кольцо грузом 60—70 Н (6—7 кге) до зазора в замке 1+0,2 мм. Зазор в замке в свободном состоянии должен быть 24—32 мм, при браковочном в эксплуатации—18 мм. Зазор в замке в рабочем состоянии 1 —1,4 мм.
Маслосрезывающие поршневые кольца обоих типов (кольца с прорезью для стока масла и уплотняющие маслосрезывающие кольца) имеют острую кромку, направленную на съем масла с зеркала втулки, т. е. в сторону движения поршня от внутренней мертвой точки (в. м. т.). Масло, снимаемое кольцами со стенок цилиндра, стекает
по прорезям и отверстиям в поршне вовнутрь поршня и далее в картер двигателя. При обратном движении поршня (закругленной кромкой в сторону камеры сгорания) масло с зеркала втулки цилиндра не срезается, кольцо как бы скользит по маслу, не соскабливая его.
Следует отметить, что при сборке поршней с шатунами или замене одного из них необходимо, чтобы в одном комплекте (группа поршень — шатун любого из коленчатых валов) вес их отличался не более чем на 5,00 Н, а вес поршней—не более 2,50 Н. Изготавливают три группы шатунов и две группы поршней.
Поршневой палец 8 (см. рис. 12) изготовлен из стали 12ХН2А, цементирован, твердость HRC 58—63. Палец пустотелый, плавающего типа, установлен свободно (с зазором) в отверстия вставки, в которые запрессованы бронзовые втулки. Во время работы палец проворачивается. Преимущество такой конструкции—равномерный износ поверхности. Осевое перемещение пальца ограничено специальными выступами на внутренней поверхности юбки поршня.
В двухтактных двигателях поршневой палец прижимается к одной стороне и знакопеременные усилия отсутствуют, благодаря чему создаются неблагоприятные условия, так как качательное движение не обеспечивает создание масляного клина. У дизеля 2Д100 этот недостаток устранен тем, что на рабочей поверхности бронзовой втулки выполнены спиральные канавки специального профиля. Во втулке всего 32 канавки с шагом 1600 мм, направление спирали произвольное (левое или правое).
Шатун. Шатун передает движение от поршня к коленчатому валу, превращая возвратно-поступательное движение во вращательное движение коленчатого вала. Силы от сгорания топлива в цилиндре и силы от сжимаемого в цилиндре воздуха воздействуют на шатун, стремясь его согнуть (сжать). Шатун двухтактного дизеля испытывает пульсирующие нагрузки, т. е. переменные по величине, но не меняющие знака. Кроме высокой прочности, жесткости и износоустойчивости в сочле
24
нениях, шатун должен иметь малую массу, Чтобы испытывать минимальные силы инерции.
У двигателя 2Д100 со встречно-движущимися поршнями и с двумя шатунами для выбора оптимальных габаритных размеров дизеля по высоте верхний шатун короче нижнего. Вообще принято в- современных быстроходных двигателях длину шатуна задавать как функцию радиуса кривошипа: Z= = R/L, где L—длина шатуна между осями верхней и нижней головок; R—радиус кривошипа. Эта величина колеблется в пределах 1/3,8—1/4,3. Следует иметь в виду, что уменьшение длины шатуна приводит к увеличению нормального давления поршня на стенку втулки цилиндра. Шатун состоит из верхней головки, стержня и нижней головки.
Верхней головкой шатун соединен с поршнем при помощи поршневого пальца.
6. Коленчатые валы, их подшипники и антивибратор
Коленчатый вал. Вал совместно с Шатунами превращает возвратно-поступательное движение поршней двигателя во вращательное движение. От него получают вращение все механизмы, потребляющие мощность дизеля, а также вал якоря тягового генератора. Коленчатый вал—наиболее ответственная и сложная деталь, которая определяет надежность всего двигателя. При работе двигателя коленчатый вал нагружается периодически изменяющимися силами от давления газов, моментов сил инерции поступательно-движущих-ся и вращающихся масс. В элементах вала возникают напряжения кручения, изгиба, растяжения и сжатия. Материал вала работает на усталость. Размеры элементов коленчатого вала (длина вала, длина коренных и шатунных шеек, размер между осями) определяют жесткость вала. Деформация коленчатого вала тем меньше, чем больше диаметр его шеек (чем больше «перекрытие» коренной и шатунной шеек) и чем меньше расстояние между осями соседних цилиндров,
или, короче говоря, деформация тем меньше, чем больше жесткость вала.
Таким образом, можно сформулировать некоторые требования, предъявляемые к валу:
минимальная деформация при минимальной массе коленчатого вала и максимальной его жесткости;
жесткость вала и опоры подшипника при работе должна обеспечивать распределение удельных нагрузок на подшипник в виде гиперболической кривой;
расположение кривошипов должно обеспечивать равномерность вращающего момента, наибольшую уравновешенность двигателя при минимальной длине коленчатого вала. Следует помнить, что конструктивные формы элементов вала зависят от выбора материала и технологичности его изготовления. Поверхностная твердость шеек должна соответствовать выбранному материалу вкладышей подшипников;
повышать усталостную прочность, применяя увеличенный радиус галтели (радиус перехода от шейки вала к щеке) и упрочняющую накатку радиуса галтели (наклеп поверхности радиуса). Чрезмерное увеличение радиусов галтелей невыгодно, так как при этом уменьшается длина рабочей части шейки и возрастают удельные нагрузки на подшипник. Для повышения усталостной прочности и поверхностной твердости применяют азотирование шеек коленчатого вала, которое увеличивает его усталостную прочность на 30%. У азотированного вала с накаткой галтелей повышается усталостная прочность на 70% (азотированный слой металла галтели должен быть срезан до накатки).
Коленчатые валы ра ч шчаются числом колен, углом межах ними и порядком работы цилиндров. Число колен вала зависит от числа цилиндров у рядных двигателей и от пар цилиндров—у V-образных. Угол между коленами вала выбирают из условия необходимости обеспечения наиболее равномерного вращения вала двигателя. Угол между рядом расположенными кривошипами определяется такт-ностью и числом цилиндров и равен
25
градусам поворота вала за весь цикл (для двухтактного цикла —360°, для четырехтактного —720°), разделенному на число цилиндров. На прочность коленчатого вала оказывает влияние «перекрытие» коренной и шатунной шеек. Если сумма размеров радиусов коренной и шатунной шеек больше радиуса кривошипа, значит, шейки заходят одна за другую. При этом повышается прочность коленчатого вала, так как увеличивается площадь сечения щеки в опасном месте и вместе с этим возрастает жесткость вала.
Дизель 2Д100 является двигателем с противоположно движущимися поршнями, поэтому он имеет два коленчатых вала: верхний и нижний. Коленчатые валы отлиты из модифицированного магнием высокопрочного чугуна (в. п. ч.). Литые коленчатые валы имеют низкую металлоемкость и трудоемкость. Нижний коленчатый вал дизеля 2Д100 полностью унифицирован с коленчатым валом двигателя 1 ОД 100, верхний отличается концевой частью, связанной с приводом воздуходувки. Для дизеля 2Д100 — это шестеренный привод воздуходувки типа Рут, для дизеля 1 ОД 100—это привод центробежного нагнетателя II ступени через торсионный вал, входящий своим шлицевым концом в стальной фланец, закрепленный на торце коленчатого вала.
Коренные и шатунные шейки бывают одной длины, при этом диаметр коренной шейки больше шатунной, что имеет важное значение для снижения давления на вкладыш коренной опоры. Как верхний, так и нижний коленчатые валы имеют упорные подшипники для предохранения их от осевых перемещений.
Благодаря тому что коленчатые валы дизеля 2Д100 литые с внутренними полостями, их шейки имеют конфигурацию, усиливающую валы в опасных сечениях. В местах выхода отверстий для масла выполнены утолщения в виде бобышек, что компенсирует концентрацию напряжений. Особо большое значение для коленчатого вала имеет сопротивление усталости при изгибе и кручении, демпфирующие
свойства; чувствительность к резким переходам формы, подрезам. Положительным фактором является то, что чугунные валы менее чувствительны (в отношении прочности) к качеству поверхностной обработки (риски и др.).
Дизели 2Д100 имеют 10-кривошип-ный коленчатый вал с порядком работы: 1—6—10—2—4—9—5—3—7—8 и следующими углами между кривошипами:
№ кривошипов
Угол поворота коленчатого вала, град № кривоши пов
У гол поворота коленчатого вала, град № криво шипов
Угол пово рота коленчатого вала, град
I—II II—III IV—V
108 144 252 72
V—VI VI—VII VII —VIII
180 252 36
VIII—IX IX-X X-XI
216 252 288
В блоке дизеля коленчатый вал покоится на вкладышах из бронзы, залитой баббитом марки БК-2. Для свободного вращения шеек коренных опор в подшипнике и создания слоя смазки необходимой толщины между трущимися поверхностями во вкладышах подшипников устанавливают зазоры определенного размера (это очень важно при многоопорном вале). У дизеля 2Д100 зазор, замеренный щупом по коренным подшипникам в вертикальной плоскости между шейкой вала и нерабочей половиной вкладыша, должен быть для нижнего вала 0,15— 0,23 мм, для верхнего—0,15—0,23 мм.
Через отверстия в бугеле для нижнего и в крышке для верхнего валов и далее в кольцевые канавки в коренных вкладышах масло поступает из масляного коллектора на смазку коренных шеек и по каналам в щеках и в шатунах на охлаждение поршней. Отверстие в 12-й коренной шейке верхнего вала соединено со шпоночной канавкой в хвостовике вала под посадку шестерни привода воздуходувки и служит для прохода масла вовнутрь ступицы привода воздуходувки. Отвер
26
стие под масло в 1-й коренной шейке нижнего вала соединено со шпоночной канавкой переднего хвостовика вала под посадку антивибратора и служит для прохода масла в ступицу антивибратора и эластичного привода насосов.
Коренные и шатунные шейки обрабатывают с высокой точностью, а галтели (поверхности перехода шеек в щеку) накатывают роликами, как упоминалось выше; на этих поверхностях никакие дефекты не допускаются. Коленчатые валы подвергаются динамической балансировке, при этом дисбаланс не более 0,1 Н-м. Гарантия хорошей работы коленчатых валов во вкладышах коренных опор— выполнение высоких требований, предъявляемых к блоку цилиндров по соосности расточек под вкладыши коренных опор.
Подшипники коленчатого вала и вкладыши подшипника. Коленчатый вал покоится в коренных (рамовых) подшипниках, которые вварены в поперечные листы блока (бугели). Каждый коренной подшипник (блок дизеля 2Д100 имеет 12 опор вала) представляет собой сборочную единицу—опору кольцеобразной формы большой жесткости, состоящую из двух половин. Одна половина этой сборочной единицы (бугель) вварена в поперечный лист блока, другая (крышка подшипника) крепится к бугелю двумя болтами. Подшипник представляет собой единый жесткий узел—опору коленчатого вала.
В коренных подшипниках установлены вкладыши из бронзы (Бр ОЦС-3-12-5) с заливкой антифрикционного сплава марки БК-2. В основе баббита лежит свинец; олово введено в минимальном количестве для прилужива-ния. Как показала длительная эксплуатация, баббит БК-2 по сравнению с баббитом Б83 имеет в несколько раз более высокую усталостную прочность в тонком слое.
Вкладыши установлены в коренных и шатунных подшипниках с натягом. В двигателе 2Д100 для коренных вкладышей зазор «на масло», замеренный щупом между коренной шейкой и нерабочей половиной вкладыша (вкладыш, находящийся в бугеле), должен быть, как указывалось выше, 0,15—
0,23 мм. Для шатунных вкладышей диаметральный зазор «на масло» между шейками коленчатого вала и шатунными вкладышами, поставленными с натягом в нижней головке шатуна, должен быть 0,12—0,19 мм. Зазор определяют по паспортным размерам шеек коленчатого вала, шатунов и фактической толщины шатунных вкладышей. Кроме зазора «на масло», необходимо проверить зазор на расстоянии 12—15 мм от стыка вкладышей, который должен быть 0,12—0,25 мм.
По толщине различают две группы коренных вкладышей: 19Zo°b42 и 19Zo;o6 мм. Крышку каждой опоры тщательно пригоняют к бугелю так, чтобы размер А по «замку» (рис. 13) обеспечивал натяг 0,03—0,1 мм, а размер Б по «каблучку»—0,01—0,04 мм. Опорные поверхности торцов (впадина у крышки и выступ у бугеля) пригоняются по краске. Зазоры в подшипниках при работе дизеля, особенно в период приработки, не остаются постоянными.
При тонкостенных вкладышах монтажные и эксплуатационные зазоры практически одинаковы.
Монтажные зазоры замеряют при сборке двигателя после ремонта или изготовления
Вкладыши упорного подшипника состоят из одной половины, устанавливаемой в бугель, и другой половины опорного коренного вкладыша, устанавливаемого в крышку коренного подшипника. Вкладыш бугеля имеет боковые залитые баббитом упорные поверхности, служащие для фиксирования заднего конца коленчатого вала. Упорный вкладыш своими буртами охватывает бугельную опору, зазор между буртом вала (гребнем под большую коническую шестерню) и буртами вкладыша 0,12—0,25 мм. Вкладыши, как отмечалось ранее, устанавливают в постели с натягом, который обеспечивает плотную его посадку. Плотность посадки вкладышей обеспечивается тем, что в теле блока и крышке подшипника диаметр наружной поверхности вкладыша больше диаметра отверстия постели (диаметр постели не более 242 + 0,45 мм, а диаметр вкладыша 245фо;'7о мм).
27
a)
Рис. 13. Коренные опорный и упорный вкладыши верхнего и нижнего коленчатых валов в ложе блока (крышка в сборе с бугелем блока):
а — подшипник верхнего коленчатого вала, б — подшипник нижнего коленчатого вала; 1 — крышка подшипника верхнего коленчатого вала; 2 — стопорный штифт вкладыша; 3 — контрольный штифт крышки, 4 — вкладыш опорного подшипника; 5 — контрольный штифт вкладыша; 6 — вкладыш упорного подшипника;
7 — шпилька; 8 — крышка упорного подшипника; 9 — упорный бурт вкладыша; 10 — бугель (опора) верхнего подшипника, 11— бугель (опора) нижнего подшипника; 12 — крышка нижиего подшипника; 13— болт; 14 — крышка упорного подшипника; 15 — упорный бурт вкладыша (со стороны генератора); 16 — стыковые торцы крышки и бугеля (опоры)
При сочленении генератора с дизелем необходимо учитывать, что после присоединения большой массы якоря генератора к нижнему коленчатому валу при помощи эластичной муфты
вал будет прогибаться и между 8,9, 10 и 11-й шейками образуется ощутимый зазор (~ до 0,10— 0,12 мм), при этом наибольший будет приходиться на 10-ю опору (зазор
28
указан в формуляре за вода-изготовителя). Зазор под шейками 8, 9, 10 и 11-й опор должен входить в общую величину зазора «на масло» и не превышать установленной нормы (0,15— 0,23 мм). Если значения этого зазора будут меньше нормы, то при работе дизеля коленчатый вал под действием давления газов может опуститься на вкладыши. Эти требования также справедливы и для упорных подшипников как верхнего, так и нижнего коленчатого вала.
Вкладыши заменяют без общей разборки дизеля следующим образом: подбирают вкладыш так, чтобы толщина его в средней части была равна толщине удаляемого вкладыша; проверяют толщину вкладыша на расстоянии 12—15 мм от торца вкладыша (от плоскости разъема вкладышей), которая должна быть меньше толщины его в средней части на 0,1—0,13 мм. Допускается шабровка вкладыша. Такой зазор в «усах» необходим для создания нормальных условий работы вкладыша.
Коренные вкладыши, включая и упорный, ставят с помощью простейшего приспособления, представляющего собой медную планку со штифтом, вводимым в масляный канал шейки или в отверстие, просверленное в упорной (11-й) шейке для этой цели. При этой операции обращают особое внимание на монтаж и демонтаж упорного вкладыша, чтобы не повредить залитые баббитом упорные торцы.
Антивибратор. При работе дизеля на шатунные шейки коленчатого вала действуют периодически изменяющиеся силы, вызывающие в нем переменные деформации кручения и изгиба. Деформации возбуждают в вале, как в упругой системе, механические крутильные колебания. Незатухающие колебания, вызванные периодически изменяющимися вращательными моментами, называются вынужденными крутильными колебаниями. Колебания вала, вызывающие относительное угловое смещение участков вала, называют крутильными колебаниями.
Колебания, продолжающиеся и после того, как вызвавшие их силы или моменты сил перестали дей
ствовать, так сказать колебания под действием сил упругости, называют собственными колебаниями.
Частота собственных колебаний зависит только от формы и размеров элементов вала и расположения масс на упругой системе. Во время работы двигателя собственные колебания затухают, остаются лишь вынужденные крутильные колебания, зависящие от вращающих моментов, сил упругости вала и сил инерции. При совпадении частот и направлений собственных и вынужденных колебаний наступает явление резонанса, при котором амплитуда колебаний увеличивается до значений, вызывающих усталостную поломку вала. Такие условия, при которых частота вынужденных колебаний совпадает с частотой собственных колебаний, называются резонансными, а частота вращения коленчатого вала—критической. Работа при критической Частоте вращения коленчатого вала опасна для дизеля, так как могут возникнуть настолько тяжелые условия, что произойдет поломка вала. Поэтому необходимо или смещать резонансные зоны за пределы рабочей частоты вращения коленчатого вала, или применять специальные устройства, снижающие амплитуды колебаний и добавочные напряжения в вале до допустимого уровня. Возможность смещения зоны резонанса ограничена, поскольку это связано с выбором схемы дизеля и размером конструктивных элементов коленчатого вала. Таким образом, необходимо применять гасители резонансных явлений.
В дизеле 2Д100 применен в качестве такого гасителя маятниковый динамический антивибратор. Он установлен на переднем конце нижнего коленчатого вала на прессовой посадке и на шпонке и состоит из ступицы, маятниковых грузов и пальцев. Стальная ступица 1 (рис. 14) имеет отверстия, в которые свободно (с зазором) вставлены 16 пальцев 2, 4, 6 и 7, ограниченные в осевом направлении стопорными планками 5. На пальцы также свободно установлены в два ряда восемь одинаковых грузов 3. На цапфе ступицы установлена на шпонке шестерня привода агрегатов.
29
Рис. 14. Антивибратор:
1 — ступица; 2 — палец груза шестого порядка колебаний; 3 — груз; 4 — палец груза третьего порядка колебаний; 5 — стопорная плаика; 6 — палец груза четвертого Порядка колебаний; 7 — палец груза седьмого порядка колебаний; 8—втулка отверстия ступицы; 9—втулка отверстия груза; 10—втулка отверстия ступицы
В комплект пальцев антивибратора входят четыре типа, отличающихся друг от друга только наружным диаметром. От диаметра пальца зависит настройка антивибратора на определенный порядок относительно собственной частоты крутильных колебаний коленчатых валов дизеля. Число пальцев каждого типа (одного порядка настройки) 4 шт. Для обеспечения правильной установки пальцев в отверстия ступицы на наружной цилиндрической поверхности крайних дисков ступицы против каждого отверстия выбиты цифры 3, 4, 6 или 7, соответствующие порядку (типу) того пальца, который должен стоять в этом отверстии; на торцах пальцев также нанесены цифры, соответствующие порядку (типу) пальца.
Крутильные колебания коленчатого вала вызывают колебания маятниковых грузов антивибратора в пределах зазоров в сочленениях грузов с пальцами и пальцев со ступицей. Колебания грузов вызывают изменение характера колебаний коленчатых валов и поэтому 30
критические частоты вращения коленчатого вала смещаются за рабочую зону.
7. Эластичная муфта, выпускные коробки и коллектор
Эластичная муфта. Коленчатый вал дизеля и вал якоря генератора соединены полужесткой муфтой (рис. 15). Конструкция муфты полностью унифицирована и взаимозаменяема для всех модификаций дизеля типа Д100. При перестановке муфты с одного дизеля на другой используют новые болты крепления дисков муфты с фланцами коленчатого вала и вала генератора, так как они являются призонными.
Муфта состоит из двух дисков: ведущего, на наружной поверхности которого выполнен зубчатый венец, и ведомого, оба диска из стали 40Х. Между дисками поставлен пакет пластин (54 шт.), толщина каждой пластины 0,8 мм. Пластины штампованы из листовой стали 2X13 (ГОСТ 5582—
75), допускается сталь 17Х18Н9 по ТУ 14-1-1206-74.
Пакет пластин 5 соединен с дисками муфты болтами, причем поочередно с каждым диском следующим образом: пятью болтами через один, пакет крепится к ведущему диску, остальными пятью болтами он крепится к ведомому диску. Таким образом, небольшие перекосы осей коленчатого вала и вала генератора компенсируются изгибом пластин муфты. Муфта не компенсирует параллельного смещения коленчатого вала и вала генератора, а в направлении вращения является жесткой. Такая конструкция муфты позволяет жестко передавать без изменений вращающий момент от дизеля к генератору.
Соосность коленчатого вала и вала генератора обеспечивается центрирующей посадкой дисков на бурты фланцев валов. При центровке соосности валов дизеля и генератора одновременно замеряют радиальный зазор между якорем и главными полюсами генератора. Зазор измеряют длинными щупами
в разных положениях вала якоря (разность не более 0,8 мм, зазор 3,2—4,4 мм). Излом вала дизеля и вала генератора проверяют измерением толщины муфты в одной и той же точке при разных положениях коленчатого вала (принято и считается достаточным проверять при повороте вала на 90°). Допустимое отклонение толщины муфты, замеренной в разных положениях коленчатого вала в одной и той же точке, не должно превышать 0,15 мм, при больших значениях необходима перерегулировка.
Ведущий диск муфты градуирован на 360° и имеет 12 меток. Десять меток от «1Т» до «ЮТ» указывают положение соответствующих кулачков валов привода топливных насосов (при этих положениях производится установка топливных насосов, что соответствует по профилю кулачка геометрическому началу подачи топлива— подъем центра ролика толкателя 3,6 мм).
Выпускные коробки. Выпускная коробка унифицирована для всех модифи
Рис 15 Муфта привода генератора.
1,3 — болты, 2 — сухарь, 4 — ведущий диск, 5 — пластины (кольца), 6 — ведомый диск
31
каций двигателей типа Д100. Выпускная коробка служит для удаления из цилиндра отработавших газов в выпускной коллектор. Втулка цилиндров своей нижней частью (поясом размещения выпускных окон) входит в выпускную коробку, представляющую собой отливку из чугуна прямоугольной формы с цилиндрическим отверстием для нижней части втулки цилиндра. С двух противоположных сторон коробки выполнены полости для прохода выпускных газов из втулки в коллектор. Стенки этих полостей двойные. Между ними циркулирует вода, охлаждающая выпускной коллектор и втулки цилиндров. Вода из выпускного коллектора проходит через переливные коробочки в коллекторе и водяные полости в выпускной коробке.
В нижней части коробка имеет кольцевой центрирующий бурт (обточка которого выполнена соосно с отверстием под втулку), которым коробка центрируется в выточке опорного листа блока (нижний лист отсека выпускных коллекторов). В центрирующем бурте и соответственно в горизонтальном листе блока имеется 6 отверстий с резьбой. В эти отверстия со стороны нижнего картера болтами коробка крепится к блоку.
Выпускной коллектор. Выпускной коллектор полностью унифицирован с коллектором дизеля 10Д100, он смонтирован в боковых нишах (отсеках) блока и прикреплен шпильками к боковым поверхностям выпускных коробок (см. рис. 7). Между коллектором и выпускными коробками установлены паронитовые прокладки, чтобы не допустить пропуска выпускных газов и воды, охлаждающей коллектор. Для придания паронитовым прокладкам эластично-упругих свойств их троекратно пропитывают эластомером ГЭН- 150(B).
Между двумя стенками выпускного коллектора,изготовленного из листовой стали, образуется полость для протока охлаждающей воды к полостям выпускной коробки и далее к втулке цилиндра (см. рис. 7). Наружный и внутренний кожуха соединены между собой общей плитой, которой коллектор крепится к выпускным коробкам. Фланцы перетока воды из коллектора
в полость охлаждения втулки соединяют верхний наружный и внутренний кожуха, а фланцы смотровых лючков— боковые кожуха. Внутренний и наружный кожуха скреплены между собой распорными бонками с электрозаклепками, которые предохраняют плоские стенки кожухов от деформации при повышенном давлении воды в системе.
В нижней части коллектора между 9-м и 10-м цилиндрами на вертикальной передней стенке приварены две бонки с отверстиями. Верхнее отверстие проходит в газовую полость, а нижнее — в водяную полость и служат они для установки вентиля спуска воды из полости охлаждения коллектора (нижнее) и спуска конденсата из газовой полости (верхнее).
Коллектор соединен фланцами с выпускным патрубком, между фланцами установлены паронитовые прокладки. Фланец коллектора имеет два прямоугольных выступа в верхней и нижней частях, выступы имеют по три отверстия, через которые болтами коллекторы крепятся к переднему листу блока, удерживая его от продольного смещения. Каждый коллектор (правый и левый) выпускными патрубками через тепловые компенсаторы (сильфонного типа) соединен с глушителем шума, установленным на подставке и кронштейне, закрепленном на блоке около отсека управления. Глушитель шума, таким образом, полностью передает свой вес кронштейну и подставке, не нагружая выпускные патрубки.
8. Вертикальная передача, воздуходувка и приводы
Вертикальная передача. Только у двухтактных двигателей с прямоточнощелевой продувкой с противоположно движущимися поршнями и двумя коленчатыми валами или у двигателей, имеющих силовую турбину, мощность которой передается коленчатому валу, используется вертикальная передача. Эта передача выполняет функцию связывающего звена между коленчатыми валами и функцию органа газораспределения. Выпускные окна
32
втулок цилиндров благодаря вертикальной передаче открываются и закрываются раньше продувочных окон, поэтому выпуск газов происходит раньше начала продувки и тем самым создаются условия понижения давления в цилиндре и инерционного движения газов в сторону выпускных окон, что способствует улучшенному процессу очистки цилиндров от выпускных газов и наддуву их свежим воздушным зарядом.
Вертикальная передача выполнена в виде двух пар конических шестерен, по одной паре на каждый коленчатый вал, и вертикального вала (рис. 16). Каждая пара шестерен (большая на коленчатом валу, а малая на валу вертикальной передачи) после взаимной притирки обкаткой на станке составляет комплект, имеющий один номер, с указанием допускаемого бокового зазора.
Большие конические шестерни (см. рис. 2), установленные на концевой части каждого коленчатого вала, прикреплены к фланцам вала болтами, половина из которых призонные (через один). Малые конические шестерни установлены на верхний и нижний валы вертикальной передачи на шпонках с натягом. Верхний и нижний валы вертикальной передачи смонтированы на роликовых подшипниках качения и радиально-упорных шариковых подшипниках в чугунных корпусах, а подшипники со своими распорными втулками стянуты нажимными фланцами шпильками, ввернутыми в торец корпуса.
На конусном хвостовике верхнего вертикального вала 10 установлена ступица 13 и закреплена гайкой 15, навинченной на резьбовую часть конусного хвостовика. К ступице прикреплена своим фланцем шлицевая муфта 16. Верхний и нижний вертикальные валы
Рис. 16. Вертикальная передача:
1 — корпус нижний; 2, 15 — гайки; 3 — вал торсионный; 4 — штифт конический; 5 — раднально-упорный подшипник; 6,7 — кольца регулировочные; 8 — малая коническая шестерня; 9 — большая коническая шестерня; 10—вал верхний; 11—корпус верхний; 12, 18 — фланцы нажимные; 13 — ступица; 14 — болт; 16 — муфта; 17 — втулка шлицевая; 19 — роликовый подшипник; 20— вал нижний
2 Зак 893
соединены торсионным валом 3, шлицы которого входят в шлицы нижнего вертикального вала. Верхний конец
33
торсионного вала своими шлицами соединен со шлицевой втулкой, которая в свою очередь наружными шлицами соединена со шлицевой муфтой. Такое двойное шлицевое соединение (торсионный вал—шлицевая втулка—шлицевая муфта) позволяет оегулировать угол опережения заклинивания валов и взаимное осевое перемещение их при изменении длины торсионного вала при его закрутке или вертикальное из-за теплового расширения.
Воздуходувка. У двухтактных дизелей процесс газообмена осуществляется при помощи сжатого воздуха, который подается продувочным устройством—центробежным или объемным нагнетателем. Воздух, подаваемый для продувки и зарядки цилиндра, очищают от пылевых частиц и масла, попадаемо-го из нагнетателя в процессе сжатия или в пооцессе всасывания газов при вентиляции картера.
Объемные компрессоры, применяе мые в качестве продувочных у двухтактных двигателей, делят на поршневые и роторные. Поршневые компрессоры имеют более высокий коэффициент полезного действия, чем роторные. Недостаток поршневых компрессоров — большие габаритные размеры и несовершенная динамика кривошипного механизма В компрессоре нет предварительного сжатия нагнетаемого воздуха. При вращении роторов из полости всасывания захватывается воздух, заключенный в пространстве между лопастями и коопусом. Давление между этими лопастями равно атмосферному. В первый момент, когда пространство между лопастями начнет сообщаться с нагнетательной полостью, воздух движется в обратном направлении—из нагнетательной полости в пространство между лопастями. Только тогда, когда давление в поостранстве между лопастями повысится до давления в нагнетательной полости, начнется подача воздуха из компрессора в ресивер двигателя. Высокая частота изменения направления воздушного потока вызывает понижение к. п д. компрессора, повышает температуру нагнетаемого воздуха и увеличивает шум при работе Поэтому компрессоры такого типа применяют при небольших давлениях на
гнетания. Роторы таких компрессоров делаются с двумя или тремя лопастями—прямыми или винтовыми. Винтовая форма лопастей роторов обеспечивает плавную подачу воздуха и снижает шумность.
В дизеле 2Д100 установлена роторная воздуходувка типа Рут с тремя винтовыми лопастями (рис. 17), обеспечивающая давление 0,13—0,14 МПа (1,3—1,4 кгс/см2) Воздуходувка состоит из корпуса 1 верхнего и нижнего роторов, передней 13 и задней 3 торцовых плит. Корпус воздуходувки, имеющий каналы для прохода воздуха и пебоа жесткости, отлит из алюминиевого сплава. В корпусе выполнена цилиндрическая расточка, в которой размещены роторы.
Роторы трехлопастные, лопасти пустотелые, отлиты из алюминиевого сплава с залитыми внутрь стальными валами, имеющими шлицы и кольцевые проточки, что при заливке обеспечивает более прочное соединение. После механической обработки роторы подвергаются динамической балансировке, а грузики 21, устраняющие дисбаланс, собирают в пакетики и крепят винтом в стальных пробках 20, которые на резьбе завертываются в торцы ротора. От-балансиоованные роторы проверяют на Разгон в течение 1—2 мин при 3000 об/мин.
Роторы вращаются в цилиндрических расточках корпуса, при этом они не должны соприкасаться между собой и со стенками корпуса. Для обеспечения этого требования роторы связаны координационными шестернями. После регулировки радиального зазора по ротонам ведущая координационная шестерня 14 фиксируется с шестерней привода воздуходувки путем совместной обработки отвеостий под призонные болты, соединяющие эти шестерни.
При установке роторов в корпус необходимо следить, чтобы лопасть нижнего ротора, на торце которой выбита цифра 0, совпала со впадиной верхнего ротора, на которой выбита также метка, а зуб нижней координационной шестерни, имеющий цифру 0, вошел во впадину между зубьями верхней координационной шестерни, имеющую отметку 00. На внешних
34
Рис. 17. Воздуходувка:
1— корпус; 2 — рабочее колесо верхнее; 3 — плита торцовая задняя; 4 — роликовый подшипник; 5 — шариковый подшипник; 6 — шайба упорная; 7 — кольцо регулировочное; 8 — рабочее колесо нижнее; 9, 10—проставочные кольца; 11 — кожух; 12— пробка; 13—плита торцовая передняя; 14 — шестерня координационная ведущая; 15 — шестерня привода; 16 — болт призонный; 17 — шестерня ведомая; 18 — маслоуловитель; 19 — кольцо уплотнительное; 20—пробка с балансировочными грузиками; 21 — балансировочные грузики; 22 — прокладка
боковых стенках корпуса имеются два смотровых люка во всасывающую полость, на правом люке установлена труба отсоса картерных газов, очищаемых от масла специальным маслоотбойни-ком, расположенным в отсеке вертикальной передачи (маслоотделитель).
С торцов корпус закрыт стальными сварными плитами 3 и 13. Плиты крепят к корпусу шпильками и после центровки их по роторам штифтуют, по два штифта на каждую плиту. Передняя плита имеет фланец, которым она прикреплена к блоку дизеля. В передней плите установлены роликовые подшипники, в задней—роликовые и радиально-упорные шарикоподшипники. Шарикоподшипники разгружены от действия радиальных нагрузок и установлены с предварительным осевым натягом, создаваемым за счет разности толщин пооставочных 2*
колец между внутренними и наружными кольцами подшипников.
Зазоры между роторами и корпусом обеспечиваются центрированием торцовых плит относительно корпуса.
Для защиты роторов от попадания масла из подшипников в полость вращения роторов на осях роторов установлены чугунные разрезные кольца типа поршневых в специальных обоймах, напрессованных на оси роторов. Количество масла, подводимого к подшипникам роторов, дозируется постановкой в трубопроводе масла жиклеров расчетного размера.
Эластичный привод воздуходувки. Привод воздуходувки осуществляется от верхнего коленчатого вала цилиндрическими зубчатыми колесами и состоит из ведущей шестерни 7 и вмонтированной в нее эластичной пружинной муфты и ведомого зубчатого колеса 1
35
(рис. 18), которое установлено на нижнем валу ротора воздуходувки. Ступица 4 ведущей шестерни посажена на шпонке на конец коленчатого вала и прижата к его бурту торцовым диском, прикрепленным к торцу вала шпильками. На ступицу надета ведущая шестерня, в которую впрессована с натягом бронзовая втулка 3. Бронзовая втулка 5 сидит на шлифованной шейке ступицы с зазором и имеет возможность проворачиваться. На вторую шлифованную шейку ступицы насажен боковой диск 2. Диск также имеет возможность проворачиваться. В отверстия бокового диска и шестерни входят цапфы 6 сухарей, на которые опираются пружины 8 с одной стороны и на выступы ступицы—с другой стороны. Как в сухарях, так и в выступах имеются цековки для центровки пружин.
Во время работы ступица передает вращающий момент от верхнего коленчатого вала через свои выступы пружинам, а пружины через сухари— опорному диску и шестерне, шестерня через ведомую шестерню на роторе вращает нижний ротор и ведущую координационную шестерню воздуходувки.
Смазка поступает к опорным бронзовым втулкам шестерни и опорного диска, к сухарям и пружинам в ступице через кольцевую канавку. Масло в канавку попадает из канала в торце коленчатого вала и далее по канавке, прорезанной на дне шпоночного паза ступицы. Из кольцевой канавки масло по наклонным канавкам в ступице идет к бронзовым втулкам опорных дисков. В зацепление зубьев шестерен масло подается из жиклера, укреплен
Рис. 18. Привод воздуходувки:
2 — боковой диск; 3, 5 — бронзовые втулки; 4 — ступица; 6 — цапфа; 7 — ведущая шестерня; 8 — пружина
1 — ведомое зубчатое колесо;
36
ного на поперечном листе блока в отсеке вертикальной передачи. К жиклеру масло подводится по трубке из масляного коллектора.
Привод агрегатов и гидромеханического редуктора. Известно, что эффективная мощность дизеля (мощность, замеренная на фланце коленчатого вала) меньше индикаторной на величину мощности внутренних потерь, состоящих из потерь на трение в шатуннокривошипном механизме, привод валов топливных насосов и самих насосов, привод воздуходувки для очистки цилиндров от продуктов сгорания и наддува цилиндров свежим воздушным зарядом, привод агрегатов, установленных на дизеле (насос масляный смазки двигателя, насос масляный центробежного фильтоа, фильтры масла, насосы водяные, привод тахометра И др.).
Таким образом, эффективная мощность дизеля
We=M-M.p, где N, — индикатопная мощность двигателя;
Мтр—мощность внутпенних потепь.
Механический коэффициент полезного действия (к. п. д.) дизеля
т)м = М/М, тогда Ne= Мт|„.
Следовательно, при данной индикаторной мощности можно увеличить эффективную (полезную) мощность (М) путем достижения минимальных затрат на привод агрегатов, а в целом— увеличить механический к. п. д.
Привод агрегатов (рис. 19) аналогично приводу воздуходувки осуществляется от нижнего коленчатого вала через шестеренную передачу с эластичным приводом. Эластичный привод состоит из шестерни, упруго соединенной с нижним коленчатым валом и находящейся в постоянном зацеплении с шестерней водяного насоса, шестерней маслопрокачивающего насоса и масляного насоса для центробежного фильтра и шестерней привода регулятора.
Эластичная шестерня своей ступицей напрессована на цапфу ступицы антивибратора и соединена с ней шпонкой. На цапфы ступицы 25 на
сажена шестерня с опорными дисками, в которые запрессованы с натягом бронзовые втулки 23, надетые с зазором 0,1—0,2 мм на цапфы ступицы. Между выступами и сухарями, закрепленными в опорном диске и шестерне (аналогично, как и в эластичном приводе воздуходувки), установлены пружины. Сухари закреплены в опорном диске и шестерне призонными болтами с корончатой гайкой. К бронзовым втулкам, на которых шестерня имеет возможность качаться, подводится масло из нижнего коленчатого вала к ступице антивибратора и далее по шпоночному пазу ступицы шестерни и по наклонным отверстиям к втулкам и зацеплениям шестерен.
Привод к гидромеханическому редуктору осуществляется через кардан, вилка 21 которого запрессована во внутреннее отверстие ступицы антивибратора и вместе с запрессованной вилкой кардана закреплена затяжкой гайки на шпильке, ввернутой в хвостовик коленчатого вала так, чтобы местный зазор между торцами антивибратор—коленчатый вал и торцами вилка кардана—ступица антивибратора был не более 0,05 мм на дуге не боЛее 60 мм. Цапфа встречной вилки, вышедшая из уплотнения, на опорной плите насосов, имеет на своем конце конус для насадки с натягом фланца, которым она соединяется с промежуточным валом привода гидромеханического редуктора.
Цапфа встречной вилки кардана привода гидромеханического редуктора на выходе из опорной плиты насосов имеет специальное текстолитовое уплотнение для предотвращения утечки масла между стенкой отверстия и цапфой кардана. Оно состоит из стальной шайбы со сферическим торцом, напрессованной на цапфу вилки сферической стороной к отверстию в опорной плите и текстолитового кольца с внутренней сферической поверхностью одного радиуса со сферой стального кольца. Текстолитовое кольцо свободно посажено во фланец на пружинах и может перемещаться под действием пружин. Фланец крепится к передней стенке опорной плиты насосов, а текстолитовое кольцо пружинами прижимается к
37
Рис. 19. Привод агрегатов, установленных на дизеле:
I, 20 — шестерни водяных насосов; 2 — шестеоня коленчатого вала; 3 — опооный диск; 4, 21 — вилки каоданные; 5 — пружина; 6 — шестеоня поивода масляного насоса; 7, 8, 15, 18—винтовые шестеонн; 9— ведомый валик; 10—корпус; 11, 14, 19 — регулировочные поокладки; 12 — промежуточный валик; 13 — плита насосов; 16 — вал шестеони конической; 17 — коническая шестеоня; 22 — коестовина; 23, 24 — втулки;
25 — ступица; 26 — сухарь; 27— шлицевая муфта; 28 — ведущий вал; 29 — стопорное кольцо
стальной сферической шайбе (см. рис. 19).
Валы масляного насоса и регулятора приводятся во вращение от эластичной шестерни, посаженной на цапфу ступицы антивибратора через сухари и пружины, опирающиеся на радиальные выступы ступицы ведомой шестерни. От ведомой шестерни через ведомый вал (связанный с шестерней шлицевым соединением) вращение передается к масляному насосу. Вал масляного насоса соединен с ведомым валом при помощи шлиц муфты.
Привод к регулятору производится через винтовую пару, у которой ведущая винтовая шестерня посажена на приводной вал масляного насоса, а ведомая — на вал привода регулятора.
9. Валы топливных насосов и их привод, глушитель шума и валоповоротное устройство
Валы топливных насосов и их привод. По способу компоновки на двигателе топливные насосы разделяются на блочные и индивидуальные. На дизеле 2Д100 индивидуально установлено по два насоса на каждый цилиндр. Они расположены с правой и левой сторон цилиндра в вертикальной плоскости, перпендикулярной оси коленчатого вала и проходящей через ось цилиндра. Поэтому привод топливных насосов осуществляется через толкатели двумя кулачковыми валами, расположенными с обеих сторон ниже верхнего коленчатого вала, симметрично продольной оси блока (рис. 20). Валы топливных насосов приводятся во вращение от верхнего коленчатого вала через шестеренную передачу (рис. 21), состоящую из шестерни 3, смонтированной на коленчатом валу, двух шестерен /, смонтированных на валах привода топливных насосов, и двух паразитных шестерен 2, установленных на выносных кронштейнах, фиксированных контрольными коническими штифтами на шариковых подшипниках. Для регулировки взаимного расположения валов (обеспечение их синхронной работы) и установки необходимого угла опережения подачи топли
ва в шестернях, посаженных на центрирующие бурты фланцев валов, выполнены пазы, в которые заходят шпильки, ввернутые во фланец для крепления шестерен. Зазоры в зацеплении между зубьями 0,1—0,3 мм. После регулировки, когда валы будут правильно установлены и закреплены, в шестернях, сидящих на валах, засверливают отверстия и устанавливают конические контрольные штифты. Каждый вал привода топливных насосов, изготовленных из стали 50Г (ГОСТ 4543—71), состоит из четырех частей, соединенных между собой фланцами на призонных болтах. Правильность сочленения отдельных частей вала обеспечивается их установкой по меткам, нанесенным на цилиндрических поверхностях фланцев.
На каждом собранном из четырех секций валу имеется 10 кулачков, расположенных с шагом, равным шагу по цилиндрам. Профиль кулачка для всех типов дизелей Д100 изготавливается по< одному копиру на токарных и шлифовальных станках (рис. 22). Профиль кулачка определяет закон движения плунжера и продолжительность впрыскивания топлива за цикл. Контроль профиля кулачков и их расположение при отсчете подъемов ведется от точки Ц на вершине затылка (точка на затылке, расположенная на оси симметрии), при контроле углов отсчет начинают от оси Ж, что соответствует положению, при котором подъем центра ролика равен 3,51 мм.
Порядок работы цилиндров для всех дизелей типа Д100 принят 1—6—10— 2—4—9—5—3—7—8. Поэтому взаимное расположение всех 10 кулачков Цри проверке собранного вала (из четырех частей) в точке подъема центра контрольного ролика диаметром 38 мм, углы между осью Ж первого кулачка и осью Ж остальных кулачков должны соответствовать:
Номеп
кулачка Угол, I II III IV V
гоад Номео 0 108 252 144 216
кулачка Угол, VI VII VIII IX X
гоад 36 288 324 180 72
39
Рис. 20. Валы привода топливных насосов:
1,2 — кулачковые валы (правый и левый); 3 — упорный подшипник, 4 — опорный подшипник; 5 — призонный болт; 6 — монтажное пружинное кольцо; 7 — штифт; 8— установочный болт; 9, 10 — шестерни; 11— предельный регулятор; 12—пята; 13—гайка
Рис. 21. Привод валов топливных насосов:
1 — шестерни на правом н левом кулачковых валах: 2 — паразитные шестерни; 3 — шестерня на верхнем коленчатом валу, 4 — шарикоподшипники паразитных шестерен; 5 — кронштейны паразитных шестерен; 6— пазы на шестернях топливных насосов
Вал опирается на 11 стальных вкладышей подшипников с баббитовой заливкой (баббит БК-2). Вкладыши подш ипников состоят из двух половинок, установленных в расточках (ложе) блока с зазором (без натяга). Две половники одного вкладыша фикси-
Рис. 22. Профиль топливного кулачка (подъемы центра ролика толкателя):
U — центр затылка кулачка; Ш — участок профиля отклонением подъема ±0,05 мм; Ж — исходная ось для отсчета углов
руются одна относительно другой штифтами и монтажным разрезным проволочным кольцом. Для предотвращения от осевого сдвига и проворачивания подшипники фиксируются в расточках ввернутыми в блок установочными болтами, которые своей хвостовой частью (без резьбы) входят в отверстие тела вкладыша (диаметр отверстия на 2 мм больше диаметра хвостовика болта). Такая установка кулачкового вала в опорных вкладышах подшипников с их Т-образным сечением (см. рис. 21) обеспечивает ему самоустанавливаемость в блоке по опорным шейкам с прилеганием вкладыша по всей длине шейки вала, что весьма важно для равномерного износа шейки и вкладыша при многоопорном вале.
Концевой подшипник вала топливных насосов (со стороны генератора) является упорным, предохраняющим вал от осевого перемещения. Он состоит из упорного вкладыша с заливкой торцовой поверхности баббитом, упорного фланца, нажимного кольца и пяты. Упорный бронзовый фланец прилегает плотно к обработанной поверхности блока за счет затяжки нажимного кольца. Сборка узла упорного подшипника должна обеспечивать осевой люфт 41
кулачкового вала с зазором между пятой и упорным фланцем в пределах 0,1—0,3 мм.
Валы топливных насосов в сборе после их установки в блоке должны легко поворачиваться в подшипниках усилием одной руки за фланец. Все зазоры, в том числе и цилиндрических шестерен, проверяют в рабочем положении дизеля. При этом боковой зазор между зубьями шестерен проверяют до установки толкателей топливных насосов.
Толкатели топливных насосов преобразовывают вращательное движение валов привода топливных насосов в поступательное движение плунжера топливного насоса (рис. 23). Толкатель 7 представляет собой стальной стержень с утолщенной цилиндрической частью (поршнем). В отверстиях проушины толкателя помещается ось ролика 2, на котором вращаются бронзовая втулка 3 и стальной, цементированный и закаленный до высокой твердости ролик 4. Для предотвращения от проворачивания толкателя вокруг своей оси ось ролика зафиксирована относительно корпуса толкателя 5 пальцем 1, который своим хвостовиком заходит в паз корпуса толкателя. Наконечник 9, запрессованный в пустотелый хвостовик толкателя, упирается в торец плунжера топливного насоса. Пружина 6 толкателя прижимает ролик к кулачку вала топливного насоса.
При вращении вала привода топливных насосов ролик обегает кулачок вала, и толкатель совершает поступательное движение.
Масло для смазывания подшипников валов топливных насосов и их привода подается от верхнего масляного коллектора по трубке, соединяющей масляный коллектор с первой опб-рой (см. рис. 20) левого и правого кулачковых валов (со стороны управления), заполняя объем между буртами вкладыша и расточкой в опоре. Далее масло поступает по центральному каналу в валах и по каналам в каждой опорной шейке к подшипникам.
По специальным каналам масло поступает к ступицам шестерен привода
Рис. 23. Толкатель топливного насоса:
/ — направляющий палец; 2 — ось ролика; 3 — втулка ролика; 4 — ролик; 5 — корпус толкателя; 6 — пружина толкателя; 7 — толкатель; 8 — кольцо опорное поужнны; 9 — наконечник; 10—болты для подвешивания топливного насоса; 11 — кулачок вала привода насоса
валов насосов и по каналам во впадинах зубьев идет на смазывание шестерен.
На концевом фланце правого вала привода топливных насосов укреплен предельный регулятор частоты вращения коленчатого вала. Регулятор предназначен для автоматической защиты дизеля от превышения допустимой частоты вращения, заданной в пределах 940—980 об/мин путем отключения подачи топлива в цилиндры
42
двигателя с помощью системы рычагов, смонтированных в отсеке управления.
При достижении заданной пое-дельной частоты вращения груз регулятора увеличивает радиус своего вращения и начинает воздействовать на рычажную систему, которая отключает подачу топлива.
Глушитель шума выпуска газов. Глушитель выпуска газов (рис. 24) резонансного типа служит для снижения уровня шума выпускных газов дизеля. На дизеле установлено два глушителя в вертикальном положении на выпускных патрубках выпускного коллектора. Глушители шума состоят из цилиндрических барабанов, имеющих тепловую изоляцию внешних стенок и установленных на подставке и кронштейне со стоооны отсека управления дизеля.
С выпускными патпубками каждый барабан глушителя соединен сильфоном, который служит тепловым компенсатооом и позволяет передавать массу барабанов глушителя почти полностью кронштейнам и подставке.
Глушение шума выпуска ппоисходит за счет гашения волновой энергии резонирующими полостями. Две полости глушителя сообщены между собой тремя угловыми патрубками, чередующимися через 120° и имеющими тангенциальный выход в верхнюю полость глушителя, что сообщает выпускным газам вращательное движение, необходимое для искоогашения (сепарация раскаленных частиц углерода).
Отверстия в патрубках, прорези в кожухах сильфонов и выпускной тоубы служат для глушения шума выходящих в атмосферу газов.
Валоповоротное устройство. Вало-поворотное устройство служит для проворачивания коленчатого вала дизель-генератора при осмотрах, различного рода ремонтах и регулировках. Проворачивание можно производить как вручную, так и при помощи механизированного привода. Валоповоротный механизм блокирован с пусковой цепью дизель-генератора при помощи концевого выключателя, установленного на
Рис. 24. Глушитель шума:
1 — коышка; 2 — тепловая изоляция внешних стенок с обшивкой; 3 — цилиндоический баоабан; 4 — поорези в кожухе сильфона и выпускной тоубе; 5 — отвеостия в патрубках; 6 — лючок для очистки нскоогасительиого канала; 7 — сильфон; 8 — патрубки с тангенциальным выходом в полость М; 9 — искрогасительный канал, М — верхняя полость глушителя; Н — нижняя полость глушителя
кронштейне валоповоротного механизма, для предотвпащения возможности пуска дизеля при включенном вало-поворотном механизме.
Валоповоротное устройство двигателя 2Д100 полностью унифицировано с двигателем 10Д100.
Валоповоротный механизм установлен на торцовом листе блока со стороны генепатора и состоит из коонштейна, пасположенного на блоке, корпуса поворотного коонштейна, в котором установлен бронзовый червяк на стальном валу, двух спиральных пружин, удерживающих поворотный крбнштейн с червяком в выведенном из зацепления положении. В этом положении поворотный кронштейн закрепляется специальным болтом на кронштейне, установленном на блоке, болт своим концом упирается в концевой выключатель и замыкает пусковую цепь дизель-генеоатооа.
43
10. Регуляторы частоты вращения типа Д100
Регулятор частоты вращения дизеля 2Д100. В процессе работы дизель-генератора часто изменяется скорость и нагрузка тепловоза, что связано с профилем пути, режимом ведения поезда, включением и отключением вспомогательных механизмов. Эти изменения нарушают равновесие между движущим моментом, создаваемым дизелем, и моментом сопротивления на его валу, вследствие чего частота вращения вала двигателя отклоняется от заданного значения. Регулятор частоты вращения должен реагировать на эти отклонения, изменяя соответственно подачу топлива в цилиндры дизеля.
На дизель-генераторе 2Д100 установлен всережимный центробежный регулятор частоты вращения непрямого действия с гидравлическим исполнительным органом (серводвигателем) и изодроМной кинематической обратной связью (рис. 25). Управление регулятором дистанционное, ступенчатое, электропневматическое от шестнадцатипозиционного контроллера машиниста. Регулятор является отдельным агрегатом с автономной масляной системой. Он оборудован стоп-устройством, служащим для дистанционной остановки дизеля.
Принципиальная схема устройства и работы. Регулятор состоит из следующих основных элементов: измерителя частоты вращения, воспринимающего отклонение частоты вращения вала дизеля от заданного значения; исполнительного органа, связанного с рейками топливных насосов; узла обратной связи, обеспечивающего устойчивость процесса регулирования; масляного насоса, создающего давление рабочей жидкости (масла); масляного аккумулятора.
Механизмы регулятора приводятся во вращение от коленчатого вала дизеля через специальный привод.
Измеритель частоты вращения (центробежного типа) состоит из двух вращающихся грузов 7 и всережимной пружины 6. Центробежная сила вращающихся грузов на установившихся режимах уравновешивается усилием затяжки всережимной пружины. Изме-44
нением силы натяжения (затяжки) этой пружины устанавливается требуемая частота вращения вала дизель-генератора.
При изменении нагрузки на дизель изменяется его частота вращения, а следовательно, и центробежная сила грузов измерителя. При этом равновесие между усилием, создаваемым всережимной пружиной и центробежной силой грузов, нарушается, и золотник 10, связанный с измерителем частоты вращения, перемещается вверх или вниз. Золотник 10 управляет движением поршня 2 исполнительного органа путем регулирования потока масла под давлением в его рабочую полость.
Исполнительный орган представляет собой силовой поршень 2, движущийся в цилиндре. Шток 21 силового поршня через рычажную систему связан с рейками топливных насосов дизеля. Движение поршня вверх (на увеличение цикловой подачи топлива) осуществляется за счет давления масла под поршнем, поступающим туда из масляного аккумулятора по каналам и через отверстия в золотниковой втулке 11, а вниз (на уменьшение подачи топлива)—под действием пружины 4. При этом масло из нижней полости по каналу через отверстия в золотниковой втулке и канал сливается в масляную ванну регулятора. Исполнительный орган создает усилие, необходимое для перемещения реек топливных насосов.
Узел обратной связи включает в себя компенсирующий поршень 1, золотниковую втулку 11, компенсирующую пружину 15 и игольчатый клапан 20. При изменении нагрузки на дизель, как уже отмечалось, регулятор частоты вращения изменит соответствующим образом цикловую подачу топлива путем перемещения штока исполнительного органа. Однако изменение частоты вращения дизеля и изменение цикловой подачи топлива по разным причинам происходят не одновременно. В связи с этим могут возникнуть нежелательные явления в виде неустойчивости процесса регулирования или перерегулирования. Неустойчивость проявляется в виде незатухающих ко-
Рис. 25. Регулятор частоты вращения дизеля 2Д100:
1 — компенсирующий поршень; 2 — поршень силовой; 3 — золотник выключения; 4, 13 — пружины; 5 — верхний корпус; 6 — пружина всережимная; 7 — груз; 8— траверса; 9— букса; 10 — золотник; 11— втулка золотниковая; 12 — поршень аккумулятора; 14 — тарелка; 15 — пружина компенсирующая; 16 — корпус регулятора; 17 — шестерня ведущая; 18 — нижний корпус; 19 — ведущий нижний валик; 20— клапан игольчатый; 21 — шток
лебаний частоты вращения, а перерегулирование—в виде затухающих во времени колебаний. Для исключения этих явлений необходимо ограничить движение поршня в соответствии с изменением нагрузки.
Работа узла обратной связи происходит следующим образом. В случае увеличения нагрузки (поршень 2 перемещается вверх) компенсирующий поршень 1, жестко связанный со штоком 21, перемещается также вверх. При этом имеющееся над ним масло оказывает давление на поршень золотниковой втулки 11, заставляя ее перемещаться вниз, т. е. в ту же сторону, что и золотник 10. При перемещении втулки она сжимает компенсирующую пружину 15 и перекрывает отверстие, открываемое нижним диском золотника при увеличении подачи топлива.
Возвращение системы в исходное положение происходит так: в результате увеличенной цикловой подачи частота вращения коленчатого вала дизеля начнет увеличиваться, грузы 7 измерителя разойдутся, поднимая золотник 10 вверх, одновременно с ним поднимется и золотниковая втулка И под действием затяжки компенсирующей пружины 15 и при соответствующем открытии игольчатого
клапана 20. При этом отверстие в золотниковой втулке остается перекрытым нижним диском золотника 10, и силовой поршень 2 остается неподвижным. Следует особо отметить, что площадь проходного сечения, открываемая игольчатым клапаном 20, определяет эффективность обратной связи, а следовательно, и качество регулирования частоты вращения.
Аналогичным образом осуществляется работа регулятора при уменьшении нагрузки с той разницей, что направления движения поршней, золотника и втулки противоположны направлениям движения при ее увеличении.
Конструкция регулятора. Нижний корпус 18 регулятора образует его основание и своим фланцем установлен и прикреплен четырьмя шпильками к корпусу привода регулятора. Внутри корпуса помещен вал привода регулятора с рессорным соединением, служащим для демпфирования вредных колебаний, поступающих от нижнего коленчатого вала.
Вал привода состоит из приводной втулки, имеющей шлицы на наружной поверхности, нижнего (ведущего) валика 19 и верхнего (ведомого) валика, в пазы которых вставлены 24 рессоры (по 6 рессор в каждый 45
паз). На концах валиков в местах установки рессор имеются выступы, которые могут соприкасаться между собой в случае поломки рессор, обеспечивая при этом работу регулятора. Приводная втулка и нижний валик 19 связаны штифтом. Вал привода уплотнен в корпусе сальником. В верхнем фланце корпуса имеется косое сверление, через которое подводится масло для смазки шарикоподшипника.
Корпус регулятора 16 прикреплен к фланцу нижнего корпуса восемью шпильками. В центральном отверстии корпуса помещена золотниковая часть, приводимая во вращение от вала привода через шлицевое соединение.
В нижней части корпуса имеется расточка, в которой на оси перемещается ведомая шестерня 17, составляющая вместе с ведущей шестерней масляный насос регулятора. Рядом с центральным отверстием корпуса расположен вертикальный канал, сообщающий масляный насос с аккумулятором масла.
В корпусе регулятора размещены два соединенных вместе аккумулятора масла, которые обеспечивают постоянство давления масла и непрерывную подачу его даже в том случае, если расход масла в серводвигателе (исполнительном органе) временно превысит подачу масляного насоса. Аккумуляторы состоят из двух цилиндров, в каждый из которых вставлено по поршню 12, нагруженному пружинами 13. Один из цилиндров имеет косое сверление, служащее для перепуска масла из полости над поршнем 12 в масляную ванну, чем достигается постоянство давления масла в аккумуляторах. Внутренняя полость корпуса служит ванной для масла.
На передней стороне корпуса установлены указатель уровня масла, пробка спуска масла, пробка иглы изодрома и пробка в канале аккумулятора. На задней стороне корпуса установлены штуцер подвода масла к пусковому серводвигателю, пробка иглы изодрома и обратный клапан пускового серводвигателя.
Золотниковая часть регулятора состоит из буксы 9, ведущей шестер
ни масляного насоса, золотниковой втулки 11, золотника 10, траверсы 8 и рычагов с грузами. Букса 9 отлита из чугуна, механически обработана и имеет ряд проточек с отверстиями, служащими для сообщения каналов корпуса регулятора с полостями золотника и золотниковой втулки 11, расположенной внутри буксы. Втулка И изготовлена вместе с компенсирующим поршнем, в нее запрессован хвостовик, на котором установлен механизм обратной связи (втулка, компенсирующая пружина, тарелки и регулировочные прокладки).
В средней части золотниковой втулки имеются восемь отверстий, которые при работе дизеля на установившемся режиме перекрываются диском золотника. В полость над диском подводится масло из аккумулятора. На верхнюю часть золотника напрессованы два шарикоподшипника и установлена тарелка, закрепленная гайкой.
Через наружное кольцо шарикоподшипника плунжер опирается на концы рычагов. Под подшипником имеются регулировочные прокладки для установки положения золотника относительно золотниковой втулки.
Траверса 8 напрессована на буксу 9 и дополнительно крепится к ней стопорным кольцом и двумя винтами. Траверса несет на себе рычаги с грузами 7 и ограничители. Рычаги грузов качаются на осях, опирающихся на шарикоподшипники.
Силовой серводвигатель крепится к боковой площадке корпуса регулятору четырьмя шпильками. Серводвигатель состоит из корпуса, силового поршня 2, штока 21, пружины 4 и компенсирующего поршня 1.
В корпусе серводвигателя, разделенном на две полости перегородкой, движется нагруженная пружиной 4 поршневая пара, состоящая из силового поршня 2 и компенсирующего поршня 1, напрессованного на общий шток 21. Шток соединен с рычажной системой управления подачей топлива в цилиндры дизеля.
Система управления регулятором. Изменение затяжки всережимной пружины регулятора осуществляется элек-тропневматическим механизмом, свя
46
занным через рычажную передачу с зубчатым сектором верхнего корпуса регулятора. Электропневматическим механизмом управляет машинист с помощью контроллера. При перестановке рукоятки контроллера срабатывают в определенной последовательности электропневматические вентили, штоки цилиндров которых через рычажную передачу поворачивают зубчатый сектор. Поворот зубчатого сектора посредством втулки-рейки сжимает или распускает всережимную пружину регулятора.
Регулятор частоты вращения дизеля 10Д100. На дизель-генераторе 2Д100М установлен регулятор частоты вращения типа 1 ОД 100. Регулятор 1 ОД 100 разработан в 1972 г. для дизель-ге-нератора 10Д100. При использовании этого регулятора на дизель-генераторах 2Д100М не устанавливается узел регулирования мощности. Регулятор (рис. 26) принципиально отличается от регулятора, применяемого на дизель-генераторе 2Д100 схемой обратной связи и способом воздействия (затяжки) на всережимную пружину. В регуляторе применена силовая изодромная обратная связь буферного типа. Новый регулятор обеспечивает лучшее качество регулирования, удобен в обслуживании.
Электрогидравлическая система управления частотой вращения обеспечивает ступенчатое (дискретное) изменение частоты вращения вала дизеля при плавном переходе со ступени на ступень. Это дает возможность избежать дополнительных тепловых и динамических нагрузок на дизель-генератор при переходных режимах.
Регулятор 10Д100, как и регулятор 2Д100, всережимный, изодромный, с центробежным измерителем непрямого действия (с гидроусилителем), с собственной масляной системой и со стоп-устройством. Измеритель частоты вращения имеет два груза 20, вращающихся с траверсой, и пружины 19. Грузы в отличие от регулятора 2Д100 выполнены в виде угловых рычагов, а ось всережимной пружины совпадает с осью вращения измерителя, что дает возможность на ходу менять затяжку пружины и тем самым устанавливать
(задавать) требуемую частоту вращения вала дизеля. Принцип действия регулятора 10Д100 не отличается от описанного ранее регулятора 2Д100.
При изменении нагрузки частота вращения вала дизеля, а следовательно, и центробежная сила грузов изменяются. При этом нарушается равновесное состояние грузов и связанного с ними золотника 22. Золотник, перемещаясь, управляет движением поршня 1 серводвигателя.
Поршень 1 серводвигателя движется в цилиндре. Шток поршня через рычажную передачу связан с рейками топливных насосов. Движение поршня вверх (на увеличение подачи топлива) совершается под действием масла, а вниз (на уменьшение подачи топлива)—под действием пружины 5.
Изодромная силовая обратная связь. При изменении нагрузки на дизель под действием частоты вращения поршень 1 начинает перемещаться и вызывает изменение подачи топлива. Это изменение продолжалось бы до восстановления заданной частоты вращения, однако дизель не мгновенно реагирует на изменение подачи топлива. Поэтому во избежание перерегулирования необходимо ограничить перемещение поршня.
Это ограничение движения поршня в соответствии с изменением нагрузки осуществляется изодромной обратной связью путем воздействия на поясок Д золотника 22. При перемещении золотника вниз или вверх поршень буфера перемещается соответственно влево или вправо, сжимая одну из его пружин и разжимая другую. В результате возникает перепад давления масла между обеими полостями цилиндра. Значение перепада пропорционально перемещению поршня буфера. Избыток масла передается в полости над и под пояском Д золотника, создавая направленную вверх или вниз силу, препятствующую перемещению золотника.
В результате действия обратной связи золотник возвращается в среднее положение (перекрыши), а поршень силового серводвигателя оказывается в положении, соответствующем измененной нагрузке на дизель. Поршень
47
10
Рис. 26. Кинематическая схема регулятора частоты вращения коленчатого вала:
1 — поршень силового серводвигателя; 2 — стоп-устройство, 3 — индуктивный датчик; 4 — серводвигатель индуктивного датчика, 5 — пружина серводвигателя; 6 — силовой серводвигатель; 7 — верхний шток силового серводвигателя; 8 — игольчатый клапан; 9 — тарелка механизма выключения; 10— рычаг; 11— золотник регулятора нагрузки, 12—золотниковая втулка регулятора нагрузки; 13—пружина обратной связи; 14 — серводвигатель задания частоты вращения; 15 — поршень серводвигателя задания частоты вращения; 16—клапан Отключающего устройства; 17—рычаг жесткой обратной связи; 18— узел регулирования максимальной частоты вращения; 19 — пружина измерителя; 20—грузы измерителя, 21 — шестерня ведущая, 22, 29—золотники, 23, 28—золотниковые втулки, 24 — масляный иасос; 25—масляная ванна; 26— аккумулятор; 27—пружина золотника; 30—пластина механизма управления; 31 — компенсирующий игольчатый клапан; 32—поршень буфера, 33 — вннт установки минимальной частоты вращения;
34, 35 — рычаги
32 буфера возвращается в среднее положение под действием своих пружин, при этом масло перетекает из одной полости в другую через иглу изодрома (компенсирующий игольчатый клапан) 31. Величина открытия иглы изодрома определяет скорость выравнивания давлений в полостях над и под пояском Д золотника и должна быть отрегулирована в соответствии со скоростью изменения частоты вращения вала дизеля.
На схеме показано взаимодействие частей регулятора при работе дизеля на установившемся режиме. Усилие пружины 19 через тарелку и шарикоподшипник воспринимается концами угловых рычагов грузов 20. Золотниковая 48
втулка 23 вместе с шестернями масляного насоса 24, траверсой и грузами 20 приводится во вращение от привода регулятора.
Масляный насос нагнетает масло в аккумуляторы, из которых оно поступает в пространство над регулирующим пояском Е золотника 22. Золотник 22 имеет компенсационный поясок Д и может перемещаться в золотниковой втулке 23. Регулирующий поясок Е золотника 22 перекрывает подвод масла к поршню 32 буфера, находящемуся в среднем положении под действием своих пружин.
Полости буфера А и Б соединены каналами с полостями соответственно под и над пояском Д.
Полость Б соединена с полостью под поршнем 1 серводвигателя. Игла 31 регулирует площадь проходного отверстия, соединяющего полости А и Б слева и справа от поршня.
Работа регулятора частоты вращения при различных режимах работы дизеля. Установившийся режим. Усилие пружины-измерителя уравновешивается центробежной силой вращающихся грузов 20. Золотник своим пояском Ё перекрывает окно в золотниковой втулке 23, закрывая доступ масла из аккумулятора к поршню. Поршень находится в среднем положении под действием пружин. Давление масла под поршнем 1 серводвигателя и в полостях А и Б равно. Шток серводвигателя находится в таком положении, при котором подача топлива соответствует определенной нагрузке дизеля.
Увеличение нагрузки. При увеличении нагрузки на дизель частота вращения уменьшается, грузы 20 сходятся к оси вращения, золотник 22 передвигается вниз, открывая доступ масла из аккумулятора 26 в полость А. Поршень буфера смещается, сжимая левую пружину, и вытесняет соответствующий этому смещению объем масла под поршень 1 серводвигателя, перемещая его вверх на увеличение подачи топлива в цилиндры дизеля. При движении поршня в направлении потока масла к серводвигателю создается давление масла в полости А, которое больше, чем давление в полости Б, на величину, пропорциональную смещению поршня.
При движении поршней перепад давлений масла на обеих сторонах поршня буфера передается в полости над пояском Д золотника и под ним с более высоким давлением под пояском Д. Давление на поясок Д снизу возрастает до тех пор, пока оно в добавление к центробежной силе расходящихся грузов не преодолеет усилие пружины 19 измерителя и не поднимет золотник 22 до перекрытия регулирующего окна в золотниковой втулке 23.
Как только регулирующее окно закроется, поршень 1 серводвигателя остановится в положении увеличенной подачи топлива, необходимой для работы при повышенной нагрузке. Поршень
буфера возвращается в среднее положение под действием своих пружин, так как давление масла в полостях А и Б выравнивается. Процесс выравнивания давлений должен быть приведен в соответствие со скоростью восстановления частоты вращения вала дизеля.
Уменьшение нагрузки. При уменьшении нагрузки на дизель частота вращения его вала увеличивается, грузы расходятся, поднимая регулирующий золотник и открывая окно регулирующим пояском Е, которое соединяет полость А со сливом, давая возможность поршню 1 серводвигателя под действием пружины 5 переместиться в направлении уменьшения подачи топлива в цилиндры дизеля. При опускании поршня 1 поршень 32 буфера под давлением масла смещается вправо. При движении поршня 32 буфера в направлении потока масла от поршня 1 к золотнику создается давление в полости Б, которое будет больше, чем в полости А, на величину, пропорциональную смещению поршня буфера.
При движении поршней 1 и 32 перепад давления масла на обеих сторонах поршня буфера передается в полости над пояском Д золотника и под ним (с более высоким давлением над пояском Д). Давление на компенсационный поясок сверху возрастает до тех пор, пока (в дополнение к действующей вниз силе пружины 19) не уравновесит силу грузов и не опустит золотник 22 до перекрытия регулирующего окна во втулке золотника. Как только регулирующее окно закроется, поршень 1 серводвигателя остановится в положении, соответствующем уменьшенной нагрузке. Поршень 32 буфера возвращается в среднее положение под действием своих пружин.
К сборочным единицам и деталям электрогидравлической системы управления относятся (рис. 27) плита 25, прикрепленная к корпусу 34 с электромагнитами 23, треугольная пластина 39, золотниковое устройство и серводвигатель управления с рычагами 18, 27. Ход якоря электромагнита регулируется пробкой, установленной
49
15
16 17 18
19 20 21 2223
Рис 27 Регулятоо частоты вращения дизеля 10Д100
1— корпус стоп-устройства, 2, 6, 9, 15, 31, 32 — пружины, 3, 29 — золотниковые втулки, 4, 30 — золотники, 5 — верхний шток, 7 — стакан, 8, 17— поршни, 10 — тарелка, И — корпус выключателя, 12 — эксцентрик, 13, 19 — винты, 14 — траверса, 16—корпус серводвигателя управления, 18, 27 — рычаги, 20—гайка, 21 — болт откидной, 22 — тяга, 23 — электромагнит, 24 — пружина измерителя, 25— плита электромагнитов, 26— штепсельный разъем, 28 — опора золотника, 33— шестерня, 34 — корпус регулятора, 35 — золотниковая часть, 36 — ведущая шестерня масляного насоса, 37 — нижний корпус, 38 — хвостовик привода регулятора, 39 — треугольная пластина, 40 — пружина пластинчатая
в его верхней части. Провода к электромагнитам подсоединяют через штепсельный разъем 26. Треугольная пластина 39 фиксируется двумя пластинчатыми пружинами 40, концы которых зажаты винтами крепления серводвигателя управления и цилиндрической пружиной, которая удерживает якоря электромагнитов МР1, МР2, MP3 (при их обесточенном состоянии) в верхнем положении Золотниковая часть управления размещена в приливе верхнего корпуса и состоит из золотника и золотниковой втулки 29 с шестерней 33, приводимой во вращение от шестерни демпфера измерителя частоты вра-50
щения. Золотниковая втулка 29 под действием пружины 31 удерживает якорь электромагнита MP4 (при обесточенном состоянии) в верхнем положении. Пружина 32 золотника 30 обеспечивает контакт рычага 27 с треугольной пластиной 39.
Серводвигатель управления укреплен на верхнем корпусе и состоит из корпуса 16, поршня 17 и пружины 15. В корпус серводвигателя ввернут винт 19, служащий для ограничения минимальной частоты вращения коленчатого вала дизеля. Рычажная система 18, 27 связывает золотник 30 с поршнем 17 и представляет собой жесткую
обратную связь системы управления частотой вращения дизеля.
Стоп-устройство дизеля предназначено для автоматической и дистанционной остановки дизеля. Золотник имеет корпус 1, толкатель и тяговый электромагнит ЭТ-54Б. Корпус прикреплен к силовому серводвигателю регулятора.
При замыкании цепи электромагнита его толкатель перемещает вниз золотник, который своей цилиндричес
кой частью перекрывает выход масла из рабочей полости силового серводвигателя регулятора. При размыкании цепи электромагнита золотник под действием давления масла поднимется, открывая выход масла из-под поршня силового серводвигателя в масляную ванну регулятора.
Шток серводвигателя опускается и через рычажную передачу выключает подачу топлива.
Глава 3
СИСТЕМЫ ДИЗЕЛЯ И ТЕПЛОВОЗА
11. Масляная система тепловоза и дизеля
Система смазки разделяется на внутреннюю (система дизеля) и наружную (система тепловоза). Система смазки обеспечивает непрерывную подачу масла к трущимся деталям для уменьшения трения и отвода от них тепла. Относительное перемещение соприкасающихся деталей, например, поршня в цилиндре, вкладышей подшипников коленчатого вала, валов механизмов и приводов, сопровождается трением. Существует два рода трения: качения и скольжения. Преобладающее трение в машинах — трение скольжения. Тоение скольжения может быть сухое, полужидкостное и жидкостное. При сухом трении поверхности перемещаются одна относительно другой, соприкасаясь между собой микро-неровностями. В местах соприкосновения возникают молекулярные силы сцепления, препятствующие относительному перемещению поверхностей. При преодолении трения затрачиваемая энергия преобразуется в тепловую, трущиеся поверхности нагреваются, вследствие чего происходит задир трущихся поверхностей.
При жидкостном трении тонкий слой масла находится между трущимися поверхностями. При таком трении происходит скольжение между слоями масла, вследствие чего уменьшается потеря мощности. Для достижения жидкостного трения необходимо, чтобы
масло смачивало трущиеся поверхности и имело достаточную вязкость.
По гидродинамической теории смазки масло располагается в зазоре между поверхностями трения вала и втулки в виде масляного клина. В узкой части клина создается повышенное давление, под действием которого вал всплывает на слой масла. Толщина слоя масла зависит от частоты вращения деталей (вала), вязкости масла, нагрузки и состояния трущихся поверхностей. При большой частоте вращения применяется масло с малой вязкостью, а при малых скоростях — с большой вязкостью.
Качество смазки в значительной мере определяет надежную и безотказную работу двигателя в течение длительного времени. Но не всегда удается получить.жидкостное трение и из-за этого несколько ухудшаю!ся условия работы деталей и увеличи вается их износ, однако и в этом случае необходимо наличие масла для того, чтобы не допустить полусухого, а тем более сухого трения, когда износ деталей резко увеличивается. Кроме улучшения условий трения, масло также отводит тепло, выделяющееся в результате работы трения.
