/
Автор: Горлов М.И. Данилин Н.С.
Теги: высшее образование университеты академическое обучение электротехника радиоаппаратура (радиоэлектронная аппаратура) интегральные схемы
ISBN: 978-5-317-02303-4
Год: 2008



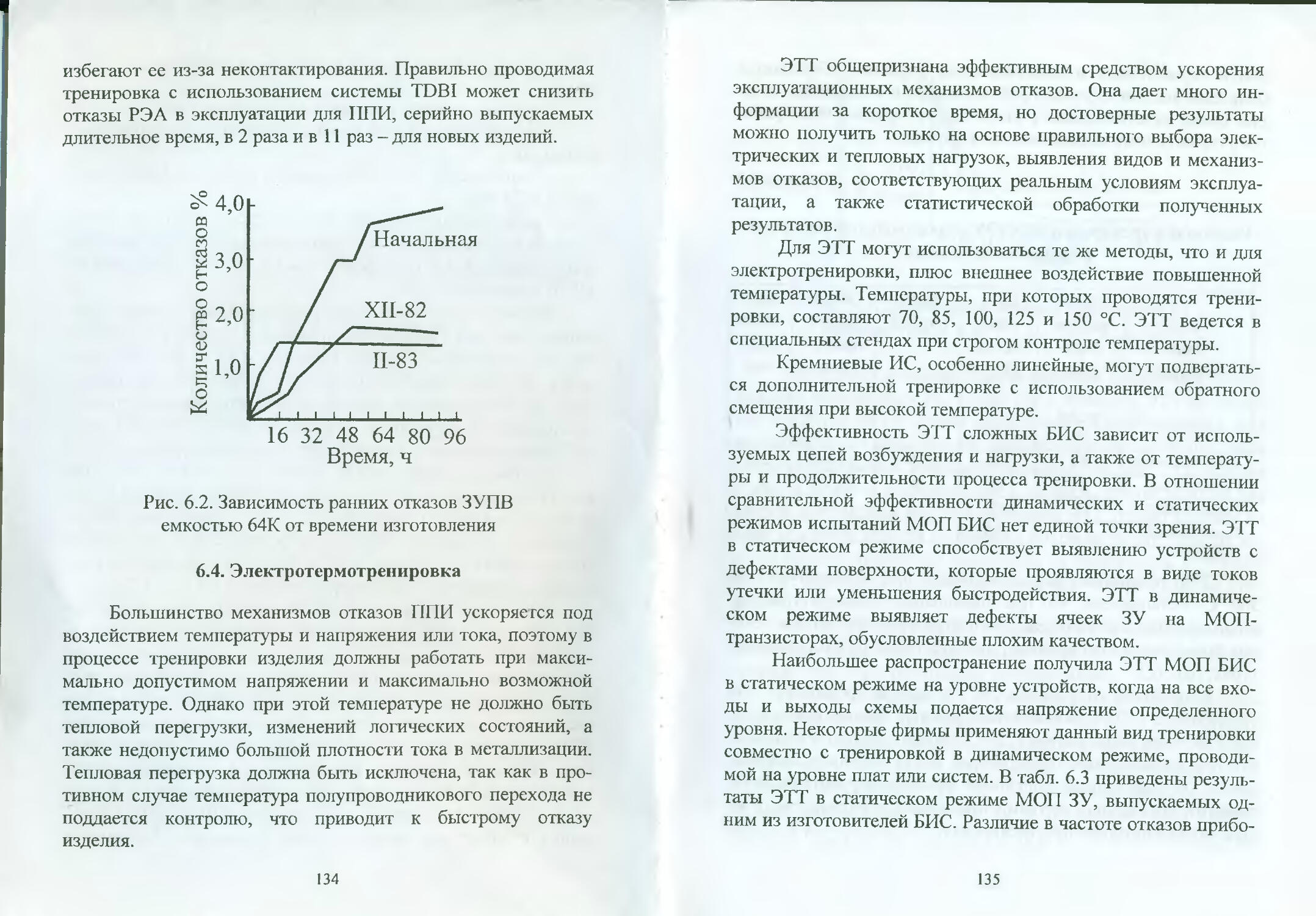
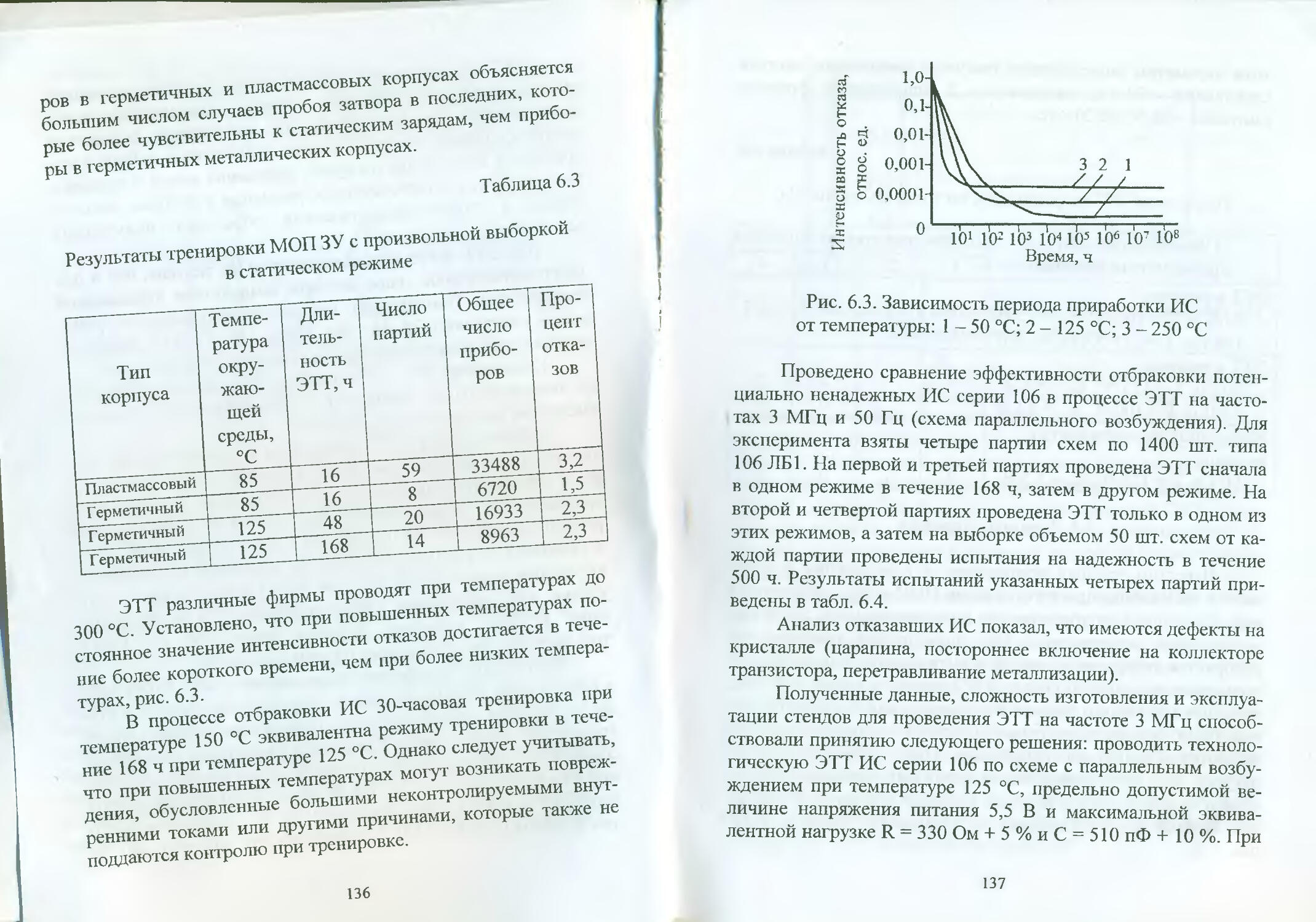
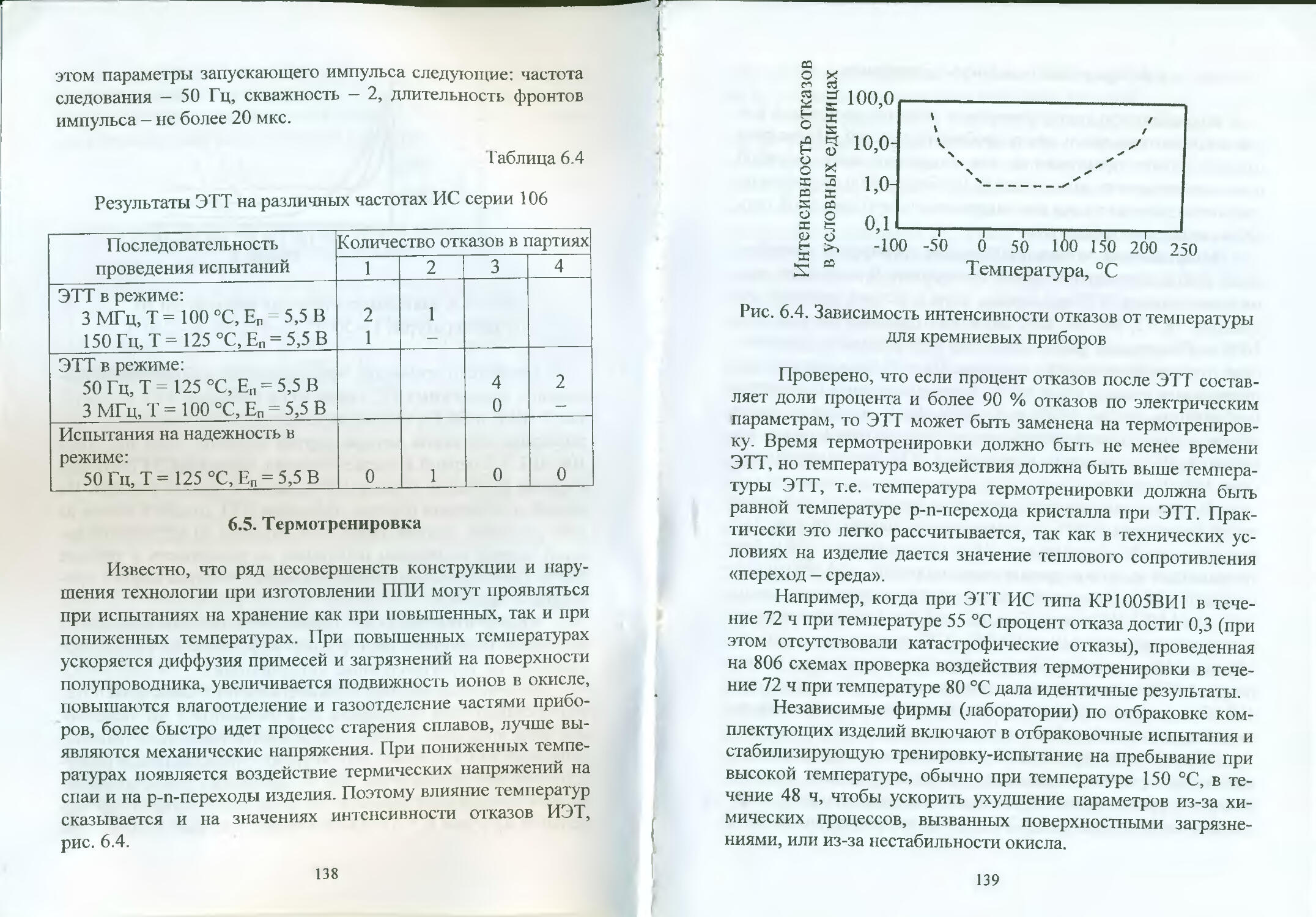
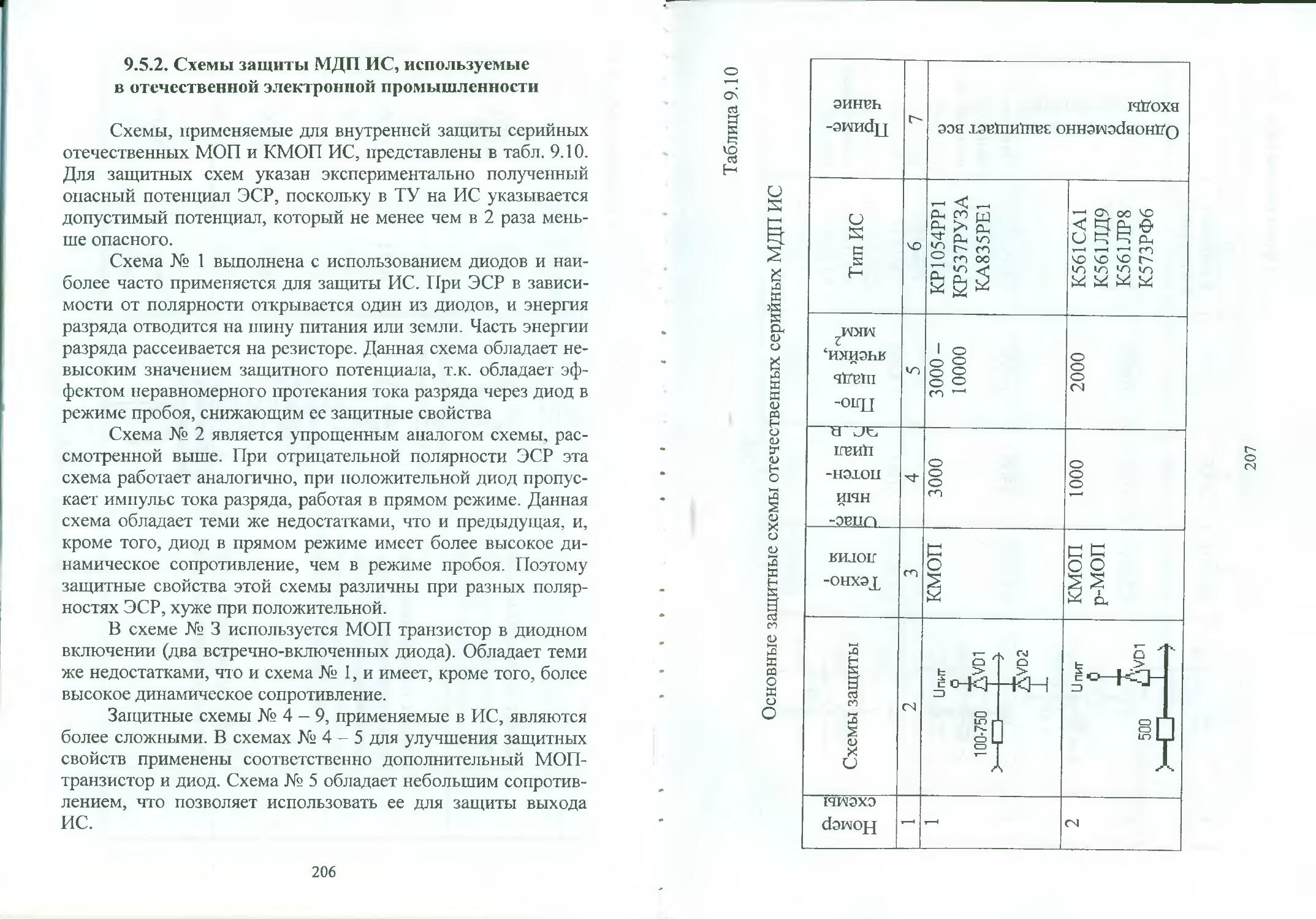
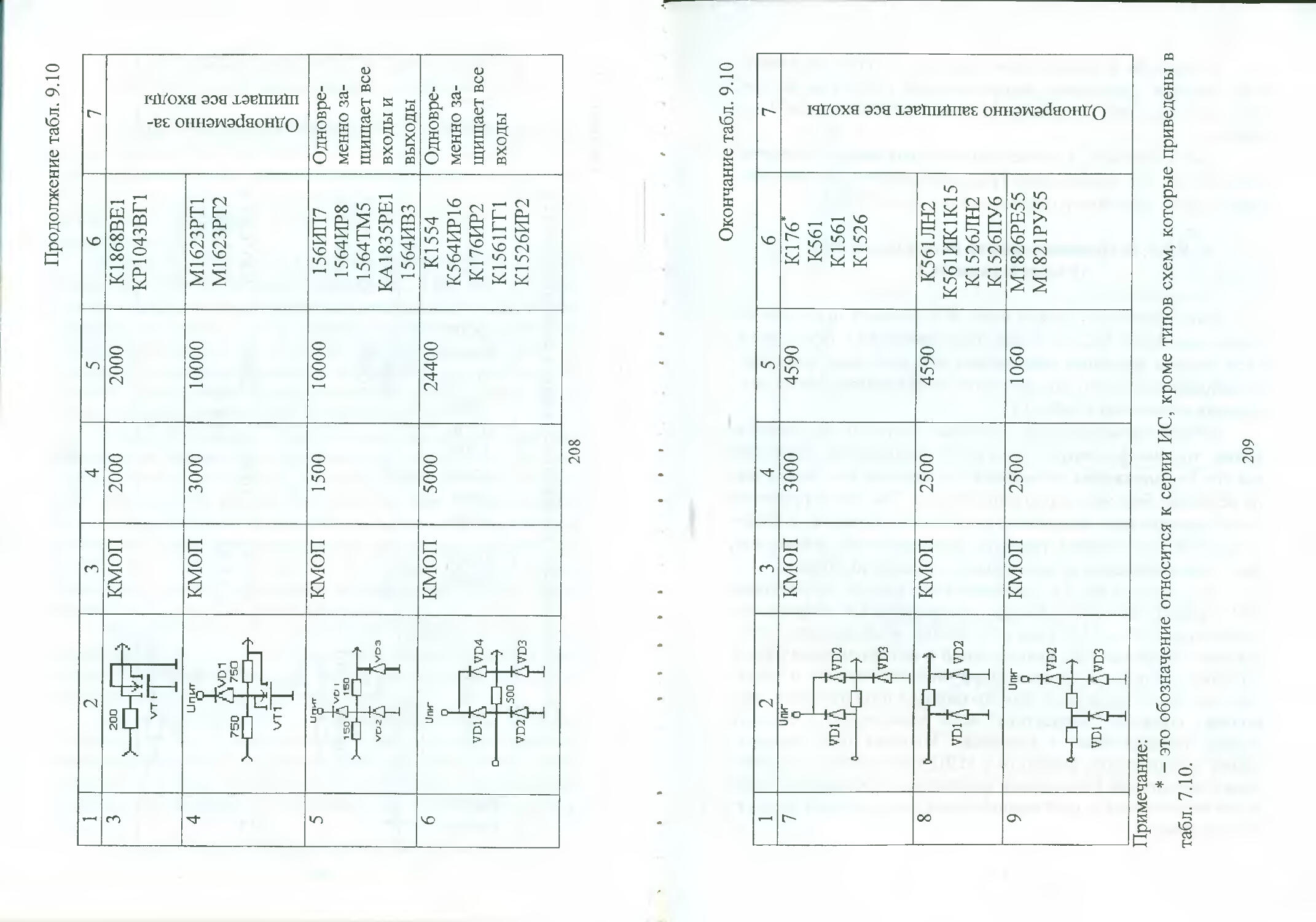
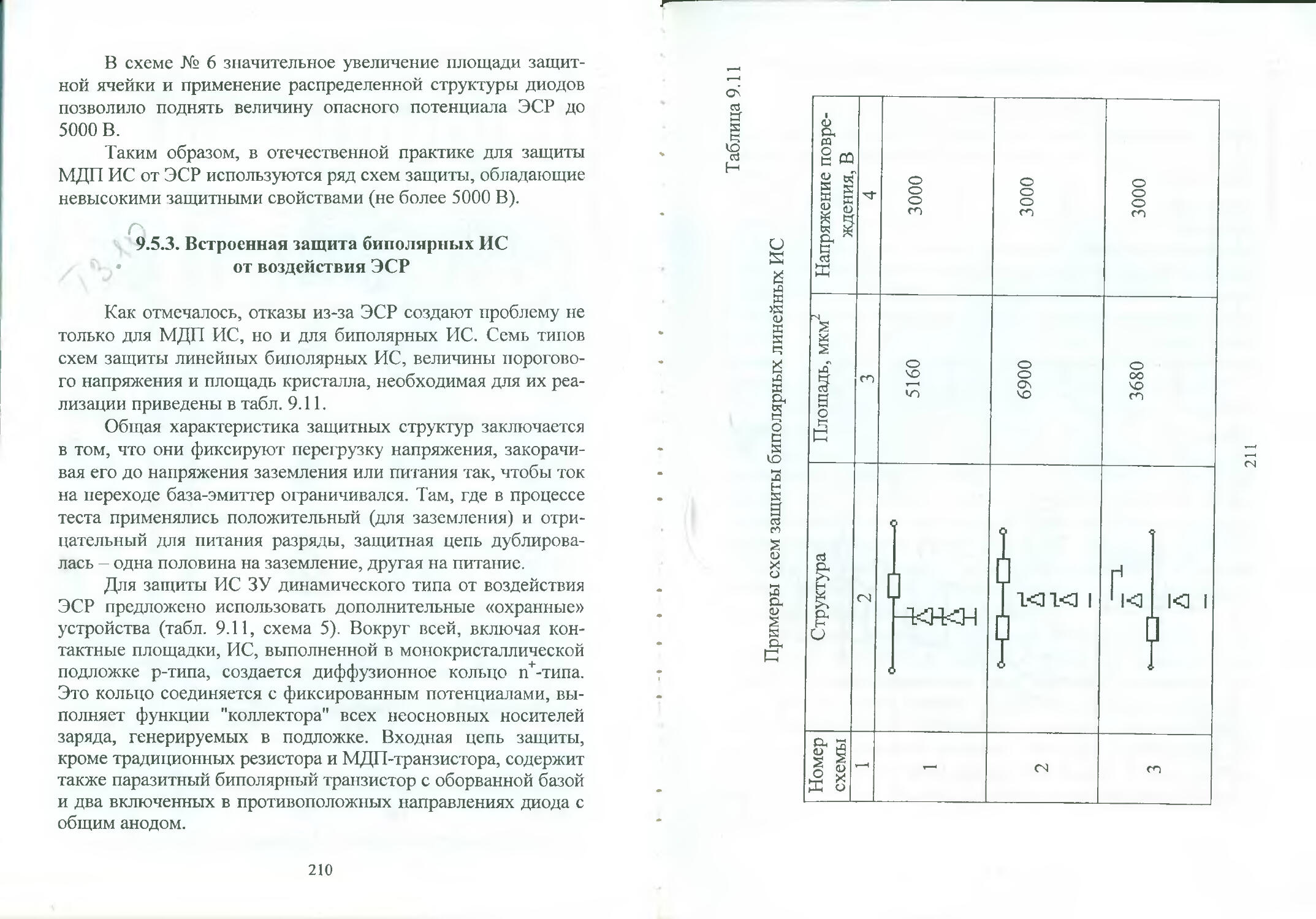
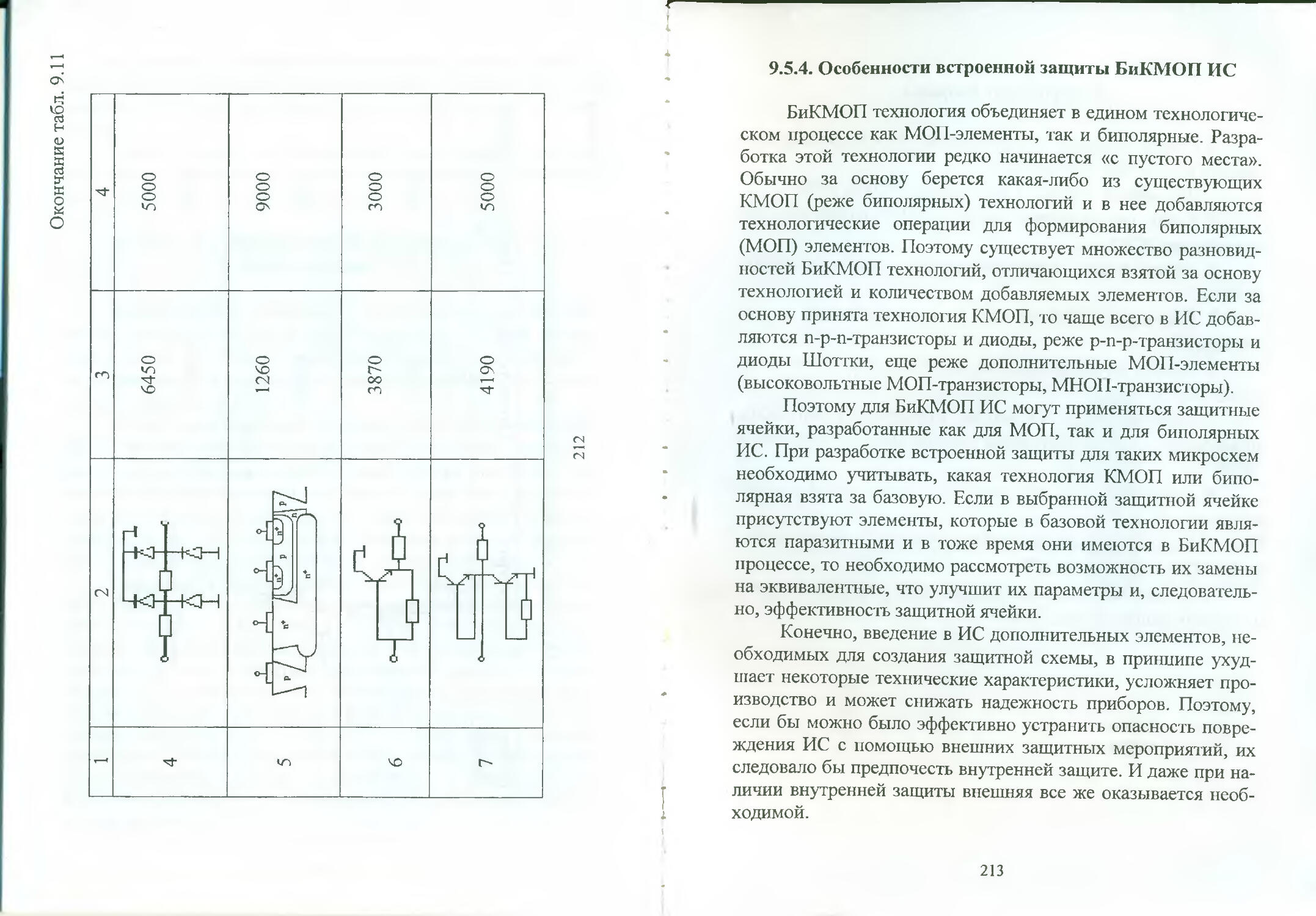
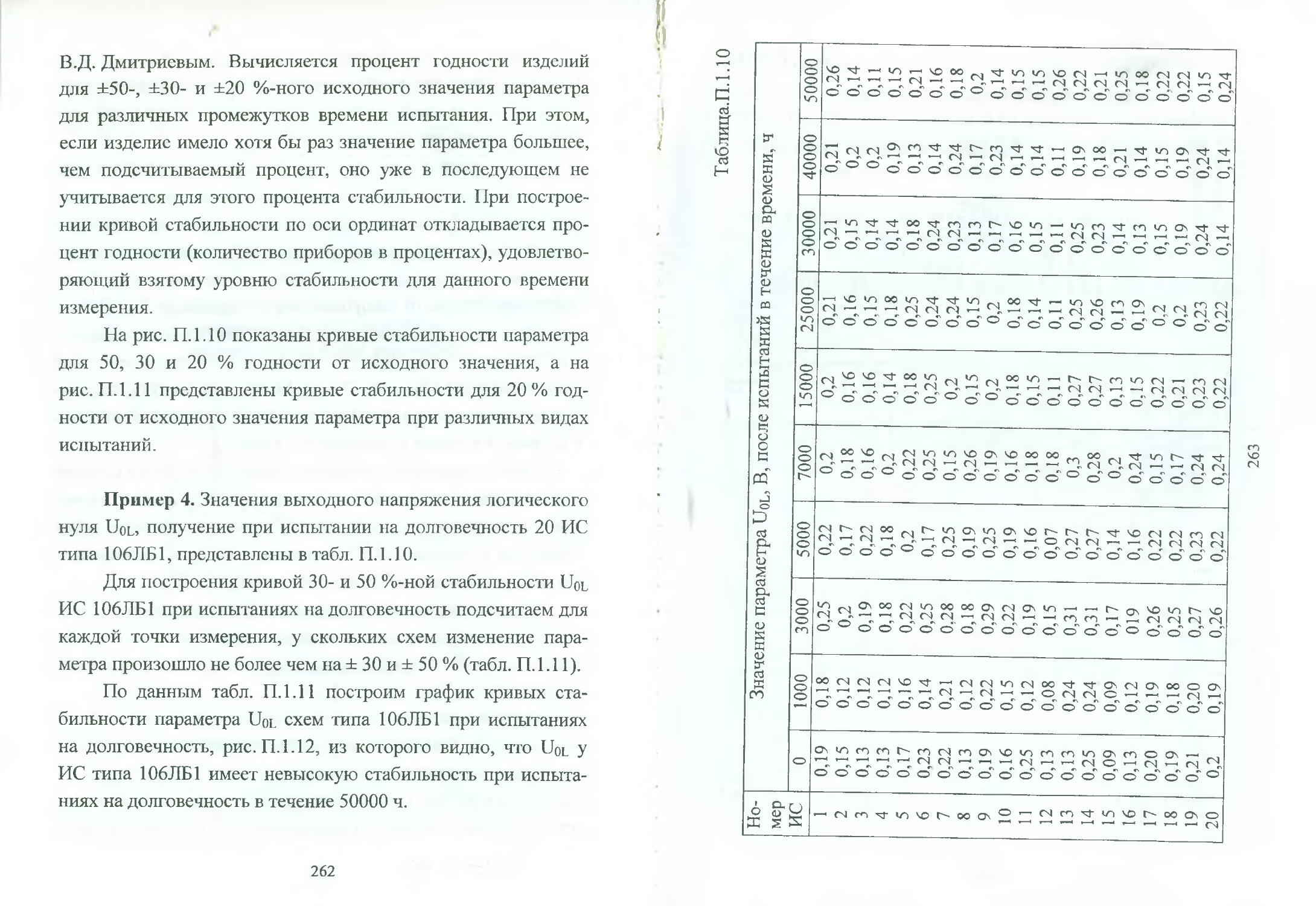
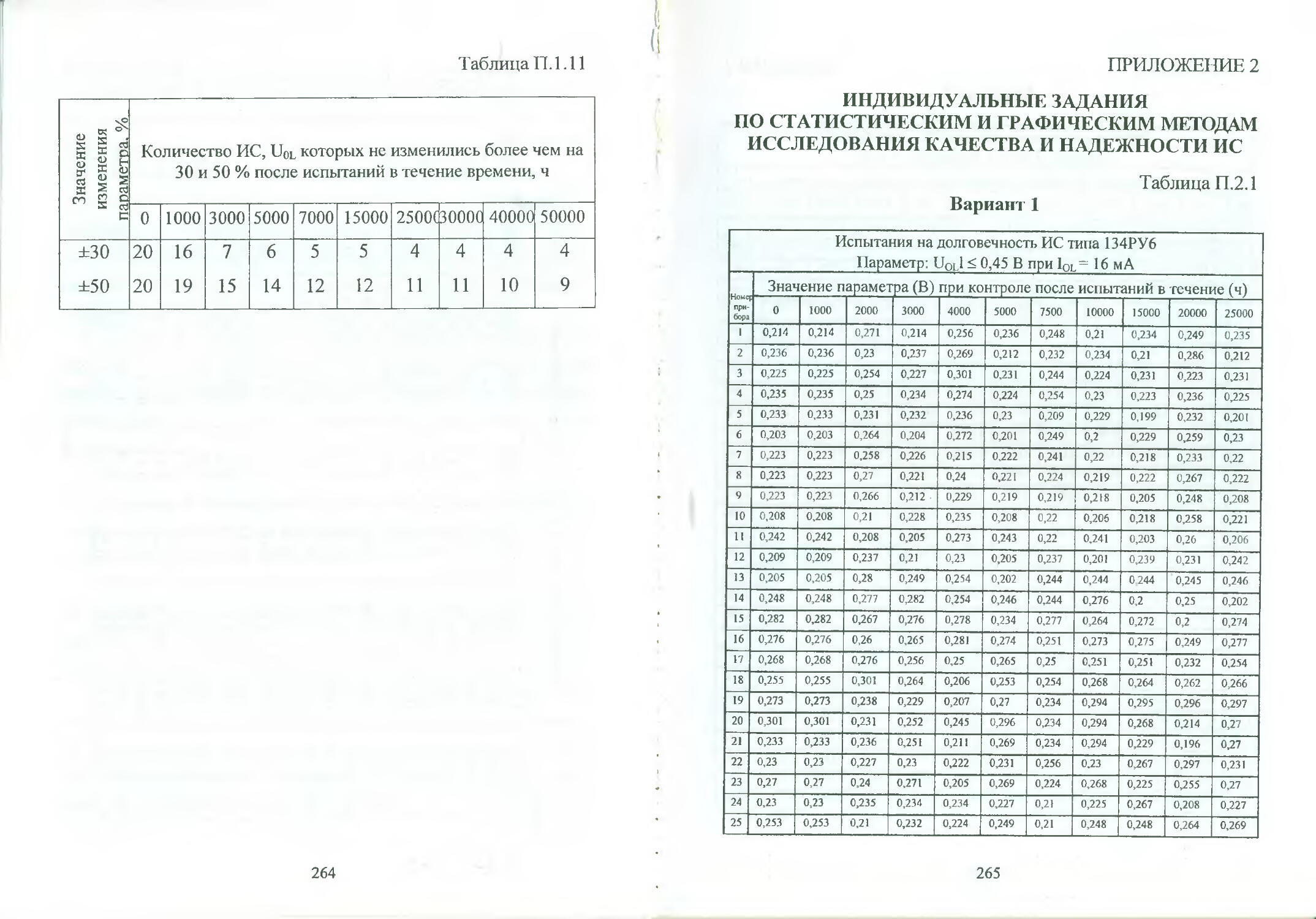
Текст
М.И. Горлов Н.С. Данилин
ФИЗИЧЕСКИЕ ОСНОВЫ НАДЕЖНОСТИ ИНТЕГРАЛЬНЫХ СХЕМ
Рекомендовано Министерством высшего и среднего образования Российской Федерации в качестве учебного пособия для студентов высших технических учебных заведений
ПРЕСС]
МОСКВА-2008
УДК 378(075.8):621.382
ББК 32.844-02я73
Г69
Авторы:
доктор технических наук, профессор М.И Горлов, доктор технических наук, профессор Н.С. Данилин
Научный редактор д-р физ.-мат. наук, проф. С.И. Рембеза
Рецензенты:
кафедра физики полупроводников и микроэлектроники Воронежского государственного университета
(зав. кафедрой д-р физ.-мат. наук, проф. Е.Н. Бормонтов); д-р техн, наук, проф. В. В. Зенин
Горлов М.И., Данилин Н.С.
Г69 Физические основы надежности интегральных схем: Учебное пособие. - М.: МАКС Пресс, 2008. - 404 с.
ISBN 978-5-317-02303-4
В учебном пособии на основе современных физических представлений освещаются вопросы надежности интегральных схем (ИС). Большое внимание уделено методам повышения надежности выпускаемых партий ИС как в процессе изготовления, так и в процессе отбраковочных испытаний. Рассмотрены дефекты, возникающие в ИС при воздействии электростатических зарядов и радиации.
Издание соответствует требованиям Государственного образовательного стандарта высшего профессионального образования по направлению 210100 «Электроника и микроэлектроника»', специальности 210104 «Микроэлектроника и твердотельная электроника» очной и заочной форм обучения, дисциплине «Физические основы надежности интегральных микросхем», а также Государственного образовательного стандарта высшего профессионального образования по подготовке магистров техники и технологии по направлению 140400 «Техническая физика», специализации 140402 «Физика и техника полупроводников», дисциплине «Технологические и конструкционные методы повышения надежности ИС».
Табл. 104 . Ил. 57 . Библиогр.: 21 назв.
УДК 378(075.8):621.382
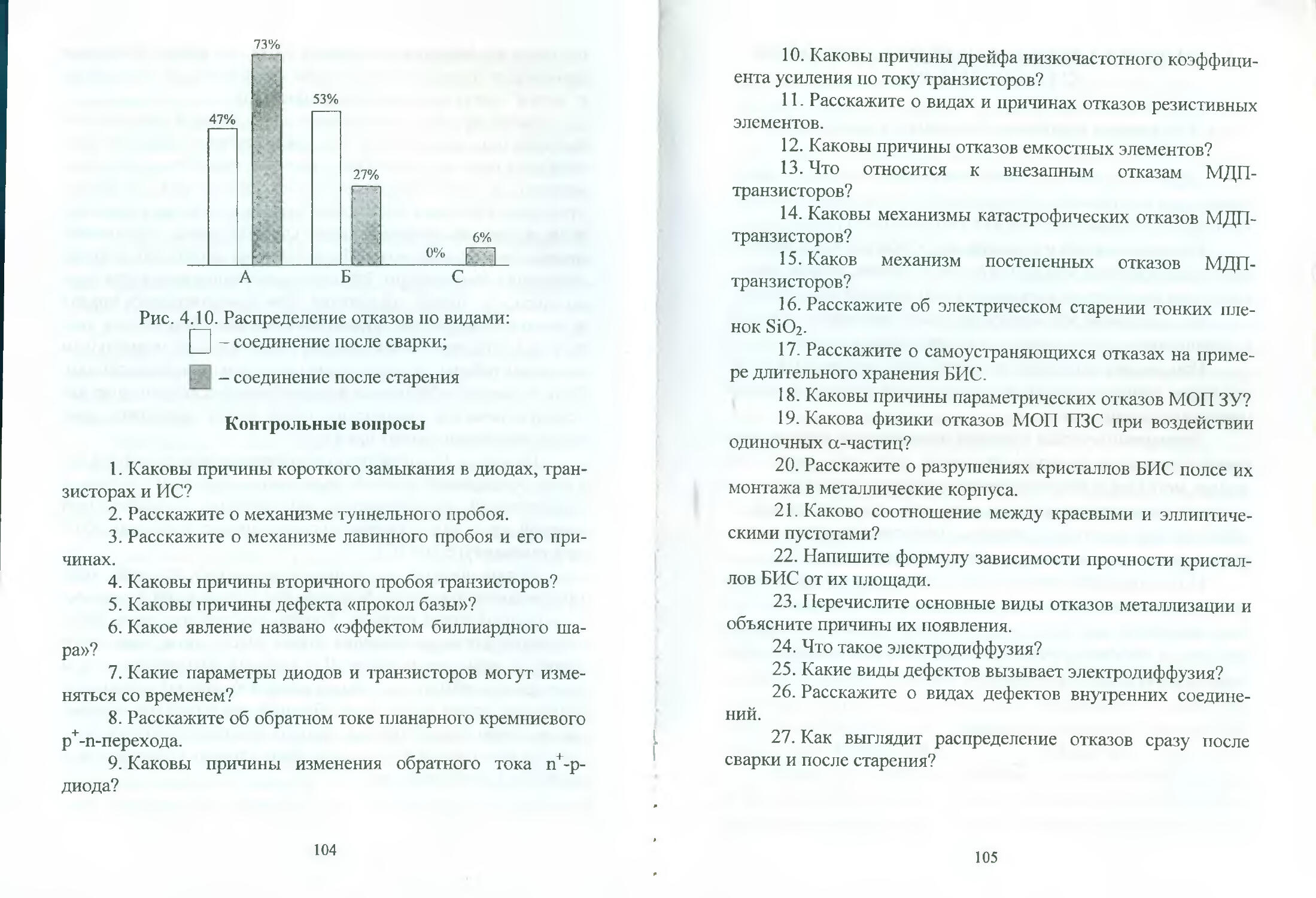
ББК 32.844-02я73
ISBN 978-5-317-02303-4
© Горлов М.И., Данилин Н.С., 2008
ВВЕДЕНИЕ
В связи с развитием современной техники особую важность приобрели вопросы повышения эффективности различного рода устройств. Комплексная автоматизация производственных процессов ставит перед управляющими устройствами исключительно ответственные задачи, которые должны выполняться безупречно на протяжении всего периода работы автоматической линии или автоматизированного цеха или предприятия. Отказ или непредвиденная остановка в работе управляющего устройства могут привести не только к ухудшению качества производимой продукции, но и к полному прекращению производственного процесса. К любому техническому устройству и изделию предъявляются требования безотказной работы.
Какой смысл в самолете, который не может безотказно совершать перелеты? Какой смысл в тракторе, который не в состоянии выполнять поручаемые ему работы, или в автомобиле, который не в состоянии перевозить грузы и пассажиров? Современная медицина широко использует разного рода технические средства как для диагностических и исследовательских целей, так и для выполнения ответственных функций во время и после хирургических операций. К их работе предъявляются особо высокие требования, так как перебои в работе, скажем, искусственного сердца во время операции на сердце могут привести к печальному исходу. С многочисленными примерами, в которых надежность продукции играет основную роль, каждый из нас встречается в повседневной жизни.
Надежность как отдельное требование при проектировании и производстве и как самостоятельная дисциплина сформировалась сравнительно недавно, хотя изучение последствий отказов той или иной системы началось вместе с зарождением промышленности. Понятие "надежность" тогда не использовалось, однако изобретателей первого парохода интересовала способность котлов и двигателей выдерживать длительные
рейсы. На случай отказа паровой машины предусматривался резерв в виде парусов. В городах не решались переходить на газовое освещение улиц и прокладывать газопроводы из-за опасения, что весь город погрузится в темноту при аварии на газовой магистрали.
Хотя еще в XIX веке и первой четверти XX столетия эта проблемы являлись весьма серьезными, однако последствия отказов не были столь драматичны и столь катастрофичны, как в настоящее время. Появление мощной скоростной авиации и сложной военной техники, а также необходимость сокращения сроков разработки означают, что теперь нет времени на то, чтобы действовать старыми методами проектирования, проверки, повторного проектирования и повторной проверки до тех пор, пока будет получена вполне удовлетворительная продукция.
Академик А.И. Берг справедливо отмечал, что пи одно достижение науки и техники, сколь бы эффективно ни было, не может быть полноценно, если его реализация будет зависеть от "капризов" малонадежной аппаратуры.
Современный уровень развития техники характеризуется комплексной разработкой сложнейших систем управления и возрастающим применением радиоэлектронной аппаратуры (РЭА) во всех отраслях народного хозяйства, науки и техники. С этим связан новый период в развитии проблемы надежности РЭА, обусловленный широким применением полупроводниковых изделий (ПЛИ), особенно изобретенных в 1948 г. транзисторов и в 1954г. полупроводниковых интегральных схем (ИС).
За несколько десятков лет радиоэлектроника прошла большой путь развития от простейшего средства передачи распоряжений или донесений до мощных средств управления сложными процессами и операциями, создания спутников, космических кораблей. Но усложнение аппаратуры резко снижает надежность современного радиоэлектронного оборудования.
4
Ненадежность не только резко снижает эффективность использования радиоэлектронной техники, но и приводит к огромным экономическим потерям, к неоправданному повышению стоимости эксплуатации и тормозит дальнейшее использование средств радиоэлектроники.
Проблема надежности обусловлена, главным образом, следующими причинами:
- ростом сложности электронной аппаратуры. Например, если на самолетах В-17 и В-29 применялась аппаратура, состоявшая из 1000 - 2000 элементов, то на самолете В-58 количество элементов возросло до 95 тыс., а на бомбардировщике В-70 использовалась аппаратура, состоявшая из 150 тыс. элементов. Система управления американской межконтинентальной баллистической ракеты "Атлас" содержала около 300 тыс. элементов, а система приборов управляемого снаряда "Найк" - более чем 150 млн. отдельных элементов;
- отставанием надежности элементов РЭА от их количественного применения;
- повышением ответственности функций, выполняемых РЭА, так называемой ценой отказа;
- исключением человека-оператора (полным или частичным) при выполнении аппаратурой своих функций;
-сложностью условий, в которых эксплуатируется современная электронная аппаратура.
Широкие пределы изменений температуры и давления окружающего воздуха, воздействие влажности и различных агрессивных сред, удары и вибрации, влияние радиации - вот те условия, в которых обычно должна действовать современная РЭА. Такие факторы неизбежно приводят к появлению Дополнительных отказов в работе.
В журнале "Электроника" (США, № 4 за 1988 г.) сообщалось, что в настоящее время надежность сложнейшей аппаратуры зависит от отказа отдельных элементов. Французский Искусственный спутник земли "Telecom I-В" вышел из строя
5
(замолчал) в январе 1988 г. Причиной явился отказ резистора и обрыв двух проводов, в результате чего прекратили работать как основная, так и резервная системы управления ориентацией спутника. Каналы военной связи, проходившие через спутник "Telecom", были переключены на спутник "Telecom I-A", на борту которого вскоре после запуска имел место некатастрофический отказ диода.
Уже в 60-е гг. сначала в США, а затем в СССР проблема надежности стала национальной. В США были приняты следующие меры:
- с 1954 г. по настоящее время проводятся ежегодные национальные симпозиумы по надежности и контролю качества. При министерстве обороны созданы центральные организации по надежности;
- в 1953 г. при ассоциации электронной промышленности создан Комитет по разработке процессов качественной оценки электронной аппаратуры, объединяющий радиоэлектронную, электротехническую и телевизионную промышленности США;
- созданы общественные комитеты по вопросу надежности РЭА при обществах радиоинженеров, инженеров-электриков, общество по контролю качества.
В нашей стране в промышленности в период с 1959 по 1963 г. созданы отраслевые институты по надежности и применению РЭА, лаборатории, отделы надежности при предприятиях, институтах.
Утверждение Комитетом стандартов, мер и измерительных приборов при СМ СССР 8.11.67 г. государственного стандарта 13216-67 ("Надежность. Общие технические требования и методы испытания") оказало существенное влияние на ускорение внедрения количественных показателей надежности в практику промышленных предприятий.
ГОСТ 13216-67 обязывает устанавливать в технических заданиях на разработку изделий и аппаратуры показатели на
6
дежности и методы испытаний на надежность.
Разработка международных стандартов по качеству осуществляется техническими комитетами Международной организации по стандартизации. Ими разработаны стандарты: "Обеспечение качества ИСО 9000; ИСО 9001; ИСО 9002; ИСО 9003; ИСО 9004 и ИСО 8402". Во многих странах данные стандарты приняты в качестве национальных. При этом соответствие такой системы требованиям стандартов ИСО рассматривается как определенная гарантия того, что поставщик способен выполнять требования контракта и обеспечить стабильное качество продукции.
Следует подчеркнуть, что повышение надежности требует как определенных материальных затрат, так и систематических научных поисков.
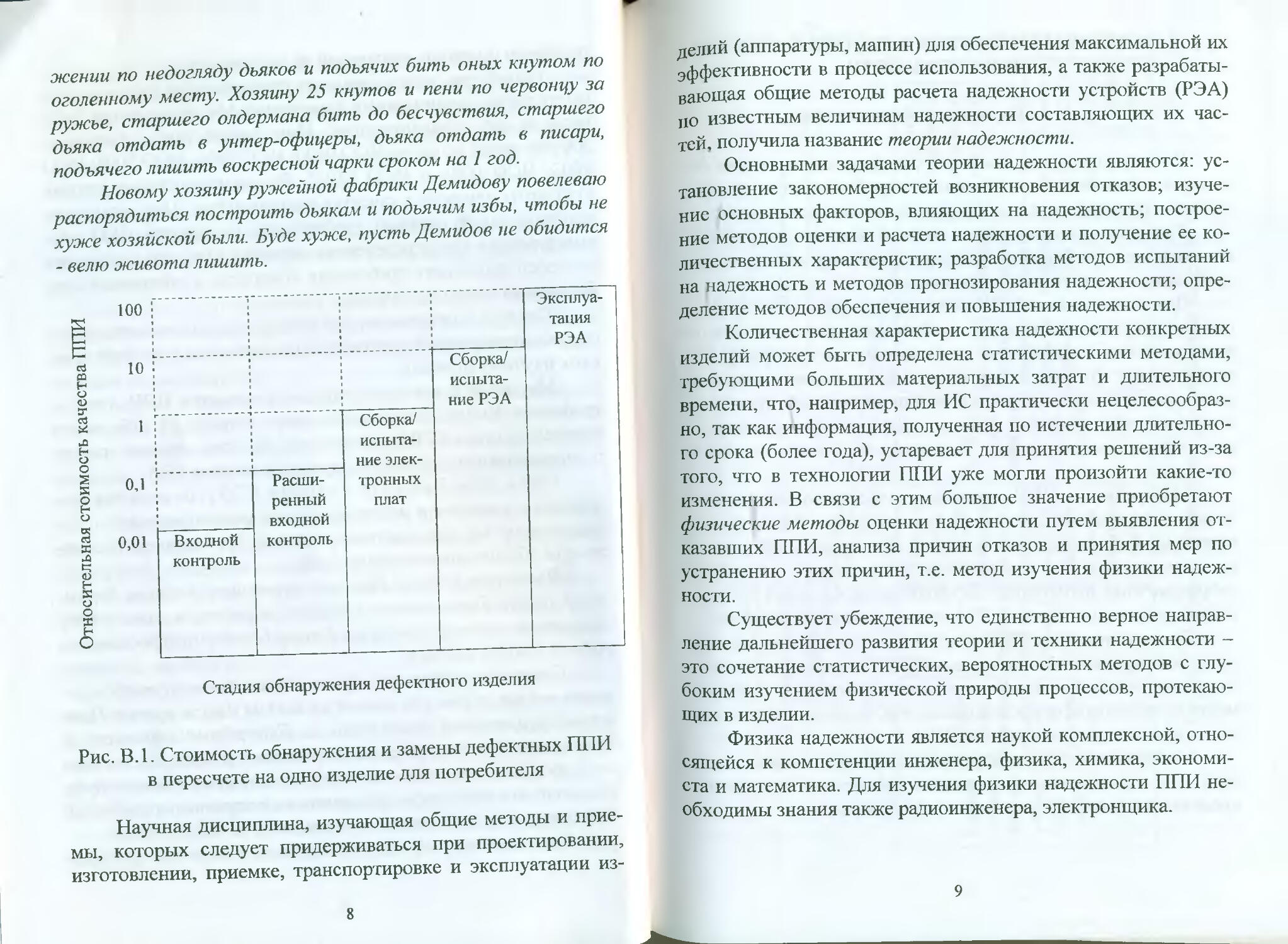
На рис. В.1 показана стоимость качества ППИ для потребителя. Видно, что относительные затраты на отбраковку некачественного ППИ в пересчете на одно изделие растут пропорционально десяти по мере изготовления РЭА.
Еще в указе Петра I от 11 января 1723 г. сочетаются требования о качестве и надежности с их подтверждением и ответственностью исполнителей, а также требованием о социальном обеспечении исполнителей:
Повелеваю хозяина Тульской оружейной фабрики Корни-лу Белоглаза бить кнутом и сослать в работу в монастырь, по те.же он, подлец, осмелился Войску Государеву продать негодные пищали и фузеи.
Старшего олдермана Фрола Фукса бить кнутом и сослать в Азов, пусть не ставит клейма на плохие ружья. Приказываю ружейной канцелярии из Петербурга переехать в Тулу и денно и нощно блюсти исправность ружей. Пусть дьяки и подьячие смотрят, как Олдерманы клейма ставят, бу де сомнение возьмет самим проверять и смотреть стрельбой. С два ружья каждый месяц стрелять, пока не испортятся.
Буде заминка в войсках приключится, особливо при сра
7
жении по недогляду дьяков и подьячих бить оных кнутом по оголенному месту. Хозяину 25 кнутов и пени по червонцу за ружье, старшего олдермана бить до бесчувствия, старшего дьяка отдать в унтер-офицеры, дьяка отдать в писари, подьячего лишить воскресной чарки сроком на 1 год.
Новому хозяину ружейной фабрики Демидову повелеваю распорядиться построить дьякам и подьячим избы, чтобы не хуже хозяйской были. Буде хуже, пусть Демидов не обидится - велю живота лишить.
100
10
1
0,1
0,01
Сборка/ испыта-
Входной контроль
Расширенный входной контроль
ние электронных плат
Сборка/ испытание РЭА
Эксплуатация РЭА
Стадия обнаружения дефектного изделия
Рис. В.1. Стоимость обнаружения и замены дефектных ППИ в пересчете на одно изделие для потребителя
Научная дисциплина, изучающая общие методы и приемы, которых следует придерживаться при проектировании, изготовлении, приемке, транспортировке и эксплуатации из
8
делий (аппаратуры, машин) для обеспечения максимальной их эффективности в процессе использования, а также разрабатывающая общие методы расчета надежности устройств (РЭА) по известным величинам надежности составляющих их частей, получила название теории надежности.
Основными задачами теории надежности являются: установление закономерностей возникновения отказов; изучение основных факторов, влияющих на надежность; построение методов оценки и расчета надежности и получение ее количественных характеристик; разработка методов испытаний на надежность и методов прогнозирования надежности; определение методов обеспечения и повышения надежности.
Количественная характеристика надежности конкретных изделий может быть определена статистическими методами, требующими больших материальных затрат и длительного времени, что, например, для ИС практически нецелесообразно, так как информация, полученная по истечении длительного срока (более года), устаревает для принятия решений из-за того, что в технологии ППИ уже могли произойти какие-то изменения. В связи с этим большое значение приобретают физические методы оценки надежности путем выявления отказавших ППИ, анализа причин отказов и принятия мер по устранению этих причин, т.е. метод изучения физики надежности.
Существует убеждение, что единственно верное направление дальнейшего развития теории и техники надежности -это сочетание статистических, вероятностных методов с глубоким изучением физической природы процессов, протекающих в изделии.
Физика надежности является наукой комплексной, относящейся к компетенции инженера, физика, химика, экономиста и математика. Для изучения физики надежности ППИ необходимы знания также радиоинженера, электронщика.
9
1. ОСНОВНЫЕ ПОНЯТИЯ В ТЕОРИИ КАЧЕСТВА И НАДЕЖНОСТИ
1.1. Термины и определения
В настоящее время наиболее распространена теория относительного качества, сущность которой состоит в том, что качество изделий определяется его целевым назначением.
Качество - совокупность свойств изделия, обусловливающих его пригодность удовлетворять определенные потребности в соответствии с назначением.
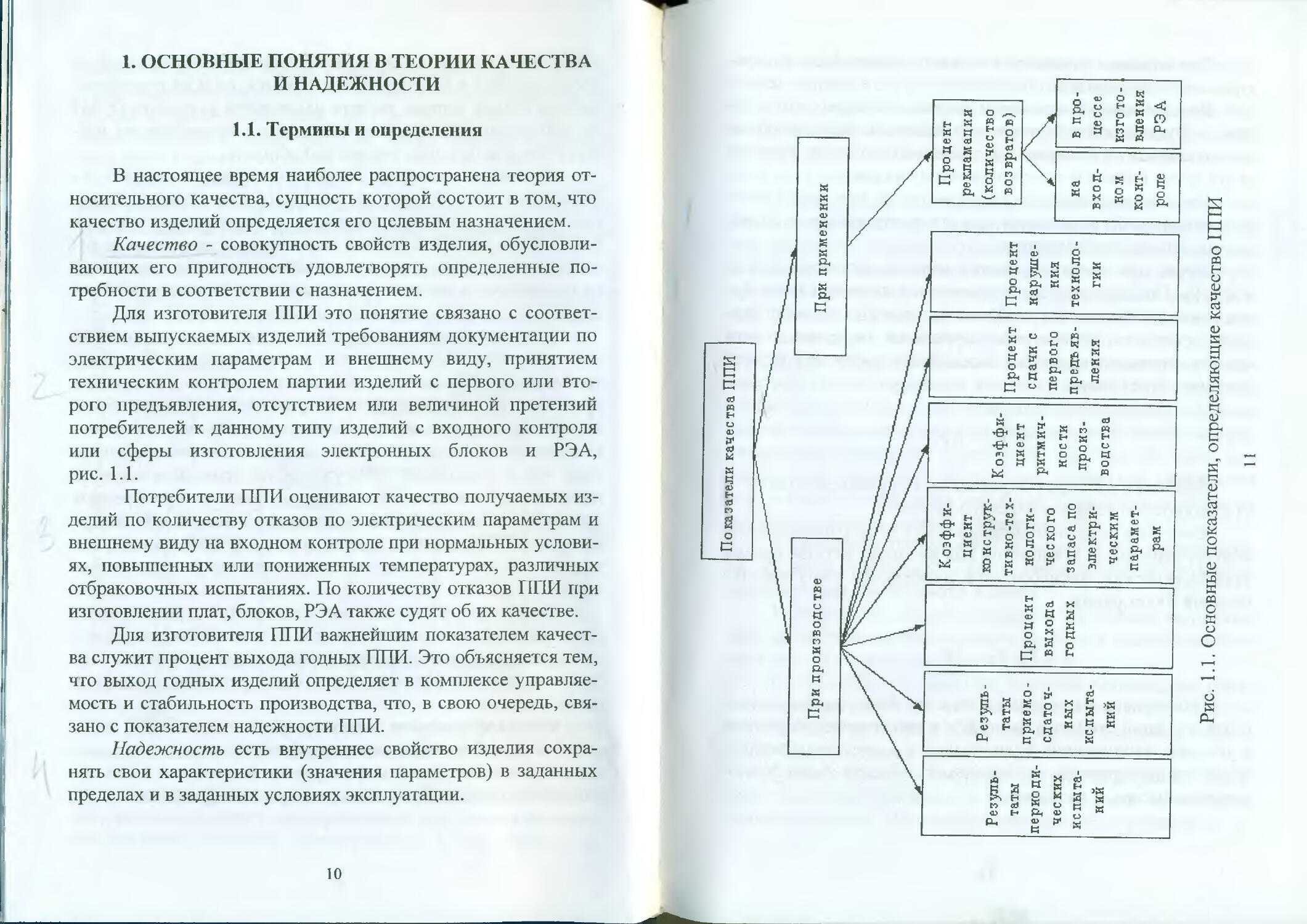
Для изготовителя ППИ это понятие связано с соответствием выпускаемых изделий требованиям документации по электрическим параметрам и внешнему виду, принятием техническим контролем партии изделий с первого или второго предъявления, отсутствием или величиной претензий потребителей к данному типу изделий с входного контроля или сферы изготовления электронных блоков и РЭА, рис. 1.1.
Потребители ППИ оценивают качество получаемых изделий по количеству отказов по электрическим параметрам и внешнему виду на входном контроле при нормальных условиях, повышенных или пониженных температурах, различных отбраковочных испытаниях. По количеству отказов ППИ при изготовлении плат, блоков, РЭА также судят об их качестве.
Для изготовителя 1111И важнейшим показателем качества служит процент выхода годных ППИ. Это объясняется тем, чго выход годных изделий определяет в комплексе управляемость и стабильность производства, что, в свою очередь, связано с показателем надежности ППИ.
Надежность есть внутреннее свойство изделия сохранять свои характеристики (значения параметров) в заданных пределах и в заданных условиях эксплуатации.
10
Рис. 1.1. Основные показатели, определяющие качество ППИ
Под изделием понимается элемент, прибор, блок, аппаратура, система, машина и т.п.
Из определений качества и надежности видно, что качество - понятие субъективное, а надежность изделия обязательно связана со временем, выполнением заданных функций за это время и зависит от условий эксплуатации.
Надежность изделия закладывается при его конст-L руировании, обеспечивается при его изготовлении и сохраняется при его эксплуатации.
Пусть при конструировании изделия заложена надежность Ро. При выпуске его надежность в лучшем случае будет равна Ро- Но за счет разброса материалов, технологических процессов, возможного нарушения техпроцесса или его отклонения надежность изделий при выпуске в период освоения будет равна:
Р = Ро- ДР.
Величина ДР будет определяться управляемостью и стабильностью технологического процесса.
Если же с течением времени будут усовершенствованы конструкция и/или технология или внедрена автоматизация технологических процессов, то надежность выпускаемых изделий буцет равна:
Р = Р0 + ДР.
Надежность выпускаемых изделий будет расходоваться с той или иной степенью быстроты в зависимости от режима и условий эксплуатации. Если условия и режим эксплуатации будут неблагоприятны, то надежность изделий будет расходоваться быстро, и наоборот.
12
Для описания конкретного изделия пользуются понятиями исправного и работоспособного состояния
Под исправным подразумевается состояние изделия, при котором оно соответствует всем требованиям нормативной документации (техническим условиям - ТУ и конструкторской документации).
Работоспособное состояние - такое состояние изделия, при котором параметры, характеризующие способность изделия выполнять заданные функции, соответствуют нормативной документации, однако один или несколько параметров при этом могут иметь отклонение от нормативной документации. При этом изделие может быть работоспособным в одном типе аппаратуры, но не быть работоспособным в другом типе аппаратуры. Примерами таких отклонений параметров изделий могут быть нарушения внешнего вида корпуса изделия, увеличение обратного тока или уход коэффициента усиления транзистора за допустимые по техническим условиям нормы, увеличение выходного напряжения логического нуля или уменьшение выходного напряжения логической единицы за допустимые техническими условиями нормы, не влияющие на работоспособность данной аппаратуры.
Характеристикой изделия, связанной с его эксплуатацией. является наработка, представляющая собой продолжительность или объем работы изделия.
Календарная продолжительность от начала эксплуатации до наступления предельного состояния изделия называется сроком службы или долговечностью.
Под безотказностью (или временем безотказной работы) понимают свойство изделия непрерывно сохранять работоспособное состояние в течение некоторого времени или некоторой наработки.
Сохраняемость — свойство изделия непрерывно сохранять исправное состояние в течение и после хранения и транспортировки. Например, наработка ИС в режимах и ус
13
ловиях, устанавливаемых ТУ на ИС конкретных типов, должна выбираться из ряда 15 000, 20 000, 25 000, 50 000 ч и более. Конкретное значение наработки для ИС устанавливается в ТУ на эти схемы. Срок сохраняемости ППИ должен соответствовать одному из значений: 10, 12, 15, 20 и 25 лет, что указывается в ТУ на конкретное ППИ.
Изменение состояния изделия, ведущее к потере этих свойств, в теории надежности рассматривается как отказ.
Отказ - событие, после которого надежность изделия уменьшается. Другими словами, отказ - событие, приводящее к потере работоспособности, наступающей внезапно или постепенно.
Вид отказа - это форма проявления отказа.
Механизм отказа - это физический, химический или другой процесс, вызывающий отказ изделия.
Для ППИ отказ - это событие, заключающееся в полной утрате работоспособности изделия или уходе одного либо нескольких параметров за допустимые по техническим условиям нормы.
Имеющийся всегда разброс параметров исходных материалов, применяемой технологической оснастки, режимов работы технологического оборудования и других факторов влияет на продолжительность безотказной работы конкретного ППИ. Поэтому отказ конкретного изделия носит случайный по времени характер.
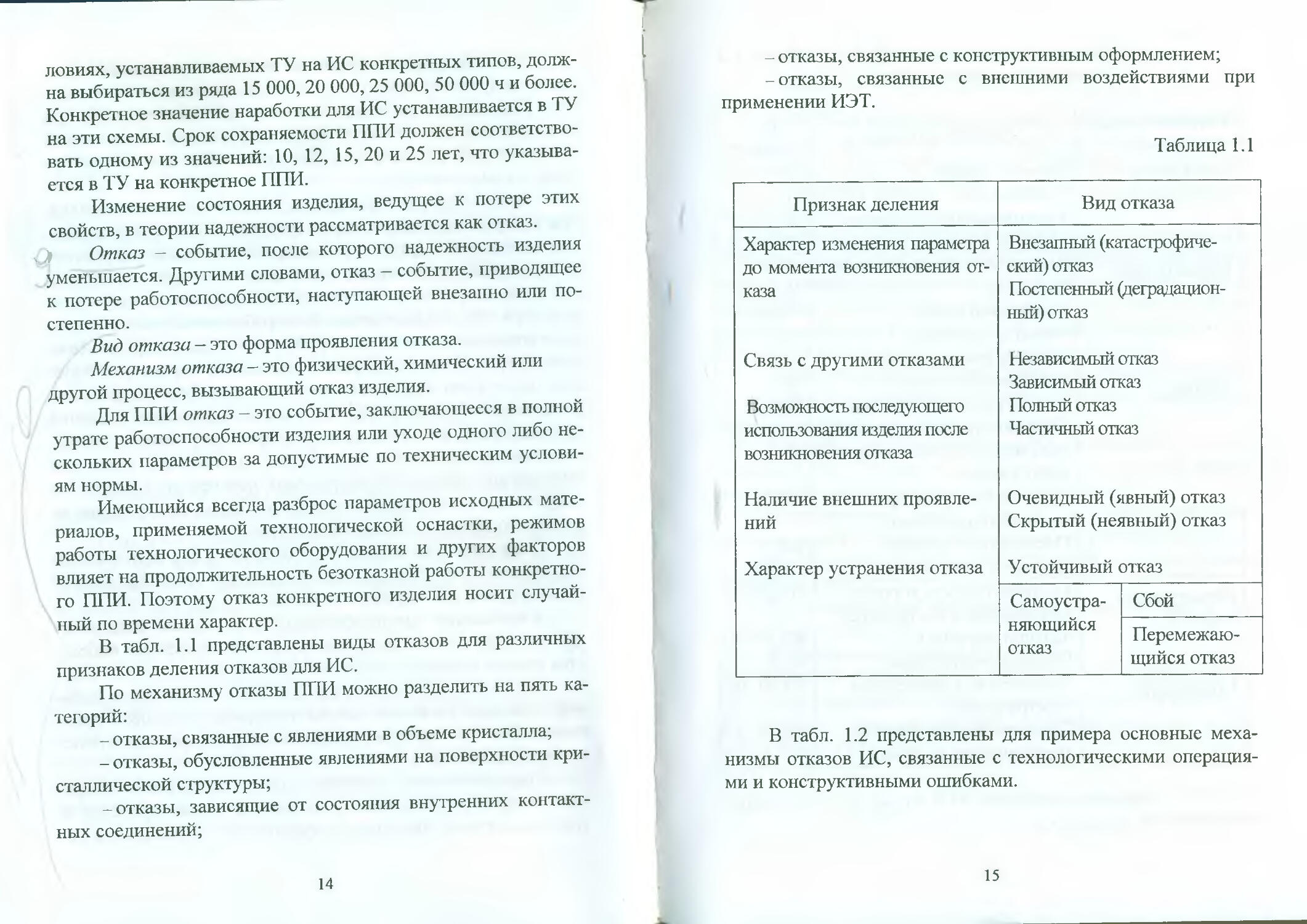
В табл. 1.1 представлены виды отказов для различных признаков деления отказов для ИС.
По механизму отказы ППИ можно разделить на пять категорий:
- отказы, связанные с явлениями в объеме кристалла;
- отказы, обусловленные явлениями на поверхности кристаллической структуры;
- отказы, зависящие от состояния внутренних контактных соединений;
14
- отказы, связанные с конструктивным оформлением;
- отказы, связанные с внешними воздействиями при применении ИЭТ.
Таблица 1.1
Признак деления Вид отказа
Характер изменения параметра до момента возникновения отказа Связь с другими отказами Возможность последующего использования изделия после возникновения отказа Наличие внешних проявлений Характер устранения отказа Внезапный (катастрофический) отказ Постепенный (деградацион-ный) отказ Независимый отказ Зависимый отказ Полный отказ Частичный отказ Очевидный (явный) отказ Скрытый (неявный) отказ Устойчивый отказ
Самоустра-няющийся отказ Сбой
Перемежающийся отказ
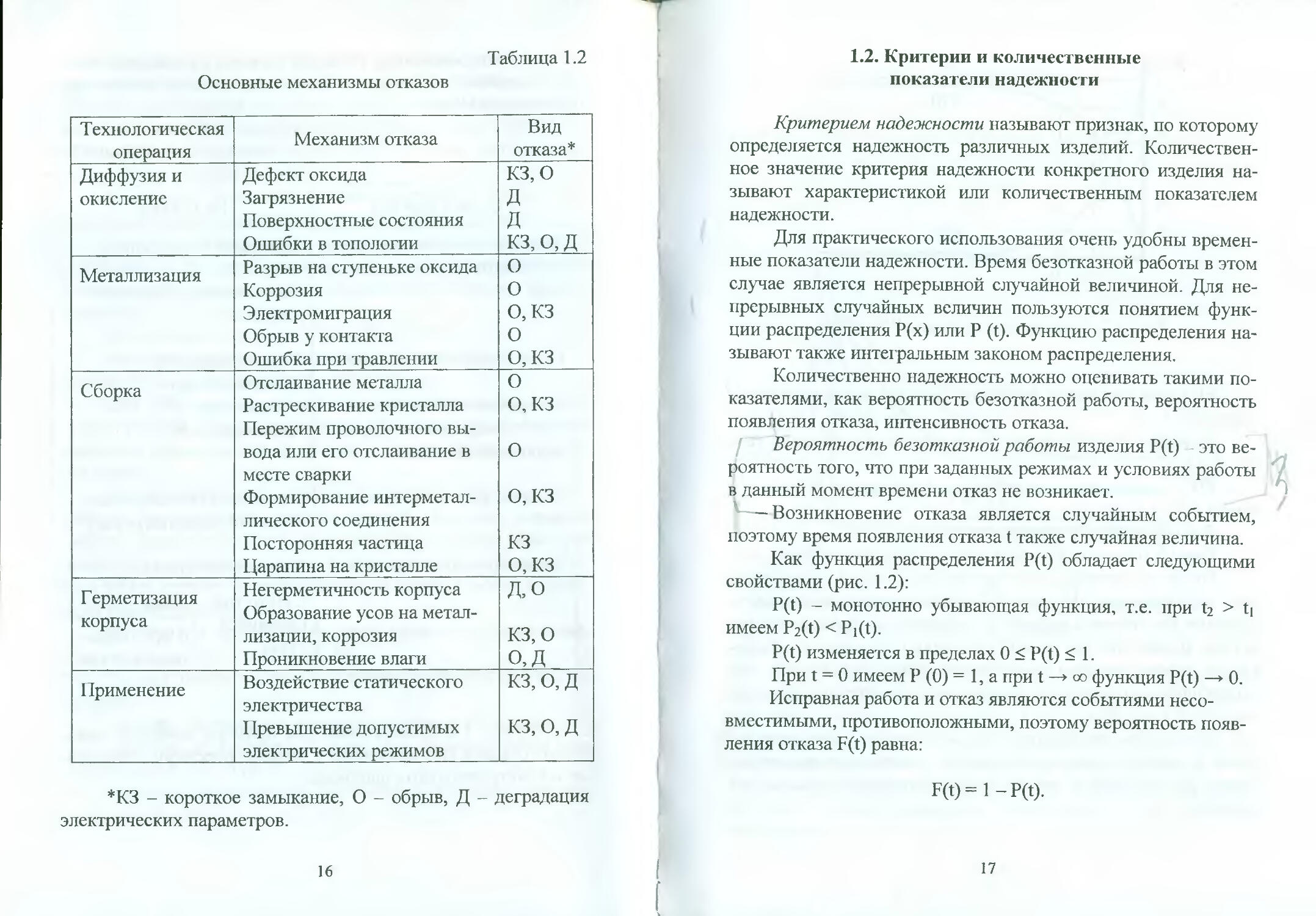
В табл. 1.2 представлены для примера основные механизмы отказов ИС, связанные с технологическими операциями и конструктивными ошибками.
15
Основные механизмы отказов
Таблица 1.2
Т ехнологическая операция Механизм отказа Вид отказа*
Диффузия и окисление Дефект оксида Загрязнение Поверхностные состояния Ошибки в топологии КЗ, О д д КЗ, О, д
Металлизация Разрыв на ступеньке оксида Коррозия Электромиграция Обрыв у контакта Ошибка при травлении О О О, КЗ О О, КЗ
Сборка Отслаивание металла Растрескивание кристалла Пережим проволочного вывода или его отслаивание в месте сварки Формирование интерметаллического соединения Посторонняя частица Царапина на кристалле О О, КЗ о О, КЗ КЗ О, КЗ
Герметизация корпуса Негерметичность корпуса Образование усов на металлизации, коррозия Проникновение влаги до КЗ, О О,д
1 Трименение Воздействие статического электричества Превышение допустимых электрических режимов КЗ, О, д КЗ, О, д
*КЗ - короткое замыкание, О - обрыв, Д - деградация электрических параметров.
16
1.2. Критерии и количественные показатели надежности
Критерием надежности называют признак, по которому определяется надежность различных изделий. Количественное значение критерия надежности конкретного изделия называют характеристикой или количественным показателем надежности.
Для практического использования очень удобны временные показатели надежности. Время безотказной работы в этом случае является непрерывной случайной величиной. Для непрерывных случайных величин пользуются понятием функции распределения Р(х) или Р (t). Функцию распределения называют также интегральным законом распределения.
Количественно надежность можно оценивать такими показателями, как вероятность безотказной работы, вероятность появления отказа, интенсивность отказа.
Вероятность безотказной работы изделия P(t) это вероятность того, что при заданных режимах и условиях работы в данный момент времени отказ не возникает.
'--Возникновение отказа является случайным событием,
поэтому время появления отказа t также случайная величина.
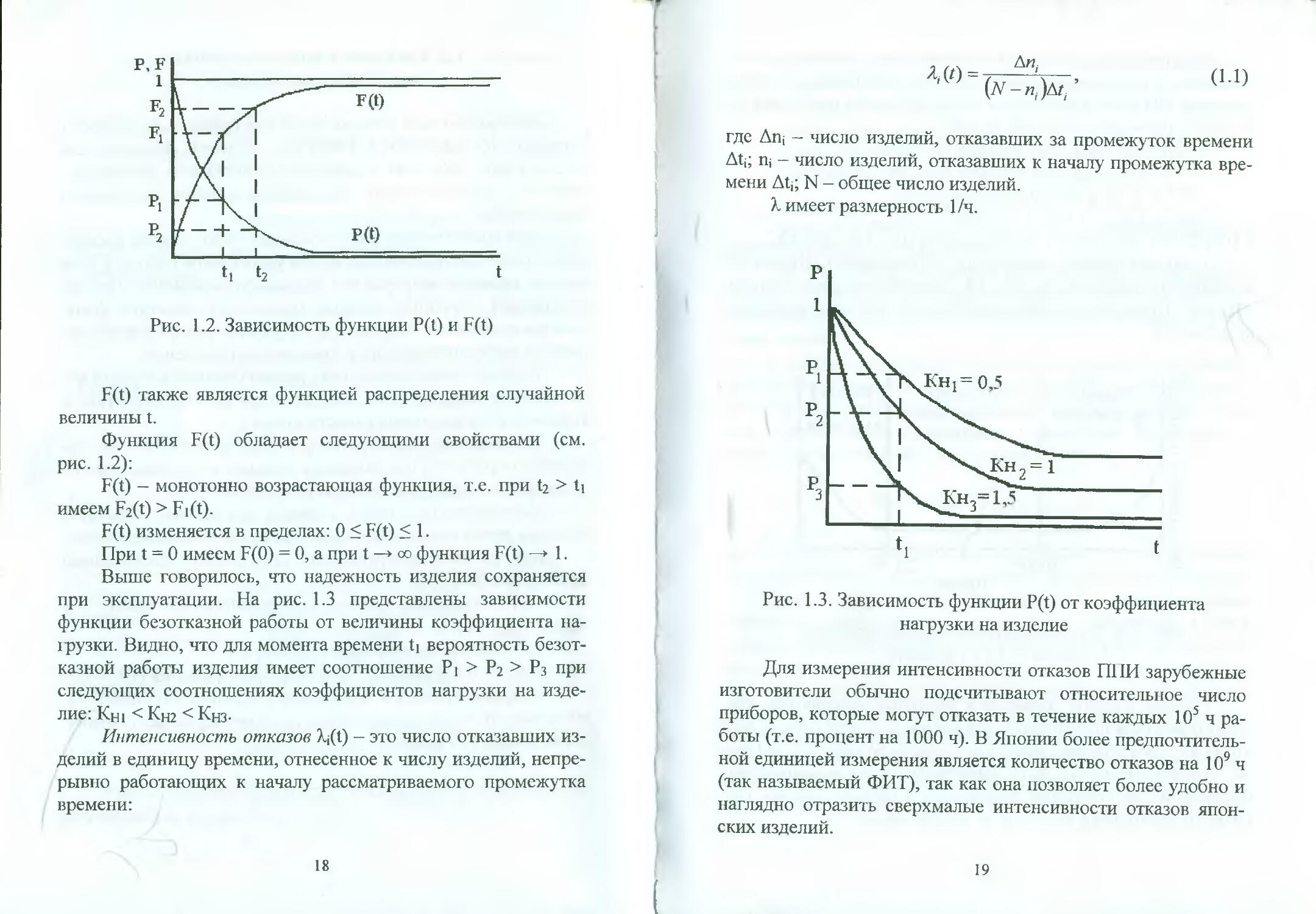
Как функция распределения P(t) обладает следующими свойствами (рис. 1.2):
P(t) - монотонно убывающая функция, т.е. при t2 > й имеем Р2О < Pj(t).
P(t) изменяется в пределах 0 < P(t) < 1.
При t = О имеем Р (0) = 1, а при t —»со функция P(t) —* 0.
Исправная работа и отказ являются событиями несовместимыми, противоположными, поэтому вероятность появления отказа F(t) равна:
F(t)=l-P(t).
17
Рис. 1.2. Зависимость функции P(t) и F(t)
F(t) также является функцией распределения случайной величины t.
Функция F(t) обладает следующими свойствами (см. рис. 1.2):
F(t) - монотонно возрастающая функция, т.е. при t2 > ti имеем F2CO > Fi(t).
F(t) изменяется в пределах: 0 < F(t) < 1.
При t = 0 имеем F(0) = 0, а при t —* 00 функция F(t) —♦ 1.
Выше говорилось, что надежность изделия сохраняется при эксплуатации. На рис. 1.3 представлены зависимости функции безотказной работы от величины коэффициента на-1рузки. Видно, что для момента времени t| вероятность безотказной работы изделия имеет соотношение Pi > Р2 > Рз при следующих соотношениях коэффициентов нагрузки на изделие: Khi < Кн2 < Кцз-
Интенсивность отказов Xj(t) — это число отказавших изделий в единицу времени, отнесенное к числу изделий, непрерывно работающих к началу рассматриваемого промежутка времени:
18
, , . До,
2, (Г) = 7----Ц----,
(.У-и,)ЛГ,
(1-1)
где Ап, - число изделий, отказавших за промежуток времени Ай; nt - число изделий, отказавших к началу промежутка времени At,; N - общее число изделий.
X имеет размерность 1/ч.
Рис. 1.3. Зависимость функции P(t) от коэффициента нагрузки на изделие
Для измерения интенсивности отказов П11И зарубежные изготовители обычно подсчитывают относительное число приборов, которые могут отказать в течение каждых 105 ч работы (т.е. процент на 1000 ч). В Японии более предпочтительной единицей измерения является количество отказов на 109 ч (так называемый ФИТ), так как она позволяет более удобно и наглядно отразить сверхмалые интенсивности отказов японских изделий.
