

































































































Автор: Каплунов Р.С.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления инженерия механика инженерное дело издательство машиностроение
Год: 1966




hipmaker.ru
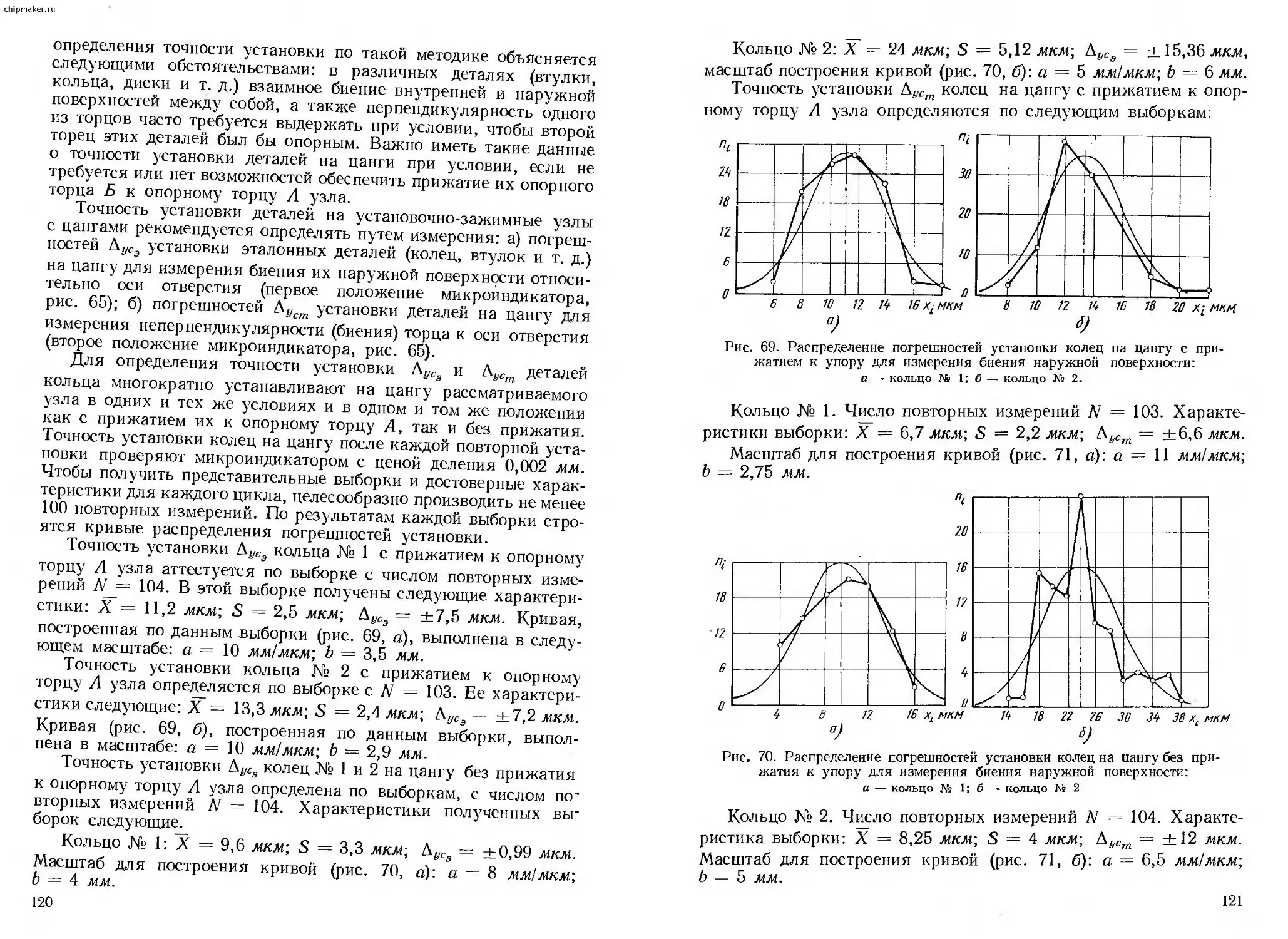
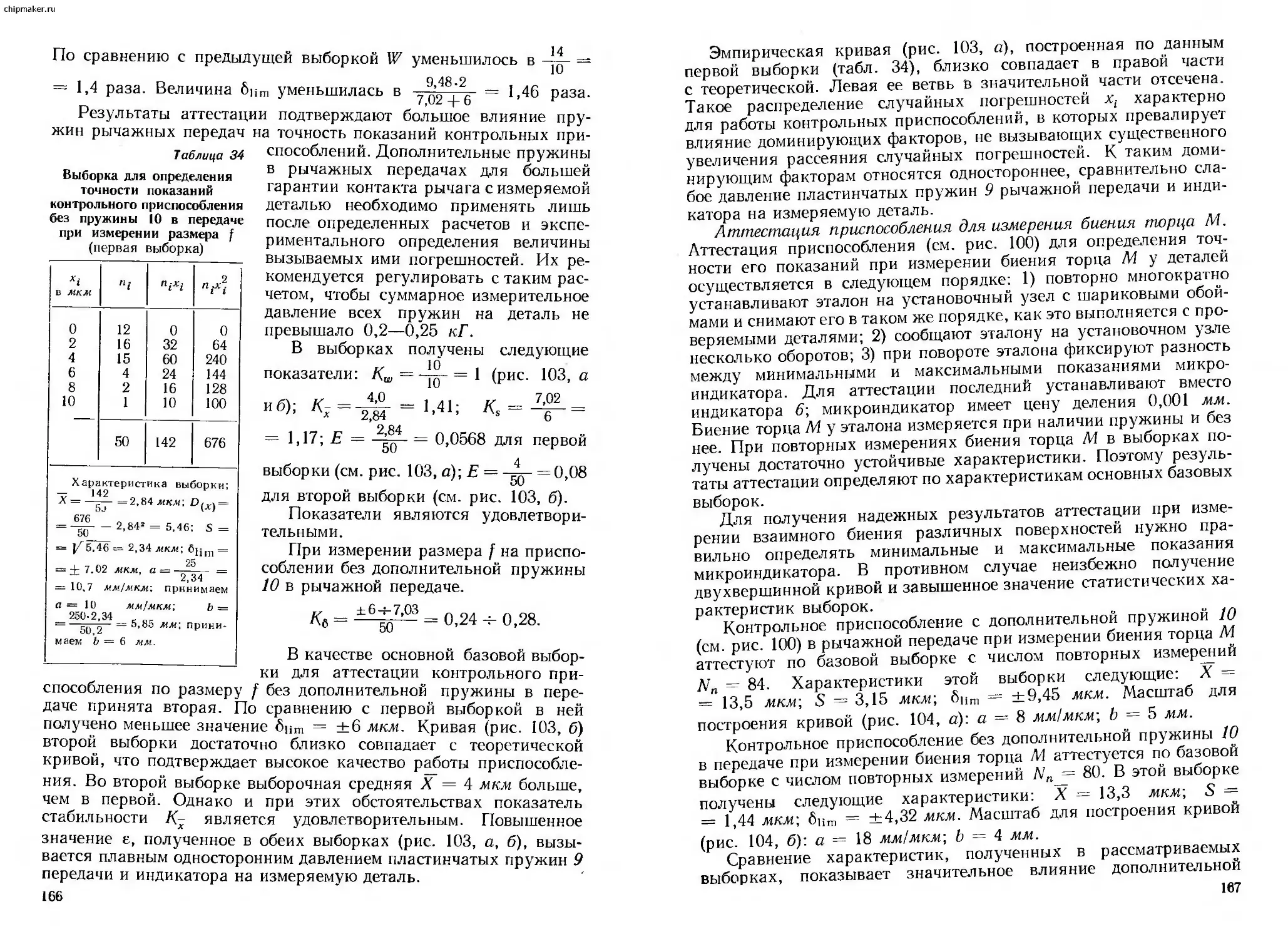
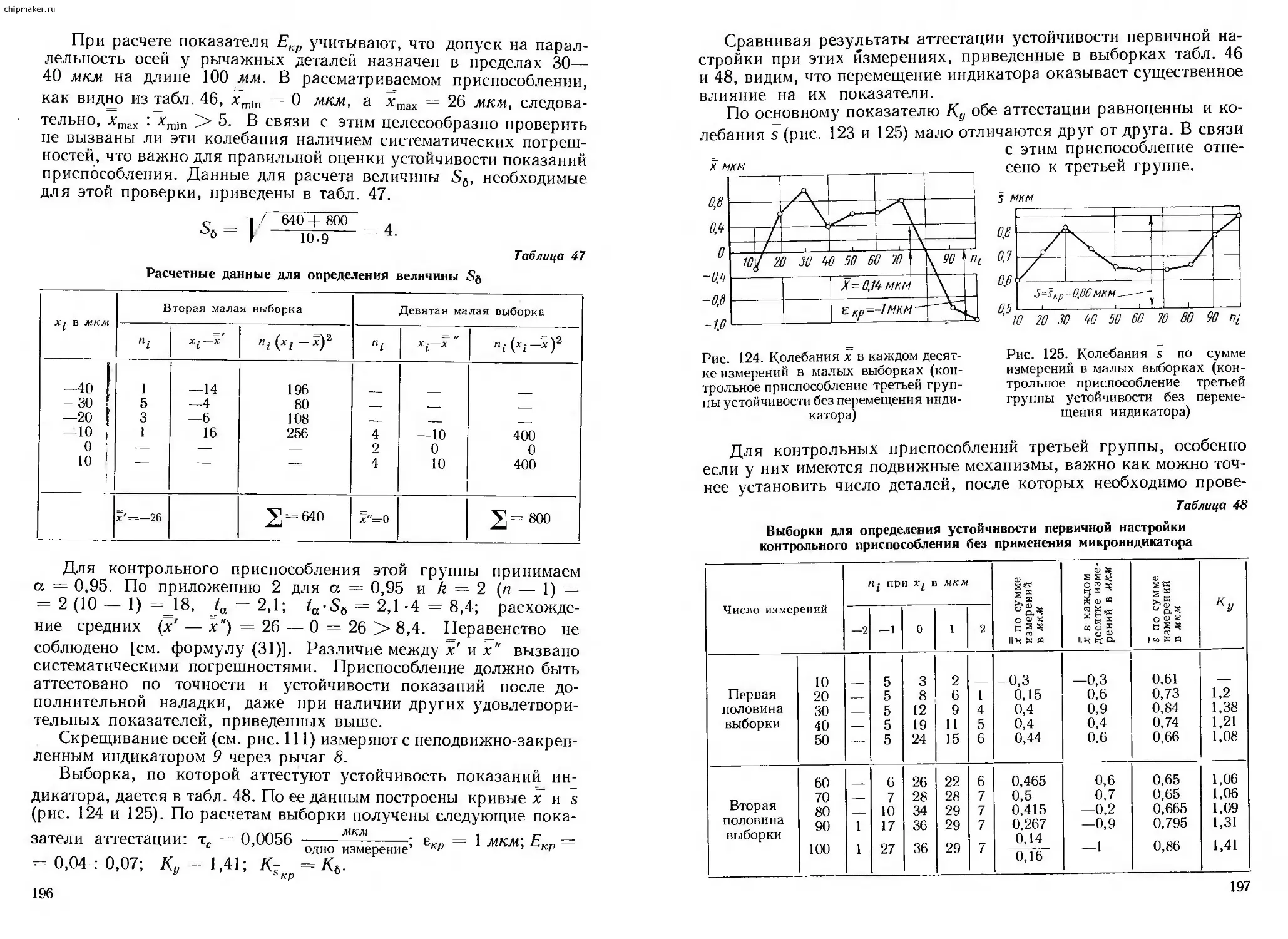
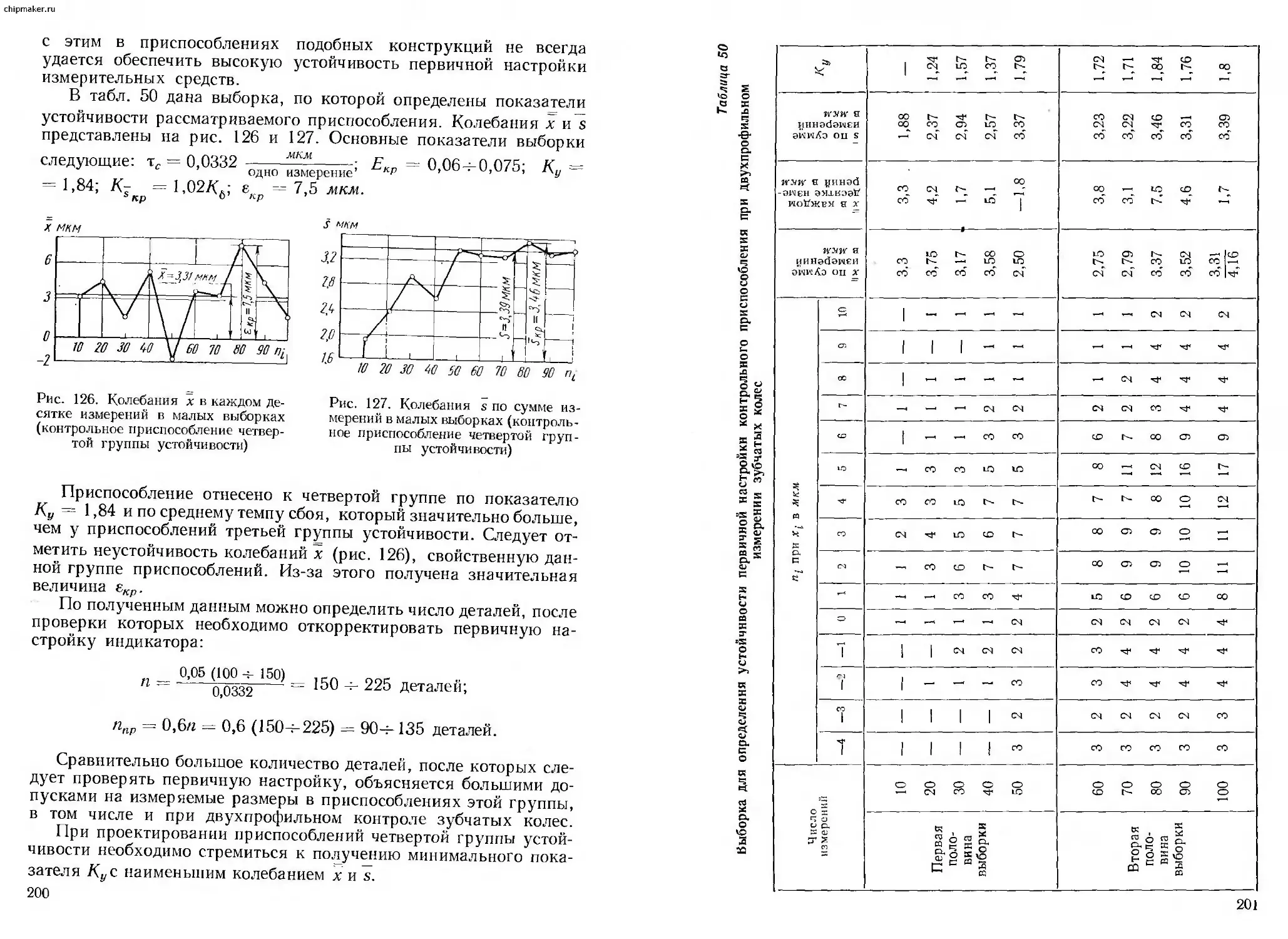
пчность
КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЙ
chipmaker.ru
Р. С. КАПЛУНОВ
Chi 'maker.ru
ТОЧНОСТЬ
КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЙ
Издание 2-е, переработанное и дополненное
Москва 1966
ИЗДАТЕЛЬСТВО
„МАШИНОСТРОЕНИЕ"
chipmaker.ru
УДК 621.91.08:621.753.1
Точность контрольных приспособлений, Каплунов Р. С.,
изд. 2-е переработанное и дополненное, М., «Машиностроение»,
1968, 219 стр.
В книге приводится методика аттестации контрольных при-
способлений, для чего установлен ряд показателей, характери-
зующих точность наладки и показаний этих приспособлений.
Рассмотрена также методика определения устойчивости показа-
ний контрольных приспособлений. Приводятся анализ погреш-
ностей установки деталей на типовые установочные узлы, а также
погрешностей в передачах, применяемых в контрольных при-
способлениях, и расчетные формулы для определения этих
погрешностей. Рассмотрена аттестация типовых установочно-
зажимных и установочных узлов и рычажных передач, а также
типовых контрольных приспособлений.
Книга предназначена для инженерно-технических работников,
связанных с разработкой технологических процессов механиче-
ской обработки деталей и их контроля.
Табл. 52, илл. 133, библ. 28 назв.
Редактор канд. техн, наук А. Н. Чеканов
Рецензент Д-р техн, наук проф. А. В. Подзей
3-12-4
238-68
ПРЕДИСЛОВИЕ КО ВТОРОМУ ИЗДАНИЮ
Контрольные приспособления находят широкое применение
для измерения деталей в процессе их обработки, при наладке
станков и станочных приспособлений, для пооперационной и
окончательной приемки деталей. Потребность в контрольных
приспособлениях особенно велика при изготовлении деталей
с высокой точностью. Из-за погрешностей показаний контроль-
ных приспособлений могут быть завышены или занижены требо-
вания к точности работы станков. Кроме того, возможны случаи
бракования годных деталей, или же пропуска на сборку деталей
с неправильными размерами. Чтобы учесть эти обстоятельства,
важно определить точность и устойчивость показаний контроль-
ных приспособлений с подробным анализом как отдельных погреш-
ностей, так и суммарного их значения на основе законов теории
вероятностей и математической статистики.
В настоящем труде рассмотрена методика аттестации контроль-
ных приспособлений с определением показателей точности и
устойчивости измерений. Дан ряд теоретических положений и
практических рекомендаций, полученных на основе широких
экспериментальных исследований, являющихся базой аттеста"
ции контрольных приспособлений.
Второе издание книги дополнено новыми главами, в которых
освещены вопросы устойчивости показаний контрольных приспо-
соблений и дана их классификация. Переработаны гл. II и IV,
в которых рассмотрена методика аттестации контрольных при-
способлений. В гл. II приведены сведения, позволяющие оцени-
3
r.ru
вать точность показаний контрольных приспособлений в про-
цессе их эксплуатации. В гл. XI дана оценка точности методов
измерения на контрольных приспособлениях, а также пределы
точности их показаний и устойчивости работы в зависимости
от сложности конструкций. Предлагаемая методика аттестации
контрольных приспособлений может быть широко использована
для определения точности показаний и устойчивости работы кон-
трольных приспособлений различных конструкций и назначения.
Глава /
ПОГРЕШНОСТИ ИЗМЕРЕНИЙ НА КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЯХ
Одним из факторов, непосредственно влияющих На качество
продукции машиностроительной промышленности, является точ-
ность показаний средств контроля, в частности контрольных при-
способлений. В большинстве современных машин, изготовляемых
в массовом, крупносерийном и серийном производстве, ответствен-
ные детали выполняют по 2 и 1-му классам точности. Иногда эти
детали имеют еще более высокую точность обработки. Допуски
на важнейшие размеры некоторых типовых деталей машин при-
ведены в табл. 1.
Таблица 1
Допуски на основные размеры некоторых типовых деталей
Наименование деталей и их характерные размеры в мм Класс точности Количество применяемых групп при сортировке в пределах общего допуска Допуск и а диаметр в пределах одной груп- пы в мм Какому классу точ- ности соот- ветствует допуск иа группы
Цилиндры двигате- лей диаметром 80—165 Поршни диаметром 80—165 Отверстия в поршнях для пальцев диаметром 19—25 Поршневые пальцы диаметром 19—25 . . . Поршневые кольца высотой 3—6 ... Коренные и шатунные шейки коленчатых валов диаметром 50—80 . , , Стержни клапанов диаметром 7—20 . . . Стержни толкателей диаметром 7—20 . . , Шпиндели станков 2; 2а 2; 2а 1 и точнее То же 2; 3 1; 2 2а 2а и точнее 0,003— 0,01 мм на посадоч- ные шейки 3—8 3—8 2—5 2-5 Не сорти- руется То же » » » 0.006—0,02 0,006—0,02 0,0025— 0,0075 0,0025— 0,0075 Точнее 1-го » 1-го Значи- тельно точнее 1-го То же
5
Продолжение табл. 1
Наименование деталей и их характерные размеры в мм Класс точности Количество применяемых групп прн сортировке в пределах общего допуска Допуск на диаметр в пределах одной группы в мм Какому классу точно- сти соответст- вует допуск иа группы
Отверстия диаметром 80—120 для гнезд под- шипников в картерах коробок передач, перед- них бабок, корпусов компрессоров, редукто- ров и т. д 2 Не сорти- руется — —
Таблица 2
Технические условия на изготовление некоторых ответственных деталей
Наименование детали Требования технических условий Допускаемые отклонения в мм
Блок цилиндров То же Поршень Шатун Коленчатый вал Распределительный вал Шпиндели » Картеры коробок пе- редач и передних ба- бок, картеры редукто- ров То же Гнезда для подшип- ников качения Перпендикулярность осей цилиндров к оси коренных подшипников Расстояние между осями подшипников для коленчатого и кулачкового валов Перпендикулярность обра- зующей поршня к оси отвер- стий для поршневого пальца Параллельность осей отвер- стий в большой и малой го- ловках Совпадение осей коренных шеек между собой Совпадение осей шеек меж- ду собой Биение посадочных шеек Совпадение осей конусного отверстия и посадочных шеек Расстояние между осями подшипников Параллельность осей под- шипников Совпадение осей отверстия и наружной поверхности 0.01—0.02 на 100 мм ±0,025 0.05—0,07 на 100 мм 0,025—0,05 на 100 мм 0,015—0,025 0,0125 0,005—0,01 До 0,01—0,02 на конце оправки длиной 300 мм ± (0,025—0,07) 0,02 на 100 мм 0,01—0,015
6
Для изготовления многих деталей современных машин наз-
начаются также технические условия, выполнение которых тре-
бует высокой точности обработки. Примеры технических усло-
вий на изготовление некоторых ответственных деталей машин
приведены в табл. 2.
Большинство допусков на размеры деталей, указанных в табл. 1,
не могут быть измерены жесткими калибрами. Проверка точности
выполнения этих размеров требует применения специальных или
универсальных контрольных приспособлений. Технические усло-
вия, приведенные в табл. 2, могут быть проверены на специаль-
ных контрольных приспособлениях.
НАЗНАЧЕНИЕ КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЙ
В контрольных приспособлениях предусмотрены установоч-
ные узлы для базирования проверяемых деталей, зажимные
устройства, прямые или рычажные передачи к индикаторам и из-
мерительные средства. Контрольные приспособления предназ-
начены для проверки точности выполнения размеров и технических
условий на изготовление деталей и узлов машин. Большим до-
стоинством контрольных приспособлений является возможность
определения действительных размеров деталей. При определен-
ных условиях контрольные приспособления обеспечивают тре-
буемую точность измерений при необходимой производительности.
На контрольных приспособлениях проверяют: а) линейные
размеры — наружные и внутренние диаметры у деталей класса
валов, втулок и др., высоту, глубину и ширину различных эле-
ментов деталей; б) геометрическую форму поверхностей — ци-
линдричность, прямолинейность, плоскостность, криволиней-
ность формы и т. д.; в) взаимное расположение поверхностей
между собой — параллельность, симметричность, угловое рас-
положение; г) размеры деталей, при необходимости сортировки
их на отдельные группы или классы в пределах заданного до-
пуска; д) взаимное положение осей (биение) различных поверх-
ностей между собой; е) отдельные параметры зацепления зубчатых
и червячных колес и параметры резьбовых соединений; ж) пра-
вильность сборки отдельных узлов и деталей машин. На кон-
трольно-измерительных приспособлениях измеряют также мно-
гие другие размеры деталей с различными допусками и классами
точности. При этом необходимо, чтобы контрольные приспособ-
ления обеспечивали оптимальную точность показаний, увязанную
с экономической целесообразностью их применения.
В контрольных приспособлениях применяют преимущест-
венно шкальные измерители (индикаторы, микроиндикаторы,
миниметры, обычные датчики, датчики с отсчетными шкалами,
пневматические измерительные приборы, светосигнальные при-
способления, оснащенные комбинированными измерителями, и
7
chipmaker.ru
т. д.). Применение шкальных измерительных приборов на кон-
трольных приспособлениях дает возможность определять дей-
ствительные размеры деталей. Создаются условия для обеспече-
ния наладки станков с высокой точностью, межоперационного
измерения деталей, осуществления статистических методов кон-
троля, своевременного пре- . ,
дупреждения брака.
Контрольные приспосо-
бления в основном приме-
няют для измерения деталей
после обработки. Не менее
важное значение имеет непо-
средственное измерение дета-
Рис. 2. Контрольное приспособление
средней сложности конструкции для
измерения деталей типа маховиков
Рис. 1. Контрольные приспособле-
ния простой конструкции для изме-
рения колец
лей в процессе обработки на станках. На рис. 1—3 приведены
различные типовые контрольные приспособления, по которым
можно получить представление о характерных конструкциях и
методах измерения деталей на них.
Несмотря на разнообразие конструкций контрольных приспо-
соблений, применяемых на машиностроительных заводах, в 'них
имеются отдельные элементы и узлы, выполняющие одинаковые
или сходные функции. По этому признаку в контрольных приспо-
соблениях можно различать следующие главные узлы: установоч-
ные, установочно-зажимные, зажимные, механизмы, передающие
движение к измерительным средствам, механизмы для вращения
деталей, для крепления измерительных средств, эталоны для
настройки измерительных средств, направляющие элементы, из-
мерительные средства.
Точность показаний контрольных приспособлений в значи-
тельной степени зависит от принятого метода измерения, от сте-
в
пени совершенства конструкции приспособлений, а также от
точности их изготовления. Не менее важным фактором, влияющим
на точность показаний контрольных приспособлений, является
точность изготовления измерительной базы у проверяемых де-
талей. При определении точности показаний контрольных при-
Рис. 3. Контрольное приспособление сложной конструкции для измерения
шлицевых валиков
способлений необходимо каждый раз анализировать погрешности
измерения, влияющие на эту точность. Под погрешностью изме-
рения следует понимать алгебраическую разность между пока-
заниями контрольного приспособления и действительным значе-
нием проверяемой им величины.
СОСТАВЛЯЮЩИЕ ПОГРЕШНОСТИ ИЗМЕРЕНИЯ
На точность показаний контрольных приспособлений оказы-
вают влияние главным образом погрешности: а) базирования
деталей на установочные узлы контрольных приспособлений;
9
chipmaker.ru
б) передаточных устройств; в) изготовления эталонов, служащих
для настройки измерительных средств; г) случайные, свойствен-
ные данному методу измерения, вызываемые неточностью отсче-
тов по шкале измерительного прибора, неточностью зажатия де-
тали, температурными колебаниями и т. д.; д) вызванные непо-
стоянством зажимных сил при закреплении деталей на установоч-
ном узле; е) вызванные нарушением первичной настройки изме-
рительных средств.
Погрешности базирования деталей на установочные узлы
контрольных приспособлений характеризуются неточностью:
1. Изготовления установочного узла по линейным размерам
или по техническим условиям. Эта погрешность обозначается Дб.
При аттестации контрольных приспособлений погрешность Д6
определяется непосредственным измерением и является система-
тической ошибкой.
2. Изготовления измерительных баз у деталей, выполняемых
с определенными допусками 6; вследствие этой неточности воз-
никает погрешность установки деталей Д^ на установочные узлы
контрольных приспособлений. Предельное значение Л,, с учетом
допуска 6 на измерительную базу проверяемых деталей обычно мо-
жет быть определено расчетным путем. При таких расчетах сле-
дует учесть не только допуск 6, но также и величину гарантиро-
ванного зазора между измерительной базой и рабочей поверх-
ностью установочного узла. Без такого зазора невозможна лег-
кая и быстрая установка проверяемых деталей на установочные
узлы контрольных приспособлений. При измерении партии дета-
лей, у которых измерительная база изготовлена с полным исполь-
зованием всего поля допуска на ее размеры, погрешность Д^
является величиной переменной и должна суммироваться в соот-
ветствии с правилами суммирования независимых случайных
величин.
3. Совмещения измерительной базы проверяемой детали
с рабочими поверхностями установочного узла. Неточность сов-
мещения вызывается деформацией стыковых поверхностей, ми-
кронеровностью стыковых поверхностей, односторонним отжатием
деталей, перекосом деталей при установке и т. д. Эта величина
обозначается Д^. с зависит от многих случайных факторов и может
быть определена измерением положения детали на установочном
узле. Величина Д^. с определяется в результате многократной,
повторной установки одной и той же детали на один и тот же
установочный узел. Как переменная величина, она суммируется
по правилам суммирования независимых случайных величин.
Систематические погрешности передаточных устройств Др,
возникающие вследствие неточности изготовления рычагов и дру-
гих деталей, могут быть определены расчетным путем и проверены
экспериментально. Погрешности Др необходимо учитывать в каж-
дом данном приспособлении и суммировать с другими погрешно-
10
стями алгебраически с учетом соответствующего знака. Кроме
систематических погрешностей, при работе передач возникают
случайные погрешности А„. Они вызываются наличием зазоров
между осями и отверстиями рычагов, неточностью их перемеще-
ния и другими случайными причинами. Предельное значение А„
может быть определено экспериментальным путем. Величина Ап
должна суммироваться в соответствии с правилами суммирова-
ния случайных погрешностей.
В контрольных приспособлениях предусмотрены специаль-
ные эталоны для настройки приборов при измерении линейных
размеров, расстояний между осями и т. д.
При изготовлении эталонов их нецелесообразно изготовлять
с высокой точностью. Для настройки приспособлений аттестуют
их действительный размер. Отклонения установочных размеров
от номинального необходимо учитывать алгебраически с соот-
ветствующим знаком, как систематические ошибки Аэ. Такие по-
грешности, как несовпадение осей, непараллельность сторон,
неперпендикулярность торцов и т. д., обозначаемые Азс, также
оказывают влияние на точность настройки измерительных при-
боров контрольных приспособлений. Однако мало вероятно, что
на точность каждой данной настройки будет оказывать влияние
максимальное значение погрешности Азс эталонов. Поэтому рас-
сматриваемые погрешности должны суммироваться как случайные.
Погрешности, свойственные данному методу измерения Ал,
зависят от многих факторов, в том числе от метода измерения,
конструктивных особенностей приспособления, условий его экс-
плуатации, квалификации контролеров и т. д. Погрешность Ал
является случайной и независимой величиной.
В отдельных конструкциях контрольных приспособлений,
когда требуется обеспечить неизменность положения проверяемой
детали, применяют ручные, пневматические, гидравлические и
другие зажимные устройства. Зажимные механизмы в контроль-
ных приспособлениях должны развивать небольшие силы, чтобы
не нарушать постоянства установки деталей относительно изме-
рительных средств. При таких условиях будут получены мини-
мальные погрешности As, вызываемые этими механизмами. По-
грешность А3 имеет случайный и независимый харакер, так как
она определяется колебаниями прилагаемой силы, изменением
места ее приложения, отклонениями формы контактных поверх-
ностей и т. д. Вследствие этого данная погрешность должна сум-
мироваться по законам суммирования случайных и независи-
мых погрешностей.
Погрешности настройки измерительных средств возникают
в результате их неточной настройки. Кроме того, в процессе из-
мерения деталей может иметь место сбой первичной настройки.
Значение этих погрешностей устанавливают в процессе аттеста-
ции контрольных приспособлений.
1!
ОПРЕДЕЛЕНИЕ СУММАРНОЙ ПОГРЕШНОСТИ
Для определения точности показаний контрольных приспо-
соблений с учетом всех рассмотренных погрешностей производится
суммирование систематических погрешностей со случайными неза-
висимыми погрешностями. Исследования показывают, что неза-
висимые случайные погрешности процесса измерения, в том числе
и измерений на контрольных приспособлениях, следуют закону
нормального распределения. При этих условиях для определения
суммарной погрешности octJM метода измерения суммируют зна-
чения отдельных погрешностей [1 ]:
°сум = V Оу + О2уС + о„ + Озе 4- 4- Щ, (1)
где Оу, <зус, оп, оэс, о3 — средние квадратические погрешности
составляющих суммарной погрешности метода измерения деталей
на контрольных приспособлениях.
Предельные погрешности отдельных составляющих ДНп1 метода
измерения деталей па контрольных приспособлениях в резуль-
тате расчетов, экспериментальных и других исследований обычно
могут быть определены заранее. Используя полученные таким
образом данные, в процессе проектирования контрольных при-
способлений можно заранее рассчитать суммарную предельную
погрешность метода измерения на них по следующей формуле:
Д.. = Дй 4- Д 4- Д 4-
lim сум б • р 1 э 1
4- /А Нш у 4-Ди ГП ус 4- Дит л 4- Д1 im эс 4~ Alim м 4-Д1im з- (2)
Действительное значение ДИтедл контрольных приспособле-
ний определяется в процессе наладки и аттестации.
В последующих главах рассматриваются отдельные составляю-
щие расчетной формулы (2), а также методика определения соб-
ственной предельной погрешности показаний контрольных при-
способлений. Их определение имеет важное значение для оценки
относительной точности показаний контрольных приспособлений.
Под относительной точностью показаний контрольных при-
способлений следует понимать значение предельной погрешности
показаний, выраженное в долях или процентах от значения вели-
чины, измеряемой на них. Для оценки влияния погрешностей
метода измерения [1, 6, 14, 16, 23, 27] на правильность приемки
деталей важное значение имеет определение собственной точности
и устойчивости показаний контрольных приспособлений, которые
рассматриваются в настоящей работе.
Глава И
МЕТОДИКА АТТЕСТАЦИИ КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЙ
Аттестация контрольных приспособлений определяется рядом
показателей, основанных на теории вероятностей и математической
статистике. Совокупность этих показателей дает возможность
определить точность и устойчивость показаний каждого контроль-
ного приспособления.
Под аттестацией контрольных приспособлений следует пони-
мать весь комплекс работ по наладке, определению системати-
ческих погрешностей, оценке точности показаний, установлению
устойчивости и периодичности проверки первичной настройки.
Для контрольных приспособлений со шкальными измеритель-
ными средствами может быть принята следующая методика атте-
стации: 1) наладка и доводка отдельных узлов, а затем приспособ-
лений в целом, до удовлетворительного измерения на нем деталей;
2) образование наладочных выборок и определение показателей
точности произведенной наладки; 3) определение систематических
погрешностей; 4) образование базовой выборки и определение ха-
рактеристик для оценки точности показаний приспособления;
5) назначение показателей для периодической оценки точности
показаний контрольных приспособлений; 6) расчет показателей
для определения устойчивости показаний приспособления; 7) опре-
деление периодичности проверки первичной настройки измери-
тельных средств. Указанная методика позволяет оценивать точ-
ность показаний контрольных приспособлений в соответствии
с законами теориии вероятностей и на основе статистического ана-
лиза обеспечивать точность показаний контрольных приспособ-
лений в процессе их эксплуатации.
ТИПОВЫЕ ВЫБОРКИ ДЛЯ ОЦЕНКИ ТОЧНОСТИ НАЛАДКИ
И ТОЧНОСТИ ПОКАЗАНИЙ КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЙ
Точность производственной наладки, а также точность пока-
заний контрольных приспособлений определяют на основе харак-
теристик рассеяния случайных погрешностей при многократных
повторных измерениях одной и той же величины. Образование
выборки, определение ее назначения и условия проведения имеют
важное значение для правильной оценки точности произведенной
13
chipmaker.ru
наладки и точности показаний контрольных приспособлений,
т. е. для их аттестации.
При аттестации контрольных приспособлений под выборкой
следует понимать образование такого статистического ряда, со-
стоящего из многократных повторных измерений одной и той же
величины, который позволяет с достаточной достоверностью
получить данные о точности наладки и показаний приспособле-
ния по проверяемым размерам. При аттестации контрольных при-
способлений выборки необходимы для определения точности ра-
боты отдельных узлов и произведенной наладки, точности и устой-
чивости показаний приспособления в целом и т. д. Величина обра-
зуемой выборки должна отражать особенности исследуемого
объекта. Численные значения повторных измерений, условия
их проведения в значительной степени зависят от целевого назна-
чения такой выборки.
При аттестации контрольных приспособлений применяют сле-
дующие выборки:
1. Экспериментальные: а) для определения числа повторных
измерений, необходимых для обеспечения представительности
выборок; б) для выявления закономерностей, которые связывают
между собой точность показаний контрольных приспособлений
и факторов, влияющих на получение этой точности.
2. Наладочные: а) образуемые в процессе наладки отдельных
узлов или контрольного приспособления для определения пока-
зателей точности произведенной наладки; б) для определения ста-
бильности процесса контроля на контрольном приспособлении
при данной его наладке.
3. Базовая, образуемая после окончательной наладки кон-
трольного приспособления. По этой выборке определяют точ-
ность и устойчивость показаний приспособления. Базовая вы-
борка образуется в условиях обеспечения непрерывности ряда
с максимальным соблюдением постоянства условий получения
повторных измерений. При наличии однотипных приспособлений
для каждого из них образуется своя индивидуальная базовая
выборка.
4. Повторная базовая выборка — для контроля достовер-
ности полученных показателей. Опыт показывает, что при хорошо
налаженном контрольном приспособлении либо вообще не тре-
буется повторная базовая выборка, либо достаточно извлечь одну
такую выборку.
5. Периодическая — для проверки сохранения точности пока-
заний контрольного приспособления, полученной при его аттеста-
ции в процессе эксплуатации. Периодичность проверки зависит от
интенсивности эксплуатации контрольных приспособлений, от
сложности их конструкций, от класса точности измеряемых раз-
меров, условий эксплуатации и т. д. Число повторных измерений
при периодических выборках может быть значительно уменьшено.
14
Выборки, образуемые для аттестации контрольных приспо-
соблений, представляют собой эмпирические распределения слу-
чайной переменной. При аттестации их используют для нахожде-
ния закономерностей рассеяния случайных погрешностей, по-
строения эмпирической кривой распределения и сопоставления
ее с теоретической, а также для определения устойчивости пер-
вичной настройки измерительных средств. Число выборок, которые
необходимо образовать для аттестации, в значительной степени
зависит от точности изготовления и сложности конструкций
контрольных приспособлений. Обычно для аттестации приспособ-
лений средней сложности достаточно образовать две наладоч-
ные и одну базовую выборки.
Выбор измерительных средств для извлечения выборок. Выбор
измерительных средств для извлечения выборок, предназначае-
мых для аттестации контрольных приспособлений, сравнительно
ограничен. В большинстве контрольных приспособлений для из-
мерения деталей применяют нормальные индикаторы часового
типа с ценой деления 0,01 мм в сочетании с прямой или рычажной
передачей, имеющей передаточное отношение k = 1, для изме-
рения деталей с допусками более 0,03 мм. Для измерения деталей
с более точными допусками порядка 0,005—0,02 мм применяют
эти же индикаторы, но с рычажной передачей, имеющей k > 1.
Для аттестации контрольного приспособления по измеряе-
мому на нем размеру следует на место имеющегося обычного инди-
катора установить другой индикатор аналогичных габаритов,
но с более высокой точностью. Такими измерительными прибо-
рами являются микроиндикаторы с ценой деления 0,001—0,002 мм.
Микроиндикаторы с ценой деления 0,002 мм рекомендуется при-
менять при аттестации контрольных приспособлений, предназ-
наченных для измерения деталей с допусками более 0,05 мм.
У этих микроиндикаторов предельная погрешность на один оборот
стрелки (0,2 мм) не превышает 4 мкм. При аттестации указанных
приспособлений чаще всего используют участок шкалы 0,01 —
0,012 мм и менее.
Для аттестации приспособлений, предназначенных для изме-
рения размеров с допусками менее 0,5 мм, необходимо применять
микроиндикаторы с ценой деления 0,001 мм. Последние имеют
погрешность измерения на один оборот стрелки (0,1 мм) не более
2—3 мкм. При аттестации таких приспособлений обычно исполь-
зуют незначительный участок шкалы 0,006—0,01 мм.
При образовании повторных наладочных или базовых выбо-
рок большую и малую стрелку микроиндикатора необходимо
устанавливать в одно и то же положение, что важно для обеспе-
чения минимального влияния погрешностей микроиндикато-
ров на точность получаемых выборок.
Число разрядов выборки. Для извлечения выборки стрелку
микроиндикатора необходимо устанавливать на нуль. Эту нулевую
15
установку обозначают через хср, т. е. хср = 0. Результаты много-
кратных повторных измерений одной и той же величины фикси-
руют в виде остаточных погрешностей х£ от нулевой установки,
что значительно упрощает обработку результатов измерений.
По результатам полученных значений х, находят крайние зна-
чения лтах и xmin, необходимые для того, чтобы извлеченную вы-
борку разделить на определенное число групп (разрядов), с по-
мощью которых затем определяют статистические характеристики.
Цена каждого разряда с определяется делением полученной раз-
ности хтах — xmitl на выбранное число разрядов. Их должно быть
7—13, но не менее шести [1, 27]. Если число разрядов получается
менее шести, то необходимо применить измерительные средства
с меньшей ценой деления. Например, если для аттестации на кон-
трольном приспособлении был установлен микроиндикатор с це-
ной деления 0,002 мм, его необходимо заменить микроиндикато-
ром с ценой деления 0,001 мм.В некоторых случаях малое коли-
чество разрядов получается, если в данной выборке общее число /V
измерений недостаточно. Иначе говоря, такая выборка не является
представительной.
При группировании случайных погрешностей х£ на разряды
необходимо, чтобы цена с была не менее цены деления измеритель-
ного прибора, посредством которого производится аттестация
приспособления. Для обработки результатов многократных пов-
торных измерений полученные разряды записывают в следующем
порядке (табл. 3).
Таблица 3
Порядок записи разрядов
Разряды Отметка одинако- вых случаев Общее число одинаковых случаев
-''min (^min “h с) C^min Ч- с) ~ Очтйп 4" ^с) (-''min “к 2с) — (ХщШ Зс) (^min + ^с) (^min + 4с) 4- (-Kmin “F Зс) C*min 4 5с) 4- + 6с) (xmin Hr 6с) 4- (Xmin + 1111 1111111 1111111111 1111111111111 1111111111 111111111 1111111 «1 «2 «3 «4 «5 «в И7
2 «< = w
При таком порядке запись разрядов, например при xt = 0
и с = 2 мкм, будет иметь следующий вид: 1-й разряд 0—2 мкм,
2-й1разряд 2—4 мкм, 3-й разряд 4—6 мкм, 4-й разряд 6—8 мкм
и т. д.
Для упрощения расчетов целесообразнее записывать сред-
нее значение каждого данного разряда, понимая под этим весь
16
разряд. Например, при с = 2 мкм указанные выше разряды
будут записываться в таком порядке: 1-й разряд 1 мкм, 2-й раз-
ряд 3 мкм, 3-й разряд 5 мкм, 4-й разряд 7 мкм и т. д.
Рассмотренный порядок обработки выборок упрощает расчеты
и получение необходимых для аттестации статистических харак-
теристик.
СИСТЕМАТИЧЕСКИЕ ПОГРЕШНОСТИ ИЗМЕРЕНИЙ
НА КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЯХ
Систематическими называют такие погрешности измерений Д,
которые входят постоянной величиной и с постоянным знаком в
результаты измерений или же изменяются по известному закону.
В контрольных приспособлениях систематические погреш-
ности могут вызываться главным образом неточностью: 1) изго-
товления размеров рабочих поверхностей установочных и устано-
вочно-зажимных узлов; 2) взаимного расположения рабочих по-
верхностей установочных и установочно-зажимных узлов (откло-
нение от перпендикулярности или параллельности, взаимное бие-
ние поверхностей, несовпадение осей, погрешности формы и т. д.);
3) изготовления длин плеч рычагов и отклонением от заданных
размеров; 4) основных размеров эталонов, применяемых для
настройки измерительных средств; 5) градуировки шкал измери-
тельных средств; 6) изготовления размеров измерительных баз
проверяемых деталей и т. д. При аттестации каждого приспособ-
ления эти погрешности могут видоизменяться. Ряд погрешностей
определяют непосредственным измерением и учитывают соответ-
ствующей настройкой измерительных средств. К таким система-
тическим погрешностям относятся, например, изготовление эта-
лонов с отклонением от номинального размера.
Для определения других систематических погрешностей, на-
пример, неточность изготовления рабочих поверхностей устано-
вочных и установочно-зажимных узлов, неточность изготовления
рычагов передач и т. д., в большинстве случаев требуются специ-
альные расчеты, а иногда и экспериментальные исследования.
Необходимо стремиться к тому, чтобы исключить влияние си-
стематических погрешностей на результаты измерений, так как их
обычно трудно учесть. При проектировании контрольного при-
способления это достигается рациональной схемой конструкции,
исключающей влияние систематических погрешностей на резуль-
таты измерений.
СЛУЧАЙНЫЕ ПОГРЕШНОСТИ ИЗМЕРЕНИЙ
НА КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЯХ
Случайными называются такие погрешности, которые в резуль-
тате измерения принимают различные значения, величину которых
заранее оценить нельзя. Контрольные приспособления представ-
17
chipmaker.ru
ляют собой сложные измерительные средства, на которых в про-
цессе измерений возникает большое количество различных слу-
чайных погрешностей, независимых или весьма слабо зависимых
друг от друга.
Источниками случайных погрешностей измерений на контроль-
ных приспособлениях являются: 1) неточность совмещения изме-
рительных баз проверяемых деталей с рабочими поверхностями
установочных и установочно-зажимных узлов; 2) колебание сил
механизмов, зажимающих детали, измеряемые на данном кон-
трольном приспособлении; 3) колебание сил при измерении, соз-
даваемые индикаторами и дополнительными пружинами в пере-
дачах; 4) упругие деформации узлов для крепления измеритель-
ных средств; 5) погрешности форм и взаимного расположения по-
верхностей эталона (взаимное биение, непараллельность плоских
поверхностей, конусность, овальность базовых поверхностей г);
6) нарушение устойчивости первичной настройки измерительных
средств; 7) собственные погрешности измерительных средств;
8) погрешности отсчета по шкале прибора; 9) погрешности, свя-
занные с колебанием температуры деталей и контрольного при-
способления при измерениях в цеховых условиях и т. д.
Перечисленные источники наиболее часто служат причиной
случайных погрешностей при измерении деталей на контрольных
приспособлениях. Очевидно, что эти источники оказывают суще-
ственное влияние на точность показаний контрольных приспо-
соблений.
Если конструкция контрольного приспособления отвечает
необходимым техническим условиям, а наладка произведена с вы-
полнением всех показателей в требуемых пределах, то можно по-
лагать, что погрешности измерений будут зависеть от сравнительно
большого количества независимых или весьма слабо зависящих
друг от друга случайных величин. При таких условиях мало
вероятно влияние на результаты измерений каких-либо домини-
рующих факторов, резко изменяющих характер закона распреде-
ления, и получаемая эмпирическая совокупность должна подчи-
няться закону нормального распределения 1 2. Лишь в редких
случаях при аттестации контрольных приспособлений может быть
получена кривая Максвелла, например, при установке деталей
для измерения на установочные узлы, если между ними имеется
существенный зазор. Величина зазора при повторных установках
измеряемой детали может изменяться от нуля до максимума.
1 Вследствие указанных погрешностей настройка измерительных средств
будет носить случайный характер, например настройка измерительных средств
с помощью эталона, имеющего конусную поверхность вместо цилиндрической.
При этих условиях точность настройки будет зависеть от того, по какому сече-
нию этой поверхности производилась настройка.
2 Распределение ошибок измерений по нормальному закону является след-
ствием выполнения условий центральной предельной теоремы. (Прим. ред.).
18
В обычных случаях должна быть получена кривая, близко сов-
падающая с кривой нормального распределения [1, 3, 6, 14]. При
сложных методах измерения погрешности определяются суммой
большого количества независимых случайных величин, что яв-
ляется основным условием формирования нормального закона
распределения.
Распределение случайных погрешностей при измерении дета-
лей на контрольных приспособлениях подчиняется закону нор-
мального распределения, поэтому: а) положительные и отрица-
тельные случайные погрешности, равные по абсолютной величине,
одинаково вероятны; б) погрешности, большие по абсолютной
величине, встречаются реже, чем погрешности, меньшие по абсо-
лютной величине; в) с увеличением числа измерений одной и той
же величины выборочное среднее из случайных погрешностей
данного ряда стремится к нулю; г) предельное значение случай-
ных погрешностей практически не превосходит по абсолютной
величине известного предела ±3о.
Случайные погрешности могут быть выявлены в результате
многократных повторных измерений одной и той же величины на
данном контрольном приспособлении. Один и тот же размер
измеряют либо у эталона, либо у специально отобранной детали,
признанной отделом контроля годной, или же заранее аттесто-
ванной универсальными измерительными средствами. Случай-
ные погрешности выявляют в виде рассеяния показаний измери-
тельных средств при повторных измерениях одной и той же вели-
чины. При этом измерительные средства контрольных приспособ-
лений предварительно настраивают на измерение определенной
величины.
Чтобы обеспечить высокую точность повторных измерений одной
и той же величины для выявления случайных погрешностей,
эталон необходимо устанавливать в одинаковых условиях и из-
мерять в одном и том же сечении, на одной и той же поверхности.
Полученные результаты измерений должны быть математи-
чески обработаны для определения точности и устойчивости по-
казаний контрольных приспособлений.
ПРОМАХИ ПРИ ИЗМЕРЕНИИ НА КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЯХ
Под промахами следует понимать такие случайные погрешности
измерений, которые являются практически невозможными при
заданном уровне значимости, и их присутствие в наладочных или
базовых выборках, извлекаемых для аттестации контрольных
приспособлений, может исказить результаты статистического ана-
лиза измерений.
Промахи возможны чаще при извлечении наладочных выборок.
Такие ошибки измерений в процессе наладки контрольных при-
19
chipmaker.ru
способлений обычно появляются как следствие неудовлетвори-
тельной наладки установочных или установочно-зажимных узлов
и рычажных передач к измерительным средствам. Не менее важ-
ной причиной появления промахов является неудовлетворитель-
ное или же недостаточно жесткое крепление измерительных средств.
Следствием указанных дефектов наладки может быть не только
появление отдельных промахов в извлекаемых наладочных вы-
борках, но и перемена знака случайных погрешностей. В подоб-
ных случаях, например, в одной выборке все случайные погреш-
ности могут быть со знаком плюс. В другой повторной наладочной
выборке, извлекаемой последовательно за первой на том же кон-
трольном приспособлении, все случайные погрешности могут иметь
отрицательное значение, т. е. знак минус. В отдельных случаях,
в повторной выборке случайные погрешности получаются только
с одним знаком, например, с плюсом или минусом, в то время как
в предыдущих наладочных выборках они были представлены
с двумя знаками.
При хорошем навыке в наладке контрольных приспособлений
удается сравнительно быстро определить причины появления
промахов, а также перемены знака случайных погрешностей в
извлекаемых повторных наладочных выборках. Обычно в процессе
наладки эти причины устраняются. Если контрольное приспособ-
ление налажено удовлетворительно, то, как показывает практика
аттестации, промахи при извлечении базовых выборок появляются
сравнительно редко.
Главными причинами появления промахов в базовых выборках
являются случайные удары измеряемой детали при установке,
случайные внешние толчки, неправильный отсчет по шкале изме-
рительного прибора, неудовлетворительная работа (заедание)
пружины в прямой или рычажной передаче и т. д. При наличии
нескольких промахов целесообразнее повторить извлечение базо-
вой выборки. По принципу практической невозможности мало-
вероятных событий промахи в выборках должны быть исключены,
если они превышают величину [6; 14]
xt — х > 3S. (3)
В качестве примера необходимости исключения промахов
рассмотрим выборку, представленную в табл. 16 для аттестации
точности перемещения вала с байонетным зажимом. Статистичес-
кие характеристики этой выборки следующие: х — 1,8 мкм;
S = 1,47 мкм; 3S = 4,41 мкм.
Предположим, что при извлечении этой выборки была полу-
чена одна из величин xt = 7 мкм. Чтобы решить, является ли
эта погрешность промахом, определяем значение xt — х > 3S =
= 7,0 — 1,8 = 5,2 > 4,41 мкм. Из этих расчетов видно, что по-
грешность Xi = 7 мкм является явным промахом.
20
Статистические характеристики точности
ПОКАЗАНИЙ НА КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЯХ
Точность показаний контрольных приспособлений оценивается
статистическими характеристиками, которые вычисляют по ре-
зультатам математической обработки базовой выборки, извлечен-
ной для аттестации.
Статистическими характеристиками называются числовые ха-
рактеристики, подсчитанные по наблюденным значениям случай-
ной величины Xi [16].
Для аттестации контрольных приспособлений статистические
характеристики подсчитывают по базовой выборке. Наиболее
существенными характеристиками являются меры [27 ] положения,
рассеяния и меры, по которым оценивают форму эмпирической
кривой распределения.
Меры положения определяют те «центральные точки», около
которых концентрируются значения варьирующих величин. При
аттестации контрольных приспособлений такими основными ме-
рами являются выборочное среднее значение X и выборочная мода
7И0, определяемые по данным базовой выборки. Меры рассеяния
характеризуют группировку значений варьирующей величины
(разброс) относительно меры положения X и Л1о. Основными ме-
рами рассеяния являются среднее выборочное квадратическое
отклонение S и предельная погрешность метода измерения бцт.
При оценке точности показаний контрольных приспособлений
важное значение имеет форма полученной эмпирической кривой
распределения, которая строится по данным базовой выборки.
Форма эмпирической кривой оценивается путем ее сопоставления
с теоретической кривой, построенной в одинаковом масштабе.
Для приближенной оценки формы эмпирической кривой опреде-
ляется мера асимметрии а0 и эксцесс т0.
Правильное определение достоверных результатов аттестаций
непосредственно зависит от методики определения требуемых
статистических характеристик выборок.
Выборочное среднее значение случайных погрешностей. Выбо-
рочное среднее значение X является тем центром, около которого
группируются отдельные случайные погрешности xh полученные
при повторных измерениях одной и той же величины на контроль-
ных приспособлениях. Выборочное среднее значение X представ-
ляет собой сумму произведений случайных погрешностей xh
полученных при повторных измерениях, на число случаев
(частота), поделенную на сумму всех наблюдаемых значений
(объем выборки):
п
_nixi ~Ь п2Х2 -|- П3Х3 -|- — 4~ nixi _ \' ni %
N ~~ А 1' ' '
i=0
21
chipmaker.ru
На хорошо налаженном контрольном приспособлении и при
достаточном числе повторных измерений выборочное среднее зна-
чение X случайных погрешностей измерения одной и той же вели-
чины должно незначительно отличаться от хср.
Выборочная мода. Выборочной модой называется значение xh
которое встречается в ряду наблюдений наибольшее число раз.
При аттестации контрольных приспособлений модой будет то
значение xh которое имеет наибольшую частоту пг в базовой
выборке. Так, например, в выборке, представленной в табл. 6,
мода Л40 будет при xt = 0, где щ = 16 имеет максимальное зна-
чение. Модой пользуются для определения меры ассиметрии и
эксцесса полученной эмпирической кривой.
Дисперсия и выборочное среднее квадратичное отклонение.
Дисперсия характеризует однородность случайных величин
и является одной из наиболее употребительных мер рассеяния.
Для сгруппированных случайных погрешностей дисперсия
оценивается по зависимости
S2 = -1-nt (xt — хср)2 — (X — хср)2. (5)
Выборочное среднее квадратическое отклонение S случайной
величины, которым обычно пользуются на практике, опреде-
ляется, как корень квадратный из выражения (5). Для сгруппиро-
ванных случайных отклонений в наладочных и базовых выборках
при объеме N > 25 [14, 16]
s = /s* = y (6)
При аттестации контрольных приспособлений хср принимается
равным нулю. Следовательно,
Пример расчета S дается в табл. 6.
Выборочное среднее квадратическое отклонение как мера
рассеяния характеризует разброс показаний относительно X
и является одним из основных показателей, определяющих точ-
ность контрольных приспособлений. Чем выше точность их пока-
заний и меньше случайные погрешности, тем меньшее значение
имеет показатель S. Последний сохраняет размерность случайной
величины, для которой он вычисляется. Значения +S отделяют
область часто встречающихся погрешностей от области редко
встречающихся. В интервале ±1,1 5 находится 75% всех откло-
нений.
22
Среднее квадратическое отклонение малых выборок. Кон-
трольные приспособления, эксплуатируемые в заводских усло-
виях, через определенные промежутки времени осматривают
и ремонтируют. Обычно после
проведения таких работ неце-
лесообразно вновь аттестовать
контрольное приспособление.
