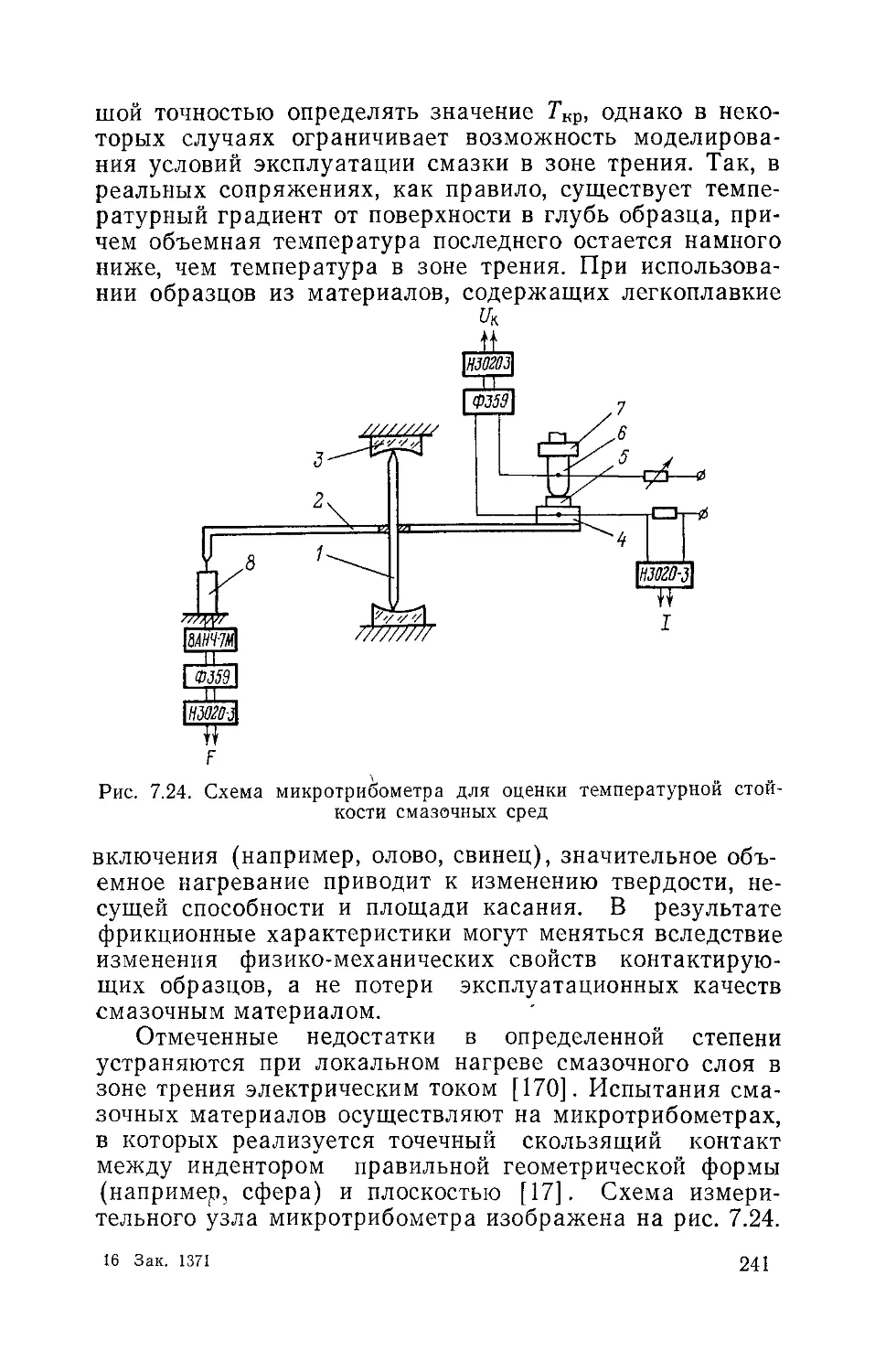
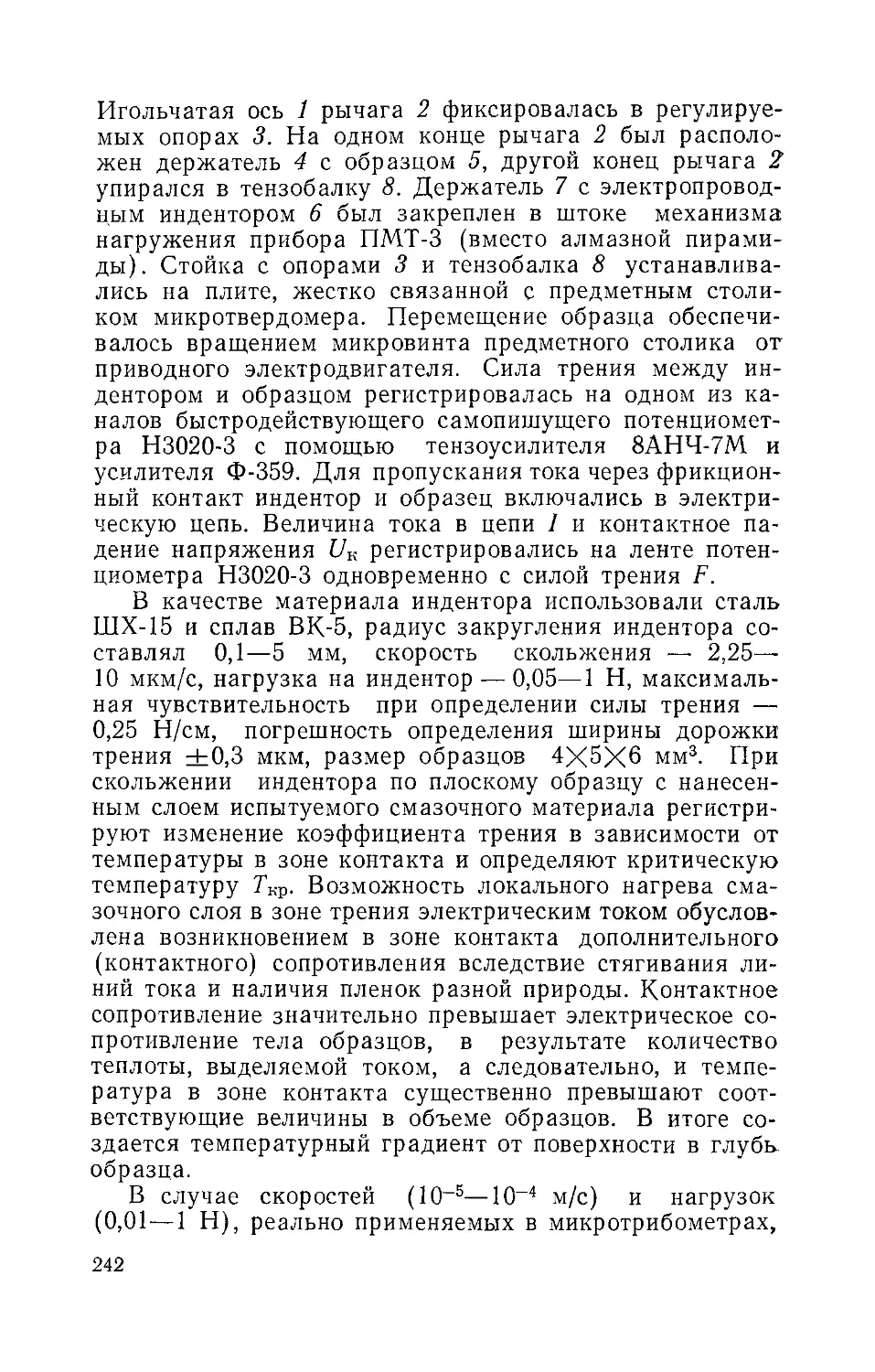
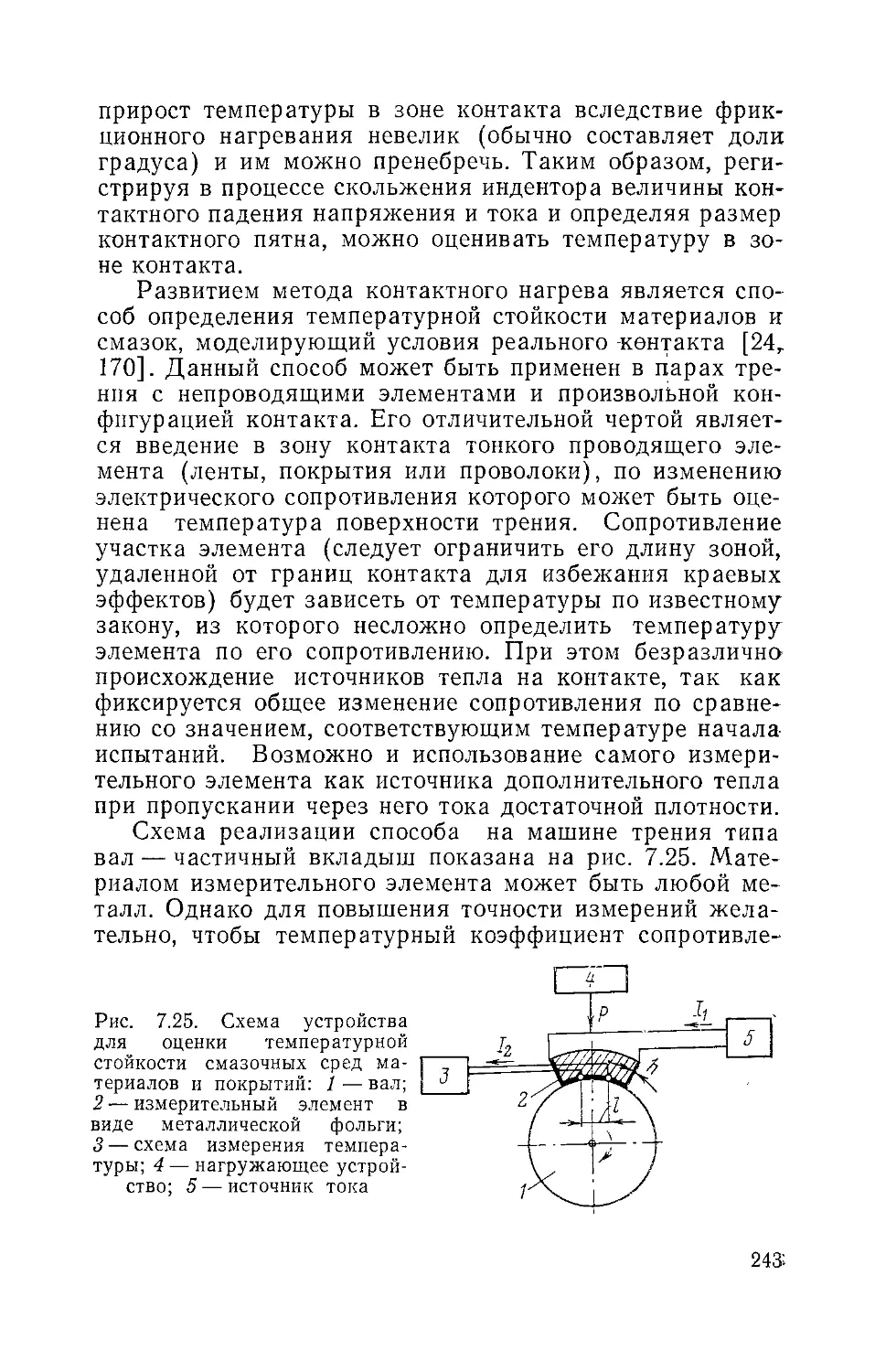
/



























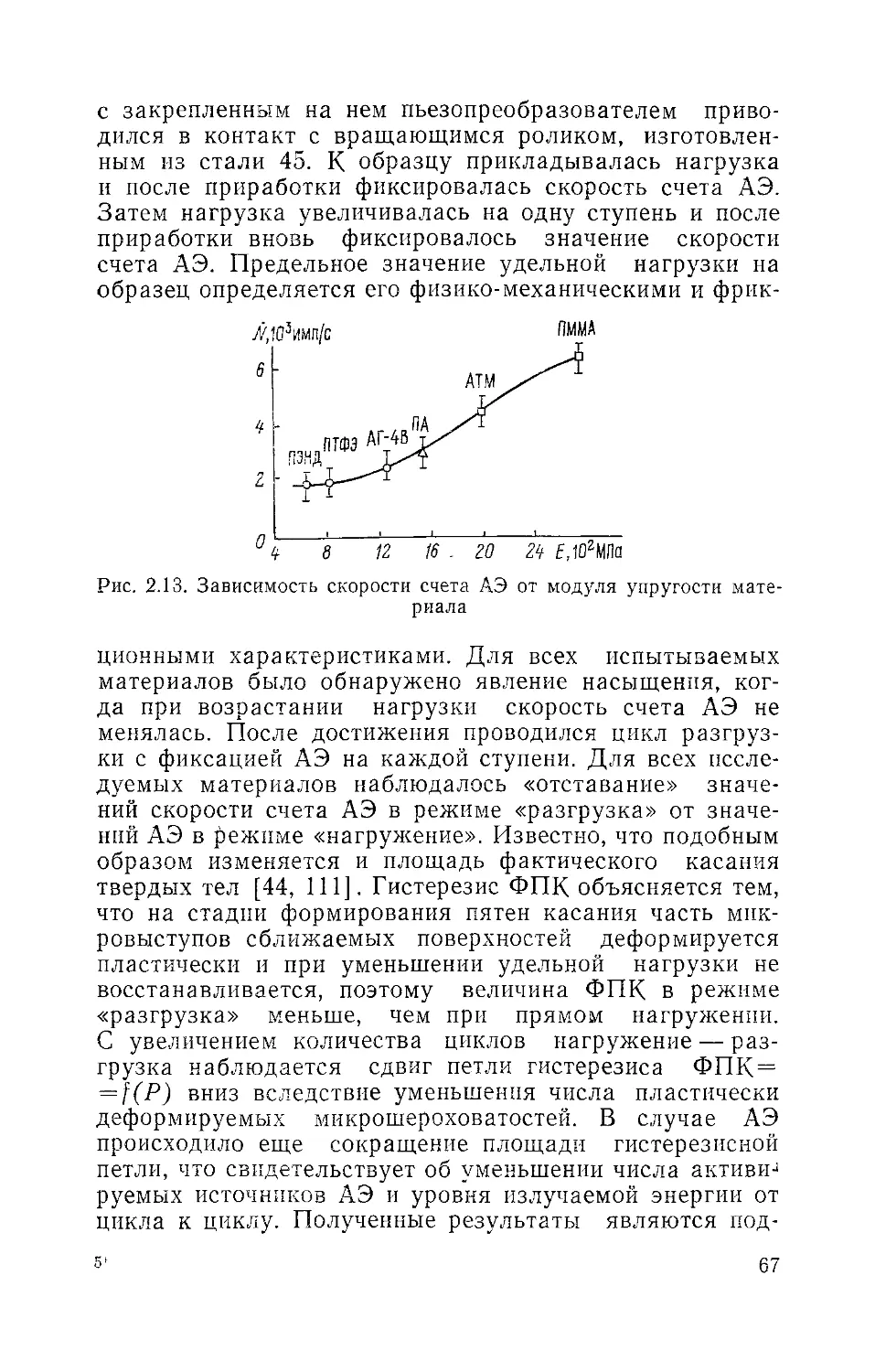






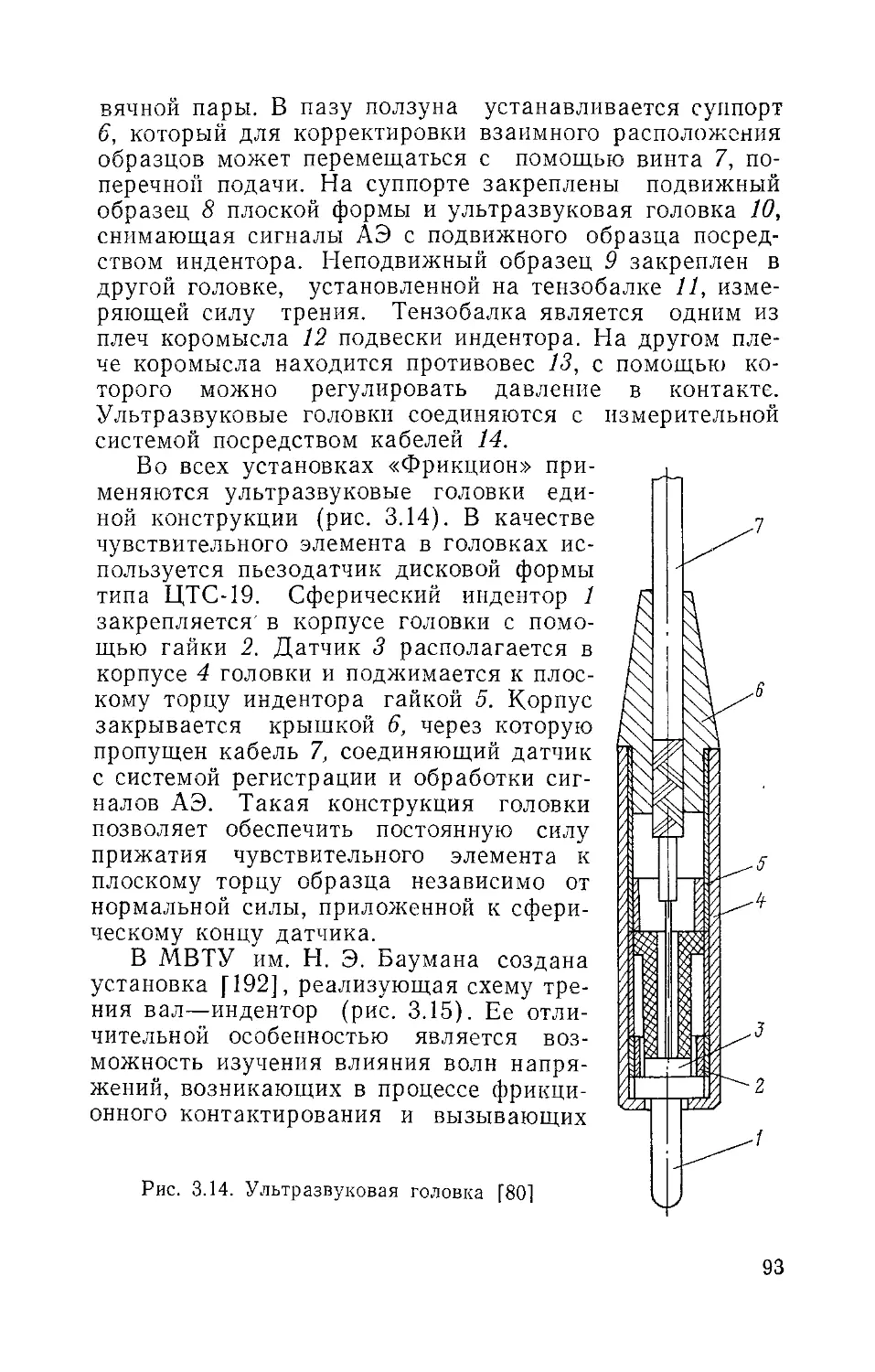




























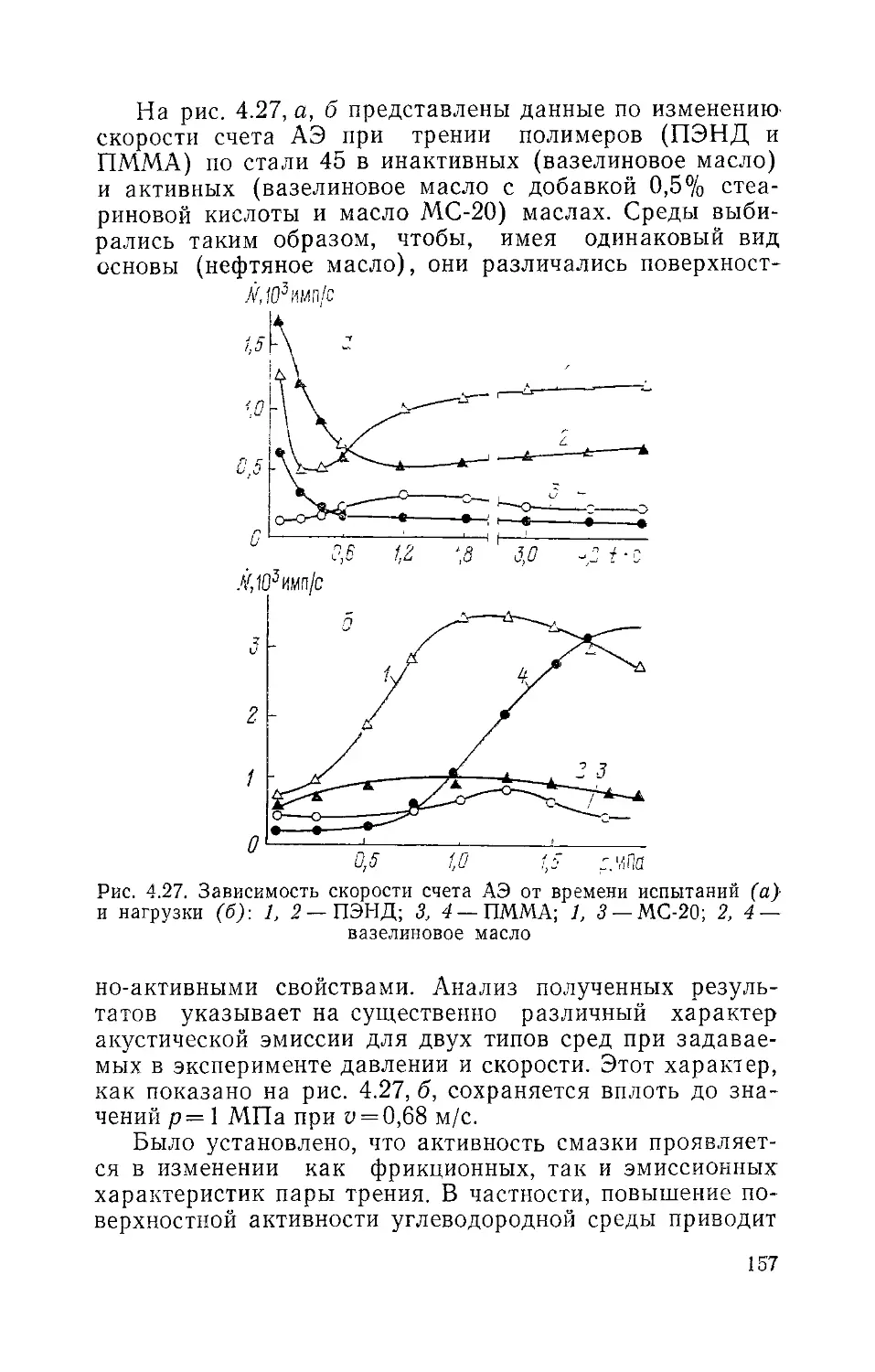

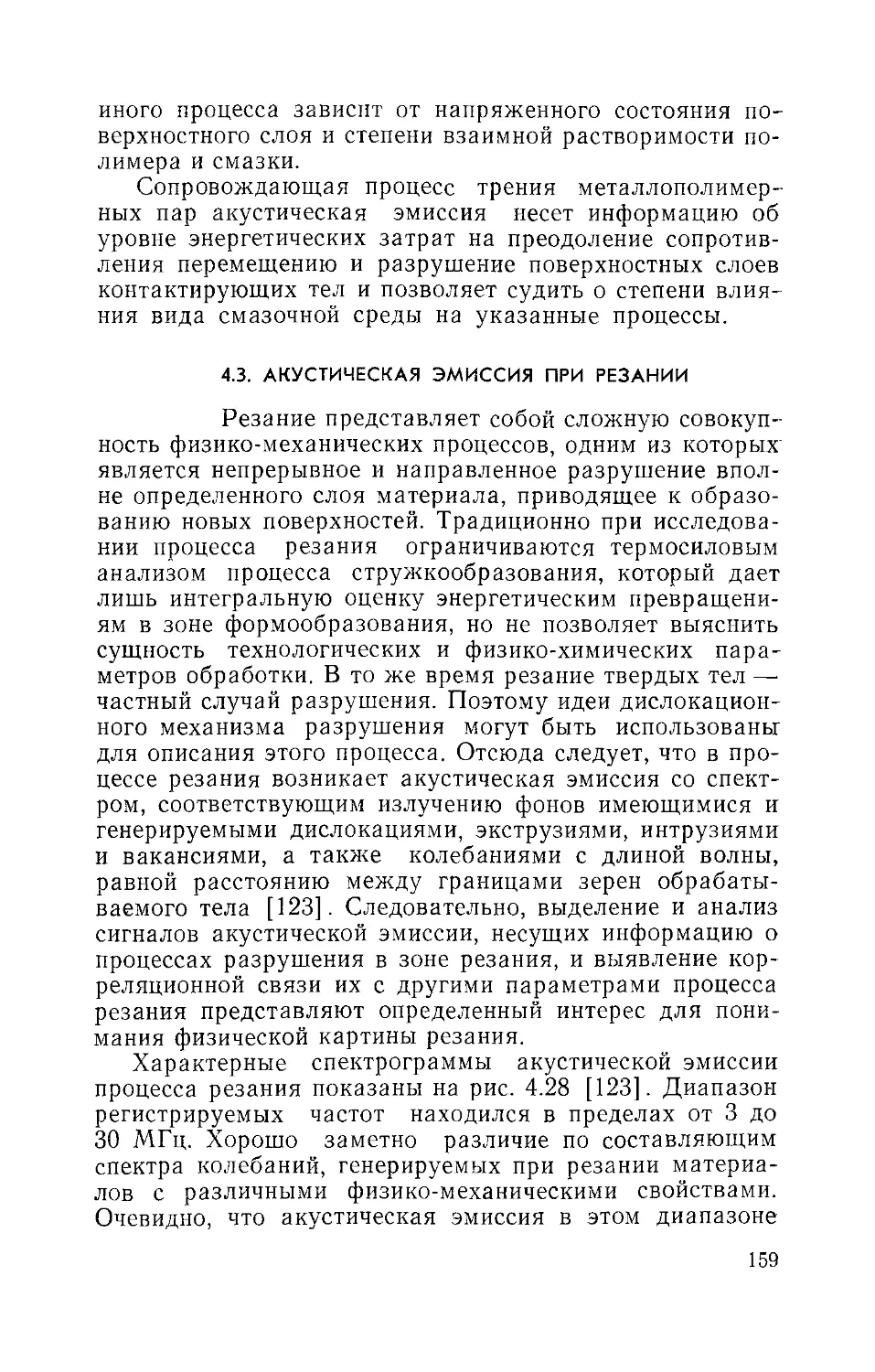

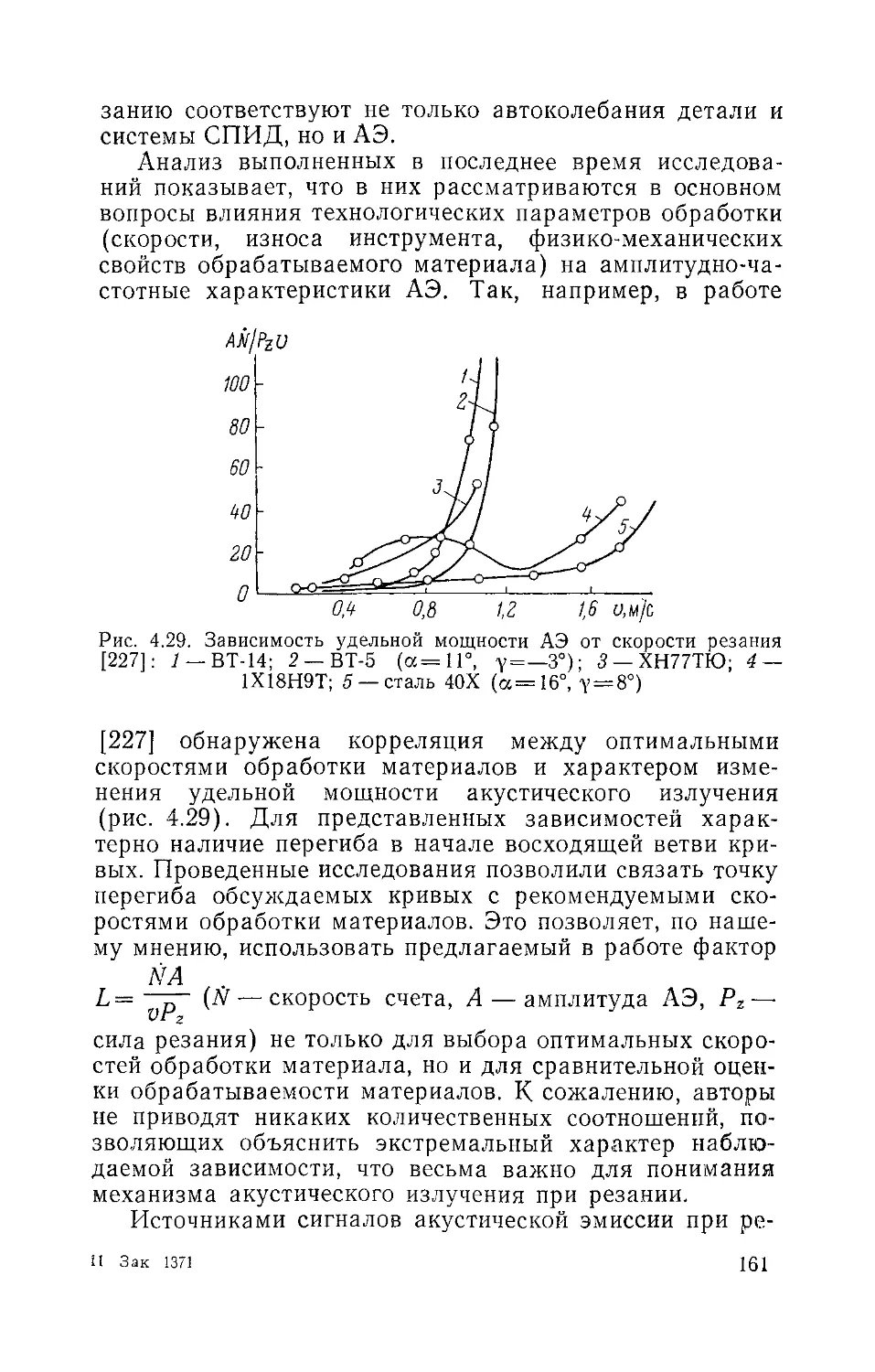













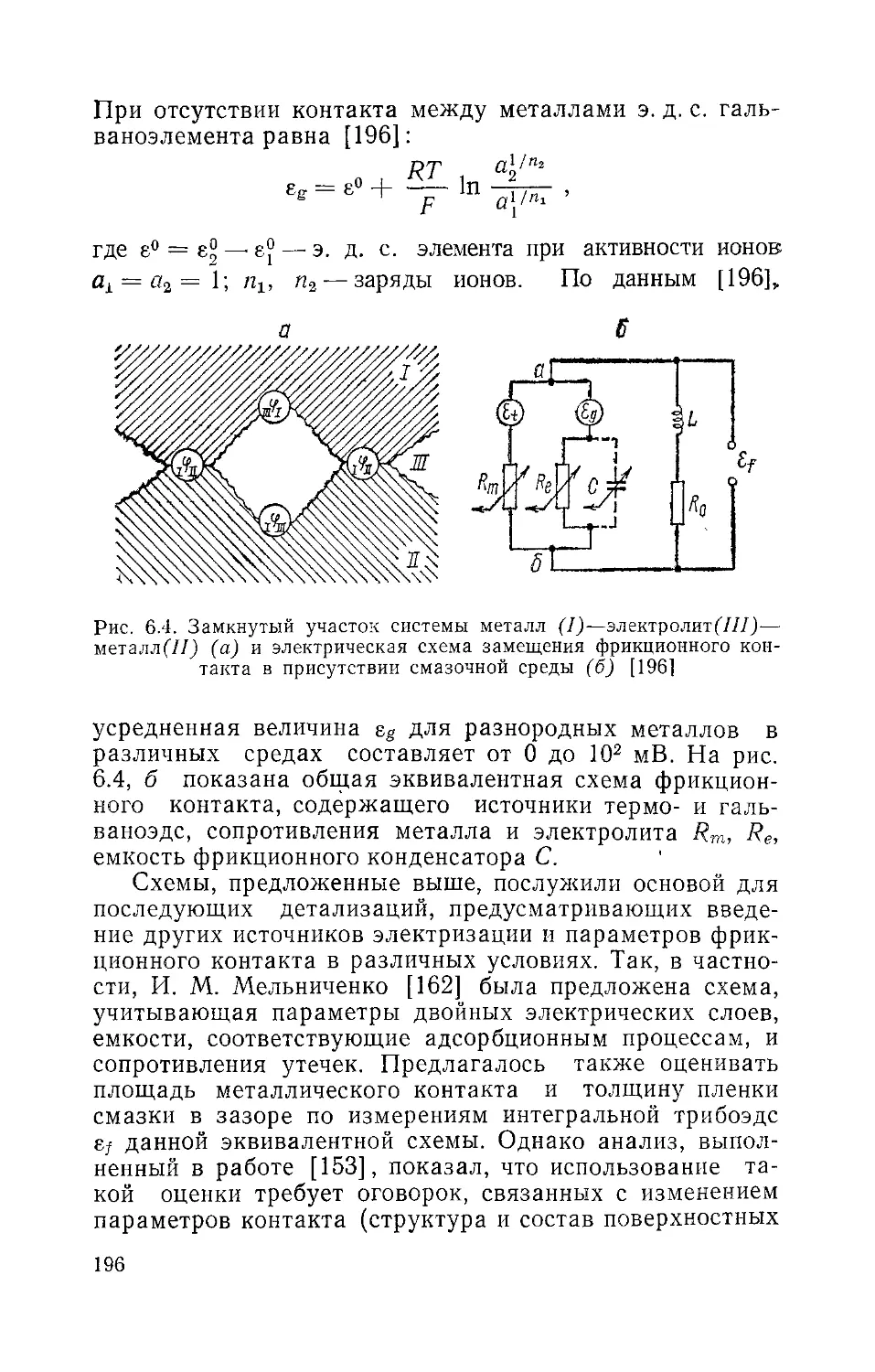



















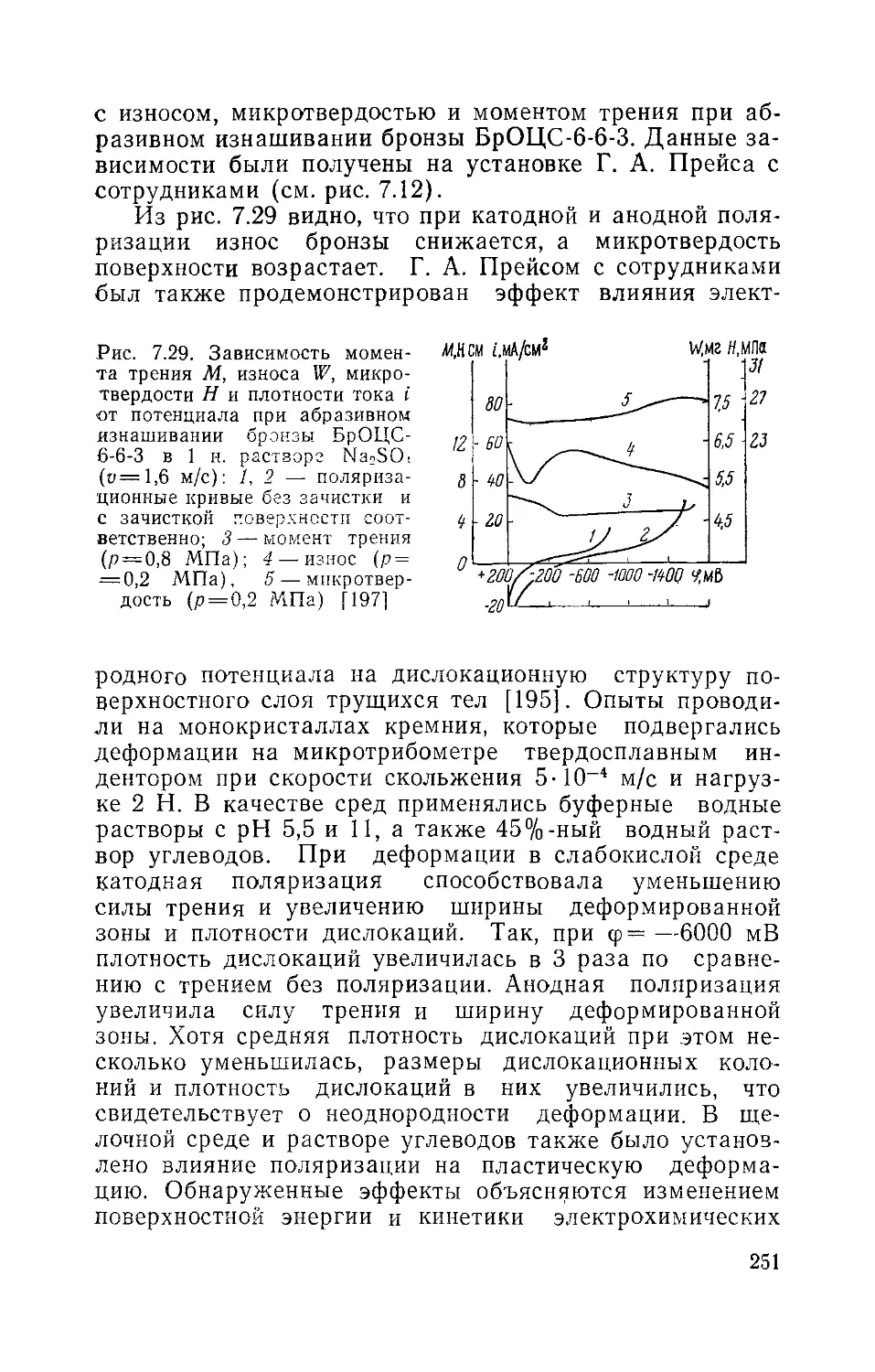


















Текст
АКАДЕМИЯ НАУК БЕЛОРУССКОЙ ССР
ИНСТИТУТ МЕХАНИКИ МЕТАЛЛОПОЛИМЕРНЫХ
СИСТЕМ
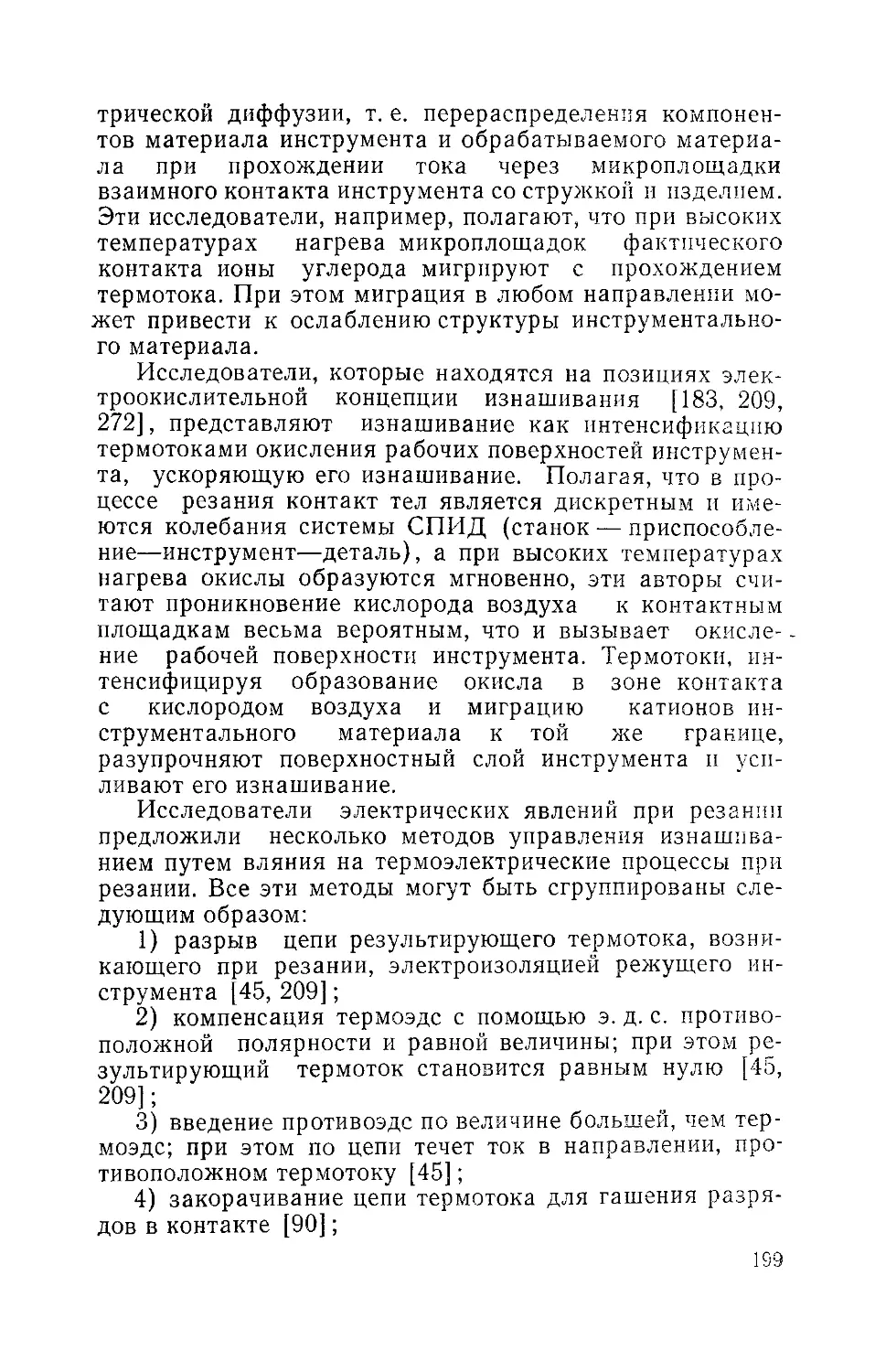
НАУКА И ТЕХНИЧЕСКИЙ ПРОГРЕСС
А. И. СВИРИДЕНОК, Н. К. МЫШКИН,
Т. Ф. КАЛМЫКОВА, О. В. ХОЛОДИЛОВ
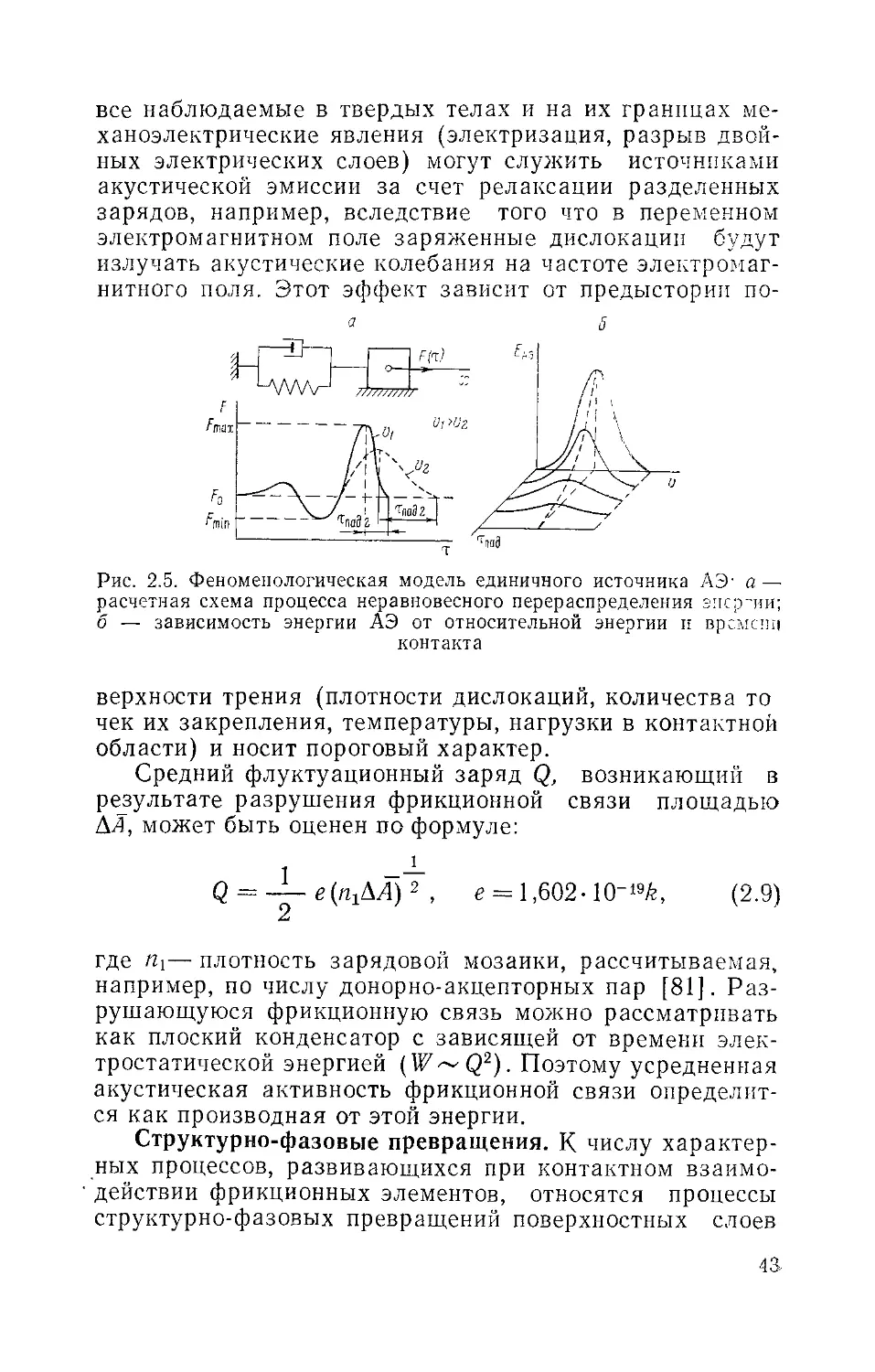
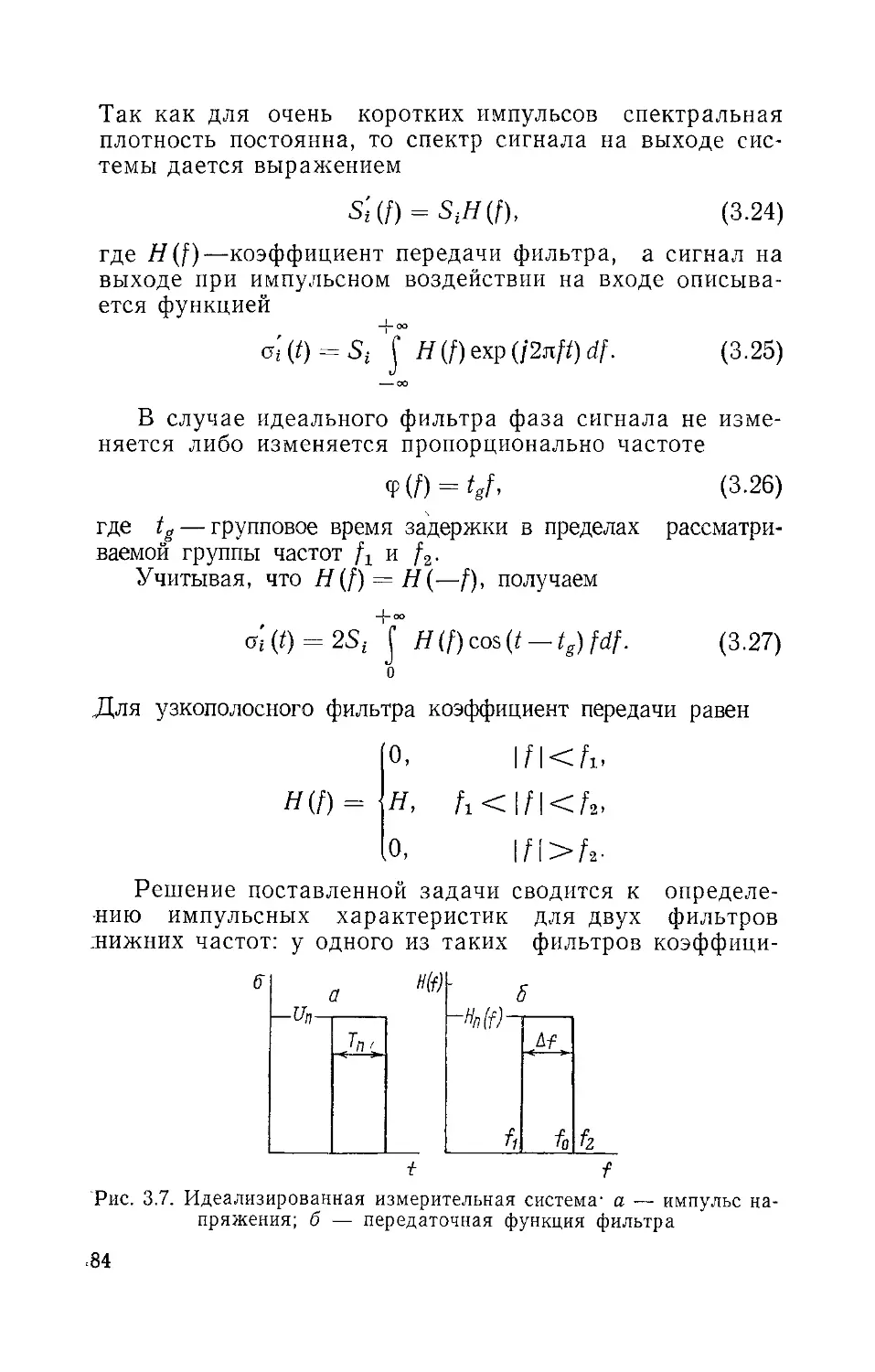
АКУСТИЧЕСКИЕ
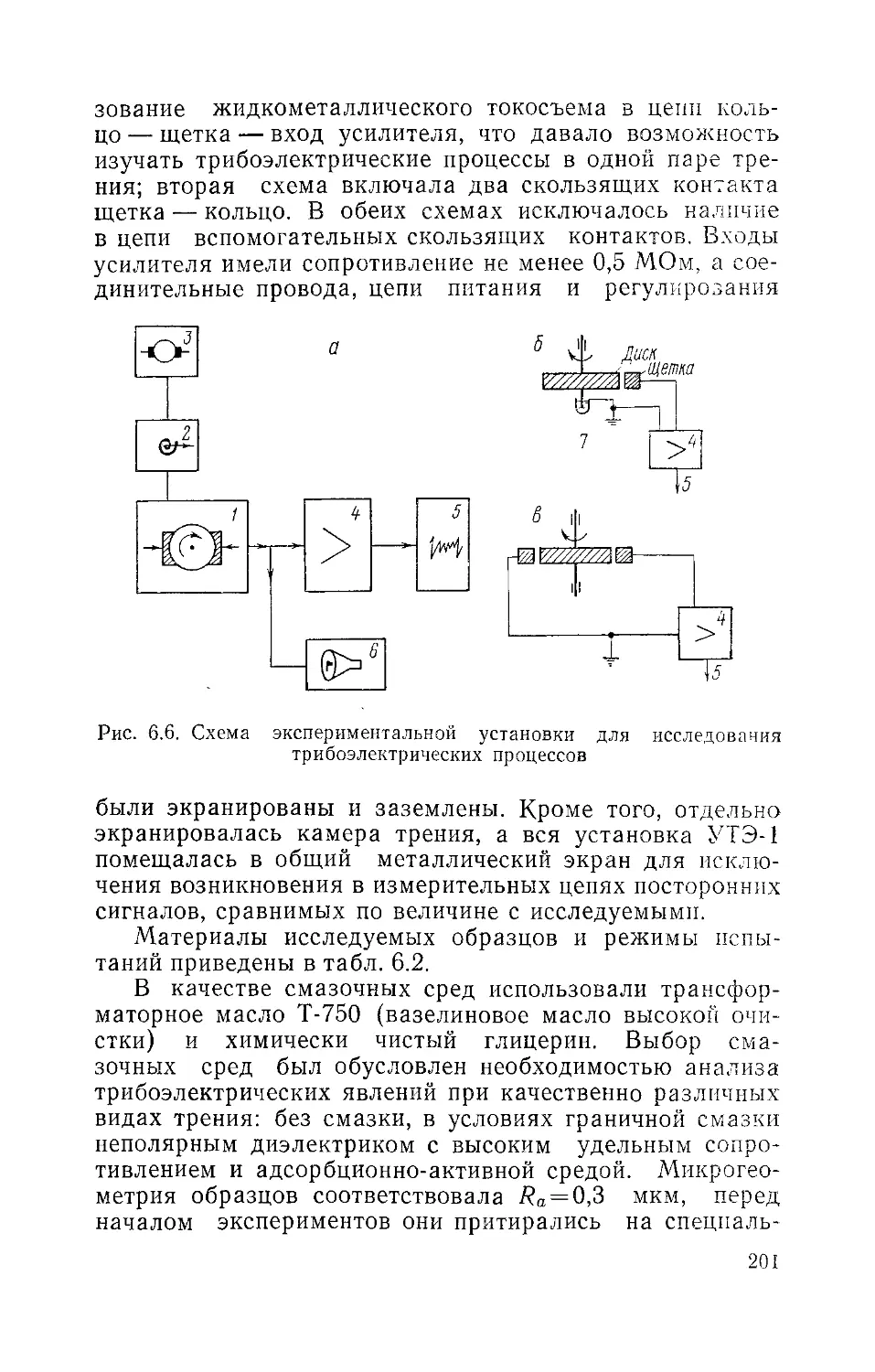
И ЭЛЕКТРИЧЕСКИЕ
МЕТОДЫ
В ТРИБОТЕХНИКЕ
Под редакцией
академика АН БССР
В. А. БЕЛОГО
минск
«НАУКА И ТЕХНИКА»
1987
Scan AAW
УДК 621.89:534:537.06
С в п р и д е н о к А. И., Мышкин Н. К., Калмыкова Т. Ф.„
Холодилов О. В. Акустические и электрические методы в трибо-
технике / Под ред. В. А. Белого.— Мн.: Наука и техника, ,1987.—280 с.
В книге излагаются перспективные методы исследования и конт-
роля фрикционного взаимодействия твердых тел. Обсуждаются основы
и принципы использования акустических и электрических методов в
исследованиях на трение и изнашивание. Даны рекомендации по вы-
бору диагностических параметров. Большое внимание уделено вопро-
сам разработки приборов и устройств для обеспечения рассматривае-
мых методов как в исследовательской практике, так и при эксплуата-
ционном контроле узлов трения машин и механизмов. Рассмотрены
предложенные авторами методы диагностики процессов трения и
изнашивания. Обсуждаются вопросы применения акустических и
электрических методов для управления фрикционными характеристи-
ками подвижных сопряжений.
Предназначена для научных и инженерно-технических работни-
ков, занимающихся вопросами трения и изнашивания, диагностики
технического состояния машин и механизмов, проблемами неразру-
шающего контроля, будет полезна аспирантам и студентам соответ-
ствующих специальностей.
Табл. 25. Ил. 122. Библиогр. — 332 назв.
Рецензенты:
Н. М. Алексеев, д-р техн, наук,
А. Ф. Климович, канд. техн, наук
2702000000—043
С-----------------89—87
М316(03)—87
© Издательство
«Наука и техника», 1987,
ОТ НАУЧНОГО РЕДАКТОРА
В последнее время проблема повышения на-
дежности и долговечности машин и механизмов стала
одной из первостепенных в технике. Попытки ее реше-
ния предпринимаются по многим направлениям, и усо-
вершенствование методов и средств технической диагно-
стики является одним из них.
Несмотря на значительный прогресс, который достиг-
нут в науке о трении и износе на современном этапе,
многие вопросы, связанные с повышением износостойко-
сти и уменьшением потерь на трение, остаются нерешен-
ными. Это связано прежде всего с тем, что в контактной
зоне трущихся поверхностей одновременно возникает
комплекс механических и физико-химических явлений,
каждое из которых оказывает влияние на процесс тре-
ния и изнашивания. Одновременный многопараметриче-
ский анализ всех этих явлений не представляется воз-
можным, и поэтому стремятся ограничиться небольшим
набором информативных параметров, которые бы доста-
точно полно характеризовали трибологическую систему.
Однако, как показывает практика, такие традиционные
параметры, характеризующие состояние трибосистемы,
как коэффициент трения, температура в зоне контакта,
скорость и интенсивность изнашивания, не всегда в со-
стоянии дать удовлетворительную оценку состоянию три-
босистемы и не позволяют достаточно точно прогнозиро-
вать ресурс ее работы. При этом не всегда удается осу-
ществить контроль состояния трибосистемы без ее оста-
новки и разборки.
В предлагаемой вниманию читателей монографии сде-
лана попытка объединить имеющиеся в литературе раз-
розненные данные, относящиеся к применению акусти-
ческих и электрических методов в диагностике фрикци-
онного взаимодействия. Следует отметить, что авторы не
стремились дать описание всех существующих методов
3
контроля и диагностики. Цель книги — привлечь внима-
ние специалистов в области трения и износа к основным
тенденциям развития и новым перспективным способам
диагностики подвижных сопряжений, таким, как метод
акустической эмиссии, который еще не получил достаточ-
ного признания и применительно к задачам триботехни-
ки начал использоваться лишь в последнее десятилетие.
Авторы постарались изложить материал таким образом,
чтобы читатель получил представление о физической
основе описываемых методов и их возможностях для ис-
пользования в практической деятельности. Приводится
большое количество экспериментальных результатов, от-
ражающих закономерности акустических и электриче-
ских явлений при изменении эксплуатационных факто-
ров.
При написании монографии широко использовался
обширный материал, имеющийся в научной литературе,
а также результаты, полученные авторами. На наш
взгляд, книга должна заинтересовать научных работни-
ков, преподавателей и аспирантов, инженеров, работаю-
щих в области разработки, конструирования и эксплуа-