19
Интенсивность отказов в электрических режимах, установленная в стандартах и/или технических условиях на отечественные ПП и ИС конкретных типов, в течение наработки не должны превышать значений из ряда:
- 310’7 1/ч - для маломощных транзисторов;
- 5-10’7 1/ч - для транзисторов средней мощности;
- 10'6 1/ч —для мощных транзисторов;
- 10’6 ; 5-Ю’7; З Ю’7; 10’7; 5-Ю’8; 3-1O’8; 2-10’8; 10’8; 5-Ю’9; 310’9; 2-10’9; 10’9; 51O’10; 31O’10; 21O’10; 1О'10 1/ч-дляИС.
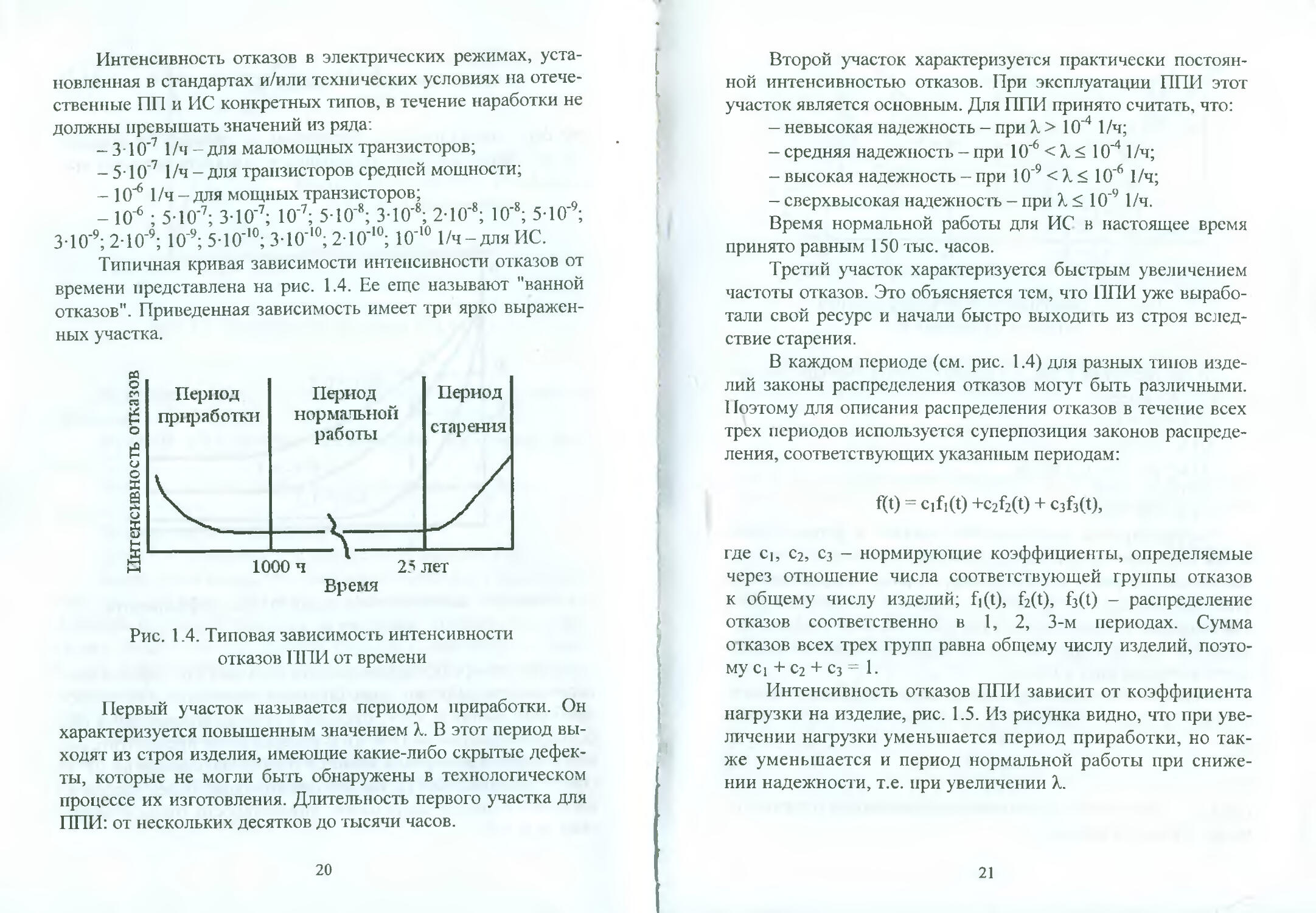
Типичная кривая зависимости интенсивности отказов от времени представлена на рис. 1.4. Ее еще называют "ванной отказов". Приведенная зависимость имеет три ярко выраженных участка.
Рис. 1.4. Типовая зависимость интенсивности отказов ППИ от времени
Первый участок называется периодом приработки. Он характеризуется повышенным значением X. В этот период выходят из строя изделия, имеющие какие-либо скрытые дефекты, которые не могли быть обнаружены в технологическом процессе их изготовления. Длительность первого участка для ППИ: от нескольких десятков до тысячи часов.
20
Второй участок характеризуется практически постоянной интенсивностью отказов. При эксплуатации ППИ этот участок является основным. Для ППП принято считать, что:
- невысокая надежность - при X > 10'4 1/ч;
- средняя надежность - при 10’6 < X < 10‘4 1/ч;
- высокая надежность - при 10'9 < X < 10‘6 1/ч;
- сверхвысокая надежность - при X < 10'9 1/ч.
Время нормальной работы для ИС в настоящее время принято равным 150 тыс. часов.
Третий участок характеризуется быстрым увеличением частоты отказов. Это объясняется тем, что ППИ уже выработали свой ресурс и начали быстро выходить из строя вследствие старения.
В каждом периоде (см. рис. 1.4) для разных типов изделий законы распределения отказов могут быть различными. 11оэтому для описания распределения отказов в течение всех трех периодов используется суперпозиция законов распределения, соответствующих указанным периодам:
f(t) = Cifi(t) +c2f2(t) + c3f3(t),
где ci, c2, c3 - нормирующие коэффициенты, определяемые через отношение числа соответствующей группы отказов к общему числу изделий; fj(t), f2(t), f3(t) - распределение отказов соответственно в 1, 2, 3-м периодах. Сумма отказов всех трех групп равна общему числу изделий, поэтому С] + с2 + с3 - 1.
Интенсивность отказов ППИ зависит от коэффициента нагрузки на изделие, рис. 1.5. Из рисунка видно, что при увеличении нагрузки уменьшается период приработки, но также уменьшается и период нормальной работы при снижении надежности, т.е. при увеличении X.
21
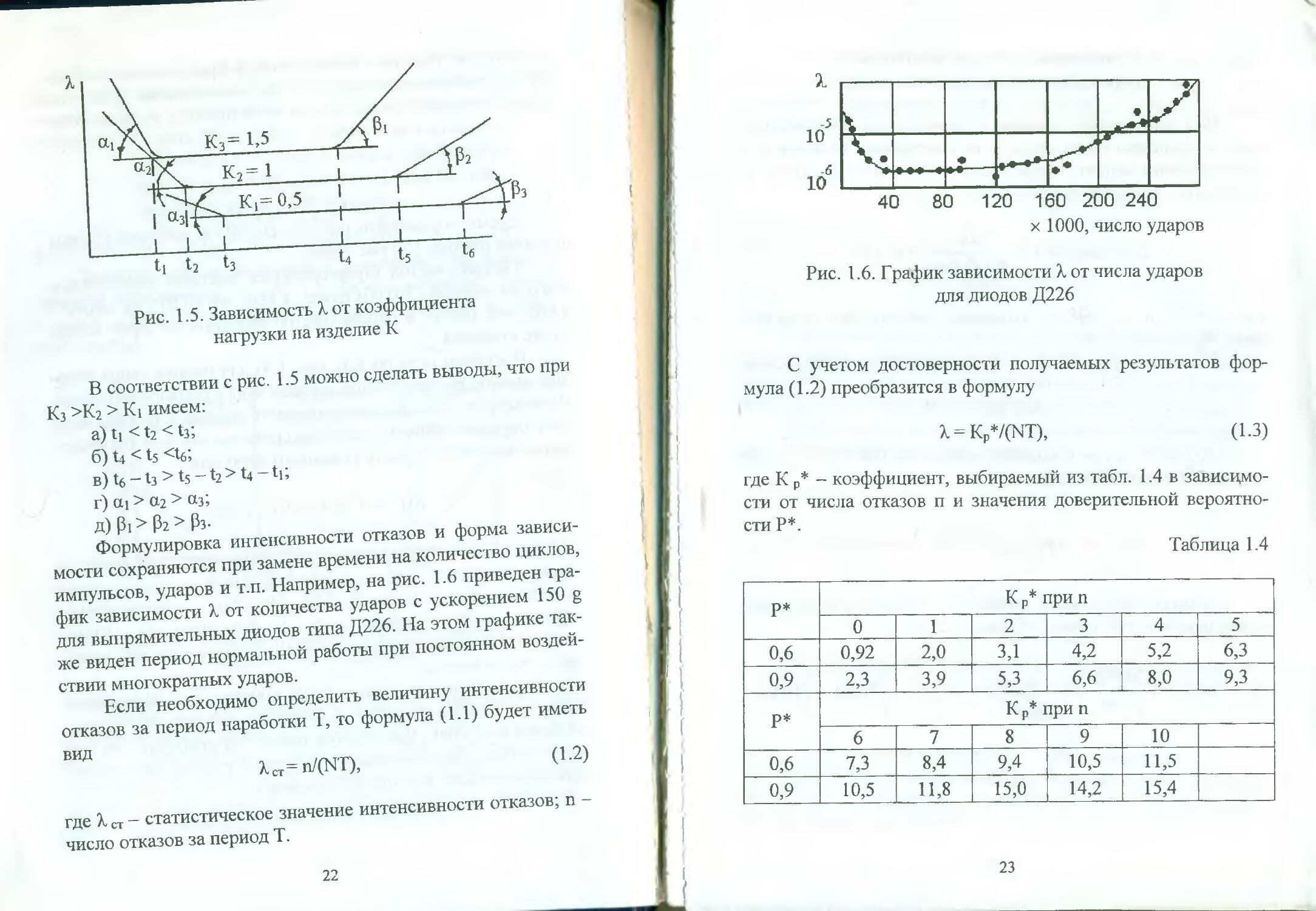
Рис. 1.5. Зависимость X от коэффициента нагрузки на изделие К
В соответствии с рис. 1.5 можно сделать выводы, что при Кз >Кг > Ki имеем:
а) й < t2 < й;
б) t4 < ts <te;
в) U - 1з > ts - ti > 1д - й;
г) си > а2 > аз;
д) ₽1 > р2 > ₽3-
Формулировка интенсивности отказов и форма зависимости сохраняются при замене времени на количество циклов, импульсов, ударов и т.п. Например, на рис. 1.6 приведен график зависимости X от количества ударов с ускорением 150 g для выпрямительных диодов типа Д226. На этом графике также виден период нормальной работы при постоянном воздействии многократных ударов.
Если необходимо определить величину интенсивности отказов за период наработки Т, то формула (1.1) будет иметь вид
XCT=n/(NT), (1.2)
где X ст - статистическое значение интенсивности отказов; п -число отказов за период Т.
22
Рис. 1.6. График зависимости X от числа ударов для диодов Д226
С учетом достоверности получаемых результатов формула (1.2) преобразится в формулу
X = KP*/(NT),
(1-3)
где К р* - коэффициент, выбираемый из табл. 1.4 в зависимости от числа отказов п и значения доверительной вероятности Р*.
Таблица 1.4
р* К р* при п
0 1 2 3 4 5
0,6 0,92 2,0 3,1 4,2 5,2 6,3
0,9 2,3 3,9 5,3 6,6 8,0 9,3
р* К р* при п
6 7 8 9 10
0,6 7,3 8,4 9,4 10,5 11,5
0,9 10,5 11,8 15,0 14,2 15,4
23
1.3. Зависимости между основными характеристиками надежности
Под плотностью вероятности появления отказа понимают отношение числа отказов dn в интервале времени dt к произведению общего числа элементов N, поставленных на испытания, на длину интервала dt:
ад=dn/(Ndt) = - = ад р,
N/S(Sat)
где S = N - п - число исправно работающих изделий; dn/(S dt) = X;S/N = P.
Поскольку f(t) = dF/dt = - dP/dt, то X(t) P = -dP/dt, отсюда
X(t) dt =- -dP/P.
Проинтегрируем последнее выражение при Р(0) = 1 и после преобразования получим
-р('И
P(t) = е 0
Средняя наработка до отказа Т — математическое ожидание наработки до первого отказа:
Т = Jtf(t)dt = - f^^dt = - JtdP(t) = -tP(t)|” + Jp(l)dt = Jp(t)dt ;
о о а* 0 0 0
T = JP(t)dt .
0
24
Эта формула устанавливает зависимость между временем и вероятностью исправной работы. Видно, что Т есть площадь, ограниченная кривой вероятности исправной работы. При X = const имеем:
P(t)=eAtH Т = J e‘)!dt = 1/Х,
тогда
P(t) = e~'/f
В большинстве технических условий на ППИ указывается не срок сохраняемости, а гамма-процентный срок сохраняемости Ту - срок, в течение которого ППИ не достигает предельного состояния с заданной вероятностью у-процентов
Полагая закон распределения времени безотказной работы ППИ экспоненциальным, имеем:
е = у/100.
Логарифмируя данное выражение, получим:
Опытное значение у-процентов вычисляется по формуле
у = (1-n/N)100,
где п - число отказов в выборке; N - объем выборки.
Для ИС гамма-процентный срок сохраняемости выбирается при заданной вероятности у = 95 %, для полупроводниковых приборов при у = 98 %.
25
1.4. Примеры решения задач по надежности
Задача 1. При испытании 200 ИС в течение 1000 ч имеем 2 отказа . Определить X при доверительной вероятности 0,6 и 0,9.
Используем формулу
X = KP*/(NT).
Из табл. 1.4 при п = 2 находим Кр*о,б = 3,1 и Кр*0 9 = 5,3. Хо,6 = 3,1/(200-1000) = 1,55 10'5 1/ч = 1,55 %/1000 ч = = 15500 фит;
Ход = 5,3/(200-1000) = 2,65 10'5 1/ч = 2,65 %/1000 ч = = 26500 фит.
Эта задача нахождения X - прямая. Так как в формуле есть еще три переменные, то могут быть и три обратные задачи: по определению n, N и Т.
Задача 2. X = 0,1 %/1000 ч N= 100 п= 1 Р* = 0,6 Т-?
Ответ: Т = 20 000 ч.
Задача 3. X = 1500 фит п = 0 Р* 1 = 0,6 Р*2 = 0,9 Т= 1000 Ni - ? N2 -?
Ответ: N] = 600; N2= 1500.
26
Задача 4. X- ПУ6 1/ч Т = 5000 ч N = 100 Р* = 0,6 П —? Ответ: п = 0.
Задача 5. Ту = 30 000 ч у = 95% Х-?
Используем формулу
Ту = - 11п^. Л 100 Ответ: Х = 1,7-10'6 1/ч.
Задача 6. Х= 10‘6 1/ч у- 95% Т — 9 1у Ответ: Т7 = 6 лет.
Задача 7. N= 100 у~ 95% Ту ~ 10 лет П-? Ответ: п = 5 шт.
27
Контрольные вопросы
1. Дайте определение качества полупроводниковых изделий.
2. Какими основными показателями качества пользуются изготовители ППИ?
3. Какие показатели качества используются потребителями изделий?
4. Дайте определение надежности полупроводниковых изделий.
5. Когда закладывается и сохраняется надежность изделий?
6. Когда обеспечивается надежность изделия?
7. Объясните Р = Ро + АР. Приведите пример.
8. Объясните понятия: исправное, работоспособное состояние, наработка, срок службы или долговечность, безотказность, сохраняемость.
9. Что такое отказ изделия?
10. Объясните понятия: вид и механизм отказа, признаки деления отказов.
11. Назовите пять категорий отказов интегральных схем по их механизму.
12. Какие отказы называются самоустраняющимися?
13. Дайте определение понятия вероятности безотказной работы, свойства функции.
14. Дайте определение понятия вероятности появления отказов, свойства функции.
15. Дайте определение интенсивности отказов, ее типовой зависимости от времени, единицы измерений.
16. Какова классификация ППИ по уровням надежности?
17. Покажите графически зависимость интенсивности отказов от коэффициента нагрузки.
18. Выведите формулу зависимости между основными характеристиками надежности.
19. Дайте определение понятия гамма-процентного срока сохраняемости.
28
2. ОБЩЕЕ ПРЕДСТАВЛЕНИЕ ОБ ОТКАЗАХ ИНТЕГРАЛЬНЫХ СХЕМ
2.1. Физическая модель отказов
Теория надежности развивалась этапами. На начальном этапе были сформулированы понятия и подходы к решению задач по надежности, исследовались и разрабатывались инженерные методы оценки надежности. На этом этапе доминирующими были методы математической статистики и теории вероятности.
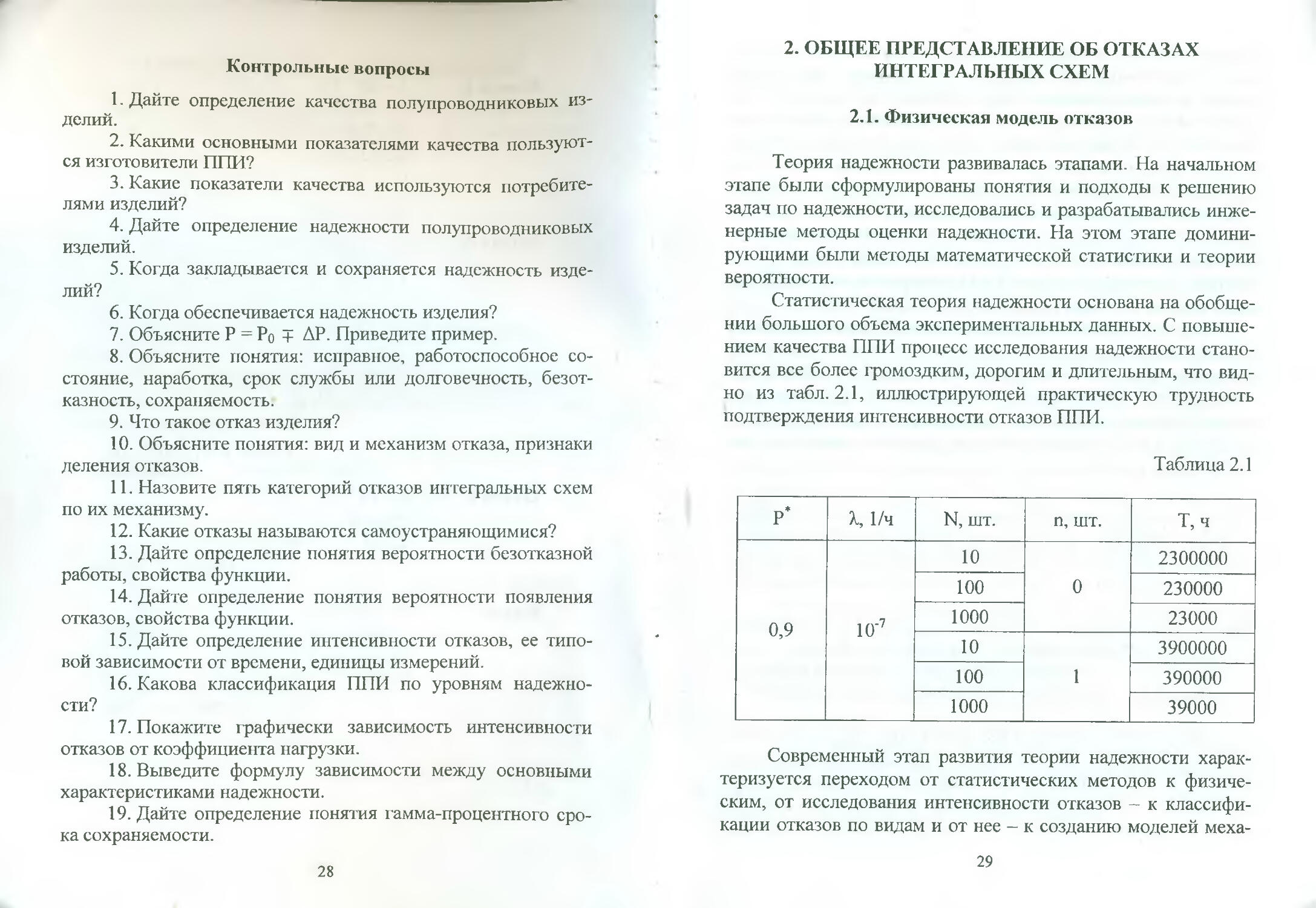
Статистическая теория надежности основана на обобщении большого объема экспериментальных данных. С повышением качества ППИ процесс исследования надежности становится все более громоздким, дорогим и длительным, что видно из табл. 2.1, иллюстрирующей практическую трудность подтверждения интенсивности отказов ППИ.
Таблица 2.1
р* X, 1/ч N, шт. п, шт. Т,ч
0,9 10’7 10 0 2300000
100 230000
1000 23000
10 1 3900000
100 390000
1000 39000
Современный этап развития теории надежности характеризуется переходом от статистических методов к физическим, от исследования интенсивности отказов - к классификации отказов по видам и от нее - к созданию моделей меха
29
низмов отказов. Основная роль при физических методах изучения надежности принадлежит исследованию механизмов отказов и количественному прогнозированию надежности на основе данных о конструкции ППИ, свойствах материалов и протекающих в них процессах. Основная роль при физических методах исследования отказов принадлежит детальному исследованию физических процессов, вызывающих отказы ППИ, и построению моделей этих отказов. Поэтому в литературе широко описаны, как правило, физические модели конкретных отказов, например, физическая модель отказа металлизации изделия вследствие электромиграции или диффузионная модель старения резистивных пленок ИС и др.
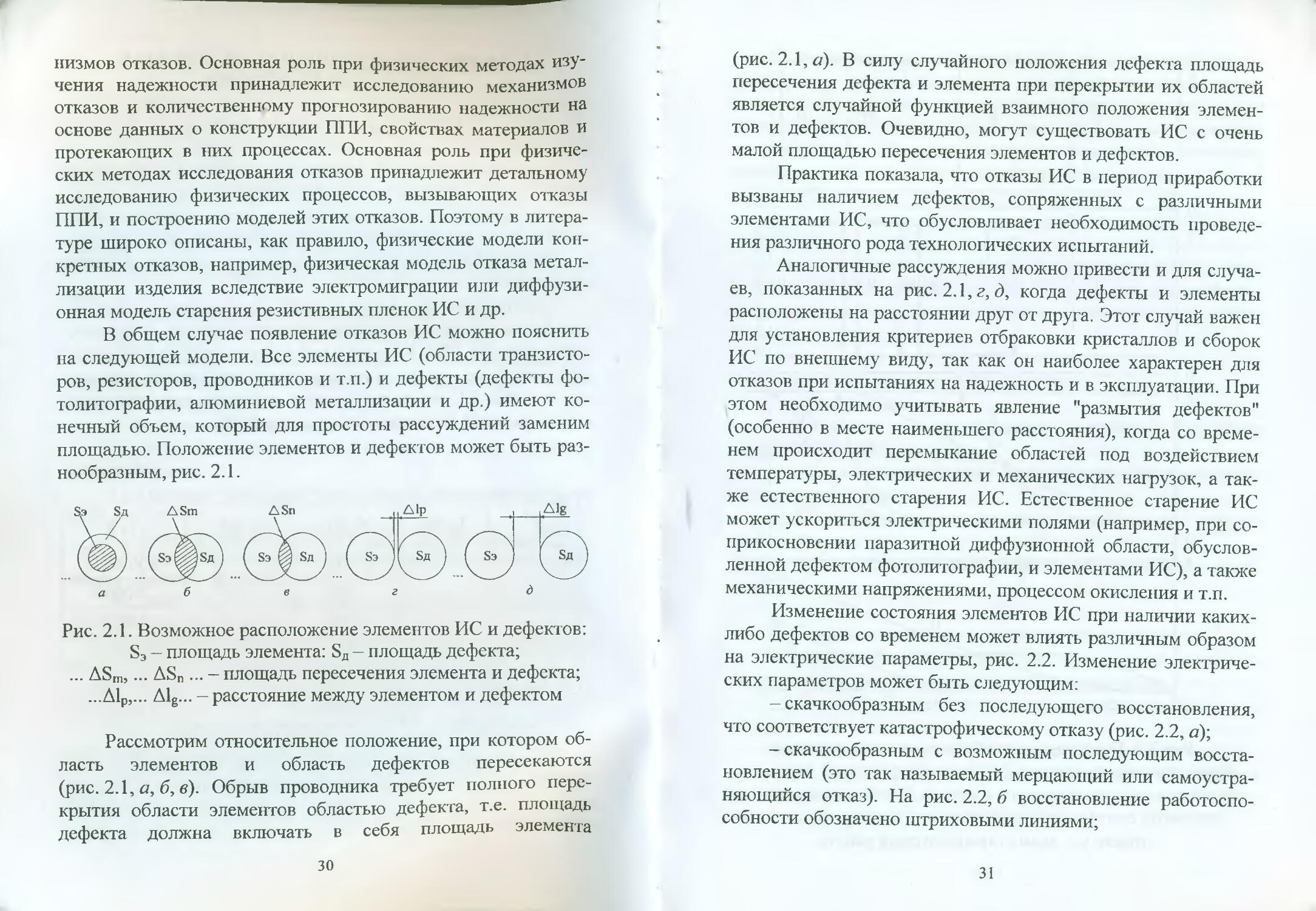
В общем случае появление отказов ИС можно пояснить на следующей модели. Все элементы ИС (области транзисторов, резисторов, проводников и т.п.) и дефекты (дефекты фотолитографии, алюминиевой металлизации и др.) имеют конечный объем, который для простоты рассуждений заменим площадью. Положение элементов и дефектов может быть разнообразным, рис. 2.1.
Рис. 2.1. Возможное расположение элементов ИС и дефектов: S3 - площадь элемента: 8Д — площадь дефекта;
... ASm,... ASn... - площадь пересечения элемента и дефекта;
...Alp,... Alg... - расстояние между элементом и дефектом
Рассмотрим относительное положение, при котором область элементов и область дефектов пересекаются (рис. 2.1,а, б, в). Обрыв проводника требует полного перекрытия области элементов областью дефекта, т.е. площадь дефекта должна включать в себя площадь элемента
30
(рис. 2.1, а). В силу случайного положения дефекта площадь пересечения дефекта и элемента при перекрытии их областей является случайной функцией взаимного положения элементов и дефектов. Очевидно, могут существовать ИС с очень малой площадью пересечения элементов и дефектов.
Практика показала, что отказы ИС в период приработки вызваны наличием дефектов, сопряженных с различными элементами ИС, что обусловливает необходимость проведения различного рода технологических испытаний.
Аналогичные рассуждения можно привести и для случаев, показанных на рис. 2.1, г, д, когда дефекты и элементы расположены на расстоянии друг от друга. Этот случай важен для установления критериев отбраковки кристаллов и сборок ИС по внешнему виду, так как он наиболее характерен для отказов при испытаниях на надежность и в эксплуатации. При этом необходимо учитывать явление "размытия дефектов" (особенно в месте наименьшего расстояния), когда со временем происходит перемыкание областей под воздействием температуры, электрических и механических нагрузок, а также естественного старения ИС. Естественное старение ИС может ускориться электрическими полями (например, при соприкосновении паразитной диффузионной области, обусловленной дефектом фотолитографии, и элементами ИС), а также механическими напряжениями, процессом окисления и т.п.
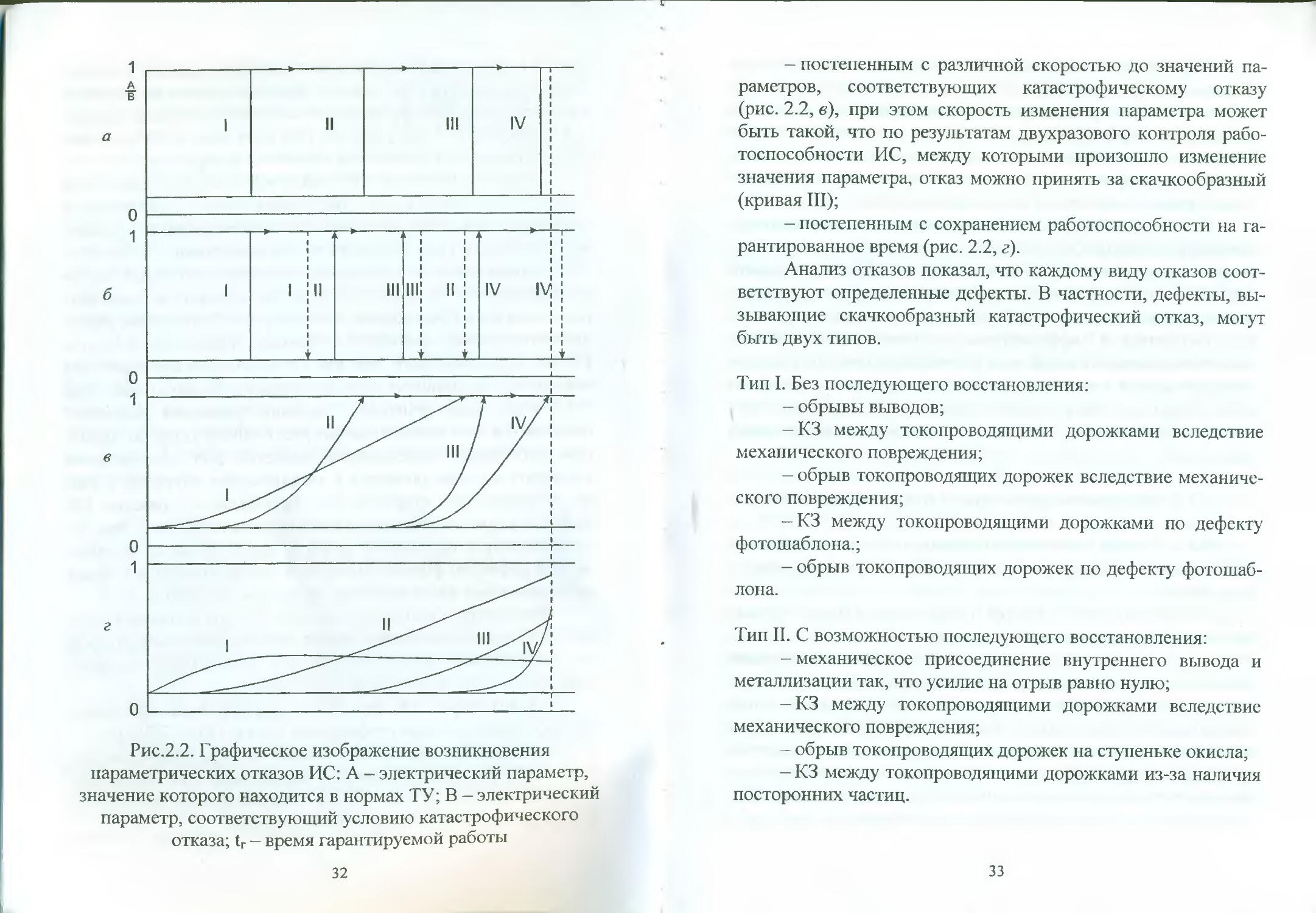
Изменение состояния элементов ИС при наличии каких-либо дефектов со временем может влиять различным образом на электрические параметры, рис. 2.2. Изменение электрических параметров может быть следующим:
- скачкообразным без последующего восстановления, что соответствует катастрофическому отказу (рис. 2.2, а);
-скачкообразным с возможным последующим восстановлением (это так называемый мерцающий или самоустраняющийся отказ). На рис. 2.2, б восстановление работоспособности обозначено штриховыми линиями;
31
Рис.2.2. Графическое изображение возникновения параметрических отказов ИС: А - электрический параметр, значение которого находится в нормах ТУ; В - электрический параметр, соответствующий условию катастрофического отказа; tr - время гарантируемой работы
32
— постепенным с различной скоростью до значений параметров, соответствующих катастрофическому отказу (рис. 2.2, в), при этом скорость изменения параметра может быть такой, что по результатам двухразового контроля работоспособности ИС, между которыми произошло изменение значения параметра, отказ можно принять за скачкообразный (кривая III);
- постепенным с сохранением работоспособности на гарантированное время (рис. 2.2, г).
Анализ отказов показал, что каждому виду отказов соответствуют определенные дефекты. В частности, дефекты, вызывающие скачкообразный катастрофический отказ, могут быть двух типов.
Тип I. Без последующего восстановления:
- обрывы выводов;
- КЗ между токопроводящими дорожками вследствие механического повреждения;
- обрыв токопроводящих дорожек вследствие механического повреждения;
— КЗ между токопроводящими дорожками по дефекту фотошаблона.;
— обрыв токопроводящих дорожек по дефекту фотошаблона.
Тип II. С возможностью последующего восстановления:
- механическое присоединение внутреннего вывода и металлизации так, что усилие на отрыв равно нулю;
- КЗ между токопроводящими дорожками вследствие механического повреждения;
- обрыв токопроводящих дорожек на ступеньке окисла;
- КЗ между токопроводящими дорожками из-за наличия посторонних частиц.
33
Перечисление дефектов, приводящих к скачкообразным отказам с восстановлением и без восстановления работоспособности, можно продолжить. Наличие одних и тех же дефектов в обоих перечислениях объясняется различной степенью близости и возможностью хотя бы незначительных "перемещений" рассматриваемых элементов конструкции, в результате чего может иметь место самоустраняющийся отказ.
На постепенный уход параметров до значения, соответствующего катастрофическому отказу, а также на уход параметров с сохранением работоспособности ИС могут влиять нарушение требуемой конфигурации р-п-переходов, инородные включения в окисле в области р-п-переходов, растравление контактных и диффузионных областей, дырки в окисле над металлизацией и др. В этом случае постепенный уход параметров связан с возникновением динамической неустойчивости взаимодействия элемента структуры с дефектом в результате образования локальных неоднородных потенциальных полей.
2.2. Механизмы внезапных и постепенных отказов
2.2.1. Рассмотрим возникновение дефектов в процессе производства на примере выпуска БИС ЗУ (запоминающих устройств).
На выход годных БИС ЗУ прежде всего влияют случайные дефекты, расположенные на поверхности пластины в различных слоях структуры. Число дефектов и их расположение зависят от таких факторов, как степень очистки используемых материалов и реактивов, совершенство оборудования, запыленность производственных помещений, несоблюдение технологической дисциплины и многих других. Дефекты отличаются геометрическими размерами, плотностью распределения в различных слоях и влиянием на функционирование ЗУ.
34
Важно знать причины возникновения случайных дефектов, которые вызывают отказ большей части кристаллов на пластине. Обычно случайные дефекты возникают из-за дефектности участков фотошаблонов, попадания на кристаллы мелких загрязнений, которые осаждаются на пластины на различных этапах производственного процесса. Эти частицы переносятся газами, парами, растворителями, реактивами и другими химическими веществами.
Существенные отклонения от технологических режимов приводят к тому, что часть пластин бракуется ввиду полной неработоспособности имеющихся на них приборов. Такого типа брак не связан со случайными дефектами на пластине и поэтому его называют грубым дефектом. Подобные дефекты возникают, в частности, из-за нарушения последовательности операций или пропуска отдельных операций технологического маршрута, рассовмещения слоев при выполнении операции фотолитографии и т.п.
В некоторых случаях грубые дефекты могут быть связаны со случайными дефектами. Например, некоторые дефекты в кремниевых биполярных транзисторных структурах приводят к появлению участков пластин с нулевым выходом годных. Дефекты, возникающие вследствие резких перепадов температуры на этапах высокотемпературной обработки, вызывают короткое замыкание между эмиттером и коллектором транзистора. Плотность таких дефектов может быть очень высокой, что приводит к отказу приборов практически на всей поверхности пластины.
В среднем на грубые дефекты приходится около 16% потерь продукции, а на случайные дефекты - 84 %. Для правильно спроектированных ИС и хорошо управляемых технологических процессов грубые дефекты, как правило, достаточно быстро удаляются, поэтому потери продукции из-за этих дефектов относительно невелики. Борьба с отказами вследствие случайных дефектов затруднена из-за непредска
35
зуемости случайных явлений. Например, для БИС ЗУ к таким отказам относится повреждение линии разрядов, элементов памяти, слов, столбцов, секций или всего кристалла.
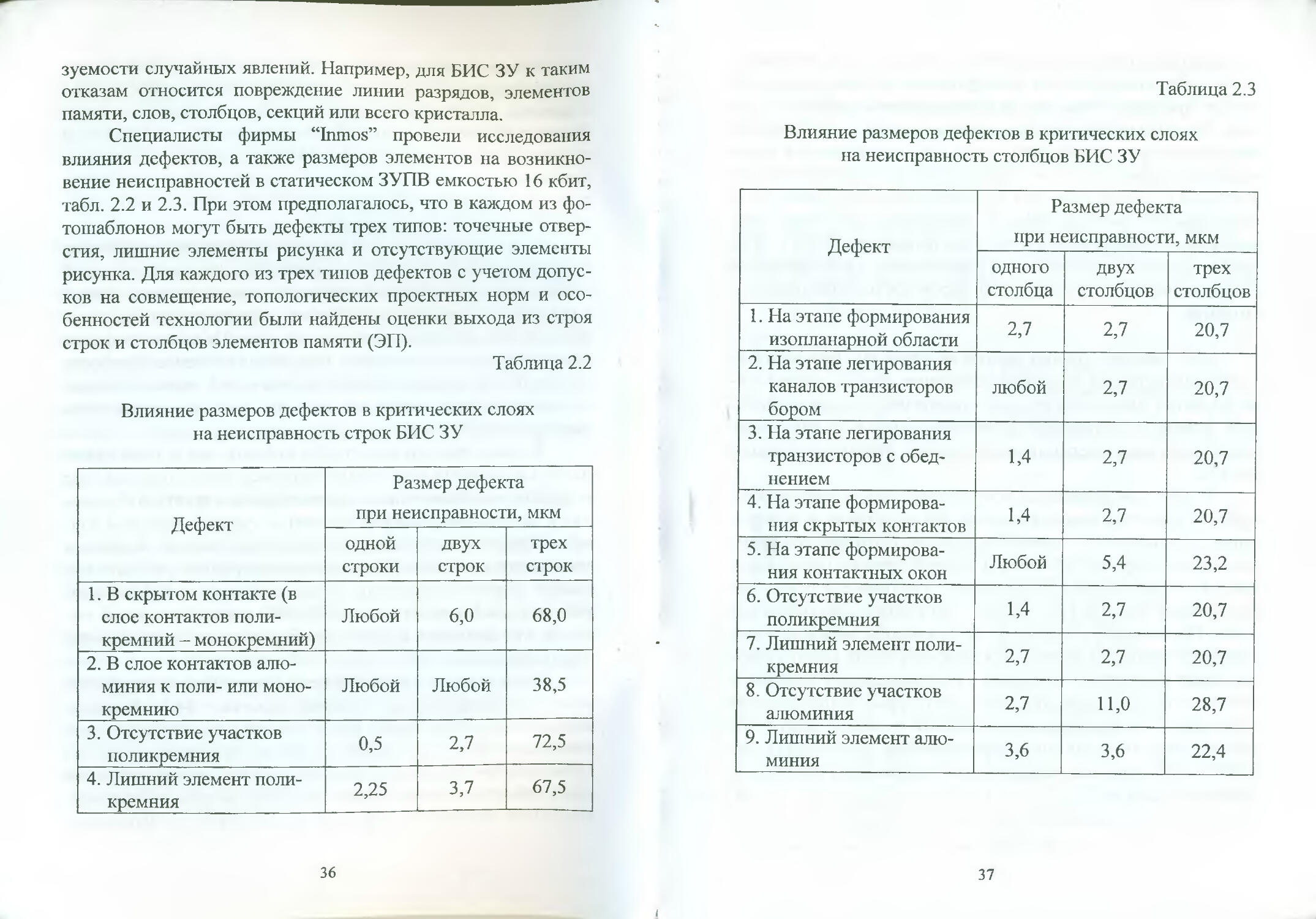
Специалисты фирмы “Inmos” провели исследования влияния дефектов, а также размеров элементов на возникновение неисправностей в статическом ЗУПВ емкостью 16 кбит, табл. 2.2 и 2.3. При этом предполагалось, что в каждом из фотошаблонов могут быть дефекты трех типов: точечные отверстия, лишние элементы рисунка и отсутствующие элементы рисунка. Для каждого из трех типов дефектов с учетом допусков на совмещение, топологических проектных норм и особенностей технологии были найдены оценки выхода из строя строк и столбцов элементов памяти (ЭП).
Таблица 2.2
Влияние размеров дефектов в критических слоях на неисправность строк БИС ЗУ
Дефект Размер дефекта при неисправности, мкм
одной строки двух строк трех строк
1. В скрытом контакте (в слое контактов поликремний - монокремний) Любой 6,0 68,0
2. В слое контактов алюминия к поли- или монокремнию Любой Любой 38,5
3. Отсутствие участков поликремния 0,5 2,7 72,5
4. Лишний элемент поликремния 2,25 3,7 67,5
36
Таблица 2.3
Влияние размеров дефектов в критических слоях на неисправность столбцов БИС ЗУ
Дефект Размер дефекта при неисправности, мкм
одного столбца двух столбцов трех столбцов
1. На этапе формирования изопланарной области 2,7 2,7 20,7
2. На этапе легирования каналов транзисторов бором любой 2,7 20,7
3. На этапе легирования транзисторов с обеднением 1,4 2,7 20,7
4. На этапе формирования скрытых контактов 1,4 2,7 20,7
5. На этапе формирования контактных окон Любой 5,4 23,2
6. Отсутствие участков поликремния 1,4 2,7 20,7
7. Лишний элемент поликремния 2,7 2,7 20,7
8 Отсутствие участков алюминия 2,7 11,0 28,7
9. Лишний элемент алюминия 3,6 3,6 22,4
37
Анализ данных, приведенных в табл. 2.2 и 2.3, показывает, что для возникновения неисправности строки существует четыре причины, тогда как для неисправности столбца - девять. Неисправности столбца связаны с семью критичными операциями фотолитографии, тогда как неисправности строк - только с тремя, при этом минимальный размер дефекта, выводящего из строя сразу два столбца, составляет менее 50 % минимального размера дефекта, выводящего из строя сразу две строки. Отсюда следует, что для статических ЗУПВ с ЭП с одним уровнем поликремния вероятность неисправности строк значительно меньше, чем вероятность неисправности столбцов.
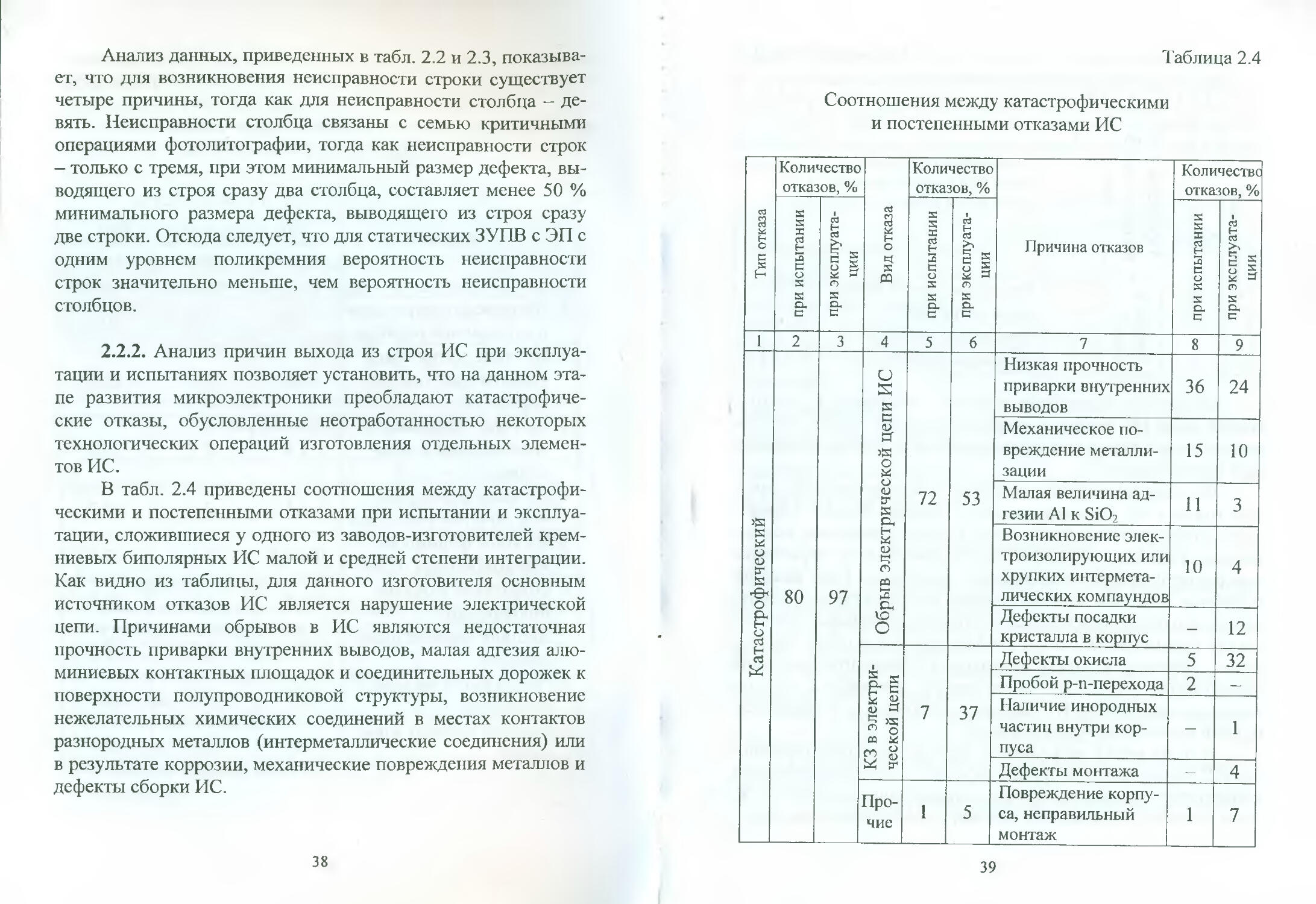
2.2.2. Анализ причин выхода из строя ИС при эксплуатации и испытаниях позволяет установить, что на данном этапе развития микроэлектроники преобладают катастрофические отказы, обусловленные неотработанностью некоторых технологических операций изготовления отдельных элементов ИС.
В табл. 2.4 приведены соотношения между катастрофическими и постепенными отказами при испытании и эксплуатации, сложившиеся у одного из заводов-изготовителей кремниевых биполярных ИС малой и средней степени интеграции. Как видно из таблицы, для данного изготовителя основным источником отказов ИС является нарушение электрической цепи. Причинами обрывов в ИС являются недостаточная прочность приварки внутренних выводов, малая адгезия алюминиевых контактных площадок и соединительных дорожек к поверхности полупроводниковой структуры, возникновение нежелательных химических соединений в местах контактов разнородных металлов (интерметаллические соединения) или в результате коррозии, механические повреждения металлов и дефекты сборки ИС.
38
Таблица 2.4
Соотношения между катастрофическими и постепенными отказами ИС
Тип отказа Количество отказов, % Вид отказа Количество отказов, % Причина отказов Количестве отказов, %
при испытании при эксплуатации при испытании при эксплуатации при испытании при эксплуатации
1 2 3 4 5 6 7 8 9
Катастрофический 80 97 Обрыв электрической цепи ИС 72 53 Низкая прочность приварки внутренних выводов 36 24
Механическое повреждение металлизации 15 10
Малая величина адгезии А1 к SiO2 11 3
Возникновение электроизолирующих или хрупких интермета-лических компаундов 10 4
Дефекты посадки кристалла в корпус — 12
КЗ в электрической цепи 7 37 Дефекты окисла 5 32
Пробой р-п-перехода 2 —
Наличие инородных частиц внутри корпуса — 1
Дефекты монтажа — 4
Прочие 1 5 Повреждение корпуса, неправильный монтаж 1 7
39
Окончание табл. 2.4
1 2 3 4 5 6 7 8 9
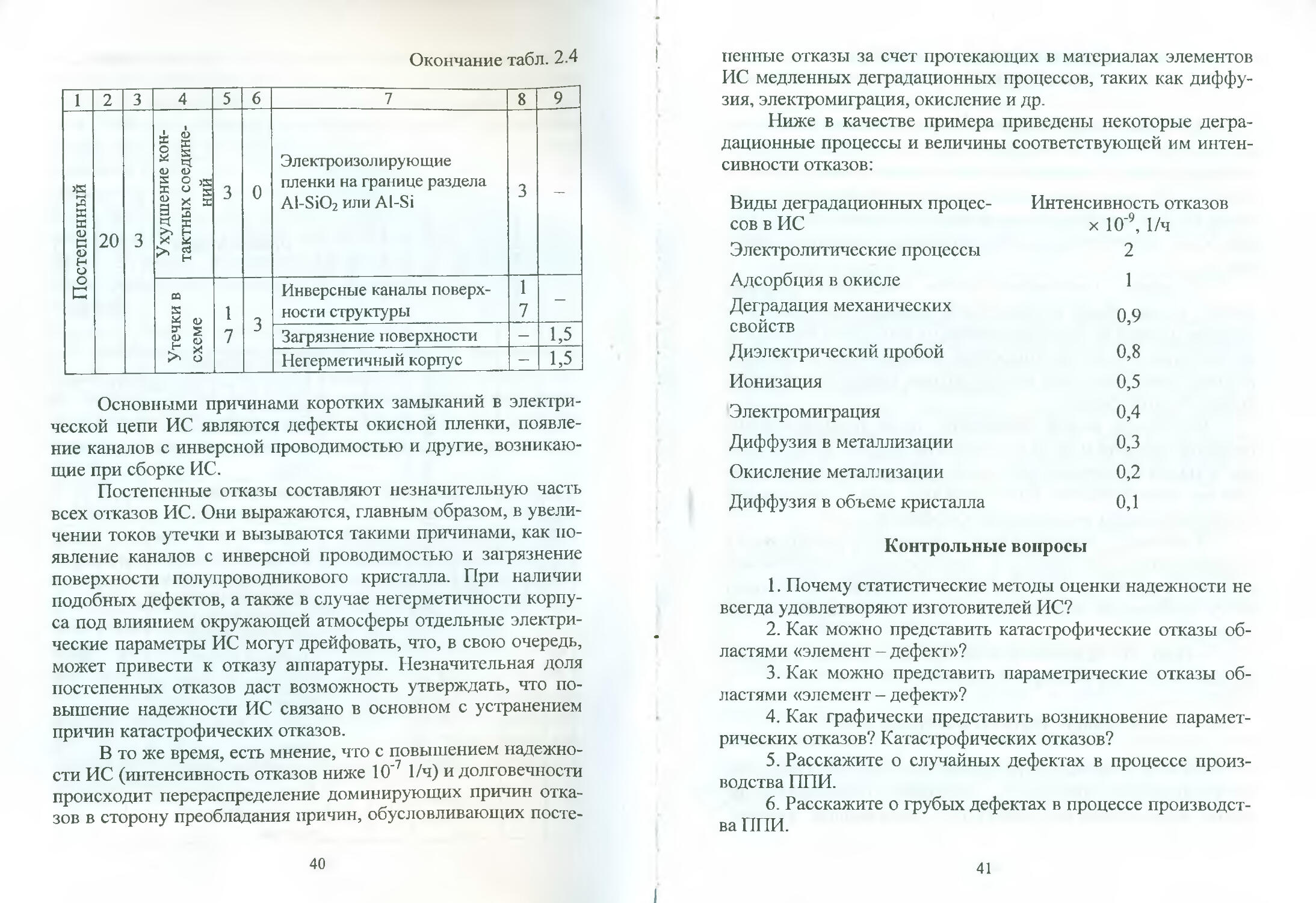
Постепенный 20 3 Ухудшение контактных соедине- ний 3 0 Электроизолирующие пленки на границе раздела Al-SiCb или Al-Si 3 —
Утечки в схеме 1 7 3 Инверсные каналы поверхности структуры 1 7 —
Загрязнение поверхности — 1,5
Негерметичный корпус — 1,5
Основными причинами коротких замыканий в электрической цепи ИС являются дефекты окисной пленки, появление каналов с инверсной проводимостью и другие, возникающие при сборке ИС.
Постепенные отказы составляют незначительную часть всех отказов ИС. Они выражаются, главным образом, в увеличении токов утечки и вызываются такими причинами, как появление каналов с инверсной проводимостью и загрязнение поверхности полупроводникового кристалла. При наличии подобных дефектов, а также в случае негерметичности корпуса под влиянием окружающей атмосферы отдельные электрические параметры ИС могут дрейфовать, что, в свою очередь, может привести к отказу аппаратуры. Незначительная доля постепенных отказов даст возможность утверждать, что повышение надежности ИС связано в основном с устранением причин катастрофических отказов.
В то же время, есть мнение, что с повышением надежности ИС (интенсивность отказов ниже 10'7 1/ч) и долговечности происходит перераспределение доминирующих причин отказов в сторону преобладания причин, обусловливающих посте
40
пенные отказы за счет протекающих в материалах элементов ИС медленных деградационных процессов, таких как диффузия, электромиграция, окисление и др.
Ниже в качестве примера приведены некоторые дегра-дационные процессы и величины соответствующей им интенсивности отказов:
Виды деградационных процессов в ИС
Электролитические процессы
Адсорбция в окисле Деградация механических свойств
Диэлектрический пробой
Ионизация
Электромиграция
Диффузия в металлизации
Окисление металлизации
Диффузия в объеме кристалла
Интенсивность отказов х 10’9, 1/ч
2
1
0,9
0,8
0,5
0,4
0,3
0,2
0,1
Контрольные вопросы
1. Почему статистические методы оценки надежности не всегда удовлетворяют изготовителей ИС?
2. Как можно представить катастрофические отказы областями «элемент - дефект»?
3. Как можно представить параметрические отказы областями «элемент - дефект»?
4. Как графически представить возникновение параметрических отказов? Катастрофических отказов?
5. Расскажите о случайных дефектах в процессе производства ППИ.
6. Расскажите о грубых дефектах в процессе производства ППИ.
41
3. СТРУКТУРНЫЕ ДЕФЕКТЫ КОМПОНЕНТОВ БИС
Проблема влияния дефектов, зарождающихся в процессе изготовления ППИ, на электрические, электрофизические параметры и выход годных приборов возникла одновременно с разработкой и началом производства первых изделий. Разработка ИС поставила вопрос дефектообразования и его изучения более актуально, чему способствовало несколько факторов.
Во-первых, увеличение степени интеграции, следовательно, и рост общей и поражаемой площади кристалла, увеличение плотности упаковки элементов неизбежно приводят к возрастанию опасности поражения элементов ИС в процессе изготовления, снижению выхода годных кристаллов и увеличению их стоимости.
Во-вторых, резкое повышение числа технологических операций при переходе от изготовления простых по конструкции и малых по степени интеграции ИС к разработке и производству функционально более сложных схем с высокой степенью интеграции умножает число дефектов.
В-третьих, использование высокопроизводительного оборудования, позволяющего одновременно обрабатывать крупные партии пластин большого диаметра, способствует росту вероятности образования "технологически вносимых" дефектов.
Любая ИС включает в себя три компонента: полупроводник (моно- или поликристалл), диэлектрик, металл.
3.1. Общие дефекты в твердых телах
Во всех реальных кристаллических твердых телах имеются в большем или меньшем количестве элементарные дефекты кристаллической структуры, оказывающие влияние,
42
нередко решающее, на макроскопические свойства и состояние твердых тел.
Такими дефектами являются:
а) точечные дефекты - вакансии, спаренные вакансии, межузельные атомы и др.
б) одномерные (линейные) дефекты - дислокации, т.е. искажения структуры кристаллической решетки.
в) двухмерные (поверхностные) дефекты - границы зерен и двойников, дефекты упаковки и др.
г) трехмерные (объемные) дефекты - пустоты, включения и т.д.
Самым распространенным типом дефектов в кристалле являются точечные дефекты, которые оказывают наибольшее влияние на механизм и кинетику процессов ползучести, длительного разрушения, образования диффузионной пористости и других процессов, связанных с переносом атомов в материалах. В реальных кристаллах точечные дефекты постоянно зарождаются и исчезают под действием тепловых флуктуации. Различают два механизма возникновения точечных дефектов:
-при выходе атома на внешнюю поверхность или поверхность пор в кристалле - механизм Шоттки',
-при образовании внутри решетки "своего" межузельного атома и, следовательно, пары "вакансия - межузельный атом" — механизм Френкеля.
В результате тепловых флуктуации наибольшее число точечных дефектов возникает по механизму Шоттки. При пластической деформации, закалке, а также при облучении металлов быстрыми электронами и у-лучами действует механизм образования дефектов Френкеля. Так, например, для алюминия энергия образования вакансии составляет примерно 1 эВ, спаренной вакансии - 1,6 эВ, межузельного атома -10 эВ.
43
3.2. Дефекты в кремниевой подложке
Все дефекты кристаллической структуры в кремнии можно разделить на две большие группы: ростовые, возникающие на стадии роста слитка и на стадии наращивания эпитаксиального слоя на пластины, и технологически вносимые, которые, в свою очередь, подразделяются на:
- первичные дефекты, появляющиеся при механической обработке кристалла за счет хрупкого разрушения и пластической деформации;
- вторичные дефекты, возникающие на ростовых и первичных дефектах при высокотемпературных технологических процессах в результате воздействия внешних и внутренних напряжений.
К ростовым дефектам относятся дислокации и дислокационные петли, линии скольжения, двойники, дефекты упаковки, кластеры (скопления вакансий), микровключения легирующих примесей.
Технологически вносимые - это дефекты, возникающие:
— при механической обработке кремния: точечные (мик-ровыколы, микроямки, холмики, периферийные сколы, поверхностные сколы) и линейные (трещины, царапины, бороздки);
- при термическом окислении: дефекты упаковки, колонии быстродиффундирующих примесей, кластеры точечных дефектов;
- при диффузии: дефекты, инициируемые внешними (дислокации и линии скольжения) и внутренними (сетки дислокаций несоответствия, дефекты упаковки, включение легирующего элемента) напряжениями, граничные дислокации, обусловленные скачком напряжений на границе раздела диффузионная область - внедиффузионная область, и дефекты, связанные с чистотой исходного кремния и проведением процесса диффузии.
44
3,2.1. Механизм образования "отрицательных нитевидных кристаллов
Известно, что кристаллизация и декристаллизация имеют много общего в кинетике и механизме протекания. Подобная общность использовалась в развитии представлений об испарении по механизму пар - жидкость - кристалл (ПЖК). На подложке создают каплю раствора-расплава, например, из сплава Si-Au или Si Cu, и в парофазной химической системе с недосыщением обеспечивают локальное испарение монокристалла подложки.
Капля сплава служит участком преимущественно газового травления, происходящего в соответствии с механизмом ПЖК. Эта капля углубляется в кристалл, причем сообразно с симметрией грани кремния формируется четырехугольное для ориентации (100) или шестиугольное для ориентации (111) углубление. Капля смачивает углубление неодинаково: плохо - центральный участок, хорошо - ступени и особенно углы по периферии. Это вызвано сильной анизотропией межфазной энергии границы пар - кристалл («пк ) для различных граней. У кремния апк для граней (111), 110), (112) равна соответственно 1230, 1510, 1734 эрг/см2. Таким образом, для капли расплава энергетически выгоднее смачивать торцевые грани углубления (110) и (112), чем грань его основания (111), поэтому капля в углублении неустойчива и дробится на более мелкие капельки по углам углубления. Каждая из этих новых капелек способна инициировать образование отрицательного нитевидного кристалла.
Например, отрицательные нитевидные кристаллы были получены по механизму ПЖК при испарении при температуре 950 °C в атмосфере аргона сплава кремния с медью, предварительно нанесенного на поверхность кремниевой подложки.
45
3.2.2. Растворение кремния алюминием
В процессе формирования металлизации кремниевых изделий для обеспечения низкого контактного сопротивления, улучшения адгезии и снижения возможной нестабильности МОП-приборов проводят отжиг при повышенной температуре. Такой отжиг сопровождается растворением нижележащего кремния алюминием. Анизотропное растворение кремния алюминием потенциально ведет к отказу прибора.
Отжиг представляет собой кратковременную термообработку (5 - 30 мин при температуре 400 - 550 °C), выполняемую в инертной газовой среде. Образование омического контакта носит химический характер, при котором алюминий восстанавливает тонкую (около 20 А) пленку остаточного окисла на поверхности кремния:
3SiO2 + 4А1 = 3Si + 2А120з.
Скорость проникновения (V) алюминия через пленку SiO2 определяется температурой отжига:
V = 3,18 : 10'7exp(-2,562/kT),
где V измеряется в Л/мин, к - постоянная Больцмана в эВ/град.
После проникновения А1 через пленку SiO2 происходит растворение кремния в алюминии, степень которого определяется предельной растворимостью при данной температуре. При этом кремний из области контактных окон диффундирует в алюминий. Так как отжиг проводится при температуре, которая намного ниже точки эвтектики (для системы Si-Al 577 °C), можно предположить, что растворение кремния в алюминии — это твердотельная диффузия, в результате которой в алюминии при температуре отжига 550 °C не может со
46
держаться более 1,5 весового процента кремния. Но замечено, что скорость растворения кремния и его количество, участвующее в реакции, чрезмерно велики для твердотельного процесса.
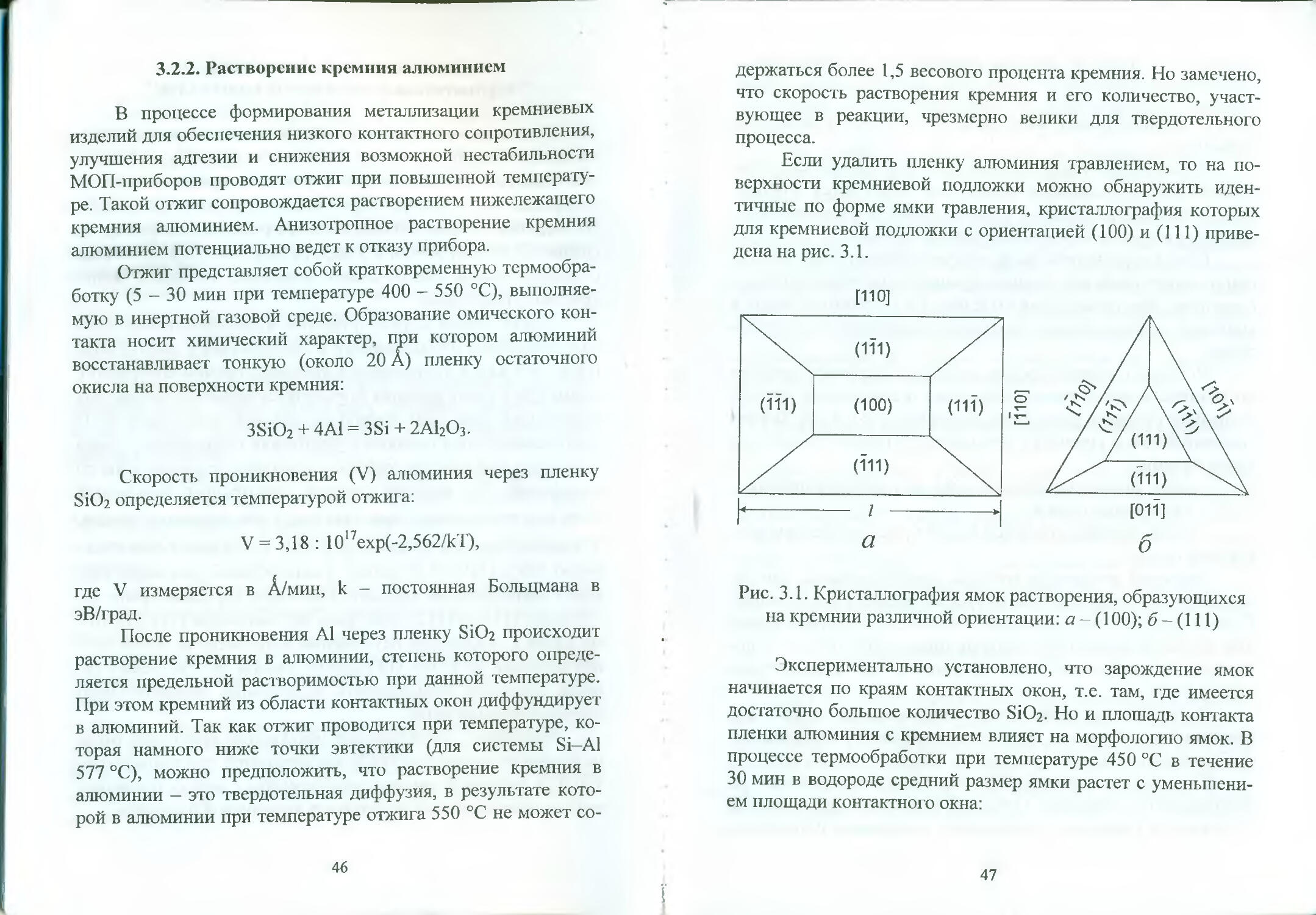
Если удалить пленку алюминия травлением, то на поверхности кремниевой подложки можно обнаружить идентичные по форме ямки травления, кристаллография которых для кремниевой подложки с ориентацией (100) и (111) приведена на рис. 3.1.
Рис. 3.1. Кристаллография ямок растворения, образующихся на кремнии различной ориентации: а - (100); б - (111)
Экспериментально установлено, что зарождение ямок начинается по краям контактных окон, т.е. там, где имеется достаточно большое количество SiC>2. Но и площадь контакта пленки алюминия с кремнием влияет на морфологию ямок. В процессе термообработки при температуре 450 °C в течение 30 мин в водороде средний размер ямки растет с уменьшением площади контактного окна:
47
I = 6,5(РЕ)Ч)Л
где / - средний размер ямок, мкм; W - площадь контактного окна, мкм2.
Форма контактного окна также влияет на процесс образований ямок. В длинном узком окне образуются длинные мелкие ямки, параллельные сторонам окна, а в круглом контактном окне ямки боле симметричны и глубже.
Кроме образования ямок, следует отметить еще одно отрицательное свойство отжига: кремний, растворяющийся в алюминии, при охлаждении выделяется в контактных окнах и вызывает нежелательное увеличение контактного сопротивления.
Получено подтверждение механизма переноса кремния по границе зерен в пленке алюминия и определена энергия активации процесса роста ямки, составляющая 0,8 эВ. Диффузионный перенос кремния в алюминиевую пленку может идти тремя путями:
- вдоль дислокационных линий в алюминиевой пленке;
- вдоль границ зерен;
- вдоль границы раздела Al - SiC>2, т.е. по стенкам контактных окон.
Известны различные способы предотвращения или замедления процесса быстрой миграции кремния в алюминий. Прямое решение этой проблемы заключается в полном удалении двуокиси кремния из области контактного окна, что позволило бы выполнять отжиг алюминия при температурах ниже 250 °C.
В МОП-технологии отжиг необходим не только для вжигания металлизации, но и для устранения зарядовой нестабильности приборов.
Еще одно решение проблемы состоит в применении А1, легированного кремнием. Основной недостаток этого метода - сложность напыления, требующего раздельных источников
48
с электронным испарением, так как кремний и алюминий имеют разные точки кипения. Практически невозможно напыление пленок алюминия с концентрацией кремния более 1 %.
Все прочие способы основаны на формировании многослойных систем, простейшая из которых - система с двухстадийным напылением алюминия. Вначале напыляют тонкий слой (2000 А), выполняют фотолитографические операции и проводят отжиг при температуре до 550 °C для насыщения этого слоя кремнием. Затем напыляют слой алюминия толщиной 1 мкм и формируют метализационный рисунок. Недостатки метода - дополнительные операции напыления и фотолитографии, высокое последовательное сопротивление двух слоев алюминия, вызванное либо неполным удалением фоторезиста, либо окислением поверхности первого слоя.
3.3. Дефекты пленок поликристаллического кремнии
Растет применение пленок поликристаллического кремния (ППК) при изготовлении биполярных БИС с окисной изоляцией "карманов". Между тем при создании контакта ПИК с монокристаллической кремниевой подложкой особо остро встает проблема защиты в местах контакта от роста нитевидных иглообразных выростов, которые могут протыкать диэлектрик и увеличивать дефектность ИС при фотолитографии.
3 .3.1. Нитевидные кристаллы
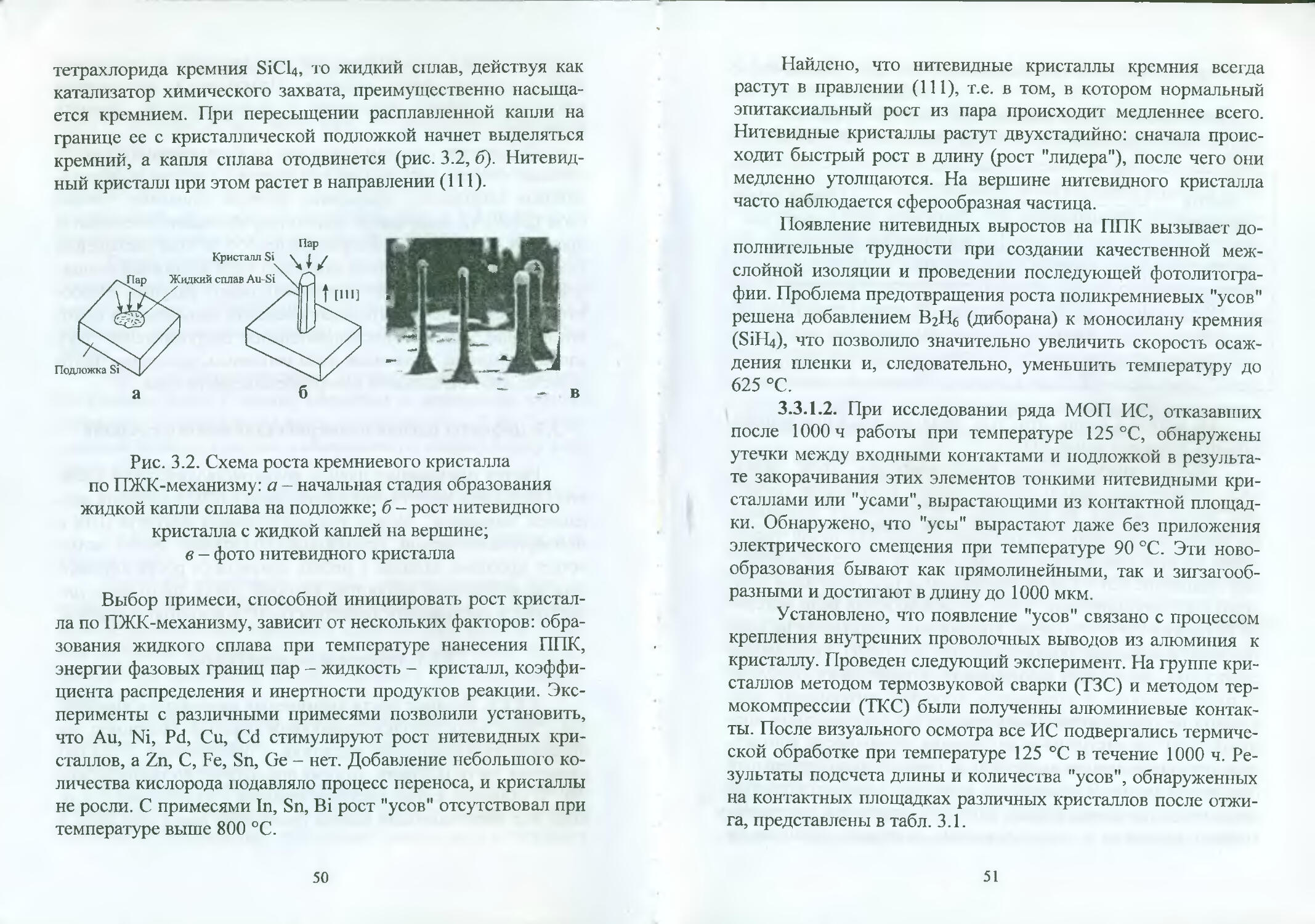
3.3.1.1. Процесс роста кремниевых нитевидных кристаллов ("усов") происходит следующим образом. Например, на поверхность кремниевой подложки с ориентацией (111) помещается частица золота, которая при нагреве до температуры 950 °C образует каплю раствора кремния в золоте, рис. 3.2, а. Если над расплавленной каплей пропускать смесь водорода и
49
тетрахлорида кремния SiCl4, то жидкий сплав, действуя как катализатор химического захвата, преимущественно насыщается кремнием. При пересыщении расплавленной капли на границе ее с кристаллической подложкой начнет выделяться кремний, а капля сплава отодвинется (рис. 3.2, б). Нитевидный кристалл при этом растет в направлении (111).
Рис. 3.2. Схема роста кремниевого кристалла по ПЖК-механизму: а — начальная стадия образования жидкой капли сплава на подложке; б - рост нитевидного кристалла с жидкой каплей на вершине;
в - фото нитевидного кристалла
Выбор примеси, способной инициировать рост кристалла по ПЖК-механизму, зависит от нескольких факторов: образования жидкого сплава при температуре нанесения ППК, энергии фазовых границ пар - жидкость - кристалл, коэффициента распределения и инертности продуктов реакции. Эксперименты с различными примесями позволили установить, что Au, Ni, Pd, Си, Cd стимулируют рост нитевидных кристаллов, a Zn, С, Fe, Sn, Ge - нет. Добавление небольшого количества кислорода подавляло процесс переноса, и кристаллы не росли. С примесями In, Sn, Bi рост "усов" отсутствовал при температуре выше 800 °C.
50
Найдено, что нитевидные кристаллы кремния всегда растут в правлении (111), т.е. в том, в котором нормальный эпитаксиальный рост из пара происходит медленнее всего. Нитевидные кристаллы растут двухстадийно: сначала происходит быстрый рост в длину (рост "лидера"), после чего они медленно утолщаются. На вершине нитевидного кристалла часто наблюдается сферообразная частица.
Появление нитевидных выростов на ППК вызывает дополнительные трудности при создании качественной межслойной изоляции и проведении последующей фотолитографии. Проблема предотвращения роста поликремниевых "усов" решена добавлением В2Нб (диборана) к моносилану кремния (SiHi), что позволило значительно увеличить скорость осаждения пленки и, следовательно, уменьшить температуру до 625 °C.
3.3.1.2. При исследовании ряда МОП ИС, отказавших после 1000 ч работы при температуре 125 °C, обнаружены утечки между входными контактами и подложкой в результате закорачивания этих элементов тонкими нитевидными кристаллами или "усами", вырастающими из контактной площадки. Обнаружено, что "усы" вырастают даже без приложения электрического смещения при температуре 90 °C. Эти новообразования бывают как прямолинейными, так и зигзагообразными и достигают в длину до 1000 мкм.
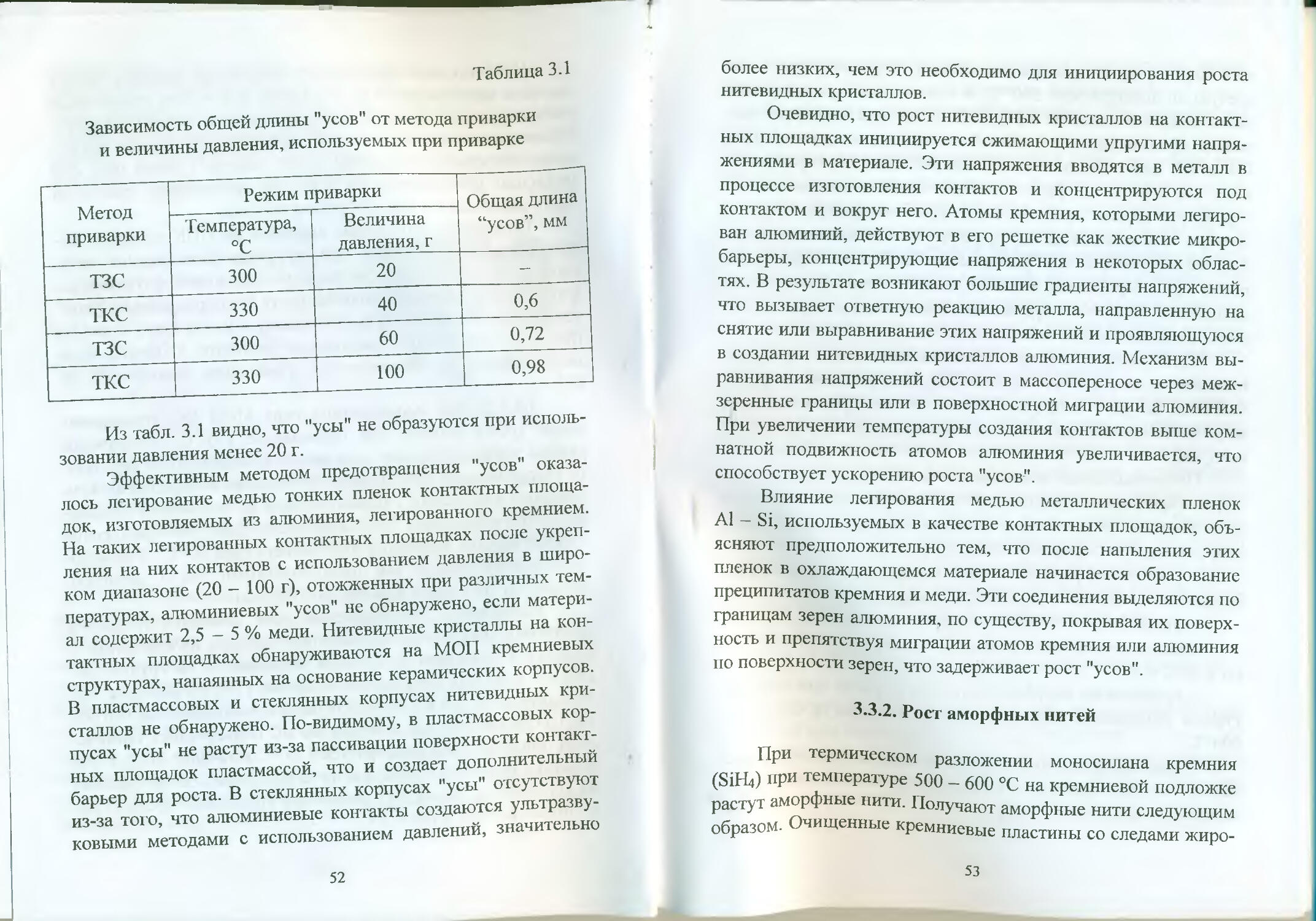
Установлено, что появление "усов" связано с процессом крепления внутренних проволочных выводов из алюминия к кристаллу. Проведен следующий эксперимент. На группе кристаллов методом термозвуковой сварки (ТЗС) и методом термокомпрессии (ТКС) были полученны алюминиевые контакты. После визуального осмотра все ИС подвергались термической обработке при температуре 125 °C в течение 1000 ч. Результаты подсчета длины и количества "усов", обнаруженных на контактных площадках различных кристаллов после отжига, представлены в табл. 3.1.
51
Таблица 3.1
Зависимость общей длины "усов" от метода приварки и величины давления, используемых при приварке
Метод приварки Режим приварки Общая длина “усов”, мм
Температура, °C Величина давления,г
ТЗС 300 20 —
ТКС 330 40 0,6
ТЗС 300 60 0,72
ТКС 330 100 0,98
Из табл. 3.1 видно, что "усы" не образуются при использовании давления менее 20 г.