Достаточно проверить, сохране-
ны ли полученные при аттеста-
ции данного приспособления
первичные значения X и5. Для
этой цели достаточно извлечь
малую выборку с числом изме-
рений п = 5-ь-10 и по ней опре-
делить новое значение X и S.
Значения Хи S малой выборки
в отличие от большой в даль-
нейшем будут обозначаться че-
рез х и s. Величину здля малых
выборок определяют по форму-
ле [25, 271
Таблица 4
Пример определения исходных данных
для расчета s
В МКМ ni
—2 —1 0 1 2 3 4 5 6 1 1 2 1 2 2 0 0 1 0,6 0,4 2,8 0,4 1,2 3,2 0 0 4,6
,л = —3-1-17 Результаты расчетов: х = ——— = — 1,4 мкм', у] [х- —х] =13,2; s = = 1,25 У п, Гх,- — Х1 = 0, 13 X Гп(п-1)^ 11 ‘ J X 13.2 = 1,71 мкм.
ИЛИ
S = v I’25 2! tiilXi — X]. (9)
V п(п— I)
По формуле (8) целесообразно рассчитывать s, если малая
выборка состоит из 20—25 повторных измерений, а по формуле
(9) — если в малой выборке не более 20 повторных измерений.
Квадратные скобки в формуле (9) показывают, что необходимо
брать абсолютную величину отклонения наблюденного значе-
ния х,- от среднего х. Для упрощения расчета s по формуле (9)
1,25
значения величины приведены ниже.
Пример. Определить показатель s в малой выборке п = 10, представлен-
ной в табл. 4.
При Xi = —2 значение гц [х; — х] = 0,6 мкм. Как было уже указано, для
этих расчетов необходимо брать абсолютную величину отклонения наблюден-
ного значения х/ от среднего х.
Определенные в малых выборках значения s применяют также
для расчета устойчивости показаний контрольных приспособле-
ний.
23
chipmaker, ru
Объем выборки п. to сч V п (га —1) Объем выборки п ю 04 | Т'п (га — 1)
4 0,36 12 0,11
5 0,28 13 0,10
6 0,23 14 0,093
7 0,19 15 0,086
8 0,17 17 0,076
9 0,15 20 0,064
10 0,13 25 0,050
11 0,12 30 0,042
Предельные отклонения при опреде-
лении X и S. В процессе аттестации
контрольных приспособлений нередко
приходится сравнивать между собой
статистические характеристики повтор-
ных наладочных или базовых выборок.
В тех случаях, когда имеются сущест-
венные расхождения между ними, дол-
жны быть определены вызвавшие их
причины.Такими причинами могут быть
погрешности измерений, которые могут
изменить результаты получаемых выбо-
рок и вызвать значительные расхожде-
ния между ними.
В повторных наладочных или базовых выборках могут быть
значительные расхождения между X и хср или значение S может
оказаться больше ожидаемого. Эти отклонения возможны также
вследствие погрешностей измерений, которые имели место при
извлечении выборок. В таких случаях рекомендуется в выборках
определить величину возможных погрешностей, полученных при
определении X и S, а затем проанализировать их влияние на те
или иные результаты. Определение погрешностей тем более не-
обходимо, что любая оценка значений X и S имеет некоторое сред-
нее квадратическое отклонение [18, 19, 26].
Среднее квадратическое отклонение выборочного среднего X
[1, 25]
S
О v = —7= •
х Vn
Предельное квадратическое отклонение выборочного сред-
него X [1 ]
, +3S
± OGv = -7=- .
х Vn
(10)
Среднее квадратическое отклонение выборочного значения S
при N > 25
os = —= 0,707От7.
V2N х
(П)
Предельное квадратическое отклонение выборочного значе-
ния S II ]
±3os = ^. (12)
Формула (12) справедлива только для нормального закона
распределения случайной величины х.
24
Предельная погрешность контрольных приспособлений и оценка
ее значения. При оценке точности показаний контрольных при-
способлений важнейшим показателем аттестации является пре-
дельная погрешность 6]im. Рассеяние случайных погрешностей
при измерении на контрольных приспособлениях подчиняется
закону нормального распределения и при расчете предельная
погрешность
6lim = ± tS, (13)
, х; — X
где t = .
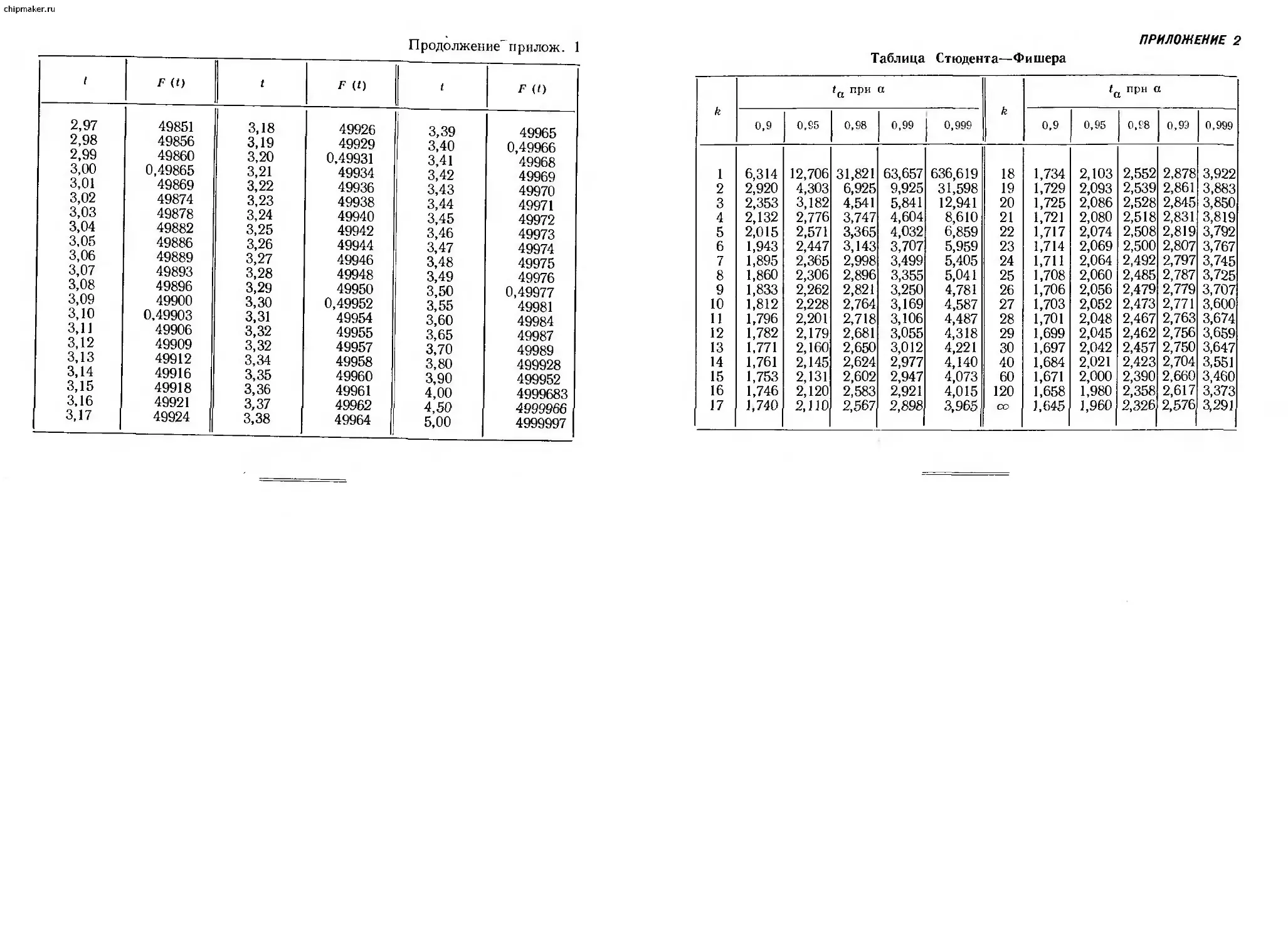
Обычно в формуле (13) принимают t = 3. Функция F (t) опре-
деляет оценку погрешностей измерений в интервале +3S. Значе-
ния F (0 даны в приложении 1. Расчеты предельной погрешности
бит по формуле (13) требуют уточнения. Действительно, из фор-
мул (7) и (13) следует, что оценка точности измерения деталей на
контрольных приспособлениях с помощью выборочной средней
квадратической S имеет относительный характер, так как она за-
висит от числа N объема базовой выборки. Следовательно, пре-
дельная погрешность метода измерения бит = ± tS также имеет
относительный характер. В связи с этим для более точной оценки t
рекомендуется определять значение F (<) из выражения
<14>
где N — общее число повторных измерений базовой выборки,
извлеченной для аттестации контрольного приспособления.
Применяя для аттестации величину ±t = ±3, обеспечим
±F (t) = 0,9973 (см. приложение 1) х. При этих условиях в базо-
вой выборке должно быть извлечено N = 167 повторных измере-
ний.
Вероятность появления случайных погрешностей xh не ох-
ваченных базовой выборкой, т. е. превышающих значение, опре-
деленное зависимостью (13), при таком числе измерений будет
не больше 0,27%.
Для аттестации следует применять следующее число повтор-
ных измерений в базовых выборках: N = 60-г-80 для сложных
конструкций приспособлений; N = 100ч-120 для приспособлений
средней сложности и простой конструкции.
Практика аттестации показывает, что точность показаний
контрольных приспособлений простой и средней сложности кон-
струкции вполне удовлетворительно определяется уже при числе
повторных измерений в базовой выборке N = 100. Тогда
1 Так как кривая нормального распределения симметрична, то берется удво-
енное табличное значение F (/).
25
chipmaker.ru
При ±F (t) = 0,995 вероятность появления случайных по-
грешностей xh не охваченных базовой выборкой, не превышает
0,5%. Такая погрешность является несущественной. При этом
условии, согласно приложению I, при ±F (/) = 0,995 имеем
t = 2,81. Следовательно, при числе повторных измерений в ба-
зовой выборке N = 100 предельная погрешность показаний кон-
трольных приспособлений должна определяться по величине
6lim = ±2,81 S. Это уточнение является важным, так как точ-
ность оценки показаний аттестуемых контрольных приспособле-
ний в этом случае больше на 6,7%.
При аттестации сложных контрольных приспособлений число
повторных измерений в базовой выборке обычно колеблется
в пределах N = 60-4-80. При этих условиях (см. приложение I):
±F (0 = 0,992-4-0,994 и t = 2,64^-2,73.
Вероятность появления случайных погрешностей xh не охваты-
ваемых базовой выборкой, при указанном числе измерений нахо-
дится в пределах 0,64—0,84%. Учитывая сложность и дороговизну
отдельных конструкций сложных контрольных приспособлений
и контрольных полуавтоматов, ошибка в пределах 0,64—0,84%
не является существенной. Между тем при этих условиях оценка
точности их показаний повышается. В данном случае оценка пре-
дельной погрешности показаний должна производиться по зна-
чению бит = ±(2,64 -ь 2,73) S, что повышает точность оценки
показаний на 9—11,5% и существенно для аттестации таких при-
способлений.
Относительная точность показаний контрольных приспосо-
блений. После определения величины бит рассчитывается отно-
сительная точность показаний контрольного приспособления Л6,
которая является решающим при оценке его годности к эксплуа-
тации:
= <15>
где б — допуск на размер или же значения, заданные техническими
условиями, в мкм; k — коэффициент, зависящий от вида рас-
пределения; для нормального распределения k = 1. Значения
приведены в табл. 15.
Ассиметрия и эксцесс эмпирической кривой распределения.
При аттестации контрольных приспособлений обычно получен-
ная эмпирическая кривая, даже при наличии тех или иных откло-
нений, подчиняется закону нормального распределения. Однако
необходимо приближенно оценить степень отклонения эмпири-
ческой кривой от теоретической, так как по полученным откло-
нениям можно достаточно точно судить о степени совершенства
конструкции аттестуемого приспособления. Такими приближен-
ными оценками служат мера ассиметрии сс0 и эксцесс т0. Мера асси-
метрии позволяет оценить, насколько полученная эмпирическая
26
кривая в базовой выборке симметрична по сравнению с сопостав-
ляемой теоретической кривой. Она может быть определена по
известной формуле [6]
«0= g • (16)
Пример. В выборке, представленной в табл. 6, дано: X = 0,217 мкм; мода
Л40 будет при xt = 0, где nt = 16 имеет максимум, S = 1,69 мкм.
Мера ассиметрии
ао = 0^ = 0,129.
При сравнении необходимо помнить, что ассиметрия нормаль-
ного распределения равна нулю.
Для определения величины а0 по формуле (16) данные берутся
из базовой выборки. Величина а0 является отвлеченным числом.
Определение меры ассиметрии по другим формулам связано с до-
полнительными расчетами, которые не всегда удобно производить
в условиях производства.
Произведенные расчеты показывают, что найденные значе-
ния а0 незначительно (на 10—15%) отличаются от значеня,
определенного по способу моментов [19, 26], хотя последний тре-
бует более трудоемких вычислений.
Эксцесс т0 характеризует крутизну или плосковершинность
полученной эмпирической кривой. Эксцесс т0 можно также опре-
делить через центральные моменты распределения. Однако для
аттестации контрольных приспособлений более удобной характе-
ристикой эксцесса т0 служит степень концентрации остаточных
погрешностей xt- вокруг моды Мо базовой выборки. Тогда
пм ± п
% % (17)
где пм — частота погрешности моды Мо базовой выборки;
пс — частота погрешности двух интервалов одного до и од-
ного после моды Мо, полученных в базовой выборке;
N -— объем базовой выборки.
Величина т0 является отвлеченным числом. Чем меньше
величина т0, тем ближе эмпирическая кривая к кривой нормаль-
ного закона распределения. Для нормального закона т0 = 0.
Пример. Определить эксцесс т0 эмпирической кривой по выборке, представ-
ленной в табл. 6. В выборке дано: N = 60; мода будет при х = 0, где пм° = 16;
частота разряда лу = — 1 мкм до моды + пс = 12; частота разряда xi = + 1 мкм
после моды —пс = 10.
Эксцесс эмпирической кривой
16 + 12-10
60 = °13'
При аттестации контрольных приспособлений определять а0
и т0 следует в тех случаях, когда имеются существенные отклоне-
27
т0 =
chipmaker, ru
ния в форме эмпирической кривой при сопоставлении ее с кривой
нормального распределения.
Сопоставление эмпирической кривой с кривой нормального
распределения. Построение эмпирических кривых на основе
данных наладочной или базовой выборок и сопоставление их с
кривой нормального распределения всегда желательно при атте-
стации контрольных приспособлений. Если имеется значительное
несовпадение этих кривых между собой (значительная ассиметрия,
многовершинность, чрезмерная крутость и т. д.), то это является
Рис. 4. Кривая нормального рас-
пределения в установленном ма-
сштабе
следствием дефектов в наладке от-
дельных узлов или же контроль-
ного приспособления в целом.
В отдельных случаях причиной
несовпадения кривых могут быть
даже дефекты конструкции. Не-
редко при значительном несовпа-
дении кривых между собой в на-
ладочных и базовых выборках
получаются также повышенные
значения S.
По характеру отклонения
эмпирической кривой от кривой
нормального распределения мож-
но более или менее правильно
судить о дефектах в наладке от-
дельных узлов или приспособления в целом, а также о недостат-
ках конструкции контрольного приспособления. Кроме того, по
этим отклонениям можно нередко выявить те или иные домини-
рующие факторы, влияющие на точность показаний контрольных
приспособлений.
Поэтому целесообразно начинать оценку годности контроль-
ных приспособлений с определения точности работы отдельных
узлов. После получения удовлетворительных результатов следует
перейти к общей аттестации контрольных приспособлений.
Ниже рассматриваются наиболее удобная методика сопостав-
ления кривых fl ]. Согласно этой методике обе кривые должны быть
вычерчены в одном масштабе. При вычерчивании кривой нормаль-
ного распределения масштаб по оси абсцисс выбирается таким,
чтобы величина о изображалась отрезком длиной 25 м. Соответ-
ственно масштаб оси ординат выбирается таким, чтобы утах (при
о = 0) изображался отрезком длиной 100 мм. Тогда
о в мм ........................ 0,5 1,0 1,5 2 2,5 3
у в Лл1 ........................ 88 60,5 32,5 13,5 4,4 1,1
По этим параметрам на соответствующих бланках заранее пе-
чатают кривую нормального распределения (рис. 4). ЧтобьЛвпи-
сать эмпирическую кривую в кривую нормального распределения,
28
необходимо ее вычертить в масштабе рассчитанном по следующим
формулам:
масштаб по оси абсцисс
25
а = -у мм/мкм; (18)
масштаб по оси ординат
, 250S , _
о = мм на одно измерение, (19)
где S — берется из полученных результатов эмпирической вы-
борки в мкм;
N — число повторных из-
мерений выборки;
С — величина разряда
в мкм.
Пример. Согласно выборке,
приведенной в табл. 6, имеем: S =
= 1,69 мкм; N = 60; с = 1 мкм.
Тогда
25
а = 1 gg да 14,8 мм/мкм; прини-
маем а — 15 мм/мкм;
. 250-1,69
Ъ = —;— да 7 мм на
ЬО-1
Рис. 5. Эмпирическая кривая распреде-
ления и нормальная кривая
одно измерение.
Определим координаты точки К эмпирической кривой, пока-
занной на рис. 5 и построенной на основе табл. 6, при х£ = 1 мкм,
щ = 10:
абсцисса
xfi = 1 • 15 = 15 мм;
ордината
П(Ь = 10-7 = 70 мм.
Полученная эмпирическая кривая значительно отличается от
кривой нормального распределения, особенно в правой ветви.
В таких случаях целесообразно проверять степень близости эмпи-
рического распределения, по которому строилась кривая, к тео-
ретическому расчетным путем. Проверка необходима, чтобы быть
уверенным в возможности использования для эмпирического рас-
пределения значений характеристик, относящихся к нормальному
распределению. Особенно это относится к характеристике бига =
= ± 3S.
В литературе имеется ряд методов проверки, например метод
X2 и т. д. Однако по простоте вычислительных работ и точности
результата лучшим методом является критерий согласия А. Н. Кол-
29
chipmaker.ru
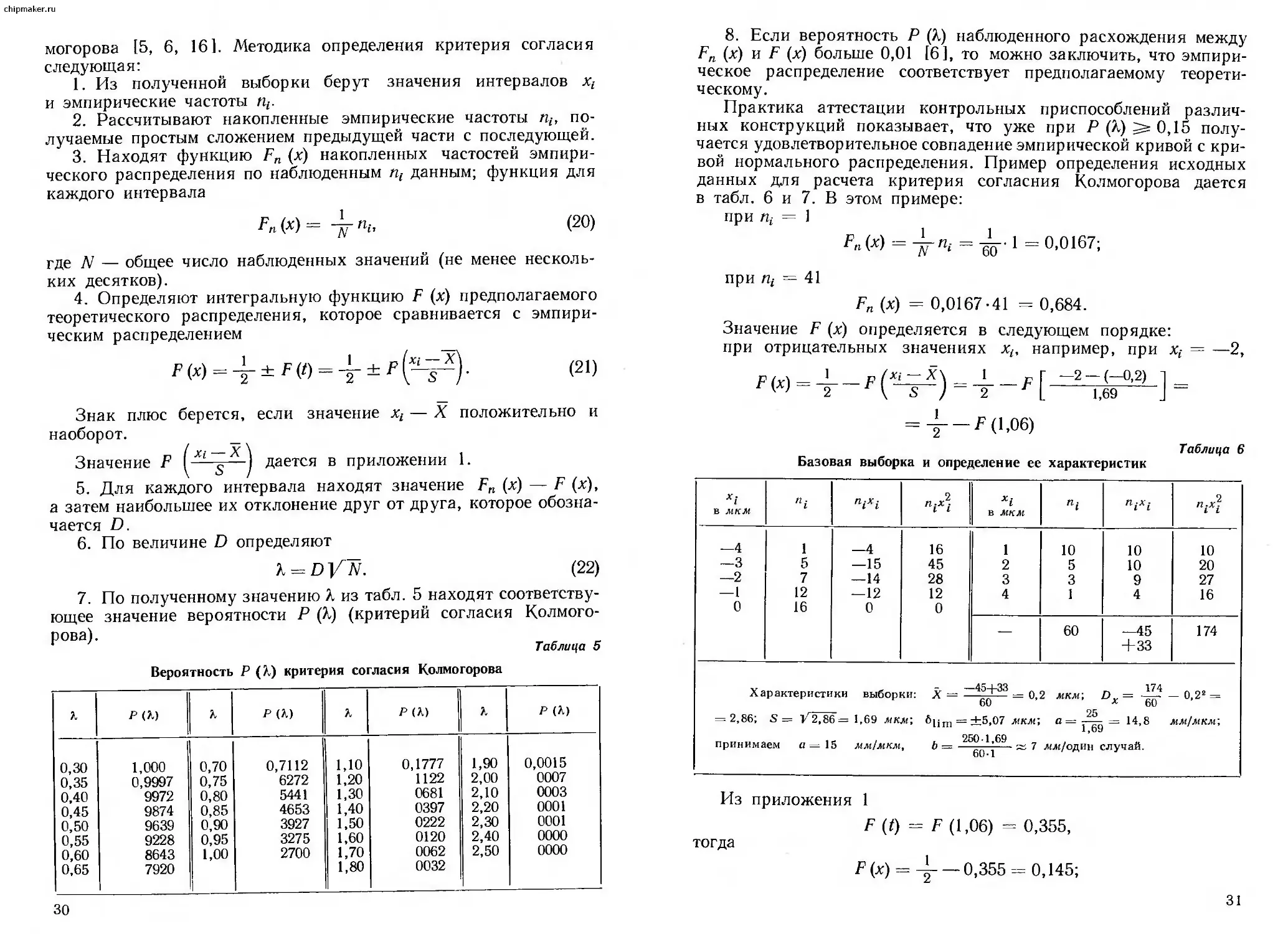
могорова [5, 6, 161. Методика определения критерия согласия
следующая:
1. Из полученной выборки берут значения интервалов xt
и эмпирические частоты н,-.
2. Рассчитывают накопленные эмпирические частоты nh по-
лучаемые простым сложением предыдущей части с последующей.
3. Находят функцию Fn (х) накопленных частостей эмпири-
ческого распределения по наблюденным nt данным; функция для
каждого интервала
F„(x)= (20)
где N — общее число наблюденных значений (не менее несколь-
ких десятков).
4. Определяют интегральную функцию F (х) предполагаемого
теоретического распределения, которое сравнивается с эмпири-
ческим распределением
F(x) = -^-±F(t) = -^±F^=^). (21)
Знак плюс берется, если значение xz — X положительно и
наоборот.
Значение F (х—~^ — j дается в приложении 1.
5. Для каждого интервала находят значение Fn (х) — F (х),
а затем наибольшее их отклонение друг от друга, которое обозна-
чается D.
6. По величине D определяют
X = D VN. (22)
7. По полученному значению X из табл. 5 находят соответству-
ющее значение вероятности Р (X) (критерий согласия Колмого-
рова).
Таблица 5
Вероятность Р (F) критерия согласия Колмогорова
X Р(Х) X Р (X) X Р (X) X Р (X)
0,30 1,000 0,70 0,7112 1,ю 0,1777 1,90 0,0015
0,35 0,9997 0,75 6272 1,20 1122 2,00 0007
0.40 9972 0,80 5441 1,30 0681 2,10 0003
0,45 9874 0,85 4653 I 1,40 0397 2,20 0001
0,50 9639 0,90 3927 1 1,50 0222 2,30 0001
0,55 9228 0,95 3275 1,60 0120 2,40 0000
0,60 0,65 8643 7920 1,00 2700 1,70 1,80 0062 0032 2,50 0000
30
8. Если вероятность Р (Л) наблюденного расхождения между
Fn (х) и F (х) больше 0,01 [6], то можно заключить, что эмпири-
ческое распределение соответствует предполагаемому теорети-
ческому.
Практика аттестации контрольных приспособлений различ-
ных конструкций показывает, что уже при Р (к) 0,15 полу-
чается удовлетворительное совпадение эмпирической кривой с кри-
вой нормального распределения. Пример определения исходных
данных для расчета критерия согласния Колмогорова дается
в табл. 6 и 7. В этом примере:
при nL = 1
F„ (х) = 4г = 0,0107;
при nt = 41
Fn (х) = 0,0167-41 = 0,684.
Значение F (х) определяется в следующем порядке:
при отрицательных значениях х,-, например, при х(- = —2,
= 4----Г (1,06)
Таблица 6
Базовая выборка и определение ее характеристик
в мкм ni nixi п1х} Х1 в мкм п1 nixi nix1
—4 —3 —2 — 1 0 1 5 7 12 16 —15 —14 —12 0 16 45 28 12 0 1 2 3 4 10 5 3 1 10 10 9 4 10 20 27 16
— 60 —45 +33 174
X арактеристики = 2,86; S= У^86 = принимаем а =15 выборки: 1,69 мкм; мм!мкм. X = ^lim b = =M=0.2 мкм; /,я= ™ 0,2« = 60 л 60 25 — ±5,07 мкм; а=—— = 14,8 мм/мкм; 1,69 250-1.69 ——— 7 лш/один случаи. 60-1
Из приложения 1
F (0 = F (1,06) = 0,355,
тогда
Р(х) = 4- —0,355 = 0,145;
31
chipmaker.ru
при положительных значениях х1у например при х,- = 4,
F(x) = 4 + F [ 4 / °’2) ] = 0,991.
По величине Fn (х) — F (х) из табл. 7 находим
значение D. В данном примере D = 0,132. Затем
значение X = D J/Jv = 0,132 V 60 1,02.
наибольшее
определяют
Таблица 7
Данные для расчета Р (X)
В мкм ni Накоплен- ная эмпи- рическая частота Функция накопленных эмпириче- ских частостей F„(x) Интеграль- ная функция распределе- ния F (х) Fn W - - F М
—4 1 1 0,0167 0,0130 0,0037
—3 5 6 0,1002 0,050 0,0502
—2 7 13 0,217 0,145 0,070
—1 12 25 0,4175 0,312 0,1055
0 16 41 0,684 0,552 0,132
1 10 51 0,851 0,764 0,087
2 | 5 56 0,935 0,903 0,032
3 3 59 0,985 0,971 0,014
4 1 60 1,002 0,991 0,008
По полученному значению X из табл. 5 Р (X) = 0,25. Это зна-
чение Р (X) выше допустимого, хотя отличается от оптимального,
стремящегося к единице.
Расчетом критерия согласия Р (X) подтверждается, что хотя
эмпирическая кривая на рис. 5 отклоняется от сопоставляемой
с ней нормальной кривой, однако существует достаточная бли-
зость эмпирического и теоретического распределения.
КЛАССИФИКАЦИЯ ЭМПИРИЧЕСКИХ КРИВЫХ
РАСПРЕДЕЛЕНИЯ
По предельной погрешности 6]|т с достаточной надежностью
оценивается точность показаний приспособлений. Между тем су-
дить о характере погрешностей и их источниках, о наличии до-
минирующих факторов, по полученной выборке и ее характери-
стикам достаточно сложно. В этом отношении некоторую ясность
может дать анализ эмпирических кривых, построенных по нала-
дочным или базовым выборкам. По характеру отклонений эмпи-
рической кривой от теоретической, по степени ее пологости или
островершинности, а также по ряду других отклонений можно
оценить особенности конструкции данного контрольного приспособ-
ления. По этим же признакам достаточно точно можно выявить
источники тех или иных дефектов контрольного приспособления
ил и отдельных его узлов. К таким дефектам относятся одностороннее
32
давление пружин, недостаточная жесткость отдельных узлов,
увеличенное давление зажимных механизмов, сбой первичной
настройки, деформация проверяемых деталей и т. д. Эмпиричес-
кие кривые, получаемые при аттестации контрольных приспособ-
лений или отдельных их узлов, можно разделить на следующие
группы (рис. 6):
1. Кривые, имеющие существенную островершинность, по
сравнению с сопоставимой теоретической (рис. 6, а). Такие кри-
вые получаются при аттестации простых приспособлений с высо-
кой точностью изготовления, или же контрольных приборов типа
микрокаторов и т. д. У данных приспособлений при измерении
должны отсутствовать доминирующие факторы, могущие иска-
зить характер эмпирической кривой. В этой группе кривых экс-
цесс т0 = 0,8 <-0,9 *.
* Приведенные значения т0 и а0 могут несколько изменяться в зависимости
от конструктивных особенностей того или иного контрольного приспособления,
точности его изготовления и наладки.
33
chipmaker.ru
2. Кривые, близко совпадающие с сопоставимой теоретической
кривой (рис. 6, б). Они получаются у контрольных приспособле-
ний с высокой точностью изготовления. В контрольных приспособ-
лениях не должно быть узлов, вызывающих какие-либо существен-
ные систематические погрешности. При этих условиях а0 =
= 0,054-0,15.
3. Эмпирические кривые распределения эксцентриситета,
торцового биения и других величин, при условии отсутствия
доминирующих факторов, искажающих полученную кривую
(рис. 6, в).
4. Эмпирические кривые, у которых ветви смещены в одну
или разные стороны относительно сопоставимой теоретической
кривой (рис. 6, г). Такие кривые могут быть получены при недо-
статочной точности изготовления установочных баз приспособле-
ния или же измерительных базовых поверхностей проверяемых
деталей. Они вызываются также доминирующими факторами, сме-
щающими ветви эмпирической кривой. У таких кривых а0 =
= 0,25ч-0,4.
5. Эмпирические кривые, у которых одна или обе ветви имеют
существенное усечение (рис. 6, д). Кривые такого вида вызываются
односторонними зазорами между проверяемой деталью и установоч-
ным узлом, односторонним увеличенным давлением пружин и т. д.
6. Эмпирические кривые с существенным смещением одной из
ветвей относительно сопоставимой теоретической кривой (рис. 6, е).
Главными причинами получения таких кривых являются одно-
стороннее действие зажимных механизмов приспособлений, одно-
стороннее повышение давления измерительных средств или пру-
жин рычажных передач. Асимметричность подобных кривых а0 =
= 0,4--0,5.
7. Эмпирические кривые со срезанной вершиной или же с при-
туплением (рис. 6, ж). Обычно они встречаются при наличии опре-
деленных доминирующих факторов, под действием которых по-
грешности близко концентрируются вокруг одной и той же вели-
чины, являющейся модой данного распределения. Эксцесс кривых
этой группы т0 = 0,6н-0,7.
8. Эмпирические кривые, существенно отличающиеся от со-
поставимой теоретической кривой (рис. 6, з). Кривые этой группы
встречаются при неудовлетворительной наладке приспособления
или отдельного его узла. Они могут быть получены также при чрез-
мерных зазорах проверяемых деталей на установочных узлах
или же при наличии чрезмерных зазоров в подвижных соединениях
отдельных узлов аттестуемого приспособления.
9. Многовершинные эмпирические кривые (рис. 6, и). Кривые
этой группы получаются при сбое первичной настройки измери-
тельных средств. Они могут быть получены также, если выборка
извлекалась при чрезмерно большом числе повторных измерений,
во время которых была нарушена первичная настройка, или же
34
если она была нарушена в результате случайного толчка, вибра-
ции и т. д.
Рассмотренная классификация охватывает значительную об-
ласть аттестации контрольных приспособлений. Она может быть
расширена и уточнена в зависимости от типажа и конструкции
контрольных приспособлений. Кроме того, в каждой группе может
быть много разновидностей эмпирических кривых с различным зна-
чением а0 и т0, позволяющих классифицировать их более подробно.
ДОМИНИРУЮЩИЕ ФАКТОРЫ И ИХ ВЛИЯНИЕ
НА РЕЗУЛЬТАТЫ АТТЕСТАЦИИ
При извлечении базовых выборок для аттестации контрольных
приспособлений может действовать ряд доминирующих факторов,
которые в той или иной степени будут оказывать влияние на форму
полученной эмпирической кривой и на статистические характери-
стики X, S и б. Главные из этих факторов следующие: 1) зазоры,
возникающие при проверке деталей на установочных узлах,
а также неточности формы измерительных базовых поверхностей
проверяемых деталей; 2) деформация проверяемых деталей при
их закреплении на контрольных приспособлениях, если для этого
предусмотрен установочно-зажимной механизм; 3) неточность из-
готовления установочных баз контрольных приспособлений; 4) по-
грешности, которые могут возникать вследствие изменения поло-
жения деталей на установочно-зажимном узле в процессе их из-
мерения; 5) недостаточная жесткость узлов для закрепления из-
мерительных средств и недостаточная надежность закрепления их
шкал. Указанные погрешности имеют главным образом переменное
значение, но они оказывают определенное влияние на статистиче-
ские характеристики S и бцт. В отдельных случаях, например,
под влиянием сил зажима, одностороннего давления пружин и
т. д., эти погрешности могут иметь существенную величину. В на-
ладочных или базовых выборках, извлекаемых для аттестации
приспособлений, будут превалировать погрешности, вызываемые
доминирующими факторами. По таким выборкам проводить атте-
стацию контрольных приспособлений не следует.
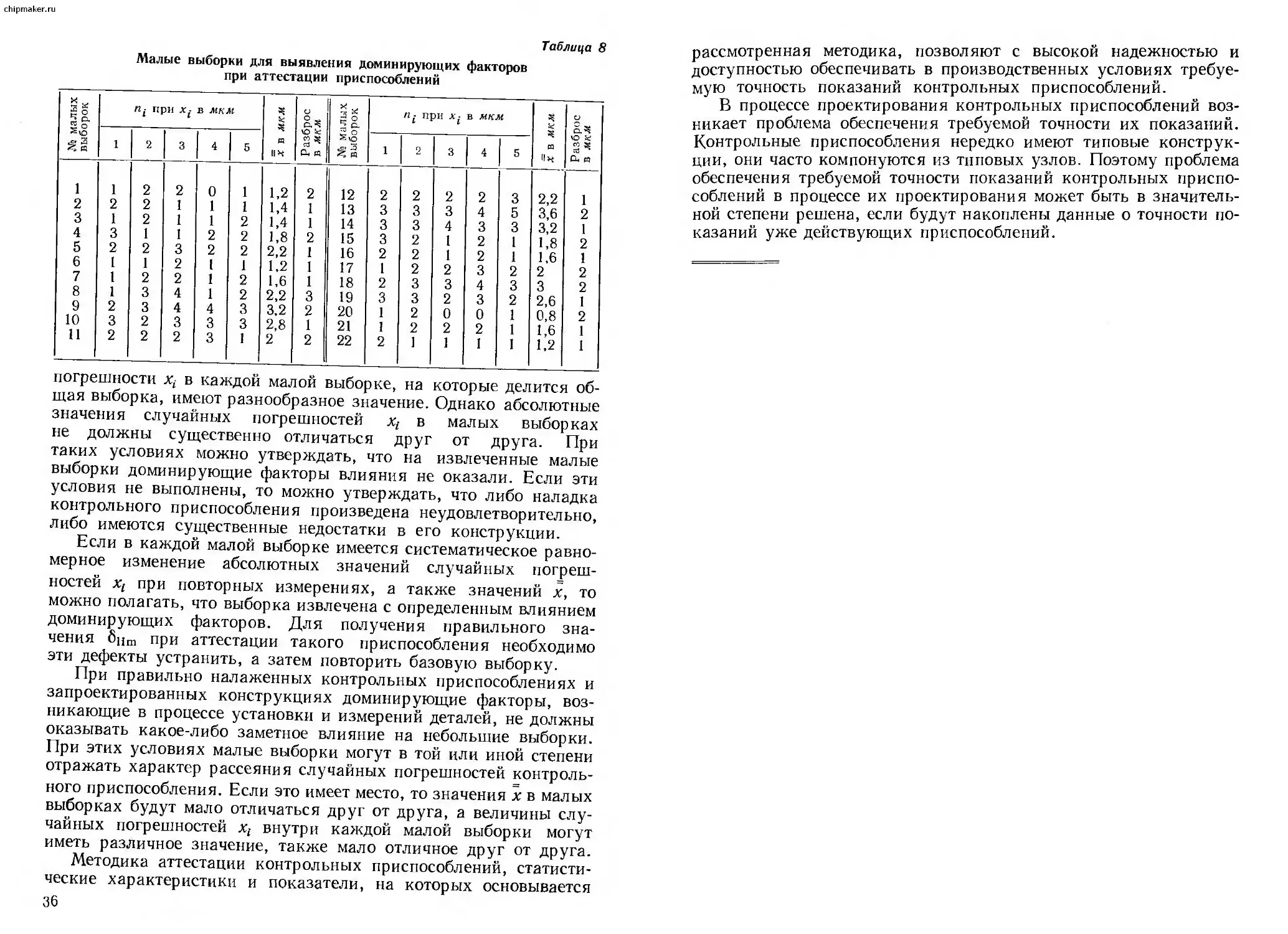
Чтобы выявить наличие доминирующих факторов, целесооб-
разно общее распределение наладочной или базовой выборки раз-
делить на небольшие группы (малые выборки), например по пять—
семь повторных измерений. Записывать их надо в той последова-
тельности, в какой они извлекались для выборки. В каждой вы-
борке необходимо определить выборочное среднее значение х
случайных погрешностей и найти разброс показаний, а затем про-
анализировать полученные данные (табл. 8).
Если конструкция контрольных приспособлений запроектиро-
вана правильно, а при наладке получены удовлетворительные по-
казатели, то опыт аттестации показывает следующее. Случайные
35
Малые выборки для выявления доминирующих факторов
при аттестации приспособлений
№ малых выборок rtj при X- в мкм 3 и НН Разброс в мкм № малых выборок п- при в мкм 3 5? и Пн Разброс в мкм
1 2 3 4 5 1 2 3 4 5
1 1 2 2 0 1 1,2 2 12 2 2 2 2 3 2,2 1
2 2 2 1 1 1 1,4 1 13 3 3 3 4 5 3,6 2
3 1 2 1 1 2 1,4 1 14 3 3 4 3 3 3,2 1
4 3 1 1 2 2 1,8 2 15 3 2 1 2 1 1,8 2
5 2 2 3 2 2 2,2 1 16 2 2 1 2 1 1.6 1
6 1 1 2 1 1 1,2 1 17 1 2 2 3 2 2 2
7 1 2 2 1 2 1,6 1 18 2 3 3 4 3 3 2
8 1 3 4 1 2 2,2 3 19 3 3 2 3 2 2,6 1
9 2 3 4 4 3 3.2 2 20 1 2 0 0 1 0,8 2
10 3 2 3 3 3 2,8 1 21 1 2 2 2 1 1,6 1
11 2 2 2 3 1 2 2 22 2 1 1 I 1 1,2 1
погрешности xt в каждой малой выборке, на которые делится об-
щая выборка, имеют разнообразное значение. Однако абсолютные
значения случайных погрешностей xt в малых выборках
не должны существенно отличаться друг от друга. При
таких условиях можно утверждать, что на извлеченные малые
выборки доминирующие факторы влияния не оказали. Если эти
условия не выполнены, то можно утверждать, что либо наладка
контрольного приспособления произведена неудовлетворительно,
либо имеются существенные недостатки в его конструкции.
Если в каждой малой выборке имеется систематическое равно-
мерное изменение абсолютных значений случайных погреш-
ностей х( при повторных измерениях, а также значений х, то
можно полагать, что выборка извлечена с определенным влиянием
доминирующих факторов. Для получения правильного зна-
чения 6цт при аттестации такого приспособления необходимо
эти дефекты устранить, а затем повторить базовую выборку.
При правильно налаженных контрольных приспособлениях и
запроектированных конструкциях доминирующие факторы, воз-
никающие в процессе установки и измерений деталей, не должны
оказывать какое-либо заметное влияние на небольшие выборки.
При этих условиях малые выборки могут в той или иной степени
отражать характер рассеяния случайных погрешностей контроль-
ного приспособления. Если это имеет место, то значения х в малых
выборках будут мало отличаться друг от друга, а величины слу-
чайных погрешностей xt- внутри каждой малой выборки могут
иметь различное значение, также мало отличное друг от друга.
Методика аттестации контрольных приспособлений, статисти-
ческие характеристики и показатели, на которых основывается
рассмотренная методика, позволяют с высокой надежностью и
доступностью обеспечивать в производственных условиях требуе-
мую точность показаний контрольных приспособлений.
В процессе проектирования контрольных приспособлений воз-
никает проблема обеспечения требуемой точности их показаний.
Контрольные приспособления нередко имеют типовые конструк-
ции, они часто компонуются из типовых узлов. Поэтому проблема
обеспечения требуемой точности показаний контрольных приспо-
соблений в процессе их проектирования может быть в значитель-
ной степени решена, если будут накоплены данные о точности по-
казаний уже действующих приспособлений.
chipmaker.ru
Гпава III ________________
УСТОЙЧИВОСТЬ ПОКАЗАНИЙ
КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЙ
Устойчивость показаний контрольных приспособлений яв-
ляется одним из основных условий обеспечения устойчивого про-
цесса измерения деталей на них. В связи с этим важно определить
показатели, характеризующие устойчивость показаний контроль-
ных приспособлений.
Под устойчивостью показаний контрольных приспособлений
следует понимать устойчивость: а) первичной настройки их
измерительных средств; б) показателей точности, полученных при
аттестации, главными из которых являются X и 5.
В процессе эксплуатации происходит износ контрольных при-
способлений, нарушение точности их показаний и т. д. Поэтому
периодически производят плановый осмотр, мелкий ремонт, смену
отдельных деталей и т. д. Каждый раз после этого нет необходи-
мости производить повторную аттестацию их точности.
ПОНЯТИЕ ОБ УСТОЙЧИВОСТИ
Детали в контрольных приспособлениях измеряют индикато-
рами, реже микроиндикаторами и электроконтактными голов-
ками. Их настройку на требуемый размер производят эталонами
(рис. 7) или специальными деталями, которые являются принад-
лежностью приспособления.
Контролируемые детали нужно проверять при неизменной пер-
вичной настройке измерительных средств приспособления для обес-
печения постоянства процесса измерения. Однако обеспечить
такие условия измерения деталей достаточно сложно, так как в дей-
ствительности имеет место то или иное нарушение первичной на-
стройки. Иначе говоря, имеется сбой первичной настройки из-
мерительных средств контрольных приспособлений и нарушение
точности измерения деталей на них. В связи с этим при проектиро-
вании, изготовлении и наладке контрольных приспособлений од-
ной из важных задач является обеспечение максимального постоян-
ства процесса измерения деталей, характеризуемого главным об-
разом устойчивостью настройки измерительных средств.
Под устойчивостью первичной настройки следует понимать
такую настройку измерительных средств контрольных приспособ-
лений, при которой полученный за опеределенный период сбой
38
не оказывает существенного влияния на точность процесса изме-
рения деталей.
На сохранение неизменности первичной настройки, или иначе
говоря сохранение ее устойчивости, влияют:
а) сложность конструкций контрольных приспособлений. Ус-
ложнение конструкций контрольных приспособлений характери-
зуется наличием установочно-зажимного механизма, механизма
вращения или поворота проверяемых деталей, большого количе-
ства измерительных средств, сложных передач и т. д. Обеспечение
устойчивости первичной настройки измерительных средств на та-
ких контрольных приспособлениях требует большой затраты вре-
Рис. 7. Типовые конструкции эталонов:
а — для настройки диаметральных размеров; б — для измерения положения
торца Л; в — для измерения высоты детали
мени и более длительной наладки, чем на контрольных приспособ-
лениях простой конструкции.
б) качество наладки контрольных приспособлений. Качество
наладки контрольных приспособлений оценивается соответствую-
щими показателями, а также степенью совпадения эксперименталь-
ной кривой с теоретической. Получение удовлетворительных дан-
ных по этим показателям в значительной степени обеспечивает вы-
сокую устойчивость первичной настройки измерительных средств,
а следовательно, и всего процесса измерения деталей на контроль-
ных приспособлениях непосредственно после наладки.
в) правильный выбор основной схемы конструкции контроль-
ного приспособления. В ряде случаев исходные дефекты конструк-
ции являются основной причиной невысокой устойчивости первич-
ной настройки. Можно отметить ряд таких примеров:
1. Недостаточная жесткость узлов с установленными на них
измерительными средствами. Жесткость узлов для закрепления
индикаторов и других измерительных приборов, а также надежное
закрепление последних является важным условием для обеспече-
ния устойчивости первичной настройки. В таких узлах проис-
ходит быстрое нарушение первичной установки под влиянием раз-
личных причин (незначительные толчки, деформация отдельных
деталей, измерительные давления и т. д.). При недостаточной жест-
кости узлов для крепления измерительных средств трудно обес-
печить высокую устойчивость их первичной настройки.
39
chipmaker.ru
2. Неудовлетворительное закрепление подвижных шкал изме-
рительных приборов. В ряде измерительных приборов (индика-
торы, микроиндикаторы и т. д.) не всегда предусматривается на-
дежное закрепление подвижных шкал, а в отдельных случаях даже
отсутствуют элементы стопорения. Отсутствие надежности в за-
креплении шкал нередко служит причиной постепенного, а в от-
дельных случаях даже и интенсивного сбоя первичной настройки
измерительных средств контрольных приспособлений.
3. Проектирование чрезмерно чувствительных измерительных
приборов. Если на контрольных приспособлениях предусмотрены
чрезмерно чувствительные измерительные приборы, но при этом
не созданы требуемые эксплуатационные условия, неизбежно бы-
строе нарушение первичной настройки измерительных средств.
4. Перемещение измерительных средств. Для получения высо-
кой устойчивости первичной настройки измерительные средства
должны иметь стационарную установку. В отдельных конструк-
циях контрольных приспособлений этот принцип не выдержи-
вается, что вызывает интенсивный сбой первичной настройки.
5. Неплавная работа механизмов для установки и закрепления
деталей. При закреплении деталей на установочно-зажимном ме-
ханизме с помощью пневматики, пружин и т. д. не всегда удается
обеспечить его плавную работу. Удары, которые могут иметь
место в процессе зажатия или закрепления деталей, подлежащих
измерению, неизбежно вызывают некоторый сбой первичной на-
стройки измерительных средств.
ПРЕДЕЛ УСТОЙЧИВОСТИ
Важной характеристикой, определяющей качество конструк-
ции, точность произведенной наладки и эксплуатационные до-
стоинства контрольных приспособлений, является предел устой-
чивости первичной настройки их измерительных средств. При всех
обстоятельствах желательно иметь возможно большим предел
устойчивости первичной настройки измерительных средств. Но
выполнение этого условия, помимо конструктивных сложностей,
всегда связано с вопросами экономики изготовления контрольных
приспособлений.
Для аттестации контрольных приспособлений имеет существен-
ное значение правильное определение предела устойчивости на-
стройки измерительных средств. Пределы устойчивости настройки
измерительных средств должны определяться отдельно для каж-
дого контрольного приспособления, при этом в отдельных случаях
могут требоваться дополнительные исследования.
Предел устойчивости первичной настройки измерительных
средств контрольных приспособлений характеризуется числом
произведенных на нем повторных измерений N одной и той же
величины, при котором обеспечивается получение одновершинной
40
эмпирической кривой распределения (рис. 8, а). С увеличением числа
повторных измерений, т. е. при и Af2>A\, после наруше-
ния первичной настройки многовершинность кривой становится
отчетливее (рис. 8, в). При определении числа повторных измерений
одной и той же величины в выборке для выявления предела
устойчивости важно установить начальный момент получения
двухвершинной кривой (как показано на рис. 8, б) при числе
измерений Nj.
Предел устойчивости настройки должен характеризоваться ми-
нимальным расхождением числа повторных измерений одной и
той же величины в промежутке между получением одновершинной
кривой распределения и начальным моментом образования двух-
Рис. 8. Распределение погрешности измерения,
характеризующие устойчивость настройки изме-
рительных средств:
а — для числа измерений 7V; б—для числа измерения
Ni‘, в — для числа измерений Nz
вершинной кривой. Такой момент определяется опытным путем
при извлечении наладочных или экспериментальных выборок.
На хорошо налаженных контрольных приспособлениях предел
устойчивости настройки определяется сравнительно легко. Коле-
бание в числе N повторных измерений при определении величины
такой выборки не превышает 10—15 измерений. Эксперименталь-
ные исследования показывают, что для контрольных приспособле-
ний, применяемых для пооперационной или окончательной при-
емки деталей, пределом устойчивости являются следующие числа
повторных измерений: N = 120 : 200 для контрольных приспособ-
лений простой средней сложности конструкции; N =к75-ь100
для контрольных приспособлений сложной конструкции.
Число повторных измерений., характеризующее предел устой-
чивости настройки измерительных средств контрольных приспо-
соблений, назовем критическим и в дальнейшем будем обозна-
чать NKP. При числе NKp повторных измерений в извлеченной
выборке будут выявлены все погрешности измерения, свойствен-
ные данному приспособлению. Эмпирическая выборка, построен-
ная по такой кривой, будет одновершинной. Это свидетельствует
о том, что выборка извлекалась при сохранении первичной на-
стройки, являющейся центром группирования погрешностей дан-
ного приспособления.
Чтобы гарантировать получение одновершинной кривой рас-
пределения, наладочные и базовые выборки целесообразно извле-
41
chipmaker.ru
кать с несколько меньшим числом повторных измерений, чем NKp.
Экспериментальными данными установлено, что для получения
представительной выборки достаточно ограничиться следующим
числом повторных измерений:
для контрольных приспособлений простой и средней слож-
ности конструкции
Nn = (0,6—0,8) NKp, (23)
для контрольных приспособлений сложной конструкции
А» = (0,7-0,8) NKP. (24)
Индекс п в данном случае свидетельствует о том, что выборка
является представительной и что построенная по ее данным кри-
вая не будет двухвершинной. По такой выборке, принятой за
базовую, можно аттестовать точность показаний контрольных при-
способлений, а также устойчивость первичной настройки их из-
мерительных средств. Коэффициент 0,6—0,8 в формуле (23) по-
лучен при условии ограничения числа повторных измерений в ба-
зовой выборке до N = 100—120. Как показывает практика, такое
число измерений является достаточным для выявления всех ка-
честв аттестуемых приспособлений этой группы и вместе с тем дает
возможность упростить аттестацию. Коэффициент 0,7—0,8 в фор-
муле (24) гарантирует получение одновершинной кривой в базовой
выборке при аттестации сложных контрольных приспособлений,
которые имеют зажимные устройства, перемещающиеся измери-
тельные средства, поворотные механизмы и т. д. Аттестация таких
приспособлений сложнее. Иногда даже незначительное изменение
режимов повторных измерений при аттестации вызывает появле-
ние двухвершинной кривой в базовой выборке. Коэффициент
в формуле (24) обеспечивает число повторных измерений в базовой
выборке N — 60, необходимое для получения всех показателей
аттестации.
ХАРАКТЕРИСТИКА УСТОЙЧИВОСТИ
В результате нарушения первичной настройки происходит сбой
шкал или стрелок измерительных средств от того положения, на
котором они были установлены для первого измерения. Величина
сбоя, его темп зависят от многих факторов, в том числе от кон-
структивных особенностей контрольных приспособлений, точности
их изготовления, наличия подвижных механизмов и т. д. В про-
цессе эксплуатации контрольных приспособлений можно разли-
чать следующие темпы сбоя:
1. Постепенный, весьма замедленный темп сбоя первичной на-
стройки. Такой темп сбоя наблюдается в тщательно изготовленных
и налаженных контрольных приспособлениях и приборах высокой
точности: пружинно-оптические приборы, микрокаторы, контроль-
42
ные приспособления высокой точности без подвижных механизмов
и т. д. Замедленный темп сбоя вызывается неизбежными ударами
деталей при установке на установочные узлы приспособлений, виб-
рациями действующих в цеху станков, собственными перемеще-
ниями движущихся деталей или узлов измерительных средств и
т. д. Такой темп сбоя не будет вызывать заметного нарушения
устойчивости процесса измерения деталей на приспособлениях.
2. Систематический мало интенсивный темп сбоя первичной
настройки измерительных средств. Такой темп сбоя первичной
настройки обычно бывает на контрольных приспособлениях не-
сложной конструкции при отсутствии подвижных механизмов и
механизмов закрепления проверяемых деталей. Часто такой сбой
возникает, если деталь устанавливают на сложные базы в виде
призм, отверстий и т. д. в сочетании с другими опорами. Если
к тому же проверяемые детали имеют большой вес, то при их уста-
новке и снятии неизбежно возникают мало заметные толчки и
удары, которые и вызывают систематический мало интенсивный
темп сбоя. Чтобы избежать усиления этого темпа сбоя, изме-
рительные средства и их шкалы должны быть тщательно закре-
плены.
3. Интенсивный темп сбоя переменного направления. Такой
сбой характеризуется сравнительно малой величиной Nn и слож-
ной наладкой контрольного приспособления. Нередко причинами
такого сбоя могут служить перемещение измерительных средств
контрольных приспособлений, незначительные удары или вибра-
ции, возникающие в процессе измерения деталей, неудовлетвори-
тельное регулирование отдельных механизмов, завышенная жест-
кость пружин и т. д. Интенсивный темп сбоя наблюдается в слож-
ных контрольных приспособлениях, в которых предусматриваются
механизмы ручного или механического закрепления проверяемых
деталей, если они изготовлены и отлажены не точно. Вследствие
этого при установке и снятии деталей возникают удары, которые
могут передаваться измерительным устройствам. Важной причи-
ной может служить недостаточная жесткость крепления измери-
тельных средств и их шкал.
4. Весьма интенсивный темп сбоя. Разладка первичной на-
стройки при таком темпе сбоя может наступать через короткий
период, примерно через 20—30 измерений и даже меньше. Часто
такой сбой получается при неудовлетворительной наладке
контрольных приспособлений и перемещении измерительных
средств. Причиной такого темпа сбоя может служить также пло-
хое закрепление шкал измерительных средств, а также неудовлет-
ворительная жесткость узлов для их установки. Весьма интенсив-
ный сбой может возникать и при чрезмерной жесткости пружин,
создающих большое и неравномерное давление. При наличии та-
ких пружин подвод средств для измерения деталей осуществляется
с ударами.
43
chipmaker.ru
На темп сбоя существенное влияние может оказать сложность
конструкции контрольного приспособления, виды и исполнение
базирующих поверхностей, степень точности и изношенности из-
мерительных средств и т. д. Важным обстоятельством является
также вес и количество применяемых деталей на данном приспо-
соблении.
ПОКАЗАТЕЛИ УСТОЙЧИВОСТИ
Обеспечение высокой точности процесса измерения деталей на
контрольных приспособлениях в значительной степени зависит
от устойчивости их первичной настройки. Требования, предъявляе-
мые к устойчивости первичной настройки, во многом зависят от
требований, предъявляемых к точности показаний приспособлений.
В связи с этим контрольные приспособления могут иметь и раз-
личную устойчивость первичной настройки. Чтобы в максималь-
ной степени обеспечить ту устойчивость первичной настройки,
которая требуется для данного приспособления, она должна удов-
летворять определенным показателям. Последние должны быть
непосредственно увязаны с теми допусками на размеры деталей,
которые проверяют на данном приспособлении. Основной пока-
затель S, по которому определяется точность показаний приспо-
собления, рассчитывают по большим выборкам. Большие выборки
не могут отразить во времени точность процесса измерения деталей
на приспособлениях, особенно в условиях отсутствия идеальной
устойчивости первичной настройки измерительных средств. Ана-
лиз устойчивости показаний контрольного приспособления по
малым выборкам позволяет увязывать точность измерения с до-
пуском на размер измеряемой детали в течение всего периода его
работы от момента первичной настройки до ее разладки. Эти ус-
ловия обеспечиваются показателями устойчивости. Для опреде-
ления показателей устойчивости первичной настройки извлекают
выборку и делят ее на малые выборки с расчетом необходимых
характеристик х, s и sKp, находят средний темп сбоя первичной
настройки тс и характеристики устойчивости показаний-контроль-
ных приспособлений: екр, Екр и Еу, а также коэффициент пре-
дельной погрешности Д- ; оценивают устойчивость показаний
кр
приспособлений сравнением средних, классифицируют контроль-
ные приспособления по группе устойчивости первичной настройки.
Для определения показателей устойчивости первичной на-
стройки может быть использована базовая выборка, по которой
аттестовалась точность показаний контрольного приспособления.
В отдельных случаях образуется и специальная выборка. Однако
во всех случаях необходимо возможно точнее определить пара-
метр Nn выборки. Практика подтверждает высокую точность опре-
деления этим методом момента разладки первичной настройки
44
измерительных средств контрольных приспособлений. Затем для
аттестации устойчивости она делится на малые выборки.