тации машин, поскольку вопросы диагностики, неразру-
шающего контроля и управления характеристиками
подвижных сопряжений машин находятся на острие на-
учно-технического прогресса.
Академик АН БССР В. А. БЕЛЫЙ
ПРЕДИСЛОВИЕ
Развитие науки о трении, смазках и изнаши-
вании твердых тел всегда шло в ногу с развитием тех-
ники, и на каждом новом этапе научно-технического про-
гресса перед специалистами в данной области возникал
комплекс проблем, обусловленных появлением новых
типов машин, усложнением условий их работы, требова-
ниями их более высокой эффективности. Особую акту-
альность решение триботехнических проблем приобрета-
ет в связи с поставленной в решениях XXVII съезда
КПСС задачей ускоренного развития машиностроитель-
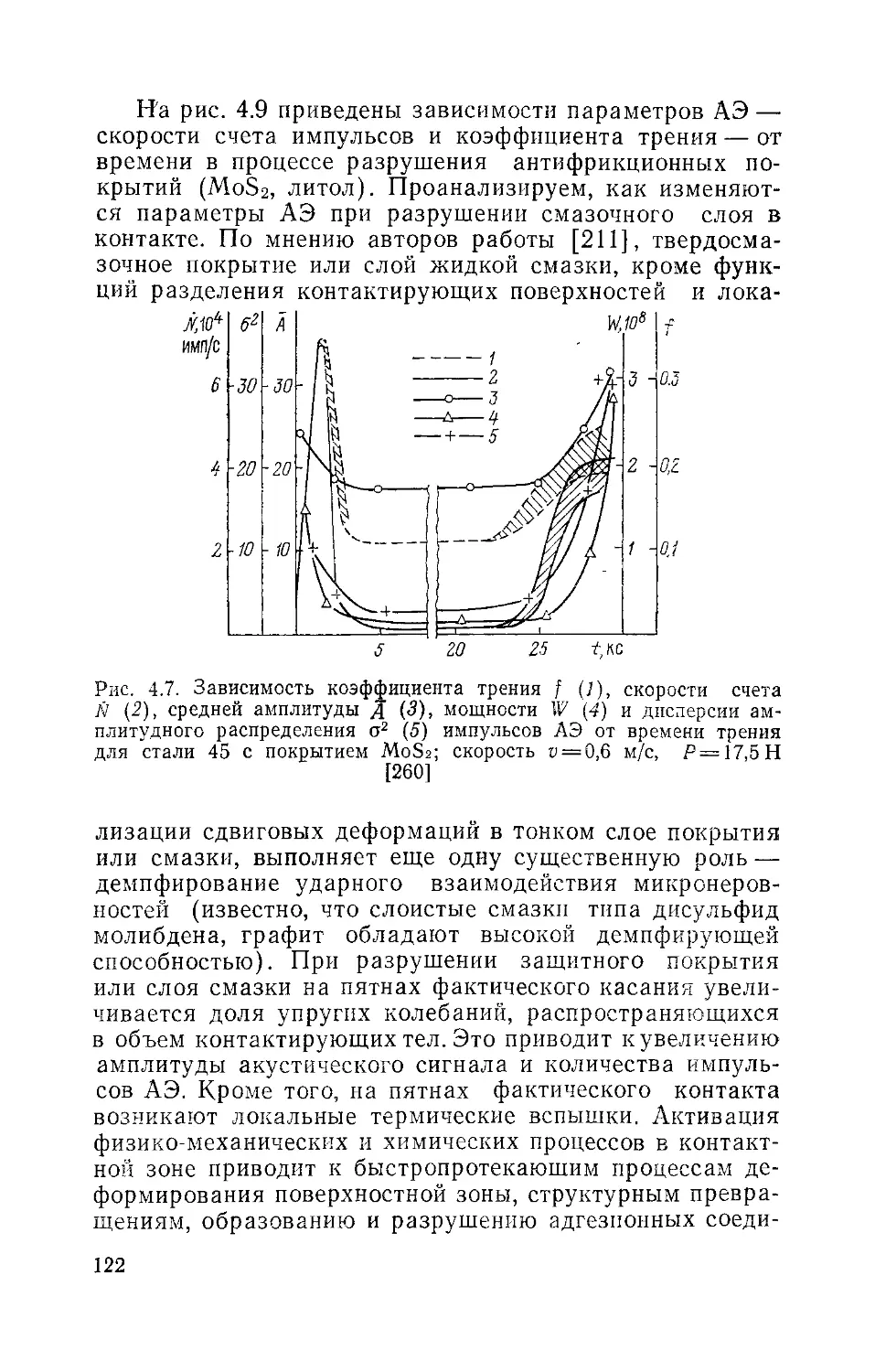
ного комплекса страны, повышения надежности и долго-
вечности всех видов машин и оборудования.
Несмотря на несомненную практическую направлен-
ность науки о трении, о ней все с большим основанием
можно сказать словами Леонардо да Винчи: «Наука —
капитан, практика — его солдаты». Это особенно ярко
подтверждается в последние два десятилетия, когда при-
влечение к изучению проблем трения достижений и ме-
тодов естественных наук и попытки глубокого проникно-
вения в природу фрикционных явлений дали важные
практические результаты, связанные с открытием эф-
фектов аномального низкого трения и безызносности,
структурной приспосабливаемостью, трибополимериза-
цией, термоактивационным эффектом и т. д.
Все трибоэффекты проявляются в макромасштабе, но
явления, их вызывающие и сопровождающие, протекают
на микроуровне. В наши годы завершился переход от
чисто механических, известных еще в древности пред-
ставлений о физических процессах фрикционного взаимо-
действия твердых тел к атомно-молекулярным. Ведь со
времен Аристотеля, введшего более двух тысяч лет на-
зад понятие износа, процесс трения оценивался по чисто
внешним факторам, таким, как сопротивление движе-
нию, изменение размеров и формы, нагрев, шум, вибра-
5
ция п электризация взаимодействующих тел. Начиная с
Леонардо да Винчи, было сделано много попыток коли-
чественно описать законы трения, а в эпоху возникнове-
ния и развития машинного производства сознательно
применить накапливающиеся знания при создании ма-
шин и механизмов. Тридцатые годы и середина текуще-
го столетия стали началом нового импульса развития
теории трения и изнашивания, базирующегося на ре-
зультатах проникновения исследований на микроуровень
изучаемых явлений. Основным результатом этого про-
цесса явилось формирование молекулярно-механических
и деформационно-адгезионных представлений трения,
классификация изнашивания по элементарным физико-
механическим процессам разрушения поверхности.
Бурное развитие космонавтики, авиации, электрони-
ки, транспорта предъявило значительно более жесткие
эксплуатационные требования к узлам трения, что в
свою очередь привело к существенной активизации ра-
бот в области фундаментальных исследований, связан-
ных прежде всего с изучением структурных изменений,
происходящих на поверхностях контакта взаимодейству-
ющих тел. Возможность постановки таких исследований
стала реально?! только благодаря объединению усилий
ученых разных специальностей — физиков, химиков и
механиков на основе привлечения новейших физических
и физико-химических методов структурного анализа, ма-
тематических методов моделирования и обработки экс-
периментальных данных с использованием вычислитель-
ной техники.
Применение оптической, электронной, рентгеновской
и ионной микроскопии позволяет изучать изменения кри-
сталлического строения при трении, влияние дислокаций
и других дефектов на перестройку структуры; оже-спек-
трометрия и электронная спектроскопия химического
анализа дают возможность оценить элементный состав и
вид химической связи в тончайших поверхностных слоях;
трибоструктурные превращения в материалах и смазках
достаточно точно удается идентифицировать при помо-
щи ИК-спектрометрии, электронного парамагнитного ре-
зонанса и масс-спектрометрии, ядерного магнитного
резонанса и других методов анализа и их комбинаций.
Современный этап научно-технического прогресса в
области машиностроения характеризуется прежде всего
ускоренной автоматизацией, внедрением систем управ-
6
ления, процессорных и компьютеризованных комплексов.
В связи с этим резко возрос интерес к безынерционным
методам диагностики и неразрушающего контроля, ко-
торые могут быть использованы в системах с обратной
связью для гибкого приспособления их к изменению
внешних условий. Весьма эффективны в этой связи аку-
стические и электрические методы, так как физические
основы обработки электрических и акустических сигна-
лов и аппаратура для регистрации и анализа этих сиг-
налов хорошо разработаны.
Авторы считали своей основной задачей попытку си-
стематизации известных данных об акустических и
электрических явлениях при фрикционном взаимодейст-
вии твердых тел с целью выработки рекомендаций по их
практическому использованию. Основной акцент сделай
на то, что акустические и электрические методы могут
широко использоваться в контроле приработки, изнаши-
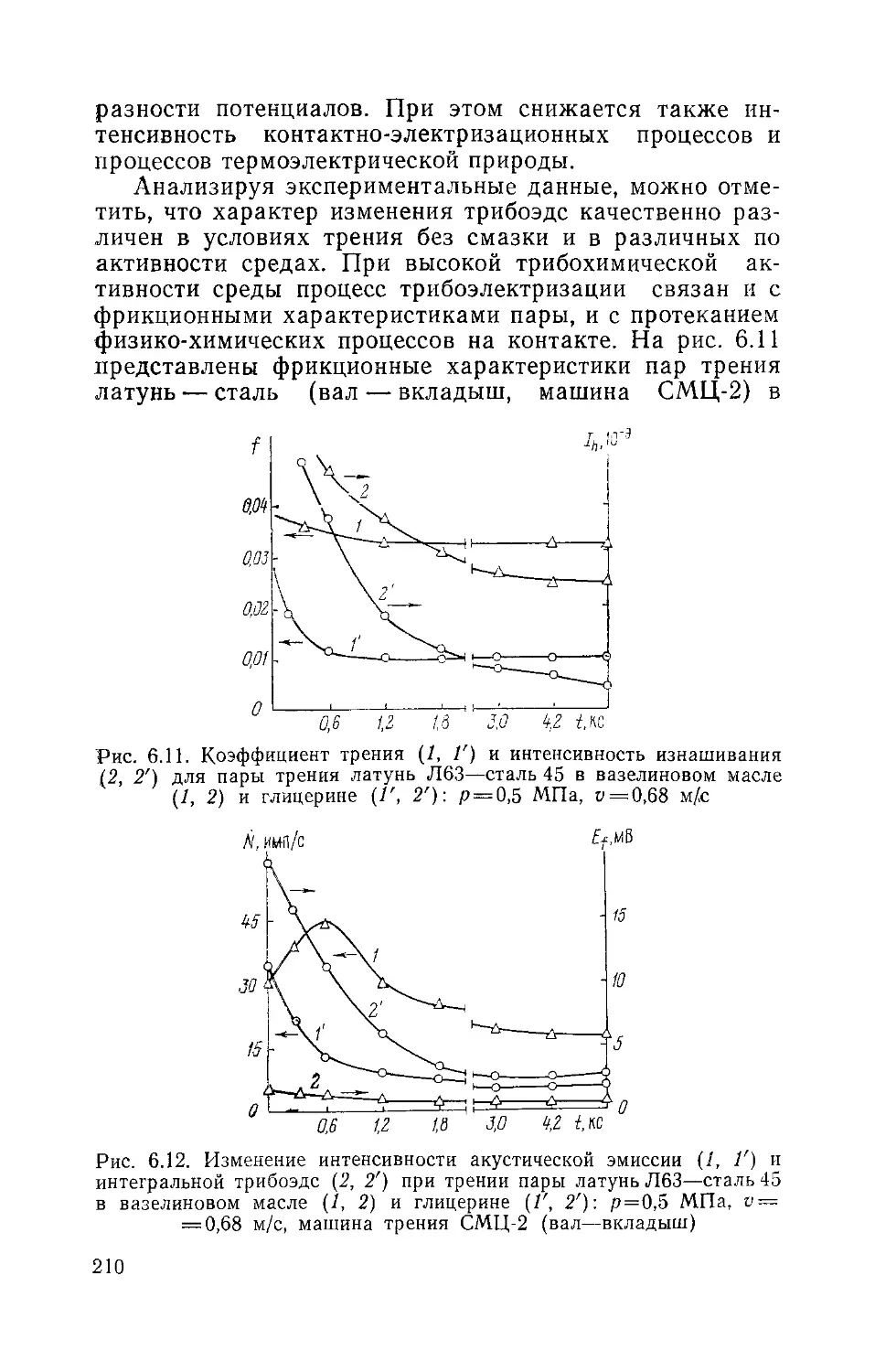
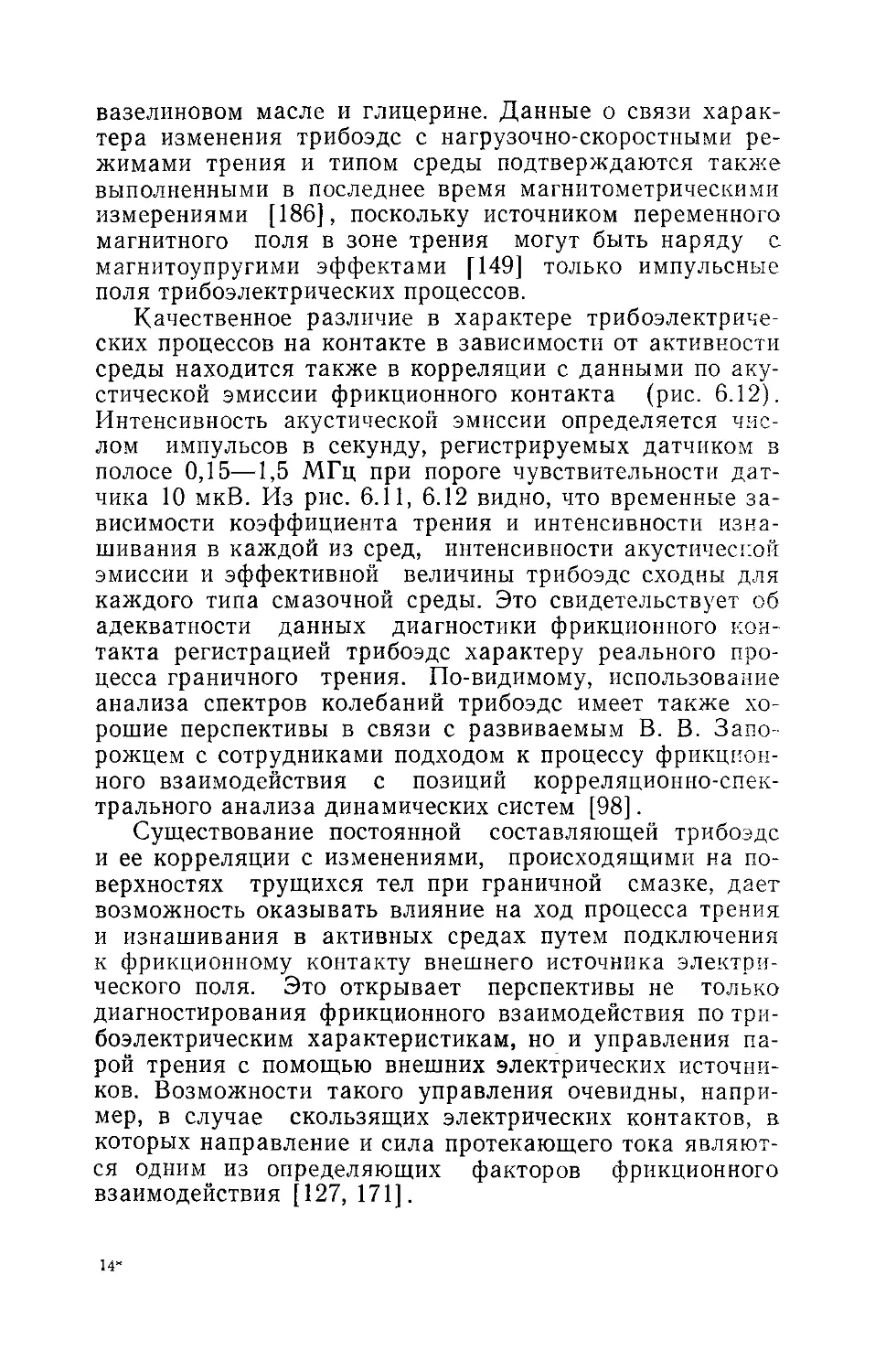
вания, режимов смазочного действия и т. д.