Эффективным методом предотвращения "усов" оказалось легирование медью тонких пленок контактных площадок, изготовляемых из алюминия, легированного кремнием. На таких легированных контактных площадках после укрепления на них контактов с использованием давления в широком диапазоне (20 - 100 г), отожженных при различных температурах, алюминиевых "усов" не обнаружено, если материал содержит 2,5 - 5 % меди. Нитевидные кристаллы на контактных площадках обнаруживаются на МОП кремниевых структурах, напаянных на основание керамических корпусов. В пластмассовых и стеклянных корпусах нитевидных кристаллов не обнаружено. По-видимому, в пластмассовых корпусах "усы" не растут из-за пассивации поверхности контактных площадок пластмассой, что и создает дополнительный барьер для роста. В стеклянных корпусах "усы" отсутствуют из-за того, что алюминиевые контакты создаются ультразвуковыми методами с использованием давлений, значительно
52
более низких, чем это необходимо для инициирования роста нитевидных кристаллов.
Очевидно, что рост нитевидных кристаллов на контактных площадках инициируется сжимающими упругими напряжениями в материале. Эти напряжения вводятся в металл в процессе изготовления контактов и концентрируются под контактом и вокруг него. Атомы кремния, которыми легирован алюминий, действуют в его решетке как жесткие микробарьеры, концентрирующие напряжения в некоторых областях. В результате возникают большие градиенты напряжений, что вызывает ответную реакцию металла, направленную на снятие или выравнивание этих напряжений и проявляющуюся в создании нитевидных кристаллов алюминия. Механизм выравнивания напряжений состоит в массопереносе через межзеренные границы или в поверхностной миграции алюминия. При увеличении температуры создания контактов выше комнатной подвижность атомов алюминия увеличивается, что способствует ускорению роста "усов".
Влияние легирования медью металлических пленок Al - Si, используемых в качестве контактных площадок, объясняют предположительно тем, что после напыления этих пленок в охлаждающемся материале начинается образование преципитатов кремния и меди. Эти соединения выделяются но границам зерен алюминия, по существу, покрывая их поверхность и препятствуя миграции атомов кремния или алюминия по поверхности зерен, что задерживает рост "усов".
3 .3.2. Рост аморфных нитей
При термическом разложении моносилана кремния (SiH4) ПРИ температуре 500 - 600 °C на кремниевой подложке растут аморфные нити. Получают аморфные нити следующим образом- Очищенные кремниевые пластины со следами жиро
53
вых загрязнений от пальцев помещали в кварцевую трубу, нагретую до температуры 500 °C, и отжигали в потоке аргона, затем подавали смесь Ar с 1 % SiFLj. В течение часа образовывались кремниевые нити длиной около 1 мм и диаметром от 0,4 до 6,0 мкм с очень гладкой поверхностью и с вершиной в виде полусферы. Дифрактограммы типичны для аморфной структуры. После термообработки при температуре 900 °C в течение 30 мин в потоке Аг структура нитей становится поли-кристаллической, и они "усаживаются" в объеме. Нити также росли при загрязнении пластин кремния пылинками, осаждавшимися за полчаса пребывания пластин на воздухе по периферии высыхающих капель воды.
Экспериментально проверено влияние почти всех органических и неорганических веществ, обнаруженных на руках человека, на рост аморфных нитей. Но нити росли лишь на жировых загрязнениях и мелких частицах пыли из комнатного воздуха.
Предполагаемый механизм роста нитей:
- образование зародышей небольших полусфер, при этом жировые загрязнения и пылинки оказывают каталитическое действие на зарождение полусфер;
- увеличение радиуса каждой полусферы до характерного размера, зависящего от температуры роста;
- продольно-осевой рост аморфных нитей.
Экспериментальные результаты работы свидетельствуют о том, что:
- кремниевые аморфные нити могут расти при температурном разложении SiH4 в диапазоне температур от 500 до 600 °C;
- некоторые составляющие жировых загрязнений (отпечатков пальцев) и пылинки из воздуха проявляют себя как катализатор зарождения нитей;
54
— с увеличением температуры роста радиус нитей увеличивается и их поверхность становится шероховатой
Наибольшая длина нитей получалась при температуре 550 °C.
Не только жировые загрязнения и пыль способны стимулировать рост аморфных нитей. Имеются данные о выращивании аморфных нитей кремния при перенесении на поверхность подложки путем испарения в вакууме In, Bi, Pb, Zn или Те толщиной около 2000 А. В диапазоне температур роста от 500 до 600 °C указанные элементы находятся в жидкой фазе, что создает условия для зарождения и роста аморфных нитей. Детальный анализ морфологии и дифрактограмм описанных кремниевых нитей указывает на их полную идентичность с нитями, растущими на жировых загрязнениях.
Кроме перечисленных загрязнений обнаружена медь в местах скоплений кремниевых нитей и искусственно вызван рост нитей на загрязненных медью кремниевых подложках.
Технолог должен знать, что если после выращивания поликристаллического кремния на поверхности пластин обнаружены аморфные нити кремния, то это говори! о том, что была нарушена технология подготовки пластин. В первую очередь это могло быть соприкосновение поверхности рук с поверхностью пластины или выдержка пластин больше положенного времени на воздухе в запыленном участке.
3.4. Дефекты структуры диэлектрических слоев
Диэлектрические пленки двуокиси кремния (SiO2), применяемые при производстве БИС, используются:
- для получения маскирующего окисла сквозь специально сформированные окна, в которые проводят диффузию примесей в кремний;
55
- как источник диффузии в кремний, для чего слой двуокиси кремния легируют примесями;
- как подзатворный диэлектрик МОП- или МНОП-транзисторов;
- для электрической изоляции шин одна от другой;
- для общей поверхностной изоляции полностью изготовленной БИС.
Нитрид кремния (S1N4) применяется в МД11 ИС как подзатворный диэлектрик, как маска для выполнения таких технологических операций, как диффузия различных примесей и окисление кремния, для общей поверхностной изоляции полностью изготовленной БИС.
Дефекты ухудшают электрические и изоляционные свойства диэлектрических слоев, вызывая отказ ИС или их потенциальную ненадежность.
Дефекты различных типов часто вводятся во время изготовления или нанесения диэлектрических пленок или проведения связанных с этими процессами технологических операций (подготовка поверхности и фотолитография). Эти дефекты могут быть объединены в две основные группы:
— локализованные дефекты структуры и состава;
— химические и физические нелокализованные дефекты.
3.4.1. Локализованные дефекты структуры и состава диэлектрических слоев
Загрязнения (пыль, продукты реакции) в газовых потоках или на поверхности подложки при проведении технологической операции создания диэлектрического слоя приводят к образованию в последнем пустот, пятен тонкого диэлектрика, частичных или сквозных пор, бугорков.
Пузырьки газа, которые могут создаваться во время пиролитического осаждения в присутствии зародышевых за
56
грязняющих частиц, могут ослаблять диэлектрическую прочность окисла, образовывать поры в окисле.
Причиной образования локализованных дефектов служит реакция инородных частиц или микрокристаллов с твердым телом (подложкой, диэлектриком).
При определенных условиях окислы и стекла могут рас-стекловываться в локальных областях, поражая при этом целостность пленки и снижая ее диэлектрическую прочность.
Топографический рисунок на подложке, покрываемой диэлектрической пленкой, может служить причиной дефектов в наносимой пленке (пятна тонкого диэлектрика поверх острых кромок, разрыв пленки в углах у основания крутых ступенек), что приводит к электрическим замыканиям в ИС.
3.4.2. Химические и физические нелокализованные дефекты
Химическое несовершенство диэлектрической пленки заключается в отклонениях состава пленки от стехиометрического, неправильном процентном соотношении компонентов, присутствии дополнительных компонентов в двойных или многокомпонентных материалах, загрязнении поверхности диэлектрической пленки, приводящей к проводимости поверхности.
Неправильный состав бывает причиной появления аномальной толщины, может чрезмерно увеличить напряжение в различных диэлектрических слоях, вызвать плохую адгезию, повышенную гигроскопичность в случае большой концентрации бора или фосфора в соответствующих стеклах. Для фосфора критичная концентрация в окисле - в пределах 3 - 5 %. Все это становится причиной изменения и ухудшения таких важных механических и электрических свойств пленки, как
57
тепловое расширение, объемное и поверхностное сопротивление, диэлектрическая прочность, изменение плотности заряда, появление токов утечки и др. Частая причина дефектообразо-вания - остаточные напряжения в диэлектрических пленках. Термическое расширение - главный фактор, определяющий величину и характер остаточных напряжений на границе раздела между слоями диэлектрика, на границе раздела между диэлектриком и металлизацией, на границе раздела между диэлектриком и кремниевой подложкой. Наличие остаточных напряжений приводит к образованию трещин в диэлектрических пленках.
Многие исследования посвящены вопросу дефектности диэлектрических слоев, при этом введено понятие дефектности, или сплошности, покрытия (число пор на единицу площади), характеризующее маскирующую способность пленок при диффузии примесей. Пониженная сплошность защитных пленок приводит к неконтролируемому проникновению диф-фузанта в те участки кристалла, которые должны быть защищены от него, что вызывает брак, обычно обнаруживающийся только после завершения формирования планарных структур на пластине.
Определен допустимый предел пористой дефектности покрытий (0,2 мм'2 или 20 см'2), выше которого защитные свойства пленок резко снижаются.
Установлено, что макродефекты типа пор образуются в окисле непосредственно при его росте в процессе термического окисления кремния. На структурных дефектах поверхности подложки (металлургического происхождения или в результате механических повреждений) и в области локальных химических загрязнений резко изменяется кинетика роста окисла, что приводит к зарождению сквозных пор. Сквозные поры типа трещин могут появляться и при охлаждении пластин после
58
окисления, ввиду повышенного уровня механических напряжений в окисле, обусловленных несоответствием коэффициентов термического расширения подложки и покрытия.
Наличие пор ухудшает свойства окисла и с точки зрения его электрической и механической прочности, что становится наиболее заметным на заключительных этапах изготовления ИС: при формировании контактной системы на пластине, скрайбировании и термокомпрессионном присоединении выводов. Увеличение токов утечки при формировании контакта алюминиевого слоя с кремнием происходит в результате попадания алюминия в сквозные поры при его напылении и вжигании.
При внешнем механическом воздействии, скрайбировании, ломке пластин и термокомпрессионном присоединении выводов возникают новые и развиваются уже имеющиеся трещины. Вследствие этих процессов неизбежно возникает проводимость по порам и повышается вероятность электрического пробоя по внутреннему дефекту в окисле.
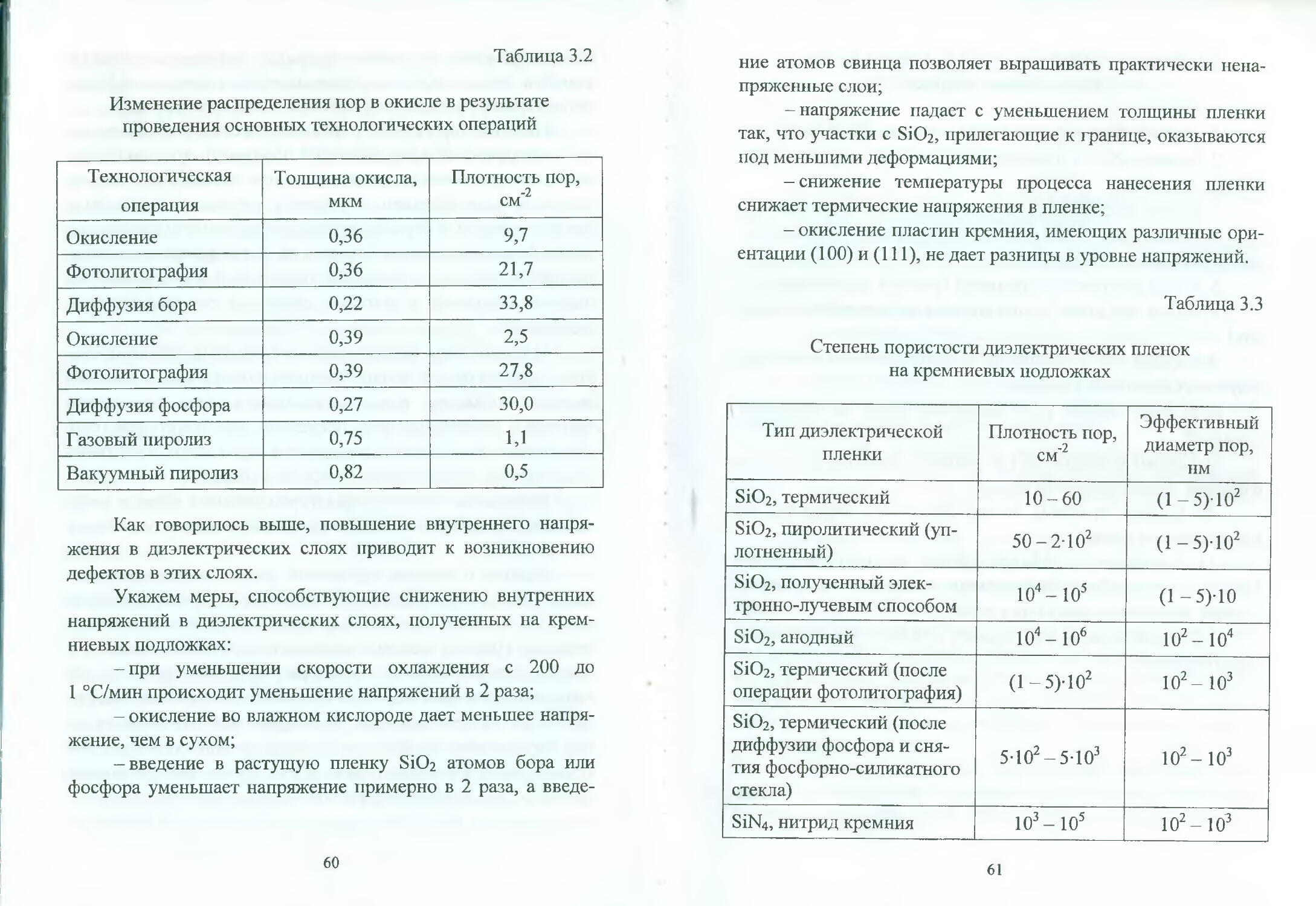
Изменение степени дефектности окисных слоев в зависимости от некоторых технологических факторов показано в табл. 3.2.
Данные о степени пористости различных диэлектрических пленок на кремниевых подложках представлены в табл. 3.3. Лучшей сплошностью обладает термический окисел кремния. Окислы кремния, получаемые другими методами, и пленки нитрида кремния характеризуются значительным количеством сквозных пор. При создании двухслойных диэлектрических систем, например формированием дополнительного слоя свинцово-силикатного стекла, сплошность такого покрытия резко улучшается, даже в том случае, если исходный окисел обладал высокой пористостью.
59
Таблица 3.2
Изменение распределения пор в окисле в результате проведения основных технологических операций
Т ехнологичсская операция Толщина окисла, мкм Плотность пор, -2 см
Окисление 0,36 9,7
Фотолитография 0,36 21,7
Диффузия бора 0,22 33,8
Окисление 0,39 2,5
Фотолитография 0,39 27,8
Диффузия фосфора 0,27 30,0
Газовый пиролиз 0,75 1,1
Вакуумный пиролиз 0,82 0,5
Как говорилось выше, повышение внутреннего напряжения в диэлектрических слоях приводит к возникновению дефектов в этих слоях.
Укажем меры, способствующие снижению внутренних напряжений в диэлектрических слоях, полученных на кремниевых подложках:
- при уменьшении скорости охлаждения с 200 до 1 °С/мин происходит уменьшение напряжений в 2 раза;
- окисление во влажном кислороде дает меньшее напряжение, чем в сухом;
- введение в растущую пленку SiCh атомов бора или фосфора уменьшает напряжение примерно в 2 раза, а введе
60
ние атомов свинца позволяет выращивать практически ненапряженные слои;
- напряжение падает с уменьшением толщины пленки так, что участки с SiCh, прилегающие к границе, оказываются под меньшими деформациями;
- снижение температуры процесса нанесения пленки снижает термические напряжения в пленке;
- окисление пластин кремния, имеющих различные ориентации (100) и (111), не дает разницы в уровне напряжений.
Таблица 3.3
Степень пористости диэлектрических пленок на кремниевых подложках
Тип диэлектрической пленки Плотность пор, см'2 Эффективный диаметр пор, нм
SiC>2, термический 10-60 (1 -5) 102
SiC>2, пиролитический (уплотненный) 50-2-102 (1 - 5)102
SiOi, полученный электронно-лучевым способом 104-105 (1-5)40
SiC>2, анодный 104-106 102- 104
SiC>2, термический (после операции фотолитография) (1-5)402 102- 103
SiCb, термический (после диффузии фосфора и снятия фосфорно-силикатного стекла) 5102 — 5-1O3 102- 103
SiN4, нитрид кремния 103 — 105 102-103
61
Контрольные вопросы
1. Какие общие дефекты в твердых телах Вы знаете?
2. Какие дефекты называют «ростовыми», «технологически вносимыми»?
3. Какие дефекты называют первичными и вторичными?
4. Расскажите о механизмах образования «отрицательных нитевидных кристаллов».
5. Каков механизм растворения кремния алюминием?
6. Каков механизм возникновения нитевидных кристаллов?
7. Расскажите о причинах возникновения «усов» при сварке внутренних соединений.
8. О чем говорит рост аморфных нитей на пластинах кремния?
9. Каковы причины локализованных дефектов структуры и состава диэлектрических слоев?
10. Каковы причины нелокализованных дефектов диэлектрических слоев?
11. Расскажите о дефектности или сплошности диэлектрических слоев. Приведите примеры сплошности пор на различных технологических структурах.
12. Какие меры нужно принять к снятию дефектов в диоксиде кремния?
62
4. МЕХАНИЗМЫ ОТКАЗОВ ИНТЕГРАЛЬНЫХ СХЕМ И ИХ КОМПОНЕНТОВ
4.1. Механизмы внезапных отказов диодов и биполярных транзисторов
Известны следующие основные причины внезапных отказов диодов и биполярных транзисторов:
- короткое замыкание (КЗ) вследствие попадания проводящих частиц между контактными площадками или выводами;
- пробои р-п-персходов;
— проплавление металлизации через диффузионные слои в кремнии при высоких уровнях рассеиваемой мощности;
— электродиффузия кремния в алюминий при высоких плотностях тока (порядка 10 А/см) с одновременным проникновением алюминия в диффузионные слои;
-миграция алюминия по поверхности кремния между алюминиевыми контактными площадками при наличии разности потенциалов и повышенных температурах перехода (более+150 °C).
Короткие замыкания р-п-переходов из-за нахождения между контактными площадками или выводами посторонних проводящих частиц, например металлических, встречаются редко. Однако частицы могут появляться вследствие отслаивания осажденного химическим путем металлического покрытия внутренней поверхности корпуса или вследствие небрежного исполнения операции приварки внутренних выводов. При работе схемы в условиях вибрации металлические частицы могу попасть на кристалл и закоротить один из р-п-переходов.
Наибольшую опасность представляют различные виды пробоев р-п-переходов, возникающих из-за перегрузок по току и напряжению или из-за недостаточного технологического
63
запаса по напряжению у переходов. Эти перегрузки обусловливаются неправильным использованием ИС в РЭА или некорректной методикой измерения их параметров. При пробоях имеет место рассеивание больших мощностей, приводящее к нагреву кристалла вплоть до расплавления металлизации и проникновения металла через диффузные слои в эмиттере и базе. В результате происходит КЗ р-п-переходов эмиттер - база и база - коллектор. Асимметричные ВАХ р-п-переходов вырождаются в прямые линии с наклонами, равными величинам малого сопротивления между замкнутыми электродами. Очевидно, что при этом диод и биполярный транзистор имеют катастрофический отказ.
Рассмотрим подробнее механизмы пробоев в кремниевых диодах и транзисторах. Известно, что при обратном смещении на р-п-переходе при U > Unp наблюдается резкое возрастание обратного тока, величины которого ограничиваются только сопротивлением в цепи этого р-п-перехода. Это явление носит название пробоя р-п-перехода. В р-п-переходах возможны три вида пробоев: туннельный, лавинный и вторичный. Следует заметить, что пробой переходов в кремниевых планарных транзисторах и диодах ИС не происходит одновременно по всей площади переходов.
Туннельный пробой имеет место лишь в узких р-п-переходах шириной порядка 1000 А при Unp < 5 В. Туннельный пробой обычно характерен для эмиттерных р-п-переходов, изготовленных методом двойной диффузии примесей, и происходит в тонком поверхностном слое, где ширина р-п-перехода минимальна, поскольку концентрация основной примеси здесь (Ns = 1018 - 1019 см'3) почти на порядок больше, чем на глубине залегания эмиттерного р-п-перехода (N(X30) = 1017 - 1018см'3).
Лавинный пробой, обусловленный ударной ионизацией носителей тока в сильных электрических полях с напряженностью порядка 3-10 В/см, наблюдается в широких
64
р-п-переходах при Unp > 7 В. Лавинный пробой обычно характерен для коллекторных р-п-переходов кремниевых планарных транзисторов в ИС. Лавинный пробой коллекторного перехода наблюдается в первую очередь в местах выхода р-п-перехода на поверхность кристалла под слоем окисной маски, рис. 4.1.
Рис. 4.1. Сечение коллекторного р-п-перехода в планарном транзисторе
Закругления коллекторного р-п-перехода у краев окисной маски возникают потому, что при диффузии базовой примеси - акцепторов в п-р-п-транзисторах имеет место диффузионное проникновение акцепторов не только в глубь кристалла кремния (вдоль оси ОХ), но и примерно на такое же расстояние вдоль поверхности раздела ОВ. В местах закруглений р-п-переход (область АВ) можно считать цилиндрическим, радиус основания которого гко равен глубине залегания Хко металлургического перехода коллектор - база. Напряженность электрического поля Емакс ~ Е(гко) в нем согласно расче
65
там гораздо выше Е(ХКО) в плоской части коллекторного р-п-перехода в объемме кристалла при одном и том же UKg.
Критическая напряженность поля Екр, при которой имеет место лавинный пробой в кремниевых плоских резко асимметричных р-п-переходах (а асимметричным коллекторный р-п-переход можно считать уже при напряжениях UKs > 10 В) для типичных концентрацией примеси в высокоомном слое N = (1015 - 1016) см'3, почти постоянна и равна (3 - 4)-105 В/см. Из этого следует, что условие Е(гк0) = Екр в закругленных участках коллекторного р-п-перехода будет достигаться при меныпих UK6, чем условие Е(ХК0) = Екр в плоской части.
Таким образом, напряжение пробоя коллекторного перехода икбо в планарных транзисторах меньше напряжения пробоя плоского, резко асимметричного перехода с одинаковой концентрацией примесей в высокоомной области N и зависит от глубины залегания перехода Хк0, т.е. можно сделать вывод, что при Екр(Хко) = Екр(гк0) будет иметь место неравенство Uk6(Xko) > икб(Гко)-
Например, для цилиндрического перехода с радиусом rKO = 1 мкм и концентрацией примеси N = 1015 см'3 напряжение пробоя в 4 раза меньше значения Unp для плоского перехода. В реальных планарных п-р-п- и р-п-р-транзисторах ИС глубина залегания коллекторной перехода Хк0 = 2-3 мкм и поэтому различие в значениях икб(ХКо) и икб(гко) составляет не более двух раз. Этим объясняется разброс по напряжению пробоя различных ИС.
Наличие загрязнений, например, частиц SiO2, или дислокаций в кремнии, вызывает увеличение электрического поля перехода вблизи этих дефектов и развитие лавинного процесса при напряжениях меньших Unp, с учетом кривизны р-п-переходов. В результате пробой происходит в отдельных светящихся точках, так называемых микроплазмах (свечение возникает вследствие рекомбинации электронов и дырок с выделением кванта света hY = Eg, где Eg = 1,06 эВ - ширина
66
запрещенной зоны кремния). Микроплазмы имеют диаметр 500 А, а плотность тока в них достигает 2-106 А/см2. При длительном приложении напряжения микроплазмы могут перейти в более крупные "мезоплазменные" области, которые представляют собой расплавленные области кремния (Тпл = 1420 °C). Для сравнения заметим, что температура плавления алюминия, используемого обычно в качестве материала для контактных площадок и дорожек, всего 659 °C. Даже если не произошло расплавления металлизации, у переходов, испытавших "мезоплазменный" пробой, обратный ток обычно резко увеличивается.
Вторичный пробой наблюдается в транзисторах, работающих в активном режиме, при прямом смещении на эмит-терном р-п-переходе и обратном смещении на коллекторном, значительно меньшем UK30, а также при переключении из режима насыщения в режим отсечки. Этот вид пробоя является результатом концентрации эмиттерного тока в малых областях, в так называемых "горячих точках", с температурой на 100 - 200 °C выше, чем в остальной части эмиттера.
Вторичный пробой проявляется в виде резкого уменьшения напряжения между выводами транзистора эмиттер -коллектор ию с одновременным ростом коллекторного тока. Если транзистор находится достаточно долго (порядка 1 мс) в состоянии вторичного пробоя, то происходит расплавление эмиттерной и базовой металлизации, проплавление сквозь базу, прокол базы и, следовательно, КЗ в цепях эмиттер - база, эмиттер - коллектор. На рис. 4.2 показаны выходные характеристики транзистора для трех значений базового тока:
- кривая 1 для 1б < 0 (обратное смещение на эмиттерном р-п-переходе, U3 < 0 и конечное сопротивление в цепи базы);
- кривая 2 - для Ig = 0 (отсоединенная база);
- кривая 3 - для Ig > 0 (нормальный активный режим -прямое смещение на эмиттере и обратное на коллекторе UK<0).
67
Рис. 4.2. Выходные характеристики транзистора при наличии генератора тока в цепи базы
Участок кривой 1 при напряжениях UK3 > Uioo соответствует обычному первичному пробою вследствие ударной ионизации, а при UK3 < UK30 первичный пробой переходит во вторичный. Аналогичные S-образныс участки, соответствующие переходу в состояние вторичного пробоя, видны из кривых 2 и 3. Для кривых 2, 3 это явление наступает при напряжениях Uio < икЭо, значительно меньших напряжения пробоя в схеме с общим эмиттером и отсоединенной базой, и при мощностях рассеяния, значительно меньших предельно допустимой Рмакс = (Тр-n макс ~ TK)/RT, где Тр.п макс - предельно допустимая температура р-п-перехода (для кремниевых приборов обычно принимают Тр.п макс = 150 - 200 °C); Тк - температура корпуса; RT - тепловое сопротивление переход - корпус.
Таким образом, вторичный пробой может иметь место как при малых коллекторных токах и больших напряжениях икэ > икэ0, когда наблюдается заметная ударная ионизация в коллекторном р-п-переходе, так и при относительно малых
68
напряжениях ию < UK30, но при больших токах. Поэтому область безопасной работы транзистора ограничивается кривой 1К = Г(икэ)/1б, лежащей значительно ниже гиперболы максимальной мощности рассеивания 1к = Рмакс/икз, рис. 4.3.
Рис. 4.3. Область безопасной работы транзистора
При наблюдении с помощью инфракрасного микроскопа поверхности кристалла дискретных мощных транзисторов, которые наиболее подвержены вторичному пробою, поскольку они работают на уровнях мощности, близких к предельной (Рмакс), обнаружены "горячие пятна" на площади эмиттера. Эти пятна имеют температуру на 100 - 200 °C выше температуры на остальной части эмиттера. Считают, что нагрев этих областей вызван: наличием воздушных пузырьков на границе раздела кристалл - корпус из-за некачественной напайки, которые значительно повышают RT на этих локальных участках; наличием пониженной толщины базы Wg из-за неравномерности фронта диффузии эмиттерной примеси при наличии дислокаций, что приводит к увеличению выделяемой мощности в этих областях (прокол базы).
69
В логических ИС транзисторы работают при очень малых уровнях мощности (Р < 10 мВт) и при малых напряжениях (UK < 10 В). Поэтому в таких схемах выход из строя вследствие возникновения вторичного пробоя в нормальных рабочих условиях маловероятен. В микромощных логических ИС КЗ диодов и биполярных транзисторов происходят, как правило, вследствие туннельного пробоя эмиттерного и лавинного пробоя коллекторного р-п-переходов при случайных значительных превышениях пробивных напряжений переходов иэб0 И UK6o-
Например, наблюдается, что при подаче обратного напряжения длительностью даже в несколько микросекунд, превышающего напряжение пробоя р-п-перехода, в последнем выделяется значительная мощность и вследствие локального теплового удара происходит растрескивание кристалла кремния и окисла над ним. Это явление названо эффектом биллиардного шара. После растрескивания сопротивление р-п-перехода резко уменьшается, протекающие через деградированный переход токи резко увеличиваются. В результате локальный разогрев достигает температуры образования эвтектики Si - Al и алюминий проникает в слой кремния, вызывая КЗ р-п-перехода.
4.2. Постепенные отказы диодов и биполярных транзисторов ИС
Постепенные отказы, в отличие от катастрофических, обусловлены непрерывным изменением во времени основных электрических параметров активных элементов и уходом их за установленные нормы.
Основными параметрами диодов являются:
- обратный ток 10бр при заданном обратном напряжении Uo6p,
- пробивное напряжение Unp;
- прямое падение напряжения A Unp при заданном прямом токе 1пр.
70
Биполярные транзисторы характеризуются следующими параметрами:
- обратные токи эмиттерного 1эбо и коллекторного 1кбо р-п-переходов;
- пробивные напряжения различных переходов U3g, UKo, икэ;
- коэффициент усиления по току в схеме с общим эмиттером h2i3;
- напряжение насыщения ию нас в режиме насыщения при заданных токах коллектора 1к и базы 1б.
Другие важные параметры, такие как емкости эмиттера Сэ и коллектора Ск, предельная частота усиления по току fT, обычно не контролируются при длительных испытаниях на срок службы, поскольку они изменяются со временем незначительно.
Наиболее нестабильными во времени параметрами являются обратные токи р-п-переходов для диодов и для транзисторов. Например, в партии транзисторов типа КТ312 оказываются 10 % транзисторов, у которых 1Эбо, 1кбо могут возрасти на 2 - 3 порядка за 100 - 1000 ч работы в зависимости от температуры, при которой проводятся испытания, и от мощности, рассеиваемой на коллекторе. Коэффициент усиления h2]3 при этих условиях убывает в гораздо меньшей мере, т.е. обычно не более чем в 2 раза.
Рассмотрим поэтому подробнее природу обратного тока кремниевых р-п-переходов.
4 .2.1. Планарный р+-н-диод
Диод р+-п пассивирован пленкой термически выращенного окисла кремния SiO2, ар4 - область, полученная диффузией бора, имеет высокую поверхностную концентрацию акцепторов Nas -1019 см'3. Окисная пленка всегда содержит положительный ионный заряд QSlOj = qNSiO2, где
71
Ns.q ~ 10|2-см'2, обусловленный такими ионизирующими примесями, как ионы Na+, К+, Н+. Загрязнения осаждаются на поверхность кремния из различных травителей, применяемых в планарной технологии, или в результате испарения загрязнений со стенок трубчатых печей, в которых проводятся диффузионные отжиги и термическое окисление. Во время термического окисления примеси переходят в слой окисла. Положительный заряд в пленке наводит в поверхностном слое п-области слой накопления электронов, в котором концентрация электронов выше, чем в объеме п-области.
Обратный ток такого кремниевого р-п-перехода состоит, из одной составляющей lg р_п, обусловленной генерацией электронно-дырочных пар в области р-п-перехода:
1обр Ig p-n qSp-nniLp-n(U06p)/Ti,
где Sp.n - площадь р-п-перехода; щ - концентрация носителей в собственном кремнии; Lp.n(Uo6p) - ширина р-п-перехода при обратном напряжении, которая зависит от Ng - концентрации доноров в n-области; т( - время жизни носителей в собственном кремнии.
Процессы рекомбинации-генерации осуществляются через примесные атомы, дающие глубокие уровни в запрещенной зоне полупроводника. Такими центрами рекомбинации-генерации обычно являются атомы и ионы золота, меди, никеля, железа и др.
Концентрация рекомбинационных центров Nt является почти неконтролируемым параметром в технологическом процессе производства ИС, поскольку даже из сверхчистых растворов травителей и промывочных растворов на 1 см по-верхности кремния осаждается 1014 - 1015 примесных атомов.
Основным процессом, который мог бы вызвать нестабильность обратного тока во времени, является диффузия примесей. Диффузия доноров и акцепторов в кремнии при
72
Т < 200 °C практически не имеет места, а диффузионная длина для атомов Си, Au, Fe даже при Т=100°С за t = 103 ч сравнима с Lp.n - 1 мкм. Следовательно, при обычных и повышенных температурных испытаниях на срок службы ширина р-п-перехода не изменяется, а диффузия рекомбинационно-генерационных центров в объеме кремния может вызвать дрейф обратных токов за счет изменения времени жизни носителей в собственном кремнии, в данном случае за счет уменьшения этого времени.
4 .2.2. Планарный п+-р-диод
Наличие положительного заряда в пленке окисла приводит к образованию обедненного слоя на поверхности р-области вследствие электростатического "выталкивания" положительных дырок полем положительных ионов в пленке SiC>2. Протяженность р-п-перехода, рис. 4.4, теперь увеличивается, и возникает новая составляющая обратного тока Igs, обусловленная тепловой генерацией электронно-дырочных пар через посредство центров на поверхности раздела кремний п-типа - окисел. Концентрация этих центров зависит от условий получения окисла: окисления в сухом или влажном кислороде, температуры окисления, кристаллографической ориентации кремния и обычно заключена в пределах Nst = 1О10 - 1011 см'2. Составляющая Igs находится из формулы
Igs = qS'p.nn,s,
где S'p.n - площадь р-п-персхода под слоем окисла на p-области; s - скорость поверхностной рекомбинации.
Тогда полный обратный ток п+-р-диода можно записать в виде
1обр qSp-nnILp_n(Uo6p)/T1 + qS
p-nUjL p-n(Uo6P)/T qS р-пЩЗ,
73
Рис. 4.4. Влияние положительного заряда в пленке на р-п-нереход в планарном диоде
где Sp.n - площадь металлургического р-п-перехода; L'p.n -ширина обедненного слоя или р-п-перехода, наведенного полем ионов в окисле, т.е. под инверсным слоем; т i - время жизни в собственном полупроводнике при наличии обычных рекомбинационных центров, присутствующих в обедненном слое на n-области. Однако составляющая Igs имеет место лишь для достаточно сильно легированной р-области (Na > 1017см’3).
Из решения уравнения Пуассона для потенциала в кремнии можно рассчитать лишь минимальный заряд в окисле, необходимый для образования инверсного слоя n-типа для заданной объемной концентрации акцепторов в кремнии р-типа. Например, при типичных значениях Nsjo = 1012 см’ наступает инверсия при концентрациях Na < 1017 см'3 . В результате диффузионная n-область оказывается соединенной с тонким инверсионным слоем n-типа в планарных приборах при Na< Ю17 см'3.
Площадь р-п-перехода, как и в предыдущем случае при наличии обеднения на поверхности n-области, возрастает на
74
величину S'p.n. Однако составляющая обратного тока Igs теперь отсутствует. Тогда обратный ток будет меньше, чем в предыдущем случае, но больше, чем для р+-п-диода, обычно в 2-5 раз.
4 .2.3. Транзистор
4.2.3. 1. Дрейф обратных токов транзисторов. При наличии канала n-типа, шунтирующего электроды эмиттер - база и коллектор - база, обратные токи 1Эб0 и 1кб0 р-п-переходов могут катастрофически возрастать до десятых долей миллиампера.
Кроме того, для очень сильно легированной базы (Nas>5-1018 см'3) характерно появление новой составляющей обратного эмитгерного тока, обусловленного туннельным переходом электронов из валентной зоны p-области через тонкий наведенный р-п-переход между каналом и нижележащей p-областью в зону проводимости канал - инверсионная область n-типа, как в обычных туннельных диодах.
Образованию каналов на высокоомной коллекторной области (Na == 5-1015 см’3) наиболее подвержены кремниевые р-п-р-транзисторы, так как для инверсии поверхности р-типа достаточно наличия очень малой плотности положительного ионного заряда в окисной плёнке (порядка 1011 см'2). Поэтому приходится на некотором расстоянии от коллекторного р-п-перехода создавать специальные кольцевые диффузионные области р -типа, не подверженные инверсии в силу большой поверхностной концентрации (Nas > 1019 см'3) и не допускающие контактирования каналов n-типа с коллекторным р-п-переходом за пределами р -области. Таким образом, обратные токи р-п-переходов планарных диодов и транзисторов существенным образом зависят от величины положительного заряда в окисной пленке, выращенной на поверхности кремния. Следовательно, и нестабильность обратных токов должна быть вызвана изменением во времени этого заряда, а не процессами диффузии примесей в объеме кремния.
75
4.23.2. Дрейф коэффициента усиления транзистора. Рассмотрим влияние поверхностных факторов на величину низкочастотного интегрального коэффициента усиления по току в схеме с общим эмиттером hiu- По определению, для случая п-р-п-транзистора:
И21э — 1пк / (1пэ “ 1пк + 1рэ + Т р-п + Ls)>
где 1ПЭ, 1пк - электронные токи эмиттерного и коллекторного р-п-переходов; 1рэ - дырочная инжекционная составляющая; 1г р-п, Irs - составляющие эмиттерного тока, обусловленные рекомбинацией электронно-дырочных пар внутри эмиттерного р-п-перехода и на поверхности базы р-типа.
Составляющие 1ПЭ, 1ПК, 1рк, 1г р-п определяются исключительно процессами движения носителей в объеме базы, эмиттерного слоя n-типа и зависят от напряжения на эмиттерном U3 р-п и коллекторном UK р.п р-п-переходах, от величины напряженности статического поля в базе и в эмиттере, от времени жизни носителей в объеме базы, эмиттерном слое и в эмиттерном р-п-переходе.
Составляющая эмиттерного и базового токов Irs прямо пропорциональна скорости поверхностной рекомбинации s на поверхности пассивной базы за пределами площади эмиттера. Скорость рекомбинации зависит от величины положительного заряда в пленке SiOi, поскольку при увеличении QSi02 энергетические зоны у поверхности полупроводника p-типа искривляются вниз, уровень середины запрещенной зоны на поверхности базы Ejs приближается к уровню Ферми Ef и s возрастает до определенного максимума. Следовательно, Irs также возрастает, a h2i3 убывает. При дальнейшем увеличении положительного заряда QS]O2 величина s начинает убывать, так как уровень Ejs приближается к уровню Ферми. При увеличении степени обеднения дырками на поверхности базы (ДЕ/КТ»КТ) s становится пренебрежимо малой и тогда
76
составляющей тока Irs можно пренебречь по сравнению с 1гр-1Ъ 1рэ-
Таким образом, зависимость s от величины QSlOy имеет вид кривой с максимумом, а зависимость h2|3 - соответственно вид кривой с минимумом при АЕ = 0. При дальнейшем увеличении QSj0 может возникнуть инверсия типа проводимости, на поверхности базы и образоваться канал п-типа, вызывающий омическое шунтирование эмиттерного р-п-перехода и базовой контактной площадки. Это приведет к появлению новой составляющей эмиттерного и базового токов 1кан, которую следует подставить в знаменатель формулы для h2i3. Эта составляющая 1кан может достичь весьма больших значений (порядка 0,1 мА), поэтому коэффициент усиления Ьгь будет убывать, особенно при малых эмиттерных токах (1Э < 1 мА). Следовательно, Игь, как и обратные токи 1Эбо, 1кбо, существенным образом зависит от величины заряда в окисной пленке. Поэтому дрейф параметра Ьгь также определяется нестабильностью заряда в окисной пленке.
4.3. Отказы пассивных элементов ИС
4.3.1. Резистивные элементы
В ИС немалая доля площади кристалла приходится на резисторы, которые изготавливаются в едином технологическом цикле с активными элементами методом диффузионной технологии. Обычно этот процесс осуществляется одновременно с изготовлением базовых областей транзисторов. Значение удельного поверхностного сопротивления в этом случае варьируется от десятков до нескольких сотен Ом/С. Недостаточная точность изготовления диффузионных резисторов (до AR/R = ±20 %) определяется технологическим разбросом удельного поверхностного сопротивления и ширины резистивной полосы.
77
Удельная электропроводность диффузионного резистора является функцией температуры и концентрации примесей:
d
a = qjp(x^N(x) - No \dx, о
где q, p(x) - заряд и подвижность основных носителей в диффузионном слое; N(x) - функция распределения концентрации примеси на глубине диффузии; No - исходная концентрация примеси; d - практическая толщина резистивного слоя, равная глубине диффузии.
Очевидно, что точность номинала сопротивления зависит от качества проведения технологической операции диффузии и особенно критична к величинам N(x) и d при малом уровне легирования, т.е. при больших номиналах.
Диффузионное сопротивление отделяется от основной части полупроводника обедненным слоем р-п-перехода. Ширина этого слоя зависит от внешнего напряжения, приложенного к р-п-переходу. Поскольку в процессе работы напряжение на сопротивлении может варьироваться, то оно меняется и на разделительном р-п-переходе, что в свою очередь изменяет ширину обедненного слоя и размер сечения резистивной области. Следствием такого эффекта является непостоянство сопротивления диффузионного резистора в процессе эксплуатации. Это явление может рассматриваться как перемежающий отказ. При переменном напряжении возникают нелинейные искажения сигнала. Для ограничения таких вредных явлений толщина резистивного слоя должна значительно превышать ширину обедненного слоя.
Отказы диффузионных резисторов могуч быть связаны с наличием источников паразитной (случайной) диффузии в процессе изготовления ИС. "Воротами" для случайной диффузии служат поры в окисле, причинами образования которых являются загрязнения поверхности кремния при окислении и
78
протравливание окисла в процессе фотолитографии, а также наличие микротрещин в окисле.
Другие пути случайной диффузии создаются при возможном увеличении размеров окон в окисле во время удаления окисла с этих участков. Такой дефект является результатом недостаточной адгезии фоторезистора, превышения времени экспозиции при травлении окисла и других причин. Отказы возникают также тогда, когда источники дополнительной диффузии располагаются вблизи изолирующих р-п-переходов по периметру диффузионных резисторов. Наличие проколов окисла на операции диффузии эмиттера и коллектора иногда приводит к уменьшению пробивного напряжения между резистором и его изолирующим карманом в результате образования сильнолегированных участков ложной диффузии n-типа по периметру резистивных оболочек. Опасными оказываются также образования в процессе разделительной диффузии сильнолегированных участков р-типа.
В условиях эксплуатации схемы рабочее напряжение может оказаться выше, чем пробивное. В результате происходят локализация "горячих мест", рост утечек и разрушение р-n-перехода, служащего для изоляции резистивной области.
Таким образом, в диффузионных резисторах полупроводниковых ИС не наблюдается явно выраженных деградаци-онных процессов, т.е. постепенных отказов. Проблема надежности в основном связана с обеспечением малых допусков, минимальных утечек и решается технологическими и конструктивными путями.
4.3.2. Емкостные элементы
В полупроводниковых ИС в качестве емкостных элементов используются смещенные в запорном напряжении р-п-переходы. Емкостный эффект возникает в результате деформации области пространственного заряда ионизованных примесных центров в обедненном слое под действием обратного
79
смещения. Величина емкости в этом случае определяется барьерной емкостью р-п-перехода. Для обедненного слоя шириной d с плоскопараллельными границами имеем
С = E/47i-d,
где е- диэлектрическая постоянная.
Поскольку в диффузионных транзисторах наиболее резкие перепады концентрации имеют эмиттерные переходы, емкостные элементы полупроводниковых ИС изготовляются на этапе эмиттерной диффузии.
Серьезным недостатком конденсаторов, в которых используется барьерная емкость р-п-персходов, является малая величина Суд: Суд » 0,045 мхФ/см2 при Uo6p = 6В. Поэтому такие конденсаторы преимущественно применяются в ло/иче-ских ИС.
Виды и причины отказов такие же, как и для р-п-персходов, рассмотренных выше.
В конденсаторах другого типа в качестве диэлектрика используется двуокись кремния, покрывающая полупроводниковую ИС. Нижним электродом может служить сильно легированная область кремния. Верхний электрод создается напылением поверх окисла металлического слоя. Емкость таких конденсаторов составляют несколько сотен пикофарад, а надежность их обеспечивается созданием бездефектного окисного слоя и весьма критична к наличию сквозных пор в окисле. Такие конденсаторы используются, как правило, в линейных ИС.
4.4. Механизмы отказов МДП ИС
По характеру проявления отказы МДП-транзисторов ИС, как и биполярных транзисторов, можно разделить на внезапные (или катастрофические) и постепенные (параметрические).
80
К внезапным отказам относятся:
— КЗ исток - затвор вследствие пробоя диэлектрика;
- разрывы металлизации на контактных площадках истока и стока вследствие механических деформаций, коррозии;
- явление пробоя в кремнии между диффузионными областями истока и стока.
К постепенным отказам относятся: дрейф параметров Unop, 1ст и статической крутизны S вследствие ионного дрейфа внутри затворного диэлектрика (обычно пленки окисла SiOj) или заполнения ловушек на границе раздела Si-SiCh.
Процессы электродиффузии в МДП ИС в отличие от ИС на биполярных транзисторах не играют существенной роли, ибо потребляемые токи в МДП-схемах невелики (< 10 мА) и плотность тока в алюминиевых контактах обычно значительно ниже 105А/см2. Обрывы металлизации вследствие электродиффузии не имеют места.
4 4.1. Механизмы катастрофических отказов МДП-транзисторов
Для каждого диэлектрика существует значение порогового электрического поля Епор, при котором свободные электроны, появляющиеся у электрода с отрицательным потенциалом, ускоряются и вследствие ударной ионизации образуют электронную лавину. Быстрые электроны вызывают расплавление и разрушение диэлектрика в узких каналах. Это разрушение имеет взрывной характер. Расплавление материала электродов приводит к их закорачиванию. В МДП-транзисторах в качестве затвора обычно используется пленка термически выращенной двуокиси кремния толщиной 1000-2000 А, напряженность поля пробоя которой равна (5 - 10)-106 В/см. Следовательно, напряжение пробоя Unp 3 исток - затвор должно быть порядка 50 - 100 В. Рассмотренный эффект представляет собой чисто электрический пробой и
81
возможен лишь в совершенных окисных пленках, не имеющих дефектов. При наличии пор в окисле, через которые возможно шунтирование алюминиевого затворного электрода с кремниевой подложкой, наблюдается тепловой пробой.
Тепловой пробой происходит при напряжениях на затворе на 5 - 10 В меньше величины электрического пробоя. Сущность теплового пробоя заключается в следующем. Ток, проходящий через поры окисла, разогревает его. Если с ростом температуры проводимость диэлекгрика-пленки увеличивается достаточно быстро, то при некотором напряжении тепловыделение в окисле может превысить теплоотдачу в окружающую среду. Произойдет тепловое разрушение диэлектрика. В момент пробоя температура может превысить 1 000 °C, в результате чего произойдет окисление кремния и изменится цвет окисла.
Доля МД1 f-транзисторов по дефекту теплового пробоя окисла от всех отказов составляет 60 %. Пленка окисла, как правило, пробивается над диффузионными областями истока и стока, где она обладает максимальным числом дефектов, поскольку выращивается на кремнии с большим содержанием примесей (Ns ~ 1О20 см‘3).
Экспериментально установлено, что 90 % катастрофических отказов МДП-транзисторов приходится на пробой пленки SiCh между затвором и диффузионной областью стока. При этом мощность, выделившаяся при пробое, приводила к выгоранию металлизации стока, т.е. к обрыву стокового контакта.
Из сказанного следует, что пробой диэлектрика носит необратимый характер и поэтому необходимо задавать напряжения
Uh-cTj UH-j S Unp з
Пробой р-п-перехооа сток — подложка в МДП-транзисторах носит лавинный характер. Напряжение пробоя иПр.ст, как и в случае планарных биполярных гранзисторов, зависит от концентрации примеси в подложке и от радиуса
82
закругления диффузионной области стока иод слоем окисла. При типичных глубинах диффузии, создающей области истока и стока, 1—2 мкм и концентрации примеси в подложке порядка, 1015 - 1016 см'3 напряжение пробоя Unp.CT достигает 100-40 В; Следовательно, Unp может быть сравнимо с напряжением пробоя ист.и.
Разрывы металлизации на ступеньках окисла у стокового и истокового электродов вследствие механических деформаций и явление коррозии аналогичны разрывам металлизации в биполярных транзисторах.
4.4.2. Механизмы постепенных отказов МДП-транзисторов
Важными параметрами для транзисторов с р-маналом являются напряжение отпирания, ток стока 1ст и статическая крутизна S. При нулевом смещении на затворе ток стока пренебрежимо мал, поскольку 1ст определяется током обратнос-мещенного р-п-перехода сток - подложка величиной порядка 1 мА. Для возникновения заметного 1ст необходимо к затвору относительно истока приложить отрицательное напряжение U0Tn, которое наведет проводящий дырочный канал между диффузионными областями p-типа истока и сгока. Найдено, что
и0тп = (Ql + Qsio2 + Q2)/Co,
где Qi - положительный заряд в поверхностных состояниях на границе раздела Si-SiO2; QsiO2 - ионный заряд в пленке окисла; Q2 - заряд доноров в обедненной области подложки п-типа ниже кана ча.
Очевидно, что всякий временной дрейф зарядов Qi и QSiO2 вызывает дрейф напряжения U0Tn. Аналогично будут изменяться 1ст и крутизна S при рабочих напряжениях
83
U3>U0Tn. Главной причиной нестабильности МД11-транзисторов является дрейф ионов натрия и ионов водорода через пленку окисла при наличии напряжения на затворе U3 ~ 10 В и при повышенных температурах.
Предположим, что заряд ионов QSi02 в тонком слое внутри окисла находится на расстоянии х от металла затвора, рис. 4.5.
Рис. 4.5. Влияние заряда внутри диэлектрика на заряд в полупроводнике МОП-структур
Применяя к данной системе теорию Гаусса, можно показать, что
Q2 — QsiOj ’Х// dSiO2 ’
Qm Qsio2'(dSio2 x)/dSi02,
где Q2, Qm - заряды, наведенные в полупроводнике и в металле соответственно слоем ионного заряда QS|O?.
Когда слой ионов перемещается к полупроводнику -кремниевой подложке (х —» dS]( ), то, как видно из формул, наведенный заряд Q2 в полупроводнике растет, а наведенный
84
заряд QM в металле убывает. При приложении положительного смещения на затвор при повышенных температурах порядка 80 - 100 °C в течение небольшого времени (порядка 1ч)- положительные ионы натрия мигрируют от поверхности раздела металл - контрэлектрод - SiO2 к границе раздела Si - SiO2 и наводят в кремнии сильно выраженный слой электронов. Если МОП-транзистор охладить до комнатной температуры, не снимая напряжения, то положительный заряд ионов натрия останется у поверхности раздела Si - SiO2.
Таким образом, в результате выдержки прибора под положительным напряжением при повышенных температурах происходит изменение величины заряда QSj02 и, следовательно, напряжения отпирания.
Выход из данной ситуации был найден использованием двухслойных систем в качестве затворного диэлектрика типа S1N4 - SiO2 или А120з - SiO2, в которых тонкий слой нитрида кремния или окиси алюминия под металлом затвора служит непроницаемым барьером для ионов натрия. Тонкий подслой термически выращенного окисла SiO2 (300 - 500 А) необходим для предотвращения инжекции электронов из кремния в SiN4 и А120з, имеющих меньшие запрещенные зоны, чем двуокись кремния.
Применение вместо алюминия сильнолегированного поликристаллического кремния в качестве материала затвора снижает пороговое напряжение Unop на 1 - 2 В из-за уменьшения заряда SiO2 в окисле, так как исключаются загрязнение окисла при напылении и вжигании алюминия и возможные электрохимические реакции на активном металлическом электроде с интенсивной генерацией вакансий 0+. В результате стабильность Unop в МДП-транзисторах с кремниевым затвором оказывается очень высокой.
При Т < 150 °C и подаче на затвор напряжения 15 В за 1000 ч для транзисторов с p-каналом Unop изменяется в пределах 0,2 В, а для транзисторов с n-каналом нестабильность порогового напряжения еще меньше (< 0,05 В).
85
4.4.3. Электрическое старение тонких пленок SiO2
Современная технология изготовления МОП СБИС требует применения тонких пленок SiO2 в качестве подзатворных, конденсаторных и межслойных диэлектриков. В связи с этим возникает необходимость использования пленок оксида кремния высокого качества и надежности. Старение пленок SiO2 обусловлено комплексом химических, механических и электрических процессов, протекающих в объеме и на поверхности раздела пленок. Результатом этих процессов является изменение электрофизических свойств пленок, что приводит как к катастрофическим, так и к параметрическим отказам СБИС.
Электрическое старение - наиболее важная форма деградации диэлектрических пленок при высоких напряженностях электрического ноля (порядка 5 МВ/см). Внутренними причинами электрического старения является изменение зарядовых состояний поверхностных и объемных ловушек и дополнительного образования этих ловушек из электрически неактивных центров.
Эксперименты показывают, что время до пробоя окисла не зависит от типа кремниевой подложки, но зависит от полярности прикладываемого напряжения, что вызвано неоднородностями поверхности Si О2 - поли-Si. При этом на границе раздела Si - SiO2 образуется положительный заряд, величина которого слабо зависит от полярности напряжения.
Установлено, что электрическое старение пленок SiO2 обусловлено генерацией нейтральных ловушек из зародышевых дефектов, которые преимущественно расположены со стороны раздела Si - 8Ю2.Это позволяет сделать предположение, что зародышевые дефекты структурно связаны с избытком межузельных атомов кремния в пленке SiO2.
Захваченные ловушками электроны располагаются на расстоянии примерно 100 А от границы раздела Si - SiO2 и
86
обусловливают увеличение поля анода, что приводит к необратимым изменениям диэлектрических свойств пленки. Можно ожидать, что следствием уменьшения толщины пленки SiOz до 100 А явится увеличение надежности МОП СБИС.
4.5. Примеры причин отказов ИС
4.5.1. Самоустраняющиеся отказы
По характеру устранения отказы могут быть устойчивыми и самоустраняющимися. Приведем примеры самоустраняющихся отказов.
4.5.1.1. Исследование надежности электронных изделий при хранении в составе аппаратуры проводилось фирмой «Sandia National» (США). Хранению подвергалось значительное число изделий каждого типа, время хранения - до 20 лет. Среди четырех отказов из 700 000 изделий, подвергавшихся испытаниям, оказался перемежающийся отказ одной из 1790 МОП БИС примерно через 1,5 года хранения, вызванный частицей припоя, попавшей в корпус изделия в процессе его герметизации.
Поскольку исследуемая аппаратура с изделиями большую час времени находится в законсервированном состоянии, наиболее целесообразно рассматривать ее надежность в режиме хранения. При законе экспоненциального распределения отказов, предусматривающем постоянную интенсивность отказов 2 за период хранения Т, вероятность отказа выражается формулой
F = I-e’AT. (4.1)
Для малого 2Т, что имеет место в данном случае, можно использовать приближенное равенство:
F= 2Т. (4.2)
87
Опыт фирмы «Sandia National» свидетельствует о двух типах отказов ИЭТ: устойчивых и возникающих время от времени, т.е. перемежающихся. Вклад последних в модель (4.1) рекомендуется учитывать с помощью константы Fc, в результате чего формула (4.2) примет вид
F = FC+AT,
(4-3)
где величина Fc является частным от деления числа наблюдавшихся перемежающихся отказов на общее число испытуемых изделий.
Модель, соответствующая формуле (4.3), недооценивает вероятность отказа за короткий период хранения (менее 5 лет) и переоценивает ее за длительный срок хранения (более 20 лет). Формула (4.3) позволяет устранить этот недостаток, что видно из рис. 4.6 на примере транзисторов.
Рис. 4.6. Зависимость вероятности отказов от времени хранения транзисторов
88
Результаты точечной оценки (ТО) и оценки верхней границы 90 %-ного доверительного интервала надежности представлены в табл. 4.1.
Таблица 4.1
Значение величины F для различных типов изделий
Тип изделия Уровень оценки Fc К xlO’V Величина F при хранение в течение
1 дня 1 года 20 лет
МОП БИС ТО 6 10’4 15 64 О’4 74 О'4 ею4
90% 2-Ю’3 49 24 О’3 2,540‘3 240’3
Биполярные БИС ТО 1.540'5 0,29 1,540'5 1,810'5 1,540"5
90% 540'5 0,95 54 О'5 5,810'5 510'5
Постоянная величина Fc составляет 20 - 30 % от общей вероятности отказа F в формуле (4.3) при хранении в течение 20 лет.
4.5.1.2. Перемежающимися отказами МОП ЗУ с произвольной выборкой (ЗУПВ) называются неустойчивые электрические отказы ячеек памяти. Анализ перемежающихся отказов исследованных ИС показал, что в динамических ЗУПВ они происходят вследствие нарушений технологического процесса, результаты которых иногда можно наблюдать на кристалле с помощью оптического или электронного микроскопа. В статических ЗУПВ причиной перемежающихся отказов чаще всего являются внутренние паразитные связи между транзисторами дефектной ячейки.
Например, в р-канальных динамических ЗУПВ с металлическим затвором серии 4008 перемежающийся отказ возникал в одной из ячеек памяти дефектного кристалла, в то время как остальные 1023 ячейки работали нормально. Перем ежаю-
89
щийся отказ может произойти в ячейке динамического ЗУПВ только в режиме хранения заряда, т.е. в состоянии "1".
Все обнаруженные дефекты динамических ЗУПВ являлись следствием некачественного маскирования или обработки в процессе производства ИС. Производственные дефекты в районе емкости запоминающей ячейки могут вызвать перемежающиеся отказы этой ячейки, что подтверждается фотографиями, показывающими конкретные причины возникающих перемежающихся отказов ячеек: отсутствие или повышенная толщина окисла, не полностью удаленная алюминиевая металлизация, загрязнения на поверхности окисла и под металлизацией.
4.5.1.3. Повышение уровня интеграции полупроводниковых схем памяти обеспечивается за счет сокращения размеров ячеек и повышения чувствительности усилителей. Однако при дальнейшем повышении плотности упаковки могут возникнуть трудности, связанные с появлением в работе памяти некатастрофических отказов, обусловленных радиационной ионизацией.
Под этими отказами подразумеваются несистематические, произвольные, однобитовые сбои в работе схемы памяти, которые не вызваны физическими дефектами в схеме. Считалось, что причиной этих сбоев являются помехи системы, работа при предельных допусках напряжений, недостаточная чувствительность усилителей или зависимость от типа тестовых последовательностей. Оказалось, необходимо добавить к этому еще один механизм, в основе которого лежат физические причины, которые невозможно устранить стандартными методами повышения чувствительности элементов.
Принцип действия динамических ячеек памяти основан на накоплении или отсутствии носителей заряда на запоминающей емкости. Например, для n-канальных МОП ПЗС-схем (приборов с зарядовой связью) носителями заряда являются электроны, а роль емкости выполняет потенциальная яма
90
под положительно смещенным затвором. Число зарядов, накапливаемых в такой яме, составляет величину от 3-105 до 3106 электронов. Пустой яме приписывается информационное значение "О", а заполненной - "1". Число электронов, при котором происходит изменение информационного значения, составляет критический заряд смены информации. Появление по какой-либо причине в пустой яме заряда больше критического вызывает сбой. Этой причиной может быть генерация электронно-дырочных пар при высокой температуре, облучение светом или радиация. При этом дырки направляются через контакт к подложке кристалла, а электроны коллектируются в потенциальной яме.
При прохождении в кремнии, например, а-частица с энергией 4 МэВ теряет на каждом микрометре пути 150 кэВ. Число электронно-дырочных пар, образуемых при этом, определяется энергией ионизации одной пары (-3,6 эВ) и составляет величину порядку 2,5-106. Это число соответствует указанному выше заряду, обычно накапливаемому на запоминающей емкости. Таким образом, одной частицы достаточно, чтобы в работе схемы памяти произошел сбой, р- и у-излучение, как показали изменения, не могут являться причиной подобных отказов в схеме из-за сравнительно малых потерь энергии в кремнии. Измерение космического фона и его влияния на работу схем позволило определить источник а-частин в естественных условиях работы схемы. Им оказался материал корпусов схем.
Определяющим фактором частоты некатастрофических отказов оказалась величина критического заряда: чем он больше, тем меньше влияние а-частиц на работу ИС. Чем меньше емкость памяти, тем больше геометрические размеры запоминающей ячейки и, следовательно, больше величина запоминающей емкости и накапливаемого ею заряда.
Корпуса на основе стекол, оксидированных свинцом, алюминием, цинком и др., имеют наибольший уровень излу
91
чения а-частиц, который составляет от 1 до 45 частиц/(см2-ч). На порядок меньший уровень имеют корпуса из пластмассы и окиси алюминия.
Снижение уровня излучения корпусов, широко применяемых в промышленности, затруднительно из-за стоимости, которая значительно возрастает при увеличении степени очистки материалов, тем более что требуется уменьшение этой величины на 2 - 3 порядка для схем со сверхплотной упаковкой. Наиболее целесообразным является путь оптимизации технологии и конструкции изделий с пониженной чувствительностью к ct-облучению. Для схем с емкостью 64 К и более предлагается включать в схему элементы коррекции, которые могли бы идентифицировать сбои такого характера и вносить в информацию соответствующие изменения.
4.5.2. Разрушение кремниевых кристаллов БИС после монтажа в металлокерамические корпуса
Разработанная в 70-х гг. базовая технология сборки ИС в металлокерамические корпуса (МКК) дала необходимый уровень надежности изделий, удовлетворявший разработчиков и изготовителей ИС практически целое десятилетие. Однако с переходом на большие и сверхбольшие кремниевые ИС (БИС) наблюдается увеличение доли катастрофических отказов изделий из-за появления трещин в кремниевых кристаллах, связанных с их механической прочностью после монтажа на основание МКК. Например, если для ИС малой степени интеграции вопрос о разрушении кристалла практически не стоял, то в настоящее время только у потребителей доля отказов ИС средней степени интеграции по этому виду брака составила на входном контроле 10,5 изделия, а доля ИС 3 — 5-й степеней интеграции - 267,2 изделия на миллион поставленных схем.
С помощью тензодатчиков установлено, что на операциях монтажа кристаллов на основание пластмассового корпуса и термокомпрессорных соединений внутренних выводов воз
92
никают механические напряжения порядка 100 МПа. При этом для клеевых соединений кристалла с основанием пластмассового корпуса характерен значительный разброс остаточных внутренних напряжений (ОВН) в диапазоне от 50 до 150 МПа, при эвтектической пайке разброс ОВН значительно меньше и составляет 2-6 МПа, что свидетельствует о большей воспроизводимости последнего процесса. При монтаже кристаллов БИС в металлокерамические корпуса маски-мальные значения ОВН составляют 240 МПа.
Уровень ОВН в кристаллах толщиной 460 мкм, напаянных с мощью золото-кремниевой эвтектики на подложку из керамики толщиной 0,58 мм, в 2,5 - 3 раза выше, чем в кристаллах, напаянных на подложку толщиной 1,1 мм. Основным фактором, снижающим напряженность, является утонение пластин кремния и увеличение толщины подложки до соотношения между ними 1 : 4. При этом условии происходит снижение ОВН при эвтектической пайке до 70 %.
Микропластическая деформация, протекающая как на поверхности кристалла, так и в объеме, предшествующая образованию микротрещин, происходит при напряжениях, значительно меньших теоретической прочности кристалла кремния на сдвиг. Величина разрушающих напряжений может быть на 2 порядка ниже теоретически величины предельной прочности кремния, равной 7800 МПа.
С позиций статической теории прочности установлена зависимость прочности кристаллов БИС от их площади по формуле
Ге Y/2“
<ТМ _ I
где ом, Об - прочность кристаллов БИС малых и больших размеров;! SM, Бб - площадь малого и большого кристаллов; 2а - показатель плотности повреждений, определяемый экспериментально и равный для кремния четырем.
93
Теоретически и практически определено, что предел прочности кристаллов БИС площадью 100 мм2 на 30 - 40 % ниже предела прочности кристаллов площадью 10 мм2.
В результате исследования пространственных диаграмм напряженного кристалла, построенных по данным тензометрии, определены следующие основные виды пустот в соединительном эвтектическом слое: краевые и эллиптические. По статистическим данным установлено, что краевые пустоты, вызывающие разрушение БИС встречаются в 95 - 98 % случаев разрушений, на долю эллиптических пустот приходится 2-5 %.
Примеры поведения кристаллов БИС при разрушении от краевых пустот представлены на рис. 4.7. Массовый характер разрушений БИС, как правило, возникает в изделиях, напаянных в реставрированные корпуса, или при работе в процессе пайки кристалла перекошенным инструментом, в результате чего под кристаллом образуются пустоты значительных размеров. Причиной образования пустот является также применение золотой прокладки меньших размеров по отношению к площади кристаллов и наличие окислов на обратной стороне кристалла, препятствующих созданию качественного соединения кристалла с корпусом.
4.5.3. Дефекты металлизации на кристалле ИС
Металлизация - система внутрисхемных соединений ИС - является аналогом обычного монтажа дискретных схем. Соединения между элементами внутри ИС выполняются в основном тонкослойными пленками из алюминия, напыленными обычными методами тонкопленочной технологии. Существуют и более сложные многослойные и многокомпонентные системы металлизации. Система внутрисхемных соединений в ИС должна исключительно надежно выполнять свои функции, поскольку токоведущие дорожки и контактные площадки
94
a
Рис. 4.7. Примеры поведения напряженного кристалла БИС при разрушении от краевой пустоты в соединительном эвтектическом слое (поля напряжений): а-после напайки;
б - после 10 термоциклов; в - после 100 термоциклов; г - после испытаний на удары
связаны с материалами других элементов. Однако производственно-технологические дефекты могут существенно ограничить возможности металлизации.
Алюминий отвечает практически всем требованиям металлизации. К нежелательным характеристикам алюминия относятся: электродиффузия металла при плотностях тока, несколько меньших, чем у других металлов, реакции систем Al - Si и А1 - 8Юг, которые заметно ускоряются при высоких температурах.
95
Отказы металлизации чаще всего возникают под влиянием токов повышенной плотности, высоких температур, а также в результате длительного воздействия температурных и электрических нагрузок. К основным видам отказов относят;
а) обрыв металлизации в результате электродиффузии (электромиграции) металла и выгорания в местах повышенной плотности тока (например, в местах утонения металлической пленки при переходах через ступеньки окисла в полупроводниковых ИС или при изменении конфигурации токоведущих дорожек как в тонкоплёночных, так и в полупроводниковых ИС);
б) пустоты в форме трещин или клина, рис. 4.8, возникающие в алюминии спустя значительное время после того, как ИС прошли приемочные испытания, объясняются моделью массопереноса под действием механических напряжений (в отсутствие тока);
в) обрывы вследствие электрохимической коррозии алюминия при некачественном защитном покрытии и загрязнении поверхности кристалла или подложки ИС;
г) КЗ металлизации полупроводниковых ИС через отверстия в окисле или в результате образования "мостиков" между токоведущими дорожками в процессе электролитической коррозии.
Рис. 4.8. Дефекты в дорожках алюминиевой металлизации: а — пустоты в форме трещин; б - пустоты в форме клина
96
Ниже рассмотрим первые два вида отказов металлизации.
Эпектродиффузия - перенос массы, наблюдающийся в металле при прохождении постоянного электрического тока большой плотности, - является основной формой проявления ионной проводимости, вследствие чего этот процесс называют электропереносом. Механизм перемещения ионов является диффузионным, но силы, вызывающие дрейф, обусловлены главным образом взаимодействием электронов проводимости с ионами. Взаимодействие, которое приводит к направленному переносу ионов, часто называют эффектом "электронного ветра".
В условиях повышенных температур (порядка 150-200 °C) и больших плотностей электрического тока (j = 106 А/см2) подвижность ионов определяется их взаимодействием с соседними атомами в кристаллической решетке и в значительной мере с электронами проводимости в металлах. Поэтому силой "электронного ветра", обычно не проявляющегося в нормальных условиях, нельзя пренебрегать в условиях максимальных нагрузок.
Активированные ионы в алюминиевом проводнике приобретают отрицательный эффективный заряд в электрическом поле и дополнительный импульс в направлении движения электронного потока. По этой причине увеличивается вероятность заполнения близлежащей вакансии данным ионом преимущественно в направлении потока электронов. Следовательно, активированные ионы А1+ перемещаются к положительному концу проводника, а вакансии - к отрицательному. Вакансии скапливаются в виде пустот, а ионы образуют в некоторых областях кристаллы, "усы", "метелки", "холмы", трудно поддающиеся описанию.
Электродиффузия в тонкопленочных проводниках из алюминия может привести к двум видам отказов:
- разрыв в алюминиевом проводнике вследствие образо
97
вания и слияния пустот, когда размеры образующихся полостей сравнимы с поперечным сечением пленки;
-накопление алюминия в виде "бугорков" и "усов", которые приводят к нежелательным эффектам. Например, в ИС могут возникать замыкания между проводящими дорожками, наложенными друг на друга, и разделительным слоем диэлектрика или между соседними дорожками, например, в контактах активных элементов.
Накопление алюминия в контакте с кремнием может вызвать разрыв защитного покрытия, что затем приведет к отказу вследствие коррозии.
Часто отказы обусловлены образованием твердого раствора кремния в алюминии и переносом растворенных ионов кремния Si по алюминиевому проводнику от поверхности раздела кремний - алюминий к области омических контактов, где электроны движутся из кремния в алюминий. Пустоты, ямки, образующиеся в кремнии, в свою очередь, при температуре более ПО °C заполняются алюминием. Отказ наступает, когда глубина подобной ямки окажется достаточной для замыкания нижележащего перехода или слоя металлизации.
При проектировании сложных ИС приходится решать, может ли возникнуть электродиффузия материала металлизации в той или иной области схемы, нужно ли предпринимать защитные меры. Металлизация на ступеньках окисла часто бывает слабым местом — возможно ее утонение. Плотности тока в полосках металлизации в этих случаях могут быть существенно выше, чем на плоских участках металлизации. Поэтому большая часть отказов из-за электродиффузии (более 90%) возникает на ступеньках окисла, при переходе металлизации через слой окисла. В современных БИС тонкие металлические линии пересекают множество ступеней окисла. Чтобы устранить утонение металлизации на ступеньках, приходится тратить много усилий на планаризацию поверхности кристалла ИС. Чем сложнее ИС, тем больше ступеней на ее поверхности, тем сложнее проблема.
98
При исследованиях электродиффузии необходимо принимать во внимание два фактора: плотность тока и температуру. В практике эти переменные взаимосвязаны: сила тока определяет рассеиваемую сопротивлением металлизации мощность, в результате чего повышается температура, изменяющая сопротивление. Физически электродиффузия представляет собой накапливаемый процесс, вероятность отказа ИС из-за которого описывается функцией, характерной для накапливаемых процессов (логарифмически нормальное распределение). Если изобразить на графике изменение сопротивления полоски металлизации во времени, то оно остается практически постоянным в течение нескольких десятков часов, а затем в течение 10-15 мин изменяется более чем в 100 раз.
При анализе отказов с таким дефектом зачастую пассивация на полосках металлизации маскировала место отказа. После стравливания пассивации обнаруживался обрыв металлизации. На металлической полоске наблюдались типичные пузыри, характерные для проявления электро диффузии.
Как правило, изменение сопротивления металлизации на 3 % принимается за "отказ" схемы из-за элекгродиффузии металлизации.
Энергия активации для алюминия составляет 0,5 - 0,7 эВ, ее величина характеризует подвижность атомов на границе кристаллов, от которой зависит перемещение материалов, приводящее в конечном счете к отказам.
Пустоты в форме трещин или клина могут возникать в отсутствие тока из-за появления "невероятно высоких" механических напряжений системы стекло - алюминий после термообработки пассивирующего стекла.
Установлено, что пустоты в форме трещин возникают, главным образом, в металлизированных дорожках, сформированных путем испарения. Пустоты в форме клина образуются в основном в тех дорожках, которые формируются в процессе распыления.
99
В схемах, где ширина металлизированных дорожек превышает 6 мкм, эти виды дефектов встречаются редко.
Скорость роста дефектов в форме трещины несколько выше, чем дефектов в форме клина. При ширине дорожек 3 мкм прогнозируемое время появления дефектов в форме трещины равно 1,5 года, а дефектов в форме клина - 2,3 года.
Результаты исследований позволяют наметить возможные пути борьбы с этими дефектами. Ученые считают, что массоперенос и обусловленное им образование пустот можно задержать, если вместо алюминия использовать сплав алюминий - медь. Могут быть также намечены пути уменьшения градиентов механических напряжений.
4.5.4. Виды дефектов внутренних соединений интегральных схем
Надежность ИС во многом определяется качеством внутренний соединений, связывающих металлизацию кристалла изделия с траверсами (внешними выводами) корпуса. Внутренние соединения выполняются различными способами микросварки (термокомпрессионный, ультразвуковой, лазерный, электронно-лучевой) и их модификациями и совмещениями. В современных ИС на долю сварных соединений приходится 10 - 40 % отказов.
Для внутренних соединений приборов широко используют золотую или алюминиевую проволоку диаметром до 40 мкм. Алюминиевый провод зачастую упрочняется добавлением (до I %) кремния или магния. В монолитных конструкциях, в которых металлизация наносится по тонкопленочной технологии, обычно используется алюминий. Иногда в качестве металлизации применяется многослойная металлическая система с верхним золотым слоем. Траверсы в корпусе обычно покрываются золотом.
Внутренние соединения, как правило, имеют высокую
100
надежность, которая характеризуется минимальным усилием на отрыв, равным не менее 1 - 2 г, и наличием ядра из соединяемых материалов, что позволяет приборам выдерживать центробежные нагрузки более 30 000 g. Однако в ряде случаев возникают обрывы таких соединений из-за нарушения технологических процессов выполнения соединений, или недостаточного контроля качества присоединения выводов, или использования некачественных материалов.
На рис. 4.9 представлено сечение соединения с указанием трех областей, соответствующих трем основным видам отказов, где имеется наибольшая вероятность их возникновения:
- разрыв металлизации в области соединения (А);
- отрыв проводника в месте соединения (Б);
- разрыв "пятки" (С).
Рис. 4.9. Сечение соединения:
1 - металлизация; 2 - проводник
Кроме того, отказами являются обрыв проводника вне места соединения с кристаллом или траверсой, а также наличие избыточных петель в соединяемых проводниках, приводящее к отказу типа короткого замыкания. Некоторые из отбракованных приборов могут иметь по несколько видов дефектов.
Причинами отказов вида А могут быть пленки, случайно попавшие на поверхность соединяемых материалов или образовавшиеся там, пережатие выводов, пережоги термокомпрессионного соединения. Если, например, сцепление провода с соединительной поверхностью хорошее, то плохое сцепление
101
верхнего слоя металла с нижними слоями или с основным материалом в некоторых участках может привести к отслоению проводника вместе с металлической пленкой.
Причиной отрыва провода может быть также разрушение кремния под соединением, что вызывается действием чрезмерного усилия в процессе выполнения соединения или неправильной регулировкой инструмента, которым он касается поверхности соединения,
В соединениях золото - алюминий могут появляться отказы вида А и по другим причинам: возникновение трещин вдоль поверхностей раздела из-за несовпадения кристаллических решеток между интерметаллическими фазами типа АихА1у, появление пустот, обусловленных различием скоростей диффузии двух видов материалов, развитие которых может происходить только при некоторых условиях, так как образование интерметаллической фазы само по себе еще не приводит к отказу.
Причинами отказов типа Б могут быть недовар, влияние старения на интерметаллические фазы при повышенных температурах. В соединениях золото - алюминий возникновение таких отказов может ускориться при циклическом процессе старения. При этом возникают усилия, которые обусловлены неодинаковым тепловым расширением разных фаз интерметаллических соединений. Степень ускорения отказов зависит от предельных значений температуры, числа циклов и скорости охлаждения и нагревания.
Разрыв провода в "пятке" (отказ типа С) возникает от механических напряжений, которые обычно являются наибольшими у "пятки" соединения из-за уменьшения площади поперечного сечения провода в этом месте. Уменьшение площади сечения обычно сопровождается чрезмерной деформацией провода, при которой ширина его (при виде сверху) значительно превышает диаметр. Эта деформация связана с работой инструмента, имеющего острые кромки, и возникает в
102
процессе выполнения соединения. Если при работе установки происходит изгиб провода у точки соединения, то на проводе у "пятки" могут возникать микротрещины.
Изгиб провода может происходить также в процессе испытаний или эксплуатации при циклических изменениях температуры провода, кристалла и корпуса, что обусловлено различиями коэффициентов теплового расширения элементов приборов. Величина такого изгиба может быть значительной, если высота проволочной петли слишком мала. Чем прямее провод, тем больше может быть величина изгиба для данного изменения температуры. Максимальные напряжения при этом возникают в "пятке" соединения. При повторяющихся циклах в металле появляются усталостные явления. Пластичные чистые металлы при числе циклов, свойственном нормальным условиям работы, не подвержены такого рода повреждениям. Если в "пятке" образуются хрупкие золото-алюминиевые интерметаллические соединения, отказ может наступить даже после небольшого числа циклов.
На рис. 4.10 приведено соотношение между видами отказов соединений золотой проволоки диаметром 40 мкм с алюминиевой металлизацией, выполненных ультразвуковой сваркой, сразу после сварки и после старения (в течение 300 ч при температуре 300 °C).
Обрыв провода может произойти потому, что через него пропускается чрезмерно большой ток, приводящий к перегреву и расплавлению провода. Уровень постоянного тока, необходимого для возникновения отказа такого типа, зависит от длины и диаметра провода. Для провода диаметром 25 мкм этот уровень обычно составляет около 1 А. Второй возможной причиной отказа могут быть обычные механические повреждения проволоки (утонение, надрез) во время подготовки ее для технологической операции присоединения выводов и в процессе самой операции.
103
Рис. 4.10. Распределение отказов по видами: - соединение после сварки;
- соединение после старения
Контрольные вопросы
1. Каковы причины короткого замыкания в диодах, транзисторах и ИС?
2. Расскажите о механизме туннельного пробоя.
3. Расскажите о механизме лавинного пробоя и его причинах.
4. Каковы причины вторичного пробоя транзисторов?
5. Каковы причины дефекта «прокол базы»?
6. Какое явление названо «эффектом биллиардного шара»?
7. Какие параметры диодов и транзисторов могут изменяться со временем?
8. Расскажите об обратном токе планарного кремниевого р+-п-перехода.
9. Каковы причины изменения обратного тока п4-р-диода?
104
10. Каковы причины дрейфа низкочастотного коэффициента усиления по току транзисторов?
11. Расскажите о видах и причинах отказов резистивных элементов.
12. Каковы причины отказов емкостных элементов?
13. Что относится к внезапным отказам МДП-транзисторов?
14. Каковы механизмы катастрофических отказов МДП-транзисторов?
15. Каков механизм постепенных отказов МДП-транзисторов?
16. Расскажите об электрическом старении тонких пленок SiOz.
17. Расскажите о самоустраняющихся отказах на примере длительного хранения БИС.