Средний темп сбоя тс является одним из важных пока-
зателей качества изготовления и наладки контрольных при-
способлений. При определении показателя тс его целесообразно
отнести к одному повторному измерению эталона или детали,
с помощью которой аттестуется данное приспособление. Такое
определение показателя тс является универсальным, надежным и
зависит только от совершенства конструкции, точности изготов-
ления и наладки контрольного приспособления. Порядок опре-
деления среднего темпа сбоя тс следующий: определяется Nn
базовой выборки налаживаемого приспособления, затем она де-
лится пополам и в каждой половине выборки определяете^ сред-
нее выборочное значение случайных погрешностей, т. е. для
первой половины выборки и х2 для второй половины выборки.
Такой порядок расчета показан в выборке, представленной
в табл. 9. В этой выборке, например, х, = —0,64 мкм, а х2 =
= —1,34 мкм.
Величина среднего темпа сбоя, отнесенная к одному повтор-
ному измерению,
__ 2 (%2 — ^i) __ мкм________
с Nn повторное измерение ‘ '
Показатель тг является статически устойчивой характеристи-
кой, позволяющей с большой достоверностью сравнивать конструк-
тивные достоинства, а также качество изготовления и наладки
контрольных приспособлений. Чем меньшее значение имеет по-
казатель тс, тем более устойчив процесс измерения деталей на
данном приспособлении. Показатель тс определяет средний темп
сбоя первичной настройки. Между тем для обеспечения высокой
точности измерения деталей на контрольных приспособлениях
важно иметь представление о всей картине процесса непрерывного
сбоя первичной настройки до момента разладки, при которой на-
чинает оформляться двухвершинная кривая. Во многих контроль-
ных приспособлениях происходит неравномерный сбой первичной
настройки. Вследствие этого процесс измерения деталей на них
происходит в различных условиях. В отдельных случаях в про-
межутке между начальной настройкой и полным ее сбоем наблю-
даются значительные смещения х в малых выборках по сравнению
с величиной X базовой выборки.
В ряде случаев в больших по объему выборках получается
минимальное значение средней выборочной величины X. Вслед-
ствие этого создается впечатление о высокой устойчивости пер-
вичной настройки. Значение X, минимально отличающееся от
хср = 0, может быть даже у приспособлений с невысокой устой-
45
chipmaker.ru
чивостью первичной настройки, особенно при больших объемах
выборок, у которых X часто стремится к нулю. Между тем, если
в процессе повторных измерений имеется существенный сбой,
а следовательно, и значительное смещение х в малых выборках,
то процесс измерения на таких приспособлениях будет мало
устойчив и может вызвать брак годных деталей. Такое явление
может быть установлено, если непрерывно следить за процес-
сом сбоя первичной настройки до момента ее разладки. Для этой
цели образуют базовую выборку и определяют ее характеристики.
Полученную базовую выборку делят на малые с числом повторных
измерений п = 10 в каждой выборке. При меньших выборках
обычно сложно установить действительное течение процесса сбоя
ввиду больших разбросов х в них. Каждую малую выборку за-
носят в таблицу в таком же порядке, в каком ее образовывали при
аттестации приспособлений. Затем для оценки процесса непре-
рывного сбоя рассчитывают характеристики малых выборок х,
s и sKp и определяют показатели устойчивости первичной на-
стройки екр, Екр и Ку По полученным данным находят показатель
предельной погрешности К- (см. табл. 9).
«Г
Показатели екр и Екр позволяют рассчитать влияние сбоя
первичной настройки на точность измерения деталей на данном
приспособлении в зависимости от допуска на проверяемый размер.
Рис. 9. Колебания х в каждом де-
сятке измерения в малых выборках,
образованных для аттестации кон-
трольных приспособлений на устой-
чивость показаний
Для этой цели при расчете х в каж-
дой малой выборке определяют
максимальный сбой первичной
настройки хшах, который обозна-
чают через екр. Затем рассчиты-
вают коэффициент смещения
(26)
Пример определения екр и рас-
чета ЕКр дан в табл. 9. По полу-
ченным значениям х в каждой
малой выборке можно проследить
за процессом сбоя первичной на-
стройки (рис. 9).
При аттестации хср принимается
равным нулю, так как стрелка
микроиндикатора при первом отсчете обычно устанавливается на
нулевое деление. Параметр Екр является важным показателем
устойчивости первичной настройки контрольных приспособлений.
Для определения показателя Ку в каждой малой выборке на-
ходят показатель s по сумме. Сначала рассчитывают s первой
малой выборки, т. е. первых десяти измерений. Затем определяют
46
s по сумме двух выборок, т. е. двадцати повторных измерений,
далее трех малых выборок, т. е. тридцати повторных измерений
и т. д. (табл. 9). Таким образом, через каждые 10 измерений опреде-
ляют суммарную величину s. Показатель s малых выборок является
наиболее надежным и устойчивым и подвержен минимальным ко-
лебаниям. Это подтверждается и характером колебаний кривой s
по сумме измерений (рис. 10). В связи с этим колебания $
по сумме измерений в пределах базовой выборки могут
наиболее точно характеризовать степень устойчивости первичной
настройки измерительных средств контрольных приспособлений.
Показатель устойчивости
,7 _smax по сумме измерений_
‘ 3———-—~—-—— --------
s первой малой выборки
SKp
(27)
Рис. 10. Колебания s по сумме
измерений в малых выборках,
образованных для аттестации
контрольных приспособлений на
устойчивость показаний
s первой малой выборки
где sKP — максимальное значение вы-
борочной средней квадра-
тической одной из малых
выборок, на которые раз-
делена базовая выборка.
Как видно из формулы, сравнение производится по s первой
малой выборки, т. е. той выборки, в которой производилась пер-
вичная настройка измерительных средств. Для определения устой-
чивости настройки необходимо иметь именно такое сравнение.
Показатель является главным и основным признаком, по ко-
торому определяют группы устойчивости контрольных приспособ-
лений. Контрольные приспособления окончательно аттестуют по
показателю Ке базовой выборки [формула (15)]. В ряде случаев
в малых выборках, на которые делится базовая выборка, обнару-
живается значение s по сумме измерений, или sKP существенно
большее, чем выборочная средняя квадратическая общей выборки.
В связи с этим контрольное приспособление более точно аттестуется
по показателю предельной погрешности показаний
17 _-Ь 3sKp _ йкр 17
**кр-~ы~
При этом показателе гарантируется непрерывная оценка точ-
ности показаний приспособления за весь период измерения деталей
на нем.
Средний темп сбоя (см. табл. 9)
2 (х,—х,) 2(1,34 — 0,64) _ . мкм на
_ г Nn 100 _ ’ одно измерение
где х2 = —1,34 мкм при п = 51:-100; xt = —0,64 мкм при п = 50.
Максимальное значение х = —1,8 мкм будет при п = 40. Сле-
довательно, максимальный сбой екр = —1,8 мкм.
(28)
47
Определение показателей устойчивости показаний
контрольного приспособления по базовой выборке
Таблица 9
Число измерений п п1 при . в мкм х по сумме измерений в мкм 1 = х в каждом । десятке изме- рений в мкм s по сумме измерений в мкм Ч
—3 —2 —1 0 1 2
10 — 2 1 5 2 — —0,3 —0,3 1,23 —
Первой 20 1 3 5 7 4 — —0,5 —0,9 1,27 1,03
половины 30 1 5 7 9 7 1 —0,364 —0,1 1,325 1,07
выборки 40 3 9 11 9 7 1 —0,725 —1,8 1,35 1,1
50 3 10 15 12 8 2 —0,64 —0,3 1,34 1,09
60 4 12 19 15 8 2 —0,715 —1,1 1,315 1.07
п . - 70 4 15 23 18 8 2 —0,815 —1 1,24 1,01
О1орои §0 6 18 24 20 9 3 —0,785 —1 1,335 1,08
ПОЛОВИНЫ выборки 7 20 28 20 12 3 —0,79 0 87 —0,8 1,335 1,08
100 7 26 32 20 12 3 —1,34 —1,6 1,29 1,05
Коэффициент смещения
р хср is — О
д-----------1еГ~
= 0,18,
где 6 — допуск на измеряемый размер, принятый равным 10 мкм;
хср — первичная установка стрелки индикатора в нулевое
положение.
Показатель устойчивости
= -=--------------z----= т1т = 1,097.
s первой малой выборки
Максимальное значение s будет при п = 40, следовательно,
sKp = 1,35 мкм.
Коэффициент предельной погрешности
где S — средняя квадратическая общей выборки = 100 =
= 1,29 мкм;
— характеристика относительной точности показаний при-
способления.
Оценка устойчивости показаний приспособлений сравне-
нием средних. Для получения этой оценки в каждой малой
выборке п определяется среднее выборочное значение слу-
чайных погрешностей х. По их значениям строят кривую (см.
рис. 9), которая иллюстрирует протекание процесса сбоя первич-
48
ной настройки до полной ее разладки. В ряде выборок полученные
значения х в малых выборках могут иметь существенные колеба-
ния. Последние главным образом и характеризуют процесс нерав-
номерного сбоя первичной настройки. В связи с этим по неравно-
мерности процесса сбоя, т. е. по количественным признакам коле-
баний х, приспособления можно разделить на три группы: 1) с от-
ношением < 2; 2) с отношением 4 — > 2-г-5; 3) с отноше-
*min xmln
нием > 5.
В отдельных группах приспособлений значения х в малых
выборках могут быть столь различны, что вызовут сомнения
в устойчивости процесса измерения деталей на них. В связи с этим
до определения других показателей необходимо оценить устой-
чивость показаний приспособления методом сравнения средних.
По этому методу можно определить, вызваны ли значительные
колебания х случайными причинами или же наличием существен-
ных систематических погрешностей приспособления, которые де-
лают процесс измерения на нем неустойчивым. В последнем случае
приспособление должно быть отправлено на дополнительную на-
ладку. Такая оценка устойчивости показаний сравнением сред-
них с высокой достоверностью может быть произведена по следую-
щей методике [6, 14]. В базовой выборке с выборочной средней X,
разделенной на малые выборки с числом повторных измерений 10,
для определения показателей устойчивости первичной настройки
берутся две малые выборки, имеющие наибольшую разность между
х' и х". Например в табл. 9 х = —0,1 мкм при числе измере-
ний ЗОи ? = —1,8 мкм при числе измерений 40.
Если первичная настройка на данном приспособлении удовлет-
воряет требуемой устойчивости, существенные систематические
погрешности отсутствуют, а случайные — подчиняются закону
нормального распределения, то должно быть удовлетворено ра-
венство х' X и Следовательно, х' « х-
Расхождение приближенного равенства может быть оценено
при помощи распределения ta Стьюдента: [см. формулу (36)]
Базовые выборки по этой методике делят на малые с одина-
ковым числом п повторных измерений. При k = 2 (п — 1)
е i/ + (30)
^6 ~ К п(п — 1)
49
chipmaker.ru
Для заданного значения k величина ta определяется из при-
ложения 2 по принятой надежности а. При отсутствии системати-
ческих погрешностей должно быть удовлетворено неравенство
(x'-x")<iaS6. (31)
Если данное условие не выполнено, то это указывает, что раз-
личие средних х' — х двух малых выборок вызвано существен-
ными систематическими погрешностями приспособления, главными
из которых является сбой первичной настройки, который должен
быть устранен. Пример расчета <Se приводится в табл. 10. Обычно
проверяют приспособления с невысокой устойчивостью показаний.
Принимаем уровень доверительной вероятности а = 0,95.
Тогда при п = 10 k = 2 (п — 1) = 2 (10—1) = 18.
Из приложения 2 для а = 0,95 и k = 18, ta = 2,1.
В этом случае
Se = ]/ = 0,48; taS& = 2,1 • 0,48 = 0,945.
В приведенном примере расхождение_средних составляет:
1,8—0,2 = 1,6 2> 0,95, т. е. колебания х вызваны наличием си-
стематических ошибок. В таких случаях приспособление требует
дополнительной наладки до аттестации на устойчивость показаний.
Таблица 10
Расчетные данные для определения 5g при х' = —0,1 мкм; х" = —-1,8 мкм.
В мкм Л^алая выборка при п = 30 Малая выборка при и =40
xi х' «/97-г')2 п1 Х1 — х" ni (xi - х")2
—3 — 2 —1,2 2,88
—2 2 1.9 7,22 4 —0,2 0,16
— 1 2 —0,9 1,62 4 —0,8 2,56
—0 2 0,2 0,08 — — —
1 3 0,9 2,43 -— — .—.
2 1 1,9 3,61 — — —
10 14,96 10 5,6
Классификация приспособлений. По устойчивости первичной
настройки контрольные приспособления классифицируют на пять
групп. Показатели каждой группы даются в табл. 11.
50
Если в любой из классификационных групп выявится пока-
затель К- , то он должен не выходить за пределы, указанные
в табл. 15. В противном случае контрольное приспособление
направляют на дополнительную наладку, даже если оно удовле-
творяет остальным показателям устойчивости.
При практическом применении этой классификации необхо-
димо учесть степень точности изготовления приспособлений, их
загрузку и т. д. Хотя эти обстоятельства и не могут существенно
повлиять на приведенные показатели, однако то или иное коррек-
тирование всегда возможно.
Таблица 11
Показатели устойчивости показаний контрольных приспособлений
с делением их иа группы
। .№ группы при- способления X арактеристика контрольных приспособлений по группе устойчивости показаний Показатель устойчивости КУ Средний темп сбоя мкм Максималь- ный сбой в мкм Коэффициент смещения Екр
С измер.
1 Контрольные приспособления и приборы повышенной точности 5^1,0 5^0,002—0,003 0,4—0,5 0,05—0,3
2 Контрольные приспособления высокой точности 2^1,10—1,15 2^0,005—0,015 2а1,0—1,5 0,025—0,1
3 Контрольные приспособления устойчивые 2^1,25—1,5 0,02—0,03 2:1,5—2,5 0,05—0,20
4 Контрольные приспособления средней устойчивости .2=1,5—1,75 0.03—0,04 2-2,5- 3,5 0,03—0.10
5 Контрольные приспособления невысокой устойчивости >1,75 >0,04 >3,5 0,03—0,1
ТОЧНОСТЬ ПЕРВИЧНОЙ НАСТРОЙКИ
Точность первичной настройки зависит главным образом от
точности установки стрелки измерительного прибора на требуемое
деление и смещения от этой установки под односторонним давле-
нием различных механизмов приспособления после ее настройки
(рычажных передач, давления пружин измерительных приборов
и т. д.). Смещения первичной установки, вызываемые указанными
51
chipmaker.ru
причинами, в той или иной степени сокращают период работы при-
способления до момента разладки настройки. При наладке и атте-
стации контрольных приспособлений данные дефекты следует
устранить или же свести до минимума.
При первичной настройке измерительных средств шкалу с ну-
левым отсчетом прибора часто совмещают с серединой поля до-
пуска, т. е. с точкой Zcp (рис. 11). От точки Zcp по измерительному
прибору определяют действительный размер деталей, допуск 6
Рис. 11. Схема настройки измеритель-
ного прибора контрольного приспосо-
бления по эталону
которых должен лежать в пре-
делах Zj — Z2 (рис. 11). При
приемке деталей в качестве из-
мерительных средств обычно
применяют индикаторы, микро-
индикаторы, электроконтактные
головки ит. д., которые имеют
передвижные шкалы или перед-
вижные стрелки. Если эталон
выполнен по размеру, несовпа-
дающему с номинальным разме-
ром измеряемых деталей, то
такую погрешность можно от-
корректировать перемещением
подвижной шкалы измеритель-
ного прибора. При подобной
методике настройки упрощается
приемка деталей и изготовление
эталонов контрольных приспо-
соблений.
В процессе настройки изме-
рительных средств трудно дости-
гнуть идеального совмещения нулевого деления шкалы с номиналь-
ным размером проверяемых деталей, так как возникают погреш-
ности из-за неточности установки шкалы, паралакса, неточности
отсчета, смещения шкалы измерительного прибора, влияния из-
мерительного давления и т. д. В результате указанных погреш-
ностей первичной настройки нулевое деление шкалы измеритель-
ного прибора может сместиться относительно номинального раз-
мера на величину г, (рис. 12). Смещение настройки Ej может вы-
зывать двустороннюю погрешность измерения (на плюс или на
минус). При достаточно малых допусках на измеряемую деталь
(1—2-й класс и точнее) и при существенной величине е2 иногда
могут быть забракованы годные детали, выполненные с верхним
пределом допуска. Измерительный прибор в этом случае будет
показывать, что данные детали вышли за пределы поля допуска Zt
или Z2 в зависимости от направления смещения, что необходимо
учесть при аттестации контрольных приспособлений и если тре-
буется откорректировать первичную настройку.
52
При измерении деталей даже на хорошо отлаженных контроль-
ных приспособлениях трудно избежать влияния доминантных фак-
торов, которые вызывают сбой первичной настройки измеритель-
ных средств. Вследствие этого после измерения определенного
количества деталей первичная настройка получает дополнительное
смещение екр, величина которого определяется при делении базо-
вой выборки на малые, как показано на рис. 13. В результате
суммарное смещение первичной настройки относительно Zcp
6=6^ екр. (32)
Смещения ej и екр не равны между собой, величина ег обычно
невелика. Однако при всех обстоятельствах величина е должна
Рис. 12. Схема действительной на-
стройки измерительного прибора
контрольного приспособления
Рис. 13. Схема смещения первичной
настройки измерительного прибора
контрольного приспособления в про-
цессе приемки деталей
быть определена возможно точнее в процессе наладки и аттеста-
ции устойчивости показаний контрольных приспособлений. Вели-
чина е по возможности должна быть сведена до минимума или же
учтена в показаниях контрольных приспособлений, так как она
может иметь существенное значение. Последнее обстоятельство
служит одной из важных причин необходимости аттестации устой-
чивости настройки измерительных средств, при которой опреде-
ляется и величина е.
Чтобы сделать процесс контроля на данном приспособлении
надежным и бесперебойным и избежать бракования годных дета-
лей, важно знать, через какое количество проверяемых деталей
необходимо с помощью эталона проверить наличие и величину
сбоя первичной настройки и откорректировать ее.
53
chipmaker.ru
ПЕРИОДИЧНОСТЬ ПРОВЕРКИ ПЕРВИЧНОЙ НАСТРОЙКИ
В процессе эксплуатации контрольных приспособлений, осо-
бенно при непрерывном измерении на них большого количества
деталей, обычно возникает проблема оценки периода времени или
количества проверенных деталей, после которых сбой первичной
настройки достигнет предельного значения екр. Такая оценка
необходима для того, чтобы восстановить первичную настройку.
Показатели &кр, Екр и тс с достаточной надежностью позволяют
решать этот вопрос. Из формулы (26), зная величину смещения екр,
можно определить значение ЕкрЬ = екр. Если известно значе-
ние тс контрольного приспособления, то, чтобы сбой на нем не
был больше екр, число проверенных деталей должно быть равно
Чтобы при измерении деталей на контрольных приспособле-
ниях сбой первичной настройки не оказал существенного влияния
на точность измерения и не привел к бракованию годных деталей,
следует проверять и корректировать сбой при несколько меньшем
числе проверенных деталей. Это число обозначим через ппр. Из
практики аттестации контрольных приспособлений и их эксплуа-
тации можно рекомендовать:
для контрольных приспособлений первой и второй групп устой-
чивости
ппр < (0,5 -- 0,6) п; (34)
для контрольных приспособлений остальных групп
ппр < (0,6 ~ 0,8) п. (35)
Сбой первичной настройки проверяют и восстанавливают с по-
мощью эталона или контрольной детали, а число ппр вносят в пас-
порт приспособления.
ТОЧНОСТЬ ПОКАЗАНИЙ КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЙ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
Контрольные приспособления аттестуют после изготовления и
последующей наладки. В процессе эксплуатации возникает про-
блема сохранения точности их показаний, полученных при атте-
стации. Контрольные приспособления после некоторого периода
эксплуатации ремонтируют, разбирают отдельные узлы, заменяют
изношенные детали и т. д. После таких работ необходимо убе-
диться, не произошло ли нарушение точности, и проверить, в ка-
кой степени сохранена устойчивость основных показателей,
а именно выборочной средней X случайных погрешностей и выбо-
рочного среднего отклонения 5, полученных при аттестации дан-
54
ного приспособления. При периодической проверке нецелесооб-
разно вновь извлекать базовую выборку. Достаточно извлечь ма-
лую выборку с числом повторных измерений п = 5-:-10. Для по-
лучения достоверных результатов важно правильно оценить и про-
анализировать полученные в этих выборках значения х и s, со-
поставить их с параметрами X и S базовой выборки, записанных
в паспорте приспособления, а затем сделать заключение о его
годности.
Полученное в малой выборке значение х наиболее точно можно
проанализировать, пользуясь распределением Стьюдента. Рас-
пределение Стьюдента применяют для установления доверитель-
ных границ выборочного значения х результатов измерений малой
выборки и < 20 [6, 14, 26].
Распределение Стьюдента выражается следующей функци-
ей [14, 271:
fe-H
2
(36)
, Kn (х — X)
1 - S
(37)
где X — выборочное среднее значение результата измерений
базовой выборки;
х — среднее значение (математическое ожидание) малой
выборки;
S — выборочное среднее квадратическое отклонение базо-
вой выборки;
Г (р) — гамма-функция;
k — число степенен свободы;
п — объем малой выборки.
Чтобы установить, сохранена ли точность показаний контроль-
ного приспособления после мелкого ремонта, периодического
осмотра и т. д., необходимо в извлеченной малой выборке опре-
делить: а) границы колебания полученного значения х малой вы-
борки относительно колебаний х в базовой выборке; б) относитель-
ное значение х', в) колебание границ х относительно значения X
базовой выборки.
Определение границ колебания х малой выборки имеет важное
значение. На контрольных приспособлениях обычно проверяют
детали с допусками или техническими условиями в пределах 1—
2-го классов точности. При извлечении малой выборки важно
узнать не только величину х, но и возможные границы колебания
chipmaker.ru
этой величины, определяемые выражением [14, 27]
х— е<Х<х+е, (38)
где ± е — возможные предельные границы х малой выборки,
извлеченной для периодической проверки точности по-
казаний контрольного приспособления.
Для малых выборок значение е с большой точностью опреде-
ляется с помощью распределения Стьюдента [6, 14 |:
е = (39)
Величина ta зависит от числа степеней свободы k = п — 1 и
уровня доверительной вероятности а, равной вероятности того,
что х отличается от X не больше, чем на величину е. Величина ta
определяется из таблицы Стьюдента (см. приложение 2).
При расчете рекомендуется принимать: а = 0,95 — в кон-
трольных приспособлениях, предназначенных для измерения де-
талей с допусками 2-го класса точности; а = 0,99 — в контроль-
ных приспособлениях и контрольных приборах, предназначенных
для измерений деталей с допусками точнее 2-го класса точности.
Среднее квадратическое отклонение выборочного среднего х
извлеченной малой выборки [27 ]
V (х, — х)2
о= = / . (40)
х у п (п — 1) ' '
Таким образом,
ГS (х; — х)2
е = (41)
Если после мелкого ремонта, текущего осмотра и т. д. на кон-
трольном приспособлении сохранена точность, которая была полу-
чена при аттестации, то параметр х, полученный при расчете
малой выборки, должен удовлетворять следующим условиям:
а) колебания х относительно его предельных значений в базо-
вой выборке, если ее разделить на малые выборки с тем же объемом
измерений, должны находиться в пределах:
~х — е = 0 -г- xmin; (42)
х 4-е <(0,8 — 1,3)хгаах, (43)
где хга1п и хтах — предельные выборочные значения результата
измерений малых выборок, на которую была разделена базовая
выборка; =
б) относительное значение х, т. е. соотношение между величи-
ной х малой выборки и величиной X базовой выборки, определяется
показателем
/С = 4 < 0,75 - 1,5; (44)
х X
56
в) колебания х малой выборки при сопоставлении с X базовой
выборки должны находиться в пределах:
х ~Ь е;
(45)
X — Е
(46)
При получении неудовлетворительных показателей необхо-
димо выборку повторить и, если требуется, отремонтировать при-
способление для восстановления его
ТОЧНОСТИ. Таблица 12
После оценки значения х произво-
дится анализ показателя s, извлечен-
ной малой выборки, который опреде-
ляется по формуле (9). Для этой цели
определяется показатель К-, который
с большой достоверностью позволяет
оценить степень сохранения точности
на контрольном приспособлении после
текущего осмотра, мелкого ремонта
И т. д.
Показатель
К-= | <0,8-1,25, (47)
где S — выборочное среднее квадрати-
ческое базовой выборки.
Если показатель К- не укладывается
в эти пределы, то необходимо повторно
образовать малую выборку, нос числом
п 10 и выполнить необходимые рас-
четы, которые должны удовлетворять
указанным пределам. В противном слу-
чае приспособление нужно ремонтиро-
Малая выборка для опреде-
ления устойчивости основных
показателей аттестации
контрольного приспособления
Номера по- вторных из- мерений Показания Хр в мкм ин L С! L
1 2 0,6 0,36
2 0 —1,4 1,96
3 1 —0,4 0,16
4 2 0,6 0,36
5 2 0,6 0,36
Результаты расчетов:
>> 7 _ .
X = - — — 1,4 мкм;
у, н - X] =3,6;
]2 =3,2
s — 0,28-3,6 1,01 мкм.
вать для восстановления точности.
В табл. 8 приведена базовая выборка, которая была разделена
на 22 малые выборки с числом п = 5 повторных измерений в каж-
дой. Показатели этой выборки X = 2 мкм; S = 1,02 мкм. Чтобы
проверить, сохранило ли данное контрольное приспособление свою
точность, в табл. 12 приведена малая выборка с тем же числом из-
мерений п = 5 и необходимые расчеты. Величина s рассчитывается
по формуле (9). Величина
(Xi—X)2
(п-1)
3,2 . — о 4
5x4
57
chipmaker.ru
Примем а = 0,99. Из приложения 2: ta = 4,604 при п = 5,
k = 4 и а = 0,99. Предельная погрешность результата измере-
ния х равна
е = /ао= = 4,604-0,4 = 1,841 1,8 мкм.
По полученным данным необходимо определить, сохранило ли
данное контрольное приспособление свою точность.
Показатель
^ = > = ^- = 0,7.
Максимальное значение х + е = 1,4+1,8 = 3,2 мкм. В табл. 8
максимальное значение х будет в 13-й малой выборке, где х =
= 3,6 мкм. Минимальное значение х— в = 1,4—1,8 — —0,4 мкм.
Минимальное значение х = 0,8 мкм будет в 20-ой малой выборке.
Границы возможных колебаний
X <Z х + е или 2 < 3, 2; х — е X или — 0,4 <С 2.
Показатель
S 1,02
уАнализ полученных данных показывает, что по результатам
расчетов малой выборки контрольное приспособление сохранило
требуемую точность и может быть допущено к дальнейшей работе.
Для расчетов малых выборок в паспорте аттестации контроль-
ного приспособления предусматриваются следующие данные: при-
нятое значение п{ малой выборки, параметр а, параметр ta.
Эти данные берутся из приложения 2 и с учетом опытных данных
завода.
Глава 1Г -
ПОКАЗАТЕЛИ ТОЧНОСТИ НАЛАДКИ
И АТТЕСТАЦИИ КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЙ
Точность показаний и устойчивость первичной настройки опре-
деляют после наладки отдельных узлов, а затем всего приспособле-
ния. Точность и устойчивость показаний приспособлений в зна-
чительной степени зависит от качества наладки.
В настоящей главе рассмотрены объективные показатели точ-
ности произведенной наладки, получаемые по расчетам характе-
ристик образуемых наладочных выборок. Они позволяют оценить
качество произведенной наладки, конечной целью которой яв-
ляется обеспечение всех условий для правильного измерения де-
талей на данном приспособлении.
ПОКАЗАТЕЛИ ТОЧНОСТИ НАЛАДКИ КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЙ
В процессе наладки контрольных приспособлений необходимо:
1) расчетным и экспериментальным путем определить погрешность
установки эталона и деталей на установочный или установочно-
зажимной узлы с учетом точности изготовления последних; 2) опре-
делить точность совмещения измерительных базовых поверхностей
эталона и проверяемых деталей с рабочими поверхностями уста-
новочного или установочно-зажимного узла при повторных уста-
новках; 3) определить передаточное отношение рычажных передач
с учетом действительных размеров рычагов; 4) обеспечить стабиль-
ность и плавность работы зажимных устройств; 5) обеспечить в тре-
буемых пределах основные показатели точности наладки; 6) по-
лучить базовую выборку для аттестации контрольного приспособ-
ления. Наиболее важным результатом произведенной наладки
должно быть обеспечение стабильности^показаний контрольных
приспособлений.
Под стабильностью показаний контрольных поиспособлений
следует понимать систематическую повторяемость или близкое
совпадение характеристик статистических рядов, полученных при
измерении одной и той же величины на этих приспособлениях под-
ряд пли в различное время.
Стабильность показаний контрольных приспособлений яв-
ляется одним из главных показателей, определяющих высокое
качество произведенной наладки. Чем совершеннее их конструк-
ция и чем качественнее произведена наладка, характеризуемая
59
chipmaker.ru
указанными выше требованиями, тем ближе эмпирическая кривая
рассеяния случайных погрешностей измерений будет подходить
к сопоставимой с ней теоретической кривой нормального закона
распределения. При таких условиях рассеяние показаний измери-
тельных средств контрольных приспособлений зависит от случай-
ных причин. В этом смысле стабильность характеризует точность
наладки.
Главными показателями точности наладки контрольных при-
способлений являются: 1) стабильность поля рассеяния IF эмпи-
рической совокупности при повторных выборках, определяемая
показателем Kw', 2) стабильность выборочной средней X при по-
вторных выборках, определяемая показателем К~; 3) величина
относительного смещения выборочной средней X, определяемая
показателем £; 4) стабильность среднего квадратичного отклоне-
ния S, определяемого показателем Ks; 5) близость совпадения
эмпирической кривой, построенной на основе данных базовой вы-
борки, с кривой нормального распределения.
Стабильность поля рассеяния. Стабильность поля рассеяния
(размах) W при повторных выборках является одним из важных
показателей точности произведенной наладки контрольных при-
способлений, а также правильно запроектированной конструкции.
Размах W выборки характеризуется разностью между наиболь-
шим и наименьшим полученными значениями случайной величины
в одной выборке, образуемой при измерениях одного и того же
размера у эталона или у выбранной детали на данном контрольном
приспособлении:
-^max
Обычно стремятся иметь возможно меньший размах W. Однако
при этом необходимо учитывать назначение контрольного при-
способления, величину измеряемого на нем допуска 6, сложность
конструкции и т. д. Стремление иметь минимальное значение W
должно согласовываться также с экономическими факторами,
а именно: затратами на изготовление, длительностью цикла изме-
рения, условиями эксплуатации, усложением конструкции кон-
трольного приспособления и т. д.
Стабильность W выявляется при повторных наладочных вы-
борках, образуемых в процессе наладки контрольного приспособ-
ления путем измерения одной и той же величины у эталона или
специально отобранной детали.
При повторных наладочных выборках важно также получить
постоянство значения хтах и хт1п, так как- в ряде случаев они
могут иметь значительные отклонения при образовании повторных
выборок даже при стабильных значениях W. В качестве примера
в табл. 13 приведены три выборки, образованные последовательно
в процессе наладки одного и того же контрольного приспособле-
ния. Указанные выборки получены при повторных измерениях
60
Таблица 13
Выборки, последовательно образованные в процессе наладки
контрольного приспособления
В мкм Первая выборка Вторая выборка Третья выборка
п1 nixi ni "Л «14 «1 nixi пЛ 1 1
—3 2 —6 18
—2 12 —24 48 — — — 5 —10 20
—1 5 —5 5 — .— .— 14 — 14 14
0 * 42 0 0 5 0 0 56 0 0
1 29- 29 29 8 8 8 36 36 36
2 71 142 284 7 14 28 34 68 136
3 16 48 144 9 27 81 1 3 9
4 2 8 32 24 96 384 -—. — .—
5 — — — 12 60 300 — — —
6 —. — — 26 156 936 .—. — —
7 — — — 5 35 245 — — —
8 — —. — 2 16 128 — — —
179 —35 +227 560 98 412 2110 146 —24 + 107 215
* Первичная установка стрелки микроиндикатора обозначается через х^
Характеристика выборки: Wr1 = 1 мкм', W2 — 8 мкм', W3 ~ 6 мкм; Xj =
= = жкл; Х2= -^- = 4,2 лкл;Хз = ^-= 0,572 мкм; П1(х) = ^ —
-l,17r=1.75;D2W = ^-4,2’ = 3,51:n3(x) = ^-0,57P = l,15; Sx = ГЙ75 =
= 1,32 мкм; S2 = J/"3,51 = 1,88 мкм; S3= j/"l,15= 1,07 мкм.
одной и той же величины у эталона в одинаковых условиях. Перед
началом образования каждой выборки стрелка микроиндикатора
устанавливалась на нуль. При повторных измерениях фиксиро-
вали отклонения стрелки микроиндикатора от нулевого положения.
Колебание размахов W, согласно табл. 13, W2 — Wj. = 1 мкм;
1К2 — 1К3 = 2 мкм; Wt — II7 3 = 1 мкм.
Колебания абсолютных значений хП1ах и xmln имеют следующие
величины: xlmln — x2mln = 3—0 = 3 мкм; xlmln — x3mln = 3—
2 1 МКМ, Х3 tnjn -^2 mln 0 2 МКМ, Х2 max max '
$ 4 4 МКМ, Х2 щах ^3 max $ б МКМ, Xi гаах -^3 шах
= 4—3 = 1 МКМ.
Индексы 1, 2, 3 обозначают номера выборок в табл. 13.
Из приведенных данных видно, что значения W во всех трех
выборках изменяются весьма незначительно и не превышают 2 мкм.
Между тем, в этих выборках величины хтах и х1П1Г| имеют колеба-
ния, достигающие 5 мкм. Особенно характерной является вторая
61
chipmaker.ru
выборка, в которой получено значительное смещение как хтах,
так и xmln относительно тех же величин в первой и третьей выбор-
ках. Кроме того, вторая выборка состоит только из положитель-
ных величин х;.
Главными причинами нестабильности размахов W и значи-
тельных изменений хтах и xmin являются отсутствие плавности
в работе зажимных устройств, неудовлетворительное регулирова-
ние пружин зажимных механизмов, рычажных и прямых передач.
При образовании повторных наладочных выборок с применением
измерительных средств высокой точности колебания режимов из-
мерений (давления, температуры, контакта между измерительной
базой поверхностью поверяемой детали и рабочей поверхностью
установочного узла и т. д.) могут также привести к существенным
изменениям хП1ах и xmiI1 и нестабильности 1Г. В отдельных случаях
может изменяться даже характер получаемой кривой распределе-
ния. При соблюдении обычных правил измерения и достаточном
опыте наладчиков указанные недостатки легко устраняются.
Нестабильность W, хтах и xmin может получаться также вслед-
ствие конструктивных недостатков контрольных приспособлений.
При удовлетворительной наладке контрольных приспособле-
ний показатель Кш должен находиться в пределах:
<48)
Нестабильность хП]ах, xmln в удовлетворительно налаженных
приспособлениях не должна быть более двух разрядов. При на-
ладке и аттестации контрольных приспособлений применяют ми-
кроиндикаторы с ценой деления 0,001 или 0,002 мм. При этих
условиях нестабильность х,пах и xmiI1 не должна быть больше соот-
ветственно 0,002 или 0,004 мм. По сравнению с проверяемым до-
пуском такая разность является незначительной и поэтому до-
пустима.
Стабильность выборочной средней случайных погрешностей.
Стабильность выборочной средней X является существенным по-
казателем качества наладки контрольных приспособлений. Этот
показатель определяется при повторных наладочных выборках.
При качественной наладке обычно обеспечивается высокая ста-
бильность X при повторных выборках. Причиной получения не-
стабильности выборочной средней X при образовании повторных
наладочных выборок в процессе наладки контрольных приспособ-
лений может служить неудовлетворительная работа установочных
и установочно-зажимных узлов, неудовлетворительное регулиро-
вание пружин и т. д. В таких приспособлениях при образовании
повторных наладочных выборок получаются колебания значе-
ний xmln и хП1ах, вследствие чего изменяется величина X. В отдель-
ных случаях, как это видно, например, из второй выборки табл. 13,
62
величина X может вообще резко отличаться от хср, где Х2 — хср =
= 4,2—0 = 4,2 мкм.
В других случаях значения Х^при повторных выборках могут
иметь существенные колебания. Например, во второй вы-
борке Х2 = 4,2 мкм, а в третьей выборке Х3 = 0,57 мкм.
Как показывает практика аттестации контрольных приспособ-
лений, колебания 4Х при повторных наладочных выборках укла-
дываются в пределах, определяемых неравенством
Х1-Х2^Х1-Х3<^В, (49)
где X — число повторных измерений в выборках.
Обычно колебания выборочной средней X при повторных вы-
борках редко выходят за пределы, определяемые формулой (49).
При числе повторных измерений N = 60н-100, применяемых часто
3S
в наладочных выборках, максимальное значение ± обычно
не превышает 50% разности Хг — Х2; X,— Х3 и т. д. Иначе го-
воря, нестабильность X при образовании повторных выборок
должна находиться в пределах
= = 1,0-г-1,5. (50)
х х2 Хз
Наладку контрольных приспособлений, как и их аттестацию,
производят измерительными средствами, значительно более точ-
ными, чем те, которые применяют на них для измерения деталей.
Значения выборочной средней X, получаемые в выборках, выра-
жают в микронах или в долях микрона. Обычно X = 1+3 мкм
и меньше, что видно, например, из табл. 13, где Хх = 1,17 мкм,
а Х3 = 0,572 мкм. Разность значений X, получаемая при повтор-
ных выборках, также мала. По сравнению с величиной допусков
на размеры измеряемых деталей (6 0,02 мм) эта разность яв-
ляется незначительной. Между тем, в отдельных случаях при
повторных выборках показатель Х~, может иметь несколько боль-
шее отклонение, чем допускается формулой (50). Примером
могут служить первая и третья выборки в табл. 13, где показатель
Учитывая малые абсолютные значения X по сравнению с до-
пусками, проверяемыми на контрольных приспособлениях, в ряде
случаев не оправдывают себя усложнения, связанные с повыше-
нием точности наладки для получения показателя Д’- в указанных
пределах. Это прежде всего относится к приспособлениям, пред-
63
diipmaker.ru
назначенным для измерения размеров с допусками по 3—4-м клас-
сам точности. Для таких контрольных приспособлений целесооб-
разно считать наладку законченной, если показатель
Д- = -^- = 45-= 1,25-^2. (51)
А Х2 Х3 v ’
Коэффициент смещения Е. При аттестации контрольных при-
способлений из показаний важно исключить систематические по-
грешности, так как их не всегда легко учесть. Разновидностью
систематической погрешности является несовпадение выборочной
средней X с величиной хср первичной установки стрелки микро-
Рис. 14. Схема смещения показаний приспособлений
к границам поля допуска
индикатора. После наладки приспособления необходимо, чтобы
в образованных базовых выборках разность X — хср стремилась
к нулю, или же имела минимальную величину, так как иначе от-
клонение X относительно хср вызывает смещение показаний при-
способления к границам поля допуска (рис. 14). Обозначим это
смещение через е, тогда
е = X — хср. (52)
Получение минимального значения е является важным пока-
зателем качества произведенной наладки приспособления. Систе-
матическую погрешность 8 необходимо либо учитывать в показа-
ниях приспособления, либо при существенной ее величине устра-
нить, так как это является недостатком конструкции или наладки.
В тех случаях, когда погрешность е устранить нельзя, оценка пре-
дельной погрешности показаний контрольного приспособления
должна производиться по формуле
Slim = + 3S + 8. (53)
Основными причинами несовпадения X и хср являются недоста-
точная жесткость отдельных узлов контрольных приспособлений,
погрешности геометрической формы базовых поверхностей эта-
лона и рабочих поверхностей установочных узлов, повышенное
64
давление зажимных устройств, значительное измерительное
давление и т. д.
Если наладка выполнена удовлетворительно, а вместе с тем
в наладочных выборках получаются значительные величины е, то
конструкция контрольного приспособления несовершенна. На-
личие значительного смещения е даже при удовлетворительном 6пт
может привести к бракованию годной продукции. Чтобы избежать
этого, необходимо показатель относительной точности метода из-
мерения определять по формуле
= <54>
Для лучшей характеристики конструкции и точности наладки
контрольных приспособлений по рассматриваемому признаку,
целесообразно пользоваться коэффициентом смещения Е. Послед-
ний характеризует величину смещения е в зависимости от до-
пуска 6 на размеры деталей, измеряемых на данном приспособле-
нии. Тогда
£ = Ц^=_е_ (55)
Введение показателя Е, зависящего непосредственно от до-
пуска 6, позволяет оценить конструкцию и точность произведен-
ной наладки: а) одинаковых приспособлений; б) контрольных
приспособлений различной конструкции, но предназначенных для
измерений одних и тех же размеров в одинаковых деталях; в) ти-
повых контрольных приспособлений. Так как показатель Е за-
висит от допуска на деталь, то наладка окажется удовлетворитель-
ной тогда, когда Е не будет повышать определенных пределов.
Таким образом, показатель Е связывает в единое целое аттестацию
приспособления и процесс измерения на нем контролируемой де-
тали.
При аттестации необходимо обеспечить, чтобы смещение е,
а следовательно, и показатель Е не вносили дополнительную по-
грешность в процесс измерения. Это условие выполняется, если
коэффициент смещения, определяемый из формул (54) и (55), не
будет превышать величины
Как показывает аттестация при наладке контрольных приспо-
соблений, Е = 0,14-0,3 при измерении размеров с допусками по
1—2-му классам точности; Е = 0,024 0,05 при измерении размеров
с допусками по 3—4-му классам точности.
При указанных значениях Е погрешности показаний контроль-
ных приспособлений сравнительно малы.
65
chipmaker.ru
Стабильность средней квадратической. Выборочное среднее ква-
дратическое отклонение S характеризует рассеяние случайных по-
грешностей относительно выборочной средней X- Среднее квадра-
тическое отклонение S является основным критерием для оценки
точности показаний контрольных приспособлений. Поэтому по-
лучение стабильности отклонения S является основным требова-
нием к точности произведенной наладки контрольного приспособ-
ления. Стабильность S определяется в результате получения по-
вторных наладочных выборок. Среднее квадратическое отклоне-
ние S имеет большую устойчивость, чем X- Даже при значитель-
ных изменениях X отклонение S нередко имеет незначительное
колебание при повторных выборках. Примерами могут служить
выборки, представленные в табл. 13, где колебание Х2 : Х3 = 7,5,
а изменение <S2:S3 равно лишь 1,76. Нестабильность S объяс-
няется в основном теми же причинами, что и нестабильность X-
К ним можно еще добавить деформацию и шероховатость контакт-
ных поверхностей.
При удовлетворительной наладке контрольных приспособле-
ний нестабильность S, получаемая при повторных наладочных вы-
борках, обычно не превышает пределов, определяемых неравен-
ством
SI:S2 = Sl:S3<4^> (57)
12 3 K2JV3 V
где N3 — объем последней выборки.
При числе повторных измерений N = 60+100, применяемых
при образовании наладочных и базовых выборок, максимальное
± 3S
значение обычно не превышает 25+ 30% S. В связи с этим
нестабильность S налаженных контрольных приспособлений, опре-
деляемая показателем Ks, находится в следующих пределах:
К8 = -§- = ф-= 1,25 ч-1,3. (58)
•^2 ^3
Если при повторных наладочных выборках показатель Ks не
выдерживается, то чаще всего причинами являются неудовлетвори-
тельная точность геометрической формы базовых поверхностей
эталона или рабочих поверхностей установочных узлов, неудовлет-
ворительное регулирование пружин зажимных механизмов и пере-
дач, а также неудовлетворительная наладка зажимных устройств
или установочно-зажимных узлов. В каждом отдельном случае
необходимо проанализировать и устранить причины, вызывающие
увеличение показателя Ks. В отдельных случаях, когда на кон-
трольных приспособлениях измеряют детали с размерами Его
класса и точнее Ks = 1,35+ 1,5.
66
Совпадение эмпирической кривой с кривой нормального распре-
деления. Наладка приспособления должна заканчиваться получе-
нием базовой выборки для аттестации точности и устойчивости
показаний. Если конструкция контрольного приспособления от-
вечает необходимым техническим условиям, а наладка произве-
дена с выполнением всех требований, то можно полагать, что рас-
пределение полученной базовой выборки совпадает с теоретиче-
ским. В таких случаях расхождение эмпирической кривой, по-
строенной по базовой выборке, будет незначительным по сравне-
нию с сопоставимой с ней кривой нормального распределения.
Иногда после наладки контрольных приспособлений полу-
чаются удовлетворительные показатели Kw, К-, Е и Ks и вместе
с тем имеется существенное несовпадение эмпирической кривой
с кривой нормального распределения. В таких случаях, если
наладка произведена с выполнением всех требований, то до прове-
дения каких либо дополнительных работ целесообразно опреде-
лить показатели а0 и т0, а затем расчетным путем оценить бли-
зость эмпирического распределения с теоретическим по критерию
согласия Р(^). Если будут получены удовлетворительные данные,
то наладка контрольного приспособления должна быть признана
правильной.
В целом ряде случаев показатели точности наладки контроль-
ного приспособления определяют с помощью эталона, а не с по-
мощью той детали, которая должна на нем измеряться. При этих
условиях вначале необходимо наладить контрольное приспособле-
ние так, чтобы на нем удовлетворительно производилось измере-
ние деталей, затем с помощью эталона образовать наладочную вы-
борку для получения требуемых показателей точности и совпаде-
ния эмпирической кривой с теоретической.
ПОКАЗАТЕЛИ АТТЕСТАЦИИ КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЙ
Аттестация контрольных приспособлений является завершаю-
щим этапом, после чего они поступают в эксплуатацию на
производство. Точность показания приспособлений опреде-
ляют: а) по показателям Kw, К~, Е и As; б) по статистическим ха-
рактеристикам X, S и бцга базовой выборки, полученным для рас-
чета показателя относительной точности метода измерения К6;
в) по степени совпадения эмпирической кривой с сопоставимой
теоретической кривой нормального распределения, характеризуе-
мой показателями а0 и т0 для определения влияния доминирую-
щих факторов на процесс измерения; г) по показателям тс, екр,
Екр и Ку для определения группы устойчивости показаний при-
способления и выявления показателя А- .
В процессе аттестации необходимо установить: систематические
погрешности, которые должны быть исключены или учтены в по-
67
1 chipmaker.ru
казаниях приспособлений; периодичность проверки первичной на-
стройки измерительных средств по значению ппр; объем п малой
выборки, параметры а. и ta для периодической оценки точности
показаний приспособления.
Проведение аттестации в такой последовательности позволяет
определить точность и устойчивость показаний контрольных при-
способлений за весь период эксплуатации.
ПОРЯДОК АТТЕСТАЦИИ КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЙ
Ниже приведен порядок аттестации контрольных приспособле-
ний, который может изменяться в зависимости от условий и воз-
можностей того или иного производства, для которого предназна-
чены данные приспособления.
1. Отдельные узлы, налаживают и доводят, а затем определяют
точность их работы.
2. Производят общую наладку контрольного приспособления
с учетом всех условий, в которых будут измеряться проверяемые
на нем детали, затем образуют наладочные выборки для оценки
точности произведенной наладки.
3. Определяют систематические погрешности.
4. Определяют число Nn повторных измерений для обеспече-
ния представительности выборки, затем образуют базовую вы-
борку для определения точности и устойчивости показаний кон-
трольного приспособления. Базовую выборку и результаты ее
обработки заносят в паспорт, форма которого приведена в табл. 14.
5. По данным базовой выборки строят эмпирическую кривую,
। которая вписывается в сопоставимую с ней кривую нормального
распределения. При этом пользуются масштабами а и Ь, имею-
щимися в паспорте. Затем производится ее оценка.
1 6. Контрольное приспособление аттестуют для оценки точности
' и устойчивости показаний.
7. Проверяют, удовлетворяет ли показатель относительной точ-
' ности метода измерения Ко на данном приспособлении отношению
г- ^lim о
где (3 — допускаемое соотношение между предельной погрешно-
! стью измерения и полем допуска на измеряемый размер
детали.
Значение (3 в зависимости от поля допуска (класса точности по
! ОСТ) приведено в табл. 15 (14, 27].
8. По малым выборкам для определения устойчивости первич-
ной настройки определяют величину sKp, с помощью которой
рассчитывают К- по формуле (28). В тех случаях, когда показа-
68
Таблица 14
Паспорт аттестации контрольного приспособления
Контрольное приспособление № ------------
Эталон (деталь), применяемый для аттестации №——-----------
Размеры, по которым аттестуется приспособление---------—_______________
Применяемый для аттестации мнкроиндикатор с ценой деления--------------
Дата ------------
Х1 в мкм п1 nixi Характеристики выборки
С Я 3 СЛ 2 XI II II II II II II со ° X з X 3 II В И II XI -• 3 § ё" Р 3 II II II II
Таблица 15
Рекомендуемые соотношения предельной погрешности
измерения и поля допуска детали
Квалитет исо Класс точности 6 В % Квалитет ИСО Класс точности Р В %
1—4 35 8 3 25
5 1 32,5 9 За 20
6 2 30 10 4 15
7 2а 27,5 11 5 10
тель предельной погрешности К- > К., он не может превышать
SKP и
значения К- < В.
SKP
Если это требование не выполнено, приспособление должно
быть налажено дополнительно. Показатель позволяет непо-
средственно увязать результаты аттестации с конкретными 'до-
пусками и техническими условиями на деталь, для проверки ко-
торой предназначено контрольное приспособление. Контрольное
приспособление в отдельных случаях можек удовлетворять всем
69
chipmaker.ru
остальным показателям, но должно быть признано негодным к экс-
плуатации, если /Q выходит за установленные пределы.
9. Определяют группу устойчивости показаний аттестуемого
контрольного приспособления и рассчитывают периодичность про-
верки первичной настройки его измерительных средств.
10. Назначают данные малой выборки для периодической про-
верки точности показаний приспособления в процессе его экс-
плуатации.
После аттестации приспособления и получения удовлетвори-
тельных результатов по всем показателям контрольное приспособ-
ление признается годным для эксплуатации.
Глава V ---------------------
ПОГРЕШНОСТИ УСТАНОВКИ ДЕТАЛЕЙ
НА ТИПОВЫЕ УСТАНОВОЧНЫЕ УЗЛЫ
КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЙ
При исследовании точности показаний контрольных приспо-
соблений одним из главных вопросов является определение по-
грешностей установки деталей на установочные узлы. В контроль-
ных приспособлениях детали закрепляют для измерения сравни-
тельно редко, однако при этом стремятся, чтобы зажимные силы
были незначительны и не вызывали существенных погрешностей
установки деталей. Детали, устанавливаемые на установочные
узлы контрольных приспособлений, чаще всего лишают только
пяти степеней свободы, так как для измерения биения поверх-
ностей, перпендикулярности торцов, диаметральных и линейных
размеров в различных плоскостях деталям необходимо сообщать
вращательное движение.
При установке деталей на установочные узлы контрольных
приспособлений, как указывалось ранее, могут возникать:
1. Погрешности Дб из-за собственной неточности изготовления
установочных узлов контрольных приспособлений. Рабочие по-
верхности установочных узлов часто изготовляют с допусками
0,005—0,001 мм. Однако требования к точности изготовления мно-
гих отверственных деталей различных машин очень высоки. Вслед-
ствие этого даже малые погрешности изготовления установочных
узлов имеют нередко существенное значение. Действительные от-
клонения в размерах установочных узлов являются величинами
постоянными и могут_быть определены после изготовления кон-
трольного приспособления.
2. Погрешности Д^, вызываемые допусками на линейные или
диаметральные размеры измерительных базовых поверхностей
проверяемых деталей. Вследствие этих допусков зазоры между
измерительными базами и рабочими местами установочных узлов
контрольных приспособлений имеют переменное значение. Вели-
чина этих зазоров при установке каждой данной детали зависит
от действительных размеров измерительных баз деталей. В пре-
делах заданного допуска величина действительного размера каж-
дой измерительной базы данной детали из партии является слу-
чайной величиной. Вследствие этого погрешность установки Д^
также является величиной случайной. Погрешности установки
могут вызываться также неправильной формой измерительных
баз проверяемых деталей (овальность, конусность, бочкообраз-
71
chipmaker.ru
ность, корсетность, граненностьит. д.). Указанные погрешности мо-
гут вызывать существенную неточность установки деталей на уста-
новочные узлы, так как большинство деталей на этих узлах имеют
вращательное движение. При неточной форме измерительных баз
происходит непрерывное изменение положения детали на устано-
вочном узле относительно запроектированного теоретического по-
ложения. К таким примерам можно отнести вращение овального
валика в призмах, вращение овальной втулки на оправке и т. д.
3. Погрешности А^ с наиболее часто вызываются деформа-
цией стыковых поверхностей, колебанием зазоров между измери-
тельной базой и установочной базой, недостаточной жесткостью
детали или установочного узла. Указанные погрешности носят слу-
чайный характер. При наличии этих погрешностей, а также вслед-
ствие колебаний зазоров между измерительной базой и рабочей
поверхностью установочного узла, создается неопределенное по-
ложение для детали при каждой новой ее установке. В связи с этим
при повторной установке одной и той же детали на один и тот же
установочный узел при одинаковых условиях погрешность уста-
новки А^. с, вызываемая этими причинами, будет случайной.
4. Погрешность установки Ад( возникает вследствие несовпа-
дения измерительных баз со сборочными. Такая погрешность по-
является, например, при измерении биения средних шеек вала
относительно крайних с базированием вала по центровым отвер-
стиям. Погрешности, вызываемые несовпадением измерительной
базы со сборочной, встречаются редко. Вследствие этого нецеле-
сообразно учитывать их в формулах (1) и (2).
На основании скзанного под погрешностью установки деталей
на установочные узлы контрольных приспособлений следует
понимать погрешности, вызываемые неточностью установки
вследствие: допусков на размеры измерительных базовых поверх-
ностей деталей; погрешностей формы измерительных базовых
поверхностей деталей (конусность, овальность и т. д.); соб-
ственной неточности рабочих поверхностей установочных узлов;
деформаций стыковых поверхностей, а также зазоров при установке
деталей на установочные узлы.
Из рассмотренных погрешностей установки можно рассчи-
тать только погрешность Aw. Величина Av имеет предельное зна-
чение при измерении деталей, у которых измерительные базы
выполнены по предельным размерам.
УСТАНОВОЧНЫЕ УЗЛЫ ДЛЯ БАЗИРОВАНИЯ ДЕТАЛЕЙ
ПО ДВУМ СООСНЫМ ОТВЕРСТИЯМ
Установочные узлы контрольных приспособлений для измере-
ния расстояний между осями отверстий \ параллельности осей
| и перпендикулярности торцов к осям этих отверстий в корпусных
1 Имеются в виду отверстия 2-го класса точности для подшипников, валов
и т. д., чаще всего в корпусных деталях.
72
Эталон
и других деталях выполняют обычно в виде оправок. Точные от-
верстия в корпусных деталях имеют незначительную длину.
Поэтому для лучшего центрирования оправки устанавливают по
двум соосным отверстиям (рис. 15). Значительно реже оправки
устанавливают по одному отверстию (рис. 16).
Существенным недостатком ука-
занных конструкций является зазор
между отверстием и оправкой, одна-
ко, без такого зазора, обеспечиваю-
щего скользящую посадку, невозмож-
но было бы быстро и плавно уста-
навливать оправку в точные соосные
отверстия. Величина зазора будет тем
больше, чем больше допуск на диа-
метры отверстий, которые служат
измерительными базами. В корпусных
деталях допуски на расстояние между
осями точных отверстий устанавли-
Рис. 15. Контрольное приспособление
для измерения расстояний между осями
отверстий посредством оправок, выпол-
ненных с двумя цилиндрическими пояс-
ками
Рис. 16. Контрольное приспособ-
ление для измерения расстояния
между осями отверстий с конус-
ным и цилиндрическим поясками
ваются обычно в пределах ±0,02 -]• 0,05 мм. При таких допусках
даже незначительная погрешность установки может оказать сущест-
венное влияние на точность измерения расстояний между осями.
Чтобы уменьшить влияние погрешностей установки, применяют
различные конструкции оправок: а) гладкие цилиндрические;
б) со ступенчатыми цилиндрическими насадками; в) конусные;
г) с верхней конусной и нижней цилиндрической ступенями;
д) с тонкостенными втулками, разжимаемыми гидропластмассой.
Установочные узлы с гладкими цилиндрическими оправками.