Приведены и обсуждаются основные закономерности
-акустических и электрических процессов при изменении
таких эксплуатационных факторов, как скорость, нагруз-
ка, путь трения, наличие и качество смазочной среды,
состав окружающей атмосферы, а также шероховато-
сти и физико-механических свойств материалов контак-
тирующих твердых тел.
При написании книги авторы старались по возмож-
ности широко охватить известные советские и зарубеж-
ные источники информации, в которых приводятся дан-
ные о теории и практике использования акустических и
электрических методов в триботехнике. Кроме того, в
книгу вошли результаты исследований, выполненных
авторами, описание методов акустической и электриче-
ской диагностики, приборов и оборудования для их реа-
лизации.
Авторы считают своим долгом выразить искреннюю
благодарность академику АН БССР В. А. Белому, ко-
торый внес большой вклад в постановку задач исследо-
ваний и их развитие в Институте механики металлопо-
лимерных систем АН БССР, а также сотрудникам ин-
ститута, помогавшим в проведении этих исследований и
обсуждении их результатов.
Глава
ОСНОВНЫЕ ПРОБЛЕМЫ ТРИБОТЕХНИКИ
1.1. СОВРЕМЕННЫЕ КОНЦЕПЦИИ ТРЕНИЯ,
СМАЗКИ И ИЗНАШИВАНИЯ
Создание и применение постоянно усложняю-
щихся механических систем с учетом современных зна-
ний в области трения, изнашивания и смазки позволяет
решать комплекс актуальных проблем и задач. С каж-
дым годом при проектировании триботехники удается
сократить затраты энергии, труда и материалов; повы-
сить производительность, надежность и долговечность;
расширить нагрузочно-скоростные параметры и диапа-
зон эксплуатационных сред; улучшить условия труда и
снизить вредные экологические последствия. Тем не ме-
нее следует констатировать, что развитие потенциала
фундаментальных и прикладных знаний в области тре-
ния и изнашивания во многих случаях отстает от потреб-
ностей научно-технического прогресса. Поэтому послед-
ние два-три десятилетия во всех промышленно развитых
странах уделяют большое внимание проблемам трения
и изнашивания, вредные последствия которых оценива-
ются многими миллиардами рублей [70, 85].
Анализ научных публикаций и тематики крупных
комплексных и специализированных научно-технических
конференций последних лет, мнения многих ведущих
ученых-трибологов дают основание для выделения в со-
временной трибологии как области знания и ее прило-
жений шести важнейших развиваемых и перспективных
направлений исследований: трибоанализ (теоретические
положения трибомеханики, физики и химии); трибома-
териаловедение (изучение и управление свойствами ма-
териалов подвижных сопряжений); триботехнология
(технологические методы управления фрикционными ха-
рактеристиками сопряжения); триботехника (совокуп-
ность технических средств, реализующих процессы тре-
ния и изнашивания); трибомониторинг (совокупность
8
средств и методов диагностики, контроля и испытаний
трибосистем); трибоинформатика (совокупность средств
и методов обработки и хранения трибологической ин-
формации).
Трибоанализ — важнейший раздел трибологии, ко-
торый охватывает проблемы накопления и систематиза-
ции научной информации о фундаментальных закономер-
ностях основных фрикционных процессов, а также по-
строения моделей этих процессов с целью прогнозиро-
вания результатов контактного взаимодействия твердых
тел в заданных условиях.
Современный этап развития трибоанализа характе-
ризуется дифференциацией фрикционных явлений,
стремлением к познанию глубины молекулярных процес-
сов, протекающих на взаимодействующих поверхностях,
применением эффективных физических, химических и
математических методов, электронной управляющей и
вычислительной техники. Достигнут существенный про-
гресс в понимании природы и механизма трения и изна-
шивания при разнообразных внешних условиях и раз-
личных состояниях взаимодействующих поверхностей и
наличии между ними разделительных твердых, жидких
и газовых смазочных слоев. Этому способствовали до-
стижения в области механики контакта, позволившие
оценить напряженно-деформированное состояние п гра-
ничные условия, при которых на контактирующих по-
верхностях протекают физические и химические процес-
сы; результаты систематического изучения адгезии при
трении, структурных превращений и реологии поверх-
ностных слоев; попытки унифицировать наблюдаемые
явления на основе энергетических соотношений в трибо-
сопряжениях и т. д. [27, 28, 37, 51, 78, 81, 134, 138, 206].
В исследованиях геометрии и механики контакта
трущихся поверхностей очень важным было введение по-
нятия о фактической площади касания, учитывающего
шероховатость реальных поверхностей. Это понятие лег-
ло в основу двух наиболее распространенных теорий тре-
ния— молекулярной и адгезионно-деформационной [51,
8,1, 136]. Расчеты фактической площади касания с уче-
том упругого, вязкоупругого и пластического поведения
соприкасающихся тел убедительно показали, что в зоне
контакта реализуются высокие давления, скорости пе-
ремещения и температурные вспышки [37, 78, 138, 256].
Но вводя в расчеты шероховатость как следствие обра-
9
ботки поверхности, мы сделали только первый шаг к
пониманию реальной картины контактного взаимодейст-
вия. Представляется перспективным развитие так назы-
ваемых «многоэтажных моделей» реальной поверхности
с целью приближения рассмотрения контактных задач
к атомно-молекулярному уровню физико-химических
фрикционных явлений [216].
Значительный прогресс и достоверность получаемых
данных обеспечивает применение статистических мето-
дов оценки шероховатости поверхностей и механическо-
го взаимодействия неровностей [173, 175, 218, 219].
Однако использование многоуровневых моделей шерохо-
ватости сдерживается отсутствием прямых эксперимен-
тальных методов оценки механической картины взаимо-
действия поверхностей на уровне «молекулярных шеро-
ховатостей».
В изучении физических и химических аспектов фрик-
ционного взаимодействия особое внимание привлекают
результаты, полученные на монокристаллических и юве-
нильных поверхностях с помощью современных методов
физических исследований [28, 168]. В частности, пря-
мыми методами подтвержден дислокационный механизм
скольжения поверхностных слоев и зарождения в них
трещин, оценена роль анизотропии межмолекулярных и
межатомных связей, окисных пленок и поверхностно-ак-
тивных веществ в трении [28, 153]. Однако до сих пор
дискуссионным остается вопрос о природе молекулярных
сил, приводящих к адгезии и ее аномальному проявле-
нию — схватыванию и заеданию трущихся поверхно-
стей. Весьма перспективно применение для описания и
расчета молекулярных сил теории флуктуационного
электромагнитного поля [81, 86, 230, 231]. В частности,
для полимерных контактов адгезионная составляющая
трения достаточно достоверно может быть оценена по
инфракрасным спектрам взаимодействующих материа-
лов [38].
Существенные структурные и фазовые перестройки,
происходящие в процессе фрикционного взаимодейст-
вия, и стремление всей поверхностной материальной си-
стемы найти наиболее выгодное энергетическое и струк-
турное состояние, названное явлением структурной при-
спосабливаемое™ [134], играют важную роль в изуче-
нии механизма трения и изнашивания. Характерным
проявлением структурных превращений материалов яв-
10
ляются разнообразные эмиссионные процессы, фиксиру-
емые в зоне фрикционного нагружения: триболюмине-
сценция, эмиссия быстрых и медленных электронов, аку-
стическая эмиссия, электромагнитные излучения и т. д.
[81, 93, 238].
Исследования, проведенные с помощью тонких физи-
ческих методов, показали многообразие форм переноса
веществ при трении, образование сплошных и очаговых
пленок—фрагментов «третьего тела», особенно в кон-
такте полимер—полимер, металл—полимер. Наиболее
интенсивен перенос в таких специфических условиях, как
вакуум и прохождение через контакт электрического
тока; наблюдается он и в технологических средах при
граничном трении. При отсутствии внешнего подвода
смазки образующаяся в результате фрикционного пере-
носа пленка «третьего тела», ее размеры, структура и
состав, срок «жизни» определяют коэффициент трения
и интенсивность изнашивания сопряженных тел [37,
249]. В последние годы советскими специалистами до-
стигнуты большие успехи в раскрытии механизма изби-
рательного переноса [70, 153].
Теория изнашивания включает большое количество
гипотез и концепций. Лучше других разработаны и ус-
пешно применяются адгезионная, усталостная и абра-
зивная теории [51, 138]. Однако в известных теориях
изнашивания недостаточно полно учитываются совре-
менные физические теории трения и новейшие достиже-
ния в области поверхностных явлений. Это, очевидно,
одна из основных причин часто наблюдаемого большого
расхождения расчетных и экспериментальных данных.
Трудности моделирования и аналитического описания
изнашивания можно объяснить и тем, что в этом специ-
фическом виде разрушения поверхности чаще всего со-
четается несколько механизмов: усталость с коррозией,
адгезия и абразивное воздействие, эрозия с кавитацией
и т. д. [120, 138].
Универсальностью, широкими возможностями для
моделирования и обобщения обладает энергетический
подход к описанию фрикционных явлений [134, 200].
Подавляющая часть затрагиваемой при трении и изна-
шивании механической работы превращается в тепловую
энергию [256]. Высокие плотности теплового воздейст-
вия могут способствовать переходу материалов в кон-
тактных микрообъемах из твердого в жидкое, газообраз-
П
ное и плазменное состояние. Температура является глав-
ным управляющим фактором большинства структурных
превращений на поверхностях трения, активирует обра-
зование микротрещин, все трибохимические реакции,
формирование «третьего тела».
В последние годы наблюдается существенное расши-
рение условий экспериментальных исследований (высо-
кие нагрузки и скорости, глубокий вакуум, высокие и
криогенные температуры, нетрадиционные жидкие и га-
зовые среды, высокоэнергетические излучения), что при-
водит к обнаружению интересных эффектов и явлений,
которые в свою очередь дают возможность изучать спе-
цифические механизмы трения и изнашивания: избира-
тельный перенос и аномально низкое трение, водородный
износ, трибополимеризацию, трение и износ в биологиче-
ских объектах, особенности трибологического поведения
при нулевой гравитации, мощных тепловых воздействи-
ях, высоких скоростях, электрических полях и др. [70,
115, 127, 256]. При этом можно отметить, что на совре-
менном этапе развития трибоанализа резко возрастает
роль безынерционных неразрушающих физических мето-
дов исследования фрикционного взаимодействия, важное
место среди которых занимают методы, основанные на
использовании акустических и электромагнитных излу-
чений.
Трибоматериаловедение составляет специфический
раздел общего материаловедения — науки о промыш-
ленных материалах, их строении и свойствах и является
связующим звеном между результатами трибологиче-
ских теоретических исследований и комплексом знаний,
составляющих научные основы триботехнологии и три-
ботехники.
Триботехнические материалы обычно классифициру-
ются по составу на следующие группы: металлы и спла-
вы, композиционные материалы (композиты) с металли-
ческой и полимерной матрицей, керамические композиты,
смазочные материалы и присадки, гибридные мате-
риалы. Они также делятся по назначению и по специфи-
ческим условиям эксплуатации. Большинство известных
триботехнических материалов пригодно для использова-
ния в качестве покрытий.
Основные исследования триботехнических металлов и
сплавов ведутся в направлении разработки структурных
критериев их модификации, совместимости с различны-
12
ми материалами фрикционных поверхностей в зависи-
мости от их твердости и качества обработки, сорта и
способа подачи смазки, способности мягкой фазы спла-
ва образовывать пластичные пленки переноса, усталост-
ной прочности [59, 134, 137]. Особое внимание уделя-
ется процессам приработки и заеданию, возникающему
при нарушении несущей способности смазочной пленки,
высокотемпературному трению [89, 160, 236, 256].
Композиционные материалы с металлической матри-
цей включают все те типы, в которых в качестве исход-
ного связующего элемента используются порошкообраз-
ные, волокнистые и литые металлы. Наибольшее рас-
пространение в последние годы получают спеченные из
металлических порошков антифрикционные и фрикцион-
ные композиты, содержащие легирующие элементы и
разнообразные функциональные добавки. В качестве до-
бавок в зависимости от ожидаемых условий эксплуата-
ции используются сухие смазки, твердые порошки, во-
локна и т. д. Часто такие композиты делают пористыми.
Современные материаловедческие исследования этого
класса материалов охватывают прежде всего вопросы
влияния химического состава и микроструктуры поверх-
ностных слоев, их молекулярной активности, пластично-
сти, упрочняемости; выделения из матрицы специаль-
ных продуктов, образующих «третье тело», на механизм
трения и изнашивания.
Композиционные материалы с полимерной матрицей
отличаются от материалов на металлической основе бо-
лее высокой во многих случаях удельной прочностью,
лучшими демпфирующими характеристиками и техноло-
гичностью, что в свою очередь позволяет использовать
при создании материала весьма широкий набор компо-
нентов, а следовательно, конструкционных и триботех-
нических характеристик. В качестве матрицы широко
применяются синтетические и природные органические
и неорганические полимеры и их смеси, термопластич-
ные и термореактивные. В качестве армирующих эле-
ментов используется практически все разнообразие
стеклянных, органических, угольных, керамических, бор-
ных, металлокерамических волокон, нитей, усов, тканей.
Фрикционные характеристики удается регулировать в
весьма широком диапазоне за счет введения в композит
ряда дисперсных веществ: графита, диселенидов, ди-
сульфидов, дителлуридов, окислов металлов, полимеров,
13
мягких металлов; масел, поверхностноактивных и дру-
гих веществ, снижающих трение и повышающих износо-
стойкость. Наиболее эффективно применение полимер-
ных композитов в узлах трения без внешнего подвода
смазочных сред. Это определяет нацеленность современ-
ных материаловедческих исследований на изучение
структурных изменений поверхностных слоев, прежде
всего механо- и термохимических превращений полимер-
ных матриц, строения продуктов триборазрушения и их
влияние на трение и износ [37, 281].
Керамические композиционные материалы — новый
класс триботехнических материалов, обязанный своим
появлением требованиям резко повысить несущую спо-
собность узлов и деталей трения в жестких нагрузочно-
скоростных высокотемпературных условиях. В настоя-
щее время это понятие охватывает широкий класс ма-
териалов на неорганической неметаллической матрице,
отличающихся прежде всего высокой термостойкостью,
жесткостью, твердостью, низким терморасширением и
химическим сопротивлением. Для изготовления деталей
трения все шире используются материалы на основе
оксидов алюминия, циркония и бериллия; титаната алю-
миния, нитридов и карбидов кремния, нитридов титана
и бора; керметы; стекло- и углекерамики.
Смазочные материалы были и остаются надежным
средством обеспечения высокой работоспособности высо-
конагруженных ответственных узлов трения и облегче-
ния механической обработки деталей.
Благодаря усилиям ученых и специалистов, прежде
всего химического профиля, разработана широкая но-
менклатура нефтяных, растительных, животных, синтети-
ческих, водных и других смазочных веществ. Особенно
эффективны в последние два-три десятилетия результа-
ты материаловедческих исследований, связанных с под-
бором и синтезом, изучением механизма действия разно-
образных присадок, существенно улучшающих физиче-
ские, химические и механические свойства основного
смазочного материала [324].
Необходимость эксплуатации новой техники в глу-
боком вакууме, при высоких давлениях и температурах,
ионизирующих облучениях, при ограниченном доступе к
трущимся сочленениям привела к разработке нового
класса материалов — твердых смазок. В качестве твер-
дых смазок широко используют вещества, имеющие ис-
14
ходные или приобретающие при трении в тонком слое
высокоанизотропные слоистые строения (графит, дисуль-
фид молибдена, термопластичные неполярные полиме-
ры, мягкие металлы и др.).
Гибридные материалы представляют собой сочетание
нескольких материалов в полуфабрикатной конструкции,
в которой основные составляющие выполняют достаточ-
но самостоятельные функции. В частности, к таким ма-
териалам триботехнического назначения следует отнести
ленточные металлофторопластовые полуфабрикаты, в
которых металлическая лента служит несущей конст-
рукцией, бронзовый слой выполняет роль промежуточ-
ного связующего элемента и резервуара для антифрик-
ционного слоя из полимера. С этой точки зрения гибрид-
ными являются магнитные смазочно-уплотняющие жид-
кости, слоистые материалы и т. д.
Разнообразие применяемых триботехнических мате-
риалов и условий их эксплуатации обусловливает акту-
альность разработки высокоэффективных методов испы-
таний и оценки характеристик данных материалов. Эта
задача непосредственно связана с совершенствованием
испытательной техники и ее методического обеспечения,
что в свою очередь обусловливает большой интерес к
использованию в триботехнических испытаниях методов,
основанных на регистрации быстропротекающих процес-
сов акустической и электрической природы.
Триботехнология охватывает две крупные области
приложений трибологии, связанные с изучением процес-
сов формообразования деталей, обработки материалов
разрушающими и деформирующими, преимущественно
механическими, методами во взаимосвязи с триботехни-
ческими характеристиками; с разработкой технологиче-
ских методов получения требуемых триботехнических
характеристик поверхностей трения [79].
В ряде технологических процессов в машиностроении
(резании, прессовании, экструзии и др.) процессы тре-
ния и изнашивания играют главную роль. Правильный
учет фрикционного взаимодействия в этих процессах по-
зволяет управлять качеством поверхности, снижать энер-
гетические затраты, повышать износостойкость инстру-
мента. Рациональное использование смазочно-охлажда-
ющих сред при обработке металлов резанием дает воз-
можность резко увеличить скорости обработки и съем
металла.
15
Многие проблемы триботехники удается успешно ре-
шить технологическими приемами. Различные методы
пластического деформирования, электроэрозионная, эле-
ктрохимическая, анодномеханическая, химическая, уль-
тразвуковая обработка; электронно-лучевое, лазерное,
плазменное, радиационно-химическое воздействие на по-
верхность — весь известный арсенал технологии маши-
ностроения используется для создания надежной трибо-
техники [70]. Но особенно эффективно формирование
на трущихся поверхностях специальных покрытий. Для
этих целей широко применяются химические и электро-
химические методы (нанесение электролитических и хи-
мических, металлических и полимерных, фосфатных,
оксалатных, оксидных и других неметаллических слоев);
физические способы (диффузионное насыщение, сульфи-
дирование, азотирование, нитроцементация, вакуумное
осаждение, эмалирование, наплавка, ионное распыле-
ние); механические методы (плакирование, наплавка,
напыление) [28, 70, 282].
Особое внимание исследователей и производственни-
ков привлекает появившаяся в 70-е годы ионная имплан-
тация, при которой ионы ускоряются до высоких скоро-
стей и внедряются в поверхностный слой обрабатывае-
мой детали на глубину в сотни и тысячи ангстрем, резко
улучшая ее триботехнические свойства [182].
Особенно тесно проблемы триботехнологии связаны
с образованием шероховатости поверхностей, которая во
многом определяет площадь фактического контакта, ко-
эффициент трения, интенсивность изнашивания, контакт-
ную жесткость и другие характеристики контакта твер-
дых тел. Влияние технологических методов обработки
материалов на макро- и микрогеометрические характе-
ристики поверхности изучают многие исследователи [79].
При этом все большую роль в развитии триботехнологии
играет совершенствование испытательной и исследова-
тельской базы, используемой в изучении протекающих в
динамике процессов формообразования поверхности, а
также в количественной оценке ее конечных свойств.
Триботехника, как раздел трибологии, охватывает
конечную стадию процесса создания узлов, деталей и
элементов трения, аккумулируя в них новейшие дости-
жения трибоанализа, трибоматериаловедения и трибо-
технологии. Прежде всего это находит отражение в ме-
тодах расчета и конструирования, так как от правиль-
16
ности определения конфигурации, назначения размеров,,
выбора материалов и технологии изготовления трибо-
технической конструкции и ее трущихся элементов зави-
сит работоспособность, срок службы и надежность тех-
нических средств передачи нагрузок и движения в ма-
шинах, механизмах и приборах [32].
При проектировании триботехники конструкторам
приходится всегда учитывать, что трение — источник
потерь энергии, а это весьма существенно для узлов тре-
ния микроэлектродвигателей, гироскопов, натяжных
элементов текстильных машин и т. д.; источник нагрева
трущихся поверхностей и деталей в целом, что важно в-
условиях плохого теплоотвода в вакууме; вызывает элек-
тризацию, например, полимерных нитей и тканей при их
производстве; источник вибраций и шума; износ иска-
жает геометрию сопряженных деталей и изменяет точ-
ность сопряжения, ослабляет рабочее сечение нагружен-
ных элементов деталей, образует вторичные продукты,
которые могут нарушить нормальную работу основных
узлов машин; патологические следствия фрикционного
заимодействия, например схватывание и расплавление
поверхностных слоев, прогрессирующий питтинг (выкра-
шивание) рабочих поверхностей, обычно ведут к ката-
строфическому разрушению узла трения.
Несмотря на длительное применение таких наиболее
распространенных традиционных машиностроительных
узлов и деталей, как зубчатые, цепные, винтовые, кон-
тактные и ременные передачи, опоры качения и сколь-
жения, цилиндропоршневая группа, кулачковые пары,
тормоза и муфты, электроконтактные устройства, по-
движные уплотнения, актуальность совершенствования
научно обоснованных методов их создания с учетом три-
ботехнических критериев работоспособности постоянно
повышается. Причины известны: ужесточение условий
эксплуатации, появление новых материалов и методов
упрочнения рабочих поверхностей, требования снижения
энерго- и материалоемкости новой техники.
Наблюдается заметное усиление тенденции создания
сложных комбинированных конструкций, в которых ос-
новные составляющие выполняют взаимосвязанные са-
мостоятельные функции. Так, с целью обеспечения дли-
тельной автономной работы в конструкции вводятся
устройства активного контроля основных параметров
и сигнализации об их изменении, обеспечивается авто-
2 Зак 1371
17
регулирование процессов трения и изнашивания за счет
специальных регулируемых смазывающих деталей и ре-
зервуаров, автоматизированной смены отработавших
•срок службы элементов, создания дублирующих рабо-
чих поверхностей. Широко применяются локальные
упрочнение и теплоотвод.
Устойчивой тенденцией развития триботехники явля-
ется усложнение и удорожание конструкций в связи с
повышением требований к их надежности и точности
исполнения функций, особенно в космической и авиаци-
онной технике, наземном транспорте, точном приборо-
строении, робототехнике, гибких обрабатывающих и сбо-
рочных системах и во многих других случаях, связанных
с возможными аварийными и дорогостоящими ситуация-
ми, возникающими в случае отказа узла трения. В сель-
скохозяйственном, строительном, мелиоративном и до-
рожном машиностроении, наоборот, наблюдается стрем-
ление к конструктивным упрощениям и к повышению
срока службы за счет новых самосмазывающихся мате-
риалов и упрочняющих технологий. Во многом прогресс
триботехники зависит от состояния испытательной ба-
зы и развития средств контроля и диагностики узлов
трения [32,318].
Трибоинформатика стала самостоятельной научной
областью трибологии только в последние 15—20 лет,
когда в мире усилился международный обмен информа-
цией о новейших научных достижениях между учеными
и специалистами-трибологами. На современном этапе ей
присущи многие основные элементы общей информатики
и прежде всего те направления, где изучаются законо-
мерности создания триботехнической информации, ее
преобразования, хранения и передачи для использования
в науке, образовании и производстве [85, 318].
Существенные изменения происходят в методологии
трибологических исследований. Наиболее характерное
проявление этих изменений — комплексный подход к
изучаемым явлениям и процессам на стыке многих на-
учных дисциплин, использование новейших аналитиче-
ских и экспериментальных методов прикладной матема-
тики и механики, физического и физико-химического
анализа, применение в трибологии системного анализа
[54, 255].
Актуальной проблемой получения, хранения и исполь-
зования информации о триботехнических свойствах ма-
18
териалов является создание банков данных на базе
стандартизированных методов и средств испытания в
связи с отсутствием или незначительными масштабами
применения унифицированных методик и накопления
важнейших триботехнических сведений. Недостаточные
возможности широкого доступа к ним потребителей
определяют сложность сопоставления и обобщения ре-
зультатов научных работ и инженерных оценок мате-
риалов, что приводит к очень большим потерям времени
и средств. Поэтому этим вопросам в последние годы уде-
ляется пристальное внимание. Особый интерес представ-
ляет опыт создания на базе широкого применения ЭВМ.
сети банков данных по материалам, в том числе трибо-
технического назначения. В круг решаемых при этом за-
дач входят разработка научно обоснованных методов
оценки паспортных характеристик, создание современно-
го технического обеспечения триботехнических испыта-
ний с использованием микропроцессоров, накопление
экспериментальных и литературных данных о свойствах
триботехнических материалов, их обработки и хранения
в виде, удобном для машинного поиска и использования
широкой абонентской сетью.
Трибомониторинг охватывает всю совокупность
средств и методов испытаний, диагностики, непрерывно-
го контроля и регулирования характеристик подвижных
сопряжений. В круг проблем, связанных с этим поняти-
ем, входит все большее число задач из всех областей
развития трибоанализа, трибоматериаловедения, трибо-
техники и триботехнологии, поскольку в каждом из этих
разделов интенсивно развиваются современные методы
исследований, выделяются унифицированные методики
испытаний материалов и сопряжений в целом, совершен-
ствуются способы оценки и регулирования заданных
эксплуатационных параметров. В свою очередь данные,
полученные с помощью трибомониторинга, служат осно-
вой развития трибоинформатики.
В трибомониторинге выделяются два основных на-
правления: трибометрия и трибодиагностика.
Трибометрия включает методы и средства измерения
основных параметров фрикционного контакта (сила тре-
ния, износ, температура, шероховатость, контурная и
фактическая площади касания, контактная деформация)
и является важнейшим элементом практически всех ви-
дов экспериментальных модельных и натурных исследо-
т
19
ваний образцов материалов и триботехники. Наиболее
характерно в современной трибометрии стремление к
определению параметров непосредственно в процессе
•фрикционного взаимодействия, к повышению точности,
применению дублирующих систем и одновременной оцен-
ке максимально возможного количества параметров, к
автоматизации экспериментов и обработки их результа-
тов. Такой подход позволил при моделировании теоре-
тических представлений элементарных механизмов тре-
ния и изнашивания и в материаловедческих исследова-
ниях объединить трибометры с точными физическими
приборами (электронными микроскопами, ЭПР, масс-
спектрометрами и т. д.) и научиться находить взаимосвя-
зи между строением материала и его трибологическими
характеристиками [28, 37].
Трибодиагностика, как совокупность методов и
•средств непрерывного контроля состояния фрикционных
параметров деталей и узлов машин,— одно из самых
молодых направлений в обеспечении создания современ-
ной надежной триботехники.
Среди методов непрерывной диагностики подвижных
соединений наиболее эффективны акустоэмиссионные,
дающие возможность оценить фрикционные параметры
по интенсивности, мощности и спектру эмиссии; электро-
физические — по интенсивности и амплитудно-частотно-
му спектру трибоэдс и эдс магнитной индукции; темпе-
ратурные — по тепловыделению в сопряжении; вибро-
акустические — по параметрам механических колебаний
детали трения. В связи с тем что значительное количест-
во ответственных нагруженных узлов трения смазывает-
ся, наибольшее развитие получили трибодиагностические
методы смазочно-охлаждающих сред и прежде всего
моторных масел. В этой области трибодиагностики уже
имеется широкий выбор специальных методов.
Качественный и количественный состав примесей в
маслах удается с достаточно высокой точностью опре-
делять при помощи спектрального эмиссионного анали-
за, электрооптического, атомно-адсорбционного, фото-
колориметрического, полярографического, микроскопиче-
ского, ультразвукового методов. Применение ИК-спек-
троскопии позволяет определять содержание продуктов
окисления среды; феррография и магнитометрия дают
возможность оценивать количество и дисперсный состав
ферромагнитных частиц в масле и т. д. [174].
20
Среди большого разнообразия методов трибодиагно-
стики особое место принадлежит акустическим и элек-
трическим методам, достоинства которых очевидны. Это
прежде всего безынерционность по отношению к процес-
су фрикционного взаимодействия, незначительная энер-
гоемкость, наличие хорошо апробированной теории об-
работки сигналов и чувствительной аппаратуры. В кар-
тине акустических и электрических процессов, как будет
показано ниже, отражаются все виды процессов дефор-
мации и разрушения при трении, их характеристики
весьма чувствительны к влиянию среды на поверхности
контакта твердых тел и физико-химическим процессам
на этой поверхности. Кроме того, к достоинствам ис-
пользования данных методов относится возможность со-
четания регистрирующих приборов с процессорной и вы-
числительной техникой.
Сочетание указанных достоинств определило круг
рассмотренных ниже задач, связанных с физикой воз-
никновения трибоакустических и электрических явлений
в подвижных сопряжениях и перспективами их приклад-
ного применения.
1.2. ТРИБОАКУСТИЧЕСКИЕ И ЭЛЕКТРИЧЕСКИЕ ЯВЛЕНИЯ
Вследствие дискретности фрикционного кон-
такта процесс трения в общем случае не является ста-
ционарным, поскольку площадь всех пятен фактического
контакта и площадь контурных площадок на вершинах
волн непостоянны, а изменяются относительно средних
значений, что приводит к соответствующим изменениям
и величины контактного давления. Нестационарность
процесса, приводящая к сложной динамической картине
распределения деформаций и напряжений в поверхност-
ных слоях трущихся тел, обусловливает и своеобразие
.акустических и электрических явлений при трении.
Акустические явления при трении. При трении твер-
дых тел обнаружено возникновение акустических коле-
баний трех видов: автоколебаний, возникающих в ре-
зультате изменения статистических, динамических или
кинематических условий сопряжений; эмиссионных коле-
баний (акустической эмиссии АЭ) — волн напряжений,
вызванных пластическим деформированием, структурно-
фазовой перестройкой и разрушением поверхности тре-
ния; поверхностных волн. Однако такое разделение явля-
21
ется весьма условным, так как многие из данных про-
цессов взаимосвязаны. Например, осцилляция сил трения
способствует возникновению в поверхностных и под-
поверхностных слоях АЭ и поверхностных волн широко-
го спектрального состава [101].
Установлено, что между трением и колебаниями су-
ществует обратная связь, т. е. трение порождает коле-
бания, которые в свою очередь влияют на трение [101,
192]. Исследования по трибоакустике развиваются по-
этому по двум основным направлениям: установление ме-
ханизма и закономерностей возникновения различных
видов фрикционных акустических колебаний и оценка
на их основе параметров трения; анализ возможностей
изменения фрикционного взаимодействия путем прину-
дительного осциллирования фрикционной пары.
Большинство исследований по акустической спектро-
метрии внешнего трения посвящено выявлению законо-
мерностей возникновения автоколебаний и скачков. Не-
которые теоретические аспекты фрикционных автоколе-
баний рассмотрены в работах [41, 82, 109, 110, 155].
Установлено, что скоростной эффект при трении качения
должен проявляться в большей степени в тех случаях,
когда выше амплитуда и частота колебаний нормальной
нагрузки и меньше жесткость вибрирующего тела при
его деформации в направлении движения.
Один из многочисленных случаев фрикционных коле-
баний — колебания маятника с муфтой на вращающем-
ся валу — обсуждается в работах [41, 226], в которых
подробно проанализировано решение уравнения фрик-
ционных автоколебаний при любой характеристике тре-
ния.
Изучению контактных колебаний ползуна относитель-
но контртела посвящен ряд работ [57, 82, 217, 234].
Автоколебания в процессе скольжения ползуна возни-
кают как следствие потери устойчивости заданного дви-
жения. Исторически первым сложилось представление
об этих колебаниях как системе с одной степенью сво-
боды. Показано, что в этом случае автоколебания мо-
гут появляться только при уменьшении силы трения с
ростом скорости или при наличии разницы силы трения
покоя и скольжения. В дальнейшем было введено пред-
ставление о зависимости силы трения покоя от времени
неподвижного контакта. Обобщающая теория этой моде-
ли трения дана в работе [82].
22
Важным шагом явилось представление о связанности
колебаний в сложных упругих системах [143—145]. Об-
наружено, что связанность определяется особенностями
упругой системы, близостью собственных частот соот-
ветствующих колебаний и характером связи.
Как показывает анализ, при изучении автоколебаний
основное внимание уделялось выявлению причин возник-
новения неплавности движений, изучению механизма об-
разования скачков и установлению факторов, влияющих
на их формирование. Наиболее широкое распростране-
ние получила теория Н. Л. Кайдановского и С. Э. Хай-
кина [ИО], объясняющая возникновение колебаний ре-
лаксационного типа уменьшением зависимости силы
трения скольжения от относительной скорости соприкаса-
ющихся элементов и наличием большого «переменного
трения» в системе, существенно нарушающего равенство
между силами инерции и восстанавливающей силой. Од-
нако, несмотря на достаточно большое количество экс-
периментальных и теоретических работ, единства во
взглядах на природу автоколебаний нет. Это связано с
тем, что на возникновение автоколебаний влияет ряд
факторов: трение, скорость скольжения, длительность
неподвижного контакта и т. д. Причем любого фактора
.достаточно, чтобы обосновать вероятность возбуждения
и поддержания колебаний в условиях трения. Так, А. Ю.
Ишлинский и И. В. Крагельский возникновение авто-
колебания объясняют наличием положительной разно-
сти между силами трения покоя и скольжения [109],
связывают с конструктивными особенностями системы,
фрикционными характеристиками пары трения. Путем
увеличения жесткости системы колебаний могут быть
сведены до минимальных значений. Несколько иное объ-
яснение причин происхождения автоколебаний при тре-
нии скольжения предложено В. А. Кудиновым [144].
Основано оно на том, что сила трения зависит от номи-
нального давления и особенностей упругой системы.
Автоколебания появляются в результате перенаклепа
металла на фрикционном контакте и перемещения мик-
рообъемов поверхностного слоя. Вследствие пластиче-
ской деформации микрообъемов происходит отставание
во времени изменений силы трения от изменений нор-
мального давления, которое и порождает автоколебания.
При этом считается необязательным наличие падающей
нелинейной характеристики силы трения от скорости
23
скольжения и зависимости силы трения от времени не-
подвижного контакта.
Данные исследований и обобщающие их теории по-
казывают, что автоколебания являются результатом
взаимодействия поверхностей трения и изменяются в за-
висимости от статических, динамических и кинематиче-
ских условий сопряжения.
В последнее десятилетие интенсивно проводятся ис-
следования по изучению закономерностей и механизмов-
возникновения акустической эмиссии при трении. Физи-
ческая основа данного явления заключается в том, что
фрикционное взаимодействие вызывает динамическое
локальное изменение полей механических напряжений в
контактирующих средах, которое проявляется в возник-
новении волн напряжений (акустической эмиссии). Так
как АЭ является непосредственной реакцией поверхно-
сти трения на контактное взаимодействие, то использо-
вание ее для создания непрерывных методов изучения
и контроля процесса трения и изнашивания подвижных
сопряжений весьма перспективно.
Большое количество экспериментальных работ посвя-
щено исследованиям основных закономерностей возник-
новения и развития акустической эмиссии при измене-
нии внешних параметров трения [112, 113, 204, 212,
243]. При этом замечена чувствительность параметров
эмиссии к свойствам дискретного контакта, которые во
многом определяют характер фрикционных процессов,
степень их влияния на фрикционные параметры узлов
трения.
С помощью специальных методик удалось исследо-
вать источники акустической эмиссии, являющейся ре-
зультатом необратимых актов пластической деформа-
ции при внешнем трении и разрушений поверхностного
слоя при изнашивании. Так, например, обнаружено
[73], что в момент появления на дорожках трения мо-
лекулярно-шероховатых кристаллов сурьмы и кремния
кольцевых микротрещин (подобных линиям Вальнера)
формировался устойчивый эмиссионный спектр, близкий
по форме к «гауссовой кривой» с максимумом на часто-
те 20—40 кГц при исследуемой области частот до
500 кГц.
Серия исследований по изучению фрикционного раз-
рушения поверхности трения в условиях сухого трения
и трения со смазкой выполнена в работах [87, 100, 211Г
24
215, 248, 249]. При этом показано, что схватывание,
фрикционный перенос, прорыв масляной пленки сопро-
вождается качественным изменением спектральных ха-
рактеристик акустической эмиссии.