18. Каковы причины параметрических отказов МОП ЗУ?
19. Какова физики отказов МОП ПЗС при воздействии одиночных а-частиц?
20. Расскажите о разрушениях кристаллов БИС полсе их монтажа в металлические корпуса.
21. Каково соотношение между краевыми и эллиптическими пустотами?
22. Напишите формулу зависимости прочности кристаллов БИС от их площади.
23. Перечислите основные виды отказов металлизации и объясните причины их появления.
24. Что такое элсктродиффузия?
25. Какие виды дефектов вызывает электродиффузия?
26. Расскажите о видах дефектов внутренних соединений.
27. Как выглядит распределение отказов сразу после сварки и после старения?
105
5. КОРРОЗИЯ АЛЮМИНИЕВОЙ МЕТАЛЛИЗАЦИИ КРЕМНИЕВЫХ ИС
5.1. Механизмы коррозии алюминия на кристалле ИС
Коррозией металлов называют самопроизвольное нарушение металлических материалов вследствие физико-химического взаимодействия их с окружающей средой.
Различают сухую и влажную коррозию металлов. Первая охватывает реакции между металлом и газами, вторая происходит при воздействии электролита или влажной атмосферы.
По основному механизму процесса различают два типа коррозии металлов: химическую и электрохимическую.
При химической коррозии окисление металла и восстановление окислительного компонента коррозионной среды происходят в одном акте.
Электрохимическая коррозия происходит в присутствии электролитически проводящей среды, при этом ионизация атомов металлов и восстановление окислительного компонента среды протекаю !' не в одном акте, и их скорости зависят от электродного потенциала металла. Электрохимическая коррозия является основным типом каррозии металлов.
При взаимодействии металла с электролитом происходят окислительно-восстановительные процессы. Электрохимическое окисление, при котором атом металла отдает электроны, называется анодным процессом. При этом ион металла переходит в электролит образованием гидратированных ионов:
окислен^
Me + mH2O Меп+ • тН2О + пе.
восстал.
106
Обратный процесс разряда этих ионов из раствора происходит с выделением их на поверхности металла в виде нейтральных атомов, входящих в состав кристаллической решетки металла, и называется катодным (восстановительным) процессом. Когда металл находится в равновесии с собственными ионами в электролите, скорости анодного и катодного процессов равны и потери массы металла нет, т.е. коррозия не происходит.
Часто, однако, в процессе взаимодействия металл -электролит участвуют не только ионы данного металла, но и другие ионы или атомы, входящие в состав электролита. При этом анодный процесс по-прежнему осуществляется ионами металла, а катодный - другими ионами. В результате баланс по зарядам в процессе обмена сохраняется, а баланс по веществу нарушается: в электролит переходит больше ионов металла, чем их осаждается на электроде, - происходит электрохимическое растворение металла.
Нагрев металла и воздействие на него растягивающих механических напряжений приводит к смещению его потенциала в сторону отрицательных значений. Поэтому нагретые или растянутые участки металлического элемента являются анодами по отношению к остальным участкам и подвергаются ускоренной коррозии.
В ряде случаев на изменение электродного потенциала влияют геометрические факторы. В узкие зазоры и щели резко затрудняется доступ кислорода, что приводит к смещению электродного потенциала в отрицательную сторону и возникновению гальванопары: открытая поверхность - щель, где щель является анодом и усиленно корродирует (щелевая коррозия).
Движущей силой процесса электрохимической коррозии в ИС может быть также внешний источник тока (электролитическая коррозия). При электролизе имеет место суммарный
107
электрохимический процесс, включающий раздельные, но одновременно протекающие на электродах процессы окисления и восстановления ионов, атомов или молекул за счет электрического тока от внешнего источника. В этом случае на электроде, подключенном к положительному полюсу источника тока, осуществляется отвод электронов во внешнюю цепь, т.е. имеет место окислительный (анодный) процесс, поэтому данный электрод является анодом. На катоде, соединенном с отрицательным полюсом, создается избыток электронов, и на нем реализуется восстановительный (катодный) процесс.
Как известно, многие окислы первоначально адсорбируют воду в неподвижном локализованном состоянии при температуре, не превышающей комнатную. Механизм размещения молекул адсорбированной влаги определяется образованием водородных связей одной молекулы адсорбированной воды с двумя нижележащими гидроксильными группами, не исчезающими с поверхности окисла даже при температуре 400 °C. После образования первого неподвижного слоя адсорбированных молекул воды на поверхности кристалла формируется второй подвижный слой. Наличие адсорбированного слоя влаги на поверхности кристалла облегчает миграцию ионов от электрода к электроду. Приведенная модель предполагает три случая миграции ионов на поверхности кристалла:
- ион практически неподвижен на гидроксилированной поверхности, поскольку связан с гидроксильной группой кулоновским взаимодействием;
- ион слабо подвижен на гидроксилированной поверхности, покрытой монослоем молекул воды, поскольку связан с гидроксильными группами дипольным взаимодействием;
- ион очень подвижен на поверхности кристалла, полностью покрытого влагой, поскольку имеет возможность взаимодействовать со многими молекулами воды; взаимодействие его с поверхностью сильно ослаблено.
108
Показано, что уже 60 % относительной влажности в объеме корпуса достаточно для образования на поверхности кристалла слоя адсорбированной влаги, обеспечивающего высокую электролитическую поверхностную проводимость (практически это 1,5 % влаги при температуре 25 °C внутри корпуса; при более низкой температуре он может протекать при меньшем содержании влаги внутри корпуса).
Одним из параметров, по которому можно определить содержание влаги, является поверхностная проводимость. Зависимость поверхностной проводимости от температуры может быть выражена с помощью энергии активации. Энергия активации постепенно снижается от 0,78 эВ при относительной влажности 10 % до 0,35 эВ при влажности 70 %, что объясняется постепенным увеличением проводимости электролита. Энергия активации при относительной влажности 70 % мало отличается от энергии активации для чистой воды -0,34 эВ.
При изучении влияния на скорость коррозии влажности и температуры выявлено, что определяющее значение имеет влажность. При увеличении относительной влажности в атмосфере от 85 до 100 % скорость коррозии возрастает в 100 раз, а при росте температуры 65 до 95 °C — лишь в 5 раз.
Толщина слоя адсорбированной воды определяется относительной влажностью Н и следует изотерме адсорбции. Для реальных поверхностей конденсация увеличивается из-за наличия пор, микротрещин и другого рельефа поверхности. Наличие пор и микротрещин приводит к капиллярной конденсации влаги вследствие уменьшения равновесного давления паров воды над вогнутым мениском, образующимся при смачивании водой стенок капилляра. В результате в порах конденсация паров воды происходит при Н < 100 %. При радиусе поры г = 100 А пар в ней становится насыщенным (Н = 100 %) при относительной влажности на ровной поверхности
109
Н = 90 %, а при г = 10 А - уже при Н = 35 %. Такое явление происходит и в микрощелях, образованных осевшими на поверхности твердыми частицами, которые таким образом могут усилить локальную коррозию, а также в микрощелях, возникающих между термокомпрессионными соединениями и контактной площадкой.
Для кристалла ИС участками преимущественной конденсации паров воды являются также топологические неоднородности (края шин металлизации, их повороты и углы, контакты к кремнию, ступеньки окисла, границы раздела алюминий - защитный слой на контактных площадках), так как все они являются концентраторами напряжений и на их поверхности есть нескомпенсированные связи, усиливающие гидрофильность поверхности и конденсацию. Кроме того, эти напряженные области защитного слоя более проницаемы для паров воды, в них более вероятно образование трещин, поэтому коррозия чаще всего возникает на этих участках.
Конденсация воды усиливается также при наличии гид-ратированних соединений, которым соответствуют пониженное давление водяного пара и соответственно ускорение его конденсации.
Алюминий обладает повышенной термодинамической нестабильностью, на что указывает его стандартный электродный потенциал, равный 1,663 В. Тем не менее в обычных атмосферных условиях алюминий обладает высокой коррозионной стойкостью благодаря образующейся на его поверхности пассивирующей пленки AI2O3 толщиной 50-100 А.
Наиболее сильное влияние на деградацию защитных свойств пассивирующей пленки оказывают ионы галогенов. Для алюминия как пассивирующего металла в электролитах, близких к нейтральным, при достаточно отрицательных потенциалах ток коррозии постоянен и весьма мал при смещении потенциала в положительную сторону вплоть до потен
110
циала пробоя Епр, при котором он резко возрастает. С ростом концентрации ионов галогенов Епр смещается к более отрицательным значениям, т.е. коррозия облегчается. В порядке возрастания эффективности галогены располагаются в ряд F < I < Br < С1. Термин "пробой" используется потому, что нарушение пассивного состояния начинается на отдельных участках, которые из-за случайных причин являются более активными. На этих участках адсорбированный на поверхности кислород вытесняется анионами галогенов так, что образуется комплекс металл - анион, переходящий в раствор. После пробоя перенос анионов к местам, где металл переходит в раствор, повышает их концентрацию. При этом возникает локальная коррозия — питтинг. В месте питтинга (коррозионной язвы) металл является анодом, в то время как остальная поверхность, покрытая пассивирующей пленкой, является катодом (через нее могут проходить только электроны, что достаточно для поддержания катодного процесса). Поэтому плотность коррозионного тока в питтинге высока, а растворение металла на этом участке происходит быстро.
Коррозия алюминия развивается при разрушении пассивирующей пленки агрессивной средой, часто ионами галогенов и прежде всего хлора. При разрушении пленки алюминий вступает в реакцию с ионами хлора, образуя хлориды алюминия, которые могут гидролизоваться поверхностной водой до различных гидрооксидов алюминия. Этот процесс высвобождает ион хлора, и он вновь участвует в коррозионном процессе.
После разрушения защитной пленки в реакцию вступают алюминий
А1 + ЗСГ —> А1С13" + Зе
и вода
А1С13' + ЗН2О — А1(0Н)3 + ЗН+ + ЗСГ.
111
Ионы хлора, освобождаясь, продолжают участвовать в процессе коррозии. Поэтому даже малое количество ионов хлора может многократно участвовать в коррозии и создавать обширные поражения алюминиевой металлизации.
При гальванической коррозии движущей силой процесса является разность электродных потенциалов различных металлов или полупроводников либо различных участков одного металла. Скорость коррозии максимальна при большой величине разности электродных потенциалов и малом сопротивлении электролита.
В ИС при наличии между соседними проводниками (шинами металлизации или выводами корпуса) разности потенциалов и пленки электролита на катоде можно наблюдать рост дендритов. Процесс ускоряется при наличии загрязнений, особенно органических.
Контактные площадки на кремнии без золотых выводов не поражаются коррозией. Площадки с приваренными золотыми выводами поражаются коррозией независимо от наличия приложенного электрического напряжения и его знака, но при наличии напряжения объем коррозионных поражений значительно больше. Кроме того, если при отсутствии приложенного электрического напряжения коррозия наблюдается на контактных площадках, то в случае приложения напряжения она распространяется также вдоль анодных дорожек металлизации. Во всех случаях коррозия начинается на т ранице раздела алюминий - золото. Время до отказа (обрыва) анодных меандров в 4 - 7 раз меньше, чем для катодных меандров. Продукты коррозии рыхлые и по объему значительно больше исходного алюминия.
Одним из распространенных механизмов коррозии металлизации, особенно маломощных КМОП ИС, является катодная коррозия алюминиевой металлизации ИС, для которых она нередко является основным видом отказов. При этом
112
поражались края контактных площадок и шины металлизации. Наиболее быстро отказы развивались при содержании паров воды в подкорпусном объеме более 1 %. Катодная коррозия алюминиевой металлизации КМОП ИС в пластмассовых корпусах в начале 80-х гг. явилась основной причиной их отказов и ограничивала расширение их применения.
В результате испытаний тестовых структур установлено, что катодная коррозия развивается лишь при приложении внешнего электрического напряжения и начинается на границе раздела алюминий - фосфоросиликатное стекло (ФСС). В составе продуктов коррозии отсутствуют ионные примеси, в том числе и фосфор, но наблюдается повышенное содержание кислорода. Это доказывает, что продуктом коррозии является гидроксид алюминия А1(ОН)з. Скорость коррозии возрастает с увеличением концентрации фосфора в ФСС. Вследствие механических и термических напряжений в пленке ФСС возникают трещины, которые являются зародышами быстрой коррозии. Скорость коррозии минимальна при Сф = 2 вес. %. С ростом температуры и особенно влажности скорость коррозии возрастает.
Ввиду амфотерности алюминия он может корродировать как в кислой, так и в щелочной среде. В кислой среде:
2А1 + 6Н+ -> 2А1+3+ ЗН2|;
(5 1) 2А1+3 + 6Н2О -> 2А1 (ОН)з + 6Н+.
В щелочной среде:
А1 + 3(ОН)' -> А1(ОН)з + Зе'; (5.2)
113
Присутствие ионов Na+ или К1 влияет на реакцию на катоде. Мигрируя к катоду, они могут, например, вступать в следующие реакции:
Na+ + е' —► Na;
Na + Н2О Na+ + ОН' + Н2|.
В этом случае pH раствора на катоде будет увеличиваться, что вызывет реакцию коррозии алюминия, согласно уравнениям (5.1) и (5.2).
Лучшие результаты по коррозионной стойкости (оценка методом поляризационного сопротивления) достигаются при использовании методов магнетронного распыления и термоионного осаждения алюминия. Пленки, наносимые методом электронно-лучевого испарения, обладают меньшей коррозионной стойкостью. Наименьшую стойкость имеют пленки, создаваемые методом термического испарения, поэтому применение этого метода не допускается для изделий ответственного назначения. В то же время установлено, что добавление 1 % кремния в состав алюминиевой металлизации, полученной магнетронным распылением, увеличивает скорость коррозии в 2 раза.
Защита фоторезистом, хотя и является наиболее простой и дешевой, не может обеспечить хорошую коррозионную стойкость, поскольку в фоторезисте после проявления неизбежны остатки щелочных проявителей. Фоторезист поглощает воду, что способствует образованию условий протекания коррозионных процессов.
Слой двуокиси кремния SiO2 также не является эффективным барьером для проникновения влаги и ионов, если он не обеспечивает хорошую сплошность (вследствие различия термических коэффициентов расширения окислов кремния и
114
нижележащих слоев алюминия на защитных окислах пленок могут образовываться трещины, способствующие протеканию щелевой коррозии). Для предотвращения появления трещин в стекле и геттерирования ионов щелочных металлов проводится легирование окислов фосфором путем создания ФСС. В то же время слабосвязанные окислы фосфора в ФСС могут, взаимодействуя влагой, образовывать полифосфорные кислоты, разрушающие алюминий. Поэтому максимальная концентрация фосфора в ФСС должна быть строго ограничена. Ее уровень принимается равным не более 3,5 %.
Таким образом, разрушение алюминиевой металлизации на поверхности кристалла может происходить в присутствии различных ионных загрязнений и слоя адсорбированной влаги. Ионы хлора мигрируя к аноду, вызывают разрушение положительно смещенного участка металлизации, в то время как катионы разрушают алюминий в области катода.
Анализ отказавших ИС с помощью растровой электронной микроскопии показал, что коррозия возникает и развивается по границам зерен алюминия, образуя микротрещины, которые впоследствии приводят к разрыву цепи.
В табл. 5.1 приведена зависимость времени коррозии алюминиевой металлизации от поверхностной проводимости (толщина А1 равна 1 мкм, ширина - 10 мкм, расстояние между полосами металлизации 10 мкм подаваемое напряжение 10 В).
Таблица 5.1
Поверхностная проводимость, Ом’1 Ю-1° 10'*1 10'12 10’13 10-14 Ю’15 10’16
Время полной коррозии, с ЗЮ3 ЗЮ4 ЗЮ5 ЗЮ6 3-107 ЗЮ8 310’
115
5.2. Примеры возникновения коррозионных отказов металлизации
В настоящее время в конструкции кремниевых полупроводниковых транзисторов и ИС для тонкопленочной металлической разводки на кристалле широко применяется алюминиевая металлизация.
Одной из причин отказов транзисторов и ИС па входном контроле у потребителей, в производстве аппаратуры и в процессе ее эксплуатации является коррозия алюминиевой металлизации. Время проявления коррозионных отказов зависит от причины коррозии и составляет, по нашим данным, о г месяца до двух лет. Отказы транзисторов и ИС из-за коррозионного разрушения металлизации - наиболее распространенный вид отказов, привлекающий, пожалуй, самое пристальное внимание исследователей надежности. Доля транзисторов и ИС, отказавших из-за коррозионных разрушений металлизации, различна и зависит от конструкции (особенно от типа корпуса и метода его герметизации), технологического процесса изготовления, а также от общего уровня культуры производства завода-изготовителя.
В настоящее время на отказы по коррозии металлизации приходится 9 % всех отказов ИС. Как показал долголетний опыт выпуска транзисторов и ИС, коррозионные отказы транзисторов и ИС чаще всего возникают не из-за недостатков конструкции, а из-за несовершенства технологии изготовления или ее нарушения.
Приведем несколько примеров возникновения коррозионных отказов металлизации, имевших место в практике серийного выпуска транзисторов и ИС.
5.2.1. Коррозия алюминиевой металлизации из-за неправильного выбора последовательности выполнения технологических операций
В начале выпуска биполярных ИС в корпусах 401.14-3.4, герметизируемых пайкой, контроль герметичности проводил
116
ся после испытаний на воздействие линейных ускорений и термоциклирования. В ходе дальнейшего технологического процесса изготовления ИС подвергались электротермотрени-ровкс (ЭТТ) и заключительным электрическим испытаниям (проверке электрических параметров при нормальной температуре и крайних значениях температуры окружающей среды).
При поставке ИС потребителям имели место случаи отказа из-за коррозионного разрушения металлизации. Анализ показал, что причиной отказов является негерметичность ИС и, как следствие, попадание во внутреннюю полость влаги или веществ, используемых потребителем для отмывки плат. Нарушение герметичности отдельных корпусов происходило из-за нарушения температурного режима ЭТТ (разрушение паяного шва), а также из-за разрушения корпуса при заклинивании ИС в канале проходной камеры при измерении параметров при крайних температурах. С целью исключения случаев попадания негерметичных ИС к потребителям контроль герметичности был перенесен в самый конец технологического процесса, и в настоящее время эта операция выполняется перед заключительной проверкой внешнего вида.
5.2.2. Коррозия алюминиевой металлизации из-за несовершенства метода контроля герметичности
При использовании для контроля герметичности ИС метода 401-4.2 имели место единичные случаи отказов ИС на приемосдаточных испытаниях и на входном контроле у потребителей из-за коррозионного разрушения алюминиевой металлизации от попадания во внутреннюю полость этиленгликоля. Проведенные исследования позволили выявить механизм попадания этиленгликоля во внутреннюю полость ИС.
При контроле герметичности по методу 401-4.2 ИС погружается в сосуд с нагретым до 125 °C этиленгликолем, при этом давление воздуха во внутренней полости повышается до
117
1,36 атм. За счет разности давления внутри ИС и атмосферного происходит выделение пузырьков воздуха через каналы негерметичности. После извлечения негерметичной ИС из этиленгликоля начинается ее остывание и, следовательно, понижение давления воздуха внутри ИС. Когда давление воздуха внутри ИС станет менее атмосферного (для ИС с большими течами - через 10 с после извлечения из этиленгликоля), происходит засасывание внутрь этиленгликоля, находящегося на поверхности корпуса вблизи канала негерметичности. И если эта негерметичная ИС из-за невнимательности оператора не будет отбракована, то в дальнейшем произойдет ее отказ из-за коррозионного разрушения алюминиевой металлизации.
Переход на "сухие" методы контроля герметичности с использованием автоматизированного оборудования позволил исключить субъективность контроля и возможность попадания к потребителям негерметичных ИС.
5.2.3. Коррозия алюминиевой металлизации из-за загрязнения корпусов
При попадании аэрозольных частиц на металлическую арматуру при спекании основания корпуса образуются газовые "карманы", которые приводят к задержанию в этих карманах травителей и электролита при проведении химических или гальванических процессов. Пе отмытые слои электролитов обнаруживаются также в виде зеленого налета на границах металлостеклянного спая.
При выпуске ИС в металлостеклянных корпусах 401.14-3.4 имели место случаи возникновения коррозии металлизации, причиной которой являлась некачественная отмывка корпусов. Для устранения причин коррозии на заводе-изготовителе корпусов было проведено изменение цитратного электролита золочения на фосфатный, введен 10 %-ный контроль внешнего вида корпусов и уточнены недопустимые от
118
клонения описания образцов внешнего вида. Проведенные мероприятия позволили исключить случаи коррозии металлизации из-за загрязнения корпусов.
5.2.4. Коррозия алюминиевой металлизации из-за неконтролируемого содержания фосфора в фосф оросил икатн ом стекле
В 1976-1987 гг. при массовом выпуске биполярных ИС серий 507, 508 имело место повышенное количество отказов ИС в процессе производства аппаратуры (до 0,015 % от общего объема поставок ИС). Анализ отказавших ИС показал, что все они герметичны и имеют разрушения алюминиевой металлизации в основном на шинах питания, хотя наблюдались и случаи разрушения металлизации активных элементов как в одной части кристалла, так и равномерно по всей поверхности кристалла.
Коррозия алюминиевой металлизации происходила с образованием рыхлых продуктов и разрушением фосфороси-ликатпого стекла (ФСС). Максимальное содержание фосфора в ФСС не было оговорено в технологической документации. В то время уже появились отдельные работы по влиянию содержания фосфора в пассивирующем стекле на устойчивость металлизации к коррозионному разрушению. Известно, что основным недостатком ФСС является сильная гигроскопичность. Под действием влаги ФСС разрушается.
Слабосвязанные окислы фосфора в ФСС могут, взаимодействуя с влагой, образовывать полифосфорные кислоты, разрушающие алюминий. Поэтому максимальная концентрация фосфора в ФСС должна быть строго ограничена. С другой стороны, полностью снять ФСС для МОП-транзисторов нецелесообразно, так как фосфор является в этом случае стабилизирующим фактором. Поэтому для определения оптимального содержания фосфора в ФСС нами был проведен эксперимент
119
на нескольких партиях ИС с содержанием 8,5 и 3 % фосфора. Партии ИС с различным содержанием фосфора в ФСС подвергались ЭТТ при температуре 125 °C в течение 1000 ч. В партии ИС с содержанием фосфора 8 % уже после 100 ч появились два отказа. При анализе отказавших ИС наблюдалось локальное разрушение алюминиевой металлизации в виде "ямок травления". В партии ИС с содержанием фосфора 5 % отказы наблюдались в меныпем количестве, а в партии ИС с содержанием фосфора 3 % отказов вообще нс наблюдалось.
На основании полученных результатов было принято решение об установлении величины содержания фосфора в ФСС не более 4 % и введении комбинированной защиты ФСС - SiC>2- Процесс пиролитического осаждения ФСС и S1O2 проводился в одном реакторе, что способствовало более плавному изменению содержания фосфора в пленке при переходе границы ФСС - SiC>2 и исключило возможность растрескивания покрытия из-за разницы коэффициентов линейного расширения. Принятые меры позволили исключить случаи коррозии металлизации ИС серий 507, 508.
5.2.5. Коррозия алюминиевой металлизации ИС в пластмассовых корпусах из-за попадания травителей
В видеомагнитофонах "Электроника ВМ-12" применялись ИС типа КР561ТВ1 в пластмассовых корпусах. Несколько лет выпуска и эксплуатации видеомагнитофонов показали высокую надежность этих схем. С 1987 г. к поставке КР561ТВ1 для видеомагнитофонов приступил другой завод-изготовитель. При этом резко возросло количество отказов ИС КР561ТВ1 в видеомагнитофонах. Только в 1988 г. отказало 96 ИС. Все отказы ИС были связаны с разрушением алюминиевой металлизации.
120
Результаты анализа конструкторской и технологической документации на заводе-изготовителе ИС показали, что при отсутствии ленты НФН с локальным нанесением алюминия была применена лента, полностью плакированная алюминием, что требовало последующего травления ее в соляной кислоте, а недостаточная последующая отмывка не гарантировала отсутствие ионов хлора. Время появления коррозии металлизации составило от 4 до 18 месяцев от даты изготовления ИС.
Известно, что наиболее сильное влияние на деградацию защитных свойств пассивирующей пленки оказывают ионы галогенов, которые участвуют в реакциях разрушения алюминия как катализатор. Изменение материала ленты позволило полностью исключить случаи отказа ИС типа КР561ТВ1 из-за коррозионного разрушения металлизации.
Контрольные вопросы
1. Что понимается под коррозией металлов?
2. Каков механизм химической коррозии?
3. Расскажите о механизмах электрохимической коррозии, анодных и катодных процессах.
4. Объясните понятие щелевой коррозии.
5. Каковы механизмы электролитической коррозии?
6. Что понимается под капиллярной коррозией?
7. Расскажите о влиянии галогенов на коррозию алюминия.
8. Что является движущей силой при гальванической коррозии?
9. Расскажите о катодной коррозии алюминия.
10. Нарисуйте схему возникновения коррозии в полупроводниковых изделиях.
11. Расскажите примеры возникновения коррозионных отказов металлизации в ИС.
121
6. ОТБРАКОВОЧНЫЕ ИСПЫТАНИЯ КАК СРЕДСТВО ПОВЫШЕНИЯ НАДЕЖНОСТИ ПАРТИЙ ИС
6.1. Состав отбраковочных испытаний
К качеству и надежности интегральных схем предъявляются очень высокие требования независимо от того, в какой радиоэлектронной аппаратуре (РЭА) они будут применены: для комплектации ракет, авиационных объектов, атомных электростанций или в телевизорах, видеомагнитофонах. Подсчитано, что если дефектные ИС составляют 1 % в партии, то это приводит в среднем к работоспособности только 63 % изготовляемой РЭА. Расходы на восстановление РЭА при отказе ППИ в эксплуатации выше на порядок, чем расходы на восстановление работоспособности аппаратуры при ее изготовлении.
Надежность ППИ при эксплуатации характеризуется кривой зависимости интенсивности отказов от времени, рис. 6.1. Данная кривая показывает относительно высокую интенсивность отказов в период ранних отказов (период приработки), сравнительно низкую и стабильную интенсивность отказов в период эксплуатации и возрастающую интенсивность в период износа (примерно после 25 лет нормальной работы). Ранние отказы возникают, как правило, вследствие конструкторских и технологических недостатков. В нормальных условиях работы этот период длится до 1000 ч или примерно 6 недель. На окончание этого этапа указывает выравнивание кривой интенсивности отказов.
Интенсивность отказов в период приработки имеет тенденцию к уменьшению по мере усовершенствования конструкции и технологии.
122
Рис. 6.1. Типовая зависимость интенсивности отказов ППИ от времени: а - без отбраковочных испытаний;
б - с проведением отбраковочных испытаний
В настоящее время общеприняты два основных направления увеличения надежности выпускаемых ППИ:
- устранение причин отказов при изготовлении изделий путем изучения, усовершенствования производственного процесса и повышения контроля, т.е. воздействие на процесс производства посредством обратной связи передачи информации и создания в конечном счете бездефектной технологии;
- выявление и удаление изделий с отказами (действительными и потенциальными) из готовой партии до поставки потребителю.
Наиболее эффективным методом повышения качества и надежности выпускаемых изделий является первый метод.
Известно, что отказы возможны даже в хорошо освоенном производстве. По этой причине распространенным способом повышения качества и надежности выпускаемой партии ПП и ИС (а не конкретно каждого изделия) является проведение отбраковочных испытаний в процессе выходного контроля этих партий на заводе-изготовителе.
123
Считается, что случайных отказов ППИ не бывает, каждый отказ имеет причину и является следствием приложения некоторой нагрузки. "Слабые" ППИ, которые остались невы-явленными к началу эксплуатации, могут явиться причиной отказов РЭА. Для того чтобы отбраковочные испытания были эффективными, нужно знать, какие нагрузки и как ускоряют появление отказов. Опыт использования ИС в РЭА показывает, что внедрение отбраковочных испытаний существенно повышает средний уровень их надежности (см. рис. 6.1 ).
В табл. 6.1 даны характеристики отдельных видов отбраковочных испытаний, преимущества и недостатки этих испытаний. Многие различные по природе слабые места приводят к одним и тем же механизмам отказов, многие одинаковые механизмы отказов ускоряются различными нагрузками и многие различные механизмы отказов — одними и теми же нагрузками. В частности, работа ИС при повышенной температуре и термоциклы ускоряют многие механизмы отказов. Повышенные температуры вызывают ускорение ряда химических реакций, ведущих к усилению коррозии, старению, ухудшению изоляции, способствуют снижению пробивного напряжения, растрескиванию пластмассы, увеличению токов утечки. Процессы, приводящие к отказам, ускоряются при повышении температуры по экспоненциальному закону вида
Е 1
К = ехр-^--------
к Т„„ Т
где Еа - энергия активации дефекта; к - постоянная Больцмана; Тпер - температура перехода; Тпер.п - температура перехода повышенная.
В табл. 6.2 представлены механизмы отказа и характер его проявления при ускоряющем факторе - повышенной температуре.
124
Механизмы отказов, выявляемые при отбраковочных испытаниях ИС
Механизмы отказов Ч1эоня1гидш.ээн т—< 1
еинэЛипоес! яохнаипиффсоя хняои -ПЭЛ. ЧЛ.ЭОННЕЯООЕ1ГЛОЭЭ} J О »—‘
ЯОПОЯ -ня хиншэня нлмэфэ^ /w
Bo/didox нтяэфф ОО
ИИПЕЕШЭИ^ЭЛ нхяэфа^ г- /w
ИЛЗ -онхдэяон EHHSHEBdjEf КО
хк -инэниПэоэ хиннэсПХнд хнпдвяэ я нтяэфа'р J 1 1 1
EUirRLOHda ииПееишгелэи нтлафэр' *е-
винное!» aififEXOHdx я нхяафэу/ сп
EinreiOHds ЕЖЕ1Н0И нл.нэфэй' сч
Отбраковочные испытания * < Внешний осмотр Повышенная температура Вибрация Одиночные удары Многократные удары
Окончание табл. 6.1
>—• 1
С) 1 J
о
оо А
г- Д\
о А A\v
ип л\\\ 1
тг
СП
СЧ ж 1
—1 Центрифуга Термоциклы Испытания на герметичность Рентгеноскопия Электротермоэлектротренировка Энергоциклы Электрические испытания Повышенная влажность
Таблица 6.2
Классификация основных механизмов отказов при повышенной температуре
Механизм отказа Значение Еа, ЭВ Характер проявления (вид) отказа
Зарядовая нестабильность в слое окисла и па границе окисла с полупроводником 0,7- 1,4 Увеличение и нестабильность токов утечек, изменение коэффициента усиления транзисторов, уменьшение пробивных напряжений
Электрический пробой 0,7-1,4 Резкое уменьшение пробивных напряжений
Взаимодействие металлизации с полупроводником на границе 0,9 -1,1 Увеличение обратных токов, уменьшение коэффициента усиления транзисторов
Образование интерметаллических соединений 0,65-1,5 Нарушение (обрыв) контактных соединений
Термоциклы, т.е. попеременный нагрев и охлаждение, также являются ускоряющим воздействием и хорошо выявляют относительно малые негерметичности корпуса. Влага проникает при термоциклах в негерметичные объемы и вызывает увеличение токов утечки и коррозию. Напряженные места конструкций, склонные к трещинообразованию, также выявляются при термоциклах.
Диапазон изменений температуры при термоциклах (используются, как правило, диапазоны 0... +55 °C, -65 ... +125 °C, -65 ... +150 °C и др.), количество термоциклов, длительность пребывания при крайних температурах, ско
127
рость изменения температуры выбираются разными; они по-разному воздействуют на интенсивность отказов изделий. Испытания термоциклами не являются неразрушающими; они не только вызывают отказы ППИ со слабыми местами, но могут вызывать снижение конструктивных запасов ППИ. В частности, термоциклы могут вызывать растрескивание кристаллов ИС, отделение кристалла от подложки, обрыв внутренних соединений. Поэтому введение в систему входного контроля испытаний термоциклами следует проводить после предварительных проверок целесообразности и эффективности их проведения для конкретных ППИ. При этом испытания термоциклами могут рассматриваться как ускоренные, следует только выбрать правильно диапазон изменения температуры и скорость ее нагрева. В большинстве же случаев термоциклы являются нормальным режимом работы ППИ в аппаратуре, так как они связаны с разогревом помещений, в которых располагается аппаратура и т.п.
Помимо тепловых и термоциклических испытаний используются механические испытания с постоянной или изменяющейся нагрузкой, которые в основном могут выявлять дефекты монтажа кристалла, внутренних сварных соединений, корпуса и внешних выводов.
6.2. Тренировка
Тренировка - это метод отбраковки, при котором изделия заставляют работать некоторое время в определенных условиях окружающей среды с подачей или без подачи электрической нагрузки, рассчитанных таким образом, чтобы в процессе тренировки вызвать отказ потенциально ненадежных изделий, не повреждая хорошие. Тренировка фактически ускоряет старение ППИ и предназначается для «выжигания» ранних отказов, т.е. отбраковки потенциально ненадежных ППИ и повышения надежности партии оставшихся в ней
128
ППИ. Следовательно, ППИ выдержавшие тренировку, имеют более низкую и постоянную частоту отказов, что значительно повышает надежность РЭА, в которой эти ППИ используются. Тренировка ППИ дает положительные результаты лишь в том случае, когда до и после нее проводится контроль электрических параметров.
Считается, что тренировка в подобранном для конкретного типа ППИ режиме и последующие электрические испытания позволяют выявить и отбраковать 100 % дефектных приборов. На практике 5 - 20 % отказов от общего числа потенциально ненадежных изделий остаются невыявленными из-за ошибок оператора, недостатков испытательной аппаратуры и ограничения времени, в течение которого проводится тренировка изделия.
Под тренировкой будем понимать все виды электротренировок (ЭТ), электротермотренировок (ЭТТ) и термотренировок (ТТ). Каждый из перечисленных видов тренировок имеет свои достоинства и недостатки, поэтому необходимо проведение работы по выбору вида тренировки, ее режима для конкретного типа ППИ. Прежде всего, необходимо добиться, чтобы при проведении тренировки ППИ по выбранной методике выявлялось не менее 95 % потенциально ненадежных изделий. Данная величина достоверности результатов тренировки считается нормальной и соответствует военным техническим условиям США M1L-STD-883. Затем, накопив определенный опыт, можно совершенствовать эту методику. К выбору конкретной методики тренировки, ее режимов следует относиться очень внимательно с тем, чтобы избрать наиболее оптимальный режим (в том числе по времени и стоимости), позволяющий с наибольшим процентом отбраковать потенциально ненадежные ППИ и в то же время не вызывать появления новых дефектов, показывающих, что идет ускоряющий процесс, снижающий неизвестно насколько долговечность изделий.
129
6.3. Электротренировка
Электротренировка ПП и ИС (или испытания на принудительный отказ) является эффективным и вместе с тем дорогим методом, проводится с целью отбраковки изделий, имеющих внутренние дефекты либо дефекты, связанные с отклонениями технологического процесса, которые могут вызвать в дальнейшем отказы, зависящие от времени и нагрузки. Цель ЭТ - обеспечить нагрузку, равную или несколько меньшую максимально допустимой при эксплуатации, или обеспечить такие эквивалентные условия испытаний, которые позволили бы свести к минимуму отказы оставшихся изделий при эксплуатации РЭА.
ЭТ ППИ может проводиться следующими методами в режимах:
- статическом с обратным смещением переходов;
- статическом с прямым смещением переходов;
— динамическом с последовательным или параллельным возбуждением;
- кольцевого генератора;
- энергоциклирования, т.е. в режиме «включено - выключено».
Методы тренировки различных ППИ в принципе аналогичны, но значительно отличаются в деталях.
Большая эффективность тренировки с обратным смещением, обнаруженная первоначально при испытаниях транзисторов, вызвала желание так же поступать и с ИС. Однако при воздействии отрицательного смещения, например на ТТЛ ИС, примерно половина полупроводниковых переходов оказывается смещенной в обратном направлении, а другая половина -в прямом.
При тренировке приборов с прямым смещением температура р-п-перехода возрастает до 150 - 170 °C в результате заданных электрических режимов, температура же корпуса
130
прибора при этом не превышает 25 °C; при тренировке приборов с обратным смещением температура окружающей среды выбирается равной 80 - 150 °C (т.е. обязательно необходима тренировка при повышенной внешней температуре).
Тренировка отдельных линейных ИС и МДП ИС, в которых возможны поверхностные дефекты, выполняется в режиме обратного смещения. Логические ИС обычно тренируют в режиме, когда все схемы переключаются с большой скоростью, для чего применяется возбуждение от внешнего программирующего устройства. Можно также соединить логические ИС в группы по кольцевой схеме с соответствующим числом (четным или нечетным) схем в каждом кольце, чтобы обеспечить положительную обратную связь. Наблюдается тенденция проводить тренировку как логических, так и линейных ИС только при обратном смещении, что проще и дешевле по сравнению с другими методами. Выбор между статическим и динамическим режимами тренировки часто вызывает затруднения, так как каждый из них имеет преимущества и недостатки в ускорении отказов, вызываемых:
а) ионными загрязнениями или другими дефектами, приводящими к отказам вследствие миграции зарядов;
б) дефектами кремния или окисла типа точечных "проколов";
в) перемежающимися отказами вследствие радиоактивности материалов корпуса.
Проявление дефектов МОП-приборов из-за ионных загрязнений кристалла наиболее эффективно ускоряется высокой температурой и постоянным электрическим напряжением с полярностью, способствующей перемещению зарядов к границе раздела Si - SiC>2-
Таким образом, постоянное смещение схемы, обеспечивающее как положительное, так и отрицательное электрическое напряжение в окисле затвора, ускоряет механизмы отказов, связанных с миграцией заряда, лучше, чем динамическое
131
смещение. Динамическое смещение создает нужную полярность напряжения только в течение части динамического цикла, тогда как во время остальной части цикла может происходить обратное перераспределение заряда. Кроме того, в случае статического смещения допустима большая температура окружающей среды, так как в этом режиме не происходит функционирование приборов. Отказы, обусловленные случайными изолированными дефектами (точечными проколами), по-видимому, лучше обнаруживаются с помощью динамического смещения, обеспечивающего подачу напряжения поочередно на все схемные элементы. Статическое смещение можег не создать электрической нагрузки на мелких дефектных участках.
Перемежающиеся функциональные отказы вследствие радиационных эффектов не ускоряются ни статическим, ни динамическим смещением. Их можно обнаружить путем непрерывного наблюдения за работой испытуемого прибора. Поскольку воздействие статическим и динамическим смещением не является абсолютно эффективным для всех типов дефектов ИС, его выбор должен основываться на знании ожидаемых механизмов отказов. Если предполагаются все типы отказов или могут возникнуть неизвестные ранее, приборы следует испытывать как в статическом, так и в динамическом режимах. Важную роль в выборе режимов тренировки играют также и экономические аспекты.
Выгоды, получаемые при считывании выходных сигналов испытуемых ППИ во время тренировки, заставили производителей ИС проводить эксперименты с использованием систем TDBI, т.е. тестирование одновременно с электротренировкой (TDBI - test during burning in). Некоторые из них внедрили эти системы для отбраковки в производственных условиях, а также для исследований с целью обеспечения качества и надежности ИС. Среди них:
— тестирование ранних отказов;
132
- тестирование сбоев, вызываемых воздействием альфа-частиц;
- тестирование на восстанавливаемые отказы;
— тестирование ЗУ на чувствительность к кодовым комбинациям;
- определение чувствительности регенераций динамических ЗУПВ и др.
Исследования показали, что внедрение системы тестирования одновременно с ЭТ привело к сокращению времени, затрачиваемому на тренировку, на 85 % для динамических ЗУПВ емкостью 64 К.
Кроме того, данные о неисправностях, полученные с помощью системы TDBI, помогли внести изменения в процесс, что увеличило выход годных устройств с 96 до 98,5 %. Более короткое время тренировки снизило затраты, так как на единицу производственной мощности требуется меньше стендов тренировки. И, разумеется, лучший выход годных ППИ означал снижение затрат на производство одного изделия.
Из рис. 6.2 видно, что по мере работы по системе TDBI на ЗУПВ с емкостью 64 К и в результате принимаемых на основании полученной информации мер по снижению конструктивных и технологических дефектов стало возможным снизить время тренировки с 96 до 24 ч с одновременным снижением количества отбракованных изделий с 4 до 1,5 %.
Некоторые отказы могут быть выявлены только с помощью системы TDBI, например перемежающиеся или случайные сбои ЗУ, вызываемые воздействием альфа-частиц. Эта система позволяет точно установить, в какой момент произошло нарушение контактирования изделий или замыкание в гнезде печатной платы. Фирма IBM сообщила, что система TDBI дополнительно отбраковывала до 20 % от всего количества отказов по причине восстановления параметров после изъятия изделия из испытательного стенда тренировки. В этом же сообщении говорится о том, что около 10 % ППИ проходящих стандартную динамическую тренировку, фактически
133
избегают се из-за неконтактирования. Правильно проводимая тренировка с использованием системы TDBI может снизить отказы РЭЛ в эксплуатации для ППИ, серийно выпускаемых длительное время, в 2 раза и в 11 раз - для новых изделий.
16 32 48 64 80 96
Время, ч
Рис. 6.2. Зависимость ранних отказов ЗУПВ емкостью 64К от времени изготовления
6.4. Электротермотренировка
Большинство механизмов отказов ППИ ускоряется под воздействием температуры и напряжения или тока, поэтому в процессе тренировки изделия должны работать при максимально допустимом напряжении и максимально возможной температуре. Однако при этой температуре не должно быть тепловой перегрузки, изменений логических состояний, а также недопустимо большой плотности тока в металлизации. Тепловая перегрузка должна быть исключена, так как в противном случае температура полупроводникового перехода не поддается контролю, что приводит к быстрому отказу изделия.
134
ЭТТ общепризнана эффективным средством ускорения эксплуатационных механизмов отказов. Она дает много информации за короткое время, но достоверные результаты можно получить только на основе правильного выбора электрических и тепловых нагрузок, выявления видов и механизмов отказов, соответствующих реальным условиям эксплуатации, а также статистической обработки полученных результатов.
Для ЭТТ могут использоваться те же методы, что и для электротренировки, плюс внешнее воздействие повышенной температуры. Температуры, при которых проводятся тренировки, составляют 70, 85, 100, 125 и 150 °C. ЭТТ ведется в специальных стендах при строгом контроле температуры.
Кремниевые ИС, особенно линейные, могут подвергаться дополнительной тренировке с использованием обратного смещения при высокой температуре.
Эффективность ЭТТ сложных БИС зависит от используемых цепей возбуждения и нагрузки, а также от температуры и продолжительности процесса тренировки. В отношении сравнительной эффективности динамических и статических режимов испытаний МОП БИС нет единой точки зрения. ЭТТ в статическом режиме способствует выявлению устройств с дефектами поверхности, которые проявляются в виде токов утечки или уменьшения быстродействия. ЭТТ в динамическом режиме выявляет дефекты ячеек ЗУ на МОП-транзисторах, обусловленные плохим качеством.
Наибольшее распространение получила ЭТТ МОП БИС в статическом режиме на уровне устройств, когда на все входы и выходы схемы подается напряжение определенного уровня. Некоторые фирмы применяют данный вид тренировки совместно с тренировкой в динамическом режиме, проводимой на уровне плат или систем. В табл. 6.3 приведены результаты ЭТТ в статическом режиме МОП ЗУ, выпускаемых одним из изготовителей БИС. Различие в частоте отказов прибо
135
ров в герметичных и пластмассовых корпусах объясняется большим числом случаев пробоя затвора в последних, которые более чувствительны к статическим зарядам, чем приборы в герметичных металлических корпусах.
Таблица 6.3
Результаты тренировки МОП ЗУ с произвольной выборкой в статическом режиме
Тип корпуса Температура окружающей среды, °C Длительность ЭТТ, ч Число партий Общее число приборов Процент отказов
Пластмассовый 85 16 59 33488 3,2
Герметичный 85 16 8 6720 1,5
Герметичный 125 48 20 16933 2,3
Герметичный 125 168 14 8963 2,3
ЭТТ различные фирмы проводят при температурах до 300 °C. Установлено, что при повышенных температурах постоянное значение интенсивности отказов достигается в течение более короткого времени, чем при более низких температурах, рис. 6.3.
В процессе отбраковки ИС 30-часовая тренировка при температуре 150 °C эквивалентна режиму тренировки в течение 168 ч при температуре 125 °C. Однако следует учитывать, что при повышенных температурах могут возникать повреждения, обусловленные большими неконтролируемыми внутренними токами или другими причинами, которые также не поддаются контролю при тренировке.
136
0 ib1 ib2 ib3 ib4 ib5 ib6 ib7 ib8
Время, ч
Рис. 6.3. Зависимость периода приработки ИС от температуры: I - 50 °C; 2 - 125 °C; 3 - 250 °C
Проведено сравнение эффективности отбраковки потенциально ненадежных ИС серии 106 в процессе ЭТТ на частотах 3 МГц и 50 Гц (схема параллельного возбуждения). Для эксперимента взяты четыре партии схем по 1400 шт. типа 106 ЛБ1. На первой и третьей партиях проведена ЭТТ сначала в одном режиме в течение 168 ч, затем в другом режиме. На второй и четвертой партиях проведена ЭТТ только в одном из этих режимов, а затем на выборке объемом 50 шт. схем от каждой партии проведены испытания на надежность в течение 500 ч. Результаты испытаний указанных четырех партий приведены в табл. 6.4.
Анализ отказавших ИС показал, что имеются дефекты на кристалле (царапина, постороннее включение на коллекторе транзистора, перетравливание металлизации).
Полученные данные, сложность изготовления и эксплуатации стендов для проведения ЭТТ на частоте 3 МГц способствовали принятию следующего решения: проводить технологическую ЭТТ ИС серии 106 по схеме с параллельным возбуждением при температуре 125 °C, предельно допустимой величине напряжения питания 5,5 В и максимальной эквивалентной нагрузке R = 330 Ом + 5%иС = 51О пФ + 10 %. При
137
этом параметры запускающего импульса следующие: частота следования - 50 Гц, скважность - 2, длительность фронтов импульса - не более 20 мкс.
Таблица 6.4
Результаты ЭТТ на различных частотах ИС серии 106
Последовательность проведения испытаний Количество отказов в партиях
1 2 3 4
ЭТТ в режиме: 3 МГц, Т = 100 °C, Еп = 5,5 В 150 Гц, Т-125 °C, ЕП = 5,5В 2 1 1
ЭТТ в режиме: 50 Гц, Т= 125 °C, ЕП = 5,5В 3 МГц, Т = 100 °C, ЕП = 5,5В 4 0 2
Испытания на надежность в режиме: 50 Гц, Т = 125 °C, Еп = 5,5 В 0 1 0 0
6.5. Термотренировка
Известно, что ряд несовершенств конструкции и нарушения технологии при изготовлении ППИ могут проявляться при испытаниях на хранение как при повышенных, так и при пониженных температурах. При повышенных температурах ускоряется диффузия примесей и загрязнений на поверхности полупроводника, увеличивается подвижность ионов в окисле, повышаются влагоотделение и газоотделение частями приборов, более быстро идет процесс старения сплавов, лучше выявляются механические напряжения. При пониженных температурах появляется воздействие термических напряжений на спаи и на р-п-переходы изделия. Поэтому влияние температур сказывается и на значениях интенсивности отказов ИЭТ, рис. 6.4.
138
I 100,0 s x tj <D X 3 X ca o о
10,0-
...
0Л I—I—I—r
-100 -50 0 50
lio 150 200 250
Температура, °C
Рис. 6.4. Зависимость интенсивности отказов от температуры для кремниевых приборов
Проверено, что если процент отказов после ЭТТ составляет доли процента и более 90 % отказов по электрическим параметрам, то ЭТТ может быть заменена на термофениров-ку. Время термотренировки должно быть не менее времени ЭТТ, но температура воздействия должна быть выше температуры ЭТТ, т.е. температура термотренировки должна быть равной температуре р-п-перехода кристалла при ЭТТ. Практически это легко рассчитывается, так как в технических условиях на изделие дается значение теплового сопротивления «переход — среда».
Например, когда при ЭТТ ИС типа КР1005ВИ1 в течение 72 ч при температуре 55 °C процент отказа достиг 0,3 (при этом отсутствовали катастрофические отказы), проведенная на 806 схемах проверка воздействия термотренировки в течение 72 ч при температуре 80 °C дала идентичные результаты.
Независимые фирмы (лаборатории) по отбраковке комплектующих изделий включают в отбраковочные испытания и стабилизирующую тренировку-испытание на пребывание при высокой температуре, обычно при температуре 150 °C, в течение 48 ч, чтобы ускорить ухудшение параметров из-за химических процессов, вызванных поверхностными загрязнениями, или из-за нестабильности окисла.
139
6.6. Продолжительность тренировок
Продолжительность тренировок остается проблемой как для изготовителя, так и для потребителя изделий. Малая доза отказов может трактоваться как следствие недостаточной продолжительности испытаний и, наоборот, большое количество отказов может служить свидетельством чрезмерной продолжительности тренировки.
Итак, выбран оптимальный режим тренировки и необходимо найти оптимальное время тренировки. В настоящее время длительность ЭТТ различных схем в разных режимах составляет 48, 72, 96, 150, 168, 240 ч, а в отдельных случаях - до 1000 ч. По данным фирмы Fairchild Semiconductor, большинство отказов происходило в первые 96 ч. В большинстве национальных стандартов, а также в международных стандартах (публикации № 747 МЭК и № 9000 ИСО) устанавливаются объем и последовательность проведения отбраковочных испытаний ИС, в которые включаются ЭТТ продолжительностью 168, 96 и 48 ч.
По последним данным, типичная температура для испытаний составляет 125 °C, а длительность испытаний при ЭТТ берется равной: минимально - 48 ч, максимально — 168 ч. Оптимальными с точки зрения экономической эффективности считаются 96 ч. Экспериментально подтверждается, что время ЭТТ для МДП ИС всегда больше, чем для биполярных схем. Согласно стандарту MIL-STD-883 ЭТТ проводится в течение 168 или 240 ч в зависимости от класса надежности при температуре 125 °C в динамическом режиме и 72 ч при температуре 150 °C в статическом режиме при обратном смещении для изделий повышенной надежности.
Практически время ЭТТ устанавливается при проведении неоднократных испытаний на партиях изделий, изготовленных в разное время, путем контроля электрических параметров через каждые 24 ч ЭТТ. Если, например, после 72 ч
140
отказов не наблюдается, то время ЭТТ выбирается равным 96 ч, т.е. определяется самим качеством изделий.
Анализ результатов испытаний показывает, что если более 50 % отказов являются катастрофическими, то это свидетельствует о неуправляемости и нестабильности технологического процесса. Отказы в данном случае проявляются практически в первые 12 ч ЭТТ. При стабильном технологическом процессе изготовления ИС, когда количество отказов на ЭТТ менее 1 %, более 90 % отказов ИС происходит из-за ухода их электрических параметров за нормы, установленные в ТУ. Остальные отказы являются катастрофическими или не связанными с нарушением работоспособности ИС.
Анализ отказов ИС, имеющих выход электрических параметров за допуск, установленный в ТУ, показывает, что при перепроверке этих схем через 24, 36, 48 ч у части из них значения параметров начинают входить в допустимые. В большей степени это связано с нестабильностью поверхности полупроводника, окисной пленки из-за ионного дрейфа. Если эти ИС поставить заказчикам, то при работе в аппаратуре они откажут в первую очередь. Поэтому были введены следующие ограничения на время проверки партии ИС после проведения ЭТТ: замер электрических параметров следует начинать через 2 ч после изъятия ИС из нагретой камеры стенда ЭТТ и проверять всю партию не позднее 12 ч в зависимости от конструктивно-технологических особенностей ИС.
Когда механизмы отказов зависят от электрического поля и температуры, а не от плотности тока или мощности, эффективным испытанием на отказ является испытание эквивалентным электрическим полем. Его, в частности, можно использовать для производственной тренировки ИС перед герметизацией при условии, что во время испытаний не возникает отказов с нетипичными механизмами.
Анализ надежности показал целесообразность тренировки части гибридных схем перед герметизацией. Достоинство
141
такой тренировки состоит в том, что доработку можно легко производить без повреждений корпуса и внутренних элементов, возможных при вскрытии корпуса модуля.
Приведем пример разумного подхода к подбору режима тренировки. Результаты испытаний с целью выявления отказов, характерных для начального периода эксплуатации СППЗУ (стираемые программируемые постоянные запоминающие устройства) типа 2716 фирмы «Intel», показывают, что среднее за год значение интенсивности отказов для начального периода эксплуатации составляет 0,1 %, причем большая их доля приходится на скачковую проводимость (67 отказов из общего количества 73). Для этих схем были разработаны две различные тренировки, направленные на выявление отказов начального периода эксплуатации: одна - для устранения изделий со скрытыми дефектами типа потери заряда, другая - для изделий с дефектами типа усиления заряда (оба эти дефекта свидетельствуют о наличии в окисле изделия проводимости скачкообразного типа). Общей задачей двух этих тренировок было снижение суммарного количества отказов в области начальной эксплуатации до величин меньше 0,2 % для всей совокупности изделий.
Выполненные работы по схемам типа СППЗУ показали, что потери заряда при температуре 150 °C оказываются на два порядка величин выше, чем при температуре 55 °C, поэтому в качестве основной тренировки по отбраковке этих изделий со скрытыми дефектами типа потери заряда была выбрана высокотемпературная тренировка.
Для определения оптимального времени термотренировка была первоначально применена к партии изделий, отсортированных по параметру «потеря заряда», причем в ходе такой пробной тренировки через каждые 20 ч производились измерения параметров изделий. Результаты этой тренировки показали, что для выявления большинства изделий с дефектами, приводящими к потере заряда, достаточно 72 ч, рис. 6.5.
142
Рис. 6.5. Данные по тренировке СПП ЗУ типа 2716 на выявление скрытых дефектов потери заряда
С целью подтверждения этой временной оценки партия из 10 000 изделий типа 2716 была сначала подвергнута тренировке в течение 72 ч при температуре 150 °C, а затем прошла в течение 48 ч динамические испытания на принудительный отказ. Примерно 1 % изделий, прошедших тренировку для выявления дефектов потери заряда, отказали при испытаниях на принудительный отказ.
6.7. Анализ данных по результатам тренировки
На предприятии-изготовителе ППИ, где для повышения надежности выпускаемой партии продукции подвергаются тренировке 100 % изделий с целью отбраковки отказавших, одновременно получают большой фактический материал. Поскольку тренировка - это не что иное, как кратковременное испытание на срок службы, то, пользуясь этими данными, можно:
- сократить расходы на испытания;
- определить доверительную вероятность найденной надежности или интенсивности отказов;
143
- обеспечить непрерывный контроль производственного процесса не только в целях его проверки, но и для внесения в него необходимых изменений.
Кроме того, 100 %-ная тренировка все время дает новые отказы, результаты анализа которых можно непосредственно использовать для эффективного воздействия на производственный процесс или для разработки конструктивнотехнологических мер по ликвидации причин отказов.
Данные тренировки оценивают общее состояние производственного процесса, его управляемости и стабильности; например, уменьшается ли в настоящее время процент отказов по сравнению с тем, который был прежде, не появился ли новый механизм отказа, чтобы своевременно принять меры по его исключению.
В табл. 6.5 перечислены некоторые механизмы отказов и методы испытаний, использующиеся для их вызова.
Таблица 6.5
Типичные механизмы отказов при различных методах испытаний
Механизм отказа Тип отказа Энергия активации отказа, эВ Метод тренировки
Дефекты окисла Ранний Беспорядочный 0,3 Динамическая Э1Т
Контакты Ранний Износ 0,6-0,8 Динамическая ЭТТ
Загрязнение Ранний Износ 1,4 Статическая ЭТТ
Дефекты структуры кристалла кремния Ранний Беспорядочный о,з Динамическая ЭТТ
144
Как видно из табл. 6.5, статическая ЭТТ вполне достаточна для некоторых типов ППИ, а динамическая ЭТТ' годится для большинства ППИ, в том числе для БИС и СБИС. Например, основным методом проявления дефектов окисла, некачественных контактов, дефектов структуры кристалла кремния является динамическая ЭТТ.
Хотя для ускорения проявления дефектов окисла необходима динамическая ЭТТ, роль окисла в биполярных ИС значительно отличается от роли в МОН ИС. В биполярном транзисторе окисел кремния не является неотъемлемой частью схемы, скорее точечный прокол в оксидном слое делает расположенный под ним кремний подверженным загрязнению, но сам по себе не вызывает катастрофического отказа. В МОП-транзисторе, однако, оксидный слой является неотъемлемой составной частью схемы. Дефект в оксидном слое ведет к полному пробою (размыканию или замыканию). В МОП-структурах ЗУ оксидные дефекты нарушают возможность накопления заряда оксидным слоем.
Ниже приведены данные о процентах отказов, встречавшихся в различных изделиях при проведении ЭТТ фирмой «Ешегсеп».
Тип изделия
Процент отбраковки при ЭТТ
Вентильные КМОП ИС
КМОП ИС со средним уровнем интеграции (триггеры, счетчики) Операционный усилитель (двойной 741)
Операционный усилитель
(с полевыми транзисторами на входе) Компаратор напряжения
Матрица транзисторов Дарлингтона
4,56
3,68
2,57
15,79
9,08
1,88
145
6.8. Эффективность отбраковочных испытаний для выявления ИС с дефектами внешнего вида кристаллов
В процессе изготовления ИС контроль внешнего вида кристаллов, как правило, производится дважды: в составе пластины и после разделения пластины на кристаллы. Контроль внешнего вида кристаллов в составе пластины осуществляется при увеличении до 100х. При проведении контроля в составе пластин отбраковываются кристаллы с дефектами в металлических покрытиях (пустоты, нестравленные участки, смещение металлизации) и в диэлектрических покрытиях.
Контроль внешнего вида кристаллов после разделения пластины производится также при увеличении до 100х. При проведении контроля отбраковываются кристаллы с дефектами скрайбирования, металлических покрытий (вмятины, царапины), загрязнения поверхности. Недопустимые виды дефектов оговариваются в технологической документации. Визуальный контроль кристаллов - самый дешевый способ повышения надежности за счет отбраковки потенциально ненадежных ИС.
В начале серийного производства одной из серий биполярных ИС была поставлена задача определения возможности отбраковки ИС с дефектами кристаллов полным набором технологических отбраковочных испытаний. Для выполнения задачи па операции контроля внешнего вида кристаллов было отобрано около двух тысяч кристаллов с разными дефектами внешнего вида. Из части отобранных кристаллов было сформировано пять партий, в каждую из которых входили кристаллы с одинаковыми дефектами внешнего вида. Количество кристаллов в каждой партии и виды дефектов кристаллов приведены в табл. 6.6.
146
Таблица 6.6
Номер партии Количество кристаллов в партии, шт. Вид дефекта
1 37 Недошлифовка пластины
2 125 Растравливание металлизации из-за дефекта фотолитографии
3 70 Растравливание термического окисла
4 38 Локальная неравномерность окисла
5 28 Посторонние включения в окисле
Партии дефектных кристаллов были собраны в корпуса 401.14-3 и подвергнуты отбраковочный испытаниям. Результаты измерения статических параметров до и после электротермотренировки и динамических параметров приведены в табл. 6.7. На основе полученных результатов рассчитаны также коэффициенты эффективности отбраковочных испытаний (Кэ) для выявления различных видов дефектов кристаллов. Кэ определяется как отношение количества ИС с данным видом дефекта кристалла, выявленных полным набором отбраковочных испытаний, к общему количеству ИС с данным видом дефекта кристалла в партии.
Микросхемы 1 - 5-ой партий, годные по электрическим параметрам, в количестве 225 шт. были подвергнуты испытаниям на безотказность в течение 600 ч при напряжении питания U = 5,5 В. Первые 100 ч испытаний проводились при температуре 25 ± 10 °C, последующие 500 ч - при температуре 125 ±5 °C.
147
Таблица 6.7
Коэффициент эффективности отбраковочных испытаний Кэ 0,43 0,19 0,21 0,26 0,29 0,25
Количество изделий (шт.), прошедших проверку после всех испытаний брак 16 24 15 10 ОО СП
годные 21 101 55 28 20 225
динамических параметров брак 1—< 1 1 1 сП
годные 21 101 55 28 20 225
статических параметров после ЭТТ брак 81 МП 1 29
годные 22 101 57 28 20 228
статических параметров брак т—< ЧО 00 оо ОО
годные 26 119 62 30 20 257
Номер партии I—и ГМ со мп Всего
Проверка электрических параметров - критериев годности - производилась после 100 ч испытаний при температуре 25 ± 10 °C и после 100 и 500 ч испытаний при температуре 125 ±5 °C. Дополнительно была подвергнута испытаниям на безотказность контрольная партия ИС (в количестве 50 шт.), собранная на кристаллах, не имеющих дефектов внешнего вида, и прошедшая отбраковочные испытания.
Результаты испытаний на безотказность дефектных партий и контрольной партии приведены в табл. 6.8.
Таблица 6.8
Номер партии Количество испытанных ИС Количество ИС, имеющих параметры -критерии годности, не соответствующие ТУ
после 100 ч испытаний при Т =25 °C после 100 ч испытаний при Т= 125 °C после 500 ч испытаний при Т = 125 °C
1 21 — — —
2 101 2 12 —
3 55 — 2 —
4 28 — — —
5 20 — 1 —
Контрольная партия 50 — — —
Примечание. Испытания контрольной партии были продолжены до 3000 ч. Результаты испытаний положительные.
149
Таким образом:
а) полный набор отбраковочных испытаний выявляет только от 19 до 43 % ИС, имеющих дефекты внешнего вида кристаллов, что характеризует контроль внешнего вида как высокоэффективный метод выявления потенциально ненадежных ИС;
б) наиболее эффективным отбраковочным испытанием для выявления ИС с дефектами внешнего вида кристаллов является проверка статических параметров перед ЭТТ. В ходе этого испытания отбраковано из 5 партий 41 ИС с дефектами внешнего вида кристаллов из 73 ИС, выявленных полным набором отбраковочных испытаний;
в) наибольшее значение коэффициента эффективности отбраковочных испытаний (Кэ = 0,43) получено для партии ИС с дефектами кристаллов «недошлифовка пластины»;
г) для партии ИС с дефектами кристаллов «растравление металлизации из-за дефекта фотолитографии» наиболее эффективным отбраковочным испытанием является элекгротер-мотренировка. При ЭТТ выявлено 18 ИС с этими дефектами внешнего вида кристаллов из 24 ИС, выявленных полным набором отбраковочных испытаний;
д) наличие о тказов после 200-часовых испытаний на безотказность свидетельствует о том, что полный набор отбраковочных испытаний не позволяет выявить все ИС с дефектами внешнего вида кристаллов. Вероятность того, что отказ возникает в результате физического дефекта ИС, может быть определена как произведение вероятности того, что имеет место дефект, на условную вероятность того, что дефект вызывает отказ:
Р(отказа) = Р(дефекта) Р(отказ/дефект).
Вероятность того, что дефект приведет к отказу, далеко не всегда равна единице. Она зависит от характера дефекта, его размеров, размеров компонентов ИС.
150
Контрольные вопросы
1. Какие основные направления используются в технологии для увеличения надежности выпускаемых ППИ?
2. Сформулируйте задачи отбраковочных испытаний.
3. Перечислите состав отбраковочных испытаний.
4. Какие дефекты можно выявить термоциклами?
5. Какие дефекты можно выявить механическими испытаниями?
6. Что такое тренировка ППИ?
7. Какой критерий правильности выбранного режима тренировки?
8. Расскажите о статических и динамических методах электротренировки.
9. Что такое тестирование, проводимое одновременно с электротренировкой?
10. Когда целесообразно использовать термотренировку?
11. Какова продолжительное гь тренировок и какие особенности контроля электрических параметров после тренировок?
12. Как осуществляется ЭТТ при малом количестве испытуемых ИС?
13. Как определить время ЭТТТ при большом количестве испытуемых ИС?
14. Как разработать ТЗ для отказа ЭТТ логических ИС?
15. Когда можно перейти от ЭТТ ИС к ТТ?
16. Приведите пример, когда необходимо применять два метода ЭТТ (статический и динамический).
17. Что дает анализ результатов ЭТТ?
18. Расскажите об эксперименте по эффективности отбраковочных испытаний для выявления ИС с дефектами внешнего вида кристаллов.
151
7. ПОВЫШЕНИЕ НАДЕЖНОСТИ ППИ МЕТОДОМ ВЫРАВНИВАЮЩЕЙ ТЕХНОЛОГИИ
В ряде работ, посвященных управляемости технологического процесса, рассматривается связь между анализом дефектов (причинами снижения выхода годных) и мерами по устранению этих дефектов (увеличением выхода годных). Дается также определение статистически управляемого технологического процесса, в котором с помощью статистического регулирования обеспечиваются точность и стабильность контролируемых параметров. Но в этих работах не сказано, какую надежность имеют партии ППИ, прошедшие технологический процесс с пониженным процентом выхода годных на одной или нескольких технологических операциях. Обычно эти партии изделий на выходном контроле соответствуют по конструктивным и электрическим параметрам ТУ и отгружаются потребителям. Какова же надежность партий изделий, выпущенных с плановым выходом годных по всем технологическим операциям и со значительным отклонением от планового?
Установлено, что с уменьшением процента выхода годных пленочных конденсаторов со 100 до 20 интенсивность отказов увеличивается примерно на два порядка. Опыт работы показал, что действительно надежность парзии изделий ниже надежности изделий, указанной в ТУ, если выход годных на определяющих операциях значительно ниже планового. Аналитически это можно показать следующим образом.
Пусть Ai, Аг, Аз ...Ап - плановые проценты выхода годных изделий соответственно на технологических операциях 1, 2, 3 ... п, тогда А1„ Аг,, Аз, ... АП| - фактические проценты выхода годных для i-ой партии изделий.
Если принять, что в процессе производства всего на четырех определяющих технологических операциях контролируется выход годных (контроль годности структур на пласти
152
не Ai, контроль годности изделий после сборки в корпус Аг, контроль годности изделий после технологических испытаний А3 и выходной контроль изделий А4), то для i-ой партии изделий производственная надежность составит
Pi = Pli P2i-P3i P4i,
а с уче том того, что
Pni ~ Kni • Anj ,
где Knj определяет погрешность контрольно-измерительного оборудования, формула будет иметь следующий вид:
Pi ~ Кн • Au Kzi • Aii K3i A3j K4i • A4j.
Для партии изделий с плановым выходом годных на всех операциях эта надежность будет определена как
Р = Р, • Р2 Р3 • Р4 = KiAi • К2А2 • К3А3 К4А4.
Если Au < Ai, A2i < А2, A3i < А3, А41 < А4, а К] = Кц, К2 = К21, К3 = K3i, К4 = K4j, то при выпуске изделий надежность i-ой партии будет меньше надежности партии, прошедшей с плановым выходом годных, т.е. Pi < Р.
Если выход годных ниже планового даже на одной операции, надежность партии и в этом случае будет ниже надежности, установленной в ТУ. Поэтому очевиден следующий подход к процессу производства с целью получения партий изделий с одинаковой надежностью, не менее установленной в ТУ. Если выход годных на какой-либо операции п для i-ой партии будет Аш < Ап, необходимо после нее ввести дополнительную технологическую операцию (или операции), обеспечивающую надежность этой партии изделий не менее плановой. И хотя результирующий выход годных Bj после введения дополнительных операций может снизиться (за счет дополни
153
тельной отбраковки потенциально ненадежных изделий), т.е. ВП| < Ani, надежность выпускаемой партии составит Рв< = Рдг
Технологию, в которой устанавливается допустимый односторонний разброс по выходу годных и при фактическом выходе годных на операции ниже допустимого вводятся дополнительные технологические отбраковочные операции, будем называть выравнивающей технологией. Метод выравнивающей технологии применяют тогда, когда выход годных на данной операции ниже планового более чем на утроенное среднеквадратичное отклонение, рис. 7.1, партии 2 и 10.
Рис. 7.1. Карта уровня качества технологической операции: 1 — установленное значение процента выхода годных на период времени (месяц, квартал); 2 — установленная минимальная граница процента выхода годных
Поэтому очевиден следующий подход к процессу производства ИС с целью получения партий схем с одинаковой надежностью не менее установленной в ТУ: если процент выхода годных на какой-либо операции для партии будет ниже планового на Зо, необходимо после нее ввести дополнительную технологическую операцию (или операции), обеспечивающую надежность после этой операции не ниже надежности ИС с плановым процентом годных, рис. 7.2.
154
Рис. 7.2. Технологический маршрут изготовления ИС при применении метода выравниваю щей технологии: Aj0 - плановый процент выхода годных на i-ой операции
Подтверждением необходимости применения метода выравнивающей технологии могут служить следующие примеры. Партии ИС с меньшими значениями процента выхода годных кристаллов на пластине имеют большой процент отказов на отбраковочных испытаниях. Это положение иллюстрируется полями корреляции, отражающими картину взаимосвязи выхода годных кристаллов и ИС по статическим параметрам на операциях контроля электрических параметров после технологических операций и отбраковочных испытаний, рис. 7.3 и 7.4.
статическим параметрам
2 4 6 8 10 12*"
Выход годных кристаллов, %
Рис. 7.3. Поле корреляции процента выхода годных кристаллов и ИС по статическим параметрам
156
Рис. 7.4. Поле корреляции уровней отказов до и после ЭТТ ИС
При этом наблюдаются такие закономерности. С одной стороны, при увеличении выхода годных кристаллов в процессе их изготовления выход годных ИС после сборки и отбраковочных испытаний также увеличивается, а уровень отказов, например по статическим параметрам, уменьшается (см. рис. 7.3), С другой стороны, рост уровня дефектов до отбраковочных испытаний, например по статическим параметрам перед ЭТТ, приводит к увеличению процента отбраковки по данному виду дефектов в процессе отбраковочных испытании (см. рис. 7.4).
157
Выбор дополнительных технологических отбраковочных операций проводится исходя из результатов анализа причин снижения выхода годных с целью выравнивания надежности выпускаемых партий изделий.
В качестве «индикатора» применения метода выравнивающей технологии можно использовать проценты выхода годных на следующих двух операциях: 100 %-ный контроль электрических параметров на пластине и проверка электрических параметров после или в процессе проведения ЭТТ.
Анализ статистических данных, получаемых в ходе технологического процесса, показывает, что для оперативной оценки надежности изготовленных БИС в каждой технологической партии можно использовать результаты ЭТТ данной партии. Нетрудно убедиться, что чем больше доля (процент) отказавших БИС на операции ЭТТ, тем меньшей надежностью обладают изделия этой партии на последующих испытаниях или при эксплуатации.
Практическая реализация метода контроля и регулирования уровня надежности МДП БИС по результатам ЭТТ заключается в следующем. Во-первых, рассматривается или определяется максимально допустимая доля отказавших изделий Q(t) в партии на операции ЭТТ. Во-вторых, для каждой партии в процессе производства проверяется выполнение неравенства
Qi(t)<Q(t),
где Qi(t) - фактическая доля отказавших БИС в текущей партии на операции ЭТТ. По результатам этой проверки осуществляется регулирующее воздействие на технологический процесс по следующему алгоритму. Изготовленные партии
158
после прохождения ЭТТ и контроля электропараметров БИС классифицируются по уровню брака на операции ЭТТ Qi(t). Если Qi(t) < Q(t), партия поступает на приемку, в противном случае в первый раз партия подвергается повторной ЭТТ, а во второй - бракуется или снижается категория ее качества. Отказавшие на операции ЭТТ изделия поступают на анализ с целью установления причин отказов и принятия в производство корректирующих мер.
Анализ опыта внедрения данного метода на примере одного из серийно выпускаемых типов МДП БИС показал, что его применение позволило обеспечить стабильное снижение уровня отказов в эксплуатации более чем в 7 раз.
При выпуске ИС серии 106 на всех контрольных операциях установлен средний уровень выхода годных на какой-то период, как правило, на квартал, и допустимый нижний предел выхода годных, обычно ниже среднего на 10 %. Если партия ИС не укладывается на любой контрольной операции в допустимый нижний предел выхода годных, то она с этой операции переводится в нижеследующую группу качества.
Контрольные вопросы
1. Дайте определение метода выравнивающей технологии.
2. Расскажите о технологическом маршруте изготовления ИС при применении метода выравнивающей технологии.
3. Приведите примеры применения метода выравнивающей технологии.
159
8. МОДЕЛИ ПРОЦЕССОВ ОТКАЗОВ ИС
Под моделью отказа понимается математическое описание физического процесса, ответственного за отказ. Если связать характеристики надежности с физическими параметрами изделий, материалов, нагрузки, условий среды, то можно создать приближенные модели процессов отказов на основе изучения причин возникновения отказов и закономерностей их появления во времени от условий и режимов испытаний или работы.
8.1. Модель «нагрузка - прочность»
Пусть изделие обладает некоторой «прочностью» X и подвергается воздействию «нагрузки» Y. До тех пор, пока X > Y, изделие работоспособно. При X < Y произойдет отказ. Под прочностью будем понимать, например, пробивное напряжение, величину электрического параметра, прочность приварки внутреннего вывода и др. Нагрузкой может быть величина тока, напряжения или мощности, температура, величина ускорения и др.
«Прочность» всех изделий одного типа не является абсолютно одинаковой, так как имеется разброс по однородности материалов, по наличию дислокационных дефектов в материалах, по параметрам технологического процесса и г.п. Кроме того, «прочность» расходуется со временем под влиянием приложенной нагрузки, при воздействии окружающей среды (температуры, влаги, давления и т.д.). Поэтому фактически всегда имеется некоторое распределение изделий по величинам прочности. Нагрузка на изделие также не остается постоянной, за исключением случаев, когда проводятся испытания специально при неизменной нагрузке. Поэтому можно утверждать, что для всяких случаев, когда выполняется неравенство
160
X - Y = Z > О,
отказ не произойдет.
Следовательно, вероятность безотказной работы на любой момент времени может быть вычислена так:
Р = j'c(z)<^z >
о
где <p(z) - функция распределения величины z.
Приведем пример использования данной модели.
Пусть ИС подвергается нагрузке в виде импульсов, что реализуется на практике: вибрация при ультразвуковой промывке, электрические нагрузки в момент включения аппаратуры, разряды статического электричества. Импульсы во времени распределены случайно, например, по закону Пуассона:
/(«,0 =
п\
(8-1)
где п - число импульсов, появляющихся за время t; X — среднее число импульсов в единицу времени,
Обозначим через Р вероятность ИС «выжить» после воздействия одного импульса, тогда вероятность ИС «выжить» после воздействия п импульсов будет Рп. Следовательно, полная вероятность безотказной работы ИС в течение времени t будет равна
Р(,) = £/(и,г).р.=2;(^)2£1 = е-.е- (8.2) л=0 л-0 П.
Если предположить, что импульсы нагрузки имеют столь большую величину, что вероятность «выжить», получив
161
всего лишь один импульс, ничтожно мала, т.е. Р ~ 0, то оказывается, что вероятность безотказной работы P(t) определяется исключительно интенсивностью появления импульсов разрушающей нагрузки X. Закон распределения отказов получается экспоненциальным:
Р(0 « е*
(8-3)
Таким образом, модель «нагрузка - прочность» позволяет установить связь физических характеристик изделий со статистическим распределением времени их безотказной работы. Построение таких моделей лежит в основе физикостатистического метода исследования надежности ППИ. Для осуществления его необходимо: иметь способы измерения прочности и распределения ее величины; установить закономерность изменения прочности во времени, иметь способы количественной оценки и измерения нагрузки различного вида; установить зависимость прочности от величины нагрузки и времени ее действия.
8.2. Модель накопления нагрузки
Рассмотрим другую модель, которая может быть применена для описания процессов в ППИ, протекающих во времени и приводящих к постепенному снижению их прочности (изменению величин параметров, снижению пробивных напряжений, разрушению контактов, металлизации и другим явлениям).
В основе модели содержится предположение о том, что прочность функционально связана с количеством нагрузки, полученным изделием, т.е. функция распределения прочности равна
= (8.4)
162
Под количеством нагрузки Кн понимается произведение интенсивности нагрузки Иу на время ее действия t.
= (8.5)
Наконец, интенсивность нагрузки выражается в виде
MH=ASre~B/T. (8.6)
Последнее выражение получается на основании общей теории реакций: в нем выделены экспоненциальная зависимость от величины, обратной абсолютной температуре Т, и величины, пропорциональной энергии активации процесса В, а также степенная зависимость интенсивности от нагрузки S (не связанной с температурой). Величина А - коэффициент пропорциональности.
Смысл построения такой модели заключается в следующем:
а) Экспериментальными исследованиями установлено, что логарифм времени до отказа изделий t0TK для некоторых механизмов обратно пропорционален величине абсолютной температуры:
IgtoTK ~ 1/Т.
(8.7)
Такие зависимости получаются из модели
f (Хото) Кнк)тк nHtoTKj (8-8)
Igf (Хотк) = IgA + ylgS - 0,43 В/Т + lgt0TK, (8.9)
где f (ХОтк) — значение функции при достижении прочности отказового состояния Хотк.
163
Из выражения (8.9) следует соотношение (8.7). Если построить график зависимости lgt0TK от величины 1/Т, то он будет представлен в виде прямой, из наклона которой находится В:
5 = 2,3
A(lg^OTx) А(%)
(8.10)
где A(lgtoTk) и А(1/Т) - соответствующие графику приращения величин.
Энергия активации Еа, выраженная в электрон-вольтах, связана с В соотношением
Е =—^—г(эВ).
1,1 104
(8-11)
Если рассматривается зависимость t0TK от нагрузки при постоянной температуре, то нужно построить график зависимости lgt0,K от величины IgS, который также будет иметь вид прямой линии. Из наклона этой прямой находится величина у:
A(lg ^отк ) A(lgS)
(8-12)
Вследствие различия начальной прочности отдельных изделий будет различной для них и величина t0TK при установленном критерии отказа Хотк. Поэтому при построении зависимостей типа (8.9) для совокупности изделий необходимо пользоваться величиной среднего времени безотказной работы tcp.
Если другие виды нагрузки, кроме тепловой, отсутствуют, т.е. S = 1 , то соотношение (8.6) совпадает с соотношением
164
Аррениуса, которое часто используется при анализе надежности ППИ;
б) Вероятность безотказной работы ППИ также может быть выражена через количество нагрузки. Например, для экспоненциального закона:
Р(0 = е
— ^/(^отк) __ gf^XoTK)
(8.13)
где tcP найдено из выражения (8.5);
в) Рассмотрим случай, когда количество нагрузки можно суммировать:
~ &Hi = 2L ’ (8-14)
i=i 1=1
при этом результат действия на изделия суммарной нагрузки не будет зависеть от того, в какой последовательности действовали отдельные нагрузки с интенсивностью ИН1 и продолжительностью tj. Данное предположение иногда можно использовать при обработке результатов испытаний со ступенчато изменяющейся во времени нагрузкой. В этом случае HHj и tj - нагрузка в течение i-ой ступени и ее продолжительность соответственно. В частности, если длительности ступеней нагрузки одинаковы и равны t,, то количество нагрузки будет:
(8-15) 1=1
Если предположение (8.14) справедливо, то будем иметь соотношение, пригодное для оценки результатов испытаний изделий при различных уровнях нагрузки.
