




















































































































































































































































































































































































































































































































































































































































Автор: Буше Н.А. Чичинадзе А.В. Браун Э.Д. Буяновский И.А.
Теги: испытания материалов товароведение силовые станции общая энергетика общее машиностроение машиноведение физика механика
ISBN: 5-217-03053-4
Год: 2001




ФЕДЕРАЛЬНАЯ ЦЕЛЕВАЯ ПРОГРАММА
«ГОСУДАРСТВЕННАЯ ПОДДЕРЖКА
ИНТЕГРАЦИИ ВЫСШЕГО ОБРАЗОВАНИЯ
И ФУНДАМЕНТАЛЬНОЙ НАУКИ НА 1997-2000 ГОДЫ»
ОСНОВЫ
ТРИБОЛОГИИ
УЧЕБНИК
ДЛЯ ТЕХНИЧЕСКИХ ВУЗОВ
МОСКВА «МАШИНОСТРОЕНИЕ» 2001
ФЕДЕРАЛЬНАЯ ЦЕЛЕВАЯ ПРОГРАММА
«ГОСУДАРСТВЕННАЯ ПОДДЕРЖКА
ИНТЕГРАЦИИ ВЫСШЕГО ОБРАЗОВАНИЯ
И ФУНДАМЕНТАЛЬНОЙ НАУКИ НА 1997-2000 ГОДЫ»
ОСНОВЫ
ТРИБОЛОГИИ
(трение, износ, смазка)
Издание второе,
переработанное и дополненное
Под общ. редакцией
академика МИА и РИА, д-ра техн, наук,
лауреата Большой международной
золотой медали по трибологии
А.В. Чичинадзе
Ifiwi
МОСКВА «МАШИНОСТРОЕНИЕ» 2001
ФЕДЕРАЛЬНАЯ ЦЕЛЕВАЯ ПРОГРАММА
«ГОСУДАРСТВЕННАЯ ПОДДЕРЖКА
ИНТЕГРАЦИИ ВЫСШЕГО ОБРАЗОВАНИЯ
И ФУНДАМЕНТАЛЬНОЙ НАУКИ НА 1997-2000 ГОДЫ»
ОСНОВЫ
ТРИБОЛОГИИ
(трение, износ, смазка)
Издание второе,
переработанное и дополненное
Под общ. редакцией
академика МИА и РИА, д-ра техн, наук,
лауреата Большой международной
золотой медали по трибологии
А.В. Чичинадзе
Ifiwi
МОСКВА «МАШИНОСТРОЕНИЕ» 2001
УДК 620.179.112
ББК34.41я2
0-75
Учебник выпущен в соответствии
с Федеральной программой
"Интеграция"
Авторы: А.В. Чичинадзе, Э.Д. Браун, Н.А. Буше, И.А. Буяновский,
Ф.Р. Геккер, И Г. Горячева, В.В. Гриб, Н.Б. Демкин, М.Н. Добычин,
Ю.А. Евдокимов, С.М. Захаров, В.Я. Кершенбаум, Ю.М. Лужнов,
Н.М. Михин, А.Т. Романова, И.Г. Фукс
Рецензенты: академик РАН А.Ю. ИШЛИНСКИЙ,
д-р техн, наук, проф. Ю.И. ГУСТОВ
Основы трибологии (трение, износ, смазка): Учебник для
0-75 технических вузов. 2-е изд. переработ. и доп. I А.В. Чичннадзе,
Э.Д. Браун, Н.А. Буше и др.; Под общ. ред. А.В. Чичинадзе. - М.:
Машиностроение, 2001. - 664 с., ил.
ISBN 5-217-03053-4
УДК 620.179.112
ББК 34.41Я2
ISBN 5-217-03053-4 © Центр "Наука и техника", 1995
© Центр "Интеграция", 2001
© "Машиностроение", 2001, с изменениями и
дополнениями
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ (А.В. Чичинадзе).................... 13
Глава 1. ВВЕДЕНИЕ В ТРИБОЛОГИЮ И ПРЕДМЕТ
ТРИБОЛОГИИ (А.В. Чичинадзе)......................15
1.1. ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ............15
1.2. КРАТКАЯ ИСТОРИЧЕСКАЯ СПРАВКА
О ВОЗНИКНОВЕНИИ И РАЗВИТИИ ТРИБОЛОГИИ
(И.А. Буяновский, А.В. Чичинадзе)..........25
1.3. ОСНОВНЫЕ ПОЛОЖЕНИЯ ТЕОРИИ ВНЕШНЕГО
ТРЕНИЯ ....................................... 37
1.4. АКТУАЛЬНЫЕ ЗАДАЧИ ТРИБОЛОГИИ
И ТРИБОТЕХНИКИ ................................39
Список литературы..............................45
Глава 2. ГЕОМЕТРИЯ ПОВЕРХНОСТЕЙ И КОНТАКТНОЕ
ВЗАИМОДЕЙСТВИЕ ТВЕРДЫХ ТЕЛ
(И.Г. Горячева, Н.Б. Демкин)..............46
2.1. ГЕОМЕТРИЯ ПОВЕРХНОСТЕЙ И ЕЕ ОПИСАНИЕ.........46
2.1.1. Виды неровностей на поверхностях деталей машин ...46
2.1.2. Методы измерения микрогео'метрии ....49
2.1.3. Характеристики микрогеометрии .......51
2.2. МЕХАНИКА КОНТАКТНОГО ВЗАИМОДЕЙСТВИЯ
ТВЕРДЫХ ТЕЛ ...................................58
2.2.1. Контактная задача Герца.............60
2.2.2. Контакт упругих тел при наличии трения.66
2.2.3. Контакт тел за пределами упругости..70
2.2.4. Задача о внедрении или смятии сферического тела
в условиях идеальной пластичности .........72
2.2.5. Закон Майера .......................74
2.3. МЕХАНИКА КОНТАКТНОГО ВЗАИМОДЕЙСТВИЯ
ШЕРОХОВАТЫХ ТЕЛ ...............................75
2,3.1. Расчет характеристик дискретного контакта при
различных способах описания микрорельефа
поверхности.................................76
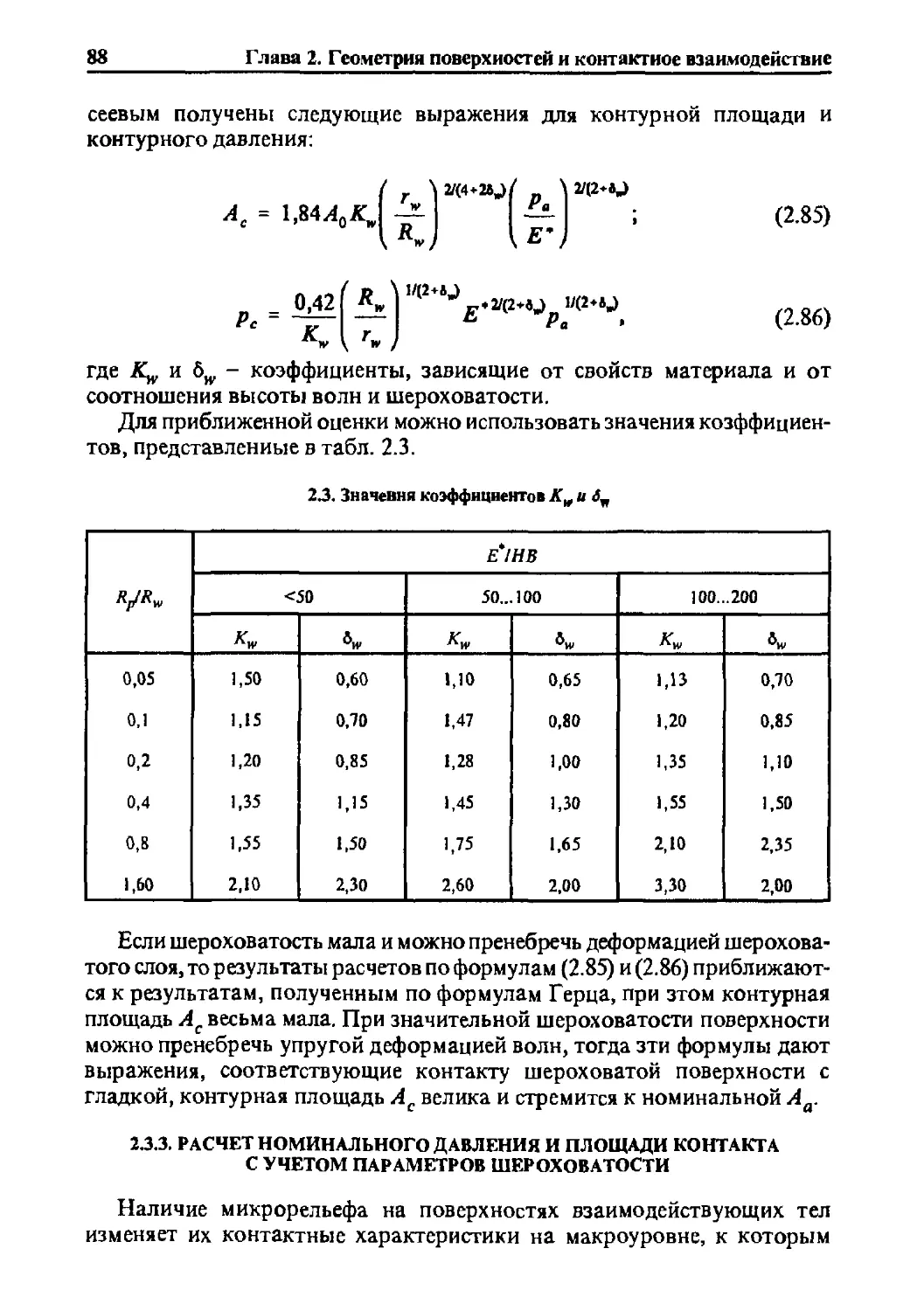
2.3.2. Деформация шероховатых волн............87
2.3.3. Расчет номинального давления и площади контакта
с учетом параметров шероховатости..........88
2.4. ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
НЕКОТОРЫХ ХАРАКТЕРИСТИК КОНТАКТА...............90
Список литературы..............................93
Глава 3. СВОЙСТВА ТРУЩИХСЯ ТЕЛ И ИХ
ПОВЕРХНОСТЕЙ (Ю.М. Лужнов) .........................94
3.1. РАЗВИТИЕ ПРЕДСТАВЛЕНИЙ О ПРИРОДЕ
ВЗАИМОДЕЙСТВИЯ ТЕЛ ПРИ ТРЕНИИ ..................94
6
Оглавление
3.2. ХАРАКТЕР ВЗАИМОДЕЙСТВИЯ МЕЖДУ
ЧАСТИЦАМИ ВЕЩЕСТВА................................95
3.3. СТРОЕНИЕ И СВОЙСТВА ТВЕРДЫХ ТЕЛ,
ЖИДКОСТЕЙ И ГАЗОВ.................................99
3.3.1. Твердые тела ...........................99
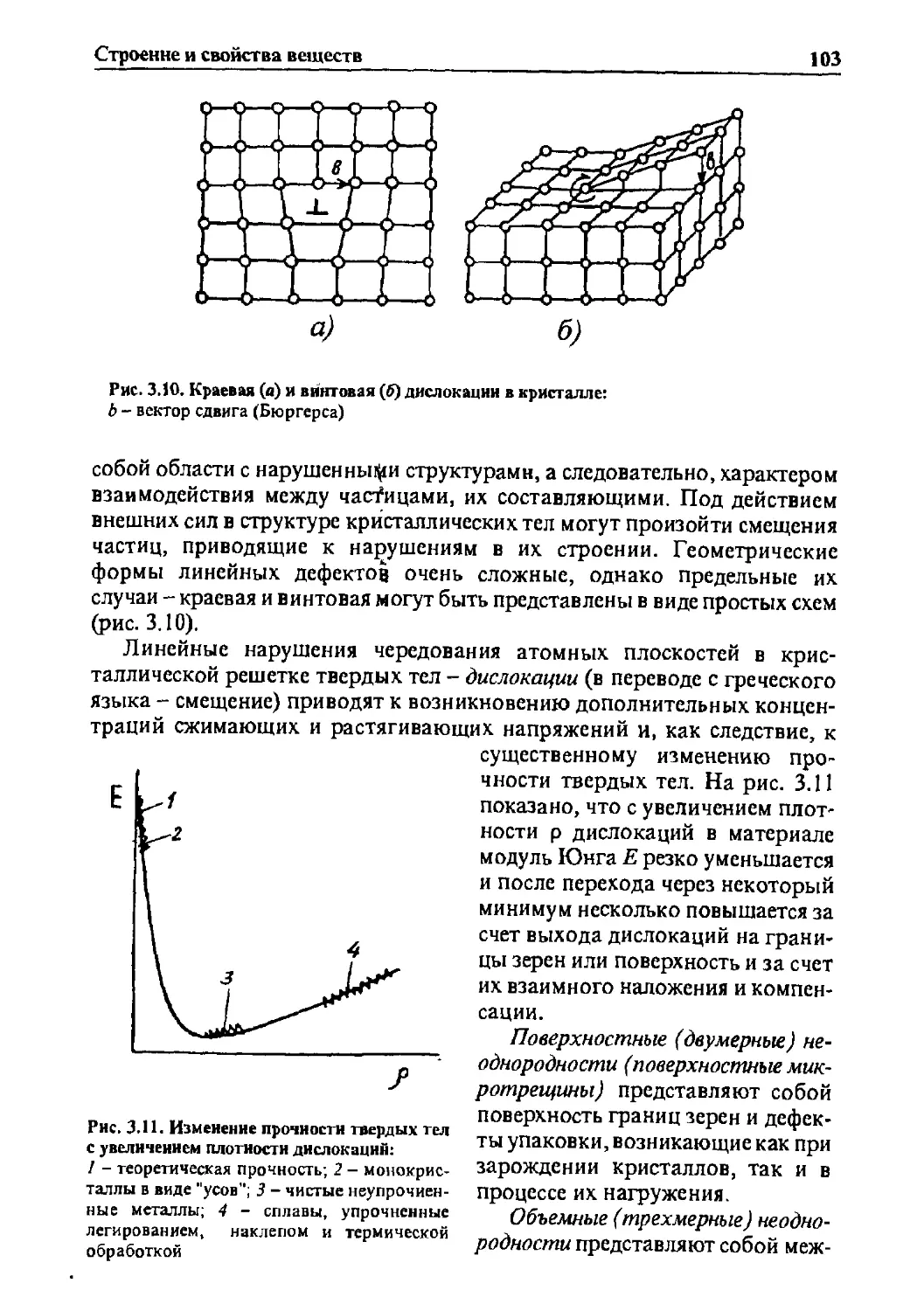
3.3.2. Полимерные материалы...................106
3.3,3. Жидкости...............................107
3.3.4. Дисперсные системы.....................108
3.3.5. Газы....................................ПО
3.4. ВЛИЯНИЕ МЕХАНИЧЕСКИХ, ХИМИЧЕСКИХ
И ФИЗИЧЕСКИХ ВОЗДЕЙСТВИЙ НА СВОЙСТВА
ПОВЕРХНОСТЕЙ ТРУЩИХСЯ ТЕЛ........................112
3.4.1. Сорбционные процессы...................112
3.4.2. Химические механизмы ..................115
3.4.3. Физические механизмы ..................117
3.4.4. Адгезия и когезия контактирующих тел...122
3.4.5. Механохимические процессы при
трении твердых тел............................123
3.4,6. Напряженное состояние в материалах
контактирующих тел ...........................123
3.4.7. Явления переноса ......................125
3.4,8. Взаимодействие жидкости и твердого тела.
Угол смачивания и капиллярные явления ...130
3.4.9. Работа сил трения......................132
Список литературы................................133
Глава 4. ТРЕНИЕ ТВЕРДЫХ ТЕЛ........................ 134
4.1. РАЗВИТИЕ ТЕОРИИ ТРЕНИЯ ТВЕРДЫХ ТЕЛ
(Н.М. Михин).....................................134
4.2. МЕХАНИЗМ ВНЕШНЕГО ТРЕНИЯ (Н.М. Михин)........136
4.3. ПРЕДВАРИТЕЛЬНОЕ СМЕЩЕНИЕ ТВЕРДЫХ ТЕЛ
ПРИ ВНЕШНЕМ ТРЕНИИ (Н. М. Михин) ................139
4.3.1. Механизм предварительного смещения твердых тел 139
4.3.2. Контактное предварительное смещение при упругих
деформациях в зонах контакта микронеровностей ... 140
4.3.3, Контактное предварительное смещение при
пластических деформациях в зонах контакта
микронеровностей .............................142
4.3.4. Соотношение между фактическими площадями
касания и сближениями между поверхностями
контактирующих тел в статике и при скольжении .... 143
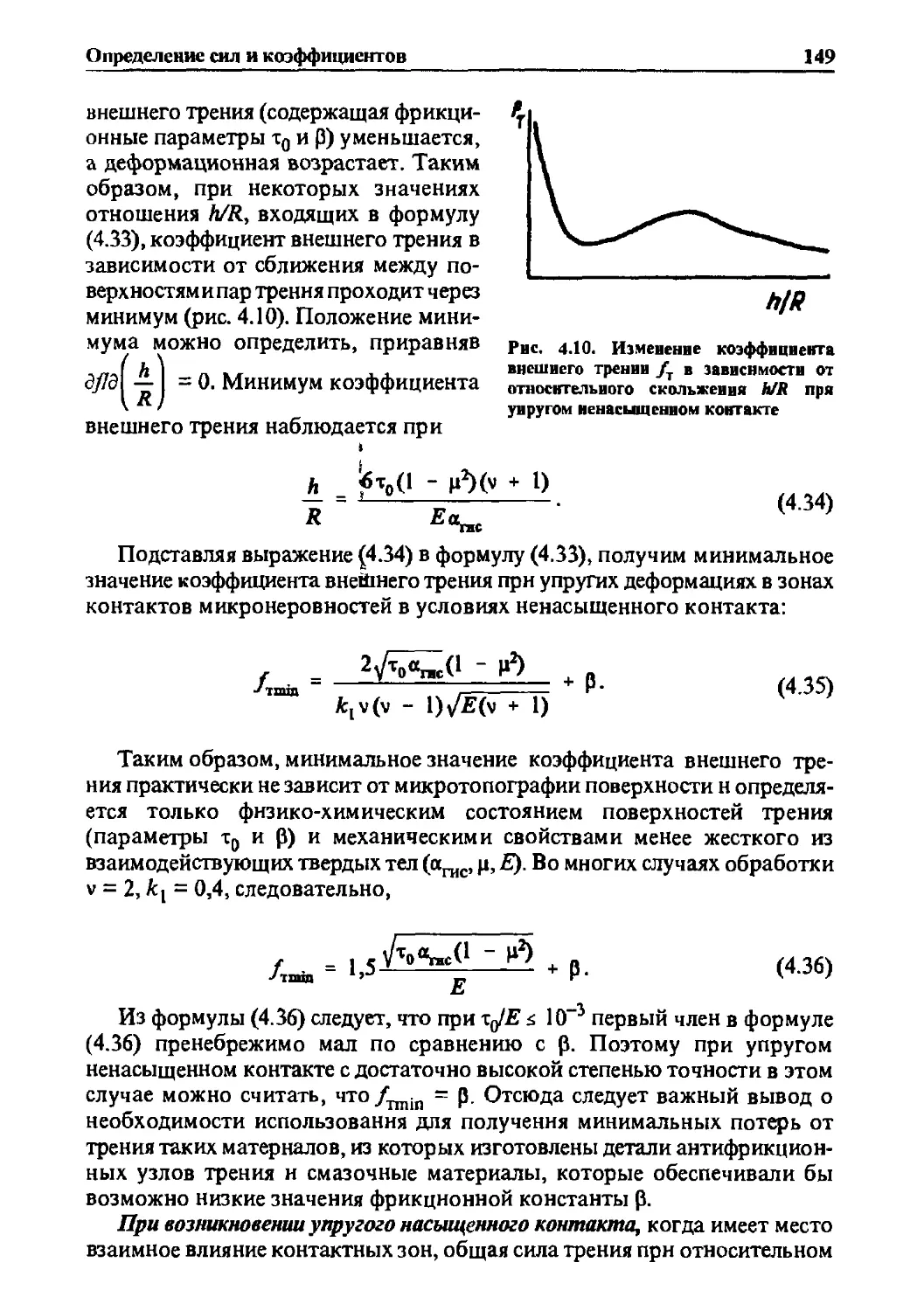
4.4. ОПРЕДЕЛЕНИЕ СИЛ И КОЭФФИЦИЕНТОВ
ВНЕШНЕГО ТРЕНИЯ (Н.М. Михин) ....................145
4.4.1. Силы и коэффициенты внешнего трения
при упругих деформациях в зонах контакта
микронеровностей ............................ 145
Оглавление
7
4.4.2. Силы и коэффициенты внешнего трения при
пластических деформациях в зоне контакта
микронеровностей ...........................151
4.5. ЗАВИСИМОСТЬ КОЭФФИЦИЕНТА ВНЕШНЕГО
ТРЕНИЯ ОТ ТЕМПЕРАТУРЫ ТВЕРДЫХ ТЕЛ
(А.В. Чичинадзе) ..................................... 158
4.6. ВЛИЯНИЕ КОНСТРУКЦИИ УЗЛА ТРЕНИЯ НА
КОЭФФИЦИЕНТ ВНЕШНЕГО ТРЕНИЯ
(А.В. Чичинадзе) ..................................... 160
4.7. ОБОБЩЕННАЯ ЗАВИСИМОСТЬ КОЭФФИЦИЕНТА
ВНЕШНЕГО ТРЕНИЯ ОТ СКОРОСТИ СКОЛЬЖЕНИЯ
(А.В. Чичинадзе) ..................................161
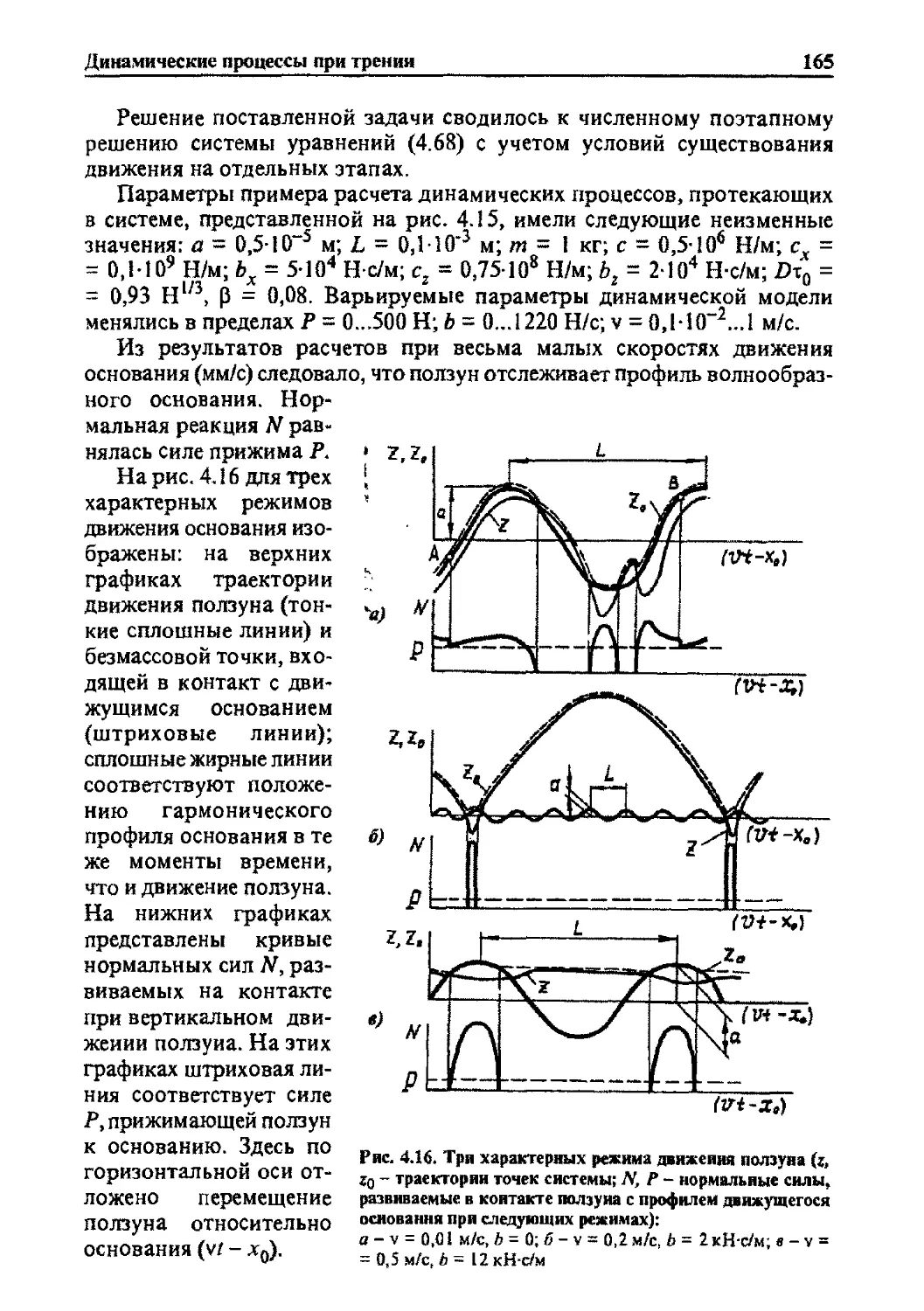
4.8. ДИНАМИЧЕСКИЕ ПРОЦЕССЫ ПРИ ТРЕНИИ
(Ф.Р. Геккер) ..................................162
4.8.1. Динамические процессы при скольжении твердых тел
без смазочцого материала....................163
4.8.2. Влияние внешних вибраций на процесс трения .170
4.8.3. Фрикционные автоколебания и устойчивость
скольжения при трении твердых тел ..........172
4.9. ТРЕНИЕ КАЧЕНИЯ.................................. 182
4.9.1. Механические аспекты трения качения и верчения
(И.Г. Горячева) ............................183
4.9.2. Трибологические аспекты трения качения
(Ю.М. Лужнов) ..............................194
4.9.3. ТРение качения в условиях атмосферного и
производственного воздействия (Ю.М. Лужнов) .... 199
Список литературы......................................204
Глава 5. ИЗНАШИВАНИЕ ТВЕРДЫХ ТЕЛ (В. В. Гриб) ...........205
5.1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ.
КЛАССИФИКАЦИЯ ВИДОВ ИЗНАШИВАНИЯ...............205
5.2. ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ИЗНАШИВАНИЯ ... 208
5.3. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ РАЗРУШЕНИЯ
ПОВЕРХНОСТЕЙ ТРЕНИЯ.............................209
5.3.1. Модель разрушения фрикционного контакта ....210
5.3.2. Кинетика разрушения поверхностного слоя.. 213
5.3.3. Модель усталостного разрушения поверхностей
при изнашивании .............................214
5.3.4. Особенности разрушения и факторы, влияющие
на изнашивание материалов ...................215
5.3.5. Изменение вида разрушения поверхностей при
трении в зависимости от режимов эксплуатации..221
5.3.6. Термодинамика изнашивания...................223
5.4. ХАРАКТЕРИСТИКА ОСНОВНЫХ ВИДОВ
ИЗНАШИВАНИЯ.....................................226
8
Оглавление
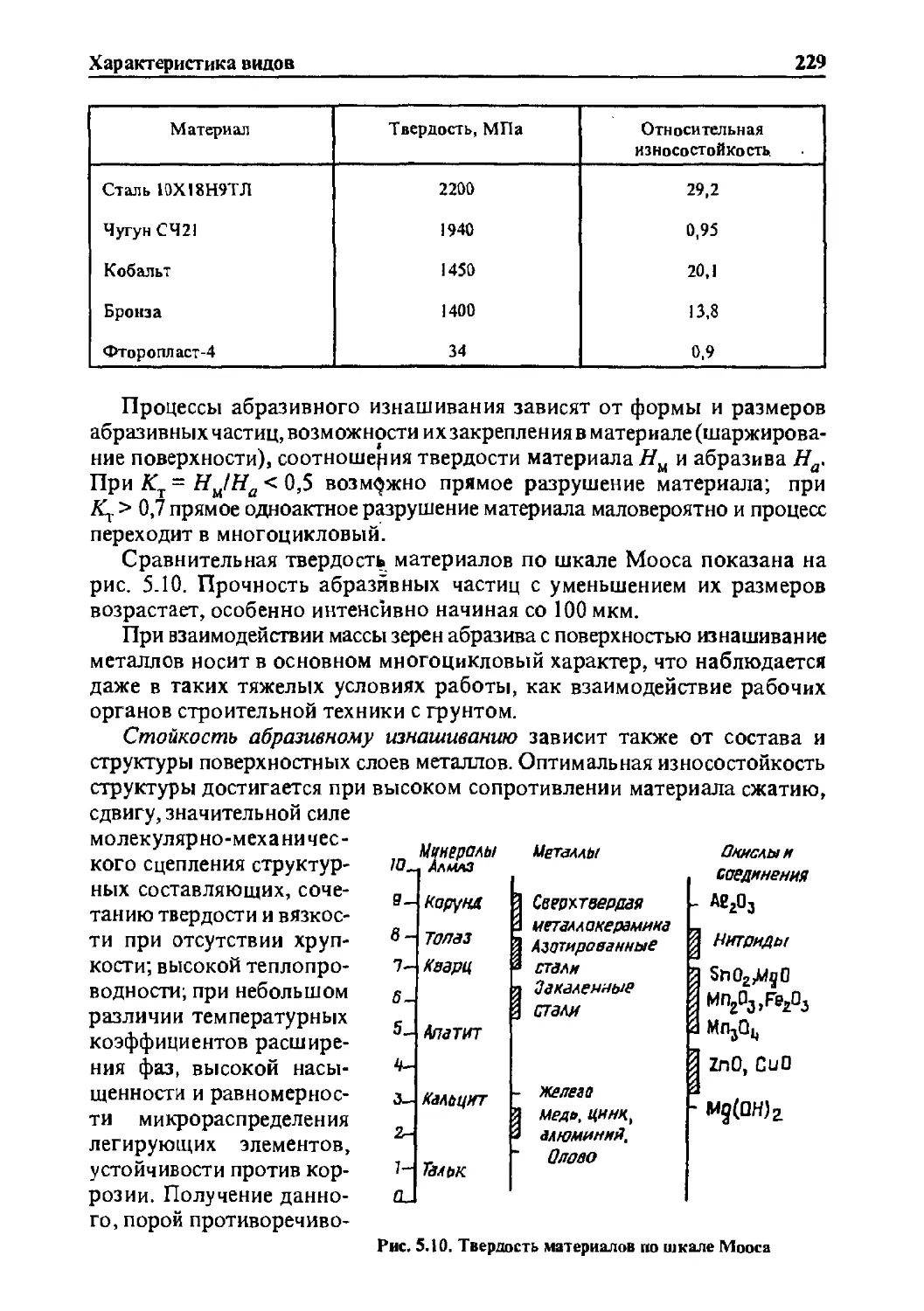
5.4.1. Абразивное изнашивание .................226
5.4.2. Гидроабразивное изнашивание ............234
5.4.3. Кавитационное изнашивание...............237
5.4.4. Изнашивание при схватывании ............238
5.4.5. Изнашивание при усталостном выкрашивании.241
5.4.6. Коррозионно-механическое изнашивание ...243
5.4.7. Изнашивание при фреттинг-коррозии.......246
5.4.8. Электрокоррозионное изнашивание.........247
5.4.9. Водородное изнашивание .................247
5.4.10. Изнашивание при избирательном переносе.248
5.5. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ РАСЧЕТА УЗЛОВ
ТРЕНИЯ НА ИЗНОС...................................248
5.5.1. Общие положения.........................248
5.5.2. Методология расчета формоизменения сопряженных
деталей при изнашивании ......................250
5.5.3. Примеры расчета на износ сопряжений трущихся
деталей ..................................... 254
5.6. ОСНОВНЫЕ МЕТОДЫ ПОВЫШЕНИЯ
ИЗНОСОСТОЙКОСТИ УЗЛОВ ТРЕНИЯ И ДЕТАЛЕЙ
МАШИН.............................................267
Список литературы..................................269
Глава 6. СМАЗКА (И.А. Буяновский, С.М. Захаров) .....270
6.1. КЛАССИФИКАЦИЯ ВИДОВ СМАЗКИ....................270
6.2. ЖИДКОСТНАЯ СМАЗКА.............................277
6.2.1. Гидродинамическая смазка................277
6.2.2. Гидростатическая и гидростатодинамическая
смазка........................................307
6.2.3. Эластогидродинамическая смазка..........309
6.3. ГРАНИЧНАЯ СМАЗКА .............................315
6.3.1. Роль граничной смазки ..................315
6.3.2. Закономерности процесса граничной смазки.328
6.3.3. Износ при граничной смазке..............341
6.3.4. Специфические методы организации граничной
смазки........................................342
6.4. СМЕШАННАЯ И КОМБИНИРОВАННАЯ СМАЗКА .... 345
6.5. ГАЗОВАЯ СМАЗКА................................347
6.6. ПОДБОР СМАЗОЧНЫХ МАТЕРИАЛОВ ДЛЯ ТЯЖЕЛО
НАГРУЖЕННЫХ УЗЛОВ ТРЕНИЯ ПО КРИТЕРИЮ
ПРЕДЕЛЬНОЙ ТЕМПЕРАТУРЫ РАБОТО-
СПОСОБНОСТИ ......................................349
Список литературы..................................351
Глава 7. ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ТРЕНИИ,
ИЗНАШИВАНИИ И СМАЗКЕ (А В Чичинадзе)..................352
Оглавление
9
7.1. ВЛИЯНИЕ ТЕМПЕРАТУРЫ НА ФРИКЦИОННО-
ИЗНОСНЫЕ И ПРОЧНОСТНЫЕ ХАРАКТЕРИСТИКИ
ПАР ТРЕНИЯ ...............................352
7.2. ТЕПЛОВЫЕ ЗАДАЧИ ПРИ ТРЕНИИ И
ИЗНАШИВАНИИ ТВЕРДЫХ ТЕЛ..................355
7.2.1. Температурное поле, коэффициент трения и
интенсивность изнашивания пар трения при малом
и большом коэффициентах взаимного перекрытия ... 355
7.2.2. Общая постановка задачи теплопроводности
при трении .............................360
7.3. ПУТЬ ТРЕНИЯ И ВРЕМЯ СУЩЕСТВОВАНИЯ ПЯТНА
КОНТАКТА..................................363
7.4. ОПРЕДЕЛЕНИЕ ПОЛЯ ТЕМПЕРАТУР, СРЕДНЕЙ
ТЕМПЕРАТУРЬ^ ПОВЕРХНОСТИ ТРЕНИЯ И
ТЕМПЕРАТУРНОЙ ВСПЫШКИ ПРИ
НЕСТАЦИОНАРНОМ РЕЖИМЕ......................366
7.5. РАСЧЕТ ОБЪЕМНОЙ ТЕМПЕРАТУРЫ ПРИ ПОВТОР-
НО-КРАТКОВРЕМЕННОМ РЕЖИМЕ ТРЕНИЯ..........373
7.6. СПЕЦИФИКА РАСЧЕТА ТЕМПЕРАТУРНОГО РЕЖИМА
ОПОР СКОЛЬЖЕНИЯ ПРИ ДВИЖЕНИИ ПО
СВЕЖЕМУ СЛЕДУ ............................377
7.7. РАСЧЕТ ТЕМПЕРАТУР ПРИ СТАЦИОНАРНОМ
РЕЖИМЕ ...................................379
7.8. ВЗАИМОСВЯЗЬ ТЕМПЕРАТУР НА ФАКТИЧЕСКОМ
ПЯТНЕ КАСАНИЯ И НОМИНАЛЬНОМ ИЛИ
КОНТУРНОМ КОНТАКТЕ ......................383
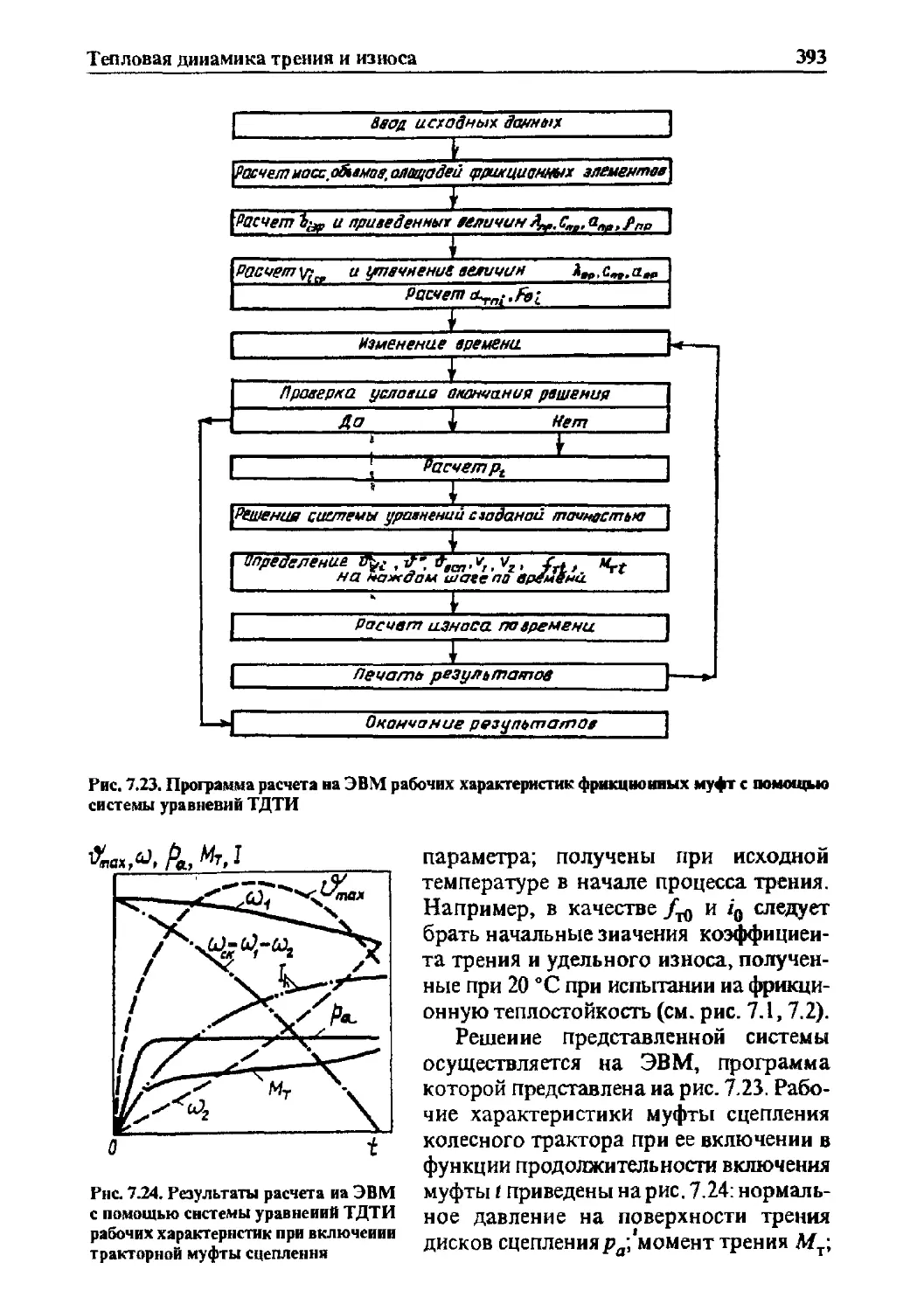
7.9. ТЕПЛОВАЯ ДИНАМИКА ТРЕНИЯ И ИЗНОСА
ТВЕРДЫХ ТЕЛ .............................387
7.9.1. Общие представления............387
7.9.2. Расчетная модель тепловой динамики трения
и износа ............................... 388
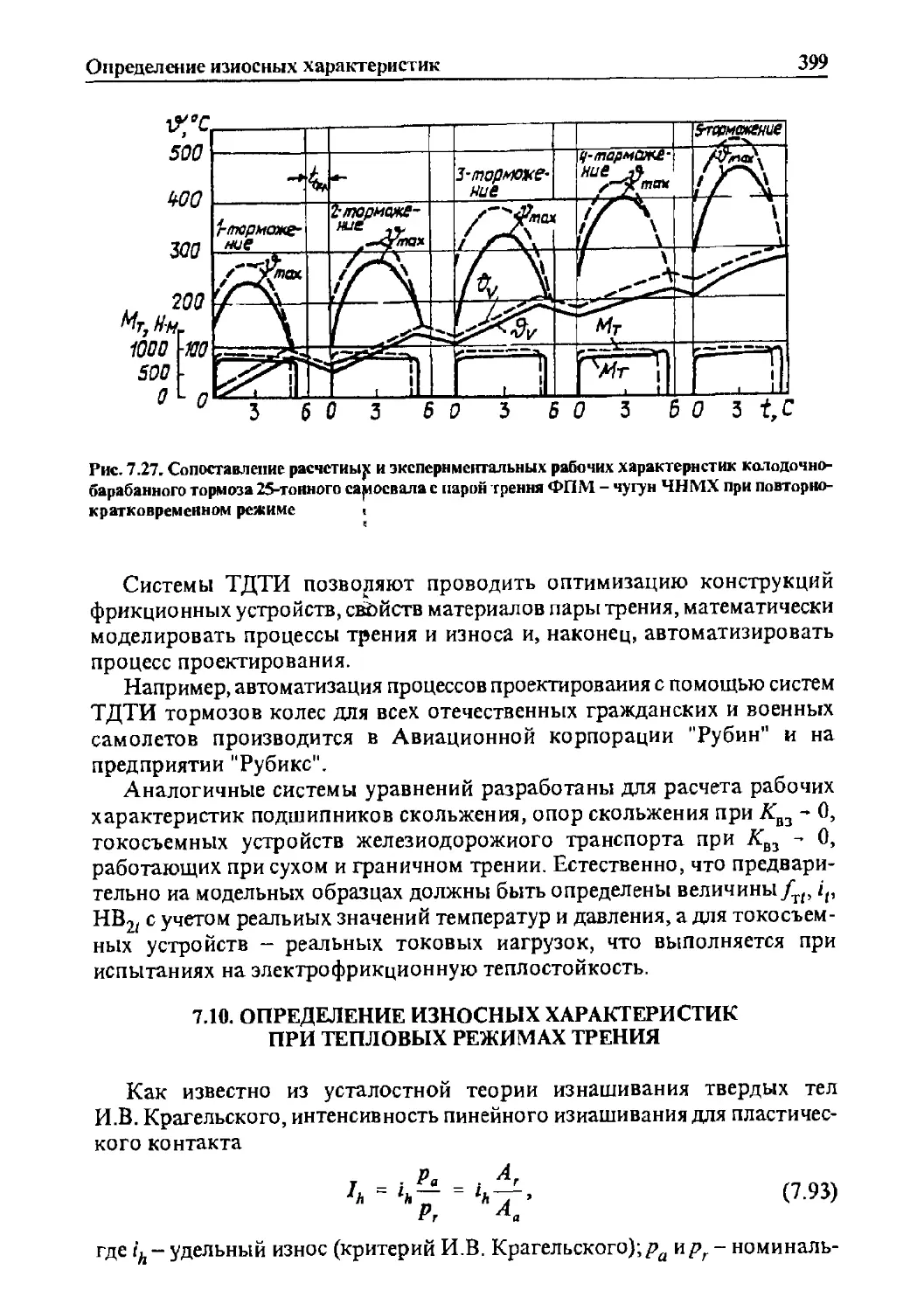
7.10. ОПРЕДЕЛЕНИЕ ИЗНОСНЫХ ХАРАКТЕРИСТИК
ПРИ ТЕПЛОВЫХ РЕЖИМАХ ТРЕНИЯ ...............399
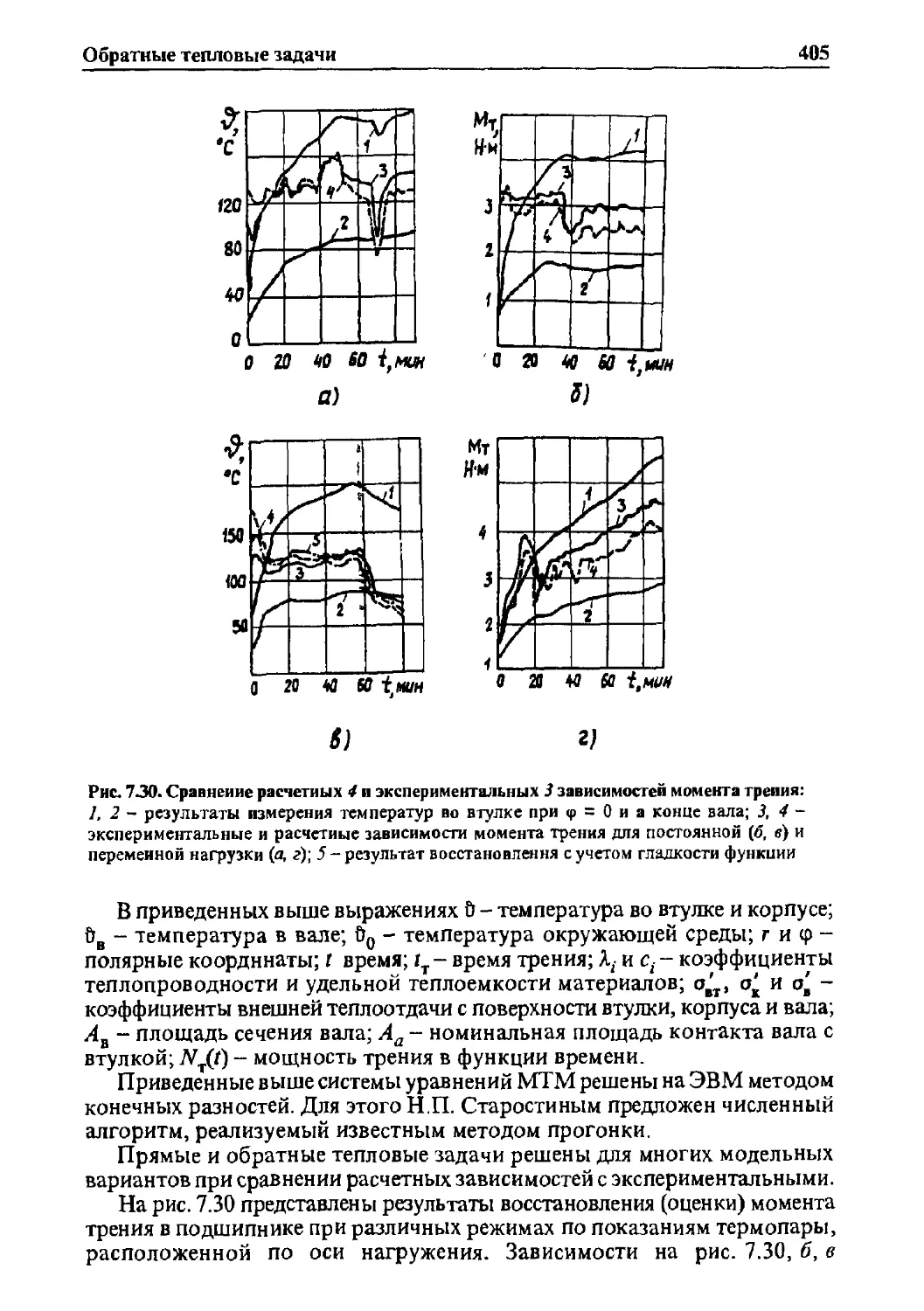
7.11. ОБРАТНЫЕ ТЕПЛОВЫЕ ЗАДАЧИ В ТРИБОЛОГИИ ... 402
Список литературы........................406
Глава 8. МОДЕЛИРОВАНИЕ ПРОЦЕССОВ ТРЕНИЯ И
ИЗНАШИВАНИЯ (Э.Д. Браун, Ю.А. Евдокимов).407
8.1. ТЕОРИЯ МОДЕЛИРОВАНИЯ ПРИМЕНИТЕЛЬНО
К ТРИБОЛОГИИ ............................407
8.2. ТРИБОЛОГИЧЕСКИЕ СИСТЕМЫ ............410
8.3. ВИДЫ ПОДОБИЯ В ТРИБОЛОГИЧЕСКИХ
СИСТЕМАХ.................................417
8.4. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПОДОБИЯ .......420
10
Оглавление
8.5. МЕТОД АНАЛИЗА РАЗМЕРНОСТЕЙ ......................428
8.6. ИСПОЛЬЗОВАНИЕ МЕТОДА АНАЛИЗА
РАЗМЕРНОСТЕЙ ПРИ МОДЕЛИРОВАНИИ
СЛОЖНЫХ СИСТЕМ...................................436
8.7. НЕКОТОРЫЕ ВОПРОСЫ ИЗНАШИВАНИЯ,
КОТОРЫЕ ЦЕЛЕСООБРАЗНО УЧИТЫВАТЬ ПРИ
МОДЕЛИРОВАНИИ ...................................444
Список литературы.....................................446
Глава 9. ТРИБОТЕХНИЧЕСКИЕ МАТЕРИАЛЫ И
ТРИБОТЕХНОЛОГИЯ....................................447
9.1. ТРИБОТЕХНИЧЕСКИЕ КОНСТРУКЦИОННЫЕ
МАТЕРИАЛЫ (Н.А. Буше) ............................Ml
9.1.1. Выбор конструкционных материалов трибосистем
с учетом их совместимости ...................447
9.1.2. Металлические материалы для узлов трения
различного назначения .......................463
9.1.3. Порошковые композиционные материалы для
антифрикционных и фрикционных узлов треиия .... 479
9.1.4. Полимерные и металлополимерные материалы
для подшипников, опор скольжения, тормозов и
муфт сцеплений...............................486
9.2. ТРИБОТЕХНОЛОГИЯ (В.Я. Кершенбаум) ...............492
9.2.1. Наплавка износостойких слоев ..............492
9.2.2. Напыление износостойких покрытий из порошковых
материалов...................................499
9.2.3. Лазерное упрочнение .......................504
9.2.4. Упрочнение ионно-плазменной обработкой ....507
9.2.5. Диффузионные покрытия .....................511
9.2.6. Механотермическое формирование износостойких
покрытий ....................................518
9.2.7. Электрохимические покрытия ................521
9.2.8. Некоторые новые методы получения покрытий .523
Список литературы.....................................524
Глава 10. СМАЗОЧНЫЕ МАТЕРИАЛЫ
(И. А. Бутовский, И.Г. Фукс) ...........................525
10.1. ТРЕБОВАНИЯ К СМАЗОЧНЫМ МАТЕРИАЛАМ
И ИХ КЛАССИФИКАЦИЯ ПО АГРЕГАТНОМУ
СОСТОЯНИЮ........................................525
10.2. ЖИДКИЕ СМАЗОЧНЫЕ МАТЕРИ АЛЫ (МАСЛА) ............528
10.2.1. Эксплуатационные свойства масел...........528
10.2.2. Состав масел..............................533
Оглавление
11
10.2.3. Ассортимент масел................539
10.3. ПЛАСТИЧНЫЕ СМАЗОЧНЫЕ МАТЕРИАЛЫ.........555
10.3.1. Эксплуатационные свойства пластичных смазок .... 555
10.3.2. Состав пластичных смазок.........558
10.3.3. Ассортимент пластичных смазок....561
10.4. ТВЕРДЫЕ СМАЗОЧНЫЕ МАТЕРИАЛЫ (ТСМ)......564
10.4.1. Слоистые ТСМ.....................564
10.4.2. Антифрикционные покрытия, полученные
химическим путем.........................568
10.4.3. Мягкие металлы...................569
10.4.4. Полимерные покрытия и другие твердые
смазочные материалы органического
происхождения ...........................569
Список литературы.*.........................570
Глава 11. МЕТОДЫ И СРЕДСТВА ИСПЫТАНИЙ
НА ТРЕНИЕ И ИЗНОС (Э.Д. Браун)................571
11.1. РАЦИОНАЛЬНЫЙ ЦИКЛ ТРИБОТЕХНИЧЕСКИХ
ИСПЫТАНИЙ ;................................ 572
11.2. ИСПЫТАТЕЛЬНАЯ ТЕХНИКА ДЛЯ
ТРИБОЛОГИЧЕСКИХ ИССЛЕДОВАНИЙ И
ИСПЫТАНИЙ РАЗЛИЧНЫХ ПАР ТРЕНИЯ .............580
11.3. ОСОБЕННОСТИ ТРИБОЛОГИЧЕСКИХ
ИСПЫТАНИЙ СМАЗОЧНЫХ МАТЕРИАЛОВ .............584
11.4. ПЛАНИРОВАНИЕ ЭКСПЕРИМЕНТОВ ПРИ ОЦЕНКЕ
ТРЕНИЯ И ИЗНОСА..........................587
Список литературы...........................593
Глава 12. ТРИБОТЕХНИЧЕСКИЕ ПРИНЦИПЫ
КОНСТРУИРОВАНИЯ УЗЛОВ ТРЕНИЯ
РАЗЛИЧНОГО НАЗНАЧЕНИЯ ........................594
12.1. ОСНОВЫ ПРОЕКТИРОВАНИЯ, ПОДБОРА
МАТЕРИАЛОВ И КОНСТРУКТИВНОГО
ОФОРМЛЕНИЯ УЗЛОВ ТРЕНИЯ
(Э.Д. Браун, Ю.А. Евдокимов) ............594
12.2. ПРИНЦИП ГЕОМЕТРИЧЕСКОЙ ОПТИМИЗАЦИИ
ТРИБОСИСТЕМ (Э.Д. Браун, Ю.А, Евдокимов).600
12.3. ВЫБОР РАЦИОНАЛЬНОГО НАГРУЖЕНИЯ
ЭЛЕМЕНТОВ ПАРЫ ТРЕНИЯ
(Э.Д. Браун, Ю.А. Евдокимов) ............603
12.4. ОБЕСПЕЧЕНИЕ НЕОБХОДИМОГО РЕЖИМА
СМАЗКИ ЗА СЧЕТ ОПТИМИЗАЦИИ КОНСТРУКЦИИ
УЗЛА ТРЕНИЯ (ИА. Буяновский).............613
12.4.1. Узлы трения с жидкими смазочными материалами 614
12
Оглавление
12.4.2. Узлы трения с твердыми смазочными материалами 616
12.5. ТЕПЛОВОЙ РЕЖИМ В ЗУБЧАТЫХ ПЕРЕДАЧАХ
(А.В. Чичинадзе) ..........................619
12.6. ТЕПЛОВОЙ РЕЖИМ ТОРМОЗОВ, РАБОТАЮЩИХ
В МАСЛЕ (А.В. Чичинадзе)..................624
12.7. УЛУЧШЕНИЕ СЛУЖЕБНЫХ СВОЙСТВ УЗЛОВ
ТРЕНИЯ ЗА СЧЕТ ОПТИМИЗАЦИИ ТЕПЛОВЫДЕЛЕ-
НИЯ НА ФРИКЦИОННОМ КОНТАКТЕ
(ЭД. Браун, Ю.А. Евдокимов) .............630
12.8. РЕАЛИЗАЦИЯ ЗАЩИТЫ ФРИКЦИОННОГО
КОНТАКТА ОТ НЕЖЕЛАТЕЛЬНЫХ ВОЗДЕЙСТВИЙ
(ЭД. Браун, Ю.А. Евдокимов) .............631
12.9. ОЦЕНКА ВЕРОЯТНОСТИ БЕЗОТКАЗНОЙ РАБОТЫ
ИЗНАШИВАЮЩИХСЯ ДЕТАЛЕЙ ТРИБО-
СОПРЯЖЕНИЯ И ПРОГНОЗИРОВАНИЕ ЕГО РЕСУРСА
(ЭД. Браун, Ю.А. Евдокимов) ...............636
12.10. ИЗНАШИВАНИЕ ЦИЛИНДРИЧЕСКОГО
СОПРЯЖЕНИЯ С НАТЯГОМ (М.Н. Добычин) .......639
Список литературы...........................642
Глава 13. ЭКОНОМИЧЕСКАЯ И ЭКОЛОГИЧЕСКАЯ ОЦЕНКА
РАБОТЫ ТРИБОСИСТЕМ
(Ю.М. Лужков, А.Т. Романова) ..........643
13.1. ОБРАЗОВАНИЕ ОБЩЕСТВЕННОГО ПРОДУКТА,
ЕГО СЕБЕСТОИМОСТЬ И СВЯЗЬ С ОКРУЖАЮЩЕЙ
СРЕДОЙ ..................................643
13.2. ПРОИЗВОДСТВЕННЫЕ ЗАГРЯЗНЕНИЯ
ОКРУЖАЮЩЕЙ СРЕДЫ. ПРЕДЕЛЬНО ДОПУСТИМЫЕ
КОНЦЕНТРАЦИИ.............................644
13.3. МЕСТО И РОЛЬ ТРИБОТЕХНИКИ ПРИ РЕШЕНИИ
ЭКОЛОГИЧЕСКИХ И ЭКОНОМИЧЕСКИХ ЗАДАЧ
В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ
МАШИН И ОБОРУДОВАНИЯ...................... 645
13.4. НАПРАВЛЕНИЕ РАБОТ ДЛЯ УЛУЧШЕНИЯ
ЭКОЛОГИЧЕСКИХ И ЭКОНОМИЧЕСКИХ
ПОКАЗАТЕЛЕЙ РАБОТЫ МАШИН...................647
13.5. АЛГОРИТМ МЕТОДИКИ ОЦЕНКИ ЭКОНОМИЧЕС-
КОЙ ЭФФЕКТИВНОСТИ И ЭКОЛОГИЧЕСКОЙ
ЧИСТОТЫ ТРИБОТЕХНИЧЕСКИХ РЕШЕНИЙ.........654
Список литературы..........................660
Общий список литературы.......................660
Предметный указатель..........................661
ПРЕДИСЛОВИЕ
Инициатива Ассоциации инженеров трибологии России (АИТ) по
написанию и выпуску второго издания учебника (1-е изд. 1995 г.) была
поддержана Международным союзом научных и инженерных объединений
(СНИО), Российской инженерной академией (РИА) и руководствами
Московского государственного технического университета им. Н.Э. Баума-
на, Московского государственного технического университета "МАМИ",
Института проблем механики РАН, Института машиноведения им.
А.А. Благонравова РАН, Московского автодорожного института
(МАДИ) - технического университета. Минобразования России также
поддержало инициативу о срочном написании и издании переработанного
и дополненного учебника "Основы трибологии" в рамках федеральной
целевой программы.
Для работы над материалом 2-го издания учебника был создан
редакционный совет в составе Э.Д. Брауна, Н.А. Буше, И.А. Буяновского,
Ф.Р. Геккера, И.Г. Горячевой, Ю.М. Лужнова и А.В. Чичинадзе.
Во 2-м издании учебника приведены сведения по теоретическим основам
трения, изнашивания и смазки, по триботехническим материалам
(конструкционным и смазочным) и рациональным технологиям получения
износостойких антифрикционных и фрикционных покрытий и поверхнос-
тных слоев на различных элементах узлов трения и деталях машин,
практические рекомендации для расчета, конструирования, изготовления,
испытаний и эксплуатации узлов трения разного класса и назначения.
Рассмотрены наиболее опасные и вредные виды изнашивания (абразивное,
адгезионное, водородное), которые приводят к негативным технико-
экономическим последствиям.
На базе современных теорий контактного взаимодействия при внешнем
трении, в частности усталостной (энергетической) теории изнашивания,
изложены методики расчета сил, моментов и коэффициентов трения, а
также методики расчетной оценки интенсивности изнашивания твердых
тел при различных видах трения.
Теоретические и практические разделы в учебнике изложены взаимо-
связно таким образом, чтобы современные представления теории внешнего
трения, изнашивания и смазки наиболее рационально и эффективно
использовались в инженерной практике при разработке, изготовлении,
испытании и эксплуатации узлов трения различных машин и механизмов.
Вучебнике приведен общий список рекомендуемой литературы, а после
каждой главы даны тематические списки литературы.
Авторы надеятся, что это издание учебника успешно поможет в учебном
процессе при подготовке инженеров нового поколения, а также в
14
Предисловие
повседневной работе широкого круга инженерно-технических и научных
работников.
Изучение основ трибологии позволит обеспечить наряду с другими
общепрофессиональными дисциплинами преемственность знаний при
переходе от общенаучных к профилирующим учебным дисциплинам. В
современных условиях значение основ трибологии и ее практического
приложения-триботехники обязательно для каждого инженера: позволит
правильно рассчитать и применить конструкцию трибосопряжения,
подобрать соответствующие материалы пар трения, назначить оптималь-
ный режим работы конструкции, поможет изыскать оптимальные исходные
материалы и выбрать наиболее эффективные технологические методы
изготовления, обработки и упрочнения трибологических материалов
(включая смазочные материалы и присадки к ним) и обеспечить надлежа-
щий режим эксплуатации, ремонта и обслуживания машин.
Авторы будут признательны всем читателям за присланные замечания
и предложения по дальнейшему усовершенствованию учебника "Основы
трибологии", которые будут учтены при подготовке следующего издания.
Глава 1
ВВЕДЕНИЕ В ТРИБОЛОГИЮ И ПРЕДМЕТ ТРИБОЛОГИИ
1.1. ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Трибология - наука о трении, износе, смазке и взаимодействии
контактирующих поверхностей при их взаимном перемещении. Название
этой научной дисциплины образовано от греческих слов "трибос" - трение
и "логос" - наука. Она охватывает теоретические и экспериментальные
исследования физических (механических, электрических, магнитных,
тепловых), химических, биологических и других явлений, связанных с
трением, изнашиванием и ^мазкой. Как наука, трибология имеет научно-
технические разделы: 1риботехнику, трибофизику, трибохимию,
триботехническое материаловедение, трибоинформатику и др.
Трибомутация - одно из явлений процессов физико-химической
механики, проявляющееся при изменении свойств материалов вследствие
контактного взаимодействия и изнашивания при трении, связанное с
атомарным перемещением частиц материалов в поверхностном слое под
влиянием силовых и тепловых воздействий.
Триботехника - прикладной раздел трибологии, который охватывает
конечную стадию процесса создания трибосопряжений (узлов, деталей и
элементов пар трения) с учетом достижений трибоанализа, трибоматериа-
ловедения и триботехнологии.
Принципы триботехники находят отражение в методах расчета и
конструирования, изготовления, испытания, смазки, эксплуатации,
диагностирования и ремонта узлов трения и изнашивающихся тел.
Трибосистема - сложная термодинамическая система, образуемая при
взаимодействии трущихся тел, а также промежуточной среды и части
окружающей среды. Это совокупность всех участвующих в процессах
трения, изнашивания и теплообразования элементов их свойств и связей,
параметров, воздействующих на эти элементы извне, а также характеристик
трения, изнашивания и теплообразования.
Трибосопряжение - сложная термодинамическая система, в которой
происходит преобразование энергии механического движения в другие
виды, в основном менее упорядоченные - теплоту, колебания и т.д. - и
передача преобразованной энергии внешней среде.
Трибоанализ - раздел трибологии, охватывающий проблемы накопления
и систематизации научной информации о фундаментальных исследованиях
основных трибологических процессов с целью прогнозирования
результатов контактного взаимодействия твердых тел при трении,
изнашивании и смазке в заданных условиях.
16
Глава 1. Введение в трибологию
Трибометрия - раздел трибологии, изучающий методы проведения
испытаний на трение, изнашивание при сухом трении и смазке, метрологи-
ческие требования к этим испытаниям, оборудование (например,
адгезиометры, твердомеры, профилографы, машины трения для модельных
испытаний, испытательные стенды и типовые системы для натурных
триботехнических испытаний), датчики, усилители, регистрирующие
приборы и методы оценки погрешности экспериментов и испытаний.
К трибометрии относятся: анализ условий равновесия, вероятность
возникновения в тех или иных точках реакционных сил, возможность
проявления на контакте сил диссипативного характера - сил трения,
особенно при основных видах движения (скольжении, качении). Примени-
тельно к задачам трения, изнашивания, смазки и теплообразования
рассматриваются законы сохранения энергии, импульса, а также
механическое подобие, релаксационные колебания при трении, знако-
переменное трение и др.
Трибодиагностика - это совокупность методов и средств контроля и
управления за состоянием фрикционно-износных характеристик деталей
и узлов трения. Наиболее часто применяются следующие методы:
акустоэмиссионные (акустоэлектрические), радиоактивные, электрофизи-
ческие (по интенсивности и амплитудно-частотному спектру трибоЭДС
и магнитной индукции), температурные (термопары, оптические
пирометры), виброакустические, феррографические и т.д.
Трибомониторинг - раздел трибологии, включающий трибометрию и
трибодиагностику. Он охватывает методы и средства измерения основных
параметров фрикционного взаимодействия: силы (момента) трения, износа,
температуры, шероховатости, волнистости, контурной и фактической
площади касания, контактной деформации и сближения, электрической
проводимости - является основой всех видов экспериментальных
(модельных, натурных, эксплуатационных) исследований (испытаний) в
триботехнике. В последние годы начинают широко применяться
компьютерные методы регистрации и обработки исследуемых параметров.
Триботехническое материаловедение - раздел трибологии, изучающий
поведение материалов при трении, изнашивании и смазке (изменение
структурно-фазовых особенностей поверхностных слоев металлов, сплавов,
композитов, полимеров и других материалов под воздействием силы
трения, изнашивания, температуры трения, окружающей и смазочной
среды и других производных от них факторов). Разрабатывает принципы
создания триботехнических материалов, обеспечивающих высокую
надежность в эксплуатации. Оценивает специфическую взаимосвязь меж-
ду физико-химическими закономерностями трения и триботехническими
свойствами материалов.
Интенсивность разрушения поверхностных слоев материалов при
трении (износ), как правило, мало зависит от исходных объемных
прочностных свойств материалов. Структура и фазовый состав в тонком
поверхностном слое всегда отличны от исходных свойств материалов.
Основные термины и определения
17
Исходные свойства материалов рекомендуется подбирать таким образом,
чтобы в результате контактного взаимодействия при трении с учетом
тепловыделения и физико-химического взаимодействия с материалом
контртела и окружающей средой создавался и воспроизводился на
поверхности трения рабочий слой со специфическими триботехническими
свойствами, так называемое "третье тело".
Триботехнология - это раздел трибологии, изучающий триботехничес-
кие аспекты формообразования деталей пары трения, обработки
материалов разрушающими и деформирующими способами, возможности
достижения требуемых свойств поверхности трения узлов и деталей за счет
различных упрочняющих методов и нанесения специальных покрытий и
т.п.
"Третье тело" - рабочий слой, создающийся в зоне фрикционного
взаимодействия контактирующих тел, в котором расположены фрикцион-
ные связи, а также запоЬняющие пространство между ними смазочный
материал и продукты 'износа. Таким образом, зона фрикционного
взаимодействия по И.В. Крагельскому рассматривается как "некое
физическое тело”, имеющее малую толщину и обладающее особыми
свойствами, отличны ми От свойств исходных тел.
Тепловая динамика трения и изнашивания - теоретическая и эксперимен-
тальная методика расчета выходных, рабочих характеристик, трибосопря-
жений, работающих в нестационарных режимах трения (по скорости
скольжения, нагрузке и температуре на дискретной поверхности трения),
позволяющая связать динамику процесса с непрерывно изменяющимися
фрикционно-износными характеристиками материалов пары трения.
Антифрикционные материалы - материалы, используемые для работы
в несущих или направляющих узлах трения (подшипниках скольжения,
радиальных и торцовых уплотнениях). Определение по функциональному
признаку позволяет более точно установить отличие этих материалов от
фрикционных материалов, так как диапазоны значений
коэффициентов трения для них иногда могут перекрываться. Принято
считать, что коэффициент трения антифрикционных материалов при
наличии смазки составляет 0,001...0,05, а без нее 0,004...0,3. Диапазон
условий применения антифрикционных материалов зависит от их состава
и, в первую очередь, обусловлен физическими свойствами входящих в них
базовых материалов (матрицы материала или связующего) и
специфических антифрикционных наполнителей. Для этих целей
используют металлические, порошковые, пористые спеченные с после-
дующей пропиткой, твердосплавные, полимерные, древесные, графитовые
и другие базовые материалы. Антифрикционные наполнители - твердые
кристаллические материалы со сложными решетками, легкоплавкие или
пластичные материалы, некоторые полимеры, например, фторопласты,
графит, дисульфид молибдена и вольфрама и ряд других. Антифрикци-
онные материалы применяют как в видеобмшшисздй^тодия# и в виде
тонких покрытий.
18
Глава 1. Введение в трибологию
При выборе материала контртела (обычно стали с различной
термической обработкой поверхности трения) для данного антифрикцион-
ного материала следует учитывать условия совместимости.
Совместимость - способность двух или нескольких материалов
выполнять совместно заданные функции в узлах трения. При этом не
должны ухудшаться их эксплуатационные свойства (по коэффициенту
трения и износу) и эффективность работы детали, узла или трибосопряже-
ния в целом ни в процессе эксплуатации, ни при хранении. Совместимость
компонентов необходимо учитывать при создании материалов, при
подборе материалов пар трения и смазочных материалов.
Совместимость антифрикционных и фрикционных материалов - это
способность этих материалов работать без схватывания с материалом
контртела при трении. Она оценивается по предельно допустимым
нагрузкам, скоростям, температурам в зоне трения, превышение которых
приводит к схватыванию, большому износу и нестабильному коэффици-
енту трения.
Совместимость смазочных материалов - это способность двух или
нескольких смазочных материалов смешиваться без ухудшения их
служебных характеристик при использовании в узлах трения и при
хранении.
Фрикционные материалы - материалы, предназначенные или исполь-
зуемые для работы в узлах трения, передающих или рассеивающих
кинетическую энергию движущихся масс (в тормозах, муфтах, сцеплениях,
демпферах, вариаторах и др.).
Эффективность работы таких материалов в значительной степени
определяется величиной и стабильностью коэффициента трения, а также
их износостойкостью. Фрикционные материалы применяются как при
сухом трении, так и при трении со смазкой.
Диапазон применения фрикционных материалов связан с их составом,
в первую очередь, с физическими свойствами базовых материалов и
специфических наполнителей. Наиболее широкое применение имеют
фрикционные полимерные материалы (пластмассы) на каучуковом,
смоляном и комбинированном каучуко-смоляном связующем и порошко-
вые материалы на железной, медной и никелевой основах. В качестве
контртела обычно используют фрикционные серые и легированные чугуны,
а также различные стали и сплавы. При выборе сочетания материалов в
паре трения надо учитывать условия их совместимости.
Последнее десятилетие начали широко применяться в качестве
фрикционных материалов углеродные фрикционные композиционные
материалы. Особенно успешно они используются в одноименной паре
трения в многодисковых колесных тормозах самолетов.
Основные термины и определения
19
Трение и изнашивание
Основные термины
Внешнее трете - явление сопротивления относительному перемеще-
нию, возникающее между двумя телами в зонах соприкосновения их
поверхностей по касательным к ним.
Внутреннее трение - явление сопротивления относительному
перемещению частиц одного и того же тела.
Изнашивание — процесс отделения материала с поверхности твердого
тела при трении и (или) увеличения его остаточной деформации,
проявляющийся в постепенном изменении размеров и (или) формы тела.
Износ - результат изнашивания, определяемый в установленных
единицах (значение износа может выражаться в единицах длины, массы
и др.). ,
Виды и характеристики внешнего трения, классификация
По наличию относительного движения
Трение лтжоя-трениедвухтел при микросмещении без макросмещения.
Трение движения - трение двух тел, находящихся в относительном
движении.
По характеру относительного движения
Трение скольжения - трение движения, при котором скорости
соприкасающихся тел в точках касания различны по значению и (или)
направлению.
Трение качения - трение движения, при котором скорости соприкасаю-
щихся тел одинаковы по значению и направлению, по крайней мере в
одной точке зоны контакта.
Трение качения с проскальзыванием - трен ие движения двух соприкасаю-
щихся тел при одновременном трении качения и скольжения в зоне
контакта.
По наличию смазочного материала
Трение без смазочного материала (сухое трение) - трение двух тел при
отсутствии на поверхности трения введенного смазочного материала всех
видов.
Трение со смазочным материалом - трение двух тел при наличии на
поверхностях трения введенного смазочного материала всех видов.
Сила трения - сила сопротивления при относительном перемещении
одного тела по поверхности другого под действием внешней силы,
тангенциально направленная к общей границе между двумя телами.
Наибольшая сила трения покоя - сила трения покоя, превышение
которой ведет к началу макросмещения.
Коэффициент трения - отношение силы трения между двумя телами
к нормальной силе, прижимающей эти тела друг к другу.
Скорость скольжения - разность тангенциальных скоростей тел в
точках их касания при скольжении.
20
Глава 1. Введение и трибологию
Поверхность трения - поверхность тела, участвующая в трении.
Виды и характеристики изнашивания, классификация
Механическое изнашивание - изнашивание в результате механических
воздействий.
Абразивное изнашивание - механическое изнашивание материала в
результате режущего или царапающего действия твердых тел или твердых
частиц.
Гидроабразивное (газоабразивное) изнашивание - изнашивание в
результате воздействия твердых тел или твердых частиц, увлекаемых
потоком жидкости (газа).
Гидрозрозионное (газоэрозионное) изнашивание - изнашивание
поверхности в результате воздействия потока жидкости или газа.
Усталостное изнашивание - механическое изнашивание в результате
усталостного разрушения при повторном деформировании микрообъемов
материала поверхности трения (усталостное изнашивание может
происходить как при качении, так и при скольжении).
Кавитационное изнашивание - механическое изнашивание при движении
твердого тела относительно жидкости, при котором пузырьки газа
захлопываются вблизи поверхности, что создает местное высокое ударное
давление или высокую температуру.
Изнашивание при фреттинге; фреттинг - механическое изнашивание
соприкасающихся тел при колебательном относительном микросмещении.
Изнашивание при заедании - изнашивание в результате схватывания,
глубинного вырывания материала, переноса его с одной поверхности
трения на другую и воздействия возникших неровностей на сопряженную
поверхность.
Коррозионно-механическое изнашивание - изнашивание в результате
механического воздействия, сопровождаемого химическим и (или)
электрохимическим взаимодействием материала со средой.
Окислительное изнашивание - коррозионно-механическое изнашива-
ние, при котором преобладает химическая реакция материала с кислородом
или окисляющей средой.
Изнашивание при фреттинг-коррозии; фрепипинг-коррозия -
коррозионно-механическое изнашивание соприкасающихся тел при
малых колебательных относительных перемещениях.
Электроэрозионное изнашивание - изнашивание поверхности в
результате воздействия разрядов при прохождении электрического тока.
Скорость изнашивания - отношение значения износа к интервалу
времени, в течение которого он возник. (Различают мгновенную - в
определенный момент времени - и среднюю - за определенный интервал
времени - скорость изнашивания.)
Интенсивность изнашивания-отношение значения износа к обусловлен-
ному пути, на котором происходило изнашивание, или к объему
выполненной работы. Единицы объема выполненной работы выбираются
Основные термины и определении
21
в каждом конкретном случае. (Различают мгновенную и среднюю интенсив-
ность изнашивания.)
Явления и процессы при трении и изнашивании
Скачкообразное движение при трении-явление чередования относитель-
ного скольжения и относительного покоя или чередование увеличения и
уменьшения относительной скорости скольжения, возникающее самопроиз-
вольно при движении (например, движение, возникающее вследствие
автоколебаний при понижении коэффициента трения с увеличением
скорости скольжения).
Схватывание при трении; схватывание - явление местного соединения
двух твердых тел, происходящего при трении вследствие действия
молекулярных сил.
Перенос материала - явление при трении твердых тел, состоящее в том,
что материал одного тела соединяется с другим и, отрываясь от первого,
остается на поверхности второго.
Заедание-процесс возникновения и развития повреждений поверхнос-
тей трения вследствие схватывания и переноса материала (заедание может
завершаться прекращением относительного движения).
Задир - повреждение поверхности трения в виде широких и глубоких
борозд в направлении скольжения.
Царапание - образование углублений на поверхности в направлении
скольжения при воздействии выступов тела или твердых частиц.
Отслаивание - отделение с поверхности трения частиц материала в
форме чешуек при усталостном изнашивании.
Выкрашивание - образование ямок на поверхности трения в результате
отделения частиц материала при усталостном изнашивании.
Приработка (процесс) - процесс изменения геометрии поверхностей
трения и физико-механических свойств поверхностных слоев материала
в начальный период трения, обычно проявляющийся при постоянных
внешних условиях в уменьшении силы трения, температуры и интенсивнос-
ти изнашивания.
Смазка и смазочные материалы
Основные термины
Смазка - действие смазочного материала, в результате которого
уменьшаются износ, повреждения поверхности и (или) сила трения.
Смазывание-подведение смазочного материала к поверхности трения.
Смазочный материал-материал, вводимый на поверхности трения для
уменьшения износа, повреждений поверхностей и (или) силы трения.
Виды смазки, классификация
Смазка при различном физическом состоянии смазочного материала
Гчзовая смазка - смазка, при которой разделение поверхностей трения
деталей, находящихся в относительном движении, осуществляется газовым
смазочным материалом.
22
Глава 1. Введение в трибологию
Жидкостная смазка - смазка, при которой разделение поверхностей
трения деталей, находящихся в относительном движении, осуществляется
жидким смазочным материалом.
Твердая смазка - смазка, при которой разделение поверхностей трения
деталей, находящихся в относительном движении, осуществляется твер-
дым смазочным материалом.
Гидродинамическая смазка - жидкостная смазка, при которой полное
разделение поверхностей трения осуществляется в результате давления,
самовозникающего в слое жидкости при относительном движении
поверхностей.
Гидростатическая смазка - жидкостная смазка, при которой полное
разделение поверхностей трения деталей, находящихся в относительном
движении или покое, осуществляется жидкостью, поступающей в зазор
между поверхностями под внешним давлением.
Газодинамическая смазка - газовая смазка, при которой полное
разделение поверхностей трения осуществляется в результате давления,
самовозникающего в слое газа при относительном движении поверхностей.
Эластогидродинамическая смазка - смазка, при которой трение и
толщина пленки жидкого смазочного материала между двумя поверхностя-
ми, находящимися в относительном движении, определяются упругими
свойствами материалов, а также реологическими свойствами смазочного
материала.
Граничная смазка - смазка, при которой трение и износ между
поверхностями, находящимися в относительном движении, определяются
свойствами поверхностей и свойствами смазочного материала, отличными
от объемной вязкости.
Полужидкостная (смешанная) смазка - смазка, при которой осу-
ществляется частично гидродинамическая, частично граничная смазка.
Смазывание, классификация
По повторности использования смазочного материала
Циркуляционное смазывание - смазывание, при котором смазочный
материал после прохождения по поверхности трения вновь подается к ней
механическим способом.
Ресурсное смазывание - одноразовое смазывание на ресурс узла перед
началом работы.
Одноразовое проточное смазывание - смазывание, при котором
смазочный материал периодически или непрерывно подводится к
поверхности трения и не возвращается в смазочную систему.
По способу подачи смазочного материала к поверхности трения
Смазывание под давлением - смазывание, при котором смазочный
материал подается к поверхности трения под давлением.
Основные термины и определения
23
Смазывание погружением - смазывание, при котором поверхность
трения частично постоянно или периодически погружена в ванну с жидким
смазочным материалом.
Смазывание кольцом -смазывание, при котором смазочный материал
подается к поверхностям трения кольцом, увлекаемым во вращение валом.
(Смазывание может осуществляться свободным или закрепленным на валу
кольцом.)
Капельное смазывание- смазывание, при котором к поверхности трения
подается жидкий смазочный материал в виде капель через равные
промежутки времени.
Смазывание масляным туманом - смазывание, при котором смазочный
материал подается к поверхности трения в виде легкого или густого
тумана, образуемого путем введения смазочного материала в струю
воздуха или газа.
Смазывание набивкой j-смазывание, при котором жидкий смазочный
материал подается на большом участке поверхности трения с помощью
соприкасающегося с н£ей смазываемого материала, обладающего
капиллярными свойствами.
Фитильное смазывание- смазывание, при котором жидкий смазочный
материал подается к поверхности трения с помощью фитиля.
Ротапринтное смазывание- смазывание, при котором на поверхность
детали наносится твердый смазочный материал, отделяющийся от
специального смазывающего твердого тела, прижимаемого к поверхности.
Смазывание твердым покрытием - смазывание, при котором на
поверхность трения до работы детали наносится смазочный материал в
виде твердого покрытия.
Основные характеристики смазочных материалов
Индекс вязкости- безразмерная величина, определяемая по установлен-
ной шкале и характеризующая изменение вязкости масла в зависимости
от температуры. (Высокий индекс вязкости указывает на сравнительно
незначительное изменение вязкости в зависимости от температуры, и
наоборот.)
Вязкость - объемное свойство жидкого, полужидкого или полутвердого
вещества оказывать сопротивление при течении. Вязкость уменьшается
при повышении температуры.
Смазочная способность - свойство смазочного материала снижать износ
и силу трения, не зависящее от его вязкости.
Совместимость смазочных материалов; совместимость - способность
двух или нескольких смазочных материалов смешиваться между собой без
ухудшения их эксплуатационных свойств и стабильности при хранении.
Коясистиеиция-свойствопластичныхсмазочныхматериалов оказывать
сопротивление деформации при внешнем воздействии.
Составляющие смазочного материала
Базовое масло - масло, к которому добавляется одна или несколько
присадок с целью получения готового продукта.
Присадка - вещество, добавляемое к смазочному материалу для
придания ему новых свойств или усиления существующих.
24
Глава 1. Введение в трибологию
Связующее твердого смазочного материала; связующее - вещество,
способствующее сцеплению частиц твердого смазочного материала между
собой и с поверхностью трения.
Виды смазочного материала:
газообразный;
жидкий;
масло;
пластичный;
твердый;
с присадкой;
минеральный;
нефтяной;
растительный;
животный;
синтетический.
Присадки
Антикоррозионная присадка - присадка, препятствующая, ограничиваю-
щая или задерживающая время развития коррозии смазываемых
металлических поверхностей.
Антиокислительная присадка - присадка, препятствующая, ограни-
чивающая или задерживающая время окисления смазочного материала.
Противоизноснаяприсадка-присадка,препятствующая или уменьшаю-
щая скорость или интенсивность изнашивания трущихся поверхностей.
Противозадирная присадка- присадка, препятствующая или задержи-
вающая заедание трущихся поверхностей. (Иногда эту присадку называют
присадкой для сверхвысоких давлений.)
Депрессорная присадка - присадка, понижающая температуру
застывания жидкого смазочного материала.
Присадка, улучшающая индекс вязкости - присадка, обычно полимер,
уменьшающая зависимость вязкости от температуры и увеличивающая в
связи с этим индекс вязкости масла.
Противопенная присадка - присадка, уменьшающая или препятствую-
щая образованию стойкой пены в жидком смазочном материале.
Моющая присадка - поверхностно-активное вещество, помогающее
удерживать твердые частицы в масле во взвешенном состоянии.
Диспергирующая присадка- присадка к жидкому смазочном материалу,
повышающая дисперсность нерастворимых загрязнений и стабильность
суспензий преимущественно при низких температурах.
Многофункциональнаяприсадка-присадка, улучшающая одновремен-
но несколько свойств смазочного материала.
Композиция присадок — смесь нескольких присадок, готовых к
добавлению в смазочный материал.
Краткая историческая справка
25
1.2. КРАТКАЯ ИСТОРИЧЕСКАЯ СПРАВКА О ВОЗНИКНОВЕНИИ
И РАЗВИТИИ ТРИБОЛОГИИ
Уже начальный период развития инженерной мысли был ознаменован
такими гениальными открытиями в трибологии, как получение огня
трением (эпоха палеолита), замена трения скольжения трением качения
(изобретение колеса в IV тысячелетии до н.э.), создание конструкций
подшипников скольжения в древних колесницах, которые несомненно
смазывались (в гробнице Юки и Туйи была найдена колесница, на оси
которой даже сохранился смазочный материал, нанесенный до 1400 г. до
н.э.).
В начале I тысячелетия до н.э. появились блоки, ставшие важным
элементом подъемных механизмов, а около 700 лет до н.э. изобретен
полиспаст, который является ничем иным, как вариантом канатной
передачи, т.е. типичным фрикционным механизмом. Марк Витрувий
Поллион описал деревянный роликовый подшипник, а также мельницы
с различными узлами трения (подшипниками, зубчатыми передачами),
существовавшими в I веке до н.э.
Длительное время прогресс в трибологии был весьма незначителен, но
общий подъем в эпоху Ренессанса сказался,и на ее развитии.
В конце XV века проблемами трения заинтересовался гениальный
художник, ученый и инженер Леонардо да Винчи (1452-1519 гт.). Он провел
исключительно корректно поставленные эксперименты по исследованию
трения, результаты которых сохранились в недавно обнаруженном
Мадридском кодексе.
Леонардо да Винчи установил, что сила трения зависит от материала
соприкасающихся поверхностей, от степени их обработки и не зависит от
площади соприкасающихся поверхностей, она прямо пропорциональна
нагрузке, прижимающей одно трущееся тело к другому и может быть
уменьшена путем введения промежуточных тел качения (шариков или
роликов) или смазочных материалов между трущимися поверхностями.
Сила, необходимая для того, чтобы сдвинуть тело, лежащее на горизон-
тальной плоскости, согласно результатам исследований Леонардо да
Винчи, составляет порядка 1/4 его веса.
Замечательный французский исследователь Гильом Амонтои
(1663-1705 гт.) по результатам проведенных им экспериментов сформули-
ровал основные законы трения (законы Амонтона) - пропорциональность
силы трения нормальной нагрузке и независимость силы трения от
площади контакта трущихся тел. Г. Амонтон, подтвердивший его
результаты Ф. деля Гир, и их последователи связывали возникновение
трения с зацеплением неровностей поверхностей контактирующих тел и
подъемом тел по этим неровностям или их деформированием при
относительном перемещении твердых тел.
Несколько позже А. Паран (1666-1716 гг.) установил, что при движении
тела по наклонной плоскости с углом а отношение тангенциальной силы
к нормальной (коэффициент трения) равно tga. Это позволило рассматри-
26
Глава 1. Введение в трибологию
вать трение как результат подъема одного трущегося тела по неровностям
другого, моделируемым в виде наклонных плоскостей, и связать потери
на трение с углом наклона неровностей контактирующих тел.
Англичанин Дж. Т. Дезагюлье (1683-1744 гг.) предположил, что трение
в значительной степени определяется адгезией контактирующих тел по
поверхности контакта. Однако большинство ученых того времени
придерживалось представления о том, что причиной трения является
подъем одного трущегося тела по неровностям другого. Таких же
механических представлений придерживался Л. Эйлер (1707-1783 гг.),
получивший в 1745 г. уравнения для расчета коэффициента трения тела,
равноускоренно спускающегося по наклонной плоскости. Он же развил
теорию трения гибкой нити о круглый цилиндр.
Следует отметить, что еще в 1722 г. Ф. де Камю установил различие
между трением твердых тел при страгивании и установившемся скольже-
нии. В 1758 г. Я.А. Сегнером были введены понятия трения покоя и трения
движения.
Важнейшим этапом в развитии трибологии явились работы знаменито-
го французского инженера и физика Шарля Огюстена Кулона
(1736-1806 гг.). Блестяще владея экспериментальной техникой, он
всесторонне изучал трение скольжения, качения и верчения. Полученные
Ш. Кулоном результаты позволяют по праву считать его основателем
современной трибологии. Ш. Кулон установил, что сила трения состоит
из двух составляющих, одна из которых пропорциональна внешней
нагрузке, а другая - не зависит от нее, хотя эту составляющую он считал
незначительной. Он также показал, что продолжительность контакта
влияет на силу трения и этим объяснил различие между трением покоя и
трением движения, а также выполнил первые систематические исследова-
ния трения качения.
Если XVIII век - век Ш. Кулона, Д. Дезагюлье и Л. Эйлера был
ознаменован существенными достижениями в изучении трения без
смазочного материала, то XIX век был веком, когда были сделаны
крупнейшие открытия, положившие основы теории гидродинамической
смазки.
В 1847 г. Г.А. Хирн (1815-1890 гг.) на основании тщательных, хорошо
продуманных экспериментов установил, что трение в подшипниках
скольжения, смазанных как растительными и животными, так и нефтяными
маслами, не подчиняется закону Амонтона для твердых тел, а зависит от
некоторой величины, характеризующей каждое исследуемое масло и
уменьшающееся с ростом температуры.
В 1883 г. была опубликована статья Н.П. Петрова (1836-1920 гг.)
"Трение в машинах и влияние на него смазывающей жидкости", в которой
были изложены основы гидродинамической теории смазки. Н.П. Петровым
было установлено, что сопротивление относительному перемещению при
вращении одного цилиндра в другом, концентричном первому, разделен-
ных тонким слоем смазочной жидкости, определяется внутренним трением
Краткая историческая справка
27
этой жидкости. Он вывел простую формулу для расчета силы трения на
поверхности шипа, связывающую эту величину с вязкостью масла. Впервые
в истории науки о трении удалось связать силу трения с фундаментальной
характеристикой материала (в данном случае - с вязкостью масла).
Формула Н.П. Петрова до настоящего времени используется для оценки
силы трения в подшипниках скольжения.
Работы Г.А. Хирна и особенно Н.П. Петрова позволили отказаться от
применения в узлах трения растительных масел и перейти к более дешевым
н эффективным маслам нефтяного происхождения, осуществляя их подбор
по критерию вязкости.
Следует отметить, что в 1880-1881 гг. Д.И. Менделеев разработал
научные основы производства смазочных масел из мазута тяжелых
кавказских нефтей.
Всего через полгода после публикации упомянутой работы Н.П. Петро-
ва английский исследователь Б. Тауэр (1845-1904 гг.) установил, что в слое
жидкости при вращении вала, разделяющем цапфу вала и подшипник,
развивается давление, превышающее давление от внешней нагрузки.
Исследования Б. Тауэра легли в основу теории, разработанной английским
механиком О. Рейнольдсбм (1842-1912 гг.), который в 1886 г. зачитал
Королевскому обществу Доклад "Гидродинамическая теория смазки и ее
приложение к экспериментам Б. Тауэра", опубликованный в этом же году.
В этой знаменитой работе О. Рейнольдс на базе основных уравнений
гидродинамики получил приближенное дифференциальное уравнение
распределения давлений в смазочном слое, разделяющем вращающийся
шип и подшипник. Это фундаментальное уравнение, известное во всем
м ире как уравнение Рейнольдса, до сих пор является основным уравнением
гидродинамической теории смазки.
Дальнейшее развитие теории и Практики гидродинамической смазки
в XX веке связано с именами Н.Е. Жуковского, С.А. Чаплыгина,
А.И. Зоммерфельда, Р. Штрибека, М. Герси, Л .К. Гюмбеля, А.К. Дьячкова,
М.В. Коровчинского, X. Кшениньского-Фреды, С.М. Захарова и др.
Теорию смазки в условиях, когда гидродинамический эффект не может
проявиться и разделение трущихся поверхностей осуществляется
тончайшим слоем продуктов взаимодействия активных компонентов
смазочного материала с материалами поверхностных слоев трущихся тел,
в 1919-1934 гг. разработал У.Б. Харди (1864-1934 гг.). Этот вид смазки
получил название граничной. В последующие годы большую роль в
дальнейшем развитии теории граничной смазки сыграли работы
Б.В. Дерягина, А.С. Ахматова, Ф.П. Боудена, Д. Тейбора, Г.В. Виноградо-
ва, Г.И. Фукса, Р.М. Матвеевского, Ч. Кайдаса, И.А. Буяновского и др.
Открытие П.А. Ребиндером (1898-1972 гг.) эффекта адсорбционного
понижения прочности твердых тел позволило понять, что в процессе трения
при граничной смазке активно участвует не только адсорбционный слой,
но и тончайшие поверхностные слои трущихся тел, свойства которых
изменяются под действием активных компонентов смазочного материала.
28
Глава 1, Введение в трибологию
Это явление детально изучено П.А. Ребиндером, В.И. Лихтманом,
Б.Д. Щукиным, Г.И. Фуксом и др.
Весьма перспективна возможность значительного улучшения
фрикционно-износных характеристик некоторых пар трения при
граничной смазке за счет реализации эффекта избирательного переноса,
открытого Д.Н. Гаркуновым и И.В. Крагельским в 1965 г. Следует
отметить еще две работы отечественных трибологов, также удостоенных
дипломами за открытия: эффекта аномально низкого трения при
бомбардировке ядрами гелия некоторых материалов (А.А. Силин,
М.А. Тальрозе, Е.А. Духовской и др.) и явления водородного изнашивания
(А.А. Поляков, Д.Н. Гаркунов).
XX век ознаменовался значительным прогрессом в изучении процессов
трения и изнашивания. Тщательные экспериментальные исследования
перехода контактирующих тел от покоя к относительному движению
позволили А.В. Верховскому в 1926 г. и одновременно Д.С. Рэнкину
установить эффект предварительного смещения. Новые экспериментальные
данные привели к возрождению представлений Д. Дезагюлье в виде так
называемых адгезионных теорий, разработанных независимо У.Б. Харди,
Г.А. Томлинсоном и отечественным ученым Б.В. Дерягиным. Авторы этих
теорий рассматривали трение как результат молекулярного взаимодействия
контактирующих поверхностей.
Г.А. Томлинсон в 1929 г. впервые рассчитал коэффициент трения
твердых тел исходя из затрат энергии при разъединении пар молекул
трущихся тел по площади их упругого контакта, так что число взаимо-
действующих пар молекул предполагалось функцией геометрии контакта,
упругих констант контактирующих тел и приложенной нагрузки. Однако
прямая пропорциональность площади упругого контакта и силы трения,
вытекающая из его теории, экспериментально не была подтверждена.
Большое влияние на дальнейшее развитие представлений о молекуляр-
ном механизме процесса внешнего трения оказали работы Б.В. Дерягина
(1902-1994 гт.), предложившего в 1934 г. свой вариант двучленного закона
трения, основанного на учете молекулярной шероховатости поверхности
твердых тел и на влиянии на трение молекулярного притяжения этих тел
по площади их фактического контакта. Теория Б.В. Дерягина оказала
большое влияние на все последующие попытки создания теории в любой
современной работе по трибологии.
В дальнейшем исследователи трения пошли по пути учета как
адгезионных, так и деформационных явлений во фрикционном контакте.
За рубежом получила распространение адгезионно-деформационная теория
трения, развиваемая кембриджской школой трибологов, возглавляемой
Ф.П. Боуденом (1903-1968 гг.). Было установлено, что в условиях
скольжения фактическая площадь контакта трущихся тел представляет
собой ничтожную часть номинальной их площади и что на участках
фактического контакта возникают высокотемпературные вспышки. Было
сформулировано положение о том, что адгезионное взаимодействие
Краткая историческая справка
29
трущихся тел приводит к возникновению между контактирующими телами
на микроучастках контакта "мостиков сварки", которые разрушаются и
вновь образуются по мере относительного перемещения этих тел, что в
значительной степени обусловливает сопротивление относительному
перемещению твердых тел, т.е. процесс трения. В то же время Ф.П. Боуден
и его школа учитывали деформационную составляющую силы трения в
виде "пропахивающей" составляющей для пластических тел и гистерезис-
ных потерь для упругих тел.
Опубликованная в 1950 г. фундаментальная книга Ф.П. Боудена и его
ближайшего сотрудника Д. Тейбора "Трение и смазка твердых тел", в
которой с позиций этих представлений был изложен практически весь
фактический материал, накопленный к этому времени, оказала большое
влияние на дальнейшее развитие трибологии.
В нашей стране адгезионно-деформационная теория трения развита
И.В. Крагельским (1908-1^92гг.) в виде молекулярно-механической теории.
Согласно этой теории, трение обусловлено как преодолением сил
молекулярного взаимодействия между контактирующими поверхностями,
так и формоизменением рельефа контактирующих тел в результате упругих
и пластических деформаций их поверхностных слоев. И.В. Крагельский
выдвинул представление б двойственной (молекулярной и механической)
природе трения. Для реализации внешнего трения сдвиговые деформации
должны быть сосредоточены в тончайших поверхностных слоях трущихся
тел, причем эти слои должны иметь меньшую прочность на сдвиг, чем
основной металл (правило положительного градиента сдвигового
сопротивления). При этом в процессе трения для каждого трибосопряжения
устанавливается некая оптимальная шероховатость поверхности.
На базе представлений о молекулярно-механической природе трения
И.В. Крагельский предложил уравнение для расчета коэффициента трения
как без смазки, так и при граничной смазке.
В этой связи очень важны исследования адгезионных явлений при
трении (Б.В. Дерягин, Д. Бакли и др.), схватывания (А.П. Семенов,
С.Б. Айнбиндер и др.). Отсюда вытекают высокоэффективные триботехно-
логии: сварка трением (С.Б. Чудинов и др.) и наплавка трением (Я.М. Кер-
шенбаум и др.); деформационные процессы при трении (Н.М. Михин,
Д. Тайбор и др.).
Одновременно с развитием адгезионно-деформационных теорий тре-
ния развиваются энергетические представления о трибологическом
процессе. Система трения как самоорганизующаяся система с привлечением
положений неравновесной термодинамики и синергетики лежит в основе
представлений Б.И. Костецкого и Л.И. Бершадского, а также Д.Н. Гарку-
нова, А. А. Полякова, Г. Польцера и др.
Интенсивно развивается также теория трения качения. Первые
фундаментальные исследования в этой области, как уже отмечалось, провел
Ш. Кулон в 1785 г. В 1876 г. вышла классическая работа О. Рейнольдса о
связи сопротивления качению с проскальзыванием на площадке контакта.
30
Глава 1. Введение в трибологию
Прогресс в развитии теории трения качения связан также с развитием
представлений о том, что в основе трения качения лежит явление
несовершенной упругости взаимодействующих тел (гистрезисные потери),
теории развиты Д. Тейбором, Д. Гринвудом и др. Значительный вклад в
развитиетрения качения принадлежит А.Ю. Ишлинскому, Н.И. Глаголеву,
К. Джонсону, С.В. Пинегину, А.В. Орлову, И.Г. Г орячевой, Ю.М. Лужнову
и др.
Поскольку процесс трения реализуется в контакте перемещающихся
друг относительно друга тел, понимание и, тем более, описание происходя-
щих при этом явлений невозможны без развития представлений о площади
фактического контакта этих тел. Начало этим представлениям положено
Г. Герцем в 1882 г. решением задачи об упругом контакте криволинейных
твердых тел. Работы Ф.П. Боудена и Д. Тейбора позволили установить,
что фактический контакт твердых тел из-за неизбежных неровностей
поверхностей имеет дискретный характер, и показать экспериментально,
что фактическая площадь контакта составляет весьма малую долю от
номинальной. Впрочем, дискретность контакта следовала уже из
представлений Г. Амонтона, Л. Эйлера и др., а Б.Ф. Белидор в 1731 г.
моделировал поверхности трения твердая тел множеством полусферичес-
ких выступов и впадин, которые, однако, предполагал абсолютно
жесткими.
Первые современные модели поверхностей трения были созданы
И.В. Крагельским (см. рис. 1.1). Они учитывали дискретность контакта,
распределение выступов по высоте и упругость шероховатого слоя. Ценные
теоретические и экспериментальные работы в этой области были
выполнены В.А. Журавлевым, П.Е. Дьяченко, Дж.Ф. Арчардом и др.
Значительный вклад в представления о фактической площади контакта
внесли Н.Б. Демкин, Э.В. Рыжов, Я.И. Рудзит и др.
Одновременно с развитием представлений о трении твердых тел шло
изучение процесса их изнашивания. Систематическое изучение изнашива-
ния началось с работ М. Фюхзеля в 1929 г., М. Финка в 1930 г., Р. Майлен-
дерома и К. Диеса в 1942 г. Основополагающие исследования в этой
области были проведены М.М. Хрущевым, И.В. Крагельским, Б.И. Кос-
тецким, Дж. Арчардом, Г. Краузе, Е. Зибелем и др. И. Барвелл и С. Стронг,
В. Хирт, Дж. Арчард и другие ученые развили адгезионную теорию
изнашивания.
Значительный прогресс в трибологии был достигнут при разработке
усталостной теории изнашивания. Ее создание связано с именами
Д.В. Конвисарова, И.В. Крагельского, Е.Ф. Непомнящего, Г.М. Харача,
Л. Розеану и др. Основная концепция этой теории заключается в
необходимости многократного фрикционного воздействия для разруше-
ния поверхностей трения, причем число этих воздействий выражается
количественно и зависит от напряженного состояния фрикционного
контакта. Теории изнашивания, основанные на энергетике этого процесса,
были разработаны В.Д. Кузнецовым, Б.И. Костецким, В.В. Федоровым,
Г. Фляйшером и др.
Краткая историческая справка
31
Фундаментальные исследования одного из наиболее опасных видов
изнашивания-абразивного, проведенные М.М. Хрущевым, М.А. Бабиче-
вым, М.М. Тенненбаумом, В.Н. Виноградовым, Г.М. Сорокиным,
В.В. Грибом и др., позволили связать характеристики этого процесса с
физико-механическими свойствами изнашиваемых материалов. Другие
виды изнашивания изучались Д.Н. Гаркуновым, А.П. Семеновым,
Г.Е. Лазаревым, С.Б. Ратнером, Г. Краузе и др.
Большое влияние на трибологические процессы оказывает тепловыделе-
ние во фрикционном контакте. Уже первобытный человек знал, что при
трении имеет место интенсивное тепловыделение, обеспечивающее
возгорание некоторых материалов. Представление о превращении
механической энергии в теплоту посредством трения введено в науку
Б. Румфордом еще в 1798 г. Дальнейшее развитие исследований в этой
области основано на работах классиков термодинамики Р. Майера,
Д. Джоуля, Г. Гельмгольца и Р. Клаузиуса. Создание расчетных методов
оценки фрикционного разогрева тел связано с именами X. Блока, Д. Егера,
Р. Хольма, В.С. Щедрова, М.В. Коровчинского, А.В. Чичинадзе и др.
В нашей стране А.В. Чичинадзе создано и развивается новое научное
направление в трибологии: тепловая динамика трения и износа фрикцион-
ных пар при сухом трении-и граничной смазке. Эта новая теория позволила
создать современные методы расчета и моделирования трения, изнашива-
ния и теплообразования во фрикционном контакте благодаря учету
взаимосвязи динамических процессов в машинах с теплообразованием в
узлах трения (см. гл. 7).
В 1961 г. Д.М. Толстой экспериментальным путем показал, что с
увеличением скорости скольжения поверхностей трения происходит их
взаимное отжатие в пределах их сближения при статическом нагружении.
В дальнейшем Ф.Р. Геккер и С.И. Хайралиев это явление оценили
расчетным путем.
Негативным явлением при трении является возникновение фрикцион-
ных автоколебаний, которые нарушают плавную работу машины с
фрикционными узлами. Исследованию этого явления посвящены работы
Б. Ван-дер-Поля в 1930 г., Н.Л. Кайдановского и С.Э. Хайкина в 1933 г.,
А.Ю. Ишлинского и И.В. Крагельского в 1944 г., В.А. Кудинова в 1958 г.,
Ю.И. Костерина в 1960 г., А.П. Амосова в 1973 г., О.С. Темиша в 1970 г.
В работе Ф.Р. Геккера и С.И. Хайралиева в 1992 г. для сухого трения были
даны оценки областей, в которых обеспечивается устойчивость скольже-
ния поверхностей трения без колебаний.
Влияние внешних вибраций, воздействующих на процесс трения,
рассматривался во многих работах. Г.Ю. Джалелидзе и И.И. Блехман в
1958 г. ввели понятие "эффективного коэффициента трения", которым они
оценивали снижение сил сопротивления взаимному смещению тел при
вибрациях. В более поздних работах В.Л. Вейца, В.А. Кудинова и др. было
показано, что такой сложный динамический процесс нельзя оценивать
только введением некоторого эффективного коэффициента трения.
32
Глава 1. Введение в трибологию
Начиная с работ М. Финка в 1930 г., проводятся исследования
трибохимических реакций в процессе окисления рабочих поверхностей
трущихся тел. Окисление при трении и роль кислорода в трибологическом
процессе исследовали Б.И. Костецкий, Г.В. Виноградов, И.В. Крагельский
и др.
Уже в первой половине XX века стало ясно, что классическая теория
гидродинамической смазки не может быть применена при расчете тяжело
нагруженных узлов трения и, прежде всего, зубчатых передач вследствие
того, что в этих условиях деформируются контактирующие тела и м еняется
вязкость масла. Учет действия этих факторов позволил расширить область
применимости теории жидкостной смазки на условия высоких давлений,
которые вызывают повышение вязкости смазочных материалов и упругую
деформацию контактирующих тел.
Эту эластогидродинамическую теорию смазки предложили и развили
отечественные ученые А.М. Эртель в 1939 г., А.Н. Грубин в 1949 г.,
А.И. Петрусевич в 1951 г., Д.С. Коднир в 1963 г., М.В. Коровчинский в
1964 г., И.А. Тодер в 1970 г. и зарубежные исследователи Д. Даусон и
Г.В. Хиггинсон в 1950 г., X. Кшеминьски-Фреда в 1969 г. и др.
Уточнениеэтойтеории и распространение ее наусловия неизотермичес-
кого течения смазки, неньютоновского поведения смазочного материала,
учет шероховатости поверхностей трения содержатся в трудах
Ю.Н. Дроздова, М.А. Галахова, Д.С. Коднира, В.Д. Данилова и др.
А.И. Петрусевич также явился основателем теории микроэластогидроди-
намики, т.е. эластогидродинамики на дискретных пятнах контакта, на
которых по мере утонения слоя жидкости создаются свои масляные пленки,
несущая способность которых обусловлена вытеканием масла с этих пятен
за счет повышения давления. Эта теория позволяет в значительной степени
уточнить трибологические расчеты тяжело нагруженных трущихся
сопряжений, работающих при смазке.
В XX веке в качестве маловязкой смазочной среды успешно стали
использовать газы. Первые работы в этой области были проведены еще
А. Хириом в 1854 г. и А. Кингсбюри в 1897 г. Современные исследователи
С.В. Пинегин, М.В. Коровчинский, Ю.Б. Табычников, А.В. Орлов и др.
развили теорию газодинамической смазки и разработали конструкции
нашедших широкое применение в технике подшипников с газовой смазкой.
Прохождение тока через токопроводящие подвижные контакты
оказывает заметное влияние на трибологические характеристики этих
узлов трения. Ценные исследования трибологических процессов при
прохождении через контакт электрического тока были проведены в разное
время Р. Хольмом, А.В. Чичинадзе, Н.К. Мышкиным, А.М. Маханько,
В.Я. Берентом, М.А. Махмеговым и др.
Важным этапом изучения явлений, происходящих при трении и
изнашивании, является воспроизведение реальных трибологических
процессов на лабораторных машинах и стендах. Для этого необходимы,
во-первых, создание специальной измерительной аппаратуры, во-
Краткая историческая справка
33
вторых, - разработка методов воспроизведения условий с натурного узла
трения на лабораторную модель и перенесение результатов, полученных
на модели, на натурные узлы трения.
Методы трибологических испытаний и лабораторные установки для
их реализации разрабатываются еще со времен Леонардо да Винчи. В
последние годы в связи с ужесточением условий, в которых приходится
работать (космический вакуум, агрессивные среды, высокие и низкие
температуры и т.д.), требования к испытательным машинам усложняются.
Вторая половина XX века ознаменована разработкой методов моделирова-
ния внешнего трения. Основоположниками этих работ в нашей стране были
И.В. Крагельский, В.С. Щедров, Г.И. Трояновская, Ю.Я. Изаксон,
А.В. Чичинадзе, Ю.А. Евдокимов, Э.Д. Браун и др.
Значительное влияние на трибологические процессы оказывают
конструкция узла трения, материалы трущихся тел и смазочные материалы.
В XX веке удалось повысить несущую способность узлов трения,
обеспечить их высокую долговечность и надежность, снизить материалоем-
кость и уменьшить энергетические потери в этих сопряжениях благодаря
оптимизации состава и структуры антифрикционных сплавов (М.М. Хру-
щев, Н.А. Буше, А.Д. Курицына и др.), созданию и применению углерод-
ных антифрикционных материалов, включая силицированные графиты
(Ю.Н. Васильев, 3. Бройде.Е^А. Марченко), антифрикционных самосмазы-
вающихся материалов типа АМАН (В.В. Коршак, И.А. Грибова,
А.П. Краснов и др.), металлополимерных систем (В.А. Белый, Ю.М. Плес-
качевский, А.И. Свиреденок и др.), углерод-углеродных композиционных
материалов (В.И. Костиков, М.В. Малютин, А.В. Суворов, В.В. Кулаков,
Г.Е. Лазарев, С.С. Коконин и др.).
Спецификой трибологии является также создание композиционных
материалов, используемых для обеспечения высокого трения в тормозах,
муфтах сцепления и т.д. Такими материалами являются фрикционные
полимерные материалы и порошковые материалы (Г.А. Георгиевский,
И.В. Крагельский, А.В. Чичинадзе, М.М. Бородулин, М.В. Левит,
В.П. Мигунов, С.С. Каконин, М.В. Малютин, В.Г. Иноземцев, Л.А. Вуко-
лов, А.В. Суворов и др.).
Большую роль в прогрессе триботехнического материаловедения и в
понимании механизма процесса трения сыграли исследования изменений
в поверхностных слоях трущихся тел в трибологическом процессе,
проведенные И.М. Любарским, Л.С. Палатником, Д.Н. Гаркуновым,
И.И. Гарбаром, Л.М. Рыбаковой, Л.И. Куксеновой, З.В. Игнатьевой,
Е.А. Марченко и др.
В последние годы разработаны эффективные методы упрочнения
поверхностей деталей машин, в частности вакуумные и ионоплазменные,
лазерные, электронно-лучевые, электроискровая технология (А.П. Семенов,
Н.А. Воронин, М.Х. Шоршоров, В.Я. Кершенбаум и др.).
Смазочный материал уже давно заслуженно признан полноправным
конструкционным компонентом узла трения. Поэтому трибология тесно
34
Глава 1. Введение в трибологию
связана с химмотологией, отраслью знаний о свойствах, качестве и
рациональном использовании топлив, смазочных материалов и специаль-
ных жидкостей.
В создании новых высокоэффективных смазочных материалов, изучении
механизма их действия и разработки теоретических основ химмотологии
большую роль сыграли отечественные исследователи Н.И. Черножуков,
К.С. Рамайя, Б.В. Лосиков, С.Э. Крейн, Г.И. Фукс, П.П. Санин, Ю.Н. Шех-
тер, Г.И. Шор, И.Г. Фукс, В.Л. Лашхи и др. Весьма актуальны исследова-
ния в области реологии смазочных материалов и полимеров, начало
которым положил еще Н.П. Петров, в XX веке эти исследования проводили
Г.В. Виноградов, Г.И. Фукс и др.
Обычно последствия трения негативны. Относительные размеры износа,
например, отношение потери массы машины или изделия вледствие износа
к ее первоначальной массе весьма малы, но могут привести к выходу из
строя машины или изделия в целом. Негативные явления от трения в узлах
машины связаны также с возникновением недопустимых вибраций,
которые при определенных условиях могут существенно влиять на
функциональные качества машин, вплоть до разрушения узлов трения.
Борьба с потерями энергии и выходом из строя машин и оборудования от
трения и износа во многих странах стала государственной задачей. В
первой половине XX века появляются профессиональные объединения,
например Американское общество инженеров-смазчиков в 1944г.В 1960г.
под председательством акад. А.Ю. Ишлинского был создан научный совет
по трению и смазкам Академии наук СССР, организовавший научные
исследования, научные конференции и опубликовавший материалы по этим
вопросам. Позже в конце 80-х годов этот совет был преобразован в
межведомственный научный совет по трибологии. В этот же период при
Международном Союзе научных и инженерных объединений (СНИО)
сначала был создан координационный совет по триботехнике, который
при содействии Российской инженерной академии (РИА) в начале 90-х
годов был преобразован в Ассоциацию инженеров-трибологов России
(АИТ). Во многих странах большие коллективы научных работников и
инженеров работают над проблемами трения и изнашивания. Этим
работам в передовых промышленно развитых странах уделяется
повышенное внимание на государственном и частном уровнях.
Как отдельный предмет трибология преподается во многих высших и
средних учебных заведениях в развитых странах. В США, Германии,
Франции, Японии, Великобритании, Нидерландах, Польше, Болгарии,
Чехии, Словакии и других странах созданы специализированные
исследовательские центры.
Координацию деятельности национальных научных и инженерных
трибологических обществ в Международном масштабе осуществляет
Международный совет по трибологии в Лондоне, Президентом которого
является П. Джост, заместитель Председателя комитета по науке и технике
парламента Виликобритании. Одним из аспектов деятельности Междуна-
Краткая историческая справка
35
родного совета является ежегодное присвоение высшей награды мировой
трибологии - Большой золотой медали. Этой медали удостоены трое
отечественных ученых (табл. 1.1).
Под руководством Международного совета по трибологии уже более
30 лет один раз в четыре года проводились международные конгрессы
"Eurotrib"(B 1981 г.вПольше.в 1985 г. во Франции, в 1989 г. в Финляндии,
в 1993 г. в Венгрии). В 1993 г. на "Eurotrib" в Венгрии в г. Будапеште было
принято решение о преобразовании конгрессов "Eurotrib" в конгрессы
"Worldtrib". Первый "Worldtrib" проведен в Великобритании, в Лондоне
в 1997 г. Следующий "Worldtrib" - в 2001 г. в Австрии, в Вене.
Актуальные задачи трибологии и триботехники рассматриваются в
многочисленных периодических изданиях. Например, в международном
журнале "Трение и износ" (Беларусь), в сборнике "Проблемы трения и
изнашивания" (Украина), а также в международных журналах "Wear"
("Износ") и "Tribology International" ("Международная трибология"), в
выходящем в США органе инженеров-смазчиков и трибологов "Tribology
Transactions", в немецком журнале "Tribologie und SchmierungstofTen",
польском - "Tribologia" и ряде специализированных журналов, выходящих
в других странах. Кроме того, проблемы трибологии достаточно широко
освещаются в таких журналах, как "Transactions of ASME" (Ser. F),
"Вестник машиностроения", "Химия и технология топлив и масел" и в ряде
других.
1.1. Список учевых, удостоенных Большой золотой медали по трибологии
Год при- суждения Имя лауреата (страна) Разделы трибологии
1972 Д. Тейбор (Великобритания) Трение и износ твердых тел
1973 X. Блок (Нидерланды) Исследования, приложение и обучение трибологии
1974 М.Д. Херси (США) Обучение, руководство, исследования
1975 И.В. Крагельский (СССР) Трение и износ
1976 Р.Л. Джонсон (США) Приложение в области авиации
1977 Ф.Т. Барвелл (Великобритания) Трение, смазка, изиос + приложение к железнодорожному транспорту
1978 Д.Д. Фуллер (США) Исследования и приложения смазки жид- кой пленкой
1979 Д Даусон (Великобритания) Эластогидродинамическая смазка и био- трибология
36
Глава 1. Введение в трибологию
Год при- суждения Имя лауреата (страна) Разделы трибологии
1980 М.Е, Мерчант (США) Резание металлов
1981 Н. Сода (Япония) Трение, смазка и износ
1982 Г.В Виноградов (СССР) Трение и износ. Реология
1983 А, Камерон (Великобритания) Исследование в области смазки. Образо- вание
1984 X, Пикси (ФРГ) Педагогическая и инженерная деятель- ность
1985 К. Джонсон (Великобритания) Механика контакта
1986 В.О. Винер (США) Температура поверхности. Реология сма- зочных сред
1987 Ф. Хирано (Япония) Фундаментальная трибология и ее прило- жения
1988 М. Годе (Франция) Частицы износа. Анализ "третьего тела"
1989 Г. Флейшер (ГДР) Энергетическое представление процессов трения и изнашивания
1990 Т. Сакураи (Япония) Трибология и трибомеханика
1991 А.В. Чичинадзе (Россия) Тормоза, муфты сцепления, трансмиссии
1992 Х.С. Ченг (США) Жидкостная и смешанная смазка
1993 К. Луде.ма (США) Износ
1994 Дж.М. Джордж (Франция) Поверхностные силы, молекулярные или наномасштабы
1995 С. Пытко (Польша) Промышленность
1996 В.Н. Константинеску (Румыния) Смазка жидкостная (газовая)
1997 Э. Рабинович (США) Трение и смазка
1998 Во Ехонсон (Швеция) Эластогидродина.мика
1999 Ж. Френе (Франция) Жидкостная смазка
Теория внешнего трения 37
1.3. ОСНОВНЫЕ ПОЛОЖЕНИЯ ТЕОРИИ ВНЕШНЕГО ТРЕНИЯ
Наука издавна стремилась решать различные частные задачи трения
с целью распространить это частное решение на все многообразие явлений
трения. В течение многих лет выдвигались и обосновывались различные
гипотезы и модели трения. Однако оказалось, что познать в известном
смысле сложную и сверхсложную систему (явление) - это значит разумно
упростить ее, сохраняя все необходимые и достаточные факторы. Такими
выдающим исяупрощениямиявиласьмодельдискретногоконтактирования
твердых тел при трении и гипотеза о двойственной природе фрикционного
контакта твердых тел, впервые сформулированные в России выдающимся
трибологом XX века И.В. Крагельским и развитые его учениками
Н.Б. Демкиным, Н.М. Михиным, Н.М. Добычиным, В.С. Комбаловым,
Е.Ф. Непомнящим и др; Важнейшим итогом этой международно
признанной многолетней работы отечественных специалистов-триболо-
гов является четкая картина процессов трения и изнашивания твердых тел,
охватывающая физические (включая механические) и химические
сопутствующие явления. По терминологии акад. П.А. Ребиндера трение
и изнашивание являются комплексными процессами физико-химической
механики.
Анализ предложенных модели и гипотезы позволил сформулировать
и рассмотреть три последовательных и взаимосвязанных этапа процесса
трения, а именно:
1) взаимодействие поверхностей с учетом влияния среды (на рис. 1.1
показаны пять видов фрикционного взаимодействия);
2) изменение поверхностных слоев в результате взаимодействия с учетом
влияния окружающей среды;
3) разрушение поверхностей (износ) вследствие двух предыдущих
этапов.
Эта первая знаменитая триада И.В. Крагельского легла в основу многих
последующих моделей при решении отдельных частных задач. Например,
она хорошо дополняется триадой А.В. Чичинадзе, которая регламентирует
следующие показатели трения и износа:
• свойства материалов пары трения и окружающей среды;
• микро-и макрогеометрию контактирующих элементов и коэффици-
ент взаимного перекрытия;
• режим трения по нагрузке, по скорости скольжения, по начальной,
текущей объемной и поверхностной температуре и градиенту температуры
по координате и времени.
Из явлений, сопровождающих трение, отметим два, оказывающих
наибольшее влияние на работоспособность подвижных сопряжений
различных машин и механизмов:
изнашивание контактирующих деталей подвижных сопряжений ма-
шин и механизмов;
выделение теплоты в процессе трения.
38
Глава 1. Введение в трибологию
Ряс. 1.1. Вады фрвкцяоввого взаимодействия по И.В. Крагельскому и тепловая модель
мякрокоигакта по Л.В. Чичинадзе:
1 - срез материала; II- пластичное оттеснение; III- упругое оттеснение; IV- схватывание
пленок; V-схватывание поверхностей; 1 и2-контактирующиетела; Р-нормальная нагрузка;
vra - скорость скольжения; Фг и - объемные температуры тела 1 и 2; 0' и Oj - средние
температуры поверхностей трения тела 1 и 2; бвсп - температурная вспышка на фактическом
пятне касания
Изнашивание деталей машин и его непосредственный результат - износ
являются непременным следствием процесса трения и основной причиной
выхода из строя деталей машин и механизмов.
Нагрев трущихся тел приводит к разрушению смазочных слоев,
разделяющих их контактирующие поверхности, к интенсификации
процесса изнашивания и выходу из строя узлов трения. В то же время
полезное использование теплоты от трения позволяет создавать новую
оптимальную структуру материалов в процессе трения и изнашивания, а
также выполнять технологические операции по термофрикционному
формированию поверхности трения, сварки деталей, форсированию
направленных физико-химических процессов.
Процесс трения в общем виде. Высокие реализуемые давления на
дискретных фактических контактах в сочетании со значительной
скоростью относительного перемещения трущихся тел (скольжения)
обусловливают значительные температуры в зонах касания, приводят к
существенным изменениям (с учетом влияния среды) свойств поверхнос-
тных слоев, вызывают значительные механические и температурные
напряжения в микро- и макрообъемах, способствуют протеканию
химических процессов с образованием вторичных соединений и структур,
активизируют взаимную диффузию. Такое взаимодействие поверхностей,
Актуальные задачи
39
как показал И.В. Крагельский, формирует так называемое "третье тело",
что существенно меняет, в первую очередь, молекулярную (адгезионную)
составляющую силы трения в двухчленном законе трения:
F = F + F
• * т т мол т мех ’
гдеFTM0J1- молекулярная составляющая силы трения; FTMex- механическая
(деформационная) составляющая силы трения.
Измененный тонкий поверхностный слой испытывает очень большие
деформации, его свойства в сочетании с объемными свойствами определя-
ют износостойкость и сдвиговые сопротивления (см. рис. 1.1).
Входные факторы сложного трибологического процесса следующие:
природа пар трения;
исходная шероховатость и волнистость тел;
промежуточная и окружающая среда;
нагрузка;
скорость относительного перемещен ия (скольжения, качения, верчения);
исходная температура. u
Внутренние факторы процесса трения следующие:
изменение свойств поверхностных слоев тел и поверхностных пленок;
изменение шероховатости и волнистости поверхности;
тепловыделение при трении (температура и температурный градиент
на микро- и макроуровне);
разрушение поверхностей в зоне трения (износ).
Выходными факторами являются:
сила или момент трения;
интенсивность изнашивания (линейная и массовая).
1.4. АКТУАЛЬНЫЕ ЗАДАЧИ ТРИБОЛОГИИ И ТРИБОТЕХНИКИ
Как известно, уже со второй половины XX века надежность, экономич-
ность и экологичность машин, приборов, аппаратов, тягово-транспортных
средств и технологического оборудования начали определяться в основном
не показателями прочности, а трибологическими показателями узлов и
деталей, работающих с трением. В XXI веке, безусловно, роль трибологи-
ческих показателей возрастет еще больше.
Поэтому трибологические явления должны учитываться при проектиро-
вании и эксплуатации машин и механизмов. Они проявляются при
земляных работах, в сельском хозяйстве, строительстве, добывающей
промышленности и во многих других случаях. Потери средств от трения
и износа в развитых государствах достигают 4...5 % национального дохода,
а преодоление сопротивления трения поглощает во всем мире 20...25 %
вырабатываемой за год энергии.
Анализ специальных комитетов Международного совета по трибологии
показал, что за полный цикл эксплуатации машин (вагонов, тракторов,
40
Глава 1. Введение в трибологию
станочного оборудования и др.) эксплуатационные расходы, затраты на
ремонт и запасные части в несколько раз превышают затраты на
изготовление новой техники.
Повышение экономически и экологически целесообразной долговечнос-
ти и надежности машин, технологического оборудования и инструмента
непосредственно связано с повышением износостойкости. Решение этой
актуальной и практически необходимой задачи возможно только на базе
глубоких, научно обоснованных решений.
Управление трением, правильный выбор материалов по критериям
трения и износостойкости, рациональное конструирование узлов трения
и деталей машин и оптимизация условий эксплуатации могут существенно
продлить срок жизни и повысить эффективность машин, снизить вредные
экологические воздействия при незначительном увеличении их стоимости.
В этой связи исключительное значение приобретают работы в области
триботехнического материаловедения (сплавы, полимеры, композиты,
порошковые материалы, керамика, покрытия, упрочнения, смазочные
материалы, присадки и т.д.), а также теоретические и экспериментальные
исследования в области физико-химической механики процессов трения
и изнашивания (термин акад. П.А. Ребиндера) с использованием новейших
испытательных средств и измерительной техники, которые могут раскрыть
и изыскать новые способы снижения потерь на трение и повышения
износостойкости машин, приборов и оборудования.
Принципиально новые конструктивные и смазочные материалы
создаются один раз в 10-15 лет, а то и реже, и в этом отношении работа
триболога-материаловеда более сложна и трудна, чем триболога-
конструктора. Хотя хорошо известно, что командуют в машиностроении
конструктора. Они требуют новых материалов и технологий для решения
своих вопросов и возлагают обычно все неудачи новых узлов на "плохие"
материалы. Часто недостаточное внимание уделяется модельным
испытаниям материалов и обоснованному выбору оптимальных пар и
смазочных материалов.
Задача повышения экономически и экологически целесообразной
долговечности узлов трения крайне усложняется каждый год, так как
неумолимая тенденция развития науки, техники и технологии обязательно
ведет к ужесточению и усложнению режима работы машин, а значит, узлов
трения и деталей по нагрузкам, скоростям, температурам, диссипируемым
энергиям, вибрации, условиям воздействия различных газовых и жидких
сред, воздействию радиоактивных излучений и т.д. Хорошо известно также,
что стремление снизить материалоемкость машин приведет к уменьшению
габаритов и удельных массовых характеристик узлов трения, которые еще
более усложнят задачу.
Все сказанное выше в особенности относится к узлам трения самолетов
и космических аппаратов, скоростного магистрального, монорельсового
и турбоконтейнерного транспорта при использовании линейных и
реактивных двигателей с магнитным и газодинамическим подвесом, к
Актуальные задачи
41
оборудованию при глубинном бурении и работе в морских условиях.
Принципиально новой является задача повышения износостойкости
элементов оборудования ядерной энергетики. Исключительное значение
приобретают работы по изнашиванию узлов трения и деталей автоматизи-
рованных и программируемых устройств, особенно для роботов и
манипуляторов.
Современная трибология располагает рядом фундаментальных
теоретических и экспериментальных закономерностей, которые,
безусловно, могут позволить в ближайшие годы успешно решить
прикладные задачи в области сухого и граничного трения, газодинамичес-
кой, гидродинамической и эластогидродинамической смазки, которые
реализуются в различных узлах машин при скольжении, качении или
качении со скольжением.
На сегодняшний день можно выделить следующие разделы и направления
трибологии и триботехники:
- физико-химическая механика контактного взаимодействия тел с
учетом влияния среды при ударе, скольжении и качении, а также при
различных вибрациях;
- учение о площадях контурного и фактического контактов;
- исследования сухого и граничного трения скольжения, качения и
качения со скольжением (когда возникают эффекты буксования и юза) для
создания расчетных методов оценки деталей и узлов трения, работающих
при наиболее трудных условиях по потерям на трение и износ;
- газо-, гидро- и эластогидродинамика;
- исследование различных видов изнашивания (в том числе абразивного
и водородного, как наиболее тяжелых) и разработка инженерных методов
расчета деталей и узлов трения на износ при проектировании и оценке
необходимого количества запасных частей и межремонтных сроков;
- теплофизика и тепловая динамика трения и изнашивания, в том числе
случаев трения с прохождением электрического тока через контакт;
- системный анализ и моделирование трения, изнашивания и смазочно-
го действия, а также разработка научных основ трибометрии и ускоренных
методов испытаний;
- исследование трения и износа одноименных пар трения из керамичес-
ких и углеродных материалов применительно к фрикционным устройствам,
уплотнениям и двигателям внутреннего сгорания;
- создание и оптимальное использование универсальных и целевых
машин трения в исследованиях по трибологии и в практических задачах
триботехники для оценки и выбора оптимальных материалов для
конкретных служебных условий;
- разработка научных основ совместимости трибологических
материалов, а также практических рекомендаций, необходимых для
создания износостойких антифрикционных и фрикционных материалов,
новых технологий упрочнения и нанесения покрытий, новых смазочных
42 Глава 1. Введение в трибологию
материалов и присадок к ним, в том числе для биологических узлов трения
и деталей;
- форсирование исследований в области микро- и нанотрибологии;
- экономические и экологические проблемы трибологии и триботехни-
ки.
В связи с указанными выше направлениями трибологии и триботехни-
ки на передний план выдвигаются следующие проблемы:
- обеспечениеэкономически целесообразной наибольшей долговечности
узлов трения или, по возможности, равной износостойкости по сравнению
с другими частями машины при работе в различных средах и климатичес-
ких условиях;
- повышениеработоспособности материалов и узлов трения в широком
диапазоне температур (отрицательных и положительных);
- минимизация габаритных размеров конструкций узлов трения и
обеспечение связанного с этим повышения удельных нагрузок на опоры
и другие детали, работающие с трением;
- повышение скоростей скольжения и качения без опасности разрушения
узлов от динамических и тепловых нагрузок;
- обеспечение в одних устройствах минимального сопротивления
движению (в подшипниках), а в других - максимального сопротивления
(в тормозах).
Для снятия этих проблем необходимо решить следующие конкретные
задачи триботехники.
1. Повысить срок службы узлов трения и инструментов строительно-
дорожных, сельскохозяйственных и горнодобывающих машин и
нефтегазового оборудования за счет применения новых конструктивных
мероприятий и материалов, снизив вредные уровни вибрации и шума,
вызываемые трением.
2. Увеличить КПД различных передач и узлов трения в машинах и
механизмах. Для этого в силовых и кулачковых передачах и нагруженных
подшипниках увеличить контактную прочность и снизить потери на
трение. Снизить также вредные вибрационные и шумовые эффекты,
возникающие в узлах трения за счет применения покрытий, новых
смазочных материалов и антифрикционных присадок, а также микро-
фильтров и уплотнений для предотвращения попадания абразивных час-
тиц в зону трения.
3. Повысить температурный барьер в подшипниках высокооборотных
машин за счет применения новых более теплостойких подшипниковых
материалов, способных работать при температуре выше 200 °C, обеспечи-
вая малое сопротивление движению при пуске и демпфирование возникаю-
щих вибраций и шума.
4. Повысить несущую способность и долговечность подшипников
качения за счет новых технологий и материалов, а также оптимизации
формы поверхностей трения качения.
Актуальные задачи
43
5. Разработать новые типы фрикционных композитных материалов
(порошковых и углеродных) для тормозов и муфт, работающих при
высоких объемных и поверхностных температурах. Для тормозов и муфт
самолетов и горячих производств новые материалы должны обеспечить
необходимую работоспособность при объемных температурах до
600...800 °C с коэффициентом стабильности торможения не менее 0,8 и
износом не более 1 мкм на одно торможение.
6. Обеспечить за счет применения новых конструкционных и смазочных
материалов и различных технологических покрытий снижение износа,
вредных выбросов, а также расхода топлива в двигателях.
7. Обеспечить высокий и стабильный коэффициент сцепления колес с
рельсами на железнодорожном транспорте при снижении износа бандажей
и рельсов для повышенных нагрузок на ось и высоких скоростей движения.
8. Повысить долговечность деталей и узлов трения машин и механизмов
химических и металлургических производств при работе в агрессивных
средах (кислоте, щелочи, галогенах, агрессивных газах и др.) за счет
применения новых полимерных и металлических материалов, например
титановых сплавов, а также износостойких покрытий.
9. Разработать и создать новые антифрикционные узлы трения,
конструкционные и смазочные материалы для них с обеспечение КПД этих
узлов на уровне КПД биологических узлов (суставов человека и животных)
при требуемой долговечности. Это необходимо как для медицинских задач
по трибологии, так и для подшипников, опор, шарниров и направляющих
в роботах, манипуляторах, приводах малогабаритных счетно-решающих
устройств.
10. Разработать новые конструкции газовых опор скольжения,
предназначенных для особенно тяжелых условий работы (при условии
нагружения, приближенном к импульсному, и высоких температурах
окружающей среды применительно к рольгангам прокатных станов,
подвижным экипажам монорельсового транспорта, контейнерам
пневматических трубопроводов и др.).
11. Разработать новые материалы и конструкции токосъемных
устройств высокооборотных электрических машин (например, для
униполярных генераторов при скорости скольжения vCK s 300 м/с и
плотности токау до 100 МА/м2) и высокоскоростного железнодорожного
наземного и подземного транспорта.
12. Произвести в судостроении, энергетике и сельском хозяйстве, а также
при работе оборудования на поверхности морей и озер и в их глубинах
переход от подшипников, смазываемых маслом, к подшипникам,
смазываемым водой (пресной и морской).
13. Осуществить коренной переход к новым технологиям, позволяющим
получить поверхности трения с заданными свойствами по трению и износу
(плазменные, лазерные, газотермические, ионно-вакуумные, электронно-
лучевые и т.п.).
14. Разработать экологически чистую технологию нанесения изиосо-
44
Глава 1. Введение в трибологию
стойких покрытий на зубы человека, позволяющих сохранить зубную
эмаль в течение длительного времени.
15. Осуществить в международном масштабе унификацию и стандарти-
зацию методов и средств триботехнических испытаний с созданием
международного банка данных фрикционно-износных характеристик
типовых конструкционных и смазочных материалов.
При решении наиболее актуальных задач необходимо проведение
следующих исследовании;
- тонких поверхностных слоев при трении скольжения и качения, в том
числе при использовании эффекта избирательного переноса;
- явлений задира, схватывания и питтинга при скольжении, качении
и качении со скольжением;
- тепловых явлений и тепловой динамики при всех видах трения и
износа;
- специфики трения и износа при малых скоростях и малых перемещени-
ях, а также в условиях вибронагружения;
- новых присадок к маслам, радикально изменяющих процессы
взаимодействия поверхности при трении;
- маловязких жидкостей (в частности воды) в качестве смазочных
материалов;
- газообразных веществ в качестве смазочных материалов и условий
их применения;
- новых самосмазывающихся твердых и порошковых смазочных
материалов;
- по оптимальному использованию новых технологических способов
упрочнения поверхностей трения и нанесения антифрикционных и
фрикционных покрытий;
- новых фрикционных и антифрикционных материалов (в том числе
керамических и углеродных) для использования в различных газовых и
жидких средах и др.
В настоящее время необходимо во многих отраслях машиностроения
переходить от принятых ранее расчетов сил и моментов трения, основан-
ных на использовании постоянных значений коэффициентов трения и
интенсивности изнашивания, к расчетам, в которых учитывается
зависимость этих величин от параметров режима (скорости, нагрузки,
работы, мощности трения, реализуемой температуры контакта), условий
теплоотдачи, геометрии контактирования, влияния окружающей среды,
электрического и магнитного полей и др. При нагруженном трении с
существенным тепловыделением необходимо учитывать эффективные
глубины проникновения теплоты на микро- и макроуровне и экранирую-
щее действие тонких граничных пленок смазочных материалов. Очень
важно учесть динамические эффекты и их влияние на трение и износ,
которые при износе и увеличении зазоров могут существенно изменить
процессы трения и изнашивания.
Список литературы
45
Инженерные расчеты в задачах трения и износа могут быть целесообразны-
ми только тогда, когда в них используются физико-механические
характеристики материалов, соответствующие реальным режимам рабо-
ты, особенно реальным температурным условиям.
Несмотря на то что трение является своеобразным и, в ряде случаев,
нестабильным граничным условием, обусловленным процессами физико-
химической механики на поверхности трения, к инженерным расчетам на
трение и износ предъявляются очень высокие требования по точности и
надежности, значительно более высокие, чем требования к расчетам на
прочность в задачах механики, в которых используются значительно
большие значения коэффициентов запаса.
г Список литературы
t
1. Буше Н.А., Копытько В,В.>Совместимость трущихся поверхностей. М.: Наука, 1981.
223 с.
2. БуяновскийИ.А., Фукс И.Г., Богдасаров Л.Н. Очерки по истории трибологии. М.: Нефть
и газ, 1998. 108 с. ь
3. Крагельский И.В., Добычии-Н.М., Комбалов В.С. Основы расчетов на трение и изиос.
М.: Машиностроение, 1977. 525 с.
4. Крагельский И.В., Щедров В.С. Развитие науки о трении. М.: Изд-во АН СССР, 1956.
312с.
5. Мур Д. Основы и применение триботехники. М.: Мир, 1987. 487 с.
6. Польцер Г., Майсвер Ф. Основы трения и изнашивания. М.: Машиностроение, 1984.
264 с.
7. Чихос X. Системный анализ в триботехнике. М.: Мир, 1982. 351 с.
Глава 2
ГЕОМЕТРИЯ ПОВЕРХНОСТЕЙ И КОНТАКТНОЕ
ВЗАИМОДЕЙСТВИЕ ТВЕРДЫХ ТЕЛ
Развитие трибологии неразрывно связано с изучением свойств
фрикционного контакта, возникающего при взаимодействии твердых тел
под нагрузкой. Одним из основных свойств фрикционного контакта
является его дискретность (несплошность). Поскольку геометрия
поверхностей в результате различных видов их обработки отличается от
правильной геометрической формы (макроформы), при сближении тел под
нагрузкой их контакт происходит по отдельным пятнам с высоким
давлением, оказывающим существенное влияние на все процессы
контактного взаимодействия и изнашивания поверхностей.
Объем межконтактного пространства определяет максимальное
количество смазочного материала, удерживаемого в контакте, при
отсутствии гидростатических и гидродинамических эффектов.
Изучение напряженно-деформированного состояния контактирующих
тел в зависимости от их механических и геометрических характеристик,
свойств взаимодействующих поверхностей (наличия на них пленок,
покрытий, смазочного материала), от условий взаимодействия (вида
трения, протекания тепловых и физико-химических процессов и т.д.), от
уровня нагрузок является предметом исследования механики контактного
взаимодействия, тесно связанной с трибологией.
Ниже рассмотрены постановки и методы решения некоторых задач
механики контактного взаимодействия идеально гладких поверхностей,
а также поверхностей, обладающих микрорельефом (шероховатых
поверхностей). Изложению механики контактного взаимодействия
предшествует рассмотрение возможных видов отклонения поверхности от
ее макроформы, методов их измерения и количественного описания.
2.1. ГЕОМЕТРИЯ ПОВЕРХНОСТЕЙ И ЕЕ ОПИСАНИЕ
2.1.1. ВИДЫ НЕРОВНОСТЕЙ НА ПОВЕРХНОСТЯХ ДЕТАЛЕЙ МАШИН
В процессе изготовления или при эксплуатации деталей машин на их
поверхности формируются неровности, которые определяют топографию
поверхности. На рис. 2.1 представлен волнообразный рельеф поверхности,
полученной виброобкаткой. (При других видах обработки рельеф более
сложный и на нем ярко выражены выступы на волнах.)
Принято различать четыре вида отклонений от правильной геометричес-
кой формы поверхности: макроотклонения, волнистость, шероховатость
и субшероховатость.
Описание
47
К макроотклонениям отно-
сятся единичные, неповторящие-
ся отклонения формы от номи-
нальной (идеализированно пра-
вильной) геометрии (выпуклость,
вогнутость, конусность и т.п.).
Волнистость представляет
собой совокупность периодичес-
ких, регулярно повторяющихся,
близких по размерам выступов и
впадин, расстояние между кото-
рыми значительно больше, чем у
неровностей, образующих шеро-
ховатость поверхности. Расстоя-
ние между вершинами волн [шаг
волн) находится в пределах
Рис. 2.1. Топографическое изображение аиброоб-
катаниой поверхности
0,8... 10 мм, а высота варьируется в пределах 0,03...500 мкм. Форма волн
близка к синусоидальной.
Под шероховатостью поверхности понимают совокупность микроне-
ровностей с относительно малым шагом, образующих рельеф поверхнос-
ти. Шаг микронеровностей меняется в пределах от 2 до 800 мкм, а их
высота - от 0,01 до 400 мкм. Профиль поверхности детали, имеющей
волнистость и шероховатость, представлен на рис. 2.2.
На выступах, образующих шероховатость, имеются еще более мелкие
неровности - субмикрошероховатости. Субмикрошероховатость пока не
нормирована. В настоящее время разработаны достаточно надежные
средства ее оценки, однако не созданы приборы, пригодные для инженер-
ной практики. Субмикрошероховатость играет существенную роль в
протекании контактных процессов и в настоящее время интенсивно
исследуется. Электронно-микроскопические исследования поверхностей
Рис. 2J. Схема профиля поверхности (Яшах - наибольшая высота неровностей, образующих
шероховатость; наибольшая высота воли; высота сглаживания; 5н»- шаг воли)
48
Глава 2. Геометрия поверхностей и контактное взаимодействие
5. показывают, что субмикроше-
роховатость образуется неров-
ностями, имеющими высоту
2...20 нм.
Из рассмотренного следует,
что неровности на реальных
поверхностях твердого тела
различаются масштабом и, как
будет показано ниже, играют
различную роль в процессах
контактного взаимодействия.
На рис. 2.3 представлена клас-
сификация изменений высот
неровностей Н и расстояний
между ними S, соответствую-
щих различным видам отклоне-
ний от правильной геометри-
ческой формы.
Форма и размеры неровное-
Рис. 23. Классификация неровностей ИЯ поверхнос-
тях твердых тел
тей на поверхности детали зависят от кинематической схемы станка и
способа обработки, механических свойств материала и колебаний в системе
станок - приспособление - инструмент - деталь. Шероховатость в
значительной мере определяется структурой обрабатываемого материала
и его напряженным состоянием. Волнистость образуется, главным образом,
вследствие колебаний, возникающих в процессе обработай. Макроотклоне-
ния являются следствием погрешностей, вызванных неточностью
изготовления станка и инструмента, а также упругими деформациями,
возникающими под влиянием переменной силы резания.
В процессе трения и износа деталей машин микрогеометрия поверхнос-
тей претерпевает значительные изменения. При этом наибольшие
изменения испытывает более мягкая из сопрягаемых поверхностей. Ее
шероховатость приближается к шероховатости твердого контртела до тех
пор, пока не достигнет некоторого оптимального значения, характерного
для данного режима трения. Изменение шероховатости поверхности
происходит при трении и изнашивании вследствие процессов пластическо-
го оттеснения, усталостного разрушения и, в некоторых случаях,
микрорезания и глубинного вырывания. Поскольку шероховатость
поверхности оказывает существенное влияние на все процессы, протекаю-
щие в области контакта взаимодействующих тел, включая их деформирова-
ние, трение и изнашивание, большое внимание в трибологии уделяется
разработке методов измерения шероховатости и способов количественного
описания топографии поверхности.
Описание
49
2.1.2. МЕТОДЫ ИЗМЕРЕНИЯ МИКРОГЕОМЕТРИИ
Щуповой (коптактпый) метод используется для оценки мик-
рогеометрии поверхности наиболее широко. При этом шероховатость
поверхности определяется с помощью профилометра (профилографа),
имеющего на конце иглу с радиусом закругления 2... 10 мкм. В профилогра-
фе игла 1 перемещается по поверхности и смещается по вертикали
относительно шаровой опоры 2, имеющей большой радиус кривизны и
поэтому скользящей по вершинам микровыступов, опускаясь и поднимаясь
в соответствии с имеющейся волнистостью (рис. 2.4). Перемещение иглы
1 преобразуется датчиком 3 в электрические сигналы, которые поступают
в блок 4, где усиливаются и анализируются, и оттуда - на показывающий
прибор и самописец 6. Благодаря тому, что шаровая опора имеет большой
радиус и скользит по верщинам выступов, она повторяет форму волн, и
прибор реагирует только 1на шероховатость поверхности.
Для одновременной оценки волнистости и шероховатости поверхности
прибор работает в другом режиме: опора 2 прижимается и скользит по
гладкой ровной поверхности АВ, а игла реагирует и на шероховатость
поверхности, и на ее волнистость.
В современных профилометрах получаемые в процессе измерения
данные анализируются с помощью ЭВМ и сразу выдаются значения
характеристик шероховатости и волнистости. Следует иметь в виду, что
обычно на профилограммах вертикальное увеличение значительно боль-
ше горизонтального, что приводит к искажению формы профиля. На
рис. 2.5 представлена профилограмма шлифованной поверхности (а) и ее
вид при одинаковом вертикальном и горизонтальном масштабе (б).
Недостатком щупового метода измерения профиля являются искажения,
возникающие в результате вдавливания иглы в исследуемую поверхность,
поскольку в зоне контакта имеют место значительные давления. Кроме
того, ощупывающая игла имеет радиус заострения конечных размеров
2...10 мкм, поэтому при скольжении по выступу профиль искажается
(записывается радиус выступа, увеличенный на радиус иглы).
Преимущества щупового метода состоят в возможности его применения
к поверхностям, шероховатость и волнистость которых изменяется в
широких пределах, а также быстрота измерений и полнота получаемой
информации.
Среди бесконтактных
методов для быстрой оцен-
ки сравнительно грубой
шероховатости поверхности
используют метод светового
сечения, по которому рабо-
тает двойной микроскоп.
На исследуемую по-
верхность проектируется
Рис. 2.4. Схема работы профилографа
50
Глава 2. Геометрия поверхностей и контактное взаимодействие
б)
Рис. 2.5. Профилограмма шлифованной поверхности:
а - обычный вид; б - с одинаковым вертикальным и горизонтальным увеличением
под углом 45° узкая ярко освещенная щель. Так как поверхность имеет
неровности, проекция щелн изгибается и воспроизводит форму профиля.
Этот профиль измеряется с помощью окуляр-микрометра микроскопа.
Для изучения гладких поверхностей используется интерференционный
метод. Пучок монохроматического света разделяется полупрозрачным
зеркалом на две части, одна из которых попадает на зеркало и отражается
от него, а другая отражается от исследуемой поверхности. Отраженные
лучи накладываются и возникает картина интерференции, по которой
определяют высоту микронеровностей. Многолучевые интерференционные
приборы позволяют оценить высоту микронеровностей порядка 50 нм.
Преимуществом оптических методов измерения является возможность
измерения микрогеометрии мягких поверхностей, которые деформируют-
ся иглой обычного профилографа.
К числу бесконтактных методов относится также изучение шероховатых
поверхностей с помощью электронной микроскопии.-В частности, для этой
цели применяется растровая электронная микроскопия, использующая для
формирования изображения низкоэнергетические вторичные электроны.
Профиль поверхности оценивается по изменению интенсивности эмиссии
вторичных электронов при повороте образца. Прибор соединен с
компьютером и позволяет определять стандартные характеристики
шероховатости. Поскольку вертикальное разрешение составляет около
10 нм, метод можно применять и для измерения субмикрошероховатости.
Особый интерес для изучения субмикрошероховатости представляет
сканирующий туннельный микроскоп. Принцип работы туннельного
микроскопа заключается в том, что между металлической иглой и
поверхностью, надкоторон она перемещается, под действием приложенно-
го напряжения за счет туннельного эффекта возникает ток. Сила тока
зависит от величины зазора. Если напряжение поддерживать постоянным,
то для сохранения постоянной силы тока необходимо перемещать иглу,
сохраняя зазор неизменным с помощью системы обратной связи.
Отслеживая движение иглы, получаем профиль поверхности. Разрешающая
способность метода весьма высока: по вертикали она составляет
0,01...0,001 нм, по горизонтали 1...0,2 нм. Однако при таком увеличении
Описание
51
размер поля сканирования весьма мал, поэтому используются сканирую-
щие туннельные микроскопы, имеющие разрешение около 10 нм, но
сравнительно большое поле сканирования (порядка 100 мкм).
2.1.3. ХАРАКТЕРИСТИКИ МИКРОГЕОМЕТРИИ
Для оценки микрогеометрии поверхности пользуются ее профилем
(рис. 2.6), представляющим собой сечение поверхности плоскостью,
перпендикулярной к этой поверхности и ориентированной в некотором
заданном направлении. Запись профиля поверхности называется
профилограммой. Профилограмму, записанную в направлении, перпендику-
лярном к следам обработки (или следам результата изнашивания),
называют поперечной, а в направлении следов обработки - продольной.
Шероховатость оценивают преимущественно по профилограммам в
пределах стандартизованной базовой длины /. Базовую длину выбирают
таким образом, чтобы нй ней не проявлялись другие виды неровностей
(волнистость и макроотклонения).
В России и других странах принята система отсчета высот неровностей
от средней линии. Среднюю линию в пределах базовой длины по направле-
нию профиля проводят так, чтобы сумма квадратов отклонений от нее
точек профиля, расположенных выше и ниже средней линии, была
минимальной (при этом суммарные площади между профилем и линией
выступов и между профилем и линией впадин одинаковые). Через вершину
наиболее высокой неровности и наиболее низко расположенной впадины,
в пределах базовой длины, проводят линию выступов и линию впадин
параллельно средней линии т-т. Характеристики профиля отсчитываются
по отношению к этим линиям.
В качестве высотных характеристик шероховатости обычно используют
следующие величины:
среднее арифметическое отклонение профиля На, задаваемого функцией
h(x), от средней линии:
Рис. 2.6. Параметры шероховатости поверхности (Лшах - наибольшая высота профиля; Rp -
расстояние от линии выступов до средней линии; Лтаху и Лтшу - высоты и впадины по
отношению к средней линии; - расстояние профиля до средней линии; Sm^~ шаг неровностей)
52
Глава 2. Геометрия поверхностей и контактное взаимодействие
О
(2.1)
среднее квадратическое отклонение профиля Rq от средней линии:
Rq =
1 fh2(x)dx;
(2-2)
для нормального закона распределения Rq = Ra
наибольшую высоту профиля Лтах, измеряемую расстоянием между
линиями, проходящими параллельно средней линии через самую высокую
точку профиля (линия выступов) и через самую низкую точку (линия
впадин), в пределах базовой длины /;
среднюю высоту неровностей по десяти точкам Rz, для определения
которой на профиле длины I выбираются пять наибольших по величине
пиков неровностей Лтаху- и пять наименьших впадин Лт1п(, после чего
величина Rz рассчитывается по формуле
5
£ЛтаХу
Rz = 1
s
£Лтт(
।
(23)
высоту сглаживания Rp, измеряемую расстоянием от линии выступов
до средней линии;
средний шаг неровностейSm, рассчитываемый как среднее арифметичес-
кое значение расстояний между неровностями по средней линии.
Для расчета величин Ra и Rq рассматривают участок профилограммы
базовой длины Iи разбивают его на п равных частей, и для каждой части
функция Л(х) заменяется постоянным значением что приводит к замене
интегрирования суммированием в приведенных выше формулах. Чем
больше значение п, тем выше точность расчетов. Следует отметить, что
все описанные высотные характеристики шероховатости поверхности
зависят от выбора базовой длины I. Эта длина должна быть достаточно
большой для отражения особенностей формирования микрогеометрии
поверхности как после технологических операций, так и после изнашива-
ния при определенных режимах трения.
Профилограмма позволяет оценить характеристики профиля
поверхности по определенному сечению, однако свойства контакта зави-
сят от формы и высоты микронеровностей. Трехмерное строение
поверхности можно получать путем обработки по специальной методике
профилограмм множества параллельных сечений поверхности. Для
Описание
53
изучения топографии по-
верхности можно ис-
пользовать также другие
сканирующие приборы, в
частности растровый и
туннельный электронные
микроскопы.
Г еометрия поверхности
образуется в результате
суммарного воздействия
периодических факторов
и случайных возмущений,
возникающих в процессе
ее изготовления и трения5
Периодическая составляю?
щая обусловлена видом', обработки, кинематикой подачи, профилем
режущего инструмента и другими постоянно действующими факторами.
Случайная составляющая обусловлена процессами, происходящими при
пластической деформации материала (наросты, вырывы, сколы),
связанными с неоднородностью поверхности материала.
В зависимости от соотношения технологических факторов или усло-
вий изнашивания при трении на поверхности могут преобладать случайно
или периодически расположенные неровности. Если микрогеометрия
образуется при достаточно стабильном режиме формирования поверхности
или при установившемся процессе изнашивания, то геометрию поверхности
можно считать стационарной. В этом случае любой профиль, имеющий
достаточную длину, является равноценным и содержит информацию о
микрогеометрии всей поверхности (свойство эргодичности). Топографию
такой поверхности можно оценить на основе обработки ограниченного
числа профилограмм. Для этой цели используют опорную кривую
поверхности, предложенную Абботом в 1933 г.
На рис. 2.7 показана методика построения опорной кривой. Если взять
сечение профиля на некотором расстоянии z(- от линии выступов, то сумму
длин отрезков, равных сечениям выступов Д/;, называют опорной длиной
профиля ОА, а отношение опорной длины к базовой длине /- относитель-
ной опорной длиной tp. Высоту профиля можно выразить в относительных
величинах:
emax = z/Атах.
Опорная кривая, описываемая функцией tp (етах), показывает, какая
доля материала находится выше заданного уровня етах (0 s tp(emax) s 1).
Она по физическому смыслу выражает вероятность того, что материал
профиля находится выше уровня z. Это вытекает из определения
вероятности как отношения числа благоприятных случаев к числу
54
Глава 2. Геометрия поверхностей и контактное взаимодействие
Стах
Рис. 2.8. Профилограмма шероховатостей, построение функций
распределения площадей qp
возможных. Поскольку опорная кривая строится для произвольного
профиля поверхности, обладающей стационарной микрогеометрией, то
функция r/?(emax), как показал Н.Б. Демкин, численно совпадает с функцией
М£п>ах) РаспРвделения материала по высоте шероховатого слоя, т.е. она
характеризует топографию поверхности (рис. 2.8). Площадь под кривой
О А выражает в относительных величинах объем материала, составляющего
шероховатости поверхности, а площадь над кривой - объем пространства
над шероховатостями.
Вид кривой распределения материала не зависит от высоты неровнос-
тей, а определяется их формой и распределением вершин по высоте. В
зависимости от вида технологии обработки и условий трения форма
кривой и вид функции распределения материала меняются в довольно
широких пределах.
Проведенные исследования показали, что наилучшие результаты при
моделировании реального распределения материала получаются с
использованием бета-распределения, которое можно представить в виде
Г(т^п) _ ^(--1)^ ,24)
Г(т)Г(П) J 1 '
где тип - параметры бета-распределения.
Бета-распределение дает достаточно точное приближение реальных
кривых и удовлетворяет граничным условиям. При т = п распределение
симметрично, а при т-п-4 приближается к нормальному.
Поскольку при решении большинства задач трибологии рассматривает-
ся взаимодействие только наиболее высоких выступов, вступающих в
контакт, наибольший интерес представляет распределение материалавыше
средней плоскости. В этом случае можно использовать частный случай
бета-распределения, положив т = v, и = 0 и с = z/Rp. Тогда функция
распределения материала представляется в виде
Описание
55
П(О = AJA„ = (2.5)
где А, = ЕДЛг|,
Вводя обозначение для суммы сечений выступов на уровне средней
плоскости - Ат и tm = AJAC, получаем для относительной площади
контакта следующее выражение:
n(Em«) = AJAc = t„e. (2.6)
В этом случае v и tm являются параметрами функции распределения
материала. Коэффициент v выражается через характеристики шероховатос-
ти в виде
v. = 2lm(RplRa) - 1. (2.7)
I
Таким образом, параметр v зависит от соотношения между максималь-
ным отклонением неровности и средним. Отсюда следует, что параметры
tm и v можно определять из профилограмм.
В ранних работах в.качестве высотного параметра для расчетов
использовалась максимальная высота неровностей Яшах, а не Rp, т.е.
вместо параметра tm использовался параметр Ь:
b = im (Ятах/Яр)’. (2.8)
Другой весьма важной характеристикой топографии поверхностей
является форма выступов. Для расчета характеристик контакта необходимо
располагать моделью шероховатой поверхности. При этом форму
выступов обычно полагают геометрически правильной.
Форма единичного выступа описывается функцией ФДе), характери-
зующей распределение площади сечення выступав зависимости от высоты
сечения, вида
ФДг) = ДЯ1((е)/ДЯт( = ет, (2.9)
где ДЛг| - площадь сечення выступа на уровне z; &Ami - площадь сечения
выступа на уровне средней плоскости; у - коэффициент, зависящий от
формы выступа (для выступа конической формы у = 2, для сферического
и эллипсоидного сегмента у = 1, для цилиндрической модели у = 1/2, для
стержневой модели у = 0).
Наиболее часто используется для моделирования форма выступа в виде
сферического сегмента, поскольку решение контактных задач для сферы
наиболее разработано.
В практике расчетов для оценки геометрии выступов также используют-
ся средний квадратический наклон неровностей т, кривизна к и радиус г. Для
56
Глава 2. Геометрия поверхностей и контактное взаимодействие
определения этих характеристик на базовой длине I профилограммы
определяют высоты профиля h, через заданные интервалы длины Дх (см.
рис. 2.6). Тогда наклон т( и кривизна к(-в z-м сечении профиля определяют-
ся по формулам:
где г, - радиус кривизны неровности в i-u сечении профиля.
Вершина выступа (пик) устанавливается по профилограмме из условия,
что средняя высота больше двух соседних высот ( и Л|+ ]. Отметим, что
выступом считают часть профиля, расположенную между соседними
точками пересечения профиля со средней линией.
Средние квадратические значения величины т, и к, определяются по
формулам:
т2 = -£«(2;
(2.12)
(2.13)
где п = //Дх - число точек деления исследуемого профиля.
При моделировании реальных выступов сферическими сегментами
принимают, что радиусы их одинаковые и равны некоторому эквивален-
тному значению, равному среднему геометрическому радиусов лпоп и гпр,
полученных при обработке продольных и поперечных профилограмм
поверхности:
^эвж V “Р Гт>в ’
(2.14)
В табл. 2.1 приведены некоторые значения параметров шероховатостей
приработанных поверхностен.
Описание
57
2.1. Значения параметров шероховатости, полученные
для некоторых приработанных поверхностей
Поверхности Ктах, мкм Г, мкм b V Ra, мкм Д
Стальных детален в местах уплотнений резиновыми манжетами 0,72 180 3,1 3,0 0,13 2,7-10"10
Подшипников скольжения: шипов из стали 2X13 втулок из металлокера- мики, содержащей MoS? 0,84 5,40 58 77 1,8 3,5 2,0 1,8 0,15 0,09 1,1-Ю-2 3,5-Ю'2
Дисков и колодок самолет- ного тормоза из материа- лов: ретинакса: ФМК II МКВ-50 чнмх стали ЗОХГСА 4 1 4 ; 6,5 6 4 5 30 120 15 76 82 4,0 3,5 1,1 1,0 1,0 2,4 3,5 2,1 2,1 2,2 0,70 1,15 0,91 0,65 0,78 7410-2 3,3 IO'2 3,7-10"1 5,3-10”2 5,5-10’2
Гильзы цилиндра '• 1,2 1000 - 1,0 0,04 1,2-10-’
Поршневого кольца 0,48 270 - 0,4 0,02 1,7-10"’
Коленчатого вала (корен- ных и шатунных шеек) 1,6 500 - 1,2 0,05 3,1-10"’
Вкладышей подшипника коленчатого вала 2,6 400 - - 0,42 86-10"’
Поршневого пальца 6,7 300 - - 0,11 2,2-10”2
Втулки верхней головки шатуна 7,0 250 - - 0,112 2,8-10”2
Поршня шатуна (отверстие в бобышках) 1,1 220 - - 0,18 5,0-10"’
Форсунки дизеля 0,6 35 3,8 1,9 0,3 1,7-10"2
Шатунных вкладышей лег- кового автомобиля ’’Волга” 1,3 54 1,2 2,0 0,24 2,4-IO’2
При Ь = 2 и v = 2 шероховатость с высокой степенью точности может
быть описана нормальным законом распределения материала.
В табл. 2.1 приведены данные для новой комплексной характеристики
шероховатости поверхности (И.В. Крагельский, Е.Ф. Непомнящий,
В.С. Комбалов), учитывающей остроту микровыступов н нх распределение
по высоте:
58
Глава 2. Геометрия поверхностей и контактное взаимодействие
Важнейшей характеристикой топографии является волнистость,
определяемая по поперечным и продольным волнограммам. Волнистость
обычно оценивается по наибольшей высоте ваш №'т (см. рис. 2.2), равной
расстоянию от линии выступов до линии впадин (на волнограмме); по
высоте сглаживания Wp, равной расстоянию от линии выступов до средней
линии, и шагу волн Sw, равному среднему расстоянию между соседними
волнами.
Если известна функция распределения материала и выбрана модель
выступа, то функция распределения вершин, выражающая отношение числа
выступов пг(е) на уровне е к их числу пт на уровне средней плоскости, будет
определена, поскольку все три функции распределения взаимосвязаны. В
этом случае можно записать:
= nmq>'(e)*. (2.16)
Тогда функция распределения материала выразится в виде
П(е) = »„/Ф(Е - *)<₽'(*)</*, (2.17)
о
где х - текущее значение е; 0 <; х <; е.
Для сферической модели
л.(е)
•КО = , (2.18)
где пг(е) - число вершин выступов, расположенных выше уровня z; пт -
число вершин выступов, расположенных над средней линией т -т.
При линейном распределении материала по высоте выступа v = 1, пТ =
= пт, т.е. вершины будут расположены на одном уровне.
2.2. МЕХАНИКА КОНТАКТНОГО ВЗАИМОДЕЙСТВИЯ
ТВЕРДЫХ ТЕЛ
Вследствие деформируемости реальных тел их контакт осуществляется
не в точке, а внутри некоторой области контакта Q, которая при наличии
микрорельефа поверхности (волнистости, шероховатости) состоит из
совокупности дискретных пятен контакта. В области взаимодействия
поверхностей и в ее окрестности возникает напряженное состояние,
которое оказывает существенное влияние на процессы трения и изнашива-
Механика контактного взаимодействия твердых тел
59
ния. От контактных напряжений
зависит состояние поверхности
и поверхностных пленок на ней,
возникновение адгезионных
связей в области взаимодействия,
накопление поврежденности
поверхностных слоев и их разру-
шение и т.д. Типичная картина
распределения максимальных
касательных напряжений ттах
вблизи поверхности, полученная
методом фотоупругости, пред-
ставлена на рис. 2.9.
Наибольшая концентрация
напряжений достигается вблизи
отдельных пятен контакта на
расстояниях, соизмеримых с
масштабом отдельной неровнос-
ти (микроуровень). При Удале-
нии от поверхности на рарстоя-
Рис. 2.9. Характер распределения ванбольшнх
касательных напряжений, вызванный силовым
взаимодействием шероховатостей двух тел
ние, соизмеримое с размером области Q (макроуровень), на величину и
распределение напряжений в большей степени оказывают влияние
макроформа и объемные свойства взаимодействующих тел.
Ниже рассмотрены методы определения области контактного
взаимодействия и исследования характера распределения напряжений
внутри этой области и в ее окрестности, а также некоторые модельные
задачи о контактном взаимодействии двух тел (контактные задачи),
решения которых могут быть применены для анализа напряженного
состояния тел как на микроуровне (контакт неровностей), так и на
макроуровне (взаимодействие зубьев шестерен, шариковых и роликовых
подшипников и т.п.).
Это задачи о контакте двух сфер и двух цилиндров, которые относятся
к контактным задачам для тел несогласованной формы. Характерной
особенностью контакта тел несогласованной формы является то обстоя-
тельство, что их первоначальный контакт (при нулевой нагрузке)
осуществляется в точке (точечный контакт). Так, в шарикоподшипнике
контакт между шариком и обоймой - точечный, а в роликовом подшипни-
ке имеет место линейный контакт между цилиндрическим роликом и
кольцом.
В отличие от контакта тел согласованной формы, имеющих очень
близкие очертания и соизмеримую с размерами тел область взаимодействия
(примером могут служить плоские скользящие опоры, подшипники
скольжения и т.д.), область контакта между телами несогласованной
формы, как правило, мала по сравнению с размерами самих тел. Вблизи
этой области при контактном взаимодействии возникает высокая
60
Глава 2. Геометрии поверхностей н контактное взаимодействие
концентрация напряжений, которая определяется главным образом
геометрическими и механическими характеристиками тел в окрестности
области контакта. Конфигураций тел вдали от области контакта
практически не влияет на характер распределения контактных напряжений.
На микроуровне модельные задачи о взаимодействии двух тел
цилиндрической или сферической формы могут быть использованы для
анализа напряжений в области контакта двух неровностей на поверхностях
взаимодействующих тел, которые часто моделируются выступами
сферической формы, или двух волн (контакт двух цилиндров).
Решения контактных задач позволяют изучить зависимость контактных
характеристик (контактные давления, форма и размер области контакта,
сближение тел) и напряженного состояния вблизи области взаимодействия
от нагрузки, приложенной к контактирующим телам, формы поверхностей,
механических свойств взаимодействующих тел и условий контакта
(наличие трения, сцепления и т.д.).
Механические характеристики материалов контактирующих тел и
шероховатостей зависят от теплового и напряженного состояния, в
котором они находятся. Ниже принято, что характеристики материалов
заданы и не меняются в пределах решаемых задач.
2.2.1. КОНТАКТНАЯ ЗАДАЧА ГЕРЦА
Исследования в области механики контактного взаимодействия нача-
ты немецким физиком Г. Герцем (1882 г.). Результаты теории Герца
применимы для исследования многих инженерных задач несмотря на ее
существенные ограничения, предъявляемые к геометрии (форма тел,
относительные размеры области взаимодействия и т.д.) и характеру
взаимодействия тел.
Рассмотрим контактное взаимодействие двух упругих тел, находящихся
под действием нормальной нагрузки Р (рис. 2.10). В недеформированном
Z
Рис. 2.10. Схема взаимодействия двух деформируемых тел
Механика контактного взаимодействия твердых тел
61
состоянии тела касаются друг друга в точке О, а формы поверхностей
вблизи точки первоначального касания О описываются функциями zt -
-Л(х> У)к z2 = J7) соответственно для тел 1 и 2. Тогда зазор h(x, у)
между поверхностями определяется следующим образом:
h(x, у) = z, - z2 =ft(x, у) + f2(x, 7). (2.19)
Под действием приложенных сил в результате деформации тела
соприкасаются внутри области контакта Qc.
В теории Герца предполагается:
-вблизи точки первоначального касания О формы/(х, у) контактирую-
щих тел описываются квадратичной функцией и тела имеют несогласован-
ную форму, т.е. вблизи то>(ки О функция зазора может быть представлена
в соответствующем образам подобранной системе координат в виде
h(x, у) = Ах1 + By1, (2.20)
при этом не учитывается мйкрогеометрия взаимодействующих поверхнос-
тей (их шероховатость); >•
- размер области контакта Ос мал по сравнению с радиусами кривизны
в точке О и характерными размерами взаимодействующих тел. Это
предположение дает возможность при исследовании напряженно-
деформированного состояния вблизи точки О рассматривать каждое тело
как упругое полупространство, пренебрегая его реальной геометрией;
- вне области контакта нет взаимопроникновения тел и, кроме того,
силы адгезии пренебрежимо малы. Ввиду этого упругие перемещения и®
и «г(2) в направлении оси z, считающиеся положительными для каждого тела
(см. рис. 2.10), удовлетворяют соотношениям
“z(,)(x> J7) + “г2Чх, у) = b - h(x, у), (х, у) е ас;
(2.21)
“2(1)(х, у) + их<2)(х, у) < б - h(x, у), (х, у) е Qc,
где б - общее сближение тел под нагрузкой;
- деформации тел малы и подчиняются закону деформирования
однородного изотропного линейно-упругого тела;
- механические постоянные материалов взаимодействующих тел в
процессе деформирования не меняются;
- трение на площадке контакта пренебрежимо мало, т.е. равны нулю
тангенциальные напряжения тхг вдоль оси х и т вдоль оси у;
= V = °- (2-22)
62
Глава 2. Геометрия поверхностей н контактное взаимодействие
Заметим, что последнее предположение во многих случаях существенно
ограничивает применимость теории Герца, особенно для решения
конкретных трибологических инженерных задач. Г. Герц выдвинул
гипотезу, что в рамках указанных выше ограничений область контакта Qc
имеет в общем случае форму эллипса, и подтвердил ее экспериментально
при изучении оптических интерференционных колец в зазоре между двумя
стеклянными линзами. Распределение давленийр(х, у) в области контакта
имеет вид:
Р(х, у) = р0\ -
(2.23)
a I \ b
где а и Ь - полуоси эллипса; р0 - максимальное контактное давление в
центре площадки контакта.
Контакт тел сферической формы. В частном случае взаимодействия двух
тел (рис. 2.11), имеющих вблизи области контакта сферическую форму (Л]
и R2 - радиусы кривизн тел в области контакта; положительные для
выпуклых и отрицательные для вогнутых поверхностей), давлениер(г) на
площадке контакта, представляющей собой круг радиуса л, распределяется
следующим образом:
Р(г) = р0 ! -
г * а.
(2.24)
Подставляя выражение для давления (2.24) в условие равновесия тел,
сжимаемых нагрузкой Р, действующей по нормали к площадке контакта,
получим соотношение
(2-25)
которое позволяет сделать вывод, что максимальное
давление р0 в 1,5 раза превышает среднее давление
Радиус а области контакта, максимальное
давлениер0 и взаимное сближение б тел при деформи-
ровании определяются по следующим формулам:
Рис. 2.11. Схема контак-
тирования двух сфер
ЗРЯ] 1/3
4Е’ )
(2.26)
О
Механика контактного взаимодействия твердых тел
63
ЗР
2ка 2
(, \ 1/3
6 РЕ'2
Лг2)
(2.27)
-> I \ 1/3
х а2 9Р2
о = — = -----------
R I \6RE"2)
(2.28)
где Е - приведенный модуль упругости;
Здесь р, и £;(/ = 1,2)- сортветственно коэффициент Пуассона и модуль
упругости взаимодействующих тел; R - приведенный радиус кривизны;
Hi'ih <2-ад
Из выражения (2.28) следует, что
площадь контакта двух упругих сфер
определяется по формуле
Ау = kR5. (2.31)
Метод решения задачи Герца и
определения выражений (2.23) - (2.28)
описан в монографиях Л.А. Галина,
К. Джонсона, Ю.Н. Работнова и др. В
его основе лежит решение задачи Ней-
мана для упругого полупространства.
Это решение позволяет также рассчи-
тать распределение напряжений внутри
взаимодействующих тел. На рис. 2.12,«
представлены эпюры радиальных аг и
окружных о0 напряжений на поверхнос-
ти z = 0. Внутри области контакта (г s
s a, z = 0) окружные напряжения -
сжимающие везде, а радиальные -
являются сжимающими везде, за исклю-
чением края области контакта, где они
являются растягивающими. Макси-
мальное значение растягивающих
Рис. 2.12. Эпюры распределения напряже-
ний:
а - по радиусу на площадке контакта (z =
= 0); б - вдоль оси г (по глубине сферы)
64
Глава 2. Геометрия поверхностей н контактное взаимодействие
(1 - 2ц)р|(
радиальных напряжении, алтах = --—- достигается при г = а и z = О,
Именно это напряжение ответственно за образование кольцевых трещин,
наблюдаемых при взаимном сжатии двух тел из хрупких материалов
(например, из стекла). Вне области контакта радиальные и окружные
напряжения равны по абсолютной величине и противоположны по знаку.
На рис. 2.12, б представлены эпюры распределения напряжений по
глубине z, вдоль оси симметрии взаимодействующих тел. Напряжения
являются главными, причем ог = о9. Максимальное касательное напряжение
ттах’ Рав|10е модулю полуразности главных напряжений, определяется по
формуле
JU3.X
Л>
aj =
1 " Carctg^ j -
3
4(1 + С2)
(2.32)
где £ = z/a.
Функция (2.32) немонотонна и достигает максимального значения на
некотором расстоянии от поверхности. Так. при р = 0,3 это значение
достигается в точке А на глубине ~ 0,48« (г - 0) и равно ттах * 0,31р0.
Это - наибольшее значение ттах во всем теле, превышающее ттах как в
начале координат, так и на краю области контакта. Поскольку величина
ттах ВХОДИТ в критерий текучести материалов, появление пластического
течения при контактном взаимодействии тел в условиях задачи Герца
следует ожидать под поверхностью в точке (0, z0).
Пример. В пробе Бринелля используется закаленный стальной шарик, вдавливаемый в
образец. Предположим, что модули упругости шарика и стального образца одинаковые: Е =
= 210 ГПа, ц = 0,3. Раднус шарика R = 5 мм. Определим нагрузку Рт, которую нужно
приложить к шарику, чтобы инициировать в материале образца пластическое течение, если
его предел текучести тт = 1400 МПа.
Для анализа напряжений используем теорию Герца. Поскольку для материала образца
ц = 0,3, то пластическое течение в нем инициируется в точке А, расположенной на оси Oz ((? -
начальная точка контакта) на глубине z0 = 0,48а, где максимальные касательные напряже-
ния достигают своего наибольшего значения. Приравнивая максимальные касательные
напряжения в этой точке (тгоах (0, ?0) = 0,31р0) значению предела текучести тт, получим
„ , ( б^Е’2?'3
TtW J
= 0,31
или
лт Di
р = —1 JL- = 859Н,
V 0,31 J 6Е'1
Контакт цилиндров с параллельными осями. Аналогом задачи Герца
в случае плоской деформации тел является контакт двух цилиндров с
параллельными осями. Если они сжимаются силой, равномерно распреде-
ленной вдоль оси цилиндра (Ри- сила, действующая на единицу длины оси,
Механика контактного взаимодействия твердых тел
65
Н/м), то напряженно-деформированное состояние будет одинаковым в
каждом сечении. Область контакта цилиндров представляет собой полосу
ширины 2а. Расстояние между точками ненагруженных поверхностей
цилиндров (зазор) можно приближенно определить по формуле, если
отбросить члены, начиная с (х/Л)4:
2 2 2
A(x)=z1+z2=R1-(RI2-x2)ia+/?2-(R22-^2)w=^-+^- = -^-, (2.33)
где Л| и - радиусы контактирующих цилиндров; Л - их приведенный
радиус, определяемый формулой (2.30).
Давление (рис. 2.13, а) в случае контакта двух цилиндров распределяется
согласно зависимости:
»
Р(х) = Ро i
1/2
» х i а.
(2.34)
Максимальное давление р0 достигается в середине области контакта:
2РП 4-
Ро = ----- = -Р = >
It \ 1CK )
гдер - среднее давление.
Полуширина а области кон-
такта определяется по формуле
Заметим, что сближение 6
удаленных точек в случае плос-
кой задачи нельзя определить
только через локальные контак-
тные напряжения. Чтобы найти
сближение центров цилиндров,
необходимо исследовать распре-
деление напряжений во всем
объеме каждого тела. Более под-
робно этот вопрос рассмотрен в
монографии К. Джонсона и др.
Исследование напряжений
вблизи области контакта показа-
ло, что на участке контакта (z =
= 0, х s а) растягивающие напря-
Рис. 2.13. Контакт двух цилиндров:
а - распределение контактного давления; б -
распределение напряжений вдоль оси Oz; в -
линии уровней максимальных касательных
напряжений rmax
66
Глава 2. Геометрия поверхностей и контактное взаимодействие
Рис. 2.14. Картина интерференционных полос ири отсутствии (а) и при наличии (6) сдвигающей
силы (Гн = OylPJ в контакте
жения совпадают по величине с контактным давлением, т.е. оЛ - вне
участка контакта все компоненты напряжений равны нулю. Распределение
напряжений внутри упругого полупространства в плоскости у = const
аналогично представленному на рис. 2.12. Максимальное касательное
напряжение на оси Oz определяется по формуле
Ъаах - г2(*2 + г2) 2,- (2'36)
Откуда следует, что максимальное значение = О,3ро при z =
= 0,78а.
Кривые изменения напряжений вдоль оси Oz и линии уровня максималь-
ных касательных напряжений приведены на рис. 2.13, б и в соответственно.
Заметим, что в рассматриваемой плоской задаче теории упругости все
компоненты напряжения, за исключением - р (аЛ + ог), не зависят от
упругих постоянных материалов. Поэтому часто для исследования
напряженного состояния металлов в случае плоского характера деформиро-
вания используют прозрачные материалы и методы фотоупругости. На
рис. 2.14, а представлены картины интерференционных полос (линии
уровней максимальных касательных напряжений), полученных эксперимен-
тально при нагружении двух цилиндров силой, направленной по нормали
к площадке контакта.