В двигателях 2Д100М масло используется также и для отвода тепла от поршней, которые нагреваются от сжигаемого топлива в цилиндре. В двигателях внутреннего сгорания наибольшее распространение получила
51
циркуляционная система смазки под давлением и смазывание разбрызгиванием. Только в мало нагруженных деталях допускается смазка индивидуальная при помощи масленок. Циркуляционная смазка наиболее совершенна. При такой системе масло непрерывным потоком под давлением подается к трущимся деталям, циркулируя по замкнутому контуру, очищаясь и охлаждаясь. Система смазки разбрызгиванием применяется чаще всего для подачи масла к рабочей поверхности цилиндра.
Масляная система дизеля 2Д100 (рис. 28) включает в себя масляный насос 19, который засасывает масло
из картера и нагнетает его в передние половины нижних коллекторов левого и правого рядов холодильников тепловоза. По секциям холодильника масло проходит в верхние общие коллекторы и по второй половине секций в задние половины нижних коллекторов. Далее охлажденное масло поступает к фильтру 30 грубой очистки, а затем в нижний масляный коллектор дизеля.
По мере продвижения масла после насоса производится замер его давления в контрольных точках: давление после маслонасоса к холодильнику манометром 20, перед щелевым фильтром грубой очистки манометром 32,
Рис. 28. Схема масляной системы тепловоза:
1 — электроманометр секции I на пульте секции II; 2 — электроманометр давления масла в коллекторе; 3 — электроманометр секции II иа пульте секции I; 4 — электротермометр температуры масла на выходе из дизеля секции I; 5 — холодильник; 6 — кран атмосферный; 7 — секция масляного холодильника; 8, 10, 14, 16, 24, 26, 34 — вентили; 11 — датчик аэротермометра; 12 — гидромеханический редуктор; 13, 15, 20, 22, 32, 33 — манометры; /7 — фильтр центробежный; 18 — клапан разгрузочный иа 0,4 МПа (4 кгс/см2); 19—масляный насос дизеля; 21 — фильтр тонкой очистки, 23 — насос центробежного фильтра; 25 — маслопрокачивающий насос; 27 — рукав (шланг), 28 — труба слива масла из картера; 29 — карман для ртутного термометра; 30 — фильтр грубой очистки; 31, 35 — клапаны обратные; 36—клапан байпасный; 37—клапан редукционный;
38, 39 — трубы подвода масла к нижнему и верхнему коллекторам дизеля
52
после фильтра манометром 33. При переохлаждении масла вязкость его повышается и прохождение через секции холодильника затруднено, поэтому давление перед холодильником возрастает, а за холодильником уменьшается. Для защиты секции от высокого давления в маслопроводе установлены байпасные клапаны 36, отрегулированные на разность давлений в 0,2 МПа (2 кгс/см2), и тогда горячее масло будет перепускаться клапанами, минуя холодильники и направляясь в корпус фильтра 30 грубой очистки масла и далее в нижний масляный коллектор двигателя. Небольшая часть горячего масла, минуя холодильники по трубе, берущей начало перед обратным клапаном, проходит в фильтр тонкой очистки 21 и сливается в картер (маслосборник). Количество масла, проходящее через фильтр тонкой очистки, регулируется калибровочной шайбой с диаметром отверстия 10 мм, а давление перед бумажными секциями (пакетами) измеряется манометром 22. Для слива масла из корпуса фильтра тонкой очистки на корпусе установлен вентиль 24.
Для устранения полусухого тоения в подшипниках коленчатых валов во время пуска дизеля после длительной стоянки тепловоза применена прокачка системы маслопрокачивающим насосом 25. Насос забирает масло из картера дизеля и подает его через обратный клапан 31 в полость фильтра грубой очистки 30 и далее в масляные коллекторы, из которых по трубкам к каждому подшипнику коленчатого вала. После длительной стоянки при прогреве двигателя для предохранения масляного трубопровода от повышения давления при прогреве двигателя установлен вентиль 16 для спуска масла в картер, в этом случае вентиль 16 должен быть открыт, в другое время обязательно закрыт. Масло для заполнения гидромуфты 12 подается из нагнетательного трубопровода через вентиль и редукционный клапан 37. Давление масла на входе в редуктор определяется манометром 13.
К центробежному фильтру 17 масло подается насосом 23 с подачей 12 м3/ч.
Излишнее масло (сверх пропускной способности фильтра), подаваемое насосом центробежного фильтра (около ~7 м3/ч), поступает через разгрузочный невозвратный клапан 18 в трубу подвода масла на смазку двигателя от насоса 19 к холодильнику. Давление масла в верхнем масляном коллекторе (в точке с минимальным давлением) измеряется электроманометром 2, а температура масла — электротермометром 4, давление масла в коллекторе дизеля ведомой секции — электроманометром 3, датчик которого установлен на верхнем масляном коллекторе дизеля каждой секции тепловоза.
Систему заполняют маслом через горловину, вваренную в раму дизеля, сливают масло через вентиль 26 и трубу 28, расположенную под кузовом тепловоза, а также вентили 9, 8 и трубу. Масло может быть слито из фильтров 21 и 30 через вентили 24 и 34. С атмосферой коллекторы холодильников соединены кранами 6. Уровень масла в маслосборнике картера проверяют щупом, установленным в раме на правой стороне. Чтобы исключить работу двигателя в условиях ухудшенной смазки, в масляную систему включены два реле давления: одно реле служит для снятия нагрузки генератора при пониженном давлении масла в верхнем масляном коллекторе ниже 0,12 МПа (1,2 кгс/см2), другое — для остановки двигателя при понижении давления масла в верхнем масляном коллекторе ниже 0,05 МПа (0,5 кгс/см2). Нагрузка снимается размыканием контактами реле цепи возбуждения возбудителя. Разрывается цепь питания обмотки электромагнита стоп-устройства регулятора частоты вращения, и дизель останавливается.
Во внутреннюю систему масло, охлажденное и очищенное от механических примесей, поступает по трубам 38 и 39 в нижний и верхний масляные коллекторы. Из нижнего и верхнего коллекторов масло распределяется на 12 коренных опор нижнего и соответственно верхнего коленчатых валов по медным трубкам и далее по каналам в коленчатых валах поступает на смазку вкладышей шатунных подшипников. По каналам из
53
коренной шейки в шатунную масло поступает на смазку поршневого пальца и охлаждение поршня. Из верхнего коллектора масло подводится к первой опоре правого и левого кулачковых валов и далее по центральным каналам в валах поступает по радиальным каналам в опорных шейках на смазку подшипников кулачковых валов. Из масляной ванны верхнего картера масло свободно проходит под поршень ш-тока толкателя топливного насоса, смазывает все детали толкателя и сливается в картер.
От масляных коллекторов по трубкам масло подводится к шестерням вертикальной передачи и шестерням привода воздуходувки и смазки подшипников качения воздуходувки. Из заднего кожуха воздуходувки масло по трубкам стекает в отсек вертикальной передачи и далее в картер. Масло, сливающееся из отсека верхнего коленчатого вала в отсек управления, смазывает механизмы привода управления и регулятора.
Масляный насос. Для циркуляции смазки под давлением в системе дизеля на передней стенке опорной плиты насосов установлен масляный шестеренный насос (рис. 29). Насос приводится во вращение от нижнего коленчатого вала через эластичную шестеренную передачу и зубчатый поводок 8, посаженный на шлицах ведущей шестерни 2.
Масло заполняет впадины между зубьями шестерен и переносится при работе насоса из полости всасывания в полость нагнетания Н, откуда поступает в систему смазки. Разгрузочное устройство 11 защищает внутренний торец плиты 10 и топец шестерни 2 от задира за счет разгрузки от осевого усилия давления масла, поступающего в полость М из полости нагнетания Н. Масло, попадающее в полость П крышки 12, сливается по каналу К в корпус опорной плиты. Для обеспечения свободного вращения рабочих шестерен масляного насоса предусмотрен торцовый зазор между торцом шестерен и торцом плиты, равный 0,2—0,4 мм, и радиальный между цилиндрическими поверхностями стенок корпуса и вер-54
шиной головки зуба 0,325 мм. Суммарный боковой зазор 0,25—0,6 мм. Значение отмеченных зазоров влияет на подачу масляного насоса. Подача насоса 120 м3/ч при 1510 об/мин и давление 0,5 МПа (5 кгс/см2).
Для предотвращения чрезмерного повышения давления масла в системе на внутреннем торце корпуса насоса установлен поршень 7 редукционного клапана, прижимаемый к седлу пружинами 5. Затяжка пружины регулируется гайкой, которая контрится шплинтом. Редукционный клапан регулируется на давление 0,55—0,57 МПа (5,5—5,7 кгс/см2).
Масляный фильтр грубой очистки. Фильтр грубой очистки установлен на масляном трубопроводе тепловоза перед входом масла в нижний масляный коллектор двигателя, он служит для очистки от механических примесей масла, поступающего в дизель. Фильтр состоит из стального корпуса, разделенного горизонтальной перегородкой на две части. В корпусе выполнено 10 гнезд для установки в них секций фильтров.
Секция фильтра (рис. 30) состоит из чугунного цилиндрического корпуса с фланцем, которым она крепится к верхней плоскости корпуса фильтра четыоьмя шпильками. На валике 5, закрепленном в корпусе 7 и нижнем фланце 13, установлено несколько сотен рабочих пластин 14 толщиной 0,03 мм, между котооыми поставлены промежуточные пластины 12 толщиной 0,15 мм, определяющие размер щели фильтра. В щели между рабочими пластинами 14 входят концы пластин (щеток) 15 толщиной 0,1 мм, установленных на стержень 16 квадратного сечения, неподвижно закрепленный в корпусе 7 и нижнем фланце 13 секции. Валик 5 можно вращать рукояткой 1, выходящей наружу корпуса секции фильтра. Вместе с валиком будут поворачиваться рабочие пластины 14 и промежуточные 12, в то время как пластины 15 будут выполнять роль гребенки, счищающей грязь с пластин.
В корпусе фильтра секция верхней частью (своим литым корпусом 7) и горизонтальной перегородкой 8 обра-
Рис. 29. Масляный насос:
1 — корпус насоса; 2, 3 — ведущая и ведомая шестерни; 4 — гайка; 5 — пружина; 6 — корпус клапана; 7 — поршень клапана перепуска масла; 8 — поводок привода насоса; 9 — внутренняя плнта; 10 — наружная плита; 11 — разгрузочное устройство от осевой силы; 12 — крышка; 13 — роликоподшипники; 14 — упорный подшипник
зует полость чистого масла. Таким образом, масло после холодильника и фильтра грубой очистки, поступившее в нижнюю часть корпуса фильтра (полость ниже перегородки 8), проходит в щели между рабочими и промежуточными пластинами, затем проходит в полость чистого масла и далее в нижний масляный коллектор.
Масляный фильтр тонкой очистки.
Фильтр тонкой очистки масла служит для непрерывной параллельной с
фильтром грубой очистки частичной (около 5%) тонкой очистки масла специальными фильтровальными пакетами; в которых навита фильтровальная бумага с проставкой из картона. Тонкость фильтрации составляет 20 мкм.
В стальном сварном цилиндрическом корпусе 2 (рис. 31) на семи полых стержнях установлено 28 бумажных секций тонкой очистки масла (по четыре секции на каждом стержне),
55
Рис. 30. Секция фильтра грубой очистки масла: 1 — рукоятка; 2 — нажимная пробка сальника; 3 — верхний лист корпуса фильтра; 4 — набивка сальника; 5—валик; 6 — окно в корпусе секции; 7 — корпус секции; 8 — перегородка в корпусе фильтра; 9 — кольцо опорное для пластин; 10 — набор фильтровальных пластин; 11 — стойка; 12 — промежуточная пластина; 13 — нижний фланец для крепления набора пластин; 14 — рабочая пластина; 15 — пла-стииа-щетка; 16 — стержень
Рис. 31. Фильтр тонкой очистки масла:
1 — крышка корпуса фильтра; 2—корпус фильтра; 3 — секция тонкой очистки; 4 — фильтровальная бумага; 5 — фенольная трубка; 6 — перепускной клапан для перепуска масла из полости А в полость Б; 7 — отверстие
размещенных в полости А. Внутренняя полость стержня соединена с нижним коллектором (полость Б) отверстием 7. Эти калиброванные отверстия служат для создания подпора масла, чтобы избежать деформации бумажных секций чрезмерным избыточным давлением. Для предупреждения возрастания разности давлений в полостях неочищенного и очищенного масла установлен клапан 6, перепускающий масло из полости А в полость Б, минуя бумажные пакеты.
Центробежный фильтр масла.
Фильтр (рис. 32) установлен на кронштейне, закрепленном на люке с правой стороны блока дизеля. Корпус стальной сварной конструкции имеет вваренную на косынках опору оси ротора. В опору ввернута на резьбе ось ротора 8, имеющая в нижней пустотелой чдсти отверстия и окна для подвода неочищенного масла в ротор.
Литой алюминиевый корпус 6 ротора закрыт крышкой 11. Две стальные трубки 7 ввернуты в диище корпуса. В верхней части ротора эти трубки проходят в отверстия в крышке 11, откуда масло идет по трубам к соплам 5. Ось ротора вращается в двух бронзовых втулках 4 и 10.
Действие центробежного масляного фильтра основано на том, что во вращающейся с большой частотой жидкости (масла) вследствие возникающей при этом центробежной силы содержащиеся в масле тяжелые посторонние частицы отбрасываются к наружным стенкам ротора фильтра и откладываются на них. Для вращения ротора фильтра используется реактивное действие струй масла, вытекающих с большой скоростью из двух диаметрально установленных в роторе сопловых наконечников. Для придания струям масла необходимой скорости оно подводится специально иасосом, создавая при этом высокое давление—0,8—1,0 МПа (8—10 кгс/см2).
Масло под давлением подводится по трубе 2 к соплам и во внутреннюю полость ротора. Вытекая из сопел, масло вращает ротор с большой скоростью — до 6000 об/мин. Очищенное масло отбирается с мест, близких к оси ротора, и вытекает через
56
Рис 32 Центробежный фильтр масла
/—фланец крепления фильтра, 2—труба подвода масла, 3—корпус фильтра, 4—втулка нижняя, 5 — сопло, 6 — корпус ротора, 7 — трубка, 8 — ось оотора, 9— крышка фильтра, 10 — втулка верхняя, 11— крышка ротора, 12 — втулка, 13— смотровое окно
сопловые отверстия и сливную трубу в картер двигателя. Диаметр нижнего подшипника ротора выполнен больше верхнего, благодаря чему появляется усилие, направленное вверх. Это усилие при давлении масла 0,5 МПа (5 кгс/см2) превосходит вес ротора и заставляет его всплыть. Поэтому во время работы ротор прижимается к верхней крышке. Для ограничения перемещения ротора вверх и уменьшения коэффициента трения в крышке корпуса установлена втулка 12.
12. Топливная система тепловоза и дизеля
Система подачи топлива разделяется на внутреннюю (система внутри дизеля) и наружную (система тепловоза). Топливная система тепловоза
(рис. 33) служит для подачи топлива к топливным насосам высокого давления. Бак и весь топливопровод должны быть герметичны, чтобы в топливо не попадали пыль или вода, а во всасывающий трубопровод — воздух. Для защиты от коррозии внутренние стенки фосфатированы.
Топливный бак вместимостью 5440 кг сварен из листовой стали толщиной 4 мм. Приваренными к нему кронштейнами он прикреплен болтами к кронштейнам рамы тепловоза. Бак заправляют топливом через горловины 8, расположенные на верхней его плоскости с обеих сторон тепловоза. Заправочные горловины бака снабжены сетками с шелковыми мешочками. Для контроля уровня и количества заправляемого топлива в баке установлены щупы 27, помещенные в вертикально расположенные трубы 14, защищающие их от деформации.
К фильтрации топлива, забираемого из’бака, предъявляются высокие требования, так как даже мельчайшие механические примеси в нем вызывают износ или заклинивание плунжерных пар насосов высокого давления, распылителей форсунок и нагнетательных клапанов. Поэтому в топливную систему последовательно включены два топливных фильтра.
Фильтр грубой очистки 31 сетчатонабивной двойной, в каждом из которых имеются вставленные один в другой цилиндрические сетчатые стаканы с сетчатыми крышками. Пространство между стаканами заполнено хлопчатобумажными концами (путанкой). Посередине внутреннего (малого) стакана проходит пустотелый стержень с отверстиями в стенках для прохода чистого топлива вовнутрь и далее к выходному штуцеру во всасывающий топливопровод топливоподкачивающего насоса 17. Оба стакана фильтра грубой очистки установлены (прикреплены болтами) на общей крышке с трехходовым краном, позволяющим на ходу отключать один фильтр в случае неисправности или чрезмерного загрязнения. Сетчатые стаканы в корпусе поджимаются пружинами.
Фильтр тонкой очистки 2 установлен на левой боковой стороне блока
57
Рис. 33. Топливная система тепловоза:
1 — дизель; 2 — фильтр тонкой очистки топлива; 3, 5, 9, 10, 11, 16, 18, 19, 20, 21, 22, 23, 24, 28, 32, 34, 36, 37 — трубы; 4, 33 — манометры; 6 — предохранительный клапан на 0,25 МПа; 7 — коан для выпуска эмульсии (воздуха); 8—горловина для заполнения бака топливом; 12 — бачок для грязного топлива; 13 — пробка для слива грязного топлива; 14 — трубка для щупа замера топлива; /?—клапан для слива отстоя; 17 — топли-воподкачнвающий насос; 25—вентиль; 26—коан трехходовой; 27—щуп узла замена топлива; 29 — топливный бак; 30—подогреватель топлива; 31 — фильтр гоубой очистки; 35—перепускной клапан
двигателя в верхней его части со стороны управления. Фильтр пропускает частицы не более 5 мкм. Внутренняя поверхность алюминиевого корпуса покрыта бакелитовым лаком. Собранный фильтрующий элемент надевается на стержень, ввернутый в бобышку корпуса. Пакет фильтра опирается на пружину, которая поджимает пакет к буоту стержня. Снаружи фильтрующий элемент закрыт колпаком, торцовая поверхность которого через павонитовую прокладку уплотняет внутреннюю полость к фильтрам.
Топливо подводится к фильтру по штуцеру, ввернутому в алюминиевый корпус фильтра, и поступает в полость.
Полость чистого топлива защищена от проникновения грязи сальником, установленным над нажимной пластиной пружины.
Топливоподкачивающий насос должен преодолевать сопротивление фильтров, котовое может возрастать при их загрязнении. Ограничение загрязненности фильтров определяется значением перепада давлений (должен быть 0,03—0,09 МПа). Топливо подается топливоподкачивающим насосом значительно больше, чем необходимо для обеспечения полной мощности дизеля, поэтому часть его сливается обратно в бак по трубе 36, что необходимо для того, чтобы было обеспечено хорошее отделение пузырьков воздуха за счет потока топлива и хорошее наполнение топливных насосов высокого давления на ходе всасывания, что очень важно для стабильности мощности дизеля.
В холодное время года топливо, идущее к дизелю, подогревается, потому что при низкой температуре из топлива
58
выделяются парафинистые вещества, которые могут засорить топливопроводы и особенно фильтры. Подогрев происходит в топливоподогревателе 30 горячей водой из системы охлаждения дизеля. В летнее время подогреватель рекомендуется отключать, так как при повышенной температуре из-за теплового расширения топлива уменьшается его массовый заряд при подаче топлива в цилиндр. Перепускной клапан 35 регулирует давление в системе и обеспечивает давление в топливном коллекторе 0,11—0,25 МПа в зависимости от мощности. Излишки топлива через клапан в возвратном трубопроводе сливаются в подогреватель и далее в заборное устройство топливного бака.
Топливоподкачивающий насос подает топливо к насосам высокого давления. Вал насоса получает вращение от электродвигателя, соединенного с его валом пружинной муфтой. Электродвигатель работает от аккумуляторной батареи. Для пуска топливоподкачивающего насоса необходимо нажать кнопочный выключатель на пульте машиниста при включенной батарее.
Топливные насосы высокого давления и форсунки. Показатели рабочего процесса дизеля и его эксплуатационные характеристики в значительной степени зависят от качества работы топливной аппаратуры. Топливная аппаратура должна обеспечивать:
1. Периодическое впрыскивание топлива в камеру сгорания дизеля в количестве, соответствующем нагрузке дизеля.
2. Необходимое начало и продолжительность впрыскивания, определяющие наилучшие эксплуатационные показатели дизеля.
3. Подачу топлива в цилиндр в мелкораспыленном состоянии, которое обеспечивало бы хорошее перемешивание его во всем объеме свежего воздушного заряда камеры сгорания.
4. Оптимальное количественное распределение топлива по углу поворота коленчатого вала дизеля за период единичного впрыскивания топлива (оптимальный закон подачи). Для этого топливо необходимо подавать к форсунке под большим давлением. В этом случае количество топлива, подаваемое за один рабочий ход, меняется от 0,36 г (при полной мощности) до 0,05 г (при холостой работе на 400 об/мин) за 0,004 с и менее, поэтому плунжер должен иметь очень малый зазор (0,001—0,002 мм), чтобы обеспечить такое высокое давление без больших утечек.
Движение плунжеру сообщает кулачок, сидящий на валу и приводимый во вращение от коленчатого вала. В процессе работы дизеля даже при неизменной частоте вращения коленчатого вала мощность его может изменяться, а следовательно, топлив-
Рис. 34. Топливный насос:
1 — регулировочный болт; 2 — регулирующая пейка; 3 — болт; 4 — стрелка; 5 — прокладка; 6 — фланец; 7 — пружина клапана; 8 — нажимной штуцер; 9 — прокладка клапана; 10 — седло клапана; 11 — нагнетательный клапан; 12 — гильза плунжера; 13 — плунжер; 14 — шестерня плунжера; 15 — корпус насоса; 16—кольцо пружины; 17—пружина плунжера; 18 — тарелка пружины; 19 — стопорное кольцо; 20—уплотнительное кольцо; 21 — стопорный винт; 22 — прокладка
59
Рис. 35. Форсунка;
1— пробка; 2 — контргайка; 3— стакан пружины; 4 — пружина форсунки; 5 — тарелка пружины; 6— толкатель; 7 — уплотнительное кольцо; 8 — щелевой фильтр; 9 — корпус фоосункн; 10 — ограничитель подъема иглы; 11 — игла форсунки; 12— корпус распылителя; 13— сопловой наконечник; 14, 15 — прокладки; 16—накидной фланец; А—полость над запорным конусом распылителя; Б — дифференциальная площадка иглы.
ный насос должен на ходу изменять количество подаваемого топлива. Для этого плунжер должен поворачиваться и тем самым изменять подачу топлива, при этом момент начала подачи при повороте плунжера остается постоянным, а момент конца подачи изменяется вследствие изменения положения спиральной отсечной кромки по отношению к отсечному отверстию гильзы. Чем больше будет повернут плунжер, тем больше изменится подача топлива. При уменьшении угла поворота плунжера отсечка подачи происходит раньше и количество подаваемого топлива уменьшается. Так как и начало подачи и отмеривание порции топлива в топливном насосе дизелей типа Д100 осуществляются непосредственно плунжером без участия дополнительных клапанных механизмов, то такие насосы называют насосами золотникового типа.
Топливные насосы (рис. 34) и форсунки (рис. 35) дизеля 2Д100
полностью унифицированы для всего семейства дизелей типа Д100 и отличаются друг от друга только регулировкой цикловой подачи, что выражается в установке упора на рейке подачи топлива насоса.
13. Система охлаждения дизеля
При сгорании топлива в цилиндре дизеля температура газов достигает 1500—1600 °C и соответственно возрастает температура соприкасающихся с ним деталей: поршня, втулки цилиндра, выпускных коллекторов и др. Если не охлаждать эти детали, то температура их повысится настолько, что они могут выйти из строя. Чтобы температура деталей не превышала допустимые пределы, детали необходимо охлаждать.
На тепловозе применяется только замкнутая система охлаждения водой, имеющая существенные преимущества перед проточной, применяемой в некоторых стационарных и судовых установках. Эта система позволяет работать на высоком температурном режиме (температура воды на выходе из дизеля 90—95 °C), что повышает экономичность двигателя.
Как известно, количество воды, нужное для охлаждения, зависит от температурного перепада (разность температуры входящей и выходящей из двигателя). Большой температурный перепад, связанный с подачей малого количества воды, а следовательно, малой скорости ее движения, приводит к значительной неравномерности температуры в рубашке втулки цилиндра (вода холодная у входа и горячая у выхода). Поэтому желательно иметь такую систему охлаждения, в которой всегда обеспечивался бы необходимый расход воды (иметь почти постоянную скорость воды) и сокращалась бы разница температуры между выходом и входом (практически разница в 5—7 °C, а уровень температуры 75—85 °C независимо от нагрузки).
Применение водяных насосов с большой подачей обеспечивает почти постоянную скорость воды на всех режимах. Кроме того, температура охлаждения
60
воды в холодильнике тепловоза регулируется изменением частоты вращения вала вентилятора охлаждающего воздуха (следовательно, количество воздуха), что достигается применением многоступенчатых редукторов. Именно такая система охлаждения используется на дизеле 2Д100 тепловоза ТЭЗ — циркуляционная, принудительная, открытого типа с расширительным баком, исключающим образование воздушных или паровых мешков в трубопроводах.
Насос (рис. 36) подает воду по трубе в охлаждающие полости выпускных патрубков и выпускных коллекторов и далее по водоперепускным патрубкам из коллектора во втулки цилиндров. Из втулок цилиндров после охлаждения вода поступает в водяной коллектор дизеля и далее по трубам к верхним коллекторам холодильника. После охлаждения в секциях 29 холодильников вода идет в нижние коллекторы холодильников и далее по трубам к водяному насосу. Пополнение
воды в системе происходит по трубе из расширительного бака.
В водяную систему включен подогреватель 25 топлива, к которому подводится горячая вода от дизеля. Из подогревателя вода по трубе отводится к водяному насосу. Для отключения подогревателя служат вентили 24 и 33. Для обогрева кабины машиниста установлен калорифер 13, в который поступает горячая вода из водяного коллектора по трубе с вентилем 12, а отводится к водяному насосу по трубе. Включаются и отключаются калориферы вентилями 12 и 23. Бачок санузла заполняется через вентиль 30.
Температуру воды дизеля ведущей секции показывает на пульте машиниста аэротермометр 3, на этом пульте установлен электротермометр 2, датчик которого установлен на дизеле ведомой секции (тоже сделано на пульте машиниста ведомой секции). Для остановки дизеля при повышении температуры воды выше 90 °C в системе
Рис. 36. Схема водяной системы тепловоза:
/ — электоотермометп первой секции на пульте второй секции; 2 — электпотеомометп втопой секции на пульте первой секции; 3—аэоотермометп; 4, 11, 22 — дюритовые шланги; 5 — термооеле, 6 — бак оасшиоительиый; 7 — горловина заправочная; 8 — стекло водомерное; 9 — тоуба атмосферная; 10, 35 — каоманы для ртутных термометров; 12, 16, 17, 20, 23, 24, 26, 27, 30, 31, 33, 34 — вентили; 13 — калорифер; 14, 18, 36, 37 — коаны, 15 — гоелка для ног; 19— тоуба слива воды; 21 —труба слива воды, пооходящей чеоез сальники водяного насоса; 25 — подогреватель топлива; 28 — головки соединительные; 29 — водяные секции холодильника, 32 — водяной бачок санузла, Н — насос водяной
установлено температурное реле, соединенное с трубой, отводящей горячую воду от дизеля.
Система заливается водой через горловину 7 на расширительном баке или под напором через соединительную головку 28 и вентиль 27 при открытом кране 37 на калорифере для удаления воздуха. В зимнее время систему заправляют водой при температуре 40—50 °C. Дозаправлять систему при работе дизеля следует небольшими порциями подогретой воды. Слить воду из системы можно через соединительную головку 28 и вентили 26 и 27. После слива основного количества воды открыть сливные 36 и 18 краны, а также воздушный кран 37 на калорифере и краники выпускных коллекторов, потом открыть пробки для выпуска остатков воды из корпуса насоса и выпускных патрубков водяной системы тепловоза.
Водяной насос (рис. 37) дизеля установлен на опорной плите насосов и приводится во вращение от нижнего коленчатого вала через эластичную шестерню. Для предотвращения просачивания воды вдоль вала насоса в задней головке установлен набивной сальник 12, состоящий из колец, изготовленных из асбестового графитизированного просаленного шнура, и нажимной втулки 10. Для уменьшения износа вала в месте установки сальника на вал напрессована закаленная хромированная втулка И. Вал насоса имеет две опоры, одна из которых состоит из двух радиальных шариковых подшипников 4, а другая — из одного радиально-сферического подшипника 6, между которыми установлена распорная втулка 5. Подшипники смазываются маслом, разбрызгивающимся шестернями привода агрегатов. Для предотвращения течи масла служит
Рис. 37. Водяной насос:
1 — гайка крепления шестеони приводя на валу насоса; 2 — шестерня привода насоса; 3 — шайба стопорная наружной обоймы подшипника; 4 — шариковые подшипники радиальные; 5 — Распорная втулка; 6 — радиальио-сфеоический подшипник; 7 — отражательная втулка; 8 — уплотнительное кольцо для предотвращения течи масла; 9 — вал насоса; 10—нажимная втулка сальника; 11 — втулка закаленная хромированная под сальниковое уплотнение; 12 — сальник набивной, состоящий из колец асбестового графитизированного просаленного шнура; 13 — станина; 14 — головка всасывающая задняя, 15 — корпус насоса; 16 — рабочее колесо; 17—головка всасывающая передняя; 18—пластинчатый замок; 19— гайка крепления Рабочего колеса; 20 — шпонка
62
уплотнительное чугунное кольцо 8. Просочившееся масло по кольцевой канавке и каналам в станине сливается в картер двигателя. Гребешок отражательной втулки 7 предохраняет от попадания воды по валу насоса внутрь двигателя. Гайка 1 закрепляет на валу шестерню 2, подшипники 4 и 6, распорную втулку 5 и отражательную втулку 7. Шайба 3 стопорит наружные обоймы подшипников 4 и удерживает таким образом вал насоса с закрепленными на нем деталями от перемещения в сторону привода.
14. Основные конструктивные изменения в дизель-генераторе 2Д100
В период эксплуатации тепловозов ТЭЗ дизели 2Д100 выработали установленный моторесурс, а их выпуск прекратился. С 1980 г. на тепловозы стали устанавливать дизели 2Д100М, изготовляемые по новым техническим условиям, которые предусматривают высокую степень унификации деталей с дизелем 10Д100. Изменения, внесенные в основные сборочные единицы и детали дизеля 2Д100, наглядно представлены на рисунках 38—50, где слева изображены детали дизеля 2Д100, а справа — одноименные детали измененной конструкции.
Втулка цилиндра. Цилиндрическая поверхность адаптерного отверстия в рубашке втулки цилиндров омывается охлаждающей водой и подвержена коррозии. Коррозионные «язвы» на поверхности адаптерного отверстия — это концентраторы усталостных напряжений от переменных усилий, действующих в цилиндре двигателя. Для повышения надежности и долговечности втулок были внесены изменения в их изготовление как конструктивного, так и технологического характера. Прежде всего необходимо было улучшить защиту от коррозионного воздействия охлаждающей воды поверхностей стенок отверстий под адаптеры в рубашке втулки цилиндров. Высокотемпературные условия работы резинового уплотнения приводили к течам воды, что усложняло эксплуатацию систем ох
лаждения и значительно повышало затраты на ремонт.
При сборке адаптера форсуночного отверстия (рис. 38, а) поверхность сопряжения с деталью 2 смазывают лейнерной смазкой ВЛ (ГОСТ 5078— 80). При установке фланца 9 две диаметральные канавки Б должны находиться в плоскости, перпендикулярной оси втулки; допускается несовпадение до 2,0—2,5 мм. Нажимной фланец крепит форсунку в адаптерном отверстии, а выступы а на фланце обеспечивают центральное нажатие на корпус форсунки. Резиновое уплотнение 1 затягивают так, чтобы зазор 1,5— 0,2 мм обязательно контролировался. Адаптер индикаторного крана собирают с учетом требований, предъявляемых к сборке адаптера форсуночного отверстия.
Внедрена упрочняющая накатка поверхности отверстия диаметром 46 мм. Для этого применено более стойкое антикоррозионное герметизирующее покрытие АГП-616 поверхности отверстий (В, рис. 38, а, б) в рубашке под адаптеры вместо бакелитирования. Установлены новые адаптерные уплотнения из теплостойкой резины, изолирующие поверхности с радиусом R3 и диаметром 46 мм (рис. 38, в) и защищающие их от коррозии, а также уменьшен тепловой поток от втулки к резиновому уплотнительному кольцу.
Для упрочнения и повышения усталостной прочности рубашки втулки изменен материал трубы для рубашки; трубы прокатывают из кованой заготовки.
Усилена втулка цилиндров за счет применения обводных ребер вокруг бонок под отверстия для ввинчивания адаптеров, что создает подпор со стороны рубашки и не ухудшает охлаждение адаптеров и зоны бонки (рис. 39, а). Для уменьшения задиро-образования на зеркале втулки цилиндров введен зазор между втулкой и рубашкой вместо натяга (рис. 39, б).
Высокое давление! наддувочного воз-даха вызывает просачивание масла, приносимого в ресивер наддувочным воздухом по монтажному зазору между рубашкой втулки и блоком. Для защиты
63
Рис. 38. Элементы втулки цилиндров:
а — адаптер форсунки; б — адаптер индикаторного крана; в — поверхность отверстия рубашки втулки цилиндров под адаптеры, 1 — кольцо резиновое уплотнительное; 2 — прокладка медная уплотнительная; 3—адаптер форсунки; 4 — шпилька крепления форсунки; 5, 8, 12 — гайки; 6—фланец с центральным нажатием на корпус форсунки; 7 — фланец, в который ввертывается шпилька 4; 9, 10— фланцы, сжимающие резиновое кольцо 1; И—адаптер индикаторного крана; 13—шпилька крепления индикаторного крана;
14 — гайка нажимиая
Рис. 39. Изменения в конструкции втулки:
а — обводиые ребра вокруг бонок; б — зазоо вместо натяга по месту посадки рубашки в зоне над выпускными окнами
наружной поверхности втулки от загрязнения маслом, просачивающимся из ресивера, предусмотрено уплотнение путем установки одного резинового кольца на втулку. Однако такое уплотнение не защищает втулку от загряз
нения, поэтому устанавливают два резиновых кольца (рис. 40, а).
Повышена надежность резинового уплотнения между втулкой и рубашкой в ее нижней части за счет канавки на втулке под наносимый на ее
64
Рис. 40. Герметизация уплотнений по местам соединения рубашки с втулкой и блоком:
а — уплотнения рубашки с блоком, б — уплотнение рубашки с втулкой, в — уплотнение между втулкой с блоком и выпускной коробки с втулкой, г — канавки под резиновые кольца для уплотнения
поверхность слой клея ГЭН (рис.
40, б). От проникновения газов в картер и масла из картера в полость под выпускной коллектор установлено уплотнение между втулкой, выпускной коробкой и блоком в виде резиновых уплотнительных колец раздельно по выпускной коробке и блоку (рис. 40, в).
Чтобы улучшить условия работы резиновых уплотнительных колец, на втулке цилиндров применены новые формы канавок под их установку (рис. 40, г). Заменена резина уплотнительных колец на фтористую термостойкую резину марки ИРП-1287.
Блок цилиндров. Опыт эксплуатации дизелей позволил наметить основные
Рис. 41. Элементы блока:
а — сварной шов бугеля — горизонтальный лист; б — отверстия для вертикальной передачи, в — плати-кн крепления кронштейнов паразитных шестерен привода кулачковых валов, г — резьба для ввинчивания шпильки в горизонтальный лист
мероприятия по повышению усталост-ной прочности блока и его элементов. Прежде всего были утолщены верхний и нижний горизонтальные листы за счет упразднения наклона горизонтального листа на угол 7°, что позволило усилить сварной шов (рис. 41, а). Усилены ребра жесткости стакана вертикальной передачи с 10 до 16 мм (рис. 41, б).
В переднем листе блока отсека управления часто образовывались трещины вблизи платиков крепления кронштейна паразитных шестерен привода кулачковых валов. Чтобы повысить надежность этой сборочной единицы, были заменены три детали блока под установку кронштейнов одной
3 Зак 893
65
штампованной деталью, ввариваемой в передний лист блока (рис. 41, в). Устранена возможность отрыва приваренных платиков (накладок) к горизонтальному листу под установку верхнего корпуса вертикальной передачи уменьшением длины нарезки резьбы за счет снятия нарезки в платике (рис. 41, г).
Несущая способность вкладышей нижних коренных опор коленчатого вала повышена, так как изменено расположение маслоподводящей канавки в нижней (рабочей) половинке вкладыша на дуге 90—110°. В этом вкладыше канавка выполнена на дуге 30—35° от плоскости разъема с плавным выходом ее по касательной к дуге окружности внутренней расточки вкладыша (рис. 42, а). Для вкладышей коренных опор верхнего коленчатого вала рабочим вкладышем является верхняя (крышечная) половинка вкладыша, а так как масло от верхнего масляного коллектора подводится к крышке коренной опоры верхнего вала, то маслоподводящая канавка выполнена, как показано на рис. 42, б.
Для обеспечения укладки коленчатых валов в блоке с проверкой прилегания коренных шеек к своим вкладышам щупом (стальная ленточка толщиной 0,03 мм) на 11-й опоре
Рис. 42. Коренные вкладыши коленчатого вала: а — коренные вкладыши ннжиего коленчатого вала (Н — плоскость разъема); б — коренные вкладыши верхнего коленчатого вала; в — изменение конструкции упорного вкладыша коренной опоры
(упорный подшипник) внедрено мероприятие, обеспечивающее доступ для замера установкой одной блочной половинки упорного вкладыша (рис. 42, в). Длительной эксплуатацией проверено, что несущей способности бурта одной (блочной) половинки вкладыша достаточно, чтобы обеспечить нормальную работу упорного подшипника коленчатого вала.
Поршень. Для повышения надежности поршня, уменьшения износа поршневого кольца и повышения срока службы масла внедрена новая конструкция поршня с кадмиевым при-работочным покрытием юбки. Это бесшпилечно-силовая схема поршня, имеющего камеру сгорания по типу поршня 14В (ранее работавшего на 2Д100) с плавающим поршневым пальцем (см. рис. 12). Чтобы устранить поломки и износ поршневых компрессионных колец, а также повысить износостойкость зеркала втулки цилиндров, применены хромированные кольца 1 с четырьмя, а позже и шестью маслоудерживающими канавками 2 из высокопрочного чугуна, легированного хромом, никелем, молибденом и марганцем (рис. 43, а). Прирабатываемость поршневых компрессионных колец лучше в том случае, если устанавливать хромированные кольца на нижних поршнях в первую и третью канавки, а в верхних поршнях достаточно одного кольца в первой канавке.
Срок службы по износу поршневого пальца, втулки верхней головки шатуна и унификация этих деталей для всех типов дизелей Д100 выше при установке плавающего поршневого пальца диаметром 82 мм с увеличенным диаметром расточки верхней головки шатуна с. диаметра 96 до 100 мм и соответствующим изменением втулки верхней головки шатуна (рис. 43, б, в).
Унификация поршневого пальца привела к потере взаимозаменяемости втулок, пальцев и шатунов, поэтому это мероприятие проведено для всех типов дизелей Д100. Во все депо и другие эксплуатационные организации направлены инструктивные указания с разъяснением правильного подбора втулок, шатунов и поршней.
66
Рис 43 Поршневые кольца, поршневой палец и втулка верхней головки шатуна
а — хромированные поршневые компрессионные коль ца нз высокопрочного чугуна, б, в — плавающий поршневой палец
Коленчатые валы. После применения бесканавочных вкладышей подшипников коленчатых валов, увеличивших их несущую способность, срок службы подшипников увеличился, но на рабочей поверхности баббитового слоя появлялись кавитационные разрушения как при выпуске дизелей, так и в эксплуатации. Этот дефект был тщательно изучен и установлено, что кавитационные повреждения были не на всех коренных опорах, а только на 3, 5, 6 и 9-й шейках нижнего коленчатого вала и ца 2, 4, 7, 10-й верхнего коленчатого вала.
Анализ этого явления показал, что если маслоподводящее отверстие в коренной шейке, через которое подводится масло к данному кривошипу, во время рабочего хода поршня (хода расширения) в соответствующем цилиндре проходит по бесканавочной части рабочего вкладыша подшипника, то такое отверстие вызывает кавитационное повреждение, а если по канавочной половинке коренного вкладыша, то такое отверстие не вызывает кавитационного повреждения. Таким образом, чтобы избежать кавитационного разрушения, необходимо масло подводить к коренной шейке коленчатого вала в зоне низкого давления. Поэтому на
всех шейках изменено расположение маслоподводящих отверстий (рис. 44, а). Если необходимо два отверстия, как у дизеля Д100 для равномерного непрерывного подвода масла к шатунным подшипникам для охлаждения поршней, то второе отверстие может выходить и в бесканавочную часть подшипника (в зону высокого давления), и такое исполнение не вызовет кавитационного разрушения. В дизелях типа Д100 выполнено по два отверстия на всех шейках, кроме 1-й и 10-й где масло не подается на охлаждение поршня.
Для устранения кавитационного разрушения вкладышей подшипников 5-й и 6-й коренных опор нижнего коленчатого вала изменены маслоподводящие каналы (рис. 44, б). Для вкладышей подшипников 2, 3, 5 и 9-й опор нижнего коленчатого вала и 2, 3 и 4-й опор верхнего коленчатого вала изменен выход масляных каналов на поверхности шейки вала (рис. 44, в).
Следует помнить, что интенсивные кавитационные разрушения вкладышей также появляются при применении «пенящегося» масла (из-за отсутствия в масле антипенной присадки ПМ.С-200А); при применении масла с наличием в нем воды; при низком уровне масла в картере, когда масляный насос засасывает с маслом воздух, образуя масляную эмульсию.
Для повышения долговечности работы подшипника 12-й коренной опоры изменена конструкция направляющего кольца хвостовика коленчатого вала и кольца хвостовика вала якооя генератора (рис. 44, г).
Кулачковый вал. Кулачковые валы работают в тяжелых условиях при воздействии высоких удельных нагрузок на поверхность кулачковых шайб, возникающих вследствие больших ускорений движущихся масс механизма привода топливных насосов высокого давления Это требует высокой твердости поверхности кулачковых шайб, и опорных шеек кулачковых валов. При изготовлении не допускаются пятнистая твердость и закалочные трещины. Поэтому для повышения надежности и долговечности внедрен дополнительный контроль закаленных
3*
67
Рис. 44. Маслоподводяшие каналы:
а — точки подвода масла к вкладышам подшипников; б—направление потока масла к вкладышам 5-й и 6-й кореииых опоо, в — направление ‘сверления 2, 3, 5 и 9-й опор нижнего и 2, 3, 4-й опор верхнего коленчатых валов, г— центрирующие кольца хвостовиков коленчатого вала и вала якоря генератора
Рис. 45. Вертикальная передача:
а — крепление шлицевых головок торсионного вала; б — изменение монтажного натяга посадки подшипника А и конической шестерни Б; 1 — болт, 2 — втулка шлицевая; 3 — муфта; 4, 9 — гайки; 5 — ступица; 6 — гайка крепления ступицы на верхнем валу вертикальной передачи; 7 — шайба стопорная, 8 — болт крепления стопорной шайбы;
10— вал торсионный
поверхностей кулачков и опорных шеек магнитным дефектоскопом.
Вертикальная передача. Валы вертикальной передачи соединены между собой торсионным валом, способным передавать мощность от верхнего коленчатого вала на нижний. При передаче большого вращающего момента торсионный вал, закручиваясь, укорачивается, вследствие чего будет происходить взаимное перемещение внутренних шлицев шлицевой втулки 2 (рис. 45, а) относительно щлицев торсионной головки вала 10, это будет приводить к износу шлицев торсионного 68
вала и шлицевой втулки. Торсионный вал удерживается в нижнем валу вертикальной передачи, а шлицевая втулка 2 (см. рис. 45, а) подвешена на торсионном валу 10 с помощью гайки 4 и болтов 1.
В эксплуатации были случаи обрывов илц вывинчивания из гайки болтов 1, вследствие чего шлицевая втулка 2 опускалась вниз и вертикальные валы рассоединялись, а шлицевая втулка получала повреждения. Дефект устранен за счет удлинения болтов 1 (до этого болты 1 были короткими) и большего их числа (8 шт. вместо
4 шт.). Сквозной болт 1 позволяет провеоять его затяжку при осмотрах и необходимости подтягивать их. Малые конические шестерни вертикальной передачи установлены на свои валы на Поляковых подшипниках и призматических шпонках с натягом. Недостаточные монтажные натяги приводили к поломкам и тоещинам, идущим от шпоночных пазов. Для устранения дефекта увеличен натяг посадки подшипника и шестерни (рис. 45, б)
Масляный насос. Насос, обеспечивающий смазывание деталей дизеля, эксплуатационно надежен, однако необходимо было увеличить долговечность работы опорного роликового и радиального шарикового подшипников Радиальный подшипник 46205Л заменен на упорный шариковый 8206К и опорный роликовый подшипник 32608 на подшипник 32608М (рис. 46, а, б\
Форсунка и топливный насос. Работа форсунки непосредственно влияет на рабочий процесс дизеля, а следовательно, на работоспособность поршневой группы, втулок цилйндров, тепловое состояние поршневой группы, а также на нагароотложения и разжижение масла топливом. Поэтому необходимо повышать качество распы-ливания топлива и обеспечивать стабильность и длительность его режима Изменением сопряжения конусов иглы и распылителя была повышена долговечность работы форсунки и стабильность распыливания топлива (рис. 47, а)
Центральное нажатие при креплении форсунки накидным фланцем в адаптере достигнуто установкой
накидного фланца с призматическими выступами в плоскости оси корпуса форсунки. Это исключило деформацию корпуса распылителя при затяжке форсунки, а следовательно, обеспечило свободное движение иглы, исключающее ее зависание и нарушения работы после крепления (рис. 47, а, б).
Понижена плотность распылителя, изменен диаметр распыливающих отверстий и направления струй в камере сгорания. Это привело к снижению температуры на «лысках» днища поршня, со стороны камеры сгорания вблизи ввода топлива (рис. 47, в).
Надежность и прочность деталей топливного насоса повышена устранением поломок нажимных штуцеров благодаря уменьшенному натягу посадки тарелки пружины клапана в корпусе штуцера и случаев поломки нагнетательных клапанов за счет их конструктивного упрочнения (рис. 47, г, д)
Шатуны. Шатуны изготовляют из высококачественной стали В процессе длительной эксплуатации шатуны работали удовлетворительно и не подвергались конструктивным изменениям. Однако поршневой палец, соединяющий шатун с поршнем, имел малый запас по износу и в общем желательно было разгрузить эту деталь. В связи с вводом бесшпилечного поршня решился вопрос уменьшения износа втулки верхней головки шатуна и поршневого пальца за счет увеличения расточки в шатуне под втулку с 96 до 100 мм с применением плавающего пальца.
Так как такое мероприятие привело к потере взаимозаменяемости втулок
Рис 46. Подшипники масляного насоса
а — упорный подшипник, б — опооный подшипник, / — шариковый радиальный подшипник 46205Л, 2 — упооиый шариковый подшипник 8206К, 3 — поршень узла упорного подшипника 4 — опооный роликовый подшипник 32608, 5 — опорный роликовый подшипник 32608М
69
Рис. 47. Изменения в элементах форсунки: а — сопряжение конусов иглы и распылителя, б — выступы на иакндном фланце, в — изменение направления струй распыливаиия топлива, г, д — усиление штуцера клапана
и пальцев, то в депо и на ремонтные заводы выдано инструктивное указание по правильному подбору втулок и пальцев. Так, например, если на двигателе с поршнями последнего варианта (вариант 5) необходимо заменить шатун, а имеется только шатун с втулкой наружным диаметром 96 мм и внутренним 76 мм. Известно, что шатун для поршня варианта 5 должен иметь поршневой палец диаметром 82 мм, следовательно, необходима втулка с наружным диаметром 96 мм и внутренним 82 мм.
Выпускной коллектор. Высокие тепловые напряжения и работа в условиях переменных нагрузок вызывают большие знакопеременные силы, действующие на выпускной коллектор. Сварная конструкция выпускных коллекторов в охлаждаемом варианте выполнена в- виде двухстенной трубы прямоугольного сечения. Внутренняя и наружная стенки соединены электрозаклепками. Переменные режимы вызывали изменения давления воды, что приводило к обрыву электрозаклепок, при этом 70
образовывались трещины по сварным швам и коллектор выходил из строя.
Повышена прочность электрозаклепок (рис. 48, а) и снижен уровень напряжений в зоне сварного шва за счет выноса сварного шва на прямолинейный участок стяжки коллектора (рис. 48, б). Заменен материал прокладок под смотровые лючки выпускного коллектора с паронита на асбосталь, что обеспечило герметичность по лючкам и прекратило выброс газов в машинное отделение тепловоза.
Фильтр тонкой очистки топлива. Существенно улучшить качество фильтрации топлива, что необходимо для защиты топливной аппаратуры, удалось установкой бумажного фильтрующего элемента тонкой очистки топлива (рис. 49).
Масляная система. Трещины в масляном коллекторе устранены за счет изменения овалообразного сечения на круглое. Для защиты закрытой масляной системы от загрязнений при всех видах транспортировки выполнено
внешнее объединение подвода масла к коллекторам (нижнему и верхнему) (рис. 50, а, б).
Установка нового дизель-генератора. Одним из возможных путей восстановления работоспособности тепловозов ТЭЗ, у котовых дизель-генераторы 2Д100 выоаботали установленный моторесурс, является замена их дизель-гене-раторами других типов, находящимися в производстве
Такая замена экономически оправдана как с точки зрения восстановления единицы подвижного состава, так и с точки зрения повышения ее топливной экономичности. Это обусловлено тем, что новые типы дизель-генепа-торов обладают более высокой топливной экономичностью по сравнению с дизель-генеоатопом 2Д100.
Вместе с тем такая замена потребует конструктивных доработок по приспособлению устанавливаемых дизель-генераторов к тепловозу ТЭЗ из-за отличий по теплотехническим и электрическим системам, а также по установочным и присоединительным размерам. Работы по
замене дизель-генераторов новых типов в связи с их трудоемкостью и сложностью могут быть выполнены только силами тепловозоремонтных заводов.
В качестве заменяющих дизель-генераторов 2Д100 на тепловозах ТЭЗ могут быть использованы дизель-генераторы 10Д100 (даже без турбонагнетателя), а также четырехтактные дизели типов Д49 и Д70.
Производственным объединением «Завод имени Малышева» по заданию Министерства путей сообщения для проверки эффективности модернизации тепловоза ТЭЗ путем замены дизель-генератора 2Д100 была разработана техническая документация, и в 1973 г. на Изюмском тепловозоремонтном заводе оборудован тепловоз ТЭЗ № 4660 дизель-генератором 12Д70.
После модернизации тепловоз был направлен для эксплуатации в локомотивное депо станции Купянск Южной дороги, где проработал до заводского ремонта. При этом тепловоз показал высокую топливную экономичность и надежность по сравнению с серийным тепловозом ТЭЗ, среднеэксплуатационный расход
Рис. 48. Изменения в выпускном коллекторе’ а — электрозаклепки, б — сварной шов
ОтОаО топлива
Рис 49. Бумажный фильтрующий элемент вместо войлочного:
а — фильтр тонкой очистки с войлочным фильтрующим элементом, б — фильтр с бумажным фильтрующим элементом в том же корпусе, 1 — корпус, 2 — шплинтовка проволочная, 3 — защитный колпачок (при транспортировке), 4, 8, 15—прокладки, 5—колпак, 6—канал чистого топлива; 7—штуцер подвода топлива, 9— четыре бумажных фильтрующих элемента (под каждым колпаком бумажный элемент), 10—нажимная втулка, 11 — пружина, 12, 14 — гайки, 13, 17—пробки, 16—стержень, 18 — сетчатая труба, 19— шелковый чехол, предварительно надеваемый на сетчатую трубу, 20—бонка для слива отстоя, 21 — пробка для слива отстоя; 22 — штуцер отвода топлива, А — полость чистого топлива, К — полость грязного топлива
71
Рис. 50. Элементы масляной системы:
а — изменено овальное сечение инжнего масляного коллектора на круглое; б — внешнее обводное соединение ннжнего и верхнего масляных коллекторов со стороны подвода масла в дизель
топлива спи шлея на 12—15%, а коленчатые валы, работавшие на бронзовых вкладышах с заливкой баббитом марки БК-2, не имели износа и не потребовали перешлифрвки на капитальном ремонте.
Опыт замены дизель-генератора 2Д100 ди-зель-генератором 12Д70 на тейловозе ТЭЗ подтверждает возможность и целесообразность проведения модернизации парка тепловозов ТЭЗ, выработавшего ресурс по силовой установке.
Как уже отмечалось, в качестве заменяющего агрегата не обязательно применение дизель-генератора 12Д70. Обязательным, однако, условием является унификация заменяющего дизель-генератора с заменяемым По габаритноприсоединительным и посадочным размерам и теплотехническим и электрическим схемам. Желательно также, чтобы заменяющий агрегат имел более высокие технико-экономические показатели.
Ниже приведены изменения в конструкции экипажной части, в системах и электрооборудовании тепловоза ТЭЗ, необходимые для его модернизации, а также общие сведения по дизель-генератору 12Д70. Аналогичный объем работ потребуется при модернизации тепловоз^ на базе другого дизель-генератора.
Общие данные. Дизель 12Д70 создан на базе дизеля 2Д70А, который имеет среднеэксплуатационный расход топлива иа 10—12%, а на номинальном режиме на 20% ниже, чем дизель-генератор 2Д100.
Поставляемый для модернизации дизель 12Д70 должен быть укомплектован монтажными деталями (главным образом трубопроводами с фланцами), обеспечивающими взаимозаменяемость. Установка дизель-генераторов 12Д70 не требует радикальных изменений в кузове. Однако
72
в связи с изменением положения оси коленчатого вала дизеля 12Д70 необходимо понижение уровня пола.
Координата переднего крепления дизель-генератора 12Д70 к раме тепловоза короче на 817 мм против дизеля 2Д100, поэтому необходимо в раме тепловоза просверлить новые отверстия. Для упрощения операции установки рамы к дизелю придается приспособление (кондуктор) для сверления четырех отверстий в раме тепловоза, через которые проходят болты, прикрепляющие дизель к раме.
Водяная система. Теплорассеивающая способность системы охлаждения тепловоза ТЭЗ обеспечивает работу дизель-генератора 12Д70 без переделки холодильной камеры. При установке дизеля 12Д70 на тепловозе с теплоотводом от масла, в 2 раза меньшим, чем у 2Д100, масляная система обеспечит охлаждений масла 50% масляных секций. Следовательно, 50% масляных секций могут быть переданы в контур охлаждения наддувочного воздуха, которого у дизеля 2Д100 нет.
Конструктивно установка радиаторов выполнена так, что масляные секции расположены с внешней стороны (защита водяных секций от замерзания) правого и левого радиаторов. Таким образом, 18 из 36 масляных секций можно переключить на контур охлаждения наддувочного воздуха. Расположение масляных и водяных трубопроводов целесообразно (меньше изменений в монтаже водяного трубопровода), поэтому на правом радиаторе масляные секции можно снять и заменить их водяными для охлаждения наддувочного воздуха.
Масляная систему. Потери теплоты в масло у двигателей 2Д100 выше, чем у 12Д70, в 2 раза. Это позволило создать контур охлаждения наддувочного воздуха за счет освобождения 18 масляных секций из 36 в контуре охлаждения масла. Сохраняя установку масляных секций из 18 на одной левой стороне радиаторов, система масляного трубопровода практически не претерпевает изменений, за исключением труб и патрубков, необходимых для подсоединения маслооткачивающего насоса к магистрали масляного трубопровода, идущего к холодильной камере, и возврата к масляному коллектору дизеля от фильтра грубой очистки. В связи с тем что дизель 12Д70 короче 2Д100, потребовалось изменить трубопровод подвода масла из контура дизеля до маслопрокачивающего агрегата и возврата его в дизель для прокачки системы маслом.
Изменения в топливном трубопроводе. Установка топливного трубопровода в кузове остается неизменной и отличается от действующей на тепловозе с двигателем 2Д100 местами подсоединения к дизелю.
Вводятся следующие топливные трубы: подвод топлива к фильтру тонкой очистки, отвод избыточного топлива из двигателя, слив грязного топлива и масла, подвод топлива к манометру, устанавливаемому перед фильтром тонкой очистки на щитке приборов в кузове.
Технической документацией принято расположение дизель-генератора осуществить таким образом, чтобы генератор МПТ 99/47А оставался на том же месте, как и при установке 2Д100, тем самым исключаются какие-либо
изменение в монтаже силового электрического оборудования.
Схема электрооборудования. Как уже отмечалось выше, на дизель-генераторе 12Д70 установлен регулятор частоты вращения, отличающийся от регулятора 2Д100, кроме силовой обратной связи буферного типа, также способом изменения затяжки всережимной пружины. Кроме этого, за время, прошедшее от прекращения выпуска дизель-генераторов 2Д100, многие электрические аппараты были сняты с производства и заменены аппаратами других типов. Так, например, реле РДМ-1 и РДМ-2 . заменены комбинированным реле давления типа КРД-2 илн реле давления типа КРМ. Вместо блокировочного магнита БМ-1, используемого в стоп-устройстве, применен тяговый электромагнит ЭТ54Б.
Изменение способа Затяжки всережимйой пружины вызвало отмену электропневматических вентилей ВВ1 и замену их тяговыми электромагнитами ЭТ52Б. Все эти изменения вызвали изменения в монтаже электрооборудования ди-зель-генератора.
Комплект электрооборудования дизель-генератора 12Д70 состоит из концевого выключателя валоповоротного устройства (ВПУ), комбинированного реле давления КРД-2 (или КРМ—2 шт.), электропневматического вентиля ВВ1 ускорителя пуска (ВП7), четырех тяговых электромагнитов МР1, МР2, MP3 и MP4 типа ЭТ52Б, одного электромагнита ЭТ тйпа ЭТ54Б, двух приемников
электроманометров типа ЭДМУ-6Н, клеммной коробки и соединительных проводов и кабелей. Мойтаж электрооборудования дизель-генератора 12Д70 выполнен проводом типа БПВЛ, собранным в отдельные кабели. Провода и кабели заключены в медную оплетку, служащую для повышения механической прочности проводов и снижения уровня индустриальных помех, создаваемых электрооборудованием тепловоза.
Тяговые электромагниты ЭТ52Б, ЭТ54Б и приемники электроманометров соединены с кабелями с Помощью штепсельных разъемов. Остальные аппараты и приборы имеют болтовые контактные соединения. Изменения в электрооборудовании дизель-генератора повлекли за собой изменения в монтаже электрооборудования тепловоза.
В связи с тем что регулятор частоты вращения дизель-генератора 2Д100 имел 16 ступеней задания скорости и по этой причине контроллер машиниста (типа КВ-16А-12) имел 16 позиций-, а регулятор дизель-генератора 12Д70 имеет 15 ступеней задания скорости, на тепловозе при установке дизель-генератора 12Д70 должен быть установлен пятнадцатипозиционный контроллер машиниста. При отсутствии Такого контроллера можно использовать имеющийся иа тепловозе контроллер КВ-16А-12 путем переделки кулачковых шайб для реализации соответствующей диаграммы коммутации либо установить дополнительное промежуточное реле РУ5.
Глава 4
ЭЛЕКТРИЧЕСКОЕ ОБОРУДОВАНИЕ
15. Расположение электрического оборудования
Тяговый (главный) генератор, тяговые электродвигатели, вспомогательные электрические машины и аппараты, электроизмерительные приборы, аккумуляторная батарея,соединенные между собой по определенной схеме, составляют электрооборудование тепловоза.
Расположение аппаратов и приборов в высоковольтной камере показано на рис. 51.
Тяговый генератор 5 (рис. 52) установлен в кузове тепловоза на общей раме с дизелем. Свободный конец его вала, соединенный с передним распределительным редуктором, приводит во вращение тахометрический агрегат 12 и двухмашинный агрегат 13. В задней части кабины машиниста, образуя ее стенку, установлена высоковольтная камера 4, в которой
расположена основная пускорегулирующая и коммутационная аппаратура (контакторы, реле, резисторы, различные выключатели и переключатели).
В кабине машиниста в передней части находится пульт управления тепловозом. Пульт имеет приборную панель 17 и контроллер машиниста 15. На правой стенке кабины расположен выключатель 2 ослабления возбуждения, а на верхней панели пульта — Скоростемер 16. В столик помощника машиниста вмонтирован калорифер с электродвигателем 14.
В кузове тепловоза расположены электровентилятор 6 дизельного помещения, аккумуляторная батарея 11, Электродвигатели топливоподкачивающего 10 и маслопрокачивающего 9 насосов.
На крыше тепловоза в передней части находится головной прожектор 3, на торцах (спереди и сзади) — передние и задние буферные фонари
73
Рйс. 51. Расположение электроаппаратов в высоковольтной камере:
а—плавая стенка; б—передняя стенка; в — левая стенка; г — задняя стенка; 1, 13 — измерители электроманометров; 2—контактные зажимы; 3, 7, 34, 35—оеле управления; 4 — реле обратного тока; 5, 6 — реле перехода; 8, 9, 29— резисторы ослабления возбуждения; 10— панель резисторов реле времени; 11 — резистор в цепи возбуждения генератора; 12 — электропиевматическнй вентиль песочниц; 14 — предохранитель; 15 — реле времени; 16 — резисторы в цепи прожектора; 17, 19— панели с предохранителями; 18 — отключатели тяговых электродвигателей; 20—панель с тумблерами; 21, 22 — резисторы в цепи тахогенераторов Т1 и Т2; 23 — добавочный резистор в цепи вольтметра; 24, 25, 36—шунты; 26 — резистор в цепи реле заземления; 27 — резистор в цепи плавного пуска; 28—панель резисторов СВ и СЗБ; 30 — блок реле боксоваиия; 31 — регулятор напряжения; 32 — выключатель реле заземления; 33 — реле заземления; 37 — панель с выпрямителями; 38 — реверсор; 39—41 — контакторы поездные П1, П2, ПЗ; 42—45 — контакторы КВ, ВВ, КПМ, Б; 46—51 — контакторы ослабления возбуждения; 52, 53 — контакторы Д1, Д2; 54 — выключатель батареи;
55 — шунт 6000А
74
Рис. 52. Расположение электрооборудования:
1, 7 — пеоедиие и задние буфеоиые фонаои; 2 — выключатель ослабления возбуждения; 3 — головной поожектоо; 4 — высоковольтная камеоа; 5 — тяговый генеоатоо; 6 — электоовеитнлятоо дизельного помещения; 8 — тяговые электоодвигатели; 9—маслопоокачивающий насос; 10—топливоподкачивающий насос; // — аккумулятопная батаоея; 12 — тахометоический агоегат; 13 — двухмашинный агоегат; 14 — электподвигатель вентилятооа калооифеоа; 15—контооллео машиниста; 16 — скооостемео; 17 — поибооная панель пульта уппавления
1 и 7. Тяговые электродвигатели 8 установлены на передней и задней тележках тепловоза.
16. Тяговый генератор
На тепловозе применен тяговый генератор постоянного тока типа МПТ 99/47А, самовентилирующийся, имеющий следующую техническую характеристику:
Мощность, кВт 1350
Напояжение поодолжительного
режима, В 550
Ток поодолжительного оежима, А 2460
Напояжение максимальное, В 820
Частота воащения, об/мин 850
Число коллектооных пластин 444
Маока щеток ЭГ-14
Масса, кг 7460
К. п. д. пои поодолжительном ре-
жиме 0,94
Генератор представляет собой некомпенсированную восьмиполюсную электрическую машину постоянного тока с независимым возбуждением. Генератор выполнен в закрытом исполне
нии с самовентиляцией. Воздух для охлаждения генератора поступает через специальный воздухозаборный патрубок, установленный на подшипниковом щите и соединенный воздуховодом, выведенным на крышу тепловоза. С помощью вентиляторного колеса, установленного на валу якоря генератора со стороны привода, охлаждающий воздух просасывается через полость и, охладив генератор, выбрасывается наружу тепловоза под раму через нижний выпускной патрубок.
Входной патрубок на крыше тепловоза имеет специальный защитный зонт, предохраняющий генератор от попадания в его полость влаги и пыли. Направление вращения генератора против часовой стрелки (если смотреть со стороны коллектора). Генератор выполнен с одним самоустанавливающим-ся подшипником на конце вала якоря со стороны коллектора. Второй конец вала, соединенный с коленчатым валом дизеля с помощью полужесткой муфты, опирается на его опоры.
Станина генератора из гнутого стального листа опирается на под-
75
дизельную раму двумя лапами, приваренными к диаметрально противоположным образующим цилиндрической поверхности станины. В лапах имеется по четыре отверстия диаметром 32 мм для крепления генератора к раме и по два отверстия М16, необходимых для подъема станины с помощью отжимных болтов при центровке генератора с дизелем. Со стороны привода на станине установлен сварной щит, образующий воздухозаборную улитку, в которой находится колесо вентилятора.
С противоположной стороны станины к ее торцу с помощью 16 болтов М20 прикреплен подшипниковый щит. По окружности станины равномерно расположены восемь групп отверстий (по три в каждой группе) для крепления главных полюсов и столько же групп (по два отверстия) между ними— для крепления добавочных полюсов. Главные и добавочные полюсы прикреплены к станине болтами М24. Болты предохраняются от самоотвинчивания пружинными шайбами.
Главные полюсы. Сердечники главных полюсов представляют собой пакеты листов малоуглеродистой стали марки Ст2 толщиной 2 мм. Листы стянуты стальными заклепками. На главных полюсах размещены катушки обмотки независимого возбуждения генератора и пусковой обмотки. Катушки представляют собой стальной каркас с расположенной на нем обмоткой. Каркас выполнен из листовой стали толщиной 1 мм по форме полюса с отогнутыми бортами для удержания рамок, выполняющих роль щек. Щеки выполнены из стеклотекстолита. На каркас наложена изоляция из нескольких слоев гибкого стекломиканита марки С2ГФК толщиной 0,4 мм на теплостойком крем-нийорганическом лаке и одного слоя стеклолакоткани ЛСК-7 толщиной 0,15 мм.
На изоляцию каркаса намотана пусковая обмотка. Между витками проложен гибкий стекломиканит марки С2ГФК толщиной 0,4 мм. Между торцами пусковой обмотки и бортами каркаса проложены стеклотекстолито-76
вые планки1. Поверх пусковой обмотки намотана обмотка независимого возбуждения в 13 слоев с разным числом витков в слое. В процессе намотки каждый слой промазывают кремнийорганическим компаундом, а всю катушку покрывают кремнийорга-ническои эмалью и запекают. Изоляция катушки выполнена на стеклослюдяных материалах с применением крем-нийорганическик лаков. Она может длительно выдерживать высокие температуры (до 4-200 °C). Выводы обмотки возбуждения и пусковой обмотки припаяны тугоплавким припоем. Для упрощения межкатушечных соединений катушка пусковой обмотки и обмотки независимого возбуждения, намотанные в одном направлении, выполняются двух видов: с открытыми и перекрещенными выводами. На генераторе установлено по четыре катушки каждого вида, чередующихся соответственно полярности главных полюсов. Соединение катушек обмотки независимого возбуждения, а также пусковой последовательное. Воздушный зазор между главным полюсом и якорем равен 4 мм.
Добавочные полюсы. Сердечники добавочных полюсов собраны из отдельных листов малоуглеродистой стали толщиной 2 мм, спрессованы под большим давлением и стянуты заклепками. Для регулирования зазора между станиной и средечником полюса проложены гетйнаксовые и стальные прокладки. Сердечник полюса изолирован опоессовкой из формовочного миканита толщиной 0,3 мм в четыре слоя, поверх которого наложено два слоя стеклоткани. На сердечник надета катушка (рис. 53), стянутая с каждой стороны тремя хомутами из полосовой стали. Хомуты служат также для закрепления катушки на полюсе. Катушка состоит из пяти медных витков размером 14X19,5 мм. Верхний виток катушки, прилегающий к основанию полюса, изолирован двумя слоями микаденты толщиной 0,13 мм и одним слоем стеклоленты толщиной 0,15 мм.
1 В генераторах более поздних выпусков эти планки заменены выступами на пластмассовых рамках.
Рис. 53. Добавочный полюс генератора:
1 — стальная накладка, 2 — поокладка; 3 — ппокладка между витками; 4 — катушка; 5 — сердечник
Рис. 54. Якорь генератора:
1 — вал, 2 — коллектор; 3 — сердечник; 4 — обмотка; 5 — остов
Витки отделены друг от друга гети-наксовыми планками, закрепленными шнуром. Односторонний зазор под добавочным полюсом 17 +1 мм. Изоляция добавочных полюсов и компенсационной обмотки класса В. Между добавочными полюсами и станиной проложены немагнитные прокладки толщиной 4 мм.
Якорь. Якорь генератора (рис. 54) собран на валу, изготовленном из поковки стали 45. Цельнокованый фланец вала служит для соединения с валом дизеля. Со стоооны коллектора на валу насажен роликоподшипник.
К свободному концу вала за подшипником прикреплена полумуфта для сочленения с редуктором передачи к двухмашинному агрегату и вентилятору охлаждения тяговых двигателей передней тележки.
Якорь имеет сварной остов, состоящий из двух литых стальных втулок и шести ребер, связанных распорками. Остов якоря насажен на вал горячей посадкой. На ребра остова надеты обмоткодержатель и листы якорного сердечника, спрессованные под большим давлением и удерживаемые корпусом коллектора, который насажен
77
на выступающие концы ребер остова якоря и закреплен поперечными шпонками. Листы сердечника якоря насажены на ребра остова с напряженной посадкой и удерживаются от проворачивания, кроме призматической шпонки, тремя цилиндрическими шпонками, туго забитыми под развертку.
Сердечник якоря набран из листов электротехнической стали марки Э-12 толщиной 0,5 мм. Листы изолированы друг от друга двухслойным лаковым покрытием с термической запечкой. В теле сердечника расположено в три ряда 120 вентиляционных отверстий диаметром 22 мм. Число пазов для обмотки якоря 148.
Коллектор. Коллектор генератора (рис. 55) собран из 444 пластин твердотянутой меди трапециевидного профиля. Петушки для присоединения проводников обмотки якоря к пластинам выполнены массивными, также из коллекторной меди, но большей площади сечения и припаяны к пластинам медно-фосфористым припоем. Пластины изолированы друг от друга прокладками из коллекторного миканита марки КФ-1 толщиной 1 мм.
Конструкция коллектора арочного типа. Пластины имеют выточки в форме ласточкина хвоста, в которые входят конусные части нажимного фланца якоря, образующего также корпус коллектора с одной стороны и конуса коллектора — с другой. Пластины от корпуса изолированы манжетами толщиной 2,0 мм, изготовленными из формовочного миканита на глифта-левом лаке, и миканитовым цилиндром. Выступающая часть манжеты предохраняется от выветривания бандажом из шнура и покрыта изоляционной эмалью СПД так же как и торцовые поверхности пластин и коллектора.
Коллектор стягивается 18 шпильками с резьбой М24, изготовленными из стали 45 с термообработкой. Коллектор после сборки с якорем протачивают и шлифуют. Миканитовые прокладки между пластинами на рабочей поверхности коллектора выбраны на глубину 1,5 мм во избежание выступания миканита при износе коллектора.
Рис. 55. Коллектор генератора (новой конструкции) :
1 — конусная нажимная шайба; 2, 6 — манжеты; 3 — шпилька; 4 — цилиндо миканитовый; 5 — пластина; 7 — корпус
Для правильной работы щеточного аппарата поверхность коллектора должна быть строго концентрична оси вращения. В коллекторе генератора при изготовлении допускается биение не свыше 0,03 мм. Для исключения деформаций коллектора в эксплуатации его подвергают динамической формовке. Эта операция заключается в том, что коллектор разгоняют до частоты вращения, превышающей максимальную эксплуатационную, и Одновременно нагревают до высокой температуры. Под действием центробежных сил и температуры все миканитовые прокладки и манжеты получают усадку и пластины занимают окончательное положение. Эта операция производится несколько раз с подтяжкой болтов после каждого разгона.
Обмотка якоря. Обмотка якоря размещена в 148 пазах и состоит из 296 катушек. В каждом пазу размещены по две верхние и две нижние стороны катушки. Обмотка якоря (рис. 56) двухходовая, выполнена по так называемой лягушечьей схеме, т. е. состоит по существу из двух одновременно и параллельно работающих обмоток: петлевой и волновой. При этом волновые и петлевые секции присоединяются к одним и тем же петушкам коллектора, и волновые секции, помимо основных функций, выполняют роль уравнительных соединений для петлевых секций, так что при лягушечьей обмотке не требуется
78
специальных уравнителей. Шаг петлевой обмотки по коллектору 1—3, шаг волновой 1 — ПО. Шаг по пазам для петлевой катушки 1 —19, для волновой 1—20.
В верхней части и на дне паза (рис. 57) расположены стороны катушек волновой обмотки, а в средней части паза — стороны катушек петлевой обмотки. Каждая катушка состоит из трех элементарных одновитковых секций. Таким образом, в прорезь каждого петушка коллектора впаивается всего четыре проводника, расположенных по вертикали, из которых два относятся к петлевым секциям и два — к волновым. Каждый проводник 3 изолирован одним слоем мика-ленты 4 толщиной 0,08 мм вполнахлес-та. Вся катушка изолирована от корпуса в пазовой части тремя слоями микаленты 5 марки ЛФЧ-1 толщиной 0,1 мм вполнахлеста, а в лобовой части — двумя слоями той же микаленты. Поверх микаленты для механической защиты наложен один слой стеклоленты 6 толщиной 0,1 мм в пазовой части впритык, в лобовой — вполнахлеста.
На дне паза уложена миканитовая прокладка 7 толщиной 0,5 мм. Катушки удерживаются в пазах гетинаксовыми клиньями 1. Под клином проложена прокладка 2 из электрокартона толщиной 0,5 мм для механической
защиты изоляции при забивании клиньев.