С учетом выражений (8.4) и (8.5) следует:
165
i=l
Когда прочность достигает отказового уровня, то
I f(.XOTK> ~ У,H,t, /=1
В то же время из выражения (8.8) можно найти, что
тт _ f(XOTK.) н‘ t cpi
Подставив (8.18) в (8.17), получим:
/{.Хотк) — f(-XOTK
(8.16)
(8.17
(8.18)
следовательно,
(8-19)
Понимать выражение (8.19) нужно так. Проведем испытание изделий, например, при двух уровнях нагрузки до получения определенного значения вероятности безотказной работы, при этом, допустим, в течение времени t] действует меньшая нагрузка, потом в течение t2 - большая. Если из каких-либо дополнительных сведений известна величина времени безотказной работы при одной из нагрузок, то, пользуясь выражением (8.19), можно вычислить и время безотказной работы при другом уровне нагрузки.
166
8.3. Влияние длительного воздействия температуры на надежность термокомпрессионных соединений
Одной из причин отказов ИС является нарушение контактов алюминиевых или золотых внутренних выводов, соединяющих металлизацию кристалла ИС с траверсами (внешними выводами) корпуса. Чаще всего такие нарушения возникают в местах термокомпрессионных соединений (ТКС) на алюминиевой металлизации кристалла кремния при использовании в качестве материала для внутренних выводов золотой проволоки. Эти нарушения контактов являются следствием образования в местах ТКС хрупких интерметаллических соединений типа АихА1у
Определим количественно изменение вероятности безотказной работы ТКС системы Au — А1 в сравнении с системой Al - А1 в зависимости от температуры окружающей среды и времени воздействия данной температуры на ТКС при постоянном воздействии линейного ускорения.
Постоянное ускорение, воздействуя на ИС, вызывает в ТКС инерционную нагрузку Fh, рис. 8.1.
Рис. 8.1. Распределение усилий в термокомпрессионном соединении под воздействием ускорения: 1 — кристалл;
2 — внутренний вывод; 3 — траверса
167
Если внутренний вывод представить в виде двухопорной балки, то сила инерции, приложенная к центру тяжести, равна
F = та,
(8.20)
где т = ISp (1 - длина вывода; S - площадь сечения вывода; р — плотность материала вывода); а - воздействующее ускорение.
Нагрузка, действующая на одно ТКС, без учета угла изгиба, равна
F = F/2.
Прочность ТКС характеризуется разрывным усилием FP-
Вероятность отсутствия отказа вследствие того, что Fp > FH, можно определить как
P(.Fr>F„)=-^-
Je 2 dz = Ф(г), о
(8.21)
где z = (Fp - FH)/ (здесь crz = + (J2H ).
Значение разрывного усилия характеризуется математическим ожиданием M(FP) и среднеквадратичным отклонением ор, определяемыми экспериментально при помощи измерений разрывного усилия достаточно большого количества ТКС. Значение инерционной нагрузки характеризуется также математическим ожиданием M(FH) и среднеквадратичным отклонением он.
Вместо M(FH) можно использовать максимальное значение FH, т.е. наихудший вариант. Вследствие малости он, которое определяется разбросом массы выводов, можно принять он = 0.
168
ИС с ТКС Al - А1 и Au - А1 выдерживались при температурах 125, 150, 175 °C. Время выдержки и температура для каждой партии указаны в табл. 8.1. ТКС Al — А1 и Au — Al исследовались по 1400 и 800 шт. соответственно. После каждого значения температуры и времени выдержки производились измерения разрывных усилий ТКС.
Таблица 8.1
Время выдержки и температура ТКС
Тип ТКС Время выдержки, ч Номер партии ИС при температуре, °C
125 150 175
Al -А1 100 1 4 7
250 2 5 8
500 3 6 9
Ап-А1 100 И 14 17
250 12 15 18
500 13 16 19
Кроме того, производились измерения разрывных усилий ТКС, не подвергавшихся воздействию температур (партии 10, 20). Измерения осуществлялись динамометром с ценой деления 0,2 г.
На основании полученных данных (табл. 8.2) были определены математическое ожидание M(FP) и среднеквадратичное отклонение стр для различных партий ТКС (табл. 8.3). Действующие усилия Fh определялись по формуле (8.22) при Р = 2,7 г/см3 для алюминия, р = 19,2 г/см3 для золота, при диаметре внутреннего вывода 25 мкм, длине вывода 2,7 мм
169
об <я ег эончгвмиэявк 3,2 СЧ СП ю СП оо сч о г—4
Д К id оЗ н осле 500 эонПэбэ т—4 । 4 r—4 МО »—4 ОО о
ИЯХ С ЭОНЧЕТМИНИИ! 0,4 о ^г о" О о
д сЗ (-2 д ci ЕГ О аонч1гвниэмви1 сч сп (N СП СП сп 00 СЧ оо^ сч (N
' Fp, г, при и< сч 0> =: aantfado 1,3 СП г—4 т——< о т—* сп Т—4
о с эонч1геиини1и o' о ХГ о" sr о” сч о сч о'
о н S н ЭОНЧ1ГВИИЭЯВИ 2,8 ГЯ СП •о СП сч сп сп оо^ С'Г
о О я я о Он о о <и о aoHVado 1,3 т—< Ч; » “ * Т—< мп т——4 (N т—<
[ие значений п с аончигминии 0,4 o' д-о" о с*у o' (N о"
годной замер ООНЧЕВКИЭМВИ 2,8 оо (N °® сч CN сп CN СП CS СП
<и Д о Ч о Он с о сЗ Дн оэнДэбэ СП т—< сП т—"4 си 4 »—4 г—4 F *4
CQ ЭОНЧ1ГВИИНИИ1 0,4 О ^г о о" д-о" д-о"
Эо ‘КИЯЮИЭП -соа EdKiBdonwoj. 125 о мп т—-и МП МП сч 4 о МП ^“4 МП Г"—4
Тип ТКС < 1 < < 1 д <
при условии воздействия постоянного ускорения 20000 g, применяемого при технологической отбраковке. В результате получены следующие значения действующих усилий: FH = 0,025 г для выводов Al, FH = 0,25 г для выводов из Ап.
Значения вероятности безотказной работы, рассчитанные по формуле (8.21) с использованием таблицы значении P(Fp > F„) = Ф(г), приведены в табл. 8.4. График зависимости P(Fp > FH) от времени воздействия температур 125, 150, 175 °C на ТКС Au - А1 приведен на рис. 8.2.
Таблица 8.3
Значения m(Fp) и оР для системы Al - А1 и Au - Al
Номер партии ИС Параметры соединений Al - А1 Номер партии ИС Параметры соединений Au - Al
M(FP) ОР M(FP) Op
1 1,5 0,61 11 2,25 1,00
2 1,6 0,68 12 1,80 0,83
3 1,6 0,68 13 1,75 1,00
4 1,6 0,68 14 2,01 1,016
5 1,6 0,68 15 1,75 1,00
6 1,6 0,68 16 1,25 0,83
7 1,6 0,68 17 1,80 1,00
8 1,6 0,68 18 1,16 0,90
9 1,7 0,75 19 - —
10 1,6 0,68 20 2,25 1,00
171
Таблица 8.4
Значения P(Fp > FH) для ТКС Al - Al и Au - Al
Соединения Al - А1 Соединения Au - Al
Номер партии ИС P(Fp>FH) Номер партии ИС P(Fp>FH)
1 0,989 11 0,979
2 0,989 12 0,972
3 0,989 13 0,939
4 0,989 14 0,964
5 0,989 15 0,939
6 0,989 16 0,909
7 0.989 17 0,954
8 0,989 18 0,864
9 0,986 19 —
10 0,989 20 0,979
На основании вышеизложенного можно сделать следующие выводы:
а) как видно из табл. 8.2 и 8.3, для ТКС системы Al - А1 при воздействии линейного ускорения и температуры вплоть до 175 °C в течение 500 ч уменьшения M(FP) не наблюдается;
б) воздействие температур 125, 150, 175 °C в течение 500 ч при одновременном воздействии линейного ускорения на ТКС системы Au - Al приводит к значительному уменьшению вероятности безотказной работы. Начальное значение вероятности безотказной работы для ТКС Au - Al меньше, чем у ТКС Al - А1, и равно 0,979.
172
Рис. 8.2. Характер зависимости P(Fp > FH) от температуры и времени термокомпрессионных соединений Au - Al: 1-125 °C; 2-150 °C; 3-175 °C
Контрольные вопросы
1. Расскажите о модели «нагрузка — прочность».
2. Приведите пример использования модели «нагрузка -прочность».
3. Расскажите о модели накопления нагрузки.
4. Приведите пример случая накопления нагрузки, когда количества нагрузки можно суммировать.
5. Каково влияние длительного воздействия температуры на надежность термокомпрессионных соединений при постоянной центробежной нагрузке?
173
9. ВОЗДЕЙСТВИЕ ЭЛЕКТРОСТАТИЧЕСКИХ ЗАРЯДОВ НА ПОЛУПРОВОДНИКОВЫЕ ИЗДЕЛИЯ
Хорошо известно, какой вред приносит ППИ - полупроводниковым приборам и интегральным схемам - электростатический заряд (ЭСЗ). Аккумуляция заряда на пластинах, фотошаблонах приводит к потерям в выходе годных ППИ, так как заряженная пластина и фотошаблон подобно "пылемагни-ту" способны собирать частицы пыли даже в самой чистой среде. Анализ показывает, что до 65 % отказов МОП ИС на некоторых предприятиях-изготовителях ИС вызвано воздействием ЭСЗ.
Восприимчивые к электростатическим зарядам ППИ подвергаются опасности как в процессе производства, так и в процесс применения. Неантистатическая упаковка, недостаточно грамотное обращение с ППИ на входном контроле, в процессе монтажа при изготовлении электронных блоков и при эксплуатации радиоэлектронной аппаратуры могут быть причиной выхода ППИ из строя под действием ЭСЗ.
Сообщается, что средние ежедневные потери электронной промышленности США от ЭСЗ составляют от 10 до 18 % продукции. За год затраты, обусловленные потерями от воздействия ЭСЗ на ППИ и ремонтом или дополнительным обслуживанием оборудования, составляют около 10 млрд долларов.
9.1. Природа возникновения электростатических зарядов при производстве полупроводниковых изделий
В производстве ППИ ЭСЗ чаще всего возникают вследствие трения поверхностей различных материалов. Причиной возникновения ЭСЗ является передвижение свободных электронов или движение ионов в результате соприкосновения двух поверхностей, разностей диэлектрических постоянных,
174
тепловых пьезоэлектрических эффектов и т.п. Если осуществить контактное соединение двух материалов трибоэлектрической серии, то наиболее высокий в серии материал заряжается положительным электричеством, другой получит такой же отрицательный заряд. Величина ЭСЗ зависит от силы сжатия при контакте и от качества контакта между материалами.
Ниже в качестве примера приведены некоторые трибоэлектрические материалы, способствующие образованию статических зарядов.
1. Бакелит
2. Силикон
3. Стекло
4. Нейлон
5. Шерсть
6. Шелк
7. Хлопок
8. Полистирол
(+) ▲
В таблице 9.1 приведены величины напряжений ЭСЗ, генерируемых при трении материалов, обычно используемых в чистых помещениях полупроводникового производства.
При обычном хождении человека по земле и даже если он просто сделает движения рукой в воздухе, конденсатор, одной из обкладок которого является человеческое тело, а второй - земля, заряжается количеством энергии от 0,1 до 5 мкКл. Если подсчитать напряжение U = Q/C, принимая среднюю емкость человеческого тела равной 150 пФ, то тело человека может заряжаться до 20 кВ. При перемещении тела относительно окружающей среды емкость уменьшается в 2 раза, заряд остается неизменным, а напряжение увеличивается в 2 раза.
В табл. 9.2 приведены максимальные значения возникающих в различных случаях ЭСЗ.
175
Таблица 9.1
Величина ЭСЗ на предметах из различных материалов, В
Наименование предметов Пластмассовая коробка, корпус ППИ Полиэтиленовая упаковка Стеклянная чашка, стеклянный корпус ППИ Металлический пинцет Антистатическая полиэтиленовая упаковка
Латексные напальчники 6000 8000 4000 1000 2000
Незащищенные пальцы 200 3000 200 0 0
Таблица 9.2
Объект, получающий ЭСЗ Напряжение, В
Человек, идущий в ботинках на каучуковых подошвах 1000
Человек, идущий по ковру в ботинках на каучуковых подошвах 14 000
Человек, идущий по полу, вымощенному плиткой, в ботинках на каучуковых подошвах 13 000
Человек, сидящий на рабочем месте 3000
Целлулоид при трении 40 000
Газ, выходящий из баллона со сжатым газом 9000
Бензол и эфир при скорости истечения 3 м/с 3000
Свободно капающий бензин 4000
176
Величина ЭСЗ оператора, идущего по рабочему помещению, зависит от пройденного расстояния или времени прохождения этого расстояния. Например, оператором достигнуто предельное напряжение ЭСЗ, равное 8 кВ, после 20 - 30 шагов. После остановки оператора наблюдается утечка ЭСЗ.
Накопление заряда человеком не является единственной причиной опасного для ППИ и РЭА электростатического разряда (ЭСР). Значительные по величине заряды могут возникать непосредственно на поверхности изделия. Такие заряды могут быть подвижными, если они накапливаются на проводящих элементах конструкции ППИ или неподвижными, когда они возникают на изолированных деталях. В момент, когда тот или иной вывод касается проводящего тела, проходит исключительно быстрый импульсный ЭСР, который может полностью или частично повредить прибор.
Установлено, что в процессе работы конвейера вращающиеся фторопластовые ролики заряжаются до потенциалов порядка 3000 В, фторопластовая и пенопластовая тара может заряжаться до 8000 В, а пластмассовая - до 2500 В. Нужно помнить, что электронно-лучевые трубки телевизоров, осциллографов, дисплеев, мониторов являются источниками большого электростатического поля. Поэтому оператор, случайно коснувшись экрана трубки, может зарядиться до нескольких киловольт. Даже не касаясь экрана, оператор, находящийся перед включенным осциллографом на некотором расстоянии, случайно коснувшись земляной шины, может приобрести значительный заряд, противоположный по знаку заряду экрана. На ППИ, находящихся вблизи экрана трубки, также будет воздействовать электрическое поле трубки.
Для описания ЭСР, которые могут привести к разрушению или отказу ППИ и РЭА, были предложены три обобщенные модели: модель тела человека (МТЧ), модель заряженного прибора (МЗП), модель воздействующего поля (МВП).
177
Модель тела человека. При сравнительно простых движениях на поверхности тела человека может создаваться значительный ЭСЗ. Когда "заряженный" человек касается ППИ, например при операции ручной сборки, то часть энергии, содержащейся на поверхности его тела, передается, т.е. разряжается на изделие или через него на землю. В большинстве случаев в разрядном импульсе содержится достаточно энергии, чтобы изменить характеристики ППИ и даже расплавить области в материале р-п-перехода. Эквивалентная схема тела человека, используемая при описании данного явления, в общем случае состоит из последовательно соединенных емкости и сопротивления. Как правило, емкость тела берется равной 100-250 пФ.
Сопротивление тела человека в модели выбирается в пределах 1000 - 2000 Ом. Эта модель соответствует отдельно стоящему человеку, несущему заряд на внешней поверхности кожи. Используя данную модель, определяют порот' разрушающего напряжения для ППИ. В эквивалентной схеме МТЧ обычно предполагается, что разряд попадает на один проводник, в то время как другой проводник заземлен. Хотя данная ситуация может встречаться часто, более вероятен для корпусов ИС прямоугольного типа с двухрядным расположением выводов ДИП, других типов корпусов ИС с выводами и некоторых кристаллодержателей разряд на проводник, находящийся со всеми остальными проводниками незакрепленного прибора на одной поверхности. Разряд характеризуется более сильным разрушительным воздействием в случае с заземленным прибором, так как длительность импульса разряда тогда больше, поэтому энергия значительно больше рассеивается прибором.
Одной из оценок измерения разрушающего действия разряда является отношение полной плотности мощности к плотности мощности, необходимой для доведения кремния до его точки плавления.
178
Найдено, что данное отношение близко к 1 в случае свободно лежащего на поверхности прибора и равно примерно 10 в случае его заземления при одинаковых параметрах модели. Расчеты показывают, что в случае с заземленным прибором рассеивается приблизительно 10 мкДж энергии, которой достаточно для расплавления кремния объемом 10 мкм3.
При описании этой модели ЭСР приняты следующие допущения. Прежде всего, МТЧ довольно упрощенно представляет распределенную систему (тело человека) и в ней не учитываются коренные явления, возникающие перед самим разрядом. В модели не учтена индуктивность человека (ее величина 50 - 100 нГн), которая в какой-то степени ограничивает крутизну фронтов импульса ЭСР. Несмотря на это, результаты какой-нибудь одной испытательной ситуации можно использовать для сравнения ППИ по их пороговым уровням напряжения разрушения. Определенные таким образом пороговые уровни обладают значениями, характерными для наихудшего случая, так как реальные разряды с определенным потенциалом почти всегда слабее, чем в испытательных системах. Реально наблюдаемый ЭСР рассматриваемого типа (МТЧ) протекает не однократно, а в виде серии последовательных разрядов при более низких напряжениях. Это явление описывается более сложной моделью, включающей помимо параметров поверхности объемные компоненты, оцениваемые значениями 100 кОм и 650 - 1000 пФ. Полную модель ЭСР сложно воспроизвести на практике, поэтому большинство национальных стандартов и отечественные стандарты предусматривают только поверхностные RC-компоненты и максимально допустимое время нарастания 20 нс.
Модель заряженного прибора. На приборе и на самом корпусе в его системе проводников и в других проводящих участках накапливается заряд, который затем быстро разряжается через один из выводов. В данном случае заряд, хранящийся на металлических частях подложки и корпуса, протека-
179
ет через подложку и вызывает отказы р-п-переходов, диэлектрических слоев и элементов, являющихся частью разряжаемого участка. Системы проводников прибора и корпуса в результате трения могут заряжаться электричеством так же, как заряжается тело человека. Особенно это может наблюдаться при автоматической подаче приборов путем скольжения в подводящих каналах.
Для описания переходного процесса, протекающего в разряжаемом приборе, можно применить простую эквивалентную схему, представляющую собой цепочку последовательно соединенных элементов: емкости С, зависящей от параметров окружающей обстановки, индуктивности проводников прибора L и сопротивления элемента схемы R, расположенного на кремниевой пластине, в которой будет рассеиваться мощность переходного процесса. Эта цепочка завершается ключом, который изображает контакт с заряженным телом или землей, и некоторым контактным сопротивлением Rc.
Емкость корпуса прибора в момент касания земли играет большую роль в определении количества энергии, выделяемой при ЭСР, и в ответе на вопрос, будет ли превышено пороговое значение напряжения, приводящее к выходу из строя прибора. Накопление заряда на корпусном приборе в то время, пока он расположен вблизи земли, и при последующем перемещении от земли приведет к увеличению на нем напряжения, а также энергии, хранимой прибором. Разряд в данном случае внес бы больше разрушений, чем тогда, когда прибор находится вблизи земли. Увеличение напряжения и энергии в этом случае происходит обратно пропорционально изменению соотношения емкостей.
Например, при равных количествах выводов держатели чипов обладают значительно меньшей емкостью, чем корпуса типа ДИП с двухрядным расположением выводов, и поэтому при равных напряжениях в них содержится меньше энергии. Если прибор заряжен в результате касания с другим телом,
180
г
что, вероятно, является наиболее общим случаем (например, при переносе человеком прибор заряжается в процессе выполнения этой операции), то он менее подвержен разрушению в держателе чипов, чем в корпусе типа ДИП.
Даже в случае, когда емкость прибора, в котором энергия имеет ограничения по сравнению с МТЧ, ниже, разрядный импульс может произойти настолько быстро, что выделится мощность, плотность потока которой превысит порог разрушения.
Случай МЗН можно воспроизвести для определения восприимчивости прибора к ЭСР следующим образом: прибор заряжается через свою проводящую подложку и разряжается касанием одного из проводников. При этом детали и приспособления необходимо выбирать так, чтобы свести к минимуму любые паразитные добавочные цепи.
Случай, подобный МЗП, может возникнуть, например, при лакировке непроводящих крышек ИС методом распыления. Электрический заряд, возникающий при трении капель жидкости о крышку (трибоэлектричество), накапливается на крышке и может разрядиться на заземленную подложку.
У стираемых ультрафиолетовым освещением электрически программируемых ПЗУ с неэлектропроводными крышками корпуса в результате их охлаждения путем разбрызгивания жидкого фреона-12 через 5 - 10 с наблюдался отказ. Создана следующая модель механизмов отказа. Положительные ионы, стекающие со струи фреона на верхнюю поверхность крышки корпуса, наводят отрицательный заряд на нижней изолированной поверхности крышки. Напряженность поля, возникающего при этом, может превысить пробивную прочность воздушного зазора внутри корпуса (15 кВ/см). В случае превышения пробивной прочности в канале пробоя происходит ионизация воздуха с образованием положительных и отрицательных ионов. Положительный заряд на крышке притягивает к себе отрицательные ионы и отталкивает положительные, что
181
приводит к образованию локализованных участков положительных зарядов на защитном диэлектрике кристалла. Эти положительные заряды притягивают электроны из кристалла и инвертируют заряд его поверхности, в результате чего может образоваться емкостная связь между стоком и каналом через пассивирующие слои, обусловливающие утечки.
В процессе защиты полупроводниковых приборов полимерными материалами, например, лаком КО-923, компаундом 159-167, возможно заряжение поверхности кристалла, обусловленное электризацией капли защитного материала, приводящее в процессе высокотемпературного отвердения к изменению характеристик приборов. Величина заряда капли защитного материала зависит от типа применяемого материала, инструмента, потенциала оператора и достигает величины 1О’10 - 10’9 Кл.
Модель воздействующего поля. Внешнее электрическое поле может воздействовать на ППИ двумя способами. Во-первых, в р-п-переходах прибора, помещенного в поле, могут создаваться потенциалы, величина которых зависит от величины разделительной емкости, находящейся между источником внешнего поля и землей. Найдено, что при потенциалах источника до 5000 В вероятность данного события мала до тех пор, пока р-п-переход перемещающего прибора расположен между плоскостью источника поля и заземленной плоскостью при суммарном зазоре не менее 2,5 мм. Во-вторых, в присутствии поля подвижные заряды на теле прибора смещаются в стороны, разделяющие эти заряды. Если затем заземлить проводник прибора, находящегося в поле, то произойдет либо перераспределение зарядов, либо ЭСР, так как дисбаланс, созданный полем, должен быть устранен. Это в точности соответствует ЭСР, описанному в МЗП, и любое значение порога, определенное для случая МЗП, также можно отнести для случая МВП.
182
В практике возможен и такой случай. В результате начального касания проводника прибора при нахождении его в поле произойдет ЭСР, который создаст определенный заряд на приборе. Если затем прибор поднять непроводящим инструментом и удалить его из поля, то создадутся условия для появления следующего ЭСР под действием М311. Этот случай может быть менее распространенным, однако полностью игнорировать его не следует.
9.2. Результаты воздействии электростатических разрядов на полупроводниковые изделия
Наиболее типичными механизмами повреждении полупроводниковых изделий являются следующие. Первый - диэлектрический пробой, который встречается чаще всего у МОП-транзисторов и емкостей линейных биполярных ИС. Второй связан с плавлением кремния в обедненной области р-п-перехода при локальном разогреве, при этом наиболее часто повреждаются переходы эмиттер-база п-р-п-транзи-сторов в линейных биполярных ИС. Повреждение продольных р-п-р-транзисторов встречается реже.
Непосредственно перед ЭСР и в течение первых десятков наносекунд разряда на изделие действует наведенное высокое напряжение, которое является источником тока. В связи с этим на изделие действуют и потенциал электрического заряда, и ток разряда. У полупроводниковых приборов и ИС, на которые воздействовали ЭСР, могут иметь место два типа повреждений:
-катастрофические повреждения, которые обнаруживаются наиболее легко, потому что поврежденные изделия не выполняют своих функций;
-скрытые повреждения, которые затрагивают только один из параметров - усиление, утечку и т.д. или вызывают заметные изменения начальных характеристик, которые могут
183
тем не менее не выходить за рамки допустимых отклонений.
Эти повреждения обнаружить трудно, так как зачастую они проявляются лишь в экстремальных условиях - в результате повторяющихся разрядов или со временем эксплуатации.
Катастрофические отказы ППИ из-за ЭСР можно разделить на следующие отказы: отказы под действием мощности или тока, которые часто опознают по горячим точкам или расплавленным участкам; отказы под действием напряжения, когда им пробивается насквозь диэлектрик, разрушается поверхность или возникает поверхностный дуговой разряд. Отказ перемещаемого прибора с р-п-переходом в случае МВП является по природе своей отказом под действием напряжения. Все другие модели могут вызывать или отказы по мощности, или отказы по напряжению.
Иногда возможно определение модели отказа и логическое нахождение причины отказа по месту отказа на приборе. МТЧ почти всегда приводит к разрушению или отказу под действием мощности или под действием напряжения вблизи вывода, которого коснулись, и со стороны выводов схемы.
Отказы под действием мощности или тока, характеризуемые МЗП, происходят обычно между7 схемной частью и землей или питающей шиной. Шины питания и заземления, как правило, являются проводниками с наибольшей площадью и способны хранить наибольший заряд и высвобождать при разряде наибольшую энергию. Отказы внутри прибора под действием напряжения происходят из-за разницы постоянных времени разряда в смежных или пересекающихся участках, что приводит к появлению напряжений, превышающих электрическую прочность диэлектрика.
В МОП-приборах затворный оксид обычно имеет толщину 1000 А. В отдельных конструкциях, например, в радиационно стойких приборах, эта изоляционная пленка еще тоньше. Пробои оксида происходит при полях (8 - 10)106В/см, что соответствует приложенному к затвору напряжению 80- 100 В.
184
Если появляется электрическое поле, напряженность которого превышает критическую для этой оксидной пленки величину, пленка пробивается. Отдельные типы МОП-приборов являются более чувствительными к их воздействию, что обусловлено либо толщиной пленки, либо топологией кристалла, в которой имеются острые углы или кромки металлизации, на которых возникают локальные увеличения градиента напряженности поля. Например, VMOlI-приборы из-за особенностей своей геометрии более чувствительны к ЭСР, чем другие I типы МОП-приборов. Пробой может происходить не только в оксидной пленке затвора, но и в других местах, например на I перекрещиваниях пленок металлизации, где тонкая пленка
диэлектрика, изолирующая один слой металлизации от другого, подвергается воздействию больших напряженностей электрического поля. ЭСР может также вызва ть скрытые дефекты, появляющиеся в виде отказов в период эксплуатации. Такие дефекты можно разбить на три категории:
Ь - нанесенный ущерб настолько мал, что прибор полно-
г стью соответствует паспортным характеристикам. Вероят-
u ность безотказной работы в течение всего срока службы дос-| таточно велика;
-поврежденный элемент прибора соответствует техническим условиям либо слегка выходит за установленные пре-I. делы и вполне способен выполнять свои функции в системе. Однако имеется достаточная вероятность преждевременного отказа;
- прибор работоспособен, но не соответствует всем предъявленным к нему требованиям. Надежность прибора сущес твенно ослаблена.
По физическому принципу скрытые дефекты, вызванные ЭСР, можно также разделить на следующие группы.
Дефекты оксида. Прежде всего, это проколы, приводящие обычно либо к закороткам, либо к образованию диодов Шоттки. В некоторых случаях подобные дефекты могут в те
185
чение длительного времени оставаться незамеченными и проявляться лишь при значительном повышении температуры. Другим типом дефектов является захват заряда оксидом, что приводит к сдвигу пороговых напряжений транзисторов типа МДП и к образованию паразитных каналов утечки.
Дефекты металлизации, проявляющиеся в виде выброса металла. В результате таких дефектов могут возрасти токи утечки либо появиться закоротки. Во многих случаях возникающие проводящие перемычки могут не влиять на нормальную работу схемы и даже исчезают (плавятся) при перегрузках по напряжению. Несмотря на это, считается, что дефекты подобного рода по большей части сокращают срок службы приборов, в частности потому, что делают их более восприимчивыми к импульсным перегрузкам во время эксплуатации.
Дефекты, связанные с расплавлением объемных участков кремния, не влияющие на выходные параметры ППИ. Примером такого дефекта является пробой диффузионного резистора в месте соединения с алюминиевой дорожкой. Импульс ЭСР может проплавить дорожку из алюминия через диффузионный резистор.
Обнаружено также, что ЭСР может приводить к возникновению дефектов термоупругости, которые могут быть причиной деградации характеристик ППИ.
Анализ биполярных ИС получивших повреждения из-за ЭСР показывает, что у 90 % схем были повреждены переходы, у остальных 10 % была повреждена металлизация. Одновременно у 27 % схем имел место пробой диэлектрика.
Отрицательное влияние ЭСР в первую очередь сказывается на МОП и КМОП-приборах. Однако перечень полупроводниковых изделий, особо чувствительных к воздействию ЭСР, не ограничиваем указанными типами. Некоторые биполярные приборы также чувствительны к ЭСР. По вине ЭСР в цифровых ИС наблюдалась деградация входных диодов. Особенно опасны ЭСР для ТТЛ ИС с барьером Шоттки, которые
186
пробиваются при энергии ЭСР в 2 - 3 раза меньше, чем необходимо для пробоя обычных ТТЛ ИС. Это происходит вследствие меньших размеров барьера Шоттки. В табл. 9.3 приведены пороги чувствительности полупроводниковых приборов и ИС.
Таблица 9.3
Тип ППИ Порог чувствительности, В
МОП-транзистор 100-200
Арсенидогаллиевый транзистор 100-200
Полевой транзистор с р-п-переходом 140-1000
Биполярный транзистор 380-7000
КМОП ИС 250-300
Линейные биполярные ИС 190-2500
ИС ТТЛ 1000-2500
ИС ЭСЛ 500-1500
ИС ТТЛШ 500-1500
Относительная чувствительность различных типов ППИ к ЭСР выглядит следующим образом (табл. 9.4):
Таблица 9.4
Тип ИЭТ Относительная чувствительность к ЭСР
Стандартные ТТЛ ИС 1,0
Линейные ИС 1,3
Цифровые ИС с объединенными эмиттерами 1,8
Шоттки ТТЛ ИС 3,0
МОП ИС 3,0
КМОП ИС 4,6
187
Большие разбросы по порогу чувствительности объясняются его зависимостью от размеров используемых элементов ППИ, технологии изготовления, выбора параметров, характеризующих годность ППИ, и от их величии. Например, МОП-приборы с металлическим затвором почти в 9 раз более восприимчивы к ЭСР, чем эти же приборы с кремниевым затвором. Это происходит вследствие особенностей технологического процесса изготовления кремниевого затвора, обеспечивающих оптимальные площади перекрытия затвора и уменьшающих емкость затвора.
Повышенной устойчивостью к воздействию ЭСР обладают МДП ИС с диэлектриком затвора из SiCh + SisN4 по сравнению с диэлектриком из SiCh + ФСС (фосфоросиликат-нос стекло).
При исследовании биполярных ТТЛ ИС с изоляцией р-п-переходом (серия 133) и оксидом (серия 106) по результатам сравнительных испытаний на надежность выявлено, что ИС с оксидной изоляцией обладают большей стойкостью к ЭСР (табл. 9.5).
Таблица 9.5
Результаты сравнительных испытаний ИС на надежность в течение 1500 ч при условии С = 200 пФ, R = 1 кОм
Потенциал воздействующего заряда, В Тип ИС
1ЛБ061 1ЛБЗЗЗ
Кол-во ИС в партии, шт. Кол-во отказов, шт. Кол-во ИС в партии, шт. Кол-во отказов, шт.
Без воздействия (контрольная партия) 20 0 20 0
1000 16 1 20 2
1500 16 1 20 5
1800 11 1 20 6
2000 8 1 20 4
188
Значения энергии ЭСР, необходимой для повреждения и разрушения ППИ, различны и зависят от их конструктивнотехнологических особенностей (табл. 9.6).
Таблица 9.6
Энергия ЭСР, необходимая для повреждения ППИ
ППИ Энергия, Дж, необходимая для
повреждения разрушения
Дополняющие МОП-структуры 10’7 10’6
Транзисторы 10‘6 10’5
Диоды 10‘5 кгг
Выпрямители 10’4 10'3
Диоды Зенера 10'3 10’2
Транзисторы средней мощности 10'2 10’1
Мощные транзисторы 10и ю1
Мощные диоды и кремниевые управляемые диоды ю1 ю2
Наиболее часто наблюдаемым видом повреждения КМОП ИС являются пробои оксидной изоляции вентилей и короткие замыкания их, возникающие либо из-за приложения избыточного электрического напряжения непосредственно к выводам, либо из-за приложения наведенного избыточного напряжения. Этот вид повреждения характерен и для повреждений при воздействии ЭСР. Экспериментальная проверка электрической мощности КМОП-схем серии 4011, изготовленных четырьмя различными предприятиями при приложении импульсного напряжения между различными выводами схем показала существенное различие в электрической
189
прочности ИС разных изготовителей, а также зависимость прочности от того, к каким выводам ИС прикладывалось напряжение.
Потенциалы, при которых начинались заметные изменения вольт-амперных характеристик (ВАХ), имеют значительно меньшие величины, чем потенциалы, приводящие к катастрофическим отказам ППИ. Наиболее чувствительным к ЭСР является БИС КР1005ВИ1, значение допустимого потенциала по техническим условиям равно 30 В. Потенциалы статистического заряда +500 В и -700 В относительно «земляного» вывода ИС могут приводить к изменению ВАХ испытуемых переходов. Под действием ЭСР порядка 1000 В независимо от знака практически любой переход интегральной микросхемы КР1005ВИ1 может быть выведен из строя.
На рис. 9.1, 9.2 показаны типичные ВАХ ИС до и после воздействия на них ЭСР. Из графиков видно, что характеристики элементов после воздействия на них ЭСР отличаются от первоначальных значений.
Рис 9.1. Вольт-амперные характеристики гибридной микросхемы ГК19-П (по выводам 2-4, 2-5, 4-5):
1 - до воздействия ЭСР; 2, 3 - после воздействия ЭСР
190
Рис 9.2. Вольт-амперные характеристики БИС КР1005ВИ1 (по выводам 10 - 39): 1 - до воздействия ЭСР;
2, 3 - после воздействия ЭСР
В процессе эксперимента была поставлена задача - выявить особенность поведения наименее стойкого к ЭСР изделия - ИС КР1005ВИ1 при многократных воздействиях разрядов. На рис. 9.3 по оси абсцисс приведено напряжение, по оси ординат количество ЭСР при данном напряжении, после которого наступает катастрофический отказ ИС. Высота столбиков — это количество случаев катастрофических отказов при данных условиях. Видно, что распределение количества отказов в зависимости от напряжения разряда в первом приближении подчиняется экспоненциальной зависимости.
Таким образом, для ИС типа КР1005ВИ1 опасность представляет не только однократное воздействие ЭСР больших потенциалов, но и многократное воздействие низких потенциалов.
191
Рис. 9.3. Зависимость количества разрядных импульсов ЭСР, приводящих к катастрофическим отказам БИС КР10005ВИ1, от напряжения ЭСР
9.3. Коллективные и индивидуальные меры зашиты от воздействия статических зарядов
Защита ППИ от ЭСЗ обычно проводится в двух направлениях: исключение факторов, приводящих к генерации ЭСЗ, и стекание накопленного заряда. Методы защиты от ЭСЗ, применяемые в полупроводниковой промышленности, подразделяются на химические, физико-механические и конструктивно-технологические. Первый и второй методы способствуют предотвращению возникновения статического электричества и ускорению стекания зарядов, третий - только защищает ППИ от опасных воздействий ЭСЗ, но не оказывает влияния на стекание зарядов.
192
Известно, что ЭСР происходит, когда запасенная энергия превысит пороговый уровень, соответствующий 10'6- 10'5 Кл/м. Для предотвращения опасности целесообразно обеспечить уменьшение запасенной энергии ЭСЗ. Пути утечки ЭСЗ возможны через коронный разряд, объемную проводимость материала, на котором скапливается заряд, и поверхностную проводимость материала.
Следовательно, наиболее общими решениями проблемы борьбы со статическим электричеством являются ионизация воздуха, а также увеличение поверхностной и объемной проводимости материалов. Практические методы обычно состоят в создании организованных путей утечки ЭСЗ так, чтобы не допустить попадания опасных потенциалов на ПНИ.
Первым из таких методов является метод заземления. Цепь утечек на землю работает удовлетворительно, если ее сопротивление не превышает 106 Ом. Заземление является эффективным только для материалов, имеющих удельное сопротивление не более Ю10 Ом-м. Изолятор с удельным сопротивлением свыше 1014 Ом-м может хранить высокую энергию ЭСЗ, что приводит к разряду при его связи с землей. Такой изолятор следует защищать другими способами. Заземленные электростатические проводники должны быть защищены от других проводников.
Второй метод заключается в подавлении ЭСЗ, так как заземление нс позволяет эффективно снимать заряды с поверхности диэлектриков, которые широко применяются в чистых комнатах. ЭСЗ у таких материалов резко снижается при увеличении влажности воздуха (табл. 9.7) , однако при этом ухудшаются условия работы в чистых комнатах. Поэтому влажность устанавливается равной 40 %.
193
Таблица 9.7
Влияние относительной влажности воздуха на электризацию некоторых объектов
Объект ЭЗС (В) при относительной влажности воздуха, %
10-20 65-90
Рабочий: при ходьбе по ковру 35000 1500
при хождении по винипла-стовому полу 12000 250
при сидении на рабочем месте 6000 100
Полиэтиленовый конверт для хранения документов 7000 600
Для разрядки диэлектрических поверхностей применяют ионизаторы воздуха, способные генерировать ионы обеих полярностей. Такие ионизаторы используются для локальной нейтрализации зарядов непосредственно на рабочих местах или ими дополняют вентиляционные системы чистых комнат для ионизации зарядов в потоке отфильтрованного воздуха с целью общей нейтрализации стен, потолков, поверхностей оборудования и др. Предложено облицовывать стены, потолок и пол чистых комнат электропроводящими покрытиями, имеющими по отношению к земле электросопротивление порядка 107 Ом, при котором заряды на них уменьшаются до безопасных значений в течение 0,02 с.
Третий метод уменьшения электростатической опасности заключается в применении токопроводящих материалов путем смешивания материалов с металлическими или углеродными частицами.
В помещениях, где расположена аппаратура с чувствительными к ЭСЗ компонентами, полы должны быть покрыты проводящими коврами. Ковры предназначены, прежде всего,
194
для рассеивания ЭСЗ с лиц, входящих в помещение перед тем, как они подсоединяются к заземлению. Они также создают "заземленный" фон во всем помещении. Проводящие ковры обычно изготавливаются из пластмасс, насыщенных углем, или проводящего винилового материала. Ковер подсоединяется к заземлению.
Столы, рабочие места также должны иметь проводящее покрытие из пропитанного углем пластика, проводящего дивинила или антистатического материала. Эти покрытия обычно заземляются с помощью шин, прокладываемых на столах под покрытием. Аналогичные покрытия должны иметь и стулья.
Перчатки или напальчники из обыкновенной, непроводящей резины могут быть источником ЭСЗ. Их нужно изготовлять из специального электропроводящего материала.
При выборе материалов особое внимание уделяется их свойствам рассеивать ЭСЗ. Вместе с тем важной характеристикой материала является время рассеяния заряда при заземлении. В проведенных исследованиях на различные материалы подавался потенциал до 5000 В, после чего материал заземлялся и замерялось время достижения напряжения 500 В (табл. 9.8).
Таблица 9.8
Время рассеяния ЭСЗ различных материалов
Наименование материала Состояние материала Время рассеивания, с
Антистатическая полиэтиленовая пленка Новая Бывшая в употреблении 0,5 21,3
Статическая защитная пленка Новая Бывшая в употреблении < 0,00005 < 0,00005
Черная проводящая пленка из ткани Новая Бывшая в употреблении < 0,00005 < 0,00005
195
Четвертая группа методов обеспечивает уменьшение ЭСЗ тела человека. Для этого используются заземление и антистатическая одежда.
Проводящие браслеты являются одним из наиболее эффективных средств рассеяния ЭСЗ, накапливающегося на человеческом теле. Они создают электропроводный путь, по которому ЭСЗ может стекать на землю. Браслет состоит из проводящей полосы, укрепляемой на запястье, и пряжки, которой браслет соединяется с заземленным проводом (рис 9.4). Провод должен иметь последовательно соединенное сопротивление от 1 до 100 МОм для создания безопасных условии работы, чтобы протекающий через человеческий организм ток не превышал 1 мА. Конструкция браслетов может быть разнообразной. Для ежедневной оценки качества браслетов используются тестерные боксы, расположенные при всех входах на производственный участок. Они оборудованы лампочками, указывающими состояние браслетов: РАЗМКНУТО, ЗАМКНУТО, ХОРОШЕЕ.
Рис 9.4. Пример конструктивного оформления антистатического браслета
196
Для обеспечения заземления тела человека используются коврики из токопроводящих пластмасс и токопроводящая подошва обуви. Одежда человека может генерировать и сохранять ЭСЗ до 20 кВ. поэтому необходимо обращать внимание, чтобы персонал, работающий с чувствительными к ЭСЗ ППИ и электронными блоками, был одет в антистатическую одежду.
9.4. Конструктивно-технологические методы повышения стойкости ИС к воздействию ЭСР
Кроме применения внешних мер защиты, за последние годы разработаны методы защиты ИС конструктивнотехнологического типа и внутренней, т. е. встроенной защиты.
Например, предложен следующий способ защиты ИС от воздействия ЭСЗ человеческого тела во время монтажа на печатную плату. На внешней стороне основания корпуса прибора сформирован ряд углублений, внутри которых находится припой. Каждое углубление соединено сквозным отверстием с контактной площадкой на внутренней стороне основания корпуса. Таким образом, внешние выводы схемы оказываются утопленными внутрь основания корпуса, что практически исключает касание их руками оператора при монтаже.
Применение ряда конструктивных особенностей при разработке топологии кристалла ИС может повысить устойчивость ИС к ЭСЗ. В частности, хороший эффект получается при увеличении расстояния между областью эмиттерной диффузии и базовым контактом, например при увеличении его с 10 до 40 мкм, или путем снижения плотности тока в эмиттере за счет увеличения его периметра со стороны базового контакта. С целью уменьшения концентрации электрического поля и накопления ЭСЗ на углах контактных площадок ИС предлагается указанные площадки изготовлять в виде восьмиугольника.
197
Тенденции к снижению глубин залегания переходов, уменьшению толщины подзатворшио оксида и толщины разводки увеличивают вероятность повреждения устройства электростатическим разрядом. В первую очередь повреждаться будет тонкий подзатворный оксид входных и выходных КМОП-структур и связанная с ними металлическая разводка. Если в качестве контактов используются силициды металлов, это также ухудшает защищенность схемы от ЭСЗ. В этом случае имеются специальные схемотехнические и технологические решения, в частности, блокировка силицида, что усложняет технологический процесс и увеличивает стоимость изготовления.
Для повышения стойкости ИС серии К1500 (схемы эмиттерно-связанной логики) приняты следующие конструктивные меры: исключено пересечение шин, оптимизированы конструкция входного ограниченного резистора, расположение контактов к подложке кристалла и трассировка входных шин. Это позволило повысить стойкость этих схем к ЭСР до величины более 1 кВ.
Отдельные типы МДП ИС являются более чувствительными к ЭСР, что обусловлено либо толщиной или составом подзатворного диэлектрика, либо топологией кристалла, в котором имеются острые углы или кромки, на которых возникают локальные увеличения напряженности поля.
Экспериментально показано, что МДП ИС с диэлектриком затвора из SiC>2 + ФСС менее устойчивы к воздействию ЭСР, чем схемы с диэлектрическим затвором из SiCh + Si3N4. КМДП ИС с поликремниевым затвором являются не только вариантом схем с большим быстродействием по сравнению со схемами с металлическим затвором, но и более защищенными от воздействия ЭСР.
Исследования влияния сопротивления контактов в МОП ИС в последовательной цепи прохождения ЭСР показали, что при увеличении сопротивления цепи стойкость ИС по отно
198
X
шению к воздействию разряда растет. При увеличении расстояния от контактов до края перехода транзистора возрастает пороговое напряжение ЭСР, при котором схема отказывает. Увеличение толщины пленки металлизации также повышает стойкость ИС к воздействию ЭСР.
9.5. Методы встроенной защиты ИС от воздействия ЭСР
Для обеспечения высокого быстродействия и повышения плотности упаковки элементов на кристалле (перспективные ИС будут иметь до 2 млн. элементов на кристалле) приходится резко уменьшать размеры элементов ИС. Если в широко известной КМОП ИС серии 4000 использовался основной размер 7 мкм, то в современных ИС - 1,5 - 1,0 мкм и уже разработаны ИС с основными размерами 0,8 - 0,5 мкм. Эти схемы в ближайшие годы будут стандартными.
Толщина пленки подзатворного оксида в КМОП и МОП ИС также непрерывно уменьшается. В схемах серии 4000 толщина подзатворного оксида составляла 1150 А, в настоящее время она практически достигла 100-70 А. Так как подзатворный оксид имеет прочность только порядка 1000 В/мкм, то в соответствии с уменьшением геометрических размеров элементов ИС снижается и пробивное напряжение: со 100 В - понизилось до 30 и даже 20 В. ИС стали и будут в дальней-. шем все более чувствительными к ЭСР.
Эффективным средством защиты цепей от пробоя являются специальные схемы, реализуемые на кристалле ИС и служащие для шунтирования входного сигнала, превышающего обычный допустимый уровень.
Входные и выходные контакты ИС проектируют со схемой защиты на кристалле, которая обеспечивает отвод тока разряда и предотвращает появление чрезмерного напряжения Г на оксиде затвора или переходе.
L Главным условием является то, что схема защиты не
199
должна ухудшать характеристики защищаемого прибора. Кроме того, защитные структуры должны иметь небольшую площадь, ограничивать напряжение, подаваемое на схему, шунтировать напряжения и токи перегрузки, возникающие при ЭСР, ограничивать область схемы, на которую воздействует ЭСР, иметь максимально быстрое время срабатывания и вносить минимальное время задержки в нормальную работу ИС в диапазоне напряжений питания схемы.
Основные требования к входным схемам защиты следующие: низкий порог срабатывания схемы защиты, согла-суемый с защищаемой схемой, низкое динамическое сопротивление во включенном состоянии для быстрого снятия зарядов при незначительном нагреве и отсутствии повреждений или дефектов; незначительный ток утечки в режиме нормальной эксплуатации; незначительный размер площади, занимаемой схемой защиты, ненужность дополнительных технологических операций для ее изготовления.
Реализация этих требований приводит к необходимости поиска компромиссных решений между качеством защиты и характеристиками защищаемой схемы. Например, для обеспечения низкого динамического сопротивления во включенном состоянии необходима большая площадь для схемы защиты, что может приводить к повышенным токам утечки и емкостям.
Базовый принцип защиты ИС от повреждений в результате ЭСР показан на рис. 9.5. Эквивалентная схема разрядной цепочки состоит из конденсатора С1, резистора R1 и ключа SA1, подключенного к выводу ИС. Внутренняя цепь защиты состоит из ключа SA2 и резистора R2.
Основная защита заключается в том, что при возникновении импульса ЭСР необходимо с минимальной задержкой замкнуть ключ SA2 и шунтировать внутренние цепи ИС. 11ри R2 —> 0 имеет место 100 %-ная защита ИС, так как опасное напряжение на входе не развивается. Ключ SA2 должен быть
200
SAI
Вывод ИС
Рис 9.5. Базовый принцип защиты ИС от повреждений в результате ЭСР
двухполярным, чтобы реагировать как на положительный, так и на отрицательный импульсы. В качестве альтернативного варианта применяются две параллельные цепочки с разнополярными ключами.
Время срабатывания устройства защиты колеблется от 1 нс для включения в прямом направлении диодов или стабилитронов до 4 нс в случае более сложных структур. Поскольку за это время напряжение на входе ИС может достичь опасной величины, применяется дополнительная фильтрация импульса ЭСР, как правило, путем включения в схему Г-образной RC-цепочки.
В зависимости от функционального назначения ИС и технологии ее изготовления может быть реализован один из следующих вариантов схем защиты: диоды с дополнительным резистором, диффузионный резистор, стабилитроны, р-канальные транзисторы, комбинация р-канальных транзисторов, разрядник, "ложный эмиттер".
201
Использование диодов с резистором 450 Ом в КМОП ИС, изготовленных по технологии "кремний на сапфире", позволило повысить допустимую величину воздействующего ЭСР до 325 В (для импульса длительностью 0,1 мкс); схема защиты с диффузионным резистором - от 60 до 1140 В (однако в этой схеме накладываются существенные ограничения по допустимой длительности воздействующего импульса). При необходимости обеспечения защиты от импульсов малой длительности рекомендуется использовать другие схемы. Так, применение разрядника позволяет повысить допустимое значение потенциала до 1500 В при длительности импульса 10 нс. Разрядник представляет собой зазор шириной порядка 50 мкм между вводом входного сигнала и металлизацией общего контура, причем этот зазор не рекомендуется покрывать пассивным оксидом. Использование "ложного эмиттера" предполагает шунтирование им при пробое коллекторного перехода и предохранение "истинного эмиттера" от перегрузки. В этом случае допустимое для ИС напряжение ЭСР возрастает до 2 кВ.
9.5.1. Встроенная защита МДП ИС
Для субмикронных технологий с применением силицидов в качестве контактов при использовании технологии слабого подлегирования областей стока и истока особенно важно обеспечить равномерное распределение разрядного тока после пробоя, своевременное включение защитного элемента и быстрый отвод тока с наименьшим рассеиванием тепла. Схема защиты должна иметь минимальное паразитное сопротивление и емкость, чтобы минимизировать падение напряжения на этом элементе и уменьшить дополнительную нагрузочную емкость защищаемого устройства в случае ее использования в выходном буфере.
Для защиты МОП ИС от электрического пробоя обычно
202
применяют прибор с р-п-переходом, который должен предотвращать превышение потенциала па затворе выше критического. Тип используемого прибора с р-п-переходом определяется технологией изготовления и областью применения ИС. Основные схемы защиты затворов КМОП-структур следующие:
- схема включения диодов защиты с большим напряжением пробоя;
- схема с использованием распределенных диодов в цепи питания;
- схема с зенеровскими диодами, отличающимися малой величиной пробойного напряжения;
— схема с использованием р-канальных транзисторов;
— схема с использованием двухсторонней комбинации р-канальных транзисторов;
— схема с использованием искрового разрядника для защиты от больших напряжений.
В табл. 9.9 приведены семь способов защиты МОП БИС и необходимая для их реализации площадь кристалла.
Поиск схем защиты для МОП и КМОП ИС продолжается. Наряду с общераспространенными схемами имеется множество сообщений о создании новых схем защиты, конструкции и технологии их получения.
Например, наиболее существенной особенностью устройства для электростатической защиты МОП ИС является наличие двух ступеней защиты. Первая ступень выполнена на основе МОП-транзистора с толстым оксидом и рассчитана на высокие уровни напряжения. Вторая ступень строится на МОП-транзисторе с тонким оксидом и срабатывает при более низких уровнях. В состав устройства входят также диффузионные резисторы и диоды.
203
Таблица 9.9
Примеры схемы защиты МОП БИС от ЭСР
Номер схемы Структура Схема защиты Площадь, мкм2 Напряжение повреждения, В
1 2 3 4 5
1 Горизонтальная структура с тонким подзатворным оксидом 8129 1100
d > э н
2 Горизонтальная структура с тонким подзатворным оксидом и ограничительным сопротивлением 30 Е 0 |- 9999 2300
3 Горизонтальная структура с толстым подзатворным оксидом 8129 5500
С — н
204
Окончание табл. 9.9
1 2 3 4 5
4 Диод с плавающим затвором 3870 800
J Г1
5 Диод с плавающим затвором и ограничительным сопротивлением 360 6451 1400
Г Г
6 Диод с плавающим затво-ром и двумя резисторами Варна 200 . Г нт 1 . 200 6645 2400
7 Варна 360 - Г нт 2 - ЗБО 8457 3400
205
9.5.2. Схемы защиты МДП ИС, используемые в отечественной электронной промышленности
Схемы, применяемые для внутренней защиты серийных отечественных МОП и КМОП ИС, представлены в табл. 9.10. Для защитных схем указан экспериментально полученный опасный потенциал ЭСР, поскольку в ТУ на ИС указывается допустимый потенциал, который не менее чем в 2 раза меньше опасного.
Схема № 1 выполнена с использованием диодов и наиболее часто применяется для защиты ИС. При ЭСР в зависимости от полярности открывается один из диодов, и энергия разряда отводится на шину питания или земли. Часть энергии разряда рассеивается на резисторе. Данная схема обладает невысоким значением защитного потенциала, т.к. обладает эффектом неравномерного протекания тока разряда через диод в режиме пробоя, снижающим ее защитные свойства
Схема № 2 является упрощенным аналогом схемы, рассмотренной выше. При отрицательной полярности ЭСР эта схема работает аналогично, при положительной диод пропускает импульс тока разряда, работая в прямом режиме. Данная схема обладает теми же недостатками, что и предыдущая, и, кроме того, диод в прямом режиме имеет более высокое динамическое сопротивление, чем в режиме пробоя. Поэтому защитные свойства этой схемы различны при разных полярностях ЭСР, хуже при положительной.
В схеме № 3 используется МОП транзистор в диодном включении (два встречно-включенных диода). Обладает теми же недостатками, что и схема № 1, и имеет, кроме того, более высокое динамическое сопротивление.
Защитные схемы №4-9, применяемые в ИС, являются более сложными. В схемах №4-5 для улучшения защитных свойств применены соответственно дополнительный МОП-транзистор и диод. Схема № 5 обладает небольшим сопротивлением, что позволяет использовать ее для защиты выхода ИС.
206
о
эшгеь -эиисЗц Г- Hfoxa ээа хэрПтиТлве OHHSiModaoHt'Q
Тип ИС 40 KP1054PP1 КР537РУЗА KA835PE1 04 ОО 40 < Вь е U Ч Я рц >-* >—। <—< m 40 ЧО 40 t~-1/4 К; 'Л 1<| И W W
‘ихиэьв ЧЕвШ -ОВД VT 3000-10000 2000
a Jb ЕВИП -НЭХОП ИНН -ОКНА xt 3000 0001
ВИЛОК -oiixajL КМОП КМОП р-МОП
Схемы защиты CO U пат 100-750 $VD1 ?—EZJ 4—» AVD2 Unar 500 Swi
НИЭХЭ dawoH »——< т—< гл
207
Продолжение табл. 9.10
1 2 3 4 5 6 7
3 200 vt Г -> КМОП 2000 2000 К1868ВЕ1 КР1043ВГ1 Одновременно защищает все входы
4 Un 750 L Й VT1 хт CVDI J 750 КМОП 3000 10000 М1623РТ1 М1623РТ2
5 Uhht “STvd 1 150 150 VD2 Л / WD3 КМОП 1500 10000 156ИП7 1564ИР8 1564ТМ5 КА1835РЕ1 1564ИВЗ Одновременно защищает все входы и выходы
6 Ипи~ VD1A 7 в- Т | k-J +300 J VD2A / jVD3 КМОП 5000 24400 К1554 К564ИР16 К176ИР2 К1561ГГ1 К1526ИР2 Одновременно защищает все входы
208
Окончание табл. 9.10
1 2 3 4 5 6 7
7 U пи- ТО1Д 1 iVD2 КМОП 3000 4590 К176’ К561 К1561 К1526 Одновременно защищает все входы
u 1 1 7 jVD3
8 & гО- VD1 Д \VD2 КМОП 2500 4590 K561JIH2 К561ИК1К15 К1526ЛН2 К1526ПУ6
9 Un И" JVD2 -4 JVD3 КМОП 2500 1060 М1826РЕ55 М1821РУ55
Примечание:
* - это обозначение относится к серии ИС, кроме типов схем, которые приведены в табл. 7.10.
209
В схеме № 6 значительное увеличение площади защитной ячейки и применение распределенной структуры диодов позволило поднять величину опасного потенциала ЭСР до 5000 В.
Таким образом, в отечественной практике для защиты МДП ИС от ЭСР используются ряд схем защиты, обладающие невысокими защитными свойствами (не более 5000 В).
9.5.3. Встроенная защита биполярных ИС
• от воздействия ЭСР
Как отмечалось, отказы из-за ЭСР создают проблему не только для МДП ИС, но и для биполярных ИС. Семь типов схем защиты линейных биполярных ИС, величины порогового напряжения и площадь кристалла, необходимая для их реализации приведены в табл. 9.11.
Общая характеристика защитных структур заключается в том, что они фиксируют перегрузку напряжения, закорачивая его до напряжения заземления или питания так, чтобы ток на переходе база-эмиттер ограничивался. Там, где в процессе теста применялись положительный (для заземления) и отрицательный для питания разряды, защитная цепь дублировалась - одна половина на заземление, другая на питание.
Для защиты ИС ЗУ динамического типа от воздействия ЭСР предложено использовать дополнительные «охранные» устройства (табл. 9.11, схема 5). Вокруг всей, включая контактные площадки, ИС, выполненной в монокристаллической подложке p-типа, создается диффузионное кольцо п+-типа. Это кольцо соединяется с фиксированным потенциалами, выполняет функции "коллектора" всех неосновных носителей заряда, генерируемых в подложке. Входная цепь защиты, кроме традиционных резистора и МДП-транзистора, содержит также паразитный биполярный транзистор с оборванной базой и два включенных в противоположных направлениях диода с общим анодом.
210
Примеры схем защиты биполярных линейных ИС
Напряжение повреждения, В тГ 3000 3000 3000
Площадь, мкм2 си 5160 0069 3680
Структура Г1 л < Г|< I<1 1
Номер схемы »—-н т——1 сч СП
Окончание табл. 9.11
тГ 5000 0006 3000 5000
еп 6450 1260 3870 4190
ci н ' о< нЦ' ”-[ ♦«= 1
т—< ’П ко Г-
212
I
9.5.4. Особенности встроенной защиты БиКМОП ИС
БиКМОП технология объединяет в едином технологическом процессе как МОП-элементы, так и биполярные. Разработка этой технологии редко начинается «с пустого места». Обычно за основу берется какая-либо из существующих КМОП (реже биполярных) технологий и в нее добавляются технологические операции для формирования биполярных (МОП) элементов. Поэтому существует множество разновидностей БиКМОП технологий, отличающихся взятой за основу технологией и количеством добавляемых элементов. Если за основу принята технология КМОП, то чаще всего в ИС добавляются п-р-п-транзисторы и диоды, реже р-п-р-транзисторы и диоды Шоттки, еще реже дополнительные МОП-элементы (высоковольтные МОП-транзисторы, МНОП-транзисторы).
Поэтому для БиКМОП ИС могут применяться защитные ячейки, разработанные как для МОП, так и для биполярных ИС. При разработке встроенной защиты для таких микросхем необходимо учитывать, какая технология КМОП или бипо-- лярная взята за базовую. Если в выбранной защитной ячейке присутствуют элементы, которые в базовой технологии являются паразитными и в тоже время они имеются в БиКМОП процессе, то необходимо рассмотреть возможность их замены на эквивалентные, что улучшит их параметры и, следовательно, эффективность защитной ячейки.
Конечно, введение в ИС дополнительных элементов, необходимых для создания защитной схемы, в принципе ухудшает некоторые технические характеристики, усложняет производство и может снижать надежность приборов. Поэтому, если бы можно было эффективно устранить опасность повреждения ИС с помощью внешних защитных мероприятий, их следовало бы предпочесть внутренней защите. И даже при на-г личии внутренней защиты внешняя все же оказывается необ-
i ходимой.
213
Контрольные вопросы
1. Какова природа возникновения электростатических зарядов при производстве ППИ?
2. Расскажите о моделях воздействия ЭСР на ППИ.
3. Какие три категории дефектов ППИ возникают при воздействии ЭСР?
4. Каков порог чувствительности различных типов ППИ?
5. Как влияет ЭСР на ИС с диэлектрической и р-п-изоляцией?
6. Какова величина энергии, необходимой для повреждения ППИ?
7. Какова зависимость количества разрядных импульсов, приводящих к катастрофическим отказам БИС, от напряжения ЭСР?
8. Расскажите о коллективных и индивидуальных мерах защиты от ЭСР.
9. Нарисуйте основные схемы внутренней защиты затворов к МДП-структур от ЭСР.
10. Нарисуйте основные схемы внутренней защиты биполярных линейных ИС от ЭСР.
214
10. ВЛИЯНИЕ РАДИАЦИИ НА ИС
Полупроводниковые изделия наиболее чувствительны к радиации, и по ним приходится рассчитывать всю радиоэлектронную аппаратуру на радиационную стойкость. Наибольшее применение получили ИС, изготавливаемые из кремния, поэтому и развитие радиационно стойких ИС началось в первую очередь с кремниевых схем. Только ИС из арсенида галлия сравнимы или даже превосходят кремниевые ИС, но разработка и выпуск их в настоящее время значительно ниже, чем кремниевых ИС.
До недавнего времени для создания аппаратуры, в которой требовались радиационно стойкие ИС, использовались только биполярные схемы или чрезвычайно дорогие схемы, изготавливаемые с помощью комбинированной технологии. Однако новые технологические методы, методы конструирования и материалы, применяемые в последних поколениях обычных МДП ИС для повышения их рабочих характеристик, увеличили радиационную стойкость этих изделий.
10.1. Источники радиации - х "
Говоря о влиянии радиации на ИС, будем иметь в виду следующие виды излучений - радиацию ядерных взрывов и ядерных (силовых и энергетических) установок; космическое ионизирующее излучение. Временная диаграмма гамма-излучения при ядерном взрыве обычно содержит начальный пик длительностью в несколько наносекунд, который затем спадает в течение 20 - 30 нс. Благодаря своей высокой энергии (более 1 МэВ) гамма-лучи обладают высокой проникающей способностью. Нейтроны движутся с несколько меньшей скоростью, чем гамма-лучи, поэтому импульс нейтронного излучения обычно следует через короткий промежуток времени после гамма-импульса. Примерно 75 % всей энергии, вы-
215
делающейся при ядерном взрыве, приходится на долю рентгеновского излучения. В земной атмосфере рентгеновские лучи очень сильно поглощаются и вызывают образование вокруг ядерного заряда ионизированной области. С увеличением высоты взрыва область распространения рентгеновских лучей в атмосфере из-за уменьшения плотности воздуха увеличивается. На достаточно больших высотах при взрыве ядерного заряда значительная доля энергии выделяется в виде сверхжесткого рентгеновского излучения - СЖРИ (на малых высотах значительная доля энергии СЖРИ ядерного взрыва поглощается атмосферой). Для количественных оценок принято отождествлять реальный спектр СЖРИ ядерного взрыва с моно-энергетическим с энергией квантов 50 кэВ. Ядерный взрыв сопровождается также электромагнитным импульсным излучением (ЭМИ) сложной природы с широким спектром компонентов.
ЭМИ возникает в результате нескольких физических механизмов, но наиболее важным из них является гамма-излучение. Электроны комптоновского рассеивания с энергией около 1 МэВ порождают при движении в воздухе 30 тыс. вторичных электронно-ионнных пар. Это создает электрическую проводимость атмосферы, которая становится важным фактором, влияющим на амплитуду и форму ЭМИ. Точные характеристики ЭМИ определяются точкой ядерного взрыва, его высотой над поверхностью земли. Интенсивность ЭМИ особенно сильна при взрывах в атмосфере, при этом чем выше высота взрыва, тем большая площадь поверхности земли подвергается воздействию ядерного ЭМИ. При атмосферном взрыве ЭМИ, которое распространяется в виде плотной волны, характеризуется следующими параметрами: интенсивность электрического поля 50 кВ/м. время воздействия до пика примерно 20 нс, время спада до половины пика около 450 нс.
В таблице 10.1 приведены реальные данные по радиационному воздействию в различных случаях.
216
Таблица 10.1 Сравнение типичных факторов окружающей среды Космос (полет длительностью 5 лет) \о О т—< 1 'о т—-4 Нет и есть Примечания: 1. В системе СИ основная единица поглощения дозы 1 Грей (Гр) (1 Гр = 102 рад). 2. В табл. 8.1 и далее по тексту приводится поглощенная доза излучения и мощность озы по кремнию.
Ядерное оружие Использование 2 о г—< ТГ 40 о о сП1 V)1 о о “Ч—1 1 Есть
Хранение (20-25 лет) СП 5> О о Ю (Л Нет I
АЭС Авария "о “о г—< •—4 r'i А 8огг Есть
Нормальная работа (40 лет) еч « 2 о т1 —' еэ 1 1 2 ® т—4 СП Soi-Ooi и01‘б01 Есть
Окружающая среда Г амма-излучение Ду, рад Ру, рад/с Нейтроны Фп, см’2 Рп, см’Ч’1 Электроны (протоны), рад Напряжение
3. 1 рад (Si) есть количество излучения, выделяющего энергию 100 эрг в 1 г кремния. 4. Ду - доза у-излучения, Ру - мощность дозы у-излучения, Фп - поток нейтронов, Рп мощность потока нейтронов
Энергия электронов, воздействие которых учитывается при облучении искусственных спутников земли, составляет 0,3 - 5 МэВ, так как электроны с меныпей энергией поглощаются корпусом спутника и не достигают изделий электронной техники.
10.2. Радиационные повреждения в кремниевых ИС
Радиационные повреждения в биполярных и МДП ИС зависят от вида излучения и его временных характеристик: представляет оно собой короткий динамический мощный импульс или действует в течение длительного времени. В то время как 50 % энергии нейтронов передается решетке кремния, соответствующая доля гамма-лучей значительно меньше. Скорость образования дефектов для потоков фотонов с энергии 1 МэВ через поверхность в 1 см2 равна всего 10'3 см'1. Следовательно, нарушения в кремнии незначительны вплоть доз 106 рад (2-1015 гамма-частиц/см2 с энергией 1 МэВ). В целом при потоке нейтронного облучения менее 1010 см 2 в кремниевых изделиях не происходит никаких изменений. При увеличении указанного потока в биполярных приборах начинается уменьшение коэффициента усиления, тогда как МДП-приборы без вреда для себя в состоянии выдержать дозы облучения нейтронами на несколько порядков величин больше.
Из опубликованных материалов о радиационной стойкости ППИ известно, что до дозы мощностью 104 рад/с влияние мощности дозы несущественно.
Физические эффекты, происходящие при воздействии радиации на полупроводниковые изделия, делят на объемные, поверхностные и эффекты, связанные с возникновением ионизационных токов.
Объемные эффекты, связанные со структурными повре
218
ждениями кристаллической решетки, приводят к изменению электрических характеристик полупроводника - времени жизни неосновных носителей заряда, концентрации основных носителей заряда и подвижности. Поверхностные эффекты изменяют величину поверхностного потенциала и увеличивают скорость поверхностной рекомбинации. Появление ионизационных токов в полупроводнике связано с генерацией, излучением неравновесных электронно-дырочных пар.
К основным последствиям нейтронного облучения относится нарушение кристаллической решетки, приводящее в конечном итоге к образованию разупорядоченных областей, содержащих междоузлия, вакансии и сложные собственные дефекты. В результате уменьшается время жизни неосновных носителей и растет удельное сопротивление полупроводникового материала, что сопровождается уменьшением коэффициента передачи тока биполярного транзистора при низких коллекторных токах и увеличением тока утечки диодов с обратно смещенными переходами при невысоких уровнях нейтронного облучения.
Ионизирующее излучение в виде высокоэнергетических электронов, гамма-фотонов и рентгеновских лучей взаимодействует с поверхностью, генерируя при этом электроннодырочные пары, и, следовательно, локализованный в ловушках заряд. При низких уровнях накопленной дозы ионизирующего излучения локализованный в оксиде заряд обусловливает сдвиг порогового напряжения, а при высокой — вторичный эффект, приводящий к образованию поверхностных состояний. Высокий уровень ионизирующего излучения, кроме того, усиливает рекомбинацию инжектированных неосновных носителей у поверхности раздела кремния пассивирующим покрытием, в результате чего снижается подвижность
219
носителей в базе. Воздействие ионизирующего излучения выражается в возникновении фототока, величина которого зависит от мощности дозы и ширины его импульса.
Основными эффектами, которые вызывает фототок генерированных при облучении носителей, являются увеличение потенциала базы и паразитное "защелкивание", при котором некоторые типы ИС почти закорачиваются, т.е. переходят в режим работы, сходный с активным режимом работы дини-сторов. Падение напряжения на ИС становится малым, ток относительно большим, схема перестает функционировать и заблокирована до тех пор, пока не снято напряжение питания. Обычно типы отказов ИС при появлении дефекта “защелкивания” - это перегорание шины питания, короткие замыкания на ключе, короткие замыкания шины питания на выход, деградация защитных диодов и др.
Результаты экспериментов показывают, что эффекту “защелкивания” как одному из основных механизмов понижения надежности и потери работоспособности при воздействии ионизирующего излучения в наибольшей степени подвержены КМОП схемы, изготовленные по объемной технологии, в большинстве биполярных ИС "защелкивание" маловероятно. Би-КМОП по этим характеристикам аналогична КМОП технологии, поскольку в таких схемах уровень отказов определяется n-канальным транзистором.
В космосе для ИС существую! другие источники опасности - заряженные частицы, которые являются потенциальными источниками однократных сбоев, т.е. изменений логического состояния цифровой схемы в результате прохождения через некоторую область одиночной частицы с высокой энергией, способной сформировать ложный электрический сигнал, вызвав изменение состояния схемы
220
10.3. Влияние радиации на биполярные ИС
Радиационная стойкость биполярных ИС зависит от схемотехники, конструкции и технологии их изготовления.
У большинства типов логических ИС при облучении отмечены одинаковые изменения многих важных параметров. Такой результат есть следствие функциональной зависимости этих параметров от коэффициента усиления транзисторов ИС и преобладания деградации значения коэффициента усиления транзисторов над другими дефектами при облучении. Увеличение напряжения насыщения транзисторов ИС при облучении также является причиной изменений параметров ИС. Качественно деградация ИС при облучении быстрыми нейтронами сопоставима с деградацией вследствие электронной бомбардировки. При этом экспериментально подтверждено, что доля поверхностных дефектов является доминирующей до потоков нейтронов порядка 1014 см'2 .
Эффект импульсной радиации в ИС с изоляцией р-п-переходом есть генерация фотоэлектрического или первичного фототока в многочисленных р-п-переходах. Так как значение первичного фототока пропорционально площади перехода, то основные источники этого тока находятся в большого размера переходах изоляции между компонентами схемы и подложкой.
На рис. 10.1, 10.2 показана зависимость выходного напряжения открытой Uol и закрытой Uoh схем и входного тока закрытой схемы IiH от потока быстрых нейтронов для схем ДТЛ с окисной изоляцией карманов.
Стойкость восьмибитного арифметического логического устройства (АЛУ), спроектированного фирмой Raytheon и имеющего 1144 ключа интегральной логики Шоттки, 56 внутренних буферов и 36 программируемых входных (выходных) буферов, к нейтронному облучению - до 5-10 см14 см'2. Стойкость к нейтронному облучению сумматоров и универсально-
221
Рис 10.1 Зависимость выходного напряжения открытой (а) и закрытой (б) схем ДТЛ при воздействии быстрых нейтронов
Рис 10 2 Зависимость входного тока закрытой схемы ДТЛ при воздействии быстрых нейтронов
го регистра сдвига - 1,3-1015 см'2, при этом воздействии началось существенное изменение задержки работы схемы. Обе схемы работали нормально также при мощностях дозы гамма-излучения 108 рад/с. При эксперименте наблюдалось, что стойкость к радиации каждого из испытанных образцов одного типа ИС может различаться в 3 раза.
Если оценивать стойкость ИС по их типам и величине
222
интегрального потока быстрых нейтронов Фп, общей поглощенной дозе гамма-излучения Ду и мощности дозы импульсного гамма-излучения Ру, то можно отметить, что наиболее высокой радиационной стойкостью из биполярных схем обладают схемы типа ЭСЛ, так как используют высокочастотные транзисторы, работающие в линейном (ненасыщающем) режиме при больших рабочих токах. Наиболее перспективными с точки зрения повышения стойкости схем типа ТТЛ являются схемы типа ТТЛШ.
Аналоговые ИС на биполярных транзисторах более чувствительны к гамма-излучению, чем логические. В первых процент полного отказа составил 1,4, а случайные отказы -0,9. Аналогичные данные для логических ИС составили соответственно 0,6 и 0,1 %.
Аналоговые схемы по всем трем показателям (Фп, Ду, Ру), в общем, более чувствительны к воздействию ионизирующего излучения, чем логические ИС, что обусловлено прежде всего более высоким напряжением питания (± 15 В против + 5 В).
10.4. Влияние радиации на МДП-схемы
МДП-приборы работают на основных носителях (в отличие от биполярных, работающих на неосновных носителях), поэтому они мало восприимчивы к нейтронному излучению до потока 1015 см'2 .Суммарная доза ионизирующего излучения больше сказывается на МДП ИС, чем на биполярных. Она приводит к постоянным изменениям такого критического параметра, как пороговое напряжение Uo, т.е. минимальное напряжение, прилагаемое к затвору МДП-приборов для того, чтобы канал между его истоком и стоком начал проводить. Поэтому фактором, сдерживающим широкое применение МДП-приборов, в частности КМОП ИС, в аппаратуре, эксплуатируемой в условиях воздействия ионизирующего излу
223
чения, является их относительно невысокая радиационная стойкость, которая в большинстве случаев характеризуется дозой гамма-излучения порядка 104 рад.
Доза излучения, полученная МДП ИС, может вызывать необратимые изменения электрических характеристик приборов. Это происходит главным образом из-за образования поверхностных состояний на границе кремний-диэлектрик и накопления положительных зарядов в затворном оксидном диэлектрике, захватываемых ловушками. Захваченный ловушками положительный заряд в подзатворном оксиде сдвигает пороговые напряжения как п-, так и р-канальных транзисторов в отрицательном напряжении, приводя в конечном счете к отказу схемы.
Другими словами, в процессе облучения МДП-приборов дырки, созданные при ионизации затворного диэлектрика, захватываются ловушками и формируют положительные объемные заряды в оксиде поверхностных состояниях, локализованных на границе раздела Si - SiC>2. Поверхностные состояния амфотерны: центры с энергетическими уровнями в верхней половине запрещенной зоны кремния играют роль акцепторов (в заполненном состоянии они отрицательно заряжены), а в нижней половине - доноров (пустые центры заряжены положительно).
Образование поверхностных состояний на границе оксид - кремний ведет к снижению крутизны характеристик МДП транзисторов и дополнительному увеличению радиационного сдвига их пороговых напряжений. Снижается также эффективная подвижность носителей, изменяется коэффициент усиления транзисторов. Плотность поверхностных состояний резко увеличивается при повышении уровня накопленной дозы выше 104 рад.
Основными видами отказов КМОП инверторов при воздействии ионизирующего излучения (ИИ) являются:
- отсутствие переключательных свойств, когда значение
224
выходного напряжения остается постоянным во всем диапазоне изменения входного напряжения в связи с тем, что п-канальный транзистор открыт уже при Ubx = 0 и порог переключения меньше нуля;
- уменьшение быстродействия в связи с увеличением времени задержки распространения сигнала, что обусловлено сдвигом порогового напряжения n-канального транзистора к более положительным значениям, а р-канального - к более отрицательным значениям, что приводит к увеличению эффективного сопротивления канала при определенном входном напряжении и увеличению времени, необходимого для зарядки и разрядки емкости на выходе схемы;
— увеличение токов утечки (следовательно, и потребляемой мощности в статическом режиме), когда пороговое напряжение n-канальных транзисторов становится отрицательным;
- снижение помехоустойчивости схем с высоким уровнем выходного сигнала, связанное с уменьшением порога переключения схемы и тем самым амплитуды положительного напряжения помехи, не вызывающей переключения схемы, а для схем, работающих при низком уровне выходного сигнала, наоборот, возрастание помехоустойчивости (к воздействию отрицательной помехи) при облучении.
Все виды отказов, кроме второго, обычно наблюдаются при малых дозах облучения, особенно в том случае, когда n-канальный транзистор находится в открытом состоянии при облучении (на входе высокий уровень напряжения).
Рассмотрим для примера поведение при облучении КМОП-схем типа 54НС00 (четыре двухвходовых логических элемента И-НЕ-схема малой степени интеграции) фирм Motorola и National Semiconductor.
Наиболее чувствительным к воздействию ИИ оказался статический ток потребления. Динамический ток потребления характеризует работоспособность ИС в рабочем режиме. От
225
мечено незначительное его увеличение по сравнению со с га тическим током потребления на частоте 1 МГн после дозы 60 крад. Функциональные отказы схем наблюдались при более высоких дозах ионизирующего излучения, чем отказы по току потребления.
Входное напряжение низкого и высокого уровня (порог переключения) у обеих схем уменьшается при увеличении дозы излучения, причем для простой схемы И-НЕ в большей степени в случае высокого уровня входного сигнала, что объясняется большим дрейфом порогового напряжения n-канальных МОП- транзисторов, у которых на затворе положительное напряжение. Отказы по данным параметрам наблюдались после доз 40 крад.
Испытания микропроцессоров на п-МОП-транзисторах типа 8086 показали, что их радиационная стойкость равна (0,9-1,6)-104 рад. В результате анализа выходных данных установлено, что 70 % отказов таких микропроцессоров после облучения обусловлены нарушениями в работе счетчика команд или блока прерывания. Примерно 20 % нарушений функционально связаны с отказами в выполнении команд, а причины 10 % отказов не установлены.
МДП ИС на монолитных подложках, в которых р-п-переходы занимают относительно большой объем, чувствительны к импульсному ионизирующему излучению, тогда как КМДП ИС на изолирующих подложках, в которых этот относительный объем намного меньше, сравнительно менее восприимчивы к такому излучению.
Испытание КМОП/КНС элементов памяти при разных значениях мощности дозы гамма-излучения показало, что имеется четко выраженная зависимость радиационной стойкости от мощности дозы облучения. Например, вероятность отказа 10% схем при облучении мощностью 1,5-102 рад/с имеет место при накопляемой дозе 103 рад, а при мощности 1,6-10'3 рад/с эта же вероятность отказа будет иметь место при
226
накопляемой дозе 4,3-103 рад, т.е. при уменьшении мощности дозы стойкость увеличивается.
Установлено, что КМОП-приборы схем переходят в режим "защелкивания" при воздействии импульса гамма-излучения длительностью 30 нс с мощностью дозы 1011 рад/с. Сбои КМОП логических схем наблюдаются при мощности дозы 2-1010 рад/с. Сбои регистра сдвига наблюдаются при мощностях дозы 109 рад/с и выше.
10.5. Воздействие рентгеновского излучения на ИС
Взаимодействие рентгеновского излучения с веществом зависит от энергии кванта и атомного номера элементов, входящих в состав материала изделия.