Необходимо отметить, что в результате дифракцион-
ных и интерференционных явлений, контактного и вну-
треннего демпфирования фрикционных акустических ко-
лебаний поверхностные слои взаимодействующих мате-
риалов находятся в состоянии «виброактивизации» как
в зоне фактического касания, так и вне нее [100]. Это
приводит не только к активации поверхностных дефек-
тов и их частичному развитию (акустической усталости),
но и к модулированию главных контактных напряжений
виброполем, что в свою очередь способствует структур-
но-энергетическим изменениям в поверхностных слоях
пар трения, а также ряду специфических явлений в за-
зоре сопряжения. В частности, обнаружено, что наличие
широкополосного акустического поля при трении с жид-
кими смазками вызывает гидродинамическую и акусти-
ческую кавитацию [87]. Так как кавитация сопровожда-
ется выделением газообразного адсорбанта и ионизацией
газового промежутка, наблюдаются избирательные
трибохимические процессы со значительной энергией акти-
вации. Под действием пондеромоторных сил акустиче-
ского поля возможна коагуляция твердых микрокомп-
лексов, взвешенных в твердой смазке, что при определен-
ных условиях способствует созданию дополнительных
кавитационных центров, разрушающих граничные слои
смазки. Анализ исследований по акустоэмиссионной
спектрометрии внешнего трения свидетельствует о том,
что акустическая эмиссия, являясь следствием измене-
ния фононного спектра взаимодействующих тел, непо-
средственно связана с элементарными процессами внеш-
него трения. Так, например, в работах [34, 81, 90, 151,
246] обнаружена корреляция между акустическим излу-
чением, электрическими и электромагнитными явления-
ми, особенностями протекания пластической деформа-
ции и формированиями дислокационной структуры в
тонком поверхностном слое. Влияние на трибохимиче-
ские процессы электроакустического эффекта, являюще-
гося результатом увлечения элементарных носителей
электрического заряда волнами напряжений, обнаруже-
но в работе [151].
Однако сложность явлений, активирующих акусти-
25
ческую эмиссию на фрикционном контакте, приводит к
противоречивым мнениям о характере взаимосвязи меж-
ду параметрами возбуждаемых упругих волн и характе-
ристиками физических процессов при трении. Тем не ме-
нее очевидна важная роль акустических эмиссионных
явлений в понимании механизма фрикционного взаимо-
действия твердых тел. Кроме того, характеристики аку-
стического излучения, которые могут быть достаточно
четко идентифицированы с помощью современной радио-
электронной аппаратуры, обеспечивают возможность
широкого использования АЭ для диагностики трения и
изнашивания.
Электрические явления при трении. Появление элект-
рических зарядов при трении было известно еще в ан-
тичности. С изучения трибоэлектризации началась и
история науки об электричестве. Трение служило основ-
ным источником электричества до появления гальвани-
ческих батарей и электрических машин. Однако сам ме-
ханизм возникновения трибоэлектричества вплоть до
19 в. был неясен. Только в конце 19 в. Кельвин экспери-
ментально показал появление электрических зарядов в
контакте сухих металлов, а Милликен объяснил это су-
ществованием разности работ выхода электрона. В то
же время Зеебек открыл явление термоэлектричества и
связал его природу с электронной структурой металлов.
Исследования электрофизических процессов при тре-
нии всегда были тесно связаны с развитием теории тре-
ния, изнашивания и смазочного действия, поскольку
взаимодействие электромагнитной природы на микро-
скопическом уровне определяет характер любого кон-
тактного взаимодействия твердых тел.
В СССР этим вопросам было уделено большое вни-
мание А. С. Ахматовым [27], Б. В. Дерягиным [81],
Б. И. Костецким [134], И. В. Крагельским [138], за
рубежом — Боуденом и Тейбором [51, 279], Саломоном
[319], Шнурманом [323]. Признание двойственной, мо-
лекулярно-механической природы трения поставило
задачу расчета сил адгезии в контакте двух тел. Б. В.
Дерягину с сотрудниками удалось решить ее для случая,
когда на адгезионном контакте образуется двойной
электрический слой и основной вклад в адгезию вносит
электростатическая компонента [81]. Е. М. Лившицем
был предложен метод расчета сил адгезии, природа ко-
торой обусловлена ван-дер-ваальсовыми взаимодейст-
26
виями. Теория Лившица была в дальнейшем развита для
случая, когда между взаимодействующими телами нахо-
дится промежуточная среда [86]. На основе этой теории
удалось установить связь между величиной сил адгезии
и электрическими свойствами контактирующих тел и
среды, которая для случая полимерного контакта была
экспериментально подтверждена в работе [38].
Применительно к трению построение физической тео-
рии на основе расчета электромагнитного взаимодейст-
вия между телами не было успешным, несмотря на неод-
нократные попытки. В большинстве электромагнитных
теорий сила трения определялась по скорости диссипа-
ции энергии. В частности, диссипацию энергии при тре-
нии на модели магнитной стрелки, ориентирующейся в
однородном магнитном поле, иллюстрировал Бриллюэн.
Идея потенциального периодического молекулярного
взаимодействия лежит в основе теории трения Б. В. Де-
рягина.
В теории Е. Адировича — Д. Блохинцева [270] рас-
сматривался переход энергии поступательного движения
в энергию акустических колебаний среды. Квантово-ме-
ханическое рассмотрение подобной задачи проводилось
также для модели одномерного кристалла [231]. Пере-
ход работы трения в энергию тепловых колебаний рас-
смотрен в осцилляторной [58] и избирательно-резонанс-
ной моделях [196].
Впоследствии было показано, что передача импульса
преимущественно одного направления связана с асим-
метрией отклика среды на внешнее воздействие, обус-
ловленной реологическими эффектами (эффектами
запаздывания). В частности, асимметрия диэлектриче-
ских свойств движущихся сред (конвективная простран-
ственная дисперсия) приводит к возникновению танген-
циальной составляющей силы взаимодействия электриче-
ски нейтральных твердых тел. На базе данного подхода
вклад макроскопических ван-дер-ваальсовых взаимодей-
ствий в силу трения может быть оценен количественно
[230].
Наибольшее внимание специалистов электрические
процессы при трении привлекли в последние 40 лет. Здесь
следует отметить прежде всего работы [51, 81, 90, 93,
150, 196, 279, 304, 319]. Многие из отечественных работ
в данной области вошли в тематические сборники статей
[263, 264], обобщившие накопленный опыт. Обзор элек-
27
трических явлений при трении можно найти в работе
С. Н. Постникова [196]. Анализ литературы по электри-
ческим явлениям при трении полимеров содержится в
работе [118]. Электризация при трении хлопка освещена
в работе [178].
В последние годы исследованиям таких электрофизи-
ческих явлений было посвящено много эксперименталь-
ных работ, сопровождающих адгезию и трение твердых
тел, как экзоэлектронная и термоэлектронная эмиссии
при трении и резании, электроакустический эффект,
структурирование смазки на границе раздела металл—
смазка и обретение ею электрических свойств, отличных
от объемных; электризация смазки при движении ее в;
зазоре между трущимися поверхностями; термоэлектри-
ческие явления при трении [29, 45, 63, 65, 69, 84, 150, 157,
273].
В связи с развитием в трибологии представлений фи-
зико-химической механики и механохимии были начаты
исследования, связанные с ролью электрохимических,
трибохимических и электрокинетических явлений при
трении.
Особое внимание электрохимическим явлениям уде-
лялось в исследованиях трибоэлектрических процессов в
условиях действия адсорбционно-активных сред [128,
148, 164, 195, 197, 235, 259, 282]. Кроме того, были сде-
ланы попытки установить роль контактной разности по-
тенциалов при избирательном переносе, а также связать
характеристики этого процесса со статическими элект-
родными потенциалами трущихся металлов и сплавов
[259]. В работе [162] предложена эквивалентная элек-
трическая схема замещения фрикционного контакта, да-
на формула расчета фактической площади контакта,
основанная на учете различия величин гальвано- и тер-
моэдс, проводимостей смазочной прослойки и пятен ме-
таллического контакта.
Анализ избирательного переноса с точки зрения элек-
трических явлений был выполнен в работах [139, 153],
в которых оценены параметры электрических полей,
возникающих при граничном трении, и степень их влия-
ния на направленный перенос частиц вещества, облада-
ющих электрокинетическим потенциалом.
Вопрос о связи электрических явлений с износом вы-
зывал большой интерес в связи с большой практической
значимостью. Еще в 1952 г. были получены эксперимен-
28
тальные данные о влиянии направления термоэлектриче-
ского тока, возникающего при трении разнородных об-
разцов, на интенсивность изнашивания этих образцов
[72]. Подобный эффект был отмечен при резании ме-
таллов Аксером [272] и Опитцем [183]. Указанный эф-
фект интенсивно исследовался в последние годы, однако
следует отметить, что до сих пор нет однозначного ответа
на вопрос о степени воздействия термоэлектрических яв-
лений на трение и изнашивание [1, 45, 90, 91, 209, 263,
264, 266].
Таким образом, при анализе результатов исследова-
ний в области акустических и электрических явлений при
трении можно отметить следующие основные моменты.
Очевидна важная роль этих явлений во фрикционном
взаимодействии твердых тел, поскольку практически ни
один вид внешнего трения не может быть адекватно
рассмотрен без учета колебательных и трибоэлектриче-
ских процессов, особенно когда речь идет об активном
взаимодействии промежуточных фаз на поверхности
с контактирующими телами. Акустические и электриче-
ские эффекты при трении очень часто являются взаимо-
зависимыми, и их анализ может быть проведен с единых
физических позиций [34, 75, 151, 246].
Представляется интересным отметить диагностиче-
ский аспект использования акустических и электрофизи-
ческих процессов в триботехнике для оценки режимов
трения, свойств материалов и смазок, непрерывного кон-
троля изнашивания и т. д.
Глава
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ИСПОЛЬЗОВАНИЯ
АКУСТИЧЕСКОЙ ЭМИССИИ (АЭ)
В ТРИБОТЕХНИКЕ
2.1. ОСНОВНЫЕ ИСТОЧНИКИ
АКУСТИЧЕСКОЙ ЭМИССИИ ПРИ ТРЕНИИ
Комплекс физических процессов внешнего тре-
ния, составная часть которого — акустические явления,
развивается на пятнах фактического касания взаимо-
действующих тел. Отличительная особенность акустиче-
ских колебаний в динамическом фрикционном контакте
заключается в наличии множества одновременно воз-
буждаемых акустических источников различной энергии,
которые случайно распределены в области номиналь-
ного касания тел. Характеристики источников определя-
ются природой активирующего их физического процесса,
структурно-фазовым состоянием сопрягаемых поверхно-
стей и условиями взаимодействия. Акустические колеба-
ния при трении инициируются ударным взаимодействием
микровыступов сопрягаемых поверхностей, процессами
разрушения фрикционных связей и структурно-фазовой
перестройки материалов, образования и развития тре-
щин и микротрещин в поверхностных слоях взаимодей-
ствующих тел, отделения частиц износа [27, 33, 100, 122,
212, 249]. Исчерпывающее описание соотношений между
параметрами акустической эмиссии и характеристиками
фрикционного взаимодействия может быть проведено
при учете всех названных источников. Однако имеющих-
ся в настоящее время данных недостаточно, чтобы уста-
новить общие закономерности, количественно описываю-
щие феноменологию этого процесса. Теория акустиче-
ских эффектов контактного взаимодействия находится в
начальном периоде развития, на котором полезны част-
ные теории, идеализирующие явление. В частности, ис-
пользование последовательных приближений и методов
идеализации позволило в ряде случаев связать фрикци-
онные и акустические параметры трибосистем (табл. 2.1).
Очевидно, акустическую эмиссию при трении можно
30
Таблица 2.1
Связь фрикционных и акустических параметров трибосистем
Акустические параметры Фрикционные характеристики Лите- ратура
Активность N (Р0)0,71 Л9,29
N = К-—„ г0’9^’6 [212]
Частота Размер частицы износа а^. с ifi [249].
Период изменения скорости счета А/ Площадь разрушения S: S ~ k\t [211].
Суммарный счет N Массовый износ ДО: ДО ~ Cj+ c2N [192].
Распределение огибаю- Распределение частиц износа по раз- [214].
щей спектра АЭ Р(В) меру Р (а): Р (а) — 1 2Л / Ру \ 2 С = —- J pi (В cos а) р2 (Bsin a) da \ k ] о
рассматривать на микро- и макроуровнях. В первом слу-
чае акустический сигнал обусловлен дислокационными
явлениями, локальной перестройкой дефектов в поверх-
ностных слоях взаимодействующих материалов, во вто-
ром — источниками излучения являются трансформации
фрикционных связей. Рассмотрим некоторые важные
модели элементарных механизмов и на их основе приве-
дем анализ энергии активируемых источников.
Ударное взаимодействие микронеровностей. Трение
можно рассматривать как результат упругих и неупру-
гих взаимодействий микрошероховатостей твердых по-
верхностей, при которых в микрообластях фактического
касания возникают мгновенные давления большой вели-
чины, т. е. процесс имеет ясно выраженный характер
удара. Действительно, одна из важнейших характеристик
элементарного акта трения — время, протекающее от
31
момента возникновения фрикционной связи до ее раз-
рыва, согласно оценкам [27], составляет 10-5—10~6 с.
В частности, для каждого конкретного случая оно может
быть определено по формуле
t = d/v, (2.1)
где v — скорость скольжения; d — средняя величина диа-
метра пятна касания, которая может быть рассчитана,
если известны форма неровностей и закон распределения
высот и вершин [208].
Оценим скорость деформации микровыступов при
трении. Пусть среднее напряжение на пятне касания
равно упругой твердости и не зависит в первом прибли-
жении от сближения. Тогда максимальная скорость де-
формации может быть вычислена по формуле [3]
етах= 0,3v/r, (2.2)
где г — радиус кривизны вершин микронеровностей.
Во фрикционном контакте помимо нормальных суще-
ствуют и сдвиговые деформации. Если на основе экспе-
риментальных данных предположить, что величина пре-
дельной деформации сдвига утах=0,20, то максимальная
скорость сдвига будет равна [3]:
Углах — J • (2-3)
(га') 2
Здесь о'— среднее квадратическое отклонение вершин
микронеровностей.
Как видно из табл. 2.2, уже при малых скоростях
скольжения (1 см/с) скорости деформации велики, а при
скоростях скольжения 100 см/с соответствуют ударным
нагрузкам. Это позволяет рассматривать удар в качестве
модели источника акустических колебаний при трении.
Анализ показывает, что энергия этого источника опреде-
ляется природой взаимодействующих материалов и усло-
виями взаимодействия.
Рассмотрим некоторые энергетические характеристи-
ки упругого удара, воспользовавшись стержневой мо-
делью микровыступа [136]. Так, возбуждаемая акусти-
ческая энергия Wzy в единичном стержневом микровы-
ступе с акустическим сопротивлением Z и площадью се-
32
чения s в отсутствие пластического течения может быть
оценена по формуле [66]:
Г
2
Zss2
2v
(2-4)
Из выражения (2.4) следует, что интенсивность пото-
ка упругой энергии пропорциональна акустическому со-
противлению взаимодействующих тел. Поэтому для поли-
мерных материалов (при прочих равных условиях) она
значительно меньше, чем для металлических тел вслед-
ствие их более низких акустических сопротивлений. Как
видно из табл. 2.3, активность акустического источника
эмиссии, возбуждаемого ударным взаимодействием мик-
Таблица 2.2
Значения скорости деформации в зоне контакта при различных
скоростях скольжения и шероховатости поверхности [3]
Параметр шероховатости, мкм V, см/с е, с-1 V, с-‘
Яа=0,32—0,63 1 0,8 -10 1,3-102
10 0,8 -102 1,3-Ю3
100 0,8 -Юз 1,3-Ю1
/?а=0,08—0,16 1 0,45-10 1,9-102
10 0,45-102 1,9-103
100 0,45-lQ3 1,9-10*
Таблица 2.3
Значения упругой энергии для некоторых триботехнических
материалов
Материал Акустическое сопротивление Z, 107 кг/(м2-с) uzy, 10-’ Дж
8—0,8-10, с-‘ Ё=0,8*103, с- 1
Сталь 15,2 81,2 81,2-103
Медь 3,2 18,2 18,2-Ю3
Алюминий 1,4 8,4 8,4-103
Серебро Полиэтилен высокой 2,8 16,8 16,8-102
плотности 1,8 10,4 10,4-102
Поликапроамид 3,2 18,2 18,2-102
Полиметилметакрилат 3,2 18,2 18,2-102
Полистирол 2,5 15 1,5-102
Фторопласт 4,1 24,6 24,6-102
3 Зак 1371
33
ронеровностей, невысока. Однако следует также учиты-
вать число ударов на единицу поверхности в единицу
времени. В частности, для 8-го класса шероховатости
число микрозацеплений на 1 см2 имеет порядок 106 в 1 с
[27].
Из изложенного выше следует, что потери энергии на
излучение упругих волн, инициируемых соударением не-
ровностей, в реальных условиях трения относительно ма-
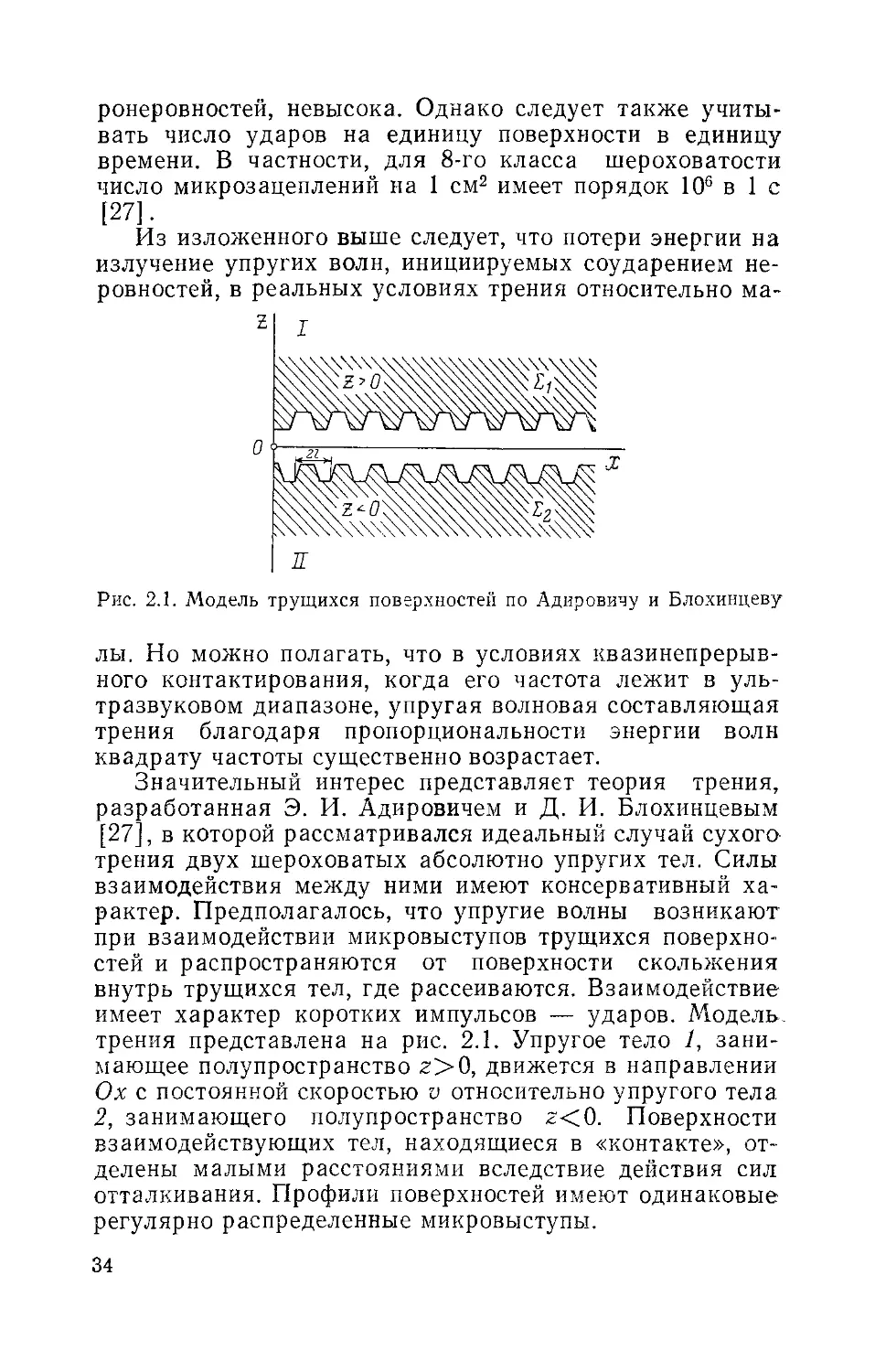
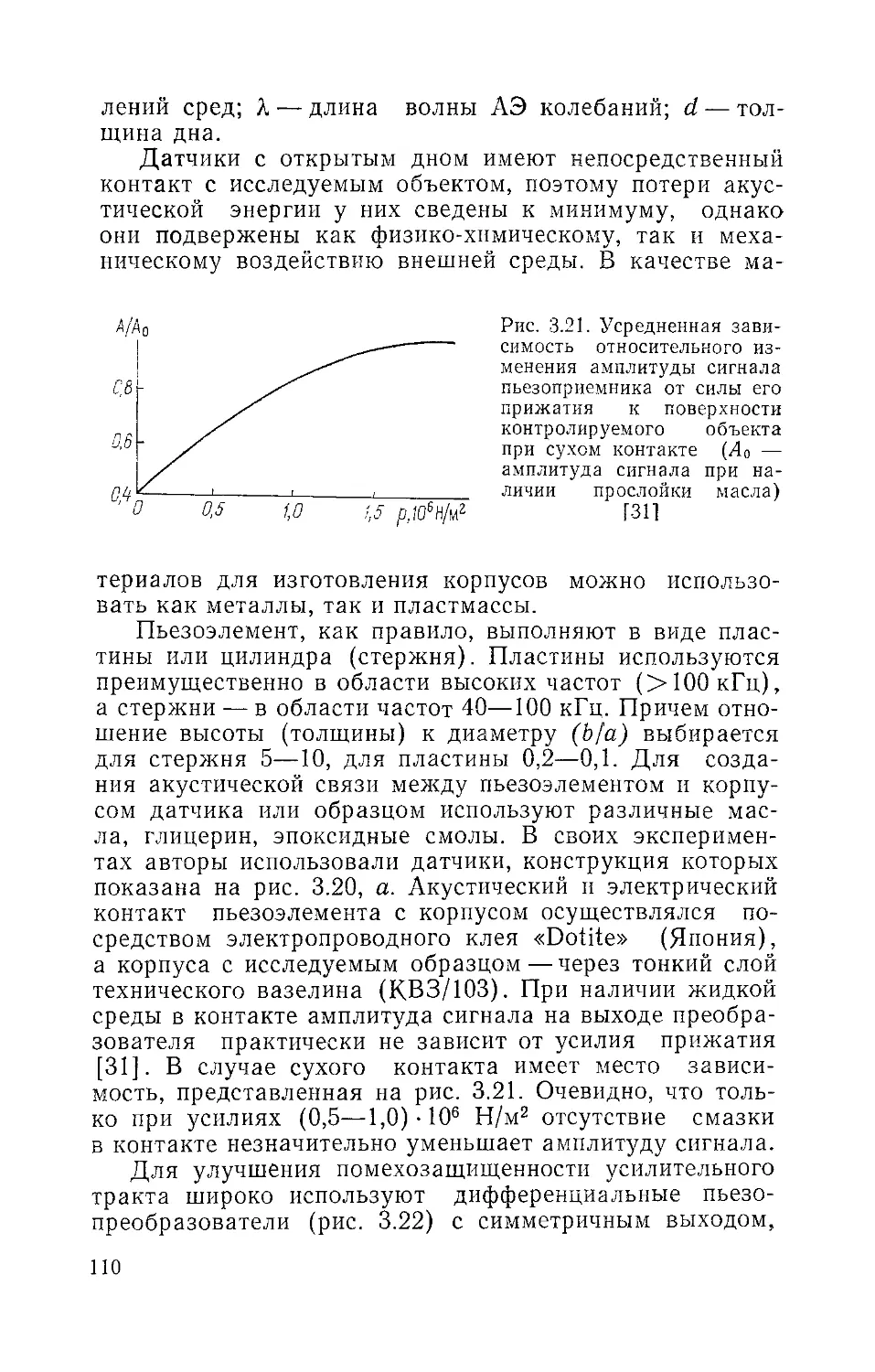
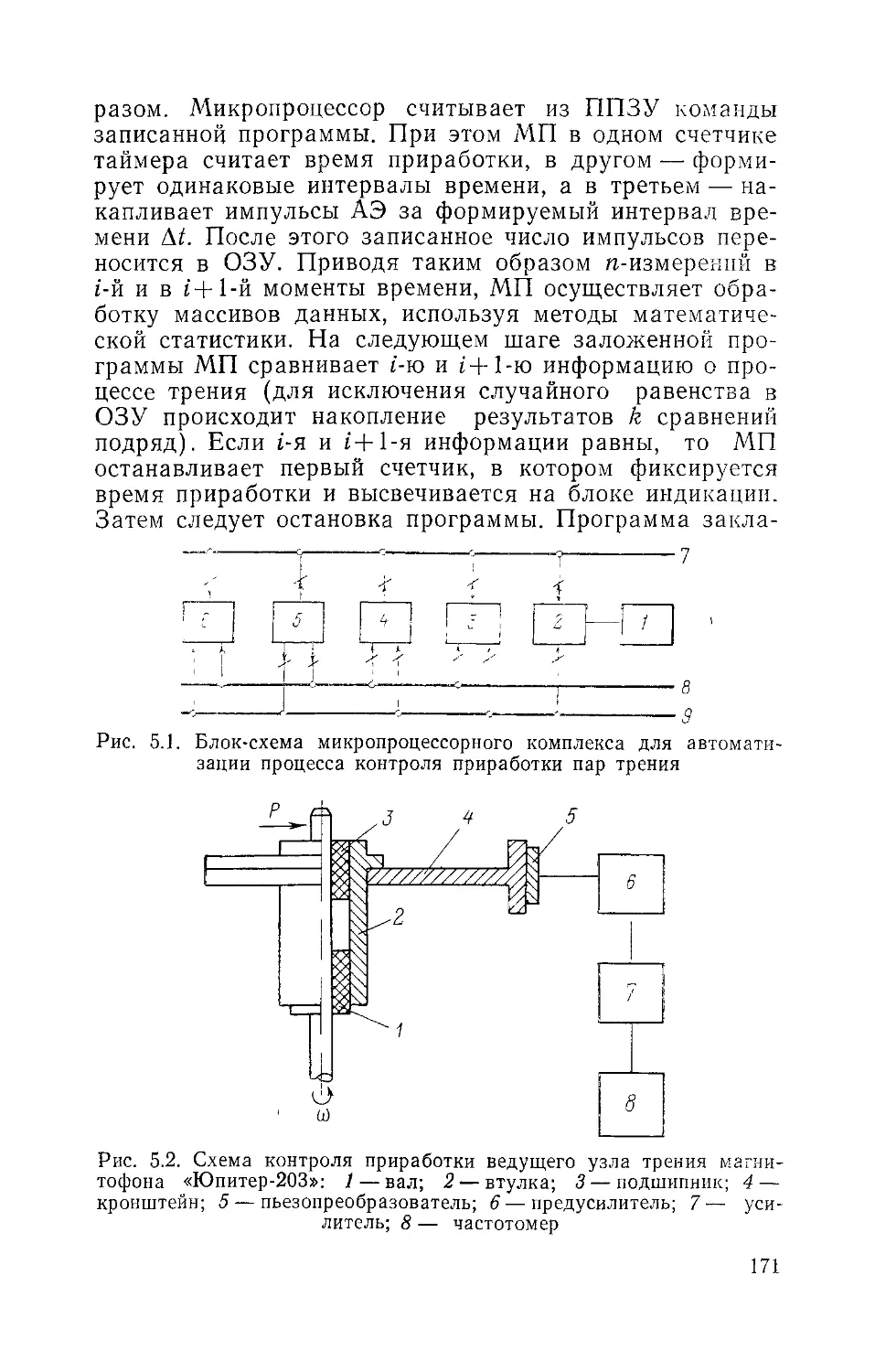
Рис. 2.1. Модель трущихся поверхностей по Адировичу и Блохинцеву
лы. Но можно полагать, что в условиях квазинепрерыв-
ного контактирования, когда его частота лежит в уль-
тразвуковом диапазоне, упругая волновая составляющая
трения благодаря пропорциональности энергии волн
квадрату частоты существенно возрастает.
Значительный интерес представляет теория трения,
разработанная Э. И. Адировичем и Д. И. Блохинцевым
[27], в которой рассматривался идеальный случай сухого-
трения двух шероховатых абсолютно упругих тел. Силы
взаимодействия между ними имеют консервативный ха-
рактер. Предполагалось, что упругие волны возникают
при взаимодействии микровыступов трущихся поверхно-
стей и распространяются от поверхности скольжения
внутрь трущихся тел, где рассеиваются. Взаимодействие
имеет характер коротких импульсов — ударов. Модель,
трения представлена на рис. 2.1. Упругое тело 7, зани-
мающее полупространство z>0, движется в направлении
Ох с постоянной скоростью v относительно упругого тела
2, занимающего полупространство г<0. Поверхности
взаимодействующих тел, находящиеся в «контакте», от-
делены малыми расстояниями вследствие действия сил
отталкивания. Профили поверхностей имеют одинаковые
регулярно распределенные микровыступы.
34
Действующие силы аналитически описываются периоди-
ческими функциями о1=о'(г1) и сг2 = о(г2) в плоскостях
и S2 с периодом 2/, а также /(гх—г2), выражающей зави-
симость сил от расстояния.
Сила, с которой бесконечно малая площадка dS2 дейст-
вует на бесконечно малую площадку dSx, определяется по
уравнению
dF = a (rj a (r2) f (гх— r2) ,
а внешнее напряжение, приложенное к телу 1:
S2 (Гц vt) =cr (гг) f cr (r')f (гх— ivt —г') dZ2.
В дальнейшем Sz и ее составляющие по осям х, у, z
выражаются в виде рядов Фурье и решается уравнение
упругого тела. Решение показывает, что в результате
взаимодействия тел 1 и 2 во время скольжения возника-
ют упругие волны, проникающие внутрь тел.
С физической точки важно учесть мощность q, рассеи-
ваемую при передвижении на 21. Такой процесс, время
которого <10~4 с, периодически повторяется. Плотность
потока энергии упругих волн, рассеивающихся в мате-
риале фрикционной пары, равна
т
+ (2-8)
где Т =21] v\ fa (vt) — напряжение среза на 1 см2 поверх-
ности Si; fp (vt) —• давление на 1 см2 поверхности S2; р —
плотность тела; р — коэффициент Пуассона.
Выдвигаемая в модели гипотеза генерации упругих
волн представляет собой интересную идею в теории тре-
ния упругих тел. Однако нельзя не учитывать несоответ-
ствие ее выводов экспериментам. Многочисленные иссле-
дования показывают, что если в подобных условиях тре-
ния происходит генерирование упругих волн, то удельный
вес такого процесса мал по сравнению с нелиней-
ными процессами взаимодействия микрошероховатостей.
В частности, согласно расчетам работ [51, 77], энергия
удара, необходимая для возникновения пластической де-
35
Таблица 2.4
Основные соотношения для оценки характера деформирования
материала
Вид материала Характер деформирования
упругий контакт упругопластический контакт пластический контакт
Металлы <^ср<1,06cFj' ПОб^сГср/Оу. <3 сгср>3<эу
Полимеры 1,56^ocp/<jj-
Примечание. от — предел текучести при сжатии более мягко-
го материала.
формации, пропорциональна г3, т. е. радиусу закругления
шероховатости. В связи с этим следует считать, что мик-
рошероховатости поверхностей трения, обладающие
весьма большой кривизной, легко подвергаются при
ударных зацеплениях пластическому течению. Поэтому
энергия акустических колебаний, возбуждаемых при
упругом ударе микрошероховатостей в реальных услови-
ях трения, сравнительно мала, но в некоторых условиях
трения вносит сопоставимый вклад в общую акустиче-
скую эмиссию контакта.
Пластическое деформирование микровыступов. Уста-
новлено, что в реальных условиях трения часть микровы-
ступов деформируется упруго, часть пластически. Для
того чтобы определить характер деформирования вы-
ступа (упругий, упругопластический, пластический), не-
обходимо рассчитать среднее напряжение на площадке
контакта оСр. По величине <тср и судят о характере дефор-
мирования (табл. 2.4).
Рассмотрим некоторые эвристические модели полуфе-
номенологического характера, позволяющие оценить па-
раметры акустической эмиссии, возникающей вследствие
пластического деформирования микрошероховатостей
взаимодействующих поверхностей. В этом случае на мик-
роскопическом уровне АЭ обусловлена процессами обра-
зования, движения и аннигиляции дефектов кристалли-
ческой решетки твердого тела. Некоторые механизмы
излучения звука с позиции физики твердого тела проана-
лизированы в работах [46—48, 53, 132, 176, 177, 223, 224,
254]. В частности, показано, что акустическая эмиссия
36
возникает при нестационарном движении одной дисло-
кации или системы дислокационных петель, переходе
дислокаций через границы модулей упругости, отрыве
дислокационных петель критического размера от точек
закрепления, двойниковании, развитии линий скольже-
ния или размножении дислокаций и т. д., т. е. природа
источника определяется конкретным дислокационным
механизмом на каждой стадии пластической деформации.