С каждой стороны сердечника крайние листы выполнены с пазами, имеющими ширину на 2 мм и глубину на 1 мм большую, чем у нормальных пазов. За счет этого у кромки сердечника в паз закладываются дополнительная изоляционная коробочка из гибкого миканита ГФС2 толщиной 0,3 мм и электрокартона толщиной 0,5 мм, предохраняющая от повреждения основную изоляцию катушки в месте выхода из паза, где она при укладке подвергается воздействию наибольших усилий и деформациям. Крайние листы предварительно опрессовывают и запекают на глифталь-бакелитовом лаке. При этом образуются монолитные пакеты, чем предотвращается «веер» зубцов якоря. Лобовые части обмотки уложены на обмоткодержателях. Передний обмот-кодержатель выполнен заодно с корпусом коллектора. Задний обмоткодержа-тель служит также для крепления вентилятора. Изоляция между обмотко-держателями и обмоткой состоит из формовочного миканита толщиной 2 мм, укрепленного киперной лентой. Между слоями лобовых частей петлевых и волновых катушек уложен в один слой гибкий миканит.
Поверх лобовых частей наложена изоляция из одного слоя асбестовой
Рис. 56. Схема обмотки якоря
Рис. 57. Разоез паза якооя:
1 — клин; 1,7 — прокладки; 3 — проводник; 4 — изоляция проводника (микалента); 5, 6—изоляция от коппуса (микалента, стеклолента)
79
ленты, двух слоев гибкого миканита толщиной 0,5 мм и двух слоев электоо-каотона толщиной 0,5 мм, на котооый наложены бандажи, удерживающие лобовые части обмотки. Бандажи выполнены из стальной бандажной проволоки диаметром 2 мм, наложенной в два слоя. Бандаж со стороны коллектора состоит из 87 витков, а с противоположной стоооны — из 89 витков.
Бандаж накладывают с предварительным натягом проволоки при намотке первого слоя 1180 Н и при намотке второго слоя 980 Н. Концы секций в петушки впаивают припоем ПОС-61, а бандажи паяют припоем ПОС-40.
Обмотанный якорь сушат в печи с циркуляцией воздуха при температуре 120—130 °C в течение 20 ч. Охлажденный после этого до температуры 60—70 °C якорь погружают в лак и пропитывают. После пропитки якорь вновь сушат при температуре 120—130 °C, пока сопротивление изоляции не достигнет 2 МОм при темпеоатуое 60 °C, но не менее 24 ч. После сушки якорь покрывают изоляционной эмалью и вновь сушат в печи при температуре 130—140 °C до прекращения отлипа эмалевой пленки, но не менее 6 ч. Данные обмоток генератора приведены в табл. 2.
Вентилятор. Охлаждающий воздух прогоняется через генератор центробежным вентилятором, укрепленным на якоре со стороны дизеля. Воздух поступает в генератор через патрубок, прикрепленный к торцу подшипникового щита. В торцовом диске щита имеется два ряда отверстий: внутренние, непосредственно прилегающие к ступице подшипника, и наружные, расположенные по окружности на диаметре, равном диаметру коллектооа
Таблица 2
Обмотка Число витков Сопротивление при 15°С, Ом Марка провода Размер провода, мм
Главных по- 140 0,985 псд 4,7X6,9
ЛЮСОВ Добавочных 9 0,00147 Медь 12,5X25
полюсов Пусковая 3 0,00370 » 1,95X90
Якоря 444/8 0,00205 » 2,26X6,9
Часть воздуха через внутренние отверстия поступает внутрь коллектора, откуда движется во внутреннюю полость обмоткодержателя и проходит в вентиляционные каналы сердечника якоря. Протекая по этим кадалам, воздух отводит тепло от стали якоря и часть тепла от его обмотки. Выходящий из каналов воздух выбрасывается вентилятором наоужу.
Другая часть охлаждающего воздуха входит через наружный ряд отверстий в щите, омывает щетки и поверхность коллектора, после чего проходит в промежутки между главными и добавочными полюсами и якорем. Эта часть воздуха отводит тепло, образующееся на коллекторе, в обмотках полюсов и часть тепла от сеодечника и обмотки якоря.
Таким образом, вентиляция генератора двухструйная, осевая. Весь воздух проходит через генератор двумя параллельными потоками. Поскольку условия входа в вентилятор для обоих потоков различны (поток воздуха, поступающий через магнитную систему, не имеет касательной составляющей скорости), вентилятор двухкамерный. В первую камеру засасывается воздух от полюсов, и для улучшения условий входа внутренний край лопаток в первой камере загнут вперед по направлению вращения. Во вторую камеру засасывается воздух из якоря, и лопатки на входе воздуха расположены радиально. На выходе воздуха вентилятор не подразделен, и лопатки загнуты вперед, что повышает напоо воздуха.
Общий расход воздуха через генератор для его охлаждения должен быть на номинальном режиме не менее 150 м3/мин. Вентилятор выбрасывает воздух в полость заднего щита, выполненного в нижней своей части наподобие улитки, с постепенным расширением площади сечения, чем достигается также постепенное снижение скорости выходящего воздуха. Чтобы внутрь машины не попали посторонние предметы, на входе воздуха установлены проволочные сетки.
Подшипниковый щит. Роликоподшипник якоря двухрядный, сферический, самоустанавливающийся, № 3626
80
(ГОСТ 5721—75), смонтирован в ступице щита на скользящей посадке. Для компенсации температурных деформаций, а также производственных отклонений в пределах допусков при обработке И сборке подшипник имеет осевой разбег в щите 5 мм на сторону и поэтому не может воспринимать осевую нагрузку. Сферическая конструкция подшипника допускает незначительный перекос оси вала при монтаже, ограничиваемый допусками на несимметрию воздушного зазора под главными полюсами генератора (±0,4 мм).
Подшипник насаживают на вал в нагретом состоянии (в масляной ванне до температуры 80—90 °C). Меньший нагрев недостаточен для посадки, больший недопустим по условиям прочности подшипника. Подшипник закреплен на валу кольцом, насаженным прессовой посадкой, и в щите— крышками, снабженными канавками для предотвращения вытекания смазки. Для смазки подшипника применяется консистентная смазка УТВ 1-НЗ. Количество смазки в подшипнике не должно превышать 800 г. Избыток смазки повышает нагрев подшипника, излишек ее быстро выдавливается из камеры подшипника и загрязняет машину. К ребрам подшипникового щита приварены кронштейны для крепления бракетов щеткодержателей.
Щеткодержатели. В соответствии с числом полюсов щеткодержатели генератора расположены на восьми литых бракетах из алюминиевого сплава. Бракеты прикреплены к кронштейнам щита при помощи двух изоляционных подвесок каждый. Подвески изготовлены из микалекса, армированного специальным болтом, с одной стороны, и гайкой — с другой. Эта конструкция обладает высокой механической и электрической прочностью, что подтверждается опытом длительной эксплуатации. Корпуса щеткодержателей 1 (рйс. 58) отлиты под давлением из кремнистой латуни. В каждом щеткодержателе расположено по две щетки, из которых одна (набегающая) установлена под углом 30° к радиусу, а другая (сбегающая) — под углом 10° к радиусу. Такое расположение
Рис. 58. Щеткодержатель генератора: / — корпус; 2 — пружина, 3 — храповик, 4 — курок
щеток обеспечивает наиболее спокойную их работу. Нажатие на щетки создается спиральными пружинами 2 и передается через курки 4. Второй конец каждой пружины заходит в зарубки храповика 3, что позволяет регулировать нажатие на щетку, переставляя по мере износа щетки конец пружины из одной зарубки в другую.
В генераторе применяются щетки марки ЭГ4 размером 12,5X32 мм, высотой 55 мм. Нажатие на каждую щетку должно быть не менее 7850 Н и не более 11 725 Н. Ток от щеток отводится по гибким медным плетеным канатикам, наконечники которых прижаты винтами. Для регулирования положения щеткодержателей по отношению к поверхности коллектора при сборке и по мере его износа в корпусе щеткодержателя предусмотрена прорезь, через которую проходит винт. Расстояние от поверхности коллектора до щеткодержателя должно быть 2—3 мм.
Расположение бракетов таково, что оси щеткодержателей совпадают с осью главных полюсов машины, т. е. находятся на нейтрали. Соответствующее положение щита подбирается при испытании генератора и отмечается на заводе-изготовителе. Смещение щита с этого положения недопустимо. Каждые четыре бракета одноименной полярности соединены с собирательной шиной, от которой отводится ток. Принципиальная схема соединений генератора приведена на рис. 59.
81
Рис. 59. Принципиальная схема электрических соединений генератора:
/ — коллектор; 2 — добавочный полюс; 3 — главный полюс; 4 — собирательные шины; Я, ЯЯ — начало и конец обмотки якоря; Н, НН — начало и конец обмотки независимого возбуждения; П — начало пусковой обмотки; ДП — конец пусковой обмотки и обмотки добавочных полюсов
Характеристика генератора. Характеристики намагничивания и внешняя генератора МПТ 99/47А приведены на рис. 60. При продолжительном режиме работы генератор имеет напряжение 550 В, ток 2460 А, частоту вращения якоря 850 об/мин и мощность 1350 кВт; при кратковременном режиме — ток 4000 А и частоту вращения—850 об/мин.
Продолжительный режим определяется допустимым превышением температуры обмоток генератора. При расчетной температуре охлаждающего воздуха -|-35 °C температура не должна превышать НО °C для обмоток с изо
ляцией класса В и 145 °C — для обмоток с кремнийорганической изоляцией. Генератор тепловоза ТЭЗ рассчитан для работы при температуре охлаждающего воздуха от —40 до + 40 °C.
Различные части генератора нагреваются по-разному. Коллектор, обмотки: якоря, компенсационная и добавочных полюсов имеют максимальный нагрев при режимах с большим током генератора. Номинальный продолжительный режим 2455 А соответствует максимально допустимому перегреву обмотки якоря. Листы якоря и обмотки независимого возбуждения имеют максимальный нагрев при работе с высоким напряжением и малым током генератора.
Максимальный кратковременный ток 4000 А при перегрузке генератора ограничивается условиями коммутации. На рис. 61 приведено превышение температуры различных частей генератора в зависимости от тока нагрузки при постоянной мощности 1350 кВт. Внешняя характеристика генератора обеспечивает полное использование свободной мощности дизеля при изменении тока в пределах рабочего диапазона скоростей движения. Графики магнитных потерь и потерь на трение и вентиляцию генератора представлены на рис. 62, а зависимость к.п.д. генератора от тока нагрузки при м = 850 об/мин — на рис. 63.
На тепловозах ТЭЗ выпуска до января 1959 г. применялись генераторы типа МПТ 99/47, которые затем были заменены генераторами МПТ 99/47А, описанными выше. Ге-
82
Рис. 61. Превышение температуры обмоток генератора в зависимости от тока нагрузки:
/ — независимого возбуждения, 2 — добавочных полюсов; 3 — якоря
Рис. 62. Гоафики магнитных потерь и потерь на трение и вентиляцию тягового генератора тепловоза
нератор МПТ 99/47 имел компенсационную обмотку, а МПТ 99/47А такой обмотки не имеет. Полюсы и катушки главных и добавочных полюсов этого генератора не взаимозаменяемы с полюсами и катушками генератора МПТ 99/47. Изменена также конструкция воздухоподводящего патрубка. Это изменение введено в связи с поступлением воздуха для вентиляции генератора из кузова тепловоза, а не с крыши, как это было раньше.
Посадка коллектора на корпус якоря в генераторе МПТ 99/47А конструктивно более совершенна по сравнению с генераторами МПТ 99/47 первых выпусков. У этих генераторов посадочные места коллектора и корпуса якоря имели ребристую поверхность. Коллектор фиксировался от аксиального перемещения приваркой его ребер к ребрам корпуса якоря. При такой конструкции снять коллектор для ремонта генератора было невозможно.
В генераторах МПТ 99/47А посадочные места по ребрам как на коллекторе, так и на корпусе якоря выполнены цилиндрическими. Посадка выбрана прессовая. Фиксация от продольного перемещения осуществляется тремя приварными захватами. Такая кон
струкция обеспечивает надежную посадку и возможность снятия коллектора с корпуса якоря при ремонте.
Сердечники добавочных полюсов изготовлены из стального проката, а не собираются из отдельных листов, как это имело место на генераторах первых выпусков. Сердечники главных полюсов собиоаются из листов СтЗ толщиной 2 мм вместо стали Э320 толщиной 0,5 мм, применяемой ранее. Значительно усовершенствована и технологическая улитка, отводящая горячий воздух из генератора. Все ее детали выполнены штамповкой. Рамки катушек главных полюсов длительное время изготавливались путем вырезки из листового стеклотекстолита. Затем эти рамки начали прессовать из пластмассы марки АГ-4.
Рис. 63. Зависимость к.п.д. генератора от тока нагрузки при частоте вращения якоря 850 об/мин
83
Рис. 64. Бракет щеткодержателей генератора: а — старое исполнение; б — новое исполиение
С января 1959 г. на генераторах МПТ 99/47А устанавливают новый бракет щеткодержателя (рис. 64), позволяющий увеличить расстояние между бракетом и щитом генератора, что было необходимо для исключения случаев переброса кругового огня по коллектору на корпус. В конце 1959 г. внедрено новое лабиринтное уплотнение подшипника.
Для пропитки якорей генераторов до 1959 г. применялся главным образом асфальтомасляный лак. Этот лак создает пленки с высокой электрической прочностью, но с низкой влагостойкостью. Пленка асфальтомасля-ного лака термопластична, обладает способностью размягчаться при нагреве. Это обстоятельство приводило к выбрасыванию лака из якоря, ослаблению обмотки и преждевременному выходу из строя машины. В 1959 г. завод «Электротяжмаш» начал применять для пропитки якорей термореактивный лак ФЛ-98, который хорошо просыхал и не создавал размягчающих пленок при повторном нагревании. Этот лак обеспечил необходимую цементацию обмотки в пазу, предотвращая перетирание изоляции. Это повысило надежность генератора.
с добавочными полюсами и так называемой «трамвайной» моторно-осевой подвеской. Схема расположения тяговых двигателей на трехосной тележке тепловоза показана на рис. 65.
Остов двигателя. Моторно-осевая часть остова (рис. 66) расточена совместно с литыми отъемными частями подшипников 10, называемыми также «шапками моторно-осевых подшипников». Эта расточка выполнена в остове строго параллельно оси расточки под щиты и полюсы, чем обеспечивается правильная работа зубчатой передачи. В этой расточке смонтированы вкладыши 6 моторно-осевых подшипников.
Электродвигатель с одной стороны подвешен к оси тепловоза через моторно-осевые подшипники, с другой стороны он опирается посредством приливов на остове (носиков) на специальную траверсу, смягчающую удары, передаваемые на двигатель от оси тележки. Для уменьшения износа носики имеют съемные накладки, изготовленные из глубоко цементированной стали с последующей закалкой до твердости HRC 56—60. Накладки прикреплены к остову заклепками. При движении тепловоза двигатель за счет податливости пружин траверсы может несколько перемещаться в вертикальном направлении, качаясь относительно оси колесной пары.
Зубчатая передача односторонняя и состоит из малой шестерни, насаженной в горячем состоянии на конец вала электродвигателя, и большого зубчатого колеса, насаженного на ступицу колесного центра. Зубчатая передача заключена в стальной сварной разъемный кожух, прикрепляемый тремя болтами к электродвигателю. В верхней части кожуха расположено отверстие с пробкой, через которое заливается смазка лишь в таком количестве, чтобы она покрывала нижние зубья большого зубчатого колеса.
17. Тяговый электродвигатель
На тепловозах ТЭЗ установлены тяговые электродвигатели ЭДТ-200А последовательного возбуждения. Двигатели ЭДТ-200А четырехполюсные, 84
Рис. 65. Схема расположения тяговых двигателей на тележке
Рис. 66. Электродвигатель тяговый ЭДТ-200Б:
1— упорное кольцо подшипника; 2 — крышка подшипника; 3, 4—подшипниковые щиты; 5 — лабиринтное кольцо; 6 — якорь; 7 — остов; 8 — вкладыш; 9 — шерстяная набивка; 10 — шапка моторно-осевых подшипников; 11— главный полюс; 12 — добавочный полюс
85
Поскольку частота вращения якорей тяговых электродвигателей в эксплуатации меняется в широких пределах, они выполнены с принудительной вентиляцией от отдельно стоящих вентиляторов, по одному на каждую тележку. Так же как и тяговый генератор, электродвигатель ЭДТ-200А рассчитан для работы при изменении температуры охлаждающего воздуха в пределах от —40 до 4-40 °C.
Для ‘первых двух опытных тепловозов были изготовлены тяговые электродвигатели ЭДТ-200. Их якоря имели нажимные шайбы, которые закрывали задние лобовые части. При испытании этих двигателей оказалось, что нагрев обмотки якоря превышал предусмотренную норму и не обеспечивал работу в указанных выше пределах температур охлаждающего воздуха. Для снижения температуры нагрева обмотки якоря конструкция нажимной шайбы была изменена так, что задние лобовые части стали открытыми. Эта конструкция положила основу тяговым двигателям ЭДТ-200А, а затем ЭДТ-200Б.
Якорь. Сердечник якоря набран из штампованных листов электротехнической стали марки Э12 толщиной О',5 мм, дважды лакированных с обеих сторон, собранных на валу и спрессованных под большим давлением. Вал выполнен из высококачественной стали. Листы удерживаются на валу нажимными шайбами. Задняя нажимная шайба упирается при этом в буртик вала, а передняя удерживается за счет сил сцепления с валом, создаваемых при горячей посадке. Непосредственно в упор к передней нажимной шайбе на вал насажен прессовой посадкой коллектор, что служит дополнительным креплением для сердечника. Листы сердечника, нажимные шайбы и коллектор собраны и удерживаются в определенном взаиморасположении при помощи призматических шпонок. Сердечник якоря имеет 50 пазов, в которые уложено такое же число катушек. Для предотвращения «веера» зубцов крайние листы сердечника штампуются из электротехнической стали толщиной 1 мм. Крайние листы имеют уширенные пазы 86
для усиления изоляции катушек в месте их вывода из паза.
Электродвигатели ЭДТ-200А и ЭДТ-200Б выполнены с петлевой обмоткой якоря. В каждом пазу находится две стороны трехсекционных катушек. Каждая секция одновитковая. Виток состоит из трех параллельно включенных проводников с дельта-асбестовой изоляцией (рис. 67). Между витками проложены вертикальные прокладки 4 из гибкого миканита толщиной 0,2 мм. Изоляция 8 катушек от корпуса состоит из микаленты толщиной 0,1 мм, наложенной в пазовой части в три слоя вполнахлеста и в лобовой части — в один слой вполнахлеста. Схема петлевой обмотки якоря приведена на рис. 68. Шаг обмотки по коллектору 1—2, шаг по пазам 1 —13. Обмотка выполнена с уравнительными соединениями по одному на каждый паз (на три секции) из той же меди, что и проводники обмотки. Шаг уравнителей по коллектору 1—76, 4—79 и т. д.
Конструкция и изоляция обмотки показаны на рис. 69. Для размещения концов уравнительных соеди-
Рис. 67. Разрез паза обмотки якоря тягового электродвигателя ЭДТ-200Б:
/- клин; 2, 3— ппокладки; 4 — ппокладка между витками; 5 — пповодннк; 6 — прокладка между катушками; 7,8 — слои изоляции от корпуса
Рис. 68. Схема петлевой обмотки якоря: а — обмотка якоря, б — уравнительные соединения
нений в передней нажимной шайбе проточено кольцевое углубление. Задние лобовые части от корпуса изолированы двумя слоями прокладочного миканита толщиной 1 мм, скрепляемыми суровым полотном и стеклянной лентой. Изоляция между слоями обмотки состоит из двух слоев миканита толщиной 0,5 мм, а между обмоткой и уравнительными соединениями — из пяти слоев миканита, закрепленных также стеклянной лентой. Изоляция обмотки якоря относится к классу В.
Катушки удерживаются в пазах текстолитовыми клиньями. На дно паза, между катушками и под клин уложены
прокладки из гибкого миканита толщиной 0,5 мм. Непосредственно под клин и на дно паза укладываются также прессшпановые прокладки, предохраняющие изоляцию от повреждения при укладке катушки и забивании клина.
Лобовые части обмотки удерживаются бандажами из стальной проволоки диаметром 2 мм, намотанной с поедварительным натягом усилием 2350—2450 Н. Между обмоткой и бандажом уложена изоляция, состоящая из двух слоев гибкого миканита толщиной 0,5 мм и двух слоев электрокартона такой же толщины, закрепленных лентой. Непосредственно под бандаж со стороны коллектора уложен так называемый «чехол» из сурового полотна, край которого загибается поверх внешних крайних витков бандажа, создавая после пропитки и покрытия эмалью изоляционный покров, предотвращающий перекрытие по поверхности с пластин коллектора на бандаж пои малом расстоянии между ними.
Уравнительные соединения расположены со стоооны коллектора под лобовыми частями обмотки. Концы их впаяны в поорези коллекторных пластин под концами секций обмотки, для чего каждая третья пластина имеет более глубокую прорезь.
Коллектор. Коллектор собран из 150 пластин, изготовленных за одно целое с петушками их поофильной коллектооной меди. Между пластинами проложены поокладки из коллекторного
Рис. 69. Секция обмотки якооя:
1 — обмотка; 2 — изоляция лобовых частей от корпуса; 3 — изоляция между слоями обмотки; 4 — уравнительные соединения, 5 — бандаж
87
миканита толщиной 0,8 мм. После проточки коллектора миканит между пластинами выбирается на глубину до 1,5 мм. Пластины изолированы от корпуса манжетами толщиной 2 мм, изготовленными из формовочного миканита, и затянуты стальным нажимным конусом, удерживаемым 12 болтами. Коллектор подвергается динамической формовке. Якоря электродвигателей динамически балансируют.
Магнитная система. Электродвигатель имеет магнитную систему, состоящую из остова, являющегося магнитопроводом, и станины. В остове установлены четыре главных и добавочных полюса. Главные полюсы собраны из штампованных листов малоуглеродистой стали толщиной 2 мм, спрессованных под большим давлением и стянутых заклепками. При штамповке в каждом листе вырубается окно и, таким образом, в собранном полюсе образуется продольный канал, куда вставлен призматический стержень с тремя нарезанными отверстиями, слу
жащими для крепления болтами полюса к остову. По торцам к полюсу приварены два угольника, полки которых создают опору для катушек. Воздушный зазор под главным полюсом 4,5 мм. Добавочные полюсы отлиты из стали и крепятся к остову также тремя болтами. Между добавочным полюсом и остовом расположена латунная прокладка толщиной 0,5 мм. Воздушный зазор под добавочным полюсом 6,5 мм.
Катушки главных полюсов (рис. 70) намотаны из шинной меди размером 6,5X25 мм плашмя. Каждая катушка состоит из двух полукатушек, соединенных последовательно и изолированных прокладкой из прессованного асбеста и миканита. Между витками проложена изоляция 2 из асбестовой бумаги толщиной 0,4 мм в два слоя. К концам катушки припаяны твердым припоем хомутики 6 и 7 для впайки соединительных и выводных кабелей 8.
Изоляция катушки состоит из асбе
88
стовой ленты, трех слоев микаленты 4 толщиной 0,17 мм и покровной хлопчатобумажной ленты. Катушка подвергается компаундировке в битуме, пропитывающем витковую изоляцию. При наложении изоляции каждый слой микаленты промазывают глифталевым лаком. После изготовления катушки в хомутики впаивают соединительные кабели.
Катушки добавочных полюсов (рис. 71) намотаны из шинной меди размером 5,5X25 мм на ребро. Выводы катушек выполнены из отогнутых концов той же меди. Изоляция между витками состоит из асбестовой бумаги. Изоляция катушки выполнена из трех слоев микаленты толщиной 0,17 мм вполнахлеста и одного слоя хлопчатобумажной ленты. Катушки добавочных полюсов подвергаются компаундировке дважды: до и после наложения корпусной изоляции. Катушки главных полюсов надевают непосредственно на сердечник полюса и зажимают между обработанными с большой точностью плоскостями остова и полюсными башмаками.
Как отмечалось выше, в электродвигателе ЭДТ-200А по сравнению с двигателем ЭДТ-200 была изменена конструкция нажимной шайбы, что позволило открыть задние лобовые части и в результате снизить нагрев обмотки якоря на 15 °C. Однако открытие задних лобовых частей выявило недостаток в конструкции подшипникового щита. Головки обмотки якоря начали работать как вентилятор, создавая давление (разрежение) в остове двигателя до 300—350 Па. Это приводило к затягиванию через лабиринтные уплотнения подшипника редукторной смазки.
Для устранения этого недостатка был применен подшипниковый щит новой конструкции (рис. 72), в котором предусмотрены специальные каналы, соединяющие внутреннюю лабиринтную полость подшипника с атмосферой.
До 1958 г. в эксплуатации имели место частые случаи излома выводов катушек добавочных полюсов. Причиной излома было ослабление катушек по посадке. Для устранения этого дефекта в январе 1958 г. были введены
Рис. 71. Катушка добавочного полюса тягового электродвигателя:
I — медный проводник; 2 — межвитковая изоляция;
3, 4, 5 — изоляция от корпуса; 6 — выводы
Рис. 72. Подшипниковый щит новой конструкции: А — каналы для соединения с атмосферой
пружинные рамки, устанавливаемые под катушки главных полюсов. Это в свою очередь привело к необходимости изменения высоты и размера полосовой меди катушек — в результате несколько изменилось сопротивление обмоток возбуждения. Изменение сопротивления катушек главных полюсов повлекло за собой изменение сопротивления резисторов ослабления возбуждения для сохранения заданных скоростных характеристик тягового двигателя. После введения перечисленных изменений марка двигателя стала ЭД-200Б. В 1959 г. в этом двигателе была усовершенствована конструкция коллектора. Новый коллектор (рис. 73) отличается от старого конструкцией пластины и коллекторных болтов. Пластина 4 имеет более симметричное расположение выточки ласточкина хвоста относительно вылетов.
Для облегчения коллектооа и снижения нагрузок на детали коллектооа
89
Рис. 73. Коллектор электоодвигателя ЭДТ-200Б (усовершенствованный):
1 — конус нажимной; 2, 5—изоляция коллектора;
3 — стяжной болт; 4 — пластина; 6 — корпус; 7 — груз балансировочный; 8— шнур
от центробежных сил в пластинах имеются отверстия диаметром 32 мм. Коллекторные болты 2 удлинены, а головки их имеют наружный шестигранник и круглую опорную поверхность в виде шайбы. Болты изготовлены методом горячей штамповки из стали 20Х. Место соединения нажимного конуса 1 с коробкой уплотняется пропитанным асбестовым шнуром 8. Болты от самоотвинчивания предохраняют при помощи медных шайб. Для механического крепления балансировочных грузов 7 предусмотрены специальные канавки в виде ласточкиных хвостов. В коллекторе старой конструкции балансировочные грузы крепились приваркой.
В 1959 г. на двигателях ЭД-200Б внедрен новый, более жесткий остов, в котором усилена связь между осевой частью и магнитопроводом и уменьшен диаметр расточки под щит со стороны шестерен с 620 до 550 мм. Вместе с введением нового остова введено встречное расположение щеткодержателей для более удобного к ним доступа и более равномерного износа коллектора.
На двигателе ЭД-200Б, кроме того, применены новые щеткодержатели с пружинами, поддерживающими постоянное нажатие на щетку независимо от степени ее износа. Крепление пружины позволяет регулировать нажатие на щетку без снятия щеткодержателя. Новый щеткодержатель имеет уменьшенную консоль (со 129 до 75 мм)
и эластичный элемент в виде рессоры. К этому элементу крепится валик из изоляционного материала, через который передается нажатие на щетку. Валик передает на щетку нажатие в распор, в результате чего каждая полущетка прижимается к своей стенке щеткодержателя, что делает более спокойной работу щеток вообще, а при реверсе двигателя в особенности.
В остове электродвигателя со стороны коллектора имеются четыре люка: два сверху, один сбоку и один снизу. Один из верхних люков предназначен для присоединения рукава, подводящего охлаждающий воздух. Остальные три люка служат для доступа к коллектору и щеткам при осмотре и ремонте двигателя.
Со стороны передачи в остове имеются три защищенных сетками отверстия для выхода охлаждающего воздуха: сверху, снизу и сбоку. Верхнее отверстие, кроме того, защищено козырьком от попадания мелких посторонних предметов, а нижнее снабжено таким же козырьком для направления струи выходящего воздуха в стороны. Охлаждающий воздух, нагнетаемый в двигатель, разделяется на две струи, одна из которых проходит внутри корпуса коллектора и затем через осевые вентиляционные каналы сердечника якоря, а другая — между полюсами. Общее количество охлаждающего воздуха, прогоняемое через электродвигатель ЭДТ-200А, должно быть не менее 55 м3/мин. При этом статический напор в коллекторной камере равен около 480 Па. При меньшем расходе воздуха охлаждение двигателя не будет обеспечено.
Подшипники. Якорь электродвигателя вращается на двух роликоподшипниках, вмонтированных в передний и задний подшипниковые щиты. Передний подшипник (со стороны коллектора) 6241жк (или 6241к1) имеет на наружном кольце бортики с двух сторон, а на внутреннем кольце — бортик с одной стороны и прижимное кольцо. Таким образом, он создает осевую фиксацию положения якоря и воспринимает осевые нагрузки, возникающие при работе. Задний подшипник 32426жк (или 32426к1) имеет бортики
90
только на наружном кольце, так что допускает осевое перемещение внутреннего кольца относительно наружного. Так как оба подшипника являются разборными, при сборке и разборке нужно следить за маркировкой деталей, не допуская применения колец от одного подшипника на других подшипниках. При монтаже в подшипники закладывают смазку УТВ (№ 1-13) в количестве 1200 г в задний подшипник и 800 г в передний.
Вкладыши моторно-осевых подшипников отлиты из бронзы Бр-ОЦС-4-4-17. Вкладыш 8 (см. рис. 66) имеет окно, через которое к валу прижимается шерстяная набивка 9. Нижний конец набивки находится в масляной ванне шапки 10— моторно-осевого подшипника, из которой масло засасывается шерстяными волокнами и подводится к оси. Для заливки масла и проверки его уровня в нижней части «шапки» имеется отверстие, закрытое откидной крышкой.
Конец вала электродвигателя конический, с конусностью 1/10. Сцепление шестерни с валом осуществляется за счет натяга при посадке (0,15 мм). Посадка шестерни производится в горячем состоянии. Во избежание сползания шестерня дополнительно закреплена с торца гайкой.
18. Двухмашинный и тахометрический агрегаты
Двухмашинный агрегат. Агрегат (рис. 74) состоит из возбудителя типа ВТ 275/120 и вспомогательного генератора типа ВГТ 275/150 (табл. 3 и 4).
Вспомогательный генератор служит для заряда аккумуляторной батареи, питания цепей управления, освещения и вспомогательных машин, а также обмоток независимого возбуждения возбудителя и тахогенераторов. Вспомогательный генератор представляет собой обычную машину постоянного тока. Возбудитель предназначен для питания обмотки независимого возбуждения тягового генератора тепловоза. Для формирования внешней характеристики тягового генератора магнитная
система возбудителя выполнена с несколькими обмотками возбуждения.
Двухмашинный агрегат имеет однокорпусное исполнение. Якоря возбудителя и вспомогательного генератора насажены на общий вал, вращающийся на двух шарикоподшипниках. Станина состоит из двух половин с фланцевым соединением в центре. Каждая половина станины представляет собой магнитную систему составляющих машин.
Для охлаждения машин в центре вала, между якорями, расположен двухкамерный вентилятор, протягивающий воздух от двух торцов к центру агрегата через вентиляционные каналы в сердечниках якорей и промежутки между полюсами. Нагретый воздух выбрасывается через окна по окружности станины вспомогательного генератора. Окна защищены проволочной сеткой. Подшипниковые щиты как отдельные сборочные единицы в конструкции. агрегата отсутствуют. Они конструктивно объединены в один узел с магнитными системами вспомогательного генератора и возбудителя.
Магнитная система вспомогательного генератора выполнена с шестью главными и пятью добавочными полюсами, прикрепленными к сварной станине. Станина снабжена двумя лапами, фланцем для сочленения со станиной возбудителя и имеет с внешнего торца приваренные ребоа со ступицей для установки в ней подшипника. Главные полюсы набоаны из штампованных листов стали Ст2 и скреплены заклепками. Добавочные полюсы литые. Шунтовые катушки главных полюсов намотаны из 450 витков круглой обмоточной меди.
Изоляция катушки от корпуса состоит из тоех слоев микаленты толщиной 0,17 мм и одного слоя тафтяной ленты вполнахлеста. Готовая катушка подвергается компаундировке. В машинах первых выпусков на главных полюсах вспомогательного генератора располагалась также легкая последовательная обмотка, в дальнейшем отмененная.
Катушки добавочных полюсов, одинаковые для вспомогательного генератора и возбудителя, намотаны из 17 витков меди (см. табл. 3 и 4).
91
Рис. 74. Двухмашинный агрегат ВТ 275/120—ВГТ 275/150:
1 — якопь; 2 — станина возбудителя; 3 — болты, скрепляющие станины; 4 — сетка; 5 — станина вспомогательного генератора; 6—щиткн; 7 — капсюль; 8 — кольца подшипников; 9 — крышки; 10—втулка; 11— кольцо лабиринтное
Изоляция катушек состоит из двух слоев микаленты толщиной 0,17 мм вполнахлеста и одного слоя тафтяной ленты. Воздушный зазор под главными и добавочными полюсами 2 мм. Схема соединений вспомогательного генератора приведена на рис. 75.
Магнитная система возбудителя выполняется также с шестью главными и пятью добавочными полюсами. При этом из шести главных полюсов
четыре являются ненасыщенными и обеспечивают основную, постоянную составляющую магнитного потока возбудителя, а два, расположенных диаметрально, являются насыщенными и создают переменную, регулирующую часть магнитного потока.
Число обмоток возбуждения главных полюсов возбудителя равно шести: обмотки ненасыщенных полюсов — независимая, последовательная, регулирующая, ограничения тока; обмотки насыщенных полюсов — дифференциальная, параллельная.
Катушки насыщенных полюсов — параллельная и дифференциальная — наматывают отдельно и изолируют тремя слоями микаленты толщиной 0,17 мм каждая, после чего обе катушки вместе покрывают одним слоем киперной ленты вполнахлеста и компаундируют.
Обмотки независимого возбуждения и регулирующую наматывают в виде
Рис. 75. Схема соединений вспомогательного генератора:
Я — начало обмотки якоря; ЯЯ — конец последовательной обмотки; Щ и ШШ — начало и конец параллельной обмотки возбуждения; Н, К — начало и конец обмотки
92
Таблица 3
Обмотка Число витков Сопротивление при 15 °C, Ом Марка провода Размер провода без изоляции, мм
Параллельная 450 8,67 ПБД 01,95
Последовательная 1 на полюс 0,00138 Медь голая 3,05X12,5
Добавочных полюсов 17 0,0195 ПБД 4,4 X 6,9
Якоря 132 0,036 Медь голая 1,16X5,1
Таблица 4
Обмотка Число витков Сопротивление при 15 °C, Ом Марка провода Размер провода без изоляции, мм
Независимая 330 5,88 ПЭЛБО 01,5
Последовательная 2 0,0018 Медь голая 3,05 X 12,5
Регулирующая 82 0,318 ПБД 1,81X5,1
Ограничения 40 на полюс 0,478 ПБО 01,95
Параллельная 616 7,7 ПБД 01,35
Дифференциальная 37 0,0305 ПБД 4,1X5,5
Добавочных полюсов 17 0,0195 Медь голая 4,4 X 6,9
Якоря 132 0,033 » » 1,16X5,1
одной катушки таким образом, что обмотка независимого возбуждения располагается внутри, а оегулиоовоч-ная — снаоужи. Между обмотками поо-ложен электрокартои «ЭВ» толщиной 0,5 мм в два слоя. Катушка в целом изолиоована двумя слоями микаленты толщиной 0,17 мм и одним слоем тафтяной ленты вполнахлеста. Огоани-
чительная катушка изготовлена отдельно. Ее изоляция состоит из двух слоев микаленты толщиной 0,17 мм и одного слоя тафтяной ленты. Последовательная обмотка также выполнена в виде отдельных катушек, изолированных тоемя слоями микаленты и одним слоем стеклоленты толщиной 0,15 мм.
Рис 76 Схема соединений возбудителя Я — начало добавочных обмотка, М, НН — обмотка независимого возбуждения, О 00 — дифференциальная обмотка, Р, РР—регулирующая
обмотки якоря, Я Я — конец обмотки полюсов, К, КК — последовательная w ММ — обмотка- ограничения тока, Н,
обмотка, Ш, ШШ — параллельная обмотка
Перекрещенные
S
Низ
Открытые
93
Между обмотками — последовательной и ограничения тока — проложена поокладка из электоокартона толщиной 1,5 мм. Изоляция всех полюсных катушек класса А. Воздушный зазор под ненасыщенными и добавочными полюсами 2 мм и под насыщенными — 1 мм. Схема соединений возбудителя показана на рис. 76.
Сердечники якорей возбудителя и вспомогательного генератора собраны из штампованных листов электротехнической стали ЭН, насаженных на вал и удерживаемых с одной стороны обмоткодержателями, а с другой — корпусами коллекторов, объединенными с обмоткодержателями и насаженными на вал прессовой посадкой. К обмоткодержателю якоря вспомогательного генератора прикреплено болтами колесо вентилятора, отлитое из алюминиевого сплава. Сердечники якорей имеют по 44 паза для укладки обмотки и осевые вентиляционные каналы. Обмотки якоря возбудителя и вспомогательного генератора волновые с шагом по пазам 1—8 и по коллектору 1—44, с двумя «мертвыми» секциями. В пазу расположены верх-
Рис. 77. Разоез паза якооя двухмашинного агрегата:
1 — пповодник; 2 — межвитко-вая изоляция; 3, 4, 5 — изоляция от коппуса; 6,7 — ппок-ладки
няя и нижняя стороны двух1 катушек, каждая из которых состоит из трех одновитковых секций. Каждая секция состоит из двух параллельных проводников. Разрез паза якоря представлен на рис. 77.
Катушки якоря возбудителя и вспомогательного генератора отличаются друг от друга только длиной пазовой части соответственно длине сердечников. Пазы якоря открытые, без клиньев. Обмотка якоря удерживается в пазах и в лобовых частях бандажами из стальной проволоки диаметром 1,2 мм. В пазовой части расположены три бандажа по 10 витков и на каждой лобовой части бандаж из 25 витков. Изоляция бандажей от обмотки состоит из двух слоев электоокартона толщиной 0,5 мм и одного слоя гибкого миканита толщиной также 0,5 мм. В месте расположения бандажа листы сердечника якоря имеют соответственно уменьшенный диаметр, образуя кольцевую канавку на уровне обмотки. Обмотанный якорь подвергается сушке, пропитке и покрытию аналогично якорям тяговых электродвигателей. Изоляция обмотки якорей двухмашинного агрегата класса В.
Колллекторы возбудителя и вспомогательного генератора полностью идентичны и собоаны каждый из 130 пластин коллекторной меди, выштампо-ванных за одно целое с петушками, в которые впаяны концы обмотки якоря. Между пластинами проложены прокладки из коллекторного миканита толщиной 0,8 мм. Коллекторные пластины изолированы от корпуса манжетами из формовочного миканита и стянуты нажимными конусами, укрепленными гайками. Коллекторы проходят процесс динамической формовки.
Щеткодержатели, в каждом из которых помещается одна щетка марки ЭГ-4 размером 12,5X44 мм, прикреплены к траверсам, выполненным в виде колец из гетинакса. Траверсы при-коеплены к специальным выступам на ребрах станины. На каждой траверсе расположено по шесть щеткодержателей. Корпуса щеткодеожателей отлиты из латуни. Нажатие на щетки, равное 10—11 Н, осуществляется через откид
94
ной курок, прижимаемый спиральной пружиной. Для возможности оегули-ровки положения щеток по отношению к нейтрали отверстия в траверсе для прохода крепящих болтов выполнены овальными и допускают некоторое угловое перемещение. При испытании на заводе-изготовителе траверса устанавливается в положение, обеспечивающее минимальное искрение щеток. Это положение отмечается риской или красной чертой и в эксплуатации должно строго сохраняться.
Вал якоря вращается на двух шарикоподшипниках № 312, смонтированных в гнездах. Один из подшипников со стороны привода зажат в осевом направлении и воспринимает, кроме радиальных, осевые нагрузки. Второй подшипник имеет осевой зазор для компенсации тепловых деформаций вала и станины. Гнезда закрыты крышками, каждая из которых прикреплена двумя винтами с потайными головками.
В период эксплуатации в конструкцию двухмашинного агрегата внесен ряд усовершенствований, направленных на повышение надежности. Наиболее существенные из них: изменения размеров насыщенного полюса возбудителя для увеличения опорной поверхности под катушки и устранения тем самым случаев пробоя изоляции; введение пружинных рамок под катушки магнитных систем агрегата (рис. 78); увеличение жесткости станин агрегата путем изменения конструкции ребер, соединяющих подшипниковые щиты со станинами.
В новых станинах ребра выполнены из стального проката толщиной 16 мм вместо 10 мм и радиус изгиба ребер значительно увеличен. Была выпущена партия двухмашинных агрегатов с контактными кольцами для возможности получения переменного тока, необходимого для питания радиостанции ЖР-3. Контактные кольца установлены на вспомогательном генераторе рядом с коллектором и подсоединены к 1-й и 23-й коллекторным пластинам при помощи ленточных отводов. Активная часть вспомогательного генератора с контактными кольцами короче обычного на 30 мм, т. е. равна активной части возбудителя. Габаритные разме-
Сварка
Обычная сталы^ '/> Пружинная сталь
На какой полюс Насыщенный Ненасыщенный Независим. Осп,
А <f6 68 SB
Размеры
5
125
125
156
X 17 19 22
Рис. 78. Пружинные оамки под катушки двухмашинного агпегата:
1 — главного полюса; 2 — добавочного полюса
ры агрегата с контактными кольцами соответствуют размерам агрегата обычного исполнения, т. е. по установочным размеоам они взаимозаменяемы.
Тахометрический агрегат А-703.
До 1959 г. на тепловозе ТЭЗ узел автоматического регулирования мощности (АРМ) имел в качестве тахогенератора обычную серийную электрическую машину типа ПН-5, а узел ограничения тока — автомобильный генератор типа Г-25 с модернизированной обмоткой возбуждения. Эти машины не обеспечивали нормальную работу узла АРМ главным образом из-за нестабильности характеристик, которая в свою очередь объяснялась наличием у них широкой петли гистерезиса, составляющей 5— 8% номинального напряжения. Обеспечить необходимую характеристику можно, используя специальные машины с петлей гистерезиса в пределах 1 — 1,5% номинального напряжения. Для этого заводом «Электпотяжмаш» разработан и с 1959 г. внедрен в серийное производство специальный тахометрический агрегат типа А-703, заменяющий машины ПН-5 и Г-25.
Тахометрический агрегат состоит из двух тахогенераторов типа ТГ-83/45 (в схеме ограничения тока) и ТГ-83/100 (в схеме АРМ), встроенных в общий корпус. Основной конструктивной особенностью нового тахометрического агрегата является то, что станины (магнитопровод) его собраны
95
из отдельных листов, а это обеспечивает заданные оазмеоы петли гисте-оезиса Тахогенеоатооы двухполюсные и не имеют добавочных полюсов. На каждом полюсе две обмотки: независимая и последовательная. Оба тахогенеоатооа имеют поворотные тоа-веосы щеткодеожателей для настоойки коммутации и характеристик.
19. Электрические аппараты
Для упоавления электрическими машинами и доугими агоегатами, замыкания и размыкания электоических цепей, защиты обооудования служат электоические аппаоаты. К тепловозной тяговой аппаоатуое поедъявляются высокие тоебования в отношении ппоч-ности и надежности. Поэтому на тепловозе ТЭЗ использована аппаратура, специально оазоаботанная для него и изготовленная на специализиоован-ном поедпоиятии по тепловозному элек-тоообооудованию — на хаоьковском заводе «Электротяжмаш».
Контроллер машиниста. Для упоавления тепловозом контроллер машиниста имеет две рукоятки (рис. 79): главную 1, поедназначенную для включения схемы и оегулиоования скооости и силы тяги тепловоза, и оевеосивную 17, изменяющую напоавление движения тепловоза. Ревеосивная оукоятка имеет той положения: «Вперед», «Выключено» и «Назад». Эта оукоятка съемная и является одновоеменио ключом. Главная оукоятка имеет 16 фик-сиоованных оабочих положений и положение «Выключено» (нулевая позиция) . Рукоятки сблокиоованы таким обоазом, что главная оукоятка может быть пеоеведена в оабочее положение только после установки оевеосивной в положение «Впеоед» или «Назад».
Контооллео машиниста типа КВ-16А-12 (КМ) имеет следующую хаоактеоистику:
Число элементов главного барабана
Число элементов оевепсивного баоабана
Число позиций контроллера Номинальное напряжение, В Длительный ток, А Нажатие контактов, Н
12
2 16
75 20
Главная рукоятка 1 сочленена с главным валом 9, который может вращаться в латунных втулках, укрепленных в крышке 2 и днище 12.
На нижней квадратной части вала установлены кулачковые шайбы 25 из пластмассы. На окружности шайб сделаны вырезы, смещенные относительно друг друга на оазличные углы.
На боковой текстолитовой стойке укреплены зажимами неподвижные контакты 28 с наплавкой из сепебоа. На второй стойке укреплены зажимами контактные пальцы, состоящие из латунного угольника и рычага 11, шарнионо сочлененного с угольником.
На рычаге 11 пои помощи штифта и ппитиоающей поужины 26 установлен контакт с серебояной наплавкой, соединенный с угольником гибким пооводником.
Ролик 24 с осью в середине рычага И поижимается поужиной 23 к боковой поверхности шайбы.
Пои повоооте рукоятки 1 ролик попадает в выпез шайбы, и контакты, замыкаясь, создают соответствующую цепь тока.
Ревеосивный барабан состоит из двух кулачковых шайб и двух латунных шайб, изолированных доуг от друга, свободно вращающихся вокруг главного вала. На кулачковые шайбы опираются роликами подвижные контактные пальцы 27.
Пои повоооте оевеосивной рукоятки 17 в одно из оабочих положений вал 15, управляемый этой рукояткой, через систему Рычагов 14 и 22 приведет во вращение реверсивный барабан.
При этом один из контактных пальцев, замыкаясь с неподвижным контактом, создает цепь питания током соответствующего вентиля оевеосопа.
В положении контроллера «Выключено» замкнут палец нулевой блокировки пуска дизеля.
Контакторы. Электоопневматичес-кий контактор ПК-753Б-1 (рис. 80) предназначен для включения и выключения тяговых электродвигателей
96
Вий при снятой крыш не г
Рис. 79. Контроллер машиниста типа КВ-16А:
1— главная рукоятка; 2, 4 — крышки; 3— зубчатый сектор; 5 — стенка; 6 — храповик главного барабана; 7, 20, 23, 26—пружины; 8 — рычаг с роликом; 9, 15—валы; 10, 13 — стойки текстолитовые; 11 — рычаг пальца; 12 — диище; 14 — тяга реверсивного барабана; 16 храповик реверсивного баоабаиа; 17 — рукоятка реверсивная; 18 — шестерня; 19 — фиксатор; 21, 22 — рычаги; 24 — ролик; 25 — шайба кулачковая;
27 — контактный палец; 28 — неподвижный контакт
и имеет следующую техническую характеристику:
Давление воздуха в цилиндре, МПа
Нажатие контактов при
0,5 МПа, Н
Номинальное напряжение, В
Максимальное напряжение, В
Длительный ток, А Максимальный ток, А Тип вентиля
0,35—0,7
550—630 550
900
830
1340 ВВ-3
Контактор состоит из следующих основных частей: съемных рабочих медных контактов — подвижного 4 и неподвижного <?; дугогасительной камеры 2 с катушкой Г, приводного механизма, имеющего рычаг 7, пневматический цилиндр 15 с поршнем 16 и пружиной 14 и электропнев-матический вентиль 17; блокировочного устройства, снабженного изоляционной
4 Зак. 893
97
Рис. 80. Контактор электропневматический типа ПК-753Б-1:
/ — катушка дугогасительная; 2— камера дугогасительная; 3—неподвижный контакт; 4 — подвижный контакт; 5, 14 — пружины; 6 — ось; 7 — рычаг; 8—колодка с подвижными дополнительными контактами; 9 — палец контактный; 10 — колодка; 11 — гибкая шина; 12, 19 — зажимы; 13 — шток; 15 — цилиндр; 16— поршень; 17 — электропневматический вентиль; 18 — трубка
подвижной пластинкой с медными контактами, которая, перемещаясь вместе с подвижной частью контактора, замыкает блокировочные пальцы, смонтированные на колодке 8 контактора.
Включение контактора происходит при прохождении тока через катушку электропневматического вентиля. При этом поступающий через трубку 18 сжатый воздух попадает под поршень 16 цилиндра 15, сжимает пружину 14 и при помощи штока 13 поворачивает рычаг 7 вокруг оси 6, рабочие контакты 3 и 4 замыкаются.
Притирание контактов создается пружиной 5, находящейся внутри рычага 7.
Реверсор. Направление движения тепловоза изменяется путем переклю-98
чения обмоток возбуждения тяговых электродвигателей. Переключение обмоток (реверсирование) возможно только при отсутствии тока, поэтому контактная система реверсора выполняется без дугогасительного устройства.
Электропневматический реверсор типа ПР-1М (рис. 81) имеет следующую техническую характеристику:
Число силовых цепей 3
Длительный ток, А 830
Напряжение максимальное, В 900
Давление воздуха в цилиндрах,
МПа 0,32—0,7
Угол поворота барабана, град 30
Нажатие контактов, Н 45—65
Тип вентиля ВВ-32
Б- 5
10
9
8
7
из
Рис. 81. Реверсор:
1 — электропневматический привод; 2 — вентиль электропневматический; 3 — сегмент; 4 — сегментодержатель; 5 — сегмент блокировочного барабана; 6—контакт блокировочный; 7—колодка; 8—контактная пластина; 9— шина; 10 — пластина; 11 — пружина нажимная; 12—контакт силовой; 13—сегмент; 14 — вал; 15 — пальцедержатель; 16—стойка
Сегменты 13 главного барабана представляют собой фигурные латунные отливки, насаженные на вал 14, опрессованный изоляцией из формовочного миканита и асбеста. Сегменты изолированы один от другого фибровыми прокладками. Медные силовые пальцы одним концом опираются на сегменты, а другим (пяткой) — на стальные пальцедержатели 15, укрепленные на шестигранных стойках 16, также опрессованных изоляцией из миканита и асбеста. Нажатие пальцев на сегменты осуществляется пружинами 11, надетыми на шпильки и упирающимися в пластины 10. В цепь каждого тягового электродвигателя включены четыре силовых пальца, присоединенных параллельно к одной общей контактной пластине 8, к которой подключены кабели. Всего в реверсоре 12 пальцедержателей, на каждом из них четыре пальца. Блокировочный барабан состоит из стального литого сегментодержателя 4, укрепленного на валу 14, и колодок 5. К колодкам привинчены медные сегменты 3. Блокировочные контакты установлены на колодках 7.
При повороте вала реверсора силовые пальцы замыкаются раньше, чем
Рис. 82. Привод реверсора:
1 — крышка; 2 — диафрагма; 3 — корпус; 4 — масленка; 5 — пластина; 6 — стопор; 7 — подшипник;
8 — шток; 9 — диск
блокировочные, включающие контактоо возбуждения, чтобы он не мог включиться раньше, чем силовая цепь. На стойках 16 укреплены подшипники вала 14, для поворота котооого служит диафрагменный привод.
Диафрагменный привод реверсора (рис. 82) изображен в среднем положении. Полость между крышкой и диафрагмой соединена трубкой с корпусом электропневматического вентиля. При включенной катушке вентиля сжатый воздух подается в полость Р, давит на диафрагму и передвигает шток. На штоке укреплена пластина 5 с овальным отверстием, в которое входит поводок. При перемещении шток действует на поводок и поворачивает барабан реверсора на 30°.
Когда цепь катушки вентиля размыкается, сжатый воздух из полости Р выходит в атмосферу, но барабан остается в прежнем положении. Для поворота его нужно включить другой вентиль, впустить сжатый воздух в рабочую полость второй диафрагмы.
20. Регуляторы напряжения
Регулятор напряжения ТРН-l. На тепловозе ТЭЗ установлен электродинамический регулятор напряжения типа ТРН-1, в котором перемещение подвижных частей происходит за счет сил взаимодействия тока в подвижной катушке и магнитного потока, создаваемого неподвижной катушкой (рис. 83). Регулятор предназначен для автоматического поддержания заданного напряжения вспомогательного генератора на всем диапазоне изменения частоты вращения его якоря и тока нагрузки. К плите 30 магнитопровода регулятора привернут сердечник 26. В кольцевом зазоре между наконечником 25 и корпусом 6 размещена подвижная катушка 24, состоящая из двух обмоток: параллельной (верхней) и последовательной (нижней). Подвижная катушка укреплена на шайбе, собранной вместе с изоляционной планкой 21, стальным диском 22 и латунным упором 23, и подвешена на четырех плоских пружинах 18. Две верхние пружины прикреплены
100
Рис 83. Регулятор напряжения типа ТРН-1.
1 — каркас, 2— реостат (холостой ход), 3, 16 — резисторы, 4, 15, 28—шпильки, 5 — стакан, 6 — корпус, 7 — перегооодка, 8, 12 — колодки, 9— палец контактный, 10—конденсатор, И, 14, 27, 32 — пружины; 13 — основание; 17—реостат (высокая скорость); 18 — плоские пружины, 19 — кожух, 20 — шпилька регулирующая; 21 — планка изоляционная; 22 — диск, 23 — упор; 24 — подвижная катушка, 25 — наконечник, 26 — сердечник, 29— неподвижная катушка, 30— плита, 31 — рамка, 33 — груз
к планке 21, а две нижние — к катушке снизу; они обеспечивают катушке возможность перемещаться только в вертикальном направлении. Подвижная катушка жестко соединена с текстолитовой колодкой 12, на которой укреплено алюминиевое основание 13, име
ющее вверху боковые скосы и небольшой продольный скос (под углом 2°). К основанию привернуты контактные планки, выполненные из металлокерамической композиции на основе серебра (76,5% Ag; 22,3% Cd; 0,8% Ni; 0,4% Fe).
101
На контактные планки опираются 14 контактных пальцев 9, установленных на двух изоляционных колодках 8. Пальцы соединены с отводами двух резисторов 16. Пружины 14 и 27 стремятся поднять всю подвижную часть регулятора в верхнее положение, при котором все контактные пальцы соприкасаются с контактными планками (это положение изображено на рисунке) . При плавном опускании системы контакты благодаря продольному скосу у основания 13 размыкаются не все сразу, а постепенно. При соприкосновении упора 23 с сердечником 26 все контакты разомкнуты. Шпилька 15 оканчивается внизу планкой, опирающейся на призматическую опору противовеса, который состоит в основном из рамки 31, пружины 32 и груза 33. В шайбу подвижной катушки ввернута стальная регулирующая шпилька 20. Регулятор закрыт съемным кожухом 19, имеющим стекло для наблюдения за работой контактов.
Резисторы R6 и R7 (рис. 84), имеющие отводы к пальцам (верхняя часть резисторов 16 на рис. 83) соединены последовательно с обмоткой возбуждения вспомогательного генератора ВГ. Средняя точка этих резисторов соединена с контактной планкой, которая на схеме условно показана в развернутом виде. Резисторы и контакты шунтированы конденсаторами К, уменьшающими искрение на контактах при работе регулятора.
Неподвижная катушка НК последовательно с резисторами R4 и R5 (нижняя часть резисторов 16 на рис. 83) и реостатом «высокая скорость» R3 (/7 на рис. 83) включена на напряжение вспомогательного генератора. Параллельная обмотка ПК (Ш) подвижной катушки последовательно с частью ВБ резистора R1 (3 на рис. 83) присоединена параллельно неподвижной катушке. Остальная часть резистора R1 и реостат «холостой ход» R2 (2 на рнс. 83) соединяют параллельные катушки и обмотку возбуждения вспомогательного генератора ВГ и служат для «обратной связи» (см. ниже). Последовательная обмотка ПК (С) подвижной катушки включена последовательно с обмоткой возбуждения ВГ, 102
Рис. 84. Схема принципиальная регулятора напряжения типа ТРН-1:
ВГ — вспомогательный генератор,Б — контактор заряда батареи; НК — неподвижная катушка; ПК (С) и ПК (Ш) — последовательная и параллельная обмотки подвижной катушки; РУЗ— реле управления; /?1 — R7— резисторы, К — конденсаторы; АБ — аккумуляторная батарея
которая через контакты РУЗ питается от вспомогательного генератора (когда он работает и контактор Б замкнут) или аккумуляторной батареи.
Рассмотрим вначале принцип действия регулятора напряжения, не учитывая обратную связь (т. е. при разомкнутой цепи резисторов R1 и R2) и действие последовательной катушки.Когда ток в катушке отсутствует, контактная планка пружинами 11 и 27 (см. рис. 83) поднимается в верхнее положение и замыкает все контакты, вследствие чего ток в обмотке возбуждения вспомогательного генератора имеет максимальное значение.
При увеличении частоты вращения вала дизеля после его пуска напряжение вспомогательного генератора быстро растет, и ток в катушках НК и ПК (Ш) регулятора увеличивается. Магнитодвижущая сила неподвижной катушки создает магнитный поток, который замыкается по цепям: сердечник 26 (см. рис. 83), наконечник 25, корпус 6, стакан 5 и плита 30 (основная часть потока); сердечник, наконечник, диск 22, кольцо н шайба подвижной катушки, корпус, сердечник, наконечник, шпилька 20, шайба, корпус.
Основная часть магнитного потока пронизывает подвижную катушку, в результате чего создается усилие, действующее против сил пружин и стремящееся опустить подвижную часть регулятора. Дополнительное усилие в том же направлении создается магнитным потоком, замыкающимся через регулирующую шпильку 20, однако оно относительно невелико и действует только при малом зазоре между шпилькой и наконечником, т. е. при нижнем положении подвижной катушки. Часть потока, замыкающаяся через диск 22, создает силу, стремящуюся поставить диск против острого угла выреза наконечника. Усилия, действующие на подвижную часть регулятора, возрастают с увеличением напряжения вспомогательного генератора и при некотором значении его превышают силу, создаваемую пружинами. Контактная планка опускается, размыкает часть контактов и вводит несколько ступеней резисторов R6 и R7 в цепь обмотки возбуждения вспомогательного генератора. При этом ток возбуждения и напряжение генератора понижаются, и опускание планки прекращается. Характеристика магнитной системы регулятора подобрана так, что подвижная часть его находится в равновесии при напряжении генератора, равном 75—76 В. Если напряжение генератора становится больше этого значения (например, вследствие увеличения частоты вращения якоря), то ток в катушках увеличивается и планка опускается ниже, вводя еще одну или несколько ступеней резистора. Ток возбуждения генератора уменьшится и, когда напряжение его снизится до 75 — 76 В, контактная планка остановится в новом положении. Если, наоборот, напряжение генератора станет ниже 75 В, сила взаимодействия катушек уменьшится и пружины поднимут планку. При этом часть ступеней резисторов R6 и R7 замыкается, и ток возбуждения вспомогательного генератора увеличивается до тех пор, пока напряжение его снова не возрастет до 75—76 В.
Практически, однако, в таких условиях регулятор работал бы неустойчиво. Ток возбуждения генератора не может измениться мгновенно, так как магнит
ный поток обладает, как говорят, «магнитной инерцией». Допустим, напряжение генератора вследствие перевода рукоятки контроллера на более высокую позицию увеличилось и стало выше 76 В. Контактная планка начнет опускаться и вводить ступени резисторов в цепь обмотки возбуждения. Но ток возбуждения изменяется не сразу и отстает по времени от движения планки. В тот момент, когда планка уже ввела сопротивление, требуемое при новой частоте вращения якоря, напряжение генератора еще не успело снизиться до 76 В и, следовательно, планка продолжает опускаться, вводя в цепь большее сопротивление, чем нужно. Планка остановится лишь в тот момент, когда напряжение станет равным 76 В. Но в это время сопротивление в цепи обмотки возбуждения уже слишком велико и напряжение продолжает падать, становясь ниже 76 В. Тогда контактная планка начнет подниматься и подобным же образом может замкнуть больше ступеней резистора, чем необходимо. В результате возникнут незатухающие колебания планки, причем иногда она колеблется между крайними (верхним и нижним) положениями. В таких случаях говорят, что регулятор работает неустойчиво.
В системах автоматического регулирования всегда предусматриваются устройства для обеспечения устойчивой их работы, в частности, в виде так называемой обратной связи.
Обратной связью называется дополнительное устройство, которое при воздействии регулятора на режим работы какого-либо узла вызывает обратное воздействие изменению этого режима на регулятор. В регуляторе напряжения типа ТРН-1 обратная связь осуществляется благодаря введению в схему резисторов обратной связи R1 и R2. При отсутствии резисторов R1 и R2 изменение тока в катушках регулятора вызывает, как указано выше, изменение сопротивления в цепи обмотки возбуждения вспомогательного генератора. Но изменение сопротивления не оказывает непосредственного обратного воздействия на положение катушки регулятора, оно наступает после изменения напряжения генератора, как было показано, с
103
опозданием. Если установлены резисторы R1 и R2, образуется обратная связь между обмоткой возбуждения генератора и- катушками регулятора. Посмотрим, как эта связь действует.
Падение напряжения в обмотке возбуждения ВГ (см. рис. 84) больше, чем в параллельной катушке, поэтому в резисторах R1 и R2 ток течет от точки А к точке В, увеличивая ток в подвижной (параллельной) и неподвижной катушках регулятора. Пусть с учетом этих дополнительных токов регулятор находится в равновесии при заданном напряжении генератора. Если теперь напряжение уменьшится и контактная планка начнет подниматься, то при замыкании очередной пары контактов две ступени регулировочных резисторов R6 и R7 замыкаются накоротко, и падение напряжения в этих резисторах уменьшается. Ток в обмотке возбуждения ВГ изменится не сразу, но вследствие возникновения в ней э. д. с. самоиндукции потенциал точки А возрастет практически мгновенно. Так как катушка с параллельной обмоткой регулятора имеет ничтожную индуктивность, то ток в ней ввиду повышения напряжения увеличится весьма быстро. Усилие, действующее на подвижную катушку, возрастет, и контактная планка не только остановится, но может даже опуститься, вновь разомкнув контакты, в результате чего потенциал точки А понизится, а это вызовет уменьшение тока в параллельной катушке и повторное замыкание контактов.
Таким образом, при достаточном токе обратной связи контактная планка вибрирует около какой-либо пары контактов, причем ток возбуждения будет промежуточным между значениями тока, соответствующими замкнутому и разомкнутому состоянию этих контактов при установившемся режиме. Напряжение генератора в таком режиме пульсирует, но вследствие большой частоты и малой амплитуды колебания почти незаметны. Вибрация планки около одной пары контактов является нормальной. При изменении частоты вращения якоря или нагрузки вспомогательного генератора контактная планка начинает вибрировать около другой пары контактов.
104
Обратная связь обеспечивает устойчивую работу регулятора, но вносит искажения в его характеристику. Например, в случае уменьшения частоты вращения якоря генератора регулятор увеличит ток его возбуждения, вследствие чего возрастет потенциал точки А и ток обратной связи, который в свою очередь увеличит ток в параллельной обмотке подвижной катушки регулятора. Это нарушает настройку регулятора, т. е. напряжение, которое регулятор стремится поддержать, будет разным при различной частоте вращения якоря.
Чтобы скомпенсировать отмеченное искажение характеристики регулятора, используется последовательная обмотка ПК (С) в подвижной катушке, которая действует против параллельной обмотки ПК (Ш). Как и ток обратной связи, ток в последовательной обмотке уменьшается при уменьшении тока возбуждения ВГ. Следовательно, понижение встречной магнитодвижущей силы последовательной обмотки в известной мере компенсирует уменьшение магнитодвижущей силы параллельной обмотки, и разность их остается примерно постоянной.
Резистор R2 выполняет две функции: его регулировкой обеспечивается устойчивая работа регулятора; регулируя его, устанавливают такое значение тока обратной связи, при котором ее влияние и влияние последовательной обмотки подвижной катушки взаимно компенсируются. При малом токе возбуждения генератора ток обратной связи и ток последовательной обмотки невелики и не оказывают заметного влияния на характеристику регулятора. Наибольшее влияние они оказывают при максимальном токе возбуждения, т. е. при наименьшей частоте вращения вала дизеля. Поэтому настройку резистора R2 производят на 1-м положении рукоятки контроллера, этим и объясняется название резистора «холостой ход». Уменьшение сопротивления резистора R2 увеличивает ток обратной связи и понижает напряжение генератора, поддерживаемое регулятором. Настройку регулятора при наибольшей частоте вращения якоря осуществляют резистором R3. При увеличении сопротивле
ния резистора R3 ток в неподвижной катушке и параллельной обмотке подвижной катушки уменьшается, и для того, чтобы он мог действовать, требуется более высокое напряжение вспомогательного генератора. Следовательно, увеличение сопротивления резистора R3 повышает напряжение, поддерживаемое регулятором.
Если не удается одновременно обеспечить устойчивую работу регулятора и поддержание им заданного напряжения на всех частотах вращения якоря ВГ только регулировкой резистора R2, можно изменить характеристику регулятора поворотом наконечника 25 и (в небольшой степени) изменением положения шпильки 20 (см. рис. 83). Эти способы применяют на заводе, выпускающем регуляторы напряжения, в эксплуатации же к ним прибегать не следует (за исключением наладки регулятора после его ремонта). Характеристика регулятора, как правило, должна быть настроена так, чтобы можно было изменять сопротивление резистора R2 в некоторых пределах, не нарушая устойчивости работы аппарата.
Отметим, что при изменении температуры катушек регулятора и обмотки возбуждения генератора несколько меняется его напряжение, поддерживаемое регулятором. В частности, в первое время после пуска дизеля генератор имеет повышенное напряжение, так как падение напряжения в холодной неподвижной катушке уменьшается и для достижения нужного тока в параллельной обмотке подвижной катушки требуется больший ток в неподвижной катушке. Повышение напряжения генератора в начальный момент после пуска дизеля объясняется также снижением эффективности обратной связи вследствие уменьшения сопротивления обмотки возбуждения и усилением действия последовательной обмотки ПК (С) (см. рис. 84), которое возникает в результате увеличения тока в ней. Поэтому настройку регулятора следует выполнять после того, как регулятор поработает 20—30 мин.
Противовес служит для уменьшения влияния толчков и ударов на работу регулятора напряжения. Шпилька 15 (см. рис. 83) опирается на призмати
ческую опору, укрепленную в рамке 31, которая через пружину 32 связана с грузом 33. Груз подвешен так, что давит на шпильку снизу вверх. Если, например, при проходе стыка рельсов произошел толчок, от которого подвижная часть регулятора стремится по инерции опуститься вниз, то и груз поотивовеса по той же причине стремится опуститься вниз, т. е. поднять шпильку 15 вверх. Таким образом, силы инерции- груза действуют против сил инерции подвижной системы и уменьшают опасность резкого перемещения контактной планки при толчках, которое вызывает резкое изменение (увеличение или уменьшение) напряжения генератора. Пружина 32 установлена для того, чтобы мелкие вибрации подвижной части регулятора, необходимые для нормальной его работы, могли совершаться без перемещения груза, иначе вибрация чрезмерно замедлилась бы из-за его инерции.
Для правильной работы регулятора напряжения нужно, чтобы при опускании планки контакты размыкались поочередно, в порядке их расположения на планке. Если будут размыкаться сразу две пары пальцев, то при вибрации на этих пальцах начнется искрение, которое приведет к повреждению контактов. Важно также, чтобы пальцы одной пары размыкались и замыкались одновременно, т. е. включались и выключались одновременно соответствующие ступени сопротивления резисторов R6 и R7 (см. рис. 84).
В случае неодновременного срабатывания парцых контактов работа регулятора будет менее устойчивой, так как при замыкании одной ступени резисторов вместо двух парных сразу влияние обратной связи уменьшается, контактная планка стремится передвинуться дальше, чем требуется, приобретает значительную скорость и по инерции может замкнуть и следующую пару контактов.
Регуляторы напряжения БРН. На тепловозах ТЭЗ более поздних выпусков установлены бесконтактные электронные регуляторы напряжения типов БРН-2 и БРН-3 (рис. 85 и 86). Эти регуляторы отличаются большой надежностью и обеспечивают более высо-
105
Рис. 85. Принципиальная электрическая схема регулятора напряжения БРН-2
Рис. 86. Принципиальная электрическая схема регулятора напряжения БРН-3
кую точность регулирования напряжения. Основными элементами бесконтактных регуляторов, так же как и регулятора ТРН-1, являются измерительный и регулирующий органы.
Измерительный орган регуляторов состоит из делителя напряжения, стабилитрона и- транзистора. Регулирующий орган регулятора БРН-2 выполнен на базе четырех транзисторов ПТ2 — ПТ5 типа П-4Б, соединенных параллельнопоследовательно. В регуляторе БРН-3 в регулирующем органе использованы два.тиристора.
Если регулятор БРН-2 поддерживает напряжение на всех позициях контроллера с точностью (75+ 1) В, то регулятор БРН-3 обеспечивает точность регулирования напряжения (75 + + 0,5) В. Кроме того, примененные в регуляторе БРН-3 кремниевые тиристоры обладают значительно большей 106
температурной стойкостью по сравнению с германиевыми транзисторами, примененными в регулирующем органе регулятора БРН-2. На последних выпусках тепловоза ТЭЗ устанавливались главным образом регуляторы напряжения типа БРН-3. Уставка напряжения в регуляторах БРН-2 и БРН-3 осуществляется перемещением движка переменного резистора П1. При его перемещении изменяется напряжение, снимаемое с делителя на входе регуляторов.
Работа регулятора напряжения БРН-2 происходит следующим образом. Снимаемый с делителей,образуемых резисторами R1—П1—R9 (для БРН-2) и /?3— П1— R2 (для БРН-3), электрический сигнал, пропорциональный напряжению вспомогательного генератора ВГ, поступает (через стабилитрон) на вход (базу) транзистора ПТ1. При нормальном напряжении вспомогательного генератора сигнал, снимаемый с делителя, оказывается по значению меньше напряжения, требуемого для пробоя стабилитрона. В этом случае базовый ток транзистора ПТ1 равен нулю, и его эмиттерно-коллекторный переход закрыт. Ток через обмотку возбуждения ОВ определяется сопротивлением эмит-терно-коллекторного перехода параллельно-последовательно соединенных транзисторов ПТ2 — ПТ5 и резисторов R3, R4 и R8, включенных в ее цепь.
При увеличении напряжения вспомогательного генератора одновременно растет напряжение, снимаемое с делителя. Когда его значение станет равным напряжению пробоя стабилитрона, транзистор ПТ1 откроется, так как через стабилитрон начнет протекать базовый (управляющий) ток. Значение этого тока зависит от превышения напряжения вспомогательного генератора над напряжением пробоя стабилитрона СТ1 и определяет значение тока, протекающего через эмиттерно-коллекторный переход транзистора ПТ1. С увеличением этого тока увеличивается падение напряжения на резисторе R3, что снижает базовый ток транзисторов ПТ2 и ПТЗ и ток через эмиттерно-коллекторные переходы транзисторов ПТ2— ПТ5 и, следовательно, приводит к снижению напряжения генератора ВГ.
Глава 5
ЭЛЕКТРИЧЕСКАЯ СХЕМА ТЕПЛОВОЗА
21. Общие сведения
Под электрической схемой понимают условное изображение электрических машин, приборов, аппаратов и соединений между ними, называемые элементами схемы. Условные обозначения элементов схемы и их соединений установлены соответствующими государственными стандартами. По ГОСТ 2.701—76 электрические схемы в зависимости от их основного назначения подразделяются на структурные, функциональные, принципиальные, схемы соединений, подключения, общие и схемы расположения. В технической документации тепловоза обычно пользуются принципиальными схемами и схемами соединений.
Принципиальная схема служит для изучения принципа работы электрооборудования тепловоза. На ней изображены только главные (основные) элементы. Соединение элементов, изображенных на принципиальной схеме, может не соответствовать их действительному расположению, а различного рода соединительные и контактные устройства (зажимы, штепсельные разъемы) могут вовсе отсутствовать.
Схема соединений (монтажная) содержит все без исключения элементы электрооборудования, а все контактные соединения изображены на ней с учетом фактического расположения. Схемой соединения пользуются при монтаже электрооборудования. Особенно удобно ею пользоваться при отыскании неисправностей.
Основными функциями, выполняемыми электрооборудованием тепловоза, являются: передача энергии от дизеля к колесам тепловоза, пуск дизеля и управление его работой, привод отдельных вспомогательных механизмов тепловоза, освещение, аварийно-предупредительная сигнализация и защита силовой установки, питание радиостанции и автоматической локомотивной сигнализации с автостопом. Главная задача — передача энергии от дизеля к колесам тепловоза.
Электрическая передача обеспечивает использование полной мощности первичного двигателя — дизеля — и поддерживает постоянство ее значения при изменении силы тяги и скорости движения в широком диапазоне скоростей тепловоза. Кроме того, электрическая передача ограничивает пусковой ток генератора.
Эти функции электрической передачи выполняет силовая цепь тепловоза (рис. 87). Тяговые электродвигатели 1—6 соединены в три параллельные группы. В каждой группе два соединенных последовательно электродвигателя. Принципиальная электрическая схема цепей управления и электропередачи тепловоза (рис. 88), схема электрических соединений электроаппаратов (рис. 89) и схема цепей освещения (рис. 90) приведены на вкладке в конце книги.
Для регулирования режима работы тяговых электродвигателей схемой предусмотрено двухступенчатое ослабление возбуждения двигателей путем шун-тировки обмоток возбуждения. На первой ступени коэффициент ослабления возбуждения равен 0,55, на второй — 0,38.
Шунтировка осуществляется резисторами СШ1— СШ6. Управление работой контакторов производится двумя реле перехода (см. ниже).
Генератор Г имеет независимое возбуждение от возбудителя В. Возбудитель имеет шесть обмоток возбуждения: независимую НВ дифференциальную ДВ; последовательную СВ; параллельную ШВ; регулирующую РВ; ограничения тока ОВ.
Основное регулирование, обеспечивающее вид внешней характеристики генератора, приближающийся к гиперболической, осуществляется в результате взаимодействия трех из шести обмоток возбуждения: независимой НВ, параллельной ШВ и дифференциальной ДВ.