Кремний сравнительно стоек к рентгеновскому излучению, однако фотоны с повышенной энергией оказывают на него воздействие, изменяя электрические характеристики всех полупроводниковых изделий. Проводимость p-типа увеличивается, и в изделиях с изоляцией р-п-переходов происходит короткое замыкание. Кроме того, в системе одновременно включаются все транзисторы, что приводит к возникновению большого импульса тока и выходу из строя схем и источников тока.
Существовало мнение, что рентгеновские лучи с повышенной энергией (50 кэВ), так называемые СЖРИ, менее опасны, так как они почти полностью проходят через золотые проводники в случае их применения в ИС. При меньшем уровне энергии лучи также проходят через слой золота, но значительная часть их энергии поглощается материалом (фотоэлектрическое поглощение), что может привести к испарению золотой металлизации и выходу из строя ИС. При этом степень разрушений зависит от энергии квантов падающего излучения, физических свойств используемого материала и возрастает с увеличением поглощенной дозы.
227
Сказанное выше справедливо, если рассматривать процесс взаимодействия рентгеновского излучения с веществом только как фотоэлектрическое поглощение. Но для СЖРИ характерен процесс взаимодействия с веществом типа комптоновского рассеяния, который приводит к передаче энергии фотонов решетке вещества. Процесс продолжается до тех пор, пока практически вся поглощенная энергия фотонов (примерно 98 %) передается решетке. Уровни воздействующих потоков СЖРИ на ИС могут составлять от единиц до нескольких десятков кал/см2. Так как воздействию потока СЖРИ 1 кал/см2 соответствует поглощенная доза по кремнию около 0,875-105 рад, то при реальных условиях воздействия СЖРИ полупроводниковые изделия получают дозу, которая приводит к резкой деградации параметров и потере работоспособности ИС на их основе.
В результате поглощения энергии СЖРИ происходит также разогрев ИС и возникают следующие дефекты: разрушение конструкции изделий в результате расплавления прокладок, выполненных из тяжелых материалов (золото, свинец, олово и др.), обрыв внутренних выводов от позолоченных траверс, а также разрушение целостности кристалла из-за термомеханических напряжений, обусловленных неравномерным разогревом.
Кроме того, при воздействии СЖРИ при уровнях облучения свыше 1 кал/см2 в РЭА генерируются электрические потенциалы значительной величины и через элементы электронных схем протекают импульсные токи большой амплитуды, что может вызвать отказы ИС в виде снижения допустимых напряжений, увеличения обратных токов, разрушения внутренних выводов и металлизированных структур, пробоя р-п-переходов и т.д. Существующие сейчас полупроводниковые изделия обычного исполнения имеют стойкость к воздействию СЖРИ порядка 0,5 - 5 кал/см2.
228
10.6. Влияние конструктивно-технологических факторов на радиационную стойкость ИС
Создание радиационно стойких ИС является комплексной задачей, решаемой схемотехническими и конструктивно-технологическими путями. Некоторое повышение радиационной стойкости ИС можно достигнуть за счет подбора соответствующего электрического режима работы ИС в аппаратуре и за счет отбора ИС с минимально-максимальными значениями параметров. Использование специальных схемных решений (дополнительных комплектующих элементов и цепей) позволяет достаточно эффективно улучшить показатели радиационной стойкости ИС. Повысить стойкость ИС к ионизирующему излучению можно за счет применения различных схем компенсации и использования обратных связей.
Биполярные ИС. Конструктивно-технологические методы повышения радиационной стойкости биполярных ИС включают: обеспечение радиационной защиты и стойкости активных и пассивных элементов ИС, создание надежной электрической изоляции элементов в условиях радиации.
Например, при построении радиационно стойкого логического элемента 4-входового вентиля И-НЕ, который совместно с ИС ТТЛ служит для построения более сложных схем, защита от выжигания при гамма-импульсе обеспечивается резистором, а дополнительные диоды обеспечивают компенсацию фототока в вентиле. Для создания оптимальной компенсации диоды сформированы на переходах коллектор - база с теми же площадями и той же геометрией, что и выходные транзисторы. Полученный п+ глубокой диффузией 15-омный резистор защищает от выгорания схемы при гамма-излучении. Диод Шоттки обеспечивает защиту от превышения напряжения, которое может возникнуть при работе быстродействующих транзисторов ТТЛ в нескомпенсированных линиях. Защита от выжигания по цепи питания для сложных схем, по
229
строенных на вентилях И-НЕ с ТТЛ ИС, сделана на уровне вентиля или ячейки для устранения возможности появления петли обратной связи по цепи питания.
Радиационная стойкость интегральных диодов обеспечивается при использовании коллекторного или эмиттерных переходов радиационно стойкого транзистора.
Большие потенциальные возможности повышения радиационной стойкости активных элементов без ухудшения основных электрических параметров ИС имеет метод замены планарных р-n переходов торцевыми.
У ИС с изолирующими р-п-переходами значения фототоков почти на порядок выше, чем у ИС с изолирующими диэлектриками, чувствительность которых к радиации почти такая же, как чувствительность аналогичных схем на дискретных элементах. Поэтому радиационная стойкость ИС повышается по мере перехода от p-n-изоляции к сапфировым подложкам, при этом можно получать ИС, способные выдерживать мощность ионизирующего излучения до 1011 рад/с. При исследовании воздействия реакторного излучения на пленки Al2O3n SiC>2 обнаружено, что при облучении исследуемых структур потоками быстрых нейтронов до дозы 1014 см'2 изменений основных электрофизических параметров этих пленок практически не происходит. При увеличении потока нейтронов до 3,9-1016 см'2 изменяется в основном только проводимость, причем в пленках А120з это изменение проявляется в меньшей степени, чем в пленках SiO2. Поэтому при разработке радиационно стойких ИС целесообразно применять пленки А120з. Использование только алюминиевой металлизации и алюминиевых выводов позволяет получить ИС со значительно более высокой вероятностью безотказной работы при воздействии радиации.
В настоящее время не существует единой точки зрения на выбор методов повышения радиационной стойкости БИС. Тем не менее можно сформулировать наиболее общие требо
230
вания, предъявляемые к разработкам радиационно стойких БИС:
- уменьшение отношения числа активных элементов ИС к числу пассивных;
- снижение рассеиваемой в ИС мощности, т.е. уровней инжекции в активных элементах;
- повышение универсальности ИС, расширение их функциональных возможностей;
- ослабление зависимости выходных параметров ИС от значений коэффициентов усиления входящих в ее состав транзисторов.
Увеличение степени интеграции ИС достигается путем уменьшения геометрических размеров их элементов, в результате чего существенно возрастает влияние приповерхностных и пассивных областей кристалла на характеристики активных элементов и повышается чувствительность их параметров к качеству технологического процесса.
Обеспечение стойкости ИС путем уменьшения активных объемов элементов имеет предел, так как с повышением среднестатистической стойкости отдельных элементов увеличивается и возможность появления катастрофических отказов. Величина критического активного объема находится в диапазоне 10'14 - 10'12 см3.
Оптимизация конструкции сама по себе не является достаточной мерой для обеспечения радиационной стойкости ИС. Необходимо соответствующим образом модифицировать и оптимизировать технологию изготовления ИС.
Экспериментальные исследования чувствительности к ионизирующему излучению ИС, изготовленных по пяти различным технологиям (табл. 10.2) на одном типе схем ДТЛ, показали, что стойкость увеличивается в схемах от I к V классу, так как значение фототока и число источников фототока уменьшаются в том же порядке.
231
Таблица 10.2
Классы технологии и методы изоляции
Класс технологии Метод изоляции компонентов Проведение дополнительной диффузии Способ изготовления резисторов
I переходом не проводилась диффузионный
II переходом проводилась золотом диффузионный
III диэлектриком не проводилась диффузионный
IV диэлектриком проводилась золотом диффузионный
V диэлектриком проводилась золотом тонкопленочный
Диффузия золота в полупроводниковый материал оказывает большое влияние на чувствительность схем с изоляцией р-п-переходом и небольшое на характеристики схем с изоляцией диэлектриком.
Для повышения радиационной стойкости ИС необходимо получать транзисторы со ступенчатым профилем легирования в эмиттере, сформированным неглубокой диффузией мышьяка, вместо плавного перехода, образуемого диффузией фосфора. Это объясняется тем, что эффективная скорость рекомбинации в эмиттере оказывается ниже при легировании мышьяком и выше при использовании фосфора.
Перспективным методом создания радиационно стойких ИС является ионная имплантация. Полностью ионно-легированные активные структуры и ИС отличаются малыми размерами при сохранении, а иногда и при улучшении основных электрических и эксплуатационных характеристик.
МДП-схемы. Основываясь на результатах исследования КМДП ИС, специалисты фирмы RCA предложили следующие
232
схемотехнические решения для повышения их радиационной стойкости:
а) использование автоматического устройства, которое позволяет по мере увеличения дозы облучения повышать напряжение питания каждой комплементарной пары до значения, обеспечивающего переключение состояний при данной дозе;
б) применение резервирующих сис тем с таким расчетом, чтобы одна из систем автоматически заменяла другую после набора ею критической дозы. Система, не находящаяся в рабочем режиме, будет в значительной степени восстанавливаться, поскольку она облучается при пулевом потенциале на электродах;
в) восстановление параметров МДП ИС до их первоначальных значений посредством увеличения тока стока до величины, обеспечивающей повышение температуры каждого кристалла до 150 - 200 °C на период времени, достаточный для температурного отжига. Однако применение этого метода осуществимо при наличии источника питания достаточно большой мощности;
г) введение токоограничивающих элементов в схемы. Реализация их решений повышает радиационную стойкость МДП ИС, в том числе и к "эффекту защелкивания".
Исследования влияния длины канала МДП-транзисторов на изменение их порогового напряжения в процессе облучения показывают, что чувствительность этого параметра к воздействию гамма-излучения возрастает по мере уменьшения длины канала.
Если сравнить электрическую проводимость используемых диэлектриков, то она оказывается возрастающей в таком порядке: SiO2, SisN^ SiO, А120з, и структуры с диэлектриком Л120з оказываются более стойкими к облучению.
С уменьшением толщины гюдзатворного диэлектрика радиационная стойкость ИС возрастает с 3000 рад при толщине более 0,1 мкм до 10200 рад при толщине 0,07 мкм.
233
МОП-структуры с затвором из хрома обеспечиваю! наиболее высокую стабильность заряда по сравнению с молибденом и алюминием. Небольшие добавки фосфора в оксид в конце роста из источника Р2О5 перед нанесением хромового затвора позволяют улучшить радиационные свойства МОП-структур.
Схемы конструкции МНОП более устойчивы к накопленной дозе радиации, чем схемы МОП-конструкции.
В КМДП ИС подзатворный диэлектрик должен иметь малую плотность объемного заряда, низкую плотность поверхностных состояний, малое количество сквозных проколов и высокое пробивное напряжение.
Наилучшая радиационная стойкость р-канальных МДП-изделий достигалась при следующей последовательности операций:
- исходный кремний ориентации (100);
— толщина затворного оксида минимальная; например, толщина оксида была уменьшена с 100 до 72,5 нм; .
- выращивание затворного оксида в сухом кислороде при температуре 1000 °C;
— отжиг после окисления в азоте либо не проводится, либо проводится при температуре не выше 800 °C;
-алюминий наносится вакуумно-термическим методом и вжигается при температуре 500 °C.
Данная технология может быть применена в КМОП ИС и n-канальных приборах, если применять компенсацию дырочных ловушек в подзатворном оксиде посредством, например, ионной имплантации.
Таким образом, выбором надлежащей конструкции и технологии изготовления ИС можно существенно увеличить радиационную стойкость изделия.
234
Контрольные вопросы
1. Охарактеризуйте источники радиационного излучения.
2. Можно ли проводить испытания ППИ отдельно гамма-излучением и нейтронами и почему?
3. Что относится к космическому излучению?
4. Какое влияние оказывает ионизирующее излучение на кремниевые биполярные ИС?
5. Начертите зависимости основных параметров логических схем ДТЛ при воздействии быстрых нейтронов.
6. Сравните по чувствительности к радиации биполярных логических и аналоговых схем.
7. Какое влияние оказывает радиация на МДП-схемы?
8. Как влияет мощность дозы излучения на стойкость МДП-схем?
9. Расскажите о влиянии рентгеновского излучения на ИС.
10. Как влияет конструктивно-технологические факторы на стойкость биполярных ИС?
11. Назовите наиболее общие требования к методам повышения радиационной стойкости БИС.
12. Расскажите о чувствительности к ионизирующему излучению ИС, изготовленных по различной технологии.
13. Какие схемотехнические и конструктивные решения Вы знаете для повышения радиационной стойкости МДП-схем?
14. При какой последовательности операций получается наилучшая радиационная стойкость р-канальных МДП-схем?
235
ЗАКЛЮЧЕНИЕ
Данное учебное пособие содержит сведения об основных понятиях в теории качества и надежности полупроводниковых изделий, о современных требованиях к конструкции ИС, о методах защиты ИС от воздействия электростатических зарядов и о конструктивно-технологических методах повышения радиационной стойкости ИС.
Последовательное изложение учебного материала базируется на знаниях, полученных при изучении курсов «Процессы микро- и нанотехнологии», «Физика», «Математика».
Целостное изложение курса с приложением материалов по практическим занятиям позволит студентам применять методы статистической и графической обработки данных испытаний на долговечность, проводить расчет надежности ИС на этапе конструирования.
Данное учебное пособие существенно восполняет имеющиеся проблемы в учебной литературе по повышению надежности ИС как на этапе разработки, так и на этапе серийного производства.
Учебное пособие облегчит понимание и восприятие материала лекций по дисциплине «Физические основы надежности интегральных микросхем», читаемых студентам специальности 210104 «Микроэлектроника и твердотельная электроника» очной и заочной форм обучения, а также лекций по дисциплине «Технологические и конструкционные методы повышения надежности ИС», читаемых студентам-магистрантам направления 140400 «Техническая физика», специализации 140402 «Физика и техника полупроводников».
236
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Волосенко В.Д., Демченко Ю.К. Коррозионные отказы интегральных микросхем // Обзоры по электронной технике. Сер. 8. Управление качеством, стандартизация, метрология, испытания. М.: ЦНИИ «Электроника», 1989. - Вып. 5. - С. 35 - 38.
2. Горлов М.И. Повышение надежности полупроводниковых приборов и интегральных схем методом выравнивающей технологии // Электронная техника. Сер. 8. 1992. - Вып. 2 - 3. -С. 50-53.
3. Горлов М.И. Современное состояние проблемы надежности кремниевых биполярных интегральных схем И Обзоры по электронной технике. Сер. 8. М.: ЦНИИ «Электроника», 1984. -Вып. 1. - 63 с.
4. Горлов М.И., Андреев А.В., Воронцов И.В. Воздействие электростатических зарядов на изделия полупроводниковой электроники и радиоэлектронную аппаратуру. - Воронеж: Изд-во ВГУ, 1997.- 160 с.
5. Горлов М.И., Ануфриев Л.П. Обеспечение и повышение надежности полупроводниковых изделий в процессе серийного производства. - Минск: Бестпринт, 2003. - 202 с.
6. Горлов М.И., Королев С.Ю. Физические основы надежности интегральных микросхем. - Воронеж: Изд-во ВГУ, 1995. -200 с.
7. Горлов М.И., Ладыгин Е.А., Лобов И.Е. Радиационная стойкость кремниевых интегральных схем И Обзоры по электронной технике. Сер 3. Микроэлектроника. М.: ЦНИИ «Электроника», 1987. - Вып. 3. — 40 с.
8. Горлов М.И., Литвиненко Д.А. Отжиг радиационных и электростатических дефектов полупроводниковых изделий // Микроэлектроника. 2002. - № 5. - С. 350 - 360.
9. Горлов М.И., Микрюков В.Н. Эффективность отбраковочных испытаний для выявления интегральных микросхем с дефектами внешнего вида кристаллов // Электронная техника. Сер. 8. 1992.-Вып. 1,-С. 44-47.
10. Коррозия алюминиевой металлизации кремниевых
237
транзисторов и интегральных микросхем / М.И. Горлов, В.Н. Микрюков, О.М. Золотухина, В.В. Котов // Электронная техника. Сер. 8. 1992. — Вып. 2 - 3. - С. 30 - 33.
11. Готра З.Ю. Технология микроэлектронных устройств: Справочник. — М.: Радио и связь, 1991. - С. 419 — 430.
12. Климович Б.В. Электрическое старение тонких пленок SiC>2 // Обзоры по электронной технике. Сер. 8. М.: ЦНИИ «Электроника», 1992. - Вып. 2 - 3. - 42 с.
13. Козырь И.Я. Качество и надежность интегральных микросхем. — М.: Высшая школа, 1987. - 143 с.
14. Лавренцов В.Д., Хорохина Л.Н., Юсов Ю.П. Работоспособность МДП-приборов при воздействии ионизирующих излучений в реальных условиях эксплуатации // Зарубежная электронная техника. 1991.-№ 1—2.-С. 125— 128.
15. Малиньяк Д. Модель, помогающая предсказать появление отказов в дорожках алюминиевой металлизации // Электроника (русский перевод), 1989. - № 2. - С. 35.
16. Статистические методы повышения качества: Пер. с англ. Ю.П. Адлера, Л.А. Пономаревой / Под ред. Хитоси Куше. -М.: Финансы и статистика, 1990. -302 с.
17. Физические основы надежности интегральных микросхем / В Ф. Сыноров, Р.П. Пивоварова, Б.К. Петров, Т.В. Долматова: Под ред. Ю.Г. Миллера. М.: Советское радио, 1976. - 320 с.
18. Чернышев А.А. Основы надежности полупроводниковых приборов и интегральных микросхем. - М.: Радио и связь, 1988.-256 с.
19. Данилин Н.С., Белослудцев С.А. Стратегия обеспечения качества современной электронной компонентной базы новых российских космических разработок. Монография - М.: МАКС Пресс, 2007 - 80 с.
20. Данилин Н.С. Информационные технологии и сертификация элементной базы новых российских космических телекоммуникаций. - М.: РТА ГТК, 2000 - 76 с.
21. Данилин Н.С., Нуров Ю.Л. Диагностика и контроль качества изделий цифровой микроэлектроники. - М.: Издательство стандартов, 1991 - 176 с.
238
ПРИЛОЖЕНИЕ 1
СТАТИСТИЧЕСКИЕ И ГРАФИЧЕСКИЕ МЕТОДЫ ИССЛЕДОВАНИЯ КАЧЕСТВА И НАДЕЖНОСТИ ИС
П.1.1. Понятие случайного события, случайные величины
Для овладения теорией и практикой изучения надежности полупроводниковых изделий (ППИ) - диодов, транзисторов и интегральных микросхем (ИС) - необходимо научиться оперировать со случайными величинами, т.е. с величинами, которые в результате опыта могут принимать то или иное значение, причем заранее неизвестно, какое именно. Например, случайными величинами будут: величина конкретного параметра для той или иной ИС, время исправленной работы изделия от начала эксплуатации до его отказа или число отказов от общего числа изделий, поставленных на испытание.
Пусть в результате опыта может появиться или не появиться некоторое событие А. В этом случае вместо события А можно рассматривать случайную величину X, которая равна 1, если событие А происходит, и равна 0, если событие А не происходит.
Случайная величина X называется характеристикой случайной величины события А.
Опыт со случайными величинами может сводиться к схеме случаев или схеме равновозможных результатов. Например, для случая выпадения цифры при бросании монеты ("решка") можно подсчитать:
случай _ 1 всего случаев 2
Случай выпадания четной стороны кубика можно также подсчитать: 3/6 = 1/2.
239
В этих ситуациях вероятность появления события может быть определена заранее - до опыта. Таких случаев встречае тся мало. Подавляющее большинство задач теории надежности не может быть сведено к схеме случаев.
Как можно определить значение выходного напряжения логического нуля конкретной ИС типа 106ЛБ1 без измерения этого значения или определить вероятность одного отказа ИС из 1000 поставленных в аппаратуру в течение 500 ч непрерывной работы? Каждая из ИС имеет хотя бы небольшие конструктивно-технологические особенности, связанные, например, с изготовлением их разными рабочими, отсутствием идеальной однородности материалов и др. За 500 ч может отказать 1, 2 и более ИС, а может и не отказать ни одна из ИС. Другими словами, здесь опыт не сводится к "схеме случаев", з ак как до опыта ничего нельзя сказать о вероятности искомого события, если до этого не было аналогичных испытаний.
В процессе испытаний каких-то однотипных изделий на срок службы они будут выходить из строя. Время отказа для каждого изделия есть величина случайная и теоретически может принимать любые значения - от нуля до бесконечности.
Любое соотношение, которое устанавливает связь между возможными значениями случайных величин и их вероятностями, называется законом распределения случайной величины.
Случайные величины бывают дискретными (прерывными) и непрерывными. Например, число отказов - дискретная величина; время между отказами - непрерывная величина. Простейшим видом задания закона случайной величины является таблица, например, такого вида (табл. П.1.1):
Таблица П.1.1
Х2
А2
Ап
Закон распределения, заданный в виде табл. П.1.1, получил название ряда распределения.
240
П. 1.2. Числовые характеристики случайных величин
Наиболее полная характеристика случайной величины дается ее функцией распределения, которая указывает, какие значения и с какими вероятностями принимает данная величина. Однако нередко требуются некоторые более общие представления о случайной величине. Для теории надежности большую роль играют некоторые постоянные числа, получаемые по определенным правилам из функций распределения. Среди этих постоянных, служащих для общей количественной оценки случайных величин, для характеристики их "в целом" особое значение имеют среднее значение (математическое ожидание), дисперсия, среднеквадратичное (стандартное) отклонение, мода и медиана.
Пусть случайная величина X принимает значения X], Хг, ..., Хл соответственно с вероятностями Pi, Р2,..., Рп-
Математическим ожиданием случайной величины (средним ее значением) называется сумма произведений всех возможных значений случайной величины на их вероятности:
М\х] =
Х]/^ + х2Р2 +...+хпРп pl+p2+...+pn
Для непрерывной случайной величины среднее значение
М[х] =тх
о
Если случайная величина х распределена в отрезке ab, то
. .г п V xdx a + b
М[х] = 7—
ab~a
2
241
Среднее значение не является случайной величиной. Оно представляет числовую характеристику распределения вероятностей случайной величины.
Для оценки разброса значений случайной величины около ее среднего значения используется несколько числовых характеристик, важнейшими из которых являются дисперсия и среднеквадратичное (стандартное) отклонение.
Под центрированной случайной величиной, соответствующей случайной величине х, понимают отклонение случайной величины от ее математического ожидания:
х°~х-тх-х-х.
Дисперсией случайной величины называется математическое ожидание квадрата соответствующей центрированной величины:
D(x) = М{{х - тх )2 ]
Несложные алгебраические преобразования приводят к равенству
D(x)=M[x2]-(M[x])2.
Дисперсию можно рассматривать как меру рассеяния (разбросанности) значений случайной величины от ее среднего значения.
Среднеквадратичное (стандартное) отклонение случайной величины равно положительному значению корня квадратного из математического ожидания квадрата отклонения случайной величин от ее математического ожидания:
<т(х) = +д/П(х) = +^М[(х-тх)2].
242
Кроме математического ожидания (среднего значения), положение случайной величины на числовой оси определяется еще такими характеристиками рассеяния, как наименьшее (минимальное) и наибольшее (максимальное) значение, мода и медиана случайной величины, квантили.
Модой (Мо) случайной величины называют ее наибольшее вероятное значение. Модой непрерывного распределения, имеющего плотность F(x), называется абсцисса х, при которой Р(х) достигает максимума. Распределение может быть одномодальным, двух- и более модальным и антимодальным.
Значения случайной величины могут быть упорядочены в возрастающей или убывающей последовательности. Значение случайной величины, которое делит упорядоченный ряд на две равные части, называется медианой.
Медианой (Me) случайной величины х называется такое ее значение, для которого
Me
R(x < Me) - R(x > Me) или Jf(x)Jx = 0,5.
о
Разница между максимальным и минимальным значением случайной величины называется размахом (шириной) диапазона рассеяния: R = хмакс - хмин
Р-квантилем (хр) называется значение случайной вели-чены, удовлетворяющее условию Р(х < хр) = F(xp) = Р, где Р принимает значения 0 < Р < 1.
Специальные квантили:
Хо,25 и Хо,75 - квартили;
Хо,5о - медиана;
Xo,io> Хо,2о, Хо,9о - децили;
Хо.оь Хо,02>- ; Х0,99 ~ процентили.
Пример 1. Проводились исследования влияния отбраковочных испытаний циклической сменой температур и длительного температурного воздействия на прочность клеевого
243
соединения кристалл - корпус интегральных схем типа 106ЛБ1. Посадка кристаллов площадью 1,2 мм2 в корпус типа 401.14-3 осуществлялась на клей ВК-32-200. Полученные данные представлены в табл. П.1.2.
Таблица П.1.2
Значение разрушающего усилия сдвига, МПа
I II III IV
Перед герметизацией ИС После отбраковочных испытаний После 100 термоциклов После термотренировки в течение 1000 ч при Т = 125 °C
1,1 2,1 з,з 4,0
1,8 3,0 2,0 3,5
1,9 2,0 2,3 3,1
0,8 1,5 з,о 2,6
1,8 1,0 1,9 3,1
2,0 2,6 3.5 3,3
0,7 2,0 1,8 2,3
0,9 з,о 2,0 3,0
0,7 3,9 2,0 4,1
1,4 2,9 3,6 3,6
0,6 2,9 2,3 3,7
0,8 2,0 1,6 3,9
1,1 3,7 3,1 4,4
0,9 1,9 1,4 3,2
1,3 2,4 з,з 3,2
1,6 1,8 3,0 4,0
1,3 2,2 2,3 3,6
1,1 2,0 1,4 4,1
2,0 1,8 2,3 4,1
1,4 2,6 2,3 3,1
Определим числовые характеристики распределения полученных значений разрушающего усилия сдвига кристалла. Полученные данные представим в табл. П.1.3. Значения моды и медианы найдены по табл. П. 1.4.
244
Таблица П. 1.3
One-рация Значения числовых характеристик х, МПа
^мин ^макс R X D(x) о(х) Mo Me
I 0,6 2,0 1,4 1,26 0,2 0,45 1,1 1,2
II 1,5 3,9 2,4 2,41 0,4 0,63 2,0 2,15
III 1,4 3,6 2,2 2,42 0,46 0,68 2,3 2,3
IV 2,3 4,4 2,1 3,5 0,29 0,54 3,1;4,1 3,55
Таблица П.1.4
Номер в возрастающем ряде Значения х, МПа после операции
I II III IV
1 0,6 1,5 1,4 2,3
2 0,7 1,8 1,4 2,6
3 0,7 1,8 1,6 3,0
4 0,8 1,9 1,8 3,1
5 0,8 2,0 1,9 3,1
6 0,9 2,0 2,0 3,1
7 0,9 2,0 2,0 3,2
8 1,1 2,0 2,0 3,2
9 1,1 2,0 2,3 з,з
10 1,1 2,1 2,3 3,5
11 1,3 2,2 2,3 3,6
12 1,3 2,4 2,3 3,6
13 1,4 2,6 2,3 3,7
14 1,4 2,6 3,0 3,9
15 1,6 2,9 3,0 4,0
16 1,8 2,9 3,1 4,0
17 1,8 3,0 з,з 4,1
18 1,9 3,0 з,з 4,1
19 2,0 3,7 3,5 4,1
20 2,0 3,9 3,6 4,4
Для практического определения медианного и модального значений необходимо исходные значения (см. табл. П.1.1) распределить в виде возрастающего ряда (см. табл. П. 1.4.).
245
В распределенном по возрастанию или убыванию ряде значений при нечетном числе изделий величина значений среднего в ряде и будет медианным значением. В случае четного числа изделий медианальное значение будет равно среднему значению двух значения изделий у середины ряда. Например, для 20 изделий медианным значением будет среднее значение для значений 10-го и 11-го изделий. Зачастую стабильный технологический процесс изготовления ППИ характеризуется пределом разброса параметров, равным ± Зо, относительно среднего значения. Тогда значения параметров, характеризующих технологический процесс, запишем в табл. П.1.5.
Таблица П.1.5
Операция Значение числовых характеристик х, МПа
X ± Зо х - Зо х + Зо R(6a)
I 1,26 1,35 * 2,61 2,7
II 2,41 1,89 0,52 4,3 3,76
III 2,42 2,04 0,4 4,46 4,08
IV 3,51 1,62 1,88 5,12 3,24
* Значение меньше нуля не записывается.
Анализируя табл. П.1.3, ПДА, П.1.5, можно сделать следующие выводы:
а) прочность клеевого соединения увеличивается после воздействия отбраковочных испытаний и термотренировки при температуре 125 °C, что видно по увеличению минимального, максимального и среднего значений по операциям;
б) воздействие 100 термоциклов несколько снижает прочность клеевого соединения по сравнению с предшествующим состоянием, что видно по минимальному и максимальному значениям, хотя средние значение остается в тех же пределах;
246
в) распределения значений разрушающих усилий сдвига по операциям I, II, III - одномодальные, по операции IV -двухмодальное;
г) разброс значений разрушающего усилия сдвига кристаллов для данной конструкции ИС на всех видах технологических операций и испытаний укладывается в пределы разброса ± За, что говорит о стабильности этого техпроцесса.
П.1.3. Графическая обработка совокупности случайных величин
Полученные статистические данные располагают в порядке возрастания значений случайных величин и для каждого значения указывают число его повторений. Варианты значений величины, перечисленные в порядке их возрастания с указанием для каждого значения числа его повторений, называют рядом распределений. Число повторений каждого значения случайной величины называется его абсолютной частотой.
Сумма всех абсолютных частот в ряду распределения равна общему количеству измерений, называемому объемом совокупности. Относительную частоту, представляющую собой отношение каждой абсолютной частоты к объему совокупности, выражают в долях (объем совокупности принимают за единицу) или в процентах.
Простейшей формой графического представления ряда распределений является полигон. Для его построения в прямоугольной системе координат по оси абсцисс откладывают значения случайной величины, а по оси ординат - соответствующие им частоты (абсолютные или относительные). Полигон может быть построен и для интегральной формы распределений. Более удобной и наглядной формой графического представления интервальных рядов является гистограмма.
247
Для построения гистограммы на оси абсцисс откладывают интервалы распределения, на каждом интервале как на основании строят прямоугольник, высота которого (ордината) равна абсолютной или относительной частоте для данного интервала.
При определении ширины интервала может быть использовано правило Старджесса для нахождения минимального числа интервалов К, на которые нужно разбить разность между двумя крайними значениями: К = 1 + 3,3 IgN, где N -размер выборки, т.е. количество случайных величин.
Ширину интервала можно уменьшить, сделав ее пренебрежимо малой; в этом случае вертикальные линии можно не изображать, а огибающая будет представлять собой непрерывную кривую, изменяющуюся в зависимости от переменной х.
Вероятность попадания случайной величины внутрь промежутка (xi, хг) равняется сумме всех его абсолютных частот для бесконечно малых интервалов внутри промежутка (xj, хг). Эта вероятность обозначается как P(xi < х < Х2).
Вероятность того, что измерение попадает внутрь промежутка (ХМин, Хг) называется интегральным (кумулятивным) законом распределения; определяется как Р(х) = |/(х)г/хи XjHUH численно равна площади под интегральной кривой.
Построение рядов распределений и их графическое изображение является первым шагом в проведении анализа состояния технологического процесса. Сопоставление ширины гистограммы распределения с ее полем допуска и визуальная оценка формы гистограммы позволяют качественно оценить состояние технологического процесса и установить, какие меры следует предпринять для его совершенствования или устранение нарушений. Для нормального отлаженного технологического процесса, обеспечивающего получение параметра качества с технологическим запасом относительно производ
248
ственного допуска (как правило, ±3о), ширина гистограммы существенно меньше ширины допуска, а интервал с максимальной частотой находится примерно посредине поля допуска.
Построение интегрального распределения случайной величины также используется для статистического анализа. Оно показывает, сколько изделий (или какой их процент) имеет значение параметра, меньше какого-либо установленного значения. Мерой разброса измеряемых параметров служит наклон кривой распределения: чем она круче, тем меньше разброс. Если по гистограмме хорошо видно модальное значение случайной величины, то по интегральному распределению легко находится медиана и квантили.
Для наглядного сравнения наличия зависимостей между двумя различными параметрами совокупности ИС или между значением параметра при нормальной температуре со значением параметра при нормальной температуре со значением этого же параметра при предельных температурах, а также для сравнения первоначальных и последующих или конечных измерений параметров используются поля корреляции.
Построение полей корреляции производится следующим образом. Па оси абсцисс откладываются исходные значения, а на оси ординат значения параметра сравниваемого. Для каждого изделия ставят точку на графике, абсцисса и ордината которой соответствует значение параметров исходного и сравниваемого. При едином масштабе для осей абсцисс и ординат биссектриса прямого угла будет обозначать множество тех значений, форма связи которых будет линейной, т.е. они коррелированны между собой. Для определения разброса (например, ±30, ±50 % и т.п.) вычисляют соответствующие величины и проводят из вершины угла прямые. Подсчет точек, попавших внутрь угла, ограниченного биссектрисой и, например, прямой, соответствующей отклонению на 30 %, показывает, какой процент изделия имеет отличающееся значение параметра не хуже 30 %.
249
Пример 2. По данным табл. П.1.2, для операции II построим гистограмму и интегральное распеределение.
Анализ табл. П.1.2 показывает, что минимальное значение равно 1,5 МПа, максимальное - 3,9 МПа, т.е. ширина диапазона равна 2,4 МПа. По правилу Старджесса интервалов для построения гистограммы должно быть не менее шести: К = 1 + 3,31g20 = 5,29. Величина интервала Ах должна быть такой, чтобы величина 1 (0,1 или 10) делилась на величину интервала без остатка, т. е. Ах = 0,1; 0,2; 0,25; 0,5.
Примем Ах = 0,25, тогда количество интервалов будет равно 10. Вся область полученных значений разбивается на отдельные интервалы так: I - от 1,5 до 1,75 МПа; II - от 1,75 до 2,0 МПа; III - от 2,0 до 2,25 МПа и т.д. Если значение параметра попадает на границу интервалов, его с равным правом можно отнести как к одному, так и к другому интервалу, добавив по 0,5 частоты попаданий в соседние интервалы. При этом получаются дробные значения. Другой способ: верхнее значение не включается в значение данного интервала, т.е. I - [1,5; 1,75); II - [1,75; 2,0); III - [2,0; 2,25) и т.д. Обозначим принцип подсчета количества значений в интервале для первого случая как [: ], для второго - как [:).
Составим таблицу измеренных значений абсолютной, относительной и кумулятивной частот попаданий в каждый интервал, используя данные табл. П.1.4 (табл. П.1.6), по принципу [:].
По данным табл. П.1.6 построим гистограмму, рис. П.1. По оси ординат в масштабе откладываем относительные частоты (в процентах) в виде полочек, параллельных оси абсцисс.
250
Таблица П.1.6
Номер интервала Диапазон, МПа Абсолютная частота, шт. Относительная частота Кумулятивная частота, %
доли %
I 1,5-1,75 1 0,05 5 5
II 1,75-2,0 5,5 0,275 27,5 32,5
III 2,0-2,25 4,5 0,225 22,5 55
IV 2,25-2,5 1 0,05 5 60
V 2,5-2,75 2 0,1 10 70
VI 2,75-3,0 3 0,15 15 85
VII 3,0-3,25 1 0,05 5 90
VIII 3,25-3,5 - - - 90
IX 3,5-3,75 1 0,05 5 95
X 3,75-4,0 1 0,05 5 100
итого 20 1 100 100
Рис. П. 1.1. Гистограмма распределения величин усилия сдвига кристалла ИС типа 106ЛБ1
251
На основе значений, указанных в последней колонке табл. П.1.6, построим интегральное распределение по параметру разрушающего усилия сдвига, рис. П.4.2.
Рис. П.1.2. Интегральное распределение величин усилия сдвига кристалла ИС типа 106ЛБ1
По рис. П. 1.1 определяем моду для данного распределения: Мо = (1,75 - 2,0) МПа.
На рис П.4.2 находим значения медианы и квантилей: Me = 1,12 МПа; X0,i = 1,62 МПа; Х0,25 = 1,82 МПа;
Х0,75 = 2,75 МПа; Х0,9о = 3,3 МПа.
Если обратимся к данным табл. П.1.2 и сравним с полученными данными Мо и Me, то увидим некоторое расхождение значений этих величин, так как количество изделий, равное 20, не позволяет получить большую достоверность.
252
Пример 3. Определить необходимость измерения параметра выходное напряжение логического нуля Uol ИС серии 106 при крайних температурах 125 и -60 °C.
Значения параметра Uol по ТУ следующие:
при Т = 25 °C, Т = -60 °C Uol < 0,3 В;
при Т= 125 °C Uol <0,4 В.
Для решения данной задачи были отобраны 20 ИС различных групп серии 106 со значениями параметра Uol, близкими и равными предельному значению при нормальных условиях, замерены значения этого параметра при температуре 125 и -60°С, табл. П.1.7, и построены поля корреляции, рис. П.1.3, и П.1.4.
Таблица П.1.7
Номер схемы Значение Uol, В
Нормальные условия 125°С -60 °C
1 0,26 0,29 0,27
2 0,27 0,32 0,25
3 0,27 0,3 0,28
4 0,26 0,2 0,28
5 0,28 0,29 0,27
6 0,26 0,28 0,27
7 0,3 0,3 0,3
8 0,29 0,3 0,3
9 0,27 0,25 0,3
10 0,3 0,31 0,31
11 0,28 0,33 0,35
12 0,27 0,3 0,34
13 0,3 0,34 0,29
14 0,27 0,33 0,31
15 0,28 0,32 0,32
16 0,3 0,35 0,35
17 0,29 0,3 0,28
18 0,28 0,28 0,29
19 0,3 0,29 0,28
20 0,26 0,28 0,29
253
Рис. П.1.3. Поле корреляции по Uol ИС серии 106 для температур 25 и 125 °C
Рис. П.1.4. Поле корреляции по Uol ИС серии 106 для температур 25 и -60 °C
254
На рис. П. 1.3 проведены биссектриса угла и прямая ОА, соединяющая вершину угла с точкой А, имеющей координаты 0,3 и 0,4 В. Точки, находящиеся ниже прямой ОА, соответствуют требованиям ТУ по параметру Uol при температуре 25 и 125 °C. Так как на рис. П.1.3 все точки расположены ниже прямой ОА, т.е. при проверке ИС серии 106 все схемы соответствуют по параметру Uol требованиям ТУ на них, то проверку параметра UOl при температуре 125 °C ИС серии 106 проводить нецелесообразно.
На рис. 11.1.4 видно, что параметр Uol в основном возрастает до +25 % при температуре -60 °C относительно значения, полученного при температуре 25 °C. Меньший процент значений параметра Uol уменьшается при этой температуре. Так как максимальное значение UOl при температурах -60 и 20 °C, заданное в ТУ, одно и то же. то поле корреляции этого параметра указывает однозначно на необходимость разбраковки ИС серии 106 по параметру Uol при температуре -60 °C.
П.1.4. Статистическая и графическая обработка параметров ИС при длительных испытаниях или при изменении внешних условий
Зачастую необходимо обработать статистический материал для различных условий эксперимента или для двух партий изделий при одном эксперименте, чтобы сравнить полученные данные. Такие данные для наглядности могут быть представлены в виде таблиц (табл. П.1.8 и П.1.9), гистограмм распределения, рис. П. 1.5, интегральных кривых распределения, рис. П.1.6, полей корреляции, рис. П.1.7, графиков зависимостей значений параметров от длительности испытаний, рис. П.1.8 и П.1.9, и кривых стабильностей параметров при длительных испытаниях, рис. П.1.10, П.1.11 и П. 1.12.
255
Таблица П.1.8
Изменение входного тока закрытой схемы 1]Н для ИС серии 106 при длительном хранении при температуре -60 °C
Время измерения, ч Значение Гн, мкА
миним. среднее максим. о
0 6 19 62 15,87
100 7 20 65 15,98
200 9 20 65 16,26
400 9 21 66 16,08
600 10 21 66 15,79
800 10 21 68 15,49
1000 11 23 72 17,97
Рис. И. 1.5. Гистограмма распределения величины усилия сдвига кристалла ИС типа 106ЛБ1 перед герметизацией и после отбраковочных испытаний (штриховая)
256
Значение параметра для времени испытания х 1000 ч К, »' < оо »П сч 40 О o' СЧ O" v—< 0,141
Tj- Г--Н оо «П С4 4-O О 4Г, 04 O" 0,137
О1 V—< ЧО сч ГЧ O" o” Or г—4 0,162
о 1 < ЧОг с4 СЧ О o' O" »——* 0,134
оо 40" с4 C^" 0“ O'. 0 cn 0
40 00 ’П <n 0 o' in 04 O’ o"
Tt СП in пГ m 0 0' 00 04" 0 o'
40^ of O" 0' ^r O" r—< 0,154
г-“* 40 rf 0 o' 1/4 O' o" 0"
о 40" <N 0 0" 04 O” 00 o'
или1эис!а.1мвск?х IH 0 IX 0
X 5 ffl I1H, mA
257
100
Рис. П.1.6. Интегральное распределение по параметру UOl ИС серии 106 на входном контроле (-•-•-) и после ЭТТ (-о-о-)
Рис. П.1.7. Поле корреляции значений параметра Uol для ИС серии 106 для входного замера и 500 ч (точки), для 500 ч и 5000 ч (звездочки)
258
Рис. П.1.8. Зависимость среднего значения Uol от времени наработки для ИС К106ЛБ1
Рис. П.1.9. Зависимость медианного значения 1шот времени
Рис. П.1.10. Кривые стабильности коэффициента усиления по току транзисторов при складском хранении
259
Рис. П. 1.11. Кривые стабильности для 20 %-ного значения параметра Uol ИС типа106ЛБ2 при различных видах испытаний
Рис. П.1.12. Кривые стабильности для 30%- и 50 %-ного значения параметра Uol ИС типа 106ЛБ1
Из табл. Г1.1.8 видно что значение Бн для ИС серии 106 при длительном воздействии температуры -60 °C несколько растет.
260
Параметры "выходное напряжение закрытой схемы" Uni, и "ток входной открытой схемы" Im ИС типа К134ИР1 при испытаниях на долговечность стабильны в пределах его 20 %-ного значения (см. табл. П.1.9)
Гистограммы распределения величин усилия сдвига кристалла ИС типа 106ЛБ1 (см. рис. П.1.5), выполненные по данным табл. П.1.4 в одном масштабе, показывают, что величина усилий сдвига увеличивается после отбраковочных испытаний (данные гистограммы выполнены по принципу [;)). Сравнение интегрального распределения по параметру Uol ИС серии 106 на входном контроле и после электротермотренировки (ЭТТ) в течение 168 ч показывает увеличение значений этого параметра (см. рис. П.1.6). Можно подсчитать, что медианное значение увеличилось в 1,6 раза, 10 %-ный квантиль -в 1,3 раза, 90 %-ный квантиль - в 1,5 раза.
Поле корреляции значений параметров Uol для ИС серии 106 показывает возрастание этого параметра в течение первых 500 ч испытаний в 1,5-2 раза и стабильное значение этого параметра в пределах ±10 % в течение 5000 ч по сравнению с его значением после 500 ч работы (см. рис. П.1.7).
Кривые зависимости параметра (или его среднего, или его медианного значения, или какого-либо квантильного значения) наглядно показывают изменение параметра от времени испытаний (см. рис. П.1.8 и П.1.9).
Иногда необходимо сравнить, как параметры совокупности конкретных изделий ведут себя со временем при различных видах испытаний - стабильны ли они со временем и насколько стабильны. С этой целью строятся кривые стабильности на основе метода, предложенного Е.И. Соколовой и
261
В.Д. Дмитриевым. Вычисляется процент годности изделий для ±50-, ±30- и ±20 %-ного исходного значения параметра для различных промежутков времени испытания. При этом, если изделие имело хотя бы раз значение параметра большее, чем подсчитываемый процент, оно уже в последующем не учитывается для этого процента стабильности. При построении кривой стабильности по оси ординат откладывается процент годности (количество приборов в процентах), удовлетворяющий взятому уровню стабильности для данного времени измерения.
На рис. П.1.10 показаны кривые стабильности параметра для 50, 30 и 20 % годности от исходного значения, а на рис. П.1.11 представлены кривые стабильности для 20 % годности от исходного значения параметра при различных видах испытаний.
Пример 4. Значения выходного напряжения логического нуля Uol, получение при испытании на долговечность 20 ИС типа 106ЛБ1, представлены в табл. П.1.10.
Для построения кривой 30- и 50 %-ной стабильности Uol ИС 106ЛБ1 при испытаниях на долговечность подсчитаем для каждой точки измерения, у скольких схем изменение параметра произошло не более чем на ± 30 и ± 50 % (табл. П. 1.11).
По данным табл. П.1.11 построим график кривых стабильности параметра Uol схем типа 106ЛБ1 при испытаниях на долговечность, рис. П. 1.12, из которого видно, что Uol У ИС типа 106ЛБ1 имеет невысокую стабильность при испытаниях на долговечность в течение 50000 ч.
262
Таблица.П.1.10
Значение параметра Uol, В, после испытаний в течение времени, ч i 50000 oj- l/>, IT, О Cl — Ti CO СМ СМ of СМ —‘ — СМ —' — Ч — —1—' N М CI С>1 М CI - см о" о" о" о' о о" о ° о о" о" о" о o' о о" о о" о о"
40000 0,21 0,2 0,2 0,19 0,13 0,14 0,24 0,17 0,23 0,14 0,14 0,11 0,19 0,18 0,21 0,14 0,15 0,19 0,24 0,14
1 30000 —'vn-^-xrooxj-еегеГ'ЧОкп —г'> м n 'л о ч -t е} — " CM CM —CM CM ~ ; r- -- cM —; o o’ о о о" о" о о” о" о o' o'" о о о" о" о" о' о о
I 25000 | 'л X Ki vt \г 'л ,, к тГ — ir, о г, С-. г. сп см см — см см„ см —г Ч —; —1 см <n — —< Ч, Ч см см о" о' о о' о" о” о' о" ° о" о" о" о" о" о” о‘ ° ° о" о"
1 15000 Г1 'О М- М IC, . 1Г< .. ОО 'Л - Г' Г' П 1Г! С| — еп см Ч Ч Ч Ч ЧЧ, ' Ч " Ч Ч Ч Ч Ч Ч " Ч м Ч ° о" о о" о о' ° о ° о” о о о" о” о" о о" о о" о"
7000 ! .lco\c,rjir,v,iCO><lxoo<z,1-ticC'^-M-Ч'- — Чсмсм — см — — Ч см Ч см — — см см ° о о” ° о" о о о о o'" о" о" ° о ° о" о о" о о
5000 смг~-смооГч1Г'1г>о\1Лоог~~Г'-г--т1-чс>смсмтсм СМ'— СМ—- . — С) —>СМ—- — О <N (N — - Cl (М <N (N о" o'1 о” о” ° о о o' о" о" о о о о" о" о о' о о о"'
3000 m^jOoocMinooooocMOKi—' — t~'o,^vnt^40 ci_l ——- <4 сч Ч " Ч Ч Т. Ч Ч смсм см см о" ° о" о' о” о" о о” о" о' о" о' о" ОГ о" О o' о” о" о”
1000 1 ООСМСМСМОхГ — CMCMlClCMOOrt-'S’OCMOMOOOCh —е ~ см см —, —о ем см О^ •— —— е^ —; о о о" о" о о о о" о о' о о" о" о" о" о о" о" o'4 о"
о 0\>r>cncee'C^cMcnC'M0ir>c<>reir>0,cnOO'~_1 ”Т *4 ”1 “ Ч. Ч Ч ”1 ”Т "Ч Ч Ч Ч Ч Ч Ч Ч Ч Ч ” о" о" о' о> о' о' о" о' о" о" о" о' о" о" о” о” о" о" о" °
6 Д S К — ci m м о-, \о х еЧ Ч 2! 2 2. —
Таблица П. 1.11
Значение изменения раметра. % 1 Количество ИС, Uol которых не изменились более чем на 30 и 50 % после испытаний в течение времени, ч
<я Е 0 1000 3000 5000 7000 15000 2500( 30000 40000 50000
±30 20 16 7 6 5 5 4 4 4 4
±50 20 19 15 14 12 12 11 11 10 9
264
ПРИЛОЖЕНИЕ 2
ИНДИВИДУАЛЬНЫЕ ЗАДАНИЯ
ПО СТАТИСТИЧЕСКИМ И ГРАФИЧЕСКИМ МЕТОДАМ ИССЛЕДОВАНИЯ КАЧЕСТВА И НАДЕЖНОСТИ ИС
Таблица И,2.1
Вариант 1
Испытания на долговечность ИС типа 134РУ6 Параметр: UOL1 < 0,45 В при 1OL= 16 мА
Номе прибора Значение параметра (В) при контроле после испытаний в течение (ч)
0 1000 2000 3000 4000 5000 7500 10000 15000 20000 25000
1 0,214 0,214 0,271 0,214 0.256 0,236 0,248 0,21 0,234 0,249 0,235
2 0,236 0,236 0,23 0,237 0,269 0,212 0,232 0,234 0.21 0.286 0,212
3 0,225 0,225 0,254 0,227 0,301 0,231 0,244 0,224 0,231 0,223 0,231
4 0,235 0,235 0,25 0,234 0,274 0,224 0,254 0,23 0,223 0,236 0,225
5 0,233 0,233 0,231 0,232 0,236 0,23 0,209 0,229 0,199 0,232 0,201
6 0,203 0,203 0,264 0,204 0,272 0,201 0,249 0,2 0,229 0,259 0,23
7 0,223 0,223 0,258 0,226 0,215 0.222 0,241 0,22 0,218 0,233 0,22
8 0,223 0,223 0,27 0,221 0,24 0,221 0,224 0,219 0,222 0,267 0,222
9 0,223 0,223 0,266 0,212 0,229 0,219 0,219 0,218 0,205 0,248 0,208
10 0,208 0,208 0,21 0,228 0,235 0,208 0,22 0,206 0,218 0,258 0,221
11 0,242 0,242 0,208 0,205 0,273 0,243 0,22 0,241 0,203 0,26 0,206
12 0,209 0,209 0,237 0,21 0,23 0,205 0,237 0,201 0,239 0,231 0,242
13 0,205 0,205 0,28 0,249 0,254 0,202 0,244 0,244 0 244 0,245 0,246
14 0,248 0,248 0,277 0,282 0,254 0,246 0,244 0,276 0.2 0,25 0,202
15 0,282 0,282 0,267 0,276 0,278 0,234 0,277 0,264 0,272 0,2 0,274
16 0,276 0,276 0,26 0,265 0,281 0,274 0,251 0,273 0,275 0,249 0,277
17 0,268 0,268 0,276 0,256 0,25 0,265 0,25 0,251 0,251 0,232 0,254
18 0,255 0,255 0,301 0,264 0,206 0,253 0,254 0 268 0,264 0,262 0,266
19 0,273 0,273 0,238 0,229 0,207 0,27 0.234 0,294 0,295 0,296 0,297
20 0,301 0,301 0,231 0,252 0,245 0,296 0,234 0,294 0,268 0,214 0,27
21 0,233 0,233 0,236 0,251 0,211 0,269 0,234 0,294 0,229 0,196 0,27
22 0,23 0,23 0,227 0,23 0,222 0,231 0,256 0,23 0,267 0,297 0,231
23 0,27 0,27 0,24 0,271 0,205 0.269 0,224 0,268 0,225 0,255 0,27
24 023 0,23 0,235 0,234 0,234 0,227 0,21 0,225 0,267 0,208 0,227
25 0,253 0,253 0,21 0,232 0,224 0,249 0,21 0,248 0.248 0,264 0,269
265
Таблица П.2.2
Вариант 2
Испытания на долговечность ИС типа 134РУ6 Параметр: UOL1 0,4 В при I0L = 8 мА
Значение параметра (В) при контроле после испытаний в течение (ч)
прибора 0 1000 2000 3000 4000 5000 7500 10000 15000 20000 25000
1 0,148 0,148 0,200 0,147 0,161 0,177 0,184 0,149 0,173 0,181 0,173
2 0,175 0,175 0,165 0,174 0,200 0,150 0,170 0,175 0,147 0,231 0,148
3 0.161 0,161 0,194 0,160 0,236 0,171 0,170 0,161 0,167 0,164 0,167
4 0,167 0,167 0,177 0,170 0,206 0,162 0,188 0,169 0,160 0,180 0,160
5 0,167 0,167 0,161 0,168 0,178 0,169 0,151 0,167 0,140 0,170 0,141
6 0,141 0,141 0,192 0,143 0,192 0,143 0,187 0,141 0,166 0,197 0,166
7 0,154 0,154 0,201 0,156 0,154 0,157 0,178 0,156 0,159 0,177 0,160
8 0,164 0,164 0,187 0,162 0,181 0,162 0,164 0,161 0,157 0,201 0,155
9 0,151 0,151 0,190 0,145 0,168 0,150 0,158 0,148 0,143 0,179 0,145
10 0,146 0,146 0,152 0,152 0,175 0,147 0,160 0,145 0,147 0,198 0,149
И 0,174 0,174 0.148 0,136 0,202 0,179 0,161 0,176 0,135 0,201 0,137
12 0,138 0,138 0,134 0,142 0,171 0,138 0,177 0,144 0,174 0,182 0,175
13 0,142 0,142 0,215 0,180 0,198 0,146 0,185 0,180 0,179 0,182 0,181
14 0,180 0.180 0,211 0,212 0,197 0,183 0,161 0,212 0,142 0,192 0,144
15 0,217 0,217 0,201 0,211 0,215 0,214 0,164 0,184 0,208 0,190 0,203
16 0,110 0,110 0,177 0,157 0,218 0,211 0,191 0,209 0,211 0,187 0,212
17 0,194 0,194 0,205 0,192 0,187 0,196 0,190 0,173 0,175 0,168 0,177
18 0,177 0,177 0,231 0,189 0,149 0,179 0,190 0,201 0,193 0,192 0,194
19 0,201 0,201 0,174 0,156 0,141 0,204 0,166 0,230 0,229 0,195 0,230
20 0,234 0,234 0,170 0,179 0,182 0,231 0,166 0,230 0,200 0,156 0,202
21 0,171 0,171 0,176 0,194 0,151 0,191 0,167 0,230 0,170 0,140 0,202
22 0,170 0,170 0,164 0,163 0,153 0,173 0,198 0,170 0,187 0,141 0,171
23 0,194 0,194 0,170 0,136 0,147 0,197 0,162 0,196 0,163 0,188 0,189
24 0,162 0,162 0,157 0,171 0,173 0,166 0,157 0,164 0,194 0,145 0,164
25 0,196 0,196 0,144 0,170 0,167 0,192 0,156 0,190 0,189 0,205 0,196
26 0,182 0,182 0,156 0,231 0,162 0,178 0.162 0,178 0,188 0,164 0,191
27 0,158 0,158 0,162 0,208 0,191 0,158 0.170 0,156 0,188 0,199 0,190
28 0,186 0,186 0,150 0,180 0,196 0,188 0,188 0,188 0,155 0,210 0,188
29 0,193 0,193 0,147 0,196 0,194 0,193 0,186 0,191 0,185 0,139 0,157
30 0,186 0,186 0,140 0,177 0,161 0,187 0,160 0,185 0,191 0,180 0,188
266
Таблица П.2.3
Вариант 3
Испытания на долговечность ИС типа 134РУ6 Параметр: UOH1 > 2,6 В
прибора Значение параметра (В) при контроле после испытаний в течение (ч)
0 1000 2000 3000 4000 5000 7500 10000 15000 20000 25000
1 3,05 3,05 2,95 3,03 2,94 3,00 2,93 3,01 3,00 2,97 3,02
2 3,01 3,01 2,96 3,04 2,94 3,02 2,97 3,00 3,02 2,94 3,04
3 3,00 3,01 3,00 3,03 2,94 2,97 2,91 3,00 2,97 2,99 2,99
4 2,98 2,98 3,02 3,10 2,95 3,01 2,92 2,97 3,00 2,94 3,02
5 3,03 3,03 2,97 3,06 3,00 3,01 2,98 3,00 2,99 3,00 3,01
6 3,00 3,00 3,00 3,04 2,93 2,82 2,93 2,99 3,01 2,96 3,02
7 3,01 3,01 3,00 3,03 3,01 3,01 2,98 3,00 3,02 2,99 3,04
8 3,03 3,03 2,93 3,03 2,99 3,02 2,97 3,02 3,01 2,93 3,02
9 3,00 3,00 2,95 3.04 3,00 2,99 2,96 2,99 3,00 2,98 3,02
10 3,01 3,01 3,00 3,04 2,96 3,00 2,99 3,00 2,99 2,94 3,01
И 3,03 3,03 3,02 3,00 2,93 2,99 2,93 2,99 2,99 2,93 3,01
12 3,02 3,02 2,97 3,03 2,96 2,99 2,93 3,01 3,00 2,98 3,0!