2.2.2. КОНТАКТ УПРУГИХ ТЕЛ ПРИ НАЛИЧИИ ТРЕНИЯ
Существенным предположением в постановке задачи Герца, ограничи-
вающим область ее применения, является допущение об отсутствии сил
трения на площадке контакта. Поэтому большое внимание в механике
контактного взаимодействия уделяется постановкам контактных задач с
Механика контактного взаимодействия твердых тел
67
учетом сил трения и определению условий, в которых допустимо
использовать решение, полученное Г. Герцем.
Граничные условия в области контакта Q, где имеет место трение
поверхностей, формулируются следующим образом:
иг = 6 - h(x, у)', т„ = Ф,(ог); т2> = Фу(р^, (2.37)
т.е. задаются перемещения uz, направленные по нормали к области
контакта и определяемые формой зазора h(x, у) между телами в недеформи-
рованном состоянии, и зависимость касательных напряжений тгх и xzy от
нормальной ог, которая определяется законом трения. Заметим, что
граничные условия в контактной задаче Герца являются частным случаем
условий (2.37), когда Фх(ог) - Фу(аг) = 0.
Для решения контактных задач с трением часто используют функции
Грина для канонических областей. Функция Грина представляет собой
решение задачи о сосредоточенной силе, приложенной к границе
рассматриваемой области. Зная, например, функции влияния (функции
Грина) К^х, у) от действия нормальной Р и тангенциальных Тх и Ту сил,
можно определить смещение границы упругого полупространства в
направлении оси z от действия силы Т = {Тх, Г, Р} по формуле
“г = Tt + + V (2.38)
При действии распределенных нормальных р(£, ц) и тангенциальных
тхг(5, ц) и xyfi, ц) напряжений в области Q перемещение границы упругого
тела в направлении оси z в некоторой точке (х, ^) может быть определено
путем интегрирования выражения (2.38) по области Q, т.е.
«/*> ?)=уу(Кз1(*-£. п)+А^2(х-5, _р-п)т^(5, i])+
□
+ К33(х-5, y-iOpfi, n))^n- (2.39)
В качестве примера рассмотрим решение задачи о взаимодействии двух
цилиндров с параллельными осями, к которым приложены нормальная
Рп и тангенциальная Тп силы, действующие на единицу длины цилиндра,
Н/м. В области контакта, представляющей собой полосу -a s х s b (z = 0),
возникают нормальные напряжения ог = р(х) (контактные давления) и
касательные напряжения ххг = т(х), при этом поверхность тел деформирует-
ди
ся. Наклон касательной —- к деформированной поверхности каждого из
дх
тел (которые заменяются упругими полуплоскостями вследствие
предположения о малости ширины области контакта по сравнению с
радиусами кривизны и размерами тел) определяется следующим выраже-
нием:
68
Глава 2. Геометрия поверхностей и контактное взаимодействие
Ч = _ 2(1 - tjKOdt + (1 - 2ц)(1 * Р)
дх ttEt J х - £ Е/
которое получено с использованием функций Грина для упругой
полуплоскости.
На основании условия контакта (2.37), которое может быть представ-
лено в виде
Эи,, Эи,,
—£1 + —^ = -h'(x),
дх дх
соотношений (2.40) и заданного локального закона трения т(х) = Ф(р(х)),
выводится интегральное уравнение для определения контактных давлений
р(х):
f * Р«Ф<р(Х» = ~^h'(x).
1 х-1 2
(2-41)
При линейном законе Амоитоиа т(х) = fj>(x) - коэффициент трения)
и функции Л(х), определенной выражением (2.33), решение этого уравнения,
полученное Л.А. Галиным и Н.И. Мусхелишвили, имеет вид:
г (*) “------1 + Х)(Ь " х)’ (2.42)
2Я(1 + Р /?) ' ь “ х'
где
у = --arctg(p/,);
Л
р - мера различия упругих постоянных взаимодействующих тел;
. . Н (Ь H|)d - »,) (1 - 2PJ)
₽ 2 £1 Г ( }
Ширина полосы контакта (а + Ь) и ее смещение е относительно оси
симметрии цилиндра определяются по формулам:
(а + Ь)2 = ---; е = - = (а + Ь)у.
л£*(1 - Ду2) 2
Если упругие постоянные обоих тел одинаковые, то р = у = 0. Участок
контакта в этом случае симметричен; его размер, а также распределение
Механика контактного взаимодействия твердых тел
69
давлений определяются теорией Герца (см. выражения (2.34) и (2.35)).
Заметим, что в случаях, представляющих практический интерес, величина
рц « 1. По этой причине выражение для у можно записать в виде
у » -Рр/и.
Для большинства материалов эта величина мала. Например, при
скольжении стали по чугуну без смазки р = 0,12, а при скольжении стали
по стеклу р = 0,21. Поскольку коэффициент трения/т редко превосходит
единицу, то величина у обычно составляет несколько сотых долей единицы.
Как показывают расчеты, проведенные для различных материалов и
реальных значений коэффициента трения по формулам (2.42), перераспре-
деление давления на площадке контакта, увеличение ее размеров и
смещение центра при действии касательных сил незначительны по
сравнению с решением Fepi|a. Поэтому влиянием касательных напряжений,
действующих в области контакта, на размер и положение площадки
контакта, а также на распределение давлений можно пренебречь.
Исследование напряжений внутри упругих тел в окрестности контакта
показало наличие существенного влияния касательных сил на характер
распределения напряжений. Так, установлено, что максимальное
растягивающее напряжение величиной 2рр0 при скользящем контакте
развивается на заднем крае участка контакта. На рис. 2.15 приведены
изолинии максимального касательного напряжения ттах при р = 0,2, т.е.
т(х) = 0,2р(х). В этом случае поле напряжений т несимметрично
относительно оси симметрии
цилиндра, при этом макси-
мальное значение ттах дости-
гается в точке А ।, ближе рас-
положенной к поверхности,
чем в случае отсутствия каса-
тельных напряжений т(х),
когда максимальное значение
Tmax = 0,3pQ достигается в
точке А (см. рис. 2.13), лежа-
щей на оси z на глубине 0,78а.
Картина изолиний наи-
больших касательных напря-
жений (см. рис. 2.14, б), полу-
ченная методом фотоупру-
гости в случае приложения
сдвигающей силы Гп = 0,2Рп,
хорошо согласуется с резуль-
Рис. 2.15. Изолинии максимальных касательных
напряжений при наличии сдвигающих сил в
контакте (т1г = 0,2р)
татами расчета (см. рис. 2.15).
70 Г лава 2. Г еометрия поверхностей и контактное взаимодейстаие
2.2.3. КОНТАКТ ТЕЛ ЗА ПРЕДЕЛАМИ УПРУГОСТИ
Нагрузка, при которой начинается пластическое течение в материале
в условиях сложного напряженного состояния, имеющего место при
контактном взаимодействии, определяется пределом текучести при
растяжении от или при сдвиге тт и критерием текучести. Состояние
текучести большинства пластичных материалов описывается либо
условием пластичности Мизеса(критерием энергии сдвиговой деформации
11)
Л = 7«°1 - °2)2 + (°2 - °з)2 + (°3 - °2)2] = т?> (2.44)
О
либо условием максимального касательного напряжения Треска
2^ = тах[|01 - о2|, | ог - о31, | а, - о, |] = от, (2.45)
где О|, о2 и о3- главные напряжения при сложном напряженном состоянии.
Поскольку различие в предсказаниях указанных двух критериев
невелико, при оценке напряженного состояния часто используют критерий
Треска из-за его простоты. Для критерия Треска справед ливо соотношение
= 2\-
Как следует из решения контактной задачи Герца, максимальное
значение т0 максимального касательного напряжения ттах при взаимо-
действии двух параболоидов вращения достигается под поверхностью
контакта на оси симметрии в точке z0. Значение zQ = находится из
условия
тшах(0 1с=Со = О'
Функция ттах(0 определена выражением (2.32). Из условия т0 = тт =
= 0^2 следует величина максимального контактного давления, при
котором под поверхностью возникает пластическое течение. Так, при р =
= 0,3 согласно критерию Треска течение инициируется в точке z0 = 0,48л,
когда максимальное контактное давление достигает критической величины
pJst/0,31 =3,2тт= 1,6от.
Нагрузка РТ, нри которой возникает пластическое течение, находится
путем подстановки критического значения в соотношение (2.27):
Р’ = ^(Р0Г
6Е'1
(2.46)
Механика контактного взаимодействия твердых тел
71
Из выражения (2.46) следует, что для того чтобы материал выдерживал
большую нагрузку, не переходя в пластическое состояние, желательно
сочетать высокий предел текучести с низким модулем упругости.
Для расчетов за пределами упругости обычно применяется метод,
основанный на замене сплошной среды сеткой конечных элементов (метод
конечных элементов). На рис. 2.16 представлены результаты расчетов,
полученные при решении задачи о внедрении жесткого шарав упругоплас-
тическое полупространство: развитие пластических зон по мере увеличения
нагрузки Р. Границы пластических зон показаны сплошными линиями.
При Р = течение инициируется в точке А. При первом превышении
предела упругости зона пластичности мала и полностью охватывается
материалом, находящимся в чисто упругом состоянии (зона/, соответству-
ющая Р = IfiP*). В этом случае вытеснение материала индентором
компенсируется упругими( смещениями окружающей среды (мода
стесненной деформации). При увеличении нагрузки (Р = 6,4РХ (зона II), Р -
= \6Р' (зона III), Р = 40 А1 (зона IV)) пластическая зона выходит на
свободную поверхность и вытесненный материал может свободно
пластически течь по краям индентора (мода нестесненного формоизмене-
ния). Контуры пластической-зоны для исследованного диапазона нагрузок
почти целиком располагаются под областью контакта.
На рис. 2.16 представлены
также графики распределения
давлений р/тт в области кон-
такта. Пластическое течение
приводит к у пло щению эпюры
давлений, при этом мак-
симальное значение давления
при высоких нагрузках смеща-
ется к краю области контакта.
При развитой пластич-
ности упругие деформации
становятся пренебрежимо ма-
лыми по сравнению с пласти-
ческими. Это дает основание
для использования модели
жесткопластического тела при
описании механических ха-
рактеристик взаимодействую-
щих тел. На этой стадии рас-
пределение давлений под ин-
тентором близко к равномер-
ному. Исследования А.Ю. И ш-
линского, О. Ричмонда и др.
показали, что среднее дав-
Р_
Гг
s
2_
а
Рис. 2.16. Развитие пластической зоны при внедрении
жесткой сферы в упругопласгическое полупростра-
нство (штриховые линии - /2 по (2.44)|
72
Глава 2. Геометрия поверхностей и контактное взаимодействие
Рис. 2.17. Влияние трения скольжения на даалеиие,
вызывающее начальное пластическое течение:
------начало течения по критерию Треска (2.45);----
по критерию Мнзеса (2.44); /-область подповерхностного
течения; //- область поверхностного течения
ление р = ------ на стадии нестесненного
па2
пластического деформирования связано с
пределом текучести при растяжении отзависи-
мостью
Рт = С°т. (2.47)
где С- постоянная, зависящая от геометрии
индентора, а также трения на поверхности контакта. При развитой
пластичности рт - Зот.
Следует отметить, что аналогичный переход от чисто упругого контакта
к упругопластическому, а затем к идеальной пластичности имеет место и
в случае взаимодействия тел, подверженных как нормальной, так и
тангенциальной нагрузке. Наличие тангенциальных сил в контакте смещает
точку, где впервые возникает пластическое течение, от оси симметрии в
сторону движения и приближает ее к поверхности (см. рис. 2.15). При
коэффициенте трения, больше приблизительно 0,3 (точная величина
зависит также от выбора критерия текучести), эта точка выходит на
поверхность, т.е. пластическая зона зарождается на поверхности.
Зависимость максимального давления р0’ в контакте, вызывающего
пластическое течение и отнесенное к напряжению текучести при сдвиге тт,
от коэффициента трения /т приведена на рис. 2.17. Здесь показаны также
области значений коэффициентов трения, при которых имеет место
зарождение поверхностного или подповерхностного течения материала.
2.2.4. ЗАДАЧА О ВНЕДРЕНИИ ИЛИ СМЯТИИ СФЕРИЧЕСКОГО ТЕЛА
В УСЛОВИЯХ ИДЕАЛЬНОЙ ПЛАСТИЧНОСТИ
Использование модели жестко пластического тела позволяет достаточно
просто оценить зависимость площади контакта А и приложенной нагрузки
Р от величины сближения h при смятии пластически деформируемого
сферического тела жесткой плоской поверхностью и, наоборот, при
внедрении жесткой сферы в пластическое полупространство.
На рис. 2.18 показан контакт жесткой сферы с упругим (а) и пластичес-
ким (б) полупространством. Рассмотрим пластическое деформирование
полупространства жесткой сферой.
Если пренебречь образованием наплыва (навала) или углубления, то
площадь контакта определяется геометрически как площадь круга,
образующегося в сечении шара радиуса R плоскостью, отстоящей на
Механика контактного взаимодействия твердых тел
73
расстоянии R-h от его центра.
Учитывая, что Л « R, вычислим
радиус а по формуле
а = УЛ2 - (Л - й)1 » Дйй.
Тогда площадь круга
Ап = 2nRh.
Рве. 2.18. Картиив внедрения жесткой сферы в
(2.48) упругое (а) и пластическое (б) полупространство
Из сопоставления значений
площади Ап при пластическом контакте с площадью Лу, полученной при
упругом контакте в соответствии с формулой (2.31), следует, что площадь
контакта при одном и том, же сближении Л в случае пластического
деформирования в 2 раза больше, чем при упругом деформировании:
’ Лп = 2Лу.
Принимая во внимание, что давлениерт распределено равномерно по
площадке контакта и его значение связано с пределом текучести при
растяжении от соотношением (2.47) и учитывая выражение (2.48), получим
следующую зависимость величины нормальной нагрузки, действующей
на сферу, от глубины внедрения h шара в полупространство:
р = Р„Ап е 6nRhcT.
При пластической деформации сферического индентера или при
вдавливании его в пластическое полупространство площадь и деформа-
цию приближенно можно оценить по формулам, полученным в предполо-
жении, что напряжение на контакте равно твердости, поскольку при
определении твердости также используют внедрение сферического
индентера. Таким образом, среднее давление
Рт * НВ.
(2.49)
где НВ - твердость по Бринеллю. Тогда площадь контакта сферы
определяется из условия
Аа = Р/НВ.
(2.50)
Приравнивая (2.48) и (2.50), имеем
л = -А-
2лЯНВ
(2.51)
74 Глава 2. Геометрия поверхностей и контактное взаимодействие
2.2.5. ЗАКОН МАЙЕРА
Твердость по Майеру определяется как отношение нормальной нагрузки
на сферу к площади проекции отпечатка на поверхность деформируемого
полупространства. Зависимость между нормальной силой в контакте Р и
диаметром отпечатка 2ар выражается эмпирическим законом Майера:
Р = £(2о/, (2.52)
где g - коэффициент, зависящий от диаметра сферы; 2ар - диаметр
отпечатка (рис. 2.18, б); 0 - параметр, характеризующий упрочнение
материала и меняющийся в пределах от 2 (для упрочненного материала)
до 2,5 (для неупрочненного); для мягкой стали 0 = 2,22, для серого чугуна
0 = 2,21, для латуни 0 - 2,13, для алюминия 0 = 2,07.
По мере увеличения нагрузки среднее давление растет, сначала
интенсивно, а затем слабее, приближаясь к некоторому постоянному
значению Нт, которое принято называть предельной твердостью по
Майеру.
Под критическим сближением hK и критической нагрузкой Рк принимает-
ся сближение и нагрузка, рассчитанные по формулам Герца при условии,
что среднее давление на контакте достигает значения предельной твердости
Нт по Майеру. Использование этих понятий, как показал Н.Б. Демкин,
оправдано, поскольку они связывают характеристики упругости и
пластичности материала.
Предельную твердость Нт можно рассчитать по формуле, полученной
на основе экспериментальных исследований:
eera(e - 1?^ - ly-е ’
Это выражение удобно тем, что в его основе лежит твердость по
Бринеллю НВ, определение которой не представляет трудности, а значе-
ния параметра 0 известно для большинства металлов.
Как показывают эксперименты, зависимость относительного давления
р/Нт от относительного критического сближения /1/йк почти не меняется
для различных материалов (К. Джонсон, А.А. Ланков и др.). Эту
зависимость можно представить функцией;
р = GHmt£, (2.54)
где ек = h/hK, а коэффициенты G и w зависят от характера деформации (см.
табл. 2.2 и рис. 2.19).
На участке АВ имеет место упругая деформация, описываемая
Механика контактного взаимодействия шероховатых тел
75
Рис. 2.19. Зависимость относительного среднего
контактного давленияр/Нт от относительного
сближения Ejjp при контакте сферы с полу-
плоскостью
формулами Герца, на участке ВС
упругая деформация сменяется упру-
гопластической, на участке CD вы-
полняется закон Майера и на участке
DE деформация становится преиму-
щественно пластической. Необходимо
помнить, что закон Майера является
эмпирическим.
2.2. Зва4еиия коэффициентов Сны
Деформация Линия по рис. 2.19 Коэффициенты
G
Упругая яд 1 1/2
Упругопластическая ВС CD 0,56 0,64 0,21 0,14
Пластическая DE I 0
2.3. МЕХАНИКА КОНТАКТНОГО ВЗАИМОДЕЙСТВИЯ
ШЕРОХОВАТЫХ ТЕЛ
Контактные задачи, рассмотренные выше, предполагали идеальную
гладкость поверхностей и сплошность области контактного взаимо-
действия. В действительности область контактного взаимодействия, как
уже отмечалось, дискретна вследствие существования поверхностного
микрорельефа (рис. 2.20): область фактического контакта Аг состоит из
множества пятен, общая площадь которых может составлять сотые или
тысячные доли номинальной области контакта Аа, которая, как правило,
является односвязной и включает все пятиа фактического контакта.
Размеры и положение пятен фактического контакта площадью ААГ зависят
от условий контактного взаимодействия, механических характеристик, а
также от макро- и микрогеометрии (микрорельефа) взаимодействующих
поверхностей (существенное влияние на размер и расположение фактичес-
ких пятен контакта оказывает температура и ее градиент, см. гл. 7).
76
Глава 2. Геометрия поверхностей и контактное взаимодействие
Рис. 2.20. Схема контактирования шероховатых
твердых тел (Ла = ab - номинальная площадь
контакта; ЬАС - единичная контурная площадка
контакта; ДЛГ- единичная фактическая площад-
ка контакта)
Вследствие различных откло-
нений поверхности от правиль-
ной геометрической формы пят-
на дискретного контакта, как
правило, распределены неравно-
мерно. Ввиду волнистости повер-
хности они группируются на
вершинах волн, образуя контур-
ные площади контакта Ас , на
которых их плотность может
быть достаточно высокой. Если
суммарная фактическая площадь
контакта Аг обычно составляет
от номинальной площади Аа
сотые или тысячные доли про-
цента, то от контурной площади
Ас она составляет десятые или
иногда, при больших давлениях
и высоких температурах, нес-
колько процентов.
Для изучения влияния микро-
рельефа поверхности на напряженно-деформированное состояние
приповерхностных слоев тел, находящихся в условиях контактного
взаимодействия, необходимо решить задачу дискретного контакта, т.е.
смешанную задачу механики деформируемого твердого тела для системы
пятен контакта, составляющих фактическую область контакта поверхнос-
тей. Строгое решение задачи дискретного контакта возможно лишь
численными методами, при этом погрешность определения напряженно-
деформированного состояния тел определяется точностью задания
функции, описывающей геометрию поверхностей контактирующих тел,
и точностью применяемых вычислительных методов.
2.3.1. РАСЧЕТ ХАРАКТЕРИСТИК ДИСКРЕТНОГО КОНТАКТА
ПРИ РАЗЛИЧНЫХ СПОСОБАХ ОПИСАНИЯ
МИКРОРЕЛЬЕФА ПОВЕРХНОСТИ
Чаще всего задача дискретного контакта дня шероховатых поверхнос-
тей решается в приближенной постановке. Это, прежде всего, относится
к способу описания микрорельефа поверхности. Реальной поверхности
ставится в соответствие модельная поверхность, характеристики которой
совпадают с некоторыми наперед выбранными характеристиками реальной
поверхности.
Традиционным в трибологии является модельное описание поверхности
в виде набора неровностей правильной геометрической формы, про-
странственное расположение которых моделирует распределение материала
Механика контактного взаимодействия шероховатых тел
77
в поверхностном шероховатом слое. Выбор конкретной формы выступа
достаточно произволен. При этом исследователи руководствуются самыми
различными соображениями, в том числе и ассоциативного характера.
Достаточно полный перечень используемых форм выступов, сопровождае-
мый анализом их преимуществ и недостатков, приведен в работах
И.В. Крагельского, Н.М. Михина и Н.Б. Демкина. Форма выступа
определяется некоторым набором параметров (например, для сферической
формы - радиусом сферы, для эллипсоидальной формы - размерами его
полуосей), которые рассчитываются на основе обработки результатов
измерения рельефа исходной поверхности. Затем выбирается закон
распределения выступов по высоте. При этом чаще всего изучается
одномерное распределение материала в шероховатом слое (опорная длина
профиля). Модель и натура считаются адекватными, если у них совпадают
параметры распределения материала в шероховатом слое (см. разд. 2.1.3).
Для расчета характеристик дискретного контакта широко используется
модель Д. Гринвуда и Д. Вильямсона, предложенная в 1966 г., обобщенная
на контакт криволинейных поверхностей Д. Гринвудом и Д. Триппом (двух
шероховатых тел сферической формы) и Микесом и Ло (шероховатых тел
цилиндрической формы), rf модель И.В. Крагельского и Н.Б. Демкина,
предложенная в 1962 г., обобщенная Н.Б. Демкиным на случай контакта
двух шероховатых тел с учетом волнистости поверхностей и упругоплас-
тических свойств материала.
Ниже приведены два метода Д. Гринвуда - Д. Вильямсона и Н.Б. Дем-
кина.
Метод Д. Гринвуда - Д. Вильямсона. В механике контактного
взаимодействия шероховатых тел, в частности в излагаемой ниже модели,
для расчета характеристик дискретного контакта широко используются
подходы, в которых шероховатость моделируется системой сферических
сегментов одинакового радиуса (неровности), а их высота принимается
случайной величиной, подчиняющейся некоторому закону распределения.
Поскольку, как уже отмечалось выше, контактные характеристики
определяются лишь формой зазора между взаимодействующими телами,
вместо контакта двух шероховатых поверхностей можно, без потери
общности, рассмотреть контакт жесткой плоской гладкой поверхности 2
с упругим телом 1, имеющим приведенный модуль £ и профиль,
соответствующий зазору между недеформированными поверхностями
(рис. 2.21), что существенно упрощает задачу.
Поверхность, имеющая эквивалентную шероховатость, обладает
следующим свойством: при контакте ее с абсолютной гладкой поверхнос-
тью площадь фактического контакта изменяется в зависимости от
сближения таким же образом, как и при контактировании двух шерохова-
тых поверхностей. Обозначим функцию высот вершин выступов профиля
эквивалентной шероховатой поверхности через Zs со средним значением Zs
и функцией плотности распределения высот профиля q>(Zs), которая
выражает вероятность нахождения высоты вершины Zs между Zs и Zs +
78
Глава 2. Геометрии поверхностей и контактное взаимодействие
Рис. 2.21. Профилограмма, суммирующая две контактирующие шероховатые поверхности, и
функция распределения зазоров между вершинами суммарных шероховатостей н гладкой
поверхностью
+ dZs (значение Zs отсчитывается от средней линии профиля поверхности).
Если па- число вершин на номинальной площади поверхности Аа, то число
вершин в контакте, находящихся на расстоянии Л от средней линии,
и = п. q>(Zs)dZs, (2.55)
л
где h - сближение поверхностей, т.е. расстояние между средней линией и
границей жесткого тела 2.
Если высота вершины превышает величину Л, то имеет место сближение
Л(- = Zs - h за счет ее деформирования. В предположении, что неровности
имеют сферическую форму с постоянной кривизной кЛ, контакт осуществля-
ется по круговым областям радиуса в. Площадь ДИ(- площадки контакта
1-й вершины и сила ДР(., требующая для ее сжатия на величину hit
определяются по формулам:
Д4, = на,2 = &Pt = g(h), (2.56)
где/(Лр и g(h) - функции, зависящие от свойств материалов поверхностей.
При упругом контакте из соотношений Герца (2.28) и (2.31) имеем
т - (2.57)
к, 3
При сжатии идеально пластической неровности в соответствии с
формулами (2.48) и (2.49) имеем
Механика контактного взаимодействия шероховатых тел
79
2я Л, Л,
/(Л() “ -------; g(*j) = » 6iw —,
К, к.
(2.58)
где от- предел текучести на растяжение для более мягкой поверхности.
В расчетах могут использоваться также и другие виды функций ДЛ,) и
Чтобы найти суммарную фактическую площадь контакта Аг и
суммарное усилие Р при заданном сближении h поверхностей, следует
просуммировать выражения (2.55) и (2.56) для всех неровностей в контакте,
т.е. для тех, у которых Zs > h. Тогда
А, = naff(Zs " h)<p(Zs)dZs;
1Л
(2.59)
? = nafg(Zs “ ty<p(Zs)dZs. (2.60)
*
Д. Гринвуд и Д. Вильямсон вычислили эти интегралы численно для
упругодеформирующихся неровностей и гауссовского распределения их
высот. Одним из основных результатов расчетов является вывод,
подтвержденный экспериментом, о том, что для многих видов шероховатой
поверхности средний радиус пятна контакта (без учета температуры
поверхности) остается постоянным при увеличении нагрузки, в то время
как число пятен контакта и и Аг возрастают пропорционально нагрузке.
Пример. Вычисление интегралов (2.55), (2.59) и (2.60) существенно упрощается, если, следуя
Д. Гринвуду и Д. Вильямсону, аппроксимировать функцию <p(Zs) экспонентой
<p(Zj) = — exp -—I; Zs > 0, (2.61)
О { J
где с - произвольная постоянная; среднее квадратическое отклонение вершин неровностей.
Функция <p(Zi) близка к гауссовскому распределению при больших Zs, те. когда в контакт
вступают только высокие неровности. В этом случае число неровностей п, находящихся в
контакте, согласно (2.55), записывается в виде
(2.62)
Аналогичный внд принимают интегралы (2.59) н (2.60) для фактических площадей и
суммарной нагрузки при заданном сближении h:
(2.63)
80
Глава 2. Геометрия поверхностей и контактное взаимодействие
и
Определенные интегралы If и в выражениях (2.63) и (2.64) представляют собой
постоянные, не зависящие от расстояния h между средней линией и гладкой поверхностью
контактирующего тела.
Таким образом, фактическая площадь контакта Аги нагрузка Р на контактирующие тела
пропорциональны числу п неровностей, находящихся в контакте, и, следовательно,
пропорциональны друг другу независимо от функций ДА() иg(A().
Метод Н.Б. Демкина (теория контакта реальных тел). Отличительными
особенностями теории контакта реальных поверхностей является то, что
использованные для модели параметры распределения выбираются не на
основе принятых допущений, а исходя из значений, определенных
экспериментально в результате обработки профилограмм поверхностей.
При расчетах используются физико-механические свойства реальных
материалов с учетом их упрочнения в процессе деформирования. Таким
образом, удается получить модель, свойства которой нанлучшим образом
приближаются к имеющим место в действительности.
Теория контакта реальных поверхностей основана на следующих
допущениях.
- Расчет выполняется для элемента контурной площади, в пределах
которого давление можно считать постоянным, а шероховатость
определенной. Практически для этой цели удобно брать элемент, площадь
которого равна квадрату базовой длины.
- Для описания топографии поверхностей используются две функции
распределения1, распределение материала т|(е) (2.5) по высоте шероховатого
слоя (нормированное выражение кривой опорной поверхности), и
распределение материала Ф(е) (2.9) по высоте единичного выступа (форма
выступа). Располагая этими двумя функциями, легко получить функцию
распределения вершин выступов по высоте <р(е) (2.18).
- Выбор параметров законов распределения определяется по экспери-
ментальным данным, полученным для реальных поверхностей в зависимос-
ти от характера технологической обработки или условий изнашивания
при трении.
- В качестве модели единичной неровности могут применяться клин,
цилиндр, стержень, сферический сегмент и эллиптический сегмент.
Предполагается, что для описания деформации модели выступа могут быть
использованы классические решения контактных задач, полученные для
изотропных материалов и макрообъемов.
- Характер деформации единичного выступа зависит от его формы и
величины сближения S, причем для одного и того же выступа деформация
меняется от упругой к упругопластической и пластической. При упругой
деформации выступов используются формулы Герца (2.26) - (2.31), при
пластической деформации давление на выступе принимается равным
Механика контактного взаимодействия шероховатых тел
81
максимальной твердости Нт по Майеру, при упругопластическом контакте
давление на выступе рассчитывается по формуле, полученной с использова-
нием эмпирического закона Майера (2.52).
- Расчет выполняется применительно к контакту шероховатой
поверхности с гладкой твердой, а затем делается переход к контакту двух
шероховатых поверхностей с использованием композиции законов
распределения.
Таким образом, для расчета основных характеристик контакта
необходимо располагать: во-первых, законами деформирования единичных
выступов; во-вторых, законом распределение вершин выступов; в-третьих,
условиями, при которых наступает упругая, упругопластическая и
пластическая деформации. Кроме того, необходимо располагать
критериями перехода от контакта шероховатой поверхности с гладкой к
контакту двух шероховатых поверхностей.
При контактировании Шероховатой поверхности с гладкой сначала
соприкасаются наиболее высокие выступы поверхности, а затем, по мере
сближения поверхностей, в контакт вступает все большее число менее
высоких выступов. С увеличением нагрузки, воспринимаемой выступами,
происходит упругая деформация волн, на которых расположены
микронеровности, при этом число выступов, вступивших в контакт,
возрастает.
Если контактирует менее твердая шероховатая поверхность с более
твердой гладкой, то выступы шероховатой поверхности в процессе
деформации расплющиваются. Если же гладкая поверхность имеет
меньшую твердость, чем шероховатая, то выступы шероховатой
поверхности внедряются в нее. И расплющивание, и внедрение сопровожда-
ются упругой осадкой выступов.
При контактировании двух шероховатых поверхностей первыми
вступают в контакт уже не самые высокие выступы, а те из них, которым
противостоит на сопряженной поверхности такой выступ, для которого
сумма высот выступа первой поверхности и противолежащего ему выступа
второй поверхности окажется наибольшей. По мере увеличения нагрузки
в контакт вступают все новые пары противостоящих выступов, обладаю-
щие все меньшей суммой высот. На рис. 2.22 показана модель шероховатой
поверхности в виде набора сферических сегментов, расположенных на
средней плоскости.
При расчете характеристик контакта значительно прощерешать задачу
для контакта шероховатой поверхности с гладкой, чем для контакта двух
шероховатых поверхностей. Поэтому для расчета контакта двух
шероховатых поверхностей используют эквивалентную функцию
распределения материала Н.Б. Демкина, предложенную в 1962 г.,
отражающую микрогеометрию обеих поверхностей, вступающих в контакт.
Для рассматриваемой поверхности функция распределения материала
образуется как композиция законов распределения материала первой и
82
Глава 2. Геометрия поверхностей и контактное взаимодействие
Рис. 222. Модель шероховатой поверхности, состоящей
из набора сферических сегментов, распложенных на
средней плоскости
второй поверхностей. Вид
этой функции находится с
помощью компьютерного
моделирования.
Используя понятие эк-
вивалентной шерохова-
тости, рассмотрим кон-
такт шероховатой повер-
хности, моделируемой на-
бором сферических сег-
ментов, с абсолютно глад-
кой твердой плоскостью. Такой подход существенно упрощает задачу, а
полученные зависимости имеют такой же вид, как и для контакта двух
шероховатых поверхностей.
Фактическая площадь контакта Аг представляет собой су м му площадок
контакта ЛАri, отдельных выступов (рис 2.20 и 2.21), расположенных выше
сечения Zs = h:
А, =
1
(2.65)
где п — число контактирующих пар выступов.
Для приближенной оценки характера деформаций выступов существует
оценочный критерий
R
К = 11
р нв \ г
(2.66)
где г - радиус кривизны выступа; Rp — высота сглаживания.
Если Кр> 3, то контакт будет пластичным, если Кр < 3,-упругим. При
пластической деформации фактическое давление на всех выступах будет
одинаковым и его можно принять равным
Рг = Нт’
(2.67)
где Нт определяется по формуле (2.53).
Тогда фактическая площадь контакта
Аг = Р!Нт.
(2.68)
Из формулы (2.6) с учетом (2.31) и (2.49) находится величина сближения
(деформации) б в виде
Механика контактного взаимодействия шероховатых тел
83
\ 1/v
(2.69)
где а = 1/2 при упругом контакте и а = 1 при пластичном.
Если выступы деформируются только упруго, то для каждого выступа
фактическое давление рассчитывается по формулам Герца и будет менять-
ся в зависимости от величины деформации выступа. Суммируя нагрузки
и площадки контакта с учетом распределения выступов по высоте (2.18),
можем получить формулу для расчета фактического давления при упругом
контакте. По формулам Герца среднее давление на контакте
р = в г12,
(2.70)
гдеВ = 0,432я/2£7г1П.
Очевидно, нагрузка Р, приложенная к контактирующему телу, будет
складываться из нагрузок /*-, воспринимаемых отдельными выступами:
i = fPtdnr.
(2.71)
Учитывая, что Р(- = ap&Arj, a dnr определяется зависимостью (2.16), после
преобразований получим зависимость для определения фактического
давления при упругой деформации выступов:
2v
ргу = (0,43£Э2"'
(2.72)
где рс - контурное давление.
Если положить v = 2 и tm = 0,5, то найдем зависимость для примерной
оценки фактического давления при упругой деформации выступов
г 7
(2.73)
В формуле (2.73) при контактировании двух шероховатых поверхностей
С = 0,61 и т = 0,14; при контактировании шероховатой поверхности с
гладкой С = 0,86 и т = 0,2.
В общем случае деформации выступов будут различаться не только по
величине, но и по характеру деформации. При контактировании
шероховатой поверхности общая нагрузка Р будет уравновешиваться
силами, воспринимаемыми выступами, деформируемыми упруго Ру,
упругопластически Руп и пластически Рп, т.е.
84
Глава 2. Геометрия поверхностей и контактное взаимодействие
Р = Р + Р + Р .
у уп 1 п
(2.74)
Эти нагрузки рассчитываются на ЭВМ с учетом формул (2.52), (2.57)
и (2.58) по специально разработанной программе.
Компьютерная модель для расчета характеристик контакта шерохова-
тых поверхностей работает по следующему алгоритму. По характеристи-
кам микрогеометрии поверхностей определяются параметры распределения
вершин выступов, при заданной нагрузке-деформации каждого выступа
и по ним находятся законы деформирования. Нагрузки, воспринимаемые
отдельными выступами, суммируются и определяется нагрузка на упруго-,
упругопластически- и пластически деформируемые выступы.
Принято различать два вида контакта: контакт микронеровностей, при
котором деформирование микроиеровностей не оказывает влияние друг
на друга, и число выступов возрастает с увеличением нагрузки. Этот вид
контакта получил название ненасыщенного контакта. Если в контакт
вступают все выступы и число остается неизменным, то имеет место
насыщенный контакт. Последний наблюдается реже и в этом случае
приходится учитывать деформирование волн, на которых находятся
микронеровности.
Если число выступов пг, вступивших в контакт, достигло числа
выступов пс на контурной площади, то при дальнейшем увеличении
нагрузки число выступов остается постоянным, т.е. учитывается возмож-
ность возникновения насыщенного контакта. Для каждого выступа в
зависимости отего деформации определяются размеры площадок контакта
и находится суммарная площадь фактического контакта Аг при данной
нагрузке. Фактическое давление определяется как отношение нагрузки к
фактической площади Аг контакта.
Эта модель позволяет рассчитать не только среднее контактное
давление р, но и определить, какая доля выступов находится в том или
ином режиме деформирования. На рис. 2.23 показано, какая часть выступов
деформируется упруго, упругопластически и пластически в зависимости
от шероховатости поверхности.
Расчет выполнен для стальной
шлифованной поверхности.
Располагая величиной фак-
тического давления рг, легко
выразить другие характеристи-
ки контакта шероховатых по-
верхностей.
Так, фактическая площадь
контакта
Рнс. 2.23. Зависимость относительного числа
выступов, деформируемых упруго п^, упругоплас-
тнческн и пластически лп, от высоты сглажи-
вания Rp
А, = Pfpr, (2.75)
сближение
Механика контактного нзаимодействия шероховатых тел
85
число пятен фактического контакта
средняя площадь пятен контакта
&АГ = Аг!пт.
(2.76)
(2.77)
(2.78)
/ в I («-’У»
( prtm I
Среднее расстояние между пятнами контакта в первом приближении
можно выразить как ,
I
S = ^Actnr. (2.79)
При расчетах по приведенным формулам берется шероховатость более
твердого материала и твердость более мягкого.
Расчетные формулы приведены для случая контакта шероховатой
поверхности с гладкой. Если поверхности имеют шероховатость одного
порядка, то используются значения эквивалентных параметров V| 2, Rp] 2,
rmi 2, учитывающих микрогеометрию первой и второй поверхностей: ’
*1,2 = <VI + V2>M
(Я11,2 “ (т!(я12>
4,2
(2.80)
(2.81)
^р!,2 ~ (2^,1
(2.82)
Я J 1 - exp 1 - —*°-
I VI + V2
Объем межконтактного пространства может быть рассчитан по формуле
(2.83)
В формулах (2.80) - (2.83) индексами 1 и 2 отмечены характеристики
первой и второй поверхностей. Эти формулы получены путем аппроксима-
ции результатов компьютерных экспериментов. Как следует из этих
формул, при пластическом контакте фактическая площадь контакта
зависит от контурного давления линейно, а при упругом контакте эта
86
Глава 2. Геометрия поверхностей и контактное взаимодействие
зависимость в степени 0,8... 0,9. Контактная деформация зависит от
контурного давления в степени 0,3. ..0,7. Результаты экспериментальных
исследований подтверждают такой характер зависимостей.
Приведем простейшие примеры расчета характеристик контакта.
Пример. Рассчитать площадь фактического контакта Аг и сближение h стальной
поверхности твердостью НВ - 3000 МПа, Rp - 6 мкм, v = 2, г = 50 мкм с гладкой латунной
поверхностью с НВ = 800 МПа, Е ~ 105 МПа, Rp ~ 0,5 мкм. v = 3 при Лс= 100 мм2 и давлении
рс = 1 МПа. При расчете необходимо учитывать свойства более мягкого материала н
шероховатость более твердого.
По формуле (2.66) находим Кр = 43, т.е. имеем пластический контакт.
Тогда можно положить рг = НВ. Поскольку Р = р^с = 100 Н, имеем Аг ~ ~ =
(1 '11/3
^q0,5I =0,83 мкм.
Пример. Рассчитать фактическую площадь Аг контакта и сближение h двух одинаковых
стальных контактирующих поверхностей контурной площадью Ас - 100 мм2 при давлении
рс = 1 МПв, НВ| = НВ2 = 4000 МПа, Е, = Е2 = 2- 10s МПа, R = 0,5 мкм, г = 200 мкм, v = 2,
ц = 0,3.
По формуле (2.66) находим Кр = 2,16, следовательно, контакт упругий.
По формуле (2.29) эффективный модуль упругости Е = 1.43 105 МПа, а по формулам
(2.80)- (2.82) параметры эквивалентной шероховатости У| 2= 2,5, !П(1 2 = 0,1, Rp] 2 - 0,92 мкм.
Фактическое давление, площадь и сближение по формулам (2.72), (2.75) и (2.76):
р, = (3-1430(И))0,,3(2-1/0,5)о,|**(0,92/0,2)0,tt = 1263 МПа;
А, = 100—!— = 0,079 мм’;
(I ) 1ЛЭ2
---‘--- = 0,177 мкм.
1263 0,1)
Модели, описанные выше, основаны на предположении, что температу-
ра не влияет на механические характеристики и деформация каждой
неровности не зависит от соседних. Ошибка расчета при таком допущении
возрастает при увеличении плотности пятен контакта с ростом нагрузки.
В результате исследования взаимодействия системы неровностей с упру-
ги м основанием с учетом взаи много влияния микроконтактов при высокой
плотности пятен контакта, проведенного И.Г. Горячевой и М.Н. Добычи-
ным, получены также оценки границ применимости теорий, базирующихся
на локальных законах деформирования.
Для поверхностей с регулярным рельефом (например, волнистая
поверхность) применяются методы решения периодических контактных
задач. В плоской постановке периодические контактные задачи для упругих
тел при отсутствии сил трения рассматривались Г. Вестергардом,
И.Я. Штаерманом, Е.А. Кузнецовым и Г.А. Гороховским. Решение плоской
периодической контактной задачи с учетом снл трения получено с
помощью формул Колосова - Мусхелишвили и аппарата автоморфных
Механика контактного взаимодействия шероховатых тел
функций. Пространственная периодическая контактная задача для
поверхности, имеющей синусоидальную волнистость в двух взаимно
перпендикулярных направлениях, рассматривалась К. Джонсоном, а для
поверхности с произвольной формой неровностей - И.Г. Горячевой.
2.3.2. ДЕФОРМАЦИЯ ШЕРОХОВАТЫХ ВОЛН
Контурную площадь контакта А рассчитывают рассматривая
деформацию модели шероховатых волн. Волнистость поверхности можно
моделировать набором сферических или цилиндрических выступов. При
этом предполагается, что волны деформируются упруго, а расположенные
на них выступы упруго, упругопластически или пластически. Значения
контурной площадки контакта Ас и контурного давлениярс необходимы
для оценки фрикционных, износных и температурных характеристик при
трении. Эти параметры контактирования непосредственно используются
для оценки температурного поля на поверхности трения, температурной
вспышки и максимальной температуры ftraax на дискретной поверхности
трения на основе гипотезы суммирования температур. Без знания значе-
ний Ас,рс, Аг,рг не могут быть оценены тепловые процессы при трении и
изнашивании, особенно температуры наконтурных и фактических пятнах
касаний.
При расчете деформации волн надо учитывать следующие обстоя-
тельства. Во-первых, если высота выступов соизмерима с высотой волн,
то упругая деформация шероховатой сферы существенно отличается от
деформации гладкой, описываемой формулами Герца. Во-вторых, хотя
расчет характеристик контакта невозможен без оценки контурной площади
Ас и давления рс, степень их влияния на характеристики фрикционного
контакта обычно не слишком велика и поэтому допустимо приближенное
решение. Наиболее хорошо разработана сферическая модель волн.
При расчете деформации волны распределение давления по контуру
шероховатой сферы можно представить в виде
' г V
Р = Ро 1 - .
(2.84)
Р /
где р - средний радиус пятна контакта; 0 < х < р; 0 - переменный
показатель степени; для гладкой сферы 0 = 1/2.
Формула (2.84) соответствует решению Герца, при значительной
шероховатости, когда можно пренебречь деформацией волн, 0 = v + ы.
Используя формулу (2.84) и приведенные выше для расчета деформации
шероховатого слоя поверхности, можно найти площадь контакта и
деформацию единичной шероховатой волны. Переходя к ансамблю волн,
моделируемых сферическими сегментами, распределение которых по
высоте соответствует нормальному закону, а радиус кривизны равен
наиболее вероятному радиусу гн, реальных волн, и подставляя типичные
значения параметров микрогеометрии, М.А. Коротковым и В.М. Алек-
88
Глава 2. Геометрия поверхностей и контактное взаимодействие
сеевым получены следующие выражения для контурной площади и
контурного давления:
Рс
0,42
(2.85)
(2.86)
Г„ J
где Kw и 6W - коэффициенты, зависящие от свойств материала и от
соотношения высоты волн и шероховатости.
Для приближенной оценки можно использовать значения коэффициен-
тов, представленные в табл. 2.3.
2.3. Значевня коэффициентов Кя и
e'ihb
<50 50... 100 100...200
К» К» 0»
0,05 1,50 0,60 1,10 0,65 1,13 0,70
0,1 1,15 0,70 1,47 0,80 1,20 0,85
0,2 1,20 0,85 1,28 1,00 1,35 1,10
0,4 1,35 1,15 1,45 1,30 1,55 1,50
0,8 1,55 1,50 1,75 1,65 2,10 2,35
1,60 2,10 2,30 2,60 2,00 3,30 2,00
Если шероховатость мала и можно пренебречь деформацией шерохова-
того слоя, то результаты расчетов по формулам (2.85) и (2.86) приближают-
ся к результатам, полученным по формулам Герца, при этом контурная
площадь Ас весьма мала. При значительной шероховатости поверхности
можно пренебречь упругой деформацией волн, тогда зти формулы дают
выражения, соответствующие контакту шероховатой поверхности с
гладкой, контурная площадь Ас велика и стремится к номинальной Аа.
2.3.3. РАСЧЕТ НОМИНАЛЬНОГО ДАВЛЕНИЯ И ПЛОЩАДИ КОНТАКТА
С УЧЕТОМ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ
Наличие микрорельефа на поверхностях взаимодействующих тел
изменяет их контактные характеристики на макроуровне, к которым
Механика контактного взаимодействия шероховатых тел
89
относятся номинальные давления, номинальная область контакта,
зависимость внедрения от приложенной нагрузки. Для их определения
И.Я. Штаерманом была предложена модель комбинированного основания,
при нагружении которого помимо упругих деформаций принимались во
внимание дополнительные смещения его границы за счет смятия
микронеровностей. Эта работа заложила основы континуальной модели
деформирования шероховатого тела и стимулировала появление ряда
исследований в этом направлении. Для определения номинального
давления р(х,у) и номинальной области контакта Q используется
интегральное уравнение вида:
l>-f(x,y)=C\p](x,y)+^K(x,y,x',y’')p(x',y,')dx'dy', (x,y)eQ, (2g
Q
где f(x, у) - функция, описывающая макроформу взаимодействующих
поверхностей; К(х, у, х',у')-$|дро интегрального уравнения соответствую-
щей контактной задачи без учета шероховатого слоя; 6 - сближение тел
под нагрузкой; С[р] - дополнительное смещение за счет смятия шерохова-
тости. .
Экспериментальные исследования закономерностей деформирования
шероховатого тела показали, что дополнительные смещения удовлетвори-
тельно описываются степенной функцией номинального давления:
СИ = Крл. (2.88)
Функция С[р] может быть построена также исходя из модельных
описаний взаимодействия шероховатых поверхностей. Метод построения
функции дополнительного смещения, предложенный И.Г. Горячевой,
основан на принципе локализации, позволившем представить функцию
С[р] в виде
СМ(*. У) = -h(x, У) * х
кЕ
/ t , (2.89)
* гг Р^х', y )dx dy
х L | ~ 2яЛдР(х, у) ,
„ /=0 /(х'~х)2+О'-у)2
где й(х, у) - высота неровности в точке с координатами х, у\ й0 - радиус
подобласти Qq с центром в точке (х, у) е ы0, включающей пятна контакта
ы, (г = 0,1, ...,Л), внутри которых принимаются во внимание фактические
давления р/х, у) (локальный эффект). Показана возможность использова-
ния для определения функции дополнительного смещения (2.89) решений
периодических контактных задач, в которых пространственное располо-
жение инденторов моделирует параметры микрогеометрии поверхности
90
Глава 2. Геометрия поверхностей и контактное взаимодействие
в окрестности рассматриваемой точки, а номинальное давление определяет-
ся величиной р(х, у). Проведены расчеты функции С[р] для разных
модельных описаний микрогеометрии поверхности, которые показали, что
с ростом номинального давления величина дополнительной податливости
контакта dC/dp, связанная с наличием микрорельефа, постепенно
уменьшается и стремится к нулю (эффект насыщения фактической площади
контакта).
Следует отметить, что степенная функция вида (2.88) не описывает этот
процесс, поэтому ее можно использовать только при невысоких значениях
номинального давления, когда имеет место ненасыщенный контакт.
Проведенные исследования решения интегрального уравнения (2.87)
и изучение на их базе зависимости характеристик контактного взаимо-
действия иа макроуровне от параметров микрогеометрии поверхностей
в разного рода сопряжениях, в частности, показало, что увеличение
шероховатости поверхности приводит к снижению максимальных
номинальных давлений в области контакта и увеличению ее размеров.
2.4. ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
НЕКОТОРЫХ ХАРАКТЕРИСТИК КОНТАКТА
Для определения площади контакта используются методы;
- основанные на применении тонких пленок, наносимых на одну из
контактирующих поверхностей;
- оптические;
- основанные на измерении контактной проводимости.
Простым методом измерения фактической и контурной площади
контакта шероховатых непрозрачных поверхностей, предложенным
Н.Б. Демкиным, А. А. Лайковым, является метод тонких угольных пленок,
напыляемых в вакууме на одну из контактирующих поверхностей. Такие
пленки весьма однородны, имеют малую толщину (0,03...0,05 мм) и легко
разрушаются в местах контакта. Телевизионные планиметры автомати-
чески подсчитывают площадь контакта. Один из таких приборов
разработан И.И. Берковичем. При ручной обработке фотографии площади
контакта берется ряд сечений, по которым определяется вероятность
контакта, и на основании этого рассчитывается площадь контакта.
Используются также пленки, содержащие люминесцентные добавки.
При контактировании материал пленки за счет адгезии переносится на
сопряженную поверхность и зоны контакта определяются при облучении
поверхности ультрафиолетовыми лучами. Метод обладает высокой
чувствительностью.
Оптическим методом, часто используемым для определения фактичес-
кой площади контакта, является метод нарушения полного внутреннего
отражения. При этом шероховатая поверхность контактирует со
стеклянной или алмазной призмой. На призму падает пучок света,
испытывающий на грани АВ (рис. 2.24) полное внутреннее отражение, в
местах контакта выступов с поверхностью призмы отражение нарушается,
Экспериментальные методы определения характеристик контакта
91
Рис. 224. Принципиальная схема
определения фактической плоша-
ли контакта по методу наруше-
ния полного внутреннего отраже-
ния
Рис. 2.25. Зависимость фактической площади контакта Аг
от контурного давления рс для различных материалов
и наблюдатель видит на зеркальном фоне темные пятна фактического
контакта. Площадь контакта определяется с помощью фотометрического
устройства. Недостатком этого метода является необходимость контакта
с гладкой прозрачной поверхностью.
При экспериментальном измерении площади фактического контакта
по его электропроводности обычно используют формулы Р. Хольма.
Полное электрическое сопротивление дискретного контакта для единичной
контурной площади складывается из сопротивления, зависящего от числа
и размера пятен фактического касания (ситочное сопротивление), и
сопротивления растекания, обусловленного размером контурной
площади. Таким образом, полное электрическое сопротивление выражается
суммой
где пг - число пятен фактического контакта; р - средний радиус пятен
фактического контакта; Л - удельная электрическая проводимость
материала; рс - радиус контурной площади контакта.
Преимущество этого метода в том, что его можно применять для
движущихся образцов. Недостатком метода является трудность определе-
ния числа контактов и сильное влияние поверхностных пленок оксидов
и загрязнений, которые существенно меняют величину переходного
сопротивления. Эта методика требует тарировки с помощью другого
метода. Не пригоден этот метод для диэлектриков.
На рис. 2.25 показаны кривые зависимости фактической площади Аг
контакта от контурного давлениярс для различных металлов. Отклонение
зависимости от линейной связано с упрочнением материала и влиянием
упругих деформаций.
92
Глана 2. Геометрия поверхностей и контактное взаимодействие
Рнс. 2.27. Зависимость сближения h
контактирующих поверхностей от кон-
турного давления рс
При измерении сближения шеро-
ховатых поверхностей требуется
Ряс. 2.26. Принципиальная схема прибора измере-
ния сближения контактнрующях поверхностен
большая точность ввиду малости
перемещений. Поэтому трудно
устранить влияние посторонних
факторов иа результаты измерений. К ним относятся объемные деформа-
ции контактирующих тел, деформации в измерительной системе, перекосы,
термические деформации и др.
Для изучения контактных деформаций И.В. Крагельским н Н.Б. Демки-
ным был разработан прибор ПКД, позволяющий свести к минимуму
различного рода погрешности. На рис. 2.26 изображена принципиальная
схема такого прибора. Нижний образец 2 изготовлен в виде кольца с
центральным каналом и пазом в верхней части. В канал вставлена трубка
3, имеющая в верхней части выступ в виде кольца. Трубка с натягом
упирается в паз нижнего образца, натяг осуществляется с помощью
пружины 6. Через трубку пропущен толкатель 4, который упирается в
верхний образец 1. Нижний конец толкателя соединен с индукционным
датчиком 8. На нижнем конце трубки 3, проходящем в отверстие в образце,
жестко укрепленатраверса 7, служащая основанием для крепления корпуса
датчика. При приложении нагрузки Р к верхнему образцу 1 шток толкателя
4 смещается по отношению к трубке 3. Это смещение измеряется с помощью
датчика. Описанная конструкция позволяет исключить из отсчета
погрешность за счет сближения между нижней поверхностью образца 2 и
станиной и свести к минимуму погрешность за счет упругого деформирова-
ния образца.
Нарис. 2.27 показана зависимость сближения/г от контурного давления
рс (стальные шлифованные поверхности Rz = 20 мкм), ОБ - первое
приложение нагружения к контакту, ВС - разгрузка). При повторном
приложении нагрузки деформация описывается кривой СВ.
Список литературы 93
Список литературы
1. Гал пи Л.А. Контактные задачи теории упругости н вязкоупругости. М.: Наука, 1980.
302 с.
2. Горячева ИТ., Добычии Н.М. Контактные задачи в трибологии. М.: Машиностроение,
1988. 256 с.
3. Демкин Н.Б. Контактирование шероховатых поверхностей. М.: Наука, 1970. 266 с.
4. Демкпп Н.Б., Рыжов Э.В. Качество поверхности н контакт деталей машин. М.:
Машиностроение, 1981. 244 с.
5. Джопсои К. Механика контактного взаимодействия. М.: Мир, 1989. 510 с.
6. Крагельский ИЛ., Добычии Н.М., Комбалов В.С. Основы расчетов на трение и износ.
М.: Машиностроение, 1977. 525 с.
7. Морозов Е.М., Зернин М.В. Контактные задачи механики разрушений. М.: Машиностро-
ение, 1999. 540 с.
8. Мусхелишвилп Н.И. Некоторые основные задачи математической теории упругости.
М.: Изд-во АН СССР, 1949. 653 с.
9. Рвботнов Ю.Н. Механика деформируемого твердого тела. М.: Наука, 1988. 744 с.
10. Расчеты на прочность в машиностроении. Т. 2/Подред. С.Д. Пономарева. М.: Машгиз,
1958.974 с. i
Глава 3
СВОЙСТВА ТРУЩИХСЯ ТЕЛ И ИХ ПОВЕРХНОСТЕЙ
3.1. РАЗВИТИЕ ПРЕДСТАВЛЕНИЙ О ПРИРОДЕ ВЗАИМОДЕЙСТВИЯ
ТЕЛ ПРИ ТРЕНИИ
Трение и изнашивание по своему проявлению и действию в машинах,
на первый взгляд, представляют чисто механические явления, которые
легко зафиксировать и измерить. Глубокое изучение этих явлений
показало, что в их основе лежат сложные физические и химические
процессы, происходящие в тонком поверхностном слое трущихся тел.
Эволюция развития трибологии хорошо иллюстрируется схемой
Ю.М. Плескачевского, представленной на рис. 3.1. Условно можно
выделить три принципиально отличные этапа развития трибологии:
I этап - начиная с работ Леонардо да Винчи и до исследований
Ш. Кулона - контакт трущихся тел рассматривается непрерывным, и для
описания происходящих процессов используется модель контактной
механики;
Рис. 3.1. Схема эволюционного развития трибологии, разработанная Ю.М. Плескачевским
Характер взаимодействия между частицами
95
II этап - вплоть до работ И.В. Крагельского и др. - фрикционное
взаимодействие тел рассматривается на микроуровне, а для описания
процесса трения и изнашивания используется механика дискретного
контакта;
III этап - начиная с работ Б.В. Дерягина и последующих исследовате-
лей - начинают исследоваться процессы, происходящие на наноуровне и
для их описания используется наномеханика. Для этого этапа отмечается
изменение степени влияния роли таких факторов, как механические
свойства, которые имели большое значение на первом и частично на
втором этапах развития трибологии.
Топография приобретает большую роль на втором и третьем этапах
развития учения о трении и о связанных с ним процессах. Роль действия
поверхностных сил явно выражена на третьем и (в меньшей степени)
втором этапах развития, роль теплоты проявляется на всех этапах. Таким
образом происходит постепенное изменение взгляда и на механизм трения,
начиная от преимущественно деформационного на первом этапе развития
учения о трении и износе, К молекулярному - на третьем.
Описание свойств и характеристик трущихся тел с использованием
закономерностей взаимодействия молекулярных сил и наномеханики
сейчас сдерживается покаслржностью описания сил взаимодействия между
атомами, ионами и молекулами,составляющими твердые теласдефектнос-
тью структуры, и рядом других свойств характерных для реальных тел.
Достижения физики, химии и ряда других фундаментальных наук
позволяют с достаточной достоверностью описать механические свойства,
топографию, поверхностные силы и тепловые процессы, происходящие в
трущихся телах, и с их помощью принимать необходимые решения по
совершенствованию узлов трения машин и оборудования.
Это следует учитывать при рассмотрении задач трения, изнашивания,
смазки и теплообразования. На этом уровне уже недостаточно апеллиро-
вать обычными физико-механическими свойствами макрообъемов
контактирующих тел при рассмотрении процессов трения, изнашивания,
теплообразования и смазки, что значительно усложняет теоретическое и
практическое решение задачи трибологии.
С этих позиций происходящие при трении и изнашивании явления
изучались и исследовались такими крупнейшими отечественными и
зарубежными специалистами, как Б.В. Дерягин, А.С. Ахматов, Ф.П. Боуден
и Д. Тейбор и, конечно, создатель молекулярно-механической теории
внешнего трения и усталостной теории износа твердых тел И.В. Кра-
гельский.
3.2. ХАРАКТЕР ВЗАИМОДЕЙСТВИЯ МЕЖДУ ЧАСТИЦАМИ
ВЕЩЕСТВА
Строение фрикционных и антифрикционных материалов, их свойства
и результаты взаимодействия между ними во многом определяются
характером взаимодействия между структурными частицами (атомами,
96
Глава 3. Свойства трущихся тел и их поверхностей
Рис. 3.2. Изменение силы F и потенциальной
энергии Е взаимодействия между двумя частицами
вещества в зависимости от расстояния г между
ними
частиц вещества (например, ионов)
ионами и молекулами), из кото-
рых они состоят и на действие
которых способны оказывать
специфическое влияние внешняя
среда и процессы, присущие
фрикционному взаимодействию.
Атомы, ионы и молекулы ве-
ществ имеют массу, электричес-
кие положительные и отрица-
тельные заряды разной величины
и по-разному ориентированы
(удалены) друг относительно
друга. В общем случае, независи-
мо от природы их взаимодей-
ствия (ионной, ковалентной,
металлической или молекуляр-
ной связи), им свойственен ка-
чественно общий ход взаимо-
действия и изменение потенци-
альной энергии с изменением
расстояния между взаимодей-
ствующими структурными части-
цами (рис. 3.2).
Для первоначально электри-
чески нейтральных, но несущих
в себе электрические заряды
при удалении друг от друга на
расстояние г, равном двум-трем их диаметрам, начинают проявляться силы
притягивания Fnp (рис. 3.2, а), которые при последующем сближении
продолжают увеличиваться. На более близком расстоянии между ними г,
порядка одного-двух диаметров, между электрическими зарядами этих
частиц начинают действовать силы отталкивания F0T, которые резко
увеличиваются с последующим уменьшением расстояния между ними.
Наличие сил отталкивания между частицами, составляющими твердые
тела, придает им свойства сопротивляться сжатию - растяжению.
В общем случае потенциальную энергию взаимодействующих частиц
составляющих, например, твердое тело, можно представить в виде
£пот
— + —,
гт г"'
(3.1)
где А, В, т и п - константы, характеризующие структуру и свойства
контактных взаимодействующих частиц, определяемых эксперимен-
тально; г - расстояние между частицами.
Характер взаимодействия между частицами
97
Сила взаимодействия между частицами, составляющими это тело, может
быть получена дифференцированием уравнения (3.1):
F(r) = + Л*
dr г""1 гп*'
(3.2)
Согласно зависимости £рез(г) при некоторых значениях гт и Fm значение
внешней силы может быть достаточным для разрушения рассматриваемой
системы частиц (на рис. 3.2, а не показано). При этом работа диссоциации
измеряется уже глубиной "потенциальной ямы" £пот min. Эту величину
можно найти из состояния равновесия действующих сил при г = г0, когда
£рез ~ °>т е- когда
пВ = тАг"""
i
(3.3)
Тогда из (3.1)
£пот
(3-4)
Минимум энергии, соответствующей состоянию равновесия (г = гд),
^поттш
т
п
а соответствующая ей величина
(3.5)
Например, для водорода Н2 имеем постоянную r0 = 1А (А = 1О-10 м),
которая для кристаллической решетки некоторых металлов имеет
следующие значения.
Металл....................................... a-Fe Си AI
го, А ....................................... 2,8608 3,608 4,0421
Под действием сил взаимодействия при температуре, соответствующей
абсолютному нулю градусов Кельвина структурные частицы стремятся
занять в пространстве места, соответствующие минимуму потенциальной
энергии. Для одних групп частиц этот минимум потенциальной энергии
будет больше, а для других - меньше (табл. 3.1). Для одних он будет
находиться при г0, имеющем большее значение, а для других - меньшее.
98
Глава 3. Свойства трущихся тел и их поверхностей
3.1. Энергия рвзрыва пат mln для разных видов связи
Вид связи Энергия разрыва, эВ
Ионная 9-7,5
Ковалентная 6,5...5,5
Металлическая 3...2
Межмолекулярная Ван-дер-Ваальсоаа о,1
Окружающие нас тела имеют температуру, существенно отличную от
абсолютного нуля по шкале Кельвина. Кроме того, в процессе трения в
зоне контакта выделяется дополнительное количество теплоты и, как
следствие, происходит дополнительное повышение температуры. Поэтому
необходимо учитывать еще кинетическую энергию, прямо связанную с
температурой частиц, которая на одну степень свободы имеет величину
(3.6)
где к - постоянная Больцмана; ft - абсолютная температура, К.
В зависимости от соотношения между £ПОттт и ^кнн грУппы взаимо-
действующих частиц образуют твердые тела, жидкости или газы, а также
во многом определяют их свойства (рис. 3.3).
В твердых телах Enmmin » ЕКип и частицы, их образующие, совершают
колебательное движение вблизи мгновенного центра равновесия (несколько
больше, чем г0), испытывая при этом воздействие сил как отталкивания,
Рнс. 3.3. Изменение характера взаимодействии
между частицами вещества (энергии £от расстояния
г), обусловленного действием температуры (03 > >
>«t):
1 ~ газ; 2 - жидкость; 3 — твердое тело
так и притяжения.
У жидкости в условиях,
когда ЕКИН при окружающей
температуре приближается к
Епот min, частицы совершают
уже весьма значительные коле-
бательные движения, испыты-
вая при этом действие сил от-
талкивания и притяжения, но
уже значительно меньшее, чем
у твердых тел.
У газов при окружающей
температуре Епот rain « Екнн
основными силами взаимодей-
ствия между частицами стано-
вятся силы отталкивания. Это
определяет и свойства газов.
Строение и свойства веществ
99
С повышением (понижением) температуры помимо изменения фазового
состояния пар трения с характерными для них свойствами, могут
происходить термомехаиические процессы, инициироваться химические
реакции и ряд других явлений, способных оказывать дополнительное
значительное влияние на механические и химические свойства взаимо-
действующих материалов.
Хотя силы межмолекулярного взаимодействия (Ван-дер-Ваальса)
значительно меньше ионных или ковалентных сил, они обладают
некоторыми уникальными свойствами, которые в определенных ситуациях
делают их доминирующими. Прежде всего, силы Ван-дер-Ваальса можно
рассматривать как универсальные и значительные даже при сравнительно
больших расстояниях между молекулами (до 1 мкм). Они часто определяют
не только взаимодействие между твердыми телами, но и процессы,
протекающие на их поверхностях раздела. Среди них такие, например, как
физическая адсорбция, смахивание поверхностей, адгезионное взаимо-
действие, формирование поверхностных слоев, устойчивость коллоидов
и др.
3.3. СТРОЕНИЕ И СВОЙСТВА ТВЕРДЫХ ТЕЛ, ЖИДКОСТЕЙ И ГАЗОВ
3.3.1. ТВЕРДЫЕ ТЕЛА
В процессе конденсации частицы вещества стремятся занять места в
пространстве, соответствующие их минимуму потенциальной энергии.
Сконденсированные таким образом тела, приобретшие упругие свойства,
получили название твердых тел. В зависимости от характера взаимо-
действия и свойств твердые тела разделяют на кристаллические и
аморфные.
Для кристаллических тел характерными являются далеко распространен-
ные строго направленные связи с вполне определенными расстояниями и
силами взаимодействия между частицами, образующие единую кристалли-
ческую решетку вещества, получившего название монокристалла.
Наименьшим элементом кристалла, достаточно полно отражающим его
свойства в трех направлениях, является элементарная (кристаллографи-
ческая) ячейка. Наиболее распространенными типами кристаллических
ячеек являются (табл. 3.2 и рис. 3.4): кубическая гранецентрированная
(ГЦК) и объемио-центрироваиная (ОЦК); гексагональная плотноупакован-
ная (ГПУ).
100
Глава 3. Свойства трущихся тел и их поверхностей
3.2. Наиболее характерные кристаллические решетки металлов
Тип ячейки Металлы
ОЦК Li, Na, К, V, Na, tc-Сг, Mo, W, a-Fe
ГЦК Ca, Ag, Au, Al, Th, Pb, y-Fe, a-Co, Ni, Pd, Ir, Pt
ГПУ Be, Mg, Zn, Cd, Tl, Ti, Zr, Hf, Ra, Os
Рис. 3.4. Наиболее характерные и распространенные типы элементарных кристаллических
ячеек:
а- ГЦК; б- ОЦК; в - ГПУ
В кристаллической решетке твердого тела механические и другие его
свойства во многом определяются межатомными расстояниями в разных
направлениях. Так, у плоской модели кристалла (рис. 3.5) при b > с > а
прочность на разрыв через плоскость, проходящую перпендикулярно
плоскости чертежа и ось ОВ, меньше, чем через плоскости, проходящие
вдоль граней ОС и ОА. Эта величина у кристаллов может изменяться от
нескольких процентов до нескольких раз. Вследствие этого у многих
кристаллов имеются явно выраженные
слабые и сильные плоскости скольжения,
по-разному реагирующие на воздействие
внешних сил. Например, модули упругос-
ти Е у монокристаллов меди в трех про-
странственных направлениях могут быть
разными (6,67; 13,1; 19,1)-104 МПа. Часто
для определения пространственных
сильных и слабых направлений главных
плоскостей кристаллов используют
индексы Миллера (рис. 3.6).
Строение и свойства веществ
101
Рис. 3.6. Индексы Миллера для главных плоскостей кубического кристалла
Явление неоднородности структурных физических и других свойств в
разных направлениях кристаллов получило название анизотропии свойств
материала. В тех случаях, когда различие в структуре физических и других
свойств в разных направлениях у тел не наблюдается, имеет место
изотропия.
Если при производстве металла ие принимать специальных мер, то в
кристаллизационном объеме одновременно зарождается множество
произвольно ориентированных монокристаллов. Образующееся в таких
условиях твердое тело - поликристалл представляет собой конгломерат
сросшихся беспорядочных кристаллов неопределенной формы - кристалли-
тов с размерами частиц от 1 до 10-3 см. В поликристалле кристаллиты
отделены друг от друга межкристаллической прослойкой, в которой
несколько нарушен порядок расположения атомов (рис. 3.7). И если в
каждом кристаллите наблюдается явно выраженная анизотропия свойств,
то поликристалл в цепом обладает некоторой усредненной однородностью
физических свойств в разных направлениях. Для поликристалла, например
меди, модуль упругости может изменяться.
Для кристаллических тел при нагреве их до температуры плавления
необходим подвод дополнительного количества теплоты для разрушения
кристаллической решетки и выделения определенного ее количества,
равного скрытой теплоте плавления
при кристаллизации твердых тел.
У аморфных тел межатомные связи
распространяются на небольшие рас-
стояния и взаимная ориентация сохра-
няется только между ближайшими
частицами (рис. 3.8). Аморфные тела,
по своей структуре в известной степени
напоминающие жидкость, отличаются
от последней лишь меньшим межатом-
ным расстоянием и подвижностью
атомов. Им свойственна изотропия
(однородность) свойств в разных на-
Рис. 3.7. Схематическое изображение
межкрнсталлнческнх прослоек в поли-
кристалле
102
Глава 3. Свойства трущихся тел и их поверхностей
Рис. 3.9. Тачечные дефекты
кристаллических тел
Рис. 3.8. Схематическое изображение внутреннего строе-
ния тел:
а - кристаллических; б - аморфных
правлениях. Переход из жидкого в твердое состояние происходит у
подобных тел монотонно (без скачка температур). Характерными
представителями аморфных тел являются стекло, смолы, многие полимеры
и др.
Для одних и тех же материалов, температур и давлений аморфные тела
имеют большие значения плотности внутренней энергии (за счет
нескомпенсированных связей) и энтропии по сравнению с кристаллически-
ми телами такой же массы.
Дефекты структуры твердых тел. Расчеты на прочность ряда реальных
тел показывают, что их теоретическая прочность в 100... 1000 раз выше
прочности, реализуемой реальными телами. Причиной этому являются
дефекты структуры этих тел. Среди них наиболее распространенными
являются: точечные и линейные дефекты, поверхностные и объемные
неоднородности материала.
Точечные дефекты образуются в процессе кристаллизации или затем
в результате воздействия внешних сил. В результате внутренняя структура
кристаллических тел может приобрести существенные изменения. При этом
могут появляться дефекты в виде "дырки" 1 (рис. 3.9), когда в одном из мест
кристаллической решетки отсутствует тот или иной атом, дефект
"внедрения" 2, когда одна из частиц кристаллической решетки застревает
в ее междоузлие, дефект "замещение" 3, когда необходимый вид частицы
решетки случайно заполняется частицей совершенно иного сорта. Каждый
из этих дефектов вносит дополнительные напряжения в кристаллическую
решетку твердого тела и уменьшает его прочность.
Линейные несовершенства твердых тел формируются в процессе
кристаллизации в виде блоков кристаллической решетки, несколько
сдвинутых по направлениям (см. рис. 3.7). Границы блоков представляют
Строение и свойства веществ
103
Рис. 3.10. Краевая (л) и винтовая (б) дислокации в кристалле:
b - вектор сдвига (Бюргерса)
собой области с нарушенными структурами, а следовательно, характером
взаимодействия между частицами, их составляющими. Под действием
внешних сил в структуре кристаллических тел могут произойти смещения
частиц, приводящие к нарушениям в их строении. Геометрические
формы линейных дефектов очень сложные, однако предельные их
случаи - краевая и винтовая могут быть представлены в виде простых схем
(рис. 3.10).
Линейные нарушения чередования атомных плоскостей в крис-
таллической решетке твердых тел - дислокации (в переводе с греческого
языка - смещение) приводят к возникновению дополнительных концен-
траций сжимающих и растягивающих напряжений и, как следствие, к
Рис. 3.11. Изменение прочности твердых тел
с увеличением плотности дислокаций:
/ - теоретическая прочность; 2 - монокрис-
таллы в виде "усов"; 3 - чистые неупрочиен-
ные металлы; 4 - сплавы, упрочненные
легированием, наклепом и термической
обработкой
существенному изменению про-
чности твердых тел. На рис. 3.11
показано, что с увеличением плот-
ности р дислокаций в материале
модуль Юнга Е резко уменьшается
и после перехода через некоторый
минимум несколько повышается за
счет выхода дислокаций на грани-
цы зерен или поверхность и за счет
их взаимного наложения и компен-
сации.
Поверхностные (двумерные) не-
однородности (поверхностные мик-
ротрещины) представляют собой
поверхность границ зерен и дефек-
ты упаковки, возникающие как при
зарождении кристаллов, так и в
процессе их нагружения.
Объемные (трехмерные) неодно-
родности представляют собой меж-
104
Глава 3. Свойства трущихси тел н их поверхностей
Рис. 3.13. Схема мнкрогеометрического
профиля поверхности твердого тела
Рис. 3.12. Дефекты строения поверхности реаль-
ного монокристалла:
I - примесный атом на поверхности; 2 - ребро;
3 - ступенька; 4 - адсорбированный ион; 5 -
краевая дислокация; б-винтовая дислокация; 7-
молекулярная впадина
Рис. 3.14. Схема действия сил ва атом в объеме
твердого тела н на его поверхности (см. стрелки)
кристаллические области, внут-
ренние поры и трещины, повер-
хности вблизи всевозможных
включений и т.п.
В общем случае микрострук-
тура реальных тел и их повер-
хности имеет крайне неоднород-
ное строение (рис. 3.12) и слож-
ный профиль на субмикроуровне
поликристаллов (рис. 3.13). Эти
дефекты структуры материала и
поверхности твердых тел в своей
основе имеют размеры, соизме-
римые с постоянными кристал-
лической решетки (10"9... 10-8 м),
являются незаметными для визу-
ального наблюдения и даже с
помощью оптического микрос-
копа. Однако они способны вли-
ять на многие свойства реальных
тел.
Свободная поверхностная
энергия твердых тел. Атомы,
ионы и молекулы, находящиеся
внутри твердого тела (рис. 3.14),
испытывают со стороны окружа-
ющих частиц силовое воздей-
ствие во всех возможных направ-
лениях, причем результирующая
этих сил стремится к нулю, а частицы занимают положение, соответствую-
щее минимуму потенциальной энергии. Частицы твердого тела, находящие-
ся на границе раздела с другой фазой, например вакуумом, газом или
жидкостью, где частицы находятся в значительно меньшей концентрации,
Строение и свойства веществ
105
имеют полностью или частично нескомпенсированные связи, направленные
в стороны этой среды и испытывают избыточное силовое воздействие со
стороны частиц, расположенных внутри твердого (жидкого) тела, которое
стремится втянуть частицы поверхностного слоя внутрь более плотной
среды.
Наличие нескомпенсированных молекулярных сил у частиц поверхнос-
тного слоя свидетельствует о том, что они обладают избыточной энергией
по сравнению с аналогичными им частицами, находящимися в объеме. Эта
энергия получила название избыточной свободной энергии, а отнесенная к
единице поверхности - удельной свободной поверхностной энергии осв.
Благодаря этому частицы, находящиеся на поверхности раздела фаз,
занимают, подобно жидкости, менее выгодное энергетическое положение.
Однако в отличие от жидкостей их частицы закреплены в пространстве и
не могут свободно перемещаться.
Электрические поля свободной поверхностной энергии твердых тел
являются дискретными вдоль поверхности твердого тела и по величине
чувствительны к строению (анизотропной структуре) твердых тел.
Экспериментальное определение свободной поверхностной энергии
твердых тел крайне затруднительно. В первом приближении свободная
поверхностная энергия равна 1/6 энергии сублимации (энергии, необходи-
мой для перевода вещества из твердого в газообразное состояние), т.е.
разделения его на независимые атомы. Усредненные значения удельной
свободной поверхностной энергии приведены ниже.
Материал................Си Zn <t-Fe Si Al Au N Ar P
Удельная свободная поверх-
ностная энергия, Дж/м2.1,1 0,6 1,5 1,23 0,5...0,9 1,12 0,206 0,923 1,8
Как известно, наибольшая плотность свободной поверхностной энергии
наблюдается во впадинах поверхностного слоя твердых тел (микротрещи-
нах, вблизи дефектов структуры, на выходах дислокации, в межкристаллит-
ных областях и т.п.), а наименьшая - на выступах поверхности. Вместе с
тем спонтанно намагниченные отдельные домены поверхностного слоя
приводят и к аномалии магнитного поля у поверхности твердого тела.
Свободная поверхностная энергия, субмикроскопические дефекты
структуры и поверхности твердых тел, аномальные электрические и
магнитные поля способны оказывать существенное влияние на взаимо-
действие с окружающими материалами, приводить к новым процессам на
поверхности тел и, в конечном счете, - на изменение теплофизических и
механических свойств исходных твердых материалов.
Влияние механической обработки на свойства поверхности твердого тела.
При любом виде механической обработки материалов происходит упругая
и пластическая деформация поверхностных слоев. В результате этого
интенсивно перемещаются дислокации, образуются новые структуры, идет
разрушение зерен и переориентация их в направлении действующих сил,
106
Глава 3. Свойства трущихся тел и их поверхностей
развиваемых обрабатываемым инструментом. Изменение структуры
поверхностного слоя и остаточные упругие напряжения приводят к
возникновению вблизи поверхности остаточных зон сжатия и растяжения,
закрытие и развитие межкристаллических областей с образованием
микропор. Нередко микротвердость в поверхностных слоях после
обработки может отличаться от твердости исходного материала на
20...30 %.
Любое пластическое деформирование тел связано с выделением
теплоты. Это существенно ускоряет окислительные процессы с образовани-
ем оксидных слоев на обрабатываемой поверхности, по плотности,
отличной от плотности материала в его основе, и к возникновению
дополнительных напряжений и микротрещин в поверхностном слое.
Температурные вспышки в зоне обработки материалов нередко
приводят к ионизации водородосодержащих материалов (воды и
смазочных материалов), попадаемых в зону трения. Ионы водорода
свободно проникают в металл и концентрируются вблизи дефектов
структуры (точечных дефектов, дислокаций, межкристаллических областей)
в местах с повышенной свободной поверхностной энергией. Эксперимен-
тально установлено, что концентрация водорода в поверхностных слоях
после их механической обработки увеличивается в 2-3 раза. При скоплении
ионов водорода вблизи дефектов структуры становятся возможными
процессы их молизации со значительным увеличением объема молекул
газа, а следовательно, резким увеличением давления в наиболее слабых
элементах кристаллической решетки и созданием условий для развития
подповерхностных трещин.
При обработке материалов абразивными инструментами последние
оставляют на поверхностях трения внедрившиеся зерна абразива, которые
в узле трения становятся источником абразивного изнашивания контртела.
Для устранения этого эффекта используют специальные методы (например,
ультразвуковые), частично уменьшающие содержание оставшегося
абразива на поверхностях обрабатываемого материала. А в наиболее
ответственных узлах трения запрещена финишная абразивная обработка.
С целью уменьшения дефектов структуры поверхностных слоев в
ответственных парах трения предпринимаются специальные меры по
строгому соблюдению режимов обработки материалов с последующим их
специальным термическим воздействием.
3.3.2. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ
Полимерные материалы, наряду с металлами, находят все более
широкое применение в узлах трения. По своим физико-механическим
свойствам они существенно отличаются от металлов.
Полимеры состоят из гигантских молекул, образованных в результате
объединения небольших групп атомов, чаще всего атомов углерода и
Строение н свойства веществ 107
водорода (ковалентная связь). Между макромолекулами действуют силы
Ван-дер-Ваальса. Полиэтилен, поливинилхлорид, полифторэтилен,
полистирол и другие подобные пластмассы относятся к термопластичным:
при повышении температуры они постепенно размягчаются, т.е. ведут себя
как аморфные вещества. Вместе с тем при нормальной температуре
(+20 °C) у некоторых полимеров имеется частично кристаллическая
структура в виде небольших областей, в которых молекулы расположены
в определенном порядке (чаще всего так называемые сферолиты).
Примером почти полностью кристаллического полимера является
фторопласт (политетрафторэтилен), обладающий уникальными анти-
фрикционными свойствами. К линейным полимерам относится и древеси-
на (целлюлоза), которая после специальной обработки также используется
в узлах трения.
Термоактивные полимеры имеют пространственную сетчатую
структуру. К ним относятся пластмассы на основе фенолформальдегидн ых,
эпоксидных, полиэфирных |И других смол. Такие пластики сохраняют
достаточную прочность цри нагревании вплоть до температуры
300...400 °C.
Особую группу полимеров составляют каучуки, на основе которых
создают различные эластомрры, обладающие способностью к большим
упругим деформациям (резина, полиуретан, фторопласт и др.). Свойства
полимеров в большей степени зависят от различных наполнителей, которые
позволяют создавать композиционные материалы применительно к
заданным условиям эксплуатации (текстолит, гетинакс, асботекстолит
и др.).
К достоинствам полимеров относятся: малая плотность, сравнительно
невысокая стоимость, экономичность и технологичность изготовления
деталей. Недостатком полимеров является изменение свойств со временем
под влиянием температуры и воздействием окружающей среды. Полимеры
обладают плохой тепло- и электропроводностью. Это приводит к тому,
что при трении они сильно нагреваются и электролизуются. Для улучшения
теплопроводности в композиционные полимерные материалы вводят
металлические частицы. Механические свойства полимеров отличаются
от металлов. Модуль упругости у них в десятки раз меньше и деформация
не подчиняется закону Гука, поскольку зависимость деформации от
напряжения нелинейная. Полимеры обнаруживают заметную ползучесть
даже при комнатной температуре. Поэтому для оценки механических
свойств полимеров используют "условные" значения модуля упругости и
твердости, определяемые по специальной методике и существенно
зависящие от приложенного напряжения, температуры и скорости
деформации.
33.3. жидкости
К жидкостям относятся вещества, способные сохранять свой объем,
принимая форму сосуда, в котором они находятся, обладающие очень
малой сжимаемостью и способные сопротивляться растяжению. Жидкости
занимают промежуточное положение между реальными газами и твердыми
108
Глава 3. Свойства трущихся тел и их поверхностей
телами. Молекулы в них располагаются по отношению друг к другу ближе,
чем в газах, вследствие чего наблюдается отчасти большее взаимодействие
(притяжение) между ними.
Полная внутренняя энергия молекул жидкости складывается из
потенциальной энергии, обусловленной молекулярным взаимодействием,
и кинетической, связанной с температурой нагрева жидкости. Эти
составляющие энергии молекул жидкости близки по величине, что
определяет многие свойства жидкости и существенно осложняет создание
единой теории строения жидкостей.
Из большого числа имеющихся теорий наибольшее распространение
получила дырочная теория жидкого состояния вещества, разработанная
Я.И. Френкелем. В то же время экспериментально установлено, что область
существования вещества в жидком состоянии ограничена как высокими
температурами, при которых возможен его переход в газообразное
состояние, так и низкими, обусловливающими переход жидкости в твердое
состояние посредством кристаллизации. Ближайшие молекулы жидкости
образуют определенную структуру вещества, получившую название
близкого порядка. Однако уже на удалении трех-четырех молекулярных
диаметров сходство в упаковке молекул друг относительно друга
нарушается. С повышением температуры упорядоченность в расположении
соседних молекул постепенно уменьшается и их расположение становится
все более и более хаотическим.
3.3.4. ДИСПЕРСНЫЕ СИСТЕМЫ
Результатом деятельности многих производств, машин и химических
процессов является выброс в окружающую среду большого количества
мелких (соизмеримых с микроном) твердых частиц и капель жидкости,
способных существенно влиять на процессы, происходящие на поверхнос-
тях твердых тел, в жидкостях и газах, связанные с триботехникой.
Дымом называются твердые частицы, распределенные в газе, туманом -
мелкие капли жидкости в газе, аэрозолью - твердые и жидкие частицы,
находящиеся в газе, гидрозолями - жидкости, содержащие в устойчивом
взвешенном состоянии твердые частицы и нерастворимые в них капли
других жидкостей. Явным представителем гидрозолей могут быть
современные смазочные материалы. В целом твердые частицы и капли
жидкости называются дисперсными частицами, а среда, в которой они
находятся (газ и жидкость), - дисперсной средой (фазой). Дисперсные
частицы в сочетании с дисперсной средой образуют дисперсную систему
со специфическими свойствами. Характерным примером дисперсной
системы являются некоторые современные смазочные материалы.
Частицы дисперсной фазы под действием кинетической энергии молекул
дисперсной среды совершают интенсивное хаотическое молекулярно-
тепловое (броуновское) движение. Крупные частицы размером 3...4 мкм
при этом совершают колебания около некоторого своего центра -
положения в пространстве. Более мелкие частицы колеблются сильнее, а
наиболее мелкие коллоидные частицы беспорядочно перемещаются.
Строение и свойства веществ 109
Каждая из них обладает и определенной кинетической энергией. В
результате частицы примесей стремятся равномерно распределиться в
дисперсной среде. Вместе с тем, на частицы дисперсной фазы действуют
силы гравитационного поля. Известно, что силы тяжести, действующие
на частицу в среде, выражаются в виде
Р = - p2)g,
где г - усредненный радиус частицы; р( - плотность дисперсной фазы; р2 -
плотность дисперсной среды; g - ускорение свободного падения.
Силы тяжести уравновешиваются диффузными процессами.
Для оценки протекания диффузионных процессов в дисперсных
системах подобного типа ийпользуется уравнение А. Энштейна:
л -
~ <3-7)
к
где DK - коэффициент диффузии коллоидной системы; R - универсальная
газовая постоянная; 0 - абсолютная температура; N - число Авогадро; т|0 -
вязкость дисперсной среды; г - радиус диффундирующих молекул или
частиц.
В свою очередь вязкость коллоидной среды зависит от вязкости
дисперсной среды т)0:
П = ТоО + 2>5<₽)> (3.8)
где <р - отношение объема сфероподобных твердых частиц к объему жидкой
фазы.
Из этих выражений следует, что коэффициент диффузии обратно
пропорционален размеру диффундирующих молекул или частиц. Это
означает, что скорость диффузии в коллоидных системах в сотни тысяч
раз меньше, чем молекул в жидкостях или газах.
Помимо гравитационных сил между частицами дисперсной среды в
момент сближения частиц (при подлете друг к другу) действуют силы Ван-
дер-Ваальса. В зависимости от природы взаимодействующих частиц, их
свободной поверхностной и кинетической энергии некоторые из них могут
образовывать между собой устойчивые связи. Процесс укрупнения частиц
под действием молекулярных сил получил название коагуляции или слипания
частиц. Скоагулированные частицы ускоряют процесс оседания. Поэтому
в общем случае устойчивость дисперсной системы зависит во времени от
размера дисперсных частиц, их свободной поверхностной энергии, вязкости
дисперсной системы и температуры.
Процесс оседания (расслоения) дисперсной среды получил название
седиментации. Сидементационно устойчивыми бывают системы чаще всего
по
Глава 3. Свойства трущихся тел и их поверхностей
с частицами размером менее 1 мкм, и их характеристики остаются
неизменными в течение нескольких месяцев - года. Оседающие из воздуха
или жидкости дисперсные частицы образуют на поверхности твердых тел
мелкодисперсные слои со специфическими свойствами. Они достаточно
прочно удерживаются на поверхности твердых тел и оказываются
способными сильно менять свои структурные свойства и сопротивляться
сдвигу со стороны воздействующих на них внешних сил. Кроме того,
оседающие на поверхность твердые частицы (например, соли и капли
жидкости) способны образовывать активные химические растворы,
воздействующие на трущиеся тела, разрушая их межкристаллитные
полости и образуя микропоры.
Для повышения устойчивости аэрозолей и гидрозолей часто ис-
пользуются специальные покрытия поверхности частиц, например,
поверхностно-активными веществами, уменьшающими межмолекулярное
взаимодействие между частицами или за счет повышения температуры,
приводящей к повышению кинетической энергии частиц, или за счет
повышения плотности дисперсной системы.
В тех же случаях, когда требуется удалить частицы из газа или
жидкости, используют методы, способствующие их коагуляции, воздейству-
ют на них внешними силами (электрическими, магнитными, центробежны-
ми), тонкую фильтрацию (например, с помощью молекулярных сит или
мелкодисперсных систем) и др.
3.3.5. ГАЗЫ
Современные машины часто работают в атмосферных условиях, в
различных газовых средах. Газы часто используются в качестве охлаждаю-
щих систем и смазок в ряде машин. Газы способны взаимодействовать
(физически, химически и механически) с твердыми телами и жидкостями,
существенно изменяя их свойства, влияя на работоспособность машин. В
связи с этим следует обратить особое внимание на свойства газовых систем
(основных их закономерностей).
В газах молекулы удалены друг от друга на расстояния, в десятки раз
превышающие их собственные размеры. Средний размер диаметров
газовых молекул обычно 10 ...КГ'см.
Рис. 3.15. Распределение газовых моле-
кул по скоростям
При атмосферном давлении в 1 см5 газа
находится 2,7-1019 молекул. Скорость
полета газовых молекул лежит е интер-
вале от 0 до 108 см/с, наиболее вероят-
ная скорость и = 4-104 см/с. Одна моле-
кула совершает до 1012 столкновений
в секунду с другими молекулами при
средней длине свободного пробега
10—8... 10—7 см. При столь высоких ско-
ростях движения (рис. 3.15) газовые
молекулы имеют кинетическую энер-
Строение и свойства веществ
111
гию во много раз превышающую энергию взаимодействия (притяжения)
между ними на близких расстояниях, поэтому, как уже отмечалось, силами
взаимодействия между молекулами газа являются силы отталкивания.
Особенностью строения газа и высокой подвижностью их молекул
можно объяснить многие встречающиеся на практике явления (например,
быстрое заполнение газом пустых сосудов, быстрое распространение
газовых молекул, высокую сжимаемость газов, быстрое окисление твердых
тел и др.).
Основные газовые законы. Для описания свойств реального газа
используют уравнение Ван-дер-Ваальса для 1 кмоля:
<Р + Р^<У - b) = АО, (3.9)
где р - давление газа; ризб я а/И02 - избыточное давление молекул газа,
возникающее при их приближении к препятствию на расстоянии менее чем
КГ7 см, когда начинают действовать между ними силы притяжения; V и
- объем газа; b - запретный объем газовых молекул, включающий в себя
как собственный объем молекул, так и объем, прилегающий к ним,
который они занять не могут.
Полная энергия газа
Е ~ + Дгот>
(ЗЛО)
где £кин = crft - кинетическая энергия реального газа; Епот = -a!V -
потенциальная энергия реального газа; с у - теплоемкость газа при
постоянном объеме; ft - температура; а - постоянная, зависящая от вида
газовых молекул; V- объем.
Это выражение позволяет определить эффект Джоуля-Томсона,
заключающийся в изменении температуры газа при его расширении в
условиях отсутствия теплообмена и совершения внешней работы
скРдж =
(З.И)
г«е 1*дж
М
dP
- коэффициент Джоуля.
В зависимости от природы межмолекулярного взаимодействия он может
быть положительным в условиях, когда между молекулами газа превали-
руют силы отталкивания, и отрицательным, - когда превалируют силы
притяжения.
Очень часто для описания свойств разреженных и разогретых газов или
в расчетах, не требующих высокой точности, используют основное
уравнение кинетической теории газов (уравнение Клаузиуса), устанавли-
вающее связь между давлением газар, концентрацией молекул в единице
объема п и энергией Екин:
112
Глава 3. Свойства трущихся тел и их поверхностей
р = (2/3)n£JtHH.
Следствием его является уравнение
= (3/2)*©,
(3.12)
(3-13)
из которого следует, что средняя кинетическая энергия движения молекул
идеального газа пропорциональна абсолютной температуре и зависит
только от нее.
Таким образом, температура становится количественной мерой энер-
гии теплового движения молекул, из которых состоитгаз. При одинаковой
температуре средняя кинетическая энергия всех газов одинаковая несмотря
на различие масс молекул.
3.4. ВЛИЯНИЕ МЕХАНИЧЕСКИХ, ХИМИЧЕСКИХ И ФИЗИЧЕСКИХ
ВОЗДЕЙСТВИЙ НА СВОЙСТВА ПОВЕРХНОСТЕЙ ТРУЩИХСЯ ТЕЛ
3.4.1. СОРБЦИОННЫЕ ПРОЦЕССЫ
Изготовление, хранение и эксплуатация пар трения совершаются в
средах, содержащих смазочный материал, воду, воздух, каждая из которых
представляет собой, отнюдь, не однородную систему и содержит
нескомпенсированные положительные и отрицательные заряды. В
жидкостях и газах могут находиться молекулы поверхностно-активных
веществ (ПАВ). К ним относятся, например, органические вещества,
имеющие полярные группы ОН, СООН и NH2, хорошо растворимые в
воде, и неполярные группы - состоящие из углеродных цепей типа СН2,
не смачивающиеся водой (рис. 3.16). Примером жидкости, содержащей
гидрозоли и ПАВ, является современный смазочный материал.
Наличие нескомпенсированных молекуляр-
ных связей на границе раздела фаз, а также
внутри материала создает условия для поглоще-
ния твердыми и жидкими телами молекул и
частиц из прилегающих к ним сред (газов и
жидкостей). В общем случае процесс поглоще-
ния инородных атомов и молекул жидкими и
твердыми веществами получил название со-
рбции. Сорбция включает процесс адсорбции -
процесс, происходящий на границе раздела
(таких как, например, твердое тело - газ,
твердое тело - жидкость и жидкость - газ).
Вещество, на поверхности которого происходит
адсорбция, называют адсорбентом, а поглощен-
ное из прилегающего объема вещество - адсор-
батом. Молекулы адсорбата, приближаясь из
Рис. 3.16. Структурная схема
молекулы поверхностно-ак-
тивного вещества
Влияние различных воздействии на свойства поверхностей
113
объема газа или раствора к поверхности
раздела фаз, испытывают притяжение со
стороны этой поверхности. При соприкосно-
вении с ней притяжение приближающихся
молекул уравновешивается силами отталкива-
ния, возникающими между молекулами и
частицами, составляющими раздел фаз. Таким
образом поверхность адсорбента постепенно
покрывается адсорбированным слоем молекул
адсорбата. Пропорционально заполнению
молекулами адсорбата поверхности и умень-
шению ее свободной поверхностной энергии
выделяется теплота адсорбции. Она зависит
от природы и строения молекул адсорбата и
их ориентации у поверхности, а также от
природы и структуры поверхности.
Процесс, обратный адсорбции, получил
Рис. 3.17. Изотермы мономолеку-
лярной адсорбции ня однородной
поверхности;
1 - сильная адсорбция; 2 - сла-
бая адсорбцвя; 3 - промежуточ-
ный слой fcj >
название десорбции. И для его проведения требуется подведение извне
энергии, пропорциональной^теплоте адсорбции.
Различают два вида адсорбции:
физическую - обратимую, обусловленную действием относительно
слабых Ван-дер-Ваальсовых сил;
хемосорбцию - необратимую, обусловленную проявлением достаточно
больших по величине химических связей (валентных сил).
Теплота физической адсорбции бывает близкой к 4...24 кДж/моль для
простых молекул и 40...80 кДж/моль - для больших молекул. При
хемосорбции она составляет 40...400 кДж/моль.
Поверхность твердого тела имеет разную удельную поверхностную
энергию (гетерогенную), поэтому не все ее участки поверхности обладают
одинаковыми адсорбционными свойствами. Кроме того, различные
микродефекты поверхности обладают значительно большей способнос-
тью к адсорбированию, чем гладкие участки. Их называют обычно
активными центрами.
Оценить интегральное заполнение поверхности молекулами адсорбата
позволяют изотермы адсорбции - графические зависимости количества
адсорбированных молекул на плоской поверхности твердого тела от
равновесного давления газа (или равномерной концентрации раствора)
при постоянной температуре (рис. 3.17). В зависимости от интенсивности
силового поля на поверхности адсорбента и при различных внешних
условиях могут образовываться адсорбционные слои в одну (мономолеку-
лярная адсорбция), две, три или несколько молекул (полимолекулярная
адсорбция). Простейшим уравнением изотермы мономолекулярной
адсорбции является уравнение Ленгмюра для адсорбции на однородной
поверхности:
114
Глава 3. Свойства трущихся тел и их поверхностей
О =
р = ----
1 + кр к(1 - 0)
(3.14)
где q = а/ат - степень заполнения поверхности; ат - предельная величина
адсорбции в плотном монослое; р - давление адсорбата; к - константа
равновесия взаимодействия адсорбат - адсорбент, во многом зависящая
от свойств и состояния поверхности адсорбента, например, свободной
поверхностной энергии, характеризующейся углом смачивания ее
адсорбентом.
Адсорбционный процесс на поверхности раздела происходит с очень
большой скоростью, измеряемой долями секунды, и только в пористых
телах он завершается за 1 мин. Хемосорбция определяется как скоростью
протекания химической реакции, так и диффузией вещества через
окисленный слой, поэтому скорость процесса хемосорбции колеблется в
очень широких пределах. В ряде случаев количество адсорбированного
вещества оценивают и по массе адсорбата, отнесенной к единице
поверхности адсорбента.
При контактировании твердых прористых тел необходимо часто
учитывать количество влаги, которое сконденсировано в этих порах. Для
этого используется обычно уравнение Дубинина - Радушкевича, которое
имеет вид
а = Од ехр
р.
Aft In
______h.
кА
(3.15)
где а - адсорбция; а0 - предельная величина адсорбции; R - универсальная
газовая постоянная; ft - температура, К; ps - давление насыщенных паров
адсорбата;/^ - парциальное давление адсорбата; к ~ V/V^, Г-мольный
объем жидкого адсорбата; Кбен - мольный объем жидкого бензола; Я =
= 12/х; х - полуширина поры.
Это уравнение может быть успешно использовано также для оценки
количества жидкого смазочного материала в твердых пористых телах при
трении.
Для твердых тел (жидкостей) свойственна внутренняя сорбция (атомов,
ионов, молекул), протекающая на внутренних поверхностях твердых тел
(на границах зерен и дефектов его структуры, обладающих свободной
поверхностной энергией) и т.п. Возможен процесс внутреннего поглоще-
ния веществ в газах, жидкостях и твердых телах (абсорбция). Жидкость
или твердое тело, поглощающее газ или растворенное вещество, называют
абсорбатом. Этот процесс обусловлен как диффузией абсорбатов в
абсорбентах, так и процессами их растворения. Порой поглощение
абсорбата может осложняться и протекающими хемосорбционными
Влияние различных воздействий на свойства поверхностей
115
процессами в самом абсорбенте. Они во многом связаны с градиентами
и абсолютными значениями температур, реализуемыми в зоне трения на
микро- и макроуровнях, свойствами материалов, режимами их нагружения
и происходят в широком интервале изменения во времени.
3.4.2. ХИМИЧЕСКИЕ МЕХАНИЗМЫ
Кристаллическое состояние металлов термодинамически является
неустойчивым и постепенно стремится перейти в более устойчивое
аморфное (ионное) состояние. Этому процессу способствуют адсорбиро-
ванные молекулы газов и паров и появление на наиболее активных
участках поверхностей твердых тел молекул кислорода, воды, растворов
электролитов и поверхностно-активных веществ. Тем самым на границе
раздела фаз, например металл - окружающая среда, создаются условия для
возникновения химических процессов, приводящихкразрушению металла.
Процесс самопроизвольного разрушения металлических материалов
вследствие физико-химического взаимодействия их с окружающей средой
получил название коррозии металлов. Коррозия металлов в основном
характеризуется его окислением.
По механизму процесс окисления металлов делят на химический и
электрохимический.
Химический тип окисления и восстановления окислительного компонента
коррозионной среды происходит водном акте. В этом случае окислитель,
например адсорбированный атом кислорода О(адс), отнимает у металла,
находящегося в твердом состоянии Ме(Т), валентные электроны и
одновременно вступает с ним в химическое взаимодействие типа
шМе(Т) + ( О(адс) = mMe** + О2 = MemOmB/2(T). (3.16)
В результате этого на поверхности металла образуется слой нового
материала (чаще всего оксида), который обычно значительно отличается
по свойствам от исходного металла.
Электрохимический тип окисления металлов обусловлен переносом
ионов металла под действием электрохимического поля, источником
которого могут быть как внешние поля, так и контактная разность
потенциалов, имеющаяся на поверхности твердого тела, обусловленная,
например, включением инородных атомов и аномалиями в строении
структуры основного материала. Непременным условием для этого типа
окисления металлов должна быть и электропроводящая среда (например,
образующаяся из сконденсированной влаги и осевших в нее аэрозолей и
гидрозолей из окружающей среды).
116
Глава 3. Свойства трущихся тел и их поверхностей
Рнс. 3.18. Динамика роста тол-
щины h оксидной пленки иа по-
верхности металла за время t
Рост оксидных пленок на металлах обычно
начинается очень быстро и постепенно с
нарастанием толщины h слоя оксида и затруд-
нением подвода кислорода к металлу замедля-
ется (рис. 3.18).
Пленки оксида обычно различают по
толщине: от 0,1 до 40 нм тонкие; от 40 до
500 нм средние (дающие цвет побежалости);
свыше 500 нм толстые (видимые).
На чистых поверхностях углеродистых
сталей, покрытых слоем воды, толстые пленки
оксида становятся заметными на глаз уже
через 20...40 мин. На тех же металлах, но
покрытых слоем органики, коррозионные
процессы существенно замедляются.
На прочность соединения оксидных пленок с металлом, их сплошность
и изменение микрорельефа поверхностных слоев твердых тел оказывает
толщина образующихся слоев и плотность оксида. На сплошность
оксидных пленок большое влияние оказывает соотношение между объемом
оксида Иок, возникающего из металла и кислорода, и объемом металла Име,
израсходованного на его образование.
Если Иок - Име, например, у таких благородных металлов, как серебро,
золото и платина, то на их поверхности образуются плотные и прочно
удерживающиеся оксидные пленки, во многом тормозящие дальнейшее
окисление металла.
Если Иок< Кме, то в поверхностных оксидных слоях возникают сильные
растягивающие напряжения и слой разрывается (рис. 3.19, а).
Если Иок> Кме, то в поверхностных слоях возникают сжимающие силы,
величина которых возрастает прямо пропорционально толщине пленки
Отрывающая сила
[икропузыра Разрыв
У///МЛГШ////7А
Ш2&
б)
Рис.3.19. Оксидные пленки на металлах:
а - внутренние напряжения, возникающие при росте оксидной пленки; б - типы разрушения
оксидных пленок
Строение и свойства веществ
117
оксида. Под действием этих сил может происходить вспучивание, а также
разрушение слоя оксида. Наиболее характерные типы разрушения
поверхностных оксидных слоев представлены на рис. 3.19, б.
Образующиеся на поверхностях твердых тел оксидные слои приводят
к существенному (в 10 и более раз) уменьшению сил межмолекулярного
взаимодействия между телами. Именно поэтому эффективность ряда
смазочных материалов может резко ухудшаться, когда они начинают
работать в средах, в которых отсутствует кислород.
Помимо кислорода на свойства поверхности металлов сильное
химическое воздействие может оказать водород. Так, химическое сродство
водорода к углероду может привести, например, к восстановлению
карбидных фаз сталей. При высоком давлении водорода и температуре
200...600 °C создаются благоприятные термодинамические условия реакций
диссоциации цементита и обезуглероживания стали:
Fe3C = 3Fe ч- С + (24,3 ± 2,01) кДж; (3.17)
С + 2Н2 = СН4 + (75,42 ± 0,84) кДж; (ЗД8)
в общем случае
Fe3C ♦ 2Н2 = 3Fe * СН4. (3.19)
Разложение цементита водородом при атмосферном давлении в сталях
может происходить и при температуре 300 °C. Этот процесс идет с
уменьшением объема, что приводит к дополнительным напряжениям на
границах зерен. Толщина слоя, подвергающегося обезуглероживанию и
существенно меняющего свои свойства, уменьшается с увеличением
содержания углерода в сплаве. Так, при содержании 1 % углерода толщина
слоя, в котором мог наблюдаться этот процесс, достигала 1,5 мм, а при
содержании 4 % углерода она уменьшилась до 1 мм.
Помимо металлов коррозионному и химическому воздействию
подвергаются поверхности других материалов (порошковых, композицион-
ных, стекла, полимеров и др.).
3.4.3. ФИЗИЧЕСКИЕ МЕХАНИЗМЫ
Поверхностно-активные вещества (ПАВ) - вещества, способные
концентрироваться на поверхности раздела фаз и снижать поверхностное
(межфазное) натяжение. ПАВ по отношению к конкретным материалам
могут быть твердые, жидкие и газообразные вещества как, например, ртуть
по отношению к цинку, жидкая медь к стали, вода к стеклу.
Адсорбционные слои ПАВ приводят к тому, что, например, поверхнос-
тный слой жидкости покрывается молекулами других веществ, которые
обладают и своей поверхностной энергией, и поверхностным натяжением
118
Глава 3. Свойства трущихся тел и их поверхностей
Рнс. 3J0. Схемя изменения свойств поверхности жидкости частиц гидрозолей и моющий
эффект зя счет введения молекул ПАВ:
а - до введения ПАВ; б - после введения ПАВ
(рис. 3.20). Даже небольшое количество ПАВ оказывается способно
существенно воздействовать на свойства жидкости.
Находящиеся в объеме жидкости молекулы ПАВ активно высаживаются
на поверхности сосуда, в котором находится жидкость, и на поверхности
гидрозолей и частиц износа и образуют на них электрические поля одного
знака. В результате частицы, электрические поля которых притягивали их
к стенкам сосуда, после появления на их поверхности молекул ПАВ
начинают отталкиваться друг от друга. На этом, например, основан
эффект моющего действия молекул ПАВ, а также эффект стабилизации
гидрозолей за счет появления сил, препятствующих их слипанию (коагуля-
ции) и выпадению в осадок (явление седиментации). Этот эффект
используется при разработке смазочных материалов.
Опыты на серебре (рис. 3.21) показали, что до момента образования на
поверхности трения мономолекулярного слоя воды (й = 3 А) коэффициент
статического трения может оставаться достаточно высоким и неизменным
- 0,8). В момент образования
Рис. 3.21. Зависимость изменении (на серебре)
коэффициента статического трения и
толщины h адсорбированного слоя молекул
воды (в ангстремах) в зависимости от упругос-
ти водяного пара p/ps
на поверхностях трения монослоя
жидкости он резко падает до /т =
= 0,42 и последующее увеличение
слоя воды на него не влияет.
На уровень статического трения
твердых тел важное влияние оказы-
вает характер ориентации повер-
хностно-активных молекул на по-
верхности твердого тела (рис. 3.22).
Наибольший коэффициент трения
покоя/т имеет место на поверхнос-
тях, свободных от адсорбированных
полярных молекул (фаза 0). По мере
заполнения поверхности молекула-
ми ПАВ трение между твердыми
телами падает и становится мини-
Строение и свойства веществ
П9
4
Ц8-
I ту ;
о
мальным, когда молекулы плот-
но упакованы в лежачем положе-
нии на поверхностях трения (фа-
за I). При последующем увеличе-
нии концентрации п ПАВ часть
молекул поднимается, а часть
продолжает лежать на повер-
хностях трения (фаза 77). В этом
случае трение между телами уве-
личивается. При последующем
увеличении концентрации моле-
кул пони выстраиваются плотно
вертикально (фаза 777) и коэффи-
циент трения вновь снижается до
минимума. Он не меняете^ и в
случае, когда молекулы выстраиваются во второй ряд (фаза IV) и образуют
последующие полнмолекулярные слои. Характерным является то, что
наименьшее трение наблюдается лишь в том случае, когда на поверхностях
пар трения образовывались слои с плоскостями легкого скольжения,
направленными вдоль действующей внешней силы (фазы 7, IIIи IV).
ПАВ, адсорбированные на поверхность твердого тела, оказываются
способными существенно менять характер ее смачивания жидкостью
(рис. 3.23), гидрофилируя или гидрофобируя ее. Следует обратить внимание
на то, что для достижения желаемого эффекта необходимо тщательно
подбирать к свойствам подложки и жидкости определенные ПАВ с
характерными для них свойствами. Используя их, можно направленно
управлять капиллярными эффектами в смазочных системах, фильтрацией
веществ и др.
Особое место среди физических методов воздействия на свойства
взаимодействующих тел занимает адсорбционное понижение прочности
твердых тел, подробно изложенное выше и получившее название эффекта
Ребиндера. В основе его лежит понижение свободной поверхностной
Рис. 3.22. Зависимость коэффициента трения Д от
характера ориентации поверхностно-активвых
молекул иа поверхности пар трения (л - концен-
трация ПАВ в нейтральной окружающей среде)
Рис. 3.23. Изменение характера смачивания поверхности твердого тела в зависимости от
выбранного ПАВ, определяющего ее состояние:
7- исходная поверхность; II-гидрофобная поверхность; III - гидрофильная поверхность; 63 <
< е, < в2
120
Глава 3. Свойства трущихся тел и их поверхностей
Рнс. 3.24. Диаграмма растяжения моно-
кристалла олова в координатах напряже-
ние Ор-относительная деформация е:
I - в неактивной среде (вазелиновое
масло или воздух); 2 - в активной среде
(вазелиновое масло + 0,2% олеиновой
кислоты)
Рнс. 3.25. Диаграмма растяжения монокристалла
цинка в координатах напряжеинеор-относитель-
ная деформация е:
I - чистый монокристалл; 2 - монокристалл,
покрытый тонким слоем ртути
энергии S как на внешней поверхности твердого тела, так и на внутренних
поверхностях, возникающих и развивающихся в процессе деформации, по
дефектам структуры или в результате скопления дислокаций. Понижение
прочности, вызванное уменьшением напряжения о на внешней поверхности
тела, обусловливает обширную группу явлений, связанных с плас-
тифицированием твердого тела в процессе его деформации, т.е. со
снижением предела его текучести (рис. 3.24 и 3.25).
Известно, что наиболее неблагоприятными для разрушения твердых
тел являются растягивающие силы. При наличии крупной поры (или
подреза) поверхности при наложении растягивающих сил Т максимум
напряжений сосредотачивается вблизи устья поры. Если энергия,
создаваемая растягивающими силами, превосходит энергию связи между
атомами твердого тела, то трещина быстро растет и приводит к резкому
снижению прочности и разрушению твердого тела.
Иное дело обстоит с мелкими порами. При обработке твердого тела
под действием сил трения, окислительных процессов (см. рис. 3.19) и
межкристаллитной коррозии (рис. 3.26) в его поверхностном слое
образуется множество разветвленных мелких пор с выходом на повер-
хность. Их моделью может быть клиновая пора глубиной h (рис. 3.27).
По глубине поры можно выделить два принципиально отличных
участка:
верхний Л[, на котором поля свободной поверхностной энергии одной
Строение и свойства веществ
121
стороны поры и другой не перекрываются, а
силы молекулярного притяжения между ними
не проявляются; нижний Л2, на котором
молекулярные поля одной и другой стороны
поры перекрываются, и в результате этого
между противолежащими стенками поры на
этих ее участках проявляют сжимающие
действия (не указанные на рисунке) силы
молекулярного притяжения, постепенно
возрастающие ближе к устью поры. В общем
случае интегральную величину сжимающей
эту часть поры силы можно представить
как
t
& = h2boa,
Рис. 3.26. Внешняя (Лв = ab) и
внутренняя Лм поверхности
твердого тела
(3.20)
Рис. 3.27. Модель мнкротрещииы на поверхности
твердого тела и эпюра распределения растягивающих
напряжений вблизи устья мнкротрещииы:
1 - без ПАВ; 2 - с ПАВ; 3 - допустимое напряжение на
разрыв
где b - ширина поры (не показана на рис. 3.27); осв - удельная свободная
поверхностная энергия твердого тела.
В этом случае в устье пор^при тех же растягивающих твердое тело силах
Г] и под действием сжимающих сил Т2 результирующая сила, приложенная
к участку Л2, снижается. Это приводит к существенному уменьшению
напряжения в объеме устья поры. В этом случае тонкая трещина не
развивается, и деталь при этих нагрузках не разрушается (рис. 3.27).
В случае проникновения в полость поры ПАВ они садятся на участки
поверхности поры и преимущественно замыкают на себя ранее нескомпен-
сированные электрические поля твердого тела, тем самым исключая или
существенно снижая действу-
ющую сжимающую силу Т2,
которая действует между
противолежащими участка-
ми поверхности поры. На-
пряжения, создаваемые в
устье поры от тех же внеш-
них сил Г|, могут разрушить
связи между элементами
кристаллической решетки
твердого тела н трещина
разовьется в глубь тела, всле-
дствие чего произойдет плас-
тифицирование его повер-
хностного слоя. Механизм
пластифицирования заклю-
чается в облегчении выхода
дислокаций на внешнюю
поверхность в результате
122
Глава 3. Свойства трущихся тел и их поверхностей
снижения энергетического барьера, связанного с образованием новой
поверхности, а также в повышении активности поверхностных источников
дислокаций, имеющих одну точку закрепления.
Известно, что пластинка цинка легко многократно изгибается и не
ломается. Однако если на эту поверхность, предварительно зачищенную
от оксидов, капнуть ртуть, являющуюся ПАВ по отношению к цинку, то
при незначительных внешних изгибающих воздействиях она хрупко
ломается на части.
При дозированном введении ПАВ можно добиться условий, когда легко
станет разрушаться только поверхностный слой твердого тела, что
означает снижение затрат энергии на разрушение и деформацию тел, что
получило широкое распространение в мировой технической практике.
3.4.4. АДГЕЗИЯ И КОГЕЗИЯ КОНТАКТИРУЮЩИХ ТЕЛ
Наличие нескомпенсированных молекулярных сил на границе раздела
фаз (см. рис. 3.14) твердое тело - газ, твердое тело - жидкость, жидкость -
газ обусловливает появление дополнительных снл притяжения (прилипа-
ния) между соприкасающимися телами. Образование молекулярной связи,
нормальной к поверхности раздела тел, между поверхностями, соприкасаю-
щихся твердых или жидких тел (фаз), получило название адгезии. Обычно
уровень адгезии оцен ивают по силе отрыва одного тела от другого или по
удельной адгезии, представляющей отношение силы отрыва к площади
отрыва (адгезионного шва).
Термодинамической характеристикой адгезии является убыль
свободной энергии иа 1 см2 поверхности адгезионного шва в изотермичес-
ком обратимом процессе. В общем случае работа адгезии (обратимого
адгезионного отрыва)
Wa = °10 + °20 - °12> (3.21)
где du - поверхностное натяжение на границе фаз 1 и 2, между которыми
реализуется адгезионное взаимодействие; о10 и о2о _ поверхностное
натяжение каждой из фаз 1 и 2 с окружающей средой (воздухом).
Адгезия твердых тел в атмосферных условиях обычно бывает
небольшой, поскольку площади истинного контакта и участков поверхнос-
ти, находящейся в поле действия молекулярных сил, бывают незначитель-
ными, а в реальных условиях оказываются покрытыми адсорбционными
слоями. Предельные значения адгезии наблюдаются при горячей сварке,
пайке, лужении и склеивании поверхностей, когда площадь истинного
контактирования тел существенно увеличивается и десорбируются ранее
находящиеся там поверхностные слои. Предельная адгезия возникает также
при соприкосновении ювенильно чистых твердых тел в пластическом и
эластичном состоянии, а также при образовании новой твердой фазы на
поверхностях контактирующих тел.
Строение и свойства веществ
123
Если соприкасающиеся тела одинаковы, то адгезия при полном их
соприкосновении переходит в когезию (сцепление), которая характеризует
прочность тел - их силу сцепления между молекулами, атомами или ионами
вещества в данном теле. Она во многом отражает особенность строения
конкретного тела. По характеру разлома шва между телами часто судят
о характере молекулярноговзаимодействия, существовавшего между ними.
Если разрыв происходит по границе раздела между телами, то была
адгезионная связь. Если разрыв происходит по объему одного из тел, то это
разрыв когезионной связи. Этот случай наблюдается в условиях, когда
адгезионная связь оказывается прочнее когезионной связи более слабого
материала. Примерами когезионного разрушения материалов бывают
встречающиеся задиры и питтинговые повреждения пар трения.
3.4.5. МЕХАНОХИМИЧЕСКИЕ ПРОЦЕССЫ ПРИ ТРЕНИИ ТВЕРДЫХ ТЕЛ
i
Высокие контактные ся^имающие и растягивающие напряжения,
концентраторы температуры'движение дислокаций, развитие внутренних
и поверхностных дефектов, а также образование свежих поверхностей
существенно меняют химическую активность поверхностей и связанных
с этим явлений. Как показал в своих работах Г.Е. Лазарев, в узлах трения
значительно возрастают скорости окисления материалов, электрохимичес-
ких процессов, термодиффузионных и др. Достаточно сказать, что в
20...30 раз ускоряется коррозия металлов. Значительно возрастает
эффективность адсорбционного понижения прочности металлов. Учитывая
это, разрабатываются специальные методы регулирования фрикционных
свойств поверхностей трения. Эти механохимические процессы при трении
существенно влияют на физико-химическую механику (терминология
П.А. Ребиндера) трения и износа и поэтому значительно изменяют
процессы взаимодействия, изменения и разрушения (триада И.В. Кра-
гельского), которые являются сущностью внешнего трения. Большой
интерес в этом направлении представляют работы А. Жервэ по трибомута-
ции поверхностных и приповерхностных слоев материалов пары трения,
особенно в период приработки, что, например, крайне важно для
оптимизации состава материалов в цилиндропоршневой группе двигателей
внутреннего сгорания.
3.4.6. НАПРЯЖЕННОЕ СОСТОЯНИЕ В МАТЕРИАЛАХ КОНТАКТИРУЮЩИХ ТЕЛ
Процесс уменьшения механических напряжений о в контактной зоне
(рис. 3.28) при переходе твердого тела из одного неравновесного состояния
(возникшего в момент приложения внешних сил) в другое, более близкое
к термодинамическому равновесию при фиксированной полной деформа-
ции в условиях, когда основную часть изменения свободной энергии
контактирующих тел составляет упругая энергия, получил название
релаксации напряжений. Исходное состояние с деформацией е достигается
124
Глава 3. Свойства трущихся тел и их поверхностей
Рис. 3.29. Распределение напряжений о вблизи контакта
твердых тел с гладкими поверхностями о i < < °3 < ° 4
(г [ н гг - радиусы кривизны контактирующих тел; и
- глубина залегания ядра напряжений)
Рис. 3.28. Релаксация напряже-
ний в контакте твердых тел:
а - при постоянной деформации
е; в момент 1( фиксируется де-
формация при напряжении о, в
момент 12снимается деформация
путем изменения напряжения на
о0; б - релаксация е при постоян-
ном напряжении о, в момент /3
прикладывается нагрузка, в мо-
мент <4 снимается
наложением внешней нагрузки. Достижение
исходного состояния с деформацией е при
наложении о0 возможно в двух случаях: когда
о0 настолько мало, что исходная деформация
обратима, и велико, что помимо обратимых
процессов в контактной зоне протекает и необратимая пластическая
деформация.
При соприкосновении реальных твердых тел на выступах контактной
зоны реализуются как упругие, так и пластические деформации, и
окончательная деформация тела достигается по истечении определенного
времени, которое с определенной вероятностью можно назвать временем
формирования (установления) контакта.
Напряжения в зоне контакта между гладкими поверхностями двух
контактирующих тел обычно рассчитывают по формулам Герца. В этом
случае максимум напряжений располагается на некотором удалении от
поверхности контакта. Глубина нахождения максимума напряжений во
многом зависит от радиуса закругления контактирующего тела (рис. 3.29).
Для такой пары трения, как колесо локомотива (радиусом в 600 мм) и
рельсом, пара напряжений располагается на глубине 10... 12 мм от
поверхности их контакта. С уменьшением радиуса колеса на том же рельсе
максимум напряжений смещается ближе к поверхности контакта. В
рассматриваемом случае, если учесть реальные шероховатости поверхности
колеса (радиусом 0,03—0,05 мм), в местах соприкосновения выступов
максимумы напряжений располагаются в местах контактирования
выступов значительно ближе к поверхности их контакта.
Причем их абсолютные значения могут превышать напряжения в центре
при контакте гладкой поверхности того же колеса н рельса. В то же время
Строение и свойства веществ
125
на поверхности их контакта между выступами тел появляются участки со
значительно меньшими по величине напряжениями и градиентами
механических напряжений. Это означает, что в местах концентрации
повышенных напряжений происходит местное пластическое деформирова-
ние материалов с выделением теплоты. Поэтому эти места становятся
областями, в которых реализуются наибольшие температуры при
фрикционном взаимодействии между телами, фактически в них формиру-
ются силы трения и реализуется наибольшая интенсивность изнашивания
трущнхся тел.
В перемещающихся под воздействием нормальных и тангенциальных
внешних сил твердых телах в зоне контакта при трении создаются стацио-
нарные и нестационарные области повышенного сжатия и растяжения.
Повышенные сжимающие силы способствуют увеличению адгезии между
телами. В результате этово впереди жесткой единичной неровности
(индентора) образуются Сдвиговые трещины. Растягивающие силы
способствуют разрыву когезионных связей с образованием характерных
поперечных трещин. Наиболее значительные из ннх становятся заметными
и для визуального наблюдения с помощью простейших оптических
приборов.
3.4.7. ЯВЛЕНИЯ ПЕРЕНОСА
Явления, характеризующиеся общностью закоиомерностей протекаемых
процессов по переносу массы, количества движения и энергии, получили
названиеявле/шй переноса. Явления переноса в газах изучаются с помощью
кинетической теории газов кинематического уравнения Больцмана, в
металлах - с помощью кинетической энергии электронов в металле, а
переноса энергии в непроводящих кристаллах - с помощью кинетического
уравнения для фононов решетки. Общую фемеиологическую теорию
явлений переноса, применимую к произвольной системе (газообразной,
жидкой или твердой), дает термодинамика необратимых процессов. Из нее
следует, что наиболее быстро при сравнимых условиях явления переноса
протекают в газах, медленнее - в жидкостях и еще медленнее - в твердых
телах.
Диффузия - явление, связанное с постепенным распространением в газе
массы примесных молекул. Поток молекул примеси j, диффундирующих
через единицу площади за единицу времени, прямо пропорционален
градиенту концентрации:
2 = ’D(ai)’ (122)
Ди п, - п,
П] и л2 - концентрация примесных молекул на расстоянии
удвоенной длины среднего пробега молекул; D - коэффициент диффузии,
126
Глава 3. Свойства трущихся тел и их поверхностей
численно равный потоку молекул, проходящих через единицу площади за
единицу времени при градиенте концентрации, равном единице.
Знак минус в этом уравнении указывает на направление перемещения
примесных молекул в сторону уменьшения их концентрации.
Вязкость газа (внутреннее трение молекул при ламинарном течении)
связана с сопротивлением относительному смещению слоев газа (жидкос-
ти), которое обусловлено переносом молекулами от слоя к слою количества
их движения. Это явление наблюдается, например, при плоскопараллель-
ном относительном смещении гладких твердых тел, удаленных друг от
друга на некоторое расстояние в среде газа (жидкости). В этом случае закон
И. Ньютона (1687 г.) гласит: сила внутреннего трения Гт, возникающая в
газе, прямо пропорциональна коэффициенту внутреннего трения или
динамической вязкости цг и градиенту скорости —:
(3.23)
Знак минус указывает на то, что сила трения направлена в сторону,
обратную смещению слоев газа (жидкости).
Теплопроводность - явление, связанное с передачей энергии от более
нагретых к менее нагретым молекулам. Поток теплоты, проходящий через
единицу площади в единицу времени, прямо пропорционален коэффициен-
ту теплопроводности Аг и градиенту температуры —:
(3-24)
Знак минус указывает на то, что теплота распространяется от более
нагретого к менее нагретому слою газовых молекул.
Теплоемкость молекул газа при постоянном объеме, кДж/(кмоль-К),
определяется приращением количества теплоты dQ, необходимой системе
для повышения ее температуры rfO на 1 К:
На теплоемкость молекул газа оказывает влияние их количество
поступательного и вращательного движения г.
(3.26)
где R - универсальная газовая постоянная.
Строение и свойства веществ
127
Между теплоемкостью идеального газа при постоянном объеме су и
теплоемкостью при постоянном давлении ср уравнение Майера устанавли-
вает связь вида
= Ч + R (3 27)
ИЛИ
ер - (« + 2)|.
В этом случае коэффициент Пуассона
! сп i + 2
ц1= -£ = !—-±. (3 28)
' су 1
Численные значения этих величин приведены в табл. 3.3.
3.3. Значения степени саободй, удельных теплоемкостей и коэффипнента Пуассона
для одноатомных н многоатомных молекул
Молекулы i cv СР Н
Одноатомные 3 12,5 20,81 1.67
Двухатомные 5 20,8 29,11 1.4
Трехатомные 6 25,0 32,31 1,33
Для решения ряда технических задач важной является зависимость
вязкости жидкости от температуры 0:
= Ле*'"1’, (3.29)
где А - множитель, характерный для определенной жидкости, в малой
степени зависящий от температуры 0; W- энергия активации, необходимая
для перемещения молекулы из одного положения в другое; к - постоянная
Больцмана.
Данные расчета по этой формуле хорошо совпадают с эксперименталь-
ными. Вместе с тем они показывают, что механизмы внутреннего трения
в жидкостях и газах различные. В жидкостях вязкость с повышением
температуры падает, а в газах - растет пропорционально 0. Причина
различия в том, что в газах вязкость определяется скоростью хаотического
теплового движения молекул, а в жидкостях - подвижностью молекул, во
многом зависящий от действия молекулярных сил.
В газах ввиду наличия одинакового механизма переноса массы и
количества движения между молекулами коэффициент диффузии Dr и
вязкость т]г прямо пропорциональны друг другу:
128
Глава 3. Свойства трущихся тел и их поверхностей
Dr - Пг (3.30)
В жидкостях ввиду специфики их строения и взаимодействия между
молекулами коэффициент диффузии £>ж и вязкость т]ж обратно пропорцио-
нальны друг другу:
°" - (3.3!)
Молекулы жидкости вблизи поверхности испытывают притяжение со
стороны других молекул внутри жидкости и вдоль поверхности. Тем самым
появляются силы поверхностного натяжения и силы, стремящиеся втянуть
молекулы из поверхностного слоя внутрь жидкости. Эти силы в сочетании
с хорошей подвижностью молекул стремятся придать определенному
объему свободной жидкости форму сферы с минимумом поверхности.
Для оценки сил поверхностного натяжения жидкости (в том числе
смазочных масел) используется коэффициент поверхностного натяжения
а, который представляет собой отношение внешней силы F, приложенной
к линейному размеру I, к поверхности жидкости:
а = F/1. (3.32)
Можно представить коэффициент поверхностного натяжения жидкос-
ти как избыточную свободную энергию ЛЕПОВ, приходящуюся на единицу
ее поверхности ДЛ:
« = ДКаов/ДЯ. (3.33)
Процессы физико-химической механики в твердых телах имеют свою
специфику и значительно отличаются от аналогических процессов в
жидкостях и газах.
Диффузия в твердых телах обусловлена прежде всего тепловым
движением частиц. Основной вид движения частиц твердого тела -
колебание около некоторого положения равновесия. Молекулы газа и
примесные атомы диаметром меньше постоянной кристаллической решетки
твердого тела перемещаются по междоузлиям кристаллической решетки.
В кристаллах, в которых атомы растворенного вещества расположены
в позиции замещения, диффузия может осуществляться посредством
различных механизмов:
1) прямым обменом двух соседних атомов; 2) движением атомов через
междоузлия; 3) обменом мест с незанятыми узлами решетки (вакансиями);
4) одновременным перемещением нескольких атомов по замкнутому
контуру, в процессе которого один атом становится на место другого -
кольцевой механизм.
Строение и свойства веществ 129
При любом механизме диффузии для совершения элементарного скачка
частице должна быть сообщена энергия активации, которая затрачивается
или на деформацию окружающей решетки, или на энергию образования
вакансии и работы иа преодоление потенциального барьера между
диффундирующим атомом и вакансией. В ряде случаев существенное
ускоряющее влияние на диффузию оказывают различные примеси или
дефекты кристаллической решетки (дислокации, мозаичная структура и
т.п.). Особое значение приобретают поверхностная диффузия и диффузия
по границам зерен в металлах, характеризуемые малой энергией активации.
В случае трения реальных твердых тел это может быть вызвано появлением
градиента температур и сети сжимающих и растягивающих напряжений,
возникающих непосредственно в зоне трения.
Коэффициент диффузии 9 твердых телах является крайне чувствитель-
ным к дефектам кристаллической решетки, возникающим при нагреве,
деформациях, градиенте напряжений и других воздействиях. В реальных
условиях это может приводить к существенному изменению атомно-
молекуляриого состава поверхностей трения, влиять на изменение
механических и фрикционных свойств трущихся тел и работу машин в
целом. По образному выражению А. Жерве это явление, присущее процессу
трения, получило название трибомутация.
Беспорядочное движение образующих твердое тело частиц (молекул,
атомов, электронов, фононов) представляет собой физическое явление,
определяемое как понятие теплота. Закономерности теплового движения
и его влияния на свойства тел изучаются термодинамикой и статической
физикой. Энергия теплового движения входит составной частью во
внутреннюю энергию системы.
Теплота аналогично работе является одной из форм обмена энергией
между взаимодействующими телами.
Количество теплоты, прошедшей через единицу площади в единицу
времени при единичном градиенте температуры, получило название
коэффициента теплопроводности Л материала.
Физический параметр вещества, численно равный отношению
коэффициента теплопроводности к его объемной удельной теплоемкости,
получило название температуропроводности а:
cyf>’
(3.34)
где р - плотность вещества.
Коэффициенты, характеризующие тепловые процессы, существенно
зависят от температуры. Они успешно используются при решении тепловых
задач трения и изнашивания.
130
Глава 3. Свойства трущихся тел и их поверхностей
3.4.8. ВЗАИМОДЕЙСТВИЕ ЖИДКОСТИ И ТВЕРДОГО ТЕЛА.
УГОЛ СМАЧИВАНИЯ И КАПИЛЛЯРНЫЕ ЯВЛЕНИЯ
Многие процессы, протекающие во фрикционном контакте и
определяющие уровень трения и износа узлов трения, зависят от того, как
смачивает жидкость (смазочный материал или вода) поверхность трения.
При плохом смачивании пар трения смазочный материал подчас ие
попадает в зону трения, на поверхностях трения не образуются необходи-
мые защитные слои, нарушаются тепловой режим трения и ряд других
процессов. О характере смачивания твердых поверхностей чаще всего судят
по углу смачивания 9 (рис. 3.30, а), который определяется как результат
сложения векторов сил поверхностного натяжения на границах раздела
фаз: а12 твердое тело - жидкость, си жидкость - газ и о|3 твердое тело -
газ. Когда результирующая этих векторов становится равной нулю, система
приобретает устойчивое положение.
Угол смачивания 0 в этом случае определяется как угол между
касательной к поверхности жидкости в точке касания ее с твердым телом,
проведенной через слой жидкости. При 0 < л/2 (рис. 3.30, а) считается, что
поверхность твердого тела гидрофильная (хорошо смачивается жидкостью),
а при углах 0 > тг/2 (рис. 3.30, б) - поверхность гидрофобная (плохо
смачивается жидкостью). Угол 0 является очень чувствительным к
свойствам и состоянию поверхности как твердого тела, так и жидкости.
Например, по углу смачивания чистой водой поверхности твердого тела
можно с большой достоверностью судить о процессах, происходящих на
поверхности твердого тела (например, степени ее окисления, загрязненнос-
ти и т.п.).
Рис. 330. Характер смачивания жид-
костью поверхности твердого тела:
а - гидрофильной; б - гидрофобной;
1 - твердое тело; 2 - жидкость; 3 -
газ
Рис. 331. Капиллярные эффекты в цнлиндраческих
капиллярах, по-разному смачивающихся жидкостью:
/ - внутренняя поверхность трубки гидрофильна; 2 -
внутренняя поверхность трубки гидрофобия
Строение и свойства веществ
131
Др =21
R
Угол смачивания поверхности твердого тела жидкостью во многом
определяет и процессы, происходящие в капиллярах. При малых углах
смачивания 0 в капиллярах (с гидрофильной поверхностью) образуются
вогнутые мениски, под которыми в жидкости (рис. 3.31) создается
отрицательное избыточное давление Др (разрежение):
(3.35)
где L - коэффициент поверхностного натяжения; R - радиус кривизны
мениска.
Это отрицательное давление приводит к подъему столба жидкости под
действием силы pgh и уравновешивается:
• 2L ,
I— = Pgfii, (3.36)
*
к
где р - плотность жидкости; Л, - высота подъема жидкости.
Из (3.36) следует, что высота подъема столба жидкости определяется
выражением вида
' ь 2L
Л, = -----
1 Rpg
или
cos О,
Й, = 2L-—(3.37)
R pg
С увеличением коэффициента поверхностного натяжения и уменьшени-
ем радиуса капилляра, плотности жидкости и угла смачивания высота
подъема столба жидкости возрастает. Наблюдается также обратный
эффект. Этот факт изменения степени подъема жидкости широко
используется при выборе фитилей для подвода смазки к зоне трения.
Аналогичным образом можно показать, что при гидрофобных
внутренних поверхностях капилляров мениск жидкости будет создавать
избыточное положительное давление, и столб жидкости в капилляре
окажется ниже уровня поверхности жидкости с сосуде на высоту, равную
й2. Этот факт широко используется в случаях, например, когда необходимо
создать пористую преграду, препятствующую прохождению жидкости,
или получить ткань, отталкивающую воду.
Изогнутые мениски жидкости оказывают влияние и на характер
взаимодействия между мелкими частицами износа и такими же частицами,
лежащими на поверхностях твердых тел, достигая сжимающих сил между
частицами эквивалентных давлений 20 МПа и более (рис. 3.32). Например,
на одном и том же месте запыленной поверхности дорожки катания
железнодорожного рельса только за счет образования мономолекулярных,
132
Глава 3. Свойства трущихся тел и их поверхностей
Рис. 332. Модель поверхностного слоя
запылепиых твердых тел:
1 - твердое тело; 2 - частицы износа; 3 -
мениски жидкости (адсорбированной из
воздуха); h - приведенная толщина слоя,
h = 10...20 мкм; d - средний диаметр
частиц, близкий к долям микрона
полимолекулярных слоев и манжет
жидкости в местах контакта частиц
коэффициент треиия между запылен-
ными телами может меняться от 0,2
до 0,5. Поверхностный слой из твердых
мелких частиц износа может менять
свои механические свойства от харак-
терных для твердых тел только от
количества находящейся в ием влаги,
минуя свойства пастообразных тел,
в плоть до жидкости (сильно разбавлен-
ных коллоидных растворов).
3.4.9. РАБОТА СИЛ ТРЕНИЯ
Работа, затрачиваемая внешними силами на преодоление сопротивле-
ния, относительного движения твердых тел, получила название работы
трения.
Работа сил прения твердых тел WT расходуется на образование новой
свободной поверхности трущихся тел и на изменение внутренней энергии
£ви трущейся системы:
Wt = + (3.38)
В процессе трения деформируются твердые тела и образуются борозды
и трещины, новые частицы, дефекты структуры и дислокации. Вновь
образованные поверхности имеют свободную поверхностную энергию, и
на их появление затрачивается часть работы трения. Значительная часть
внешней силы (по ряду до 95 % всей работы трения) затрачивается на
повышение кинетической энергии колебательного движения частиц
поверхностного слоя трущихся тел и их выступов.
Вместе с переносом массы частиц при колебательном движении
переносятся и электрические заряды и они становятся источниками
излучения электромагнитных волн: от низкочастотных, звуковых,
световых, тепловых до рентгеновского излучения. На практике значитель-
ная часть этой энергии приходится на тепловое излучение, которое часто
оценивают по температуре объема и поверхности трущихся тел. Вместе с
тем по анализу частоты и изменению интенсивности излучения электромаг-
нитных волн открывается возможность оценивать уровень и во фрикцион-
ном контакте реальных машин. Кроме того, это открывает новые
возможности более активной борьбы с нежелательными акустическими
явлениями (шумом) при работе фрикционных узлов.
Список литературы
133
Список литературы
1. Бакли Д. Поверхностные явления при адгезии н фрикционном взаимодействии. М.:
Машиностроение, 1986. 359 с.
2. Демкин Н.Б. Контактирование шероховатых поверхностей. М.: Наука, 1970. 266 с.
3. Демкин Н.Б., Рыжов Э.В. Качество поверхности и контакт деталей машин. М.:
Машиностроение, 1981. 244 с.
4. Мур Д. Основы и применение триботехники. М.: Мир, 1978. 487 с.
Глава 4
ТРЕНИЕ ТВЕРДЫХ ТЕЛ
4.1. РАЗВИТИЕ ТЕОРИИ ТРЕНИЯ ТВЕРДЫХ ТЕЛ
Как известно, первые результаты исследования трения твердых тел были
обнаружены в трудах Леонардо да Винчи. Изучая поведение твердых тел
на наклонной плоскости, он установил, что кирпич, положенный
различными гранями на наклонную плоскость, начинает скользить по ней
при одинаковом угле ее наклона а. Анализ сил, действующих на кирпич,
показал, что сила, вызывающая его соскальзывание Гт, зависит от
нормальной нагрузки Р, прижимающей тело к наклонной грани плоскости,
следующим образом:
FT = Ptga. (4.1)
Таким образом, была выявлена пропорциональность сопротивления
трения нагрузке на трущиеся поверхности. Кроме того, он отметил, что
тела с шероховатой поверхностью имеют большее сопротивление трения.
Г. Амонтон в 1699 г. предложил записывать формулу для определения
коэффициента трения в виде
/т = Гт/Р, (4.2)
где FT- сила трения; Р- нормальная нагрузка, сжимающая взаимодейству-
ющие при трении твердые тела.
Это выражение получило название закона Амонтона.
Механическое толкование закона Амонтона дал французский ученый
Паран, исходя из представлений об абсолютно твердом теле, обладающем
шероховатой поверхностью. Он предложил рассматривать микронеровнос-
ти поверхности в виде набора клиньев (наклонных плоскостей), а процесс
трения - происходящим по этим микронеровностям.
Совершенно другой подход предложил в 1734 г. Д. Дезагюлье: силу
трения рассматривать как результат молекулярного взаимодействия меж-
ду контактирующими твердыми телами. В дальнейшем такие представле-
ния о природе твердых тел нашли отражение в работах Л. Прандтля и
Г.А. Томлинсона.
Важнейший вкладе развитие науки о трении твердых тел внесли работы
известного французского ученого Ш. Кулона. Он установил не менее
знаменитый закон для внешней силы трения, носящий его имя, в виде
FT = А + /ТР,
(4-3)
Развитие теории трения твердых тел
135
где А - характеристика сцепленности между взаимодействующими
твердыми телами при трении, не зависящая от нагрузки; /т' - одна из
составляющих коэффициента трения; Р- нагрузка.
По существу Ш. Кулон интуитивно сформулировал двухчленный за-
кон трения. Как показало дальнейшее развитие науки о трении твердых
тел, его гипотеза оказалась чрезвычайно плодотворной. Однако исследова-
ния двух французских ученых Г. Амонтона и Ш. Кулона практически были
забыты. Причем закон, установленный Г. Амонтоном, стали приписывать
Ш. Кулону. Это заблуждение существовало приблизительно до середины
XX века, пока не вышла книга русских ученых И.В. Крагельского и
В.С. Щедрова "Развитие науки о трении".
Наиболее полно и завершенно молекулярная теория трения получила
развитие в трудах Б.В. Дерягина. Он дал новое ее обоснование, построен-
ное на учете молекулярной шероховатости поверхностей взаимодействую-
щих твердых тел, являющееся следствием дискретной структуры вещества.
При расчете сил трения предполагается, что расположение и размеры
атомов и молекул контактирующих тел не меняются, а целостность
каждого тела обеспечивается силами межатомного и межмолекулярного
взаимодействия, т.е. силами притяжения и отталкивания. Согласно
Б.В. Дерягину:
/т=/оЬ+^'|. (4.4)
k Р /
где Ро ~ удельная сила молекулярного притяжения; Аг - площадь
фактического касания;/0 - значение коэффициента трения при рй = 0; Р -
нагрузка.
Ориентировочно в 40-х годах XX века практически одновременно
англичанами Ф.П. Боуденом, А.Дж. Муром, Д. Тейбором и И.В. Крагель-
ским в России были предложены два взгляда на механизм трения твердых
тел, согласно которому внешнее трение твердых тел имеет двойственную
природу. Ф.П. Боуден и другие считали, что сила трения обусловлена в
основном двумя причинами: с одной стороны, срезанием адгезионных
связей, образующихся в зонах фактического касания твердых тел
(адгезионную составляющую силы трения), а с другой - пропахиванием
материала поверхности меиее жесткого из взаимодействующих тел
(деформационную составляющую силы трения). В Англии эту теорию стали
называть адгезионно-деформационной.
Предложенная И.В. Крагельским теория внешнего трення объясняла
силу трения также двумя причинами:
с одной стороны, силой сопротивления движению одного из взаимо-
действующих тел относительно другого, обусловленную межатомными и
межмолекулярными взаимодействиями в зонах фактического касания
твердых тел (молекулярная составляющая силы трения);
136
Глава 4. Трение твердых тел
с другой стороны, при контактировании двух твердых тел в результате
их различной жесткости или неоднородности в свойствах этих тел в
различных зонах, атакже различной жесткости отдельных микронеровнос-
тей происходит внедрение более жестких элементов в поверхность менее
жестких тел. При относительном скольжении внедрившиеся микронеров-
ности деформируют (передеформируют) поверхностные слои этого тела.
Сила сопротивления, возникающая при этом, называется деформационной
составляющей силы трения.
При кажущемся сходстве между этими теориями между ними имеется
существенное различие, которое будет рассмотрено ниже.
Следует отметить, что при трении кроме механических имеют место
тепловые, электрические, магнитные и другие явления.
4.2. МЕХАНИЗМ ВНЕШНЕГО ТРЕНИЯ
Взаимодействие контактирующих тел при скольжении друг относи-
тельно Друга называется трением скольжения. Наряду с этим различают
трение покоя, когда относительная скорость контактирующих тел равна
нулю.
По кинематическому признаку внешнее трение подразделяют на трение:
скольжения, качения и верчения (рис. 4.1).
При внешнем трении скольжения в случае поступательного движения
тела (рис. 4.1, а) относительная скорость vCK всех точек одного из
взаимодействующих тел практически одинаковая по величине и направ-
лению.
При трении качения (рис. 4.1,6) можно по крайней мере указать одну
точку в зоне контакта, в которой относительная скорость скольжения
взаимодействующих тел будет равна нулю.
Трение верчения (рис. 4.1, в) по существу является частным случаем
трения скольжения, которое имеет место при вращательном движении
одного из контактирующих тел. В этом случае скорости относительного
скольжения изменяются, подчиняясь определенной закономерности во
всех точках контакта, за исключением точки пересечения площадки
контакта с осью вращения. Если взаимодействующие твердые тела
совершают сложное движение, то преобладающим будет трение скольже-
ния, т.е. во всех точках контакта относительная скорость скольжения будет
отлична от нуля, хотя и неодинакова по величине.
Под внешним трением будем понимать комплекс явлений в зонах
контактов микронеровностей двух скользящих друг относительно друга
твердых тел, связанных с возникновением силы трения.
Кроме деления трения иа внешнее и внутреннее важным является
деление внешнего трения на сухое и граничное. Как показывает анализ,
сила взаимодействия при сухом трении обычно выше, чем при граничном.
Сила трения вызывает не только диссипацию энергии (фрикционные
потери), но и существенно влияет на величину изнашивания взаимодейству-
ющих твердых тел. Поэтому в инженерной практике обычно используют
Механизм внешнего трения
137
Ряс. 4.1. Кинематика взаимодействия твердых тел при треини:
я - чистое скольжение; 6 - качение; в - верчение
комплекс мероприятий, Приводящих к уменьшению силовых взаимо-
действий при трении. Наиболее простым и эффективным методом снижения
сил трения является использование в подвижном сопряжении смазочного
материала. Благодаря чему между трущимися поверхностями взаимо-
действующих тел создается пленка, состоящая из этого материала.
Физико-химические и механические свойства смазочного материала в
этой пленке существенно отличаются от аналогичных свойств в объеме.
Эта пленка обладает определенной несущей способностью, причем чем она
тоньше (в определенных пределах), тем выше ее несущая способность.
Как показали исследования, выполненные Б.В. Дерягиным, свойства
материала пленки проявляются при ее толщине, равной 0,1 мкм и меньше.
При таких толщинах пленки смазочного материала реализовать режим
жидкостного трения не представляется возможным. Однако такие пленки
значительно снижают интенсивность межатомных и межмолекулярных
взаимодействий, а следовательно, силовое взаимодействие между твердыми
телами в процессе трения. Поэтому интенсивность изнашивания значи-
тельно снижается. Такой режим трения при возникновении тонкой пленку
принято называть граничной смазкой.
Под силой трения при скольжении
твердых тел друг относительно друга
(сила внешнего трения) FT понимают
силу сопротивления относительному
скольжению контактирующих твердых
тел, лежащую в плоскости их касания
(рис. 4.2). Сила внешнего трения
Fr = + (4.5)
где FT мол - составляющая силы трения,
обусловленная межатомным и межмоле-
кулярным взаимодействием; FT мех -
Рис. 4.2. Реализации силы трения при
скольжении *
138
Глава 4. Трение твердых тел
Рис. 4.3. Зависимость силы внешнего трения Ft от перемещения х:
а - в общем случае; б - в режиме фрикционных автоколебаний
механическая составляющая силы трения, обусловленная деформированием
(передеформированием) поверхностных слоев менее жесткого твердого тела
внедрившимися микронеровностями более жесткого тела (см. разд. 1.3).
Следует отметить, что формула (4.5) является приближенной, так как
в общем случае деформационная составляющая и составляющая,
обусловленная межатомным и межмолекулярным взаимодействием,
взаимосвязаны. Однако многочисленными исследованиями показано, что
формулу (4.5) можно успешно использовать в инженерных расчетах на
трение и изнашивание с достаточной степенью точности.
Нередко силу трения FT путают с внешней силой Гтап1, вызывающей
скольжение контактирующих твердых тел. При равномерном скольжении
тела сила тяги равна по величине и противоположна по направлению силе
трения. При ускоренном скольжении Ттяги > Fr.
Анализ работ, выполненных по изучению закономерностей процесса
внешнего трения, показывает, что сила трения скольжения при определен-
ных неизменных условиях взаимодействия остается постоянной по
величине. При сдвиге контактирующих твердых тел, т.е. в начале
скольжения, вследствие деформации этих тел происходит увеличение силы
внешнего трения Гт (рис. 4.3, а).
Перемещение, имеющее место при сдвиге, называют предварительным
смещением б (иногда микроскопическим скольжением в отличие от
макроскопического перемещения, имеющего место при непрерывном
скольжении). Сила трения в зоне предварительного смещения б называется
неполной силон внешнего трения Гтнп. Сила трения, соответствующая
наибольшей величине предварительного смещения, называется силой
трения покоя FTn. После того как достигается сила трения покоя,
происходит необратимое перемещение (скольжение) одного из контакти-
рующих твердых тел по поверхности другого, при этом внешняя сила
по величине будет равна силе трения скольжения Гтск.
Предварительное смещение твердых тел
139
Из рис. 4.3,а видно, что FTn > FTCK, причем при переходе от микроскопи-
ческого к макроскопическому скольжению сила треиия покоя скачком
уменьшается до силы трения скольжения.
Если менее жесткое из взаимодействующих твердых тел обладает
существенными реологическими свойствами, то переход от силы трения
покоя к силе трения скольжения осуществляется в режиме фрикционных
автоколебаний (рис. 4.3, б). Взаимодействие твердых тел в режиме
фрикционных автоколебаний при внешнемтрении представляет несомнен-
ный интерес. В некоторых случаях переход от силы трения покоя к силе
трения осуществляется плавно без скачка.
Несомненный интерес представляет изучение процессов, происходящих
в момент сдвига контактирующих твердых тел.
4.3. ПРЕДВАРИТЕЛЬНОЕ СМЕЩЕНИЕ ТВЕРДЫХ ТЕЛ
ПРЙ ВНЕШНЕМ ТРЕНИИ
4.3.1. МЕХАНИЗМ ПРЕДВАРИТЕЛЬНОГО СМЕЩЕНИЯ ТВЕРДЫХ ТЕЛ
При описании механизма предварительного смещения рассмотрим
контакт двух твердых тел с йаминально плоскими поверхностями: размеры
этих тел таковы, что волнистостью их поверхностей можно пренебречь.
Предположим, что на контактирующие твердые тела действуют
внешние силы (рис. 4.4): нормальная к плоскости контакта Р и сила,
параллельная номинальной плоскости Тйк. Под действием силы Г если
бы было монолитное твердое тело, происходила бы только деформация
сдвига. Так как тангенциальная сила приложена к двум контактирующим
твердым телам, происходит перемещение
об *кои
(4-6)
где хоб - перемещение, обусловленное объемной деформацией контактиру-
ющих тел под действием приложенных внешних сил; хкон - перемещение,
обусловленное изменением напряженно-деформированного состояния в
зоне контакта, вызванное приложени-
ем внешней тангенциальной силы -
контактное предварительное смещение.
Перемещение хоб зависит от значе-
ния внешней тангенциальной силы,
размеров контактирующих твердых
тел и их механических свойств. Его
можно вычислить по формуле
= ~Gh' + G^1' (47)
хоБ
Рис. 4.4. Схема объемного предваритель-
ного смещения
140
Глава 4. Трение твердых тел
где Gj, G2- модули упругости материалов первого и второго контактирую-
щих тел; - расстояние от точки приложения внешней силы до контактной
плоскости; й2 - расстояние от контактной плоскости до линии заделки
второго тела; т,, т2- касательные напряжения, возникающие в контактиру-
ющих телах под действием внешней силы.
Смещение хкон зависит от вида деформаций в зонах контакта
микронеровностей. Поэтому ниже рассмотрим явления, происходящие при
сдвиге контактирующих твердых тел, когда в зонах микроконтактов
реализуются упругие и пластические деформации.
43.2. КОНТАКТНОЕ ПРЕДВАРИТЕЛЬНОЕ СМЕЩЕНИЕ ПРИ УПРУГИХ
ДЕФОРМАЦИЯХ В ЗОНАХ КОНТАКТА МИКРОНЕРОВНОСТЕЙ
Рассмотрим процессы, происходящие прн сдвиге контактирующих
твердых тел, имеющих номинально плоские поверхности.
В приведенных ниже формулах для расчета силы Гт и коэффициента/т
трения учитывается в первую очередь влияние нагрузки Р и реализуемых
номинальных ра и особенно контурных давлений рс, а также физико-
химическое состояние поверхностей трения (параметры т0 и Р), качество
обработки поверхностей трения (параметр Д), материаловедческие аспек-
ты (параметры Е, «гас, НВ), конструкция трибосопряжения и нагрузка,
действующая в нем (параметр рс).
Используем модель контакта, когда более жесткое твердое тело
обладает шероховатой поверхностью, а менее жесткое - гладкой. Для
описания шероховатой поверхности используем ее сферическую модель,
рассмотренную в гл. 2. Предположим, что по физико-механическим
свойствам контактирующие тела отличаются настолько, что деформацией
контактирующих микронеровностей жесткого тела можно пренебречь.
Рассмотрим взаимодействие контактирующих твердых тел при сдвиге
при наличии упругих и идеально пластических деформаций в зонах
контакта микронеровностей. Внешняя сила, нормальная к поверхностям
контактирующих тел, уравновешивается суммой реакций, возникающих
в зонах контакта отдельных микронеровностей.
Обычно расстояния между зонами фактического касания таковы, что
влияние соседних зон на деформирование в них материала пренебрежимо
мало. Так как фактическая площадь касания формируется в зонах контакта
микронеровностей, то рассмотрим более детально процессы, происходящие
в зоне контакта произвольной, имеющей сферическую форму поверхности,
микронеровности при сдвиге.
В соответствии с принятыми допущениями под влиянием нагрузки Pt
микронеровность внедряется на величину й,- в поверхность менее жесткого
из контактирующих тел (рис. 4.5). Сдвигающая сила ^ вызывает изменение
иапряженно-деформированного состояния на контакте. В зоне контакта
микронеровности с деформируемым материалом возникают связи,
образующиеся в результате межатомных и межмолекулярных взаимо-
Предварительное смещение твердых тел
141
Рис. 4.5. Распределение напряжений при
упругих деформациях в зоне контакта
шара с плоской поверхностью деформируе-
мого тела »
Рис. 4.6. Касательные напряжения
т, возникающие а зоне контакта от
внешней силы и обусловленные
деформированием материала
I
действий. По мере увеличения Ti возрастают касательные напряжения на
границе раздела в зоне Контакта жесткого шарового индикатора и
деформируемого материала. На участках зоны контакта, где касательные
напряжения больше касательных напряжений, обусловленных прочно-
стью на сдвиг связей, возникающих в результате межатомных и межмолеку-
лярных взаимодействий, происходит проскальзывание деформируемого
материала относительно поверхности микронеровности.
Прочность на сдвиг связей (касательные напряжения), возникающих
в результате межатомного и межмолекулярного взаимодействия,
образующихся на границе раздела твердых тел в зонах фактического
касания, как экспериментально показано, зависит от нормальных
напряжений:
\ = то + ₽°я> (4.8)
где т0, р - константы, зависящие от природы взаимодействия между
твердыми телами; ов - средние нормальные напряжения на контакте.
Применительно к внешнему трению твердых тел и к процессу их
контактирования т0 и р - фрикционные константы, зависящие от физико-
химического состояния поверхностей контактирующих тел. Теоретическое
определение этих характеристик связано со значительными трудностями
учета состава и строения пленок, покрывающих поверхности этих тел.
Поэтому в настоящее время их определяют экспериментально по
специальным методикам, разработанным под руководством И.В. Крагель-
ского.
Минимальные значения ол достигаются у границы зоны контакта.
Следовательно, на периферийных участках зоны контакта будет
минимальная прочность на срез связей, возникающих в результате
межатомного и межмолекулярного взаимодействия.
Касательные напряжения т, возникающие в зоне контакта от приложе-
ния внешней силы Р и обусловленные деформированием материала в зоне
контакта, будут распределены в соответствии с исследованиями Р.Д. Минд-
лина и К. Джонсона (рис. 4.6). Теоретические касательные напряжения на
142
Глава 4, Трение твердых тел
Рис. 4.7. Кольцевые зоны на перифе-
рийных учвстках контакта при про-
скальзывании
периферийных участках контакта, об-
условленные объемным деформировани-
ем материала, стремятся к бесконечности.
Однако, как отмечалось выше, при т > хп
будет происходить проскальзывание
деформированного материала относи-
тельно поверхности микронеровности.
Поэтому при приложении сдвигающей
силы на периферийных участках контак-
та будут образовываться кольцевые зоны
(рис. 4.7), в которых произошло про-
скальзывание, и центральная зона, в
которой проскальзывание отсутствует.
При увеличении сдвигающей силы пло-
щадь периферийной зоны контакта будет
возрастать, а центральной - сокращать-
ся. Этот процесс будет продолжаться до
тех пор, пока при сдвигающей силе, равной по величине силе покоя,
площадь центральной зоны контакта станет равной нулю, и начнется
макроскопическое скольжение.
Расстояние, на которое перемещается при этом микронеровность, равно
контактному предварительному смещению. Таким образом, при упругих
деформациях в зонах контактов микронеровностей контактное предвари-
тельное смещение зависит от физико-химического состояния поверхностей
контактирующих твердых тел, качества их обработки и механических
характеристик материала менее жесткого из контактирующих твердых тел.
433. КОНТАКТНОЕ ПРЕДВАРИТЕЛЬНОЕ СМЕЩЕНИЕ ПРИ ПЛАСТИЧЕСКИХ
ДЕФОРМАЦИЯХ В ЗОНАХ КОНТАКТА МИКРОНЕРОВНОСТЕЙ
Принимаем такие же допущения, что и выше, при рассмотрении
контактного предварительного смещения упругих деформаций в зонах
контакта микронеровностей.
Рассмотрим по аналогии с гл. 2 взаимодействие произвольной
единичной микронеровности более жесткого из контактирующих твердых
тел с поверхностью менее жесткого тела (см. рис. 2.18, б). На микронеров-
ность i действует внешняя сила Р;. Под действием этой силы микронеров-
ность внедряется в поверхность менее жесткого тела на величину й(-.
Пластически деформируемый материал, вытесняясь из зоны контакта,
образует навалы. Форму навалов в настоящее время определить не
представляется возможным (объем материала в навалах равен объему
материала, вытесненного из зоны контакта). При этом микронеровность
поддерживается деформированным материалом со всех сторон. Средние
нормальные напряжения на фактическом контакте ргсг, как показал
А.Ю. Ишлинский, будут постоянны и равны твердости материала по
Бринеллю НВ:
Предварительное смещение твердых тел 143
Лет = НВ. (4.9)
При скольжении в случае идеально пластических деформаций в зонах
касания, соприкосновение микронеровности с деформируемым материалом
осуществляется только по фронтальной части ее поверхности. Величина
сближения (внедрения) hiCK определяется формулой (2.51).
При сдвиге происходит перераспределение фактической площади
касания. Этим обусловлено при пластических деформациях в зоне контакта
микронеровности контактное предварительное смещение. Его величина
будет равна расстоянию, проходимому микронеровностью в направлении
скольжения, на котором заканчивается процесс перераспределения
фактической площади касания.
Для вычисления контактного предварительного смещения необходи-
мо знать соотношение между величинами сближения в статике Л/Ст и при
скольжении Л,ск. Это соотношение обусловлено изменениями нормальных
напряжений в зоне контакта?, фактической площади касания и действующих
внешних сил. Из решения задачи теории пластичности о скольжении
шарового индентора по пластически деформируемому полупространству
следует, что средние нормальные напряжения при hCK/R < 0,2 (R - радиус
индентора): к
Рг<ж = НВ. (4.10)
Таким образом, средние нормальные напряжения на контакте в статике
и при скольжении равны:
Асг=А<х = нв- (4.11)
4.3.4. СООТНОШЕНИЕ МЕЖДУ ФАКТИЧЕСКИМИ ПЛОЩАДЯМИ КАСАНИЯ
И СБЛИЖЕНИЯМИ МЕЖДУ ПОВЕРХНОСТЯМИ КОНТАКТИРУЮЩИХ ТЕЛ
В СТАТИКЕ И ПРИ СКОЛЬЖЕНИИ
Соотношение между фактическими площадями касания можно
установить применительно к условиям возникновения пластических
деформаций в зонах контактов микронеровностей. Вначале рассмотрим
процесс контактирования произвольной i-й микронеровности. В
неподвижном состоянии (см. рис. 2.18, б) фактическая площадь касания
в зависимости от приложенной нагрузки
= (412>
по
При скольжении (рис. 4.8) на микронеровность кроме силы Р; действует
тангенциальная сила 7], численно равная силе трения покоя FJni.
Следовательно, результирующая сила
Р = ^Р2 + Т2 = Р^\
(4.13)
144
Глана 4. Тренне твердых тел
где/т - коэффициент трения.
Фактическая площадь касания при скольжении микронеровности
А« = <414)
пд
Из формул (4.12) - (4.14) нетрудно показать, что для единичной i-й
микронеровности
= Аг1а][Г^. (4.15)
Без больших погрешностей можно записать для контактирования
твердых тел, когда в зонах контактов микронеровностей имеют место
пластические деформации, следующее соотношение между площадями
касания в статике и при скольжении:
Л« = Aer/iTtf- <416)
Таким образом, при пластических деформациях в зонах контактов
внедрившихся микронеровностей фактическая площадь контакта при
скольжении контактирующих тел в ^/1 + // раз больше чем в неподвижном
состоянии. В общем случае соотношение между площадями касания в
отмеченных состояниях, как следует из формулы (4.16), зависит от физико-
химического состояния поверхностей контактирующих тел и реализуемого
коэффициента трения.
Обычно коэффициент внешнего трения в подвижных сопряжениях /т s
s 0,3. Принимая/^. = 0,3, получим Л,ск = 1,04Лгст. Если учесть, что в
подавляющем большинстве подвижных сопряжений при наличии
смазочного материала /т « 0,3, то для инженерных расчетов можно
принять следующее важнейшее соотношение:
Лег = Л«- (4.17)
Рнс. 4.8. Картина скольжения внедрив-
шейся жесткой мнкронеровностн по
поверхности более мягкого материала
контакта
Если фактические площади касания
равны, то зависимость фактической
площади касания от сближения между
поверхностями контактирующих тел в
статике и при скольжении и соотноше-
ние между сближениями в рассматрива-
емом случае будут существенно отли-
чаться. Применительно к контакту
единичной микронеровности факти-
ческая площадь касания в статике
Определение сил и коэффициентов
145
р Л_._ а (4Л8) Г1СТ ter НВ *
В этом случае величина внедрения микронеровности
<41’>
при скольжении л „ (4.20) г'“ НВ
Сближение при скольжении единичной микронеровности
nRHB ’
(4-21)
Из формул(4.19) и (4.21) следует, что при одинаковых нагрузках Р;
*(в = 2\/(1 +(4-22)
Для единичной микронеровиости в случае внедрения и пластических
деформаций в зоне контакта величина внедрения микронеровности при
скольжении более чем в 2 раза превышает величину внедрения в статике.
Это обусловлено тем, что в статике микронеровность опирается на
симметрично вытесненный из лунки пластически деформированный
материал. При скольжении опорной поверхностью является только
фронтальная полуповерхность касания.
4.4. ОПРЕДЕЛЕНИЕ СИЛ И КОЭФФИЦИЕНТОВ ВНЕШНЕГО ТРЕНИЯ
Так как силовые воздействия твердых тел при внешнем треиии
существенно зависят от напряженно-деформированного состояния в зонах
контактов микронеровностей, рассмотрим определение сил и коэффициен-
тов трения при упругих и пластических деформациях в этих зонах. Силовые
взаимодействия для рассматриваемых случаев являются, как правило,
минимальными при упругих деформациях и максимальными при
пластических.
4.4.1. СИЛЫ И КОЭФФИЦИЕНТЫ ВНЕШНЕГО ТРЕНИЯ ПРИ УПРУГИХ
ДЕФОРМАЦИЯХ В ЗОНАХ КОНТАКТА МИКРОНЕРОВНОСТЕЙ
При упругих деформациях в зонах касания взаимодействие твердых тел
может осуществляться при ненасыщенном и насыщенном фрикционных
146
Глава 4. Трение твердых тел
контактах. Представления о ненасыщенном и насыщенном фрикционных
контактах предложено и разработано Н.М. Михиным.
При упругом ненасыщенном контакте расстояния между отдельными
зонами контакта достаточно велики, так что влиянием отдельных зон друг
на друга можно пренебречь. Общая сила трения при скольжении абсолютно
жесткого шероховатого тела относительно менее жесткого твердого
гладкого тела
Л = /ЛА
(4.23)
где F - сила трения, возникающая на единичной произвольной микроне-
ровности; пг- число микронеровностей, имеющих одинаковую величину
внедрения.
Для определения силы ГТ( рассмотрим процессы, происходящие в зоне
контакта единичной неровности. Деформационная составляющая силы
трения возникает вследствие несовершенной упругости материала
деформируемых слоев. Она обусловлена гистерезисными потерями. В
соответствии с исследованиями Д. Тейбора деформационная составляющая
силы трения
_ й,25^Е
2
(4.24)
где Е - модуль упругости деформируемого материала; ц - коэффициент
Пуассона этого материала; агис - коэффициент гистерезисных потерь
материала в условиях сложного напряженного состояния.
Коэффициент гистерезисных потерь в условиях сложного напряженного
состояния обычно пропорционален коэффициенту гистерезисных потерь
в условиях одноосного растяжения - сжатия а^.:
Для шара К = 3. Значения агас для различных материалов приведены в
табл. 4.1.
Молекулярная составляющая силы трения обусловлена межатомным
и межмолекулярным взаимодействием в соответствии с уравнением (4.8)
Л/иох = яЛАЛп
(4.25)
Тогда общую силу трения, возникающую при скольжении произвольной
микронеровности, можно выразить следующим образом:
Определение сил и коэффициентов
147
4.1. Значения для различных материалов
Материал “тис
Медь 0,04
Фосфоритная бронза 0,04
Дюралюминий 0,03
Закаленная сталь 0,02
Пластмасса 0,8...0,12
Резина 0,9...0,13
Кожа:
в сырье « 0,06
в голье < — — - » 0,1
ОДба^ЕЛ^ I
I Г"7 + т°
1 - Ц2 I
0.4р£у^
(1 - н2)^,
яЛЛг
(4-26)
Интегрирование производят в относительных величинах сближений
ei= ^тах- Рассмотрим произвольное сечение х-х, отстоящее от вершины
самого высокого, в пределах контурной площади касания, микровыступа
на расстоянии Л(-:
Л( = Л - ДЛ, (4.27)
где h - величина сближения между поверхностями взаимодействующих
твердых тел; ДЛ - текущее значение сближения.
Величина внедрения произвольной микронеровности:
hi = *m«(E - *)> (4.28)
где х - относительное текущее значение сближения ДЛ. Величина
<4 = Acbv(y - 1)хч2/(2яЯЛтах), (4.29)
где v - показатель опорной кривой профиля поверхности.
Подставляя в формулу (4.23) значения FTj и dnr, получим
148
Глава 4. Трение твердых тел
I 1-у
О/ЦМ^е-х)/^
(1-hWr
тгЯ(е-х) ' х
(4.30)
Л bv(v - 1)х’’2
х —----------------ах.
2лЛЛ__г
шах
Как показывает анализ, этот интеграл может быть выражен в
элементарных функциях только при целых значениях показателя опорной
кривой профиля поверхности v. Интегрируя, получим для силы трения
Л 6v(v - 1)е’
F, = -i—-------— х
шах
+ Q,tyk}EjeRhmlJ. * O.Sa^Eh^e
v(v-l) (1-ц2) v(v2-l)(l-p2)
(4-31)
Рис. 4.9. График для определения проме-
жуточных значений коэффициента в
формуле (431) в функции параметра
опорной поверхности v
где Л, - коэффициент, зависящий от
параметра v опорной кривой профиля
поверхности.
Точные значения /С[ можно найти
только при целых значениях v. Проме-
жуточные значения ориентировочно
можно получить из рис. 4.9.
При упругом иеиасьиценном контак-
те нормальная нагрузка в зависимости
от сближения между поверхностями
взаимодействия твердых тел
Р = 1'33^6 2v + v<v ~ 1^Ее * (4.32)
2x</R(1 - ц2)
Коэффициент внешнего трения в данном случае в зависимости от
сближения между поверхностями взаимодействующих твердых тел
2,4т0/К(1 - ц2) + ₽ + 0,4
v(v - l)/c1V/£ ^,v(v2 - 1)
(4 33)
Из формулы (4.33) следует, что при увеличении сближения h между
поверхностями твердых тел молекулярная составляющая коэффициента
Определение сил и коэффициентов
149
внешнего трения (содержащая фрикци-
онные параметры т0 и Р) уменьшается,
а деформационная возрастает. Таким
образом, при некоторых значениях
отношения h/R, входящих в формулу
(4.33), коэффициент внешнего трения в
зависимости от сближения между по-
верхностям и пар трення проходит через
минимум (рис. 4.10). Положение мини-
мума можно определить, приравняв
<У7а| — 1=0. Минимум коэффициента
Рис. 4.10. Изменение коэффициента
внешнего трении /т в зависимости от
относительного скольжения h/R пря
упругом ненасыщенном контакте
внешнего трения наблюдается при
_й = <бт0(1 - |?)(\> + 1)
Я ’ Е*
(4.34)
Подставляя выражение (4.34) в формулу (4.33), получим минимальное
значение коэффициента внешнего трения при упругих деформациях в зонах
контактов микронеровностей в условиях ненасыщенного контакта:
2Аатс<1 ' + р
*,v(v - lWE(v + 1)
(4-35)
Таким образом, минимальное значение коэффициента внешнего тре-
ния практически не зависит от микротопографии поверхности н определя-
ется только физико-химическим состоянием поверхностей трения
(параметры т0 и Р) и механическими свойствами менее жесткого из
взаимодействующих твердых тел (arac, р, £). Во многих случаях обработки
v = 2, = 0,4, следовательно,
А™ = 1,5^°^ ~-Ц2)- + Р. (4.36)
Е
Из формулы (4.36) следует, что при iJE s 10-J первый член в формуле
(4.36) пренебрежимо мал по сравнению с р. Поэтому при упругом
ненасыщенном контакте с достаточно высокой степенью точности в этом
случае можно считать, что = р. Отсюда следует важный вывод о
необходимости использования для получения минимальных потерь от
трения таких материалов, из которых изготовлены детали антифрикцион-
ных узлов трения и смазочные материалы, которые обеспечивали бы
возможно низкие значения фрикционной константы р.
При возникновении упругого насыщенного контакта, когда имеет место
взаимное влияние контактных зон, общая сила трения при относительном
150
Глава 4. Трение твердых тел
скольжении взаимодействующих твердых тел
^ = 5г1(Дп„ (4.37)
i-i
где Hq,- число микронсровностей, имеющих среднюю величину внедрения.
Если подставить в формулу (4.37) необходимые величины FTj и Ди,, то,
как показывает анализ, полученное выражение в элементарных функциях
выразить не представляется возможным. Поэтому для определения силы
трения используют приближенное соотношение:
F. =
т т tcp ср9
(438)
где FT|cp - сила трения, возникающая при скольжении некоторой условной
микронеровности, имеющей среднюю величину внедрения h^. Тогда по
аналогии с (4.26)
_ 0,25 «„ДА*
т,ч> " 1 - ц2
то +
л/?А_.
<5
(4-39)
0,4 р£ &ср
1 - И Л
Учитывая выражения (4.37) и (4.39), окончательно силу трения при
упругом насыщенном контакте следует определять по формуле
0,4£ ЛсЕср 0,125«дсЛс6е^1 vFA^^ (4 40)
l-p2N R 2 яЯО-й2)
где Eq, - среднее относительное сближение между поверхностями взаимо-
действующих твердых тел.
Нормальную нагрузку при упругом насыщенном контакте в зависи-
мости от среднего сближения между поверхностями взаимодействующих
твердых тел еср можно выразить следующим образом:
0.2АсЕ bh^
1 - ц2 N R
Тогда коэффициент внешнего трения
- Л (Т , р .
(441)
(4.42)
/ , 1/2
ч
I 2
Е
При возрастании отношения Аср/Я молекулярная составляющая
Определение сил и коэффициентов
151
коэффициента трения будет уменьшаться, а деформационная - увеличи-
ваться. Такая закономерность изменения составляющих коэффициента
трения приводит к тому, что при определенных значениях параметров агас,
р, т0 и Е общий коэффициент /т будет проходить через минимум.
Приравнивая к нулю производную , найдем значение h^/R,
соответствующее минимуму коэффициента внешнего трения при упругом
насыщенном контакте:
(4.43)
= 12т0(1 - р2)
X
Если подставить выражение (4.43) в формулу (4.42), то получим
выражение для определения минимального коэффициента трения.
Таким образом, степень Насыщенности контакта по Н.М. Михину при
упругих деформациях в зойах фактического касания микронеровностей
не влияет на величину минимального коэффициента внешнего трения.
Следует иметь в виду, что упругий насыщенный контакт может быть
реализован тогда, когда одна из контактирующих деталей изготовлена из
материала, обладающего невысоким модулем упругости, например, из
полимера или резины.
4.4.2. СИЛЫ И КОЭФФИЦИЕНТЫ ВНЕШНЕГО ТРЕНИЯ ПРИ ПЛАСТИЧЕСКИХ
ДЕФОРМАЦИЯХ В ЗОНЕ КОНТАКТА МИКРОНЕРОВНОСТЕЙ
Принимая допущения такие же, как и при упругом контакте, ненасы-
щенный контакт характеризуется отсутствием силовых взаимодействий
соседних микроконтактов. При идеально пластических деформациях в
зонах контактов микронеровностей последние при относительном
скольжении будут пропахивать материал (см. пять моделей И.В. Кра-
гельского взаимодействия шарового индентора с деформируемым
полупространством в гл. 1 и модели в гл. 2).
Сопротивление формоизменению поверхностных слоев является
деформационной составляющей силы трения. На основании решения
задачи о скольжении жесткого шарового индентора по пластически
деформируемому полупространству можно записать, что деформационная
составляющая силы трения Х;деф определяется по формуле
Л(даФ = 1,68К1ЙЛ”НВ. (4.44)
Молекулярная составляющая силы трения, реализующая на фронталь-
ной по направлению скольжения площади касания, определяется по (4.25).
При идеально пластических деформациях в зонах контактов касатель-
ные напряжения, обусловленные межатомным и межмолекулярным взаимо-
действием на границе раздела контактирующих твердых тел в зоне касания,
152
Глава 4. Трение твердых тел
в соответствии с формулой (4.8) можно выразить следующим образом:
\ = Ч + РНВ.
(4.45)
Используя сформулированный выше способ вычисления сил треиия,
для пластического ненасыщенного контакта силу внешнего трения можно
определить следующим образом:
_0,84HBHcv(v-l)hI^e''
г _ л \п
(4.46)
_к+р _J__
1.68/^ «В b(v-D
Нормальную нагрузку в зависимости от сближения между поверхно-
стями деталей пары трения при пластическом ненасыщенном контакте
можно выразить следующим образом:
Р = Q,5AcbeHB.
(4-47)
Тогда коэффициент внешнего трения при ненасыщенном контакте и
пластических деформациях
т ( к 'l1/2
Л = + Р + 0»55v(v - l)fc, | . (4.48)
Jtlo \ Л /
Из формулы (4.48) следует, что молекулярная составляющая коэффици-
ента внешнего трения при пластических деформациях в зонах контакта
микронеровностей не зависит ни от микротопографии поверхностей, ни
от возникающего в сопряжении контурного давления, а зависит от физико-
химического состояния поверхностей трения. Тогда, вводя обозначения
/«он = ’о/НВ + Р,
окончательно выражение для коэффициента внешнего трения:
Л = + V,55v(y - Dfc.^/X)1'2.
(4.49)
(4.50)
Таким образом, при увеличении сближения между поверхностями
взаимодействующих твердых тел в условиях пластического ненасыщенного
контакта общий коэффициент трения возрастает за счет увеличения
деформационной составляющей (рис. 4.11).
Определение сил н коэффициентов
153
Пластический ненасыщенный кон-
такт имеет место при контурных давле-
ниях, изменяющихся в пределах
0,0625НВ <.рс а 0,11НВ. Верхняя грани-
ца соответствует условию, при котором
начинает проявляться влияние сосед-
них контактных зон микронеровностей
на процессы их взаимной деформации.
При пластическом насыщенном
контакте в первом приближении для
вычисления силы трения используют
выражение (4.38). Подставляя в форму-
лу (4.38) необходимые величины, полу-
Рнс. 4.11. Зависимость коэффициенте
внешнего тренияД. в условиях пластичес-
кого ненасыщенного контакта от относи-
тельного сближения h/R ири= 0,1
чим выражение для вычисления силы
трения для ненасыщенного контакта при пластических деформациях в
следующем виде: ’f
FT = 0,5Hcbe’’1[ve - (v - l)ej x
, •„ . рнв . - <’ - "‘"I
(4.51)
(e’v/f)1'1
Нормальная нагрузка в данных условиях взаимодействия
Р = 0.5Л.Х — * 1 - v I НВ. (4.52)
\ ®н /
Тогда коэффициент внешнего трения при пластическом насыщенном
контакте
« + в + °.54 + 0 - v)ft
нв vln R
(4-53)
При пластических деформациях в зонах контактов микронеровностей
коэффициент внешнего трения при увеличении сближения между
поверхностями взаимодействующих твердых тел возрастает как для
насыщенного, так и для ненасыщенного контактов.
Анализ процесса взаимодействия твердых тел с высоким модулем
упругости показывает, что в условиях внешнего трения изменение
коэффициента внешнего трения в зависимости от контурного давления и
микрошероховатостей поверхности трения будет проходить через
минимум. Это вытекает из следующих соображений. При упругих
деформациях в зонах контактов микронеровностей для таких материалов
деформационной составляющей коэффициента внешнего трения можно
154
Глава 4. Трение твердых тел
пренебречь. В этом случае, как следует из приведенной теории внешнего
трения, молекулярная составляющая коэффициента внешнего трения при
увеличении сближения между поверхностями взаимодействующих твер-
дых теп будет уменьшаться. При пластических деформациях в отмеченных
зонах коэффициент/т будет возрастать. Поэтому следует ожидать, что в
области упругопластических деформаций он будет иметь минимальные
значения.
Точное положение минимума в настоящее время определить не удается,
так как неизвестны методы решения осесимметричных контактных задач
при упругопластических деформациях в зоне контакта шарового
индентора. Однако известно, что упругопластические деформации могут
быть реализованы в диапазоне следующих относительных внедрений:
(1 - >№ s A s 5 4 ° - rt™
Е R ’ Е
(4.54)
Анализ показывает, что в первом приближении можно предположить,
что/min будет иметь место при среднем арифметическом значении
А = эр 0 ~
R ’ Е
(4.55)
Подставляя (4.55) в формулу (4.50), получим выражение для минималь-
ного коэффициента внешнего трения для материалов, обладающих
высоким модулем упругости:
f ~ f + п о О И2) НВ
/тпшх /тмол 'л>'7 jg,
(4.56)
Поскольку второй член в формуле (4.56) обычно пренебрежимо мал по
сравнению сможно считать, что минимальное значение коэффициен-
та внешнего треиия для материалов, обладающих высоким модулем
упругости, совпадает со значением молекулярной составляющей
коэффициента внешнего трения.