107
Рис 87 Принципиальная электрическая схема передачи тепловоза ТЭЗ
Г — тяговый генератор, НГ — обмотка независимого возбужде ния генератора, 1—6 — тяговые электродвигатели, Б, ВВ, КВ, П1 — ПЗ, Ш1—Ш6 — контакторы, В — возбудитель, ДВ, НВ, OB, РВ, ШВ, СВ — обмотки возбуждения возбу дителя, Tl, Т2 — тахогенераторы, РУ1, РУ8— реле управления, ВС1, ВС2— селеновые полупро водниковые вентили, ВГ — вспо могательный генератор, ДП — обмотка добавочных полюсов
Внешняя характеристика генератора близка к гиперболе в значительном диапазоне тока нагрузки. Однако на параметры характеристики существенное влияние оказывает температура обмоток машин, а также отбор мощности от дизеля для привода вспомогательных агрегатов. Для устранения этого недостатка в системе возбуждения применен дополнительный узел автоматического регулирования мощности (АРМ). Исполнительный орган этого узла — регулирующая обмотка РВ возбудителя, расположенная на его ненасыщенных полюсах (т. е. на тех же полюсах, на которых расположена независимая обмотка). Чувствительным элементом узла АРМ является тахогенератор Т1. Обмотка РВ включена на разность напоя-жения (7ТГ тахогенератора и напряжения Uar вспомогательного генератора ВГ. Вентиль ВС1 пропускает ток через обмотку РВ только тогда, когда напряжение UTr тахогенератора больше, чем напряжение UBT вспомогательного генератора: Urr>UBr. Обмотка РВ намагничивающая, она создает магнитодвижущую силу (м. д', с.), совпадающую с м. д. с. независимой обмотки. Если частота вращения вала дизеля увеличивается по отношению к некоторому заранее установленному значению, то напряжение тахогенератора возрастает и становится больше напряжения вспомогательного генератора. Через обмотку ОР начнет протекать ток, увеличивающий м. д. с. ненасыщенных полюсов. Мощность генератора и нагрузка на дизель возрастают по мере увеличения тока регулирующей обмотки. При перегрузке дизеля, когда частота вращения его вала понижается, ток в обмотке ОР уменьшается, и дизель разгружается. Узел АРМ позволяет, та-108
ким образом, наиболее полно использовать мощность дизеля.
Пятая обмотка возбуждения возбудителя ОВ служит для ограничения тока генератора. Она также расположена на ненасыщенных полюсах возбудителя, появляется размагничивающей. Обмотка ОВ включена на Разность напряжения тахогенератора Т2 и падения напряжения на участке силовой цепи, в который входят обмотки добавочных полюсов генератора и полюсов одной группы тяговых электродвигателей тепловоза.
Напряжение тахогенератора на каждой позиции контроллера машиниста соответствует частоте вращения коленчатого вала дизеля. Падение напряжения на участке силовой цепи определяется током нагрузки.
Узел ограничения настраивается так, чтобы при достижении некоторого предельного значения тока тягового генератора падение напряжения на участке силовой цепи оказалось выше, чем напряжение тахогенератора Т2. При этом по обмотке ОВ будет проходить ток, вызывающий снижение мощности генератора. Ток нагрузки пои этом уменьшается.
Таким образом, управление тепловозом осуществляется посредством четырех узлов:
параметрического регулирования генератора для получения внешней характеристики, приближающейся к гиперболической;
автоматического регулирования мощности (АРМ);
автоматического регулирования пускового тока;
автоматического управления тяговыми электродвигателями.
На тепловозе предусмотрена возможность изменять мощность, вырабатываемую дизелем, не автоматически, а по желанию машиниста. Для этой цели имеется шестнадцатипозиционный контроллер. Каждому положению рукоятки контроллера соответствует определенная мощность, реализуемая ди-зель-генератором. На 16-м положении рукоятки мощность, развиваемая дизелем, 1470 кВт (2000 л. с.). На остальных позициях контроллера изменяется частота вращения вала дизеля и, кроме того, на 2-й позиции контроллера изменяется возбуждение возбудителя с помощью реле РУ8 (см. рис.88).
22. Автоматическое управление возбуждением тяговых электродвигателей
Автоматическое управление электродвигателями, как уже известно, заключается в изменении их возбуждения путем шунтирования обмоток возбуждения. Схема (см. рис.88) предусматривает работу тяговых электродвигателей на полном возбуждении (ПП); на первой ступени ослабления возбуждения (ОП1), когда замкнуты контакторы Ш1— ШЗ, и на второй ступени ослабления возбуждения (ОП2), когда замкнуты контакторы Ш4—Ш6. Переключения совершаются автоматически с помощью двух реле: реле РП1 — управляет переходом с полного возбуждения (ПП) на ОП1 и обратно; реле РП2 — с ОП1 на ОП2 и обратно. Каждое из реле имеет две катушки: токовую и напряжения. Последовательно с катушками включены регулировочные резисторы СРП1 и СРП2. Токовые катушки РП1 и РП2 включены на падение напряжения в обмотке добавочных полюсов тягового генератора, и протекающий по ним ток пропорционален току генератора.
Катушки напряжения реле РП1 и РП2 последовательно с резисторами СРП включены на напряжение тягового генератора. Поэтому ток в них пропорционален его напряжению. Схемы включения катушек реле РП1 и PIJ2 во всем аналогичны. Исключение составляет наличие замыкающего контакта Ш2 в цепи катушки напряжения
РП2 (между проводами 471 и 472). Этот контакт обеспечивает правильную последовательность срабатывания реле. Реле РП2 должно срабатывать только после включения контактора Ш2.
Для исключения звонковой работы реле на позициях контроллера с 1-й по 8-ю включительно часть резисторов СРП1 и СРП2 в цепях параллельных катушек РП1 и РП2 закорачивается размыкающимися контактами реле РУ4 и размыкающими контактами контакторов Ш2 и Ш4. Этим самым обеспечивается также необходимая настройка характеристики отпадания реле перехода (обратный переход).
Работа электрической схемы при пуске дизеля и на холостом ходу. После включения рубильника аккумуляторной батареи ВБ и кнопки «Топливный насос» через размыкающий контакт реле РУ7 и кнопку «Аварийная остановка дизеля» создается цепь питания катушки РУЗ. При срабатывании реле РУЗ замыкается его замыкающий контакт, через который обеспечивается питание: электродвигателя топливного насоса; катушек электоопневматических вентилей ВП6 и ВП9 через размыкающие контакты контактора ВВ. Электропневма-Тический вентиль ВП6 отключает левый ряд топливных насосов, электропневма-тический вентиль ВП9 дополнительно отключает пять насосов правого ряда (через размыкающий контакт реле РУ8). Со 2-й позиции контроллера при включении реле РУ8 правый ряд топливных насосов работает полностью.
Включение кнопок «Управление» и «Пуск дизеля» создает цепь питания реле времени РВ1. Получив питание, реле времени РВ1 своим замыкающим контактом без выдержки времени создает цепь питания катушки контактора маслопрокачивающего насоса КМН. Контактор КМН, включившись, своими главными контактами включает электродвигатель маслопрокачивающего насоса МН. Продолжительность работы маслопрокачивающего насоса зависит от регулировки реле времени РВ1. На тепловозах последних выпусков реле времени регулируют на 90 с. Через этот промежуток времени размыкающим контактом РВ1 отключается питание катушки контактора
109
КМН, а замыкающим (между проводами 380 и 440) создается цепь питания катушки реле РУ8. Это реле своими замыкающими контактами (между проводами 367 и 1172) включает контакторы Д1 и Д2 через размыкающие контакты блокировки 105, КВ и КМН. Следует помнить, что при включенном ва-лоповоротном механизме дизеля контакт 105 разорван и пуск дизеля невозможен. Размыкающие контакты КВ введены для предотвращения ошибочного включения пусковых контакторов при работающем дизеле. Для возможности проворота коленчатого вала дизеля после его остановки, как это предусмотрено руководством по эксплуатации, введен размыкающий контакт реле управления РУЗ (между проводами 361 и 368).
После включения пусковых контакторов Д1 и Д2 тяговой гинератор подключается к аккумуляторной батарее и начинает работать в режиме электродвигателя с последовательным возбуждением, производя пуск дизеля. При включении контактора Д1 замыкается его контакт в цепи блокировочного электромагнита ЭТ, катушка которого при этом получает питание. Электромагнит ЭТ при своем срабатывании воздействует на перепускной клапан серводвигателя регулятора частоты вращения вала дизеля, предотвращая слив масла из него.
Для ускорения пуска горячего дизеля (когда вязкость масла в регуляторе снижена и давление его поднимается медленно) имеется специальный ускоритель пуска. При срабатывании контактора Д1 его замыкающий контакт (провода 110 и 111) одновременно с электромагнитном ЭТ включает катушку электропневматического вентиля ВП7, который открывает доступ сжатому воздуху к ускорителю пуска. При достижении давления масла в верхнем коллекторе дизеля 50 кПа (0,5—0,6 кгс/см2) срабатывает реле давления РДМ1, и питание катушки электромагнита ЭТ, помимо замыкающего контакта Д1, происходит также через замкнувшиеся контакты РДМ1. После этого кнопка «Пуск дизеля» может быть отпущена. Под действием возвратной пружины ее контакты размыкаются.
110
Контакторы Д1 и Д2 отключаются, разрывая цепь питания генератора от аккумуляторной батареи. Одновременно размыкается замыкающий контакт Д1 в цепи катушки электромагнита ЭТ, и он получает питание только через замкнувшиеся контакты реле давления РДМ1. Через эти же контакты получает питание катушка реле управления РУ6 (провод 111, зажим 1/2, провод 106 и размыкающие контакты Д1 и ДЗ). При включении реле РУ6 замыкается его контакт (провода 104 и 1292), подающий питание на обмотку параллельного возбуждения вспомогательного генератора.
Изменение частоты вращения вала дизеля. Для увеличения частоты вращения дизеля необходимо реверсивную рукоятку контроллера перевести из нейтрального положения в положение «Вперед» или «Назад», а главную рукоятку контроллера из нулевого положения перевести в 1-е и последующие положения, обеспечивая этим питание электропневматических вентилей ВТ1— ВТ4 в определенных комбинациях и изменение затяжки всережимной пружины регулятора частоты вращения.
Движение тепловоза. Включение кнопки «Управление тепловозом и установка рукоятки контроллера в 1-е положение (и последующие) обеспечивает питание следующих цепей: одной из двух катушек реверсора (в зависимости от положения реверсивной рукоятки); катушек электропневматических вентилей трех контакторов П1, П2 и ПЗ (через замыкающие контакты реле времени РВ2)-, катушки контактора возбуждения ВВ-, катушки контактора возбуждения тягового генератора КВ. После включения контакторов 171, П2 и ПЗ замыкается цепь питания тяговых электродвигателей от тягового генератора. Одновременно включается контактор возбуждения возбудителя ВВ, который обеспечивает питание обмотки параллельного возбуждения возбудителя. В последнюю очередь после включения контакторов П1, П2 и ПЗ включается контактор КВ, подключающий обмотку возбуждения тягового генератора к якорю возбудителя. На выводах тягового генератора возникает напряжение, и тяговые электродвига
тели приводят тепловоз в движение. Питание катушки контактора КВ происходит через размыкающие контакты контакторов Д1 и Д2, не позволяющие включиться контактору КВ при замкнутом положении контакторов Д1 и Д2, что предохраняет аккумуляторную батарею и низковольтные цепи тепловоза от попадания в них высокого напряжения тягового генератора.
Увеличение скорости тепловоза производится переводом рукоятки контроллера машиниста в последующие положения (позиции). Для плавного трогания тепловоза с места в цепь питания параллельной обмотки возбуждения возбудителя введен резистор плавного пуска СП. На 1-й позиции ток протекает через резистор СП, а на 2-й позиции сопротивление этого резистора шунтируется замыкающим контактом реле РУ8. Контактор ВВ до включения своим размыкающим контактом обеспечивает включение катушки вентиля ВП6, отключающего в свою очередь левый ряд топливных насосов.
Как уже отмечалось, схемой электрооборудования тепловоза предусмотрено автоматическое изменение возбуждения тяговых электродвигателей (ослабление возбуждения). Управление изменением возбуждения (поля) осуществляется двумя реле перехода (РП1 и РП2).
При включении реле перехода РП1 получают питание катушки контакторов ослабления возбуждения Ш1, Ш2 и ШЗ, они подключают параллельно к катушкам главных полюсов тяговых электродвигателей резисторы, через которые ответвляется часть тока. По катушкам главных полюсов в этом случае пойдет только 55% общего тока. При этом размыкающий контакт контактора Ш2 введет дополнительное сопротивление (резистор СРП1) в цепь катушки напряжения реле, чем подготовит обратный переход на полное возбуждение. Замыкающий контакт контактора Ш2 в цепи питания катушки напряжения реле перехода РП2 замкнется и подготовит реле к включению второй ступени ослабления возбуждения. Принцип действия и работа реле
перехода РП2 аналогичны реле перехода РП1. Включение реле перехода РП1 происходит при токе тягового генератора 1800—1850 А, а отключение — при 2550—2600 А. Включение РП2 должно происходить при токе генератора 1600—1650 А, отключение — при токе 2400—2450 А. Для исключения звонковой работы реле перехода на позициях с 1-й по 8-ю в цепь резисторов реле переходов СРП1 и СРП2 введены размыкающие контакты реле РУ4, которые размыкаются на 9-й позиции контроллера.
В цепи питания катушек контакторов ослабления возбуждения имеется выключатель УП, при помощи которого в аварийном случае вручную можно осуществить переход с ослабленного возбуждения на полное.
Заряд аккумуляторной батареи. При работе дизеля приводится во вращение вспомогательный генератор ВГ, который предназначен для заряда аккумуляторной батареи, питания цепей управления и освещения тепловоза.
Когда напряжение вспомогательного генератора становится на 2—3 В выше напряжения аккумуляторной батареи, полупроводниковый вентиль ДЗБ открывается и подключает батарею к вспомогательному генератору. Если напряжение вспомогательного генератора ниже напряжения аккумуляторной батареи, вентиль запирается и таким образом отключает батарею, предохраняя ее от разряда. Напряжение вспомогательного генератора равно 75 В и поддерживается автоматически регулятором напряжения ТРН-1.
23. Автоматическое регулирование мощности и изменения в схеме
Для более полного использования мощности дизеля при изменении температуры обмоток генератора и мощности, потребляемой вспомогательными механизмами, в схеме предусмотрено дополнительное автоматическое регулирование мощности генератора (АРМ) при помощи тахогенератора Т1 и регулировочной обмотки Р-РР на возбудителе В (см. рис. 87). Тахогенератор Т1 и вспомогательный генератор ВГ включены встречно, поэтому ток в об-
111
мотке Р-РР определяется разностью напряжения Т1 и ВГ.
Тахогенератор Т1 имеет независимое возбуждение, частота его вращения пропорциональна частоте вращения коленчатого вала дизеля. Поэтому при изменении частоты дизеля на 2—3% происходит пропорциональное снижение или повышение напряжения тахогенератора, что приводит к изменению тока, проходящего через регулировочную обмотку возбудителя Р-РР в несколько раз. При этом в свою очередь изменяется магнитный поток возбуждения и напряжение возбудителя и тягового генератора. Работа АРМ происходит следующим образом. Тахогенератор Т1 вступает в работу только на 16-м положении контроллера. За счет составляющей тока возбуждения от тахогенератора?’/ незначительно увеличивается нагрузка на дизель. При этом ввиду того что регулятор дизеля уже не может больше увеличить подачу топлива из-за ограничения продвижения реек топливных насосов упором, частота вращения дизеля несколько уменьшается. Уменьшение частоты в эксплуатационных режимах должно быть не более 30 об/мин. При холодных электрических машинах уменьшение частоты вращения может кратковременно достигать большего значения. При частичном снятии нагрузки с дизеля, т. е. отключении компрессора, вентилятора холодильника или повышении температуры обмоток генератора, частота Несколько увеличивается, при этом увеличивается напряжение тахогенератора, что приводит, как указывалось ранее, к повышению напряжения и мощности на выводах тягового генератора. Таким образом, дизель работает при полной мощности, причем освобождающаяся при отключении вспомогательных механизмов мощность передается тяговым электродвигателям.
В цепь регулировочной обмотки возбудителя введен селеновый выпрямитель ВС1, который пропускает ток только в одном направлении, предупреждая размагничивание (снижение магнитного потока) возбудителя при напряжении вспомогательного генератора выше напряжения тахогенератора. Для предохранения соленового выпрямителя ВС1 от пробоя при пониженном напря-112
жении тахогенератора последовательно с селеновым выпрямителем включен замыкающий контакт реле управления РУ1, который замыкается только на 16-м положении контроллера. При работе автоматического регулирования внешняя характеристика генератора искусственно снижается путем введения разомкнувшимися контактами реле управления РУ1 дополнительного сопротивления в цепь независимого (параллельного) возбуждения возбудителя.
Подъем характеристики до необходимого уровня достигается при увеличенном токе тахогенератора, что обеспечивает более устойчивую работу АРМ. Для возможности отключения АРМ при неисправности предусмотрен выключатель автоматического регулирования АВ.
При отключенном АРМ замыкающий контакт РУ1 между проводами 930, 931 шунтирует часть резистора в цепи независимой обмотки возбудителя.
В результате повышается внешняя характеристика тягового генератора.
Изменения в схеме при установке регулятора частоты вращения типа 10Д100. Частота вращения вала дизеля при регуляторе типа 1 ОД 100 задается с помощью электромагнитов МР1—MP4. Регулятор имеет 15 рабочих позиций (15 скоростных режимов), реализуемых комбинацией работы электромагнитов.
Последовательность включения электромагнитов МР1—MP4 отличается от включения вентилей ВТ1— ВТ4 регулятора частоты вращения дизеля 2Д100.
Для обеспечения возможности управления секциями тепловоза, дизели которых оборудованы регуляторами частоты вращения 2Д100 и 10Д100, с пудьта, имеющего 16-позиционный контроллер машиниста, в аппаратной камере необходимо установить реле РУ5, размыкающий контакт которого реверсирует включение и отключение электромагнита MP4.
Диаграмма включения электромагнитов и частота вращения вала дизеля на каждой позиции должны соответствовать таблице, а реле управления РУ5 подключено согласно схеме (см. рис. 88).
24. Защитные устройства и противопожарная установка
Ограничение тока тягового генератора. При трогании с места и малых скоростях движения тепловоза происходит автоматическое ограничение силы тока при помощи тахогенератора Т2. Тахогенератор приводится во вращение дизелем, и его электродвижущая сила пропорциональна частоте вращения коленчатого вала дизеля: якорь тахогенератора включен таким образом, что к зажимам обмотки М—ММ приложена разность между падением напряжения в обмотках добавочных полюсов тягового генератора и главных полюсов тяговых электродвигателей, с одной стороны, и напряжением тахогенератора Т2—с другой. Выпрямитель ВС2 пропускает ток только в одном направлении по обмотке от ММ к М, т. е. в том случае, если падение напряжения в- обмотках будет больше напряжения тахогенератора. Таким образом, при увеличении тока генератора свыше определенного значения падение напряжения в обмотках становится больше напряжения тахогенератора, возбуждается катушка М—ММ возбудителя, которая размагничивает возбудитель, т. е. понижает напряжение тягового генератора, ограничивает силу тока тяговых электродвигателей. Так как тахогенератор приводится во вращение валом двигателя, напряжение его меняется в соответствии с изменением частоты вращения дизеля. Следовательно, каждому положению контроллера соответствует определенная кривая ограничения тока. На 15—16-й позициях контроллера ограничение наступает при токе тягового генератора 3200—3400 А, на низших позициях контроллера — при меньших токах.
Защита электрических машин. В силовой цепи тепловоза для защиты электрических машин от кругового огня и других повреждений предусмотрено реле заземления РЗ. При замыкании в силовой цепи (плюсовой) на корпус электрический ток пойдет по корпусу тепловоза, а затем через резистор СРЗ — по катушке реле заземления РЗ. Реле включается при токе 10 А. Его размыкающие контакты разорвут цепи
питания катушек контакторов ВВ и КВ, в результате чего будет снята нагрузка с тягового генератора. Во включенном положении якорь реле заземления удерживается механической защелкой.
В цепь катушки реле заземления РЗ введен отключатель ВРЗ, который отключает реле и разрывает цепь тахогенератора Т2, так как его изоляция и обмотка не рассчитаны на высокое напряжение, которое может быть при повреждении изоляции в силовой цепи.
Предупреждение повышенного бок-сования. В цепи каждой группы электродвигателей подключено по мостиковой схеме реле боксования РБ. При нормальных условиях работы падение напряжения на якорях электродвигателей и в резисторах, образующих мост, одинаковы, поэтому ток через катушки реле не идет. (Небольшой ток из-за разброса характеристик электродвигателей и отклонения сопротивления резисторов от их номинальных значений проходит по катушкам реле, но он не вызывает их срабатывания.)
При боксовании колес это равновесие нарушается, так как напряжение между электродвигателями перераспределяется, и по катушке реле РБ проходит ток, вызывающий его срабатывание. При этом разрывается цепь питания катушки ВВ. Происходит частичный сброс нагрузки, и боксование прекращается.
Блокировка 1-й позиции. При трогании тепловоза с места на 1-й позиции рукоятки контроллера питание катушек контакторов ВВ и КВ производится через размыкающий контакт реле управления РУ8, что обеспечивает их включение. На 2-й и последующих позициях контроллера питание катушек контроллеров ВВ и КВ производится только через замыкающий контакт контактора КВ. Реле управления РУ8 находится на этих положениях контроллера во включенном состоянии, и размыкающий контакт его разомкнут.
Случайное включение кнопки «Управление тепловозом» на 2-й и последующих позициях не приведет к троганию тепловоза с места потому, что размыкающий контакт реле РУ8 разомкнут и цепь питания катушек контакторов ВВ и КВ прервана.
113
Защита дизеля при понижении давления масла. На дизеле имеется два реле давления масла РДМ1 и РДМ2. Реле РДМ2 сброса нагрузки работает следующим образом. До 9-й позиции контроллера питание катушки контактора возбуждения тягового генератора КВ производится через размыкающий контакт реле РУ4, а при давлении масла в верхнем коллекторе дизеля выше 0,1—0,11 МПа (1,1 кгс/см2) также и через замкнутые контакты реле давления масла РДМ2. На 9-й и последующих позициях контроллера питание катушки контактора КВ идет только через контакты реле РДМ2, поэтому при размыкании контактов реле РДМ2 в случае снижения давления масла ниже приведенного значения прерывается цепь катушки контактора КВ.
После отключения контактора КВ размыкается его замыкающий контакт и благодаря этому отключается также контактор возбуждения возбудителя ВВ. Отключение контакторов ВВ и КВ обеспечивает снятие нагрузки. Реле остановки дизеля РДМ1 работает следующим образом.
Катушки электромагнита ЭТ получают питание через контакты реле РДМ1. При давлении масла ниже 0,05—0,06 МПа (0,5—0,6 кгс/см2) контакты реле РДМ1 размыкаются и питание катушки электромагнита ЭТ прерывается, в результате чего прекращается подача топлива в цилиндры дизеля, и он останавливается.
Защита дизеля от перегрева охлаждающей воды. При температуре охлаждающей воды выше 90 °C автоматически снимается нагрузка с дизеля при помощи температурного реле APT. При температуре воды выше 90 °C контакты температурного реле разрывают цепь питания катушки контактора возбуждения КВ тягового генератора. После отключения контактора КВ размыкается его размыкающий контакт и благодаря этому отключается также контактор возбуждения возбудителя ВВ. При этом происходит сброс нагрузки.
Защита дизеля от воспламенения масляных паров в картере. При нормальной работе дизеля из-за отсоса газов воздуходувкой в картере дизеля 114
должно быть давление (разрежение) в пределах от 10 до 60 Па (от 10 до 60 мм вод. ст.). Повышение давления свидетельствует о прорыве газов или продувочного воздуха в картер, что может привести к воспламенению паров масла. При давлении в картере более 10 Па (10 мм вод. ст.) необходимо немедленно остановить дизель.
Аварийная остановка дизеля осуществляется на ведущей секции тепловоза кнопкой «Топливный насос» или «Аварийная остановка». При отключении кнопки «Топливный насос» останавливается дизель соответствующей секции, при отключении кнопки «Аварийная остановка» останавливается дизель данной секции.
В случае когда члены локомотивной бригады вовремя не остановят дизель, для аварийной остановки его предусмотрен дифференциальный манометр КДМ. Контактное устройство его при замыкании создает цепь питания реле РУТ, размыкающий контакт которого разрывает цепь электромагнита стоп-устройства ЭТ. При этом дизель останавливается.
Противопожарная установка. Тепловозы ТЭЗ первых выпусков были оборудованы установками автоматического пожаротушения с использованием для огнетушения специальной газовой смеси (так называемый состав «3,5»), состоящей из 70% бромистого этила и 30 % углекислоты. Эффективность огнетушения таким составом исключительно высока. Однако из-за некоторой токсичности бромистого этила и продуктов его соединения газовое тушение не было внедрено на всех выпускаемых тепловозах ТЭЗ. Установками автоматического пожаротушения с применением состава «3,5» оборудовались тепловозы ТЭЗ, выпускаемые Харьковским заводом транспортного машиностроения.
На тепловозах ТЭЗ, выпускаемых Ворошиловградским тепловозостроительным заводом, использовалась противопожарная установка с ручным воздушношенным тушением и автоматической сигнализацией. Система автоматической пожарной сигнализации состоит из термоизвещателей, приемной станции и сигнальных устройств. В качестве термоизвещателя (21 шт.) ис-
Р1
Р2
РП1
R1
RZ
тг
Пожарная i___
сигнализация £ +75В'^-ЛВ1 г±£88ъ
К зВукоВаму сигналу ъБ/!Ь П11
"Г?!
<^1
ПС
/_____________________
У~"®7 ®2 S3 S4 S3 sff S7 S3 S3 SWS77!
MLOKS )( ,
>4. V- -V- 5 V ¥ ? ПК2
ПК8
ПК7 ПК9
ПК1
пкз
S ПНИ
878 П38 033
КН1 073
874 Г 075________
KHZ
ПУ2 ОНЗ ПНУ ПН5 006 /747 /748 848 050
ПВ2~.
ОНО 847
Дизельное помещение
поз
пню П13' У wl’i
874 875
016 017 018 019 П2О 021 022 023
(дгйг }Мз}
071 'll z vl / vJL/ 035
„ 037 036
Высоковольтная камера
058 057 056 055 П5И 053 052 051 I ш! )• ^ног^^^в^
ПВО 059
ОЗН 033
032 031 030 023 0Z8 027 026 025
Рис, 88. Схема электрическая принципиальная цепей управления и электропередачи тепловоза
Рис. 89. Схема электрическая соединений электроаппаратов тепловозов
Рис. 90 Схема электрическая принципиальная цепей освещения тепловоза
Рис. 91. Схема принципиальная электрическая соединений автоматической пожарной сигнализации
пользуются терморезисторы типа КМТ-10, заключенные в специальный корпус для возможности их установки и защиты от механических повреждений. В приемной станции использованы два реле типа РКН.РС.4 500 025.
Сигнальное устройство имеет звуковой сигнал и сигнальные лампы. Термоизвещатели (рис. 91) установлены на тепловозе в местах, где возникновение огня является наиболее вероятным: в дизельном помещении (18 шт.) и в высоковольтной камере (3 шт.). Этим объясняется наличие двух реле, используемых в приемной станции. Для проверки исправности цепей питания автоматической пожарной сигнализации служат кнопки КН1 и КН2 типа КУО-3, которые при нажатии имитируют срабатывание термоизвещателей. В качестве звукового сигнала используется имеющийся на тепловозе зуммер боксова-ния.
Расположение оборудования автоматической пожарной сигнализации на тепловозе ТЭЗ показано на рис. 92. Как уже отмечалось, в установках ручного пожаротушения использовалось воздушно-пенное тушение. Образую
щаяся в этих установках пена направляется при помощи специального ствола-смесителя на горящую поверхность, прекращает доступ воздуха к ней и таким образом ликвидирует горение. Рабочей жидкостью этой установки является водный раствор пенообразователя. В резервуар (вместимостью 290 л) заливается 260 л воды и 11 л пенообразователя ПО1 (ГОСТ 6948—81). Образующийся при этом 4%-ный раствор пенообразователя обеспечивает 25-кратный выход пены. Установка работает при использовании одного смесителя в течение 10 мин, а при двух смесителях — 5 мин. Пена не оказывает вредного действия на оборудование тепловоза и людей.
Воздушно-пенная установка (рис. 93) состоит из резервуара, гидравлической системы и пневмосистемы, присоединенной к главным резервуарам локомотива. Система приводится в действие разобщительным краном 8 (№ 383), при этом сжатый воздух поступает одновременно через редукционные клапаны 3, отрегулированные на давление 0,15 МПа, к смесителям 1 и через редукционные клапаны 3 на давление
Рис. 92. Расположение оборудования автоматической пожарной сигнализации:
/—21 — пожарные извещатели; 22 — приемная станция; 23 — коробка сигнальных ламп
116
Рис. 93. Схема воздушно-пенной установки:
1 — смесители; 2 — резинотканевые шланги; 3 — клапаны редукционные; 4 — бонка с калнбоованным отверстием диаметром 1 мм; 5 — заливочная горловина; 6 — резервуар (290 л); 7 — сливной штуцео; 8 — кран разобщительный
Рис. 94. Смеситель:
1 — наконечник; 2 — муфта; 3 — сетка с кольцом; 4 — диффузор; 5 — корпус краиа; 6 — прокладка, 7 — пробка; 8 — ручка; 9, 10 — ниппели
0,25 МПа — в резервуар 6. При открывании клапана на смесителе 1 (или оба сразу) воздух из главного резервуара начнет вытеснять жидкость в трубопровод, а затем в смесители, в которые одновременно по другой трубе будет поступать воздух, необходимый для образования пены.
Смесители соединены с трубами гибкими резинотканевыми шлангами длиной 8 м, что позволяет перемещать их по тепловозу.
На верхнем днище резервуара установлен штуцер с калиброванным отверстием диаметром 1 мм для предупреждения возможного выжимания из него смеси при пропусках воздуха кранами 8
и обеспечивающий выход из резервуара воздуха после тушения и закрытия кранов на смесителе и воздушном трубопроводе. На этом же днище установлена заливная горловина с крышкой, в которой укреплен щуп. На нижнем днище имеется штуцер 7 со спускной пробкой.
Верхний ниппель 9 смесителя (рис. 94) служит для подачи в него жидкости (0,25 МПа), а нижний 10 воздуха (0,15 МПа). Жидкость перемешивается в диффузоре 4 с воздухом и, проходя через сетку 3, дробится на мелкие пузырьки, резко увеличивается в объеме и выбрасывается наружу иа расстояние до 8 м.
117
Глава 6
ЭКИПАЖНАЯ ЧАСТЬ
25. Рама и кузов тепловоза
Рама. На раме тепловоза размещено все его оборудование. Рама сварная, рассчитанная на восприятие продольных, тяговых, ударных и сжимающих сил, а также вертикальных усилий от массы установленного на ней и подвешенного снизу оборудования (рис. 95).
Основными элементами рамы являются две продольные хребтовые двутавровые балки и два обносных швеллера. Хребтовые балки связаны между собой по концам литыми стяжными ящиками, а в промежутке между ними — поперечными листами с фасонными вырезами. Обносные швеллеры скреплены с хребтовыми балками поперечными приварными кронштейнами. Для увеличения жесткости к верхним и нижним полкам хребтовых балок приварены усиливающие накладки. В средней части рамы с обеих сторон установлены отсеки 4 для размещения аккумуляторной батареи. Сверху рама закрыта настильными листами. Настильные листы имеют различные вырезы
для установки и размещения оборудования и механизмов тепловоза.
По продольной оси рамы на расстоянии 8600 мм друг от друга на раме имеются утолщения коробчатого сечения для установки шкворней, а на диаметре 2730 мм вокруг них — усиления для боковых опор рамы. В передней и задней частях рамы между обносным швеллером и стяжными ящиками вварены лобовые фасонные листы толщиной 20 мм.
Шкворень рамы (рис. 96) отлит из стали и имеет диаметр 280 мм. К поверхности шкворня приварено сменное кольцо, наружная поверхность которого термически обработана до твердости НВ 304—255. Шкворень входит в гнездо на тележке. Вертикальные нагрузки от рамы передаются на каждую тележку через четыре опоры, вставленные в гнезда рамы. Опоры имеют сферические головки, выполненные по радиусу 130 мм.
Передний и задний стяжные ящики рамы приклепаны к нижним усиливающим накладкам хребтовых балок и лобовым листам. Они одинаковы по конструкции и представляют собой
Рис. 95. Рама тепловоза:
1 — кронштейн для подъема тепловоза; 2 — опоры рамы; 3 — шкворень; 4 — отсеки аккумуляторных батарей; 5, 7 — вырезы для пропуска брезентовых рукавов охлаждения тяговых электродвигателей;
6 — вырез для поддона редуктора; 8 — вырез для сливной трубы; 9 — хребтовая балка; 10 — обиосной швеллер; 11— стяжной ящик
118
фасонные отливки из стали. В стяжных ящиках установлены фрикционные аппараты автосцепок, а к переднему ящику, кроме того, снизу болтами прикреплен снегосбрасыватель. К об-носным швеллерам в четырех местах на одной оси с внешними опорами рамы приварены литые кронштейны, служащие для подъемки тепловоза при ремонтах с выкаткой тележек.
На тепловозах ТЭЗ первых выпусков в правой хребтовой балке предусматривалось прямоугольное отверстие размером 250X425 мм, через которое проходил канал для отвода воздуха, охлаждающего генератор. Опыт эксплуатации показал, что этот вырез, выполненный автогенной резкой, значительно снижал усталостную прочность рамы. После пробега тепловоза 50—150 тыс. км в раме появлялись трещины, возникающие по углам выреза и быстро распространяющиеся до горизонтальных полок балки. Поэтому в дальнейшем на тепловозах канал для отвода воздуха из генератора был перенесен под хребтовую балку. На тепловозах с вырезами в хребтовой балке было произведено ее усиление путем наваривания накладки толщиной 20 мм (имеющиеся трещины по концам засверлены и проварены).
Кузов. На тепловозе применен составной разъемный кузов (рис. 97). Основой кузова является каркас, к которому с наружной стороны приварены стальные листы, а с внут-
Рис. 96. Шкворень рамы:
1 — шкворень; 2 — кольцо гнезда шкворня; 3 — шкворневая <5алка тележки; 4 — смазочная трубка;
5 — кольцо шкворня; 6 — валик смазки
ренней прикреплен листовой обшивочный картон. Кузов состоит из кабины, съемных частей над дизелем и холодильником. Съемная часть кузова над дизелем по торцам окантована швеллерами, которые соединены с кабиной и кузовом над холодильником болтами, а с нижней несъемной частью — винтами.
Над дизелем, генератором, аккумуляторными батареями, компрессором и двухмашинным агрегатом в крыше кузова сделаны люки для ремонта и выемки оборудования. Естественный приток воздуха в машинное помещение осуществляется через проемы, сделанные в передней части кузова на правой и левой стенках. Проемы закрыты жалюзи. Для принудительной вентиляции кузова в задней части кузова с правой стороны установлен вентилятор с электрическим приводом.
До 1958 г. тепловозы ТЭЗ выпускались с небольшой высотой окон в кабине машиниста и с отдельно установленным на крыше корпусом
Рис. 97. Кузов тепловоза:
1 — буферные фонари; 2 — дверцы песочниц; 3 — указатель серии и номера тепловоза; 4 — прожектор; 5, 9 — жалюзи отверстий для естественной вентиляции кузова; 6, 10 — вертикальные стыковые накладки; 7—жалюзи всасывающих каналов воздуходувки; 8 — окна; 11— верхние жалюзи холодильника; 12— боковые жалюзи холодильника; 13 — межсекционное суфле; 14, 17—фильтры всасывающих каналов вентиляторов охлаждения тяговых электродвигателей; 15 — жалюзи вентиляционных аккумуляторных отсеков; 18—скобы
119
для лобового прожектора. С 1958 г. высота передних окон была увеличена, чтобы машинист мог вести поезд как сидя, так и стоя.
В течение 1958—1959 гг. в конструкцию кузова был внесен ряд изменений. Была увеличена толщина листов нижней несъемной части. Это повысило жесткость кузова и исключило случаи расстройства соединений. Усилены дверные проемы, по углам которых наблюдались трещины. Прожектор был вмонтирован в лобовую часть кабины. Усилены окантовочные швеллеры между съемными частями кузова и др.
В 1960—1961 гг. введены новые изменения: упрочнено крепление люков; на боковой стенке около жалюзи всасывающих каналов воздуходувки сделаны проемы для забора воздуха, охлаждающего генератор, и др. В 1961 г. обшивочный картон в дизельном помещении на боковых стенках заменен стальными обшивочными листами.
В 1963—1964 гг. в связи с изменением забора воздуха для охлаждения генератора и установкой на левой стороне кузова фильтра для очистки воздуха, поступающего в дизель, конфигурация проемов на боковых стенках дизельного помещения была опять изменена.
26. Тележка
Тепловоз ТЭЗ опирается на две трехосные тележки (рис. 98). Тележка состоит из рамы, опорно-возвращаю-щего устройства, рессорного подвешивания, тормоза, колесных пар с буксами и тяговыми двигателями.
База тележки, т.е. расстояние между центрами крайних колесных пар, равна 4200 мм.
Рама. Рама тележки сварена из листовой стали. Боковина рамы (рис. 99) коробчатого сечения; вертикальные листы ее имеют толщину 14 мм, верхний лист — 18 мм и нижние листы — 30 мм. Верхний лист в местах междурамных креплений усилен для установки оснований опор-но-возвращающих устройств.
120
В боковину вварены стальные литые буксовые челюсти (концевые и средние), которые снийу стянуты струнками. Концевая буксовая челюсть отлита за одно целое с гнездом для концевой пружины рессорного подвешивания. К обработанной поверхности задней части концевой челюсти прикреплена концевая балка, выполненная из швеллера. К балке приварены по концам планки, через которые проходят специальные при-зонные болты, крепящие балку к челюсти.
В буксовом проеме челюстей с. внутренней стороны в местах прилегания букс прикреплены наличники 15 (внутренний) и 16 (боковой), изготовленные из стали 60Г и термообработанные до твердости HRC 30—39.
В средней части рамы на расстоянии 2100 мм друг от друга приварены два сварных междурамных крепления коробчатого сечения с опорами для пружин рессорного подвешивания. К нижнему листу междурам-ного крепления приварены и дополнительно прикреплены болтами М24 литые кронштейны 2 и 7, один (7) из которых имеет опоры под тяговые электродвигатели с двух сторон, а другой (2)—только с одной стороны. Такое различие в кронштейнах обусловлено схемой установки тяговых электродвигателей на тележке (два двигателя — согласно, один — напротив).
Для восприятия горизонтальных усилий, действующих между кузовом и тележкой, служит литая шкворневая балка 3, опирающаяся своими фланцами на междурамные крепления. В середине шкворневой балки имеется гнездо для шкворня кузова, в которое вставлена втулка 13, приваренная к балке. В средней части тележки к боковинам рамы приварены кронштейны 6 тормозных цилиндров. Так как концевые балки оказались мало нагружены, с 1960 г. они стали изготавливаться из более легкого профиля — швеллер № 25 был заменен швеллером № 16.
В 1957 г. в рамках тележек стали обнаруживаться трещины по сварочному шву в местах загиба ниж
них листов боковин на концевые челюсти с выходом трещин на вертикальные листы боковин, а также поперечные трещины в нижних листах боковин у мест приварки к ним нижних листов средних поперечных балок. В процессе исследований было обнаружено, что причиной повреждений явилось нарушение технологии сварки рам в месте загиба нижних листов боковин на концевые челюсти и концентрация напряжений у места выхода нижнего листа поперечной балки на боковину. Для устранения этих недостатков конфигурация нижнего листа поперечной балки была изменена: листу была придана скругленная форма, чтобы исключить пересечение его поперечным швом; кронштейн же был перенесен на вертикальный лист боковины.
Правильное положение колесных пар в раме тележки зависит от расположения внутренних поверхностей челюстей боковин, поэтому перед приваркой наличников челюсти «подгоняют» к одной плоскости при помощи подкладок 14 и 17. Подкладки прикрепляют к челюстям, а наличники к подкладкам при помощи электрозаклепок. С 1960 г. крепление струнок стали осуществлять двумя болтами вместо четырех.
ОПорно-возвращающее устройство. Опорно-возвращающие устройства (по четыре на каждой тележке) служат для передачи вертикальной нагрузки надтележечного строения на тележку. Они удерживают тележку во время движения таким образом, чтобы продольная ее ось совпадала с продольной осью тепловоза, а также возвращают тележку в это положение при её отклонении.
Сверху корпус опорно-возвраща-ющего устройства (рис. 100) закрыт крышкой 3. Чтобы грязь не попадала в корпус, между ним и рамой установлен брезентовый чехол. Поверхности верхней и нижней опор со стороны, обращенной к роликам, наклонены в обе стороны от среднего положения ролика на 2 °. Следовательно, если произойдет перемещение одной обоймы относительно другой, то ролики будут перекатываться
по наклонным поверхностям, в результате чего между роликами и опорными поверхностями возникает сила, которая будет стремиться вернуть опоры в первоначальное положение. Момент, создаваемый этой силой, носит название возвращающего. Для того чтобы при перемещении опор и роликов корпус не изнашивался, к его стенкам приварены две планки 10.
Кроме перекатывания роликов по наклонным плоскостям при повороте тележки, происходит еще скольжение гнезда по верхней опоре и поворот его относительно опоры и грибка, которым кузов опирается на тележку. Для этих перемещений необходимо преодолеть трение между поверхностями этих деталей. Таким образом, отклонению тележки препятствует не только возвращающий момент, но и момент трения. Чтобы обеспечить возвращение тележки в первоначальное положение, возвращающий момент должен быть больше момента трения. Соотношение между ними зависит от того, насколько повернута поперечная ось опоры относительно радиуса, соединяющего центр шкворня тележки с центром хвостовика опорно-возвращающего устройства. На тепловозе ТЭЗ этот угол равен 5 °. Внутреннюю полость корпуса опоры заполняют маслом, уровень которого должен находиться между верхней и нижней отметками масло-указателя 8.
Первоначально опорные плиты возвращающего устройства имели угол наклона 3°30", а угол поворота опор в плане был выбран 8 °. Однако проведенные испытания показали, что принятые значения углов создают большие возвращающие усилия, которые в кривых малого радиуса вызывают чрезмерные напряжения в рельсах. Поэтому с тепловоза № 115 эти углы были уменьшены и стали равными 2 и 5° соответственно.
Рессорное подвешивание. На тепловозе ТЭЗ применена четырехточечная схема рессорного подвешивания (рис. 101), в которой предусмотрены четыре самостоятельные и совершенно одинаковые группы сбалансирован-
121
122
1253
5520
0911
Рис 98 Трехосная тележка
1 — рама, 2 — опорно-возвращающее устройство, 3 — система рессорного подвешивания, 4— тормозная система, 5—колесная пара в сборе
Новая конструкция Выреза и крепления балки.
2 3 4
1930
Старая конструт сотгиоом
Кронштейн перенесен на Новая конструкция
* г роковой лист „ 7 8 9 челюсти с приливон
Z100
16 14 15
1318
19
Нобая конструкция опор винтовых рессор
2100
16 п
11 12
Старая конструкция Валки
Новая конст-
Рис. 99. Рама тележки:
/ — боковина рамы; 2, 7 — кронштейны поперечных балок; 3—шкворневая балка; 4—скоба направляющая; 5 — угольник; 6 - кронштейн для крепления тормозного цилиндра; 8 — опоры рессопы; 9 — бойка; /0 —балка концевая; // — кольцо; 12 — диск; /3 —втулка; 14, 17 — подкладки; /5 — наличник внутренний; 16—наличник боковой; 18, 19—заделки
470
Рис. 100. Роликовая опора и возвращающий механизм: / — гнездо; 2 — опорная плита верхняя; 3 — крышка; 4 — прокладка;. 5 — ролнк; 6.— опорная плита нижняя; 7 — корпус; 8 — маслоуказатель; 9 — обойма; 10 — планка; It — прокладка; 12 — нажимное кольцо
А-А
ных рессор и пружин. Каждая из этих групп расположена по одну сторону тележки. В состав группы, или так называемой точки рессорного подвешивания, входят два средних и два концевых комплекта, а также система балансиров 2 и подвесок 1 и 3, связывающая эти комплекты в одну систему.
Средний комплект состоит из листовой рессоры 4 и двух цилиндрических пружин 6 и 7. Рессора восьмилистовая набрана из пластин размером 120X16 мм. Две нижние пластины длиной 1300 мм называются коренными, длина остальных пластин постепенно уменьшается от 1150 до 220 мм. Пластины изготовлены из стали 60С2 (ГОСТ 14959—79) и термообработаны до твердости НВ 363—432. В средней части рессорные пластины скреплены хомутом, который обжат в горячем состоянии. Каждая пластина имеет сферический выступ-впадину, фиксирующий ее положение относительно другой пластины.
Пружины среднего комплекта навиты из прутковой стали 60С2 (ГОСТ 14959—79) диаметром 40 мм. Число витков 4,5, из них 3 витка рабочие. Пружины и рессоры связываются в единый узел при помощи валика 11, проходящего через отверстия в проушинах опоры и хомута. Чтобы предохранить проушины от износа, в их от верстия запрессованы стальные втулки. Для смазки трущихся поверхно стей втулок и валиков в них просверле ны центральное и радиальное отвер
стия. В центральное отверстие смазка подается через клапан, ввинченный в торец валика.
Рама тележки опирается на средний комплект через тарелку и упругие резиновые амортизаторы 10. Опора пружины вместе с резиновой шайбой фиксируется относительно рамы тележки фиксатором 9, приваренным к опоре пружины.
Концевой комплект состоит из цилиндрической пружины 8 составной подвески, валика с клапаном, резинового амортизатора, тарелки 12 и подкладки 13. Подвеска имеет штампованную головку и стержень, ввернутый в нее и зафиксированный штифтом. Пружина применяется та же, что и для среднего комплекта. При помощи подвески и валика она соединена с балансиром 2 и передает через него нагрузку от рамы тележки на буксу.
Тормозное оборудование тележки. На тепловозе применен пневматический тормоз системы Матросова с односторонним расположением тормозных колодок. На рис. 102 представлена механическая часть тормозной системы. К раме тележки на специальных кронштейнах прикреплены тормозные пневматические цилиндры 16, штоки которых через систему балансиров 12 и 14, рычагов 4 и стяжек 2 связаны с тормозными колодками. Тормозные колодки гребневые с площадью 390 см2.
В поперечном направлении перемещению колодок препятствуют гребень
125
ьэ
WLQO
о
в
Рис. 101. Рессорное подвешивание тележки тепловоза:
1,3 — подвески; 2 — балансир; 4 — рессора листовая; 5 — скоба предохранительная; 6, 7,8 — пружины цилиндрические; 9 — фиксатор; 10—резиновый амортизатор; 11 — валик; 12 — тарелка; 13 — подкладка
№
Рычажная система показана в отпущенном (отторможенном) состоянии
кругами катаны
Новая конструкция
Старая конструкция
2858
Рис. 102. Тормозное оборудование тележки:
1,8 — подвески тормозных колодок; 2 — винтовая стяжка, 3, 7—предохранительные скобы; 4, 5, 6 — рычаги;
9— прокладка, 10— упор; И — вилка; 12, 14 — балансиры, 13 — валик; 15 — тяги; 16 — тормозной цилиндр
и специальные упоры 10. Все соединения элементов рычажной передачи выполнены на валиках, которые стопорятся скобами и шплинтами.
Конструкция тормоза предусматривает регулирование передаточного отношения рычажной передачи. Для этого в горизонтальном балансире 12 сделаны два отверстия, которые позволяют изменять его плечи. Зазор между тормозными колодками и поверхностями катания бандажей регулируют винтовой стяжкой 2 и проверяют по выходу штока при прижатых к бандажам колодках. Выход штока должен быть при первом положении (65 ±5) мм, при втором положении (90±5) мм. Максимальный допускаемый выход штока в эксплуатации 150 мм.
Питание тормозной системы (рис. 103) сжатым воздухом осуществляется компрессором типа КТ6 с подачей 5,3—5,7 м3/мин, приводимым во вращение от нижнего коленчатого вала дизеля. На тепловозах ТЭЗ выпуска до 1962 г. привод компрессора осуществлялся посредством гидромуфты. Из-за скольжения гидромуфты частота вращения вала компрессора при 850 об/мин вала дизеля составила 810 об/мин. С 1962 г. вращение на вал компрессора передается через механический редуктор с передаточным отношением 1:1, минуя гидромуфту.
При работе компрессора воздух, забираемый из дизельного помещения через воздушный фильтр, сжимается и поступает в четыре главных резервуара общей вместимостью 1080 л. Из главных резервуаров воздух, пройдя через маслоотделитель, поступает в питательную магистраль и далее через соединительный рукав — в питательную магистраль поезда. Питательная магистраль объединяет резервуары обеих секций в одну общую систему. Давление в главных резервуарах поддерживается 0,7—0,85 МПа (7—8,5 кгс/см2) при помощи регулятора давления типа ЗРД. Для предотвращения повышения давления в резервуарах выше допустимых пределов при неисправности регулятора ЗРД или выключающего устройства компрессора в 128
системе имеются два предохранительных клапана. Давление в главных резервуарах контролируется по показаниям манометра, установленного на пульте управления. Из питательной магистрали сжатый воздух подается к крану машиниста, к электропневма-тическому клапану ЭПК-150 автостопа и к крану вспомогательного тормоза.
Для подготовки к действию тормозов тепловоза и поезда необходимо произвести так называемую зарядку тормоза. Для этого ручку крана машиниста переводят в I рабочее положение (зарядное и отпускное). Воздух из питательной магистрали поступает в тормозную магистраль, откуда попадает в воздухораспределитель, заполняет его камеры и запасной резервуар. Через кран машиниста из питательной магистрали воздух поступает также в дополнительный (резервуар времени) и уравнительный резервуары. Давление в тормозной магистрали определяют по показанию стрелки манометра.
Процесс зарядки тормоза считается законченным, когда давление в уравнительном резервуаре достигнет 0,6 — 0,65 МПа (6—6,5 кгс/см2). После этого ручку крана машиниста переводят в поездное положение, и давление в тормозной магистрали устанавливается 0,53—0,55 МПа (5,3—5,5 кгс/см2). В процессе зарядки происходит также заполнение сжатым воздухом тормозной магистрали, воздухораспределителей и дополнительных резервуаров в поезде.
Торможение локомотива и поезда осуществляется переводом ручки крана машиниста в одно из тормозных положений. При этом из тормозной магистрали через кран машиниста выпускается определенный объем воздуха, что вызывает падение давления в ней. При этом воздухораспределитель перепускает воздух из запасного резервуара в магистраль блокировки вспомогательного тормоза и далее к крану вспомогательного тормоза. Одновременно воздух заполняет дополнительный резервуар, обеспечивающий стабильную работу этого крана. Под действием сжатого воздуха, поступившего из магистрали, кран вспомо-
6-
Магистраль питательная Магистрам тормозная Магистраль вспом. тормоза Магистраль влокиреПки тормЬЗоб
Рис. 103. Пневматическая схема тормозной системы:
1 — резервуар времени; 2, 12 — краны разобщительные № 383; 3, 11 — фильтры Э-114; 4 — кран вспомогательного тормоза № 254; 5 — устройство блокировки тормоза; 6 — манометр двухстрелочный тормозной магистрали и главных резервуаров; 7 — манометры уравнительного оезервуара и тормозных цилиндоов; 8 — кран машиниста № 222; 9 — резервуар уравнительный; 10—клапан автостопа; 14 — цилиндр тормозной № 507А; 13— кран двойной тяги № 377; 15, 18 — краиы разобщительные № 379; 16 — камера в сборе № 295-001; 17 — датчик пневмоэлектрический; 19 — резервуар запасной; 20 — пукав; 2/— регулятор давления ЗРД; 22 — кран концевой; 24— шланг дюритовый; 25— компрессор КТ6; 26— клапан предохранительный № Э216; 27— резервуары главные; 28—маслоотделитель Э120/Т; 29—краны спускные
гательного тормоза срабатывает и перепускает воздух из питательной магистрали в тормозную, откуда он поступает к тормозным цилиндрам. Давление в тормозных цилиндрах контролируется манометром.
Одновременно с тормозом локомотива начинают действовать и тормоза вагонов, но там воздух при срабатывании воздухораспределителей поступает в тормозные цилиндры из запасных резервуаров.
Отпуск тормозов осуществляется путем перевода ручки крана машиниста в I рабочее положение (отпуск и зарядка). При этом через кран машиниста тормозная магистраль соединяется с питательной и давление в ней увеличивается до 0,6—0,65 МПа 5 Зак. 893
(6—6,5 кгс/см2). Воздух заполняет также внутренние камеры в воздухораспределителе и запасной резервуар. Одновременно через кран вспомогательного тормоза и воздухораспределитель соединяются с атмосферой соответственно магистраль вспомогательного тормоза и магистраль блокировки. В результате этого давление в тормозных цилиндрах снижается до атмосферного и нажатие тормозных колодок прекращается. Одновременно происходит отпуск тормозов вагонов поезда. Процесс отпуска тормозов в вагонах протекает так же, как и на тепловозе, с той лишь разницей, что воздух из тормозных цилиндров вагонов выходит через воздухораспределители. Так как в процессе отпуска
129
тормозов происходит и зарядка тормозной системы, то система вновь оказывается подготовленной для следующего торможения.
Тепловоз ТЭЗ оборудован также ручным тормозом, действие которого распространяется на две задние оси передней тележки. Ручной привод, состоящий из штурвала, цепей и тяг, соединен с головками горизонтальных балансиров тормозной рычажной передачи тележки. При затормаживании тепловоза цепь привода выбирается штурвалом, поворачивая горизонтальные балансиры, в результате чего тормозные колодки прижимаются к бандажам колес. Шток цилиндра при этом не двигается, поэтому тормозное усилие на переднюю колесную пару тележки не передается.
Песочная система. На каждой секции тепловоза имеется четыре песочных бункера, общая вместимость которых позволяет загрузить 400 кг песка. Два бункера расположены в передней части секции, а два — на ее задней торцовой стенке. Бункера снабжены дверками и откидными желобами. Снизу к бункерам прикреплены форсунки, к которым подводится сжатый воздух из тормозной магистрали. При переднем ходе песок подается под первую и четвертую оси, при заднем — под шестую и третью. Трубы, подводящие песок к третьей и четвертой осям, имеют большие горизонтальные участки, в которых иногда слеживался песок. Поэтому с 1959 г. была введена дополнительная подача воздуха по длине этих участков и к месту подачи песка на рельс.
Подача песка регулируется педалью, которая замыкает цепь катушки элек-тропневматического клапана. При этом воздух под давлением 0,55—0,6 МПа подводится к соответствующим воздухораспределителям.
Срабатывая, воздухораспределители открывают доступ сжатого воздуха из тормозной магистрали к форсункам песочницы.
Колесная пара с тяговым электродвигателем. Колесные пары тепловоза ТЭЗ являются ведущими, т.е. каждая
из них участвует в создании силы тяги. На ось 9 (рис. 104) напрессованы колесные центры 6 с бандажами 5, а также ведомая шестерня 4 тягового редуктора. Буксы 1 роликового типа. Тяговый электродвигатель 7 моторно-осевыми подшипниками скользящего типа опирается на ось, а носками корпуса через пружинную подвеску 8 крепится к раме тележки. Такая подвеска тя-
Рис. 104. Колесная пара с тяговым электродвигателем:
1 — букса роликового типа; 2 — разъемный кожух; 3 — ведущая шестерня; 4 — ведомая шестерня; 5— бандаж; 6 — колесный центр, 7 — тяговый электродвигатель; 8 — пружинная подвеска; 9 — ось; 10— крышка
130
и 5 6 7 8 9 1011 12 1314 а 15 16 11
ZU 19 16
Рис. 105. Роликовая букса с упругим упопом:
1 — кольцо; 2 — севанитовое уплотнение; 3 — задняя коышка; 4 — распорное кольцо; 5 — роликоподшипник; 6,7— дистанционные кольца; 8 — грибок; 9 — бронзовая наплавка; 10—прокладка; 11— упор; 12 — корпус упора; 13 — трубка; 14 — корпус буксы; 15 — фитиль; 16 — арка; 17 — крышка; 18 — пробка; 19, 20 — наличники; 21 — пружина; 22 — фитиль; 23 —.пробка
гового электродвигателя носит название опорно-осевой.
Моторно-осевые подшипники смазываются осевым маслом марки Л (летнее) или 3 (зимнее) в зависимости от температуры окружающей среды. Масло заливают в резервуар крышки 10, откуда оно поступает к трущейся шейке оси посредством фитильного устройства.
Ведущая шестерня 3 тягового редуктора насажена на конусный конец вала тягового электродвигателя. Передаточное отношение редуктора 75:17 = 4,41. Редуктор закрыт разъемным кожухом 2, прикрепленным болтами к корпусу тягового электродвигателя. Он служит одновременно и резервуаром для смазки.
Роликовая букса (рис. 105) имеет литой корпус 14, к которому приварены буксовые наличники 19 и 20. В корпусе предусмотрены полости а, заполняемые через горловину с крышкой 17 смазкой, которая по трубкам 13 с помощью фитилей 15 подается к наличникам. В нижней части корпуса имеется отверстие для спуска масла, закрытое пробкой 23.
В корпусе буксы смонтированы два роликовых подшипника 15 (размеры 160X320X110 мм, серийные № 2Н32732Л и 2Н52732Л), расстояние между которыми определяется дистанционными кольцами 6 и 7. С внут-5*
ренней стороны корпус закрыт крышкой 3 с уплотнительным кольцом. Чтобы исключить возможность вытекания смазки из буксы, в крышке имеются лабиринт и севанитовое уплотнение 2.
С внешней стороны на торце корпуса укреплен упор, служащий для передачи горизонтальных усилий со стороны оси колесной пары через корпус буксы и наличники на раму тележки. Конструкция упоров для крайних и средней осей различная. Буксы крайних осей оборудованы упругими упорами, буксы средней оси — жесткими. Постановка упругих упоров на крайних осях вызвана необходимостью смягчать удары, которые воспринимаются в первую очередь именно этими осями. Упругий упор состоит из корпуса 12, собственно упора 11 и пружины 21, предварительно сжатой усилием 8000 Н.
На торцовой поверхности упора, обращенной к оси колесной пары, имеется бронзовая наплавка 9. Для исключения перегрева и задиров упора и оси к упору по войлочному фитилю 15 подводится смазка. Жесткий упор по конструкции значительно проще (рис. 106).
На правой буксе первой колесной пары первой тележки установлен привод к скоростемеру, представляющий собой червячный редуктор. Нагрузка 131
Рис. 106. Роликовая букса с жестким упооом: 1 — передняя крышка; 2, 3—прокладки, 4 — упор, 5 — крышка, 6 — фитиль
от балансира рессорного подвешивания на корпус буксы передается через опоры 8.
27. Автоматическая локомотивная сигнализация с автостопом, тепловозная радиостанция
Для предотвращения случаев проезда путевых запрещающих сигналов на тепловозе ТЭЗ применена автоматическая локомотивная сигнализация непрерывного действия с автостопом1.
Сигналы путевых светофоров передаются на движущийся тепловоз и повторяются установленным в кабине машиниста локомотивным светофором1 2. Комплект аппаратуры автоматической локомотивной сигнализации содержит приемные катушки, усилитель с дешифратором, локомотивный светофор, электропневматический клапан, рукоятку бдительности.
1 На первых выпусках тепловозов ТЭЗ поименялся точечный автостоп системы Тан-цюры
2 Исключение составляет красный огонь светофора, которому на локомотивном светофоре соответствует желтый с красным. Красный огонь на локомотивном светофоре появляется при проезде закрытого (красного) путевого светофора.
132
Автоматическая локомотивная сигнализация непрерывного действия применяется на участках железных дорог, оборудованных автоблокировкой. Связь между путевыми и локомотивными устройствами осуществляется непрерывно (отсюда название «локомотивная сигнализация непрерывного действия») с использованием рельсового пути, по которому движется тепловоз. Путевыми устройствами вырабатывается и непрерывно посылается в рельсы навстречу движущемуся локомотиву электрический ток, создающий вокруг рельса переменное магнитное поле. В установленных на локомотиве приемных катушках, находящихся в этом магнитном поле (катушки подвешены над рельсами), наводится электродвижущая сила.
Для того чтобы при помощи одной электрической рельсовой цепи можно было передать различные показатели путевых светофоров, используется так называемый кодовый способ передачи. Коды локомотивной сигнализации представляют собой периодически повторяющиеся комбинации импульсов переменного тока. Поэтому ток, посылаемый путевыми устройствами в рельсы, называется, кодированным.
Электродвижущая сила, наводимая в приемных катушках, недостаточна для непосредственного воздействия на локомотивные устройства, поэтому оиа предварительно усиливается усилителем. Усиленные сигналы, соответствующие посылаемому в рельсы кодированному току, поступают затем в дешифратор, который, преобразуя их, управляет огнями локомотивного светофора и электропиевматическим клапаном автостопа Примененная на тепловозе ТЭЗсхема дешифратора позволяет осуществить контроль скорости локомотива при приближении к запрещающим сигналам путевых светофоров. Так, например, если тепловоз движется навстречу красному огню светофора, то периодически через каждые 15 с электропиевматическим клапаном подается звуковой сигнал. При этом скорость движения тепловоза ие должна превышать 20 км/ч. Если машинист потеряет бдительность (не нажмет своевременно на рукоятку бдительности) либо превысит разрешенную скорость движения (20 км/ч), то автостоп сработает и тепловоз остановится.
Тепловозная радиостанция. Для оперативной связи локомотивной бригады с дежурным по станции, диспетчером или локомотивными бригадами других локомотивов на тепловозе ТЭЗ установлена радиостанция типа Ж.Р-3, работающая на жесткофиксированиых радиоволнах с частотой 2856 кГц. В условиях железнодорожного узла радиостанция обеспечивает двустороннюю радиосвязь с однотипной стационарной радиостанцией на расстоянии 9— 10 км. Если в качестве антенны стационарной радиостанции используется «пучок проводов» телеграфной связи, то при наличии специального устройства радиостанция позволяет осуществлять двустороннюю связь на расстоянии 200—250 км.
Комплект аппаратуры локомотивной радиостанции содержит приемопередатчик, пульт управления и динамический громкоговоритель Пульт управления радиостанции выполнен в виде настенного телефонного аппарата. На нем разме
щены выключатель радиостанции, кнопка для вызова абонентов и шумозащищенная микротеле-фонная трубка с таигентой (рычагом) для переключения приема-передачи.
Радиол а нция рассчитана на громкоговорящий прием. Для работы радиостанции используется Г-образная антенна, выполненная на изоляторах. Управление радиостанцией не
сложно. Включение ее производится тумблером, установленным на пульте управления. Для вызова абонента (диспетчера, дежурного по станции и др.) достаточно нажать одну из вызывных кнопок на пульте.
Переключение с приема на передачу осуществляется тангеитой. Абонента вызывают звуковым сигналом.
Глава 7
ЭКСПЛУАТАЦИЯ ТЕПЛОВОЗА
28. Подготовка к пуску дизеля
Высокая эксплуатационная надежность тепловоза, гарантированная безопасность движения подвижного состава обеспечиваются строгим соблюдением Правил технической эксплуатации. Нормальная работа тепловоза в период его эксплуатации в большой степени зависит от правильного обслуживания всех его агрегатов. В процессе работы следует предупреждать и своевременно устранять даже малейшие выявленные ненормальности и неисправности.
К управлению тепловозом допускаются лица, знающие устройство и особенности эксплуатации данного локомотива. На локомотивную бригаду возлагается полная ответственность за тепловоз, его исправность в пути следования, санитарное состояние и экипировку. Все работы по обслуживанию тепловоза выполняют в соответствии с действующими правилами и инструкциями по технике безопасности и производственной санитарии.
При осмотре аккумуляторных батарей и выполнении других работ, связанных с электролитом, соблюдают также специальные правила безопасности. Перед проворотом коленчатого вала дизеля генератором или валоповоротным устройством предупреждают обслуживающий персонал.
Перед первым пуском нового дизель-генератора или поступившего после ремонта необходимо выполнить целый ряд мероприятий по двигателю, генератору и тепловозу.
Дизель. Детали и сборочные единицы дизеля обязательно очищают от ан
тикоррозионной смазки и других материалов, используемых при консервации локомотивов.
Проверяют в поддоне рамы дизель-генератора уровень масла (между двумя метками маслоизмерителя — щупа). В регуляторе частоты вращения уровень масла должен быть Посередине маслоуказателя или с отклонением до .,5 мм в ту или другую сторону. Уровень воды по водомерному стеклу расширительного бака должен быть выше нижней гайки крепления оправы не менее чем на 50 мм. Необходимо проверить надичие топлива в топливных баках, посмотреть, закрыты ли все спускные вентили, пробки и краны системы смазки, охлаждения и подачи топлива, а также надежность крепления всех люков и крышек дизеля; проследить, чтобы все краны системы смазки, охлаждения и подачи топлива находились в рабочем положении. Особое внимание обращают на положение вентилей в масляной системе. Подача топлива должна быть выключена кнопкой аварийного выключателя на дизеле и кнопкой аварийной остановки в кабине машиниста.
Обращают внимание на положение червяка валоповоротного механизма; он не должен находится в закреплении с червячным колесом ведущего диска муфты привода генератора. Следят, чтобы муфта вентилятора холодильника была выключена.
В зимнее время (при температуре наружного воздуха -|-5оС и ниже) перед пуском дизеля не допускают, чтобы температура воды и масла была ниже + 20 °C. Пустив топливоподкачивающий насос, проверяют плотность
133
топливного трубопровода, спускают воздух из краников.
Тщательно осматривают дизель-генератор и приводимое им механическое оборудование тепловоза. Включением двухполюсного выключателя ТВ6 включают маслопрокачивающий насос и прокачивают двигатель маслом в течение 1,5 мин. Открывают индикаторные краны и проворачивают вручную или механизированным валоповоротный устройством коленчатый вал дизеля на несколько оборотов. Проверяют легкость перемещения реек топливных насосов и чтобы рейка каждого топливного насоса находилась в зацеплении с поводком.
Генератор. Новый генератор или генератор, находящийся длительное время в бездействии или после ремонта, перед пуском осматривают. Необходимо измерить сопротивление изоляции его обмоток относительно корпуса и между собой. Для измерения используют мегаомметр на 500 В. Если сопротивление окажется ниже 0,5 МОм, генератор необходимо просушить. Сушить изоляцию генератора можно либо сухим горячим воздухом (90 °C), подаваемым в полость генератора, либо электрическим током при низком напряжении, как это указано в инструкциях по обслуживанию электрических машин.
После того как сопротивление изоляции обмоток генератора приведено в норму, тщательно осматривают внутренние полости генератора, проверяют, нет ли в них посторонних предметов. Особенное внимание обращают на щетки, коллектор, щеткодержатели и внутренние соединения обмоток. При осмотре щеток необходимо убедиться, что все они находятся в опущенном положении, не имеют сколов на рабочих поверхностях и свободно перемещаются в обоймах щеткодержателей. Пружины щеткодержателей должны обеспечивать нажатие щеток на коллектор 8— 12 Н.
Устраняют прикосновение токопроводящих жгутиков к отдельным щеткам. Поверхность коллектора должна быть гладкой, блестящей, однородной по цвету и не иметь задиров, царапин и забоин. Задиры, царапины и забоины
устраняют шлифовкой. Если коллектор имеет неоднородную окраску, это свидетельствует о наличии на его поверхности инородных пятен жира. Для их удаления поверхность коллектора промывают спиртом или авиационным бензином. Осматривая внутренние соединения генератора, необходимо особое внимание обратить на состояние их изоляции, особенно в местах изгибов и вблизи болтовых соединений. На изгибах соединительных шин и выводов иногда бывают трещины в изоляционном покрытии, которые могут явиться причиной переброса и кругового огня по коллектору. Обнаруженные нарушения и трещины в изоляции выводов необходимо устранить путем дополнительной подмотки в несколько слоев хлопчатобумажной лентой с последующей пропиткой изоляционным компаундом либо подмоткой микалентой. После осмотра внутренних полостей генератора его продувают сухим чистым сжатым воздухом. При продувке не следует применять металлические наконечники и концевые мундштуки для шлангов, так как может быть механически повреждена изоляция обмоток. Давление сжатого воздуха при продувке не должно быть более 0,20 МПа.
Перед первым пуском дизеля целесообразно также опробовать последовательность срабатывания аппаратов электрооборудования (проверить секвенцию), участвующих в пуске, выходе на режимы и работе дизель-генератора. О подготовке дизель-генератора к первому пуску и о всех проведенных для этой цели мероприятиях следует сделать соответствующие записи в формуляре.
Тепловоз. Перед пуском нового тепловоза или вышедшего из ремонта выполняют следующие работы:
устанавливают тепловоз на смотровую канаву, тщательно осматривают двухмашинный агрегат, вспомогательные электрические машины, компрессор, дизельное помещение, высоковольтную камеру, кабину машиниста и тяговые электродвигатели;
опускают (или устанавливают) щетки на тяговые электродвигатели по маркировке, снимают транспортные крышки с вентиляционных люков (установ
134
ленные на период перегона локомотива) и выполняют другие работы.
Перечень работ, проведенных при подготовке тепловоза к эксплуатации, пришедшего с ремонтного завода, отмечают в паспорте тепловоза.
Необходимо убедиться, что уровень масла по масломерному щупу в компрессоре, гидромеханическом и переднем редукторах и в редукторе вентилятора нормальный. Включают топливоподкачивающий насос и проверяют плотность топливопровода, спускают воздух из топливных фильтров, тонкой очистки масла и конденсат из отстойников. Проверяют порядок последовательности включений поршеньков электропневматического механизма управления регулятором для тепловозов, у которых на дизеле установлены регуляторы частоты вращения 2Д100 с электропневматический механизмом.
29. Пуск дизель-генератора
Перед каждым пуском дизель-генератора выполняют операции по его подготовке. Если пуску предшествовала длительная остановка, то производят внешний осмотр дизель-генератора, проверяют наличие масла, топлива и воды в системах, отсутствие течи в трубопроводах, правильность установки вентилей и кранов, а также положение валоповоротного механизма. Непосредственно перед пуском проворачивают на два-три оборота по часовой стрелке рукоятки масляных пластинчатых фильтров.
Для пуска дизеля после его подготовки: включают рубильник аккумуляторной батареи; открывают ключом кнопочный выключатель, нажимают на кнопку «Топливный насос» и проверяют по манометру давление топлива; включают кнопку «Управление»; дают предупредительный сигнал о пуске дизеля; нажимают на кнопку «Пуск дизеля» и держат ее включенной до тех пор, пока происходит прокачка дизеля маслом, продолжительностью 90 с, после чего автоматически включаются пусковые контакторы и происходит проворачивание вала дизеля и пуск.
При работе тепловоза двумя секциями вначале следует произвести пуск
дизеля второй секции (с которой не ведется управление) в такой последовательности, как указано выше, но перед включением кнопки «Топливный насос» включают кнопку «Электроманометр и электротермометр». О том, что дизель второй секции работает, свидетельствует свечение зеленой сигнальной лампы на пульте управления ведущей секции, после того как будет отпущена кнопка «Пуск дизеля» второй секции; момент включения пусковых контакторов для первой секции Определяют по звуку, для второй секции — по загоранию зеленой сигнальной лампы.
При пуске необходимо следить за работой дизеля и его механизмов, прослушивая, нет ли посторонних шумов и стуков. При их обнаружении пуск следует немедленно прервать. Последующую попытку пуска предпринять только после того, как будет выяснена причина постороннего стука или шума.
После пуска при работе на нулевой позиции контроллера следует обратить внимание на равномерность вращения коленчатого вала. Неравномерность вращения проявляется в виде «завываний» и может быть определена по тахометру и колебанию штока регулятора частоты вращения. Одной из основных причин неравномерного вращения коленчатого вала (при исправном состоянии регулятора частоты вращения) является наличие воздуха в масляной системе регулятора.
При работе на холостом ходу необходимо проверить также давление масла в системе смазки дизеля и каплепа-дение через сальник водяного насоса, которое должно быть в пределах 40— 100 капель в минуту. По дифференциальному манометру проверяют разрежение в картере двигателя, которое должно быть по шкале прибора в пределах 10—60 мм.
Особенности работы дизеля на холостом ходу. Работа на холостом ходу для дизель-генератора 2Д100 разрешается продолжительностью не более 0,5 ч. Такое ограничение объясняется следующими обстоятельствами.
Конструктивной особенностью дизель-генератора 2Д100 является наличие в каждом цилиндре двух топливных насосов высокого давления. Вследствие этого при работе на холостом ходу цик-
135
ловая подача топлива каждого насоса в отдельности настолько мала, что их работа становится неустойчивой, значительно ухудшается распыливание топлива. Если при этом учесть, что на режимах холостого хода коэффициент избытка воздуха а = 6-4-8 и происходит снижение средней температуры цикла, то рабочий процесс дизеля на минимальной частоте вращения холостого хода при работе с 20 топливными насосами протекает неудовлетворительно. Из-за этого происходит неполное сгорание топлива, часть которого, попадая в картер двигателя, разжижает масло, т. е. снижает его вязкость и температуру вспышки, увеличивает склонность масла к осадкообразованию, приводит к отложениям нагара и лака на деталях дизеля, другая часть несгоревшего топлива выбрасывается с выпускными газами, загрязняя выпускной тракт.
Между тем по условиям эксплуатации тепловозов ТЭЗ (и других типов) возникает необходимость в сравнительно продолжительной работе дизель-генератора на режимах холостого хода (особенно в зимнее время при самопро-греве). Для обеспечения более устойчивой работы топливной аппаратуры на минимальной частоте вращения дизель оборудован механизмами отключения одного ряда топливных насосов.
Устойчивая работа топливной аппаратуры при отключенных насосах достигается за счет увеличения цикловой подачи у работающих насосов. Кроме того, устойчивая работа на холостом ходу с минимальной частотой вращения зависит от равномерности подачи топлива насосами. Для этого топливные насосы при регулировке проверяют на производительность при малых цикловых подачах. После пуска дизеля, проверки его работы на холостом ходу и прогрева переходят на работу под нагрузкой.