13 3,02 3,02 2,95 2,97 2,99 3,02 2,96 2,95 2.96 2,96 2,96
14 3,00 3,00 3,02 2,96 2,99 2,95 2,96 2,95 3,02 2,98 3,04
15 2,97 2,97 2,95 3,01 2,95 2,95 2,95 2,94 2,95 2,93 2,96
16 2,99 2,99 2,95 2,95 2,94 2,93 2,94 2,95 2,95 2,98 2,96
17 3,00 3,00 2,95 3,00 2,95 2,95 2,94 2,95 2,95 2,93 2,96
18 3,00 3,00 2,95 2,98 3,02 2,95 2,93 2,96 2,95 2,94 2,96
19 2,96 2,96 3,00 3,00 2,99 2,95 2,96 2,95 2,96 2,92 2,97
20 2,96 2,96 3,02 3,00 2,99 2,96 2,96 2,95 2,96 2,97 2,97
21 3,04 3,04 3,02 3,03 2,99 2,94 2,96 2,95 3,01 2,98 2.97
22 3,03 3,03 3,02 2,97 2,99 3,01 2,93 3,00 2,94 2,97 3,02
23 2,98 2.98 3,01 2,95 2,98 2,94 2,96 2,94 2,97 2,93 2,95
24 2,97 2,97 3,01 3,04 3,00 2,97 3,00 2,96 2,94 2,98 2,97
25 3,00 3,00 3,01 3,02 3,02 3,00 3,00 3,00 3,00 2,86 2,95
26 3,00 3,00 3,08 2,95 3,00 2,98 2,97 2,98 3,00 3,01 3,01
27 2,98 2,98 3,02 3,00 2,93 2.97 2,98 2,97 2,96 2,93 3.01
28 2,96 2,96 3,05 3,00 2,94 2,97 2,93 2,96 2,97 2,96 2,97
29 2,95 2,95 3,05 3,00 2,95 2,95 2.94 2,95 2,93 2,99 2,98
30 2,94 2,94 3,02 2,99 2,96 2,94 2,99 2,93 2,95 2,99 2,98
267
Таблица П.2.4
Вариант 4
Испытание на долговечность ИС типа 134ЛБ1Б Параметр: UOl 0,3 В
Номер при бора Значение параметра (В) при контроле после испытаний в течение (ч)
0 1000 3000 7500 10000 15000 20000 30000 40000 50000 60000 70000
1 0,18 0,18 0,18 0,19 0,19 0,18 0,17 0,12 0,16 0,19 0.17 0,18
2 0,12 0,12 0,12 0,14 0,13 0,12 0,12 0,17 0,16 0,18 0,12 0,16
3 0.17 0,17 0,17 0,16 0,17 0,16 0,16 0,12 0,16 0,16 0,16 0,18
4 0,16 0,16 0,16 0,17 0,16 0,17 0,15 0,15 0,17 0,16 0,13 0,16
5 0,16 0,16 0,16 0,17 0,17 0,16 0,15 0,16 0.16 0,18 0,15 0,15
6 0,16 0,16 0,16 0,17 0,16 0,16 0,13 0,16 0,18 0,12 0,14 0,14
7 0,17 0,17 0,17 0,18 0,18 0,17 0,16 0,18 0,13 0,17 0,19 0,16
8 0,18 0,18 0,19 0,20 0,19 0,18 0,17 0,17 0,17 0,17 0,14 0,15
9 0,16 0,16 0,16 0,17 0,18 0,15 0,16 0,13 0,13 0,13 0,14 0,13
10 0,13 0.13 0,14 0,14 0,14 0,14 0,12 0,13 0,16 0,16 0,17 0,14
11 0,16 0,16 0,16 0,17 0,15 0,16 0,15 0,16 0,13 0,14 0,15 0,17
12 0,17 0,17 0,17 0,18 0,18 0.17 0,18 0.17 0,15 0,15 0,13 0,19
13 0,18 0,18 0,19 0,18 0,19 0,19 0,18 0,18 0,14 0,14 0,16 0,15
14 ОД 6 0,16 0,17 0,19 0,17 0,16 0,15 0,16 0,18 0,19 0,18 0,15
15 0,17 0,17 0,17 0,17 0,17 0,17 0,16 0,16 0,15 0,15 0,14 0.14
16 0,14 0,14 0,14 0,17 0,15 0,14 0.14 0,14 0,14 0,14 0,15 0,16
17 0,14 0,14 0,14 0,15 0,14 0,14 0,13 0,14 0,16 0,17 0,15 0,14
18 0,13 0,13 0,13 0,15 0,14 0,13 0,12 0,13 0,13 0,15 0,15 0,17
19 0,15 0,15 0,15 0,15 0,16 0,15 0,14 0,15 0,16 0,13 0,18 0.13
20 0,15 0,15 0,16 0,15 0,17 0,16 0,15 0,15 0,15 0,16 0,12 0,17
21 0,17 0,17 0,17 0,18 0,18 0,14 0,16 0,15 0,14 0,15 0,18 0,16
22 0,14 0,14 0,14 0,14 0,14 0,18 0,13 0,17 0,17 0,15 0,16 0,18
23 0,18 0,18 0,18 0,18 0,18 0,16 0,15 0,16 0,16 0,14 0,17 0,12
24 0,16 0,16 0,16 0,18 0,17 0,16 0,17 0,17 0,15 0,18 0,16 0,16
25 0,16 0,16 0,16 0,17 0,16 0,16 0,15 0,16 0,15 0,16 0,18 0,15
268
Таблица 11.2.5
Вариант 5
Испытание на долговечность ИС типа 134ЛБ1 Параметр: UOl 0,3 В
Номеру прибора Значение параметра (В) при контроле после испытаний в течение (ч)
0 1000 3000 7500 10000 15000 20000 30000 40000 50000 60000 70000
1 0,11 0,15 0,11 0,14 0,14 0,14 0,10 0,15 0,19 0.15 0,18 0,18
2 ОДЗ 0,12 0,10 0,12 0,12 0,13 0,09 0,16 0,18 0,19 0,16 0.15
3 0,14 0,16 о,13 0,15 0,12 0,14 0,10 0,15 0,19 0,19 0,14 0,14
4 0,12 0,14 0,11 0,15 0,15 0,16 0,12 0,13 0,15 0,16 0,18 0,18
5 0.14 0,14 0,12 0,17 0,16 0,16 0,12 0,12 0,19 0,19 0,16 0,15
6 0,14 0,17 0,13 0,15 0.15 0,18 0.13 0,14 0,14 0,16 0,16 0,15
7 0,14 0,16 0,13 0,15 0,15 0,16 0.11 0,17 0,16 0,20 0,22 0,21
8 0,21 0,16 0,14 0,16 0,15 0,16 0,12 0,16 0,15 0,18 0,16 0.15
9 0,16 0,16 0,18 0,22 0,17 0,18 0,13 0,23 0,17 0,16 0,19 0,18
10 0,16 0,23 0,15 0,17 0.22 0,20 0,11 0,17 Н 0,22 0,15 0,18 0,17
11 0,16 0,18 0,15 0,17 0.15 0,16 0,12 0,15 0,15 0,15 0,16 0,16
12 0,14 0,18 0,13 0,15 0,17 0,18 0,13 0,16 0,17 0,16 0,16 0,15
13 0,20 0,15 0,17 0,21 0,19 0,20 0,17 0,15 0,15 0,14 0.15 0,15
14 0,18 0,22 0,16 0,19 0,21 0,22 0,18 0,13 0,21 0,16 0,21 0,21
15 0,17 0,20 0,14 0,16 0,19 0,21 0,22 0,18 0,16 0,23 0,19 0,18
16 0,15 0,16 0,15 0,18 0,18 0,19 0,17 0,16 0,19 0,19 0,19 0,18
17 0,12 0,19 0,13 0,15 0,13 0,14 0,19 0,21 0,14 0,18 0,15 0,15
18 0,14 0,14 0,12 0,14 0,15 0,16 0,14 0,19 0,15 0,19 0,14 0,17
19 0.14 0,14 0,12 0,16 0,23 0,23 0,16 0,14 0,14 0,19 0,19 0,14
20 0,21 0,16 0,18 0,22 0,16 0,17 0,23 0,15 0,15 0,18 0,23 0,18
21 0,15 0,23 0,13 0,16 0,16 0,16 0,11 0,16 0,18 0,16 0,16 0,22
22 0,14 0,17 0,13 0,16 0.16 0,16 0,14 0,16 0,19 0,19 0,20 0,15
23 0,13 0,16 0,11 0,14 0.15 0,16 0,12 0,16 0,16 0,18 0,19 0,20
24 0,14 0,14 0,13 0,15 0,14 0,15 0,10 0,22 0,17 0,22 0,17 0,18
25 0,17 0,18 0,15 0,18 0,19 0,19 0,15 0,18 0,15 0,16 0,23 0,22
269
Таблица П.2.6
Вариант 6
Испытания на долговечность ИС типа 1505ИД6 Параметр :U0L < 0,3 В
Номер прибора Значение параметра (В) при контроле после испытаний в течение (ч)
0 2000 3000 4000 5000 7000 10000 15000
1 0,084 0,084 0,059 0,088 0,088 0,071 0,095 0,088
2 0,091 0,091 0,064 0,094 0,094 0,091 0,088 0,096
3 0,068 0,068 0,043 0,071 0,102 0,101 0,102 0.072
4 0,087 0,087 0,063 0,214 0,091 0,087 0,091 0,092
5 0,097 0,097 0,074 0,101 0,1 0,095 0,071 0,102
6 0,086 0,086 0,065 0,09 0,095 0,096 0,084 0,096
7 0,08 0,08 0,053 0,084 0,083 0,084 0,096 0,085
8 0,092 0,092 0,06 0,172 0,089 0,089 0,081 0,09
9 0,086 0,086 0.097 0,09 0,083 0,09 0,077 0,091
10 0,074 0,074 0,043 0,078 0,078 0,077 0,09 0,078
11 0.078 0,078 0,053 0,083 0,089 0,083 0,087 0,083
12 0,083 0,083 0,06 0,078 0,086 0,086 0,101 0,087
13 0,84 0,84 0,077 0,09 0,102 0,102 0,086 0,103
14 0,083 0,083 0,062 0,087 0,087 0,087 0,102 0,087
15 0,075 0,075 0,055 0,102 0,101 0,079 0,088 0,08
16 0,084 0,084 0,065 0,087 0,088 0,088 0,079 0,089
17 0,099 0,099 0,08 0,102 0,079 0,102 0,1 0,103
18 0,097 0,097 0,064 0,088 0,085 0,085 0,095 0,086
19 0,09 0,09 0,071 0,079 0,095 0,095 0,085 0,096
20 0,081 0,081 0,079 0,085 0,102 0,102 0,083 0,101
270
Таблица П.2.7
Вариант 7
Испытания на долговечность ИС типа 1504ЛБ1А Параметр: UOl 0,3 В
Значение параметра (В) при контроле после испытаний в течение (ч)
прибора 0 2000 3000 4000 5000 7500 10000 15000 20000
1 0,143 0,143 0,162 0,146 0,161 0,142 0,153 0,152 0,123
2 0,165 0,165 0,144 0,166 0,139 0,162 0,16 0,16 0,13
3 0,157 0,157 0,145 0,157 0,157 0,16 0,144 0,136 0,141
4 0,137 0,137 0,167 0,145 0,165 0,138 0,144 0,143 0,134
5 0,156 0,156 0,167 0,164 0,138 0,137 0,131 0,131 0,156
6 0,13 0,13 0,177 0,142 0,159 0,153 0,132 0,147 0,15
7 0,16 0,16 0,142 0,139 0.163 0,156 0,16 0,16 0,156
8 0,173 0,173 0,177 0,175 0,159 0,136 0,159 0,13 0,156
9 0,137 0,137 0,167 0,133 0,155 0,17 0,174 0,137 0,17
10 0,16 0,16 0,135 0,163 0,135 0,138 0 138 0.173 0,136
11 0,158 0,158 0,142 0,161 0,144 0,128 0,13 0,158 0,128
12 0,159 0,159 0,176 0,163 0,152 0,159 0,161 0.145 0,157
13 0,153 0,153 0,136 0,138 0,143 0,15 0,145 0,167 0,157
14 0,141 0.141 0,153 0,155 0,147 0,142 0,147 0,14 0,156
15 0,135 0,135 0,141 0,163 0,142 0,134 0,168 0,162 0,163
16 0,129 0,129 0,15 0,15 0.13 0,145 0,141 0,166 0,141
17 0,146 0,146 0,155 0,146 0,131 0,129 0,163 0,14 0,168
18 0,137 0,137 0,166 0,133 0,145 0,143 0,157 0,143 0,146
19 0,131 0,131 0,15 0,161 0,137 0,165 0,157 0,146 0,146
20 0,14 0,14 0,173 0,134 0,13 0,144 0,147 0,158 0,146
21 0,155 0,155 0,151 0,148 0,172 0,14 0,146 0,131 0.159
22 0,144 0,144 0,147 0,146 0,157 0.13 0.159 0,143 0,132
23 0,163 0,163 0,137 0,148 0,143 0,157 0,132 0,164 0,144
24 0,145 0,145 0,164 0,17 0,16 0,221 0,144 0,165 0,144
25 0,157 0,157 0,15 0.16 0,161 0,163 0,165 0,161 0,165
271
Таблица II.2.8
Вариант 8
Испытания на долговечность ИС типа 582ИК1А Параметр: UG < 1,5 В
Номер прибора Значение па раметра (В) при контроле после испытаний в течение (ч)
0 1000 2000 3000 5000 7500 10000 15000 20000 25000
1 1,071 1,071 1,127 1,164 1,235 1,137 1,254 1,208 1,216 1,234
2 1 125 1 125 1 126 1 153 1,241 1,229 1,23 1,236 1,216 1,176
3 1,083 1,083 1,125 1,055 1,264 1,238 1,239 1,184 1,24 1,176
4 1,12 1Д2 1,106 1,136 1,225 1,228 1,228 1,184 1,248 1,188
5 1,107 1,107 1 137 0,465 1,254 1,229 1,23 1 168 1,256 1,22
6 1,117 1,117 1,125 1,141 1,256 1,233 1,231 1,224 1,2 1,236
7 1,117 1,117 1,162 1,181 1,231 1,235 1,234 1 168 1,28 1,17
8 I 091 1091 1,157 1,102 1,241 1,226 1.264 1 232 1,28 1,186
9 1,146 1,146 1,153 1,165 1,23 1,226 1,226 1,204 1,264 1,204
10 1 119 1 119 1,093 1,121 1.229 1,252 1,292 1,2 1,204 1,2
II 1,067 1,067 1,137 1,12 1,249 1,252 1,247 1,2 1,204 1,194
12 1,124 1,124 1,135 1,125 1,202 1,202 1,203 1,184 1,216 1,184
13 1,079 1 079 1,13 1,065 1 193 1 194 1 194 1,248 1,248 1,244
14 1,143 1,143 1,107 1,111 1,185 1,166 1,194 1,236 1,25 1,234
15 1,12 1,12 1,157 1.665 1,251 1,254 1,254 1,184 1,192 1,172
16 1 145 1,145 1,087 1,158 1,188 1,188 1,187 1,22 1,216 1,226
17 1,064 1,064 1,096 1,865 1,188 1,249 1,247 1,236 1,232 1,22
18 1,132 1.132 1,102 1,145 1,236 1,236 1,238 1,216 1,224 1,216
19 1,084 1,084 1,115 1,168 1,206 1,207 1,208 1,188 1,216 1,167
20 1,146 1,146 1,117 1,118 1,197 1,197 1,197 1,184 1,232 1,184
21 1,235 1 235 1 229 1 142 1,256 1.216 1,248 1 344 1,364 1,262
22 1,236 1,236 1,23 1,146 1,216 1,216 1,232 1,38 1,352 1,342
23 1,242 1,242 1,241 1,141 1,248 1,232 1,29 1,348 1,368 1.26
24 1,255 1,255 1,229 1,138 1,248 1,232 1,232 1,376 1,345 1,308
25 1,235 1,235 1,254 1,143 1,248 1,192 1,232 1,348 1,368 1,39
26 1,262 1,262 1,252 1,151 1,226 1,192 1.224 1,36 1,336 1,375
27 1,229 1,229 1,263 1,168 1,224 1,184 1,248 1,376 1,361 1,391
28 1,226 1,226 1,261 1,143 1,224 1,184 1,225 1,344 1,329 1,375
29 1,253 1.253 1,232 1,148 1,216 1,158 1,217 1,336 1,379 1,393
30 1,23 1,23 1,234 1,175 1,217 1,152 1,224 1,368 1,344 1,375
272
Таблица П.2.9
Вариант 9
Испытания на долговечность ИС типа 582ИК1А Параметр: UOl 0,4 В
Значение па эаметра (В) при контроле после испытаний в течение (ч)
Номер прибора 0 1000 2000 3000 5000 7500 10000 15000 20000 25000
1 0,066 0,066 0,095 0,087 0,139 0,128 0,142 0,104 0,132 0,114
2 0,073 0,073 0,077 0,087 0,15 0,14 0,14 0,1 0,132 0,128
3 0.066 0,066 0,077 0,092 0,155 0,147 0,147 0,112 0,116 0,11
4 0,07 0,07 0,087 0,081 0,138 0,135 0,135 0,096 0,132 0.116
5 0,064 0.064 0,087 0,096 0,155 0,135 0,135 0,104 0,136 0.116
6 0,069 0,069 0,087 0,095 0,15 0,139 0,135 0,104 0,128 0,128
7 0,067 0,067 0,094 0,162 0,144 0,142 0,14 0,096 0,136 0,112
8 0,07 0,07 0,094 0,089 0,15 0,136 0,148 0,106 0,136 0,132
9 0,069 0,069 0,096 0,093 0,13 0,136 0.136 0,104 0,128 0,116
10 0,081 0,081 0,087 0,104 0,133 0,148 0,148 0,106 0,138 0,116
11 0,07! 0,071 0,094 0,089 0,133 0,148 0,131 0,092 0,128 0,104
12 0,073 0,073 0,087 0,096 0,13 0,127 0,127 0,1 0.132 0,114
13 0,075 0,075 0,077 0,1 0,125 0,122 0,122 0,108 0,132 0,118
14 0,088 0,088 0,087 0,094 0,12 0,119 0,122 0,122 0,136 0,128
15 0,081 0,081 0,135 0,092 0,139 0,137 0,137 0,1 0,128 0.114
16 0,068 0.068 0,082 0,096 0,124 0,123 0,123 0,104 0,144 0,12
17 0,071 0,071 0,087 0,095 0,125 0,137 0,137 0.112 0.132 0,116
18 0,072 0,072 0,087 0,095 0,134 0,131 0,132 0,096 0,113 0,106
19 0,068 0,068 0,077 0,093 0,125 0,124 0,124 0,105 0,128 0,116
20 0,073 0,073 0,093 0,096 0,133 0,128 0,128 0,104 0,132 0,116
21 0,144 0,144 0,137 0,085 0,148 0,112 0,146 0,24 0,256 0,243
22 0,144 0,144 0,136 0,088 0,136 0,128 0,148 0,355 0,256 0,254
23 0,152 0,152 0,151 0,085 0,144 0,128 0,148 0,256 0,358 0,358
24 0,15 0,15 0,142 0,091 0,144 0,116 0,137 0,256 0,256 0,263
25 0,143 0,143 0,149 0,097 0,144 0,112 0,148 0,256 0,228 0,231
26 0,146 0,146 0,153 0,101 0,144 0,112 0,128 0,256 0,232 0,218
27 0,145 0,145 0,15 0,102 0,136 0,113 0,144 0,228 0,256 0,241
28 0,14 0,14 0,149 0,09 0,136 0,113 0,136 0,232 0,232 0,234
29 0,146 0,146 0,144 0,096 0,128 0,112 0,132 0,232 0,256 0,241
30 0,139 0,139 0,142 0,098 0,132 0.112 0,132 0,256 0,24 0.238
273
Таблица П.2.10
Вариант 10
Испытания на долговечность ИС типа 1804ИС1 Параметр: U0L < 0,5 В
Значение параметра (В) при контроле после испытаний в течение (ч)
Поме? прибора 0 1000 2000 3000 4000 5000 7500 10000 15000 20000
1 0,343 0,343 0,35 0,424 0,451 0,42 0,424 0,414 0,405 0,392
2 0,336 0,336 0,356 0,409 0,451 0,41 0,41 0,4 0,406 0,391
3 0.353 0,353 0,35 0 418 0,436 0,406 0.406 0,404 0,404 0,391
4 0,347 0,347 0,337 0,397 0,448 0,41 041 0,404 0,404 0,392
5 0,35 0,35 0,327 0,421 0,449 0,412 0,412 0,405 0,404 0,39
6 0,347 0,347 0,34 0,401 0,442 0,425 0,425 0,397 0,398 0,384
7 0,347 0,347 0.345 0,426 0,448 0,43 0,43 0,409 0,408 0,393
8 0,354 0,354 0,338 0,434 0,427 0,422 0,422 0,396 0,395 0,384
9 0.348 0,348 0,346 0,417 0,45 0.423 0 423 0,41.3 0,412 0,397
10 0,347 0,347 0,347 0,416 0,449 0,428 0,428 0,396 0,394 0,379
11 0,346 0,346 0,347 0,424 0,444 0,402 0.402 0,406 0,405 0,39
12 0,336 0,336 0,35 0,425 0,433 0,425 0,425 0,407 0,408 0,396
13 0,344 0,344 0,347 0,405 0,464 0,426 0,426 0,424 0,495 0,409
14 0,339 0,339 0,347 0,408 0,448 0,428 0,428 0,398 0,242 0,384
15 0,328 0,328 0,347 041 0,423 0,43 0,43 0,401 0,398 0,374
16 0,339 0,339 0,349 0456 0,434 0,439 0,439 0,388 0,388 0,387
17 0,336 0,336 0,345 0,444 0.448 0,42 0,42 0,414 0,4 0,396
18 0,347 0,347 0,352 0,46 0,454 0,424 0,424 0,487 0,413 0,392
19 0,346 0,346 0,337 0,461 0,453 0,426 0,426 0,411 0,407 0,396
20 0,354 0,354 0,343 0,46 0,455 0,46 0,46 0,404 0,411 0,4
21 0,392 0,392 0,392 0,43 0,416 0,39 0,39 0,416 0,416 0,413
22 0,416 0,416 0,412 0,403 0,416 0,41 0,41 0,412 0,392 0,416
23 0,416 0,416 0,416 0,429 0,392 0,414 0,414 0,414 0,413 0,392
24 0,412 0,412 0,416 0,425 0,392 0,413 0,413 0,39! 0,416 0,417
274
Таблица П.2.11
Вариант 11
Испытания на долговечность ИС типа 582ИК1 Параметр: UOl 0,4 В
Значение параметра (В) при контроле после испытаний в течение (ч)
при* бора 0 7500 10000 15000 20000
1 0,128 0,128 0,358 0,112 0,176
2 0,128 0,128 0,112 0,104 0,168
3 0,128 0,128 0,358 0,128 0 192
4 0.128 0,128 0,349 0,116 0 176
5 0,128 0,128 0,128 0,112 0,184
6 0,112 0,112 0,1 0,116 0,176
7 0,104 0,104 о.п п 0,345 0,348
8 0,128 0,128 0,358 0,136 0,192
9 0,128 0,128 0,104 0,353 0,355
10 0,128 0,128 0,112 0,128 0.357
11 0,128 0,128 0,13 0,128 0.351
12 0,128 0,128 0,128 0,128 0,344
13 Г 0,112 0,112 0,128 0,128 0,353
14 0,113 0,113 0,128 0,358 0,192
15 0,128 0,128 0,128 0.128 0,353
16 0.112 0,112 0,128 0,116 0,347
17 0,116 0,116 0,128 0,358 0,34
18 0,112 0,112 0,112 0,108 0,176
19 0,116 0,116 0,112 0,128 0,192
20 0,112 0,112 0,112 0,104 0,351
21 0,104 0,104 0,356 0,353 0.354
22 0.112 0,112 0,104 0,105 0,355
23 0,138 0 138 0,116 0,128 0,343
24 0,128 0,128 0,128 0,112 0,351
275
Таблица П.2.12
Вариант 12
Испытания на долговечность ИС типа 134ИР1 Параметр: U0L < 0,3 В
Значение параметра (В) при контроле после испытаний в течение (ч)
Номер прибора 0 1000 5000 7000 10000 15000 25000 40000 70000
1 0,1 0,11 0,13 0,11 0,12 0,12 0,12 0,12 0,12
2 0,09 0,12 0,13 0,13 0,13 0,13 0,14 0,13 0,12
3 0,1 0,11 0,13 0,1 0,12 0,12 0,13 0,13 0,13
4 0,1 0,12 0,13 0,12 0,12 0,14 0,12 0,13 0,13
5 0,11 0,11 0.13 0,12 0,13 0,12 0,13 0,13 0,14
6 0,1 0,12 0,14 0,13 0,14 0,12 0,13 0,13 0,13
7 0,1 0,11 0,13 0,12 0,13 0,13 0,12 0,13 0,13
8 0,1 0,11 0,13 0,12 0,13 0,1 0,13 0,14 0,12
9 0,09 0,1 0,12 0,11 0,11 0,1 0,14 0,13 0,1
10 0,11 0,12 0,13 0,12 0,13 0,11 0,14 0,13 0,31
11 0,11 0,08 0,1 0,09 0,09 0,12 0,11 0,1 0,11
12 0.11 0.1 0,11 0,1 0,11 0,12 0,1 0.1 0,11
13 0,11 0,1 0,11 0,1 0,11 0,13 0,12 0,11 0,12
14 0,11 0,1 0,12 0,11 0,13 0,11 0,12 0,12 0,13
15 0,1 0,11 0,13 0,12 0,13 0,14 0,13 0.13 0,11
16 0,09 0,11 0,13 0,12 0,13 0,13 0,12 0,13 0,14
17 о,и 0.1 0,12 0,1 0,1 0,13 0,13 0,11 0,13
18 0,11 0,1 0,14 0,14 0,13 0,11 0,12 0,14 0,13
19 0,11 0,12 0,13 0,12 0,12 0.12 0,13 0,13 0,12
20 0,1 0,12 0,13 0,13 0,13 0,1 0,14 0,13 0,12
276
Таблица П.2.13
Вариант 13
Испытания на долговечность ИС типа 530ЛИ1 Параметр: Исти >1,2 В
Значение параметра (В) при контроле после испытаний в течение (ч)
прибора 0 2500 5000 7500 10000 15000
1 -0,796 -0,807 -0,799 -0,804 -0,799 -0,802
2 -0,0792 -0,807 -0,799 -0,806 -0,799 -0,805
3 -0,795 -0,807 -0,799 -0,806 -0,799 -0,805
4 -0,797 -0,807 -0,799 -0,804 -0,799 -0,801
5 -0,796 -0,807 -0,787 -0,804 -0,799 -0,803
6 -0,794 -0,807 -0,799 -0,807 -0,799 -0,802
7 -0,791 -0,799 -0,797 -0,816 -0,799 -0,804
8 -0,794 -0,807 -0,799 -0,804 -0,799 -0,803
9 -0,791 -0,799 -0,796 -0,816 -0,799 -0,804
10 -0,782 -0,807 -0,799 -0,816 -0,799 -0,803
11 -0,792 -0,807 -0,799 -0,804 -0,799 -0,803
12 -0,788 -0,807 -0,799 -0,804 -0,799 -0,803
13 -0,791 -0,807 -0,799 -0,804 -0,798 -0,801
14 -0,793 -0,807 -0,799 -0,806 -0,798 -0,802
15 -0,789 -0,799 -0,798 -0,816 -0,799 -0,803
16 -0.794 -0,807 0,799 -0,804 -0,791 -0,803
17 -0,793 -0,799 -0,799 -0,806 -0,798 -0,802
18 -0,792 -0,799 -0,799 -0,816 -0,799 -0,803
19 -0,794 -0,799 -0,799 -0,804 -0,799 -0,804
20 -0,792 -0,798 -0,799 -0,806 -0,799 -0,803
277
Таблица 11.2.14
Вариант 14
Испытания на долговечность ИС типа К530ЛИ1 Параметр: UOL < 0,5 В
Значение параметра (В) при контроле после испытаний в течение (ч)
прибора 0 2500 5000 7500 10000 15000
1 0,292 0,301 0,308 0,309 0,307 0,309
2 0,291 0,307 0,308 0,312 0,307 0,31
3 0,292 0,311 0,311 0,315 0,3 0,305
4 0,3 0,314 0,307 0,308 0.309 0,309
5 0,297 0,308 0,298 0,302 0,31 0,309
6 0,302 0,309 0,296 0,301 0,307 0,308
7 0,303 0,312 0,307 0,301 0,313 0,312
8 0,297 0,307 0,304 0,3 0,301 0,304
9 0,296 0,309 0,298 0,302 0,301 0,305
10 0,292 0,299 0,302 0,302 0.301 0,303
11 0,305 0,307 0,298 0,302 0,307 0,309
12 0,3 0,312 0,297 0,314 0,301 0,308
13 0,291 0,299 0,298 0,31 0,313 0.312
14 0,295 0,298 0,31 0,307 0,31 0,311
15 0,291 0,299 0,302 0,307 0,301 0,307
16 0,29 0,31 0,307 0,301 0,302 0,304
17 0,303 0,298 0,304 0,309 0,309 0,311
18 0,296 0,307 0,296 0,31 0,314 0,316
19 0,301 0,304 0,307 0,306 0,307 0,311
20 0,296 0,3 0,302 0,302 0,311 0,312
278
Таблица П.2.15
Вариант 15
Испытания на долговечность ИС типа К530ИК1 Параметр: Ucdi ^-1,2 В
Значение параметра (В) при контроле после испытаний в течение (ч)
прибора 0 2500 5000 7500 10000 15000
1 -0,719 -0,7 -0,718 -0,772 -0,798 -0,799
2 -0,695 -0,679 -0,71 -0,764 -0,758 -0,76
3 -0,731 -0,711 -0,742 -0,738 -0,748 -0,752
4 -0,735 -0,732 -0,756 -0,71 -0,743 -0,76
5 -0,719 -0,7 -0,732 -0,732 -0,759 -0,765
6 -0,719 -0,704 -0,737 -0,764 -0,766 -0,772
7 -0,743 -0,732 -0,758 -0,76 -0,812 -0.832
8 -0,75 -0,862 -0,764 -0,738 -0,762 -0,768
9 -0,743 -0,728 -0,756 -0,738 -0,75 -0,762
10 -0,761 -0,664 -0,692 -0,739 -0,826 -0,842
11 -0,735 -0,728 -0,756 -0,752 -0,735 -0,742
12 -0,733 -0,72 -0,748 -0,679 -0,814 -0.824
13 -0,719 -0,708 -0,74 -0,76 -0,827 -0,332
14 -0,719 -0,716 -0,743 -0,739 -0,813 -0,826
15 -0,746 -0,736 -0,764 -0,739 -0,83 -0,832
16 -0,727 -0,711 -0,742 -0,764 -0,815 -0,829
17 -0,749 -0,736 -0,764 -0,738 -0,814 -0,824
18 -0,734 -0,724 -0,748 -0,764 -0,826 -0,832
19 -0,727 -0,716 -0,745 0,738 -0,767 -0,782
20 -0,719 -0,716 -0,742 -0,668 -0,839 -0,846
21 -0,671 -0,664 -0,692 -0,764 -0,83 -0,842
22 -0,667 -0,639 -0,678 -0,674 -0,832 -0.742
23 -0,743 -0,736 -0,758 -0.695 -0.815 -0.82
24 -0,653 -0,636 -0,664 -0,737 -0,879 -0,785
279
Таблица П.2.16
Таблица П.2.17
Вариант 16
Вариант 17
Испытания на долговечность ИС типа К530ИР18 Параметр: UCdi > — 1,2 В
Номер прибора Значение параметра (В) при контроле после испытаний в течение (ч)
0 2500 5000 7500 10000 15000
1 -0,767 -0,785 -0,760 -0,780 -0,782 -0,760
2 -0,783 -0,785 -0,760 -0,765 -0,770 -0,760
3 -0,786 -0,781 -0,758 -0,762 -0,770 -0,780
4 -0,781 -0,783 -0,756 -0,760 -0,743 -0,760
5 -0,782 -0,783 -0,755 -0,740 -0,760 -0,754
6 -0,784 -0,782 -0,761 -0,762 -0,746 -0,734
7 -0,785 -0,777 -0,756 -0,752 -0,748 -0,742
8 -0,784 -0,780 -0,761 -0,752 -0,748 -0,740
9 -0,785 -0 784 -0 761 -0,768 -0,758 -0,752
10 -0,784 -0,780 -0,765 -0,772 -0,748 -0,752
11 -0,782 -0,769 -0,779 -0,768 -0,764 -0,762
12 -0,763 -0,770 -0,779 -0,757 -0,749 -0,732
13 -0,766 -0,756 -0,759 -0,752 -0.748 -0,742
14 -0,758 -0,764 -0,758 -0,754 -0,748 -0,732
15 -0,766 -0,764 -0,753 -0,748 -0,744 -0,732
16 -0,762 -0,764 -0,761 -0,758 -0,752 -0,748
17 -0,767 -0,755 -0,751 -0,748 -0,742 -0,740
18 -0,764 -0,765 -0,760 -0,760 -0,758 -0,752
19 -0,762 -0,762 -0,7% -0,772 -0,768 -0,762
20 -0,762 -0,766 -0,761 -0,760 -0,758 -0,752
21 -0,768 -0,765 -0 756 -0,752 -0,752 -0.748
22 -0,767 -0.765 -0 778 -0,770 -0,748 -0.750
23 -0,767 -0,766 -0,776 -0,772 -0,764 -0,760
24 -0,768 -0,765 -0,780 -0,772 -0,782 -0,772
Испытания на долговечность ИС типа К53ОИК1 Параметр: UOh - 2,5 В
Номер прибора Значение параметра (В) при контроле после испытаний в течение (ч)
0 2500 5000 7500 10000 15000
1 2,864 2,84 2,856 2,929 2,977 2,983
2 2,944 2,29 2,928 2,977 2.98 2,988
3 2,929 2,912 2,921 2,932 2,952 2,964
4 2,992 2,96 2,976 2,948 2,964 2,972
5 2,944 2,912 2,92 2,664 2,976 2,85
6 2,984 2,856 2,868 2,976 2,952 2,968
7 2.984 2,96 2,968 2,977 2,952 2,948
8 2,984 2,96 2,968 2,88 2,96 2,952
9 2,944 2.912 2,922 2,929 2,96 2,972
10 2,948 2,913 2,922 2,98 2,992 2,998
11 2,944 2,912 2,92 2,929 2,952 2,964
12 2,992 2,96 2,976 2,944 2,925 2,922
13 2,952 2,912 2,92 2,92 2,984 2,972
14 2,945 2,906 2.913 2,928 2,944 2,952
15 2,984 2,952 2,968 2,978 2,932 2,924
16 2,948 2,912 2,92 2,92 2,992 2,975
17 2,944 2,912 2,914 2,92 2,932 2,94
18 2,944 2,96 2,976 2,968 2,928 2,924
19 2,944 2,912 2,92 2,912 2,944 2,962
20 2.96 2,92 2,932 2.932 2,944 2,94
21 2,96 2,92 2,944 2,976 2,984 2,988
22 2,96 2,92 2,944 2,944 2,928 2,94
23 2,996 2,96 2,977 2,944 2,88 2,876
24 2,96 2,92 2,944 2,928 2,976 2,968
25 2,976 2,928 2,952 2,928 2,976 2,68
280
281
Таблица П.2.18
Вариант 18
Таблица П.2.19
Вариант 19
Испытания на долговечность ИС типа К530ИР18 Параметр: ПОь 0,5 В
Номер прибора Значение параметра (В) при контроле после испытаний в течение (ч)
0 2500 5000 7500 10000 15000
1 0,409 0,38 0,415 0,412 0,414 0,418
2 0,373 0,38 0,416 0,418 0,418 0,42
3 0,38 0,383 0,416 0,402 041 0416
4 0,377 0,386 0,414 0,408 0,416 0,414
5 0,376 0,385 0,414 0,402 0,404 0 406
6 0,377 0,382 0,406 0,412 0,414 0,416
7 0,348 0,382 0,412 0,414 0,416 0,418
8 0,374 0.382 0,414 0,414 0,416 0,412
9 0,377 0.378 0,413 0,402 0,41 0,412
10 0,378 0,38 0,417 0,414 0.416 0,418
11 0,381 0,379 0,416 0,418 0,42 0,418
12 0,41 0,416 0,416 0,416 0,418 0 42
13 0,412 0.417 0,41 0,414 0,412 0,416
14 0,403 0,406 0,416 0,418 0,418 0 42
15 0,413 0,416 0,416 0,412 0,414 0,416
16 0,401 0,416 0,406 0,414 0.416 0,418
17 0,409 0,416 0,412 0,412 0,414 0,416
18 0,411 0,41 0,409 0,418 0,418 0,42
19 0,41 0,412 0,418 0,408 0 41 0 42
20 0,404 0,408 0,38 0,418 0,418 0,418
21 0,412 0,416 0,418 0,41 0,412 0,416
22 0,412 0,414 0,407 0,408 0,412 0,416
23 0,412 0,416 0.381 0,408 0,412 0,416
24 0,412 0,415 0,384 0,392 0,404 0418
25 0,412 0,412 0,388 0,396 0,401 0,408
Испытания на долговечность ИС типа К134ИД6 Параметр: UOi. < 0,3 В
Значение параметра (В) при контроле после испытаний в течение (ч)
I
I i
I
I
Номе прибора 0 1000 2000 3000 4000 5000 7500 10000 15000
1 0,09 0,092 0,047 0,118 0,092 0,121 0,121 0,12 0,122
2 0,111 0,112 0,07 0,111 0,113 0,114 0.114 0,113 0,112
3 0,118 0,119 0,075 0,189 0,12 0,093 0,093 0,092 0,092
4 0,126 0,126 0,086 0,129 0,126 0,132 0 132 0,126 0,126
5 0.105 0,106 0,062 0,104 0,107 0,109 0,109 0,107 0,107
6 0,129 0 131 0 082 0,124 0,131 0,127 0,128 0,13 0,131
7 0,122 0,123 0,079 0,099 0,124 0,103 0,103 0,152 0,102
8 0.099 0,1 0,055 0,098 0,101 0,102 0,102 0,101 0,1
9 0,1 0,123 0,118 0,121 0,101 0,125 0,125 0,125 0,123
10 0,106 0,096 0,052 0,095 0,106 0,101 0,099 0,107 0,105
11 0,093 0,107 0,051 0,135 0,094 0,096 0,096 0,095 0.094
12 0,095 0,102 0,083 0,105 0,097 0,109 0,109 0,098 0,108
13 0.123 0,095 0,081 0.1 0 125 0,124 0.127 0 124 0,122
14 0,094 0,125 0,081 0,093 0,096 0,098 0,097 0,098 0,096
15 0,101 0,103 0,06 0,122 0 102 0,126 0,104 0 103 0,105
16 0,133 0,095 0,06 0,101 0,104 0,105 0,097 0,104 0,102
17 0,132 0 103 0,053 0,093 0,095 0,097 0,105 0,096 0,108
18 0.131 0,14 0,062 0,101 0,104 0,105 0,143 0,104 0,106
19 0,102 0,129 0,094 0,093 0,133 0,142 0,132 0,14 0,144
20 0,094 0,132 0,089 0,128 0,13 0,134 0,135 0,13 0,132
21 0,103 0,13 0,099 0,131 0,14 0,134 0,132 0,133 0,138
22 0.139 0,133 0.086 0,129 0,117 0,132 0,136 0,118 0,128
23 0,128 0,118 0,09 0,131 0,134 0,152 6,119 0,134 0,136
24 0,131 0,13 0,095 0,115 0,131 0,119 0,132 0,13 0,134
25 0,129 0,134 0,088 0,128 0,131 0,136 0,13 0,131 0,134
282
283
Таблица П.2.20
Вариант 20
Таблица П.2.21
Вариант 21
Испытания на долговечность ИС типа К1804ГТ1
Параметр: Ucdi - 1,5 В
Значение параметра (В) при контроле после испытаний в течение (ч)
Помер прибора 0 1000 2000 3000 4000 5000 7500 10000 15000
1 -0,848 -0,831 -0,831 -0,852 -0,852 -0,852 -0,847 -0,831 -0,847
2 -0,827 -0,83 -0,819 -0 839 -0,831 -0,827 -0,831 -0,815 -0,847
3 -0,847 -0,83 -0,831 -0,852 -0,851 -0,839 -0.831 -0,823 -0,831
4 -0,823 -0,828 -0,814 -0,831 -0,827 -0,825 -0,831 -0,831 -0,831
5 -0,827 -0,828 -0,815 -0,831 -0,831 -0,828 -0,831 -0,823 -0,86
6 -0,823 -0,83 -0,815 -0,831 -0,827 -0,827 -0,831 -0,823 -0,831
7 -0,823 -0,852 -0,819 -0,831 -0,831 -0,828 -0,83! -0,827 0,847
8 -0,823 -0,831 -0,819 -0,831 -0,831 -0,828 -0,831 -0,827 -0,83
9 -0,823 -0,852 -0,815 -0,83 -0,827 -0,828 -0,831 -0,827 -0,831
10 -0,823 -0,83 -0,815 -0,831 -0,827 "1 -0,828 -0,831 -0,827 -0,83
11 -0,831 -0,854 -0,823 -0,839 -0,843 -0,831 -0,847 -0.823 -0,831
12 -0,827 -0,831 -0,819 -0,839 -0,843 -0,83 -0,86 -0,823 -0.847
13 -0,823 -0,83 -0,815 -0,828 -0,831 -0,831 -0,855 -0,845 -0,831
14 -0,823 -0,83 -0,815 -0,831 -0,829 -0,83 -0,831 -0,845 -0,831
15 -0,827 -0,844 -0,822 -0 831 -0,827 -0,83 0,86 -0,844 -0.831
16 -0,823 -0,831 -0,815 -0,828 -0,827 -0,828 -0,831 -0,823 -0,831
17 -0,823 -0,831 -0,815 -0,83 -0,827 -0,83 -0,86 -0,827 -0,844
18 -0,843 -0,083 -0,831 -0,847 0,831 -0,831 -0,831 -0,815 -0,839
19 -0,887 -0,83 -0,819 -0,831 -0,831 -0,852 -0,831 -0,823 -0,831
20 -0,823 -0,831 -0,815 -0,831 -0,83 -0,828 -0,831 -0,827 -0,831
21 -0,819 -0,823 -0,807 -0,815 -0,831 -0,847 -0,828 -0,846 -0,86
22 -0,823 -0,824 -0,815 -0,815 -0,823 -0,838 -0,846 -0,799 -0,86
23 -0,843 -0,839 -0,827 -0,815 -0,815 -0,815 -0,843 -0,804 -0,878
24 -0,843 -0,828 -0,831 -0,831 -0,815 -0,823 -0,828 -0,815 -0,879
Испытания на долговечность ИС типа К1804ГТ1 Параметр: Uol 0-5 В
Значение параметра (В) при контроле после испытаний в течение (ч)
прибора 0 1000 2000 3000 4000 5000 7500 10000 15000
1 0,365 0,336 0,375 0,363 0,358 0,364 0,34 0,364 0.352
2 0,336 0,333 0,347 0.333 0,328 0,334 0,332 0,323 0,366
3 0,368 0,336 0,353 0.366 0,361 0,366 0,366 0,332 0,334
4 0,337 0,344 0,347 0,334 0,33 0,336 0,328 0,338 0,332
5 0,337 0.333 0,349 0,335 0,329 0,335 0,332 0,332 0,364
6 0.336 0,334 0,346 0,338 0,346 0,333 0,329 0,335 0,334
7 0,334 0,364 0,344 0,34 0,34 0,343 0,332 0,336 0,367
8 0,344 0.329 0,358 0,342 0,339 0,343 0,324 0,336 0,334
9 0,337 0,368 0,347 0,335 0.33 0,336 0,328 0,334 0,336
10 0,335 0,334 0,346 0.332 0,328 0,333 0,332 0,334 0,336
11 0,34 0.364 0,352 0,35 0,337 0,328 0,334 0,333 0,336
12 0,33 0,333 0,341 0,328 0,333 0,329 0,36 0,332 0.364
13 0,334 0,334 0,344 0,332 0,327 0,335 0,36 0,365 0.336
14 0,336 0,336 0,349 0,336 0,327 0,336 0,332 0,366 0,334
15 0,336 0,34 0,345 0,334 0,332 0,332 0,362 0,363 0,343
16 0,336 0,338 0,346 0.334 0,327 0,332 0,332 0,334 0,336
17 0,337 0,335 0,346 0,334 0,329 0,337 0,362 0,326 0,33
18 0,365 0,336 0,377 0,363 0,33 0,334 0,329 0,334 0,322
19 0,335 0,337 0,344 0,333 0,328 0,364 0,333 0,336 0,332
20 0,335 0,333 0,342 0,332 0,328 0,336 0,332 0,333 0,332
21 0,324 0,323 0,338 0,324 0,371 0,368 0,327 0,347 0,324
22 0,318 0,326 0,343 0,324 0,332 0,324 0,349 0,324 0,322
23 0,345 0,372 0,361 0,321 0,327 0,328 0,371 0,327 0,348
24 0,368 0,332 0,38 0,347 0.328 0,324 0,324 0,332 0,353
284
285
ПРИЛОЖЕНИЕ 3
РАСЧЕТ НАДЕЖНОСТИ ИС
Высокой надежности интегральных схем следует добиваться на этапе их разработки, когда можно устранить причины потенциальной ненадежности. Доводить неудачно разработанную конструкцию, схему, плохо задуманную технологию в процессе производства трудно и дорого. Безусловно, качество производства играет важную роль в том, чтобы изделие было надежным. И хорошо разработанное изделие нужно правильно изготовить, испытать, оттренировать, эксплуатировать. Без этого оно не будет надежным.
Исследование основ обеспечения надежности БИС показывает, что потенциальные причины отказов БИС и ИС малой и средней степени интеграции имеют одинаковый характер. Это - дефекты кристалла (неоднородности, включения в кристалл, дефекты диффузии, ошибки при подготовке поверхности), металлизации (включения, царапины; дефекты травления, утонения на ступеньках оксида), дефекты оксидного слоя, некачественная приварка проводников к контактным площадкам на кристалле и на траверсах, негерметичность и др. По сравнению с ИС малой и средней степени интеграции элементы БИС имеют меньшие размеры и расположены более тесно, поэтому БИС более чувствительны к некоторым деградационным процессам, дефектам кристалла и оксидного слоя.
Увеличение площади кристалла БИС и введение в ряде случаев многослойной металлизации ужесточают требования к качеству металлизации и делают более вероятным влияние дефектов оксидного слоя на активную область элементов или на активную часть металлизации. Кроме того, увеличение габаритов корпуса и числа выводов вызывает увеличение вероятности некачественной приварки контактных проводников и нарушение герметичности корпуса. В связи с этим вероятность отказов БИС, если качество исходных материалов и требова
286
ния к характеристикам технологических процессов изготовления оставить неизменными, должна быть больше, чем вероятность отказов ИС малой и средней степени интеграции.
Определенные трудности представляет нахождение количественных характеристик надежности ИС и, в частности, интенсивности отказов. Существуют экспериментальный метод определения величины Л и метод анализа теоретической модели надежности и расчета X. При экспериментальном методе количество схем, которые должны быть поставлены на испытания при требуемой статистической достоверности, зависит от числа наблюдаемых отказов.
Ниже приведены данные испытаний при соответствующей интенсивности отказов до наступления 5 отказов при числе испытываемых образцов, равном 1 000. Распределение наработки до отказа принимается экспоненциальными.
Интенсивность отказов, 1 /ч Время испытаний, лет
6 • 10'7 1
1 • 10'7 5, 7
5-Ю’8 И
1 • 10'9 570
Для ограничения времени испытаний и сокращения количества образцов испытания проводят при максимально возможных нагрузках, но при этом время испытаний остается слишком большим и достигает величины 106 — 107 ч Данные, полученные при воздействии различных ускоряющих факторов, используют для исследований в теоретических моделях
За основу многих теоретических моделей взяты предположения о том, что распределение вероятности безотказной работы описывается экспоненциальным законом, а механизмы отказов, вызываемые термическими, механическими и другими нагрузками, стохастически независимы, т.е. интенсивности отказов вследствие этих причин могут складываться
287
П.3.1. Расчет надежности по интенсивностям отказов на одну структурную единицу ИС
На основании результатов, накопленных при эксплуатации большого количества ИС в ракетных комплексах «Минитмен» фирмой «Форд Моторе» (США), предложена математическая модель расчета надежности МОП ИС по данным об интенсивностях отказов на одну структурную единицу (площадь кристалла, площадь металлизации, активную площадь кристалла, количество сварных соединений и ступеней диффузии), работающих в активном режиме, т.е. непрерывно под напряжением питания, включенных на нагрузку.
Модель имеет вид:
X = Хо-П(уПгА + Х,сПрПтПЕ-В + XmTIq-Пт-Пе-А +
+ XJIq-C + Хв-Пр-Пр-Д + Хкк-П(уПт-Г 1е +
+ Хпд -Hq-E + Хдк-Пр-Е (П.3.1)
Здесь X с соответствующими индексами обозначены интенсивности отказов ИС, обусловленные следующими причинами:
Хо - дефектами оксидного слоя под металлизацией, принята равной 10 • 10’9 ч’1 на 1мм2 площади металлизации ИС;
Хс - отказами сварных соединений проводников с контактными площадками, принята равной 0,37-10’9 ч'1 на одно соединение;
Хм - дефектами металлизации, принята равной 3,4-10’9 ч’1 на 1 мм2 площади металлизации;
Хд - дефектами процесса диффузии, принята равной 0,42 10’9 ч'1 на одну диффузионую операцию;
288
XB - посторонними включениями на поверхности кристалла, принята равной 0,65-10'9 ч'1 на 1 мм2 площади активных элементов и металлизации;
Хкк - некачественным креплением кристалла к корпусу, принята равной 6-10'9 ч’1;
Хцд — поверхностными дефектами, принята равной 0,065-10’9 ч'1 на 1 мм2 площади кристалла;
Хдк - структурными дефектами и включениями в кристалл, принята равной 0,51-Ю’9 ч'1 на 1 мм2 площади кристалла.
Сложность ИС в этой математической модели определяется коэффициентами: А - площадь металлизации, мм2 ; В -количество мест сварки; С - количество ступеней диффузии; Д- сумма площадей металлизации и активных элементов, мм2; Е - площадь кристалла, мм2.
Коэффициенты IIq, Пт и Не учитывают внешние факторы:
Hq - коэффициент качества, т.е. эффективность отбраковки некондиционных ИС при заводских отбраковочных испытаниях, характеризующий степень жесткости приемосдаточных испытаний;
Ит - коэффициент, характеризующий температурный режим эксплуатации ИС в период активной работы и учитывающий явления термической деградации;
Пе - коэффициент, учитывающий другие, кроме температуры окружающей среды, условия эксплуатации ИС.
Для ИС, испытываемых по условиям класса А военного стандарта США № 883, коэффициент Пр принимается равным 1; для ИС, испытываемых по условиям класса В того же стандарта, - 2, а по условиям класса С (без термотренировки) -16. Для коммерческих ИС с термоэлектротренировкой он
289
принимается равным 90 (тренировка 168 ч при температуре 125 °C); и при отсутствии тренировки -150, в пластмассовом корпусе - 300.
Значения коэффициента Пт определяются с учетом формулы Аррениуса в предположении, что интенсивность отказов при увеличении температуры будет увеличиваться по экспоненциальному закону. Значения коэффициента Пт для разных температур, при которых работают ИС, следующие:
Т,°С 25 55 75 100 125 150 175 200 250 300
Пт 1,0 2,0 3,3 6,1 11.1 21,0 37,8 70,0 237 789
Коэффициент условий работы схемы Пе учитывает влияние условий окружающей среды (повышенной влажности, вибрации, ударов, соляной атмосферы и др.) на снижение надежности ИС. Значение коэффициента Пе для условий средней тяжести принимается равным 4, для наиболее тяжелых (но в пределах технических условий ИС) - 8.
Приведем для примера расчет надежности кремниевых ИС типа КР1043ВГ1 (контроллер периферийных устройств для ВМ), выполненных по МОП-технологии изложенным выше способом. Исходные данные приведены в табл. П.3.1. Единицы обозначений указаны выше.
Подсчитаем интенсивность отказов по формуле (П.3.1).
1 = 10'9-( 10-300-2-9,31 + 0,37-300-2-1-56 + 3,4-300-2-1-9,31 + + 0,42-300-4 + 0,65-300-1-23,94 + 6-300-2-1 + 0,065-300-26,1 +
+ 0,51-300-26,6) = 300-10'9 (186 + 41,44 + 63,308 +
+ 1,68 + 15,561 + 12 + 1,6965 + 13,566) =
= 300-10'9-335,2512 = 1,0 104 (1/ч).
290
Таблица П.3.1
Обозначение параметров Величина параметра
МО9 10
Хс-109 0,37
VI о9 3,4
Хд-109 0,42
V10 0,65
V-109 6
хвд-ю 0,065
V-ю9 0,51
А 9,31
в 56
с 4
D 23.94
Е 26,6
nQ 300
Пт 2,1
ПЕ 1
П.3.2. Расчет надежности но методу оценки сложности ИС и влияния воздействующих факторов
П.3.2.1. Общий подход
Данный расчет надежности ИС приведен в американском справочнике MIL-HDBK-217, в котором имеются разъяснения и некоторые отличия от отечественных понятий. Сокращения МИС, СИС, БИС обозначают соответственно ИС с малым, средним и большим уровнями интеграции.
К МОП относятся все полупроводниковые ИС со структурой «металл - оксид», которые включают n-МОП, р-МОП, КМОП-, МНОП-схемы на различных подложках, таких как
291
сапфир, поликристаллический или монокристаллический кремний.
ИС, содержащие менее чем 100 вентилей (приблизительно 400 транзисторов), считаются схемами малого и среднего уровня интеграции.
В отечественной практике ИС содержащая до 10 элементов компонентов включительно, считается схемой с малой степенью интеграции, а ИС, включающая от 11 до 100 элементов и компонентов включительно - схемой среднего уровня интеграции.
Более сложные схемы (их сложность определяется числом вентилей или количеством транзисторов, равным 4 на 1 вентиль) считаются схемами высокого уровня интеграции (БИС). Не делается различий между монолитными цифровыми схемами малого и среднего уровня интеграции, поскольку для них предназначается одна и та же модель. Также нет различий между коэффициентами сложности для МОП и биполярных приборов, поскольку коэффициенты, которые определяют сложность, не зависят от особенностей технологии.
Для цифровых ИС число вентилей определяют исходя из логических диаграмм прибора, а при их отсутствии - посредством деления числа транзисторов на 4. Если J - К или R - S триггеры являются часть более сложной схемы, то считают, что каждый из них эквивалентен 8 вентилям. В данном справочнике вентилем считают устройство, осуществляющее одну из следующих функций: «И», «ИЛИ» «НЕ - И», «НЕ - ИЛИ», «ИСКЛЮЧИТЕЛЬНО ИЛИ», а также инверторы.
Па монолитные запоминающие устройства (ЗУ) из-за их высокого отношения "вентиля на вывод" модели для ИС с малым, средним и высоким уровнем интеграции не распространяются. Их коэффициенты сложности зависят от числа бит и определяются из двух типов соотношений, различных для основных категорий монолитных запоминающих устройств: память с произвольной выборкой ЗУПВ и постоянная память ПЗУ. Однако в указанном справочнике постоянная память ко
292
манд (ППК) и ассоциативная память (АП) относятся к тем же категориям, что и ЗУПВ и ПЗУ соответственно, поэтому для них применяются те же самые модели. Для сложных (больших, чем двойные восьмибитовые) статических и динамических сдвиговых регистров необходимо использовать модель ПЗУ с битовым счетом; для сдвиговых регистров с меньшей сложностью - модель для цифровых интегральных схем с малым и средним уровнем интеграции. Для линейных схем, как МОП, так и биполярных, представлена одна и та же модель, коэффициенты сложности которой зависят от числа транзисторов.
В основу всех моделей монолитных ИС положено понятие Хт + Хм аддитивной модели, т.е. X = Хт + Хм.
Здесь X - общая интенсивность отказов для монолитных схем; Хт - составляющая интенсивности отказов, обусловленная деградацией параметров во времени. Эта деградация определяется механизмами, которые ускоряются температурой и электрической нагрузкой. Хт определяется главным образом явлениями, которые подчиняются зависимости типа Аррениуса; Хм - составляющая интенсивности отказов из-за механических причин (воздействие среды) и представляющая механизмы отказа, обусловленные непосредственными или косвенными механическими нагрузками (например, нагрузками, вызванными тепловым расширением)
На рис П.3.1 показана структурная схема для оценки интенсивности отказов, по которой рекомендуется делать расчет X.
Для того, чтобы прогнозирование обладало ценностью, оно должно быть своевременным.
Качество ИС оказывает непосредственное влияние на интенсивность отказов и учитывается в модели в виде коэф
293
фициента FIq. Для учета воздействия условий эксплуатации на величину надежности ИС в модели вводится коэффициент Пе-
Условия эксплуатации для различных групп аппаратуры представлены в табл. П.3.2.
Рис. П.3.1. Структурная схема для оценки интенсивности отказов
294
Таблица П.3.2
Условия эксплуатации и их условное обозначение для различных групп аппаратуры
Группа (вид) аппаратуры Условное обозначение
Наземная в идеальных условиях Gb
В условиях космического полета Sf
Наземная стационарная Gf
Наземная, подвижная, переносная Gm
Военно-морская, защищенная Ns
Военно-морская, незащищенная Nu
Бортовая, в условиях обитаемого отсека транспортного самолета Ajt
Бортовая, в условиях обитаемого отсека истребителя Ajf
Бортовая, в условиях необитаемого отсека транспортного самолета Aut
Бортовая, в условиях необитаемого отсека истребителя Auf
В условиях запуска ракет или космических кораблей (спутников)
П.3.2.2. Монолитные биполярные и МОП-цифровыс ИС малого и среднего уровня интеграции (менее чем 100 вентилей)
Интенсивность отказов для указанных ИС вычисляется по формуле:
Х^ПьПоС^Птч + СгПЕЩр,
295
где X — интенсивность отказов ИС (отказы/106 ч); Щ — показатель настроенности технологического процесса, его величина определяется по табл. П.3.3; Пр - коэффициент уровня качества (табл. П.3.4); Пл - коэффициент температурного ускорения (табл. П.3.5); Пе - коэффициент жесткости условий эксплуатации (табл. П.3.6); Ci, С2 — коэффициенты сложности схемы, зависящие от числа вентилей в ИС. Величины Ci, Сг определяются по табл. П.3.7.; Пр - коэффициент, учитывающий количество выводов (см. примечание к табл. П.3.7.)
Таблица П.3.3
Коэффициенты настроенности технологического процесса Щ
Коэффициент настроенности технологического процесса равен 10 при любых условиях, указанных ниже:
(1) новая схема в стадии освоения производства:
(2) если произошли кардинальные изменения в конструкции или в технологическом процессе;
(3) если был продолжительный перерыв в производстве или произошло изменение состава обслуживающего персонала (радикальное).
Можно ожидать, что значение коэффициента — Пр будет равно 10 до тех пор, пока условия производства и контроль не стабилизируются. Этот период может продолжаться до 6 месяцев непрерывного производства. Щ = 1,0 при всех условиях производства, не установленных в пунктах (1), (2), (3), перечисленных выше.
296
Е
ГО
Д
К г? <о
ГО
СУ Е — СП О т—* чо г 06 О иэ т——< 300
Класс отбраковки в соответствии с ТУ Требования к отбраковке: класс «S» стандарта MIL - М - 38510 Требования к отбраковке: класс «В» стандарта MIL - М - 3851 Электрические параметры по MIL - М - 38510. Требования к отбраковке по MIL - STD - 883, метод 5004, при аттестации по методу 50005, класс «В». Отклонения не допускаются Электрические параметры, установленные поставщиком. Требования к отбраковке по MIL - STD - 883, метод 5004, класс «В». Допускаются некоторые отклоне-ния от метода 5005, класс «В». Требования к отбраковке: класс «С» стандарта MIL - М - 38510 Требования к отбраковке по MIL - STD - 883, метод 5004, класс «С». Соответствие по электропараметрам по MIL - М - 38510. Аттестация по MIL - STD - 883, метод 5005 класс «С». Отклонения не допускаются. Коммерческие изделия (не соответствуют военным стандартам) в герметичном исполнении без проведения отбраковки, кроме обычного контроля изготовителя за качеством изделий. Такие же приборы, но с герметизацией, выполненной с применением органических веществ (эпоксидные смолы, пластмассы и т.д.)
Уровень качества GO m В-1 В-2 и С-1 Q D-1
Таблица П.3.5.
Коэффициенты ускорения в зависимости о г температуры перехода Пе
Tj (°C) ПТ1 пт2 Tj (°C) ПТ1 п12
25 0,10 0,10 75 1,0 5,0
27 0,11 0,12 77 1,1 5,7
29 0,12 0,14 79 1,2 6,5
31 0,14 0,17 81 1,3 7,5
33 0,15 0,20 83 1,4 8,5
35 0,17 0,24 85 1,5 9,6
37 0,19 0,29 87 1,6 11,0
39 0,21 0,34 89 1,7 12,0
41 0,23 0,40 91 1,8 14,0
43 0,25 0,47 93 2,0 16,0
45 0,28 0,56 95 2,1 18,0
47 0,30 0,65 97 2,3 20,0
49 0,33 0,76 99 2,5 23,0
51 0,36 0,89 101 2,6 25,0
53 0,40 1,0 103 2,8 29,0
55 0,44 1,2 105 3,0 32,0
57 0,48 1,4 ПО 3,6 42,0
59 0,52 1,6 115 4,2 56,0
61 0,57 1,9 120 4,9 73,0
63 0,62 2,2 125 5,7 94,0
65 0,67 2,5 135 7,6 155
67 0,73 2,9 145 10,0 250
69 0,79 3,3 155 13,0 393
71 0,86 3,8 165 17,0 607
73 0,93 4,4 175 22,0 918
Примечания:
1. Если величина температуры перехода Tj неизвестна, то следует пользоваться следующим приближением для всех типов ИС, кроме маломощных ТТЛ ИС и МОП ИС:
Tj = Токр ср + 10 °C, если количество вентилей значительно меньше 30 или если число транзисторов в линейных ИС значительно меньше 120;
Tj = Токрср + 25 °C, если количество вентилей больше 30 или если число транзисторов в линейных ИС больше 120, а также для всех ЗУ.
2. Для маломощных ТТЛ ИС и И2Л ИС, если Tj неизвестна, следует использовать следующие приближения:
Tj = Токр ср. + 5 °C, если количество вентилей значительно меньше 30 или если число транзисторов для линейных ИС меньше 120;
Tj = Токрср + 13 °C, если количество вентилей больше 30 или если число транзисторов в линейных ИС больше 120, а также для всех ЗУ.
Таблица П.3.6
Коэффициент жесткости условий эксплуатации Пе
Условия эксплуатации Gb SF Gf Gm Ns Nu Ajy Ajf Ащ- Auf ML
ПЕ 0,2 0,2 1,0 4,0 4,0 5,0 2,8 5,6 4,2 8,4 10,0
П.3.2.3. Монолитные биполярные и МОП-аналоговые ИС
Интенсивность отказов для указанных ИС вычисляется по формуле:
К = П[/Пу(С1Пт2 + С1Пе),
где Пт2 - коэффициент температурного ускорения (см. табл. П.3.5); Сь С2 - коэффициенты сложности схемы, зависящие от числа транзисторов в ИС (величины С], С2 определяются по табл. П.3.8).
299
298
Таблица П.3.7
Коэффициент сложности для ИС малого и среднего уровня интеграции Ci и С2
Число вен-тилей Отказы /106 ч Число вен-тилей Отказы /106 ч Число вентилей Отказы /106 ч
Ci с2 Ci с2 Ci с2
1 2 3 4 5 6 7 8 9
1 0,0013 0,0039 30 0,013 0,013 60 0,021 0,017
2 0,0021 0,0050 32 0,013 0,013 62 0,021 0,017
4 0,0033 0,0064 34 0,014 0,014 64 0,022 0,017
6 0.0043 0,0074 36 0,015 0,014 66 0,022 0,018
8 0,0053 0,0082 38 0,015 0,014 68 0,022 0,018
10 0,0061 0,0089 40 0,016 0,015 70 0,023 0,018
12 0,0069 0,0095 42 0,016 0,015 72 0,023 0,018
14 0,0077 0,010 44 0,017 0,015 74 0,024 0,018
300
Окончание табл. П.3.7
1 2 3 4 5 6 7 8 9
16 0,0084 0,011 46 0,017 0,015 76 0,024 0,018
18 0.0091 0.011 48 0,018 0,016 78 0,025 0,019
20 0.0098 0.011 50 0,018 0,016 80 0,025 0,019
22 0,010 0,012 52 0,019 0,016 85 0,026 0,019
24 0,011 0,012 54 0,019 0,016 90 0,027 0,020
26 0,012 0,013 56 0,020 0,017 95 0,028 0,020
28 0,012 0,013 58 0,020 0,017 99 0,029 0,020
Примечание. Пр - коэффициент, учитывающий число выводов корпуса:
Число выводов корпуса Пр
меньше 24 1,0
от 24 до 41 1,1
от 42 до 64 1,2
больше 64 1,3
301
оо
сз
S
ко 03
Коэффициенты сложности для аналоговых ИС Ci и С2
П.3.2.4. Монолитные биполярные и МОП-цифровые ИС высокого уровня интеграции (содержащие 100 и более вентилей)
Интенсивность отказов для указанных ИС определяется по формуле
Х = ПьПс(С1Пт1 + С2ПЕ)ПР,
где Ci, С2 - факторы, учитывающие степень интеграции. По табл. П.3.9 определяется число вентилей для микропроцессоров. Интенсивность отказов в зависимости от числа вентилей находят по табл. П.3.10; Пр - коэффициент количества выводов (см. примечание к таблице П.3.9 и примечание к табл. П.3.10).
Таблица П.3.9
Число вентилей для микропроцессоров
Тип ИС (коммерческий) Тип ИС по M1L-M-38510 Технология изготовления ИС Число вентилей
1802 470001 КМОП 1375
2901А 440001 ТТЛ 542
6800 400001 мноп 1300
8080А 420001 мноп 1100
8085 — мноп 2067
9900 460001 И2Л 3100
10800 — эсл 350
Z-80 — мноп 2200
Примечание. Пр — 1,1 для всех микропроцессоров.
303
Таблица П.3.10
Коэффициенты сложности для ИС с высоким уровнем интеграции С] и С2
Число вентилей Отказы /106 ч Число вен-тилей Отказы /106 ч Число вентилей Отказы /10б ч
Ci с2 С! с2 Ci с2
1 2 3 4 5 6 7 8 9
100 0,029 0,020 950 0,13 0,046 4200 3,4 1,1
150 0,038 0,024 1000 0,14 0,046 4400 42 1,4
200 0,047 0,026 1200 0,17 0,057 4600 5,1 1,7
250 0,054 0,028 1400 0,21 0,069 4800 6,2 2 1
300 0.061 0,030 1600 0,25 0,085 5000 7,6 2,5
350 0,068 0,032 1800 0,31 0,10 5200 9,2 3,1
400 0,075 0,033 2000 0,38 0,13 5400 11,0 3,8
450 0,081 0,035 2200 0,46 0,15 5600 14.0 4.0
500 0,087 0,036 2400 0,56 0,19 5800 17,0 4,6
304
Окончание табл. П.3.10
1 2 3 4 5 6 7 8 9
550 0,092 0,037 2600 0,69 0,23 6000 21,0 5,6
600 0,098 0,039 2800 0.84 0,28 6200 25,0 8,4
650 0,10 0,040 3000 1,00 0,34 6400 31,0 10,0
700 0,11 0,041 3100 1,30 0,42 6600 37,0 13,0
750 0,11 0,042 3600 1,50 0,51 6800 46,0 15,0
800 0,12 0,043 3600 1,90 0,63 7000 56,0 19,0
850 0,12 0,044 3800 2,30 0,76
900 0,13 0,045 4000 2,80 0,93
Примечание. Пр - коэффициент, учитывающий число выводов корпуса:
Число выводов корпуса Пр
меньше 26 1,0
от 26 до 64 1,1
больше 64 1,2
305
П.3.2.5. Монолитные с МОП-структурой и биполярные запоминающие устройства
Интенсивность отказов для указанных ИС вычисляется по формуле
Х = ПьП9(С1Пт1+С2ПЕ) Пр,
где Ci, С2 - коэффициенты сложности схемы, зависящие от числа бит (табл. П.3.11.); Пр - коэффициент количества выводов (см. примечание к табл. П.3.11).
Таблица П.3.11
Коэффициент сложности для запоминающих устройств Ci и С2
Число бит ГК 1У ЗУПВ
С! с2 Ci с2
16 0,0015 0,00048 0,0053 0,0017
32 0,0023 0,00075 0,0080 0,0026
64 0,0035 0,0012 0,012 0,0041
128 0,0053 0,0018 0,019 0,0064
256 0,0081 0,0029 0,028 0,010
320 0,0092 0,0033 0,032 0,011
512 0,0012 0,0045 0,043 0,016
576 0,013 0,0049 0,046 0,017
1024 0,019 0,0070 0,065 0,024
1120 0,020 0,0075 0,069 0,026
1280 0,021 0,0081 0,074 0,028
2048 0,028 0,011 0,099 0,038
2240 0,030 0,012 0,10 0,040
2560 0,032 0,013 0,11 0,044
4096 0,043 0,017 0,15 0,059
8192 0,065 0,027 0,23 0,093
19216 0,070 0,029 0,24 0,10
10240 0,075 0,031 0,26 0,11
12288 0,083 0,035 0,29 0,12
14848 0,093 0,040 0,33 0,14
16384 0,099 0,042 0,35 0,14
Примечание. При числе выводов корпуса меньше 24 Пр равен 1,0; при числе выводов, равном или больше 24 - 1,1.
306
Если известными являются только коэффициент площади кристалла и количество соединений, следует разделить площадь кристалла на 2,5. Получится величина, приблизительно равная площади металлизации. Для получения величины, приблизительно равной площади активных элементов, площадь кристалла надо разделить на 5,1.
Знание типа МОП технологии поможет определить количество ступеней диффузии (для МО11-структур с дополняющими транзисторами оно равно 3, для р-канальных МОП-структур - 1).
Воздействие термоциклирования сказывается на увеличении интенсивности отказов в 4 - 8 раз.
П.3.2.6. Примеры расчета интенсивности отказов ИС
Пример!. ИС типа КР1043ВГ1 (цифровая МОП-технология) эксплуатируется в видеомагнитофонах, т.е. в наземных жилых помещениях при температуре окружающей среды до 35 °C. ИС класса D-1 изготавливается в условиях непрерывного производства.
Этап 1. Тип ИС показывает, что прибор поставляется по ЧТУ в пластмассовом корпусе, представляет собой цифровую ИС, изготавливаются по МОП - технологии.
Этап 2. Так как данная ИС состоит из 3200 транзисторов и число вентилей будет равно 3200 : 4 - 800 (а это более 100 вентилей), то, согласно подразделу 3.2.4, применяется следующая модель расчета X:
X = П1_П(2(С]Пт1 + СгПр) Пр.
Этап 3. Из табл. П.3.4 определяем Пф = 300 для класса качества D-1.
Этап 4. Значение nL, равное 1,0, находим по табл. П.3.3, поскольку ИС изготавливается непрерывно.
307
Этап 5. По табл. П.3.6 определяем значение Пе = 0,2 для условий эксплуатации Gb-
Этап 6. По табл. П.3.5 находим значение П-п в соответствии с примечанием 2. Для этого вначале определяем значение Tj, равное температуре окружающей среды плюс 25 °C, т.е. Tj = 35 +25 = 60 °C, как указано в примечании 2, поскольку в схеме используется более 30 вентилей. Пц = 0,54.
Этап 7. По табл. П.3.10 находим значения Ci и С2, равные соответственно для 800 вентилей: С] = 0,12-10'6 и С2 = 0,043-10'6; Пр = 1,1, так как число выводов равно 28.
Этап 8. Рассчитаем X:
X = 1-300(0,12-0,54 + 0,043-0,2)-1,1-10’6 -
= 300-(0,06 + 0,0086)-1,1-Ю'6 = 300-1,1-0,0686-10’6 = = 22,6-10'6 (1/ч) = 2,3-10'5 (1/ч).
Пример 2. Серийно выпускаемые ИС типа K561J1H2 (6 логических элементов "НЕ") эксплуатируются в видеомагнитофонах, т.е. в наземных жилых помещениях при температуре среды до 35 °C. Схема выполнена в пластмассовом корпусе 201.14-1 по МОП-технологии по уровню качества D-1, состоит из 6 вентилей. Так как эта схема цифровая с количеством вентилей менее 100, то воспользуемся формулой подраздела 3.2.2:
x=nLnQ(CinT1 + c2nE) Пр.
Из таблиц получим следующие исходные данные:
nL = 1; Пт = 0,22 (для Tj =35 + 5 = 40 °C); По = 300; Cj = 0,0043-10'6; С2 = 0,0074-10’®; ПР = 1,0; ПЕ = 0,2.
X = 1-300(0,0043-0,22 + 0,0074-0,2)-1 О’® •= = 300-(0,001 + 0,0015)-10’6 = 300-0,0025-10’6 = = 0,75-Ю’6 (1/ч) = 7,5-Ю’7 (1/ч).
308
Пример 3. ИС типа КР1005УД1 (сдвоенный операционный усилитель) серийно выпускаются по биполярной технологии в пластмассовом корпусе типа 1102.9 с числом транзисторов, равным 48, по уровню качества D-1. Применяются в видеомагнитафонах при температуре окружающей среды до +35 °C. Так как данная схема аналоговая, воспользуемся формулой раздела 3.2.3:
Х = ПЕП0(С1Пт2 + С2ПЕ).
Из таблиц получим следующие исходные данные:
Пь = 1,0; Пт2 = 0,37 (для Т, =35 + 5 = 40 °C); 1IQ = 300; Ci = 0,011-10'6; С2 = 0,022-10’6; ПЕ = 0,2.
Х = 1 300(0,011-0,37 + 0,22-0,2)-10’6 = 300(0,004 + 0,004)-10'6 = = 300-0,0085-10’6 = 2,56-10’6 (1/ч).
П.3.3. Методы расчетно-экспериментального прогнозирования надежности на этапе разработки (по РД 11.0755-90)
На этапе разработки могут быть использованы следующие методы расчетно-экспериментального прогнозирования показателей надежности:
- расчетный метод прогнозирования показателей надежности (метод 1);
-прогнозирование показателей надежности на основе ускоренных испытаний тестовых структур (метод 2).
На этапе проектирования рекомендуется применять метод 1, на этапе разработки после изготовления опытных образцов (для предъявления ОКР к приемке) - метод 2. Метод 2 используется также при изменениях конструкции и технологических процессов изготовления ИС, при их аттестации.
Рассмотрим расчетный метод прогнозирования показателей надежности.
309
П.3.3.1. Расчетный метод прогнозирования интенсивности отказов ИС
Данный метод предусматривает использование информации о надежности ранее разработанных и серийно выпускаемых ИС, зависимости надежности ИС и отдельных элементов от воздействия внешних факторов, электрического режима и технологического процесса изготовления.
Расчет проводят по внезапным отказам, предполагая, что отказ любого элемента приводит к отказу ИС.
Расчет проводят с учетом надежности следующих компонентов:
- корпуса;
- соединения кристалла с основанием корпуса;
- внутренних сварных соединений;
- межэлементных соединений (металлизации);
— элементов кристалла;
- прочих.
Общая модель надежности разрабатываемой ИС имеет вид:
Ms= Кп(^кэ + 2. эк + А.мс + 2-цр), (П.3.2)
где Х25 - интенсивность отказов разрабатываемой ИС при температуре окружающей среды 25 °C; Кп - коэффициент вида приемки, характеризующий систему отбраковочных испытаний (табл. И.3.12); Хкэ - интенсивность отказов конструктивных элементов (корпус, установка кристалла в корпус, сварных вну гренних соединений); Хэк - интенсивность отказов элементов кристалла; Хмс - интенсивность отказов межэлементных соединений; Хцр - интенсивность отказов прочих элементов кристалла.
Единица измерения интенсивности отказов, получаемая по формулам, - 1/ч.
310
Таблица П.3.12
Значения коэффициента вида приемки (Кп) в зависимости от системы отбраковочных испытаний
Вид приемки Система отбраковочных испытаний Кп
I Полный комплекс отбраковочных испытаний, в том числе 168 ч ЭТТ 0,1
II Полный комплекс отбраковочных испытаний, в том числе 72 ч ЭТТ 0,2
III То же без применения ЭТТ 05
IV Неполный комплекс отбраковочных испытаний, но с применением ЭТТ 1,0
V То же, без применения ЭТТ 2,0
VI Без отбраковочных испытаний 4,0
Интенсивность отказов конструктивных элементов Хкэ определяется по формуле:
Хкэ ~ ^к + «кр^кк + n«c(^ci + (П.3.3)
где Хк - интенсивность отказов корпуса (табл. II.3.13); акр -коэффициент, зависящий от площади кристалла (рис. П.З.2.); Хкк - интенсивность отказов соединения кристалла с основанием корпуса (табл. П.3.14); п - количество внутренних сварных соединений одного типа; ас - коэффициент, зависящий от площади внутреннего сварного соединения (рис П.3.3); Хсь Хс2 - интенсивности отказов внутреннего соединения в зависимости от соединенных материалов (табл. П.3.15.)
311
Таблица П.3.13
Значение интенсивности отказа корпусов (Хк) в зависимости от типа корпуса
Тип корпуса Хк-Ю7, 1/ч
2126.48-6 0,15
2123.40-6 0,1
2121.28-5 0,08
2130.24-1 0,07
2103.16-6 0,06
401.14-5 0,05
301.12-1 0,03
301.8-2 0,02
Примечание. Для корпуса, герметизируемого пластмассой, значение Хк умножается на 2.
Рис. П.3.2. Зависимость коэффициента акр от площади кристалла ИС
312
Таблица П.3.14
Значения интенсивности отказов соединения кристалла с основанием корпуса (Хкк) в зависимости от способа крепления
Способ крепления ХккТО7, 1/ч
На клей, контакол 0,01
На эвтектику 0,0045
Методом дисперсионной пайки в корпусах с количеством выводов: до 28 более 28 0,06 0,08
Рис. П.3.3. Зависимость коэффициента ас от площади внутренних сварных соединений
313
Таблица П.3.15
Значения интенсивности отказов одного внутреннего сварного соединения Хс в зависимости от соединяемых материалов
Соединяемые материалы Хс-107, 1/ч
Золото - алюминий 0,0030
Золото - золото 0,0015
Золото - никель 0,0040
Алюминий - алюминий 0,0015
Алюминий - никель 0,004
Интенсивность отказов элементов кристалла (Хэк) рассчитывается по формуле:
Хэк -«P(NtXt + NnXn),
(П.3.4)
где а — коэффициент, зависящий от коэффициента электрической нагрузки элемента и температуры перехода ИС (табл. П.3.16); Р - коэффициент, характеризующий качество подзатворного оксида (рис. П.З.4.), для биполярных транзисторов р = 1; Nt - количество транзисторов в ИС; Хр - интенсивность отказов транзисторов в зависимости от степени интеграции и технологии изготовления (табл. П.3.17), Nn - количество электрических переходов; Хп - интенсивность отказов электрических переходов, зависящая от технологии изготовления (табл. П.3.18).
314
40
C
nJ Of к E; Ю
c3
и о н о <L> s <u e:
tx П П e Cj s s * <L>
«
к
О s Of s
о и
w к ffi
S’ rt к m
Значения а при коэффициенте нагрузки Кн 0.9 о tn o' 0,16 0,26 0,32 i 0,43 1 0,55 0,80 0,95 1,10 1,43 00 < 2,10 2,15 2,40 2,60 3,20
оо о 0,10 0,14 0,15 0,25 0,30 О о 0,50 ОС о 0,90 О о 1,25 1,53 | 1,77 1,90 2,41 2,40 чо СП
0,7 0,096 0,13 о 0,246 0,29 0,39 0,48 0,74 0,86 0,95 1,15 1,41 1,60 1,75 1,85 2,20 2,52
0,6 0,092 0,12 0,135 0,23 0,275 0,37. 0,46 0,70 0,82 0,90 1,05 1,27 1,48 О 2,00 2,26
0,5 0,9 0,11 0,13 0,22 0,26 0,35 0,44 0,65 0,78 0,85 0,98 1,18 1,35 1,45 ип " < О ОС 2,00
О 0,077 0,10 0,12 0,20 0,23 0,31 0,40 0,60 0,70 0,76 0,86 к < 1,20 1,30 О 1,60 1,81
СЛ о 0,07 0,09 0,11 0,18 0,21 | 0,28 0,35 0,55 0,63 0,70 0,76 0,95 1,05 1,17 1,234 1,41 1 1,59
0,2 0,065 ОС о о 0,10 0,16 0,19 0,25 0,32 0,50 0,59 чо о 0,69 0,85 0,97 1,08 1.12 1,26 1,42
o' 0,06 0,07 0,09 0,14 0,18 0,24 0,30 0,46 0,54 0,60 0,63 0,77 0,90 | | 0,95 1,02 1,15 1,28
Температура перехода, °C 20 25 30 40 50 09 70 О о© 85 06 100 ПО 120 125 130 140 150
315
Рис. П.3.5. Зависимость поправочного коэффициента у от температуры. Q - отношение фактической плотности тока к максимально допустимому (2-105А/см)
Интенсивность отказов прочих элементов кристалла находится по табл. П.3.20.
Таблица П.3.20
Значение интенсивности отказов прочих элементов кристалла (Хпр) в зависимости от степени интеграции
Наименование элемента Хпр-Ю7, 1/ч
Прочие элементы I - III степени интеграции; 0,006
IV - VI степени интеграции 0,020
Пересечения:
металл 1 - SiOz - Si 0,00001
металл 1 — SiOz - металл 2 0,0002
318
Таблица П.3.16 Значения коэффициентов режима а для элементов ИС Значения а при коэффициенте нагрузки Кн 0,9 о 0,15 0,16 0,26 0,32 0,43 0,55 0,80 0,95 1,10 1,43 оо 1 2,10 1 2,15 2,40 2,60 3,20
ОО o' 0,10 0,14 0,15 0,25 0,30 0,40 0,50 0,78 0,90 1,00 1,25 1,53 1,77 1,90 2,41 2,40 40 сч
o' 0,096 0,13 0,14 0,246 0,29 0,39 0,48 0,74 0,86 0,95 1,15 1,41 1,60 1,75 1,85 2,20 2,52
0,6 0,092 0,12 0,135 0,23 0,275 СП_ о 0,46 0,70 0,82 0,90 1,05 1,27 ос 1—< 1,60 1,72 2,00 2,26
o' О о' о" 0,13 0,22 0,26 0,35 0,44 0,65 0,78 0,85 ОС 04 o' ОС । и г—* 1,35 1,45 1,55 О ос 2,00
о 0.077 0.10 0,12 0,20 0,23 СП o' 0.40 0,60 0,70 40 О 0,86 1,05 1 1,20 1,30 О 1,60 1,81
СП о' 0,07 0,09 н‘о 0,18 0,21 0,28 j 0,35 0,55 0,63 0,70 0,76 0,95 1,05 1,17 1,234 1 1,41 1,59
0,2 0,065 0,08 0,10 0,16 0,19 0,25 0.32 0,50 0,59 0,65 0,69 0,85 0,97 ! 1,08 1.12 1,26 1,42
О 0,06 0,07 0,09 0,14 0,18 0,24 0,30 0,46 0,54 0,60 0,63 j o' 0,90 0,95 1,02 1,15 1,28
Температура перехода, °C О СЧ сч О СП О О О О О ОС мп оо о О\ 100 но 120 125 130 О т—' 150
315
Рис. П.3.5. Зависимость поправочного коэффициента у от температуры. Q — отношение фак тической плотности тока к максимально допустимому (2- 105А/см)
Интенсивность отказов прочих элементов кристалла находится по табл. П.3.20.
Таблица П.3.20
Значение интенсивности отказов прочих элементов кристалла (Хпр) в зависимости от степени интеграции
Наименование элемента ХпрТО7, 1/ч
Прочие элементы I - III степени интеграции; 0,006
IV - VI степени интеграции 0,020
Пересечения:
металл 1 - SiC>2 - Si 0,00001
металл 1 - SiC>2 - металл 2 0,0002
318
В результате расчетов по формулам (II.3.2) - (П.3.5) прогнозируют значение интенсивности отказов ИС для температуры окружающей среды 25 °C.
Для оценки значений интенсивности отказов при более высоких температурах рассчитывают X ИС по этим же формулам с учетом следующих дополнений.
В формулах (П.З.2.), (П.3.3) значения Хк, А.кк, Хс, ^пр для температуры окружающей среды или корпуса (а для Хцр -температуры перехода) свыше 25 °C увеличивают в Ку раз.
В формуле (П.3.5) для Хмс значения у берут для соответствующей повышенной температуры.
Для расчета коэффициента ускорения Ку используют уравнение Аррениуса:
Ку = ехр к
^r+273j
(П.3.6)
к
(^«+273
где Еа - энергия активации отказов, эВ; к - постоянная Больцмана, равная 8,6-10'5 эВ/K; Тпер.25, ТПер.т - температуры кристалла (перехода) нормальная и повышенная, °C.
Оценку Ку по данной модели рекомендуется проверить по номограмме, приведенной на рис. П.3.6, при значениях энергии активации, приведенных в табл. П.3.21.
Коэффициент ускорения Ку для различных температур перехода по рис. П.3.6 определяют в следующем порядке.
На оси абсцисс отмечают точку, соответствующую повышенной температуре перехода Т. Из этой точки проводят прямую линию, параллельную приведенной на графике для установленной энергии активации Еа. В точке пересечения этой прямой с линией, соответствующей нормальной температуре, по оси ординат определяет значение Ку.
319
Рис. П.3.6. Номограмма зависимости коэффициента ускорения Ку от температуры перехода по уравнению Аррениуса
320
Таблица П.3.21
Значения энергии активации для элементов конструкции ИС
Элементы конструкции ИС Значение энергии активации
Корпус: металлокерамический и металлостекляиный 0,3
пластмассовый 0,5
Крепление кристалла к основанию корпуса с помощью эвтектики 0,3
клея, контактола 0,6
Проволочные соединения с контактными площадками кристалла и траверсами корпуса типа Au - А1 на кристалле 0,65
типа Au - AI па траверсе корпуса 0,5
типа Au - Au на кристалле 0,45
типа Au - Au на траверсе корпуса 0,4
типа Al - А1 на кристалле 0,3
типа Al - А1 на траверсе корпуса 0,4
типа Au - Ni на траверсе корпуса 0,7
Прочие элементы кристалла 0,6
П.3.3.2. Примеры расчета интенсивности отказов ИС
Рассчитаем интенсивность отказов для ИС типов КР10541 III (генератор тестовых сигналов для видеомагнитофонов) и КР1830ВЕ51 (однокристальная восьмиразрядная микроЭВМ для управления видеомагнитофоном) при эксплуатации при температуре окружающей среды до 35 °C с коэффициентом нагрузки 0,7. Вид приемки относится к VI группе. Исходные конструктивно - технологические данные (КТД) для расчета интенсивности отказов представлены в табл. П.3.22.
321
Таблица П.3.22
Конструктивно-технологические данные для ИС типов КР1054ГП1 и КР1830ВЕ51
Наименование КТД Значение КТД для ИС
КР1054ГП1 КР1830ВЕ51
1 2 3
Тип корпуса 2101.8-1 2123.40-2
Способ герметизации Опрессовка пластмассой
Способ крепления кристалла к основанию корпуса Пайка Приклеивание
Мощность рассеивания, мВт 150 130
Тепловое сопротивление переход - корпус, °С/мВт 0,20 0,10
Число элементов, составляющаих ИС, 177 73000
в том числе транзисторов 144 72960
Количество вентилей 60 2000
Биполярная или МДП-структура биполярная КМОП
Метод изоляции переходов р-п-переход _ ——
-ь 2 Площадь кристалла, мм 2,4 44,2
Площадь активных элементов (транзисторов и диодов), мм2 1,1 17,7
2 “ Площадь металлизации, мм 0,9 13,1
Толщина подзатворного оксида, А — 425
322
Окончание табл. П.3.22
Число разнонагруженных участков металлизации 3 2
Ширина металлизированной дорожки цепей питания, мкм 20 30
Ширина металлизированной дорожки для остальных цепей, мкм 8 5
Толщина металлизации, мкм 1,2 1,2
Площадь разнонагруженных участков металлизации, мм2: первого второго третьего 0,1 0,4 0,4 1,5 11,6
Ток потребления для цепей питания, А 0,012 0,024
Входной ток низкого уровня, А 0,013 50 10‘6
Материал проволоки для внутренних соединений Золото Золото
Диаметр проволоки, мкм 30 30
Количество сварок на кристалле 5 40
Количество сварок на траверсах 5 40
Метод сварки внутренних выводов ТКС ТКС
Количество ступеней диффузии Или ионных легирований 6 6
Примечание. ТКС - термокомпрессионная сварка.
323
Расчет интенсивности отказов ИС типа КР1054ГП1
Этап 1. Рассчитаем интенсивность отказов конструктивных элементов Хкэ по формуле П.3.2.
Исходные данные найдем в соответствующих таблицах и рисунках:
Хк = 0,04-10'7 1/ч (см. табл. П.3.13 для корпуса типа 301.8-2 пластмассового варианта);
сскр = 1,27 (см. рис. П.3.2 для S = 2,4 мм2);
ХКк = 0,0045-10'7 1/ч (см. табл. П.3.14 для эвтектики);
ас = 1,2 (см. рис. П.3.3 для S = 302-3-2 мкм2 = = 5,4-10'3 мм2);
Xci = 0,003-10'7 1/ч (см. табл. П.3.15 для соединения Au - Al на кристалле);
Хс2 = 0,0015-10-7 (см. табл. П.3.15 для соединения Au - Al на траверсах);
Хкэ = 10'7-(0,04 + 1,27-0,004 - 5 + 5-1,2(0,003 + 0,0015) = = 10’7-(0,04 + 0,0057 + 6-0,0045) = 10’7-(0,04 + 0,0057 + 0,027) = = 107-0,073 = 7,3-10'9 (1/ч).
Этап 2. Рассчитаем интенсивность отказов элементов
кристалла Хэк по формуле (П.3.4) при нормальных условиях.
Исходные данные найдем в соответствующих таблицах:
Р = 1 (для биполярных транзисторов);
Тпер = 25 + 150-0,20 = 25 + 30 = 55 °C;
ai - 0,34 (см. табл. П.3.16 для Т = 55 °C и Кн = 0,7);
Хт = 2,5-10’10 1/ч (см. табл. П.3.17 для р-п-р-транзистора с изоляцией р-п-переходом Ill степени интеграции);
Хп =0,0045-10'7 1/ч (см. табл. П.3.18 для электрического перехода, изготовленного по биполярной технологии с изоляцией р-п-переходом);
Хэк = 1-0,34-(2,5-10’*°-144 + 0,0045-107 - 33) = = О,34-1О’7-(О,36 + 0,15) = 0,34-0,51-10‘7 = 0,17-10'7-(1/ч) = = 1,7-10 8 (1/ч).
324
Этап 3. Рассчитаем интенсивность отказов межэлементных соединений Лмс по формуле (П.3.5).
Исходные данные найдем в соответствующих таблицах и рисунках:
^"М1 ~ 0,02-10’7 1/ч (см. табл. П.3.19 для дорожки шириной 20 мкм);
ХМ2 = 0,04-10'7 1/ч (см. табл. П.3.19 для дорожки шириной 8 мкм);
Для нахождения значения уi(cii) определим фактическую плотность тока для различных цепей по формуле:
где S, - площадь поперечного сечения металлизации. Для первой цепи питания получим: Si=l,2-20 = 24 (мкм2);
0,012 А 24-10'8 см2
= 5-104 (А/см2).
Для других цепей:
S2 = 1,2-8 = 9,6 (мкм2 );
0,013А 4/ 2\
р2=-------г—г = 13,54-10 (А/см I;
9,6-10-8см2 V ’
S3 =1,2-8 = 9,6 (мкм2);
₽3=9>^?'1-0410‘(А/См2)-
Тогда
Qi=
5-Ю4 2-105
= 0,25;Q2 =
13,54-104 2-Ю5
= 0,68;
_ _1,04-104
Q,=TT^
= 0,5.
325
По рис. 11.3.5 определяем значения yi для температуры 55 °C:
У1 = 2; у2 = 5; уз = 4.
Хмс = 10'7-(0,02-0,1-2 + 0,04-0,4-5 + 0,04-0,4-4) = = 10‘7-(0,004 + 0,08 + 0,064) = 0,148-Ю'7 =1,5-10'8 (1/ч).
Этап 4. Найдем полную расчетную интенсивность ИС типа КР1054ГП1 по формуле П.3.2 при нормальной температуре.
Выберем Кп = 4,0 (см. табл. П.3.12 для IV группы вида приемки);
Хпр = 0,006-10'7 1/ч (см. табл. П.3.20 для III степени интеграции);
Х25 = 4-(7,3-10'9 + 1,7-10'8 + 1,5-10'8 + 0,006-10'7) = = 4-(0,73 + 1,7 + 1,5 + 0,06)-10'8 = 4-4,0-10'8 = 1,6-10'7 (1/ч).
Этап 5. Так как температура окружающей среды, при которой работает ИС, равна 35 °C, найдем коэффициенты ускорения (см. рис. П.3.6 с учетом табл. П.3.21):
для корпуса: Т = 40 °C; Еа = 0,5 эВ; Кук = 2;
для кристалла: Т = 65 °C; Еа = 0,3 эВ; Кукр = 4;
для соединений типа Au - Al: Т = 65 °C; Еа = 0,65 эВ; Кус1=12;
для соединений типа Au - Au: Т= 65 °C; Еа = 0,4 эВ; КУс2—6;
для прочих элементов кристалла: Т = 65 °C; Еа = 0,6 эВ; Купр =10.
Этап 6. Рассчитаем интенсивность отказов конструктивных элементов Лкэ с учетом коэффициентов ускорения:
Хкэз5 = 10'7-[0,04-2 + 0,0057-4 + 6(0,003-12 + 0,0015-6)] = = 10'7-(0,08 + 0,023 + 6-0,0369) = 10'7-0,32 = 3,2-10'8 (1/ч).
326
Этап 7. Рассчитаем интенсивность отказов межэлементных соединений Хмс по формуле (П.3.5) для температуры 65 °C. Коэффициенты у будут иметь следующие значения: Y1 = 3,5; 72 = 9; уз = 7.
ХМС35 = 10'7-(0,02-0,1-3,5 + 0,04-0,4-9 + 0,04-0,4-7) = = 10’7-(0,007 + 0,144 + 0,112) = 0,263-Ю’7 = 2,6-Ю’8 (1/ч).
Этап 8. Вычислим интенсивность отказов указанных ИС при температуре +35 °C:
Х35 = 4-(3,2-10’8 + 1,7-10’8 + 2,6-10’8 + 0,006-10 10’7) = = 4 (3,2 + 1,7 + 2,6 + 0,6)-10’8 = 4-8,1-Ю’8 = 3,2-10’7 (1/ч), что в 3 раза лучше значения X, указанного в ТУ.
Этап 9. Для сравнения вычислим X при максимально допустимой по ТУ температуре окружающей среды +70 °C.
Тогда коэффициенты ускорения по рис. П.3.6 с учетом табл. П.3.21 будут следующими:
для корпуса: Т - 75 °C, Еа = 0,5 эВ, Кук = 18;
для кристалла: Т = 100 °C, Еа = 0,3 зВ, Кукр =11;
для соединений типа Au - Al: Т = 100 °C; Еа = 0,65 эВ; КУС1 = 110;
для соединений типа Au - Au; Т = 100 °C; Еа = 0,4 эВ; КУс2=25;
для прочих элементов кристалла: Т = 100 °C; Еа = 0,6 эВ; Купр = 100.
Коэффициенты у по рис. П.3.5 для 100 °C будут следующими:
Yi = 25; Y2 = 65; уз = 50.
Хкэ7о= 10’7-(0,04-18 + 0,0057-11 +6(0,003-110 +
+ 0,0015-25)] = 10’7- (0,72 + 0,06 + 6-0,367) = 3,0-10’7 (1/ч);
Хмс70 = 10'7-(0,02-0,1-25 + 0,04-0,4-65 + 0,04-0,4-50) =
= 10’7-(0,05 + 1,04 + 0,8) = 1,9-10’7 (1/ч);
Х7о = 4-(3-10’7 +1,7-10'8 +1,9-10’7+ 0,006-100-10’7) =
= 4-5,67-10’7 = 2,3-10‘6 (1/ч), что практически соответствует значению X, указанному в ТУ (1-10'6 1/ч).
327
Расчет интенсивности ИС тина КР1830ВЕ51
Этап 1. Рассчитаем интенсивность отказов конструктивных элементов, Хкэ по формуле (П.3.3).
Исходные данные выберем из соответствующих таблиц и рисунков:
Хк - 0,2-10’7 1/ч (см. табл. П.3.13 для корпуса 2123.40-6 в пластмассовом варианте);
акр ~ 3,0 (см. рис. П.3.2 для S = 44,2 мм2);
ХКк = 0,01-10'7 1/ч (см. табл. П.3.14 для приклеивания);
ас = 1,2 (см. рис. П.3.3 для S = 5,4-10’3 мм2);
Zci = 0,03-10'7 1/ч (см. табл. П.3.15 для соединения Au -Al на кристалле);
ХС2 = 0,004-10’7 1/ч (см. табл. П.3.15 для соединения Au -Ni на траверсах);
Хкэ = 10’7-[0,2 + 3,0-0,01 + 40-1,2-(0,003 + 0,004)] = - 10- (0,2 + 0,03 + 0,336) = 0,566 - 10'7 = 5,7-10’8 (1/ч).
Этап 2. Рассчитаем интенсивность отказов элементов кристалла Хэк по формуле (П.3.4).
Исходные данные выберем из соответствующих таблиц и рисунков:
Р = 1,7 (см. рис. П.3.4, для толщины подзатворного окисла 425 А).
Тпср = 25 + 130-0,1 =38 °C;
а = 0,22 (табл. П.5.16, для Тпер = 38 °C и Кп = 0,7);
Хт = 3-Ю-’2 1/ч (см. табл. П.3.17 для полевых транзисторов V степени интеграции);
Хп = Ю'12 1/ч (см. табл. П.3.18 для электрического перехода на МДП - структурах).
ХЭк = 0,22-1,7-(72960-3-10'12 + 40-10’12) =
= 0,22-1,7-10‘12-218920 = 8,2-10'8- (1 /ч).
328
Этап 3. Рассчитаем интенсивность отказов межэлементных соединений ХМс по формуле П.3.5.
Исходные данные найдем в соответствующих таблицах и рисунках:
^-mi = 0,02-10'7 1/ч (см. табл. П.3.19 для дорожки шириной 30 мкм);
АМ2 = 0,008-10‘7 1/ч (см. табл. П.3.19 для дорожки шириной 5 мкм);
1 = 2.
Для цепей питания
0,0024 0,024 2.
Pi = —--------—7 =------г = 6,6-10 (А/см ).
1,2-30-10 36-Ю'8
п „ 50-10 6
Для других цепей р2 = $
= 833 (А/см2).
Тогда Q, = 6’6J°4 = 0,33; Q2 = = 4,2-10‘3.
2-Ю5 2-105
По рис. П.3.5 для температуры 38 °C определим значения: у] = 1,0; у2 = 0,004;
Хмс = Ю7-(0,02-1,5-1,0 + 0,008-11,6-0,004) = = 10’7-(0,03 + 0,0004) = 0,03-10'7.
Этап 4. Найдем полную расчетную интенсивность отказов ИС типа КР1830ВЕ51 по формуле (П.3.1) при нормальной температуре.
Выберем:
Хп = 4,0 (см. табл. П.3.12 для VI группы вида приемки);
Апр ~ 0,02-10'7 (см. табл. П.3.20 для V степени интеграции).
А25 = 4-(5,7-10'8 + 8,2-Ю’8 + 0,03-10’7+ 0,02-10’7) = = 4-10‘8-(5,7 + 8,2 + 0,3 + 0,2) = 4-14,4-10'8 = 57,6-10'8 = = 5,8-10’7 1/ч.
329
Этап 5. Так как температура окружающей среды, при которой работает ИС, равна 35 °C, найдем коэффициенты ускорения по рис. П.3.6 и табл. П.3.21:
для корпуса: Т = 35 °C, Еа = 0,5 эВ, Кук = 2;
для кристалла: Т = 48 °C, Еа = 0.6 зВ, Кукр =5;
для соединений типа Au - Al: Т= 48 °C; Еа = 0,65 эВ; Кус1=6;
для соединений типа Au - Ni: Т= 48 °C; Еа = 0,7 эВ; КуС2 = 75;
для прочих элементов: Т = 48 °C; Еа = 0.6 эВ; Купр = 5.
По рис.П.3.5 определим значения yj для температуры 48 °C:
Y1 = 2; Y2 = 0,008.
Этап 6. Рассчитаем интенсивность отказов конструктивных элементов Хкэ с учетом коэффициентов ускорения и Хмс-
Хкэз5= 1О'7[О,2-2 + 0,03-5 + 48-(0,003-6 + 0,004-7)] =
= 10‘7-(0,4 + 0,15 + 2,2) = 2,8-Ю’7 (1/ч).