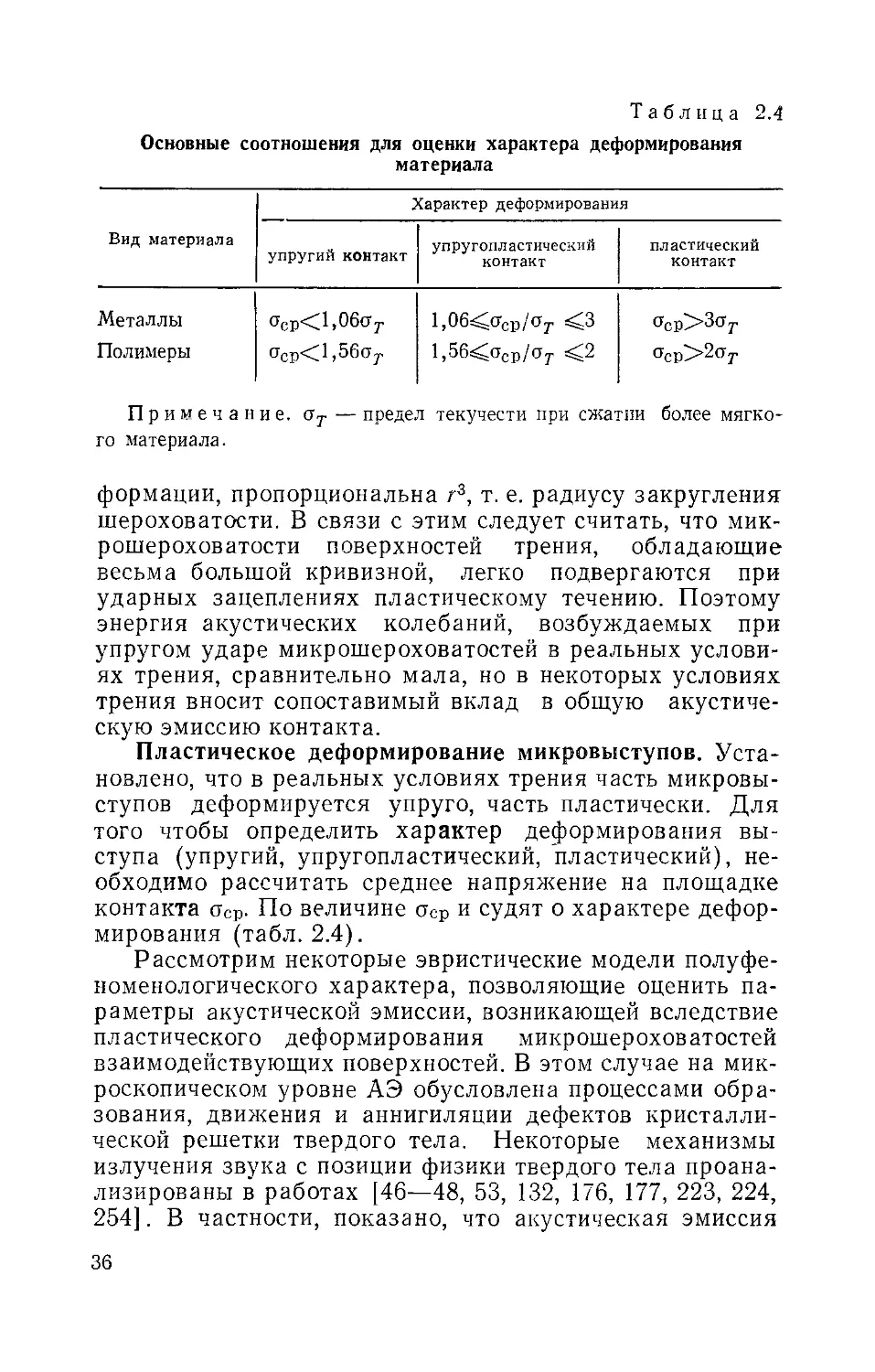
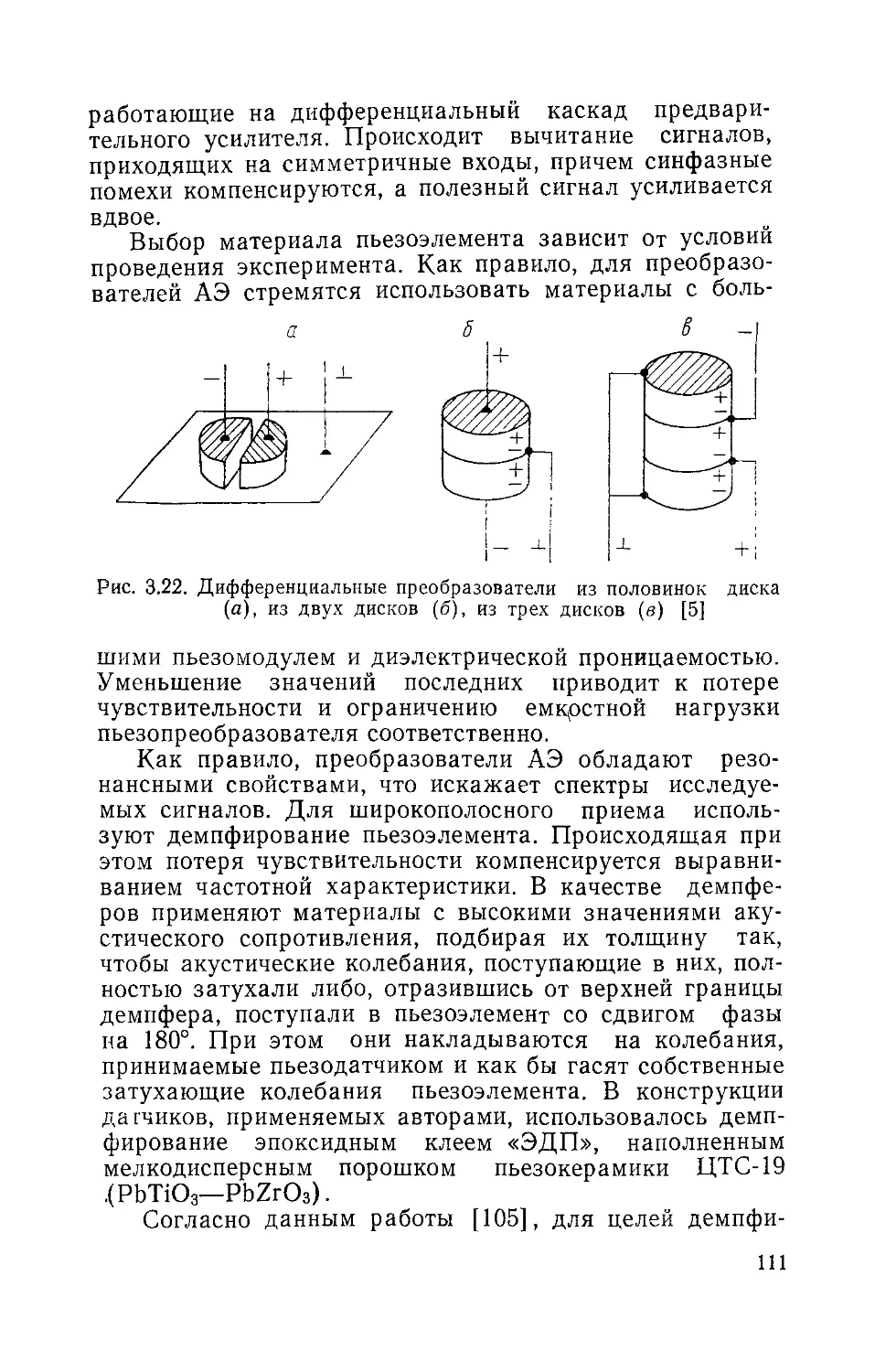
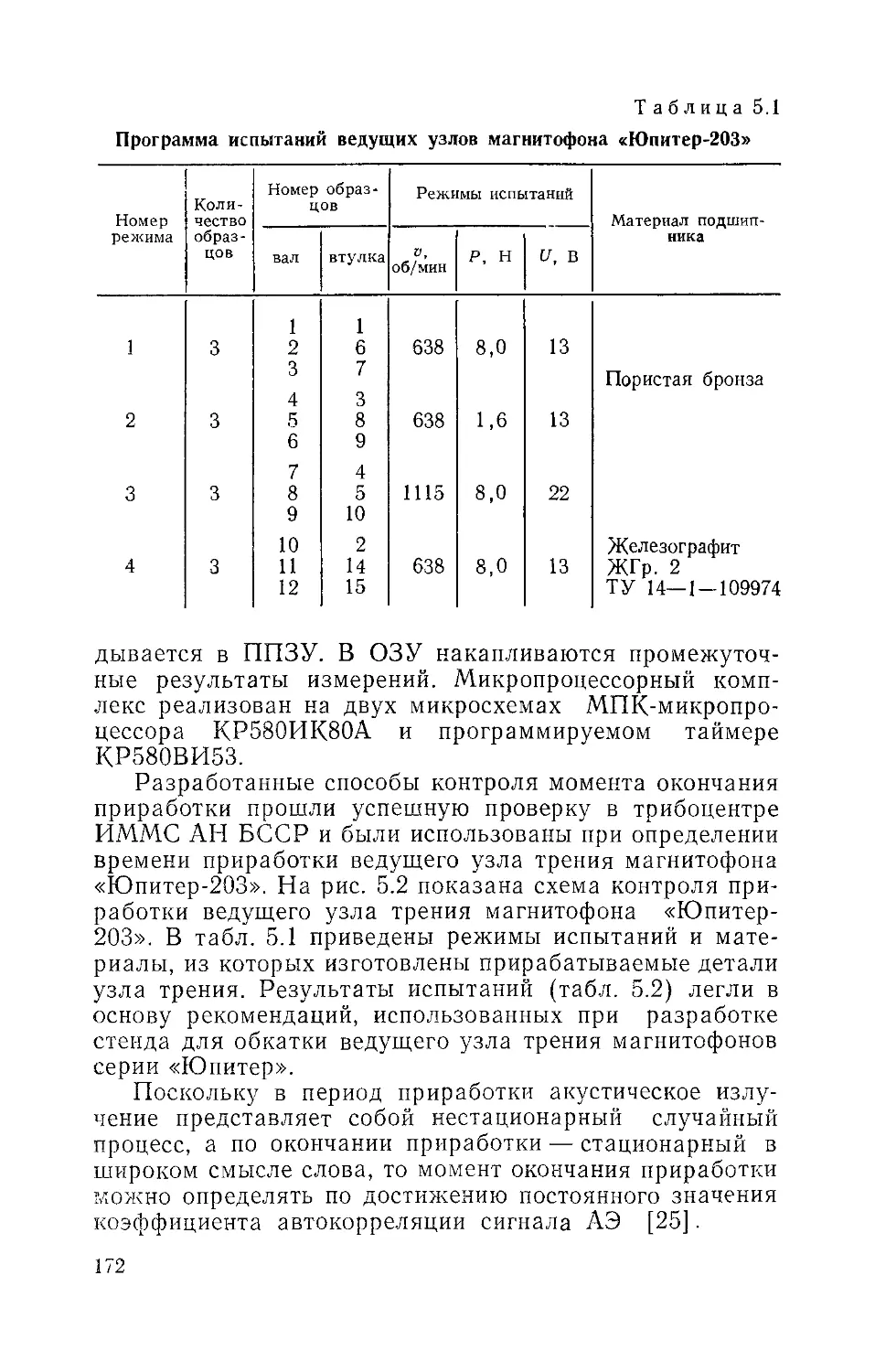
Рис. 2.2. Характерные зависимости эффективного значения АЭ при
растяжении гладких образцов из разных металлов
В то же время экспериментально установлено [62, 75,
254], что акустический сигнал от перемещения единич-
ной дислокации практически невозможно выделить на
фоне тепловых шумов кристаллической решетки и наи-
более вероятными источниками акустической эмиссии яв-
ляются зарождение и движение мощных скоплений дис-
локаций.
Характерные зависимости эффективного значения
акустической эмиссии для металлов, имеющих различные
типы кривых нагружения, представлены на рис. 2.2 [105].
Для кривых нагружения с характерным зубом текучести
и деформацией, сопровождающейся распространением
полос Людерса—Чернова, кривая эффективного значе-
ния АЭ имеет два вида (рис. 2.2, а). Первый вид (кривая
/) представляет собой непрерывную АЭ с максимумом в
районе зуба текучести и площадки текучести (углероди-
стая сталь, армко-железо). Второй вид (кривая 2), кро-
ме непрерывной АЭ, содержит импульсы большой ампли-
туды, связанные с разрушением цементитовых пластинок
37
Таблица 2.5
Параметры сигналов АЭ для некоторых источников [105]
Вид источника АЭ Амплитуда или энергия импульса АЭ, Дж Ширина спектра, сигнала, МГц
Аннигиляция дислокаций длиной
IO-6—10~4 см Исчезнование двойника размером 4(10-18—10-16)G Сотни
~1 мм3 Дислокационный источник Фран- 10-2— ю-3 —
ка—Рида Пластическая деформация объ- (10-’—10-8) 1
ема со стороной 0,1 мм 10-4 0,5
Образование микротрещины 10-ю—ю-12 50
Энергия тепловых шумов 4,2-10-2! Дж/Гц Равномерный спектр до 107
Примечание. G— модуль сдвига.
в перлите углеродистых сталей. Сигналы АЭ, связанные
с двойникованием (Al, Ag, Си, латунь), представлены на
рис. 2.2, б. Для отожженных сталей с мелким зерном, ме-
таллов, полученных холодной прокаткой аустенитных
сталей, АЭ не наблюдается вплоть до разрушения об-
разца (рис. 2.2, д). Это объясняется малым путем сколь-
жения дислокаций в зернах.
Для латуни, алюминиевых сплавов типа AlMg3 и
AlZnMg3, углеродистых сталей при высоких температу-
рах, сплавах на основе никеля характерны кривые, пред-
ставленные на рис. 2.2, в. При деформации, соответст-
вующей пределу текучести, наблюдается максимум АЭ,
далее образование и распространение деформационных
полос сопровождается выбросами АЭ.
Упрочняющиеся при старении алюминиевые сплавы
AlCuMg2 (2024) и AlZnMgCu (7075) имеют пик АЭ при
деформации у предела текучести (рис. 2.2, г).
Энергетические характеристики сигналов АЭ, активи-
руемых при пластической деформации материалов, при-
ведены в табл. 2.5. Данные таблицы позволяют дать ка-
чественную оценку акустической энергии, выделяющейся
при пластическом деформировании микровыступа путем
использования допущения о пропорциональности выде-
ляемой акустической энергии изменению объема AV
пластически деформируемого материала
№п=аДУ,
38
где а — энергия, излучаемая единицей объема пластиче-
ски деформируемого материала.
Так как среднее значение единичного пятна пласти-
ческого касания равно [208]
ЛЛП=^2-------------, (2.6)
"""<0) (т + Т„. ехр — —(?+ ?„))
где Ф(х) — табулированная функция [208]; у+укр — от-
носительный уровень деформации; л(0)—число нулей
профиля, то энергия импульса АЭ составляет
№п~аДАп(? + Ткр), (2.7)
Так как среднее число М пластически деформируемых
пятен на уровне у + унр равно [208]
М = К. (у + УКр) ехр - -(7 + Ткр)2 , (2.8)
то общая энергия, излучаемая пластически деформируе-
мыми микровыступами, составляет W— WnM. Если при
обработке деталей поверхностный слой наклепан, т. е.
его твердость выше по сравнению с лежащими ниже слоя-
ми, то происходит осадка микровыступов (зарождение
пластического течения на некотором расстоянии от зон
фактического касания), что вносит определенный вклад в
акустическое излучение контактной области. Зная раз-
меры «звучащей» при этом области [108], можно оценить
излучаемую энергию.
Скорость счета эмиссии при деформировании микро-
шероховатости [105]
V
А = Ае(е)е=Ае(£) —,
г
где Ае(е) —число импульсов на единицу деформации;
v — скорость скольжения; г — радиус кривизны вершины
микровыступа.
Параметр ?VE(g) отражает свойство материала излу-
чать АЭ при единичной деформации. Он зависит от исто-
рии материала, температуры и степени пластической де-
формации. Однако, если испытания проводятся по еди-
ной методике, то Л,Е(е) можно использовать для сравне-
ния фрикционных материалов.
39
Существенное влияние на акустическую активность
оказывают микрогеометрия и твердость сопрягаемых по-
верхностей. В частности, при увеличении гладкости со-
прягаемых поверхностей акустическая активность плас-
тически деформируемых областей снижается. Аналогич-
ный результат наблюдается и при увеличении твердости
поверхности.
Характер возрастания активности АЭ с повышением
нагрузки нелинеен. Причем максимальная скорость при-
роста достигается при небольших нагрузках.
Электроадгезионные явления. Трение можно рассмат-
ривать как процесс последовательного установления и
нарушения адгезионного контакта между компонентами
пары трения. При этом на пятнах фактического касания
этих пар возникает двойной электрический слой, плот-
ность заряда которого особенно велика в случае контак-
тирования разнородных тел [81]. Физически это обуслов-
лено изменением электронной плотности соприкасаю-
щихся поверхностных слоев по отношению к их исходной
электронной структуре. В результате взаимодействия на
каждой из поверхностей образуется дискретная или мо-
заичная электронная структура. В связи с этим трение
можно рассматривать как мгновенное возникновение и
нарушение двойных электрических слоев на границе раз-
дела тел. При разрушении электроадгезионных связей
между материалами, различающимися по своей элек-
тронной структуре, наблюдается сложный комплекс фи-
зических процессов, в том числе акустическая эмиссия
[81]. Применительно к резанию пластмасс явление излу-
чения упругих колебаний при нарушении электроадгези-
онных связей рассмотрено в работе [34], в которой пред-
ложена функциональная схема энергетических превраще-
ний в зоне резания пластмасс (рис. 2.3). Предположим,
что в момент времени 0<г<А данные поверхности не
взаимодействуют в силу дискретного характера фрик-
ционного контакта или энергия их взаимодействия пре-
небрежима мала, так как расстояние между участками
поверхности превышает эффективный радиус действия
межмолекулярных электроадгезионных сил (рис. 2.3,
зона ОА). В этом случае общая энергия анализируемой
зоны контакта определяется суммой энергий взаимодей-
ствующих тел
Ео = Еа4- Е,.
40
где Ео— сумма поверхностных энергий субстрата (Ес) и
адгезива (Еа).
При сближении участков поверхностей (зона А—А')
происходит преодоление межмолекулярных сил отталки-
вания между поверхностями, на что затрачивается энер-
гия активации £аьт. После преодоления контактирующи-
ми поверхностями энергетического барьера в зоне А—А'
начинается интенсивное образование адгезионной связи,
которая характеризуется формированием на границе раз-
дела субстрат—адгезив двойного электрического слоя
(зона А'—Б). Причем процесс его образования происхо-
дит со скоростью, зависящей от скорости подстройки
атомов. С энергетической точки зрения данный процесс
приводит к уменьшению суммарной поверхностной энер-
гии до значения £mm-
При дальнейшем относительном движении рассмат-
риваемых контртел за счет внешней работы наблюдается
Рис. 2.3. Функциональная схема энергетических превращений в зоне-
контакта: 1,2 — взаимодействующие поверхности
41
разрушение адгезионного шва в зоне Б—Б', что связано
с увеличением энергии до значения Етах. В ходе протека-
ния этого процесса происходит преобразование внутрен-
ней энергии адгезионного контакта в другие виды, в том
числе в электромагнитное излучение (£2), эмиссию быст-
рых электронов в волны упругой деформации (£3)
и сопутствующие явления. После разрыва адгезионного
контакта система взаимодействующих тел возвращается
Рис. 2.4. Схема изменения основных компонент перераспределения
неравновесной энергии адгезии в зависимости от скорости движения
тел- 1а — АЭ, генерируемая в результате превращения части неравно-
весной энергии; 16 — АЭ, генерируемая в результате механического
взаимодействия тел, 2 — электромагнитная составляющая неравно-
весной энергии; 3 — изменение Emin
в равновесное состояние. Цикл энергетических превра-
щений периодически повторяется. Причем энергетиче-
ский уровень определяется во многом условиями взаимо-
действия: скоростью относительного движения контртел,
микрогеометрией контакта, его термосиловой напряжен-
ностью, фактической площадью. Качественные графики,
отражающие изменение энергетических характеристик
доминирующих процессов (акустической эмиссии и элек-
тромагнитного излучения ЭМИ) при формировании и
разрушении адгезионных связей, представлены на рис.
2.4, 2.5, а экспериментальные зависимости амплитуды
акустического и электромагнитного излучения — на рис.
2.6. Некоторые энергетические оценки рассматриваемого
явления даны в работах [27, 34, 81, 246], в которых уста-
навливается корреляция между акустической эмиссией и
электромагнитным излучением и обсуждаются отдельные
механизмы этой взаимосвязи. В частности, показано, что
42
все наблюдаемые в твердых телах и на их границах ме-
ханоэлектрические явления (электризация, разрыв двой-
ных электрических слоев) могут служить источниками
акустической эмиссии за счет релаксации разделенных
зарядов, например, вследствие того что в переменном
электромагнитном поле заряженные дислокации будут
излучать акустические колебания на частоте электромаг-
нитного поля. Этот эффект зависит от предыстории по-
а 5
Рис. 2.5. Феноменологическая модель единичного источника АЭ' а —
расчетная схема процесса неравновесного перераспределения эпср-ии;
б — зависимость энергии АЭ от относительной энергии и времени
контакта
верхности трения (плотности дислокаций, количества то
чек их закрепления, температуры, нагрузки в контактной
области) и носит пороговый характер.
Средний флуктуационный заряд Q, возникающий в
результате разрушения фрикционной связи площадью
ДА, может быть оценен по формуле:
Q = _L е (П1дЛ) 2 , е = 1,602-10-19Л, (2.9)
где «1— плотность зарядовой мозаики, рассчитываемая,
например, по числу донорно-акцепторных пар [81]. Раз-
рушающуюся фрикционную связь можно рассматривать
как плоский конденсатор с зависящей от времени элек-
тростатической энергией (W ~ Q2). Поэтому усредненная
акустическая активность фрикционной связи определит-
ся как производная от этой энергии.
Структурно-фазовые превращения. К числу характер-
ных процессов, развивающихся при контактном взаимо-
действии фрикционных элементов, относятся процессы
структурно-фазовых превращений поверхностных слоев
43>
Рис. 2.6. Зависимость амплитуды АЭ и ЭМИ от скорости резания:
а — 1 — органическое стекло; 2 — винипласт; 3 — текстолит; 4 —
фторопласт в диапазоне частот 60—100 кГц, режимы резания S =
= 0,08 мм/об, /=0,25 мм; б — обработка текстолита на режимах
5 = 0,08 мм/об; / = 0,25 мм, диапазоны частот: 1 — 60—100 кГц;
2 — 100—175; 3 — 200—500; 4 — 400—750 кГц; в — обработка вини-
пласта на режимах 5 = 0,08 мм/об, / = 0,25 мм; диапазоны частот:
1 _ 30—100 кГц, 2 — 60—100; 3 — 100—175; 4 — 200—500; 5 —
400—750 кГц
взаимодействующих пар. Степень развития и интенсив-
ность этих процессов зависят от свойств материалов и
температурного режима трения [27, 37, 42, 51, 59, 90,
136]. Так, например, при трении аустенитных чугунов
обнаружено превращение аустенита в мартенсит. Фрик-
ционная трансформация структуры наблюдается и у
полимерных материалов.
При возникновении (исчезновении) частиц новой фа-
зы в окружающей среде развиваются дилатационные и
сдвиговые компоненты смещения, внутренние напряже-
ния и связанные с ними искажения решетки, рождение
дислокаций и зернограничное скольжение и т. д., что
вызывает появление упругих волн [62, 73, 100]. Общее
решение такой задачи современными аналитическими ме-
тодами найти невозможно. Идеализация свойств физиче-
ского источника АЭ позволила получить некоторые ка-
чественные оценки при фазовых превращениях мартен-
ситного типа на основе сферической модели, сущность
которой заключается в том, что новая фаза — сфериче-
ская полость радиусом R, нагружаемая по поверхности
переменной по времени удельной нагрузкой P(t) [73].
Поле перемещений (в радиальных координатах) и,—
~u(r, t) находят, задаваясь конкретным видом функции
P(t). В частном случае для P(t) =const = P0 и области
r^>R получено приближенное выражение
_ P0R? (1+ц) v
г 1/2 Е
ехр
6 / г — 7?\] . „Л r-~R\
—It-------sinoU—--------, (2.10)
z2l Ci J
2V2c, —I1)
ГДе6=-^^; C' = p(l + rt(l-2(l);£-“W”’ y"'
r__R
ругости. Оно справедливо для t -------. Когда t <
Cl
r__£)
<'---- u = 0. Таким образом, амплитуда акустического
Cl
сигнала пропорциональна квадрату радиуса новой фазы.
Необходимо отметить существенное влияние темпе-
ратурного фактора на акустическую эмиссию. В частно-
сти, в работе [60] исследована зависимость скорости
45
счета и амплитуды акустических сигналов, возникающих
при деформировании конструкционных материалов в
условиях повышенных температур. Акустические диа-
граммы для стали 20Х представлены на рис. 2.7. Обнару-
жено немонотонное изменение скорости счета в исследо-
ванном диапазоне температур. Так как диаграмма на-
гружения мало изменяется при изменении температуры
до 400 °C и структурных изменений при изучении микро-
шлифов также не оонару-
жено, то возрастание скоро-
сти счета эмиссии объясня-
ется возрастанием тепловой
хрупкости материала, обус-
ловленной переходом от
внутризеренного разруше-
ния к смешанному (внутри-
и межзеренному) вследствие
теплового ослабления гра-
ниц зерен.
Рис. 2.7. Акустические диаграммы
при разных температурах для ста-
ли 20Х: 1 — 7 = 20 °C; 2 — 200;
3 — 230; 4 — 250; 5 — 275; 6 —
7 = 300 °C
В отличие от скорости счета амплитуда акустической
эмиссии с температурой изменялась слабо. С увеличени-
ем температуры (свыше 300 °C) наблюдалось монотонное
уменьшение амплитуды (около 10—15% от исходного
значения (при 20 °C) на каждые 100 °C).
Наблюдается существенное уменьшение активности с
возрастанием температуры и при разрушении полимер-
ных образцов. Так, например, при возрастании темпера-
туры от 90 до 130 °C активность при разрушении поли-
капроамида уменьшается практически в 2 раза [34, 111].
Образование новых поверхностей. Из всех опублико-
ванных к настоящему времени работ по АЭ большая
часть посвящена вопросам разрушения. Это объясняется
прежде всего тем, что при распространении трещины в
низкочастотном диапазоне выделяется значительная
упругая энергия, что облегчает ее регистрацию. Энергию
упругих колебаний, которая выделяется при образовании
46
микротрещины из скопления дислокаций, можно оценить,
используя данные работы [105]. Упругая энергия
запасенная объемом V деформируемого поверхностного
слоя, пропорциональна среднему действующему напря-
жению о и величине деформации е
Гг=— <теУ= — — V. (2.11)
2 2 Е
Взаимодействующую поверхность материалов можно рас-
сматривать как неоднородную фрагментированную струк-
туру с чередующимися зонами высокой и низкой плотно-
сти дислокаций [68]. Так как скопление дислокаций яв-
ляется концентратором напряжений, то объем, в котором
реализуются критические напряжения, будет равен V=
=Sl, где 3 — площадь поверхности частицы износа; I —
размер фрагментированной структуры.
Разрыв атомных связей произойдет, если действую-
щее напряжение достигнет теоретической прочности дан-
ного материала. По приближенным оценкам оно состав-
ляет о-гпах=£'/3. Накопленная энергия деформации при
образовании разрыва распределится между энергией
U"2, необходимой для образования частицы износа, и
энергией АЭ 1Гдэ :
ГАЭ= ^2— ^i= -~Sl — yS =
где у — величина поверхностной энергии.
Если предположить, что объем образовавшейся мик-
ротрещины приблизительно равен объему неоднородно-
сти, тогда
2
Е
2S
hl {nb) —
Eb
50
hl.
Здесь h, I — соответственно глубина и длина микротре-
щины; п — число дислокаций, которые положили начало
образованию микротрещины; b — постоянная решетки.
Для микротрещины в стали глубиной 0,1 мкм, длиной
1 мкм и раскрытием (100—1000) b энергия акустического
излучения составит 10~10—10-12 Дж. Представленная
47
Таблица 2.6
Связь параметров АЭ с параметрами разрушения [75]
Параметры разрушения
Аналитическое соотношение
Длина трещины L
Увеличение поверхности тре-
щины AS
Время скачка трещины Тс
Длина скачка трещины АЛ
L=cT
N = (ао0У^ nL)m,
где т =4,6—119
сЕ
AS = ~2~(W
Л]
Тс= т
AL ~ А,
Суммарная площадь раскрыв-
шейся трещины S
Площадь микротрещины ASM
Тип разрушения (вязкое,
хрупкое)
S~N
&SM~A
Амплитудное распределение
Пр пмечание. Ki—коэффициент интенсивности напряжений;
а — константа материала; о0—растягивающее напряжение; т—длитель-
ность регистрируемого импульса; здв—крутизна переднего фронта; Т—
длительность первой полуволны АЭ.
оценка справедлива для любой модели образования
микротрещины.
Многочисленными исследованиями показано, что па-
раметры акустического излучения отражают природу
происходящих процессов разрушения. Поэтому для полу-
чения полной информации о кинетике протекания этих
процессов необходима одновременная регистрация не-
скольких параметров АЭ. Связь параметров эмиссии с
параметрами разрушения представлена в табл. 2.6.
Применительно к фрикционному разрушению (изно-
су) твердых тел предпринята попытка установить корре-
ляцию между параметрами акустической эмиссии и ко-
личеством пятен касания, разрушающихся с отделением
частиц износа [214]. В качестве исходных предпосылок
было принято следующее: каждое пятно касания являет-
48
ся источником акустического излучения, параметры кото-
рого определяются его площадью и напряженным состоя-
нием; реальными источниками акустической эмиссии
могут быть только те пятна касания, которые разруша-
ются с отделением частиц материала; эффективный
радиус частицы изнашивания совпадает со средним диа-
метром площадки контакта. Эти предположения спра-
ведливы, например, в условиях микрорезания, абразив-
ного изнашивания хрупких тел.
Пусть форма акустического сигнала, возникающего
при разрушении пятна касания и регистрируемого дат-
чиком, описывается с помощью функции AiF{(t—ti).
Тогда излучение контактной области, содержащей п
разрушаемых пятен касания, может быть представлено в
виде случайного процесса
п
г (0 (2.13)
г = 1
На конечных интервалах времени, соизмеримых со
временем жизни фрикционной связи, z(l) можно найти
по теореме Фурье в виде суперпозиции случайных гармо-
нических колебаний:
п п
'z (t) = 2 cos №= 2 (Xi C0S + У]sin
/=1 /=1
(2-14)
где В/ =’Ху + у] ; <pj= arctg Пусть коэффициенты
xi
Фурье функции (2.14) при достаточно длинных реализациях
эмиссионного процесса имеют плотность распределения
pi(x) и р2(у). Это в свою очередь обусловливает закон
распределения огибающей В, связанной с Xj, ys нелиней-
ным соотношением [201]:
со
Р (В) = J J Pi (х) р2 (х) б (В — V Х2+ у2) dxdy =
— со
2л
= J р, (В cos а) р2 (В sin а) da. (2.15)
о
Если коэффициенты Фурье рх (х) и р2 (у) акустического
эмиссионного сигнала распределены по нормальному закону
4 Зак 1371
49
. . 1 (х-х)2
р, (х) = —г——ехр — -—,
v 1 /2л о н 2<г
, х 1
Ра (х) = -~г==— ехр
У 2л О'
(У ~~У)2
2о2
то, согласно (2.15), имеем
/о\ о 1 ( В2+хг+у2 ] / хуВ \
р(В) = В—-ехр-----------о-;-- Jo ,(2.16)
лет ( 2оа J \ ст /
где Jo—функция Бесселя нулевого порядка.
Так как в рассматриваемом случае предполагается,
что акустические колебания возбуждаются при отделении
частиц изнашивания, то, согласно стохастической модели
трения [252], энергетический спектр акустической эмис-
сии отображает процесс разрушения поверхности трения.
Если допустить, что пятно касания является локализато-
ром деформационного поля и имеет определенную энер-
гию активации разрушения, пропорциональную площади
поверхности, то энергию ДЕ, необходимую для отделения
частицы изнашивания, можно найти из соотношения:
NEi= ,
(2.17)
где р — коэффициент формы; at— линейный размер час-
тицы.
Естественно предположить, что энергия, выделяемая
при отделении частицы изнашивания, пропорциональна
энергии возникающего на этом пятне элементарного аку-
стического источника. В данном случае [Зуа ^kBj. От-
сюда
(2.18)
(k — коэффициент пропорциональности).
Соотношение (2.18) позволяет оценить функцию рас-
пределения частиц изнашивания по линейным размерам
Р(а), зная функцию огибающей акустического излуче-
ния р(В):
/о 2я
P(a) = (-BL) pj (В cos а) р3 (В sin а) da. (2.19)
\ k ) b
50
В частности, при нормальном распределении огибающей
закон распределения частиц изнашивания по линейным
размерам будет описываться распределением Райса
В2+ х2- у2
2g2
хуВ \
о2 Г
(2.20)
При ху B/g2-+0 Jo-^1 и выражение (2.20) представляет
собой закон распределения Рэлея.
Кривая распределения, соответствующая параметру
хуВ , о о /-
распределения=1, представлена на рис. 2.8. Срав-
нительный анализ экспериментальной зависимости рас-
пределения частиц изнашивания по размерам для пары
трения ПЭНД — сталь, по данным работы [300], и рас-
считанной по формуле (2.20) указывает на удовлетвори-
тельную корреляцию, существующую между формами
кривых. Это является косвенным подтверждением воз-
можности оценки распределения частиц изнашивания по
размерам путем измерения спектральных характеристик
акустической эмиссии дискретного контакта.
Общее число разрушающихся пятен касания можно
оценить по формуле
^тах
М = Р (a) da,
где dmax, flmin — максимальный и минимальный размеры
пятна касания. Минимальные
размеры могут быть найдены
ния взаимодействующих
поверхностей и зависят п
от их шероховатости и
удельных давлений. По
физическому смыслу фун- ’’О
Рис. 2.8. Зависимость распреде- ®
ления частиц износа по разме-
рам: 1 — экспериментальная;
2 — расчетная
и максимальные линейные
путем профилометрирова-
4‘
51
кция Р(а) определяет количество пятен касания, в ко-
торых реализуется критическое напряженное состояние,
приводящее к разрушению поверхности полимера. Поэто-
му она является характеристической функцией критичес-
кого напряжения состояния контакта, что в свою оче-
редь позволяет по изменению параметров амплитудного
распределения акустического излучения дать качествен-
ную оценку напряженного состояния зоны трения, оце-
нить преобладание того или иного вида изнашивания.
Необходимо отметить, что акустическая эмиссия ока-
зывает непосредственное влияние на процессы, ее ини-
циирующие [33, 34, 133, 191, 214]. Так, например, обна-
ружено ее влияние на разрушение (износ) взаимодейст-
вующих поверхностей (см. рис. 4.19—4.21). Механизм
этого влияния в настоящее время полностью не изучен.
Однако в работе [34] показано, что присутствие АЭ уве-
личивает число источников излучения за счет дополни-
тельного развития докритических трещин в поверхност-
ных слоях взаимодействующих пар. Например, если в
поверхностном слое контактной области имеется началь-
ный дефект длиной I, причем зависимость Ирвина—Гриф-
фита для трещины критической длины не удовлетворя-
ется, то под воздействием волн напряжений, представ-
ляющих собой чередование областей упругого сжатия и
растяжения, в силу вероятностного закона распределения
амплитудных значений напряжений на фронте волны в
микрообъеме, непосредственно прилегающем к дефекту,
может быть реализовано условие локального разрушения,
т. е. произойдет подрастание начальной трещины. После
прохождения акустической волны рост трещины прекра-
тится. Очевидно, очередной скачок подросшей трещины
произойдет уже при меньших напряжениях. Данный про-
цесс будет повторяться, пока не выполнится условие
Ki = G j/" [/0+ J /(т, о, Т, l)di],
6
где Ki— коэффициент интенсивности напряжений (кон-
станта материала при данной температуре Г); I — ско-
рость роста докритической трещины; t — время сущест-
вования докритической трещины.
Образовавшаяся трещина критической длины будет
спонтанно распространяться до ближайшего энергетиче-
ского барьера или приведет к разрушению дефектной зо-
52
ны — сколу, микровыкрашиванию, поверхностному де-
фекту, т. е. к дополнительному инициированию источни-
ка АЭ.
Обобщая экспериментальный и теоретический мате-
риал, касающийся источников АЭ при фрикционном вза-
имодействии, следует отметить, что среди последних наи-
большей энергией обладают источники, активируемые
образованием новых поверхностей, наименьшей — воз-
никающие при ударном взаимодействии шероховато-
стей. Следует отметить, что при контактировании разно-
родных по электрическим свойствам тел (например, в со-
пряжении полимер—металл) существенный вклад в АЭ
вносят акустические источники, инициируемые электро-
адгезионными явлениями. Теоретическое обоснование
соотношений между параметрами АЭ и характеристика-
ми фрикционных процессов требует учета многообразия
источников, кооперативного характера их действия, а
также законов распределения источников по номиналь-
ной площади касания. Определенные успехи в направле-
нии установления взаимосвязи между фрикционными и
акустическими параметрами трибосистем могут быть до-
стигнуты при использовании статистического подхода к
задаче инициирования АЭ при трении.
2.2. СТАТИСТИЧЕСКИЕ МОДЕЛИ
АКУСТИЧЕСКОЙ ЭМИССИИ
Наибольший интерес представляют следующие
два статистических подхода к построению модели АЭ:
1) рассматривать контактное акустическое излучение как
стохастический процесс, аппроксимировать его, исполь-
зуя минимум допущений, и связать параметры с механиз-
мами и физическими характеристиками фрикционного
взаимодействия; 2) создать физическую модель излучаю-
щей структуры в поверхностных слоях, поведение элемен-
тов которой отражает контактное взаимодействие при
трении, и описать ее физико-статистическими методами.
Построение модели излучения в статистическом ас-
пекте, реализующем первый подход, рассмотрено в ра-
боте [212]. Показано, что если моделировать трение как
процесс разрушения и образования фрикционных связей,
число которых n(t) (в момент времени г) есть простой
марковский процесс с условными вероятностями пере-
хода
53
pirtj, tfln, t) =
о (AZ), nf<.n— 1,
p(Z)«(Z) AZ + o(AZ), nt= n—1,
= 1—[p(Z)n(Z) + A(Z)J AZ + о (AZ), rij—n,
Z(Z) AZ + nf= n-H,
, о (AZ), ny>«+l,
где функции p(Z); X(Z) определяются природой фрикцион-
ного взаимодействия; lim о (AZ)/AZ =0; AZ=Zy—Z; nf—
A/^0
число фрикционных связей в момент времени if , п =0, 1,
2, . . . , то средняя активность акустического излучения
N (Z) равна:
AZ(Z) = X(Z)+p(Z)n(Z) = X(Z)+p(Z)
dF
dS
s=i
(2.21)
(F(S, Z) = t)Sn—производящая для вероятностей
n=0
P (n, t), OsCSc^l, удовлетворяющих уравнению Колмого-
рова—Чепмена).
Из соотношения (2.21) следует, что случайный про-
цесс N(Z) определяется функциями A(Z) и p(Z), которые-
рассматриваются как внутренние параметры системы и
оцениваются на основе термодинамического подхода.
В стационарном режиме трения авторами предлага-
ется следующая зависимость средней активности излуче-
ния от физико-механических свойств контактирующих
поверхностей, нормальной нагрузки Р и скорости сколь-
жения v (при упругом контактировании):
_ р 0,7 1 п0,71 д 0,29
-----о,9р1,б (2-22)
Г Ра
где 6 — обобщенный модуль упругости; Ra— среднее
арифметическое отклонение профиля поверхности; г —
радиус закругления вершин; Ас— контурная площадь
касания.
Экспериментальная проверка подтвердила правомер-
ность предлагаемого подхода (рис. 2.9). Некоторое коли-
чественное несоответствие между теоретическими и
54
экспериментальными результатами объясняется чувстви-
тельностью регистрируемой скорости счета к амплитуд-
ному распределению импульсов. Кроме того, приведенный
способ описания не учитывает всего многообразия ис-
точников АЭ, активируемых трением.
В молекулярно-механической теории трения статисти-
ческий подход осуществляется через фактическую пло-
щадь касания. В частности, оценка распределения им-
Рис. 2.9. Зависимость скорости счета
АЭ от нагрузки. Пара трения: диск—
тталь, палец — ЛС-62, с = 1 м/с: 1 —
экспериментальные точки; 2 — точки,
рассчитанные по методу наименьших
квадратов
пульсов акустического излучения, инициируемых элек-
троадгезионными явлениями, по длительности может
быть проведена на основе модельных представлений о
контактировании шероховатых поверхностей, если отож-
дествить размер фрикционной связи (пятна касания) с
длительностью акустического импульса. В этом случае
интересные вероятностные закономерности процесса излу-
чения разнородных по электрическим свойствам фрикци-
онных пар могут быть получены при использовании для
описания шероховатости реальных поверхностей случай-
ных полей.