Максимальный коэффициент внешнего трения при пластических
деформациях в зонах контактов микронеровностей будет иметь место в
тех случаях, когда две соседние контактирующие микронеровности влия-
ют друг на друга. При этом, как показано выше,рс ь 0,11НВ и коэффициент
внешнего трения
f = -X + р + 0,5Д|д,
тт“ нв р
(4.57)
где Д - комплексный параметр шероховатости поверхности (см. табл. 2.1).
Обозначим
Определение сил и коэффициентов
155
Р + 0,5Д1/2 = ф, (4.58)
тогда максимальный коэффициент
внешнего трения
--------------------__р
V 02
Рис. 4.12. Зависимость коэффициента
внешнего трения fr при пластическом
насыщенном контакте от параметра ф по
формуле (4.59) при/^щ, = 0,1
Апих р + Ф* (4.59)
В общем случае при изменении
контурного и фактического давления в
широком диапазоне в паре трения из
материалов, обладающих высоким
значением модуля упругости, коэффи-
циент внешнего трения при пластичес-
ком насыщенном контакте изменяется
в зависимости от параметра, ф так, как показано на рис. 4.12.
Минимум функции /т =• fih/R) обусловлен переходом от упругих
деформаций к пластическим, максимум расположен в зоне контурных
давлений, где проявляется взаимное влияние соседних контактных зон
микронеровностей. ~
На основании решения задачи теории пластичности при скольжении
шарового индентора по полупространству можно отметить, что внешнее
трение в зоне контакта микронеровности выполняется при условии:
‘ ". 0.S 1 -
R I НВ
(4.60)
Если это условие нарушается при пластическом ненасыщенном
контакте, то контурное давление рс, приводящее к этому нарушению,
считая v = 2,
( е V
0,125НВ j 6т,
ди ( НВ) '
(4.61)
При пластическом насыщенном контакте предельное контурное
давление следует вычислять по формуле
Л *
» I Ат
3-10‘2НВ—— 1 - —1
Л™ к НВ
2
(4.62)
Таким образом, как следует из основных положений молекулярно-
механической теории внешнего трения, на выполнение условий внешнего
156
Глава 4. Трение твердых тел
Рнс. 4.13. Зависимости коэффициенте
внешнего трении /т от нагрузки Р для
различных ияр трения без смазочного
материала:
1 - сталь по чугуну; 2 - порошковый
материал по чугуну; 3 - фрикционный
полимерный материал по чугуну
трения существенное влияние оказыва-
ет физико-химическое состояние по-
верхностей взаимодействующих твер-
дых тел, механические свойства менее
жесткого из взаимодействующих тел и
шероховатость поверхности более
жесткого твердого тела.
Как следует из проведенного ана-
лиза, в общем виде во многих реальных
случаях при сухом и граничном трении
коэффициент трения /т снижается с
ростом нагрузки Р (рис. 4.13), что
хорошо согласуется с основными поло-
жениями молекулярно-механической
теории внешнего трения.
Пример. Определить коэффициент внешнего
тренияподшипника скольжения. Вал изготовлен из закаленной стали 45 твердостью 52 HRC;
модуль упругости вала £в = 2,НО4 кгс/мм2 = 2.Н05 МПа. Рабочая поверхность вала
обработана круглым шлифованием. Подшипник имеет вкладыш, изготовленный из бронзы
БрОЦС6-6-3, твердостью 70 НВ, модуль упругости = 9-103 кгс/мм2 = 0,9-105 МПа,
поверхность треииа его обработана разверткой.
Более твердым из элементов трибосопряжения является стальной вал. Поэтому необходимо
определить параметры шероховатости его рабочей поверхности. По справочным таблицам
(см. "Справочник по триботехнике*1. Т. 1 / Под общ. ред. М. Хебды, А.В. Чичинадзе. М.:
Машиностроение, 1989. С. 104) находим применительно к данным условиям b - 0,6; v = 2;
комплексный параметр шероховатости поверхности А = 9,6-IO”2; Rj^ - 2,4 мкм; R - 10 мкм.
Подшипник работает в условиях граничной смазки (масло МС-20) при малой скорости
скольжения, ие вызывающей его нагрева. Радиальная нагрузка, действующая на вал, равна
Р = 10 кН (100 кгс). При таких условиях можно с большой надежностью и достоверностью
использовать в расчете исходные механические и геометрические характеристики подшипни-
ка.
Применительно к условиям работы (по тому же справочнику) находим молекулярную
составляющую коэффициента треиия /ы0П - 0,06 и среднее касательное напряжение в зоне
контакта ти = 4,2 кгс/мм2.
Для расчета коэффициента треиня необходимо зиать, какие деформации реализуются в
зонах контактов микронеровиостей и какова степень насыщенности контакта. Это будет
зависеть от максимальных нормальных напряжений (коитуриых давлений), возникающих в
зоне макрокоитактв.
Эти напряжения можно определить используя решение задачи теории упругости
И.Я. Штасрмаиа. Согласно приближенному решению, полученному М.Н. Добычиным,
максимальные нормальные напряжения в подшипнике
= оJ — + °.351.
(4.63)
где Оф - средние нормальные напряжения в диаметральном сечении вала; <р0 - половина
контактного угла.
Для заданного диаметра вала 80 мм при действующей иа него нагрузке ? = 1 кН имеем
Оф = 1,25кгс/мм2 = 12,5 МПа. Половина контактного угла
фа = 032
(4.64)
Определение сил и коэффициентов
157
где а’,Сцип- постоянные коэффициенты, зависящие от используемых в трибосопряжении
материалов;
п = 0,16^ * 0,554 = 0,16 0,3 + 0,554 = 0,6; = 0,3 - коэффициент Пуассона материала,
из которого сделан вкладыш;
- 4 а „’ил 01 п 4 (1-0 Л<Л+0 Q1 9* 10э
*-Л
л Ел Л 2,1-10*]
« = -Р.91Л = 100±21 . 02
0.05Е» 0,05-9-103
Подставляем необходимые величины в формулу (4.64):
* . 0>32 1*2^2Н ОД М . о.32.5>1.о135 = 0157.
\ 0,12 > V 1.2)
Тогда максимальные напряжения в зоне контакта ом будут иметь следующее значение,
учитывая, что = 1,25 кге/мм2: <
°т« = + 0,35 j = 2,1оф = 26 кге/мм’ = 260 МПа.
Определим вид деформаций в зонах контактов микронеровиостей. На основании формул
(4.55)-(4.58), а также учитывая, что при пластическом ненасыщенном контакте имеет место
соотношение
() 1Л
п I
НВ/
можно показать, что пластические деформации в Зоне контактов микронеровиостей будут
проходить при контурных давлениях
Р' « 3,5-10‘НВ . 245-10 * кге/мм’ 2,45 кПа.
Поскольку рс значительно меньше о^, в зоне контактов микронеровностей будут возни-
кать пластические деформации.
В соответствии с формулой (4.61) можно показать, что условия внешнего трения будут
нарушаться при
р, - 5,1 НВ = 357 кге/мм1 = 3570 МПв.
Полученное значение рс значительно выше средних нормальных напряжений оф =
- 1,25 кге/мм2 “ 12,5 МПа. Следовательно, работа подшипника осуществляется далеко от
порога внешнего трения, т.е. подшипник будет работать всегда в условиях виешиего трения.
Пластический насыщенный контакт может быть реализован при контурном давлении
pt = 0,21 НВ = 14,7 кге/мм1 = 147 МПа.
Сравнивая этотрезультат со средними нормальными напряжениями на контакте оф, мож-
но отметить, что детали подшипника будут взаимодействовать в условиях ненасыщенного
контакта.
Тогда коэффициент внешнего трения по (4.57)
/т = 0,06 + 0,06 = 0,12.
158
Глава 4. Трение твердых тел
Полученное значение коэффициента трения достаточно удовлетворительно совпадает со
значениями, наблюдаемыми на практике прн работе подшипников в условиях граничной
смазки.
4.5. ЗАВИСИМОСТЬ КОЭФФИЦИЕНТА ВНЕШНЕГО ТРЕНИЯ
ОТ ТЕМПЕРАТУРЫ ТВЕРДЫХ ТЕЛ
Приведенные выше формулы и соотношения для определения
коэффициента внешнего трения при упругих и пластических деформациях
в зонах контактов микронеровностей успешно применяются для таких
условий трения, когда температура поверхности трения и в объеме
элементов пары трения не приводит в процессе трения к существенным
изменениям физико-механических свойств материалов.
При значительном повышении температуры поверхности трения при
скольжении сначала на микроконтактах, а затем на макроконтактах
обычно реализуются пластические деформации. Кроме того, изменение
твердости НВ материала от температуры очень велико и обычно не
линейно. Существенное влияние температурный градиент оказывает так-
же на макро- и микроконтактах.
С учетом этих условий в первом приближении коэффициент внешнего
трения по Н.М. Михи ну можно определить так:
т
А- , (4.65)
hbJ
где к° и т - константы, зависящие от параметров шероховатое™
поверхностей трения и степени насыщенности контакта.
При ненасыщенном контакте к° = v(v - 1)к|Д*'2 и т = 1/2м, при
насыщенном контакте к° - 0,9Д1/2 и т = 0,5.
Как показали А.В. Чичинадзе и М.А. Мамхегов, на параметры
шероховатости поверхности более жесткого элемента пары трения
температура взаимодействующих тел оказывает незначительное влияние.
Поэтому можно считать к°ит постоянными коэффициентами для каждого
состояния насыщения контакта.
Из анализа формулы (4.65) следует, что температура по-разному влияет
на молекулярную и деформационную составляющие коэффициента
внешнего трения. Молекулярная составляющая коэффициента трения
зависит от средних касательных напряжений, обусловленных межатомным
и межмолекулярным взаимодействием на границе раздела контактирующих
твердых тел. Энергоемкость, а следовательно, прочность связей, образую-
щихся между взаимодействующими частицами, уменьшаются при
увеличении температуры. Причем на величину касательных напряжений
влияют поверхностная температура и градиент температуры в тонких
поверхностных слоях.
Изменение температуры взаимодействующих тел приводит к изменению
фрикционных параметров т0 и р и твердости этих тел. В общем виде эти
Зависимость от температуры
159
Рнс. 4,14. Качествениыехаракгерястнкн зависи-
мости коэффициенте внешнего трения от
максимальной температуры дискретной повер-
хности трения Фщах для пары трения (фрикцион-
ный полимерный материал (ФПМ) по легиро-
ванному чугуну 4НМХ при различных номи-
нальных давлениях ра = const и возрастающей
ступенями скорости скольжения = гаг)
изменения нелинейные. Обычно
материал, используемый для изго-
товления более мягкого из взаимо-
действующих твердых тел, являет-
ся легкоплавким, а следовательно,
его твердость больше изменяется
с температурой.
Таким образом, температура
оказывает очень существенное
воздействие на образование нена-
сыщенного и насыщенного фрик-
ционного контакта. Даже при
малых нагрузках Р, но высоких
скоростях скольжения vCK, благо-
даря реализуемой высокой'удель-
ной мощности трения Nr -
возникающее температурное поле
на поверхности трения приводит
к значительному снижению твер-
дости НВ для большинства мате-
риалов, что может создать условие
перехода от ненасыщенного контакта к насыщенному, при температурах,
близких к температуре плавления материалов.
В обобщенном виде зависимость от максимальной температуры
поверхности трения 0гаах представлена на рис. 4.14. Зависимости от 0тах
и интегральной линейной интенсивность изнашивания / от йтах получили
название фрикционной теплостойкости. Фрикционная теплостойкость
является наиболее представительной характеристикой пар трения при
внешнем трении, так как в ней количественно и качественно учитывается
влияние давления, скорости скольжения, продолжительности трения через
такую интегральную характеристику, как максимальная температура
поверхности трения, которая является функцией реализуемой мощности
и работы сил трения при определенной микро- и макрогеометрии контакта
и воздействии окружающей среды. Максимальная температура поверхнос-
ти трения в соответствии с гипотезой суммирования температур и теорией
тепловой динамики трения и износа по А.В. Чичинадзе определяется из
соотношения
fl = Ал + fl* + fl
max 0 а, с ваз ’
где - начальная температура пары трения; - средняя температура
номинального (или контурного) контакта; 0всп - температурная вспышка
на реальном фактическом пятне контакта.
160
Глава 4. Трение твердых тел
4.6. ВЛИЯНИЕ КОНСТРУКЦИИ УЗЛА ТРЕНИЯ
НА КОЭФФИЦИЕНТ ВНЕШНЕГО ТРЕНИЯ
Конструкция узла трения существенно влияет на силу и коэффициент
трения. В связи с этим номинальная Аа, контурная Ас и фактическая
площади трения Аг, коэффициент взаимного перекрытия Каз, форма и
размеры контактирующих элементов, их жесткость и эластичность
выделяются в число основных параметров, определяющих трение (а также
изнашивание), наравне с режимом трения и свойствами триботехнических
материалов.
Как известно, площадь фактического контакта Аг определяет
коэффициент трения fT, но вместе с тем при заданном номинальном
давлении ра является функцией контурной Ас и номинальной площади
трения Аа с учетом характеристик шероховатости и волнистости
поверхности трения. Например, по данным И.В. Крагельского и др., для
многих материалов при изменении Лаот 1 до 100 см2 коэффициент трения
изменяется в 1,5 - 2 раза.
Уменьшение общей конструктивной жесткости макроконтакта
элементов пары трения приводит при прочих равных условиях к
возрастанию коэффициента трения вследствие возрастания контурной Ас
и фактической Аг площади касания. По рекомендации И.В. Крагельского
для ряда фрикционных узлов реальное снижение жесткости элементов пары
трения достигается разбиением общей номинальной площади Аа на
отдельные, самостоятельно нагруженные элементы.
Важной конструктивной характеристикой узла треиия является
коэффициент взаимного перекрытия, предложенный А.В. Чичинадзе,
(4.66)
где А„' - номинальная площадь трения первого элемента; А^ - то же,
второго элемента (A^iAJ.
Установлено, что форма, размеры узла трения и величина Квз
существенно влияют на все три взаимосвязанных этапа первой триады
внешнего трения И.В. Крагельского. Особенно это относится к влиянию
и действию окружающей среды (газовой и жидкой) на фрикционный
контакт, что неизменно приводит к изменению физико-химических и
механических свойств поверхности трения и далее, естественно, к
изменению коэффициента трения и интенсивности изнашивания.
Большое влияние на силу и коэффициент трения оказывают продукты
износа и их нахождение или удаление с поверхности треиия. Как показали
многочисленные исследования, при трении полимерных материалов в паре
с металлами удаление частиц износа нз зоны трения снижает коэффициент
трения иа 15...20 %, а износ - в несколько десятков раз.
Зависимость от скорости скольжения
161
4.7. ОБОБЩЕННАЯ ЗАВИСИМОСТЬ КОЭФФИЦИЕНТА
ВНЕШНЕГО ТРЕНИЯ ОТ СКОРОСТИ СКОЛЬЖЕНИЯ
На основании многолетней работы, которая проводилась в ИМАШе
им. А. А. Благонравова под руководством И.В. Крагельского и В.С. Щедро-
ва, при изучении диссипации энергии на фрикционном контакте разнои-
менных и одноименных пар трения при сухом трении и граничной смазке
была получена обобщенная зависимость коэффициента трения /т от
скорости скольжения vCK при фиксированных значениях номинального
давления ра на поверхностях трения:
А = (а + + d, (4.67)
где а, Ь, с, d-параметры, характеризующие режимы внешнего трения в
соответствии с триадой A.Bt. Чичинадзе.
Параметр а зависит от физико-химических свойств материалов пары
трения. Он увеличивается с возрастанием модуля упругости, скорости
релаксации напряжений и шероховатости поверхности трения. Параметр
b зависит от вязкопластичных свойств материалов, а параметр с является
произведением декремента затухания колебаний на коэффициент вязкости
контактных слоев. Параметры b и с зависят от давления на контакте.
Обычно с ростом давления вязкость на контакте возрастает. Параметр d
характеризует влияние конструкции пары трения (в частности, Квз) и
режима трения.
Параметры а, Ь, с и d в формуле (4.67) определяются из экспериментов
(модельных и натурных), при которых получают зависимость /т от
ступенчато изменяющейся скорости скольжения vCK при различных
фиксированных номинальных давленияхра. В частности, параметры а, Ь,
end легко могут быть определены при модельных испытаниях на
фрикционную теплостойкость.
Существенным недостатком формулы (4.67) является невозможность
предварительного учета влияния давления, размера поверхностей трения,
сложность численного определения параметров а, Ь, с и d, существенно
зависящих от температуры и всего комплекса процессов физико-химичес-
кой механики при трении. Для вычисления параметров а, Ь, с и d
составляется система из четырех уравнений с различными значениями vCK
Следует отметить, что изменение vCK и ра, т.е. изменение заданной
удельной мощности трения = vCK ра неизбежно приводит к измене-
нию процессов выделения и передачи теплоты при треиии.
Экспериментально установлено, что для материалов, обладающих
сравнительно упругими свойствами при мало изменяющейся максимальной
температуре поверхности трения, коэффициент внешнего трения /т
практически не зависит от vCK. В то же время при несовершенных упругих
свойствах материалов с возрастанием vCK функция/т =f(yQK) при ра = const
162
Глава 4. Трение твердых тел
переходит через максимум и далее может иметь минимум. Максимум/ттах
расположен в зоне скоростей vCK, при которых реализуются наибольшие
гистерезисные потери.
Необходимо отметить, что vCK может влиять на величину /т через
скорость распространения пластической деформации. При ра = const
увеличение vCK приводит к локализации пластической деформации в
тонком поверхностном слое и/т снижается.
Очень важен аспект влияния vCK на температуру в зоне трения. Так,
температурная вспышка зависит от а средняя температура на
номинальной (или контурной) поверхности трения и объемная
температура 0определяются скоростью скольжения
Вследствие повышения температуры с ростом vCK происходит измене-
ние (обычно снижение) прочности контактирующих материалов, характера
адгезионных связей между ними и прочности защитных пленок (обычно
оксидных или граничных) на поверхности трения. Эксперименты показали,
что при малых vCK и больших ра на поверхности трения не успевает
образоваться защитная оксидная пленка, процесс упругой и пластической
деформации на микроконтактах может перейти к процессам микрорезания
и даже к адгезионному схватыванию, что обусловливает резкое возраста-
ние /т и интенсивности изнашивания Ih.
В то же время с увеличением vCK при ра = const происходит, как было
отмечено выше, рост температуры, снижение молекулярной прочности
фрикционных связей с локализацией пластических деформаций в тонком
поверхностном слое, которые приводят к выглаживанию поверхности
трения, уменьшению ее шероховатости и снижению/т. Такова картина
процессов физико-химической механики трения твердых тел при изменении
vckhAt
4.8. ДИНАМИЧЕСКИЕ ПРОЦЕССЫ ПРИ ТРЕНИИ
При относительном скольжении твердых тел осуществляется динамичес-
кое взаимодействие шероховатостей контактирующих поверхностей,
приводящее к деформированию с выделением теплоты. Эти процессы по-
разному протекают при наличии различных сред между контактирующими
поверхностями, которые могут оказывать существенное влияние на силы
трения FT между шероховатостями и на физико-химические процессы в
самой среде.
Процесс трения скольжения весьма сложен и его описание с учетом всех
сопутствующих ему явлений весьма затруднено. Учитывая, что определяю-
щим процессом формирования сил трения является деформирование
шероховатостей при их соударении, характеризуемое реологическими
свойствами материалов (упругими и диссинационными), относительное
скольжение твердых тел будем рассматривать ниже при неизменных
законах молекулярного взаимодействия поверхностных сил.
Динамические процессы при трении
163
Результаты исследований процессов трения скольжения в таких
условиях приведены ниже.
4.8.1. ДИНАМИЧЕСКИЕ ПРОЦЕССЫ ПРИ СКОЛЬЖЕНИИ
ТВЕРДЫХ ТЕЛ БЕЗ СМАЗОЧНОГО МАТЕРИАЛА
Процесс относительного скольжения твердых тел всегда сопровождается
ударным взаимодействием выступов, расположенных на шероховатых
поверхностях. При определенных скоростях скольжения такое взаимо-
действие может приводить к вибрациям в нормальном к поверхностям
трения направлении. Исследование вибраций при скольжении началось
в 1940 г. с работ А.С. Ахматова. В.А. Кудинов в 1960 г. установил, что при
скольжении поверхностей твердых тел возникают вибрации, которые
являются причиной изменения силы трения FT в зависимости от скорости
скольжения vCK. Это явление было подтверждено в 1961 г. Д.М. Толстым
прямыми интерферометрическими измерениями, которые впервые выявили
эффект снижения силы трения Fr вследствие динамического взаимодействия
микрошероховатостей в нормальном к поверхностям направлении. В
экспериментах Д.М. Толстого подскоки ползуна в нормальном направле-
нии к поверхности трения при скольжении составляли 0,15...0,6 мкм.
Многочисленные исследования различных авторов показали, что на
трение при скольжении могут существенное влияние оказывать внешние
вибрации.
Рассмотрим динамические процессы, возникающие при скольжении тел,
на которые не будут накладываться внешние вибрационные воздействия.
Для этой цели Ф.Р. Геккером и С.И. Хайралиевым была разработана
динамическая модель трибометра ГП (горизонтальная плоскость),
используемого при исследованиях в ИМАШе РАН (рис. 4.15). Абсолютно
жесткий ползун массой т упруго закреплен в горизонтальном направлении
при помощи элемента, имеющего жесткость с и коэффициент диссипации
Ь. Точечное контактное взаимодействие ползуна с движущимся основани-
ем, имеющим гармонический профиль, моделируется двумя реологически-
ми моделями Кельвина - Фойгта с упругодиссипирующими характеристи-
ками сх, Ьх в горизонтальном направлении и сг, bz в вертикальном
направлении. Гармонический профиль основания моделирует регулярную
шероховатую поверхность трения. Система уравнений движения ползуна
имеет вид
тх + bx + Ьх(х - х0) + сх + сх(х - х0) = 0;
+ bx(z - i0) + c/z - z0) = -P\
(4.68)
6x(x0 - x) + cx(xQ - x) = -FT;
6z(fo _ *) + c,(zo ~ 2) = N.
164
Глава 4. Трение твердых тел
Система четырех уравнений
(4.68) не позволяет определить
шесть неизвестных х, z, xQ, z0, FT
и У. Здесь FT и У - соот-
ветственно горизонтальная и
вертикальная составляющая
реакции в точечном контакте.
Два недостающих уравнения
получаются из рассмотрения
индивидуальных особенностей
каждого из трех возможных эта-
пов движения ползуна: относи-
тельного покоя контактирующей
точки и движущегося профиля,
Рис. 4.15. Динамическая модель трибометра ГП
их относительного скольжения и
движения при отсутствии контакта (полет ползуна).
На этапе относительного покоя выполняются три кинематических
условия: х0 - x0(Tq) + v(r - г0), z0 = z0(1q), = v (здесь v - скорость движения
основания; <0-время начала этапа). Условиями существования относитель-
ного покоя являются два силовых неравенства: FT < N > 0.
На этапе относительного скольжения выполняются силовые и
кинематические условия:
z0 = asin-^fro - v/);
(4.69)
FT=f„N,
(4.70)
где а и L - соответственно амплитуда и период гармонического профиля
движущегося основания.
Предполагаем, что коэффициент трения/та в контакте упругодеформи-
руемой едини чной шероховатости с основанием (молекулярная составляю-
щая описывается формулой Б.В. Дерягина, а деформации шероховатостей
определяются по формуле Г. Герца)
= D^N-m + р,
(4.71)
где D - параметр, характеризующий конструктивные особенности
контакта;т0-сдвиговая прочность молекулярных связей; р-коэффициент,
характеризующий пьезоэффект.
Условием существования этого этапа является х0 * v, N> 0.
Этап движения без контакта поверхностей трения - полет ползуна над
движущимся основанием. В этом случае в контакте силы равны нулю, т.е.
У=0иГт = 0.
Динамические процессы при трении
165
Рис. 4.16. Три характерных режима движения ползуна fa
г0 - траектории точек системы; Л, Р- нормальные силы,
развиваемые в контакте ползуна с профилем движущегося
основания при следующих режимах):
а - v = 0,01 м/с, b = 0; б - v - 0,2 м/с, b = 2 кН-с/м; в - v =
= 0,5 м/с, 6 = 12 кН-с/м
Решение поставленной задачи сводилось к численному поэтапному
решению системы уравнений (4.68) с учетом условий существования
движения на отдельных этапах.
Параметры примера расчета динамических процессов, протекающих
в системе, представленной на рис. 4.15, имели следующие неизменные
значения: а = 0,5-10-5 м; L = 0,1-10"3 м; т = 1 кг; с = 0,5-10* Н/м; с =
= 0,1-109 Н/м; bx = 5-Ю4 Н-с/м; сг = 0,75-108 Н/м; Ьг = 2-Ю4 Н-с/м; £>т0 =
= 0,93 Н1/3, р = 0,08. Варьируемые параметры динамической модели
менялись в пределах Р = 0...500 Н; b = 0...1220 Н/с; v - 0.1-10-2... 1 м/с.
Из результатов расчетов при весьма малых скоростях движения
основания (мм/с) следовало, что ползун отслеживает профиль волнообраз-
ного основания. Нор-
мальная реакция W рав-
нялась силе прижима Р.
На рис. 4.16 для трех
характерных режимов
движения основания изо-
бражены: на верхних
графиках траектории
движения ползуна (тон-
кие сплошные линии) и
безмассовой точки, вхо-
дящей в контакт с дви-
жущимся основанием
(штриховые линии);
сплошные жирные линии
соответствуют положе-
нию гармонического
профиля основания в те
же моменты времени,
что и движение ползуна.
На нижних графиках
представлены кривые
нормальных сил N, раз-
виваемых на контакте
при вертикальном дви-
жении ползуна. На этих
графиках штриховая ли-
ния соответствует силе
Р, прижимающей ползун
к основанию. Здесь по
горизонтальной оси от-
ложено перемещение
ползуна относительно
основания (V/ - х0).
166
Глава 4. Трение твердых тел
Рис. 4.17. Сдвигающие силы Т, развиваемые в
системе закреплении ползуна на трех режимах
движения основании:
а - V = 0,01 м/с, b = 0; 6 - v = 0,2 м/с (/ - b =
= 2 кН'С/м; 2—b = 12 кН с/м); s - v = 0,5 м/с; Ь =
= 12кН-с/м
На рис. 4.17 представлены
графики изменения силы Т = сх
в упругом элементе системы
измерения сдвигающей силы в
зависимости от безразмерного
времени т = vt/L.
На скорости v = 0,01 м/с
(рис. 4.16, а) появляются крат-
ковременные отрывы ползуна от
основания, которые приводят к
повышению нормальной реак-
ции на этапе скольжения, что
в соответствии с зависимостью
(4.71) связано с уменьшением fr.
При увеличении силы Р и b = 0
на этом режиме возникают коле-
бания ползуна в горизонтальном
направлении с появлением эта-
пов относительного покоя
(рис. 4.16, а и 4.17, а), которые
отмечены на рисунках точками
А и В. Такие колебания принято
называть фрикционными автоко-
лебаниями релаксационного типа.
Введение демпфирования b > 0
или снижение силы Р приводит
к исчезновению этапов относительного покоя.
На скорости v = 0,14 м/с при совпадении частоты кинематического
возбуждения ползуна с собственной частотой колебаний (рг = 1,35-103 Гц)
в нормальном направлении к основанию имеет место резонанс, при
котором доля этапа движения ползуна без контакта безмассовой точки с
основанием становится значительной. Наибольшее значение отскоков
достигается на скорости, несколько превышающей резонансную. При v =
= 0,2 м/с ползун соударяется лишь с каждой восьмой волной синусоидой
основания (рис. 4.16, б). В этом случае на этапе скольжения нормальная
сила W в контакте на порядок превосходит силу Р прижима ползуна и
минимум значения/тк в соответствии с зависимостью (4.71) имеет место
именно при этой скорости. На этой скорости горизонтальные колебания
ползуна (рис. 4.17,0 по форме приближаются к гармоническим с периодом,
независящим от уровня демпфирования Ь. Такие колебания ползуна
называются квазигармоническими фрикционными автоколебаниями. Час-
тота этих колебаний соответствует собственной частоте колебаний ползуна
в горизонтальном направлении (рг = 1,1102Гц).
При дальнейшем увеличении скорости v отскоки ползуна уменьшаются.
На скорости v = 0,5 м/с при Р = 500 Н уже каждая волна синусоиды
Динамические процессы при трении
167
профиля некоторое время контактирует
с ползуном (рис. 4.16, в), сила N не-
сколько снижется, а/^ увеличивается.
На этих режимах амплитуда колебаний
ползуна в горизонтальном направлении
существенно уменьшается.
При последующем увеличении ско-
рости v все меньшая часть волн контак-
тирует с безмассовой точкой. Все отме-
ченное приводит к увеличению нор-
мальной силы и в соответствии с
Рис. 4.18. Расчетные зависимости коэф-
фициента трения скольжения единичной
неровности fr от скорости движения
основания т при двух нагрузках:
/ - Р = 250 Н; 2-Р = 500 Н
формулой (4.17) - к уменьшению коэф-
фициента трения/та в контакте.
При снятии фрикционных характеристик пар трения на машинах трения
в большинстве случаев наблюдаются колебания в силоизмерительном
устройстве, которые обычно Снижают введением демпфирующего элемен-
та Ь. Обычно за силу трения Гт принимают среднее значение упругой
составляющей Т (штриховые линии). Исходя из этого, в данной задаче
коэффициент трения может быть определен по формуле/т = Т/Р. После
обработки таким образом трафиков, аналогичных представленным,
построены зависимости для/т (рис. 4.18).
Таким образом, коэффициент трения скольжения /т ползуна по
основанию зависит не только от нагрузки Р, но и от скорости скольжения
Анализ режимов колебаний, полученных на разных скоростях v
движения основания, позволяет выявить причину этого явления. При
весьма малых скоростях контактирующая точка полностью отслеживает
профиль движущегося основания: нормальная реакций ^ = Р,/п = /т.
Минимум на рис. 4.18 соответствует режимам, при которых частота
кинематического возбуждения со стороны основания совпадает с
собственной частотой колебаний ползуна в нормальном направлении к
движению основания (резонансная скорость). На этом режиме контактиру-
ющая точка отрывается от профиля основания и достаточно большой путь
по сравнению с длиной L волны основания проходит в полете. Наконец,
при увеличении скорости v прекращаются отскоки контактирующей точки,
и значительное время она взаимодействует с движущимся профилем
основания. При дальнейшем увеличении v активно реализуются реологи-
ческие особенности модели Кельвина - Фойгта, время контактирования
уменьшается и происходит всплывание ползуна, приводящее к уменьшению
силы (коэффициента) трения, т.е. реализуется эффект Д.М. Толстого,
приводящий к резкому снижению силы трения.
Из рис. 4.18 также следует, что с увеличением усилия Р прижатия
ползуна к основанию максимум коэффициентов трения/тп1ах смещается
в область более низких скоростей движения основания. Это вызвано тем,
что увеличение нормальной нагрузки Р способствует уменьшению
подскоков ползуна при меньших скоростях v.
168
Глава 4. Трение твердых тел
Рнс. 4.19. Модель лабораторной установки
для испытании пар трения
Проведенные расчеты показали,
что при больших скоростях v движе-
ния основания ползун вследствие
своей инерционности на заданном
установившемся режиме, отклонив-
шись в направлении х и z на какие-то
величины, не совершает колебаний,
т.е. z = const и х = const. Это позволя-
ет при рассмотрении его движений в
системе уравнений (4.68) принять
z = X = 0, тогда решение задачи о
движении ползуна упростится.
Учитывая отмеченные обсто-
ятельства, Ф.Р. Геккер и С.И. Хай-
ралиев рассмотрели динамические
процессы в модели лабораторной
установки (рис. 4.19) для испытания пар трения, состоящей из движущегося
абсолютного твердого основания и податливой фрикционной накладки,
закрепленной на ползуне. Ползун в горизонтальном направлении так же
как и ранее (см. рис. 4.15) фиксировался с помощью у пругодиссипационно-
го элемента (силоизмерителя), имеющего жесткость с и диссипационную
характеристику, определяемую коэффициентом Ь. Основание движется с
постоянной скоростью vCK. Ползун прижат к основанию силой Р. Шеро-
ховатости основания имеют регулярный гармонический характер с
параметрами а и L. Шероховатости накладки представляются равномерно
распределенным по длине набором стержней одинаковой длины,
реологические свойства которых в нормальном направлении представляют-
ся моделью Кельвина - Фойгта с коэффициентами сг и bz. В горизонталь-
ном направлении стержни принимаются абсолютно жесткими (на
возможность такого допущения указывали И.В. Крагельский и его
ученики).
Координаты х и z определяют положение ползуна. При решении
предполагалось, что на установившемся режиме движения колебания
ползуна как в горизонтальном, так и в вертикальном направлении
отсутствуют. Предполагалось также, что деформации материала в
нормальном направлении к поверхности трения упругие, а следовательно,
на единичном пятне контакта справедлива зависимость (4.71), описываю-
щая действие молекулярных сил в касательном к поверхности трения
направлении.
Изложенные выше допущения позволили решить поставленную задачу
в замкнутой форме с периодом Т = L/vCK, припасовывая решения на
границах контакта 12. Полученные решения представлены зависимостями
коэффициента трения/т (рис. 4.20) и безразмерного "всплытия" ползуна
в вертикальном направлении z/а (рис. 4.21). Под "всплытием" понимается
подъем ползуна с увеличением скорости скольжения в пределах статическо-
Динамические процессы при тренин
169
Рнс. 4.20. Зависимости коэффициента трения
скольжения /т ползуна с множественным
контактом от скорости движения основания
v, полученные расчетом по модели (см.
рнс. 4.18), для шести видов контакта:
/ - с2 = 5 кН/м; Ь2 = 0,01 Н-с/м; а = 10 мкм;
2 - с2 = 5 кН/м; Ь2 = 0,05 Н-с/м; а = 10 мкм;
3-с2 = 100 МН/м; Ь2 = 0,01 Н-с/м; а, = 10 мкм;
4 - с, = 100 кН/м; Ь2 = 0,05 Н-с/м; ар 10 мкм;
5- сг = 5 кН/м; Ь2 = 0,01 Н-с/м; а ₽ 40 мкм;
6 - сг = 5 кН/м; Ь2 = 0,05 Н с/м; а - 40 мкм
Рис. 4.21. Завнснмостн относительного
значения "всплытия" ползуна в вертикаль-
ном направлении z/a в зависимости от ско-
рости движения основания, рассчитанная
по модели (рнс. 4Л8) для шести видов кон-
такта (7, 2, 3, 4,5,6- см. рнс. 4.20)
го сжатия шероховатостей контактирующих тел. При этом с увеличением
скорости скольжения коэффициент трения, что зафиксировано в большом
количестве экспериментов.
Рассмотренные выше явления связаны с тем, что с увеличением скорости
скольжения vCK увеличивается диссипационная составляющая, определяе-
мая коэффициентом Ь2, а следовательно, для уравновешивания вертикаль-
ной нагрузки Р должен разгрузиться упругий элемент с жесткостью с2. Это
приведет к отжатию ползуна z/a и уменьшению фазы контактирования
(/2 - 1\), т.е. к уменьшению числа контактирующих стерженьков и, как
следствие, к уменьшению суммарной силы трения и коэффициента трения
при той же нагрузке Р.
Анализ кривых, представленных на рис. 4.20 и 4.21, показывает, что
увеличение жесткости контакта с2 и амплитуды шероховатости а
обусловливает уменьшение коэффициента трения при сохранении общего
характера кривых.
Таким образом, характеристиками трения при скольжении шероховатых
поверхностей являются как зависимость коэффициента трения от скорости
/т =./(vCK), так и зависимость "всплытия" поверхностей трения от скорости
z/a - <p(vCK). Обе эти зависимости определяются молекулярным взаимо-
действием контактирующих пар трения, т.е. законом трения (4.71),
геометрией шероховатых поверхностей и реологическими свойствами
поверхностных слоев тел и промежуточных сред ("третьего тела"). Следует
отметить, что до настоящего времени отсутствует надежная методика
получения экспериментальным путем зависимости "всплытия" поверхнос-
тей трения от скорости, z/a = <p(vCK). Зависимость fr =f(y^ при различных
нагрузках может быть получена на машинах трения.
170
Глава 4. Трение твердых тел
4.8.2. ВЛИЯНИЕ ВНЕШНИХ ВИБРАЦИЙ НА ПРОЦЕСС ТРЕНИЯ
Как было показано в предыдущем разделе, динамическое взаимо-
действие шероховатостей при скольжении является одним из определяющих
процессов при формировании сил трения скольжения. Естественно, что
если будут наложены внешние динамические воздействия на узел трения,
то это окажет влияние на процесс трения. Рассмотрим результаты
некоторых исследований в этом направлении.
Работа современных машин обычно сопровождается колебаниями той
или иной интенсивности, являющимися следствием условий эксплуатации
или несовершенства конструкций. Диапазон частот колебаний, возникаю-
щих при работе машин, весьма широк - от долей до десятков тысяч герц.
Амплитуды этих колебаний существенно зависят от жесткости узлов
машин, характера их крепления на фундаменте. Обычно амплитуды
колебаний с увеличением частоты уменьшаются. Наибольшие амплитуды
характерны для низкочастотных колебаний. При неравномерном ходе
машин амплитуды колебаний достигают 200...400 мкм.
Известно, что при наличии вибраций ослабевает затяжка резьбовых
соединений, утрачиваются самоторможение червячных передач, смещаются
грузы по слабонаклонной поверхности, нарушается устойчивость
насыпных дамб при землетрясении, снижается сопротивление скольжению
подвижных соединений узлов машин и др.
В.Л. Вейц в 1966 г. исследовал влияние низкочастотных вибраций
(15...35 Гц) на силу трения покоя. Процесс формирования сил трения покоя
под действием вибраций получил название виброподготовки. В результате
проведенных экспериментов было установлено, что в зависимости от
направленности вибраций, их уровня и длительности виброподготовки
формировалась различная предельная сила трения покоя F^. Эксперимен-
ты показали, что вибрационные воздействия как в нормальном направле-
нии к поверхностям трения, так и в касательном в пределах предваритель-
ного смещения увеличивают силу трения покоя.
Изменения характеристик трения покоя под влиянием направленных
вибраций можно объяснить изменением фактической площади контакта
и взаимным внедрением микронеровиостей, сопровождающимся упруго-
пластическими деформациями.
Эксперименты по исследованию сил сопротивления скольжения тел под
действием вибраций показали, что они зависят от их направления.
Влияние нормальных к плоскости скольжения сейсмических вибраций
на сопротивление движению поверхностей трения. На рис. 4.22 приведены
результаты, полученные Б.В. Будановым, В.А. Кудиновым и Д.М. Толстым
(в 1980 г.) - зависимости сдвигающей ползун силы Тот частоты нормаль-
ных вибраций V. При экспериментах ползун перемещался по направляю-
щей, закрепленной на вибростенде. Подвижная часть вибростенда вместе
с направляющей совершали гармонические колебания с постоянной
амплитудой. В процессе экспериментов масса ползуна не изменялась, а
Динамические процессы при трении
171
Рис. 4.22. Зависимость силы сопротивления Т
движению от частоты колебаний в Направлении,
нормальном к поверхности трения*
/-/>= 30Н;2-Р= 40Н;5- 100 Н
Рис. 4.23. Динамическая модель ползуна на
направляющей, колеблющейся в горизон-
тальной плоскости (л< - масса ползуна; с —
жесткость троса; х, X] - перемещения
соотаетстаеино ползуна н конца троса,
связанного с приводом, который обеспечи-
вает постоянство скорости, = v = consi)
изменялась сила его прижатия Р. Из рассмотрения кривых следует, что
минимумы сдвигающей силы Т, сопротивления движению ползуна, близки
по частотам к собственным частотамр2 ползуна в нормальном направле-
нии, определяемым его массой m и контактной жесткостью сг (рг - Jcjm),
причемс увеличением контактной жесткости сг минимумы представленных
на рисунке кривых смещаются в область высоких частот, что соответствует
переходу на более крутой участок упругой нелинейной жесткой характерис-
тики шероховатостей в нормальном направлении к поверхностям трения.
В работе Ф.Р. Геккера (в 1976 г.) на модели исследовалось влияние
скольжения ползуна на процесс трения (рис. 4.23). Направляющая ползуна
перемещалась по гармоническому закону 5 = ccos(gh + а). Сила трения,
развиваемая в контакте, при скольжении FT = A^sgn(X - £). Здесь У = mg,
т.е. определялась весом ползуна.
В общем случае движение ползуна состояло из этапов относительного
скольжения и относительного покоя поверхностей трения. Движение
ползуна на этапе относительного скольжения поверхностей трения
описывалось уравнением
+ /Tysgn(x - £) + с(х - х,) = 0. (4.72)
Условие существования движения на этом этапе определялось
выражением
х - j > 0. (4.73)
Условие существования движения на этапе относительного покоя
172
Глава 4. Трение твердых тел
Рнс. 4.24. Зависимости силы натяжении троса
от времени*.
1 - v = 2,67-10—2 м/с, о = 43,3 с-1, к = 1,05; 2 -
v = 2,97-Ю'2 м/с; о = 30,71 с-1, к = 2
Условие существования движе-
ния на этапе относительного покоя
1Лп£| > I* + Р\х - х,)|, (4.74)
где/тп = к/т - коэффициент трения
покоя; к - величина превышения
силы трения покоя над силой трения
скольжения;р-собственная частота
колебаний массы в продольном
направлении.
Решение задачи велось в замкну-
той форме.
В результате решений получены
зависимости изменения силы натя-
жения троса Т по времени 1, аналогичные представленным на рис. 4.24.
Здесь горизонтальная штриховая линия соответствует силе натяжения
троса при отсутствии вибраций направляющей: Т=f^ng. Из рассмотрения
кривых следует, что в зависимости от параметров системы и режимов
движения сила натяжения троса Т может снижаться до нуля и превышать
более чем в 2 раза силу Упри отсутствии вибрации. Эти результаты хорошо
согласуются с экспериментами, проведенными В.А. Федорчуком.
4.8.3. ФРИКЦИОННЫЕ АВТОКОЛЕБАНИЯ И УСТОЙЧИВОСТЬ
СКОЛЬЖЕНИЯ ПРИ ТРЕНИИ ТВЕРДЫХ ТЕЛ
Фрикционные автоколебания. В природе и технике часто возникают
автоколебания, вызванные трением. Они приводят к появлению скрипов,
которые сопровождают движение при контактировании поверхностей
трения (шелест листвы, скрип колес трамвая на поворотах, шарканье обуви
при ходьбе, движение смычка по струнам и др.). В ряде случаев фрикцион-
ные автоколебания приводят к нарушению нормальной работы машин,
их поломке или ускоренному изнашиванию поверхностей трения. Они
возникают при включении автомобильных и тракторных сцеплений, при
торможении объектов, в силовых передачах локомотивов при взаимо-
действии колесной пары с рельсом. Они препятствуют равномерному
движению суппортов металлорежущих станков, соприкасающихся частей
измерительных приборов, следящих устройств и других узлов машин.
Для возникновения фрикционных автоколебаний необходимы усло-
вия, присущие автоколебательным системам. Этим условиям соответствует
наличие в системе источника энергии неколебательного характера,
колебательной системы, клапанного механизма, подающего порциями
энергию в колебательную систему, и обратной связи.
Динамические процессы при трении
173
Рассмотрим механизм возникнове-
ния фрикционных автоколебаний на
модели Ван-дер-Поля (рис. 4.25). Беско-
нечная лента движется с постоянной
скоростью V. На ленте установлено тело
массой т, удерживаемое пружинами
общей жесткостью с. Под действием
собственного веса тело прижимается к
ленте. Между телом и лентой при отно-
сительном скольжении возникает сила
трения FT и тело увлекается лентой при
ее движении. Этому движению пре-
пятствуют пружины, которые при
Рис. 4.25. Динамическая модель Ван-дер-
Поля для демонстрапнн фрикционных
автоколебаний
определенных силовых условиях срывают тело с ленты и возвращают его
в исходное положение. После срыва тело колеблется с собственной
частотой системы рх = jc/m !
При движении тела влево оно по инерции проходит то положение, в
котором пружина не нагружена; продолжая движение в том же направле-
нии, тело сжимает левую пружину, растягивая правую, а затем, достигнув
крайнего левого положения,‘под действием пружин начинает двигаться
с ускорением вправо, т.е. в ту же сторону, что и лента. В какой-то момент
времени скорости тела и ленты сравниваются и они начинают двигаться
вместе до следующего срыва, затем процесс повторяется. В рассмотренном
случае движение системы при фрикционных автоколебаниях включает
этапы относительного скольжения и относительного покоя поверхностей
трения тела и ленты.
В соответствии с общей классификацией элементов автоколебательных
систем в этой модели источником энергии является двигатель, приводящий
ленту в движение; колебательная система включает массу тела и пружины.
Роль клапанного устройства, подающего порциями энергию в колебатель-
ную систему, выполняют контактирующие поверхности, имеющие
нелинейную зависимость силы трения от скорости скольжения. Указанная
зависимость определяет либо движение тела с лентой, либо его проскальзы-
вание относительно ленты. Обратной связью в этой системе являются
пружины, которые в определенном положении (при определенном значении
упругой силы) срывают тело и оно начинает скользить.
При рассмотрении колебаний систем, вызванных трением, установле-
но, что, как отмечалось выше, возможны режимы движения с длительными
остановками поверхностей трения, которые называют релаксационными
автоколебаниями и режимы движения с мгновенными остановками,
которые принято называть квазигармоническими фрикционными автоколеба-
ниями. Релаксационные автоколебания, возникающие в системах с трением,
обычно далеки по форме от гармонических колебаний; квазигармонические
фрикционные автоколебания по частоте равны собственным частотам, а
174
Глава 4. Тренне твердых тел
их форма близка к форме собственных колебаний динамической системы,
участвующей в колебаниях.
Как указано выше, нелинейная силовая характеристика трения на
контактирующих поверхностях, управляющая фрикционными автоколе-
баниями системы, зависит от многих факторов.
Для того чтобы динамическая система начала совершать колебания,
она должна иметь ненулевые начальные условия или силовое внешнее
воздействие; причем колебания будут тем значительнее, чем резче меняется
внешняя сила или неблагоприятнее сочетание начальных условий.
Вследствие многообразия различных условий, приводящих к возникно-
вению фрикционных автоколебаний, появились различные теории их
возникновения. Эти теории не исключают одна другую. Так,
Н.Л. Кайдановский и С.Э. Хайкин причину возникновения фрикционных
автоколебаний усматривали в наличии падающей нелинейной зависимос-
ти силы трения относительной скорости скольжения (см. рис. 4.20);
А.Ю. Ишлинский и И.В. Крагельский, Ю.И. Костерин - в превышении
силы трения покоя над силой трения скольжения, FTn > FT; Б.В. Дерягин,
В.Э. Пуш и Д.М. Толстой - учитывали при исследованиях оба отмеченных
фактора.
А.П. Амосов связал процесс возникновения фрикционных автоколеба-
ний с изменением характеристик трения за счет тепловых процессов, при
которых после срыва на этапе относительного скольжения (обычно с
большой скоростью) происходит разогрев поверхностей трения и в
большинстве случаев уменьшение коэффициента трения/т.
Релаксационные фрикционные автоколебания. Большая часть
исследований фрикционных автоколебаний выполнена на установках,
динамическая модель которых показана на рис. 4.26. Ползун массой т
движется по направляющей. Он связан с приводом штока жесткостью с.
Демпфирование в системе определяет коэффициент/,. Обычно он мал, и
им пренебрегают. Привод движется с постоянной скоростью V. Обычно
при этих экспериментах регистрируют силу, развиваемую в штоке, Т =
= с(Х[ - х) (рис. 4.27, а): Т- период фрикционных автоколебаний; q и t2 -
интервалы времени, соответст-
вующие этапам относительного
скольжения и относительного
покоя поверхностей трения;
Ттах - максимальная сила, раз-
виваемая в штоке; Гср - сила
срыва, при которой начинается
этап относительного скольже-
ния; Tj, - сила подхвата, соот-
ветствующая началу этапа отно-
Рис. 4.26. Динамическая модель эксперименталь-
ной установки, на которой исследовались релакса-
ционные фрикционные автоколебания
сительного покоя.
Ю.И. Костерин (в 1960 г.),
анализируя осциллограммы.
Динамические процессы при трении
175
Рис. 4.27. Осциллограмма фрикционных
автоколебаний, полученных на установке по
модели на рнс. 4.26:
а - сила в штоке; б — ускорение ползуна
аналогичные представленной на
рис. 4.27, установил, что с увеличе-
нием скорости v движения привода
сила срыва уменьшается, а сила
подхвата Тп увеличивается (умень-
шение 7^, он объяснил уменьшением
продолжительности неподвижного
контактирования с увеличением
скорости v); с увеличением скорости
v период Т( фрикционных автоколе-
баний уменьшается.
Недостатком многих исследова-
ний было то, что силу трения FT во
многих работах приравнивали силе
Т в упругой связи с приводом, в то
время как при резком изменении
скоростей движения ползуна возни-
кают инерционные силы, вносящие
существенные погрешности в опре-
деление сил трения.
В результате анализа осциллограмм (на рис. 4.27), полученных В.Э. Хит-
риком и В.А. Шмаковым (в 1978 г.) для различных режимов автоколебаний
ползуна, установлено следующее: время t2 существования этапа относитель-
но покоя определяется в основном скоростью v перемещения привода,
причем с возрастанием скорости v продолжительность фазы 12 уменьшает-
ся; фрикционные автоколебания возникают только в случаях, когда в
пределах периода Tt существует этап относительного покоя.
Ф.Р. Геккер (в 1982 г.) провел расчет фрикционных автоколебаний в
динамической системе, представленной на рис. 4.26. При этом были
приняты следующие исходные данные: сила трения покоя Frn превышает
силу трения скольжения FT; демпфирование в системе отсутствует (Ь = 0);
сила трения FT = const при скольжении.
Существование периода относительного покоя определяется условием
1/таЛГ| > |с(х, - х)|,
(4.75)
где N - нагрузка;/^ - коэффициент трения покоя перед срывом.
Момент срыва ползуна соответствует t - 0, и условие (4.75) принимает
вид
ЛЛ + с[х,(0) - х(0)] < 0.
(4.76)
176
Глава 4. Трение твердых тел
Ряс. 4.28. Кривые, характеризующие процесс
релаксационных фрикционных автоколебании:
а - сила в штоке и силы трения; б — ускорение
ползуна; в - скорости ползуна и привода; г -
перемещение ползуна и привода
Движение ползуна после срыва
контакта описывается уравнением
mH + сх + f^NsgaX = суt. (4.17)
В результате этого упрощенно-
го расчета (Ь = 0 и FT = const), вы-
кладки которого опущены, удалось
получить весьма важные данные.
На рис. 4.28 приведены результа-
ты расчетов динамической системы
(рис. 4.26), имеющей следующие
параметры: т = 3 кг; С - 0,8 МН/м;
v = 5-КГ3 м/с; Р = 0,8 кН;/т = 0,175
и7™ = 0,2. Из рис. 4.28 следует, что
сила, при которой происходит срыв,
равна силе трения покоя (Т^ =
= FTn). Максимальное значение
силы, развиваемой в приводе, боль-
ше силы трения покоя вследствие
воздействия инерционных сил
(Т’тах > Лл)'Сила Гтах реализуется
в момент времени, когда ускорение
ползуна X имеет максимум.
Это объясняется тем, что в рас-
сматриваемом случае совершаются
не чисто фрикционные автоколеба-
ния, а колебания с переменной по
времени возмущающей силой су!.
Скачок на графике ускорений X (см.
рис. 4.28, б) характерен как для
срыва, так и для остановки ползуна.
В момент времени t = Г], т.е. при
остановке ползун а, вследствие скач-
ка его ускорения сила трения скачкообразно падает до значения силы
подхвата Тп. Затем, на этапе относительного покоя, сила трения растет
вместе с силой, развиваемой штоком, до значения FTn.
Сопоставив графики ускорений ползуна X, полученные эксперименталь-
ным (см. рис. 4.27, б) и расчетным (см. рис. 4.28, а) путем, устанавливаем,
что на реальном объекте срыв ползуна начинается не мгновенно, а
постепенно, так как постепенно нарушаются связи на фрикционном
контакте. В расчетах ускорения меняются скачком. В остальном по
характеру графики ускорений при экспериментах и расчетах весьма близки.
Расчетные и экспериментальные графики ускорений в момент остановки
ползуна можно считать идентичными.
Динамические процессы при трении
177
Таким образом, было рассмотрено возникновение релаксационных
автоколебаний, причиной которых явилось превышение силы трения покоя
над силой трения скольжения, т.е. FTO > FT. Возникновение квазигармони-
ческих (безостановочных) фрикционных автоколебаний с этих позиций
объяснить нельзя.
Квазигармонические фрикционные автоколебания. Как было отмечено
выше, при значительных скоростях скольжения vCK могут возникнуть
квазигармонические фрикционные автоколебания. Многие исследователи
объясняли возникновение этих колебаний падающей зависимостью
коэффициента трения/т с увеличением скорости скольжения (см. рис. 4.20).
При этих исследованиях рассматривались динамические модели узлов
трения с одной степенью свободы, аналогичные модели Ван-дер-Поля (см.
рис. 4.25). Если в такую модель добавить демпфирующие элементы
параллельно упругому элементу с диссипационным коэффициентом Ь, то
уравнение движения массы.модели принимает вид
тХ + bx + сх = F(ya), (4.78)
где vCK = v - х; Ffv^) - F(v) * brX; F(v) - сила трения при данной скорости
v движущегося основания; Ь' - тангенс угла наклона касательной к кривой
fr =J(y) при этой скорости.
После преобразований уравнение (4.78) принимает вид
тХ + (b - bT)x + сх = F(v). (4.79)
Представляя смещение ползуна х в виде суммы двух слагаемых
х = хус + х0 (хус соответствует положению статического равновесия, ах0 -
отклонению от него) и учитывая, что схус = F(v), получим
+ (Ь - \)х0 + сха = 0. (4.80)
Условие существования затухающих колебаний будет удовлетворять-
ся при
Ъ > ЬТ. (4.81)
В.А. Кудинов (в 1958 г.) предложил рассматривать фрикционные
автоколебания как результат связанных колебаний тела в нормальном z
и тангенциальном х направлениях к поверхности трения. Количественная
теория, основанная на этих соображениях, была разработана им для
режима смешанного трения, т.е. при весьма малом количестве смазочного
материала между поверхностями трения.
Отмеченные выше связи между уменьшением коэффициента трения/т
с увеличением скорости скольжения vCK и увеличения отжатия (всплытия,
см. рис. 4.20 и 4.21) z/a поверхностей трения аналогичны для эффектов,
178
Глава 4. Трение твердых тел
Рис. 4.29. Динамическая модель узла
трения, имеющая две степени свободы
уравнений:
которые возникают при трении сма-
зочных поверхностей, наблюдаемых
В.А. Кудиновым. Эти эффекты приво-
дят к появлению автоколебаний при
движении направляющих станков.
Таким образом, если рассматривать
движение ползуна как систему с одной
степенью свободы, то нельзя достаточ-
но полно исследовать фрикционные
автоколебания. Введем еще одну сте-
пень свободы ползуна в направлении z
(рис. 4.29), тогда ее движение будет
описываться следующей системой
тХ + bx + сх = FT;
mi' = Р - ЛГ.
(4.82)
Зависимости для расчета силы трения FTyc и нормальной силы в
контакте Nyc на устойчивом режиме скольжения имеют вид:
Fiyc = г); ЛГус = ^ye(v. *) • (4.83)
Здесь состояние устойчивого скольжения соответствует положению
равновесия в одностепенной динамической модели при фиксированной
скорости v и заданном уровне всплытия z/a.
Если в узле трения реализуется неустойчивый режим скольжения
(возникают фрикционныеавтоколебания),товыражения (4.83)усл ожняют-
ся и приобретают вид:
FT = FT(x, z, z); W = W(X, z, z). (4.84)
Дифференциальные уравнения движения (4.82) с учетом (4.84)
описывают фрикционные автоколебания динамической системы,
представленной на рис. 4.29. Решение этих уравнений может быть
осуществлено численными методами. При решении практических задач
трибологов не интересует само исследование фрикционных автоколебаний,
им необходимо получить устойчивые режимы скольжения узлов трения,
поэтому рассмотрим условия, при которых эти режимы трения реализуют-
ся.
Устойчивость скольжения при трении твердых тел. Для определения
условий устойчивого скольжения твердых тел Ф.Р. Геккером и С.И. Хай-
ралиевым (в 1992 г.) была использована теория устойчивости Ляпунова
и проведена оценка устойчивости по первому приближению. Для этого
Динамические процессы при трении
179
рассмотрено возмущенное состояние модели (рис. 4.29), весьма близкое к
устойчивому, которое может быть описано с помощью коэффициентов
линейного разложения:
SFT
bFx = —
дх
dFT , df\
CF ~ ~T~ > °F,----TT
dz ’ dz
^Nx =
dN_.
dx ’
r - dN- h
CN ” -°N,
OZ
dN
dz
(4.85)
Для малого отклонения системы от устойчивого состояния может быть
проведена линеаризация выражений (4.84) с учетом
Fy ~ FT/t * ^Fx*0 + ^F,Z0 + CFz0>
I (4.86)
N ~ ^ус J< ^NxX0 + ^WzZ0 + CNZ0>
где х0, z0 - новые переменные, представляющие собой отклонения системы
от устойчивого состояния лгус, zyc:
х = *уЛ хо; г = гУс + zo- (4.87)
Подставляя выражения (4.83) - (4.87) в (4.82) и учитывая, что
*ус = *ус = *ус = Zyc = °; СХус = Лу^ Р = V
приходим к системе линейных дифференциальных уравнений, описываю-
щих движение динамической системы при ее малых отклонениях от
устойчивого состояния:
+ (Ь bpx)xQ + ^F,Z0 CFZ0 = О’
(4.88)
mZ0 + ^N,Z« + CNZ0 ~ ЬК,ХО = 0.
Решения уравнений (4.88) ищем в виде
х0 = Х^‘\ ze = Z^‘. (4.89)
Подставляя (4.89) в (4.88), получаем однородную систему уравнений
относительно постоянных X и Z:
[mV + (b - Z>ft)A + с]Х - (bF1X + cF)Z = 0;
(4.90)
(mA2 + Z>WzA + cN)Z - bNxkX = 0.
180
Глава 4. Трение твердых тел
Потребовав равенства нулю главного определителя этой системы,
приходим к ее характеристическому полиному:
а4Л4 + а3А3 + а2к2 + + а0 = 0, (4.91)
где
а4 = т2; а3 = m[(b - bFx) * bNz]-,
а2 = т(с + cN) + (b bF^bNz - bFbNx,
at ~ bNlc + (b bFx)cN - bNxcF,
ao = ccn-
Решением уравнения (4.91) в общем случае являются четыре попарно
сопряженных комплексных числа:
Л1,2 = ± Ч>\> Лз,4 = 9г ± *Рг- (4.92)
Устойчивой динамическая модель будет в том случае, если действитель-
ные части решений (4.92) окажутся отрицательными. Для этого должны
иметь положительный знак коэффициенты характеристического полинома,
главный определитель Гурвица и все его главные диагональные миноры.
Перечисленные условия позволяют описать область существования
устойчивых режимов скольжения в виде неравенств:
а} > 0; а2 > 0; а}а2 - аАа{ > 0;
2 2 <493)
^3^2^! ~ ^4 a0fl3 ***
Динамическая модель устойчива в той области значений ее параметров,
в которой одновременно удовлетворяются все неравенства (4.93).
Расчеты проводились численно, полученные результаты представлены
на рис. 4.30. Кривые 1, 2, 3 являются границами областей устойчивости в
плоскости безразмерной жесткости c/cN и безразмерного диссипационного
коэффициента b/JmcN системы закрепления ползуна. Штриховка нанесена
со стороны неустойчивых режимов движения, т.е. выше этих границ -
устойчивые режимы скольжения. Горизонтальные штриховые линии
соответствуют границе, определяемой условием (4.81), полученной для
динамической модели с одной степенью свободы.
Динамические процессы при трении
181
Рис. 4.30. Границы областей устойчивого и
неустойчивого скольжения (bFll JmcN =
= bNt3^mc^ = CplcN = 1) для следующих
параметров:
/ - bfj^, = 2; bNJ^nK~„ = 1;
2 - Ь^^рк„ = bNJ^ = 1;
3 - bfyl^nKg - 1; b^yJ^mc^ = 3
Из анализа кривых, представленных на рис. 4.30, следует, что при малых
отношениях жесткостей с/с л условие (4.81) не позволяет утверждать, что
будет обеспечено устойчивс(е скольжение в узле трения, так как при этих
значениях c/cN области неустойчивости шире, чем они оцениваются
условием (4.81). Поэтому при этих параметрах модели должна быть
использована динамическая модель с двумя степенями свободы.
Для оценки характера автоколебаний, возникающих при невыполнении
условий устойчивости (4.93), может быть проведено исследование
линеаризированной системы уравнений движения (4.88). В этом случае
действительные части решений (4.92) приравниваются нулю, т.е. q\ =
= ?2= °.
Подставляя оставшиеся комплексные числа решений (4.92) в уравнения
(4.88), определяются собственные частоты колебаний ползуна, которые при
условии, что bFx = bNx ~ bF1~ bN1 = 0, будут равны
Pi = y/dm, рг = JcNlm. (4.94)
Решения (4.89), с учетом (4.92), при условии, что qx = q2 = 0, приобрета-
ют вид
х0 = Хе'", z0 = Ze*". (4.95)
Подставляя (4.95) в первое уравнение системы (4.88), получаем
(-wp2 + с)Х + i(b - bFx)pX = cFZ„ + ibFzpZ. (4.96)
Это выражение позволяет описать форму колебаний ползуна
Z. = Ze'*, (4.97)
где
182
Глава 4. Трение твердых тел
(,~трг + с)г + (b - ЬРх)грг
(4.98)
. t (b - bF>)P bFlp
ф = arctg-------— - arctg—.
-трг + c cF
Полученные результаты свидетельствуют о том, что фрикционные
квазигармонические автоколебания являются для рассматриваемой
модели бигармоническим процессом, который может быть представлен
в виде
х0 = Xcospjf + X2cospzt,
(4.99)
z0 = Z^os^r + ifq) + Z2cos(p2r + ф2).
Здесь Z[ и Z2, а также ф, и ф2 вычисляются в результате подстанов-
ки соответствующихр, ир2 в уравнение (4.98).
Из выражений (4.99) следует, что между колебаниями в нормальном и
касательном направлениях к поверхностям трения существует для каждой
гармоники свой сдвиг фаз. Факт существования сдвига бигармонических
колебаний и сдвига фаз между ними был подтвержден различными
исследованиями и, в частности, при испытании авиационных тормозов на
стенде.
Анализ графиков, представленных на рис. 4.30, показывает, что для
сокращения области неустойчивого скольжения узла трения необходимо
увеличивать диссипационные составляющие в нормальном и касательном
направлении к поверхностям трения, т.е. увеличивать коэффициенты bNz
и Ь, их определяющие.
4.9. ТРЕНИЕ КАЧЕНИЯ
Переход от трения скольжения на менее энергозатратное трение качения
сделало существенный скачок в развитии человечества. В настоящее время
практически нельзя назвать машины и установки, где бы не использовалось
трение качения (автомобили, тракторы, самолеты, поезда и многое другое).
С развитием требований к техническим средствам совершенствуются
конструкции машин и узлы трения качения. Они отличаются огромным
многообразием как по условиям движения сочлененных элементов, так и
по скоростям движения, размерам, нагрузкам, условиям смазки и
техническим требованиям, предъявляемым к ним в эксплуатации.
Единого подхода к установлению и прогнозированию сопротивления
движению во всем многообразии случаев, где применяются процессы
качения, пока нет. Эффективным путем решения стоящих перед современ-
ным машиностроением проблем, связанных с трением качения, может быть
использование теоретических и экспериментальных работ, раскрывающих
природу физико-химической механики трения качения.
Существенный вклад в раскрытие природы и учения о трении качения
внесли О. Рейнольдс, Ш. Кулон, Н.П. Петров, Г. Фромм, Н.И. Глаголев,
Трение качения
183
И.В. Крагельский, В.С. Щедрое, А.Ю. Ишлинский, Д. Тейбор, Г. По-
рицкий, Р.В. Вирабов, В.Г. Горячкин, С.В. Пинегин, А.С. Ахматов,
А.В. Орлов, И.П. Исаев, Ю.М. Лужнов н др.
Ниже рассмотрены основные результаты современных теоретических
и экспериментальных работ в области трения качения с позиций механики
и трибологии.
4.9.1. МЕХАНИЧЕСКИЕ АСПЕКТЫ ТРЕНИЯ КАЧЕНИЯ И ВЕРЧЕНИЯ
Определение качения и верчения. Рассмотрим контакт двух тел
несогласованной формы и выберем в качестве отсчетных точек для каждого
из тел точку О начального контакта тел в рассматриваемый момент
времени (рис. 4.31). Свяжем с этой точкой начало прямоугольной системы
координат, направив ось Oz вдоль общей нормали к поверхностям
контактирующих тел в точке О. Направления осей Ох и Оу, находящихся
в касательной плоскости, по возможности выбирают так, чтобы они
совпадали с осями симметрии профилей поверхностей.
Скорость движения каждого из тел (1 = 1,2) в некоторый произвольный
момент времени будем задавать'вектором линейной скорости в точке
О и вектором угловой скорости <3; во вращательном движении относитель-
но некоторой оси, проходящей через эту точку.
Качение определяется как движение контактирующих тел с некоторой
относительной угловой скоростью вокруг оси, лежащей в касательной
плоскости. Угловая скорость качения имеет компоненты
Дюх = Д<*\ = uy - ь>>2; (Д<лх + Д<й^ * 0), (4.100)
где <5, = (<1>х, <1>л, <i>2 ) - угловые скорости тела 1 (i - 1) и тела 2 (i = 2)
относительно координатных осей, проходящих через точку О.
Верчение есть движение кон-
тактирующих тел с относитель-
ной угловой скоростью Дсо, вок-
руг общей нормали:
Дог = w2i - q2i * 0. (4.Ю1)
Если относительная линейная
скорость движения тел в точке О,
определяемая как Ду = v, - v2,
не равна нулю, то имеет место
скольжение контактирующих
тел. Заметим, что компоненты
Рис. 4.31. Схема контактирования двух тел
иесогласоаэниой формы
184
Глава 4. Трение твердых тел
скоростей v, и v2 вдоль общей нормали должны быть равны нулю, т.е. vzl =
vz2 = 0 вследствие условия неразрывности контакта (поверхности не
отделяются друг от друга и не подвержены взаимопрониканию).
Любое движение контактирующих тел может быть представлено как
комбинация качения, верчения и скольжения. Например, при прямолиней-
ном движении колеса по рельсу имеет место качение без скольжения и
верчения, при развороте появляется верчение, а при торможении -
скольжение без качения.
Трение качения и верчения. Силы, передаваемые через точку контакта,
приводят к деформированию взаимодействующих тел, в результате чего
контакт имеет место не в точке, а по площадке Q конечных размеров. Через
эту площадку передаются нормальная Р и тангенциальная Тсоставляющие
силы и момент М. Две составляющие этого момента Мх и Му называются
моментами качения. Онн предопределяют сопротивление относительному
перекатыванию контактирующих тел, называемому обычно трением
качения. Если тангенциальная сила Т отсутствует, то такое движение
называют свободным качением.
Составляющая момента Mz, действующая относительно общей нормали,
возникает вследствие трения верчения по площадке контакта и называется
моментом верчения.
Одним из первых исследователей зависимости силы трения качения Fr
от радиуса катка R н нагрузки на него Р был Ш. Кулон. В своем знамени-
том сочинении, посвященном теории простых машин (в 1785 г.), он
предложил рассчитывать силу трения качения по формуле
FT = к—,
т R
где к - коэффициент трения качения, именуемый обычно плечом трения,
имеющий размерность длины (см. рис. 4.32 при М = 0).
Впоследствии эта формула многократно подвергалась эксперименталь-
ной проверке для катков различных диаметров и материалов. В разных
условиях проявлялась различная зависимость силы сопротивления от
механических и геометрических характеристик взаимодействующих тел.
Это связано с тем, что причины, вызывающие сопротивление перекатыва-
нию, могут быть разными в зависимости от свойств материалов и условий
взаимодействия, в частности от температуры тел.
Причины трения качения. Одним из первых исследователей природы
трения качения упругих тел был О. Рейнольдс (в 1875 г.), изучавший
качение резиновых и стальных катков по резиновым и стальным плоским
основаниям. Им было установлено, что действительное расстояние,
пройденное стальным цилиндром за один оборот, при качении по мягкой
резине меньше так называемого геометрического расстояния, равного
длине развертки его поверхности. О. Рейльнодс объяснил причину трения
Тренне качения
185
качения в изучаемых им случаях относительным проскальзыванием точек
на поверхностях взаимодействующих тел в отдельных участках области
контакта вследствие деформирования тел. Таким образом, микропроскаль-
зывание, проявляющееся при трении скольжения в области взаимодействия,
является одним из источников сопротивления перекатыванию тел.
При качении шарика по желобу также имеет место различие мгновен-
ных скоростей скольжения на отдельных участках области контакта. В
области контакта тел согласованной формы (шарика и желоба) существуют
линии с нулевой относительной скоростью скольжения, которые разделяют
области, в которых осуществляется разнонаправленное проскальзывание.
Трение скольжения в этих областях дает вклад в сопротивление перекаты-
ванию. Этот механизм трения качения впервые был исследован Г. Хит-
коутомв 1921 г.пизвестенкактеориядифференциальногопроскальзывания.
Источником сопротивления перекатыванию являются также гистерезис-
ные потери в телах за счет их деформирования. Этот механизм трения
качения исследован экспериментально Д. Тейбором (1956 г.). Для
неупругих материалов сойротивление качению существенно зависит от
скорости перекатывания.
Молекулярная теория сопротивления качению учитывает молекулярное
взаимодействие поверхностей, усиливающееся при больших давлениях
между ними. Эта теория разработана Г. Томлинсоном в 1929 г. Используя
результаты исследования Г. Томлинсона, А.С. Ахматов рассматривал
качение очень гладкого тяжелого шара по зеркальной поверхности как
процесс непрерывного обновления (сваривания) и разрушения контакта.
Сопротивление качению зависит в основном от способности материала
создавать мостики спайки (схватывания) и от общих условий: давления,
степени очистки поверхностей, уровня общей и местной температуры
поверхностей и т.д. В практических условиях тщательно очищенные
поверхности почти мгновенно загрязняются, окисляются и покрываются
адсорбирующими веществами. Поэтому теория молекулярного схватыва-
ния поверхностей рассматривает случаи существования промежуточного
слоя между поверхностями. Такой слой может состоять из оксидов,
смазочных материалов, специальных металлических и неметаллических
покрытий и т.п. Способность промежуточного слоя связывать поверхности
вместе с затратой энергии на пластическое деформирование может
определять значительную долю сопротивления качению.
Следует отметить, что в условиях обильной смазки в подшипниках
качения потери энергии имеют место в смазочном слое за счет вязкости
жидкости.
Для того чтобы оценить роль перечисленных выше источников
сопротивления качению в различных условиях взаимодействия, используют
как экспериментальные методы, так и методы математического моделиро-
вания, включающие выбор модели материалов, условий взаимодействия
и т.д. Известные в настоящее время подходы к решению этой проблемы
можно найти в монографиях С.В. Пинегина, К. Джонсона, И. Калкера,
186
Глава 4. Трение твердых тел
И.Г. Горячевой. Некоторые модели, используемые для изучения влияния
микропроскальзывания и несовершенной упругости тел на сопротивление
качению, приведены ниже.
Постановка контактной задачи с учетом микропроскальзывания.
Рассмотрим качение двух тел (см. рис. 4.31) и предположим, что вращение
происходит относительно оси у, т.е. угловая скорость ых = 0. Относитель-
ная линейная скорость тел в точке О равна нулю, т.е. v = vx = vXj.
Деформация поверхностей взаимодействующих тел обусловливает
касательные перемещения точки иХ1 (х, у, г) вдоль оси х и uyj (х, у, I) вдоль
оси у, а также перемещения по нормали к поверхности н21- (х. у, I).
Линейная скорость перемещения частицы, расположенной на
поверхности, с компонентами vxf вдоль оси Ох и vyi вдоль оси Оу будет
складываться из скорости ее смещения вследствие деформации
du > ди , ди , du , ди t ди ,
__ у wt*xi + xi у I _ +
di дх dt ’ dt дх dt ’
скорости верчения с компонентами и окружной скорости.
Вследствие деформации мгновенный центр вращений смещается на
некоторое расстояние от точки О, в силу чего в этой точке скорости
проскальзывания 8v1 и 6v2 соответственно для первого и второго тела малы
по сравнению со скоростью качения v. Таким образом, для скорости
частицы на поверхности имеем выражения:
Эл , ди,
у, t) = v + Svxj - + V— + ;
(4.102)
vyl(x, у. i) = 5vyi + <%, + v-i- + —
r ’ s dx dt
Скорости микропроскальзывания i*(x, у, t) в направлении оси Ох и iy(x,
у, t) в направлении оси Оу в точке х, у области контакта определяются
разностью скоростей частиц взаимодействующих тел в этой точке, т.е.
4х(х> у> о = VX1 - vx2. У) = vrI - vr2. (4.103)
При стационарном качении, т.е. равномерном движении при постоянных
„ Зи .
силах, упругие перемещения не зависят от времени. В этом случае —— =
dt
- = 0 и скорость микропроскальзывания является функцией только
координат (х, у).
Треиие качения
187
При качении вся область контакта Q делится на две подобласти:
подобласть Qcu, в которой имеет место сцепление частиц, расположенных
на поверхностях взаимодействующих тел, и QCK, где они проскальзывают.
Граничные условия в области контакта записываются в виде:
- в области сцепления х, у е Осц
4 = = °; 1т(*> у)1 5 /тр(х> ?)> (4.Ю4)
т.е. отсутствует микропроскальзывание и тангенциальные напряжения
не превышают предельной величины;
-в области проскальзывания х, у с Осц
1Т(Х> Л1) I 4=/ТР(Х> А (4.105)
и направление тангенциальных напряжений противоположно
направлению проскальзывания,т.е.
<х, у) _ д(х, у)
М*. у) I ; I * (х, г) I ’
(4.106)
Условие соприкасания поверхностей взаимодействующих тел приводит
к следующему соотношению, накладываемому на перемещения uzf тел по
нормали к поверхности:
“zi + uzi = D - J') +А(х> JOI (*> У) е °ец- (4.107)
где/|(х, у) и f2(x, у) - уравнения поверхностей взаимодействующих тел.
Для определения распределения напряжений и сопротивления качению
необходимо решить контактную задачу с приведенными выше граничными
условиями. Наибольшая трудность при ее решении состоит в определении
расположения и границ зон сцепления и проскальзывания (их может быть
несколько в области взаимодействия).
Качение упругих тел. Напряженное состояние упругих тел и сопротивле-
ние качению зависят от разницы кривизн тел в области контакта и
соотношения модулей упругости. Два геометрически идентичных упругих
тела с одинаковыми упругими характеристиками при свободном качении
под действием только нормальной силы не испытывают сопротивления
перекатыванию, процесс качения полностью обратим в термодинамичес-
ком смысле. В этом случае не возникает микропроскальзывания на
площадке контакта, а распределение давления подчиняется закону Герца.
Решение контактной задачи о качении упругого цилиндра по основанию
из того же материала под действием момента М и тангенциальной силы
Т было получено Ф. Картером и Н.И. Глаголевым. Это решение может
быть использовано для приближенного анализа напряженного состояния
в контакте колеса с рельсом. На рис. 4.32 показаны силы и моменты,
188
Глава 4. Трение твердых тел
Рис. 432. Силы и моменты, действующие
иа катящийся цилиндр
действующие на каток (цилиндр), кото-
рые делятся на активные и реакции.
Активный момент М направлен в
сторону вращения, если каток ведущий,
и в обратную при ведомом или затор-
моженном катке. Контактныедавления
р(х) и тангенциальные напряжения т(х)
составляют силы реакции. Все силы
считаются постоянными вдоль образу-
ющей цилиндра. В случае равномерно-
го движения ведомого катка имеют
место уравнения:
ь
Т - $x(x)dx;
~а
Ъ
(4.108)
-а
b
TR = f xp(x)dx + М,
-а
где R - радиус катка, -а и b - абсциссы границ области контакта катка с
основанием.
Если материалы взаимодействующих тел одинаковые, то параметр 0
[см. формулу (2.43)] равен нулю. В этом случае, как следует из соотношения
(2.41), тангенциальные напряжения в области контакта не оказывают
влияния на распределение контактных давлений, которое задается
выражением (2.34).
Область контакта в рассматриваемом случае является симметричной
и состоит из двух зон: впереди, на стороне набегания катка - зона
сцепления (с, а); на выходе-зона проскальзывания (-а, с). Тангенциальные
напряжения в области контакта определяются выражением
т(х) =
~^т 7g2 - х2, -a s х s с;
nKR
[Уа2 - хг - у/(а - х)(х -с)], с s х s а,
(4.109)
Трение качения
189
где К - 2(* ~ Для полуширины области контакта и размера зоны
пЕ
сцепления получены соотношения:
2а = JSKRP; -—с- = 1 -
2а /та
- r 6vxl"6vx2 «Я-V
где величина относительного проскальзывания; £ = ——---— =------
V V
со - угловая скорость цилиндра.
Распределение тангенциальных напряжений т(х), рассчитанных по
Т
формуле (4.109) при = 0,3, представлено на рис. 4.33, а.
Тангенциальная сила Тсвязана с величиной относительного проскаль-
зывания соотношением '•
f.p
На рис. 4.33, б представлен
график этой функции - кривая
проскальзывания. Когда Т- fTP,
на всей площадке контакта будет
выполняться условие проскаль-
зывания, т.е. будет осуществлять-
ся режим буксования. Качение
без буксования имеет место, если
Соотношение (4.110) позволя-
ет также исследовать зависи-
мость коэффициента сцепления
фсп = Т/Р от коэффициента тре-
ния скольжения/т при заданном
относительном проскальзыва-
нии
Если материалы взаимо-
действующих тел различны, т.е.
Р * 0, то давление распределено
несимметрично относительно
оси симметрии цилиндра. Тан-
генциальные напряжения также
будут отличаться от представ-
ленных выше для случая р - 0,
однако это отличие незначитель-
Рнс. 4.33. Распределение тангенциальных напряже-
нии прн Г = ОЗДР (а) и кривая проскальзывания (б)
в случае качения упругого цилиндра по основанию
из того же материала:
I — область с неполным проскальзыванием; II -
область полного проскальзывания
190
Глава 4. Трение твердых тел
но, и им чаще всего пренебрегают при расчетах коэффициента про-
скальзывания и контактных напряжений.
Пространственная задача о качении шара по плоскости была
всесторонне исследована вработах И. Калкера. Форма площадки контакта
в этом случае близка к круговой. Анализ решения в случае контакта тел
из одинаковых материалов показывает, что распределение тангенциальных
напряжений на линии, проходящей через центр площадки контакта и
коллинеарной направлению действия силы тяги Т, близко к распределению,
представленному на рис. 4.33, а. Кривая проскальзывания также имеет вид,
сходный с представленным на рис. 4.33, б.
При качении шара по желобу, сечение которого представляет дугу
радиуса R2, весьма близкого к радиусу шара Я(, осуществляется случай
дифференциального проскальзывания (это имеет место, например, в
шарикоподшипниках). В этом случае окружные скорости точек на
поверхности шара зависят от их расстояния от плоскости Oxz, коллинеар-
ной направлению перемещения шара. Обычно используют следующую
аппроксимацию для окружной скорости точек на поверхности шара:
- ы 2?! -
где ы - угловая скорость шара; vc - скорость движения его центра в
направлении осн Ох. Область контакта в этом случае уже не является
плоской, причем ее проекция на плоскость Оху представляет собой эллипс,
вытянутый в поперечном направлении (в направлении оси Оу). Относи-
тельное проскальзывание выражается формулой
У1
2<
1 ~ v2 =
SW =
' Vc - V2
Относительное проскальзывание будет отсутствовать в симметричных
точках ±70 области контакта, для которых выполняется условие (;(+у0) =
- 0. Для других точек будет иметь место проскальзывание, причем для
точек, расположенных по разные стороны от точек с нулевой скоростью
проскальзывания, будет иметь местопроскальзываниевпротивоположных
направлениях. В предположении, что тела недеформируемы и осуществля-
ется полное проскальзывание, Г. Хиткоут (в 1921 г.) получил следующее
приближен ное выражен ие для расчета момента М сопротивлен ия качен ию
шара:
М = 0,08/т&2-^-,
где 1Ь - поперечный размер эллипса контакта.
Трение качения
191
Качение тел из материалов, обладающих свойствами релаксации и
последействия. При качении происходит циклическое нагружение и
разгрузка материала. Для упругих тел этот процесс является обратимым.
Однако абсолютно упругих тел в природе не существует. Большинство
материалов обладает свойствами релаксации (уменьшения напряжений во
времени при постоянной деформации) и ползучести (изменение деформаций
во времени при постоянном напряжении). Это означает, что соотношения,
определяющие поведение материала при деформировании, должны
включать не только напряжения и деформации, но и их производные по
времени. К материалам, обладающим такими свойствами, относятся, в
частности, йязкоупругие материалы.
В 1938 г. А.Ю. Ишлинским была рассмотрена задача о качении жесткого
катка по вязкоупругому основанию, решение которой позволило
рассчитать момент трения качения и исследовать его зависимость от
скорости качения, нагрузки, а также механических и геометрических
характеристик взаимодействующих тел. Для приближенного решения
задачи была использована' одномерная модель материала, в которой
давлениер в области взаимодействия связано с перемещением uz поверхнос-
ти по нормали к ней соотношением
^z
Р = alUz + “2—-
01
Анализ решения позволил установить, что при малых скоростях качения
v сила сопротивления перекатыванию описывается соотношением
_ a,vP
Т = ——,
atR
а в случае больших скоростей
= 2Р Р
3 \ a2vK/’
где I - длина катка.
Более сложные, но вместе с тем в большей мере отвечающие реальной
картине деформирования тел под нагрузкой, модели вязкоупругих тел
учитывают сплошность среды. Решения задач о качении тел из вязкоупру-
гих материалов приведены в монографиях К. Джонсона, И.Г. Горячевой
и М.Н. Добычина.
При качении тел из вязкоупругих материалов контактные давления и
площадка контакта распределены несимметрично относительно оси
симметрии катка. На рис. 4.34 приведены эпюры распределения давления
в контакте вязкоупругого цилиндра, катящегося по основанию из того же
материала. Механические свойства материала задавались длительным
192
Глава 4. Трение твердых тел .
Рис. 4.34. Распределение контактных давлений
при качении вязкоупругого цилиндра по основа-
нию из того же материала для а = 5 и различных
значений параметра Со:
/-<0= 10-’; 2 - <0 = 0,4; 3 - <0 = 1,0; 4-<0 = !04
модулем упругости Е, мгновен-
ным модулем аЕ, коэффициен- 1
том Пуассона ц и временем по-
следействия Tt. Заметим, что для
аморфных линейных полимеров
а = 1О5...1О7, для полимеров с
высокой степенью кристаллич-
ности а = 10...102, для черных '
металлова = 1,1...1,5. Исследова- ,
ние задачи позволило выявить
безразмерный параметр, сущее- ;
твенно влияющий на характер ।
распределения давления, размер
и смещение площадки контакта
ит.д.:
г = _А_
2T,v’
где /в = 4
(1 - [i2)RP
пЕ
- ширина области контакта для упругих тел.
характеризующихся модулями £и д; v- скорость качения.
При низких скоростях качения, когда время прохождения области
контакта больше времени последействия материала (<0 » I), распределе-
ние давления и размер площадки контакта приближаются к значениям,
соответствующим случаю упругого материала с длительным модулем
упругости. При высоких скоростях (£0 « 1) распределение давления и
размер площадки контакта также приближаются к значениям, соответству-
ющим случаю упругого материала, но с мгновенным модулем упругости.
При £0 - 1 наблюдается наибольшее смещение площадки контакта
относительно оси симметрии цилиндра, при этом несимметрия эпюры
давления на ней также возрастает.
В результате несимметрии давления возникает момент сопротивления
качению, который рассчитывается по формуле
4
-а
На основании этой величины коэффициент трения качения
ч
PR
Трение качения
193
Рис. 4.35. Зависимость коэффициента трении
качения от скорости для разных значений
параметра а:
1-а = 1,5;2-а = 5,0; 3-а = 10;4-ш= 100
Рис. 4.36. Кривые проскальзывания при
разных значениях параметра Со = 4/(2 Гсч) для
случая качеиии вязкоупругого цилиндра по
основанию яз того же материала:
2-С0= 100;2-Со = 0,01; 3-Со = 0,0001
Характерная зависимость коэффициента трения качения приведена на
рис. 4.35. Релаксация и последействие материалов взаимодействующих
тел проявляются при качении, когда время прохождения области контакта
соизмеримо со временем релаксации (Со -1).
Одновременное исследование влияния последействия и релаксации
материалов, а также частичного проскальзывания взаимодействующих
тел в области контакта на коэффициент трения качения проведено
И.Г. Горячевой для частного случая взаимодействия тел из одинакового
материала ((3 = 0). На рис. 4.36 приведены кривые проскальзывания при
разных значениях параметра Со для случая качения вязкоупругого
цилиндра радиуса R по основанию из того же материала при наличии
частичного проскальзывания в области контакта (5 - ~ v, w - угловая
v
скорость цилиндра).
Д.Тейбором на основании исследования рассеяния энергии предложено
следующее приближенное выражение для коэффициента трения качения:
, _ Ч = 4ah( Р
А PR зД nREJ ’
(4.111)
где аА - коэффициент гистерезисных потерь.
Из формулы (4.111) следует, что для уменьшения значения коэффициен-
та трения качения при заданных нагрузке и геометрии контакта необходи-
мо повысить жесткость взаимодействующих тел (увеличить значение
приведенного модуля упругости Е ). Однако с точки зрения прочности
это не всегда оправдано, поскольку с увеличением Е возрастает макси-
194
Глава 4. Трение твердых тел
мальное контактное давление р0
РЕ'
----. Исследования показали, что
лЯ/
N
коэффициент трения качения для колес с пневматическими шинами (/"т =
10-z) в 100 раз больше, чем для стальных колес, взаимодействующих со
стальными рельсами (/"т = 2-КГ4). Такое различие объясняется, главным
образом, различием в приведенном модуле упругости Е для пар резина -
бетон и сталь - сталь. В то же время максимальные контактные напряжения
при взаимодействии сплошных резиновых колес без пневматики с дорогой
составляют примерно 75 МПа, а в контакте стальных колес с рельсами -
1000 МПа. Для колес с шинами и пневматиками низкого и высокого
давления контактное взаимодействие существенно зависит от давления в
пневматике, рельефа опорной поверхности шины и дорожного покрытия.
4.9.2. ТРИБОЛОГИЧЕСКИЕ АСПЕКТЫ ТРЕНИЯ КАЧЕНИЯ
Процесс качения в самом общем случае состоит в том, что у поверхнос-
тей соприкасающихся и взаимно перемещающихся тел непрерывно
меняются участки взаимного контакта без видимого скольжения при
повороте одного или обоих тел относительно постоянных или мгновенных
осей. При этом поверхность одного тела как бы развертывается по
поверхности второго. В этом случае качение можно назвать "чистым", но
обычно оно сочетается со скольжением поверхностей или с верчением
(спином) деталей, принимая смешанный характер.
При чистом качении мгновенные оси вращения взаимно обкатываемых
абсолютно твердых тел должны лежать в одной плоскости, а мгновенные
скорости перемещения поверхностей в рассматриваемой точке или на
линии контакта должны быть равны, т.е. совпадать по величине и
направлению.
Если два абсолютно твердых тела контактируют не в точке, а по линии,
то при чистом качении эта линия не может быть криволинейной, так как
в противном случае нарушалось бы равенство мгновенных скоростей на
совмещенных точках обеих поверхностей. При не прямолинейной форме
контактной линии во время качения обязательно должно происходить
некоторое проскальзывание сопряженных участков поверхностей на
контакте. Это условие применимо ко всем формам поверхностей,
ограничивающих обкатываемые тела, включая случай качения некоторого
тела по неподвижной плоской поверхности. В этом случае мгновенная
скорость на поверхностях в точках контакта равна нулю, а все остальные
точки катящегося тела имеют конечные скорости соответственно вращению
его вокруг точки контакта. Несовпадение этих точек свидетельствует о
нарушении процесса чистого качения и появлении проскальзывания на
линии контакта обкатываемых тел.
Тела с точечным контактом теоретически могут обкатываться в любом
направлении без скольжения, но это справедливо только для абсолютно
твердых тел, так как проявление упругости или пластичности немедленно
Трение качения
195
влечет превращение точки контакта в конечную по размерам площадку
контакта, на которой почти во всех случаях начинают действовать силы
трения.
При чистом качении твердых тел так же, как и при качении со
скольжением или верчением, возможна передача через контакт нормальных
и касательных сил. Предельное значение последних зависит от сопротивле-
ния скольжению на контакте, которое, в свою очередь, зависит от многих
причин и для реальных условий будет рассмотрено ниже. В связи с этим
каждый процесс качения независимо от того, является ли он чистым или
смешанным, может быть свободным, когда на контакте между телами
качения действуют только нормальные внешние силы и отсутствуют или
пренебрежимо малы силы, стремящиеся сдвинуть контактируемые
поверхности.
Контакт при качении и статический контакт будут тангенциально-
нагруженными, если кроме нормальных сил на контакте будут действовать
касательные силы, предельные значения которых определяются сопротив-
лением скольжению поверхностей в каждом конкретном случае. При
действии только нормальных сил обкатываемые тела нагружаются
моментом, который называется тяговым, если он совпадает с направлением
вращения катящегося тела, и тормозным - если он направлен в обратную
сторону. На рис. 4.37 показано нагруженное цилиндрическое тело,
катящееся по плоскости.
При свободном качении (рис. 4.37, а) тело нагружено внешней силой Р
и реакцией основания N. Качение осуществляется под действием силы Т,
приложенной к центру катящегося тела и равной реакции F, возникающей
в точке нлн на линии контакта, если на контакте существует тангенциаль-
ное сцепление поверхностей. Силы Тм F, приложенные на плече, равном
радиусу R катящегося тела, образуют момент
Рис. 4.37. Схема расположения сил и моментов при качении твердых тел:
а-при свободном качении; б-при качении с тормозным моментом; в-при качении стяговым
моментом
196
Глава 4. Трение твердых тел
М = TR = FR.
Момент М может возрастать от нуля до некоторого значения в период,
когда качение еще не началось, и поддерживаться на определенном уровне
во время равномерного качения, в зависимости от условий на контакте,
вызывающих сопротивление качению.
При качении с тормозным моментом (рис. 4.37, б) катящееся тело
нагружено теми же силами, что при свободном качении и, кроме того,
внешним тормозным моментом М1 и соответствующей ему реакцией
основания F{, причем
= F}R.
Реакция имеет направление реакции F противоположно направлению
качения. Сумма сил F и Ft не может быть больше силы сопротивления
тангенциальному смещению катящегося тела по основанию.
При качении с тяговым моментом (рис. 4.37, в) катящееся тело
нагружено, кроме системы сил, соответствующих случаю свободного
качения, тяговым моментом Л/2> вызывающим реакцию основания F2,
направление которой совпадает с направлением качения. Результирующая
тангенциальная сила на контакте зависит от соотношения величин сил F
nF2.
Процесс качения, а тем более передача значительных тангенциальных
сил между обкатываемыми поверхностями не могут осуществляться, если
на контакте отсутствует сопротивление тангенциальному смещению
поверхностей, т.е. если отсутствует некоторое сопротивление скольжению.
Обычно это сопротивление скольжению бывает представлено силами
трения, изменение которых подчиняется определенным законам в период
как покоя, так и движения. Но силы трения для каждого конкретного
случая имеют свой предел, определяемый предельным значением
коэффициента трения:
Тангенциальная реактивная сила на контакте при качении FT может
изменяться от величины, близкой к нулю, до Nfr Уменьшить эту силу до
нуля на контакте при качении теоретически можно путем принудительного
вращения обоих обкатываемых тел, с тем чтобы скорости совмещенных
точек обеих поверхностей на контакте полностью совпадали. При этом
должны отсутствовать другие причины, вызывающие сопротивление
качению. Практически это недостижимо.
Если на тело, имеющее форму катка, одновременно действует сила Т
и тормозной момент (рис. 4.37, б), то реактивная тангенциальная сила
на контакте складывается из сил F и Ft = MJR, причем
Трение качения
197
[F + F,j « Nfr,
где F- реакция основания, связанная с трени-
ем, микропластическими деформациями и
другими явлениями, обусловливающими
сцепление поверхностей.
Если кроме силы Т действует тяговый
момент М2, вызывающий дополнительную
реакцию F2 (рис. 4.37, в), то в этом случае
[F - FJ s Nfr.
Если суммарная реактивная сила на кон-
такте начинает превышать величину NfT, то
в случае, показанном на рис. 4.37, Ь, начнется
скольжение катка в направлении качения (юз),
а в случае, показанном на рис. 4.37, Ь, пробук-
совка, свидетельствующая о том, что тяговая
сила на поверхности катка превышает силу
Рис. 4.38. Качение шара по жело-
бу:
1 - мгновенная ось вращения
шара; 2 - проекция линии каса-
ния шара с желобом; 3 - эпюры
мгноаенных скоростей сколь-
жения точек поверхности шара
по поверхноств желоба
сцепления на контакте.
Рассматривая процессы чистого качения абсолютно твердых тел,
имеющих правильную форму и гладкие поверхности при точечном или
прямолинейном контактах, нельзя найти удовлетворительное объяснение
появлению сопротивления качению, которое, как известно, возникает во
всех практических случаях при обкатывании деталей.
При криволинейном контакте абсолютно твердых тел, например, при
качении шара по плотно охватывающему (без зазора) его желобу (рис. 4.38)
имеет место дифференцированное проскальзывание обкатываемых
поверхностей, и этот случай не может служить примером чистого качения.
Явление сопротивления движению при чистом качении не вытекает из
одной лишь кинематики и его нельзя объяснить, не принимая во внимание
реальные свойства тел и конкретные обстоятельства, сопровождающие
процесс качения.
В современных курсах теории механизмов и машин, рассматривающих
кинематику и динамику твердых тел, все действительные причины,
вызывающие сопротивление качению, независимо от их природы условно
заменяют эффектом смещения равнодействующей реакции основания N' в
направлении качения на некоторую величину к от линии действия,
нормальной нагрузки N. Эту величину условно называют плечом трения
качения. Тогда момент трения качения можно записать так:
х = FR = N‘k или Т = kN‘/R.
Последнее выражение является эмпирической формулой Кулона.
Различают два состояния катка, нагруженного указанными силами, -
198
Глава 4. Трение твердых тел
состояние покоя и состояние движения (качения). В первом случае сила
трения покоя с учетом проходящих в зоне трения микросмещений
т0 = < Wml
где/тп - коэффициент трения покоя или коэффициент сцепления катка с
основанием, соответствующий предельной силе Тпр, по достижении
которой начинается движение всех точек одного тела относительно точек
другого тела.
Во втором случае справедливо соотношение, приведенное выше.
Если сила Т приложена не в центре катка, а выше или ниже его, то
расстояние от точки приложения силы до основания нужно принять
вместо г.
Важнейшим отличием реального процесса качения от процесса качения
условных абсолютно твердых тел является упругая податливость тел под
влиянием внешних, нагрузок. Деформации тел в зависимости от свойств
материалов могут упруго восстанавливаться, частично или полностью
оставаться или релаксироваться после снятия нагрузки.
Главным следствием учета упругой податливости обкатываемых тел
является необходимость считаться с появлением определенных по форме
и размерам пятен контактов между сжатыми и катящимися телами вместо
условных точек или линий контактов, которые рассматриваются при
качении абсолютно твердых тел. Это, в свою очередь, вызывает необходи-
мость в определении упругих прогибов контактируемых поверхностей,
определении размеров и формы пятен контактов, распределении давления
на поверхности этих пятен и, наконец, необходимость анализа напряженно-
го состояния материала на поверхности и вблизи пятен контактов.
Все эти вопросы являются предметом так называемой контактной
задачи теории упругости, начало решений которой положено работами
Герца и которая непрерывно развивается и дополняется новыми решениями
на протяжении последних 80 лет.
Ранние решения контактной задачи теории упругости, в том числе и
решение так называемой задачи Герца, предполагали отсутствие явлений
трения на контактируемых поверхностях, и, следовательно, использовать
их для установления связи между трением на поверхности контакта и
общим сопротивлением качению не представляется возможным.
В последующих решениях контактной задачи начали учитывать трение
на контактируемых поверхностях, но только в целях уточнения напряжен-
ного и деформированного состояний материала в районе и в окрестностях
силового контакта упругих тел. Только в отдельных работах, выполненных
в этой области в последние годы, например И.Г. Горячевой, анализируется
напряженное состояние вблизи контакта с действием сил трения на
поверхности и с сопротивлением качению. Хотя анализ ограничен
условиями плоской контактной площадки,т.е. неучитывается фактическая
кривизна поверхности пятна контакта.
Трение качения
199
Трение и микроперемещения на поверхности упругих тел, находящихся
в состоянии взаимного обкатывания, являются весьма важными фактора-
ми, определяющими общее сопротивление качению. Однако кроме трения
на рабочих поверхностях, общее сопротивление качению зависит еще от
ряда факторов, наличие которых может существенно изменить условия
качения.
Следует отметить, что к настоящему времени разработан ряд теорети-
ческих положений и высказано несколько гипотез, по-разному объясняю-
щих природу и причины сопротивления качению. Некоторые гипотезы
базируются на совершенно различных внешних условиях, в которых
протекает процесс качения, в результате чего получаются соответственно
различные представления о доминирующем влиянии той или иной
причины.
4.9.3. ТРЕНИЕ КАЧЕНИЯ В УСЛОВИЯХ АТМОСФЕРНОГО
И ПРОИЗВОДСТВЕННОГО ВОЗДЕЙСТВИЯ
Частным и широко распространенным случаем взаимодействия твердых
тел является трение качения в^злах трения машин, работающих в условиях
окружающего индустриального воздействия. К ним относятся ходовые
части железнодорожного, городского и промышленного подвижного
состава и рельсов, автомобилей и дороги, опоры в прокатных станах и
грузоподъемных машинах с направляющими и т.п. Это чащевсего средние,
крупные и очень крупные детали, работающие при разных скоростях
вращения в условиях очень напряженного контакта. В зависимости от
условий эксплуатации машин их поверхности трения могут значительно
менять свои механические и фрикционные свойства.
К работе узла трения качения предъявляют требования по реализации
умеренного постоянного сопротивления качению и ограниченного
(возможно меньшего) износа деталей машин. Так, паре трения колесо -
рельс в соответствии с первой триадой внешнего трения И.В. Крагельского
свойственно наличие обычного фрикционного процесса с деформацией,
тепловым воздействием, разрушением, изменением свойств поверхности
и отделением частиц поверхностного слоя, а также взаимодействие с
воздухом, парами жидкости (воды и смазочных материалов), гидрозолями,
твердыми аэрозольными частицами разной природы и материалами,
заносимыми в зону трения (твердыми и жидкими) с прилегающих к паре
трения поверхностей. Как показал Ю.М. Лужнов, большую роль на
образование специфических поверхностных слоев подобных поверхностей
трения оказывают свободная поверхностная энергия трущихся тел,
молекулярные силы, адсорбция, физические и химические процессы,
способные протекать в зоне трения в десятки и более раз быстрее, чем на
свободных от трения поверхностях твердых тел, трибомутационные
процессы н др.
200
Глава 4. Трение твердых тел
Под действием большого градиента напряжений в зоне контакта
реальных тел, вызванных как микрогеометрией контактирующих тел, что
обычно определяется при аналитических исследованиях, так и шерохова-
тостью реальных тел, достигающей в условиях эксплуатации пар трения
десятков микрон и более, во впадинах н отчасти даже на выступах
поверхностей трения образуются специфические по составу и свойствам
высокодисперсные слои загрязнения. Толщина этих слоев колеблется от
1 до 30 мк (микрон). На участках пути, по которому происходит качение
с достаточно стабильным движением транспортных средств, всегда
находятся практически однородные по составу твердые частицы (частиц
износа трущихся тел и других веществ, заносимых в зону трения). Наиболее
вероятный их размер порядка 1 мк и меньше. Содержание жидкой фазы
(воды, сконденсировавшейся и выпавшей из атмосферы, смазочного
материала и других веществ) в дисперсном слое загрязнения в эксплуатаци-
онных условиях меняется от 1 до 30 % и более (всего объема загрязнения).
В зависимости от содержания жидкой фазы в поверхностном загрязнении
структурно-реологические свойства слоя, разделяющего трущиеся тела
качения, могут меняться как от свойств, присущих твердым телам (за счет
действия капиллярных сил между твердыми частицами, способными
упрочнять поверхностный слой с силой сжатия эквивалентной 3 МПа и
более), при частичном заполнении пор поверхностного загрязнения
жидкостью, придавать ему свойства, присущие пастообразным материалам
с присущими для них вязкостью и предельным напряжением сдвигу. При
дальнейшем увеличении жидкой составляющей на поверхности трущихся
тел происходит приближение свойств поверхностных коллоидных
загрязнений к свойствам жидких тел.
На структурно-реологические свойства поверхностного слоя загрязне-
ния влияние оказывают размер и материал твердых частиц, толщина слоя
загрязнения и теплота, генерируемая в зоне трения тел качения.
В общем случае при обычных условиях на характер взаимодействия
между частицами поверхностного загрязнения твердых тел качения
действуют молекулярные силы FM0J1, электростатические F3n, электромаг-
нитные F3M, капиллярные /гкап и расклинивающие силы (см. гл. 3).
В результате имеем силу трения
“ ^иол + + ^эм + ^ил + ^раскл (4.112)
Наибольшее влияние на изменение сил взаимодействия между
частицами поверхностного слоя в эксплуатационных условиях, как
показали экспериментальные исследования, оказывают капиллярные си-
лы. Наиболее значительно (в 1,2 - 1,5 раза больше по сравнению с
объемными) они проявляются на границе раздела твердое тело - слой
поверхностного загрязнения.
В общем случае (рис. 4.39) сила трения между колесом (роликом),
перекатывающимся по поверхности рельса (плоскости), покрытой слоем
Трение качения
201
Рис. 439. Модель фрикционного взаимо-
действия в условиях атмосферного и
производственного воздействии;
I и 2 - твердое тело и контртело; 3 -
поверхностное дисперсное загрязнение;
4- окружающая среда (атмосфера)
загрязнений, складывается^ из
компонентов: <
Л = + Лиеп + (4.113)
где FTT- составляющая сил тре-
ния, формирующаяся на высту-
пах неровностей твердого тела;
ГД11СП “ составляющаяся сил тре-
ния, формирующаяся в диспер-
сной среде; Гдеф - деформацион-
ная составляющая более мягкого
материала.
В развернутом виде выраже-
ние (4.101) приобретает следую-
щий вид:
Рис. 4.40. Характер изменении коэффициента
трения в контакте твердых тел, покрытых диспер-
сны м слоем от степени его увлажнения (p/ps -
упругость водяного пара среды, а - количество
капельной влаги в слое):
а - при положительных температурах; б - при
отрицательных температурах; в-виды контакти-
рования, соответствующие зонам увлажнения;
I-VI - зоны увлажнения с характерными свой-
ствами слоя загрязнения
F, = « + ЛКт + К
- (Ас + Л)]-гдаш + F^, (4.114)
где Ла - номинальная площадь контакта; Ас и Аг - контурная и истинная
площади контакта твердых тел; тт т - удельная сила трения твердых тел;
Тдисп - удельная сила трения дисперсного слоя (поверхностного загрязне-
ния).
При положительных температурах и при перекатывании ролика (колеса)
по плоскости (рельсу), покрытых слоями поверхностного и мелкодиспер-
сного загрязнения, в зависимости от количества находящейся в нем
жидкости (влаги) в значительной степени меняется предельное напряжение
сдвигу и вязкость дисперсной системы (поверхностного загрязнения). В
этом случае до появления капиллярной конденсации жидкости (влаги) в
поверхностном загрязнении сила сопротивления сдвигу в дисперсном слое
определяется силами молекулярного, электростатического и электромаг-
нитного взаимодействий, а результирующая этих взаимодействий
определяется некоторой величиной /"дисп (см. рис. 4.40, зона I). С момента
202
Глава 4. Трение твердых тел
начала капиллярной конденсации к действующим силам (см. рис. 4.39)
добавляются силы капиллярного воздействия и расклинивающего действи.
Поэтому сила взаимодействия между частицами и частицами с твердым
телом возрастает, и составляющая силы £.ип увеличивается (рис. 4.40,
зона II).
С заполнением порового пространства в поверхностном загрязнении
жидкостью, вязкость и его предельное напряжение сдвигу падают. Слой
поверхностного загрязнения приобретает свойства пластообразного тела
н согласно Б.В. Дерягину и Л.И. Котовой с набегающей стороны
перекатывающего колеса (ролика) создается валик. Там возникает давление
р и разгрузочная сила R, которые могут быть определены по формулам:
„ r I 12-qv . 30 .
Р = ср| ~7==р 7^
I ^й03а
(4.115)
R = CJ + ?R" (4 H6)
Ч Лоа 2a )
где а - коэффициент формы; R' и R“ - приведенные грузоподъемности;р'
и р" - приведенные давления; Ср - коэффициент, учитывающий свойства
среды; г] - коэффициент вязкости; 0 - предельное напряжение сдвига; й0 -
минимальная толщина слоя жидкости; v - скорость поступательного
движения.
Разгрузочная сила R способна приподнять колесо (ролик) над слоем
дисперсного загрязнения и перевести режим трения между колесом и
рельсом (валиком и плоскостью) из граничного в квазигидродинамический
режим. В результате этого сила трения между колесом и рельсом резко
падает (см. рис. 4.49, зона III). При последующем увлажнении поверхнос-
тного загрязнения сопротивление его сдвигу и вязкость продолжают
падать, снижается и давление в набегающем валике р и разгрузочная сила
R. Перекатывающееся тело опускается на плоскость (колесо на рельс) и
режим трения возвращается в граничный, а само трение между перекатыва-
ющимися телами возрастает (рис. 4.49, зона IV).
В области отрицательных температур капиллярные и расклинивающие-
ся силы отсутствуют, так как жидкость (вода, в том числе и сконденсиро-
вавшаяся в поверхностном загрязнении) чаще всего замерзает и теряет
присущие ей при положительных температурах свойства. Поэтому от нуля
увлажнения и до появления точки росы количество сконденсированной
в слое загрязнения жидкости в случае выделения в зоне контакта теплоты
трения бывает недостаточно для существенного изменения свойств
поверхностного загрязнения, и уровень трения в этих условиях не меняется
(рис. 4.49, зона V). В области увлажнения, превышающей точку росы, на
поверхностях трения образуется уже большое количество влаги и под
Трение качения
203
действием теплоты трения в зоне трения появляется жидкая прослойка,
поэтому трение резко падает (рис. 4.49, б, зона VI). Режима трения вновь
становится квазигидродинамическим со свойственными ему особенностями
в присутствии дисперсной системы. Существенное изменение процессов,
происходящих в зоне трения запыленных твердых тел, способна вызвать
генерируемая теплота при трении. В общем случае количество теплоты,
выделяющейся в зоне трения перекатывающихся тел, определяется
мощностью теплоиого источника, оцениваемой уровнем исходного
фрикционного состояния трущейся пары - коэффициентом трения /
нормальной нагрузкой Ри скоростью относительного скольжения твердых
тел v0TH.
W = f Pv .
т 'ота
Температура нагреваний трущихся тел зависит от теплофизических
свойств материала и состава'поверхностного загрязнения, от конструкции
и режимов нагружения трущейся пары. В реальных условиях работы узлов
трения их температура на контурной площади может меняться от
нескольких десятков до нескольких сотен градусов по Цельсию.
Под действием выделяющейся теплоты жидкость может испаряться
частично или полностью, а также менять свое фазовое состояние. Это
неминуемо сказывается и на физико-механических свойствах как самих
поверхностей твердых тел, так и твердых составляющих поверхностных
загрязнений. При этом меняется их свободная поверхностная энергия, сила
и характер взаимного молекулярного взаимодействия, скорости протека-
ния химических реакций и, в конечном счете, структурно-реологические
характеристики поверхностей трущихся твердых тел и разделяющего их
поверхностного загрязнения. Выделяющаяся в зоне трения теплота может
повлиять как на сам механизм (режим) трения, так и на его величину, и
износостойкость трущихся тел.
В качестве примера можно привести процессы, происходящие в зоне
контакта железнодорожного колеса и
рельса, материал которых - пружин-
ная сталь, а поверхностные загрязне-
ния состоят из высокодисперсных
оксидов частиц износа металла, крем-
ния, алюминия, кальция и других
веществ. В зависимости от режима
нагружения контурная температура в
зоне трения может изменяться от
десятков до 700 °C. В зависимости от
уровня температуры в большом диа-
пазоне меняются механические свой-
ства контактирующих материалов и
слоя загрязнения (рис. 4.41), коэффи-
Е,
МЛя
О
Рис. 4.41. Изменение коэффициента трении
/т запыленного тела (7), модуля упругости
Е металла колеса и рельса (2) и поверхнос-
тного слоя загрязнения (5) от температу-
ры О
204
Глава 4. Трение твердых тел
циент их тренияи механизмы фрикционного взаимодействия. Наиболь-
шие коэффициенты трения (сцепления) колеса с рельсом, необходимые для
более успешного ведения поездов, наблюдаются при температурах
400...450 °C. До этой температуры фрикционные процессы развиваются
преимущественно в слое поверхностного загрязнения, так как механические
свойства металла еще достаточно высокие, а механические свойства
поверхностного загрязнения еще не сильно возросли. С повышением
температуры происходит значительное увеличение механических свойств
поверхностного загрязнения, а механические свойства металла существен-
но, почти на порядок, падают. Все сдвиговые процессы происходят уже
в металле. Реализуется уже отрицательный градиент напряжений в зоне
трения, уровень сцепления колес с рельсами резко падает и активно
изнашивается их материал.
Таким образом, промежуточные дисперсные слои (поверхностные
загрязнения), образующиеся на твердых перекатывающихся телах в
условиях атмосферного и производственного воздействия, способны
сильно влиять на реализацию силы трения и переводить режим трения
между перекатывающимися телами и плоскостью из граничного в
квазигидродинамический. При этом сильно меняется сила трения между
ними и их интенсивность изнашивания. Неприменным условием для
наилучшего использования узлов трения становится тщательный контроль
за тепловыми процессами, развивающимися в их зоне трения.
Многие характерные особенности трения качения колеса по рельсу при
наличии специфических слоев загрязнений на контакте проявляются также
при трении качения со скольжением во время работы открытых зубчатых
передач, а также при чистом скольжении твердых тел. Например, это часто
имеет место при работе фрикционных пар в тормозах и муфтах сцепления,
используемых в обычных атмосферных условиях без защитных кожухов.
Список литературы
I. Геккер Ф.Р. Динамика машин, работающих без смазочных материалов в узлах трения.
М.: Машиностроение, 1983. 280 с.
2. Демкии Н.Б. Контактирование шероховатых поверхностей. М: Наука, 1970. 266 с.
3. Костерки Ю.И. Механические автоколебания прн сухом треиии. М: Изд-во АН СССР,
1960. 212с.
4. Михнн Н.М. Внешнее трение твердых тел. М.: Наука, 1977. 230 с.
5. Ишлинский А.Ю. Механика. Идеи, задачи, приложения. М.: Наука, 1985. 624 с.
6. ПииегииС.В. Трение качения в машинах и приборах. М.: Машиностроение, 1976. 312 с.
7. Шустер Л.Ш. Адгезионное взаимодействие твердых металлических тел. Уфа: Гилем,
1999. 199 с.
Глава 5
ИЗНАШИВАНИЕ ТВЕРДЫХ ТЕЛ
5.1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ.
КЛАССИФИКАЦИЯ ВИДОВ ИЗНАШИВАНИЯ
Под изнашиванием понимают процесс разрушения и отделения
материала с поверхности твердого тела или накопления его остаточной
деформации при трении, проявляющийся в постепенном изменении
размеров и формы тела. ।
Износ есть результат изнашивания, определяемый в единицах длины,
объема, массы. Износ деталей и узлов трения приводит к ухудшению
функциональных показателей машины и, как правило, регламентирует ее
ресурс. В результате износа нарушается кинематическая точность
механизмов, снижается производительность, уменьшается прочность
деталей, увеличиваются расходы на ремонт машины, затраты энергии на
производство конечной продукции, появляются не предусмотренные
расчетом дополнительные нагрузки, вибрация, шум.
Термины и определения в области изнашивания регламентированы
ГОСТ 27674-88 "Трение, изнашивание и смазка". Количественно
изнашивание характеризуется скоростью изнашивания у- отношением
значения износа ДЛ к интервалу времени t, в течение которого он возник,
или интенсивностью изнашивания I-отношением износа ДЛ к обусловлен-
ному пути L, на котором происходило изнашивание, или к объему
выполненной работы. Различают мгновенную (в определенный момент
времени) и среднюю скорость изнашивания (за определенный интервал
времени).
Под износостойкостью понимают свойство материала оказывать
сопротивление изнашиванию в определенных условиях трения, оценивае-
мое величиной, обратной скорости или интенсивности изнашивания.
Значения износостойкости на практике колеблются в широких пределах
103...1013. Установлены десять классов износостойкости изделий
(табл. 5.1) - от 3 до 12 в соответствии с показателем степени.
206
Глава 5. Изнашивание твердых тел
5.1. Классы износостойкости
Класс Износостойкость Класс Износостойкость
3 1О3...1О4 8 108...109
4 1О4...1О5 9 ю’...1О10
5 1О5...1О6 10 10lo...10n
6 1О6..1О7 11 io‘'...io12
7 1О7...1О8 12 1012... 1013
Классы износостойкости типовых трибосопряжений даны в табл. 5.2.
5.2. Износостойкость типовых трибосопряжеиия
Узел трения Класс
Цилиндропоршиевая группа автомобиля 12... 11
Цилиндропоршиевая группа компрессора 10
Направляющие токарного стайка 10...9
Колодочный тормоз 1...6
Дисковый тормоз 10...6
Подшипники скольжеиня 8...5
Зубчатые мелкомодульные передачи 8...5
Резцы 8
Калибры 11... 10
Ввиду сложности процессов, протекающих в поверхностных слоях
твердых тел при изнашивании, различия условий и режимов работы узлов
трения и причин изнашивания невозможно предложить строгие единые
классификационные признаки всего многообразия процессов изнашивания.
Наибольшее распространение получила следующая классификация
видов изнашивания по характеру воздействия на поверхность трения и
протекающих на ней процессов при эксплуатации машин:
механическое изнашивание - абразивное; гидроабразивное (газоабра-
зивное); гидроэрозионное (газоэрозионное); кавитационное; усталостное;
изнашивание при фреттинге; изнашивание при заедании;
Основные понятия
207
коррозионно-механическое - окислительное; изнашивание при
фреттинг-коррозии; электроэрозионное.
Под механическим изнашиванием понимают изнашивание в результате
механического воздействия, в отличие от коррозионно-механического
изнашивания, при котором механическое воздействие сопровождается
химическим и (или) электрическим взаимодействием материала со средой.
К механическому изнашиванию относят абразивное изнашивание, при
котором изнашивание материала происходит в результате в основном
режущего или царапающего действия твердых частиц. Такими частицами
могут быть микровыступы более твердой сопряженной поверхности,
твердые частицы грунта, обрабатываемой породы, металлической стружки,
оксидной пленки, песка и т.д., попавшими в контакт сопряженных деталей.
Твердые частицы могут находиться в закрепленном или свободном
состоянии. ‘
При гидроабразивном (^азоабразивном) изнашивании абразивное
изнашивание происходит 6 результате действия твердых частиц,
увлекаемых потоком жидкости.
Гидроэрозионное (газоэрозионное) изнашивание — изнашивание
поверхности тела под воздейетвием потока жидкой или газовой среды.
Усталостное изнашивание - механическое изнашивание в результате
усталостного разрушения при повторном деформировании микрообъемов
материала поверхностного слоя. Этот процесс имеет скрытый латентный
период, вследствие которого происходит накопление повреждений внутри
материала. Типичным представителем усталостного изнашивания является
питтинг, возникающий при трении качения в шариковых и роликовых
подшипниках, опорно-поворотных устройствах, катках, вращающихся
бондажах и т.д.
Кавитационное изнашивание возникает при перемещении потока
жидкости относительно поверхности твердого тела в случае разрыва
сплошности этой жидкости, образования каверн, заполненных газом
(паром), и последующего захлопывания каверн вблизи поверхности с
большой скоростью. При этом ударные волны многократно воздействуют
на участок поверхности и приводят к усталостному разрушению последней.
Изнашивание при фреттинге имеет место при малых многократных
колебательных относительных перемещениях сопряженных деталей.
Изнашивание при схватывании (заедании) возникает в результате
локального соединения двух твердых тел вследствие действия молекуляр-
ных сил, последующего глубинного вырывания материала с одной
поверхности и переноса его на другую. Этот вид изнашивания имеет место
при сухом трении, при разрыве масляной пленки, обнажении и взаимоде-
йствии ювенильных поверхностей материалов. При скольжении схватыва-
ние на локальных участках может распространяться на большие площади
контакта, вызывая глубинное вырывание материала, задир и заедание узла
трения. Последнее может завершиться прекращением относительного
движения деталей.
208
Глава 5. Изнашивание твердых тел
Окислительное изнашивание - вид коррозионно-механического
изнашивания, при котором главную роль играют химические реакции
материала с кислородом воздуха или окислительной средой и механические
свойства образовавшихся иа поверхности оксидных пленок. Оксидные
пленки в ряде случаев защищают металл и предотвращают схватывание.
При трении в условиях смазки металлическая поверхность окисляется
кислородом, растворенным в масле. Оксидные пленки, постепенно
разрушаясь, истираются, продукты износа удаляются с маслом. Затем
пленка образуется вновь. Таким образом, окислительное изнашивание
представляет собой процесс изнашивания непрерывно возобновляемых
оксидных пленок.
Изнашивание при фреттинг-коррозии-вид коррозионно-механическо-
го изнашивания соприкасающихся тел при вибрации. В результате
вибрационного воздействия происходит усталостное разрушение
поверхностных слоев материала, их окисление, абразивное воздействие
на поверхность твердых продуктов окисления. На характер и интенсив-
ность этого вида изнашивания влияют одновременно механические
процессы деформирования поверхностей и электрохимические процессы
взаимодействия с окружающей средой, взаимоинтенсифицирующие друг
Друга.
Общепринятая классификация не является строгой и не включает многие
виды разрушения поверхностей при трении, например, водородное
изнашивание, изнашивание при избирательном переносе и др. Разнообра-
зие режимов эксплуатации, в том числе ударных нагрузок на поверхность
трения, могут существенно изменять характер абразивного и других видов
изнашивания.
5.2. ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ИЗНАШИВАНИЯ
Изменение размеров деталей при изнашивании происходит неравномер-
но по поверхности трения и непостоянно во времени. Изменение износа
во времени упрощенно характеризуется кривой изнашивания. В зависимос-
ти от свойств материалов, режимов и условий работы детали или узла
трения кривые изнашивания И(Г) имеют разный вид (рис. 5.1). Скорость
изнашивания в каждый момент времени оценивается углом наклона кривой
изнашивания.
На кривой изнашивания 1 можно выделить участки: приработки I,
изнашивания с постоянной скоростью //до предельного износа [И] узла
трения и форсированного изнашивания III. На кривой 2 отсутствует
участок форсированного изнашивания в конце эксплуатации узла трения.
На кривой 3 практически отсутствует участок приработки. Последний
случай характерен, например, для изнашивания рабочих органов
строительно-дорожной техники. В некоторых случаях приработка детали
может происходить в течение всего срока ее службы, если скорость
изнашивания мала, вплоть до выхода детали из строя (кривая 5). Возможны
и другие виды кривых изнашивания (см. кривую 4).
Теоретические основы разрушении
209
Рис. S.1. Кривые изнашивании поверхностей
трении
Рис. 5.2. Изменение износостойкости И во
времени t партии деталей
Изнашивание партии одноименных деталей в одинаковых машинах
носит ярко выраженный случайный характер, обусловленный вероятнос-
тной природой контакта шероховатых поверхностей, разбросом свойств
конструкционных и смазочных материалов, полем допусков на изготовле-
ние, погрешностями монтджа, широким спектром эксплуатационных
нагрузок, скоростей, условий работы (флуктуаций мощности машины,
технологических сопротивлений, реакции грунта, рельефа дороги и т.п.).
Распределение случайной величины износа в процессе изнашивания (как
случайного процесса) является асимптотически нормальным.
Вероятностный характер изнашивания описывается плотностью
вероятности ресурсного показателя P(0|#=Constи плотностью вероятности
износа Р(И)\I=const партии деталей (рис. 5.2). Большой разброс износа
одноименных деталей делает затруднительной достоверность детерминис-
тических моделей, описывающих процессы изнашивания.
5.3. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ РАЗРУШЕНИЯ
ПОВЕРХНОСТЕЙ ТРЕНИЯ
Решение вопросов выбора направлений работ по борьбе с износом,
конструирование деталей и узлов трения, обеспечивающих требуемый
ресурс техники, выбор оптимальных сочетаний конструкционных и
смазочных материалов, целенаправленный синтез новых материалов для
деталей и узлов трения невозможны без знания теоретических основ
разрушения поверхностей твердых тел при трении.
Изнашивание, или разрушение поверхности при трении, происходит
при контактном взаимодействии сопряженных деталей (или детали с
внешней средой) и при их относительном движении. Являясь разновиднос-
тью разрушения твердых тел, изнашивание существенно отличается от
объемного разрушения, что обусловлено следующими его особенностями.
Деформационные процессы при трении протекают в тонких приповер-
хностных слоях материалов, характеризующихся высокой степенью
нерегулярности строения вследствие рельефа поверхностей, несовершенства
210
Глава 5. Изнашивание твердых тел
кристаллического строения, наличия большого количества дефектов,
наличия различных химических соединений материалов с окружающей
атмосферой и адсорбционных слоев молекул окружающей атмосферы.
Разрушение происходит в пограничном слое, характеризующемся
разрывом скорости в пограничном материале и интенсивным массо- и
теплообменом. Пограничный слой, формирующийся в процессе трения,
по свойствам существенно отличается от свойств взаимодействующих
материалов. Продукты разрушения не всегда могут покинуть область
контакта и продолжают участвовать в сложном процессе формирования
пограничного слоя.
Известные представления о процессах объемного разрушения, как о
движении дислокаций, зарождении микротрещин, образовании и росте
магистральной трещины, оказываются недостаточными для описания
процессов изнашивания. Рассмотрим формирование, изменение и
разрушение фрикционного контакта двух твердых тел.
5.3.1. МОДЕЛЬ РАЗРУШЕНИЯ ФРИКЦИОННОГО КОНТАКТА
Фрикционный контакт характеризуется следующими свойствами.
Фактический контакт поверхностей имеет место в дискретных точках
соприкосновения отдельных микронеровностей. Суммарная площадь пятен
контакта незначительна по сравнению с номинальной площадью
поверхности контакта. Контакт микровыступов случаен.
При относительном перемещении деталей происходит разрушение
контакта одного сочетания микровыступов в данных точках, после чего
в контакт вступают случайно совпадающие другие микровыступы,
испытывающие также сложное напряженно-деформированное состояние
под действием нормально приложенной нагрузки и движущихся сил,
затрачиваемых на преодоление сил трения. Распределение этих сил по
микроконтактам также случайно и неравномерно. Напряжения в контакте
микровыступов соизмеримы с пределом текучести материала. Деформации
на некоторой глубине материала упругие (деталь в целом при нормальном
режиме трения пластически не деформируется).
Для описания деформированного состояния и процесса разрушения
фрикционного контакта по аналогии с объемным разрушением твердых
тел рассмотрим модель жестко пластического тела. Согласно условию
пластичности Треска - Сен-Венана пластическая деформация тела
возникает, когда максимальные касательные напряжения достигают
некоторого предельного значения
х = к,
где к = оч/2 - константа текучести; от - предел текучести при одноосном
растяжении.
Фрикционный контакт при внешнем трении состоит из пограничного
и подповерхностного слоев (рис. 5.3). Пограничный слой охватывает
Теоретические основы разрушения
211
Рис. 5.3. Схема фрикционного контакта иа микроуровие:
/-пограничный слой;//-поверхностный слой; вероятность разрыва скорости в слое;
/ - границы фактического контакта
области пластически деформированного материала, в котором реализуется
сдвиг (разрыв скорости) одной детали относительно другой. Пограничный
слой характеризуется большой пористостью, обусловленной наличием
дефектов (микротрещин, вакансий, дислокаций, внедренных атомов).
Сдвиг реализуется не поюдиой, а по ряду плоскостей скольжения,
касательные напряжения на которых достигли предела текучести материала
пограничного слоя. С увеличением дислокаций в поверхностном слое
сопротивление их скольжению увеличивается, что приводит к деформаци-
онному (а в случае трения - фрикционному) упрочнению. Вследствие этого
в пограничном слое появляются напряжения растяжения.
Таким образом, пограничный слой можно рассматривать согласно
И.В. Крагельскому как некоторое третье тело, состоящее из материала,
находящегося в состоянии пластического течения. Структура этого тела
сложна и непостоянна во времени. Стационарное состояние пограничного
слоя представляется как динамическое равновесие процессов разрушения
и восстановления атомно-молекулярных связей частиц диспергированной
среды, сопровождаемое потерей массы (выносом из зоны контакта
диспергируемого материала) и рассеянием энергии.
Роль подповерхностного слоя заключается в перераспределении
локальных, действующих со стороны пограничного слоя, нагрузок на
нижележащие слои материала, и диссипации энергии, генерируемой в
поверхностном слое в процессе пластического сдвига. Материал подповер-
хностного слоя находится в состоянии упругой или упруго-пластической
деформации. Под действием нестационарных случайных нагрузок со
стороны пограничного слоя материал подповерхностного слоя испытывает
знакопеременные нагрузки сжатия - растяжения.
Процесс изнашивания фрикционного контакта представляется следую-
щим образом. Непрерывное разрушение и восстановление микрообъемов
вещества в пограничном слое в результате пластического деформирования
приводит к разрыхлению вещества (диспергированию) и выносу
разрыхленного вещества из зоны контакта. Замедлению восстановительных
212
Глава 5. Изнашивание твердых тел
процессов способствует адсорбционно-химическое взаимодействие
разрыхленной структуры с внешней средой.
При небольших нагрузках на трибосопряжение пограничный слой
ограничивается микроскопическими пятнами фактического контакта,
которые концентрируются на контурных площадях контакта. Наибольший
масштаб дефектов его структуры ограничен субмикропорами. Соот-
ветственно отделяемые частицы износа имеют небольшие (менее 1 мкм)
размеры.
При больших нагрузках в пограничный слой втягиваются более
глубинные слои материала, ограниченные контурной площадью контакта
и характеризующиеся дефектами низшего порядка (микропорами). При
этом размер отделяемых частиц увеличивается скачкообразно больше чем
на порядок.
Образование фрагментов изношенного материала происходит через
определенное многократное число взаимодействий, т.е. процесс по
И.В. Крагельскому носит усталостный характер. >
Релаксация напряжений в поверхностном слое в процессе пластического
сдвига позволяет существенно снизить напряженное состояние подповер-
хностных слоев и уменьшить износ. Пластифицирование достигается
составом (например, включением мягких компонентов), структурой
материала, действием поверхностно-активных веществ, антифрикцион-
ными покрытиями, модифицированием поверхности термохимическими
методами.
Поверхностный слой находится в поле более высокого силового
воздействия от внешних сил по сравнению с подповерхностным. Между
слоями постоянно протекают тепло-, массообменные процессы. Разрыхле-
ние и последующее разрушение подповерхностного слоя приводит к
втягиванию в поверхностный слой продуктов изнашивания подповерхнос-
тного слоя.
Одним из механизмов массообменного процесса между слоями является
ротационный механизм. За движущимся микровыступом возникают
растягивающие напряжения. В том случае, если эти напряжения превышают
предел текучести материала, появляется микротрещина (рис. 5.4).
Происходит перераспределение напряжений, и фрагменты деформирован-
ного слоя превращаются в "катки". Такие катки называют молями. Под
Рис. 5.4. Схемы ротации материала в микрокоягвкте
и образования моля
действием сил при качении
они приобретают сферичес-
кую форму и, перекатываясь,
разрыхляют подповерхнос-
тные слои материала.
В зависимости от соотно-
шения сил, радиуса частиц,
свойств материала моль мо-
жет перекатываться, либо
закрепляться на одной из
Теоретические основы разрушения
213
поверхностей и скользить по другой, либо пластически деформироваться
и "намазываться" на поверхность. При перекатывании происходит
дальнейшее диспергирование моля. При движении часть частиц выносится
за пределы области контакта, т.е. происходит изнашивание поверхности.
53.2. КИНЕТИКА РАЗРУШЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ
Разрыхление материала при трении может служить мерой его прочности
и износостойкости. Обозначим объем разрыхляемого материала V. При
достижении критической величины материал, попадая в зону действия
растягивающих напряжений, отделяется, происходит его диспергирование.
Отделение или разрушение наступает тогда, когда напряжения больше
сопротивления оставшихся в плоскости действия этих напряжений молекул
разрыхленного матери ала. величина Ккр, таким образом, зависит от
напряжений. Учитывая вероятностный характер напряжений, величина
Ккр также имеет вероятностный характер.
По аналогии с мерой повреждения при объемном разрушении введем
понятие меры повреждения при изнашивании:
n = -L
Кинетическое уравнение повреждения материала при трении -
дифференциальное соотношение вида
dll 1 dV da т/ I
— =-------------- Ф а, —, V, t . (5 n
dt dt \ dt j
В общем случае функция Ф зависит от интенсивности напряжений о, ее
производной по времени, накопленных повреждений V, обусловленных
предысторией поверхностного слоя, и времени t. В общем виде функция
повреждения может быть представлена в виде
П = ff(t - т)<р(а)Ж.
О
(5.2)
Если в процессе изнашивания распределение поверхностных сил не
меняется во времени, а время работы превышает начальный период
разрыхления материала, то скорость изнашивания можно аппроксимиро-
вать степенным выражением вида
I = кч”Ря,
где - скорость скольжения; Р - нагрузка; т, п - показатели степени.
214
Глава 5. Изнашивание твердых тел
Это выражение для определения скорости изнашивания рекомендуется
многими специалистами (И.В. Крагельским, М.М. Хрущевым, Ю.Я. Изак-
соном, М.М. Тененбаумом, М.В. Коровчинским и др.). Оно получено в
результате модельных и натурных экспериментов, поэтому автоматически
учитывает изменение коэффициента трения и влияние теплоты на процесс
изнашивания. Приведенные выражения используются для расчета износа
различных узлов трения.
5.3.3. МОДЕЛЬ УСТАЛОСТНОГО РАЗРУШЕНИЯ ПОВЕРХНОСТЕЙ
ПРИ ИЗНАШИВАНИИ
Интенсивность усталостного изнашивания материала
ДА
L
ACL
А,
i—-
(5-3)
где ДА - толщина изношенного слоя; L - путь трения; ДР^ - контурный
объем изношенного материала; Ас - контурная площадь поверхности
контакта; Аг - площадь фактического контакта; i - удельный износ,
представляющий собой фактический объем изношенного материала Д VT,
деленный на площадь фактического касания и отнесенный к пути трения,
равному диаметру пятна касания </; i = Д У^АГ.
Фактический объем изношен-
ного материала связан с объемом
деформируемого при трении
материала ^равенством
ДГГ = V, In,
Рис. 53. Построение кривой опорной поверхности Где П — ЧИСЛО ЦИКЛОВ ВЗДИМО-
к определению объема деформируемого материала действия, Приводящее К разруше-
нию объема Д Vr.
Согласно рис. 5.5 принимаем объем деформируемого материала равным
объему внедренных микронеровностей:
л*
Vr = Ardh
о
й’
=
о
А
Атах
dh =
А*
v + 1
Аг,
(5-4)
Теоретические основы разрушения 215
где h - максимальное абсолютное внедрение микронеровностей твердого
тела; Ятпах - максимальная высота микронеровности; b и v - параметры
кривой опорной поверхности, начальный участок которой аппроксимиро-
ван степенной функцией;
Подставляя (5.4) в (5.3), получаем
Фактическая площадь касания Аг и максимальная глубина внедрения
h* зависят от упругопластичешских свойств материалов, формы и распреде-
ления микронеровностей, нагрузки.
Число циклов п до разрушения зависит от свойств материалов. Для
упругих материалов
и = (а01а)'г.
где о0 - константа, имеющая физический смысл прочности при однократ-
ном нагружении; а - действующее напряжение; t - коэффициент,
характеризующий усталостные свойства материала.
При пластическом контакте имеет место малоцикловая усталость и
« = (Егр/е)''>
где екр - относительное удлинение, соответствующее разрыву образца при
однократном растяжении; е - действующее относительное удлинение; tn -
коэффициент, определяющий усталостные свойства материала в условиях
малоцикловой усталости.
Определение значений AJi , а, ей подстановка их в выражение (5.5) дает
громоздкие и малопригодные для инженерных расчетов выражения, однако
позволяет качественно определить влияние различных параметров на
интенсивность изнашивания материалов (табл. 5.3).
При микрорезании отделение материала происходит за счет снятия
стружки с поверхности микронеровностями более твердого контртела или
абразивной частицей за один акт взаимодействия (и = 1).
5.3.4. ОСОБЕННОСТИ РАЗРУШЕНИЯ И ФАКТОРЫ,
ВЛИЯЮЩИЕ НА ИЗНАШИВАНИЕ МАТЕРИАЛОВ
Рассмотренная выше картина взаимодействия, изменения и разрушения
поверхностных слоев упругопластичного однородного тела является
216
Глава 5. Изнашивание твердых тел
идеализированной и не учитывает поликристаллического строения
материалов, масштабного фактора, реологии материала, изменения
структуры и свойств поверхностных слоев во времени и по глубине от
поверхности, роли поверхности сопряженной детали, адгезионного
взаимодействия сопряженных поверхностей, адсорбционно-химического
взаимодействия поверхностей со средой, образования вторичных структур,
наличия абразивных частиц и других механических примесей в эксплуата-
ционной среде, широкий спектр различных силовых воздействий
(вибрации, взрывов, ударных нагрузок и т.д.).
В то же время такая идеализация позволяетвскрыть основной механизм
разрушения поверхности при трении, в основе которого лежат деформаци-
онные процессы, протекающие во фрикционном контакте.
5.3. Влияние различных факторов иа износостойкость
материалов при усталостном изнашивании
Фактор Вид разрушения
Усталостное при контакте Микрорезание
упругом пластическом
Физико-химическое состояние по- верхности, темпера- тура Влияет через упруго- прочностные харак- теристики и коэффи- циент трения Влияет через пласти- ческие и прочност- ные характеристики и коэффициент тре- ния Влияет через твер- дость
Коэффициент трения Влияет через темпе- ратуру и величину действующих напря- жений Влияет через темпе- ратуру и величину действующих дефор- маций Не влияет
I-f‘r
Удельная нагрузка Влияет через темпера! фактического контакт напряжения и деформ УРУ трения, площадь а и действующие а пни
где Р = (2v + I)-1 fill l-p ” /-/>
Скорость скольже- ния Влияет через температуру и реологические свойства материалов
Модуль упругости и твердость Влияет через площадь такта н действующие фактического кои- напряжеиия
I - дн*-1 /~р(НВ) 2v I - (НВ)-1
Теоретические основы разрушения
217
Фактор
Шероховатость по-
верхности
Коэффициент уста-
лости
Вид разрушения
Усталостное при контакте Микрорезание
упругом пластическом
Влияет на величину ш шения фрикционной с ющади фактического » вязи 'асания и вид разру-
*0-Р) (Ы) /- tge
R - радиус закруглен»1 микровыступа я вершины микровыст упа; В - угол наклона
I- ,* 1,5.3 Не влияет
К особенностям пластической деформации поверхностных слоев при
трении относятся:
локализация деформаций в тончайших поверхностных слоях;
высокая плотность энергии, генерируемой в этих слоях; физико-
химическая, структурная и термическая активность поверхностного слоя
при трении.
Протекание пластической деформации в поверхностном слое имеет две
стадии: на первой стадии наличие большого количества несовершенств
облегчает движение дислокаций; на второй стадии - взаимодействие
дислокаций при дальнейшей деформации приводит к их самоторможению
и препятствует выходу полос скольжения на поверхность, повышая тем
самым напряжение течения.
Вследствие нарушения структуры кристаллической решетки в результате
механических,термических и химических факторов в материале возникают
внутренние напряжения. Наличие в поверхностном слое растягивающих
напряжений снижает его износостойкость. Управление остаточными
напряжениями осуществляется отпуском, нормализацией и другими
методами термообработки.
Действие инородных тел (частиц) в зоне контакта на процессы
изнашивания при пластическом деформировании неоднозначно и зависит
от размеров и формы частиц, их механических свойств, соотношения
твердости частиц и сопряженных поверхностей. Частицы могут:
принимать участие в формировании поверхностного слоя (третьего
тела), действуя аналогично молям;
разрушаться и дробиться на более мелкие фрагменты под действием сил
в контакте;
шаржировать мягкие поверхности;
резать и пластически деформировать поверхности, существенно изменяя
характер пластического деформирования поверхностных слоев.
218
Глава 5. Изнашивание твердых тел
При определенной геометрии и закреплении частицы в одном из тел
она может работать как резец и срезать с сопряженной поверхности
стружку.
Образование стружки является одним из видов пластического
деформирования материала и происходит путем сдвига участков материала
по линиям скольжения. Материал стружки может выноситься из зоны
контакта в виде продуктов износа или участвовать в последующем
деформационном процессе поверхностного слоя.
Вынос частиц из зоны контакта возможен путем перемещения
(вытеснения) к границе контакта, уноса со смазочным материалом, снятия
частиц при повторном взаимодействии деталей. Время нахождения частиц
в контакте и выноса их из зоны контакта зависит от геометрии узла трения,
коэффициента взаимного перекрытия Квз, кинематики относительного
движения деталей, наличия смазочного материала, полостей для осаждения
продуктов износа.
На формирование напряженно-деформированного состояния
фрикционного контакта большое влияние оказывают факторы силового
воздействия, обусловленные динамикой работы узлов и деталей,
кинематикой сопряжения и формой деталей. Большую роль играют
вибрационные и ударные нагрузки. В узле трения сопряженные детали
находятся в неодинаковых условиях. Пути трения точек поверхностей
контакта сопряженных деталей неодинаковые. Напряженно-деформирован-
ное состояние зависит от формы и соотношения твердостей поверхностей.
В настоящее время нет полного представления о микромеханизмах и
взаимосвязи рассмотренных выше многочисленных факторов Для
описания процессов, протекающих во фрикционном контакте, привлекают-
ся уже известные теории деформирования и разрушения твердых тел,
химических и физических реакций на поверхностях, теории массо- и
теплопереноса, различного рода эффекты (пластифицирования и
охрупчивания, водородного охрупчивания, избирательного переноса
материалов и др.).
Сложность изучения процессов изнашивания заключается в динамике
этих процессов, протекании их в тончайших поверхностных слоях при
трении, в то время как изучение их в основном ведется по результатам в
статике.
Обобщение основных направлений развития взглядов на природу
изнашивания изложено в работах Ф. Боудена и Д. Тэйбора (адгезионно-
деформационная природа изнашивания), И.В. Крагельского и Г. Фляйшера
(усталостная и энергетическая природа изнашивания), Б.И. Костецкого
(физико-химический подход к процессам изнашивания), М.М. Хрущова
и М.М. Тененбаума (абразивная природа изнашивания).
Модель жесткопластического тела оказывается недостаточной для
объяснения природы изнашивания хрупких тел и полимерных материалов.
Изнашивание хрупких материалов. За движущейся микронеровностью
в поверхностных слоях сопряженной детали появляются области
Теоретические основы разрушения
219
растягивающих напряжений, способствующие росту трещин, расположен-
ных перпендикулярно направлению движения. Эти трещины могут расти
с большой скоростью у хрупких тел, а также при ударных нагрузках и
низких температурах, и достаточно медленно у пластических материалов.
Известно, что трещины всегда появляются вдоль плоскости, перпендику-
лярной направлению максимально растягивающего напряжения. Чистое
сжатие при трении не приводит ни к пластической деформации, ни к
образованию трещин, а обусловливает только развитие упругих деформа-
ций.
Вследствие нерегулярности рельефа и строения поверхностного слоя
тела поликристаллического строения напряжения в нем никогда не бывают
однородными. Флуктуации напряженного состояния вызывают рост
трещин в местах, где они не наблюдаются при однородном напряженном
состоянии.
Остаточные напряжениЯ| возникающие в результате технологической
обработки детали, существенно влияют на образование и рост трещин.
Трещина более легко возникает в области, где направление остаточных
растягивающих напряжений совпадает с направлением растягивающих
напряжений, вызванных внешними нагрузками.
Неравномерность пластического течения по глубине слоя может
привести к предельной степени упрочнения на некотором расстоянии от
поверхности и концентрированию в этих слоях дефектов и трещин.
Разрушение материала в таких случаях происходит по схеме отслаивания
(или среза). Отслаивание многих хрупких оксидных пленок и вторичных
структур происходит по указанному механизму при скоплении на нижней
границе пленок достаточного количества дефектов. Изнашивание в таких
случаях носит циклический характер.
В хрупком материале разрушение может произойти по плоскости
максимальных касательных напряжений также путем сдвига без заметного
пластического деформирования. Этому виду разрушения подвержены
кристаллы с ионной или ковалентной связью (минералы, неорганические
соли, хрупкие интерметаллические соединения в сплавах, керамические
материалы, карбиды металлов).
В кристаллах, построенных на металлических связях, разрушения
сдвигом, как правило, не происходит. Однако, учитывая, что площадка
фактического касания поверхностей соизмерима с величиной кристаллита,
в поликристаллических материалах напряженное состояние будет зависеть
оториентации кристаллографических осей кристаллита относительно этой
площадки. При соответствующем расположении кристаллографических
осей может произойти разрушение кристаллита срезом.
В зависимости от свойств кристаллита, межкристаллитной основы,
размеров, формы и ориентации кристаллов могут реализовываться
различные виды деформации и разрушения как самого кристалла, так и
межкристаллитной структуры. В загрязненных металлах имеются слои
хрупких составляющих (например, в чугуне), разрушение которых
происходит путем среза.
220
Глава 5. Изнашивание твердых тел
Изнашивание полнмериых материалов. Специфическое строение
полимерных материалов предопределяет их физическую природу
разрушения и изнашивания. Известно, что полимеры состоят из цепных
молекул, каждая из которых построена чередованием сотен - тысяч
одинаковых или разнотипных звеньев (мономеров). Молекулы могут иметь
линейную или пространственную структуру. Между звеньями мономеров
существуют прочные химические связи, в то время как смежные цепи
взаимодействуют со значительно меньшими силами межмолекулярного
сцепления. Взаимное расположение молекулярных цепей не является
совершенно случайным. Полимерный материал содержит надмолекулярные
образования в виде глобул, пачек цепей, отдельных кристаллитов и т.д.
Принято различать три вида физического состояния полимеров:
вязкотекучее, высокоэластичное, стеклообразное. Для деталей трения
применяют полимеры в высокоэластическом и стеклообразном состояниях.
Особенность высокоэластического состояния - вязкоупругие деформации
при сравнительно малых усилиях. Стеклообразное состояние характеризу-
ется большей жесткостью и значительно меньшей способностью к
эластическим деформациям.
Структура полимерного материала способствует чрезвычайно
неравномерному распределению внутренних сил между отдельными
молекулами. Основную нагрузку несут не более 20 % цепных молекул. В
основе разрушения наиболее нагруженных молекул лежит термофлуктуаци-
онный механизм, при котором некоторые разрушенные связи восстанавли-
ваются, но с ростом нагрузки число актов разрушения превышает число
восстановлений (рекомбинаций). Сопротивление разрушению зависит от
скорости деформирования и температуры.
Согласно термофлуктуационным представлениям о природе разруше-
ния амплитуды колебаний и уровни полной энергии атомов рассматрива-
ются как случайные величины. При достижении энергии выше энергетичес-
кого барьера атом может покинуть занимаемое положение. Время
разрушения обратно пропорционально вероятности достижения атомами
данного энергетического уровня:
, " Ya
'= '°ехр ’ 'ТкГ"
(5.7)
где z0 - константа, имеющая смысл периода колебаний атомов; С/о - энергия
активации разрушаемых связей; о- разрушаемое напряжение; RQ - энергия
теплового движения; у - постоянная, связанная со структурой материала.
На основе этой закономерности предложена и проверена эксперимен-
тально зависимость интенсивности изнашивания полимерных материалов
вида:
Теоретические основы разрушения 221
, , /С ОХ
1 = Zoe*P-------ы----- > <5-8>
< Ки /
где - коэффициент трения.
Для стеклообразного состояния полимеров характерны механизмы
разрушения хрупких тел.
5.3.5. ИЗМЕНЕНИЕ ВИДА РАЗРУШЕНИЯ ПОВЕРХНОСТЕЙ
ПРИ ТРЕНИИ В ЗАВИСИМОСТИ ОТ РЕЖИМОВ ЭКСПЛУАТАЦИИ
На формирование установившегося фрикционного контакта в начале
эксплуатации необходимо определенное время - время приработки
(участок 1, см. рис. 5.1).
В процессе приработки происходит стабилизация режимов трения и
изнашивания, изменяется ‘микрогеометрия поверхностей, которая
приближается к некоторым оптимальным для данного режима работы узла
параметрам; происходит более равномерное распределение нагрузки по
контурным площадям контакта; идет образование новой квазистационар-
ной структуры поверхностных слоев с физико-механическими свойствами,
отличными от объемных. 1
Обычно приработка проводится при облегченных режимах работы
механизма. Период приработки зависит от свойств материалов и режима
приработки. Внешне приработка характеризуется выглаживанием
поверхности в направлении движения, стабилизацией температурного
режима работы узла трения, сил трения и интенсивности изнашивания.
Структурирование поверхностных слоев при трении, релаксационные
процессы в тонких поверхностных слоях, образование установившегося
рельефа, перераспределение напряжений, да и сам процесс изнашивания
представляют собой приспособляемость работы узла трения к новым
режимам и условиям эксплуатации. Подбор материалов со свойствами,
позволяющими ускорить процесс такой адаптации, является сущностью
материаловедческого пути повышения износостойкости. Процессы,
обусловливающие приспособляемость, развиваются во времени. Установле-
ние этого времени, регламентация и соблюдение режимов приработки
являются неотъемлемым условием обеспечения износостойкости машин.
При установившемсярежиме изнашивания вид разрушения поверхностей
трения и интенсивность изнашивания зависят от свойств фрикционного
контакта и режимов работы. При изменении режимов и условий работы
изменяются толщины поверхностного и подповерхностного слоев
(масштабный фактор), реология материалов, структура, состав и свойства
поверхностного слоя.
Смена масштабов и характера фрикционного разрушения и изменения
структурного состояния вещества поверхностных слоев - форсированный
режим изнашивания происходят скачкообразно. Эта смена происходит при
определенной комбинации режимных параметров: нагрузки, температуры,
Ill
Глава 5. Изнашивание твердых тел
Рис. 5.6. Параметрическая поверхность и
кригическиеточки смены вццовизиашивання
скорости, и представляет на диаг-
рамме изнашивания критические
параметрические поверхности или
критические точки, если рассматри-
вается один параметр (рис. 5.6).
При увеличении нагрузки проис-
ходит смена видов разрушения,
соответствующих масштабу разру-
шения. Квазистационарное разру-
шение поверхностного слоя с части-
цами износа до 1 мкм сменяется
квазипериодическим (усталостным)
разрушением подповерхностного
слоя с частицами износа свыше
30 мкм. Дальнейшее увеличение
нагрузки может привести к адгези-
онному взаимодействию кристал-
лических структур сопряженных материалов, расширению зоны пласти-
ческого течения под поверхностью и схватыванию. Пределом такой
деформации может быть прекращение взаимного перемещения деталей
(заедание). При ударных нагрузках изнашивание хрупких тел может
происходить путем среза.
Наряду с изменением структуры и свойств поверхностных слоев роль
температуры трения в процессах пластической деформации поверхностного
слоя заключается в изменении градиента механических свойств материалов
по нормали к поверхности трения. При большом температурном градиенте
происходит ослабление сопротивлению течения поверхностного слоя,
уменьшение толщины разрыхляемого слоя, возрастание скорости
залечивания дефектов и, таким образом, уменьшение скорости изнашива-
ния.
В действительности количество критических точек по температурному
параметру больше, что определяется ролью температуры в адсорбционных,
химических, диффузионных и структурных процессах, образовании
вторичных структур. Так, Б.И. Костецким установлены критические
температурные точки перехода от изнашивания при холодном схватывании
к окислительному изнашиванию и, далее, к изнашиванию при схватывании
при повышенных температурах.
Влияние скорости, главным образом, сводится к фрикционному нагреву.
Другое проявление скорости - возбуждаемые в результате движения
вибрации, роль которых в процессах изнашивания при больших скоростях
может оказаться существенной. Существен скоростной фактор и при
изнашивании тел со сложной реологией, в частности из полимерных
материалов.
Определение критических точек на диаграммах изнашивания имеет
большое значение при прогнозировании ресурса и регламентации
Теоретические основы разрушения
223
режимных параметров в технической документации на эксплуатацию
машины. Однако точность их определения как аналитическим, так и
экспериментальным путем требует весьма строгого подхода.
5.3.6. ТЕРМОДИНАМИКА ИЗНАШИВАНИЯ
Основными задачами теории изнашивания является установление
критериев, с помощью которых можно определить скорость (или
интенсивность) изнашивания, наступление предельного состояния
поверхностных слоев (при кумулятивных процессах изнашивания),
переходы от одного вида изнашивания к другому.
В основе наиболее общего к исследованию процессов термодинамичес-
кого подхода лежат законы сохранения и превращения энергии (первое
начало термодинамики) и принцип увеличения энтропии при необратимых
процессах (второе начало термодинамики). Абстрагируясь от физической
структуры материалов и, процессов, протекающих в трибосистеме,
термодинамика оперирует энергетическими показателями и критериями,
базирующимися на этих показателях.
Трибосистемы относятся к открытым термодинамическим системам,
обменивающимся энергией й веществом с внешней средой. Трение является
процессом преобразования внешней механической энергии во
внутреннюю энергию в виде колебательных и волновых движений частиц
трибосистемы, сопровождаемый термическими, термоэлектронными,
акустическими и другими явлениями. Наибольшая часть этой энергии
превращается в тепловую и отдается во внешнюю среду, а другая - идет
на изменение физико-химического состояния поверхностных слоев
материалов. Диссипация энергии соответствует увеличению энтропии
(ds > 0).
Энергетический баланс трибосистемы описывается уравнением
Wz = Q + ДЕ, (5.9)
где Q - энергия теплообмена со средой; ДЕ - изменение внутренней
энергии, складывающейся из энергии, идущей на изменение структуры
материала и энергии нагрева; ДЕ = ДЕе + ДЕС, или отнесенной к единице
объема материала фрикционного контакта
w = q + Дие + Ди„, (5.10)
о
где Дие = ур<уй; р - плотность; ср - удельная теплоемкость при постоян-
ном давлении.
При хрупком разрушении, при ударных нагрузках Дий = 0, Ди = Дие; при
пластическом течении Дие = 0, Ди = Див.
224
Глава 5. Изнашивание твердых тел
Относительная величина скрытой энергии б = Дц/ы составляет для
абразивного изнашивания 1,5...20 %, для изнашивания при граничной
смазке (О,2...3)1О-3 %.
В основе термодинамического подхода к разрушению и изнашиванию
твердых тел лежит энергетическая аналогия механического (при
деформации) и термического (при плавлении или сублимации) разрушения
тел.
Энергия (работа), затраченная на деформирование и разрушение
твердого тела, сопоставляется с одной из термодинамических характерис-
тик материала (теплотой сублимации, энтальпией в твердом и жидком
состоянии, скрытой теплотой плавления). При этом допускается, что
термодинамические свойства не зависят от структуры материала.
Тело рассматривается как сплошная, однородная, изотропная среда со
статистически равномерно распределенными структурными элементами.
Пластическое деформирование рассматривается как совокупность
большого числа микроскопических актов атомно-молекулярных
перегруппировок, связанных с генерированием источников деформации
(дислокаций).
Скорость пластических деформаций определяется скоростью генериро-
вания и движения элементарных дефектов.
Разрушение объема материала происходит тогда, когда плотность
дефектов и повреждений достигает в нем критического значения:
в,
= + L,, (5.11)
».
где Ls - теплота плавления; - температура плавления.
Экспериментально доказана корреляция относительной износостой-
кости металлов при гидроабразивном и кавитационном изнашивании со
скрытой теплотой плавления материала.
Время изнашивания единицы объема материала
/ = Дижр/Диг,
гдеиз(5.10) Дие = <ь - 4 - Дй4 (производные соответствующих величин по
времени). Скорость изнашивания
Л Ди^
(5.12)
Своеобразие превращений энергии при трении и изнашивании
заключается в многообразии этих превращений. Пластическая деформация
в рассмотренной выше модели изнашивания жесткоппастического тела
протекает в условиях неоднородности не только напряженного состояния,
Теоретические основы разрушения
225
но и температуры, и химического потенциала, т.е. характеризуется
механической, термической и физико-химической обстановкой.
В соответствии с принципом Ле-Шателье всякое внешнее воздействие,
выводящее тело из равновесия, инициирует в нем процессы, стремящиеся
ослабить результаты этого воздействия. Образование разрыва сплошности
материала при появлении дефектов структуры должно вызвать перенос
массы от окружающего материала к месту дефекта, чтобы заполнить
разрыв.
Возникновение переноса вещества при пластической деформации
металла является следствием локального изменения химического
потенциала в очаге деформации от его значения в сплошном металле до
значения в области дефекта. Таким образом, развитие процесса пластичес-
кого деформирования определяется соотношением конкурирующих
потоков энергии. В результате при пластической деформации возникают
по меньшей мере следующие (различные потоки энергии: освобождаемой
упругой энергии; энергии разрушения, направленной на раскрытие трещин;
теплоты, массы, дислокаций.
Каждый из этих потоков необратим. Общее термодинамическое
соотношение, выражающее первое и второе начала термодинамики, для
превращений энергии при деформации имеет вид:
ptafc = fxfu - aikdelk - <fjdzj - Akdak, (5.13)
где s, и - удельные значения энтропии и внутренней энергии; р, 0 -
плотность и температура; о(А, е1к - компоненты тензоров напряжений и
деформаций; <р;-, Zj - локальные значения химического потенциала и
концентрации компонентов, характеризующих структурное состояние
металла; Ак, ак - обобщенные силы и координаты.
Уравнение (5.13) позволяет оценить вклад каждого из развивающихся
при пластическом деформировании процессов.
Условия протекания деформационных процессов в поверхностных слоях
при трении существенно осложняются наличием свободной поверхностной
энергии и внешней среды. При трении протекают два типа конкурирующих
процессов:
1) диссипативные процессы, связанные с рассеянием энергии и
диспергированием материала;
2) процессы структурного упорядочивания поверхностного слоя и его
упрочнения.
Первые соответствуют увеличению энтропии трибосистемы, а вторые -
ее уменьшению. Протекание вторых связано со следующими физико-
химическими процессами в поверхностном слое, активизирующимися при
трении.
Скорости адсорбционных и диффузионных процессов увеличиваются
на несколько порядков. Температурный барьер протекания химических
226
Глава 5. Изнашивание твердых тел
Рис. 5.7. Характер зависимости интенсивности
изиашиваниа 1 и коэффициента трения /т от
режимных параметров в областях иеустаиовив-
шихся (1, 3) и самоорганизующихся процессов (2)
реакций снижается. Механизмы
образования вторичных струк-
тур различаются при трении и
при отсутстви и трения. Строение
вторичных структур отличается
от равновесного, обусловленного
правилами валентности, стехио-
метрического состава. Возника-
ют структурные и фазовые состо-
яния, отсутствующи е на диаграм-
мах равновесия систем.
Текстурирование поверхно-
стных слоев ориентировано в среднем в направлении относительного
движения тел. Тонкие поверхностные слои текстурированного материала
упрочняются. Создание неравновесных поверхностных структур,
самоорганизация в направлении снижения сил трения и интенсивности
изнашивания идут с уменьшением энтропии. Это наблюдается при
приработке и на диаграммах изменения I, fT от режимных параметровр
и ft (рис. 5.7). Минимуму I и/т соответствует минимум отношения &.E/Q.
Несмотря на малоизученность процессов, протекающих во фрикцион-
ном контакте, термодинамический подход оказался продуктивным,
например при определении энергии и температуры разрушения масляной
пленки при схватывании поверхностей.
5.4. ХАРАКТЕРИСТИКА ОСНОВНЫХ ВИДОВ ИЗНАШИВАНИЯ
В зависимости от внешних воздействий на поверхность трения, состава
и свойств окружающей среды, свойств и структуры поверхностных слоев
материалов и протекающих в них процессов характер и интенсивность
разрушения поверхностей при трении различны. Рассмотрим основные
виды изнашивания.
5.4.1. АБРАЗИВНОЕ ИЗНАШИВАНИЕ
Абразивному изнашиванию подвержены детали и узлы трения
большинства машин и оборудования, применяемых в горнорудной
промышленности, сельском хозяйстве, буровое оборудование и инструмент,
рабочие органы и ходовая часть строительно-дорожной и транспортной
техники, дробильно-размольные, смесительные машины и оборудование
перерабатывающих производств и т.д.
Отличительным признаком абразивного изнашивания является участие
в процессе твердых частиц, обладающих различной структурой, формой,
размерами,твердостью, прочностью, незначительной адгезией к трущимся
поверхностям. Трение в присутствии абразивных частиц характеризуется
нестационарностью контактов твердых частиц с изнашивающейся
Характеристика видов
227
Рис. 5.8. Схемы силового взаи-
модействия абразива с деталью
поверхностью, широким спектром и высокой концентрацией напряжений,
физико-химической активацией поверхностей твердых тел.
По характеру силового воздействия абразива на трущиеся детали
различают (рис. 5.8):
а) скольжение детали по монолитному абразиву;
б) качение детали по абразиву;
г) соударение детали с монолитным абразивом;
в) соударение с частицами абразива;
ж) взаимодействие сопряженных деталей в контакте с абразивными
частицами;
е) скольжение детали в массе абразивных частиц;
д) воздействие потока абразивных частиц на поверхность детали
(гидроабразивное и газоабразивное изнашивание).
Каждый вид взаимодействия обусловливает присущее ему напряженно-
деформированное состояние, степень активизации и последующее
разрушение поверхности детали. Разрушение поверхности может быть
результатом одноактного взаимодействия абразива с поверхностью
(срезание стружки) или многоактного процесса деформирования
поверхности абразивными частицами. Учитывая рассмотренные выше
различия в механизмах разрушения поверхностей, классифицировать
материалы по их способности сопротивляться абразивному изнашиванию
не представляется возможным.
228
Глаиа 5. Изнашииаиие твердых тел
б)
Рнс. 5.9. Зависимости относительной износостойкости е от
микротвердости Н металлов
Решение задач на-
правленного синтеза
износостойких матери-
алов, выбора материа-
лов в узлы трения и
прогнозирования изно-
са узлов потребовало
нахождения корреля-
ционной связи между
износостойкостью и
другими свойствами
материалов, легко
определяемыми стан-
дартными методами.
Исследования изна-
шивания материалов
по корундовому по-
лотну, проведенные
М.М. Хрущевым, по-
казали, что относи-
тельная износостойкость чистых металлов в ненаклепанном состоянии и
сталей в отожженном состоянии прямо пропорциональна твердости
материала (рис. 5.9, табл. 5.4): е - НВ. Для термообработанных сталей
характерна зависимость
е = е0 + а(НВ - НВд),
(5.14)
где е0 - относительная износостойкость стали в отожженном состоянии;
а - коэффициент пропорциональности; НВ0 - твердость стали в отожжен-
ном состоянии.
5.4. Твердость и относительная износостойкость по абразивному
полотну различных материалов
Материал Твердость, МПа Относительная износостойкость
Карбид вольфрама 22900 193,3
Твердые сплавы:
BK6 19590 80,2
ВК8 15100 70,6
BKI5 11100 61,8
Характеристика видов
229
Материал Твердость, МПа Относительная износостойкость
Сталь 10Х18Н9ТЛ 2200 29,2
Чугун СЧ21 1940 0,95
Кобальт 1450 20,1
Бронза 1400 13,8
Фторопласт-4 34 0,9
Процессы абразивного изнашивания зависят от формы и размеров
абразивных частиц, возможности ихзакрепленияв материале (шаржирова-
ние поверхности), соотношения твердости материала Ни и абразива На.
При Кт = HJHa < 0,5 возможно прямое разрушение материала; при
Ку > 0,7 прямое одноактное разрушение материала маловероятно и процесс
переходит в многоцикловый.
Сравнительная твердость материалов по шкале Мооса показана на
рис. 5.10. Прочность абразивных частиц с уменьшением их размеров
возрастает, особенно интенсивно начиная со 100 мкм.
При взаимодействии массы зерен абразива с поверхностью изнашивание
металлов носит в основном многоцикловый характер, что наблюдается
даже в таких тяжелых условиях работы, как взаимодействие рабочих
органов строительной техники с грунтом.
Стойкость абразивному изнашиванию зависит также от состава и
структуры поверхностных слоев металлов. Оптимальная износостойкость
структуры достигается при высоком сопротивлении материала сжатию,
сдвигу, значительной силе
молекулярно-механичес-
кого сцепления структур-
ных составляющих, соче-
танию твердости и вязкос-
ти при отсутствии хруп-
кости; высокой теплопро-
водности; при небольшом
различии температурных
коэффициентов расшире-
ния фаз, высокой насы-
щенности и равномернос-
ти микрораспределения
легирующих элементов,
устойчивости против кор-
розии. Получение данно-
го, порой противоречиво-
9- Корунд
8- топаз
7- Кварц
6-
5- Апатит
3- Кальцит
1- Тальк
1 Сверхтвердая
1 металлокерамика
| Азотированные
• стали
в Закаленные
3 стали
- ткелеге
Я меда, цинк,
3 алюминий.
Олово
Окислы и
соединения
- Аего3
| Нитриды
BSn02)Mi;0
МПг03,Ее203
MnjQj,
ZnO, CuO
- мд(он)г
Рис. 5.10. Твердость материалов по шкале Мооса
230
Глава 5. Изнашивание твердых тел
го, комплекса свойств невозм ожно в однофазовом материале и осуществля-
ется путем создания гетерогенных материалов.
Относительная износостойкость различных структур сплавов на основе
железа приведена в табл. 5.5. Влияние термообработки на износостойкость
металлов представлено в табл. 5.6. Повышению износостойкости
способствуют:
насыщение поверхностных слоев элементами, образующими высоко-
твердые соединения карбидов, нитридов, боридов металлов;
способность более мягких структур (например, аустенит) удерживать
высокотвердые кристаллиты в поверхностном слое;
способность материала упрочняться в процессе деформирования при
трении (например, сталь 110Г13Л аустенитного класса) и другие свойства
материалов.
Стойкость материалов при изнашивании при наличии абразива
существенно зависит от условий и режимов эксплуатации (табл. 5.7).
53. Относительная износостойкость структурных составляющих
сплавов на железной основе при треннн по закрепленному образцу
Структура сплава Относительная износостойкость
Феррит-перлит 0,8
Перлит-иементит 0,88
Мартенсит 0,94
Аустенит 1,06
Аустенит + продукты распада 1,2
Аустенит + карбиды 1,3
Аустенит + мартенсит 1,52
5.6. Твердость н относительная износостойкость металлов
по абразивному полотну в зависимости от термообработки
Материал Состояние материала (твердость HRC) Относительная износостойкость
Сталь:
55Л Нормализация 1,о
Закалка, отпуск (48...60) 1,7...2,8
60 Закалка, отпуск (50...60) 1,8...3,0
Характеристика видов
231
Материал Состояние материала (твердость HRC) Относительная износостойкость
80 Закалка, отпуск (55 -62) 2,1...3,2
65Г Нормализация 1,1
65Г Закалка, отпуск (35.-44) 1,2...1,5
65Г Закалка, отпуск (38...51) 1,3...1,8
65Г Закалка, отпуск (48...55) 1,7...2,1
65Г Изотермическая закалка (53...58) 3,0...3,3
УЮ Закалка, отпуск (55. .62) i 2.9...3.5
ШХ15 Закалка, Зтпуск (58...63) 3,2...3,6
Х6Ф Закалка, отпуск (59.62) 4,8...5,6
110Г13Л 220...260 НВ 1,5...2,0
Белый чугун Литон 2,5...3,5
Сормайт Наплавочный материал 5,5.6,5
5.7. Относительная износостойкость материалов
в различных условиях эксплуатации
Условия эксплуатации Материал Относительная износостойкость
Нож бульдозера Сталь 25Л 1.0
Наплавочные материалы:
ОЗН 400 3,4
Т-620 5,1
релит (WC + W2C) 10,4
Зуб ковша экскаватора Сталь 25Л 1,0
Наплавочные материалы:
ОЗН 400 3,2
Т-450 4,8
сталинит (350Х7Г7С) 5,0
Т-620 6,6
232
Глана 5. Изнашивание твердых тел
Условия эксплуатации Материал Относительная износостойкость
релит 8,7
Лемех плуга Сталь 55Л 1,0
Наплавочные материалы:
Т-620 5,9
сталинит 6,9
сормайт (ЗООХ28ГСЗ) 7,7
КБХ 8,8
релит 17,5
Шнек кирпичного пресса Наплавочные материалы:
сталинит 1,0
Т-590 1,43
ХР-19 2,29
боридная наплавочная смесь 3,0
Лопатка сушильного бараба- Сталь 110Г13Л 1,0
на (ударно-абразивное изиа-
шивание) Наплавочные материалы:
релит 0,35
КБХ 0,61
Т-620 1,11
ВСН-6 2,7
Повышение стойкости абразивному изнашиванию металлов и сплавов
достигается различными термофизическими, термохимическими и
физическими методами. К числу наиболее распространенных методов
относятся: термическая обработка (закалка, как объемная, так и поверхнос-
тная; газопламенным методом и с помощью ТВЧ); химикотермическая
обработка (цементация, азотирование, нитроцементация, борирование и
др.); пластическое деформирование поверхностного слоя (дробеструйная
обработка, обкатывание роликами, гидрополирование, использование
энергии взрыва и др.); наплавка и напыление износостойких материалов
на поверхность деталей; обработка поверхности лучом лазера, потоком
частиц высокой энергии (ионное легирование, ионно-плазменное
напыление) и др.
Характеристики нидов
233
Исследование влияния структуры и состава материалов, технологичес-
ких методов их обработки на износостойкость, целенаправленный синтез
новых износостойких материалов является предметом триботехнического
материаловедения.
Внесение абразивных частиц в область контакта деталей со смазочным
материалом резко повышает износ, что наблюдается в поршневых парах
и подшипниках скольжения двигателей, гидромоторов, золотниковых и
распределительных устройствах, трансмиссиях. Износ возрастает с
увеличением концентрации абразива, его твердости, зависит от формы и
размеров частиц. Материаловедческие методы борьбы с таким износом
путем выбора и создания новых материалов, технологического их
упрочнения заметно исчерпали себя. Существенно больший эффект дают
методы защиты от попадания абразива в контакт: уплотнения, фильтры,
отстойники и др. ,
Изнашивание полимеров при наличии абразива имеет специфические
особенности, связанные с их Деформационно-прочностными свойствами.
Характерного влияния твердости на износостойкость не прослеживается.
Для полимерных материалов более заметна связь износостойкости с
модулем упругости, причем наблюдается тенденция к повышению
износостойкости с уменьшением модуля упругости. Существенное влия-
ние на изнашивание полимерных материалов оказывают температурно-
временные факторы, что еще раз подтверждает термоактивационный
характер процесса их изнашивания.
Изнашивание деталей при ударных нагрузках по абразиву имеет ряд
особенностей. На изнашивание сталей при ударе по абразиву влияет слой
абразива, энергия удара, форма и площадь контакта, размер абразивных
частиц, соотношение твердости материала и абразива. При выборе
материалов для деталей, работающих в режиме ударно-абразивного
изнашивания, использование одной твердости в качестве критерия
износостойкости недостаточно. Необходим комплексный подход с
использованием таких свойств материала, как прочность, пластичность,
ударная вязкость, от которых зависит аккумулирование энергии ударного
воздействия частиц.
Факторы, определяющие специфику изнашивания при ударе, сложны
и многочисленны: ударное взаимодействие детали с абразивом, внедрение
твердой частицы в металл, упругие и пластические свойства поверхностно-
го слоя с последующим развитием в нем температурных, фазовых и
структурных изменений, усталостные явления, изменение исходного
состава материала в поверхностных слоях.
В зависимости от свойств материала и энергии удара разрушение
поверхности может иметь различную физическую природу: хрупкое
разрушение срезом, малоцикловую усталость, вязкое разрушение. При
хрупком разрушении с увеличением пластичности износостойкость
материала увеличивается. Малоцикловая усталость при ударно-абразивном
изнашивании развивается при повышении температуры, самоупрочнении
234
Глава 5. Изнашивание твердых тел
и последующем охрупчивании поверхностных слоев. При вязком
разрушении твердость повышает износостойкость материала.
Ввиду неоднозначного влияния твердости на интенсивность изнашива-
ния при различных видах силового воздействия в качестве простых
критериев износостойкости материалов применяют комплексные
показатели, учитывающие твердость, пластичность, усталостные
характеристики, энергоемкость поверхностных слоев. Например, из теории
усталостного разрушения поверхностного слоя при изнашивании следует:
z-----------!—,
НВ “ед
(5.15)
где НВ - твердость; е0 - деформация при разрушении; а, р - показатели,
связанные с рельефом и усталостными свойствами материалов.
5.4.2. ГИДРОАБРАЗИВНОЕ ИЗНАШИВАНИЕ
Твердые частицы в потоке жидкости или газа изнашивают детали
насосов, гидротурбин, землесосов, энергетического оборудования,
вентиляторов, трубопроводы и арматуру для транспортирования
строительных растворов, цемента, сыпучих материалов.
Гидроабразивное изнашивание происходит в условиях ударного
воздействия твердых частиц на поверхность тела. В зависимости от свойств
материалов и угла атаки абразивными частицами изнашивание может
иметь природу хрупкого разрушения (износ силикатного стекла),
микрорезания (износ меди), пластического оттеснения, возникновения и
роста микротрещин.
Интенсивность изнашивания зависит от угла атаки, скорости потока,
концентрации, размера, твердости абразивных частиц, соотношения
твердости поверхности материала и абразивных частиц. С уменьшением
угла атаки снижается величина ударного импульса, увеличивается
вероятность пропахивания и микрорезания поверхности.
Повышение твердости сталей в целом благоприятно сказывается на
сопротивлении изнашиванию, однако одновременно повышается опасность
хрупкого разрушения. Износостойкость сталей увеличивается при наличии
карбидов в вязкой структуре матрицы материала (сталь XI2). Износостой-
кость коррозионно-стойких сталей 9Х18Н10Т, 40X13, 12Х18Н10Т
повышается с увеличением содержания углерода.
Гидроабразивная износостойкость чугунов изменяется в широких
пределах. Наиболее износостойкими являются хромистые чугуны, карбидо-
чугуны. При повышении твердости сплавов и наплавленных металлов
наблюдается увеличение износостойкости с повышением твердости. Износ
твердых сплавов и минеральных материалов зависит от угла атаки а,
увеличиваясь при а -> 90°. Полимерные материалы слабо противостоят
гидроабразивному изнашиванию.
Характеристики иидон
235
Сравнительная износостойкость различных материалов при гидро-
абразивном изнашивании при углах атаки 10 и 70° приведена в табл. 5.8.
5.8. Износостойкость материалов при гидроабразнвном изнашивании
Материал Твердость, МПа Износостойкость, мин/мм3, при углах атаки а, •
10 70
Минералокерамика С8 33000 120,0 42,6
Твердые сплавы:
ВК8 15000 83,8 29,4
BKI5 ' 11000 32,0 13,0
Чугун ИЧХ12М • 7900 И.2 6,8
Сормайт 5930 10,2 6,7
Чугун белый ? 6200 7,7 5,7
Сталь-.
Х12 7200 7,5 6,7
У12 7000 7,3 5,8
Мннералокерамика ЦМ-332 15400 6,7 2,2
Сталь:
У12 8300 6,7 4,9
65Г 6200 6,2 -
45 5700 4,8 5,7
попзл 2400 4,7 4,8
12Х18Н9Т 1700 3,9 5,4
Серый чугун СЧ18 1700 3,6 2,4
Резина на осноае СКЧ-8 - 3,2 8,5
Сталь СтЗ 1200 3,2 3,6
Базальт 8000 2,8 0,5
Латунь Л63 820 1,7 2,6
236
Глава 5. Изнашивание твердых тел
Материал Твердость, МПа Износостойкость, мин/мм3, при углах атаки а, °
10 70
Резина В14 - 1,6 4,6
Стекло 6400 1,0 0,2
Полиамид П68 - 1,0 1,4
Капролон В - 0,9 1,1
Винипласт - 0,9 0,7
Стекловолокнит АГ-4В - 0,2 0,2
Рнс. 5.11. Зависимость относительной износостой-
кости с от энергии упрочнения поверхностного
слоя Es
Развитие процессов разруше-
ния во времени позволяет гово-
рить об усталостной природе
гидроабразивного изнашива-
ния. Величина накопленной
внутренней энергии в результате
деформирования и упрочнения
поверхностного слоя материала
может служить критерием его
износостойкости.
Относительная износостой-
кость (рис. 5.И)
(5.16)
где за эталон принята сталь 25Л; Es = const , -
микротвердость исходной поверхности; ДЯ““ = Я“ - Я^ - максималь-
ная микротвердость упрочненных подповерхностных слоев.
Энергия, затраченная на образование продуктов износа объемом Гнзи,
представляет собой сумму энергии, затраченной на пластическое
деформирование £дел, тепловую энергию Q и энергию диспергирования,
необходимую для образования новых фазовых поверхностей Едис:
^деф + б +
(5.17)
Характеристики видов
237
Объемный износ за время t при
гидроабразивном изнашивании
(5.18)
где _Еср - среднее значение энергии
удара одной абразивной частицы; о -
частота воздействия частиц на изнаши-
ваемую поверхность; vCK - скорость
потока; 5 - коэффициент, учитывающий
характер разрушения (хрупкое, плас-
тическое, микрорезание); -осред-
Рис. 5.12. Зависимость относительной
износостойкости с при кавитации от
относительной энергоемкости материа-
лов
ненная в изнашиваемом объеме плот-
ность потока мощности деформации
после критического числг? ударов,
приводящих к разрушению (может
быть рассчитана по термодинамичес-
ким константам материала); дая реальных материалов зависит от скорости
нагружения, цикличности деформации и динамических (вторичных)
свойств тонких изнашиваемых слоев материала.
Зависимость относительной износостойкости е от относительной
энергоемкости сталей и цветных металлов показана на рис. 5.12.
5.4.3. КАВИТАЦИОННОЕ ИЗНАШИВАНИЕ
Кавитационное изнашивание, как уже отмечалось, происходит в
результате многократного воздействия на поверхность гидравлических
ударов, возникающих при захлопывании кавитационных полостей вблизи
поверхности детали. Кавитационные полости (пузырьки) образуются в
гидродинамическом потоке вследствие появления в нем областей с
давлением ниже давления насыщенного пара этой жидкости. Захлопывание
пузырька происходит при увеличении внешнего давления со скоростью
звука. Высвобождаемая энергия аккумулируется в поверхностных слоях
детали и идет на деформирование, изменение структуры, появление и
развитие микротрещин с последующим разрушением материала.
Кавитационному изнашиванию подвержены лопасти турбин, гребных
валов, насосов и других гидротехнических устройств.
Аналогично гидроабразивному изнашиванию критерием кавитацион-
ной износостойкости может служить энергетический параметр. Интенсив-
ность изнашивания
238
Глава 5. Изнашивание твердых тел
I =
W’
гр
(ру)у'„
W'
*Р
«/(».
(5.19)
где И^-плотность потока аккумулированной энергии; -критическая
плотность потока энергии; pv - произведение давления и скорости
жидкости при микроударах по поверхности; v* - скорость переноса
внешней энергии в деформируемых объемах материала; пр - количество
раковин на поверхности;./?» - функция, учитывающая размер продуктов
„ „ „ -аа1 _
износа; flz) = a, Rezexp —=—; Re - число Рейнольдса; v. - скорость
ve
жидкости (среды) вблизи поверхности при пульсации давления;^ и аг~
коистанты.
Высокую износостойкость при кавитационном изнашивании имеют
стали с аустенитной упрочняющей структурой, имеющие большое значение
(см. рис. 5.12).