ХМСз5 =Ю'7 (0,02-1,5-2 + 0,008-11,6-0,008) =
= 10’7-(0,06 + 0,007) = 0,067 10’7 (1/ч).
Этап 7. Вычислим интенсивность отказов указанных ИС при температуре +35 °C:
Х35 = 4(2,8-10'7 + 8,2-10’8 + 0,67-10‘8 + 0,02-5-10’7) =
= 4-10’7-(2,8 + 0,82 + 0,67 +0,1) = 4-3,8-Ю’7 =
= 1,5-10'7 = 1,5-10’6 (1/ч), что практически соответствует значению X в ТУ (1-10’6 1/ч).
330
Этап 8. Вычислим X при температуре максимально допустимой окружающей среды +70 °C.
Коэффициенты ускорения по рис. П.3.6 с учетом табл. П.3.21 будут следующими:
для корпуса: Т = 70 °C. Еа = 0,5 эВ, Кук =13;
для кристалла: Т = 83 °C, Еа = 0,6 зВ, Кукр = 47;
для соединений типа Au - Al: Т= 83 °C; Еа = 0,65 эВ; Kyci = 60;
для соединений типа Au - Ni: Т= 83 °C; Еа = 0,7 эВ; Кусг = 85;
для прочих элементов: Т = 83 °C; Еа = 0,6 эВ; Купр = 47.
По рис. П.3.5 определим значение yi для температуры 83 °C:
Y1 = 14; у2 = 0,04.
ХКЭ7о = 10’7-[0,2-13 + 0,03-47 + 48(0,003-60 + 0,004-85)] = = 10'7-[1,3 + 1,4 + 48 (0,18 + 0,34)] = 27,67-Ю'7 (1/ч);
Хмс70 = Ю'7-(0,02-1,5-1,4 + 0,0088-11,6-0,004) = = 10’7-(0,08 + 0,04) = 0,12-10’7 (1/ч);
Х70 = 4-(27,67 + 0,082 + 0,12 + 0,02-5)-10’7 = = 4-27,97-10"7= 112-10’7= 1,1-Ю'5 (1/ч).
Таким образом, расчетное значение X для ИС типа КР1830ВЕ51 при работе при предельно допустимой температуре и коэффициенте нагрузки 0,7 равно 1,1-10'5 1/ч, что на порядок хуже указанного в ТУ значения.
331
П.3.4. Указания по использованию номограммы (рис. П.3.6) для расчета коэффициента ускорения, продолжительности и температуры испытаний
П.3.4.1. Определение коэффициента ускорения для различных температур перехода проводят в следующем порядке.
На оси абсцисс (Т) отмечают точку, соответствующую температуре перехода в форсированном режиме; из этой точки проводят прямую линию, параллельную приведенной на графике для установленной энергии активации (Еа,); в точке пересечения этой прямой с линией, соответствующей нормальному режиму, по оси ординат определяют значение коэффициента ускорения (Ку).
П.3.4.2. Определение температуры перехода в форсированном режиме для заданного коэффициента ускорения проводят в следующем порядке.
Находят точку, соответствующую заданному Ку и нормальной температуре через эту точку проводят прямую линию, параллельную приведенной на графике для установленной энергии активации; в точке пересечения этой линии с осью абсцисс определяют искомое значение температуры перехода в форсированном режиме.
П.3.4.3. Определение продолжительности испытаний в форсированном режиме проводят в следующем порядке. Находят точку, соответствующую значению длительности испытаний в нормальных режиме (по оси ординат) и температуре (по оси абсцисс); через эту точку проводят линию, параллельную приведенной на графике для установленной анергии активации; на этой прямой отмечают точку, соответствующую температуре перехода в форсированном режиме, и для этой точки определяют по оси ординат продолжительность испытаний в форсированном режиме.
332
ПРИЛОЖЕНИЕ 4
ИНДИВИДУАЛЬНЫЕ ЗАДАНИЯ ПО РАСЧЕТУ НАДЕЖНОСТИ ИС
Таблица П.4.1
Номер КТД Наименование конструктивно-технологических данных (КТД) Значение КТД для ИС типа КР1820ВЕ1А
1 Тип корпуса (шифр) 2123.40-5
2 Способ герметизации (материал) Пластмасса
3 Способ крепления кристалла к основанию Эвтектика
4 Мощность рассеяния, мВт 265
5 Тепловое сопротивление переход-корпус °С/мВт 0,025
6 Число элементов, составляющих ИС, всего, в том числе транзисторов 4231 4191
7 Количество вентилей, шт 1047
8 Биполярная (БП) или МДП-структура МДП
9 Метод изоляции переходов -
10 Площадь кристалла, мм2 13,68
11 Площадь активных элементов, мм2 8,208
12 Площадь металлизации, мм2 4,788
13 Толщина подзатворного окисла, А 450
14 Число разнонагруженных участков металлизации, шт. 2
15 Ширина металлизации цепей питания, мкм 20
16 Ширина металлизации для остальных цепей, мкм 10
17 Толщина металлизации, мкм 1,1
18 Площадь разнонагруженных участков металлизации, мм2 первого второго 2,35 2,438
19 Ток потребления цепей питания, А 0,04
20 Входной ток низкого уровня, А 310‘4
21 Материал проволоки для внутренних соединений Au
22 Диаметр проволоки, мкм 30
23 Количество сварок на кристалле, шт 40
24 Количество сварок на траверсах, шт 40
25 Метод сварки внутренних выводов УЗС
26 Количество ступеней диффузии 6
27 Рабочая температура, °C 35
28 Предельная температура, °C 70
29 Коэффициент нагрузки 0,7
Варианты 1
333
Продолжение табл. П.4.1
Номер ктд Наименование конструктивно-технологических данных (КТД) для ИС типа
КР1005ХА2 КР1005ХА1 К561ТЛ1 КР1005ХАЗ
1 2121.28-1 238.16-2 201.14-1 2130.24-3
2 Пластмасса Пластмасса Пластмасса Пластмасса
3 Эвтектика Клеевой Клеевой Эвтектика
4 540 316 200 1500
5 0,025 0,05 0,12 0,02
6 717 200 320 128 88 56 313 145
7 50 32 40 38
8 БП БП МДП БП
9 р-п-переход р-п-переход - р-п-переход
10 10,73 6,4 3,06 11,182
11 4,292 2,24 1,836 3,914
12 8,584 4,16 0,918 1,285
13 - - 1000 -
14 2 2 2 2
15 30 20 25 12
16 10 10 12 6
17 1,2 1,2 1,2 Cr-Ni-Au 0,08+0,12+0,2
18 3,434 5,15 1,872 2,288 0,1836 0,7344 0,449 0,838
19 0,06 0,034 0,01 0,015
20 0,009 0,01 2 10'4 0,001
21 Au Au Au Au
22 30 30 30 30
23 28 16 14 24
24 28 16 14 24
25 ТКС ТКС УЗС УЗС
26 6 6 4 6
27 35 35 35 35
28 70 70 70 70
29 0,7 0,7 0,7 0,7
2 3 4 5
334
Продолжение табл. П.4.1
Номер ктд Наименование конструктивно-технологических данных (КТД) для ИС типа
К176КТ1 КР1005УР1А КР1005ПЦ2 КР142ЕН5А
1 201.14-8 201.14-8 1101.7-1 КТ-28
2 Пластмасса Пластмасса Пластмасса Пластмасса
3 Клеевой Клеевой Эвтектика Эвтектика
4 40 360 300 8000
5 0,1 0,025 0,02 0,0033
6 38 24 73 30 459 252 35 15
7 12 8 63 4
8 МДП БП БП БП
9 - р-п-переход р-п-переход р-п-переход
10 1,96 3,423 8,28 4,0
11 0,98 1,369 2,898 1,2
12 0,784 1,883 2,484 1,4
13 1000 - - -
14 2 2 2 2
15 20 15 10 5
16 12 6 6 3
17 1,2 1,2 1 2,4
18 0,3136 0,4704 0,659 1,224 1,012 1,472 0,98 0,42
19 0,006 0,03 0,0021 0,01
20 ЗЮ-4 0,001 6-10'5 0,0015
21 Ли Au Au AI
22 30 30 30 40
23 14 14 7 6
24 14 14 7 3
25 УЗС ТКС УЗС УЗС
26 4 4 5 4
27 35 35 35 35
28 70 70 70 70
29 0,7 0,7 0,7 0,7
6 7 8 9
335
Продолжение табл. П.4.1
Продолжение табл. П.4.1
Номер ктд Наименование конструктивно-технологических данных (КТД) для ИС типа
К531ЛАЗ КР1005ПС1 КР1005УН1А КР1054ИП1
1 401.14-5 2104.16-5 2103.16-9 238.16-1
2 Сварка Пластмасса Пластмасса Пластмасса
3 Клеевой Клеевой Напайка Напайка
4 36 150 550 26
5 0,2 0,1 0,02 0,25
6 108 28 578 149 79 62 219 187
7 8 49 16 62
8 БП БП БП БП
9 Комбинированный Комбинированный р-п-переход р-п-переход
10 2,64 8,28 3,729 4,0
11 0,2 3,312 1,491 2,2
12 0,59 2,898 2,983 1.6
13 - - - -
14 2 2 2 3
15 50 12 25 12
16 8 6 10 8
17 0,6 1,2 1,4 1,2
18 0,24 0,35 0,8694 2,0286 1,193 1.790 0,2 0,6
19 0,0102 0,003 0,03 0,005
20 6-Ю’4 0,0002 0.001 10-4
21 А1 Au Au Au
22 35 30 30 30
23 14 16 16 16
24 14 16 16 16
25 УЗС УЗС ТКС ТКС
26 4 5 4 6
27 35 35 35 35
28 70 Г 70 70 70
29 0,7 0,7 0,7 0,7
10 11 12 13
Номер ктд Наименование конструктивно-технологических данных (КТД) для ИС типа
КР1054ХП1 КР1054ВГ1 КС531ЛА12 КР1005ВИ1
1 1102.8-1 2123.40-11 2102.14-2 2123.40-11.01
2 Пластмасса Пластмасса Стеклование Пластмасса
3 Напайка Клеевой Напайка Наклейка
4 27,5 600 19 630
5 0,25 0,025 0,35 0,02
6 160 89 4000 1000 56 24 30000 20000
7 23 250 8 5000
8 БП МДП БП МДП
9 р-п-переход - р-п-переход -
10 4,0 15,2 1,44 28,62
11 1,7 1,5 0,648 17,172
12 1,3 6,0 0,72 11,448
13 - 400 - 1200
14 3 2 2 2
15 16 10 57 45
16 8 5 5 5
17 1,9 1,2 1,36 1,55
18 0,1 0,3 2,5 3,5 0,18 0,54 3,434 8,014
19 0,005 0,02 0,08 0,036
20 10'’ 0,002 0,004 3,5-10'4
21 Au Au А1 Au
22 30 30 35 30
23 9 40 14 40
24 9 40 16 40
25 ТКС ТКС УЗС ТКС
26 5 4 3 4
27 35 35 35 35
28 70 70 70 70
29 0.7 0,7 0,7 0,7
14 15 16 17
336
337
Окончание табл. П.4.1
Номер КТД Наименование конструктивно-технологических данных (КТД) для ИС типа
КР1005ВЕ1 КР1005ХА4 КР1005ХА5 КР1005ХА6
1 2123.40-11.01 2120.24-5 2121.29-1 238.18-3
2 Пластмасса Пластмасса Пластмасса Пластмасса
3 Клеевой Напайка Клеевой Напайка
4 22,8 460 100 350
k 5 0,035 0,03 0,1 0,04
6 30000 22000 412 154 923 150 446 226
7 5500 39 84 58
8 МДП БП БП БП
9 - р-п-переход р-п-переход р-п-переход
10 28,0875 6,6 9,6 6,24
11 16,853 2,31 3,36 2,496
12 11,235 3,96 5,76 4,056
13 1200 - - -
14 2 2 2 2
15 42 20 60 25
16 5 5 3 5
17 1,55 1,2 1,2 1,2
18 3,932 7,303 1,386 2,574 2,592 3,168 2,434 1,622
19 0,038 0,028 0,08 0,035
20 810'5 0,001 0,003 0,005
21 Au Ли Au Au
22 30 30 30 30
23 41 24 28 16
24 41 24 28 16
25 ТКС УЗС УЗС УЗС
26 4 6 6 6
27 35 35 35 35
28 70 70 70 70
29 0,7 0,7 0,7 0,7
18 19 20 21
338
ПРИЛОЖЕНИЕ 5
ПРОВЕРКА АРМАТУР ИС ПО ВНЕШНЕМУ ВИДУ ПЕРЕД ГЕРМЕТИЗАЦИЕЙ.
ОЦЕНКА КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
(лабораторная работа К? 1)
П.5.1. Контроль арматур по внешнему виду перед герметизацией
В состав технологических отбраковочных испытаниий ИС входит неоднократный визуальный контроль пластин со сформированными структурами, кристаллов после разделения пластин, сборок (арматур) перед герметизацией изделий.
Контроль арматур по внешнему виду перед герметизацией проводится для проверки качества кристалла (металлическое покрытие, оксида, состояние поверхности), качества напайки (наклейки), качества приварки внутренних соединений. Контроль проводят по внешнему виду под микроскопом МБС при увеличении не менее 32х (окуляр 8х, деление на ручке переключателя галлиевых систем-4). При обнаружении на кристалле дефекта слабо различимого при увеличении 32х, устанавливать увеличение микроскопа 80, 100,120х.
П.5.1.1. Перед началом работы необходимо надеть на руку антиэлектростатический браслет, подключив его через 1 МОм к клемме «Земля». Кассета с арматурами должна находиться на заземленном металлическом листе.
П.5.1.2. Взять пинцетом из кассеты или пенала арматуру собранную за обрезную рамку и поместить на рабочий столик микроскопа. Проверить внешний вид арматуры собранной на наличие дефектов согласно табл. П.5.1.
339
При необходимости проконтролировать арматуру со всех сторон. Для контроля высоты дуги повернуть микросборку и рассматривать под углом.
П.5.1.3. При разбраковке партии микросборок бракованные арматуры раскладывать по следующим видам дефектов:
1- дефекты присоединений кристалла (брак наклейки или напайки);
2- скол, трещина, царапина кристалла;
3 - грязь на кристалле;
4- дефекты проволочных соединений (касание выводами граней кристалла, высокие дуги, пересечение выводов, прохождение вывода над соседней контактной площадкой, изгиб и обрыв выводов, хвосты, уменьшение диаметра вывода на 1/4);
5- точки сварки недопустимой деформации, смещение точки сварки;
6- отслоение, вырыв, выкол точки сварки.
П.5.1.4. Сделать запись в рабочем журнале (сопроводительном листе) о количестве годных, брака, видов брака и их количестве.
340
Таблица П.5.1
Продолжение табл. П.5.1
2
1.2. Ширина слоя оксида между металлизацией, контактной площадкой и активным элементом ИС кристалла и сколом менее 20 мкм.
342
Продолжение табл. П.5.1
1.3. Трещины по краю кристалла, направленные к металлизации или активной области ИС.
1.4. Трещины в активной области ИС или под контактной площадкой и металлизацией
1.5. Кристалл больше на 200 мкм (хотя бы с одной стороны), чем указано в чертеже.
343
Продолжение табл. П.5.1
1 2
1.6. Невытравленные участки металлизации:
а) между контактными площадками;
б) между контактными площадками и металлизированными дорожками;
в) между металлизированными дорожками
1.7. Растравленные участки основного оксида, попадающие под контактные площадки или активные элементы, а также соединяющие активные элементы.
1.8. Признаки коррозии или отслоения металла от поверхности кристалла.
1.9. Царапины, пересекающие металлизированные проводники, приводящие к разрыву или замыканию элементов схемы.
344
Продолжение табл. П.5.1
Примечание. Царапиной считать дефект металлизации, проходящий через металлизированную дорожку в любом направлении и имеющий форму продолговатого следа на металле с контурами, близкими к прямолинейным.
1.10. Вмятины, имеющие размеры более двух величин ширины металлизированной дорожки или уменьшающие зазор между дорожками более чем на У2 его величины
345
Продолжение табл. П.5.1
_________________________________2________________________________
ДОРОЖКИ, ИМЕЮЩИЕ ОКРУГЛУЮ ФОРМУ, РАВНУЮ ПО РАЗМЕРАМ ШИРИНЕ МЕТАЛЛИЗИРОВАННОЙ ДОРОЖКИ ИЛИ ВЫХОДЯЩУЮ ЗА ЕЕ ПРЕДЕЛЫ.
1.11. Сквозная (до оксида) царапина или пустота на контактной площадке, отделяющая более '/г сварного соединения от металлизированной дорожки.
1.12. Вырывы алюминия, царапины, обнажающие основной материал и уменьшающие шири-_________________ну металлизированных дорожек более чем на 1/2 .______________________________
2. Дефекты 2.1. Трещины стеклокерамики.
корпуса 2.2. Шелушение, отслаивание золотого или никелевого покрытия.
2.3. Различный цвет золотого покрытия деталей корпуса, потемнение покрытия до темно-коричневого.
346
Продолжение табл, П.5.1
1 2
3. Дефекты присоединения кристалла 3.1. Неправильная ориентация кристалла относительно ключа основания. ПРИМЕЧАНИЕ. ОРИЕНТАЦИЯ ДОЛЖНА СООТВЕТСТВОВАТЬ ФОТОГРАФИИ, ПОМЕЩЕННОЙ В ТЕХНОЛОГИЧЕСКОЙ КАРТЕ. 3.2. Покрытие клеем менее ’А периметра кристалла. 3.3. Натекание клея ВК-32-200, ВК-26м на кристалл, касающееся контактных площадок Примечание. Допускаются нити клея вне сварных соединений. 3.4. Покрытие эвтектикой менее ’А периметра кристалла. 3.5. Наличие отдельных участков эвтектического расплава на кристалле 3.6. Наличие клея под сварными соединениями и на ободке основания.
4. Дефек- 4.1. Пересечение проволочных выводов. 4.2. Проволочный вывод, приваренный к контактной площадке, проходит над другой контактной площадкой.
ты про-волоч- 4.3. ПРОВОЛОЧНЫЙ ВЫВОД ОБОРВАН. 4.4. Разводка проволочных выводов не соответствует конструкторскому чертежу или фотографиям, помешенным в карты эскизов.
ных 4.5. Сужение проволоки из-за сильного растяжения вывода более чем на % диаметра проволо-ки
выво- 4.6. Хвосты сварных соединений составляют более одного диаметра проволоки на кристалле
дов или трех диаметров проволоки на траверсе корпуса. 4.7. Отрыв алюминиевой проволоки в месте перехода в сварную точку
347
табл. П.5.1
4.8 Расстояние между проволочным выводами Ai меньше трех диаметров проволоки на ‘Л расстояния между сварными соединениями на кристалле и выводе корпуса.
Примечания.
I. Проволочные выводы не должны прилегать к грани кристалла
2. Расстояние между выводом и краем кристалла должно быть не менее одного диаметра алюминиевой проволоки.
4.9. Неровности проволоки типа сгиба, бороздок, уменьшающие диаметр проволоки более чем на 'А.
348
табл. П.5.1
1
5. Дефекты сварных соединений на выводах основания корпуса и на кристалле
________________________________________2________________________________________
5.1. Расстояние между сварными соединениями, между сварным соединением и смежной контактной площадкой или металлизированной дорожкой меньше, чем ширина металлического покрытия в самом узком месте по чертежу.
5.2. Повторная сварка на траверсах, если вторая сварная точка расположена на предыдущей.
Примечание. Для изделий в реставрированном корпусе следы от стравленных точек на траверсе не учитывать.
5.3. Повторная сварка на одной и той же контактной площадке кристалла.
5.4 Линейный размер сварного соединения менее 4/3 диаметра или более двух диаметров алюминиевой проволоки.
5.5. Смещение сварного соединения на величину более 1/3 площади сварного соединения.
5.6. Смещение следа продольного паза на кристалле (осевая линия паза выходит за пределы вывода).
349
Окончание табл. П.5.1
1 2
5.7. Сварное соединение занимает меньше 3/4 .площади «отпечатка» инструмента. 5.8. Отслоение сварной точки от контактной площадки кристалла или основания (отслоившейся считать сварную точку, полностью отделившуюся от поверхности контактной площадки). Частичное отделение сварного соединения браковать по п.5.7. 5.9. Выкол кремния под сварной точкой на кристалле.
6. Инородный материал 6. 1. Наличие незакрепленного инородного материала на поверхности кристалла или внутри основания корпуса. Примечание. Частица считается закрепленной, если ее нельзя удалить при помощи обдува сжатым воздухом при давлении (0,3-0,4) кГс/см2. 6.2. Неудаляемые частицы, остатки маркировочной краски на поверхности защитного покрытия максимальным размером более 50 мкм (соизмеримо с % контактной площадки) 6.3. Для незащищенных кристаллов наличие инородной закрепленной частицы, соединяющей любые два соединительных проводника или любые активные области кристалла. 6.4. Инородные частицы под сварными соединениями 6.5. Загрязнения в виде капель и затеков 6.6. Общее загрязнение кристалла.
350
П.5.2.2. Контроль прочности сварных соединений
х о fa а Е
2
а а тз а о ст
ст ст о а а а а а
2
о ст fa а а ст а а ст
в
а а а 3
о
а
fa о а
* в о
о н в ст л я.
а ст о ст
б ё я а
я 73 а
а а а а
а а а
а
а
а S о
а аз
ст fa
fa
в а
at
«
х а
а тз а
н о Е
а а
а о ст о fa
а w fa ст а а at
а 73 а ст Е Я о а=
Р сл to
Е а
о ст я о
а о
Е
д' ст
Е
is
о а а о
to
to
СЛ
CZ2
О
а
а
Е ст
s
а а х
а тз о а о а о л а Е х
в ст fa ст а а »
а
а
а а
О о> ст ст а ст л а в
я
ст § я а я о аз
а
а а и> ё а а fa о а Я в о
о
2 ст а ст
о
к
Я ёл
'Л N)
Л lz> to
а а W а Д а
а Е ст л а а а ст
О о fa ст 73 * а В а ст
to
60
о fa а о
о
fa а а 2 ст
3 Е а а а ст в о at
а о в ст 73 X а о
to
Е ст В ст ст
о я н
а ст а о а о й ст а а
а
а ст 73 В О Дс
а ст
ст о а ст ст
ст аз а о fa а л
ст о а ст ст
а
§ я а
а я
а тз о а о fa а
Е я
я о а н а я
о н
а а о а
а
о at
а а о
а о fa g ё Е а
а о а н о 75 а
а о
а
В ст Б а ст
Е
а ё я
а а
х
Й л ст я
а о
а тз о ст я н о
я а
я а тЗ о а а 73 g й в я а л ст
2
ст о а о
fa
а ст
а
ст ст а ст ст
а ст Е ст а н о
а
а
а
а о а
а о
fa а а
а а о
а
а» а а
а ст
ст о а
ст ст
а ст ст
х -И
о
о
Е ст
а
а
Я о а н а я н в
а W
а
а
а
Я
х а а о В
о fa ст 73
а а а
О ст fa а а ст а а at
а а
а а х
я о
2 а о а ст а н о а
а
а
а о в ст ТЗ X а о
fa в
а тз Е
а ст аз S
О О Н а д а а
а аз
о а а а о fa
о
£ о в о а о л
3
о в
а о fa а
а
я
я
о а а а
а
Е fa а а а аз о
в а 73
Я О at
в а
ст а
в а
fa
а о а
о
Д а
о а< я
ст о а ст ст
to
о а £ а в
3 Е В а а ст а о at
а 73 О В О а о я а
а
Е а я ст а
я 73 а ст Е
я 73 а
а а
а
в о fa о 2
о сл о
fa о а а а а а
g § а н
а х
а н о ст
а Я 3 2 Я Я я « я
Е X я Е я ё о я S
О 07 о а а
Я S В а
о «
ст Л ст Я я ст
X а л ст ст н я а я я я
я а я я «I
а я
ст Я а 73 Я Е Я
о 2 я я ст я я Яс
Я a я
о о я
нм о
в
П.5.2.3.1. Взять пинцетом арматуру и вставить в приспособление для обрыва выводов.
П.5.2.3.2. Вращая винт подъемного устройства, поднять столик с испытуемой схемой до касания с крючком. Соединить центральную часть проволочного вывода с крючком граммометра на приспособлении так, чтобы крючок был перпендикулярен плоскости кристалла.
П.5.2.3.3. Вращая винт подъемного устройства, опустить столик и создать плавное натяжение проволочного вывода до обрыва соединения.
П.5.2.3.4. В момент обрыва соединения зафиксировать по граммометру цифровое значение усилия обрыва. Оборвать все проволочные выводы, фиксируя усилие обрыва, номер вывода арматуры, место обрыва, внешний вид точки приварки. Составить таблицу и зафиксировать указанные данные.
Примечание. Выводы в арматуре нумеруются от первого, имеющего соответствующее отличие, слева направо по периметру.
П.5.2.3.5. Осмотреть места разрушений под микрометром при увеличении не менее 32х (окуляр 8х, деление на барабане не менее 4х). Не допускается отслоение сварных точек.
Примечание. Отслоением считается случай, когда после отрыва на контактной площадке остается менее 0,5 площади сварной точки (ядра сварки).
П.5.2.3.6. Сварные соединения выводов должны выдерживать без механических повреждений нагрузку, величина которой в зависимости от материала выводов и перемычек установлена в табл. П.5.2. Значения усилия на обрыв после герметизации приведены для контроля ИС при анализе отказавших схем после их разгерметизации.
П.5.2.3.7. Усилие обрыва сварных соединений конкретных ИС должно соответствовать критериям, указанным в технической документации (табл. П.5.3).
352
Таблица П.5.2
Диаметр вывода, мкм Минимальная прочность соединения СН(Гс)
До герметизации После герметизации
А1 Ан А1 Ан
Менее 24 Устанавливают в ТУ
27 2,5 3,5 1,5 2,5
30 3,0 4,0 2,0 з,о
40 4,0 5,0 2,5 4,0
50 5,0 7,0 3,5 5,0
60 8,0 11,0 6,0 8,0
Свыше 60 Устанавливают в ТУ
Таблица П.5.3
Серия ИС Марка проволоки Минимальное усилие обрыва, СН (Те) Примечание
106 134 АКС09ПМ-35 АК09ПМ-35 6 Не допускается отслоение А1 при усилии менее 6 г
125 622 АК09ПМ-35 6 То же
530 АК09ПМ-30 5 Не допускается отслоение А1 при усилии менее 5 г
П.5.2.3.8. Контроль прочности сварных соединений проводят в следующих случаях:
в начале сварки каждой партии арматур;
после наладки, приводящей к изменению давления инструмента более чем на 5 г и мощности в делениях лимбов более чем на 0,2;
после замены инструмента;
после замены партии проволоки.
353
Примечание. Для обеспечения повышенной надежности сварных соединений контроль прочности сварного соединения проводят в начале смены и через каждые 2 ч на 2 арматурах от каждой единицы оборудования.
П.5.3. Цель работы
Изучить критерии оценки годности по внешнему виду арматур ИС да герметизации. Научиться практически оценивать годность арматур перед герметизацией и определять качество сварных соединений внутренних выводов.
П.5.4. Порядок выполнения работы
Изучить пп. П.5.1 - П.5.3 данных методических указаний. Дать описание дефектов арматуры, полученной для выполнения работы. Оборвать внутренние вывода, записать значение усилия обрыва каждого вывода, пронумерованного в соответствии с конструкторской документацией. Оценить качество приварки внутренних выводов на соответствие технологической карте (данным техническим указаниям). Заполнить таблицу качества приварки внутренних выводов.
П.5.5. Оформление отчета
Отчет оформляется индивидуально, аккуратно. Подробно описываются обнаруженные дефекты арматуры.
Контрольные вопросы
1. Что контролируется по внешнему виду перед герметизацией?
2. При каком увеличении проводится контроль арматур до герметизации?
3. Какие дефекты обнаружены Вами при контроле арматур?
4. Какова методика испытаний сварных соединений на прочность?
5. Какие требования предъявляются к качеству сварных соединений?
354
1
ПРИЛОЖЕНИЕ 6
ОПИСАНИЕ ДЕФЕКТОВ ИС ПО ИХ ФОТОГРАФИЯМ (лабораторная работа № 2)
П.6.1. Общие положения
Зачастую анализ отказавшей ИС проводит предприятие-изготовитель этих схем или независимая лаборатория. Результаты анализа с фотографией дефекта пересылаются предприятию, где в аппаратуре произошел отказ ИС. Поэтому необходимо уметь читать фотографии дефектов.
П.6.2. Фотографирование
П.6.2.1. Фотографирование производят с целью получения информации с помощью фотографического процесса.
П.6.2.2. Для фотографирования макрообъектов (объекты с размерами не менее 1 мм) необходимы:
- фотоаппарат однообъективный, зеркальный;
- микроскоп с увеличением 10 - 100х;
- насадка для соединения фотоаппарата с микроскопом.
Для фотографирования микрообъектов (объекты с размерами 1 мм и менее) необходимы:
микроскопы металлографические с увеличением 300 -- 1000х и фотокамерой, входящей в их конструкцию.
П .6.2.3. Фотографирование макрообъектов производят двумя способами:
- непосредственное фотографирование объекта с помощью фотоаппарата;
— фотографирование объекта через микроскоп с помощью фотоаппарата без объектива.
П.6.2.3.1. Для фотографирования через микроскоп объект крепят на предметном столе микроскопа, освещают осветителем, выбирают требуемое увеличение, производят фокусировку и ориентацию объекта в поле зрения объектива. Да-
355
лее фотоаппарат устанавливают с помощью насадки на один из окуляров микроскопа и по матовому стеклу фотоаппарата уточняют фокусировку и ориентацию объекта.
Экспозицию съемки определяют опытным путем в зависимости от освещенности объекта и чувствительности пленки.
П.6.2.3.2. На фотопленке указывают:
- объект и краткую его характеристику;
- кратность увеличения объекта;
- регистрируемый номер фотографии.
П.6.3. Чтение фотографии дефектов на кристалле ИС
Чтение фотографии проводят в следующем порядке:
— определяют тип конструктивно-технологического исполнения микросхемы и метод изоляции элементов;
- вычисляют кратность увеличения на фотографии;
— дают описание отказа и определяют его механизм;
- излагают возможные причины возникновения данного отказа и необходимые меры для его устранения.
П.6.3.1 Конструктивно-технологический тип исполнения:
- полупроводниковая биполярная ИС;
- полупроводниковая КМОП ИС;
— гибридная ИС.
П.6.3.2. Для определения кратности увеличения необходимо на фотографии замерить линейкой с точностью до 0,2 мм размеры и, используя данные элемента топологии, найти кратность увеличения.
Минимально допустимые размеры элементов топологии биполярных ИС:
Расстояние между двумя металлизированными
дорожками, мкм 3
Ширина разделительной изоляции, мкм 2
Ширина эмиттера, мкм 3
Ширина имплантированного резистора, мкм 4-5
Размеры контактной площадки, мкм 120 — 140
356
й Д S д g
и
2
S д (-. о д о д о
« о н к <и
2 <и д СП
о
2 й
<и
2 2
S
о ч
о к
а 2 к д
с относительное расположение и размеры (в мкмj элементов топологии СП -Л п !S \ ' ' к к / П+ (р*)
’и $ )
Минимальный размер, мкм (N оо тг
f S X о э э -< 5 X U S U П •— Расстояние между диффузионными областями исток- сток Ширина поли-Si затвора МОП транзистора Ширина диффузионных областей истока и стока, X 0 X < § ) [
Продолжение табл. П.6.1
1 2 3
Расстояние от затвора до 1^2 Затвор из поли-
диффузионных областей крнсталичес-
истока и стока 2 f | кого кремния
л П
GO (р) |
Ширина затворного элек- п - канального транзистора
трода вне областей истока
и стока: ГУ-Л D 1 ,
р-канального транзистора 4 СО Г н р
n-канального транзистора 8 LahtnJ
Затвор (Si*)
р - канального транзистора _ * п
i'a<
Затвор (Si*)
358
Продолжение табл. П.6.1
1 2
Размер контактного окна. Расстояние от края кон- 4x4
тактного окна до края поли-кристаллического кремния имеет вид:
при длине контактного окна до 12 см 4
при длине контактного окна свыше 12 см 6
Ширина линии металлиза-
ции алюминием:
сигнальные шины при длине свыше 100 мкм 10
сигнальные шины при длине до 100 мкм 8
шины земли и питания 12
вблизи контактных площа-
док 20
До 100"
До 12
А
Свыше 12
Свыше 100
359
Продолжение табл. П.6.1
Окончание табл П.6.1
361
П.6.4. Цель работы
Изучить минимально допустимые размеры элементов топологии ИС.
Изучить порядок чтения фотографий дефектов на кристалле ИС.
Научиться читать фотографии дефектов на кристалле ИС.
П.6.5. Порядок выполнения рабоз ы
Изучить пп. П.6.1 - П.6.3 данных методических указаний.
Дать описание фотографии кристалла ИС в соответствии с п.З
П.6.6. Оформление отчета
Отчет оформляется индивидуально, аккуратно.
Контрольные вопросы
1. На каких этапах и с какой целью проводят фотографирование при анализе отказавших ИС?
2. Какие способы применяются при фотографировании ИС?
3. Минимально допустимые размеры элементов топологии биполярных ИС?
4. Минимально допустимые размеры элементов топологии КМОП ИС?
5. Каков порядок чтения фотографии дефектов на кристалле ИС?
6. Как определить кратность увеличения на фотографии?
362
ПРИЛОЖЕНИЕ 7
АНАЛИЗ ОТКАЗОВ ИНТЕГРАЛЬНЫХ МИКРОСХЕМ (лабораторная работа № 3)
П.7.1. Общие положения
Достижение высокого уровня надежности интегральных микросхем (ИС) невозможно без проведения широких исследований видов и причин отказов, а также механизмов их развития.
Анализ отказавших и забракованных ИС, мероприятия, проводимые по его результатам, являются составной частью системы обеспечения качества и надежности ИС, выпускаемых предприятием.
Анализу, как правило, должны подвергаться все отказавшие и забракованные ИС, обнаруженные:
- при проведении испытаний установочных серий, опытных образцов на стадии НИР, ОКР по созданию ИС и исследованию их качества;
- в процессе производства и испытаний ИС, при проверке в цехах в случаях превышения контрольных границ технологических потерь, при приемке отделом технического контроля;
- при проведении сертификационных испытаний;
- при входном контроле ИС, производстве, испытаниях, эксплуатации аппаратуры у потребителя, по рекламациям потребителей;
- при экспертных оценках качества продукции потребителями.
Проведение анализа отказов обеспечивает:
- определение причин и механизмов отказов для принятия корректирующих мер по их сокращению или устранению (изменение конструкций, технологии изготовления ИС, режимов их работы в аппаратуре, способов монтажа, контроля и т.Д.);
363
— выбор видов и режимов отбраковочных испытаний для выявления ИС со скрытыми дефектами;
-разработку физико-математических моделей отказов для прогнозирования надежности на этапе проектирования новых ИС.
Рост стоимости ИС, многообразие причин и механизмов отказов привели к тому, что анализ отказов оказался комплексной проблемой, решение которой требует принятия самых современных методов и физического оборудования, четкой организации работ и знания схемотехники, технологии, физики и химии.
П.7.2. Порядок проведения анализа отказов (дефектов) ИС
П.7.2.1. ИС, поступающая на анализ, должна сопровождаться информационной картой, форма которой дана в приложении 8.
П.7.2.2. Последовательность проведения анализа отказавших и забракованных ИС приведена в приложениях 9 и 10.
П.7.2.3. В зависимости от сложности и требований к оперативности анализа различают два уровня глубины анализа:
первый уровень - оперативный анализ - проводят в целях установления вида и причин отказа, при этом применяет оптические, электрофизические, радиационные (рентгеновские и другие) методы дефектоскопии, методы контроля герметичности (до вскрытия ИС) и ряд методов локального анализа отдельных элементов и деталей ИС (после вскрытия), если это не приводит к разрушению схемно-конструктивных связей;
второй уровень - полный (углубленный) анализ - проводят для установления причин и механизмов отказа с применением всех имеющихся методик и средств анализа и с осуществлением необходимой разборки и демонтажа ИС (вплоть до
364
взятия проб материалов и продуктов, образовавшихся после отказа).
П.7.2.4. Если на определенной операции анализа установлена причина появления отказа (дефекта), то дальнейший анализ может быть прекращен.
П.7.2.5. При необходимости подтверждения причин отказа или повышения достоверности результатов анализа проводят моделирование отказов или условий, при которых возник отказ или обнаружен дефект.
П.7.2.6. В процессе проведения анализа рекомендуется применение эталонных оптических, рентгеновских и других изображений годной (принимаемой как эталон) ИС данного типа, оптимальный вид характеристик и значения параметров, не содержащихся в ТУ на ИС.
П.7.2.7. По результатам анализа заполняется протокол анализа изделия с рекомендациями по устранению причин появления отказов.
П.7.3. Методы анализа дефектов ИС
П.7.3.1. Удаление защитного покрытия
П.7.3.1.1. Метод определяет порядок удаления органического защитного покрытия с поверхности кристалла.
П.7.3.1.2. Для использования' метода необходимы: оптический микроскоп с увеличением не менее 80х;
шкаф вытяжной типа 2Щ-НЖ «Изотоп»;
термостат типа «Электродело»;
пинцет ПС 100 х 1,5;
герметически закрывающаяся емкость объемом 200 - 250 мл; дихлорэтан;
ацетон;
полиэтиленполиамин;
спирт этиловый ректификационный;
кислота серная ОСЧ;
деионизорованная вода «А».
365
П.7.3.1.3. Удаление защитных покрытий типа ЭП-91, ЭП-92, ЭП-96, КО-811К производят в определенной последовательности:
- наливают в герметически закрывающуюся емкость 100 - 150 мл ацетона;
- вскрытую ИС помещают в ацетон и плотно закрывают емкость;
- выдерживают ИС в ацетоне в течение 30 — 60 мин;
- вынимают ИС из ацетона и дают ей просохнуть в течение 10 - 30 с;
- закрепляют ИС в зажиме, помещают на столе микроскопа;
- с помощью заостренной фторопластовой или деревянной палочки механически удаляют размягченное покрытие с поверхности кристалла. При этом необходимо соблюдать осторожность, чтобы не повредить металлизацию;
- в случае необходимости производят очистку поверхности от остатков покрытия с помощью ватного тампона, помещенного на конец иглы и предварительно смоченного в ацетоне.
Если слой покрытия занолимеризовался так, что его не удается удалить после размягчения в ацетоне, ИС следует подержать в течение 1-2 мин в сосуде о концентрированной серной кислотой, нагретой до температуры 60 - 70 °C. После выдержки в серной кислоте ИС помещают в сосуд с дихлорэтаном и выдерживают ее там в течение 3 — 4 ч. Вынимают ИС из дихлорэтана и повторяют операции по удалению размягченного покрытия с поверхности кристалла.
Проводят промывку ИС в спирте в течение 5 мин.
Проводят просушку в термостате при температуре 120 °C в течение 10-15 мин.
П.7.3.1.4. Химическое удаление покрытий типа ЭП-91, ЭП-92, КО-81 ПК осуществляют в нижеприведенной последовательности:
366
- активный элемент с защитным покрытием снимают с ИС, выдерживают в полиэтиленполиамине при температуре 80 - 90 °C в течение 4 - 5 ч;
- промывают в проточной деионизованной воде при температуре 50 - 60 °C в течение 2-3 мин;
- промывают в спирте в течение 3-5 мин;
-просушивают в термостате при температуре 120 °C в течение 20 - 25 мин.
Для удаления защитных покрытий, марки которых не указаны, применяют такие составы травителей и способы удаления, которые не разрушают внутренних соединений и не влияют на металлизацию и оксиды.
П.7.3.2. Травление металлизации
П.7.3.2.1. Травление производят с целью удаления алюминиевой металлизации с поверхности кристалла или активного элемента ИС.
П.7.3.2.2. Для выполнения травления необходимы:
шкаф вытяжной типа 2Ш-НЖ «Изотоп»;
бокс СИ 34/12;
термостат типа «Электродело»;
секундомер С-1-2а;
пинцет ПС 100x1,5;
кислота соляная ОСЧ;
деионизованная вода «А».
П.7.3.2.3. ИС опускают в тридцатитрехпроцентную соляную кислоту на 30 мин, затем промывают в проточной деионизованной воде в течение 20 - 25 мин.
Допускается применение других составов травителей, если достигаются результаты не хуже, чем в предложенной методике.
367
П.7.3.3. Травление оксидной пленки
П.7.3.3.1. Травление проводят с целью удаления оксидной пленки с поверхности кристалла или активного элемента ИС.
П.7.3.3.2. Для выполнения травления необходимы:
шкаф вытяжной типа 2Ш-НЖ «Изотоп»;
термостат типа «Электродело»;
фторопластовый стакан объемом 100 - 200 мл;
деионизованная вода «А»;
пинцет с фторопластовым наконечником;
плавиковая кислота ОСЧ.
И.7.3.3.3. Кристалл или активный элемент ИС помещают в 47 %-ный раствор плавиковой кислоты на 3 - 5 мин, затем промывают в проточной деионизованной воде в течение 15-20 мин и просушивают в термостате при температуре 120 °C в течение 15-20 мин иди на центрифуге.
Допускается применение других составов травителей, если достигаются результаты не хуже, чем в предложенной методике.
П.7.3.4. Травление кремния
П.7.3.4.1. Травление производят с целью послойного снятия кремния с поверхности кристалла.
П.7.3.4.2. Для выполнения травления необходимы:
шкаф вытяжной типа 2Ш-НЖ «Изотоп»;
термостат типа «Электродело»;
секундомер С-1-2а, фторопластовый стакан объемом 100 - 250 мл; пинцет с фторопластовым наконечником;
кислота азотная ОСЧ;
плавиковая кислота ОСЧ;
деионизованная вода «А».
368
П.7.3.4.3. Травление производят последовательно в несколько стадий. Каждая стадия состоит из следующих операций:
- травление в смеси одной части азотной кислоты и одной части плавиковой кислоты в течение 2 - 3 с;
- промывка в проточной деионизованной воде в течение 15-20 мин;
- сушка в термостате при температуре 120 °C в течение 15-20 мин.
Допускается применение других составов травителей, приводимых в табл. П.7.1. В случае необходимости допускается применение следующих окрашивающих травителей, приведенных в табл. П.7.2.
Таблица П.7.1
Название травителя Состав травителя и время травления Назначение травителя
Травитель Уайта 1мл HF, 3 мл HNO3; 15 с. Химическая полировка
Травитель Дэша 1 мл HF, 3 мл HNO3, от 8 до 12 мл уксусной кислоты; от 1 до 16 ч. Травит все плоскости. При меньшем содержании уксусной кислоты травитель травит с большей скоростью. Глубокие ямки травления соответствуют дислокационным линиям в кристалле
Травитель СРЧА Змл HF, 5 мл HNO3,3 мл уксусной кислоты; от 2 до 3 мин. Слабая химическая полировка. Выявляет двойники, р-п-переходы и частично дислокации
Травитель SD 25мл HF, 18млНЛО3,5 мл уксусной кислоты, содержащей 0,1 г Вг2 10мл Н2О, 1 часть Cu(NO3)2; от 2 до 4 мин. Выявляет краевые и смешанные дислокации на всех плоскостях Хороший травитель для быстрой оценки плоскости ямок
369
Таблица П.7.2
Состав травителя Назначение Примечание
100мл HF Выявляет кремний р-типа. Кремний p-типа в большей степени, чем п-типа Применяется каплями при сильном освещении слабошлифованной поверхности
50 мл разбавленного раствора Cu(NO3)2; 1 - 2 капли Окрашивает кремний п-типа Применяется при сильном освещении, наносится на полированную поверхность
350мл CuSO4; 22мл NH4F; 20мл HF; 2-3 капли. Время окрашивания от 3 до 30 с Окрашивает кремний п-типа Применяется при сильном освещении, наносится на полированную поверхность
Примечание. После окончания травления кристалл промыть в проточной деионизованной воде в течение 10-20 мин и затем просушить на центрифуге в течение 30 - 60 с или в сушильном шкафу.
П.7.3.5. Вскрытие корпусов микросхем
П.7.3.5.1. Вскрытие корпусов проводят с целью обеспечения доступа к элементам ИС для исследования их состояния.
П.7.3.5.2. Для вскрытия корпусов необходимы следующее оборудование, приспособления и реактивы:
установка для вскрытия корпусов, имеющая алмазный диск толщиной не более 0,5 мм, вращающийся с угловой скоростью не более 4000 об/мин или бормашина с набором боров;
370
набор надфилей различной конфигурации;
пинцет ПС 100 х 1,5;
скальпель;
вытяжной шкаф-скафандр типа 2Ш-НЖ «Изотоп»;
электроплитка с регулятором;
кислота серная;
метакризол;
оправка-держатель из фторопласта.
П.7.3.5.3. Вскрытие корпусов ИС производят механическим способом с подогревом и без подогрева корпуса или методом травления. При этом не допускается разрушения внутренних электрических цепей и попадания опилок внутрь корпуса ИС. Конструктивно-технологические виды корпусов приведены в табл. П.7.3.
Таблица П.7.3
Номер группы Вид корпуса Метод герметизации
1 Мсталлостеклянный Сварка
Металлоксрами ческий Сварка
2 Стеклокерамический Сварка
3 Металлостеклянный Пайка
Металлокерамический Пайка
4 Металлополиамидный Заливка компаундом
5 Металлокерамический Заливка компаундом
6 11ластмассовый
П.7.3.5.4. Вскрытие корпусов 1-й группы. Корпус отпиливают по периметру с помощью надфилей или срезают на установке для вскрытия корпусов. При отпиливании не допускается делать сквозные отверстия, чтобы опилки материала корпуса не попали внутрь ИС и не исказили признаков отказа. Опилки с корпуса удаляют кисточкой или тампоном. После отпиливания крышку корпуса снимают с помощью скаль
371
пеля. Такой способ вскрытия применяют, если отказ ИС связан с коротким замыканием на корпус, обрывом подложки или навесного элемента. В других случаях допускается применение более быстрого способа вскрытия - срезание крышки корпуса по сварному шву или около шва.
П.7.3.5.5. Вскрытие корпусов 2-й группы производят острым предметом путем нажатия или резкого удара между крышкой и адгезивом.
П.7.3.5.6. Вскрытие корпусов 3-й группы производят путем удаления крышки, припаянной к основанию корпуса мягким припоем. Крышку корпуса срезают скальпелем по паяному шву или снимают пинцетом после нагрева корпуса до температуры плавленая припоя.
П.7.3.5.7. Вскрытие корпусов 4-й группы. Углы крышки корпуса подпиливают надфилем и срезают скальпелем. Далее боковые стенки крышки корпуса отделяют от компаунда скальпелем и отгибают.
П.7.3.5.8. Вскрытие корпусов 5-й группы. На установке вскрытия корпуса ИС ободок корпуса очищают от компаунда, затем перерезают металлические перемычки между платами. Вскрытие корпуса производят скальпелем после прогревания корпуса на плитке при температуре 125 °C в течение 2-3 мин.
П.7.3.5.9. Вскрытие корпусов 6-й группы производят в серной кислоте или метакрезоле.
П.7.3.5.10. Вскрытие в серной кислоте производят в такой последовательности:
- на корпусе ИС со стороны присоединения внутренних выводов к кристаллу (обычно маркированная сторона корпуса) при помощи медицинского бора вырезают канавку над кристаллом (в центре корпуса на глубину 0,5 мм);
372
- наливают в кварцевый стакан от 80 до 100 мл концентрированной серной кислоты и нагревают кислоту до температуры 120 - 220 °C на электрической плитке, установленной в шкафу-скафандре;
- ИС с проточенной канавкой вставляют в оправку-держатель из фторопласта;
- во второй кварцевый стакан наливают горячую воду, нагретую до температуры 90 °C, и помещают его рядом с плиткой;
- опускают оправку с ИС в кислоту и, периодически приподнимая оправку из кислоты, визуально наблюдают за степенью травления. Рекомендуется приподнимать оправку за время травления не более трех раз Доводят травление до такой степени, чтобы обнажались металл и места приварки выводов на рамке;
-после окончания травления (время травления зависит от типа пластмассы и формы упаковки) необходимо вынуть оправку с ИС из кислоты и опустить ее в стакан с горячей водой на время от 1,5 до 2 мин, а затем перенести оправку с ИС в ванну с холодной водой на 10-15 мин. После промывки оправку вынимают из шкафа-скафандра и из нее извлекают ИС. Если корпус ИС стравлен настолько, что может разрушиться в процессе изъятия из оправки-держателя, то с ним работают, не вынимая из оправки.
Оставшуюся на корпусе воду аккуратно удаляют фильтровальной бумагой (следует избегать травления, обрыва проволочных выводов).
С целью получения качественного травления рекомендуется первое травление производить на пробном образце, так как на первом образце при подборе режима травления может частично стравиться металлизация. Второе травление производят в тех же растворах.
373
Учитывая, что второе травление может происходить более активно, следует сохранить время выдержки прибора в серной кислоте. Кислоту следует менять после 7-8 травлений. Горячую и холодную воду необходимо после двух-трех промываний менять.
П.7.3.5.11. Вскрытие корпусов в метакрезоле производят в приведенной ниже последовательности:
- частично шлифуют пластмассовый корпус со стороны присоединения внутренних выводов к кристаллу (обычно маркированная сторона корпуса);
- помещают ИС в химический стакан, наполненный на одну треть метакрезолом, который нагревают до температуры 100- 120 °C;
- выдерживают ИС в метакрезоле при указанной температуре до растворения пластмассы (в течение 1 - 3 суток), удаляют остатки пластмассы деревянной иглой;
- промывают ИС в этиловом спирте.
П.7.4. Цель работы
Научиться вскрывать ИС, определять под микроскопом виды дефектов и причины их возникновения.
П.7.5. Порядок выполнения работы
Изучить н.п. П.7.1 - П.7.3 указания и дополнительные материалы.
Вскрыть корпус ИС. Определить под микроскопом виды дефектов на кристалле.
Заполнить протокол анализа изделия с рекомендациями по принятию мер.
374
Контрольные вопросы
1. Какие ИС должны обязательно 100 %-но подвергаться анализу?
2. Что обеспечивае т проведение анализов отказов?
3. Последовательность проведения анализа отказавших ИС.
4. Какие уровни анализа различают в зависимости от сложности и требований к оперативности анализа?
5. Технология удаления защитного покрытия.
6. Технология травления металлизации.
7. Методы вскрытия корпуса ИС.
8. Способы вскрытия пластмассовых корпусов
л 9. Какие растворители пластмасс вы знаете?
10. Для чего добавляется этоксисилан?
, 11. Технология вскрытия пластмассовых корпусов кипящей серной кислотой.
12. Визуальный осмотр с помощью оптического микроскопа.
13. Механизм обрыва металлизированных дорожек на ступеньках оксида, причины отказа и мероприятия по их устранению.
« 14. Причины растрескивания полупроводникового кристалла ИС.
15. Повышенная плотность дислокаций в объеме полупроводникового кристалла ИС, механизм и причины отказов.
375
ПРИЛОЖЕНИЕ 8
СОПРОВОДИТЕЛЬНАЯ КАРТА К ОТКАЗАВШЕЙ ИС
П.8.1. Исходные данные об отказавшей (забракованной) ИС
1. Наименование, тип, обозначение ИС.
2. Заводской номер или номер, присвоенный при анализе.
3. НТДнаИС (ГОСТ, ТУ).
4. Предприятие-изготовитель ИС.
5. Дата изготовления.
6. Номер партии.
7. Потребитель, применивший или эксплуатирующий ИС.
8. Дата установления факта отказа.
9. Наработка (продолжительность хранения) ИС до отказа.
10. Номер рекламационного акта (протокола испытаний и т.п.).
П.8.2. Место забракования ИС
1. Этап жизненного цикла (операция или вид технологического процесса, вид испытаний, входной контроль у потребителя, настройка РЭА, испытания, эксплуатация РЭА: до или после гарантийного срока службы, хранения).
2. Блок (ячейка, модуль) аппаратуры.
3. Позиционный номер отказавшего изделия.
4. Сопутствующие отказы других элементов.
376
П.8.3. Условия возникновения отказа
1. Характеристика испытаний (группа, вид, метод).
2. Внешние воздействующие факторы (группа, вид, степень жесткости).
3. Режим работы (непрерывный, импульсный, циклический и т.п.).
4. Режим нагружения по электрическим параметрам (номинальный, облегченный).
5. Электрическая цепь (постоянного тока, переменного тока).
6. Параметры, измеряемые при оценке электрических режимов работы в процессе контроля правильности применения.
П.8.4. Признак отказа
1. Показатели (параметры) ИС, не соответствующие нормам ТУ.
2. Номер теста (при наличии теста), с помощью которого выявлено нарушение функционирования либо электрических параметров.
3. Проявление отказа во времени (устойчивый, сбой, перемежающийся и т.д.).
4. Перечень работ, проведенных с отказавшими изделиями.
Примечание: Если изделие направляется на повторный анализ, должны быть указаны виды воздействий на данное отказавшее изделие (нагрев, вибрация, пайка, травление и т.п.).
377
ПРИЛОЖЕНИЕ 9
Обобщенный алгоритм проведения анализа
378
379
ПРИЛОЖЕНИЕ 10
ТИПОВАЯ ПРОГРАММА ПРОВЕДЕНИЯ АНАЛИЗА ДЕФЕКТОВ ИС И ПРИЧИН ОТКАЗА
Таблица П.10.1
Наименование работы Метод анализа Методические указания
1 2 3
1. Проверка аттестации и исправности испытательного оборудования, измерительной аппаратуры Проверка должна производиться в соответствии с ТУ на ИС
2. Внешний осмотр корпуса ИС Визуальный осмотр Микроскопическое обследование Следует проверить целостность выводов и корпуса Следует проверить отсутствие или наличие коррозии, загрязнений на внешних выводах, трещин, сколов
3. Проверка электрических параметров на соответствие требованиям ТУ на конкретный тип ИС Контроль электрических параметров Если отказ не подтвердился, то производится проверка параметров при предельно допустимых режимах климатических и механических воздействий и при изменении питающих напряжений Контактирующие устройства для измерения электрических параметров ИС должны обеспечивать двойное контактирование. Проверка надежности контак-тирования
380
Продолжение табл. П.10.1
1 2 3
осуществляется путем измерения переходных сопротивлений контактов и токов утечки. Вид воздействия определяется условиями, в которых наблюдается отказ После измерений следует дать заключение; ИС соответствует установленным нормам - отказ не подтвердился, ИС не соответствует установленным нормам - отказ подтвердился
4. Контроль электрических параметров доступных элементов ИС Измерение ВАХ. Измерение передаточных характеристик Измерение сопротивления и потенциалов цепей. Измерение токов утечки Для каждого типа ИС необходимо составить альбом типичных отклонений от эталонных ВАХ. Измеряются токи утечки между выводами, между корпусом и выводами. Критерии несоответствия специальных электрофизических параметров нормальным значениям устанавливаются в частных руководствах по анализу конкретных типов или серий ИС
5. Выявление внутренних нарушений Рентгеновский контроль
381
Продолжение табл. П.10.1
1 2 3
6. Испытание на герметичность Масс-спектрометрический метод с использованием пробного газа. Пузырьковый метод определения средних и больших течей с помощью нагретых жидкостей и хладогена
7. Вскрытие корпуса Механический метод. Химико - механический метод Метод вскрытия и применяемое оборудование зависят от типов корпуса ИС. Методика устанавливается в частном руководстве по анализу отказов на каждый тип ИС
8. ОСМОТР И ФОТОГРАФИРО-ВАНИЕ ВСКРЫТОЙ ИС ВИЗУАЛЬНЫЙ ОСМОТР с помощью ОПТИЧЕСКОГО МИКРОСКОПА | Микрофотосъемка Осмотр всей сборки производится при увеличении не менее 30х. Детальное исследование сварных контактов, состояние проволочных выводов, органического покрытия на поверхности кристалла при увеличении не менее 80х. Исследование дефектных участков металлизации при кратности увеличения не менее 100х. При установлении признаков отказа необходимо дать краткую характеристику
382
Продолжение табл. П.10.1
1 2 3
9. Проверка электрической целостности монтажа Измерение ВАХ, см п. 4 данной таблицы Измерение производится с целью подтверждения неизменности признаков отказа после вскрытия ИС
10. Поиск отказавшего элемента Измерение сопротивлений и потенциала в отдельных точках цепи. Контроль передаточных характеристик. Контроль тока Следует проводить при отсутствии видимых признаков отказа. Полученные величины сравниваются в частном руководстве по анализу на каждый тип ИС. Измеряются токи утечки между выводами, между корпусом и выводами.
11. Измерение параметров изолированного элемента Измерение электрических параметров элементов Проводится только при анализе гибридных ИС. Измерение электрических параметров должно проводиться в рабочих режимах в соответствии с технической документацией на дискретные элементы. В необходимых случаях производится дополнительный мон-таж ИС
383
Продолжение табл. П.10.1
1 1 2 3
12. Удаление органического покрытия с поверхности кристалла или активного элемента Размягчение покрытия с последующим удалением иглой Растворение покрытия Используется при отказах, связанных с внутренней структурой кристалла Используется при отказах, связанных с металлизацией, обрывами в области внутренних соединений, выводов под защитным покрытием
13. Осмотр структур и фотографирование отдельных участков поверхности Микроскопическое обследование, см. п.8 данной таблицы. Микрофотосъемка, см. п.8 данной таблицы Необходимо исследовать качество оксидной пленки, металлизации, фотолитографии, смещение металлизации. Особое внимание необходимо обратить на наличие дефектов в оксидной пленке: локальные и точечные разрывы, пористость, клины, локальные неравномерности толщины пленки в области переходов
14. Контроль электрических параметров отдельных элементов ИС Контроль ВАХ, см. п. 4 данной таблицы Производится при отказе полупроводниковых ИС
15. Исследование состояния поверхности Растровая электронная микроскопия Исследуются микротрещины и поры, дислокации на кристалле кремния, обрывы выводов и разрывы тонких пленок и т. д.
16. Удаление металлизации Химическое травление металлизации —
384
Окончание табл. ИДОЛ
1 2 3
17. Осмотр кристалла Микроскопическое обследование, см. п. 8 данной таблицы Особое внимание следует обратить на дефект оксидной пленки под металлизацией, наличие поверхностного пробоя и эрозии в структуре кремния
18. Удаление оксидной пленки Химическое травление оксида —
19. Проверка ВАХ элементов ИС См. п. 14 данной таблицы Исследуется влияние оксидной пленки на признаки отказа элемента
20. Послойное удаление кремния Химическое травление с промежуточными исследованиями см. п. 8 и 15 данной таблицы Методика должна быть указана в частном руководстве на каждый тип (серию) ИС и определять порядок послойного снятия кремния с целью наблюдения за развитием объемных пробоев
21. Моделирование отказа Методы и оборудование в соответствии с конкретной программой эксперимента —
385
ПРИЛОЖЕНИЕ 11
ПРИМЕРЫ ВИДОВ, МЕХАНИЗМОВ, ПРИЧИН ОТКАЗОВ
И МЕРОПРИЯТИЯ ПО ИХ УСТРАНЕНИЮ
П.11.1. Обрыв металлизированных дорожек на ступеньках окисла
Характеристика изделия. ИС, изготовленные по эпитаксиально - планарной технологии с напылением алюминия толщиной 1,8 ± 0,4 мкм на слой оксида, имеющего толщину 0,5 - 0,6 мкм.
Условия отказа. Отказы были зафиксированы при измерении электрических параметров в нормальных условиях (НУ) после хранения в течение 100 ч, при проверке функционирования в НУ после хранения в течение 72 ч, при проверке параметров после выдержки при температуре -60 °C в течение 12 ч, после 10 термоциклов ( Т = -60 °C; +60 °C).
Признак отказа. Отказ характеризуется резким изменением электрических параметров ИС (изменение параметра зависит от того, какое место в схемотехническом решении изделия занимает оборванная электрическая дорожка), как правило, в изделии отсутствует зависимость выходных электрических параметров от входных.
Механизм отказа. Электромиграция алюминия в области локального повышения плотности тока на металлизированной дорожке с последующим расплавлением его (в ряде случаев) за счет выделения джоулева тепла.
Повышение плотности тока на участке металлизированной разводки, пересекающей ступеньку оксида, обусловлено уменьшением площади поперечного сечения металлизирован
386
ной пленки на участке, имеющем отклонение от горизонтального уровня. Уменьшение площади поперечного сечения металлизированной дорожки ниже критического уровня, при котором плотность тока на рассматриваем участке превышает 105 А см ’, зависит от угла наклона высоты ступеньки оксида, толщины металлизированной пленки, структуры материала металлизации.
Основным фактором, влияющим на возникновение отказа данного вида, является соотношение между высотой ступеньки оксида и толщиной алюминиевой металлизированной пленки. Экспериментально установлено, что для исключения возможности обрыва металлизированной дорожки их отношение должно быть менее 1,6.
Установлено, что утончение металлизированной дорожки на ступеньке оксида сильно коррелирует со структурой металлизированной пленки (размерами зерен алюминия). Так при размере зерна менее 1 мкм (что имеет место при напылении алюминия на подложку, имеющую температуру 300 °C и ниже) появление отказа данного вида является весьма характерным.
Диагностика отказа. Осмотр вскрытой ИС под микроскопом ММУ-3 при увеличении не менее 150х; проверка целостности металлизированной разводки импульсным методом и толщины оксида под микроскопом ММИ-4; осмотр вскрытого изделия с помощью РЭМ в режимах вторичных электронов (потенциального контраста) и отраженных электронов (для исследования формы обрыва) после микрозондирования кристалла с целью локализации отказа.
387
Таблица П.11.1
Причины отказа, мероприятия по их устранению, эффективность
Причина отказа Цель мероппиятия Мероприятия
1 2 3
Малая величина угла наклона ступеньки оксида Увеличить угол наклона на ступеньке оксида. Обеспечить напыление на вертикальные участки оксида Ограничение скорости нанесения пиролитического оксида величиной 8-Ю'2 мкм/с. Внедрение в технологический процесс напыления алюминия из нескольких источников. Внедрение в технологический процесс напыления алюминия на вращающуюся подложку. Эффективность: внедрение мероприятий снизило число отказов данного вида в 8 раз
Значительная величина толщины оксида к толщине алюминиевой металлизации Исключить возможность выпуска ИС с толщиной оксида на кристалле, превышающей требования технологического процесса. Исключить возможность выпуска ИС с недостаточной толщиной алюминиевой металлизированной пленки Введение в технологический процесс операции проверки толщины оксида после второй стадии диффузии бора Ужесточение контроля проверки толщины алюминиевой пленки: увеличение количества проверяемых пластин с одной до трех.
388
Окончание табл. ИЛИ
1 2 3
Увеличить толщину алюминиевой металлизации в технологическом процессе Уменьшение температуры вжигания алюминия с 550 °C в течение 15+5 мин до 510 °C в течение 20+5 мин. Введение в технологический процесс требования к величине толщин алюминиевой металлизации на кристалле, которая должна составлять не менее 1,2 мкм Эффективность: внедрение мероприятий снизило число отказов данного вида
Мелкозернистая структура алюминиевой металлизации Увеличить размер зерен алюминия Увеличение тампературы подложки при напылении алюминия с 300 до 450 °C. Эффективность: внедрение мероприятия увеличило размеры зерен алюминия с 1 до 5 - 10 мкм
Все вышеперечисленные причины отказа Снизить вероятность обрыва металлизированных дорожек на ступеньках оксида Исключить возможность выпуска ИС, имеющих слишком малую толщину металлизированных дорожек на ступеньках оксида. Исключить возможность нарушения электрических ре-жимов работы ИС Введение изменений в конструкцию (топологию) ИС, уменьшающих число пересечений металлизированными дорожками ступенек оксида Введение в технологический процесс операции проверки качества металлизированныхдорожек импульсами тока большой мощности Эффективность: внедрение мероприятий снизило число отказов данного типа Ужесточение контроля работы измерительных и испытательных установок и повышение квалификации операторов - испытателей
389
П.11.2. Растрескивание полупроводникового кристалла
Растрескивание полупроводникового кристалла может произойти по следующим причинам:
- развитие механических напряжений в кристалле при резке и ломке пластин;
- развитие механических напряжений в кристалле при его напайке или наклейке из-за наличия пустот в припое или клее или их неравномерности распределения под кристаллом;
- развитие механических напряжений в кристалле при приварке внутренних выводов из-за перекоса его в корпусе;
- развитие механических напряжений в кристалле из-за различия температурных коэффициентов расширения полупроводника и герметизирующих компаундов;
- развитие механических напряжений в кристалле из-за деформации корпуса.
Рассмотрим одну из вышеперечисленных причин.
П.Н.З.Развитие механических напряжений в кристалле при резке и ломке пластин
Характеристика изделия. ИС, изготовленные по планарно-эпитаксиальной технологии на основе кремния с разделением пластин на кристаллы скрайбированием алмазным резцом.
Условия отказа. Отказы были зафиксированы при измерении электрических параметров ИС в нормальных условиях.
Признак отказа. Отказ характеризуется резким постепенным изменением электрических параметров ИС, связанным с обрывом цепей на кристалле (степень изменения параметров зависит от того, какую область кристалла затронула
390
трещина); в ИС возможно отсутствие зависимости выходных электрических параметров от входных.
Механизм отказа. Развитие механических напряжений в кристалле при резке и ломке пластин.
Развитие напряжений в кристалле, приводящих к образованию трещин, имеет место на операциях резки и ломки пластин на кристаллы по следующим причинам (вызванным, как правило, небрежностью операторов):
- затупление (износ на величину более 10 мкм) режущей вершины и режущего ребра резца;
- наличие сколов и трещин на режущих ребрах и гранях резца;
- необоснованное увеличение давления резца или абразива на пластину или боковую грань кристалла;
- несоблюдение требуемого наклона резца к пластине;
- отсутствие системы удаления осколков кремния с поверхности пластины в процессе резки, приводящие к попаданию их под резец.
Повышенные тепловые и механические нагрузки на изделия, а также усадка пресс-материала (при герметизации ИС в пластмассовом корпусе) вызывает дальнейшее развитие образовавшихся трещин вплоть до пересечения ими рабочих областей кристалла.
Диагностика отказа. Осмотр вскрытой ИС под микроскопом МБС-1 при увеличении 10х; Осмотр вскрытой ИС под микроскопом ММУ - 3 при увеличении 200 - 400х после анализа электрических параметров и ВАХ для локализации отказа; исследование рекомбинационного излучения р-п переходов с помощью инфракрасного телевизионного микроскопа ИКТМ.
391
S3 Я
S
ю сЗ
л
о я (Й к н й о
2 s к <и
о с
S н к
S Q. С о р. о
S
«
н о
3 а S ?
S
Мероприятие Разработка и внедрение графика аттестации операторов с детальной проверкой знания конкретной технологической карты и выполняемой операции Введение в технологический процесс операции дополнительного контроля внешнего вида кристалла после операции резки (или снятия фаски) Внедрение в технологический процесс операции скрайбирования пластины дисками вместо резцов Введение в технологический процесс электротермотренировки ИС при повышенной температуре 125 °C в течение 48 - 168 ч для отбраковки дефектных ИС Эффективность: внедрение мероприятий значительно повысило выход годных кристаллов на операции Внедрение в технологический процесс операции загрузки пластин в диффузионные печи с «мягкими» режимами. Эффективность: внедрение мероприятия дало экономический эффект в размере 100 тыс. руб.
Цель мероприятия Исключить возможность нарушения технологического процесса Изменить технологию разделения пластин на кристаллы Исключить возможность попадания ИС с дефектным кристаллом в годную продукцию Исключить возможность «теплового удара» на пластины и кристаллы в технологическом процессе
Причина отказа Небрежность операторов на операциях резки и ломки пластин на кристаллы Чрезмерные тепловые нагрузки на ИС в технологическом процессе, стимулирующие развитие трещин
392
П.11.4. Повышенная плотность дислокаций в объеме полупроводникового кристалла
Характеристика изделия. ИС, изготовленные по планарной технологии с изоляцией элементов двуокисью кремния.
Условия отказа. Отказ был зафиксирован при измерении электрических параметров ИС в нормальных условиях.
Признак отказа. Отказ характеризуется резким уменьшением коэффициента усиления транзисторов Ь21э, приводящим к выходу электрических параметров ИС за пределы, оговоренные в ТУ.
Механизм отказа. Рост плотности дислокаций в структуре в результате резкой смены температур.
Резкое охлаждение после операции термического окисления (в течение 1 - 3 сек) приводит к появлению линий скольжения в кристалле в направлении (ПО). Это приводит к возрастанию плотности дислокаций (на два порядка и выше), что вызывает снижение коэффициента передачи транзисторов Ь21э- Как правило, плотность дислокаций значительно возрастает на кристаллах, находящихся на краю пластины.
Диагностика отказа. Осмотр вскрытого изделия под микроскопом ММУ - ЗУ4.2 при увеличении 200х с последующим зондированием кристалла на установке «НАН-1»; металлографический анализ кристаллов ИС после избирательного травления их в травителе Сиртла (30 г трехокиси хрома в 100 мл воды и 50 мл плавиковой кислоты).
393
ci
Ю га
394
ОГЛАВЛЕНИЕ
Введение 3
1. Основные понятия в теории качества и надежности 10
1.1. Термины и определения 1 о
1.2. Критерии и количественные показатели надежности 17
1.3. Зависимости между основными характеристиками надежности 24
1.4. Примеры решения задач по надежности 26
Контрольные вопросы 28
2. Общее представление об отказах интегральных схем 29
2.1. Физическая модель отказов 29
2.2. Механизмы внезапных и постепенных отказов 34
Контрольные вопросы 41
3. Структурные дефекты компонентов БИС 42
3.1. Общие дефекты в твердых телах 42
3.2. Дефекты в кремниевой подложке 44
3.2 1. Механизм образования "отрицательных нитевидных кристаллов" 45
3.2.2. Растворение кремния алюминием 46
3.3. Дефекты пленок поликристаллического кремния 49
3.3.1. Нитевидные кристаллы 49
3.3.2. Рост аморфных нитей 53
3.4. Дефекты структуры диэлектрических слоев 55
3.4.1. Локализованные дефекты структуры и состава диэлектрических слоев 56
3.4.2. Химические и физические нелокализо-ванные дефекты 57
Контрольные вопросы 62
4. Механизмы отказов интегральных схем и их компонентов 63
395
4.1. Механизмы внезапных отказов диодов и биполярных транзисторов 63
4.2. Постепенные отказы диодов и биполярных транзисторов ИС 70
4.2.1. Планарный р+-п-диод 71
4.2.2. Планарный п*-р-диод 73
4.2.3. Транзистор 75
4.3. Отказы пассивных элементов ИС 77
4.3.1. Резистивные элементы 77
4.3.2. Емкостные элементы 79
4.4. Механизмы отказов МДП ИС 80
4.4.1. Механизмы катастрофических отказов МДП-транзисторов 81
4.4.2. Механизмы постепенных отказов МДП-транзисторов 83
4.4.3. Электрическое старение тонких пленок
SiO2 86
4.5. Примеры причин отказов ИС 87
4.5.1. Самоустраняющиеся отказы 87
4.5.2. Разрушение кремниевых кристаллов
БИС после монтажа в металлокерамические корпуса 92
4.5.3. Дефекты металлизации на кристалле ИС 94
4.5.4. Виды дефектов внутренних соединений интегральных схем 100
Контрольные вопросы 104
5. Коррозия алюминиевой металлизации кремниевых ИС 106
5.1. Механизмы коррозии алюминия на кристалле
ИС 106
5.2. Примеры возникновения коррозионных отказов металлизации 116
5.2.1. Коррозия алюминиевой металлизации из-за неправильного выбора последова-
396
тельности выполнения технологических операций 116
5.2.2. Коррозия алюминиевой металлизации из-за несовершенства метода контроля герметичности 117
5.2.3. Коррозия алюминиевой металлизации из-за загрязнения корпусов 118
5.2.4. Коррозия алюминиевой металлизации из-за неконтролируемого содержания фосфора в фосфоросиликатном стекле 119
5.2.5. Коррозия алюминиевой металлизации ИС в пластмассовых корпусах из-за попадания травителей 120
Контрольные вопросы 121
6. Отбраковочные испытания как средство повыше-
ния надежности партий ИС 122
6.1. Состав отбраковочных испытаний 122
6.2. Тренировка 128
6.3. Электротренировка 130
6.4. Электротермотренировка 134
6.5. Термотренировка 138
6.6. Продолжительность тренировок 140
6.7. Анализ данных по результатам тренировки 143
6.8. Эффективность отбраковочных испытаний
для выявления ИС с дефектами внешнего ви-
да кристаллов 146
Контрольные вопросы 151
7. Повышение надежности ППИ методом выравнивающей технологии 152
Контрольные вопросы 159
8. Модели процессов отказов ИС 160
8.1. Модель «нагрузка - прочность» 160
8.2. Модель накопления нагрузки 162
8.3. Влияние длительного воздействия темпера-
397
туры на надежность термокомпрессионных соединений 167
Контрольные вопросы 173
9 Воздействие электростатических зарядов на полупроводниковые изделия 174
9.1. Природа возникновения электростатических зарядов при производстве полупроводниковых изделий 174
9.2. Результаты воздействия электростатических разрядов на полупроводниковые изделия 183
9.3. Коллективные и индивидуальные меры защиты от воздействия статических зарядов 192
9.4. Конструктивно-технологические методы повышения стойкости ИС к воздействию ЭСР 197
9.5. Методы встроенной защиты ИС от воздействия ЭСР 199
9.5.1. Встроенная защита МДП ИС 202
9.5.2. Схемы защиты МДП ИС, используемые в отечественной электронной промышленности 206
9.5.3 Встроенная защита биполярных ИС от воздействия ЭСР 210
9.5.4 Особенности встроенной защиты БиКМОП ИС 213
Контрольные вопросы 214
10 . Влияние радиации на ИС 215
10.1. Источники радиации 215
10.2. Радиационные повреждения в кремниевых ИС 218
10.3. Влияние радиации на биполярные ИС 221
10.4. Влияние радиации на МДП-схемы 223
10.5. Воздействие рентгеновского излучения на
ИС 227
398
10.6. Влияние конструктивно-технологических факторов на радиационную стойкость ИС 229
Контрольные вопросы 235
Заключение 236
Библиографический список 237
Приложение 1. Статистические и графические методы исследования качества и надежности ИС 239
И. 1.1. Понятие случайного события, случайные величины 239
П.1.2. Числовые характеристики случайных величин 241
П.1.3. Графическая обработка совокупности случайных величин 247
П.1.4. Статистическая и графическая обработка параметров ИС при длительных испытаниях или при изменении внешних условий 255
Приложение 2. Индивидуальные задания по статистическим и графическим методам исследования качества и надежности ИС 265
Приложение 3. Расчет надежности ИС 286
П.3.1. Расчет надежности по интенсивностям отказов на одну структурную единицу ИС 288
П.3.2. Расчет надежности по методу оценки сложности ИС и влияния воздействующих факторов 291
П.3.2.1. Общий подход 291
П.3.2.2. Монолитные биполярные и МОП-цифровые ИС малого и среднего уровня интеграции (менее
399
чем 100 вентилей) 295
П.3.2.3. Монолитные биполярные и МОП-аналоговые 299
ИС
П.3.2.4. Монолитные биполярные и МОП-цифровые ИС высокого уровня интеграции (содержащие 303 100 и более вентилей)
П.3.2.5. Монолитные с МОП-структурой и биполярные
запоминающие устройст- 306 ва
П.3.2.6. Примеры расчета интенсивности отказов ИС 307
П.3.3. Методы расчетно-экспериментального прогнозирования надежности на этапе разработки (по РД 11.0755-90) 309
П.3.3.1. Расчетный метод прогнозирования интенсивности отказов ИС 310
П.3.3.2. Примеры расчета интенсивности отказов ИС 321
П.3.4. Указания ио использованию номограммы (рис. П.5.6) для расчета коэффициента ускорения, продолжительности и температуры испытаний 332
Приложение 4. Индивидуальные задания по расчету надежности ИС 333
Приложение 5. Проверка арматур ИС по внешнему виду перед герметизацией. Оценка качества сварных соединений (лабораторная работа № 1) 339
400
П.5.1. Контроль арматур по внешнему виду перед герметизацией 339
П.5.2. Контроль сварных соединений на прочность 351
П.5.2.1. Требования и обеспечение качества при сварке алюминиевых выводов ИС 351
П.5.2.2. Контроль прочности сварных соединений 352
П.5.3. Цель работы 354
П.5.4. Порядок выполнения работы 354
П.5.5. Оформление отчета 354
Контрольные вопросы 354
Приложение 6. Описание дефектов ИС по их фотографиям (лабораторная работа № 2) 355
П.6.1. Общие положения 355
П.6.2. Фотографирование 355
П.6.3. Чтение фотографии дефектов
на кристалле ИС 356
П.6.4. Цель работы 362
П.6.5. Порядок выполнения работы 362
П.6.6. Оформление отчета 362
Контрольные вопросы 362
Приложение 7. Анализ отказов интегральных микросхем (лабораторная работа № 3) 363
П.7.1. Общие положения 363
П.7.2. Порядок проведения анализа
отказов (дефектов) ИС 364
11.7.3. Методы анализа дефектов ИС 365
П.7.3.1. Удаление защитного по-
крытия 365
П.7.3.2. Травление металлизации 367
П.7.3.3. Травление оксидной
401
пленки 368
П.7.3.4. Травление кремния 368
П.7.3.5. Вскрытие корпусов микросхем 370
П.7.4. Цель работы 374
П.7.5. Порядок выполнения работы 374
Контрольные вопросы 375
Приложение 8. Сопроводительная карта к отказавшей ИС 376
П.8.1. Исходные данные об отказав-
шей (забракованной) ИС 376
П.8.2. Место забракования ИС 376
П.8.3. Условия возникновения отказа 377
П.8.4. Признак отказа 377
Приложение 9. Обобщенный алгоритм проведения анализа 378
Приложение 10. Типовая программа проведения
анализа дефектов ИС и причин 380
отказа
Приложение 11. Примеры видов, механизмов, причин отказов и мероприятия по их устранению 386
П. 11.1. Обрыв металлизированных
дорожек на ступеньках окисла 386
П. 11.2. Растрескивание полупроводникового кристалла 390
П.11.3. Развитие механических напряжений в кристалле при резке и ломке пластин 390
П.11.4. Повышенная плотность дислокаций в объеме полупроводникового кристалла 393
Учебное издание
ГОРЛОВ Митрофан Иванович, ДАНИЛИН Николай Семенович
ФИЗИЧЕСКИЕ ОСНОВЫ НАДЕЖНОСТИ ИНТЕГРАЛЬНЫХ СХЕМ
Напечатано с готового оригинал-макета
Издательство ООО “МАКС Пресс” Лицензия ИД N 00510 от 01.12.99 г. Подписано к печати 04.04.2008 г.
Формат 60x90 1/16. Усл.печл. 25,25. Тираж 100 экз. Заказ. 145.
119992, ГСП-2, Москва, Ленинские горы, МГУ им. М.В. Ломоносова, 2-й учебный корпус, 627 к.
Тел. 939-3890, 939-3891. Тел./Факс 939-3891.