При пуске тепловоза после стоянки свыше суток необходимо провести проверку, предусмотренную перед пуском двигателя, и, кроме того:
1. Открыть индикаторные краны на всех цилиндрах. Провернуть коленчатый вал дизеля на несколько оборотов с помощью генератора и убедиться, что все его части движутся свободно и ско-136
пившееся масло вытекло из цилиндров, после чего закрыть индикаторные краны. Невыполнение этого требования может привести к гидравлическому удару или взрыву в момент пуска дизеля из-за скопления масла в камере сгорания.
2. Включить топливоподкачивающий насос, проверить давление топлива по манометру и отвернуть спускную пробку на топливном фильтре тонкой очистки для удаления из него воздуха,
3. Проверить зацепление зубчатой рейки каждого топливного насоса с поводком и ее перемещение.
30. Уход за тепловозом в пути следования
Для надежной и эффективной эксплуатации тепловоза очень важна текущая информация о техническом состоянии его сборочных единиц и деталей. Не менее важным фактором обеспечения надежности является качество ухода за основными узлами и деталями тепловоза в процессе его эксплуатации. Особая роль в этом вопросе отводится локомотивным бригадам, являющимся источником первичной информации о техническом состоянии тепловоза. Вполне понятно, что их замечания как устные, так и письменные (в бортовом журнале) позволяют обнаружить неисправность в самом начале ее развития и поэтому должны обязательно приниматься во внимание при очередных и неплановых ремонтах.
Правильно и своевременно принятые членами локомотивной бригады меры по уходу и ликвидации обнаруженных ненормальностей в работе механизмов тепловоза позволяют предотвратить аварии и снижают эксплуатационные и ремонтные затраты.
Для того чтобы своевременно ликвидировать неисправность, необходимо знать характерные признаки ее внешнего проявления, а также причины, приводящие к ним. В приложении приведен перечень основных возможных неисправностей в работе тепловоза и его силовой установки и даны рекомендации по их устранению силами локомотивной бригады в пути следования.
Глава 8
ОСНОВЫ ОРГАНИЗАЦИИ ОБСЛУЖИВАНИЯ И РЕМОНТА ТЕПЛОВОЗОВ
31. Организация технического обслуживания
Устойчивой и надежной работы силовой установки, вспомогательного оборудования и экономичной работы тепловоза в целом можно достичь при условии правильного проведения плановых периодических ремонтов и технического обслуживания. Правилами и инструкциями предусмотрена постановка тепловоза в ремонт после достижения им определенной наработки, устанавливаемой в километрах пробега.
Правила технического обслуживания (ТО) и текущего ремонта (ТР) тепловоза ТЭЗ регламентируют общие вопросы организации и планирования ТО и ТР, объемы обязательных работ, способы ремонта, браковочные признаки, допускаемые предельные размеры, порядок и режимы испытаний деталей, сборочных единиц и тепловоза в целом.
Техническое обслуживание и текущий ремонт автосцепных устройств, тормозного оборудования, автоматической локомотивной сигнализации, колесных пар, подшипников качения, скоростемеров, радиостанции, измерительных приборов и другого оборудования общего назначения регламентируются соответствующими инструкциями и руководствами, утвержденными Министерством путей сообщения.
Технология выполнения технического обслуживания (ТО), а также ремонт деталей и сборочных единиц регламентируются технологическими процессами, технологическими инструкциями и другими документами, утвержденными МПС. Порядок и режимы эксплуатации, сезонного обслуживания тепловозов, смазки сборочных единиц устанавливаются Руководством по эксплуатации и обслуживанию тепловозов, согласованным с Главным управлением локомотивного хозяйства МПС. Данные по замерам, о замене или модернизации основных сборочных единиц должны быть записаны в техническом паспорте (формуляре) тепло
воза. Сведения о повреждениях и Отказах сборочных единиц должны быть записаны в журнале специальной формы.
Выполнение требований, изложенных в правилах, инструкциях и руководствах, обязательно для всех работников локомотивных депо, пунктов технического обслуживания, дорожных ремонтных мастерских, связанных с техническим обслуживанием и ремонтом тепловозов ТЭЗ. Этими требованиями руководствуются также при проектировании ремонтных баз и установлении трудоемкости ТО и ТР тепловозов.
Правильная организация ремонта локомотивов имеет большое значение для сбережения народнохозяйственных средств, так как расходы на ремонт занимают второе место после расхода на топливо из всех расходов, связанных с эксплуатацией локомотивов. Чем меньше простой в ремонте, тем меньшее число тепловозов будет находиться в инвентарном парке.
Простой в ремонте влияет не только на число приписных тепловозов, но и на степень использования площадей, основного оборудования депо и заводов. Чем больше простой тепловозов, тем больше стойл потребуется для ремонта одного и того же числа тепловозов. Снижение простоя тепловозов в ремонте создает условия для экономии основных фондов, а следовательно, экономии капитальных вложений. Для сокращения простоя тепловозов необходимо планировать заранее объем работ на тепловозах, количество потребных запасных частей в кладовых и другие вопросы.
Нормы межремонтных гарантийных пробегов тепловозов, поставляемых промышленностью, устанавливаются и изменяются Министерством путей сообщения совместно с заводом-изготовителем тепловозов, а для тепловозов, прошедших гарантийный пробег, — приказом министра путей сообщения.
Планово-предупредительная система ремонта. Система ремонта и технического обслуживания предусматривает
137
меры, предупреждающие появления неисправностей и выявления необходимости проведения ремонтов, что создает условия поддержания тепловозов в работоспособном и хорошем санитарно-гигиеническом состоянии и обеспечивает их бесперебойную работу. Эта система разработана для ремонта и обслуживания вышедшего из гарантийного срока тягового подвижного состава и утверждена приказом министра путей сообщения № 10Ц. 1981 г.
Нормы пробегов тепловозов между техническими осмотрами и ремонтами для дизелей, охлаждающих устройств, вспомогательных силовых механизмов и всех систем в соответствии с техническими условиями на их ремонт приведены в табл. 5. Объемы обязательных работ по ТО-1 для каждой серии тепловозов устанавливаются службами локомотивного хозяйства железных дорог, а объем обязательных работ, ремонта или восстановления деталей, некоторых сборочных единиц при ТО-2, ТО-3, текущих ремонтах ТР-1, ТР-2, ТР-3 устанавливаются Правилами текущего ремонта. Начальники служб локомотивных хозяйств имеют право изменять (увеличивать) объемы обязательных работ. Техническое обслуживание ТО-4 предназначено для обточки бандажей колесных пар без выкатки их из-под тепловозов для поддержания оптимальной величины проката.
Текущие ремонты ТР-1, ТР-2, ТР-3 предназначены для восстановления основных эксплуатационных характеристик и работоспособности тепловозов в соответствующих межремонтных периодах путем ревизии, ремонта или замены отдельных деталей, сборочных единиц, регулировки и испытания, а также частичной модернизации.
Последствия внезапно возникших отказов деталей, сборочных единиц устраняют на одном из плановых видов технического обслуживания или ремонта (если по пробегу или сроку требуется его производство) или на неплановом ремонте, организованном для этой цели бригадами слесарей под руководством мастера. Обязательное выполнение положений планово- предупредительной системы ТО и ТР является главнейшим условием, обеспечивающим содержание 138
тепловозов в технически исправном состоянии.
Технические обслуживания ТО-3, ТО-4 и текущие ремонты ТР-1, ТР-2 и ТР-3 тепловозов выполняют в депо приписки комплексными и специализированными бригадами или в других депо дороги. Размещение пунктов технического обслуживания, предназначенных для обслуживания приписанного к дороге парка тепловозов, устанавливается начальником железной дороги, а для локомотивов, обращающихся по нескольким дорогам, — Главным управлением локомотивного хозяйства МПС по согласованию с Главным управлением движения МПС.
На руководителей депо, технологов, мастеров, приемщиков и другой персонал, производящий ремонт тепловозов, возлагается ответственность за качественное выполнение работ. Начальники депо и их заместители обязаны систематически лично осматривать выпускаемые из ремонта тепловозы. После гарантийного пробега осмотры и ремонты выполняются по установленным нормам межремонтных пробегов.
Для негарантийных тепловозов, содержащихся в хорошем и отличном состояниях, продолжительность работы между техническим обслуживанием ТО-3 и текущими ремонтами ТР-1, ТР-2 и ТР-3 для каждого депо устанавливает начальник дороги в зависимости от показателей использования мощностей каждой серии тепловозов на основе методики и норм, утвержденных Главным управлением локомотивного хозяйства МПС. Структура, состав, система управления локомотивными депо и другими подразделениями локомотивного хозяйства, организация производственных процессов технического обслуживания и текущего ремонта определяются соответствующими положениями и инструкциями МПС, а также указаниями начальников железных дорог.
Общий контроль за организацией ремонтного производства возлагается на заместителя начальника дороги, ведающего локомотивным хозяйством, начальника службы локомотивного хозяйства, начальника отделения дороги.
Таблица 5
Виды технического обслуживания и ремонта Норма пробега, км, или время работы Кто выполняет работы
ТО-1 Ежесуточно Локомотивные бригады
ТО-2 24—48 ч Пункты технического обслуживания
ТО-3 7500 км или 18 сут То же
ТО-4 Для обточки колесных пар без выкатки из-под тепловоза Депо
ТР-1 30 тыс. км или 2,5 месяца
ТР-2 120 тыс. км или 10 месяцев »
ТР-3 210 тыс. км или 18 месяцев
КР-1 720 тыс. км или 5 лет Ремонтный завод
КР-2 1440 тыс. км или 10 лет То же
Планирование технического обслуживания и текущего ремонта. Планы текущего ремонта ТР-3 для железных дорог утверждаются Министерством путей сообщения. Планы текущих ремонтов ТР-1, ТР-2, ТР-3 и технического обслуживания ТО-3 для отделений дороги по каждому локомотивному депо утверждаются начальником железной дороги. Планы-графики технического обслуживания ТО-3 и ТО-4 утверждаются начальником отделений.
Начальники железных дорог устанавливают для каждого локомотива межремонтные пробеги локомотивов, нормы деповского процента неисправных, продолжительность технического обслуживания и ремонта тепловозов в зависимости от серии, технического состояния и времени их эксплуатации от постройки, а также от оснащенности ремонтных цехов.
Межремонтные периоды (пробеги) технического обслуживания и текущего ремонта для новых тепловозов (прибывших с заводов промышленности), как отмечалось выше, на период гарантии регламентируются техническими условиями на их поставку, согласованными с Главным управлением локомотивного хозяйства. Снятые с них детали и сборочные единицы, как правило, устанавливают на свои места до выработки их ресурса. Начальникам отделений дорог для равномерной загрузки ремонтных цехов предоставляется право изменения межремонтных пробегов до Ю% установленных норм.
В интервале ремонтного цикла от капитального ремонта до первого теку
щего ремонта ТР-3 постановку на текущие ремонты ТР-1 и ТР-2 планировать по максимально допустимым межремонтным периодам, а в интервале от последнего текущего ремонта ТО-3 до капитального ремонта — по минимально допустимым межремонтным периодам. В интервале между всеми видами текущего ремонта планировать постановку тепловозов на первое и последнее техническое обслуживание ТО-3 по минимально допустимым межремонтным пробегам.
32. Объем и характеристика работ при техническом обслуживании и ремонте
Постановка тепловоза на техническое обслуживание и- текущий ремонт. Работы, выполняемые при технических обслуживаниях и текущих ремонтах, определяются правилами по техническим обслуживаниям ТО-1, ТО-2, ТО-3 и текущим ремонтам ТР-1, ТР-2 и ТР-3.
Тепловоз, поступающий на техническое обслуживание или текущий ремонт любого вида, готовит и ставит на ремонтное стойло локомотивная бригада. Перед постановкой тепловоза на ремонт необходимо выполнить следующие работы:
кузов и экипажную часть обмыть (при наличии обмывочной установки) или очистить. Электрические машины и аппараты, а в летнее время и секции радиатора продуть сжатым сухим воздухом давлением 0,2—0,3 МПа (2 — 3 кгс/см2);
139
температуру воды и масла в системах охлаждения снизить до 40—50 °C (перед постановкой на ТО-3);
тепловоз полностью экипировать, измерить статический напор воздуха для охлаждения тяговых электрических машин (на ТО-3 и TP-I);
слить воду и масло из системы охлаждения и смазки, продуть водяную систему (на ТР-2, ТР-3);
слить топливо из баков, баки подготовить для промывки, освободить от песка бункера песочниц (на ТР-3);
сдать для ремонта и хранения весь инструмент, инвентарь, находящийся на тепловозе, дежурному инструментального отделения депо (на ТР-1, ТР-2 и ТР-3);
рубильник аккумуляторной батареи отключить, принять меры, предотвращающие случайный пуск дизеля.
Использование аккумуляторных батарей для проворота коленчатого вала дизеля, освещения и других целей в период ремонта или ТО запрещается. Проверяется статический напор воздуха, подводимого на охлаждение тяговых электродвигателей, давление масла в системе компрессора, действие тормозов и песочниц и др.
Демонтаж (съем) или замена частей оборудования на тепловозах, отправляемых для ремонта в другие депо, запрещается.
На каждый тепловоз должен быть заведен технический паспорт, состоящий из общей части и вкладышей на основные взаимозаменяемые сборочные единицы и агрегаты. Составляется дополнительный перечень работ сверх объема, устанавливаемого Правилами технического обслуживания, и по плану модернизации.
Окончательный объем работ по каждому тепловозу определяется с учетом перечня дополнительных работ, составленного мастером, осмотревшим тепловоз, замечаний прибывшей локомотивной бригады, записей в журнале технического состояния тепловоза и утверждается руководством депо. Этот перечень должен быть доставлен в пункт ремонта не позже 15-го числа того месяца, который предшествует ремонту. Одновременно посылают карты микрометража основных деталей, содержащие дан
ные о пробегах тепловоза и износах деталей.
Тепловоз должен прибывать с укомплектованным исправным инструментом и инвентарем для возможности следования в пункт ремонта и обратно в депо приписки. Инструмент и вспомогательный инвентарь (посуда, сигнальные и противопожарные средства), принадлежащие данному тепловозу, пополняют в депо приписки или в пунктах ремонта за счет депо приписки.
Перед постановкой тепловоза на все виды текущего ремонта электрические машины и аппараты продувают сжатым воздухом давлением 0,2—0,3 МПа (2— 3 кгс/см2) от сети депо или тепловоза через специальный влагоотделительный фильтр.
Выпуск тепловоза после технического обслуживания и текущего ремонта. При выпуске тепловозов из текущего и непланового ремонтов проводятся реостатные испытания. Реостатные испытания проводятся при выпуске тепловоза из текущего ремонта ТР-1, а также в случае записей машинистов в журнале технического состояния тепловоза о ненормальной работе дизель-генератора или электрической схемы (недостаточная мощность, дымный выпуск и др.) или систематического перерасхода топлива, замены двух и более поршней, замены цилиндровой втулки, смены верхнего коленчатого вала или кулачкового вала и др. Замена или перестановка возбудителя, тягового генератора, реле перехода и др. также требует реостатных испытаний.
Цель реостатных испытаний — проверка тепловых параметров и мощности дизель-генераторной установки, регулирование электрооборудования, приработка замененных деталей и сборочных единиц.
Реостатные испытания должны проводиться иа стенде (установке), обеспечивающем реализацию и измерение необходимых параметров для проверки регулировки дизель-генератора и электрической схемы тепловоза. Реостат стенда оборудуется измерительной аппаратурой (табл. 6). Реостатные испытания и их результаты фиксируются при выпуске из планового ремонта—в журнале реостатных испытаний; при
140
Таблица 6
Измеряемая величина Прибор Предел измерения Класс точности
Ток тягового генератора Амперметр постоянного тока 0—5000 А 0,5
Напряжение тягового генератора Вольтметр постоянного тока 0—1000 В 0,5
Ток возбуждения тягового генератора Амперметр постоянного тока 0—150 А 0,5
Напряжение вспомогательного генератора Вольтметр постоянного тока 0—150 В 0,5
Ток дифференциальной обмотки возбуди- Амперметр постоянного тока 0—150 А 1,0
теля
Напряжение возбудителя Вольтметр постоянного тока 0—150 В 1,0
Ток независимой обмотки возбуждения Амперметр постоянного тока 0—90 А 1,5
возбудителя
Ток шунтового возбуждения возбудителя То же 0—10 А 1,5
Ток регулировочной обмотки возбудителя 0—15 А 1,5
Напряжение тахогенераторов:
Т2 Вольтметр постоянного тока 0—30 В 1,5
Т1 0—100 В 1,0
Ток в токовых катушках реле перехода Два амперметра постоянного тока 0—5 А 0,5
Частота вращения вала дизеля Тахометр 0—1000 об/мин 0,5
Давление охлаждающего тяговые электро- U-образный водяной мано- 0—250 Па —
двигатели воздуха метр (0—250 mn вод ст.)
Температура отработавших газов Термопара-комплект 273—873 К (0—600’С) —
Давление наддувочного воздуха U-образный ртутный манометр 0—1200 мм рт. ст. —
Максимальное давление сгорания газов Максиметр (модель 711) 16 МПа (0—160 кгс/см) Не менее 2%
Падение напряжения на добавочных полю- Вольтметр постоянного тока 0—7,5 В 0,5
сах тягового генератора
Изменение разрежения на всасывании U-образный водяной мано- 100 Па —
воздуходувки метр (0—100 мм вод. ст.)
выпуске из непланового ремонта—отметкой в журнале технического состояния тепловоза.
Приборы на пульте реостатной установки должны ежемесячно проверяться по контрольным приборам. Все применяемые приборы (в том числе и контрольные) должны быть снабжены паспортами с указанием даты последней государственной проверки. Пульт реостатных испытаний на стенде реостатной установки для тепловоза ТЭЗ должен быть укомплектован измерительными приборами.
Перед подсоединением тепловоза к реостату необходимо проверить сопротивление изоляции электрических цепей тепловоза и реостатной установки.
Реостатные испытания и регулировку всех узлов и агрегатов тепловоза ТЭЗ должен производить мастер реостатных испытаний. Руководство по организации и проведению реостатных
испытаний и устранению замеченных неисправностей возлагается на мастера комплексной бригады, ремонтировавшей тепловоз. При проведении и завершении испытаний на тепловозе должен присутствовать приемщик локомотива.
Тепловозы, прошедшие ремонт ТР-3, подвергаются путевым испытаниям, как правило, с поездом на расстояние одного-двух перегонов, но не менее 40 км. Такие испытания проходят с участием приемщика локомотивов, одного из руководителей депо, а также с периодическим участием мастера, руководящего ремонтом тепловоза. До окончания всех ремонтных работ запрещается производить путевые испытания тепловозов.
При налаженном ремонте и высоком качестве его исполнения путевые испытания после ТР-3 разрешается производить выборочно. Такое разрешение может дать начальник службы локомо-
141
тивного хозяйства и только для тепловозов, приписанных к своей дороге. Ответственность за устранение неисправностей, замеченных в процессе реостатных и путевых испытаний, возлагается на руководителя цеха, производившего испытания.
Готовность тепловоза к эксплуатации после производства ТО-2 и ТО-3 удостоверяет мастер записью в книге установленной формы, а после ремонтов ТР-1 и ТР-2 требуется подтверждение приемщика локомотива. Готовность после ремонта ТР-3 оформляется актом установленной формы, подписанным руководителем депо или его заместителем и обязательно приемщиком локомотивов.
При выпуске тепловозов из ТО-3, ТР-1, ТР-2 и ТР-3 дежурный инструментального отделения проверяет комплектность инструмента и инвентаря, в том числе и противопожарного, в соответствии с описью и сдает его принима
ющей бригаде. Ответственность за качество всех видов ремонтов тепловозов возлагается на руководителей ремонтных бригад.
Гарантии и ответственность за неудовлетворительное качество ремонта тепловозов, произведенного в другом депо, несет руководство депо, ремонтировавшее тепловоз. Все неисправности (дефекты и повреждения), явившиеся результатом неудовлетворительного качества ремонта и обнаруженные на тепловозе в течение пробега до первого текущего ремонта ТР-1, но не более трех месяцев со дня выхода тепловоза из ремонта, должны быть устранены средствами депо приписки тепловоза после составления акта-рекламации с отнесением расходов за счет депо, ремонтировавшего тепловоз. Разногласия о виновности сторон рассматриваются начальником службы локомотивного хозяйства.
Глава 9
ОСНОВНЫЕ ПОЛОЖЕНИЯ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ ПО РЕМОНТУ
33. Сборочные единицы и детали
Разборка и очистка сборочных единиц и деталей. К разборке и очистке сборочных единиц и деталей приступают после разборки тепловоза в соответствии с картами технологических процессов, определяющих последовательность съема (демонтажа) сборочных единиц, прямо противоположную последовательности сборки. Инструменты и приспособления, используемые при разборке, должны обеспечивать сохранность деталей и сборочных единиц при их демонтаже (съеме). Складывать детали и сборочные единицы можно в местах (на стеллажах, подставках, специальных стойках и других установочных приспособлениях), защищающих их от повреждений (особенно такие легкоповреждаемые детали, как, например, электрическая изоляция и др.).
Разборка любой единицы должна вестись в соответствии с технологической картой, при этом проверяют 142
наличие маркировок, клеймений, различного рода меток, соответствующих чертежу. Если метки перепутаны, а маркировки отсутствуют, то их следует восстановить или, если требуется нанести собственные метки краской. Замеряют зазоры, осевые разбеги, определяют характер износов и их величину для трущихся деталей, а также производят измерение геометрических форм (округлость, овальность и другие искажения). Проверяют сочленение детали — нет ли ослаблений посадки и др. Разъединять соединенные детали допустимо лишь в случае необходимости замены или их ремонта. Спаренные детали, которые при сборке требуют взаимной пригонки или обработки с одной установки, не распаривать, если они не подлежат замене, как, например, вкладыши подшипников, звенья распределительных валов, части корпусов редукторов, крышки и стержни шатунов и др.
Регулировочные прокладки и фиксирующие штифты метят для обеспече
ния установки деталей на прежние места и сохранения центровок. Проверяют визуально отсутствие трещин, особенно у корпусных деталей, люков, уплотнения носка коленчатого вала и др.
Длительная эксплуатация при больших межремонтных периодах, особенно в условиях повышенной дымности выпуска и возможных повышенных утечках масла и топлива через различного рода неплотности во внешних системах, приводит к загрязнению внешних поверхностей тепловоза, машин и дизель-генератора, к нагароотло-жениям в выпускной системе дизеля, отложениям на внутренних поверхностях картера и блока, коррозии. Такое состояние деталей и сборочных единиц требует ряда технологических приемов по их очистке. Все детали и отдельные сборочные единицы должны быть очищены от упомянутых загрязнений, помыты, обезжирены и подвергнуты дефектации и микрометражу.
Исправление (ремонт) деталей и доведение их состояния до требований чертежей должны выполняться в соответствии с инструкциями и правилами, утвержденными МПС, на основании которых разрабатываются конкретные технологические процессы на выполнение работ по ремонту. Технологические процессы ремонта тепловоза, его сборочных единиц и деталей должны соответствовать требованиям чертежно-технической документации на ремонтируемую деталь или сборочную единицу.
Крупногабаритное литье из черного и цветного металла, сварные конструкции в зависимости от степени и характера загрязнения очищают по утвержденному технологическому процессу с применением соответствующих ванн, растворов, моечных машин. Такими процессами являются пневмо- или гид-роабразивный способ; выварка в моющем растворе, в расплаве солей, в моечных машинах и камерах, струйным способом или принудительной циркуляцией раствора.
Допускаются и другие технологические приемы, как, например, механическая очистка специальными инструментами или мойка керосином с последующей обтиркой ветошью. В качестве твердых абразивов рекомендуется при
менять кварцевый песок, гранулы различных пластмасс, фарфоровую и косточковую (от абрикосов и др.) крошку. Поверхности, образованные шлифовкой, притиркой или полировкой с высокой точностью, должны быть смазаны маслом (во избежание коррозии).
Сборочные единицы или детали, имеющие электрическую изоляцию, очищают в зависимости от степени .загрязненности, обдуванием воздухом, струйным (душевым) способом, парами растворителя или легкими абразивами. Допускается отдельные части очищать протиранием салфетками или тампонами, смоченными в бензине или спирте.
Размеры частиц при абразивной обработке поверхностей и давление воздуха для распыливания частиц подбирают опытным путем, чтобы предотвратить порчу изоляции. В качестве мягких абразивов рекомендуется применять мелкую косточковую крошку, окись алюминия и т. п.
Качество очистки определяется: открытых поверхностей деталей — визуальным осмотром или оптико-визуальным методом, а качество обезжиривания — по смачиваемости поверхности водой; закрытых полостей — оптико-визуальным методом, по времени протекания жидкости (заменяемого объема) до и после очистки.
Дефектация деталей и сборочных единиц. Для определения годности деталей или сборочных единиц к дальнейшей эксплуатации в соответствии с допускаемыми нормами износа проводят дефектацию, которая устанавливает возможность восстановления поврежденных деталей или необходимость их выработки.
Детали очищают, осматривают для обнаружения трещин и в зависимости от их габаритных размеров, материала, мест расположения повреждения или дефекта проверяют одним из методов неразрушающего контроля.
Проверка герметичности соединений или полостей, выявление трещин и пор в сварных и литых деталях производится методом опрессовки жидкостью при давлении не ниже рабочего давления, продолжительностью опрессовки 3—5 мин. Перед опрессовкой полости для циркуляции рабочей жидкости
143
очищают от накипи, маслянистых отложений и других загрязнений. Если проверяемый объект, подлежащий ремонту, не имеет полости для циркуляции рабочей жидкости, давление опрессовки не должно превышать 0,1 МПа.
При оптико-визуальном контроле с применением в необходимых случаях луп, эндоскопов, перископов, перископических дефектоскопов особое внимание обращают на поверхности, расположенные в зонах высоких тепловых и механических нагрузок, а также в зонах концентрации напряжений.
Цветной и люминесцентный метод применяется для выявления поверхностных трещин у демонтированных деталей и деталей, находящихся в сборочных единицах, изготовленных из магнитных и немагнитных материалов.
Магнитно-порошковый метод применяется для контроля состояния стальных и чугунных деталей для выявления усталостных и закалочных трещин, волосовин, включений и других пороков металла, выходящих на поверхность. После магнитной дефектоскопии детали подшипников качения, скольжения и любых других трущихся пар подвергаются размагничиванию.
Для отыскания пороков магнитных и диамагнитных металлов (раковин, трещин, пор и т. д.), выходящих на поверхность или находящихся у поверхностного слоя у демонтированных или собранных в узел деталей, следует применять электромагнитный метод с использованием токовихревых дефектоскопов БД-1ГА, ВДЦ-2М и др.
Метод отраженного излучения (ультразвуковая дефектоскопия) применяется для отыскания глубинных пороков металлов (волосовины, трещины, усадочные раковины, пористость, шлаковые включения и непровары сварных швов), не выходящих на поверхность у отдельных демонтированных деталей или деталей, находящихся в собранном виде, независимо от материалов, из которых они изготовлены, а также для выявления мест пробоя газов в водяную систему охлаждения дизеля.
Износы деталей должны определяться путем микр'ометража в соответствии с требованиями карт микрометража 144
или, как говорилось выше, по истечению жидкости или газа. Измерительные средства (инструмент, приборы и др.), применяемые для измерения, должны содержаться в исправном состоянии и проверяться в установленные сроки.
Уменьшение площадей сечений от действия коррозии и зачистки дефектного места деталей, изготовленных из проката и поковок и не работающих на трение и не нормированных какими-либо предписаниями, допускается не более чем на 15% чертежных размеров.
34. Типовые соединения
Типовыми соединениями деталей называют резьбовые, шпоночные, конусные, шлицевые, фланцевые и др. Ремонт деталей выполняют по технологии, разработанной с учетом требований чертежно-технической документации на ремонтируемую сборочную единицу или деталь с учетом инструкций и правил МПС на ремонт подвижного состава. Все детали и сборочные единицы поступают на ремонт после очистки от грязи, мойки, обезжиривания, дефектации, микрометража и приемки с оценкой — пригодности для ремонта в условиях депо.
Изношенные сопрягаемые поверхности типовых соединений исправляют наплавкой, сваркой, гальваническим покрытием или термообработкой.
Резьбовые соединения. При креплении деталей тепловоза запрещается оставлять без ремонта или устанавливать вновь болты и гайки, имеющие разработанную или поврежденную резьбу или забоины по граням головки, а также ставить болты, не соответствующие размерам отверстий в соединяемых деталях. Отверстия под болты при относи? тельном смещении их в соединяемых деталях, не допускающем прохождения болтов соответствующих размеров, исправляют рассверловкой, развертыванием или наплавкой (отверстия после наплавки обрабатывают под чертежный размер). Раздача отверстий оправкой не допускается. Запрещается применять шпильки и болты, имеющие разработанную, сорванную или забитую резьбу, забитые грани головок болтов. Резьбу
болтов и гаек ответственных соединений проверяют резьбовыми калибрами.
Резьбовые отверстия рекомендуется восстанавливать проточкой, расточкой и нарезанием резьбы под ближайший стандартный размер (под меньший размер — у болтов, шпилек, концов валов, под больший размер — у резьбовых отверстий) . Проточка болтов, шпилек и др. должна согласовываться с допустимым понижением прочности.
Можно также восстанавливать резьбовые отверстия наплавкой с последующей нарезкой под чертежный размер (кроме случаев, оговоренных Правилами технического обслуживания и ремонта); постановкой ввертыша в резьбовое отверстие с учетом обеспечения необходимой прочности; нарезкой новых резьбовых отверстий (рядом со старыми) и заделкой старых отверстий резьбовыми пробками или заваркой с последующей зачисткой.
При сборке резьбовых соединений необходимо соблюдать целый ряд условий. Прежде всего, не следует ввертывать болты увеличенной длины и ввертывать болты нормальной длины в резьбовые отверстия уменьшенной глубины. Шпильки или ввертыши плотной посадки можно ставить на цинковых белилах или густотертом сурике. Ось резьбовых отверстий должна быть перпендикулярна опорной поверхности, а торец гайки перпендикулярен оси резьбы. Допускается неперпендикулярность не более 0,2 мм.
Гайки и болты затягивают в последовательности с усилием, установленным чертежом, инструкцией или другим документом; болты или шпильки должны выступать над гайкой не менее одной нитки и не более указанной в чертеже; шурупы, крепящие деревянные детали, ввертывают до отказа; забивать шурупы запрещается. Каждое резьбовое отверстие должно иметь чистую зенковку под углом 120° наружного диаметра резьбы.
При установке ступенчатой шпильки утолщенная часть ее должна утопать относительно поверхности детали не менее 1,0 мм; отверстия под шплинт у шпильки или болта устанавливать, располагая его в удобном для постановки шплинта положении; негодные
шплинты, фасонные и пластинчатые шайбы, пружины и другие стопорящие элементы заменяют новыми.
Механическую обработку деталей, исправленных зачаркой, производить с соблюдением требований чертежей.
Шпоночные соединения. Детали, имеющие износ и смятие шпоночных пазов, ослабление посадки шпонки или деформацию шпонки, минимальные перемещения или сдвиги сочленяемых деталей, необходимо восстановить.
Пазы спариваемых деталей восстанавливают механической обработкой до ближайшего ремонтного размера. После обработки паза на одной детали до ремонтного размера поставить ступенчатую шпоику. При этом допускается увеличить пазы по ширине против чертежного размера: при ширине паза до 10 мм—на 0,5 мм; более 10 мм—на 1,0 мм.
Электродуговой наплавкой пазов с последующей механической обработкой и постановкой шпонки по чертежу можно ремонтировать все соединения, кроме случаев, особо оговоренных. Если размер паза нельзя восстановить, прорезают новый паз у охватывающей детали, ставят ступенчатую шпонку или шпонку чертежного размера. Наконец, можно заменить часть деталей или шпоночную часть конца вала. Материал новых деталей должен быть той же марки, что и у ремонтируемой детали.
Шлицевые соединения. Перед разборкой шлицевого соединения, чтобы сохранить взаимную ориентировку шлицев в рабочем положении, необходимо при разборке наносить метку на шлицы. В зависимости от прочности отдельные части допускается восстанавливать заменой частей соединения—шлицевого конца вала новым, постановкой ремонтной внутрь охватывающей детали (шлицевой муфты), наращиванием изношенной поверхности шлицев электроискровым способом или хромированием. Мелкие забоины на шлицах должны быть зачищены. Новые детали изготовляют из металла той же марки, что и ремонтируемые.
Шлицевые соединения должны собираться при соблюдении следующих требований: допуски на посадку сопрягаемых деталей в пределах установленных
145
норм, распаровка годных деталей шлицевой пары не допускается. Детали пары, ранее работавшие вместе, спаривать по меткам, сделанным (нанесенным) перед их разборкой. В случае сборки соединений из годных раскомплектованных деталей, бывших в эксплуатации, боковой зазор между шлицами не должен превышать максимально допустимого зазора для соединения из новых деталей более чем на 30% (зазоры контролировать индикатором).
Радиальное биение или биение торцовой поверхности фланца охватывающей детали (вилка кардана, муфты и т. п.) после ее установки на конце вала допускается при диаметре окружности фланца до 200 мм — 0,05 мм; от 200 до 300 мм—0,10 мм; от 300 до 500 мм — 0,15 мм. Перед соединением деталей их шлицы следует смазать.
Неподвижное конусное соединение. Детали таких соединений при выходе их строя имеют смятия, наклепы и зазоры по коническим поверхностям. В зависимости от их конструкции и прочности они подлежат восстановлению разверткой, шлифовкой или проточкой конусных поверхностей, наплавкой с последующей механической обработкой конусных поверхностей до чертежного размера, заменой части деталей — постановкой втулки в отверстие охватывающей детали или заменой конусной части вала, осталиванием поврежденных поверхностей.
Наплавку конусных поверхностей деталей, работающих со знакопеременной нагрузкой, допускается производить только автоматической сваркой под флюсом. При любых способах обработки конусных поверхностей деталей должно быть обеспечено минимальное радиальное биение поверхности рабочей части конуса относительно направляющей поверхности вала или отверстия охватывающей детали, совпадение вершины рабочей части конуса с осью вала или отверстия охватывающей детали.
При сборке конусных соединений необходимо следить, чтобы сопрягающие поверхности были притерты между собой. Притирку деталей производить при вертикальном положении вала (охватываемой детали). Прилегание притертых 146
поверхностей деталей контролируют по краске. Отпечаток краски должен быть равномерным и составлять не менее 60% площади. Ступень более 0,02 мм, образующаяся в основаниях конусных поверхностей от повторных притирок деталей, удаляют шлифованием; осевой натяг в соединениях устанавливают в пределах, указанных на чертеже. При сборке соединения допускается предварительный нагрев охватывающей детали, охлаждение вала или напрессовка прессом.
Подвижное конусное соединение. Примером подвижного конусного соединения могут служить различного рода клапаны с притертостью пояска 0,5 мм и более (нагнетательные клапаны топливных насосов, пробковые краны и др.). Такие клапаны могут иметь раковины, износ, наклеп и другие повреждения уплотняющего конуса. При небольших повреждениях запорной части конуса и других поверхностей дефект устраняют взаимной притиркой клапана и гнезда посадки; при значительных повреждениях — зенковкой вручную или станочной обработкой (шлифование, проточка) рабочих частей конусов с применением притирочных паст или шлиф-порошков, смешанных с маслом. Повреждения и износ деталей пробковых конусных кранов исправляют наплавкой рабочей части поверхности конуса одной детали, станочной обработкой и последующей взаимной притиркой деталей. Притирочный поясок (контактная ленточка) на рабочей части конуса каждой детали должен быть непрерывным по окружности, шириной не менее 1 мм. Допускается оставлять на конусной поверхности части деталей круговые риски и поперечные неглубокие раковины, расположенные вне притирочного пояска.
Детали подвижных конусов соединения с шириной притирочного пояска запорного конуса менее 0,5 мм (типа запорного конуса распылителя форсунки дизеля) со значительным наклепом или износом конусной поверхности восстанавливают обработкой конусных поверхностей деталей на прецизионных станках с обязательным доведением углов запорных конусов до чертежных
размеров с последующей притиркой. Качество притирки запорных конусов предварительно может быть проверено по карандашным рискам, а окончательно—наливом керосина, опрессовкой жидкостью или воздухом. При проверке или опрессовке не допускается течь или «потение», а при проверке воздухом — шипение или образование пузырьков.
Неподвижные соединения. Ослабшую неподвижную посадку детали восстанавливают приданием посадочной поверхности одной из деталей цилиндрической формы (если это необходимо) наращиванием посадочной поверхности другой детали, наращиванием посадочных поверхностей обеих деталей и доведением их размеров до чертежных.
Наращивание посадочных поверхностей рекомедуется производить одним из следующих способов:
при толщине наращиваемого слоя до 0,2 мм: плазменным напылением, хромированием, осталиванием, меднением, электроискровым способом и нанесением клеевых композиций (составов) при толщине не более 0,15 мм;
при толщине наращиваемого слоя до 0,3 мм: цинкованием, плазменным напылением (металлизацией), осталиванием, раздачей, осадкой, обжатием, наплавкой;
при толщине наращиваемого слоя более 0,3 мм: осталиванием, электро-дуговой наплавкой, газовой или плазменной наплавкой и постановкой ремонтной втулки (на вал или в отверстие) со стенками толщиной не менее 2 мм.
Наплавка валов, шатунов и других деталей, работающих со знакопеременной нагрузкой, запрещается, кроме случаев, оговоренных особо. При выборе способа ремонта должны учитываться особенности конструкции, прочность деталей и степень ослабления посадки.
Способы восстановления деталей.
Сварка (наплавка), пайка. Подготовку к сварочно-наплавочным работам, пайку и приемку деталей после наплавки, сварки и пайки выполняют в соответствии с Правилами деповского ремонта и Инструкцией МПС по сварочно-наплавочным работам при ремонте тягового подвижного состава. В депо раз
рабатывают конкретные технологические процессы на выполнение сварочных работ. Сварочные и наплавочные работы выполняют сварщики, выдержавшие испытания (см. Правила по аттестации сварщиков) и имеющие тарифный разряд, соответствующий выполняемой работе. Контроль за качеством сварочных работ осуществляет мастер ремонтной бригады.
В местах, имеющих неогнестойкую термо- и электроизоляцию или деревянные части, при сварочных работах их необходимо разобрать и удалить из мест соприкосновения с нагреваемым металлом. Чисто обработанные поверхности деталей, электрические и неогнестойкие части тепловоза, расположенные вблизи мест сварки (при ее выполнении), закрывают асбестовым листом или другим огнестойким материалом во избежание попадания на них брызг расплавленного металла или касания электродом. При электродуговой сварке обратный провод присоединяют по возможности ближе к месту сварки. Не допускается воздействие сварочного тока на дизельные, буксовые, якорные и другие подшипники качения.
При сварочных работах по заварке трещин, вварке вставок и приварке накладок на рамах тележек, раме кузова, центрах колесных пар, блоков дизеля, остовах электрических машин, воздушных резервуарах детали после подготовки к сварке осматривает мастер и после сварки в законченном виде принимает приемщик локомотивов. Выполнение этих работ регистрируют в техническом паспорте тепловоза.
Восстановление деталей. В депо, имеющих соответствующее оборудование и оснастку, детали восстанавливают путем хромирования, кадмирования, лужения, осталивания, меднения, цинкования, оксидирования, никелирования, цементации деталей тепловозов с соблюдением технических требований действующих инструкций, утвержденных МПС, а при необходимости восстановления физико-механических свойств металла по упругости, твердости, структуре и для снятия напряжений применяют термообработку.
Термическая обработка производится при изготовлении новых и ремонте
147
бывших в употреблении деталей (если это предусмотрено чертежом). Режимы термической обработки устанавливают в зависимости от материала детали и требований чертежа по его структуре, твердости, упругости и прочности. Правильное применение термообработки позволяет существенно повысить надежность, износостойкость и ресурс деталей.
Перед сборкой неподвижных соединений сопрягаемые поверхности деталей осматривают и измеряют. Заусенцы на сопрягаемых поверхностях не допускаются. Натяг в соединениях должен быть в допустимых пределах. Для увеличения надежности соединения рекомендуется на одну из сопрягаемых поверхностей нанести слой клея (эластомера) ГЭН-150В толщиной 0,001 — 0,004 мм с последующей термообработкой клея. Для уменьшения трения при напрессовке поверхности деталей следует смазать тонким слоем масла, обеспечив плавный заход (фаску). Сборку соединения выполняют с предварительным нагревом охватывающей детали, охлаждением охватываемой детали или при помощи пресса. В последнем случае применять приспособления, обеспечивающие действие усилия запрессовки, строго по оси запрессовываемой детали. Вести сборку соединения ударами непосредственно по детали без применения оправок запрещается. Деталь запрессовывают до положения, указанного на чертеже.
35. Сборочные единицы с подшипниками скольжения и качения
Сборочная единица с неразъемным подшипником скольжения (например, соединение поршня с шатуном при помощи пальца, шарнирные соединения рессорного подвешивания тележек, подшипники маслопрокачивающего насоса и т. п.). Такие узлы с предельным износом деталей (когда зазор между деталями трущейся пары превышает максимально допустимый чертежный зазор на 25% и более, кроме случаев, оговоренных особо) в зависимости от конструкции и прочности материала 148
деталей, а также экономической целесообразности ремонта допускается восстанавливать одним из следующих способов: обработкой одной из деталей, чаще всего шейки вала (пальца, оси, цапфы, валика), под ремонтный размер с одновременным уменьшением диаметра отверстия втулки подшипника; заменой одной из деталей новой и восстановлением нормальной формы (устранением овальности более 0,05 мм) трущихся частей незаменяе-мой детали; наращиванием др нормальных размеров и форм деталей.
При сборке сборочных единиц с неразъемными подшипниками скольжения обеспечить:
установленную посадку втулки в подшипниковом гнезде. При этом отверстия втулки, служащие для подвода смазки в подшипник, совместить с соответствующими отверстиями в гнезде. Втулку закрепить от проворота;
установленный зазор «на масло» в подшипнике и свободное относительное вращение (перемещение) трущихся деталей. Разность зазоров «на масло» у подшипников многоопорных валов не более 15%;
соосность подшипников (совпадение геометрических осей) и минимальную ступенчатость несущих (рабочих) поверхностей подшипников многоопорных валов (когда вал, валик или ось покоятся на двух или более опорах). Соосность и ступенчатость подшипников многоопорных валов определяют технологическим валом (или соответствующей технологической деталью), оптическими приборами или стрункой;
прилегание шеек многоопорных валов к несущим (рабочим) поверхностям подшипников. Неприлегание (провисание) отдельных шеек допускается не более 0,05 мм.
Сборочные единицы с подшипниками качения. Не допускаются к эксплуатации подшипники качения при следующих дефектах и повреждениях (кроме случаев, оговоренных особо):
отколов металла или трещин на поверхности качения (на кольцах, шариках или роликах);
цветов побежалости и следов заклинивания на поверхности качения деталей вследствие перегрева;
выбоин и отпечатков удара на беговых дорожках колец (или на поверхности цапф) от тугой посадки или ударной нагрузки;
выкрашивания или шелушения металла, мелких раковин, большого числа черных точек на поверхности качения деталей;
раковин коррозионного и некоррозионного характера;
глубоких рисок, забоин на поверхностях качения деталей;
повреждения сепараторов: надлом, трещины, срезы и ослабления заклепок, выработка гнезд до выпадания роликов;
зазора между стальными штампованными сепараторами и буртом внутреннего кольца шарикоподшипника с диаметром отверстия до 30 мм — менее 0,2 мм, с диаметром отверстия более 30 мм — менее 0,3 мм;
предельного износа и деформации деталей, т. е. когда осевой или радиальный зазоры, разность диаметров шариков или роликов и т. д. более допускаемых норм.
При наличии в одном подшипниковом гнезде или сборочной единице двух и более подшипников качения и в случае замены одного из них, как правило, заменяют и другие, т. е. производят комплексную замену подшипников, например, в крестовинах кардана, грузах регулятора частоты вращения и т. д.
Допускаются к дальнейшей эксплуатации подшипники качения, имеющие незначительные дефекты и повреждения: царапины и риски на посадочных поверхностях колец, появившиеся вследствие ослабления посадки; забоины, вмятины, следы коррозии на сепараторе, не препятствующие нормальному движению шариков и роликов; темные пятна коррозионного характера на поверхностях качения деталей, устраняемые зачисткой; матовая поверхность качения деталей как следствие ненормального износа; незначительная деформация и износ гнезд сепаратора сферического роликового подшипника, устраняемые обжатием сепаратора.
Мелкие вмятины, риски и незначительную коррозию на поверхностях качения и в местах посадки деталей подшипников устраняют зачисткой вруч
ную мелкой шлифовальной шкуркой. Устранение других повреждений и ремонт подшипников качения с заменой деталей для восстановления нормальных посадок проводят соответственно требованиям технических указаний, утвержденных ЦТ МПС.
Техническое обслуживание и ремонт сборочных единиц с подшипниками качения (букс колесных пар, ТЭД, тяговых генераторов и др.) проводят согласно действующей Инструкции по содержанию и ремонту сборочных единиц с подшипниками качения.
До монтажа у всех подшипников, бывших в эксплуатации, проверяют равномерность хода и зазоры между деталями. Степень допустимого шума и неравномерность хода определяют сравнением с эталонным подшипником данного типа, отобранным по согласованию с приемщиком депо. Годным для повторного использования считают подшипники, имеющие ровный, без заедания ход и незначительный шум, а также установленные зазоры и размеры.
При сборке необходимо соблюдать следующие основные требования:
устанавливать натяг в соединениях строго в соответствии с чертежом. При этом, если вращается вал, то внутреннее кольцо подшипника должно иметь неподвижную посадку, а наружное кольцо в гнезде — подвижную (кроме случаев, оговоренных особо). Если вращается гнездо (корпус), то наружное кольцо подшипника должно иметь неподвижную посадку, а внутреннее кольцо— подвижную (кроме случаев, оговоренных особо);
не превышать допустимое значение овальности или биения шеек валов в местах монтажа внутренних колец подшипников качения для новых аналогичных деталей более чем на 0,02 мм, кроме случаев, оговоренных особо;
поворачивают на 45 или на 90° наружные кольца перед монтажом в корпус относительно положения, которое они занимали ранее, до разборки сборочной единицы, чтобы нагружение беговых дорожек наружных колец не приходилось каждый раз на одну и ту же зону;
выполняют монтаж подшипника на вал с предварительным нагревом р мзе-! ц,
ле до 60—100 °C подшипника или внутреннего кольца, с охлаждением вала или при помощи пресса. В этом случае применяют приспособления (оправки) , обеспечивающие действие усилия запрессовки по оси кольца. Если подшипники монтируют одновременно на вал и в гнездо, оправка должна упираться одновременно в торцы обоих колец подшипников. Подшипники (или кольца) нагревают в масляной ванне, в электрических печах, индукционным способом. Время выдержки при температуре 60—100 °C выбирают в зависимости от размера подшипника. Запрещается нагревать подшипники (или кольца) открытым огнем, монтировать и демонтировать подшипник (кольцо) ударами, наносимыми непосредственно по подшипнику.
Подшипник после монтажа на вал должен упираться в его заплечик или деталь, указанную на чертеже сборочной единицы, при посадке в корпус — в бурт гнезда. В случае нагрева деталей индукционным нагревателем детали после запрессовки размагничивают. Качество сборки сборочной единицы с подшипниками качения контролируют по легкости вращения вала, наличию осевого разбега у вала с шарикоподшипником, радиального зазора между роликами и кольцами у роликовых подшипников. Эти величины должны быть в пределах установленных норм.
После сборки подшипников, работающих на пластичной (консистентной) смазке, их смазывают порядком, установленным Инструкцией по ремонту узлов с подшипниками качения. Разрешается щели между роликами и шариками заполнять смазкой до монтажа подшипника. Запрещается смешивать различные сорта смазок для смазки подшипников одной сборочной единицы.
Сборочная единица с цилиндрическими деталями, движущимися возвратно-поступательно (узлы типа: поршень—втулка,золотник—втулка, плунжер—гильза, игла—корпус распылителя и т. п.). Потерявшие работоспособность в результате износа детали и другие повреждения можно восстанавливать перекомплектовкой, путем хромирования или осталивания с соблюдением следующих требований:
150
незначительные дефекты (натиры, риски и т. п.) с отдельных участков трущихся поверхностей деталей удаляют слесарно-механической обработкой при помощи притиров, алмазных камней, паст, нанесенных на войлок, с последующей полировкой;
в случае замены одной из деталей новой или отремонтированной восстанавливают нормальную форму трущейся поверхности у незаменяемой детали слесарно-механической или станочной обработкой;
поверхности деталей с общей осью (когда охватывающая деталь имеет два и более отверстия с различными диаметрами, но с общей осью или когда две или более детали смонтированы на одном валике или оси) обрабатывают таким образом, чтобы несоосность трущихся деталей была минимальной;
детали прецизионных пар топливной аппаратуры после восстановления проходят стендовую обкатку в течение 1 ч в сборе с форсункой или топливным насосом;
зазоры между деталями у отремонтированных сборочных единиц должны быть, как у новых, все детали должны перемещаться и вращаться вокруг оси свободно, без заеданий.
36. Зубчатые передачи, сальниковые уплотнения и резинометаллические детали
Зубчатая передача. Зубчатые колеса передачи с трещиной у основания зуба, отколом хотя бы одного зуба, предельным износом зубьев зубчатых колес подлежат замене. Запрещается устранять износ и трещины зубьев зубчатых колес наплавкой или сваркой.
Разрешается оставлять без исправления зубчатые колеса, кроме случаев, оговоренных особо, если вмятины, мелкие раковины (в виде сыпи) и другие дефекты имеют глубину не более 0,2 мм, а отдельные — до 0,5 мм и их общая площадь не превышает 10% эвольвент-ной (рабочей) поверхности одного зуба; с отколом части зуба, если отколовшаяся часть находится от торца зуба на расстоянии, не превышающем 10% длины зуба. Острые кромки поврежден-
ного зуба должны быть закруглены. Износ зубьев цилиндрических колес измеряют штангензубомером.
При сборке зубчатой передачи соблюдают следующие основные условия:
линия касания зубьев колес, т. е. линия приложения окружного усилия, должна находиться на начальной окружности обоих колес;
плавный, без толчков и рывков, переход от одного зуба к другому, т. е. выход из зацепления одного зуба и начало зацепления следующего зуба;
осевое биение колеса, установленного на валу, при измерении индикатором по окружности впадин не должно превышать (кроме случаев, оговоренных особо) при диаметрах окружности впадин до 200 мм 0,10 мм; от 200 мм до 300 мм — 0,15 мм; от 300 мм до 500 мм — 0,20 мм; более 500 мм — 0,25 Мм;
боковой и радиальный зазоры между зубьями колес должны быть в установленных пределах, а прилегание (контакт) зубьев по их длине (по краске) — не менее 70% у цилиндрических шестерен и 40% у конических шестерен (со стороны узких концов зубьев);
боковой зазор между зубьями колес конической передачи регулируют смещением колес на валах или колес вместе с валами, у зубчатых колес цилиндрической передачи, как правило,— подбором колес, а в регулируемых конструкциях — изменением межцентрового расстояния с последующей фиксацией подвижной части согласно чертежу;
боковой зазор между зубьями колес в зависимости от конструкции передач измеряют индикаторным приспособлением, щупом или по свинцовой выжимке;
радиальный зазор между зубьями колес определяют по свинцовой выжимке.
При проверке бокового зазора между зубьями конической передачи индикатором колёса прижимают торцами к соответствующим опорным поверхностям (раздвинуты или сдвинуты). Зазор измеряют дважды: при раздвинутых и сдвинутых зубчатых колесах. Работа зубчатой передачи считается нормальной, если колеса вращаются свободно, без толчков и рывков.
Сборочная единица с сальниковым уплотнением. Резиновую манжету (кольцо), войлочное или фетровое кольцо в случае разборки уплотнения заменяют новыми независимо от их состояния. Самопод>цимные сальники, имеющие рванины, трещины, неровности на рабочей поверхности, заменяют. Для сальниковых уплотнений применяют материалы в соответствии с требованиями чертежа. Войлочные или фетровые кольца, устанавливаемые в крышках подшипников, должны входить в выточку крышки плотно. Необходимо следить, чтобы поверхность колец была чистой и ровной, без утолщений, выемок и подрезов. Кольцо должно обжимать детали равномерно и плотно. Разрезные сальниковые кольца, служащие для уплотнения вращающихся валов, располагают так, чтобы угол между стыками смежных колец составлял 120 или 180 °.
Самоподвижный сальник (с кожаной или резиновой манжетой), служащий для уплотнения вращающихся или скользящих валов, и резиновые уплотнители (манжеты, кольцо), предназначенные для уплотнения пары (поршень— цилиндр), обеспечивают плотное и равномерное прилегание манжеты к валу или цилиндру. Разрешается укорачивать пружину сальника. Поверхность шейки вала или цилиндра в месте прилегания манжеты (кольца) должна быть ровной и чистой, след выработки глубиной более 0,1 мм, способствующий утечке жидкости или воздуха, устраняют. Поверхность резиновой манжеты, вала нли цилиндра покрывают смазкой.
При установке самоподжимного сальника в гнездо усилие запрессовки должно прикладываться только к корпусу сальника; в свободном положении сальника его пружина должна сжимать манжету на 2—5 мм по диаметру. Для получения необходимой плотности контролирующие поверхности сальникового гнезда (корпуса) рекомендуется покрывать клеем ГЭН-150В, шеллаком, герметиком или свинцовыми белилами.
Пружины винтовые. Проверяют высоту в свободном состоянии, равномерность шагов и целостность витков, перпендикулярность опорных поверхностей к геометрической оси пружины, нет ли 151
трещин. У пружин, устанавливаемых в ответственных сборочных единицах, кроме того, проверяют упругость (высоту пружины под статической нагрузкой).
Пружины, высота которых в свободном состоянии или под статической нагрузкой менее чертежной на 8% и более, восстанавливают, а имеющие трещины и изломы витков заменяют. Отклонение оси пружины от перпендикуляра к торцовой плоскости разрешается устранять шлифовкой торцов пружины. Чертежную высоту, упругость пружин восстанавливают термообработкой.
При сборке сборочных единиц с двумя концентрично расположенными пружинами их размещают так, чтобы направление витков наружной и внутренней пружин было разным. Разность высот одноименных пружин одного комплекта или одной сборочной единицы допускается на более 5%.
Сборочные единицы с резинометаллическими деталями. Разъемное соединение, осуществленное при помощи резиновых или резинометаллических деталей, для передачи вращающего момента, динамических или статических нагрузок, являющихся в то же время амортизаторами.
Резиновые и резинометаллические детали заменяют, если:
на поверхности резины (резиновых и резинометаллических деталей) имеются трещины и отслоения, превышающие установленные допуски. Отдельные повреждения резины глубиной до 2 мм удаляют срезкой с плавным выходом к поверхности;
толщина резиновой детали или слоя резины на резинометаллической детали меньше чертежной на 15% вследствие остаточных деформаций;
поверхность резины размягчена (под действием различных растворителей) более чем на 10% толщины;
произошло отслоение резины от ар-мировки у резинометаллической шайбы и сайлент-блока более чем на 10% высоты и на 20% длины окружности;
у отверстий резиновых деталей имеются глубокие надрывы, трещины, а также значительное искажение формы. 152
37. Трубопроводы
Трубопроводы топлива, масла, воды и воздуха. Конусные или шарово-конусные муфты соединений трубопроводов с забоинами по поверхности запорных конусов, со значительной деформацией деталей в зависимости от назначения и длины трубопроводов, степени повреждения деталей восстанавливают.
При незначительных размерах вмятин и забоин обрабатывают на станке конусные поверхности деталей или опиливают вручную по кондуктору-калибру с доведением углов конусов до чертежных размеров. Если размеры деформации деталей значительны, удаляют конусные части трубок с последующей высадкой новых конусов. При этом должны заменяться новыми все детали муфты (гайки, шайбы). Допускается ручная обработка конусных поверхностей трубок (раздачи) с доведением углов конусов до первоначальных размеров. Трубки высокого давления с трещинами подлежат замене. Трещины трубок низкого давления разрешается устранять сваркой, постановкой резьбовых муфт или вырезкой поврежденных участков.
Гибку труб допускается производить в холодном и горячем состояниях. При радиусе загиба менее шести внешних диаметров гибку ведут только в горячем состоянии. Запрещается изгибать трубы радиусом меньше трех внешних диаметров трубы. Допускается овальность трубы после гибки до 20% чертежного размера.
Трубопровод на собранном объекте ремонта или отдельные трубы после ремонта опрессовывают в течение 5 мин водой под давлением: 0,4 МПа (4 кгс/см2) —трубы водяной системы, топливной системы низкого давления; 0,8 МПа (8 кгс/см2) — трубы масляной системы. В процессе гидравлического испытания (опрессовки) труб низкого давления допускается обстукивать их легкими ударами молотка. Течь и «потение» в соединениях не допускаются.
При сборке трубопроводов соблюдают следующие основные условия: концы труб должны быть только со стандартной резьбой и зенковкой внутренних
краев. Соединительная арматура—муфты, угольники, ниппели, тройники и т. д. — в соответствии с требованиями чертежей; трубопроводы собирают при помощи соединительной арматуры. Уплотнять соединения способами, не предусмотренными чертежом, запрещается.
В случае соединения трубопроводов при помощи дюритовых шлангов и стягивающих хомутов необходимо, чтобы внутренний диаметр шланга был на 0,5—1 мм меньше наружного диаметра трубопровода. Расстояние между концами трубопровода не менее 5 мм и не более половины диаметра трубы. Стягивающие хомуты устанавливают на расстоянии не менее 10 мм от края дю-ритового шланга и равномерно затягивают. Повреждение шланга в результате чрезмерной затяжки хомута не допускается.
При соединении трубопроводов с отбуртованными концами труб, конусным или шарово-конусными соединениями необходимо обеспечить равномерное, без перекосов затягивание гаек, точность прилегания бурта и наконечника или отбуртовки к торцовой поверхности гайки. Размеры отверстий в прокладках, устанавливаемых в соединениях с накидными гайками, должны быть не менее внутреннего диаметра трубы. Толщина бурта трубы и ее стенки должны быть одинаковыми. В месте отбуртовки трубы необходим плавный переход. Если на отбуртованной части трубы обнаружены трещины, надрывы или морщины, то ее бракуют. Особое внимание обращают на трчность совмещения осей трубопроводов и отверстия конусной детали.
Запрещается напряженное соединение трубопроводов (с натягом). Гайка на конусную деталь должна навертываться свободно, не стягивая трубу. Допускается подгибка труб. Забоины, риски, вмятины и другие изъяны на конусных поверхностях наконечника трубы и конусной детали не допускаются.
Трубопроводы надежно закрепляют в местах указанных чертежом, не касаясь других деталей и вращающихся частей. При перекрещивании трубопроводов и электрической проводки зазор между ними, а также меж
ду трубами и другими деталями должны быть не менее 10 мм.
Монтаж сборочных единиц и сое* динение с деталями, базирующимися на плоскостях разных базовых единиц. Разъемные соединения, в которых одна из деталей базируется на плоскости другой (например, блок, картер, корпусные детали редукторов, подшипниковые планки масляного насоса, подшипниковые крышки, фланцы и т. д.), имеют свои особенности.
Детали таких соединений в зависимости от конструкции н прочности деталей восстанавливают одним их следующих способов: при незначительных размерах дефектов и повреждений — зачисткой, шлифованием, шабровкой или притиркой вручную; при значительных повреждениях, износах, вмятинах, забоинах — наплавкой, металлизацией, осталиванием, заделкой эпоксидными смолами (клеем).
38. Монтаж сборочных единиц
До выполнения сборочных операций детали очищают, осматривают, мелкие дефекты и повреждения (забоины, острые края, кромки, заусенцы и т. п.) устраняют. Масляные каналы, смазочные и резьбовые отверстия в деталях промывают и продувают сжатым воздухом. Трущиеся части деталей перед установкой в сборочную единицу смазывают.
Полностью восстанавливают маркировку деталей.
Негодные уплотнительные прокладки из бумаги, картона, паронита, резины заменяют новыми, изготовленными в соответствии с требованиями чертежей. Прокладки из красной меди, годные к употреблению, обжимают под прессом для устранения неровностей и отжигают. Поверхность прокладок должна быть чистой, без забоин, неровностей, складок, надрывов, и других дефектов, способствующих нарушению герметичности уплотняемых соединений. Резиновые прокладки, кроме того, должны быть эластичными. Бумажные и картонные прокладки до постановки в узел пропитывают маслом (в течение 20—40 мин), а паронитовые покры-
153
вают лаком «Герметик», суриком или маслом с графитом.
Прямолинейность и плоскостность привалочных плоскостей крупных деталей (картера, блока, поддизельной рамы, корпусов редукторов и т. п.) проверяют контрольной линейкой, уровнем, оптическими приборами. Непри-легание привалочных поверхностей крупных деталей (при незакрепленных деталях) допускается не более 0,10 мм на каждый метр длины. Разрешается оставлять отдельные просветы между привалочными поверхностями до 0,15 мм не более чем в трех-четырех местах по длине или периметру детали, кроме случаев, оговоренных особо. Привалочные (контактирующие) поверхности мелких деталей проверят по контрольной плнте (по краске). Прилегание контактирующих поверхностей должно быть не менее 80 % площади.
Сборку объекта вести, строго соблюдая комплектность, определяемую маркировкой деталей. Годные спаренные или трущиеся детали, ранее работавшие в этом узле, раскомплектовывать или заменять не следует. Недостающие знаки маркировки ставят согласно требованиям чертежа. Сборку деталей типовых соединений и сборочных единиц выполняют с соблюдением требований Правил деповского ремонта.
При сборке соединений (до окончательного закрепления деталей) обеспечивают плотность их прилегания, т. е. снимают и сглаживают различные неровности (заусенцы, забоины, загрязнения, волнистости прокладок и т. п.). Окончательно детали соединений крепят равномерно, усилием и в последовательности, установленными технологической инструкцией или чертежом на сборку данного объекта. Запрещается окончательная затяжка одной гайки за один прием, в соединениях с двумя и более болтами (шпильками). Когда прорезь или отверстие в гайке не совпадает с отверстием под шплинт, гайку (болт) следует дотянуть до совпадения или заменить болт (гайку) для обеспечения шплинтовки. Зазоры, разбеги и другие монтажные величины, которые определяют правильность взаимосвязи деталей между собой, регулируют в процессе сборки и контролируют после 154
окончания сборки сборочной единицы или всего объекта.
Качество постановки таких деталей, как втулки цилиндров, плунжерные пары, подшипники качения и т. п., контролируют по величине деформации деталей после их монтажа в сборочной единице путем микрометража или измерения установленными методами (по истечению жидкости или воздуха). Для повышения плотности (герметичности) между сопрягаемыми поверхностями деталей ставят шелковую, крученую, хлопчатобумажную или асбестовую нить, покрывают поверхность геомети-зирующей пастой или клеевыми составами.
После окончательной проверки и закрепления детали фиксируют между собой штифтами, призонными болтами или другим способом, указанным на чертеже сборочной единицы. В случае замены дефектных или поврежденных фиксирующих штифтов (конусных, цилиндрических) или призонных болтов новыми отверстия под штифты Или болты у соединяемых деталей проверяют совместно разверткой и только после этого по ним протачивают новые штифты или болты. Натяг в соединениях должен быть в пределах, указанных на чертеже. Увеличение диаметра отверстия под штифт или призонный болт допускается не более 20 % чертежного. Размеры новых деталей должны соответствовать требованиям чертежа, а износ деталей, бывших в эксплуатации, не должен превышать допустимых норм.
Ответственные объекты (прошедшие ремонт) после окончательной сборки перед постановкой на тепловоз проверяют, регулируют, обкатывают или испытывают на типовых стендах или установках, имитирующих условия работы объекта ремонта на тепловозе.
Перед установкой на тепловоз или дизель валы двух соединяемых объектов центруют так, чтобы торцовые поверхности обеих полумуфт были параллельны, а оси валов совпадали. Центровку выполняют путем смещения или постановкой регулировочных прокладок под корпус центруемого объекта. Количество регулировочных прокладок под каждой лапой корпуса должно быть минимальным и не более указанного
на чертеже. Запрещается постановка прокладок с забоинами, наклепами и другими дефектами. В необходимых случаях допускается постановка клиновых прокладок.
В зависимости от конструкции соединительной муфты проверку центровки валов можно вести:
приспособлением со скобами или технологической втулкой, когда валы соединяются при помощи жесткой, пластинчатой, зубчатой, кулачковой и пружинной муфт, а также муфтами с резиновыми деталями;
индикаторным приспособлением, когда центрируемые валы соединены жесткой или полужесткой муфтой, как, например, муфта, соединяющая дизель с генератором (разъединять которую при монтаже нельзя).
Скобы приспособления не должны прогибаться при измерениях и от собственной массы. Внешнюю скобу приспособления устанавливают на полумуфте (или конце вала) выверенного объекта. Перед установкой скоб валы (полумуфты) центрируемых объектов разъединяют или свободно перемещают относительно друг друга, касание торцов валов (полумуфт) при проворачивании не допускается.
Зазоры (радиальные и осевые) между остриями скоб приспособления проверяют через каждые 90° при одновременном повороте центруемых валов на 360°, при этом осевое перемещение валов не допускается. Разность зазоров между остриями скоб приспособления должна быть не более значений, данных в табл. 7.
При проверке центровки валов при помощи технологической втулки выполняют следующие требования: детали соединительной муфты демонтируют с валов центрируемых объектов; технологическую втулку, как правило, монтируют (без зазора) на конце вала центруемого объекта; зазор между технологической втулкой и валом (или отверстием вала) выверенного объекта в пределах 0,08—0,12 мм на длине не менее 30 мм, при этом втулка должна иметь свободное вращение центрируемого вала с надетой технологической втулкой на валу (или в отверстие вала) выверенного объекта.
Таблица 7
Тип соединительной муфты Разность зазоров иежду остриями скоб приспособления, триведенная к радиусу 100 м
Радиальный зазор (смещение осей), мм Осевой зазор (излом осей), мм
Жесткая 0,1 0,1
Пластинчатая, зубчатая 0,2 0,2
Пружинная 0,3 0,3
Кулачковая с резиновыми деталями 0,5 0,5
Во время проверки центровки валов необходимо учитывать характер соединения деталей (при помощи полумуфт, шлицевой или зубчатой втулки, квадратных хвостиков). Правильность центровки валов определяют при свободном осевом перемещении шлицевой (зубчатой) втулки или полумуфты на концах центруемых валов или шлицевого (квадратного) конца вала в шлицах (в квадратном отверстии), охватывающей детали в любом положении при повороте валов на 360°.
При проверке центровки технологическими (выдвижными) полувалами необходимо вместо карданного вала к фланцам валов центруемых объектов жестко присоединять технологические (выдвижные) полувалы; расстояние между торцами фланцев технологических полувалов установить в пределах 0,8—1 мм. Показателем правильности центровки карданных валов при нормальном угле наклона центруемых валов (в вертикальной и горизонтальной плоскостях) служит параллельность поверхностей фланцев технологических полувалов. Непараллельность торцовых поверхностей фланцев технологических полувалов при измерении в четырех диаметрально противоположных точках на радиусе 100 мм допускается не более 1,5 мм.
Отцентрованный объект (дизель с генератором) ремонта фиксируют. Открытые полости собранного объекта после ремонта (в том числе труб) закрывают картонными или деревянными крышками.
155
Глава 10
ТЕХНИЧЕСКИЕ ОБСЛУЖИВАНИЯ
39. Общие положения
В период эксплуатации тепловоза предусматривается контроль за состоянием ходовых частей, тормозного и другого оборудования, обеспечивающего безопасность движения, а также контроль за состоянием дизеля, электрического и вспомогательного оборудования. Время постановки тепловоза на обслуживание ТО-3 предусматривается в графиках постановки тепловозов на ремонт. За качество выполнения обслуживания ТО-3 несет ответственность мастер комплексной бригады.
Своевременно обнаружить возникающие или могущие возникнуть неисправности машины или отдельных ее частей можно при проведении работ, предусмотренных техническим обслуживанием ТО-2. Техническое обслуживание ТО-3 предназначено для предупреждения появления неисправностей и поддержания тепловозов в работоспособном и надлежащем санитарно-гигиеническом состоянии, обеспечивающем их бесперебойную работу и безопасность движения поездов. Этот вид обслуживания выполняют на специализированных стойлах основных депо, оснащенных необходимым оборудр-ванием.
Таким образом, технические обслуживания обеспечивают нормальную эксплуатацию тепловозов. Кроме обязательных работ, согласно инструкциям и правилам МПС на этих видах обслуживания (ТО-2, ТО-3) готовится объем дополнительных работ, устанавливаемый сменным мастером пункта технического обслуживания совместно с прибывшей локомотивной бригадой, с учетом записей в журнале технического состояния тепловоза. В случае обнаружения и невыполнения предыдущего технического обслуживания мастер записывает об этом в формуляре машиниста.
В соответствии с методикой и Правилами технического обслуживания и текущего ремонта тепловозов ТЭЗ разработана технология со своими строго 156
регламентированными правилами проведения технических профилактических осмотров всех устройств и систем тепловоза.
Рассмотрим объемы технических обслуживаний основных устройств тепловоза. Технологически правильно начинать осмотры при работающем дизеле, что позволит специалистам-ремонтникам прогнозирующе посмотреть на тепловоз и выявить его слабые стороны.
Осмотр и ремонт при работающем дизеле. Проверяют работу тепловоза в целом и отдельных его механизмов на слух. Посторонние стуки и шумы изучают и устраняют или дают им обоснованные объяснения.
Дефекты, выявляемые во время осмотров, должны быть зафиксированы и устранены. Допускаются частичные разборки для выяснения причин, вызвавших отступления от норм в работе дизеля. В отдельных случаях может потребоваться специальное рассмотрение ненормальностей в работе дизеля. Такие вопросы подлежат рассмотрению заместителем начальника депо по ремонту. Выпуск тепловоза с неизученными и неустраненными замечаниями не допускается.
После осмотра н описания всех повреждений сливают конденсаты из воздушных резервуаров, из холодильника компрессора через спускные краники, расположенные в нижнем коллекторе каждой группы, а также масло из маслоотделителей компрессора.
Проверяют работу регулятора частоты вращения коленчатого вала, автоматики холодильника, стеклоочистителей, срабатывание предельного регулятора.
Для работы дизеля весьма важным является вопрос герметичности соединений по смотровым лючкам, штуцерным и фланцевым соединениям трубопроводов масла, топлива, воды и воздуха, секций холодильников, форсунок, топливных насосов, фильтров топлива, масла и воздуха, лючкам картера и воздушного ресивера. Не менее важными являются уплотнения валиков, штоков,
редукторов и, наконец, хвостовых частей коленчатых валов дизеля и др.
Проверяют при работающем двигателе разрежение в картере по дифманометру. В случае отклонения этих значений от норм разрежение регулируют путем постановки прокладок с уменьшенной или увеличенной площадью проходного сечения в зависимости от того, меньшим или большим было давление (разрежение).
Работу системы автоматической остановки дизеля проверяют по дифманометру. Постоянно в дифманометре уровень жидкости должен быть на отметке «О». Перед проверкой жидкость при необходимости доливают до отметки «О». Через свободный конец U-образной трубки создают давление в манометре до повышения уровня жидкости, вызывающего остановку дизеля (это давление должно быть 30— 35 мм вод. ст.). Его регулируют положением контактов дифманометра.
После слива масла, топлива и воды из поддонов их протирают. Пускают двигатель и продолжают осмотр. Проверяют давление масла и топлива. Смотрят, нормально ли поступает масло к подшипникам воздуходувки (нормально уровень масла не должен заполнять весь объем за кожухом), редукторам, нормальный ли нагрев подшипников тягового генератора и других электрических машин (определяют на ощупь). Проверяют каплепадение по сальникам, водяным насосам (30— 100 капель/мин). При повышенном каплепадении по сальникам водяного насоса сальник подтягивают при остановленном дизеле или заменяют сальниковую набивку, доведя каплепадение до установленных значений.
При повышении давления в картере необходимо проверить, нет ли трещин или прогаров поршней. Проверку ведут на прогретом и остановленном дизеле через 3—5 мин после его остановки при выключенном топливоподкачивающем насосе следующим образом: открывают нижние и верхние люки картера с одной стороны дизеля и, прокручивая коленчатый вал дизель-генератора (от аккумуляторной батареи), осматривают картер. Для исключения пуска дизеля выключают кнопку аварийной
остановки. Признаком прогара или наличия трещин в поршне служит звук (свист) от выхода газов из камеры сгорания через прогар в поршне или появление масляных паров белого цвета. При наличии таких признаков поршень следует сменить.
Исправность выключателей топливных насосов проверяют включением и выключением кнопки «Топливный насос» при давлении воздуха в системе 0,55 МПа (5,5—6 кгс/см*). (При включении кнопки должны срабатывать вентили ВПб и ВП9 и отключаться насосы.) По водомерному стеклу в расширительном бачке проверяют, не проникает ли масло в водяную систему. Отбирают пробы масла из дизеля и из компрессора для анализа, а также пробы воды.
Все неисправности по течам, капле-падениям и другим видам просачивания устраняют при остановленном дизеле путем подтяжки крепежа, заменой прокладок, в том числе резиновых, ремонтом деталей или сборочных единиц. Такие сборочные единицы и детали, как форсунка, топливный насос, сальники, шток регулятора и др., должны иметь дренажные трубопроводы, само-поджимные сальники и др.
40. Осмотры основного оборудования
Осмотры и ремонты при остановленном дизеле выполняют в объеме технических обслуживаний ТО-2 и ТО-3 по дизелю, электрооборудованию и экипажной части с тормозами, автосцеп-ными устройствами и устройствами безопасности.
Блок и картер. Цилиндро-поршневая группа. Коленчатые валы. Проверяют надежность крепления блока к поддизельной раме и ее к раме тепловоза. Ослабшие гайки и болты подтягивают, оборванные шпильки крепления выпускных коллекторов заменяют. Ослабшие штифты заменяют.
Через одно техническое обслуживание ТО-3 проверяют провисание 1, 2, 3, 4, 5, 6 и 7-й коренных шеек нижнего коленчатого вала, которое допускается не более 0,05 мм.
157
Открыв люки верхней крышки блока и боковые люки, осматривают картер дизеля, крепление коренных и шатунных подшипников (рбстукиванием), места вблизи коренных и шатунных подшипников, проверяют, нет ли выкрошившихся частиц баббита, смещения (проворота) вкладышей, проверяют состояние шплинтовки гаек подшипников. Проверяют, нет ли трещин в крышках бугелей, постелях.