5.4.4. ИЗНАШИВАНИЕ ПРИ СХВАТЫВАНИИ
При трении твердых тел адгезионная связь вносит вклад в силовое
взаимодействие (рис. 5.13, 5.14). Разрыв фрикционной связи происходит
по плоскостям максимальных
касательных напряжений г и
локализуется для шероховатых
поверхностей втеле микронеров-
ностей. Линия скольжения (мак-
симальных касательных напря-
жений) соответствует кривым 1,
не совпадающим с адгезионным
швом 4. При сдвиге зона пласти-
Рис. 5.13. Схема локализации сдвига иа питие
адгезионного взаимодействия тел при относитель-
ном движении вдоль адгезионного шва:
а - начало движения; б - в процессе сдвига; 1 -
линия скольжения; 2- направление волокон; 3-
заторможенная область материала; 4 - адгезион-
ный шов
Рис. 5.14. Схема локализации сдвига иа
пятне адгезионного взаимодействия тел
пря относительном движении под углом
к адгезионному шву:
/—лнння скольжения, 2-заторможенная
зона материала
Характеристики видов
239
чески деформируемого материала
локализуется в линзообраной области
(заштрихована) с характерным углом
наклона
VeK
б)
Рнс. 5.15. Появление области затормо-
женного материала (а) и образование
внхря (б)
происходит перераспределение
<р = arccos * —,
\ к
где - прочность среза адгезионного
соединения; к - константа текучести
материала.
При этом в зоне пластического
деформирования происходит массопе-
ренос, связанный с изменение|и направ-
ления структурных волокон Материала
(кривая 2).
При образовании адгезионного шва
разноименных материалов при сдвиг
линий скольжения со смещением их в менее прочный материал. Если
материал не испытывает всестороннего сжатия и может перемещаться, то
заторможенная область приобретаетвращательноедвижение, превращаясь
в потерявшую связь с материалом частицу износа (рис. 5.15).
В случае несовпадения направления движения с направлением
адгезионного шва линии пластического течения также не совпадают с ним
(кривые 1, рис. 5.14), что приводит к образованию заторможенных
областей материала. Полная реализация деформаций по кривым 1
приводит к образованию частиц износа по форме, совпадающей с
заштрихованными областями.
При насыщении контакта (увеличение площади контакта) и полной
адгезионной совместимости материалов адгезия достигает предельной
величины. Под адгезионной совместимостью для жестко пластического
тела понимают отношение прочности среза адгезионного соединения ~.к
к константе текучести материала к -
’к = \>к-
При = 1 имеется полная адгезионная совместимость. По существу
полная адгезионная совместимость, или схватывание трущихся поверхнос-
тей, является твердофазной сваркой.
При трении образование прочной адгезионной связи происходит при
определенной нагрузке и температуре, обеспечивающих разрушение
граничных слоев. Для такого образования необходимо преодолеть
некоторый энергетический барьер, т.е. поверхности должны иметь
достаточную энергию активации. В вакууме схватывание облегчается.
Удается получить прочные адгезионные швы казалось бы таких несовмес-
240
Глава 5. Изнашивание твердых тел
в)
Рис. 5.16. Схема контакта при граничном
трении (а), появление заторможенной
области материала (б) и ее распростране-
ние на контурную площадь контакта (в)
тимых материалов, как минералокера-
мика и сталь. На основании этого
явления разработаны методы сварки в
вакууме.
Адгезионное изнашивание про-
является при отсутствии смазочных
пленок и поверхностных структур,
локализующих линии пластического
течения в тонких поверхностных слоях.
В этих случаях плоскости максималь-
ных напряжений распространяются в
более глубокие от поверхности контак-
та слои и существенно увеличивают
объем деформируемого материала
(рис. 5.16). Разрушение материала
происходит на значительной глубине от
поверхности, а часть отделившегося
материала налипает иа поверхность
сопряженной детали. Если усилие сдви-
га достигает уровня движущихся сил,
относительное движение деталей пре-
кращается; происходит задир сопряжен-
ной пары. Такой вид изнашивания
является катастрофическим, приводящим к быстрому выходу из строя узла
трения.
Основным направлением борьбы со схватыванием является локализация
пластического деформирования при трении в тонких пограничных слоях.
Это достигается применением смазочных материалов с антизадирными
присадками. Для уменьшения вероятности схватывания пар трения
выполняют следующее:
подбирают материалы с пониженной способностью к схватыванию
(антифрикционные сплавы: баббиты, бронзы);
вводят легирующие элементы, повышая твердость материалов;
подвергают химико-термической обработке (цементации, азотирова-
нию, сульфидированию и др.);
на поверхности наносят пленки мягких материалов (свинца, олова);
вводят в сплавы мягкие составляющие или материалы со слоистой
структурой (Графит, дисульфид молибдена);
применяют антифрикционные полимерные покрытия;
в пористую металлическую основу вводят жидкие или пластические
смазочные материалы.
Характеристики видов
241
5.4.5. ИЗНАШИВАНИЕ ПРИ УСТАЛОСТНОМ ВЫКРАШИВАНИИ
Данный вид изнашивания характерен для узлов трения качения с
начальным точечным или линейным контактом деталей: шариковых и
роликовых опор, пары колесо - рельс, зубчатых зацеплений, кулачковых
механизмов. Внешне изношенные поверхности имеют вид кратеров с
рваными краями и грубой поверхностью. Материал отслаивается по
площади, значительно превышающей площадку контакта и достигающей
нескольких квадратных дециметров (например, в опорно-поворотных
устройствах экскаваторов, бондажных опорах качения печей, мельниц).
Усталостное изнашивание (питтинг) зубчатых колес, обычно, возникает
вблизи полюса зацепления.
В опорах с локальным контактом напряжения распределены по площади
контакта (эллипсу). Максимальные напряжения рассчитываются по
формуле Герца
РЕ
^1 +
Л,
(5.20)
где Р- удельная нагрузка; Е- приведенный модуль упругости; RltR2-
радиусы кривизны соприкасающихся тел. Они находятся на глубине от
поверхности г • 0,8А;
b = 1,52
Р^ + ^
Е R'R2 ’
(5.21)
где Ь- полуширина площадки контакта.
Характер распределения напряжений в поверхностном слое зависит от
соотношения касательных Т и нормальных Р нагрузок (рис. 5.17). В
табл. 5.9 даны значения относительных максимальных тангенциальных
напряжений ху2 m-MIPm3X в зависимости от коэффициента трения /т на
различном расстоянии от поверхности (см. работы М.М. Савельева).
242
Глава 5. Изнашивание твердых тел
Рис. 5.17. Линии равных приведенных напряжений о пр'” max для пластичного (я, б) и хрупкого
(в, г) материала:
a-ft= 6-,6-f^ - 0,4; e-/T = 0,25; г-j\ = 0; 1 - на поверхности
При наличии касательной нагрузки Т в конце площадки контакта,
появляется зона растяжения, максимальные напряжения в которой растут
с ростом касательной нагрузки. Поэтому разрушение пластичных и
хрупких тел будет различным (рис. 5.17, б, в): для пластичных тел - на
глубине под поверхностью, для хрупких - на поверхности. Высокая
контактная прочность хрупких материалов в отсутствие касательной
нагрузки резко снижается с ее появлением. Согласно теории Губера -
Мизеса - Генки пластические деформации при сложном напряженном
состоянии возникают тогда, когда удельная потенциальная энергия
деформирования достигает некоторой предельной величины, определенной
Характеристики вадов
243
5.9. Зависимость т,г ^IP^
от коэффициента треввя/т
1/Ь /т=0 /т ~ °'4
0 0,2 0,4
0,2 0,21 0,38
0,5 0,25 0,41
0,7 0,24 0,38
1,0 0,2 0,33
I
5.10. Зависимости о прыщах
от коэффициента трения
Напряжение /т
0 0,2 0,4
На повер- хности 0,2 0,59 0,83
Глубинное 0,54 0,57 0,61
для каждого материала, и зависит от приведенного напряжения. При этом
предельная удельная нагрузка при усталостном многократном деформиро-
вании рассчитывается по формуле
в L
р = 2,9-22-------Zj----52
’ £ор (%'Лпах)
(5.22)
где </пр - приведенный диаметр; а_] - предел усталости материала; 5 -
коэффициент упрочнения, связанный с неоднородностью напряженного
состояния; а - максимальное приведенное напряжение.
В табл. 5.10 приведены относительные максимальные значения
напряжений в случае перекатывания цилиндров.
Рассмотренные особенности усталостного выкрашивания позволяют
сделать вывод о том, что упрочнению должен подвергаться тот слой
материала, в котором происходит усталостное разрушение. Если
упрочняется слой тоньше глубины залегания максимальных напряжений,
то имеет место разрушение поверхности "чулком", когда материал
отслаивается на большой площади.
5.4.6. КОРРОЗИОННО-МЕХАНИЧЕСКОЕ ИЗНАШИВАНИЕ
Многочисленные трущиеся детали оборудования химической,
нефтедобывающей, горнорудной, металлургической, пищевой и других
отраслей промышленности при эксплуатации находятся в контакте с
коррозионно-активными средами (кислотами, щелочами, солевыми
растворами и расплавами). В качестве коррозионной может быть газовая
и жидкостная среда, почва, биологическая активная среда.
248
Глава 5. Изнашивание твердых тел
ти в области максимальных температур обеспечивается спецификой
температурного режима трения.
Разрушение поверхностного слоя, насыщенного водородом, происходит
в результате образования большого количества трещин по всей зоне
деформирования. Водородное изнашивание наблюдается в насосах,
перекачивающих продукты нефтеперегонки, при трении полимерсодержа-
щих тормозных колодок и в других узлах.
Уменьшение водородного изнашивания возможно легированием стали
хромом, ванадием, титаном; применением смазочных материалов, мало
подверженных гидрогенизации; введением в смазочный материал
ингибиторов, наполнением пластмассовой матрицы металлической
стружкой, наведением электростатического поля.
5.4.10. ИЗНАШИВАНИЕ ПРИ ИЗБИРАТЕЛЬНОМ ПЕРЕНОСЕ
Скорость изнашивания может быть существенно понижена при
формировании в процессе трения на поверхности детали пленок меди.
Образование таких сервовитных пленок связывают с избирательным
растворением и осаждением отдельных элементов сплавов, содержащих
медь. Это явление имеетэлектрохимическую природу и получило название
избирательного переноса.
Свойства таких пленок отличаются от свойств медных пленок,
полученных гальваническим и другим способом. Роль пленки сводится к
формированию третьего тела на поверхности контакта, в котором
происходит разрыв фрикционных связей.
Явление избирательного переноса и образования сервовитной пленки
наблюдается в различных парах трения при применении смазочных
материалов, в состав которых вводят порошки меди или бронзы. Это
уникальное явление открыто Д.Н. Гаркуновым и И.В. Крагельским.
Учитывая сложность и многофакторность протекающих при трении
процессов, рассмотренный выше перечень различных видов изнашивания
не исчерпывает все возможные его виды. Кроме того, в узлах трения и
трущихся деталях обычно протекают процессы, характерные для
нескольких видов изнашивания. Однако, как правило, один из них является
определяющим.
Исследование этих процессов и определение вида изнашивания
позволяет выработать конкретные меры по снижению этого нежелатель-
ного явления.
5.5. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ РАСЧЕТА УЗЛОВ ТРЕНИЯ НА ИЗНОС
5.5.1. ОБЩИЕ ПОЛОЖЕНИЯ
Выполненные на стадии проектирования расчеты узлов трения на из-
нос позволяют выбрать оптимальный вариант конструкции узла
(конструкционные и смазочные материалы, размеры посадки и т.д.),
Расчет узлов трения на износ
249
регламентировать режимы его эксплуатации, прогнозировать ресурс и
техническое состояние узла во времени.
Как элементы конструкции узлы трения выполняют определенную
функциональную роль в механизме. Узел трения считают работоспособ-
ным, если параметры, отвечающие за его функциональное назначение, не
вышли за регламентированные пределы. Как было показано, одним из
основных параметров, отвечающих за состояние детали трения, является
ее форма, изменяющаяся при изнашивании. Под предельным износом
понимают износ, соответствующий предельному состоянию изнашивающе-
гося изделия или его составной части. Допустимым износом считают износ,
при котором изделие сохраняет работоспособность.
Предельный износ устанавливают по следующим признакам:
1) когда в результате достижения предельного износа происходит
разрушение детали из-за . недостаточной прочности, заклинивание
механизма, невыполнение 1механизмом заданных функций вследствие
потери кинематической точности;
2) когда износ приводит к катастрофическому режиму эксплуатации
механизма, появлению ударных нагрузок, вибрации, шума, интенсивному
изнашиванию, повышению^гемпературы;
3) когда износ приводи^ к существенному изменению качественных
показателей машины, ухудшению качества производимой продукции,
понижению производительности, снижению КПД, увеличению затрат
энергии на производство единицы конечной продукции.
Выбор критерия зависит от функционального назначения механизма.
Предельные значения параметров машин и износа отдельных ее деталей
регламентированы в технической документации на нее.
В зависимости от природы разрушения поверхностных слоев при трении
имеются различные подходы к расчету узлов трения на износ. Ниже
рассмотрен общий методический подход к расчету формоизменения
сопряженных деталей при изнашивании, в основе которого лежат
следующие допущения:
вид изнашивания рассчитываемого узла заранее известен;
для данного вида изнашивания известны износостойкие свойства
сопряженных материалов, характеризуемые зависимостями интенсивнос-
ти изнашивания отхарактерных режимных параметров. Если зависимости
неизвестны, их определяют экспериментально н а машинах трения. Влияние
различных эксплуатационных факторов учитывают соответствующими
коэффициентами, определяемыми экспериментально;
контакт сопряженных деталей в области касания непрерывен (континуа-
лен);
материалы сопряженных деталей сплошные, однородные и изотропные;
отделяемые от поверхности деталей частицы имеют существенно
меньшие размеры по сравнению с общим износом деталей;
процесс отделения частиц износа непрерывен.
250
Глава 5. Изнашивание твердых тел
5.5.2. МЕТОДОЛОГИЯ РАСЧЕТА ФОРМОИЗМЕНЕНИЯ
СОПРЯЖЕННЫХ ДЕТАЛЕЙ ПРИ ИЗНАШИВАНИИ
Узлы трения представляют собой сложные трибосистемы. Их сложность
обусловлена следующими свойствами:
динамичностью входных и выходных параметров;
изменением во времени структуры и свойств;
обратной связью входных и выходных параметров;
распределенностью параметров, характеризующих состояние узлов
трения (формы деталей, температуры, напряжения и деформации);
множеством взаимосвязанных и одновременно протекающих процес-
сов (кинематических, механических, теплофизических).
По своей сути процесс изнашивания является эволюционным,
нестационарным, стохастичным, поэтому методологический подход к
решению триботехнических задач должен соответствовать сложным
многофакторным системам. Изучение таких систем включает следующие
основные этапы:
анализ структуры системы (декомпозиция системы на элементы и
протекающие в ней элементные процессы, установление связи между ними);
разработку операторов элементарных процессов (их математическое
описание);
разработку оператора системы в целом, преобразующего входные
параметры в выходные (алгоритм поведения системы);
программирование и реализацию решения с помощью вы числительной
техники (математический эксперимент).
Декомпозиция системы на элементы зависит от поставленной задачи
и глубины проникновения в объект исследования. В рамках задач,
решаемых конструктором-машиностроителем, к элементам узлов трения
следует отнести:
детали, составляющие узел;
смазочный материал;
процессы относительного движения и взаимодействия деталей
(кинематика и динамика узла);
процессы изменения напряженно-деформированного и температурного
состояний деталей;
формоизменение деталей при изнашивании;
гидродинамику смазки (в случае жидкостного трения).
Более глубокий в иерархическом аспекте анализ узлов трения выходит
за рамки возможностей конструктора и является предметом научных
исследований.
Изменение формы деталей при изнашивании происходит вследствие
отделения с поверхности разрушенного слоя материала, а также упругих
(обратимых) и пластических (необратимых) деформаций под действием
нормальных и касательных нагрузок, которые проявляются различно при
низких, средних и высоких температурах трения.
Расчет узлов трения на износ
251
Ограничимся формоизменением дета-
лей в результате удаления частиц износа.
Этот процесс представим в виде векторно-
го поля пространства Q изнашиваемого
материала (заштрихованная область на
рис. 5.20), в каждой точке которого опреде-
лена векторная величина - скорость изна-
шивания:
у= *£,
dt
где р - радиус-вектор точки.
Вектор у направлен по нормали к
поверхности трения в глубь ^изнашиваемо-
го материала, а его величина зависит от
условий в данной точке (нагрузки, темпе-
ратуры, скорости, режима трения) на
поверхности трения и свойств материала.
Любая, взятая на поверхности трения
Рис. 5.20. Векторное поле износа
детали (заштриховано) и траектория
точки 1, движущейся по векторной
ливни; И - измеряемый износ детали
точка в процессе формоизменения детали будет совершать в поле износа
движение вдоль векторной линии
р('е) = р('о) + fydt, (5.23)
'о
где р - радиус-вектор точки; г0 - время начала движения; tK - время
окончания движения, соответствующее достижению детали предельного
состояния.
Процесс формоизменения описывается движением множества точек,
лежащих на поверхности трения.
Прогнозирование функционирования и изнашивания узлов трения
представляет собой задачу анализа изменения их состояния. В рамках
принятой декомпозиции трибосистемы состояние в каждой ее точке может
быть представлено в виде упорядоченной совокупности независимых
параметров, характеризующих геометрию ру, температуру Оу, тензор
напряжений Тр тензор деформаций 5р и выражено обобщенным
вектором^1 = {ру, tr, Tj, Dj), а состояние системы в целом-множеством
точек х.
Состояние узла трения в процессе эксплуатации изменяется от
начального, закладываемого в проект и реализуемого в производстве, до
предельного, регламентированного техническими условиями:
252
Глава 5. Изнашивание твердых тел
*(‘ж) = x(t^ + fldt. (5.24)
‘о
Аналитические методы позволяют найти решение в виде зависимости
(в замкнутой форме), а численные - приближенные значения функции в
конечном числе точек пространства аргументов. Решение эволюционных
(сраспределенными параметрами и обратными связями)триботехнических
задач в замкнутой форме в общем случае не представляется возможным.
Общий прием их решения разработан В.В. Грибом и заключается в
дискретизации исследуемой трибосистемы во времени и пространстве с
последующим обращением к численным методам решения.
Для этого объем деталей (и их поверхности) разбивают на конечные
элементы простой геометрической формы. Параметры, характеризующие
состояние системы, определяются в конечном числе узловых точек. В случае
исследования изнашивания рассматривают траектории конечного числа
точек N, взятых на поверхностях трения деталей, а температура и
напряженно-деформированное состояние определяют в конечном числе
узловых точек М на поверхностях и в объеме. В каждый фиксированный
момент времени состояние дискретизированной таким образом системы
может быть представлено вектором
хт = Ц, Ьк, тк, Dk}, (5.25)
где J = 1, N; к = 1, М.
Дискретизация поведения системы во времени сводится крассмотрению
ряда последовательных состояний системы через произвольно задаваемый
достаточно малый конечный промежуток времени Ы (шаг наработки).
Скорость изменения состояния системы на отрезке времени 6z е [г(-; /;+1]
принимают зависящей от свойств системы, режимных параметров и
состояния в одной из крайних точек данного отрезка и неизменной на нем.
Соответственно уравнение (5.24) преобразуется в разностные выражения
в явной
+ при (5.26)
или неявной форме
+ *(',и)6' при x(Q (5.27)
и приводится к операторному виду
£(r,.„) = Ax(.t). (5.28)
Расчет узлов треиия на износ
253
Оператор Л перехода oti-го к i+1-му состоянию системы не содержит
производных по времени. Линеаризация оператора на отрезке dt означает,
что оператор системы можно рассматривать как суперпозицию операторов
элементарных процессов на этом отрезке. Например, если исследуется
сложный процесс, состоящий из взаимосвязанных процессов изменения
напряженного состояния изменения температурного состояния х2,
формоизменения деталей х3; хт = {х,, хг, х3},то
®xi,/ ~ xi(O«
^*2,/ “ ^*2,1(*1 (О>
I
I
= А3'3(Х](г3), х2(^), x3(t3))fir.
Абсолютная величина вектора износа за шаг fir определяется по формуле
fixW = (5-29)
где I- интенсивность изнашивания материала, зависящая от параметров
режима работы в i-м состоянии ву-й точке (удельной нагрузки, температу-
ры, скорости); dLjj-путь трения, пройденный относительно сопряженной
детали, 6L = Zyifir; /0 - путь трения, пройденный за одно взаимодействие
с сопряженной деталью; п - число взаимодействий в единицу времени.
При разработке операторов перехода от одного состояния трибосисте-
мы к последующему используют известные в численных методах анализа
метод Эйлера или более точный Рунге-Кутта.
Если известны вероятностные закономерности исходных параметров,
характеризующие режим работы, свойства и начальное состояние
трибосистемы, то можно провести серию математических экспериментов
над детерминистической моделью процесса, каждый из которых соот-
ветствует случайному набору исходных параметров. По результатам таких
экспериментов, так же как и для натурных, можно построить распределение
искомых параметров: плотности вероятности распределения ресурса узла
трения P(t) при р = const и плотности вероятности износа Р(р) при t =
= const. Такой эксперимент позволяет производить расчет вероятности
безотказной работы узла (по критерию предельного износа) на отрезке
времени [г0; /]:
P(t) = Р{р(т) е Q; т е [t0; t]).
(530)
254
Глава 5. Изнашивание твердых тел
5.5.3. ПРИМЕРЫ РАСЧЕТА НА ИЗНОС СОПРЯЖЕНИЙ
ТРУЩИХСЯ ДЕТАЛЕЙ
На изнашивание узлов трения (сопряжения деталей) влияют конструк-
тивная схема сопряжения, характер нагружения и относительного
движения. Это проявляется через эпюры износа, напряженного, деформиро-
ванного и температурного состояния сопряжения.
Так как результатом изнашивания является изменение формы
сопряженных деталей, целесообразно классифицировать сопряжения по
геометрическому признаку на следующие группы:
опоры скольжения с плоскими начальными поверхностями (направляю-
щие станков, телескопов, кулисных механизмов и т.д.);
опоры верчения (плоские и сферические подпятники, фрикционные
диски, торцовые подвижные уплотнения и т.д.);
опоры скольжения с цилиндрическими начальными поверхностями
(подшипники скольжения, колодочные тормоза);
сопряжения с высшими кинематическими парами (зубчатые передачи,
кулачковые механизмы);
опоры качения.
В этих группах различают два типа сопряжений: с фиксированным
направлением относительно направления сближения детален и с самоуста-
навливающимися при изнашивании деталями.
Точность решения задач изнашивания зависит от количества учитывае-
мых взаимосвязанных процессов, протекающих при трении и изнашивании.
По этому признаку различают: задачи изнашивания жестких тел; задачи,
учитывающие упругое деформирование сопряженных деталей; задачи
изнашивания, учитывающие температурное поле деталей; деформирова-
ние деталей при неравномерном температурном поле.
Точность решения задач также зависит от идентичности процессов
изнашивания, протекающих в расчетном узле и на лабораторном стенде,
на котором определены износостойкие свойства материалов.
Рассмотрим решения некоторых
типовых сопряжений.
Изнашивание направляющих скольжения.
Схема сопряжения показана на рис. 5.21. Полага-
ем известными параметры, характеризующие
начальное состояние трибосистемы. а, 0, b
(ширина сопряжения), = 0, S& - 0; параметры,
характеризующие ее свойства (износостойкие
свойства материалов); № — №(р);
режим работы: Р, п, 12. Требуется определить
износ деталей I, 2 в любой момент времени и
ресурс сопряжения, если предельное состояние
задано предельной величиной сближения базовых
поверхностей деталей [5]. В расчете примем
следующие допущения: детали абсолютно жес-
ткие, нагрузка распределена равномерно по
поверхности контакта, путь трения, пройденный
Рис. 5.2]. Схема сопряжения (узла тре-
ния). Трение осуществляется при
возвратно-поступательном скольжении
тела (I) во телу (2)
Расчет узлов трення на износ
255
точками поверхности контакта детали /, одинаков для всех точек; >> /р Согласно схеме на
рнс. 5.21 имеем:
/, = * 25">tga. (5.31)
Процесс изменения состояния трибосопряжения описывается системой уравнений
— = /rovo> = /(р)2л/2;
dl
~~ = /rovro = /(р)2л/,; (5,32)
dP _ Р
dt ' b{llt * 2S<”tga)’
Решение получим в замкнуто#форме.
Решение системы тривиально Ьри № = A jp, X2) = А^р:
dS«'> А 2Pnlt
Л (,33)
ЛгР^.
ж • 1 ь
Л.РШ, I., игРп
Обозначив с. - —!---; с, = —’—; с, = —=-----, имеем
6tga 2tga b
dsm _ с,
dSm _
d‘ C’'
В этом случае износ детали 2 в любой момент времени определяется выражением
Sm = yc3rft = с3т. (5.35)
О
Износ детали /
S»> = -сг ± ^е22 - 2(c,t). (5.36)
Ресурс сопряжения определяется из условия
S^r= И - с3Т. (5.37)
В этом случае
т = СА * *С| ~ * [,У1 *С|)2 ' + Мг/2)
256
Глава 5. Изнашивание твердых тел
Решение задачи численными метода-
тт. Явная форма решения. Рассмотрим ряд
последовательных состояний узла трения
через малый произвольно выбранный
конечный отрезок времени Я. Износ
деталей 65Ч1), 65® за это время находим
по параметрам системы в начале отрезка
81. Тогда решение задачи можно записать
в виде алгоритма (последовательного
выполнения следующих действий):
го AtP2nlt6t
о Л, - - ..... ,
Рис. 5.22. Алгоритм расчета с простым итерацион-
ным циклом _ ЛгР2п&г
oS. = .... ....
К, А.м * 2»5mtga;
(5.39)
s,w = s’’, * t>sf\
S,® = + is?-,
t, = t,-,+ «»•
При этом начальные условия - 0, Г,=о = 0, /| = l-t 0. При условии
+ 4 СТ расчеты повторяются для следующего i+1-го шага. При условии
S<So + 1 СТ расчет заканчивается. Последнее значение tt и есть ресурс узла трения.
Алгоритм такого расчета имеет один простой итерационный цикл (рис. 5.22).
Неявная форма решения. В отличие от решения в явной форме износ деталей на каждом
шаге находим по параметрам системы в конце отрезка времени бг. Задаемся износом детали
/ за шаг и принимаем его достаточно малым. По величине этого износа определяем наработку
за шаг по параметрам системы в конце шага н соответствующей этой наработке износ детали
2 за шаг. Алгоритм решения задачи следующий:
S,0’ = |8S»>;
I, , = /м_, ♦ 2tg<x6S(<l>;
Р
Р1 = Т7ь-
(5.40)
6», >
Расчет узлов трения иа износ
257
«S,® = Л^гв/,
S® = S® + 4S®;
Г, = Г,_, + it.
Решение задачи численными методами сходится к решению задачи в замкнутой форме
при достаточно малых значениях it или 6S,. Это соответствует большому количеству
итерационных циклов i. Решение задачи в явной форме сходится быстрее.
При изменении режимных параметров во времени Р ~ P(t), п = n(t) и отсутствии линейного
закона изнашивания материалов решение задачи в замкнутой форме становится невозможным.
Решение задачи численными методами в зтом случае существенно не меняется и осуществляется
путем введения в алгоритм расчета значений нагрузки и скорости, соответствующих наработке
tj, и заданных закономерностей изнашивания материалов.
В случае изменения нагрузки по пути контакта деталей линия контакта разбивается иа
конечные отрезки, и задача решается для каждого взаимного расположения сопряженных
деталей. !
Изнашивание подшипников скольжения. Схема сопряжения представле-
на на рис. 5.23. При расчете примем следующие условия и допущения.
Контурная площадь касани#обусловлена формой изнашиваемых деталей.
Контакт деталей непрерывбн (континуален). Одна из деталей (вал или
втулка) неподвижна относительно вектора нагрузки. Относительное
перемещение деталей при изнашивании происходит в направлении
действия нагрузки. Распределение удельной нагрузки зависит от скорости
изнашивания по контуру. Сопряженные детали жесткие. Интенсивности
изнашивания материалов сопряженной пары известны и аппроксимирова-
ны зависимостями = Aip’1, -
= А2р‘‘ (см. табл. 5.11).
Скорость взаимного перемещения
деталей мала, что позволяет не учиты-
вать в расчетах температурный и гидро-
динамический факторы. Так как одна
из деталей сопряжения остается непод-
вижной относительно вектора нагруз-
ки, то форма изношенной ее поверхнос-
ти будет обусловлена формой сопря-
женной детали, т.е. будет иметь цилин-
дрическую форму. Износ неподвижной
детали по дуге контакта - переменная
величина. Реализация неравномернос-
ти износа возможна при условии нерав-
номерного распределения удельной
нагрузки по дуге контакта. Известны:
радиус вала R, длина опорной части
втулки Ь, технологический зазор в
Рис. 5.23. Расчетная схема сопряжения
вал - втулка
258
Глава 5. Изнашивание твердых тел
сопряжении б0, предельный зазор [б]. Втулка 2 совершает вращательное
движение вокруг вала 1, неподвижного относительно действия нагрузки
Р; частота вращения втулки л. Износ деталей в момент времени /1=0 = О
равен 5$ = О, = 0.
Для определения распределения нагрузки по дуге контакта разобьем
дугу на ряд конечных элементов длиной
где 2а0 - угол контакта; Ла - произвольно выбранный малый угол.
Обозначим узловые точки, начиная от оси симметрии^' = 0, 1,2,...,
м = —!—.
2ЛД,
Допустим, что на каждом шаге наработки вал и втулка изнашиваются
поочередно. При отсутствии износа втулки износ вала на каждом j-м
элементе
= fWjw = г/С’ОрхЛиб/,. (5.42)
Учитывая условие неразрывности контакта при изнашивании и
пренебрегая малой величиной Ла, Л/0 = hjl'\ costly, или р*‘ = рДсоза-.
Сумма проекций элементарных нагрузок равна нагрузке на узел трения: ।
м м чв !
Р = 2ЛбЛа£руСО8«у = 2 Я б Лв £ Ру., (cosay) ’cosay. (5.43) j
В этом случае
Р
Pj-i i ’
М (5.44)
2flMe£(cosa,)B‘
P(cosa,)l/B|
p. = ----------------.
J м —+i (5.45)
2ЯМа£ (cosay)B*
Расчет узлов трения иа износ
259
Износ втулки за время б/ составит
м м
= 2иаг(£/®Д, = 2иЛДв8М2Е//1. (5.46)
При каждом последующем шаге наработки вал будет контактировать
с втулкой, радиус которой станет больше на величину йуга. Соответственно
на величину hj2) увеличится зазор в подшипнике.
Алгоритм расчета изнашивания подшипника с учетом распределения
удельной нагрузки содержит два итерационных цикла (рис. 5.24). Внешний
итерационный цикл определяет параметры на ;-м шаге наработки.
Рис. 5.24. Алгоритм расчета подшипника скольжения
260
Глава 5. Изнашивание твердых тел
Внутренний итерационный цикл рассчитывает параметрыу-го элемента
дуги контакта. Алгоритм программы содержит расчетные (РБ) и
логические (ЛБ) блоки, описание которых приведено ниже.
РБ1. Определение параметров, не зависящих от эпюры удельных
нагрузок на i-м шаге наработки:
износ неподвижной детали (задается величиной шага износа ДА и числом
шагов i),
S<’> = ,ДА;
вспомогательная величина
где 6 - текущий зазор в подшипнике;
хорда дуги контакта
' । • С
длина дуги контакта
! 8/М2?((2 + у )
I, - — ----1--------- - а. ;
' 3 1 ♦ 5, ')
половина угла контакта
= •
°-' 2R’
число элементов, на которое разбивается дуга контакта
М,=
2ЛД/
РБ2. Расчет вспомогательной величины
м, ±,1
Dt = £(cosay)B‘ .
Расчет узлов трения ия износ 261
Определяют текущий угол в = }Да и величину D путем суммирования
значений (costty) 1 от j = 1 до j = Mf.
D,} = Dlj+ (cos«y)^“. (549)
РБЗ. Определение наработки узла за шаг износа. Для этого производят
последовательно расчеты: удельной нагрузки для 1-го элемента
_ р Pj'' 2Rb&eDt’
соответствующей ей интенсивности изнашивания
наработки ' Д*
РБ4. Расчет величины м. F> -
Алгоритм расчета: =7А; P(COS<Xy)l/B' Pi 2RbbeD, ’ Fij = + pf2- (5-51>
РБ5. Рассчитывают: износ детали 2 за шаг
Л<2) =
текущий зазор в подшипнике
262
Глава 5. Изнашивание твердых тел
Ь = «ы + л®;
износ детали 2 за i шагов
S<2) = + Л*2»;
наработку узла за i шагов
Расчет заканчивается, если суммарный износ обеих деталей превысил
предельный износ сопряжения S(o> + S?1 г [6] - б0. Если S/1’ + S,2> < [б] -
- б0, то назначается очередной номер шага итерации i = i + 1.
Общий подход к решению контактно-износной задачи изнашивания
сопряжений заключается в последовательном решении задач контактного
взаимодействия и формоизменения деталей в результате изнашивания на
каждом шаге наработки узла трения. Проиллюстрируем это на примере
изнашивания шаровой опоры.
5.11. Зиачевия показателей/! и В, характеризующих износостойкость
материалов при граничной смазке
Сочетание материалов детали Смазочный материал Показатели износостойкос- ти детали
1 2 1 2
Сталь 45, 38-43 HRC Сталь 20 X, 60-61,5 HRC Солидол, ГОСТ 4366-76 ЗЮ“13 2,0 ЗЮ“13 1,7
Солидол + Ю % меди 510-15 2,3 210"13 1,5
ЦИАТИМ-201 8-10'16 3,0 410"16 3,1
ВНИИ НП-242 310“16 2,8 ЗЮ’17 3,2
ЦИАТИМ-203 61O-20 4,8 ЗЮ-18 9,1
Униол-1 9 10“13 1,6 110“12 1,6
Литол-24 6 10“16 2,7 410“15 2,4
БрО5Ц5С5 Сталь 45, 47-50 HRC Солидол 510“13 2,1 2-10-13 1,2
СЧ21 Сталь 20Х, 58-62 HRC 210“12 1,9 4-Ю-12 1,4
Расчет узлов треиня на износ
263
Сочетание материалов детали Смазочный материал Показатели износостойкое- тн детали
1 2 1 2
«1 А2 «2
Сталь 40Х, 50-55 HRC Сталь ЗОХГСА, 43-48 HRC Солидол 6 1О1? 1,4 2J0-12 1,7
Сталь ЗОХГСА, 43-48 HRC Сталь 40Х, 50-55 HRC 210—11 1,6 ЗЮ"11 1,3
Сталь 65Г, 56-60 HRC Сталь 65 Г, 56-60 HRC 5-1013 1,6 7 10~13 1.6
Сталь 9ХФ, 52-57 HRC 7I0*12 1,0 2-Ю"11 1,0
Сталь 9ХФМ, 52 - 57 HRC 610-12 1,0 8-Ю12 1,0
Сталь ЗОХГСА, 43-48 HRC 2-10-16 2,4 2-Ю"15 3,1
Металлокера- мика Бр.Гр. Сталь 09Г2С (прокат) НО*12 1,9 310*" 1,2
Металлокера- мика ЖГр 09Г2С (прокат) 3-10"11 1,4 710~12 1,1
Сталь 45, 38-45 HRC Сталь 40Х, ТВЧ, 54- 56 HRC 2Ю~'2 1,0 2-Ю-12 1,2
Сталь 20, иемен- тированная, 55-59 HRC 4-10"1? 1,5 210~12 1,5
Сталь 20Х, ни- троцементиро- ванная, 62-65 HRC 210’14 2,2 410~13 1,7
Сталь 38ХМЮА азотированная, 60 HRC I10-13 1,8 9-ЦГ12 1,0
Изнашивание опоры верчения. Штамп с торцовой поверхностью,
описываемой функцией z = <р(р), вращается вокруг оси z (рис. 5.25) на
поверхности упругого полупространства под нагрузкой Р с угловой
скоростью ь>. В процессе движения изнашиваются поверхности штампа и
полупространства.
264
Глава 5. Изнашивание твердых тел
Рис. 5.25. Измеиеиве формы штампа
в процессе изнашивания (расчет для
штампа, выполненного из стали 40Х,
54...56 HR С, Р = 9,8 кН, ы = 1 с-1):
7-Г = 0; 2-1 = 424ч; 3-< = 84ч;
4-Г = 126 ч;5-г = 168ч; 6-1 = 210 ч
Известно решение задачи распределения удельной нагрузки под
штампом
Р2(р) = 4 —-fV2q>(p)H(p, pjdp,,
(5-52)
где а - радиус площади контакта; Е, ц - соответственно модуль упругости
и коэффициент Пуассона материала полупространства;
V2<p = +
Pi ЭР| Эр2’
2п
Н(р, Р1)=у
2р. ^a2-p2Ja2-pJ
—-----------------arctg V dd, (5.53)
о itпр2-2р|pcosO] +p2 aJp2-2p!pcos0|+ pj
где p, 0 - текущие полярные координаты; pp 0] - полярные координаты
фиксированной точки в области контакта.
Радиус площадки контакта а определяется из условия
Р = , 2£ , /Vtpfo^p^a2 - р^р,. (5.54)
1 - П
Для штампа сферической формы
Расчет узлов трения иа износ
265
в = ,--------£pR, (5.55)
\ 4 Е
где R - радиус сферы.
Перемещение штампа в результате упругой деформации
с = yVcpCp^p, Arth^
О
2
dp,.
(5.56)
Перемещение основания в направлении оси z в любой момент времени
равно разности начального перемещения под нагрузкой и перемещения
поверхностей штампа и основания в результате изнашивания.
Представим непрерывней процесс изнашивания в виде дискретного
процесса изменения формщ поверхностей деталей за шаг наработки бг
Тогда перемещение основания к концу шага
«Z.1 = <Ры(р) - ^(р) - S,®(p) + с(. (5.57)
Вследствие износа конфигурация торцовой поверхности штампа
изменится. Соответственно изменится эпюра удельных нагрузок на
поверхность. Для определения нового распределения давления разобьем
радиус проекции площадки контакта на плоскость z = 0 на М отрезков,
обозначив узловые точки, начиная от оси z:j = О, М. Радиусами, равными
расстояниям от оси до узловых точек, проведем концентрические
окружности. Ширина образовавшихся колец Др - а/М. Тогда уравнение
(5.52) распределения удельной нагрузки можно записать в форме конеч-
ных разностей:
Е 1 Дф(ру) ( Д2ф(ру)
4л(1 -р2) 1 Pj Др Др2 ;
Я(р,р^)Др.
(5.58)
Будем считать удельную нагрузку равномерно распределенной по
поверхности трения каждого кольца
А./ =
где р, =---------.
7 M(j - 0,5)
Учитывая профиль торца штампа, давление на поверхность рп j =
- P2(ppcosaJ, где Uj - угол наклона касательной к профилю в точке с
координатой ру.
Зная давление на поверхность штампа, находим интенсивность
266
Глава 5. Изнашивание твердых тел
изнашивания соответствующих кольцевых поверхностей за время 6г
6Sjm = /<‘>(дв у)ь>р/С
(5.59)
6S® = /®(pBj)G>py6t.
Координаты профиля штампа по результатам износа за шаг находим
по координатам точек профиля в начале шага и векторам износа за шаг,
учитывая, что вектор износа направлен по нормали к поверхности.
В подавляющем большинстве случаев решение контактных задач в
замкнутой форме не представляется возможным. Наиболее общим методом
решения является метод конечных элементов с использованием ЭВМ.
Для решения задач изнашивания высших кинематических пар (зубчатых
передач, кулачковых механизмов) на каждом шаге наработки определяются
кинематические и силовые параметры в узловых точках поверхностей
контакта. Для этого линия зацепления и рабочие участки профилей колес
разбивают на ряд конечных элементов. Износ деталей за шаг наработки
в каждой у-й узловой точке рассчитывается по формулам:
м2
6S,(1) = 2Д. );
У J fc-1 z
M
Z 1 ' к-1
где Да- элементарный отрезок линии контакта колес ву-й узловой точке
линии зацепления; М2 - количество элементов, на которые разбита линия
зацепления; верхние индексы 1, 2 - сопряженные колеса; /2)(р) -
зависимости интенсивности изнашивания материалов колес от удельной
нагрузки; о^12\о^21^-относительные удельные скольжения профилей колес
в у-й точке; г<2) - числа зубьев ведущего и ведомого колес; -
частота вращения ведущего колеса в единицу времени.
При этом алгоритм расчета должен учитывать необходимость
взаимоогибания профилей зубьев, отсутствие интерференции профилей
и др. В случае необходимости учета температуры на изнашивание деталей
(температурная задача изнашивания) нужно знать зависимости изнашива-
ния сопряженных материалов от температуры, которые определяются
экспериментально (метод оценки фрикционной теплостойкости материа-
лов, рассмотренный ниже).
Далее на каждом шаге наработки определяются эпюра распределения
температуры по поверхности контакта (решение может быть получено
аналитически в замкнутой форме или численными методами) и вектор
износа за шаг в каждой узловой точке контакта.
Решение статически неопределимых механических систем (многопарное
Методы повышения изностойкости узлов трения
267
зубчатое зацепление, вал на нескольких опорах, сопряжения дисков и др.),
а также систем с обратными связями входных и выходных параметров
(изнашивание кинематических пар манипуляторов и др.) требует
составления сложных алгоритмов, учитывающих взаимосвязи кинематичес-
ких и динамических параметров механизма с износом кинематических пар.
Таким образом, расчет на износ сложных механических систем
представляет собой искусство разработки алгоритма поведения их во
времени. Примеры решения таких задач рассматриваются в специальной
литературе.
5.6. ОСНОВНЫЕ МЕТОДЫ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ
УЗЛОВ ТРЕНИЯ И ДЕТАЛЕЙ МАШИН
Накопленные мировой практикой методы и способы предотвращения
износа в машинах можно разделить на следующие группы: материаловед-
ческие; технологические; конструкционные; производственные и
эксплуатационные.
Материаловедческие методы включают направленный синтез
износостойких конструкционных и смазочных материалов, выбор
рациональных конструкционных и смазочных материалов в узлы трения,
изучение и управление процессами, протекающими в материалах при
изнашивании. При этом важно помнить, что износостойкость не является
постоянным свойством материала, а проявляется в конкретных условиях
и режимах эксплуатации, различаясь как по характеру, так и интенсивности
процесса изнашивания. Материалы деталей и узлов трения помимо
износостойкости должны обладать комплексом и других свойств,
обеспечивающих надежную работу конструкции в целом.
Технологические методы предупреждения износа основаны на больших
технологических возможностях управления износостойкими свойствами
деталей на этапе их производства. Это физико-химические, тепловые,
механические методы воздействия на поверхностные слои материалов;
методы плакирования, п окрытий, наплавки рабочих п оверхностей деталей,
модифицирования поверхностных структур с помощью воздействия
различного рода физических полей и частиц, несущих высокую энергию.
Конструкционные методы обеспечивают износостойкость на этапе
проектирования машин. Эти методы направлены на следующее:
смягчение режимов работы материалов в деталях и узлах трения
(уменьшения температуры, нагрузки, скорости);
защиту трущихся деталей от контакта с абразивной и агрессивной
средой;
исключение режимов трения без смазочного материала или в услови-
ях скудной смазки;
компенсацию износа деталей;
обеспечение равномерного изнашивания деталей;
268
Глава 5. Изнашивание твердых тел
исключение катастрофических видов изнашивания деталей при
схватывании и задире;
обеспечение ремонтопригодности деталей и узлов трения.
Это достигается путем рационального подбора сочетания материалов
в сопряжении; выбора рациональной геометрии и кинематики работы узла;
заменой опор скольжения на опоры качения; применением различных
способов смазки, различного рода уплотнений, затворов, фильтров,
отстойников и т.д.; доступностью и простотой обслуживания, ремонта и
замены деталей и узлов.
Производственные и эксплуатационные методы обеспечения износостой-
кости реализуются в процессе производства и эксплуатации. На этапе
создания техники необходимо точное соблюдение технологии изготовления
деталей и узлов трения в соответствии с заложенными в проект требования-
ми. В процессе изготовления подвергаются контролю качество поверхнос-
тей трения, отклонение формы деталей, твердость поверхностей, точность
сборки, биение, регламентированные зазоры и т.д. С целью контроля
износостойких показателей проводятся стендовые ускоренные испытания
отдельных деталей, узлов, агрегатов. Опытные образцы техники проходят
полигонные и эксплуатационные испытания. На этих этапах устраняются
возможные недоработки в износостойкости деталей, узлов, рабочих
органов машины и регламентируются их режимы и условия эксплуатации.
В условиях реальной эксплуатации для обеспечения износостойкости
и увеличения ресурса машины необходимо соблюдение режимов
эксплуатации, регламентированных в технических условиях, правил
технического обслуживания, своевременное и качественное диагностиро-
вание состояния деталей и узлов трения, ремонт и замена изношенных
деталей и узлов, ресурс которых исчерпан.
Правила технического обслуживания должны включать периодичность
смазки, технической диагностики и контроля износа узлов трения,
периодичности текущих ремонтов и осмотров, карту точек смазывания,
периодичность замены и пополнения смазочного материала, марки
смазочных материалов. При замене смазочного материала большое
значение имеет его контроль на соответствие стандарту, отсутствие в нем
загрязнений, абразивных частиц. Использование смазочных материалов,
не предусмотренных технической документацией, может повлечь
интенсивное изнашивание узлов трения, потерю смазочной способности.
Техническая документация на ремонт техники должна содержать условия
на дефектацию деталей и сопряжений, допустимые и предельные величины
износа наиболее ответственных и быстроизнашивающихся узлов.
При введении в эксплуатацию новой машины необходима ее обкатка.
В результате обкатки прирабатываются ее основные трущиеся сопряжения,
что обусловливает последующую работу узлов без схватывания и снижает
скорость изнашивания. Режимы и длительность обкатки оговариваются
Список литературы 269
в технической документации и основываются на опыте эксплуатации. По
истечении определенного времени после приработки необходима замена
смазочных материалов, в которых находятся продукты приработки и
другие загрязнения.
Список литературы
1. Гриб В.В. Решение триботехнических задач численными методами. М.: Наука. 1982.
112с.
2. Виноградов В.Н., Сорокин Г.М. Механическое изнашивание сталей и сплавов. М.:
Недра, 1996. 364 с.
3. Теиеибаум М.М. Сопротивление абразивному изнашиванию. М.: Машиностроение,
1976.270 с. (
4. Погодаев Л.В., Шевченко П1А. Гидроабразивный и кавитационный износ судового
оборудования. М.: Судостроение, 11)84. 264 с.
Глава 6
СМАЗКА
6.1. КЛАССИФИКАЦИЯ ВИДОВ СМАЗКИ
Одним из наиболее эффективных путей обеспечения надежности и
долговечности подвижных сопряжений деталей машин и механизмов и
минимизации энергетических потерь при их эксплуатации является
использование в качестве компонентов этих сопряжений смазочных
материалов.
Смазочные материалы (СМ) - продукты органического и неорганичес-
кого происхождения, которые вводят между поверхностями с целью
уменьшения потерь на трение в этом сопряжении, предотвращения заедания
и снижения износа пар трения (рис. 6.1). Внутреннее трение в смазочных
материалах 3 существенно меньше, чем внешнее трение несмазанных
деталей 1 и 2, и исключение или минимизация непосредственного контакта
пар трения приводит к улучшению фрикционно-износных характеристик
сопряжения.
Смазочный материал является важнейшим конструкционным элементом
узла трения, во многом определяющим его надежность и долговечность,
а также потери энергии при его функционировании.
Действие смазочного материала, в результате которого уменьшается
трение контактирующих тел и/или снижается их износ, называется смаз-
кой. Смазка, при которой осуществляется полное разделение трущихся
поверхностей сопряженных деталей жидким смазочным материалом,
Рис. 6.1. Схема несмазанного (а) и смазанного (в) контакта трущихся тел:
/ и 2 -трущиеся тела; 3- смазочный материал
1Г1Я
Классификации видов смазки
271
называется жидкостной, а если
это разделение осуществляется
газом, то газовой смазкой. В этих
случаях полностью исключен
непосредственный контакт тру-
щихся тел. Он возможен только
при пусках и остановках, когда
жидкостный (газовый) слой еще
не образовался или уже разру-
шился. Внешнее трение твердых
тел при этом отсутствует, его
заменяет много меньшее внут-
реннее трение смазочной сре^ы,
разделяющей эти тела. <
Сопротивление относитель-
ному перемещению твердых тел,
Рис. 6.2. Схема течения жидкости между двумя
параллельвымв пластинами А пВ
полностью разделенных слоем жидкости или газа, определяется внутренним
трением этой среды, ее вязкостью. Под вязкостью понимают объемное
свойство газообразного, жидкого, полужидкого или полутвердого
вещества оказывать противодействие относительному перемещению
составляющих его частиц. Простая модель трения при жидкостной смазке
приведена на рис. 6.2. Две параллельные пластины А и В бесконечной
длины разделены слоем жидкости толщиной й. Пластина А перемещается
со скоростью иА, а пластина В неподвижна (ив = 0).
Так как молекулы жидкости в слоях, прилегающих к пластинам,
прилипают к ним, то на границе с пластиной А внешний слой жидкости
увлекается ею и имеет скорость = иА, а на границе с пластиной В
жидкость имеет скорость vB = 0. При не слишком большой скорости
относительного перемещения пластины А можно допустить линейный
профиль скоростей по толщине зазора. Согласно закону вязкого течения,
сформулированному И. Ньютоном, сила внутреннего трения £ для
- dvx
ламинарного режима прямо пропорциональна производной —-
площади сдвига A: dz
dv.
и
dz
dv
F = —i,
T dz
(6-1)
где г] - динамическая вязкость жидкости, Па с.
Этот же закон можно представить в виде
(6.2)
272
Глава 6. Смазка
где т - касательное напряжение (напряжение сдвига) на площадке внутри
движущейся среды.
Те среды, которые подчиняются закону (6.2) пропорциональности
касательных напряжений поперечной производной скорости по нормали
к этой площадке, называются истинно вязкими или ньютоновскими.
Течение многих смазывающих жидкостей (нефтяных и растительных масел)
при температурах, не очень близких к температурам застывания, и газов
достаточно хорошо описываются зависимостью (6.2), и они являются
ньютоновскими. Теория жидкостной смазки создана прежде всего для
ньютоновских жидкостей.
К жидкостям, поведение которых не отвечает закону Ньютона (так
называемым неньютоновским или аномальным), относят нефтяные масла
при низких температурах, некоторые коллоидные растворы и суспензии.
Реологическое поведение пластичных смазок, обусловленное тем, что при
напряжениях сдвига, меньших некоторого предельного, они проявляют
свойства твердого тела, оценивают по предельному напряжению сдвига
и эффективной вязкости, зависящей в свою очередь от градиента скорости
сдвига.
Исследуя трение в паре вал- подшипник вагонной буксы, Н.П. Петров
в 1883 г. установил, что зазор между ними заполнен вязким маслом, а
сопротивление вращению вала определяется исключительно внутренним
трением в смазочной жидкости, заполняющей зазор. Он рассмотрел случай,
когда вал и подшипник строго соосны - случай не общий, но имеющий
большое теоретическое и прикладное значение и отражающий процесс
трения при малых нагрузках и больших частотах вращения вала.
Для условий, когда скольжение между смазочным материалом и
поверхностями вала и подшипника отсутствует (в то время это было не
очевидно), Н.П. Петров рассмотрел и случай, когда это скольжение имеет
место, толщина прослойки мала по сравнению с радиусом вала, так что
отдельные участки зазора можно рассматривать как плоскопараллельные.
Пренебрегая их кривизной, силу трения можно рассчитать по формуле,
аналогичной для вязкого течения Ньютона (6.1):
F - г\А— - 2пх\А—п, (6.3)
h h
где п - частота вращения вала; /в - радиус вала; и—скорость относительно-
го перемещения; h - толщина слоя, которая для соосных цилиндров равна
радиальному зазору с - гп - гв; гп - радиус подшипника; А - площадь
сдвига.
Соответственно, коэффициент трения / может быть рассчитан из
уравнения:
Классификация видов смазки
273
(6-4)
где ра - удельная нагрузка.
Таким образом, Н.П. Петров впервые рассчитал коэффициент трения
исходя из вязкости смазочного материала, режима работы узла трения
(скорость, давление) и из особенностей конструкции (зазора Л). При этом
следует иметь в виду, что коэффициент трения при жидкостной смазке,
рассчитанный Н.П. Петровым, имеет лишь формальное сходство с
коэффициентом внешнего трения твердых тел.
Условие реализации жидкостной смазки - существование слоя
смазочного материала, толщина которого при приложенных нагрузках
превышает суммарную высоту микронеровиостей сопряженных поверх-
ностей. Этот слой может* быть образован в результате поступления
жидкости в зазор между поверхностями трения под достаточно большим
внешним давлением. В этом' случае имеет место гидростатическая смазка
(например, в опорах и направляющих металлорежущих станков, особенно
тяжелых).
Но в подавляющем большинстве узлов трения жидкостная смазка, т.е.
полное разделение поверхностей трения, осуществляется под действием
давления, самовозбуждающегося в слое жидкости при относительном
движении поверхностей. Для создания гидродинамического давления в слое
жидкости, разделяющем контактирующие тела, необходимо, чтобы зазор
между этими телами имел форму клина. Если при вязком течении жидкости
между относительно перемещающимися параллельными пластинами (как
на рис. 6.2) гидродинамическое давление не развивается, то несущая
способность жидкости равна нулю. Для случая, когда одна из перемещаю-
щихся пластин, например пластина А на рис. 6.3, наклонена по отношению
к пластине В под углом а, форми-
руется масляный клин. Вслед-
ствие этого профиль скоростей
смазочной жидкости изменяется
по длине зазора (возрастает по
мере его сужения) и, следуя ему,
развивается гидродинамическое
давлениер, разделяющее пласти-
ны и обеспечивающее несущую
способность сопряжению. В этом
случае имеет место гидродинами-
ческий режим смазки.
Если режим работы узла тре-
ния и его геометрия не обеспечи-
вают образование жидкостной
смазкн, то поверхности от непос-
редственного контакта и после-
дующего катастрофического
Рис. 6.3. Эпюры скорости и давления в клиновид-
ном зазоре (Ajnin, Ло и — толщина слоя соот-
ветственно иа входе в зазор, в сечении максималь-
ного давления и иа выходе из зазора)
274
Глава 6. Смазка
износа, задира и заедания предохраняют только граничные смазочные
слои, и узел трения работает в режиме граничной смазки. При этом виде
смазки антифрикционные и противоизносные свойства трущихся
сопряжений определяются не объемными свойствами смазочных
материалов, а свойствами граничных слоев, образованных в результате
взаимодействия активных компонентов смазочного материала с поверхнос-
тными слоями пар трения. Коэффициенты трения при граничной смазке
существенно выше чем при гидродинамической. При граничной смазке
имеет место изнашивание трущихся тел. Поэтому в реальных узлах трения
стремятся реализовать режим гидродинамической смазки, когда малы
потери на трение и отсутствует износ.
Широко распространен в узлах трения режим смешанной (полу-
жидкостной) смазки. При этом режиме одни участки поверхности
контактирующих тел разделены гидродинамическим слоем, а другие -
граничным. При этом виде смазки используется как важнейшая объемная
характеристика смазочного материала - его вязкость, так и способность
смазочного материала создавать на поверхностях трения прочные
граничные слои (см. табл. 6.1). Естественно, чем выше доля гидродинами-
ческой смазки, тем меньше коэффициент трения при смешанной смазке.
Области реализации гидродинамической, смешанной и граничной
смазок в смазываемых узлах трения скольжения определяют по диаграмме
Герси - Штрибека (рис. 6.4), представляющей собой зависимость
коэффициента трения fT в смазываемом узле трения от безразмерного
критерия, называемого числом Герси (иногда его называют числом
Зоммерфельда):
Рис. 6.4. Диаграмма Герси - Штрибека:
зависимость коэффициента трения /т от
безразмерного параметра чи1Рп0Г, числа
Герси:
/-///- зоны смазкн; I - граничной;
//- смешанной; ///-гидродинамической
JUL
Р ’
пог
где и - скорость относительного
перемещения трущихся тел; Рпог -
погонная нагрузка на узел трения
(нагрузка, отнесенная к длине сопря-
жения).
Число Герси часто выражают
также в виде
3)СО
Ра
где со - угловая скорость; рд - удель-
ная нагрузка на узел трения.
Зона существования граничного
режима смазки I (наиболее тяжело-
го): он реализуется при высоких
Классификация видов смазки
275
удельных нагрузках на узел трения (высокие значения Рпог), низких
скоростях относительного перемещения пар трения (малые значения и),
повышенных температурах (вызывающих снижение вязкости ц) и
характеризуется не только повышенным коэффициентом трения, но и
постоянным изнашиванием контактирующих тел. В режиме граничной
смазки в те или иные моменты эксплуатации работают практически все
тяжело нагруженные узлы трения (при пуске и останове любых трибосис-
тем, в "мертвых точках" цилиндропоршневой группы двигателя внутренне-
го сгорания и т.д.). В узлах трения, работающих при высоких нагрузках
и температурах и сравнительно низких скоростях скольжения, граничный
режим смазки полностью или частично имеет место в течение всего периода
работы сопряжения.
Вероятность реализации гидродинамического или граничного режима
можно приближенно оцег^ивать по критерию Л, представляющему собой
отношение минимальной!толщины Amin смазочного слоя в зоне зазора
между трущимися деталями (см. рис. 6.3) к характеристике высоты
неровностей рабочих поверхностей этих деталей:
~ h
А. = .
\JRaf + Ra*
(6.5)
где Ra( и Ra2 - параметры шероховатости рабочих поверхностей
контактирующих деталей.
Чем больше величина Л, тем выше вероятность жидкостной смазки и
меньше вероятность непосредственного контакта вершин неровностей
поверхностей трения. При А > 3 имеет место гидродинамический (и вообще
жидкостной) режим смазки, при Л < 1 - граничный, при 1 < Л < 3 -
смешанной смазки (табл. 6.1).
В ряде случаев, в частности для нестационарно нагруженных подшипни-
ков, удобнее использовать критерий Л другого вида:
7.
Л -
Rz} + Rz2 ’
где AZ| и Rz2 ~ соответственно параметры Rz шероховатости первой и
второй контактирующих поверхностей.
Естественно, что значения критерия для перехода от одного режима к
другому будут иными.
6.1. Основные признаки, характеризующие виды смазки
Вид смазки Коэффициент трения Д Определяющая характеристика СМ Постулируемые свойства СМ Постулируемые свойства твердого тела Критерий Л
Гидродинамическая 0,001.-0,01 Вязкость Несжимаемый, вязкость независима от давления, СМ-иьютоиовская жидкость Абсолютно жесткое, аб- солютно гладкое, износ отсутствует >3
Гидростатическая 0,001.-0,01 - Несжимаемый, вязкость независимая от давления, СМ-иьютоиовская жидкость Абсолютно жесткое, аб- солютно гладкое, износ от- сутствует >3
Эластогидроди н а м и - ческая (ЭГД) 0,001...0,01 Вязкость Несжимаемый, вязкость зависит от давления и темпе- ратуры У пру го дефор м нру емое, абсолютно гладкое (кроме микроконтактиой ЭГД) >3
Смешанная (п ол у ж и дко сти ая) 0,08.-0,15 Вязкость, поверх- ностная активность, химическая актив- ность Несжимаемая жидкость, коллоидный раствор поверхностно- и химически активных компонентов в ииактивиой среде Упруго-и/нли пластичес- ки деформируемое шерохо- ватое, изнашиваемое 3>Л>1
Граничная 0,08-0,18 Поверхностная ак- тивность, химичес- кая активность Коллоидный раствор поверхностно- и химически активных компонентов в инактивиой среде Упруго-и/нли пластичес- ки деформируемое шерохо- ватое, изнашиваемое <1
Глава 6. Смазка
Жидкостная смазка
277
6.2. ЖИДКОСТНАЯ СМАЗКА
Выделяют следующие виды жидкостной смазки: гидродинамическая,
гидростатическая, гидростатодинамическая, эластогидродинамическая.
6.2.1. ГИДРОДИНАМИЧЕСКАЯ СМАЗКА
Гидродинамическая смазка - вид смазочного действия, при котором
полное разделение поверхностей трення осуществляется смазочным
материалом в результате давления, самовозбуждаемого в слое жидкости
при относительном движении поверхностей, ограничивающих смазочный
слой. Гидродинамическая смазка имеет место в радиальных и упорных
подшипниках скольжения различного назначения, в цилиндропоршневой
группе двигателя внутреннего сгорания, в быстроходных легко нагру-
женных, хорошо приработанных зубчатых передачах и в ряде других узлов
трения. >
Эффект возбуждения гидродинамического давления в смазочном слое при вращении вала
в подшипнике скольжения установил в своих опытах Б. Тауэр (в 1883 г.). В 1884—1885 гг.
Б. Тауэр измерял также давления в различных точках смазочного слоя вкладыша. Его
результаты послужили основой доя работы О. Рейнольдса (в 1886 г.), в которой с позиции
гидромеханики вязкой жидкости было исследовано движение вязкой несжимаемой жидкости
в тонком зазоре между двумя соосными цилиндрами.
О. Рейнольдс впервые получил дифференциальное уравнение, связывающее давление в
смазочном слое с его толщиной, вязкостью и скоростью движения поверхности трения, и дал
решение для некоторых частных случаев. Задачей течения жидкости в смазочном слое
занимались такие видные ученые, как А. Зоммерфельд, НЕ, Жуковский, С.А. Чаплыгин. Так
родилась гидродинамическая теория смазки, основателями которой являлись Петров, Тауэр
и Рейнольдс. В дальнейшем значительный вклад в развитие этой теории для подшипников
скольжения внес М.В. Коровчинский (Россия).
Рассмотрим зазор между двумя поверхностями трения, одна из которых
движется со скоростью и, а дру-
гая неподвижна (рис. 6.5). Зазор
заполнен вязкой жидкостью,
которая, прилипая к поверхнос-
тям трения, вовлекается в зазор.
Выделим в смазочном слое эле-
мент с гранями dx и dz. На грани
этого объема действует гидроди-
намическое давление р и каса-
тельное напряжение т. Из усло-
вия равновесия действующих сил
для выделенного объема в на-
правлении х, параллельном дви-
жению, пренебрегая силами
инерции выделенного объема,
получим
Рис. 6.5. Схема образования гидродинамического
давления р в смазочном слое
278
Глава 6. Смазка
др _ дх
дх dz
(6-6)
Как известно, для ньютоновских жидкостей связь между касательным
напряжением т и поперечной производной скорости uv по нормали к этой
площадке (по направлению z) выражается соотношением (6.2). Тогда
выражение (6.6) примет вид
ар = ат Эих
дх dz I dz
(6-7)
Из условия (6.7) следует, что для возникновения давления в смазочном слое
и возможности нести нагрузку при полном разделении поверхностей трения
необходимы следующие условия:
вязкость смазочного материала и его прилипание к поверхностям
трения;
относительное скольжение частиц жидкости за счет перемещения
поверхностей трения н свойства прилипания жидкости к поверхностям;
переменное сечение смазочного зазора, вначале сужающегося, а затем
расширяющегося. Последнее условие необходимо, так как обычно на входе
и выходе из зоны образования смазочного слоя давление равно нулю или
давлению подачи смазочного материала.
Таким образом, силы вязкости, препятствующие растеканию смазки,
преодолеваются повышением давления внутри слоя. Это давление
передается на твердые поверхности и разделяет их от непосредственного
контакта. Давление в смазочном слое вначале сужающейся, а затем
расширяющейся щели (зазора) вначале возрастает, а затем, достигнув
максимума в зоне, расположенной до места минимальной толщины,
уменьшается до нуля (давления насыщающихся паров).
Основные уравнения гидродинамической теории смазки. Эти уравнения
выражают три фундаментальные закона.
1. Закон сохранения массы в виде уравнения неразрывности потока:
Эр + а(Рцх) + 5(р“у) + d(puj _ о
dt дх ду dz
2. Закон сохранения количества движения и момента количества
движения в малом фиксированном объеме жидкости. Уравнение Навье -
Стокса движения вязкой несжимаемой жидкости, выражающее этот
закон в векторной форме, имеет вид:
Эи л 1 —j
— = F - — gradp + vVu,
dt р
где и - вектор скорости движения частиц жидкости; F - вектор массовых
Жидкостная смазка
279
сил; р - давление в жидкости; р - плотность смазочного материала; v -
кинематическая вязкость.
3. Закон сохранения энергии: изменение во времени полной энергии
объема жидкости равно сумме работ массовых поверхностных сил,
приложенных к этому объему, и количеству теплоты, подведенной извне
в единицу времени.
Уравнение течения смазки. Рассмотрим элементарный объем жидкости,
находящийся в смазочном слое (рис. 6.5). Оси локальной декартовой
системы координат х, у, z.
Особенности геометрии смазочного слоя - малая толщина по
координате z по сравнению с протяженностью в двух других направлениях,
приводит к существенному упрощению как системы уравнений Навье -
Стокса, так и уравнений энергии. Технически это достигается переходом
к безразмерным величинами пренебрежением членами порядка относи-
тельного зазора (для подшипника скольжения равен отношению разности
радиусов вала и внутренней поверхности подшипника, к радиусу
подшипника) и выше по сравнению с единицей.
После упрощения система уравнений Навье - Стокса преобразуется в
систему уравнений Рейнольдса:
др = Э ( .
дХ dz V dz /
др = а ЭиЛ
ду dz dz
(6.8)
= О,
dz
гдер(х, у) - давление в смазочном слое в точке с координатами х, у, их и
и -проекции скоростей частиц жидкости на оси координат; т] - динамичес-
кая вязкость.
Из системы уравнений (6.8) следует постоянство давления в смазочном
слое по его толщине z и то, что давление в смазочном слое определяют силы
вязкости, так как они значительно больше, чем силы инерции частиц
жидкости.
Для того чтобы получить разрешающее уравнение, связывающее
давление в смазочном слое и его толщину, необходимо учитывать, для
какого узла трения оно применяется. Получим это уравнение для наиболее
распространенного узла трения - подшипника скольжения.
Рассмотрим течение смазочного материала между трущимися
поверхностями подшипника скольжения. При этом ось >> направим вдоль
оси подшипника скольжения. Как следует из системы уравнений (6.8),
280
Глава 6. Смазка
давление не меняется по координате z (вдоль толщины смазочного слоя),
и зависит только от координат х и у. Поэтому первое и третье уравнения
системы (6.8) можно проинтегрировать по толщине смазочного слоя и
использовать условие прилипания смазочного материала к поверхностям
трения:
при z = 0
и„ = 0; иу = 0;
при z = Л
и = и; и = 0.
л 7
(6.9)
Интегрируя уравнение сплошности (6.8) в пределах толщины смазочно-
го слоя (0, Л), полудим:
(6.10)
Подставляя выражения для составляющих скорости частиц жидкости,
полученные интегрированием первого и второго уравнений системы (6.8)
и используя граничные условия (6.9), получим обобщенное уравнение
Рейнольдса для случая нестационарного движения вязкой сжимаемой
жидкости при вязкости, зависящей от температуры и давления:
=б^-(р«Л)+12р^+12й^. (6.11)
дх \ цЭл) ду ( цЭу) дх dt dt
Члены левой части уравнения (6.11) представляют расходы смазочной
жидкости, обусловленные градиентом давления по осям х и у, а правой
части - изменение расхода жидкости за счет изменения формы зазора в
направлении х, изменение расстояния между поверхностями трения со
dh др
скоростью —, аза счет изменения плотности
dt dt
Уравнение (6.11) применимо для стационарного и нестационарного
движения, находящейся между поверхностями произвольной формы вязкой
сжимаемой жидкости, вязкость и плотность которой зависит от координат.
К уравнению (6.11) должны быть присоединены краевые условия для
явленияр = р(х, у, t) и начальные условия для координат центра вала.
В зависимости от типа узла трения и условий работы сопряжений, вид
правой части уравнения (6.11) может видоизменяться: могут добавляться
новые члены или оно может упрощаться. К уравнению (6.11) можно
присоединять и другие уравнения с образованием систем уравнений.
Жидкостная смазка
281
Например, при неизотермическом режиме смазки к уравнению (6.11)
добавляется уравнение переноса теплоты и состояния смазки.
Уравнение переноса теплоты. Использование закона сохранения энергии
для описания переноса теплоты в вязком теплопроводящем слое приводит
к уравнению:
а© | ао ао ао] , а2©
рс„— + pcJ —+«„— + U, ~К, = Т1
v dt ч Эх Уду Zdz)
Ч Г
. дг J .
(6.12)
> dz ,
где 6 - температура в точке смазочного слоя с координатой (х, у, z); Л, -
коэффициент теплопроводности; Су - теплоемкость при постоянном
объеме.
Первое слагаемое в правей части уравнения (6.12) описывает изменение
теплосодержания выделенного объема смазочного слоя за счет изменения
температуры 6, второе - засчет конвективного переноса, третье - за счет
теплопроводности Л, поперек смазочного слоя. Правая часть уравнения
описывает количество механической энергии, необратимо перешедшее в
теплоту. ~
Граничными условиям^ для уравнения переноса теплоты является
распределение температур на контуре смазочного слоя: в = &(х, у, г). Как
правило, это распределение неизвестно, поэтому в некоторых ответствен-
ных случаях для расчета конструкции к уравнению переноса теплоты в
смазочном слое добавляется уравнение распределения температур в корпусе
и втулке-вкладыше подшипника, а граничные условия задаются в виде
равенства температур и тепловых потоков на границе смазочного слоя и
втулки-вкладыша подшипника.
Совместное решение уравнения течения смазочного материала (6.11)
и уравнения переноса теплоты (6.12) при заданных граничных и начальных
условиях для давления и температуры называется неизотермической задачей
гидродинамической теории смазки. В результате решения этой задачи
получается распределение давления и температуры в каждой точке
смазочного слоя.
Как видно из правой части уравнения (6.12), источником тепловыделе-
ния являются сдвиговые деформации в вязком смазочном слое. На рис. 6.6
приведено расчетное распределение температуры по толщине смазочного
слоя при заданных температурах на поверхностях трения. Как видно,
температура внутри тонкого смазочного слоя может значительно
превышать температуру на границах слоя.
Если найти способ осреднения температуры по толщине слоя и по двум
другим направлениям, то придем к изотермической задаче гидродинамичес-
кой теории смазки, которая является наиболее распространенным
упрощением задачи. Чем более нагружен подшипник скольжения и тоньше
смазочный слой, тем больше различие между изотермической и неизотер-
282
Глава 6. Смазка
Рис. б.б. Расчетное распределение темпе-
ратуры й по относительной толщине
смазочного слоя z/h
мической задачей; для тяжело нагру-
женных опор скольжения результаты
решения могут различаться в 2 раза.
Применениетеориигидродинамичес-
кой смазки для расчета узлов трения.
Гидродинамическая теория смазки
применяется для расчета опор скольже-
ния (радиальных и осевых), направляю-
щих скольжения, зубчатых передач,
опор качения. Рассмотрим применение
гидродинамической теории смазки для
расчета опор скольжения. В соот-
ветствии с международным стандартом
ИСО 4378-3 подшипники скольжения
классифицируются:
по виду смазочного действия - на
гидродинамические, гидростатические,
газодинамические и газостатические, а также гибридные;
по типу нагружения - на стационарно-нагруженные и нестационарно
нагруженные;
по направлению нагрузки - на радиальные и осевые (упорные).
Радиальные подшипники в свою очередь делятся на круглоцилиндрические
и некруглоцилиндрические.
В табл. 6.2 приведены основные области применения подшипников
скольжения и расчетные уравнения (краевыезадачи). Формулировка задач
расчета в значительной мере зависит от условий работы - нагруженности
подшипников. Перечислены величины, которые являются целью расчета,
и даны критерии оценки работоспособности подшипников по результатам
расчетов.
Расчет стационарно нагруженных радиальных подшипников скольжения.
Подшипники этого типа могут быть круглоцилиндрические и некруглоци-
линдрические (многоклиновые). Круглоцилиндрические подшипники могут
быть легко и средненагруженные (например, подшипники редукторов),
тяжело нагруженные (прокатные станы). Некруглоцилиндрические
(многоклиновые) подшипники, рабочая поверхность которых состоит из
сегментов, каждый из которых имеет свой радиус, используются для
обеспечения устойчивости движения в высокоскоростных подшипниках.
В свою очередь, многоклиновые подшипники могут иметь фиксированные
и качающиеся сегменты. Последние могут самоустанавливаться,
обеспечивая наивыгоднейшую форму зазора.
Рассмотрим более подробно формулировку задачи и способ решения
на примере легко и средненагруженных круглоцилиндрических подшип-
ников скольжения (рис. 6.7). Подшипник скольжения (внутренний диаметр
2>1, диаметр вала D и ширина В), вал которого вращается с угловой
скоростью ы, а поверхность имеет линейную скорость и, нагружен
6.2. К расчету гидродинамических подшипников скольжения различного иазиачеиия
Направление действия нагрузки Применение подшипни- ков скольжения Уравнения Результаты расчетов Критерии опенки работоспособности
Стационарно нагруженные подшипники
Радиальное Общего иазиачеиия (легко нагруженные) Течения смазки, баланса теплоты Минимальная толщина слоя, максимальная тем- пература н давление, рас- ход смазкн, потерн на тре- ине- - — * Минимально допустимая толщина слоя, максималь- но допустимые температу- ра н давление
Прокатные станы н др. (тяжело нагруженные) Течения смазки, энергии, деформации Минимальная толщина слоя, максимальная тем- пература, расход смазкн, потерн на трение Минимально допустимая толщина слоя, максималь- но допустимые давление и температура с учетом де- формации и перекоса вала
Осевое (с фиксированьями н качающимися подушка- ми) Гребневые валы, гидроге- нераторы и др. Течения смазки, переноса теплоты, равновесия по- душек Минимальная толщина слоя, температура, поло- жение центра подушек Минимально допустимая толщина слоя, температу- ра и максимальное давле- ние
Радиальное Нестац Двигатели внутреннего сгорания и поршневые компрессоры иоиарно нагруженные подш Движения вала, переноса теплоты, течения смазки кпиики Траектория движения ва- ла, изменение температу- ры и давления Запас несущей способнос- ти, критическая продол- жительность зон смешан- ной смазкн
Турбины и турбокомпрес- соры Движения вала, течения смазкн, баланса теплоты Траектория и устойчи- вость вала, температура Критерии устойчивости движения вала
Жидкостная смазка
284
Глава б. Смазка
Рис. 6.7. Схема радиального стационарно нагруженного подшипника скольжевин давлений р
и эпюры распределения в смазочвом слое:
а - поперечное сечение; б- сечение плоскости, проходящей через ось подшипника; / - вал;
2 — подшипник; OOt - линия центров
постоянной по величине н направлению силой F. Разность диаметров
определяет диаметральный зазор 2с или относительный зазор ф = 2c/D,
заполненный смазочным материалом. Под действием силы F вал
располагается эксцентрично в зазоре (эксцентриситет е, угол Р). Сужающая-
ся, а затем расширяющаяся форма зазора - одно из условий обеспечения
несущей способности подшипника. Подшипник может полностью (угол
охвата Q = 360°) или частично (£) = 180,120°) охватывать вал.
Для определения вида уравнений, определяющих процессы в смазочном
слое, для данного типа подшипников делаются следующие допущения:
1) смазочный материал считается ньютоновской жидкостью;
2) течение смазочного материала-ламинарное. Число Рейнольдса, при
котором должен обеспечиваться ламинарный режим течения смазочного
материала, должно удовлетворять условию
Re s 41,Зу/Р/2с;
3) смазочный материал несжимаем (р = const) и полностью прилипает
к поверхностям трения;
4) смазочный материал полностью заполняет зазор в нагруженной зоне.
Заполнение зазора в ненагруженной зоне зависит от способа подачи
смазочного материала;
5) поверхности, образующие смазочный зазор, недеформируемы и
имеют круглоцилиндрическую форму;
Жидкостная смазка
285
б) оси вала и подшипника параллельны, вследствие чего толщина
смазочного слоя в осевом направлении постоянна, й = й(х);
7) движение поверхностей трения в направлении, перпендикулярном
осевой координате, отсутствует;
8) течение смазочного материала в зазоре считается изотермическим,
вследствие чего он имеет постоянную во всем зазоре температуру,
определяемую из уравнения теплового баланса, следовательно, динамичес-
кая вязкость г] = const.
Допущения 1,2,4 сделаны при выводе уравнения Рейнольдса (6.11), а
остальные связаны с данным типом подшипника и условиями его работы.
Уравнение (6.11) для этого случая упрощается и приобретает вид
(уравнение Рейнольдса):
-if й’^1 -if й’&| = 6П«—.
дх (, дх} ! ду ( ду) dx
(6.13)
В подшипнике бесконечной протяженности отсутствует течение
смазочного материала в направлении оси у и уравнение Рейнольдса
-lfA3^] = 6ПИ<
dx\ dx) dx
(6.14)
Граничными условиями по давлению для решения уравнения (6.13)
Рейнольдса (подшипник полного охвата) являются:
а) р = 0 на торцах подшипника;
б)р =р0 в маслораспределительных устройствах (смазочные канавки
и краманы);
в)р=°-Л = 0 в месте окончания смазочного слоя.
дх
Условие в) означает, что краевая задача решается с неизвестным
положением границы смазочного слоя. Формулирование граничных
условий для места окончания
смазочного слоя являлось пред-
метом многочисленных исследо-
ваний. В частности, эксперимен-
тальные исследования на про-
зрачных подшипниках показыва-
ют (рис. 6.8), что зона окончания
смазочного слоя имеет форму
вытянутых языков, начало кото-
рых располагается на выпуклой
кривой.
Условие в) получается из
условия неразрывности потоков
смазки и соответствует макси-
и.
Рис. 6.8. Развертка подшипника со схемой обрыва
смазочного слоя:
J - смазочный слой, 2— граница смазочного слоя;
3 - зона неустойчивого течения
286
Глава 6. Смазка
Рис. 6.9. Распределения давлений в радиальном подшипни-
ке бесконечной длины при граничных условиях:
1 - периодических; 2-р ъ. О (р = 0; др/дх = 0); 3 - граница
смазочного слоя
мальной протяженности
эпюры положительных
давлений. Оно оказывает-
ся эквивалентным усло-
вию р •> 0 в области суще-
ствования избыточных
давлений.
Для нахождения грани-
цы смазочного слоя, удов-
летворяющей условиюр i.
> 0, используется итераци-
онный метод. Вначале за-
даются нулевые гранич-
ные условия и решается
уравнение Рейнольдса
(6.13). Если при решении
получаются отрицатель-
ные давления (рис. 6.9), то
граница (точка 5) передви-
гается до тех пор, пока не
будет получено решение с положительными значениями давления.
Эксперименты показывают, что полученные таким образом граничные
условия эквивалентны условиям Рейнольдса.
Решением краевой задачи (6.13)- (6.14) при условиях б) и в) является
функция распределения давления р = р(х, у), которая является основой для
получения всех остальных гидродинамических характеристик смазочного
слоя подшипника.
Аналитическое решение существует только для подшипника бесконеч-
ной протяженности, у которого отсутствует течение смазочного слоя в
направлении, параллельном оси у и = 0. Для подшипника реальных
ду
размеров, имеющего смазочные канавки различной формы, краевая задача
(6.13), (6.14)решается численными методами, например, методом конечных
разностей. Для этого на развертке подшипника формируется сетка, число
узлов которой в направлении оси х кратно, развертке подшипника, а в
направлении у - ширине подшипника. Затем составляется конечно-
разностное уравнение для внутреннего узла сетки. Полученная система
алгебраических уравнений для заданных граничных условий решается
итерационным методом, в результате которого находится функция
распределения давлений для разных положений вала в зазоре.
Из эпюры распределения давлений р в смазочном слое следует (см.
рис. 6.7): в подшипнике можно условно выделить нагруженную зону, в
которой развивается гидродинамическое давление, воспринимающее
нагрузку на подшипник, и ненагруженную зону с наибольшим зазором,
куда обычно поступает смазочный материал.
Жидкостная смазка
287
Несущая способность смазочного слоя. Составляющие реакции
смазочного слоя находятся интегрированием полученного распределения
давлений по протяженности смазочного слоя в направлении угла <р и по
ширине подшипника в проекции на линию ОО], соединяющую центры вала
и подшипника - линию центров (см. рис. 6.7):
в
ъ 2
Pcosp = J1 J1 р(<р, _y)cos<prf<prf_y;
_ А
2
(6-15)
В
Ъ 2
Psinp = J" у р(<р, _y)sm<prf<prf.y,
i’i -2
, 2
где <р] и <р2“ углы начала и окончания смазочного слоя.
Полная несущая способность (реакция) смазочного слоя при заданном
эксцентриситете вала равцд внешней нагрузке F:
Р = \Z(Pcos₽)2 + (PsinP)2 = F.
Характеристику несущей способности смазочного слоя удобно
представлять в безразмерном виде:
5 =
0 2)£г)ы
(6.16)
а для подшипника бесконечной протяженности:
С- _ бяе
----------,
(2 + е2)^! - г2
где So - число Зоммерфельда (М.В. Коровчинский назвал эту величину
коэффициентом нагруженности).
Эта формула получена Зоммерфельдом интегрированием уравнения
(6.14).
Угол равновесия положения линии центров. Одной из особенностей
образования несущей способности смазочного слоя является поворот линии
центров OOj и, следовательно, места минимальной толщины смазочного
слоя в направлении вращения вала. Угол поворота линии центров
288
Глава б. Смазка
в
*3*2
У У Р(ф, y)sin<fd<f>dy
*i _ ®
Р = arctg---. (6. J 7)
У у р(<р, y)ccs<pd<pdy
’1-S.
г
Задачей расчета подшипника является определение такого положения
вала в зазоре, при котором внешняя нагрузка Fуравновешивается реакцией
смазочного слоя Р. Это положение равновесия определяется абсолютным
е (относительным с) эксцентриситетом и углом поворота р линии центров
относительно направления нагрузки (см. рис. 6.7). Геометрическое место
точек равновесий вала при разных условиях работы подшипника является
характеристикой данного подшипника (рис. 6.10).
Потери на трение (мощности) связаны с внутренним трением Ту в зоне
"нагруженного" смазочного слоя (Л^), а также с трением поверхности вала
с учетом "ненагруженной" зоны (jy.), где обычно находятся канавки и
карманы для подачи смазочного материала.
Суммарные потери мощности на трение во всем зазоре
Сопротивление несущего смазочного слоя вращению определяются
интегрированием касательных напряжений т по области существования
смазочного слоя:
Рис. 6.10. Геометрическое место точек
равновесия вала на смазочном слое {B/D =
= 0,5; О = 360е)
•1 2
Ту = у у tdtpdy. (6.18)
2
Тогда величина /т = Ту IF будет
коэффициентом жидкостного трения.
Коэффициент сопротивления враще-
нию вала в нагруженной зоне
ТЭВтцо
Для подшипника бесконечной
длины коэффициент сопротивления
Жидкостная смазка
289
вращению во всем зазоре
5' = ~== ± (6.20)
Между коэффициентом трения, сопротивлением вращению и несущей
способностью смазочного слоя имеется следующая связь:
Для нахождения полного сопротивления вращению, учитывающему
трение в канавках, карманах и т.д., применяют эмпирические формулы.
Расход смазочного материала. Общий расход Q смазочного материала,
проходящего через подшипник, можно выразить через расход через
нагруженную зону смазочного слоя Qt и расход через ненагруженнуюзону
Qi
\q = е, + е2-
Расход смазочного материала, обусловленный развивающимся
гидродинамическим давлением в нагруженной зоне,
61 = «РЧэфИ,,.
где*?! -безразмерный расходе нагруженной зоне, который рассчитывается
по известному распределению давлений в смазочном слое (см. табл. 6.3);
фэф - эффективный зазор с учетом расширения подшипника в результате
нагрева.
Расход смазочного материала, обусловленный давлением подачи р0,
е2 =
П,ф
где - безразмерный расход, зависящий от вида смазочных отверстий,
канавок карманов и выражаемый в эмпирическом виде.
Тепловой баланс. Тепловое состояние подшипника определяется
совместным решением уравнения течения смазки - уравнения Рейнольдса
(6.13) и уравнения переноса теплоты (6.12). Для изотермического режима
смазки, допустимого для расчета легко и средненагруженных подшипни-
ков, проводится расчет теплового баланса. Составляющие теплового
баланса определяются типом подшипника и процессами в нем происходя-
щими:
смазываемые естественным образом, в которых теплота отводится,
главным образом, за счет теплопроводности в детали подшипника;
290
Глава 6. Смазка
смазываемые под давлением, в которых теплота отводится смазочным
материалом.
Рабочая температура смазочного слоя определяется уравнением
теплового баланса, т.е. равновесием между тепловыделением от трения в
смазочном аюе и отводом теплоты со смазочным материалом и конвектив-
ной передачей теплоты:
N) = рс,2(*2 - »1).
где t>2 _ температура на выходе из подшипника; 0| - температура на входе
в подшипник; р и ср - соответственно плотность и теплоемкость смазочного
материала при постоянном давлении.
Расчет проводится итерационным методом. Расчетной температурой,
по которой определяется вязкость смазочного материала в уравнении
Рейнольдса (6.13), является температура 0Эф- средняя между температурой
подаваемого смазочного материала и температурой на выходе из
подшипника, определяемой из уравнения теплового баланса:
% = (02 + 0,)/2.
В табл. 6.3 в качестве примера приведены результаты расчетов
определения основных гидродинамических характеристик средие-
нагруженного подшипника скольжения, имеющего угол охвата Q = 360“
и относительную ширину B/D - 1.
Из табл. 6.3 и рис. 6.11 видно, что несущая способность $0 смазочного
слоя резко возрастает по мере сближения поверхностей трения (увеличения
относительной толщины смазочного слоя е). Из формулы (6.16) следует,
что So-” при стремлении
е -1, т.е. при расстоянии
63. Гидродинамические характеристики средие- иагружеииого подшипника скольжении (Q = 360°, B/D = 1) между поверхностями тре- ния, стремящемся к нулю. Несущая способность смазочного слоя сущее- твенно зависит от относи- тельной ширины подшип- ника (В/D): чем больше В/D, тем больше величина Sg, характеризующая несу- щую способность смазоч- ного слоя (рис. 6.11, б). Угол между линией центров и направлением нагрузки р, который при концентричном положе-
с *0 /Л 91 ₽, ’
0,2 0,2 12,9 0,04 74,2
0,4 0,6 5,8 0,08 62,5
0,6 1,3 3,2 0,12 50,4
0,8 3,6 1,7 0,15 36,0
0,9 8,5 1,0 0,17 26,4
0,95 19,7 0,6 1,18 18,6
нии равен 90°, а по мере
Жидкостная смазка
291
увеличения нагрузки на
подшипник, а следова- 5,
тепьно, относительного #
эксцентриситета с умень-
шается. По мере увепиче- ®
ния эксцентриситета е воз-
растает расход через на-
груженную зону подшип- 9
ника и существенно сни-
жается коэффициент тре-
ния/т (рис. 6.11,а). 3
Расчет подшипника 0
осуществляется итераци-
онным методом, в ходе 1
которого при заданной *
конструкции и условиях ' 5»
работы определяется по- И
ложение вала в подшипни-
ке. Для этого положения ;
рассчитываются расходы • 12
смазочного материала,
потери на трение и из
уравнения теплового ба- 6
ланса определяются темпе-
ратура йЭф и вязкость сма- 3
зочного материала. Расчет О
повторяется до удовлетво-
рения условий равновесия
вала на слое смазки и
уравнения теплового ба- рис 6.11.Влняаие относительного эксиентриснтетае (я)
Ланса. и относительной ширины B/D (6) на гидродинамические
Результатами расчета характеристики радиального подшипника
являются:
минимальная толщина смазочного слоя Amjn = с(1 - е);
максимальное давление ртах;
максимальная температура в смазочном слое ftmax.
Критерии оценки работоспособности. Полученная расчетом минималь-
ная толщина смазочного слоя Amin сравнивается с предельно допустимой
(критической) величиной A]inl. Для обеспечения работы подшипника без
изнашивания, вызываемого режимами граничной и смешанной смазки,
должно выполняться условие
> Afa-
(6.22)
292
Глава 6. Смазка
Рис. 6.12. Радиальный подшипник скольжения с
перекосом вала у, и уг к осям х и у (ось х перпен-
дикулярна чертежу)
Предельно допустимая вели-
чина смазочного слоя включает
суммарную шероховатость по-
верхностей вала и подшипника
(R* + R") и, если расчетная мо-
дель не учитывает, перекос осей
вала. Изгиб и волнистость шеек
вала могут быть учтены сумми-
рованием с шероховатостью
поверхностей, увеличивая пре-
дельно допустимую толщину
смазочного слоя.
Имеются рекомендации меж-
дународного стандарта ИСО
7902-3, по минимально допусти-
мой толщине смазочного слоя в
зависимости от диаметра под-
шипника и линейной скорости
вала. Например, для диаметра
подшипника в пределах
60... 160 мм и линейной скорости вала 3...10 м/с, минимально допустимая
толщина смазочного слоя равна 7 мкм. Аналогичные рекомендации
имеются по максимально допустимому давлению и температуре, ниже
которой обеспечивается нормальная работа подшипника. Имеются также
рекомендации по Допустимому относительному зазору в зависимости от
диаметра подшипника и линейной скорости вала. Так, для подшипника
диаметром от 100 до 250 мм при скорости 3...10 м/с допустимый относи-
тельный зазор ф = c/R должен быть не более 0,0016.
Расчет подшипников скольжения, имеющих перекос осей. Условие
параллельности осей вала и подшипника в реальности редко выполняется,
и подшипники скольжения работают с тем или иным перекосом осей
(рис. 6.12), при котором ось вала не параллельна оси подшипника, а
находится под некоторым углом ух к этой оси. В связи с тем, что в
уравнении Рейнольдса не накладывалось никаких ограничений на форму
зазора, то это уравнение может быть использовано для расчета характерис-
тик таких подшипников с видоизменением, связанным с исключением
допущения о параллельности осей вала и подшипника. Для получения
такого вида уравнения используется цилиндрическая система координат
х, у, z. Ось у является осью подшипника, а начало координат совпадает с
центром среднего сечения подшипника. Угол 0, как и выше, является углом
между пинией центров и направлением внешней нагрузки F.
Если рассматривается стационарный режим, то в уравнении (6.13)
толщина смазочного слоя h, которая для кругпоципиндрического
Жидкостная смазка
293
подшипника с параллельными осями задается выражением h = с(1 + в cosip),
для подшипника с перекосом осей под углом у с составляющими уЛ, yz
толщина смазочного слоя задается выражением:
h = с[1 + ecos(<p - р) + yxcos(<p - 0) + угу8т(ф - 0)].
Решение уравнения Рейнольдса с функцией зазора, описываемой таким
образом, для разных смещений вала (относительных эксцентриситетов в
в центральном сечении) показывает следующее:
распределение давлений/» вдоль оси подшипника становится несиммет-
ричным, в результате чего реакция смазочного слоя смещается в сторону
наклона вала и возникает момент, зависящий от величины ух наклона оси;
величина и положение (см;рис. 6.13) минимальной толщины смазочного
слоя определяется относительным эксцентриситетом в и составляющими
ух и уг угла наклона оси валф;
в отличие от подшипника с параллельными осями реакция смазочного
слоя при приближении поверхности вала к краю поверхности подшипника
конечна; j.
наклон вала увеличивает реакцию смазочного слоя. Так, по данным
И.А. Жарова, для подшипника с относительной шириной B/D = 0,5 при
относительном эксцентриситете в среднем сечении 0,9 безразмерная
реакция смазочного слоя в положении касания валом края подшипника
в вертикальной плоскости увеличивается с 4,7 до 8,3.
Расчет стационарно нагруженных осевых подшипников скольжения.
Осевые подшипники с неподвижными подушками. Осевыми (упорными)
называются подшипники скольжения, нагрузка в которых направлена по
оси вращения вала. Подшипники этого типа применяются в опорах гидро-
и парогенераторов, гребных валов на судах, редукторах и других машинах.
Конструктивно осевые подшипники состоят из неподвижных (или
самоустанавливающихся) подушек, располагаемых по окружности кольца
в виде секторов, между которыми имеются канавки для подвода смазочно-
го материала. На рис. 6.13 схематически показана часть подшипника с
подушкой (а) и вид рабочей поверхности (б). Смазочный материал подается
под давлением в смазочные канавки 4 и полностью заполняет зазор в
подшипнике.
Гидродинамическая несущая способность подшипника создается за
счет того, чтокаждая из подушек имеет клиновидную (иногда профилируе-
мую) форму, в которую благодаря свойствам вязкости и прилипаемости
упорным гребнем 1 затягивается смазочный материал, который считается
ньютоновской жидкостью. Участок 2 опорной поверхности воспринимает
нагрузку при пуске.
Расчет легко и средненагруженного подшипника базируется на решении
уравнения Рейнольдса для ламинарного стационарного изотермического
течения смазочного материала при условии, что поверхности трения
294
Глава 6. Смазка
б)
Рис. 6.13. Схема осевого подшипника с
неподвижными подушками:
а - поперечное сечение подшипника и
эпюра гидродинамического давления р;
б - внд рабочей поверхности по оси г; 1 -
упорный гребень; 2 - участок опорной
поверхности; 3 — клиновая поверхность;
4 — смазочная канавка
недеформируемые. Смазочный матери-
ал подается в зазор под давлением,
которое не дает гидростатического
эффекта, т.е. не влияет иа распреде-
ление гидродинамического давления.
Ламинарный режим имеет место, если
число Рейнольдса
Re = < Re .
П
Например, для подшипников, имеющих
отношение минимальной толщины
смазочного слоя к глубине клина
Arain/CKJI = 0,8, критическое число Рей-
нольдса равно 600.
Уравнение течения смазочного
материала в зазоре между упорным
гребнем и подушкой в прямоугольной
системе координат х, у, z имеет точно
такой же вид, что и уравнение Рей-
нольдса (6.13). Граничные условия для
уравнения Рейнольдса: давление равно
нулю на наружной и внутренней повер-
хностях подушки и равно давлению
подачи смазочного материала на входе
в подшипник. На выходе из зазора
давление считается нулевым.
Решение уравнения осуществляется численными методами (например,
методом конечных разностей), в результате которых находится
распределение давлений в смазочном слое при заданных условиях.
Интегрированием распределения давлений получают несущую способность
смазочного слоя. Расчет аналогичен расчету радиального подшипника,
однако вместо относительного эксцентриситета, определяющего положение
вала в радиальном подшипнике, используют другие параметры, определяю-
щие условия работы осевого подшипника, например, отношение
минимальной толщины слоя к глубине клина Далее расчет состоит
в определении в зависимости от параметра безразмерной несущей
способности смазочного слоя, потерь на внутреннее трение в смазочном
слое и расхода смазочного материала через зазор.
Расчет проводится итерационным методом. Для заданной конструкции,
температуры и вязкости смазочного слоя из условия равенства внешней
нагрузки и несущей способности подшипника определяется минимальная
толщина смазочного слоя. Далее проводится расчет теплового баланса в
подшипнике. Как и для радиального подшипника, рассматриваются
Жидкостная смазка
295
случаи, когда теплота отводится,
главным образом, теплопроводнос-
тью через элементы подшипника и
когда теплота отводится, главным
образом, через смазочные материа-
лы. И в том и в другом случае для
определения расхода через кон-
структивные элементы подшипника
применяют эмпирические формулы.
Конструктивным параметром,
определяющим все характеристики
осевого подшипника, является отно-
шение ширины подушки В (ширины
кольца) к длине L - дуге в среднем
сечении (см. рис. 6.13). •.
В табл. 6.4 даны для примера
изменение некоторых характеристик
подушки осевого подшипнику (без-
размерной несущей способности 50
и безразмерного расхода <^) незави-
симости от параметра Arajn/CKJI.
Осевые подшипники с качающими-
ся подушками. Заданная форма зазо-
ра может быть не оптимальной. Для
получения оптимальной для данных
условий формы зазора, которая
самоустанавливается в процессе
А-А
Рис. 6.14. Схема осеаого подшипника е
самоустаиааливаюшимися подушками:
а - поперечное сечение подшипника и эпюра
гидродинамического давления р; б - вид
рабочей поверхности; 1 - упорный гребень;
2 - самоустаиавливающаяся (качающаяся)
подушка; 3 - опора подушки; р - гидро-
динамическое давление; минимальная
толщина смазочного слоя
6.4. Изменение основных характеристик подушки осевого подшипника в зависимости от
параметра
s0 9i
10 0,0002 0,53
2 0,0167 0,65
1 0,0865 0,80
0,5 0,35 1,04
0,2 1,54 1,70
0,1 3,6 2,77
296
Глава 6. Смазка
работы, используют подшипники с качающимися подушками (рис. 6.14).
Расчет таких подшипников проводится так же, как и подшипников с
фиксированной подушкой, однако дополнительно задается место опоры
качающейся подушки.
Оценка работоспособности. Полученная расчетом минимальная
толщина смазочного слоя, максимальная удельная нагрузка и температура
сравниваются с предельными значениями, полученными из опыта, в
зависимости от диаметра подшипника, скорости скольжения и применяемо-
го материала.
Расчет нестационарно нагруженных радиальных подшипников
скольжения. Нестационарно нагруженные подшипники скольжения
характеризуются следующим:
равнодействующая сил F(z), действующих на подшипник (внешняя
нагрузка), переменна по величине и направлению;
силы инерции, связанные с ускорением относительного движения вала
в подшипнике, малы по сравнению с внешней нагрузкой F(z) и реакцией
смазочного слоя P(f).
Подшипники скольжения этого типа наиболее распространенные,
применяются как подшипники коленчатого вала автомобильных,
тракторных, судовых, тепловозных и стационарных двигателей внут-
реннего сгорания и поршневых компрессоров.
Уравнение движения вала. Под действием вектора F(t) и реакции
смазочного слоя ?(г) вал совершает сложное движение в пределах диа-
метрального зазора, и уравнение его движения имеет вид:
= F(<) + Р(0 + mg, (6.23)
at
гдет- масса вала и связанных с ним частей; к-скорость движения центра
вала.
Оценка сил инерции движения вала в пределах диаметрального зазора
подшипника для самых разных условий показывает, что они в 100 - 1000
раз меньше, чем реакция смазочного слоя и внешняя нагрузка. Тогда
уравнение (6.23) превращается в уравнение мгновенного равновесия:
F(z) + Р(/) = 0. (6.24)
Задачей расчета нестационарно нагруженного подшипника является
определение геометрического места точек мгновенных равновесий вала
в подшипнике под действием изменяющейся нагрузки F(t) и реакции
Жидкостная смазка
297
Рис. 6.15. Изменение внешних сил F, действующих на подшипник, по углу а поворота
коленчатого вала четырехтактного V-образного двигатели внутреннего сгорании (а) и годограф
сил (б), дейстнующих иа подшипник (Fx н Fy - проекции вектора F иа оси хну; точки на
годографе - угол поворота коленчатого вала)
смазочного слоя Р(г) - траектории движения вала. Для определения этой
траектории нужно уметь вычислять F(r) и Р(г).
Внешняя нагрузка (равнодействующая внешних сил) находится из
расчета сил, действующих в кривошипно-шатунном механизме и в опорах
коленчатого вала. При этом учитываются силы, действующие на поршень
от давления газов в цилиндре, и силы инерции, связанные с вращатель-
ным и поступательным движением деталей конкретного кривошипно-
шатунного механизма (рис. 6.15).
Уравнение течения смазки. Реакция смазочного слоя находится из
обобщенного уравнения Рейнольдса (6.13) при следующих дополнительных
допущениях:
1) смазочный материал является несжимаемой жидкостью;
2) течение смазочного материала считается изотермическим, т.е.
температура в смазочном слое (или его частях) в данный момент времени
постоянна и равна средней балансовой температуре;
3) вал и подшипник принимаются недеформируемыми;
4) оси вала и подшипника параллельны;
5) смазочный материал подается под давлением р0.
Тогда уравнение (6.13) принимает вид:
+ + 12т)—. (6.25)
дх) Эуу ду) dx dt
298
Глава 6. Смазка
Рас. 6.16. Схема нестационарно нагружен-
ного подшипника (а) и развертка его
рабочей поверхности (б); ху - осн непод-
вижной системы координат; vw - осн
подвижной системы координат, связанной
с линией центров:
1 - смазочная канавка
Граничные условия для урав-
нения имеют вид:
р = 0 на торцах подшипника;
р - р0 в канавках для подачи
смазки, гдер0 - давление подачи
смазочного материала;
р г 0 в области существования
гидродинамического давления.
Чтобы прояснить существо
гидродинамических процессов, происходящих в подшипнике данного типа,
используя замены h = с(1 + е coscp); с = R} - R; е = е/с'х = <рЛ; у = уВ12; и =
= ыЛ; ф = c/R, получим
&Р
Э<р2
57 J + 3F,(e, Ф)|£ = Ф)“
В J $у2 Эф
12т| _ , , 12г| г , de
+ -----F.(e, ф)—— + ---------LF,(e, ф)—,
q? 2 dt 3 dt
(6.26)
где к = ESin<p ; F2 = — esin-g- ; F, = _С05Ф_.
1 + СОЯф (1 + СОЯф)3 (1 + COSCp)
Из уравнения (6.26) видно, что давление в смазочном слое зависит от
формы зазора, положения центра вала в подшипнике и от составляющих
скорости движения вала. Этими составляющими являются: угловая
скорость вала ы, скорость вращения линии центров ОО}
da
-х. и скорость
di
движения центра вала вдоль линии центров с — (рис. 6.16). Ввиду
dt
линейности уравнения (6.26) относительно давления, его общее решение
находится как сумма частных решений с каждым из слагаемых в правой
части уравнения, определяющих гидродинамическое давление от каждой
из компонент скорости движения вала (вращения вала, линии центров и
движение вдоль линии центров).
Жидкостная смазка
299
г
I
?
Рис. 6.17. Схема основных
составляющих тепловых по-
токов в нестационарно нагру-
женном подшипнике:
1,2- части смазочного слоя
с границами <р ( и ф2
Таким образом, реакция смазочного слоя, которая получается
интегрированием распределения давления в смазочном слое по области
существования избыточных давлений, будет зависеть от координат центра
вала и составляющих скорости движения вала, а также от вязкости
смазочного материала:
F(0 + Р е, р, 4е. 4^> П = °-
I dt dt I
(6-27)
Уравнение переноса теплоты. В данном случае принимается, что
смазочный слой в каждый момент времени состоит из двух частей 7 и 2
(рис. 6.17). Температура в каждой части в данный момент времени равна
средней балансовой температуре ft| или ft2> которая изменяется при
движении вала по траектории. Учитывается, что вязкость смазочного
материала зависит от температуры и давления.
С учетом этих условий уравнение переноса теплоты (6.12) преобразуется
для каждой части смазочного слоя.
Общая система уравнений для расчета нестационарно нагруженных
подшипников имеет вид:
f,(o + р. е, р> 4^> п = °;
\ dt dt )
Fu(t)+pje, Р, 4;. 4?’ “ =0;
\ at at I
300
Глава 6. Смазка
at pcr рск
(6.28)
И2)
dt
+ — ЕЛг = — M1U>:
ptp- рСр
п = П(&. Р),
где Fy, Fw, Ру, Рк- проекции внешней нагрузки и реакции смазочного слоя
на подвижные оси w и v; И(, И2- объемы; ftp ft2 - температуры в частях
смазочного слоя, Pr|, Pi2 - составляющие количества теплоты за счет
массопереноса в части зазора и теплообмена с поверхностями трения i -
- 1,2(нарис. 6.17 Р^п -количество теплоты, отведенное смазочным
материалом в торцы подшипника из зон / и 2; Р®, Л® - количество
теплоты, отведенное со смазкой из зон 1 и 2, Рто - теплообмен с поверхнос-
тями трения; D, - функция, характеризующая диссипацию энергии в зоне
2; М2 - момент трения в зоне 2,Е- тепловой эквивалент механической
работы.
Система (6.28) решается численными методами при условиях периодич-
ности, накладываемых на координаты центра вала, составляющие
скорости, температуры и их производные. Созданы программы расчета
коренных и шатунных подшипников,
Рис. 6.18. Траектория движения центра вала в
зазоре нестационарно нагруженного подшипника
(цифры на траектории - углы поворота коленчато-
го вала)
входящие в комплекс программ
системы выбора и оптимизации
двигателя.
Исходными данными для
расчета являются конструктив-
ные параметры двигателя внут-
реннего сгорания или компрессо-
ра и его подшипников, условия
работы узла, зависимость вязкос-
ти от температуры и давления.
Результатами расчета являются:
траектория движения центра
вала, т.е. изменение координат
центра вала и места минималь-
ной толщины смазочного слоя во
времени (рис. 6.18);
изменение температуры и
вязкости смазочного материала
в нагруженной и ненагруженной
зонах подшипника;
изменение расхода смазочно-
го материала и потерь на трение.
Жидкостная смазка
301
Рис. 6.19. Результаты расчета нестационарно нагруженного подшипника (а - угол поворота
коленчатого вала)
Кроме того, определяются средние и экстремальные значения:
наименьшая за период процесса минимальная толщина смазочного слоя
#min (Рис- 619Х
среднее значение относительной длительности нарушения режима
жидкостной смазки, когда Amin < йкр;
среднее значение тепловыделения в смазочном материале;
максимальное значение температуры в смазочном слое.
На рис. 6.19 приведены результаты расчета шатунного подшипника
тепловозного двигателя, включающие модуль вектора сил F, действующих
на подшипник, изменение минимальной толщины Arain и температуры ft]
в смазочном слое во времени.
Характерной особенностью подшипников, работающих в механических
системах с кривошипно-шатунным механизмом, является снижение несущей
способности смазочного слоя и, следовательно, минимальной толщины
слоя в зоне преимущественного действия сил инерции поступательно
движущихся и вращающихся частей кривошипно-шатунного механизма,
которые меньше сил, определяемых давлением газов в цилиндре (см.
рис. 6.15).
Это объясняется тем, что в этой зоне происходит уменьшение так
называемой приведенной угловой скорости ыпр = ы - 2(ф/<Л), состоящей
из угловых скоростей коленчатого вала и линии центров. Когда линия
центров, следуя повороту вектора нагрузки, вращается в ту же сторону,
что и вал, приведенная скорость уменьшается. При dtydt = ы/2 приведенная
угловая скорость ыпр = 0, и в этот момент (если отсутствует движение вдоль
линии центров) поверхности трения не перемещаются относительно друг
302
Глава 6. Смазка
друга, не вызывают тангенциальных сил в смазочном материале и
смазочный слой перестает нести нагрузку.
Критерий оценки работоспособности. Общий алгоритм выбора
параметров нестационарно нагруженных подшипников состоит в
проведении последовательных расчетов до удовлетворения требований по
критической толщине смазочного слоя, предельной температуре, потерям
на трение. Для того чтобы иметь представление о рабочих характеристиках
подшипника, определяется его "портрет", состоящий в расчете минималь-
ной толщины смазочного слоя и максимальной температуры в зависимости
от зазоров и температуры на входе в подшипник. Эти результаты
позволяют оценить работоспособность подшипника при эксплуатационных
условиях, вплоть до предельных зазоров и температур смазочного
материала.
Основной принцип проектирования подшипников состоите обеспече-
нии жидкостной смазки на всех установившихся режимах работы двигателя
внутреннего сгорания или поршневого компрессора.
Одним из основных показателей работы подшипника является запас
по несущей способности Л, оцениваемый отношением наименьшей
толщины смазочного слоя, полученной из "портрета", к критической [см.
также выражение (6.5)]:
* = H™lhv (6.29)
Критическая толщина смазочного слоя вычисляется как математическое
ожидание распределения критических толщин слоя в конкретном
подшипнике, определяемое, главным образом, реальными шероховатостя-
ми поверхностей трения (Rz] = Rzj).
Значение запаса несущей способности зависит от типа двигателя и
качества изготовления подшипников. Так, для обеспечения нормальной
работы подшипников узла тепловозных дизелей требуется чтобы Л г 1,5.
Если на какой-то части цикла работы двигателя Amin s йкр, то это
означает, что на этом участке имеет место нарушение режима жидкостной
смазки и подшипник какую-то часть угла а оборота работает в условиях
смешанной смазки (рис. 6.20). Тогда доля суммарной продолжительности
зон смешанной смазки определяется за цикл работы двигателя. Для
каждого антифрикционного материала, типа смазочного материала,
величины нагрузки и скорости скольжения существует предельная
продолжительность зон смешанной смазки, превышение которой вызывает
возникновение задира подшипника. Эта предельная продолжительность
является вторым критерием работоспособности нестационарно нагружен-
ного подшипника.
Третьим критерием, используемым при анализе подшипников с учетом
угловых перемещений шеек вала, является критерий девиации шеек вала,
характеризующий разницу в минимальных толщинах смазочного слоя в
Жидкостная смазка
303
Рис. 6.20. Разрыв смазочного слоя в шатунном подшипнике двигателя внутреннего сгорания:
а - осциллограмма изменения толщины смазочного слоя с зоной разрыва аш, полученная с
помощью емкоспюго датчика, установленного в шатунную шейку коленчатого вала; б - зона
разрыва асм смазочного слоя в шатунном подшипнике двигателя, полученная сравнением
критической толщины слоя с расчетной 6^
среднем сечении и на краях. При значительной величине этой разницы
требуется делать гиперболическую расточку вкладышей подшипников.
Расчет радиальных подшипников, работающих при больших частотах
вращения вала. В радиальных подшипниках турбин турбокомпрессоров
и других машин, работающих при частотах вращения вала десятки тысяч
оборотов в минуту, возникают свои трибологические проблемы,
вызывающие выход этих машин из строя. Такие подшипники являются
легко или средне нагруженными. Если рассчитать эти подшипники как
стационарно нагруженные, то получим, что подшипник должен работать
при достаточных запасах по толщине, температуре и давлению смазочного
слоя. Однако эксперименты по измерению траектории движения вала в
подшипнике показывают:
304
Глава 6. Смазка
Рис. 6.21. Изменение отклонения А движения
центра вала в пределах диаметрального зазора 2с:
а - траектория вала до критической частоты п;
б - то же, после критической частоты; 1 - цилин-
дрический подшипник; 2 - эллиптический под-
шипник
вал движется по некоторой
замкнутой траектории в преде-
лах диаметрального зазора 2с;
при некоторой частоте враще-
ния вала амплитуда движения
вала в зазоре может резко увели-
читься, вызывая повреждения
подшипника и повышенную
вибрацию машины.
На рис. 6.21 приведены ре-
зультаты измерения траектории
движения вала и изменения мак-
симальных отклонений центра
вала от центра подшипника
скольжения турбокомпрессора
тепловозного двигателя внут-
реннего сгорания.
Причины возникновения
подобных явлений следующие.
При скоростях вращения вала
тысячи и десятки тысяч оборотов в минуту помимо собственного веса
подшипники нагружены центробежными силами, связанными с дисбалан-
сом вала (ротора) машины и вызывающими движение вала по замкнутой
траектории.
Резкое изменение отклонения центра вала связано с тем, что при
изменении частоты его вращения в условиях центробежного нагружения
скорость движения линии центров может приближаться к половинной
частоте вращения вала. Как и в случае нестационарно нагруженного
подшипника это действие определяется двумя первыми членами в правой
части уравнения Рейнольдса (6.26), в результате чего приведенная частота,
определяющая относительную скорость движения поверхностней трения,
падает:
пр
ы - 2
dt
Тем самым нарушается одно из основных условий образования
несущего смазочного слоя, т.е. наличие относительного движения
поверхностей трения.
Если центробежная нагрузка значительно превышает вес тела, то расчет
такого подшипника может проводиться как стационарно нагруженного,
так как создаваемое в этих условиях гидродинамическое давление
смазочного слоя не изменяется во времени, если привязать подвижную
систему координат к линии центров.
Для расчетного анализа возможности возникновения гидродинамичес-
кой неустойчивости, т.е. способности подшипника генерировать
Жидкостная смазка
305
самовозбуждающиеся колебания, должна решаться совместно задача
теории колебаний и гидродинамической теории смазки. В результате
такого решения находится связь между безразмерным коэффициентом
нагруженности определяющим положение вала на траектории его
движения, и параметрами устойчивости, определяющими влияние частоты
вращения вала и его собственной частоты, зависящей от гибкости вала и
связанных с ним частей.
Если в рабочем диапазоне подшипника имеет место потеря гидродина-
мической устойчивости (линия 7), то либо изменяют рабочий диапазон
подшипника, либо, если это нецелесообразно, применяют различные
конструктивные решения, выводящие критическую частоту из рабочего
диапазона. Одним из таких решений является использование эллиптических
или многоклиновых подшипников. Эллиптический подшипник - это
подшипник, изготовленный 4о смещенными внутрь подшипника центрами.
В этом случае при смещенг^и центра вала к верхнему вкладышу на нем
возникает гидродинамическое давление, возвращающее вал к центру
подшипника, а следовательно, уменьшающее отклонения центра вала в
подшипнике (штриховая прямая 2).
Турбулентный режим работы подшипника. Другим обстоятельством,
которое приходится учитывать при расчете подшипника, работающего
при высоких скоростях скольжения, является возможность возникновения
турбулентного режима смазки. Для оценки этих условий проводится
проверка по формуле
Re s 41,3
D = 41Д
2с \/ф
Если критическое число Рейнольдса, обычно находящееся в зависимости
от относительного зазора, Re > 600... 1600, то подшипник работает в
турбулентном режиме, и для расчета подшипника нельзя использовать
уравнение Рейнольдса (6.13). Уравнение течения смазочного материала в
подшипнике должно учитывать турбулентные эффекты. Появление
турбулентного режима сопровождается рядом явлений, неблагоприятно
влияющих на работу подшипника. Так, мощность, расходуемая на трение,
возрастает, а расход смазочного материала снижается по сравнению с
расходом при ламинарном режиме течения.
Наиболее рациональным решением является перевод режима подшипни-
ка в ламинарный. Для этого могут использоваться следующие решения,
влияющие на критическое число Рейнольдса: уменьшение частоты
вращения вала и относительного зазора, а также увеличение вязкости
смазочного материала.
Сложные трибосистемы, включающие подшипники скольжения,
работающие в условиях гидродинамической смазки. Подшипники
скольжения, предназначенные для работы в условиях гидродинамической
смазки, с частью механической системы, в которую они включены,
306
Глава 6. Смазка
образуют сложную трибомеханическую систему. Механическая система
определяет условия работы подшипника, однако подшипник оказывает
влияние на работу механической системы. Наличие прямых и обратных
связей трибологического характера обусловливают необходимость расче-
та таких узлов трения не изолированно, а совместно со всеми элементами
механической системы, определяющими условия работы подшипника.
Рассмотрим в качестве примера сложную трибомеханическую систему-
многоопорный коленчатый вал многоцилиндрового двигателя внутреннего
сгорания. Коленчатый вал опирается на коренные подшипники (иногда
их число составляет 10-12), подвешенные к опорам блока цилиндров
двигателя. Под действием давления газов в цилиндре и сил инерции
поступательно и вращательно движущихся частей кривошипно-шатунного
механизма коренные шейки коленчатого вала совершают сложное
движение в пределах зазора в подшипнике.
Коренной подшипник является нестационарно нагруженным, и его
расчет мог бы быть выполнен как рассмотрено выше. Однако анализ
процессов, происходящих в системе, и экспериментальные исследования
показывают, что под действием сил, приложенных к опорам, они начинают
упруго деформироваться (опускаться и поворачиваться). Поскольку такие
деформации происходят в разных опорах не одновременно и на разную
величину, то коленчатый вал начинает изгибаться, а шейки вала
поворачиваться, вызывая угловые перемещения опор. Такая деформация
вала и подшипников вызывает перераспределение и изменение векторов F(t)
в каждой опоре вала, что, в свою очередь, приводит к изменению реакции
смазочного слоя /(/), траектории его движения в опоре, минимальных
толщин и температур в смазочном слое.
Изгиб вала приводит к изменению напряжений в его сечениях, а также
напряжений в опорах блока ци-
рке. 6.22. Схема расчета сложной трибомехани-
ческой системы с гидродинамическими подшип-
никами
линдров, что, в свою очередь,
изменяет силы, действующие на
подшипник. На схеме, показан-
ной на рис. 6.22, приведены взаи-
мосвязи элементов подобной
трибосистемы и последователь-
ность ее расчета. К трибологи-
ческим критериям оценки рабо-
тоспособности необходимо до-
бавлять другие критерии, в час-
тности, прочности коленчатого
вала. Прочность вала оценивает-
ся запасами прочности в галте-
лях сопряжения щек с шатунны-
ми шейками в плоскости криво-
шипа.
Жидкостная смазка
307
При таком подходе появляется возможность оценки различных
конструктивных и технологических решений совместно по трибологичес-
ким и прочностным критериям.
6.2.2. ГИДРОСТАТИЧЕСКАЯ И ГИДРОСТАТОДИНАМИЧЕСКАЯ СМАЗКА
Гидростатическая смазка. В тех случаях, когда скорость относительного
движения между сопряженными деталями мала или равна нулю (например,
при пуске тяжелого гидрогенератора) и когда надо обеспечить заданный
зазор между деталями независимо от условий работы, в направляющих
станков и в ряде других случаев применяется гидростатическая смазка, при
которой разделение поверхностей трения происходит через смазочный
материал, подаваемый под рассчитанным давлением в зазор между
неподвижными поверхностями.
Гидростатическая смазка обеспечивает независимость толщины
смазочного слоя от нагрузки и малость потерь на внутреннее трение,
однако при этом требуется значительная мощность для обеспечения работы
гидростатических насосов и других элементов системы.
Для создания гидростатического подъема вала, например в радиальном
подшипнике, делаются карманы, в которые подается смазочный материал
специальными гидравлическими насосами.
Расчет гидростатического подшипника включает:
определение условий, при которых обеспечивается заданная толщина
смазочного слоя;
расчет гидравлической системы, обеспечивающей подачу и поддержание
расчетного давления.
Распределение давления в смазочном слое гидростатического
радиального подшипника при невращающемся вале определяется из
однородного уравнения (6.13):
д
дх
А аз^р = 0
ду ( ду /
дх )
(6.30)
при следующих граничных условиях:
р = 0 на торцах подшипника и в местах окончания рабочей поверхности;
р-рк на контуре карманов (рх - давление подачи смазочного материала
в карманы).
Для реального подшипника, имеющего карманы сложной формы,
решение уравнения (6.30) осуществляется численными методами.
Основная сложность расчета состоит в нахождении давления в карманах
на основании баланса расходов смазочного материала, учитывающего
потери через дроссели подачи смазочного материала в карман, перетечки
между карманами и ряд других особенностей применяемой системы.
Важной характеристикой подшипников, работающих в гидростатичес-
ком режиме, является их жесткость, характеризующая способность
308
Глава 6. Смазка
Рис. 6.23. Гидродинамический подшипник:
1 - гидростатические карманы
подшипника реагировать на
изменение нагрузки соответству-
ющим изменением толщины
смазочного слоя. Управление
жесткостью подшипников осуще-
ствляют дроссельные устройства,
через которые смазочный мате-
риал поступает в подшипник.
Следует также учитывать, что
при подаче смазочного материа-
ла в неподвижный подшипник
следует преодолеть сопротивле-
ние распространению смазочно-
го материала по поверхности
подшипника. В условиях тяжело
нагруженного подшипника в
результате деформации деталей
площадь контакта вала и под-
шипника увеличивается, иногда
перекрывая гидростатические карманы.
Гидростатодинамическая смазка. При этом виде смазочного действия
разделение поверхностей трения смазочного материала достигается за счет
как гидростатического давления, создаваемого в карманах, так и
гидродинамической смазки, возникающей на всей остальной поверхности
подшипника (рис. 6.23). Такой режим смазки организуется, например, в
крупногабаритных подшипниках прокатных станов, когда при пуске
обеспечивается гидростатическая смазка, а на рабочих режимах -
гидродинамическая.
Распределение давлений р в смазочном слое гидростатодинамического
подшипника вследствие линейности уравнения Рейнольдса относительно
давления может быть представлено в виде
Р = Лд + Рге>
где /?гд и ргс - давление, возникающее в смазочном слое подшипника
вследствие соответственно гидродинамического и гидростатического
эффекта.
Гидродинамическая составляющая давления /?гд находится из решения
уравнения (6.13) с нулевыми граничными условиями на контуре подшипни-
ка и в карманах с учетом их формы и условием р = 0 или р = /?0. Гидроста-
тическая составляющая давления ргс находится в результате решения
уравнения (6.30) с граничными условиями р - 0 илир = /?к.
Далее по известному распределению давления проводится расчет
остальных гидродинамических характеристик смазочного слоя: расхода,
с учетом системы подачи смазочного материала, формы и расположения
Жидкостная смазка
309
карманов, потерь на внутреннее трение, теплового баланса. Особое
значение имеет выбор формы и расположения карманов для обеспечения
гидростатического давления, снижающих гидродинамическую составляю-
щую давления в смазочном слое.
В результате расчета гидростатодинамических подшипников определя-
ются несущая способность подшипника, расход смазочного материала,
жесткость подшипника, потери на трение и тепловой режим. Затем
проводится оценка полученных параметров покритериям для стационарно
нагруженных гидродинамических и гидростатических подшипников.
6.2.3. ЭЛАСТОГИДРОДИНАМИЧЕСКАЯ СМАЗКА
К сороковым годам XX века было установлено, что во многих
смазываемых тяжело нагруженных или неприработанных узлах трения,
при контакте неконформныхули легкодеформируемых тел (в зубчатых или
цепных передачах), в подшипниках качения, в полимерных или тяжело
нагруженных подшипниках скольжения при обработке металлов давлением
при определенных условиях наблюдается жидкостная смазка, хотя
толщина смазочного слоя, рассчитанная по уравнению Рейнольдса, не
превышает суммарной высоты неровностей контактирующих тел. Это
препятствовало корректному расчету таких узлов трения.
Созданная в это же время эластогидродинамическая (ЭГД) теория
смазки позволила распространить классическую гидродинамическую
теорию смазки на условия контакта, при которых реализуются высокие
давления, вызывающие упругие деформации контактирующих тел и
увеличивающие вязкость смазочного материала в пленке жидкости,
разделяющей эти тела. ЭГД - теория смазки учитывает эти явления и
адекватно описывает процесс смазки тяжело нагруженных узлов трения.
При эластогидродинамической смазке минимальная толщина слоя
масла, разделяющего поверхности трения, может на два порядка
превышать толщину смазочного слоя, рассчитанного для этих условий по
классической теории Рейнольдса, и этот слой выдерживает существенно
большее давление, чем слой смазочного материала постоянной вязкости,
разделяющий абсолютно жесткие поверхности трения.
Математическое описание процесса эластогидродинамической смазки
в изотермическом рассмотрении можно получить путем совместного
решения уравнений течения смазочного материала и описывающего
изменение вязкости смазочного материала с увеличением давления в
контакте. Например, для контакта жесткого цилиндра с деформируемой
плоскостью совместно решаются следующие уравнения:
Гидродинамическое уравнение. Для этого используют уравнение
Рейнольдса для стационарного движения, в котором не учитывают влияние
боковых утечек, считая, что зона развития динамического давления мала
по сравнению с длиной цилиндра. Кроме того, смазочный материал
310
Глава 6. Смазка
рассматривается как несжимаемый и изменение вязкости в объеме
смазочного материала с изменением температуры не учитывается. В этих
условиях уравнение Рейнольдса (6.13) может быть представлено в виде
dp , Л - hQ
± 6"“— <65|>
Граничные условия следующие:р = 0 при х = —»;/? = — = 0 при х = х0,
дх
где х0 - координата в месте обрыва смазочного слоя.
Уравнение упругости. Профиль эластогидродинамического слоя обычно
задается выражением
X2
й = + 77 + (632)
х2
+-----профиль контакта в зоне минимального зазора, контактиру-
2R
ющих цилиндров или цилиндра и плоскости; R - радиус цилиндра; йупр -
суммарная упругая деформация контактирующих тел в месте контакта,
рассчитывается в соответствии с положениями теории упругости.
Суммарная упругая деформация контактирующих твердых тел
2 ’’
Лупр = —z- JЛЛ-ОМ* - s)2ds + с,, (б.ЗЗ)
* пр’>
где Епр - приведенный модуль упругости;
1 _ 1 [ 1 -. 1 -
’ Ц £, Ег J*
fpHj и£2>Р2-соответственнозначения модулей упругости и коэффициен-
тов Пуассона материалов контактирующих деталей; s - дополнительная
координата вдоль оси х (рис. 6.24); С| - константа.
Зависимость вязкости смазочного материала от давления. Для
несжимаемой жидкости и изотермического процесса зависимость вязкости
от давления выражают формулой Баруса:
П(РМ) = П(>ехр(арм), (6,34)
где динамическая вязкость при атмосферном давлении; а - пьезокоэф-
фициент вязкости смазочного материала.
Жидкостная смазка
ЗП
Рис. 6.24. Схема взаимодействия жестко-
го цилиндра с деформируемой плоскостью
в условиях эластогядродииамической
смазки:
1 - вал; 2 - подшипник
! **
Рис. 6.25. Схема изотермического контак-
та двух гладких цилиндров и эпюры
давлений р: k
а - без смазочного материала (цилиндры
упругие); б - профиль гидродинамичес-
кого давления на входе (цилиндры абсо-
лютно жесткие); в - профиль давления и
смазочного слоя при эластогидродина-
мической смазке (цилиндры упругие)
Схема изотермического контакта двух гладких цилиндров приведена
на рис. 6.25 применительно к упругому контакту по образующим двух
цилиндров с параллельными осями: при контакте двух неподвижных
цилиндров эпюра давлений соответствует теории Герца (6.25, а); для
двух вращающихся цилиндров, разделенных слоем жидкости, эпюра
гидродинамического давления приведена на рис. 6.25, б; в тяжело
нагруженных узлах трения герцевское и гидродинамическое давления
суммируются (рис. 6.25, в).
При относительном перемещении трущихся поверхностей значительные
давления, действующие в зоне контакта, приводят к тому, что в централь-
ной части зазора, заполненного смазочным материалом, вследствие
упругих деформаций участки контактирующих поверхностей становятся
почти параллельными (рис. 6.25, в). Те же высокие давления, согласно
уравнению (6.34), приводят к росту вязкости смазывающего материала в
слое, разделяющем вращающиеся цилиндры.
Гидродинамическое давление на входе в зазор будет меньше герцевско-
го. На выходе из зазора герцевское давление резко падает и, в соответствии
с формулой Баруса, вязкость значительно (на несколько порядков)
снижается до ее значения при атмосферном давлении. Одновременно
снижение герцевского давления приводит к уменьшению ширины зазора
312
Глава 6. Смазка
на выходе до значения Лт)п (см. рис. 6.25, в), а следовательно, к снижению
толщины смазочного слоя на этом участке. Соблюдение неразрывности
потока приводит к значительному росту скорости течения жидкости на
выходе. Вследствие этого на выходе из контакта резко возрастает
гидродинамическое давление и образуется пик давления.
Пик давления часто превышает максимальное герцевское давление и
проявляется во всех случаях, когда при трении реализуется эластогидроди-
намический режим смазки: зубчатые передачи, кулачковые механизмы,
подшипники качения и т.д. Наличие пика давления может оказать
определенное влияние на контактную прочность деталей, работающих в
режиме эластогидродинамической смазки.
Система уравнений (6.31) - (6.34), представляющая собой изотермичес-
кую задачу эластогидродинамической смазки, решается численными
методами.
Изотермическая задача эластогидродинамической смазки впервые была решена
А.М. Эртелем в 1939 г. Ему и его последователям удалось объединить основные действующие
факторы рассмотренных уравнений в формулу для определения толщины эластогидродинами-
ческого смазочного слоя. Эта величина является решающей при идентификации режима
смазки, и поэтому при расчете узлов трения, работающих в режиме эластогидродинамической
смазки, для конструкторов она представляет большую ценность. Существует ряд однотипных
уравнений для расчета толщины эластогидродинамического слоя. Все они в общем виде могут
быть выражены формулой
Я = £и'<7‘(Г',
(6.35)
где к - постоянная; Я = ^тт/гар ~ безразмерный параметр толщины масляного слоя, й =
= (ц^^Ег^ - безразмерный параметр скорости; W = й(£прГпр£) - безразмерный параметр
нагрузки; G = аЕ^ - безразмерный параметр материалов (масла н пар трения); Е^ и -
приведенные соответственно модуль упругости и радиус кривизны
Различные авторы даютразныепо величине, но близкие между собой значения постоянных
к, о. Ь, с. Так, согласно Даусону и Хигинсону для условий качения к = 1,6; а - 0,7; Ь = 0,6; с =
= -0,13 (при этом и =
И. т м,
—О- В других работах безразмерные параметры представлены
несколько иначе.
В частности, для расчета двух катящихся цилиндров, средняя толщина смазочного слоя h
определяется из формулы
(6.36)
где Гир = —-— — приведенный радиус; Г| н - радиусы контактирующих цилиндров; q >
> г2, знак "плюс" берется в случае внешнего касания, а знак "минус" - при внутреннем касании;
По и а - динамическая вязкость н пьезокоэффиинент вязкости базового масла смазочной
композиции при температуре входа в контакт (табл. 6.5); ртгх - максимальное давление в
И, * W,
контактепо Герцу; и -------; и и2~ скорости относительного перемещения поверхностей
цилиндров; Епр - приведенный модуль упругости.
Жидкостная смазка
313
6.5. Значения динамической вязкости q и пьезокоэффициента вязкости а
для некоторых масел при различных температурах
Масло т|, Па-с/а, I03 МПа"1, прн температуре, вС
50 80 120
МС-20 0,114/22,3 0,0340/17,6 0,0105/11,3
Трансформаторное 0,0074/15,9 0,0032/13,2 0,0016/9,6
50 % МС-20 + 50 % трансформаторного 0,0285/19,2 0,0105/15,4 0,0041/10,5
Веретенное 0,0116/12,8 0,0047/11,4 0,002/9,5
МК-8 0,0074/15,9 0,0030/13,2 0,0016/9,6
t
1,82 - 0,68—1 21211
В эллиптическом контакт^ толщина эластогидродинамического слоя может быть
рассчитана из уравнения «
Рты
гдегхн гу-приведенныерадиусъГкривизны контактирующих поверхностей соответственно
г
в направлении качения и перпендикулярном ему. При этом 0 s — s 1.
r,
В приведенном примере эластогидродинамическая задача решалась в
изотермическом приближении. Во многих случаях это вполне допустимо,
но значительные скорости сдвига, наличие относительного проскальзыва-
ния контактирующих поверхностей, а также большие перепады давлений
между зоной контакта и объемом приводят к большему тепловыделению
в смазочном слое, а следовательно, к значительному повышению
температуры. Это оказывает заметное влияние на вязкость смазочного
материала и стимулирует неизотермические явления, имеющие место при
эластогидродинамической смазке.
Вместо формулы Баруса (6.24) в этом случае используют уравнение,
позволяющее учесть изменение вязкости смазочного слоя не только от
давления, но и от температуры:
г|(р, в) = r|Qexp(ap - 6Д0),
(6.38)
где ДО = - О0; О0 - температура, при которой изменялась вязкость у|0;
0ш - температура в смазочном слое; б - температурный коэффициент.
При упрощенном учете неизотермических явлений в смазочном слое,
связанных с ухудшением теплоотвода при высоких скоростях качения,
значения h/r^. вычисленные из уравнений (6.35) - (6.37), умножают на
тепловой фактор - показатель теплофизических свойств смазочного
материала
314
Глава 6. Смазка
3.94
’’' зя-*”2' <63”
где фт = ——; Л, - теплопроводность смазочного материала.
Как уже отмечалось, эластогидродинамическая смазка имеет место при
удельной толщине смазочного слоя А 2 3...4 [см. формулу (6.5)]. Добиться
увеличения А для обеспечения режима жидкостной смазки в анализируемом
сопряжении можно используя масло с большой вязкостью т| при рабочей
температуре и с большим пьезокоэффициентом вязкости, применяя
трущиеся детали, материалы которых имеют лучшие упругие свойства, с
более гладкими рабочими поверхностями, а также приняв меры к
увеличению скорости относительного перемещения деталей, уменьшению
контактных давлений и улучшению условий охлаждения деталей узла
трения.
Увеличение нагрузки приводит к уменьшению толщины эластогидроди-
намического слоя, а следовательно, величины А и по мере его уменьшения
все больший вклад в несущую способность масляной пленки в зоне
контакта начинают играть смазочные слои, образующиеся непосредственно
на дискретных пятнах контакта, так что нагрузка, выдерживаемая
смазанным сопряжением, частично воспринимается масляной пленкой,
образующейся на герцевском контакте, а частично - образующейся на
дискретных пятнах контакта. Если первая рассчитывается из эластогидро-
динамической теории смазки, то вторая - из микроэластогидродинамичес-
кой теории смазки. Минимальная толщина масляной пленки на дискретных
пятнах контакта определяется шероховатостью контактирующих
поверхностей, условиями контакта, температурой и природой смазочного
материала. Несущая способность такой пленки и ее толщина определяются
скоростью dh/dt приближения дискретного пятна к поверхности контртела,
а также формой и размером этого пятна.
Для дискретного пятна, имеющего форму длинной полоски шириной
/, при определении толщины смазочного слоя h на дискретном пятне
контакта Лд может быть использовано гидродинамическое уравнение
dp d2u
- -п----,
dx dz1
(6.40)
где р - давление масла в точке х, и - скорость потока масла в точке с
координатами z. При z( = 0 и z2 = 0 скорость и = 0.
Считается, что давление среды вокруг пятна рср и толщина слоя Лср.
Тогда, интегрируя предыдущее уравнение, получаем толщину Лд слоя масла
на дискретном пятне контакта:
Граничнаи смазка
315
a/250 dx
(6-41)
О и
где т|э = —; Лвх = 6т| —; h3 - эффективная толщина смазочного слоя на
“ж Л.
входе; a - пьезокоэффициент вязкости.
dh
Величины и — определяют в результате решения эластогидроДи-
" dt
намической задачи. Теория микроэластодинамики в настоящее время
интенсивно развивается, но пока еще не завершена. С переходом от
макромасштаба к микро- и наномасштабам при оценке качества
поверхности трения значимость этой теории возрастает.
6.3. 'граничная смазка
6.3.1. РОЛЬ ГРАНИЧНОЙ СМАЗКИ
Практически все тяжело нагруженные узлы трения современных машин
и механизмов, смазанные жидкими или пластичными смазочными
материалами, в определенные моменты (при пуске и останове, при высоких
контактных нагрузках или температурах, при низких скоростях относи-
тельного перемещения трущихся деталей и т.д.) работают в основном в
режиме граничной смазки. Поверхности трения при этом не разделены
слоем жидкости, а непосредственный металлический контакт, приводящий
к их повышенному изнашиванию и заеданию узла трения, предотвращается
(или, по крайней мере, минимизируется) вследствие образования на
рабочих поверхностях пар трения граничных слоев различного происхож-
дения. Трение при граничной смазке сопровождается изнашиванием
сопряженных деталей, причем продуктами износа могут быть как продукты
взаимодействия металла со смазочным материалом, так и частицы
основного металла.
Способность граничных слоев уменьшать потери на трение, снижать
износ и предотвращать заедание пар трения объясняется следующими
причинами:
1) граничные слои разделяют трущиеся поверхности на расстояния,
превышающие радиус действия адгезионных сил, что значительно снижает
эти силы, поскольку они резко (в 3-4-й степени) уменьшаются при
увеличении расстояния между твердыми телами. Смазочный слой
толщиной в одну молекулу уже заметно (приблизительно на порядок)
снижает трение отдельных деталей, в то время как обычно толщина
граничных слоев составляет доли микрометра;
2) граничные слои обладают анизотропией механических свойств.
Тончайшие граничные слои способны, не разрушаясь, выдерживать
316
Глава 6. Смазка
большие нормальные нагрузки. В то же время, при относительно невысоких
тангенциальных силах в граничных слоях происходит сдвиг по плоскостям
наилучшего скольжения;
3) активные компоненты смазочного материала, взаимодействуя с
поверхностью пар трения, вызывают адсорбированное пластифицирование
тонких поверхностных слоев (эффект П.А. Ребиндера), избирательное
растворение некоторых составляющих поверхностного слоя металла и
перенос их на ответную поверхность, что также снижает сдвиговую
прочность поверхностных слоев (эффект Д.Н. Гаркунова).
Благодаря этим явлениям при граничной смазке сдвиговые деформа-
ции локализуются в граничном слое или в очень тонком поверхностном
слое металла, что предохраняет нижележащие его слои от разрушения, а
низкая сдвиговая прочность граничных слоев при этом обеспечивает
относительно малые потери на трение.
Смазочный материал и его компоненты при граничной смазке. Наиболее
распространенными смазочными материалами являются масла на нефтяной
основе. Такие смазочные материалы состоят из углеводородной основы
и активных компонентов, причем они не являются истинными растворами
активных компонентов в инактивной среде, а коллоидными системами.
Активные компоненты смазочных материалов на нефтяной основе -
это либо включения поверхностно-активных веществ (органических кислот,
смол, асфальтенов), либо продукты превращений углеводородов
смазочного материала во время их эксплуатации или хранения, либо
специально введенные присадки.
Современные нефтяные масла представляют собой смесь углеводоро-
дов различного строения (парафинов, нафтенов, ароматических углеводо-
родов, продуктов смешанного строения) и указанных активных компонен-
тов. Производными парафинов могут быть жирные кислоты, представляю-
щие собой длинноцепочечные парафины, в которых концевая метильная
группа СН3 заменена на карбоксильную группу СООН (например,
стеариновая кислота СН3(СН2)15СООН).
Жирные кислоты могут образовываться в процессе окисления
углеводородов при их хранении. Они являются основной составной частью
растительных и животных масел. Некоторые жирные кислоты или их
металлические соли (мыла) вводят в масла для повышения их смазочной
способности, так как, обладая значительной поверхностной активностью,
они образуют прочные адсорбционные слои. Некоторые мыла (литиевые,
кальциевые) используют в качестве загустителей пластичных смазок.
К другим продуктам превращения (окисления) углеводородов нефти
относятся спирты. Спирты жирного (парафинового) ряда по структуре
аналогичны парафинам, но вместо конечной метильной группы они
заканчиваются гидроксильной полярной группой ОН. В трибологических
экспериментах в качестве модельных сред часто используют парафины,
спирты, жирные кислоты (или их растворы).
Граничная смазка
317
В состав жидких и пластичных смазочных материалов входят также
специально вводимые компоненты (присадки), обеспечивающие повышение
антифрикционных и/или противоизносных свойств смазочных материалов,
их противозадирных свойств, а также других функциональных характерис-
тик. Присадки, повышающие смазочную способность масел, могут быть:
поверхностно-активными, их смазочное действие основано на
образовании прочных адсорбционных слоев, препятствующих металли-
ческому контакту трущихся тел;
химически активными, выделяющими при разложении активные
элементы: серу, фосфор, хлор (а также азот, кислород и т.д.), которые
образуют в процессе химической реакции с металлом поверхностных слоев
этих тел модифицированные слои, препятствующие металлическому
контакту при тяжелых режимах граничной смазки.
Любая присадка состоя/из функциональной группы, обеспечивающей
противоизносные и противозадирные действия, и углеводородного
радикала, обеспечивающего растворимость этой присадки в нефтяном
масле.
О природе граничных слоев. Граничные слои, как уже отмечалось,
представляют собой продукты взаимодействия (физического, коллоидно-
химического или химического) активных компонентов смазочного
материала с поверхностным слоем твердого тела. Дело в том, что в маслах,
как и в других неполярных жидкостях, присутствующие молекулы
поверхностно-активных веществ создают ассоциаты, разнообразные по
строению и количеству участвующих молекул: димеры, мицеллы,
различные сверхмицеллярные структуры, жидкие кристаллы и т.д. Состав
этих ассоциатов определяется природой молекул поверхностно-активных
веществ и базовой жидкости, концентрацией ПАВ и температурой.
Попадая в силовое поле поверхности трения твердых тел, а также
испытывая каталитическое влияние обнажающейся в процессе трения и
эмитирующей экзоэлектроны этой поверхности, агрегаты молекул
(мицеллы) разрушаются, и освободившиеся приэтом молекулы адсорбиру-
ются на поверхностях трения. В том случае, если энергия связи молекул в
мицеллах или других ассоциатах превышает свободную поверхностную
энергию, то, по мнению некоторых авторов, имеет место непосредственная
адсорбция мицелл на поверхностях трения.
В настоящее время хорошо изучен характер адсорбции молекул среды
на индивидуальных поверхностях твердых тел. Процесс адсорбции
протекает самопроизвольно, так как обеспечивает снижение свободной
энергии Гиббса поверхности, уменьшая ее поверхностное натяжение. При
этом на поверхность твердого тела попадают преимущественно молекулы
того компонента среды, который обеспечивает наибольшее снижение
межфазного поверхностного натяжения. Тогда об этом веществе говорят,
что оно более поверхностно активно.
Наибольшую поверхностную активность проявляют полярные
молекулы среды, т.е. молекулы, имеющие жесткий дипольный момент. В
318
Глава 6. Смазка
смазочных материалах содержится определенное число молекул,
представляющих собой полярную группу (или несколько таких групп),
соединенную с углеводородным радикалом. Эти молекулы высаживаются
на поверхности металла полярной группой к поверхности, а углеводород-
ным радикалом - в сторону среды.
Следует иметь в виду, что в результате эмиссии электронов с поверхнос-
ти металлов приповерхностные слои обеднены электронами. У свободной
поверхности образуется область отрицательного заряда, а в приповерхнос-
тном объеме металла - положительного. В результате взаимодействия
этого двойного слоя с полярной группой адсорбирующихся молекул на
поверхности образуется слой адсорбированных молекул. Молекулы среды
сохраняют подвижность и в адсорбированном состоянии. Сохраняется их
колебательное движение, они мигрируют по поверхности, на которой они
адсорбированы (состояние двумерного газа). Кроме того, имеет место
обмен молекул из адсорбированного слоя с объемом среды, из которой
происходит адсорбция, что позволяет более полярным молекулам занять
место у поверхности, вытесняя менее полярные молекулы (конкурентная
адсорбция).
Благодаря этим явлениям адсорбированные молекулы полностью
покрывают поверхность раздела жидкой и твердой фаз слоем, толщиной
в одну молекулу (мономолекулярным слоем). Этот слой четко ориентиро-
ван, поскольку каждая молекула направлена активной (полярной) группой
(или группами, если их несколько) к поверхности раздела фаз, а углеводо-
родным радикалом (или радикалами) при полностью заполненном
(насыщенном) адсорбционном слое - по нормали от поверхности раздела
фаз в направлении объема фазы, из которой произошла адсорбция.
При незаполненном адсорбированном слое ориентация адсорбирован-
ных молекул может быть самой разнообразной - от лежачего положения
до наклонного под разными углами, а также комбинированная - часть
молекул в лежачем положении, часть в наклонном, вплоть до ориентации
части молекул перпендикулярно поверхности адсорбента.
Поверх монослоя также ориентированными слоями адсорбируются
другие молекулы, но каждый из последующих слоев состоит из димеров,
причем полярные группы молекул в этих димерах направлены друг к другу,
а углеводородные радикалы - наружу.
Таким образом, в каждом слое, покрывающем твердое тело, повер-
хность раздела образована метильными хвостовыми радикалами
молекулярных цепей. В каждом димерном "листке" молекулы полярных
углеводородов ориентированы перпендикулярно поверхностям раздела
фаз метильной группой наружу, причем метиленовые цепи параллельно
расположенных молекул и углеводородов связаны между собой многократ-
ными перекрестными, аддитивно усиленными дисперсионными связями,
а также квадрупольным взаимодействием, т.е. молекулы углеводородов
в каждом таком листке прочно связаны между собой (так, энергия
ориентационного ван-дер-ваальсового взаимодействия карбоксильных
Граничная смазка
319
Рис. 6.26. Строение граничного слоя иа индивидуальной поверхности:
О-полярная часть молекулы; /—углеводородный радикал (на примере жирной кислоты); /-
полимолекулярный слой; //- мономолекулярный слой
групп в димерах с наложением водородной связи составляет
56...60 кДж/моль). В то же время взаимодействие метильных групп,
образующих поверхности раздела отдельных "листков", между собой
осуществляется дисперсионными силами Ван-дер-Ваальса (энергия
взаимодействия менее 4 кДж/моль), что существенно меньше (рис. 6.26).
Кроме того, развиваемчеграничным слоем тангенциальное сопротив-
ление сдвигу пропорционально квадрату числа взаимодействующих групп
(радикалов), а нормальное сопротивление этого слоя сжатию пропорцио-
нально кубу числа взаимодействующих групп (и концевых, и образующих
метиленовые цепи). Именно эти факторы обеспечивают анизотропию
механических свойств граничных слоев, многократное превышение их
модуля сжатия над модулем сдвига. Наиболее идеализированной моделью
граничного слоя является предложенная Брэггом аналогия граничного слоя
с колодой игральных карт, которая выдерживает большие нормальные
давления, но легко сдвигается при незначительных тангенциальных
усилиях.
При всей наглядности такой аналогии следует иметь в виду, что при
этом не учитываются ни микрогеометрия поверхностного слоя, ии его
поликристаллическое строение, повторяемые расположением адсорби-
рованных на соответствующих участках поверхности молекул среды. При
этом следует иметь в виду, что сопротивление сжатию такой "колоды" и
сопротивление сдвигу отдельных карт (бимолекулярных слоев молекул
адсорбированного вещества) увеличивается с приближением к поверхнос-
ти твердого тела.
Вопрос об аналогичной ориентации граничных слоев в фрикционном
контакте пока остается открытым. Установлено, что при контакте
молекулярно гладких сближающихся твердых тел разделяющие их
граничные слои имеют слоистую структуру. Но при тангенциальном
перемещении наличие такой структуры подтвердить не удалось. Таким
образом, представление о строении граничного слоя в фрикционном
контакте приходится составлять, главным образом, на основании
косвенных данных.
320
Г лава 6. Смазка
Некоторые исследователи исходят из предположения, что на фактичес-
кой площади контакта, когда расстояние между вершинами неровностей
контактирующих тел сопоставимасразмерами адсорбированных молекул,
фрикционный контакт может быть уподоблен щелевой микропоре с
подвижной стенкой. Размеры микропоры таковы, что в них происходит
перекрытие полей поверхностных сил противоположных стенок поры, что
значительно повышает энергию адсорбции. Благодаря тому, что большин-
ство адсорбированных молекул в этих условиях взаимодействуют
непосредственное поверхностями адсорбента, велика роль избирательнос-
ти или селективности микропор. Для описания этого процесса привлекают
теорию объемного заполнения микропор.
Толщина граничного слоя определяется радиусом действия поверхнос-
тных сил. Предполагается, что эти силы достаточны, чтобы удержать слой
толщиной в десятки и сотни нанометров. Поскольку поверхностные силы
ослабевают пропорционально третьей или четвертой степени расстояния
от поверхности, токаждый поверхностный слой связан с металлом меньше,
чем предыдущий. За пределами граничного слоя возникают переходные
слои, образующиеся благодаря слабым взаимодействиям между адсорбиро-
ванными молекулами (т.е. их концевыми углеводородными группами) и
молекулами среды или агрегатами молекул, так как в смазочных
материалах - жидких или пластичных - молекулы, как уже говорилось,
находятся в агрегатированием состоянии. Так, по мнению А.С. Ахматова,
этот слой представляет собой систему молекулярных нитей значительной
длины, расположенных в процессе трения параллельно поверхностному
слою, т.е. этот слой имеет свойства нематической жидкокристаллической
структуры.
Неполярные молекулы также могут образовать граничный слой,
поскольку поверхность металла индуцирует в них дипольный момент.
Однако связь их с поверхностью существенно менее прочная. Если в состав
среды входят полярные и неполярные компоненты, то полярные молекулы,
образуя адсорбированный ориентированный слой, сообщают ту же
ориентацию неполярным молекулам.
Следует отметить, что с началом трения характер адсорбции может
измениться. Активирование трением стимулирует переход физической
адсорбции в химическую сорбцию, что сопровождается резким снижением
подвижности молекул. Ужесточение условий трения (возрастание
контактных нагрузок и температур) приводит к реакции химически
активных компонентов смазочного материала с металлом поверхности
трения, завершающейся образованием модифицированного слоя продуктов
реакции, который имеет малое сопротивление сдвигу. Эти процессы могут
быть многостадийными, причем реализация той или иной стадии
определяется условиями трибологического процесса.
На рис. 6.27 приведена схема образования такого слоя: стадия / -
адсорбция активных молекул (в данном случае молекул органического
дисульфида-например, дифенилдисульфида) на поверхности металла;
I раннчная смазка
321
Гис. 6.27. Схема обра-
оваиия сульфидного
слоя по Форбсу
стадия //-разрыв связи между атомами серы S и образование комплексов
R-S-Me; стадия HI - образование сульфидов металла с потерей углеводо-
родного радикала R.
Таким образом, для прохождения реакции с металлом, обеспечивающей
образование химически модифицированного слоя, в молекуле активного
компонента смазочного материала должна быть активирована и разорвана
по меньшей мере одна свя^ь (по рис. 6.27 связь S-S).
Тем не менее, модифицированный слой в процессе трения разрушается
и поверхность металла обнажается. Если рассматривать трение при
граничной смазке как обобщенный многостадийный трибомеханический
процесс, конечным продуктом которого является образование продуктов
износа, то согласно Л.И. Бершадскому и Н.И. Богдановичу последователь-
ность стадии адсорбции А, модифицирования М и разрушения продукта
реакции Р можно описать в виде
а м р
Me + RB » Mexl(RB)yl - Мех2В’2 + Л i - Мех3Ву3,
где Me - поверхность металла; RB - компонент смазочного материала; R -
углеводородный радикал; В - активная составляющая (например,
гетероатом -Cl, -S, -Р и т.д.); Mexl(RB)*! - адсорбционный комплекс,
образующийся в результате адсорбции компонента RB на поверхности
металла Me (в простейшем случае ювенильной), Me, который является
активным по отношению к последующей стадии химической модификации
поверхности; Мел2 В'2 - продукт реакции, активный по отношению к
последующей стадии разрушения; Мех3 Ву3 -продукты изнашивания.
В условиях нормального механохимического изнашивания такой
процесс является самоподдерживающимся, так как при отделении
продуктов изнашивания обнажаются новые участки поверхностей трения
(т.е. увеличивается содержание Me в граничном слое) и образование
модифицированного слоя возобновляется).
Граничные слои могут быть результатом не только адсорбции
поверхностно-активных компонентов смазочного материала на поверх-
ностях трения или химической реакции химически активных компонен-
тов смазочного материала с материалом поверхностного слоя трущихся
। ел. Вследствие механохимических процессов в зоне трения, осложненных
322
Глава 6. Смазка
фрикционным разогревом и каталитическим влиянием обнажающегося
при трении металла трущихся тел в тонких слоях смазочных материалов,
разделяющих трущиеся тела, происходят превращения, приводящие к
образованию продуктов, обеспечивающих эффективное смазочное действие
(избирательный перенос, трибополимеризация). Это дает еще один путь
управления смазочным действием среды, что достигается реализацией
специфических методов реализации граничной смазки.
Последовательность процессов, происходящих при граничной смазке.
Структурная схема трения при граничной смазке, отображающая
причинно-следственные связи между различными стадиями этого процес-
са, приведена на рис. 6.28. Последовательные стадии процесса граничной
смазки характеризуются уровнями от 1 до 6. Эти уровни сведены в
следующие основные группы: 0 - взаимодействие рабочих поверхностей
элементов узла трения перед началом трибологического процесса; А -
легкие условия работы узла трения - невысокие нагрузки и умеренные
температуры во фрикционном контакте; Б-тяжелые условия работы узла
трения - повышенные нагрузки и температуры; В - катастрофические
условия работы узла трения - высокие нагрузки и температуры, приводя-
щие к разрушению граничных слоев и далее заеданию трибосопряжения,
выходу его из строя.
При реализации групп 0 и А уровней 1 и 2 взаимодействующие с
поверхностями трения поверхностно-активные компоненты смазочного
материала образуют граничный слой, разделяющий эти поверхности, а
следовательно, устраняющий металлический контакт трущихся тел, или
локализующий этот контакт по вершинам отдельных микронеровностей.
Первой стадией взаимодействия смазочного материала с рабочими
поверхностями контактирующих деталей является физическая адсорбция
поверхностно-активных молекул, содержащихся в смазочном материале,
на этих поверхностях. Согласно наиболее распространенным в настоящее
время представлениям о механизме смазочного действия, активная
концевая группа (например, - ОН или - СООН) обеспечивает молекуле
смазочного материала хорошую адгезию на активном центре поверхности.
Углеводородный радикал при заполненном слое занимает положение,
перпендикулярное поверхности трения.
Чем длиннее углеводородный радикал, тем больше экранируется
силовое поле твердого тела. При этом зажатые между пластически
деформированными поверхностями металла молекулы могут располагаться
горизонтально, образуя сжатые пленки.
Адсорбированный слой обладает упругостью формы, квазикристалли-
ческим строением и выдерживает при умеренных температурах значитель-
ные нормальные нагрузки (до 104 МПа), разделяя контактирующие тела.
На мономолекулярный слой адсорбированных молекул адсорбируется
следующий слой (уже димеров) и т.д., до образования полимолекулярного
слоя, обладающего определенной несущей способностью. При давлении
до 5...6 МПа для контакта гладких поверхностей и небольших скоростей
Граничная смазка
323
Рис. 6.28. Структурная схема взаимодействия процессов, происходящих при граничной смазке.
Основные группы уровней
324
Глава 6. Смазка
Рис. 6.29. Схема смазанного фрикционного контакта тел
1 и 2 (я) и возможные схемы участка фактического пятна
контакта при смазывании адсорбционным слоем (d) и
модифицированным слоем (*):
1 - поверхностный слон металла; 2 - смазочный слой; 3 -
граничный слон; 4 - частицы износа; 5 - химически
модифицированный слой; (5- адсорбционный слой; 7-
металлический контакт
сдвига полимолекуляр-
ный слой сохраняет тол-
щину 0,02...0,04 мкм и
обеспечивает коэффи-
циент трения лишь немно-
го больше, чем при гидро-
динамической смазке.
При высоких контак-
тных давлениях адсорби-
рованные молекулы могут
выдавливаться из зоны
контакта и полимолеку-
лярный слой становится
тоньше. Разрушению это-
го слоя способствует так-
же нагрев контактирую-
щих тел и окружающего
их слоя масла в процессе
трения. Чем ближе к по-
верхности граничные
слои,тем они прочнее свя-
заны с ней.
Наиболее прочен мо-
номолекулярный слой ад-
сорбированных молекул,
непосредственно прилега-
ющий к поверхности твердого тела. При ужесточении условий трения он
разрушается по вершинам отдельных микронеровиостей, где развиваются
максимальные контактные давления, так что схема участка фактического
контакта твердых тел при граничной смазке имеет вид, изображенный на
рис. 6.29.
Таким образом, при жестких режимах граничной смазки реализуется
металлический контакт по обнажившимся вершинам единичных
неровностей, который оказывает большое влияние на коэффициент
трения:
А = “«А + О + «м)/те.
(6-42)
где/т- коэффициент трения при граничной смазке;/м и/с - коэффициент
трения соответственно при чисто металлическом контакте и контакте через
неповрежденную граничную пленку; ам - доля металлического контакта,
увеличивающаяся с ростом температуры в контакте трущихся тел.
В первом приближении
А
«и =
(6.43)
Л 0.
I раничная смазка
325
где Дц - разность химических потенциалов поверхностно-активного
компонента смазочного материала в граничном слое и в объеме среды; С-
концентрация этого компонента в объеме; - температура процесса по
абсолютной шкале; Ьо и V — постоянные, зависящие от материалов
грущихся тел, определяемые в модельном эксперименте; R - газовая
постоянная.
На участках металлического контакта, локализованных адсорбционным
слоем, идет умеренное адгезионное изнашивание по вершинам отдельных
микронеровностей, что отражается в изменении микро- и макрогеомерии
нар трения.
Тогда в первом приближении объемный износ при граничной смазке
= Мм + (' " “и)4> (6-44)
I
где /м - адгезионный износ На участке металлического контакта; 1С - износ
под слоем смазочного материала.
Поскольку величиной 1С для условий смазывания адсорбционным сло-
ем можно пренебречь, то межно принять
'lv = аи/и. (6.45)
Чем больше доля металлического контакта, тем больше потери на
зрение и износ.
Если условия работы узла трения ужесточаются, то следует рассматри-
вать группу Б уровней 3, 4 (см. рис. 6.28). В этих условиях температура в
фрикционном контакте возрастает настолько, что равновесие адсорбцион-
ных и десорбционных процессов смещается в сторону десорбции, в
результате чего резко возрастает доля металлического контакта.
Установившиеся адгезионные связи приводят к схватыванию трущихся тел,
их интенсивному адгезионному изнашиванию, заеданию узла трения. Это
отражено на рис. 6.28, как переход в группу В (к катастрофическому
изнашиванию).
В случае умеренных условий работы узла трения и правильном подборе
материалов трущихся тел и смазывающей среды удается осуществить еще
при легких режимах трения избирательное растворение некоторых
компонентов трущихся тел (цветных сплавов) и избирательный перенос
других компонентов (обычно меди) на ответную стальную поверхность,
ч то обеспечиваетзаметное снижение трения и очень низкую интенсивность
изнашивания.
Альтернативным процессом, также весьма эффективным при легких и
средних режимах граничной смазки, является образование в процессе
। рения на поверхностях тонкой пленки полимеров из предварительно
пвсденных в смазочный материал специальных мономеров (трибополиме-
ризация), что также обеспечивает низкое трение, малый износ в определен-
ном интервале температур и давлений. Наконец, на поверхностях зрения
326
Глава 6. Смазка
при граничной смазке в нефтяных маслах при определенных условиях
образуются самогенерирующиеся органические пленки, также оказываю-
щие определенное антифрикционное действие.
Для расширения диапазона температур, нагрузок и скоростей, при
которых работоспособен узел трения при граничной смазке, в смазочный
материал добавляют химически активные присадки. Как уже отмечалось,
эти присадки представляют собой вещества, в состав молекул которых
входят такие элементы, как сера, хлор, фосфор, азот или их сочетания.
Под действием температуры, генерированной во фрикционном
контакте, и силового поля поверхности металла молекулы присадок
разлагаются, их активные компоненты реагируют с металлом поверхнос-
тей, на которых они адсорбированы, и образуют модифицированные слои,
обладающие пониженным сопротивлением сдвигу по сравнению с
основным металлом. Это обеспечивает снижение коэффициента трения,
а изнашивание адгезионного типа сменяется более мягким коррозионно-
механическим.
Коэффициент трения в этих условиях зависит от того, какая доля
площади фактического контакта трущихся тел покрыта модифицирован-
ным слоем (рис. 6.29, б):
fi = РАм + О + Р)А> (6.46)
где/хм-коэффициент трения поверхностей, сплошь покрытых модифици-
рованным слоем; р- доля поверхности, покрытая модифицированным
слоем, толщиной, достаточной для разделения контактирующих
поверхностей и устранения металлического контакта.
В первом приближении она определяет вероятность контакта трущихся
тел через модифицированный слой. Поскольку модифицированный слой
образуется по вершинам микронеровностей в промежутках между
вступлением их в контакт (пока они могут контактировать только с
химически активной средой), предполагается, что вероятность контакта
через модифицированный слой определяется соотношением времени,
необходимым при данной температуре ftp для образования модифицирован-
ного слоя заданной толщины, к продолжительности промежутка между
последовательными контактами микронеровностей, в течение которого
осуществляется рост модифицированного слоя. Отсюда в первом
приближении
/ \ у I Т?’
р = Jt.C — exp -—£-
(6.47)
где и у - параметры уравнения, определяемые в модельном эксперименте;
С-концентрация химически активного компонента среды, v-относитель-
ная скорость перемещения трущихся тел; z - расстояние между последова-
тельными микронеровностями в направлении перемещения одного из тел;
I раничная смазка
327
Е' = уЕм; Ем - наблюдаемая энергия активации химической реакции
активного компонента среды с металлом; п - порядок процесса.
Коэффициент трения в этих условиях может быть также получен по
уравнению (6.46). Но значение см [см. формулы (6.42) - (6.45)] оценивается
исходя из соотношения между временем, необходимым для образования
модифицированного слоя достаточной толщины, чтобы предотвратить
металлический контакт, и временем, затрачиваемым на изнашивание этого
слоя. При расчете констант скоростей конкурирующих процессов по
уравнению Аррениуса, и исходя из степенного закона роста модифициро-
ванного слоя, значение а* может быть получено из уравнения
где Ен - наблюдаемая энергия активации процесса изнашивания
модифицированных слоев^а и у - параметр уравнения, определяемые в
модельном эксперименте. :
Для этих условий износ трущихся тел
lv = ₽4м + (1 - Р)4> (6.49)
где ZKM - объемный износ модифицированного слоя.
Если р - 1, то
Iv ~ » (6.50)
т.е. имеет место только изнашивание модифицированного слоя без
разрушения основного металла.
Толщина модифицированного слоя, необходимая и достаточная для
эффективного разделения поверхностей трения в режиме граничной смазки,
зависит от условий работы узла трения и составляет от десятков до сотен
нанометров.
Если ужесточение режима работы узла трения было временным, то
образование модифицированных слоев, предотвратив задир, позволит
вновь перейти к менее тяжелому режиму (в группу J). Если ужесточение
режима продолжается, то процесс определяет конкуренция двух
процессов - образования и изнашивания модифицированного слоя. Если
образование модифицированногослоя будет превалировать,то поверхнос-
ти трения будут корродировать. Если в результате реакций на поверхности
металла и в объеме масла содержание присадки в системе истощится и
скорость изнашивания модифицированных слоев будет превышать
скорость их образования (р - 0), то доля металлического контакта ам резко
возрастет и это приведет к переходу к катастрофическим условиям
328
Глава 6. Смазка
изнашивания (группа В, уровень 6).
То же произойдет, если при постоянной скорости образования
модифицированных слоев резко возрастает скорость их изнашивания.
Рациональный подбор смазочной композиции позволяет существенно
расширить пределы работоспособности узлов трения при граничной
смазке.
6.3.2. ЗАКОНОМЕРНОСТИ ПРОЦЕССА ГРАНИЧНОЙ СМАЗКИ
Латентный период граничной смазкн. Наиболее убедительным
доказательством связи трения при граничной смазке с кинетикой
адсорбции полярных молекул на рабочих поверхностях контактирующих
твердых тел является то, что при введении между трущимися поверхностя-
ми смазочной среды коэффициент трения зависит от времени выдержки:
чем дольше выдерживают узел трения в смазанном состоянии до начала
трибологического эксперимента, тем меньше коэффициент трения. Тем не
менее, через определенный промежуток времени устанавливается некоторое
постоянство коэффициента трения при дальнейшем увеличении выдержки.
У.В. Харди, открывший и детально исследовавший этот эффект, назвал
время от момента нанесения смазочного материала на трущиеся поверхнос-
ти до получения устойчивого значения коэффициента трения латентным
периодом граничной смазки. Латентный период в зависимости от метода
нанесения смазочного материала, природы полярных молекул, свойств
поверхностей твердого тела, на которые смазочный материал наносится,
от температуры и состояния среды может изменяться от нескольких минут
до нескольких часов. Для неполярных молекул латентный период не
наблюдается.
Существование латентного периода связано со временем, необходи-
мым для образования на поверхности ориентированного слоя адсорбиро-
ванных молекул, и временем для их молекулярной переориентации в этом
слое, которая обеспечивает минимальные потери на трение (время перехода
молекулы к оптимальной для данного процесса ориентации путем наклона
оси молекулы, опрокидывания ее и т.д.).
Влияние смазочного материала, материалов пар трения и условий трения
на коэффициент трения при граничной смазке. Харди установил, что при
трении различных материалов (стали, висмута, стекла), смазанных
различными представителями нормальных парафинов, жирных кислот и
спиртов, коэффициент трения для каждого гомологического ряда линейно
снижается с ростом молекулярной массы М
ft = b0 - d - аМ, (6.51)
где значение Ьо зависит только от твердого тела; Ьо = /м; d зависит от
концевой группы молекул; для жирных кислот dбольше, чем для спиртов
и парафинов, так как карбоксильная группа имеет большую поверхностную
Граничная смазка
329
Рис. 6.30. Зависимость коэффициента
статического тренияД. стали при граничной
смазке от молекулярной массы М (по
Харди):
1 - жирные кислоты; 2 - спирты; 3 - пара-
фины
активность, чем гидроксильная или
метильная; а - декремент коэффициен-
та трения, определяемый молекуляр-
ной массой (или длиной цепи). Вели-
чина а не зависит от свойств твердого
тела.
Для некоторых жирных кислот с
большой молекулярной массой в
соответствии с уравнением (6.51)
коэффициент трения практически
равен нулю (эффект сверхсколь-
зкости), но в большинстве случаев он
(начиная со смазочных материалов
определенной молекулярной массы)
устанавливается на некотором посто-
янном уровне (рис. 6.30).
Экспериментальные данные пока-
зывают, что на способность поверхностно-активных сред снижать
коэффициент трения заметное влияние оказывает химическая активность
материалов смазываемых тел. Смазочная способность поверхностно-
активных сред характеризуется коэффициентом трения и характером
скольжения. Низкий коэффициент трения (0,1 и менее), мало изменяющийся
в процессе испытания, и непрерывное трение движения без скачков
контактирующих тел в процессе испытания свидетельствуют о хорошей
смазочной способности. Высокий коэффициент трения, скачкообразно
изменяющийся в процессе скольжения, и прерывистое движение свиде-
тельствуют об отсутствии прочной граничной пленки и о схватывании
поверхностей в процессе трения.
Неактивное парафиновое масло несколько снижает коэффициент трения
как активных, так и неактивных металлов, но значительно снижает износ
трущихся тел, а при температуре, ниже температуры десорбции, малоэф-
фективные в этом режиме спирты и парафины уменьшают фрикционный
перенос металла при трении в сотни раз. Это же масло с добавкой кислоты,
мало сказываясь на коэффициенте трения неактивных металлов, в десять
и более раз снижает коэффициент трения активных металлов и исключает
прерывистое движение и скачкообразное изменение коэффициента трения
(табл. 6.6).
К настоящему времени установлено, что растворы жирных кислот и
спиртов в неактивных углеводородах (в равных концентрациях) обеспечи-
вают линейное снижение коэффициента трения сталей для каждого
гомологического ряда с ростом молекулярной массы - числа N атомов
углерода в углеводородном радикале (рис. 6.31). Зависимость коэффициен-
та трения от длины цепи (или от молекулярной массы) описывается
330
Глава 6. Смазка
6.6. Значения коэффициента тренна инертных и активных
одноименных пар металлов без смвзочного материала н прн граничной смазке
(по Боудену и Тейбору)
Металл Коэффициент трения и характер движения Активность по отношению к жирным кислотам
без смазочно- го материала со смазочным материалом
парафиновое масло то же, + 1 % лауриновой кислоты
Ni 0,7 0,3(П) 0,28(П) Неактивные илн малоактивные
Сг 0,4 0,3(П) ОДП)
Ag 1.4 ОДП) 0,7(П)
Fe 1,0 0,3(П) ОДНУ)
Си 1,4 0,3(П) 0.08(H) Активные
Cd 0,5 0,45 0,05(H)
Zn 0,6 0,3 0,004(H)
П - движение прерывистое; НУ - движение неустойчивое; Н - движение непре- рывное. Примечание. Испытания проведены при комнатной температуре.
Рис. 6.31. Зависимость коэффициента
статического трения (скорость
0,5 мм/с, давление в контакте
300 МПа) стали в 1 %-ных растворах
жирных кислот (J) и спиртов (2) в
гексадекане от числа N атомов угле-
рода в цепи (по С. Джахаимиру)
уравнением типа (6.51), но на значения
параметров уравнения могут влиять также
концентрации ПАВ в растворе.
При смазывании пар трения ПАВ,
растворенными в инактивной среде, по
мере увеличения содержания ПАВ коэффи-
циент трения снижается до определенного
значения и не меняется при дальнейшем
увеличении содержания ПАВ, Это объясня-
ется тем, что молекулы адсорбционного
слоя находятся в динамическом равновесии
с раствором и увеличение содержания ПАВ
в растворе приводит к его увеличению в
адсорбционном слое, а следовательно, к
снижению доли металлического контакта
[см. уравнение (6.42)].
Тем не менее, снижение/,, происходит
не монотонно из-за особенностей ориента-
Граничная смазка
331
Тг
0,3
О ____,___।—।-----1_______
ягт 1Г* № кг» С,*/,
Рнс. 6.32. Зависимость коэффициента
трения/т стеклв по стеклу от содер-
жании ПАВ (пальмитиновой кисло-
ты) в ннактнвной среде (по Б.В. Де-
рягину)
ции адсорбированного слоя на поверхнос-
ти. При увеличении концентрации ПАВ
коэффициент трения сначала резко падает,
достигает минимума, затем начинает
возрастать и после перехода через макси-
мум монотонно снижается, стремясь к
некоторому предельному значению.
Согласно Б.В. Дерягину (рис. 6.32) это
объясняется тем, что при очень малых
концентрациях раствора адсорбирующиеся
молекулы на свободной от загрязнений
поверхности располагаются горизонталь-
но, что соответствует минимуму энергии
взаимного притяжения мйкду этими моле-
кулами и поверхностью Твердого тела. С
повышением концентрацйи ПАВ в адсор-
бируемом слое величина ам будет умень-
шаться и, соответственно, коэффициент
треиия станет меньше. Помере того как на
поверхности адсорбируется все больше молекул, определенные молекулы
и группы молекул начинают менять горизонтальное положение на
вертикальное. При этом во взаимодействие с твердой поверхностью
вступает большее число активных групп молекул, что компенсирует
небольшой проигрыш, связанный с отрывом от поверхности неполярной
части соответствующих молекул. Наличие на поверхности как вертикально
(или наклонно), так и горизонтально ориентируемых молекул приводит
к появлению своеобразной "молекулярной шероховатости" поверхностей
трения, поэтому коэффициент трения возрастет.
При дальнейшем росте содержания ПАВ в растворе вертикальная
ориентация распространяется на все большее число адсорбированных
молекул, поверхность раздела сглаживается, коэффициент трения
снижается и, наконец, когда образуется вертикально ориентированный
слой плотно упакованных молекул ПАВ, молекулярный рельеф достаточно
сглажен, причем поверхности трения раздвинуты на расстояние, достаточ-
ное для ослабления адгезионного взаимодействия контактирующих тел.
Коэффициент трения устанавливается на определенном достаточно низ-
ком уровне.
Таким образом, можно утверждать, что зависимости, приведенные на
рис. 6.31, имеют место при полностью заполненном сорбционном слое (во
всяком случае при ам - 0).
Влияние нагрузки на коэффициент трения при граничной смазке. При
умеренных нагрузках соблюдается закон Амонтона о независимости
коэффициента трения/т от нагрузки Р при граничной смазке (рис. 6.33).
При очень малых нагрузках (менее 0,1 Н) коэффициент зрения возрастает
вследствие увеличения относительного вклада адгезионной составляющей
332
Главя 6. Смазка
Рис. 633. Зависимость коэффициента
статического трения/т от нормальной
нагрузки Р
Рнс. 634. Зависимость коэффициента треиня/т от
скорости скольжения:
/ - для нефтяного масла; 2 - для того же м асла с
присадкой жирной кислоты (По В.В. Федорову)
коэффициента трения. При высо-
ких нагрузках, вызывающих
пластическую деформацию по-
верхностных слоев контактирую-
щих тел, коэффициент трения
резко возрастает (проявляется так называемое "холодное заедание"). Если
этот эксперимент проводить при высокой скорости, то рост нагрузки
приведетк увеличению контактной температуры, разрушению смазочного
слоя, резкому росту коэффициента трения и задиру.
Влияние скорости на коэффициент трения при граничной смазке.
Существует два типа зависимостей коэффициента трения от скорости
скольжения контактирующих тел при граничной смазке (рис. 6.34):
1) для нефтяных масел, характеризуется снижением коэффициента
трения с ростом скорости. При такой зависимости в системе трения могут
возникнутърелаксационныеколебания, опасные для нее. И.В. Крагельский
объясняет это сокращением продолжительности действия фрикционной
связи с ростом скорости, а следовательно, с уменьшением площади касания
твердых тел, которая просто не успевает "подстроиться";
2) в среде жирных кислот и их производных (или других ПАВ), которые
устраняют релаксационные колебания (скачки при трении) в системе.
Коэффициент трения в этом случае в диапазоне малых скоростей
возрастает с увеличением скорости скольжения, что, по-видимому,
объясняется проявлением реологических свойств смазочного слоя.
Возможность устранения релаксационных колебаний очень важна для
направляющих скольжения металлорежущих станков, других сопряжений.
Затем наблюдается снижение трения при росте скорости, что объясняется
проявлением гидродинамического эффекта.
Роль кислорода при граничной смазке. Как следует из первой триады
внешнего трения И.В. Крагельского, существенное влияние на условия
образования и разрушения граничных слоев оказывают свойства пленок
оксидов, образовавшихся на поверхностях трения при контакте с
воздушной средой.
Граничная смазка
333
Относительно мягкие и непрочные оксиды обычно полезны. Имеющиеся
в них поры служат резервуаром смазочного материала, который
"залечивает" местные разрушения граничного слоя.
Твердые и прочные слои оксидов могут, наоборот, препятствовать
взаимодействию активных компонентов смазочных материалов с
поверхностями трения. Если твердые пленки отличаются хрупкостью, то
они, легко отделяясь от поверхности в процессе трения, интенсифицируют
изнашивание, проявляя абразивное действие.
При отсутствии оксидного слоя эффект Ребиндера проявляется столь
активно, что приводит к усиленному диспергированию поверхности, а
процесс схватывания может быть очень интенсивным. Однако разрушен-
ный оксидный слой немедленно восстанавливается в результате реакции
обновившейся поверхности с кислородом в том случае, если он превалирует
в конкурентной адсорбции разных окислителей. Г.В. Виноградов выделяет
следующие пути попадания кислорода в зону трения:
молекулярный кислород из газовой фазы растворяется в масле и в нем
транспортируется к поверхностям трения. В наибольшей степени такой
процесс эффективен в малрвязких углеводородах;
углеводороды под влиянием высоких нагрузок, температур и каталити-
ческого влияния свежеобнаженных в зоне трения поверхностей металла
окисляются. Продукты окисления, попадая в зону трения, транспортируют
туда кислород;
атомы кислорода входят в состав ряда присадок (прежде всего
серосодержащих) и реагируют с поверхностью трения при диссоциации
этих присадок. Они оказывают заметное влияние на процессы при
граничной смазке, обеспечивая во многих случаях синергизм смазочного
действия серы и кислорода. Модифицированные слои включают в этом
случае смесь оксидов и сульфидов.
Анализируя воздействие кислорода на процесс трения при граничной
смазке, следует иметь в виду указание Г.В. Виноградова, что излишнее
поступление кислорода в зону трения может привести к возникновению
интенсивного окислительного изнашивания. По этой причине при легких
режимах трения среда должна тормозить поступление кислорода в зону
грения, а при тяжелых - обеспечивать его поступление в эту зону,
поскольку это необходимо для предотвращения интенсивного адгезионно-
го изнашивания контактирующих тел и их заедания.
Влияние шероховатости поверхностей трения на процесс граничной
смазки. Зависимости коэффициента трения от шероховатости поверхностей
при граничной смазке характеризуются (рис. 6.35) ниспадающей частью,
когда рост шероховатости (до 0,15...0,25 мкм) приводит к снижению
коэффициента трения/т, и ростом коэффициента трения при дальнейшем
увеличении параметра Ra шероховатости поверхности.
Наличие минимума на кривых наблюдается при малых толщинах
граничного слоя. По мере того как толщина слоя все более и более
превышает высоту неровности в зоне минимума, перегиб становится все
334
Глава 6. Смазка
Рнс. 6.35. Зависимости коэффициента
трения/т от параметре Ra шероховатости
поверхностей прн различных толщинах
слоя касторового масла:
7-2 им; 2-60 нм; 3-600 Нм; 4- 2000 нм
(по С.А. Сухову)
менее ярко выраженным и ниспадаю-
щая часть зависимости пропадает
(линия 4). Это объясняется экранирова-
нием силового поля твердых тел более
толстым граничным слоем, а значит,
снижением адгезионной составляющей
силы трения. При этом коэффициент
трения при движении в направлении
следов обработки всегда выше, чем в
направлении, перпендикулярном этим
следам.
Долговечность граничных слоев. В
процессе эксплуатации смазочный
материал (особенно в ограниченном
объеме) постепенно теряет свою эффективность. Он обедняется
поверхностно-активными компонентами, молекулы которых, адсорбируясь
на частицах износа, удаляются из контакта, а масло в результате сложных
многостадийных превращений образует нерастворимые продукты
конденсации углеводородов и газообразные продукты. Это приводит к
тому, что смазочный материал перестает выполнять свои функции.