Точность установки гладких жестких оправок в отверстиях за-
73
Рис. 17. Схема установки оправки
с двумя цилиндрическими поясками
по двум отверстиям, имеющим сме-
щение осей
chipmaker.ru
висит в значительной степени от неизбежных зазоров. На точность
установки оправок оказывает также влияние несовпадение е
осей отверстий (рис. 17), которые служат измерительными базами.
В связи с этим оправки часто могут быть установлены непарал-
лельно осям точных отверстий. Оправки могут быть неточно уста-
новлены, если торец М будет неперпендикулярен оси своего от-
верстия. Вследствие этого оправка, установленная в отверстие
при соприкосновении ее буртика
с торцом М детали, получит пе-
рекос и не будет параллельна оси
отверстий.
Вследствие смещения оси точ-
ных отверстий погрешность уста-
новки оправки в плоскости А А
с учетом малости угла р будет
„ dA —d
~ 2
Расстояние между осями точ-
ных отверстий измеряется обыч-
но на некотором расстоянии I от
торца М детали. При определении
величины I исходят из конструк-
тивных возможностей оформления
того или иного контрольного при-
способления для измерения рас-
стояний между осями точных от-
верстий. При этих условиях по-
грешность установки несколько
увеличивается.
Принимаем L—расстояние между торцами отверстий, в которые
устанавливается оправка; О — точка пересечения осей оправки
и нижнего отверстия; Ц и /2 — расстояние от точки О до торцов
верхнего и нижнего отверстий. Согласно рис. 17 можем написать:
или
W ','1 “-.у*
*2
Из выражения
dA di _ йд — d + 2e
2Ц “ " 2/.
находим
/2 = л .
e + 4-
Зная величину /2, определяем
*0 « __ е 4~ ei е + ei + ^2
L е + е> L
е + <?i + е2
Погрешность установки (рис. 18)
= (Z + /з) tg Г
где
I — _£1___
1з - tg р •
(59)
(60)
Анализ расчетной формулы (60) показывает, что на погреш
ность установки А„ оправок в точные отверстия смещение е ока
зывает значительно меньшее
влияние, чем увеличение зазо-
ров между ними.
Рис. 19. Схема установки оправки
с конусным и цилиндрическим поя-
сками по двум отверстиям, имею-
щим смещение осей
Рис. 18. Погрешности установки
оправок (рис. 17) в зависимости
от величины е
Установочные узлы с передней конусной ступенью. В контроль-
ном приспособлении с оправкой, представленной на рис. 19,
индикатор необходимо устанавливать так, чтобы ось его измери-
тельного стержня проходила через точку О, расположенную на
расстоянии h от торца. В этом случае погрешность установки Ау
будет стремиться к нулю.
Для облегчения нахождения размера h передняя коническая
ступень оправки вынесена отдельно (рис. 20). Штриховыми ли-
ниями показана вершина С конической ступени на расстоянии BD
от торца измеряемой детали. Из схемы следует:
ВС _ dA
sin [90 + (Р — a)] sin 2а ’
75
chipmaker.ru
откуда
„ d . cos (В — a) „
ВС = CD = ВС sin (a + p),
sm2a ’ ' 1
следовательно,
dA cos (P — a) sin (a + P)
CL> ~ sin 2a
Произведя соответствующие подстановки и преобразования,
получим
2d , cos (Р — a) sin (а 4- р) — d . sin 2а
h — — - -— —-——-------------—______ _
2 sin 2а tg Р
2dA cos (Р — a) cos (a + P) tg p
2 sin 2a tg P
ИЛИ
2d. cos(P — a) [sin (a + P) — cos (a -)- P) tg P] — d , sin 2a
h - —~-----------------------------------------
(61)
2 sin 2a tg P
Рис. '20. Схема расположения
переднего конусного пояска
оправки в отверстиях со сме-
щением осей
При измерении расстояния между
осями отверстий оправками рассматри-
ваемых конструкций в плоскости АВ
погрешность установки
Ау = = h tg р. (62)
Полученные расчетные формулы поз-
воляют сделать следующие выводы: 1)
чем больше угол 2a при вершине ко-
нусной ступени, тем меньше значение
имеет величина h; 2) расстояние h дол-
жно быть минимальным, чтобы чрезмер-
но не увеличивать конструкцию кон-
трольных приспособлений с рассматри-
ваемыми оправками, что может привести
к дополнительным погрешностям; 3)
чем больше угол поворота р оправки,
тем большее значение имеет величина
ех; 4) абсолютное значение ег велико
даже при минимальных значениях h.
Из перечисленного следует, что при
применении оправок с коническими ступенями не рекомендуется
измерять расстояние между осями отверстий в плоскости АВ из-
за значительных погрешностей установки А^ = ег.
Для проверки этого вывода ниже приведены результаты рас-
четов значений h и еА при следующих данных: dA = 80 мм; tg р =
0,002; конусность оправки 1 : 50; 1 : 25; 1 : 10.
76
Результаты расчетов следующие: при конусности 1 : 50 h —
— 250 мм, ег — 0,5 мм; при конусности 1 : 25 h = 125 мм, =
— 0,25 мм; при конусности 1 : 10 h = 23 мм, е} = 0,046 мм.
Погрешность установки Д(/ оправок с конусной ступенью
увеличивается, если торец М будет неперпендикулярен оси своего
отверстия.
УСТАНОВОЧНЫЕ УЗЛЫ С ОПРАВКАМИ, ОСНАЩЕННЫМИ
ОБОЙМАМИ С ШАРИКАМИ
При установке деталей на контрольное приспособление с оправ-
кой, оснащенной двумя обоймами с шариками (рис. 21), измеритель-
ными базами служат их сферические1 дорожки. К деталям,
имеющим подобные измерительные
базы, относятся втулки, диски, и Д?- н
кольца, обоймы и т. д. У этих '
деталей измеряют следующие эле-
менты (рис. 21): расстояние f от
осп нижней сферической дорожки
до торца М, размер Н между осями
сферических дорожек, параллельность торца М
и оси нижней сферической дорожки.
Размеры f и Н измеряют индикаторами,
которые настраивают с помощью эталона 1.
Сферические дорожки деталей имеют сле-
дующие размеры (см. рис. 21): радиус rd с до-
пуском 4 Ard, диаметр Dd с допуском ±A£>rf,
расстояние f с допуском ±Af.
Наличие указанных допусков вызывает по-
грешность установки А;/ деталей на установоч-
ные узлы рассматриваемой конструкции.
На величину погрешности установки также
оказывает влияние колебание размеров шариков
обойм оправки. Радиусы гш шариков на оправке
установочного узла обычно должны быть мень-
ше минимально допустимого радиуса rd прове-
ряемых деталей. Такое сочетание размеров необходимо для того,
чтобы обеспечить точечный контакт шариков оправки со сфери-
ческой дорожкой проверяемых деталей в точке А (рис. 22).
Кроме того, для обеспечения контакта должно быть выполнено
условие, при котором размеры Dn + 4г ш < Dd или Dd > D, где
D — расстояние между шариками (рис. 22).
В результате сочетания указанных размеров при установке
проверяемых деталей на шарики оправки центры О и Ог (рис. 22)
Рис. 21. Установоч-
ный узел контроль-
ного приспособле-
ния с оправкой,
оснащенной двумя
рядами обойм с ша-
риками
1 В данном примере под этим термином подразумевается поверхность, форма
которой близка к поверхности тора. (Прим. ред.).
77
chipmaker.ru
смещаются относительно друг друга: на величину е в горизон-
тальном направлении, на величину Д^ в вертикальном направ-
лении.
На точность измерения размера f оказывает влияние погреш-
ность установки детали на оправке. Эта погрешность определяется
вертикальным смещением центра детали (положение,? на рис. 22)
на величину Ду, относительно теоретического положения 1.
В тех случаях, когда шарики на оправке в плоскости измерения
имеют различные диаметры, возникает дополнительная погреш-
ность установки.
Рис. 22. Схема установки деталей со сферическими дорожками
на оправку с шариками одинакового диаметра
Погрешность установки деталей на оправке с шариками оди-
накового диаметра. Для измерения размера f у деталей со сфери-
ческими дорожками необходимо предварительно настроить ин-
дикатор контрольного приспособления с помощью эталона 1
(см. рис. 21). Размеры гэ и D3 эталона обычно выполняют с мини-
мальным отклонением от размеров гш и D (рис. 22). Для того,
чтобы во всех случаях был обеспечен точечный контакт сфериче-
ской дорожки эталона с шариками оправки должно быть удовле-
творено условие гэ > гш и Dg > D.
При установке эталона на оправку будет получена система-
тическая погрешность Дэ (положение 2 на рис. 22), которая яв-
ляется постоянной величиной и может быть учтена.
Погрешность установки Ду деталей на оправку с шариками
одинаковых диаметров в плоскости измерения размера / опреде-
ляется по схеме (рис. 22). Индексами 1 и 3 отмечены положения
детали на оправке в зависимости от размерови Dd ее измеритель-
ной базы.
Первое положение показано для случая установки детали
(индекс Г) размерами rd = гш и Dd = D. При таких размерах
измерительной базовой поверхности деталей погрешность уста-
новки Дй = 0.
Второе положение показано для случая установки детали
(индекс 3) размерами rd > гш и Dd > D.
78
Погрешность установки в этом случае
Ду = 1' (гд — Л,,)2 — е2,
где
__ (Do 4~ 2г,„) — (Dd — 2rd)
2
Тогда
Ду- I ('d-'-lif-l[(D0 + 2rw)-(Dli-2rll^. (63)
Погрешность установки эталона
дэ = 17 (G - г,,,)2 -11(^0 + 2гш) - (D3 - 2гэ}}\ (64)
Результирующая погрешность установки деталей, которая
должна учитываться при определении точности метода измерения
с учетом Дэ эталона, Д(/ = Ду — Дэ-
Расчетное значение Д;, определяется из выражения
(Д, + Д;/)2 - [(G + Дг) - гц,]2 - KDo + 2г„,)-
— (Оэ + ДП — 2г э + 2Дг)]2,
где
Дг = rd — гэ, \D = Dd — D3.
Произведя необходимые математические преобразования и пре-
Д2
небрегая при этом малыми величинами Дг2, ДО2 и находим
(гэ — fш) — ~т~ [(^з — 2гэ) • — (Do Т 2гд,)] (Д£> 2Дг)
Ду =--------------1----------------------------- (65)
или
Ду = i [(G - ^)-------Г ~D°)] i(D’ - Ar-
Введя обозначения
получаем окончательно
Ду=4(/<1-^)д£)+^д''- (бб)
Расчетная формула позволяет определять погрешность уста-
новки Ду деталей, имеющих измерительную базу в виде сфериче-
79
chipmaker.ru
ской дорожки, на оправки рассматриваемой конструкции. По-
грешность А(/ необходимо учитывать при измерении размеров f
и Н. По указанной формуле может быть произведен расчет зна-
чения Ау при любых размерах деталей, эталона и оправки, если
в плоскости измерения шарики имеют одинаковые диаметры.
График зависимостей (рис. 23) Ау = f (AD, Аг) позволяет по
размерам деталей, эталона и оправки непосредственно находить
значение погрешности установки Ау. Угол наклона лучей
равен 51 20', так как величина AD влияет на А„ больше,
о орг о -ш -opif -006
Рис. 23. Погрешности установки
деталей со сферическими дорожка-
ми на оправки:
£>d=59.58±0,025 лои; rd=4,9+°'C8 млг.
-4-0 04
f = 41 ’ мм; D9 = 59,58 мм; гэ =
= 4,9 мм; f = 4 мм; D == 40,46 мм;
г = мм
чем величина Аг. В тех случаях,
когда требуется обеспечить мини-
мальное значение величины Ар,
целесообразно на размер Dd
назначать технологический до-
пуск.
Погрешность установки дета-
лей на оправке с шариками раз-
ных диаметров. В установочных
узлах контрольных приспособле-
ний, которые имеют оправки
с шариковыми обоймами по типу,
показанному на рис. 21, диаметр
шариков подбирают с допусками
в пределах 0,001—0,002 мм и
точнее. Вследствие этого детали со
сферическими базовыми поверх-
ностями могут устанавливаться на
шарики различных диаметров,
что вносит дополнительные по-
грешности при установке деталей на оправки с шариковыми
обоймами. Если на такую оправку установить деталь только по
одной нижней сферической дорожке, ее положение в контрольном
приспособлении будет неопределенным. Проверяемая деталь по-
лучает определенное положение лишь после установки на ее верх-
нюю сферическую дорожку оправки 2 с шариковой обоймой
(см. рис. 21). Таким образом точность установки деталей на эти
оправки зависит от разности диаметров шариков нижней и верх-
ней обойм. Поэтому максимальная погрешность установки Ау
получается в том случае, если в плоскости измерения размера f
или Н находятся шарики 1 и 4 с минимальными размерами и ша-
рики 2 и 3 с максимальными размерами (рис. 24).
Детали, установленные на шарики различных диаметров,
имеют поворот на угол а, вследствие чего их торец М опускается.
Штриховыми линиями показано положение торца М детали,
установленной на шарики / и 2, если бы они имели одинаковые
радиусы г2 в плоскости измерения. При этих условиях погрешность
установки равна Ау.
80
При установке детали на шарики различного диаметра по-
грешность установки равна Ду. При этих условиях имеет место
неравенство
д;> ду.
Величина погрешности /\у определяется из схемы, пред-
ставленной на рис. 24. Согласно этой схеме, из Л АВС имеем
„ AC Ro -р rL — х — I cos а
cos₽ = дв = 7^—----------
Ось индикатора
Рис. 24. Схема установки деталей со сферическими дорожками на оправку
с шариками различных диаметров:
г, — радиУс наибольших шариков 2 и 3; г — радиус наименьших шариков 1 и 4; rd —
радиус сферической дорожки детали; L — расстояние между центрами радиусов сфери-
ческой дорожки детали в плоскости измерения; И — расстояние между осями сферических
дорожек; £>„ — диаметр стойки, определяющей положение шариков; О — центр поворота
детали, установленной на шарики различных диаметров; а — угол наклона оси сфери-
ческих дорожек детали, установленной на шарики различных диаметров
Из /\А1В1С1 следует
cosy =
Rq -|- /"g —X I COS Cl
rd — rt
где
Учитывая незначительную разницу в диаметрах шариков,
можно с достаточной точностью считать cos ос — ], тогда
cos ft =
r rd—а
COS у =
Ro + Qi 4- х — I
rd — r-г.
AiCj
I =
L
2 ’
81
chipmaker.ru
Из многоугольника РВААгВгРг находим
2z/ = Г1 + r2 — (rd — г,) sin Р — (rd — r2) sin у.
Проектируя стороны многоугольника на направление РВ,
получаем
Ci — (rd — rt) sin ₽ — L sin а — r2 + (rd — r2) sin у == О,
откуда
4in r. ri - - r2 — (rd —>1) sin Р + (rd — r2) sin у
3111 сЛ — ~ — *
Учитывая, что
sin у = )' 1 — cos2 у и sin p = ]/1 — cos2 P,
имеем
sin a — - +
(rd — r2)2 — (7?o + r2 + X 4-I)2 — J \rd — rj2 — (7?0 !- r, -- x —7)2
1 L ’
у = + _ Л1)2 _ (/?o + Г1 _ x _ Z)2 +
+ \'(rd — r.y — (Ru + r2 + X — /)] .
Погрешность установки
A^ = (/i + %)tga + r2 — у,
где
И .
х = -у sin a.
Вследствие малого значения г\ — г2 малое значение будет
иметь и угол а, а величина х будет ничтожно мала по сравнению
с величиной 1г. Поэтому
A^ = litga + r2 —!/• (67)
Чтобы сопоставить между собой значения погрешностей при
установке деталей на оправки с шариками одинаковых и различ-
ных размеров дается сравнительный расчет величин Ау и Ду.
Параметры деталей и оправки установочного узла для расчета
приняты следующие: rd = 4,9 мм; гг = 4,76 мм; г2 ~ 4,761 мм;
L = 49,78 мм; I = 24,89 мм; Do = 40,46 мм; Ro = 20,23 мм;
1Х = 40 мм.
При этих параметрах получены следующие величины: a —
= 0,00035°; /\у = 0,093 мм; Ау — Ау = 0,017 мм; Ау = 0,11 мм.
82
Расчеты показывают, что погрешность установки детали на
шарики различных диаметров на 18% превышает погрешность
установки этой же детали на шарики одинакового диаметра.
Полученные результаты позволяют сделать следующие вы-
воды:
1. Колебание размеров шариков на оправках увеличивает
погрешность установки на них деталей со сферическими дорож-
ками.
2. В приведенных числовых примерах погрешности Д(/ и Л,у
имеют сравнительно большие абсолютные значения, что объяс-
няется принятой большой разностью значений г3 и гш; rd и гш-,
rd и гэ.
3. Для уменьшения абсолютного значения погрешности уста-
новки эталона Дэ целесообразно иметь минимальную разность
значений гэ и гш.
4. В тех случаях, когда на размеры f или И в деталях со сфери-
ческими дорожками установлены жесткие допуски, для умень-
шения погрешностей установки целесообразно вводить на эти
размеры технологические допуски.
УСТАНОВОЧНЫЕ УЗЛЫ С ГЛАДКИМИ ОПРАВКАМИ
И СРЕЗАННОЙ ПЛОЩАДКОЙ
В машиностроении широко применяют детали, у которых после
обработки должно быть обеспечено совпадение осей отверстия
и наружной поверхности с высокой точностью. В ряде случаев
Рис. 25. Установочный узел с гладкой оправкой
и срезанной площадкой
для измерения совпадения осей такие втулки устанавливают на
установочные узлы с гладкой оправкой 1, у которой срезается
площадка (рис. 25). Чтобы обеспечить постоянный контакт втулки
с оправкой при ее повороте на 360°, предусматривается пластин-
чатая пружина 2. Из-за наличия площадки отверстие втулки имеет
на оправке постоянный контакт по образующим в точках А и В
(рис. 26, а).
При такой конструкции оправок непосредственное измерение
величины е эксцентриситета осей у втулок заменяется измерением
разности значений стрелы h0 при повороте детали на 360°. Ось
83
chipmaker.ru
стержня индикатора при этом методе измерения целесообразно
установить в вертикальной плоскости.
Рассмотрим возможные погрешности установки втулок на
оправках для случая, когда отверстие во втулке имеет круглую
форму или форму эллипса.
При повороте втулки на 360:‘ на оправке центр ее наружной
окружности последовательно проходит положения и 0,. При
Рис. 26. Схема установки втулки на оправку со срезанной площадкой:
а — втулка с круглым отверстием: De — внутренний диаметр измеряемых втулок: D —
наружный диаметр измеряемых втулок; dQ — диаметр оправки установочного узла; е —
эксцентриситет между осями отверстия и наружной поверхностью втулки; h — высота
среза от площадки 1 до оси оправки; 26с — ширина срезанной площадки; — высота
среза от площадки 1 оси отверстия втулки, установленной на оправке; б — втулка
с овальным отверстием: и pg — ради усы-векторы, определяющие точки контакта
отверстия втулки с оправкой в различных ее положениях; а и Ь — полуоси эллипса;
hQ — стрела до срезанной площадки оправки, когда втулка отверстием с радиусом-век-
тором о2 подводится под измерительный стержень индикатора, расположенный в плос-
кости сс (на рисунке втулка условно повернута на 90°); h0 — стрела до срезанной площадки
оправки, когда отверстие втулки с радиусом-вектором Pi находится под измерительным
стержнем индикатора, т. е. в вертикальной плоскости
этом ОгО2 = 2е. Разность максимального и минимального измере-
ний индикатора при повороте втулки с круглым отверстием
ho — ho = 2е.
(68)
Таким образом, при измерении величины2е у втулок с правиль-
ной формой отверстия погрешность их установки на оправки
рассматриваемой конструкции равна нулю.
Погрешность установки, непосредственно влияющая на точ-
ность измерения величины несовпадения осей овального отверстия
и наружной поверхности (рис. 26, а)
= h0 — h'o,
(69)
84
где
ho — b-----— J of — bo~,
h0 = a-----— ]/ b2~ bo-
На основе этих зависимостей построен график (рис. 27) для
определения погрешностей установки втулок с овальным отвер-
стием на оправке со срезанной площадкой. Полученный график,
а также расчетные формулы для
определения Д(/ позволяют сде-
лать следующие выводы: а) оваль-
ность отверстия оказывает су-
щественное влияние на точность
установки Д(/ деталей классов
втулок на оправки рассматри-
ваемой коь'струкции; б) высоту
срезанной площадки у оправок
из соображений точности измере-
ний и жесткости оправки целе-
сообразно иметь возможно мень-
шей, однако при расчете этой вы-
соты необходимо, чтобы точки А
Рис. 27. Погрешности установки
втулок с овальным отверстием на
оправки со срезанной площадкой
и В контакта отверстия проверяемой детали с оправкой распола-
гались под углом 60—90е; в) погрешность установки возрастает
с увеличением допуска на овальность отверстия. Вследствие этого
данный метод установки целесообразно применять для измерения
величины несовпадения осей во втулках, у которых форма отвер-
стия выполняется с высокой точностью, а диаметры отверстий не-
значительно отличаются от диаметра оправки. Именно этой при-
чиной и объясняется сравнительно малое применение конструкций
таких оправок для измерения несовпадений осей, несмотря на их
простое изготовление.
УСТАНОВОЧНО-РАЗЖИМНЫЕ УЗЛЫ С ОПРАВКАМИ,
ОСНАЩЕННЫМИ ДВУМЯ НЕПОДВИЖНЫМИ
И ОДНИМ ПОДВИЖНЫМ КУЛАЧКАМИ
Установочно-разжимные оправки с двумя неподвижными ку-
лачками, расположенными под -<120°, и одним подвижным ку-
лачком, применяют в контрольных приспособлениях, если при
измерении деталей требуется их закрепление (рис. 28). Подвиж-
ный кулачок 2 отжимается либо эксцентриковым механизмом,
либо с помощью пневматического цилиндра, на конце штока ко-
торого имеется наклонная площадка. При перемещении шток со-
общает шарику и подвижному кулачку 2 вертикальное перемеще-
ние вниз, в результате чего на оправке закрепляется проверяе-
85
chipmaker.ru
мая деталь. Последняя своим отверстием устанавливается на
неподвижные кулачки /, выполненные за одно целое с оправкой.
Детали при установке на оправку прижимают торцом В к торцу
кольца 3. Такое поджатие часто является обязательным, так как
Рис. 28. Установочно-разжимной узел с двумя неподвиж-
ными и одним подвижным кулачком
торец В нередко служит у деталей базой, от которой измеряют
положение других ее поверхностей.
Установочно-разжимные оправки рассматриваемой конструк-
ции, подобно оправке, представленной на рис. 25, целесообразно
применять для установки и зажатия деталей, имеющих отверстие
Рис. 29. Схема установки деталей на установочно-разжим-
ной узел с двумя неподвижными и одним подвижным-
кулачком
диаметром 30—100 лью высокой точности, так как на точность
установки проверяемых деталей существенное влияние ока-
зывает точность изготовления их отверстий. При установке де-
талей на неподвижные кулачки 1 стремятся обеспечить контакт
между образующими отверстий и образующими кулачков в точке А х
(рис. 29). Диаметры кулачков DK выполняют на 0,01—0,02 мм
86
класса точности, где
Рис. 30. Погрешности
установки деталей на
оправки
меньше минимального диаметра DA отверстий, устанавливаемых
на них деталей. Контакт в точке At необходим для обеспечения
лучших условий зажатия деталей на оправке. В связи с этим при
установке деталей с отверстиями диаметром 50—80 жм на кулачки
разность между их диаметрами может достигать величины, равной
Da—Dk = 0,G38mm для отверстий 1-го класса точности и
Da — DK = 0,05 мм для отверстий 2-го
Da = 2RA и Dk = 2RK.
Центр отверстия проверяемых деталей
при указанном выше сочетании размеров
будет всегда смещаться вниз относительно
центра кулачков оправки на величину Ар.
Величина Ар является погрешностью уста-
новки деталей на рассматриваемые уста-
новочно разжимные узлы и может быть
определена из схемы, представленной на
рис. 29. Кулачки 1 на оправке распола-
гаются под углом 120°. Ширина кулачков
b = 15 -г- 20 мм.
Обозначим Oj — центр отверстия про-
веряемой детали; 0 —центр кулачков
оправки. Погрешность установки А(/ дета-
лей на рассматриваемый узел определяет-
ся равенством
Ар = OjBj — ОВр
Зная величины ОВг и О1В1, определяем погрешность установки
А^ = OlB1 tg а" = (0В1 + Ар) tg а';
A iB± = 0Вг tg а',
откуда
д _ ОВ} (tg а/ — tg а") _ 41^1 (tg а’ — tg а”)
у ~ tg а" tg а' tg а"
Погрешность установки деталей Ау на рассматриваемый уста-
новочно-зажимной узел удобнее определить не через вели-
чину /ЦВр а в зависимости от величины AR = RA — RK:
An п п А1В1 А1Б1 - л d (stn «' - sin \
- к а — кк - 5{п—— sin а. - sin а, sjn а„ J ,
тогда
A/? (tg а' — tg a") cos a' cos а"
sin а' — sin а"
(70)
Погрешность установки Ар увеличивается при увеличении раз-
ности А/? между радиусами кулачков оправки и радиусом отвер-
стия проверяемой детали. Из рис. 30 следует, что Ар 1,8А/?.
87
chipmaker.ru
Установочно-разжимные оправки с двумя неподвижными и од-
ним подвижным кулачком наиболее целесообразно применять
для установки и закрепления деталей, у которых необходимо из-
мерять следующие размеры: перпендикулярность торцов, парал-
лельность осей, расстояние между осями и расстояние между
торцами. Это обстоятельство в известной степени ограничивает
широкое распространение оправок рассматриваемых конструкций
в контрольных приспособлениях для других видов измерений.
УСТАНОВОЧНЫЕ УЗЛЫ С ГЛАДКИМИ ПРИЗМАМИ
Для измерений величины несовпадения осей промежуточных
шеек относительно крайних шеек ступенчатые валы в контроль-
ных приспособлениях обычно устанавливают крайними шейками
на две призмы. Шейки валов имеют некоторую овальность1 вели-
Рис. 31. Схема расположения овальной шейки вала на призме с выемкой 90°:
а — при горизонтальном расположении большой оси эллипса; б — при расположении
большой оси эллипса параллельно правой грани призмы: О — центр шейки, служащей
измерительной базой; Ot — центр промежуточной шейки; а — большая полуось эллипса;
Ь — малая полуось эллипса; с — расстояние от вершины призмы О2 до геометрического
центра О измерительной базы; е — эксцентриситет между шейками
чина которой регламентируется техническими условиями. По-
грешность установки валов стремится к нулю, если выемка
призм равна 90°. Чтобы в этом убедиться, рассмотрим схемы
установки вала с овальной шейкой в призмах с углом равным 90°
в двух характерных положениях (рис. 31).
Погрешность формы шейки, служащей измерительной базой,
не вызовет погрешности установки Д(/ при измерении величины
несовпадения осей шеек между собой, если при повороте вала
1 В действительности шейки валов часто имеют форму, несколько отличную
от формы эллипсов. Однако для упрощения расчетов этим обстоятельством можно
пренебречь, так как при этом получаются весьма незначительные погрешности.
88
В Призмах геометрический центр 0 измерительной базы будет
перемещаться по горизонтальной прямой А А, а индикатор будет
расположен в вертикальной плоскости Б Б (рис. 31, а). Тогда
центр О будет все время находиться на расстоянии с от вершины
призмы. При установке вала в призмах с углом 90°, а индикатора
в плоскости Б Б это требование удовлетворяется, так как Дй
весьма незначительно отличается от нуля.
Действительно, уравнение эллипса, отнесенное к его центру,
Уравнение касательной, направленной под углом 45° к осям
координат:
Решая совместно оба уравнения, получим
с = о2 + Ь‘г.
При повороте вала на угол 45° большая ось овальной шейки
вала станет параллельно грани призм, ее геометрический центр О
переместится вправо из положения О’ в положение О (рис. 31, б).
Расстояние от геометрического центра О овальной шейки до вер-
шины призм О2 равно сг. Из сопоставления рис. 31, а и б видно,
что величина 00’ смещения геометрического центра овальной
шейки при повортах вала на 45° равна 00' — е tg аг.
Так как величина е обычно колеблется в пределах 0,005—
0,015 мм и к тому же угол а, < 45 ' , то значение Cj при этом
мало отличается от величины с. Действительно из рис. 31, а
и б следует:
tg а2 = и с — сг cos сс2.
Так как величина е tg ctj мала по сравнению с величиной с,
то tg cij - - 0. При этом условии cos ссх весьма мало отличается от
единицы, а, следовательно, с сг. При повороте вала с овальной
шейкой на призме с выемкой 90° не будет существенного отхода
центра О измерительной базовой шейки от горизонтальной пря-
мой А А. Следовательно, погрешность установки Д(/ валов с оваль-
ными шейками на призмы с углом 90° для измерения величины
несовпадения е осей шеек между собой близка к нулю.
УСТАНОВОЧНЫЕ УЗЛЫ С РОЛИКОВЫМИ ПРИЗМАМИ
Для измерения величины несовпадения осей шеек между
собой ступенчатые валы в контрольных приспособлениях уста-
навливают по крайним шейкам на призмы, наклонные грани ко-
89
chipmaker.ru
торых обычно быстро изнашиваются, что может влиять на точность
измерений. Для устранения этого недостатка призмы, предназна-
ченные для установки валов средних размеров, в контрольных
приспособлениях нередко выполняют с роликами (рис. 32). Вал
крайними шейками 1 устанавливают на две пары роликов 2 и 3,
которые вращаются на осях 4. Чтобы избежать погрешностей уста-
новки валов на такие призмы, важно выполнить ролики с биением
<0,005—0,001 мм. Для определения погрешности установки Ду
вследствие биения роликов, рассмотрим схемы, представленные
на рис. 32, а и б. Погрешность установки валов на роликовые
/1
Рис. 32. Схема установки шейки вала на ролики при направлении
их эксцентриситета: а — к центру вала; б — в разные стороны
призмы при наличии у последних биения 2с принимает предель-
ные значения, когда: а) эксцентриситеты е у роликов 2 и 3 на-
правлены к центру вала (рис. 32, о); б) эксцентриситеты е у ро-
ликов 2 и 3 направлены от центра вала; в) эксцентриситете у ро-
лика 3 направлен к центру, а у ролика 2 — от центра вала
(рис. 32, б); д) эксцентриситет е у ролика 3 направлен от центра,
а у ролика 2 — к центру вала.
Учитывая высокую точность изготовления роликов, можно
с большой достоверностью полагать, что биения 2е у всех роликов
данного приспособления будут различаться между собой незна-
чительно. Рассмотрим погрешности установки Ду валов на роли-
ковые призмы, имеющие биение роликов 2е.
Погрешность установки Ду в плоскости АА для случая, когда
эксцентриситеты е у всех роликов направлены к центру шейки
вала, определяется из схемы, представленной на рис. 32, а. При
а = 90° треугольник ОСОг с достаточным приближением может
быть принят за прямоугольник с гипотенузой Д(/ и катетами е.
Тогда искомая погрешность установки
А,-—(71)
cos 2~
90
Если максимальный эксцентриситет ролика 2 направлен от
центра, а ролика 3 к центру измерительной базовой шейки вала
(рис. 32, б), то погрешность установки Ду в плоскости Б Б опреде-
ляется также по формуле (71). При повороте роликов 2 и 3 на 180°,
т. е. когда значения их эксцентриситетов меняют знаки, погреш-
ность установки вала на роликовые призмы в плоскости А А
удваивается, тогда
^У max = ~
c°s—
и ББ
2,83е.
уста-
32, а)
Величина А,/П1йХ является максимальной погрешностью
новки валов на роликовые призмы в плоскостях АА и ББ.
Величина эксцентриситета е в плоскости ОО2 (см. рис.
меняется. В связи с этим не-
при вращении роликов непрерывно
А *
Рис. 33. Схема изменения погрешно-
стей установки вала на ролики, вра-
щающиеся с эксцентриситетом
Рис. 34. Схема для определения ми-
нимальной величины погрешности
установки валов на роликовые призмы
прерывно меняется погрешность установки валов на роликовые
призмы (рис. 33). Вал будет иметь максимальную погрешность
установки 2Ду в плоскости АА в том случае, когда эксцентриси-
теты е роликов одновременно направлены к центру вала. Погреш-
ность установки в плоскости Б Б при этом будет близка к нулю
(точка К). Максимальное значение погрешности установки 2ДУ
в плоскости Б Б будет, когда эксцентриситет е ролика 2 направлен
от центра вала, а эксцентриситет ролика 3 направлен к центру
вала. При этом в плоскости АА погрешность установки прибли-
жается к нулю (точка на рис. 33).
Погрешность установки валов на роликовые призмы ока-
жет наименьшее влияние на результаты измерений, если биение
промежуточных шеек будет измеряться в плоскости СС (рис. 33),
расположенной под углом 45° к плоскостям А А и Б Б. В этой
плоскости окружности 1 и 4, 2 и 3 попарно пересекаются в точ-
91
chipmaker, ru
ках f и /у. Однако направления эксцентриситетов е будут изме-
няться при вращении роликов, в связи с чем центр базовой шейки
может занимать любые положения в зоне, ограниченной четырьмя
дугами окружностей (рис. 34). Эта зона с достаточной степенью
приближения может быть принята за квадрат со стороной 2е.
Очевидно, минимальная погрешность установки валов на ро-
ликовых призмах будет иметь место в плоскости СС:
W = 2e. (72)
Влияние собственного биения роликов на погрешность уста-
новки валов в роликовых призмах значительно, вследствие чего
такие призмы должны выполняться с указанной выше точностью.
Глава V!
ПОГРЕШНОСТИ В ПЕРЕДАТОЧНЫХ ОТНОШЕНИЯХ
РЫЧАЖНЫХ ПЕРЕДАЧ КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЙ
В контрольных приспособлениях стержни индикаторов и дру-
гих измерительных средств редко соприкасаются с проверяемыми
деталями, так как не всегда можно подвести стержень индика-
тора непосредственно к измеряемой детали. В таких случаях
между ними устанавливается рычаж-
ная или прямая передача. Передачи
выполняют роль буферов, предо-
храняя механизмы индикаторов от
быстрого износа и толчков. Толчки
могут вызвать значительные перебеги
стрелок и, следовательно, возмож-
ные ошибки в определении показаний
измерительных средств контрольных
приспособлений, а также сбой их
первичной настройки.
В контрольных приспособлениях
разнообразие рычажных и прямых
передач вызывается конструктивной
необходимостью, а также рядом дру-
гих причин: а) необходимостью обе-
спечить в передачах удовлетворитель-
ный порог чувствительности; б) стрем-
лением уменьшить погрешность
в передаточном отношении передачи;
в) стремлением уменьшить предель-
0)
Рис. 35. Прямые рычаги с пере-
даточным отношением k = Г.
а — обычный; б — со впаянным
шариком
ную погрешность передачи; г) повышением износостойкости передач.
Последнее требование является одним из наиболее важных,
так как в крупносерийных и массовых производствах контроль-
ные приспособления находятся в постоянном действии.
В контрольных приспособлениях применяют прямые и угло-
вые рычаги (рис. 35—38). Для получения необходимых отсчетов
применяют также передачи, показанные на рис. 39—45.
Рычаги изготовляют обычно из стали У7А, У10 и подвергают
термической обработке до твердости HRC 52—56.
Если рычаги монтируют на осях (рис. 40, деталь 2), то отвер-
стия выполняют по 2-му классу точности и притирают с осями.
Концы рычагов обычно шлифуют или притирают до 9—10-го
93
Рис. 36. Прямые рычаги с переда
точным отношением:
Я — 6 = 2; б — k = 5
Рис. 41. Передача
с прямым рычагом
па пластинчатых
пружинах
94
класса чистоты. На расстояние I плеч рычагов, имеющих сфериче-
ские концы, обычно устанавливают допуски в пределах ±0,05—
0,1 мм. В прямых передачах обычно предусматривают круглую
спиральную пружину / (рис. 39 и 40) для обеспечения надежного
___ контакта рычага с измеряемой деталью.
Сл | Вследствие неточности изготовления линей-
k ных и угловых размеров рычагов могут возни-
Рис. 42. Передача с угловым
рычагом на пластинчатых пру-
жинах
Рис. 43. Передача
с рычагом в центрах
кать погрешности в запроектированном передаточном отношении
рычажных передач контрольных приспособлений. Такие погреш-
ности вызываются допусками на выполнение длин плеч и на их
угловое расположение. Погрешности в передачах возникают также
вследствие непропорциональности между линейным перемещением
измерительного стержня индикатора и угловым перемещением ры-
чага.Указанные погрешности могут возрастать с увеличением пере-
даточного отношения рычагов, усложнением их конструкции и т. д.
Рис. 44. Сложная передача
с крупными рычагами
Рис. 45. Прямая передача
в^сочетании с рычажной
Погрешности Др, вызываемые неточностью изготовления длин
плеч рычагов или их углового расположения, а также непро-
порциональностью перемещений, могут быть определены расчет-
ным путем. Они являются систематическими постоянными по-
грешностями, вследствие чего при аттестации контрольных
приспособлений должны быть учтены с соответствующим знаком.
Контрольные приспособления с передачами обычно предназна-
чаются для измерения малых величин, а именно, допусков, вы-
полняемых по 1—3-му классам точности, и реже для более гру-
бых классов. В связи с этим погрешности в изготовлении рычагов
95
chipmaker.ru
могут оказывать незначительное влияние на изменение запроекти-
рованной величины передаточного отношения в передачах. По-
этому определение величины погрешностей Ар расчетным путем
имеет существенное значение для назначения допусков на изго-
товление рычагов, чтобы избежать неоправданного их расширения
или ужесточения, а также для определения точности показаний
контрольных приспособлений.
ПОГРЕШНОСТИ, ВЫЗЫВАЕМЫЕ НЕТОЧНОСТЬЮ
ИЗГОТОВЛЕНИЯ РЫЧАГОВ
Рис. 46. Схема перемещения
прямых (а) и угловых (б) ры-
чагов при неточном изгото-
влении длины их плеч
При изготовлении рычагов с неплоскими концами длины их
плеч выполняют с определенными допусками. Для равноплечих
рычагов, вследствие отклонений в длинах плеч, перемещения
концов плеч рычага будут различными,
т. е. левый конец плеча будет переме-
щаться на величину аг, а правый —
соответственно на величину о2 (рис. 46).
Наибольшая погрешность Ар полу-
чается при изготовлении длины одного
плеча по наибольшему предельному
размеру /х и длины другого — по наи-
меньшему предельному размеру /2:
Ар = а{ — а2 = (/2 — /2) sin 0.
Принимая sin р = -у-, находим
Ар = (1--^)«1. (73)
Из формулы (73) следует, что погреш-
ность Ар пропорциональна относитель-
ной величине допуска на длину плеч
рычагов.
Пример. Дано: / = 40 ± 0,25 мм; а = 0,05 мм; 12 = 40 + 0,25 = 40,25 мм;
1-2 - 40 — 0,25 = 39,75 мм, тогда
Др = (1 — 0,05 = 0,0005 мм.
р \ 40,25 /
Из примера видно, что по сравнению с величиной перемеще-
ния рычага а = 0,05 мм погрешность Ар = 0,0005 мм ничтожно
мала. Однако при указанных параметрах погрешность Ар мо-
жет оказаться ощутимой у рычагов с передаточным отноше-
нием k — 2^-5.
В ряде случаев имеется погрешность в угловом расположении
плеч рычагов на величину у (рис. 47), тогда погрешность передачи
Ар — а2 — а.2 = I sin р — [I sin Р у) —• I sin у].
96
После преобразования этого выражения с учетом малости
углов у и р, получаем следующую расчетную формулу для опре-
деления погрешности Ар вследствие неточного углового располо-
жения плеч рычагов между собой:
Ар = I sin у (1 — cos Р).
(74)
Анализ формулы (74) показывает, что при малых перемеще-
ниях, для которых предназначаются рычаги контрольных при-
способлений, величина Ар близка к нулю. В связи с этим для
обычно применяемых рычагов контрольных приспособлений не-
Рис. 47. Схема перемещения
прямых (а) и угловых (б) рыча-
гов при неточном угловом рас-
положении их плеч между собой
Рис. 48. Схема непропор-
ционального перемещения
плеча рычага и измери-
тельного стержня инди-
катора
В передачах контрольных приспособлений одно плечо рычага
передает движение измерительному стержню индикатора. По-
следний перемещается поступательно, в то же время плечо рычага
имеет угловое перемещение (рис. 48). В связи с этим в рычажных
передачах возникает погрешность в передаточном отношении,
вызываемая непропорциональностью между линейным переме-
щением измерительного стержня индикатора и угловым пере-
мещением рычага. Обозначим через а величину линейного пере-
мещения измерительного стержня индикатора при повороте рычага
с плоским концом на угол а, через I — плечо рычага, тогда
а — I tg а.
Чтобы выявить погрешность в передаточном отношении рычаж-
ных передач, вследствие непропорциональности линейного пере-
мещения рычага, разложим tg а в ряд Тейлора:
, . а3 . 2а5
tga = a + T- + -fr...t
где а в рад.
97
chipmaker.ru
Так как а значительно меньше единицы, то пренебрегая ве-
личинами пятого порядка и выше, получми
, , а3
tga = а + ~з-,
тогда
а = 1а
1а?
3 *
Вследствие непропорциональности перемещений погрешность
(75)
Рис. 49. Схема контакта плоских концов рычага со сфе-
рическими наконечниками
3
рычагов выполняют обычно так, чтобы
контакт с поверхностью измеряемой де-
измерительного прибора. Для этой цели
Даже при сравительно большой длине плеч рычагов, приме-
няемых в контрольных приспособлениях, указанная погрешность
получается ничтожно малой из-за того, что длинные рычаги
имеют незначительные углы поворота в пределах а = 1-=-3°.
Получаемые при этом погрешности Др можно иллюстрировать
следующим примером.
Пример. Дано I = 100 мм\ а = 2' = 0,0005818 рад.
. 100-1000-0,00058183
Др = ---------------- = О 0000012 мкм.
Рабочие концы плеч
обеспечивался точечный
тали и концом стержня
один, а иногда и оба конца плеч у рычагов выполняют в виде
сферы с радиусом г = 2—3 мм или плоскими контактирующими
со сферическими поверхностями. При таких схемах рычажных
передач неизбежны систематические погрешности Др, так как при
повороте рычага точка контакта перемещается (рис. 49). Концы
обоих плеч рычага плоские и имеют контакт со сферическими по-
верхностями с радиусом закругления г. При повороте рычага на
угол а контакт концов плеч будет различный на правом и левом
концах рычага. При этих условиях в передаточном отношении
98
будет получена погрешность Др для равноплечих рычагов, ко-
торую найдем, определив величины:
а2 = I tg и + г (|/ 1 — tg2 а — 1);
= I tg а — г (У 1 + tg2 а — 1).
Вследствие различного контакта концов плеч рычага будет
получаться погрешность Др в передаточном отношении. Эта по-
грешность определяется из следующих выражений:
д2 _ / tg а + г (V1 + tg2« — 1).
“1 — /tga — г (/ 1 — tg2 а — 1)’
д₽=>-L (76)
В контрольных приспособлениях рычаги чаще всего имеют
незначительные перемещения. Покажем на примере полученную
при этом величину погрешности.
Пример. Дано: а = 0,05 мм; Z = 30 мм; г = 2 мм.
Угол поворота рычага а определяется из полученного выше выражения для
Cj: tga = 0,00174; а = 6'.
Определим значение
аа = 30-0,00174 + 2 (И 1 + 0,001742 — 1) = j Q()()]
“г 30-0,00174—2 (/ 1 + 0,00174г — 1)
Погрешность Лр = 1,0001 — 1 = 0,0001 мм.
Из примера видно, что при таком незначительном повороте рычага получен-
ное значение Лр весьма мало и его можно не учитывать при расчетах.
Кроме указанной, возможны также и другие погрешности,
вызываемые технологическими отклонениями и конструктивными
особенностями. Однако можно полагать, что вследствие малых
перемещений большинство этих факторов [8] не приведут к су-
щественным погрешностям Др.
ПЕРЕДАТОЧНЫЕ ОТНОШЕНИЯ И ПОГРЕШНОСТИ
РЫЧАГОВ СЛОЖНОЙ ФОРМЫ
В контрольных приспособлениях по конструктивным сооб-
ражениям в ряде случаев применяют рычаги сложной формы
(см. рис. 38). В отдельных случаях в передачах применяют несколь-
ко рычагов (см. рис. 44) для увеличения передаточного отноше-
ния k. В таких передачах передаточное отношение k обычно зна-
чительно больше единицы. При этих условиях Др могут иметь
существенное значение.
Передаточные отношения рычагов сложной формы. Для опре-
деления передаточного отношения k сложных рычагов (см. рис. 38)
имеется схема (рис. 50, а), на которой —длина плеча рычага,
99
chipmaker.ru
перемещающего измерительный стержень индикатора; 12 — длина
плеча рычага, соприкасающегося с измеряемой деталью.
При повороте рычага на угол плечо 12 рычага будет иметь
подъем — Н3, а плечо — подъем Н2 — /Д. Ввиду незна-
чительной величины угла р = 3-=-10' не имеет практического
значения, будет ли конец рычага выполнен со сферой (рис. 50, а)
для перемещения промежуточных стержней, или же конец рычага
будет выполнен с плоскостью, перпендикулярной к направлению
перемещения стержня, имеющего сферический конец (например,
измерительный стержень индикатора). Обозначим а — угол, опре-
Рис. 50. Схема для определения передаточного отношения:
а — сложного рычага; б — системы рычагов
деляющий положение плеч Z2 рычага относительно горизонталь-
ной оси, проходящей через ось вращения рычага; at — угол,
определяющий положение плеча /х, относительно той же оси.
Передаточное отношение рычага
ь Н2-Нг
Ht—Н3 •
На рис. 50, а находим:
Н2 — И, = lr [sin («! + р) — sin ar ];
Hi — H3 = l2 [sin a — sin (a + p) ].
После подстановки полученных выражений получим
, _ й _ sin сц (cos p — 1) + cos Ki sin fi
~~ l2 sin (1 — cos P) -J- cos a sin p ’ ' '
При измерении деталей на контрольных приспособлениях
с рассматриваемыми рычагами угол поворота р не превышает 10'.
Поэтому с весьма незначительной погрешностью можно принять
cos р = 1. Для этих условий
100
У сложных рычагов в ряде случаев одно из плеч может совпа-
дать с горизонтальной осью вращения. Углы а или аг равны
нулю и передаточные отношения определяются следующими рас-
четными формулами:
при = О
Рис. 51. Пример сложного рычага Рис. 52. Схема сложного рычага с от-
клонением линии мм. соединяющей
концы плеч, от параллельности пло-
скости аа
повернем нижний рычаг на угол р (рис. 50, б}. Особенностью
такой передачи является переменное значение длины плеча ниж-
него рычага при повороте его на угол р. При значительных углах
поворота Р рычагов системы их передаточное отношение может
иметь заметные колебания.
Передаточное отношение рассматриваемой системы с двумя
рычагами
, 1л cos а, I,
k = ~-----------1 cos а2.
Z2 cos а /3 *
(81)
При изготовлении рычагов сложных конструкций обычно
выдерживают параллельность линии ММ, соединяющей вершины
их плеч, горизонтальной плоскости аа (рис. 52). При этих усло-
виях концы плеч рычага будут находиться на одинаковом расстоя-
нии от его центра вращения. Если линия ММ не параллельна
плоскости аа на величину /, то плечи такого рычага будут
иметь различную длину. Схема такого рычага показана штри-
ховыми линиями на рис. 52. В рассматриваемом случае правое
плечо имеет длину Z2, а левое — длину Z2. Вследствие этого в таких
рычагах будет иметь место погрешность Ар в передаточном отно-
шении k. Величину этой погрешности определяют.по схеме, пред-
ставленной на рис. 53,- Штриховыми линиями на этой схеме пред-
101
chipmaker.ru
ставлен сложный рычаг с равносторонними плечами Z2. Переда-
точное отношение такого рычага
__ /1 COS СЦ
l2 cos а
Сплошными линиями на рис. 53 показано горизонтальное по-
ложение подобного рычага, но с разными длинами плеч, а именно 12
и Z2. Передаточное отношение такого рычага
Zj cos «j
«г = ----->
Z2 cos а
где ах = ах + р, a Р — угол, образованный из-за различной
: поворота
длины плеч и рычага. Угол р получается вследствие
л,
90-а
N
Chipmaker.ru
оси 00, когда концы такого рычага занимают горизонтальное по-
ложение.
А
50-fi,
Рис. 53. Схема для определения погрешности Др
у рычага сложной формы
Погрешность в передаточном отношении
Д₽=4-1-
После подстановки значений передаточных отношений и пре-
образований находим
Z9 cos а,
Др =4---------L-!
z2 COS CZj
(82)
Чтобы получить представление о величине такой погрешности,
определим ее значение для рычага рассматриваемой конструк-
ции со следующими размерами:
Пример. Дано: f = 0,1 мм; 1Г = 85 мм; 12 = 46,65 мм; 2Z3 = 80 мм; Р = 5';
у = 30°; «! = 10°22'; а' = 10°17'; coscq = 0,98368; cos а' = 0,98394.
102
Из рис. 52 имеем
l2 cos (у + Р) __ Z2 cos 30°5'
2 ~ cos (у— р) ~ cos29°55' ’
Из рис. 53
д,
или
Такая
kt Z2cos29°55' cos 10°17'
'р~ k Z2 cos 30°5'cos 10°22' *’
_ 0,86675-0.98394 . . nno , „
0,8633-0.98368 1 - 1,002 1 0>002л1Л<-
погрешность является незначительной и может не учитываться, по-
этому в сложных рычагах рассматриваемой конструкции нецелесообразно уста-
навливать жесткие допуски на параллельность прямой, проведенной через концы
плеч рычага, плоскости аа (см. рис. 51).
С помощью сложных рычагов (см. рис. 38) измеряются глав-
ным образом параллельность осей отверстий, расстояние между
осями в корпусных деталях, шатунах, рычагах. Для измерения
указанных элементов в одно из отверстий проверяемой детали
Оз
0г
Рис. 54. Схема для определения погрешности Др, вызы-
ваемой перемещением центра вращения сложных рычагов
обычно устанавливают гладкий палец, с которым соприкасаются
концы ММ рычага (рис. 54). Штриховыми линиями на этом
рисунке показано положение сложного рычага с плечами Z2 в том
случае, когда ось отверстия измеряемой детали, а следовательно,
и ось установленного в нем пальца не имеет отклонения от парал-
лельности. В тех же случаях, когда параллельность отсутствует,
ось пальца может поворачиваться вокруг центра Ог. Чтобы из-
мерить величину непараллельностп, рычаг должен в данном случае
также получить поворот на некоторый угол с таким расчетом,
чтобы концы ММ его плеч совпали с образующими пальца. Такой
поворот рычаг получает вокруг своего центра качения О2. Однако
в передачах контрольных приспособлений со сложными рычагами
103
chipmaker.ru
центр их качания 02 не совпадает с центром поворота OL оси пальца,
установленного в отверстие проверяемой детали.
При повороте рычага вокруг центра 02 правый конец плеча
рычага будет иметь контакт с пальцем в точке Л4Х, левый же
конец плеча рычага переместится в точку М2 и не будет иметь
контакта с пальцем. Это получается вследствие того, что правый
конец плеча рычага для контакта с пальцем в точке Л1Х опускается
только на величину h. Левый конец плеча рычага при этом под-
нимается на величину йх. Хотя величина йх больше h, однако
левый конец плеча рычага не будет иметь контакта с пальцем
в положении Л1Х. Величина h и /гх определяются из схемы, данной
на рис. 54.
Из треугольника О2ОХД4Х
sin ф = у = 90° + а; р = 180° — (у + Р),
где а — угол поворота оси пальца вокруг центра Ох.
Из треугольника
тогда
h = О1М1 sin а.
Так как угол а не превышает 5—10', то
h = /2 sin a sin р. (83)
В треугольнике 02КМг угол X является заданным. Тем самым
определяется значение угла поворота рычага рх вокруг центра 02:
р1 = %_р = Х — [180° — (у + <р) ].
В треугольнике СО2К угол при вершине С равен 90° — рх.
Как видно из треугольника COjB, угол при вершине В равен р.
Из треугольника АВМГ находим h = BMt sin рх.
Из треугольника M2BN
Лх = (/3 + КВ) sin рх;
кв = 13 — ВМг = 13-----,
J 13 sin рх ’
откуда
йх — 2l3 sin рх — h. (84)
При повороте пальца в детали вокруг центра Ох рычаг, пока-
чиваясь вокруг центра О2, никогда не будет касаться концами
своих плеч ММ пальца. Такой контакт возможен только при ус-
ловии, если рычаг будет монтироваться на передвижной оправке,
а центр его качания будет при этом иметь возможность пере-
мещаться. Перемещение центра качания рычага из точки 02
104
в точку О3 показано на рис. 54, где его новое положение изобра-
жено тонкими линиями. В этом положении концы плеч рычага
имеют контакт с новым положением пальца.
Перемещение сложных рычагов из центра О2 в центр 03 будет
вызывать погрешность Др при измерении расстояния между
осями. Определим ее величину. Из треугольника ОгО^г следует,
что угол при вершине О3 равен а.
Величина
I = ОГО3 cos а,
где
ОгО3 = I + О2О3 = I + Др.
Тогда
I = (I + Др) cos а,
откуда
Др = —------1. (85)
р cos а ' '
При повороте детали на угол а до 20' эта погрешность будет
незначительной и ее можно не учитывать,что видно из следующего
примера.
Пример. Дано: Z = 30 мм; допуск на расстояние между осями равен
±0,02 мм; а = 20'; cos а = 0,99998.
30
Д₽ = 0Д9998 -30 °’°01 ММ-
На основе формулы (85) и рассмотренного примера можно
сделать вывод, что монтаж сложных рычагов на перемещающиеся
оправки, при тщательном их выполнении, не вызывает дополни-
тельных заметных погрешностей Др в измерениях, 4fo справедливо,
если даны широкие допуски на измеряемые размеры. В противном
случае в каждом конкретном случае целесообразно произвести
проверочный расчет по указанной методике.
ПОГРЕШНОСТИ ПРЯМЫХ ПЕРЕДАЧ
Прямые передачи (см. рис. 39) применяют из-за конструктивных
соображений. Кроме того, они в известной степени играют роль
буферов для предохранения индикаторов и других измерительных
средств контрольных приспособлений от резких толчков и ударов.
Наличие такого промежуточного звена между измерительным
прибором и проверяемой деталью вносит незначительные погреш-
ности в измерения, которыми практически можно пренебречь.
Это объясняется рядом причин. Диаметры стержня и втулки пере-
дачи выполняют по скользящей посадке 2-го класса точности
и притирают. Обычно их выполняют диаметром 4,0—5,0 мм,
вследствие чего максимальный зазор не превышает 0,02 мм.
Ось стержня OjOj может не совпадать с центром О проверяемой
детали и сможет повернуться на угол р (рис. 55). При перемеще-
105
chipmaker.ru
нии стержня в процессе измерения деталей угол наклона р его
оси может колебаться от нуля до максимума, что вызывает по-
грешность Др в передаче. Погрешность Др будет увеличиваться по
мере смещения оси измерительного стержня индикатора от оси
стержня передачи и оси проверяемой детали. На эту погрешность
оказывает влияние величина осевого перемещения стержня.
Однако оно весьма незначительно, так как контрольные приспособ-
ления предназначены, главным образом, для измерения допусков
Рис. 55. Схема прямой
передачи со стержнем,
смещенным относитель-
но оси измерительного
стержня индикатора
Рис. 56. Схема пе-
ремещения стерж-
ней прямой переда-
чи и индикатора
при несовпадении
их осей между собой
Рис. 57. Схема для опре-
деления погрешности Др
при смещении осей инди-
катора и стержня пря-
мой передачи в горизон-
тальной плоскости
в пределах 1—3-го классов точности, т. е. до 0,05 мм и значительно
реже — до 0,1 мм.
При измерении деталей с предельными размерами стержень
переместится по направлению оси ОГО} на величину АВ (рис. 56).
Стержень индикатора при этом пройдет путь, равный АС. Из
рис. 56 следует:
AB = 4Ccosp; Др=АС — АВ\
Л А.В Л п in о
= c<7sp АВ'’ tg Р= Н •
Обычно Н = 20-н25 мм, тогда tg Р = 0,001. Для такого угла
cos Р«И. Следовательно, при этих условиях погрешность Др
в передаче близка к нулю.
Смещение оси измерительного стержня индикатора относитель-
но оси стержня передачи на величину е (рис. 55 и 57) в горизон-
тальной плоскости и поворот последнего во втулке на угол Р
106
также вызывают погрешность Др в передаче. Величина этой по-
грешности
Др = е tg р. (86)
Обычно величина е < 0,24-0,3 мм.