При работающем маслопрокачивающем насосе проверяют состояние маслопроводов в картере, подводящих масло к подшипникам коленчатых валов. Тщательно осматривают сварные швы блока, нет ли трещин в отсеке вертикальной передачи, оборванных платиков или ослабших шпилек передачи. Проверяют также плотность соединения и отсутствия трещин в масляном коллекторе дизеля, в штуцерах и смазочных трубках толкателей топливных насосов.
Воздуходувка. Осматривают воздуходувку, определяют состояние приводных шестерен эластичного привода воздуходувки и шестерен сидящих на валах роторов (шестерни, синхронизирующие движение роторов). Тщательно осматривают внутренние полости. Если обнаружена алюминиевая пыль, то это свидетельствует о том, что роторы касаются между собой или своими торцами трутся о стальные подшипниковые плиты. Такое явление неизбежно приведет к задиру роторов или стальных плит подшипников с торцами роторов. Для проверки правильности сборки воздуходувки необходимо замерить следующие монтажные зазоры: радиальный зазор между копусом воздуходувки и головкой лопастей ротора; боковой зазор между роторами; осевой зазор между торцом ротора и плитой опорного подшипника; осевой размер рабочих колес. Боковой зазор между зубьями координационных шестерен; несовпадение торцов координационных шестерен. Зазоры должны соответствовать установленным Правилами ремонта.
Проверяют установку колеса воздушного фильтра непрерывного действия, отсутствие заеданий и перекосов. Очищают и промывают кассеты воздушных фильтров.
158
Уплотнения воздуходувки, цилиндровых втулок и толкателей топливных насосов проверяют путем опрессовки. Открыв крышку люков выпускных коллекторов, очищают от нагара продувочные и выпускные окна втулок цилиндров. Осматривают состояние втулок цилиндров, поршней и компрессорных колец. Замеченные недостатки поршней, колец и втулок устраняют либо путем замены новыми, либо ремонтируют, если возможно.
Топливная аппаратура. Проверяют легкость перемещения регулировочных реек на каждом топливном насосе и поводковой втулке на рейке, работу ускорителя пуска. Форсунки с дизеля снимают и проверяют на стенде на распиливание. Форсунки, имеющие плохое распыливание или другие замечания, ремонтируют или заменяют новыми, проверяют на каждом третьем ТО-3 (25—30 тыс. км).
Проверяют регулировку всех топливных насосов на равномерность подачи топлива (выход рейки). В случае нарушения равномерности подачи топлива по цилиндрам необходимо подрегулировать таким образом, чтобы при положении коромысла на упоре при поднятом штоке регулятора разность зазоров между упором на каждом насосе и корпусом насоса была не более 0,3 мм для левого ряда и 0,15 мм для правого, а для двигателя в целом — 0,3 мм.
Вертикальная передача. В вертикальной передаче осматривают крепление восьмигранных гаек, стопорных планок, верхнего и нижнего корпусов передачи к блоку; состояние зубьев конических шестерен, в том числе по прирабатываемости, отсутствие трещин и изломов, состояние торсионного вала, определяющего величину угла опережения нижнего вала относительно верхнего (должно быть 12+1 ).
По водомерному стеклу в расширительном бачке проверяют, не проникает ли масло в водяную систему. Сливают отстой из картера дизеля и промывают картер. Разрешается проверка состояния сборочных единиц элементов оборудования тепловоза с использованием методов технической диагностики (при наличии в депо средств диагности
рования). На выявленные неисправности составляют ведомости, а дефекты устраняют.
Электрическое оборудование. Приступая к осмотрам и проверкам электрических машин и аппаратов, прежде всего необходимо продуть их сухим и сжатым воздухом. Проверяют нагрев подшипников тягового генератора, двухмашинного агрегата, тахогенератора. Измеряют сопротивление изоляции, высоковольтной и низковольтной цепей, тщательно проверяют состояние всех токопроводящих кабелей и шин, они должны быть хорошо изолированы и не касаться корпусов электрических машин. В случае следов переброса электрической дуги места подгаров зачищают, протирают салфетками, смоченными в авиационном бензине, а затем сухими салфетками.
Проверяют состояние и крепление кронштейнов щеткодержателей. Необходимо убедиться в отсутствии наплывов меди и поджогов и особенно в щеточных гнездах. Проверяют крепление болтов, шунтов, щеток. Изоляторы должны быть чистыми, без трещин и сколов.
Поверхность коллекторов под щетками должна быть гладкой, без задиров и следов оплавления. При наличии брызг металла от перебросов или кругового огня на коллекторе эти места зачищают без нарушения формы коллектора с продорожкой рядом находящихся ламелей. Щетки в обоймах щеткодержателей должны перемещаться свободно, но без больших зазоров. Рабочая поверхность щеток должна быть отполирована, не иметь трещин и отколов; высота щеток не меньше предельно допустимой. При замене новые щетки притирают по коллектору. Постановка щеток разных марок на одну машину не допускается.
Проверяют чистоту поверхности главных и вспомогательных контакторов и всех реле. Контакты, имеющие повреждения и подгары, зачищают, после чего на этих аппаратах проверяют нажатие контактов. Аккумуляторные батареи осматривают, замеряют плотность электролита и напряжение элементов, а также измеряют напряжение вспомогательного генератора. Поверх
ности банок протирают, резьбовые отверстия смазывают тонким слоем технического вазелина.
Экипажная часть. Приступая к осмотрам и проверкам экипажной части, необходимо установить тепловоз на смотровую канаву и проверить нагрев моторно-осевых подшипников. При обнаружении повышенного нагрева открывают переднюю крышку буксы и проводят ревизию подшипников в соответствии с требованиями, ранее изложенными по содержанию сборочных единиц с подшипниками качения тягового подвижного состава. У моторноосевого подшипника, имеющего повышенный нагрев, проверяют и при необходимости заменяют польстер (или пряжу) , приподнимают тяговый электродвигатель, снимают верхний вкладыш, проверяют его состояние, снимают фаски и закругления на кромках окон для создания условий лучшего образования масляного клина, углубляют смазочные канавки, выходящие в зону холодильников. Дефектные вкладыши (имеющие глубокие задиры и трещины) заменяют. Проверяют овальность и общее состояние шеек оси; шейки, имеющие задиры более 0,3 мм, вызывают необходимость замены колесно-моторного блока. Моторно-осевой подшипник заливают осевым маслом, соответствующим сезону, через верхнюю масленку до полной вместимости, а с польстером — до верхнего уровня.
Сливают отстой (конденсат) из корпусов моторно-осевых подшипников. Доливают масло до верхнего уровня камер. При температуре наружного воздуха ниже нуля добавляемое масло подогревают до 50—80 °C.
Осматривают состояние букс, буксовых поводков, боковых опор, крышек букс, корпусов моторно-осевых подшипников. Мелкие дефекты устраняют. Крепление силовых, вспомогательных механизмов и их приводов проверяют, осматривают кожуха тяговых редукторов и их крепление. Ослабшие болты подтягивают, неиспранше крышки заправочных горловин ремонтируют. Проверяют наличие смазки на зубьях зубчатых колес тяговых редукторов через заправочные горловины кожухов. В случае обнаружения в масле харак
159
терного желтоватого блеска металла его необходимо заменить, предварительно выяснив причину задира.
Колесные пары проверяют в соответствии с требованиями Инструкции по освидетельствованию, ремонту и формированию колесных пар локомотивов и электросекций. Осматривают крепление топливного бака, рукавов подвода воздуха к тяговым электродвигателям, чехлов опорно-возвра-щающего устройства, проверяют состояние подвески тяговых электродвигателей, крепление подшипниковых щитов тяговых электродвигателей, нагрев якорных подшипников.
Сливают отстой топлива из бака и топливных фильтров, отстой из корпусов. Осматривают состояние песочных труб и проверяют работу песочниц. Проверяют, не попала ли осерненная смазка из кожуха тяговой передачи в моторно-осевые подшипники. При необходимости следует сменить смазку. Осматривают снаружи приводы компрессора, редукторов, вентиляторов охлаждения.
Проверяют выход штока тормозного цилиндра, состояние тормозных колодок, состояние рычажной и воздушной систем тормоза. Выход штока должен быть не более 100 мм. Проверяют работу автосцепок, осматривают листовые и винтовые рессоры, шплинтовку валиков рессорного подвешивания.
Крепление и состояние фрикционной муфты и механизма выключения вентилятора холодильника проверяют. Если есть воздух в воздушной системе тепловоза, проверяют исправность дей-стия включающего устройства.
41. Осмотры вспомогательного оборудования
Приводы. Осматривают снаружи все редукторы, проверяя надежность их крепления. Состояние терморегуляторов и уплотнений серводвигателя, всех шлицевых и карданных соединений, полужестких, пластинчатых и зубчатых муфт, валов привода агрегатов необходимо проверить. Крепление подпятников вентиляторов холодильников проверяют, а ослабшие болты подтягивают.
Проверяют действие рычажных механизмов жалюзи холодильника, устройства забора воздуха дизелей. Устраняют утечку воздуха по манжетам воздушных цилиндров.
Осматривают шкивы и ремни; при необходимости заменяют или регулируют натяжение клиновидных ремней тахогенератора автоматического регулирования мощности (Т1), тахогенератора ограничения тока (Т2), тахометрического агрегата А703, а также вентилятора компрессора КТ6.
Вентиляторы и воздухопроводы. Проверяют крепление вентиляторов тяговых электродвигателей и тягового генератора. Осматривают лопатки колес вентиляторов, а также подшипникового узла. При ремонте колес с заменой лопастей изменение их шага не должно превышать 12 мм на диаметре 1600 мм. Колеса испытывают на «разнос» в течение 10 мин при частоте вращения 1700 об/мин.
При установке вентиляторных колес контролируют зазор между лопастями вентиляторного колеса и цилиндрической поверхностью диффузора. Он должен быть равномерным по всей окружности и находиться в пределах 5—10 мм. Разность зазора у одного колеса не более 5 мм. Разрешают приварку круговых планок на диффузоре для достижения необходимого зазора между диффузором и крыльчаткой; ослабление устраняют подтяжкой. Вентиляторные колеса, имеющие дефекты, снимают и ремонтируют или заменяют, если общая длина продольных трещин превышает 300 мм или концы поперечных трещин находятся ближе 60 мм от краев лопастей.
Корпус подпятника, а также корпус подшипникового узла, имеющие трещины, ремонтируют сваркой согласно Инструкции. Отремонтированные вентиляторные колеса статически балансируют на оправке со шпонкой.
Секция холодильника. Плотность соединения, исправность и плотность закрытия жалюзи проверяют. Допускается эксплуатация, если при опрессовке выявляется «потение», без образования каплепадения. В летнее время в пыльные дни продувают секции холодильника сжатым воздухом, предва-
160
рительно открыв боковые жалюзи, через одно техническое обслуживание ТО-2. Проверяют исправность механизированных утеплительных щитов. Приводной вал должен вращаться свободно, без заклинивания.
Фильтры. Фильтры топлива, масла, воздуха разбирают и очищают или заменяют с соблюдением сроков в соответствии с руководством по эксплуатации: на каждом техническом обслуживании ТО-3 топливные фильтры грубой очистки, воздушные фильтры дизеля, воздушные фильтры электрических машин; через один ТО-3 топливные фильтры тонкой очистки, масляные фильтры грубой очистки, воздушные фильтры компрессора.
Следует помнить, что механические примеси и вода в дизельном топливе не допускаются. Поэтому следует выполнять ремонт фильтров (замену фильтрующих элементов) в чистом помещении, а баки хранения топлива закрывать герметичными крышками, чтобы не вывести из строя топливную аппаратуру (форсунки, топливные насосы) . Войлочные пластины топливных фильтров после предварительного разрыхления поверхности пластин щеткой и выдержке в осветительном керосине 15—20 мин очищают на станке. Надетые пластины на трубчатую оправку и помещенные в кожух вращаются на станке. Делается несколько включений с продолжительностью работы не менее 1 мин. Матерчатые шелковые чехлы промывают. Порванные чехлы заменяют. Пластины считаются годными, если они удовлетворяют следующему условию: собранная секция из очищенных пластин и сжатия их усилием 3,5—4,0 кН (350—400 кгс) должна создавать сопротивление не более 0,14 МПа (1,4 кгс/см2) при расходе топлива через секцию 5 л/мин. Усилие сжатия пластин следует определять следующим образом: для сжатия работавших и очищенных 15 шт. пластин до размера (высоты столба пластин) 195—197 мм необходимо усилие 3,5—4,0 кН (350— 400 кгс). Поскольку новые и старые пластины обладают различным сопротивлением, не допускается постановка на дизель комплектов пластин фильтра в сочетании новых с бывшими в работе.
Топливные бумажные фильтрующие элементы обязательно заменяют. При этом необходимо следить, чтобы фильтры не оказались порванными.
В повышении долговечности работы цилиндропоршневой группы важную роль играют воздушные фильтры, особенно на дорогах с повышенной запыленностью воздуха, поэтому рекомендуется и разрешается очищать их чаще, чем предусмотрено.
Перед очисткой воздушных фильтров проверяют исправность брезентовых рукавов, соединяющих центральную часть всасывающего трубопровода воздуходувки с воздушным фильтром. Кассеты продувают сжатым воздухом, проваривают в специальном растворе в течение 15—20 мин и просушивают в течение 3—5 мин; затем погружают кассеты в ванну со смесью, подогретой до 40—50 °C для промасливания, и выдерживают 2—3 мин. Кассеты фильтров электрических машин не промасливают.
Вынув кассеты из ванны, укладывают их в горизонтальном положении на прутки или угольники над ванной и выдерживают 30—60 мин до прекращения обильного стекания. В состав раствора для выварки кассет входят следующие компоненты: кальцинированная сода — 1 %; жидкое стекло — 1 %, мыло—1 %. Разрешается также применять раствор 3—4 %-ного петролатума с добавлением при необходимости 3—5 %-ного раствора каустической соды или 2—3 %-ного раствора моечной пасты. Смесь для промасливания кассет должна состоять из дизельного масла с кулисной смазкой (9:1 по весу) или 82 % дизельного масла, 8 % керосина и 10 % технического вазелина.
Очищают бункера фильтров от пыли. Проверяют состояние уплотнительных войлочных прокладок. Кассеты укрепляют и уплотняют. Набивку воздушных фильтров компрессора промывают керосином, слегка промасливают машинным маслом и просушивают. Добавляют масло в корпус маслопленочного фильтра до заданного уровня и проверяют уплотнение стыков кассет.
Топливоподогреватель и отопление кабины. Топливоподогреватель и отопи
6 Зак 893
161
тельные приборы кабины осматривают. Неисправности устраняют. Топливопо-догреватель включают при температуре окружающей среды ниже +15 °C.
Трубопроводы топливной, масляной, водяной, воздушной и сливной систем. Устраняют течи и утечки воздуха с заменой при необходимости прокладок и рукавов. Трубки воздухопроводов управления, имеющие трещины или вмятины на глубину более 50 % диаметра или скручивание, заменяют. Проверяют крепление трубопроводов. Трубки сливной системы продувают. Сливают отстой из топливного бака, бачка грязного топлива, поддонов агрегатов.
Средства пожаротушения. Проверяют наличие огнетушителей и их исправность; состояние противопожарной установки воздухопенного тушения и термоизвещателей; наличие пломб на пусковых кранах воздухопенной установки, а также количество раствора в резервуарах. Уровень раствора должен находиться не ниже нижней риски щупа, при необходимости раствор добавляют. Осматривают гибкие шланги и их соединения, неисправности устраняют, прочищают атмосферное отверстие.
Техническое обслуживание ТО-4. Для ремонта колесных пар предусмот
рен этот вид обслуживания. Колесные пары обтачивают без выкатки из-под локомотива для поддержания оптимального значения проката. При выпуске из ТО-4, а также при одиночной обточке колесной пары или смене колесно-моторного блока разность диаметров бандажей колесных пар на одной секции не должна превышать 10 мм. Допускается обтачивать колесные пары с оставлением черновины по кругу катания при соблюдении допускаемых размеров гребня.
Продолжительность обслуживания ТО-4 устанавливается начальником железной дороги с учетом местных условий из расчета 1—1,2 ч на обточку одной колесной пары. Ввиду важности этой операции начальник железной дороги выделяет в планах отделения дороги для локомотивных депо отдельной строчкой контингент и фонд заработной платы на техническое обслуживание, в том числе ТО-4. При этом минимальный состав бригады может быть не менее числа осей, т. е. для ТО-4—6 слесарей.
При проведении технического осмотра ТО-4 допускается параллельно выполнение других работ с разрешения начальника отделения.
Глава 11
ОБЪЕМЫ И ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТ ПРИ ТЕКУЩИХ РЕМОНТАХ ТР-1 И ТР-2
42. Текущий ремонт ТР-1
Дизель. Тепловоз поступает на ремонт после проверки при работающем дизеле внешней запыленности электрических машин, электроаппаратуры, секций холодильника и экипажной части и при необходимости продувки их сухим сжатым воздухом.
Внимательно прослушивают, нет ли постороннего шума и стука в дизеле, компрессоре, электрических машинах, редукторах и других агрегатах. Проверяют частоту вращения коленчатых валов двигателя на 0-й и 16-й позициях рукоятки контроллера и срабатывание регулятора предельной частоты вращения (при 940—980 об/мин). При 162
необходимости регулируют давление масла, которое должно соответствовать следующим значениям: после центробежного фильтра —0,85 МПа (8,5 кгс/см2); в гидромеханическом редукторе при 400 об/мин—0,04—0,06 МПа (0,4— 0,6 кгс/см2), при 850 об/мин—0,04— 0,06 МПа (0,4—0,6 кгс/см2).
Необходимо обратить внимание на правильность показаний измерительных приборов и исправность приборов электроаппаратуры. Выявляют возможные утечки масла, топлива, воды и воздуха в соединениях трубопроводов и секций холодильников. Проверяют давление масла, топлива и разрежение (пониженное давление ниже атмосферного) в картере, а также работу
сальников по каплепадению у водяных насосов и подвод смазки к редукторам.
Результаты осмотра записывают в книгу записей ремонта локомотива и останавливают дизель. Далее работу продолжают при остановленном дизеле. Нормально работы по ремонту следует начинать с осмотров верхнего и нижнего картеров дизеля в определенной последовательности.
Блок. Цилиндропоршневая группа. При проверке надежности крепления блока к поддизельной раме и ее к раме тепловоза крепят ослабшие гайки и болты, а ослабшие штифты заменяют с соблюдением необходимых требований. Обращают особое внимание на состояние сварных швов блока (нет ли трещин).
Люки нижнего картера блока открывают и осматривают крепление коренных и шатунных подшипников. Проверяют поверхность баббитовой заливки и состояние шплинтовки коренных и шатунных болтов, нет ли трещин в крышках коренных опор. Состояние трубок подвода масла к подшипникам коренных опор проверяют, выявляя поступает ли масло к шейкам коленчатого вала при работе маслопрокачивающего насоса.
Коленчатый вал, его подшипники и цилиндропоршневая группа. Проверяя состояния коленчатого вала и вкладышей подшипников, замеряют зазор на масло (сумма зазоров между шейкой вала и вкладышем, измеренных в вертикальной плоскости в верхней и нижней частях). В случае резкого увеличения зазоров демонтируют соответствующие коренные подшипники и два-три шатунных для проверки их состояния и зазора «на масло». При удовлетворительном состоянии вала на рабочих половинках вкладыша можно устранить увеличенный зазор «на масло» путем замены нерабочих (блочных) вкладышей.
Следует помнить о необходимости проверки провисания нижнего коленчатого вала. Для 1, 2, 3, 4, 5, 6 и 7-й опор допускается не более 0,03 мм. Для 8, 9 и 10-й опор провисание не должно отличаться более чем на 0,05 мм от величины, записанной в формуляре дизеля при постройке или последних текущих 6*
или заводских ремонтах. Для всех опор верхнего коленчатого вала разность зазоров между шейками вала и крышечными вкладышами допускается не более 0,08 мм. При отклонении провисания от установленного значения проверяют толщины соответствующих рабочих половинок вкладышей. Подбирая вкладыши, следят, чтобы разница в толщинах смежных рабочих вкладышей не превышала 0,07 мм.
Один раз между текущими ремонтами ТР-1 проверяют соосность валов дизеля и якоря тягового генератора. С особой тщательностью осматривают поршни, компрессионные кольца и втулки цилиндров, применяя подсвечивание зеркала втулки переносной лампочкой, которую можно ввести в цилиндр через продувочные и выпускные окна втулки. Смотровые люки с выпускного коллектора снимают. Осматривают состояние поршневых колец верхних и нижних поршней, зеркало втулок цилиндров. Очищают от нагара выпускные и продувочные окна втулок цилиндров скребком при установке поршней во внешних мертвых точках (чтобы не повредить полуду на поршнях), не допуская попадания нагара внутрь цилиндра.
Поршни, на которых при осмотре через лючки выявлено местное отсутствие слоя оловянного покрытия, грубые риски или повреждения полуды на межкольцевой перемычке снимают с двигателя, зачищают места повреждений, перелуживают и устанавливают на место. Поршневые кольца, имеющие трещины, сколы концов, выпадание бронзовой вставки, заменяют. При одиночной смене поршней по прогару проверяют линейную величину камеры сжатия, выход реек топливных насосов, правильность установки форсунок, качество распиливания топлива форсункой.
При смене двух или более поршней, а также при повторном выходе из строя поршней в одном и том же цилиндре по прогару дополнительно проверяют состояние трубок подвода смазки к коренным подшипникам и зазор «на масло»; угол опережения между коленчатыми валами, который должен быть 12—13°, с предварительной проверкой в. м.т; размер от оси форсуночного
163
отверстия до головки нижнего поршня [(1,4±0,2) мм].
Открывают крышки люков выпускных коллекторов и воздушного ресивера при слое нагара в средней части окон более 1 мм. Очищают окна, а также воздушный ресивер и выпускные коллекторы от нагара.
Топливная аппаратура и регулятор частоты вращения коленчатого вала. Проверяют и при необходимости устраняют неисправности в рычажной системе регулятора и управления насосами. Регулировку топливных насосов проверяют на равномерность выхода реек. Разница по зазорам между упорами на рейках и торцами корпусов насосов не должна превышать 0,3 мм для левого ряда, 0,15 мм для правого и 0,3 мм в целом по двигателю. Проверку выполняют при неработающем дизеле и тягах реек топливных насосов, выдвинутых на упор (поднят шток регулятора до начала сжатия пружины стопорной тяги). Проверяют также работу ускорителя пуска и частоту вращения вала.
Вертикальная передача и воздуходувка. Как главное звено передачи мощности от верхнего коленчатого вала к нижнему валу вертикальную передачу внимательно осматривают, выявляя при этом состояние сборочных единиц, ослабление шестерен, нет ли повреждений или трещин у торсионного вала. Как известно, торсионный вал служит не только для связи верхнего и нижнего коленчатых валов, но и предохраняет за счет упругой деформации шатуннопоршневую группу, коленчатые валы, цилиндровые втулки и блок дизеля от Поломок при недопустимых режимах работы — гидравлических и пневматических ударах, разносе, а также неустойчивой работе при неисправной топливной аппаратуре.
Открывают люк с правой стороны воздуходувки и смотрят, нет ли алюминиевой пыли в колене ресивера, осматривают роторы воздуходувки (нет ли натиров и задиров), замеряют осевой разбег ротора. Проверяют крепление гаек, шестерен, состояние шестерен привода воздуходувки.
Электродвигатели и экипажная часть. Открыв люки тяговых электродвигателей, осматривают состояние
коллекторов, изоляцию полюсных катушек и бандажей якорей в доступных местах. Проверяют укладку и крепление шин и кабельных катушечных соединений, состояние кронштейнов, протирают изоляторы и коллекторы. Осматривают состояние щеток и их гибких жгутиков. Проверяют крепление главных и добавочных полюсов и подшипниковых штифтов, а также состояние выходных кабелей тяговых электродвигателей, прочность подвешивания и крепления их.
Проверку состояния экипажной части начинают с колесных пар. Затем осматривают рамы тележек, выявляя возможные трещины в сварных швах. Осматривают шкворневые балки, поперечное крепление опорных кронштейнов тяговых электродвигателей, болтовые соединения. При осмотре особое внимание обращают на балансиры, подвески пружины, рессорные валики и т. п. Буксы осматривают снаружи, проверяя крепление крышек, отсутствие трещин и нет ли утечки смазки из лабиринтного уплотнения.
У моторно-осевых подшипников проверяют их крепление, а также крепление крышек, подбуксовых струнок. После этого осматривают состояние пружинной подвески электродвигателей, кожуха зубчатых передач. Воздушные фильтры охлаждения тяговых электродвигателей промывают и продувают. Вентиляционные каналы, охлаждения тяговых электродвигателей осматривают. Неисправные брезентовые рукава ремонтируют или заменяют. Очищают и осматривают приводы вентиляторов тяговых электродвигателей.
Негодные тормозные колодки заменяют, а затем регулируют выход штоков тормозных цилиндров. Производят осмотр состояния автосцепок, фрикционных аппаратов; снимают клинья и болты автосцепок и проверяют их дефектоскопом; осматривают путеочистители, переходные площадки, поручни лестницы, крышки и сетки песочниц, ручной тормоз.
Измеряют зазоры в моторно-осевых подшипниках. Результаты записывают в книгу записи ремонта локомотива посекционно. Снимают упоры и замеряют разбеги колесных пар (на первом
164
ТР-1 после выхода из завода) с проверкой состояния торцов упоров и осей.
Производят осмотр зубчатой передачи тяговых электродвигателей с обязательным съемом нижних боковых кожухов и заменой смазки (через один ТР-1).
Топливная аппаратура. Форсунки с дизеля снимают, регулируют и испытывают на стенде, негодные заменяют. Состояние группы управления дизеля осматривают, перемещая рейки топливных насосов. Проверяют работу устройства отключения топливных насосов; состояние толкателей и кулачковых валов привода топливных насосов; состояние и крепление кронштейнов и шестерен привода валов топливных насосов, предельного регулятора; состояние автомата выключения топливных насосов. Меняют масло в регуляторе частоты вращения коленчатого вала и регулируют открытие игольчатого клапана. При этом осматривают топливный трубопровод, топливный бак, топливоподкачивающий насос. У фильтров грубой и тонкой очистки топлива заменяют набивку. Сливают грязное топливо из отстойника, проверяют состояние мерных линеек, работу аварийно-топливной системы. Включают электродвигатель и проверяют работу топливоподкачивающего насоса. Утечки топлива через сальниковое уплотнение и неисправности устраняют.
Регулировку топливных насосов проверяют по подаче топлива, если разница в зазорах между упором на рейках и корпусом насоса не будет превышать 0,3 мм для всех 20 насосов при поднятом штоке регулятора до упора; регулировку считают нормальной.
Проверяют работу ускорителя пуска и привода регулятора частоты вращения коленчатого вала.
Автоматические тормоза и пневматические механизмы. После осмотра состояния компрессора, воздушной системы тормоза устраняют утечки воздуха, промывают воздушные фильтры компрессора. Осматривают состояние песочных труб воздухораспределителей и тормозных цилиндров, проверяют действие форсунок. Проверяют регулировку подачи песка форсунками песочниц (через один ТР-1).
Проверяют правильность регулировки крана машиниста и вспомогательного тормоза, при необходимости регулируют. Действие тифонов и их клапанов также необходимо проверить. Соединением двух секций проверяют плотность соединения концевых рукавов воздушной магистрали. Устраняют утечки воздуха.
Масло из картера компрессора сливают, вынимают и осматривают масляный фильтр, очищают корпус фильтра от грязи. В картер заливают свежее масло через фильтровальную сетку. Производят осмотр всасывающих и нагнетательных клрпанов компрессора. Осматривают регулятор давления компрессора, при пропуске воздуха клапаны притирают. Фильтр регулярно очищают и промывают.
Специализированные группы. Состояние контрольно-измерительных приборов проверяют через каждые 3 месяца по контрольным приборам. Осматривают состояние скоростемеров и их приводов. Проверяют работу и действие автостопа и локомотивной сигнализации. Проверяют состояние устройств автоматической системы пожаротушения.
Топливоподкачивающий насос. Топливоподкачивающий насос аварийной системы питания ремонтируют. Основной топливоподкачивающий насос снимают с тепловоза, осматривают, проверяют подачу и устанавливают на место. Соосность вала насоса с валом электродвигателя регулируют прокладками, устанавливаемыми под их опорные лапы, и распиловкой отверстий в лапах электродвигателя. При проверке допускается перекос осей валов не более 0,05 мм на длине 50 мм, несоосность валов насоса и электродвигателей не более 0,05 мм. После регулировки соосности валов обязательна постановка контрольных штифтов.
Контроль после ремонта. После ремонта продувают тяговый вспомогательный и синхронный генераторы и приборы электроаппаратуры. Пускают дизель, проверяют работу всех механизмов и агрегатов и правильность показаний приборов электроаппаратуры и их срабатывание. Проверяют плотность тормозной магистрали и напор
165
ной воздушной сети, выход штоков тормозных цилиндров и действие звуковой и песочной систем. Проводят контрольные реостатные испытания для проверки и регулировки параметров дизеля, регулятора напряжения, внешней характеристики тягового генератора и настройки дизель-генераторной установки.
43. Текущий ремонт ТР-2
Время постановки на текущий ремонт ТР-2 новых тепловозов, изготовленных тепловозостроительными заводами промышленности, определяется их пробегом (наработкой), установленным и гарантируемым этими заводами. Тепловозоремонтные заводы Министерства путей сообщения также гарантируют работу тепловоза на определенные сроки. Для тепловозов, прошедших ремонт на тепловозоремонтных заводах МПС, допускается постановка локомотива на текущий ремонт ТР-2 с отклонением от установленных норм до 10 %. При этом в интервале ремонтного цикла от капитального ремонта до первого текущего ремонта ТР-3 постановку на текущий ремонт ТР-2 планируют по максимально допускаемым периодам, а в интервале от последнего текущего ремонта ТР-3 до капитального ремонта — по минимально допускаемым периодам.
Дизель. Блок и картер. При текущем ремонте ТР-2 дизель-генератор не демонтируют с тепловоза. Дизель и вспомогательное оборудование осматривают в объеме ТР-1 и дополнительно вынимают поршни и втулки цилиндров, если это необходимо по их состоянию; осматривают вкладыши коренных и шатунных подшипников обоих коленчатых валов, топливную аппаратуру (насосы, форсунки), регулятор частоты вращения. Картерные люки ремонтируют; негодные пружины (имеющие излом витков, потерю упругости, уменьшение высоты в свободном состоянии более чем на 2 мм от требований чертежа и другие дефекты), шпильки и гайки заменяют.
Резиновые уплотнительные прокладки также необходимо заменить.
166
Демонтаж глушителя, верхней крышки блока, передней крышки отсека управления и боковых лючков ресивера. Снятый глушитель очищают от нагара, осматривают и при необходимости трещины заваривают и заменяют негодную теплоизоляцию. При обрыве обечайки глушитель ремонтируют при снятом верхнем днище. Приварку обечайки к днищу производят круговым швом с усилением косынками. При транспортировке, ремонте и хранении ставить глушитель на компенсаторы запрещается.
Демонтаж верхнего коленчатого вала. От коленчатого вала необходимо отсоединить верхние шатуны. Для этого поочередно устанавливают определенный кривошип во внешнюю мертвую точку, укрепляют на соответствующем шатуне трос, связанный с краном, и, удерживая шатун тросом, отвертывают гайки шатунного болта и снимают крышку шатуна вместе с вкладышем. Шатунные болты вынимают из отверстия в головке шатуна, проверяя клеймение болта и гайки, а затем, навернув гайку на болт, укладывают их на стеллаж.
На верхний торец втулки устанавливают специальную опору и опускают шатун с поршнем до упора торца головки шатуна в эту опору. При отсутствии такой опоры аккуратно опускают шатун на торец втулки. Затем снимают трубки подвода масла к коренным подшипникам, обертывают концы трубок бумагой и обвязывают. Шупом замеряют суммарный зазор «на масло» и определяют разность их в коренных подшипниках верхнего и нижнего коленчатых валов (кроме 8, 9 и 10-го подшипников нижнего вала).
Раскрепляют шпильки блочных (бугельных) крышек, для чего, заложив в отверстие на нижнем конце шпильки верхнего коренного подшипника бородок (для стопорения шпильки) , отвертывают специальным ключом верхние гайки этих шпилек. Выводят из ложа упорный коренной вкладыш, вставив в отверстие в 11-й шейке вала специальное приспособление (рис. 107).
Укрепляют на 5-й и 9-й шатунных шейках пеньковый трос и снимают коленчатый вал. Укладывают вал на деревянные козлы четырьмя (3, 6, 9 и 12-й)
Рис. 107. Приспособление для выемки вкладышей коренных подшипников:
1,4 — планки; 2,3 — штифты; 5 — приспособление для установки н выемки опорных вкладышей; 6 — приспособление для упорных вкладышей
коренными шейками. Чтобы не повредить шейки вала, подкладывают под них резиновую или войлочную прокладку. При длительном хранении (больше суток) промывают шейки вала, смазывают маслом и обертывают промасленной бумагой.
Демонтаж вкладышей коренных подшипников нижнего коленчатого вала. Прежде всего снимают боковые наклонные крышки картера. Отвертывают специальным ключом гайки болтов крышек коренных опор, снимают болты, проверяют маркировку, навинчивают гайки и укладывают их на стеллаж.
Крышку подшипника снимают вместе с нижним (крышечным) вкладышем. Вынимают из постели верхний вкладыш, вставив соответствующий штифт для опорного или упорного подшипника в сверление шейки коленчатого вала (см. рис. 107), и, проворачивая вал, выводят вкладыш. Вынимают одновременно не более шести вкладышей коренных подшипников не смежных между собой опор. Все коренные шейки вала протирают, а вкладыши промывают, протирают и дефектируют, а также замеряют их толщину.
Заменяют вкладыши, имеющие хотя бы один из следующих дефектов: коррозию 20 % поверхности нерабочих вкладышей (коррозия рабочих вкладышей не допускается); выкрашивание более 10 % поверхности баббитовой заливки; трещину в теле; потерю торцового натяга в такой степени, когда
превышение для коренных вкладышей меньше 0,08 мм. Ступенчатость рабочих вкладышей для дизеля не должна превышать 0,08 мм по несмежным и 0,04 мм по смежным опорам.
Сняв верхний коленчатый вал, замеряют износ коренных шеек верхнего и 4, 8, 10 и 12-ого коренных подшипников нижнего вала. Если износ рабочих вкладышей у разобранных подшипников превышает 0,10 мм, нужно вынуть все рабочие вкладыши нижнего коленчатого вала. Нерабочие (блочные) вкладыши вынимают при необходимости. Проверяют прилегание (отсутствие провисания) коренных шеек нижнего коленчатого вала дизеля к рабочим вкладышам (кроме 8, 9 и 10-го подшипников).
Гарантией хорошей работы коленчатых валов в ложе вкладышей коренных опор является выполнение требований, предъявляемых к блоку цилиндров по соосности расточек под вкладыши коренных опор при заводском ремонте блоков. Проверку в условиях депо проводят оптическими приборами, повышающими точность ремонта блоков. Укладка коленчатого вала дизеля — весьма ответственная операция, требующая особо строгого выполнения Правил ремонта. Нижний вал проверяют при отсоединенном генераторе.
Установка коренных вкладышей коленчатого вала. Постель вкладыша протирают, а шейку вала смазывают тонким слоем дизельного масла. В
167
отверстие шейки вала устанавливают штифт. Вал провертывают в положение, при котором головка штифта скроется в зазор между постелью вкладыша и шейкой вала. Под шейкой нижнего вала или над шейкой верхнего вала протягивают хлопчатобумажный трос, закрепив его концы так, чтобы, натягивая трос, можно было прижать вкладыш к шейке вала.
Проверив клеймо вкладыша, смазывают его тонким слоем дизельного масла, прикладывают вкладыш к шейке вала и прижимают тросом. Проворачивая вал, заводят вкладыш в постель блока. После этого снимают трос и вынимают штифт. Крышку подшипника вместе с вкладышем устанавливают в соответствии с клеймами, а затем ставят болты (для нижнего вала) или шпильки (для верхнего вала) крепления подшипников.
Гайки крепления коренных подшипников затягивают без замены шпилек. Резьбу смазывают касторовым маслом и завертывают гайки до упора ключом с рукояткой длиной 250—300 мм. Окончательно гайки завертывают в 3—4 приема. Затяжку ведут поочередно для обеих гаек подшипника до совпадения меток, нанесенных керном на торцах гаек, шпилек и болтов. Если какая-либо гайка затянута больше, чем по кернам, то ее необходимо отпустить и перезатянуть до совпадения меток. Зашплинтовывают гайки, проверяют, чтобы шпильки сидели плотно, без качки.
Если необходимо заменить обе шпильки или оба болта, то порядок затяжки изменяется. Заменять следует только комплектно с гайками. Устанавливают крышку на блок без вкладыша, смазывают резьбу касторовым маслом и завертывают гайки до упора ключом с рукояткой длиной 250— 300 мм. На шпильках верхних опор предварительно (до затяжки верхних гаек) завертывают нижние гайки, шплинтуют их, накернивают совпадающие метки на торцах гаек и шпилек и фиксируют шпильку. Проверяют плотность прилегания торца блока (на каблучке) и торца крышки щупом 0,03 мм. Отпускают гайки, затягивают ключом длиной 100 мм и проверяют щупом 168
0,03 мм, нет ли зазора между головкой болта и опорной поверхностью. Прилегание торцов гаек болтов нижних коренных опор и верхних гаек верхних коренных опор к опорным поверхностям проверяют по краске (непрерывно по окружности шириной кольцевой ленточки не менее 5 мм допускается два разрыва ленточки длиной по 5 мм).
Все гайки затягивают до упора, принимая за упор резкое изменение усилия одного человека при затяжке гаек ключом с рукояткой длиной 250— 300 мм. Карандашом наносят совпадающие метки на торцах гаек и болтов нижних опор или на верхних гайках и шпильках верхних опор. Затягивают гайки в 3—4 приема на 2±'/4 грани от упора [вращающий момент затяжки 800—1000 кН-м (82—104 кгс-м)], затягивая поочередно обе шпильки (или болты) специальным ключом. Отпускают гайки, снимают карандашные метки и повторяют затяжку в том же порядке. Следует помнить, что при затяжке гаек верхних опор удерживать их от проворота за нижнюю гайку запрещается. При несовпадении отверстия под шплинт гайку довертывают (но не отпускают) и шплинтуют. Наносят совпадающие метки керном на торцах шпилек (или болтов) и гаек. После этого отвертывают гайки и наносят клейма на гайках, болтах или шпильках в соответствии с клеймами на замененных деталях.
После этого устанавливают вкладыши и затягивают гайки. Если при переборке подчищали опорные поверхности гаек, болтов или крышек подшипников (в местах опоры гаек), то снимают на гайках, шпильках или болтах старые места кернения и затягивают гайки в таком же порядке, как для вновь устанавливаемых шпилек и болтов. На стыковых поверхностях затяжек в постелях вкладышей, а также между вкладышами и постелью щуп 0,03 мм не должен заходить. В случае установки новых крышечных вкладышей проверяют прилегание опорных поверхностей вкладышей по краске (равномерно не менее 70% поверхности).
Суммарный диаметральный зазор «на масло», зазоры между вкладышами и шейками валов на расстоянии
12 мм от стыков вкладышей 0,12— 0,25 мм. Допускается подшабровка баббитовой поверхности вкладышей на участках длиной до 50 мм от плоскости разъема. В нижней части между крышечными вкладышами и шейками 1, 2, 3, 4, 5, 6 и 7-й опор нижнего коленчатого вала щуп 0,05 мм не должен заходить на глубину более 10 мм. Для подшипников 8, 9, 10 и 11-й опор нижнего коленчатого вала при подсоединенном генераторе в нижней части между шейками вала и вкладышами допускается зазор. При переукладке нижнего коленчатого вала обязательно отсоедините генератор. В этом случае щуп толщиной 0,05 мм не должен заходить под шейки 8, 9, 10 и 11-й коренных опор.
Для любых опор верхнего коленчатого вала разность зазоров между шейкой вала и крышечным вкладышем по сравнению с соседними опорами не должна превышать 0,1 мм. При замене вкладыша 12-й опоры нижнего коленчатого вала проверяют центровку генератора с дизелем. Во всех случаях замены единичных вкладышей нижнего коленчатого вала отсоединение генератора от дизеля не требуется.
Демонтаж шатунных вкладышей. Шатунные вкладыши демонтируют при выемке верхних поршней в сборе с шатунами при снятии верхнего коленчатого вала. Вкладыши укладывают на стеллаж так, чтобы не допустить их повреждения, особенно баббитовой заливки. Конструкция дизеля позволяет демонтировать верхний шатун, поршень и шатунные вкладыши без выемки коленчатого вала. Отсоединяют от шатунной шейки шатун, а затем тросом, закрепленным на крюке крана, поднимают поршень так, чтобы открылись продувочные окна. Заводят специальный стержень в продувочное окно и осторожно опускают поршень на этот стержень. Отсоединяют вставку поршня от шатуна, вынув его со вставкой из дизеля. Из шатуна вынимают рабочую половинку от вкладыша.
Выемка поршней. Для выемки (и установки) поршней применяют специальные приспособления (рис. 108 и 109). Верхний поршень, если предварительно был снят верхний коленча-
Рис. 108. Выемка верхнего поршня:
1 — опорный брус; 2—подъемная скоба; 3— трос, 4 — опорный стержень, 5 — шатун, 6 — опора для упора верхнего шатуна, 7 — поршень; 8 — хомут для обжнма поршневых колец
Рис. 109. Выемка нижнего поршня:
1 — шатун; 2 — крюк; 3 — трос; 4 — шатунная шейка коленчатого вала; 5 — поршень; 6 — хомут для обжима поршневых колец; 7 — лебедка; 8 — трос; 9 — опорный брус
7 Зак 893
169
тый вал, демонтируют с помощью лебедки тросом, обвязываемым вокруг шатуна. Если необходимо удалить верхний поршень при установленном коленчатом вале, то предварительно должен быть демонтирован нижний поршень.
Чтобы вынуть нижний поршень, снимают боковые крышки люков правой и левой сторон и устанавливают с обеих сторон червячные лебедки 7 (см. рис. 109), прикрепив их болтами к листам блока. Затем проворачивают коленчатый вал до установки поршня, подлежащего демонтажу в в. м. т., и разбирают шатунный подшипник. Вставив в отверстия шатунных болтов специальные крюки 2, присоединяют к ним и к лебедкам тросы 8. Вращая лебедки, приподнимают шатун 1 с поршнем 5. Затем проворачивают коленчатый вал, чтобы кривошип был установлен под углом 30° к горизонтальной плоскости и снимают вкладыш. Установив два опорных бруса 9 с каждой стороны шатуна, вращая соответственно лебедки, опускают на них поршень. Ослабив и освободив тросы, поршень с шатуном вынимают через люк.
После демонтажа нижнего поршня можно приступать к выемке верхнего. Для этого устанавливают его в н. м. т. и, закрепив шатун тросом, отвертывают гайки болтов, снимают крышку шатуна с вкладышем, вынимают шатунные болты. Опускают шатун с поршнем вниз (во втулку), а верхний коленчатый вал проворачивают до установки соответствующего кривошипа в горизонтальное положение. Поднимают поршень и через люк вставляют в продувочное окно опорный стержень 4 (см. рис. 108), на который опускают поршень. После этого снимают шатун вместе со вставкой. На шпильки ставят подъемную скобу 2, к которой привязывают трос 3 и опускают поршень на опорные брусья 1, предварительно вынув опорный стержень 4.
Вынутые поршни всех цилиндров дизеля осматривают, дефектоскопируют и измеряют детали. Затем поршни очищают от нагара. Особенно тщательно очищают полость масляного охлаждения поршней и отверстия слива.
Наружную боковую поверхность поршней очищать косточковой крошкой запрещается.
На поршнях проверяют состояние второго ручья компрессионных колец ультразвуковым дефектоскопом на отсутствие трещин. Если ультразвуковых щупов в депо нет, проверяют магнитным дефектоскопом или меловым раствором. Для этого поршень вываривают и тщательно очищают от нагара, покрывают второй ручей меловым раствором и после просушки поршень заливают керосином и выдерживают не менее 3 ч. Во время осмотра слегка постукивают медным молотком, выявляя трещины. Тщательно осматривают галтели перехода бонок и спирали.
Замене подлежат поршни, имеющие следующие дефекты: трещины вблизи компрессионных колец; трещины и рыхлоты в галтелях и в месте соединения спирали с цилиндром поршня; две трещины и более в бонке или одну радиальную трещину; трещины на маслонаправляющих спиралях вблизи бонок; дефекты, обнаруженные ультразвуковой дефектоскопией, в зоне канавки второго компрессионного кольца, в местах расположения бонок и на участках между бонками, относящихся не свыше 5 мм от их краев (поршни, имеющие трещины длиной от 15 до 35 мм, дополнительно проверяют наливом керосина); сетки трещин более 20 мм в центре днища; отколы перемычек между ручьями длиной по окружности более 30 мм и глубиной более 4 мм; обрыв направляющих приливов («бороды») нижних поршней или трещину у основания прилива; обрыв бонки; риски на юбке глубиной более 1 мм или менее глубокие риски более 10 шт. на расстоянии друг от друга менее 3 мм. Компрессионное верхнее кольцо заменяют новым независимо от состояния.
При обнаружении в результате осмотра неисправности втулки цилиндра, требующей ее замены или течи по резиновым уплотнениям втулки в блоке необходимо втулку демонтировать. Сливают воду из системы охлаждения. Снимают форсунки и индикаторный кран, а также их переходники (адаптеры) . Снимают патрубки подвода ох
170
лаждающей воды, отсоединяют их от выпускных коллекторов и патрубков отвода воды, отсоединив его от водяного коллектора. Вывертывают шпильки из рубашки втулки цилиндров и вынимают ее из дизеля (блока).
Резиновые кольца адаптеров и прокладки патрубков подвода и отвода охлаждающей воды заменяют, а затем опрессовывают водяную систему горячей водой при вынутых поршнях давлением 0,3 МПа (3 кгс/см2) в течение 8—10 мии. При обнаружении течи или других признаках неисправности втулку вынуть из блока и провести следующие работы:
очищают от нагара окна втулки. Проводят микрометраж и заменяют втулки, имеющие износ или другие дефекты. Запрещается замена исправных цилиндровых втулок переходящими (второгодными);
уступы по краям камеры сжатия выводят механической обработкой, обеспечивая при этом плавный переход цилиндрической поверхности к рабочей части втулки;
кромки адаптерных отверстий рубашки зачищают от коррозии до металлического блеска. Проверяют магнитным дефектоскопом стенки втулок и рубашек у адаптерных отверстий.
Установка втулок в блок. Перед установкой втулки в блок проверяют затяжку крепления выпускных коробок и выпускных' коллекторов; очищают посадочные пояса втулки, блока и выпускной коробки и смазывают их дизельным маслом; проверяют состояние антикоррозионного покрытия поверхности рубашки втулки вокруг адаптерного отверстия.
На втулку надевают новый комплект резиновых уплотняющих колец и ставят в блок. Под фланец закрепленной втулки щуп толщиной 0,07 мм не должен заходить. Закрепляют втулку окончательно, поочередно затягивая диаметрально противоположные гайки.
Обмеряют втулку и записывают данные в формуляр. Разность замеров, выполненных до установки в блок и в блоке, не должна превышать 0,05 мм. Ввертывают шпильки в рубашку втулки, ставят патрубки подвода и отвода воды, адаптеры форсунок и индикатор
ных кранов. Вращающий момент при затяжке адаптеров 200—250 Н-м (20—25 кгс-м). Втулки ставят в блок согласно клеймам и меткам. Посадочные пояса блока и выпускной коробки покрывают дизельным маслом. Опрессовывают водяную полость цилиндровой втулки горячей водой давлением 0,3 МПа (3 кгс/см2) в течение 5 мин; «потеиие» или появление капель не допускается.
При устранении течей по резиновым уплотнениям между рубашкой и втулкой спрессовывают рубашку с втулкой. Для замены резиновых уплотнений подготовить поверхности посадочных мест втулки и рубашки: нанести на них пленку эластомера ГЭН-150В согласно требованиям руководства по нанесению эластомера. Нагреть рубашку (электронагревателем) до температуры 120— 140 °C и посадить ее на втулку так, чтобы центровочные риски на втулке и рубашке совпали. При этом необходимо контролировать соосность адаптерных отверстий ввертыванием стержня диаметром 43 мм с резьбой МЗОХ 1 мм.
Торцовая поверхность бонки под медную прокладку (кольца) между адаптером и бонкой при необходимости зачистить, но не более как на глубину 3 мм, причем толщину медного кольца увеличивают на высоту подторцовки. Следует иметь в виду, что минимальная длина резьбы во втулке допускается до 9,7 мм. В случае повреждения резьбы во втулке под адаптер допускается перенарезка, но не более как МЗЗХ1 или М36Х2 мм. При этом опорный бурт адаптера увеличивают так, чтобы ширина пояска обжатия была не менее 4 мм.
Перед окончательной установкой втулки в блок проводят контрольную установку втулки без уплотнительных резиновых колец; втулка должна свободно устанавливаться в блок под действием собственного веса. Зазор между блоком и фланцами цилиндровой втулки при незакрепленной втулке допускается не более 0,05 мм. В случае если под собственным весом втулка не ставится на место, проверяют чистоту посадочных поверхностей, диаметры поясов втулки и рубашки. Разрешается местная подшлифовка посадочных поя-
7*
171
сов втулки наждачной шкуркой. Разница в овальности зеркала старой втулки до и после постановки в блок допускается не более 0,08 мм. Овальность новой втулки после закрепления выпускной коробки не должна превышать 0,05 мм. После окончательного монтажа втулки замеряют ее внутренний диаметр по меньшей оси овала (не менее 207 мм).
При использовании медных колец, ранее стоявших, необходимо их отжечь до твердости НВ 45. При срывах резьбы в рубашке втулки для шпилек крепления водяных патрубков резьбу перена-резают иа диаметр К 3/8 с постановкой ступенчатой шпильки на белилах.
Натяг по посадочным поясам вверху 0,004—0,08 мм, а внизу зазор 0,14— 0,216 мм. Натяг между рубашкой и ребрами втулки 0,02—0,05 мм. Восстанавливать натяг разрешается электроискровой наплавкой, осталиванием, цинкованием и другими способами. Рубашки для посадки на втулку нагревают индукционным нагревателем с контролем температуры.
Перекрытие окон втулки выпускной коробкой не допускается. Разрешается подпиловка выпускной коробки при обеспечении толщины стенок коробки не менее 7,5 мм. Несовпадение выпускных и водоперепускных окон, выпускных коробок и коллекторов допускается для водоперепускных окон не более 3 мм, для выпускных окон—не более 5 мм. Разрешается пологая подпиловка кромок окон выпускных коллекторов под угол 45°.
Резиновые кольца адаптеров и прокладки патрубков подвода и отвода охлаждающей воды заменяют. Для предупреждения течи воды через уплотнение, адаптеров форсунок и индикаторных кранов, а также перепускных патрубков воды из водяной полости выпускных коллекторов производят установку адаптеров новой конструкции согласно планам комплексной модернизации тепловозов ТЭЗ. При установке адаптеров старой конструкции необходимо соблюдать следующие условия: на рубашке и фланце адаптера наносят риски, соответствующие правильному их взаимному положению; при сборке фланец удерживают в уста-172
новленном чертежами положении с помощью специального ключа за отверстия, имеющиеся во фланце. Опрессовывают водяную систему горячей водой при вынутых поршнях давлением 0,3 МПа (3 кгс/см2) в течение 8— 10 мин.
Установка (сборка) шатунного подшипника. Все шатунные вкладыши промывают, дефектируют и замеряют их толщину. Устанавливают крышечный вкладыш в крышку шатуна, проверив по клеймению его принадлежность данной крышке, смазывают вкладыш дизельным маслом. Вкладыш шатуна (рабочий вкладыш) точно также устанавливают в ложе шатуна. Сочленяют с соответствующей шатунной шейкой коленчатого вала шатун (в ложе которого установлен вкладыш) и, проверив по клеймению принадлежность крышки данному шатуну, опускают на шейку вала крышку шатуна. Подбирают по клеймам шатунные болты и гайки, соответствующие шатуну, и заводят их в соответствующие отверстия шатуна и крышки, навертывают гайки на болты. Теперь необходимо проверить продольное смещение шатунных вкладышей по стыку (не более 0,5 мм). Исправить продольное смещение вкладышей можно легкими ударами деревянной рукоятки молотка по торцу вкладыша шатуна. После этого затягивают гайки шатунных болтов. В случае замены шатунных вкладышей снимают с вкладыша слой консервационной смазки и осматривают его; если по результатам проверки вкладыш годен к установке на данный шатун, наносят на него клейма.
При затяжке гаек шатунных болтов: смазать резьбу касторовым маслом; завернуть гайки до упора ключом с рукояткой длиной 250—300 мм; затянуть гайки в шесть — восемь приемов на 1,5—2 грани, поочередно для обеих гаек по '/4 грани за прием до совпадения меток (рисок) на гранях гаек с метками на шатуне. Зашплинтовать гайки, шплинты должны сидеть плотно; если какая-либо гайка будет затянута больше,чем это предусмотрено метками, отвернуть обе гайки и. вновь затянуть их до совпадения меток.
В случае замены шатунных болтов при затяжке гаек:
смазывают резьбу шатунных болтов и торцы их гаек касторовым маслом;
собирают шатун с крышкой без вкладышей, вставляют болты и навертывают на них вручную гайки;
завертывают гайки до упора ключом с рукояткой длиной 250—300 мм;
убеждаются, что зазор в стыке крышки с шатуном не более 0,03 мм;
наносят карандашом совпадающие метки на гранях гаек и боковой поверхности шатуна либо крышки;
затягивают гайки в шесть—восемь приемов на 1,5—2 грани от упора, поочередно для обеих гаек по '/4 грани за прием специальным ключом;
вставляют шплинты. При несовпадении отверстия под шплинт гайку доворачивают (отпускать не следует);
наносят совпадающие метки (риски) на гранях гаек и боковых поверхностях шатуна либо крышки;
отвертывают гайки, разбирают шатун и наносят клейма на гайках и болтах в соответствии с клеймением на замеченных деталях. Собирают шатун с вкладышами и затягивают гайки, как и при затяжке гаек шатунных болтов.
Если при переборке зачищали опорные поверхности гаек или шатунов, снимают на гайке и шатуне старые метки и ставят на затянутые гайки в таком же порядке, как для вновь устанавливаемых болтов.
Разборка поршней и шатунов. Поршневые кольца снимают специальным приспособлением поочередно, начиная с первого компрессионного (считая от головки поршня). В таком же порядке их укладывают на стеллажи для каждого поршня отдельно. На стеллаж прикрепляют бирку с номером поршня.
Снимают шплинты и отгибают усики стопорящих Шайб на гайках крепления вставки поршня. Отсоединяют поршень от шатуна со вставкой, после чего навертывают гайки на шпильки поршня. Из поршня вынимают регулировочные прокладки и связывают их вместе проволокой биркой с номером поршня. Поршневой палец выталкивают из отверстия вставки и расчленяют вставку и шатун, а затем осторожно палец кладут на стеллаж. Снимают ползушку
с пружиной и прикрепляют к ним бирку с номером поршня.
Сборка шатунов с поршнями. Шатун устанавливают вертикально в тисках или в специальном приспособлении, смазывают дизельным маслом сферическую часть поверхности верхней головки шатуна и устанавливают на нее ползушку с пружиной.
Вставку поршня на верхнюю головку шатуна устанавливают так, чтобы цилиндрическая часть ползушки зашла в выточку вставки, при этом клеймение (номер цилиндра и индекс двигателя) на шатуне должно располагаться справа под углом 90° по отношению к такому же клеймению на вставке (клеймо на вставке при этом должно быть впереди). Далее соединяют вставку с шатуном поршневым пальцем, для чего палец смазывают дизельным маслом, нажимают рукой на вставку, сжимая пружину до совпадения отверстия во вставке с отверстием в шатуне, и вставляют палец так, чтобы клеймо на пальце находилось со стороны клеймений на вставке.
На торец вставки устанавливают набор необходимой толщины прокладок так, чтобы вырезы в прокладках обеспечили проход шпилек поршня; опускают на вставку поршень так, чтобы шпильки вошли в соответствующие отверстия вставки, и навертывают гайки крепления поршня на шпильки.
Затягивают гайки крепления поршня в такой последовательности: завертывают все попарно гайки до упора. За упор принимают резкое изменение усилия затяжки ключом с рукояткой длиной 200 мм; завертывают окончательно все гайки в четыре—шесть приемов по ’/< грани за прием, противоположно лежащие гайки, всего на 1— 1,5 грани до совпадения меток на гайке и боковой стороне шатуна при несовпадении меток наносят новые метки, а старые удаляют.
После этой операции гайки шплинтуют и затягивают усики стопорных шайб. Смазывают канавки поршня дизельным маслом и с помощью специального приспособления ставят поршневые кольца. При замене поршня, шатуна или вставки обеспечивают длину шатуна в сборе с поршнем,
173
которая должна соответствовать указанной в формуляре для данного шатуна с отклонением не более 0,05 мм. При замене ползушки новую ползушку притирают по сферической поверхности головки шатуна.
Установка поршней с шатунами в дизель. Первыми устанавливают шатуны верхнего коленчатого вала, чтобы исключить возможность попадания в цилиндр постороннего предмета. При демонтированном верхнем коленчатом вале необходимо установить на поршне специальное приспособление, обжимающее поршневые кольца для опускания поршня с кольцами в цилиндр, укрепить на шатуне трос и опустить поршень в цилиндр. При этом клеймение на поршне должно быть расположено со стороны управления, а клеймо на шатуне—с правой стороны, если смотреть со стороны генератора. Удерживая шатун с поршнем краном на тросе, устанавливают на верхнем торце специальную опору. Опускают последовательно все поршни в цилиндры до такой степени, когда шатун ляжет своей нижней головкой на опору. Затем подводят шатунную шейку соответствующего цилиндра, проворачивая коленчатый вал и соединяя с ним шатун, и так соединить все поршни.
Установка поршней производится в последовательности, обратной их демонтажу.
Вертикальная передача. У поступившей на ремонт передачи проверяют надежность крепления ее деталей и линейную величину камеры сжатия у одного из цилиндров дизеля. Линейная величина камеры сжатия должна быть не более 5,5 мм, а разница в замерах двух величин допускается не более 0,2 мм. При ослаблении шестерен, подшипников и конических муфт или неисправностях деталей передачу или часть ее разбирают и ремонтируют.
Открыв люки отсека вертикальной передачи, проверяют крепление гаек подшипниковых узлов, болтов, гаек и болтов крепления верхнего и нижнего корпусов и крепление всех деталей передачи. При осмотре шестерен обращают особое внимание на совпадение их торцов; несовпадение свидетельст
вует о просадке вала. Торсионный вал осматривают, нет ли трещин.
При изменении угла опережения на 0,5° проверяют состояние шлицевых соединений и торсионный вал, при необходимости передачу разбирают и ремонтируют. При этом следует иметь в виду, что для сохранения установленного угла опережения между коленчатыми валами при разборке вертикальной передачи с торсионным валом необхЪдимо метить краской сопряженные зубья шлицевых соединений.
Привод насосов. Через боковые лючки осматривают состояние зубьев шестерен эластичного привода насосов, при необходимости устраняют дефекты.
Водяные насосы. Всасывающую головку снимают и проверяют крепление гайки и надежность посадки крыльчатки на валу. При обнаружении дефектов водяные насосы разбирают и ремонтируют. У насосов возможен излом валов в месте перехода вала на другой диаметр, на который насаживается рабочее колесо. Такой излом наблюдался на насосах ранних выпусков, у которых диаметр вала под посадку рабочего колеса был 25 мм, а затем и 28 мм. У современных насосов этот диаметр 32 мм. Для замены старых валов ПКБ ЦТ разработана документация (см. Экспресс-информацию железнодорожного транспорта—Серия «Локомотивы и локомотивное хозяйство», вып. 4, 1981 г.).
Масляный насос. Масляный насос снимают и осматривают, замеряют радиальные зазоры в подшипниках и осевые разбеги валов. Особое внимание обращают на состояние вала привода, муфты и зубчатого поводка. При износе зубьев по толщине более 25% или сколах и трещинах муфты и валы заменяют. Не допускается установка поводков без выполнения на зубьях прорезей для смазки.
Топливная аппаратура. Снимают форсунки, топливные насосы и их толкатели. Внутреннюю часть насосов защищают от попадания грязи пробками и колпачками. После промывки насосы испытывают иа подачу. Насосы, не имеющие нормальную подачу, подлежат ремонту. Заменяют детали, имеющие следующие дефекты: трещины
174
в корпусах насосов, скалывание или выкрашивание торцовой и наклонной кромок головки плунжера, односторонний и местный натир плунжерных пар, забоины на торце плунжера, трещины и изломы плунжера, коррозию на рабочей поверхности плунжера или гильзы, трещину тела гильзы. Коррозию на торце плунжера или гильзы зачищают. Резиновые уплотнения на корпусе толкателя заменяют.
Форсунки разбирают и ремонтируют. Заменяют корпус форсунки, имеющий трещины, и пружины с трещинами витков или высотой в свободном состоянии менее 28,5 мм. Распылитель форсунки, не дающий нормального распыливания топлива, имеющий малую плотность и подтекание топлива, ремонтируют путем притирания конуса. Проверяют подъем иглы и разработку распиливающих отверстий соплового наконечника. Подъем иглы распылителя регулируют путем подбора ограничителя по высоте. При необходимости углы рабочих конусов иглы и корпуса распылителя восстанавливают при помощи притиров и оправок до чертежного размера. Разрешается ремонт распылителей подбором прецизионных деталей.
Разработку отверстий соплового наконечника форсунки проверяют приспособлением с применением эталонных сопловых наконечников распылителей. Диаметры отверстий эталонных сопловых наконечников для нижнего и верхнего пределов измерения соответственно 0,56-|-0,02 и 0,6 + 0,02 мм. Сопловые наконечники ремонтного фонда считают годными, если поплавок длинномера при их испытании будет находиться между указателями нижнего и верхнего пределов шкалы.длинномера.
Каждую собранную форсунку опрессовывают на плотность на стенде. Фактическую плотность распылителя по эталонной форсунке определяют перед каждой проверкой плотности партии отремонтированных форсунок, а также при изменении вязкости топлива и температуры помещения. Эталонные форсунки (нижнего и верхнего пределов) подбирают из новых при опрессовке их смесью топлива с маслом вяз
костью по Энглеру £20 = 1,534-1,55 и температуре помещения 20—21 °C. Если показание плотности эталона меньше зафиксированной при его выборе, то разность показаний необходимо прибавить к плотности испытуемой форсунки, и наоборот.
При затяжке пружины форсунки до давления 35,0 МПа (350 кгс/см2) время падения давления от 33 до 28 МПа (330—280 кгс/см2) по показанию манометра стенда допускается в пределах 10—100 с (для нового—27—100 с). Появление капель топлива на «носике» распылителя, а также просачивание топлива в резьбовом соединении стакан — корпус в период опрессовки не допускаются. У собранной форсунки пружину затягивают на давление 21+ 05 МПа (210+ 5 кгс/см2).
Трубки высокого давления опрессовывают для выявления трещин и других дефектов. Допускается восстанавливать конусы трубок путем наплавки и обработки с последующим гидравлическим испытанием на 60—70 МПа (600 — 700 кгс/см2). Годность пружины форсунки проверяется при сжатии ее усилием 660 Н [(66±5) кгс] до высоты, которая должна быть не менее 25,7 мм, а при трехкратном обжатии ее до размера 24,5 мм она не должна иметь остаточных деформаций.
Важно, чтобы при работе форсунка обеспечивала правильное направление струй по отношению к поверхности камеры сгорания поршня. Это обеспечивается установкой форсунки так, чтобы штуцер подвода топлива к форсунке располагался в вертикальной плоскости и был направлен вниз.
Гидромеханический (распределительный) редуктор. Корпус редуктора, имеющий отломанные части или сквозные трещины, восстанавливают в соответствии с Инструктивными указаниями по сварочным работам. После заварки наплавленное место зачищают заподлицо с основным металлом. Разрешается восстанавливать места посадки подшипников средней опоры верхнего и среднего бартеров гидромеханического редуктора стиракрилом марки ТШ. Шестерни заменяют при изломах или трещинах в зубьях, сколах зубьев от торца на длине более 15%, вмя
175
тинах площадью более 500 мм2 и взносах зубьев за пределы возможности регулировки боковых зазоров.
Валы редукторов дефектоскопируют. При обнаружении трещин вал заменяют. В случае образования зазора в шлицевом соединении вала с подвижной шестерней более 1,5 мм шлицы вала восстанавливают. Посадочные поверхности валов и полумуфт, имеющие выработку или задиры, восстанавливают согласно инструктивным указаниям по сварочным работам.
Поврежденную резьбу хвостовиков восстанавливают до номинальных значений или перенарезают на следующую по ГОСТу уменьшенную величину. Натяг под посадку шестерен или подшипников качения восстанавливают осталиванием, цинкованием, нанесением слоя металла электроискровым способом на соответствующие поверхности. Лабиринтные уплотнения и сальники редукторов осматривают, а резиновые и войлочные уплотнения заменяют новыми. При установке нового сальника натяг, с которым резина должна обхватывать цилиндрическую поверхность детали, должен быть 1,5— 3,0 мм. Допускаются зазоры по диаметру между кольцом и крышкой лабиринта от 0,5 до 1 мм, зазор между кольцом и крышкой лабиринта по внутреннему и наружному диаметрам составляет 1 —1,5 мм.
Осматривают колеса гидромуфты, колокола, крепление колес с шестернями и ступицами. При ремонте алюминиевых колес гидромуфты разрешается:
разворачивание отверстий в колесах и шестернях под штифты. Штифты ставят ступенчатые: в алюминиевые колеса с натягом 0,07—0,09 мм, а в тело шестерни—0,02—0,03 мм. Перед установкой штифтов отверстия проверяют разверткой одного диаметра при собранных колесах с шестернями;
восстановление отверстий под штифты в колесах путем запрессовки стальных пробок диаметром 20 мм с натягом 0,07—0,09 мм и последующей сверловкой и разверткой отверстий под штифты до чертежных размеров и постановкой штифтов с натягом 0,02—0,03 мм;
176
заварка трещин длиной не более 50% поверхности лопатки.
Отремонтированные колеса и колокола статически балансируют. Дисбаланс устраняют сверлением несквозных отверстий в привалочных фланцах на диаметре 490 мм для турбинного колеса и колокола и по наружной части ступицы на диаметре 175 мм для насосного колеса. Балансировочные отверстия сверлить диаметром не более 12 мм на глубину до 12 мм для турбинного колеса и колокола и 7 мм для насосного колеса. Перемычки между балансировочными отверстиями должны быть не менее 5 мм.
Масляный насос редуктора. Насос снимают, разбирают, моют и осматривают. Замеряют зазоры между ведущим валиком и втулками, расточной средней частью и фланцем насоса. Заменяют бронзовые втулки и среднюю часть, если зазор между ними и валиком более 0,12 мм.
При износе квадрат хвостовика валика восстанавливают хромированием. Проверяют характеристику пружин лопастей валика. Лопасти, имеющие задиры на рабочих поверхностях, заменяют. Высота пружин в свободном состоянии не менее 40 мм.
В собранном насосе осевой зазор ведущего валика 0,06—0,093 мм, зазор между бронзовыми втулками и валиком 0,02—0,1 мм, а размер а 0,02—0,05 мм. При этом валик должен легко проворачиваться от руки без заедания заклинивания. Течь масла в соединениях насоса не допускается. Собранный насос испытывают на стенде при 2000 об/мин.
Подача масляного насоса не менее 14 л/мин.
После установки насоса на редуктор и затяжки гаек проверяют люфт между квадратным хвостовиком валика насоса и втулкой приводного вала в четырех диаметрально противоположных положениях. Люфт не менее 10 мм на плече (радиусе) 180 мм. Допускается подбор втулок или насосов.
Сборка редукторов. Перед сборкой необходимо промыть все детали, каналы подвода и отвода масла гидромуфт, канала для смазки подшипников очистить и продуть.
Подшипники устанавливают в гнезда и на валы до упора, а затем надежно закрепляют. Крышки и гнезда подшипников ставят на паронитовых прокладках, смазанных с обеих сторон дизельным маслом. Биение валов по посадочным шлицевым и резьбовым поверхностям допускается 0,03— 0,05 мм.
Запрессовку шестерен на конусные хвостовики валов редукторов производят насухо с натягом. Натяг для фланцев 0,5—0,8 мм. Посадку производят с нагревом в масле до 180—200°С. Конические поверхности проверяют на прилегание по краске (65—75%). При проверке зубьев шестерен на прилегание следят, чтобы по краске оно было не менее 60% по длине и высоте зуба, причем пятно контактов должно располагаться в средней части поверхности зубьев; на части зубьев, составляющей до 10 %, допускается уменьшение прилегания, но не менее 50%.
Плавность вращения шестерен проверяют при двух крайних положениях подвижной шестерни. Перемещение шестерен по шлицам должно быть свободным и без заеданий. При установке рычага в положение «летний режим» или «зимний режим» несовпадения торцов зубчатого зацепления не должно быть. При выбранных внутрь конусах и наружу осевых разбегах ведущего
и ведомого валов зазор между зубьями цилиндрических пар шестерен должен быть в пределах допускаемых размеров. В гидромуфте зазор между колесами устанавливают 3,8—5,5 мм за счет изменения длины распорной втулки. Зазор между колоколом и насосным колесом должен быть не менее 2 мм; между распорной втулкой с заливкой и ступицами ведомой и ведущей шестерен—не более 0,25 мм, а между втулкой без заливки и ступицами— не более 0,54 мм.
При работающем дизеле отрегулировать давление масла, поступающего в редукторы, так, чтобы оно было, при 400 и 850 об/мин в пределах 0,04— 0,08 МПа (0,4—0,8 кгс/см2).
Вентиляторные колеса холодильников и подпятники. Вентиляторные колеса и их подпятники снять, разобрать, очистить и осмотреть. Допустимый дисбаланс колеса при динамической балансировке не более 1,5 Н-м (15 гс*м). Общая масса уравнительного груза не более 6 г. Допускается установка двух грузов массой по 3 г на каждый диск. Крепят грузы приваркой на несущем и заклепками на покрывающих дисках. Дисбаланс можно устранять сверлением отверстия диаметром 15 мм на внутренней стороне ступицы по радиусу 80 мм.
Глава 12
ОБЪЕМЫ И ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТ ПРИ ТЕКУЩИХ РЕМОНТАХ ТР-3
44. Основные узлы дизеля
При проведении ремонтных работ в объеме ТР-3 предусматривают выполнение мероприятий по модернизации тепловоза.
Такие мероприятия составлены, разработаны и сведены в план.
По этому плану все тепловозы, проходящие ремонт, приводятся к одной усовершенствованной конструкции в соответствии с проектами комплексной модернизации, разработанными ПКБ ЦТ МПС.
Перечень работ по комплексной модернизации предусматривает выполнение работ по дизелю, вспомогательному оборудованию, экипажу и электрооборудованию. Этот перечень постоянно пополняется за счет новых разработок, по мере накопления опыта эксплуатации усовершенствованных узлов и изысканий новых конструктивных решений.
Наряду с модернизацией отдельных узлов и агрегатов проектом комплексной модернизации предусматривается при выпуске тепловозов из капиталь-177
ного ремонта установка новых узлов в вертикальной передаче (торсиоиы, шлицевые втулки и др.), распылителей и наконечников форсунок, шариковых и роликовых подшипников, секций радиаторов и др. На части тепловозов предусматривается установка новых дизелей, тяговых электродвигателей или их якорей. Тепловозам, прошедшим комплексную модернизацию, присваивается дополнительно к серии индекс «У», например, ЗТЭЗУ-4321. Объем и порядок выполнения работ при текущем ремонте ТР-3 по основным узлам тепловоза (без учета его модернизации) приводится ниже.
Помещение внутри кузова тепловоза очищают от грязи. Дизель опрессовывают до разборки и после сборки. В процессе ремонта и сборки дизеля восстанавливают герметичность всех соединений блока. Прежде всего выполняют работы в объеме текущего ремонта ТР-2. Демонтируют дизель-генератор с глушителем и устанавливают его в цеху на специальном стенде. Дизель разбирают и демонтируют его основные узлы и сборочные единицы.
Блок и картер. При осмотре блока особое внимание обращают на цельность сварных швов, проверяют, нет ли трещин в околошовных зонах orfop коренных подшипников, в отсеках управления и вертикальной передачи, у картерных люков. Трещины устраняют. Допускается оставлять одну трещину длиной не более 120 мм в сварных швах каждого бугеля. Концы таких трещин засверливают. Обстукиванием проверяют надежность затяжки крепежных деталей в соединениях блока с картером. Ослабшие детали закрепляют, негодные заменяют.
Восстанавливают герметичность соединения картерных люков с блоком. Пружины, потерявшие упругость, заменяют. Резиновые уплотнительные прокладки люков заменяют новыми независимо от состояния. Сетки картера вынимают и осматривают. Сетки, имеющие коробления или пробоины, ремонтируют, а сетки, у которых полезная площадь уменьшена более чем на 25%, заменяют. Проверяют надежность крепления блока к раме и рамы 178
дизеля к раме тепловоза. Ослабевшие шейки и болты крепят.