Скорость процесса потери смазочным материалом способности
смазывать возрастает с температурой. Если имеется возможность подпит-
ки граничного слоя из объема смазочного материала, то граничная смазка
продолжает осуществляться. В противном случае имеет место резкий рост
коэффициента трения, интенсификация изнашивания и заедание сопряже-
ния. Согласно Б.В. Дерягину, чем более тонкий граничный слой разделяет
поверхности, тем за меньшее время он израсходует свою способность
осуществлять эффективное разделение
их в условиях граничной смазки. О
разрушении смазочного слоя свиде-
тельствует резкий рост коэффициента
трения/т (рис. 6.36).
А
0,8
0,6
О
0 20 40 SO -t,c
Рнс. 6.36. Изменение коэффициента
трення/т сталей прн разрушении смазоч-
ного слоя нз нефтяного масла разной
толщины. Толщины слоев в нанометрах
указаны на кривых (по Б.В. Дерягину,
скорость 450 мм/с, нагрузка - 1 Н)
Рис. 6.37. Обобщенная зависимость коэффициента
трення/т от температуры б прн граничной смазке
Граничная смазка
335
Переходные температуры при граничной смазке и температурно-
кинетический метод их оценки. Поскольку температура является фактором,
оказывающим определяющее влияние на процесс трения при граничной
смазке, оценивать переход от легких условий работы узла трения в этом
режиме к тяжелым, а от тяжелых - к катастрофическим наиболее
рационально, используя обобщенную температурную зависимость
коэффициента трения, приведенную на рис. 6.37. Эта зависимость
характеризуется тремя переходными температурами, каждая из которых
соответствует реализации процесса граничной смазки определенного этапа:
двумякритическимитемпературамиОкр1 и 0Kp2, при достижении каждой
из которых происходит переход к резкому повышению трения и интенсив-
ному адгезионному изнашиванию;
температурой химический модификации 0хм, при которой обеспечивает-
ся эффективное разделение трущихся поверхностей образующимся
модифицированным слоем.
На начальном участке ОА анализируемой зависимости увеличение
температуры 0 практически не оказывает влияния на коэффициент трения
/т, а изнашивание носит умеренный адгезионный характер. Эффективное
разделение поверхностей тления осуществляется ориентированным слоем
адсорбированных молекул активного компонента смазочного материала.
При температуре 0кр1 происходит дезориентация адсорбированных
молекул, составляющих граничный слой, который вследствие этого теряет
свою несущую способность и не может препятствовать металлическому
контакту трущихся поверхностей. Это сопровождается резким повышением
коэффициента трения, интенсивным адгезионным изнашиванием
сопряженных деталей, заеданием сопряжения и выходом из строя узла
трения (кривая ОАВ2 на рис. 6.37).
Если в смазочном материале имеются химически активные компоненты,
то, разлагаясь под действием температуры, силового поля твердого тела
и каталитического воздействия свежеобнаженной поверхности металла,
они выделяют активные агенты, вступающие в реакцию с металлом
поверхности и образующие модифицированный слой, имеющий меньшее
(по сравнению с основным металлом) сопротивление сдвигу и поэтому
обеспечивающий снижение коэффициента трения и замену интенсивного
адгезионного изнашивания более мягким коррозионно-механическим.
По мере роста температуры увеличивается доля р покрытия поверхнос-
тей контактирующих тел модифицированным слоем толщиной, достаточ-
ной для эффективного разделения пар трения, и в соответствии с
уравнениями (6.46) и (6.47) снижается коэффициент трения до тех пор, пока
при температуре 0хм (точка Q значение р достигнет некоторой критической
величины, вследствие чего устанавливается такое значение коэффициента
трения, которое остается практически постоянным в достаточно широком
интервале температур (точка D), зависящем как от реагента и материалов
трущихся тел, так и от условий работы узла трения.
336
Глава 6. Смазка
По мере повышения температуры увеличивается скорость образования
модифицированного слоя. Одновременно возрастает скорость разрушения
этого слоя в результате его изнашивания или диссоциации. Когда в точке
D зависимости коэффициента трения от температуры скорость разрушения
модифицированного слоя превысит скорость его образования, будет
достигнута некоторая критическая доля металлического контакта
трущихся тел, в результате чего будут наблюдаться резкое повышение
коэффициента трения, смена коррозионно-механического изнашивания
интенсивным адгезионным, необратимые изменения поверхностей,
заедание и выход из строя узла трения.
Таким образом, реализация критических температур (как 0кр|, так и
Oitpj) связана с разрушением граничного слоя, разделяющего пары трения,
и адгезий этих тел на участке металлического контакта.
На этом участке возникают и разрушаются при относительном
перемещении пар трения адгезионные связи. Для их образования
необходима подстройка поверхностных слоев контактирующих тел,
определяемая реологией контакта, следовательно, этот процесс является
кинетическим и для его описания могут быть привлечены уравнения
химической кинетики. При достижении критического числа адгезионных
связей трущиеся поверхности схватываются, т.е. реализуется температура
0кр. Исходя из того, что для реализации критической температуры
необходимо определенное (независимое от условий работы сопряжения)
число адгезионных связей, получено уравнение для расчета критической
температуры
= ---->--------г,
ч> / '
Kin a Bv*m—
I м wj
(6-52)
где Ех- энергия активации процесса образования адгезионных связей;Я -
газовая постоянная; ам - доля металлического контакта; Вит- постоян-
ные; v - скорость относительного перемещения пар трения;ра - удельная
нагрузка; Н - твердость более мягкого из элементов пары трения при
температуре, близкой к 0кр.
Таким образом, критическая температура определяется взаимодействи-
ем поверхностей (величина Ех), режимом работы узла трения (v и ра) и
физико-механическими свойствами пар трения (величина Н). На величину
0кр значительное влияние оказывает также доля металлического контакта
ам. Поскольку природа образования металлического контакта при
реализации 0кр| и 0^2 различная, уравнения для оценки значений аи для
этих случаев, а также для оценки 0^, и 0кр2 будут разными.
Подставляем ам из уравнений (6.42) и (6.43) в уравнение (6.52) и
получаем уравнение для расчета соответственно 0кр, и 0кр2 (исходя из того,
что 0 = 0кр):
Граничная смазка
337
-Е* + АН
Д1п( —
=
хр2
f» - Ер
( B,v*-mpa
Я In -1---Si
I С"Я
(6.53)
(6.54)
где 5| = 5/6fl; Дц - разность химических потенциалов поверхностно-
активного компонента в граничном слое и в объеме; С - концентрация
реагента; v - постоянна^, зависящая от материалов трущихся тел,
определяемая в модельном;эксперименте; В2 = В1ка, Ер = у(Еи - Ем); Еи и
Еи - наблюдаемые энергии активации изнашивания и образования
модифицированных слоев; п - порядок процесса; у и т - характеристики,
определяемые в модельном эксперименте.
Чтобы оценить диапазон температур, в котором имеет место образова-
ние модифицированного слоя, обеспечивающего эффективную смазку
трущихся поверхностей,определим температуру химической модификации
0хм. Как известно, она реализуется при достижении критического значения
вероятности контакта через модифицированный слой 0кр. Тогда,
предполагая, что 0^ не зависит от скорости относительного перемещения
трущихся тел V, нагрузки в контакте ра и концентрации активного
компонента С, решаем уравнение (6.52) относительно 0 = 0хм при 0 = 0кр:
(6.55)
где Ер = yEM', z ~ расстояние между микронеровностями по
04,
направлению движения; 0кр - доля контакта через модифицированный
слой, при превышении которого реализуется 0хм.
Температурный интервал работоспособности смазочного материала
тем шире, чем более активно его взаимодействие с поверхностью (больше
Дц и меньше EJ, чем больше износостойкость модифицированного слоя
Еи, большеконцентрация С активного компонента смазочного материала,
менее склонны к схватыванию материала пар трения (больше Ех) и тверже
поверхности трения Н.
Необходимо отметить, что 0кр2 достигает 800 °C и выше, а твердость
металлов при этом может снижаться довольно значительно. В этом случае
338
Глава 6. Смазка
следует в уравнение (6.53) подставлять твердость при температуре,
близкой к 0кр2. Оценить ее можно по формуле Ито - Шишокина:
Ят = Яоехр(-еДй),
(6.56)
1л (Я, /НЛ
где е = —-— ; Hq, Нх и Нг - твердость по Бринеллю при температуре
соответственно О0 (комнатной), 0] и 02, ДО = 0кр| - Оо.
Для многих металлов при температуре меньше 1/2 температуры
плавления е - 0,002, а больше - е = 0,008.
Параметры Ех, Е Ер,Ву, В3, п, т, v и др. в приведенных уравнениях
оценивают путем обработки температурных зависимостей коэффициента
трения, полученных в результате простых лабораторных экспериментов.
Следует иметь в виду, что при повышении концентрации химически
активного компонента в смазочной среде температура 0кр1 настолько
повышается, а 0хм настолько снижается, что 0кр1 > 0хм, и увеличения
коэффициента трения в интервале между этими температурами не
наблюдается (рис. 6.38). Если увеличение скорости приводит к росту как
0кр1, так и 0хм, при этом их значения достигают и даже превышают
величину 0кр2, которая меньше зависит от скорости, то химическое
модифицирование поверхностей не успевает произойти и переход к
необратимому заеданию начинается сразу же после разрушения адсорбци-
онного слоя. Наконец, если отношениеpJHочень велико, т.е. имеют место
значительные удельные нагрузки, и очень мягкий материал, то заедание
происходит уже при нормальной температуре.
Влияние смазочных материалов и материалов пар трения на переходные
температуры при треннн. Как материалы пар трения, так и смазочные
материалы оказывают значительное влияние на переходные температуры
при трении с граничной смазкой. Более активные смазочные материалы
и более активные металлы обеспечивают большую энергию связи, которая
является причиной более высокой критической температуры или более
Рнс. 638. Зависимости коэффициента трсинв/т от
температуры 0 при испытании растворов высоко-
температурной антифрикционной присадки в
нефтяном масле АСВ в концентрациях:
1 -0,3 %; 2 - 0,7 %; 3 - 3 % (по А. К. Караулову)
низкой температуры химической
модификации.
На рис. 6.39 приведена зави-
симость величин 0кр| от количес-
тва атомов N углерода в молеку-
лах жирных кислот. Значения
0Kpi растут с увеличением длины
цепи от пеларгоновой до стеари-
новой кислоты, что, по-видимо-
му, объясняется сильной про-
дольной когезией адсорбирован-
ных молекул в ориентированном
граничном слое. Это определяет
Граничная смазка
339
Рис. 639. Зависимости первых критичес-
ких температур 6^ жирных кислОт при
греиии сталей от длины цепи N углерод-
ных атомов и молекул кислоты (пф Тен-
бору)
Рис. 6.40. Зависимость первых критических
температур растворов жирных кислот в
нормальном тетрадекаие от числа атомов N
углерода в цепи жирных кислот (по Шарме и
Камерону)
большую прочность граничного слоя, а значит, большую температурную
стойкость.
При этом на величину 0кр1 оказывает влияние не только активный
компонент смазочного материала, но и базовое масло, в котором он
растворен. Так, для серии жирных кислоте числом атомов углерода от 10
до 18, растворенных в нормальном тетрадекане (парафин с 14 атомами
углерода в цепи), при трении стальных образцов в режиме граничной
смазки значения 0кр1 увеличиваются по мере приближения числа молекул
в цепи жирных кислот к числу молекул углерода в цепи растворителя и
достигают максимума при испытании раствора миристиновой кислоты,
имеющей то же число атомов углерода, что и растворитель (рис. 6.40).
Значения 0 j раствора лауриновой кислоты в парафиновом масле при
трении различных материалов, приведенные в табл. 6.7, определяются
активностью трущихся металлов по отношению к лауриновой кислоте.
6.7. Значении однопроцентного раствора лауриновой кислоты в парафиновом масле
прк трении активных к инертных металлов (по Боудену к Тейбору)
Металл %!. °C Активность по отноше- нию к жирным кислотам
Медь 97
Кадмий Цинк 104 94 Активные
Магний 80
Никель Хром Серебро 20 Неактивные или малоактивные
Алюминий
340
Глава 6. Смазка
Рнс. 6.41. Зависимости критических температур
^кр! инактивного нефтяного масла с присадкой
ПАВ при треини стали по двойным сплавам иа
основе меди от содержания а сплавах легирующих
элементов:
1 - Sn; 2- Sb; 3- Р; 4-Si; 5- Al; <5- Zn
Различную активность по отноше-
нию к смазочным средам проявляют
сплавы металлов. Так, состав сплавов
на основе меди оказывает заметное
влияние на величину 0кр1 раствора
поверхностно-активной присадки в инактивном масле (рис. 6.41), а
содержание в стали таких легирующих компонентов, как хром, никель и
вольфрам, оказывает влияние на величины 0кр1 и 0хм растворов
поверхностно-активных и химически активных присадок в неактивных
средах (рис. 6.42).
Рис. 6.42. Зависимости первых критических температур (сплошные линии) и температур
химической модификации (штриховые линии) прн треиин легированных сталей в
зависимости от содержания:
а - хрома; б - никеля; в - вольфрама в среде; 1,3- инактивного масла с хлорсодержащей
присадкой; 2, 4 - инактивного масла с серосодержащей присадкой;-------- -
Граничная смазка
341
6.3.3. ИЗНОС ПРИ ГРАНИЧНОЙ СМАЗКЕ
При граничной смазке трущихся тел в среде, содержащей активные
компоненты, проявляются две их тенденции: при взаимодействии с
поверхностями трения образовывать на этих поверхностях слои вторичных
структур, препятствующие возникновению интенсивного изнашивания
адгезионного типа; способность приводить к интенсивному коррозионно-
механическому изнашиванию.
Характерная зависимость износа И от концентрации Сопт химически
активного компонента в среде приведена на рис. 6.43. Увеличение
концентрации реагента сначала приводит к снижению износа до
определенного минимального значения /Zrain, после чего стимулирует рост
износа.
Оптимальная концентрация реагента, при которой износ минимален,
зависит от режима работы^узла трения. Можно предположить, что при
малых концентрациях реагента происходит экранирование силового поля
твердого тела, но химическая реакция недостаточно эффективна, чтобы
образовался слой такой толщины при превышении которой наблюдается
интенсивное изнашивание. Увеличение концентрации реагента обеспечи-
вает снижение доли металлического контакта трущихся тел, т.е. уменьше-
ние адгезионного износа. Начиная с оптимальной концентрации,
модифицированный слой достигает толщины и дальнейшее увеличение
концентрации реагента приводит к заметному повышению износа
вследствие роста химической активности среды, вызывающей интен-
сивное коррозионно-механическое изнашивание.
Другим объяснением рассматриваемого эффекта является агрегатиро-
вание активных молекул смазочного материала, наблюдаемое некоторыми
исследователями, в результате чего эти молекулы связываются и уже не
могут взаимодействовать с поверхностями трения, причем чем больше
концентрация активных молекул в смазочной среде, тем большая доля его
Рис. 6.43. Зависимость износа И детали
в химически активной среде от концен-
трации с химически активной присадки
(оптимальная коицентрвция соот-
ветствует минимальному износу
агрегатируется и выводится из взаимо-
действия с металлом, что ведет к боль-
шему износу.
В.Л. Лашхи предложил уравнение
для оценки зависимости износа И от
эти двух противоположных тенденций
смазочных сред: адсорбционной спо-
собности и химической активности:
И - (6-57)
где С - концентрация поверхностно-
активных компонентов смазочной
среды, в том числе таких, которые
342
Глава 6. Смазка
способствуют развитию химических реакций на поверхности трения; а -
показатель их химической активности; b - показатель их адсорбционной
активности; кл - коэффициент пропорциональности, зависящий от усло-
вий работы узла трения.
Уравнение (6.57) позволяет оценить износ трущихся тел в условиях
граничной смазки в смазочных средах, содержащих химически активные
компоненты в широком интервале концентраций.
6.3.4. СПЕЦИФИЧЕСКИЕ МЕТОДЫ ОРГАНИЗАЦИИ ГРАНИЧНОЙ СМАЗКИ
Существует ряд методов организации процесса граничной смазки,
которые обеспечивают заметное снижение энергетических потерь в узлах
трения и существенное снижение износа сопряженных твердых тел, а Также
расширение диапазона нормального изнашивания в этих сопряжениях. Эти
методы сводятся к созданию на поверхностях трения тончайшего подслоя
материала, отличающегося от основного металла меньшей прочностью
на сдвиг, большей активностью во взаимодействии со смазочным
материалом, и к образованию на этом слое прочной граничной пленки,
полярные молекулы которой обеспечивают значительное адсорбционное
пластифицирование поверхностного слоя.
В результате деформации при трении реализуются в граничном слое
и в подслое мягкого материала, что требует небольших усилий, а
деформация материала подслоя обеспечивает увеличение фактической
площади контакта, а следовательно, снижение давлений в сопряжении.
Прочный граничный слой минимизирует адгезию пар трения, а в случае
его прорыва может реализоваться только схватывание пленок, защищаю-
щих поверхности трения. Воспроизведение такого типа фрикционного
контакта при граничной смазке возможно несколькими путями.
Двухслойная смазка. Снижение коэффициента трения обеспечивается
тем, что на поверхности твердого тела наносится подслой мягкого металла
или полимера, а в качестве смазочного материала используется жидкость,
содержащая поверхностно-активное вещество. Как видно из табл. 6.8,
сочетание мягкой подложки и ПАВ заметно снижает коэффициент трения.
Это происходит за счет реализации сдвига при трении в полимолекулярном
граничном слое, диапазон существования которого в таких условиях
расширяется за счет существенного снижения фактических давлений
вследствие деформации и сглаживания неровностей в подслое мягкого
материала.
Граничная смазка
343
6.8. Значения коэффициента трения образцов из стали У10А
при обычной я двухслойной (с кадмиевым подслоем)
граничной смазке (по Г.И. Фуксу)
Смазочный материал Без подслоя кадмия С подслоем кадмия
Нефтяное парафиновое масло высокой очистки 0,15/0,10 0,29/0,04
Фторуглеродная жидкость 0,18/0,09 0,22/0,03
Примечание. В числителе даны значения без ПАВ, а в знаменателе - с ПАВ.
Эффект металлоплакирования. Для расширения диапазона работоспо-
собности смазочных материалов и свойств в них (прежде всего в пластич-
ные смазки) вводят порошки мягких металлов, их оксидов и солей.
Частицы наполнителей, попадая во фрикционный контакт, намазываются
на поверхности трения, заполняют впадины между микронеровностями,
покрывая поверхности тонким слоем мягкого металла.
Такие слои обладают высокой контактной прочностью и пластичнос-
। ью, снижают давление на фактических пятнах контакта, уменьшают износ
и предохраняют от задира. В случае, когда в смазочный материал вводят
оксиды металлов, а среда восстанавливает их до металлов, свежеобразован-
пый металл вступает во взаимодействие с поверхностью трения и образует
подслой, более прочно связанный с основным металлом.
В качестве мягких металлов применяют порошки меди, олова, свинца,
их сплавов (например, висмут- свинец - олово, введение которых в смазку
Литол-24 снизило интенсивность изнашивания пары трения в 8...10 раз).
Металлоплакирование поверхностей трения в жидких средах осуще-
ствляют введением в масла маслорастворимых металлсодержащих
присадок, которые при разложении под действием фрикционного разогрева
и силового поля твердого тела высаживают металл, покрывающий участки
фактической площади контакта твердых тел. Содержащиеся в смазочном
материале ПАВ адсорбируются на плакирующем слое металла. Таков, по-
цидимому, механизм смазочного действия дитиофосфатов и дитиокарбама-
। ов молибдена, применяемых в качестве высокотемпературных антифрик-
ционных присадок в современных энергосберегающих маслах.
Таким образом осуществляется двухслойная смазка, но в отличие от
идеи Г.И. Фукса поверхности плакируются металлом, поступающим из
смазочного материала, и по мере изнашивания плакирующего слоя он
может восстанавливаться до тех пор, пока не истощится металлсодержащая
добавка в смазочном материале.
Избирательный перенос - наиболее яркое проявление эффекта
двухслойной смазки, причем слой мягкого металла, покрывающего
поверхности трения, и слой ПАВ, адсорбовавшихся на нем, образуются
। ^посредственно в процессе трения. Использование эффекта избирательно-
344
Глава 6. Смазка
го переноса, открытого в 1956 г. Д.Н. Гаркуновым и И.В, Крагельским,
позволяет получить коэффициенты трения 0,01...0,005, интенсивность
изнашивания 10-|°...10~12, в то время как при граничной смазке в обычных
условиях коэффициент трения составляет 0,05...0,1, а интенсивность
изнашивания - 10-9... 10-10. Это дало повод называть явление избирательно-
го переноса "эффектом безызносности".
Избирательный перенос реализуется при трении стали по определенным
медным сплавам (например, по некоторым бронзам) в ряде сред (прежде
всего в глицерине, спиртоглицериновых средах, морской воде и т.д.) в
определенных достаточно узких интервалах изменения условий работы
узла трения.
Под действием глицерина (или другой среды) начинается избирательное
растворение легирующих бронзу элементов. Атомы этих элементов
уносятся в смазочную среду, а поверхность бронзы обогащается медью.
В тончайшем слое меди, покрывающем бронзовую деталь, возникает
большое количество вакансий, часть которых образуетпоры,заполняемые
глицерином. Поскольку глицерин является восстановительной средой,
медная пленка не окисляется и легко схватывается с поверхностью стали
и покрывает ее тонким слоем. Эта так называемая ''сервовитная пленка",
имеет низкую прочность на сдвиг и не наклепывается при трении. Она
прекрасно адсорбирует активные компоненты среды, прежде всего
комплексные соединения, образуемые растворенными элементами сплава
и среды. Кроме того, обладая высокой теплопроводностью, она спо-
собствует снижению температуры поверхности трения путем отвода
теплоты в глубинные слои материала.
Каталитическая активность сервовитной пленки приводит к образова-
нию на ней полимерных пленок из свободных радикалов органических
веществ, которые возникают в процесседеструкции смазочного материала.
Легко деформируясь, сервовитная пленка обеспечивает значительное
снижение фактического давления в контакте и обладает всеми достоинства-
ми двухслойной смазки. Кроме того,
Рис. 6.44. Схема фрикционного контакта прн
реализации избирательного переноса (по Д.Н. Гар-
куиову):
1 - сталь; 2 - бронза; 3 - сервовнтные пленки; 4 —
полимерные пленки
в случае износа при изменении
условий работы она вновь вос-
станавливается.
Однако диапазоны существо-
вания (нагрузочные, скоростные,
тепловые) избирательного пере-
носа достаточно узки, и он реа-
лизуется далеко не при любой
кинематике сопряжения. Схема
контакта деталей при избира-
тельном переносе приведена на
рис. 6.44.
Эффект трибополимериза-
ции. Пример реализации принци-
па двухслойной смазки, когда
Смешанная н комбинированная смазка
345
мягкая подложка представляет собой тонкий слой полимера, образуемый
в течение трибологического процесса, на котором адсорбируются
поверхностно-активные компоненты смазочного материала, - эффект
трибополимеризации. Пленка полимера, разделяющая поверхности,
является результатом взаимодействия поверхностей трения с введенными
в смазочный материал мономерами или олигомерами, причем ее
образование возможно лишь в трибологическом процессе. Такие пленки
отличаются хорошей адгезией к поверхности трения. Устраняя металличес-
кий контакт, они исключают адгезионный износ. Различные полимерооб-
разующие агенты обеспечивают снижение трения при граничной смазке,
уменьшение износа трущихся тел в различных температурных интервалах
(одни до 80 °C, другие до 120 °C).
6.4. СМЕШАННАЯ И КОМБИНИРОВАННАЯ СМАЗКА
Смешанная (полужидкостная) смазка - режим смазочного действия,
при котором существуютчастично гидродинамическая или эластогидроди-
намическая, частично граничная смазка. Как видно из диаграммы Герси -
Штрибека (см. рис. 6.4), область смешанной смазки лежит между областями
граничной и гидродинамической.
Смешанная смазка может быть рабочим режимом узла трения, но чаще
всего возникает в узлах трения, предназначенных для работы в условиях
гидродинамической смазки, вследствие нарушения условий ее образования.
Одним из свидетельств существования такого режима является
приведенный на рис. 6.20 разрыв смазочного слоя на некотором угле
поворота вала, возникающий в шатунном подшипнике двигателя
внутреннего сгорания. Более детальный анализ зоны контакта свиде-
тельствует о периодических контактах - разрывах смазочного слоя, т.е.
о существовании режима смешанной смазки.
Однако режим смешанной смазки имеет место в небольшой зоне АВ
(рис. 6.45), в которой расчетная толщина смазочного слоя меньше
б;
Рис. 6.45. Схема подшипника, работающего в режиме комбинированной смазкя (а) н изменение
реакции Р подшипника в зависимости от относительного эксцентриситета с (d):
1 - в идеальном гидростатическом подшипнике; 2 - при комбинированной смазке
346
Глава 6. Смазка
Рис. 6.46. Схема образования неровностя-
ми пар трения микрогидродииамического
клина
критической, В остальной зоне ВСА
будет реализовываться режим гидроди-
намической смазки со специфическими
граничными условиями окончания
смазочного слоя, которые можно пред-
ставить в виде фильтрации жидкости
через поры. Общая несущая способ-
ность такого подшипника складывается
из гидродинамической составляющей
Рга вне зоны смешанной смазки и реак-
цией зоны смешанной смазки Рт.
Режим смазки, характеризующий в
целом эти процессы, можно назвать
комбинированной смазкой, при которой
в подшипнике существует одновремен-
но и гидродинамическая, и смешанная
смазка, дающие результирующую несущую способность
Зона смешанной смазки состоит из участков контактирования
микронеровиостей (рис. 6.46), на которых имеет место граничная смазка
2, и впадинах / микронеровиостей, где имеет место специфическая
эластогидродинамическая смазка. Протекающие при этом процессы
достаточно сложны и для их описания используют различные модели. Во
всех моделях нагрузочная способность и трение, воспринимаемые зоной
смешанной смазки, состоят из двух составляющих - граничной и
микрогидродинамической:
Р = Р + Р I
см ip ГД»
F = F + F
см * ip Л ГД •
Зная эти составляющие, на основании известных соотношений
определяются температурные характеристики изнашивания.
Способы разделения граничной и микрогидродинамической составляю-
щих можно разделить на следующие группы:
1) использующие теорию подобия и размерностей и методы физического
моделирования как для определения микрогидродинамических составляю-
щих граничной смазки, так и для определения характеристик изнашивания;
2) решающие макрогидродинамическую задачу теории смазки,
например, с использованием задачи о движении смазочного материала,
вязкость которого зависит от температуры и давления в пористой среде,
имитирующей процессы между шероховатыми поверхностями. Основой
для математической формулировки этой задачи являются закон Дарси
движения жидкости в пористой среде, уравнение сплошности и уравнение
Газовая смазка
347
фильтрации. При необходимости решения неизотермических задач к этим
уравнениям добавляются уравнения переноса теплоты;
3) находящие гидродинамическую составляющую исходя из уравнения
Рейнольдса с учетом деформируемых шероховатых поверхностей.
Составляющие нагрузки, воспринимаемой контактирующими
микронеровностями, определяются с помощью методов, применяемых для
решения контактных задач. Трение на этих микронеровностях исследуется
с помощью закономерностей граничной смазки.
6.5. ГАЗОВАЯ СМАЗКА
Газовая смазка (ГС) - смазка, при которой разделение поверхностей
трения деталей, находящижя в относительном движении, осуществляется
газом. В качестве последнего применяют в основном воздух, азот, неон и
хладон, а также газы с очень низким коэффициентом вязкости (например,
водород). ГС применяется в узлах трения точных приборов, аппаратуре
ядерных установок, ультрацентрифугах, газовых турбинах, турбокомпрес-
сорах. ~
Как и для жидкостной смазки, различают газодинамическую,
газостатическую и газостатодинамическую (гибридную) смазку. Газодина-
мическая ГС, при которой полное разделение поверхностей трения
осуществляется в результате давления, возникающего в слое газа вследствие
относительного движения поверхностей, применяется в узлах трения с
малыми нагрузками и высокими скоростями скольжения, например, в
ультрацентрифугах, высокооборотных электродвигателях, подшипниках
ротационных насосов и компрессоров, частота вращения вала которых
достигает 3-104 мин-1.
Поскольку вязкость воздуха в 100 раз меньше, чем наименее вязкой из
жидких смазок, частота вращения газодинамических подшипников на ГС
составляет десятки тысяч оборотов в минуту. В турбомашиностроении
применяюттак называемые гибридные подшипники, в которых используют
газодинамические и газостатические эффекты.
Газостатическая смазка - ГС, при которой полное разделение
поверхностей деталей, находящихся в относительном движении или покое,
осуществляется газом, поступающим в зазор межу поверхностями под
внешним давлением (0,3 МПа). Газостатическую смазку применяют в узлах
трения скоростных центрифуг, механических генераторов ультразвука,
высокоскоростных шлифовальных головок.
ГС осуществляется между двумя движущимися жесткими или упругими
элементами трибосопряжения, расстояние между которыми весьма мало.
Обычно такой зазор не превышает 50 мкм. Для получения интегральных
параметров ГС (несущей способности, жесткости, демпфирования) нужно
знать закон изменения состояния газа в каждой точке зазора, а следова-
тельно, физические свойства и общие уравнения движения газов в малых
зазорах. Так, вязкость газов в интервале до 10 МПа изменяется не более
348
Глава 6. Смазка
чем на 10 % по сравнению с вязкостью при атмосферном давлении. Так же
ведет себя ГС при напряжениях, поэтому при практических расчетах
изменением вязкости от давления часто пренебрегают.
Температура газа оказывает существенное влияние на кинетическую
энергию молекул газа, из которых состоит ГС. Например, для гелия
средний коэффициент вязкости т> - 5,023-10-7 О0-647 (где 0 - температура,
К). Газы химически стабильнее, чем жидкости в большем диапазоне
температур, поэтому верхний температурный предел использования
определяется прочностью и теплостойкостью узлов машины, а нижний -
конденсацией самой ГС.
Коэффициент трения при скольжении поверхностей, разделенных слоем
газовой смазки, имеет весьма малые значения и рассчитывается для
подшипника скольжения по одному из вариантов формулы Петрова.
Коэффициент газодинамического трения газов примерно в 5000 раз меньше
коэффициентов гидродинамического трения несжимаемой жидкой смазки.
Вязкость газов с увеличением температуры при неизменном давлении
возрастает, что приводит к увеличению несущей способности. Этим ГС
отличаются от жидкостной смазки, при которой с ростом температуры
уменьшается несущая способность.
Как правило, в зазорах малой толщины течение газа является
ламинарным. Исключение представляют конструкции высокооборотных
роторов и крупногабаритных подшипников, работающих при больших
давлениях наддува ГС, где имеет место турбулентное течение.
Обычно несущая способность слоя ГС на порядок ниже, чем слоя
жидкостной смазки. Вследствие самовозбуждающихся колебаний ротора
при высоких частотах рабочий слой ГС может терять несущую способ-
ность. Для правильно подобранных режимов работы характерны малый
шум и низкий уровень вибрации.
Для расчета подшипников, работающих в условиях ГС, используется
уравнение газовой смазки, являющееся аналогом уравнения Рейнольдса
(6.11) и имеющее вид:
T-f'*’?) • «58>
дх ( дх) ду ( ду) дх dt
Это уравнение можно применять для плоских цилиндрических,
конических, шаровых подшипников и уплотнений.
Вследствие небольшой вязкости газов изменение температуры в
смазочном слое незначительное и им можно пренебречь. В связи с этим
вместо уравнения переноса теплоты используют уравнение состояния газа,
выражающее связь давления, температуры и плотности газа.
Так как на характер зазора не накладывается никаких ограничений, то
уравнение (6.58) с соответствующими граничными условиями можно
использовать для расчета газовых подшипников различных типов при
соответствующей зависимости для формы зазора.
Подбор смазочных материалов
349
Большое распространение имеют узлы трения, в которых роль втулки-
вкладыша выполняет натянутая лента. Такие лентопротяжные узлы
широко применяются в аудио- и видеоаппаратуре и в вычислительных
машинах. Так как между ленточным материалом, движущимся с большой
скоростью, и направляющими втулками имеется воздух, то он подобен
смазке. Поскольку лента упруго деформируется под действием давления,
развиваемого в газовом смазочном слое, режим течения будет эластогазо-
динамическим (ЭГД). Для расчета таких подшипников используется
уравнение газовой смазки и уравнение упругости ленты.
К ЭГД подшипникам относятся газовые подшипники лепесткового
типа, в которых между валом и втулкой располагаются лепестки из
упругого материала, закрепленные во втулке. Имеется много вариантов
конструкций лепестков и спрсобов их крепления. Это позволяет управлять
демпфирующими свойствами таких подшипников, что важно для
обеспечения устойчивого {щижения валов, работающих при больших
скоростях в условиях газовой смазки. Решение этой задачи для газовых
подшипников, является важной задачей, которая требует применения
теории колебания роторов л соответствующих расчетных методов.
6.6. ПОДБОР СМАЗОЧНЫХ МАТЕРИАЛОВ ДЛЯ ТЕЖЕЛО
НАГРУЖЕННЫХ УЗЛОВ ТРЕНИЯ ПО КРИТЕРИЮ ПРЕДЕЛЬНОЙ
ТЕМПЕРАТУРЫ РАБОТОСПОСОБНОСТИ
Для обеспечения надежной работы машин и механизмов с трущимися
сопряжениями необходимо использовать смазочные материалы, работоспо-
собные при предельных температурах эксплуатации этих сопряжений f)y.
Смазочный материал признается работоспособным, если при предельных
температурах эксплуатации он обеспечивает гидродинамическую или
эластогидродинамическую смазку узла трения. В режиме граничной или
смешанной смазки смазочный материал работоспособен, если в наиболее
жестком режиме эксплуатации суммарная температура в тяжело нагружен-
ном контакте Оу не будет превосходить критическую температуру
смазочного материала при трении 0кр (0кр1 или йкр2)
Рассмотренные выше описания процессов гидродинамической,
эластогидродинамической, граничной полужидкостной и комбинирован-
ной смазок позволяют на стадии проектирования узла трения подобрать
для него смазочный материал. Принцип такого подбора - выявление, в
какой мере смазочный материал, подходящий по другим функциональным
свойствам, удовлетворяет критерию удельной толщины смазочного слоя
или температурному критерию. Алгоритм подбора смазочного материала
по его предельной температуре работоспособности для узла трения (на
примере зубчатого зацепления) приведен на рис. 6.47.
Исходными данными при выборе смазочного материала для узла трения
являются: кинематическая вязкость ц; пьезокоэффициент вязкости а;
характеристики узла трения (приведенный радиус кривизны Лпр;
350
Глава 6. Смазка
“1
I Оцениа режима сакито |
^С2
У‘Л<3
| Учет снижения Р
Да
яиия
Нет
___|
Мт
Рис. 6.47. Алгоритм проверки смазочных материа-
лов (жидких и пластичных) по их предельной
температуре работоспособности:
А - оценка режима смазки; Б - проверка на
соответствие температурному критерию; 1 -
основные характеристики узла трения; 2- обеспе-
чение ЭГД режима смазкн; 3 - обеспечение
граничного режима смазки адсорбированным
слоем; 4 - обеспечение граничного режима
смазки модифицированным слоем
приведенный модуль упругости
контактирующих тел £пр, пара-
метр шероховатости Ra рабочих
поверхностей этих тел; парамет-
ры режима работы узла трения
(скорость относительного пере-
мещения трущихся тел v, погон-
ная нагрузка Рпог; суммарная
температура ftj. в контакте тру-
щихся тел и температура масла
V
Подбор смазочного материа-
ла начинают с выявления режима
смазки в данном узле трения по
величине относительной толщи-
ны смазочного слоя Л с помощью
(6.5).
В зависимости от необходи-
мости учитывать деформацию
трущихся поверхностей и влия-
ние давления на вязкость смазоч-
ных материалов для расчета
толщины смазочного слоя при-
меняют уравнения гидродина-
мики или эластогидродинамики.
Чтобы определить, какое уравне-
ние нужно применить в каждом
конкретном случае, прежде всего
проверяют соответствие условий
режима смазки гидродинамичес-
кой теории. Если установлено,
что Л > 3, то имеет место гидро-
динамический режим смазки, и
смазочный материал может быть
применен в данных условиях
эксплуатации.
Если подобное соотношение
не выдерживается, выясняют, не связано ли это с тем, что приложенные
нагрузки вызывают упругие деформации трущихся тел. В этом случае
величину Amin рассчитывают по уравнению (6.36) или (6.37) для эластогид-
родинамической смазки.
Выполнение условия 1 г 3 в этом случае также позволяет считать
смазочный материал допустимым. Следует отметить, что на допустимость
смазочного материала в обоих рассмотренных случаях можно активно
влиять, например, улучшением приработки трущихся поверхностей,
Список литературы
351
обеспечивающей уменьшение Ла, и Т?а2. Можно также обеспечить
жидкостную смазку, применив смазочный материал более высокой
вязкости в данных условиях или с более высоким пьезокоэффициентом
вязкости, чтобы увеличить Amin при ГД и ЭГД режимах смазки.
Если А < 1, то имеет место наиболее тяжелый - граничный режим смазки.
В этом случае проверку работоспособности смазочного материала
проводят по температурному критерию (frKp > fry).
Если 1 < А < 3, то имеет место полужидкостныи режим смазки. В таком
случае смазочный материал проверяют на температурную стойкость, но
при этом надо учесть снижение нормальной нагрузки на узел трения за счет
подъемной силы.
По уравнению (6.53)t рассчитывают величину frKpI для данного
сопряжения и сравнивает с величиной fry. При fry < frKpI смазочный
материал принимается и'{ подбор заканчивается. При fry a frKp| либо
корректируют смазочный материал (допустим, введя в него сильное ПАВ
для увеличения frKp|, либо увеличивают концентрацию С имеющегося в
этом смазочном материал&ПАВ) и вновь сравнивают frKpI и fry, продолжая
коррекцию до тех пор, пока не получат frKpl > fry, либо применяют
смазочный материал с сильными противозадирными присадками. В таком
случае рассчитывают frKp2 и так подбирают присадки, чтобы обеспечива-
лось соотношение frKp2 > fry. Такой смазочный материал будет отвечать
требованиям обеспечения предельной температуры работоспособности
узла трения.
В заключение необходимо проверить, обеспечит ли применение
выбранного смазочного материала требуемый ресурс работы узла трения.
Список литературы
1. Тодер И.А., Тарабаев Г.И. Крупногабаритные гидростатодинамические подшипники.
М.: Машиностроение, 1976. 199 с.
2. Захаров С.М., Никитин А.П., Загорянскнй Ю.А. Подшипники коленчатых валов
тепловых дизелей. М.: Транспорт, 1981. 181 с.
3. Подольский М.Е. Упорные подшипники скольжения. М.: Машиностроение, 1981. 261 с.
4. Гидродинамические стационарно-нагруженные подшипники скольжения, стандарт
ИСО 7902. Ч. I, 2 и 3. 10. 1998.
Глава 7
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ТРЕНИИ,
ИЗНАШИВАНИИ И СМАЗКЕ
7.1. ВЛИЯНИЕ ТЕМПЕРАТУРЫ НА ФРИКЦИОННО-ИЗНОСНЫЕ
И ПРОЧНОСТНЫЕ ХАРАКТЕРИСТИКИ ПАР ТРЕНИЯ
Как следует из молекулярно-механической теории внешнего трения и
усталостной теории изнашивания твердых тел И.В. Крагельского
фрикционно-износные характеристики и механические свойства материа-
лов пар трения находятся в различных нелинейных функциональных
зависимостях. При этом эти зависимости могут существенно меняться от
режима трения и, в первую очередь, от теплового режима работы пар
трения.
На рис. 7.1 и 7.2 приведены типичные зависимости коэффициента трения
/т и интенсивности энергетического изнашивания 7ЭН (отношение износа
в мг к работе трения в Дж) широко применяемых фрикционных материалов
от максимальной температуры ftmax поверхностного трения при трении
без смазочного материала. Такие зависимости получают при стандартных
модельных испытаниях на фрик-
ционную теплостойкость на ма-
шинах трения типа И47-К54,
Рис. 7.1. Зависимости коэффициента треиия
различных фрикционных материалов от
максимальной температуры поверхности
треиия emax при треиии в паре с легированным
чугуном ЧНМХ с номинальным давлением
ра = 1,5 МПа:
/ - фрикционный порошковый материал
(ФПрМ) ФМК-11; 2 - фрикционный поли-
мерный материал (ФПМ) ФК-16Л; 7-ФПМ
марки I-43-60A;-/-бандажная сталь
Рис. 7.2. Зависимости энергетической интен-
сивности изнашивания различных фрикци-
онных материалов от максимальной темпера-
туры поверхности треиия при треиии в
паре с легированным чугуном ЧНМХ с номи-
нальным давлением ра = 1,5 МПа (обозначе-
ния см. рис. 7.1)
Влияние температуры на характеристики пар трения
353
ИМ-58, МФТ-1, УМТ-1 и -2168 "Унитриб". Обычно испытания выполняют
при фиксированном нормальном давлениира и ступенчато изменяющейся
(обычно повышающейся) скорости скольжения vCK, т.е. при ступенчато
изменяющейся заданной удельной мощности тренияpavCK-
Так как с реализуемой удельной мощностью трения f^p^a. функциона-
льно связана максимальная температура поверхности трения ftmax, в боль-
шинстве случаев зависимости коэффициента трения/т и интенсивности
изнашивания материалов I от температуры &тах поверхности трения
нелинейные.
Экспериментальные исследования показали, что увеличение или
снижение нормального давления ра приводит к получению веера кривых
A = Af)max>Ta) и / = При этом с увеличениемра коэффициент
трения снижается, а с уменьшением - увеличивается. При изменении
скорости скольжения vCK в?ер кривых не образуется: вдоль оси абсцисс
кривые фрикционной теплостойкости только удлиняются или укорачива-
ются, не нарушая характера зависимости. Эти экспериментальные данные
хорошо согласуются с теоретическим положением молекулярно-механи-
ческой теории трения. .
Таким образом, изменение нормального давления ра и скорости
скольжения vCK значительно меньше влияет на изменение коэффициента
трения /т и интенсивность износа /, чем воздействие максимальной
температуры поверхности трения f>max.
Прочностные свойства материалов очень существенно зависят от
температуры (влияние нагрузки, скорости, числа циклов нагружения
значительно меньше). На рис. 7.3 приведены зависимости твердости НВ
различных материалов от температуры f). В определенных диапазонах
температур твердость материалов НВ уменьшается во много раз, причем
до минимума при температуре плавле-
ния. При этом контакт при трении
становится пластическим, а фактичес-
кая площадь контакта Аг даже при
небольшом нормальном давлении ра
резко возрастает, приближаясь к кон-
турной площади Ас и даже номиналь-
ной Аа. Естественно, что этапы взаимо-
действия изнашивания в этих условиях
сильно изменяются, что приводит к
изменению коэффициента трения /т
интенсивности изнашивания I.
Важнейшей характеристикой темпе-
ратурного режима трения и изнашива-
ния является градиент температуры по
ДО* ,
нормали к поверхности трения — (где
dz
Ь -средняя температура номинальной
НВ
2D0
160
120
80
40
О 200 400 600 ^ос
Рис. 7.3. Зависимости твердости НВ
различных материалов, используемых в
узлах треиия, от температуры fr:
/ - сталь ЗОХГСА; 2 - чугун ЧНМХ; 3 -
ФПрМ марки ФМК-845; 4-ФМК-11; 5-
ФПрМ марки МКВ-50А; 6 - ретинакс
ФК-16п
354
Глава 7. Тепловые процессы при трении
поверхности трения; z-координата в направлении нормали к поверхности
трения). Температурный градиент влияет на градиент механических свойств
контактирующих материалов, а следовательно, на коэффициент трения
и износ.
При рассмотрении фрикционного контакта как вязкопластического
третьего тела И.В. Крагельский и Г.И. Трояновская получили следующие
фундаментальные зависимости коэффициента трения/т и интенсивности
изнашивания / от температурных характеристик:
4 = ^-*' + (7.1)
л \ /j •*
— • (7.2)
3z /
В общем случае с ростом температуры возможно (в зависимости от
значений экспериментальных коэффициентов г, А,, г, 2> 2 и ^1 г)
снижение, рост или переход функций/т и / через максимум или минимум.
В условиях жидкостного трения(гидро динамического или эластогидро-
динамического) воздействие температуры и ее градиента связано с
допустимой рабочей температурой смазочного материала, которая не
должна превышать критическую объемную температуру разложения и
возгорания этого материала, чтобы не произошел спонтанный переход к
сухому трению со всеми вытекающими негативными явлениями в виде
резкого роста коэффициента трения /т, температуры 0, возникновению
задира, большого износа и даже заедания узла трения.
Несколько иначе обстоит дело в условиях граничной смазки, прикоторой
необходимо учитывать процессы физико-химической механики в тонких
граничных слоях.
В теплонагруженных узлах трения температура в контактных зонах
может достигать 1000 °C и выше, что приводит к расплавлению металли-
ческих и разложению неметаллических материалов. Интенсивность
деформации и температура поверхностных слоев уменьшаются по глубине,
а температурный градиент в таких условиях может достигать
800... 1000 °С/мм.
Таккакпрактически невозможно и нецелесообразно использовать одну
и ту же пару трения при малых и больших поверхностных и объемных
температурах, то все режи мы трения без смазочного материала подразделя-
ют в зависимости от температуры поверхности трения на пять групп:
1) весьма легкий (до 100 °C); 2) легкий (до 250 °C); 3) средний (до 600 °C);
4) тяжелый (до 1000 °C); 5) сверхтяжелый (больше 1000 °C).
Возможны случаи, когда только температурные градиенты в поверхнос-
тных слоях элементов пары трения вызывают такие температурные
напряжения, что трение осуществляется при пластическом контакте даже
Тепловые задачи при треиии
355
тогда, когда объемная температура мала, а нормальные давления могут
вызвать лишь упругие деформации. Температурные напряжения спо-
собствуют трещинообразованию и приводят к большому износу.
Высокие температуры и температурные градиенты в некоторых
конструкциях (например, барабанах, дисках, втулках) вызывают
поверхностные напряжения, значительно превышающие напряжения от
сил трения. Поверхностные напряжения зависят от свойств материалов,
макро- и микрогеометрии контактирования. Они обычно превалируют над
напряжениями в объеме элементов пары трения, большая часть которых
зависит от температурных градиентов, а не от механических нагрузок.
В зависимости от условий и режима работы температура в объеме
(объемная температура) пар трения существенно различается. При
одиночных режимах теплоимпульсного трения, когда начальная
температура узла трения не меняется, распределение температур в объеме
в первом приближении зависит от количества и скорости передачи
теплоты. Температурные (радиенты в этих узлах пропорциональны
толщинам элементов и доходят на тяжелых режимах до 1000 °C на 1 мм
толщины.
Иначе обстоит дело при повторно-кратковременном и длительном
стационарном режиме трения. Начальная температура растет, достигая
установившегося предельного значения для данного режима трения по
условиям теплопередачи в другие элементы и окружающую среду.
Снижение напряжений может быть достигнуто увеличением суммарной
фактической площади касания, площади единичного пятна и равномерным
распределением пятен касания по поверхности трения. Желательно, чтобы
макротепловые деформации одного элемента компенсировались
аналогичными деформациями другого элемента.
7.2. ТЕПЛОВЫЕ ЗАДАЧИ ПРИ ТРЕНИИ И ИЗНАШИВАНИИ
ТВЕРДЫХ ТЕЛ
7.2.1. ТЕМПЕРАТУРНОЕ ПОЛЕ, КОЭФФИЦИЕНТ ТРЕНИЯ И ИНТЕНСИВНОСТЬ
ИЗНАШИВАНИЯ ПАР ТРЕНИЯ ПРИ МАЛОМ И БОЛЬШОМ
КОЭФФИЦИЕНТАХ ВЗАИМНОГО ПЕРЕКРЫТИЯ
Как показали исследования, геометрия контактирования оказывает
существенное влияние на температурные поля в парах трения. А.В. Чичи-
надзе ввел в рассмотрение коэффициент взаимного перекрытия Лаз [см.
формулу (4.66)]. Этот параметр учитывает наряду с другими определяющи-
ми факторами (давлением, скоростью скольжения, теплофизическими и
механическими свойствами материалов) условия теплопередачи. Величина
Квг определяет среднюю температуру поверхностей трения 0[ 2, объемную
температуру 2 и температурный градиент по нормали к поверхности
( 96 1
трения —
356
Глава 7. Тепловые процессы при треиии
Рис. 7.4. Влияние коэффициента взаимного
перекрытия Ка и температурного градиента по
dfr 4.4.
нормали к поверхности трения — иа коэффици**
dz
ент треиия fr интенсивность изнашивания 7 и
среднюю температуру О*
Взаимосвязь коэффициента
перекрытия А'вз с параметрами
процесса трения показана на
рис. 7.4: снижение Авз приводит
к снижению средней температу-
ры ft и возрастанию градиента
температуры —. Этот эффект
dz
достигается при нормальном
давлении ра - const и скорости
скольжения vCK - const. След-
ствием этих изменений является
возрастание коэффициента тре-
ния /т и снижение интенсивности
изнашивания I. Так, для фрикци-
онных пар тормозов и муфт
уменьшение АГВЗ при работе тре-
ния №тп = const и начальной
скорости скольжения v^q = const
приводит к высокому и стабиль-
ному коэффициенту трения, а
также к минимальному износу
только при условии, когда функ-
ции./; =/(Авз, ра) и 1 =
изменяются больше от Квз, чем
отрв:
дК„ дра ’
дЦКы, ра) > а/(^, ра)
дРа
(7.4)
В экспериментах по изучению температурного поля в парах трения при
малом и большом значении Квз определялись температурное поле и
коэффициент трения/т:
1) при одинаковой средней температуре номинальной поверхности
трения, ft - const;
2) при одинаковой заданной мощности трения, pavCK = const.
Эксперименты были выполнены на стандартных модельныхкольцевых
образцах (</н - 28 мм, </вн = 20 мм, h = 15 мм) при трении торцами на
универсальной машине трения "Унитриб". В табл. 7.1 и 7.2 представлены
результаты экспериментов трения фрикционных полимерных материалов
(ФПМ) по серому чугуну СЧ 15.
Тепловые задачи при трении
357
7.1. Результаты экспериментов треиия ФПМ по чугуну СЧ 15
при = 0,18; ра = 0,4 МПа; уск = 7,5 м/с
ФПМ О’, "С 0, °C на глубине образна, мм го- dz ° С/мм А
I 2 3 4
6 КФ-31 280 200 195 190 185 80 0,41
6КФ-32 220 160 150 145 135 60 0,45
7КФ-31 225 180 168 155 145 45 0,48
7.2. Результаты экспериментов трения ФПМ по чугуну СЧ 15
при = 0,85; ра = 0,4 МПа
ФПМ vw, м/с О’. "С 0, °C на глубине образца, мм гг dz ’С/мм А
! 1 2 3
6КФ-31 1,0 280 245 192 180 35 0,32
6КФ-32 0,625 220 4 208 200 160 12 0,38
7КФ-31 1,25 225 206 180 138 19 0,27
При больших значениях Авз те же значения 0 получаются при
значительно меньших значениях vCK, т.е. при значительно меньших
значениях povCK. При большем значении Квз температурный градиент
С ( дЪ' \
вблизи поверхности трения — меньше.
\ dz )
При постоянной заданной удельной мощностиpavCK = const обычных
(нормальных) и искусственных (интенсивных и ухудшенных) условиях
теплоотдачи были испытаны ФПМ 6КХ-1 и № 22 в паре с легированным
чугуном ЧНХМ при Авз = 0,06 и 0,85. Результаты испытаний представлены
в табл. 7.3 и 7.4.
7.3. Результаты испытаний при треиии ФПМ 6KX-I
по чугуну ЧНХМ (pavCK ~ 4,155 МПа м/с; ра - 1,5 МПа; vCK = 2,77 м/с)
Теплоотдача 0*, "С го- dz ’ ° С/мм А //,, м/м
0,06 Нормальная 122 56 0,455 6,665-Ю’7
0,85 377 121 0,082 12,3-10"7
Интенсивная 347 162 0,168 11,3-10’7
Ухудшенная 400 106 0,05 13,9-10’7
358
Глава 7. Тепловые процессы при трении
7.4. Результаты испытаний при треиии ФПМ № 22
по чугуну ЧНХМ (ра\к = 4,155 МПа м/с; ра = 1,5 МПа; Уи = 2,77 м/с)
К" Теплоотдача -с а<г dz 0 С/мм А /А, м/м
0,06 Нормальная 124 61 0,63 0,33-10~7
0,85 378 не 0,091 7,32-10~7
Интенсивная 347 152 0,163 3,53-10'7
Ухудшенная 415 115 0,07 17,55-Ю’7
С изменением условий теплоотдачи в окружающую среду при АГВЗ -
= const температурное поле существенно меняется, что значительно
изменяет фрикционно-износные характеристики.
Все изменения хорошо согласуются с формулами (7.1), (7.2) и комплек-
- А* дЬ* г Г
сным воздействием и и — на трение и износ. Например, только за счет
dz
изменения условий теплоотдачи меняется температурное поле пары трения,
что приводит к изменению коэффициента трения/т пары ФПМ № 22 -
чугун ЧНХМ в 2,33 раза, а интенсивности линейного износа Ih ФПМ - в
4,97 раз. Изменение KBJ при одинаковых условиях теплопередачи приводит
к еще большему изменению коэффициента трения /т - в 5,53 раза, а
величины /л ФПМ - в 8,5 раза.
Температура на фрикционном контакте является функцией параметров
режима трения и свойств контактирующих материалов. Известно, что в
парах трения, где оба элемента представляют собой сплавы на основе
железа, поверхностные температуры, соответствующие фазовому
превращению aFe - yFe, достигаются при более легких режимах трения,
чем для пар, у которых один из элементов выполнен из сплава на основе
меди или никеля. В парах трения сталь или чугун - алюминиевый сплав,
как показали Г. Утц, К. Зоммер и К. Рихтер, температура фазового
превращения aFe - yFe, как правило, не достигается даже при тяжелых
режимах вследствие размягчения и оплавления поверхностных слоев
алюминиевого сплава.
Наиболее существенно взаимное влияние температурных и фрикцион-
ных характеристик проявляется у таких композиционных материалов, как
ФПМ на различных связующих (каучуке, смоле, комбинации каучука и
смолы).
Температурные поля в элементах фрикционной пары при торможениях
в основном нестационарные. Возникающие микро- и макротемпературные
градиенты на поверхности трения в объемах материалов при их различном
конструктивном исполнении приводят к переменным температурным
Тепловые задачи при треиии
359
Рис. 7.6. Цветовые зоны по глубине тормозной
колодки из ФПМ 6КФ-32 на каучуковой
основе, возникшие в материале под воз-
действием температурного поля в соответ-
ствии с рис. 7.5:
1 - черная; 2 - светло-серая; 3 - переход к
темно-серой; 4 - темно-серая; 5 — средне-
серая; 6- нормальная, исходная серая
Рнс. 75. Изменение температуры 0 по глубине
z тормозной колодки из ФПМ 6КФ-32,
работающей в паре с чугуном СЧ 18, получен*
ное при модельном и натурном экспериментах
торможения
напряжениям на поверхности и в объеме. Они оказывают иногда решающее
влияние на прочностные характеристики, вызывая микро- и макроразруше-
ния.
Оценка влияния температуры и температурного градиента на изменение
физико-механических характеристик материалов фрикционных пар была
выполнена на ФПМ. Для этого был отработан метод воздействия нагрева
поверхности трения колодок и накладок без трения, косвенно моделирую-
щий тепловое воздействие процесса торможения.
При модельном и натурном эксперименте были получены одинаковые
температурные поля ft по глубине z колодки из ФПМ (рис. 7.5).
Материаловедческий анализ показал, что такому температурному полю
соответствуют различные цветовые зоны поверхностных слоев колодки
по глубине (по вертикальному сечению колодки из ФПМ 6КФ-32)
(рис. 7.6). Повторно-кратковременные и длительные тепловые воздействия
на материалы фрикционной пары тормоза приводят к различным физико-
механическим и химическим изменениям в них. Измерение микротвердости
НУ материала колодки на различной глубине z колодки (в соответствии
с рис. 7.6) показали существенный нелинейный характер ее изменения
(рис. 7.7, а). Более чем шестикратное изменение НУ по глубине колодки
Рис. 7.7. Зависимости микротвердости HV по цветовым зонам в материале колодки из ФПМ
6КФ-32:
а - от глубины; б - от температуры О
360
Глава 7. Тепловые процессы при трении
(в соответствии с цветовыми зонами) хорошо согласуются с изменениями
HV по температуре 0 (рис. 7.7,б).
Результаты экспериментов убедительно показали, что при существенных
тепловых воздействиях при трении исходные механические характеристи-
ки материалов пар трения сильно изменяются, что необходимо учитывать
при расчетах и моделировании, связанных с определением фрикцион-
но-износных показателей пар трения. В процессе трения имеет место
существенная взаимосвязь тепловых и физико-химических процессов. При
этом решающую роль на изменение свойств материалов на поверхности
трения и в глубинных слоях играют температура на поверхности трения
и градиент температуры по нормали к поверхности трения.
7.2.2. ОБЩАЯ ПОСТАНОВКА ЗАДАЧИ ТЕПЛОПРОВОДНОСТИ ПРИ ТРЕНИИ
Как известно, тепловыделение при трении происходит на пятнах
фактического касания поверхностей, которые в процессе трения и износа
изменяются и перемещаются по поверхности контурного и номинального
контактов. Характер изменения и перемещения пятен контакта определяет-
ся процессами физико-химической механики трения и изнашивания на
микро- и макроуровне, на которые влияют температура, нагрузка, скорость
скольжения и окружающая среда. Распределение и миграция фактических
пятен касания по контурной и номинальной поверхностям трения
неизвестны. Однако можно рассчитать размеры фактической и контурной
площадей, а также среднего пятна касания.
Максимальная температура на фактическом пятне касания по
А.В. Чичинадзе (рис. 7.8)
V. = «о + «г + 0’ + «.о,. (7.5)
где ft0 - исходная температура элемента пары трения; ftK - объемная
температура элемента; ft - средняя
температура номинальной (или кон-
турной) поверхности трения; ftBcn -
температурная вспышка (скачок тем-
пературы при трении) на фактическом
пятне касания.
Температура ft на поверхности
Рис. 7.8. Модель дискретного контакта к
гипотезе суммирования температур на повер-
хности трения (по А.В. Чичинадзе)
Рис. 7.9. Результаты измерения термопарами
средней температуры 0 в различных точках
номинальной поверхности треиия в режиме
торможения при сухом трении в зависимости
от продолжительности трения tT
Тепловые задачи при трении
361
трения распределена неравномерно,
поэтому измеренные значения тем-
пературы в различных точках номи-
нальной поверхности трения полу-
чаются разными (рис. 7.9). Их мож-
но ограничить некоторой зоной
(заштрихована) со средней темпера-
турой & (штриховая линия).
Следует отметить, что экзо- и
эндотермические процессы, возника-
ющие при физико-химических изме-
Рис. 7.10. Схема общей постановки задачи
теплопроводности при трении (j,- - источник
теплоты; о/ - коэффициент внешней теплоот-
дачи Ас- контурная площадь)
। трения 1 и 2, когда на их контакте
нениях в материалах, могут изме-
нять поверхностные и объемные
температуры. *
Задача теплопроводности при
трении может быть сформулирована
следующим образом: найти распре-
деление температур в элементах naj
действует переменный по вымени и координате источник теплоты, а со
свободных поверхностей происходит теплоотдача в Окружающую среду.
Математически она может быть записана следующим образом для
изотропных тел 1 и 2 (рис. 7.10):
v2ft =_L^,
' «1,2 St
где Oj 2 - температуропроводность материалов 1 и 2.
Граничными условиями являются следующие:
1) суммарный тепловой поток от трения на контакте при z = 0 равен
сумме тепловых потоков, идущих в тело 1 и 2,
(7-6)
OU, OUf
*1—1 = у, 0, 0;
dz dz
(7.7)
2) температура на фактических пятнах контакта для обоих тел
одинаковая,
йДх, у, 0, i) = ft2(x, у, 0, 0;
(7.8)
3) на границе тела с окружающей средой (температура 0окр) происходит
теплообмен, например, по закону Ньютона,
9*12
А,.2-^ = °12(*1,2 - %); (7.9)
dz *
362
Глава 7. Тепловые процессы при треиии
4) в начальный момент температура элементов пары трения и
окружающей одинаковая,
= «2 = Ом, при t = 0. (7.Ю)
В случае неизотропных тел, наличия теплового сопротивления на
контакте (оксидных и смазочных пленок, продуктов износа, различных
загрязнений), сложных условий теплообмена на границе с окружающей
средой задача теплопроводности при трении усложняется.
Решение уравнения (7.6) с условиями (7.7) - (7.10) производится для трех
режимов трения:
1) длительного (стационарного);
2) кратковременного (нестационарного);
3) повторно-кратковременного (квазистационарного).
При обычных коэффициентах внешней теплоотдачи о[г -
- 17...72 Вт/(м2'°С) и при числах Фурье
Р°|,2
а. тС
= _!2_£ s ю
где 2 - толщины элементов пары трения; tT - продолжительность трения.
При расчетах средней поверхностной и объемной температур
теплоотдачей во внешнюю среду в процессе трения можно пренебречь, так
как этот тепловой поток в этих условиях не превышает 5 % общего
количества теплоты, выделяемой при трении.
Экспериментальная проверка расчетных формул для большинства узлов
трения, работающих при нестационарных и стационарных тепловых
Рис. 7.11. Расчетные модели для оценки температур при дискретом контактирования:
а - &*2; б - путь трения единичного пятна касания
Путь трении
363
режимах трения, показала, что оценка температурного поля, средней
температуры поверхности трения 0 и температурной вспышки 0всп может
быть выполнена при использовании одномерной тепловой задачи, т.е. при
распространении теплоты только по нормали к поверхности трения, по
координате z [см. формулу (7.6)].
Для расчета поля температур в объемах элементов пары трения 2
и средней температуры поверхности трения 0]2 рассмотрим упрощенную
стержневую модель одномерной тепловой задачи двух контактирующих
тел 1 и 2, пренебрегая теплоотдачей в процессе трения (рис. 7. Н, а). Для
расчета температурной вспышки 0всп рассмотрим схему движения
полупространства с выступом по гладкому полупространству (рис. 7.11, б).
Обычно время существования температурной вспышки 0всп очень мало,
tBcn - 10“ ...10-9 с, что позволяет рассматривать микрообъемы в зоне
фактического контакта ка|< полупространства, а расчет 0всп вести для
среднего статического размера пятна касания dr.
7.3. ПУТЬ ТРЕНИЯ И ВРЕМЯ СУЩЕСТВОВАНИЯ
ПЯТНА КОНТАКТА
Путь трения единичного контакта Lr (рис. 7.11,6) зависит от механичес-
ких свойств материалов пары, микрогеометрии поверхности и интенсивнос-
ти процессов физико-химической механики трения и износа на фрикцион-
ном контакте. Жесткий твердый микровыступ движется по гладкому
деформируемому полупространству до тех пор, пока он в результате
нагрева и размягчения не будет смят (не обязательно разрушен) и в контакт
вступит другой микровыступ.
Это произойдет, когда текущая твердость микровыступа вследствие
нагрева станет равна текущей твердости материала полупространства.
Путь трения Lr может быть оценен при решении уравнений для полупрос-
транства 1 и выступа 2:
для полупространства 1 при Osts tBcnI = <//vCK
а2»] ] atj
az2 ai St '
для выступа 2 при Osts tBcn2 = L/vCK
a2o2 _ i at>2
az22 ai dt ’
(7.11)
(7.12)
at), ao,
где Л. —- = при z, - 0 и t>] = 0 при z, = »; Л2—- = ~q2 при z2 = 0 и o2 =
dzl dz2
— 0 при z2 = ».
364
Глава 7. Тепловые процессы при трении
Как известно, решения уравнений (7.11) и (7.12) с использованием
теоремы Дюгамеля и интегралов вероятностей имеют вид:
A^lPl [У* I 4д1'7
(7.13)
(7-14)
Поверхностные температуры получатся из уравнений (7.13) и (7.14) при
1,2 = О'
при О S г S гвсп1
0.(0, /) =
_31lZL_
^nA|C[ р(
при 0 s Z s гвсп2
МО, 0 =
—^А_
y^AjCjPi
Средние интегральные значения по времени поверхностной температу-
ры полупространства и микровыступа
-4_____?_ Л;{>2
3у/* N vor <’₽
4 Ч2 Lr
3i/it </А2с2р2 N v«
(7.15)
В соответствии с гипотезой X. Блока максимальная температура
микровыступа, т.е. температурная вспышка 0всп при прохождении пути
трения Lr будет на задней его грани:
? Ь
0.СП = = -=^=. — • (7.16)
У^2С2Р2 3 V“
Учитывая гипотезу суммирования температур на поверхности трения
и формулу (7.5), получим максимальную температуру на поверхности
трения выступа
Путь трения
365
о = о + К
max всп 2
(7.17)
Поскольку q} = (1 - атп)#, (/2 = “тп1? (где # ~ общий тепловой поток) и
на скользящем контакте отсутствует скачок температуры, получаем
^ЛгЛ|С|р| + ^drX2c2p2
(7.18)
и
Cj pj + Р2
Подставим (7.18) в (7.17), получим
Путь трения Lr и продолжительность времени tr существования пятна
контакта можно определить из условия равенства текущих твердостей
выступа и полупространства, т.е. из условия движения по свежему следу:
НВ^) = HB.PJ). (7.21)
Из зависимостей твердости от температуры (см. рис. 7.3) можно
определить допустимые температуры, при которых это условие выполня-
ется. Например, если полупространство из порошкового материала
ФМК-11 имеет температуру ej = 400 °C при текущей твердости 78 HB( (ej),
то выступ стали 30ХГСА для выполнения условия (7.21) должен иметь
допустимую температуру ttmax = 620 °C.
Возможный путь трения Lr находим из (7.20):
2?Д -
(7.22)
Необходимо учитывать, что в (7.22) dr, А, 2, с, 2 и р| 2 зависят от средней
температуры ftj 2 поверхности трения выступа и полупространства. Расчеты
и эксперименты показывают, что обычно Lr = (10... 150)dr.
366
Глава 7, Тепловые процессы при трении
7.4. ОПРЕДЕЛЕНИЕ ПОЛЯ ТЕМПЕРАТУР, СРЕДНЕЙ ТЕМПЕРАТУРЫ
ПОВЕРХНОСТИ ТРЕНИЯ И ТЕМПЕРАТУРНОЙ ВСПЫШКИ
ПРИ НЕСТАЦИОНАРНОМ РЕЖИМЕ
Определение поля температур в объеме элемента пары трения 0] 2 (z, t)
и средней температуры поверхности трения fij 2(0, /) = Достаточно
простое решение тепловой задачи трения для переменной по времени
мощности трения получено А.В. Чичинадзе на основе решения следующей
задачи теплопроводности (см. рис. 7.8,«):
Э0. э2о2
,
* dz?
(7.23)
При этом приняты следующие условия (< = 1, 2).
При граничных условиях на контакте z = О
-Л,» ((=1,2)
9z А „л
(7-24)
где oTni - коэффициент распределения тепловых потоков; Жтп - полная
работа трения за время zT; xN - временной фактор мощности.
На свободных торцах (z = bt) теплоотдача отсутствует:
-г2 = °- (7.25)
dz
Начальное условие 0, = 0 при t = 0. (7.26)
Для получения замкнутого и корректного решения было принято
дополнительное условие - изменение температуры в любой точке объема
по оси 0z во времени пропорционально приросту объемной температуры:
dz ‘ AailTbtCiPt
(7.27)
В результате решения уравнения (7.23) при условиях (7.24) - (7.27) с
использованием теоремы Дюгамеля получена формула для расчета поля
температур ОДСр т):
т) = алЛМи,
w + Fo.tr - , (7.28)
Л4
- - 5, И - ~
3 Ч 2
Определение поля температур
367
где £ = £ — ехр (-п2п2РО;т) cosnn^i, 5, = —; т = — \п= 1,2,3,...;фм-
л = 1 п2 Ь, /т
коэффициент, учитывающий понижение температуры за счет передачи
теплоты в объем (в стороны от дорожки или контурной площади трения);
временной фактор работы трения.
Средняя температура на номинальной поверхности трения й’
получается из (7.28) при lj(. = О
1 г- 2тЛ. ]
-тЛг + Ро(т[Г--— £ >,
7Г J
(729)
где
£’ = £ -^ехр(-т?и2Ро;т).
»=1 пг
Определение температурной аспышки йвс1|. На базе известных теорий
движущихся источников теплоты при трении X. Блока, Д.К. Егера и
Р. Хольма в работе А.В. Чичинадзе была получена расчетная формула для
йвсп нафактическом пятне касания, как избыточная над средней температу-
рой й :
Д Л,/т[4лХ'ЧМ’ЧУв,)1’¥
(7.30)
где Л, - суммарная фактическая площадь контакта; (т- продолжительность
трения; vCKZ - изменяемая скорость скольжения.
Формула (7.30) справедливадля режимов трения, при которых скорость
V ,d
скольжения vCKZ достаточна, чтобы число Пекле Ре = > 20.
ai
Эффективная толщина элемента пары трения й1Эф. Величина йЬф
элемента - это эффективная глубина передачи теплоты за время трения,
расстояние от поверхности трения по нормали, на котором повышение
температуры за время трения составляет менее 5 % й^, из уравнения (7.28)
(7.31)
Если рассчитанная по выражению (7.31) Л1эф > Ь® (где Ь$ - фактическая
толщина элементов пары трения), то в формулах (7.28) и (7.29) используется
bt ~ ^ф- При 6|эф < biif в расчетах можно использовать 6( = ЛПф.
В связи с этим при bt = £>эф число Фурье
368
Глава 7, Тепловые процессы при треиии
Fo, = <мХэФ- (7.32)
С учетом (7.31) Fo,- = 0,333.
Коэффициент распределения тепловых потоков а^,.. При нестационар-
ных режимах трения ата| - величина переменная, зависящая от размеров
тел, теплофизических свойств материалов и времени. Однако во многих
случаях можно использовать среднее эффективное значение атш-, которое
для первого элемента пары определяется по известным формулам:
Ф. Шаррона при А"вз = 1
/Р1СА
\/Р1С1^1 + УР2С2^2
(7.33)
А.В. Чичинадзе при AfB3 < 1
%, = --------—.
1 +
(7-34)
где р1 2! с1 2> 2 ~ соответственно плотность материалов пары трения,
удельная теплоемкость и коэффициент теплопроводности; = Аа11Аа^.
Коэффициент ф^, учитывающий дополнительный теплопоглощающий
объем, определяется по формуле
т..с.
Фи = --------тНг------’ (7.35)
т^с, +
где тйф - масса эффективного теплопоглощающего объема (линейной
задачи); с,- удельная теплоемкость материала; mig-масса дополнительно-
го эффективного объема.
Временные факторы мощности тдг, работы трения и скорости
скольжения tv, входящие в расчет температур й| 2(С| 2> 0> г и &всп,
определяются по формулам:
и;
Xn = ~w~' т^= (7.36)
FF та FF та
И
(7.37)
о
Определение поля температур 369
где Nt и Wt - переменные соответственно мощность и работа трения.
Для кратковременных процессов трения при торможении они должны
удовлетворять следующим условиям:
ту(0) = 0; т^(0) = 0; ту(1) = 0; т^(1) = 1. (7.38)
В связи с тем, что мощность трения N изменяется различным образом
от переменных/х1,ри и vTI (Nf = fT!pTrvTtATf:), важно для каждого конкретно-
го случая, ориентируясь на характерные точки кривых Nf (например \тах),
иметь универсальные функции iN, позволяющие описать реальные законы
изменения Nf, удовлетворяющие условиям (7.36) и (7.37).
Для различных законов изменения Nt в различных точках на временной
координате ЛГ(тах(тгаах) в интервале 0 s т s 1 рекомендуется использовать
функции А.Г. Гинзбурга вг(да:
ту, = (" * ’)(« + 2)V(1 - т); (7.39)
Ч = <« ? ’)(« + 2)т(1 - т)”, (7.40)
где п - любое рациональйое положительное число, определяемое из
выражений для момента времени (в относительных единицах), когда tv
достигает максимального значения;
~ Я™ Ъг, и = -Ц- для ту (7.41)
п + 1 1 п + 1 2
Учитывая (7.37), для временных факторов работы трения имеем:
V, = + 1)(1 - Т) + 1]; (7.42)
= 1 - (1 - т)"*>[1 + (и + 1)т]. (7.43)
Характер изменения функции временных факторов ijvi 2 и тиц,2 п0 х ПРИ
различных п показан на рис. 7.12.
В расчетную формулу (7.30) для йвсп входит изменяемая скорость
скольжения vCK/. Для процесса торможения изменение скорости vCK, зависит
от вида Тд, и и определяется через временной фактор скорости:
= = (1 ти') ,5> (7-44)
Vck0
где vck0 - начальная скорость скольжения при t - 0.
370
Глава 7. Тепловые процессы при треиии
Рис. 7.12. Изменение функции временных фвкторов мощности tM>2 и работы треиия
по относительному времени т при различных зиачсиивх л
Для часто используемого в инженерной практике линейного закона
изменения мощности трения, которое может иметь место при торможении
только при/т = const и ра - const или при f^pa = const получаем
= 2(1 - т); = 2т - т2; т¥ = 1 - т.
Учет изменения теплофизических характеристик материалов от
температуры. При интенсивных режимах трения значительно возрастает
поверхностная и объемная температуры. Как известно, у многих
материалов с ростом температуры сильно изменяются теплофизические
характеристики (рис. 7.13). Например, для многих металлов и композици-
онных материалов на металлической основе при объемных температурах
0и = 300...400 °C эти изменения могут достигать 30...40 %.
Результаты расчета поля температур при переменных по температуре
теплофизических характеристиках по сравнению с результатами,
полученными по усредненным для данного интервала температурным
Определение паля температур
371
Рис. 7.13. Изменение теплофнзических характеристик некоторых фрикционных материалов
от температуры:
1 - легированный чугун ЧНХМ; 2- порошковый материал ФМК-11; 2- легированная сталь
ЗОХГСА
характеристикам, расходятся в пределах 15...30 %. Расчет при переменных
теплофизических характеристиках проводится по линейным уравнениям
теплопроводности, что значительно его усложняет. Поэтапный метод учета
этих изменений осуществляется методами тепловой динамики трения и
износа.
Объемная температура,-при которой надо брать усредненные значения
теплофизических характеристик для однократного режима трения при tn
и определяется по формуле
атп^И^та Г .
---------
т.^с. {
Иср
(7-45)
Для линейного закона эта формула принимает вид
2 «.ЛЛ
ииср " т „
(7-46)
При этом необходимо теплоемкость с. брать при температуре, которая
вычисляется по уравнению (7.46) при подстановке в Нее исходных и
конечных значений с/
(7.47)
где с10 - исходная теплоемкость при нормальной температуре; -
теплоемкость при температуре, определенной по (7.46).
Как известно, часто для увеличения энергоемкости, износостойкости
и жесткости в узлах трения применяются многослойные структурные
элементы или элементы с покрытиями. В этих случаях необходимо
пользоваться приведенными теплофизическими характеристиками,
372
Глава 7. Тепловые процессы при трении
учитывая эффективную глубину проникновения теплоты за период трения.
В первом приближении они могут быть определены следующим образом.
Приведенная теплопроводность
(7-48)
к =f 6" + — + । '
'Ч1 V ^11 ^12
где Xik - теплопроводность к-го слоя /-го элемента пары трения; 6Ijt =
Ь. А
- _ толщина к-го слоя /-го элемента; ЛконГ- контактная площадь
/-го элемента; Aai - номинальная площадь трения; 6(эф - эффективная
толщина /-го элемента.
Приведенная теплоемкость
(7.49)
r _ T.m^cik
С,ПР V™
2-тЛэф
где ги^.3ф - масса эффективного объема к-го слоя /-го элемента; cik -
теплоемкость материала к-го слоя i-ro элемента.
Приведенная плотность
р =1^
rfnp р v ’
L гйЬф
где - эффективный объем к~го слоя /-го элемента.
Приведенная температуропроводность
(7.50)
(7-51)
а. = —!Э-
^inp Р/пр
Формулы (7.48) - (7-51) успешно применяются для нестационарных и
стационарных тепловых режимов.
Параметры контактирования, необходимые для определения бвсп. При
расчете 0всп надо учитывать реальный контакт: упругий, упругопластичес-
кий и пластический микроконтакт для определения суммарной фактичес-
кой площади контакта Аг и диаметра среднего пятна касания dr.
При интенсивных режимах трения, когда поверхностные и объемные
температуры достаточно велики, наиболее вероятен пластический контакт
на микровыступах. Суммарная площадь фактического контакта
РаАа2
(7-52)
Аг = ------
HB2(Cj) НВ2(0’)
где Р - полная нагрузка на номинальном контакте; ра - номинальное
Расчет объемной температуры
373
давление; Аа2-номинальная площадь; НВ2(02) - твердость более мягкого
элемента пары трения в функции средней температуры поверхности трения
ftj.
Диаметр среднего пятна касания для пластического микрокоитакта
8г. Л. р V2’'1
, (7.53)
vi )
гдег1 и h |max-соответственно радиус закругления и максимальная высота
микровыступа; 7>01 и v, - параметры опорной кривой поверхности трения
более твердого элемента пары трения; Ас - контурная площадь контакта
(см. рис. 7.10).
В (7.53) можно принят!, Cas = НВ2(02) •
Для приближенных расчетов, учитывая, что обычно v( = 2...3 и
l/2v, = 1/4... 1/6, можно вместо Лt подставить Аа2. Для выбора необходимой
твердости для расчета 0всп следует учитывать зависимость твердости
поверхности трения от О2,в данный момент времени, как это делается в
теории тепловой динамики трения и износа или при ориентировочных
расчетах от средней интегральной температуры поверхности трения 02ср
по формуле
г. =5ЛЛЛ[| + 2Р)
9 М«Л I 3 3 )
(7-54)
7.5. РАСЧЕТ ОБЪЕМНОЙ ТЕМПЕРАТУРЫ ПРИ ПОВТОРНО-
КРАТКОВРЕМЕННОМ РЕЖИМЕ ТРЕНИЯ
Пусть элементы пары трения имеют массу тя(., удельную теплоемкость
с( и открытую вентилируемую поверхность площадью Лвен;. Узел трения
нагрет в процессе трения до и должен охладиться при естественной
вентиляции до начальной температуры Йо. Такой процесс охлаждения
можно определять по закону Ньютона:
Ьо = <*о)е ’ >
0=1,2)
где
к = а,'А*в1
' т.е,
(7.55)
(7.56)
374
Глава 7. Тепловые процессы при трении
Рис. 7.14. Изменение объемной температуры и мощности трения /VT при повторно
кратковременном режиме трения:
а - после первого включения; б - повторно-кратковременный режим с выходом на
квазистационарный тепловой режим трения
-коэффициент, характеризующий теплопоглощающую и теплоотдаю-
щую способность элементов пары трения.
Предполагается, что трение осуществляется с одинаковой интенсивнос-
тью через одинаковые промежутки времени гохл (рис. 7.14). В этом случае
подъем средней объемной температуры за один цикл трения
о; - = Д0г а^т =
' ' ' mici
Если процесс трения кратковременен, то, как уже отмечалось, для этого
периода можно пренебречь теплоотдачей в окружающую среду. В этом
случае после первого процесса трения ОД = Оо + Д0и. После
первого охлаждения за время Гохл перед вторым процессом трения
0" = О0 + Д0не'*''°“,
а после трения 0Д2 = О0 + (1 +
Третий цикл соответственно 0Д3 = О0 + Д0п(е’к,'“" + е'2*''"”)
Расчет объемной температуры
375
и
«Дз = «о + + *
Таким образом, для л-го цикла до процесса трения имеем
= «о + (1 + е’к'Н-
(7.57)
и после завершения процесса трения
1 — л-Л^охл
= *о + ----— (7.58)
1 - е
Если п - », то для квазистационарного режима трения получаем
1 \
Л' - Л J- АФр; > °1П<^та [ [ т
*и- = *0 + -т-------- = Л) + —— ~т,----------- (7.59)
_ j а,. Явеа//ом I e*l «кл _ ] I
л " = л + _____м
ии- ио + 47?
е'”“ - 1
° т~
°/ л»енРохд
(7.60)
Для многих конкретных случаев можно принять s 1,2 и тогда
можно составить систему неравенств
- 1
о < _ I + ^<ял < (^^ота)2
_ । 2 12
В этом случае выражения (7.59) и (7.60) значительно упрощаются:
^0 “
1
о A t
i венi охя
1
2mlci
(7-61)
и
(7.62)
При хорошем режиме охлаждения 0,5 < K{tохл < 1,2 и при п = 10
получаем
= 0007j
поэтому уже при п г 10 можно применять формулы (7.59)-(7.62). Однако
376
Глава 7, Тепловые процессы при трении
эти расчеты можно еще упростить, если Kttохл < 0,25: при п = 10
1 _
1 - ек‘‘™
= Ю - 45^«ОХЛ.
Окончательно при п г 10
a W
М - «о = -^-=(9 - 45КЛм);
CL,,»'
М - = ^-^(10 - 45К(<ОИ).
ш(с(
(7.63)
Учитывая гипотезу суммирования температур, при повторно-
кратковременном режиме трения максимальная температура поверхности
трения определяется из выражения
= М + 0* + + «о- (7-64)
Коэффициент внешней теплоотдачи а' характеризует количество
теплоты, которое отводится от единицы площади охлаждаемой поверх-
ности ЛБен в единицу времени при перепаде температур в 1 °C. Он зависит
от многих трудно учитываемых параметров.
Теплопередача в реальных узлах трения представляет собой сложный
процесс, при котором происходит теплообмен с окружающей средой и
теплопередача в детали, соприкасающиеся с элементами пары трения.
Поэтому целесообразно для нестационарных процессов при расчете
температур и ft* пользоваться усредненными, эффективными
величинами а/. Эти величины могут быть определены в предположении,
что теплообмен происходит по закону Ньютона, при аппроксимации
экспериментальных кривых охлаждения данного элемента пары трения,
нагретого до установившейся температуры 6KlyCT, с помощью функции
(7.55), предполагая, что ft0 = 0:
МО = (7 65)
Для определения о' в инженерной практике при расчете нестационарных
температур для движущихся и вращающихся узлов трения часто использу-
ются различные эмпирические формулы, наиболее часто формула
Т.П. Ньюкомба (Вт/(м2°С)]:
о' = (17,1 + 22,7^), (7.66)
где vcp - скорость воздушного потока, обдувающего узел трения.
Движение по снежему следу
377
7.6. СПЕЦИФИКА РАСЧЕТА ТЕМПЕРАТУРНОГО РЕЖИМА ОПОР
СКОЛЬЖЕНИЯ ПРИ ДВИЖЕНИИ ПО СВЕЖЕМУ СЛЕДУ
Специфическим случаем трения является скольжение опор с движением
по свежему следу: вся номинальная площадь поверхности трения опоры
весь период скольжения находится в контакте, в то время как у контртела
в контакт вступают все время новые участки поверхности трения (это
несколько напоминает скольжение единичной неровности по
полупространству (см. рис. 7.11). В таких условиях работают магниторель-
совые тормоза, лыжные опоры скольжения, различные вкладыши по
направляющим значительной длины, в том числе вкладыши пантографа
по контактному проводу, колеса транспортных машин при юзе и т.п. Этот
случай макроконтакта соответствует условию, когда коэффициент
перекрытия Авз - 0. (
Применительно к случаю, когда Авз - 0, необходимо учитывать
изменение скорости и мощности и связь этих параметров с переменным
коэффициентом тепловых потоков атп1 2.
Рассмотрим ту же моделд, что на рис. У. 11, б, но примем дополнительное
условие - накопление телой 2 теплоты трения. Кроме того, считаем, что
тело 7 весьма велико и практически не меняет своей объемной температуры
при трении. Решение получено совместно А.В. Чичинадзе, В.М. Горю-
новым и А.Г. Гинзбургом. В этом случае для определения средней
температуры движущегося макропятна на поверхности трения тела 1
используем формулу для движущихся источников тепла с числом Пекле
Ре г 20:
. 2(1 - а,!,]'12
ft] (0, т) = —:-——1А
где /2 - длина опоры скольжения по вектору скорости.
Для скользящего тела 2 по аналогии с предыдущим
(7.67)
0?0,т) =
А12^2Гт
(1 ' 1
3%2TW + Feo/“in2TWrfT'
0 )
(7.68)
Как видно из (7.68), атп2 считается функцией времени. Применяя так
же, как и для микроконтакта, условие отсутствия скачка температур на
скользящем контакте х) = ^(0, т), имеем
2(1 Ь2ЭФ 1
—---------------] ----I = ——*4 -aTO2Tw+ Fo2 ГaTO2TNdt
A* I j J
2 \ 0
к
xiVv.
378
Глава 7. Тепловые процессы при трении
Рис. 7.15. Схема измерения температур й’; й’ и &кп иа скользящем контакте при Кю •* О
с помощью безынерционного оптического световода (а) и результаты измерений на
макропятие диаметром 1 мм при скольжении по свежему следу со скпростыо vCK = 300 м/с
при давлении ра = 1 МПа (£):
/ - световод; 2 - контртело; 3 - образец
Переходя к относительным единицам, получим уравнение
• is:"-1'" • ” ”1;? ‘
2 X ( л I । v
где ф =-------— и со = ——; Fo2 определяется с учетом
В уравнении (7.69) произведение атп2тЛ’ характеризует тепловой поток,
идущий в опору, а выражение под знаком интеграла - количество теплоты,
поглощенной опорой за промежуток времени от 0 до г.
При сухом трении возможны случаи потери несущей способности
материала опоры на микро- и макроуровне (аналогично потери несущей
способности микровыступа). Такие режимы возникают при следующих
условиях (рис. 7.15):
0 = V 2) = V 3) = Ощр
где 0пл - температура плавления материала опоры скольжения.
Можно рассматривать также обратную задачу, когда на скользящем
контакте плавится материал направляющей, например, при скольжении
коньков по льду с целью увеличения скорости конькобежца.
Стационарный режим
379
При ftmax = ftnn имеет место небольшая потеря несущей способности
опоры на микровыступах, когда текущая твердость материала НВ2(бтах) -
= рг (фактическое давление). Значительная потеря несущей способности
наступает на контурном контакте при й’г - &пл, когда HB2(fr2) = рс-
Недопустимая потеря несущей способности номинального контакта
возникает при - 0пл и ~ Ра- В этом случае происходит очень
большое необратимое формоизменение опоры скольжения: раздавливание
ее поверхностных слоев. Линейный износ опоры очень большой и не
согласуется с массовым, так как материал опоры выдавливается в стороны,
но часто не отделяется от опоры. Таким образом, во всех случаях
нагруженного трения, когда имеет место значительная необратимая
макродеформация поверхностных слоев элементов пары трения, наступает
рассогласование линейного и массового износа. Оценивать линейный износ
пересчетом с массового в т^ких случаях недопустимо.
7.7. РАСЧЕТ ТЕМПЕРАТУР ПРИ СТАЦИОНАРНОМ РЕЖИМЕ
Расчет температур на поверхности трения и в объеме элементов пары
трения при стационарном резки ме и проще, и сложней, чем при кратковре-
менных режимах, при котбрых можно не учитывать теплоотдачу в
окружающую среду. Проще, так как исходное уравнение теплопроводности
Фурье (7.6) преобразуется в менее сложное уравнение Лапласа
V2t\2 = 0. (7.70)
Кроме того, легче учитывать изменение теплофизических и механичес-
ких свойств материалов пары трения, так как это необходимо делать для
данного режима трения для одной установившейся средней температуры
поверхности трения.
Усложнение расчета обусловлено во многих случаях необходимостью
учета трехмерного температурного поля и более точного определения
коэффициентов теплоотдачи о,' 2 в окружающую среду (газообразную и
жидкую) и теплопередачи в примыкающие к паре трения элементы машин.
Оценка коэффициента теплоотдачи при стационарном режиме. Процесс
теплообмена поверхности элемента пары трения с окружающей средой
происходит одновременно конвекцией и излучением (а' = аизл + акон).
Коэффициент теплоотдачи а’ определяется экспериментальным путем ли-
бо при стационарном тепловом состоянии узла трения, либо при
регулярном режиме с уточнением коэффициента неравномерности
температурного поля детали, являющегося функцией критерия Био:
Bi = а'//Аи,
где I - характерный размер тела; лм - коэффициент теплопроводности
материала тела.
380
Глава 7. Тепловые процессы при трении
Коэффициент теплоотдачи конвекцией расчетным путем определить
весьма трудно, так как в этом случае должны быть известны скорость
перемещения окружающей среды около каждой точки поверхности
теплообмена, а также характер движения среды. Для таких задач
разработана теория подобия процессов теплообмена, позволяющая
получить обобщенную зависимость необходимых коэффициентов от
параметров режима.
Наиболее часто для этого используются такие критерии, как Нуссельта
Nu, Рейнольдса Re, Прандтля Рг и Грасгофа Gr. В табл. 7.5 приведены
рекомендуемые значения коэффициента теплоотдачи о' для узлов трения
от условий их обдува воздухом.
7.5. Рекомендуемые значения коэффициента теплоотдачи о' для узлов треиия
в Зависимости от условий их обдува воздухом
Условия теплообмена узла трения а', Вт/(м2 К)
Поверхности, охлаждаемые за счет конвективного движе- ния воздуха и не имеющие дополнительного обдува 5...7
Поверхности, непосредственно не имеющие дополнитель- ного обдува, но примыкающие к хорошо обдуваемым повер- хностям. Поверхности, имеющие выходящие гладкие валы, вращающиеся с частотой и s 100 мин1 14...18
Поверхности, имеющие выходящие валы с фланцами, вращающимися с частотой п = 300. .1000 мин’1 30...35
Поверхности, хорошо обдуваемые вращающимися патро- нами. шкивами и другими деталями при частоте вращения п, мин’*.-
500... 1000 40...60
1000 ..2000 60...80
В ряде случаев значение о' можно определить по формуле (7.66), хорошо
апробированной для тормозных н фрикционных узлов треиия автомоби-
лей, тракторов и железнодорожного подвижного состава.
Вычисление температурного поля 0, (z) и средних температур поверхнос-
тей трения о'2 на стационарном режиме. Для стационарных тепловых
режимов можно использовать уравнение (7.70) для одномерной задачи при
условии, когда тепловой поток перпендикулярен поверхности трения,
(7.71)
= о
9^.2
Стационарный режим
381
с граничными условиями теплоотдачи на свободных от трения поверхнос-
тях и генерацией теплоты трения на скользящем контакте при 2 = 0.
Решение такого уравнения, удобное для инженерных расчетов, получено
А.В. Чичинадзе:
<\2(г)ег
f Pv л.
________ас_____________e±»»i,2*1.2
+ A2W2)
(7.72)
+
Здесь уже учтен коэффициент распределения тепловых потоков атп ст =
A tn
= -----!—!-----. Коэффициент, характеризующий теплопроводность и
(!!«! + А.2т2)
теплопередачу в стационарном режиме,
I
; 1
т‘ = в----------
°»ф1,2сг
°1,2^1,2
^-1,2^01,2
(7.73)
где 2ст - эффективная глубина проникновения теплоты в данный
элемент пары трения при стационарном режиме; С7, 2- периметр данного
элемента пары трения.
Средняя температура поверхности легко получается из (7.72) при
Z|,2= 0:
Чг(°)сг
л<.1,2(А1от1 + хгтг)
+ *о-
(7.74)
Температурная вспышка 0вс11 и максимальная температура поверхности
трения t>nllx при стационарном режиме. При стационарном тепловом режиме
максимальная температура поверхности трения определяется при
дискретном контактировании с использованием гипотезы суммирования
температур:
+ + (7-75)
Необходимо помнить, что и при стационарном тепловом режиме трения
на фактическом пятне касания всегда имеет место нестационарный режим.
Как отмечалось, продолжительность контактирования единичной
неровности при Ре г 20 очень мала и температурный режим всегда
нестационарен. Поэтому для оценки температурной вспышки 0всп как при
нестационарном, так и при стационарном тепловом режиме трения
обязателен учет эффективной глубины проникновения теплоты на
микроуровне. Также обязателен учет теплофизических свойств слоистой
структуры микроконтакта при наличии различных пленок, в том числе
пленки смазочного материала. В очень многих практических случаях
382
Глава 7. Тепловые процессы при трении
Рис. 7.16. Контактирование при трении единичной
неровности тела I и тела П в условиях граничной
смазки и избирательного переноса:
] - слой оксидов; 2 - граничная пленка смазки;
J — сервовитная медная пленка
глубина проникновения теплоты
на микроуровне меньше толщи-
ны этих пленок. Тогда при расче-
те температурной вспышки 0всп
недопустимо использовать теп-
лофизические характеристики
основного материала.
К сожалению, во многих
работах при оценке критических
температур разрушения эласто-
гидродинамических и граничных
смазочных пленок при оценке
противозадирной стойкости
подшипников и зубчатых пере-
дач такая ошибка допускается,
так как при расчете &всп берутся
значения А и а основного, а не
смазочного материала. Используемые для расчета значения коэффициента
трения должны соответствовать реальным условиям контактирования при
граничном или сухом трении. Рассмотрим подробнее эту ситуацию. Из
формулы (7.30) ясно, что при прочих равных условиях
(7.76)
где Скр - коэффициент пропорциональности.
Если при оценке допустимой величины 0всп исходить из разрушения
смазочной пленки, то в числителе обычно при граничной смазке/тсм s 0,05
(при эластогидродинамике еще меньше). В этих условиях трение на
микроконтакте осуществляется между тонкими смазочными пленками
(рис. 7.16), теплопроводность которых А.см примерно в 100 раз меньше, чем
А.м конструкционных материалов (сталей, чугунов). Температуропровод-
ность смазочных пленок осм примерно в 20 раз меньше, чем температу-
ропроводность ам металлов. Обычно у стали и чугуна = 50 Вт/(м'°С) и
ом= 1010’6 м2/с.
Когда пленка смазки разрушена, возникает чисто металлический
контакт, при котором коэффициент трения резко возрастает до/тм - 0,3 и
выше. Оценим соотношение 0,„.„ ,..,/Д„гп
BLU IM dLU М
оетси « с^—= 7,07-10'5С (7.77)
0,05(у/0,5Ю-6 + 1)
Взаимосвязь температур
383
и
50 (710-IO"6 + 1)
Таким образом, при равной нагрузке и скорости скольжения 0всп см ~
~ 3,73Овсп м, глубина проникновения теплоты на микроуровне 6эф =
= (где tr - время существования температуры вспышки) по
формуле (7.31) меньше толщины смазочной пленки. В этом состоит
причина возникновения недопустимых критических температур, которые
приводят к разрушению смазочной пленки, возникновению износа и
задиров на образовавшемся чисто металлическом контакте. Полученное
соотношение относится к гипотетическому случаю. В реальных условиях
надо учитывать приведенные значения Лпри«прпо формулам (7.48) и (7.51)
для системы из смазочной, оксидной или сервовитной пленки (при
избирательном переносе) и основного металла.
В этих условиях различие между Асм, асм и Лпр, йпр значительно меньше.
Таким образом, переход к^чисто металлическому контакту приводит к
снижению 0всп, в результате чего может возникнуть самозалечивание
разрушенных микрообластей смазочной пленки.
При металлическом контактееще больше возрастает, а значения Ас
и асконтактной системы мало отличаются от лм и «м материала, возможно
увеличение 0всп, что приводит к дальнейшему ухудшению ситуации, к
разрушению граничных пленок на больших площадях, износу, задиру и
даже заеданию трущихся металлических тел. В таких условиях очень
эффективно проявляет себя сервовитная медная пленка при избирательном
переносе, так как эта пленка имеет значительно большие значения Амед и
амед при малом значении коэффициента сухого трения при избирательном
переносе/тиз6 = 0,08...0,1. В этих условиях температурная вспышка резко
снижается, а износа и задира поверхностей не возникает ввиду малого
сопротивления трению.
7.8. ВЗАИМОСВЯЗЬ ТЕМПЕРАТУР НА ФАКТИЧЕСКОМ ПЯТНЕ
КАСАНИЯ И НОМИНАЛЬНОМ ИЛИ КОНТУРНОМ КОНТАКТЕ
Зависимости температурной вспышки 0всп от средней температуры 0 .
Как уже отмечалось, для расчета температурной вспышки 0всп необходимо
учитывать изменение теплофизических и механических характеристик (А,
с, р, НВ) от средней температуры поверхности трения б ,так как изменение
этих свойств материалов определяется состоянием поверхности трения и
микровыступа перед вступлением в контакт.
Используя зависимости (7.30), (7.53) и (7.54) для 0всп, dr, Аг и Ас,
выраженные через механические свойства и параметры микрогеометрии
поверхности трения, получим:
384
Глава 7. Тепловые процессы при трении
ft я
ВСП
1,62^/т(увЯ1)1Я
rlhml
„ А 1/2 Л 1/2
VI®OI А
(7.78)
где атп2 =
4Х2а>1'1 „ р ОЛ _
--------=---------при Ре г 20; атп, = ----=-=-=------
4Ь1а"2 + 1№а)'П (^Р^^АР,)1'2
при
Ре s 4.
Экспериментальные исследования различных пар трения при сухом
трении и граничной смазке, проведенные А.В. Чичинадзе, М.А. Мамхего-
вым, Н.В. Поляковым, В.Н. Хованским и др., показали, что при определен-
ных стационарных и нестационарных режимах трения по нагрузке Р,
скорости скольжения vCK, коэффициенту взаимного перекрытия Авз и
продолжительности трения /т всегда устанавливается конкретная
оптимальная шероховатость поверхности трения. Это позволяет успешно
исследовать основные характеристики опорной кривой этой оптимальной
шероховатости (т^,, йтах, v( и Ьо) для выполнения надежных и достоверных
расчетов температурной вспышки 6ВСП [см. формулы (7.30) и (7.78)] как при
стационарных, так и нестационарных режимах трения, что необходимо
для оценки максимальной температуры на дискретной поверхности трения
&гаах, используя гипотезу суммирования температур [см. формулы (7.5) и
(7.75)].
На основе экспериментов, проведенных на различных парах треиия в
широком диапазоне скоростей скольжения и давлений, при которых
производились измерения температуры, момента трения, скорости и
нагрузки и исследовалось изменение шероховатости и параметров
микрогеометрии поверхности трения, было оценено изменение ftBcn по
уравнению (7.78).
При расчете йвсп по (7.78) учитывалось изменение механических и
теплофизических свойств материалов от ft на
Рис. 7.17. Схема узла трения
палец - диск при малом коэффи-
циенте перекрытия Кю в услови-
ях стационарного теплового ре-
жима
каждом шаге по времени, а также параметров
Гср, йтах и Ас. Температурное поле ft2(z) и
средняя температура frj поверхности трения
скользящего по диску 1 образца 2 (рис. 7.17)
рассчитывались по формулам (7.72)-(7.74).
Кроме того, на каждом стационарном тепло-
вом режиме производились измерения коэф-
фициента трения, износа образца, а также
проводились металлографические и рентге-
ноструктурные исследования его поверхнос-
тных слоев, температуры й2(г)и ftj измерялись
естественными и искусственными термопара-
ми (естественной термопарой служили матери-
алы пальчикового образца 2 и диска 1).
Взаимосвязь температур
385
Стационарные тепловые режимы
трения изучались по схеме узла
трения при изменении нормального
давления ра от 0,25 до 1,5 МПа и
скорости скольжения vCK от 1 до
100 м/с при сухом трении на семи
широко применяемых в нагружен-
ных узлах трения парах: 1) чугун
ЧНМХ - сталь ЗОХГСА; 2) сталь
40Х - сталь ЗОХГСА; 3) молибден -
сталь ЗОХГСА; 4) латунь Л 59 -
сталь ЗОХГСА; 5) ФСПМ МКВ-50-
чугун ЧНМХ; 6) ФСПМ ФМК-11 -
чугун ЧНМХ; 7) ФПМ ФК р 16Л -
чугун ЧНМХ.
На рис. 7.18 показаны результа-
ты испытаний при трении пальчико-
вого образца из чугуна ЧНМХ по
диску из стали 30ГХСА: завйсимос-
ти средней температуры номиналь-
ной поверхности трения пальца frj
Рис. 7.18. Расчетные и экспериментальные
зависимости 9’г, и на стационарном
режиме треиия от номинального давления ра
при фиксированной скорости скольжения
VCK = 45 м/с для пары трения чугун ЧНМХ по
стали ЗОХГСА (схему узла трения см.
рис. 7.17):
—— расчет;--------эксперимент
от нормального давления ра при
фиксированной скорости скольжения vCK = 45 м/с, полученные для
стационарного режима трения по формуле (7.74). Как видно, расчетные
(сплошные линии) и экспериментальные (штриховые линии) зависимости Oj
очень близки. Это не случайно, так как и расчетом, и экспериментом
оценивается именно средняя температура номинального контакта
пальчикового образца.
Зависимость температурной вспышки ©всп от ра = var и vCK = const
получена по формуле (7.78). Максимальная температура ftmax оценивалась
по гипотезе суммирования температур по формуле (7.75) (сплошная линия)
и экспериментальным путем на основании изучения фазовых и структур-
ных изменений поверхностных слоев пальчикового образца из чугуна
ЧНМХ (штриховая линия).
Важно отметить, что при стационарном режиме расчетные и экспери-
ментальные значения значительно ниже значений которые при
реальных условиях дискретного контактирования определяют и трение,
и износ. При кратковременных нестационарных тепловых режимах трения
это различие между и &тах за счет ®всп проявляется еще больше. Поэтому
очень важно уметь оценивать именно значение ftmax как непосредственно
расчетом по гипотезе суммирования температур, так и пересчетом
экспериментальных значений ©j-
386
Глава 7. Тепловые процессы при трении
м/с
Рис. 7.19. Номограмма для
определения коэффициен- g)
тов В я С в уравнениях
(7.79) и (7.80): w
Z - р„ = 0,25 МПа;
2- ра = 0,5 МПа;
3-р„ = 0,75 МПа; w
4-р0=1МПа; м
5-р„= 1,25 МПа
(23*3
8S
60
40
20
о 2 ч s saw1
Сопоставление зависимостей 9‘г и 0gcn для указанных пар трения в
широком диапазоне изменений vCK и ра позволило А.В. Чичинадзе и
М.А. Мамхегову получить фундаментальную взаимосвязь этих характерис-
тик в виде
= Вехр(-СВ*), (7.79)
где В и С - коэффициенты.
Максимальная температура 0тах в соответствии с гипотезой суммирова-
ния температур (7.75)
= »’ + Вехр(-СО’). (7.80)
На рис. 7.19 даны зависимости коэффициентов В и С от скорости
скольжения va и давления ра для пары трения чугун ЧНМХ - сталь
ЗОХГСА.
Зависимости коэффициента трения/т н интенсивности изнашивания I
пар тренна от максимальной температуры поверхности трения 0тах.
Многолетние исследования, выполненные под руководством И.В. Кра-
гельского и А.В. Чичинадзе, позволили обосновать и далее успешно
применить методику испытаний материалов на фрикционную теплостой-
кость. Для того чтобы обосновать возможность использования характерис-
тик /т =flpa, 0тм) и I = 1(ра, 0тах) в расчетах узлов трения, работающих
в различных стационарных и нестационарных режимах трения, были
использованы, в частности, экспериментальные исследования, описанные
выше, в которых с большой надежностью и точностью были получены
зависимости/т и /эн от 0тах (рис. 7.20, 7.21).
Тепловая динамика трення и износа
387
Рнс. 7.20. Однозначные зависимости коэффи-
циента трения/т от максимальной температу-
ры поверхности трення 0тах при различных
скоростях скольжения - 10, 20, 45, 75 и
100 м/с и давлении ра = 0,75 МПа для пар
трения:
I - молибден - ЗОХГСА; 2 - 40Х - ЗОХГСА;
3-ЧНМХ-ЗОХГСА *
Рис. 7.21. Однозначная зависимость энергети-
ческой интенсивности износа от макси-
мальной температуры поверхности трення
0тах при различных скоростях скольжеиня
vCK = 10,25, 45,75 и 100 м/с и номинальном
давлении ра - 0,75 МПа для пары треиии
чугуи ЧНМХ - сталь ЗОХГСА
Необходимо обратить внимание на следующее обстоятельство. Для
различных фиксироваиныхЗзначений средней температуры поверхности
трения 0 получены различные значения коэффициента треиия /т и
энергетической интенсивности износа /э11 при различных значениях vCK и
ра, свидетельствующие о том, что средняя температура поверхности трения
0* не определяет однозначно величины/т и /31|. Иначе обстоит дело, когда
определены функциональные зависимости /т и /Э11 от максимальной
температуры поверхности трения 0max: полученные фундаментальные
зависимости/т = f(pa, йтах) и I = 1(ра, 0тах) успешно могут быть использова-
ны для расчета фрикционно-износных характеристик как при стационар-
ных, так и при нестационарных режимах трения, что и делается при
решении систем уравнений тепловой динамики трения и износа.
7.9. ТЕПЛОВАЯ ДИНАМИКА ТРЕНИЯ И ИЗНОСА ТВЕРДЫХ ТЕЛ
7.9.1. ОБЩИЕ ПРЕДСТАВЛЕНИЯ
На современном этапе развития техники при постоянном повышении
быстродействия машин, их мощности, скорости движения всех видов
транспорта непрерывно повышается энергонагруженность узлов трения.
Поэтому во многих случаях уже невозможно не учитывать изменения
фрикционно-износных характеристик, так как при трении оии могут быть
значительными. Особенно это относится к нестационарным режимам
трения в различных антифрикционных и фрикционных механизмах.
Динамика процессов трения и износа неразрывно связана с
фрикционио-износиыми свойствами материалов пары трения, которые,
в свою очередь, зависят от скоростного, нагрузочного и температурного
388
Глава 7. Тепловые процессы при трепни
режимов на фрикционном контакте с учетом влияния окружающей среды.
Как было показано, воздействие этих факторов на коэффициент трения
и интенсивность изнашивания для различных материалов сказывается по-
разному. В связи с этим при нестационарном процессе трения изменения
всех параметров процесса во времени взаимосвязаны и взаимообусловлены.
Фрикционно-износные характеристики материалов пары трения могут
изменяться на 200...400 % и более по сравнению с исходными. Эти
изменения существенно сказываются на силе (моменте) трения и долговеч-
ности узла трения по фактору износа. Определение статистически
достоверных рабочих характеристик трения и износа требует длительных
и дорогостоящих стендовых и натурных испытаний или выполнения
лабораторных испытаний на модельных образцах при физическом
моделировании трения и износа.
Тепловая динамика трения и износа твердых тел (при сухом и
граничном трении), разработанная А.В. Чичинадзе, - теория и научно
обоснованные методы расчета процесса трения и износа, позволяющие на
стадии проектирования рассчитать и исследовать рабочие характеристики
узлов трения конструкций и назначений с разными парами трения с целью
выбора варианта, близкого к оптимальному для заданных условий
эксплуатации. Рассмотрим эту теорию и методы расчета узлов трения на
примере расчета рабочих характеристик фрикционных устройств,
работающих в режиме нестационарного трения (при торможении).
7.9.2. РАСЧЕТНАЯ МОДЕЛЬ ТЕПЛОВОЙ ДИНАМИКИ ТРЕНИЯ И ИЗНОСА
Как показывают теоретические и экспериментальные исследования, на
величину и характер изменения фрикционных свойств материалов
существенное влияние оказывает температура на фрикционном контакте.
Эта температура влияет на механические и теплофизические свойства
материалов, на интенсивность процессов физико-химической механики,
протекающих на фрикционном контакте, таких как окисление, восстанов-
ление, разложение связующего, выгорание отдельных компонентов и
структурные превращения. Адгезионные свойства также сильно зависят
от температуры. Температура является интегральным фактором,
отражающим влияние удельной мощности трения (интенсивности
теплового потокананоминальном фрикционном контакте),т.е. совместно-
го влияния давления ра1, скорости скольжения vCK( и коэффициента трения
/т(, зависящих от процесса трения:
N" = (7.81)
а также отражает влияние теплофизических свойств материалов,
конструктивных размеров элементов и свойств окружающей среды.
Тепловая динамика трения и износа
389
Зависимости фрикционно-износных характеристик/т = /^тах,ра) и I -
= /(&тах, ра) достаточно просто можно получить в лаборатории при
модельных испытаниях на фрикционную теплостойкость.
Если ввести в расчет зависимости коэффициента трения и интенсивности
изнашивания от максимальной температуры, то процесс трения при
движении транспортного средства можно описать с помощью замкнутой
системы уравнений, отражающих взаимосвязь и взаимообусловленность
изменения всех основных, определяющих процесс трения параметров.
Для процесса трения при торможении легко показать, что изменение
скорости транспортного средства зависит от мощности трения (7.81). В
свою очередь изменение мощности Nat (теплового потока) определяет
температуру иа фрикционном контакте, а следовательно, вызывает
изменение силы трения FTt, мощности Nal и скорости vCJcr
Если пренебречь сопротивлением воздуха, трением в подвижных
соединениях транспортного средства, например, в подшипниках, то
движение транспортного ’средства при торможении описывается
следующими уравнениями:
поступательное
rfv
m—— = -F.t; (7.82)
dt
вращательное
= -AfT„ (7.83)
где m, J, Mxt - соответственно масса, момент инерции и момент трения
транспортного средства.
,, гг/ mv«o
Учитывая, что кинетическая энергия при торможении Wm - —-—,
интегрируя уравнение (7.82), получим, что скорость скольжения
v«r = v«o - ~~ faPa,*'> (7.84)
'та 0
где vCK/(0) = vck0 - максимальная скорость скольжения в начале процесса
торможения.
Уравнение (7.84) позволяет определить v^, если известны законы
изменения/т( ира1 во времени. В случае, когда подынтегральное выражение
в уравнении (7.84) постоянное, что возможно при/т, = const и paJ - const
или fxtPat - const, уравнение (7.84) решается просто:
390
Глава 7. Тепловые процессы при трении
(7.85)
v = v - '1ай^р*'рА*‘
“°
Из уравнения (7.85) легко получить продолжительность трения при
торможении /т. Из условия = ® (дая подтормаживания от vck0 до vck(
граничное условие vCK((ZT) = v^) продолжительность трения при
торможении
2 ИС
тп
•^срРаср^-х^
(7.86)
и путь трения
£ = v t - (7.87)
2 ИС v ’
ТП
А ср “ средний коэффициент трения.
Если процесс торможения происходит при действии тяговой (замед-
ляющей) силы Tt, то уравнение (7.82) принимает вид:
т Л = ~^>±Т” (788)
где Tt - дополнительная составляющая силы (на спуске, подъеме).
Такой процесс трения происходит, например, при движении транспор-
тного средства под уклон или на подъем. Граничные условия в этом случае
должны относится и к скорости vCKP и к тяговой (замедляющей) силе Tt.
Из уравнения (7.84) следует, что при f:l = var иpal = var или frtpat = var
необходимо брать интеграл. Это в общем случае представляет достаточно
сложную математическую задачу.
Система уравнений тепловой динамики трения и износа для процессов
нестационарного сухого трения во фрикционной муфте, схема которой
показана на рис. 7.22, состоит из следующих уравнений:
динамики движения при переменных фрикционных свойствах и нагрузке
с учетом характеристики привода и моментов сопротивления;
зависимости коэффициента трения и интенсивности изнашивания
материалов пары трения от температуры;
изменения нагрузки в процессе трения;
изменения максимальной температуры на фрикционном контакте в
функции переменной мощности и работы трения;
изменения механических и теплофизических свойств материалов пары
трения от температуры;
изменения площадей контакта и диаметра среднего пятна контакта во
времени от температуры;
изменения износа фрикционного элемента во времени.
Тепловая динамика треиия и износа
391
При трении со смазкой эта систе-
ма должна учитывать влияние сма-
зочного материала на фрикционную
теплостойкость, охлаждающую
способность, изменение теплофизи-
ческих свойств при наличии смазоч-
3. i/t
НОЙ пленки И другие факторы, СВЯ- Рис. 7.22. Схема двухмассовой динамической
занные С процессом смазки И СВОЙ- системы с муфтой сцепления
ствами смазочного материала. В
общем виде система ТДТИ для фрикционных муфт (рис. 7.22) имеет вид:
Ля, = J,——М_,;
ей ”
М, = Д—-М,\
т‘ 2 dt 2
= “i - X (и™ = vcxi - vK2);
' exp(-6f)](l + ^osinBat),
f = f \k - fca -........................... -.......-.....- fc< ........
” fttPat^K^”^3
+ v*+ o;+
(7.89)
a « _ a,m2
W2C2
1 - exp (£2 („„)
----- I —Lil»
392
Глава 7. Тепловые процессы при трении
*“ 1
Е] = —7 Е —~exp(-it2n2Fo2t);
пг »-t пг
О = 1 _______^та'с^га2’____.
•“ 72 ^rrT[4V2e'5*X2(Kdrva^f
НВ2( = нва
М, +-------------2------------+--------------«_....._...,
[л/Х - ft;,)]2 +1 [Mstf - йи'2)12 +1
d - | г imax I I р
\ vi / \AAi®zJ
р,
А = ---; А . = АЛЕ. т,П ,ПЛ',
т pJQ * С' 1,2’ В’ Г' ’
Е L____ д2 . _ д4
“1 1 UM<Ux-W+l Pj^bux-W* 1
а
где б, Ао и Вй - характеристики системы нагружения пары трения
(механическая, пневматическая, гидравлическая, электромагнитная);
Ё] 2 - упругие свойства; it - удельный износ по И.В. Крагельскому; Пв -
параметры волнистости; Пт - параметры микрогеометрии; Aj 23 4 5;
^1,2.3,4,5> ^1,23,4 5; ®м1,2> °wij и °Ji,2 ~ коэффициенты, получаемые из
экспериментов на модельных образцах.
Функции/т(, НВ21 и it представляют собой математическую аппроксима-
цию экспериментальных кривых, полученных при модельных испытаниях
на образцах. Эти функции разработаны А.Г. Гинзбургом и хорошо
описывают практически всевозможные экспериментальные зависимости.
МножителиУ^, НВ20 и i0 являются масштабными коэффициентами данного
Тепловая динамика трения и износа
393
Рис. 7.23. Программа расчета на ЭВМ рабочих характеристик фрикционных муфт с помощью
системы уравнений ТДТИ
О t
Рнс. 7.24. Результаты расчета иа ЭВМ
с помощью системы уравнений ТДТИ
рабочих характеристик при включении
тракторной муфты сцепления
параметра; получены при исходной
температуре в начале процесса трения.
Например, в качестве и ia следует
брать начальные значения коэффициен-
та трения и удельного износа, получен-
ные при 20 °C при испытании иа фрикци-
онную теплостойкость (см. рис. 7.1,7.2).
Решение представленной системы
осуществляется на ЭВМ, программа
которой представлена иа рис. 7.23. Рабо-
чие характеристики муфты сцепления
колесного трактора при ее включении в
функции продолжительности включения
муфты t приведены на рис. 7.24: нормаль-
ное давление на поверхности трения
дисков сцепления‘момент трения Мт;
394
Глава 7. Тепловые процессы при трении
угловая скорость ведущего диска ведомого диска ы2, скольжения
°ск = °1 “ °2> максимальная температура на дискретной поверхности
трения дисков сцепления &тах; линейный износ ведомого фрикционного
диска /А (обычно такой диск выполнен из ФПМ).
Следует особо отметить, что только метод ТДТИ позволяет рассчитать
изменение момента (силы) трения и износа от времени процесса трения (в
данном случае от продолжительности включения муфты /). Методы
расчета, основанные на средних величинах коэффициента трения /тср и
интенсивности изнашивания, позволяют получить только значения
среднего момента (силы) трения и конечного износа и не могут оценить
динамику изменения фрикционно-износных и температурных характе-
ристик в процессе трения.
Процессы трения и износа при работе фрикционных тормозов
описываются системами уравнений ТДТИ, которые являются частным
случаем системы (7.89) для фрикционных муфт:
2А va
Vcxr " VcxO | ’
Z гУ_ J
та 0
Pat "Рай
1 - ехр
+ (1 + XiSinB^)
(Д А] и - константы привода нагружения пары трения);
Л, = Ao ++---------------------------——
ifc3(Сх - о;.»2+1 - &;2)i2+1
®п« = * к*+ о;+ <>»»;
о;
+Fq х _у*| .
Ма2*т I 3 N 2 W / ’
(7.90)
m = & + 1 w^Ndr^2n .
/2
Тепловая динамика треиия и износа
395
» = Ц-тт^тп ехр(-К2»0„)-ехр(-пК^оц,)
fHjCj I - еХр(“К2/охл)
. (в'ЛаиаН Л
а = ------ ——--------
\ vi / \
р,^ ; л = л?ЧТЧ ’1Ч.
НВ2,; СД НВ2( ’
нв2, = нв20
S м2+м4
[Мз(< -^)]2+> [М5(<-0и'2)]2+1
iо < D} +-------i5-------------------------
1 [^(®max-^2)]2+l
А = Ъ = ^г1-
О 1 2
Практика использования системы (7.90) показала, что д ля исследования
математическим методом процессов трения и износа целесообразно
переходить к относительным единицам с помощью следующих соотно-
шений:
Чо
v«
« = ——; е
v„,
Ро'
о; = о,
а
0 = 0
к X
о.
а
3%
Глява 7. Тепловые процессы при трении
(7.91)
FO = ^*5»; В' =
*2
a;5 = z;
*т0 ^тО
412^2
Г ( г h \У4( А п \
X = l,65^(a2ve)‘fl ^2
V ( V, ) (hb^0J
^НВ^;
и- 1?3Х’(°2ГЯ( V' У'^ИВяЛ,^
Н - 1г) , I —I —7----- -------7-----
*2\ V0/ \ Г1”1тах/ \ "кРо ,
₽i = М; ₽г = *зх; Рз = Р4 = *sx;
a, = Mjo; «J = м5а.
Используя эти переходные соотношения, получим из системы (7.90)
систему ТДТИ в относительных единицах:
ы = 1 - J’efdT';
о
* = *' + *
+ ____________________________.
[pJ(o4 + 6j-oBI] + P4o.jJ + r
Тепловаи динамика треиии и износа
397
Y =
(1 + ^4, sinPj-с);
= + М (7.92)
2 о
0 = _£Х^_-
°«СП ’
ш*'2 + ц
__________М;_______ __________М4________.
[«I (0Л,+ - Вм I )]2 + 1 + [“з(0Л, + 02”-0И2)]2 + 1 ’
J. D,
Г = = D, + ---------г--------+
«О [₽!(0Kfa + 0i + еи1)]2 +1
д4
IbM-0И2)]2 +1 ’
ztg = ^о'оАРо/г(Ло/еТш1'л'-
о
Ал=
—— как указано выше, этот переход возможен только при условии,
если линейный износ не связан с большим необратимым формоизменением
поверхностных слоев элементов пары трения.
На рис. 7.25 представлена схема программы решения системы (7.92)
уравнений ТДТИ в относительных единицах на ЭВМ для тормозов.
На рис. 7.26 показаны результаты расчета рабочих характеристик
многодискового тормоза колеса самолета Ту-154 в относительных и
абсолютных единицах (рис. 7.26): изменение по времени торможения т и
t нормального давления (у и ра), коэффициента трения (г и/т), скорости
398
Глава 7. Тепловые процессы при трении
-fr-j Ввод исходных данных ~~|--ы^речоть исходных данных
[вычисления 8’васп,е, у [------^Печать
Условия окончания решения задачи)
-^Решение нелинейного дшвввнциальногд ур-ня ахнаагтвльй)
Рнс. 7.25. Программа расчета на ЭВМ рабочих характеристик тормоза на основании свстем
ТДТИ в относительных единицах
скольжения на поверхности трения дисков (ы и vCK), средней температуры
поверхности трения (0 и & ), температурной вспышки на фактическом
пятне касания (0ВСТ1 и ивсг1) и, наконец, максимальной температуры на
дискретной поверхности трения тормозных дисков (0тах и &тах).
На рис. 7.27 показаны результаты расчета (штриховые линии) рабочих
характеристик колодочно-барабанного тормоза 25-тонного самосвала
МАЗ при повторно-кратковременном режиме торможения. Для сопоставле-
ния приведены экспериментальные зависимости (сплошные линии). Пять
последовательных торможений проводились при одинаковом времени
охлаждения тормоза z0XJ1 в период его отключения. Показаны зависимости
изменения по времени I момента трения Мт, изменения объемной
температуры б,/ при торможении и при охлаждении (когда тормоз
отключен) и максимальной температуры t>max на дискретной поверхности
трения тормозной колодки из ФПМ.
Рис. 7.26. Рабочие характеристики многодискового авиационного тормоза с парой трення
ФСПМ МКВ-50А - чугун ЧНМХ:
а - в относительных единицах; б - в абсолютных единицах
Определение изиосных характеристик
399
Рис. 7.27. Сопоставление расчетные и экспериментальных рабочих характеристик колодочно-
барабанного тормоза 25-тонного самосвала с парой грення ФПМ - чугун HI!MX при повторио-
кратковремеином режиме
Системы ТДТИ позволяют проводить оптимизацию конструкций
фрикционных устройств, свойств материалов пары трения, математически
моделировать процессы трения и износа и, наконец, автоматизировать
процесс проектирования.
Например, автоматизация процессов проектирования с помощью систем
ТДТИ тормозов колес для всех отечественных гражданских и военных
самолетов производится в Авиационной корпорации "Рубин" и на
предприятии "Рубике".
Аналогичные системы уравнений разработаны для расчета рабочих
характеристик подшипников скольжения, опор скольжения при Квз ~ О,
токосъемных устройств железнодорожного транспорта при Квз - О,
работающих при сухом и граничном трении. Естественно, что предвари-
тельно иа модельных образцах должны быть определены величины/т(, i(,
НВ21 с учетом реальных значений температур и давления, а для токосъем-
ных устройств - реальных токовых нагрузок, что выполняется при
испытаниях на электрофрикционную теплостойкость.
7.10. ОПРЕДЕЛЕНИЕ ИЗНОСНЫХ ХАРАКТЕРИСТИК
ПРИ ТЕПЛОВЫХ РЕЖИМАХ ТРЕНИЯ
Как известно из усталостной теории изнашивания твердых тел
И.В. Крагельского, интенсивность пинейного изнашивания для пластичес-
кого контакта
, . Ра Аг
h = (7.93)
Р, Аа
где удельный износ (критерий И.В. Крагельского);^ ирг- номиналы
400
Глава 7. Тепловые процессы при треиии
ное и фактическое давление; Аа и Аг- номинальная и фактическая площадь
контакта.
Представим (7.89) для тепловых режимов трения, при которых в
большинстве случаев имеет место пластический контакт,
1м ~ г**ланв*
(7.94)
где индекс 0 обозначает зависимость от температуры.
Удельный износ
i = e'Am»x
* (v + Y)ndrq) ’
где s', йгаах и v - параметры кривой опорной поверхности; drcp - средний
статистический диаметр фактического пятна касания; dKp определяется из
выражения (7.53); п - число циклов до разрушения единичной неровности
вследствие усталости.
После подстановок и преобразований получим для интенсивности
линейного износа без учета нагрева следующее выражение:
(у + 1)Ц 8гф ) Аа t
2у-1
2v
(7.95)
\ НВ)
Для режима трения с тепловыделением выражение для /Ао напишется
так:
(v*+l)«A 8^* ) А. ,
2»,
(7-96)
Для удобства анализа перейдем к относительным единицам:
А- Г "»
Л = —
\ п
нв/’*
< НВ 2,‘ ,
Определение изиосиых характеристик
401
где
Как показали экспериментальные исследования, можно с малой
А 1/2’
погрешностью принять v = v0 и —— = 1. Кроме того, как правило,
Ас '*
уменьшение максимальной высоты единичной неровности Атах под
нагрузкой сопровождается увеличением радиуса ее выступа гср, поэтому
vh г
можно также принять —= 1. При этих допущениях параметр
v#^m4x#^cp
будет таким:
Е' h
Как показано в работах Й.В. Крагельского, Г.М. Харача, Е.Ф. Непом-
нящего и А.В. Блюмена, число циклов п, приводящее к разрушению
единичных неровностей поверхности трения, пропорционально относи-
тельному удлинению поверхностного слоя материала, так как за
разрушение в основном ответственны растягивающие напряжения при
трении в поверхностных слоях материалов. Учитывая это, можно написать:
«, = (7.97)
где изменение температуры во времени; с0- коэффициент, характеризу-
ющий изменение относительного удлинения от температуры.
Как показал В.П. Гречин, для сталей обычно с0- положительное число,
а для некоторых чугунов с0 - отрицательное число. Если использовать
известный закон изменения твердости от температуры (НВ0 = НВое'“*‘,
то AJ можно написать, учитывая этот закон для НВ и формулу (7.97):
Aj = (7-98)
В (7.98) необходимо подставлять реальное значение 0(, которое является
максимальной температурой на дискретной поверхности трения, используя
гипотезу суммирования температур для стационарных и нестационарных
режимов. Таким образом, выражение (7.98) может быть использовано для
дальнейшего развития теории усталостного изнашивания твердых тел с
учетом реального температурного режима. В зависимости от соотношений
коэффициентов св и т можно определить влияние фактора изменения
402
Глава 7, Тепловые процессы при треиии
относительного удлинения от температуры, т.е. изменение числа циклов,
приводящих к разрушению, а также фактора изменения твердости
материалов от нагрева материала на относительную интенсивность
линейного износа.
Для проведения оценочных расчетов рекомендуется в качестве исходной
интенсивности линейного износа Ih принять экспериментальные данные,
полученные при испытаниях на фрикционную теплостойкость на малых
числах оборотов, т.е. при малых температурах.
Коэффициенты с0 и т определяются из независимых экспериментов по
стандартным методикам.
7.11. ОБРАТНЫЕ ТЕПЛОВЫЕ ЗАДАЧИ В ТРИБОЛОГИИ
В условиях стендовых и тем более эксплуатационных испытаний не
всегда можно точно измерить такие триботехнические характеристики,
как сила или момент трения, скорость скольжения и давление. Однако в
большинстве случаев можно достаточно точно измерить объемную
температуру в неподвижном элементе фрикционной пары. Поэтому в
последние годы получили широкое распространение так называемые
обратные тепловые задачи в различных областях науки и техники
(О.М. Алифанов, В.П. Мишин, Г.И. Марчук в авиационной и космической
технике, Н.П. Старостин и А.В. Чичинадзе в трибологии).
Решение таких задач позволяет наиболее доступным и достаточно
точным методом определить потери на трение путем регистрации
температуры вблизи поверхности трения с построением математической
модели, адекватной процессу теплообразования и теплообмена в узле
трения (при стационарных и нестационарных режимах трения). Для этих
целей используются оригинальные решения соответствующей граничной
обратной задачи, которая позволяете необходимой и достаточной мере
восстановить теплоту, выделившуюся в результате трения. Решение
обратной тепловой задачи осуществляется на базе информации о
температуре, определение которой не требует сложного, дорогого и
громоздкого оборудования.
В качестве объекта исследования Н.П. Старостин рассмотрел
подшипник скольжения (рис. 7.28), выбор которого был обусловлен не
только его широким применением, но и с методической точки зрения.
Подшипник скольжения очень удобен как объект исследования при
отработке методики расчета трибологических параметров. При простой
геометрической форме для него характерны многие особенности
контактного взаимодействия узлов трения, которые надо учитывать при
математическом моделировании: смешанные граничные условия,
неравномерность распределения тепловых потоков в элементы, существен-
ная неоднородность температурного поля по пространственным
переменным и т.д. Эти положения и условия можно рассматривать как
более общие для других узлов трения.
Обратные тепловые задачи
403
Рис. 7.28. Схема подшипника скольжения:
I - вал; 2 - втулка (вкладыш); 3t- корпус (обойма)
f
Использование решений полной трехмерной температурной модели
нестационарного (и стационарного) теплообмена прн трении и определение
мощности трения по результатам измерений температуры практически
трудно реализовать, так как потребуется большое число измерений
температуры в большом количестве точек в окрестности зоны контакта.
Для целесообразного упрощения такой задачи Н.П. Старостин
предложил квазитрехмерные математические тепловые модели (МТМ). Для
этого были приняты следующие основные допущения:
распределение температуры в под-
шипнике симметрично относительно
оси нагружения,
распределение температуры по
длине подшипника однородно,
теплообменом с торцов подшипника
можно пренебречь.
При таких допущениях в зависимос-
ти от конструкции, различия теплофи-
зических свойств элементов узла трения
было построено 4 МТМ, представляю-
щие собой суперпозиции температур-
ных полей разномерных элементов
(рис. 7.29).
На рис. 7.29 плоская модель МТМ
обозначена как модель 0x2; сочетание
вала с плоскими втулкой и корпусом -
модель 1x2; двумерного элемента (вала)
с двумерными (втулка и корпус) -
модель 2x2; трехмерного элемента
(вала) с двумерными (втулка и кор-
пус) - модель 3x2.
@ ст )
Рис. 7.29. Схема представления элементов
подшипника скольжения в различных
моделях
404
Глава 7. Тепловые процессы при трении
Как видно, для всех моделей втулка и корпус представлены как
двумерные элементы.
Классическое решение по представлению температуры описывается
следующим двумерным уравнением в цилиндрических координатах:
. ао _ 1 а ( .. ао A Al i А
1 dt г Эг\ 1 drJ г2 Э<р\ (Эф
(7.99)
где I = 1,2; г2 < г < г3; < г < г4> 0 < Ф < 71 и 0 < t 5 tr
Решение уравнения (7.99) осуществляется при условии конвективного
теплообмена на свободных поверхностях:
Ф,о = о-т((>(Г)ф>0 _ ео). |ф| > фо
Ot
и
Х[ЭО(^М) =-о;(0(г4,Ф>0-е0).
г
При идеальном тепловом контакте на границе втулки и корпуса
х Э^М) = х Э£(мм)| 0
* ' ar I ’
&0з>Ф. О = 0(^.9. О-
Соблюдаются условия симметрии
ао(г, ф, Q _ а^(г,ф, о
Зг ,-о Эг
r2 S г S Г4,
а также начальное условие
ff(r, ф, 0 = Оо.
В зоне контакта трения для всех четырех моделей записываются
различные условия теплового контакта. Например, для модели 0х2условие
будет таким:
dit (t) *1 dit (t)
+ Znro'WG) - ft.) = N (t) +r2
В В В В v 5 \ / и/ 1р\ / L J 2 dt
0
<*р. (7.100)
Обратные тепловые задачи
405
6)
г)
Рис. 730. Сравнение расчетных 4 и экспериментальных 3 зависимостей момента треиия:
I, 2 - результаты измерения температур во втулке при ср = 0 и а конце вала; 3, 4 -
экспериментальные и расчетные зависимости момента трения для постоянной (б, в) и
переменной нагрузки (а, г); 5-результат восстановления с учетом гладкости функции
В приведенных выше выражениях 6 - температура во втулке и корпусе;
йв - температура в вале; й0 - температура окружающей среды; г и ф -
полярные координаты; t время; 1Т~ время трения; и ct- коэффициенты
теплопроводности и удельной теплоемкости материалов; авт, и -
коэффициенты внешней теплоотдачи с поверхности втулки, корпуса и вала;
Ав - площадь сечения вала; Аа - номинальная площадь контакта вала с
втулкой; NT(t) - мощность трения в функции времени.
Приведенные выше системы уравнений МТМ решены на ЭВМ методом
конечных разностей. Для этого Н.П. Старостиным предложен численный
алгоритм, реализуемый известным методом прогонки.
Прямые и обратные тепловые задачи решены для многих модельных
вариантов при сравнении расчетных зависимостей с экспериментальными.
На рис. 7.30 представлены результаты восстановления (оценки) момента
трения в подшипнике при различных режимах по показаниям термопары,
расположенной по оси нагружения. Зависимости на рис. 7.30, б, в
406
Глава 7. Тепловые процессы при треиии
получены при постоянной нагрузке Р = 750 Н. Исследовались на машине
трения СМТ-1 цилиндрические втулки, изготовленные из наполненного
фторопласта Ф4К20 размером 032хв26х2О мм при диаметре стального
вращающегося вала диаметром 25,5 мм и внешнем диаметре корпуса
подшипника диаметром 62 мм.
Для решения прямой и обратной задачи использовалась математическая
модель 1x2.
Сравнение данных непосредственного измерения момента силы трения
на машине трения СМТ-1 и расчетных значений момента, полученных с
использованием регистрации объемных температур в различных точках
втулки при г = R с варьированием их количества, показывает достаточ-
ность измерения температуры в одной точке для успешной и достаточно
точной диагностики трения (момента, мощности, коэффициента трения)
в подшипнике скольжения.
Список литературы
1. Карлсроу Г., Егер Д. Теплопроводность твердых тел. М.: Наука, 1964. 380 с.
2. Козлова ЛА. Методы решения нелинейных задач теплопроводности. М : Наука, 1975.
228 с.
3. Расчет, испытание и подбор фрикционных пар / А.В. Чичинадзе, Э.Д. Браун,
А.Г. Гинзбург, А.В. Игнатьева. М.: Наука, 1979. 267 с.
4. Расчет триботехнических параметров в опорах скольжения / Н.П. Старостин,
А.Г. Тихонов, В.А. Моров, А.С. Кондаков. Якутск. Из-во СО РАН, 1999. 276 с.
5. Чичинадзе А.В., Матвеевский Р.М., Браун ЭД. Материалы в триботехнике нестационар-
ных процессов. М.: Наука, 1986. 248 с.
Глава 8
МОДЕЛИРОВАНИЕ ПРОЦЕССОВ ТРЕНИЯ
И ИЗНАШИВАНИЯ
Для описания процессов в трибосопряжениях приходится использовать
сложные неоднородные модели, которые в большинстве своем пока не
имеют математического описания, выполненного традиционными
методами математической физики. Поэтому при описании рационального
трибологического решения приходится опираться не только на расчеты,
математическое моделирование, но и на трибомониторинг - различные
экспериментальные исследованиям частности, испытания на трение, износ
и смазку, которые выполняются на различных моделях (образцах), а также
в натурных узлах трения и трибосопряжениях.
Основой исследования работоспособности сложных систем является
математико-физическое моделирование, позволяющее благодаря
аналитически полученным масштабным коэффициентам перехода (МКП)
от модели к натуре на малогабаритных образцах лабораторных трибомет-
ров воспроизводить силовые и тепловые поля, характерные для различных
условий трения и изнашивания. Эти поля по модальным значениям
тождественны натурным, а процессы могут протекать в сжатом масштабе
времени. Это условия для создания и реализации принципа ускоренных
испытаний. Однако такой подход имеет ряд ограничений.
Кроме того, следует иметь в виду, что если исследователь на лаборатор-
ных образцах стремится воспроизвести все особенности условий
эксплуатации, то модель должна быть тождественна оригиналу (натурному
трибосопряжению) согласно известной в информациологии теореме
Тьюринга. Поэтому предварительно приходится рассматривать трибосоп-
ряжение как систему и после ее декомпозиции на подсистемы определять,
какие испытания следует выполнять. Например, в первую очередь
стремятся отыскать критические точки, в которых заметны изменения
трения и износа для заданного сочетания материалов (элементов пары
трения и смазочного материала). Между этими точками можно уверенно
интерполировать результаты. Все необходимые, а часто и достаточные
испытания для объективной оценки пригодности такого сочетания
материалов для решений конкретной задачи объединяют рациональный
цикл триботехнических испытаний (РЦИ).
8.1. ТЕОРИЯ МОДЕЛИРОВАНИЯ ПРИМЕНИТЕЛЬНО К ТРИБОЛОГИИ
В трибологии находят в основном применение следующие виды
моделирования:
408
Глава 8. Моделирование процессов трения
математическое, при котором реализуется математическое подобие;
физическое, при котором реализуется физическое подобие;
аналоговое, основанное на непосредственной аналогии между
отдельными физическими процессами и величинами, присущими одному
явлению, но аналогичными в другом явлении;
математико-физическое, при котором математическими методами
формируются условия, обеспечивающие фактическое подобие;
имитационное, гибридное моделирование, представляющее сочетание
методов математического и физического моделирования, при котором
испытатель, принимающий решения, вносит коррективы в режим
модельного эксперимента в зависимости отрезультатов, полученных ранее
при этих экспериментах.
Ниже основное внимание уделено математико-физическому мо-
делированию, получившему наибольшее распространение в трибологии.
Математико-физическое моделирование (МФМ) - исследование
физически подобных процессов на установках, сохраняющих физическую
природу явлений, но воспроизводящих их в других размерах (геометричес-
ких или физических) с использованием расчетных коэффициентов перехода
от модели к натуре, получило широкое распространение в практической
трибологии. Модель и натура при математико-физическом моделировании
обязательно связаны полученной теоретической зависимостью в виде
расчетного масштабного фактора, который является совокупностью всех
масштабных коэффициентов перехода МКП от модели к натуре для
параметров режима работы, конструкции и материалов трибосопряжения,
включенных в критерий подобия.
МФМ может реализоваться либо на натурных объектах (натурное
моделирование), либо на малогабаритных моделях одинаковой природы
с натурным объектом. Последнее выполняется большей частью в сжатом
масштабе времени (ускоренные испытания) и имеет следующие преимущес-
тва перед натурным моделированием:
1) позволяет экономить материалы (так как пара трения реализуется
на малогабаритных образцах), сырье и энергию для технологической
обработки поверхностей трения, энергию при испытаниях;
2) существенно сэкономить время проведения подготовительно-
заключительных операций испытаний (часто в десятки раз); машинное
время (обычно в 2...5 раз) и значительно уменьшить объем работ,
связанных с тяжелыми операциями монтажа и демонтажа узлов трения в
эксплуатационных условиях;
3) значительно сократить затраты на доводку конструкции машины до
конкурентоспособной благодаря снижению средств на строительство
дорогостоящих натурных стендов, аренду помещений, экспериментальную
проверку основных технических решений, связанных с узлами трения, еще
на стадии проектирования машины, а также благодаря уменьшению
численности обслуживающего персонала.
МФМ применяют при решении трех видов задач:
Теория моделирования
409
1) для выявления закономерностей поведения материалов в узле трения
машины при изменении технологической обработки, конструктивного
оформления и режимов нагружения, а именно:
А = ж. v«. о, А = ИРа, v„. 0, 0 = 0W.
где /т - коэффициент трения; ра - давление; vCK - скорость скольже-
ния; i - время; /Л - интенсивность линейного изнашивания; 0 - температура;
2) для оценки границ работоспособности узла трения применительно
к конкретным условиям эксплуатации, а также прогнозирования его
ресурса и необходимого количества запасных частей;
3) для поиска оптимальной по экономическим и служебным свойствам
области использования J конструктивно-технологических решений,
применяемых в конкретном узле трения.
МФМ дает возможность или выявлять связь между такими выходными
характеристиками, как коэффициент трения/т, интенсивность изнашивания
I, температура 0 от фрикционного разогрева, и конкретными критериями
подобия, или создавать на модели такие режимы испытания, при которых
выходные характеристики* модели и натуры будут тождественны, что
обеспечивается применением специальных методов расчета масштабного
фактора. В результате при минимальных затратах времени и средств на
модели получают объективные фрикционные характеристики, тож-
дественные аналогичным характеристикам натурного объекта в заданных
условиях эксплуатации.
При МФМ встречаются три подхода, типичные для решения инженер-
ных задач:
1) выявляет связи между выходными характеристиками триботехничес-
кой системы (коэффициентом трения, интенсивностью изнашивания,
температурой фрикционного разогрева) и какой-либо обобщенной
переменной (ОП), объединяющей определенным образом несколько
параметров трнбосопряжения (менее перспективный, но легко реализуе-
мый);
2) рассматривает трибосопряжение как систему и требует получения
замкнутого математического описания этой системы (более перспектив-
ный). ОП в этом случае получают на основании математического описания
и оценивают влияние каждой ОП на выходные характеристики. Математи-
ческое описание состоит из уравнений математической фнзнки, полученных
из различных традиционных исходных моделей, не всегда охватывающих
полностью процессы, протекающие в узле трения. Такое описание обычно
бывает корректно с позиций математики (уравнения совместны, заданы
начальные и граничные условия), но модель, которая является основной
при создании описания, имеет очень узкие рамки, за пределами которых
остаются многие явления и процессы, в некоторых случаях существенно
влияющие на выходные характеристики реального узла трения;
410
Глава 8. Моделирование процессов трения
3) позволяет на базе новой развивающейся модели, охватывающей все
известные необходимые и достаточные условия, которые характеризуют
явления и процессы в исследуемом трибосопряжении, получить корректное
математическое описание (наиболее перспективный). В этом случае
используются совместно методы теории подобия и размерности в
сочетании с рядом дополнительных ограничений.
8.2. ТРИБОЛОГИЧЕСКИЕ СИСТЕМЫ
Системный анализ является одним из основных методологических
подходов науки об информации-ииформациологии. При информационном
подходе, который имеет целью выбор стратегии исследования и разработ-
ки, внимание исследователя переносится с элементов исследования
отдельно взятой системы на микро- и макромерные отношения и связи не
только между ними, но и с окружающими системами, вместе взятыми,
внутренними средами систем (например, смазочными, газовыми, полями
(например, силовыми, тепловыми).
В трибологии обычно рассматриваются сложные объекты (узлы машин)
и их эксплуатация, которая обязательно сопровождается процессами
физико-химической механики или совокупностью взаимодействующих
узлов трения. Такие объекты включают не менее двух подсистем и
обязательно обладают системным свойством. На рис. 8.1 представлена
модель типичной трибологической системы, которую принято относить
к классу развивающихся.
В настоящее время модель трибологической системы состоит из шести
подсистем (подмоделей).
По мере пополнения наших знаний о системе могут появиться новые
подсистемы, которые как и уже известные подсистемы, будут обладать
одним и тем же системным свойством, например диссипацией энергии.
Такое свойство не имеет ни одна из частей системы в отдельности.
Например,системное свойство червячного редуктора- изменение частоты
вращения не обеспечивают в отдельности его элементы - подсистемы
(червяк, червячное колесо, вал, корпус, смазочный материал и т.д.).
Элементом системы является ее часть с однозначно определенными и
известными свойствами.
Итак, модель трибологической системы имеет следующие подмодели:
1) кинематическую подмодель (рис. 8.1, а), воспроизводящую
коэффициент взаимного перекрытия натурного объекта и направление
движения элементов пары трения, параметрами которой являются:
коэффициент взаимного перекрытия 2Cg3 < 1; нагрузка Р; площадь
номинальных поверхностей трения Аа} 2; площадь вентилируемых
поверхностей трения Ло1 2; масса элементов пары трения т1 2; объем
элементов пары трения Р, 2; работа трения скорость скольжения vcx;
угловая скорость ы; ускорение w; время гт (продолжительность трения);
2) макротепловую подмодель (рис. 8.1,6), учитывающую распределение
тепловых истоков: объемная температура элементов пары трения 2;
Трибологические системы
411
Рис. 8.1. Модель ввешнего трения и износа фрикционных материалов по А.В. Чичинадзе и
ЭД. Брауну, применительно к типичной трибологической системе (тормоз)
коэффициент внешней теплоотдачи a/j, температура окружающей среды
0окр; коэффициент теплопроводности материалов и среды Д| 2 3; удельная
теплоемкость материалов и среды С|23; плотность материалов пары
трения и окружающей среды Р| 23; коэффициент вязкости окружающей
среды т)3;
3) подмодель контактирования (рис. 8.1, в), в которой наглядно пред
ставлены соотношения между номинальной, контурной и фактической
площадями контакта: номинальная площадь трения Ла|) элементарный
участок контурной площади трения ДЛС; элементарная площадь единично-
го фактического пятна касания ЛЛГ; средний статистический диаметр
единичного пятна касания dr; температура номинальной поверхности
трения ; температура контурного участка поверхности трения 0*;
температурная вспышка на фактическом пятне контакта &ва1;
4) микромодель теплообразования и поведения контактирующих слоев
материала с учетом дискретной природы контакта (рис. 8.1, г): средний
412
Глава 8. Моделирование процессов треиия
статистический радиус единичных выступов шероховатых поверхностей
элементов пары трения г, 2; высота единичных неровностей /г! 2; сдвиговое
сопротивление тонких поверхностных элементов пары трения тл1 2;
объемные температуры элементов пары трения 0^ 2; температурная
вспышка на фактическом пятне касания бИС11; коэффициент теплопровод-
ности Л| 2, удельная теплоемкость cf 2 и плотность Pj 2 материалов пары
трения; модуль упругости 2 и твердость Н1 2 материалов; коэффициент
вязкости материалов пары трения г) j 2;
5) многослойное образование на поверхности (рис. 8.1, <)) вследствие
фрикционного взаимодействия (1-6 слои, соответственно адсорбирован-
ный, граничный, смазочный материал, оксиды, текстурированный и
исходный материал);
6) дефекты в материале элемента пары трения, возникающие при трении
(1 - дислокации, 2 и 3 - микро- и макротрещины).
Общая модель внешнего трения полностью учитывает две основопола-
гающие триады внешнего трения (см. гл. 1). Подробное изучение ее
системного признака - диссипации энергии - выполняется с учетом
требований синергетики - теории диссипативных систем. Остановимся
подробней на семи основных принципах синергетики, которые обязательно
учитываются при решении трибологических задач.
При построении структурной модели обязательно учитывается принцип
иерархического подчинения Г. Хакена, когда долгоживущие переменные,
например свойства материалов, находятся на наиболее высоком уровне,
чем короткоживущие (свойства контакта).
Подробно анализируются сложные приспособительные реакции
(гемеостатичность), направленные на устранение или максимальное
ограничение действия факторов внешней и внутренней среды, нарушающих
относительное динамическое равновесие. Оба этих принципа характеризу-
ют период стабильного функционирования системы. Однако периоду
функционирования обязательно предшествует период становления с
принципами нелинейности, неустойчивости, незамкнутости, динамической
иерархичности и наблюдаемости. Остановимся подробней на двух
последних. Так, в трибологической системе, для которой были типичны
в виде уровней ювенильные поверхности, под воздействием окислителя
(следующий уровень) возникает новый уровень в виде оксидов, защищаю-
щих контактирующие поверхности от схватывания.
Наблюдаемость - это организация пространственно-временного окна
в виде безразмерной обобщенной переменной отношения параметров
модельного и натурного процессов, например критериев чисел Рейнольдса,
Био и др. (табл. 8.1).
Трибологические системы
413
8.1. Критерии (числа) подобия
Критерий Физический смысл
Архимеда Ar= v2 Р где g - ускорение свободного падения; /- характерный линейный размер; Др - раз- ность плотностей в двух точках; v - кине- матическая вязкость Произведение двух комплексов, один из которых есть мера отношения инерцион- ной силы к силе внутреннего трения, а другой - отношение подъемной силы к силе внутреннего трения
г- ч- - /grad® Био Bi = — Ли Отношение перепада температуры по толщине пластины (/grad®) к температур- ному напору (разности температур плас- тины и среды ДО)
е р/З 1 Галилея Ga = -— < V2 е Произведение двух комплексов, из кото- рых одни есть мера отношения инерцион- ной силы к силе внутреннего трения, а другой - отношение силы тяжести к силе внутреннего треиия при свободном дви- жении жидкости (газа)
Грасгофа Gr = , V2 где 0 - коэффициент объемного расшире- ния Термическая модификация критерия Ар- химеда (также при свободном движении), когда вместо относительной подъемной силы Др/р применена подъемная сила среды
Гука Но = где v — скорость течения Удвоенная плотность энергии (энергии, приходящейся на единицу объема), отне- сенная к модулю упругости Е
_ _ V 2о Дюлонга Du = -—, Дбср/р, где Ср - удельная теплоемкость при по- стоянном давлении; р- приведенная плотность материала в зоне контакта; рл- плотность элемента пары трения, поглощающего теплоту Удвоенная кинетическая энергия, генери- руемая на единице длины контакта 1, от- несенная к количеству теплоты, поглоща- емой телом
Мейера Me = — Произведение температуры 0 иа тепло- проводность X, отнесенное к характерно- му размеру / тела и мощности трения (обычно с учетом коэффициента распре- деления тепловых потоков)
Нуссельта Nu = -^ Безразмерная форма коэффициента теп- лоотдачи а, определяющая процесс теп- лообмена между жидкостью (газом) и твердым телом
414
Глава 8. Моделирование процессов трення
Критерий Физический смысл
р. Ньютона Ne = pv2 Отношение удельной нагрузки к удвоен- ной плотности энергии
Пекле Ре = —, а где а - коэффициент температуропровод- ности Мера относительной роли молекулярного механизма переноса теплоты и конвек- тивного при вынужденном движении
pv2/2 Померанцева Ро - — Произведение удвоенной плотности энер- гии (прн нестационарном трении) на тер- мическое сопротивление (//А), отнесенное к темпу изменения условий в окружаю- щей среде (ДО/)
п „ У/ Рейнольдса Re= — V Количественная мера относительной ве- личины потоков количества движения, обусловленных действием молярного и молекулярного механизма
Струхаля Sh = — Отношение продолжительности некото- рого периода, определяющего темп раз- вития внешних воздействий, к темпу тех изменений, которые возникают в системе как следствие движения среды
е _ at Фурье Fo = —, где i - характерное время изменения внешних условий Для нестационарных процессов - опреде- ленное соответствие между темпом изме- нения условий в окружающей среде (в частности, произвольно задаваемой тем- пературы иа поверхности тела) и темпом перестройки температурного поля внутри тела
2d Эйлера Ей = —- Безразмерная форма переменной ~ пере- пада давленияра, отнесенная к удвоенной плотности энергии при вынужденном движении жидкости (газа)
В трибологии часто анализируются сложные системы, для которых
характерны следующие свойства:
уникальность - полное отсутствие аналогии поведения или аналоги
настолько редки, что с их наличием не стоит считаться;
слабопредсказуемостъ - подробное знание поведения объекта на
интервале времени О...г1 не позволяет предсказать его поведение на
интервалеO...r2, t2> ip
физичность- определение внутренних причинно-следственных связей,
ихсуществование и функционирование базируются на физических законах;
в трибологии, в частности, особое внимание уделяется причинам
возникновения критических точек и области существования функции между
этими точками;
Трибологические системы
415
целостность - узел трения (система) рассматривается как единое целое,
которое имеет как связи внутри системы, так и вне ее, т.е. со средой; при
этом обращают внимание на архитектуру системы, создаваемую
совокупностью внутренних и внешних связей;
автономность - существование автономных пространственных
масштабов и масштабов времени, которые отличаются от астрономических
и являются теоретической предпосылкой для реализации ускоренных
испытаний; в свое время целесообразность такого подхода была доказана
при проектировании дирижаблей, когда для оболочки и гондолы
назначались различные масштабы;
моделируемость - возможность представления системы конечным
множеством моделей, каждая из которых отражает определенную грань
ее сущности. f
Последнее свойство нащло применение при разработке рационального
цикла триботехнических испытаний. Вместо создания полной модели для
сложной триботехнической системы применяют ряд последовательных
моделей, которые дают возможность установить границы применения пары
трения; затем внутри этих^границ применительно к заданному режиму
эксплуатации выявляют выходные характеристики системы (коэффициент
трения /т, интенсивность изнашивания I и температуру 0) и, наконец,
устанавливают степень влияния конструкции машины на эти же характе-
ристики.
Создание полной модели для сложной системы вообще безполезно, так
как согласно теореме Тьюринга такая модель будет такой же сложной, как
и сама система и малопригодной для подробного изучения.
При разработке конечного множества моделей следует учитывать (или
понимать), какие свойства подсистемы подавляют или усиливают
общесистемные свойства. Например, недостаточная жесткость подсистемы
способствует появлению фреттинга.
Иерархическая модель, соответствующая графической модели (см.
рис. 8.1), показана на рис. 8.2.
Модель трибологической системы (тормоза) имеет четыре уровня:
1) геометрический; 2) тепловой; 3) силовой; 4) информационный. Кроме
этих уровней учитываются исходные свойства материалов и функциональ-
ные свойства системы. Следует иметь в виду, что под влиянием тепловыде-
ления (уровень два) имеет место изменение исходных свойств материалов,
геометрического и силового уровня. Об этих изменениях исследователь
получает сведения на информационном уровне: в динамические эффекты
входят коэффициент трения, нестабильность трения и фрикционного
разогрева, а в локальные разрушения материала - износ в отдельных
точках поверхности.
Моделирование рассматривается как процесс сопоставления резуль-
татов модельного и натурного опыта на основе подобных преобразований
(анализа подобия). Под подобием понимается взаимно однозначное
соответствие между двумя объектами, при котором функция перехода от
Исходные свойства диаг-
ностируемых материалов
Система (тормоз)
Функциональные
свойства системы:
скорость, нагрузка,
мощность, время
Геометрический уровень
площади контакта
волнистость, шерохова-
тость
развитие свободных теплоот-
дающкх поверхностей
остаточные дефор-
мации
Тепловой уровень
I
средняя температура по-
верхностя трения—
г
температурная вспышка
Мера Mj, Tvf 2» ^3
градиенты температуры
объемная гемпера-
-ЛЕ_____________
Силовой уровень
Мера М), Mj. М4
1
нагрузка ив фрикционном
контакте
локальная нагрузка в кри-
тических точках
напряженное состояние
динамические па-
грузки
Информационный уровень
Мера системы
М0-(М1,М2>М31М4...)
т
вторичные структуры н
пленки на контакте мате-
риалоа
изменения модуля упруго-
сти н мнкротвердости мате-
риалов
динамические эффекты; изменения
коэффициента трения, температуры,
интенсивности изнашивания
локальные разру-
шения материалов
Рнс, 8,2. Структурная развивающаяся модель реальной сложной многоуровневой трибологической системы (тормоза)
Виды подобия
417
параметров, характеризующих один из объектов, к другим параметрам
известна, а математические описания этих объектов могут быть преобразо-
ваны в тождественные.
На основании изложенного следует считать подобными явлениями
такие, у которых существует соответствие сходственных величин,
например, при изучении подобия движения тела массой М, - соотношения
Р" у" а" о“
сил — = СР, скоростей — ~ С , ускорений — = Сд, плотностей — =
Р' у' а' р'
= Ср и т.д. (где Ср, Cv, Са, Ср - константы подобия или коэффициенты
подобия сходственных величин).
Общей задачей теории подобия и теории моделирования является
выработка методологии, направленной на упорядочение получения и
обработки информации об(объектах, взаимодействующих между собой
и внешней средой. |
Под объектом (моделью)) следует понимать явление, процесс, систему,
установку, знаковое обозначение, находящееся в отношении подобия к
моделируемому объекту. Объектом (или моделью) может быть механичес-
кая система или машина, производственный процесс на заводе, процесс
трения и износа, электрические явления, гидродинамические процессы и
т.д.
Теория подобия применяется в следующих случаях:
при аналитическом отыскании зависимостей, соотношений и решений
конкретных задач;
при обработке результатов экспериментальных исследований и
испытаний различных технических устройств в тех случаях, когда
результаты представлены в обобщенных "критериальных" зависимостях
в виде так называемых уравнений подобия;
при создании моделей, т.е. установок, воспроизводящих явления в
других условиях (оригиналах), обычно больших по величине или более
сложных по структуре и более дорогих, чем модели.
8.3. ВИДЫ ПОДОБИЯ В ТРИБОЛОГИЧЕСКИХ СИСТЕМАХ
Для количественного и качественного описания моделей необходима
и достаточна мера, позволяющая перейти от условного графического
описания объекта к его количественной оценке.
Мера - это единство качественных и количественных сторон предмета.
Каждое качество (например, износостойкость), характеризующее
триботехническое свойство предмета - элемента пары трения, обладает
некоторыми количественными значениями. Мера позволяет обнаружить,
в каких границах изменение количества не ведет к изменению
качества.
Об изменении качества свидетельствуют критические точки (или зоны),
вблизи которых резко изменяются значения функции. Например, если
418
Глава 8. Моделирование процессов трения
износостойкость при определенном значении температуры резко
уменьшается, то это значение температуры соответствует критической
точке (или критической зоне) износостойкости, Обычно в критической
точке (зоне) начинаются физико-химические изменения, т.е. происходит
качественное изменение. Для этих точек характерно скачкообразное
изменение качества или смена типа решения системы. В критической точке
может наблюдаться бифуркация (раздвоение), когда однозначное решение
неустойчиво и скачком переходит на альтернативную ветвь, о чем
свидетельствуют существенные различия коэффициентов трения и
интенсивности изнашивания при близких друг к другу режимах нагруже-
ния.
Для каждой из подсистем, показанных на рис. 8.1 и 8.2, имеются свои
меры. Вместе с тем, для составления корректного математического
описания системы необходима общая мера. При разработке такой меры
применяют один из трех подходов, которые пока еще не получили
достаточного развития.
Первый подход (наиболее распространенный) - это феноменологичес-
кий, название которого происходит от философского учения - феномено-
лизма, признающего объектом познания лишь феномены (явления),
постигаемые чувственным опытом, и отрицающего познаваемость
сущности вещей. В триботехнической практике методом, позволяющим
составить математическое описание феномена, является уравнение
регрессии. Такой подход полезен для формирования банка данных с
точным указанием условий эксперимента. Всегда следует помнить, что
уравнение регрессии - это только математическое описание какого-либо
эксперимента в интервале времени 0..Л] и для распространения его
результатов на интервал О.../2 (если /2 > Ч) слеДУет выполнить ряд
дополнительных экспериментов и математических операций.
Второй подход - энтропийный, получил название от энтропии
(поворота, превращения), которую принимают в качестве меры необрати-
мого рассеяния энергии. Различают два подвида энтропии, которые
учитываются в триботехнических расчетах: мера вероятности осуществле-
ния какого-либо макроскопического состояния (например, превращения
в материале элемента пары трения), она в основном применяется в физике,
и мера неопределенности результатов испытания, которые могут иметь
различные исходы, получила распространение в теории информации,
Втрибосопряжениях (трибосистемах) одновременно могут действовать
несколько видов энергии: механическая, тепловая, электрическая,
химическая, световая и т.п. Для измерения каждой из них требуется своя
мера или, точнее, количество. К такой мере должны предъявляться
определенные требования:
границы пространства, в которых мера не изменяется;
границы времени, в которых мера не успевает измениться;
Виды подобия
419
границы полей (температурных, магнитных, электрических), в которых
мера стабильна; границы, внутри которых не проявляется действие
постулата определенности.
Максимальная точность определения (измерения) свойства зависит от
присущей данной системе области неопределенности, внутри которой
повышение точности определения (измерения) одного свойства влечет за
собой снижение точности определения другого (других).
Третий подход - временно-пространственный или пространственно-
временной. Пространственные отношения выражают, с одной стороны,
порядок одновременно существующих событий, а с другой - протяжен-
ность материальных объектов. Временное отношения - это порядки
сменяющих друг друга событий, а также их длительность. При этом следует
иметь в виду, что пространство трехмерно, время имеет только одно
измерение. Вместе они составляют четырехмерный континиум.
В таком континиуме удается составить корректные математические
описания силовых, температурных полей, процессов ползучести, старения
и в том числе роста дефектов.
В основу такого подходу для получения математического описания с
единой мерой положены методы размерности. Как отмечалось выше,
последний весьма перспективен для получения математического описания
сложных развивающихся моделей. Однако, используя метод размерности,
всегда следует иметь в виду предостережения известного физика
П. Бриджмена, который провел анализ многих работ, выполненных с
применением этого метода в первой трети XX века. Оказалось, что многие
из них представляли научную спекуляцию, подкрепленную математически-
ми выкладками, и не подтверждались практическим опытом. Поэтому было
принято, что новые закономерности - критерии (или обобщенные
переменные), полученные с применением метода размерности, могут быть
признаны корректными только в одном из следующих случаев:
во-первых, на основании обширного физического эксперимента,
подтверждающего объективность полученного критерия;
во-вторых, если новый критерий, полученный методом размерности,
можно представить как комбинацию (в виде произведения или частного)
известных апробированных ранее критериев, объективность которых не
вызывает сомнений.
Пример. Методом размерности плотность первого и второго элементов пары трения р ij.
скорость V, нагрузка на пару трения Р и комплекс геометрических размеров также для обоих
элементов пары трення Кг12 объединены в критерий. Комплекс геометрических размеров -
это отношение номинальной площади трення Аа к ее характерному размеру S. Последний -
отношение площади свободной (не находящейся в контакте) поверхности элемента пары трення
к его объему:
г_ Ло
Размерность Krl 2 выражена как Z.6.
4 v М
Р] Kfi г
Тогда критерий подобия 1-------1~. Проверка размерности критерия
Р1
420
Глава 8. Моделирование процессов трення
-------—-—------показывает, что критерий безразмерный. Этот критерий может быть записан
как
гцера = Р1Аа.
В табл. 8.1 находим выражение для критерия, который объединяетра, р и v. Это критерий
р
Ньютона Ne = ——. Таким образом, полученный методом размерности критерий представляет
pv2
собой произведение стандартных критериев Ньютона для каждого злемеита пары трення и
может быть использован в дальнейшем при эксперементах без дополнительной проверки как
объективный.
8.4. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПОДОБИЯ
Теория физического подобия базируется на трех теоремах, которые по
В.А. Веникову кратко могут быть сформулированы в следующем виде.
Первая теорема подобия. Подобные явления имеют одинаковые
критерии подобия. Например, закон Ньютона, описывающий движение
материальной точки при действии силы F,
F = та, (8.1)
где т - масса материальной точки, кг; а - ускорение точки, м/с2; а - у!г,
v - скорость, м/с; t - время, с.
Деля левую часть выражения (8.1) на правую, получим критерий
подобия Ньютона, характеризующий отношение силы, приложенной к
материальной точке:
NT F Ft .
Ne= ---- = --- = 1.
та mv
Кроме комплексов (критериев) могут быть использованы симплексы.
Симплексы - это микро- и макромерные отношения одинаковых физичес-
ких величин. Например, для оценки геометрической формы подшипника
скольжения можно использовать симплекс являющийся отношением
длины к диаметру. Обозначая критерий через л, получим для подобных
явлений л = idem (idem - одно и то же).
При геометрическом подобии отношения ширины подшипника к
диаметру (наружному или внутреннему) для натурного образца (о) и
модели (м) должны быть одни и те же, а их отношение равно единице:
Теоретические основы подобия
421
я =
= idem = 1.
Критерии, как и симплексы, можно умножать или делить друг на друга
или на один из них, а также на постоянную величину, возводить в степень,
получая новые критерии, которые имеют другой физический смысл.
Обязательна проверка безразмерности полученных критериев.
Символы дифференцирования и интегрирования, входящие в исходные
уравнения, поскольку они не имеют размерности, могут быть при
установлении подобия отброшены и заменены выражениями:
S < Ft
Например,F=ma = m—(тогдаNe=-------(здесь S- пройденный точкой
mS
путь, м, под действием силы F, Н, за промежуток времени I, с).
Следует также учитывать, что при геометрическом подобии тел и
движений (траекторий) тригонометрические функции при преобразованиях
тождественно равны, так как имеют одинаковые углы, представляющие
геометрически подобные фигуры, т.е.
(sin а)
------ - idem = 1 при Za„ = Za .
Вторая теорема подобия. Всякое уравнение физического процесса может
быть представлено ввиде функциональной зависимости между критериями
подобия:
*1 = ф(яр я2; я,; я„) = °-
где и - число критериев, определяющих физический процесс.
Согласно л-теореме из т параметров (физических величин), входящих
в уравнение связи, можно составить не более т - к - п критериев подобия
(здесь к - число параметров независимой размерности).
К параметрам независимой размерности или первичным относят такие,
которые можно измерить непосредственно. Их называют основными
единицами: путь, время, температура и т.д. Остальные величины, значения
которых вычисляются, - вторичные или производные (скорость, давление,
масса и т.д.). Систему первичных величин и основных единиц выбирают
произвольно.
Из первой и второй теорем следует, что подобные физические процессы
должны иметь одинаковую физическую природу и описываться одинаковы-
ми по форме записи дифференциальными уравнениями.
422
Глава 8. Моделирование процессов трения
Третья теорема подобия. Подобными явлениями будут те, которые
имеют одинаковые определяющие критерии и подобные условия
однозначности. Определяющими (независимыми) переменными являются
критерии, содержащие величины (параметры), которые входят в условия
однозначности изучаемого явления. Эти критерии, характеризующие
процесс, в отличие от определяемых (зависимых переменных) могут быть
заранее измерены или вычислены.
Условия однозначности или граничные краевые условия изучаемых
явлений могут быть: геометрическими, характеризующими форму и
размеры тел, в которых протекают процессы; физическими, характеризую-
щими физические свойства тел и окружающей среды; граничными,
характеризующими особенности протекания изучаемого процесса во
времени.
Таким образом, если первые две теоремы устанавливают отношения
между параметрами заведомо подобных явлений, то третья теорема
определяет признаки подобных явлений.
Из изложенного следует, что постановка и задача эксперимента на
основе теории подобия значительно упрощаются, так как в этих случаях
находится функциональная связь между целыми комплексами физических
величин (критериями), описывающих то или иное явление. Кроме того, в
известных границах имеется возможность распространения результатов
единичного опыта на подобные системы, в том числе и на геометрически
уменьшенные (или увеличенные) модели.
В соответствии с приведенными теоремами подобия, критерии
подобия определяются в основном двумя способами:
первый заключается в приведении уравнений физического процесса к
безразмерному виду. Следовательно, чтобы его применять, нужно иметь
уравнение исследуемого процесса;
второй базируется на применении л-теоремы. Им можно воспользовать-
ся, когда известны только параметры, участвующие в исследуемом
процессе, а уравнения процесса неизвестны.
Способ относительных единиц является модификацией первых двух
способов. Наиболее существенные параметры, выраженные в долях от
базисных, можно рассматривать как своего рода критерии подобия,
действующие в данных конкретных условиях.
Способ определения критериев путем приведения уравнения к
безразмерному виду (способ интегральных аналогов) является более
простым для несложных систем, так как используются уравнения,
описывающие физический процесс, а также условия однозначности. Если
физические процессы подобны друг другу, то одноименные критерии этих
процессов имеют одинаковую величину и критерии могут быть приведены
к безразмерному виду (первая теорема подобия).
Пример подобия механической системы приведен на рис. 8.3. Для такой
механической системы пересчетные коэффициенты в симплексную форму
будут связаны соотношением:
Теоретические основы подобия
423
Рнс. 8.3. Триботехническая система в виде гасителя
колебаний транспортных средств:
1 - масса; 2 - пружина; 3 - опора; 4 - элемент жидкос-
тного трения
С С2
С с
Принимая дополнительное условие CG = CF, имеем C^/Cf = 1 при Cv =
= С,1/2. Далее получаем Cv = СЫС( иСи= С,1/2; СР = С,12, отсюда С,1/2 =
С, С. С„ сУ2
= С С, или С, = -1 = -Л = C.^jC =— = — =1.
Cv cvf С, с112
Пересчетами коэффициент для потребляемой мощности в механической
/• v
системе N -----в константах подобия
75яи
Считая Cn = 1, Cv = С,'12, получим
С = С Ст
Рассмотрим полученные коэффициенты для случая, когда Ct - IJIK =
= 5 и CF = CG = 10 (табл. 8.2).
S.2. Зивчеяяя выведенных коэффициентов
Физическая величина Обозначения, формула Пересчетный коэффициент
Линейные размеры С/ 5
Время, линейная скорость, период колебаний c, = cv = cr= с,т 2,236
Сила и вес сг= са Ю
Жесткость пружины II _п[.р 1 2
Угловая скорость с„=с,-,я 1/2,236
Линейное ускорение 1
Угловое ускорение сЕ = с,-' 1/5
Потребляемая мощность 22,36
Угловой поворот СФ 1
424
Глава 8. Моделирование процессов треиия
Из условия Ср = CG следует, что масштабы сил и масс могут быть
выбраны произвольно. В данном случае принято CG = Ср = 10. Для
решения задач, связанных с трением и износом, принимают другое условие:
Q
Ср - CG = Cf . В этом случае для давлений имеем С = —а для масс
С/
Пример подобия гидродинамических процессов движения вязкой жидкости. Для
несжимаемого вязкого смазочного материала уравнения стационарного движения и
сплошности в векторной форме имеют внд:
grad)vM = -1 gradPe4elV2vel;
divv^ = 0,
(8.2)
где vM- вектор скорости; р - плотность; р^ - удельная нагрузка в смазочном слое; -
кинематическая вязкость смазочного материала; V - дифференциальный оператор Лаплвсв.
Найдем связь между исследуемыми параметрами в критериальной форме. Напишем,
сокращая выкладки, уравнение (8.2) только в проекциях иа ось х (для проекции на оси у и z
выводы аналогичны);
dv I dv dv, Эу, I ( 84, 84 84, I
(8.3)
dv, Sv. dv.
—- + —+ — « 0.
Эх ду дг
Рассмотрим две подобные между собой системы:
, л; , dv; , dv' , dv', 1 эР^ , (dV dV av
(8.4)
dv, dv, dv
—1 + —Д + —i = 0
Эх' ду' дг'
, „[ , dvj „ dv’ , dv; I Эр" J ih" dV dV
>'—- + p” у —i. + у—L + y*—1 =o*£*----i-Sl + n 1 _- +__- +___-
4т” гЭу' ‘Эг") И Эх" Эх2 dy2 dz2
Теоретические основы подобия
425
(8.5)
ду' ду' ду' .
---5-т—it —‘- = 0.
дх' ду' dz'
Так как рассматриваемые процессы подобны, то из определения условий подобия следует:
На основании уравнений (8.6) все переменные (8.5) могут быть выражены через переменные
системы (8.4):
у'=С,у'; z* = C1z'; ^ = С,Г'; v' = Cyv'; р' = Срр'; р" = С1р'. (8.7)
*
Подставляя значения из уравнений (8.7) в (8.4) и (8.5), получим:
С,
dv, ,dv dv_ I
—-+v¥—-+v.—- -
dx' * dy' dz' }
=с,с1р^:-
с,~эРш, c^c, . I aX t , aV,
С,дх> С, Д дх1 dy1 dz1
(8.8)
C, dy’, dy’r dy,
Ct (, dx' dy' dz'
Из систем (8.3) и (8.4) эти переменные должны определяться одинаковым образом.
Последнее возможно только при условии тождественности уравнений. Для этого необходимо,
чтобы комплексы, составленные из констант подобия в уравнениях системы (8.8), сократились.
На основании данного требования получим ряд ограничительных условий:
С,
С,
с;
Рассматривая члены этого соотношения попарно, имеем:
(8.9)
С — -
С! С!
Сд
С, С,2
(8.Ю)
426
Глава 8. Моделирование процессов трении
С & с, с с = С,и-^ ИЛИ С,ИС,—!- = 1; (8.11) С, С с* с,
у * С,«у С,— = 1. (8.12)
Условия (8.9) - (8.12) можно представить в виде симплексов или критериев подобия. Для
этого вместо констант подобия надо поставить их значения из уравнения (8.7) и все величины
сгруппировать по индексам. Произведя преобразования, получим:
у'г' Vя t* Vt тт -J = - у или — = Но = idem; (8.13)
V,'1 = или &{ = Fe = idem; (8 [4) v*’ v’
Рш Р''>,г - -Ц- или — = Fu = idem, (8.15) p'v'1 pvl
= £^2 и™ £У1 = Re = idem,
Леи Л« Леи
(8.16)
где Но; Fe; Eu; Re - критерии соответственно гомохроиности, Фруда, Эйлера, Рейнольдса.
Уравнение сплошности критериев не дает. Согласно первой теореме, при гидромеханичес-
ком подобии двух или нескольких систем для любых сходственных точек критерии Но; Fe;
Eu; Re имеют одни и те же значения (idem).
Критерии гидродинамической гомохроиности характеризуют течение среды во времени,
при стационарном процессе течения среды ои отпадает. Критерий Фруда является мерой для
отношения сил инерции и тяжести в однородном потоке. Критерий Эйлера (критерий подобия
полей давления) является мерой отношения сил давления и инерции в потоке. Для несжимаемой
жидкости ои зависит не от абсолютных значений давления, а только от перепада тогда
Дп
критерий Эйлера Ей = ——.
pvJ
Критерий Рейнольдса характеризует гидродинамический режим потока. Ои является мерой
отношения сил инерции и молекулярного треиия.
Пример моделирования течения смазочного материала в зазоре подшипника скольжения.
Рассмотрим течение вязкого смазочного материала в зазоре подшипника скольжения при
смешанной смазке (рис. 8.4).
Смешанная см азка реализуется при условии, когда при контактировании двух шероховатых
тел и наличия на их трущихся поверхностях слоя смазочного материала, осуществляется
движение этих слоев в виде тонких пленок и масляных гидродинамических клиньев. Согласно
третьей теореме подобия сформулируем условия однозначности изучаемого процесса:
1) физические и временные
Теоретические основы подобия
427
Рис. 8.4. Течение вязкого смазочного материала а зазоре
п одшипиика скольжении при смешанной смазке
так как процесс стационарный;
2) граничные
ЗР
v; р; ЛРс,; % = const;
= const; APe = const;
координата z направлена вдоль оси вала;
3) геометрические
i \ Rz< - i.
d'2 ' К1г d^
P.
где фо = —---полоаииа угла контакта между подшипником и валом; Рсм = Р/В - нагрузка,
приходящаяся иа единицу длины подшипника; Р - полная нагрузка на подшипник; еп -
радиальный зазор между подшипником и валом; £„р - приведенный модуль упругости
контактирующих тел; В - длина подшипника; В2 _ Длина вала; dl - внутренний диаметр
подшипника; «^-Диаметр вала; Я?,, fiz2~ высота неровностей шероховатостей поверхностей
подшипника и вала; уи - средняя скорость истечения жидкого смазочного материала из зазора
подшипника; Qx - средний секундный расход масла при истечении из зазора; = 2сп -
диаметральный зазор.
На основании второй теоремы для случая течения смазочного материала через торцы
подшипника можно представить
Ей = Ф
^2 \ / 1.2С
Для рассматриваемого случая, когда процесс стационарный, толщина слоя жидкости
смазочного материала мала и течение ламинарное, критериями Fr и Но можно пренебречь.
Это уравиеиие имеет вид:
£pcw , [ «И .
PVX Т'с“ ®2 \ Г / 1.21... ^2
(8.17)
428
Глава 8. Моделирование процессов трения
Функциональная зависимость, связывающая скорость течения смазочного материала в
зазоре с режимами трения и геометрическими характеристиками подшипника скольжения,
представленная уравнением подобия (8.17), может быть найдена экспериментально.
Критерии подобия дают возможность сжать (свернуть) полученную в опытах информацию
при рациональной организации эксперимента. Так, в уравнении (8.17) мы имеем 14 факторов.
Используя критериальные зависимости, получаем уравнения с шестью переменными.
8.5. МЕТОД АНАЛИЗА РАЗМЕРНОСТЕЙ
Теорию подобия можно применить лишь тогда, когда кроме дифферен-
циальных уравнений процесса сформированы условия однозначности. Это
позволяет получить критерии подобия, выделить из них определяющие и
определяемые, установить критериальную связь между ними, выразив ее
в виде общей функциональной зависимости.
В практике встречаются, однако, такие случаи, когда из-за сложности
явления нельзя не только решить, но и составить уравнение процесса.
Между тем экспериментальное изучение явления дает фактический
материал, обработка которого позволяет установить определенную форму
зависимости между переменными величинами, обусловливающими процесс.
Такая задача решается приемом, основанным на анализе единиц измерения
размерностей этих величин.
Анализ размерностей можно применить, когда известно, какие именно
величины существенны в данном случае и в какой системе единиц они
выражены. По этому методу нужно выбрать и записать все физические
величины, от которых зависит изучаемое явление. Во-первых, это те,
которые можно непосредственно измерить (размерные величины). Их
называют основными единицами: силу Р, Н; путь S, м; время 1, с;
температуру ft, °C (или К); массу т, кг, и т.д. Их численные значения
зависят от принятых масштабов, т.е. единиц измерения.
Во-вторых, это остальные величины, значения которых вычисляются
(производные): скорость v = S/t, м/с; давлениер = P/S\ Па, и т.д. Единицы
их будут производными. Систему первичных величин и основных единиц
выбирают произвольно.
Единица производной физической величины отражает связь данной
физической величины с основными величинами системы единиц, в котором
коэффициент пропорциональности принят равным единице. Например,
при измерении отрезка длиной/, единицей Хр получим численное значение
n1JC, а при единице х2 _ п2х>то
— = = кх,
«2х *1
где кх - множитель - коэффициент пропорциональности величины L.
Метод анализа размерностей
429
Выражение размерности представляет собой произведение основных
величин, возведенных в соответствующие степени.
Основными механическими единицами Международной системы единиц
(СИ) являются: масса М, кг; время Т, с; длина L, м; температура К, К.
Размерность производной единицы находят при помощи уравнения,
выражающего измеряемую величину в математической форме. Например,
единицу измерения скорости определяют из уравнения
[v] = ~ = — или М = LT'.
ч м т и
Уравнением для определения силы является второй закон Ньютона:
। [F] = MLT2,
I
где аы - ускорение, м/с. $
Единица работы
= ML2!"2.