Пусть шероховатая поверхность 'описывается нор-
мальным однородным эргодическим случайным полем
h(x,y). Величина h(x,y) —высота произвольно выбран-
ной точки поверхности, положение которой на плоскости
характеризуется декартовыми координатами. Примени-
мость нормального закона распределения для поверхно-
стей, полученных шлифованием, доводкой, при электро-
химической обработке, электроосаждении, приработке,
доказана в работах [208, 219, 251].
Профиль шероховатой поверхности h (х) — случайный
процесс с нормированной корреляционной функцией р (т),
где т — расстояние по оси абсцисс между точками профи-
ля. Анализ корреляционных функций анизотропных шеро-
ховатых поверхностей показывает, что они могут быть
аппроксимированы двумя типами функций (табл. 2.7). Не-
которые параметры корреляционных функций при опреде-
55
ТаВлща 2.7
Tun функции Корреляционная функция рт Принципиальный характер РМ Спектральная плотность 5(a) Принципиальный характер S(u)
Первый (7+oCT2/f 0 т Hob Щ. р Па S V\2 6)
Второй e'^costya ) 1 2VS г м + “ ЪЛ 1 S О)
ленном виде обработки приведены в табл. 2.8. Выбор
конкретного вида аппроксимации изложен в [208]. В даль-
нейшем ограничимся рассмотрением профилей с корреляци-
1
онной функцией вида р(т) = е~“т = е-'2, где t = а 2 т.
Так как задача о контактировании анизотропных ше-
роховатых поверхностей сводится к широко обсуждае-
мой в теории случайных функций задаче о сечении слу-
чайной функции фиксированным уровнем [146, 232, 233],
то в такой интерпретации оценка распределения пятен
касания по размеру может быть сведена к нахождению
закона распределения выбросов нормальных флуктуаций
по длительности. Поэтому воспользуемся математиче-
ским решением задачи о выбросах [232]. Применитель-
но к случаю постоянного уровня А= const функцию плот-
ности распределения для события, состоящего в том, что
значение случайного профиля h(x) будет превышать не-
который фиксированный уровень в течение т (рис. 2.10),
можно записать следующим образом [146, 232]:
р(т) = --^-Р0(т), (2.23)
ат
где
р°(т) =2 “Цг~S! ds{Xi’ • • • ’ %s)dX^
' S—0 *-’• о 0
!s (X1; . . ., Xs) = N~' (Л) f" dh0... J hji.. . .
0
56
Таблица 2.8
Параметры корреляционных функций
анизотропных поверхностей [208]
Вид обработки Класс шерохо- ватости СС1, МКМ”2 а2, МКМ - 2 О, МКМ”1 тк* МКМ
Плоское шлифование 5-й 0,0011 0,0008 0,024 по
6-й 0,0036 . 60
8-й 0,0128 34
Круглое шлифование 9-й 0,0966 20
10-й 0,1311 20
Доводка 10-й 0,1653 0,1652 0,056 14
Примечание. тк — интервал корреляции.
• • • nsf s+i (^i> • • • > ^о> • • > hs) dhlt . . . , dhs’,
N (Д) = J ЛД(Д, h)dh— среднее число выбросов случайной
о
функции h(x), превышающих A; h0 = h(x0); h0 =
= -^h >0; =h hi = ~^h •
Общая формула является сложной, поэтому представ-
ляет интерес анализ приближенного выражения для р (т),
которое получается при отбрасывании высших членов
(S^2). В этом случае выражение для плотности веро-
ятности имеет вид [232]
р(т) = dx(T) = N-LfA) =
(2.24)
= f f A, h0, hjdhodfi!,
где f2(h0, ht, h0, hj—.выражение плотности вероятности
для значений случайного профиля Л(х) и его производных
в точках х0 и х1; отстоящих друг от друга на промежуток
т = хг — х0:
f2 (h0, ht, hji-й = (2лоо2)'2 D
i
exp jl(^o hi) +
+ '—(ho + /ii) + 2 —y— 2 —+
02 o'" 02
57
+ 2 —— h0h0 + 2 —— hjiy Ц-
oo2 ijo2
+ 2 + 2 hfa] I
оо2 Р (Т (У 2
1 0 Pi
D = Р 1 —Р1 0
0 —Pi 1 Рг
Pi 0 Ра 1
(2.25)
Pi (x) = — 2xp (x); p2 (x) = (1 — 2x2) p (x) — коэффициенты,
соответственно характеризующие взаимную корреляцию
между самой случайной функцией и ее скоростью (произ-
водной) и между значениями скорости случайной функции;
о—-дисперсия профиля; о2— дисперсия скоростей профиля;
= Dhi —• алгебраические дополнения определителя D.
Из определителя D получим следующие равенства для
алгебраических дополнений:
Оц = 1 Pl Р2, Oi4 = РР1Р2 Pi (1 ’ Pi)»
Oi2 = Р1 Рг Р (1 ' Р2), О24 = ppi Pip-г»
Ой = Р1Р2 РР1, О33 — 1 • р2 pi,
о23 = Р1 (1 — РРз — Р1), О34 = РР1 — р2 (1 — р2),
Oi = Оц П12 = (1 — р)(1 — р5) — Pi (1 — р2)>
о2 = О13 + О23 = pi [(1 — р)(1 + Ра) — Р1]-
Введем новые переменные а = A/о, у — z = hr/a2.
Рис. 2.10. Сечение профиля
шероховатой поверхности
58
В новых переменных выражение для плотности вероятности
будет иметь вид
1
fa(a, а, у, z) = (2лоо2)'2 D 2 X
-^-а2^ expD2a(y — z) +
+ D:i3 (у2 + z2) + D3iyz |.
Поэтому плотность распределения пятен касания может
быть оценена как
р(т) = С(а, т) J j z/zexp
О о
П2а (У — г) +
Н—— D33 (у2 + z2) + Ds!lyz
dydz,
(2.26)
где
С (а, т) =------------------— exp f--------— а2
2n2N(a)D~ V
Полученный в правой части формулы (2.26) интеграл
относится к числу, не берущемуся в явном виде, поэтому
воспользуемся возможностью представления нормальной
двумерной плотности вероятности в виде ряда, используя
полиномы Чебышева—Эрмита [232].
Проводя необходимые вычисления, получаем следую-
щее представление искомой плотности вероятности:
р(т) = М(щ т)[^+
(2.27)
Здесь
b0 = J и ехр (—уи) Ф1 (и) du;
о
00
= пехр(—уи) ф(/г+1) («) du;
о
U- Dsi
D33
59
1 __3_
М(а, т) = (2а) 2 (1 — р2) 2 Z)33exp/a2
J 21
2 D
ф(-Н ’(«) = (- If Нп(«)(2л)
Нп (и) — полиномы Чебышева — Эрмита, определяемые ра-
венствами:
tl I U \ / л \П и / \
TV ехР — — “-= (—н» (“) ехР-п
аи к I \ £
у = aD2 (D33 - dL)"1 [(1 - Р2) D33]
Количественные оценки коэффициентов Ьэ, Ьп для случая
контактирования шероховатой поверхности с абсолютно
гладкой плоскостью свидетельствуют о том, что для при-
ближенных вычислений в формуле (2.27) можно ограни-
читься учетом первых трех членов ряда. Тогда суммар-
ная эмиссия, инициируемая электроадгезионными явле-
ниями, равна
d/v
N~ '
2 13
[ М(а, т) bo + b^+b22^- + b3±- dr. (2.28)
о L 2! 3!
Возможность применимости формулы (2.28) в кон-
тактных задачах триботехники (для металлополимерных
сопряжений) оценивалась на основе машинного экспери-
мента, сущность которого заключалась в следующем
[114]. Со специально подготовленных поверхностей поли-
мерных образцов снимались профилограммы. Запись их
осуществлялась с помощью профилографа-профилометра
«Калибр-ВЭИ», имеющего выход на запоминающее
устройство вычислительной машины. Машина проводила
подсчет закона распределения «длительности выбросов»
случайного профиля при условии упругого деформирова-
ния. Затем проводилась запись суммарной эмиссии кон-
тактной поверхности этих образцов (в схеме торцевого
трения). Экспериментальные и расчетные данные позво-
ляют считать, что формула (2.28) отражает распределе-
ние акустических импульсов, инициируемых электроад-
гезионными явлениями, по длительности в том случае,
когда действующая нагрузка и адгезия не приводят к
60
возникновению в зоне контакта напряжений, превышаю-
щих предел текучести полимера (табл. 2.9).
Возможен второй подход к проблеме контактного из-
лучения, основанный на создании физико-статистической
излучающей модели. При этом необходимо допустить, что-
при трении твердых тел в контактной области образуется
ячеистая излучающая структура, определяемая физико-
Та блица 2.9
Сравнительная характеристика
расчетной /Vp и экспериментальной Ns
суммарной эмиссии для пары трения
поликапроамид — сталь при скорости
скольжения v = 0,5 м/с
Давление в контакте р, МПа 0,1 0,3 0,7 2,6
Л^э-Л/р, % 22 25 29 42
механическими, в частности геометрическими, свойства-
ми взаимодействующих поверхностей [68, 252].
Характерный размер ячейки определяется в соответ-
ствии с масштабом фрикционной связи. Предположим,
что область сопряжения состоит из N ячеек, каждая из
которых характеризуется некоторым критическим напря-
жением разрыва о, а вся контактная область — некото-
рой функцией распределения ячеек по прочности в на-
чальный момент времени N (о, 0).
При фрикционном взаимодействии все ячейки, в ко-
торых реализуются касательные напряжения, превышаю-
щие критическое напряжение разрыва, разрушаются ме-
ханически с отделением частицы износа. Кроме того,
возможно и разрушение ячеек, основанное на термоак-
тивированном зарождении ансамбля микротрещин, их
слиянии и росте результирующих микротрещин [61, 252].
Количество ячеек, разрушаемых в единицу времени,
определит активность акустической эмиссии.
В диапазоне реальных контактных нагрузок опреде-
ленный вклад в активность акустического излучения вно-
сит термоактивированный член. В связи с этим попыта-
емся построить феноменологическую модель, основанную
на применении кинетической концепции прочности и ис-
пользовании данных работ [61] по оценке термоактива-
61
ционного эффекта при растяжении материалов. Рассмот-
рим ячейки с некоторой прочностью о, большей макси-
мальных касательных напряжений, возникающих в
микрообъемах этих ячеек при трении. Согласно [61],
ячейки ожидают термоактивированный разрыв на протя-
жении времени t\, определяемого по формуле
(2.29)
т= тоехр-^М1 —
/с 1
где то — период атомного колебания (то=1О-13 с); и —
энергия активации материала; Р(1)—приложенное на-
пряжение; Т — абсолютная температура; у — структурно-
чувствительный параметр исследуемого материала; т —
долговечность ячейки.
Если соизмеримо с временем жизни фрикционной
d
связи (Л^~), то ячейки, разрушаясь, вносят вклад в
активность эмиссии.'
Изменение числа ячеек за счет термоактивированного
разрушения может быть оценено из дифференциального
уравнения [61]
dN^G, Р) = — Л\(сг, P)W(g, P)dt, (2.30)
где IF (о, Р) — вероятность разрыва а ячейки в единицу
времени; IV) (ст, Р) — количество о ячеек при нагрузке Р
и скорости скольжения v. Решая дифференциальное
уравнение, получаем
d/v
N^g, P'j—Cwp-—^ Г (о, P)dt (2.31)
о
(С — произвольная постоянная, определяемая из началь-
ных условий).
Предположим теперь, что за время dt нагрузка изме-
нилась на величину dP. В этом случае изменение ячеек с
прочностью о за счет термоактивированного разрушения
описывается дифференциальным уравнением
сйУа(<т, Р) = — N^g, P)W (g, P)dt. (2.32)
62
Здесь N2(g, Р) — количество о ячеек, оставшихся целыми
при увеличении нагрузки на dP. Решая это уравнение и
находя постоянную интегрирования из условия, что при на-
грузке Р число о ячеек равнялось А\(сг, Р), получаем
d
V
J W(o,P}dt
N2(G, Р) = Р)е° . (2.33)
Количество ячеек прочностью сг, разрушающихся за вре-
мя жизни фрикционной связи при возрастании нагрузки от
Р до Р + dP, равно
Л1г(<т, P) = N1(o, P)—N,(<j, Р) =
(2.34)
d/у
j W{s,P}dt
= Л\(о, Р)(1-е° ).
Дифференцируя (2.34) по времени, получаем количество
G ячеек, разрушающихся термофлуктуационно в единицу
времени, т. е. активность акустической эмиссии, посколь-
ку предполагалось, что каждому акту разрыва ячейки
соответствует импульс АЭ.
Анализ изложенного выше показывает, что использо-
вание статистического подхода позволяет в ряде случаев
установить связь между основными фрикционными и
акустическими параметрами трибосистем. Из сопостав-
ления рассмотренных подходов следует, что они допол-
няют друг друга при рассмотрении важных макроскопи-
ческих эффектов трения и изнашивания.
2.3. ОСНОВНЫЕ ФАКТОРЫ,
ВЛИЯЮЩИЕ НА АКУСТИЧЕСКОЕ ИЗЛУЧЕНИЕ
ВО ФРИКЦИОННОМ КОНТАКТЕ
Как показано выше, акустическая эмиссия,
инициируемая фрикционным взаимодействием тел, суще-
ственно зависит от геометрических, механических, физи-
ческих и химических факторов [27, 51, 78, 138]. Среди
них одним из наиболее важных является геометриче-
ский, характеризуемый отношением глубины внедрения
или величины сжатия к радиусу единичной неровности,
так как он определяет распределение контактных напря-
жений в поверхностных слоях и микрообъемах взаимо-
63
Таблица 2.10
Основные характеристики фрикционных связей [138]
Характер деформирования Упругое оттеснение Пластическое оттеснение (передефор- мирование) Микрорезание Адгезионное нарушение фрикционной связи Когезионный отрыв
Число циклов п, приводящих к разрушению основы оо 1<И<00 я->1 11 оо га->1
Условие осуще- ствления Л/г<0,01 для чер- ных ме- таллов /г/г>0,01 Л/г>1 /2Х Х(1— 2т/аг) dxldhZ>G dx[dh<ZQ
Примечание, т — удельная сила трения; — предел текучести
материала; h — глубина внедрения; г — радиус единичной микронеров-
ности.
действующих поверхностей и существенно влияет на
амплитудные и спектральные параметры АЭ. Вторым
фактором является физико-механический, характеризу-
ющийся отношением тангенциальной прочности моле-
кулярной связи к пределу текучести материала основы.
Именно он оказывает влияние на энергетические пара-
метры излучения. В частности, если прочность фрик-
ционной связи выше прочности лежащего ниже мате-
риала, то нарушение связи происходит не на поверхнос-
ти раздела двух тел, а в глубине основного материала
(когезионный отрыв) и сопровождается импульсами зна-
чительной амплитуды.
Для правильного понимания процесса излучения су-
щественным является вид разрушения фрикционных свя-
зей (табл. 2.10). Если действующая нагрузка и адгезия
не приводят к возникновению в зоне контакта напряже-
ний, превышающих предел текучести, то имеет место
упругое оттеснение материала выступами контртела,
сопровождающееся незначительной интенсивностью
акустического излучения. При увеличении циклов воз-
действия активность эмиссии возрастает, так как в ре-
зультате фрикционной усталости наблюдается разруше-
ние (износ) материала. Если контактные напряжения
достигают разрушающих значений, т. е. происходит мик-
рорезание, то оно сопровождается значительной интен-
64
сивностью эмиссий, так как в этом случае с первых актов
взаимодействия активируются наиболее энергоемкие
источники излучения, обусловленные разрушением ма-
териала.
Поскольку акустические эмиссионные процессы воз-
никают и развиваются на пятнах фактического касания
(ФПК) контактирующих тел, то вызывает интерес оцен-
ка взаимосвязи между ними. Результаты исследований,
проведенные в [111, 249] для д)040тнеЗ _
сопряжения полимер—металл, ’
свидетельствуют о том, что для /
малой удельной мощности тре- 7
ния наблюдается положитель- ® ‘ / /
ная корреляция между суммар- / /
ным счетом АЭ и ФПК (Аг) / /
(рис. 2.11). Возрастание ФПК у 7 „
в эксперименте достигалось / j/ /
8 - Г / /
/ / 2/
Рис. 2.11. Зависимость между ФПК 4 ~ г
динамического контакта и суммарным У
счетом АЭ: 1 — ПЭНД; 2 — ПММА;
3 — ПА, 4 — ПТФЭ 0 ._i
7 /4 2/ 25 30 Аг,%
путем увеличения номинального давления. Следует от-
метить, что крутизна обсуждаемой зависимости изменя-
лась неравномерно. При малых величинах ФПК fAr<
<Агкр) рост суммарного счета АЭ незначителен, так как
при номинальных давлениях, формирующих эту площадь
касания, приращение ФПК происходит в основном за
счет возрастания числа упругодеформируемых пятен,
для которых характерен низкий и практически постоян-
ный уровень акустического излучения в регистрируемом
диапазоне частот. Об этом, в частности, свидетельствуют
данные, полученные при одноосном растяжении поли-
мерных материалов (рис. 2.12). Из рисунка следует,
что в условиях упругого деформирования скорость счета
АЭ изменяется незначительно. Поэтому приращение сум-
марного счета практически пропорционально прираще-
нию ФПК поверхностей.
Затем крутизна зависимости уменьшается, оставаясь
в некотором диапазоне изменения ФПК практически
постоянной. Этот факт, очевидно, связан с тем, что в
5 Зак 1371
65
связи с развитием пластических деформаций уменьша-
ются контактные давления на единичных пятнах каса-
ния, т. е. уменьшается число очагов разрушения. В то же
время активность источников АЭ, обусловленных плас-
тическим течением, незначительна.
Дальнейший рост А,- сопровождается существенным
изменением кривизны зависимости N=f(Ar). По-види-
мому, это можно объяснить не только ростом суммарной
Рис. 2.12. Зависимость скорости счета АЭ от приложенного напряже-
ния: 1 — ПТФЭ; 2 — ПЭНД; 3 — ПА; 4 — ПММА
площади упругодеформируемых областей, но и возрас-
танием доли площади пластически деформируемых об-
ластей и повышением взаимного влияния пятен касания.
Установлено, что характер зависимости суммарного
счета АЭ от величины Аг сохраняется для всех исследо-
ванных полимеров. В то же время следует отметить, что
на величину ФПК (А,.кр), после которой начинается зна-
чительный рост крутизны зависимости N=f(Ar), и вели-
чину суммарного счета АЭ влияет структурно-фазовое
состояние полимера. Так, для стеклообразных полиме-
ров, имеющих высокий модуль упругости, скорость счета
АЭ (при постоянной скорости деформирования) значи-
тельно превышает эту характеристику для линейных
кристаллизующихся полимеров (рис. 2.13). К тому же
увеличение степени кристалличности полимеров сопро-
вождается уменьшением величины Агкр.
О непосредственном влиянии напряженного состоя-
ния пятен фактического касания поверхностей на пара-
метры АЭ свидетельствует наблюдаемый гистерезис за-
висимости скорости счета АЭ от номинальной нагрузки
при сухом трении скольжения в режиме нагружение —
разгрузка (рис. 2.14). Эксперимент осуществлялся сле-
дующим образом: образец из исследуемого материала
66
с закрепленным на нем пьезопреобразователем приво-
дился в контакт с вращающимся роликом, изготовлен-
ным из стали 45. К образцу прикладывалась нагрузка
и после приработки фиксировалась скорость счета АЭ.
Затем нагрузка увеличивалась на одну ступень и после
приработки вновь фиксировалось значение скорости
счета АЭ. Предельное значение удельной нагрузки на
образец определяется его физико-механическими и фрнк-
Рис. 2.13. Зависимость скорости счета АЭ от модуля упругости мате-
риала
ционными характеристиками. Для всех испытываемых
материалов было обнаружено явление насыщения, ког-
да при возрастании нагрузки скорость счета АЭ не
менялась. После достижения проводился цикл разгруз-
ки с фиксацией АЭ на каждой ступени. Для всех иссле-
дуемых материалов наблюдалось «отставание» значе-
ний скорости счета АЭ в режиме «разгрузка» от значе-
ний АЭ в режиме «нагружение». Известно, что подобным
образом изменяется и площадь фактического касания
твердых тел [44, 111]. Гистерезис ФПК объясняется тем,
что на стадии формирования пятен касания часть мик-
ровыступов сближаемых поверхностей деформируется
пластически и при уменьшении удельной нагрузки не
восстанавливается, поэтому величина ФПК в режиме
«разгрузка» меньше, чем при прямом нагружении.
С увеличением количества циклов нагружение — раз-
грузка наблюдается сдвиг петли гистерезиса ФПК =
=f(P) вниз вследствие уменьшения числа пластически
деформируемых микрошероховатостей. В случае АЭ
происходило еще сокращение площади гистерезисной
петли, что свидетельствует об уменьшении числа активы-1
руемых источников АЭ и уровня излучаемой энергии от
цикла к циклу. Полученные результаты являются под-
67
тверждением «эффекта Кайзера» для случая трения
твердых тел. Отличительная особенность их состоит в
том, что сигнал АЭ не исчезает при повторном цикле
нагружения, что характерно для одноосного растяжения
материалов. Это объясняется тем, что при трении в про-'
цесс контактного взаимодействия вовлекаются новые
микронеровности, дающие вклад в суммарное излучение.
На характер излучения, кроме свойств взаимодейст-
Рис. 2.14. Зависимость скоро-
сти счета АЭ от давления в ре-
жиме нагружение — разгрузка:
1 — 1-й цикл; 2 — 2; 3 — 3-й
цикл
вующих твердых тел, существенное влияние оказывает
окружающая среда, в частности адсорбированные и
хемосорбированные вещества. Несмотря на то что сис-
тематическому изучению этого вопроса не уделялось
достаточного внимания, имеющийся экспериментальный
материал позволяет сделать некоторые выводы. Так,
хемосорбция атомов кислорода на металлической по-
верхности трения, приводящая к образованию окисной
пленки, способствует изменению энергетических пара-
метров АЭ. Механизм этого влияния в настоящее время
недостаточно изучен. Однако можно предположить его
двойственный характер. С одной стороны, пленка окис-
лов является барьером для выхода дислокаций на по-
верхность трения, т. е. уменьшает амплитуду АЭ [283],
с другой — окисные пленки, несмотря на высокую проч-
ность, легко разрушаются, что приводит к инициирова-
нию наиболее энергоемких источников эмиссии и повы-
шению активности акустического излучения.
Протекание акустических процессов при трении в
значительной мере определяется также адсорбционными
эффектами. Проведенные нами исследования показы-
вают, что внешний адсорбционный эффект приводит к
снижению активности АЭ вследствие пластифицирова-
ния поверхностного слоя, в то время как внутренний,
68
приводящий к понижению поверхностной энергии взаи-
модействующих тел, вызывает увеличение уровня акус-
тического сигнала.
Несмотря на сложную кумулятивность разнообраз-
ных физико-химических процессов, вызывающих акусти-
ческие волны во фрикционном контакте, можно выде-
лить некоторые общие закономерности излучения.
Акустические колебания при трении инициируются
вследствие одновременного протекания трех взаимо-
связанных процессов: адгезионно-деформационного вза-
имодействия поверхностей; изменения под влиянием
фрикционного взаимодействия физико-механических
свойств поверхностей и присутствующих на них пленок;
разрушения поверхности трения. В результате этого па-
раметры возникающего излучения определяются свой-
ствами исходных материалов, режимом работы трибо-
системы.
Энергетические параметры АЭ определяются не толь-
ко механической прочностью фрикционного контакта,
но и динамической неоднородностью структуры поверх-
ностного слоя. Окружающая среда влияет на акустиче-
ское излучение посредством изменения микроструктуры
поверхностного слоя. Пространственно-временная лока-
лизация единичных источников эмиссии определяется
дискретностью и неоднородностью реального контакта.
Амплитудно-частотные характеристики АЭ содержат
критические точки, соответствующие переходу от одного
вида контактного взаимодействия к другому. При неиз-
менных внешних параметрах трибосистем (нагрузка,
скорость, окружающая среда) в соответствии с принци-
пом минимального производства энтропии на фрикцион-
ном контакте самопроизвольно протекают процессы ста-
билизации акустических параметров.
Стимулированная фрикционным взаимодействием
АЭ в свою очередь вызывает акустическое возбуждение
поверхности трения и сопутствующие ему дифракцион-
ные, интерференционные явления, процессы контактного
и внутреннего демпфирования.
Глава
ТЕХНИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
МЕТОДА АКУСТИЧЕСКОЙ ЭМИССИИ
3.1. ПАРАМЕТРЫ СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ
И ИХ ИНФОРМАТИВНОЕ СОДЕРЖАНИЕ
Сигналы АЭ характеризуются рядом пара-
метров: амплитудой, длительностью, формой и частот-
ным спектром.
Акустическое излучение при трении представляет со-
бой стохастический (случайный) импульсный процесс,
поэтому для более полной характеристики потока сигна-
лов АЭ можно использовать такие статистические пара-
метры, как средняя частота событий, спектральная плот-
ность, амплитудно-временное распределение, корреля-
ционная функция, среднее значение, дисперсия. Все эти
параметры связаны с процессами, порождающими АЭ.
В связи с этим измерение их дает информацию либо о
протекании процессов, либо о состоянии объекта иссле-
дования.
Рассмотрение ряда моделей одиночных источников
АЭ, по данным работы [105], позволяет считать, что
основной формой сигнала АЭ является видеоимпульс.
В зависимости от типа источника элементарный сигнал
АЭ может быть релаксационного или акселерационного
типа (рис. 3.1).
Релаксационный сигнал описывается выражением
o' = атах[1 — ехр(—//Т!)Ф*(0 —ехр(—Z/т,)], (3.1)
а акселерационный —
с = (0 при t < V,
(цтахехр(—Цх) при t>t', '
где а и k — коэффициенты, обеспечивающие необходи-
мую размерность и характеризующие физический про-
цесс (k>l).
Для большинства импульсов АЭ, излучаемых различ-
70
ними источниками, можно отметить общие признаки.
Во-первых, все импульсы АЭ преимущественно однопо-
лярны; это свидетельствует о том, что спектр импульсов
АЭ достаточно широк, причем его ширина определяется
длительностью импульсов. Во-вторых, максимум спект-
ральной плотности расположен на низких частотах и
при увеличении частоты, амплитуды спектральных ком-
понентов быстро спадают до нулевого значения.
Полный сигнал АЭ представляет собой совокупность
Рис. 3.1. Основные типы одиночных сигналов АЭ а — релаксацион-
ный; б — акселерационный [105]
элементарных сигналов, причем в зависимости от физи-
ки протекания процесса это может быть стохастическая
последовательность импульсов р- или a-типа, или сме-
шанная последовательность.
АЭ является результатом протекания множества эле-
ментарных событий в объеме исследуемого объекта,
каждое из которых происходит в малом интервале вре-
мени, начинающемся в случайный момент. В общем
случае результирующий процесс z(t) может быть запи-
сан в виде:
2(0 = 2 (3-3)
; = 1
где Ai — амплитуда импульса, появляющегося в мо-
мент времени i; Fi — характеристика формы единичного
импульса; п— число зарегистрированных импульсов.
Таким образом, поток сигналов АЭ —есть случайная
последовательность импульсов, у которых случайны
амплитуда и время появления. Различают два вида по-
токов импульсов типа (3.3).
1. Потоки неперекрывающихся импульсов возникают
при небольшой частоте событий и регистрируются неза-
висимо друг от друга. Это так называемая дискретная
АЭ.
71
2. Потоки перекрывающихся импульсов или непре-
рывная АЭ, когда возможно частичное наложение эле-
ментарных импульсов друг на друга.
При рассмотрении потоков импульсов будем считать
форму импульсов F\(t) известной. Представляет интерес
при рассмотрении неперекрывающихся импульсов на-
хождение плотностей вероятностей величин А; и т,=
= tt—ti-i и определяемых ими средних значений <А? >,
<тг>, вычисление спектральной плотности (или функции
корреляции), а для перекрывающихся импульсов —
определение плотностей вероятностей средних значений
и корреляционной функции результирующего процесса.
Рассмотрим важнейшие статистические характерис-
тики потока импульсов АЭ, описываемого законом Пуас-
сона, характеризующим вероятность Pn(t) появления п
событий за интервал времени t:
vtn
Рп = —w)’
(3.4)
где v — среднее число событий в единицу времени.
Спектральная плотность пуассоновского потока импуль-
сов G2(co) определяется спектром S(co), частотой следования
v и средним значением квадрата амплитуды < А2 > одиноч-
ных импульсов:
Здесь
G2 (со) = v < А2 > [S (со)|2.
(3.5)
S (со) = J F (t) ехр (—iat) dt.
Для перекрывающихся потоков импульсов АЭ плотность
вероятностей w(z) значений процесса z(t) имеет вид:
+ 00 4-00
w (z) = J ехр /—ixz + v J w (A) dA х
— 00 —оо
(3.6)
4-со
X у [ехр ixAF (I)—1] dt\dr,
--00
где w (А)—плотность вероятностей амплитуд отдельных
импульсов.
72
Очевидно, что при v-^-oo w(z) сходится к нормаль-
ному закону распределения. Следовательно, для непре-
рывной АЭ распределение амплитуд имеет вид одной
или нескольких наложенных одна на другую гауссовых
кривых. Для дискретной АЭ из-за малого числа импуль-
сов понятие распределения теряет физический
смысл [31].
Среднее значение, корреляционную функцию и дис-
персию для стационарного (v->oo, пуассоновско-
го потока перекрывающихся импульсов можно записать
в виде
-j- 00
<z(O>=v<A> f F(z)dz, (3.7)
О
K2(t) = v<A2>+[ F(z)F(z — T)dz, (3.8)
o
D2 = v<A2> J [F«dz. (3.9)
о
Данные рассуждения относятся к механическим сигна-
лам АЭ. Однако на практике в основном оперируют с
электрическими сигналами, которые можно характери-
зовать параметрами, аналогичными ранее приведенным.
Проанализируем степень информативности регистрируе-
мых параметров в терминах, соответсвующих ГОСТ
25.002—80.
Число импульсов АЭ (As)—число зарегистрирован-
ных импульсов дискретной АЭ за интервал времени
наблюдения. Из определения следует, что этот параметр
пригоден лишь для описания потоков неперекрываю-
щихся импульсов. Исходя из существующей классифи-
кации фрикционных связей [138], появление дискретной
АЭ возможно при когезионном отрыве, когда прочность
фрикционной связи выше прочности лежащего ниже ма-
териала и происходит глубинное вырывание.
Активность АЭ (TVs) — отношение числа импульсов
АЭ к интервалу времени наблюдения. По своей инфор-
мативности этот параметр сравним с предыдущим, но
дает большую детализацию во времени, что позволяет
исследовать процесс в динамике.
Суммарный счет АЭ (А)—число зарегистрирован-
73
ных превышений импульсами АЭ установленного уровня
дискриминации за интервал времени наблюдения. Эта
величина характеризует число событий с энергией, пре-
вышающей некоторое пороговое значение.
Скорость счета АЭ (N)—отношение суммарного сче-
та АЭ к интервалу времени наблюдения.
Последние два параметра характеризуют число со-
бытий с энергией, превышающей некоторое пороговое
Рис. 3.2. Схема формирования импульсов счета АЭ: No — число еди-
ничных актов АЭ; Na— число источников АЭ; Un — уровень дискри-
минации [105]
значение. При этом теряется информация, относящаяся
к низкоэнергетическим составляющим процесса. Однако
здесь возможна регистрация двух типов сигналов: вы-
сокочастотного случайного (осцилляций) и его оги-
бающей.
При прохождении акустического сигнала через
объем материала и измерительную систему сигнал тран-
сформируется и принимает вид затухающего радиоим-
пульса (рис. 3.2).
Число превышений огибающей (рис. 3.2, б) связыва-
ют с числом действующих источников АЭ, а число пре-
вышений осцилляций (рис. 3.2, а)—с числом единичных
актов АЭ [73]. Число осцилляций определяется ампли-
тудой, длительностью и энергией первичного сигнала.
Правильность регистрации числа событий АЭ зависит
от условий распространения сигнала, разрешающей
способности измерительной системы и уровня дискрими-
нации. Как видно из рисунка, число событий равно че-
тырем, а раздельно регистрируется измерительной си-
стемой только три.
74
При условии нормальности исходного случайного
процесса число превышений сигнала установленного
уровня Un равно [233]:
для осцилляций
Ar(t7n) = f0exp(-t72/2cj2); (З.Ю)
для огибающей
N (L/n) = Д/ (л/6)1/2 (1/п/о) ехр (-П2/2о2), (3.11)
где f0—центральная частота полосы пропускания филь-
тра; o2=GqA/—дисперсия процесса; Go—спектральная
плотность процесса в полосе пропускания фильтра Д[.
В ряде работ [74, 276, 280, 286, 287, 321] показано, что
N зависит от многих факторов и с учетом тонкой струк-
туры акустического сигнала может изменяться в широ-
ких пределах'—от единиц до несколько тысяч импуль-
сов в секунду.
Энергия АЭ (Е)—энергия, выделяемая источником
АЭ и переносимая упругими волнами, возникающими
в материале. Если принять с допущениями, что импульс
напряжения, образующийся вследствие действия источ-
ника АЭ, описывается гауссовой кривой вида
о- щпахехр(-ДТ2), (3.12)
где t—текущее время; Т—половина продолжителы ости
события, являющегося источником импульса АЭ; —
максимальная амплитуда импульса, то полная энергия
одного импульса АЭ определяется выражением [75, 325]
Е = 0,5/л o^t/E^T, (3.13)
где Е* — модуль упругости материала.
Авторами работы [284] проводилась оценка энергии
импульса АЭ путем расчета энергии периода гармони-
ческой волны напряжения по максимальной амплитуде.
Экспериментально установлено, что энергия импульса
дискретной АЭ составляет 1,6- (10~9—10~5) Дж, а не-
прерывной— 1,6-(10-19—10~18) Дж [74].
Энергия сигнала АЭ (Ес)—энергия акустического
излучения, выделяемая в месте измерения или наблю-
дения.
Трудности экспериментального определения энергии
АЭ приводят к тому, что в ряде работ [125, 310, 325]
дается только расчетная оценка порядка ее величины.
По данным работы [43], энергия АЭ в 2—5 раз превос-
ходит энергию, выделяемую в пьезопреобразователе,
75
при этом минимальная электрическая энергия акусти-
ческих импульсов составляет ^10Л7 Дж. Предельная
чувствительность по мощности пьезопреобразователя к
сигналам АЭ достигает 10~19 Вт при полосе пропускания
1 кГц [125].
Обычно на практике измеряют не амплитуду смеще-
ния в волне напряжения, а амплитуду электрического
сигнала А на выходе пьезопреобразователя, которую с
учетом пьезоэлектрической постоянной преобразователя
можно пересчитать в величину смещения в волне напря-
жения, а также определить величину напряжения в вол-
не [271, 290]. Очевидно, что физико-механические
свойства материалов, а также условия эксплуатации
влияют на параметры АЭ [268, 283].
По характеру влияния на амплитуду АЭ все факто-
ры условно можно разделить на две группы:
Факторы, приводящие к росту Факторы, приводящие к сниже-
амплитуды АЭ нию амплитуды АЭ
Высокая прочность материала
Высокая скорость деформации
Анизотропия
Гетерогенность (включения, на-
личие фаз и т. д.)
Увеличение сечения образца
Низкие температуры испытаний
Хрупкое разрушение
Дефекты в материале
Мартенситные фазовые превра-
щения
Распространение трещин
Литая структура
Большой размер зерна
Двойникование
Состояние поверхности [247]
Наличие окисной пленки
Низкая прочность материала
Низкая скорость деформации
Изотропность
Гомогенность
Уменьшение сечения образца
Высокие температуры
Деформация сдвигом
Отсутствие дефектов
Фазовые превращения диффузи-
онного типа
Пластическая деформация
скольжения
Кованая структура
Малый размер зерна
Скольжение
Отсутствие окисной пленки
Одним из важных параметров АЭ является ампли-
тудное распределение — распределение амплитуд АЭ —
импульсов за исследуемый интервал времени. Обычно
под амплитудным распределением понимают функцию
распределения Н(А) амплитуд случайного процесса из
налагающихся импульсов непрерывной АЭ, определяе-
мую через плотность вероятностей h(А) по формуле:
А
Н (А) = J h(A)dA. (3.14)
— ос
76
В большинстве случаев измеряют непосредственно
плотность вероятностей 1г(А), проводя измерение числа
импульсов в заданном интервале амплитуд посредством
вычитания числа импульсов на двух уровнях А, А + ЛА.