При tg р < 0,001 максимальное значение Др = 0,3-0,001 =
= 0,0003 мм. Такое значение Др при определении точности работы
передачи может не учитываться.
Анализ показывает, что погрешности Др в прямых передачах
являются незначительными и при условии тщательного выполне-
ния их установка в контрольных приспособлениях не вносит за-
метных погрешностей измерения. Если же это условие по тем или
иным причинам не может быть выполнено, то прямые передачи,
не увеличивая заметно погрешности Др, будут значительно повы-
шать рассеяние показаний измерительных средств контрольных
пр испособлений.
Основные расчетные формулы для определения погрешностей Др
рычажных и прямых передач, приведенные в этой главе, позво-
ляют решать вопрос о допусках на их изготовление.
chipmaker.ru
Глава УН __________________
АТТЕСТАЦИЯ УСТАНОВОЧНЫХ
И УСТАНОВОЧНО-ЗАЖИМНЫХ УЗЛОВ
КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЙ
Контрольные приспособления часто имеют сходные между
собой установочные и установочно-зажимные узлы, вследствие
чего они поддаются типизации и классификации. В связи с этим
важное значение приобретает аттестация таких типовых узлов.
Для обеспечения точности установки проверяемых деталей
рабочие поверхности установочных и установочно-зажимных узлов
должны быть изготовлены с высокой точностью. Однако при
каждой новой установке деталь занимает различное положение
на установочном узле, даже, если его рабочие поверхности выпол-
нены с высокой точностью. Это объясняется тем обстоятельством,
что при повторных установках каждый раз получается различная
точность совмещения измерительных базовых поверхностей уста-
навливаемой детали с рабочими поверхностями установочного
узла. В результате получается погрешность установки \ус.
Величина Дус. зависит от многих случайных факторов, вслед-
ствие чего в окончательном виде она может быть определена экс-
периментально.
К основным факторам, влияющим на величину &ус, относятся:
а) геометрическая неточность измерительных базовых поверхно-
стей эталона или измеряемой детали; б) геометрическая неточность
рабочих поверхностей установочного узла; в) состояние контакт-
ных поверхностей измеряемой детали и установочного узла
(микро- и макропрофиль); г) несовпадение измерительных базо-
вых поверхностей измеряемой детали с рабочими поверхностями
установочного узла; д) деформация стыковых поверхностей уста-
новочного узла и, особенно, неравномерность этой деформации;
е) величина и колебание сил для закрепления деталей на устано-
вочном узле при наличии зажимного механизма; ж) внецентровое
приложение сил, вызывающее дополнительные погрешности в уста-
новке деталей. Перечисленные причины наиболее часто вызывают
погрешности установки деталей. В каждом частном случае эти
причины могут дополняться и видоизменяться.
Наиболее важной причиной несовпадения контактных поверх-
ностей является геометрическая неточность измерительных базо-
вых поверхностей проверяемых деталей и рабочих поверхностей
установочных узлов: 1) овальность и огранка (граненность)
цилиндрических поверхностей деталей; 2) отклонение от прямо-
108
Рис. 58. Схема волнистой поверх-
ности
линейности образующих деталей — бочкообразность или вогну-
тость цилиндрических поверхностей; 3) криволинейность оси,
конусность поверхностей цилиндрических деталей; 4) неплоскост-
ность, т. е. отклонение от прямолинейности плоских поверхностей
в любом направлении.
На точность совпадения измерительной базовой поверхности
детали с рабочей поверхностью установочного узла оказывает
влияние также волнистость цилиндрических или плоских кон-
тактных поверхностей. Волнистость поверхности (рис. 58) опре-
деляется как совокупность периодических, более или менее регу-
лярно повторяющихся и близких
по размерам, чередующихся воз-
вышений и впадин, образующих
неровности с значительно большим
расстоянием, чем у микронеров-
ностей поверхности. При точении
фрезеровании и протягивании, а
также при шлифовании высота
волн достигает величины Нв =
= 10ч-15 мкм. При этих условиях геометрическая неточность
контактных поверхностей может оказывать определенное влияние
на точность установки деталей 17].
Важным фактором, влияющим на точность установки деталей,
является неравномерность зажимной силы и неопределенная ве-
личина этой силы. В связи с этим в контрольных приспособлениях
целесообразно иметь минимально допускаемую силу зажима
или вообще избегать закрепления деталей. Из-за большого коли-
чества случайных факторов, влияющих на точность установки
деталей на установочные узлы, для определения погрешностей Дуе
применяют метод математической статистики, дополненный раз-
личными расчетными данными.
Аттестация установочных и установочно-зажимных узлов кон-
трольных приспособлений заключается: 1) в наладке и доводке
установочного или установочно-зажимного узла до выполнения
всех предъявляемых к нему технических условий; 2) в определе-
нии расчетным и экспериментальным путем систематических
погрешностей, влияющих на точность установки деталей на дан-
ный узел; 3) в определении погрешности установки Д^ при по-
вторной установке эталона или специально отобранной детали
на аттестуемый установочный узел; 4) в определении показателей
точности произведенной наладки установочного узла.
УСТАНОВОЧНО-ЗАЖИМНОЙ УЗЕЛ С БАЙОНЕТНЫМ
ЗАЖИМОМ
Узлы с байонетным зажимом в контрольных приспособлениях
применяют для установки и закрепления деталей и различных
элементов приспособлений в определенное положение. Конструк-
109
chipmaker.ru
ция установочно-зажимного узла с байонетным зажимом пред-
ставлена на рис. 59. На конце вала 1 этого узла предусмотрен
выступ, предназначенный для установки на нем деталей 2 (втулки,
зубчатые колеса, полые валы и т. д.). Под действием силы Р,
приложенной к рукоятке 5, вал 1, направляемый концом винта 4
по спиральной канавке, перемещается до упора его правого фланца
в торец втулки 3. В этом случае узел работает как установочный.
В других случаях вал может перемещаться до упора его левого
фланца в торец проверяемой детали 2, выполняя при этом функции
установки и зажатия детали.
Рис. 59. Установочно-зажимной узел с байонетным зажимом
Когда узел работает в качестве установочного, на него уста-
навливают детали для измерения линейных размеров, биения
торцов, совпадения осей и т. д. При установке деталь доводится
торцом до соприкосновения с торцом левого фланца 6, в связи
с чем необходимо иметь постоянство положения фланца при
повторных перемещениях вала 1, который фиксируется от даль-
нейшего перемещения правым фланцем. Вал 1 имеет винтовую
канавку с углом подъема меньше угла трения, чем обеспечивается
самоторможение. Нарушение постоянства положения торца ле-
вого фланца 6 вала при повторных перемещениях вызывается
деформацией деталей механизма, особенно правого фланца вала,
деформацией стыков, наличием зазоров в соединениях и т. д.
Постоянство положения вала в устанавливаемой на нем де-
тали 2 будет тем стабильнее, чем меньше осевая сила Q, приложен-
ная на винте 4, и чем меньше будет колебание этой силы. Расчеты
показывают, что в конструкциях подобных установочных узлов
необходимо обеспечивать условия, при которых сила Р, прикла-
дываемая к рукоятке, не превышала бы 1,5—2 кГ. Тогда сила Q
не будет превышать 35—40 кГ и не будет вызывать деформаций
самих звеньев. Неточность перемещения вала в этих случаях будет
ПО
возникать только вследствие контактных деформаций, перекосов
и ликвидации зазоров. Аттестация установочно-зажимных узлов
с байонетными зажимами заключается в определении постоянства
положения вала 1 после каждого повторного перемещения и фик-
сирования его положения.
Постоянство положения вала измеряют микроиндикатором
с ценой деления 0,001 мм в точках А, В и С левого фланца 6.
Для каждого измерения байонетный зажим зажимают и отжи-
мают при подводе и отводе вала 1 в исходное положение. При
Рис. 60. Распределение погреш-
ностей перемещения вала байо-
нетного зажима:
а — измерение в точке А', б — из-
мерение в точке В', в — измерение
в точке С
первом подводе и зажатии вала стрелка микроиндикатора, зафи-
ксировавшего это положение, устанавливается в нулевое положе-
ние, т. е. хср принимается равным нулю. Затем при повторном под-
воде и зажатии вала фиксируются показания микроиндикатора,
равные или отличные от хср. Выборки, образованные при по-
вторных измерениях, приведены в табл. 16—18. По их данным
построены кривые, вписанные в соответствующем масштабе в нор-
мальные кривые (рис. 60). Для аттестации рассматриваемого узла
приведены полные выборки и расчеты для определения их харак-
теристик.
Анализ полученных выборок показывает следующее: 1) в уста-
новочно-зажимных механизмах с байонетным зажимом обеспечи-
вается достаточно высокая точность перемещения вала /; 2) наи-
более высокую точность перемещения вал имеет в горизонтальной
111
chlpmaker.ru
Выборка
Таблица 16
Измерение в точке А
(см. рис. 59)
для определения точности перемещения вала
узле с байонетным зажимом
в установочно-зажимном
Таблица 17
Измерение в точке В
(см. рис. 59)
Таблица 18
Измерение в точке С
(см. рис. 59)
- Xj В мкм кГ е z 1
—1 4 —4 4
0 6 0 0
1 10 10 10
2 13 26 52
3 11 33 99
4 5 20 80
5 1 5 25
50 —4 +94 270
X арактеристика — 90 выборки: X — =
Д(Л) = 1,8 мкм\ = i,8* = 50
= 2, = 1 16; S = /2,16= 46 мкм', Д =
= + 4,41 ~ 1.47 “ МКМ’, а =
17 мм/мкм;
ь _ 250 1,47 50,1 =
= 7,25 мм', прини- маем b — 8 мм
в мкм кГ хГ 03 -о и
—3 —2 —1 0 1 2 3 4 5 6 7 1 I 2 2 5 10 9 7 6 4 1 —3 —2 —2 0 5 20 27 28 30 24 7 9 4 2 0 5 40 81 112 150 144 49
48 —7 + 141 596
Характеристика вы- . тг 134 борки: X = — = = 2,8 мкм; D(x) = = ^_2,8. = 4,5б; S = |Л4,66 = 2,14 мкм; Дус = + 6,42 мкм; а = = 11,7 мм/мкм; принимаем а= 12 мм/мкм; ^^=+4.. принимаем 6=11 мм.
в мкм nixi ci •-» и е*
0 3 0 0
1 10 10 10
2 17 34 68
3 21 63 189
4 27 108 432
5 26 130 650
6 4 24 144
7 1 7 49
109 376 1542
Характеристика вы- . V 376 борки: Х = —= = 3,44 мкм; = = -1=3.4, = 2,37; S = J<2,37= 1,54 мкм; Дус = ± 4,62 мкм; 25 а — —— = 16,2 мм!мкм;
принимаем а = = 16 мм/мкм; Ъ = 250-1,54 _ _ . = 103-1 _ 3’64 ММ- принимаем b = 3,5 мм.
плоскости, подтверждаемой тем, что в выборке для точки А
(табл. 16) получены минимальные значения W, е и А,/(; 3) мини-
мальную точность перемещения имеет вал в вертикальной пло-
скости (точка В на рис. 59) из-за неравномерности величины при-
лагаемой силы Q; в точке В величины е и Аус на 5O?6, a IF на
67% больше, чем в точке Л; 4) эмпирические кривые распределения
на правом участке несколько смещены от теоретической ветки
из-за одностороннего действия силы Q; вместе с тем эмпирические
кривые сравнительно близко совпадают с теоретическими.
112
УСТАНОВОЧНО-РАЗЖИМНОЙ УЗЕЛ
С ДВУМЯ НЕПОДВИЖНЫМИ и одним подвижным
КУЛАЧКАМИ
Погрешность Аус может вызываться рядом причин, главными
из которых являются: погрешность в выполнении формы кулач-
ков, неплавная работа зажимного механизма (эксцентрикового
или пневматического), погрешность в форме отверстия эталона
или измеряемой детали, а также неперпендикулярность оси
отверстия к измерительному базовому торцу, которым деталь при-
жимается к опорному торцу узла.
Рис. 61. Схема установки деталей с торцом, неперпендикулярным оси от-
верстия, на установочно-разжимной узел с двумя неподвижными и одним
подвижным кулачками
Образующие отверстия в эталоне или в проверяемых деталях
могут иметь отклонения от перпендикулярности к своему базо-
вому торцу в разные стороны (рис. 61). Чтобы при таких условиях
обеспечить постоянство установки проверяемую деталь 1 прижи-
мают вручную или пружиной с силой Р2 к торцу опорного кольца 2
рассматриваемого узла. Однако такое прижатие не обеспечивает
требуемого постоянства установки. Это подтверждается следу-
ющими расчетами.
Зажатие эталона или проверяемой детали на подвижном
штоке 3 с площадкой, наклоненной под углом а = 15°, осуще-
ствляется осевой силой Q, действующей от пневматического или
эксцентрикового механизма. Шток наклонной площадкой сопри-
касается с шариком 4 в точке А и через него передает силу на
подвижный кулачок 5, а затем и на зажимаемую деталь 1. В точке А
действует сила Р. Для определения силы, с которой зажимается
деталь, действующую в точке А силу Р раскладывают на соста-
вляющие Рх и Ру. Сила, непосредственно действующая на де-
таль,
p» = Tj%=- = 3'71«- <87>
113
r.ru
Для обеспечения равновесия системы должно быть выполнено
условие
Обычно Рг = 5 ч- 8 кГ, a Zj : / = 1,5 4- 3.
Так как Ру = 3.71Q и во много раз превышает силу Рх, то
может обеспечиваться зажатие детали на любом участке оправки.
В этом случае деталь будет базироваться по отвер-
стию и не всегда будет обеспечено ее прилегание
к торцу опорного кольца
вызывает нестабильность
кулачках при повторной
2. Это обстоятельство
положения детали на
ее установке.
Рис. 62. Индикаторная головка для измерения перпендикулярности торцов
деталей
Точность установки деталей на рассматриваемый установочно-
разжимной узел определяется проверкой стабильности положения
детали 1 (рис. 62) при многократной повторной ее установке на
кулачки с прижимом к торцу опорного кольца 2. Стабильность
установки определяют измерением положения торца детали 1
после каждой установки и зажатия на кулачках узла. Измерение
производится индикатором с ценой деления 0,01 мм, установлен-
ном в съемной головке 4. Стабильность установки измеряют
в плоскостях А—Б и Б—Б детали 1 (см. рис. 61). Для получения
повторных измерений необходимо каждый раз снять, установить
и закрепить деталь / на установочно-разжимной узел, а также
снять и установить измерительную головку 4.
При каждом измерении определяют удвоенную неперпенди-
кулярность торца детали путем отсчета разности показаний стрелки
индикатора 3 измерительной головки при ее повороте на 180°.
114
При такой методике измерения получаются наладочные выборки,
на основе которых рассматриваемый узел аттестуют.
В плоскости Б—Б расположен разжимной механизм с подвиж-
ным кулачком. Для определения влияния разжимного механизма
па точность установки детали проверяется ее положение как
в плоскости А—Б, так и в плоскости Б—Б. Затем сравнивают
полученные результаты и определяют влияние зажима на точ-
ность установки детали 1. Стабильность установки детали 1
в плоскости А—Б проверяют по двум выборкам. Это позволяет
Рис. 63. Распределение погрешностей установки деталей на установочно-
разжимной узел (см. рис. 61); измерение в плоскости АА:
а — первая выборка; б — вторая выборка
более достоверно оценить характеристики выборок. Первая
выборка образована с числом повторных измерений Nn = 120.
Характеристики этой выборки следующие: X = 32 мкм; S =
= 9,9 мкм; Аус = ±29,7 мкм. Эмпирическая кривая (рис. 63, а)
построена в масштабе, определенном по формулам (18) и (19):
а ~ 2,55 мкм; Ь = 2,4 мм. Вторая выборка образована с чис-
лом повторных измерений Nn = 74. Характеристики второй
выборки следующие: X = 49 мкм; S — 11,8 мкм; Аус =
= ±35,4 мкм. Эмпирическая кривая (рис. 63, б) построена в мас-
штабе: о = 2 мм!мкм; b = 4 мм.
Стабильность установки деталей на установочном узле в пло-
скости Б—Б проверяют по выборке с числом повторных измере-
ний N = 70. В выборке получены следующие характеристики:
X = 102 мкм; S = 18,5 мкм; Аус = ±55,5 мкм. На основе этой
выборки построена кривая (рис. 64) в масштабе: а = 1,5 мм/мкм;
Ь = 6 мм.
Полученные выборки позволяют сделать следующие выводы
о точности установки деталей на установочно-разжимные узлы
с двумя неподвижными и одним подвижным кулачком:
115
chipmaker.ru
При измерении в плоскости А—Б.
1. В выборках получены удвоенные значения предельной по-
грешности установки Аус деталей на рассматриваемый узел:
для первой выборки
л ±29,7 . . ОЕ-
Д,. = —о— — 14,85 мкм;
для второй выборки
Д = ±35Д
ис 2
17,7 мкм.
Полученные данные показывают, что
погрешность установки
деталей Луг на рассматриваемые узлы сравнительно велика.
Это будет справедливым, даже
если учесть влияние собствен-
ных погрешностей измеритель-
ной головки 4 (рис. 62) на по-
лученные результаты. Отсюда
вытекает целесообразность даль-
нейшего усовершенствования
конструкций рассматриваемых
установочно-разжимных узлов
и измерительных головок 4 для
повышения точности их работы.
2. Установочно-разжимной
Рис. 64. Распределение погрешностей узел С двумя неподвижными И
установки деталей на установочно-раз- одним ПОДВИЖНЫМ кулачком
жимнои узел^рис.^ измерение обеспечивает удовлетворитель-
ную стабильность установки
деталей. Это подтверждается показателями выборок:
— I.2 (см. рис. 63, а и б); К- =-^-= 1,53;
Полученные значения Л-и Ks не превышают пределов, уста-
новленных формулами (51) и (58).
При измерении в плоскости Б — Б
1. Точность установки деталей & с в плоскости Б—Б ниже,
чем в плоскости А—Б. Это подтверждается сравнением получен-
ных значений АуС в выборках. Понижение точности определяется
из следующего соотношения между полученными значениями Аус.
^ис. б—ь _ 55,5 х 2 _ 1 у
Ьус.А-Б ~ 35,4 + 29,7
Снижение точности установки деталей в плоскости Б—Б
вызывается действием зажимного механизма в этой плоскости.
116
2. Механизм зажима дает систематическое одностороннее от-
клонение детали при повторной ее установке в плоскости дей-
ствия сил. Это подтверждается значительным увеличением X,
полученным при измерениях положения детали в плоскости Б—Б,
по сравнению со значениями X, полученными при аналогичных
измерениях в плоскости А—Б, а именно:
хб—б _ Ю2-2 _ о со
Б 49 + 32
По этой же причине кривые (рис. 63, а и б и рис. 64), полу-
ченные при измерении точности установки деталей на рассматри-
ваемый установочно-разжимной узел, имеют существенное несов-
падение моды с центром группирования.
УСТАНОВОЧНО-ЗАЖИМНОЙ УЗЕЛ С ЦАНГОЙ
В контрольных приспособлениях для установки и закрепления
деталей некоторое распространение получили установочно-зажим-
ные узлы с цангами (рис. 65). На цангу 1 устанавливают детали 2
Рис. 65. Установочно-зажимной узел с цангой
для измерений биения наружной поверхности относительно отвер-
стия, неперпендикулярности торцов и т. д.
Цангу разжимают конусной втулкой 3 посредством эксцен-
трика 5 и штока 4. Вместо эксцентрика может быть применен
пневматический патрон или другой механизм. Чтобы обеспечить
постоянство разжима цанги эксцентриком 5, сила зажима послед-
него передается на шток 4 через две пружины 6 и 7. Цанговое
устройство вместе с проверяемой деталью вращается во втулке 8.
117
chipmaker.ru
Для удовлетворительной работы цанг, которые выполняются
с шестью-десятью лепестками, важным условием является одина-
ковая жесткость лепестков и отсутствие остаточных деформаций
при их работе, а также хороший контакт лепестков цанги с изме-
рительной базой проверяемой детали. Последний обеспечивается
при минимальной разности диаметров измерительной базы про-
веряемых деталей и цанг. В противном случае контакт между
Рис. 66. Схема контакта между лепестками
цанги и измерительной поверхностью про-
веряемой детали при их различных диа-
метрах
Рис. 67. Схема контак-
та между лепестками
цанги и овальным от-
верстием
поверхностью каждого лепестка цанги с измерительной базой
проверяемой детали может получаться либо в одной точке
(рис. 66, а), либо в двух точках (рис. 66, б).
Если измерительная база имеет неправильную форму, напри-
мер, значительную овальность, то при наличии в цанге большого
Рис. 68. Схема контакта
между короткими лепест-
ками цанги и деталью при
количества лепестков деталь на ней может
зажиматься, главным образом, двумя про-
тивоположно расположенными лепестками
(рис. 67). Остальные лепестки могут вооб-
ще не участвовать в центрировании и за-
жатии проверяемой детали.
Цанги контрольных приспособлений
их неудовлетворительном
пружинении
часто имеют незначительную длину лепест-
ков. При недостаточно качественном изго-
товлении лепестки таких цанг будут
иметь неудовлетворительный контакт по
длине (рис. 68). Несовпадение поверхно-
стей лепестков цанги с измерительной базой детали будет тем
больше, чем больше разность их диаметров.
Если между лепестками и измерительной базой детали отсут-
ствует требуемый контакт, то ось вращения цанги не будет совпа-
дать с осью проверяемой детали. Это вызывает погрешность Дус
при установке деталей в цанги. Погрешность Тем больше,
чем больше ход цанг, т. е. чем больше разность диаметров между
цангой и измерительной базой проверяемой детали. Помимо
118
других факторов большое влияние на увеличение Ауе оказывает
погрешность формы отверстий в проверяемых деталях и неравно-
мерное пружинение лепестков. Таким образом, точность установки
деталей на цанги зависит от значительного количества случайных
факторов, независимых или слабо зависимых друг от друга. Ука-
занные причины в значительной степени ограничивают применение
цанговых установочно-зажимных узлов при особо точных операциях
обработки деталей, а также в контрольных приспособлениях.
Между тем цанговые установочно-зажимные устройства имеют
ряд существенных преимуществ: цангами можно одинаково просто
зажимать детали по внутренним и наружным измерительным
базовым поверхностям; на цангах можно закреплять детали
различных размеров и конфигураций; цанги зажимают любым
приводом (ручным, пневматическим, электромеханическим и т. д.).
Точность установки AlJC деталей на цанги проверяют на уста-
новочно-зажимном узле (см. рис. 65). При измерении в вертикаль-
ной плоскости выясняют стабильность совпадения оси отверстия
измеряемой детали с осью цанги 1 (первое положение микроинди-
катора на рис. 65). При измерении в горизонтальной плоскости
выявляют стабильность положения торца детали 2 относительно
горизонтальной оси цанги (второе положение микроиндикатора
на рис. 65). Для каждого повторного измерения проверяемую
деталь снимают, а затем вновь устанавливают и закрепляют на
установочно-разжимном узле.
Точность установки Лу,; определяется в зависимости: а) от раз-
ности диаметров цанги и отверстия устанавливаемой детали;
б) от величины неперпендикулярности базового опорного торца Б
детали 2, прилегающего к опорному торцу А узла (рис. 65); в) от
прижатия торца Б измеряемой детали к опорному торцу А уста-
новочно-зажимного узла.
Точность установки определяют двумя кольцами со следу-
ющими отклонениями размеров:
Параметры Кольца
№ 1 № 2
Разность между диаметрами кольца и цанги в мм 0,02 0,04
Биение наружной поверхности кольца относи- тельно оси отверстия в мм 0,01 0,01
Неперпеидикуляркость опорного торца кольца к оси отверстия в мм 0,01 0,02
Точность установки деталей на установочно-зажимные узлы
с цангами рекомендуется определять с прижатием и без прижатия
опорного торца Б кольца к опорному торцу А узла. Необходимость
119
определения точности установки по такой методике объясняется
следующими обстоятельствами: в различных деталях (втулки,
кольца, диски и т. д.) взаимное биение внутренней и наружной
поверхностей между собой, а также перпендикулярность одного
из торцов часто требуется выдержать при условии, чтобы второй
торец этих деталей был бы опорным. Важно иметь такие данные
о точности установки деталей на цанги при условии, если не
требуется или нет возможностей обеспечить прижатие их опорного
торца Б к опорному торцу А узла.
Точность установки деталей на установочно-зажимные узлы
с цангами рекомендуется определять путем измерения: а) погреш-
ностей ХуСэ установки эталонных деталей (колец, втулок и т. д.)
на цангу для измерения биения их наружной поверхности относи-
тельно оси отверстия (первое положение микроиндикатора,
рис. 65); б) погрешностей БУст установки деталей на цангу для
измерения неперпендикулярности (биения) торца к оси отверстия
(второе положение микроиндикатора, рис. 65).
Для определения точности установки БуСа и ХуСт деталей
кольца многократно устанавливают на цангу рассматриваемого
узла в одних и тех же условиях и в одном и том же положении
как с прижатием их к опорному торцу А, так и без прижатия.
Точность установки колец на цангу после каждой повторной уста-
новки проверяют микроиндикатором с ценой деления 0,002 мм.
Чтобы получить представительные выборки и достоверные харак-
теристики для каждого цикла, целесообразно производить не менее
100 повторных измерений. По результатам каждой выборки стро-
ятся кривые распределения погрешностей установки.
Точность установки Д^ кольца № 1 с прижатием к опорному
торцу А узла аттестуется по выборке с числом повторных изме-
рений N = 104. В этой выборке получены следующие характери-
стики: X = 11,2 мкм; S = 2,5 мкм; АуСд = ±7,5 мкм. Кривая,
построенная по данным выборки (рис. 69, а), выполнена в следу-
ющем масштабе: а = 10 мм/мкм; b — 3,5 мм.
Точность установки кольца № 2 с прижатием к опорному
торцу А узла определяется по выборке с N — 103. Ее характери-
стики следующие: X = 13,3 мкм; S = 2,4 мкм; АуСэ = ±7,2 мкм.
Кривая (рис. 69, б), построенная по данным выборки, выпол-
нена в масштабе: а = 10 мм/мкм; b = 2,9 мм.
Точность установки АуСэ колец № 1 и 2 на цангу без прижатия
к опорному торцу А узла определена по выборкам, с числом по'
вторных измерений N = 104. Характеристики полученных вьг
борок следующие.
Кольцо № 1: X ~ 9,6 мкм; S = 3,3 мкм; АуСз = ±0,99 мкм.
Масштаб для построения кривой (рис. 70, а): а = 8 мм/мкм;
b = 4 мм.
120
Кольцо № 2: X — 24 мкм; S = 5,12 мкм; &уСя = ±15,36 мкм,
масштаб построения кривой (рис. 70, б): а = 5 мм/мкм; b — 6 мм.
Точность установки AWm колец на цангу с прижатием к опор-
ному торцу А узла определяются по следующим выборкам:
Рис. 69. Распределение погрешностей установки колец на цангу с при-
жатием к упору для измерения биения наружной поверхности:
а — кольцо № 1:6 — кольцо № 2.
Кольцо № 1. Число повторных измерений N = 103. Характе-
ристики выборки: X = 6,7 мкм; S — 2,2 мкм; ХуСгп — ±6,6 мкм.
Масштаб для построения кривой (рис. 71, а): а = 11 мм/мкм;
b — 2,75 мм.
Рис. 70. Распределение погрешностей установки колец на цаигу без при-
жатия к упору для измерения биения наружной поверхности:
а — кольцо № 1; б — кольцо № 2
Кольцо № 2. Число повторных измерений N = 104. Характе-
ристика выборки: X = 8,25 мкм; 5 = 4 мкм; АУст = ±12 мкм.
Масштаб для построения кривой (рис. 71, б): а = 6,5 мм/мкм;
b = 5 мм.
121
Без прижатия к опорному торцу А установочного узла точ-
ность установки колец аттестуют на основе следующих
результатов, полученных в выборках.
Рис. 71. Распределение погрешностей установки колец на цангу с при-
жатием к упору для измерения биения торца:
a — кольцо № 1; б — кольцо № 2
Кольцо № 1. Число повторных измерений N = 52. Характе-
ристика выборки: X — 10,25 мкм; S ~ 3,75 мкм; \Уст =
= ±11,25 мкм. Масштаб для построения кривой (рис. 72, а)
следующий: а = 7 мм/мкм; Ъ — 9 мм.
Рис. 72. Распределение погрешностей установки колец на цангу без при-
жатия к упору для измерения биения торца:
а — кольцо № 1; б — кольцо № 2
Кольцо № 2. Число повторных измерений в выборке N = 105.
Характеристики выборки: X = 33 лгклц S = 3,9 мкм; Хуст —
= ±И,7 мкм. с=6,5 мм/мкм; b = 4,5 мм.
122
Сравнивая между собой значения характеристик в выборках,
можно сделать следующие заключения о точности установки
деталей на установочно-зажимные узлы с цангами:
1. Минимальные погрешности А^э при установке деталей
класса втулок (втулки, кольца, диски и т. д.) на установочно-
зажимные узлы с цангами для измерения биения наружной
поверхности наблюдаются при разности диаметров между отвер-
стием и цангой не более 0,02 мм. При разности диаметров не
более 0,02 мм установочно-зажимные узлы с цангами незначи-
тельно уменьшают точность (на 15—20%), если на них устана-
вливают детали не прижимая к упору. Это'подтверждается ха-
рактеристиками выборок, на основе которых построены кривые
(см. рис. 69, а и 70, а), а также характером этих кривых, полу-
ченных при определении точности установки кольца № 1 на цангу
с прижатием и без прижатия к упору.
2. При разнице между диаметрами отверстия и цанги в 0,04 мм
максимальная точность установки обеспечивается только при при-
жатии деталей к упору А узла. Это видно из сравнения характе-
ристик, полученных в выборках и кривых (см. рис. 69, б и 70, б).
Значение Д//Сэ при установке без прижатия к упору увеличивается
больше чем в 2 раза по сравнению с установкой этого же кольца
с прижатием к упору, а именно с 7,2 до 15,3 мкм. Кроме того,
почти в 2 раза увеличиваются значения хтах и хт1п (см. рис. 69, б
и 70, б), что значительно увеличивает X. При установке деталей
с разностью диаметров 0,04 мм без прижатия к упору их положе-
ние на цанге становится неопределенным. Вследствие этого кривая
распределения получается двухвершинной.
3. На точность установки деталей для измерения биения
торцов оказывает существенное влияние разность диаметров
и неперпендикулярность измерительного базового торца. Это
видно из характеристик, полученных в выборке при определении
точности установки кольца № 2 на цангу для измерения биения
торца с прижатием к упору А, где буСт = ±12 мкм и характером
кривой (рис. 71, б). Точность установки буСпг кольца № 2
в 1,82 раза ниже, чем кольца № 1.
УСТАНОВОЧНЫЙ УЗЕЛ С ПРУЖИННЫМ ЗАЖИМОМ
Установочные узлы, осуществляющие зажатие проверяемых
деталей с помощью пружин, сравнительно широко применяют
в контрольных приспособлениях. Установочные узлы с пружинами
имеют простую конструкцию (рис. 73). В контрольных приспособ-
лениях на такие узлы обычно устанавливают детали для измере-
ния линейных размеров, биения промежуточных шеек, биения
торцов и т. д. В рассматриваемом узле с левой стороны предусмо-
трена неподвижная опора в виде втулки 5 с внутренним конусным
123
I chipmaker.ru
। пояском. С правой стороны установлена подвижная опора в виде
втулки 2 с таким же пояском. На пояски этих втулок устанавли-
вают детали 3 разных конструкций с конусными бортиками
для контроля размеров или технических условий. Подвижную
' втулку 2 отводят рукояткой 4, на которую действует пружина 1.
Установочно-зажимные узлы подобных конструкций могут
быть также выполнены с центрами или втулками, имеющими ци-
линдрические пояски.
6
Рис. 73. Установочный узел с пружинным зажимом
Пружинами сложно обеспечить передачу постоянной и плавной
силы, необходимой для закрепления устанавливаемой детали,
что несколько нарушает постоянство установки деталей на опоры
установочно-зажимных узлов с пружинным зажимом. На плав-
ность передачи зажима, осуществляемого с помощью пружин
через подвижную втулку 2, оказывает влияние величина угла
поворота рукоятки 4, скорость отвода и плавность спуска этого
рычага, жесткость пружины 1 и т. д. Указанные факторы незави-
симы или слабо зависимы друг от друга. Вследствие этого точность
установки деталей на такие узлы контрольных приспособлений
зависит от ряда случайных факторов. Их влияние на точность
установки деталей вследствие этого может быть определено экс-
периментальным путем с применением статистического анализа.
Для более точной установки деталей на рассматриваемые
узлы целесообразно иметь возможно меньшее давление пру-
жины 1 и особенно, если пружиной создается внецентровое при-
ложение нагрузки (рис. 73).
Пружина, развивающая силу Р, создает на конце рукоятки 4
давление
Р1==Р Jj- кг.
124
Как показывают расчеты, сила Р± обычно колеблется в преде-
лах 1—2 кГ.
Для фиксирования требуемого положения измеряемой детали
такое давление является достаточным. В ряде случаев оно может
оказаться даже завышенным, вследствие чего возможно увеличе-
ние погрешности установки деталей. В таких случаях путем под-
бора пружины 1 с различной силой Р необходимо найти такую
силу Рг, при которой после наладки и образования наладочных
выборок будут обеспечены минимальные значения X, &ус и Ks.
Точность установки Хус деталей на установочно-зажимные
узлы с пружинным зажимом определяют со стороны подвижной
втулки 2 и со стороны неподвижной втулки 5. Точность установки
деталей на левую неподвижную опору в таких узлах значительно
выше, чем на правую, так как пружина 1 оказывает сравнительно
небольшое влияние на точность установки деталей на неподвижную
опору. Это обстоятельство имеет важное значение для более
широкого применения подобных узлов в тех случаях, когда
в установленных на них деталях требуется измерять различные
размеры с точными допусками со стороны неподвижной опоры.
Точность установки деталей на подвижную опору. Результаты
аттестации рассматриваемого установочно-зажимного узла (рис. 73)
со стороны подвижной опоры в значительной степени зависят
от правильного выбора давления пружины 1 и от плавного пере-
мещения подвижной втулки 2.
Для определения точности установки деталей на подвижную
опору необходимо многократно снять и установить эталон 3
на втулку 2 при одних и тех же условиях и в одном и том же
положении. Эти условия должны строго выполняться, чтобы исклю-
чить влияние несовпадения осей конусных поясков, геометриче-
ской их неточности и т. д. на точность установки деталей на
подвижную опору рассматриваемого узла. Точность установки' Л;/с
определяют измерением стабильности положения эталона 3 на
конусном пояске подвижной втулки 2. Для этих измерений преду-
смотрен индикатор 6 с ценой деления 0,01 мм. При первой уста-
новке эталона стрелку индикатора устанавливали на нулевое
положение, т. е. хср принимали равным нулю. Для получения
достоверных результатов аттестации подобных узлов рекомен-
дуется образовать повторные наладочные выборки, на основании
которых определяют точность установки Лус деталей на подвиж-
ную опору рассматриваемого узла. Для определения NKp, а затем
Nn, наладочные выборки образовывают с большим числом повтор-
ных измерений. Первая выборка (табл. 19) образуется с числом
повторных измерений W = 120. Для определения числа NKp,
при котором в данной выборке получается одновершинная кривая,
все измерения, предварительно разбитые на восемь разрядов,
разделены на шесть групп. В каждой из них дается по 20 измере-
ний. Затем в каждом разряде суммируют повторные измерения
125
chipmaker.ru
Таблица 19
Определение значения Nn в выборке для аттестации
установочно-зажимного узла с пружинным зажимом
со стороны подвижной опоры
В мкм при групповых (гр.) и суммарных (сум.)
0—20 21—40 41—60 61—80 81—100 101—120
гр. сум. гр. сум. гр- сум. гр. сум. гр- сум.
—6 —4 —2 0 +2 4~4 +6 4-8 1 2 4 3 6 2 2 1 3 4 7 4 1 1 3 7 7 13 6 3 1 2 6 2 6 3 1 4 9 13 15 12 6 2 4 2 4 6 1 1 3 8 11 17 21 18 7 2 2 4 1 8 3 2 5 12 11 18 29 16 7 1 2 3 1 3 7 3 3 7 15 12 21 36 19 7
20 20 40 20 60 20 80 20 100 20 120
каждой последующей группы с предыдущей, что дает возможность
определить требуемое значение Nn выборки, по характеристикам
которой находят точность установки А^ деталей на подвижную
опору. Данные рассматриваемой выборки показывают, что одно-
вершинная кривая получается только при числе повторных
измерений NKp = 80. Действительно, уже при N = 100 наме-
чается перегиб кривой, так как число повторных измерений
в разряде с —2 равно 12, больше числа повторных измерений
в нулевом разряде, где оно равно 11.
По данным первой выборки Nn = 80 получены следующие ха-
рактеристики: X = 28 мкм-, S = 31 мкм\ \ус = ±93 мкм. Мас-
штаб для построения эмпирической кривой (рис. 74, а): а =
= 1,6 мм/мкм-, b — 5 мм.
Полученная эмпирическая кривая при ее сопоставлении с нор-
мальной существенно отклоняется в левой ветви. Чтобы быть
убежденным в правильности работы установочно-зажимного узла,
необходимо проверить закон распределения полученной выборки
по критерию согласия Колмогорова (табл. 20).
Значение Р (2.) = 0,3 свидетельствует об удовлетворительном
совпадении эмпирического закона распределения с нормаль-
ным [6 ].
Характеристики полученной выборки показывают, что уста-
новочные узлы с пружинным зажимом рассматриваемой кон-
струкции имеют на подвижной опоре точность установки дета-
лей Ауе = ±93 мкм. Полученный ряд не может быть принят
для аттестации вследствие значительной величины е = 28 мкм
126
(рис. 74, а). Такое значение е свидетельствует, что со стороны пру-
жины 1 оказывается повышенное давление на втулку 2, а через
нее —- на эталон 3. В таких случаях необходимо дополнительно
регулировать давление пружины 1 и повторить выборку.
Рис. 74. Распределение погрешностей установки эталона на подвижную
опору установочно-зажимного узла (рис. 73):
а — первая выборка; б — вторая выборка
Во второй выборке произведено 140 повторных измерений.
В этой выборке, как и в предыдущей, подтверждается, что Nn = 80
является устойчивой величиной, при которой получается одно-
вершинная кривая. В повторной выборке получены следующие
характеристики: X = 6,3 мкм\ S = 36 мкм\ Хус = ±108 мкм.
Вычисления критерия согласия по Колмогорову для
первой выборки
Таблица 20
В мкм п1 Накоплен- ная эмпи- рическая частота Функция накоплен- ных эмпи- рических частот (х) Интеграль- ная функция распределе- ния Г (х) (х) - -F (х)
—4 3 3 0,0375 0,014 0,0235
—2 8 11 0,01375 0,06 0,0775
0 И 22 0,275 0,19 0,085
2 17 39 0,1875 0,6 0,1125
4 21 60 0,75 0,65 0,10
6 13 73 0,9125 0,84 0,0725
8 7 80 1,0 0,96 0,04
Параметры распределения: X = 28 мкм', S = 31 мкм', N = 80; Т>наы(, —
= 0,1125; X = 0,12 V80 = 0,97; Р (X) = 0,3.
127
chipmaker.ru
Для построения эмпирическойкривой (рис. 74, б) получен масштаб:
а — 1,4 мм!мкм-, Ъ = 5 мм. Характеристики второй выборки
показывают, что давление пружины рассматриваемого узла
повторно отрегулировано удовлетворительно, так как е = 6,3 мкм
(рис. 74, б). Эта величина практически близко совпадает с хср.
Значение Аус = ±108 мкм близко совпадает со значением
Лрс = ±93,3 мкм, полученным в первой выборке. Имеющееся
расхождение в пределах допустимого, определяемого по фор-
муле (12).
Действительно
х 3os =
±35 _ ±3-36
/2Х — рД-То
+ 8,8 мкм.
Разность между погрешностями А,/с, полученными в выборках,
составляет 108 — 93,3 = 14,7 мкм. Расчеты показывают высокую
устойчивость работы установочных механизмов с пружинами,
хотя при этом и получается большая погрешность Л^.
Ввиду удовлетворительных результатов вторая выборка при-
нята за наладочную, удовлетворяющую требованиям аттестации
точности установки деталей на подвижную опору данного типа
установочно-зажимных узлов.
Точность установки деталей на неподвижную опору. Точность
установки деталей на неподвижную опору 5 (см. рис. 73) рас-
сматриваемого установочно-зажимного узла определяется путем
повторной многократной установки эталона 3 на этот узел с изме-
рением микроиндикатором 7 положения торца А эталона на непо-
движной опоре.
При первой установке эталона стрелку микроиндикатора
устанавливают на нуль, т. е. хср принимают равным нулю. Затем
после каждой новой установки фиксируют показания микро-
индикатора, определяющие новые положения торца А эталона
на этой опоре, равные или отличные от хер.
Точность установки деталей на неподвижную опору зависит
от значительно меньшего числа случайных погрешностей по
сравнению с установкой на подвижную опору. В связи с этим
представительные выборки образуют при Nn = 120-?-150 повтор-
ных измерений.
Точность установки эталона на неподвижную опору 5 необ-
ходимо аттестовать на основе двух наладочных выборок: основной
и повторной. В связи с этим основная выборка образована с числом
повторных измерений Nn = 120. В ней получены следующие ха-
рактеристики: X = 1,27 мкм-, S = 1,4 мкм-, Хус = ±4,2 мкм.
Для построения кривой (рис. 75, а) по данным выборки получен
масштаб: а = 18 мм/мкм-, b = 2,85 мм.
Основанием для образования повторной выборки нередко
является существенное несовпадение эмпирической кривой с тео-
ретической. Кроме того, другой причиной для образования повтор-
128
ной выборки является также несколько большее значение X =
= 1,27 мкм, полученное в первой выборке. Это показывает нали-
чие тех или иных дефектов в наладке узла, даже если в таких
выборках получается удовлетворительный показатель Е, что
имеет место и в данном случае. Положим, что на неподвижной
опоре должны быть установлены детали, у которых требуется
измерить размеры с допусками 0,02 мм. Даже при таком допуске
при полученном в первой выборке значении X — 1,27 мкм пока-
Рпс. 75. Распределение погрешностей установки эталона па неподвижную
опору установочно-зажимного узла (рис. 73):
а — первая выборка; б — вторая выборка
затель Е
является удовлетворительным. Действительно:
Е = Х-хсР = 1,27 — 0 = 0065
Повышенное значение в в выборках, образуемых на подобных
узлах, обычно получается вследствие систематически повышен-
ного одностороннего давления рукоятки 4 па эталон 3 при повтор-
ных установках. Указанные недостатки должны быть устранены
до образования повторной выборки с числом измерений Nп =
= 146 со следующими характеристиками: X — 0,6 мкм; S =
= 1,15 мкм; \уС = ±3,45 мкм.
Масштаб для построения кривой (рис. 75, б): а = 22 мм/мкм;
b = 2 мм. В данной выборке значение X — 0,6 мкм в два раза
меньше, чем в основной выборке. Экспериментальная кривая
(рис. 75, б) во второй выборке с большей точностью совпадает
с теоретической. Это обстоятельство подтверждает, что при атте-
стации различных узлов, механизмов, приспособлений и т. д.,
где требуется регулировать отдельные элементы и, особенно,
пружины, всегда целесообразно образовывать повторную наладоч-
ную выборку.
129
chipmaker.ru
Показатели, полученные на основе сделанных выборок, под-
тверждают высокую стабильность установки деталей на непо-
движную опору установочного механизма с пружинным зажимом:
К«, = 4 - 1,17; К7= = 2,08; К. - g _ 1,22.
Значения = ±3,45 и ±4,20 мкм, полученные в основной
и повторной наладочных выборках, показывают, что точность
установки деталей на неподвижную опору значительно выше,
чем на подвижную.
УСТАНОВОЧНЫЙ УЗЕЛ С ДВУМЯ ПЛОСКИМИ ВЗАИМНО
ПЕРПЕНДИКУЛЯРНЫМИ ПОВЕРХНОСТЯМИ
Установочный узел с двумя взаимно перпендикулярными
рабочими поверхностями (рис. 76) применяют в контрольных
приспособлениях для
Рис. 76. Установочный узел
с двумя взаимно перпендикуляр-
ными плоскостями
установки стоек, плиток, угольников,
крышек и других деталей. Обычно
при установке у этих деталей изме-
ряют линейные или угловые разме-
ры, параллельность и перпендику-
лярность плоскостей и т. д.
Установочный узел имеет корпус
1, наклонно расположенный под
углом 60°, плиту 2, создающую ра-
бочую базу, и плиту 3, создающую
вторую опорную базовую поверх-
ность, перпендикулярную к первой.
На эти две рабочие поверхности для
различных измерений устанавливают
проверяемую деталь. Наклон плит 2
и 3 обеспечивает лучшее прилегание
проверяемых деталей к базам под
действием собственного веса.
Рабочую поверхность плиты 2
делают прерывистой для уменьшения
ее контакта с измерительной базой
проверяемой детали. При таком вы-
полнении уменьшается влияние погрешностей геометрической фор-
мы измерительных базовых поверхностей проверяемых деталей и
рабочих поверхностей установочного узла на точность установки.
У деталей, устанавливаемых на рассматриваемый узел, обычно
измеряют размеры с классами точности 2 и 2а. Поэтому высокая
точность установки деталей на рассматриваемые установочные
узлы имеет важное значение. Совмещение измерительных баз
проверяемой детали с рабочими поверхностями рассматриваемого
установочного узла должно быть произведено с высокой точ-
130
ностью. Выполнение этого требования главным образом зависит
от точности формы поверхностей, их шероховатости и т. д.
Точность установки Аус деталей на рассматриваемый устано-
вочный узел определяют путем многократной повторной уста-
новки эталона 4 на базы. При повторных установках измеряют
постоянство положения плоскости А эталона. При аттестации
положение плоскости А проверяют микроиндикатором 5 с ценой
деления 0,002 мм, закрепленным на стойке. При первой'установке
эталона, как и обычно, стрелка микроиндикатора устанавливается
на ноль. Затем при повторных установках микроиндикатором изме-
Рис. 77. Распределение погрешностей установки эталона на установоч-
ный узел (см. рис. 76):
а — первая выборка; б — вторая выборка.
ряются новые положения плоскости А эталона. Всего было про-
изведено 118 повторных измерений. Характеристики выборки,
полученные в результате этих измерений, следующие: X =
=---1,05 мкм; S = 2,44 мкм; /\ус = ±7,32 мкм.
Масштаб для построения кривой (рис. 77, а)-. а = 20 мм/мкм;
b = 2,5 мм. Полученная эмпирическая кривая близка к теорети-
ческой. С этих позиций выборку можно было бы признать удов-
летворительной для аттестации точности установки деталей
на рассматриваемый узел. Однако в выборке получено несколько
увеличенное отклонение X от хс , что свидетельствует о неточности
образования выборки. Кроме того, в выборке получена завышен-
ная предельная погрешность установки \ус = ±7,32 мкм, что не
свойственно подобным установочным узлам.
Такие результаты получены вследствие аттестации микро-
индикатором с ценой деления 0,002 мм, слишком грубым для
измерения погрешностей установки в подобных узлах. Выборка
была повторена, но измерения производились микроиндикатором
с ценой деления 0,001 мм. Результаты повторной выборки, обра-
зованной при = 60, следующие: X = —0,42 мкм; S = 1,4 мкм,
\ус — ±4,2 мкм.
131
r.ru
Масштаб для построения кривой (рис. 77, б): а = 18 мм/мкм;
b — 6 мм.
В предыдущей выборке, из-за низкой точности измерительных
средств, примененных для аттестации, была получена высокая
предельная погрешность установки А^,. эталона. Отношение А^,
полученных для первой и второй выборки, составляет 1,74. Совпа-
дение экспериментальной кривой с теоретической (рис. 77, б)
во второй выборке, а также предельная погрешность установки
= ±4,2 мкм, дает основание считать результаты второй
выборки удовлетворительными.
Аттестация показывает, что несмотря на небольшое значе-
ние А^с = ±4,2 мкм, полученное во второй выборке, требуются
дальнейшие исследования для изучения причин, вызывающих
указанные погрешности.
УСТАНОВОЧНЫЙ УЗЕЛ С БАЗИРОВАНИЕМ ДЕТАЛЕЙ
НА ОПРАВКУ И ПРИЗМУ
При установке деталей на установочные узлы контрольных
приспособлений важно обеспечить им те же условия базирования,
какие они имеют в приспособлениях для их обработки, если
производят пооперационный контроль деталей или в механизмах,
где они работают, если детали окончательно принимают перед
отправлением их на сборку.
Нередко детали в механизмах лишены всех шести степеней
свободы. Соответственно этому детали на установочных узлах
контрольных приспособлений должны быть по возможности
также установлены с лишением их шести степеней свободы.
В противном случае возможно измерение размеров у проверяемых
деталей не от тех базовых поверхностей, которыми их устанавли-
вают в механизмах. Такие детали в контрольных приспособле-
ниях необходимо базировать по нескольким поверхностям, рас-
положенным в различных плоскостях, обеспечивая высокую
точность выполнения взаимного расположения рабочих поверх-
ностей установочных узлов. После изготовления таких установоч-
ных узлов необходимо определить их систематические погрешно-
сти, которые следует учесть при аттестации. Например, на слож-
ном установочном узле контрольного приспособления (рис. 78)
проверяемую деталь 1 устанавливают отверстиями на оправку 2
и направляют призмой 3. При таком базировании деталь лишается
всех шести степеней свободы, что дает возможность на контроль-
ном приспособлении измерять неперпендикулярность образу-
ющей наружной поверхности детали 1 к оси отверстия, которым
она устанавливается на оправке 2.
В рассматриваемом установочном узле на точность установки
деталей могут оказывать влияние неперпендикулярность оси
оправки 2 к оси призмы 3 и смещение оси оправки относительно
оси призмы.
132
При аттестации контрольных приспособлений необходимо
учесть влияние указанных систематических погрешностей на точ-
ность установки и измерения тех или иных размеров деталей.
Точность установки X с деталей на установочный узел (рис. 78)
определяют микроиндикатором 4 при многократной установке
одной и той же детали на узел в одинаковых условиях. Для оценки
точности установки определяют постоянство положения образу-
ющей детали в плоскости Б—Б.
Аттестуют детали микроин-
дикатором с ценой деления
0,001 мм при 100 повторных
измерениях. При первой уста-
новке детали стрелку микроин-
Рис. 78. Установочный узел с оправ-
кой п призмой
Рис. 79. Распределение погрешно-
стей установки деталей на устано-
вочный узел (см. рис. 78)
дикатора устанавливают на ноль. Затем при повторных уста-
новках фиксируют показания микроиндикатора, которыми опре-
делялись новые положения детали на установочном узле. По-
лученные результаты представлены в табл. 21 и на рис. 79.
В полученной выборке выборочная средняя X сравнительно
близко совпадает с Хср = 0, что является важным показателем
точности произведенной наладки и аттестации рассматриваемого
установочного узла.
В полученной экспериментальной кривой левая ветвь не-
сколько отступает от кривой нормального распределения. Эта
погрешность вызывается односторонним прижатием детали
к призме при повторных установках, вследствие чего получается
различное совпадение контактных поверхностей детали и узла
между собой при повторных выборках. Правая ветвь эксперимен-
тальной кривой также отклоняется от нормальной кривой. Чтобы
не сомневаться в правильности проведенной аттестации узла,
необходимо проверить соответствие полученного эмпирического
распределения теоретическому по критерию согласия Колмого-
133
chipmaker.ru
рова, подобно тому, как это выполнено в табл. 20. В результате
проверки находим значение Р (X) = 0,022, свидетельствующее
о том, что эмпирическое распределение удовлетворяет минималь-
ному значению критерия согласия Колмогорова.
Учитывая сложность базирования деталей на подобные узлы,
значение предельной погрешности = ±4,71 мкм можно
Таблица 21
Выборка для определения точности
установки деталей на установочный
узел с оправкой и призмой
Х1 в мкм п1 nixi nix't
—3 —2 —1 0 1 2 3 1 6 20 24 19 16 11 3 —4 —18 —40 —24 0 16 22 9 16 54 80 24 0 16 44 27
100 —86 +47 261
Характеристика выборки: X = 47~д6 = — 0,39 мкм; = °’392 = 2-46:S = = рЛ2,46 = 1,57 мкм\ ^ус = л 25 = + 4,71 мкм; а = * . . 250* 1,57 16 ММ/МКМ’, Ь = 1 = — 3,82 мм. Принимаем Ь— 4 мм.
признать удовлетворительным.
Однако в результате изменения
условий прижатия и точности
установки проверяемых деталей
на рассматриваемый установочный
узел можно получить несколько
лучшие показатели. '
Результаты аттестации устано-
вочно-зажимных и установочных
узлов позволяют получить дан-
ные о точности установки на них
деталей. Поле рассеяния в выбор-
ках, образуемых для аттестации
этих узлов, обычно колеблется
в пределах IV = 5±7 мкм для
установочных узлов, W = 6±
±10 мкм для установочно-зажим-
ных узлов. Сравнительно редко
значения IF оказываются боль-
шими, как это имеет место, напри-
мер, при установке деталей на
установочно-зажимной узел с цан-
гой. Смещение в имеет минималь-
ное значение при аттестации уста-
новочных узлов и колеблется в пре-
делах: 0,25—2 мкм. Большее зна-
чение имеет величина в при атте-
стации установочно-зажимных
узлов. Здесь она достигает вели-
чины 2—5 мкм.
Точность установки проверяемых деталей \ус — ± (2,54-5) мкм
для установочных узлов; = ± (3±7) мкм для установочно-
зажимных узлов.
Для определения точности установки деталей и анализа
источников получаемых при этом погрешностей важное значение
имеет вид кривой распределения и ее соответствие теоретической.
Практика аттестации узлов показывает, что получаемые эмпири-
ческие кривые часто имеют различные отклонения от теоретиче-
ской кривой. Характер отклонений сходен с отклонениями у кри-
вых, получаемых при общей аттестации контрольных приспо-
соблений.
134
Глава VIII
АТТЕСТАЦИЯ РЫЧАЖНЫХ ПЕРЕДАЧ КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЙ
Большинство контрольных приспособлений имеют рычаж-
ные или прямые передачи. Рычаги передач подпирают витыми
цилиндрическими пружинами, чтобы обеспечить им надежный
контакт с проверяемой деталью. Давление пружин должно быть
тщательно подобрано и отрегулировано с учетом давления измери-
тельных средств контрольного приспособления, что необходимо
для обеспечения удовлетворительной работы передач.
При выборе конструкций передач существенным требованием
является получение минимальной предельной погрешности Д„.
Она должна быть тем меньше, чем жестче допуск на размер детали,
контролируемой с помощью этой передачи, и чем точнее должен
быть обеспечен показатель при аттестации. В связи с этим
важное значение имеет аттестация различных конструкций пере-
дач, результаты которой могут быть использованы при проекти-
ровании контрольных приспособлений, а также при исследованиях
точности их показаний.
При аттестации рычажных передач целесообразно учесть
следующие обстоятельства:
1. Рычажные передачи различных конструкций аттестуют
с помощью одного и того же микроиндикатора, с настройкой
большой и малой его стрелок на одни и те же деления.
2. До аттестации необходимо определить число повторных
измерений NKp базовой выборки. Аттестацию проводит при числе
измерений N п.
3. В процессе наладки контрольных приспособлений само-
стоятельная аттестация рычажных передач является обязательной
и должна производиться после регулирования пружин.
4. Рычажные передачи, монтируемые на пластинчатых пру-
жинах, необходимо аттестовать с предусмотренными конструкцией
дополнительными витыми пружинами при различных давлениях,
а также без пружин, для выяснения их влияния на точность работы
передачи.
5. Для получения более полных данных о точности работы
рычажных передач целесообразно предварительно систематизи-
ровать их с делением па группы, типы и т. д.
Для^аттестации рычажных передач рычагу сообщаЕОТ^много-
кратные повторные перемещения с максимальным соблюдением
135
chipmaker.ru
постоянства условий. Один конец рычага непосредственно сопри-
касается с неподвижной деталью или с эталоном контрольного
приспособления, ко второму плечу рычага подводится микроинди-
катор с ценой деления 0,001 мм. Стрелку микроиндикатора уста-
навливают на нулевое деление при первом соприкосновении рычага
с эталоном. Затем после каждого перемещения рычага фиксируют
отклонения стрелки микроиндикатора от нуля, которые заносят
в ведомость измерений. По полученным результатам, после обра-
ботки выборок, определяют статистические характеристики, необ-
ходимые для аттестации рычажных передач.