Формулы для единиц производных величин - особая форма записи
критериев подобия. Дальнейшее преобразование состоит в приведении их
к виду, удобному для рассматриваемого случая, т.е. к форме записи,
включающей величины, входящие в задачу. Число критериев подобия
определяется по п-теореме (второй теореме подобия), которая формулиру-
ется следующим образом (несколько отличающимся от приведенной выше
формулировки): всякое уравнение, связывающее между собой ЛГ,- физичес-
ких величин, размерности которых выражаются через п0 основных единиц
(например, М, L,T, К), может быть преобразовано в уравнение, связываю-
щее г = У(. - па безразмерных критериев подобия и параметрических
критериев (симплексов).
Параметрическим критерием является отношение одноименных
физических величин натурного объекта и модели. Например, диаметр
колеса локомотива D(], тогда DfjDK = Cf, где С(- - масштабный множитель;
2>о/Рм - параметрический критерий.
По аналогии с теорией подобия функциональные зависимости между
критериями (уравнения подобия или критериальные уравнения) в общем
виде имеют ту же структуру - степенных одночленов или однородных
многочленов. Числовые значения коэффициентов и показателей степенен
для критериальных уравнений находятся также экспериментально.
Метод анализа размерностей не дает возможности намечать граничные
условия, так как отсутствует уравнение процесса, поэтому определяющие
критерии выделить нельзя.
Определение критериев подобия с использованием л-теоремы
осуществляется по плану, когда последовательно выполняются операции,
приведенные ниже.
430
Глава 8. Моделирование процессов треиия
1. Выявляются параметрыpt, ...рп, ...р2 ...рт, которые характеризуют
изучаемый процесс. Например, при колебании массы т с демпфированием
параметрами будут: pt - т, р2 - и>; Рз - К;р4 - S; р5 - fc; р6 - с; р7 - I (N -
общее число изучаемых параметров). Для этого следует применять
системный подход, методы экспертных оценок и отсеивающего
эксперимента.
2. Составляется матрица размерностей N параметров.
3. Устанавливается число независимых между собой параметров к (к -
= 2, 3,4,5,...), например, к = 3 (М, L, Т).
4. Изучаемое явление представляется уравнением подобия в форме
Ф(Р1 -Рз, -Рт-к)> raepit ...ртЧ-критерии подобия.
5. Составляется выражение 7V- к критериев подобия.
Методику, рассмотренную выше, продемонстрируем на примерах.
Пример. В цилиндрическом сосуде площадью сечения А ь м2, до уровня, расположенного
на высоте й, м, от дна, налита идеальная (ие обладающая вязкостью) жидкость плотностью
р, кг/м3. В дне сосуда имеется отверстие площадью А2, м2 Определить время вытекания
жидкости /, с.
1. Представляем искомое время в виде степенного одночлена
t = e^giR'A'A',
глее - безразмерный коэффициент пропорциональности; p,q.r,k,l- подлежащие определению
показатели степени.
2. Составим уравнение размерностей
Т =
3. Приравнивая показатели степени левой и правой части, получим системы уравнений:
L; 0 > -Зр + q ♦ г ± Цк <• I);
М; 0 = р;
Т; 1 = -2q.
4. Решаем систему: р = 0; q = -0,5; г + 2{к + 1) - 0,5 = 0.
5. Для определения остальных показателей степеней сделаем предположение, что
абсолютная скорость жидкости в отверстии ие зависит от площади сечеиия. Тогда время
вытекания t должно быть обратно пропорционально площади отверстия Л2 При одинаковом
уровне жидкости Л время вытекания пропорционально объему жидкости, ио Q = Л|Л,
следовательно, прямо пропорционально А. Отсюда к = +1, а / = -1, подставляем в уравнения
г + 2(t + 1) - 0,5 = 0, имеем
г < 2(<-1 - 1) - 0,5 = 0; г = 0,5.
6. Подставляем значения степенных показателей в уравнение п. I.
t - cp\*WA?A?
g Л2
или
Метод диализа размерностей
431
Рис. 83. Схема фракционного гасителя колебаний
тележек пассажирских вагонов (КВЗ-ЦНИИ):
1 - шпинтои; 2 - втулка; 3 - клии; 4 - конусные
шайбы; 5 - пружина; 6 - резиновое кольцо; 7 -
кронштейн буксы; 8- опора; 9- гайка шпинтоиа
Коэффициент с определяем иа основе
эксперимента.
Пример определения критериев подобия
анализом размерностей для механической системы
с трением. Рассмотрим последовательность выполнения операций по определению критериев
физического подобия для механической системы, находящейся под воздействием возмущающей
силы ,
' Fm = T,Oaat.
Система представляет груз массой т, который колеблется на пружине с жесткостью с; при
перемещении S массы появляется упругая сила = cS и сила вязкого сопротивления F№n =
- Z>v (где b - коэффициент пропорциональности).
Рассматриваемая схема (см. рнс.<8.3) может быть реализована в видегасителя вертикальных
колебаний тележек железнодорожных вагонов, представленного на рис. 8.5.
1. Выявим параметры, которые определяют процесс колебания механической системы:
Р, - т (и-); рг - а (с‘); р, - Го (кг-м/с2 3);
P,-S (м); р, - Ь (кг/с); р, - с (jab1)-, р, - t (с).
Участвующих величин будет семь (т = 7). Функциональная зависимость, подлежащая
исследованию,
&<Pi. Pi’ Р)> Pt- Pt- Pt’ Рт) = О
или
Ф(ш; и; Гф; S; к; с; г) =0.
(8.18)
2. Выберем три (к - У) независимые единицы применительно к системе измерений LMT
(L - линейный размер, м; М - масса, кг; Т - время, с).
В качестве основных (базисных) параметров примем: Р] = т, кг; р2 = ы, с"1; р3 = То, кг-м/с2.
3. Определим размерность каждого основного (базисного) параметра.
р, = [пт] -- [М]‘[Е]«[ТГ;
р2 = [ы] = [МНЬГПГ:
р, = rrj = Mm1.
432
Глава 8. Моделирование процессов трении
Остальные четыре параметра (Л1-Л = 7- 3 = 4) уравнения (8.18) примут внд:
р, = Pl » [МГМПТ;
р, = [Ь] = [Mi'lLfm-’;
Р, = Н = [MJ'ILl’rrr2;
(8.19)
Р, = [t] = [МГРТПТ
4. Проверим правильность сделанного выбора по числу независимых (базисных)
параметров^ = 3), составим матрицу размерностей'.
Р, = ™ 1 О О
Di-3 * Рг ~ “ 9 0 "• = +1.
Рз = Т. 1 1 -2
(8.20)
Действительно, используя формулу Крамера
= *21
*12 *11
*22 *23
*32 *33
а
и
*11 *22*33 **12 *23 *31 **13 *21*32 *13 *22 *31"*| I *23 *32"" *12*21 *33 ’
получим
1 0 0
0 0-1= +1,
1 I -2
т.е. Z)j_j * 0. Следовательно, значение базисных параметров/?]*,/?2;/>з и их число (к = 3) выбрано
правильно н величины т; w; Го действительно независимые.
При Z)]_j = 0 масштабы величины для модели и образца (натуры) были бы одинаковые.
Например, для линейных размеров Ct =
Lo
= 1, т.е. Lo = LM. В данном случае модель будет
необходимо выполнять по размерам, соответствующим опытному образцу, что в практике
моделирования применять не имеет смысла.
Определитель О = 0 принимается в частных случаях, например, при использовании в
опытах одинаковых материалов как для модели, так н для образца, т.е. = Ср = СЕ = Сщ =
= 1 или Ам = Ао; рм = Цо; Ем = £о; НВМ = НВ0 и т.д. (здесь А - теплопроводность; ц -
коэффициент Пуассона; Е - модуль упругости; НВ - твердость материала).
5. Составим выражения для оставшихся п- tn- к критериев подобия. В общем виде их
можно записать в виде дробей
______13____; _____И_______;
[тГ*Ы’*ГГ0Г‘
Метод анализа размерностей
433
[rnjW-CrJ'' ”7 [тП^ГГ.Г'
(8 21)
Нахождение критериев подобия заключается в отыскании значений показателей степени.
6. Определим значения показателей степени а; р; е.
Первый способ. Найдем определители Djs для параметров р^ъ т.е.
а* = ... <4 =
Значения Z^_7; Z)J.7; P4.f могут быть найдены из определителя (8.20) после замены в нем
i-й строки на строку, составленную из показателей степени aSj k с t; ps> k c t; es c i величин
p6; р7, взятых из формулы (8.19):
MLT MLT MLT
А 0 1 0 ' Pi 1 1 0 1 Pl 1 0 0
If, = р2 0 0 -1 = -1; Д’ = P, 0 1 0 = -2; If, = P2 0 0 - 1 = +1
р, 1 1 -2 Ps 1 1 -2 p4 0 1 0
М L Т MLT MLT
Ps I 0 -1 Pi I 0 0 Pi 1 0 0
if, = р2 о о -1 = < 1; If, = P, 1 0 - 1 = + 1; If, = P2 0 0 - I = + 1
А 1 1 -2 A 1 1 -2 p, 1 0 -1
М LT MLT MLT
Р« 1 0 -2 Pi 1 0 0 Pi 1 0 0
=Р, 0 0 -1 = *1; If, = Pi 1 0 -2 = +2; If, = p2 0 0 -1 = 0;
р, 1 1 -2 p3 1 1 -2 P, ’ 0 -2
MLT MLT MLT
Pi 0 0 1 Pl 1 0 0 Pi 1 0 0
в; = Pl о о -1 = 0; if, = P, 0 0 1 = -1; a, = Pj 0 0 -1 = 0.
1 1 -2 p3 1 1 -2 p, 0 0 1
Численные значения показателей будут:
434
Глава 8. Моделирование процессов трения
А = л = 0; ₽i-A = si = _l;
Д_, *1 ' д_, и
А., -1
7. Используя значения показателей н данные уравнений (8.21), получим окончательные
Значения критериев:
п = И - [L] _ Lmu2 _ ту .
4 ’ к'рЫ' [«r'w’rrj'1 ’ т« ’ т.т’
так как ш = 1/Т, то п4 =
mS
т,тг‘
; - К - И - _L_ = кТ.
’ л'л'л’ NW “'т’
= _Л1_ = лг = шТ.
Imrwn-J
Согласно второй теореме Подобия, уравнение движения груза под действием сил
представляется функциональной зависимостью нз критериев подобия
Ф(я4; я5; х7) « О
или
0[mL/ToT2; ЬТ/mT; сТ2/т; «Т] = 0. (8.22)
Уравнения (8.20) н (8.22) - одинаковые.
Следовательно, как путем приведения уравнений к безразмерному виду, так и с
использованием метода анализа размерностей и л-теоремы пришли к совершенно одинаковым
критериям подобия протекаемого процесса.
Второй способ. В тех случаях, когда число параметров ие превышает m = 5... 10,
целесообразно использовать более простой метод, ие требующий операций с определителями.
Для этого все величины, входящие в критерии подобия, выражают через основные
(базоаые) единицы измерения и, переходя от (8.18) к (8.21), находят из простых уравнений
показатели размерностей а; р; е. Для рассматриваемого примера, из уравнений (8.21)
=______Ы______= . _ Ы - ...
MWrrj' [м]'т’’,[мГ[ц'пт2''
Метод анализа размерностей
435
Так как [TJ* = [MTELfm'2'. а («1 = m P1, то, приравнивая показатели одноименных
основных величин, стоящих в числителе и знаменателе, получим 1 - е,- = 0 при [L], тогда ct = 1;
О = а, * е,, или 0 = а, « 1, а, = -1 при [М];
О = р, - 2ер или 0 = -pt - 2, р, = -2 при [TJ;
[S] _ [Ц _ 1ша! _ Му
”4 = р;'р;1р;>' = wiw ’ т. = т.т
Аналогично
„ = м = [МУРТ1
[mrWrrJ1 [мг‘т'ч|мгк[ьг‘пт2‘*’
“к + ек = 1> ПРИ [М], “к = 1, приняв ек = О,
Рк_2Ч = -1,Рк = 1 пРиГП;
„ - М - М = . Т.
’ MWITJ’ MW »’
__________И_______=___________№_____________.
[mj-WlV [М]'-ПТ’-[МГ'[ЬГ[1Т2‘-
ес = 0 при [S];
-₽с - 2сс = -2, отсюда при ес = 0, ₽с = 2 при [Т];
ас + ес = 1,а(= 1 при [М].
Тогда я. = -“-
MWtTj
сТ1
m
имеем е( = 0 при [S];
а, + сг = 0, а, = 0 при [М];
-Pt-2ct= 1, р, = -1 при [Т].
Отсюда ity =---И------= wT.
ImrWrrjt
Следовательно, как первый, так и второй способы приводят к одинаковым критериям
подобия. Однако только первый способ дает возможность полностью автоматизировать
расчетные операции:
436
Глава 8. Моделирование процессов трения
8.6. ИСПОЛЬЗОВАНИЕ МЕТОДА АНАЛИЗА РАЗМЕРНОСТЕЙ
ПРИ МОДЕЛИРОВАНИИ СЛОЖНЫХ СИСТЕМ
Модели могут быть простыми и сложными. Простая модель описывает
один вид движения материи (например, механическое) или является
условным образом явления. Примером такой модели может служить
описание движения математического маятника, подвешенного на
невесомой и нерастяжимой нити, конец которой закреплен неподвижно.
Движение только в одной плоскости описывается дифференциальным
уравнением с четко определенными начальными условиями. Методами
теории подобия, используя данное дифференциальное уравнение,
составляют уравнение подобия. Такая физическая модель является
идеализированной. Она не учитывает дополнительные эффекты, связанные
с трением, растяжением нити, сопротивлением воздуха при качении
маятника и т.д.
Сложная модель состоит из двух и более подсистем, она, как правило,
описывает несколько видов движения материи. Например, система
подшипник - вал представляет сложную систему и состоит из семи
подсистем. Она описывает минимум два вида движения: механическое и
тепловое. В ряде случаев приходится учитывать еще электрические и
химические явления в зоне контакта одной пары трения. Сложными
являются модели тормозных систем.
Сложная модель является однородной, если класс моделируемых
явлений имеет граничные условия. Интерпретировать сложную физическую
модель системой уравнений, как правило, не представляется возможным,
поэтому составление уравнения подобия, описывающего процесс,
осуществляют путем использования тг-теоремы. Применив теорию подобия,
можно по Э.Д. Брауну получить замкнутое математическое описание
модели.
При решении последовательно реализуются следующие операции:
1) с использованием системного подхода разрабатывается графическая
модель процесса;
2) определяются основные факторы, влияющие на данный процесс.
Кроме системного подхода в данном случае используют метод экспертных
оценок или метод случайного баланса;
3) находятся критерии подобия при одних и тех же базисных параметрах
и составляется уравнение подобия в симплексной форме;
4) выбираются, с учетом требований, предъявляемых к модельным и
натурным параметрам, дополнительные условия;
5) уравнение подобия представляется в виде системы совместных
линейных уравнений и решается;
6) производится анализ решения; находятся МКП для пересчета
моделируемых параметров с натуры на модель, и наоборот.
Пример физического моделировании клинового фрикционного гасители колебании тележек
пассажирского вагона (см. рис. 8.5). Основными требованиями, предъявляемыми к парам
Использование метода анализа размерностей 437
трення гасителя (амортизатора), является стабильность коэффициента трения, хорошая
прирабатываемость и высокая износостойкость трибосопряжений. При проведении системного
анализа трнбоэлемеитов фрикционного гасителя колебаний учитывают следующее:
техническую функцию системы - ограничение и демпфирование колебаний;
рабочие переменные - тип движения; нагрузку, скорость, температуру, время и т.д.;
структуру трнбомеханнческой системы, которая в соответствии с триадой А.В. Чичинадзе
должна учитывать свойства первого и второго элементов пары трения, свойства окружающей
среды (атмосферы или смазочного материала) и взаимодействие между ними (соответственно
в дополнение к индексам 1 и 2 вводится индекс 3);
трибологические характеристики - потерю энергии; потерю массы материалов;
стабильность коэффициента трення.
С точки зрения положений системного анализа необходимо и достаточно обеспечить
следующее:
подобие функций реальной и испытуемой систем (входов и выходов, функциональных
соотношений между ними);
подобие структур реальной и испытуемой систем (элементов системы, свойств элементов,
трибологических взаимодействи|!);
подобие внешних механических воздействий - нагрузки Р, Н, скорости v, м/с; частоты <р,
Гц; амплитуды колебаний Л, м, вкорости нарастания нагрузки РД Н/с;
подобие геометрических разк(еров элементов пары треиия - масштабный множитель Сг;
комплекс/4.11, м6; высоты мнкронеровностей h(Rz)f м; площади теплоотдающих поверхностей
ЛО|>2з м2; физико-механнческнх параметров - массы tn, кг; твердости НВХ 2, МПа; модуля
упругости 2. МПа, теплопроводности Aj 23, Вт/(м°С), твердости загрязнений Я3, МПа;
температуры на контакте 2, °C; температурного градиента grad Sj 2. теплоотдачи о j 2,
Вт/(м°С). ’
В системе основных единиц М, L, Т, 9 (где Q - единица температуры, °C) отобраны четыре
базисных параметра, оказывающих наиболее существенное влияние на фрикционно-износные
характеристики узла и имеющие независимые размерности.
Независимость размерностей достигается неравенством нулю определителя из показателей
степеней этих параметров в системе М, L, Т. 9. В качестве базисных параметров взяты: нагрузка
Р] скорость относительного перемещения контактирующих тел v; коэффициент теплоотдачи
ст, 2; комплекс геометрических размеров КГ| 2 (геометрический комплекс), который учитывает
распространение в материале данного элемента трибосопряження теплоты и деформации
Сг1,2 = ^гм|У^П11,2-
Для одного контактирующего тела Сг| 2 = С/, для двух тел Си 2 = С*,
Размерность параметров в системе М, L, Т, 8.
1?] = [MLT2];
[v] * ILT 4;
[aj = [МГ’в-'];
= М.
Главный определитель, образованный параметрами,
М 1 Т 0
Р 1 1 -2 О
v 0 1 -I О
О. « = 1
0 2 0 -6-2
К,12 0 6 0 0
(8.23)
438
Глава 8. Моделирование процессов треиин
В уравнении (8.23) D • 0, чем подтверждается независимость размерностей Р, v, Krl j, О| 2.
Для определения подобия (обобщенных переменных) незавнсимыхпараметров поочередно
заменяем в матрице (8.23) строки с размерностями Р, ч, Кг) 2, xj 2 строками с размерностью
параметра, для которого определяется критерий подобия.
Критерий скорости нарастания нагрузки
М L
РЛ 1 1
М L
Р 1 1
v 0 I
°2 = РИ 1 1
W «
Т 8
-3 о
-1 о
-6 -2
О о
Т 8
-2 0
= 12; — = 1;
12
М L Т
2° 1 1 -2
Л» 0 1 -3
►. =
’ °i.i 2 0-6
0 6 0 0
8
о
о
-2
М L Т О
Р 1 1-20
v 0 1 -1 0
2 0-6-2
Pit 11-30
-12; l2 » I;
2; - -1.
12 6
0 0
Pit
или
---PH--= 1,
P'v'°Mn
Тогда
„ -
P'v1
Аналогично находятся другие критерии подобия, которые представлены в табл. 8.3.
Уравнение, составленное из этих критериев, имеет вид:
/• Ф
Р1 ’ P2v2
2.
P2v2 ’ P’v2
g,A": я . V1
p2 pl v
(8.24)
Согласной-теореме, число критериев г = У, -и# = 15-4= 11, что соответствует уравнению
(8.24).
Определение масштабных коэффициентов для пересчета с натуры (образца) иа модель и
наоборот осуществляется по следующей методике. Учитывая, что процессы для модели и
натуры подобны, а одноименные критерии тождественны, уравнение подобия (8.24)
записывается в симплексной форме:
Использование метода анализа размерностей
439
8.3. Критерии подобии, используемые для моделирования треиия и износа
гасителя колебаний (знакопеременного скольжения при нестационарном нагружении)
Параметр Обозначение Размерность Критерии
1. Нагрузка р MLT~2 Базисный параметр
2. Скорость скольжения V LT-1
3. Коэффициент теплоотда- чи ”1,2 м2т-6в-2
4. Комплекс геометричес- ких размеров *г1.2 L6
5. Скорость нарастания на- грузки РЛ MLT3 < = P/tK^HPv)
6. Температура на повер- хности контакта 1 *1,2 92 It я •u p2v3
7. Температурный градиент М|.2 l-2o2 ж - Де.,»°.Ли ply2
8. Теплопроводность *1,2,3 m’lV’b'3 - = Ail- *»Л> ИрШ °
9. Модуль упругости % MV3!"4 и£ pi
10. Твердость поверхности НВ12 m2l-2t-4 , ив-Л" ’Ч. ' p2
11. Высота шероховатостей Д’|,2 L2 II z
12. Средняя твердость по поверхности контакта ML'1!”2 __ p
13. Амплитуда колебаний А L Ст
14. Частота собственных колебаний ф T4 И = * V
15. Масса контактирующих поверхностей т1.2 M2 я
440
Глава 8. Моделирование процессов треиия
(8.25)
По записи в симплексной форме каждый критерий приравнивается к единице, например,
С Си
^=-^ = 1. т.е. С” = С,2.
С?
Логарифмируемкаждый критерий, представленныйв симплексной форме, и рассматриваем
как линейное уравнение. Составляем из критериев систему совместных по условию уравнений,
описывающих моделируемый процесс.
Чтобы каждое из уравнений системы (8.25) состояло из одноименных членов, что дает
возможность записать определитель системы, симплексы параметров, которые ие включены
в критерии, дописываются в виде 01пСф, 01пСти т.д., так как представляют пустое множество;
I) InCuB + 0 1пСрд + 0 InCft + 0 1пС*А + 0 1пС\ + 0 1пСг + 0 1пСо2 + 0 1пСи + 0 1пСл +
+ 0 InC + 0 lnCm-2 lnCf+0 InCv + 0 1пСо =-(2/3) 1пСг1 2;
2) 0 InCffB + 1пСрд + 0 1пСс + 0 1пСд& + 0 1пС2 + 0 1пГ^ + 0 1пС^ + 0 1пС^ + 0 1пГ^ +
+ 0 1пСф + 1пС„, - InCp- mcv + 0 1пС„ = -(1/6) 1пСг| 2;
11) 0 1пС„я + 0 1пСР. + 0 1пС. + 0 InC.x + 0 1пС, + 0 1пСЕ + 0 1пСДг + 0 1пС„ + 0 InC, +
01nCv+0In™-21nQ + 41nCv + 0InCo = -(l«)lnCrl2.
В результате получаем систему из 11 строк (числа критериев подобия иебазисиых
параметров) и 15 столбцов (число влияющих параметров), в которой за симплекс известного
параметра принято отношение геометрических характеристик натуры и модели СГ1 2(табл. 8.<Q.
Чтобы эту матрицу можно было привести к стандартному виду 11x11, достаточно ввести
дополнительные условия, принять СцВ = 1; Сй = 1; Сф = 1. При таких экспериментах надо
соблюдать следующие условия; сохранять для модели и натуры одинаковые твердости
материалов, одинаковые температуры поверхностей треиия и одинаковые частоты
перемещений. В данном случае система становится замкнутой, так как число неизвестных равно
числу уравнений.
С вводом дополиительиых(краевых) условий получаем систему уравнений 11x11 (табл. 8.5).
Определитель 11x11 решается иаЭВМ по стандартной программе. Ои может быть решен
и без машины. Определитель системы 11x11 получается путем раскрытия матрицы по единицам
диагонали.
Система уравнений (8.25) будет иметь следующие корни и МКП;
I) 1пСм ’ Сп = с;‘2я; (Р/г)0 = (Р/г)и<я;
2) hCM1J = -|hCrl2; С"-« = (Дй1г)» =
3) 1пС2|| - 11пСг12; С212 = CrlJ; (Л12)о = (А12)ИСГ12; (8 26)
4) 1пС<1Л = 01пСг1д; С£12 = Сг|2; = Ем;
5) lnCfcl2 = 11пС„2; Ctol2 = Сг“;
О
6) 1пС„,2 = 01nCrU; CKl2 = Cr"w = 1,0; (Н12)о = (Я12)и;
1) ЬС,,.2 = 1|пСги; СЛ1Л = с“; (Л12), = (4,J,Cr“:
8.4. Матрица 11x15 системы линейных уравнений, полученных логархфмированием
критериальных соотношений одиоименхых параметров
Крите- снв Срл Си СЕ сн Сл Ст Ср Q С. Ql.2
рий 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
I I 0 -2 0 0 -2/3
2 0 1 0 -1 I 0 -1/6
3 0 1 0 —2 -2 1 —2/3
4 0 1 0 —2 -2 1 -1
5 0 1 0 0 0 -3/2 1/2
6 0 I 0 -2 0 0 -2/3
7 0 1 0 0 0 0 1/3
8 0 I 0 -1 0 0 -1/3
9 0 1 0 0 0 0 1/6
10 0 1 0 0 -I 0 -1/6
11 0 1 -2 4 0 1/3
Использование метода анализа размерностей
8.5. Матрица 11x11 системы линейных уравнений^ полученных логарифмированием
критериальных соотношений одноименных параметров
Крите- рий СРЛ Со Сх Сн Сл Ст С, с, Со СГ1,2
I 2 3 4 5 6 7 8 9 ю 11 12
1 0 -2 0 0 —2/3
2 I -I -I 0 -1/6
3 0 0 -2 -2 1 -2/3
4 I 0 -2 -2 I -1
5 0 I 0 0 0 -3/2 1/2
6 0 I 0 -2 0 0 —2/3
7 0 I 0 0 0 0 1/3
в 0 1 0 -I 0 0 -1/3
9 0 I 0 0 0 1/6
10 0 0 0 -I 0 -1/6
II I -2 4 0 1/3
442_____________________Глава 8. Моделирование процессов трення
Использование метода анализа размерностей
443
8) lnC-и = 4InC^: С”'-> = С;'"' (т'А = (т<Лс;,х’:
9)]nCHSI2 = 01пС,и; Сет1д = Сг”д = 1,0; НВ„ = НВа;
'0) ЬС„д = InС,12; С,|Д = С/”; (*)„ = (0)иС;,“!;
11) 1пС„2 = Oh>Cr|2; С„2 -- СГ’1Д = 1,0"; (<р,Д = (<р1д)а.
С помощью этих МКП были подобраны новые металлопокрытия в гасителе колебаний
со стабильными триботехническими характеристиками. Погрешность лабораторных
испытаний на трение и износ относительно данных эксплуатации составила 10. .15 %.
Существенный экономический эффект может быть получен, если
окончательным и достаточно дорогим натурным испытаниям предшеству-
ют ускоренные испытания на малогабаритных образцах и на режимах,
моделирующих характерные условия эксплуатации.Экономия достигается
за счет существенного в (3...5 раз) сокращения машинного и (в 10.„30 раз)
подготовительно-заключительного времени при испытаниях, экономии
часто весьма дорогих опытных материалов и, наконец, сокращения
численности испытателей.
Для ускоренных испытаний важны ограничения, которые хотя бы
косвенными способами подтверждают тождественность процессов. Такие
ограничения предлагает теория трения в виде равенства для модели и
натуры (оригинала) критериев И.В. Крагельского, характеризующих вид
контактирования. Необходимо, чтобы с учетом масштабного фактора
температуры и структуры материалов были аналогичны.
Наибольшая эффективность моделирования (в смысле ускоренного
получения результатов) достигается при максимальном уменьшении
размеров объектов лабораторных испытаний. Однако минимальные
размеры модели всегда ограничены либо возможностью существенного
увеличения относительной погрешности эксперимента, либо нарушением
принципа Назарова, когда число структурных составляющих в материале
образца меньше допустимого (особенно на поверхностях трения).
Следует отметить, что при испытаниях малогабаритных образцов
дисперсия значений контролируемых параметров (трения, сил, температу-
ры) значительно меньше, чем у реального узла трения и, следовательно,
при неизменной погрешности требуется меньшее число опытов. Так, при
испытаниях тормоза шахтной подъемной машины приходилось выполнять
от 28 до 39 экспериментов, при испытаниях на модельных образцах таких
экспериментов требовалось значительно меньше (всего 12).
При моделировании повторно-кратковременного режима трения
недопустимо произвольное назначение интервала между последующими
фрикционными взаимодействиями. Отступление от расчетного интервала
увеличивает погрешность в 5 раз и более.
444
Глава 8. Моделирование процессов трения
“оя = ---
м A.V
8.7. НЕКОТОРЫЕ ВОПРОСЫ ИЗНАШИВАНИЯ, КОТОРЫЕ
ЦЕЛЕСООБРАЗНО УЧИТЫВАТЬ ПРИ МОДЕЛИРОВАНИИ
В работах Е.В. Дубинина, Б.И. Костецкого, Б.В. Протасова, Г. Фляйше-
ра и др. показано, что энергетический метод достаточно перспективен при
прогнозировании износа материалов трибосопряжения. При этом
наибольшее развитие получили два подхода. Первый основан на
статистической обработке результатов эксплуатации трибосопряжения по
энергонагруженности и износу. Вычисляется мнимая плотность энергии
(8.27)
отношение работы трения WR (энергии, диссипируемой на фрикционном
контакте) к объему Д Vматериала трибосопряжения, который изношен под
воздействием этой энергии. Отсюда следует основное энергетическое
уравнение износа
= ~ “ (8.28)
“до
интенсивность изнашивания Ih пропорциональна удельной силе трения т,
представляющей отношение силы трения Гт к номинальной площади
трения:
FT
' = -1. (8.29)
Лл
Этот подход требует больших затрат времени и сил на проведение
требуемого статистически необходимого объема натурных экспериментов
и сопровождающих их измерений износа и энергии.
Весьма перспективным представляется второй энергетический подход,
базирующийся на молекулярно-механической теории И.В. Крагельского,
несложном физическом эксперименте с малогабаритными плоскими
моделями И.Р. Клейса и расчетном алгоритме Г. Бекманна и П. Дириха.
На малогабаритной лабораторной установке И.Р. Клейса струю абразива
заданного состава (по зернистости и виду абразива) при определенных
значениях скорости и нагрузки по касательной (под заданным углом)
направляют на плоский образец испытуемого материала. Предполагается,
что износ возникает вследствие сдвига неровностей на поверхности трения
образца. Целью испытаний является получение постоянной для испытуемо-
го материала в виде удельной энергии сдвига es (на единицу площади) при
определенном виде контакте.
Критерий перехода от упругого контакта к пластическому, согласно
И.В. Крагельскому, Ю. Арчарду, Д. Тейбору и др., пропорционален
Некоторые вопросы изнашивания
445
отношению твердости НВ к модулю упругости Е. Так, для упругого
контакта
А = (
Л \ Е } '
(8.30)
По Г. Бекманну уравнение изнашивания в этом случае
г _ хо 4
(8.31)
где т0 - касательные напряжения; Лм - фактическая площадь контакта при
сдвиге. 1
Прн этом отношение A,JAa изменяется от 10~' до 10-6, т.е. на пять
порядков, а - от 0,04 до 0,4, т.е. всего на один порядок.
Затем применяют безразмерное давлениеpJHB для определения границ
области, внутри которой Определяется коэффициент пластичности ф в
зависимости от отношение количества пластичности деформированных
выступов к их общему количеству ипл/п (рис. 8.6).
Получают зависимости безразмерного давления ра1НВ от коэффициента
пластичности ф и параметра профиля а. Последний, учитывающий высоту
и форму шероховатости, оказывает существенное влияние на процесс
изнашивания. Применив методы математической статистики, получают
ковариационную матрицу, спектральные моменты >и0 и т4. Так, коэффици-
ент пластичности
Ряс. 8.6. Зависимость коэффициента плас-
тичности ф от соотношении количества
пластически деформированных выступов к
их общему количеству (проскальзыва-
ние у = 1):
I -fJHB = 0,1; 2-pJHB = 0,001;---
контакт не смазан
1 - при а = 4; 2 - при а = 20
446
Глава 8. Моделирование процессов треиия
ф = KEIHB, (8.32)
гдеК=(™0™4)1/4.
Таким образом, на основе расчетно-экспериментального метода
аналитически определяют зависимость ArJAa от безразмерного давления
ра1НВ и параметра профиля а = —— (где тг - спектральный момент,
рис. 8.7).
При этом es рассматривается как одна из основных характеристик
материала, работающего на изнашивание, и зависящая от природы
материала и профиля поверхности.
Список литературы
1. Браун ЭД., Евдокимов Ю.А., Чичинадзе А.В. Моделирование трения и изнашивания
в машинах. М.: Машиностроение, 1982. 190 с.
2. Веников В.А., Веников Г.В. Теория подобия и моделирования (применительно к задачам
энсргетикн). М.: Высшая школа, 1984. 439 с.
3. Качество машин. Справочник в 2-х т. / Под ред. А.Г. Суслова. М.; Машиностроение,
1995, т. 1, 256 с.; т. 2,430 с.
4. Расчет, испытание и подбор фрикционных пар / А.В. Чичинадзе, ЭД. Браун,
А.Г. Гинзбург, З.В. Игнатьева. М.: Наука, 1979. 267 с.
5. Чичинадзе А.В., Матвеевский Р.М., Браун ЭД. Материалы в триботехнике нестационар-
ных процессов. М.: Наука, 1986. 248 с.
Глава 9
ТРИБОТЕХНИЧЕСКИЕ МАТЕРИАЛЫ
И ТРИБОТЕХНОЛОГИЯ
9.1. ТРИБОТЕХНИЧЕСКИЕ КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
9.1.1. ВЫБОР КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ ТРИБОСИСТЕМ
С УЧЕТОМ ИХ СОВМЕСТИМОСТИ
При выборе материалов ^ля трибосистем (ТС) или узлов трения должна
учитываться их совмести|мость. Под совместимостью материалов
понимают их способность обеспечивать оптимальное состояние трибосис-
темы (элементов узлов трения) в заданном диапазоне условий работы по
выбранным критериям. При хорошей совместимости материалов элементы
в ТС достаточно быстро прирабатываются, элементы антифрикционных
узлов имеют невысокие уровни трения, износа и достаточно длительную
работу без повреждений.
Совместимость рассматривается как взаимодействие в процессе трения
и износа поверхностей ТС, изготовленных из различных материалов при
наличии смазочного материала, в режимах нарушения смазки и без
смазочного материала. Изучению отдельных аспектов совместимости пар
трения посвящены работы Б.И. Костецкого, Д.Н. Гаркунова, М.М. Хрущо-
ва, Р.М, Матвеевского, Ю.А. Евдокимова и др. Первая обобщающая статья
этого направления исследований опубликована в 1971 г. Н.А. Буше.
Способы оценки совместимости материалов могут быть прямыми и
косвенными (рис. 9.1). Теория и практика совместимости триботехнических
конструкционных материалов учитывает основополагающие рекомендации
двух триад внешнего трения, физикохимического и механического аспектов
трения и изнашивания твердых тел с учетом влияния окружающей среды,
в том числе и смазочной.
В зависимости от предназначения и условий работы ТС определяется
ее желаемое оптимальное состояние. Так, применительно к тормозной
системе - это обеспечение высокого и стабильного коэффициента трения
при незначительном износе, для подшипников скольжения - это либо
длительная работа без усталостных повреждений и высокого уровня
износа, либо достаточная сопротивляемость образованию задира, или при
аварийной ситуации, максимальная живучесть трибосистемы без серьезных
повреждений. В отдельных специфических условиях работы оптимизацию
следует вести по признаку определенной величины износа трущихся
деталей (контактному уплотнению, поршневому кольцу, направляющим
станков и др.), иногда необходимым условием является плавность
перемещения (золотниковые пары и др.).
Рис. 9.1. Способы оценки совместимости трущихся поверхностей
448___________Глава 9. Триботехнические материалы и триботехнологин
Конструкционные материалы
449
9.1. Наиболее характерные виды повреждений при различных режимах трения
Жидкостный режим Смешанный или граничный режим Тренне без смазочного материала
Усталостные повреждения (трещины, выкрашивание, разрушение) Усталостные повреждения (трещины, выкрашивание, разрушение) Износ за счет схватыва- ния, сопровождаемый вы- рывамн и переносом мате- риала с одной поверхнос- ти на другую
Износ за счет абразивного воздействия частиц, попа- даемых с маслом Износ за счет абразивного воздействия частиц и схва- тывания на отдельных участках пар трения Образование глубоких и широких борозд, приводя- щих к задиру пар трения
Кавитационные поврежде- ния (местные и общие по всей и большей части по- верхности) Образование глубоких н широких борозд, приводя- щих к задиру пар трення Износ за счет смятия (п ласти ческо й^ дефо рм а- ции) пар трения
Каждому режиму трения свойственны свои особенности совместимости
ГС. Во многом они определяются условиями работы - нагрузкой Р,
скоростью v и температурой С (табл. 9.1).
Процесс совместимости определяется прежде всего реакцией на
изменение режима трения, возникающего в результате нестабильных
условий работы сопряженных поверхностей. Благоприятная реакция на
ужесточение трения должна сопровождаться образованием на участках
контактирования либо тонких легко подвижных пленок, либо трудносхва-
। ывающихся оксидных пленок или определяться защитными свойствами
искусственно созданных мягких покрытий (сплавы на основе свинца,
полимерные композиции и др.), либо твердых поверхностных слоев
(твердых химико-термических покрытий, термической обработки и др.).
На рис. 9.2 показана реакция трибосистемы на увеличение нагрузки Ра
в случае использования двух подшипниковых сплавов с мягкими
структурными составляющими: 1) АО20-1 на алюминиевой основе,
содержащей 20 % олова, 2) БрОС1-22 на медной основе с 22 % свинца. В
нервом случае триботехнические характеристики лучше, чем во втором.
Эту закономерность удалось объяснить особенностями поведения этих
сплавов в режиме нарушения сплошности масляного слоя при испытаниях
на стенде с цапфой из стали 45, проведенных И.И. Карасиком. Из
непрерывной записи изменений электросопротивления Р слоя смазки
видно, что для первого материала преобладает режим жидкостной смазки,
а для второго - граничной (рис. 9.3).
Особенностью материалов, обладающих хорошей совместимостью,
является способность их в ТС ускоренно снижать уровень контактных
напряжений. Такое снижение легче осуществляется для мягкого металла
и сплава, но снижение контактных напряжений возможно и для наиболее
450
Глава 9, Триботехнические материалы и триботехнология
Рис. 9.2. Изменение триботехнических характеристик: температуры &, момента трении Мт и
интенсивности изнашивания 1 при ступенчатом нагружении:
о - БрОС1-22; д - АО20-1
твердого элемента трибосистемы. Желательно, чтобы процесс деформиро-
вания отдельных наиболее нагруженных участков проходил в поверхнос-
тных слоях, без вовлечения в деформацию глубинных слоев, когда наиболее
полно реализуется правило положительного градиента сдвигового
сопротивления, сформулированного И.В. Крагельским.
Обязательным условием оценки совместимости является учет помимо
сорта смазочного материала средних значений нагрузки, скорости и уровня
динамических воздействий.
В процессе трения важно, чтобы система по возможности не выходила
за границы устойчивого состояния, а периоды неустойчивого неравновес-
ного состояния постоянно снижались и переходили в устойчивое состояние
без непоправимых повреждений поверхностей трения. В.В. Шаповалов,
О.Б. Богатин, Н.П. Старостин, варьируя частотно-амплитудными
характеристиками нагружения, опре-
делили границы области устойчивых
состояний ряда трибосистем на базе
анализа термоупругой неустойчивости.
Рис. 9.3. Плотность /(й)1пах распределения элек-
тросопротивлении R смазочного слоя в режиме
смешанного трения для сплава АО20-1 (Г) и
БрС-30(2)
Конструкционные материалы
451
Оригинальна работа Л.И. Бершадского по использованию динамики
нагружения для ускорения процесса совместимости ТС.
Следует различать совместимость ТС в процессе приработки и в
послеприрабогочном периоде. Условно процесс приработки можно разбить
на двефазы: 1) интенсивная приработка преимущественно на макроуровне,
когда в результате пластической деформации и износа увеличивается
контурная и фактическая площадки контактирования; 2) прн достижении
достаточной пощади контактирования возрастание площади единичных
фактических контактов и увеличение их числа преимущественно на
микроуровне.
После окончания процесса приработки независимо от величины и
характера первоначальной шероховатости устанавливается равновесная
шероховатость, закономерности образования которой и расчетные
характеристики даны в трудах И.В. Крагельского и др. Одновременно, как
показал Н.А. Буше, осуществляется самоорганизация ТС в результате
структурной приспособляемости при трении.
Приработка ТС в интенсивном темпе при соблюдении режимов трения,
приближающихся к критическим (по И.И. Карасику на "грани заедания")
происходит со снижением во времени показателей Зоммерфельда цш/ра и
коэффициента трения (см. стрелки) на известной зависимости Герси-
Штрнбека (рис. 9.4). При этом диапазон регулирования нагрузки и
скорости а не выходит за пределы полужидкостной смазки.
В зависимости от типа пары трения несущая способность существенно
различается. Так, было установлено, что прн окончании приработки
уровень несущей способности (сумма максимальной нагрузки при
смешанном режиме трения и жидкостной смазки) у алюминиевых сплавов,
содержащих более 9 % олова, значительно превосходит максимальные
нагрузки ратах до заедания свинцовых бронз марок БрСЗО и БрОС1-22
(рис. 9.5).
В процессе приработки важно, чтобы достигнутая максимальная
несущая способность не уменьшалась при последующей работе ТС.
Приработка трущихся деталей всегда имеет решающее значение для
широкого класса двигателей внутреннего сгорания, особенно деталей узла
Рис. 9.4. Снижение характе-
ристик трения н параметра
Зоммерфельда ца1ра ири при-
работке:
1 - неприработанная ТС; 2-
приработаниая ТС; а - диа-
пазон регулирования в про-
цессе приработки
452
Глава 9. Триботехнические материалы и триботехнология
Рис. 9.5. Изменение макси-
мального нормального давле-
ния при трении алюминнево-
оловянных н медно-свинцо-
вых сплавов в паре со сталью:
/ — АО50-1; 2 - АО10-1; 3-
Б-83; 4 - А09-1; 5 - АОЗ-1;
б - бронза БрСЗО; 7 - бронза
БрОС 1-22
шатунно-кривошипного механизма (вкладышей и коленчатого вала).
Процесс приработки во многом зависит от сорта смазочного материала,
металла коленчатого вала и рода антифрикционного сплава в подшипни-
ках. В зависимости от скорости изнашивания и пластической деформации,
характеризуемой степенью ее распространения и видами ее прохождения
(ламинарным или турбулентным течением), процесс приработки проходит
в большем или меньшем темпе.
Образованию задира в процессе приработки предшествует серия
единичных актов контактного взаимодействия поверхностей трения с
образованием отдельных повреждений в виде очагов схватывания,
наростов, вырывов н др. В числе других факторов на критическое число
повреждений влияют степень упрочнения и глубина распространения
пластической деформации. Если пластическая деформация протекает в
поверхностных тонких легко подвижных слоях, то работа сопряженной
пары проходит без задиров. Этому способствуют специально наносимые
покрытия из мягких металлов, из слоев твердых смазок, полимерные
покрытия или использование самосмазывающихся сплавов металлов или
композиционных материалов.
Особенности работы самосмазывающих материалов предусматривают
взаимодействие мягких фаз и твердой матрицы в процессе упругой и
пластической деформаций. При использовании гетерогенных сплавов с
мягкой фазой в процессе приработки наиболее интенсивно чем в
послеприработочный период происходит выжимание этой фазы вслед-
ствие различия пределов текучести составляющих и разной степени
пластической деформации при напряжениях выше предела текучести
матрицы и мягкой фазы. Образующиеся за счет переноса металла из мягкой
фазы тонкие защитные пленки способны создавать своеобразную
разупрочняющую зону на сопряженных поверхностях.
В ряде случаев разупрочнение связано с процессом трения в режиме
горячего пластического деформирования, иногда оно проявляется, когда
при одной и той же плотности дислокаций степень упрочнения поверхнос-
тных слоев более низкая, чем подповерхностных, а иногда является
следствием влияния смазочной среды, как это наблюдается при эффекте
избирательного переноса.
Конструкционные материалы
4S3
Процесс приспособляемости поверхностных слоев ТС в процессе
приработки проходит в подвижном равновесии между отделяемыми в
результате износа частицами и образующимися новыми поверхностями
трения. По-видимому, при затухающей скорости этого процесса устанавли-
вается определенное структурное соответствие двух поверхностей,
которое и обеспечивает в данных условиях работы высокий уровень
несущей способности.
Приработка ТС определяется степенью ее завершенности на каждом
нагрузочно-скоростном режиме и после окончания. Полнота прохождения
процесса приработки определяется нагрузочной способностью трибосис-
тем, энергетическими показателями (КПД передач, снижением расхода
топлива, потерь на трение и др.), стабилизацией интенсивности
изнашивания, фрикционной теплостойкостью и др. Назначение режимов
приработки, в частности обкаточных режимов двигателей внутреннего
сгорания, должно осуществляться с учетом критериев совместимости
трибосистем. I
Во ВНИИЖТе разработаны новые сокращенные режимы обкатки
применительно к конкретным дизелям тепловозов типа 1 ОД 100, М756,
М753, 5Д49 и др. При этом принималось во внимание следующее:
необходимость учета степени завершенности процесса приработки на
каждой ступени повышения'нагрузки;
проведение обкатки только в режиме смешанной смазки;
обеспечение постепенного снижения темпа повышения мощности по
мере увеличения нагрузки на двигатель;
соблюдение нагрузочного скоростного режима обкатки, не превышаю-
щего критических значений несущей способности трибосистемы. Степень
прироста нагрузки на начальном и последующих этапах обкатки во многом
определяется сортом материала подшипников, вала и цилиндропоршне-
вой группы;
необходимость соблюдения гиперболической зависимости в относитель-
ных координатах NJN и Z/Z (здесь N- полная реализуемая мощность, Л1,-
мощность на соответствующей ступени обкаточных испытаний, t - общее
время испытаний и Z; - суммарное время обкатки на соответствующей
ступени);
прирост нагрузки относительно критического ее значения, приводящего
к заеданию на каждой ступени обкатки, не должен превышать 0,1...0,2.
В послеприработочном периоде проведенная приработка должна
обеспечивать устойчивую длительную работу без повреждений трибосисте-
мы за весь срок ее службы до ремонта механизма. Приработказначительно
влияет на последующую длительную работу трибосистемы. Во многом
устойчивая работа определяется помимо других факторов состоянием
поверхностных слоев пары трения, образованных в период приработки.
Поверхностные слои элементов трибосистемы, испытывая интенсивную
пластическую деформацию, нередко провоцируемую действующей
программой приработки (нагрузочно-скоростными параметрами),
454
Глава 9. Триботехнические материалы и триботехнология
использованием поверхностно-активных веществ и химически активных
веществ, иногда приобретают непоправимые повреждения. В последующем
такие повреждения могут быть источниками разрушения узла трения. К
их числу относятся: повреждения отдельных структурных составляющих
(преимущественно твердых фаз), располагающиеся на отдельных участках
пар трения; повреждения на большей часта трущейся поверхности.
В послеприработочном периоде работоспособность ТС во многом
определяется износостойкостью материалов пары трения, сопротивляе-
мостью усталостным повреждениям и способностью воспринимать
возможные перегрузки и режимы нарушения сплошности масляного слоя
без образования непоправимых повреждений.
В процессе трения устанавливается особое состояние поверхностных
слоев, зависимое от многих факторов. На самой поверхности находится
активный поверхностный слой, далее следует подповерхностный слой.
Толщина активного слоя составляет от долей микрона до десятков микрон,
а подповерхностного-до нескольких миллиметров. Активный поверхнос-
тный слой тесно связан с подповерхностным, представляя единый ансамбль
фрикционного взаимодействия контактирующих тел.
Независимо от режимов трения и материалов активный поверхностный
слой испытывает пластическую деформацию и участвует в физико-
химических трибореакциях. Поверхностный слой имеет значительную
адсорбционную способность, благодаря чему реальные металлы покрыты
несколькими адсорбционными слоями, что в ряде случаев обеспечивает
граничный режим смазки.
Поведение активного поверхностного слоя в процессе треиия проходит
в условиях и по закономерностям, свойственным большим пластическим
деформациям.
При переходе к большим пластическим деформациям в материалах '
формируется качественно новый вид дислокационной структуры - сильно
разориентированиые ячейки. В.И. Трефилов с сотрудниками предложили
оценивать деформационное упрочнение при больших степенях пластичес-
кой деформации с позиций уменьшения размера зерна, в пределе до размера
сильно разориентированной ячейки.
В.В. Рыбин привел доказательства того, что на стадии развитой
пластической деформации в дислокационном ансамбле возникают
коллективные формы движения, при этом порождаются однотипные для
разных металлов и условий нагружения структурные дефекты, в кристаллах
возникают не только трансляционные сдвиги, но и пластические
развороты.
Структурные дефекты составлены не просто из дислокационных
конфигураций, а из оборванных дислокационных границ. Линия обрыва
границ ограничиваете пространстве фронт пластического поворота одной
части кристалла относительно другой и вызывает плавное изменение
кристаллической ориентации, которое при обходе по замкнутому контуру
дает отличный от нуля результирующий поворот.
Конструкционные материалы
455
Линейные дефекты, обладающие указанными свойствами, называются
дисклинациями. В зависимости от полноты вектора ротации (вектора
Франка) дисклинации называют полными и частичными. На стадии
развитой пластической деформации ротационные моды пластичности
возникают при прохождении пластической деформации, а пластический
поворот устанавливается дисклинационным механизмом. В смысловой
триаде в первом случае (неразвитая пластическая деформация) атом -•
дислокация - пластический сдвиг, во втором (развитая пластическая
деформация) дислокация - частичная дисклинация - пластический
поворот.
Активные поверхностные слои при неизменном состоянии, когда
вследствие физико-химических реакций существенным образом не
изменяются состав и свойства трущегося материала, подчиняются
принципу ориентационной иеустойчивости, когда однородная ориентация
кристалла неустойчива по Отношению к продолжающейся пластической
деформации. Процесс разориентировки кристаллов во времени по мере
развития пластической деформации условно можно разбить на несколько
этапов. Вначале разрушаются исходные границы, которые стремятся
выровнять ориентацию кристаллической решетки в относительно
небольших (несколько мкм) областях.
По мере развития пластической деформации вновь создаются границы
разориентации, но уже устойчивые относительно продолжающейся
пластической деформации. Процесс образования и разрушения ориентации
кристаллов по мере пластической деформации определяется кинетической
устойчивостью структурного состояния. В ходе пластической деформации
структура металла может сохраняться, а может и полностью разрушаться.
В.В. Рыбин и И И- Гарбар установили, что устойчивая структура в ходе
активной пластической деформации является лишь фрагментированной.
Объяснение этому дается из представлений об особой роли границ
фрагментов. Эти границы участвуют в активном процессе пластической
деформации. Этапы развития пластической деформации с образованием
фрагментируемой структуры напоминают вихревое движение турбулизиро-
ванной жидкости при больших числах Рейнольдса. При этом можно
выделить три типа вихрей. Первый тип относится к микровзрыву -
элементарный, движущийся по кристаллиту. Это частичная дисклинация.
Второй тип относится к статическому вихрю, располагающемуся в
конкретном участке кристаллита. Это поворачивающийся фрагмент, или
стыковая дисклинация. Третий тип вихрей - крупномасштабные
ротационные неустойчивости, которые возникают и прекращают свое
существование внезапно.
Развитие интенсивной пластической деформации на поверхностях
трения облегчается термомеханическими факторами.
Состояние активного поверхностного слоя определяется его
энергетическими параметрами, изучению которых посвящены многие
работы. Энергия атомов, находящихся на поверхности, больше чем внутри,
456
Глава 9. Триботехнические материалы и триботехнология
так как у них меньше связей. Избыток энергии определяет величину
поверхностной энергии. Поверхностная энергия выражает работу,
необходимую для образования новой поверхности, и измеряется в Дж/м .
Важным энергетическим параметром, связанным с величиной
поверхностной энергии, является работа выхода электрона (РВЭ), под
которой понимается энергия, необходимая для удаления электрона из
среды действия атомов и ионов твердого тела. Величина поверхностной
энергии прямо пропорциональна РВЭ. На принципах установки
А.А. Маркова и В.В. Копытько построены зависимости характеристик
схватывания от энергетических параметров поверхности. Сопоставление
данных по РВЭ с характеристиками схватывания сплавов на алюминиевой
основе, содержащих до 30 % олова, и результатов испытаний таких же
сплавов на различных установках на задиростойкость, проведенных
Н.М. Рудницким и др., показали, что изменение РВЭ и нагрузки заедания
в зависимости от содержания олова в алюминиевом сплаве подчиняются
одной закономерности.
Энергетические параметры поверхностей существенным образом
влияют нахарактеристики трения и изнашивания. Их можно использовать
и как критерии совместимости трибосистем. Связь характеристик трения
и изнашивания с величиной поверхностной энергии в 1947 г. установлена
В.Д. Кузнецовым. Прямую зависимость между поверхностной энергией
и работой, затрачиваемой на диспергирование в 1971 г. выявил П.А. Ребин-
дер. По энергетической теории Э. Рабиновича размеры площади
фактического касания определяются не только процессом пластического
деформирования, но и межповерхностным взаимодействием, определяемым
по формуле Дюпре:
wab = °« +
где оа, О(, и оа(| - поверхностная энергия соответственно тела а и b и
межфазная этих тел.
В.В. Федоровым обосновано новое научное направление в изучении
энергетических закономерностей деформирования и разрушения твердых
тел, названное нм эргодинамикой. В основу эргодинамики положены общие
законы термодинамики, молекулярной кинетики (термофлуктуационный
анализ) и теории дислокаций. Базовым законом эргодинамики является
закон сохранения и превращения энергии.
Используя положения эргодинамики, С.В. Федоров развил физические
предпосылки теории совместимости трибосистем. В качестве нонвариантно-
го показателя принята критическая плотность внутренней энергии U , в
которую входят потенциальная Ue и тепловая UT составляющие.
Наиболее полно физические представления о природе совместимости
ТС вытекают из положений термодинамики необратимых процессов.
Привлечение этих положений в трибологическую науку сделано
Б.И. Костецким, Л.И. Бершадским, В. Эбилингом и др. ТС рассматривается
Конструкционные материалы
457
как открытая система, обменивающаяся энергией и веществом с окружаю-
щей средой. Процессы проходят на стационарном и нестационарном
уровнях. Наблюдается локальное равновесное состояние, приводящее всю
систему как к слабонеравиовесному уровню (квазиравновесное), так и к
сильнонеравновесным процессам. В первом случае соблюдается принцип
взаимности Онзагера между термодинамическими силами и потоками, и
зависимости носят детерминированный характер, во втором - не
наблюдается линейной зависимости и процесс проходит стохастически.
Направленность процессов взаимодействия поверхности подчиняется
второму началу термодинамики необратимых процессов:
bdS = de + PdV - ‘lU'da,,
где 0-температура; Р- нагрузка; е - внутренняя энергия; И-удельный
объем; р, - химический потенциал; at - концентрация.
Неравновесные процессы характерны для всех видов взаимодействия
поверхности, но особенно ярко проявляются в режиме трення без
смазочного материала и ;в смешанном режиме, когда сухое трение
чередуется с граничным. При нестационарном режиме система находится
в неустойчивом состоянии, процессы проходят на микро- и макроуровне,
что проявляется в турбулентной пластической деформации поверхно-
стных слоев, в существенном химическом взаимодействии, определяемом
реакционной способностью материала и сложными диссипативными
потоками - тепловыми и электрическими явлениями, радиационными,
магнитными и др.
Примером нестационарного состояния трибосистемы является
прохождение процессов приработки в начальном периоде, когда
наблюдается трение на отдельных участках, на которых и развивается
пластическая деформация. По мере увеличения количества точек
фактического касания при росте контурной площади процесс будет
переходить в устойчивое равновесное состояние, осуществляемое на микро-
и, частично, макроуровнях.
Одним из свойств нелинейных систем, имеющих важное значение,
является то, что возмущения могут быть разной величины, а процессы все
равно выйдут на одну и ту же структуру. В открытой нелинейной системе
есть свои источники и стоки - она не питается одними лишь начальными
данными, они играют лишь управляющую роль, поэтому начальные
данные забываются. Примером служит образование равновесной
шероховатости по окончании приработки трибосистемы, возиикиовение
политуры (вторичных структур при сильнотоковых скользящих электри-
ческих контактах, образование фрагментированной структуры с малыми
размерами фрагментов и др.).
Процессы образования нелинейных систем и слаболинейных во многом
определяются режимом трения. При хаотической турбулентной пластичес-
458
Глава 9. Триботехнические материалы и триботехиология
кой деформации, проходящей через стадию возникновения поверхностного
пластического течения, обладающего реологическими свойствами, долж-
ны затухать процессы глубинного вырыва в результате схватывания и
уменьшаться глубинные распространения пластической деформации. По
окончании процессов турбулентной пластической деформации наблюдает-
ся снижение трения и уменьшение величины износа. Стабилизация этих
характеристик указывает на взаимодействие поверхностей, распространяю-
щееся на тонкие поверхностные слои. Высокая степень активности тонких
поверхностных слоев связана со степенью их нагрева и разупрочнения.
Как при сухом, так и при смешанном трении смена нестационарного
процесса на стационарный, и наоборот, связана с изменением условий
работы, в частности, при увеличении нагрузки трибосистема испытывает
соответствующее возбуждение, проявляющееся в увеличении силы трения,
температуры и величины износа. Эта реакция трибосистемы на ужесточе-
ние режимов работы подчиняется известному правилу Ле-Шателье -
Брауна, по которому система стремится уменьшить вредное влияние
внешних воздействий. Степень повышения этих характеристик при
изменении условий работы определяется сортом конструкционных и
смазочных материалов, шероховатостью поверхности, геометрическими
размерами и т.д.
Переходы от одного режима трения к другому связаны со сменой
возбуждаемых частиц, а также с бифуркациями и фазовыми переходами,
в том числе равновесными. Самоорганизация при различных режимах
трения обусловлена возникновением процессов, локализованных на
участках среды в виде волн автоколебаний, диссипативных структур,
фракталов, солитонов и др. Эти процессы развиваются под действием
источников активации в режимах с обострением н сопровождаются
локализацией процессов диффузии на ограниченных пространствах,
возникновением аморфизации, фазовых превращений (в том числе н не
стехиометрических) и др. Образуется своеобразный мир сверхбыстрых
процессов, в которых может возникнуть инерция диффузии и инерция
тепла. Этими процессами можно объяснить аномальные диффузии
элементов на поверхности трения, сверхтекучесть поверхностных слоев,
приводящую к реологическим особенностям пары трения, и образование
неравновесных химических соединений. По-видимому, образование
мартенсита деформации, белых слоев н вторичных структур в виде
различных оксидов также является следствием этих процессов.
Чередование нестационарных, нелинейных процессов и слаборавновесных
линейных процессов характерно для трения в жестких условиях без
смазочного материала либо в смешанном режиме трения, когда процессы
идут в режиме сухого и граничного трения. При смешанных режимах
трения, сопровождаемых граничным и жидкостным трением, переходы из
нестационарного неравновесного состояния в равновесное осуществля-
ются более плавно и являются более продолжительными.
Процессы самоорганизации осуществляются в необратимом направлении,
вызывая изменение энтропии. Поскольку при трении все процессы - износ,
Конструкционные материалы
459
тепловыделение, электрические явления, магнитные потоки, радиация и
другие являются необратимыми, самоорганизация осуществляется в
необратимом направлении с использованием различных энтропийных
потоков.
Полное приращение энтропии можно представить в виде суммы
ds = des + dfs,
где d^s - обмен энергии с внешним миром; d/S - необратимые процессы
внутри системы.
Специфическая особенность второго начала термодинамики заключает-
ся в том, что изменение энтропии внутри системы всегда положительное,
т.е.
i
I
d,s
* — > 0.
dt
При эволюции к слабонеравновесной системе (стационарному
состоянию) она стремится к Термодинамическому потенциалу-минимуму
производства энтропии — = min (критерий Пригожина-Стенгерс).
dt
При достижении минимума изменения энтропии необратимые процессы
внутри системы будут осуществляться с меньшей интенсивностью, и при
достижении стационарного (квазинеравновесного состояния) система будет
работать в режиме наименьшего трения, изнашивания с минимальным
расходом энергии на трение. При этом, по мнению Л.И. Бершадского, в
структурной динамике трибосистем (СДТ) сила трения проявляется как
одна из реакций трибосистемы на возникновение диссипативных потоков.
Эта реакция является запаздывающей:
™ = -law -5)
v at
где v- скорость; N- мощность трения; т - время запаздывания; t - время.
Запаздывание реакции определяется инерционностью релаксационных
процессов, фазовых превращений, пластической деформации, диффузион-
ных процессов и др. Вторичные структуры образуются в итоге взаимо-
действия поверхности, включают продукты химических реакций,
механических процессов и др. В равновесном состоянии (метастабильном)
образующиеся вторичные слои характеризуются устойчивой структурой
типа оксидных пленок, политур, аморфизированных слоев, продуктов
полимеризации и др. Вторичные структуры неравновесные (потоковые)
фиксируются после трения при малой скорости релаксации. Они
представляют собой аномально высокие градиентные диффузные
460
Глава 9. Триботехнические материалы и триботехнология
Рис. 9.6. Материальные компоненты структуры
трибоснстемы:
1 - гидродинамический (зластогидродинамичес-
кий); 2 - молекулярно-агрегированный (мицелы,
жидкие кристаллы и т.п.); 5, 4- аттракционный,
адсорбированный, хемосорбционный; 5 —трибо-
металлополим^изация;б-ламелярно-твердосма-
зочный (графит, дисульфид молибдена и др ); 7-
трибомеханический (оксиды, сульфиды, металло-
кислородные кластеры и др.); 8 - экструзии
"меткой" составляющей сплава или наполнителя
полимера; 9-атомарного растворения (с возмож-
ным переносом); 10 - аморфизнрованный или
ультрадисперсиый; 11 - текстурированный (от
поворота решетки до зерен); 12 - ротаиионио-
фрагментированный; 13 - мнкроскопическн-
дефектный; 14—исходный
концентрации твердых и мягких фаз,
вакансий высокодисперсных фаз н
ДР-
По Л.И. Бершадскому "пирог" по-
тенциально реализуемых элементов
структуры представлен на рис. 9.6.
Различия между равновесными и нерав-
новесными вторичными фазами заклю-
чаются в том, что первые образуются в итоге равновесного фазового
перехода, а вторые - в результате кинетического (бифуркационного)
фазового перехода. В процессе самоорганизации осуществляется
принцип диссипативной гетерогенности (ПДГ), предложенный
Л.И. Бершадским. В соответствии с ним в открытой системе, находящейся
в неустойчивом неравновесном состоянии, в результате бифуркации
формируется не менее двух типов потоковых фаз, играющих роль
диссипативных каналов, с помощью которых может быть достигнут
минимум производства энтропии. При этом выбор фаз выполняет роль
грубой регулировки, а распределение потоков - тонкой.
Наряду с этим на поверхностях трения протекают процессы, связанные
с релаксацией, резонансными явлениями и др. В образовании неравновес-
ных структур существующую роль должны играть макрорезонансные
явления, выполняющие роль подвода концентрированного потока энергии.
Представления о роли резонансных явлений даны М.В. Ханиным и др.
Переход в равновесное состояние протекает в значительной мереза счет
релаксационных процессов, скорость протекания которых определяется
неравномерными концентрациями компонентов, неравномерностью
пластической деформации и во многом связана с наличием большего или
меньшего источников рассеяния энергии.
В задачах по управлению трением необходимо ориентироваться на
создании таких условий, когда трибосистема при заданных режимах трення
Конструкционные материалы
461
не выводится в область высокой неустойчивости, сопровождаемой
глубинным разрушением материалов. Переход из неравновесного
термодинамически нелинейного состояния в стационарное равновесное
связан с ускоренным образованием выгодной поверхностной структуры,
проходящей в результате самоорганизации.
В процессе достижения самоорганизации системе необходима
соответствующая помощь. В задачу совместимости трибосистем входят
разработки, обеспечивающие стабилизацию показателей трения и износа
при выборе конструкционных и смазочных материалов, нагрузочно-
скоростных параметров, геометрических размеров, конфигурации
трущихся деталей и т.д.
Например, при режиме трения без смазки в тяжелых условиях аварийной
работы подшипников скольжения вагонов, когда выплавляется баббито-
вый слой, сегментная конфигурация поверхности трения стального корпуса
подшипника позволяет существенно удлинить время работы без аварийно-
го разрушения шейки оси. Каждый сегмент в этом случае прирабатывается
самостоятельно, продукты износа концентрируются в каналах и по
каналам поступает кислород воздуха, снижающий трение за счет окисления
поверхности. Прямые опытй показали, что пробег вагона до излома шейки
вала оси со стальным корпусом в таком исполнении оказался выше пробега
вагона до разрушения шейки с подшипником, имеющим латунную
армировку.
Очень часто высокая повреждаемость поверхности трения связана с ее
повышенным нагревом. Снижение степени нагрева возможно за счет
прохождения в процессе трения различных фазовых превращений и
созданий пересыщенных композиций, а также за счет нестабильных
образований нестехиометрического состава и других, которые отбирают
часть теплоты. Такие процессы, согласно обобщенному принципу Ле-
Шателье-Брауна, ослабляют вредное внешнее воздействие, предохраняя
материал от интенсивного разрушения. На образование подобных
соединений необходимо большое количество энергии, что снижает
энтропию по сравнению с равновесными структурами, состоящими из тех
же компонентов при той же температуре.
В режиме трения в условиях смешанной смазки (трение граничное и
сухое) Л.С. Заманским и Л.И. Бершадским получен необычный эффект в
приработке высшей кинематической пары червячной передачи за счет
вибрационного возмущения в процессе приработки с использованием
новой пластичной смазки с добавкой поверхностно-активных веществ.
Оптимальные условия приработки получены поддержанием неизменной
температуры смазочного материала в корпусе редуктора за счет терморегу-
лирования. В системе достигалось быстродействующее импульсное
нагружение, в процессе которого контролировалась потеря мощности.
Повышение контактной выносливости и износостойкости приработан-
ного сопряжения достигалось обеспечением соответствующей степени
наклепа, прежде всего червячного колеса. При этом нагружение,
462
Глава 9. Триботехнические материалы и триботехнология
осуществляемое по колебательному закону, обеспечивало выгодное
структурное изменение в поверхностных слоях элементов трибосистемы.
Колесо из фосфористой бронзы (БрОФЮ-1) и червячные валы из стали
18ХГТ прирабатывались при частоте вращения червяка 500 мин'1 при
возрастании момента от 200 до 550 Нм, а частота увеличивалась от 1,5 до
20 Гц. Быстрая скорость приработки в течение 7 мин создавала структур-
ную самоорганизацию с высоким уровнем наклепа в поверхностных
слоях.
Трение без смазочного материала в сочетании с граничной смазкой
возникает в сильноточном скользящем электрическом контакте вставок
пантографа и проводов электрифицированных железных дорог. В
процессе нормальной работы вследствие диссипативной самоорганизации
образуются вторичные структуры в виде политуры. Совместимость
материалов при трении сильноточных скользящих контактов опреде-
ляется возможностью реализации на поверхности трения той или иной
природы политуры. Варьируя материалами токосъемных элементов и
степенью легирования медного привода, можно дробиться более
износостойкой и долговечной политуры, обеспечивающей невысокий
уровень износа и небольшие потери энергии при снятии тока.
При смешанном режиме трения, сопровождаемом граничной и
жидкостной смазкой, ускорение диссипативной самоорганизации
достигается за счет использования материалов с добавкой поверхностно-
активных веществ и антифрикционных материалов, обладающих
способностью создавать на поверхности трения слои перенесенного
мягкого материала. Процесс самоорганизации таких материалов идет за
счет выживаемости мягкой фазы при поверхностной пластической
деформации. К числу таких материалов относятся алюминиево-оловянные
сплавы, свинцовые бронзы, медно-графитовые композиции и др.
Существенное влияние на совместимость материалов подшипников
оказывает сорт цапф. Так, коленчатый вал, изготовленный из высокопроч-
ного чугуна с шаровидной формой графита, имеющей ферритную
оторочку, хуже приспосабливается и совмещается с подшипниковыми
сплавами, особенно со свинцовой бронзой. Существенно повышается
совместимость материалов при изменении формы ферритной оторочки на
перлитную. Одновременно легирование алюминиевого антифрикционно-
го сплава АО20-1 кремнием улучшает совместимость такого вала с
подшипником.
Из всего аспектазадач по совместимости трибосисгем следует выделить
основ ные, решение которых позволит поднять надежность трущихся узлов
различных машин.
1. Обеспечение ускорения самоорганизации трибосистем для достижения
лучшей их совместимости. Решение этой задачи проводится с учетом
конкретных режимов трения, условий работы и требований, предъявляе-
мых к трибосистемам, в зависимости от которых нужно устанавливать
критерий оценки работоспособности.
2. При достижении самоорганизации система переходит в устойчивое
состояние при минимальных потерях на трение, наименьшей величины
Конструкционные материалы
463
износа и других трибологических характеристик. Решающую роль играет
структурная самоорганизация. Иногда трибосистема работает в жестких
условиях, когда самоорганизация не успевает пройти. Нестабильная работа
трибосистемы приводит к повышенному износу, тепловыделению, потерям
на трение и др. В ряде случаев такая работа является естественной и система
работает в режимах высокой неравновесное™ в неустойчивом состоянии.
Необратимые процессы существуют на макроскопическом уровне и
могут либо порождать порядок из хаоса, либо приводить к разрушению
того же порядка. К числу таких систем относятся различные тормозные
узлы, детали работающие в режиме трения без смазочного материала (в
частности гребни колес и боковые поверхности рельсов), электроконтак-
тные материалы и др.
Общих рецептов для снижения величин износа без нарушения
функциональных характеристик трибосистемы предложить нельзя, но с
учетом конкретных условий работы целесообразно иногда руководство-
ваться рядом принципов: т^м где это возможно в условиях сухого трения
целесообразно использовать самосмазывающие материалы; предусматри-
вать желательное направление пластической деформации, локализирован-
ное в тонком поверхностном слое; осуществлять оптимизацию материалов
трибосистемы с учетом конкретных условий работы и др.
3. Самоорганизация трйбосистем, связанная с образованием диссипа-
тивных структур должна контролироваться параметром порядка,
ответственным за самоорганизацию при неровновесных фазовых
переходах. При этом в точках перехода реализуется принцип подчинения,
при котором множество переменных определяется одной (или несколькими)
переменной. Определение параметров порядка для конкретных систем
является предметом исследований. Так, в случае сильноточного скользяще-
го контакта таким параметром является сила электрического тока, при
избирательном износе - интенсивность химического (реакционного)
воздействия, при структурной самоорганизации их составы в значительной
степени контролируются температурой саморазогрева и др.
4. При различных режимах трения (жидкостное, смешанное, граничное,
без смазочного материала) как в период приработки, так и в послеприрабо-
точный на трущихся поверхностях протекает упругопластическая
деформация. Закономерности этого процесса, количественные характерис-
тики, негативные и позитавные стороны его прохождения при образовании
диссипативных структур на разных уровнях неравновесное™ должны
приниматься во внимание.
9.1.2. МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ ДЛЯ УЗЛОВ ТРЕНИЯ
РАЗЛИЧНОГО НАЗНАЧЕНИЯ
Наиболее распространенными узлами трения являются подшипниковые
трибосистемы, цапфы которых изготовляют из стали и чугуна. В
большинстве случаев они проходят соответствующую термическую или
химико-термическую обработку.
464
Глава 9. Триботехнические материалы и триботехнология
Для коленчатых валов, полуосей, осей, распределенных валов, шатунов,
червячных валов и других изделий используют легированные конструкцион-
ные стали по ГОСТ 4543; марганцовистую 35Г2,40Г2 и 50Г2; хромомолиб-
деновую ЗОХМ, 30ХМ.А, 35ХМ и 38ХМ; хромоникелевую 40ХН, 45ХН;
ЗОХНЗА, хромоникелевую с бором ЗОХНР, 40ХНР н хромомарганцо-
вистоникелевую с бором 40ХГНР.
Как правило, стали проходят соответствующую термическую обработку
(закажу, отпуск) либо объемную, либо поверхностную. Физико-химичес-
кие и механические свойства, включая сопротивление усталости после
закалки и отпуска, приведены в справочной литературе.
Во многих случаях детали (коленчатые валы, шестерни, шпиндели и др.)
подвергаются поверхностной закалке с индукционным нагревом, что
существенно повышает твердость поверхности, оставляя вязкой сердцеви-
ну. В этом случае обеспечивается большая износостойкость цапф, зубчатых
передач и т.д. (табл. 9.2).
Наиболее распространенными видами химико-термической обра-
ботки, используемыми для повышения износостойкости трибосистем,
является цементация и азотирование. В этом случае изменяется химический
состав поверхностного слоя: при цементации происходит насыщение
углеродом поверхностного слоя, а при азотировании - азотом.
9.2. Износ шеек коленчатого вала двигателя после пробега
автомобиля 40 000 км
Пробег авто- мобиля, тыс. км Износ шейки при термической обработке, мм
коренных шатунных
улучшением по- верхностной закалкой улучшением по- верхностной закалкой
10 0,014 0,010 0,020 0,012
20 0,050 0,030 0,065 0,025
30 0,080 0,040 0,100 0,037
40 0,095 0,051 0,120 0,052
Помимо химико-термической обработки для повышения твердости и
прочности пар треиия применяется поверхностно-пластическая деформация
(раскатка роликами, шариками, алмазное выглаживание и др.).
Чугуны используются для изготовления подшипников, зубчатых
колес, втулок, шарнирных соединений, нагруженных коленчатых валов,
цапф и др.
Антифрикционные свойства чугунов в значительной степени определя-
ются строением графитовой составляющей. В зависимости от состояния
углерода в чугуне различают:
Конструкционные материалы
465
Рис. 9.7. Схема образования наплывов металла:
а - до шлифовки; б- в процессе шлифовки; в - после шлифовки; г - после неполной полировки;
I - включения графита; 2 - ферритная оторочка; 3 — перлит; 4 — шлифовальный камень
белый чугун - углерод находится в связанном состоянии в виде карбида;
серый чугун - углерод в значительной степени или полностью находится
в свободном состоянии в форме пластинчатого графита;
чугун с шаровидной или вермикулярной червеобразной формой графита
- углерод находится в значительной степени или полностью в свободном
состоянии; •
ковкий чугун, получающийся после отжига отливок из белого чугуна,
- углерод или значительная его часть находится в свободном состоянии
в форме хлопьевидного (компактного) графита (углерод отжига).
Чугун с пластинчатой формой графита, имеющего более толстые
пластины, и с шаровидной формой более износостоек, чем чугун с тонкими
пластинами. Установлено также, что повышенной износостойкостью
обладают чугуны с перлитной матрицей. В структуре антифрикционного
чугуна нежелательно присутствие свободного цементита и должно быть
минимальное количество свободного феррита (не более 15 %). Недопустима
даже ферритная оторочка вокруг графитовых включений, которая создает
неблагоприятный микрорельеф на поверхности трения. Во время шлифовки
мягкая ферритная оторочка пластически деформируется, образуя наплывы
(рис. 9.7), которые способны существенно снизить критерии совместимости
ТС.
В узлах трения со смазкой используют антифрикционный чугун (АЧ):
серый с пластинчатым графитом (АЧС), высокопрочный с шаровидным
графитом (АЧВ). Твердость, рекомендуемое назначение и режимы работы
деталей из антифрикционного чугуна приведены в табл. 9.3.
Для изготовления нагруженных коленчатых валов автомобилей, дизелей
тепловозов и других механизмов применяют высокопрочный чугун с
шаровидным графитом марки ВЧ по ГОСТ7293 (ИСО 1083). Рекомендуе-
мый химический состав и твердость по ГОСТ 7293 представлены в табл. 9.4.
Для производства подшипников (вкладышей, втулок шарнирных
соединений и др.) используют различные антифрикционные сплавы на
основе цветных металлов. Антифрикционные сплавы должны обеспечивать
работу трибосистемы с достаточной надежностью при невысокой скорости
изнашивания элементов и без разрушения поверхностей. В связи с этим в
антифрикционных сплавах учитываются антифрикционные свойства,
прочностные характеристики, преимущественно сопротивление уста-
93. Твердость, рекомендуемые условия работы и иазиачеиие антифрикционных чугунов по ГОСТ 1585
Марка чугуна Твердость НВ Норма режима детали Назначение
р0, МПа V, м/с pav, МПам/с
АЧС-1 180...241 5 14 5 0,3 12 2,5 Для работы в паре с закаленным или иор- мализоваииым валом
АЧС-2 180..229 10 0,1 0,3 3 2,5 0,3
АЧС-3 160...190 6 1 5 Для работы в паре с закаленным или нор- мализованным валом или ие подвергаю- щимся термической обработке
АЧС-4 180..229 15 5 40 Для работы в паре с закаленным или нор- мализованным валом
АЧС-5 180...290 140...180 20 30 1 0.4 20 12,5 Для работы в особо нагруженных узлах треиия в паре с закаленным или нормали- зованным валом
АЧС-6 100... 120 9 4 9 Для работы в узлах треиия при температу- ре до 300 *С в паре с валом, не подвергаю- щимся термической обработке
АЧВ-1 210...260 1.5 20 10 1 12 20 Для работы в узлах треиия с повышенны- ми окружными скоростями в паре с зака- ленным или нормализованным валом
АЧВ-2 I67...I97 1 12 5 1 3 12 Для работы в узлах трения с повышенны- ми окружными скоростями в паре с валом, не подвергающимся термической обработ- ке
АЧК-1 I87...229 20 2 20 Для работы в паре с закаленным или нор- мализованным валом
АЧК-2 167... 197 0,5 12 5 1 2,5 12 Для работы в паре с валом, не подвергаю- щимся термической обработке
После нагрева до температуры 950... 1000 “С, выдержки и закалки.
Глава 9. Триботехнические материалы и триботехнология
9.4. Рекомендуемый химический состав и твердость высокопрочного чугуна
с шаровидным графитом марки ВЧ по ГОСТ 7293
Чугун Содержание элемента, % (по массе) Твер- дость по Брннел- лк> НВ
с Si Сг Си N1
Толщина стенки, мм ие более
до 50 св. 50 до 100 > 100 до 50 50... 100 > 100
ВЧ 35 3,3...3,8 3,0. ..3,5 2,7... 3,2 1,9...2,9 1,3...1,7 0,8.. .1,5 0,05 — 140...170
ВЧ40 3,3...3,8 3,0...3,5 2,7...3,2 1,9...2,9 1,2...1,7 ’"оТГ — - 140...202
ВЧ45 3,3..3,8 3,0...3,5 2,7...3,2 1,9...2,9 1,3-.1,7 0,5...1,5 0,1 - 140...225
ВЧ 50 3,2...3,7 3,0...3,3 2.7...3.2 1,9...2,9 2,2...2,6 0,8...1,5 0,15 — - 153... 245
ВЧ 60 3,2...3,6 3,0...3,3 - 2,4...2,6 2,4 ...2,8 - 0,15 0,3 0,4 192... 277
ВЧ 70 3,2...3,6 3,0...3,3 - 2,6...2,9 2,6... 2,9 - 0,15 0,4 0,6 228... 302
ВЧ 80 3,2...3,6 - - 2,6...2,9 - - 0,15 0.6 0,6 248...351
ВЧ 100 3,2...3,6 - 3,0...3,8 - 0,15 о,6 0,8 270...360
Примечание. Содержание следующих элементов ие более: фосфора 0,02%, серы 0,02% для марок ВЧ 35- ВЧ 60 и 0,015% для
марок ВЧ 70 - ВЧ 100; марганца 0,2...0,6 % для марок ВЧ 35 н ВЧ 40, 0,3.. 0,7 % для марок ВЧ 45 и ВЧ 50, 0,4...0,7 % для марок ВЧ 60 -
ВЧ 100
Конструкционные материалы
468
Глава 9, Триботехнические материалы и триботехиология
лости, характеристики совместимости трибосистем и другие специаль-
ные требования.
К антифрикционным металлическим сплавам относятся баббиты
(сплавы на оловянной и свинцовой основах), медные, цинковые и
алюминиевые, значительно реже - чугуны и стали.
Изменение типа и марок сплавов проходило под влиянием ужесто-
чающихся условий работы подшипниковых узлов. Снижение массы
металла на единицу мощности двигателей и других агрегатов, увеличение
частоты вращения цапф и увеличение степени нагрева поверхностей трения
определили переход от мягких баббитов к твердым сплавам на медной,
алюминиевой и цинковой основах. Повреждаемость подшипников,
определяемая усталостным выкрашиванием баббитового слоя, при
использовании твердых сплавов стала проявляться в виде повышенного
износа, затрудненной прирабатываемости и большей вероятности
образования задира. Возникла необходимость введения ряда ограничений
по твердости цапф, чистоте обработки поверхностей, точности сопряжен-
ных деталей, сорту смазки и по другим признакам с обязательным учетом
режима смазки и условиями работы (Р - нагрузка, v - скорость, в - рабочая
температура).
Области рационального использования различных антифрикционных
сплавов разработаны с учетом аспектов совместимости материалов
трибосистем, прежде всего сопротивления усталости (табл. 9.5).
В табл. 9.5 не вошли рекомендации по использованию серии бронз,
применяемых для производства подшипников без заливки баббитами. Они
предназначены для работы в специфических условиях, как правило, во
втулочных подшипниках.
К числу наиболее давно исследованных относятся сплавы на медной
основе. Медные антифрикционные сплавы разделяются на бронзы
(оловянные и безоловянные), у которых цинк или никель не являются
основными легирующими элементами, и латуни, представляющиедвойные
или многокомпонентные медные сплавы, в которых цинк является
основным легирующим компонентом. Подшипники изготовляют из бронзы
и латуней в монометаллическом и биметаллическом исполнении.
Монометаллические подшипники (вкладыши, втулки и др.) получают из
сплавов, обладающих достаточной прочностью и твердостью. Бронзы для
таких подшипников подразделяют на сплавы с высоким содержанием
олова (до 10 %) и низким (до 3 %).
В равновесном состоянии часть диаграммы Cu-Sn представляет собой
твердый раствор олова в меди, имеющий гранецентрированную кристалли-
ческую решетку. Растворимость олова в меди изменяется от 15,8 % при
586 °C до 1 % при 200 °C. В условиях затвердевания расплава в песчаиых
и кокильных формах область твердого раствора значительно сокращается.
Бронзы имеют сложную многофазную структуру. В равновесии с а-
твердым раствором по мере понижения температуры находятся р, у, в-
растворы; p-твердый раствор образован на основе соединения Cu6Sn, у и
9.5. Рекомендуемые области использования различных антифрикционных сплавов
Матер нал Условия работы Рекомендуемые технологические и конструктивные факторы Оценка условий работы по балльной системе
Давление, МПа Окруж- ная ско- рость, м/с Темпера- тура мас- ла, вС Толщина слоя сплава, мм Точность при- гонки под- шипника, мм Твердость шейки НВ Способ крепления сплава с корпусом
Все типы баббитов 1...3 2...5 <50 >3 Десятые доли - Механический (в пазах) I
1...5 5...10 <60 >3 V 1ЦГ II
Баббиты марок:
Б83, Б16, БН, БТ, Б6, БС1 5...10 5...10 <75 >3 Сотые доли - Металлурги чески й (прилуживанне) III
БК2, СОС6 5...12 <10 <80 <1 IV
Б92, БС2, БК2, Б92 8..15 <15 <100 0,1...0,3 - V
Цинковые сплавы, нанесенные иа сталь Алюминиевые сплавы первой группы, нанесен- ные на сталь 15...25 15...25 <15 <15 <100 <100 <1 <0,5 Т ысячные доли *300 *300 Металлургически й (прокатка или за- ливка) VI VI
Конструкционные материалы
о
Материал Условия работы Рекомендуемые технологические и конструктивные факторы Оценка условий работы по балльной системе
Давление, МПа Окруж- ная ско- рость, м/с Темпера- тура мас- ла, °C Толщина слоя сплава, мм Точность при- гонки под- шипника, мм Твердость шейки НВ Способ крепления сплава с корпусом
Цельнолитые алю- миниевые подшип- ники (сплавы вто- рой группы) 15...25 <15 <100 - 2 200 - VII
Свинцовая бронза, нанесенная на сталь 15...25 <15 <110 <0,5 Тысячные доли U00 М еталл урги ческ и й VII
Алюминиевые сплавы второй группы, нанесен- ные на сталь 20...30 <20 <120 <0,5 2 200 Металлургический (прокатка или за- ливка) VIII
Глава 9. Триботехнические материалы и триботехиология
Конструкционные материалы
471
Ь-растворы образованы на основе электронного соединения Cu3ISn8, а
е-раствор на ocHoeeCujSn с гексагональной плотноупакованнойрешеткой.
К однофазным сплавам относятся бронзы с содержанием до 5...6 % Sn.
При содержании более 6 % Sn наряду с неоднородным твердым а-
раствором располагается эвтектоид (а + р). С увеличением содержания
олова повышаются прочность н твердость, одновременно снижается
пластичность. Основными легирующими компонентами в бронзах
являются Zn, Pb, Ni, Р. Цинк, слабо влияя на механические свойства,
улучшает технологическиехарактернстики (литейные свойства, обработку
резанием и др.). Свинец существенно повышает антифрикционные свойства
и обрабатываемость резанием, но снижает прочность и пластичность
сплавов. Никель при его содержании до 1 % повышает прочность,
коррозионную стойкость и измельчает зерно. Добавки фосфора значитель-
но улучшают их механические, антифрикционные и литейные характерис-
тики, но при содержании свыше 0,5 % бронзы охрупчиваются.
Наряду с основными компонентами в бронзах используются добавки
в небольших количествах Zr, Ti, Nb, В, Fe. Предназначение таких добавок
состоитв повышении коррозионной стойкости, прочности и обрабатывае-
мости давлением. s.
Общим для оловянных’броиз является слабая чувствительность к
перегреву и воздействию газовой атмосферы, они не магнитны, морозо-
стойки, не дают искры при ударе и обладают хорошими антифрикционны-
ми свойствами.
Оловянные бронзы разделяются на обрабатываемые давлением
(деформируемые) и литейные. Сведения о составе бронз, их механических
свойствах и физических характеристиках приводятся в стандартах и в
соответствующей справочной литературе.
Деформируемые оловянные бронзы подразделяются иа оловянно-
фосфористые, оловянно-цииковые, оловянно-цинково-свинцовые.
Сравнительно широкое использование для втулок и подшипников в
тракторах и автомобилях получили сплавы БрО4Ц4С2,5 и БрО4Ц4С4.
В качестве антифрикционных деформируемые бронзы используются
в меньшей степени, чем литейные оловянные с содержанием олова от 3 до
19 %. С использованием оловянных бронз изготовляют подшипники в
монометаллическом и биметаллическом исполнении. Монометаллические
изделия требуют более прочных бронз, а биметаллические - менее прочных,
но обладающих повышенными антифрикционными свойствами и хорошей
совместимостью. В их число входят свинцовые бронзы. Бронзы с
повышенным содержанием свинца обладают малой твердостью, что
облегчает их прирабатываемость. Большое количество свинца спо-
собствует при смешанном режиме смазки образованию тонкой пленки
мягкого металла за счет его выжимаемости из матрицы при пластической
деформации нагретых поверхностных слоев.
Бронзы с повышенным содержанием олова, а иногда и свинца
(БрОЮСЮ, БрО10С2НЗ, БрО8С12) применяют для изготовления втулок
472
Глава 9. Триботехнические материалы и трнботехнология
и вкладышей в монометаллическом исполнении. Установлено, что
лучшими свойствами совместимости обладают бронзы не только с
повышенным содержанием свинца, но и олова. В частности, для особенно
ответственных деталей трибосистем используют даже нестандартные
бронзы БрО19 и БрО16С5.
До последнего времени не было объяснено почему бронзы с повышен-
ным содержанием олова обладают лучшими антифрикционными
свойствами. Исследованиями, проведенными во ВНИИЖТе, установлено,
что в процессе трения при режимах нарушения сплошности масляного слоя
олово из твердого раствора диффундирует на поверхность трения так же,
как и свинец, образуя пленку мягкого металла. Пленка олова не корродиру-
ет в масле и поэтому является более долговечной, чем пленка свинца.
Помимо оловянных бронз сравнительно широкое использование
находят безоловянные бронзы, содержащие алюминий, никель, железо и
другиекомпоненты. Так, тяжело нагруженныетрущиеся детали (дорожные
машины, тяжелое станочное оборудование, скользящие соединения
теплопередаточного оборудования и др.) производят из высокопрочных
алюминиевых бронз.
В меньшей степени используются антифрикционные латуни. Наиболее
распространенными являются кремнистые и марганцовистые латуни,
находят применение также алюминиево-железные латуни.
Так же как бронзы давними антифрикционными материалами являются
баббиты-сплавы на основе олова и свинца. Баббиты от других антифрикци-
онных сплавов отличаются низкой твердостью (130...320 НВ), невысокой
температурой плавления (340...320 °C), повышенной размягчаемостью
(90...240 НВ при 100 °C) и сравнительно низкой прочностью. Комплекс
указали ыхсвойств определил отличную способность баббитов прирабаты-
ваться. В то же время они обладают низким сопротивлением усталости,
что ограничивает долговечность подшипников.
В России стандартизованы две группы баббитов: сплавы на основе
олова и свинца, не содержащие щелочные и щелочноземельные металлы,
представленные в табл. 9.6; сплавы, содержащие щелочные и щелочнозе-
мельные металлы, кальциевые баббиты, представленные в табл. 9.7.
Литейные сплавы для многослойных подшипников регламентированы
международным стандартом ИСО 4383-91.
Гетерогенное микростроение баббитов, подчиняющееся правилу
Шарпи, по которому твердые кристаллы, находящиеся в мягкой матрице
воспринимают трение, способствует накапливанию пластических
деформаций и остаточных напряжений при затрудненном их внедрении
в мягкую фазу. Так, крупные кубические кристаллы SnSb (p-фаза) в баббите
Б83 достигают размеров нескольких десятков микрометров, соизмеримых
с толщиной слоя баббита (до 1 мм). В этом случае слой мягкой пластичес-
кой основы под кристаллами твердой составляющей приобретает ббльшую
сопротивляемость деформации. Твердые хрупкие кристаллы, особенно
при их скоплении на отдельных участках поверхности трения,
9.6. Химический состав (%) баббитов по ГОСТ 1320
Баббит Sn Sb Си Cd Ni As Pb
Б88 Остальное 7,3...7,8 2,5...3,5 0,08...1,2 0,15-0,25 - -
Б83 - 10...12 5,5...6,5 — - - -
Б83С 9...II 5,0...6,0 - - - 1...1.5
Б16 15... 17 15...17 1,5...2 - - - Остальное
БН 9_.it 13... 15 1,5...2 o.i-rO.X, Ли..С,5 0,5...0,9 -
БС6 5,5...6,5 5,5...6,5 0,1...0,3 - - - -
Примечание. В баббите БН 0,5 ..0,9% As.
Конструкционные материалы
9.7. Химический состав (%) литейных сплавов по ГОСТ 1209
Сплав Sn Са Na Mg Pb
Б КА - 0,95... 1,15 0,7...0,9 - Остальное
БК2 1,5...2,1 0,30...0,55 0,2...0,4 0,01—0,05 -
БК2Ш 1,5...2,1 0,65.,.0,90 0,7...0,9 0,03—0,09 -
БК2Ц 1,5...2,1 0,95.-1,15 0,7...0,9 - 0,4...0,6
Примечание. В сплаве БКА 0,05.,.0,2% AI.
474
Глава 9. Триботехнические материалы и триботехнология
по существу будут воспринимать полностью давление непосредственно от
шейки вала на корпус подшипника. Концентрация напряжений в
кристаллах p-фазы приводит к появлению трещин в этой фазе и последую-
щему развитию выкрашивания баббитового слоя по мере увеличения
количества циклических нагружений.
Цикл проведенных исследований и испытаний позволил установить
требования, предъявляемые к тонкослойным подшипникам (толщина слоя
до 1 мм) и толстослойным (толщина баббитового слоя больше 3 мм). Для
тонкослойных вкладышей баббит должен удовлетворять следующим
требованиям:
не иметь резко выраженной неоднородности структуры; возможно
использование однофазных сплавов при достаточном сопротивлении
металла смятию;
поскольку работа тонкослойных прецизионных вкладышей должна
протекать в основном в условиях жидкостного трения, меньшее значение
имеют антифрикционные свойства материала, более важно - повышенное
сопротивление усталости;
баббитовый антифрикционный слой желательно применять с
пониженной до 150...200 НВ твердостью; при этом улучшается прирабаты-
ваемость, сопротивляемость смятию в тонком слое повышается под
влиянием подложки;
для обеспечения надлежащей долговечности подшипников существенное
значение имеет прочность соединения баббита с корпусом, определяемая
способностью слоя полуды сопротивляться разрушению.
Подшипники с толщиной баббитового слоя более Змм используют при
сравнительно легких условиях работы. Баббитовый слой таких подшипни-
ков (Б83, Б16, БН, БКА, БК2Ц) обладает хорошей способностью
прирабатываться и является своеобразным компенсатором всякого рода
неточностей, образованных при обработке и монтаже трущихся деталей
и возникающих в процессе эксплуатации. К такому типу относятся
моторно-осевые подшипники локомотивов, вкладыши тихоходных
мощных судовых двигателей, компрессоров и др. Тонкослойные
подшипники используются в качестве вкладышей различных двигателей,
компрессоров и других механизмов. Основным сплавом для них является
баббит БК2.
Сплавы на цинковой основе в качестве антифрикционных получили
меньшее распространение, чем медные, но в ряде случаев они с успехом
заменяют бронзы в ответственных условиях работы деталей. Большой
положительный опыт их использования накоплен в подвижном составе
железнодорожного транспорта. Невысокая температура плавления (400 °C)
и повышенная размягчаемость в связи с этим облегчает их прирабатывае-
мость.
Среди цинковых сплавов удовлетворительными свойствами обладают
сплавы, содержащие алюминий, медь и добавки магния. В связи с этим
наиболее обстоятельно исследованы тройные цинкоалюминиевомедные
Конструкционные материалы
475
Рис. 9.8. Диаграмма состояния Jтройного
цнвкоалюмнниевомедиого сплава.
Рхс. 9.9. Изменение механических свойств
сплава ЦАМ9-1.5 с нагревом
сплавы. Диаграмма состояния трой-
ного сплава представлена на
рис. 9.8. Тройные цинковые сплавы
- эвтектического типа. Тройная
эвтектика содержит около 4 % Си и 7 % AI и состоит из смеси фаз р +
+ 0 + 8. При эвтектической температуре (378 °C) твердые растворы
содержат, %: “
р-фаза... 95,8 Zn,
0-фаза... 78,7 Zn,
е-фаза... 83,4 Zn,
1,3 Al, 2,9 Си
19,5 Al, 1,8 Си
1,4 Al, 15,2 Си
При снижении температуры растворимость алюминия и меди в цинке
уменьшается. При 20 °C в цинке растворяется всего 0,2 % алюминия и 0,6 %
меди.
Из большого количества цинковых сплавов, содержащих алюминий
и медь, нашли распространение два сплава: ЦАМ 9-1,5 и ЦАМ 10-5.
Химический состав этих сплавов по ГОСТ 21437 приведен в табл. 9.8.
9.8. Химический состав (%) сплавов на цинковой основе по ГОСТ 21438
Сплав Содержание элемента, % (по массе)
А1 Си Mg
ЦАМ 9-1,5 ЦАМ 10-5 9... И 1..2 0,03...0,06
9...12 4. .5,5 0,03...0,06
Цинковые сплавы существенно изменяют механические свойства после
обработки давлением. После прокатки или прессования особенно в
интервале 205...300 °C увеличиваются временное сопротивление разрыву
ов, пластичность и ударная вязкость ак сплава ЦАМ 9-1,5 (рис. 9.9).
476
Глава 9. Триботехнические материалы и трнботехнологин
Рис. 9.10. Графикх нзменеихи твердости
цинковых сплавом от температуры нагрева:
1, 2, 3 - сплав ЦАМ 9-1,5, соответственно
отлитый в кокиль, прокатанный и прессован-
ный; 4-бронзамарки БрО4Ц4С17, отлитая
в кокиль
Аналогично ведут себя и другие
цинковые сплавы. Особенно возрас-
тают значения ударной вязкости и
относительного сужения при нагре-
ве до 300 °C. Для цинковых сплавов
не проявляется анизотропия свой-
ств вдоль и поперек прокатки. Бла-
гоприятно сказывается отжиг, хотя
и снижающий пределы текучести и
прочности, но существенно повыша-
ющий пластичность.
Для оценки способности при-
рабатываться имеет значение сте-
пень размягчаемое™ с нагревом.
Потеря твердости НВ цинкового
сплава (линии 1-3} при повышенной
температуре 0 по сравнению с брон-
зой 4 (рис. 9.10) облегчает приработ-
ку трибосистем, которая протекает,
как правило, при местном или объ-
емном нагреве антифрикционного
сплава.
В отличие от бронз цинковые сплавы обладают высокими технологичес-
кими свойствами при производстве монометаллических изделий. Низкая
температура плавления и высокая жидкотекучесть обеспечивают простоту
получения отливок сложной формы. В биметаллическом исполнении детали
изготовляют сравнительно просто соединением с помощью слоя жидкого
цинка, наносимого на сталь методом горячего оцинкования.
Стальные корпуса могут быть использованы многократно, так как
перезаливка подшипников со слоем цинкового сплава осуществляется
легко. В этом заключается большое отличие их от биметаллических деталей
со слоем бронзы, в которых высокая температура нагрева корпусов делает
практически невозможной их перезаливку.
Служебные характеристики трущихся деталей, изготовленных из
цинкового сплава ЦАМ 9-1,5 как в биметаллическом, так и монометалли-
ческом исполнении, высокие. По долговечности, наработке на отказ,
износостойкости, ремонтопригодности и другим показателям они выше,
чем при использовании традиционных бронзовых деталей.
Способность цинковых сплавов обрабатываться давлением позволяет
получать биметаллические подшипники из прокатной полосы.
Технология соединения слоя цинкового сплава со сталью разработана
применительно к сплаву ЦАМ 9-1,5. Надежное соединение двух металлов
при прокатке достигается через промежуточный алюминиевый подслой.
Цинковый сплав хорошо схватывается при горячей прокатке в интервале
температур 250...300 °C.
9.9. Химический состав (%) алюминиевых антифрикционных сплавов по ГОСТ 14113
Сплав Ni Mg Sb Си Si Sn Ti
АН-2,5 2,7...3,3 - - -
АСМ - - 0,3...0,7 3,5...6,5 - - -
АО9-1 - - - 0,8...1,2 - 8.. .10 0,02...0,2
АОЗ-7 2,5...3,5 - •*T,S..I,2 2,5...3,5 -
АО9-1 - - 0,8...4,2 - 8..10 -
AO20-I - - - 0,7... 1,2 17.. .23 0,02—0,2
АО9-2 - - - 2,0...2,5 0,3.0,7 8...10 -
А 06-1 0,7...1,3 - - 0,7...1,3 - 5...7 -
АМСТ - 4,6 .6,5 0,7-1,2 - - 0,03...0,12
Примечания. 1. Остальное - алюминий. 2. В сплаве АОЗ-7 0,5...0,8 % Мл, в сплаве АМСТ 0,03...0,3 % Те.
Конструкционные материалы
478
Глава 9. Триботехнические материалы и триботехнологин
Алюминиевые сплавы обладают сравнительно высокой прочностью,
в том числе и сопротивлением усталости, коррозии, сравнительно дешевые
и не дефицитные, имеют малую плотность, что требует небольшого расхода
металла на единицу изделия. В сочетании с высокими триботехническими
характеристиками эти сплавы завоевали обширную область использования
в качестве антифрикционных. Из алюминиевых сплавов изготовляют
трущиеся детали в монометаллическом и биметаллическом исполнении.
Из монометалла получают различные втулки, подшипники, шарниры и
др. Из биметалла штампуют подшипники коленчатых валов различных
двигателей, изготовляют свертные втулки и другие трущиеся детали.
Заготовки для штамповки подшипников производятся либо с помощью
совместной прокатки, либо соединением слоев посредством направлен-
ного взрыва.
Монометаллические подшипники изготовляют из сравнительно твердых
и прочных сплавов, а биметаллические - из пластичных и менее твердых.
Алюминиевые сплавы классифицируют преимущественно по микро-
структурному признаку. Эта классификация отражает антифрикционные
свойства сплавов, так как общепризнанной является роль твердых
структурных составляющих (FeAI3, Al3Ni, CuAI2, Mg2Si, AlSb, кремний и
др.) в пластичной основе металла. В сплавах второй группы наряду с
твердыми составляющими имеются мягкие включения. Химический состав
основных компонентов антифрикционных сплавов на алюминиевой основе
по ГОСТ 14113 представлен в табл. 9.9. Наиболее употребляемые сплавы
вошли в международный стандарт ИСО 4383 (табл. 9.10).
9.10. Химический состав сплавов иа основе алюминии по ИСО 4383 (%)
Химичес- кие элемен- ты AlSn20Cu AlSn6Cu AlS14Cd AICd3CuNi AlSillCu
Си 0.7...1.3 0,7...1,3 0,05..0,15 0,7...1,3 0,7...1,3
Sn 17,5...22,5 5,5...7,0 - - 0,2
N1 0,1 1,3 - 0.7...1.3 0,1
Cd - - 0,8...1,4 2.7...3.5 -
Si 0,7* 0,7* 3.5...4.5 0,7* 10,0... 12,0
Fe 0,7* 0,7* 0,35 0,7* 0,3
Mn 0,7* 0,7* 0,2 0,7* о,1
Ti 0,2 0,2 0,2 од 0,1
Другие 0,5 0,5 0,25 0,15 0,3
Общее содержание Si+Fe+Mn не должно превышать 1 %.
Конструкционные материалы
479
С появлением тяжело нагруженных двигателей в автомобилестроении,
тракторостроении, транспортном машиностроении появилась острая
необходимость в материалах подшипников, обладающих повышенной
задиростойкостью. В связи с этим в России, Японии, Великобритании,
США разрабатывались алюминиево-оловянные сплавы, содержащие до
30 и даже 40 % Sn и отрабатывалась технология изготовления сплавов,
содержащих свинец. Такие сплавы обладают способностью хорошо
сопротивляться задиру при ультратонких смазочных слоях. Однако эта
способность достигается наиболее полно при содержании свыше 14 % РЬ.
В России разработан метод получения алюминиево-свинцовых (до 30 %
РЬ) сплавов из гранул. Гранулы отливаются во вращающийся стакан с
круглыми отверстиями при частоте вращения 1500 мин" ' Струя разбивает-
ся на капли, которые через отверстия попадают в воду и кристаллизуются
со скоростью 102... 104 °С/с. Последующее прессование гранул осуществля-
ется различными способами.
Антифрикционные свойства создаются в сплавах, содержащих мягкие
фазы за счет определенного количества этих металлов (олова, свинца,
кадмня и др). Применительно к наиболее распространенным алюминнево-
оловянным сплавам при k содержании олова свыше 9 % возможно
применение подшипников без покрытия вкладышей мягким металлом. Все
остальные сплавы AISn6Cul AlSi4Cd, AlCd3CuNi, AlSil ICu, ACM, AH2,5,
АОЗ-7 используются с покрытиями на основе сплава олова со свинцом.
Наибольшее распространение получил сплав АО20-1.
Возможность использования сплавов без покрытий определяется
выживаемостью олова или оловянно-свинцовой фазы при возникновении
металлического контактирования. При этом на вкладышах образуется
защитная пленка мягкой фазы, которая и обеспечивает нужный комплекс
трибологических свойств, включая и совместимость трибосистем.
9.1.3. ПОРОШКОВЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
ДЛЯ АНТИФРИКЦИОННЫХ И ФРИКЦИОННЫХ УЗЛОВ ТРЕНИЯ
Порошковые композиционные материалы для антифрикционных узлов
трения. Метод порошковой металлургии антифрикционных сплавов
заключается в подготовке порошков - смешении их до равномерного
содержания компонентов, брикетировании нужной формы и размеров
порошков и спекании. После спекания осуществляется насыщение пор
маслом, если нужно, калибрование, н, при необходимости, механическая
обработка деталей.
Первые композиционные материалы, полученные методом порошковой
металлургии, в России были изготовлены на заводе "Электроугли" в 1932 г.,
где и было организовано производство бронзографитовых подшипников.
В последующем был создан ряд антифрикционных материалов, число
которых быстро росло.
480
Глава 9. Триботехнические материалы и триботехиология
Наиболее распространенными спеченными материалами антифрикци-
онного назначения являются материалы на основе меди и железа. Медные
композиционные материалы получили широкое распространение в связи
с хорошими антифрикционными свойствами и высокой электропровод-
ностью. Они используются в различных узлах трения и скользящих
токосъемных контактах в электротехнике.
Пористая оловянная бронза содержит б...12 % олова. Физико-
механические свойства некоторых бронз представлены в табл. 9.11. Из
пористой бронзы изготовляют подшипники текстильных и бытовых
машин, маломощных электромоторов, пусковых установок, вентиляторов,
приборов (vs 1,5 м/с и ра = 0,5..1 МПа). Пропитанные смазочным
материалом после спекания они могут работать без его добавления
300. .5000 ч, при этом коэффициент трения составляет 0,01 ...0,04, их работа
может проходить при температуре от-60 до +120 °C.
9.11. Физико-мехавическне свойства нористых оловянных бронз
Марка мате- риала Массовая доля, Sn, % Плот- ность р, г/см1 Порис- тость П, Времен- ное сопро- тивление ов, МПа Относи- тельное удлинение 5,% НВ
БрО10 10 б...7 20...30 75...127 5 245...392
Ст 100 (США) 9,5...10,5 6,4...7,2 - 93 .137 1...3 638.804
SM 500 (Германия) 10 5,6...11,0 - - 1...2.5 -
Бронзографитовые материалы. Графит выполняет в них роль твердой
смазки. Его содержание колеблется от 1 до 25 %. Бронзографитовые
трущиеся детали выдерживают большие нагрузки и скорости, чем
бронзовые. Они используются в подшипниках мотоциклов, тракторов, в
циркуляционных насосах для горячей воды, в водомасляных смесях, щетках
электродвигателей и др. Состав и физические свойства бронзографитов
приведены в табл. 9.12.
9.12. Состав и физические свойства бронзографитов
Марка Массовая доля, % р, г/см3 п, % ов, МПа б, % НВ
Sn с
БрОГрЮ-З 10 3 - 20 98 2,5 343
БрОГр9-3 9...10 2...3 5,6..6,3 18...20 79...147 5...10 177...294
БрОГр8-4 8 4 5,5 ...6,5 20...25 - - 167...490
Конструкционные материалы
481
Свинцовая бронза используется преимущественно для изготовления
биметаллической полосы, из которой в последующем штампуют вкладыши.
Технологический процесс изготовления биметаллической полосы
порошковой технологией предусматривает электролитическое покрытие
стальной полосы слоем меди (0,01 мм) для лучшего сцепления с бронзой,
нанесения слоя порошка свинцовой бронзы заданной толщины и спекания
его в конвертерной печи с восстановительной атмосферой (диссоциирован-
ный аммиак) при температуре 800...900 °C, охлаждения и прокатки полосы
с обжатием, обеспечивающим прочное соединение слоя.
Заготовки в последующем штампуются и механически обрабатываются.
После электролитического нанесения слоя мягкого металла (Pb, Sn, Си или
Pb, In) вкладыши используются для различных двигателей грузовых
автомобилей, судов, тепловозов и других, работающих со смазкой.
Наиболее распространенными сплавами по ИСО являются CuPb24Sn,
CuPb22Sn и CuPbl4Sn4. J
Сложнолегированные бррнзы. Легирование бронз титаном, никелем,
цинком, кобальтом, железом, алюминием и другими металлами повышает
их прочность. Такие присадки, как Сг, Р, Мп, способствуют старению
медных сплавов, что доиолнительно повышает их прочность. Для
упрочнения используют также тугоплавкие соединения В4С и др.
Спеченные латуни исйользуют для изготовления подшипников,
работающих со смазочным материалом, при режимах работы идентичных
режимам работы подшипников из бронзы. В некоторых случаях в латунь
вводят до 1,5 % РЬ и 0,25...0,8 % Р.
Меднографитовые материалы используют в основном для производства
электроконтактов, радиальных уплотнений и электрощеток. В меднографи-
товых композициях медь обеспечивает высокую электропроводность, а
графит повышает износостойкость и обеспечивает стабильность работы.
Содержание графита колеблется от нескольких единиц до 75 %. Иногда
для улучшения свойств щеточных материалов добавляют олово, свинец
и цинк.
Помимо рассмотренных традиционных компонентов, обеспечиваю-
щих самосмазывание (графит, легкоплавкие сплавы) в композиционные
антифрикционные материалы добавляют сульфиды, селениды, фториды,
фторопласты и др.
Особенно широкое распространение в нашей стране и за рубежом
получили металлографитопластовые материалы (МФМ), предназначен-
ные для подшипниковых узлов, работающих в широком диапазоне
нагрузочно-скоростных режимов. Они способны работать без смазочного
материала в различных газовых средах, в вакууме, в диапазоне температур
от-200 до +300 °C. Подшипники из такого материала состоят из стальной
основы (08 КП, 10 КП), тонкого напеченного пористого слоя из высокооло-
вянистой бронзы (0,3 мм), поры которого заполнены смесью фторопласт-4
с дисульфидом молибдена.
482
Глава 9. Триботехнические материалы и триботехнология
Рнс. 9.11. Номограмма для определения длитель-
ности работы металлофторопластовых подшип-
ников по значению произведения и темпера-
туре б (г0 - продолжительность работы прн
заданной мощности я температуре б)
Длительность работы МФМ
определяется по заданной мощ-
ности трения pavCK с учетом
соответствующей температуры О
(рис. 9.11).
Помимо сплавов на медной
основе, изготовленных методом
порошковой металлургии, все
большее распространение полу-
чают антифрикционные алюми-
ниевые сплавы. Алюминиевые
порошковые материалы исполь-
зуют для производства подшип-
ников с пропиткой пор маслом.
Нередко достаточная антифрик-
ционность достигается за счет
введения в состав сплавов твер-
дых смазок, таких как графит,
дисульфид молибдена, сульфиды
и др.
В США для производства
подшипников двигателей автомобилей широко используют алюминиево-
свинцово-оловянный сплав, спеченный со стальной лентой методом
порошковой технологии. Формирование слоя сплава осуществляется
прокаткой. Из такой ленты изготавливают вкладыши методом штамповки.
Порошковые антифрикционные материалы на основе железа являются
наиболее распространенными. Самосмазываемость так же, как у медных
сплавов, обеспечивается введением в шихту графита, сернистого цинка,
сульфидов, дисульфида молибдена, нитрида бора и др. Наиболее дешевым
и распространенным является пористое железо или железографитовый
материал, поры которого пропитаны маслом.
Самым простым типом материала является ферритное пористое железо,
пропитанное маслом со следующими свойствами.
Плотность, г/см3.............................................. 5,1..6,6
Предел прочности при растяжении, МПа.......................... 100...220
Модуль упругости, МПа......................................... 75000... 145000
Относительное удлинение, % ................................... 5... 13
Предел прочности иа сжатие, МПа............................... 650...700
Твердость по Бринеллю НВ ..................................... 35..80
Электросопротивление, мкОм см................................. 22...25
Пористое железо используется в легких условиях работы при нормаль-
ном давлении 2.„2,5 МПа и скорости скольжения до 2 м/с. Более тяжелые
условия работы допускаются при использовании железографитовых
композиций.
Конструкционные материалы
483
При содержании графита в материале более 1,5 % наличие структурно-
свободного графита повышает антифрикционность, особенно в условиях
смешанного трения. Железографитовые материалы имеют перлитно-
ферритную структуру. Количество ферритной составляющей зависит от
исходного содержания графита и условий спекания. Наиболее износостой-
кой является перлитная структура.
С увеличением содержания графита повышается антифрикционность,
но снижаются прочность, ударная вязкость и твердость. Содержание
графита обычно не превышает 10 % (по массе).
В качестве легирующих добавок используют медь, серу, иногда фосфор.
Медь значительно повышает прочность пористого железа, благоприятно
влияет на его спекаемость и позволяет регулировать изменение размеров
при усадке в процессе спекания. Ее содержание колеблется от 0,5 до 20 %.
При изготовлении подшипников содержание меди обычно колеблется в
пределах 5...9 %. <
Свойства железографитовых композиций с различным содержанием
легирующих добавок приведены в справочной литературе.
Порошковые композиционные материалы для фрикционных узлов
трения. В отличие от антифрикционных фрикционные материалы должны
обладать стабильным высоким коэффициентом трения и быть в то же
время достаточно износостойкими. Они должны обеспечивать торможение
или передачу вращательного движения при различных скоростях,
различном уровне нагрева, не разрушаться под действием агрессивных
сред.
В зависимости от условий работы фрикционные материалы можно
разделить на две группы: работающие в условиях трения без смазочного
материала и при наличии его, обычно в условиях граничного трения.
Материалы, работающие в условиях трения без смазочного материала,
должны работать при значительных нагрузках и в условиях, близких к
тепловому удару. Так, при торможении колес самолета температура
поверхности трущихся поверхностей достигает 1000... 1200 °C, а в объеме
материала-до 500...600 °C.
Фрикционные материалы, предназначенные для работы со смазочным
материалом, находятся в более легких условиях, температура трущихся
поверхностей у них не превышает 150...200 °C.
Четко разделить фрикционные материалы по областям их использова-
ния не представляется возможным. Однотипные материалы используются
как в муфтах, так и в тормозах. Из порошковых материалов изготовляют
в основном детали механизмов, работающих без смазочного материала,
такихкакдисковыетормоза, муфты сцепления автомобилей, фрикционные
узлы различных приборов, реже в колодочных и ленточных тормозах.
Наибольшее распространение в качестве порошковых фрикционных
металлических материалов получили сплавы на основе железа и меди
(табл. 9.13, 9.14).
484
Глава 9. Триботехнические материалы и триботехнология
9.13. Химический состав фрикционных материалов
Материал Массовая доля, %
Fe Си Ni С (гра- фит) асбест
ФМК-8 45 - 25 7 - -
ФМК-11 64 15 0 9 3 3
МКВ-50А 64 10 0 8 0 3
СМК-80 48 23 0 0 0 0
Материалы на основе железа ФМК-8 и ФМК-11 предназначены для
работы в тяжело нагруженных колесных дисковых тормозах самолетов.
Материал ФМК-11 превосходит железоникелевый материал ФМК-8 по
величине н стабильности коэффициента трения, но обладает меньшей
износостойкостью. Из материала МКВ-50А изготовляют тяжело
нагруженные дисковые тормоза ответственного назначения. Этот материал
отличается высокой стабильностью прочностных характеристик (до
объемной температуры 600 °C). По сравнению с ФМК-11 имеет более
стабильный коэффициент трения и отличается повышенной износостойкос-
тью.
Материалы марки СМК используют для производства многодисковых
тормозов закрытого типа, открытых дисковых тормозов с коэффициентом
взаимного перекрытия до 0,2, тяжело нагруженных ленточных и колодоч-
ных тормозных устройств, в том числе в тормозных устройствах тяжелых
автомобилей грузоподъемностью 65 т н более.
Из материалов ФМК-8, ФМК-11, МКВ-50А и СМК-80 успешно
изготовляют различные тормоза и муфты сцепления.
Порошковые материалы на основе меди используют так же, как и
железные. Оловянистые бронзы обеспечивают высокий стабильный
коэффициент трения и по сравнению с железными материалами меньше
изнашиваются сами и изнашивают контртела. Химический состав
фрикционных материалов на основе меди приведен в табл. 9.15. Материалы
на основе меди применяют в передаточных и тормозных устройствах
различного назначения, в том числе для изготовления тормозных дисков
и дисков сцепления в автомобиле- и тракторостроении.
9.14. Физико-механические свойства фрикционных материалов
Материал Плотность р, г/см2 Твердость НВ Временное сопро- тивление ов, МПа Напряже- « ине среза МПа >г Напряже-~ нне сжатия МПа X, Вт и "С Износ , мкм
фрик- ционного материала контртела (чугун ЧНМХ)
ФМК-8 6,0 600. ..900 90... 100 70...90 4 50...500 37,7 5...8 1...2
ФМК-11 6,0 800...1000 50...70 80...100 300...350 19...46 16,0 2,0
МКВ-50А 5,0 800... 100 30...40 67...85 150...210 18,8...27,2 6,0 5,5
СМК-80 5,7 800... 1000 25...35 65...80 200...250 21...29 12,5 4,0
*Износ приведен иа одно торможение при начальной скорости скольжения 20 м/с, удельной мощности торможения 2,5-107 Вт/м2и различных фиксированных номинальных давлениях ра = const.
Конструкционные материалы______________________485
486
Глава 9. Триботехнические материалы и триботехиология
9.15. Основной химический состав фрикционных материалов
на основе медн, полученных методом порошковой металлургии
Массовая доля, %
Си Sn Pb Fe С (графит) Асбест SiO2
68...76 8...10 7...9 3...5 6.8 0 0
60...75 6... 10 20 5 1...8 0 0
18 2 3 3 3 30 0
68... 86 5..10 5.. 15 2 4...8 3 3
75 8 5 4 1...20 0 0
В последние годы в нагруженных тормозах, в частности самолетов,
начинают широко использоваться углеродные фрикционные композицион-
ные материалы (УФМК), работающие наиболее эффективно в одноимен-
ной паре трения. Тормоза с такой парой трения имеют более высокую
энергонагруженность чем порошковые материалы, обеспечивая высокий
и стабильный коэффициент трения и очень малый износ. Они могут
работать при объемной температуре до 1000 °C и поверхностной
1500...2000 “С.
Полученные методом порошковой металлургии антифрикционные и
фрикционные материалы позволяют искусственно создавать сплавы с
выгодным сочетанием свойств. При этом конструирование таких
материалов для различных условий работы должно осуществляться с
учетом трибохимических реакций, протекающих на поверхностях трения,
нередко определяющих процесс их совместимости. Такие реакции тесно
связаны с процессами трибоактивации, проходящие при диссипации
энергии в твердом теле.
9.1.4. ПОЛИМЕРНЫЕ И МЕТАЛЛОПОЛИМЕРНЫЕ МАТЕРИАЛЫ
ДЛЯ ПОДШИПНИКОВ, ОПОР СКОЛЬЖЕНИЯ, ТОРМОЗОВ
И МУФТ СЦЕПЛЕНИЯ
Антифрикционные полимерные материалы. Подшипники скольжения
из полимерных материалов изготовляют из термопластов и реактопластов.
Термопластичные материалы появились позже термореактивных, но их
высокая технологичность и возможность вторичного использования с
помощью производительных способов (экструзии, литья под давлением)
обеспечили объем их выпуска, неуступающий объему выпуска реактоплас-
тов.
Конструкционные материалы
487
Термопластичные полимеры изготовляют из полиамидов (нейлона),
полиацеталей, политетрафторэтиленов (ПТФЭ), термопластов и др.
Полиамиды обладают сравнительно высокой износостойкостью, в том
числе и в абразивной среде. Они меньше изнашивают цапфы, чем
подшипники из цветных металлов. Эксплуатационные свойства полиами-
дов существенно повышаются при наполнении их антифрикционными
добавками - дисульфидом молибдена, графитом и др. При этом снижается
коэффициент трения.
Существенный недостаток всех полимерных композиций, в том числе
и полиамидов - низкая по сравнению с металлами теплопроводность,
которая в какой-то мере возрастает при армировании угольными
волокнами (до 25 %).
Полиацетали известны двух типов; гомополимер формальдегида ПФА
или сополимеры - формальдегид с диоксоланом СФД либо триоксана с
диоксоланом СТД. В России в настоящее время выпускают СФД и СТД.
Полиацетали уступают полиамидам по абразивостойкости, но превосходят
их по стабильности разменов, теплостойкости, жесткости, уровню трения
и износостойкости.
Заметно увеличивает нагрузочную способность полиацеталей введение
наполнителя ПТФЭ и жидкого масла. На основе полиацеталей изготовляют
тонкослойные листовые -материалы. Пористая спеченная бронза на
поверхности стального листа пропитывается расплавом полимера на
основе полиацеталя. Из такой ленты штампуют втулки, шайбы и другие
детали для узлов треиия, особенно в автомобилестроении.
В качестве наполнителей используют порошки бронзы, меди, железа,
свинца и др. В качестве неорганических наполнителей применяют оксиды
и соли металлов, стекло, каолин, слюду, глинозем и другие, а также
антифрикционные наполнители (графит, сульфиды и другие вещества,
выполняющие роль твердой смазки).
Наиболее широкое использование получил ПТФЭ в виде наполнителя
листовой меди с нанесенным слоем пористой бронзы (пористостью
20...50 %). Подробные рекомендации по технологии изготовления ленты
и изделий из нее, а также рекомендации по использованию металлофторо-
пластовых вкладышей изложены в справочниках.
Антифрикционные полимерные материалы на основе реактопластов
используют в тех случаях, когда предъявляются повышенные требования
по жесткости, размерной стабильности и теплостойкости. Первым таким
материалом был текстолит, составленный из фенолформальдегидных смол
и хлопчатобумажных тканей. Из текстолитов изготовляют наборные
подшипники скольжения, кулачковые передачи шестерни и др. Для
создания самосмазывающихся композиций в материал вводят графит,
ПТФЭ, дисульфид молибдена, масло высокой вязкости и др. Известны
материалы, стойкие при работе в условиях повышенного нагрева
(250...300 °C).
488
Глава 9. Триботехнические материалы и триботехнологии
В машиностроительной технике используются антифрикционные
реактопласты на основе эпоксидных смол. Они предназначены для
производства подшипников различного назначения, работающих в
широком диапазоне температур, и в большинстве случаев имеют
наполнители из полиамидных, полиэфирных, фторопластовых, углеродных
и хлопчатобумажных волокон.
Износостойкие антифрикционные реактопласты получают также на
базе эпоксидно-навалочных смол по методу эластофицирования, суть
которого заключается в химической модификации и легировании
материалов. Такие материалы (АГЭН, ЭНТ, заливочные компаунды ЭНК
и ЭНТ) содержат низкомодульное углеродное волокно и другие легирую-
щие добавки. Повышенная текучесть расплава дает возможность
перерабатывать некоторые из пластмасс методом литьевого прессования.
Сравнительно широко используются углепластики, обладающие
способиостьюсохранять стабильные размеры в эксплуатации, но имеющие
повышенную хрупкость. Перспективно использование углепластиков для
работы без смазки в среде, запыленной цементом, угольной и другой
пылью, в сточных водах промышленных предприятий, в морской воде.
Исследования, проведенные под руководством В.А. Белого, позволили
существенно поднять роль антифрикционных материалов на основе
древесно-полимерных композиций. Частичное устранение недостатков
таких материалов, связанных с их способностью набухать с последующей
усушкой и изменять физико-механические свойства, а также со слабой
способностью отводить теплоту и увеличивать деформацию во времени
при постоянном напряжении, снимается за счет комбинированной
пропитки уплотненной древесины синтетическими смолами и легко-
плавкими металлами. При этом достигается эффект самосмазывания.
Диапазон использования уплотненной древесины существенно
расширился после появления эффективных самосмазывающихся материа-
лов типа АПД (антифрикционной прессованной древесины), представляю-
щей собой многокомпонентные системы из уплотнений древесины и
активных пластических модификаторов.
В состав последних входят моторные масла, кремнийорганические
жидкости, термопластичные полимеры и соли поливалентных металлов
жирных кислот. Известны композиции таких, материалов марок, как
АПД-1, АПД-2, АПД-3, АПСД-1, АПСД-2. Свойства в сравнении с
известными полимерными композициями и бронзами и области использо-
вания материалов на основе древесины рассмотрены В.А. Белым,
В.И. Врублевским и Б.И. Купчиновым.
К композиционным полимерным материалам антифрикциоииого
назначения предъявляют требования по износостойкости, долговечности,
сопротивляемости усталости и другим повреждениям. При заданных
условиях работы трущиеся детали должны обеспечивать комплекс свойств,
создающих необходимую совместимость трибосистем. С учетом этих
требований осуществляют конструирование композиционного полимер-
Конструкционные материалы
489
ного антифрикционного материала. При конструировании нужно
предусмотреть оптимальную технологию, состав и структуру композита.
В процессе образования композита происходит механическое,
физическое и химическое взаимодействие компонентов, находящихся в
различных агрегатных состояниях, приводящих к формированию фаз и
границ их раздела. Межфазное взаимодействие компонентов в композици-
онных материалах определяется их термодинамической, кинетической и
механической совместимостью.
Под термодинамической совместимостью понимают способность
матрицы и армирующих элементов достаточно быстро устанавливать
равновесное состояние при различной степени нагрева как при изготовле-
нии, так и в условиях эксплуатации. Такое состояние достигается, если
компоненты обладают взаимной растворимостью.
Кинетическую совместимость определяют как способность компонен-
тов достигать метастабильного равновесия за счет процессов диффузии,
адсорбции, химических реакций, релаксации и др.
Механическая совместимость достигается за счет соответствия в
допустимых пределах характеристик упругости и пластичности, а также
коэффициентов линейного расширения.
При конструировании композиционных материалов следует учитывать
их индивидуальность. Создать общую теорию конструирования компози-
тов весьма сложно, она находится в стадии накопления данных эксперимен-
тирования. Наиболее обоснованы методы прогнозирования свойств
композитов на металлической матрице, получаемых методом порошковой
металлургии, стекловолокнитов и дисперсно-наполненных полимерных
материалов для простых схем армирования и изученных матриц. При
создании композиционных материалов расчет различных моделей
осуществляется с использованием вычислительной техники.
На процессы контактного взаимодействия при трении существенное
влияние оказывают адгезионные связи. Внешнее проявление адгезионного
взаимодействия может быть классифицировано от чисто физического до
чисто химического. Учет адгезионных явлений в зоне фрикционного
металлополимерного контакта с привлечением флуктуационной
электромагнитной теории молекулярного взаимодействия твердых тел
позволил разработать метод регулирования фрикционных свойств
полимерных композитов, основанный на эффекте фрикционного
разделения компонентов смесей термодинамически несовместимых
полимеров с различными химическими и теплофизическими свойствами
(полиамидполиэтилен). Эффект разделения компонентов смесей был
реализован при разработке ряда самосмазывающихся материалов типа
САМ и АМАН.
Не менее важной при разработке композиционных самосмазывающихся
материалов на основе полимеров является оценка трибохимических
реакций в контактных зонах. Снижение износа и увеличение долговечности
трибосистем зависит от прохождения термоокислительных реакций.
490
Глаиа 9. Триботехнические материалы и триботехиология
Одним из путей ингибирования окислительных реакций в полимерах
является введение в состав композиций добавок, позволяющих активно
воздействовать как на окислительные процессы в зоне трения, так и на весь
комплекс физико-механических свойств композита. Несомненный интерес
представляет поиск новых типов активаторов различной функциональнос-
ти, осуществляемый В.В. Коршаком, И.А. Грибовой, А.П. Красновым и
др.
В настоящее время большое внимание уделяется созданию новых
термостойких полимеров и антифрикционных композиций на их основе,
способных обеспечить стабильную работу узлов трения в широком
диапазоне температур, нагрузок и скоростей скольжения. Решение этой
проблемы в значительной степени связано с разработкой термостойких
полимеров.
Фрикционные полимерные материалы (ФПМ) являются многокомпонен-
тными композициями, работающими в тяжелых условиях (тормозные
системы и передаточные муфты автомобилей, тракторов, строительио-
дорожных машин, агрегатов сельскохозяйственного назначения, буровых
лебедках, подвижного состава магистральных железных дорог и
метрополитена, шахтных подъемников и др). В качестве компонентов
используются три основные группы материалов:
1) теплостойкий армирующий компонент - например, асбестовое
волокно (15...60 %);
2) фрикционно-способные порошкообразные и другие наполнители,
обычно неорганического происхождения (20...60 %);
3) полимерное связующее - синтетические каучуки, синтетические смолы
(15...30 %) с вулканизирующими агентами (или отвердителями), ускорителя-
ми и активаторами вулканизации.
Наиболее распространенным армирующим компонентом ранее было
асбестовое волокно. При высокой прочности (до 3 ГПа) оно обеспечивает
высокие механические свойства и теплостойкость ФПМ. При температуре
400 ’С прочность асбестового волокна снижается лишь на 20 %, а полное
разрушение наступает при 700...800 °C. Асбест обладает способностью
очищать поверхности трения от загрязнений, что обеспечивает высокие
значения коэффициента треиия (до 0,8). Он способен также увеличить
сопротивление усталости при термическом воздействии. Однако ввиду
вредного воздействия на окружающую среду и здоровье человека его
применение во многих узлах трения запрещено решением ЮНЕСКО. Это
создало проблему замены асбеста во фрикционных материалах другими
экологически чистыми материалами.
В настоящее время в качестве армирующих компонентов, широко
используют минеральную шлаковую вату, а также стеклянные, базальто-
вые, углеродные и другие волокна.
Наполнителями служат железный сурик, баритовый концентрат, оксиды
хрома и Других металлов, глинозем, каолин, вермикулит, мел и др. В ФПМ
широко используют углеродные наполнители, такие как измельченный
кокс, графит, технический углерод. Увеличение теплопроводности
Конструкционные материалы
491
достигается добавкой металлического порошка или стружки меди, латуни,
цинка, алюминия, железа и др.
Связующими в ФПМ являются каучуки и смолы, а также их комбинации:
бутадионовые (СКБ, СКБСР, СКД), бутадиен-тиррильные (СКН-26),
бутадиенметилвинилпиридимовые, стирольные, мегилстирольные и
другие синтетические каучуки, а также натуральный каучук; фенолфор-
мальдегидные, анилинфенолформальдегидные (модифицированные),
кремнийорганические и другие смолы.
Фрикционные изделия на каучуковой основе обладают достаточно
высоким коэффициентом трения и износостойкостью при нагреве до
температуры 200...250 °C. При большом уровне нагрева каучуковые ФПМ
не обладают достаточной износостойкостью и имеют низкий коэффициент
трения.
Смолы придают изделиям более высокую теплостойкость, но ФПМ на
смоляном связующем имерт большую хрупкость и не обеспечивают
достаточно стабильный коэффициент трения. Соединение положительных
качеств каучука и смолы в бдном изделии достигается при их совместном
использовании.
По назначению и способу изготовления ФПМ разделяют на четыре
группы: 1) формованные^ (колодки, накладки, секторы, пластины,
вкладыши); 2) вальцованные (ленты и накладки); 3) тканые (ленты и
накладки); 4) картонно-латексные (накладки).
Наиболее износо- и теплостойким фрикционным материалом при
трении без смазочного материала в тормозах и муфтах является углерод-
ный фрикционный композитный материал (УФМК), который может
работать при температуре на поверхности трения до 1500...2000 °C и
объемной температуре 800...1000 °C. Этот материал в настоящее время
начинает широко использоваться в многодисковых тормозах самолетов
вместо порошкового фрикционного материала.
Фрикционные муфты и тормоза являются очень ответственными
деталями. При расчете фрикционных муфт и тормозов производится
оценка рабочих характеристик для заданных условий эксплуатации по
данным, выбранным при проектировании. Расчет проводится для заданной
конструкции при заданной системе нагружения (включении, выключении).
Предусматривается также учет повторности работы при заданных режимах
нагружения.
На основе предварительного выбора размеров муфты и оценки ее
усредненных характеристик осуществляется выбор муфты из нормализо-
ванного ряда. Если нет стандартной муфты такого рода, то производится
уточненный расчет с определением рабочих характеристик муфты. После
изготовления опытного образца и проведения его испытания осуществляют
его доводку и принимают окончательный вариант муфты.
Расчетные зависимости для проектирования муфт и тормозов,
рекомендуемые характеристики типовых конструкций, материалы,
размеры, тепловые режимы и другие зависимости приводятся в томе 3
справочника по триботехнике.
492
Глава 9. Триботехнические материалы и триботехнологии
9.2. ТРИБОТЕХНОЛОГИЯ
В настоящее время широко используются различные методы обработки
поверхностей трения узлов трения и деталей машин с целью придания им
необходимых триботехнических свойств. В табл. 9.16 приведена классифи-
кация современных методов нанесения износостойких покрытий.
9.16. Методы нанесения износостойких покрытий
н упрочнения поверхности треиия
Электрохимические Химические Напыление
Хромирование Никелирование Электролитическое бори- рование Хромофосфатнрование Оксидирование Фосфатирование Ннкель-борнроваине Химическое никелирова- ние Никель-фосфатироваиие Эпнламнрование Газовое Э л ектр о м еталлиз ация Детонационное Плазменное Иоино-плазменное
Химико-термическая обра- ботка Плакирование Наплавка
Цементация Азотирование Нитроцементация Борирование Сульфоцнанирование Хромирование Борохромнрование Диффузионное никелиро- вание Лазерное легирование Горячая н холодная про- катка Диффузионная сварка Газопрессовая сварка Пайка и др. Газовая Электродуговая Электрошлаковая Вибродуговая Индукционная Плазменная Лучом лазера
Механо-термическое фор- мование Металлирование
Электроконтактное Фрикционное Электроискровое легирование Термическое испарение тугоплавких соединений Прямое электронно-лучевое испарение Реактивное электронно-лучевое испарение Электрохимическое испарение
9.2.1. НАПЛАВКА ИЗНОСОСТОЙКИХ СЛОЕВ
Наплавка как метод упрочнения вновь изготовляемых деталей машин
и их восстановления, а следовательно, повышения срока службы, является
одним из наиболее универсальных и гибких технологических приемов
воздействия на свойства обрабатываемых поверхностей.
Сегодня известно несколько десятков разновидностей технологических
методов наплавки износостойких слоев, которые различаются источниками
Т риботехнология
493
тепловой энергии, способами защиты наплавляемого металла, уровнем
механизации и автоматизации и т.п. Однако несмотря на разнообразие
технологического оснащения, отдельные разновидности и модификации
наплавки характеризуются общими металлургическими н физико-
химическими принципами. Подавляющее большинство наплавок,
например, электродуговые, газоплазменные, плазменные, связаны с
расплавлением наносимого материала, частичным расплавлением
материала основной детали, перемешиванием расплава и кристаллизацией
расплава после удаления теплового источника, в результате чего
формируется износостойкое покрытие.
Наиболее широкое распространение в машиностроении и в других
отраслях производства получили технологические разновидности
электродуговой наплавки. Отличительная особенность электродуговой
наплавки - возможность йанесения износостойких покрытий на детали
любой формы (цилиндрической, фасонной, плоской) в любых простран-
ственных положениях с ц!ироким диапазоном свойств наплавленного
металла, простота механизации и автоматизации технологического
процесса (в значительной мере реализованная в настоящее время), а также
доступность наплавочныхЭчатерналов различных типов.
Процесс ручной дуговой наплавки отличается технологической
простотой н вместе с тем нестабильностью качества наплавленного слоя,
определяемого субъективными факторами профессиональных навыков и
квалификации сварщика, сравнительно невысокой производительностью
(2...3 кг наплавленного металла за 1 ч), тяжелыми условиями труда.
Механизированная наплавка выгодно отличается от ручной непрерыв-
ностью технологического процесса, которая достигается использованием
электродной проволоки или ленты в виде больших мотков, подводом тока
к электроду на минимальном расстоянии от дуги, что позволяет применять
токи большой силы без перегрева электрода.
Наплавка под слоем флюса - одна из распространенных разновидностей
механизированной наплавки. Порошкообразный флюс расплавляется под
действием теплоты дуги и образует вокруг зоны наплавки оболочку шлака,
что надежно изолирует расплавленный металл от вредного воздействия
воздуха, препятствует разбрызгиванию жидкого металла и нарушению
формирования шва. Под слоем флюса можно наносить слой металла
практически любого химического состава толщиной от 2 мм н более. Этот
процесс применим при наплавке на цилиндрические поверхности,
всевозможные плоские детали и изделия криволинейной формы (напри-
мер, на лопасти гидротурбин).
Производительность наплавки под флюсом в 3...7 раз выше, чем прн
ручной наплавке, а использование схем многодуговой или многоэлектрод-
ной наплавки (для нанесения покрытий на большие поверхности)
способствует дальнейшему увеличению производительности.
Несмотря на очевидные достоинства механизированной наплавки под
флюсом, в процессе ее проведения наблюдается расплавление основного
494
Глава 9. Триботехнические материалы и триботехнология
металла детали (его доля в на-
плавленном слое весьма сущес-
твенная и колеблется от 30 до
65 %), что отрицательно сказы-
вается на эксплуатационных
характеристиках износостойко-
го покрытия.
При наплавке электродной
лентой под флюсом (рис. 9.12)
достигается высокая произво-
дительность, равномерное про-
плавление основного металла,
более благоприятная структу-
ра металла околошовнон зоны,
возможность проплавления за
один проход слоя большого
сечения при относительно не-
большой доле основного ме-
талла в нем.
Механизированная наплав-
ка под флюсом успешно ис-
пользуется для упрочнения
деталей металлургического
оборудования, особенно вал-
ков прокатных станов. Изно-
состойкость наплавленных
Рис. 9.12. Схема наплавки электродной лентой
под флюсом:
/ - ленточный электрод; 2 — бункер для флюса;
3 - сварочная головка; 4 — отсос нерасплавленного
флюса; 5 - затвердевший шлак; 6 - оплавленный
металл: 7 - сварочная ванна; 8 - основной металл;
9 -источник тока
валков по сравнению с закаленными повышается в 3...4 раза. При
изготовлении и ремонте деталей транспортных, сельскохозяйственных
машин, металлорежущих станков за счет рационально выбранного
технологического режима механизированной наплавки под флюсом
удается повысить эксплуатационные свойства деталей в 2...10 раз.
Высокая эффективность нанесения износостойких покрытий путем
наплавки под флюсом позволила существенно (в 3...7 раз) повысить
стойкость тяжелонагруженных ответственных деталей, например клапа-
нов автомобильных двигателей, шарошек буровых долот, уплотнитель-
ных поверхностей запорной арматуры.
На практике часто встречаются случаи, когда использование наплавки
под флюсом затруднено нли исключено (наплавка внутренних поверхно-
стей глубоких отверстий или деталей весьма сложной формы, многослой-
ная наплавка сплавов с высоким содержанием примесей, ухудшающих
отделимость шлаковой корки и, наконец, наплавка мелких деталей). В
таких ситуациях незаменима наплавка в среде защитного газа, осуществляе-
мая автоматическим или полуавтоматическим способом. Для защиты зоны
горения дуги и жидкого металла ванны обычно используется углекислый
газ и аргон, а также их смесь. Особенно широко применяется наплавка в
среде углекислого газа вследствие его доступности и низкой стоимости.
Триботехнология
495
Простота применяемого оборудования н технологическая маневренность
способа позволяют использовать его практически на любом заводе.
Принципиально новые технологические возможности и новые области
применения открыла наплавка самозащитной порошковой проволокой и
лентой. Порошковая проволока представляет собой оболочку из тонкой
стальной ленты, заполненную порошкообразными материалами, состав
которых определяет свойства наплавленного слоя. При использовании
этого наплавочного материала не требуется применение защитных газов
или флюсов, так как вещества, обеспечивающие защиту и необходимые
свойства металла, входят в состав порошковой проволоки. Производитель-
ность наплавки порошковой проволокой в 5 раз выше производительности
ручной наплавки. Значительный экономический эффект достигнут при
восстановлении такой наплавкой деталей дробильно-размольного и
горного оборудования, черпаков драг и колес землесосов.
Применение плазменной дуги как источника тепловой энергии при
наплавке позволило существенным образом понизить долю основного
металла в наплавленном слое. В отличие от обычной дуговой плаз-
менная наплавка позволяет выгодно перераспределить тепловую мощ-
ность дуги, направив основную ее часть на расплавление присадочного
металла. Разработан ряд технологических схем плазменно-дуговой
наплавки, отличающихся, как правило, видом и способом подачи
присадочного материала в зону наплавки. Возможнаподача присадочного
металла в зону расплавления в виде проволоки или порошка. Известны
способы, при которых заранее уложенный на направляемую поверхность
присадочный металл расплавляется плазменной дугой. При наплавке
клапанов двигателей внутреннего сгорания присадочный металл в виде
колец заранее укладывается на наплавляемую поверхность, а затем
оплавляется плазменной дугой. Заслуживает внимание схема, при которой
присадочный металл в виде порошка с помощью специального питателя
подается в дугу или в хвостовую часть ванны.
При вдувании присадочного порошка в дугу он увлекается потоком
транспортирующего газа и попадает в ствол дуги внутри горелки.
Порошок нагревается в дуге главным образом за счет конвективного
теплообмена. Температура части порошка в зависимости от используемых
технологических режимов может колебаться в весьма широких пределах
(от 500 °C до нескольких тысяч), причем эта температура поддается
регулированию. Естественно, что столь широкий температурный диапазон
процессов наплавки позволяет наносить сплавы с различными теплофизи-
ческими и физико-механическими свойствами, включая тугоплавкие
износостойкие сплавы и смеси. Этот способ особо ценен для наплавки
износостойких и жаростойких сплавов на основе никеля и кобальта.
Производительность плазменной наплавки довольно высокая и может
достигать 15 кг/ч.
Высокая производительность, возможность эффективной очистки
металла от неметаллических включений и, следовательно, высокое качество
496
Глава 9. Триботехнические материалы и триботехнологии
Рнс. 9.13. Схемы электрошлаковой наплавки
поверхности:
д- плоской; б - цилиндрической; / - наплавляемая
деталь; 2 - электродная проволока; 3 - охлаждае-
мый ползун; 4- наплавленный слой; 5 - шлаковая
ванна; б - ванна расплавленного металла; в -
плоской в горизонтальном положении; 1 - ограни-
читель; 2 - наплавленный слой; 3- водоохлаждае-
мая коробка; 4 - шлаковая ванна; 5 - металличес-
кая ванна; б-электродный материал; 7, 9 -дозато-
ры для подачи воды; 8 - дозатор для подачи
легирующего материала; J0- наплавляемая деталь
верхности (рис. 9.13). Способ
получаемого износостойкого
покрытия - вот характерные
черты электрошлаковой на-
плавки. Достижения в области
совершенствования техноло-
гии электрошлаковой наплавки
расширили область рациональ-
ного применения этого спосо-
ба, который (сегодня ие без
оснований) претендует на роль
универсального метода наплав-
ки. Электрошлаковая наплавка
пригодна для нанесения как
толстых слоев практически
неограниченных размеров с
принудительным формирова-
нием, так и сравнительно тон-
ких слоев (толщиной до
3...4 мм) при свободном форми-
ровании металла. Процесс ус-
пешно используется для на-
плавки на плоскость по слож-
ному, в том числе простран-
ственному, контуру. Можно
наплавлять как плоские, так и
цилиндрические и конические
наружные и внутренние по-
позволяет без особых затруд-
нений наплавлять слой с изме-
няющимся по длине химиче-
ским составом (а следователь-
но, свойствами) по заранее заданному закону.
Электрошлаковая наплавка особенно эффективна при создании
износостойких покрытий на значительных площадях и при больших
партиях деталей.
Электрошлаковая наплавка позволяет создавать покрытия, отличающи-
еся высокой стойкостью при абразивном изнашивании. Разработана
технология наплавки композиционных сплавов, при которой в шлаковую
ванну с помощью специальных дозаторов подают зернистый материал
(обычно износостойкий релит), зерна которого проходят через шлак,
нагреваются и, не оплавляясь, впаиваются в металл матрицы, образуя
единый износостойкий сплав.
Минимальное проплавление основного металла в сочетании с высокой
производительностью наплавки отличает технологическую схему
Триботехнология
497
нанесения износостойких покрытий с использованием тепловой энергии,
выделяемой под действием магнитного поля индуктора. Индукционная
наплавка твердых присадочных материалов находит применение в
тракторном и сельскохозяйственном машиностроении. Согласно этой
технологической схеме, на предварительно очищенную поверхность
детали помещают заранее определенное количество порошка на-
плавляемого сплава и легкоплавкого флюса. Под действием индукционного
нагрева происходит расплавление поверхностных слоев основного металла,
порошка и флюса, образуется общая ванна, на поверхность которой
поднимается жидкий флюс, обеспечивающий надежную защиту.
Центробежная индукционная наплавка эффективно используется при
нанесении износостойких покрытий на внутренние поверхности деталей
(матриц пресс-форм, втулок поршневых насосов и т.п.). Для упрочнения
катков тракторов, бил <углеразмолочных мельниц, при получении
биметаллических заготовок для прессования пальцев траков гусеничных
машин и других деталей *находит применение индукционная наплавка
жидким присадочным металлом.
На заранее нагретую и покрытую флюсом поверхность детали подается
жидкий присадочный металл. Индукционный нагрев используется как для
получения жидкого присадочного металла, так и для предварительного
нагрева основной детали. Подобно тому, как это имеет место при
электрошлаковой наплавке, в целях повышения стойкости деталей,
эксплуатирующихся в условиях абразивного изнашивания, при нанесении
износостойких покрытий индукционной наплавкой широко применяются
композиционные материалы (сплав - связка с вплавленными в него
частицами тугоплавкого зернистого материала). После нанесения таких
композиционных покрытий в 2...5 раз повышается стойкость шарошек
буровых долот, толкателей клапанов двигателей и других ответственных
деталей.
Специально для нанесения покрытий из композиционных материалов
разработан технологический процесс печной наплавки. Этот процесс
основан на пропитке тугоплавких износостойких зерен более легкоплавки-
ми соединениями, которые образуют матричный сплав. В качестве
тугоплавких зерен используются литые карбиды вольфрама (или его
заменители), матрицей, как правило, служит медноникельмарганцевый
сплав (марганцевый мельхиор). Печная наплавка осуществляется путем
заполнения зернами релита и кусочками мельхиора технологической
сварной формы, полость которой затем герметизируется.
Применение марганцевого мельхиора обеспечивает (при его расплавле-
нии) смачивание части релита и надежное их удержание, а также
соединение наплавленного сплава с основным металлом.
С целью облегчения выбора наплавочные материалы классифицируют
по виду и общему количеству легирующих добавок. Низкоуглеродистые
и низколегированные стали находят применение при ремонте и восстанов-
лении различного рода роликов, колес электромостовых кранов,
498 Глава 9. Триботехнические материалы и триботехиологии
посадочных мест под подшипники осей н валов, а также для создания
технологического подслоя при наплавке высокоизносостойких сплавов.
Углеродистые низколегированные стали, содержащие более 0,4 %
углерода и до 5 % легирующих добавок, применяют для износостойкой
наплавки штампов холодной и горячей штамповки, ножей грейдеров и
бульдозеров, ножей бумагоделательных машин и других деталей.
Твердость покрытий, поученных наплавкой таких сталей, колеблется в
пределах 40...62 HRC.
Высокомарганцевые аустенитные стали, содержащие 13 % марганца,
отличаются высокой противоударной стойкостью и способностью
наклепываться, в результате чего твердость их поверхности возрастает
до 450...500 НВ. Такие наплавки используются для создания износостойких
и ударопрочных покрытий на деталях дробильно-разм ольного оборудова-
ния, железнодорожных крестовинах и т.п.
Хромоникелевые аустенитные стали, легированные марганцем,
приобретают высокую вязкость и склонность к наклепыванию поверхнос-
ти. Наиболее эффективная область применения этих сталей - наплавка
деталей, подверженных кавитационному износу: лопатки гидротурбин,
плунжеры гидропрессов, рабочие детали насосов.
Хромистые стали отличаются сочетанием высокой коррозионной
стойкости, прочности и износостойкости. Твердость наплавленных слоев
колеблется в пределах 34...48 HRC. Эффективные области применения:
наплавка уплотнительных поверхностей задвижек для газа и воды,
плунжеров гидропрессов, штампов и других деталей.
Хромовольфрамовые и хромомолибденовые стали, обладающие
высокой стойкостью к термической усталости и износу, применяют для
наплавки валков горячей прокатки, штампов горячей штамповки и других
деталей. Твердость покрытий, наплавленных этими сталями, составляет
40. ..50 HRC.
Для деталей, эксплуатируемых в условиях абразивного, газоабразивно-
го и гидроабразивного износа при обычных н высоких температурах,
используются наплавки высокохромистыми чугунами. К числу таких
деталей относятся броневые плиты лотков, валки коксовых дробилок, ножи
бульдозеров, зубья ковшей экскаваторов. Твердость покрытий из
высокохромистого чугуна довольно высокая 50...60 HRC.
Никелевые сплавы обладают высоким сопротивлением изнашиванию,
жаростойкостью и коррозионной стойкостью. Они используются для
наплавки уплотнительных поверхностей запорной арматуры для пара,
выхлопных клапанов дизельных двигателей, плунжеров кислотных
насосов, штампов горячей штамповки.
Хромокобальтовые сплавы - стеллиты обладают высокой жаро-
прочностью, сопротивлением истиранию при температуре до 1000 °C. Эти
сплавы находят применение для наплавки клапанов различных
двигателей, матриц штампов, буровых долот, уплотнительных
поверхностей паровой арматуры.
Триботехиология
499
В приведенном (далеко не полном) перечне сплавов, которые использу-
ются в виде различных наплавочных материалов, отражается многообразие
свойств наносимых покрытий и областей их рационального применения.
9.2.2. НАПЫЛЕНИЕ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ
ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ
Если в высокотемпературную скоростную струю подать частицы
порошка или капли расплавленного напыляемого материала, то при
столкновении с поверхностью детали они значительно деформируются и
закрепляются на ней. На этом принципе основана современная порошковая
технология нанесения износостойких покрытий.
В зависимости от используемого источника тепловой энергии
различают две основные технологические разновидности процесса
напыления: газоплазменное и электрическое. При газоплазменном
напылении используется ^теплота, выделяющаяся при сгорании смеси
горячего газа и кислорода, при электрическом - теплота электрической
дуги.
Газоплазменное напыление за восемь десятилетий своей истории
значительно усовершенствовалось, оборудование существенно упрости-
лось, стало более надежным. В настоящее время освоены следующие
области его применения: нанесение покрытий из керамических тугоплавких
материалов, напыление и последующее оплавление самофлюсующихся
сплавов на основе никеля, кобальта и некоторых других металлов.
Газоплазменное напыление с использованием энергии взрыва ацетилено-
кислородной смеси - детонационное напыление, с помощью которого
достаточно просто можно наносить покрытия из тугоплавких материалов.
Наиболее распространенный вид электрического напыления -
электродуговая металлизация (рис. 9.14). Однако в последнее время все
Рнс. 9.14. Схема электродугового напыления металла яа токе:
а — постоянном; 6 - переменном; 1 - понижающий трансформатор; 2 - переключатель
напряжения; 3 - катушка с проволокой: 4 - распыляемая проволока; 5 - сопло для сжатого
воздуха; б-коитактныетрубки; 7- направляющее устройство для проволок; ^-электрическая
дуга; 9 - факел расплавленного металла; 10 - наплавляемое изделие
500
Глава 9. Триботехнические материалы и триботехнология
Рис. 9.15. Схемы плазменного напыления:
а порошком; 6 - проволокой; 7 - сопло плаз-
менной струи (анод); 2. 3 - подвод и отвод
охлаждающей воды; 4- изолирующее кольцо; 5-
подвод плазмообразующего газа; б-вольфрамо-
вый электрод (катод); 7 - подача напыляемого
порошка; 5- контактное устройство для проволо-
ки; напыляемая проволока (анод); 10- на-
правляющая трубка для проволоки
Рис. 9.16. Схема установки для высокочас-
тотного напыления металла:
1 - исходная проволока; 2 - проволокопо-
дающий механизм; 3 - направляющий
конус; 4 - изоляционная втулка с каналом
для сжатого воздуха; 5 - воздухоохлаждае-
мый индуктор; б - очаг пламени; 7 - факел
распыляемого металла
большую популярность приобретают плазменные распылители (рис. 9.15),
а также установки для высокочастотного индукционного напыдення
(рис. 9.16), которые обладают более широкими технологическими
возможностями, позволяющими наносить покрытия практически нз
любого материала.
Чем же так подкупает технология напыления, почему ее техно-
логические разновидности продолжают непрерывно совершенствоваться
и развиваться?
Хотя металлические сплавы являются основным конструкционным
материалом, помимо ннх широко используются (а в ряде случав практичес-
ки незаменимы) дерево, керамика, бетон, ткань, пластмассы, бумага,
картон. И на поверхность любого нз этих материалов напылением может
быть нанесено специальное покрытие, в том числе и износостойкое. В
настоящее время получили признание напыления сплавов легких и цветных
металлов, сталей различного состава и свойств, твердых сплавов, керамики,
самофлюсующихся сплавов, пластических масс, химических соединений
металлов между собой и с неметаллами. Напыление, с точки зрения
физической природы напыляемых материалов и свойств материала основы,
не имеет каких-либо ограничений.
Кроме того, размеры и форма изделия, на которое наносится покрытие,
могут быть самыми разнообразными; покрытие формируется и на больших
площадях, и на ограниченных участках крупных изделий. Для многих
методов нанесения износостойких покрытий, таких, например, как
диффузионное насыщение или электролитическое осаждение, размеры
обрабатываемой детали зависят от габаритов рабочих камер (или ванн)
технологического оборудования и ограничиваются ими.
Триботехнология
501
Точно так же, как и наплавкой, напылением восстанавливают
изношенные участки деталей, утративших в процессе эксплуатации
первоначальные размеры и форму. Причем покрытия разнообразных
составов и свойств могут иметь толщину от долей до нескольких
миллиметров.
Несомненное достоинство напыления - простота и низкая стоимость
технологического оборудования (за исключением детонационного
напыления), изменение состава покрытий ие требует изменения конструк-
ции основных узлов оборудования. Технологическая простота и сравни-
тельно невысокая трудоемкость способствуют механизации и автоматиза-
ции технологического цикла.
Наряду с очевидными достоинствами метода имеются и недостатки.
Если речь идет о создании покрытий на мелких деталях, предпочтение
следует отдавать иным технологическим процессам (диффузионному
насыщению, электролитическому осаждению и т.п.): чем меньше размер
детали, тем больше потери напыляемого материала, т е. ниже коэффициент
его использования. Условия работы операторов на участках напыления
довольно сложны: повышенный уровень шума, загрязненность при
предварительной обработке поверхности детали, образование облака дыма
и аэрозолей. Все это заставляет организовывать акустическую защиту и
устанавливать мощные вытяжные устройства.
Предварительная подготовка поверхности детали под напыление. В связи
с тем, что в большинстве случаев соединение напыленного покрытия с
основой происходит в результате механического сцепления, чрезвычайно
важное значение имеет шероховатость поверхности основы. Наряду с чисто
механическим объединением напыленного покрытия с основой могут иметь
место соединения других видов, в частности химические.
Повысить прочность механического сцепления можно увеличив
площадь поверхности основы, а также использовав ряд методов повышения
ее активности. Поэтому непосредственно перед напылением поверхность
подвергают пескоструйной или дробеструйной обработке, а также
тщательно ее обезвреживают и сушат. В отдельных случаях с помощью
механической токарной обработки создаются искусственные микроиеров-
ности типа рваной резьбы и т.д. Известны также электроискровые и
химические методы подготовки поверхности.
Все перечисленные технологические операции увеличивают
максимальную площадь поверхности напыления и удаляют оксидные
включения и жировые загрязнения.
Принципиальные схемы технологических разновидностей напыления
износостойких покрытий. При газоплазменном напылении напыляемый
материал используется в виде порошка. Из бункерного устройства он
поступает через отверстие в горелку, распыляется потоком транспортирую-
щего газа (смесь кислорода и горючего газа) и на выходе из сопла попадает
в пламя, где нагревается. Увлекаемые струей горючего газа, частицы
502
Глава 9. Триботехнические материалы и триботехиология
порошка с большой скоростью ударяются о напыляемую поверхность,
деформируются и, мгновенно охлаждаясь, закрепляются на микронеровнос-
тях поверхности. Так, постепенно, слой за слоем износостойкое покрытие
наращивается до требуемой толщины.
В детонационном напылении важная роль отводится камере водо-
охлаждаемого ствола: это своего рода пулемет, стреляющий порциями
разогретого порошка. В камеру подается смесь кислорода и ацетилена в
строго определенной пропорции и направляется на поверхность обрабаты-
ваемой детали. Через специальное отверстие в стволе струей азота в камеру
подается дозированное количество напыляемого порошка. Газовая смесь
поджигается от электрической искры, взрывается, выделяя теплоту.
Ударная волна разогревает частицы и разгоняет их до нужной скорости
(при детонационном напылении - свыше 800 м/с). Когда они попадают на
поверхность, температура напыляемого порошка достигает 4000 °C.
Процесс повторяется с периодичностью 3...4 выстрела в 1 с.
В отличие от рассмотренного выше напыления, при котором рабочие
температуры не превышают 2830 °C, детонационное напыление предназна-
чено в основном для получения твердых износостойких покрытий на базе
высокотемпературных соединений: карбидов, содержащих небольшие
количества металлических связующих, различных оксидов и их смесей.
Один цикл напыления позволяет наносить покрытия толщиной не более
5...6 мкм, поэтому установка работает до тех пор, пока толщина покрытия
не достигнет 0,25...0,3 мм.
Отличительная черта детонационного напыления - высокая плотность
покрытия и большая прочность сцепления его с основой. Однако широкому
распространению этого метода мешают значительные уровни шума,
достигающие 140 дБ (установку следует располагать в специальных блок-
боксах), а также сравнительно высокая стоимость оборудования.
При дуговой электрометаллизации через два канала горелки непрерывно
подаются две проволоки, между концами которых возбуждается
электрическая дуга. Капли расплава проволок струей сжатого воздуха
переносятся на обрабатываемую поверхностьи, сцепляясь с ее микронеров-
ностями, слой за слоем создают требуемое покрытие. Температура
напыления с помощью электрометаллизаторов может превышать 6000 °C.
По сравнению с газовым напылением электрометаллизация позволяет
получать более плотные и прочные покрытия, хорошо сцепленные с
основным материалом детали. Кроме того, производительность электроме-
таллизации в несколько раз выше, чем при газовом напылении. Однако
возможность достичь высокой температуры в процессе напыления не всегда
благо. Отклонение технологического режима от рекомендуемых значений
резко ухудшает качество напыленного покрытия. В частности, при малых
скоростях подачи проволоки появляется опасность перегрева и окисления
напыляемого материала, выгорания ценных легирующих элементов из
сплава.
Триботехиология
503
При плазменном напылении между вольфрамовым катодом и медным
водоохлаждаемым анодом (соплом) возбуждается электрическая дуга,
нагревающая рабочий газ, в результате чего он истекает из сопла в виде
плазменной струи. Низкотемпературная плазма образуется в плазменных
горелках и представляет собой поток высокотемпературного ионизиро-
ванного газа (температура достигает 1000 °C и более). Порошковый
материал, подаваемый в плазменную струю потоком транспортирующего
газа (аргона или азота), с большой энергией ударяется о поверхность
обрабатываемой детали.
Благодаря высоким температурам при плазменном напылении можно
наносить тугоплавкие материалы. Кроме того, регулирование температуры
н скорости плазменной струи позволяет расширить класс наносимых
материалов.
Современные плазмотроны способны напылять различные металличес-
кие сплавы, керамику, >органнческие материалы. Такие покрытия
отличаются высокой плотностью и хорошим сцеплением с основой.
К недостаткам плазменного напыления следует отнести сравнительно
невысокую производительность, повышенные уровни шума и ультра-
звукового излучения.
Напыление отличается иростотой регулирования свойств создаваемых
поверхностей благодаря возможности подбирать состав напыляемых
материалов. Практически все выпускаемые промышленностью порошко-
вые антифрикционные и износостойкие сплавы можно нанести на
различные детали этим методом. Более того, напыление позволяет
создавать покрытия, состав которых едва ли может быть рбеспечен
другими технологическими методами. Такие высокотемпературные
соединения металла с неметаллами как карбиды, бориды, силициды,
нитриды, оксиды и другие напыляются довольно просто.
Особое место в технологии напыления занимают порошки самофлюсую-
щихся сплавов на основе кобальта (стеллиты) или никеля (колмонои). Эти
сплавы содержат в матрице основного металла рассеянные включения
мелких твердых соединений металлов с неметаллами. Покрытия из них
высокоизносостойки, хорошо сопротивляются коррозионным воздей-
ствиям, пассивны к окислению в воздушной среде при высоких температу-
рах. Однако покрытия, получаемые при газоплазменном напылении
самофлюсующнхся сплавов, отличает повышенная пористость (до 30 %)
и весьма слабая адгезия к основному металлу. Чтобы устранить эти
недостатки, напыленные покрытия оплавляют высокочастотным нагревом
или открытым пламенем газовой горелки.
Износостойкие покрытия, полученные напылением, повышают
долговечность "деталей различного оборудования. Износостойкость
тяжелонагруженных узлов и деталей машин, работающих в условиях
повышенных температур, скоростей и удельных нагрузок, а также под
воздействием химически агрессивных сред, возрастает в 2...10 раз.
Коррозионная стойкость металлоконструкций с нанесенными покрытиями
504
Глаиа 9. Триботехнические материалы и триботехнология
надежно обеспечивается в течение 50 лет. Восстановление изношенных
деталей позволяет достичь высокого уровня экономической эффективности
(стоимость восстановленной детали составляет 10...40 % стоимости новых
деталей).
В настоящее время трудно найти область производства, где газотерми-
ческие покрытия не получили бы признания. Например, в современном
станкостроении ряд ответственных деталей металлорежущих станков,
таких как направляющие станины, стойки, шпиндели, плунжеры, штоки,
валы, изготовляют с покрытиями, напыляемыми газотермическими
методами. Причем одновременно решаются две задачи: 1) экономятся
дорогостоящие высоколегированные стали; 2) повышается долговечность
узлов трения.
Для химического и нефтяного машиностроения большое значение
имеют покрытия для защиты поверхностей трения от гидроабразивного
и коррозионного износа (узлы специальной арматуры, гильзы и плунжеры
пульповых насосов и др.). Использование плазменных и детонационных
покрытий из оксидов металлов,композиционных покрытий из самофлюсу-
ющихся сплавов и других компонентов увеличивает срок службы
оборудования в 4...6 раз. Уникальные результаты достигнуты при
плазменном напылении вольфрама или молибдена на уплотнительные
поверхности клиновых задвижек - стойкость их увеличилась в 50... 100 раз.
Напыление уверенно внедряется в автомобилестроение: износостойкость
чугунных коленчатых валов двигателей автомобиля после нанесения
плазменных покрытий возросла в 1,5...4 раза. Плазменное напыление
легированных сталей напоршневыекольцатракторных двигателей вместо
электролитического хромирования приносит в масштабе народного
хозяйства около 10 млн рублей экономического эффекта.
Износостойкие покрытия с диоксидами алюминия и титана, напылен-
ные плазмой, повышают долговечность следящих валиков текстильных
машин в 2...4 раза. Экономический эффект иа текстильных предприятиях
из-за сокращения простоев оборудования, уменьшения числа обрывов нити
превышает эффект, достигнутый на машиностроительных заводах.
Покрытия из композиционных сплавов, напыленных на валы, защитные
втулки, колеса гидро- и щелочных насосов, увеличивают срок службы
последних в 10... 12 раз, рабочий ресурс деталей шламовых насосов
повышается более чем в 2 раза.
9.2.3. ЛАЗЕРНОЕ УПРОЧНЕНИЕ
В отличие от подавляющего большинства поверхностных методов
упрочнения лазерная обработка характеризуется высокой степенью
локальности, т.е. дает возможность проводить упрочнение ограниченных
поверхностных объемов детали (как по площади, так и по глубине
обработки). При этом твердость (один из важнейших показателей,
Триботехнологии
505
характеризующих износостойкость) упрочненных поверхностей, как
правило, на 15...20 % превышает твердость после термообработки
традиционными методами.
Лазерный луч позволяет обрабатывать труднодоступные полости,
различного рода фигурные углубления. С его помощью можно в процессе
упрочнения получить требуемую шероховатость поверхности, осуще-
ствлять поверхностное легирование деталей различными элементами.
Лазерный луч затрагивает лишь поверхностные микрообъемы обрабатыва-
емых деталей и исключает их температурное коробление.
Лазерное упрочнение становится поистине незаменимым, когда
обрабатываются детали со сложными и тонкими сечениями при жестком
соблюдении постоянства формы, при затрудненности подвода теплоты к
обрабатываемой зоне обычными методами в тех случаях, когда размеры
обрабатываемых поверхностей неизмеримо меньше размеров детали.
В большинстве случаев лазерное упрочнение основано на сверхвысоких
скоростях нагревания и охлаждения микрообъемов обрабатываемой
поверхности. Режимы лазерного поверхностного упрочнения подбира-
ются так, что в область теплового воздействия лазерного луча попадают
сравнительно небольшие микрообъемы поверхности обрабатываемой
детали (0,1...0,5 мм). Под действием мгновенного нагрева микрообъема
для температурных областей, где возникают фазовые превращения с
чрезвычайно быстрым охлаждением, в поверхностных слоях формируется
закаленная зона, характеризующаяся высокой твердостью и износостой-
костью.
Поверхностное легирование лазерным излучением имеет ряд преиму-
ществ по сравнению с ранее известными способами. Это экономия
легирующего материала, минимальная последующая обработка и
отсутствие необходимости термической обработки. Лазерное легирование
весьма нетребовательно к геометрии поверхности, характеризуется
высокой производительностью и несложным контролем. Важная его
особенность - хорошая воспроизводимость геометрических параметров
и физикомеханических свойств обработанной поверхности.
Технологически процесс лазерного легирования поверхности деталей
осуществляется следующим образом. Легирующий Материал может
наноситься на обрабатываемую поверхность накатыванием фольги из
легирующего элемента, электролитическим осаждением, плазменным
напылением и т.д. Однако при всех перечисленных способах тепловое
сопротивление между легирующим элементом и насыщаемой матрицей
повышено. Для устранения этого недостатка электроискровое легиро-
вание (как подготовительный процесс) сочетается с лазерной обработкой.
С помощью электроискрового легирования создаются многослойные
покрытия из требуемых компонентов. В частности, на поверхности
стальных и титановых деталей удалось получить слои, насыщенные
псевдосплавами, карбидами, тугоплавкими металлами.
506 Глава 9. Триботехнические материалы и триботехнология
Основные параметры обработки выбираются таким образом, чтобы
нагрев матрицы был минимальным, а скорость кристаллизации (охлажде-
ния) - наибольшей. В зависимости от свойств матрицы и легирующих
компонентов скорость сканирования луча лазера колеблется в пределах
12... 1270 см/мин, при этом время плавления металла в данной точке не
превышает 0,1...1,5 с. Производительность лазерного легирования
довольно высокая: при обработке, например, рабочих поверхностей
клапан а двигателя внутреннего сгорания она составляет 2400 деталей в 1 ч.
В последние годы энергия лазерного луча применяется для плакирова-
ния - расплавления предварительно нанесенного на поверхность детали
материала, который затем растекается по ней и быстро кристаллизуется.
Этот метод достаточно хорошо апробирован, с его помощью наносятся
износостойкие покрытия на шестерни и валы, кулачки и поршневые
кольца, клапаны и опоры трения. Предварительное нанесение металличес-
ких сплавов осуществляется газотермическим напылением. Последующим
лазерным излучением поверхность основной детали проплавляется так,
чтобы обеспечить наименьшее (не более 5 %) проникновение металла
основы в плакирующий слой. Таким образом создается реальная
возможность нанесения тугоплавких сплавов на менее тугоплавкую основу.
Особенности воздействия лазерного луча на поверхностные слои
обрабатываемых деталей позволяют путем подбора технологических
параметров получать эффект мгновенного расплавления данной точки
поверхности. Отвод луча приводит к охлаждению микрообъема расплава
со сверхвысокой скоростью (миллион и более градусов в секунду). В
результате при охлаждении металл не успевает закристаллизоваться и в
поверхностных слоях образуются аморфные металлические структуры (так
называемые металлические стекла) с высокой износо- и коррозионной
стойкостью.
Описанные явления легли в основу одной из эффективных разновиднос-
тей лазерной обработки - аморфнзацнн.
Термическая обработка с помощью лазерного луча, поверхностное
легирование, плакирование и аморфизация с технологической точки зрения
имеют много общего. Любой из этих процессов направлен на участок
обрабатываемой поверхности, в результате чего в нем происходят
структурные или агрегатные превращения. Последующее охлаждение со
сверхвысокой скоростью приводит или к возникновению закалочных
структур, или к затвердеванию расплава (в кристаллическом или аморфном
состоянии).
Лазерное поверхностное упрочнение применяется в автомобилестрое-
нии, дорожном и сельскохозяйственном машиностроении, при обработке
валков прокатных станов и блюмингов, инструментов и штампов.
Экономический эффект от внедрения этой технологии существенен.
Долговечность серийных штампов составляет 4,5...5 тыс. деталей до
повторного шлифования. Лазерное упрочнение кромок позволяет повысить
стойкость инструмента до повторного шлифования до 14 тыс. деталей.
Триботехиология
507
Долговечность почвообрабатывающего инструмента в результате
лазерного легирования увеличивается в 2,8 раза.
Приводимые комплексные исследования по повышению стойкости
важнейших механизмов и агрегатов нефтепромыслового оборудования -
применение лазерного упрочнения буровых долот, втулок буровых и
глубинных насосов, запорной арматуры.
Лазерное упрочнение может использоваться как часть комплексных
методов обработки. Например, лазерно-криогенная или лазерно-ультра-
звуковая обработки повышают износостойкость поверхностей, подвергну-
тых лазерному упрочнению. Стойкость инструментов и деталей после
комплексных методов Обработки на 15...18 % выше, чем после лазерного
упрочнения.
9.2.4. УПРОЧНЕНИЕ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКОЙ
I
Вакуумная ионно-плазме(4ная технология (ВИПТ) получила распростра-
нение в связи с технологическими задачами микроэлектроники и лишь в
последнее время начала использоваться как эффективный метод поверхнос-
тного упрочнения тяжело нагруженных деталей, эксплуатирующихся, как
правило, прн высоких температурах в условиях контактных взаимо-
действий. Такие условия эксплуатации характерны для металлообрабаты-
вающего инструмента, рабочих элементов штампов, пресс-форм,
приспособлений, деталей машин, работающих при высоких температурах
в условиях адгезионного и диффузионного изнашивания.
Технологический процесс протекает в вакуумных камерах, где металл,
который используется для формирования покрытия, превращается в газ,
ионизированный пар и плазму, затем в атмосфере реакционного или
нейтрального газа оседает нау прочней ную поверхность в виде конденсата.
Технологически покрытие может быть получено способами термического
испарения, катодного или ионно-плазменного распыления, или же с
помощью бомбардировки поверхности потоками осаждаемого вещества.
В зависимости от среды реакционного газа (азот или углеводород)
формируется или нитридное, или карбидное покрытие. Высокая и
регулируемая в широких пределах энергия наносимых частиц при ВИПТ
позволяет получать покрытия из различных материалов с высокой адгезией
к основе, а также управлять структурными процессами и свойствами этих
покрытий путем регулирования потоком энергии.
В настоящее время существует несколько разновидностей ВИПТ.
Ионное (катодное) распыление (в простейшем случае) основано на системе,
состоящей из двух электродов, расположенных в вакуумной камере. После
вакуумирования рабочей камеры и заполнения ее аргоном (до давления
1...0,2 МПа) на электрод с деталью подают отрицательный потенциал и,
используя бомбардировку ионами, очищают ее. Затем отрицательный
потенциал подается на мишень, в результате чего происходит ее распыле-
ние. Эжектируясь сквозь плазму разряда,распыляемые частицы осаждают-
508
Глава 9. Триботехнические материалы н триботехиология
ся на детали, формируя покрытие. Используя, как отмечалось, вместо
вакуума какой-либо реакционный газ, можно получить требуемый
структурно-фазовый состав покрытия (окислы, нитриды, карбиды и пр.).
Такой способ получения покрытий обеспечивает высокую адгезию
покрытия к подложке (даже без предварительного подогрева последней)
за счет высокой скорости полета частиц (до 10 м/с), частичной их
ионизации и эффекта ионной очистки деталей. Такая технология помогает
решению материаловедческих задач широкого класса (можно наносить
разнообразные материалы). Известны работы по нанесению оксикарбида
титана, нитридов, оксидов алюминия, титаномолибденовой смеси,
карбидов и нитридов титана. Недостатком указанной схемы является
сравнительно невысокий КПД (значительная часть энергии рассеивается
на мишени), а также недостаточная степень ионизации наносимых частиц.
В целях повышения скорости нанесения покрытий (при сохранении
высокой адгезии покрытий) разработан ионно-термический способ
нанесения покрытий, согласно которому испаряемый различными методами
материал ионизируется в плазме разряда, осуществляемого в среде
инертного газа, и, ускоряясь, направляется к деталям, обладающим
отрицательным потенциалом. Как показывает опыт, наилучшие результаты
получаются при использовании для испарения металла различных лучевых
методов нагрева (электронно-лучевого или лазерного). Этот способ
позволяет получить эффективные износостойкие покрытия (главным
образом, на твердосплавных пластинках для неперетачиваемого
инструмента).
Разработка различных систем испарения металла с горячим и холодным
катодом была продиктована стремлением повысить энергетический
уровень наносимого материала.
При использовании горячего катода мощный несфокусированный
электронный поток, идущий от кольцевого катода, при нагреве устремляет-
ся на распыляемый металл, к которому приложен положительный
потенциал, и расплавляет его. Затем осуществляется разряд в парах
наносимого материала. Повышение адгезии покрытия к подложке
достигается путем приложения к детали отрицательного потенциала,
который ускоряет ионизированную часть парового потока по направлению
к детали.
Разнообразие свойств покрытий может быть достигнуто за счет
применения различных реакционных газов, обусловливающих формиро-
вание в покрытиях нитридов, карбидов и пр. Указанная технология в
нашей стране нашла применение при упрочнении инструмента.
В основе технологии нанесения покрытий из плазмы электродугового
разряда с холодным катодом лежат процессы испарения генерируемого
материала катодным пятном вакуумной дуги - сильноточного низко-
вольтного разряда, развивающегося исключительно в парах материала
электродов.
Триботехнология
509
Метод КИБ нанесения покрытий из плазмы электродугового разряда
интегрально холодным катодом, или метод катодно-ионной бомбарди-
ровки, осуществляется на установке "Булат", используемой на машиностро-
ительных предприятиях для упрочнения металлообрабатывающего
инструмента. Между анодом и катодом (из наносимого материала)
возбуждается разряд, который протекает в продуктах эрозии катода.
Формирование металлической плазмы происходит из микропятен на
катоде, в которых мгновенно развиваются значительные температуры и
давления.
Энергия генерируемых в плазме ионов достигает нескольких десятков
электрон-вольт и зависит от материала катода. С помощью дополнительно-
го ускоряющего потенциала, прикладываемого к деталям, можно повысить
уровень энергии еще значительнее. Следует отметить, что фактором,
ограничивающим энергии?, с которой ионы бомбардируют подложку,
является уровень допустимого нагрева детали. Высокие локальные
температуры и давления^ возникающие на подложке при ионной
бомбардировке, позволяют, в частности, при распылении графита получать
твердые алмазоподобные покрытия.
Технология КИБ является, пожалуй, наиболее распространенной из
всего класса ВИПТ. Нанесенные на поверхность металлорежущего
инструмента нитриды и карбиды способствуют существенному повышению
их стойкости.
Значительный интерес в связи с рассмотрением разновидностей ВИПТ
представляет ионное легирование, заключающееся в насыщении поверхнос-
ти детали различными элементами при бомбардировке поверхностей
ионами (рис. 9.17). Варианты ионного легирования различаются энергией
бомбардировки: если при ионном насыщении энергия бомбардировки
лежит в пределах 400...2000 эВ,
то ионное внедрение связано со
значительно большими величи-
нами энергии (до 100 кэВ). При
ионном насыщении образование
слоя со специальными свойства-
ми осуществляется в основном за
счет диффузионных процессов,
глубина насыщения может дости-
гать 200...300 мкм. Ионное леги-
Рис. 9.17. Принципиальная схема конструкции
промышленной установки для ионного легирова-
ния:
1 - ионный источник; 2 - система вытягивания и
первичного формирования пучка; 3 - магнитный
масс-сепаратор; 4 —высоковольтный модуль; 5-
регулируемая диафрагма; 6 - система ускорения;
7 - фокусирующая линза; 8 — пластины электро-
статического сканирования и отклонения пучка;
9~ приемная камера
рование связано с внедрением
ионов в материал детали на не-
которую глубину, где они и оста-
ются в кристаллической решетке.
Для реализации ионного леги-
рования требуется специализиро-
ванное оборудование, в котором
ионное насыщение может быть
510
Глава 9. Триботехнические материалы и триботехиология
осуществлено, например, по схеме ионно-катодного распыления, когда в
вакуумную систему подается легирующий материал в виде газообразного
или летучего соединения. По этому принципу функционируют установки
ионного азотирования. Скорость обработки по сравнению с обычной
химико-термической обработкой возрастает в 2...5 раз. Применение
ионного азотирования инструмента способствует повышению его
стойкости при обработке металлов резанием и давлением. Обработка в
среде других легирующих газов, например метана, позволяет получить
на твердом сплаве покрытия из карбида титана, что также увеличивает
стойкость инструмента.