Крышки коренных подшипников осматривают, проверяя при этом наличие фасок и скруглений в местах подреза под гайку, предупреждающих образование трещин и поломку их. Так как крышки не взаимозаменяемые, новые крышки подгоняют индивидуально к каждой ремонтируемой опоре. После подгонки крышки по замкам укрепляют и проверяют легкость свободного вращения технологической оправки в ложе подшипников, а также отсутствие зазора между технологическим валом и ложем подшипника. Между крышкой и технологическим валом допускается зазор (на дуге до 90°) не более 0,03 мм. Шабровка поверхности ложа (только бугеля) по диаметру 242 мм запрещена. После замены крышки верхнего коленчатого вала новую затяжку гаек выполняют в следующем порядке:
завертывают гайки до упора ключом с рукояткой длиной 300 мм. На шпильках верхних опор предварительно завертывают нижние гайки, шплинтуют их, накернивают совпадающие метки на торцах гаек и шпилек;
проверяют отсутствие зазора между торцами постели блока и крышкой (щуп 0,03 мм не должен заходить);
отпускают гайки и проверяют прилегание по краске торцов гаек к опорным поверхностям. Затем вновь завертывают их до упора ключом с рукояткой длиной 300 мм;
наносят карандашом совпадающие метки на гайках и шпильках;
затягивают гайки в 3—4 приема на 2±1/4 грани. Отпускают и повторяют затяжку. Вставляют шплинт, при несовпадении отверстий под шплинт гайку довертывают (но не отпускают);
наносят керном совпадающие метки на торцах болтов (шпилек) и гаек;
отвертывают гайки и наносят клейма на гайках, болтах или шпильках;
устанавливают вкладыши и затягивают по клеймам;
заменяют крышки коренного вкладыша нижнего вала в том же
порядке, что и верхнего вала, но для 8,9,10 и 11-го коренных подшипников эту операцию проводят при отсоединенном вале генератора;
после замены крышек 8,9,10 и 11-й коренных опор нижнего вала и подсоединения к валу генератора проверяют соосность коленчатого вала и вала генератора, при необходимости подправляют соосность.
Выпускные коллекторы, выпускные коробки, воздушные ресиверы очищают от нагара и загрязнения. Коллекторы и коробки, дающие течь при опрессовке дизеля под давлением 0,3 МПа (3 кгс/см2), и коробки с трещинами заменяют. Герметичность водяной полости коллекторов восстанавливают сваркой. Неплоскостность привалочной плиты коллекторов проверяют (допускается коробление не более 0,45 мм по всей длине). На первом ремонте ТР-3 после поступления тепловоза с заводов промышленности разрешается коллекторы не снимать.
Втулки цилиндров. Втулки вынимают из блока, очищают от нагаров и промывают. Замеряют износ и овальность цилиндра. Втулки с износом, выходящим за пределы допустимых норм, заменяют. Незначительные риски, иатиры на зеркальной поверхности разрешается заполировать. Кромки адаптерных отверстий рубашек зачищают от коррозии до металлического блеска.
Наружные резиновые кольца втулки заменяют независимо от их состояния (уплотняющие посадку в блоке). Опрессовывают втулки горячей водой. В случае течи снять рубашку, заменить внутренние резиновые кольца с соблюдением требований чертежа. При перепрессовке рубашек втулок цилиндров очищают полости охлаждения от накипи и других загрязнений.
Поверхность под установку медного уплотнительного кольца адаптеров фрезеруют на глубину не более 3 мм. В случае износа резьбы под адаптер разрешается перенарезать резьбу на МЗЗХ1 с последующей заменой адаптера с новой резьбой. Вращающий момент при затяжке адаптеров 200 — 250 кН-м (20 — 25 кгс-м). При
использовании медных прокладок (колец) под адаптеры, бывших в работе, кольца отжигают до твердости НВ 45 и толщины не менее 1,5 мм. При срывах резьбы во втулках под установку водоподводящих патрубков, разрешается перенарезать резьбу на К 3/8, при этом шпилька должна быть ступенчатой.
При окончательной установке втулок в блок необходимо контрольно поставить втулки без уплотнительных резиновых колец; втулка должна свободно опускаться в блок под действием собственного веса. Зазор между фланцем и платиком в блоке при незакрепленной втулке до 0,07 мм. После крепления втулки в блоке измерить овальность по принятым поясам, для новых втулок овал не более 0,05 мм, для бывшей в употреблении овал не более 0,08 мм, при этом диаметр втулки по меньшей оси овала не менее 206,97 мм.
После окончательной установки втулок в блоке не допускается подтяжка выпускных коллекторов и выпускных коробок без контроля геометрических размеров по овалу зеркала втулки. В случае подтяжки болтов крепления коллекторов и коробок размеры внутренних диаметров втулки в одних и тех же местах до и после подтяжки не должны отличаться более чем на 0,03 мм.
Перекрытие выпускных окон коробкой не допускается, разрешается под-пиловка стенок коробки, но толщина стенки не менее 7,5 мм. Несовпадение кромок выпускных и водоперепускных окон допускается не более 3 мм для водоперепускных и не более 5 мм для выпускных окон.
Коленчатые валы и их подшипники. Подшипники обоих валов разбирают для осмотра. Перед разборкой замеряют суммарные зазоры «на масло» и определяют разность этих зазоров Для каждого вала. Измеряют толщину всех вкладышей и записывают в карту замеров. Коренные подшипники нижнего коленчатого вала разбирают для осмотра и замеров через одну опору.
Коленчатые валы осматривают и дефектоскопиоуют. Тоещины длиной
179
менее 40 мм удаляют и затем полируют. Разделка должна перекрывать длину трещины не менее чем на 10 мм. Глубина трещины не более 3 мм, а на щеке — не более 2 мм. После удаления трещин вал вновь проверяют дефектоскопом. Признаки трещин или трещины длиной более 40 мм не допускаются.
Вкладыши заменяют при следующих дефектах: коррозия более 20 % поверхности не в рабочей половинке, в рабочей половинке коррозия не допускается; выкрашивание баббита более 10 %; трещина в теле вкладыша; потеря натяга (превышения менее 0,08 мм для коренного и менеё 0,04 мм для шатунного вкладыша); износ по толщине более 0,15 мм для рабочих половинок, а для нерабочих — не более 0,20 мм.
Повышенный продольный разбег коленчатого вала в опорно-упорных подшипниках устраняют заменой новым вкладышем. Прилегание торцов не менее 60 %. При текущих ремонтах ТР-1 и ТР-2 разрешается замена всех коренных вкладышей нижнего коленчатого вала без отсоединения вала тягового генератора от вала дизеля.
При замене единичных рабочих вкладышей коренных подшипников верхнего и нижнего коленчатых валов, когда полная разборка всех коренных подшипников данного вала не производится, соблюдают ряд требований. Так, суммарные зазоры «на масло» устанавливают в пределах допуска, а разность суммарных зазоров между вкладышами и шейками у всех опор верхнего коленчатого вала не более 0,1 мм; зазор (провисание) между рабочим вкладышем и коренной шейкой нижнего коленчатого вала для 1 и 7-й опоо не более 0,05 мм; для 8,9,10 и 11-й опор этот зазор определяется суммарным зазором «на масло».
В случае замены вкладыша из-за выкрашивания баббитового слоя устанавливают фактическую толщину по сохранившемуся участку баббита. Если толщину вкладыша установить невозможно, то ее принимают как среднее значение двух соседних, а для 180
первой шейки среднее значение толщины двух рядом расположенных вкладышей. При этом ступенчатость этих трех вкладышей допускается не более 0,08 мм. Толщина рабочей половинки вкладыша 12-й опоры нижнего коленчатого вала должна быть больше толщины рабочей половинки 11-й опоры на 0,03 мм. После этого проверяют соосность вала якоря генератора с коленчатым валом.
Вкладыши по шейкам подгоняют шабровкой баббитового слоя таким образом, чтобы при проверке по краске на каждый сантиметр площади было не менее двух пятен краски.
После подгонки вкладышей шабровкой поверхность их выравнивают гладилкой.
Ступенчатостью рабочих вкладышей коренных подшипников принято называть наибольшую разность между толщинами рабочих вкладышей у всех разобранных подшипников, поэтому для определения ступенчатости необходимо разобрать не менее трех подшипников. Толщину вкладышей измеряют в средней части на расстоянии 20 мм от торцов, а для упорных — на расстоянии 30 мм. Для рабочих вкладышей коренных подшипников одного вала, имеющих различные ремонтные градации, ступенчатость определяют с учетом разницы по толщине, вкладышей между градациями 0,25 мм. Например, измерением установлена толщина вкладышей 19,17; 18,94; 19,22; 19,17 мм, т.е. вкладыши принадлежат следующим градациям: 1р, Ор, 1р, 1р. Приведем вкладыши к преимущественной градации 1р и получим следующие толщины: 19,17; 19,19; 19,22; 19,17 мм. Следовательно, ступенчатость данных вкладышей 19,22— 19,17 = 0,05 мм. Таким образом, ступенчатость всех вкладышей будет равна 0,05 мм.
При полной замене рабочих вкладышей во время переукладки коленчатых валов (замена валов) толщину вкладышей подбирают так, чтобы ступенчатость их для каждого не превышала 0,04 мм. Если при этом окажется, что разность зазоров «на масло» более установленных норм, то необходимо устранять разность
зазоров за счет смены нерабочих (блочных) вкладышей.
После замены отдельных или всех крышечных вкладышей и сборки коренных вкладышей проверить плотность прилегания стыков вкладышей, а также вкладышей к постели (щуп 0,03 мм не должен заходить), «поо-висание» коренных шеек нижнего коленчатого вала у 1, 2, 3, 4, 5, 6 и 7-й опор в веотикальной плоскости по оси коленчатого вала (не более 0,05 мм), осевой оазбег коленчатых валов, суммарные зазоры «на масло» в коренных подшипниках, прилегание тыльной части к постели подшипника (не менее 70 % площади по отпечатку краски).
Увеличение толщины вкладышей должно соответствовать размерам принятых градаций, размер которых чередуется через 0,25 мм.
Нулевая градация соответствует размерам чертежа завода-изготовителя и равна 0р= 19,00 мм, тогда первая градация 1р= 19,25 мм; 2р = 19,50 мм; Зр= 19,75 мм; 4р = 20,00 мм и 5р = = 20,25 мм.
Увеличение толщины вкладышей по всем градациям разрешается только за счет увеличения тела вкладыша; толщина баббитовой заливки при этом должна быть в пределах, указанных на чертеже.
Шатунно-поршневая группа. После демонтажа шатунно-поршневой группы и ее разборки шатунные вкладыши осматривают, промеряют и ремонтируют аналогично вкладышам коленчатых валов. Поршни очищают от нагара, особенно тщательно полость масляного охлаждения и отверстия маслоподводящих и маслоразводящих каналов. Запрещается очистка наружной (луженой) поверхности косточковой крошкой. Канал в шатуне очищают волосяным шомполом. Все детали цилиндро-поршневой группы измеряют и составляют дефектную ведомость.
На поршнях, бывших в эксплуатации, длительное время проверяют второй ручей компрессионных колец ультразвуковым дефектоскопом для выявления трещин. При отсутствии ультразвуковых щупов используют маг
нитный дефектоскоп. В поршнях тщательно осматривают днище со стороны масляной полости охлаждения.
После осмотра и ремонта приступают к сборке поршней с шатунами, соблюдая при этом следующие требования:
на поршнях восстанавливают полуду на юбке поршня, а хромовое покрытие на головках поршней не должно быть нарушено;
прокладки не должны иметь короблений;
верхнее (первое) компрессионное кольцо заменяют новым независимо от его состояния; поршневые кольца должны иметь зазор в замке в рабочем состоянии в пределах чертежа.
Пружины ползушки поршня, имеющие высоту в свободном состоянии менее 27 мм, заменяют. Разрешается исправление пружин термообработкой до чертежных размеров 30—33 мм в свободном состоянии и не менее 20 мм иод нагрузкой 132 — 172 Н (13,5— 17,5 кгс). Ползушку заменяют в случае трещин на ее сферической притертой поверхности. Натиры и мелкие риски на притертой поверхности ползушки тщательно зачищают, после чего ползушку притирают по сферической поверхности шатуна с применением пасты. Прилегание шириной не менее 4 мм непрерывно по кольцу.
При осмотре шатуна выявляют возможные трещины. Измеряют и определяют овальность и конусность отверстия нижней головки шатуна. Овальность измеряют только при затянутых болтах по меткам. Шатун, имеющий диаметр отверстия нижней головки более допускаемого значения, заменяют.
Шатунные болты проверяют дефектоскопом. Болты, имеющие трещины в любой части, а также изъяны в резьбовой части (срыв ниток, неправильный профиль и др.), заменяют комплектно с гайками. Гайки шатунных болтов необходимо перетянуть и нанести новые метки. Для этого собирают шатун с крышкой без вкладышей, вставляют болты и провертывают вручную на них гайки, предварительно смазав резьбу болта.
181
Затем завертывают гайки до упора ключом с рукояткой длиной 250— 300 мм. Проверяют плотность в стыке крышки с шатуном (щуп 0,03 мм не должен проходить). Наносят карандашом совпадающие метки на гранях гаек и боковой поверхности шатуна или крышки. Затягивают гайки ключом с рукояткой длиной 1 — 1,2 м за 6—8 приемов на 1,5—2 грани от упора, поочередно для обеих гаек по */4 грани за прием. Вставляют шплинты, при несовпадении отверстия под шплинт гайку довертывают (но не отпускают). Наносят новые метки. После этого отвертывают гайки, разбирают шатун и наносят клейма на гайках и болтах по новым меткам.
Зазоры между втулкой головки шатуна и пальцем замеряют. При зазоре более допускаемого, ослаблении втулки в головке шатуна, задирах и трещинах втулку заменяют или восстанавливают. Втулка в отверстие нагретой головки шатуна должна входить свободно, без заеданий. Овальность или конусность бронзовой втулки более 0,08 мм устраняют разверткой с последующей зачисткой шабером внутренней поверхности втулки.
Поршни, вставки и шатуны изготавливают по градациям. Фактическую массу поршней и вставок выбивают на их нижних торцах, а шатуна — в углублении около нижней головки. При комплектовке поршневой группы соблюдают следующие требования:
разница в массе в комплекте поршней в сборе (поршень-)-вставка) на дизель отдельно по верхним и нижним шатунам должна составлять не более 500 г;
разница в массе в комплекте шатунов на дизель отдельно по нижним и верхним шатунам не более 300 г и 270 г;
разница в массе в комплекте поршней в сборе с шатунами на один дизель не более 50 г, для чего сочленить самый легкий поршень со вставкой с самым тяжелым шатуном; следующий по массе поршень (в порядке возрастания) — со следующим по массе шатуном (в порядке 182
убывания) и, наконец, самый тяжелый поршень комплекта — с самым легким шатуном комплекта. При единичной замене поршня или вставки нового поршня вставка или поршень со вставкой в сборе не должны отличаться по массе от заменяемых более чем на 50 г.
При окончательной сборке деталей шатунио-поршневой группы соблюдают требования: детали должны быть промыты в керосине и продуты сжатым воздухом, масляные каналы проверены на проход керосина, кольца поршневые устанавливают при помощи приспособления, допускающего разведение кольца в замке на 59 мм; замки колец должны быть разведены на 120° друг относительно друга. Кольца должны свободно проворачиваться в ручьях и иметь необходимые зазоры. Поршни, поршневые кольца смазывают слоем дизельного масла.
45. Вспомогательное оборудование дизеля
Вертикальная передача. Боковой зазор между зубьями шестерен замеряют, вращая коленчатый вал по ходу и против хода. Для сохранения правильности зацепления помечают краской сопряженные зубья шлицевых соединений (торсионного соединения). Снимают вертикальную передачу с дизеля, разбирают и промывают детали. Малые конические шестерни спрессовывают с валов только при ослаблении их посадки или необходимости замены. Детали осматривают, неисправные заменяют. Шестерни при изломах зубьев, трещинах в теле или контактной коррозии (питтинги) и других дефектах зуба заменяют. При замене шестерен отпечаток по краске на выпуклой стороне зуба большой шестерни не менее 50 мм по длине, на вогнутой стороне — не менее 35 мм. Отпечаток должен быть расположен в зоне делительного конуса ближе к малому модулю. Допускается расположение отпечатка ближе к большому модулю или от начала его при условии длины отпечатка не
менее 70 мм на выпуклой стороне и не менее 50 мм на вогнутой стороне зуба.
Проверяют валы (нижний и верхний) вертикальной передачи и торсионный вал на магнитном дефектоскопе и плотность посадки шпонок в пазах валов и шестерен. Шестерни устанавливают на валах с натягом 0,05 — 0,08 мм; внутренние кольца подшипников качения с натягом 0,015 — 0,05 мм для шариковых и 0,03 — 0,06 мм для роликовых подшипников. Конусная часть ступицы (или муфты) и конусная поверхность вала при проверке по краске должны равномерно прилегать на площади не менее 65 %. Разрешается исправление повеохностей конусных посадок.
При сборке и установке вертикальной передачи соблюдают следующие условия:
после установки и закрепления нижней и верхней частей передачи на блоке дизеля устанавливают размер от регулировочного кольца верхнего торца малой шестерни до оси верхнего коленчатого вала, указанный на цилиндрической поверхности малой конической шестерни, заменой регулировочных прокладок;
при помощи регулировочных прокладок регулируют боковой зазор между зубьями шестерен;
проверяют по краске правильность зацепления;
соединяют между собой коленчатые валы так, чтобы нижний коленчатый вал опережал верхний вал на 12°;
при соединении коленчатых валов торсионом вводят втулку в зацепление по шлицам с торсионным валом и муфтой;
трубки подвода масла устанавливают так, чтобы струя масла была направлена в зубья, находящиеся в зацеплении.
Антивибратор. Антивибратор разбирают, измеряют втулки и пальцы. При местном износе втулок ступицы и грузов более 0,1 мм втулки заменяют или перепрессовывают их с поворотом на 120° (что позволит произвести еще один поворот). Если
антивибратор спрессовывался с коленчатого вала, то необходимо измерить отверстия под посадку ступицы на вал и убедиться, что при последующей посадке буде: обеспечен натяг ступицы на валу в пределах 0,03 — 0,06 мм.
Толкатели и кулачковые валы с приводом. Толкатели снимают, разбирают, промывают в керосине и осматривают. Дефектные детали заменяют. Резиновые уплотнения заменяют независимо от их состояния. Пружины толкателя проверяют на отсутствие трещин магнитным дефектоскопом. Длина пружины должна быть не менее 130 мм. Неперпен-дикулярность торцовых поверхностей относительно оси свыше 1 мм на длине пружины устраняют шлифовкой.
При зазорах в деталях роликов (втулка, ось, направляющий палец) свыше установленных допусков они должны быть заменены. Толкатель заменяют в случае увеличения диаметра отверстия под ось ролика свыше 19,3 мм или чрезмерного износа паза под направляющий палец оси ролика. Если зазоры в подшипниках кулачковых валов топливных насосов выходят за пределы установленных норм, то вкладыши подшипников заменяют. Кулачковые валы, имеющие трещины, выкрашивание поверхности кулачков, большой износ опорных шеек, также заменяют. Допускается посекционная замена кулачковых валов. Шестерни привода валов при изломах зубьев, контактной коррозии (питтинги), нарушающей зацепление, заменяют.
Топливные насосы. Насосы снимают, разбирают, моют и осматривают Корпус насоса, имеющий трещины, заменяют. Детали насосного элемента топливного насоса заменяют, если они имеют следующие дефекты: скалывание или выкрашивание торцовой и спиральной кромок головки плунжера, односторонний и местный натир плунжерных пар, трещины или излом плунжера, коррозию на рабочей поверхности, кавитационное повреждение кромок плунжера.
Плотность плунжерных пар должна быть 5 — 32 с. Плотность проверяют
183
на специальном стенде по соответствующей Инструкции, в которой оговорена вязкость смеси масла и топлива и порядок сравнения с эталонной парой. Эталонные плунжерные пары с верхним и нижним пределом отбираются из новых с испытанием на смеси малосернистого дизельного топлива с маслом вязкостью Е2о = = 1,43 4- 1,45 при температуре помещения 20—21 °C. Разрешается восстанавливать плотность плунжерных пар путем подбора. После подбора или восстановления плунжерных пар хромированием или азотированием их обкатывают в течение 1 ч. Кроме насосных элементов, проверяют пружины плунжера, плотность притирочного пояска нагнетательного клапана (Опрессовкой воздухом).
Перед сборкой насосов проверяют состояние посадочных поверхностей корпуса насоса и гильзы плунжера, гильзы и корпуса нагнетательного клапана. Посадочные поверхности должны быть чистыми, блестящими и ровными. У собранного насоса определяют, расстояние от торца хвостовика плунжера (в момент перекрытия всасывающего отверстия в гильзе) до привалочной плоскости корпуса насоса. Этот размер определяют также на всех видах ремонта в случае замены плунжерной пары или корпуса насоса. Собранный насос испытывают на плотность при положении рейки на упоре.
Насос обкатывают в течение 3 — 5 мин, после обкатки регулируют подачу. Подача топливных насосов за 800 ходов плунжера при (850± ±5) об/мин должна быть 285+5 г, а при (400±5) об/мин — 70—105 г, при этом рейка должна быть перемещена в сторону уменьшения подачи топлива на 6,7 мм. После испытания топливных насосов устанавливают упор максимальной подачи топлива, выставив указательные стрелки на 8-е деление.
При регулировке подачи топлива при (400 ±5) об/мин насосы делят на группы: I группа — 70—80 г; II группа —81—90 г; III группа — 91 — 105 г. На один дизель разрешается устанавливать насосы только одной группы.
184
После установки топливного насоса проверяют легкость хода рейки при крайнем нижнем положении плунжера. Для этого устанавливают нижний коленчатый вал по ходу вращения так, чтобы для насосов проверяемого цилиндра указательная стрелка совпала с соответствующим делением на ведущем диске муфты:
Цилиндры
дизеля 1 6 10 2
Деление на диске муфты 31 67 103 139
Цилиндры дизеля 4 9 5 3
Деление на диске муфты 175 211 247 283
Цилиндры дизеля 7 8 допуск на деление
Деление на диске муфты 319 355 ±2
В таком положении кривошипа каждого цилиндра проверяют легкость хода реек обоих насосов данного цилиндра. Тугой ход реек не допускается.
При обнаружении тугого хода рейки необходимо ослабить и вновь повторить затяжку насоса и коллектора. В случае неустранения тугого перемещения рейки насос заменяют.
Запрещается постановка топливного насоса на дизель при отсутствии на его корпусе клейм размера В и группы подачи при холостых оборотах вала дизеля.
Форсунка. С дизеля снимают трубки высокого давления и форсунки, которые разбирают и промывают в дизельном топливе. Распылители с иглами не раскомплектовывают. Пружины промывают, измеряют их высоту. Пружины с трещинами и высотой менее 28,5 мм заменяют.
Распылитель, не дающий нормального распыливания топлива, имеющий малую плотность и подтекание топлива, ремонтируют. Подъем иглы распылителя регулируют путем подбора ограничителя по высоте. При необходимости углы рабочих конусов иглы и корпуса распылителя восстанавливают при помощи притиров или перекомплектовкой деталей.
Разработку отверстий соплового наконечника форсунки проверяют приспособлением с применением эталонных сопловых наконечников распылителей. Диаметры отверстий эталонных сопловых наконечников для нижнего предела измерения ОД6+0,02 мм, а для верхнего — О,б+002 мм. Сопловые наконечники ремонтного фонда считают годными, если поплавок длинномера при их испытании будет находиться между указателями нижнего и верхнего пределов шкалы длинномера.
Перед сборкой детали промывают в чистом осветительном керосине, медные прокладки заменяют, каналы корпуса форсунки и распылителя проверяют магнитной проволокой. Каждую собранную форсунку опрессовывают на плотность.
Фактическую плотность распылителя по эталонной форсунке определяют перед каждой проверкой плотности партии отремонтированных форсунок, а также при изменении вязкости топлива и температуры помещения. Форсунки испытывают на плотность профильтрованным малосернистым дизельным топливом. При затяжке пружины форсунки на давление 35 МПа (350 кгс/см2) время падения давления от 33 до 28 МПа (330 до 280 кгс/см2) по показаниям манометра стенда допускается в пределах 10—100 с (для нового распылителя— 10—27 с).
Появление топлива на поверхности корпуса соплового наконечника распылителя, а также просачивание топлива в резьбовом соединении стакана и корпуса в период опрессовки не допускаются. Плотность отремонтированной форсунки корректируют на величину разности показаний эталонной форсунки.
У собранной форсунки пружину затягивают на давление 21 +0,5 МПа (210+5 кгс/см2). Отремонтированные форсунки при испытании на качество распыливания топлива должны удовлетворять следующим требованиям: начало и конец впрыскивания топлива четкие и резкие, распыленное топливо должно быть однородным и равномерно распределенным по поперечному сечению струи , длина и форма струи из всех отверстий одинаковы, сплошные струи не допускаются. Штуцер форсун
ки устанавливают в веотикальной плоскости и направляют вниз.
Перед установкой форсунок проверяют чистоту отверстия в адаптере, вставляют форсунку в адаптер и затягивают гайки крепления до отказа, затем отпускают и снова завертывают вручную до отказа, потом затягивают гайки окончательно ключом усилием одной руки. На работающем дизеле не должно быть течи через сливную трубу. Допускается каплепаде-ние.
Топливоподкачивающий насос. Насос демонтируют, разбирают, промывают и осматривают. Корпус насоса, имеющий трещины, сильфон, имеющий трещины и резиновый амортизатор приводной муфты, заменяют. Проверяют зазоры между корпусом и шестернями. Бронзовые втулки, имеющие износ, заменяют. Радиальный зазор между ведущей втулкой и корпусом должен быть 0,03—0,12 мм, а новый зазор ведущей втулки 0,05— 0,14 мм. Осевой зазор регулируют прокладками между крышкой и корпусом.
После сборки насос опрессовывают топливом под давлением 0,5 МПа (5 кгс/см2). Допускается просачивание топлива только через сальниковое уплотнение или сильфон по валу. Пои проворачивании от руки вал насоса должен вращаться плавно без заеданий. Насос испытывают на подачу на стенде.
Соосность электродвигателя с осью топливоподкачивающего насоса регулируют прокладками под их опорные лапы и распиловкой отверстий в лапах электродвигателя до 2 мм в любую сторону. При проверке допускается перекос осей валов не более 0,05 мм на длине 50 мм, несоосность валов насоса и электродвигателей — не более 0,05 мм. После регулировки соосности валов обязательна постановка контрольных штифтов. Резервный топливоподкачивающий насос ремонтируют в том же порядке.
У механизма управления двигателем проверяют легкость и плавность перемещения тяг управления. При перемещении тяги все ролики должны проворачиваться. Изношенные шарикоподшипники заменяют. Суммарный за-
8 Зак 893
185
зор на рычаге управления ругулятора в месте подсоединения штока серводвигателя регулируют так, чтобы он был не более 0,8 мм, чтобы ролики, поддерживающие тяги управления, имели осевой зазор.
Проверяют легкость движения всей рычажной системы вместе с коромыслом подачи топлива с включенными рейками от рычага управления регулятора. Рычажная система должна перемещаться под действием груза массой 5 кг, подвешенного к рычагу в месте подсоединения штока серводвигателя. Рычаг выключателя топлива с помощью специального приспособления устанавливают так, чтобы расстояние между регулировочными отверстиями корпуса автомата выключения и рычага выключения топлива находилось в пределах 55—55,5 мм.
Тяги управления насосов устанавливают регулировочным болтом (ввернутым в коромысло) в такое положение, при котором размер между фланцем поводковой втулки и обработанной поверхностью под стрелку корпуса первого насоса будет равен (52 + + 0,3) мм. Регулировочным болтом первого правого топливного насоса устанавливают рейку так, чтобы третья риска, считая слева, приходилась против стрелки на насосе. Рейки топливных насосов ставят на упоры и выставляют общий упор максимальной подачи топлива.
Регулируют разницу по зазорам между упорами на рейках и корпусами насосов не более 0,15 мм для правого ряда насосов и не более 0,3 мм для левого ряда; для двигателя в целом — не более 0,3 мм. Проверяют зазоры пои неработающем дизеле и тягах реек топливных насосов, выдвинутых на упор (шток регулятора поднимают без сжатия пружины стопорной тяги)
Тягой регулируют положение рычага автомата выключения так, чтобы между ним и грузом предельного регулятора был зазор 1,4—1,6 мм, а между хвостовиком рычага и кронштейном — не менее 4 мм. Проверяют действие кнопки аварийного выключения, при этом регулируют перемещение поводка вала аварийного выключения так, чтобы 186
кулачок не перескакивал ролик защелки при полном утопании кнопки. По первому правому топливному насосу проверяют, чтобы третья риска рейки была против стрелки.
Ход тяг отключения насосов проверяют на холостых оборотах. При подаче воздуха давлением 0,5—0,6 МПа (5—6 кгс/см2) в полость отключате-лей топливных насосов ход тяг должен быть: левого ряда 6±о.7 мм, пяти насосов правого ряда — 10iJ8 мм. При контроле тяг устанавливают их с помощью рычага управления регулятора частоты вращения в такое положение, при котором третья риска правого насоса находилась бы против стрелки.
Водяные насосы. Насосы демонтируют и разбирают, детали промывают и осматривают. Трещины в корпусе устраняют заваркой. Восстановление нормального зазора под посадку колеса производят за счет наплавки соответствующих поверхностей с последующей механической обработкой. Корпуса, подвергшиеся исправлению заваркой, опрессовывают водой при давлении 0,6—0,7 МПа (6—7 кгс/см^2).
После исправления и механической обработки лопастей колеса производят его статическую балансировку совместно с валом и шестерней, при этом дисбаланс допускается не более 5,0 Н-м (50 г-см). При балансировке металл снимают с торцовой части колеса насоса или с торца приводной шестерни. Вал, имеющий выработку в местах посадки шарикоподшипников и уплотнений, восстанавливают хромированием. Биение шеек вала допускается не более 0,05 мм. Разрешается восстановление наружных поверхностей отражательной втулки и втулки сальника путем хромирования.
Шариковые подшипники промывают в бензине с добавлением 4—6% масла или осветительного керосина в двух ваннах. Промывка подшипников в дизельном топливе запрещается. Подшипники, имеющие сколы или трещины на кольцах и шариках, цвета побежалости, выбоины на беговых дорожках, заменяют. Шестерни заменяют при изломах или трещинах в зубьях. Рабочее колесо на вал напрессовывают
с натягом 0,00—0,03 мм, предварительно нагрев его до температуоы 160— 180 °C. На посадочную поверхность вала со стороны резьбы наносят полоску клея ГЭН-150 (В) шириной 10—12 мм (для герметизации).
Масляный насос. Насос демонтируют, разбирают и осматривают детали. Негодные детали заменяют, корпус ремонтируют, ослабшие шпильки заменяют. Планку подшипников проверяют по плите (прилегание к плите не менее 80% поверхности). Выработку рабочей поверхности устраняют шлифовкой, при этом занижение планки должно быть не более 2 мм, неперпен-дикулярность рабочей поверхности относительно осей отверстий под подшипники допускается не более 0,04 мм на длине 100 мм.
При сборке масляного насоса соблюдают следующие требования: суммарный осевой разбег шестерен между подшипниковыми плитами устанавливают в пределах допуска; боковой зазор между зубьями шестерен проверяют в сближенном состоянии. Суммарный боковой зазор 0,4—1,1 мм. Отпечаток краски должен быть по длине зуба не менее 50%, по высоте зуба — на полоске шириной не менее 3 мм. На высоте 5 мм от вершины по всей длине зуба расположение отпечатка не допускается. Редукционный клапан регулируют на давление 0,55—0,6 МПа (5,5—6,0 кгс/см2).
Эластичный привод насосов. Перед разборкой привода проверяют индикатором торцовое биение венца эластичной шестерни. Биение шестерни по диаметру 307 мм не более 0,25 мм. Втулки в ступице шестерни и опорного диска заменяют при ослаблении в посадке, износе по внутреннему диаметру и увеличении осевого зазора между ступицами и буртом втулки более допускаемого. Разрешается восстановление натяга бронзовых втулок шестерни в опорном диске.
Пружины эластичного привода, имеющие трещины витков, уменьшение свободной высоты или потери упругости, заменяют. Все пружины комплекта эластичного привода изготовлены Из прутка одного диаметра 6 или 7 мм. При отклонении от перпендикулярности
более 1 мм на длине пружины опорные поверхности пружины прошли-фовывают. Выработку от пружин на опорных поверхностях сухарей более 0,5 мм устраняют проточкой на станке. При трещинах или уменьшении расстояния от опорных поверхностей (под пружины) до центра головки менее 11,5 мм сухарь заменяют. Фланец на конусный хвостовик вилки насаживают с натягом 0,4—0,6 мм.
Задиры или наработку на цапфах (хвостовиках) крестовины устраняют шлифовкой. Допускается уменьшение цапф по диаметру не более 1,5 мм. Износ опорных поверхностей цапф ступицы под пружины более 0,5 мм устраняют обработкой на станке. Уменьшение толщины допускается до 3,0 мм против чертежа.
Собранный эластичный привод нагревают в масле до 90—100 ° С и ставят на ступицу антивибратора до упора с зазором 0,012 мм. Допускается зазор между торцом ступицы антивибратора и ступицей эластичного привода и между пальцем вилки и торцом ступицы эластичного привода не более 0,05 мм на длине окружности 60 мм.
Привод масляного насоса. Осматривая промытые детали, определяют износ зубьев шестерен. Если обнаружат дефекты, шестерню заменяют. Осматривают зубчатую муфту привода масло-насоса, при износе зубьев муфту заменяют. Чтобы обеспечить нормальную смазку зубьев, зубчатую муфту ставят на дизель таким образом, чтобы сторона с проточенными по высоте зубьями была обращена в сторону насоса. Осевые перемещения муфты менее 0,5 мм. Шариковые подшипники привода масляного насоса заменяют.
Воздуходувка и ее привод. Детали воздуходувки очищают от нагара, промывают и осматривают. До разборки замеряют зазоры между роторами и корпусом и осевой разбег роторов. Корпус ремонтируют сваркой. Поврежденные шпильки, в том числе со срывом резьб, заменяют. В случае необходимости заменяют ввертыши под шпильки. Новые ввертыши и шпильки ставят на белилах или сурике. Трещины в сварных швах подшипниковых плит заваривают с поедварительным удалением де
8*
187
фектного шва вырубкой до основного металла. Коробление плит после исправления сваркой устраняют шабровкой с проверкой по плите. В случае нарезки новых резьб большого размера в плитах ставят ступенчатые шпильки.
Валы (концы валов) роторов проверяют на магнитном дефектоскопе. При ремонте рабочих колес (роторов) разрешается заварка трещин ограниченной длины (не более 200 мм) в количестве двух трещин на одной лопасти. При более тяжких дефектах роторы заменяют.
Заваренное дефектное место обрабатывают заподлицо с основным металлом. Шабровочные работы ведут так, чтобы просвет между шаблоном и наплавленным местом был не более 0,1 мм. Новое колесо совместно с шестерней динамически балансируют, при этом дисбаланс допускается не более 5 Н-м (50 г-см).
Шариковые и роликовые подшипники осматривают, измеряют и заменяют при следующих неисправностях: сколы металла или трещины на кольцах (обоймах), шариках и роликах; цвет побежалости; выбоины и отпечатки удара на беговых дорожках колец; раковины; глубокие риски, забоины; надломы и сквозные трещины на сепараторах, ослабление заклепок, выработка гнезд сепараторов до выпадания роликов; износ торцов наружного или внутреннего кольца шарикоподшипников на глубину более 0,3 мм.
При сборке воздуходувки соблюдают следующие условия: проверяют чистоту масляных каналов и воздушных полостей; обеспечивают совпадение масляных каналов с отверстиями в прокладках при установке прокладок под плиты. Зазор между плитами и торцами роторов регулируют при помощи прокладок между корпусом и плитами, а разбивка зазора между плитами установкой зазора 0,5—0,65 мм между плитой опорно-упорного подшипника осуществляется проставочными кольцами.
Каждая пара наружных и внутренних колец шариковых радиальноупорных подшипников вместе с проставочными и регулировочными кольцами составляет комплект, помеченный
одним порядковым номером. В этом комплекте замена отдельных деталей запрещается. Перед установкой на место радиально-упорных подшипников регулируют величину их осевого натяга в пределах 0,01—0,04 мм. Размер, на который изменена толщина проставочного кольца у комплекта старых подшипников, записывают в паспорт дизеля. Общее уменьшение толщины проставочного кольца с момента установки новых подшипников в эксплуатации допускается не более 0,3 мм. Если после предельного уменьшения толщины проставочного кольца осевая игра в подшипниках будет превышать 0,05 мм, комплект ра-диально-упориых подшипников заменяют.
Колебание бокового зазора между зубьями координационных шестерен допускается не более 0,12 мм. Прилегание по краске не менее 60 % длины и 50 % высоты зуба. Смещение торцов шестерни не более 2 мм.
Зазор между лопастями рабочих колес (роторов) контролируют с обеих сторон каждой лопасти по всей длине. Щупом может служить латунная лента шириной 100 мм и толщиной 0,7 мм, которая должна свободно проходить. В качестве непроходного щупа используют ленту (из латуни) шириной 30 мм и толщиной 1,1 мм. В собранной воздуходувке роторы должны свободно проворачиваться одной рукой.
Эластичный привод воздуходувки. Ведущую и ведомую шестерни проверяют и ремонтируют в соответствии с требованиями, изложенными выше. Пружины, имеющие трещины и другие дефекты, после магнитной дефектоскопии заменяют. Уменьшение высоты пружины в свободном состоянии не более 1,5—2 мм. Неперпендикулярность торцов к оси пружины не более 0,6 мм, непараллельность торцов не более 0,8 мм. Выработку опорных поверхностей пружины сухарей более 0,5 мм устраняют проточкой на станке.
Наработку или задиоы на поверхностях ступицы под посадку бронзовых втулок шестерни и опорного диска удаляют шлифовкой этих поверхностей на станке. При сборке эластичного привода воздуходувки соблюдают следующие условия: посадка
188
ступицы привода на верхний коленчатый вал с натягом 0,00—0,04 мм; боковой зазор в зацеплении 0,2— 0,45 мм.
Для центровки воздуходувки по зацеплению необходимо установить воздуходувку на место по совпадению торцов шестерни привода и эластичной шестерни. После чего проверяют наличие зазора между торцами гайки крепления координационной шестерни верхнего ротора воздуходувки и шпильки крепления эластичной шестерни. Путем сдвига воздуходувки и подбора прокладок, в том числе клиновидных, подбирают отпечаток по краске в зубьях зацепления эластичного привода (по длине зуба 60% и по высоте 50%) при боковом зазоре 0,2—0,45 мм. Клиновидная прокладка, изготовленная из трех слоев бумаги (ватман), склеена герметиком толщиной не более 0,35—0,40 мм. Клиновидность прокладки достигается разной длиной слоев прокладки. Прокладку ставят на фланец блока на герметике, не допуская при этом, чтобы она приклеивалась к фланцу воздуходувки.
46. Вспомогательные механизмы тепловоза
Текущий ремонт ТР-3 предусматривает демонтаж редукторов привода силовых механизмов, фрикционной муфты редуктора холодильника, вентиляторов тяговых электродвигателей, маслопрокачивающего агрегата, карданных соединительных валов и двухмашинного агрегата. Все механизмы передают на специальные участки цеха для ремонта. Внутренние поверхности картеров, подшипниковые стаканы, крышки, валы и другие детали тщательно промывают осветительным керосином, а затем осматривают, выявляя дефекты.
Фрикционная муфта редуктора холодильника. Фрикционные диски муфты, имеющие предельный износ, заменяют новыми. При креплении фрикционных дисков заклепками головки их не должны выступать над поверхностью дисков. Поверхности дисков сцепления
прижимного и среднего ведущего проверяют на станке и по плите. Коробление и непараллельность сторон дисков допускается не более 0,2 мм. Фрикционные диски сцепления с предельным износом, при толщине менее 6 мм заменяют. Новые фрикционные диски можно присоединять к стальным дискам заклепками или клеевыми составами (клей ВС-ЮТ, ГЭН-150В). Предельно допустимое уменьшение толщины среднего ведущего диска сцепления против чертежного размера 3 мм. Износ контактной поверхности коромысла сцепления разрешается устранять наплавкой. Лопнувшие пружины, изношенные валики и ролики заменяют. Просевшие пружины также заменяют. Разрешается наплавка коромысла включения при выработке не более 2,5—3 мм.
Фрикционную муфту регулируют. Для этого при включенной муфте между торцом кольца упорного подшипника отводки и концами коромысел необходим зазор 1,0—2,5 мм. Разница этих зазоров допускается не более 0,3 мм. Упорный подшипник должен свободно проворачиваться при включенной муфте. Зазор между регулировочным винтом и средним диском при включенной муфте 0,9—1,4 мм, а разность зазоров не более 0,1 мм. Допускается при работе дизеля вращение отключенной муфты до 80 об/мин при 850 об/мии коленчатого вала дизеля, прекращающееся от легкого торможения и не сопровождающееся нагревом муфты.
Карданные и соединительные валы, муфты привода и промежуточные опоры силовых механизмов. После разборки и очистки штанги валов, фланцы, вилки, ушки и крестовины проверяют магнитным дефектоскопом. Пальцы (цапфы) крестовины с бронзовыми или капроновыми втулками при выработке более 0,1 мм шлифуют и восстанавливают до чертежных размеров хромированием.
Игольчатые подшипники разбирают, промывают и осматривают. Неисправные заменяют комплектно. Допускается замена отдельно игольчатых роликов с разностью диаметра не свыше 0,005 мм.
189
Разработанные и ослабшие втулки крестовин карданных валов заменяют. Головки карданов, имеющие трещины в дисках, поврежденные резиновые или изношенные стальные втулки также заменяют. Разработанные поверхности отверстий фланцев и полумуфт валов восстанавливают сваркой. После расточки оси отверстий фланцев, полумуфт и вала должны лежать в одной плоскости. При зазоре в шлицевом соединении более 1,5 мм шлицы восстанавливают вибродуговой наплавкой, соблюдая требования инструктивных указаний. Допускается восстановление шлицев электрометаллическим осталиванием и замена шлицевых концов вала новыми.
При сборке карданных валов необходимо следить, чтобы обе масленки крестовин и масленки шлицевого конца были расположены ориентировочно в одной плоскости и по одну сторону от оси карданного вала. Проушины скользящей и приваренной вилок должны лежать в одной плоскости. При монтаже крестовины карданного вала выдерживают зазор между пальцем и втулкой 0,06—0,20 мм, при этом осевой разбег крестовины допускается 3 мм. Зазор между пальцем и отверстием фланца не более 0,04 мм. Разрешается восстановление пальцев ушка хромированием. Конические поверхности валопроводов проверяют по краске на прилегание с поверхностями полумуфт и фланцев (не менее 60%).
В случае выявления в зубьях муфты и полумуфт изломов или трещин, покрытия более 25% поверхности зубьев контактной коррозией, износа зубьев по толщине свыше половины муфты и полумуфты заменяют комплектно. Наплавка зубьев запрещается. Корпус резинового сальника зубчатой муфты при трещинах и износах восстанавливают сваркой. Разрешается укорачивать пружины сальника для обеспечения необходимого натяга. При сборке муфты проверяют прилегание ступицы к валу компрессора по краске (не менее 60%). Полумуфту собирают по контрольным рискам на фланцах.
Пластинчатые муфты приводов снимают, разбирают. Детали очищают и 190
осматривают. Пластины муфт с разработанными отверстиями или трещи* нами заменяют новыми. Заусенцы по отверстиям зачищают. Волнистость пакета пластины допускается не более 1,5 мм. Большую волнистость устраняют за счет проставочного кольца муфты.
Осматривают детали промежуточных подшипников (опор) валопроводов. Трещины в корпусе и опорных лапах заваривают. Натяг под посадку подшипников восстанавливают хромированием внутреннего диаметра корпуса опоры. Зазор между торцом крышки и кольцом подшипника не допускается. При плотном сжатии прокладки и зазоре допускается подрезка торца крышки.
После сборки вал должен свободно проворачиваться от руки без заклиниваний и заеданий.
При ремонте тепловозов агрегатным методом, в том числе крупноагрегатным с заменой дизель-генераторов и переходящих агрегатов, проверяют плоскостность фундаментов и опор агрегатов относительно платиков дизеля. Допускается неплоскостность в пределах одного комплекта не более 0,5 мм. Разрешается при необходимости подварка платиков и приварка местных подкладок под фундаменты.
В процессе сборки карданных валов привода соблюдают следующие условия: все детали, кроме головки кардана, тщательно промывают в керосине, сушат и смазывают поверхности тонким слоем масла; шлицы вала должны легко ходить в шлицах фланца, заедание не допускается; части вала соединять по контрольным стрелкам; валы проверить на биение в сборе с обоими шарнирами. Биение вала в любом сечении по длине не более 0,4—0,6 мм для валов привода тахометрического агрегата и вентилятора охлаждения тяговых электродвигателей, 0,6—0,8 мм — для валов привода редуктора тягового генератора и редуктора холодильника наддувочного воздуха, 1 —1,5 мм — для валов привода редукторов холодильника воды и масла двухмашинного агрегата. Биение посадочной и шлицевой поверхностей допускается не более 0,05 мм.
При замене деталей карданных валов новыми необходимо их динамически отбалансировать в сборе с двумя головками. При балансировке разрешается приварка не более восьми балансировочных пластин (по 4 шт. на каждой стороне трубы), при этом поджоги металла не допускаются. Разрешается изменять дисбаланс поворотом скользящей по шлицам вилки кардана на 180°. Скользящая вилка должна передвигаться свободно (от руки) в осевом направлении на всю рабочую длину шлицев вала. Допускается дисбаланс не более 1,5— 2 Н-м (15—20 г-см) для вала привода тахометрического агрегата и редуктора холодильника наддувочного воздуха, 5—7,5 Н-м (50— 75 г-см) —для остальных карданных и соединительных валов.
После динамической балансировки устанавливают стрелки комплектности на трубе и подвижной вилке согласно требованиям чертежа. Положение стрелок должно служить рабочему сочленению подвижной и неподвижной частей вала.
Фланцы вала с карданными головками при необходимости статически балансируют за счет снятия металла против отверстия для втулок с точностью до 5 Н-м (50 г-см), при этом толщина перемычек между отверстиями не менее 8 мм. Фланцы сажают на конусные хвостовики вала с натягом 0,4—0,6 мм, а со стороны дизеля —0,6—0,8 мм с предварительным нагревом до температуры 150— 180 °C.
После установки вспомогательных агрегатов на тепловоз производят центровку их приводов. При центровке по стрелкам проверку ведут в четырех диаметрально противоположных точках за полный оборот. Отклонение допускается: для всех мест установки карданных головок не более 0,8 мм на радиусе 125 мм; для пластинчатых муфт не более 0,4 мм на радиусе 200 мм (при этом разность замеров между корпусом сальника плиты насосов и втулкой на валу в четырех диаметрально противоположных точках не более 0,8 мм); для вентилятора охлаждения задних тя
говых электродвигателей с одной головкой кардана не более 0,3 мм на радиусе 125 мм [зазор между приводным валом и ведущим полым валом гидромеханического редуктора проверяют в четырех диаметрально противоположных точках. Разность средних арифметических значений от двух замеров по вертикали и горизонтали (при повороте на 180°) не более 0,6 мм]; для компрессора КТ6 с зубчатой муфтой разность замеров в диаметрально противоположных точках за полный оборот по излому и смещению осей в 1 мм на радиусе 180—190 мм, а для компрессоров с пластинчатой муфтой с двумя пакетами разность замеров в четырех диаметрально противоположных точках за один оборот вала не более 0,4 мм на радиусе 190— 200 мм по излому и соосности.
Разность в числе дисков каждого пакета пластинчатых муфт не выше 4 шт. При установке вспомогательных агрегатов на тепловоз допускается общее число регулировочных прокладок под опорные поверхности до 6 шт.; при толщине 0,25 и 0,5 мм — по 1 шт.; при 1 и 3 мм — не более 2 шт. Весь набор пакета толщиной не более 10 мм. Гайки затягивают моментом 130—180 кН-м (13—18 кгс-м).
Агрегаты, соединяемые карданными валами и игольчатыми подшипниками, устанавливают согласно требованиям чертежа с обязательной проверкой параллельности фланцев соединяемых узлов.
Секции холодильника. Масляные и водяные секции и жалюзи холодильника демонтируют. Детали и узлы очищают, промывают внутренние поверхности секций на установке для промывки секций с изменением направления потока моющей жидкости не менее двух раз. Очищенные и помытые секции опрессовывают водой в течение 5 мин: водяные секции давлением 0,3 МПа (3 кгс/см2), масляные секции — давлением 0,8 МПа (8 кгс/см2). Секции, имеющие течь трубок в количестве 3 шт. и более, ремонтируют с обязательной заменой трубной коробки и усилительной доски. При этом активная длина трубок секций не
191
менее 1145 мм, а для турбулизатор-ных — 474 мм. Трубные коробки к трубкам секций приваривают меднофосфористым припоем. Заплавка концов трубок не допускается. При ремонте можно заглушать не более 8 шт. трубок с течью.
Трубную коробку и усилительную доску (пластину) при пайке трубок спаивают пояском шириной не менее 2 мм вокруг трубок.
Как водяные, так и масляные секции состоят в наборе из плоских трубок из латуни ЛТ-96. Концы трубок после припайки к трубной коробке развальцовывают, при этом после приварки концы трубок необходимо расширить пуансоном так, чтобы щуп толщиной 0,8 мм и шириной 15 мм для водяных секций и 25X13 мм для масляных секций проходил на глубину не менее 30 мм.
Секции, имеющие течь трех и менее трубок, разрешается ремонтировать путем сплошной (по периметру) наружной пайки припоем ПОС-40 стыка трубок с решеткой и усилительной доской. Опайку можно выполнять способом окунания. Разрешается пайка текущих трубок наружного ряда по решетке медно-фосфористым припоем без обреза трубок. Коллекторы секций, имеющие трещины, восстанавливают сваркой. Секции после очистки, ремонта и опрессовки при отсутствии течи проверяют на время прохода воды (протекания), которое должно быть через водяную секцию не более 65 с, через масляную — не более 30 с, с турбулизаторами — не более 75 с. Секции с большим временем протекания подлежат дополнительной очистке.
На секциях, отремонтированных с заменой трубной коробки и усилительной доски, на коллекторе с наружной стороны привалочного фланца наносят клеймо с указанием месяца, года и пункта ремонта. Разрешается клеймение белой эмалевой краской на боковых щитках секции. В этом случае при каждой съемке секций краску обновляют. Секции ставят на паронитовых прокладках толщиной 2—3 мм. Зазор между отдельными секциями не выше 192
4 мм. Запрещена установка на тепловозе секций, не проверенных на время протекания, и замена масляных секций водяными.
Выявленные при осмотре жалюзи, изношенные бронзовые втулочки заменяют металлокерамическими или капроновыми. Войлочное уплотнение, вышедшее из строя, также заменяют. Собранный привод жалюзи регулируют на равномерное открытие и плотное закрытие жалюзи. Местные щели в жалюзи не более ‘/з длины створки можно устранить подгибкой створок.
Измерительные приборы. Манометры, электротермометры, электроманометры, термореле, амперметры, вольтметры и тахометры снимают, при необходимости ремонтируют. Показания аэроманометров и аэротермометров проверяют на месте. Показания приборов проверяют по контрольным приборам. Непригодные заменяют.
Очищают трубки манометров с отъемкой их на месте. На каждом приборе пишут краской дату проверки. Ремонт и освидетельствование контрольно-измерительных приборов производят в соответствии с действующим Положением.
Фильтры. Фильтрующие элементы войлочных, набивку сетчатонабивных фильтров топлива и бумажные пакеты масляных и топливных фильтров тонкой очистки заменяют новыми. Сетчатые топливные фильтры промывают. Фильтры, у которых полезная площадь сеток уменьшилась более чем на 15%, заменяют новыми. Уменьшать сечение наружных и внутренних сеток против чертежного размера запрещается. Пластинчато-щелевые фильтры перебирают. Негодные пластины и ножи заменяют. Корпус промывают и протирают насухо. Трубки отсоединяют, промывают и продувают. Редукционные клапаны фильтров тонкой очистки масла ремонтируют.
Центробежный масляный фильтр снимают. Детали очищают и осматривают их состояние. Сопловые трубки и приемники, имеющие трещины, заменяют. Ось ротора с выработкой по шейкам втулочных подшипников более 0,5 мм заменяют. Разрешается восстановление изношенных мест хроми-
рованием, а также вибродуговой наплавкой. При увеличении зазора между осью и втулкой (подшипником) более 0,3 мм втулочный подшипник заменяют.
Корпус и крышку фильтра, имеющие трещины, заваривают электродами Э50А или Э42. Сварочные швы зачищают от брызг и наплывов. Корпус опрессовывают водой давлением 0,3 МПа (3 кгс/см2) в течение 5 мин.
Собранный ротор динамически балансируют. Допускается дисбаланс 0,5 Н-м (5 кгс-м) с каждой стороны. Устраняют дисбаланс за счет съема металла с нижней части корпуса ротора и его крышки. По окончании динамической балансировки наносят метки спаренности на крышке и корпусе ротора.
Трубопроводы топливной, масляной, водяной, воздушной и сливной систем. Течи в соединениях трубопроводов устраняют. Негодный теплоизоляционный материал трубопроводов, а также уплотнения в их соединениях заменяют. Вентили ремонтируют, регулирующие клапаны систем снимают, разбирают, негодные детали заменяют, а затем регулируют клапаны на стенде. Ставят новые дюритовые и резиновые рукава водяной и масляной систем.
Топливные и водяные баки. Топливные и водяные баки очищают от грязи и шлама, а затем промывают без съема с тепловоза. Трещины топливного бака заваривают после слива топлива при открытых пробках и принятых Мерах противопожарной безопасности.
Средства пожаротушения. У воздухопенной установки через смеситель выпускают раствор пенообразователя, а затем ее промывают горячей водой и продувают сжатым воздухом. Проверяют состояние гибких шлангов и их соединений, а также чистоту атмосферного отверстия на грибке воздухопровода. Редукционные клапаны снимают, разбирают, очищают, осматривают и ремонтируют на стенде. Клапаны, подающие воздух в резервуар, регулируют на давление 0,25— 0,28 МПа (2,5—2,8 кгс/см2), а клапан, подающий воздух в смеситель,— на 0,15 МПа (1,5 кгс/см2). Резервуар
заправляют раствором пенообразователя, уровень которого должен находиться не ниже нижней риски щупа.
Подшипники качения. Подшипники качения осматривают и определяют пригодность их при каждой разборке узла. После разборки шариковые и роликовые подшипники промывают в бензине с добавлением 4—6% минерального масла или осветительном керосине в двух ваннах. Вымытые подшипники продувают сухим сжатым воздухом и осматривают. Годные подшипники промасливают.
Допускаются к дальнейшей эксплуатации подшипники, имеющие следующие дефекты: царапины и риски на посадочных поверхностях наружного и внутреннего колец подшипников, появляющиеся вследствие слабой посадки подшипника; забоины, вмятины и следы коррозии на сепараторе, не препятствующие нормальному движению шариков или роликов; темные пятна коррозионного характера на беговых дорожках колец, шариках или роликах, появляющиеся вследствие недоброкачественного хранения подшипников и устраняемые зачисткой; матовую поверхность шариков или роликов и беговых дорожек вследствие нормального износа; деформацию и небольшой износ гнезд сепаратора сферического роликового подшипника (дефект устраняют обжатием сепаратора) ; выработку торца наружного или внутреннего кольца шарикоподшипника на глубину до 0,3 мм. При сборке такой подшипник устанавливают обратной стороной.
Осевой и радиальный зазоры шариковых и роликовых подшипников измеряют: осевой зазор индикатором в приспособлении, а радиальный зазор — при помощи щупа или индикатора, при этом набор пластин должен быть не более 3 шт. Шариковые и роликовые подшипники с отклонениями от установленных норм зазоров заменяют. В радиальном двухрядном (самоустанавливающемся) шарикоподшипнике разрешается замена поврежденных шариков при условии соблюдения норм на разность диаметров шариков в одном подшипнике. Допускается полная перекомплектов-
193
ка радиальных двухрядных и радиально-упорных шарикоподшипников с соблюдением норм на осевой зазор и разноразмерность диаметров шариков.
Подшипники с беззаклепочными массивными сепараторами полностью разбирают и при необходимости пере-комплектовывают. При ремонте подшипников с беззаклепочными штамповыми сепараторами разрешается отгибать усики одного или двух гнезд для замены поврежденных роликов и осмотра дорожек качения колец. При необходимости полностью перекомплек-товывают подшипник, обеспечивая свободное вращение роликов в гнездах сепараторов. Не допускается применение сепараторов с трещинами и заусенцами.
При ремонте игольчатых роликоподшипников допускается замена поврежденных отдельных игольчатых роликов и колец с дефектами. Не допускаются к использованию игольчатые ролики с волнистостью и гра-ненностью. При вращении наружного кольца любого подшипника от руки он должен иметь ровный, без заеданий ход при незначительном шуме. Неровность вращения подшипника определяют рукой. В депо, производящем текущий ремонт, обязательно должен быть эталонный подшипник.
Подшипники качения монтируют, соблюдая следующие условия:
а) нагревают подшипники в масляной ванне, снабженной термометром. Температура масла 100—115°С. При этом подшипники укладывают на высоте 50—70 мм от дна ванны, посадку подшипников на вал или в корпус производят с применением оправок. Форма и размеры торцовой поверхности оправки должны соответствовать типу подшипника;
б) усилие напрессовки прикладывают к торцу внутреннего кольца (обоймы) при посадке подшипника на вал, а при посадке подшипника в корпус — на наружное кольцо. В случае посадки подшипника и одновременной напрессовки на вал и в корпус нажатие на внутреннее и наружное кольца должно быть одновременным.
194
47. Экипажная часть тепловоза
Раму тепловоза очищают от грязи и масла, осматривают и при необходимости ремонтируют. Основные неисправности рамы, которые могут встретиться в процессе эксплуатации тепловоза: трещины и сварных и заклепочных соединениях рамы и стяжного ящика, износ опор и возвращающих устройств. Поэтому при осмотре на эти детали и сборочные единицы необходимо обратить особое внимание. Состояние опор рамы тепловоза проверяют при обнаруженных перекосах кузова.
Обнаруженные трещины разделывают под сварку под углом 60° с обязательным радиусом у основания канавки 2—4 мм. По концам трещин сверлят отверстия диаметром 8—10 мм, а затем заваривают и ставят металлические накладки толщиной не менее 20 мм. Канавку заваривают в несколько слоев электродами марки Э42 или Э50А. Желательно каждый предыдущий сварной шов упрочнить наклепом, а перед нанесением последующего слоя зачистить до металлического блеска.
Ослабшие заклепки заменяют новыми. При этом отверстия для них развертывают совместно у соединяемых деталей. Подклепка ослабших заклепок не допускается.
Рама тележки. Раму очищают и осматривают. На ТР-3 тележки выкатывают из-под тепловоза для ревизии и ремонта вышедших из строя деталей и сборочных единиц. С тележки снимают буксовые струнки, песочные и воздушные трубы, отсоединяют кабели тяговых электродвигателей, распускают рычажную передачу тормозов. Буксовые струнки клеймят. После мойки с тележки демонтируют оставшееся оборудование, которое в свою очередь подвергают очистке, осмотру и дефек-товке.
При осмотре рамы тележки выявляют трещины в сварных швах, шкворневых балках, поперечных креплениях и кронштейнах для опоры тяговых электродвигателей. Обнаруженные трещины разделывают и заваривают описанным выше способом. Боковые рамы, имеющие прогиб в
вертикальной или горизонтальной плоскости, подвергают правке. Правку производят только при затянутых струнках. Местные износы боковин и буксовых вырезов восстанавливают электронаплавкой.
Наибольшему износу в раме подвержены наличники. Изношенные наличники заменяют. Гнездо шкворня проверяют на плотность керосином, который заливают в полость шкворня и выдерживают в течение получаса. Необходимый зазор между шкворнем рамы тепловоза и гнездом шкворня (0,2—2,0 мм) восстанавливают заменой втулки шкворня или кольца на гнезде.
Износ сопрягаемых поверхностей буксовых струнок и челюстей рамы восстанавливают шлифовкой и шабровкой поверхности каблучков буксовых челюстей и наплавкой поверхности буксовой струнки с последующей обработкой на станке. При ТР-3 буксовые струнки подвергают магнитной дефектоскопии.
В случае обнаружения трещин струнки заменяют.
В роликовых опорах осматривают корпус, плиты, гнездо, ролики и обоймы. Трещины в корпусе разделывают и заваривают. Плиты, гнездо и ролики, имеющие трещины, заменяют. Местные выработки на плитах (до 0,5 ,мм) и роликах (до 0,2 мм) оставляют без исправления.
Осматривают и при необходимости восстанавливают известными способами детали пружинной подвески тяговых электродвигателей, возвращающее устройство. Обследуют состояние и размеры полости коробки шкворневой балки, накладок, втулок и резьбы для крепления стаканов возвращающего устройства и крышки.
Автосцепка. Автосцепку разбирают, очищают и тщательно осматривают и измеряют. Во избежание несчастных случаев фрикционный аппарат разбирают только под прессом. Износы и размеры деталей автосцепки определяют с помощью специальных шаблонов. Неглубокие трещины (до 6 мм) выводят плавной вырубкой. Более глубокие трещины допускается устранять наплавкой. При этом необходимо следить, чтобы наплавка не доходила
на 15 мм до закруглений в деталях, т. е. до наиболее напряженных мест.
Изношенные детали фрикционного аппарата, уменьшающие его упругие свойства, подлежат замене. Тяговые хомуты с ушками для одного поддерживающего болта в случае трещин заменяют. Хомут, имеющий ушко без предохранительного козырька, может быть исправлен приваркой козырька. Трещины в соединительных планках головной части и в ребрах задней опорной части хомута устраняют заваркой.
Колесные пары. Во время текущего ремонта ТР-3 проводят обыкновенное освидетельствование колесных пар. При этом наружным осмотром проверяют состояние бандажей, колесных центров и зубчатого колеса, наличие соответствующих знаков и клейм, шаблонами измеряют прокат, толщину бандажа и гребня, шейки оси обследуют магнитным дефектоскопом.
Колесные пары, имеющие прокат более 4 мм с уступом у основания гребня подлежат обточке с обязательной проверкой совпадения середины оси колесной пары с продольной осью тележки. Бандажи колесных пар обтачивают на колесно-токарных станках (на ТР-3), снабженных гидрокопиро-вальным устройством.
Наименьшая толщина бандажа при выпуске из текущего ремонта допускается 43 мм. Изношенную поверхность гребня восстанавливают электронаплавкой с последующей обработкой на станке. После обработки наплавленного гребня его и бандаж тщательно осматривают и проверяют дефектоскопом. При смене и перетяжке бандажей в условиях депо их нагревают до температуры не более 320 °C. Допускается негодные бандажи срезать газовой сваркой, но при этом не повреждая колесный центр.
На ремонте ТР-3 осматривают также зубчатое колесо для определения его износа, ослабления ступицы колеса на оси, наличия трещин. Допускается уменьшение толщины зуба вследствие износа, измеренное по делительной окружности, до 3 мм. При выпуске тепловоза из ремонта ТР-3 колесные пары подбирают с разницей диаметров по кругу катания не более 12 мм.
195
Глава 13
РЕМОНТ ЭЛЕКТРООБОРУДОВАНИЯ
48. Возможные неисправности электрических машин
В период эксплуатации электрических машин тепловоза ТЭЗ, как показал длительный опыт, встречается ряд характерных неисправностей. Прежде всего это понижение сопротивления изоляции, возникающее обычно при попадании в электрическую машину влаги, масла и грязи. Для устранения неисправности электрическую машину очищают и сушат. Значительное понижение сопротивления изоляции может привести к ее пробою. Пробои изоляции могут также возникнуть из-за ее механических повреждений или из-за перебросов (перекрытий) внутри машины.
Перекрытие по коллектору часто сопровождается круговым огнем с перебросом на корпус и выгоранием деталей машины, попавших в область горения дуги. Причиной перебросов обычно является загрязнение и замасливание коллектора, скопление угольной пыли в межламельных канавках. Следует помнить, что коллектор — один из главнейших узлов машины постоянного тока, определяющий ее общее состояние. На поверхности коллектора отражается как нарушение режима эксплуатации, так и наличие скрытых дефектов в самой машине. Своевременный осмотр поверхности коллектора может помочь обнаружить и определить неисправность. Для устранения последствий пробоя и перебросов вышедшую из строя катушку или секцию заменяют, изоляцию восстанавливают.
В положительных щеткодержателях генератора, как известно, ток идет от щетки к коллектору, при этом мельчайшие частицы отрываются от щеток и электролитически осаждаются jia коллекторе, образуя слой глянцевой политуры темно-коричневого цвета. Этот слой способствует хорошей и устойчивой работе электрической машины. Коллектор исправной, нормально эксплуатирующейся машины имеет глянцевую поверхность темно-коричне-196
вого цвета, одинакового у всех коллекторных пластин.
При нарушениях нормальной эксплуатации или появлении какой-либо неисправности в машине (в обмотке якоря, магнитопроводе или в щеточном аппарате) цвет коллекторных пластин изменяется. Таким образом, по состоянию поверхности коллектора можно судить о состоянии электрической машины.
Разные цвета коллекторных пластин, без подгара, могут быть следствием временной перегрузки в результате нарушения коммутации. При дальнейшей нормальной эксплуатации это явление может исчезнуть, и в таких случаях проведение каких-либо профилактических мероприятий не требуется. Однако в случае устойчивого изменения цвета отдельных пластин или всего коллектора, исчезновения глянца, появления подгара с соответствующей закономерностью или без нее, неравномерной выработки и т. д. необходимо принятие определенных мер.
Подгар каждой третьей коллекторной пластины. Возможны два случая такой неисправности: подгар пластины, подсоединенной к крайнему витку паза; подгар пластины, соединенной с уравнителем. В первом случае причиной подгара является неудовлетворительная коммутация из-за плохой отладки на ремонтном заводе или нарушения в процессе эксплуатации. Электрические машины с таким подга-ром некоторое время могут находиться в эксплуатации. Однако длительная работа их без шлифовки коллектора из-за различных коэффициентов трения чистых и подгоревших пластин может привести к прогрессирующему подгару всего коллектора и выходу его из строя. Такие машины при первой возможности необходимо снять с тепловоза для отладки коммутации.
Подгорание каждой третьей пластины, соединенной с уравнителем, обычно происходит при использовании щеток различных марок и длительной эксплуатации тяговых электродвигателей,
имеющих щетки со значительными сколами.
Подгар каждой второй пластины. На некоторых генераторах тепловоза ТЭЗ при общем подгаре коллектора имел место явно выраженный подгар каждой второй пластины. Причиной этого дефекта может быть неустойчивый контакт щетки с отдельными коллекторными пластинами из-за вибрации щеток при петлевой двухходовой обмотке. Необходимо проверить нажатие щеток и при необходимости установить требуемое нажатие.
Подгар пластин коллектора без закономерности. В отдельных случаях наблюдается подгар большого количества пластин коллектора, расположенных без какой-либо закономерности. Степень подгара пластин при этом может быть различной. Причина подгара — повышенная вибрация генератора, вызывающая отрыв щеток от коллектора, искрение щетки и повышенный нагрев коллектора. Необходимо устранить сибрацию, а коллектор проточить.
Причиной неравномерного подгара коллекторных пластин у двухмашинных агрегатов может быть деформация коллектора. Для устранения дефекта подтягивают коллекторные гайки, протачивают коллектор и регулируют щеткодержатели. В связи с тем что деформация коллекторов двухмашинных агрегатов имела массовый характер, заводом-изготовителем был принят ряд мер технологического и конструктивного направлений. В частности, резьба гайки 2М10 заменена на ЗМ10; для лучшей затяжки гаек на них введены шлицы взамен отверстий; вместо двух запечек коллектора введено четыре и удвоена выдержка в печи (4 ч вместо 2 ч).
Перегрев коллектора. При перегреве коллектор приобретает фиолетовый оттенок с цветами побежалости. Перегрев якоря выше допустимой температуры приводит к полной или частичной распайке коллектора. Чаще всего перегрев происходит из-за неисправности вентиляторов, засорения воздуховодов, потери крышек верхнего кол
лекторного люка тяговых электродвигателей.
Причиной перегрева может быть также неправильное распределение охлаждающего воздуха между тяговыми электродвигателями. При технических обслуживаниях тяговых электродвигателей необходимо обращать внимание на состояние пружин крышек коллекторного люка, а также проверять прочность закрепления бобышек и при необходимости закреплять их подваркой. На тяговых электродвигателях ЭДТ-200А выпуска до 1957 г. бобышка закреплялась только сваркой. С 1957 г. бобышка устанавливалась на резьбе и контрилась приваркой.
Перегрев коллектора может также произойти из-за электрощеток, имеющих повышенный коэффициент трения (более твердые щетки), а также из-за несимметричной нагрузки якоря или перегрузки тягового электродвигателя. Причиной несимметричной нагрузки якоря может быть обрыв соединения одной из цепей магнитной системы или неисправность одной из катушек. Перегрузка одного или двух тяговых электродвигателей при нормальном нагрузочном режиме дизель-генератора тепловоза может произойти из-за несоответствия их скоростных характеристик характеристикам остальных электродвигателей.
Такие двигатели снимают с тепловоза и эксплуатируют с тяговыми двигателями, имеющими подобную характеристику.
Причины искрения, кругового огня и меры их предупреждения. Для электрической машины в условиях тяги при длительной эксплуатации искрение и круговой огонь не являются редким исключением. При этом искрение может не наносить ей заметного ущерба, но может привести к выходу из строя.
Искрение (возникновение дуг) может быть между коллекторной пластиной и задней кромкой щетки из-за неудачной отладки коммутации, между одной или несколькими парами соседних колллекторных пластин — из-за наличия токопроводящей пыли между ними; высокого межламельного напря
197
жения — от искажения поля, вызываемого толчковой нагрузкой; от утечки тока по поверхности изоляции между коллектором или обмоткой и корпусом машины — из-за загрязнения или увлажнения машин и т. д. Это искрение при определенных, условиях может перейти в круговой огонь. Круговым огнем называется мгновенный переброс с силой взрыва тока с одного щеткодержателя на другой. При этом всегда происходит обгар коллекторных пластин и щеткодержателей.
Понижение сопротивления изоляции из-за загрязнения может также вызвать круговой огонь. Большое число щеток на генераторе МПТ 99/47А, а также взвешенные частицы и пары в кузове тепловоза вызывают оседание на генераторе значительного количества токопроводящей маслянистой грязи. Наиболее опасно скопление грязи вблизи коллектора — на изоляторах щеткодержателей, миканитовом конусе коллектора, петушках. Если здесь сопротивление изоляции понижается настолько, что не выдерживает напряжение, то происходит пробой, цепь замыкается накоротко и ток течет поперек коллекторных пластин вместо того, чтобы течь по обмотке якоря. Возникает круговой огонь.
Таким образом, для нормальной работы электрической машины части, прилегающие к коллектору, должны иметь хорошую изоляцию, чистую глянцевую поверхность, не задерживающую пыль.
Коллекторный бандаж должен плотно прилегать к миканитовому конусу, под него не должна проникать токопроводящая пыль.
У двухмашинных агрегатов круговой огонь может быть вызван токопроводящей пылью, осевшей на текстолитовых щеткодержательных кольцах. Для уменьшения возможности оседания токопроводящей пыли на кольцах необходимо их по наружному и внутреннему диаметрам красить эмалью СВД до получения глянцевой поверхности. Чем выше напряжение машины, тем качественнее должно быть покрытие поверхностей, прилегающих к коллектору и щеткодержателям.
Понижение сопротивления изоляции машины вызывается также наличием токопроводящей пыли и на обмотке якоря. В процессе эксплуатации, вследствие старения изоляции и температурных перемещений в изоляции катушек якорей возникают трещины (рис. НО). Осевшая токопроводящая пыль проникает в трещины, создает мостики и понижает сопротивление изоляции.
Профилактическим мероприятием по исключению трещин в изоляции является своевременная пропитка якорей. Места трещин тщательно очищают от пыли и грязи и восстанавливают изоляцию. Допускается заливка поврежденных мест глифталевым лаком или клеем БФ-2 с последующим покрытием эмалью СПД. Заливка и закраска трещин без предварительного удаления грязи недопустима.
На генераторах МПТ 99/47, имеющих компенсационную обмотку, случаи понижения сопротивления изоляции имели массовый характер. Это объясняется конструктивными особенностями этих генераторов, имеющих большое количество открытых токоведущих частей, несовершенным способом крепления добавочных полюсов. Все это способствовало образованию токопроводящих мостиков.
У таких генераторов при ремонтах необходимо заменять изоляцию хомутов крепления катушек добавочных полюсов новой, более широкой. При хомуте шириной 25 мм необходимо наложить изоляцию из миканита 0,5 мм шириной 70 мм в два слоя. Затем поверх миканита наматывают стеклоткань 0,15 мм вполуперекрышу и для пре-
Рис. 110. Место образования трещин в изоляции катушек генератора:
1 — катушка; 2 — обмотка; 3 — утечка тока от трещины в изоляции на корпус
198
Рис. 111. Катушка добавочного полюса генератора:
/ — каркас; 2—обмотка; 3—путь дуги, 4—места трещин изоляции
дохранения от механических повреждений прокладывают полоску элек-трокартона 0,5 мм шириной 30 мм (рис. 111). Генератор МПТ 99/47А (без компенсационной обмотки) имеет меньше открытых поверхностей токоведущих деталей. Этот генератор более надежен в эксплуатации.
Замасливание коллектора электрических машин. Масло в электрические машины попадает главным образом с вентиляционным воздухом. Попавшее масло замасливает миканитовые прокладки, наружную поверхность коллектора, бандаж и проникает внутрь коллектора через различные неплотности. Особенно опасно то, что маслом пропитываются миканитовые коллекторные прокладки, на которые затем оседает угольная пыль, шунтирующая коллекторные пластины.
Под действием межламельного напряжения ток, протекающий по этим участкам, нагревает миканит, вызывая его обугливание и выгорание, а также круговой огонь.
Для обеспечения нормальной эксплуатации генераторов необходимо систематически удалять масло с коллекторов и прилегающих к нему деталей. Коллекторы прочищают жесткими волосяными или капроновыми щетками. Выгоревшие участки коллекторного миканита можно восстановить путем расчистки и промывки этих мест. Если при расчистке удалена значительная часть миканита, поврежденное место заполняют миканитовой пастой, составленной из смеси слюдяной пыли с клеем БФ-2.
Понижение сопротивления изоляции из-за увлажнения. Увлажнение обмоток — одна из причин кругового огня. В тяговые электродвигатели влага попадает с охлаждающим воздухом, через неплотности и щели, через вентиляционные отверстия в- щитах. В зимнее время года попавший в остов снег превращается в воду, вызывая отсыревание и понижение сопротивления изоляции. Отсыревание изоляции машин зимой может происходить при постановке в теплое помещение депо тепловозов с холодными электрическими машинами. Коллекторы таких машин покрываются инеем, а сопротивление изоляции снижается.