До аттестации рычажных передач определяют объем Nn вы-
борки. Обычно для этих целей представительной является выборка
с числом повторных измерений Nn -- 60ч-100. При числе повтор-
ных измерений в выборке, меньшем 60, не получается достаточно
данных для определения требуемых характеристик рассеяния
случайных погрешностей, свойственных данной передаче.
ПЕРЕДАЧА С РЫЧАГОМ НА ОСИ
В передаче с рычагом на оси (см. рис. 40), рычаг подпирается
витой цилиндрической пружиной /.Так как эти передачи просты
в изготовлении, то они широко распространены в контрольных
приспособлениях. Рычаг на оси (деталь 2, рис. 40) не требует регу-
лирования. Но появившийся в процессе эксплуатации зазор
между осью и отверстием в рычаге можно устранить только сменой
деталей, что является недостатком таких передач. Пружина 1,
кроме обеспечения контакта рычага с измеряемой деталью, должна
обеспечивать также постоянную одностороннюю ликвидацию
зазора между осью и рычагом. Наличие витой цилиндрической
пружины, а также зазора между отверстием в рычаге и осью
являются источниками погрешностей в работе передачи. Для атте-
стации определяют предельную погрешность Д„, стабильность
статистических характеристик, а также влияние пружины 1
на величину Д„ в этих передачах. Аттестации подвергали: а) пере-
дачу с рычагом на оси и передаточным отношением k = 2; рычаг
подпирается пружиной с силой 0,04—0,05 кГ, обычно принятой
в таких передачах; результаты аттестации представлены в табл. 22
и на рис. 80; б) передачу с рычагом на оси и передаточным отно-
шением k = 1; рычаг подпирался пружиной с силой 0,070—
0,075 кГ\ эти передачи аттестуются по двум выборкам, чтобы
определить стабильность основных статистических характеристик.
Результаты первой выборки, образованной при Nn = 105, сле-
дующие: X = —0,695 мкм; S = 1,58 мкм\ Д„ — ±4,74 мкм.
Масштаб для построения кривой (рис. 81, а): а = 16 мм1мкм\
b — 4 мм. Вторая выборка образована с числом повторных изме-
рений Nn - 108. В этой выборке получены следующие характе-
ре
ристики: X. — 1,12 мкм, S =
для построения кривой (рис.
Таблица 22
Выборка для определения точности
работы рычажной передачи
с рычагом на оси к — 2
Х1 В МКМ ni nixi
—4 1 —4 16
—3 2 —6 18
—2 5 —10 20
- 1 10 — 10 10
0 12 0 0
1 18 18 18
2 21 42 84
3 5 15 45
4 4 16 64
5 2 10 50
80 ±101 —30 325
х = Характеристика выборки; 101—30
80 = 0,89 мкм ;D(x) =•
= —±- — 0,892 = 4,07; S =>
= Г 4,07 = 1,84 мкм', &п =
25
= -г 5,52 мкм', а = - _ . -----
1,84
= 13,6 мм/мкм. Принимаем а —
U 250- 1,84
= 14 мм/мкм’, b =-------------=
80-1
— 5,75 _мм.
1,3 мкм', А,; = ±3,9 мкм. Масштаб
81, б): с = 20 мм/мкм', Ь — 3 мм.
Результаты аттестации показы-
вают удовлетворительное значе-
ние Ап для передачи с рычагом
k = 2. Действительно
л ± 5,52 . q —z,
А„ = ——= ± 2,76 мкм.
Удовлетворительной является
также величина смещения цен-
X
тра группирования = в = =
0,89 „ . .r D
= -у- = 0,445 мкм. Вместе с тем
Рис. 80. Распределение погрешностей ры-
чажной передачи с рычагом на оси'(/г = 2)
Рис. 81. Распределение погрешностей рычажной передачи с рычагом на
ОСИ (k = 1):
а — первая выборка; б — вторая выборка
137
chipmaker.ru
при сопоставлении эмпирической кривой с нормальной (см.
рис. 80) имеются несовпадения как в правой, так и в левой ветви
и существенная ее островершинность. Для определения соответ-
ствия эмпирического закона распределения рассматриваемой
выборки теоретическому проводился расчет критерия согласия
Колмогорова. Полученное значение Р (7) = 0,17 подтверждает,
что погрешности передачи, несмотря на некоторое несовпадение
эмпирической кривой с теоретической, подчиняются закону
нормального распределения и полученные результаты аттестации
следует признать удовлетворительными.
В передаче с передаточным отношением k = 1 получено не-
сколько большее значение Д„, чем у передачи с отношением k = 2
(табл. 22):
Д _ У4 + 3,87 __
-2-2,76 —Не-
основной причиной увеличения предельной погрешности Дп
является повышенное давление пружины на рычаг. Однако и при
этих условиях получены также удовлетворительные результаты
аттестации, действительно:
к1Г = 4 = 1’17(Рис-81’апб); = i.ei;
= = 1-22.
0, о/
Полученные значения К- и Ks укладываются в пределы,
допускаемые формулами (51) и (58). Из рис. 81, а и б видно, что
при аттестации рассмотренной рычажной передачи получено близ-
кое совпадение эмпирических кривых с нормальной.
ПРЯМАЯ ПЕРЕДАЧА В СОЧЕТАНИИ С РЫЧАЖНОЙ
Сочетание прямой передачи с рычажной, у которой рычаг
монтируют на оси (см. рис. 45), применяют в том случае, если по
конструктивным условиям нет возможностей подвести стержень
измерительного прибора непосредственно к рычагу. Аттестация
подобных передач показывает высокую точность их работы, что
подтверждается характеристиками выборки, представленной
в табл. 23 и на кривой рис. 82.
Полученная в выборке предельная погрешность Дп =
= ±2,34 мкм близка погрешности Д„ = ±2,76 мкм рычажной
передачи с одним рычагом. Эмпирическая кривая (рис. 82) имеет
существенную островершинность, что объясняется высокой куч-
ностью остаточных случайных погрешностей х(- вблизи хср = 0.
Для оценки устойчивости показаний контрольных приспособ-
лений необходимо определять влияние рычажных передач на сбой
138
Первичной настройки измерительных средств. Влияние передачи
(см. рис. 45) на сбой первичной настойки определялось по выборке
Nn = 90 (табл. 24).
По данным выборки построены кривые (рис. 83 и 84). Затем
передачи на сбой первичной на-
стройки микроиндикатора.
Средний темп сбоя
0,76 — 0,725 „„„„„
тс = ——— = 0,0008 х
МКМ
\/ ------------ •
одно измерение’
Показатель устойчивости пер-
вичной настройки
= = = '-05;
~ g U,oo4
Рис. 82. Распределение погрешностей
прямой передачи в сочетании с рычаж-
ной
определяют влияние работы
Таблица 23
Выборка для определения точности
работы прямой передачи
в сочетании с рычажной
(с рычагом на оси)
В мкм п- nixi V?
—2 —1 0 1 2 3 1 4 23 55 11 1 —2 —4 0 55 22 3 4 4 0 55 44 9
95 —6 +80 116
Характеристика выборки: X = 80 6 — 0,78 мкм; — 95 = — 0,782 = 0,61; S = Уо = У 0,61 — 0,78 мкм; ^п = 25 = + 2,34 мкм; а = = U, /о = 32 мм!мкм. Принимаем а — / г. 250* 0,78 = 30 мм/мкм; о — ———- ~ 9а-1 2 мм.
Смещение
— *ср = 1.4 — 0 = 1,4 МКМ.
Колебания х и s в выборках значительны
1>4 z_^z д у. &тах _ 0,932
0,3 ’ ’ Г. ” 0,631 '
Полученными показателями тс и подтверждается, что даже
сочетание рычажной и прямой передач вызывает в работе весьма
незначительный сбой первичной настройки. Однако и при этих
благоприятных показателях отмечается значительное отклоне-
ние екр = 1,4 мкм.
(рис. 83 и 84):
Ушах _
*min
Такие колебания вызваны неравномерной работой пружины
в передаче, а также зазором рычага на оси. Полученные абсолют-
139
chipmaker.ru
ные значения х и s незначительны. Показатели и Ку подтвер-
ждают, что прямая передача в сочетании с рычагом на оси обеспе-
чивает высокую устойчивость работы приспособлений.
Рис. 83. Колебания х в каждой десят-
ке измерений в малых выборках (пря-
мая передача в сочетании с рычажной)
Рис. 84. Колебания s по сумме из-
мерений в малых выборках (прямая
передача в сочетании с рычажной)
Таблица 24
Выборка для определения устойчивости первичной
настройки при работе прямой передачи
в сочетании с рычажной
Число измерений ni при X в мкм х по сумме измерений в мкм х в каждом десятке из- мерений в мкм s по сумме измерений в мкм КУ
—2 —1 0 1 2 3
Первая 10 1 5 3 1 1,4 1,4 0,884 —
поло- 20 — 3 3 9 4 1 0,85 0,3 0,71 0,81
вина 30 — 3 8 14 4 1 0,73 0,5 0,932 1,05
выборки 40 - - 3 11 21 4 1 0,725 0,7 0,837 0,95
Вторая 50 3 13 28 5 1 0,76 0.9 0,788 0,89
поло- 60 — 4 17 33 5 1 0,7 0,4 0,631 0,715
вина 70 — 4 20 38 7 1 0,73 0,9 0,775 0,88
выборки 80 — 4 21 46 8 1 0,762 1,0 0,749 0,85
90 1 4 23 52 9 1 0,72 оЖ 0,6 0,812 0,92
ПЕРЕДАЧА С РЫЧАГОМ НА ЦЕНТРАХ
Рычажные передачи с рычагами на центрах (см. рис. 43) при-
меняют сравнительно редко, что объясняется сложностью их
изготовления и регулирования. Некоторое преимущество этих
передач заключается в том, что при тонком регулировании можно
140
получить беззазорную посадку рычага на центрах или восстановить
эту посадку в случае ее нарушения в процессе эксплуатации.
Передача аттестуется по выборке с числом повторных измерений
Nn = 97. Характеристики вы-
борки следующие: X -2,56 мкм;
S = 1,1 мкм; А,( = ±3,3 мкм.
Масштаб для построения кривой
(рис. 85): а = 23 mmImkm; Ь =
= 3 мм. Для этой выборки ха-
рактерным является высокое
значение е, что можно объя-
снить недостаточно тщательным
регулированием посадки рычага
на центрах, в данном случае —
его тугое поворачивание. В та-
ких условиях начинают дейст-
вовать доминирующие факторы,
Рис. 85. Распределение погрешностей
передачи с рычагом на центрах
вызывающие существенное сме-
щение е выборочной средней X относительно хьр = 0.
Хотя предельная погрешность Д„ этих передач несколько выше,
чем в предыдущих передачах, однако и она обеспечивает доста-
точно высокую точность работы.
ПЕРЕДАЧА С РЫЧАГОМ НА ПЛОСКИХ ПРУЖИНАХ
Рычажные передачи с рычагами на плоских пружинах (см.
рис. 41 и 42) из-за их высокой чувствительности, отсутствия износа
и трения, а также надежного крепления имеют преимущества по
сравнению с другими конструкциями. В процессе аттестации
целесообразно определять влияние дополнительных витых ци-
линдрических пружин, поджимающих рычаг, на точность работы
указанных передач. Такие пружины предусмотрены, например,
в передачах контрольных приспособлений, представленных на
рис. 100 и 106. В этих передачах витые пружины обычно раз-
вивают силу до 0,05—0,07 кГ.
При аттестации измерения необходимо производить с помощью
одного и того же микроиндикатора, стрелки которого устанавли-
вают на одни и те же давления.
Исследуемая рычажная передача на плоских пружинах с до-
полнительной витой цилиндрической пружиной аттестуется по
выборке с Nn = 96. Характеристики этой выборки следующие:
X = 0,094 мкм; S — 1,18 мкм; = ±3,54 мкм. Масштаб для
построения кривой (рис. 86, а); а — 22 мм/мкм; b = 3 мм.
Рычажную передачу на плоских пружинах без дополнительной
витой цилиндрической пружины аттестуют по базовой выборке
с числом повторных измерений Nn — 72. В этой выборке полу-
141
chipmaker.ru
чены следующие характеристики: X = 1,68 мкм; S = 0,75 мкм;
Ьп = +2,25 мкм. Масштаб для построения кривой (рис. 86, б):
а = 17 мм/мкм; b = 5 мм. Полученная в этой выборке предель-
ная погрешность Д„ = +2,25 мкм значительно меньше, чем для
передачи с дополнительной пружиной, хотя в обоих случаях
полученные значения Д„ являются удовлетворительными.
Рис. 86. Распределение погрешностей передачи с рычагом на плоских пру-
жинах:
а — с дополнительной витой пружиной; б — без дополнительной витой пружины
Результаты аттестации показывают, что при тщательном под-
боре и регулировании сил дополнительных витых цилиндриче-
ских пружин рассматриваемые передачи обеспечивают высокую
точность работы, что подтверждается близким совпадением эмпи-
рических кривых с нормальной кривой распределения и получен-
ными в выборках значениями Д„. Вместе с тем результатами атте-
стации этих передач подтверждается существенное влияние до-
полнительной витой цилиндрической пружины на увеличение
предельной погрешности Д„ в передачах.
СЛОЖНАЯ ПЕРЕДАЧА С РЫЧАГАМИ НА ОСЯХ
Сложные передачи (см. рис. 44), состоящие из нескольких ры-
чагов, встречаются в контрольных приспособлениях сравнительно
редко. Эту передачу аттестуют по базовой выборке с Nlt = 81.
Характеристики ее следующие: X = 5,5 мкм; S = 7 мкм; Д(1 =
= +21 мкм. Масштаб для построения экспериментальной кривой
(рис. 87): а = 18 мм/мкм; Ь = 4,3 мкм.
В сложных передачах имеется незначительное увеличение
предельной погрешности Дп по сравнению с другими передачами.
21
Действительно при k = 4 Дп = + = +5,25 мкм.-
Таким образом при аттестации этой передачи получено мини-
мальное значение Дп и достаточно близкое совпадение эмпириче-
ской кривой с теоретической,
142
Результаты аттестаций подтверждают, что рычажные передачи
имеют сравнительно небольшие предельные погрешности Д„.
Вместе с тем даже и при таких условиях они составляют суще-
ственную часть в общем балансе
бцт погрешностей показаний кон-
трольных приспособлений. Особое
внимание должно быть обращено
на регулирование сил пружин,
так как они увеличивают предель-
ную погрешность передачи. Сила
пружин должна быть минимальна,
а если измерительные средства
обеспечивают надежный контакт
рычагов с деталью, то целесооб-
разнее обходиться без дополни-
тельных пружин.
Для сравнения результатов
всех аттестаций дана табл. 25.
Рис. 87. Распределение погрешно-
стей сложной рычажной передачи
Таблица 25
Рекомендуемые расчетные значения
Дп для рычажных передач
Передача k Nn X в мкм S в мкм в мкм Рекомендуе- мое расчет- ное значение дп в мкм
С рычагом на оси 2 1 1 80 105 108 0,89 —0,695 —1,12 1,84 1,58 1,29 ±2,76 * ±4,74 ±3.87 ± (3+5)
Прямая в сочетании с рычажной (рычаг на оси) 1 95 0,78 0,78 ±2,34 ± (2+5)
С рычагом в центрах 1 97 —2,56 1,1 ±3,3 ±(3+4))
С рычагом на пло- ских пружинах, имею- щая дополнительную витую пружину 1 96 —0,094 1,18 ±3,54 ± (2+3)
С рычагом на плос- ких пружинах без до- полнительной витой пружины 1 72 1,68 0,75 ± 2,25 ± (2 + 3)
Сложная рычажная 4 81 5,5 7 ±5,25** ± (4+6)
* С учетом передаточного отношения -г5,52 ** С учетом передаточного отношения Ь21 : : 2 = -^2,76 мкм. 4 '= Ч 5,25 мкм.
143
Глава IX ~
АТТЕСТАЦИЯ ТИПОВЫХ КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЙ
Избранные для аттестации контрольные приспособления яв-
ляются типовыми. Однако рассмотренной аттестацией не стави-
лась задача оценить точность показаний всех типовых контроль-
ных приспособлений в целом, так как полная их классификация
не разработана еще достаточно.
Полученные результаты аттестации позволяют дать оценку,
а) произведенной наладке контрольного приспособления; б) точ-
ности показаний контрольного приспособления сравнительно
с величиной заданного допуска на размеры проверяемых деталей;
в) правильности принятого метода измерений; г) стабильности
показаний приспособления.
Обычно контрольные приспособления аттестуют после изго-
товления или капитального ремонта в более благоприятных усло-
виях, чем те, которые имеются при измерении деталей в цехах,
когда контрольные приспособления расположены близко к рабо-
тающим станкам или слесарным верстакам.
Важное значение имеет степень изношенности измерительных
средств, рабочих поверхностей установочных и установочно-за-
жимных узлов, направляющих поверхностей и т. д. В связи с этим
для правильной эксплуатации контрольных приспособлений
должны создаваться такие условия, при которых имело бы место
минимальное снижение точности их показателей, полученных
при аттестации.
Основными при аттестации являются показатели бНп1, Х6,
Kw, е, Е, К- и Ks и близость совпадения эмпирической кривой
распределения к нормальной. Эти показатели характеризуют
совершенство конструкций и тщательность наладки приспособле-
ний, а также точность и стабильность их показаний. Показатели
могут быть признаны удовлетворительными, а контрольное при-
способление годным для измерения деталей только в том случае,
если удовлетворительным окажется показатель относительной
точности
''. 'У
где k — коэффициент, зависящий от закона распределения по-
грешностей.
144
Значения (j даны в табл. 15. Увеличение показателя по
сравнению с табличными данными может вызвать брак годных
деталей или же значительное повышение требований к точности
работы станков, что особенно нежелательно для отделочных стан-
ков. Но чрезмерная точность, предъявляемая иногда к показате-
лям контрольных приспособлений для получения минимальных
значений /<6, в ряде случаев может быть экономически неоправ-
данной. В условиях цеха некоторые из подобных приспособлений
бывают чувствительны к температурным колебаниям, вибрациям
и т. д., требуют частой проверки и настройки измерительных
средств. Следовательно, проблема повышения точности показаний
контрольных приспособлений должна решаться в комплексе
со всеми вопросами технологии данного производства.
В результате проведенной наладки должно' быть получено
минимальное смещение е выборочного среднего X, а следова-
тельно, и коэффициента смещения Е. Если при аттестации пока-
затель Е не укладывается в требуемые пределы, то чаще всего
в процессе наладки этот дефект можно устранить и получить не-
обходимые результаты. Значительно сложнее воздействовать на
характеристики S и бит, если они при аттестации получаются
неудовлетворительными. Последние характеристики зависят от
многих случайных переменных величин. При повышеннных зна-
чениях diim иногда требуются существенные исправления и до-
водка основных узлов контрольных приспособлений. Хотя точ-
ность показаний контрольных приспособлений оценивают по
основному показателю 6lim, в ряде случаев она может быть не-
сколько завышена из-за более частой подналадки измерительных
средств, чем это определяется числом проверенных деталей пПр.
КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ С УСТАНОВКОЙ
ДЕТАЛЕЙ НА ОПРАВКИ
Контрольные приспособления различных конструкций с уста-
новочными узлами в виде оправок широко применяют на машино-
строительных заводах. Оправки могут быть цилиндрическими
гладкими, для установки на них деталей без крепления, могут
иметь срезанную площадку и т. д. В ряде случаев предусматри-
вается прижатие деталей к оправке с помощью одной или не-
скольких пружин со сравнительно небольшой силой. На контроль-
ных приспособлениях с подобными установочными узлами изме-
ряют размеры, взаимное биение поверхностей и т. и.
Приспособления для измерения биения деталей класса втулок.
Детали в контрольном приспособлении для измерения биения
наружной поверхности относительно оси отверстия втулок
(рис. 88) устанавливают на оправку 1. Деталь к оправке прижи-
мается пластинчатой пружиной 2. Для лучшего прилегания де-
тали к оправке на последней сделана площадка 4. Биение изме-
145
рйют индикатором 3, установленным на стойке. Виениб наружной
поверхности втулок измеряют в сечениях АА и ВВ, сообщая де-
тали несколько оборотов. Допуск на биение обычно устанавливают
в пределах 0,02—0,05 мм. Если оправка 1 имеет недостаточную
жесткость, то при повороте детали с некоторым давлением она
может получить заметный прогиб.
Пример. Диаметр оправки d = 10 мм; длина оправки / = 100 мм; давление
на оправку при повороте детали £«0,25 кГ; £=20 000 кГ/мм2; J = 0,05 d4.
Прогиб на конце оправки
Р13 0,25.1003
f = ~ЗЁГ = 3-20000.0,05-104 = 0,0083 ММ = 8,3 МКМ'
При повороте измеряемой детали возможен ее отрыв от оправки.
В вертикальной плоскости СС, в которой действует пружина 2,
Рис. 88. Контрольное приспособление для измерения
биения наружной поверхности деталей класса втулок
этот отрыв будет несколько меньшим, чем в горизонтальной пло-
скости NN. Таким образом, точность показаний контрольных
приспособлений подобных конструкций при этих измерениях за-
висит от различных случайных факторов переменного значения.
В связи с этим при аттестации определяют: плоскости, в которой
необходимо устанавливать индикатор для получения минимальной
погрешности показаний и предельную погрешность Днт показа-
ний при измерении биения наружной поверхности у деталей класса
втулок.
При измерении биения наружной поверхности у деталей изме-
рительный стержень индикатора можно устанавливать либо
в горизонтальной плоскости NN, либо в вертикальной плоско-
сти СС. При расположении индикатора в горизонтальной пло-
скости NN можно было бы ожидать более высокой точности изме-
рений вследствие прижатия измеряемой детали к оправке 1 пла-
стинчатой пружиной 2, что обеспечивает высокую точность совпа-
дения их осей в этой плоскости. Однако из-за зазора между отвер_
146
Таблица 26
Выборка для определения
точности показаний
кои трольного пр испособлен ия
при измерении биения наружной
поверхности у втулок
(установка микроиндикатора
в сечении АА и вертикальной
плоскости СС)
xi в мкм "i ntxi
10 5 50 500
11 21 231 2 541
12 39 468 5616
13 31 403 5 239
14 10 140 1 960
15 1 15 225
107 1307 16 081
Характеристика вы-
___ 1307
борки: Х = — — = 12,22 мкм',
16 081
107
S
мкм\
стием втулки и оправкой под давлением измерительного стержня
индикатора и сил, оказываемых на деталь при ее повороте, может
произойти относительное смещение их осей. Силы пластинчатой
пружины 2 недостаточно, чтобы препятствовать этому смешению.
При расположении индикатора в вертикальной плоскости СС
указанной погрешности не будет.
Однако в этой плоскости на точность
измерения оказывает влияние погреш-
ность формы отверстия. В связи с этим
предельную погрешность показаний
у приспособлений таких конструкций
определяют в сечениях АА и ВВ, как
в горизонтальной NN, так и верти-
кальной СС плоскостях. Контроль-
ные приспособления, подобные рас-
сматриваемому, эталонов не имеют.
Поэтому это приспособление аттесту-
ют с помощью втулки при ее установ-
ке на оправку 1 с зазором 0,02 мм.
Измерения для аттестации произ-
водятся микроиндикатором с ценой
деления 0,001 мм. Для получения
требуемых выборок производится
многократное повторное измерение
биения наружной поверхности отно-
сительно оси отверстия у одной и
той же втулки. При каждом изме-
рении втулку устанавливают на
оправку 1, а затем снова снимают.
Большое внимание необходимо уде-
лять соблюдению постоянства усло-
вий при поворачивании втулки и
точности отсчетов показаний микро-
индикатора. Выборки, полученные
при аттестации, представлены в табл.
26—29, а кривые — соответственно
на рис. 89 и 90.
Из полученных выборок видно, что предельные погрешности
показаний бит при измерении биения наружной поверхности
втулок в одной и той же плоскости, но в разных сечениях, мало
отличаются друг от друга. Действительно,
в вертикальной плоскости СС колебание значений
бит = к ’--100 = 4,65%;
z,oo
в горизонтальной плоскости NN
Л 4,17—3,93 ,.... г -уг о/
Ohm =------------ЮО = 5,75 'о.
=
= 0,95;
= 0,96
£ 2,88 мкм',
— 12,222 =
= У 0,95 =
^lini — i
25
0,96 “
, t. 250- 0,96
— 26 мм/мкм', Ь~ —1— =
г-2,22 мм. Принимаем Ь =
= 2,5 мм.
147
Выборка для определения точности показаний контрольного приспособления при
измерении биения наружной поверхности у втулок
Таблица 27
Таблица 28
Таблица 29
(установка микроинди-
катора в сечении А А
и горизонтальной
плоскости NN)
(установка микроинди-
катора в сечении ВВ
и вертикальной
плоскости СС)
(установка микроинди-
катора в сечении ВВ
и горизонтальной
плоскости N N)
xi в мкм п1 nixi nixi
10 1 10 100
11 3 33 363
12 13 156 1 872
13 25 325 4 225
14 31 434 6 076
15 18 270 4 050
16 5 80 1 280
17 1 17 289
97 1325 18 255
Характеристика выбор-
। 1325
ки: X • - -
D(x) 97 _ 18 255 97 13,66»^=
= 1.7 S = И 1.7 —
= 1,31 мкм; ^lim =
— '-3.93 мкм; а — 25 _
=- 19 мм/мкм; 1,31 Ь =
_ 250 1.31 )7-1 ~ 3,40мм.
X; п1 nixi п.х2.
В МКМ
10 1 10 100
11 3 33 363
12 31 372 4 464
13 40 520 6 760
14 23 322 4 508
15 2 30 450
100 1287 16 645
Характеристика выбор-
1287
ки: X -= 12,87 мкм;
10 645
п. .
'-'(Л) 100
= 0,8 Г, S = Т'0,81 =
— 0,9 МКМ ^lim ~
= -Н 2,7 мкм; а = 25 _ 0,9 ~
= 27,8 мм/мкм При-
нимаем а = 28 мм/мкм.
250- 0. 9
b = - 100-1 - = 2.2а ММ.
Принимаем Ь — 2,5 мм.
xi В МКМ tli nixi nixi
15 1 15 450
16 18 288 4 608
17 19 323 5 491
18 28 504 9 072
19 19 361 6 854
20 12 240 4 800
21 1 21 882
98 1788 32 162
Характеристика выбор-
— 1788
ки: X Ш 32 - = 17,88 мкм; 169 . . _
D[X) = : 17,88* = 100
= 1.93; S = V 1,93 =
= 1,39 мкм; ^lirn —
= + 4,17 мкм; а- 25 = 1739~
= 18 мм. мкм; ь =
250- 1,31 Л. 3,5
100-1
Минимальное колебание предельных погрешностей бнт в оди-
наковых плоскостях, но в разных сечениях, показывает, что не-
смотря на поворот деталей для измерения биения наружной по-
верхности на оправке с консольным креплением имеет место не-
значительное колебание прогиба последней. Это колебание не
вызывает заметного изменения предельной погрешности бнт
показаний контрольного приспособления при измерении биения
втулок в разных сечениях, но при установке микроиндикатора
в одной и той же плоскости. При этих измерениях стабильны не
только предельная погрешность бцт, но также поле рассеяния W
1 18
и X. Такая стабильность получается при измерении биения на-
ружной поверхности у втулок, особенно при установке микро-
индикатора в вертикальной плоскости СС. Так, из табл. 26 и 28
видно, что в этой плоскости поля рассеяния W в выборках совпа-
дают между собой. И в том и в другом случае W = 5 мкм. Незна-
чительное расхождение имеется между X в этих выборках, где
Рис. 89. Распределение погрешностей показаний контрольного приспособ-
ления (см. рис. 88); установка микроиндикатора:
а—в сечении А А и вертикальной плоскости СС; б — в сечении А А и горизонталь-
ной плоскости NN
оно составляет величину, равную 12,87 — 12,22 = 0,65 мкм.
Такая разница лишь немного превышает величину допускаемой
погрешности измерений
Рис. 90. Распределение погрешностей показаний контрольного приспосо-
бления (рис. 88); установка микроиндикатора:
а — в сечеиии ВВ и вертикальной плоскости СС; б — в сечении ВВ и горизон-
тальной плоскости NN
При установке микроиндикатора в вертикальной плоскости
достигается повышение точности измерений биения наружной
поверхности втулок по сравнению с установкой в горизонтальной
плоскости на
(3,93 + 4,17) — (2,88 + 2,70)
3,93+4,17
100 = 31%.
149
chipmaker.ru
Рис. 91. Общий вид пру-
жинно-оптического при-
бора
Как видно из табл. 27 и 29, при измерении биения наружной
поверхности у втулок с установкой микроиндикатора в горизон-
тальной плоскости NN в разных сечениях получено значительное
расхождение между W7 и X:
W = (21-15) — (17-10) = 4—5 мкм;
X = 17,88 — 13,66 = 4,22 мкм.
Значительное увеличение предельной погрешности 6lim и дру-
гих характеристик, полученное при измерении биения наружной
поверхности у втулок с установкой ми-
кроиндикатора в горизонтальной плоско-
сти NN, по сравнению с теми же измере-
ниями, но с установкой микроиндикатора
в вертикальной плоскости СС, подтвер-
ждает наличие отрыва детали от оправки
в процессе измерения.
Эмпирические кривые (см. рис. 89 и 90),
построенные на основе полученных выбо-
рок, дают высокую точность совпадения
с теоретической. Этим подтверждается бли-
зость полученного эмпирического закона
распределения к нормальному.
Результаты аттестации показывают,
что рассматриваемое контрольное приспо-
собление должно аттестоваться по выбор-
кам, представленным в табл. 26 и 28. По
полученным в этих таблицах предельным
погрешностям 6цт = +2,7—2,88 мкм по-
казатель Кб составит величину, равную:
а) при допуске на биение наружной
поверхности втулок б = 0,02 мм
— ,79? 2,88) = 0,27 - 0,288;
б) при допуске 6 = 0,05 мм
К6 - ~-(2’7^ 2’88) = 0,108-0,116.
Это согласуется с данными табл. 14.
Пружинно-оптический прибор с установочным узлом для изме-
рения диаметров отверстий. Диаметры отверстий в деталях клас-
сов втулок, рычагов, диаметры валиков и др., выполняемых по
1—2-му классам и значительно точнее, нередко измеряют на пру-
жинно-оптических приборах, микрокаторах и др. Приборы этих
типов имеют передаточное отношение k = 1200-НО 000 с ценой
деления 0,0002, 0,0005, 0,001 и 0,002 мм.
150
Передаточное отношение пружинно-оптическоГО прибора
(рис. 91) осуществляется с помощью оптической системы и рычаж-
ной передачи на плоских пружинах. Измерительный стержень 1
(рис. 92) нижним концом непосредственно соприкасается с изме-
ряемой поверхностью проверяемой детали или с рычагом устано-
вочного узла, на который устанавливают детали для измерения
диаметров отверстий. Стержень 1 связан с подвижной скобой 2,
которой он передает перемещения при измерении деталей. Скобу
Рис. 92. Схема пружинно-оптического прибора
закрепляют на двух плоских пружинах 3, а последние левым
концом устанавливают в неподвижной скобе 4. В верхней части
скобы закрепляют вертикальные плоские пружины 5, между
которыми имеется стрелка 6. Козырек на верхнем конце стрелки
располагается между конденсатором 7 и объективом 8. Свет,
получаемый от лампочки Р, через линзы освещает шкалу 10. Козы-
рек стрелки 6, отсекая часть пучка световых лучей, отбрасывает
тень на шкалу 10. Таким образом, при перемещении измеритель-
ного стержня часть шкалы 10 будет затенена, а граница тени
явится указателем, по которому производится отсчет по шкале.
Для измерения наружных размеров деталь устанавливают на
столик 11. При измерении диаметров отверстий столик заменяют
установочным узлом (рис. 93). Проверяемую деталь на этом узле
устанавливают на пластинку 1 и направляют двумя пластинками 7
оправки 2. На правой проекции условно снята крышка 9, чтобы
151
chipmaker.ru
показать пластинки. Плотное прилегание проверяемых деталей
к пластинке 1 обеспечивается планкой 3, отжимаемой пружинами 4.
Диаметры отверстий измеряют посредством рычага 5, закреплен-
ного на плоских пружинах 6. С рычагом непосредственно сопри-
касается измерительный стержень 1 прибора (см. рис. 92). Пред-
варительно стрелку прибора настраивают на нулевое деление
эталонным кольцом 8. Затем методом сравнения у проверяемых
деталей измеряют диаметр отверстий.
Первый раз приборы аттестуют после изготовления [27];
повторно их аттестуют для определения точности показаний при
Рис. 93. Установочный узел к пружинно-оптическим приборам
для деталей с отверстием
работе в сочетании с установочным узлом. Обе аттестации необ-
ходимы, так как из-за подвижных деталей в установочном узле
общая точность показаний прибора будет изменяться. Для атте-
стации на приборе многократно измеряют диаметр отверстия
у одного и того же эталонного кольца 8 в одном и том же сечении
и при одном и том же угловом положении кольца на установочном
узле.
Учитывая большую чувствительность указанных приборов,
особое внимание необходимо уделять строгому соблюдению по-
стоянства условий измерений, а именно температуры, сил при
установке кольца, положения кольца на установочном узле и т. д.
Как показывает практика, даже при незначительных нарушениях
постоянства условий измерений и смены положения кольца на
установочном узле, образуемые выборки получаются неудовлетво-
рительными.
Рассматриваемые приборы в сочетании с установочным узлом
(см. рис. 93) требуют несколько более трудоемкой работы при их
аттестации, чем обычные контрольные приспособления. Особенно
это относится к приборам с ценой деления 0,0005 мм и точнее.
Надежные результаты их аттестации получаются обычно при
повторной базовой выборке. В связи с этим для более достоверной
оценки точности показаний рассматриваемого прибора его атте-
152
стация произведена на основе характеристик двух базовых выбо-
рок — основной и повторной. Основная базовая выборка образо-
вана с числом повторных измерений М = 100. Ее характеристики
следующие: X = 0,195 мкм; S — 0,5 мкм; бНп1 = ±1,5 мкм.
Масштаб для построения кривой (рис. 94, а):
а = 25 mmImkm; b = 2,5 мм.
Для повторной базовой выборки получен ряд с числом повтор-
ных измерений N = 107. После обработки получены следующие
Рис. 94. Распределение погрешностей показателей пружинно-оптического
прибора со встроенным установочным узлом:
а — первая выборка; б — вторая выборка
характеристики: X = 0,69 мкм; S = 0,373 мкм; бцт = ±1,12 мкм.
Масштаб для построения кривой (рис. 94, б):
а = 30 mmImkm; b = 2 мм.
Аттестация показывает, что для пружинно-оптического при-
бора с ценой деления 0,0005 мм со встроенным установочным
узлом характерной является сравнительно небольшая предельная
погрешность 6цт = + 1,12ч-1,5 мкм. В основном она вызывается
установочным узлом с рычагом на пластинчатых пружинах, так
как собственная предельная погрешность прибора, согласно его
аттестации [27], не превышает +0,0002 мм. Результаты аттеста-
ции следующие:
показатель стабильности поля рассеяния
= -Ц~ = 1 (Рис- 94 • а 11 0-
показатель стабильности выборочной средней
Коэффициент смещения:
для основной выборки
£ = °>01 : °’02;
153
chipmaker.ru
ДЛя повторной выборки
£= = 0,035 н- 0,07,
где 10ч-20 мкм — обычный допуск на диаметры отверстий у де-
талей, измеряемых на данном приборе.
Показатель стабильности среднего квадратического
К = ояг “' -34-
Показатель относительной точности
= УоI 201,5) 100?6 = (22,4 ч-30)ч-(10ч-15)%.
При этом показателе Кв на приборе со встроенным узлом обес-
печивается необходимая точность приемки деталей с допусками
по 1 и 2-му классам точности. Показатель К~ = 3,52 получился
больше допустимого, хотя абсолютные значения X сравнительно
невелики, особенно в основной базовой выборке. Это объясняется
главным образом следующими причинами: во второй выборке
почти отсутствуют отклонения xt- с отрицательным знаком (см.
Таблица 30
Малые выборки для выявления доминирующих факторов
при аттестации пружинно-оптического прибора
со встроенным узлом
№ малых выборок при в мкм X в мкм Разброс в мкм
1 2 3 4 5
1 0 0,5 —0,5 —0,5 0,5 0,4 1
2 —0.5 1 1 0 0,5 0,4 1,5
3 0,5 0 1 0,5 0,5 0,5 1
4 1 1 1 0,5 1 0,9 0
5 1 1 1 1 1 1,0 0
6 1,5 0,5 2 0,5 2 1,25 1,5
7 1,5 1 1,5 1 1 1,2 1,5
8 1 1 0,5 0,5 0,5 0,7 0,5
9 1 0,5 1 1 1 0,9 0,5
10 1 1 1 1 1 1,0 0
11 1,5 1 1 1 0,5 1,0 1
12 0,5 1 1 1 1 0,9 0,5
13 0,5 1 1 0,5 0,5 0,7 0,5
14 0,5 0 0,5 0,5 0,5 0,4 0,5
15 0,5 0,5 0,5 0,5 1 0,5 0,5
16 0 0 0,5 0,5 0 0,2 0,5
17 0,5 0,5 0,5 0,5 0,5 0,6 0
18 0,5 0,5 0,5 0,5 0,5 0,5 0
19 0,5 1 0,5 0,5 0,5 0,6 0,5
20 0,5 0,5 0,5 1 1 0,7 0,5
21 0,5 0,5 0,5 0,5 0,5 0,5 0
154
рис. 94, б); в основном обе выборки имеют случайные погрешно-
сти X; с положительным знаком. Такое распределение случайных
погрешностей вызывается значительным односторонним давлением
рычага установочного узла, монтируемого на плоских пружинах.
В процессе измерения деталей эта сила не остается стабильной,
тем более что даже собственное колебание измерительной силы
прибора достигает величины 30 Г [27 ]. Этой причиной объясняется
получение больших значений X в выборках, значительной их не-
стабильностью, а следовательно, и увеличенного показателя К- .
Рис. 95. Колебания х в малых выборках, характеризующие
стабильность показаний пружинно-оптического прибора со
встроенным установочным узлом
Влияние нестабильности измерительной силы на результаты
аттестации подтверждается данными малых выборок (табл. 30).
Повторная базовая выборка разделена на малые выборки. У нее
получено X = 0,69 мкм. Выборочные средние х в малых выборках
имеют значительные колебания (рис. 95). Эти колебания вызваны
нестабильностью измерительной силы прибора и, особенно,
встроенного установочного узла. Действительно, собственная
предельная погрешность прибора незначительна и равна
+ 0,0002 мкм. Следовательно, влияние случайных погрешностей
прибора на малые выборки, состоящие из пяти повторных изме-
рений, очень мало. Это подтверждается также минимальными раз-
бросами в малых выборках. В 15-и из них разброс погрешностей х1
колеблется в пределах 0—0,5 мкм. В то же время соотношение
между хшах : xmln = 1,25 : 0,2 = 6,24. Такое колебание х вызы-
вается колебаниями измерительных сил прибора и встроенного
в нем установочного узла.
Несмотря на большое значение показателя К- , выборки яв-
ляются удовлетворительными для аттестации, учитывая незначи-
тельное абсолютное значение Е особенно в основной базовой
выборке. Так как на рассматриваемых приборах производят точ-
ные измерения, то при получении больших значений е целесо-
образно их учитывать как систематическую погрешность.
155
chipmaker.ru
Кривые, построенные по данным базовых выборок, близко со-
впадают с теоретическими, что также является важной характери-
стикой точности работы рассматриваемого прибора в сочетании
с установочным узлом.
Расхождения в полученных значениях S, определяемые пока-
зателями Ks, укладываются в допускаемые пределы. Ввиду
небольшой разницы в полученных значениях бИт = ±(1,5 —
— 1,12) = ±0,38 мкм безразлично, какую из выборок принять
за базовую. Высокая точность показателя является важной
характеристикой точности приборов указанного типа, если учесть
цену их деления (0,0005 мкм), наличие встроенного в них устано-
вочного узла и условия эксплуатации.
КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ С УСТАНОВКОЙ
ДЕТАЛЕЙ НА ПРИЗМЫ
Контрольные приспособления с установкой деталей на призмы
применяют широко. На этих приспособлениях обычно измеряют:
взаимное биение различных поверхностей между собой, линейные
Рис. 96. Контрольное при-
способление с установкой
деталей на призмы для из-
мерения взаимного биения
поверхностей
размеры, угловое расположение поверхностей между собой,
биение торцов.
Контрольное приспособление для измерения взаимного биения
поверхностей. На контрольном приспособлении с установкой де-
талей на призмы для измерения взаимного биения поверхностей
(рис. 96): вал 1 с гнездом А устанавливают посадочными шейками
на роликовые призмы 2 и 3. Для уменьшения погрешностей
156
измерения ролики в призмах не имеют вращения. Биения гнезда А
относительно шеек вала измеряют индикатором 4 с рычажной
передачей 5, установленной на стойке 6. Рычажная пере-
дача имеет передаточное отношение /г = 2.
Таблица 31
Выборка для определения
точности показаний контрольного
приспособления с установкой
деталей на призмы для
измерения взаимного биения
поверхностей между собой
Передача k = 2
XI в мкм п1 nixi V/
21 22 23 24 25 26 27 28 29 2 3 19 18 15 8 7 4 4 42 66 437 432 375 208 189 112 116 882 1 452 10 051 10 368 9 375 5 408 5 103 3 136 3 364
80 1977 49 139
Характеристика выбор- — 1977 ки: X — ———— 24,72 мкм; о() S = -Ь 1 4 ~ 2 мкм; 6jjm = . с 25 ~ + 6 мкм; а — = е 1 и 250-2 — 12,5 мм] мкм; Ь — — о() • 1 = 6,25 мм. Принимаем Ь — = 6 мм.
При аттестации точности по-
казаний приспособления индика-
тор 4 заменяют микроиндикатором
с ценой деления 0,001 мм. Для
получения статистического ряда
необходимо многократно измерять
биение гнезда А относительно оси
шеек вала 1 в одном и том же
сечении. После каждого измерения
деталь 1 снимают, а затем вновь
устанавливают на призмы кон-
трольного приспособления.
Контрольное приспособление
аттестуют по выборке (табл. 31).
Кривая, построенная на основе
данных выборки, показана на
рис. 97.
Рис. 97. Распределение погрешностей
показаний контрольного приспособле-
ния (см. рис. 96)
Приспособление аттестуют на основе одной базовой выборки,
ввиду получаемых удовлетворительных результатов по предель-
ной погрешности 6|im. При передаточном отношении рычажной
передачи k — 2.
Опт = - 2 = ± з МКМ.
При такой предельной погрешности рассматриваемые кон-
трольные приспособления можно применять для измерения у дета-
лей взаимного биения поверхностей с допусками в пределах 10—
20 мкм. Несмотря на благоприятные результаты аттестации,
157
chipmaker.ru
полученная эмпирическая кривая (рис. 97) имеет существенной
несовпадение с теоретической кривой. В связи с этим для получен-
ной эмпирической выборки рассчитывают критерий согласия Р (X)
Колмогорова. Так как критерий согласия Р (X) = 0,035 больше
минимально допустимого, равного 0,01, то результаты расчета по-
казывают совпадение эмпирического распределения с нормальным.
В отдельных случаях получение минимального значения кри-
терия согласия Р (X) может быть следствием неудовлетворитель-
| ной конструкции контрольного приспособления или же неудовле-
творительно произведенной наладки. В других же случаях, как,
например, при аттестации рассматриваемых типов контрольных
приспособлений, получение минимально удовлетворительного зна-
чения Р (X) и, как следствие, существенного несовпадения эмпи-
рической кривой с теоретической, можно объяснить ограниченным
числом факторов, вызывающих рассеяние случайных погрешно-
стей. В аттестуемом приспособлении имеет место последнее обстоя-
тельство. Для подтверждения этого положения общая выборка
| (табл. 31) разбита на 16 малых выборок по пять повторных изме-
рений в каждой (табл. 32). Полученные в каждой малой выборке
значения х отличаются от X не больше, чем на +2,5 мкм. С учетом
передаточного отношения рычажной передачи k = 2 эта разница
равна ±1,25 мкм. Кроме того, в 10 малых выборках из 16 макси-
мальный разброс с учетом передаточного отношения не превы-
шает 1,5 мкм, а в четырех — не превышает 2 мкм. Столь малое
значение разброса в малых выборках, незначительное отличие х
Таблица 32
Малые выборки для определения стабильности показаний приспособления
(см. рис. 96)
№ малых выборок П: ПрИ В МКМ В мкм Разброс в мкм
1 2 3 4 5
1 29 28 29 26 23 27 6
2 23 22 25 23 23 23,2 3
3 24 24 23 23 23 23,4 1
4 25 22 24 25 26 24,4 4
5 24 23 25 24 23 23,8 2
6 24 25 25 24 25 24,6 1
7 24 25 27 23 27 25,2 4
8 24 27 28 28 27 26,8 4
9 25 27 26 25 29 26,4 4
10 28 27 26 26 27 26,8 2
11 27 24 25 24 25 25 3
12 26 25 24 23 24 24,4 3
13 25 25 26 24 23 24,6 2
14 24 23 24 23 23 23,4 1
15 24 29 24 23 23 24,6 6
16 21 22 23 21 23 22 2
158
от X, а также концентрация большинства погрешностей измере-
ний вокруг X (см. табл. 31) служит причиной получения остро-
вершинной эмпирической кривой с существенным ее несовпаде-
нием с теоретической. Учитывая причины, вызывающие это не-
совпадение, и полученное значение предельной погрешности
бит = +3 мкм, рассматриваемые результаты аттестации являются
удовлетворительными.
Рис. 98. Контрольное при-
способление с установкой
деталей на призмы и на до-
полнительную опору для из-
мерения расстояния между
осями
При допусках на взаимное биение поверхностей детали,
назначаемых в пределах 0,02ч-0,05 мм,
^=25^55 = 0.15 + 0,06,
что согласуется с данными табл. 15.
Контрольное приспособление для измерения расстояния между
осями. Контрольное приспособление с установкой деталей на
призмы в сочетании с дополнительными опорами (рис. 98) приме-
няют для измерения угловых размеров, линейных размеров, рас-
стояний между осями и т. д.
Проверяемые детали устанавливают на призмы 2 и 3, монти-
руемые на плите 1. Осевое перемещение проверяемых деталей
ограничивается опорным пальцем 5. На контрольном приспособле-
нии индикатором 6 через прямую передачу измеряют расстояние /
между перекрещивающимися осями цилиндрических поверхно-
стей детали. Индикатор 6 настраивают на определенное расстоя-
ние между осями по эталону 7. Точность показаний приспособле-
ния в значительной степени зависит от точности установки деталей
159
на призмы, от степени контакта базовых поверхностей измеряемой
детали с шариком 4 и опорным пальцем 5, а также от точности
прямой передачи
Выборку для аттестации приспособления извлекают путем
многократного повторного измерения расстояния I между осями
у эталона 7 при каждой новой его установке. Для аттестации
индикатор 6 заменяют микроиндикатором с ценой деления 0,001 мм.
При первом измерении стрелку микроиндикатора устанавливают
на нулевое деление.
Рис. 99. Распределение погрешностей показаний контрольного приспо-
собления (рис. 98):
а — первая выборка; б — вторая выборка
Для контрольных приспособлений несложной конструкции NKp
в выборках обычно достигает 120—150 повторных измерений.
При дальнейшем увеличении числа повторных измерений полу-
чается двухвершинная кривая. Аттестацию приспособления в связи
с этим производят по выборкам Nn — 120.
Для аттестации в одних и тех же условиях извлечены две
выборки. Характеристики первой выборки:
X = —0,083 мкм; S — 1,45 мкм; 6цга = +4,35 мкм.
Масштаб для построения кривой (рис. 99, а)-, а — 17 мм/мкм;
b = 3 мм. Характеристики второй выборки: X = 0,16 мкм; S =
= 1,06 мкм; бит = +3,18 мкм. Масштаб для построения кривой
(рис. 99, б): а = 23,5 мм/мкм; b = 2 мм.
Во второй выборке получено меньшее значение 6Нп1. В связи
с этим она принята для аттестации за базовую.
Полученные кривые имеют большую крутость с модой при
Xj = 0, совпадающей с хср = 0, что свидетельствует о высокой
устойчивости первичной настройки измерительных средств, а
также о небольшом числе случайных факторов, влияющих на рас-
сеяние показаний.
160
ч—г Г/ * 'J
При аттестации получены следующие показатели: лш = уд- =
= 1,0 (рис. 99, а и б); К- = 0°р8з = 1.93.
Малое значение имеет показатель Е. Например, при допуске
на размер I равном 0,02 мм, Е = —- = 0,004 для первой
выборки; Е = —-gp— = 0,008 для второй выборки; fts = -j-gg- =
= 1,35.
При допусках на размер I, принимаемых обычно в пределах
0,02—0,05 мм, показатель
Яв = ± (2ol~50,35) = °-16 °’087'
По полученным показателям аттестация рассматриваемого
контрольного приспособления может быть признана удовлетвори-
тельной.
КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ С УСТАНОВКОЙ
ДЕТАЛЕЙ НА СЛОЖНЫЕ БАЗЫ
На многих контрольных приспособлениях проверяемые детали
устанавливают на установочные узлы несколькими базовыми
поверхностями. При такой установке базирование деталей услож-
няется. В отдельных случаях могут приобрести существенное зна-
чение систематические погрешности, а также погрешности ДУс,
вследствие чего возможно понижение точности показаний при-
способлений. В каждом отдельном случае путем анализа источни-
ков этих погрешностей должны быть намечены пути их снижения.
Контрольное приспособление для измерения деталей со сфери-
ческими дорожками. Контрольные приспособления с шариковыми
обоймами (рис. 100) применяют для измерения втулок, колец,
зубчатых колес и т. п. деталей, которые имеют в качестве уста-
новочных баз сферические дорожки. Измеряемую деталь 1 на
приспособлении устанавливают нижней дорожкой на шариковую
обойму 2; последнюю монтируют на стойке 3. Проверяемую
деталь на установочном узле центрируют второй шариковой обой-
мой 4, монтируемой на съемной оправке 5. Эту обойму устанавли-
вают на верхнюю сферическую дорожку детали. Оправку 5 направ-
ляют в отверстие стойки 3 со скользящей посадкой.
У деталей со сферическими дорожками проверяют следующие
элементы: биение торца М относительно оси сферических дорожек,
размер f от центра профиля сферической дорожки до торца М,
размер Н между центрами профиля сферической дорожки.
Биение торца М измеряют индикатором 6, закрепленным во
втулке 7. Передача к индикатору осуществляется через рычаг 8;
последний монтируется на четырех плоских пружинах 9 и под-
161
chipmaker.ru
жимается к проверяемой детали пружиной 10, регулируемой
винтом 14. Размер f измеряют также индикатором 6. Для этой
цели его предварительно настраивают эталоном, который выпол-
няют по форме детали 1.
Размер Н измеряют индикатором И через оправку 5 и рычаг 12,
который также монтируется на четырех плоских пружинах. Ры-
чаг 12 поджимается к торцу оправки 5 дополнительной пружи-
ной 13. Индикатор 11 предварительно настраивают при помощи
того же эталона, которым настраивают индикатор 6. Для атте-
стации определяют точность показаний контрольного приспособ-
Рис. 100. Контрольное приспособление с шариковыми обой-
мами для измерения деталей со сферическими дорожками
ления при измерении указанных выше размеров. Кроме того,
при аттестации определяют влияние пружины 10 на точность
установки деталей и точность показаний приспособления. В ре-
зультате неточного изготовления деталей рычажной передачи и
установочного узла рычаг 8 будет отжиматься при установке де-
талей на оправку, а следовательно, отклоняться от нейтрального
положения. Стремясь к исходному положению, плоские пружины 9
будут прижимать рычаг 8 к торцу М измеряемой детали. Вместе
с тем для создания гарантированного контакта рычага 8 с про-
веряемой деталью предусматривается дополнительная витая ци-
линдрическая пружина 10. Однако она одновременно вызывает
дополнительные погрешности в показаниях контрольного при-
способления. Для определения величины этих погрешностей
аттестация рассматриваемого приспособления производилась
с указанной пружиной и без нее. Под действием пластинчатых
пружин 9, пружины 10 и давления индикатора 6 происходит отрыв
проверяемой детали от установочной базы. Прижатие детали,
162
находящейся во взвешенном состоянии, к шарикам обоймы 2
осуществляется съемной оправкой 5.
При наличии в рычажных передачах или в других механизмах
контрольных приспособлений нескольких пружин, оказывающих
давление на установленную деталь, целесообразно производить
проверочный расчет для максимально возможного снижения та-
кого давления. Это особенно важно в тех случаях, когда есть осно-
вания полагать, что давление пружин может вызвать нарушение
стабильности установки деталей.
Чтобы определить силу Р, действующую от рычага на изме-
ряемую деталь, под действием которой и будет происходить ее
отрыв, рассмотрим условия равновесия ис-
ходя из рис. 101. Отрыв измеряемой детали
от установочной базы путем поворота ее во-
круг точки Oj происходит при условии
Q -f—р(б + -|-) = 0,
откуда
P^Q^^kP, (88)
2Ь + а ' ’
Рис. 101. Схема действия
сил, передаваемых на из-
меряемую деталь со сфе-
рическими дорожками ры-
чажной передачей кон-
трольного приспособления
где а — расстояние между центрами ра-
диусов профиля сферической до-
рожки проверяемой детали;
b — расстояние от точки контакта ры-
чага 8 до оси измеряемой детали.
В обследованном приспособлении Q = 2,18 кГ; а = 49,60 мм;
b = 40 мм.
Подставив эти значения в формулу (88), получим
р 2,18-49,6
Z С 2-40 + 49,6
0,835 кГ.
Целесообразно чтобы сила Р была значительно меньше полу-
ченной при данном расчете; по опытным данным сила на измеряе-
мой детали не должна превышать 0,25 кГ. Это условие исклю-
чает отрыв детали от базы и обеспечивает необходимую стабиль-
ность измерений. При аттестации приспособления с дополнитель-
ной пружиной в выборках получаются большие смещения X
относительно хс . Кроме того, в повторных выборках получается
значительная разность между xmin и хтах, а также между X и S.
В связи с этим базовая выборка при аттестации таких приспособ-
лений получается нередко после образования ряда эксперименталь-
ных выборок, а также после выполнения различных доделок по
наладке этих приспособлений.
Аттестация приспособления для измерения размера f. Размер f
измеряют микроиндикатором с ценой деления 0,002 мм, устанав-
ливая последний в приспособлении взамен индикатора 6. При-
163
chipmaker.ru
Рис. 102. Распределение погрешностей
показаний контрольного приспособле-
ния (см. рис. 100) при измерении раз-
мера у деталей со сферическими дорож-
ками и дополнительной пружиной
в передаче
способление аттестуют с помощью эталона для настройки индика-
тора по размеру f и Н. Эталон выполнен подобно детали 1, пока-
занной на рис. 100. Повторные измерения для аттестации произво-
дятся каждый раз после снятия и установки эталона в таком же
порядке, как это выполняется при измерении деталей. Для устра-
нения влияния неперпендикулярности торца М к оси сферической
дорожки на точность измерения размера f эталон каждый раз
необходимо устанавливать в одно и то же положение. При каждой
новой установке эталона фиксируют показание микроиндикатора,
стрелка которого при первом
измерении эталона была уста-
новлена на нулевое деление.
Аттестация приспособления
по размеру f с наличием допол-
нительной пружины 10 (см. рис.
100) в передаче произведена по
выборке с числом повторных из-
мерений Nn = 84. В этой выбор-
ке получены следующие харак-
теристики: X = —2,325 лкл;
S=3,16 мкм-, 6цт = ±9,48 мкм.
Масштаб для построения кривой
(рис. 102): а = 8 мм/мкм; b ==
= 5 мм.
В этой выборке получено
большое поле рассеяния W =
— 14 люи и значительная предельная погрешность б11п1 =±9,48л/юи.
Кроме того, выборочная средняя X имеет отрицательный знак
и существенное смещение относительно х . Этим подтверждается,
что пружиной 10 создаются факторы, односторонне влияющие на
получаемые погрешности приспособления. Эмпирическая кривая
не совпадает с нормальной кривой. Однако при расчете критерия
согласия показатель Р (X) = 0,38 для этой выборки (табл. 33)
оказался удовлетворительным, что подтверждает близость эмпи-
рического распределения с теоретическим. Поэтому по рассма-
триваемой выборке дается заключение о точности показаний кон-
трольного приспособления с дополнительной пружиной 10 в ры-
чажной передаче при измерении размера f.