Одним из последних, наиболее перспективных направлений развития
ВИПТ является способ нанесения покрытий с помощью плазменных
ускорителей. В отличие от электродуговых испарителей, плазменные
ускорители обеспечивают формирование сфокусированных, практически
полностью ионизированных и ускоренных плазменных потоков.
Анализируя свойства ионно-плазменных покрытий, прежде всего
необходимо отметить, что для них характерна сравнительно небольшая
толщина и, если покрытие создается в целях повышения износостойкости,
весьма высокая твердость. Наиболее часто для повышения стойкости
режущего инструмента используется карбид титана TiC, нитрид титана
TiN, оксид алюминия А12О3. Большое значение придается толщине
покрытий: следует помнить, что слишком тонкое покрытие недостаточно
хорошо сопротивляется изнашиванию, а излишняя толщина покрытия
служит причиной его скалывания.
При осаждении на пластинки твердых сплавов слоя карбида титана из
газообразной смеси бензола, хлорида титана, аргона и водорода
(температура пластин 1030... 1060 °C) наилучшие результаты по износостой-
кости достигаются при толщине слоя 4...8 мкм.
Твердые покрытия толщиной 5... 10 мкм - однослойные из TiN или TiC
или же двухслойные TiC + TiN осаждаются при температуре 800... 1000 °C.
Твердость покрытия TiN лежит в пределе 2000 HV, покрытия из карбида
титана или из комплексного двухслойного покрытия TiC + TiN в 1,5 раза
больше. В качестве материала основы используются твердые сплавы,
углеродистые и легированные стали, стеллиты, инконели, нейзильберы и
т.п. Покрытия находят применение для повышения коррозионной
стойкости и износостойкости металлообрабатывающего инструмента,
коленчатых валов, деталей насосов, дизелей.
Для осаждения покрытий из газовой фазы при термическом испарении
используются герметизированные камеры-печи и вакуумные установки
с автоматизированным регулированием температуры.
Нитрид титана TiN обладает меньшей химической активностью, чем
карбид TiC. Двойное покрытие успешно защищает инструмент от
диффузионного изнашивания (TiN) и изнашивания по задней поверхности
(TiC). Использование покрытий из А12О3 (за счет низкой активности этого
соединения) обеспечивает повышение стойкости режущего инструмента
в 5 раз.
Триботехиология
5П
Хорошо известно направление, при котором прочность и износостой-
кость покрытий увеличиваются за счет создания в них слоев различного
химического состава и физико-механических свойств. Многослойное
покрытие из карбонитридов и карбидов титана при общей толщине слоя
до 10 мкм может состоять из нескольких весьма тонких слоев. Наружный
слой состоит из чрезвычайно износо- и диффузионно-стойкого карбонитри-
да титана. Под иим располагаются несколько промежуточных слоев из
карбонитридов титана различного состава. Нижние слои из карбида
титана обеспечивают прочное сцепление с основным сплавом.
Оценивая возможности технологии осаждения тонкопленочных
износостойких покрытий, необходимо отметить, что способ дает
возможность формировать слоистый конденсат, состоящий из чередующих-
ся твердых слоев, например, нитрида молибдена либо титана
(3000...3600 HV) и мягких из чистого молибдена либо титана (600 HV).
Преимущества технологии КИБ по сравнению, в частности, с методами
химикотермической обработки следующие: получаемая микротвердость
покрытий значительно выше (2600...3800 HV), более высокая (в 2...6 раз)
производительность технологического процесса упрочнения, появилась
возможность упрочнения прецизионных режущих инструментов и деталей
без дополнительной последующей размерной механической обработки,
обеспечиваются высокие стабильные значения износо-, окалино- и
коррозионной стойкости инструмента.
9.2.5. ДИФФУЗИОННЫЕ ПОКРЫТИЯ
Химико-термическая обработка, или диффузионное насыщение
поверхностей - один из самых эффективных способов изменения
поверхностных свойств металлических изделий. В результате химико-
термической обработки изменяется химический состав и структура
поверхностных слоев, что предопределяет коренное изменение свойств.
Для диффузионного насыщения необходимо создание благоприятных
условий получения активных атомов насыщающих элементов. Нужно
также, чтобы эти атомы успешно поглощались поверхностью (адсорбиро-
вались на поверхности). Наконец, ответственный
этап - диффузия - проникновение атомов в глубь
кристаллической решетки поверхностных слоев.
Как технологически обеспечиваются указанные
процессы, приведено ниже (рис. 9.18).
Рис. 9.18. Схема упаковки деталей в контейнер при иапылеияи их
из порошков:
J - отводная трубка; 2 - крышка контейнера; 3 - контейнер; 4 -
чугунная стружка; 5 - металлическая прокладка; 6 - детали; 7 -
реакционная смесь
512
Глава 9. Триботехнические материалы и триботехиология
Получение активных атомов насыщающих элементов, например, может
осуществляться из твердых, жидких и газообразных веществ (процессы
диффузионного насыщения - твердо-, жидко- и газофазные). Выделение
активных атомов происходит в результате термического разложения
химических соединений, электролизом расплава солей или испарением
насыщающего элемента.
Поверхность детали передхимико-термической обработкой тщательно
очищают и обезжиривают: так создаются условия для поглощения атомов
поверхностью. Наконец, диффузия - процесс, который входит в название
этого вида обработки. Для того чтобы атомы насыщающего элемента
могли проникнуть в кристаллическую решетку поверхностных слоев
детали, требуется учет двух важнейших факторов: температуры и времени.
Повышенная температура способствует увеличению подвижности
активных атомов, вызывает необходимые для процесса насыщения
структурные изменения в поверхностных слоях, а повышение продолжи-
тельности обработки обусловливает развитие процесса насыщения,
увеличивает глубину насыщенного слоя.
В зависимости от природы обрабатываемого сплава, насыщающего
элемента, цели обработки, желаемых свойств получаемого покрытия,
температура и продолжительность диффузионного насыщения могут
колебаться в широких пределах. В частности, температура может
изменяться от 300 до 1500 °C, продолжительность - от нескольких минут
до десятков часов (при использовании высокоскоростных источников
нагрева, например ТВЧ или электроконтактного, продолжительность
выдержки может составлять несколько секунд).
Температурный уровень протекания процесса диффузионного
насыщения оказывает существенное влияние на глубину, химический и
фазовый состав диффузионного слоя. Для получения более глубоких
диффузионных слоев температура поддерживается на верхнем допустимом
для данного процесса пределе. Проводя нагревание обрабатываемого
изделия, следует учитывать не только процессы, протекающие в его
поверхностных слоях, но и возможные отрицательные последствия нагрева
сердцевины детали. Глубина насыщенного диффузионного слоя при
заданной температуре главным образом зависит от продолжительности
процесса.
На протяжении многих лет большая продолжительность процесса
диффузионного насыщения являлась сдерживающим фактором на пути
распространения этого вида обработки. Многие исследовательские
работы посвящены изысканию методов его ускорения. В последние годы
путем применения индукционного нагрева, тлеющего разряда,
воздействия на металл или насыщающую среду ультразвука и
электромагнитного поля, облучения ультрафиолетовыми лучами и
быстрыми нейронами удалось существенно сократить продолжительность
различных видов диффузионного насыщения. Ускорение процесса
обработки достигается также за счет установления оптимальных
Триботехнология
513
технологических параметров (температуры, давления, расхода и состава
насыщающей среды), применения катализаторов.
Цементация- насыщение поверхности обрабатываемой детали атомами
углерода - самая древняя, пожалуй, разновидность химико-термнческой
обработки. На заре истории металлургии, когда цементации подвергались
почвообрабатывающие орудия, боевые мечи и наконечники копий, в
качестве насыщающей среды использовался древесный уголь. Древесный
уголь - один из основных компонентов карбюризатора- смеси, из которой
при повышенной температуре выделяются атомы углерода. Обрабатывае-
мые детали помещают в цементационные ящики, заполненные карбюриза-
тором. Ящики загружают в печь, где при высокой температуре
(850... 1050 °C) в зависимости от марки стали в течение 5...20 ч происходит
процесс насыщения обрабатываемой поверхности атомами углерода. С
технологической точки зрения цементация достаточно проста и может
проводиться не только в условиях машиностроительных предприятий, но
и в обычных ремонтно-механических цехах.
В поверхностных слоях деталей образуются зоны, обогащенные
углеродом. Глубина этих зон, в зависимости от желаемых результатов,
может составлять 0,1...2Дмм. Таким образом, поверхностные слои
детали - это как бы покрытая из высокоуглеродистой стали, а сердцевина
изделия - малоуглеродистая сталь. Такое распределение углерода в
поверхностных слоях и объеме изделия приводит к очень ценному
сочетанию свойств: высокой износостойкости поверхности и вязкой
сердцевине, хорошо сопротивляющейся циклическим нагрузкам.
При единичном и мелкосерийном производстве целесообразно
использовать пастообразные смеси, содержащие компоненты, выде-
ляющие углерод. Эффективность применения паст, прежде всего,
определяется сокращением продолжительности процесса обработки в
5...6 раз.
Цементации подвергаются изделия самых разнообразных форм,
размеров и назначений. В станкостроении это мелкие и крупные зубчатые
колеса, кулачковые шайбы, распределительные и шпиндельные валы,
металлообрабатывающий инструмент. Так, штампы для металлообработки
в результате цементации повышают стойкость в 1,5.. .3 раза. Единственным
видом химико-термической обработки, позволяющим в несколько раз
увеличить долговечность буровых долот, является цементация.
Надежность работы двигателей насосов различного назначения
обеспечивается цементацией поверхностей ответственных деталей:
пальцев поршней, тарелок клапанов и т.п.
Азотирование конструкционных инструментальных, коррозионных и
жаропрочных сталей и сплавов получило распространение наряду с
цементацией в практике поверхностного упрочнения. Насыщение азотом
поверхностных слоев деталей и инструмента позволяет повысить их
стойкость в 1,5...5 раз. Азотирование производится при температуре
500...600 °C, насыщающая среда - аммиак. Сравнительно невысокая
температура этого вида обработки имеет свои плюсы и минусы. Чем ниже
514
Глава 9. Триботехнические материалы и триботехиология
температура, тем меньше опасность температурных деформаций и
коробления деталей, но больше продолжительность процесса обработки.
Технология азотирования продолжает интенсивно совершенствовать-
ся. С целью повышения качества и улучшения свойств азотированного
слоя, а также для сокращения продолжительности процесса насыщения
находит все большее применение азотирование в слабых и сильных
электростатических полях (так называемые анодные и катодные про-
цессы). Азотирование, в отличие от цементации, помимо придания деталям
высокой износостойкости способствует повышению коррозионной
стойкости обрабатываемых поверхностей. Сферы применения азотирова-
ния обширны, режущий и штамповый инструмент, коленчатые валы
дизелей из высокопрочного чугуна, зубчатые колеса, детали турбин,
клапаны дизелей и др.
Низкотемпературная нитроцементация представляет собой процесс
одновременного насыщения поверхности деталей азотом и углеродом при
температуре 500...600 °C. Наряду с высокой износостойкостью (в 2...3 раза
выше, чем необработанных) нитроцементированные детали приобретают
хорошее сопротивление задиру, обладают повышенной прирабатываемос-
тью. Она применяется для повышения стойкости инструмента и технологи-
ческой оснастки, изготовленных из быстрорежущих сталей.
Диффузионное хромирование-один из наиболее универсальных методов
диффузионного насыщения, позволяющий повысить жаро-, износо-,
коррозионно- и кавитационную стойкость деталей и инструментов в
машиностроении, приборостроении, химической и других отраслей
промышленности. Хромированный слой отличается высокой пластичнос-
тью и прочной связью с основой. Кроме того, появляется возможность
термически обрабатывать хромированные детали, полировать, сваривать,
паять, а хромированные заготовки подвергать холодной и горячей
пластической деформации. По существу хромирование углеродистых
сталей заменяет легирование, что предопределяет существенное сокращение
расхода дорогостоящего и дефицитного материала добавок и лежит в
основе экономической эффективности этого вида поверхностного
упрочнения.
Технологические разновидности диффузионного хромирования
отличаются большим разнообразием насыщающих сред. Известны
процессы насыщения в порошковых смесях, пастах, жидкой фазе, газовой
среде. Каждая разновидность имеет свои области рационального
применения. Сегодня хромирование прочно завоевало важнейшие рубежи
химико-термической обработки. В результате хромирования стойкость
деревообрабатывающего инструмента повышается втрое, хромирование
матриц для холодной высадки позволило повысить их долговечность в
15 раз, а шпиндели быстроходных станков-автоматов, работающие в
условиях интенсивного изнашивания, после хромирования стали
долговечнее в 2 раза. И это лишь отдельные примеры.
Т риботехнология
515
Перечень разновидностей химико-термической обработки можно
продолжить: насыщение поверхностей ванадием, титаном, цирконием. Эти
процессы в основном применяют для повышения стойкости металлообра-
батывающего инструмента, что позволяет существенно сократить его
производство.
Борирование относится к весьма эффективным методам химико-
термической обработки, имеет многоцелевое назначение: используется для
повышения выносливости, износостойкости и теплостойкости, а также
стойкости деталей, работающих в агрессивных и абразивных средах при
положительных и отрицательных температурах.
Наиболее эффективно применение борирования для повышения
износостойкости режущих инструментов из быстрорежущих сталей,
штампового инструмента, пресс-форм и т.п.
Стойкость штампового инструмента из углеродистых сталей в
результате борирования возрастает в 10 раз, а из быстрорежущей стали -
в 3...4 раза. ’
Технологический процесс борирования, заключающийся в диффузион-
ном насыщении поверхности металла соединениями бора в виде боридов
железа Fe2B и FeB, протекает^при высоких температурах (от 750 до 1050 ’С)
в течение обработки 1...6 ч. В.результате обработки на поверхности изделия
образуется насыщенный диффузионный слой толщиной от 0,04 до 0,5 мм
с микротвердостью 1800...1900 HV.
К числу недостатков борирования следует отнести: склонность к
выкрашиванию обработанных поверхностей при эксплуатационной
температуре выше 800 °C; продавливание и откалывание боридных слоев
высокой твердости, опирающихся на более мягкую основу (так называемый
"эффект мостика"); трудности восстановления изношенных слоев.
Известны схемы: безэлектролизного жидкостного борирования,
электролизного жидкостного борирования, борирования в порошковых
смесях, газового борирования, борирования пастами. Наиболее широкое
распространение (по причинам универсальности) получило борирование
с использованием различных порошковых насыщающих сред и паст.
Применение паст, как показывает практика, в ряде случаев является
особенно целесообразным (имеется в ваду упрочнение крупногабаритных
изделий, местное насыщение, насыщение в процессе нагрева под термичес-
кую обработку).
Отработано несколько вариантов технологического процесса
борирования в пастах, различающихся составом паст, уровнем рабочих
температур и продолжительностью выдержки деталей при высоких
температурах. В частности, для деталей, работающих в условиях
абразивного износа, используется паста следующего состава, % (по массе):
70 карбид бора, 25 бура, 5 оксид алюминия. Эта паста наносится на
поверхность обрабатываемой детали слоем толщиной 3...4 мм, затем
сушится при температуре 150 °C. Процесс нагревания осуществляется при
516 Глава 9. Триботехнические материалы и триботехиология
температуре 1000...1020 °C в среде следующего состава, %: 25 - СО2,
25...32 Н2, 13...16 СО. Завершающей операцией является отмывка пасты
в воде.
Доказана эффективность использования пасты следующего состава, %
(по массе): 50...55 карбид бора, 4...7 борный ангидрид, 20..25 оксид железа,
3...4 медь, 2...4 цирконий, 3...6 фтористый натрий, окись кремния -
остальное. В качестве связующего элемента используется этилсиликат.
Пасту слоем 3 мм наносят на поверхность изделия, сушат при комнат-
ной температуре в течение 40...50 мин. Процесс насыщения протекает при
900 °C в течение 3 ч. Обработанные по указанной технологии рабочие
поверхности рубильных ножей из стали 6ХС имеют стойкость в 2,5...3 раза
больше.
Для борирования без защитной обмазки необходимо, чтобы в состав
пасты входили вещества- поставщики активных атомов и активирующие
добавки и соединения, выполняющие роль каркаса, которые присутствуют
при температуре процесса в расплавленном состоянии и удерживают
твердые частицы других ингредиентов за счет сил поверхностного
натяжения. Примером каркасных обмазок служат смеси на основе карбида
бора, в которых активатором и одновременно каркасом обмазки являются
бура и криолит.
При проведении процесса борирования штампового инструмента
(технология освоена в ряде отраслей машиностроения) наилучшие
результаты получены при использовании пасты следующего состава, %
(по массе): 70 карбид бора (В4С), 26 криолит (Na3AlF6), 4 фтористый
натрий (NaF). Оптимальнаятолщинаслоя нанесенной пасты 3 мм, рабочая
температура 860 °C, продолжительность насыщения 4 ч.
Связующее вещество пасты - 25 %-ный раствор клея БФ-4 в ацетоне.
Операция закалки штампа совмещается с борированием. Температура
отпусказависит от требуемой твердости основного металла. Завершающей
операцией является промывка штампа в воде или в водном растворе соды
в течение 1 ч. В результате металлографического исследования установле-
но, что диффузионный слой толщиной 80... 120 мкм состоит из игл боридов
Fe2B и FeB, ориентированных перпендикулярно к поверхности. Как
показал опыт эксплуатации, вырубные штампы, обработанные по
указанной технологии, показали увеличение стойкости в 2 ..4 раза.
К числу основных преимуществ борирования в пастах по сравнению
с другими технологическими разновидностями процесса борирования
следует отнести: независимость от габаритов обрабатываемого изделия;
возможность локальной обработки совмещения процесса борирования с
финишнойтермообработкой;использование для борирования закалочных
и отпускных печей; возможность эффективного применения в мелкосерий-
ном производстве. Последняя из отличительных черт является особо
важной, учитывая специфику отрасли химического и нефтяного машино-
строения.
Сульфоциаиироиание относится к числу разрабатываемых прогрессив-
ных методов комбинированной химико-термической обработки. Процесс
Триботехиология
517
применяется для повышения износо- и задиростойкости деталей,
эксплуатирующихся в химически агрессивных средах, а также в условиях
интенсивного трения и недостаточной смазки. Сульфоцианироваиие
способствует повышению стойкости режущего инструмента, изготовлен-
ного из быстрорежущих или высокохромистых сталей. Кроме того, этот
процесс находит применение при решении вопросов повышения износо-
стойкости и сопротивления усталости металла деталей при многократных
циклических нагрузках.
Сульфоцианироваиные стальные и чугунные детали могут успешно
заменять бронзовые детали типа венцов червячных колес, втулок
подшипников скольжения, ползунов кулисных механизмов, т.е. в узлах
трения, характеризующихся сравнительно небольшими скоростями
перемещения элементов. Сульфоцианирование находит применение при
обработке деталей, работающих без треиия, но периодически разбираемых
и собираемых с усилием, например, различных гаек крепления ответствен-
ных узлов машин и механизмов (обработка предотвращает опасность
схватывания крепежных элементов). В настоящее время накоплен опыт
применения сульфоциаиирования для обработки деталей насосов, паровых
турбин судов, двигателей^ деталей стаиочиого оборудования (ранее
изготовляемых нз бронзы), деталей самолетов, реактивных двигателей и
ядерных установок.
Сущность сульфоцианирования заключается в совместном диффузион-
ном насыщении поверхности металла углеродом, азотом и серой, в
результате чего происходит образование сложных химических соединений:
карбидов, нитридов, сульфидов железа и легирующих металлов. Исследова-
ниями установлено, что микроструктура сульфоцианированного слоя, как
правило, состоит из трех основных зон:
• светлой зоны сульфидов, расположенной в наружном слое. Толщина
зоны 5... 15 мкм. Зона характеризуется повышенной пористостью и, по
существу, играет роль смазки для контактирующих поверхностей,
способствуя снижению коэффициента трения. Степень насыщенности этой
зоны серой может превышать 5 %;
• карбонитридной зоны, расположенной непосредственно под наружной
сульфидной зоной и состоящей из твердых растворов на основе нитридов,
карбидов и сульфидов. Толщина этой зоны 50... 100 мкм;
• зоны, лежащей под карбонитридным слоем и характеризующейся
достаточно сложным строением. Зона представляет собой циаиироваииый
слой, постепенно переходящий в азотированный и далее в структуру с
преимущественным преобладанием феррито-перлитного типа.
Процесс сульфоцианирования наиболее эффективно протекает в
расплаве солей при температуре 560...580 °C (наряду с этим известны
технологические схемы сульфоцианирования в твердых смесях, в смесях
газов). Для реализации процесса используются тигельные печи-ваниы.
Непосредственно перед загрузкой в печи детали подвергаются очистке и
обезжириванию, промывке в растворе щелочи и в теплой воде. Затем
518 Глава 9. Триботехнические материалы и триботехиология
следует подогрев деталей до 150...350 °C и погружение их в ваину с
помощью специальных приспособлений. Рабочая температура ванны
550...570 °C, время выдержки при этой температуре деталей из конструкци-
онных сталей 2,5...3 ч. Металлообрабатывающий инструмент в зависимос-
ти от марки стали и геометрических размеров подвергается температурной
обработке от 5 до 20 мин.
После завершения выдержки при рабочих температурах детали
извлекаются из ванны и охлаждаются на воздухе при температуре
100... 150 “С. После промывки в горячей воде следует выдержка в масляной
ванне при температуре 100.. 125 °C в течение 10... 15 мин.
Наиболее предпочтительные составы ванны, % (по массе): 36
карбамида - мочевины; 24 поташа; 30 желтой кровяной соли; 10 тиосульфа-
та натрия или 20 хлорного калия; 25 сернокислого натрия; 5 тиосульфата
натрия и 50 цианистого натрия или 95 цианистого натрия и 5 тиосульфата
натрия. В результате протекания комплекса химических реакций
выделяются азот, углерод и сера, диффундирующие в сталь и образующие
многослойное покрытие.
9.2.6. МЕХАНОТЕРМИЧЕСКОЕ ФОРМИРОВАНИЕ
ИЗНОСОСТОЙКИХ ПОКРЫТИЙ
Механотермическое формирование (МТФ) поверхностей трения,
разработанное В.Я. Кершеибаумом, позволяет в значительной мере
освободиться от недостатков традиционных методов наплавки. Прин-
ципиальное отличие механотермического формирования покрытия от
традиционных способов в том, что в технологической схеме используется
механический фактор, благодаря которому расплавленный материал
кристаллизуется в стесненных условиях, под нагрузкой. В результате в
наплавленном слое полностью отсутствуют полости и пустоты, основной
металл практически не подплавляется (следовательно, доля его в металле
наплавки минимальная), нанесенный слой надежно соединяется с
металлом основы.
В настоящее время существует несколько
технологических разновидностей МТФ с
различными источниками тепловой энергии.
Наиболее известные две из них: фрикционное
и электроконтактное формирование (рис. 9.19,
Рис. 9.19. Принципиальная схема приспособления для
МТФ фрикционного варианта:
/-неподвижная направляющая; 2 - формообразующий
инструмент; 3 - стальная основа; 4 - наносимый сплав в
гранулированном состоянии; 5 - рычажная система; 6 -
гидроцилиндр
Триботехиология
519
Рис. 9.20. Принципиальная схема приспособлении для
МТФ (электрокоитактный вариант):
/ — формообразующий инструмент — электрод; 2 -
наносимый сплав в гранулированном состоянии; 3 -
втулка из электроизоляционного материала; 4 - стальной
кожух рабочей камеры; 5 - стальная основа
9.20) . В первом случае тепловая энергия
выделяется при трении двух тел. Впервые
тепловыделение при трении продуктивно
использовалось в сварке трением.
Фрикционное формирование имеет как ряд
сходных черт с этим процессом, так и ряд
существенных отличий. Основное отличие
состоит в том, что прн сварке трением контактируют два твердых тела, а
при фрикционном формировании трение возникает между твердым и
пористым телами. Для фрикционного формирования требуется несложное
гидромеханическое приспособление - рабочая камера с двумя подвижными
элементами (кулачками). Кулачки системой рычагов связаны со штоком
гидроцилиндра.
В рабочую камеру вводится стальной вал - будущая основа биметалла,
которому задается вращающий момент с заранее определенной частотой.
Пространство рабочей камеры между формообразующими кулачками и
стальным валом заполняется измельченным сплавом в виде гранул,
порошка или стружки. При вращении стального вала и перемещении
кулачков пространство рабочей камеры уменьшается, гранулированный
сплав уплотняется в брикет и за счет трения вала и брикета температура
в зоне трения (температура фрикционного контакта) достигает за
считанные секунды точки плавления наносимого сплава.
Объем расплавленного металла под действием сил капиллярного
давления, фильтруясь через поры, проникает в глубинные участки брикета.
Кулачки перемещаются до тех пор, пока практически весь объем брикета
не будет расплавлен. Затем, так же как при сварке трением вал перестает
вращаться мгновенно. Естественно, тепловыделение прекращается,
начинается охлаждение и кристаллизация расплава. При этом формообра-
зующие кулачки по-прежнему продолжают передавать давление на
обрабатываемую деталь, т.е. кристаллизация расплава протекает под
нагрузкой.
С помощью фрикционного формирования на стальную основу
наносятся оловянистые и алюминиевые бронзы, антифрикционные сплавы
иа основе алюминия, серые чугуны и т.д.
Основные технологические параметры процесса зависят от физико-
механических свойств наносимого сплава и могут колебаться в широких
пределах; линейная скорость вращения вала 1...8 м/с, удельная нагрузка
520 Глава 9. Триботехнические материалы и триботехнология
на брикет 5... 100 МПа, продолжительность формирования 5...70 с. Этим
способом создаются антифрикционные покрытия толщиной от 0,5 до
10 мм. Основные достоинства фрикционного формирования - простота
механизации н автоматизации и высокая производительность.
Определенные ограничения для применения этого метода связаны
прежде всего с формой основы. Покрытия могут наноситься только на тела
вращения и, в первую очередь, иа цилиндрические. Кроме того, температу-
ра плавления наплавляемого материала должна быть ниже чем у основы.
Если это условие не выполняется, то в процессе фрикционного формирова-
ния вместо эффекта расплавления наносимого материала будет интенсивно
изнашиваться стальная основа.
При электроконтактном формировании теплота выделяется в результате
прохождения электрического тока через гранулированный сплав - среду
высокого электросопротивления. Различие между фрикционным и
электроконтактиым формированиями состоит в основном в том, что в
первом случае элементы приспособления изготовлены из жаропрочной
стали, а во втором - из технической керамики.
Ограничений, связанных с формой основы при электроконтактном
формировании, не существует. Температурные ограничения также
отсутствуют, а в большинстве случаев температура наносимого сплава
равна или превышает точку плавления материала основы. По существу,
любые известные износостойкие сплавы (естественно, электропроводные)
могут наноситься на сталь электроконтактиым формированием.
Этим способом на основу из простой углеродистой стали наносятся
легированные стали и чугуны, твердые сплавы на основе кобальта и
никеля, композиционные износостойкие смеси. В зависимости от свойств
формируемых покрытий для реализации электроконтактного способа
необходима плотность тока 20...100 А/мм2, удельная нагрузка на кулачках
5... 150 МПа, продолжительность процесса в пределах 10...20 с. С помощью
МТФ изготовляют ответственные детали глубинных насосов, дизелей,
гребные валы малотоннажных судов, торцовые уплотнения нефтяных и
химических насосов, оси катков опорного хода тракторов и экскаваторов,
элементы опорно-ходового узла конвейерных поездов н поточно-
контейнерных транспортных систем.
При электроконтактнон наплавке применяется принцип совместного
воздействия на формируемое покрытие термического и механического
факторов, используемых при МТФ. Этот метод особенно перспективен при
восстановлении и упрочнении деталей с малым износом.
Если сопоставить показатели электроконтактной и дуговой наплавок,
то сравнение будет явно не в пользу последней: производительность в
2...3 раза меньше, а расход металла в 3...4 раза больше. Достоинством
электроконтактной наплавки является также весьма малый нагрев стальной
детали и закалка слоя непосредственно в процессе наплавки. При наплавке
износостойких поверхностей этим способом можно не бояться ухудшить
качество покрытия из-за изменения химического состава наносимого
Триботехнология
521
сплава: легирующие элементы не выгорают. Для деталей с малым износом
(0,1...1 мм) электроконтактная наплавка зачастую наиболее экономичный
вариант малоотходной, экологически безвредной, быстро и легко
осваиваемой предприятиями технологии упрочнения деталей.
В основе технологии электроконтактной наплавки лежит принцип
контактной сварки. Напряжение в данном случае составляет всего лишь
2...10 В, что делает работу достаточно безопасной. Как правило,
наплавляемые слои крепятся к поверхности "точками", регулируемыми
импульсами тока. В качестве износостойких материалов используются
ленты средне- и высокоуглеродистых, а также марганцовистых сталей. При
наплавке ленты толщиной свыше 0,8 мм, а также лент из углеродистых или
пружинных сталей заготовку предварительно сворачивают с помощью
вальцов.
Наряду с лентой в качестве присадочного материала при электроконтак-
тной наплавке широко применяется износостойкая проволока. Пожалуй,
лучшим технологическим вариантом следует признать двухзаходную
наплавку: между двумя ранее приваренными витками проволоки
укладывается н приваривается третий виток. Такая схема обеспечивает
наиболее прочное соединение наплавляемого металла с основой.
Представляют интерес* технологии электроконтактной наплавки
износостойких твердых сплавов: 1) порошковый материал подается
самотеком из специального бункера непосредственно на деталь или на
роликовый электрод и тут же наплавляется импульсами тока; 2) по-
рошковый твердый сплав (особенно сплавы на основе тугоплавких
соединений) предварительно закрепляют тонким слоем клея на стальной
ленте или детали. Затем ленту приваривают к детали таким образом, чтобы
нерасплавившиеся частицы зернистого твердого сплава оказались
впаянными в тело ленты или детали. На поверхности детали образуется
специфический армированный слой весьма высокой износостойкости.
Армирование поверхности деталей металлокерамическими твердыми
сплавами и зернистыми материалами на основе тугоплавких соединений
увеличивает их износостойкость в несколько раз.
9.2.7. ЭЛЕКТРОХИМИЧЕСКИЕ ПОКРЫТИЯ
Электрохимические (гальванические) покрытия, широко распространен-
ные как средство защиты от коррозии и улучшения внешнего вида изделий,
применяются в узлах контактных взаимодействий для повышения их
износостойкости.
При износостойком хромировании покрытие толщиной 0,1...1 мм
наносится непосредственно на стальную поверхность. Для более прочного
соединения покрытия с основой стальная поверхность предварительно
тщательно обрабатывается, обезжиривается, промывается и протравлива-
ется в слабом растворе кислот. В результате перед нанесением хромового
покрытия из электролита поверхность имеет минимальную высоту
522 Глава 9. Триботехнические материалы и триботехиолопк
микронеровностей, очищена от жировых загрязнений и оксидных пленок.
Толщина и свойства хромового покрытия зависят от условий эксплуатации
обрабатываемых деталей. Для гладких мерительных инструментов
толщина покрытия колеблется в пределах 30... 100 мкм, для резьбовых
калибров 2...20 мкм, для пресс-форм, матриц и пуансонов 40..100 мкм.
Износостойкость режущего инструмента увеличивается после хромирова-
ния в 2...Зраза, контрольно-измерительного инструмента - в 5... 10 раз.
Наибольшая эффективность упрочнения достигается при так называе-
мом пористом хромировании, когда покрытие буквально пронизано
бесчисленным количеством пор и каналов. Казалось бы, эти "несплошнос-
ти" лишь ухудшают качество покрытия. Однако это не так. В порах и
каналах удерживается смазочный материал, поэтому узел трения долгое
время может работать без дополнительного смазочного материала.
Область применения электролитического хромирования достаточно
широка. Это и повышение износостойкости, и восстановление формообра-
зующих элементов штампов и пресс-форм, дыропробивных пуансонов и
матриц, контрольного, измерительного и режущего инструмента и др.
Например, эксплуатационные испытания тракторных двигателей с
хромированными поршневыми кольцами показали, что износостойкость
таких колец в 2...4 раза выше, чем нехромированных. Износ сопряженных
с кольцами гильз цилиндров двигателей также уменьшается в 1,5 раза
вследствие хорошей прирабатываемости хрома и его малого коэф-
фициента трения.
Электролитические покрытия эффективны не только на стальных, но
и на алюминиевых деталях. Однако для повышения износостойкости
деталей из алюминиевых сплавов наиболее широко используется процесс
глубокого или твердого анодирования.
Наряду с износостойкостью толстая оксидная пленка, сформированная
электрохимическим способом, обладает хорошими электро- н теплоизоля-
ционными свойствами. Это позволяет применять обработанные детали в
условиях изнашивания при повышенных температурах. Высокая
износостойкость оксидных пленок позволяет использовать алюминий и
его сплавы вместо тяжелых металлов (прежде всего сталей), что позволяет
облегчить конструкцию и улучшить экономические показатели.
Твердое анодирование наряду с хромированием используется при
восстановлении деталей из алюминия и его сплавов в процессе ремонта.
Этот вид обработки применяется для повышения долговечности
гидравлических и пневматических цилиндров. Перспективно применение
твердого анодирования в железнодорожном транспорте, текстильной
промышленности, авиастроении и ракетной технике.
Электрохимические никелевые покрытия имеют меньшую твердость,
чем хромовые, сравнительно легко обрабатываются, у них большая
вязкость до толщины 2 мм. При подготовке поверхности детали под
никелирование ее тщательно шлифуют или полируют, обезжиривают,
подвергают травлению в слабом растворе кислот и сушке. Никелирование
Гриботехнология
523
применяется для упрочнения и восстановления коленчатых валов,
шпинделей металлорежущих станков, поршневых пальцев, гильз
цилиндров, поршней гидравлических машин, направляющих втулок и т.п.,
а также при ремонте неподвижных посадок и деталей приборов.
Для повышения износостойкости покрытия часто используется
осаждение сплавов никеля с другими металлами. Электролитическое
осаждение твердого пористого слоя сплава никеля с кобальтом при
последующем расширении пор и пропитке их фторопластом снижает
коэффициент трения до 0,05. Такое покрытие увеличивает срок службы
штампов горячей и холодной штамповки в несколько раз за счет того, что
наряду с износостойкостью возрастает стойкость против заеданий. Пресс-
формы и литейные формы для литья деталей из алюминиевых сплавов под
давлением упрочняют осаждением 10...12 мкм сплава никель-вольфрам.
Долговечность такого технологического оборудования увеличивается в
2,5 раза. «
Долгое время применение электролитического осаждения покрытий,
особенно в массовом производстве, ограничивалось сравнительно
невысокой скоростью осаждения и недостаточной автоматизацией
оборудования. В настоящее время разработаны эффективные технологичес-
кие схемы высокопроизводительных, автоматизированных процессов их
получения.
9.2.8. НЕКОТОРЫЕ НОВЫЕ МЕТОДЫ ПОЛУЧЕНИЯ ПОКРЫТИЙ
Невозможно затронуть все многообразие технологических приемов
создания износостойких покрытий иа поверхности деталей, работающих
в условиях трения. За пределами рассмотрения остались такие процессы,
как эмалирование, гуммирование, нанесение полимерных покрытий и ряд
других.
В последние годы получило распространение электроискровое
легирование для восстановления поверхностей деталей машин. Способ
примечателен тем, что нетребует сложного дорогостоящего оборудования.
При электроискровом восстановлении с использованием феррохрома
долговечность узлов трения возрастает в 10...14 раз. Известны разновид-
ности способа, в частности наплавка пучком вращающихся электродов
(микронаплавка). Сравнительно Иова микроиаплавкас комбинированным
переносом металла электрода. Большой интерес представляет электроимпу-
льсиый способ образования тонких слоев металла (при вибрации электрода
с периодическим замыканием на детали).
Практически ежегодно появляются новые технологические разновиднос-
ти ранее известных способов нанесения износостойких покрытий,
совершенствуется состав электролитов для нанесения гальванических
покрытий, используются новые источники энергии и прогрессивное
высокоавтоматизированное оборудование для диффузионного насы-
щения, разрабатываются новые схемы наплавки и напыления и т.д.
524 Глава 9. Триботехнические материалы и триботехиология
Главная проблема создания износостойких покрытий состоит в том,
что до настоящего времени при конструировании машин и механизмов не
выработана четкая позиция о предпочтительном использовании того или
иного метода для упрочнения конкретных узлов. Зачастую конструктор
буквальнотонетв мореинформации о методах поверхностного упрочнения
деталей. Настала очередь создать в нашей стране специальный банк
информации, в котором наряду с технологическими возможностями и
особенностями различных методов нанесения износостойких покрытий,
содержались бы данные об областях рационального применения каждого
метода. Тогда, зная условия эксплуатации конкретной детали, показатели
ее ресурса, величину допустимого износа, ряд экономических данных,
можно было бы оптимизировать и выбор технологии нанесения покрытия,
и сам технологический процесс.
Список литературы
I. Асташкевич Б.М. Повышение долговечности трущихся узлов в железнодорожной
технике методами комплексного упрочнения (учебное пособие). М.: МИИТ, 1999. 160 с.
2. Бершадский Л.И. Структурная термодинамика трибосистем. Киев: Зиаиие, 1990. 31 с.
3. Буше Н.А., Копытько В.В. Совместимость трущихся поверхностей. М.: Наука, 1981.
223 с.
4. Карасик И.И.Прирабатываемость материалов для подшипников скольжения. М.: Наука,
1978. 136 с.
5, Кершенбаум В.Я. Механотермическое формирование поверхностей треиия. М.:
Машиностроение, 1987. 230 с.
6. Конструкционные материалы: Справочник / Под ред. В.Н. Арзамасова. М.:
Машиностроение, 1990. 688 с.
7. Коршак В.В. Термостойкие полимеры. М.: Наука, 1969.411 с.
8. Костецкий Б.И. Трение, смазка и износ в машинах. Киев: Техника, 1970. 396 с.
9. Лазерная и электронно-лучевая обработка материалов / Н.Н. Рыкалин, А.А. Углов,
И.В Зуев, А Н. Кокора. М.: Машиностроение, 1985. 495 с.
10. Материаловедение и конструкционные материалы: Справочник / Под ред. В. А. Белого.
Минск: Вышэйшая школа, 1989. 423 с.
11. Международный транслятор современных сталей и сплавов / Под ред. В .Я. Кершенбау-
ма. М.: Центр "Наука и техника", 1993. 556 с.
12. МитииБ.С. Порошковая металлургия и напыленныеиокрытия. М.: Металлургия, 1987.
790 с.
13. Подшипники из алюминиевых сплавов / Н.А. Буше, А.С. Гуляев, В.А. Двоскииа,
К.М. Раков. М.: Транспорт, 1974. 256 с.
14. Полимеры в узлах трения машин и приборов: Справочник / Под ред. А.А. Чичинадзе.
М.: Машиностроение, 1988. 328 с.
15. Рыбин В.В. Большие пластические деформации и разрушение материалов. М.:
Металлургия, 1966. 223 с.
16. Семенов А.П., Савицкий М.Э. Металлофторопластовые подшипники. М.: Машино-
строение, 1976. 190 с.
17. Федоров В.В. Кинетика поверхности и разрушение твердых тел. Ташкент: ФАН, 1985.
167 с.
18. Федорченко И.П., Пугина Л.И. Композиционные спеченные антифрикционные
материалы. Киев: Паукова думка, 1980. 400 с.
19. Эбелииг В. Образование структур при необратимых процессах. М.: Мир, 1979. 274 с.
Глава 10
СМАЗОЧНЫЕ МАТЕРИАЛЫ
10.1. ТРЕБОВАНИЯ К СМАЗОЧНЫМ МАТЕРИАЛАМ И ИХ
КЛАССИФИКАЦИЯ ПО АГРЕГАТНОМУ СОСТОЯНИЮ
Основная функция смазочного материала - снижение трения до
необходимого уровня, предотвращение заедания узла трения, уменьшение
интенсивности изнашивания трущихся тел. Кроме того, смазочный
материал в той или иной ,мере обеспечивает отвод теплоты от зоны
фрикционного контакта, удаление из этой зоны продуктов износа и
коррозии, а также защиту, поверхностей трения и других элементов
конструкции от действия внешней среды, а также уплотнение зазоров.
Для обеспечения требуемой надежности и долговечности функциониро-
вания смазанного узла трения следует стремиться к тому, чтобы смазочный
материал наиболее отнсчал 'условиям работы сопряжения.
Смазочные материалы должны сохранять свои свойства во всем
диапазоне условий эксплуатации, а также при хранении, не должны
оказывать воздействия на контактирующие материалы, т.е. не вызывать
коррозию металлов и сплавов, не воздействовать на материалы уплотнений
и т.д. Кроме того, они должны отвечать требуемой взрыво- и пожаробезо-
пасности. Их воздействие на окружающую среду должно быть сведено к
минимуму путем оптимизации выбора как состава смазочных материалов,
так н конструкции узлов трения, а также соответствующими
организационно-техническими мероприятиями.
Применяемые в настоящее время смазочные материалы по своему
агрегатному состоянию делятся на следующие виды:
жидкие (масла);
пластичные (пластичные смазки);
твердые;
газообразные.
Жидкие смазочные материалы (масла) представляют собой базовые
масла, в которые добавляют присадки - вещества, введение которых
обеспечивает повышение уровня тех нли иных служебных свойств, а в
некоторых случаях - приобретение новых.
Твердые смазочные материалы - нанесенные каким-либо методом на
поверхность трения тонкие слои материала, обладающего значительно
меньшим сопротивлением сдвигу, чем сопротивление сдвигу материала,
из которого изготовлены трущиеся детали.
Пластичные смазки занимают промежуточное положение между
маслами и твердыми смазочными материалами (их иногда характеризуют
526
Глава 10. Смазочные материалы
как твердообразные продукты). Они являются многокомпонентными
коллоидными системами, содержащими дисперсионную среду - жидкую
основу (масло) и дисперсную фазу - твердый загуститель (5...30 %). Под
воздействием загустителя жидкое масло становится малоподвижным
подобно твердому телу, не меняет под действием собственного веса своей
формы, а течь начинает лишь под воздействием нагрузок, превышающих
некоторый предел прочности. Пластичные смазки обычно содержат
добавки (присадки и наполнители) для улучшения эксплуатационных
свойств. Наряду с обычными маслами распространение получили
полужидкие смазки (2...5 % загустителя).
Газообразным смазочным материалом служат воздух, некоторые
инертные газы, газообразные вещества (например, водяной пар и т.д.).
Применение в технике того или иного вида смазочного материала дик-
туется условиями работы конкретного узла трения. Так, для смазывания
узлов трения двигателей внутреннего сгорания используются только масла.
Для смазывания герметизированных подшипников качения узлов трения
шасси и рулевого управления, карданных шарниров, для герметизации
подвижных уплотнений, сальников, резьбовых соединений эффективны
пластичные смазки.
Если узел трения работает в условиях, когда жидкие или пластичные
смазочные материалы не обеспечивают эффективного смазывания (при
температурах ниже температур застывания масел или потери подвижности
смазок либо выше предельных температур их эффективной работы, при
работе в условиях глубокого вакуума, когда масла и пластичные смазки
испаряются, при ионизирующем излучении и экстремально низких
скоростях скольжения), то применяются твердые смазки.
Когда необходимо обеспечить минимальные потери на трение в опорах,
как при очень высоких частотах вращения (до 500 000 мин-1 и более),
исключить скачки силы трения при перемещениях с минимальной
скоростью скольжения (до сотых долей мм/мин), в широком диапазоне
температур и давлений, а также в зоне с повышенной радиацией, весьма
эффективно применение опор с газовой смазкой.
Если тип смазочного материала жестко не предопределен условиями
работы смазываемого узла трения или его конструкцией, то выбор типа
смазочного материала по данным А.Р. Лансдауна ориентировочно может
быть осуществлен исходя из соотношения между относительной скоростью
перемещения трущихся тел и удельными нагруз-
ч ками во фрикционном контакте. На рис. 10.1
I
i ---------------------------------------------
u Рнс. 10.1. Выбор типа смазочного материала по А.Р. Лансдауну
£ для узлов трения в зависимости от соотношения скорости
§ относительного перемещения трущихся тел v и нормального
g- давления/^ на узел трення (направление стрелок соответствует
‘-j увеличению параметров v и р^
Требования к материалам
527
Рис. 10.2. Предельные значения скорости v
относительного перемещения трущихся тел и
нормального давления ра в контакте для
подшипниковых узлов трения при использова-
нии различных типов смазочных материалов
по А.Р. Лансдауну:
/ - твердая смазка; 2 - пластичная смазка,
2а - для подшипников скольжения; 26 - для
подшипников качения; 3 - масла (пределы
применения газовой смазки для простоты не
указаны)
отражена общая рекомендация по уменьшению вязкости смазочной среды
с ростом скорости относительного перемещения твердых тел и по ее
увеличению с ростом нагрузкй в сопряжении. Такое представление является
очень упрощенным и рис. 1Ь. 1 может рассматриваться лишь как общее
руководство для выбора типа смазочного материала.
Предельные условия работоспособности смазочных материалов
рассматриваемых типов при изменении перемещения их элементов
ориентировочно могут быть оценены с помощью рис. 10.2. Границы
работоспособности достаточно размыты, они определяются не только
типом смазочного материала, но и его составом. Так, максимальное
значение нормального давления ра для узлов трения, смазываемых
пластичными смазками, при малых скоростях может варьироваться от
2 МПа для обычной пластичной смазки до 6 МПа для пластичной смазки,
содержащей высокоэффективные противозадирные присадки или
наполнители (например, дисульфид молибдена) или их сочетания.
Металлосодержащие твердые смазки отличаются хорошей теплопровод-
ностью и, следовательно, в меньшей степени способствуют перегреву при
фрикционном повышении температуры в контакте и могут применяться
при более высоких скоростях, чем твердые смазки на полимерном
связующем и т.д. В связи с этим на рис. 10.2 даны границы работоспособ-
ности различных типов смазочных материалов, в пределах которых
варьируется работоспособность конкретных смазочных материалов в
зависимости от их состава.
Однако правильный выбор смазочного материала по его агрегатному
состоянию еще не обеспечивает полного соответствия свойств смазочного
материала условиям работы узла трения. Поэтому имеется широкий
ассортимент смазочных материалов, состав и характеристики которых
определяются их назначением (более 350 наименований масел и порядка
200 наименований пластичных смазок).
528
Глава 10. Смазочные материалы
10.2. ЖИДКИЕ СМАЗОЧНЫЕ МАТЕРИАЛЫ (МАСЛА)
10.2.1. ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА МАСЕЛ
Доя обеспечения рассмотренных выше функций, а также требований
к смазочным материалам, масло должно обладать определенным уровнем
эксплуатационных свойств. Прежде всего, к ним относятся трибологичес-
кие сюйства (смазочные и вязкостно-температурные), антикоррозионные,
защитные, антиокислительные и моющие. Важными характеристиками
является также теплопроводность масла, температура его вспышки и
застывания, а также вспениваемость, и ряд других в зависимости от
функционального назначения масла.
Вязкость и индекс вязкости. Способность масла реализовать оптималь-
ный (желательный гидродинамический) режим смазки зависит от его
вязкссти (внутреннего трения), определяемой силами когезии молекул
жидкости в объеме и химическим строением молекул, их размеров и формы.
К основным показателям, характеризующим вязкость масла, относится
его динамическая (абсолютная) вязкость т), кинематическая вязкость v,
индйс вязкости ИВ, характеризующий влияние температуры на вязкость
маелг, пьезокоэффициент а вязкости, характеризующий влияние давления
на вяжость масла.
Дтамическая вязкость т] характеризует связь напряженного сдвига по
площади слоя жидкости и градиента скорости сдвига в законе вязкого
течеьия Ньютона. Ее определяют на ротационных вискозиметрах,
представляющих собой коаксиальные цилиндры, между которыми
заключен смазочный материал, причем внутренний цилиндр вращается
со сксростью V, а внешний удерживается от проворачивания силой по
велищне которой рассчитывают вязкость тр
Кшематическая вязкость v - отношение динамической вязкости масла
т| к ею плотности р:
v = т|/р.
Кинематическая вязкость определяется в капиллярных вискозиметрах
по вр<мени протекания определенного объема масла через капиллярную
трубку под действием собственного веса при определенной температуре
(обычео при 40 и 100 °C). Единицей кинематической вязкости является м7С,
но обычно используют ее производную - мм2/с. Поскольку процесс
определения кинематической вязкости более прост, и она может быть
определена более точно, чем динамическая, в справочной литературе
обычю приводят значения кинематической вязкости.
Вяжость смазочного материала не является величиной постоянной, на
нее отзывает влияние ряд факторов и прежде всего - температура, с
ростов которой вязкость масла снижается. Вязкостно-температурные
Масла
529
свойства ньютоновских жидкостей, к которым относят смазочные масла,
обычно оценивают из уравнения Вальтера:
lg[lg(v +0,8)] = Л-BlgO,
где А и В - постоянные для данного сорта масла; 0 - температура, К.
Вязкостно-температурные свойства масел характеризуют безразмерной
величиной - индексом вязкости ИВ, который позволяет сравнить эти
свойства анализируемого масла с вязкостно-температурными свойствами
эталонных масел, одному из которых с худшими вязкостно-температурны-
ми характеристиками условно присвоено значение ИВ = 0 (вязкость сильно
изменяется с температурой), а другому - с лучшими вязкостно-температур-
ными характеристиками - значение ИВ - 100 (вязкость мало изменяется
с температурой). ИВ рассчитывают по формуле
I
ИВ = - Vroin~.V 100,
V “ V •
max mm
где v - кинематическая вязкость при 40 °C масла, ИВ которого определяют;
vmin - кинематическая вязкость при 40 °C масла с ИВ = 0, имеющего ту же
вязкость при 100 °C; vmax-кинематическая вязкость при 40 °C эталонного
масла с ИВ ~ 100, имеющего ту же вязкость при 100 °C.
На рис. 103 приведены зависимости кинематической вязкости v для трех
масел от температуры 0. Чем выше индекс вязкости, тем более полого
изменяется вязкость от температурной. Для современных товарных масел
обычно ИВ а 85...90. Значение ИВ масла необходимо учитывать при
выборе масла в узлах трения. Так, при низких (минусовых) температурах
вязкость низкоиндексных масел настолько возрастает, что они теряют
подвижность и не поступают к узлу трения при пуске, а при повышенных
температурах вязкость снижается столь сильно, что масло легко выдавлива-
ется из зоны трения. Потеря подвижности нефтяных масел при иизкнх
температурах определяется содержанием кристаллизирующихся при этих
условиях твердых углеводородов и
стеклующихся полициклических
ароматических углеводородов.
Высокоиндексные масла, наоборот,
эффективно выполняют свои функ-
ции в широком диапазоне темпе-
ратур.
Рис. 10.3. Температурные зависимости вязкос-
ти v для трех масел, имеющих разный индекс
вязкости:
/ - ИВ = 30; 2 - ИВ = 60; 3 - ИВ = ВО
530
Глава 10. Смазочные материалы
Отметим также, что связь вязкости с давлением описывается формулой
Баруса:
ПО) = поехр(ар),
гдер - давление; ц0 - динамическая вязкость при атмосферном давлении;
а - пьезокоэффициент вязкости.
Пьезокоэффициент вязкости зависит от химического состава масла и
от температуры. Так, для нефтяных масел величина а = (1,5...4)х
х 10-2 МПа-1; для растительных и животных масел а = (1... 1,5) 10-2МПа-1.
Таким образом, увеличение давления в контакте в несколько раз приводит
к росту вязкости в десятки и сотни раз. В то же время увеличение
температуры заметно снижает эффект повышения вязкости сдавлением.
При достижении определенных значений давления наблюдается переход
жидкого масла в пластичное и квазитвердое состояние. Все это следует
учитывать для правильной расчетной оценки трения при различных видах
смазки.
Определяющее влияние на возможность реализации гидродинамической
смазки в узле трения оказывает вязкость масла при условиях эксплуатации.
Вязкость должна быть достаточна, чтобы обеспечить реализацию
жидкостной смазки, но в то же время не столь велика, чтобы потери на
внутреннее трение стали чрезмерно большими. Чтобы избежать значитель-
ных потерь на внутреннее трение при низких (минусовых) температурах
необходимо применять высокоиндексные масла, сохраняющие приемлемую
вязкость при минусовых температурах.
Чем болеебыстроходен подшипник скольжения,тем меньшую вязкость
при рабочей температуре должно иметь масло. В то же время увеличение
удельной нагрузки на узел трения для обеспечения жидкостной смазки
требует увеличения вязкости. Вязкость масла оказывает заметное влияние
на противоизносные (рис. 10.4) и противопиттинговые (рис. 10.5) свойства
сопряжений.
Следует также отметить, что увеличение вязкости моторных масел
снижает износ деталей двигателя внутреннего сгорания, а также интенсив-
Рис. 10.4. Влияние визкости у транс-
миссионных масел иа их противоиз-
иосиые свойства, оцениваемые по
содержанию железа (% по массе) в
масле
Рис. 103. Влияние вязкости у транс-
миссионных масел нв время t до
иачала питгиигообразоваиия
Масла
S31
ность абразивного изнашивания. Вместе с тем, масла малой вязкости
обеспечивают меньшие энергетические потери и пусковой износ
вследствие лучшей подтекаемостн к рабочей поверхности узлов трения.
Смазывающая способность. В тех случаях, когда по тем или другим
причинам (малая скорость, высокое давление, падение вязкости масла при
перегреве и т.д.) гидродина мический режим смазки не удается осуществить,
работоспособность узла трения обеспечивается за счет смазывающей
способности масла - способности образовывать на поверхностях трения
тонкие (-0,1 мкм и менее) граничные слои продуктов взаимодействия
активных компонентов смазочных материалов с поверхностями трения (в
основном металлическими). Эти слои препятствуют непосредственному
контакту трущихся деталей и тем самым предотвращают заедание
сопряжения, снижают трецие в подвижном контакте и уменьшают износ
деталей. I
Смазывающая способность является важной характеристикой масла.
В настоящее время инженерных методов расчета уровня смазывающей
способности масел не существует. Оценка смазывающей способности масел
проводится экспериментально и в общем случае включает оценку
противозадирных свойств (в баллах), т.е. способности предохранять узел
трения от заедания и катастрофического изнашивания при высоких
нагрузках и/или температурах, противоиэносных, противопиттинговых,
а также антифрикционных свойств.
Требуемый уровень смазывающей способности обеспечивается главным
образом путем введения в масло присадок различного назначения
(противоиэносных, противозадирных, антифрикционных). Наиболее
распространен метод оценки смазывающей способности масел на
четырехшариковой машине по ГОСТ 9490. Этот метод позволяет оценить
уровень как противоиэносных, так и противозадирных свойств масел.
Смазывающую способность масел различного назначения оценивают также
на различных установках.
Физико-химические и эксплуатационные свойства смазочных масел. К
важным характеристикам смазочных масел, кроме перечисленных выше,
относятся: плотность, теплопроводность, температура вспышки,
температура застывания, кислотное число, щелочное число, зольность н
др. Эти показатели изменяются в довольно широких пределах в зависимос-
ти от состава, функционального назначения и условий применения масел.
Температура вспышки (не следует путать с понятием "температурная
вспышка" на фактических пятнах касания) - минимальная температура,
до которой нужно нагреть масло, чтобы пары его образовали с окружаю-
щим воздухом смесь, воспламеняющуюся при контакте с открытым
пламенем. Уровень температуры вспышки характеризует наличие
легкокипящих фракций в масле либо попадание в него топлива. Температу-
ра вспышки лимитирует верхний предел температурного интервала
применения смазочных масел. В товарных маслах в зависимости от
назначения она составляет порядка 160...240 °C.
532
Глава 10. Смазочные материалы
Температура застывания масла - это температура, при которой масло
теряет подвижность и переходит из жидкотекучего в пластичное состояние.
Эта температура - нижний предел температурного интервала работоспо-
собности смазочных масел. Температура застывания не является
физической характеристикой масла и соответствует достижению условно
заданного предела подвижности - когда при наклоне пробирки с маслом
под углом 45° уровень последнего остается неподвижным в течение 1 мин.
Для распространенных товарных масел интервал этой температуры от-10
до -45 °C.
Кислотное число, по величине которого судят о количестве органичес-
ких кислот, содержащихся в масле, выражают в миллиграммах едкого
калия, которое требуется для нейтрализации 1 г масла (мг КОН на 1 г
масла). Значение кислотного числа косвенно характеризует коррозионные
свойства масла и зависит от состава (содержания присадок) и технологии
производства масла.
Коррозионная и защитная способность масел в ряде случаев является
весьма существенной, так как продукты окисления масел - пероксиды,
содержащиеся в масле присадки, особенно свободная сера, а также пары
воды, попавшие в масло, стимулируют коррозию деталей, работающих в
масле, и прежде всего, изготовленных из цветных металлов.
Щелочное число выражается в миллиграммах едкого калия, эквивален-
тно количеству соляной кислоты, необходимой для нейтрализации
основных соединений, содержащихся в 1 г масла. Этот показатель,
особенно важный для некоторых масел, характеризует наличие в них
присадок и, прежде всего, высокощелочных детергентов.
Рассмотренные характеристики смазочных масел обычно оценивают
при определении уровня эксплуатационных свойств товарных продуктов.
Моющие (или детергентно-диспергируюшце) свойства масел важны при
смазывании деталей, температура которых составляет 100... 150 °C и выше,
особенно для моторных масел. В результате интенсивного окисления масла
вблизи нагретых поверхностей они покрываются продуктами окисления
в тонком слое - осадками, лаками или нагарами. Для предотвращения
этого явления, приводящего к забиванию зазоров между трущимися
поверхностями, масло должно обеспечивать создание на поверхностях
трения адсорбционных пленок, препятствующих образованию отложений,
а также способствовать диспергированию продуктов окисления и
удержанию их в масле во взвешенном состоянии. Высокий уровень моющих
свойств масел не может быть обеспечен за счет оптимизации углеводород-
ного состава масел, а достигается введением специальных присадок.
Сжимаемость масел в ряде случаев является важным их свойством. Его
характеризует модуль упругости при всестороннем сжатии. Обычно он
составляет 800...2000 МПа. Для масел, которые должны обладать
хорошими демпфирующими свойствами, выбирают низкие модули
упругости.
Масла
533
Теплофизические свойства масел - теплоемкость и теплопроводность
определяют условия поглощения теплоты смазочным слоем и теплоотвода
от поверхностей трения, а следовательно, тепловую напряженность
трибосопряжения. При прочих равных условиях, чем выше теплоемкость
масла, тем ниже температура узла трения. Так, для нефтяных и синтетичес-
ких масел удельная теплоемкость с = (0,82...2,1)-103 Дж/(кг-К), а теплопро-
водность Л = 0,1...0,15 Вт/(м'°С). Вода в качестве основного компонента
некоторых композиций обеспечиваетлучшийтеплоотвод:Л=0,6Вт/(м-К);
с - 4,2-103 Дж/(кг-К).
Зольность масла характеризует содержание в нем золы в % от продуктов
сгорания масла и, прежде всего, от сгорания присадок, представляющих
собой металлоорганические соединения. По величине зольности можно
судить о составе и концентрации присадок.
В зависимости от функционального назначения масел определяющими
становятся те или иные цз перечисленных свойств. Так, для моторных
масел, предназначенных д$я двигателей внутреннего сгорания, на первый
план выступают их моюще-диспергирующие свойства, для трансмиссион-
ных масел, предназначенных для смазывания зубчатых передач, - их
противозадирные и противоизносиые свойства и т.д.
10.2.2. СОСТАВ МАСЕЛ
Как уже отмечалось, современное масло состоит из масляной основы
(базового масла) и композиции присадок, обеспечивающих товарному
маслу необходимый уровень функциональных свойств. По происхожде-
нию основы масла делят иа нефтяные, синтетические, растительные,
смешанные (смеси нефтяных масел с синтетическими или растительными).
Нефтяные масла по способу получения основы могут быть дистиллятны-
ми (из нефтяных дистиллятов, выделенных при вакуумной перегонке
мазута), остаточными (из гудрона - остатка от вакуумной перегонки
мазута) и компаундированными (смесь дистиллятных и остаточных
компонентов). Отдельно выделяют загущенные масла, которые с целью
улучшения вязкостно-температурных характеристик получают путем
загущения маловязких базовых масел полимерными (вязкостными)
присадками.
По основному назначению смазочные масла делятся на группы и
подгруппы (табл. 10.1).
Базовые масла. В качестве базовых масел используют, как уже
отмечалось, масла нефтяного, синтетического и растительного происхожде-
ния или их смеси. Наиболее широко распространены базовые масла,
полученные на основе нефтяного сырья.
Современные нефтяные масла представляют собой смеси углеводородов
различного строения (парафиновые, нафтеновые, ароматические
углеводороды, продукты смешанного строения). В их состав входят также
гетероатомные вещества, обладающие поверхностно-активным действием
534
Глава 10. Смазочные материалы
10.1. Классификационные группы масел
Группа Подгруппа
Моторные Универсальные Карбюраторные Дизельные
Турбинные Газотурбинные Турбинные общего назначения
Трансмиссионные Для механических передач Для гидромеханических передач Для гидростатических передач
Индустриальные Индустриальные общего назначения
Масла различного назначения Компрессорные Цилиндровые Холодильные Изоляционные
(асфальтово-смолистые вещества, нафтеновые кислоты, различные
сернистые соединения), в основном удаляемые на стадии очистки
масляного сырья. Соотношение этих углеводородов в нефти, определяемое
природными свойствами нефтей, оказывает значительное влияние на
характеристики масел. Так, базовые масла, получаемые из нефтей,
содержащих повышенное количество парафинов, ухудшают свои свойства
при низких температурах (из масла выпадают кристаллы парафинов,
мешающие прокачке масла). Органические кислоты увеличивают его
коррозионную агрессивность, асфальтово-смолистые компоненты масла
усиливают его склонность к образованию отложений.
Современные технологии получения масляных основ (гидрооблагоро-
живание дистиллятов или рафинатов, гидрокрекинг, гидроизомеризация)
позволяют повысить качество целевых продуктов, уменьшить влияние
химического состава сырья на свойства получаемых базовых масел,
повысить приемистость к присадкам.
Для различных типов масел применяют нефтяные основы, различающи-
еся как по вязкости, так и по способу получения. Индустриальные масла,
готовят главным образом па базе дистиллятных маловязких компонентов
(кинематическая вязкость 3...190 мм2/с при 50 °C).
Основу моторных масел, как правило более высоковязких, получают
смешением дистиллятных и остаточных компонентов, взятых в соотноше-
нии, зависящем от сезонности применения масла (северное, зимнее, летнее,
всесесозонное) и от конструкции двигателя внутреннего сгорания
(карбюраторный двигатель или дизель). Так, базовое масло селективной
очистки М-6 (v| 00 = 6±0,5 мм2/с) получают смешением 50 % дистиллятного
и 50 % остаточного компонентов. Высоковязкое базовое масло М-20
состоит только из остаточного компонента. Нефтяные масла, получаемые
Масла
535
Рис. 10.6. Зависимость кинематической вязкости v от
температуры б базовых масел различной природы:
I - нефтяное на парафиновой основе; 2 - нефтяное на
нафтеновой основе; 3 - загущенное нефтяное; 4 - н а
основе диэфиров; 5 - силиконовое (по Ландсдауку)
- 20 0 25 5С КЮ ‘С
по традиционной технологической схеме
с использованием растворителей, имеют
индекс вязкости 70...80. Масла, получаемые
с использованием гидрогенизационных
процессов, имеют индекс вязкости более
100, Загущение маловя^ких нефтяных
основ полимерными присадками позволяет повысить индекс вязкости до
110 и выше. *,
При получении масел с пониженной температурой застывания (-30 °C
и ниже), а также других масел специального назначения, когда нужна
повышенная подвижность масел при низких температурах, широкий
температурный интервал Применения масел, а также их высокая термоокис-
лительная стабильность, наряду сглубокой депарафинизацией, применяют
синтетические продукты различной природы: поли-а-олефины, поли-
гликоли, сложные эфиры дикарбоновых и фосфорной кислот, простые
полиэфиры алкилзамещенных производных кремния (силиконы) и др.
Синтетические масла имеют более пологие вязкостно-температурные
зависимости, чем нефтяные (рис. 10.6). Некоторые из них (диэфирные и
полигликолевые масла) превосходят нефтяные масла по смазочной
способности, мало испаряются и т.д. Синтетические масла существенно
дороже нефтяных (табл. 10.2), но в ряде случаев их применение оправдано,
так как достигается увеличение срока службы машин и механизмов,
уменьшение энергетических потерь и эксплуатационных затрат. В то же
время можно получить существенно более дешевые масла путем смешения
нефтяной основы с синтетической (компаундирование). При этом в ряде
случаев удается получить синергетический эффект функционального
действия - например, заметное улучшение смазочной способности по
сравнению со смазочной способностью каждого из компонентов.
Смазочные материалы как на нефтяной, так и в большинстве случаев
синтетической осповев процессе производства, эксплуатации и утилизации
являются одним из основных источников загрязнения био-, гидро-, лито-
и атмосферы вследствие низкой их биоразлагаемости и экотоксичности
многих из них. В этой связи проявляется интерес к смазочным маслам
растительного и животного происхождения. Такие масла нетоксичны и
обладают практически полной биоразлагаемостью. Кроме того, ограничен-
ность ресурсов нефти, газа, угля, диктует необходимость поисков
возобновляемых источников сырья, каковыми являются продукты
растительного и животного происхождения. Так, в 1999 г. в Германии
536
Глава 10, Смазочные материалы
10.2. Характеристика базовых масел
Тип масла Темпера- турный интервал примене- ния, “С Индекс вязкос- ти ИВ Сма- зоч- ные свой- ства1 Термо- окисли- тельная стабиль- ность1 Воздей- ствие на эласто- меры1 Относи- тельная СТОИ- МОСТЬ2, %
Нефтяные масла -45...135 60...120 4 2 3 100
Полиалкиленгли- коли -55...260 160-280 4 3-4 4 200
Поли-сс-олефины —70...290 120...150 4 5 5 350...400
Днэфиры (слож- ные эфиры двух- основных карбо- новых кислот) —60...300 120-180 4 5 3 300-350
Силиконы -60...205 130-300 2 4 4 600
'Свойства масел оценены по пятибалльной шкале — чем выше балл, тем выше уровень соответствующих свойств. ^Стоимость относительно нефтяных масел.
объем потребления биоразлагаемых смазочных материалов превышает
5 % и имеет тенденцию к росту.
Функциональные присадки и антифрикционные добанки. Для повышения
уровня эксплуатационных свойств товарных масел в базовые масла обычно
вводят различные вещества и их композиции. Наиболее широко для этой
цели применяют органические маслорастворимые продукты различного
назначения - присадки. В некоторых случаях в масла вводят мелкодиспер-
сные твердые вещества, обычно неорганического происхождения,
играющие роль антифрикционных добавок.
Обычно каждую присадку вводят в масло в количестве от долей
процента до нескольких процентов, исключая присадки, обеспечивающие
повышение вязкости масла, которые могут вводить до 15 % и более
базового масла. Твердые добавки вводят в масла в количестве 1 ...3 %.
Присадки для улучшения смазочных трибологических свойств масел
имеют молекулы, состоящие из полярной и неполярной групп: первая
обеспечивает адсорбцию молекулы на границе раздела масло - металл,
вторая - растворимость присадки в масле.
При составлении смазочной композиции учитывают, что присадки при
введении в масло взаимодействуют с его активными компонентами или
с другими присадками, входят в состав различных ассоциатов и т.д. При
этом эффективность их функционального действия может либо увеличи-
ваться (синергетический эффект), либо ослабляться (антагонистический
Масла
S37
эффект). На взаимодействие групп присадок между собой влияет состав
масла, а также продукты его окисления; попавшая в масло вода вызывает
гидролиз присадок и т.д.
Трибологические характеристики смазочных материалов в значитель-
ной степени определяются действием присадок, снижающих износ
сопряженных деталей при умеренных нагрузках (противоизносные
присадки), предотвращающих заедание трущихся тел при высоких
нагрузках и температурах (противозадирные присадки), снижающих или
стабилизирующих коэффициент трения этих тел и тем самым уменьшаю-
щих энергетические потери в сопряжениях (антифрикционные присадки).
В качестве противоизносных присадок обычно используют соединения,
обладающие высокой поверхностной активностью по отношению к
трущимся телам, состоящие из молекул с большой длиной углеводородной
цепи, надежно экранирующими силовое поле твердых тел. В качестве
противоизносных присадрк применяются также различные зольные
(ДФ-11, ДФБ, ЭФО) и беззольные (АДТФ, БМА-5) произвольные
дитифосфорных кислот, одновременно оказывающие антиокислительное
действие.
В качестве противозадирных присадок используют соединения,
обладающие зиачительиойГреакциониой способностью, вследствие того,
что при разложении они выделяют такие элементы, как хлор, фосфор, серу
и их сочетания, а также некоторые другие элементы. Вступая в химическое
взаимодействие с поверхностными слоями трущихся тел, они образуют
модифицированные слои, надежно разделяющие эти тела и препятствую-
щие их металлическому контакту при трении. Характерные противозадир-
ные присадки - сульфиды и их производные, дисульфиды и их производные
(20...40 % общей серы), эфиры трихлорметилфосфоновой кислоты и т.д.
Следует иметь в виду, что многие противозадирные присадки обладают
определенной поверхностной активностью и обеспечивают некоторый
противоизносный эффект при умеренных режимах трения, не разлагаясь,
а некоторые противоизносные присадки обеспечивают при относительно
невысоких нагрузках и скоростях образование модифицированных слоев,
предохраняющих от интенсивного изнашивания нижележащие слои
металла, так как изнашивание металла заменяется более мягким изнашива-
нием химических соединений, представляющих собой продукт, частично
состоящий из материала, поставляемого присадкой. К таким присадкам
относятся некоторые фосфорсодержащие соединения, например трикре-
зилфосфат.
Антифрикционные присадки представляют собойполярныесоединения
(металлические мыла) либо дитиофосфаты или дитиокарбаматы
молибдена и их производные, растворимые и образующие в маслах
коллоиды (экомин-С, фриктол). В качестве добавок вводят высокодиспер-
сные твердые вещества (дисульфид молибдена, графит, ПТФЭ), образую-
щие стабильные суспензии. Эти же вещества оказывают определенное
противоизносное и противозадирное действия.
538
Глава 10. Смазочные материалы
Введение в смазочные материалы антифрикционных, противозадирных,
противоизносных и антифрикционных присадок позволяет существенно
повысить долговечность и экономичность эксплуатации смазываемых
узлов трения. Так, применение в моторных маслах высокотемпературных
антифрикционных присадок обеспечивает экономию до 4...7 % топлива
и заметное снижение интенсивности изнашивания деталей двигателей
внутреннего сгорания.
Моющие присадки подразделяют на детергенты и дисперсанты. Они
снижают склонность масел к образованию отложений на нагретых
поверхностях металла. Нейтрализуюткислыепродукты, накапливающиеся
в масле в процессе эксплуатации (обладают повышенной щелочностью).
По составу это сульфонаты, феноляты, салицилаты кальция, бария, магния
и некоторых других металлов (ИСК, детерсолы Д-50, Д-140 и Д-180,
сверхщелочная алкилсалицилатная присадка детерсол-300, С-150, АСБ).
Диспергирующие присадки (дисперсанты) повышают коллоидную
стабильность системы, обеспечивая удержание в объеме масла примесей
органического и неорганического происхождения, которые накаплива-
ются в процессе работы. Применение присадок предотвращает выпадение
из коллоидной системы указанных примесей и высаживание их на рабочих
поверхностях и в смазочной системе (это беззольные присадки - сукцини-
мидная присадка С-5А, высокомолекулярное основание Манниха,
модифицированное борной кислотой "Днепрол").
Антиокислительные присадки замедляют старение масла вследствие его
окисления, особенно при высоких температурах и в присутствии металла.
Тормозят окисление масла в объеме, разрушая свободные радикалы или
взаимодействуя с пероксидами, образующимися в процессе окисления.
Пассивируют металлические поверхности, ослабляя их каталитическое
действие, способствующее окислению масел. Это дитиофосфаты (зольные
и беззольные) и дитиокарбаматы различных металлов - цинка, бария и
др. (ДФ-11, ДФБ, ДФ-1, ВНИИ НП-715, ВНИИНП-354), модифицирован-
ные основания Манниха (Борин) и др.
Депрессорные присадки (депрессаторы) снижают температуру застывания
масел, содержащих парафиновые углеводороды, препятствуя образованию
кристаллической решетки парафинов при низких температурах, расширяя
тем самым температурный диапазон, в котором масло сохраняет
подвижность (полиметакрилаты, АзНИИ, АзНИИ-ЦИАТИМ-1, АФК,
депресол).
Защитные присадки (ингибиторы коррозии, противокоррозийные)
предохраняют металл от атмосферной коррозии, инициируемой влагой,
они также могут уменьшить коррозию деталей из цветных сплавов
(АКОР-1, СИМ, НГ-107).
Антипенные присадки снижают склонность масел к образованию
стабильной пены. Этот эффект обеспечивается путем введения полиметил-
силоксана ПМС-200А, действие которого связано со снижением поверхно-
Масла
539
стного натяжения на границе раздела жидкости и воздуха. Эффективны
также некоторые эфиры.
Вязкостные (загущающие присадки) обеспечивают повышение индекса
вязкости масел. Их применяют в зимних и всесезонных сортах масел
(загущенных), они отличаются высокой текучестью при низких температу-
рах и обеспечивают пуск двигателей в зимнее время при минусовых
температурах наружного воздуха. При высоких температурах вязкость этих
маселдостаточна для работы узлов трения (см. кривую 3, рис. 10.6). Базами
для загущенных масел являются маловязкие основы.
В качестве вязкостных присадок используют высокомолекулярные
маслорастворимые полимеры: полимертакрилаты, полиизобутилены,
винипол, сополимеры олефинов и т.д. (КП-10, ПМА В-1 и В-2,
ВИНИПОЛ ВБ-2).
Многофункциональные присадки могут одновременно улучшать
несколько характеристик смазочных масел. Так, присадка ДФ-11 и другие
дитиофосфаты цинка обеспечивают антиокислительное и мягкое
противоизносное, а также Определенное противокоррозионное действие.
Пакеты присадок. В составе смазочных масел присадки различного
назначения могут взаимодействовать между собой и ослаблять или
усиливать функциональноедайствие. Поэтому подбор сбалансированного
комплекта присадок представляет определенную сложность. Так, для
автомобильных масел выпускаются готовые пакеты присадок, представля-
ющие собой хорошо сбалансированные смеси присадок различного состава
и функционального действия (до 8-12 компонентов) и обеспечивающие
требуемые эксплуатационные характеристики ("Самойл 7311" марок А и
В, ВДС-941Н, К-47, К-48).
10.2.3. АССОРТИМЕНТ МАСЕЛ
Моторные масла. Их применяют в автомобилях, тракторах, тепловозах,
сельскохозяйственной, дорожной, судовой и другой технике. Масла для
поршневых двигателей, или картерные масла, применяют для смазывания
цнлиндро-поршневой группы, кривошипно-шатунного механизма,
механизма газораспределения и т.д. Смазочная система современных
двигателей обычно обеспечивает подачу масла под давлением в подшипни-
ковые узлы, к деталям механизма газораспределения и т.д., а зеркала
цилиндров и поршней смазываются разбрызгиванием. В двухтактных
двигателях внутреннего сгорания масло добавляется непосредственно в
топливо.
Требования к моторным маслам определяются специфическими
условиями работы узлов трения. Тепловой режим работы моторных масел
очень напряженный: в зоне первых поршневых канавок температура
составляет 270...280 °C, а в дизелях с наддувом - 300...330 °C; рабочая
температура масла в картере 80... 120 °C; температура газов, прорвавшихся
в картер, на такте сжатия 150...450 °C в карбюраторных двигателях и
540
Глава 10. Смазочные материалы
500... 700 °C в дизелях. В зоне мертвых точек цилиндропоршневой группы,
режим смазки - граничный, по ходу поршня - жидкостный.
При нарушении режима смазки для деталей цилиндропоршневой
группы характерны адгезионный и абразивный (за счет образовавшихся
частиц нагара) виды изнашивания, для пары вал - подшипник -
коррозионно-механический и адгезионный, для пары кулачок - толкатель
механизма газораспределения - питтинг.
Моторные масла обеспечивают снижение износа и трения в трущихся
сопряжениях, а также осуществляют уплотнение зазоров между контакти-
рующими деталями. Кроме того, моторное масло обладает хорошей
нейтрализующей способностью (при достаточно высоком значении
щелочного числа), имеет хорошие моюще-диспергирующие (для обеспече-
ния чистоты поршней, картера и т.д.) свойства, необходимый уровень
термической и термоокислительной стабильности, высокий индекс
вязкости (для обеспечения пуска при низких температурах и надежной
работы при тяжелом режиме). Это достигается за счет оптимизации состава
моторных масел, сочетания базового масла и пакета присадок. Но единого
моторного масла, удовлетворяющего всем условиям эксплуатации
двигателей различных типов и назначения, не существует.
Разнообразные условия применения масел обусловили классификацию
масел по вязкости и по уровню эксплуатационных свойств.
По ГОСТ 14479.1 моторные масла в зависимости от кинематической
вязкости делят на классы: четыре зимних - З3; 43; 53; 63; восемь летних - 8;
10; 12; 14; 16; 20; 24; остальные - всесезонные (табл. 10.3). Для всесезонных
10.3. Классификации моторных масел по классам по ГОСТ 17479.1
Класс вязкости Кинематическая вязкость, мм2/с, при температуре Класс вязкости Кинематическая вязкость, мм2/с, при температуре
100’С -18 °C, не более 100 °C -18 °C, не более
Зз Не менее 3,8 1250 24 Св. 21,9 до 26,1 -
4з Не менее 4,1 2600 33/8 ” 7,0 ” 9,3 1250
5з Не менее 5,6 6000 43/6 ” 5,6 ” 7,0 2600
6з Не менее 5,6 10400 43/8 ” 7,0 ” 9,3 2600
6 Св, 5,6 до 7,0 - 43Л0 " 9,3 ”11,5 2600
8 " 7,0 ” 9,3 - 53/10 " 9,3 "11,5 6000
10 ” 9,3 "11,5 - 53/12 " 11,5 " 12,5 6000
12 " 11,5 " 12,5 - 53/14 " 12,5 " 14,5 6000
14 ' 12,5 - 14,5 - 63/10 " 9,3 "11,5 10400
16 ” 14,5 ” 16,3 - 63/14 ’ 12,5 " 14,5 10400
20 " 16,3 " 21,9 - 63/16 ” 14,5 " 16,3 10400
Масла
541
классов (обозначенных дробью) указывают принадлежность к одному
из зимних (числитель дроби) и одному из летних (знаменатель дроби)
классов.
В зависимости от области применения моторные масла делят на группы
А, Б, В, Г, Д, Е и подгруппы - Б (, Б2, В (, В2, , Г2, Д (, Д2, Е ।, Е2 (табл. 7.4).
Индекс" 1" присваивают моторным маслам для карбюраторных двигателей,
а индекс "2” - для дизелей.
Примеры обозначения моторных масел:
М-8-В,,
где М - моторное масло; 8 - класс вязкости (табл. 10.3); В, - масло для
среднефорсированных карбюраторных двигателей;
, М-6/10-В,
где М- моторное масло; 6^10 - класс вязкости (табл. 10.3), В - универсаль-
ное масло для среднефорсированиых дизельных и карбюраторных
двигателей;
где М- моторное масло, 43/8- класс вязкости (табл. 10.3), В2Г( - масло
10.4. Классификация моторных масел по группам по ГОСТ 17479.1
Группа масла по эксплуатаци- онным свойствам Рекомендуемая область применения
А Нефорснрованные карбюраторные двигатели н дизели
Б Ь| Малофорсированные карбюраторные двигатели, работающие в условиях, способствующих образова- нию высокотемпературных отложений и коррозии подшипников
б2 Малофорсироваиные дизели
В В, Среднефорсированные двигатели, работающие в условиях, способствующих окислению масла и обра- зованию всех видов отложений
Вг Среднефорсированные дизели, предъявляющие повышенные требования к антикоррозионным, противоизносиым свойствам масел и склонностью к образованию высокотемпературных отложений
Г Г! Высокофорсированные карбюраторные двигатели, работающие в тяжелых эксплуатационных условиях, способствующих окислению масла, образованию всех видов отложений и коррозии
Высокофорсированные дизели без наддува или с умеренным наддувом, работающие в эксплуатаци- онных условиях, способствующих образованию высокотемпературных отложений
542
Глива 10. Смазочные материалы
Группа масла по эксплуатаци- онным свойствам Рекомендуемая область применения
д Д| Высокофорсированные бензиновые двигатели, рабо- тающие в эксплуатационных условиях более тяже- лых, чем для масел группы Г]
д2 Высокофорсированиые дизели с наддувом, работа- ющие в тяжелых эксплуатационных условиях или в условиях, когда применяемое топливо требует ис- пользования масел с высокой нейтрализующей спо- собностью, высококоррозиониыми и противоизнос- ными свойствами и малой склонностью к образова- нию всех видов отложений
Е Е, Высокофорсированные бензиновые двигатели и дизели, работающие в эксплуатационных условиях, более тяжелых, чем для масел групп Д1 и Д2
е2 Отличаются повышенной диспергирующей способ- ностью, лучшими противоизносными свойствами
для использования как в среднефорсированных дизелях (В2), так и в
высокофорсированных карбюраторных двигателях (Г,) и т.д.
В состав обозначения могут входить буквы, уточняющие 1) область
применения масел, например: "рк" - рабоче-консервационное, "цл" - для
циркуляционных и лубрикаторных систем, 2) их состав, например: "с" -
наличие синтетического компонента, "20“ - соответствующее щелочное
число и т.д
Эти уточнения приводят в скобках, например: М-10-Д? (цл 20) -
моторное масло для высокофорсированных дизелей с наддувом, работаю-
щих в тяжелых условиях, применяемое в циркуляционных и лубрикаторных
системах, имеющее щелочное число 20 мг КОН/г.
Группу масел в зависимости от степени форсированности двигателя
выбирают исходя из уровней эффективного давления Рэф и скорости
поршня vn (рис. 10.7).
Как уже сказано выше, отечественные моторные масла готовят в
основном из нефтяного сырья, смешивая в различных пропорциях
дистиллятный и остаточный компоненты.
Существенно меньше доля синтетических или
полусинтетических основ.
Подбор необходимого сочетания присадок
определяется требуемым уровнем эксплуата-
ционных свойств. Обычно моющие присадки
Рис. 10.7. Выбор группы масла в зависимости от среднего
эффективного давлении р^ и скорости поршня vn
Масла
543
вводят в концентрациях 3... 15 %, диспергирующие- 1...2%, антиокисли-
тельные и противоизносные - до 2 %, антикоррозионные - до 1 %.
Соответствующие оптимальные концентрации существуют для вязкостных,
депрессорных, антипенных и защитных присадок. Их ассортимент и
количество зависят от назначения масла. Моторные масла для бензиновых
двигателей содержат от 6 до 15 % присадок, масла для дизелей - от 6 до
25 %.
Моторные масла зарубежных фирм обычно по вязкостно-температур-
ным свойствам регламентируются по классификации SAE (американское
общество автомобильных инженеров), а эксплуатационные - по классифи-
кации API (американский институт нефти)
Согласно SAE J 300 и SAE JUN 87 300 моторные масла по вязкости
классифицируют на шесть зимних классов моторных масел (SAE OW, 5W,
10W, 15W, 20W, 25W) и пять летних классов (SAE 20, 30, 40, 50, 60). Чем
больше число, входящей в обозначение класса вязкости,тем выше вязкость
масла. Так SAE 5W имеет кинематическую вязкость 3,8 мм2/с при 100 °C,
a SAE 50 - 16,3...21,9 мм2/с при той же температуре. Всесезонные масла
имеют двойное обозначение SAE 10W-30, SAE 15W-40 и т.д., т.е. при
низких температурах они соответствуют зимним маслам, а при высоких -
летним. -
Классификация API по Эксплуатационным свойствам, как и отечествен-
ная классификация, предусматривает две большие группы масел: для
бензиновых двигателей - "S" и для дизелей - "С". Кроме буквы "S" или "С"
в обозначение масла входит буква, отражающая уровень эксплуатацион-
ных свойств от А до J для карбюраторных двигателей или от А до Н для
дизелей. Например, масла API SG, SH, SJ для карбюраторных двигателей
и масла API CD, СЕМ, CF для дизелей. Универсальные масла, применяе-
мые как для карбюраторных двигателей, так и для дизелей, имеют дробное
обозначение: API SG/CD, CJ/CF и т.д.
Классификация API очень наглядно отражает прогресс двигателестрое-
ния в повышении уровня эксплуатационных свойств масел, их топливной
экономичности и сокращения эмиссии токсичных веществ с выпускными
газами - от масла SA без присадок, предназначенного для двигателей
30-х годов, работающих в легких условиях, до масла SJ, удовлетворяющего
требованиям европейских и американских автомобилей с конца 1996 г.
Соотношение между уровнем эксплуатационных свойств групп масел
классификаций отечественный по ГОСТ 17479.1 и по API приведено в
табл. 10.5.
Следует иметь в виду, что масла, произведенные различными фирмами,
могут несколько различаться по составу базовых масел и присадок даже
если они относятся к одной и той же группе по API. Поэтому соответствие
между группами моторных масел в табл. 10.5 является приблизительным
и замена отечественных масел на импортные (или наоборот) требует учета
конкретных условий эксплуатации этих масел.
544
Глава 10. Смазочные материалы
10.5. Ориентировочное соответствие групп моторных масел по эксплуатационным
свойствам по ГОСТ 17479.1 и API
Группы масел Группы масел
ГОСТ 17479.1 по API ГОСТ 17479.1 no API
А SB r> SE
Б SC/CA r2 CC
S1 SC Д CD/SF
б2 CA Д| SF
в SD/SB д2 CD
В, SD E CF-4/SG
в2 CB El SG
г SE/CC e2 CF-4
Примечание. Классы API SH, CJ CG-4 не имеют отечественных аналогов.
В табл. 10.6 представлено соответствие между классами вязкости,
зафиксированными ГОСТ 17479.1 н SAE J 300 JUN87.
10.6. Соответствие между классами вязкости моторных масел по ГОСТ 17479.1 и по
SAE J300 JUN87
Класс вязкости Класс вязкости
поГОСТ 17479.1 no SAE поГОСТ 17479.1 no SAE
5W 24 60
43 I0W 3^/8 5W-20
5, 15W 4^6 10W-20
6з 20W 10W-20
6 20 4,/I0 10W-30
8 20 5,/10 I5W-30
10 30 5j/l2 I5W-3O
12 30 бз/IO 20W-30
14 40 63/14 20W-40
16 40 63/I6 20W-40
20 50
Масла
545
Гис. 10.8. Влияние щелочного Щ4 числа моторного масла иа
di
скорость — изнашивания поршневых колец
Трибологическим свойствам моторных
масел придается большое значение. Известно,
что износ увеличивается при попадании в
смазочную систему абразива (например, про-
дуктов разложения масла, образующих зольные отложения), при
накоплении в масле воды и другой охлаждающей жидкости, при повышен-
ной химической активности масла, при увеличении его расхода на угар,
вследствие повышенного пенообразования и т.д.
Износ двигателя при пуске выше, чем на установившемся режиме. При
пуске более эффективны мкловязкие масла, так как они обеспечивают
лучшее подтекание. При установившемся режиме эффективнее более
вязкие масла.
Противоизносные присадки снижают износ в районе "мертвых точек",
когда имеет место граничная смазка.
Нейтрализация коррозионно-агрессивных продуктов, накапливаю-
щихся в маслах во время работы двигателя, достигается за счет применения
высокощелочных детергентов (зольных продуктов). В то же время
повышенное содержание детергентов приводит к интенсификации
абразивного изнашивания (рис. 10.8).
Определенную роль в снижении износа имеет оптимизация срока
службы масла. Масло в процессе эксплуатации стареет: оно претерпевает
значительные физические и химические изменения, загрязняется продукта-
ми превращения углеводородов, входящих в его состав компонентов, в
частности, продуктами окисления, продуктами износа. Присадки,
обеспечивающие необходимый уровень эксплуатационных свойств,
срабатываются, образующиеся в масле кислые вещества - продукты
распада присадок приводят к коррозии цветного металла, ухудшаются
вязкостно-температурные свойства, на поверхностях трения образуются
различного рода отложения и т.д. Поэтому масло через определенные
сроки эксплуатации необходимо менять.
В то же время не следует менять масло слишком часто, поскольку в
свежем масле происходит процесс приработки,
сопровождаемый повышенным износом I
(рис. 10.9).
Рис. 10.9. Влияние срока 5 смены моторного масла на износ
/ двигателей
546
Глава 10, Смазочные материалы
Для смазывания поршневых авиационных двигателей применяются
высоковязкие тщательно очищенные масла, обладающие высокой
смазочной способностью, достаточной стабильностью к окислению как
при высоких температурах, так и при хранении, не агрессивные к металлам
и сплавам. Это масла МС-14 и МС-20 (число обозначает кинематическую
вязкость в мм2/с при 100 °C), имеющие индекс вязкости не менее 85.
Основные характеристики некоторых моторных масел приведены в
табл. 10.7.
Трансмиссионные масла. Они используются для смазывания агрегатов
трансмиссий, т.е. механических или гидромеханических передач машин
различного назначения. Механическиепередачи.смазываемыетрансмисси-
онными маслами, - это коробки передач, раздаточные коробки, ведущие
мосты автомобилей, трансмиссии тракторов и т.д., т.е. зубчатые (цилин-
дрические прямозубые и косозубые шестерни, конические зубчатые
передачи), гипоидные, спирально-конические зубчатые передачи. В
гидромеханических трансмиссиях трансмиссионные масла являются
рабочим телом, передающим вращающий момент от двигателя к
исполнительному механизму.
Основные виды повреждений рабочих поверхностей трения - заедание,
износ и питтинг. Трансмиссионные масла должны обладать прежде всего
достаточным уровнем противоизносных и противозадирных свойств, иметь
высокий индекс вязкости и необходимую вязкость при рабочей температуре
масла (для обеспечения жидкостного режима смазки), достаточно низкой
температурой застывания, не оказывать коррозионного воздействия на
детали узла трения, иметь хорошие защитные свойства и высокую
термоокислительную стабильность. Масла для гидромеханических
трансмиссий должны быть маловязкими, чтобы уменьшитьэнергетические
потери на внутреннее трение при высоких скоростях потоков масла.
В то же время эти масла должны быть достаточно вязкими, чтобы
обеспечить смазывание зубчатых передач и подшипников, а также не
допускать больших утечек через уплотнения. Для эффективной работы
дисков сцепления масло должно обеспечивать хорошее сцепление при
высоких противоизносных свойствах.
По ГОСТ 14479,2 трансмиссионные масла по вязкости делят на четыре
класса (табл. 10.8), а по эксплуатационным свойствам - на пять групп,
каждая из которых имеет свою рекомендуемую область применения
(табл. 10.9). Эта область определяется типом зубчатой передачи,
контактными давлениями в зоне зацепления и температурой масла в
объеме.
Масла
10.7. Основные характеристики некоторых моторных масел
Показатели Масла для бензиновых двигателей Масла для дизезей
М-63/12-Г, М-53/10-Г, М-43/6-В, М-8-В МТ-16-П М-14-В2 М-10-Г2(к) МТ-43/8-Д(с)
Вязкость кинематичес- кая, мм2/с, при темпера- туре, °C: 100 г 12 10..11 5,5...6,5 7,5.. .8,5 15,5...16,5 13,5... 14,5 11,0+0,5 7,5...8,5
0 - - - s 1200 - - - -
-18 £ 10400 - 1100...2800 - - - - s 2600
Индекс вязкости, не менее 115 120 125 93 85 85 95 -
Температура, вС.‘ вспышки г 210 200 ь 165 г 207 200 210 220 200
застывания s-30 -28 —42 -25 -25 -12 -18 -55
Щелочное число, мг КОН/г, не менее г 7,5 г 5,0 г 5,5 :> 4,2 г 4,0 г 4,8 б 7
я
548
Глава 10. Смазочные материалы
10.8. Классвфикация трансмиссионных масел иа классы по вязкости по ГОСТ 17479.2
Класс вязкости Кинематическая вязкость при 100 °C, мм2/с Температура, при которой динами- ческая вязкость не превышает 150 Па с, °C
9 6...10,99 -35
12 II...13,99 -26
18 14...24,99 -18
34 25...41 -
10.9. Классификация трансмиссионных масел иа группы по эксплуатационным свойствам
по ГОСТ 17479.2
Груп- па Состав масла Тип передачи Контактное давление, МПа Температу- ра масла в объеме, °C, ие более
1 Нефтяные масла Цилиндрические, конические и червяч- ные 900... 1600 90
2 Нефтяные масла с противизиосными присадками То же Не выше 2100 130
3 Нефтяные масла с противозадирными присадками уме- ренной эффектив- ности Цилиндрические, конические, спирально-коничес- кие и гипоидные " 2500 150
4 Нефтяные масла с противозадирными присадками высо- кой эффективности Цилиндрические, спирально-коничес- кие и гипоидные " 3000 150
5 Нефтяные масла с протизадирными присадками высо- кой эффективности и многофункцио- нального действия, а также уни- версальные масла Г ипоидиые передачи (в том числе работа- ющие с ударными нагрузками) Выше 3000 > 150
Группу трансмиссионных масел устанавливают по результатам оценки
их свойств, предусмотренных табл. 10.10, при разработке новых масел и
постановке на производство, а также при периодических испытаниях
товарных масел (по графикам, согласованным с потребителем) один раз
в 2 года (по ГОСТ 9490).
Масла
549
10.10. Соответствие свойств трансмиссионных масел, определяемых
по ГОСТ 9490, группам
Определяемое свойство Группа масла
1 2 3 4 5
1. Предельная нагрузочная способность по нагрузке сваривания Рс, Н, не менее 2700 2760 3000 3280
2. Противоизносное свойство по показате- лю износа Д при осевой нагрузке 392 Н при (20+5) ’С в течение 1 ч, мм, не более 0,5 - - 0,4
Обозначение трансмиссионных масел состоит из букв "ТМ" (трансмис-
сионное масло), цифры, обозначающей группу масла по эксплуатационным
свойствам, и двух следующих цифр, обозначающих класс вязкости.
Допускаются также уточняющие буквенные обозначения, например, "3" -
загущенное.
Пример обозначения: ТМ-5-123 (рк) - трансмиссионное масло пятой
эксплуатационной группы (с высокоэффективными противозадирными
и противоизносными присадками или присадками многофункциональ-
ного действия), двенадцатого класса вязкости, загущенное, рабоче-
консервационное.
Для трансмиссионных масел зарубежных фирм используют две
классификации: по вязкости - классификацию SAE; по уровню эксплуата-
ционных свойств и области применения - классификацию API.
Классификация SAE J 306b включает три зимних (SAE 75W, 80W, 85W)
и три летних класса вязкости. Наименее вязкое масло SAE 75W, наиболее
вязкое SAE 250.
Приблизительное соответствие между классами вязкости по
ГОСТ 17479.1 nSAEJ306b приведено в табл. 10.11.
Согласно классификации API, трансмиссионные масла по уровню
эксплуатационных свойств делятся на шесть групп: GL-1...GL-6. Масла
групп GL-1...GL-5 по API приблизительно соответствуют группам
ТМ-1...ТМ-5 по ГОСТ 17479.1. Масла группы GL-6 предназначены для
автомобильных гипоидных передач с повышенным вертикальным
смещением осей шестерен, работающих при повышенных скоростях,
10.11. Соответствие классов вязкости траисмнссиоввых масел
Стандарт Класс вязкости
ГОСТ 14779.1 9 12 18 34
SAE J 306b 75W 80W/85W 90 140
550
Глава 10. Смазочные мвтерналы
ударных нагрузках и высоких вращающих моментах. В состав этих
масел входят серофосфорсодержащие присадки в количестве, большем
чем в маслах группы GL-5.
Заводские марки отечественных трансмиссионных масел в большинстве
случаев имеют другие обозначения. В табл. 10.12 приведены некоторые
характерные трансмиссионные масла, их обозначение по ГОСТ 17479.2
и основные характеристики.
10.12. Основные характеристики некоторых трансмиссионных масел
Показатели Заводская марка масла
ТЭп-15 ТСп-8 ТАП-15В ТСП-15К ТСЗ-9гип ТАД-17и
Обозначение ю ГОСТ 17479.2
TM-2-I8 ТМ-3-9 ТМ-3-18 ТМ-3-18 ТМ-5-9 TM-5-I8
Кинематичес- кая вязкость при 100 “С, мм2/с 15,0± I 7,5-8,5 15,0+ 1 15,0± 1 9,0 г 17,5
Индекс вяз- кости (не ме- не) - 140 - 90 140 100
Температура, “С, не менее:
вспышки в открытом тигле 185 164 185 185 160 200
застыва- ния -18 -50 -20 -20 -50 -25
Зольность, % 2 0,3 - - 2 0,3
Смазываю- щие свойства по ГОСТ 9490, ие ме- нее:
индекс задира - 392 490 539 490 568
нагрузка сваривания, Н - 2764 3283 3479 3283 3687
Показатель износа при 392 Н, 20 °C, ие более 0,55 0,50 — 0,50 0,90 0,40
Масла
551
При производстве трансмиссионных масел, как правило, используют
нефтяные основы различной степени очистки и вязкости. Повышение
вязкости приводит к улучшению противоизносных свойств масел.
Снижение вязкости масла в процессе эксплуатации (в основном из-за
деструкции загущающих присадок) повышает склонность к износу и задиру
рабочих поверхностей контактирующих тел. Повышение вязкости
трансмиссионных масел, как правило, уменьшает питтинг поверхностей,
но вместе с тем приводит к потере энергии на преодоление внутреннего
трения. Хорошие низкотемпературные свойства масла при сравнительно
небольшой его вязкости при рабочих температурах обеспечивают заметную
экономию топлива, особенно в период пуска и разогрева двигателя.
Нижний уровень вязкости ограничен надежностью уплотнений картеров
трансмиссии.
Следует иметь в виду, чтю способность масел предотвращать питтинг
определяется нетолько вязкбстью, но и составом масла. Так, синтетические
масла значительно эффективнее нефтяных, масла на ароматической основе
лучше, чем на нафтенопарафиновой.
В трансмиссионные масла для обеспечения требуемого уровня их
эксплуатационных свойств^сроме противоизносных н противозадирных
присадок (до 5...7 %) добавляют депрессаторы, антиокислительные и
антипенные присадки (всего от 8 до 12 %). В масла гидромеханических и
гидрообъемных трансмиссий добавляют также моющие присадки. В
последнее время в трансмиссионные масла вводят высокотемпературные
антифрикционные присадки (модификаторы трения) в виде маслораствори-
мых соединений молибдена или суспензий графита или дисульфида
молибдена. Эти модификаторы снижают коэффициент трения в сопряже-
нии при граничной смазке, что уменьшает энергетические затраты,
тепловыделение в контакте, а следовательно, экономит топливо и
повышает нагрузочную способность трансмиссий. Суспензии графита и
дисульфида молибдена одновременно повышают противозадирные и
противопиттинговые свойства масел.
Трансмиссионные масла заметно различаются по составу. Так, масло
ТМ-3-18 - единое для коробки передач и главной передачи автомобилей
КамАЗ - представляет собой остаточное масло с небольшой добавкой
дистиллятного, улучшенное композицией присадок (противозадирной,
противоизносной, депрессорной и антипенной). Масло ТМ-5-12 -
универсальное, всесезонное, рабоче-консервационное - в основе нефтяное
глу бокоочищенное, низкозастывающее, включает композицию высокоэф-
фективных противоизносных, противозадирных, антикоррозионных и
других присадок, в том числе специальную консервационную. Масло
ТМ-5-18, применяемое для смазывания гипоидных ведущих мостов и
коробок передач легковых автомобилей ВАЗ, ГАЗ и АЗЛК, представляет
собой смесь дистиллятного и остаточного компонентов, импортной
многофункциональной серофосфоросодержащей присадки "Англа-
мол-99", депрессорной и антипенной присадок.
552
Глава 10. Смазочные материалы
Для оценки уровня физико-химических и эксплуатационных характерис-
тик трансмиссионных масел применяют комплекс методов испытаний,
позволяющих выявить насколько рассматриваемое масло обеспечивает
нормальную работу трансмиссий при условиях эксплуатации. Этот
комплекс включает как методы испытаний, применяемые для других масел
(определение вязкости, температуры вспышки, кислотного числа и т.д.),
так и методы оценки особо важных для трансмиссионных масел противоза-
дирных и противоизносных свойств на лабораторных установках н
стендах.
Для гидромеханических передач применяют три марки: "А", "Р" и
"МГТ". Эти масла получают загущением маловязких фракций сернистых
парафинистых нефтей селективной очистки после глубокой депарафиниза-
ции. Масло A (v^ = 30-45 мм2/с, v_20 £ 2100 мм2/с) применяют для
всесезонной эксплуатации в гидротрансформаторах и автоматических
коробках передач автомобилей при температуре не ниже -30..-35 °C.
Масло "Р" (v^q = 17...22mm2/c,v_20 «; 1300 мм2/с) предназначено для системы
гидроусиления рулевого управления и для гидрообъем ных передач. Масло
МГТ (v40 = 6...7 мм2/с, Л—50 s 40 Па-с) применяют в гидромеханических
коробках передач и гидросистемах навесного оборудования при
температуре+50...-50 °C.
Индустриальные масла. Масла этой группы предназначены для
снижения трения и износа узлов трения различных машин и механизмов
промышленного оборудования (металлорежущих станков, прессов,
прокатных станов, различных текстильных и бумагоделательных машин,
приборов, насосов, гидроприводов и т.д.). Смазываемые узлы трения
промышленного оборудования по нагрузкам, скоростям относительного
перемещения н рабочим температурам существенно отличаются как друг
от друга, так и от соответствующих узлов, используемых на транспорте.
Разнообразие узлов трения, смазываемых индустриальными маслами,
а следовательно, условий, в которых они эксплуатируются, обусловливает
разнообразие требований к индустриальным маслам.
По назначению выделяют четыре основные группы индустриальных масел
для смазывания наиболее распространенных типов узлов трения:
группа Л - легко нагруженные узлы (шпиндели, подшипники и
сопряженные с ними соединения);
группа Г - гидравлические системы;
группа Н - направляющие скольжения;
группа Т - тяжело нагруженные узлы (зубчатые и другие передачи,
подшипники и сопрягаемые с ними соединения).
Эксплуатационные свойства индустриальных масел без присадок
обеспечивают регулированием состава нефтяной основы масла. Однако
в эффективных маслах для тяжело нагруженных узлов трения для
достижения необходимого уровня эксплуатационных свойств в масла
вводят соответствующие присадки и их композиции.
Масла
553
Индустриальные масла разбиты напять подгрупп по уровню эксплуата-
ционных свойств: А - без присадок; В - с антиокислительными и
антикоррозионными присадками; С - типа В с противоизносными
присадками; Д - типа С с противозадирными присадками; Е - типа Д с
противоскачковыми присадками.
Индустриальные масла по вязкости делятся на 18 классов', от класса 2
до класса 1500. Число, обозначающее класс вязкости индустриального
масла, соответствует его вязкости при 40 °C (от 1,9...2,5 до
1350...1650 мм2/с).
По ГОСТ 17479.4 обозначение индустриального масла включает (по
порядку): букву "И"; букву, обозначающую группу по назначению; букву,
обозначающую подгруппу; число - класс вязкости.
Пример: марка И-Г-А-46 обозначает индустриальное масло для систем
гидравлики, без присадок, с}вязкостыо при 40 °C приблизительно 46 мм2/с.
Базовой основой для приготовления индустриальных масел служат
нефтяные масла или их смеси с синтетическими. Обычно для их приготовле-
ния используют смеси сернистых нефтей различной глубины селективной
очистки. Основные характеристики - вязкость и индекс вязкости.
Современные индустриальные масла имеют высокие индексы вязкости (85
и более, а загущенные - дб 200). Выпускаются различные серии масел.
Каждая из этих серин состоит из масел различного уровня вязкости, но с
единым пакетом присадок. Обычно содержание присадок не превышает
8 %, но может содержать до 12 %.
При выборе индустриальных масел для конкретных условий эксплуата-
ции следует исходить из назначения масла, из требуемого уровня
эксплуатационных свойств (пакета присадок) и из необходимых значений
вязкости и индекса вязкости, определяющих базовое масло. Наиболее
распространены масла следующих заводских марок: И-5А (И-Л-А-7);
И-12А (И-ЛГ-А-15); И-20А (И-Г-А-32); ИГП-4 (И-Л-С-5); ИГП-18
(И-Г-С-32); ИГСп-18 (И-ГН-Д-32/(С)); универсальные масла И-ГН-Е-32
и И-ГН-Е-68, предназначенные для использования в гидравлической
системе и для смазки направляющих скольжения металлорежущих станков.
Масла различного назначения. Гидравлические масла (рабочие жидкости
для гидравлических систем) предназначены для передачи усилия от привода
к исполнительному нли управляющему механизму за счет гидростатическо-
го давления в системе. Кроме того, они осуществляют смазывание
трущихся элементов гидросистемы, осуществляют теплоотвод из зоны
трения, очищают детали гидросистемы от загрязнений. Гидравлические
масла должны иметь оптимальную вязкость при условиях эксплуатации,
позволяющую осуществлять жидкостной режим смазки. Высокий уровень
вязкости масел приводит к значительным потерям энергии.
Для типовых гидросистем оптимальной является вязкость 30...40 мм2/с.
Благодаря высокому индексу вязкости, который имеют эти масла, даже
при низкой пусковой температуре вязкость масла достаточно низкая для
прокачки его по трубопроводам, а при максимальной температуре вязкость
554
Глава 10. Смазочные материалы
обеспечивает эффективную работу гидросистем без больших утечек
жидкости.
Для характеристики масла важны также зависимость вязкости от
давления в системе (пьезокоэффициент вязкости) и сжимаемость, которая
должна быть минимальной для обеспечения надежной работы гидросисте-
мы, механическая стабильность, температура застывания, вспениваемость,
фильтруемость, антиокислительная стабильность, коррозионные свой-
ства, совместимость с эластомерами (воздействие на уплотнения).
Гидравлические жидкости готовят, как правило, из глубокоочищенных
нефтяных масел без присадок или с вязкостными, противоизносными,
антикоррозионными, антиокислительными и антигенными присадками.
Наибольшее распространение в качестве противоизносных присадок для
массовых сортов гидравлических масел получили диалкилдитиофосфаты
различных металлов (цинка н бария), а также беззольные дитиофосфаты.
Для повышения пожаробезопасности в некоторых отраслях промышлен-
ности (угольной, металлургической и др.) выпускают также огнестойкие
(трудновоспламеняемые) рабочие жидкости систем гидравлики: жидкости
на водяной основе (эмульсии типа масло в воде, вода в масле, водно-
гликолевые смеси и др.), а также жидкости, не содержащие воды (эфиры
фосфоновых кислот, олигоорганосилоксаны, фторированные углеводоро-
ды и др.). Так, синтетическая взрывопожаробезопасная жидкость НГЖ-4у
(эфир фосфорной кислоты с вязкостной, антикоррозионной и антиокисли-
тель ной присадками) имеет температуру самовоспламенения 650...670 °C.
Водно-глицериновая жидкость ПГВ (для подвижных объектов) и
промгидрол (для промышленных условий) являются негорючими и
обеспечивают лучший теплоотвод, чем нефтяные масла.
Масло для реактивных двигателей предназначено для смазывания узлов
трения газотурбинных двигателей (ГТД): крупногабаритных подшипни-
ков качения турбокомпрессорного агрегата, шестерней коробки привода
агрегатов и других узлов трения; тяжело нагруженного силового редуктора
в турбовинтовых двигателях. Кроме того, оно выполняет функции
гидравлической жидкости. Смазывание пар трения наиболее нагруженных
сопряжений осуществляется путем непрерывной циркуляции масла, которое
через форсунки под давлением подается к поверхности трения.
Высокие частоты вращения газовых турбин (12000...20000 мин-1), а
также рабочие температуры от -50 до +150 °C и выше определяют
требования к этим маслам: хорошие смазочные и антиокнслительные
свойства, высокий индекс вязкости и прокачиваемость при низких
температурах, минимальная испаряемость летучих фракций и неагрессив-
ность по отношению к материалам, с которыми масло контактирует. В
этом качестве широко применяются синтетические масла.
Турбинные масла предназначены для смазывания и охлаждения пар
трения (прежде всего подшипников) паровых, водяных и газовых турбин,
турбокомпрессоров, турбонасосов, воздуходувок и электрогенераторов,
а также для использования в качестве рабочих жидкостей в системах
Пластичные смазочные материалы
555
регулирования турбоагрегатов. В соответствии с условиями эксплуатации,
турбинные масла должны обладать хорошей стабильностью против
окисления, не выделять осадков, защищать рабочие поверхности деталей
откоррозионноговоздействия, не образовывать стойких эмульсий сводой.
Вязкость турбинных масел должна обеспечить образование гидродина-
мической пленки, но достаточно тонкой для обеспечения эффективного
охлаждения поверхностей контактирующих тел. Эти эксплуатационные
характеристики достигаются путем использования высококачественных
нефтяных основ, подвергнутых глубокой очистке при переработке (серия
масел без присадок Т22, Тзо, Т57, индекс обозначает среднюю вязкость
масла в мм2/с при 50 °C) либо путем дополнительного введения присадок.
Компрессорные масла предназначены для смазки узлов и деталей
компрессоров, эксплуатируемых в различных отраслях промышленности.
В поршневых и ротационных компрессорах масло находится в непосред-
ственном контакте с газам, нагревающимся при сжатии до высоких
температур (до 170... 180 °C« более после каждой ступени сжатия). Состав
и свойства газа оказывают заметное влияние на эффективность компрес-
сорных масел, которые при этом создают уплотнительную среду.
В таких условиях наибольшее значение приобретает термоокислитель-
ная стабильность компрессорных масел и их способность предотвращать
образование коксообразиых отложений в нагнетательных линиях
компрессора. При этом требования к термической стабильности масел
возрастают по мере роста температуры нагнетания компрессора. Важной
характеристикой компрессорных масел являются их смазочные свойства.
Требования к компрессорным маслам достаточно близки к требованиям
к моторным маслам.
10.3. ПЛАСТИЧНЫЕ СМАЗОЧНЫЕ МАТЕРИАЛЫ
10.3.1. ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА ПЛАСТИЧНЫХ СМАЗОК
В современных машинах и механизмах существует много подвижных
сопряжений, в которых трудно обеспечить герметичность узла трения,
нерационально непрерывно подавать масло к поверхностям трения. Если
конструируя узел трения, стремятся к уменьшению удельного расхода
смазочного материала вплоть до одноразовой его закладки в узел трения
для обеспечения всего ресурса его работы, то в качестве смазочного
материала целесообразно применять пластичную смазку - густой
мазеобразный продукт, который прочно прилипает к рабочим поверхнос-
тям элементов узла трения и хорошо удерживается на них, не сбрасывается
инерционными силами при их движении, обеспечивая в то же время
полноценное смазывание трущихся поверхностей.
Применение пластичных смазок позволяет упростить конструкцию
смазываемого сопряжения, а также снизить расходы на обслуживание
556
Г лава 10. Смазочные матери алы
техники. Пластичные смазки не растекаются под действием собственного
веса, проявляя при малых нагрузках и невысоких температурах свойства
твердого тела, но при нагрузках, превышающих предел прочности, они
текут подобно вязким жидкостям. После снятия нагрузки пластичная
смазка восстанавливает свои исходные реологические свойства и
сохраняет первоначальную форму подобно твердому телу.
В то же время пластичные смазки существенно хуже отводят теплоту
от места фрикционного контакта и практически не выносят продуктов
износа, что является одной из важных функций смазочных материалов.
Кроме того, некоторые смазкн (мыльные) имеют низкую стабильность к
окислению.
Пластичные смазки представляют собой высокоструктурированные
тиксотропные дисперсии твердого загустителя в жидкой среде. Иначе
говоря, загуститель образует структурный каркас, который удерживает
в связанном состоянии значительный объем жидкой основы (дисперсной
среды). Такое строение позволяет пластичным смазкам не вытекать из
узлов трения, и в то же время они могут подтекать к месту контакта и
обеспечивать полноценное смазывание.
Важнейшей прочностной характеристикой пластичных смазок является
предел прочности на сдвиг и зависимость его от внешних воздействий.
Пределом прочности на сдвиг называется минимальное напряжение, при
достижении которого происходит необратимая деформация (сдвиг) смазки.
Эта величина характеризует способность пластичных смазок поступать
к рабочим поверхностям и удерживаться на них, а также не стекать с
вертикальных и наклонных поверхностей и ие вытекать нз дегерметизиро-
ванных узлов трения. Если предел прочности излишне велик, то смазка не
подтекает к трибологическому контакту. Предел прочности обычно
снижается при увеличении температуры смазки. Верхним температурным
пределом работоспособности пластичной смазки будет та температура,
при которой предел прочности приближается к нулю, т.е. смазка переходит
в жидкое вязкотекучее состояние и вытекает из узла трения.
Вязкостные свойства пластичных смазок характеризуют прокачивае-
мость смазок, их сопротивление относительному перемещению трущихся
тел, а также способность обеспечить жидкостную смазку. В отличие от
масел, пластичные смазки не являются ньютоновскими жидкостями и их
вязкость зависит прежде всего от градиента скорости сдвига D (рис. 10.10).
Рис. 10.10. Зависимости вязкости л от градиента скорос-
ти сдвиге D:
I — масло; 2 - пластичная смазка
Пластичные смазочные материалы
557
С увеличением величины D динамическая вязкость снижается. Поэтому
говорят об эффективной (или структурной) вязкости смазки с
обязательным указанием значения D и температуры t, при которых
проводят измерения. Обычно вязкость оценивают при постоянной
температуре и при двух различных градиентах скорости сдвига: D = 10 и
100 сА
Для пластичных смазок зависимость вязкости от температуры (при D =
= const) более пологая, чем для масел, поскольку значительная доля
сопротивления течения смазок затрачивается на разрушение структурного
каркаса. Считается, что для выполнения смазками их функций вязкость
смазок при минимальной температуре не должна превышать 2000 Па-с (при
D = 10 с-1). ,
Определяют вязкость смазок на капиллярных (АКВ-2 и АКВ-4) и
ротационных (ПВР-1) визкозиметрах.
Следует иметь в виду, что значительное разупрочнение смазки при
интенсивном механическом воздействии приводит к ее вытеканию из узла
трения, а чрезмерное ее уплотнение при восстановлении каркаса может
затруднить подачу смазкй к узлу трения. Механическая стабильность
прежде всего обусловливается типом и концентрацией загустителя,
составом и свойствами дисперсионной среды, а также наличием в системе
ПАВ.
О механических свойствах смазок условно можно судить также по
безразмерной величине пенетрации. Этот показатель чисто сравнительный
и не определяющий рабочих характеристик смазок, но удобен прежде всего
для оценки воспроизводимости их свойств в условиях производства или
как контрольный показатель. В ряде зарубежных стран на пенетрации
базируется классификация пластичных смазок. Ее определяют по глубине
погружения конуса стандартной массы в исследуемую среду. Чем она
больше, тем мягче смазка.
Смазочные свойства пластичных смазок - противоизносные, противоза-
дирные и антифрикционные являются функцией состава смазки, техноло-
гии ее приготовления, степени заполнения узла трения, толщины
смазочного слоя и т.д., причем для различных групп смазок влияние
различных факторов сказывается в различной степени. Существенным
фактором в проявлении смазочных свойств пластичных смазок являются
условия поступления, легкость подтекания смазочного материала в зону
трения.
Смазочные свойства пластичных смазок оценивают на стандартной
четырехшариковой машине по методике, аналогичной применяемой при
испытании масел. Ресурс работы пластичной смазки в узле трения обычно
оценивают экспериментально (особенно в подшипниках качения),
закладывая в узел трения определенную дозу смазки и проводя испытания
при некоторой постоянной нагрузке до тех пор, пока смазка не потеряет
558
Глава 10. Смазочные материалы
смазочной способности, что выражается в . резком повышении
коэффициента трения и интенсификации изнашивания пар трения.
По назначению пластичные смазки делятся на антифрикционные
(снижающие износ и трение сопряженных деталей, предотвращающие
заедание узлов трення), консервациоиные (снижающие коррозионное
разрушение изделий) и уплотнительные (герметизирующие зазоры и
неплотности узлов и деталей).
10.3.2. СОСТАВ ПЛАСТИЧНЫХ СМАЗОК
Пластичная смазка состоит, как минимум, из двух компонентов - масла
(дисперсионной среды) и загустителя (дисперсной фазы). Дисперсная фаза
образует структурный каркас и, тем самым, определяет свойства
пластичной смазки. Вто же время на структуру и свойства смазок большое
влияние оказывает дисперсионная среда, воздействуя на изменение
размеров частиц дисперсной фазы, на их ориентацию друг относительно
друга при построении конечной структуры смазки. Так, с ростом
содержания ароматических углеводородов в нефтяных маслах заметно
увеличиваются размеры волокон каркаса многих мыльных смазок.
Считается, что до 60 % масла достаточно прочно связано со структурным
каркасом смазки, остальная часть масла механически удерживается в
ячейках каркаса.
В состав пластичных смазок входят модификаторы структуры,
обеспечивающие формирование оптимальной структуры смазок, и добавки
(маслорастворнмые присадки и твердые наполнители), обеспечивающие
смазке необходимый уровень функциональных свойств.
Дисперсионная среда - это жидкая основа пластичных смазок. Она
составляет 80...90 % массы смазки и представляет собой нефтяное (от 70
до 95 % общего объема), синтетическое или растительное масло. Широкое
применение нефтяных масел как жидкой основы пластичных смазок
обусловлено их доступностью, относительной дешевизной и хорошей
совместимостью с загустителем. В основном это нефтяные дистиллятные
масла вязкостью 5...120 мм2/с при 50°С или их смеси с остаточными
маслами.
Для смазок, предназначенных для работы в малооборотных тяжело
нагруженных подшипниках качения и трансмиссиях, в условиях высоких
нагрузок и температур, предпочтительнее применять более вязкие
дисперсионные среды (18...60 мм2/с при 100 °C). Смазки, которые получают
загущением маловязких масел, работоспособны при низких температурах,
эффективны в высокоборотных подшипниках скольжения и качения,
поскольку малое внутреннее трение не вызывает большого сопротивления
и нагрева узлов трения. Для пластичных смазок, предназначенных для
работы в широком интервале температур и давлений, при контакте с
абразивными средами, а также для работы в вакууме, в качестве дисперси-
онных сред применяют более дорогие синтетические (полиснлоксаны,
Пластичные смазочные материалы
559
перфторполиэфиры, некоторые олиэфиры и тиоэфиры, поли-а-олефины)
или частично синтетические масла.
Перспективным сырьем для приготовления пластичных смазок являются
растительные масла, продукты переработки которых отличаются высокой
термостабильностью и эффективны в смазках специального назначения
(экологически чистых).
Дисперсная фаза (загуститель) определяет основные эксплуатационные
характеристики смазок. Именно по типу этого компонента смазки принято
подразделять на четыре основные группы:
смазки мыльные, загустителем в которых является мыло высших
(жирных) кислот;
смазки углеводородные, загустителем в которых являются высокоплавкие
(или твердые) углеводороды, как правило, нефтяные;
смазки на неорганических загустителях, загустителем в которых
являются термически устойчивые с развитой удельной поверхностью
высокодисперсные неорганические вещества;
смазки на органических загустителях, загустителем в которых являются
твердые термически и гидролитически устойчивые с развитой удельной
поверхностью высокодисперсные органические вещества.
Более 80 % пластичных вмазок выпускают на мыльных загустителях.
По типу катиона их делят на натриевые, кальцевые, литиевые, бариевые
и т.д. (порядка 10 видов и их смесей). Состав и строение анионной части
молекул мыла, оказывающей также большое влияние на структуру и
свойства смазок, определяются применяемым жировым сырьем. Так,
кальциевые и литиевые смазки, приготовленные на смесях индивидуальных
жирных кислот, имеют в 2...3 раза больше предел прочности, чем
приготовленные на мылах любой из исходных кислот в отдельности.
Эффективны комплексные мыльные смазки, приготовленные на мылах
высших жирных и солях низкомолекулярных органических (иногда
минеральных) кислот. Такие смазки в зависимости от катиона называют
комплексными: кальциевыми кСа, литиевыми kLi, алюминиевыми кА1.
Коллоидная структура мыльных смазок образована лентовидными
игольчатыми частицами (волокнами) анизометрической формы. В одном
или двух измерениях размеры таких коллоидных частиц менее 1 мкм.
Именно эти частицы образуют структурный каркас пластичной смазки.
Широким температурным диапазоном работоспособности, эффектив-
ностью в условиях контакта с радиоактивными средами и хорошей
радиационной стабильностью обладают пластичные смазки, в качестве
загустителя которых используют продукты неорганического происхожде-
ния. Это модифицированный диоксид кремния, силикагель (Si), модифици-
рованные бенотонитовые глины и технические углеводороды. Обычно
такие смазки имеют низкую смазочную и защитную способность.
К твердым углеводородам, применяемым в качестве загустителя,
относятся церезины, петролатумы, парафины и их смеси. Они легкоплавки
и применяются, главным образом, в консервационных смазках. Пигмеи-
560
Глава 10. Смазочные материалы
тные и поликарбамидные смазки имеют значительно более высокие
рабочие температуры (так, загущенное пигментами синтетическое масло
работоспособно до 300 °C, имеет высокую механическую и структурную
стабильность и хорошую химическую стойкость).
Модификаторы структуры содержат кроме дисперсной среды и
загустителя вещества органического или неорганического происхождения,
предназначенные для формирования требуемой коллоидной структуры
пластичных смазок. Органические модификаторы - смолы, нефтяные
кислоты - вводятся в смазку до формирования структуры, образуются в
смазках до формирования структуры, а также при их изготовлении
(технологические ПАВ - продукты окисления дисперсионной, среды,
избыток жирового сырья и продукты его превращений и др.). Неорганичес-
кие модификаторы структуры (вода, избыток щелочи в мыльных смазках
и др.) также могут быть отнесены к технологическим ПАВ.
Добавки - маслорастворимые присадки, твердые добавки и их
композиции. В основном в пластичных смазках используют те же присадки,
что и в маслах, хотя проявление функционального действия присадок
осложняется присутствием загустителя, его взаимодействием с поверхнос-
тью твердого тела, с другими компонентами смазки.
В качестве наполнителей в смазки вводят дисульфид молибдена, графит,
сульфиды и селениды некоторых металлов, нитрид бора, порошки мягких
металлов и их оксиды, а также тальк, слюду, вермикулит с частицами
размером 0,01... 100 мкм, отличающиеся слабым загущающим действием.
Наилучшие результаты получаются при одновременном введениив состав
смазки наполнителей (оптимального состава, размера частиц и концентра-
ции) и функциональных присадок. Например, введение в Si-смазки
одновременно с дисульфидом молибдена присадки JI3-23K, КИНХ-2 или
JI3-318 заметно улучшает смазочную способность смазки и незначительно
изменяет ее реологические свойства.
Эффективный способ предотвращения задира и заедания контактных
поверхностей - использование порошков мягких металлов. При введении
в смазки высокодисперсных порошков олова, меди, цинка, свинца и железа
снижается сила трения, повышается нагрузка заедания и происходит
плакирование стальных поверхностей мягким металлом. Смазки с такими
порошками называются металлоплакирующими. Тонкая пленка мягкого
металла образуется на твердой поверхности и обеспечивает эффект
двухслойной смазки.
Порошки мягких металлов широко и успешно применяются в резьбовых
и, в меньшей степени, в антифрикционных пластичных смазках, предназна-
ченных для обеспечения работы тяжело нагруженных узлов трения
скольжения. Так, в шарнирно-болтовые соединения шасси самолетов
закладывают металлоплакирующие смазки "Свинцоль-01", и "Атланту",
содержащие порошкообразный свинец и медь.
Пластичные смазочные материалы
561
10.3.3. АССОРТИМЕНТ ПЛАСТИЧНЫХ СМАЗОК
Пластичные смазки широко применяются в таких массовых узлах
трения, как подшипники качения, где основными требованиями к
смазочному материалу является защита трущихся поверхностей от износа,
задира и коррозии. Следует иметь в виду, что коэффициент трения в
подшипниках качения увеличивается по мере увеличения количества
смазки, поступающей в зону трения.
Антифрикционные смазки подразделяются на смазки общего
назначения и специальные смазки. Смазки общего назначения подразделя-
ют на смазки для обычных температур (до 70 °C) и для повышенных
температур (120 °C и выше). Специальные антифрикцион ные смазки делят
на термостойкие (150 °C и выше), морозостойкие (-40 °C и ниже),
противозадирные и противризносные, химически- и радиационно-стойкие.
В зависимости от области применения специальные смазки под-
разделяют на противозадирные и противоизносные, радиационные,
химически стойкие, приборные, электроконтактные, авиационные,
автомобильные, железнодорожные, судовые и индустриальные
(табл. 10.13). 2
Выпускаются многоцелевые (для смазывания подшипников качения и
скольжения, зубчатых и червячных передач различного назначения)
литиевые смазки Литол-24 (водостойкие даже в кипящей воде, работоспо-
собные в интервале температур от -40 до +130 °C), Фиол-1 и Фиол-2
(водостойкие, работоспособные от -40 до +120 °C), а также Фиол-2М,
содержащая по сравнению с Фиол-2 добавку дисульфида молибдена,
улучшающего ее противоизнцсные и противозадирные свойства.
К термостойким смазкам относят комплексную кальциевую смазку
УНИОЛ-1, работоспособную в интервале температур-40...160 °C, смазку
ЦИАТИМ-221, полученную загущением кремнийорганической жидкости
комплексным мылом стеарата и ацетата кальция (-60...+ 150 °C).
К автомобильным смазкам относят смазку Фиол-2у (для смазывания
игольчатых подшипников карданного вала и шлицевых соединений),
ШРУС-4 для смазывания шарниров угловых скоростей автомобилей
семейства ВАЗ, а также для некоторых узлов семейства КРАЗ. К низкотем-
пературным смазкам относятся ЦИАТИМ-203 (-50...+10 °C), Лита
(-50...+ 100 °C), Зимол (-50...+130 °C).
Для смазывания тяжело нагруженных узлов трения литейного и
кузнечно-прессового оборудования применяют индустриальную смазку
ЛС-1п. В качестве смазки общего назначения для относительно грубых
узлов трения механизмов и машин при температуре до 70 °C до сих пор
применяется Солидол С, который сейчас заменяют многоцелевыми
литиевыми смазками.
562
Глава 10. Смазочные материалы
10.13. Антифрикционные смазки
Подгруппа Область применения Заводская марка
Смазки общего на- значения для обыч- ных температур Различные узлы трения, ра- ботающие при температу- рах до 70 ”С Солидол С, Пресс-солидол С, соли- дол Ж, графитная
Смазки общего на- значения для повы- шенных температур Различные узлы трения, ра- ботающие при температу- рах до 110 °C 1-13; консталин, Литин-2
Многоцелевые смаз- ки Узлы трения, работающие при температурах от -30 до 130 ’С в условиях повы- шенной влажности; доста- точно мощные механизмы (обеспечивается работоспо- собность сопряжений до -40 °C) Лнтол-24; Литол-24РК, Фиол-1, Фнол-2, Фиол-2М, БНЗ-З, Алюмол, ЛКМтранс-2, Герметин (для герме- тизации пробковых кранов бытовой аппаратуры)
Термостойкие смаз- ки Различные узлы трения, ра- ботающие при температу- рах превышающих 150 °C ЦИАТИМ-221, Уннол-2М/1, ВНИИНП-207, -210, -219, -231, -233, -235, -246, 247, Графитол, Аэрол, Силикол, Полимол, Маспол, БНЗ-4, БНЗ-5, ПФМС-4С
Низкотемператур- ные смазки Различные узлы трения, ра- ботающие при температу- рах ниже-40 вС ЦИАТИМ-201, ГОИ-54П, Лита, Зи- мол
Химически стойкие смазки Различные узлы трения, имеющие контакт с агрес- сивными средами ЦИАТИМ-205, ВНИИНП-279, -280, -282, -294, -295, -298, Криогель
Приборные смазки Различные узлы трения при- боров и точных механизмов ОКБ-122-7, ВНИИНП-223, -228, -257, -258,-260, -270, -271,-274, -286, -293, -299, Протон
Редукторные (транс- миссионные) Зубчатые и вннтовые пере- дачи всех видов (полужид- кие) ЦИАТИМ-208, Шахтол-У, Шах- топ-К, СТП-Л, СТП-3, Трансол-100, Трансол-200, Трансол-РОМ, Редук- тол М, Редуктол, СКП-М, ЛЗ-ПЖЛ-00
Приработочные пас- ты Для облегчения сборки, предотвращения задиров и ускорения приработки ВНИИНП-225, -232, Лнмол
Узкоспециализиро- ванные (отраслевые) смазки Различные узлы трения, смазки для которых должны удовлетворять специальным требованиям (прокачивае- мость, эмульгируемость, искрогашение): для электрических ма- шин ВНИИНП-242, ЛДС-1, ЛДС-3, ЭШ-176, СВЭМ
Пластичные смазочные материалы
563
Подгруппа Область применения Заводская марка
автомобильные железнодорожные водного транспорта авиационные индустриальные 1 буровые злектрокоитактные Литииг-2, AM-карданная, Ли- тол-459/2, ЛСЦ-15, ШРБ-4, ШРУС-4, ФИОЛ-2У, № 158, Л3-3|, КСБ, ДТ-1, Дисперсол-1,0 М3-10
ЛЗ-ЦНИИ, ЖРО, кулисная ЖК, ЦНИИ-КЗ, ЖТ-72, ЖТ-79Л, ЖА, ЖР, ЖД, контактная
AMC-I, МС-70, МУСЗА, М3
Эда, АТЛАНТА, Сапфир, СЭДА, Свиицоль-01, НК-50, №9
Униол-2М/2, ИП-1 (Л, 3), ЛКС-2, ЛКС-металлургическая, Прессол М, ЛКС-текстильная, КБС, ЛС-1П, Старт, Сиол, ВНИИНП-273, Рота- ционная, ИР, Термолита, Оммет- терма-2, Омметсупертерма, Центро- лита
Долотол Н, Долотол АУ, Доло- тол НУ, Геол-1, Пластол
ВНИИНП-248, -252, Электра-1
Полужидкие смазки занимают промежуточное положение между маслом
и пластичной смазкой. Эти структурированные системы хотя и с низкой
(2...4 %) концентрацией загустителя подобны пластичным смазкам. Но
подобно маслам они текут под действием собственного веса, а поскольку
у иих более высокая вязкость, то они обладают более высокой
несущей и демпфирующей способностью чем масла, из которых они
изготовлены.
Полужидкие смазки применяют в зубчатых передачах различного
назначения. Так, для зубчатых редукторов угледобывающих комбайнов
применяют смазку Шахтол, которую получают загущением нефтяного
масла кальциевым мылом СЖК и окисленным петролатумом. В серии
полужидких смазок Трансол используются для загущения различные
литиевые мыла. Дисперсионные среды - нефтяные (Трансол-200 и
Трансол-300) или смесь нефтяного масла и сложного эфира (Трансол-100).
Полужидкие смазкн обычно содержат противоизносные и противозадир-
ные присадки, причем их содержание не превышает 2 %, поскольку
химически активные присадки препятствуют формированию оптимальной
коллоидной структуры смазок и ухудшают контактную выносливость
металла при жестких режимах эксплуатации узлов трения.
Недостатком полужидких смазок (как и других высокоструктурирован-
ных сред) является плохой теплоотвод от трущихся деталей, а также
повышенные энергетические потери по сравнению с маслами при
564
Глава 10. Смазочные материалы
увеличении частоты вращения (что ограничивает частоту вращения
зубчатых колес, смазываемых полужидкими смазками окружной скоростью
6 м/с).
10.4. ТВЕРДЫЕ СМАЗОЧНЫЕ МАТЕРИАЛЫ (ТСМ)
Твердые смазочные материалы (твердые смазки) вводят между
трущимися поверхностями с целью предупреждения их непосредственного
трибологического контакта и локализации сдвиговых деформаций в слое
твердого смазочного материала, что обеспечивает снижение энергетических
потерь в процессе трения, поскольку сопротивление сдвигу в этих слоях
существенно ниже, чем в материале подложки.
ТСМ целесообразно применять для условий, когда жидкие и пластичные
смазки оказываются неэффективными. Так, существуют твердые смазки,
эффективные при экстремально высоких нагрузках (вплоть до нагрузок,
вызывающих разрушение контактирующих поверхностей), при очень
малых скоростях относительного перемещения трущихся тел (область
нагрузок и скоростей, в которых применение ТСМ в атмосферных условиях
применительно к подшипникам приведено на рис. 10.2), при экстремально
высоких и экстремально низких (вплоть до криогенных) температурах, при
работе в глубоком вакууме (в том числе космическом), в условиях ядер ной
радиации, в жидком кислороде и в различных агрессивных средах. При
этом ТСМ эффективно смазывают неметаллические пары трения (бумагу,
стекло, керамику) и не загрязняют окружающую среду.
В качестве ТСМ применяют некоторые вещества, имеющие слоистую
структуру (графит, дихалькогениды и диселеииды тугоплавких металлов
и др.), плоские пленки мягких металлов, их солей или оксидов, химические
соединения, образованные непосредственно на поверхностях трения,
полимеры и другие органические твердые смазки.
10.4.1. СЛОИСТЫЕ ТСМ
Наиболее распространены среди современных ТСМ графит, дихалькоге-
ниды тугоплавких металлов (молибдена, вольфрама, ниобия), тальк, слюда,
гексагональный нитрид бора. Вследствие ярко выраженной слоистой
(ламеллярной) структуры эти вещества отличаются значительной
анизотропией механических свойств. Благодаря ориентации частиц ТСМ
кристаллической плоскостью базиса параллельно направлению трения и,
соответственно, действию сдвиговых деформаций обеспечивается
локализация этих деформаций в смазочном слое. Поскольку связи между
параллельными плоскостями базиса в слоистых ТСМ существенно слабее,
чем между атомами, в плоскостях базиса обеспечивается легкий сдвиг
параллельно этим плоскостям.
Рассмотрим этот процесс на примере графита. Его кристаллическую
решетку образуют параллельные двухмерные слои, отстоящие на
Твердые смазочные материалы 565
расстоянии 0,34 нм друг от друга. Каждый из этих слоев образован
атомами углерода, расположенными в вершинах правильных шестиуголь-
ников (гексагональная кристаллическая решетка). Расстояние между двумя
соседними атомами (сторона шестиугольника) существенно меньше 0,14 нм.
Соответственно, энергия между атомами связи в каждом слое составляет
427 кДж/(гатом), в то время как энергия связи между атомами, расположен-
ными в разных слоях, на порядок меньше.
Такая структура обеспечивает анизотропию механических свойств
графита - высокую прочность на сжатие и относительно малое сопротивле-
ние сдвигу по "плоскостям спайности", при ориентации плоскости базиса
параллельно (или почти параллельно) направлению трения. Опыт
показывает, что именно такая ориентация обеспечивается в частицах
графита, образующих смазочный слой, причем обеспечивается хорошая
адгезия диспергированного графита к поверхности металла, на который
эти частицы высадились. ,
Тем не менее, высокая смазочная способность графита не может быть
полностью объяснена только структурой его кристаллической решетки.
Эффективность смазочного действия графита в значительной степени
определяется также наложением молекул паров и газов, адсорбированных
на базовых плоскостях кристаллов, которые снижают энергию связи между
плоскостями скольжения, обеспечивая заметное снижение сдвиговых
усилий по площади раздела. При этом адгезия частиц графита к поверхнос-
ти металла, на который эти частицы высадились, оказывается существенно
выше, чем адгезия между плоскостями скольжения, на которых адсорбиро-
вались молекулы паров или газов.
Вследствие этого в атмосферных условиях (и особенно во влажном
воздухе) графит обеспечивает прекрасные антифрикционные и противоиз-
носные свойства (табл. 10.14). Предельная температура его работоспособ-
ности ограничивается в этих условиях лишь температурой его окисления
(-400 °C) с образованием СО2.
Однако при удалении адсорбированных пленок с поверхности раздела
коэффициент трения графита существенно (в 4-5 раз) увеличивается.
Поэтому в вакууме, а также в инертных газах и даже в сухом воздухе
графит как ТСМ неэффективен. Для обеспечения смазочной способности
материалов на основе графита в вакууме, в состав этих материалов (или
контртела) вводят соединения, выделяющие при условиях трения атомы
или молекулы, способные хотя бы кратковременно адсорбироваться на
плоскостях раздела.
Тем не менее, при температуре свыше 1500 °C графит в вакууме в ряде
случаев обеспечивает невысокие коэффициенты трения (0,15...0,25),
по-видимому, вследствие ослабления связей между базисными плос-
костями кристаллической решетки (рис. 10.11, кривая 1).
Необходимо отметить такие свойства графита, как малая химическая
активность, стойкость к воздействию большинства кислот и щелочей,
практическая инертность по отношению в радиоактивным излучениям,
566
Глава 10. Смазочные материалы
хорошая тепло- и электропроводность. Графит применяется как в составе
ТСМ, так и в качестве компонента различных антифрикционных
материалов: чугуна, композиций на полимерной основе графитосодержа-
щих смазок и т.д.
Хорошим смазочным свойством обладают дихалькогениды (дисуль-
фиды, диселениды, дителлуриды) тугоплавких металлов. Из них наиболее
распространен дисульфид молибдена MoS2 - природный минерал
(молибденит). Возможно применение синтетического дисульфида
молибдена.
Дисульфид молибдена, как и графит, имеет кристаллическую решетку
гексагональную; причем в параллельных плоскостях чередуются слои
атомов молибдена, каждый из которых с обеих сторон окружен прочно
связанными с ним слоями атомов серы, образуя своеобразный "сэндвич"
10.14. Коэффициент трения стали по графиту, по некоторым ТСМ
при различных уровнях давления ри в контакте и скорости тск
относительного перемещения (по данным Клауса)
Смазочный материал рв- 0,58 МПа ра= 1,23 МПа
vw, м/мии
2,15 21,5 2,15 21,5
Графит 0,130 0,160 0,110 0,140
Дисульфиды:
молибдена 0,288 0,170 0,228 0,166
вольфрама 0,155 0,136 0,173 0,148
ниобия 0,163 0,098 0,155 0,074
Диселеннды:
молибдена 0,220 0,200 0,200 0,174
вольфрама 0,174 0,150 0,185 0,100
ниобия 0,120 0,150 0,110 0,170
Политетрафторэтилен 0,058 0,210 0,055 0,250
•W.
02 • i - • **'*'*’• Рис. Зависимость коэффициента трення /у от
"""" температуры 0 в условиях вакуума при треиии по стали:
,_____,____, 1 - обезгаженный графит; 2 - дисульфид молибдена (по
° 500 т 1500 $ "с Роу)
Твердые смазочные материалы
567
Рис. 10.12. Структура характерной слоистой твердой смазки
дисульфида молибдена (природный):
J - молибден; 2 - сера
2 ।; । ! । i
(рис. 10.12). Расстояние между слоями серы двух
ближайших "сэндвичей" составляет 0,366 нм, связь /iASk/iAs/'
между ними Достаточно слабая и сдвиговое сопро- VZjJCf/W
тивление по плоскости раздела незначительное. *• *
Естественно, что при таком составе и строении,
дисульфид молибдена обеспечивает смазочную
способность без наличия паров или газов (они ухудшают эффективность
его антифрикционного действия) и поэтому широко используется как
смазочный материал для узлов трения, эксплуатируемых в вакууме в
широком интервале температур - от криогенных до 800 °C, при превыше-
нии последней начинает заметно разлагаться (см. рис. 10.11, кривую 2).
Эффективен дисульфид молибдена в сухом азоте и кислороде.
В атмосферных условиях дисульфид молибдена имеет достаточно
низкий коэффициент, причем нагрев до 200 °C приводит к улучшению его
смазочных свойств вследствие удаления адсорбированных водяных паров
(см. табл. 10.14). При температуре выше 350 °C коэффициент трения
значительно возрастает, поскольку дисульфид молибдена окисляется с
образованием триоксида молибдена, не обладающего смазочной
способностью. Полное обезвоживание дисульфида молибдена путем
прогрева в вакууме или при бомбардировке ионами, электронами или
нейтральными атомами некоторых газов обеспечивает значительное
снижение коэффициента трения (до/т = 0,01).
Пленки дисульфида молибдена выдерживают большие нормальные
давления (до 300 МПа при статических и до 700 МПа при динамических
условиях эксплуатации) и обладают хорошей адгезией к металлу. Если
антифрикционные покрытия на основе дисульфида молибдена не
обеспечивают достаточной долговечности, к дисульфиду молибдена
добавляют сульфиды некоторых металлов как модификаторы. Долговеч-
ность дисульфида молибдена повышается также обработкой его сероводо-
родом.
Весьма перспективно совместное применение дисульфида молибдена
и графита в различных пропорциях в зависимости от требований к ТСМ
и при введении в другие смазочные материалы.
Дихалькогениды других тугоплавких металлов (в отличие от природных
минералов графита и молибдена, дисульфид вольфрама и диселениды
молибдена, вольфрама, тантала и ниобия получают искусственным путем)
обладают большей температурной стойкостью к окислению, чем дисульфид
молибдена (кроме диселенида ниобия). Некоторые из них (или их
композиции) отличаются также большей влагостойкостью и электропро-
водностью при хороших антифрикционных свойствах.
568
Глава 10. Смазочные материалы
Предельная температура их работоспособности ограничена при работе
в вакууме температурой их разложения, а при работе на воздухе -
температурой их окисления. Так, дисульфид вольфрама мало склонный
к окислению, обеспечивает эффективное смазывание даже при температуре
свыше 450 "С, что делает его применение при высоких температурах
достаточно рациональным, хотя его стоимость в 3 раза превышает
стоимость дисульфида молибдена.
В качестве ТСМ перспективны также такие слоистые материалы, как
гексагональный нитрид бора, имеющий кристаллическую решетку,
похожую иа решетку графита. Этот ТСМ обеспечивает низкое трение при
высоких температурах: от /т = 0,3 при 20 °C до /т = 0,15 при 600 °C.
Фталоцианины, структура которых представляет 16-членное кольцо,
обладают работоспособностью в широком интервале нагрузок и
температур, хлорид циркония, эффективный при высоких температурах
(он снижает усилие волочения проволоки с 2250 Н без смазки и с 1800 Н
со смазкой графитом до 1120 Н со смазкой хлоридом циркония),
фторированный графит и т.д.
10.4.2. АНТИФРИКЦИОННЫЕ ПОКРЫТИЯ, ПОЛУЧЕННЫЕ
ХИМИЧЕСКИМ ПУТЕМ
К ТСМ относятся хлориды, сульфиды, фосфаты, образующиеся на
рабочих поверхностях контактирующих деталей вследствие химических
реакций металла с веществами, содержащимися в жидкой (например, в
смазочном материале) или в газовой фазе при высокой температуре
(800...900 °). Образовавшиеся при этом пленки имеют существенно
меньшую (по сравнению с основным металлом) прочность на сдвиг и
обладают хорошей адгезией к подложке. Эти качества обеспечивают им
высокую эффективность смазочного действия.
Так, если для трущихся деталей, изготовленных из молибдена,
коэффициент трения велик, то при прогревании поверхностей трения в
парах H2S они покрываются пленкой дисульфида молибдена и коэффици-
ент трения снижется до 0,2 и сохраняется до температуры 800 °C.
Коэффициент трения титана снижают с 1,2 до 0,3 путем выдержки в
парах иода, причем образовавшиееся покрытие работоспособно до 400 °C.
Применяют также выдержку металлов в парах хлора и т.д. Весьма
эффективны высокотемпературные термохимические покрытия на
молибдене (димолиты) и на ниобии.
Следует отметить, что термохимические методы образования ТСМ
непосредственно на поверхностях трения в ряде случаев бывают весьма
эффективными: они обеспечивают лучшее использование дисульфида
молибдена как ТСМ, поскольку такой метод способствует закреплению
частиц дисульфида молибдена с оптимальной ориентацией на поверхностях
трения и способствует уменьшению этих поверхностей в процессе трения.
Твердые смазочные материалы 569
10.4.3. МЯГКИЕ МЕТАЛЛЫ
Достаточно широко в технике распространены так называемые
протекторные твердые смазки, образующие на поверхности трения
непрерывную пленку, в которой локализуются сдвиговые деформации.
Таким образом предотвращается изнашивание основного металла, а низкое
сдвиговоесопротивление материала пленки (мягкого металла) обеспечива-
ет невысокий коэффициент трения.
Из протекторных смазок наиболее хорошо известны тонкие металличес-
кие пленки из золота, серебра, свинца, индия, бария, кадмия, коэффициент
трения на которых на твердой подложке обычно составляет 0,3 и менее.
С уменьшением толщины пленки сила трения убывает, но при снижении
ее толщины до 0,0001 мм и менее сила трения начинает резко возрастать
однако, чем толще пленка, тем медленнее, при умеренных нагрузках, пленка
изнашивается. >
С увеличением нагрузки коэффициент трения тел с металлическими
покрытиями уменьшается!, причем достаточно заметно. Так, слой индия
толщиной 0,0004 мм, нанесенный на инструментальную сталь, снижает
коэффициент треиия с 0,35 до 0,04 по мере повышения нагрузки от 0,2 до
9 Н. Слой свинца толщине# 0,25 мм настали является хорошей технологи-
ческой смазкой для глубокой вытяжки в несмазываемых матрицах.
Кроме чистых металлов в качестве ТСМ применяют мягкие сплавы,
например, баббиты с низкой температурой плавления.
10.4.4. ПОЛИМЕРНЫЕ ПОКРЫТИЯ И ДРУГИЕ ТВЕРДЫЕ СМАЗОЧНЫЕ
МАТЕРИАЛЫ ОРГАНИЧЕСКОГО ПРОИСХОЖДЕНИЯ
Протекторные механические смазки могут также представлять собой
непрерывные полимерные пленки, покрывающие поверхности трения.
Достаточно широко применяются тонкие полимерные покрытия из
термопластичных и термореактивных пластмасс. Из полимеров,
используемых в качестве ТСМ, следует отметить полиэтилен, нейлон,
капрон и, особенно, политетрафторэтилен (ПТФЭ), известный как
фторопласт (РФ) или тефлон (за рубежом).
ПТФЭ является полимером полностью фторзамещенного этилена,
обладает уникальными антифрикционными свойствами, чрезвычайно
химически стоек, не смачивается большинством жидкостей, не горит. Он
имеет смешанную кристаллическую и аморфные структуры. Взаимодей-
ствие между молекулами и кристаллами ПТФЭ осуществляется слабыми
силами Ван-дер-Ваальса, что и обеспечивает очень низкое сопротивление
сдвигу.
При трении молекулы ПТФЭ переносятся на деталь и ориентируются
в направлении скольжения. При умеренных нагрузках и скоростях ПТФЭ
превосходит все ТСМ, однако при повышенных скоростях и нагрузках
трение и износ ПТФЭ резко возрастают. Кроме того, ПТФЭ отличают
570
Глава 10. Смазочные материалы
низкая теплопроводность, недостаточная механическая прочность,
большой коэффициент линейного расширения и невысокая адгезия к
покрываемой поверхности.
В качестве ТСМ применяют различные органические соединения, в
частности, мыла высших жирных кислот, которые либо наносят на
смазываемые поверхности в готовом виде, например, при обработке
металлов давлением, либо образуются на рабочих поверхностях в процессе
трения в результате взаимодействия с жидким или пластичным смазочным
материалом, содержащим жирные кислоты.
Список литературы
1. Кламан Д. Смазки и родственные продукты. Синтез. Свойства. Применение.
Международные стандарты. М.: Химия, 1988. 488 с.
2. Попок К.К. Химмотология топлив и смазочных масел. М.: Воеииздат, 1970. 192 с.
3. Розенберг Ю.А. Влияние смазочных масел на надежность и долговечность машин. М.:
Машиностроение, 1970. 315 с.
4. Смазочные материалы. Антифрикционные и противонзносные свойства. Методы
испытаний: Справочник I Р.М. Матвеевский, В.Л. Лашхи, И.А. Буяновскнй н др. М.:
Машиностроение, 1989. 224 с.
5. Топлива, смазочные материалы, технические жидкости. Ассортимент и применение:
Справочник I Под ред. В.М. Школьникова. М.: Издательский центр "Техинформ", 1999. 596 с.
6. Экологические проблемы рационального использования смазочных материалов /
И.Г. Фукс, А.Ю. Евдокимов, В.Л. Лашхн, Ш.М. Сайдахметов. М: Нефть н газ, 1993. 164 с.
Глава 11
МЕТОДЫ И СРЕДСТВА ИСПЫТАНИЙ
НА ТРЕНИЕ И ИЗНОС
В трибологии используется более 150 методов испытаний материалов
и узлов трения, которые регламентированы стандартами: ГОСТ, ASTM,
SAE, ISO и DIN. Все они подробно рассматриваются в специальной
литературе. Ниже обобщены основные подходы и научные основы
создания методов испытаний. Эти методы базируются на теориях
моделирования и системного анализа, а также на математической
статистике. J
Остановимся на ограничениях применения этих теорий исходя из того,
что любая математическая теория выводится из некоторых определенных
предположений (аксиом) и, следовательно, любая методика, опирающаяся
на эту теорию, применима только к тем задачам, которые отвечают этим
предположениям. Соответствующие математические обоснования методов
подробно рассмотрены в‘монографиях, учебниках, справочниках по
моделированию в трибологии, системному анализу и планированию
эксперимента, а также в многочисленных статьях по этим проблемам.
Основой прогнозирования качества трибосопряжений является
трибомониторинг. Он охватывает совокупность средств и методов
испытаний, диагностики, непрерывного контроля и регулирования
характеристик подвижных сопряжений. В трибомониторинге выделяются
два направления: трибометрия и трибодиагностика.
Трибометрия включает методы и средства измерения основных
параметров фрикционного контакта (сила трения, износ, температура,
шероховатость, контактная деформация, контурная и фактическая
площади касания) как в процессе трения, так и после фрикционного
взаимодействия.
Трибодиагностика - это совокупность методов и средств непрерывного
контроля состояния подвижных соединений по продуктам изнашивания,
магнитной индукции, акустической эмиссии и т.п. Трибомониторинг
является основной частью триботехнических испытаний. Эти испытания
устанавливают совместимость материалов пары трения, включая
смазочные, какие фрикционно-износные характеристики сопоставляются
с классами износостойкости, банками данных по коэффициентам трения
и техническим заданиям на конкретный узел трения, применительно к
разработке которого выполняются испытания.
Теоретической основой трибомониторинга является подобие и
математико-физическое моделирование в сочетании с информациологией
и математической статистикой.
572
Глава 11. Методы н средства испытаний иа трение н износ
11.1. РАЦИОНАЛЬНЫЙ ЦИКЛ ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
Для подбора пар трения и выявления их служебных свойств для условий
работы реального узла трения обычно используют рациональный цикл
триботехнических испытаний (РЦИ), который дает возможность
экспериментально ускоренно установить предполагаемую долговечность
элементов пары трения и узла трения в целом и потери на трение при
заданном его конструктивном оформлении. РЦИ, теоретические основы
которого разработаны Э.Д. Брауном, - это многоэтапная последователь-
ность триботехнических испытаний различного назначения, выполняемых
на специализированных трибометрах или универсальных триботехничес-
ких комплексах, которых в мировой практике не менее сотни, а методов
испытаний только в России более 50. Рассмотрим общие принципы,
положенные в основу методик, получивших наибольшее распространение.
Триботехнические испытания весьма трудоемкие и дорогостоящие.
Исследователи стремятся уменьшить объем испытаний, соблюдая заранее
заданные требования к их точности и достоверности. Этому способствует
применение метода планирования триботехнического эксперимента.
Испытания осуществляются как на образцах, так и на натурном объекте.
При этом следует иметь в виду, что чем меньше размер образца, тем выше
эффективность испытаний, которые выполняются большей частью в
сжатом масштабе времени. На рис. 11.1 показана иерархическая система
РЦИ. В конкретных случаях рассматривается только часть системы РЦИ.
Целесообразно экономически и технически применять в целом РЦИ
в виде отдельных этапов последовательных экспериментов.
Так, на первом этапе необходимо и достаточно установить влияние
определяющего параметра на коэффициент трения и интенсивность
изнашивания. В зависимости от назначения узлатрения таким параметром
обычно являются либо температура, либо нагрузка на пару трения, а
иногда - вибрационная (динамическая) нагрузка с заданной частотой и
амплитудой.
Среда оказывает заметное влияние на эксплуатационные свойства
поверхности элемента пары трения, в частности на совместимость. В
качестве среды, например, рассматриваются смазочные материалы. При
хорошей совместимости изменение свойств материалов вследствие
контакта со Средой за период расчетного ресурса должно происходить в
заданных пределах. Совместимость оценивается на основании комплекса
физико-механических испытаний (прочности, тепло- или морозостойко-
сти, термостарения и т.п.), в которые входят различные виды РЦИ. В
некоторых отраслях триботехники принята оценка в баллах, в других -
в виде классов износостойкости, в третьих - по заключению экспертов.
Обязательным является выявление границ совместимости пары трения
в зависимости от значений определяющего параметра температуры или
нагрузки (и в сочетании с температурой). Примером таких испытаний, при
которых обязательно определяются фрикционные характеристики и
Рациональный цикл испытаний
573
|Апробирование пары трения для проектируемого узла машины|
Подбор пары трения на основании априорной информации
по критериям совместимости
Этап 1 Выявление границ совместимости пары трения по опреде-
ляющему параметру при комнатной температуре окружаю-
___________щей среды при испытаниях на лабораторной установке___
♦ "
| То же,при повышенной температуре окружающей среды |
♦
| То же, при отрицательной температуре окружающей среды |
| То же,при вибрационньк воздействиях и т.д. |
Этап 2 Моделирование на образцах пары трения при комнатной
температуре окружающей среды
| То же,при повышенной температуре окружающей среды |
| То же,при отрицательной температуре окружающей среды |
Этап 3 Натурное моделирование на стенде эксплуатационных усло-
вий работы пары треиия^в узле машины
Натурное моделирование экстремальных условий на стенде
Этап 4 Натурное моделирование в типовых условиях эксплуатации
узла машины
Натурное моделирование в экстремальных условиях экс-
плуатации
Рис. 11.1. Иерархическая система РЦИ по Э.Д. Брауну
интенсивность изнашивания, являются реализуемые на серийных
триботехнических комплексах типа УМТ испытания на фрикционную
теплостойкость, когда температура в зоне трения изменяется за счет
фрикционного разогрева.
Сущность этого стандартизированного метода, разработанного
И.В. Крагельским и А.В. Чичинадзе, заключается в том, что вращающийся
и неподвижный малогабаритные кольцевые образцы (наружный диа-
метр образца 28 мм, внутренний 20 мм, высота 15 мм, номинальная
площадь трения Зсм2) исследуемого сочетания материалов устанавли-
574
Глава 11. Методы и средства испытаний на трение и износ
вают соосно, прижимают друг к другу торцовыми рабочими поверх-
ностями с заданной осевой силой, ступенчато изменяют температуру
фрикционного разогрева путем дискретного изменения частоты вращения
подвижного образца.
В ходе испытаний определяют значения интенсивности изнашивания
и коэффициента трения для каждой ступени температуры, а фрикционную
теплостойкость сочетания материалов оценивают по зависимости этих
величин от температуры поверхности трения.
Частоту вращения образца выбирают из рекомендуемого ряда в
диапазоне от 50 до 3000 мин-1, но не менее пяти ступеней (значений частот),
нагрузку - в диапазоне от 0,2 до 4 кН. Испытания на каждой ступени
должны быть не менее 15 мин, когда устанавливается стационарный режим
трения и теплообразования. Непрерывно регистрируются значения
температуры, времени, пути, а также момента от сил трения. При
испытаниях обращают внимание на маркировку образцов, предваритель-
ную очистку контактирующих поверхностей от загрязнения, изменения
линейных размеров и массы, качество поверхности после приработки
(наличие рисок, следов схватывания).
На рис. 11.2 показаны типичные зоны фрикционной теплостойкости
двух пар трения (штриховые линии). После образования под влиянием
температуры и нагрузки рабочего слоя на поверхностях трения изменяется
характер зависимости/т =/(0тах) Для ФПМ - чугун (штрихпунктирные
линии).
Реализация начального этапа РЦИ осуществляется на отечественных
триботехнических комплексах типа УМТ или их предшественницах (И-47,
МФТ и др.). Эти комплексы и машины позволяют плавно регулировать
и автоматически поддерживать частоту вращения вала. Нагрузка также
регулируется плавно. Возможно использование зарубежных машин, а
также отечественных машин
СМЦ-1,СМТ-1 и ИИ-5018 с
другими видами образцов
(например, вал - втулка или
ролик - колодка).
Полученные при испыта-
ниях по начальному этапу
РЦИ результаты сопоставля-
ют с требованиями к паре
трения по предельным сило-
Рис. 11.2. Типовые области фрикцион-
ной теплостойкости: зависимости
коэффициента трения от температуры
поверхности треииидли предваритель-
но иеприработаииых материалов:
а- ФПМ - чугун; б - ФСПМ - чугун
Рациональный цикл испытаний
57S
вым и тепловым нагрузкам, износостойкости и стоимости. Выявленные
экспериментально критические точки, после которых наблюдается или
заметное изменение силы трения, или бифуркации коэффициента трения,
или заметное уменьшение износостойкости, являются естественной
границей применения пары трения.
Нормативная границаприменениядолжнапредусматривать некоторый
резерв по определяющему параметру в зависимости от назначения узла
трения. Этот резерв необходим, так как в процессе изготовления имеет
место заметная дисперсия свойств материалов в пределах полученных зон
(см. рис. 11.2).
В результате этих испытаний получают фундаментальные двухфактор-
ные функции коэффициента трения fv и интенсивности износа Г./т = fipa-.
ftmax) и = Дра> fynax)’ которые позволяют определить оптимальную область
применения данной пары, трения и использовать также ее в системах
уравнений тепловой динамйки трения и износа (ТДТИ) фрикционных пар
при сухом и граничном трении.
Следует иметь в виду, что перемещение критических точек вправо, т.е.
увеличение значения определяющего параметра (температуры, нагрузки)
существенно удорожает материалы узла трения. Например, в тормозных
механизмах вместо недорогих и легких фрикционных полимерных
материалов приходится применять более тяжелые и дорогие композиции
из порошковых металлических или вместо порошковых металлических
применять еще более дорогие углеродные фрикционные композиционные
материалы. Обычно после этого этапа РЦИ остается не более 10 % пар
трения от предложенных разработчиками материалов.
На втором этапе РЦИ проводятся модельные испытания на малогаба-
ритных образцах. Испытания на моделях применяются очень широко
практически во всех отраслях трибологии. Однако модельными можно
считать только те из них, которые основаны на теории подобия, методах
математико-физического моделирования и используют масштабные
коэффициенты перехода (МКЛ), рассчитанные с применением изложенного
выше замкнутого математического описания модели исследуемого
процесса.
В зависимости от дополнительных условий при расчете МКП
(например, тождественности значений температуры у модели и натурного
трибосопряжения) в ходе испытания применяют сжатый, растянутый или
нормальный масштабы времени. Так, сжатый масштаб позволяет
выполнять моделирование при ускоренных испытаниях.
После расчета МКП обязательно выполняется анализ возможности их
реализации при экспериментах на испытательных установках по
следующим параметрам режима испытаний: скорости, нагрузке, температу-
ре (учитывая необходимость дополнительного подогрева или охлаждения),
моменту инерции маховых масс (в задачах нестационарного трения).
Обычно в качестве известного по условию задачи параметра,
относительно которого рассчитывают МКП, выбирается симплекс
576
Глава 11, Методы и средства испытаний на трение и износ
геометрических размеров Сг) 2 обоих элементов пары трения, в который
входят такие известные по условию задачи параметры, как номинальные
площади трения Aai 2 и характерные размеры элементов пары трения 2,
отношение свободной (не находящейся в контакте) площади поверхности
элемента пары трения к его эффективному объему. Индексы 1 и 2 относятся
к элементам пары трения как для натурного эксперимента (и), так и для
модельного (л<).
Для нестационарных процессов учитывается только часть элемента
пары трения, ограниченная эффективной глубиной проникновения
теплоты, которая определяется по А.В. Чичинадзе. Численные значения
Сг| 2, а следовательно, МКП в значительной мере зависят от габаритов
образцов. Характерный размер элементов пары трения 2 учитывает
геометрию и механику контактирования при трении, а также условия
теплопроводности и теплопередачи.
Модельные испытания фрикционных пар для тормозов выполняют по
стандартному методу теплоимпульсного трения, позволяющему вос-
производить нестационарные режимы теплового нагружения.
Сущность метода заключается в том, что на валу испытательной
машины типа ИМ-58 устанавливают кольцевой образец. К валу
присоединяют маховые массы с заданным на основании расчета моментом
инерции, приводят вал во вращение с определенной частотой,
отключают привод вала, прижимают с заданной силой к торцовой
поверхности вращающегося образца неподвижно установленный
кольцевой образец, осуществляя торможение.
В процессе торможения непрерывно регистрируют с заданной
погрешностью в функции времени момент сии трения, продолжительность
торможения, температуру в зоне фрикционного контакта, частоту
вращения вала, а после торможения собирают продукты износа и
определяют износ образцов,'по значениям которых судят о триботехничес-
ких характеристиках испытанных материалов и соответствии их
техническим требованиям.
Параметры режима испытаний задают исходя из конкретных условий
эксплуатации фрикционного устройства, для которого предназначены
испытуемые материалы. Кроме того, эти испытания позволяют получить
в функции времени торможения двух- и трехфакторные функции
коэффициента трения/т -f(pa, f>max) и/т =f(pa, vCK, 0max), которые уточняют
оптимальную область применения данной фрикционной пары для
процессов торможения с учетом возможности возникновения нежела-
тельных по амплитуде и частоте фрикционных автоколебаний.
При моделировании стараются учитывать и по возможности контроли-
ровать (регистрировать) параметры следующих четырех групп:
спектра нагружения (особенно при вибрации), когда необходимо
учитывать эффективные значения и дисперсии нагрузок; продолжитель-
ность нагружения; скорость нарастания нагрузки; динамическую
Рациональный цикл испытаний
5П
составляющую нагрузки; вид движения, ускорение, температуру
окружающей среды;
структуры испытуемого трибосопряжения, которая позволяет
учитывать различие между процессами в подвижном и неподвижном
элементе, наличие и поведение промежуточного материала, влияние
коэффициента взаимного перекрытия на удаление продуктов изнашивания,
смазывание и охлаждение контактирующих поверхностей;
свойств поверхностных слоев материалов пары трення, которые
существенно влияют на механизм изнашивания и на вид нарушения
фрикционных связей;
выходных характеристик триботехнической системы, к числу которых
относятся силы (коэффициент) трения, интенсивность изнашивания,
толщина слоя смазочного материала, температура на фрикционном
контакте и окружающей среды, акустическое излучение (уровень шума),
работа и мощность сил трения, топография износа.
Для оценки пар трения тормозных и фрикционных устройств
определяют предложенные А.В. Чичинадзе коэффициенты*, стабильность
аст и колебание укол коэффициента тренияэффективность торможения
рэф (1/с2) и приведенную эффективность тормоза к, т (ториДмкм-с2):
где а, и/т тах - соответственно минимальный, средний и макси-
мальный коэффициенты трения, получаемые из кривых Мтфис. 11.3); tr—
продолжительность процесса торможения; АЛ — линейный износ,
приходящийся на одно торможение.
В результате модельных испытаний с использованием МКП с высокой
достоверностью устанавливается пара трения в большей мере, чем другие
фрикционные пары удовлетворяющая техническим требованиям для
конкретного узла треиия с учетом конкретных условий эксплуатации
(стационарных и нестацио-
нарных).
Рис. 113. Типичные характеристи-
ки процесса торможения, получен-
ные при модельном эксперименте на
машине треиия ИМ-58 (Мт - тор-
мозной момент; - скорость
скольжения; ра - нормальное давле-
ние; Ота, - максимальная темпера-
тура иа поверхности трення; /т -
продолжительность треиия при
торможении; / - время)
578
Глава 11. Методы и средства испытаний иа трение и износ
На третьем этапе для определения влияния конструктивного
оформления пары трения в заданном диапазоне режимов силового,
теплового и скоростного нагружения на работоспособность трибосопряже-
ния применяют стендовые и натурные испытания.
Простейшим способом проведения натурных испытаний является
использование машины с установленным в ней узлом трения. Однако в
этом случае весьма трудно получить достаточно полную и достоверную
картину работы узла трения. Исследователь в этом случае может только
располагать усредненной информацией о режимах эксплуатации, как
правило, без знания экстремальных значений нагрузок и обычно без замера
температуры и силы трения.
В лучшем случае таким способом можно получить информацию об
износе элементов пары трения или наработке узла трения на отказ.
Поэтому такие натурные испытания узлов трения непосредственно на
машине, работоспособность которой изучается, малоэффективны и должны
применяться сравнительно редко. Однако часто используется натурное
моделирование на специальных стендах, позволяющих воспроизводить
и регистрировать режимы нагружения при большой вариации значений
контрольных параметров, измерять и регистрировать непрерывно значения
трения (момент сил трения, коэффициент трения), температуру, расход
смазочного материала, а периодически - изменение качества и размеров
контактирующих поверхностей и износа.
Стендовыми испытаниями часто управляют с помощью ЭВМ по
различным программам с обязательной автоматизированной обработкой
результатов эксперимента. При стендовых испытаниях выявляется
наилучшее конструктивное оформление узла трения.
Обычно при натурных испытаниях выявляются просчеты конструктора,
которые приводят к перегрузке отдельных участков поверхности (при
чрезмерно широких или длинных фрикционных элементах), к повышенно-
му износу или шаржированию (если не предусмотрено удаление продуктов
износа), к перегреву контакта (когда оба элемента пары трения выполнены
из материалов с низкой теплопроводностью) и т.п.
Количество экспериментов п, необходимое и достаточное для испытания
узла треиия или его модели, определяют по рекомендуемой теорией
надежности формуле
п
где Z? - коэффициент, соответствующий заданной вероятности (для
нормального закона распределения);
Вероятность................. 0,60 0,70 0,80 0,85 0,90 0,95 0,99 0,9999
Zp.......................... 0,84 1,04 1,28 1,44 1,64 1,396 2,58 2,720
Рациональный цикл испытаний
579
ог- генеральная дисперсия (например, рассеяние значений продолжитель-
ности трения или диапазон колебаний износа элемента пары трения); е,. -
заданная погрешность определения значения контрольного параметра.
Например, контрольным параметром является время, задаваемое с
погрешностью не более 0,5 с, или точность инструмента 0,01 мм для
измерения линейного износа.
Каждый триботехнический эксперимент имеет вероятностный характер,
т.е. на его результаты влияют состояние окружающей среды, магнитные
поля, вибрации, случайные деформации сопряженных элементов; особенно
много случайных воздействий при эксплуатационных испытаниях машин,
перемещающихся по пересеченной местности, универсальных металлообра-
батывающих станков, а также, когда ими управляют недостаточно
опытные операторы.
Вероятность при расчете (надежности триботехнических эксперимен-
тов, результаты которых не ^вязаны непосредственно с жизнью людей,
выбирают обычно в диапазоне от 0,6 до 0,85.
Как правило, в РЦИ включают эксплуатационные испытания -
четвертый этап, которые позволяют учесть ряд факторов практически
невоспроизводимых при лабораторных модельных и стендовых испытани-
ях. Так, переменные силовые нагрузки могут увеличивать износ на 20...40 %
по сравнению с испытаниями при среднем эффективном ее значении.
Наложение вибрации от других узлов машины может привести к
изменению трения в 1,5...2 раза и к увеличению износа. Загрязненность
среды абразивом повышает износ в несколько раз. Изменение температуры
пары треиия из-за интенсивного теплоотвода (обдув) или плохого
теплоотвода существенно влияет наработоспособность пары трения. Такие
условия будут отличаться от оптимальных, предварительно установлен-
ных при лабораторных испытаниях.
Рассмотренный РЦИ наиболее эффективен при разработке принципи-
ально новых конструкций машин и моделировании рабочих характеристик
крупных машин. В первом случае на стадии проектирования машины
удается разработать узлы трения, которые обеспечивают заданный ресурс.
Во втором случае, кроме существенной экономии материалов за счет того,
что модельные образцы малогабаритны, сокращения времени, необходи-
мого для подготовки эксперимента, связанного с монтажом и демонтажом
узла трения, также удается значительно уменьшить машинное время. В
результате экономический эффект при сопоставлении вариантов, когда
в качестве основных испытаний назначаются лабораторные или эксплуата-
ционные, определяется суммой экономии материалов, уменьшения затрат
на монтаж и демонтаж узла трения, сокращения численности обслуживаю-
щего персонала и, самое главное, простоев машины в период эксплуатации
в связи с ремонтами. Разработка и выполнение РЦИ для узлов трения
крупных машин позволяет сэкономить значительные средства и время при
наличии у предприятия (фирмы) испытательной лаборатории.
5»
Глава 11. Метады и средства испытаний иа трение и износ
В тех случаях, когда в машине применены типовые конструктивные
решения и серийные нары трения, достаточно использовать только этапы
РЦИ, основанные на моделировании. При таких испытаниях необязательно
уделять большое внимание уровням точности моделирования при натурных
или эксплуатационных испытаниях. Достаточно ограничиться сравни-
тельными результатами.
Структура рационального цикла триботехнических испытаний
применяется для всех типов триботехнических материалов, в том числе и
для оценки работоспособности смазочных материалов.
ИХ ИСПЫТАТЕЛЬНАЯ ТЕХНИКА ДЛЯ ТРИБОЛОГИЧЕСКИХ
ИССЛЕДОВАНИЙ И ИСПЫТАНИЙ РАЗЛИЧНЫХ ПАР ТРЕНИЯ
В зависимости от назначения применяемые в трибологии средства
испытаний можно условно разделить на три группы:
приборы дм определения физико-механических и теплофизических
свойств поверхностей контактирующих элементов пары трения (твердоме-
ры, дилатометры, приборы для определения затухающих колебаний,
дефектоскопы и т.п.);
лабораторные машины и установки для испытаний материалов на
трение и износ;
стенды для испытания узлов трения.
Все основные отечественные и зарубежные средства для три ботехничес-
ких испытаний и измерений сил (моментов) трения, линейных и массовых
износов, поверхностных н объемных температур подробно описаны в
справочной литературе.
Машины трения н стенды, как правило, имеют блочный принцип
построения и включают в себя ряд функциональных блоков.
1. Испытательный блок, предназначенный для формирования
испытуемой пары трения. Он должен обеспечивать точную, надежную и
достаточно быструю установку образцов,однозначность и определенность
в реализации расчетной схемы испытаний, включая равномерность
нагрузки и износа образцов за счет их самоустанавливаемости или других
мер.
Соединения испытательного блока ие должны иметь зазоров,
вызывающих дополнительные динамические нагрузки на элементы
конструкции.
Должна обеспечиваться возможность испытаний различных типов
образцов по нескольким схемам, т.е. универсальность при быстрой
переналадке. Испытательный блок обычно связан конструктивно с блоком
привода, измерительным и нагружающим блоком.
2. Блок привода, предназначенный для сообщения движения одному
или нескольким элементам (или образцам), которые входят в узел трения.
Он включает обычно электродвигатель (иногда гидродвигатель),
передаточный механизм, кинематика которого определяется фактором
Испытательная техника
581
относительного движения пары трения. Привод должен обеспечивать
плавность движения, без рывков и ударов, широкий диапазон регулирова-
ния частоты вращения и устойчивое поддержание заданной программой
испытания частоты вращения (движения) образца.
3. Блок нагружения, создающий заданную нагрузку на образце
(постоянную или переменную) и поддерживающий ее на заданном уровне.
Для этого используются рычажно-гравитационные, пружинные,
пневматические, электромагнитные и гидравлические механизмы,
обеспечивающие плавное приложение и стабильность режима нагружения
независимо от изменений в процессах трения и изнашивания.
4. Блок накопления кинетической энергии (на машинах нестационарно-
го трения), выполненный в виде набора маховых масс, присоединяемых
по мере необходимости к валу машины, на котором закреплен один из
испытуемых образцов. ,
5. Блок для имитации (специальной среды (газовой, жидкостной) при
испытаниях пары трений. Камера этого блока служит для проведения
испытаний в условиях повышенных или пониженных температур, вакуума,
загрязнения абразивом, смазки и т.п. Она должна также защищать
оператора от воздействия продуктов износа, шума и т.п.
6. Блоки управления и измерения, связанные с машиной и компьютером
для обработки информации, регистрируемой в процессе испытания:
момента (силы) трения, силы нормального давления, скорости, пути трения,
температуры в заданной зоне, работы трения, износа и т.п.
АО "Точприбор" вы пускает разработанные совместно с ИМАШ РАН
триботехнические комплексы 2168 УМТ "Унитриб", ИИ-5018 и др.,
которые имеют ряд сменных узлов, позволяющих выполнять испытания
практически по всем схемам контактирования фрикционных элементов,
применяемых в машиностроении (рис. 11.4 и 11.5). Частота вращения
образцов регулируется плавно в диапазоне от 50 до 3000 мин-1 (для УМТ)
и от 50 до 2000 мин-1 (для ИИ), нормальная нагрузка может изменяться
от 0,02 до 5 кН.
Для оценки противоизносных и противозадирных свойств жидких и
пластичных смазочных материалов служит четырехшариковая машина
трения (рис. 11.6), а для исследования нестационарного трения - машина
типа ИМ-58 (рис. 11.7). Малогабаритные машины с различными схемами
контактирования выпускают в Польше, Германии, Японии, США,
Великобритании и др. странах (рис. 11.8).
Кроме универсальных триботехнических комплексов достаточно
большое распространение получили специализированные стенды для
исследования подшипников качения, зубчатых передач, для определения
работоспособности уплотнений и др.
Исследования долговечности составляют около 70 % общего объема
исследований подшипников качения, поскольку Долговечность является
основным показателем нх качества. Оценка состояния подшипников (на
отсутствие повреждений) обычно осуществляется путем измерения
582
Глава 11. Методы if средства испытаний на трение и износ
Рис. 11.4. Схемы контактирования образцов иа триботехническом комплексе "Уиитрнб”:
а - кольцо - кольцо, имитация работы дискового тормоза или муфты; б - вал - втулка,
имитация подшипиика скольжения; d - ролик - колодка, имитация колодочного тормоза;
г- палец - диск (схема широко распространена в зарубежных трибометрах); д - вал - втулка
при качательном движении, имитация шарнира; е - вал - три трубки при качательном
движении, имитация работы трубки в теплообменнике; ж - палец - ролик, имитация
нагруженного линейного контакта
Р
Рис. 11.5. Схемы контактирования
образцов иа серийном универсаль-
ном триботехническом комплексе
ИИ-5018:
а - ролик - ролик, роликовая анало-
гия зубчатой передачи; б - ролик -
колодка; в - вал - втулка
колебаний. Практикуются испытательные схемы с головками, в которых
одновременно устанавливается несколько подшипников для получения
Статистически достоверных результатов эксперимента.
Широкое применение находят специализирован-
ные стенды для испытания материалов и узлов
трения в квазистационарных и нестационарных
режимах трения. Невозможно описать все схемы
таких стендов. Однако независимо от конструктив-
ного оформления они должны: обеспечивать возмож-
ность измерения мощности или работы; устанавли-
вать потери на трение с учетом погрешности измере-
Рие. 11.6. Схема четырехшариковой машины треиия, применяемой
для оценки протнвоизиосиых и противозадирных свойств жидких
и пластичных смазочных материалов
Испытательная техника
583
Рис. 11.7. Схема машины нестационарного трения типа ИМ-58:
1- двигатель; 2-муфта сцепления; 3- маховая масса; 4-опора; 5-рабочий узел (образцы);
б — силоизмеритель; 7-нагружающее устройство
ния, температурный режим зоны трения, окружающей среды; точно
фиксировать значения скорости, нагрузки, пути трения и времени,
позволять выполнять быструю разборку рабочего узла для измерения
износа.
При эксплуатации триботехнических комплексов и стендов особое
внимание уделяется строгому соответствию условий и режимов инструк-
циям предприятия-изготовителя. При этом на рабочих местах желательно
постоянное закрепление обслуживающего персонала. Обязательна
периодическая калибровка измерительных систем (тахометров, динамомет-
ров, моментомеров, рычажно-гравита-
циоииых систем) в статике с помощью
образцовых средств измерений и
специальных приспособлений. Статис-
тическая погрешность измерений силы
трения обычно устанавливается в
пределах 1 ...5% измеряемой величины
или в % верхнего предела измерений.
При длительной работе показания
измерителей могут несколько менять-
ся вследствие вибрации и ползучести
материала силоизмерителей.