В генераторы влага может попадать также с вентиляционным воздухом и вызывать снижение сопротивления изоляции. В таких случаях необходимо сушить генератор. В депо генератор сушат без съема с тепловоза током, замыкая цепь якоря на реостат. Для этого необходимо постепенно повышать ток в генераторе на малых частотах вращения, доведя его до 2200—2400 А. От теплового действия тока влага, попавшая в машину, испаряется. Сушку проводят до тех пор, пока сопротивление изоляции не поднимется до 2 МОм, но не менее 10 ч.
Определение места повреждения якорей. Полученный для ремонта якорь прежде всего внимательно осматривают. Такие явные дефекты, как нарушение пайки, выгорание витков обмотки, выработка и подгар коллекторных пластин, смещение бандажа или механические повреждения, обнаружить нетрудно, так как они видны.
При внешнем осмотре можно определить и другие, более скрытые дефекты. Так, например, местное изменение цвета поверхности якоря (пожелтевшая эмаль) обычно бывает следствием местного перегрева в результате короткого замыкания или обрыва витков обмотки якоря. По запаху можно определить наличие горевшей изоляции в якоре. Наличие на коллекторе обгоревших одной или двух рядом лежащих пластин свидетельствует о том, что у одной из них имеется обрыв (излом) витков
199
обмотки. По цвету коллекторных пластин можно также определить наличие межламельного замыкания. Кроме более темного цвета, такие пластины несколько приподняты по отношению к другим на нерабочей части и имеют больший износ на рабочей части.
Но бывают такие якоря, по внешнему виду которых трудно определить характер неисправности. Например, при хорошо отлаженной работе реле заземления тепловоза может иметь место пробой на корпус без внешних повреждений коллектора или сердечника.
Такие якоря прежде всего хорошо очищают, а затем измеряют сопротивление изоляции якоря мегаомметром напряжением не ниже 500 В. При сопротивлении изоляции ниже нормы, но отличном от нуля, якорь сушат. Если сопротивление изоляции после очистки и сушки не повышается и не уменьшается, значит, изоляция повреждена. Для нахождения места повреждения испытывают якорь высоким напряжением (частотой 50 Гц). Напряжение подается на вал и коллектор якоря и постепенно поднимается до 2700 В для тягового генератора, до 2000 В — для тягового двигателя и до 1800 В — для двухмашинного агрегата. В случае пробоя в поврежденном месте появляются дым и пламя.
Для выявления поврежденного места можно также воспользоваться методом прожигания, заключающемся в следующем: к коллектору и к корпусу подводится напряжение 220 В переменного тока. Для ограничения тока в испытуемую цепь включают электролампу или регулируемый резистор. При протекании тока через поврежденное место выделяется тепло, появляется дым. В данном случае он указывает место повреждения.
Чтобы определить межвитковые замыкания, нарушения пайки коллектора или обрыв витков обмотки, якорь устанавливают на подставки с роликами для возможности его проворота. К коллектору подводят напряжение от источника постоянного тока и с помощью милливольтметра измеряют падение напряжения в каждом витке обмотки якоря. Если обмотка повреждений не имеет, то показания мил-200
ливольтметра на каждой паре пластин будут практически одинаковыми. Но если на какой-либо паре пластин показания прибора увеличатся на 5% или более, то это значит, что один из проводников обмотки имеет нарушение пайки или обрыв витков. Заниженные или нулевые показания прибора свидетельствуют о коротком замыкании этих витков. При нулевых показаниях место повреждения следует искать в коллекторе, а при заниженных показаниях — в обмотке. Если обнаружен обрыв витка, необходимо или заменить катушку, или произвести приварку твердым припоем. Напайка оловянистым припоем в таких случаях недопустима.
49. Ремонт электрических машин и аппаратов
Ремонт генератора без снятия с тепловоза. При плановых ремонтах тяговый генератор очищают, продувают сжатым воздухом снаружи и внутри, протирают коллектор, заменяют вышедшие из строя щетки и пружины щеткодержателей, проверяют и при необходимости подтягивают болты межкатушечных соединений, измеряют сопротивление изоляции обмоток относительно корпуса и между собой, а также устраняют неисправности, возникающие в результате аварии или неправильной эксплуатации генератора.
Кроме продувки сжатым воздухом, доступные части внутренней полости генератора и поверхность коллектора протирают салфетками, смоченными в спирте или авиационном бензине.
Шлифовать коллектор следует только в случае крайней необходимости (чтобы не нарушать политуру). Обнаруженные на его поверхности отдельные задиры или брызги металла зачищают напильником или шабером. Медные опилки, которые могут попасть на дорожки между коллекторными пластинами при опиловке, и скопившуюся на дорожках угольную пыль удаляют при помощи жесткой волосяной щетки. Трещины изоляции на лобовых частях устраняют заливкой
поврежденных мест клеем БФ-2 или глифталевым лаком с последующей просушкой и покрытием эмалью.
Рабочие поверхности щеток должны иметь зеркально-блестящий вид и прилегание к коллектору не менее 75%. Щетки, имеющие обломанные коомки, поврежденные токопроводящие канатики, сколы более 5% рабочей поверхности, заменяют новыми.
Если на коллекторе обнаружены выгоревшие участки миканита, поврежденное место тщательно промывают ацетоном и заполняют миканитовой Пастой.
При значительных прогарах заполнение производят в три-четыре этапа с обязательной сушкой каждого слоя при температуре 85—90°С в течение 12—14 ч. Такую температуру можно поддерживать электрической лампой мощностью 300—500 Вт. Оставшиеся на поверхности коллектора следы пасты после высыхания удаляют ацетоном, не допуская попадания его в межламельный зазор. После выполнения всех работ измеряют сопротивление изоляции обмоток генератора.
Ремонт генератора, снятого с тепловоза. Демонтаж генератора и его разборку производят при заводских ремонтах, а также в тех случаях, когда повреждения не могут быть устранены без разборки.
Перед демонтажом генератора отсоединяют воздушные патрубки, редуктор, кабели и провода, выпрессовывают контрольные штифты и болты, крепящие генератор к поддизельной раме. Снятый с тепловоза генератор устанавливают на кантователь или постель из шпал и поиступают к разборке и ремонту. Снимают крышки коллекторных люков, поднимают щетки, обертывают поверхность коллектора плотной бумагой, отсоединяют выводы обмоток, снимают клицы, вывертывают болты, крепящие подшипниковый щит к станине, снимают подшипниковый щит, предварительно опустив плавно якорь на полюса.
Дальнейшую разборку генератора производят при необходимости ремонта магнитной системы. После разработки все детали генератора очищают от пыли и грязи, осматривают и ремон
тируют. При осмотое якооя особое внимание обращают на состояние коллектора, бандажей, изоляции секций и петушков.
Поврежденную изоляцию восстанавливают путем намотки на дефектное место микаленты, лакоткани с последующим покрытием эмалью СПД. Незначительные трещины устраняют описанным выше способом при помощи клея БФ-2.
Ослабшие якорные бандажи перематывают, а ослабшие клинья заменяют новыми. После замены клиньев, перемотки бандажа и других работ якорь генератора должен быть динамически отбалансирован.
При текущем ремонте ТР-3 якорь генератора пропитывают и окрашивают. Перед пропиткой якорь тщательно очищают, продувают сжатым воздухом и сушат в печи при температуре (140±5) °C в течение 18—20 ч. Сопротивление изоляции горячего якоря в конце сушки должно быть не менее 1 МОм. Пропитку якоря производят лаком ФЛ-98 до прекращения выделения пузырьков воздуха (но не менее 25 мин) при температуре якоря 50—70°С, погружая его в ванну коллектором вверх. Уровень лака в ванне должен быть не выше петушков на 2—5 мм. Вынутый из ванны якорь выдерживают 3 ч на воздухе для стекания излишков лака. После пропитки салфетками, смоченными в бензине, снимают лак с вала.
Подготовленный таким образом якорь сушат в печи в течение 22 ч при температуре (140±5) °C. Начало времени сушки считается с момента достижения температуры внутри печи 135 °C.
Ремонт электрических аппаратов. На тепловозе применяется значительное число электрических аппаратов, отличающихся конструктивным исполнением и назначением. Это контакторы, реле, переключатели, выключатели, электропневматические вентили, электромагниты, кнопки управления, контактные колодки, контроллер и др.
Основными элементами перечисленных аппаратов являются контактные системы, обеспечивающие соединение
201
и коммутацию электрических цепей. Поэтому в процессе эксплуатации и при ремонте основное внимание должно быть уделено состоянию контактов и контактных соединений. Аппараты необходимо содержать в чистоте.
На каждом ТР-2 аппараты продувают сухим сжатым воздухом и очищают от загрязнения. Необходимо проверить их крепление. Особое внимание обращают на состояние контактных поверхностей и прилегание и притирание контактов реле и аппаратов, на состояние контактов выключателей, переключателей и разъемов.
Реле давления, реле температуры, регулятор напряжения проверяют на соответствие регулируемым параметрам и при необходимости их регулируют. Медные контакты заменяют при износе более чем на 25% их толщины. Рабочую поверхность восстанавливают наплавкой с последующей обработкой для придания контактам требуемого профиля. Серебряные контакты, как правило, периодически очищают от загрязнений. Прилегание контактов должно обеспечиваться по линии не менее 80% ширины контактов.
Дугогасительные камеры и катушки при всех видах обслуживания и ремонта очищают от нагара и копоти напильником или наждачным полотном. На соединительных шинах, выводах и проводах восстанавливают поврежденную изоляцию, зачищают и лудят контактные поверхности, затягивают болты и т. д. Наконечники заменяют при изломе в ннх проводов более 10%.
Ремонт контакторов. К изнашивающимся частям контакторов следует отнести главные контакты, дугогасительные катушки, блокировочные пальцы и колодки, гибкие шунты, дугогасительные камеры. Увеличенный под-гао и даже приваривание контактов может явиться следствием перекоса и недостаточным прилеганием контактов, их неправильной формой, недостаточным нажатием.
Для обеспечения нормальной работы контактной группы необходимо периодически проверить величину нажатия и провал контактов, их профиль, раствор и состояние поверхностей, так как эти параметры в процессе
эксплуатации изменяются из-за износа. Провал необходим для компенсации износа контактов. По мере износа величина провала уменьшается, в результате это может отразиться на силе контактного нажатия, а следовательно, привести к повышенному нагреву.
Раствор (разрыв) контактов зависит от толщины контактов. Увеличенный раствор контактов из-за их износа также может привести к их перегреву прн замыкании. Уменьшение раствора может явиться поичиной перекрытия контактов. Не рекомендуется эксплуатировать контакты при износе больше '/з их толщины.
Нажатие контактов проверяют динамометром. Для измерения начального нажатия папиросную бумагу подкладывают между контактом и его упором. Якорь заклинивают во включенном положении. Вставляют между контактами полоску папиросной бумаги. Затем плавно оттягивают подвижной контакт с помощью динамометра. Усилие, измеренное в момент сдвигания полоски бумаги,— конечное нажатие контактов.
Аккумуляторная батарея. На тепловозе применена кислотная аккумуляторная батарея типа 32ТН-450, которая состоит из 32 элементов, соединенных последовательно. Номинальное напряжение батареи 64 В, емкость 450 А-ч. При технических обслуживаниях в батарее проверяют уровень электролита и при необходимости добавляют дистиллированную воду. Пои ТР-1 измеряют уровень и плотность электролита каждого элемента, состояние подводящих TipoBOflOB и крепление перемычек. На текущем ремонте ТР-2 производят также восстановительный заряд батареи. Сопротивление изоляции всей батареи относительно коопуса, которое должно быть не менее 25 кОм, определяют так
где R, — сопротивление вольтметра, Ом;
U — напряжение батареи, В;
U\ — напряжение между положительным выводом батареи и корпусом тепловоза, В;
U2 — напряжение между отрицательным выводом батареи и корпусом тепловоза, В.
202
Во время текущего ремонта ТР-3 батарею снимают с тепловоза и, кроме работ, предусмотренных ремонтом ТР-2, производят контрольно-тренировочный цикл (заряд — разряд — заряд). К неисправностям аккумуляторной батареи относятся короткое замыкание между пластинами, загрязнение электролита, течь сосудов, сульфатация пластин.
Короткое замыкание между разноименными пластинами появляется вследствие образования между ними шлама или повреждения изоляции. Признаки короткого замыкания: слишком низкое (на элементе) напряжение при заряде и разряде, отсутствие газообразования при заряде. Загрязнение электролита возможно при заливке в элемент кислоты и воды, не соответствующих техническим нормам, а также при попадании в электролит различных примесей через заливные отверстия, не имеющие пробок. При загрязнении электролита выделяются газы при рязряде. Понижается емкость и напряжение
на аккумуляторе, не восстанавливаемые путем заряда. Сульфатация пластин проявляется снижением емкости, интенсивным кипением электролита при заряде. Кроме перечисленных дефектов, в процессе эксплуатации батареи бывают случаи повреждения банок (нарушение плотности) от микровзоывов внутри них вследствие нарушения контакта в местах соединения пластин с борном.
В случае короткого замыкания между разноименными пластинками из-за шламового отложения аккумулятор нужно разрядить, слить электролит, а аккумулятор промыть. После промывки и заливки свежего электролита провести контрольно-тренировочный цикл. Если замыкание произошло из-за разрушения сепаратора, его заменяют.
Перед ремонтом аккумулятор необходимо разрядить до напряжения 1,75 В на элемент, а также слить электролит. Снять крышку, удалив битумную мастику. Вынуть блок пластин, промыть, осмотреть и заменить пластинку сепаратора.
203
ПРИЛОЖЕНИЕ
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ В РАБОТЕ ТЕПЛОВОЗА ТЭЗ И СПОСОБЫ ИХ УСТРАНЕНИЯ (СМ. РИС. 88, 89 И 90 НА ВКЛАДКЕ К КНИГЕ)
Неисправность (характерные признаки) Поичииы неисправности Рекомендуемый способ устранения неисправности
I. Пуск дизеля
Топливоподкачиваю- Попадание воздуха в топливную
щий насос не создает давления 0,15—0,25 МПа (1,5—2,5 кгс/см2) систему
Стрелка манометра вибрирует Загрязнение фильтров «Заедание» перепускного клапана в открытом положении или предохранительного клапана Низкая температура топлива. Загустевшее топливо не проходит чепез фильтры
Кнопка «Топливный насос» включена, но вал топливоподкачивающего насоса не вращается, перегорает поедохоанитель на 20 А
Дизель останавливается после проворачивания вала на пол-оборота, напряжение аккумуляторной батареи резко снижается
При включении кнопки «Топливный насос» вал топливоподкачивающего насоса не вращается
Реле РУЗ не включается
Реле РУЗ включается
При нажатии кнопки «Пуск дизеля» и выдержки установленного временя пусковые контакторы не включаются
Недостаточное количество топлива в баке
Заклинивание вала из-за Плохой центровки, заедание звездочки насоса
В камеоу сжатия попало масло или вода
Пепегорел предохранитель 15 А на пульте управления
Включено реле РУ7 или нарушен его размыкающий контакт
Не включена аварийная кнопка АК на столике помощника машиниста или наоушен контакт у этой кнопки
Пеоегооел поедохранитель 20 А на стенке высоковольтной камеры
Нарушен замыкающий контакт реле РУЗ
Заедание щеток в обоймах щеткодержателей, неприлегание щеток к коллектору электродвигателя (после постановки новых)
Плохой контакт в соединениях коробки с зажимами, обрыв межкатушечных соединений электродвигателя топливного насоса
Сгорел предохранитель на 20 А у кнопки «Управление» на пульте
Рукоятка контроллера установлена не в нулевом положении или отсутствует контакт у пальца контроллера
Перегорел предохранитель 10 А у кнопки «Пуск дизеля» иа пульте
Нарушены замыкающий контакт реле РУ5, размыкающий контакт 105 валоповоротного механизма, размыкающие контакты контакторов Б и ВВ
Открыть кран на нагнетательной трубке и верхнюю пробку на фильтрах тонкой очистки
Очистить, промыть или заменить фильтрующие элементы
Проверить исправность и восстановить работу клапанов
Проверить работу и включение топ-ливоподогревателя и устранить неисправности. Фильтр промыть или заменить фильтрующие элементы
Проверить количество топлива в баке, долить из бака второй секции
Провеоить вращение вала поворотом от руки за муфту. Перейти на аварийное питание топливом включением кнопки «Аваоийное питание дизеля»
Открыть индикаторные краны, провернуть коленчатый вал от аккумуляторной батареи, после этого закрыть индикаторные краны и пустить дизель
Заменить предохранитель
Осмотреть контакт и устранить неисправность
Включить кнопку АН или восстановить контакт
Заменить предохранитель
Восстановить контакт
Устранить заедание щеток в обоймах
Подтянуть гайки зажимов
Заменить предохранитель
Установить рукоятку контроллера в нулевое положение или зачистить контакт
Заменить предохранитель
Восстановить контакты
204
Продолжение приложения
Неисправность (характерные признаки) Причины неисправности Рекомендуемый способ устранения неисправности
При включении кнопки «Пуск дизеля» масляный насос не работает Нарушен размыкающий контакт, контакт КМН, размыкающий контакт Д2, замыкающий контакт реле РУЗ Зачистить контакты
Реле времени включает- Вышла и i строя катушка кон- Проверить исправность блокировок,
ся, контактор КМН не тактора КМН, нарушен размыкаю- зачистить провода блокировки и кон-
включается щий контакт РУ5 или мгновенный контакт реле времени, обрыв провода блокировки такты
При включении кнопки «Пуск дизеля» маслопрокачивающий насос работает, но по истечении 45—60 с (для тепловозов старых выпусков) и 80— 90 с (для 2Д100М) пусковые контакторы Д1 и Д2 не включаются Неправильно отрегулировано реле времени Отрегулировать реле времени
Вал дизеля проворачи- Недостаточная емкость аккуму- Отключить неисправный элемент ба-
вается с недостаточной ляторной батареи или короткое за- тареи постановкой перемычек. Разре-
частотой вращения, дизель не пускается мыкание в одном из ее элементов шается одновременное отключение не более трех элементов в одной секции тепловоза. В депо неисправные элементы заменить
Вал дизеля проворачивается с достаточной частотой вращения, но вспышки в цилиндрах нет Нарушены замыкающие контакты пускового контактора Д1 и размыкающий контакт блок-магнита БМ или ЭТ54 Заедание сеодечиика блок-магнита БМ или ЭТ54 Перегорел резистор СМ в цепи блок-магнита Устранить заедание То же Заменить резистов
Заклинивание реек топ- Заедание оейки топливного насо- Отключить поводок рейки от тяги,
ливных насосов иа нулевой подаче са или общей тяги на нулевой подаче топлива устранить тугой ход рейки
При пуске коленчатый вал вращается нормаль- Тугой ход реек и их заклинивание Устранить тугой ход реек или заклинивание
но, шток серводвигателя Не включен предельный оегуля- Поставить предельный оегулятор
регулятора поднимается до отказа тор в рабочее положение
Дизель пускается, но Срабатывает оеле давления мае- Пооверить положение вентилей и
при отпускании кнопки «Пуск» глохнет ла РДМ1 кранов масляной системы. Если показания манометоов окажутся нормальными (при нажатой кнопке «Пуск»), соединить контакты РДМ1, установив перемычку между зажимами 3/5 и 1/2. В депо пооверить настройку РДМ1
При пуске коленчатый Не работает ускоритель пуска Разобрать ускоритель и устранить
вал вращается нормально, но рейки топливных насосов остаются на нулевой подаче или же перемещаются очень медленно и дизель не пускается или пускается с трудом. при включенном ВП7 заедание (в депо). На перегоне об легчить пуск перемещением вручную тяги реек топливных насосов
Из декомпрессионного Нарушено уплотнение между Устранить нарушение уплотнения
(атмосферного) отверстия ускорителя запуска идет струя воздуха корпусом и воздушным поошием (в депо)
Дизель не пускается Перегорел предохранитель пусковой кнопки или кнопки управления Заменить предохранитель
205
П родолжение приложения
Неисправность (характерные признаки) Причины неисправности Рекомендуемый способ устранения неисправности
Неисправна цепь блокировочного устройства валоповоротного механизма Червяк валоповоротного механизма находится в зацеплении с червячным колесом Плохой контакт к кнопке «Управление» или «Пуск дизеля» или в блокировочном устройстве, или в размыкающем контакте контакторов заряда батареи и возбуждения возбудителя II. Работа дизеля Устранить неисправность цепи блокировочного устройства БМ или ЭТ54 Поджать и закрепить червяк Обеспечить надежный контакт
Двигатель сбрасывает Недостаточное давление в мае- Проверить масляную систему.
нагрузку ляной системе Неисправно одно из реле сброса нагрузки (РЗ, РДМ2, APT) Устранить причину пониженного давления масла Проверить по приборам давление и температуру воды. Если они в норме, установить перемычку между зажимами 2/6 и 2/4. В депо проверить реле. Если сработало реле заземления, за-шунтировать его контакты. Следовать в депо, соблюдая осторожность (не прикасаться к токоведущим оголенным частям электрооборудования). В депо устранить причины заземления. Если высокая температура воды, охладить до нормы
Дизель не развивает Недостаточное давление топлива Осмотреть топливную систему:
полной мощности. При работе на максимальной подаче топлива и при 850 об/мин приборы не в системе подтянуть все соединения топливных трубопроводов на всасывающей магистрали; удалить воздух из системы
показывают полную мощ- Заедание реек отдельных топлив- Проверить и устранить заедание
ность (шток двигателя регулятора поднялся вверх до отказа) ных насосов Утечка топлива из-под нажимных штуцеров топливных насосов Трещина или утечка топлива по трубке высокого давления реек, отключить поводок неисправного топливного насоса Подтянуть гайки нажимных штуцеров Заменить трубку или подтянуть накидные гайки
Дизель дымит Неполное сгооание Зависание иглы форсунки. Засорились отверстия распылителя форсунки Поочередным отключением топливных насосов выявить неисправную форсунку и отключить насос. В депо заменить неисправную форсунку. Разрешается выключать насос, если эта неисправность у одного цилиндра
Темный цвет выпускных Повышенное сопротивление на В депо очистить и промыть кассеты
газов всасывании из-за загрязнения кассет воздушного фильтра Повышенное сопротивление в выпускной системе дизеля Малый угол опережения подачи топлива в цилиндры Дизель работает с перегрузом воздушного фильтра По прибытии в депо проверить, нет ли нагара на выпускных окнах, при необходимости очистить. Проверить состояние глушителя выпуска В основном депо проверить углы опережения подачи топлива Уменьшить нагрузку дизеля, установив рукоятку контроллера машиниста на низшую позицию. По прибытии в депо проверить регулировку дизеля и электросхемы
206
Продолжение приложения
Неисправность (характерные признаки) Причины неисправности Рекомендуемый способ устранения неисправности
Голубой или белый цвет выпускных газов Попадание масла в цилиндр дизеля: после остановки не проворачивали вал дизеля для удаления масла из верхней части втулок цилиндров; большое разрежение на всасывании воздуходувки; неудовлетворительная работа маслоотделителя; двигатель длительно работал без нагрузки Обязательно после каждой остановки проворачивать вал дизеля на 3—5 оборотов при выключенной кнопке управления для предотвращения попадания масла в ресивер, а затем в цилиндры Открыть лючки в корпусе воздушного фильтра для забора воздуха из кузова тепловоза По прибытии в депо промыть воздушный фильтр Не допускать длительной работы без нагрузки
Дизель работает не- Попадание воздуха в регулятор Выпустить воздух из регулятора
устойчиво (не держит заданную частоту вращения при проверке по таХомет-РУ) или в топливную систему Тугой ход или заклинивание реек топливных насосов Увеличенные зазоры в системе управления или топливной системы Проверить легкость хода реек топливных насосов По прибытии в депо установить нормальные зазоры
Дизель «глохнет» при переходе на меиьшую частоту вращения Тугой или неплавный ход реек Занижена частота вращения холостого хода Низкое давление масла, вызывающее срабатывание реле давления масла Проверить легкость хода реек топливных насосов Отрегулировать частоту вращения холостого хода Проверить вязкость или температуру масла
Дизель работает «враз- Неисправен регулятор частоты Немедленно остановить дизель, уст-
НОС» вращения Тугой ход реек топливных насосов Отсоединилась рейка от поводка Попадание масла в воздушный ресивер ранить неисправность Проверить легкость хода реек топливных насосов. Устранить неисправность Соединить рейку с поводком Установить причину и устранить ее
Низкое давление масла Пониженная вязкость масла из- В депо проверить вязкость масла
(определяется по мано- за его разжижения топливом или и снизить (охладить) температуру
метру или срабатыванием РДМ) высокая температура масла масла
Высокая температура Недостаточное охлаждение мае- Обеспечить нормальное охлаждение
масла по показаниям термометра ла в холодильнике Неисправен термометр Недостаточное количество масла в системе масла Заменить термометр Проверить уровень масла «щупом» в раме, при необходимости дозаправить
Высокая температура воды по показаниям тер- Недостаточное охлаждение воды Обеспечить нормальное охлаждение воды
мометра или срабатыва- Недостаточное количество воды Проверить уровень воды, при необ-
нию реле APT в системе охлаждения Тугой ход или заклинивание реек топлива ходимости дозаправить Проверить легкость хода реек топливных насосов
Ш. Трогание тепловоза с места
При установке рукоятки контроллера машиниста в 1-е положение тепловоз не трогается с места
207
П родолжение приложения
Неисправность (хапактеоные признаки)
Ппичины неиспоавности
Контакторы П1, П2, ПЗ, ВВ, КВ не включаются
Контактор КВ не включается
Перегорели предохранители на 20 А у кнопки «Управление», иа 15 А — у кнопки «Управление тепловозом»
Нарушены размыкающие контакты РУ4, РУБ, замыкающие контакты контакторов П1, П2, ПЗ, размыкающие контакты реле заземления РЗ и пусковых контакторов Д1 И Д2
Нарушены размыкающие контакты реле боксования РБ1, РБ2 и РБЗ и реле заземления РЗ
Не включены рубильники тяговых электродвигателей
Проверить прилегание и чистоту поверхности контактов контакторов КВ, ВВ
Нарушен замыкающий контакт контактора КВ между проводами 431 и 347
Контактор ВВ не включается, загорается красная лампочка
Контакторы П1, П2, ПЗ не включаются
Контакторы П1, П2, ПЗ, ВВ, КВ включены, но тепловоз с места не трогается
Тепловоз на 1-й позиции рукоятки контроллера трогается нормально, при переводе на 2-ю позицию нагрузка снимается
Рекомендуемый способ устпанения неиспоавности
Заменить предохранители
Восстановить контакты
Восстановить контакты
Включить рубильники
Устранить неисправность
Восстановить контакт
IV. В пути следования
При переводе рукоятки контроллера машиниста на 2-ю и последующие позиции мощность дизель-генератора и скорость тепловоза увеличиваются незначительно
Не включено реле РУ8 или нарушен замыкающий контакт реле РУ8 (в цепи возбуждения возбудителя)
Нарушен контакт у ножей рубильников отключения тяговых электродвигателей в цепи независимого возбуждения возбудителя
При трогании тепловоза с места резко возрастает мощность тягового генератора, на последующих позициях дизель дает «просадку» оборотов
При переводе рукоятки контроллера машиниста на следующую позицию частота вращения вала дизеля не увеличивается или резко изменяется (на тепловозах с регулятором с электропневмати-ческим приводом)
Пробит селеновый выпрямитель ВС2 в цепи схемы ограничения тока
Обрыв в цепи дифференциальной обмотки возбуждения или плохой контакт
На тепловозах ранних выпусков с электропиевматическим приводом регулятора с рычажной передачей неисправна одна из катушек (заедание поршня или перевернут текстолитовый ролик)
Недостаточное давление воздуха в резервуаре контакторов или заедает редукционный клапан
Устранить неисправность
При снятой нагрузке проверить нагрев на ощупь, резисторы плавного пуска, при этом соответствующие части резистора возбуждения возбудителя, шунтируемые указанными контактами РУ8 и отключателями электродвигателей, должны быть холодными. При их нагреве зачистить контакт
Выключить рубильник реле заземления ВРЗ, замкнув перемычкой контакты рубильника у катушки РЗ
Если обрыв в цепи дифференциальной обмотки устранить локомотивной бригаде ие удается, то следовать до основного депо примерно на 10—11-й позиции контроллера
Устранить неисправность. Текстолитовый ролик установить в нормальное положение
Снять защитный колпак, постучать по конусу редукционного клапана молотком (если заедание) и отрегулировать клапан на давление 0,55— 0,6 МПа (5,5—6 кгс/см2)
208
Продолжение приложения
Неисправность (характерные признаки) Причины ненсправиости Рекомендуемый способ устранения неисправности
Резкое снижение мощности генератора на всех позициях контроллера при нормальной частоте вращения вала дизеля Обрыв резистора в цепи возбуждения тахогенератора Т2 Обрыв или ослабление ремней тахогенератора Т2 Выключить рубильник реле заземления ВРЗ, замкнув перемычкой контакты катушки РЗ, и следовать до основного депо Подтянуть или заменить ремень
По гидромеханическому редуктору
Повышенный нагрев Проскальзывает гидромуфта из- Проверить открытие вентиля на
редуктора за отсутствия подачи масла Масло не проходит из колокола гидромуфты в картер редуктора из-за засорения выходного отверстия в колоколе трубе, подводящей масло, правильность показания манометра Прочистить отверстия
Переполнение редукто- Неисправность маслооткачиваю- Проверить отсутствие подсоса воз-
ра маслом, сопровождающееся повышенным нагревом и течью щего насоса и маслопровода Избыточное поступление масла в редуктор Переполнение корпуса редуктора маслом при прокачивании масляной системы духа в системе маслопровода, осмотреть и прочистить фильтр, осмотреть по прибытии в депо насос Отрегулировать вентилем (или клапанами) давление масла до требуемого значения, проверить показание манометра. В случае продолжительного времени нагрева вентиль закрыть на 2—3 мии при работе, после чего установить требуемое давление Закрыть вентиль на маслопрокачивающей трубе. При пуске дизеля открыть вентиль на 10—15 с и снова закрыть его на 2—3 мин для откачки масла из корпуса
Переполнение редукто- Вытекает масло из гидромуфты Закрыть вентиль При пуске дизеля
ра при длительной стоян- в корпус редуктора через выход- открыть вентиль на 10—15 с и снова
ке ные отверстия закрыть его на 2—3 мин для откачки масла из корпуса
Сильно стучит зубчатая муфта компрессора Недостаточное или полное отсутствие смазки Заправить маслом
По фрикционной муфте редуктора вентилятора холодильника
Ведомая часть вращается при выключенном состоянии фрикционной муфты и имеет более 80 об/мин при 850 об/мин коленчатого вала дизеля
Муфта пробуксовывает при включенном состоянии, что характеризуется повышенным нагревом
Увеличенный зазор между подшипником отводки и коромыслами при включенном состоянии
Повернулась на оси вилка включения
Малый зазор между торцами упооных регулировочных болтов и диском
На трущиеся поверхности дисков попало масло
Отсутствует зазор между подшипником отводки и коромыслами, подшипник вращается
Износились фрикционные диски
Нажимные пружины потеряли упругость
Отрегулировать зазор
Отрегулировать положение вилки, надежно завернуть зажимный винт
Освободить стопорные шайбы упорных регулировочных болтов и отрегулировать зазор (0,9—1,4 мм) между болтами и диском. При этом разность зазоров между болтами не должна превышать 0,1 мм
В депо разобрать муфту, диски промыть
Поворотом гаек регулировочных болтов установить зазор между торцом обоймы упорного шарикоподшипника и концами рычажков. При включенной муфте этот зазор 1—2,5 мм
В депо заменить диски
В депо заменить пружины
209
Продолжение приложения
Неисправность (характерные признаки) Причины неисправности Рекомендуемый способ устранения неисправности
Выход из строя муфты Разрушение фрикционных дисков, нажимных коромысел и т. д. По компрессору Заклинить муфту путем затяжки регулировочных болтов при остановленном дизеле. Если муфта будет проскальзывать, распустить муфту, заложить прокладку (между ведомыми и ведущими дисками) и вновь затянуть регулировочные болты. После этого следовать с поездом, регулируя температуру воды и масла створками жалюзи, до основного или оборотной: депо
Давление в главном ре- Нарушена регулировка регуля- Отрегулировать регулятор давления
зервуаре повышается бо- тора давления (неисправен регу- на выключение компрессора при давле-
лее 0,8 МПа (8 кгс/см2), срабатывает предохранительный клапан главных резервуаров на 0,85 МПа (8,5 кгс/см2) лятор) Неисправно разгрузочное устройство цилиндра II ступени Обрыв соединительного шланга магистрали блокировки компрессоров между секциями нии 0,85 МПа (8,5 кгс/см2) (регулируется правым винтом). Если отрегулировать не удается, переключиться на работу регулятора давления II секции Осмотреть разгрузочное устройство устранить неисправность Выключить оба регулятора давления и перекрыть краники магистрали блокировки компрессоров на обеих секциях
Срабатывает предохра- Малое открытие или неплотность Вынуть клапаны из гнезд и заменить
нительный клапан на хо- всасывающего или нагнетательного их илн отрегулировать открытие, есль
лоднльнике в рабочем ре- клапанов цилиндров II ступени воздух выпускается (травит), и прг
жиме компрессора (высокого давления) остановке дизеля заменить неисправный нагнетательный клапан цилиндре II ступени
Срабатывает предохра- Неисправность разгрузочного Вынуть всасывающие клапаны и за-
нительный.клапан иа хо- устройства цилиндра I ступени менить их или отрегулировать откры-
лодильнике при холостом (низкого давления) или малое от- тие клапанов. Осмотреть разгрузочное
режиме компрессора крытие всасывающих клапанов Неисправность нагнетательного клапана цилиндра II ступени (воздух из главных резервуаров попадает в холодильник компрессора) устройство и устранить неисправность Разобрать нагнетательный клапан устранить неисправность
Пониженная подача Неплотность всасывающих и на- Заменить клапаны или устранить их
компрессора гнетательных клапанов или малый подъем клапанов цилиндров I и II ступеней Пропуск воздуха поршневыми кольцами цилиндров высокого и низкого давлений Загрязнены воздушные фильтры неисправность По прибытии в депо разобрать компрессор, осмотреть кольца, изношенные заменить Очистить фильтры
Пониженное давление Разрегудироваи разгрузочный Отрегулировать клапан
масла клапан на масляном насосе компрессора Пропускает разгрузочный кла- пан на коленчатом валу Подсос воздуха в масляную систему Манометр не показывает давление Засорение фильтра в картере компрессора Снять клапан, осмотреть и устранить неисправность Проверить затяжку и подкрепит! накидные гайки трубки в местах подсоединения ее к штуцеру корпуса масляного иасоса и к штуцеру всасывающей сетки. Проверить отсутствие трещин в трубке Заменить манометр Осмотреть фильтр
210
Продолжение приложения
Неисправность (характерные признаки) Причины неисправности Рекомендуемый способ устранения неисправности
Наличие масла в нагие- Износ маслосъемных колец В депо разобрать компрессор, осмот-
тательном воздушном трубопроводе поршней Завышен уровень масла в картере компрессора Засорен клапан-сапун компрессора реть кольца, заменить изношенные Довести уровень масла до ноомы (между верхней и нижней рисками маслоуказателя) Очистить сапун
Повышенный нагрев Продолжительная работа комп- Устранить утечки воздуха в трубо-
компрессора рессора из-за утечки воздуха из тормозной магистрали или пониженной подачи компрессора (при этом перегреваются оба компрессора) Слабое натяжение или обрыв ремня привода вентилятора компрессора Включены оба регулятора давления, при этом из-за их разной регулировки работает один компрессор проводах Отрегулировать натяжение ремйя. При обрыве ремня и нагреве компрессора выше 150 °C компрессор отключить Отключить один регулятор давления
Колебание стрелки Утечка воздуха из компенси- Спустить масло из компенсирующе-
масляного манометра рующего резервуара на подводя- го резервуара и устранить утечку
компрессора щей трубке к манометру По электрооборудованию воздуха
После пуска дизеля нет заряда аккумуляторной батареи Перегорел предохранитель на 125 А вспомогательного генеоа- тора Нарушены контакты в замыкающей блокировке реле обратного тока РОТ и размыкающей блокировке пускового контактооа Д/ Заменить поедохоанитель Восстановить контакты
Не включается топливоподкачивающий насос Перегорел предохранитель у кнопки «Топливный насос» в цепи реле управления РУЗ. При этом не включается реле управления РУЗ (не слышно его срабатывания) Перегорел предохранитель в цепи топливного насоса. В этом случае реле управления РУЗ срабатывает Перегорел предохранитель на 160 А, через который идет питание от аккумуляторной батареи. Плохой контакт в кнопке «Топливный насос» или у прямой блокировки РУЗ Заменить предохранитель То же »
Отсутствует заряд аккумуляторной батареи Перегорел предохранитель на 125 А »
Перегрев коллектора, в результате которого он приобретает фиолетовый Неисправность вентилятора. Засорение воздухоподводящих каналов Проверить систему вентиляции
оттенок с цветами побе- Потеря крышки верхнего кол- Проверить наличие крышки и рас-
жалости лекторного люка (у тягового электродвигателя) пределение давления воздуха по электродвигателям
Разрушение щеток Увеличен зазор между щеткой и щеткодержателем Неправильная установка щеткодержателя. Увеличенный зазор между щеткодержателем и коллектором Сменить щетки или щеткодержатели Отрегулировать установку щеткодержателя
211
Продолжение приложения
Неисправность (характерные признаки) Причины иеисправиости Рекомендуемый способ устранения иеисправиости
Не происходит включение I и II ступени ослабления возбуждения тяговых электродвигателей При движении тепловоза происходит нормальное включение контакторов ослабления возбуждения, но после включения сразу же происходит отключение При троганнн тепловоза с места резко возрастает мощность тягового генератора При работе на 15-й позиции контроллера и включении автоматического регулирования мощности (АРМ) мощность заметно уменьшается, при этом частота вращения вала дизеля не снижается Резкое снижение мощности в процессе работы на всех положениях контроллера Резкое снижение мощности при переходе с 8-й на 9-ю позицию контроллера Сработало реле заземления РЗ Вышел из строя тяговый электродвигатель Неисправно реле переходов РП1 или РП2 Плохой контакт в основной цепи у контакторов ослабления возбуждения Ш1, Ш2, ШЗ или Ш4, Ш5, Ш6 Обрыв в цепи резистора катушки напряжения реле (между проводами 269 и 266 для реле РП1 и между проводами 475 и 472 для реле РП2) Пробит селеновый выпрямитель ВС2 в цепи ограничения тока Обрыв в цепи дифференциальной обмотки возбуждения Перегорел предохранитель 10 А в цепи АРМ Плохой замыкающий контакт РУ4 или реле РУ1 Неисправен выключатель АВ в цепи АРМ Ослабло натяжение ремней привода тахогенератора Т1 Обрыв цепи возбуждения тахогенератора Т2 ограничения мощности Вытяжка ремней на тахогенераторе Т2 и сильное проскальзывание Пробит селеновый выпрямитель ВС1 В силовой цепи имеет место пробой или частичное разрушение изоляции По различным причинам, которые не могут быть устранены силами бригады Осмотреть и проверить реле. Если обнаружится плохой контакт, заедание сердечника или какой-либо другой незначительный дефект, устранить его. Если повреждение значительное, заменить аппарат по прибытии в депо Зачистить контакты Устранить обрыв Временно разорвать цепь якоря тахогенератора Т2. В депо сменить выпрямитель ВС2 Устранить обрыв Заменить предохранитель Зачистить контакты Устранить неисправность Установить нормальное натяжение ремней Устранить неисправность Установить нормальное натяжение ремней Отключить АРМ. По прибытии в депо заменить выпрямитель ВС1 Осмотр всей силовой цепи для выявления неисправности. При обнаружении повреждения устранить его, восстановив изоляцию или устранив касание токоведущих элементов к корпусу тепловоза. Если повреждение не обнаружено, нужно возвратить реле от рукн в нормальное положение и попытаться продолжать движение. Если реле срабатывает и после повторного тщательного осмотра место повреждения все же не будет обнаружено, вновь поставить реле от пуки в нормальное положение, отключить рубильник и продолжать движение до ближайшего депо, где немедленно заявить о ненормальной работе реле заземления В этом случае необходимо выключить: отключатель соответствующей группы электродвигателей ОМ; выключатель АВ цепи АРМ (на неисправной секции);
212
Продолжение приложения
Неисправность (характерные признаки) Причины неисправности Рекомендуемый способ устранения неисправности
Стрелка электротермо- Сгорел или отсутствует предо- выключатель УП цепи питания катин, к шунтировки поля (ведущей секции) Нои этом не допускать длительного тока тяговых электоодвигателей свыше 820 А Установить исправный предохрани-
метра или электромано- хранитель в цепи питания электро- гель
метра стоит в начале шкалы Стрелки электротермо- термометра Кнопка электротермометра на пульте управления не включена или неисправна Оборван провод питания или один из проводов приемника Неисправен измеритель (обрыв в схеме) Отсутствие контакта или обрыв Включить или испоавить кнопку Исправить или заменить поовод Заменить измепитель Восстановить контакт или заменить
метра или электромано- пооводов в цепи приемника провод
метра устанавливаются в Неиспоавен приемник По прибытии в депо заменить
конце шкалы Отсутствие подачи пес- Неисправен измепитель Образование пробки в корпусе приемник По прибытии в депо заменить измеритель Прочистить форсунку пооволокой
ка при нажатии педали песочницы Подача песка не согла- форсунки из слежавшегося или смепзшегося песка Недостаточное давление воздуха в резервуаре автоматики Значительные утечки воздуха через неплотности в трубопроводе песочной системы Неправильное подключение ка- Отоегулировать давление воздуха в резеовуаре (0,55—0,6 МПа) Осмотреть воздухорасппеделитель и устоанить заедание поршня Проверить подключение катушек
сована с направлением движения тушек магнитных клапанов песочницы
213
СПИСОК ЛИТЕРАТУРЫ
1. Аврунин А. Г. Тепловозный дизель 2Д100. 2-е изд. М.: Трансжел-дориздат, 1963, 316 с.
2. Гоузовой тепловоз ТЭ10/Е. А. Артизанов, Ю. И. Дофман, Е. Г. Заславский и др. М.: Трансжелдооиздат, 1962. 172 с.
3. Двигатели внутреннего сгорания, тепловозные дизели, газотурбинные установки/А. Э. Симеон, А. 3. Хомич, А. А. Куриц и др. М.: Транспорт, 1980. 384 с.
4. Жуков А. В. Неисправности тепловозных электрических машин и их устранение. М.: Трансжелдориздат, 1961. 119 с.
5. Каменецкий Б. Г. Схемы и характеристики тепловозных электрических передач. М.: Трансжелдооиздат, 1960. 84 с.
6. Кудряш А. П., Заславский Е. Г., Тартаковский Э. Д. Резервы повышения экономичности тепловозов 2ТЭ10Л. М.: Транспорт, 1975. 65 с.
7. Правила деповского ремонта тепловозов типа ТЭЗ и ТЭ10. М.: Транспорт, 1969. 312 с.
8. Регуляторы скорости дизель-генераторов/А. Г. Аврунин, Г. М. Гугель и др. М.: Машиностроение, 1973. 200 с.
9. Ремонт тепловозов ТЭ10 в депо/Е. Г. Заславский и до. М.: Транспорт, 1965. 92 с.
10. Ремонт и эксплуатация судовых дизель-генераторов Д100/Е. В. Турчак и др. М.: Транспорт, 1970. 144 с.
11. Синенко Н. П., Струнге Б. Н., Резник И. И. Тепловозные дизели типа Д70. М.: Транспорт, 1966. 64 с.
12. Тепловоз ТЭЗ/К. А. Шишкин, А. Н. Гуоевич, А. Д. Степанов и др. 6-е изд., доп. М.: Транспорт, 1976. 384 с.
13. Хомич А. 3., Тупицын О. И., Симеон А. Э. Экономия топлива и теплотехническая модернизация тепловозов. М.: Транспорт, 1975. 264 с.
14. Электрические машины и электрооборудование тепловозов. 3-е изд., перераб. и доп./Е. Я. Гаккель, К. И. Рудая, И. Ф. Пушкарев и др. М.: Транспорт, 1981. 218 с.
15. Электрооборудование тепловозов. Справочник/В. Е. Верхогляд, Б. И. Вилькевич, В. С. Марченко и др. М.: Транспорт, 1981. 288 с.
ОГЛАВЛЕНИЕ
От авторов............................ 3
Глава 1. Устройство тепловоза и его характеристики
1. Расположение оборудования на тепловозе ....................................4
2. Основные тягово-эксплуатационные и технические характеристики тепловоза . 9
Глава 2. Дизель 2Д100М
3. Принцип работы двухтактного двигателя ...................................12
4. Рама, блок и втулки цилиндра . . 14
5. Поршень, поршневые кольца и шатун 20
6. Коленчатые валы, их подшипники и антивибратор ............................ 25
7. Эластичная муфта, выпускные коробки и коллектор.........................30
8. Вертикальная передача, воздуходувка и приводы...........................32
9. Валы топливных насосов и их привод, глушитель шума и валоповоротное устройство................................39
10. Регуляторы частоты вращения типа Д100 .............................44
Глава 3. Системы дизеля и тепловоза
11. Масляная система тепловоза и дизеля .....................................51
12. Топливная система тепловоза и дизеля....................................57
13. Система охлаждения дизеля ... 60
14. Основные конструктивные изменения в дизель-генераторе 2Д100 .... 63
Глава 4. Электрическое оборудование
15. Расположение электрического оборудования ................................73
16. Тяговый генератор..............75
17. Тяговый электродвигатель ... 84
18. Двухмашинный и тахометрический агрегаты..................................91
19. Электрические аппараты . . 96
20. Регуляторы напряжения .100
Глава 5. Электрическая схема тепловоза
21. Общие сведения................107
22. Автоматическое управление возбуждением тяговых электродвигателей 109
23, Автоматическое регулирование мощности и изменения в схеме . . . . 111
24. Защитные устройства и противопожарная установка ........................113
Глава 6. Экипажная часть
25. Рама и кузов тепловоза .... 118
26. Тележка.......................120
27. Автоматическая локомотивная сигнализация с автостопом, тепловозная радиостанция .......................... 132
Глава 7. Эксплуатация тепловоза
28. Подготовка к пуску дизеля . . 133
29. Пуск дизель-генератора .... 135
30. Уход за тепловозом в пути следования ...................................136
Глава 8. Основы организации обслуживания и ремонта тепловозов
31. Организация технического обслуживания ................................137
32. Объем и характеристика работ при техническом обслуживании и ремонте . . 139
Глава 9. Основные положения и технические требования по ремонту
33. Сборочные единицы и детали . . 142
34. Типовые соединения............144
35. Сборочные единицы с подшипниками скольжения и качения.................148
36. Зубчатые передачи, сальниковые уплотнения и резинометаллические детали 150
37. Трубопроводы..................152
38. Монтаж сборочных единиц . . . 153
Глава 10. Технические обслуживания
39. Общие положения...............156
40. Осмотры основного оборудования 157
41. Осмотры вспомогательного оборудования ................................160
Глава 11. Объемы и порядок выполнения работ при текущих ремонтах ТР-1 и ТР-2
42. Текущий ремонт ТР-1 .... 162
43. Текущий ремонт ТР-2 .... 166
Глава 12. Объемы и порядок выполнения работ при текущих ремонтах ТР-3
44. Основные узлы дизеля .... 177
45. Вспомогательное оборудование дизеля ...................................182
46. Вспомогательные механизмы тепловоза .................................189
47. Экипажная часть тепловоза . 194
Глава 13. Ремонт электрооборудования
48. Возможные неисправности электрических машин.........................196
49. Ремонт электрических машин и аппаратов ................................200
Приложение. Возможные неисправ-
ности в работе тепловоза ТЭЗ и способы их устранения...........................204
Спи сок литературы . ...... 214
Николай Петрович Сииенко, Ефим Григорьевич Заславский
ТЕПЛОВОЗ ТЭЗ
Обложка художника Е Н Волкова Технические редакторы А Г Алахвердова, Т А Захарова Корректор-вычитчик И М Лукина Корректор В А Луценко
И Б № 2499 Приложение 1 л схемы
Сдано в набор 17 05 85 Подписано в печать 24 12 85 Т-14 688
Формат 70х1001/и Бум офсет Ns 2 Гарнитура литературная Офсетная печать Усл печ л 17,55+1 л вкл Усл кр-отт 18,88 Уч-изд л 20,6+1,13 вкл Тираж 40000 экз Заказ 893 Цена 1 р 10 к Изд № 1 3-3/1 № 1847
Ордена «Знак Почета» издательство «Транспорт», 103064, Москва, Басманный туп , 6а
Московская типография № 4 Союзполиграфпрома при Государственном комитете СССР по делам издательств, полиграфии и книжной торговли
129041, г Москва, Б Переяславская ул , д 46
100
Топливный насос П секции
3/?J30x2a ^2^125г\ 126 51ТП1ЧЯ 2
Топливный насос
306 РУЗ' 307 3/4, 5ПЮ371
РТН
7
Аварийное питание дизеля 1163 5/6 7164 1165 1166
-------0----------------162
777
Авариицре^тключение цу Д1^
Л\_/20_
________________________104_________ 106 Д1 1159 ДЗ 107_____________________________
.4/1 108 7дГч^ТЭ3.22.1256сб \ДРУ6
РВ 763°<ДД ~3/3 707 L
1/2^112 1-^1 959 РУ8 958 W
953 ВП6
1292
268
406
1 ДЗБ
L-Й-
3/8 о—
РУ1
730
98Ш
—X СП
Д1
3/6
6/8
БД
145
39
38
39
38
293
РУ7
РУ8
КВ
РУ4
АК
&Ш1^ 7- 115 §
Управление ^-/ЗН/ТО^дз/
F- '77г'
Управление
тепловозом У^3412SA.
А/б^-МГ)? г- 115
1212 -6/8 - 436
^ОД'Км
?l°j 143 ' УП44
* П секция БМ
^тм^тШ 14 Псекция ВВ ikl85s№ 1342/8 77
/секция В В
2,3 6/5 3/9/-^~ i^mH 43 _________ 340
39
38
АП 633_^6I1
88
V1513 11 '9 7 5 3 f КМ\ 1514 1210 8 6 4 2 0
>•
° I
о
о
о-о-
о
11111
LLl1J_L
Lil 1111.
Пуск дизеля
дизеля -П секции
-i- 217 о о ......! 4
55
56
57
58
РУ8
кв
472
465
РУ4-1 S-чП п
Я1
ББ
485
413
443
956
лз
BG1
g/7ffn L1
UЭТ
0М2-3 425 0М16
К4
Я4
I___652
93
Шб\шз\ 4
ВВ
СВГ
419
Y ТЭ3.26.1316сб
669
___________________7TJ___________________ п_
А77 - 13 ДЭЗ. 22.1253сб ^Д
490 / Г\ 491 V 840 2/11492^ Д2
ТЭЗ. 21.1253сб LI РУЗ ГЬг
в119 114
^^\ТЭ3.22.1253сб^'
360 __________________________________________
105 'РОТ_____________106_____________Д1 1159 ДЗ 107 Б
138 -К клапану песочниц „Вперед” И клп
136______К клапану песочниц „Назад”
кя ' ' ' кг
-^ТрБЗ ^^РБ7 _ Ч „-К---------------м
747 'П1 159 'П2 160 161
* n„ 0М1-6 0М2гЗ g ОМ4S
in 2/4.,155 ж) 170 Дж) 173 ' 175
рз 427
РДМ2
422
30
Резерв _“m>+is664 ill 6/П_ 263 9/8 36^ 4П
0 709 * Ji^251 ^5 L*;
1/1 в 352 Ре36^ 36 ,
357 АВ,, -3/16 7 207 7/в 208 4/6
210 7/7 211 *4/5 ~
213 7/8 214 *4/2
715 6/Зв 353 *4/7 ~
204 7/5,
; Резерв в коробку .
1 ТЭЗ.22.1253сб 2/1/ 841
Резерв из коробки 38
ТЭ3.22.1253сб ____11
218 5^ 219 4/3^ 361
232 5/9в 233 4/412
115
Розетки межтепловозного соединения
Правая ж-*-
466
Я?
493
Ш1
404
106
268
КЛП П
2695
ЯВ!
+,
'ШВГ>
2/13
"ТЭ3.22.1253с6
_______________________ВВ
1553/1^д-^ М6157^СБ 158
Д1 163 Д2 164 К
151
139
ЯЯВГ
ТРИ
417
\269a
S
419 036 + 44 I
^А/З @2) 45 |J
402
373*3 401
160А 12^37^
107
26
to
Х15*
II
ВБ
105*2
0М4-5 427 UJ
ТЭ3.26.1316сбСх\ § 444g
П1444^
m
247 336APTyT° 337 ~Л/ТЭЗ-76-213сб
ТЭЗДбД/Зсб'" * РВ2
463 РВ2 1209 Р82Ъ 985__________________
0М1-6____________________176 П1
167 ДМ2-3 777 /72
0М4-5 179 ~~ПЗ
186_____________________________V
179 юза
192 PPlr PnbS 793 <
РП2 ^РП2 195
* 795а
РУ8
1 изменение напрял \°^\\хкенияйсопуотиду YXi, S65 Тг^ления изоляции
.у< }/в целях управления
720 .НДМР 721
718 РУ7ж 719 4
358 6/9~_________________359 2/5~
„п0 ТЭ3.26.1253сб^ lUU
212
215____________х
354
+ 8
+ 9
+ 10
+ 37
295
296
297
355 753-
363
__________380
рРВ 384 РВ1
п4/9
РР
рУ^1т
Уувб'______________
УЗ_220^ 1Q5~ 221 3/10 350
-i i-а*а—==—•-----------
Штепсели межтепловозного соединения
жПравые X
ZZ/4 Г 1-П//2Г
Ш5П L и~Й/ЗГ щеп L
_____774 206
983
273 '5/14 %
299
772
684
Ш2
05/10
дна
й
.53
408
t7774077<g/l 300
1/10-16
__________________418
Электроманометры
-^ВС2
ЯГ
иг
ИНГ
яяг
НВ
ММ
00
Ш4
930
ТЭЗ.26.131 боб
ТТ2
99Ш
0В/Т2) |
М 1/7
— HHB
РУ1 2x«77
457 ВРЗ
Ш2\СРП1
У Ш4 орпМ
Здп
\К6
6
РП2
478
\А/
104
<
ВРЗ
ШШ$ЯЯВ ККВ
83 УПР
77 1Д 79
84
94
81
657*2
454X2
50^^
СВ
Д2
Схема включения дистан-Элетпротермометры ^/ионных электрических —о, оzw д . манометров и термометров
v 10АЦ151 Температура Температ^г_ „_________________________
Давление масла Давление масла до Давление воды Температура втормозных контак-\Исекции масла холодильника топлива Псекции воды цилиндрах торов
РП1
ОС
IW
1 ЯЯбЬ
П (?
яб т дау
I 644 т
® 46
7>
m
Ш5\Ш2\
ЯЯЗ
88
0М1+6ЖЯЗ 0% 321*2
ЯЗ
“ЧК/ 2
ИЙ21
ЯЯ4
§1
53
34s
'ПР
1 Оа
KK5 5
)K5\
97 \
ПР
655*2 Ц# 655*2।
Примечание.
1. Схема изображена в положении, соответствующем остановленному дизелю.
При включенном выключателе „УП” включение 1-й и2-й ступеней ослабление возбуждения происходит автоматически при повышении скорости тепловоза.
В таблице замыкания контакта -ров и реле переход на ослабленное возбуждение условно показан на 16-й позиции.
Кнопки „ Управление ”,„ Топливный насос” и „ Топливный насосДсекции” запираются замком при управле -нии с пульта Л секции
Давление воздуха Давление воздуха________________________
..................... Ta^mija у jjgjjg ~.Г5§Г"1 ЬШ I I I I I 1111 I
Режим работы
Пуск Виз.
*ол. ход
ВТЗ п u
ТЭ3.22.1253с5
К
284
ДЗ
7/7
ВТ1
ВТ2
298
694
ВТ4
РУ4
119
118
S3N
&
*4
fr; V
Is О JL 1 2 _jL
-jL 7
2.
idccmi □□□I 1ШСИИ1
□□I
МПГМ1
(□□ПИ! !□□□! !□□□! !□□□!
□□□I !□□□! !□□□! 1ПППИ1 !□□□□! !□□□□:
Полное возбуждение
imciai 1СГГИВ1 lucneei □□□I
1СС2ИИ1
РУ31151 жТВб 1150 вЛ,в ________---------------------
ДИН КВ 1129 КМН 223 .ШУ\
V 724 /П9\Д
Д1 | 1156 ДЗ Й88 ~
"1/10+16
oA/5
ю и п Л 14
3.
1155
Ocnafn vcm возоижИ Pm
ЮССИИ
^-+
Розетка высоковольтная Розетка низковольтная
(для реостатных испытаний) (для реостатных испытаний) Розетки для параллельного соединения.
6
аккумуляторных батареи
Плюс
48h
Розетки для ввода тепловоза в депо на пониженном напряжении
ж
7
<»/
да'
к
2L
1ПДДПП1
Зажимы высоковольтной камеры и распределительных короток -яз- Зажимы пульта управления
Гнезда N-4,17. Годного штепселя соединить соответственно с гнездами Na 5,12,17 второго штепселя
Левые
Минус
Штепсель-замыкатель высоковольтный
Штепсель-замыкатель низковольтный
Розетка для подключения внешнего источника питания
Левая
^38*2 339*2
Гнезда М‘ /. 13,18,20,22,24 одного штепселя соединить с гнездами ш 2,14,19,21,23,25 второго штепселя. Остальные провода в штепселях соединить согласно обозначениям одноименных зажимов
3/1
-|- о—
Изменения в электрической схеме тепловоза при установке регулятора 10Д100
Рис 88 Схема электрическая принципиальная цепей управления и электропередачи тепловоза
Обозначе яие на схеме Наименование Число на секцию Тип
Г Тяговый генератор 1 МТ-99/47А
1—6 Тяговые электродвигатели 6 ЭДТ-200Б
в Возбудитель 1 ВТ-275/120
ВГ Вспомогательный генератор 1 ВГТ-275/150
TH Электродвигатель топливного насоса 1 П21 (75 В, 0,5 кВт,
1375 об/мин)
Т1 Тахогенератор автоматического ре- 1 ТГ-83/100
лирования У А-703
Т2 Тахогенератор ограничения тока 1 ТГ-83/25 J
П1—ПЗ Контакторы электропневмэтические 3 ПК-753Б 1
Ш1—Ш6 Контакторы электромагнитные 6 ТКПД-114В
Д1,Д2,ДЗ То же 3 КПВ-604, кат 48В
кв Контактор электромагнитный 1 ТКПМ-121
КМН То же 1 ТКПМ-121
ВВ 1 ТКПМ-111
км Контроллер машиниста 1 КВ-16А-12
ПР Реверсор 1 ПР-1М
ТРИ Регулятор напряжения 1 ТРН-1
РП1, РП2 Реле перехода 2 РД ЗОЮ
РЗ Реде заземления 1 Р-45 Г2-11
ББ Блок боксования 1 —
РУ1, РУЗ, Реле управления 4 Р 45М-22
РУ6, РУ8
РУ4 Реле управления 1 Р-45М-13
РУ7 То же 1 Р-45-11
РВ1 Реле времени 1 РВП-2121
Обозначе ние иа схеме Наименование Число на секцию Тип Обозначе иие на схеме Наименование Число на секцию Тип Обозначе ние на схеме Наименование Число на секцию Тип
APT Термореле 1 ТРК з BCl, ВС2 Выпрямитель селеновый 1 ПВ-420 108 Электроманометры (измеритель) 4 ЭДМУ-6Н
РДМ1, Реле давления масла 2 РДК-3 СБ Звуковой сигнал 1 СС-2 109 » (указатель) 4 ЭДМУ-6Н
РДМ2 Р34 Розетка межтепловозного соединения 2 ТЭЗ 26 500сб ПО Электротермометры (измеритель) 3 ТУЭ-48Т
МН Электродвигатель маслопрокачивающего насоса 1 П41 (64 В, 4,2 кВт, 2200 об/мин) ШУ Штепсель межтепловозного соединения 2 ТЭЗ 26 504сб 111 А1 » (указатель) Амперметр 4000 А, 75 мВ 3 1 ТУЭ-48Т М4200
ЭТ ВТ1—ВТ4, ВП6, ВП7 Электромагнит стоп-устройства Вентили привода регулятора, выключения топливных насосов 1 6 ЭТ-54Б ВВ1 СК1—СК7 26 106 107 Зажимы Панель предохранителей То же 7 1 1 1 СК-2 ПП-4035 ПП1-ЗА-4 ПП-4035 А2 В1 103 104 » 100—0—100 А, 75 мВ Вольтметр, 150 В Шунт к амперметру 100 А, 75 мВ То же, 4000 А, 75 мВ 1 1 1 1 М4200 М4200 75 ШСМ 75 ШСМ
ВП9 Вентиль ускорителя пуска 1 ВВ-3 112 » 1 ПП-190 102 Добавочный резистор к вольтметру 1 Р-103
ВП1—ВП4 фитили электропневматические 4 1 ВВ1 115 » 1 ПП1-11А-1 Л1,Л2,ЛЗ Электролампа пальцевая 110 В, 25 Вт 3 Ц4
Дс/ i / / Клапан песочницы ВВ-32 СВ В Резистор возбуждения возбудителя 1 ПС-50512 39 Патрон электролампы с фланцем 3 2Ш-22Ф
БА Батарея аккумуляторная 1 46 ТПЖН-450 СВГ Резистор в цепи возбуждения ге- 1 ПС-50127 118 Электроманометр (измеритель) 1 ЭДМУ-15Ш
ВБ Разъединитель батареи 1 ГВ-22А нератора 119 » (указатель) 1 ЭДМУ-15Ш
ОМ1— Отключатели тяговых электродвига- 3 УП-5312-С86 СВ(ДИФ), Резисторы в цепи дифференциаль- 1 КФ-14А-1 120 Панель резисторов 1 1 20 1305сб
ОМ6 телей СЗБ ной обмотки и заряда батареи 26 Предохранитель маслопрокачиваю- 1 —
114 Панель резисторов 1 Р-220 СШ1— Резисторы ослабления возбуждения 3 ЯС-9025 РВ2 щего насоса 1 1 РЭВ-812
ВРЗ Отключатель реле заземления 1 ТЭЗ 25 1254сб СШ6 Реле времени
УП Выключатель реле перехода 1 БВТ-4 СП Резисторы плавного пуска 1 ПС-50122 ТВБ Тумблер БВТ-4
вк Выключатель кнопочный 1 ВКР-1208 СВ(Т1) Резистор в цепи возбуждения тахо- 1 ПС-50235 БД Концевой выключатель 1 ВК-200Б
КН Ножная педаль песочницы 1 КН-2А генератора Т1 ВО. Вольтомметр 1 1 М-171
АВ Выключатель автоматического регу- 1 БВТ-2 СВ(Т2) Резистор в цепи возбуждения тахо- 1 ПС-4013 п Переключатель II -1 ь21
лирования мощности Тумблеры генератора Т2 РВ, PH Розетки для реостатных испытаний 2 Колодка ШР60 П31ЭГ1
ТВ1—ТВ5 5 ТВ 1-2 стн Резистор в цепи электродвигателя 1 ЩС-51А-2 шзв Штепсели-замыкатели 2 Вставка ШР60 1131Н1 1
АК 105 Кнопка аварийной остановки Контакт блокировки валоповоротно- 1 1 Из комплекта ВК-2 ВК-411 или ВК-2П0 СРП1, топливного насоса Резисторы в цепи реле перехода 2 ЩС-57А-1 шзн РВД, Розетки ввода в депо, параллельного 3 Колодка ШР48 П2ЭГ9
го устройства СРП2 РПС(+) соединения аккумуляторной батареи Колодка ШР48 П2ЭГ9
кдм Контакт дифференциального мано- 1 2Д 100.58 602сб СРЗ Резистор в цепи реле заземления 1 ПС-50124 РПС (—) Розетка параллельного соединения 1
метра СРВ Резистор в цепи реле времени 1 ПС-2010 аккумуляторной батареи
Зак тип 893 Н П Синенко Тепловоз ТЭЗ, 1986
П1
\ ПК-7586-1
176 I П
П2
пз
Д1
Д2
270
7^
59 s.
747
Ш1
РУ1
58 65
4J7
159
Ш2
\ 272 --Г
77 I 51-649*
ЮР
Уп_~Г
ШЗ Ш4 Ш5
\КПД-Ш 277 195^0Д-т^рп 2^<ПД-114б\т76 гадГиЖ 2ZXnJ^ 2Ж -----96Ш Ч '72Ш 85Ш "J. . \72Ш90Ш
55
хш по
Ш4
КВ
JfczO
ШИ
773 1 > 774
930
700*2
702*2
LS__ 1156. ТрГ 893\ 1492 I
Д- ЖW 7(77
ШВ
Ж
ДЗ I уЯ/758 mi 1188
1159
164
\464
Абб
R500
1137
R500
730
R500
763
959\
’500
R500
PA5M-13
694
7Л7£, 1134
Э]4С
21
1131
ЭТ~54бЛ Г1 \113
~1 995*3 ____382.
РУ4
660
370
‘385 669
---- 965
381
КМН
1152 КП1Н21А
РУЗ
280
1151
ВВ
151 КПМ-111 —П—< 152
r-jj
222
446S 447*2 \1O29
/\ 482\ i ,4Л 1029 \.223
L^_
1152
36М61
j
370
1153 /
559
653 L
!.П7 L
§ | § si 'Q
S*? s
-s
РУ7 РУ8
[P-45M-1T-J1B TpASMlBl.
7211 . П ЛЙ4 777 П I
1154
РП1
12L
, 2£7
„ ж? ж W
4м 420 .
РЗ _>
в гГг
\if21
•Т23
U.£JL
732 UZQ
Lffc® vz. p| ~ |47g 479
tTLnp !
193
I к
'Й л Л
к й
iS'^S I
>Ss •S’s Ss> ihs i IB
5=
999999
9
Освещение высоковольтной камеры sn
607 605
Розетка Внешнего з/б источники питанияg__
Прожектор тусклый
Прожектор яркий
Коровка распре^П^ делительная 5
ТЭЗ22.1253св
114,119,121,122, ,113,261,295,296,\ СКГ ~~БК2 GK3 191 '""GK4~~\
’64,265,859, 297,298,355,491,\ 123 1 429 1871239' 301Г~ 11661108 --------- ls67)S6g)16jt^ « ^\J92. -~9
у861,7135Д38,Н40\ 112 У11 34^1155АЗЗ^А37 215^214 i '74 '
<r4g> [gWR “3 '-еи^
Высоковольтная камера
1/72^220 995*3$377>3 707^763 1271 2 !
577 578
9и^ЗД2 g 1163R104
№lN7
510 К1
Освещение кабины машиниста зог
'4 J г J г 466 NK
т
Освещение дизельного помеи1ения
?7х лозунг pH Nl 5П
8
N3
N5
N3
UT
577
578
Правая стирона
507—
531 ~ 377^3 ~ 373ч3
Дебая сторона
Коровка N9 Коровка N10
™530
Коробка N14
Stl /
500
507
РП2 РВ
'ЦЧвЙП \РВП-2121\
Iй!
• U+ • 680 \
195 Т 387\ .
_х—Ж ~п—М
0М4-5
313^3 *" ***
Кородка N11 Коробка Nil
10s--*г '‘х---_/Z Ч\_.
юз — — z: ~~~~z:z
SS4----I in —...... д
ооз^=—» -J—Na л.
3[8
335^7
034 303
Пульт управления
I ’' СК5 П№ дК7 |
| т уют бззугзпо^м (
126 ^,127 7165^1166 143^ 144
218 1,219 7751353 I
„Д,—-а-.. -£>1 II mi
716 ^197*2 1289,129 1
Г r f 357
535*2^230*2 181^82
' ПбЗ 6е1164 184 60185 207в 208
I ж^Х-ЖМ
2324^3. l£i^5Q2099^5L
1149 10234 10 10
I ^Р16 263$ 352$1
Псбещение приборов
Электродвигатель 5/5
калорифера 0—-
71
530 $33
N5 РВИ
-if NS
548
r>_------
I 547
Z^+* 551 ’ДА,1
—g
117
536 /ПА l^A/3
С
634
зо
635
553
557
561
563
331
338'7
547 5JJ 543 544 СПР 545 NT 546 NJ5
jg— gj. ------------ ------- —
5J$ 543 Ц10 550
A/U------2L______
557
555 г,, 558 553 119, 561 6/^6 560^
---------------------*—
377 378 rf?
,Cg 376 17^ 373
560 7Z/*T "~ ' 565 Девыи^* gb 567
564 ii^a 563 Правый m<^. on
576 17^ 673 ~ 574 Левый ^~5T5
_ 511 K-
111
S31
Ш1
К вентилятора кузова
РазвоОка пробовав В коровке холодильника
К mepmzzl реле
, ''мГ 670
калорифера баковое освещение вентиляторы кабины машиниста
Передние буферные фонари Задние буферные фонари
,!Ош4а-— 2088208 ^^3 230*2 354J3—
№№J53
5Л$581 425^428
! s^- I «1
| 32*28,31*2184^ 17 663^388*2263^ 35
i 6621559 5431544 18]Bj—11481,1149
ж
111
375
. к
р/т?
577 ~ 578_______Правый
586
477
i__________________________| 603\p!gg
1Ж 8,9,10t 13,19,21, £]- 212,215,281,234, Ж .-Ж 23,25,37,38,112, 428,707,840,847, 120,123,209 8К,858,862,945\^
1134,1139 445*№гп5 ПК^ОП 246^ 26 21913J
Ж
бвПлМОсГ*'
470,llll,04U,B4l,\ •
845,858,862,945/
1134,1139 !$-
492$840 254$28 141$
250$ 27 134}^
5
3
.385
РВ2 РЭВ-812'
ж др-ж р 463 i К- । Й®
ж|.
985 \
1209
1L\
, 747»2g 258* 29 23314 12 |
Т?хЖ 156
-^155 95715958
1 ^205 294^323'
571 13 299 „ n „
190^
186^158 187$240253$254
563 4* 567 156-157 133 $ 134
।_______| Верхний ряд
ТРИ TPH1
ПовкузоВное осбещение правое Повешение приборов ПовкузоВное освещение левое
Освещение холодильника Вентилятор кузова
А/4о.
247
о
о
о-
S7~------
m
8/6
I^JII 580
1аб~т Тгт'
10А_______
1—^112
’6А 117 5зг
581 587
678
Ш______________аА/в
533 ’’[j 534
-----•---------
МВ .588 1L и? , 583
°АЦ
573
587 - 583
МО . 531 N3,L 631> 533 *
N11i f 600 ggf ( мц 5,' 535 536 § 603
Ml J
N9~
*538
Ml
1/8-16
10А
106-1
2/1 ё-
I __________624_____
—ТЭЗДбДисб u КП1 К
T61 7117 3fi3 , К клапану e«< «»
0U гче tc ?4S dp ^3l мудилы Вентилятора j~
rnn TB7~ t/h /1 К клапану BBZl-L •
“1Д _У11_743 No ЗП1 ?5i Ц 333 правых жалюзи |~|
7/14 TfrS 31 / o K клапану ВПЗ*-*
253 g 754 Tin 2SS' II зуд верхних жалюзи П
Th? -ml I К клапану g/W'-’'Т
757 М5 75В Jdp гео 1 335 левых жалюзи г~1 1
к- L-*
10А 41 311
675
«> А/5
757 ,, ——0
244 743 1 1
Б5
г-ДВ-ко
0M2-3
ББ 301
171
Я4
Я5
Ш^РБ;^РБ,
!К
L.
5 §
ВТ 1-2-3-4
КПП
282 283 779 298
Ш!
403
СРП1
ряд
СТН
Я2И/2Ш104Я1 00 000
53 VTl
Ж1 40l\
\168 174
СВ СЗБ
801 BC2 113
T^7 ^33.253269cd
§ i?
<e>
CB (Tl)
0M1-6
425 Ly'n-5K171533^,738
.J
—ВРЗ ~L§2_ ^L\—jp-220 300 657*2\
178
Д2о---о CL
Ша— ---оИ
Я---сЖ
СШ2-5
СРП2
СВВ
СРВ
<а
Подключение электродвигателя маслопрохачивающего насоса
ж 506 'r520
379*3
377*3
107-26 _____
z-—\ПП-4032
425" 4211 »е;
~^b3J- s ; 167 a.Jj-TT~
СШЗ-6
Рис. 89. Схема электрическая соединений электроаппаратов тепловозов
СШТ4
В §
Рис. 90. Схема электрическая принципиальная цепей освещения тепловоза
ПП-190^
___120 ______
ТЭЗ. 20.1305 сЗ I
1Щ ППРЗАГ]
p J та!
Обозначе ние на схеме Наименование Число на секцию Тип Обозначение на схеме Наименование Число на секцию Тип
2 Электродвигатель 1 П-11 27 Светильник транспортный 1 СЗСЛ-60
4, 5, 6 Электродвигатели 3 МВ-75 28 Лампа электрическая ПО В, 8 Вт 1 СЦ-21
7 Светильники потолочные 8 СЖ-6 30 Светильник 1 КЛСТ-39
8 Электролампы 75 В, 50 Вт 22 Ж-11 31 Лампа одноконтактная 28 В; 5 Вт 1 ТН-1
9 Патроны фланцевые 5 ГЩ-22Ф 41 Щиток предохранительный 1 ПП-21
10 Фонари буферные 4 ПВ-24 106—1 Предохранители в высоковольтной ка- — 11111 -ЗА-1
11 Арматура подкузовного освещения 4 СЖ-1 № 1528 мере ПП-190 ПП1-11А-1
12 13 Тумблер Розетка штепсельная 15 5 ТВ 1-2 РЗ-8А или БВТ-2 112 115 То же Предохранители пульта управления —
14 21—22 Электролампа прожектора Кнопки на пульте управления 1 ПЖ-23 ВКР-1208 спп СПР св Резистор в цепи поездного провода Резистор в цепи прожектора Резистор в цепи электродвигателя 1 1 1 ПП-121 ЩС-51А-2 ПС-50230
25 Ручная арматура переносной лампы 1 № 1240 вентилятора
26 Штепсель с проводом 1 ШУ-51 Рви Розетка внешнего источника питания 1 ШР48П2ЭГ9
73УН szzt