При допуске на размер f = 50 мкм
± 3S _ ± 9,48 „ „„
50 — 0,38.
б
Показатель К6 является несколько завышенным по сравнению
с данным в табл. 15, что вызвано влиянием пружины 10 на точ-
ность измерений.
Приспособление без дополнительной пружины 10 в рычажной
передаче для измерения размера f аттестуют по двум выборкам.
164
Первая выборка является характерной (табл. 34). Кривая, по-
строенная по данным этой выборки, представлена на рис. 103, а.
Характеристика второй выборки, образованной с числом повтор-
ных измерений Nn = 80, следующая: X = 4 мкм; S = 2 мкм;
Slim = ±6 мкм.
Рис. 103. Распределение погрешностей показаний контрольного приспо-
собления (см. рис. 100) при измерении размера f у деталей со сферическими
дорожками без дополнительной пружины в передаче:
а — первая выборка; б — вторая выборка
Масштаб для построения кривой (рис. 103, б): а — 12,5 мм/мкм;
b = 3,2 мм.
В этих выборках получено значительно меньшее поле рассея-
ния W (рис. 102 и 103) и меньшая предельная погрешность 6цП1.
Таблица 33
Вычисление критерия согласия
Колмогорова для выборки с Nn= 84
Х1 в мкм п1 Накоплен- ная эмпи- рическая частота Функции на- копленных частостей эмпириче- ского рас- пределения Fn <*> Интеграль- ная функция распреде- ления F (х) F п (х) - F (х)
—10 1 1 0,0119 0,008 0,0039
—8 6 7 0,0833 0.033 0,0503
—6 12 19 0.2261 0,124 0,102
—4 14 33 0,3927 0,300 0,0927
—2 19 52 0.6188 0,54 0,0788
0 19 71 0,8449 0,77 0,0749
2 12 83 0,9877 0,919 0,0777
4 1 84 0,9996 0,977 0,0226
Параметры распределения: X —— 2.325 мкм; S = 3,16 лгклг N = 84,
D = 0,102; К = 0,102 |Л84 = 0,092; Р (М = 0,38.
16о
chipmaker.ru
Таблица 34
Выборка для определения
точности показаний
контрольного приспособления
без пружины 10 в передаче
при измерении размера f
(первая выборка)
xi в мкм "1 "Л
0 12 0 0
2 16 32 64
4 15 60 240
6 4 24 144
8 2 16 128
10 1 10 100
50 142 676
получены следующие
= —- = 1 (рис. 103, а
, .. „ 7,02
= 1,41; Ks = -у- =
—84 = 0,0568 для первой
4
По сравнению с предыдущей выборкой W уменьшилось в =
= 1,4 раза. Величина 6Нт уменьшилась в уууру = 1,46 раза.
Результаты аттестации подтверждают большое влияние пру-
жин рычажных передач на точность показаний контрольных при-
способлений. Дополнительные пружины
в рычажных передачах для большей
гарантии контакта рычага с измеряемой
деталью необходимо применять лишь
после определенных расчетов и экспе-
риментального определения величины
вызываемых ими погрешностей. Их ре-
комендуется регулировать с таким рас-
четом, чтобы суммарное измерительное
давление всех пружин на деталь не
превышало 0,2—0,25 кГ.
В выборках
показатели: Kw
= 1-17; =-50
выборки (см. рис. 103, а)-, Е — -^- = 0,08
для второй выборки (см. рис. 103, б).
Показатели являются удовлетвори-
тельными.
При измерении размера f на приспо-
соблении без дополнительной пружины
10 в рычажной передаче.
Ке = ±6ff’°3 = 0,24 4- 0,28.
В качестве основной базовой выбор-
ки для аттестации контрольного при-
способления по размеру f без дополнительной пружины в пере-
даче принята вторая. По сравнению с первой выборкой в ней
получено меньшее значение 6lim = ±6 мкм. Кривая (рис. 103, б)
второй выборки достаточно близко совпадает с теоретической
кривой, что подтверждает высокое качество работы приспособле-
ния. Во второй выборке выборочная средняя X = 4 мкм больше,
чем в первой. Однако и при этих обстоятельствах показатель
стабильности К- является удовлетворительным. Повышенное
значение е, полученное в обеих выборках (рис. 103, а, б), вызы-
вается плавным односторонним давлением пластинчатых пружин 9
передачи и индикатора на измеряемую деталь.
166
Характеристика выборки;
— 142
X = —-— = 2,84 мкм; £), =
5j <х)
= - 2,842 = 5,46: S =
50
-- /5,46 = 2,34 мкм; =
— + 7.02 мкм, а = Ум - =
== 10,7 мм/мкм; принимаем
а = 10 мм/мкм; Ъ =
250-2,34 с йГ
== —2 = 5,85 мм; прини-
маем b = 6 мм.
Эмпирическая кривая (рис. 103, а), построенная по данным
первой выборки (табл. 34), близко совпадает в правой части
с теоретической. Левая ее ветвь в значительной части отсечена.
Такое распределение случайных погрешностей характерно
для работы контрольных приспособлений, в которых превалирует
влияние доминирующих факторов, не вызывающих существенного
увеличения рассеяния случайных погрешностей. К таким доми-
нирующим факторам относятся одностороннее, сравнительно сла-
бое давление пластинчатых пружин 9 рычажной передачи и инди-
катора на измеряемую деталь.
Аттестация приспособления для измерения биения торца М.
Аттестация приспособления (см. рис. 100) для определения точ-
ности его показаний при измерении биения торца М у деталей
осуществляется в следующем порядке: 1) повторно многократно
устанавливают эталон на установочный узел с шариковыми обой-
мами и снимают его в таком же порядке, как это выполняется с про-
веряемыми деталями; 2) сообщают эталону на установочном узле
несколько оборотов; 3) при повороте эталона фиксируют разность
между минимальными и максимальными показаниями микро-
индикатора. Для аттестации последний устанавливают вместо
индикатора б; микроиндикатор имеет цену деления 0,001 мм.
Биение торца М у эталона измеряется при наличии пружины и без
нее. При повторных измерениях биения торца М в выборках по-
лучены достаточно устойчивые характеристики. Поэтому резуль-
таты аттестации определяют по характеристикам основных базовых
выборок.
Для получения надежных результатов аттестации при изме-
рении взаимного биения различных поверхностей нужно пра-
вильно определять минимальные и максимальные показания
микроиндикатора. В противном случае неизбежно получение
двухвершинной кривой и завышенное значение статистических ха-
рактеристик выборок.
Контрольное приспособление с дополнительной пружиной 10
(см. рис. 100) в рычажной передаче при измерении биения торца М
аттестуют по базовой выборке с числом повторных измерений
Nn = 84. Характеристики этой выборки следующие: X =
= 13,5 мкм\ S = 3,15 мкм\ бит — ±9,45 мкм. Масштаб для
построения кривой (рис. 104, а): а — 8 мм/мкм-, b = 5 мм.
Контрольное приспособление без дополнительной пружины 10
в передаче при измерении биения торца М аттестуется по базовой
выборке с числом повторных измерений Nn = 80. В этой выборке
получены следующие характеристики: X = 13,3 мкм\ S =
= 1,44 мкм\ 6iim = ±4,32 мкм. Масштаб для построения кривой
(рис. 104, б): а = 18 мм/мкм; b = 4 мм.
Сравнение характеристик, полученных в рассматриваемых
выборках, показывает значительное влияние дополнительной
167
chipmaker.ru
пружины 10 в рычажной передаче на точность измерения биения
торца М. При измерении биения торца на приспособлении без
дополнительной пружины 10 в передаче получено уменьшение:
поля рассеяния (рис. 104, а и б) в = 2,67 раза, предельной
погрешности 6цт в =2,18 раза.
Полученными данными подтверждается, что дополнительные
пружины в рычажных передачах вносят дополнительные погреш-
ности в показания контрольных приспособлений. В связи с этим
10 п 12 13 И, 15 16 XI мкн
Рис. 104. Распределение погрешностей показаний контрольного приспо-
собления (см. рис. 100) при измерении биения торца М у деталей со сфе-
рическими дорожками:
а — с дополнительной пружиной в передаче; б — без дополнительной пружины
в передаче
увеличивается также и показатель Д6. Действительно, биение
торца М обычно допускается в пределах 0,025—0,05 мм, тогда:
при измерении с дополнительной пружиной в передаче
= 0138 °’75;
при измерении без дополнительной пружины в передаче
= = 0,17 4-0,342.
Эмпирические кривые, полученные при аттестации, достаточно
близко совпадают с теоретическими. В кривой, представленной
на рис. 104, а, правая ветвь несколько выходит за теоретическую
кривую, что объясняется односторонним давлением дополнитель-
ной пружины 10 в передаче на измеряемую деталь. Вместе с тем,
полученными кривыми подтверждается удовлетворительная ра-
бота приспособления при измерении биения торца у деталей со
сферическими дорожками.
168
Аттестация приспособления для измерения размера Н. Для
измерения размера Н (см. рис. 100) деталь устанавливают на
нижнюю обойму 2. Центрирование проверяемой детали на уста-
новочном узле производят оправкой 5 со второй шариковой обой-
мой 4. Размер Н измеряют индикатором 11 через рычаг 12 и
оправку 5. Рычаг /2 поджимается к оправке дополнительной пру-
жиной 13. Допуск на размер Н устанавливают обычно в пределах
± (0,025-^0,05) мм.
Аттестацию контрольного приспособления для определения
точности его показаний при измерении размера Н выполняют
в таком же порядке, как и для раз-
мера /, и с дополнительной пру-
жиной 13 в рычажной передаче.
В базовой выборке, образованной
с числом повторных измерений
Nn = 78, для аттестации полу-
чены следующие характеристики:
X = 5 мкм\ S = 4,6 мкм\ <5Ит =
= ±13,8 мкм. Масштаб для по-
строения кривой (рис. 105): а =
= 11 мм!мкм\ b = 7,5 мм.
При полученном значении бпт
к. = тет - °'276 * °'552-
Рис. 105. Распределение погреш-
ностей показаний контрольного
приспособления (см. рис. 100) при
измерении размера Н у деталей со
сферическими дорожками
Показатель Къ несколько за-
вышен. В связи с этим на при-
способлении можно измерять детали с допуском на размер Н
до 0,10 мм. Чтобы несколько повысить точность измерения, це-
лесообразно более часто проверять эталоном устойчивость первич-
ной настройки индикатора 11 по сравнению с расчетным ппр.
Повышенное значение 5нт, получаемое при измерении размера И
на рассматриваемом приспособлении, является следствием допол-
нительного центрирования проверяемой детали второй шариковой
обоймой 4 и одностороннего давления пружины 13 на рычаг 12
передачи.
Контрольное приспособление с установкой деталей на торец
и выточку для измерения взаимного биения поверхностей. В различ-
ных механизмах и машинах широкое распространение имеют
детали, которые в собранных узлах центрируют по выточкам или
буртикам при незначительной их высоте. К таким деталям отно-
сятся кольца, крышки, ступицы, гнезда и т. д., в которых часто
монтируются шариковые, конические, роликовые и другие под-
шипники. В этих деталях обычно с высокой точностью должно
быть выполнено совпадение осей посадочных мест под подшипники
с осью центрирующего буртика или выточки. Так как последние
имеют незначительную высоту, то гнезда, крышки и т. д. в меха-
169
chipmaker.ru
низмах базируют дополнительно по опорному торцу. Поэтому
правильное положение оси посадочных мест под подшипники
в этих деталях по техническим условиям необходимо выдерживать
относительно центрирующего буртика и опорного торца. В кон-
трольном приспособлении указанные детали должны базироваться
по тем же поверхностям, по которым они базируются в своих
механизмах. На таком приспособлении (рис. 106) измеряемую
Рис. 106. Контрольное приспособление для изме-
рения взаимного биения поверхностей у деталей
с базированием их на торец и центрирующую
выточку
деталь 9 опорным торцом и выточкой устанавливают на торец и
буртик опоры 1 установочного узла. Биение наружной поверхно-
сти фланца детали измеряют индикатором 2, закрепленным на
стойке 3. Последняя установлена на плите 4. Измерение произво-
дят через рычаг 5 с передаточным отношением k = 2. Рычаг мон-
тируют на плоских пружинах 6. Биение внутренней выточки де-
тали относительно базовых поверхностей измеряют индикатором 7
через рычаг 8 с передаточным отношением k = 1.
Для измерения взаимного биения поверхностей между собой
измеряемой детали необходимо сообщить несколько оборотов и
определить разность между минимальным и максимальным пока-
заниями индикатора. Особенность такого метода измерения за-
ключается в том, что между центрирующим буртиком опоры 1
170
установочного узла и базовой выточкой на измеряемой детали
должен быть гарантированный зазор. Последний обычно выпол-
няют по скользящей посадке 2-го класса с первичным зазором
не менее 0,02 мм. Этот зазор оказывает существенное влияние
на точность измерения взаимного биения поверхностей у прове-
ряемых деталей, особенно в тех случаях, когда по техническим
Таблица 35
Выборка для определения точности
показаний контрольного
приспособления с установкой деталей
на торец и выточку
(рычажная передача с k — 2)
В мкм ni nixi V?
2 3 4 5 6 7 8 9 1 6 10 19 18 16 7 3 2 18 40 95 108 112 56 27 4 54 160 475 648 784 448 243
80 458 2816
Характеристика выборки: 45g X — = 5,73 мкм; == = 2816 — 5.73! = 2.37; S =2,37 = oil = 1,54 мкм; 6lim = ± 4,62 мкм; 25 a — . — 16,2 mmImkm; прини- 1,54 маем a — 16 мм/мкм; b = 250. 1,54 = —; = 4,72 мм; принимаем oO -1 b = 5 мм.
условиям этот допуск невелик.
Нередко биение посадочных
мест под подшипники относи-
тельно базовых поверхностей
допускают не более 0,02 мм. В
отдельных случаях, когда вме-
сто подшипников качения в кры-
шки или гнезда устанавливают
менее ответственные детали,
биение посадочных мест относи-
тельно базовых поверхностей
допускается до 0,05 мм.
Рис. 107. Распределение погрешностей
показаний контрольного приспособле-
ния (см. рис. 106) при измерении бие-
ния наружной поверхности фланца
Для измерения взаимного биения поверхностей проверяемым,
деталям сообщают несколько оборотов. При таких условиях за-
зор в месте посадки детали на опору оказывает различное влияние
на точность измерения. Величина погрешности будет случайной
при каждом повторном измерении взаимного биения поверхностей
у одной и той же детали.
Точность показаний приспособления при измерении биения
наружной поверхности фланца определяют выборкой (табл. 35).
Кривая, построенная по ее данным, приведена на рис. 107.
Точность показаний рассматриваемого приспособления при
измерении биения внутренней выточки определяется по выборке
(табл. 36) и по рис. 108.
171
। chipmaker.ru
Выборку образуют при многократном повторном измерении
взаимного биения поверхностей у одной и той же детали, каждый
раз со снятием и повторной ее установкой. Деталь 9 при измере-
ниях поворачивали на несколько
разность между минимальным
микроиндикатора с ценой деле-
ния 0,002 мм. Последний уста-
навливался взамен индикаторов
2 и 7. Так как рычаг 5 выпол-
нен с передаточным отноше-
нием k = 2, то при измерениях
биения фланца по микроинди-
катору каждое деление послед-
него соответствовало 0,001 мм.
У измеряемой детали, с по-
мощью которой производилась
Рис. 108. Распределение погрешностей
показаний контрольного приспособле-
ния (см. рис. 106) при измерении бие-
ния внутренней выточки
оборотов, при этом определялась
и максимальным показаниями
Таблица 36
Выборка для определения точности
показаний контрольного
приспособления с установкой деталей
на торец и выточку
(рычажная передача с k = 1)
В мкм ni nixi
42 1 42 1 764
44 14 616 27 104
46 21 966 44 436
48 12 576 27 648
50 8 400 20 000
52 3 156 8 112
54 1 54 2 916
60 2810 131 980
Характеристика выборки: — 2810
л = ———= 46,833 мкм', 60 131 980 °(х> -
60 46. 8332 = 6,46; S ==
= 1 6?46 = 2,54 МКМ', 25 ^lim —
= ± 7,62 МКМ', fl ““ 25,4
। = 9,85 мм/мкм принимаем а = 250- 2.54
= 10 ММ МКМ', 60 2
। =5,3 мм; принимаем Ъ - = 5 мм.
аттестация приспособления, выточка имеет значительно большее
биение, чем наружная поверхность фланца. Этим и объясняются
гораздо большие абсолютные значения л;, полученные во второй
выборке, по сравнению с первой.
Результаты аттестации показывают два характерных обстоя-
тельства. Во второй выборке получено большее значение 6цт,
.и 7 62
чем в первой. Увеличение 6нт в 74-’g2' ~ Ь65 раза объясняется
меньшей точностью передачи рычага 8, монтируемого на оси,
по сравнению с передачей рычага 5, монтируемого на плоских пру-
жинах 6. Это подтверждается данными табл. 25. На увеличение
6цт оказывает влияние также несколько большая погрешность
формы выточки, по сравнению с наружной поверхностью фланца.
172
Кривая первой выборки (см. рис. 107) имеет существенное
несовпадение с теоретической кривой только у самой вершины.
Кривая имеет достаточно близкое совпадение моды с центром
группирования. Несовпадение вершины у эмпирической кривой
первой выборки с теоретической не вызывает нарушения закона
нормального распределения. Это подтверждается расчетом кри-
терия согласия Колмогорова, согласно которому Р (X) — 0,15.
Кривая второй выборки (см. рис. 108) имеет существенное рас-
хождение с теоретической в правой ее ветви. По своей форме она
близко совпадает с кривой распределения Максвелла при радиаль-
ном отклонении и двухмерном исходном круговом рассеянии по
закону нормального распределения.
Закон распределения таких кривых [3] имеет следующее
выражение:
г2
(и=4- ге 202 ’
где г — вероятность радиального отклонения центра деталей,
обрабатываемых на станке, имеющем эксцентриситет.
Применительно к данному случаю, как подтверждается рис. 108,
распределение по указанному закону возникает вследствие ра-
диального отклонения г центра выточки измеряемой детали 9 при
ее вращении на опоре 1 установочного узла приспособления (см.
рис. 106). Радиальное смещение г вызывается наличием зазора
между базовой выточкой измеряемой детали и буртиком опоры 1.
При повторных измерениях величина эксцентриситета г между
базовой центрирующей выточкой и буртиком опоры /, на которой
поворачивается измеряемая деталь, может стремиться как к нулю,
так и к максимуму. В связи с этим соблюдается основное условие
формирования закона [3], по которому определяется формула (89):
0 < г < со.
Так как при вращении детали на опоре 1 колебание зазора яв-
ляется случайным, то рассеяние величины г подчинено круговому
закону нормального распределения со средним квадратическим
отклонением ст. Такому же закону подчиняются детали, обрабаты-
ваемые на станках, у которых зажимные приспособления имеют
эксцентриситет.
Характерной особенностью рассматриваемого типа кривых
является то обстоятельство, что номере увеличения отношения -~
они становятся более пологими и симметричными, приближаясь
к кривой нормального распределения. Под величиной а пони-
мается смещение центра группирования нормального исходного
распределения: а = X — xmin = 46,83 — 42 — 4,83 мкм (см.
рис. 108), тогда
JL „2^ -л Q
S 2,54 ’ ’
173
При таком значении а, как показано в труде Н. А. Бородачева,
полученная кривая стремится к кривой нормального распределе-
ния. Такая кривая и получена в первой выборке (см. рис. 107).
Вместе с тем существенное несовпадение ее вершины с вершиной
теоретической кривой характерно для начала формирования кри-
вой типа Максвелла.
Следовательно, и на эту кривую, у которой -Д- = q’gj- =
= 2,33 определенное влияние оказывает наличие зазора в посадке
проверяемой детали на установочном узле.
Таким образом, аттестацией контрольных приспособлений рас-
сматриваемой конструкции подтверждается возможность получе-
ния в этих случаях кривых, близко совпадающих как с кривыми
нормального распределения, так и с кривой Максвелла. Последнее
обстоятельство вызывается наличием гарантированного зазора
между базовыми поверхностями измеряемой детали и рабочей по-
верхностью установочного узла приспособления. Это имеет важное
значение для правильной аттестации рассматриваемых типов кон-
трольных приспособлений.
Наличие зазора между базовой поверхностью проверяемой де-
тали и установочным узлом приспособления оказывает определен-
ное влияние на показатель А6.
В первой выборке
= = 0,186-0,472;
во второй выборке
= таг - °.304 * о-76-
Это обстоятельство должно быть учтено при проектировании
контрольных приспособлений подобного типа.
КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ ДЛЯ КОМПЛЕКСНОГО
ДВУХПРОФИЛЬНОГО ИЗМЕРЕНИЯ ЗУБЧАТЫХ КОЛЕС
На машиностроительных заводах широкое распространение
получили контрольные приспособления для комплексного двух-
профильного измерения зубчатых колес. Эти приспособления также
применяют для настройки станков, на которых нарезают зубья
колес. Существует ряд конструкций контрольных приспособлений
для измерения зубчатых колес, например типа КДП-150, КДП-300
и др. 113, 27]. Типовая конструкция такого приспособления пред-
ставлена на рис. 109. На корпусе 1 установлена плита 2, на которой
монтируется неподвижно палец 4 со сменной втулкой. На послед-
ней устанавливается проверяемое зубчатое колесо.
Двухпрофильное измерение параметров зубьев осуществляется
с помощью эталонного колеса, установленного на пальце 5. Для
174
этой цели эталонное колесо 8 входит в плотное соединение с про-
веряемым колесом 9. Палец 5 вместе с эталонным колесом мон-
тируют на подвижной каретке 3, установленной на шариках. Ка-
ретка с помощью пружины 6 обеспечивает плотный контакт эта-
лонного колеса с проверяемым. Каретку 3 подводят и отводят ры-
чагом 7. В процессе измерения зацепления у проверяемой детали
происходит непрерывное перемещение эталонного колеса 8.
Рис. 109. Контрольное приспособление для
измерения зубчатых
комплексного двухпрофильного
колес.
Размеры зацепления измеряют неподвижно закрепленным ин-
дикатором 13, который настраивают с помощью штифта 10 и пово-
ротной втулки 11 со срезанной площадкой (разрез А—А). Отсчеты
на индикатор передают через штифт 14, который закреплен на
каретке 3. Для двухпрофильного измерения зацепления необхо-
димо дать колесам несколько оборотов. Все изменения размеров
зацепления у проверяемого колеса будут вызывать перемещение
каретки с эталонным колесом, которые через штифт 14 фиксируются
индикатором. При перемещении каретки не всегда обеспечивается
плавная передача движений к стержню индикатора. Кроме того,
для установки и снятия измеряемого колеса эталонное колесо
с кареткой необходимо отводить и подводить рычагом 7, который
преодолевает силу пружины 6. Это, в свою очередь, создает не-
которую неплавность в передаче к индикатору.
Приспособление аттестуют по базовой выборке (табл. 37).
Для аттестации приспособления вместо индикатора 13 устанавли-
вают микроиндикатор с ценой деления 0,002 мм. Для получения
175
chipmaker.ru
повторных измерений необходимо снимать и устанавливать из-
меряемое колесо, а также отводить и подводить эталонное колесо
для зацепления с проверяемым колесом.
Результаты аттестации позволяют сделать ряд выводов. Ле-
вая ветвь кривой (рис. ПО), построенная по данным выборки,
имеет существенное смещение вправо и
близко совпадает с шестой классифика-
ционной группой (см. гл. II) и имеет
меру асимметрии <х0 0,3. Смещение
вызвано значительным односторонним
давлением пружины 6. При таких усло-
виях, полученные отрицательные по-
грешности х; вызываются некоторой
нестабильностью работы пружины 6 и
неплавностью перемещения каретки 3,
которая к тому же поджимается к ша-
рикам сильной пружиной 12. Влиянием
доминирующих факторов можно также
объяснить существенное смещение X —
— 2,92 мкм относительно х = 0.
Таблица 37
Выборка для определения
точности показаний
контрольного приспособления
для комплексного
двухпрофильного измерения
зубчатых колес
в мкм ni О п .X . 1 1
—6 5 —30 180
—4 6 —24 144
—2 8 —16 32
0 8 0 0
2 28 56 112
4 29 116 464
6 24 144 864
8 8 64 512
10 4 40 400
2708
120
—70
+420
Характеристика выбор-
— 350
ки: X ~ = 2,92 мкм’,
П - 2™8 9 922 -
2,92
= 14,05; S = I 14,05 =
— 3,75 мкм; 6цт =
= 4: 11,25 мкм', a —
25 „ _
— 6,7 мм/мкм;
3,75
, 250-3,75
6 ~ Q— = 3,9 мм.
Принимаем b = 4 мм.
Рис. ПО. Распределение погрешностей показа-
ний контрольного приспособления для двухпро-
фильного измерения зубчатых колес
При аттестации получена значительная величина 6нт =
= ±11,25 мкм, что объясняется принятой схемой измерения на
приспособлении. Погрешности метода измерения оценивают
по допуску на межцентровое расстояние L. Учитывая широкое
применение зубчатых колес в машиностроении и различные точ-
ности, предъявляемые к ним, этот допуск колеблется в пределах
6 = ± (0,025-г-0,075 мм).
Тогда + 1 1 95
= ± 0,025 ± 0,075 = °>15 °-45-
176
Максимальное значение несколько повышено. Это обстоя-
тельство вызывает необходимость усовершенствования конструк-
ций таких приспособлений для обеспечения их более плавной
работы.
СЛОЖНЫЕ КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
С УСТАНОВОЧНО-ЗАЖИМНЫМ УЗЛОМ
На сложных контрольных приспособлениях у проверяемых де-
талей обычно измеряют: а) параллельность осей отверстий между
собой; б) перпендикулярность торцов; в) расстояние между
осями отверстий; г) расстояние между торцами; д) взаимное бие-
ние нескольких поверхностей и т. д.
На сложных контрольных приспособлениях проверяемые де-
тали нередко устанавливают на установочно-зажимные узлы с эк-
сцентриковым, пневматическим и другими зажимными устрой-
ствами. Кроме того, у них имеются также механизмы для враще-
ния проверяемых деталей, отвода державок с измерительными сред-
ствами и т. д. В качестве измерительных средств на таких приспо-
соблениях преимущественно применяют индикаторы часового
типа.
Сложные контрольные приспособления предназначены для окон-
чательного контроля и проверки точности наладки станков, на ко-
торых завершается обработка проверяемых деталей. Индикаторы
у приспособлений настраивают с помощью эталонов. На точность
показаний сложных контрольных приспособлений оказывают
влияние точность установки деталей, рычажных передач, на-
стройки индикаторов и другие факторы.
Рассмотрим аттестацию сложного контрольного приспособле-
ния (рис. 111) для измерения рычажных деталей /, установку и за-
крепление которых производят на установочно-зажимной узел
с пневматическим зажимным устройством 4. Установочно-зажим-
ной узел имеет кулачки: два неподвижных и один подвижный. При-
способление аттестуют для определения точности показаний при
измерении: 1) расстояния между осями отверстий (измеряют ин-
дикатором 6 при помощи рычажной передачи 5); 2) параллельности
осей отверстий между собой (измеряют индикатором 7 при помощи
рычажной передачи 5); 3) скрещивания осей отверстий 1 (изме-
ряют индикатором 9 при помощи рычажной передачи 8).
Сложные по конструкции контрольные приспособления обычно
требуют более трудоемкой аттестации. В частности величина 2Vn
для получения представительных базовых выборок определяется
в результате проведения трудоемких работ по наладке приспо-
собления и образования серии экспериментальных выборок.
1 Под скрещиванием осей здесь и дальше понимается непараллельность про-
екций на плоскость, перпендикулярную к общей их нормали.
177
chipmaker.ru
Обычно в таких выборках величина Nn не превышает 60—80 по-
вторных измерений. Правильное определение Nn для сложных
приспособлений важно также для правильного определения устой-
чивости и периодичности проверки первичной настройки их изме-
рительных средств.
Сложные контрольные приспособления, как правило, аттестуют
по двум базовым выборкам: основной и повторной. Это вызывается
наличием зажимных устройств, механизмов для вращения де-
талей, механизмов для отвода измерительных средств и др. Вслед-
ствие этого в ряде случаев требуется длительная наладка приспо-
собления для получения устойчивых показаний, а следовательно,
и получения удовлетворительных показателей аттестации.
Даже после наладки таких приспособлений основная и повтор-
ная базовые выборки могут иметь иногда существенные расхож-
дения между собой.
Аттестация приспособления для измерения расстояния между
осями. На расстояние между осями отверстий рычажных деталей
(шатуны, рычаги, вилки и т. д.) устанавливается допуск в преде-
лах ± (0,025-^-0,05) мм.
Для измерения этого расстояния рычажные детали одним из
своих отверстий устанавливают на установочно-зажимной узел
приспособления (см. рис. 111) до прижатия к опорному кольцу 12.
178
В отверстие второй головки устанавливают палец 2, который дол-
жен иметь в отверстии минимальный зазор, иначе возможны зна-
чительные погрешности в показаниях контрольных приспособле-
ний. Палец 2 соприкасается с рычагом 5, монтируемым на под-
вижной оправке 10, с установленным на ней стержнем 11. С по-
следним соприкасается измерительный стержень индикатора 6.
Точность показаний приспособления при измерении расстоя-
ния между осями отверстий аттестуют с помощью эталона 3.
Для этой цели многократно повторно устанавливают и зажимают
Рис. 112. Распределение погрешностей показаний контрольного приспо-
собления (см. рис. 111) при измерении расстояния между осями:
а — первая выборка; б — вторая выборка
эталон на установочно-зажимном узле приспособления, а затем
снимают в таком же порядке, как при измерении расстояния между
осями у проверяемых деталей.
При аттестации применяют микроиндикатор с ценой деления
0,001 мм, установленный вместо индикатора 6. После каждого
повторного измерения фиксируют расстояние между осями отвер-
стий. Точность показаний приспособления при измерении рас-
стояния между осями аттестуют по двум базовым выборкам: ос-
новной и повторной с числом измерений Nn — 60.
В основной выборке получены следующие характеристики:
X = 0,8 мкм; S = 1,44 мкм; 6lim = ± 1S — 2,64-1,44 = ±3,8 мкм.
Масштаб для построения кривой (рис. 112, а)-, а = 18 мм!мкм;
6 = 6 мм. В повторной базовой выборке получены следующие ха-
рактеристики: X = 0,117 мкм; S = 1,2 мкм; 6цт = 2,64-1,2 =
= ±3,17 мкм. В этих выборках t рассчитывают по формуле (14)
для N — 60. Масштаб для построения кривой (рис. 112, б): а =
20 мм!мкм; b = 5 мм.
Для определения величины Хп в табл. 38 выборка разделена
на пять групп по 20 повторных измерений. При принятой методике
составления групп величина Nn определяется с незначительной
179
Таблица 38
Определение значений Л'„ базовой выборки
1 Л’£ В мкм при .V групповых (гр.) и суммарных (сум.)
0—20 21 40 4. 60 61 80 81 100
сум. гр. сум. гр. сум. гр. сум. гр- сум.
—7 1 1
1 —6 — — — — — — — 5 5
-5 — — — — — 2 2 5 7
—4 1 — 1 2 3 2 5 5 10
—3 — — — 3 3 13 16 4 20
—2 2 1 3 10 13 — 13 — 13
— 1 4 7 11 3 14 2 16 — 16
0 8 8 16 2 18 1 19 — 19
1 2 3 5 — 5 — 5 — 5
2 3 1 4 — 4 — 4 — 4
20 20 40 20 60 20 80 20 100
погрешностью. Только при Nn = 60 получается представительная
выборка с одновершинной кривой. В остальных группах этой вы-
борки получается двухвершинная кривая при х,- = —2 мкм.
Такие же значения Nn получаются в остальных выборках, что
дает основание рассматриваемые типы приспособлений для изме-
рения параллельности осей аттестовать по базовым выборкам
с Nn = 60 повторных измерений.
Сравнительно небольшое значение величины Nn, получаемое
в базовых выборках, объясняется конструктивными особенностями
рассматриваемых контрольных приспособлений. На получение ве-
личины Nn в таких пределах оказывает влияние перемещение
оправки 10 (см. рис. 111) и воздействие на нее пружины 14, а также
закрепление детали на установочно-зажимном узле. При измере-
нии деталей на рассматриваемых приспособлениях в цеховых усло-
виях величина Nn может даже несколько снижаться.
При измерении расстояния между осями отсчеты передаются
на индикатор через подвижный стержень 11, установленный на
оправке 10. Последняя отжимается пружиной 14. При таком ме-
тоде измерений не исключена возможность систематического сбоя
стрелки индикатора с первоначально установленного положения
после каждого измерения. Кроме того, работа приспособления мо-
жет быть нестабильной. Такие условия измерения могут вызывать
значительное увеличение е и 6]im в принятых базовых выборках.
В связи с этим при аттестации подобных контрольных приспо-
соблений необходимо определить стабильность их работы мето-
дом малых выборок с числом измерений в каждом из них не больше
пяти. В выборках определяют х и величину разброса. По колеба-
180
ниям этих показателей можно судить о стабильности работы при-
способления.
По такой методике в табл. 39 приведена разбивка повторной
базовой выборки на 12 малых выборок по пять повторных изме-
рений в каждой. Последние записаны в такой последовательности,
в какой они образовывались для повторной базовой выборки. В ма-
лых выборках колебание х достигает 2 мкм, а колебание разбросов
3 мкм. Хотя колебание х и не столь значительно, однако характер-
ным является периодические изменения его знака, что прежде
всего свидетельствует о недостаточной стабильности работы при-
способления, связанной с его конструктивными особенностями х.
Таблица 39
Малые выборки для определения стабильности показаний
приспособления (см. рнс. 111) при измерении расстояния
между осями
№ малых выборок при в мкм в мкм Разброс в мкм № малых выборок при В мкм 3 114 £ DQ I Разброс | в мкм
1 2 3 4 5 1 2 3 4 5
1 0 0 1 —1 0 0 2 7 0 —1 0 —1 —1 —0,6 1
2 0 0 0 0 0 0 0 8 —1 —1 —2 —2 0 —0,8 2
3 1 0 —2 0 —1 —0,4 3 9 —3 —2 —3 —1 —1 —2 2
4 —1 2 0 1 0 0,4 3 10 —1 —1 0 —1 0 —0,6 1
5 0 0 0 1 0 0,4 2 11 0 0 2 3 2 1,4 3
6 0 0 — 1 —1 0 —0.4 1 12 1 2 1 2 0 1,2 2
В базовых выборках для аттестации приспособления при из-
мерении расстояния между осями получены следующие показатели:
Kw — = * 1 * * * * (Рис- 1121 а н б)’> = ~о°п7 = 6,6;
Ks = -^-=l,2;
Е = 'ел = 0,008 ч- 0,016 для первой выборки;
Е = ёл0’.1 = 0,00117 ч- 0,00234 для второй выборки.
При полученных данных показатель
X»- -0.062< 0.!.--,.
1 Полученные существенные расхождения в форме кривых, построенных
по основной и повторной базовой выборкам, взятым для одного и того же приспо-
собления, свидетельствуют о том, что отклонения эмпирической кривой от кри-
вой нормального распределения являются случайными в каждой выборке и по-
тому не всегда могут быть положены в основу анализа конструкции приспособле-
ния и по существу, могут характеризовать только наладку. (Прим. ред.).
181
r. ru
При удовлетворительном показателе Kw в базовых выборках
получены также незначительные расхождения между xmin и хтах,
что видно также и на рис. 112, а и б.
В выборках получен неудовлетворительный показатель К-
что объясняется некоторой нестабильностью работы приспособле-
ния. Однако в данном случае абсолютные значения X малы,
вследствие чего получен допустимый коэффициент смещения Е. Удо-
влетворительным является также показатель 7<6 в обеих выборках.
Контрольное приспособление при измерении расстояния между
осями следует аттестовать по повторной базовой выборке. В ней
получены меньшие значения X и 6lim, чем в основной базовой
выборке. Кривая повторной базовой выборки (рис. 112, б) имеет
значительную островершинность. Ее форма существенно отли-
чается от формы кривой, показанной на рис. 112, а.
Аттестация приспособления для измерения параллельности
осей отверстий. Параллельность осей отверстий у рычажных де-
талей на рассматриваемом приспособлении (см. рис. 111) изме-
ряют индикатором 7. Передачу показаний на индикатор осущест-
вляют через рычаг 5 с передаточным отношением k = 2 и больше.
Увеличенное передаточное отношение у этих рычагов необходимо
для получения более точных измерений, так как допуски на па-
раллельность осей у рычажных деталей обычно не превышают
0,03—0,04 мм на длине 100 мм. Для измерения параллельности
осей отверстий индикатор 7 настраивают по эталону 3. Особен-
ностью рассматриваемых приспособлений является необходимость
отвода индикатора 7 каждый раз при снятии или установке де-
тали для измерения параллельности осей. Индикатор 7 отводят
рукояткой 75. Обычно в контрольных приспособлениях рекомен-
дуют измерительные средства устанавливать неподвижно, особенно
если их настраивают по эталонам.
Точность показаний приспособления для измерения парал-
лельности осей отверстий аттестуют с помощью эталона 3. Па-
раллельность осей у рассматриваемых приспособлений измеряют
при помощи рычагов с передаточным отношением k = 2 и инди-
катора с ценой деления 0,01 мм.
Приспособление при измерении параллельности осей атте-
стуется по основной и повторной базовым выборкам. В основной
базовой выборке, извлеченной при Nn = 70, получены следующие
характеристики: X = 25,3 мкм; S = 14,1 мкм; бщп = ±2,64х
х14,1 = 37,2 мкм. Масштаб для построения кривой (рис. 113, а):
а = 1,8 mmImkm; 5 = 5 мм.
В повторной базовой выборке, извлеченной при Nn = 60,
получены следующие характеристики У = 24,8 мкм; S = 9,7 мкм;
бит = ±2,64-9,7 = ±25,6 мкм.
Масштаб для построения кривой (рис. 113, б): а = 2,5 мм/мкм;
b = 4 мм.
182
На контрольных приспособлениях рассматриваемых конструк-
ций иногда трудно получить одновременные базовые выборки при
Nn = 60 даже после экспериментальных выборок. Это обстоятель-
ство объясняется перемещением индикатора 7 (см. рис. 111), на-
строенного по эталону, после каждого измерения, а также под-
жатием оправки 10 при перемещении пружиной 14.
Стабильность показаний приспособления при измерении па-
раллельности осей проверена методом малых выборок. Для этой
цели одна из экспериментальных выборок была разбита на 12 ма-
Рис. 113. Распределение погрешностей показаний контрольного приспо-
собления (см. рис. 111) при измерении параллельных осей:
а — первая выборка: б — вторая выборка
лых выборок (табл. 40). В каждой из них определяют значение х
и разброс. Повторные измерения записаны в такой же последова-
тельности, в какой они образовывались в этой выборке. По полу-
ченным данным построен график (рис. 114), на котором видны зна-
чительные колебания х и разбросов, что и является главной при-
чиной, вследствие которой базовую выборку образуют при срав-
нительно небольшом значении Nn = 60. Незначительные измене-
ния режимов аттестации вызывают еще большие колебания х и слу-
жат причиной получения двухвершинных кривых и повышенной
трудоемкости аттестации таких приспособлений.
В базовых выборках получены следующие показатели: Kw =
= -g- = 1,2 (рис. 113, а и б); К- = -g = 1,02; Ks = g =
= 1,45.
Допустимые погрешности измерений при образовании этих
выборок равны:
+ Зет- = ±3'-15— = + 5,11 мкм; -1- 3os — ±31151 = -4-3,62 мкм.
~ х /70 " ~ * р 2-70
183
Нестабильность значений X и S, полученных в базовых выбор-
ках, укладывается в допустимые погрешности измерений. Этим
подтверждается достоверность образованных базовых выборок.
Для данной аттестации за базовую принимается повторная вы-
борка. В ней получены меныпие значения е и 6цт, чем в предыду-
щей выборке. Кривая (см. рис. 113, а), построенная по ее данным,
значительно ближе совпадает с теоретической, чем кривая пре-
дыдущей выборки (см. рис. 113, б).
Передаточное отношение рыча-
га 5 на индикатор 7 (см. рис. 111)
определяется по формуле (78) и
схеме (см. рис. 49). В аттестуемом
и малых выборок
Рис. 114. Колебания х и разбросы малых
выборок, извлеченных при измерении па-
раллельности осей на контрольном при-
способлении (см. рис. 111)
Таблица 40
Малые выборки для определения
стабильности показаний
приспособления (см. рис. 111)
прн измерении параллельности
осей
№ малых выборок при Х£ в мкм X в мкм Разброс в мкм
1 2 3 4 5
1 2 3 4 5 6 7 8 9 10 И 12 0 10 10 40 40 40 80 80 60 20 30 10 0 30 50 70 50 50 40 40 20 30 50 60 10 40 20 60 30 0 30 40 40 40 40 60 20 40 30 50 30 40 30 30 40 70 30 50 30 40 40 20 50 70 10 30 50 20 50 30 120 32 30 58 50 50 38 54 42 36 40 52 30 30 40 50 20 70 70 50 40 50 20 50
приспособлении рычаг 5 выполнен со следующими размерами:
1г — 84 мм; 12 = 46,6 мл; а, = 7 35': cos = 0,991; а =
= 30° 58'; cos а = 0,857.
Согласно этим размерам, передаточное отношение рычага 5
. _ 11 cos <it _ 84 0,991 2 08
cos а/2 46,6 0,857 ’
С учетом передаточного отношения
Slim
± 25,6 . о „
оно = Щ 12,3 мкм.
Допуск на параллельность осей отверстий у рычажных деталей
часто назначают в пределах 30—40 мкм на длине 100 мм; при под-
считанном значении 6lim показатель Л'6 получается неудовлетвори-
тельным. Действительно
= -30 -7 40 ~ °’6 °’82-
184
На точность показаний контрольного приспособления с пневма-
тическим зажимом при измерении параллельности осей сказы-
вается также неплавность работы пневматики при зажатии измеряе-
мой детали. Вследствие этого несколько
прилегания базового торца эталона к
базовому торцу 12 (см. рис. 111) уста-
новочно-зажимного узла приспособле-
ния. Это обстоятельство необходимо
учитывать при регулировании плавно-
сти работы пневматического зажима.
Аттестация приспособления для из-
мерения скрещивания осей отверстий.
Скрещивание осей отверстий у рычаж-
ных деталей на аттестуемом контроль-
ном приспособлении (см. рис. 111) из-
меряют индикатором 9 с помощью ры-
чажной и прямой передач. Передаточ-
ное отношение у рычагов 8 колеблется
в пределах k = 1±2. Скрещивание осей
отверстий у рычажных деталей допу-
скают обычно в пределах 0,03—0,05 мм
на длине 100 лои. Индикатор 9 настраи-
вают по эталону 3. Точность показаний
приспособления для измерения скрещи-
вания осей определяют в таком же по-
рядке, как и при измерении параллель-
ности осей. Для этой аттестации обра-
зованы две выборки —основная базовая
и повторная. Характеристика основной
базовой выборки, извлеченной при Nn —
= 74, следующая: X = —0,432 мкм;
S = 2,53 мкм; 6Нп1 = ±7,59 мкм. Мас-
штаб для построения кривой (рис. 115, а);
а = 20 мм/мкм; b = 4 мм. Повторная
базовая выборка представленав табл. 41.
Кривая, построенная по данным этой
выборки, показана на рис. 115, б.
При измерении скрещивания осей
нарушается постоянство
Таблица 41
Выборки для определения
точности показаний
контрольного
приспособления для
измерения скрещивания
осей у рычажных деталей
Вторая выборка
х. ni nixi п.х?
в мкм
—6 3 —18 108
—4 7 —28 112
—2 34 —68 136
0 36 0 0
2 30 60 120
4 6 24 96
6 1 6 36
117 —114 +90 608
Характеристика вь бор-
ки:
А —1144-90
117 — —0,204 мкм;
608
DW = 117
— 0.2042 = 5,16;
s= /5Д6 = 2,28 мкм;
61 jra= ±6,84 мкм;
25-2
а = —22 мм/мкм;
250-2.28 = 2,44
о = — 117-2 нм.
Принимаем 6 = 2,5 мм.
индикатор 9 остается неподвижным.
В связи с этим число повторных измерений в базовых выборках
при измерении скрещивания осей на контрольном приспособлении
достигает величины Nn = 120.
При аттестации приспособления в базовых выборках полу-
12 0 432
чены следующие показатели: Kw = = 1; К- = П’9П, =
= 2,16; Ks = = 1.11; Е = оь-32ел = 0,009^0,14 для основ-
185
ной выборки; Е = = 0,004ч-0,07 для повторной выборки.
Скрещивания осей измеряют с помощью рычага 8 на длине
40 мм.
Передаточное отношение у рычага, определяемое по формуле
(78), k = 1,1. Предельная погрешность у приспособления при из-
мерении скрещивания осей
оИга = —j-j-j— = щ 6,16 мкм.
При допуске на скрещивание осей 30 -^-50 мкм на длине 100 мм
= таг = °-22 * °'42-
Рис. 115. Распределение погрешностей показаний контрольного приспо-
собления (см. рис. 111) при измерении скрещивания осей:
а — первая выборка; б — вторая выборка
Показатель К- больше допустимого. Следует учесть, что в ба-
зовых выборках получены незначительные абсолютные значе-
ния X, а следовательно, минимальные значения е и Е. При таких
условиях повышенное значение показателя К- не может оказать
существенного влияния на результаты аттестации. Показатель К6
является несколько завышенным. Однако он значительно меньше,
чем при измерении параллельности осей. В данном случае основ-
ной причиной служат погрешности работы установочно-зажимного
механизма, аттестация которого дана в гл. VII. В выборках полу-
чены отрицательные значения X. Это объясняется односторонним
нажатием проверяемой детали на рычаг 8 при измерении скрещи-
вания осей.
Приспособление при данном измерении аттестуют на основе
выборки, представленной в табл. 39. Экспериментальная кривая
(см. рис. 115, б) значительно ближе совпадает с теоретической,
чем кривая первой выборки.
Гпава X
АТТЕСТАЦИЯ УСТОЙЧИВОСТИ ПОКАЗАНИЙ
КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЙ
КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ И ПРИБОРЫ
ПОВЫШЕННОЙ УСТОЙЧИВОСТИ
К группе повышенной устойчивости (первой группе) относятся
контрольные приспособления особой точности, пружинно-опти-
ческие приборы 01П, 02П, О5П, приборы типа Шеффильд, оптика-
торы для измерения диаметров валиков 1-го класса точности. Для
измерения диаметров отверстий указанные приборы снабжают
добавочным установочным узлом. Контрольные приборы подобных
конструкций обеспечивает высокую точность показаний. Даже
в сочетании с установочным узлом их предельная погрешность
6ц1П < ± 1-е- ± 1,5 мкм. Однако эти приборы легко реагируют на
незначительные толчки, вибрации, изменение температуры
измеряемой детали, линейное расширение которых фикси-
руется приборами с ценой деления 0,0002—0,0005 мм и т. д.
Указанные явления всегда возможны в цеховых условиях
и их следует учесть при аттестации устойчивости первичной
настройки.
Прибор для измерения диаметров валиков. Аттестацию произ-
водят на приборе с ценой деления 0,0002 мм по двум выборкам,
которые образуют при повторных измерениях диаметра у одного
и того же эталона в одном и том же сечении. Первая выборка
(табл. 42) образована при установке эталона на приборе без при-
косновения руками. Следовательно, дополнительного линейного
расширения эталон не имеет. Вторая выборка (табл. 43) образо-
вана при установке эталона на прибор руками. При такой уста-
новке эталон изменяет размеры под влиянием изменения темпера-
туры, что и фиксируют приборы.
Колебания х (рис. 116) построены по выборкам табл. 42 и 43.
Кривая 1 характеризует изменение х в малых выборках без учета
влияния нагрева эталона.
Рассматриваемые приборы имеют несколько повышенное изме-
рительное давление (до 0,5 кГ). Вследствие этого остаточные по-
грешности х, при повторных измерениях имеют отрицательный
знак (кривая 1 на рис. 116). Влияние нагрева эталона даже от руки
столь существенно, что вызывает изменение знака остаточных
погрешностей xt (кривая 2 на рис. 116).
187
chipmaker.ru
Таблица 42
Выборки для определения устойчивости первичной настройки
контрольного прибора без нагрева эталона
Число измерений При <£ в мкм х по сумме измерений в мкм х в каждом десятке изме- рений в мкм s по сумме измерений в мкм
о ° со ° О 1 ° О 1 СО °
Первая 10 1 1 3 2 1 2 —0,27 —0.27 0,169 1
поло- 20 1 1 3 3 9 3 — —0,335 —0,37 0,138 0,816
вина 30 выборки 1 1 3 3 10 12 — —0,387 —0,49 0,134 0,796
Вторая 40 1 1 4 6 14 14 —0,382 —0,37 0,123 0,722
поло- 50 вина 1 1 4 6 17 20 1 —0,402 —0 423 —0,48 0,123 0,722
выборки 1 1 4 6 18 26 4 ^0?457 -0,52 0,118 0,7
Таблица 43
Выборки для определения устойчивости первичной настройки
контрольного прибора с учетом нагрева эталона
Число измерений при X, в мкм ;s« ° 2л о « Е S3 со |1 >4 S вд х в каждом десятке изме- рений в мкм s по сумме измерений в мкм
о о О СМ СО о* 1Л с
Первая поло- 10 9 1 0,02 0,02 —
вина выборки 20 13 2 3 2 — — 0,07 0,12 0,126 —
30 14 7 3 5 1 — 0,107 0,18 0,127 1,01
Вторая поло- 40 14 7 4 9 5 1 0,142 0,35 0,179 1,42
вина выборки 50 14 7 4 10 9 6 0,222 0,44 0,179 1,42
60 14 7 4 13 10 12 0,257 0,43 0,4 1,59
70 14 11 7 16 10 12 0,247 0,352 0,19 0,179 1,42
Кривая / колебаний s (рис. 117) характеризует устойчивость
первичной настройки прибора в условиях, когда эталон при повтор-
ных измерениях не подвергается линейному расширению. Она
весьма близка к прямой, что свидетельствует о высокой устойчи-
вости первичной настройки таких приборов. Кривая 2 колебаний s
характеризует устойчивость первичной настройки прибора, ко-
торая определяется повторными измерениями эталона с учетом
его линейного расширения. В последнем случае создается впе-
188
чатление искажения устойчивости первичной настройки прибора.
Это подтверждается и показателями, полученными в выборках.
При отсутствии линейного расширения (выборка в табл. 42)
_ 2 (х2 —%i) _
Nn
_ 2 (0,457 — 0,387)
— 60 ~
0,0023 мкм на одно
измерение;
екр=—0,52-шсм; Е =0,25-4-0,5;
/С = 0,816; K-s =1,43^.
а ь кр
Для определения показателя
тс параметр х2 дается во второй
половине выборки.
При линейном расширении
эталона (выборка в табл. 43)
1 мкм
,061----------—------;
- одно измерение
екр = 0,44; Ку = 1,59.
Влияние нагрева эталона
столь значительно, что по основ-
ному показателю Ку = 1,59 при-
бор не мог бы быть аттестован,
что также подтверждается из-
Рис. 116. Колебания х в каждом десят-
ке измерений в малых выборках (пру-
жинно-оптический прибор)
менением знака екр.
На рассматриваемых приборах детали измеряют с допуском
6 < 0,01=0,02 мм и сортируют на классы через 1—2 мкм. В связи
с этим нельзя допускать сбой
первичной настройки, больше
величины екр. Для выполне-
ния этого требования первич-
ная настройка на приборе
должна проверяться после
£6 0,25 (14-2)
П тс ~ 0,0023 ~
= 108=216 деталей.
Принимая пп =0,5, имеем
ппр = 0,5 (108=216) 54=
= 108 деталей.
Если по условиям точно-
О 10 20 30 20 30 60 10 nL
Рис. 117. Колебания s по сумме измере-
нии в малых выборках (пружинно-опти-
ческий прибор)
сти измерений сбой первичной
настройки должен быть меньшеекр, то проверять и корректировать
его необходимо чаще. Так, например, при сортировке деталей
класса валиков через 1—2 мкм полученное значение екр может
189
представлять существенную погрешность. Чтобы ее избежать, сбой
первичной настройки должен корректироваться после проверки
20—30 деталей, как это видно из выборки в табл. 42; при п — 20
средняя выборочная х = —0,37 мкм. Тогда относительное сме-
щение Екр — 0,18—0,37 мкм, и хотя оно несколько повышено,
однако допустимо.
Прибор со встроенным установочным узлом. На приборе с це-
ной деления 0,0005 мм со встроенным установочным узлом (см.
рис. 93) измеряют диаметры отверстий с допуском б = 10 : 20 мкм.
Устойчивость первичной настройки прибора аттестуют по выборке,
представленной в табл. 44 с числом измерений Np = 100. Значе-
ния х и s, построенные по данным выборки, представлены на
рис. 118 и 119.
Таблица 44
Выборка для определения устойчивости первичной настройки
контрольного прибора со встроенным установочным узлом
Число измерений п1 при Xj В мкм х по сумме измерений в мкм X в каждом десятке изме- рений в мкм s по сумме измерений в мкм X
LO О 1 о LO С о
Первая 10 3 2 3 2 — 0,2 0,2 0,56
половина 20 3 3 7 7 — 0,45 0,7 0,52 0,93
выборки 30 3 3 10 13 1 0,6 0,95 0,51 0,915
40 3 3 13 18 3 0,69 0,95 0,49 0,875
50 3 3 14 27 3 0,74 0,95 0,46 0,82
Вторая 60 3 3 16 34 4 0,775 0,95 0,44 0,795
половина 70 3 4 23 36 4 0,743 0,55 0,43 0,763
выборки 80 3 7 29 37 4 0,7 0,4 0,43 0,768
90 3 7 39 37 4 0,63 0,675 0,5 0,4 0 715
100 3 7 46 40 4 0,61 0,65 0,4 0,715
По этой выборке получены следующие показатели устойчи-
вости: тс = 0,0026 -----—------; = 0,95 мкм\ Ки = 0,93;
6 одно измерение у ’
Е = 0,05-0,1; К- = 1,4К..
кр sKp о
По основным показателям тс и Ку рассматриваемый прибор
с дополнительным установочным узлом имеет такие же устойчивые
показания, как и прибор без этого узла. Об этом свидетельствует
устойчивый характер колебания S (см. рис. 119). Однако екр =
= 0,95 мкм может вызывать существенную погрешность при из-
мерениях диаметров отверстий с последующей их сортировкой на
классы. При измерении диаметров отверстий с допусками б JO-
190
20 мкм, полученную величину екр можно не учитывать. Основной
причиной получения столь значительной величины е.кр служит
рычажная передача на пластинчатых пружинах в установочном
узле. Хотя показатель тс = 0,0026 не превышает допустимых пре-
делов для первой группы устойчивости приспособлений, коле-
бания Л" в малых выборках значительно больше, чем на приборах
без установочного узла (рис. 118).
На приборе с установочным узлом для измерения деталей с до-
пусками б = 10—: 20 мкм сбой первичной настройки можно кор-
ректировать через следующие числа проверенных деталей:
I . " , Ic-Ч I J = Ц * п/хп
I 1'4 I 44 I । I , I fljcn—I—1— L \.—I—□—
О Ю Ю 30 W 50 60 70 60 90 nL ' 10 20 30 60 50 60 70 ВО 90 гц
Рис. 118. Колебания к в каждом
десятке измерении в малых вы-
борках (пружинно-оптический
прибор со встроенным устано-
вочным узлом)
Рис. 119. Колебания s по сумме измере-
ний в малых выборках (пружинно-опти-
ческий прибор со встроенным установоч-
ным узлом)
При измерении деталей с меньшими допусками корректировать
настройку необходимо чаще.
Суммируя результаты аттестации, необходимо отметить, что
по основным показателям тс и К.у приборы соответствуют пер-
вой группе — повышенной устойчивости. Однако и при этих
условиях необходимо стремиться к созданию приборов с мень-
шими колебаниями средних выборочных х. Даже в этих приборах
колебание х по сумме измерений между собой и относительно X
общей выборки достигает пределов 3,4—3,9. Уменьшение коле-
баний х важно для улучшения показателя Екр относительного
смещения.
КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ ВЫСОКОЙ
УСТОЙЧИВОСТИ
К приспособлениям второй группы устойчивости относятся
контрольные приспособления для измерения размеров или оценки
соответствия техническим условиям деталей с допусками высоких
191
chipmaker.ru
Рис. 12О.а Колебания х в каждом десятке измере-
ний в малых выборках (контрольное приспособ-
ление второй группы устойчивости)
классов точности. Важной предпосылкой для получения высокой
устойчивости первичной настройки этой группы приспособлений
является надежное и устойчивое базирование деталей на них,
плавная установка и снятие деталей без толчков и ударов. Часто
такими установочными узлами для базирования служат точно
изготовленные парные призмы, установочные пальцы, центри-
рующие конусные по-
верхности и т. д.
В контрольных при-
способлениях второй
группы обычно не при-
меняют механизмов для
закрепления проверяе-
мых деталей или для пе-
ремещения измеритель-
ных средств. С прове-
ряемыми деталями из-
мерительные средства
соприкасаются непо-
средственно или через
прямые передачи. При
аттестации таких при-
способлений на устой-
чивость первичной на-
стройки основной пока-
затель Ку незначительно
больше единицы, а ко-
лебания s изменяются
достаточно плавно.
По сравнению с пер-
вой группой в контроль-
приспособлениях второй группы существенно увеличивается
показатель среднего темпа сбоя тс. Кроме того, детали измеряют при
значительных колебаниях х, определяемых в малой выборке через
каждый десяток повторных измерений. Величина еКр максимального
смещения выборочной средней х в малых выборках больше, чем
у приспособлений и приборов первой группы устойчивости. В ка-
честве примера рассмотрим результаты аттестации устойчивости
показаний контрольного приспособления с установкой проверяе-
мой детали на призмы. Типичным представителем является при-
способление для измерения расстояния между осями у деталей
(см. рис. 98) с прямой передачей к индикатору. Выборка, по ко-
торой аттестуют приспособление, представлена в табл. 45 и на
рис. 120 и 121.
По расчетам выборки получены следующие показатели устой-
чивости первичной настройки:
192
Рис.
лых
121. Колебания s по сумме измерений в ма-
выборках (контрольное приспособление
второй группы устойчивости)
ных
Таблица 45
Выборка для определения устойчивости первичной настройки
контрольного приспособления с базированием деталей на призмы
Число измерений Л- при в мкм х по сумме в мкм , х в каждом десятке изме- рений в мкм s по сумме измерений в мкм
—3 —2 —1 0 1 2 3 4
Первая 10 2 6 1 0,2 0,2 1,08
20 — — 3 14 1 — 1 1 0,25 0,5 1,18 1,09
поло- 30 — 1 3 17 5 2 1 1 0,3 0,6 1,19 1,1
вина 40 .— 3 5 20 8 2 1 1 —0,2 -0,3 1,19 1,1
выборки 50 — 7 7 24 8 2 1 1 —0,1 —1.0 1,23 1,14
60 1 7 7 33 8 2 1 1 —0,83 —0,3 1,19 1,1
70 1 7 9 39 9 2 2 1 0,43 0,2 1,18 1,09
Вторая 80 1 1 1 45 11 4 2 1 0,38 0,6 1,16 1,07
90 1 7 9 49 15 6 2 1 0,122 0.6 1,16 1,07
поло- 100 1 8 9 54 19 6 2 1 0,13 0,2 1,13 1,04
вина выборки 110 1 8 10 63 19 6 2 1 0,11 0 158 0,1 1,08 1,0
120 1 8 10 68 22 8 2 1 0,4 0,7 1,07 0,99
тс = 0,00805 -----—-------; Е = 0,025^0,05; е_о = — 1 мкм-,
с ’ одно измерение ' у
= 1,14; К- = 1,15К6.
b к р
Устойчивость показаний данной группы приспособлений
характеризуется многократной переменой знака значения х,
(рис. 120). Это свидетельствует о изменении условий, в которых
измеряют детали. В приспособлениях второй группы екр имеет
незначительную величину по сравнению с проверяемым допуском
и колеблется в пределах 1—1,5 мкм. Детали измеряют с допу-
сками в пределах 0,02—0,04 мм. При этих условиях относительное
смещение Екр = = 0,025-^0,05. Следовательно, приведенная
величина гкр не оказывает существенного влияния на точность
измерения деталей.
В приспособлениях второй группы сохраняется плавное изме-
нение величины s (рис. 121), а основной показатель устойчивости
первичной настройки Ку незначительно больше единицы. Число
измеренных деталей, после которых следует проверить сбой пер-
вичной настройки,
п = ----0,60805- = 63 - 125 деталеи;
пПр = 0,6 (63-4-125) 37-4-75 деталей.
183
chipmaker.ru
КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ С УСТОЙЧИВОЙ
ПЕРВИЧНОЙ НАСТРОЙКОЙ
По признакам устойчивости в третью группу входят контроль-
ные приспособления для измерения деталей с допусками в преде-
лах 0,03—0,05 мм. В контрольных приспособлениях этой группы
применяют базирующие устройства с ручным или механическим
зажимом измеряемых деталей. Последние могут иметь поворот или
вращение и при этом соприкасаются с измерительными средствами
приспособлений. Иногда предусматривается перемещение измери-
тельных средств, хотя это и нежелательно.
В таких контрольных приспособлениях сбой первичной на-
стройки более интенсивен, чем у приспособлений второй группы.
При установке, закреплении и снятии проверяемых деталей на
этих приспособлениях могут быть незначительные толчки и удары,
которые способствуют нарушению первичной настройки.
Контрольные приспособления третьей группы часто выполняют
с рычажными передачами к измерительным средствам, которые
в работе оказывают влияние на сбой первичной настройки. Отли-
чительным признаком этой группы приспособлений является по-
лучаемое при аттестации большое колебание и многократный пере-
ход через ноль. При этих условиях величина показателей тс,
&кр и_ЕКр больше, чем у приспособлений второй группы. Значе-
ние s у приспособлений третьей группы имеет большее колебание,
чем у приспособлений второй группы.
Типичным представителем третьей группы является контроль-
ное приспособление (см. рис. Ill) с пневматическим закреплением
проверяемых деталей. Для этого приспособления рассмотрим ат-
тестацию устойчивости первичной настройки при измерении па-
раллельности и скрещивании осей у деталей типа шатунов. Индика-
тор 7 получает перемещение, а параллельность осей измеряют через
рычажную передачу 5, что оказывает существенное влияние на
устойчивость первичной настройки. Выборка, по которой аттестуют
приспособление, приведена в табл. 46. Значения х и s, получен-
ные по данным выборки, представлены на рис. 122 и 123. При
аттестации применяли индикатор с ценой деления 0,01 мм. По
расчетам этой выборки получены следующие показатели:
тс = 0,275 ----= 26 мкм;
L одно измерение р
Екр = 0,2-0,3; Ку = 1,38; К- = 1,03Кб.
и * ькр
При расчете показателя устойчивости Ку сравнивают s по сумме
измерений с величиной s второй малой выборки, так как в первой
малой выборке не выявлено достаточно факторов, оказывающих
влияние на сбой первичной настройки. Действительно 60% остаточ-
194
ных погрешностей в первой малой вв]борке (табл. 46) группируются
близко к нулевому значению xz.
В передаче приспособления (см. рис. 111) рычаг 5 имеет переда-
точное отношение k — 2,08. Следовательно, действительные ха-
Рис. 122. Колебания л в каждом десятке
измерений в малых выборках (контроль-
ное приспособление третьей группы
устойчивости с перемещением индика-
тора)
Рис. 123. Колебания 5 по сумме
измерений в малых выборках (кон-
трольное приспособление третьей
группы устойчивости с переме-
щением индикатора)
рактеристики устойчивости приспособления следующие:
т = 0,132--------—---------; ЕКп = 0,2ч-0,3;
с одно измерение р
Ку — 1,38; екр = 12,5 мкм.
Таблица 46
Выборка для определения устойчивости первичной настройки
контрольного приспособления с перемещением индикатора
Число измерений при в мкм х по сумме измерений в мкм । х в каждом десятке изме- рений в мкм s по сумме измерений в МКМ
—40 —30 —20 —10 0 10 20 30
Первая 10 — 4 3 3 . —и —11 2,63 —
поло- 20 1 5 7 4 3 — — — —18,5 —26 Н,1 —
вина 30 1 5 7 9 5 3 — — —13 —2 13,0 1,17
выборки 40 2 5 13 10 6 4 — — —13,8 —16 13,0 1,17
50 3 5 19 12 7 4 — 14,6 —18 12,5 1,13
Вторая 60 3 5 20 13 8 10 1 — — 11,5 5 14,2 1,28
поло- 70 3 5 21 15 9 15 1 1 —9,15 4 15,2 1,37
вина 80 3 5 21 19 10 19 2 1 —7,55 2 15,3 1,38
выборки 3 5 21 23 12 23 2 1 —6,9 —1,4 0 14,8 1,33
195
chipmaker.ru
При расчете показателя Екр учитывают, что допуск на парал-
лельность осей у рычажных деталей назначен в пределах 30—
40 мкм на длине 100 мм. В рассматриваемом приспособлении,
как видно из табл. 46, xmin = 0 мкм, а хтах = 26 мкм, следова-
тельно, xmax : xniin > 5. В связи с этим целесообразно проверить
не вызваны ли эти колебания наличием систематических погреш-
ностей, что важно для правильной оценки устойчивости показаний
приспособления. Данные для расчета величины S6, необходимые
для этой проверки, приведены в табл. 47.
с -| /' 640 + 800 .
= I - 10-9 = 4-
Таблица 47
Расчетные данные для определения величины Sg
в мкм Вторая малая выборка Девятая малая выборка
п1 X-—х лДхг-^)2 п1 ni (xi~x)2
—40 1 —14 196
—30 5 —4 80 — — —
—20 3 —6 108 — — —
-10 , 1 16 256 4 —10 400
0 — — — 2 0 0
10 1 1 — — — 4 10 400
4'=—26 2 = 640 х"=0 2= 800
Для контрольного приспособления этой группы принимаем
а = 0,95. По приложению 2 для а = 0,95 и k = 2 (п — 1) =
= 2 (10 — 1) = 18, ta = 2,1; ta-S6 — 2,1 -4 = 8,4; расхожде-
ние средних (х' — х") — 26 — 0 = 26 > 8,4. Неравенство не
соблюдено [см. формулу (31)]. Различие между х’ и х" вызвано
систематическими погрешностями. Приспособление должно быть
аттестовано по точности и устойчивости показаний после до-
полнительной наладки, даже при наличии других удовлетвори-
тельных показателей, приведенных выше.
Скрещивание осей (см. рис. 111) измеряют с неподвижно-закреп-
ленным индикатором 9 через рычаг 8.
Выборка, по которой аттестуют устойчивость показаний ин-
дикатора, дается в табл. 48. По ее данным построены кривыех и s
(рис. 124 и 125). По расчетам выборки получены следующие пока-
затели аттестации: т, = 0,0056 ------------; е..„ = 1 мкм\ Екв =
с одно измерение р '
= 0,04-0,07; К. ---- 1,41; К- = К6.
у &кр
196
Сравнивая результаты аттестации устойчивости первичной на-
стройки при этих измерениях, приведенные в выборках табл. 46
и 48, видим, что перемещение индикатора оказывает существенное
влияние на их показатели.
По основному показателю Ку обе аттестации равноценны и ко-
лебания s (рис. 123 и 125) мало отличаются друг от друга. В связи
_ с этим приспособление отне-
Рис. 124. Колебания х в каждом десят-
ке измерений в малых выборках (кон-
трольное приспособление третьей груп-
пы устойчивости без перемещения инди-
катора)
Рис. 125. Колебания s по сумме
измерений в малых выборках (кон-
трольное приспособление третьей
группы устойчивости без переме-
щения индикатора)
Для контрольных приспособлений третьей группы, особенно
если у них имеются подвижные механизмы, важно как можно точ-
нее установить число деталей, после которых необходимо прове-
Таблица 48
Выборки для определения устойчивости первичной настройки
контрольного приспособления без применения микроиндикатора
Число измерений «£ При в мкм х по сумме измерений в мкм х в каждом десятке изме- рений в мкм s по сумме измерений в мкм КУ
—2 —1 0 1 2
10 5 3 2 —0,3 —0,3 0,61
Первая 20 —.. 5 8 6 1 0,15 0,6 0,73 1,2
половина зо — 5 12 9 4 0,4 0,9 0,84 1,38
выборки 40 — 5 19 11 5 0,4 0,4 0,74 1,21
50 — 5 24 15 6 0,44 0,6 0,66 1,08
60 6 26 22 6 0,465 0,6 0,65 1,06
70 — 7 28 28 7 0,5 0,7 0,65 1,06
— 10 34 29 7 0.415 —0,2 0,665 1,09
половина 90 выборки 1 17 36 29 7 0,267 0 14 -0,9 0,795 1,31
100 1 27 36 29 7 0,16 —1 0,86 1,41
197
I chipmaker.ru
рить сбой первичной настройки и по мере необходимости произ-
вести требуемую корректировку. Допуск на параллельность осей
устанавливают в пределах 30—40 мкм на длине 100 мм. Если
принять Екр = 0,25, то при допуске б = 40 мкм число деталей,
после которых следует проверить первичную настройку, можно
определить из следующего равенства:
0,25-40.40
0,132-100
£кр40-б
тс.100
30 деталей;
Таблица 49
Малая выборка для
периодической проверки
точности показаний
приспособления
в мкм fT L sT нт e"
—5 1 3,9 15,21
—4 0 0 0
—3 0 0 0
—2 3 2,7 2,43
— 1 2 0,2 0,02
0 2 2,2 2,42
1 2 0,2 0,02
Результаты расчетов:
= — 13-J-2 л i MKM‘,
10 — — i
2 п- [xi“ -х] = 9,2;
2 ”i Pi - хр = 20,1;
S = 0,13-9,2 — 1,2 мкм.
ппр ~ ^>,1п = 0,7 -30 ==21 деталь.
В зависимости от конструкции при-
способления, точности его выполнения
и т. д. полученное число ппр может соот-
ветственно изменяться.
На приспособлении (см. рис. 111)
проверяют также расстояние между ося-
ми отверстий у деталей типа шатунов.
Точность показаний приспособления при
измерении этого размера следующая:
X — —0,8 мкм; S = 1,44 мкм; 6]im =
= ±4,32 мкм.
Периодическую проверку точности
показаний приспособления в процессе
эксплуатации производят по малой вы-
борке с числом повторных измерений
п = 10. Данные выборки с соответствую-
щими расчетами приведены в табл. 49.
Показатель s рассчитан по формуле
(9). Среднее квадратичное отклонение
выборочного среднего х
Допуск на параллельность осей б 0,05 мм, поэтому прини-
мают уровень надежности а = 0,95. По приложению 2 для п = 10,
/г — 9 и а = 0,95, ta — 2,262. Предельная погрешность резуль-
тата измерений
е = tao= = 2,262-0,47 = 1,06 мкм.
Определяем точность показаний приспособления.
Показатель К= =-^=- — <=« 1,38.
х х °-8
Максимальное значение х + е = 1,1 + 1,06 = 2,16 мкм <
Мпах МКМ.
Значение хтах = 2,4 мкм было получено в основной базовой
выборке при ее разбивке на малые выборки. Минимальное зна-
198
чение х — е = 1,1 — 1,06 = 0,04 < 0,4 мкм, где хп11п = 0,4 мкм
соответственно минимальное значение малой выборки.
Границы возможных колебаний
~Х = 0,8 <х + е = 2,16; х — е = 0,04 <Х = 0,8.
Показатель
К- = — = -Ы = 0,91.
X 1,44
По основным показателям К= и К~ приспособление сохраняет
свою точность. Незначительно увеличен показатель К~, однако это
не может служить причиной для ремонта приспособления, так как
выборочное среднее X часто стремится к нулю, особенно в боль-
ших выборках.
КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ СРЕДНЕЙ
УСТОЙЧИВОСТИ
к четвертой группе относятся контрольные приспособления
средней устойчивости. Как и в приспособлениях третьей группы,
у них установочные узлы могут быть с ручным или пневматическим
закреплением измеряемой детали и последующим ее поворотом.
Поверхности детали с измерительными средствами при этом
могут соприкасаться с некоторыми толчками, ударами и т. д., что
вызывает сбой первичной настройки.
В этих приспособлениях измерительные средства могут иметь
перемещение, что влияет на устойчивость первичной настройки.
В ряде случаев для получения требуемых отсчетов к измеритель-
ным средствам, закрепленным в приспособлении неподвижно, под-
водится перемещающийся рычаг или стержень, которые к тому же
поджимаются пружиной. В некоторых конструкциях этой группы
приспособлений предусматриваются перемещающиеся установоч-
ные узлы. В таких приспособлениях не всегда удается осуществить
плавный подвод передач к измерительным средствам. Вследствие
указанных причин такие приспособления относят к четвертой
группе устойчивости. На них измеряют детали с допусками в пре-
делах 6 0,05 мм.
К этой группе устойчивости можно отнести приспособления для
двухпрофильного контроля зубчатых колес внутреннего и наруж-
ного зацепления (см. рис. 109), широко применяемых на заводах
серийного и массового производств. В таких приспособлениях эта-
лонное колесо 8, установленное на подвижной каретке 3, отво-
дится и подводится к измеряемому зубчатому колесу 9 рукоят-
кой 7, которая должна преодолеть силу пружины 12. На ка-
ретке установлен стержень 14, при перемещении которой он
входит в соприкосновение с измерительным стержнем индика-
тора 13 для определения размеров проверяемого колеса. В связи
199
chipmaker.ru
с этим в приспособлениях подобных конструкций не всегда
удается обеспечить высокую устойчивость первичной настройки
измерительных средств.
В табл. 50 дана выборка, по которой определены показатели
устойчивости рассматриваемого приспособления. Колебания х и s
представлены на рис. 126 и 127. Основные показатели выборки
следующие: тс = 0,0332 -------------; Екр = 0,064-0,075; К,. =
J 6 ’ одно измерение р 1 1 у
= 1,84; К- — 1,02/С; е = 7,5 мкм.
’ «кр ' 6’ кр
Рис. 126. Колебания х в каждом де-
сятке измерений в малых выборках
(контрольное приспособление четвер-
той группы устойчивости)
Рис. 127. Колебания s по сумме из-
мерений в малых выборках (контроль-
ное приспособление четвертой груп-
пы устойчивости)
Приспособление отнесено к четвертой группе по показателю
Ку = 1,84 и по среднему темпу сбоя, который значительно больше,
чем у приспособлений третьей группы устойчивости. Следует от-
метить неустойчивость колебаний х (рис. 126), свойственную дан-
ной группе приспособлений. Из-за этого получена значительная
величина екр.
По полученным данным можно определить число деталей, после
проверки которых необходимо откорректировать первичную на-
стройку индикатора:
0,05 (100 ч-150) оос
п — ----п-пчч-о--- = 150 ч- 225 деталей;
и,иоол
ппр = 0,6/г = 0,6 (1504-225) = 90ч- 135 деталей.
Сравнительно большое количество деталей, после которых сле-
дует проверять первичную настройку, объясняется большими до-
пусками на измеряемые размеры в приспособлениях этой группы,
в том числе и при двухпрофильном контроле зубчатых колес.
При проектировании приспособлений четвертой группы устой-
чивости необходимо стремиться к получению минимального пока-
зателя КуС наименьшим колебанием х и s.
200
Выборка для определения устойчивости первичной настройки контрольного приспособления при двухпрофильном
измерении зубчатых колес
й» 1,24 1,57 1,37 1,79 1,72 1,71 1,84 1,76 оо
WXW я даинэбэиеи эммЛэ on S оо со со сч 2,94 LD 04 3,37 3,23 3,22 3,46 3,31 3,39
wxw я дайной -ЗИЕН ЭЯХВЭЭК ИОНИЕМ Я X 3,3 . 4,2 Г- 1D -1.8 3,8 со 7.5 4,6 1,7
ИООГ я даинойаиЕИ оимКэ оп X 3.3 3,75 3,17 - 3,58 2,50 LO 04 2,79 3,37 3,52 3,31 4,16
о 1 —' ’“Ч —1 —4 04 04 04
СП 1 1 1 —4 ’—1 ХГ хг тг
со 1 —ч 04 хГ ТГ rf
Г- — — 04 04 04 04 со хГ rf
со 1 СО СО СО г- ОО СП СП
ю СО со Ю 1D оо — 04 СО
у =? и СО со ю г- г- г- Г- СО О 04
к m 04 хг ID СО t- оо о О О
С е* <м СО СО г- Г- оо о о О
СО СО xi- Ш СО СО со 00
о -~ч — 04 04 04 04 04 xf
7 1 04 04 04 СО М- хГ хГ
7 1 — — — СО СО ХГ хГ xf
со 1 1 1 1 1 <* 04 04 04 04 СО
7 1111го СО СО СО СО СО
ЙХ о о 04 О О О ю О со О о оо о О) о о
CJ О. S ф zr X со Первая поло- вина выборки Вторая поло- вина выборки
201
chipmaker.ru
КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ НЕВЫСОКОЙ
УСТОЙЧИВОСТИ
В пятую группу включаются контрольные приспособления,
в которых измерительные средства в процессе установки, снятия
и измерения проверяемой детали подвергают различным незначи-
тельным ударам, толчкам, перемещениям и т. д. Часто к измери-
тельным средствам подводят рычажные передачи, подпираемые пру-
жинами различной силы. В таких приспособлениях детали изме-
ряют при значительных колебаниях х (л',пах : лт1п > 4н-5). Су-
щественное отклонение имеет показатель е
Показатель устой-
кр-
Рис. 128. Колебания х в каждом
десятке измерений в малых вы-
борках (контрольное приспосо-
бление пятой группы устойчи-
вости)
чивости К.у в приспособлениях
этой группы значительно боль-
ше, чем у контрольных приспо-
соблений четвертой группы.
Рис. 129. Колебания s по
сумме измерения в малых вы-
борках (контрольное приспо-
собление пятой группы устой-
чивости)
Типичным представителем пятой группы является контроль-
ное приспособление, показанное на рис. 100. Для измерения раз-
мера f проверяемая деталь при установке на обойму 2 толкает ры-
чаг 8, подпираемый пружиной 10. Эти толчки, передаваясь индика-
тору 6, вызывают неравномерный сбой его первичной настройки.
При установке съемной оправки 5 на проверяемую деталь такие
толчки могут повторяться. Даже при точном изготовлении при-
способлений подобных конструкций принятая на них методика
измерений вызывает тот или иной сбой первичной настройки, не-
устойчивый режим измерения и значительную величину основного
показателя Ку.
Устойчивость первичной настройки приспособления аттестуется
по выборке, представленной в табл. 51. Колебания х и s представ-
лены на рис. 128 и 129. На основе данных этой выборки получены
следующие показатели аттестации: т, = 0,0348 ——;
Екр - 0,04-0,06; Ку - 2,08; екр = 2,9 мкм; К~кр 1,06Лб.
202
Таблица 51
Выборка для определения устойчивости первичной настройки
контрольного приспособления пятой группы
Число измерений При Ху В мкм . х по сумме измерений в мкм х в каждом десятке изме- рений в мкм s по сумме измерений в мкм КУ
—4 —3 —2 —1 0 1 2 3 4
Первая половина выборки 10 20 30 1 1 3 2 1 2 3 — 2 6 7 3 7 7 4 5 6 2,9 2.65 1,47 2,9 2,4 —0,9 1,22 1,16 2,32 0,955 1,9
Вторая половина выборки 40 50 60 3 3 3 2 3 4 5 6 6 5 5 5 5 5 6 2 7 9 12 7 13 16 6 6 6 0,65 0,86 0,95 0,43 —1,8 —1,7 —1,4 2,56 2,52 2,41 2,1 2,08 1,97
При расчете показателя Екр принято во внимание, что на
контрольных приспособлениях этой группы измеряют детали
с допуском б > 0,05 мм. Число деталей, после которых
следует проверять и корректировать первичную настройку,
0.04-50 со
П = 0 038~ 52 детали>
ппр — 0.7-52 = 36 деталей.
На приспособлениях подобных
конструкций можно проверять дета-
ли с допусками б = 0,05 мм. При
проектировании таких приспособле-
ний следует учесть необходимость
уменьшения показателя Ку и колеба-
ний х.
Точность показаний приспособле-
ния периодически проверяют по
малой выборке п = Ю (табл. 52).
Среднее квадратичное отклонение
выборочного среднего
I /"45,6 „ „.
~ I ЦЬ9 ~ 0,7 ‘
Для рассматриваемой группы
приспособлений принимаем уровень
надежности а = 0,95. По приложе-
нию 2 для п — 10, k — 9 и а =
= 0,95, ta -= 2,262.
Таблица 52
Малая выборка для
периодической проверки
точности показаний
контрольного приспособления
Х1 В At КМ п1 МЧ~Ч «<• н-ч2
—4 —3 —2 —1 0 1 2 3 4 3 2 2 0 0 0 0 2 1 8,4 3,6 1,6 0 0 0 0 3,6 2,8 23,52 6,48 1,28 0 0 0 0 6,48 7,34
Результаты расчетов: = =г22±10=_12л1кл(; 2 4 = 20.0; 2 ni (xi —х)'2 = 45,6: s = 0,13-20,0 = 2,60 мкм.
203
chipmaker, ru
Предельная погрешность результата измерений
е = ta-Q~ = 2,262-0,71 = 1,6 мкм.
Точность показаний контрольного приспособления опреде-
ляется следующими показателями.
ГГ ГЛ 1.2
Показатель /< = лгкк
х и,Ус>
= 1,27.
Здесь X = 0,95 мкм — выборочная средняя базовой выборки,
взятая из табл. 51.
Максимальное значение х | е = 1,2 1,6 = 2,8 <Мпах =
= 2,9 люи базовой выбоки.
Минимальное значение х — е =1,2 — 1,6 0,4 < xmin =
= 0,9 мкм базовой выборки.
= Границы возможных колебаний X = 0,95 + е = 2,8;
х —е = 0,4 < X = 0,8.
Показатель К- = = 1,11,
где S = 2,41 среднее квадратичное базовой выборки.
Проверка показывает, что по всем показателям приспособле-
ние сохраняет требуемую точность. Несколько большее значение
полученное при проверке, объясняется большими колеба-
ниями х, свойственными данной группе приспособлений.
Глава XI
ОЦЕНКА ТОЧНОСТИ И УСТОЙЧИВОСТИ
ПОКАЗАНИЙ КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЙ
В ЗАВИСИМОСТИ от их сложности
Результаты аттестации рассмотренных приспособлений позво-
ляют сделать ряд обобщений по оценке точности методов измерения
деталей на контрольных приспособлениях, а также по отдельным
параметрам, характеризующим точность их показаний.
ОЦЕНКА ТОЧНОСТИ МЕТОДА ИЗМЕРЕНИЯ
НА КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЯХ
Разработанная в настоящем труде методика определения точ-
ности показаний контрольных приспособлений позволяет коли-
чественно оценить, насколько правильно процесс контроля обеспе-
чивает точность приемки деталей на них при пассивном контроле.
Рис. 130. Схема неправильной приемки
деталей вследствие погрешностей из-
мерения:
%£>тех — зона технологического рассеяния
отклонений размеров принимаемых дета-
лей со средним квадратичным отклонением
Gmex'* ^ивд — поле допуска и а изготовле-
ние деталей; § чет— предельная погреш-
ность метода измерения половины зоны,
определяемая в процессе аттестации кон-
трольных приспособлений; с — величина
выхода размеров деталей за каждую гра-
ницу поля допуска вследствие погрешно-
стей метода измерения
Не менее важное значение имеет разработанная методика определе-
ния точности показаний контрольных приспособлений (аттестация)
для правильной наладки станков при активном контроле, особенно
при обработке деталей высоких классов точности.
Количественную оценку точности показаний приспособлений
(аттестация) производят по показателю относительной точности
показаний Ке и по показателю устойчивости Ку. Наличие таких
данных позволяет определить вероятность бракования годных
деталей, или же, наоборот, вероятность приемки негодных деталей
в качестве годных вследствие погрешностей измерения на контроль-
ных приспособлениях, как это показано на рис. 130 [14, 27].
205
chipmaker.ru
206
Отношение предельной погрешности метода измерения к полю
допуска на размеры принимаемой детали, согласно рис. 130,
определяется через коэффициент точности метода контроля (141:
Д = (от
Чтобы количественно оценить влияние погрешности метода
измерения на контрольных приспособлениях [14, 27] на правиль-
ность приемки деталей, необходимо найти:
а) зависимость между Амет, с и вероятностью пг этого пере-
хода за обе границы поля допуска при заданном соотношении
между ЬизЭ и о,пех\ б) вероятность /г неправильного бракования
деталей, имеющих размеры, лежащие в поле допуска, но оцененных
как выходящие за границы допуска. Значения т и п в процентах
при различных соотношениях Амет и определяют по рис.
131 и 133. На рис. 132 даны значения —?— для различных
^иэд
соотношений -—д- и АЛ|е(П. Более подробно вопрос об определе-
&тех
нии значений tn, п и с освещен в работе [14].
ПРЕДЕЛЫ ТОЧНОСТИ ПОКАЗАНИЙ КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЙ
При аттестации контрольных приспособлений по базовым
выборкам основная оценка точности показаний производится по
характеристикам IF, е, Е и бцт и степени совпадения эмпирической
кривой с теоретической кривой нормального распределения. Аб-
солютные значения этих характеристик зависят от сложности
контрольных приспособлений точности их изготовления и наладки
и т. д. При всех обстоятельствах они должны находиться в опре-
деленном соотношении с допуском на измеряемый размер, для ко-
торого предназначено данное приспособление.
Поле рассеяния IF базовых выборок. В базовых выборках, об-
разуемых для аттестации контрольных приспособлений, полу-
чается обычно незначительное поле рассеяния W. Величина этого
поля зависит от сложности контрольного приспособления, на-
личия зажимных узлов, вращающихся частей, пружин в переда-
чах и других узлах и т. д. Поле рассеяния в базовых выборках
колеблется в следующих пределах: W = 5ч-7 мкм для приспо-
соблений простой конструкции; W = 64-Ю мкм для приспособ-
лений средней сложности конструкции; W = 6-ъ 14 мкм для при-
способлений сложной конструкции.
Сравнительно небольшое поле рассеяния, получаемое в базо-
вых выборках, объясняется главным образом относительно огра-
ниченным числом различных случайных погрешностей, оказы-
вающих влияние па точность показаний контрольных приспособле-
ний.
207
| chipmaker.ru
Смещение e выборочной средней X. Одним из важных параметров
базовых выборок и эмпирических кривых распределения является
выборочная средняя X. По степени отклонения этого показателя
от хСр, т. е. по величине смещения е =Х — хср, можно судить о сте-
пени влияния тех или иных доминирующих факторов на точность
измерения, а также и о качестве произведенной наладки. Чем
качественнее выполнено и налажено приспособление, чем меньше
доминирующих факторов, тем ближе е подходит к нулю.
Практика аттестации показывает, что величина е имеет сле-
дующие пределы для контрольных приспособлений: е = 0,2ч-
0,5 мкм для простых приспособлений; е = 0,5-: 3 мкм для приспо-
соблений средней сложности конструкции; е = 1н-6 мкм для при-
способлений сложной конструкции.
Показатель е соответственно может быть снижен при повышении
качества изготовления контрольных приспособлений и улучше-
нии их наладки. Для оценки точности показаний контрольных
приспособлений важной характеристикой является показатель
относительного смещения Е = Его значение для контрольных
приспособлений различной сложности более точно определяется
по показателю Екр.
Предельная погрешность метода измерения 6цт. Основной
характеристикой точности показаний контрольных приспособле-
ний, по которой их аттестуют, является показатель 6]irn. В ко-
нечном счете окончательная оценка годности приспособления за-
висит от абсолютной величины 6Ит, определяющей показатель Кв.
Исследование точности показаний различных контрольных при-
способлений показывает, что достижимая величина бит колеб-
лется в следующих пределах: 6цт = ±(1ч-3) мкм для приспо-
соблений ПРОСТОЙ КОНСТРУКЦИИ И ВЫСОКОЙ ТОЧНОСТИ; 6|itn = ± (2-г-
-~4) мкм для приспособлений средней сложности конструкции;
бит = ± (З-е-8) мкм для приспособлений сложной конструкции.
Эти данные зависят от точности изготовления и наладки при-
способлений, а также от технических возможностей того или
иного завода. Важным является также назначение приспособле-
ния, в зависимости от которого может изменяться требуемая ве-
личина 6цт.
Повышение точности показаний контрольных приспособлений
должно проводиться с учетом всех технологических факторов на
каждом данном производстве.
Показатели совпадения эмпирических кривых. Для аттестации
контрольных приспособлений важное значение имеет степень
совпадения эмпирической кривой с кривой нормального распреде-
ления. Совершенство конструкции контрольного приспособления,
точность его изготовления и принятый метод измерения так же, как
и ряд вопросов, связанных с необходимостью проведения допол-
208
нительной наладки и повышения точности показаний контрольных
приспособлений, решаются в процессе сопоставления эмпириче-
ской кривой с кривой нормального распределения.
Анализ эмпирических кривых показывает, что часто они имеют
те или иные отклонения от кривой нормального распределения,
что объясняется действием различных доминирующих факторов,
возникающих в процессе измерения деталей на контрольных
приспособлениях, а также особенностями их конструкций. К ним
относятся одностороннее давление пружин рычажных передач
и измерительных средств на измеряемую деталь, одностороннее
прижатие детали к рабочим поверхностям установочных узлов,
одностороннее действие сил зажимного механизма и т. д.
Получаемые при аттестации эмпирические кривые делятся на
десять групп. Существенным вопросом является, как распреде-
ляются эти группы при аттестации контрольных приспособлений
различной сложности.
У приспособлений простой конструкции и высокой точности
чаще всего получаются эмпирические кривые первой группы
(островершинные) и второй группы (кривые, близко совпадающие
с теоретической). Наличие таких кривых свидетельствует о весьма
стабильных и устойчивых показаниях аттестуемых приспособле-
ний. Последние имеют минимальное поле рассеяния W и мини-
мальное абсолютное значение 6]im. В базовых выборках, по ко-
торым построены такие кривые, наблюдается значительная кон-
центрация минимальных остаточных погрешностей вокруг моды
7И0, что, как правило, характеризует удовлетворительную наладку
и высокую точность изготовления приспособления, а также пра-
вильно выбранный метод измерения деталей на них. При невы-
полнении этих требований и в этой группе приспособлений могут
быть получены эмпирические кривые остальных классифика-
ционных групп, перечисленных в гл. II.
Эмпирические кривые рассматриваемой группы приспособле-
ний обычно удовлетворяют следующим показателям: мера асим-
метрии а2 = 0,05-^0,15; эксцесс т0 = 0,8-г-0,9. Критерий со-
гласия для выборок Р (А.) =0,15ч-0,2, если кривые островершин-
ные; Р (Р) = 0,4-;-0,5, если кривые второй классификационной
группы. Получение разных пределов зависит от сложности кон-
струкций приспособлений и точности их наладки.
При аттестации приспособлений средней сложности конструк-
ции часто получаются эмпирические кривые четвертой, шестой
и седьмой классификационных групп. Если приспособления этой
группы выполнены с высокой точностью и подверглись тщатель-
ной наладке, могут быть получены эмпирические кривые первой
и второй классификационных групп. Однако в этой группе приспо-
соблений при приемке деталей обычно возникают различные доми-
нирующие факторы, вызывающие те или иные отклонения эмпи-
рической кривой от сопоставимой теоретической.
209
chipmaker.ru
Для этой группы приспособлений эмпирические кривые обычно
имеют следующие показатели: а0 = 0,2ч-0,4; т0 = 0,6-?-0,7;
Р (X) = 0,15ч-0,5. На величину этих показателей оказывает влия-
ние сложность установочных баз приспособлений, наличие рычаж-
ных передач, зажимных механизмов и т. д.
Характер эмпирических кривых, получаемых при аттестации
приспособлений сложной конструкции главным образом зависит
от точности изготовления приспособлений и, особенно, от тща-
тельности проведенной наладки. В зависимости от этого при ат-
тестации приспособлений данной группы получаются эмпири-
ческие кривые четвертой, седьмой классификационных групп.
Однако в отдельных случаях могут быть получены кривые первой
и второй групп, как это имеет место при аттестации приспособле-
ния, показанного на рис. 111. Если наладка произведена неудовле-
творительно, могут быть получены и кривые восьмой и девятой
классификационных групп.
Для получения удовлетворительных кривых приспособления
этой группы иногда требуют длительной наладки, что должно
быть учтено при аттестации. Эмпирические кривые этой группы
приспособлений характеризуются следующими показателями:
«о = 0,34-0,45; т0 = 0,5-: 0,7; Р (X) = О.Юч-0,3. В зависимости
от сложности конструкции и точности наладки этой группы при-
способлений приведенные показатели могут иметь отклонения.
ПРЕДЕЛЫ УСТОЙЧИВОСТИ ПОКАЗАНИЙ КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЙ
При оценке точности показаний контрольных приспособлений
важным условием является обеспечение высокой устойчивости
первичной настройки измерительных средств.
В связи с этим контрольное приспособление может быть только
тогда аттестовано когда оно удовлетворяет необходимым пока-
зателям устойчивости, соответствующим данной группе приспо-
соблений. Опыт аттестации показывает, что пределы устойчивости
в значительной степени зависят от сложности конструкции кон-
трольных приспособлений. Важное значение имеет также точность
их изготовления и наладки.
К группе приспособлений простой конструкции и высокой точ-
ности относятся также различные приборы высокой точности с це-
ной деления измерительных средств — 0,001, 0,0005 и точнее.
Этой группе приспособлений свойственны высокие показатели
устойчивости. Однако в ряде случаев их устойчивость может быть
нарушена различными причинами.
Показатели устойчивости в данной группе приспособлений сле-
дующие: тс — 0,002ч-0,01’---; Д,, =- 1ч-1,10; Ек„ —
0,05:0,3; К- < (1,1-1,2) Дб.
к р ' и
210
Несколько повышенное значение показателя К- обычно на-
sKp
блюдается в приборах высокой точности с минимальным значе-
нием S. При этих условиях даже незначительное нарушение ус-
тойчивости приводит к значительным отклонениям s в малых вы-
борках.
Группе приспособления средней сложности конструкции свой-
ственны следующие показатели устойчивости: тс = 0,01ч-
0,03-----—-------; К = 1,15ч-1,5; Е = 0,05ч-0,2; К- =
одно измерение у М skp
= (1,05ч-1,15)Кв.
Приведенные показатели в значительной степени зависят от
сложности приспособления, наличия зажимного механизма, ры-
чажных передач и т. д. Важное значение имеет качество и точность
наладки приспособления.
В группу приспособлений сложной конструкции включены
приспособления с перемещением измерительных средств, механи-
ческим зажимом деталей, вращением деталей электродвигателями
и т. д. В эту группу входят также и полуавтоматические кон-
трольные приспособления, а также приспособления для двух-
профильного измерения зубчатых колес. Этой группе приспособ-
лений свойственны следующие показатели устойчивости: тс
>0,02ч-0,05 -----мкм - /0^1,54-1,8; Екр = 0,03ч-0,10;
одно измерение * '
К-кр = 0 -
Если при аттестации будут получены показатели выше ука-
занных пределов, необходимо наладить приспособления дополни-
тельно до получения удовлетворительных результатов. Кроме
того, должен быть произведен анализ принятого метода измерения
на данном приспособлении.
Рассмотренная методика аттестации контрольных приспособ-
лений позволяет определять точность и устойчивость их показа-
ний после изготовления и наладки, а также в процессе эксплуата-
ции. Обобщение результатов аттестации контрольных приспособле-
ний дает возможность получить исходные данные для проектиро-
вания новых приспособлений с требуемой точностью показаний.
chipmaker.ru
ПРИЛОЖЕНИЕ 1
Значения величины
F(/) =
t2
2 dt
1 F (О t Г (О t F (О
0,00 0,00000 0,48 18438 0,96 33147
0,01 00899 0,49 18794 0,97 33398
0,02 00798 0,50 0,19146 0,98 33646
0,03 01196 0,51 19498 0,99 33892
0,04 01596 0,52 19847 1,00 0,34134
0,05 01994 0,53 20194 1 01 34375
0,06 02392 0,54 20540 1,02 34614
0,07 02790 0,55 20540 1,03 34850
0,08 03188 0,56 21226 1,04 35083
0,09 03586 0,57 21566 1,05 35314
0,10 0,03983 0,58 21904 1,06 35543
0,11 04379 0,59 22240 1,07 35769
0,12 04776 0,60 0,22574 1,08 35993
0,13 05172 0,61 22907 1,09 36214
0,14 05567 0,62 23237 1,10 0,36434
0,15 05962 0,63 23566 1,11 36650
0,16 06356 0,64 23892 1,12 36864
0,17 06750 0,65 24216 1,13 37076
0,18 07144 0,66 24538 1,14 37286
0,19 07534 0,67 24857 1,15 37493
0,20 0,07926 0,68 25165 1,16 37698
0,21 08316 0,69 25490 1,17 37900
0,22 08706 0,70 0,25804 1,18 38100
0,23 09096 0,71 26115 1,19 38298
0,24 09484 0,72 26424 1,20 0,38493
0,25 09871 0,73 26731 1,21 38686
0,26 10257 0,74 27035 1,22 38877
0,27 10642 0,75 27338 1,23 39065
0,28 11026 0,76 27638 1,24 39251
0,29 11409 0,77 27935 1,25 39435
0,30 0,11791 0,78 28230 1,26 39616
0,31 12172 0,79 28524 1,27 39796
0,32 12552 0,80 0,28814 1,28 39972
0,33 12930 0,81 29103 1,29 40148
0,34 13807 0,82 29389 1,30 0,40320
0,35 13683 0,83 29673 1,31 40490
0,36 14058 0,84 29954 1,32 40658
0,37 14431 0,85 30234 1,33 40824
0,38 14802 0,86 30511 1,34 40988
0,39 15173 0,87 30785 1,35 41149
0,40 0,15542 0,88 31057 1,36 41304
0,41 15910 0,89 31326 1,37 41466
0,42 15276 0,90 0,31594 1,38 41621
0,43 16640 0.91 31859 1,39 41774
0,44 17003 0,92 32122 1,40 0,41924
0,45 17364 0,93 32382 1,41 42073
0,46 17724 0,94 32639 1,42 42220
0,47 18082 0,95 32894 1,43 42364
212
Продолжение прилож. 1
t F (О t F (О t F (t)
1,44 42506 1,95 47441 2,46 49306
1,45 42647 1,96 47500 2,47 49324
1,46 42786 1,97 47558 2,48 49343
1,47 42922 1,98 47614 2,49 49362
1,48 43056 1,99 47670 2,50 0,49379
1,49 43189 2,00 0,47725 2,51 49396
1,50 0,43320 2,01 47778 2,52 49413
1,51 43453 2,02 47831 2,53 49429
1,52 43574 2,03 47882 2,54 49446
1,53 43699 2,04 47932 2,55 49461
1,54 43822 2.05 47982 2,56 49476
1,55 43943 2,16 48030 2,57 49492
1,56 44062 2,07 48072 2,58 49506
1,57 44179 2,08 48124 2,59 49520
1,58 44294 2,09 48169 2,60 0,49534
1,59 44408 2,10 0,48214 2,61 49548
1,60 0,44520 2,11 48257 2,62 49560
1,61 44630 2,12 48299 2,63 49573
1,62 44738 2,13 48342 2,64 49586
1,63 44845 2,14 48383 2,65 49598
1,64 44950 2,15 48422 2,66 49609
1,65 45053 2,16 48462 2,67 49620
1,66 45154 2,17 48499 2,68 49632
1,67 45254 2,18 48527 2,69 49642
1,68 45352 2,19 48574 2,70 0,496654
1,69 45448 2,20 0,48609 2,71 49664
1,70 0,45544 2,21 48644 2,72 49674
1,71 45636 2,22 48679 2,73 49684
1,72 45728 2,23 48712 2.74 49693
1,73 45818 2,24 48746 2,75 49702
1,74 45907 2,25 48778 2,76 49711
1,75 45994 2,26 48809 2,77 49718
1,76 46080 2,27 48839 2,78 49728
1,77 46164 2,28 48869 2,79 49736
1,78 46246 2,29 48899 2,80 0,49744
1,79 46328 2,30 0,48928 2,81 49752
1,80 0,46407 2,31 48956 2,82 49760
1,81 46485 2,32 48983 2,83 49768
1,82 46562 2,33 49009 2,84 49774
1,83 46638 2,34 49036 2,85 49782
1 84 46712 2,35 49062 2,86 49789
1,85 46785 2,36 49086 2,87 49795
1,86 46856 2,37 49110 2,88 49801
1,87 46926 2,38 49134 2,89 49808
1,88 46994 2,39 49158 2 90 0,49814
1,89 47062 2,40 0,49180 2,91 49819
1,90 0,47128 2,41 49202 2,92 49825
1,91 47194 2,42 49224 2,93 49830
1,92 47257 2,43 49245 2,94 49836
1,93 47320 2,44 49266 2,95 49841
1,94 47381 2,45 49286 2,96 49846
213
Продолжение прилож. 1
1 F (0 t F (0 t F (0
2,97 49851 3,18 49926 3,39 49965
2,98 49856 3,19 49929 3,40 0,49966
2,99 49860 3,20 0.49931 3,41 49968
3,00 0,49865 3,21 49934 3,42 49969
3,01 49869 3,22 49936 3,43 49970
3,02 49874 3,23 49938 3,44 49971
3,03 49878 3,24 49940 3,45 49972
3,04 49882 3,25 49942 3,46 49973
3,05 49886 3,26 49944 3,47 49974
3,06 49889 3,27 49946 3,48 49975
3,07 49893 3,28 49948 3,49 49976
3,08 49896 3,29 49950 3,50 0,49977
3,09 49900 3,30 0,49952 3,55 49981
3,10 0,49903 3,31 49954 3,60 49984
3,11 49906 3,32 49955 3,65 49987
3,12 49909 3,32 49957 3,70 49989
3,13 49912 3,34 49958 3,80 499928
3,14 49916 3,35 49960 3,90 499952
3,15 49918 3,36 49961 4,00 4999683
3.16 49921 3,37 49962 4,50 4999966
3,17 49924 3,38 49964 5,00 4999997
Таблица Стюдента—Фишера
ПРИЛОЖЕНИЕ 2
k при а k t при а
0,9 0,95 0,98 0,99 0,999 0,9 0,95 0.98 0.99 0,999
1 6,314 12,706 31,821 63,657 636,619 18 1,734 2,103 2,552 2,878 3,922
2 2,920 4,303 6,925 9,925 31,598 19 1,729 2,093 2,539 2,861 3,883
3 2,353 3,182 4,541 5,841 12,941 20 1,725 2,086 2,528 2,845 3,850
4 2,132 2,776 3,747 4,604 8,610 21 1,721 2,080 2,518 2,831 3,819
5 2,015 2,571 3,365 4,032 6,859 22 1,717 2,074 2,508 2,819 3,792
6 1,943 2,447 3,143 3,707 5,959 23 1,714 2,069 2,500 2,807 3,767
7 1,895 2,365 2,998 3,499 5,405 24 1,711 2,064 2,492 2,797 3,745
8 1,860 2,306 2,896 3,355 5,041 25 1,708 2,060 2,485 2,787 3,725
9 1,833 2,262 2,821 3,250 4,781 26 1,706 2,056 2,479 2,779 3,707
10 1,812 2,228 2,764 3,169 4,587 27 1,703 2,052 2,473 2,771 3,600
11 1,796 2,201 2,718 3,106 4,487 28 1,701 2,048 2,467 2,763 3,674
12 1,782 2,179 2,681 3,055 4,318 29 1,699 2,045 2,462 2,756 3,659
13 1,771 2,160 2,650 3,012 4,221 30 1,697 2,042 2,457 2,750 3,647
14 1,761 2,145 2,624 2,977 4,140 40 1,684 2,021 2,423 2,704 3,551
15 1,753 2,131 2,602 2,947 4,073 60 1,671 2,000 2,390 2,660 3,460
16 1,746 2,120 2,583 2,921 4,015 120 1,658 1,980 2,358 2,617 3,373
17 1,740 2,110 2,567 2,898 3,965 СО 1,645 1,960 2,326 2,576 3,291
chipmaker.ru
ЛИТЕРАТУРА
1. А п а р и н Г. А. и Городецкий И. Е. Допуски и технические
измерения. М., Машгиз, 1956.
2. Болотин X. Л. иКостромин Ф. П. Станочные приспособления.
М., Машгиз, 1956.
3. Б о р д а ч е в Н. А. Основные вопросы теории точности производства.
М., Академиздат, 1950.
4. Г л и в е и к о В. И. Курс теории вероятностей. М., ГОНТИ, 1939.
5. Г н е д е н к о Б. В. Курс теории вероятностей. М., Физматгиз, 1961.
6. Д л и и А. М. Математическая статистика в технике, М., «Советская
наука», 1958.
7. Дьяченко П. Е., Вайнштейн В. Э. и Р о з е н б а у м Б. С.
Количественная оценка неровностей обработанных поверхностей. М., Академ-
издат, 1952.
8. Дворецкий Е. Р. Конструкция узлов измерительных средств в ма-
шиностроении. М., Машгиз, 1960.
9. Кован В. М., Корсаков В. С., Косилова А. Г. и др. Основы
технологии машиностроения. М., «Машиностроение», 1965.
10. К о л м о г о р о в А. Н. Основные понятия теории вероятностей.
М„ Академиздат, 1934.
11. Корсаков В. С. Расчеты и конструирование приспособлений в маши-
ностроении. М., Машгиз, 1959.
12. К а п л у н о в Р. С. Технический контроль на автотракторных заво-
дах, ч. 1. М., Машгиз, 1937.
13. Каплунов Р. С. Технический контроль па автотракторных заводах,
ч. II, и III. М., Машгиз, 1946.
14. К о р о т к о в В. П. и Т а й ц Б. А. Основы метрологии и точности
механизмов приборов. М., Машгиз, 1961.
15. К о ч е н о в М. М. Допустимые погрешности измерений в технических
измерениях и взаимозаменяемости. Машгиз, 1949.
16. Кутай А. К. и К о р д о в с к и й X. Б. Анализ точности и кон-
троль качества в машиностроении. Л., Машгиз, 1958.
17. Кута й А. К. Производственный контроль размеров машинострои-
тельных деталей, М., Машгиз, 1947.
18. Линник Ю. В. Метод наименьших квадратов и основы теории обра-
ботки наблюдений, М., Физматгиз, 1962.
19. М и т р о п о л ь с к и й А. К- Техника статистических вычислений.
М., Физматгиз, 1961.
20. Прогрессивные средства контроля в машиностроении, Контрольные
приспособления. Под ред. Б. С. Вайбурова и др., М., Машгиз, 1960.
21. Р о м а н о в с к и й В. И. Применение математической статистики в
опытном деле. М., Гостехиздат, 1948.
22. Р ы м а р ь Н. Ф. Приспособления для контроля размеров в машино-
строении. М., Машгиз, 1948.
23. С о к о л о в с к и й А. П. Расчеты точности обработки на металло-
режущих станках. М., Машгиз, 1952.
216
24. С о к о л о в с к и й А. П. Научные основы технологии машинострое-
ния. М., Машгиз, 1955.
25. Статистические методы анализа контроля качества машиностроительной
продукции, под ред. А. К- Кутая. М., Машгиз, 1949.
26. С м и р н о в Н. В. и Д у н и н - Б а р к о в с к и й И. В. Краткий
курс математической статистики для технических приложений. М., Физматгиз,
1959.
27. Справочник по производственному контролю в машиностроении, 2-ое
изд. М„ «Машиностроение», 1964.
28. Ш т р ю м е р Г. А. К вопросу о методике обработки данных измерений.
Л., Машгиз, 1951.
chipmaker.ru
ОГЛАВЛЕНИЕ
Предисловие ко второму изданию ... . 3
Глава I. Погрешности измерений на контрольных приспособлениях 5
Назначение контрольных приспособлений ... 7
Составляющие погрешности измерения 9
Определение суммарной погрешности 12
Глава II. Методика аттестации контрольных приспособлений • 13
Типовые выборки для оценки точности наладки и точности пока-
заний контрольных приспособлений.............................. 13
Систематические погрешности измерений на контрольных приспо-
соблениях .................................................... 17
Случайные погрешности измерений на контрольных приспособлениях 17
Промахи при измерении на контрольных приспособлениях........... 19
Статистические характеристики точности показаний на контрольных
приспособлениях .............................................. 21
Классификация эмпирических кривых распределения .... 23
Доминирующие факторы и их влияние на результаты аттестации 35
Глава III. Устойчивость показаний контрольных приспособлений • - 38
Понятие об устойчивости • • 38
Предел устойчивости............................................ 40
Характеристика устойчивости • 42
Показатели устойчивости ... 44
Точность первичной настройки................................... 51
Периодичность проверки первичной настройки .... 54
Точность показаний контрольных приспособлений в процессе экс-
плуатации ............................ ... 54
Глава IV. Показатели точности наладки и аттестации контрольных
приспособлений ..................................................... 59
Показатели точности наладки контрольных приспособлений • 59
Показатели аттестации контрольных приспособлений ... 67
Порядок аттестации контрольных приспособлений • 68
Глава V. Погрешности установки деталей на типовые установочные
узлы контрольных приспособлений............................... ... 71
Установочные узлы для базирования деталей по двум соосным
отверстиям ................................................... 72
Установочные узлы с оправками, оснащенными обоймами с шари-
ками ......................................................... 77
Установочные узлы с гладкими оправками и срезанной площадкой 83
218
Установочно-разжимные узлы с оправками, оснащенными двумя
неподвижными и одним подвижным кулачками ..................... 85
Установочные узлы с гладкими призмами............... . . 88
Установочные узлы с роликовыми призмами .... ........ 89
Глава VI. Погрешности в передаточных отношениях рычажных пере-
дач контрольных приспособлений..................................... 93
Погрешности, вызываемые неточностью изготовления рычагов • 96
Передаточные отношения и погрешности рычагов сложной формы • 99
Погрешности прямых передач..................................... 105
Глава VII. Аттестация установочных и установочно-зажимных узлов
контрольных приспособлений........................................ 108
Установочно-зажимной узел с байонетным зажимом................. 109
Установочно-разжимной узел с двумя неподвижными и одним по-
движным кулачками ..................... • ......... 113
Установочно-зажимной узел с цангой • 117
Установочный узел с пружинным зажимом.......................... 123
Установочный узел с двумя плоскими взаимно перпендикулярными
поверхностями................................................ 130
Установочный узел с базированием деталей на оправку и призму 132
Глава VIII. Аттестация рычажных передач контрольных приспособ-
лений .................. 135
Передача с рычагом на оси............................ • 136
Прямая передача в сочетании с рычажной • • 138
Передача с рычагом на центрах .... 140
Передача с рычагом на плоских пружинах • 141
Сложная передача с рычагами на осях............................ 142
Глава IX. Аттестация типовых контрольных приспособлений • 144
Контрольные приспособления с установкой деталей на оправки 145
Контрольные приспособления с установкой деталей на призмы • • • 156
Контрольные приспособления с установкой деталей на сложные
базы ........................................................ 161
Контрольные приспособления для комплексного двухпрофильного
измерения зубчатых колес .................................... 174
Сложные контрольные приспособления с установочно-зажимным
узлом........................................................ 177
Глава X. Аттестация устойчивости показаний контрольных приспо-
соблений ......................................................... 187
Контрольные приспособления и приборы повышенной устойчи-
вости ....................................................... 187
Контрольные приспособления высокой устойчивости ...... 191
Контрольные приспособления с устойчивой первичной настройкой 194
Контрольные приспособления средней устойчивости................ 199
Контрольные приспособления невысокой устойчивости 202
Глава XL Оценка точности и устойчивости показаний контрольных
приспособлений в зависимости от их сложности........................ 205
Оценка точности метода измерения на контрольных приспособлениях 205
Пределы точности показаний контрольных приспособлений .... 207
Пределы устойчивости показаний контрольных приспособлений 210
Приложение . . - 212
Литература.......................................................... 216
chipmaker.ru
Рафаил Самуилович Каплунов
ТОЧНОСТЬ КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЙ
Редактор издательства И. И. Лесниченко
Технический редактор А. Ф. Уварова
Корректор А. М, Усачева
Переплет художника Е. В. Бекетова
Сдано в производство 4/Х 1967 г.
Подписано к печати 8/11 1968 г.
Т-01171. Тираж 12 000 экз. Печ. л. 13,75
Бум. л. 6,88. Уч.-изд- л. 14,0. Формат 60х90/16
Цена 88 к. Зак. № 1774
Издательство «МАШИНОСТРОЕНИЕ»,
Москва, Б-66, 1-й Басманный пер., 3
Ленинградская типография № 6
Гланполпс$афп$омк Kquk.tq.tk по. пенктп
при Совете Министров СССР
Ленинград, ул. Моисеенко, 10