Рнс. 11.8. Схемы контакта образцов, используе-
мых в лабораторных машинах для трибологичес-
ких испытаний смазочных материалов зарубеж-
ными фирмами:
а - четырехшариковая; б - Тимкен (кольцо ~
брус); а - Фалекс (валик - два полувклады-
ша); г - Алмен-Виланд (валик - два м-об-
разных блока); д - SAE (два кольца)
584
Глава 11. Методы и средства испытаний на трение и износ
Испытания на серийных, метрологически аттестованных машинах
трения, выполняются по типовым, утвержденным Госстандартом,
методикам или международным методам, утвержденным ASTM, SAE,
DIN, ISO.
Наибольшие трудности при оценке погрешности экспериментальных
результатов возникают при исследовании нестационарных процессов, у
которых небольшая постоянная времени. Для таких процессов необходима
практически безынерционная аппаратура и датчики.
Так, если возникает необходимость измерить температуру в момент
фрикционного взаимодействия, сопровождаемого ударом, то приходится
учитывать, что продолжительность удара КГ6 с. В то же время инерцион-
ность большинства датчиков от 1 до 10~3 с. Регистрирующая аппаратура,
в виде самопишущих потенциометров имеет инерционность от 0,1 до 1 с.,
поэтому для проведения тонких экспериментов применяют микротермопа-
ры специальной конструкции и безынерционные осциллографы.
Подробней со способами измерений при трибологических исследованиях
и испытаниях и погрешностями этих измерений можно ознакомиться в
справочной литературе по триботехнике.
Специализированные испытательные центры, которые будут реали-
зовываться в различных отраслях машиностроения, позволят при помощи
триботехнических комплексов и методик испытаний сертифицировать узлы
трения и материалы для их элементов.
11.3. ОСОБЕННОСТИ ТРИБОЛОГИЧЕСКИХ ИСПЫТАНИЙ
СМАЗОЧНЫХ МАТЕРИАЛОВ
Трибологические испытания смазочных материалов проводятся для
оценки их способности предотвращать заедание подвижных фрикционных
сопряжений, уменьшать в них потери на трение и снижать износ пар
трения. Эти испытания проводятся согласно правилам, существующим в
нашей стране, в процессе оценки уровня эксплуатацией ных свойств топлив
и смазочных материалов как при разработке новых масел и пластичных
смазок, так и при испытании композиций, ранее известных, но полученн ых
из нового сырья, с другими компонентами или по измененной технологии.
Полученные результаты, как и результаты оценки других эксплуатаци-
онных (а также физико-химических и экологических) свойств смазочных
материалов позволяют принять обоснованное решение о допуске данного
продукта к применению или о необходимости проведения последующих
эксплуатационных испытаний.
Наиболее полно трибологические (а также другие эксплуатационные)
свойства смазочных материалов можно оценить непосредственно на
натурных агрегатах (полноразмерных двигателях, редукторах, насосах и
т.д.) в процессе их длительной работы по специальной программе,
отражающей условия эксплуатации машин и механизмов. Однако такой
подход на современном уровне развития техники не всегда целесообразен
Испытания смазочных материалов
585
вследствие не только ине столько из-за значительной затраты материалов
и средств при таких испытаниях, но и вследствие их большой длительности,
что недопустимо затягивает сроки использования новых смазочных
материалов.
Ускоренные методы испытаний на модельных установках, стендах и
натурных агрегатах позволяют за максимально короткие сроки получить
достаточно надежную оценку важнейших эксплуатационных свойств
смазочных материалов, в том числе трибологических. Ускоренные методы
испытаний отдельных эксплуатационных свойств смазочных материалов
получили название квалификащюнных. Поскольку каждый квалификаци-
онный метод оценивает в принципе лишь одно эксплуатационное свойство
смазочного материала (иногда несколько), для всесторонней оценки уровня
эксплуатационных свойств исследуемого продукта применяют специаль-
ный комплекс методов квалификационной оценки качества смазочных
материалов, что представляет собой своеобразный РЦИ.
Различные зарубежные фирмы (Фольксваген, Форд и т.д.), ведомства
и ассоциации имеют свой спецификации, которые также включают
комплексы лабораторных и стендовых испытательных методов. Некоторые
из этих методов, особенно лабораторные, практически не отличаются от
отечественных, а другие имеют некоторые принципиальные различия. В
любом случае все сравнимые смазочные материалы испытывают на
идентичных парах трения и в идентичных условиях, так что сравнение
результатов испытаний исследуемых и контрольных смазочных материалов
не вызывает затруднений. Если методика испытаний не может гарантиро-
вать идентичность начальных условий, то проводят параллельные
испытания опытного и контрольного смазочного материалов для
обеспечения корректности сравнения результатов.
Методика испытаний позволяет по результатам измерения износа пар
трения или по другим выходным характеристикам процесса испытания
(например, по заеданию узла трения) судить о трибологических характерис-
тиках смазочных материалов в стандартных условиях. Таким образом, хотя
эти испытания являются чисто сравнительными, корректно выбранная
последовательность используемых методов и корректность самих методов,
подтвержденные многолетней практикой, дают возможность достаточно
надежно оценить уровень качества данного смазочного материала.
На начальном этапе трибологических исследований способность
смазочных материалов уменьшать износ пар трения и предотвращать их
заедание оценивается на установках, осуществляющих трение тел простой
форм ы (шаров, плоских брусков, цилиндров и т.д.) в стандартных условиях
на несложных лабораторных установках малой мощности, требующих для
испытания минимального количества опытного смазочного материала.
В отечественных комплексах методов квалификационной оценки
качества смазочных материалов и в ряде зарубежных спецификаций для
этой цели применяется метод оценки смазывающих свойств масел и
пластичных смазок на четырехшариковой машине (см. рис. 11.6). В этой
586
Глава 11. Методы и средства испытаний на трение и износ
лабораторной установке шарик 1 из стали ШХ-15 диаметром 12,7 мм зажат
в шпинделе машины, вращающемся с частотой 1470 мин-1. К шарику 1 под
заданной нагрузкой Р прижимают три неподвижных шарика 2, сложенных
треугольником в плоскости, перпендикулярной оси шпинделя, и помещают
в чашку с исследуемым смазочным материалом. Вращающийся шарик
вытирает на контактирующих с ним участках рабочих поверхностей
неподвижных шаров лунки (пятна износа), по среднему размеру которых
судят о влиянии смазочного материала на износ шаров при данной
нагрузке.
Существуют два основных метода испытаний на такой машине. Первый
метод связан с оценкой противоизносных свойств смазочных материалов
и заключается в проведении испытаний при постоянной нагрузке в течение
60 мин с измерением после окончания испытания среднего диаметра пятна
износа. Чем меньше этот диаметр, тем выше противоизносные свойства
смазочного материала.
Второй метод позволяет оценить противозадирные свойства смазочного
материала и заключается в определении диаметров пятен износа на нижних
шарах при ступенчато возрастающей нагрузке на узел трения при
продолжительности испытания при каждой нагрузке 10 с. О противозадир-
ных свойствах смазочных материалов судят по критической нагрузке Ркр -
осевой нагрузке на узел трения, при превышении которой наблюдается
резкое увеличение пятна износа вследствие разрушения смазочного слоя,
разделяющего трущиеся поверхности, и по нагрузке сваривания Ра -
нагрузке, при превышении которой имеет место сваривание шариков и
которая характеризует предельную способность смазочного материала
предотвратить задир. Чем больше значения нагрузок, тем выше противоза-
дирная стойкость исследуемого смазочного материала.
Кроме того, методика испытаний смазочных материалов на четырехша-
риковой машине предусматривает оценку трибологических свойств
смазочных материалов с помощью комплексного критерия - индекса
задира И3, представляющего собой относительную нагрузку Q, усреднен-
ную по всему интервалу использованных при испытании нагрузок от
начальной до Рсв:
<Р
е = р~г,
dH
где Р~ осевая нагрузка; и ^-соответственно диаметр средний пятна
износа и площадки по Герцу при нагрузке Р.
Индекс задира
я, = (i/n)Ee,,
где п - количество испытаний; £2(- сумма относительных нагрузок от
начальной до предшествующей Р.
Планирование экспериментов
587
Чем больше И3, тем выше противоизносные свойства смазочного
материала при жестких условиях нагружения (так как при Р < Рхр диаметр
пятна износа dH мало отличается от rfr, а на величину наибольшее
влияние оказывают значения при нагрузках, превышающих Рк, когда
Полученная информация дает возможность сделать обоснованный
вывод о пригодности смазочного материала по уровню его трибологичес-
ких свойств для использования в технике при соответствующих условиях
эксплуатации. Это позволяет резко сократить объем эксплуатационных
испытаний, уменьшить затраты времени и средств на проведение
испытаний смазочного материала, существенно сократить срок,
требуемый для принятия решения о возможности использования
смазочного материала.
11.4. ПЛАНИРОВАНИЕ ЭКСПЕРИМЕНТОВ
ПРИ ОЦЕНКЕ ТРЕНИЯ И ИЗНОСА
Планирование экспериментов (ПЭ) находит применение для решения
четырех видов практических задач:
1) при выполнении экспертных оценок;
2) при постановке многофакторных опытов с целью уменьшения объема
эксперимента при сохранении его качественных и количественных
характеристик;
3) при свертке экпериментальной информации, например, для банка
данных;
4) при оптимизации сложных систем и процессов.
Чтобы выявить, например, влияние каждого из пяти факторов, нужно
иметь не менее шести-семи вариантов. В этом случае, не считая опытов,
проведенных в одинаковых условиях (для оценки достаточно устойчивых
средних), общее число комбинаций экспериментов должно быть 75 - 16807.
Учитывая высокую стоимость и продолжительность, что практически
осуществить невозможно, во-первых, уменьшают количество влияющих
факторов, объединяя их в обобщенные переменные (ОП); во-вторых,
прибегают к методам рационального планирования эксперимента.
Для минимизации числа экспериментов и равномерного охвата
возможных сочетаний (без повторения) влияющих факторов используют
латинский квадрат (ЛК), содержащий п строк и п столбцов, т.е. пг клеток,
в каждую из которых включено одно из п конкретных чисел так, что любое
число появляется один и только один раз в каждой строке и в каждом
столбце.
Латинский квадрат при п - 3 имеет вид:
588
Глава 11. Методы и средства испытаний иа треиие и износ
0 1 2
1 2 0
2 0 I
Принципом построения ЛК пользуются при планировании эксперимен-
та. При этом, располагая в клетках ЛК варианты факторов, получается,
что по любой строке и любому столбцу на значение средней не будет
влиять подбор вариантов. Возможно применение ЛК при п = 4, п = 5 и т.д.
Однако при увеличении п резко возрастает трудоемкость решения задачи.
Весьма перспективным является применение вместо отдельных факторов
(например, скорости, нагрузки, времени) ОП, в состав которых входят эти
факторы.
В качестве математической основы постановки и обработки эксперимен-
та используют регрессионный анализ. Уравнение регрессии выводится на
основании статистических данных, которые могут быть получены двумя
способами: в результате либо пассивного, либо активного эксперимента.
При пассивном эксперименте методы математической статистики
используют только для обработки результатов. Постановка и проведение
пассивного эксперимента традиционно основывается на интуиции
исследователя и фактически сводится к реализации однофакторных
экспериментов.
Лктмвиый эксперимент-эксперимент, постановка, проведение и анализ
результатов которого базируются на методах математической статистики.
Эти методы (теория эксперимента, комбинаторика и др.) диктуют выбор
оптимального плана проведения эксперимента - статистическую оценку
на основании критериев адекватности, воспроизводимости и т.п., а при
продолжении эксперимента - оптимальной его стратегии (например, метод
крутого восхождения и т.п.). Активный эксперимент более эффективен, чем
пассивный, причем его эффективность тем больше, чем сложнее изучаемая
система по количеству факторов и связей между ними.
Задача регрессионного анализа - выбор вида функции (вида отрезка
полинома) и оценка коэффициентов регрессии. Вид функции должен быть
по возможности прост, но в то же время должен хорошо выражать
реальную зависимость. Выбранный вид функции в процессе регрессионного
анализа проверяется по соответствующим критериям и при необходимости
уточняется.
После расчетов проверяют соответствие (адекватность) полученного
уравнения опытным данным. Адекватность проверяют обычно по
критерию Фишера F, который позволяет сравнивать дисперсии относитель-
но линии регрессии с разбросом в точке. Если модель не адекватна
результатам эксперимента, то приходится выбирать более сложный вид
уравнения.
Планирование экспериментов 589
Если известно, что экспериментальные данные должны соответство-
вать нормальному закону, то для проверки существенности отличия самой
большой дисперсии, полученной при выборках из совокупностей,
подчиняющихся нормальному закону распределения, от всех остальных
дисперсий, используется критерий Кохрена.
В планировании эксперимента и обработке его данных преобладает
принцип максимума правдоподобия: наипучшим описанием явления будет
то, которое дает наибольшую вероятность получить в результате
измерений именно те значения, которые фактически получены.
Наряду с ОП для уменьшения объема вычислительных операций при
планировании эксперимента и обработке его результатов применяют
различные методы многомерного анализа. Они состоят в разбиении
анализируемой совокупности объемов, заданных многомерными
признаками, на сравнительно небольшое число "сгустков" или скоплений.
Так, в задачах трибологи^ успешно применяется метод группового учета
аргументов и кластерный анализ. Последний предназначен для группиров-
ки (кластеризации) совокупности, элементы которой характеризуются
многими признаками, и получения однородных групп (кластеров).
Кластерный анализ позволяет объединить в однородные группы различные
признаки с помощью некоторой метрики, например, евклидова расстояния.
Задача кластерного анализа состоит в представлении первичной
информации в сжатом виде без чрезмерной потери информации.
Пассивный эксперимент заключается в том, что при минимальном числе
опытов и0, изменяя значения независимых переменных (факторов)
(например, нагрузки Р, скорости v) по специально сформированным
правилам находят математическую модель параметра оптимизации
(отклика) Y(например, коэффициента трения/т) на основании переменных
*1 опт — ^оп> х2 опт — vonT'
Схема пассивного эксперимента состоит из следующих этапов:
1) постановка задачи и выбор модели исследования; 2) выбор параметра
оптимизации; 3) выбор факторов х(.; 4) составление линейного плана Y =
= Ф(х); 5) экспериментальная реализация линейного плана и построение
линейной модели:
к к
н = £ atxi+ £ аих,р
l-t>
6) поиск области эксперимента Уопт; 7) описание области эксперимента
экстремума моделями второго и более высоких порядков. Интерпретация,
в том числе и графическая, результатов опытов.
При пассивном эксперименте используют кибернетический подход, в
основу которого положена идея черного ящика (рис. 11.9):
у р уг,..., у,, -,Ут, - параметры оптимизации (отклики);
х1,х2,..., Xj, .... хп,... - управляемые факторы;
w(, w2,..., Wf,.... Wj,... - неуправляемые факторы;
590
Глава 11. Методы и средства испытаний иа трение и износ
Рис. 11.9. Схема "черного ящика”, ис-
пользуемого при планировании экспери-
мента
z1( z2,Zp Zp,... - контро-
лируемые факторы.
Параметры оптимизации -
величины, характеризующие ре-
зультаты эксперимента и подле-
жащие оптимизации путем варь-
ирования факторов.
В задачах триботехники это чаще всего несущая способность пары
трения, износостойкость, коэффициент трения.
Под управляемостью факторов понимается возможность придавать
фактору любой уровень в области его определения и строго поддерживать
(фиксировать) постоянным в течение всего опыта. Примерами управляемых
факторов могут быть скорость скольжения, коэффициент перекрытия и
т.п., неуправляемых - температура окружающей среды, изменение
шероховатости при приработке, толщина слоя смазки.
Контролируемые факторы-факторы, значения которых контролируют-
ся или поддерживаются на определенном уровне (например, состав или
расход смазки, температура окружающей среды и т.п.).
Связь между входными и выходными параметрами - функция отклика
Y = Ф(х(; х2 ••• X*) представляется в виде уравнения регрессии (полиноми-
ального уравнения):
it к к
F = afl + £ а(х( + £ afjXy + £ ацхц>
i»0 f"0 f*0
где й0 - свободный коэффициент; а,—линейные коэффициенты (i = 1,2,...,
к); ait - коэффициенты парного взаимодействия факторов х;, аи -
коэффициенты квадратичных членов; к- число факторов модели;/- число
парных взаимодействий.
Точность и надежность оценок коэффициентов регрессии (а0, at, а!}-,
зависят от свойств плана эксперимента.
Используется полный факторный эксперимент (ПФЭ) или его часть -
дробный факторный эксперимент (ДФЭ). Под полным факторным
экспериментом понимают такой эксперимент, в котором реализуются
всевозможные неповторяющиеся уровни факторов. Если число факторов
равно к, а число уровней каждого из них 5, то число комбинаций jV при
полном факторном эксперименте соответствует количеству независимых
опытов и равно 8*, т.е. N = Sk. Обычно чаще встречаются планы
эксперимента типа 2к, реже Зк и очень редко 8 > 3 в связи с резким ростом
Планирование экспериментов
591
числа независимых опытов N. Так, для эксперимента типа 2к, при числе
факторов 2 - число опытов 4, при числе факторов 3 - число опытов 8, при
числе факторов 4 - число опытов 16 и т.д.
Диапазон варьирования (интервал изменения факторов) находится
между верхним (+) и нижним (-) уровнями. Центр области варьирования
принимается за нулевую точку (0). Например, фактор 04 (наружная
температура) изменяется от -х = 40 °C до +х = 80 °C. Тогда уровень "0"
соответствует 0(0) = 60 °C, т.е. среднему значению.
При двух уровнях варьирования и кодированных величинах верхний
уровень соответствует+1, нижний -1. Кодирование факторов необходимо
для перевода натуральных значений факторов х в безразмерные Х;, чтобы
построить стандартную план-матрицу.
Для факторов с непрерывной областью определения используется
преобразование
• х<=
Дх,
где X, - кодирование; х( - текущее значение фактора в именованных
(натуральных) единицах; х,^~ значение основного уровня в натуральных
единицах; Дх, - интервал варьирования фактора;
Дх, = ^^2™,
' 2
Допустим, что в задаче варьируются два фактора: х( -pt - удельная
нагрузка (МПа) и х2 = Vj скорость (м/с). План (линейная модель)
характеризуется варьированием факторов на двух уровнях (табл. 11.1,
11.2). Параметр оптимизации (коэффициент трения) изменяется от 0,09 до
0,16.
11.1. План эксперимента л0 = 22
Уровень факторов Факторы
X] = р|, МПа *2= V|, м/с
Основной уровень (0) Интервал варьирования Верхний уровень Нижний уровень 40 20 60 20 0,4 0,2 0,6 0,2
592
Глава 11. Методы и средства испытаний на треиие и износ
1U. Факторы. Параметры оптимизации
№ опыта Факторы Параметры оптимизации Кодо- вое обозна- чение строк
МО *1*2 Г|, Tjv
1 + + + + 0,14 0,16 0,15 ab
2 + - + - 0,11 0,09 0,10 ь
3 + + - - 0,12 0,14 0,13 а
4 + - - + 0,06 0,08 0,07 (I)
5 + 0 0 0 0,09 0,13 0,11 40
Фиктивная переменная х0 = +1 дает величину свободного члена а0 в
уравнении регрессии. Значения переменных х, и х2 во втором и третьем
столбцах образуют планирование. В четвертом столбце представлено
значение парного взаимодействия Х]Х2. Знаки уровней парного взаимодей-
ствия факторов соответствуют их проведению по строкам. Например, для
второго этапа (-XjX+xj) = (-хр^.
В общем,
где У] и Х2 - факторы х, и х2, представленные в кодированном виде по
следующей формуле:
Например, при кодировании фактора 0н (если она регулярно регулиру-
ется):
= 80- + 40 = 60 °C; х/0 = —— = 20 "С;
2 '° 2
~ хю = 80 - 60 = +1. _х _ 40 - 60 =
Дх, 20 ’ ' ' 20
Интервал варьирования принимают больше удвоенной квадратичной
погрешности нулевого положения данного фактора. Если интервал
варьирования составляет 1 % области определения, его считают узким; не
более 3 %-средним, свыше 30 % - широким. Чем уже интервал варьирова-
ния, тем дольше приходится искать оптимум.
Число уровней факторов принимают 2,3,4 и 5. Тогда число опытов и0 =
= У,* (здесь Yp - число уровней;/; - число факторов). Например, при Yp =
Планирование экспериментов
593
= 2, к = 2, п0 = 4 опытам. Если Yp = 2, к = 3, п0 - 8 опытам, и т.д. Дополни-
тельный опыт ставится на 0-м уровне (табл. 11.3).
Коэффициенты в уравнении регрессии определяют по формулам вида
"о
„ - **<
В результате вычисления значения д0 и Хпо формулам преобразования
получаем математическую модель, которая для одной из практических
задач будет иметь вид
/т = 0,1125 + 0,0275р + 0,0125v + 0,000625pv,
гдер - удельная нагрузка^ v - скорость.
II.3. Организация матриц планироаавия ПФЭ
№ опыта Тип эксперимента Факторы
хО х! х2 хЗ х4
1 + 1 +1 + 1 + 1 + 1
2 ПФЭ 22 + 1 -1 +1 +1 + 1
3 + 1 -1 +1 + 1 + 1
4 ПФЭ 2’ + 1 -1 + 1 + 1
5 + 1 + 1 +1 -1 + 1
6 ПФЭ 24 + 1 -I +1 ""1 + 1
7 +1 +1 -1 -1 +1
8 +1 -1 -1 -1 +1
9 +1 +1 +1 + 1 +1
И Т.Д-
Список литературы
I. Евдокимов Ю.А., Колесников В.И., Тетерин А.Н. Планирование и анализ экспериментов
при решении задач и износа. М.: Наука, 1980. 228 с.
2, Качество машин: Справочник/Под ред. А.Г. Суслова. М.: Машиностроение. 1995. Т. 1,
256 с.; Т. 2, 430 с.
3. Рыжов Э.В., Колесников Ю.В., Суслов А.Г. Контактирование твердых тел при
статических и динамических нагрузках. Киев: Наукова думка, 1988. 172 с.
4. Смазочные материалы. Антифрикционные и противоизносные свойства. Методы
испытаний: Справочник / Р.М. Матвеевский, В.Л. Лашхи, И.А. Буяновский и др. М.:
Машиностроение, 1989. 224 с.
5. Уплотнения и уплотнительная техника: Справочник / Под общ. ред. А.И. Голубева,
Л.А. Кондакова. М.: Машиностроение, 1986. 464 с.
6. Чичинадзе А.В., Матвеевский Р.М., Браун Э.Д. Материалы в триботехнике нестационар-
ных процессов. М : Наука, 1986. 243 с.
Глава 12
ТРИБОТЕХНИЧЕСКИЕ ПРИНЦИПЫ
КОНСТРУИРОВАНИЯ УЗЛОВ ТРЕНИЯ
РАЗЛИЧНОГО НАЗНАЧЕНИЯ
12.1. ОСНОВЫ ПРОЕКТИРОВАНИЯ, ПОДБОРА МАТЕРИАЛОВ
И КОНСТРУКТИВНОГО ОФОРМЛЕНИЯ УЗЛОВ ТРЕНИЯ
Перед конструкторами, разрабатывающими узлы трения различных
классов и назначения (легко, средне и тяжело нагруженных), практически
всегда стоят две противоречивые задачи:
1) новая конструкция должна быть надежной, экономичной, т.е. не
допускать излишних энергетических затрат, экологически безопасной и
по долговечности не вызывать преждевременных ремонтов машины;
2) узлы трения не должны быть источником дополнительных повышен-
ных расходов при изготовлении и эксплуатации, обеспечивая тем самым
хорошую конкурентоспособность машин и механизмов.
При решении этих задач приходится руководствоваться некоторыми
положениями, специфическими для трибологии и триботехники.
Во-первых, приступая к проектированию, следует помнить преды-
дущий опыт, который обобщает теория конструктивной износостойкости.
В частности, подробно выполнять применительно к конкретной конструк-
ции силовой анализ. В результате должны быть достаточно достоверно
определены не только силы и точки их приложения, но и значения
дополнительных моментов, которые имеют место, например, в подшипни-
ковых узлах из-за удаления последних от точки приложения радиальной
силы, нагружающей вал. Целесообразно, чтобы нагружающие силы были
приложены на участке вала между подшипниками. При этом достигаются
высокая жесткость вала, малые углы его прогиба в области установки
подшипников и сохраняется высокая частота собственных колебаний вала.
Материалы, из которых изготовлены элементы узлов трения, могут
использоваться при определенных пределах механических нагрузок. Так,
применительно к подшипникам скольжения допустимые давления [р] на
поверхности скольжения опоры подшипника регламентируются стандарта-
ми ИСО 4381; 4382 и 4383, в которых предусмотрено изменение допустимо-
го давления [р] в зависимости от скорости скольжения.
От конструктивного оформления зависит распределение давлений на
контактирующих поверхностях. Например, в достаточно распространен-
ных ленточных тормозах эпюра давления существенно отличается от
равномерной. Поэтому приходится оценивать поведение материала как
при максимальных, так и при минимальных значениях давления. Мощность
Основы проектирования
595
Рис. 12.1. Три характерных периода эксплуата-
ции трибосопраженяя (кривая Лоренца):
/ - приработочный; 77 - нормальный; 777 -
предшествующий отказу из-за аварийного
износа
трения и, следовательно, тепловыделе-
ние на контакте пропорциональны
давлению. При недостаточно высокой
температуре в процессе торможения
не успевает образовываться рабочий
слой на поверхности трения ряда
композитных материалов (полимер-
ных, углеродных, спеченных), кото-
рый определяете значительной мере
фрикционно-износные характери-
стики.
Во-вторых, необходимо назначать материалы пары трения и смазочные
материалы с учетом их совместимости и физико-механических свойств.
Долговечность типовых узлов трения оценивается на основании классов
износостойкости, приведенных в триботехнических справочниках.
В-третьих, должен выполняться анализ возможности обязательного
обеспечения на фрикционном контакте правила положительного градиента
механических свойств по И.В. Крагельскому, возможности реализации
избирательного переноса и снижения водородного износа по Д.Н. Гаркуно-
ву и А.А. Полякову.
В-четвертых, устанавливается предпочтение перед прямой или обратной
парой трения по твердости.
В-пятых, анализируется возможность эвакуации из зоны твердых
продуктов изнашивания и защиты от абразива. Следует помнить, что
твердые продукты изнашивания уменьшают износостойкость в 8-10 раз
в большинстве случаев аналогично абразивному загрязнению фрикционно-
го контакта.
В-шестых, рассматриваются возможности регулирования теплового
режима в зоне трения (отвод избыточного количества теплоты, замедлен-
ный теплоотвод в случае необходимости обеспечения требуемого теплового
режима и т.п ).
Теория конструкционной износостойкости (В.Ф. Лоренц, М.М. Теиен-
баум и др.) предусматривает получение и исследование законов динамики
изнашивания узлов трения и рабочих органов машин в зависимости от
конструктивного оформления и условий работы.
На рис. 12.1 представлены три характерных периода работы трибосоп-
ряжения в течение жизненного цикла
596
Глава 12. Триботехнические принципы конструирования узлов трения
/=/(').
где / - интенсивность изнашивания; dl/dt - скорость изнашивания; t -
время.
Периоды приработки 0t}, с уменьшающейся скоростью изнашивания,
когда tga, - tga2; нормальной работы tft2 с постоянной скоростью
изнашивания; аварийного изнашивания z2/3, характеризующийся
ускоренным изнашиванием.
Износ во время приработки может достигать при неудачном выборе
конструкции и технологии обработки поверхностей элементов пары трения
до 30...50 % предельного. Приработка является большей частью полезным
процессом, так как происходит образование рабочего поверхностного
слоя, наиболее приспособленного к условиям эксплуатации.
В результате приработки часто скорость изнашивания уменьшается в
нормальные периоды работы узла трения. Но всегда следует стремиться
к снижению первичного износа, так как именно на эту величину уменьша-
ется предельный износ. Для этого при назначении технологии обработки
поверхностей трения в процессе изготовления следует учитывать, что
технологические параметры состояния поверхностного слоя должны быть
близки кинетическим параметрам сходных по конструкции и нагру-
женности узлов трения.
Динамика изнашивания узла трения является отражением обратной
связи между текущим значением износа Д и мгновенной скоростью
изнашивания AJ. Характер связи этих параметров зависит от конструктив-
ного оформления и находит свое отражение в характере нарастания износа
в процессе эксплуатации узлов трения или рабочего органа машины.
Аналитически эта связь выражается уравнением динамики изнашивания
Д = фО).
Имеются шесть основных закоиов динамики изнашивания (рис. 12.2).
Самый простой из них - линейный (тип /); уравнение, связывающее износ
Д с длительностью t работы детали, имеет вид Д = Kt. Равномерное
нарастание износа во время работы характерно для ножей бульдозеров,
ступеней эскалаторов, труб гидротранспорта. При известном предельном
износе Ди конструктор в первом приближении может оценить срок службы
Дн
детали - элемента узла трения t - —.
д К
Значительно сложней оценивать ресурс для остальных нелинейных
зависимостей вида Д = Ktn. Для этого базовые зависимости, на основании
которых получают показатели степени п, выявляются по результатам
лабораторных модельных или натурных экспериментов.
Нелинейные законы динамики изнашивания II и III типичны для
шарнирных соединений, подшипников скольжения, самозатачивающихся
инструментов. Если вследствие увеличения зазоров существенно вырастают
динамические нагрузки, то имеет место прогрессирующее увеличение
Основы проектирования
597
Рис. 12.2. Основные законы динамики изнашивания (по М.М. Тевенбауму):
/- линейный (настали, трубы Гидротранспорта); II - период приработки и стационарное
изнашивание (подшипники, шарниры); II! - прогрессирующее изнашивание (шарниры прн
увеличении зазора в шарнире); IV - прогрессирующее изнашивание в подшипнике,
собираемом с натягом (характерен скрытый период О/,); V-износ после приработки (Or j); VI-
катастрофическнй износ после критической точки 1^ (износ трнбосопряження после
деструкции смазочных материалов)
скорости изнашивания IV. К аналогичным результатам приводит
недостаточная защита контакта от попадания абразивных частиц.
При анализе возможного характера закономерности изменения износа
в зависимости от времени эксплуатации руководствуются следующими
постулатами динамики изнашивания:
для каждой конструктивной разновидности деталей и типовых условий
их работы имеется вполне определенный закон динамики изнашивания;
при постоянных внешних условиях работы узла трения, материалы пары
трения которого совместимы в границах сохранения данного процесса
изнашивания, закон динамики изнашивания не зависит от абсолютных
значений нагрузок, абразивности твердых частиц и т.п.;
закон динамики изнашивания качественно не зависит от износостойкос-
ти материала элементов узла трения или рабочего органа машины.
Из этих постулатов следует ряд практических рекомендаций для
конструктора:
исключать по возможности сухое трение, используя смазку, т.е.
применяя жидкостное или смешанное трение, когда уменьшаются потери
на трение и износ. При этом изменяются критерии предельного состояния,
возрастает продолжительность ресурса, лимитируемого старением,
релаксацией и усталостью. Замена внешнего трения внутренним при
применении резинометаллических деталей шарниров в гусеничных цепях
тракторов, мембран в насосах и т.п.;
применять сменные элементы и резервирование износостойкости. Это
широко распространенный конструктивный прием, он позволяет заменять
598
Глава 12. Триботехнические принципы конструирования узлов трения
при достижении предельного износа не все детали узла трения, а только
достигшие предельного износа. Целесообразно посредством осевого или
кругового смещения детали в некоторых случаях вводить в контакт
резервную поверхность. В частности, при конструировании осей и валов
для этого предусматривается участок опорных шеек. Положительным
фактором является возможность изготовления сменного элемента из более
износостойкого материала, чем вся деталь, что позволяет экономить
дефицитные и дорогие материалы;
улучшать условия трения. Многократное и порядковое повышение
износостойкости в закрытых полостях достигается путем защиты этих
полостей от попадания в них абразивных частиц. Хорошие результаты
дает улучшение теплоотвода из зоны трения и выравнивание давления на
контакте.
На процесс приработки, а в дальнейшем и на конструктивную
износостойкость, негативное влияние оказывает игнорирование кон-
структором теплового расширения элементов пары трения. Процесс трения
всегда связан с выделением теплоты. Нагрев не позволяет сохранить
постоянным расстояние между опорными поверхностями, что приводит
к росту локальных нагрузок в зоне контакта, дополнительным деформаци-
ям, а в результате - к изменениям точек приложения тангенциальных и
осевых нагрузок по сравнению с проектом.
Материалы пары трения должны быть совместимы. Это значит, что в
рабочем диапазоне температур и нагрузок фрикционно-износные
характеристики не должны иметь критических точек (рис. 12.3). Ближайшая
критическая точка с некоторым запасом (20...30 %) по контрольному
параметру (нагрузке, скорости и температуре) должна ограничивать
применение материалов для элементов пары трения. Критические точки
обычно выявляются в результате серийных испытаний на лабораторных
машинах трения (температурная стойкость масел, фрикционная теплостой-
кость материалов пар трения и др.).
В соответствии с молекулярно-механической теорией трения И.В. Кра-
гельского процесс трения твердых тел зависит от сопротивления в пленке
на поверхности твердого тела т0 н деформации пленочного слоя. Внешнее
трение твердых тел возможно только в случае, если поверхностные слои
уступают по прочности нижележащим, т.е. применительно к поверхнос-
тным слоям должен, по И.В. Крагельскому,
соблюдаться положительный градиент меха-
нических свойств.
Рис. 12.3. Критические точки для фрикционных (Л) и
износных (£) характеристик материалов (0 - температура
поверхности трения; - температура в критической
точке)
Основы проектирования
599
Однако даже при положительном градиенте внешнее трение возможно
только в определенном интервале значений нагрузки или критерия
И.В. Крагельского h/R (где h - глубина внедрения; R - радиус микронеров-
ностей), с которых начинается микрорезание материала движущейся
неровностью. Предельное внедрение, при котором возможно внешнее
трение, зависит от соотношения между касательным напряжением тп и
пределом текучести деформируемого материала от:
при малых h и больших тп
A х 0,5(1 - 2т0/отУ,
К
при больших й и малых тп
где qr - среднее давление на фактическом контакте.
Таким образом, при отсутствии между телами прослойки пониженной
прочности, для которой тп > 0,5ат, внешнее трение невозможно, что
приводит к задиру и заеданию.
Эффективность смазочной пленки можно оценивать только с учетом
свойств материала, на который она нанесена; важный критерий смазочной
способности - отношение тп/ат, а не тп. Отсюда следует, что пленки мягких
металлов и полимеров, нанесенные на сталь, являются смазочным
материалом. В частности, такая постоянно возобновляемая пленка
образуется при избирательном переносе.
Несущая способность тяжело нагруженного контакта с твердым
смазочным покрытием при скольжении определяется толщиной пленки и
упругопластичными свойствами основания.
Покрытие полностью разрушается на этапе развития пластических
деформаций основания при критическом относительном сближении екр:
без учета трения (fT < 0,65)
еч>
= 1,4
I 6НВ
0,5/у
с учетом трения
‘кр = М
°т -1- 2тп
ат - 2tJ
где оном - номинальные напряжения; НВ - твердость; b и v - параметры
опорной кривой профиля поверхности.
600
Глава 12. Триботехнические принципы конструирования узлов трения
Рис. 12.4. Схематическое представление
прямой (а) н обратной (б) пар
Соблюдение правила положи-
тельного градиента механических
свойств позволяет избежать в
процессе эксплуатации узла тре-
ния таких отрицательных явлений
при трении, как схватывание,
задиры, заедание и др.
Следующей задачей, которую
приходится решать конструктору,
является выбор прямой или обрат-
ной пары. Конструкция пары
оказывает существенное влияние на износостойкость трибосопряжения.
Так, по А.К. Рейшу, в опоре скольжения экскаватора при канательном
движении с частотой 1,1с-1 при неподвижной стальной оси и вращающемся
катке с бронзовой втулкой, суммарный износ деталей в 1,44 раза больше
чем в паре, у которой неподвижная стальная ось облицована бронзовой
втулкой, а вращающийся каток контактирует со стальной втулкой.
В таких условиях рекомендуется использовать обратную пару трения. Если
трущиеся поверхности имеют различные твердости и площади, то
возможны два вида сочетаний (рис. 12.4), например: закаленный суппорт
и чугунные термически не обработанные направляющие - прямая пара;
чугунные поршневые кольца и хромированная поверхность цилиндра
двигателя внутреннего сгорания - обратная пара.
Преимущества обратной пары очевидны. При значительной перегрузке
трибосопряжения пластическая деформация в обратной паре не препят-
ствует выполнению парой своих функций, а в прямой паре работа
становится практически невозможной.
12.2. ПРИНЦИП ГЕОМЕТРИЧЕСКОЙ ОПТИМИЗАЦИИ ТРИБОСИСТЕМ
Наблюдения за износом подвижных сопряжений и рабочих органов
машин показывают, что при нормальном процессе изнашивания
большинство из них направленно изменяют свою исходную геометричес-
кую форму. Если время и интенсивность изнашивания достаточно велики,
то удается достичь устойчивого, стационарного состояния, когда
геометрическая форма деталей начинает конформно воспроизводится.
Эти наблюдения без всяких теоретических обоснований позволили в
ряде случаев сделать правильные выводы о естественной минимизации
трения и износа сопряжений, достигших устойчиво воспроизводящихся
форм. Так, в 1919 г. во Франции была предложена форма обода железнодо-
рожного колеса, копирующего его изношенную форму; в 50-х годах рядом
Принцип геометрической оптимизации
601
отечественных ученых была предложена форма модификации червяка
глобоидной передачи на основе его обмеров после приработочного
износа. Обобщая опыт наблюдений за износом зубчатых передач,
Д.Н. Решетов рекомендовал придавать им "форму естественного износа,
которая в минимальной степени искажается в процессе изнашивания".
Сегодня можно дать вполне четкое теоретическое обоснование
возможности существования устойчиво воспроизводящихся геометричес-
ких форм поверхностей при изнашивании в заданных условиях относитель-
ного движения и нагружения. Это обоснование строится на фундаменталь-
ных принципах термодинамики диссипативных систем, каковыми и
являются трибосистемы. В таких системах, могущих обмениваться с
другими системами и внешней средой энергией и массой (например, массой
изношенных частиц), могут возникать стационарные состояния, характери-
зуемые постоянным градиентом энтропии:
Д5'= S° ~ S = const, (12.1)
где S° - энтропия равновесного состояния системы.
В стационарном состоянии все процессы переноса теплоты и массы не
зависят от времени, а определяются только конфигурацией системы в
общем смысле и условиями на ее границах. Трибосистемы проявляют
свойства самоорганизаций, т.е. устойчиво воспроизводить макроскопичес-
кие пространственно-временные структуры, которые могут существовать
только за счет обмена потоками энергии (вещества). Причем, поскольку
трибосистема находится на границе искусственного устройства и
естественной системы, то при самоорганизации ограничения создаются
самой природой. Важным является и то, что самоорганизация может
возникнуть из хаотических состояний, т.е. начальные условия не играют
роли.
Существуют строгие доказательства асимптотической устойчивости
по Ляпунову стационарных состояний диссипативных систем. В терминах
и понятиях теории трения и изнашивания В.В. Шульц сформулировал
частный принцип самоорганизации фрикционного контакта следующим
образом: "устойчивой будет лишь та форма поверхности изнашивающегося
контакта, которая соответствует энергетическому минимуму в заданном
относительном движении при установившемся процессе".
На основании этого принципа можно аналитически найти геометричес-
кую форму поверхности, соответствующую минимуму работы трения и
скорости изнашивания, и придать эту форму трущимся деталям при
изготовлении. Одновременно будет гарантировано устойчивое воспро-
изведение этой формы при изнашивании. Введем в рассмотрение
диссипативную функцию безынерционного (квазистатического) процесса:
D = 9^ = Х х > 0, (12.2)
где 0 - абсолютная температура; 5 - энтропия; t - время.
602 Глава 12. Триботехнические принципы конструирования узлов трения
В уравнении (12.2) скорость производства энтропии ставится в
соответствие с мощностью диссипативной системы. Процесс изнашивания
вполне может считаться безынерционным, в связи с чем эта мощность для
сопряжения / типа может быть записана в виде баланса
рУ = fp„y„da-
а
(123)
где уп = ycosa - скорость изнашивания в каждой точке сопряжения
поверхностей, определяемая их геометрией; а - угол между нормалью к
поверхностям в рассматриваемой точке и направлением оси главной
координаты;рп - нормальное контактное давление в точке поверхности,
определяемое из выражения:
где к - коэффициент пропорциональности (коэффициент изнашивания,
объединяющий свойства материалов, твердость, температуру, абразив,
смазку и т.п.); vCK - скорость скольжения в данной точке поверхности; Р -
внешняя сила, приложенная к сопряжению; у - интегральная скорость
изнашивания сопряжения в направлении главной координаты; ой - элемент
области контакта Q.
После несложных преобразований получим уравнение для внешней силы
Р = ir^.dQ.
kl
Q a-
(12.4)
Уравнение равновесия (12.4) ставит в соответствие силу Р, скорость
изнашивания сопряжения vCK и определенный интеграл, под знаком
которого стоят функции координат и их производных. Интеграл
определяет геометрию контакта, в пределах которого к полагается
постоянным. При фиксированной силе Р минимум (или максимум)
скорости изнашивания будет достигаться при экстремальных значениях
интеграла. Таким образом, задача отыскивания оптимальных (по скорости
изнашивания) форм поверхностей сводится к нахождению экстремальных
значений интеграла в уравнении (12.4). Поскольку скорость изнашивания
связана с мощностью трения, то аналогичные рассуждения могут быть
повторены для работы сил трения.
Необходимо отметить, что в уравнении (12.4) коэффициент к,
вобравший в себя все физические условия изнашивания (материалы,
твердость и т.п.), выходит из-под знака интеграла. Отсюда следует вывод
о том, что при действии закономерностей типа уп = fcpnvCK, оптимальная
форма элементов кинематической пары не зависит от этих условий.
Выбор рационального иагружеиия
603
Пример определенна оптимальных поверхностей (форм естественного износа) рассмотрим
исходя из предположения, что конические (под нагрузкой) пяты являются оптимальными и
устойчивыми прн изнашивании.
Пусть пята, нагруженная вдоль оси силой Р, имеет форму тела вращения с криволинейной
образующей у = Дх), имеющей концы а и Ь. Осью главной координаты будет ось вращения
у. Составляющие подынтегрального выражения (12.4)
cosa = Л—; у' ~ tga,
7i+ о1)2
где Vq, = .«о; ш - угловая скорость; dQ =X^X^S. (площадь элементарного кольца поверхности
cosa
вращения).
После подстановки уравнение (12.4) имеет вид
Р = (12.5)
i
После взятия внутреннего интеграла получим
ч
Подынтегральная функция
f ° . 1 3- (12.7)
71 + О'')2
Из курса варнациоииого исчисления известно, что если F содержит лнЩь производные
от у, то экстремалями будут прямые линии:
у - кх + с. (12.8)
Из краевого условия уф) = 0 находим с = 0.
Полученный результат свидетельствует о том, что из всех форм пят,
образованных линией у =j(x), соединяющей точки а и Ь, минимум скорости
изнашивания будет давать коническая пята с прямолинейной образующей
(12.8). Более подробное исследование показывает, что при этом угол а не
должен превышать 35° 16'. Испытания сферических пят, проведенные
Ю.К. Машковым, подтверждают этот вывод: все испытанные пяты
постепенно превращались в результате износа в конические.
12.3. ВЫБОР РАЦИОНАЛЬНОГО НАГРУЖЕНИЯ ЭЛЕМЕНТОВ
ПАРЫ ТРЕНИЯ
При конструктивном оформлении узла трения возникает проблема,
связанная с выравниванием давления на контакте и стабилизацией
благодаря этому фрикционно-износных характеристик. Одновременно
приходится решать следующие задачи:
604 Глава 12. Триботехнические принципы конструирования узлов трения
оценивать для конкретного случая целесообразность использования
точечного, линейного контакта либо контакта по площади;
выбирать форму (макрогеометрию) и вид обработки (микрогеометрию)
поверхностей, которые контактируют в узле трения;
предусматривать в конструкции компенсацию неравномерности
нагружения за счет податливости;
учитывать изменение нагружения вследствие температурных деформа-
ций.
Для оценки целесообразности использования того или иного вида
контакта применяют обычно теорию контактных напряжений Беляе-
ва-Герца. При этом предполагают, что имеет место только упругий
контакт, поверхность которого ограничена эллипсом. Если расчетные
напряжения близки к пределу текучести или превышают его, возникает
опасность ускоренного усталостиогоразрушения. В этом случае необходи-
мо увеличить площадь поверхности контакта.
Допущение Г. Герца о малости площади контакта оказывается
справедливым при рассмотрении контакта двух цилиндрических
поверхностей близких радиусов (например, пары втулка- ось подшипника
скольжения). В диапазоне половины угла зоны контакта от 0 до 30° теория
Герца достаточно полно описывает решение контактной задачи, но при
половине угла более 30° расхождение становится большим. Поэтому,
проектируя по теории Герца подшипники для обычных условий эксплуата-
ции, целесообразно, чтобы половина угла контакта не превышала 20°.
На контактной поверхности предусматривается формирование
специального рельефа, выполняющего одновременно две функции, которые
определяют надежность и долговечность. Первая функция - это подача
смазочного материала в зону контакта, вторая функция предусматривает
развитие контактной поверхности, по которой нагрузка распределяется
равномерно и которая способствует теплоотводу.
Подбор подшипников для проектируемой машины является типовой
задачей, достаточно подробно рассмотренной в курсах деталей машин.
Однако следует обратить внимание на некоторые специфические
трибологические особенности этой задачи. Требуется, например, чтобы
подшипник был экономичен (минимальная диссипация энергии при
минимальной себестоимости), экологически безопасен и не вызывал
трудностей при монтаже и эксплуатации. При этом режим эксплуатации -
длительный или повторно-кратковременный оказывает существенное
влияние на выбор конструктивного решения. Наименьшие потери на
трение будут иметь гидродинамические и газодинамические подшипники
скольжения, если период нестационарного трения при пуске в сотни и
тысячи раз меньше периода работы на стационарном режиме. Однако
необходимо учитывать экологическую опасность утечек масла или
гидравлической жидкости и затраты на создание надежных герметизаторов
(уплотнений).
Выбор рационального нагружения
605
Рис. 125. Опорный узел с шарикоподшипниками
Плавающие элементы в узлах машин
предусматриваются также для компен-
сации тепловых деформаций. Если
подшипник закрепить жестко на валу
и в корпусе, то удлинение вала при
повышении температуры узла в процес-
се его работы вызовет уменьшение
осевого зазора в подшипнике и после-
дующее защемление тел качения между кольцами, что снизит долговеч-
ность подшипников. Такая опасность устраняется применением плавающих
опор. В этом случае только один подшипник 1 жестко закрепляют на валу
и в корпусе, фиксируя eai вдоль оси, а другой 2 устанавливают в корпус,
расточенный по калибру ’(рис. 12.5), так что при жестком закреплении на
валу они могут свободно перемещаться (плавать) в осевом направлении.
При двух опорах в качестве плавающей выбирают наименее нагруженную,
чтобы легче реализовать йринцип плавания. В многоопорном вале следует
жестко закреплять в корпусе наиболее нагруженную опору.
Для облегчения точных рабочих и установочных перемещений
передачей винт-гайка, а также для уменьшения сил трения в механизмах
с ручным приводом применяют передачи с трением качения (вместо трения
скольжения) в паре. В передаче винт-гайка гайка состоит из трех
закаленных роликов, расположенных в общем корпусе симметрично
относительно оси винта. Каждый ролик является цилиндрической рейкой,
сопрягающейся с винтом. Осевая сила, передаваемая на ролики, восприни-
мается упорными шарикоподшипниками, а радиальная - игольчатыми
подшипниками.
При использовании подшипников качения, а как известно потери в этих
подшипниках меньше чем в подшипниках скольжения, некоторые
дополнительные затраты из-за энергетических потерь при высоких
частотах вращения по сравнению с гидродинамическими подшипниками
компенсируются сравнительно невысокой стоимостью серийных
подшипников качения. Однако применение этих подшипников может
вызвать экологические проблемы, кроме того, со временем они выходят
из строя из-за специфических разрушений поверхности скольжения
(питтинг, бринелирование), которые возникают вследствие усталости и
локальных перезагрузок на нестационарных режимах. Поэтому приходится
особенно для тихоходных передач использовать типовые подшипники
скольжения.
Для эксплуатации на повторно-кратковременных режимах особенно
при малых частотах вращения нашли применение подшипники скольжения
из полимерных или самосмазывающихся материалов, работающих без
606
Глава 12. Триботехнические принципы конструирования узлов трення
Рис. 12.6. Образование масляного клина в подшипнике скольже-
ния
, смазки. Несмотря на то что эти подшипники
О' имеют относительно большие коэффициенты
трения, они в ряде конструкций могут оказаться
экономически целесообразными и экологически безопасными.
При непрерывной работе подшипников в диапазоне 104 < Рп <
< 10' Нс"1 могут быть использованы как подшипники качения, так и
гидродинамические подшипники скольжения. Учитывая относительно
небольшую стоимость серийных подшипников качения и лучшие их
характеристики при переменных условиях работы, подшипники скольже-
ния в этих условиях работы применяют только тогда, когда невозможно
использовать подшипники качения (ввиду их неразъемное™, радиального
размера или по другим причинам). Вследствие высокой стоимости
подшипников качения больших размеров для непрерывной работы при
частотах вращения, позволяющих создавать при гидродинамической
смазке пленку, используют подшипники скольжения. По динамическим
характеристикам гидростатические подшипники могут применяться во
всем рабочем диапазоне, но они слишком дороги и используются при
любых частотах вращения, когда требуется очень малый момент
сопротивления от силы трения.
В подшипниках скольжения при высоких скоростях и нагрузках в
условиях жидкостного трения при гидродинамической смазке макрогеомет-
рия контактных поверхностей способствует образованию масляного клина,
который разделяет поверхности вала и втулки (рис. 12.6, а и 12.7, а).
Для непрерывной подачи масла в зону трения подшипника используют-
ся смазочные канавки (рис. 12.7, б-г). Однако их необходимо располагать
таким образом, чтобы они не приводили к уменьшению давления в
смазочном слое по сравнению с расчетным при отсутствии канавки (см.
рис. 12.6, а).
При расположении продольной смазочной канавки в зоне минимально-
го зазора может быть нарушена форма масляного клина (см. рис. 12.6, б).
В точке 1 происходит разрыв в эпюре
давления в смазочном слое, что приводит
к снижению несущей способности под-
шипника скольжения. При двух продоль-
ных или крестообразных канавках (см.
рис. 12.7, б-г) снижение давления будет
Рис. 12.7. Втулка подшипника скольжения:
а - без смазочной канавки; б - г - с различными
смазочными канавками
Выбор рационального нагружения
607
Рис. 12.8. Виды микрорельефа при внбронакатывании:
а - отсутствие пересечений; б - неполное пересечение; в -
полное пересечение; г - слияние регулярных неровностей
еще больше. Крестообразные или диагональ-
ные смазочные канавки соединяют зоны
высокого и низкого давления в смазочном
слое и способствуют утечке масла, снижая несущую способность
подшипника.
Для создания оптимального микрорельефа поверхности трения
используют различные технологические методы, например, электроискро-
вую обработку или вибронакатывание. Такие методы позволяют получать
на контактирующих поверхностях регулярный или частично регулярный
микрорельеф в виде чередующихся выступов и впадин с необходимой
глубиной канавки h. J
При трении вибронакатанных поверхностей в контакте участвуют
выступы между смежными частями канавки, которые воспринимают
нагрузку на пару трения. Номинальное давление в паре тренияра =
Р
А*
где Р - нагрузка; Ав - плбщадь выступов.
В процессе эксплуатации при изнашивании вибронакатанной
поверхности площадь, занимаемая канавкой, уменьшается, а площадь
выступов Лв увеличивается. Это ведет к снижению номинального давления
в паре. На рис. 12.8 показаны (по Л.А. Хворостухину и Ю.Г. Шнейдеру)
основные виды микрорельефа при вибронакатывании, которые характери-
зуются взаимным расположением регулярных неровностей (волн канавки).
Экспериментально установлено, что виды микрорельефа, показанные на
рис. 12.9, a-в, повышают износостойкость, сопротивление схватыванию,
улучшают прирабатываемость и другие триботехнические свойства, вид
микрорельефа на рис. 12.9, г повышает герметичность сопряжений, что
используется, в частности, в резинометаллических уплотнениях.
При конструировании следует четко знать не только средние значения
нагрузки на контакте, но и ее характер (статический, динамический).
На рис. 12.9 показан характер нагружения узла трения при одинаковом
значении среднего нормального давления ра. Испытания показали, что
Рис. 12.9. Характер нагружения трибосопряжения при одинаковом значении среднего
нормального давления ра (по А.К. Рейшу):
а - статический; б - динамический; в — циклический при динамическом нагружении
608 Глава 12. Триботехнические принципы конструирования узлов трения
динамический режим нагружения заметно сокращает ресурс, увеличивая
скорость изнашивания почти на 20 % по сравнению со статическим.
Циклический режим нагружения увеличивает скорость изнашивания на
40 %.
В динамическом режиме нагружения работают некоторые фрикционные
узлы. Для уменьшения нежелательного динамического воздействия
реализуют ряд мероприятий. При использовании гидроприводов в
тормозах иногда применяют дросселирование. В станкостроении
используют различные конструктивные устройства и материалы для
виброизоляции, которые дают возможность внешнее трение в парах трения
частично заменить внутренним в специальных элементах, и таким образом
уменьшить динамические нагрузки.
Следует иметь в виду, что и направление динамических воздействий
оказывает существенное влияние на трение и износ. Так, деформации
одинаковых материалов при наличии тангенциальных вибраций в
несколько раз выше, чем в контакте, находящемся под действием
нормальных вибраций.\Причиной этого является изменение напряженного
состояния в зоне контакта: в условиях нормальных вибраций процесс
накопления контактных деформаций ограничивается ползучестью, а при
действии вибраций тангенциального направления происходит передефор-
мирование (пластическое оттеснение) поверхностных слоев материала.
В зависимости от материалов используемой фрикционной пары,
амплитуды и продолжительности воздействия вибраций коэффициент
трения в динамическом режиме по сравнению со статическим может
изменятся в 1,5...2 раза. Изменение контактных деформаций при динами-
ческом нагружении ведет к увеличению объема поверхностного слоя,
активизированного упругопластическим деформированием. Расширение
активационного объема распространения упругопластической деформации
вызывает, в свою очередь, повышение интенсивности окислительного
износа и схватывания, величина которых может возрастать на порядок по
сравнению со статическими условиями.
Компенсировать деформацию деталей иногда можно в процессе сборки.
Так, фирмаЗульцер (Германия) рекомендует следующий порядок пригонки
головных подшипников судовых двухтактных дизелей. При шабрении
нижних вкладышей в разъем между корпусом 3 и шатуном 1 кладут фольгу
2 толщиной 0,05...0,07 мм (рис. 12.10,а), подгоняют подшипник по цапфам
крейцкопфа 5, фольгу убирают и производят полную сборку подшипника.
Под рабочей нагрузкой цапфы крейцкопф и вилки шатуна деформируются,
а так как подшипники подогнаны с наклоном, то в работе улучшается
прилегание их к цапфам (рис. 12.10,6), уменьшается концентрация нагрузки
по их длине, ускоряется приработка и повышается надежность узла в
целом.
На скорость изнашивания влияет не только значение давления и его
динамическая составляющая, но и характер ее приложения. Так, если при
испытаниях на машине трения использовать образцы из тождественного
Выбор ряциоиальиого нагружения
609
Рис. 12.10. Схема пригонки подшипников
двухтактного судового двигателя:
1 — шатун; 2 - фольга; 3 — нижняя полови,
на головного подшипника; 4 - шток; 5 -
крейцкопф
материала одинаковых размеров,
то износ вращающегося и невра-
щающегося элементов такой
пары трения будет различаться
на 2О...ЗО %.
В подшипниках при качении
шара по желобу происходит
дифференциальное проскальзывание поверхности шара относительно
желоба: выше мгновенной оси вращения - в направлении качения, ниже-
навстречу ему. Такое взаимное проскальзывание сжатых поверхностей
вызывает появление на ник касательных сил, различающихся по величине
и направлению в различных точках площади контакта. Кроме касательных
сил, вызываемых дифференциальным проскальзыванием, в зоне контакта
при определенных условиях возникает другая составляющая касательных
сил, которая также оказывает большое влияние на долговечность
подшипника.
В подавляющем большинстве случаев одно из колец подшипника (чаще
наружное) монтируется в корпусе узла и является неподвижным, а второе
связано с подвижной деталью (валом, осью) и его принято называть
вращающимся. С знергетической точки зрения оно является еще и ведущим.
Это обстоятельство, как правило, не учитывается при рассмотрении
условий на площадках контакта шара с внутренним и наружным кольцами.
Различие этих условий обычно усматривается лишь в разности контактных
давлений на этих площадках. Но если проследить направление потока
мощности в подшипнике (стрелки на рис. 12.11), то окажется, что вся
мощность, которая расходуется на преодоление сопротивления качению
комплекта шариков по неподвижному кольцу, на преодоление сил трения
в сепараторе и сепаратора с направляющим кольцом, и наконец, мощность,
поглощаемая при качении шариков по вращающемуся кольцу, подводится
через площадки контакта этого кольца с нагруженными в данный момент
шариками. Вся эта мощность может передаваться лишь касательными
силами, действующими на площадке шара с ведущим кольцом, поскольку
Рис. 12.11. Направление потока мощности в подшипнике
качении по А.В. Орлову - стрелки
610
Глава 12. Триботехнические принципы конструирования узлов трения
Рнс. 12.12. Фрагмент подшипника с
материалом на податливой опоре
нормальные силы действуют
практически перпендикуляр-
но направлению движения
шара и, по сути, работы со-
вершать не могут. Очевидно,
что наложение этих дополнительных сил на систему сил, возникающих от
дифференциального проскальзывания сопряженных поверхностей, как
показал А.В. Орлов, вызывает существенное изменение картины
распределения касательных сил в зоне контакта.
Конструктивным методом можно обеспечить большую податливость
материала, что будет способствовать получению гидродинамического
клина при меньших частотах вращения вала. Фрагмент подшипника с
податливым основанием (патент № 4277113, США) показан на рис. 12.12.
Рабочий слой 1 гидродинамического подшипника скольжения, выполнен-
ный из листового гофрированного материала, контактирует с основанием
подшипника 2 и его рабочей поверхностью 3. Гофрированный лист
изготовлен из композиционного материала: жаропрочного сплава 4 и
покрытия 5. Для основания использован сплав, который в отожженном
состоянии штампуют для придания требуемой формы и покрывают медью.
Далее производят термообработку сплава в бескислородной среде для
получения требуемых свойств по прочности и твердости. При термообра-
ботке медь диффундирует в сплав, причем на поверхности содержание меди
достигает 100 % и уменьшается в глубину по экспоненциальному закону.
Рабочая поверхность подшипника также изготовлена из двухслойного
материала. Использование композиционного материала улучшает
демпфирование и позволяет повысить несущую способность и устойчивость
работы подшипника при высоких температурах и скоростях.
В большинстве случаев шарикоподшипники выходят из строя
вследствие выкрашиваний на внутреннем кольце, что обусловлено
большим уровнем действующих контактных давлений и касательных сил
на площадке контакта. Для уменьшения износа целесообразно снизить
касательные усилия.
Конструкция трибосопряжения должна предусматривать компенса-
цию локального повышения давления в зоне контакта. Причиной такого
повышения являются большие размеры контактирующих элементов,
изготовленных из жестких материалов. Известно, что для устойчивой
работы элемента он должен контактировать по трем участкам поверхности,
которые часто имеют небольшую площадь и, следовательно, высокую
удельную нагрузку на эти участки. При этом коэффициент трения, как
правило, уменьшается по сравнению с тем, который соответствует среднему
Выбор ряционального нагружения
611
Рис. 12.13. Фрагмент диска фрикционного тормоза
нормальному давлению, приходящемуся
на расчетную номинальную площадь тре-
ния.
Очевидно, что для уменьшения удель-
ной нагрузки необходимо увеличить
количество участков поверхности, по
которым реализуется контакт, а для этого применить податливую
конструкцию элемента пары трения. Например, во фрикционном диске
выполняют большое число секторов 1, а иногда прорезей 2 (рис. 12.13),
которые дают возможность каждый сектор рассматривать в качестве
элемента, самостоятельно контактирующего с деталью трибосопряжения.
Так, у фрикционного узла шахтной подъемной машины с монолитной
тормозной накладкой ддиной 700 мм, контактирующей с барабаном
диаметром 6000 мм, коэффициент трения не превышает 0,22. После того,
как в материале накладки со стороны рабочей поверхности были
выполнены три параллельные прорези и под накладкой размещена
губчатая резина, коэффициент трения возросло 0,33.
Выполненные Э.Д. Брауном эксперименты по измерению коэффициента
трения при скольжении металлической опоры по абразивной шкурке,
находящейся на упругом основании, показали, что материал упругого
основания (точнее его податливость) существенно влияет на коэффициент
трения. Если относительную деформационную характеристику при
ударном нагружении для стали принять равной единице, то для дерева она
составит 1,5, а для вакуумной резины 1,7, губчатой резины, поролона 3,5.
На рис. 12.14 показана зависимость коэффициента трения/т от норм ально-
го давлениядля неизменного по толщине и свойствам абразивного слоя
и сменных упругих оснований. Современные композитные материалы
можно также рассматривать как конструкцию, состоящую из рабочей
поверхности и упругого подслоя. Деформативная характеристика подслоя
будет зависеть от конструкции несу-
щего каркаса и свойств связующего.
При конструировании подшип-
ника качения, как показал
А.В. Орлов, выравнивание распреде-
ления нагрузки между телами каче-
Рнс. 12.14. Влияние податливости основание
на значение коэффициента трения /т при
различном нормальном давлении, ра =
= 0,01...0,2 МПа:
1 - поролон; 2 - вакуумная резина; 3 - губча-
тая резина; 4 - дерево
О 0,05 0,1 0,15
612
Глава 12. Триботехнические принципы конструирования узлон трения
Рис. 12.15. Арочная конструкция кольца 1 шарикоподшипника, которая
увеличивает его податливость
ния достигается применением колец 1 арочной кон-
струкции, пониженной жесткости (рис. 12.15) и полых
тел качения. Развитие новых областей машиностроения
привело к разработке трех-, четырехточечного подшип-
ника. Во фрикционных муфтах для выравнивания
распределения нагрузки на контакте применяют плоские пружины и
шарнирное крепление накладок.
Большое внимание следует уделять удалению продуктов изнашивания,
наличие которых на контакте приводит к заметному росту локальных
нагрузок, шаржированию абразива в поверхности трения, а следовательно,
к уменьшению износостойкости. Канавки, показанные на рис. 12.7, в, г,
способствуют удалению продуктов износа, так как их расположение
учитывает траекторию движения частиц. В некоторых конструкциях
мелкие частицы округлой формы используются в качестве тел качения при
контактировании с натягом подвижного и неподвижного элемента.
При контактировании трибосопряжения и подборе пары трения
приходится иметь в виду, что вибрация влияет не только на износ. Под
действием вибрации возникают фреттинг, бринелирование, происходит
химическая активация материалов в зоне фрикционного контакта.
Последняя способствует разрушению смазочных материалов и выпадению
различных добавок в осадок, который препятствует, например, нормаль-
ной работе редукторов. Кроме того, заметно ухудшаются служебные
характеристики смазочного материала.
При работе различных уплотнений приходится иметь в виду, что
давление на контакте распределяется неравномерно вследствие особеннос-
тей формы (макрогеометрии) контактирующих элементов. На рис. 12.16
приведены качественные характеристики распределения номинального
давления ра по уплотняющей поверхности для уплотнений с различной
формой поперечного сечения от характерного размера контактной
поверхности х. Так, для круглого сечения уплотнительного кольца
зависимость давления определяется расчетом и имеет вид параболы, при
прямоугольном сечении имеет место горизонтальная площадка, при
крестообразном сечении наблюдается падение давления в средней части
и, наконец, при прямоугольном сечении с выемкой (манжете) наблюдается
более пологая парабола, чем при круглом сечении. Для колец с более
сложным профилем распределение давления определяется эксперимен-
тальными методами.
Если в контакте находятся достаточно жесткие материалы, то со
временем при высоких нагрузках происходит концентрация дислокаций,
постепенное зарождение трещины и локальное разрушение поверх-
ности.
Обеспечение режима смазки
613
Рис. 12.16. Распределение даалениярна уплотняющей поверхности колец различного профиля
прн действии давления среды
Наконец, шероховатость поверхности и направление следов обработки
(параллельных при точении и перекрещенных при фрезеровании и грубом
шлифовании) сильно влияют, например, на герметичность стыка;
герметичность повышается, если следы обработки перпендикулярны
потоку утечки и уменьшается при совпадении их направлений.
12.4. ОБЕСПЕЧЕНИЕ НЕОБХОДИМОГО РЕЖИМА СМАЗКИ
ЗА СЧЕТ ОПТИМИЗАЦИИ КОНСТРУКЦИИ УЗЛА ТРЕНИЯ
В зависимости от конструкции узла трения и условий его работы
применяют ту систему подвода смазочного материала к поверхности
трения, которая может быть одноразовой (введение смазочного материала
в узел трения до начала его работы на весь срок эксплуатации), непрерыв-
ной или периодической. Исходя из этого определяют конструкцию
смазочной системы. При периодическом подводе смазочного материала
обычно применяют проточную смазочную систему, в которой смазочный
материал подводится к поверхности трения и не возвращается в систему
смазывания после его однократного применения.
При непрерывном смазывании обычно применяют циркуляционную
смазочную систему, в которой смазочный материал многократно
циркулирует от того или иного нагнетательного устройства к поверхнос-
тям трения и обратно. Такие смазочные системы содержат кроме устройств,
создающих разность давлений смазочного материала в системе смазывания
(насосы и т.д.), емкость для хранения смазочного материала, систему его
транспортировки, теплообменники для обеспечения отвода теплоты и
устройства для очистки смазочного материала (фильтры), а также
контрольно-измерительную аппаратуру и устройства для дозирования.
Разумеется далеко не во всех случаях смазочная система включает все
перечисленные элементы. Так, в относительно тихоходных (окружная
скорость s 15 м/с) зубчатых передачах широко распространено смазывание
погружением. При этом методе смазывания поверхности трения полностью
или частично, постоянно или периодически погружены в ванну с жидким
смазочным материалом. В зубчатых передачах роль такой ванны играет
614 Глава 12. Триботехнические принципы конструирования умов треиия
корпус передачи, масляного насоса (трубопроводы здесь не требуются),
а роль теплообменника выполняет корпусная деталь. Уровень масла не
должен превышать центра нижнего тела качения подшипника.
В закрытых зубчатых передачах возможна также циркуляционная
подача масла или его разбрызгивание. Для цилиндрической закрытой
передачи глубина погружения большого зубчатого колеса составляет от
1 /3 до полной высоты зуба. Двухтактные бензиновые двигатели внутренне-
го сгорания также не имеют специальной смазочной системы, а масло
вводится непосредственно в бензин, поступающий в камеру сгорания.
В некоторых случаях осуществляется фитильное смазывание, когда
жидкий смазочный материал подводится от бачка к поверхности трения
с помощью фитиля за счет капиллярных сил. Открытые со стороны
масляной ванны подшипники качения редукторов смазываются тем же
маслом, что и зубчатая передача, путем разбрызгивания или масляного
тумана.
Подробно смазочные системы и нормы расхода смазочных материалов
приведены в специальной литературе.
12.4.1 УЗЛЫ ТРЕНИЯ С ЖИДКИМИ СМАЗОЧНЫМИ МАТЕРИАЛАМИ
Во всех узлах трения, смазываемых жидким или пластичным смазочным
материалом, стремятся реализовать жидкостный режим смазки полностью
или хотя бы частично. Это можно обеспечить за счет геометрии контакта,
позволяющей образоваться масляному клину (см. рис. 6.13 и 6.14).
Эффект действия макроклиньев на несущую способность пар трения
при жидкостной или полужидкостной смазке широко используется для
повышения эксплуатационных характеристик узлов трения машин и
оборудования.
Рассмотрим конструктивные реализации этого принципа на примере
осевых гидродинамических подшипников скольжения (осевых опор).
Устройство такой опоры ясно из рис. 6.13. Несущие поверхности сегментов
2 наклонены, так что каждый из них образует с плоской поверхностью
пяты клин. При вращении пяты клинообразная форма зазоров между ее
опорной поверхностью и наклонными поверхностями сегментов 2
обеспечивает создание масляных макроклиньев и соответственно
подъемной силы. Опорные поверхности сегментов имеют наклон лишь
на участках 1К11, а на участках апят поверхности сегментов параллельны
опорной поверхности пяты, чтобы воспринимать нагрузку при пуске и
останове пяты, т.е. гидродинамический смазочный слой, образованный
в клиновом зазоре, не уравновешивает полностью внешнюю нагрузку Р.
Конструкцией гидродинамической осевой опоры, применяемой при
восприятии значительных осевых нагрузок (например, осевых опор
Обеспечение режима смазки
615
Рис. 12.17. Схема самоустанаалнваюшегося сегмента радиального
подшипника скольжения:
I - вал; 2- колодка; 3 - подшипник
гидрогенераторов, мощных паровых турбин и т.д.),
является опора с самоустанавливающимися колод-
ками (подушками-пластинами, см. рис. 6.14). Такие
опоры обычно называют подшипниками Мичелла.
Вместо сегментов с наклонными поверхностями в
них применяются части подпятника. Шарниры, с
которыми связаны эти колодки, установлены позади геометрического
центра колодок (пластин) в сторону вращения пяты. При таком закрепле-
нии колодок при протекании жидкости, увлекаемой вращающимся
диском через зазор, эти пластины самоустанавливаются под некоторым
углом а к плоскости пят^л, определяемым величиной эксцентриситета 1Г
установки пластины на шарнире. Образовавшийся таким образом при
относительном движении тел масляный клин, угол которого можно
оптимизировать, обеспечивает сопряжению необходимую нагрузочную
способность. ц
Существуют также конструкции радиальных подшипников скольжения,
снабженных самоустанавливающимися шарнирными колодками 2 -
сегментами (рис. 12.17).
При проектировании радиальных цилиндрических подшипников
скольжения важно обеспечить правильный подвод и распределение
смазочного материала к узлу трения. Обычно это делается путем
применения отверстий различных конфигураций и профиля, фасок и
карманов (рис. 12.18). Смазочные отверстия, канавки и карманы,
расположенные в ненагруженной зоне, обеспечивают распределение масла
по длине подшипника. По глубине канавки карманы должны в 50 и более
раз превышать толщину смазочного слоя. Если смазочную канавку
проделать в нагруженной области, то в этом месте происходит перерыв
Рнс. 12.18. Схема подачи смазочного материала к радиальному подшипнику скольжения:
а - через отверстие; 6 - через карман и канавку; / - карман; 2 - канавка; 3 ~ отверстие
616
Глава 12. Триботехнические принципы конструирования ухлов трени
Рис. 12.19. Схема подшипника с магннтожидкостной смазкой (по
А.Н. Болотову н Д.В. Орлову):
/ - кольцевой магнит с некруглой внутренней поверхностью для
создания неоднородного магнитного поля; 2 - цилиндрические
втулки - магнитопроводы; 3- немагнитный корпус; 4- стальной
вал, 5 - магнитная жидкость
в дальнейшем повышении давления в смазочном слое
и несущая способность слоя снижается на 50...70 %.
Для обеспечения жидкостной смазки узлов трения
в условиях разовой заправки лимитированным
объемом масла используют магнитные узлы трения,
в которых в качестве смазочных и смазочно-уплот-
няющих материалов используют магнитные жидкости. Эти жидкости
представляют собой устойчивые коллоидные системы, состоящие из
достаточно малых (3... 10 нм) частиц твердого ферромагнетика (покрытого
в целях обеспечения агрегативной и седиментационной устойчивости
магнитного коллоида слоем поверхностно-активного вещества),
распределенных в нефтяных или синтетических маслах. Композиции
включают также комплект противоизносных и противозадирных
присадок для обеспечения необходимых смазочных свойств. Удержание
магнитных масел и подача их в зону трения обеспечиваются за счет
стационарных неоднородных магнитных полей.
Магнитная смазка особенно эффективна для низкоскоростных
подшипников скольжения. Схема магнитожидкостного подшипника
показана на рис. 12.19. Магнитная жидкость 5 под действием силовых
линий магнитного поля разделяет стальной вал 4 и втулки 2 подшипника,
обеспечивая жидкостную смазку.
12.4.2. УЗЛЫ ТРЕНИЯ С ТВЕРДЫМИ СМАЗОЧНЫМИ МАТЕРИАЛАМИ
При экстремально высоких нагрузках и скоростях, при малых скоростях
относительного перемещения трущихся тел, при высоких температурах,
в вакууме, в условиях ядерной радиации, т.е. в случаях, когда неэффектив-
ны жидкие и пластичные смазочные материалы рационально исполь-
зовать твердосмазочные материалы (ТСМ). Методы подвода твердого
смазочного материала к рабочим поверхностям трущихся тел различны
(рис. 12.20).
Наиболее широко распространено применение ТСМ в составе тонких
покрытий со связующим или без связующего, прочно закрепленных на
рабочих поверхностях контактирующих тел, либо вводимых в качестве
различных антифрикционных композитных материалов. Существуют
чисто конструктивные решения, позволяющие подавать твердые смазочные
материалы во фрикционный контакт: ротапринтный и подачи
порошкообразных твердых смазочных материалов.
Обеспечение режима смазки
617
Рис. 12.20. Классификация методов нанесения твердых смазочных материалов на поверхности
трения
Ротапринтный метод подачи ТСМ в зону трения (разработан
И.В. Крагельским и Г.И. Трояновской). Ресурс твердых смазочных
покрытий ограничивается постепенным их истиранием без возобновления
в процессе трения. Ресурс узлов трения, смазанных ТСМ, увеличивают
используя так называемый "эффект ротапринта", основанный на
способности некоторых материалов (MoS2, политетрафторэтилена,
графита, различных самосмазывающихся материалов) под действием
межмолекулярных сил переносится при трении на сопряженные поверхнос-
ти, осуществляя эффективное их смазывание. Ротапринтный метод подачи
ТСМ на фрикционный контакт осуществляют путем прижатия под
небольшой нагрузкой к рабочей поверхности одной из трущихся деталей
расположенного отдельно намазывающего элемента. Поскольку этот
элемент не воспринимает рабочих нагрузок, его износ невелик, и подача
ТСМ в зону трения может быть достаточно длительной и равномерной при
минимальном расходе ТСМ.
Для смазывания зацепления, состоящего из зубчатых колес 1 и 3,
намазывающий элемент выполнен в виде шестерни 2 свободного хода
(рис. 12.21). Для смазывания вала 4, вращающегося в двух полувкладышах
618
Глава 12. Триботехнические принципы конструирования узлов трения
ческих агрегатов и в узлах
Рис. 12.21. Схема ротапринтной подачи твердых
смазочных материалов во фрикционный контакт:
1,3- зубчатые колеса; 2 - шестерня свободного
хода, изготовленная нз ТСМ; 4 - вал; 5 - полу-
вкладышн; б - намазывающий элемент из ТСМ
5, применяется намазывающий эле-
мент 6 в виде подпружиненного
сухаря.
Ротапринтный метод подачи ТСМ
применяется в узлах трения косми-
трения наземной техники различного
назначения.
Подача в зону трения порошкообразных ТСМ осуществляется в струе
газа, главным образом инертного, чтобы избежать окисления ТСМ. Если
ТСМ устойчивы к действию жидкости (например, воды), то их можно
подавать в струе воды.
Однако длительная подача порошкообразной твердой смазки к
поверхности трения вызывает определенные затруднения вследствие
сложности осуществления циркуляции в механизмах больших объемов
ТСМ. Более экономична реализация магнитного метода подачи порошко-
образного ТСМ в узлах трения.
При этом трущиеся детали намагничивают, а диамагнитным слоистым
ТСМ придают магнитные свойства, вводя в их состав некоторое
количество порошкообразных ферромагнетиков. Смесь порошка ТСМ и
ферромагнетика размещают вне зоны фрикционного контакта, но в
пределах действия магнитного поля. Ферромагнетик, притягиваясь к
намагниченным поверхностям трения, увлекает туда ТСМ. При этом
полезный объем ТСМ в узле трения увеличивается за счет многократной
подачи одних и тех же частиц. Магнитное поле способствует лучшему
удержанию частиц ТСМ на поверхностях трения, а подачу смазки можно
достаточно просто регулировать за счет изменения напряженности
магнитного поля в контуре, поскольку трущиеся детали, порошкооб-
разная твердая смазка и магнит расположены так, что образуют замкнутый
магнитный контур.
Схема узла трения, в котором реализуется магнитный метод смазывания
(применительно к зубчатому зацеплению), приведена на рис. 12.22.
Магнитный контур состоит из зубчатых колес 1, изготовленных из
магнитоактивного материала, и электромагнита 2. Зубчатые колеса
размещены в герметичном картере 3, выполненном из немагнитного
материала, на дне которого размещена магнитоактивная порошкообразная
твердая смазка 4. Система регулирования напряженности магнитного поля
включает источник питания, регистрирующий прибор и реостат.
Магнитоактивная смазка (например, 80 % MoS2 + 20 % порошкообразного
Тепловой режим в зубчатых передачах
619
Рис. 12.22. Схема магнитного метода
подачн ТСМ во фрикционный контакт по
В.Г. Павлову (для зубчатой передачи):
1 - зубчатые колеса; 2 - электромагнит;
3 - картер из немагнитного м атериала; 4 -
магннтоахтнаный порошкообразный
смазочный материал
---------------------------------- д
железа) под действием наведен-
ного электромагнитом магнитно-
го поля зубчатых колес подается
на рабочие поверхности зубьев,
азатем при вращении колес переходит в зону их контакта, что и обеспечи-
вает разделение слоем смазочного материала.
При использовании магнитного метода ТСМ по ресурсу приближаются
к жидким и пластичным сказочным материалам в связи с осуществлением
длительной подачи и циркуляции их в зоне трения.
12.5. ТЕПЛОВОЙ РЕЖИМ В ЗУБЧАТЫХ ПЕРЕДАЧАХ
Максимальная температура на контакте трения зубчатых передач
обычно (в соответствии с работами X. Блока, М.Д. Генкина, Н.Ф. Кузьми-
на, Ю.А. Мишарина и др.) оценивается как сумма объемной температуры
зуба и температуры на перемещающейся полоске контакта.
Объемная температура зуба определяется экспериментально по
температуре в объеме масла или измеряется в центре зуба, что не всегда
возможно. Температура на перемещающейся полоске контакта рассматри-
вается как температурная вспышка, и для ее определения используют
различные теоретические и эмпирические формулы. Однако такой подход
имеет ряд существенных недостатков, а применяемые обычно соот-
ношения с эмпирическими коэффициентами не могут быть использованы
для других типоразмеров, материалов и режимов работы. Это приводит
к необходимости выполнения большого объема длительных и дорогостоя-
щих стендовых испытаний для определения необходимых соотношений
и ограничивающих величин.
Остановимся на некоторых моментах, которые требуют принципиаль-
ного уточнения. Необходимо обратить внимание на тот факт, что при
эластогидродинамическом и граничном режиме смазки практически
отсутствует непосредственный металлический контакт и имеют место
низкие коэффициенты трения. Если процесс контактирования происходит
по полоске, равной ширине зуба (рис. 12.23), и является кратковременным,
то нужно учитывать приведенные теплофизические параметры для учета
эффективной глубины проникновения тепла при определении температуры.
Однако это не всегда делается. В разные формулы для расчета температур-
ной вспышки подставляются теплофизические характеристики металла,
620 Глава 12. Триботехнические принципы конструирования узлов треиия
Рнс. 12.23. Схема контактирования зуба (Ла - номиналь-
ная площадь; L - длина боковой (рабочей) поверхности
зуба; Ас - кошурная площадь перемещающейся полоски
контакта; 1~ширина перемещающейся полоски контур-
ного картера; ДЛГ - площадь единичного фактического
пятна контакта, dr - диаметр среднестатистического
фактического пятна контакта)
а эффективная глубина проникновения
теплоты или не учитывается, или определя-
ется ошибочно, так как используются значе-
ния температуропроводности только метал-
ла. Все это приводит к значительному зани-
жению температуры на движущейся линей-
ной полоске контакта.
Покажем, каким образом могут быть определены приведенные
величины Апр, апр, спр и />эф в зависимости от толщины смазочной пленки
и скорости перемещения линейной полоски контакта. Для этого воспользу-
емся методикой, разработанной А.В. Чичинадзе и А.Г. Гинзбургом.
Эффективная глубина проникновения тепла Ьэ^ за время контактирования
зуба определяется по формуле
Ч = 1.73д/5^~,
где tk - время нахождения точки зуба в контакте; в первом приближении
tk можно принять равным времени нахождения полоски зуба в зацеплении
(/=1,2);
t = —
‘к >
“Л
где z; - число зубьев колеса; <о-- угловая частота вращения.
Если полоска зуба имеет ширину I и перемещается по поверхности зуба
со средней скоростью v;, то время контакта каждой точки зуба при работе
будет меньше, чем указано выше:
‘к.
Скорость v; перемещения полоски может быть оценена из следующего
выражения. При длине боковой поверхности зуба, по которой перемещает-
ся площадка контакта L,
2-я ’
Тепловой режим в зубчатых передачах
621
тогда
~
1 Lzut
Поскольку это время контакта весьма мало при больших скоростях
перемещения площадки I, то величина мала и может быть соизмерима
со средней толщиной масляной пленки. При наличии масляной пленки
Ч, = !>7W + \,.
Л,1
где й. - толщина масляной пленки; tk = tK- ——
пл
При tk <0
? = 1,73 JatK,
Эф|| ’ у ПЛ Л/’
где апл-температуропроводность пленки масла.
Приведенные теплофизические характеристики Хпр> спр, рпр и апр с
учетом величины йэф могут быть рассчитаны по формулам (7.48) - (7.51).
На рис. 12.24 показаны расчетные значения приведенных теплофизических характеристик
н аа»1 и сРедне^ температуры О’ на контурной площади движущейся полоски контакта
шириной / при качении со скольжением для зубчатой передачи тягового редуктора секиии
электропоезда ЭР-22. Зубчатые колеса выполнены из стали 20Х2МЗА (цементированной) с
твердостью 58НРС.
Модуль зубчатой передачи т = 10. Шестерня имеет число зубьев z, = 23, зубчатое колесо
z2 = 72. Ширина зубчатых колес В = 0,1 м, длина боковой поверхности зуба L = 22Ю’3 м,
Рнс. 12.24. Зависимости приведенных теплофнзнческнх характеристик н а также
О* на движущейся контурной полоске контакта от окружной скорости v0
622 Глава 12. Триботехнические принципы конструирования узлов трення
смазочный материал - масло МС-20. Исходные теплофизические свойства: для стали Аст =
~ 50 15-10-6 м1/си для масла - 0,13 Вт/(м ’С); ам - 0,076-10-6 м2/с. Расчет
выполнен при фиксированной погонной Hai-рузке Рп- 55-Ю4 Н/м и фиксированной ширине
полоски контакта / = 0,8-10-3 м, ио прн переменной окружной скорости шестерни v0 = 5, 10,
15,20 и 25 м/с, а также при переменных значениях толщины масляной пленки h и коэффициенте
трения скольжения fr.
В условиях граиичной и эластогидродинамической смазки толщина масляной пленки h
и коэффициент трения скольжения fx существенно зависят от окружной скорости v0 прн
фиксированных значениях погонной нагрузки Рн и ширины контурной полоски контакта /.
Величина h возрастает, а величина уменьшается с ростом vo и скорости скольжения при
перемещении контурной полоски контакта. Для рассматриваемого случая зти зависимости
для h и/т, полученные экспериментально, приведены в табл. 12.1.
Теплофизические характеристики Ащ>; и ащ>( существенно зависят от
скорости режима работы зубчатой передачи.
Для расчета средней температуры на движущейся контурной полоске
контакта 0‘ используется формула (7.29). Временные факторы мощности
и работы трения Тд- и rw определяются по формулам (7.36) - (7.37) в
зависимости от режима нагружения, профиля зацепления и применяемой
смазки. С помощью xN и учитывается изменение мощности и работы
трения по времени.
Расчеты температурного режима, выполненные с учетом приведенных
теплофизических характеристик, показали, что полученные при этом
температуры выше, чем обычно получаемые без учета экранирующего
действия граничной или эластогидродинамической смазочной пленки.
Температуру на движущейся полоске контакта 0' необходимо рассматри-
вать как среднюю температуру на контурной поверхности трения Ас или
как температуру макро вспышки над общим фоном объемной температуры
0|/В середине зуба.
Объемная температура зубчатого колеса для наиболее тяжелого
стационарного (по объемной температуре) режима может быть определена
из следующих условий. Для стационарного режима характерно, что
количество подводимой и отводимой теплоты равно. Теплота, подводимая
к колесу за один оборот, определяется по формуле
12.1. Экспериментальные данные для трення зубчатой пары тягового редуктора
vo, м/с Л 10е, м А Вт/(м °C) <1-106, м2/с о;, "с
5 0,05 0,07 43,62 13,0 56,89
10 0,1 0,05 35,43 10,6 73,2
15 0,15 0,035 28,46 8,5 73,9
20 0,2 0,25 23,1 6,2 69,9
25 0,25 0,02 19,05 5,7 70,49
Тепловой режим в зубчатых передачах
623
О = a W ,z,
^-под “тп ТП1 1
где । - количество теплоты, выделенное при контакте одного зуба; атП -
коэффициент распределения тепловых потоков; z - число зубьев колеса.
Теплота, отводимая за один оборот колеса,
2<пв = Лев — -
(1)
где йр- - объемная температура зуба при стационарном режиме; -
температура охлаждающего масла; а - коэффициент теплоотдачи; Лвен -
2л
площадь поверхности теплоотдачи;---------продолжительность одного
о
оборота.
Из равенства 2ПОД = g0TB цолучим
I
где п - частота вращения колеса, мин-1.
Для определения атп в данном случае можно пользоваться формулой
Ф. Шаррона (7.33), так как‘величина Ь>>Ь3^. При этом в качестве
теплофизических характеристик берутся их приведенные величины,
определяемые с учетом наличия масляной пленки. Приведенные теплофизи-
ческие характеристики определяются в соответствии с изложенным выше.
Таким образом, средняя температура на площадке контакта зубьев
представляет собой сумму
При оценке нагруженности фрикционного контакта в условиях
граничной и эластогидродинамической смазки, когда имеет смысл
рассматривать фактические пятна контакта и фактическую площадь
касания, к температуре 6‘ необходимо прибавить температурную вспышку
&всп, возникающую на пятнах фактического контакта, лежащих в пределах
контурной площадки контакта зуба (см. рис. 12.23).
Для расчета суммарной фактической площади контакта Аг и диаметра
среднестатистического пятна контакта dr при пластическом контакте
используются формулы (7.52) и (7.53).
Поскольку время существования &всп весьма мало (10-3... 10“8 с), то при
его расчете необходимо обязательно учитывать приведенные теплофизичес-
кие характеристики с учетом свойств смазочной пленки. Методика расчета
приведенных теплофизических характеристик и эффективной глубины
проникновения теплоты аналогична изложенной выше.
624 Глава 12, Триботехнические принципы конструирования узлон трения
Следует отметить еще один аспект при расчете температурного режима
узлов, работающих в условиях граничной смазки. Можно предположить,
что на фактических пятнах касания смазка быстро разрушается, т.е.
возникает металлический микроконтакт. В этом случае для оценки
температурного режима на нем, естественно, не нужно учитывать масляную
пленку и ее свойства, но при оценке интенсивности теплового потока на
данном контакте необходимо брать коэффициент трения для несмазанных
чистых поверхностей, который в несколько раз выше, чем усредненный
по поверхности для граничного трения. Теплофизические характеристики
берутся для чистого металла Аст и аст, а они значительно выше, чем при
наличии пленки смазки Апр и апр.
12.6. ТЕПЛОВОЙ РЕЖИМ ТОРМОЗОВ, РАБОТАЮЩИХ В МАСЛЕ
Применение в тормозах масляного охлаждения существенно снижает
температурный режим узла, способствует более равномерному нагреву его
рабочих деталей, в конечном счете увеличивает износостойкость пар
трения при некотором снижении и в то же время стабилизации тормозного
момента. В качестве фрикционных материалов в таких узлах обычно
используются фрикционные полимерные материалы (ФПМ) или
фрикционные порошковые материалы на медной основе. Материалами
дисков и барабанов являются различные марки сталей и чугунов. Из двух
материалов пары трения ФПМ, работающий в масле, в большей степени
подвержен действию высоких температур. Его предел, определяемый
температурой деструкции связующего, обычно не превышает 300 °C.
Еще более низкий температурный предел у смазочного материала,
используемого в узле. В тормозах большинства транспортных машин,
станков и механизмов нашли применение минеральные масла, критическая
температура или температура деструкции которых составляет 160... 180 °C.
Поэтому температурный диапазон нормальной работы фрикционных
механизмов, как правило, ограничивается допустимой температурой
нагрева охлаждающего масла (см. главы би 10). (Расчет теплового режима
работы тормозов, работающих без смазок, изложен в главе 7.)
К настоящему времени установлено, что в процессе нормальной
эксплуатации тормозных узлов с масляным охлаждением реализуется
режим граничного трения. Известные преимущества трения в масле
проявляются только при наличии гарантированной масляной пленки в
процессе торможения. Прочность граничной масляной пленки в значи-
тельной степени зависит от ее температуры. В связи с этим для оценки
температурного режима тормоза необходимо знать зависимость
изменения максимальной температуры на поверхности трения в про-
цессе всего цикла торможения.
Определение средней температуры поверхностей трения 6 . В узлах,
работающих в масле, вследствие непрерывного протекания масла по
каналам на поверхностях трения часть теплоты, выделяющейся в процессе
Тепловой режим тормозов 625
торможения, будет отводиться нагретым маслом. Используя принятые
допущения для тепловых расчетов тормозов, запишем для количества
теплоты, отводимой маслом в данный момент времени:
(12.9)
Д0м = ®мк “ ®мн _ приращение температуры масла за время прохождения
его через тормозной узел.
Учитывая, что температура масла на выходе зависит от 6 , расхода
масла и> и конструкции каналов на поверхности трения, заменим ее через
текущую поверхностную температуру и одновременно введем коэффициент
учитывающий изменение 0мк от 0 . Этот коэффициент зависит от типа
масляных каналов, расхода масла и находится опытным путем. Тогда (12.9)
принимает вид: м
ега = (12.10)
(r-V5 = AV о2”)
О’ = 0а + Д»‘. (12.12)
Учитывая равенство (12.4), запишем уравнение (12.11) в виде
(12.13)
где <?м = см рм £ - коэффициент теплоотдачи маслом.
Коэффициент распределения тепловых потоков удобно рассчитывать
по формуле (7.34).
W
Выразив IVTn через Q, = ——, получим среднюю температуру поверхнос-
4,0
тей трения за цикл торможения без учета отвода теплоты в окружающее
пространство о; по уравнению (7.29) или при начальных условиях т = 0,
Дв* = 0:
Д< = -ехр(тт’)], (12.14)
°м
где т = -ояЬ1к11; т'-Ату + Ро/Гу-Е*.
Уравнение (12.14) характеризует динамику приращения средней
температуры поверхностей трения в процессе буксования фрикционного
626
Глава 12. Триботехнические принципы конструирования узлов треиия
Рис. 12.25. Схема лабораторной установки Н.В. Полякова:
1 - образцы; 2 - нагреватель; 3 - пластинки слюды; 4 -
трансформатор тока; 5 — регистрирующий пульт
узла, работающего в масле, и учитывает отвод
тепла маслом. Поскольку безразмерные
факторы мощности tN и работы трения т(1/>
входящие в выражения (7.29) и (12.14), задают-
ся произвольно, то полученная формула
(12.14) универсальна и применима для любых тормозных узлов.
Определение температурной вспышки Оосп. При трении фрикционных
материалов в паре со сталью (или чугуном) пятна касания могут возникать
в результате внедрения неровностей более твердого и жесткого металла
в пластически деформируемый фрикционный материал или в результате
смятия неровностей фрикционного материала о более гладкие участки
неровностей металла. Как известно, для сухого фрикционного контакта
температурная вспышка в этом случае определяется по формуле (7.30), как
показано выше, масляная пленка, находясь на рабочих поверхностях пары
трения, изменяет условия теплообразования и теплораспределения на
контакте. Знание закономерностей экранирующего действия масляной
пленки позволит более точно определять температурные вспышки в
режимах граничной и эластогидродинамической смазки.
О тепловом сопротивлении масляной пленки можно судить по
изменению температуры тела, воспринимающего данный тепловой поток.
Необходимо одновременное сравнение величин тепловых потоков,
проходящих через сухой контакт и контакт с масляной пленкой. Схема
прибора, основанного на указанном принципе, приведена на рис. 12.25.
Стационарное, фиксированное положение образцов одного относитель-
но другого позволяет воспроизводить одинаковые условия контактирова-
ния и поддерживать постоянными физико-химические свойства смазочного
слоя. Экранирующее действие масляной пленки можно обнаружить в опыте
с двумя однородными образцами, оборудованными термопарами по
изменению температуры на рабочих поверхностях в процессе их одновре-
менного нагрева.
Если между одной из термопар (например второй и нагревателем) поместить пленку масла,
показания второй термопары должны уменьшиться и, вероятно, затянуться во времени. Таким
образом можно обнаружить экранирующее действие масляной пленки.
Результаты опытов представлены на рис. 12.26; изменение температур frj 2’ отмеченное
первой и второй термопарами, находящимися по обеим сторонам нагревателя я на
металлических образцах Изменение температуры на поверхности образцов характеризует
тепло- и температуропроводность исследуемых структур. Линия 2 проходит ниже линии 7,
т.е. теплопроводность структуры металл - масляная пленка меньше теплопроводности
металлического образца. С физической точки зрения этот факт можно объяснить существенным
различием в теплофизических свойствах металлического образца и пленки, покрывающей его
контактную поверхность. Следует отметить, что сплошные и штриховые линии близки между
собой. Следовательно, удвоение нагрузки на контактирующие тела в рассматриваемом
Тепловой режим тормозов
627
Рис. 12.26. Изменение температуры иа поверх ности
образной в процессе одновременного нвгрева:
/ - показания термопары, непосредственно
контактирующей с нагревателем; 2 - показания
термопары, отдаленной от нагревателя масляной
пленкой;-------прир0 = 2-Ю6 кПа;--------при
ра ~ 4-Ю6 кПа (I - импульс тока в нагревателе)
диапазоне давлений не вызывает существенных
изменений в теплопроводности исследуемой
структуры.
На рис, 12.27 показана схема смазанного
фрикционного контакта, принятая длятеорегичес-
кого описания экранирующего действия масляной пленки. Предполагается, что в смазанном
фрикционном контакте тепловой поток действует по нормали к поверхности трення. Часть
его воспринимает ФПМ, а другая часть, проходя через масляную пленку, поглощается
металлическим элементом. В соответствии с закономерностями теории теплопередачи наличие
на металлической поверхности слоя вещества (масляной пленки) с другими теплофизическими
свойствами ведет к изменению теплового сопротивления общей структуры, состоящей из
металла и масляной пленки. Допустим, что масляная пленка равномерно распределена на
рабочей поверхности металлического элемента пары трения, тогда структуру металл -
масляная пленка можно считать многослойной. С учетом нестационарного тепловыделения
приведенные тепловые характеристики следует описывать формулами (7.49) - (7.52), при этом
эффективная толщина элементов определяется по формуле (7.31).
Приведенная теплопроводность металлического элемента пары трения, работающей в среде
масла, зависит от времени торможения. Выполнен расчет приведенной теплопроводности
металлического элемента ленточного колодочного тормоза, работающего в масле, в различные
моменты времени торможения (/т = 0,1...8 с). Исходные данные: А* ~ 0,2 м2; J ц = Ац- 0,2 м2;
6П = 1(Гбм;612= 17-ИГ3 м;Хи = 42,2 Вт/(м-6С); Х12- 0,12 Вт/(м-°С).
Результаты расчета, выполненные по формулам (7.48)-(7.51), предетавлены на рис. 12.28.
Для весьма коротких циклов торможения (гт = 0,1...0,5 с), когда эффективная толщина
металлического элемента не превышает 25 % общей толщины первого элемента, приведенная
теплопроводность исследуемой структуры значи-
тельно ниже теплопроводности без масляной
пленки, т.е. исходного материала элемента лары
трения.
Исследования экранирующего действия
масляной пленки требуют проведения расчета
30
20
м-Т
40
Рнс 12.27. Модель смазанного фрикционного
контакта по А.В. Чичинадзе и Н.В. Полякову
я
о
Рис. 12.28. Изменение величины приве-
денной теплопроводности Х1пр и эффек-
тивной толщины металлического элемен-
тв пары трения тормоза в зависимости от
времени торможения Гт » МО"* м;
612 = 17-Ю"3 м)
628 Глава 12. Триботехнические принципы конструирования узлов треиия
температурной вспышки на смазанном фрикционном контакте пары трения металл - ФПМ
с учетом приведенных параметров тепло- и температуропроводности
Определение минимально необходимого количества масла в тормозном
узле. Для поддержания температурного режима тормоза в допустимых
пределах следует определить минимально необходимый расход масла w.
Очевидно, для различных типоразмеров тормозов, условий и режимов
эксплуатации существуют свои величины ю. Установим связь между
теплофизическими характеристиками пары трения, энергонагруженностью,
температурным режимом и минимально необходимым расходом масла в
тормозном узле. Расчетной схемой может служить любой тормоз с парами
трения, между которыми имеется гарантированный зазор, в который под
давлением подается масло. Количество теплоты, отводимой маслом в
единицу времени, может быть выражено соотношениями (12.9) и (12.10).
Принимаем, что из-за кратковременности процесса торможения теплота
проникает не на всю толщину контртела, а только на величину йэф, тогда
в теплообмене участвуют не полные объемы пары трения, а только их
эффективные объемы: УЭф = Аа Ь^. Выразив текущую температуру
поверхностей через количество теплоты, содержащейся в элементах пары
трения в данный момент времени, и, учитывая соотношение Q = Q -(20ТВ>
получим дифференциальное уравнение
После интегрирования этого уравнения при начальных условиях /охл =
= 0; (20ТВ - 0 и простых преобразований имеем
^InpPlnp Изф + С2прР?пр ^2 эф
СиРм*'
= /01Л5. (12.16)
Примем, что за время охлаждения температура поверхностей трения
должна снизиться на величину прироста температуры после последнего
торможения,т.е. С = С .разделив левую часть уравнения (12.16) на Аа,
после преобразования получим конечное выражение
(12.17)
Уменьшение площади фрикционных накладок из-за возможного
наличия на их поверхностях масляных канавок учитывается коэффициен-
том взаимного перекрытия Квг
Формула (12.17) дает возможность определить минимально необходи-
мый расход объема масла на единицу поверхности трения в секунду для
Тепловой режим тормозов
629
охлаждения поверхностей трения тормоза до начальной температуры. По
данным экспериментальных исследований величина w, необходимая для
образования устойчивой масляной пленки, составляет (7...8) 10-4 м3/(м2 с).
Из выражения (12.17) можно определить температуру пар трения, до
которой они будут остывать при данных параметрах нагрева и охлаждения
и др., т.е. начальную температуру 0и:
+ VCXP("AJ> (12.18)
С1прр1пр^1эф + С2прРзпр^2эф^э
В полученном выражении (12.18) интенсивность тепловыделения
учитывается косвенно, через конечную температуру поверхности трения
в процессе буксования фрикционного устройства &к.
Пример расчета температурного режима двухдискового тормоза.
Исходные данные: чугун ЧНМХ J- ФСПМ-ФМК-8 + масло МС-20;
lF„ = 9,3-10’flx;v = 32,8M/c;^,= 10-10sПа; .< = Л= 0,!7м2; w = 0,8 !О 'м3/(м2 с);
5=0,8; Z>,=Z>2= 15-10-’м; А, = 52Вт/(м-"С); Лг=35Вт/(м-"С); Аы=0,13Вт/(м-°С); о, = 14-10‘м 7с;
в2 = 15,210-‘м7с; с, = 1800Дж/(кг-’С);Тт = 0,33 с; ГО1Л = 120с; (®, ®JS 15’С.
Графики изменения временных факторов мощности, скорости и работы трения в процессе
торможения по безразмерному времени представлены на рис. 12.29. Расчетные данные:
6, - 2,72-10’м; Ь, - 3,87-10’м; 5.. = 0,26-10-’;
1н м 11 *
6,2= 2,010-’; 62, = 0,26-10-’; 6И --1,9310-’; X = 25Вт/(м-’С);
= 17,5Вт/(м’С); = 6,8-10 “м7с; в^ = 7,6-10“м7с;
= 0,33; = 0,4; «^ = 0,6; о, = 125 Вт/(м ”С);
<7, = 3,14-10’м; = 1,0; ®, = 100”С; А, = 0,15-10-’м ’;
2 = 16,6-1О’Вт/м'‘.
Рис. 12.29. Времеинйе факторы мощности tjV и работы
xN треиия, а также скорости скольжения tv по безразмер-
ному времени с
630 Глава 12. Триботехнические принципы конструирования узлов треиия
Рис. 12.30. Изменение 0 , и иа поверхности
трении даухдискового тормоза с парой треииа чугуна
ЧНМХ - ФСПМ - ФМК-8 при наличии смазки в
процессе торможений (И''тл = 9,3 кДж; v0 = 32,8 м/с):
------ расчет;------ эксперимент
Средняя температура поверхноств трения чугунного
тормозного диска для любого момента времени
процесса торможения по формуле (12.14)
0. = 0,»16.6-10^125.15[,.exp(_2|8.,0.it.)]
Соответственно температурная вспышка по формуле (7.30)
1,71-9,3^0^,
&•« j j
ОД5ЧО-’-0,33-[4-25(7,6-10-6)*+ 17.5(3,14-1(Г*Ув)*]
= 98,5rv
(280 + 17,5^/vJ-lO-3*
Результаты расчета, совмещенные с соответствующими экспериментальными данными,
полученными иа стенде, представлены на рис. 12.30.
Минимально необходимый расход масла для данного режима:
ж = 510~7200-3,72-10 3 510-450-3.87-10 1-1,0 [gf 100 -601 = 075-10-'и’/(мЧ)
1,91-Ю‘-120-0,8 I 80 - 60 )
Расчет, проведенный по формуле (12.18), позволяет определить температуру, до которой
будут остывать пары трения а период охлаждения:
О, = 60 + (100 - б0)ехр(-0.0051-120) = 82"С.
Многочисленные расчеты температурного режима тормозоа, проведенные по
предлагаемым формулам, показали удовлетворительное согласование с данными эксперимен-
тов.
Расход масла и* = 0,8’Ю-4 м3/(м2-с), принятый в исходных данных, оказался достаточным
для охлаждения тормоза при выбранной частоте включений.
12.7. УЛУЧШЕНИЕ СЛУЖЕБНЫХ СВОЙСТВ УЗЛОВ ТРЕНИЯ
ЗА СЧЕТ ОПТИМИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ
НА ФРИКЦИОННОМ КОНТАКТЕ
При работе узла трения в условиях избыточного тепловыделения на
контактирующих поверхностях проявляется ряд таких нежелательных
эффектов, как снижение прочности поверхностного слоя материала,
нестабильность фрикционных характеристик, повышение абразивной
способности продуктов износа, температурное коробление контактирую-
щих поверхностей и элементов пары трения, изменение зазоров. Весь
Защита фрикционного контакта
631
комплекс таких эффектов приводит к снижению долговечности трибосоп-
ряжения и ухудшению его характеристик.
С целью снижения температуры на поверхности трения и в объеме
применяют следующие конструктивно-технологические подходы:
уменьшают тепловыделение (снижают потери на трение) в процессе
эксплуатации;
развивают теплоотдающие поверхности;
подбирают пару трения таким образом, чтобы по крайней мере один
из ее элементов обладал высокой теплопроводностью;
контролируют величину зазоров с тем, чтобы уменьшить потери на
трение при термическом расширении деталей;
при возможности заменяют трение скольжения на трение качения, а
сухое - на жидкостное;
удаляют продукты износа из зоны контакта;
применяют индивидуальное охлаждение и химические способы
поглощения теплоты, выделившейся при трении.
Для уменьшения тепловыделения целесообразно использовать:
антифрикционные покрытия, скользкие резины, смазочные материалы,
эффекты избирательного переноса и аномального низкого трения.
Хорошие результаты по снижению трения получают при обработке
поверхностей специальным составом, содержащим MoS2. Эффективно
удаление теплоты из зоны трения смазочным материалом на водной основе,
так как теплоемкость воды в 2,5 раза выше, а вязкость почти в 50 раз
меньше, чем у традиционных смазочных материалов.
Развитие теплоотдающих поверхностей за счет ребер применяется
обычно при разработке корпусов редукторов и в теплообменной
аппаратуре. Но при этом плотность локального теплового потока с
поверхности ребра всегда ниже, чем с основной поверхности. Поэтому
эффективней стремиться не к отводу теплоты за счет теплоотдающих
поверхностей, а к уменьшению тепловыделения на контакте. Хорошие
результаты дает замена скольжения при сухом тренин и граничной смазке
на качение. Вследствие такой замены тепловыделение уменьшается почти
на порядок. Почти такой же эффект в ряде случаев дает химическое
регулированиетеплопоглощения, когда применяют в некоторых опытных
фрикционных материалах компоненты, для разложения которых
требуется большое количество теплоты. После остывания компоненты
восстанавливаются до следующего срабатывания. Однако изделия с такими
компонентами пока еще слишком дорогие (тормоза авиаколес).
12.8. РЕАЛИЗАЦИЯ ЗАЩИТЫ ФРИКЦИОННОГО КОНТАКТА
ОТ НЕЖЕЛАТЕЛЬНЫХ ВОЗДЕЙСТВИЙ
При конструировании трибосопряжения приходится учитывать, что
достаточно часто имеют место следующие группы нежелательных
воздействий на фрикционный контакт: вибрационное, абразивное,
632 Глава 12. Триботехнические принципы конструирования узлов треиия
химическое. Как уже отмечалось, вибрация кроме износа также заметно
влияет на эффективное значение силы трения, изменяя механические и
деформационные свойства контакта, его фактическую площадь, тепловыде-
ление на контакте. В зависимости от соотношения скорости и параметров
вибрационной нагрузки может наблюдаться как понижение, так и
увеличение силы трения. Вынужденное осциллирование в некоторых
случаях может привести к резонансному эффекту снижения силы трения.
Однако следует иметь в виду, что повышение амплитуды вибрационной
нагрузки иногда ведет к увеличению силы трения.
Важным обстоятельством является учет поведения адсорбированных
(в том числе оксидных пленочных) слоев на контактирующих поверхностях
при вибрационных нагрузках. Вибрации могут приводить к усталостному
разрушению пленок, в результате чего могут возникнуть ювенильные (не
покрытие оксидными пленками) поверхности металлов и локальные точки
схватывания. При увеличении амплитуды и перехода от вибрационного
к импульсному нагружению возможно также хрупкое разрушение пленок.
При создании новых машин конструктор старается снизить вредное
воздействие вибрации, применяя демпфирующие устройства, в которых
происходит преобразование внешнего трения во внутреннее (гидравличес-
кие демпферы, многослойные материалы с высокой поглотительной
способностью и т.п.).
Для узлов трения сельскохозяйственных, строительных и горных машин
большую опасность представляет абразивный износ. Этот вид износа для
незащищенного контакта в 3...4 раза выше, чем у защищенного при
помощи герметизаторов (уплотнений) из полимерных композиционных
и керамических материалов. Анализируется предварительно поведение
абразивной частицы в зазоре и возможность препятствия ее проникнове-
нию в этот зазор при помощи специальных кромок рабочих поверхностей
герметизатора.
Экспериментально установлено, что для абразивных гидропримесей
оптимальной является такая конструкция колец пар трения торцового
герметизатора, при которой узкий поясок трения находится на вращаю-
щемся кольце, а широкий - на неподвижном. При обратном сочетании
поясков трения на кольцах и равной их ширине более развитым становится
участок абразивного изнашивания и более интенсивно протекает
изнашивание кольца по ширине пояска трения, так как стык пары трения
становится более доступным для абразивных частиц. Не рекомендуется
выполнять фаски с углом наклона менее 30° на входной кромке трения.
Абразивные частицы, попадающие на конусный участок и защемленные
между двумя кольцами при неизбежной эксцентричности колец, входят в
силовое взаимодействие с упруго установленным кольцом пары трения и
раскрывают стык.
Для защиты узлов трения электродвигателей погружных насосов от
попадания воды с абразивом применяют динамические гидрозатворы. В
качестве затворной жидкости в них часто используют экологически
Защита фрикционного контакта
633
небезопасный жидкий металл или какую-нибудь жидкость высокой
плотности. Напор, выдерживаемый таким гидрозатвором, определяется
разностью плотности затворной жидкости и рабочей среды. Иногда в
качестве затворной жидкости применяют ферромагнитную жидкость,
удерживаемую магнитным полем. Магнитные жидкости представляют
собой коллоидные суспензии частиц магнитного материала (оксида
железа и др.). В качестве несущих жидкостей используют трансформатор-
ные масла, углеводороды, в которых взвешены весьма малые ферромагнит-
ные частицы (3...10 нм) и поверхностно активные вещества. Достаточно
эффективной оказалась установка фильтра на топливных, гидравлических
и воздухозаборных системах двигателей внутреннего сгорания, что почти
на 60 % повысило их долговечность и на 9 % снизило расход топлива.
Наличие продуктов изнашивания на поверхности трения почти в 10 раз
увеличивает износ трибосопряжения. Продукты изнашивания обладают,
как правило, высокой абразивной способностью, так как в основном
состоят из оксидов, а твердости оксида выше чем основного материала от
1,3 (железо) до 120 раз (алюминий). Для удаления продуктов износа
вытачивают специальные канавки и применяют обдув, например, в
железнодорожных и авиационных тормозах. Неплохие результаты дает
гуммирование (покрытие слоем резины) рабочих поверхностей деталей,
контактирующих с абразивом..Абразив, удерживаясь податливым слоем
резины, изменяет характер изнашивания. В таких конструкциях
преобладает усталостное изнашивание.
Существенное влияние на износостойкость оказывает среда. При
воздействии агрессивной среды на материал происходит либо образование
пассивирующих слоев, либо растрескивание верхних слоев материала.
Пассивирующие слои в ряде случаев повышают износостойкость
материалов и значительно уменьшают коэффициент трения. В условиях
активного воздействия среды (растрескивания) процесс коррозии
интенсифицирует износ за счет облегчения съема верхнего разрыхленного
слоя материала.
В некоторых случаях среда оказывает влияние на износостойкость.
Например, использование для тормозов нефтебурового оборудования
камер, заполняемых выпускными газами из дизеля, позволило в 7... 10 раз
повысить износостойкость фрикционных полимерных колодок по
сравнению с этой характеристикой тормозов, работающих в воздухе.
При создании уплотнений (герметизаторов) требуется решение проблем,
связанных с отделением внутреннего пространства машины или устройства
от окружающей среды для предохранения их от взаимного вредного
влияния или для разделения объемов, находящихся под разным давлением.
Уплотняющие элементы сохраняют высокую долговечность благодаря
микроэластогидродинамической пленке, возникающей между шерохова-
тостями уплотняемой поверхности и уплотняемого элемента.
Основными критериями выбора являются: окружная скорость или
частота вращения вала; рабочая температура; уплотняющая способность
634 Глава 12. Триботехнические принципы конструирования узлов трении
в условиях применения; размеры уплотнения. Важно учитывать максималь-
ную рабочую температуру, которая при превышении допустимого значения
приводит к деструкции материала, и минимальную рабочую температуру,
ограниченную утратой упругости материала уплотнения, что влияет на
величину зазоров.
Для правильной работы контактного уплотнения необходима
соответствующая подготовка вала. Высокая гладкость поверхности
(Ra = 0,04...0,16 мкм) не благоприятствует удержанию смазывающего
вещества в неровностях и затрудняет создание микроэластогидродинами-
ческой пленки, а большая шероховатость поверхности (Ra > 1,25 мкм)
вызывает увеличение износа и коэффициента трения. В связи с этим
существует некоторая оптимальная шероховатость, находящаяся в
диапазоне Ra = 0,16...0,63 мкм. Другим важным для долговечности и
эффективности уплотнения фактором является радиальное биение
уплотняемой поверхности. Для податливых манжетных уплотнений оно
не должно превышать 25 мкм. В то же время несоосность установки
манжеты относительно вала не должна превышать 0,25 мкм.
Долговечность контактных уплотнений в основном зависит от
загрязнений рабочей среды и ее трудно предвидеть заранее. При работе
машин в помещениях со средним загрязнением атмосферы долговечность
контактных уплотнений сравнима или превышает долговечность
уплотняемых подшипников при условии, что в место контакта уплотнения
и уплотняемой поверхности подается смазочный материал, создающий
условия жидкостного трения. Тем не менее при каждом ремонте подшипни-
ков, учитывая небольшую стоимость уплотнений, их необходимо заменять.
В условиях высокой загрязненности среды, например, для сельскохозяй-
ственных и горных машин, долговечность уплотнений вследствие
абразивного износа уменьшается, и их состояние должно быть основным
предметом осмотров.
В особых случаях при необходимости полного отделения объема
машины от окружающей среды применяют щелевые центробежные или
магнитные бесконтактные уплотнения. В магнитных уплотнениях
магнитная жидкость, представляющая собой коллоидную взвесь
ферритовых частиц в несущей жидкости, удерживается в зоне уплотнения
полем постоянного магнита. В центробежном уплотнении уплотняющее
кольцо жидкости создается диском, вращающимся в камере уплотнения.
Большая часть уплотнений выполняется с полным коэффициентом
взаимного перекрытия Квз = 1. Однако если в абсолютном большинстве
снижение Кв3 значительно улучшает условия теплоотдачи и повышает
фрикционно-износные характеристики трибосопряжений, то их функцио-
нальные свойства при этом могут ухудшаться. Так, уменьшение Квз в
скользящем контакте герметизаторов неизбежно влечет за собой
увеличение утечки герметизируемой среды.
Существует ряд узлов трения, в которых конструктивно предусматрива-
ется снижение Квз, и сделано это в основном из соображений повышения
Защита фрикционного контакта
635
Рис. 1231. Конструкция обжимного уплотнении (разработка
А.Ю. Кожаевв)
работоспособности и долговечности. К ним
относятся: дисковые и колодочные тормоза,
пары трения торцовых уплотнителей, трибосоп-
ряжения манжетных герметизаторов, подшип-
ники скольжения и др. Рассмотрим интересные
практические результаты, полученные на
основе трибологических принципов конструирования герметизаторов, в
которых коэффициент взаимного перекрытия Квз приобретаетзначения,
меньшие единицы. На внутренней поверхности обжимного элемента,
магнитного герметизатора (рис. 12.31)выполнены несквозные канавки двух
групп: группа а расположена со стороны высокого давления (герметизируе-
мая среда), а группа б - со ртороны низкого (охлаждающая вода).
Суммарная глубина канавок равна ширине рабочей губки манжеты, +
+ h2 = Н.
Наличие канавок в обжимном элементе обеспечивает поступление
микрообъемов герметизируемой жидкости и воды в зону фрикционного
контакта при вращении вала,* поскольку манжета под канавками не
контактирует с валом. Изменяя размер, форму и количество канавок можно
реализовать в трибосопряжении герметизатора практически все виды
трения: от сухого до жидкостного. Таким образом удается направленно
регулировать вид трения конструктивными мерами в зависимости от
условий работы герметизатора, что, в свою очередь, обеспечит гарантиро-
ванный уровень герметичности и необходимый ресурс продолжительности
непрерывной эксплуатации.
Очевидно, что в назначении К?вз могут быть две крайности. Во-первых,
когда число канавок в обжимном элементе и их размер настолько малы,
что К?вз близок к единице. При этом трибосопряжение будет практически
полным, а значит герметизирующая и охлаждающая жидкости не получат
доступа в зону трения, что приведет к резкому падению теплоотвода и
повышению интенсивности изнашива-
ния резины. Однако в этом случае
утечки минимальные или отсутству-
ют. Во-вторых, увеличивая число
канавок и их размеры, можно достичь
Рнс. 12.32. Зависимости величины утечки Q
через герметизатор и линейной интенсивности
изнашивания Ih герметизирующего элемента из
мвслобензостойкой резины от величины
(рж =1,0 МПа; п = 3000 мни-1; среда - керосин)
636 Глава 12. Триботехнические принципы конструирования узлов треиия
реализации в зоне трения режима гидродинамической смазки, когда
резиновая манжета и вал перестанут контактировать друг с другом и будут
надежно разделены слоем герметизируемой жидкости. При этом утечки
могут достигнуть величины, которая является совершенно недопустимой
по экологическим требованиям перекачиваемой жидкости ввиду ее
агрессивности, ядовитости или дороговизны.
На рис. 12.32 представлены зависимости величины утечки через
герметизатор и интенсивности изнашивания герметизирующего элемента
от величины Квз в трибосопряжении. Штриховая линия - зона потери
работоспособности герметизатора. Очевидно, что величина Квз не может
быть меньше 0,8 из-за риска потери работоспособности, когда утечки
становятся сверхнормативными. Увеличение Квз выше 0,9 приводит к
резкому возрастанию интенсивности изнашивания герметизирующего
элемента из маслобензостойкой резины. Таким образом, оптимальное
значение ЛГВЗ = 0,85.
12.9. ОЦЕНКА ВЕРОЯТНОСТИ БЕЗОТКАЗНОЙ РАБОТЫ
ИЗНАШИВАЮЩИХСЯ ДЕТАЛЕЙ ТРИБОСОПРЯЖЕНИЯ
И ПРОГНОЗИРОВАНИЕ ЕГО РЕСУРСА
Вероятность безотказной работы - вероятность того, что в пределах
заданной наработки отказ не возникает. Для изнашивающихся деталей и
их сопряжений отказ наступает по достижении предельного состояния,
которое обусловлено предельным линейным износом детали h или
предельным суммарным линейным износом обоих деталей сопряжения £й.
Например, предельный линейный износ измерительного или шлифовально-
го инструмента определяется допустимой точностью; предельный износ
зуба червячного колеса или лемеха плуга - их прочностью.
Обычно из справочной литературы известно допустимое значение
размера h, при износе до которого деталь не может эксплуатироваться,
сохраняя некоторый запаси относительно предельного Лпр:
п = (12.19)
где чертой сверху обозначены средние значения величин.
В общем случае условием безотказной работы является положительная
разность
ДЛ = Апр - л > °- (12.20)
В уравнении (12.20) входящие величины следует считать случайными.
Поскольку все многочисленные факторы, влияющие на износ, примерно
Оценка вероятности безотказной работы
637
равнозначны, то чаще всего принимают нормальный закон для описания
его распределения. В этом случае среднее квадратичное отклонение
разности АЛ в выражении (12.20)
+ &
где опр также распределяется по нормальному закону.
Теперь для вычисления вероятности безотказной работы можно
использовать известную формулу
ф = 1 - Ф
(12.21)
где Ф - функция нормированного нормального распределения, для которой
имеются таблицы. ।
Если воспользоваться понятием квантиля (7р нормального распределе-
ния, то
Ч - * =
и = - - * (12 22)
+ °*
Некоторые значения для Up при различных ф приведены ниже.
1|Г................ 0,50 0,70 0,80 0,90 0,95 0,99 0,99
ир............... 0,0 -0,524 -0,842 -1,282 -1,645 -2,326 -3,090
Для того чтобы учесть коэффициент запаса п, разделим числитель и
— Qnn
знаменатель (12.22) на h и введем коэффициенты вариации vnp = hva =
h
пр
=
h ’
тогда
(12.23)
Если, например, рассматривается износ подшипника скольжения, то
среднее допустимое увеличение зазора
638
Глава 12. Триботехнические принципы конструирования узлов треиия
Ад ~ Аар “ Ац»
где Дпр - назначенный предельный зазор; Дн - среднее значение начального
зазора, среднее квадратичное отклонение которого
°в = А2 + °и>
где ов и оэт - средние квадратичные отклонения диаметров вала и втулки,
принимаемые равными 1/6 соответствующих допусков.
Теперь, если обозначить = — - коэффициент вариации размера
°д
детали; vy - коэффициент вариации интегральной скорости изнашивания,
то вместо (12.20) можно написать принятое в теории надежности
выражение:
[/_ = - " 1 ,
АЧ + vl
(12.24)
где п - условный коэффициент запаса по износу, вычисленный как
отношение средних значений допустимого увеличения зазора Ацу - к
действительному суммарному линейному износу
Ей = (Yi + ЪН. (12.25)
где у, и у2 ~ скорости изнашивания элементов пары трения; t - время
трения.
Очевидно, что использование такого подхода возможно только тогда,
когда переходным процессом при изнашивании можно пренебречь, т.е.
сложную кривую динамики изнашивания можно заменить прямой, идущей
из начала координат. Если переходный процесс занимает существенную
долю ресурса, то коэффициент вариации следует вычислять для
стационарного процесса, а средний суммарный линейный износ £6 - по
более сложной формуле.
Для изнашивающихся деталей машин в качестве критерия надежности
используется технический ресурс (или просто ресурс). Гамма-процентный
ресурс Т7% является одним из основных показателей долговечности как
отдельных деталей, так и машин в целом. Это наработка, в течении
которой объем не достигнет предельного состояния с заданной вероятнос-
тью у-процентов.
При высоких требования к надежности подвижных сопряжений обычно
задаются допустимым значением ф = у % (например, 90 %), определяют
Изнашивание цилиндрического сопряжения
639
время работы сопряжения t = соответствующее данной регламентиро-
ванной вероятности безотказной работы.
Практически реализуемыми являются только такие способы ресурсных
испытаний кинематических пар (при норме Ту % от 20 000 до 50 000 ч),
которые предусматривают при определении параметров распределения
ресурса использование статических характеристик стационарного процесса
изнашивание без доведения их до предельного состояния. В этом случае
задача состоит в выборе закона распределения ресурса, который, по
мнению исследователя, отражает действительную картину. Достаточно
часто для этой цели выбирают нормальный закон. Существуют и другие
мнения, например, что диффузионное распределение (ДМ-распределение)
является наиболее адекватной функцией для выравнивания статических
данных об отказах изделий, вызванных случайными марковскими
процессами накопления повреждений диффузионного типа с монотонны-
ми реализациями. ’
Основное достоинство применения ДМ-распределений состоит в
возможности физической интерпретации его параметров, позволяющей
получать их оценки с требуемой точностью для прогнозирования ресурса
на основе использования априорной информации о процессе изнашивания,
например, для определения коэффициента вариации скорости изнашива-
ния, предлагается пользоваться его зависимостью от параметра шерохова-
тости рабочей поверхности Ra. В то же время, используя найденные выше
закономерности приобретения сопряжением формы естественного износа,
можно оценить средние значения интегральной скорости его
изнашивания.
12.10. ИЗНАШИВАНИЕ ЦИЛИНДРИЧЕСКОГО
СОПРЯЖЕНИЯ С НАТЯГОМ
Как показано в расчетно-экспериментальных исследованиях, при
переменных условиях нагружения в узле трения наблюдаются эффекты
последействия (А.В. Блюмен, С. Пытко, Г. Фляйшер и др.). При этих
условиях обычные обобщенные эмпирические законы изнашивания типа
I = представляют собой, как показал М.Н. Добычин, не функцию,
а функционал наследственного типа, вид которого должен быть найден
экспериментально при модельном или натурном исследовании трения и
изнашивания при реальных тепло-силовых динамических условиях
нагружения.
Простейший пример постановки и решения такой контактной задачи
трения с учетом износа - изнашивание цилиндрического сопряжения с
натягом. Условие контакта в этом случае по М.Н. Добычину может быть
записано в следующем виде:
и» + и», = 60,
(12.26)
640
Глава 12, Триботехнические принципы конструирования узлов трения
где w - упругие перемещения; w, - перемещения, обусловленные износом
сопряженных поверхностей; 60- начальный сборочный натяг.
Дифференцируя (12.26) по времени t, получим
w + w, = О,
(12.27)
где - скорость изнашивания (у в приведенном выше соотношении
(12.25)).
М.Н. Добычин принимает условие, при котором упругие перемещения
втаком сопряжении связаны срадиальными напряжениями ог соотношени-
ем:
w = Ktar,
(12.28)
где |ог| = ра,ра- номинальное давление.
Кроме того, скорость изнашивания и', считается прямо пропорциональ-
ной этим напряжениям. Поэтому при решении задачи используется
линейный закон скорости изнашивания от давления />а:
(12.29)
где коэффициент износа К* считается функцией времени (устанавливается
экспериментально, что позволяет учесть влияние скорости и температуры).
Дифференцируя по времени t выражение (12.28) и подставляя этот
результат и выражение (12.25) в зависимость (12.27), получим следующее
линейное дифференциальное уравнение:
ра + K;lKv(t)pa = 0. (12.30)
Общий интеграл этого уравнения
Ра = РоехР
о
(12.31)
где/>0 - номинальное давление в момент времени t = 0.
Можно коэффициент износа Kw(t) представить в виде функции:
Kw(t) = ^„exp^J, (12.32)
где - безразмерный параметр; Т- характерное для данного процесса
изнашивания время.
Изнашивание цилиндрического сопряжения
641
Используя (12.32), в зависимости от значения безразмерного параметра
т можно получить три предельных случая или три модели разрушения
поверхности при трении:
при т > 0 имеет место износ разупрочняющегося материала, при т <
< 0 материал в процессе трения упрочняется;
при т = 0 механические свойства материала стабильны, a Kw{t) = Kw0
и не зависит от времени.
Подставляя (12.32) в (12.31) и предполагая, чтор0 - (износ при
t = 0 также равен нулю), можно определить для трех указанных моделей
кинетику изменения давления и износа сопряжения:
“.(О = 60
1 - ехр
*lmi
Ко Г
Ki”h
ехр
- 1
(12.33)
Рв(0 = Роехр
Из выражений (12.33) следуют три вывода для трех принятых моделей:
1) для разупрочняющегося материала (т, > 0) при t = 0 получаем
и>,(0) = 0, а при t - » находим ра(“) = 0 и и>,(“) = 60;
2) для упрочняющегося материала (лл, < 0) при 1 = 0 имеем w,(0) = 0,
а при /-» получаем ра(°°) = р^хр^-^К'17); И'.(~) = 60[1-
-ехрС-^^-'Г)];
3) для стабильного материала (т = 0) имеем при t - 0 w,(0) = 0, а при
t - °° находим рв(“) и и>.(“) = 60.
На рис. 12.33 приведены кривые износа, рассчитанные для этих трех
моделей изнашивания.
Приведенный выше пример оценки
изнашивания цилиндрического сопря-
жения с натягом показывает каким
образом можно исследовать кинетику
изменения контактных параметров при
трении вследствие износа. Можно
достаточно достоверно проследить
эволюцию контактных давлений в
сопряжении, его износа и соответствен-
Рис. 12.33. Кинетика изнашивания сопряжения с
ивтягом:
= = l;3-=0(^77^ = I)
642 Глава 12, Триботехнические принципы конструирования узлов трения
но величины натяга. Зная или задаваясь видом закона изнашивания I =
= Kv“PB, на основе полученных выше решений и соответствующих
модельных или натурных экспериментов, можно определить необходимые
параметры кинетики изнашивания сопряжений при контактном взаимо-
действии с трением.
Список литературы
1. Гаркунов Д.Н. Триботехника: Пособие для конструктора. М.: Машиностроение, 1999.
336 с.
2. Комиссар А.Г. Опоры качения в тяжелых режимах эксплуатации: Справочник. М.:
Машиностроение, 1987. 384 с.
3. Орлов А.В. Оптимизация рабочих поверхностей. М.: Наука, 1973. 84 с.
4. Полимеры в узлах трения машин и приборов: Справочник 1 Под ред. А.В. Чичинадзе.
М.: Машиностроение, 1988. 328 с.
5. Рейт А.К. Повышение износостойкости строительных и дорожных машин. М.:
Машиностроение, 1986. 184 с.
6. Уплотнения и уплотнительная техника: Справочник / Под ред. Д А. Кондакова,
А.И. Голубева. М.: Машиностроение, 1986. 464 с.
7. Шульц В.В. Форма естетствениого износа деталей машин и инструмента. Л.:
Машиностроение, 1990. 208 с.
Глава 13
ЭКОНОМИЧЕСКАЯ И ЭКОЛОГИЧЕСКАЯ ОЦЕНКА
РАБОТЫ ТРИБОСИСТЕМ
13.1. ОБРАЗОВАНИЕ ОБЩЕСТВЕННОГО ПРОДУКТА,
ЕГО СЕБЕСТОИМОСТЬ И СВЯЗЬ С ОКРУЖАЮЩЕЙ СРЕДОЙ
Для создания общественного продукта (жилья, источников энергии и
питания, комфортных условий и др.) необходимо добыть полезные
ископаем ые (нефть, уголь, руду и др.), переработать их на обогатительных,
металлургических, нефтеперерабатывающих, машиностроительных и
других предприятиях до необходимой кондиции и доставить потребителю.
Все это воздействует на рельеф местности, почвенный и растительный
покров, изменяет строение земной коры и ее фильтрационные режимы.
Изменяются характеристики и свойства воздушного и водного бассейнов.
Природа располагает определенным потенциалом, направленным на
самосохранение и очищение' от загрязнений. Этому способствуют
ультрафиолетовое излучение, озон, метаболизм высших животных,
растения, почвенные, речные и морские организмы и т.п. Однако, когда
деятельность человека превышает возможности природы к самосохране-
нию, резко усиливаются воздействия деятельности человека на биосферу,
возрастает заболеваемость людей, животных и растений. В связи с этим
возникает необходимость принятия мер по защите окружающей среды
(экологии) от ее разрушения.
В общем случае схема образования общественного продукта с учетом
затрат на воспроизводство окружающей среды и оборудования имеет вид,
приведенный на рис. 13.1.
Себестоимость общественного продукта определяется затратами по всей
цепочке его производства 30. Укрупненно составляющие затрат
Л = Лп + + Л» + Заи = Лф + Л>с>
где 5ЗП - затраты на зарплату и отчисления на социальные нужды; 5М -
затраты на сырье, материалы, комплектующие изделия, полуфабрикаты;
5ЗИ- затраты на энергию и топливо; 5ам - амортизационные отчисления.
В этих затратах можно выделить затраты на производство 5пр и затраты
на оздоровление окружающей среды 50с:
3—3 + 3
-’о '"’пр Joc-
644
Глава 13. Экономическая и экологическая оценка трибосистемы
Рис. 13.1. Схема образования общественного продукта с учетом затрат на воспроизводство
оборудования и восстановление (оздоровление) окружающей среды
(В затратах на оздоровление окружающей среды присутствуют все выше
перечисленные четыре составляющие затрат 3°с + Зэ°с + 3°ис.)
В затратах, определяющих себестоимость общественного продукта,
значительная часть обусловлена потерями на трение и износ. Трение и
износ определяют указанные четыре вида составляющих затрат как
связанных непосредственно с производством, так и с оздоровлением среды.
13.2. ПРОИЗВОДСТВЕННЫЕ ЗАГРЯЗНЕНИЯ ОКРУЖАЮЩЕЙ СРЕДЫ.
ПРЕДЕЛЬНО ДОПУСТИМЫЕ КОНЦЕНТРАЦИИ
Производственная деятельность промышленных предприятий,
транспорта и содержание комплекса жилищ загрязняют окружающую
среду вредными выбросами, которые по характеру воздействия на
биосферу условно разделяются на нетоксичные (N2, О2, СО2, Н2О, Н,) и
на токсичные (СО, NOX, СЛН4, SO2, H2S и т.п.). При этом выделяются
теплота, всевозможные излучения, поглощается из атмосферы кислород,
происходит деградация почвы, наблюдаются другие подобные неблагопри-
ятные процессы.
За последние десятилетия в мире существенно возросли потребности
в топливе, металле, пластических массах и потребности в перевозке грузов.
В связи с этим возросли и выбросы вредных веществ в атмосферу. Условно
принято считать, что источниками половины их являются стационарные
установки, а вторую половину составляют транспортные средства. Так,
во всем мире, автомобилями и тракторами в атмосферу выбрасывается
примерно 20...27 млн т монооксида углерода, 2...2,5 млн т углеводородов,
6...9 млн т оксида азота, до 190 тыс. т соединений серы, до 100 тыс. т. сажи,
13 тыс. ттяжелых металлов, 200...230 млн тдиоксида углерода и выделяется
до 3,1 • 1012 МДж теплоты. Общий объем выбросов нормируемых веществ
парком автотранспортных систем в пересчете на СО в 1999 г. составил
порядка 300...400 млн усл. т. В России из них 70 % приходится на
Место и роль триботехники 645
автомобили, 9,4 % - на тракторы и сельхозмашины, 7,3 % - на воздушный
транспорт и 9,2 %- на железные дороги. Только наш автомобильный парк
ежегодно потреблял 200...220 млн т кислорода, что составляло 8 % его
воспроизводства над всей территорией страны.
Нередко в 1 т поверхностного слоя земли вблизи дорог с интенсивным
движением автомобильного транспорта встречается до нескольких
килограмм свинца и других тяжелых металлов. В результате одного
торможения легкового автомобиля в атмосферу выбрасывается в виде
частиц износа 17 мг высокодисперсного асбеста.
Для охраны здоровья в целом осуществляется контроль степени
загрязненности окружающей среды вредными веществами. Для этого
разработаны санитарные нормы. Критериями качества воздуха являются
предельно допустимые концентрации (ПДК) содержания в нем токсичных
веществ. Различают ПДК для населенных районов и для производственных
помещений (среднесуточные и максимальные разовые выбросы). В нашей
стране установлены ПДК на 520 токсичных веществ. Превышение этих
норм приводит к значительнвму увеличению заболеваемости людей и
животных. Однако наряду с указанными ограничениями осуществляется
поиск и разработка обобщенных показателей экологической чистоты
технологий. 7
13.3. МЕСТО И РОЛЬ ТРИБОТЕХНИКИ ПРИ РЕШЕНИИ
ЭКОЛОГИЧЕСКИХ И ЭКОНОМИЧЕСКИХ ЗАДАЧ В ПРОЦЕССЕ
ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ МАШИН И ОБОРУДОВАНИЯ
Работа узлов трения машин, оборудования и транспортных средств
осуществляется на всех этапах создания общественного продукта.
Триботехнические характеристики узлов трения наравне с конструкцией
машин, качеством их изготовления, режимом эксплуатации и другими
аспектами оказывают существенное влияние на многие экономические и
экологические показатели работы машин, механизмов и технологического
оборудования. Потери от трения и затраты, связанные с ними, составляют
от 1 до 4 % национального продукта стран. Например, в США (табл. 13.1)
в конце 80-х годов эти потери, связанные с работой различных узлов
трения машин, механизмов и технологического оборудования, составили
примерно 46,8 млрд долларов, в это же время в нашей стране они равнялись
50 млрд руб. Столь значительные материальные потери не могут не
оказывать существенного влияния на развитие экономики как
крупнейших стран, так и малых.
В последние годы проявляется повышенное внимание к развитию
трибологии, к оптимизации триботехнических решений и внедрению в
практику достижений триботехники. По оценкам экспертов широкое
внедрение в производство уже известных достижений триботехники
способно на 25..30 % сократить потери от трения, причем первые 10... 15 %
из них - без заметных капитальных вложений.
646
Глава 13. Экономическая и экологическая оценка трибосистемы
13.1. Годовые потери от треиия и износа по ряду типов машин США
Объекты Число объектов, л-103 Потери, млрд долларов
Самолеты 200 13,4
Суда 4 6,4
Автомобили 133000 24,2
Режущий инструмент (при обработке металла) 500 28
Практика применения в Великобритании современных трибологических
технологий и материалов показала, что помимо относительно небольшой
экономии затрат на смазочные материалы, их применение дает значитель-
ный экономический выигрыш в эксплуатации (табл. 13.2).
3.2. Экономический эффект от внедрения в Великобритании
достижений трибологии и триботехники
Результаты внедрения в практику по статьям работы Годовой экономический эффект, млн футов стер- лингов
Снижение потребления энергии за счет уменьшения трения 28
Сокращение ручного труда 10
Снижение затрат на смазочные материалы 10
Снижение затрат на обслуживание и ремонт 230
Исключение потерь, связанных с поломками от трения и износа 115
Экономия вложений за счет более интенсивного использо- вания оборудования и большего КПД 22
Экономия вложений за счет повышения долговечности машин 100
Применение достижений трибологии и триботехники позволило более
интенсивно использовать имеющееся оборудование и повысить долговеч-
ность работы машин. По расчетам экономистов Великобритании,
представленными на Международном конгрессе по трибологии "World-
trib" в Лондоне в 1997 г., внедрение достижений триботехники позволит
на 0,7...1 % сократить потери национального продукта, что связано с
сокращением расходов на материалы и сырье, энергию, зарплату и на
амортизационные отчисления.
Узлы трения механизмов и машин с точки зрения экологии работают
в более благоприятных условиях при использовании новых конструктив-
ных решений, новых технологий и материалов. За счет применения более
Направление работ для улучшения показателен
647
Рис. 13.2. Схема взаимосвязи триботехнических потерь в основном производстве и в его
инфраструктуре иа примере работы железнодорожного транспорта
совершенных конструкций узлов трения, новых триботехнологий и иовых
триботехнических материалов, включая смазочные, сокращаются потери
на трение и повышается износостойкость трущихся тел. Это приводит к
снижению расхода энергии, увеличению срока службы узлов трения,
уменьшению числа ремонтных работ, увеличению надежности работы
машин, в том числе к сокращению расходов на дополнительное обслужива-
ние.
Схема взаимосвязи триботехнических потерь в основном производстве
и определяемых ими затрат в его инфраструктуре может быть представлена
на примере работы железнодорожного транспорта (рис. 13.2).
13.4. НАПРАВЛЕНИЕ РАБОТ ДЛЯ УЛУЧШЕНИЯ ЭКОЛОГИЧЕСКИХ
И ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ РАБОТЫ МАШИН
Одним из важнейших направлений работ, целью которых является
улучшение экономических и экологических показателей машин, следует
считать уменьшение потерь от трения и износа в узлах трения машин и
оборудования. Приведем ряд примеров влияния автомобильного
транспорта на экологию города. В больших городах, крупных агломераци-
ях автомобильный транспорт стал главным загрязнителем окружающей
среды. На его долю приходится до 3/4 загрязнения атмосферы. Концентра-
648
Глава 13. Экономическая я экологическая оценка трибосистемы
ция вредных веществ в приземных слоях воздуха превышает ПДК в 10 и
более раз. Значительные территории испытывают сверхнормативные
акустические воздействия, недопустимое загрязнение почвы и водных
объектов.
Решающую роль играют разнообразные трибологические факторы,
связанные с работой узлов трения двигателей внутреннего сгорания,
коробок и карданных передач, взаимодействием колодок и дисков
сцеплений в тормозах и муфтах, взаимодействием шин с дорожным
покрытием и, наконец, со взаимодействием воздушного потока с корпусом
автомобиля при высоких скоростях движения.
Обеспечение экологической безопасности дорожного движения стало
актуальной проблемой. Проблема включает четыре направления,
выделенных по основным группам воздействий автотранспортных средств
на окружающую среду (табл. 13.3).
Первую группу воздействий (наиболее агрессивных и масштабных),
проявляющихся при эксплуатации дороги определяют в основном
автотранспортные средства. Вследствие технической отсталости отечес-
твенного автомобилестроения, отсутствия на транспортных средствах
устройств для улавливания и нейтрализации выбросов, низкого уровня
технической эксплуатации, средние выбросы отработавших газов и других
загрязняющих веществ в 1,5...2 раза превышают нормативы, принятые в
развитых странах.
13.3. Группы воздействия автотранспортных средств иа окружающую среду
Группы воздействий Основные пути сокращения в дорожной сфере
1. Загрязнение атмосферы, водоемов, вод- ного стока, поверхности почвы выброса- ми транспортных средств, пользующихся дорогой Улучшение условий движения, защитные сооружения, мероприятия по организа- ции свободного непрерывного движения
2. Изменение природных систем или тех- ногенной инфраструктуры вследствие внедрения в них сооружений дорожного комплекса Применение современной методологии оценки воздействий на окружающую сре- ду (ОВОС) при трассировании н выборе технических решений
3. Технологические воздействия разных видов при выполнении строительных и ремонтных работ, изготовление дорожно- строительных материалов и конструкций Повышение технического уровня исполь- зуемых машин н оборудования, улучше- ние организации и производства работ, общей культуры производства
4. Расходование природных невозобнов- ляемых ресурсов: территории, углеводо- родного топлива, нерудных материалов и т.п. Применение новых ресурсо- и энергосбе- регающих технических решений
Направление работ для улучшения показателей 649
Не меньшее влияние имеют и условия движения на дорогах (вторая
группа воздействий). На современных автомагистралях расход топлива,
а следовательно, количество выбросов автомобиля в 1,5 раза меньше, чем
на плохих дорогах. Выбросы резко возрастают при превышении
пропускной способности, дефектах покрытия, при всех других затруднени-
ях свободного движения. Чем лучше дорога, чем выше ее потребительские
качества, тем она безопаснее в экологическом отношении, так как
количество выбросов зависит от интенсивности движения.
Превышение санитарных норм, установленных для прилегающих к
дороге территорий, по загрязнению атмосферы и уровню шума при
движении автомобилей в непрерывном потоке, примерно более 1000 ед.
в сутки. Самый простой н хорошо известный способ защиты окружающей
среды, особенно в населенных местах, - создание вдоль дороги санитарной
полосы. Ширина защитной экологической полосы назначается из расчета,
что за ее пределами гарантируемся непревышение ПДК загрязнения воздуха
и санитарных норм транспортного шума.
На дорогах с высокой интенсивностью движения выбросы свинца и
других тяжелых металлов от двигателей внутреннего сгорания создают
недопустимое загрязнение почвы вблизи проезжей части, а нормы
загазованности н уровня Щума постоянно превышаются. Если на
территории защитной полисы в целом вводятся лишь некоторые
ограничения замлепользования, то ближайшая к проезжей части полоса
с загрязненной почвой пригодна только для размещения защитных
посадок, строительства гаражей или прокладки линейных коммуникаций.
Эту полосу предлагается относить к резервно-технологической тер-
ритории в составе защитной полосы.
По результатам обобщения натурных замеров и расчетов осредненные
значения ширины защитной полосы в зависимости от интенсивности
движения н некоторых других факторов составляют от 30 до 200 м,
включая резервио-технологическую полосу шириной от 12 до 30 м.
Размеры защитной полосы с ограниченным землепользованием можно
сократить путем применения специальных защитных сооружений:
земляных валов, экранов, отражений. Опыт экологической экспертизы
многочисленных дорожных проектов показывает, что в разделе "Охрана
окружающей среды” основное место, к сожалению, занимают основанные
на малодостоверных модулях расчеты транспортных загрязнений. Более
важным и сложным вопросам, таким как прогнозирование возможных
последствий строительства для эрозионной устойчивости почв, для
сохранения лесов, фауиы, исторических памятников, не уделяется важного
внимания. Нередко упускается из вида анализ социальных условий и не
рассматриваются последствия их неизбежных изменений. Следует отметить,
что эти вопросы слабо изучены.
Конкретных рецептов учета воздействий дороги на природу очень мало.
Мировая практика проектирования экологически безопасных сооружений
выработала методологию оценки воздействий принимаемых технических
650 Глава 13. Экономическая и экологическая оценка трибосистемы
решений на окружающую среду. Применение ОВОС при проектировании
линейных сооружений, в частности автомобильных дорог, имеет много
особенностей, которые учтены в выпущенных в последние годы отраслевых
пособиях и методических документах. Методология ОВОС использована
в методике оценки уровня экологической безопасности существующих
дорог, разработанной СоюздорНИИ. Многие перегруженные магистрали
в условиях исторически сложившейся жилой застройки, например, на
въездах в Москву, стали источниками чрезвычайной экологической
опасности. Требуется неотложная защита населения прилегающих
территорий.
Третья из выделенных групп воздействий находится в ведении исполните-
лей строительных или ремонтных работ. Экологическая безопасность
обеспечивается выполнением существующих природоохранных норм и
правил. Они регламентируют размещение строительной площадки,
расчистку полосы отвода, организацию технологических процессов,
важнейшие с позиций экологии работы по рекультивации нарушенных
земель. С этой целью используется разработанная СоюздорНИИ
"Инструкция по охране окружающей среды при строительстве и рекон-
струкции автомобильных дорог".
Четвертая группа воздействий связана с расходованием природных
ресурсов. Снижение ресурсоемкости и энергоемкости автодорожного
хозяйства - всегда одна из главных проблем. Сегодня не менее важное
значение должны иметь экологические показатели.
Особую важность приобретает использование отходов производства,
в том числе вредных, отвалы которых нередко занимают огромные
территории. Эта важная и сложная проблема требует специального
изучения.
С увеличением количества транспортных средств остро встает проблема
трения, износа и смазки машин. В широко используемых в настоящее время
машинах 1/3, а иногда и более, потребляемой ими энергии, расходуется на
непроизводственную работу по преодолению сил трения внутри самих
машин. В условиях города - это колоссальные потери энергии, топлива
и связанные с его сжиганием выбросы вредных веществ в атмосферу.
Современная прикладная наука о трении, смазочном материале и износе
машин (триботехника) имеет конкретное решение для уменьшения потерь
на трение на 25...30 %. Причем 10...15 % энергии можно экономить без
капитальных затрат, а только за счет более рационального использования
топлива, смазочного материала и машин. Эта возможность является одной
из реальных эффективных мер по улучшению экономических, технических
и экологических проблем большого города.
Затрачиваемая транспортным и средствами энергия надвижение машин
гасится в тормозных системах, которые по своему назначению и
требованиям безопасности движения должны обладать достаточной
мощностью и устойчивой работой.
Направление работ для улучшения показателей
651
В настоящее время в тормозных системах транспортных средств
(автомобилей, тракторов, трамваев, троллейбусов, автобусов, поездов и
др.) в качестве тормозного материала, к сожалению, до сих пор использует-
ся асбест с наполнителями. Как уже отмечалось, асбест как канцерогенное
вещество директивой Европейского экономического сообщества
80/1107/ЕС от 27 ноября 1980 г. и 83/477/ЕС от 19 сентября 1983 г. запрещен
к применению в странах ЕС, для изготовления фрикционных материалов
запрещен решением ЮНЕСКО в 1990 г. Россия также присоединилась к
этому решению.
При торможении транспортного средства в атмосферу выбрасывается
фракция асбеста с размерами частиц порядка одного микрона и меньше,
являющаяся особенно активной. Эти частички легко перемещаются по
воздуху, попадают в легкие, потоками дождя они разносятся в водоемы
и заражают их. »
Особенно большое количество асбеста выпадает у светофоров. За сутки
у одного светофора на улицё с интенсивным движением отечественных
машин выпадает до 400 г мелкодисперсного асбеста, а на одной станции
метрополитена с плохо проветриваемым помещением - порядка 450 г
асбеста. Общая площадь поверхности очень активных частиц асбеста
составляет свыше 20...30 тыс. м2. Не менее опасным источником заражения
асбестом окружающей среды является железнодорожный транспорт. За
последние десятилетия асбест вместе с сопутствующей твердой породой
стали укладывать даже в призму железнодорожного пути на подходах к
г. Москва. Под действием массы поезда асбест дробится до мельчайшего
размера и становится новым достаточно серьезным источником заражения
окружающей среды.
Частицы асбеста, при малой собственной массе, попадая на ткани
живых организмов (и прежде всего человека), прочно удерживаются на них.
Удалить их с поверхности живой ткани (с кожи человека, с поверхности
дыхательных путей и легких) практически невозможно. Наблюдения
показывают, что частицы асбеста, длительное время находящиеся на
поверхности живой ткани и постоянно ее раздражающие, становятся
источниками раковых заболеваний у человека и животных.
Замена асбеста на другие материалы представляет собой сложную
проблему, поскольку асбесту присущи уникальные свойства. Прежде всего
это высокая прочность, эластичность и температуростойкость, высокая
свободная поверхностная энергия, обеспечивающая адгезию волокон
асбеста с полимерными связующими материалами и другими ингредиен-
тами.
В нашей стране предпринимались большие усилия по замене асбеста
на металлическую нить, базальтовое волокно, стеклянную и полимерную
нить, углеродное волокно и др. Современная рецептура безасбестовых
тормозных материалов (накладок) имеет сложный состав из 15 и более
вариантов связующих (каучук, смолы, каучукосмоляное, латексно-смоляное
связующее), способных создать термостойкую матрицу с высокими
652 Глава 13. Экономическая и экологическая оценка трибосистемы
прочностными свойствами наполнителей, обеспечивающих требуемый
уровень коэффициента трения и износостойкости, и армирующих
компонентов, упрочняющих полимерную матрицу.
Обычно в составе нового фрикционного материала применяются
два-три связующих и два - четыре армирующих наполнителя. Армировка
выполняется, как правило, из комбинации заменителей асбеста, полиамид-
ного, минерального, стеклянного, металлического или углеродного
волокон. В настоящее время имеется ряд комбинаций материалов, годных
к использованию в качестве тормозных накладок.
Оценивалась эффективность новых материалов в качестве тормозных
для транспортных средств с заданной мощностью тормозной системы. В
фирме ТИИР при АООТ "НИИАТИ" (г. Ярославль) разработано несколько
типов безасбестовых материалов, в том числе ТИИР-206, ТИИР-215 и
ТИИР-302. Под руководством А.В. Чичинадзе в Институте машиноведения
РАН, фирме "Трибэнерг" и в МАДИ были проведены специальные
триботехнические эксперименты и расчеты, которые позволили определить
эффективность новых фрикционных материалов для автомобилей типа
ГАЗ-3302 "Газель" и ВАЗ-2111. Исследования показали, что по своим
техническим характеристикам эти материалы не уступают лучшим
мировым аналогам таких фирм, как "Текстар" (Германия), "Минтекс" и
"Феродо" (Великобритания), "Данлоп", "Гудьи" (США) и др.
Новые отечественные фрикционные материалы по стоимости в
1,5...2 раза дешевле зарубежных аналогов и только на 25...30 % дороже
серийных материалов из асбеста. Однако, в свою очередь, новые
фрикционные материалы на 20...30 % имеют больший по сравнению с
асбестовыми материалами срок службы. Производственная база АООТ
"НИИАТИ" фирмы ТИИР выпускает опытные и серийные партии
эффективных и экологически чистых фрикционных материалов нового
класса для тормозов и муфт сцеплений автомобилей, тракторов,
строительно-дорожных и сельскохозяйственных машин.
Вопрос о замене фрикционных материалов из асбеста на новые
экологически чистые, эффективные и конкурентно способные материалы
отнюдь не простой. Требуется время для проведения соответствующих
преобразований. Практика показывает, что запретительные меры не так
бывают эффективны, как экономические. При переходе на новые
экологически чистые и эффективные отечественные фрикционные
материалы можно полностью отказаться от ввоза дорогостоящих
импортных материалов, выйти на мировой рынок с собственной
продукцией и открыть возможность экспорта отечественных автомобилей,
изготовленных из отечественных материалов.
Применение новых смазочных материалов и прогрессивных
технологий в трибосопряжениях машин позволит сократить расход
топлива и смазочных материалов транспортными средствами не менее чем
на 10... 15 %
Направление работ для улучшении показа гелей 653
В гл. 1 перечислены основные научно-технические направления, которые
необходимо осуществить в ближайшем десятилетии, для того чтобы
машины, механизмы и технологическое оборудование нового поколения
отвечали необходимым требованиям по технической и экономической
эффективности (включая снижение материалоемкости) и, наконец, по
экологии это следующие:
а) разработка и применение смазочных материалов четвертого и пятого
поколений и присадок к ним, на которые уже перешли все промышлено
развитые страны. Смазочные материалы должны быть менее токсичными
и обеспечивать значительное снижение потерь на трение и износ узлов
трения разного класса и назначения, в том числе в двигателях внутреннего
сгорания;
б) применение для ряда узлов трения экологически чистых масел,
животного и растительного происхождений;
в) применение новых экологически чистых триботехнических
конструкционных материалов И технологий для повышения износостойкос-
ти и несущей способности пар трения разного класса и назначения;
г) использование экологически чистых фрикционных и антифрикцион-
ных материалов, не содержащих асбеста, свинца, фенола и ряда других
токсичных ингредиентов и добавок;
д) совершенствование конструкций антифрикционных узлов трения (в
том числе уплотнений, обеспечивающих минимизацию трения и износа с
предотвращением попадания абразива в зону трения);
е) рационализация и оптимизация работы узлов трения на основе учета
конкретных условий и критериев эксплуатации;
ж) использование ускоренных методов испытаний и рационального
цикла испытаний для выбора оптимальных материалов (в том числе
смазочных) для конкретных конструкций узлов трения и условий их
эксплуатации;
з) использование таких режимов эксплуатации машин, транспортных
средств и технологического оборудования, которые снижают объем
вредных выбросов в окружающую среду,
и) ускорение перевода машин и механизмов на использование более
экологически чистых источников энергии, например, на использование
водорода, солнечной и электрической энергии. В частности, необходимо
ускорить замену двигателей внутреннего сгорания в автомобилях на
электрические двигатели с автономным питанием электрической
энергией;
к) повышение знаний инженеров и обслуживающего персонала в
области трибологии и триботехники, а также взаимосвязи триботехничес-
ких показателей с экономикой и экологией.
654 Глава 13. Экономическая и экологическая оценка трибосистемы
13.5. АЛГОРИТМ МЕТОДИКИ ОЦЕНКИ ЭКОНОМИЧЕСКОЙ
ЭФФЕКТИВНОСТИ И ЭКОЛОГИЧЕСКОЙ ЧИСТОТЫ
ТРИБОТЕХНИЧЕСКИХ РЕШЕНИЙ
Потребительские свойства любой продукции могут быть оценены в
стоимостной или энергетической форме. Последняя форма оценки весьма
эффективна и легко осуществляема для транспортных средств. Однако она
может быть применена и для других производств. При энергетической
оценке потребительских свойств продукции в качестве агрегированного
показателя технологического уровня предложен коэффициент использова-
ния энергоресурсов т), который существенно зависит от потерь энергии во
фрикционных узлах. Коэффициент использования энергоресурсов
определяется проводимой технической политикой, а следовательно,
направлениями и объемами инвестиций в производство. Результаты
технической политики непременно отражаются на потерях энергии во
фрикционных узлах, что влияет на потребление всех видов ресурсов, на
составляющие эксплуатационных затрат. Так, для железнодорожного
транспорта это иллюстрируется динамикой отношений амортизационных
затрат и затрат на материалы к фрикционным затратам энергии (рис. 13.3):
Wk Wk
Г| = ---£--- = --------5-----(13 1)
где Wk - агрегированный энергетический показатель потребительских
требований к транспортной продукции; иу - затраты энергии на
преодоление работы сил трения в триботехнической системе, в частности,
в паре колесо-рельс; ДИ/дис- составляющие энергозатрат без учета Wk и
Wj. Вместо Wk в (13.1) может быть использована рыночная цена продукции
производства, если использовать стоимостную оценку потребительских
свойств (требований) производимой продукции.
Рис. 13.3. Изменение.отношений между затратами на материалы Зм (а), амортизационными
затратами и фрикционными затратами энергии
по отношению к 1985 г.,
которые составляли в 1985 г. соответственно 0,05 н 0,2 руб7кг у.т
Алгоритм оценки экономической эффективности и экологической чистоты 655
Коэффициент эластичности E^Wr функции п по аргументу Wj
характеризует, насколько процентов изменится величина и при увеличении
И^-на 1 %:
Wf _ Wf
~ dwf n (Wk + Д^шс) + Wj (132>
Оценку экономической эффективности и уровня ресурсопотребления
предложено проводить по следующему алгоритму, учитывая схему
взаимосвязи триботехнических мероприятий и показателей эффектив-
ности производства (рис. 13.4).
I. Все триботехнические мероприятия, приводящие к изменению
взаимодействия, например пары колесо-рельс, оцениваются в четыре
этапа:
1) определяется изменение коэффициента трения /т от объемов
проводимых мероприятий. J Изменение оценивается в процентном
отношении к значениям показателя до ввода в эксплуатационную практику
рассматриваемых триботехнических решений, б/т;
Рис. 13.4. Укрупненная схема взаимосвязи мероприятий, направленных иа изменение потерь
иа трение и показателей экономической эффективности производства
656
Глава 13. Экономическая и экологическая оценка трибосистемы
Ряс. 13.5. Алгоритм оценки эколого-экономической эффективности триботехнических
мероприятии
2) учитывая тот факт, что величина потерь энергии линейно зависит
от коэффициента треиия при неизменном скольжении, определяется
изменение потерь энергии (в процентном отношении к их начальному
значению на величину, равную изменению коэффициента трения) б ИЛ- -
3) определяется изменение коэффициента использования энергоресурсов
(на основе показателя его эластичности) по изменению затрат энергии
на преодоление работы сил трения в триботехнической паре, например,
в паре колесо-рельс Wf.
бП = бИ^;
Алгоритм оценки экономической эффективности и экологической чистоты 657
4) определяется изменение показателей ресурсоемкое™ и экономической
эффективности rk по изменению коэффициента использования энергоресур-
сов 6т|:
Ч =
II. Вторая часть алгоритма включает определение абсолютных значений
изменения ресурсопотребления и оценку показателей экономической
эффективности и уровня экологической чистоты технологии.
III. Заключительная часть содержит определение наилучшего варианта
мероприятий по многокритериальному подходу или формирование
объемов и характера мероприятий по заданным ограничениям.
Алгоритм приведенной выше методики представлен на рис. 13.5, где
показана последовательности проведения оценки изменений показателей
экономической эффективности от внедрения в эксплуатацию мероприя-
тий, направленных на улучшение триботехнических характеристик
производственной системы.
Пример расчета экономической эффективности триботехнических мероприятий по
предлагаемой методике. Исходные данные: пусть в результате проводимых триботехнических
конструкционных и материаловедческих мероприятий коэффициент треиия в узле треиия
снизился от величины fTi = 0,3 при сухом трении до- 0,08 при граничном трении.
Внедрение системы мероприятий в эксплуатацию привело к некоторым дополнительным
капиталовложениям Кд0П н эксплуатационным затратам 3f Срок службы внедряемой системы
Tf
Пусть величина Лд0П = аФ^,
Л = т/ =5 лет>
где стоимость той части основных фондов производства, на изменениетрнботехнических
характеристик которой направлены проводимые мероприятия; а = —-доля, которую
^ОСЖ
составляют капиталовложения в проведение мероприятий по изменению триботехнических
параметров производственной системы; 3f- дополнительные годовые эксплуатационные
затраты, связанные с внедрением триботехнических мероприятий; 7^ - срок службы
внедренной системы, обеспечивающей снижение потерь на трение.
И'/
Предположим, что а = °’01» ₽ " , Л - 0,1— = 0,4,
где И/ - общее энергопотребление в системе.
Тогда в соответствии с методикой
а/= Al 1 ^т| = °’08 ~ °-3 = -о,733.
Л, о.з
Изменение потерь энергии на трение б И' = б/ = -0,733.
658
Глава 13. Экономическая и экологическая оценка трибосистемы
ИС.
Коэффициент использования энергоресурсов л = —~,
гле И',пс - часть энергии, которая обеспечивает потребительские свойства (требования)
продукции;
И' = + А * W, -
п.СЛ,) =
“Ж
+ а^+ wn'
* А^„ *
=
ИЛИ
ч.о;,) ь + ъоу = ь + ^(1+#
а
гдеа=И'пх;6=И'„.с + ДИ'д1с.
Для рассматриваемого примера b - 0,6 W.
Тогда
п,(4.) -
(f \ - _________________ - а - О .
П2<Л1' ’ 0,6^+0,4^(1 -0733) “ И'-О.Ю?»' 0,893’
Jn = (а/0,8ИИЭ - — — = 1,12 - 1 = 0,12.
[ " J а
Учитывая функциональную связь между экономическими показателями Гу н
коэффициентом использования энергоресурсов q и известные или определяемые для каждого
вида производственных систем показатели эластичности /у по q, оценим изменение /у
Для примерарассмотрим изменение рентабельности по себестоимости. Пусть коэффициент
эластичности рентабельности по q
£л,л = °.6-
к/», ’
Тогла
ЙАе = = 0,60,12 = 0,072.
Если при/т1 = 0,3 значение рентабельности по себестоимости Яс, например, 12 %, то она
возрастает на
ДЯе = Rt6Rt = 12-0,072 = 0,864 %.
Однако при расчете изменения Rc не было учтено увеличение эксплуатационных издержек
X связанноес организацией внедрения триботехнических мероприятий по снижению fr Учтем
Алгоритм оценки экономической эффективности и экологической чистоты 659
Пусть 3у/3| = у, например, у = 0,05.
Тогда
R' = Пг~3Г = \~т = += 12 + 0,864-0,05
4 3, + 3, 1+у 1+у 1+0,05
где 772 - прибыль производства без учета изменения эксплуатационных затрат на величину
Зг
Таким образом, при указанных исходных данных получено увеличение рентабельности
из-за результирующего снижения эксплуатационных издержек.
Поставим вопрос, при хаком значении у (максимально допустимом) имеем прирост
рентабельности, > Я .
Из условия 12 £ 12,864 _ _у_
1,05 1,05
получаем, что при у s 0,264 будем иметь рост
рентабельности, т.е. О,2643| при приведенных выше условиях.
Общая запись величины изменения любого показателя экономической эффективности
Производственной системы при изменении коэффициента трения/т имеет вид в соответствии
с вышеуказанной методикой: j
J
+ 6)(1 + «Л
Графическая зависимость irj отизменення коэффициента трения/т приведена на рис. 13.6.
В качестве бту рассмотрено изменение показателя рентабельности по себестоимости ДЯС, на
основании которого получено абсолютное значение изменения ДЯС = 6ЯС Яс. (Использованы
исходные данные примера.)
Отметим, что получен на основе функции Яс(т|), которая может
быть определена как регрессионная зависимость между Яс и агрегирован-
ным показателем т), характеризующим уровень технологии. В этой
регрессионной зависимости Яс(т|) отражено влияние составляющих
эксплуатационных затрат, связанных как с затратами энергии на
преодоление сопротивления движению, так и ремонтными затратами.
Выделить изменение составляющих ремонтных затрат можно наиболее
просто в соответствии с предложенной методикой, предварительно
сформировав зависимости:
Л™ = *Pi(n> = *01 +
Лш = Ф2(П) = Ь02 + Z>l3n-
На основании этих зависимостей коэффи-
циенты эластичности имеют вид:
Рнс. 13.6. Зависимости изменения рентабельности по
себестоимости, &ЯС от изменения коэффициента треиия/т,
построены:
1 - при Rc = 12%н/Т1 =0,25; 2-при Яс = 12 % и Д =0,5
660
Глава 13. Экономическая и экологическая оценка трибосистемы
£ = Ь..-----3------; £, ------3------.
Wn *oi + M Wn bn + bnv
Учитывая, что 5rj = Nf^E^, вычислим Дт], а затем Е3^ и £3u/1), где
Зрем и Зам - составляющие ремонтных и амортизационных затрат в
эксплуатационных издержках производства.
Абсолютные величины изменения Зрем и Зам определяются:
Используя Зам, можно оценить изменение срока службы основных
фондов как в агрегированной форме ДТ^, так и как изменение срока
службы отдельных составляющих основных фондов.
Список литературы
I. Ковалев В.В. Методы оценки инвестиционных проектов. М.: Финансы н статистика,
1998. 144 с.
2. Романова А.Т. Экономическое прогнозирование расходной части топливно-
энергетического баланса железнодорожного транспорта/Тр. И МНТКк 100-летию МИИТа
"Актуальные проблемы развития железнодорожного транспорта”. М.: МИИТ, 1996. 132 с.
3. НестеровП.М., Нестеров А.П. Экономика природопользования и рынок. М.: Закон и
право, ЮНИТИ, 1997.413 с.
4. Экономическая статистика / Под ред. Ю.Н. Иванова. М..1 Инфра, 1999. 478 с.
Общий список литературы
1. Ахматов А.С. Молекулярная физика граничного трения. М.: Физматгиз, 1963. 472 с.
2. Богданович П.Н., Прушак В.Я. Трение и износ в машинах: Учебник для технических
вузов. Минск: Вышэйшая школа, 1999. 374 с.
3. БоудеиФ.П., Тейбор Д. Трение и смазка. М.: Машиностроение, I960. 151 с.
4. Буше Н.А. Трение, износ н усталость в машинах. М.; Транспорт, 1987. 223 с.
5. Гаркунов Д.Н. Триботехника. М.: Машиностроение, 1989. 328 с.
6. Гаркунов Д.Н. Триботехника (пособие для конструктора): Учебник для технических
вузов. М.: Машиностроение, 1999. 336 с.
7. Дерягин Б.В. Что такое тренне? М.: Из-во АН СССР, 1963. 230 с.
8. Коровчинский М.В. Теоретические основы работы подшипников скольжения. М.:
Машгиз, 1959. 403 с.
9. Крагельский И.В. Трение и износ. М..* Машиностроение, 1968. 480 с.
10. Крагельский И.В., МихииН.М. Узлы трения машин. М.: Машиностроение, 1984.
280 с.
11. Основы трибологии / Под ред. А. В. Чичинадзе: Учебник для технических вузов. М.:
Центр "Наука и техника". 1995. 778 с.
12. Проииков А.С. Надежность машин. М.: Машиностроение, 1978. 592 с.
13. Словарь-справочннк по трению, износу и смазке машин / В.Д. Зозуля, Б Д. Шведков,
Д.Я. Ровенский, Э.Д. Браун. Киев: Наукова Думка, 1990. 264 с.
14. Справочник по триботехнике/Под ред. М. Хебды и А.В. Чичинадзе, М.: Машинострое-
ние, Варшава. Т. I, 1989. 400 с.; т. 2, 1990. 420 с.; т. 3, 1992. 730 с.
15. Справочник. Трение и износ, смазка/Под ред. И.В. Крагельского и В.В. Алисина. М,:
Машиностроение, Т. I, 1978. 400 с.; т. 2, 1979. 358 с.
16. Трение и износ материалов на основе полимеров / В.А. Белый, Д.Н. Свирнденко, М.И.
Петроковец, В.Г, Савкин. Минск, Наука и техника, 1976. 432 с.
17. Фукс И.Г., Буяновский И.А. Введение в трибологию, М.: Нефть и газ, 1995. 278 с.
18. Хрущев М.М., Бабичев М.А. Исследование изнашивания материалов. М.: Наука, i960.
352 с.
19. Чичинадзе А.В. Расчет и исследование внешнего трення при торможении. М.: Наука,
1967. 232 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Адгезия 122
Адсорбция 112
- конкурентная 318
-физическая 113
- химическая 115
Активный поверхностный елой 454
Алюминиевые сплавы 478
Анизотропия механических свойств гранич-
ных слоев 316, 319
Антифрикционные покрытия 561
Баббиты 472
Бифуркация 458 >
Блоки лабораторных машин и стенДов 580
Бронза 468 ,
Вакуумная иоино-плазмениая обработка
507
Верчение и трение при верчении 184
Виброподготовка 170 ?
Виды повреждений при различных режимах
трения 449
Внешнее трение - Взаимодействие твердых
тел с высоким модулем упругости 153—156
- Модель 411. Теория И.В. Крагельского
135. Представление о механизме трения 136
Временные факторы мощности, работы
трения и скорости скольжения 389
Вязкость динамическая 528
- кинематическая 528
Вязкостные свойства пластичных смазок 556
Вязкоупругий материал 191
Гемеостатичносгь (приспособительные
реакции) трибологической системы 412
Гидродинамическая теория смазки - Неизо-
термическая задача 281
- Основные уравнения 278-279
Гипотеза суммироваинятемператур 389,408,
417,423
Градиент температуры и его влияние на
трение и износ 379, 383
Граничный слой — Строение 318—320
- мономолекулярный 318, 324
- полимолекулярный 319, 322, 324
Давление гидродинамическое 273
- номинальное 89
- фактическое 82
Диаграмма Тсрси Штрнбека 274
Диаметр пятна касания 392, 405, 431
Дисклинация 455
Дислокация 455
Дисперсионная среда пластичной смазки 558
Дисперсные тела 108, 109 - Коагуляция -
Реология 123
Диффузионные покрытия 511
Задача теплопроводности при трении 361
Закон вязкого течения Ньютона 271
Законы динамики изнашивания 596
Закон Майера (твердость по Майеру) 74, 81
Замена треиия скольжения трением качеиня
605
Защита фрикционного контакта 632
Избирательный перенос 316, 325, 343
Изнашивание 205 - Интенсивность 205 -
Термодинамика 223 - Формоизменение
деталей 250-Численныеметоды оценки 252
- абразивное 207, 226
- водородное 247
- гидроабразивное (газоабразивное)
207, 234
-гидроэрозионное(газоэрозионное)207
- при динамическом нагружении 608
- при избирательном переносе 248
- кавитационное 207,237
-коррозионно-механическое 207, 243
- механическое 207
- окислительное 208
- полимерных материалов 220
- при приработке 221
- при схватывании 207, 238
-усталостное 207, 241
- при фреттинге 207
- при фреттинг-коррозни 208, 246
- хрупких материалов 218
- электрокоррозионное 247
Износ 205 - Алгоритм расчета 256 - Вектор-
ное поле 251
- допустимый 249
- предельный 249
Износостойкость 205 - Классы 206
Индекс вязкости 529
Испытания квалификационные 585 - Ра-
циональный цикл 572 - Универсальные
триботехнические комплексы 581
- на фрикционную теплостойкость 377,
423
-ускоренные 575
662
Предметный указатель
Квантили нормального распределения 637
Кинетическая совместимость 489
Когезия 123
Константы, зависящие от природы взаимо-
действия между телами 141
Контактные нормальные напряжения при
пластических деформациях в статике при
скольжении 142» 143
Контакт - Номинальная область 75 - Об-
ласть фактического контакта 79, 84
- Контурная площадь 76, 87, 88
- дискретный 46, 58, 76
- насыщенный 84
- ненасыщенный 84, 90
Контактная задача 60, 67
- Герца 60, 64
-периодическая 86,89
Контактное взаимодействие 46, 67, 75
Коэффициент взаимного перекрытия и его
влияние на теплообразование и износ при
тренни 382, 383
Коэффициент внешнего треиия при пластич-
ном насыщенном контакте 153
- при пластичном ненасыщенном кон-
такте 152
- при упругом насыщенном контакте
150
- при упругом ненасыщенном контакте
148, 149
Коэффициент внутреннего треииа 288
Коэффициент гистерезисных потерь 146,193
- использования энергоресурсов 654
- распределения тепловых потоков 399
- сопротивления вращению вала 288,
289
- стабильности 377
-трения при качении 184, 192, 577
- эластичности 655
Коэффициенты, учитывающие дополни-
тельный теплопоглощающий объем 399
Кривая опорной поверхности (опорная
кривая) 53
-проскальзывания 189, 193
Кривые изнашивании 209
Критерий Треска 70
Критерий статистический Кохрена 589
- Фишера 589
Крнтическиеточкисменвидовизнашивания
222
Масла 525, 528-555 - Классификация по
вязкости 541 - Классификация по назначе-
нию 534
- базовые 533
- гидравлические 553
- индустриальные 552
- моторные 539-546 - Классификация
по эксплуатационным свойствам 541
- синтетические 525
Магнитный метод смазывания 616, 619
Масштабные коэффициенты перехода
(МКП) 444
Математические тепловые модели (МТМ)
441
Матрица планирования эксперимента 593
Мера повреждения при изнашивании 213
Металлоплакирование 343
Метод анализа размерностей 428
Методы испытаний для оценки свойств
смазочных материалов 586
- нанесения износостойких покрытий —
Классификация 492
Мера в трибологии 417
Механическая совместимость 489
Механотермическое формирование (МТФ)
578
Микропроскальзываиие 185, 186
Микроскоп двойной 49
- сканирующий туннельный 50
Мнимая плотность энергии 444
Моделирование - Вилы 408 - Примеры 426,
431, 424, 430
Модель комбинированного основания 89
- усталостного разрушения при изнаши-
вании 214
Мощность трения 377, 395, 428, 440
Обкатка - нагрузочно-скоростные режи-
мы 453
Опоры скольжении с движением по свежему
следу 409
Открытая система 457
Относительное скольжение при трении
149-153
Площадь фактического контакта суммар-
ная 405, 431
Поверхиостно-актнвныевешества(ПАВ)317
Поверхность 102-Угол смачивания 130
- гидрофильная 130
- гидрофобная 130
- излучения 132
Подповерхностный слой 454
Подшипник - Потоки мощности 609 -
Расчеты 282-284, 292-295, 303-305
- бронзографитовый 480
- тонкослойный 474
Порошковые композиционные материалы
479
- для напыления 503
Послеприработочиый период 451
Правило Шарли 472
Предельно допустимые концентрации 646
Предметный указатель
663
Принцип ориентационной неустойчивости
456
Принципы синергетики 412
Профилограф 49
Процесс приработки 451
Путь трення единичного контакта 392, 395
Пьезокоэффнциент вязкости масла 310, 313,
530
Синергетика 412
Скорость изнашивания 205
Смазка 270
- газовая 271, 347-349
- гидродинамическая 273, 277
- гидростатическая 273, 307, 308
“гидростатодинамическая 308-309
- граничная 274, 315 - Латентный
период 328- Последовательность процессов
322 ;
-двухслойная 342
- жидкостная 271, 277
-комбинированная 345
- мнкроэластогидродннамическад 309,
349 ~
- пластичная - Определение и основные
свойства 555 - Состав 558
- антифрикционная - Ассортимент 562,
563
- Полужидкая 546, 563
- твердая 564-570
- смешанная 274, 345-347
Смазочные канавки 606
Смазочный материал - Классификация по
агрегатному состоянию 525
Смазочные материалы пластичные (см.
Смазка пластичная)
Стали 464
Субмикроиеровиость 47
Температура первая критическая 335
- рабочая смазочного слоя в Подшипни-
ке скольжения 290
Температурная вспышка 389, 392, 397
Температуры при граничной смазке пере-
ходные 335-340
Температурное поле в элементах пары
трення 396
Теорема Тьюринга 415
Теория дифференциального проскальзыва-
ния 185
Тепловая динамика трения и износа твердых
тел 425
Тепловой режим тормозов 624
Теплообмен по закону Ньютона 390, 406
Термодинамическая совместимость 489
Термопластичные мв1«|>ивлы 486
Терморегулирование 461
Топография поверхности 46, 54
Трансляционные сдвиги 454
Трение качения 184, 195
Трибополимеризацня 325, 344
У глепластнки 488
Ударное взаимодействие веществ 163
Удельный износ по И.В. Крагельскому 431,
436
Условие пластичности Мизеса 70
Устойчивость скольжения при трении твер-
дых тел 178-182
Фазовое состояние вещества 99,100,107, И
Фактическая площадь касания в статике и
при скольжении 144
Факторы при планировании эксперимента
590
Фрикционная теплостойкость 573
Фрикционные автоколебания 172
-квазигармонические 166, 173
- релаксационного типа 166
Фрикционные полимерные материалы
(ФПМ) 384, 387, 483 - Наполнители 490
- Связующие 491
Фрикционный гаситель колебаний 423, 435
Химически активные присадки 317
Химически модифицированный слой 321,
326, 335
Число Герен 274
- Зоммерфельда 274, 287
- Фурье 391
Экзоэлектроииаи эмиссия 317
Экологическая оценка 643
Экономическая оценка 643
Эксперимент активный 588
- пассивный 589
Электронная микроскопия 50
Электрохимические покрытия 521
Энергетическое уравнение износа 444
Энергия свободная поверхностная 104
Этап движения без контакта поверхностей
164
- окончательного скольжения 164
Эффект безызносностн 344
- моющего действия Ц8
- пластифицирования 121
- Ребнндера 119, 316
- Д.М. Толстого 1667
Эффективная толщина (глубина) элемента
пары трения 398
Явления переноса 125
Учебное издание
Автандил Виссарионович Чичинадзе,
Эдуард Давидович Браун,
Николай Александрович Буше и др.
ОСНОВЫ ТРИБОЛОГИИ
(трение, износ, смазка)
Издание второе, переработанное и дополненное
ЛР№ 080003 от 12.09.96 г.
Редактор 3. М. Рябкова
Художник Т.Н. Галицына
Корректоры: ЛИ. Сажина, Л. Е. Сонюшкина
Технические редакторы: Т.И. Андреева, С.А. Жиркина
Сдано в набор 02.02.01 г. Подписано в печать 09.07.01 г.
Формат 60x90 1/16. Бумага офсетная. Гарнитура Таймс.
Печать офсетная. Усл.печ. л. 41,5. Усл.кр.-отт. 41,5. Уч.-изд. л. 45,22.
Тираж 1000 экз. Заказ 392т
Ордена Трудового Красного Знамени издательство "Машиностроение",
107076, Москва, Стромынский пер., 4
Отпечатано в типографии НИИ "Геодезия",
г. Красноармейск Московской обл.