Многие исследователи [284, 298, 315, 325] склонны
считать, что о природе источников АЭ можно судить по
форме и частотному спектру сигналов АЭ. При этом
спектральная плотность АЭ полностью совпадает с оп-
ределением спектральной плотности случайного процес-
са. Однако следует отметить, что регистрируемая изме-
рительной системой форма электрического сигнала АЭ
является ее откликом на локальное возмущение в объе-
ме материала и отличается от истинной формы волны
напряжения, возникающей непосредственно у источника,
причем степень искажения зависит от таких факторов,
как упругие характеристики среды, характер деформа-
ции и др.
Волны напряжения при распространении в объеме
твердого тела испытывают амплитудно-фазовые иска-
жения тем большие, чем больше их частота. Таким об-
разом, исходный сигнал, имевший широкий спектр
частот, при прохождении через среду как бы «фильтру-
ется», и уже на расстоянии в несколько сантиметров от
источника в его спектре преобладают частоты менее
нескольких МГц [247]. Иное объяснение этому явлению
дается в работе [108], где учитывается специфика излу-
чения сферических волн, возникающих в случае малых
размеров источника. Автором показано, что основная
частота излучаемых волн определяется значением ре-
активной составляющей импеданса излучения. При
этом частота максимального излучения может оказать-
ся значительно меньше частоты основного резонанса
источника. Так, для полимерных материалов типа эла-
стомеров частота излучения может составлять лишь
несколько процентов резонансной частоты. Для мате-
риалов с отношением модулей продольной и сдвиговой
упругости меньше 1/3 это различие не велико, однако и
его следует учитывать. В работах [30, 74] был проведен
анализ особенностей энергетического спектра процесса
излучения упругих волн при образовании микроразры-
вов в объеме материала. Считая, что плотность вероят-
ности распределения источников по размерам описыва-
ется гамма-функцией, авторы получили приближенную
зависимость основной частоты звукового излучения от
77
параметра распределения, которая позволяет объяснить
ограничение спектра АЭ гораздо более низкими часто-
тами, чем ожидалось многими исследователями.
Учитывая приведенные выше рассуждения, следует
сделать вывод, что форма волны напряжения с низко-
частотным спектром после прохождения через объем
материала воспринимается датчиком менее искаженной,
чем форма волны напряжения с высокочастотным
спектром. Следовательно, и информация о природе
источника АЭ в первом случае будет более досто-
верной.
Несмотря на отсутствие единой точки зрения по воп-
росу об информативности амплитудно-частотного спек-
тра сигналов АЭ (есть мнение [73], что он малоинфор-
мативен из-за нелинейности передаточных функций ма-
териалов, переходного слоя материал—преобразователь,
преобразователя, сложности абсолютной калибровки
датчиков в месте установки), имеются эксперименталь-
ные данные [210] о том, что при одинаковых парамет-
рах приемно-передающего, обрабатывающего и регист-
рирующего трактов акустических сигналов о характере
трения твердых тел и о переходе от одного вида изнаши-
вания к другому можно судить по изменению амплитуд-
но-частотного спектра.
Как уже отмечалось, излучение АЭ представляет со-
бой нестационарный процесс, статистические характе-
ристики которого меняются во времени. Частотный
анализ этого процесса можно осуществить, используя
видеомагнитофон и спектроанализаторы параллельного
или последовательного действия.
Поскольку импульсы АЭ, как правило, имеют малую
длительность и четко определенные начало и конец, их
можно моделировать на ЭВМ и анализировать с по-
мощью преобразований Фурье [39]. Реализацией слу-
чайного процесса в данном случае может служить
фотография осциллограммы сигнала АЭ. Рассмотрен-
ные нами ранее формы волны напряжения от элементар-
ного эмиссионного события (см. выражения (3.1), (3.2),
(3.12)) описываются гауссовой кривой. Частотный
спектр такого процесса изображен на рис. 3.3, а. Из
рисунка видно, что основная доля энергии приходится на
низкочастотную область. Подобные спектры возникают
при быстром движении дефектов, а также в результате
внезапного разрыва материала [105]. Согласно другой
78
точке зрения [247, 306], волна напряжения от локаль-
ного акта пластической деформации имеет вид
О' = ОтахехР (—kt) Sin <£>ot, (3.15)
где k—коэффициент затухания; соо—частота. Максимум
спектральной функции приходится в этом случае на
области высоких частот.
Кроме перечисленных выше информативных пара-
метров, которые достаточно просто можно получить в
аналоговом или цифровом виде при использовании в
Рис. 3.3. Частотный спектр элементарного эмиссионного события,
описываемого формулами: а—(3.1), (3.2) и (3 12); б—(3.15)
(wo = 6,28-106 рад/с, 6=0,1) [75]
основном стандартных электронных приборов, для ана-
лиза экспериментальных результатов применяются па-
раметры, получаемые расчетным путем [210, 260].
Средняя амплитуда импульсов АЭ
А = ------- (3.16)
2^
г —1
где Ai—амплитуда импульса АЭ; Ni—число импульсов
АЭ с амплитудой А,.
Энергетическое. распределение продетектированных
импульсов АЭ характеризует электрическую энергию
на выходе пьезоэлемента, переносимую импульсами раз-
ной амплитуды, и представляет собой плотность вероят-
ности выделения энергии, определяемой выражением
79
(3.17)
за фиксированный интервал времени АТ в амплитудном
окне (Аг, At + ДЛг).
Коэффициент, пропорциональный электрической
мощности АЭ на выходе пьезопреобразователя (при
постоянных параметрах регистрирующей аппаратуры),
равен
п
2 Ei
W7 *=1
(3.18)
где k—общий коэффициент усиления измерительной
системы; Ei—энергия импульсов с амплитудой Л;.
Для количественного описания амплитудных спект-
ров импульсов АЭ можно использовать аппарат мате-
матической статистики [166]. Вид и аналитическое
выражение плотности вероятности амплитуды определя-
ются по методу Пирсона: находятся начальные и цент-
ральные моменты амплитудного распределения первого,
второго, третьего и четвертого порядков, коэффициенты
ассиметрии (г3), эксцесса (г4), а затем критерий
т = ------------Гз2(/~4 + 3)2—J-------, (3.19)
4 (4г4—Згз) (2г4 — Згз — 6)
в соответствии со значением которого выдвигается опре-
деленная гипотеза о виде теоретического закона распре-
деления. После нахождения параметров этого распреде-
ления данная гипотеза проверяется на статистическую
значимость.
Рассмотренные параметры АЭ позволяют детально
изучить природу процессов, происходящих при измене-
нии напряженного состояния материала. Поэтому для
получения более полной информации об особенностях
протекания этих процессов необходима регистрация
максимального числа параметров. Предполагаемые и
установленные соответствия между различными пара-
метрами АЭ [303, 317, 325] представлены ниже.
80
Параметры АЭ
Вид информации
Форма сигнала
Частотный спектр (спектраль-
ная плотность)
Амплитуда (амплитудное рас-
пределение)
Скорость счета (активность)
Тонкая структура источника АЭ
Природа источника АЭ
а) тип присутствующих дефек-
тов
б) тип разрушения (вязкое,
хрупкое), вид изнашивания
Скорость появления дефектов
(событий), скорость изнашива-
ния
Однако регистрация полного набора информативных
параметров не всегда бывает оправдана. Так, например,
при исследовании переходных процессов при трении
(приработка, см. гл. 4) целесообразно регистрировать
скорость счета (активность) АЭ. При установлении ви-
да изнашивания (усталостное, абразивное и т. д.) наи-
более информативными оказываются форма импульсов
АЭ и их амплитудное распределение. Таким образом,
в каждом конкретном случае исследователю необходи-
мо решать проблему выбора оптимального числа ин-
формативных параметров.
3.2. СВЯЗЬ ПЕРВИЧНОГО ИМПУЛЬСА
НАПРЯЖЕНИЯ С СИГНАЛОМ НА ВЫХОДЕ
ИЗМЕРИТЕЛЬНОЙ СИСТЕМЫ
Разрушение фрикционных связей контакти-
рующих поверхностей сопровождается отделением час-
тиц материала (износом). Очаги износа зарождаются
в микрообластях поверхностных слоев, размеры кото-
рых непосредственно связаны с размером разрываемой
фрикционной связи, так как локализация и максималь-
ная величина опасных для прочности материала каса-
тельных напряжений зависят от размера единичных
пятен касания. Это позволяет предложить для установ-
ления корреляции между характеристиками акустиче-
ского эмиссионного излучения и разрушаемой фрикци-
онной связи модель, в основу которой положена связь
параметров первичного импульса напряжения, возни-
кающего при разрушении адгезионного контакта, с
параметрами сигнала на выходе измерительной систе-
мы [297].
6 Зак. 1371 81
В качестве исходной предпосылки будем считать,
что источником АЭ может быть любой дефект, а импуль-
сное движение его границы создает волну напряжения.
Допустим, что начальному положению дефекта (покой)
соответствует точка А (рис. 3.4). За время Тп он пере-
местится в точку В и пройдет расстояние I. На рис. 3.4
представлена функция перемещения g(0 для случая,
когда между моментом возникновения и прекращения
роста дефекта происходит его рост с постоянной ско-
ростью di/dt.
Импульс напряжения, создаваемый при движении
дефекта из точки А в точку В, определяется уравнением
о (О = k^/dt,
(3.20)
где ki—постоянная, определяемая свойствами материа-
ла, окружающего дефект; d'Ejdt — скорость дефекта в
направлении А-+В.
На рис. 3.5 показана форма импульса напряжения,
возникающего при перемещении дефекта на расстоя-
ние I. Поскольку скорость дефекта при его движении из
Л в В не постоянна, то форма импульса напряжения
искажается.
Система регистрации АЭ имеет в качестве приемни-
ка акустического излучения датчик перемещений, кото-
рый воздействует на импульс напряжения подобно тому,
как действует узкополосный электрический фильтр на
электрический сигнал (рис. 3.6). Будем считать, что
датчик имеет полосу пропускания идеальной прямо-
угольной формы шириной А/ и средней частотой f0 (рис.
3.7, б). Необходимо определить характер изменения
выходного сигнала, когда на входе фильтра действует
любой прямоугольный импульс (рис. 3.7, а), обозначен-
ный индексом I.
Теоретический частотный
спектр (спектральная
плотность) импульсного
сигнала может быть полу-
чен путем фурье-преобра-
зования его временной
функции (рис. 3.8)
Рис. 3.4. Теоретическая траекто-
рия движения дефекта
82
S(/) = 4“ +f Gi (0 exp (—j2nft) dt. (3.21)
2n J
— co
На практике же мы наблюдаем следующее: импуль-
сный сигнал поступает на узкополосный фильтр со сред-
ней частотой f0. При условии, что фильтр является
идеальным (прямоугольная частотная характеристика),
он пропускает лишь те частотные составляющие импуль-
Рис. 3.5. Теоретическая форма
волны напряжения
Рис. 3.6. Полоса пропускания из-
мерительной системы
са, которые находятся внутри его полосы пропуска-
ния Af. Без сомнения, сигнал, измеряемый на выходе
фильтра, должен находиться в прямом соответствии с
тем участком частотного спектра импульса, который на-
ходится внутри полосы А/, т. е. должен быть пропорцио-
нален фурье-преобразованию импульса на частоте f0.
Чтобы установить соответствующее аналитическое соот-
ношение между выходным сигналом системы регистра-
ции АЭ и его спектром, можно воспользоваться обрат-
ным преобразованием Фурье
4-00
ф(0 = [ 5г(Пехр(/2л^И- (3.22)
В нашем случае, когда аналитический вид входного
сигнала задается функцией <?,(/) = t7„, 0<^<7'и, спект-
ральная плотность на частоте f0 имеет вид
оо
I S (D I = J (0 ехр (—/2л/¥) dt = UnTn
------------00
sin nf0Tn
nfaTn
(3.23)
6=
83
Так как для очень коротких импульсов спектральная
плотность постоянна, то спектр сигнала на выходе сис-
темы дается выражением
3;(П = 5;Я(Л, (3.24)
где Н (f)—коэффициент передачи фильтра, а сигнал на
выходе при импульсном воздействии на входе описыва-
ется функцией
+ °°
Ct(t) = si j H(f)exp(j2nft)df. (3.25)
------------00
В случае идеального фильтра фаза сигнала не изме-
няется либо изменяется пропорционально частоте
ф(П = и (3.26)
где tg — групповое время задержки в пределах рассматри-
ваемой группы частот /г и /3.
Учитывая, что H(f) = H(—f), получаем
, +°°
Gt(t) = 2Si J Н (f) cos (t— tg) fdf. (3.27)
о
Для узкополосного фильтра коэффициент передачи равен
о, И1< с к,
W) = н, Л<1Л<
о, >h-
Решение поставленной задачи сводится к определе-
нию импульсных характеристик для двух фильтров
нижних частот: у одного из таких фильтров коэффици-
84
ент передачи равен Н и граничная частота равна fi, у
другого коэффициент передачи равен —Н и частота
равна ft:
с- (о = 2StH Гsin?Z^-~^ — f, sltWi(^ —Ш. (3 28)
Если ширина полосы пропускания фильтра мала по
сравнению со средней частотой полосы пропускания
Рис. 3.8. Узкополосное фильтрование спектра Фурье, созданного пря-
моугольным импульсом
(AfCfo), то решение можно представить в виде
Ъ (Г) =- 2StHbf cos (t- tg), (3.29)
где А/ = /3 — Л; f0 = —•
Подставляя в уравнение (3.29) выражение (3.23), получаем
окончательно для функции отклика (рис. 3.9)
- ... sinn/o^n sinnAf(i—t„) .
Gi (0 = 2UnTnH\f-----^-2-------—--------^-cosnfQ(t-tg).
2 ° ’
(3.30)
До тех пор, пока средняя частота фильтра f0 неиз-
менна, его выходной сигнал состоит из «несущего сигна-
ла» cos 2nfо ft—tg), огибающая которого определяется
функцией
k у т sin fanTn sin лА/ (/ — /g)
2 п п nf0Tn лА/^-у ’
85
где А2 = 2ЯД/—-постоянная системы измерения. Время
tg, появившееся в выражении для функции отклика
есть сумма времени перемещения импульса на-
пряжения от источника к датчику tT и времени, необхо-
димого для обработки сигнала измерительной систе-
мой tc:
Значение ст (4) ограничено условием: = 0, если t<ZtT=‘
= tg — tc, т. е. мы не получим сигнала на выходе до тех
пор ° пока импульс напряжения не достигнет датчика.
Функция отклика достигает максимальной величины при
Тп = tg, равной
a,-max = k2UnTn - Sin JtA>Zk. (3.31)
л1о' п
Поскольку преобразование прямоугольного импульса на
частоте представляется выражением (3.23), то
<max = S(/o)2W- (3.32)
Таким образом, измерив максимальное (пиковое) зна-
чение сигнала на выходе измерительной системы о/тах ,
можно вычислить теоретический спектр Фурье.
Рис. 3.9. Реакция узкополосного идеального фильтра на прямоуголь-
ный импульс
86
Из выражения (3.31), полученного для функции
отклика, следует, что максимальная амплитуда выход-
ного сигнала зависит как от ширины импульса напря-
жения Тп, так и от его амплитуды Un, и если предста-
вить изменение o;'max !UnTn как функцию от Тп
, sin nf0T-
(3.33)
то ее минимальное значение имеет место при
Тп --= — - = mt0,
Го
где т=1, 2, 3, ...,—целое, число; Го—волновой период,
соответствующий f0. Таким образом, минимальный вы-
ходной сигнал получаем, если длительность импульса
напряжения Тп кратна резонансному периоду датчика.
При условии Тп t0 имеет место
Тогда из уравнения (3.31) получаем
о'. = к»ипТп.
zmax inn
sin nf0Tn
nf0Tn
1.
(3.34)
При исходных предпосылках (см. рис. 3.4)
= (3.35)
* п
где к,—-постоянная, аналогичная kr.
Подставляя это выражение в (3.34), имеем
<таХ=К1^- (3.36)
Из уравнения (3.36) следует, что максимальная ампли-
туда сигнала, получаемая на выходе преобразователя
АЭ, есть мера расстояния, пройденного дефектом. Энер-
гия акустического излучения пропорциональна квадрату
скорости развития дефекта (3.33), т. е.
tfimax
Еп ~ (dl/dty ~ Ul ~
т I sin л/Тп \
П I nfTn )
87
При условии, что Тп t0, для импульсов АЭ справедли-
во соотношение
Е ~
Анализ полученных соотношений показывает, что мак-
симальную амплитуду на выходе пьезопреобразователя
можно связать с некоторым физическим параметром
изучаемой системы, например размером микроразрыва в
объеме материала, при условии что волновой период
преобразователя во много раз превышает длительность
любого элементарного эмиссионного события; для оцен-
ки энергии элементарного источника АЭ необходимо
знать максимальное значение сигнала на выходе преоб-
разователя и длительность первичного импульса напря-
жения.
Экспериментальная проверка полученных соотно-
шений, проведенная для случая разрушения адгезион-
ного контакта, показала удовлетворительное совпадение
расчета с результатами опыта [297].
3.3. ТРИБОМЕТРИЧЕСКИЕ УСТАНОВКИ
ДЛЯ ИССЛЕДОВАНИЯ АКУСТИЧЕСКОЙ ЭМИССИИ
Лабораторные установки, применяющиеся для
исследования АЭ, возникающей при трении и изнаши-
вании, можно разделить [138] по кинематике и геомет-
рии контакта (рис. 3.10). Такое подразделение необхо-
димо как для моделирования различных видов фрикци-
онного разрушения, так и для выявления влияния на
него отдельных факторов, в особенности физико-хими-
ческих процессов. Поскольку регистрация АЭ обладает
рядом специфических особенностей, возникает необхо-
димость в разработке специальных конструкций испы-
тательных машин [80, 113, 192]. Уровень сигнала АЭ
мал (несколько микровольт на выходе преобразователя)
и поэтому следует стремиться по возможности избегать,
попадания в измерительную систему посторонних шу-
мов, которые могут быть приняты за информационный
сигнал. В связи с этим установку необходимо изолиро-
вать от внешних вибраций и шумов, а собственные шу-
мы испытательной машины должны быть сведены к
минимуму.
Выбор схемы фрикционного контакта является важ-
88
ним моментом при разработке исследовательских уста-
новок. Из всего многообразия схемных решений (рис.
3.10) наибольшее распространение получила схема
трения, при которой осуществляется контакт плоской
поверхности образца со сферическим индентором —
контртелом. Поскольку из-за малости фактической пло-
щади контакта коэффициент взаимного перекрытия
близок к нулю, возможно активное влияние окружаю-
Рис. 3.10. Схемы испытаний на трение: 1, 2 — контактирующие тела,
0г^Лвз<0,5: а — знакопеременное трение по образующей [80, 203,
204; б — однонаправленное торцовое трение [112, 113]; в — одно-
направленное трение по образующей [80]; г — однонаправленное
трение по образующей [181, 192, 243, 248]
щей среды на процессы трения и изнашивания, и тепло-
вые эффекты играют несущественную роль. К тому же
применение индентора с рабочей поверхностью, выпол-
ненной в виде полусферы, снижает погрешность распо-
ложения взаимодействующих тел.
Установки для исследования трения и изнашивания,
разработанные в МИФИ [80] и получившие название
«Фрикцион», выполнены по схеме торцового типа, по-
зволяющей осуществлять технологический контроль
триботехнических характеристик материалов.
К числу специфических особенностей этих установок
относится использование в системе передачи главного
движения малошумящих двигателей, установленных с
применением амортизаторов на отдельных основаниях.
Двигатель связывается с установкой с помощью элас-
89
Таблица 3.1
Технические характеристики трибометрических установок «Фрикцион»
[80]
Параметры Установка
Фрикцион-1 Фрикцион-В Фрикцион-II
Вид главного Вращательное Вращательное од- Возвратно-по-
движения однонаправлен- ное ненаправленное ступательное
Диапазон ско- ростей, м/с 0,02—20,0 0,02—10,0 0,0002—0,001
Диапазон нор- мальных нагру- зок, Н 0,6—50 0,1—40 Контролируемая 0,5—10
Окружающая среда Атмосфера среда (газ, жид- кость) Атмосфера
тичных элементов: ременной передачи или упругой
муфты.
Другая особенность состоит в том, что с целью улуч-
шения метрологических характеристик узел подвески
сферического индентора выполнен в виде коромысла,
одно или оба плеча которого являются чувствительными
элементами силоизмерительной системы. Достоинство
такой конструкции — возможность контроля состояния
рабочих поверхностей контактирующих тел без снятия
образцов с установки. В табл. 3.1 приведены техниче-
ские характеристики установок «Фрикцион».
Установка «Фрикцион-1» (рис. 3.11) предназначена
для проведения базовых испытаний в атмосферных ус-
ловиях. В качестве источника движения использован
электродвигатель 1 постоянного тока с регулируемой
частотой вращения. Движение от двигателя с помощью
ременной передачи 2 подается на шкив шпинделя 4,
снабженный датчиком 3 частоты вращения. В качестве
шпинделя используется скоростная внутришлифоваль-
ная головка с жидкой смазкой. Биение рабочего кон/< а
головки, на который сажается планшайба 5, составляет
4—6 мкм. Рабочая поверхность планшайбы окончатель-
но прошлифовывается в сборе со шпинделем, что позво-
ляет снизить торцовое биение до 0,5—1,0 мкм.
На рабочей поверхности планшайбы устанавливает-
ся подвижный образец дисковой формы 6. Неподвижный
образец 7 закреплен в ультразвуковой головке 8, кото-
рая смонтирована на тензобалке 9, служащей для изме-
90
рения момента трения. Другая тензобалка 15 служит для
измерения нормальной силы. Обе тензобалки выполня-
ют функции как несущих, так и измерительных элемен-
тов конструкции и, кроме того, являются плечами коро-
мысла подвески индентора. Выбор необходимого радиу-
са дорожки трения осуществляется путем перемещения
узла подвески, установленного на крестовом суппорте
10, винтами продольной и поперечной подачи 11 относи-
Рис. 3.11. Установка «Фрикцион-1» [80]
тельно основания 12. Такое устройство подвески позво-
ляет использовать коромысло как рычаг для приложе-
ния нормальной силы к индентору, которое осуществля-
ется с помощью тросика, перекинутого через блок 14
грузом 13. Предусмотрен контроль температуры в зоне
трения, которая измеряется хромель-алюмелевой термо-
парой, подведенной к рабочему концу индентора.
Установка «Фрикцион-В» (рис. 3.12) предназначена
для исследований в контролируемой атмосфере: различ-
ные газовые среды, вакуум до 1,3-10 3 Па. Возможны
испытания в жидких средах. Вращательное движение
от привода с помощью вала 1 через герметичный ввод 2,
расположенный в основании 3 вакуумной камеры, пере-
дается на предметный столик 4. На нем устанавливает-
ся подвижный образец 5 дисковой формы и закрепляет-
ся гайкой 6. Углубление, образующееся над рабочей
поверхностью подвижного образца, при необходимости
может быть заполнено жидкой средой. Неподвижный
образец 7 закреплен в ультразвуковой головке 8, уста-
новленной на тензобалке для измерения силы трения.
Тензобалка является одним из плеч коромысла 9 под-
91
вески индентора, которое может качаться на оси 10.
Другое плечо коромысла выполнено в виде винтового
штока 11, по которому может перемещаться противовес
12 для настройки нормальной силы, нагружающей обра-
зец. Установка образцов происходит путем перемещения
всего узла подвески в направляющих 13 типа «ласточ-
кин хвост», расположенных на основании камеры.
Для создания вакуума или контролируемой газовой
Рис. 3 13. Установка «Фрикцион-П»
[80]
накрывается стеклянным колпа-
среды вся установка
ком и подключается к системе откачки или наполнения.
Улучшение метрологических характеристик системы
регистрации АЭ достигается расположением предвари-
тельного усилителя 14 недалеко от ультразвуковой го-
ловки. Наличие стеклянного колпака позволяет вводить
в рабочую зону различные виды лучистой энергии, на-
пример УФ и лазерное излучение.
На установке «Фрикцион-П» (рис. 3.13) проводятся
исследования в воздушной среде при низких скоростях
возвратно-поступательного перемещения. Отличительной
особенностью ее является возможность снятия сигнала
АЭ одновременно с обоих образцов. Для организации
движения используется низкоскоростной малогабарит-
ный электродвигатель небольшой мощности. Вращение
от двигателя 1 через червячную пару 2 передается на
ходовой винт <3, приводящий в движение ползун 4, пере-
мещающийся в направляющих 5. Скорость движения
ползуна изменяется путем замены двигателя или чер-
92
измерительной
вячной пары. В пазу ползуна устанавливается суппорт
6, который для корректировки взаимного расположения
образцов может перемещаться с помощью винта 7, по-
перечной подачи. На суппорте закреплены подвижный
образец 8 плоской формы и ультразвуковая головка 10,
снимающая сигналы АЭ с подвижного образца посред-
ством индентора. Неподвижный образец 9 закреплен в
другой головке, установленной на тензобалке 11, изме-
ряющей силу трения. Тензобалка является одним из
плеч коромысла 12 подвески индентора. На другом пле-
че коромысла находится противовес 13, с помощью ко-
торого можно регулировать давление в контакте.
Ультразвуковые головки соединяются с
системой посредством кабелей 14.
Во всех установках «Фрикцион» при-
меняются ультразвуковые головки еди-
ной конструкции (рис. 3.14). В качестве
чувствительного элемента в головках ис-
пользуется пьезодатчик дисковой формы
типа ЦТС-19. Сферический индентор 1
закрепляется' в корпусе головки с помо-
щью гайки 2. Датчик 3 располагается в
корпусе 4 головки и поджимается к плос-
кому торцу индентора гайкой 5. Корпус
закрывается крышкой 6, через которую
пропущен кабель 7, соединяющий датчик
с системой регистрации и обработки сиг-
налов АЭ. Такая конструкция головки
позволяет обеспечить постоянную силу
прижатия чувствительного элемента к
плоскому торцу образца независимо от
нормальной силы, приложенной к сфери-
ческому концу датчика.
В МВТУ им. Н. Э. Баумана создана
установка f 192], реализующая схему тре-
ния вал—индентор (рис. 3.15). Ее отли-
чительной особенностью является воз-
можность изучения влияния волн напря-
жений, возникающих в процессе фрикци-
онного контактирования и вызывающих
Рис. 3.14. Ультразвуковая головка [801
93
АЭ, на процессы, их порождающие. Установка состоит
из станины 11, на которой смонтированы подвижный 9
и неподвижный 15 приводы, диск контролируемого тре-
ния 7, диск-генератор 1 и подвижный держатель 13.
В держателе на призматических опорах 12 с помощью
болтов 4 закрепляется индентор-волновод 3, своими
торцами контактирующий с диском-генератором и дис-
ком контролируемого трения. Постоянное усилие прижа-
Рис. 3.15. Принципиальная схема установки трения [192]
тия торцов индентора-волновода обеспечивается нагру-
жающими устройствами 10, 14. Измерение износа инден-
тора в зоне контролируемого трения осуществляется с
помощью индикаторов часового типа 5, 8 с ценой деле-
ния 2 мкм. Условиями эксперимента было предусмотре-
но охлаждение индентора. При этом использовались
две независимые системы подачи СОЖ: 2%-ный раствор
укринола (расход 0,1 л/с) 2 и масло Индустриальное-20
6 (расход 0,002 л/с).
Фрикционное взаимодействие торцов индентора с
дисками приводит к перераспределению упругих напря-
жений в объеме материала индентора и появлению АЭ.
Регулирование потока энергии АЭ, генерируемой внеш-
ним источником — диском-генератором и поступающей
в зону контролируемого трения, осуществлялось путем
изменения акустического сопротивления индентора на
участке 16. С этой целью в инденторе в одних случаях
делались пазы (п=2—6), куда запрессовывались сег-
менты из текстолита, в других — кольцевая проточка
с диаметром шейки d= (10-3,5) 10-3 м.
94
Основной задачей при разработке этой установки
была возможность создания на торцах индентора таких
условий фрикционного контактирования, когда поле
напряжений’в зоне контролируемого трения от внешне-
го источника было бы соизмеримо с собственным. Такое
соответствие обеспечивалось анализом зависимости
АЧХ излучения в зоне контролируемого трения эг конст-
руктивных параметров установки, режимов трения.
При регистрации АЭ пьезодатчик устанавливался на
торцах индентора. Контактная поверхность датчика вы-
полнялась сферической, что позволило снимать с излу-
чающей поверхности индентора удельные значения па-
раметров АЭ. Поскольку конструкция установки не поз-
воляет осуществить непосредственную регистрацию АЭ,
генерируемой в зоне контролируемого трения, то оценка
напряженного состояния проводилась путем измерения
амплитуды сигнала АЭ, регистрируемой на торце, про-
тивоположном зоне трения, с учетом коэффициента за-
тухания на опорах. Значение коэффициента затухания,
полученное в ходе эксперимента путем варьирования
числа опор, составляло цоп=1,3—1,4. Следует отметить,
что поскольку не учитывается рассеяние упругой энергии
в материале индентора, то это значение определяет
нижнюю границу уровня напряжений, возникающих в
зоне трения.
Ряд исследований был проведен на установках
МПТ-1, СМЦ-2, серийно выпускаемых промышленностью
[181, 203, 204, 248, 249]. Использование унифицирован-
ных испытательных трибометрических установок позво-
ляет получать сравнимые экспериментальные результа-
ты, которые в дальнейшем можно использовать для соз-
дания банка стандартных справочных данных (см.
гл. 5). Поэтому нами в ИММС АН БССР применялось
в основном сочетание акустической аппаратуры с уни-
фицированными машинами трения.
3.4. АКУСТИЧЕСКАЯ АППАРАТУРА
ДЛЯ ТРИБОМЕТРИЧЕСКИХ ИССЛЕДОВАНИЙ
3.4.1. Основные тенденции в разработке
акустико-эмиссионной аппаратуры
Основной задачей аппаратуры АЭ является
выделение наиболее информативных параметров регист-
рируемого импульсного процесса. Перечень необходи-
95
<£>
О
Таблица 3.2
Организации (фирмы, центры), занимающиеся разработкой аппаратуры и методов АЭ-контроля
Организация (фирма, центр) Развиваемое направление Выпускаемая аппаратура
ВНИИНК (г. Кишинев, СССР) «Дальстандарт» НПО (Хабаровск, СССР) Московский инженерно-физиче- ский институт (СССР) СКБНП с ОП АН ЛатССР (г. Рига, СССР) Bruel and Kjer (Дания) Dunegan/Endevco (США) Trodyne (США) Novtec (США) Westinghouse Electric (США) Teledyne Materials Research (США) Контроль разрушения образцов и конструкций в различ- ных отраслях промышленности Отбраковочный контроль изделий, испытание образцов деталей, конструкций Регистрация и анализ АЭ, возникающей при деформиро- вании твердых тел Регистрация и интегрирование сигналов АЭ при деформи- ровании и разрушении твердых тел Разработка аппаратуры для регистрации АЭ в широком диапазоне частот Отбраковочный контроль изделий, всевозможные испыта- ния То же Контроль аварии, явления кавитации, коррозионное рас- трескивание Разработка аппаратуры » АФ-10, АФ-20, АФ-30 АВН-1М, НИ-1, СС-5, ИМ-1, СА-30, АРКС-2, РПТ-2, АРУП-3, АМУР-4М РИФ-МИФИ «Эффект» Мод. № 8312, 8313, 8314, 2637, 2638, 4429 Мод. № 902, 920, 1032, 3000 Мод. № 7500, 8100 НДТ-200, АЕМС-1,2 Нет данных »
Acoustic Emission (США) Philips Petroleum (США) Southwest Research Institute-Ba- telle (США) Leanord (Франция) Sepema (Франция) Setim (Франция) Centre d'Etudes Nusleares De Saclay (франция) The Nondestructive Testing Centre (Harwell) (Вели- кобритания) Tekniska Rentgencentralea (Шве- ция) The University of Centre Asso- tiation Vincotte (Бельгия) Выпуск приборов частного применения » Приборы АЭ контроля » Исследования в области контроля реакторов » Отбраковочный контроль изделий, разнообразные иссле- Одимат-Л, Е; Лока- дования мат-32 То же Нет данных ' Разработка метода АЭ для использования его на практи- » ке Разработка метода комплексного АЭ контроля (атомная » энергетика) Исследования в области АЭ контроля реакторов » Разработка аппаратуры; использование метода на практи- » ке Исследования в области АЭ контроля »
мых параметров существенно зависит от функциональ-
ного назначения аппаратуры. По характеру решаемых
задач и сложности выполнения (возрастает в порядке
перечисления) аппаратуру АЭ можно условно разделить
на несколько основных групп: приборы для технологиче-
ского контроля в производстве; многофункциональные
приборы для лабораторных исследований, назначение
которых заключается в установлении корреляционных
зависимостей между параметрами АЭ и кинетическими
закономерностями изучаемого процесса, а также в бо-
лее глубоком изучении явления и уточнении природы
источников АЭ; системы АЭ эксплуатационного контро-
ля. Разработкой АЭ аппаратуры занимается ряд орга-
низаций как у нас в стране, так и за рубежом (табл. 3.2).
В работах [96, 117, 179, 260, 314, 326] описываются
различные оригинальные комплексы для приема, усиле
ния, сбработки и регистрации сигналов АЭ и принципы
построения аппаратуры, специфика ее конструктивного
исполнения в зависимости от характера испытаний ма-
териалов и услсвий работы различных триботехнических
систем. В работе [31] сформулированы основные тен-
денции, наблюдающиеся при разработке аппаратуры
АЭ.
1. Использование стандартных унифицированных
блоков электронной аппаратуры, выполненных на полу-
проводниковых элементах и интегральных микросхемах.
Примером могут служить системы, используемые для
регистрации ионизирующих излучений в ядерной элект-
ронике САМАС (Computer Application to Measurement
and Control), и ее отечественный аналог система «Век-
тор» [167]. Система содержит все необходимые блоки
усиления, обработки и регистрации информации, ввода
и вывода данных, источники питания, блоки сопряже-
ния с внешними устройствами (ЭВМ). Отдельные бло-
ки монтируются в унифицированных каркасах, карка-
сы в сгойках, которые могут быть объединены в инфор-
мационно-вычислительный центр.
2. Создание специализированной системы унифици-
рованных блоков для регистрации АЭ, учитывающей
специфику АЭ-измерений. Из них можно компоновать
системы для решения конкретных задач. Здесь следует
упомянуть о разработках фирм «Данеган/Эндевко»
(США) [36, 269], «Брюль и Къер» (Дания) [56], систе-
ме блоков, созданной в ИАЭ им. И. В. Курчатова [7],
98
а также разрабатываемой в СССР акустико-эмиссион-
ной ветви унифицированной системы АСНК (агрегати-
рованных средств неразрушающего контроля).
3. Разработка специализированных приборов для ре-
шения частных задач исследования и контроля. Они,
как правило, регистрируют один-два параметра АЭ,
имеют относительно несложную конструкцию и просты
в эксплуатации [105].
4. Использование аппаратуры, скомпонованной из
имеющегося в наличии стандартного радиотехнического
оборудования и доукомплектованного самодельными
электронными блоками — предусилителями, сопрягаю-
щими устройствами, преобразователями и т. д. [96, 204,
243].
Все это приводит к тому, что экспериментальные ре-
зультаты по использованию метода АЭ, полученные раз-
личными авторами при испытании одних и тех же мате-
риалов и конструкций, в одних и тех же условиях, как
правило, не совпадают, что затрудняет систематизацию
имеющихся данных и требует осторожности в их интер-
претации.
3.4.2. Требования
к акустико-эмиссионной аппаратуре,
используемой в трибометрии
Специфические особенности сигналов АЭ, воз-
никающих при трении и изнашивании твердых тел (низ-
кий энергетический уровень, широкий диапазон частот,
большой динамический диапазон изменения парамет-
ров), предъявляют определенные требования к разра-
ботке акустической и электронной систем АЭ аппарату-
ры. Эти системы должны вносить минимальные иска-
жения в форму исследуемых сигналов, иметь высокую
чувствительность, большой коэффициент усиления и ма-
лый уровень собственных шумов, зависящий от ширины
рабочей полосы частот. Причем, если применение узко-
полосной системы регистрации АЭ позволяет увеличить
отношение сигнал — шум и регистрировать малые по
амплитуде сигналы АЭ, то при использовании широко-
полосной системы регистрируется большее количество
спектральных составляющих сигнала, что дает более
полную информацию о самом сигнале. Построение аппа-
ратуры определяется целью исследований. Естественно
99
Таблица 3.3
Технические характеристики отечественных приборов для регистрации
и обработки сигналов АЭ
Тип прибора Диапазон рабочих частот, кГц Уровень шу- мов, приведен- ный ко входу, мкВ (не более) Коэффици- ент усиле- ния Регистрируемые парамет- ры АЭ
АФ-10 100—1500 7 88 Число импульсов АЭ
АФ-20 30—2500 20 94 Скорость счета АЭ, амплитуда, длитель- ность
АВН-1М 70—850 5 — Скорость счета АЭ, амплитуда, средняя мощность непрерывной АЭ
РИФ-МИФИ 60—2000 10 40—60 Скорость счета АЭ
ИМ-1 140—900 — Мощность АЭ
АРУП-3 10—2000 10 80 Скорость счета АЭ
желание получить при этом максимальное количество
информации. Однако количество информации, извлекае-
мой в ходе исследования того или иного процесса, огра-
ничено временем наблюдения, наличием шумов, шири-
ной полосы пропускания измерительного канала АЭ
аппаратуры.
При исследовании процессов трения и изнашивания
твердых тел следует, по-видимому, отдавать предпочте-
ние широкополосным системам, так как акустическое
излучение зоны фрикционного контакта представляет
собой суперпозицию как дискретной, так и непрерывной
АЭ, частотный спектр которых простирается от десятков
до сотен кГц.
Анализ имеющихся литературных данных показы-
вает, что основные технические характеристики (частот-
ный диапазон принимаемых сигналов, уровень шумов,
приведенный ко входу предварительного усилителя, ди-
намический диапазон, коэффициент усиления, пределы
и ступени регулирования порога дискриминации и уси-
ления) большинства аппаратурных разработок доста-
точно близки (табл. 3.3). Как правило, рабочая полоса
частот лежит в пределах 0,1—2,5 МГц, которая выби-
рается из компромиссных соображений помехозащищен-
ности и минимального затухания сигнала АЭ в иссле-
дуемом материале. В зависимости от конкретных усло-
вий распространения сигнала, наличия помех и харак-
100
теристик используемого преобразователя сигналов АЭ
рабочую полосу частот выбирают более узкой — 200—
300 кГц внутри указанного диапазона. Одной из важ-
ных задач при создании АЭ аппаратуры является выде-
ление полезного сигнала на фоне помех, которые при-
водят к маскировке и искажению информации. Разли-
чают два типа помех: внутренние, присущие самой
аппаратуре (тепловые шумы, флуктуации числа носите-
Рис. 3.16. Зависимость числа выб-
росов в событии от амплитуды со-
бытия для различных видов сигна-
лов' I — область механических
шумов; II — область электромаг-
нитных помех; III — область сиг-
налов АЭ 1105]
ле, имп
лей зарядов, нестабильность токов утечки и т. д.), и
внешние (шумы механических систем испытательных
установок, вибрации, акустическое излучение в объекте,
не связанные с изучаемым явлением). Проблема обна-
ружения сигнала на фоне помех обсуждается в работах
[5, 31]. Для выделения сигнала АЭ из шумов наиболее
часто используют частотную фильтрацию и амплитуд-
ную дискриминацию.
Суть частотной фильтрации заключается в том, что
спектральные характеристики полезного сигнала и поме-
хи значительно отличаются. Поскольку частотный
спектр внешних помех не превышает 200 кГц, а спектр
сигналов АЭ достигает десятков МГц, то исключение из
регистрируемых сигналов АЭ их низкочастотных компо-
нентов уменьшает вероятность регистрации ложных сиг-
налов от помех. Несмотря на потерю значительной части
информации, этот метод из-за своей простоты получил
широкое распространение. Для защиты аппаратуры от
электромагнитных помех, имеющих широкий частотный
спектр, используют как экранирование ее элементов, так
и чисто схемные решения — выполнение датчиков и
предусилителей по дифференциальной схеме [105,
117]. Хорошие результаты получаются при использова-
нии метода временной селекции сигналов АЭ [199], ко-
торый заключается в следующем. Возникающий элект-
101
ромагнитныи сигнал помехи улавливается антенной,
расположенной во вспомогательном канале, и подается
на схему, вырабатывающую сигнал, запирающий схему
пропускания, нормально открытую при отсутствии бло-
кирующих сигналов. Одновременно с этим в основном
канале усиления сигналы помехи задерживаются на не-
сколько микросекунд и поступают на схему пропуска •
ния лишь после того, как она заблокирована. Погреш-
Рис. 3.17. Увеличение помехоустойчивости с использованием «плава-
ющего» порога, а — регистрация выбросов при «плавающем» пороге;
б — регистрация выбросов при фиксированном пороге; / — выбросы
АЭ; 2 — фиксированная разница; 3 — «плавающий» порог; 4 — уро-
вень шума [105]
ность измерения скорости счета АЭ не превышает 5%
при интенсивности помех 10 имп/с.
Амплитудная дискриминация сигналов АЭ осущест-
вляется путем введения в АЭ-аппаратуру порогового
устройства, пропускающего на выход только сигналы,
амплитуда которых превосходит некоторый заданный
уровень. Следует заметить, что сигналы АЭ, уровень ко-
торых близок к уровню шумов, таким методом выделить
не удается.
Для импульсов АЭ характерна связь между числом
выбросов /V в событии и пиковой амплитудой ЦтЯх:
= (3.37)
102
где Un—пороговое напряжение; k — коэффициент про-
порциональности.
Сигналы с большой амплитудой и малым числом вы-
бросов возникают в результате воздействия внешних
электромагнитных полей (рис. 3.16). Сигналы с относи-
тельно небольшими амплитудами, но большим числом
выбросов характерны для механических шумов. Соотно-
шение (3.37) можно использовать при разработке мето-
дов выделения сигналов АЭ на фоне помех.
Эффективным аппаратурным методом борьбы с шу-
мами является использование «плавающего» порогового
уровня [105]. Он заключается в том, что уровень диск-
риминации выбирают несколько выше эффективного
значения шума (рис. 3.17). При относительно медлен-
ном его изменении уровень дискриминации изменяется,
сохраняя установленную разницу этих напряжений.
Из изложенного выше можно сформулировать основ-
ные требования к аппаратуре АЭ, используемой в трибо-
метрии: высокая чувствительность; отсутствие искаже-
ний в приемно-передающем тракте; малый уровень соб-
ственных шумов; широкая полоса пропускания.
3.4.3. Акустико-
эмиссионный комплекс ИММС АН БССР
для триботехнической диагностики
К настоящему времени создано большое чис-
ло измерительных комплексов применительно к задачам
триботехнических исследований, структурные схемы ко-
торых рассмотрены в работах [119, 181, 204, 243, 262,
276]. Основными элементами этих схем являются прием-
ный преобразователь АЭ (датчик), предусилитель, поло-
совые фильтры, основной усилитель, дискриминатор,
нормализатор импульсов, устройства для наблюдения
и регистрации параметров АЭ. Рассмотрим принцип
действия отдельных элементов аппаратуры на примере
исследовательского комплекса, разработанного в ИММС
АН БССР, структурная схема которого приведена на
рис. 3.18. При разработке этого комплекса был исполь-
зован опыт, накопленный в МИФИ при разработке и
создании акустико-эмиссионных регистраторов [111,
260]. В комплексе максимально использована серийно
выпускаемая аппаратура. Авторами были специально
разработаны устройства приемно-усилительного тракта,
103
которые выполнены в виде отдельного блока с выносным
предварительным усилителем. Ниже приведены его
основные технические характеристики.
Входное сопротивление (не менее), МОм
Входная емкость (не более), пФ
Уровень собственных шумов, приведенных ко
входу (не более), мкВ (ср. кв. значение)
Рабочий диапазон частот, кГц
Частоты среза ФВЧ, кГц ±10%
Затухание за частотой среза, дБ/дек
Нелинейность АЧХ, дБ
Максимальная амплитуда сигнала на вы-
ходе, В
Коэффициент усиления (ступенчато)
Постоянная времени детектора, мкс
Порог дискриминации, мВ
Скорость счета импульсов АЭ интенси-
метром, имп/с
2
10
10
50—2000
50, 100, 200, 300
40
±10%
7
7500, 5000, 2500,
1500, 1000, 800
50, 200
40, 50, 70, 90, 100,
130, 150, 200, 300,
400, 500
0—5- 10s
Волны напряжений, возникающие при фрикционном
контактировании твердых тел, достигая датчика, преоб-
разуются в нем в электрические сигналы, которые сна-
чала усиливаются предусилителем, а после прохожде-
ния фильтра высоких частот основным усилителем. Ви-
зуальное наблюдение осуществляется с помощью запо-
минающего осциллографа, а регистрация формы импуль-
сов АЭ — фотоаппаратом. В качестве промежуточного
носителя информации используется видеомагнитофон.
Анализ составляющих сигнала АЭ производится спект-
роанализатором последовательного действия. С одного
выхода основного усилителя сигналы также подаются
на нормализатор импульсов, а с него на амплитудный
анализатор. С другого выхода сигналы поступают на
дискриминатор уровня и далее на интенсиметр. Полу-
чаемая информация выводится на цифропечатающее
устройство, графопостроитель и самопишущий прибор.
Рассмотрим более подробно некоторые конструктивные
особенности и функциональное назначение отдельных
составляющих приемоусилительного тракта, комплекса
для регистрации АЭ.
Приемный преобразователь АЭ (датчик) — важное
звено измерительного АЭ комплекса. Задачей датчика
является прием и преобразование упругих колебаний
104
поверхности твердого тела в электрические сигналы.
Требования к датчикам АЭ определяются целями иссле-
дования и условиями его проведения. Основные пара-
метры датчиков АЭ: чувствительность в выбранной по-
лосе частот, полоса пропускания датчика, рабочая тем-
пература, помехоустойчивость, электрический импеданс,
собственные шумы.
Наиболее полной характеристикой датчика является
Рис. 3.18. Структурная блок-схема исследовательского комплекса:
1 — датчик; 2 — выносной предусилитель; 3 — предусилитель; 4 —
фильтр высоких частот; 5 — основной усилитель-детектор; 6 — нор-
мализатор импульсов; 7 — выходной усилитель; 8 — анализатор им-
пульсов; 9 — цифропечатающее устройство (УВН2-95); 10 — дискри-
минатор; 11 — интенсиметр; 12 — самопишущий прибор Н338/4П;
13 — делитель частоты; 14 — частотомер (43-54); 15 — индикатор
перегрузки; 16 — магнитофон «Электроника-302»; 17 — анализатор
спектра (СК4-59); 18 — графопостроитель (Н-306); 19 — блок пита-
ния; 20 — запоминающий осциллограф С8-1; 21 — фотоаппарат
его амплитудно-частотная характеристика (АЧХ). Зави-
симость чувствительности от частоты лежит в основе
классификации датчиков АЭ и определяет область их
применения. По частотным свойствам датчики можно
разделить на узкополосные (резонансные), полосовые
и широкополосные. Для узкополосных датчиков харак-
терно отношение A//fp^10 (Af —полоса пропускания
на уровне 0,7; /р— рабочая частота). У полосовых пре-
образователей полоса пропускания близка по величине
рабочей частоте Af~/P. Широкополосные преобразова-
тели имеют максимально возможную полосу пропуска-
105,
ния. Характерные частотные зависимости чувствитель-
ности рассмотренных трех типов преобразователей при-
ведены на рис. 3.19.
Узкополосные датчики ввиду их большой чувстви-
тельности на частоте, выбираемой из условий экспери-
мента, целесообразно использовать для определения
момента возникновения дефекта или начала его роста.
При этом происходит искажение сигналов АЭ, уменьше-
ние их энергии. Широкополосные датчики, как правило,
Рис. 3.19. Частотные зависи-
мости чувствительности раз-
личных типов преобразова-
телей акустической эмиссии:
1 — резонансный; 2 — по-
лосовой; 3 — широкополо-
сный
применяются для исследования кинетики явления АЭ.
Неизбежное при этом снижение чувствительности датчи-
ка компенсируется минимальными искажениями при
передаче формы сигнала.
Существует большое количество методов преобразо-
вания колебательного движения поверхности твердого
тела в электрический сигнал: емкостные [188], магнито-
стрикционные [308, 309], оптические [73, 40, 126] и
пьезоэлектрические.
Принцип действия емкостных преобразователей
основан на изменении емкости конденсатора при коле-
баниях одной из его обкладок. Достоинством этого типа
преобразователей является практическая независимость
выходного напряжения от частоты и простота определе-
ния чувствительности. В то же время при анализе аку-
стических колебаний на высоких частотах (0,1—10 МГц)
для получения удовлетворительной чувствительности
необходимо обеспечить зазор между обкладками кон-
денсатора порядка нескольких микрометров и прикла-
дывать напряжения, близкие к пробою (50 кВ/мм).
Это требует высокой точности изготовления преобразо-
вателя и температурной стабильности элементов его
конструкции.
106
Магнитострикционные преобразователи редко при-
меняются для регистрации сигналов АЭ, что связано с
нх конструктивной сложностью и невысокой чувстви-
тельностью. Достоинство — отсутствие механических ре-
зонансов в широком диапазоне частот, высокие рабочие
температуры, возможность обеспечения низкого выход-
ного сопротивления датчика.
Для приема АЭ можно использовать оптические ме-
тоды, которые являются безынерционными и не требуют
непосредственного акустического контакта с объектом
измерений.
Поскольку перемещения поверхности твердого тела,
обусловленные генерированием АЭ, достаточно малы
(10~7—10-14 м), то в основе оптических методов лежит
использование интерферометров и когерентного лазер-
ного излучения. Несмотря на высокую точность измере-
ния амплитуды колебаний поверхности, оптические ме-
тоды не получили широкого распространения ввиду
сложности аппаратуры. В связи с этим лазерная интер-
ферометрия в основном применяется в лабораторных
экспериментах только для абсолютной градуировки
пьезопреобразователей.
Перечисленные выше методы либо не обладают не-
обходимой чувствительностью при регистрации сигналов
АЭ, либо достаточно сложны, поэтому основное распро-
странение получил метод, основанный на прямом пьезо-
эффекте, заключающийся в появлении электрических
зарядов на поверхности пьезоэлемента в результате его
деформации упругой волной. Пьезоэлектрическими свой-
ствами обладают многие кристаллические диэлектрики,
однако у большинства из них пьезоэлектрический эффект
мал. Для изготовления пьезодатчиков используются ма-
териалы, имеющие хорошие пьезоэлектрические и фи-
зико-механические свойства. В табл. 3.4 приведены
основные характеристики пьезоматериалов, используе-
мые в датчиках АЭ. Теоретическая оценка порога чувст-
вительности пьезоэлектрического преобразователя к сме-
щению, определяемая тепловыми шумами, дает значе-
ния порядка 10 !7 м [126]. Реальный порог чувствитель-
ности зависит от конструкции преобразователя. На рис.
3.20 показаны типичные конструкции преобразователей
АЭ. Корпус датчика предназначен для защиты пьезо-
элемента от механических повреждений и для экрани-
рования от электромагнитных помех. Применяются кор-
107
Таблица 3.4
Основные характеристики пьезоматериалов
[5, 73, 105, 198, 240]
Материал Предел проч- ности при сжа- тии Е, МПа 1 Коэффициент электроме- ханической связи Пьезомо- дуль dlk’ 10“12, Кл/Н Относи- тельная ди- электри- ческая проница- емость <т Еи Темпе- ратура Кюри е, К
Кварц 95 0,095 2,31 4,5 849
Сегнетова соль 14 0,65 275 350 297
Дигидрофосфат аммо- ния (АДР) 30 0,28 24 15,3 423
Сульфат лития 15 0,30 16,3 10,3 348
Ниобат лития — 0,24 16,2 28,6 1483
Ниобат свинца (НБС-1) 0,28 1600 538
Титанат бария (ТБ-1) 0,2—0,5 45—100 1500 393
Титанат бария, каль- ция (ТБК-3) 75 0,17—0,37 51—113 1200 378
Титанат висмута (ТВ-2) 4,0 280 923
Цирконат—титанат свинца ЦТС-19 30 0,40 200 1500 563
ЦТС-21 30 0,21 67 550 683
ЦТС-22 60 0,20 100 880 603
ЦТС-23 70 0,43 75—150 1050 558
ЦТС-29 — — .— 700 623
ЦТС-83Т — — 60 1100 623
ЦТБС-1 78 0,60 4500 726
ЦТБС-3 69 — 160—320 2300 453
ЦТСНВ-1 69 0,70 200—430 2200 523
ЦТСС-1 80 0,55 — 1250 836
PZT-4* — 280 1300 601
PZT-5A.-1- — 374 1700 638
PZT-5H* 0,39—0,75 593 3400 466
PZT-8* — 0,29—0,62 217 1000 573
* Пьезокерамика выпускается фирмой «Клевайт» (США).
пуса двух типов: с закрытым дном и без него. Первые
дают возможность полностью изолировать пьезоэлемент
от внешней среды, что способствует более долгому сроку
службы датчика, так как защищают от преждевременно-
го износа. К недостаткам таких преобразователей сле-
дует отнести сложность конструкции и потери энергии
в промежуточных слоях (дно, клеевая прослойка). Для
108
определения необходимой толщины дна в зависимости
от выбранного материала пользуются соотношениями
[220]
где Rv, Dp — коэффициенты отражения и пропускания
соответственно; т — отношение акустических сопротив-
Рис. 3.20. Конструкции датчиков акустической эмиссии: я — закры-
того типа; б — открытого типа: 1 — корпус; 2 — наполнитель (демп-
фер); 3 — контактный проводник; 4 — пьезопластина; 5 — центри-
рующая шайба; 6 — пружина; 7 — разъем
109
лений сред; Л —длина волны АЭ колебаний; d — тол-
щина дна.
Датчики с открытым дном имеют непосредственный
контакт с исследуемым объектом, поэтому потери акус-
тической энергии у них сведены к минимуму, однако
они подвержены как физико-химическому, так и меха-
ническому воздействию внешней среды. В качестве ма-
Рис. 3.21. Усредненная зави-
симость относительного из-
менения амплитуды сигнала
пьезоприемника от силы его
прижатия к поверхности
контролируемого объекта
при сухом контакте (До —
амплитуда сигнала при на-
личии прослойки масла)
Г-ЗЦ
териалов для изготовления корпусов можно использо-
вать как металлы, так и пластмассы.
Пьезоэлемент, как правило, выполняют в виде плас-
тины или цилиндра (стержня). Пластины используются
преимущественно в области высоких частот (>100 кГц),
а стержни — в области частот 40—100 кГц. Причем отно-
шение высоты (толщины) к диаметру (Ь[а) выбирается
для стержня 5—10, для пластины 0,2—0,1. Для созда-
ния акустической связи между пьезоэлементом и корпу-
сом датчика или образцом используют различные мас-
ла, глицерин, эпоксидные смолы. В своих эксперимен-
тах авторы использовали датчики, конструкция которых
показана на рис. 3.20, а. Акустический и электрический
контакт пьезоэлемента с корпусом осуществлялся по-
средством электропроводного клея «Dotite» (Япония),
а корпуса с исследуемым образцом — через тонкий слой
технического вазелина (КВЗ/1ОЗ). При наличии жидкой
среды в контакте амплитуда сигнала на выходе преобра-
зователя практически не зависит от усилия прижатия
[31]. В случае сухого контакта имеет место зависи-
мость, представленная на рис. 3.21. Очевидно, что толь-
ко при усилиях (0,5—1,0) 106 Н/м2 отсутствие смазки
в контакте незначительно уменьшает амплитуду сигнала.
Для улучшения помехозащищенности усилительного
тракта широко используют дифференциальные пьезо-
преобразователи (рис. 3.22) с симметричным выходом,
110
работающие на дифференциальный каскад предвари-
тельного усилителя. Происходит вычитание сигналов,
приходящих на симметричные входы, причем синфазные
помехи компенсируются, а полезный сигнал усиливается
вдвое.
Выбор материала пьезоэлемента зависит от условий
проведения эксперимента. Как правило, для преобразо-
вателей АЭ стремятся использовать материалы с боль-
Рис. 3.22. Дифференциальные преобразователи из половинок диска
(а), из двух дисков (б), из трех дисков (в) [5]
шими пьезомодулем и диэлектрической проницаемостью.
Уменьшение значений последних приводит к потере
чувствительности и ограничению емкрстной нагрузки
пьезопреобразователя соответственно.
Как правило, преобразователи АЭ обладают резо-
нансными свойствами, что искажает спектры исследуе-
мых сигналов. Для широкополосного приема исполь-
зуют демпфирование пьезоэлемента. Происходящая при
этом потеря чувствительности компенсируется выравни-
ванием частотной характеристики. В качестве демпфе-
ров применяют материалы с высокими значениями аку-
стического сопротивления, подбирая их толщину так,
чтобы акустические колебания, поступающие в них, пол-
ностью затухали либо, отразившись от верхней границы
демпфера, поступали в пьезоэлемент со сдвигом фазы
на 180°. При этом они накладываются на колебания,
принимаемые пьезодатчиком и как бы гасят собственные
затухающие колебания пьезоэлемента. В конструкции
датчиков, применяемых авторами, использовалось демп-
фирование эпоксидным клеем «ЭДП», наполненным
мелкодисперсным порошком пьезокерамики ЦТС-19
.(РЬТЮз—PbZrO3).
Согласно данным работы [105], для целей демпфи-
111
рования возможно использование металлических волно-
водов с диаметром, равным диаметру пьезоэлемента и
длиной до 2 м. В качестве волновода иногда использует-
ся центральная жила коаксиального радиочастотного
кабеля диаметром 1 мм. Известно демпфирование пьезо-
элемента непосредственно объектом исследования, для
чего в последнем выбирают часть материала и в углубле-
ние помещают пьезоэлемент, который для лучшего акус-
тического контакта приклеивают или припаивают.
В последние годы созданы так называемые поверх-
ностно-возбуждаемые толстые преобразователи, а также
преобразователи с пьезоэлементом переменной толщи-
ны, которые обеспечивают монотонную частотную харак-
теристику [94].
Непосредственная установка датчика АЭ на объект
исследования позволяет добиться максимальной чувст-
вительности измерительной системы. Однако в некото-
рых случаях доступ к объекту либо затруднен, либо
сам объект находится в условиях действия таких фак-
торов, как высокая температура, агрессивные среды,
ионизирующие излучения и т. д. В таких условиях наи-
более целесообразным способом передачи акустических
колебаний на пьезопреобразователь следует считать ис-
пользование звукопроводов (волноводов) в виде тонких
(1—10 мм) длинных стержней, проволок или пластин.
Чаще применяют звукопроводы, в которых возбуждают
продольные волны. Причем при выполнении условия
ц*
f — <0,4,
с
где f— частота акустического сигнала; а*-—диаметр
звукопровода; с — скорость звука, в звукопроводе рас-
пространяется лишь одна продольная волна (волна рас-
тяжения). В работах [31, 161] обсуждаются вопросы воз-
можных искажений и потерь информации, содержа-
щейся в АЭ-сигнале при распространении последнего
по звукопроводу, и дается методика его расчета. Кон-
такт волновода с исследуемым объектом осуществляется
путем поджатия с определенной нагрузкой, использова-
ния специальных контактных сред либо приварки вол-
новода к объекту. Исследования показали, что амплиту-
да сигналов АЭ практически не зависит от длины волно-
вода и определяется в основном его диаметром [180].
Для сравнения результатов экспериментов, в кото-
112
рых использовались различные преобразователи АЭ,
необходимо знать их амплитудно-частотную характерис-
тику. В ряде случаев ограничиваются определением
относительных изменений коэффициента передачи при
изменении частоты сигналов. Это так называемая отно-
сительная градуировка, которую проводят, используя
различные методы механического возбуждения преобра-
зователя: механический удар [105], искровой разряд
[275], лазерный импульс, магнитострикционный и пьезо-
эффект [73], электростатическое возбуждение [95].
В работе [105] приведен простой метод определения
АЧХ пьезопреобразователя, заключающийся в возбуж-
дении в калибровочном блоке широкополосного (до
1 МГц) шумового сигнала посредством вращающейся
щетки. Параметры этого сигнала хорошо воспроизводи-
мы, и разброс его уровня не превышает 1—2 дБ. Имеет
место методика относительной градуировки, основанная
на сравнении частотных спектров двух сигналов [288],
один из которых поступает на пьезоизлучатель с извест-
ной характеристикой, а другой снимается с пьезоприем-
ника, акустически соединенного с излучателем через
исследуемый образец.
Следует отметить, что изменение объекта, места или
характера крепления существенно сказывается на харак-
теристиках датчика АЭ.
Значительно более трудной задачей является абсо-
лютная градуировка пьезопреобразователей, когда тре-
буется определить абсолютные значения чувствитель-
ности в широкой полосе частот. Основные методы абсо-
лютной градуировки приводятся в работах [30, 31, 37,
126, 163].
Основные функции, выполняемые предусилителем
(ПУ),— согласование с датчиком АЭ в широком диапа-
зоне частот, предварительная высокочастотная фильтра-
ция и усиление сигнала, поступающего с датчика. Схема
ПУ приведена на рис. 3.23. Входной каскад выполнен
на мощном полевом транзисторе типа КП905, облада-
ющем высокой линейностью характеристики и мини-
мальными перекрестными искажениями. Входное сопро-
тивление каскада определяется резистором в цепи за-
твора транзистора и может быть подобрано оптималь-
ным для конкретного датчика. Входной конденсатор
обеспечивает предварительную ВЧ-фильтрацию сигнала.
Для данного схемного решения полоса пропускания ПУ
8 Зак 1371
113
ПредуаЬштель I
I
1-и каскад j
,<+68 j
ФВ 4
I ПереключательФВч\
Переключатель Ку
2-й каскад
220к +12В
3 УД2 7
1ДлФ
-12В
I
I
I
Рис. 3 23. Принципиальная электрическая схема выносного предварительного
Детектор
-&I
3300
и основного усилителей
0,05—3 МГц, коэффициент усиления 5. Простота схемы
определяет небольшие габариты ПУ и возможность его
размещения в одном корпусе с датчиком, что обеспечи-
вает минимальную входную емкость. Малое выходное
сопротивление ПУ (1—2 кОм) позволяет использовать
длинные (до 5 м) соединительные кабели. ПУ имеет
автономное питание от батареи (/7ПИт = 9 В). Развязка
по цепям питания позволяет повысить помехозащищен-
ность усилителя и снизить опасность появления паразит-
ной обратной связи.
С выхода предварительного усилителя сигнал посту-
пает на основной, который состоит из двух усилитель-
ных каскадов с электронной регулировкой усиления,
фильтра высоких частот (ФВЧ) и амплитудного детек-
тора (рис. 3.23). Первый входной усилительный каскад
имеет коэффициент усиления 100. В нем использован
сверхмалошумящий усилитель типа К538УНЗ с оптими-
зированными шумовыми характеристиками, на входе
которого включен электронный аттенюатор, выполненный
на полевом транзисторе типа КПЗОЗ. Регулировка час-
тоты среза ФВЧ осуществляется изменением потенциала
затворов полевых транзисторов, приводящих к измене-
нию сопротивления канала сток-исток этих транзисто-
ров. На выходе ФВЧ установлен второй каскад усиления
(ky= 100}, выполненный на широкополосном быстродей-
ствующем операционном усилителе типа К544УД2. Пос-
ле усиления сигнал поступает на диодный амплитудный
детектор с постоянной времени 50 и 200 мкс. Используе-
мые схемотехнические решения позволили создать до-
вольно простой широкополосный усилитель (малосиг-
нальная полоса до 6 МГц) с регулировкой коэффициента
усиления от 0 до 9,5-103 и быстродействием до 20 В/мкс.
Рассмотренные в этой главе некоторые аспекты во-
проса технического обеспечения метода АЭ примени-
тельно к трибологическим испытаниям свидетельствуют
о многообразии как средств проведения износных испы-
таний, так и средств регистрации АЭ и дают достаточ-
ное представление о степени их сложности.
На наш взгляд, в настоящее время наиболее перспек-
тивно создание исследовательских комплексов, совме-
щающих акустическую аппаратуру с унифицированным
трибометрическим оборудованием, являющимся базо-
вым для создания банков данных по триботехническим
свойствам материалов.
8"
Глава
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТАЛЬНЫХ
ИССЛЕДОВАНИЙ АКУСТИЧЕСКОЙ ЭМИССИИ
ПРИ ТРЕНИИ ТВЕРДЫХ ТЕЛ
4.1. АКУСТИЧЕСКАЯ ЭМИССИЯ
ПРИ ТРЕНИИ МЕТАЛЛОВ
В первых работах по применению акустичес-
ких колебаний в исследованиях процессов трения и из-
нашивания металлов проводился гармонический ана-
лиз спектра колебаний в диапазоне частот 3—20 кГц
[49, 50, 99, 122, 133]. Дальнейшее развитие виброакусти-
ческого метода, связанное с повышением чувствитель-
ности измерительной аппаратуры, совершенствованием
методики регистрации высокочастотных акустических
эмиссионных процессов в зоне фрикционного контакта,
привело к созданию метода АЭ.
Образование частиц изнашивания обусловлено про-
теканием целого ряда дислокационных реакций, зарож-
дением субмикротрещин в подповерхностном слое, слия-
нием их и выходом на поверхность. Все это приводит к
возникновению колебательных процессов широкого
спектрального диапазона, которые регистрируются в
виде АЭ.
Было установлено, что зависимость АЭ от парамет-
ров трения (р, v) имеет экстремальный вид, причем по-
ложение максимума определяется произведением ско-
рости скольжения (и) на давление (р), которое равно
постоянной величине. Изменение интенсивности сигнала
АЭ от времени подчиняется монотонно возрастающей пи-
лообразной зависимости, а наблюдающиеся локальные
пульсации интенсивности объясняются явлением уста-
лостного разрушения поверхностей трения.
Детальное исследование АЭ при трении металлов
проведено в работах [140, 210, 211, 260, 262], авторы
которых, помимо скорости счета АЭ, анализировали и
амплитудное распределение импульсов. Трение осуще-
ствлялось на установках типа «Фрикцион», (см. параг-
раф 3.3). На рис. 4.1 представлены результаты изме-
116
рения скорости счета АЭ при изменении нагрузки в кон-
такте (скорость скольжения постоянна). С увеличением
нагрузки наблюдается рост N, причем для больших ко-
эффициентов трения уровень АЭ выше [262].
Анализ амплитудного распределения (АР) импуль-
сов АЭ (рис. 4.2) показывает, что увеличение нагрузки
сдвигает спектр в сторону больших амплитуд. Из лите-
ратуры известно [79], что при увеличении нагрузки
Рис. 4.1. Зависимость скорости счета АЭ
от нагрузки (о=0,81 м/с; смазка MoS2,
пара трения: диск — БрАЖ9-4, инден-
тор — сталь 45): кривая 2 соответст-
вует большим коэффициентам трения,
чем кривая 1 [262]
средний размер единичных пятен почти не изменяется и
площадь касания возрастает главным образом за счет
увеличения числа контактирующих микронеровностей.
Поэтому, на наш взгляд, наблюдающаяся трансформа-
ция АР импульсов АЭ свидетельствует о вовлечении в
процесс фрикционного взаимодействия источников
эмиссии, имеющих более высокий энергетический уро-
вень.
На рис. 4.3 дана зависимость скорости счета АЭ и
Рис. 4.2. Амплитудное распределение импульсов, соответствующее ре-
зультатам на рис. 4.1 (кривая 2): 1 — 2 Н; 2 — 3; 3 — 4; 4 — 5Н
117
коэффициента трения от пути трения для пары сталь
45 — латунь ЛС-62. Установить момент окончания при-
работки наиболее достоверно и точно можно путем ре-
гистрации N, поскольку диапазон изменения скорости
счета АЭ значительно шире, чем диапазон изменения
коэффициента трения. По мере приработки происходит
изменение характера контактирования: от упругопласти-
ческого к упругому, что сопровождается уменьшением
Рис. 4.3. Зависимость коэффициента трения (7) и скорости счета АЭ
(2) от времени испытаний [262]
значений N. Поскольку даже в приработанном состоя-
нии фрикционный контакт обладает определенным резер-
вом пластической деформации [44], то уровень эмисси-
онной активности контакта определяется числом пласти-
чески деформируемых микронеровностей, вовлекаемых
во взаимодействие.
Представленные на рис. 4.4 амплитудные спектры,
снятые в моменты времени А, В и С, существенно отли-
чаются, особенно в области высоких амплитуд импуль-
сов АЭ. Причиной этого может служить одновременное
протекание в контакте нескольких процессов, связанных
с разрушением фрикционных связей, имеющих различ-
ную энергоемкость.
На рис. 4.5 приведены зависимости скорости счета
АЭ, удельной скорости счета и коэффициента трения от
скорости скольжения для той же пары трения. Значе-
ния всех параметров регистрировались в установившем-
ся режиме трения. Было установлено [210], что с увели-
чением скорости скольжения происходит монотонное
возрастание акустических и трибологических характе-
ристик системы до определенного значения.
118
Связывая возникающую АЭ при трении и изнашива-
нии твердых тел с разрушением фрикционных связей на
пятнах контакта, авторы работы [210] предполагают,
что время t между появлением отдельных импульсов
АЭ определяется выражением:
t = 4v, (4.1)
где I — среднее расстояние между пятнами контакта;
v — скорость скольжения.
Очевидно, что с ростом скорости скольжения время
между появлениями импульсов АЭ стремится к нулю и
при некотором значении скорости становится равным
т — постоянной времени регистрации аппаратуры. При
дальнейшем росте v аппаратура не успевает просчиты-
Рис. 4.4. Амплитудное распределение импульсов АЭ, соответствующее
моментам времени А, В и С на рис. 4.3
Рис. 4.5. Зависимость скорости счета АЭ (Г), коэффициента трения
(2) и удельной скорости счета (3) от скорости скольжения [2101
119
вать все импульсы АЭ, что приводит к появлению плато
на кривой зависимости N(v) и максимума на кривой
—N/v=f(y). Поэтому при диагностике процессов трения
и изнашивания с использованием анализа дискретной АЭ
необходимо учитывать возможность проявления этого
эффекта. При создании регистрирующей и обрабатываю-
щей аппаратуры необходимы предварительная оценка
условий эксплуатации пары трения (нагрузка, скорость
скольжения) и знание параметров микрогеометрии кон-
тактирующих поверхностей.
На рис. 4.6 приведены амплитудные и энергетические
спектры импульсов АЭ. Характерно, что с увеличением,
скорости скольжения амплитудные спектры расширяют-
ся, максимумы становятся более размытыми и сдвига-
ются в сторону больших амплитуд.
Рис. 4 6. Амплитудный (а) и энергетический спектр (б) сигналов АЭ
в зависимости от скорости скольжения- 1 — 0,6 м/с; 2 — 0,8; 3 —
1,4; 4 — 1,6; 5 — 2,2 м/с [210]
120
Для энергетических спектров эти закономерности
сохраняются, но выражены более явно. Существование
двух групп спектров, одинаковых с точки зрения описы-
вающего их вероятностного закона распределения (в
диапазоне до 1 м/с и выше), на наш взгляд, может быть
связано с переходом от одного механизма трения к дру-
гому. Возможно здесь играют роль тепловые эффекты,
однако, к сожалению, авторами [210] контроль темпе-
ратуры в контакте не проводился. Интересным экспери-
ментальным результатом является линейная зависимость
средней амплитуды импульсов АЭ от скорости в иссле-
дуемом диапазоне (рис. 4.6, а). Обработка амплитудных
спектров сигналов АЭ методами математической ста-
тистики [210] позволила получить аналитическое выра-
жение плотности вероятности амплитуды. Так, спектр
при v = 1,6 м/с описывается зависимостью
Р (Л) = 249.0 (1 + Л-2'65-)1'* ( 1 -
\ 2,44 ) V 15,40 )
(4-2)
с уровнем значимости а = 0,05, где Р(А) —вероятность
появления импульсов АЭ с амплитудой А. Одномодаль-
ный характер спектра свидетельствует о том, что при
данных режимах трения реализуется, по-видимому, уста-
лостный механизм изнашивания.
Широкое применение в узлах трения современной тех-
ники твердосмазочных покрытий объясняет интерес, про-
являемый к оценке их работоспособности и долговечно-
сти в металлических парах.
На рис. 4.7, 4.8 приведены зависимости скорости сче-
та импульсов АЭ N, коэффициента трения f, средней ам-
плитуды А, мощности W и дисперсии амплитудного рас-
пределения о2 амплитудного спектра импульсов АЭ от
времени трения для образцов из стали 45 с покрытием
MoS2 [260]. Из рисунков видно, что с приближением к
стационарному режиму трения одновременно с умень-
шением силы трения резко снижаются все параметры
импульсов АЭ. Амплитудное и энергетическое распреде-
ления импульсов также значительно изменяются. Одно-
временно с уменьшением общего количества импульсов
происходит их перераспределение в сторону меньших
амплитуд. При разрушении смазочного покрытия на-
блюдается обратный процесс — увеличение значений всех
этих параметров.
121
На рис. 4.9 приведены зависимости параметров АЭ —
скорости счета импульсов и коэффициента трения — от
времени в процессе разрушения антифрикционных по-
крытий (MoS2, литол). Проанализируем, как изменяют-
ся параметры АЭ при разрушении смазочного слоя в
контакте. По мнению авторов работы [211], твердосма-
зочное покрытие или слой жидкой смазки, кроме функ-
ций разделения контактирующих поверхностей и лока-
Рис. 4.7. Зависимость коэффициента трения f (7), скорости счета
N (2), средней амплитуды Д (3), мощности IP (4) и дисперсии ам-
плитудного распределения о2 (5) импульсов АЭ от времени трения
для стали 45 с покрытием M0S2; скорость v = 0,6 м/с, Р = 17,5Н
[260]
лизации сдвиговых деформаций в тонком слое покрытия
или смазки, выполняет еще одну существенную роль —
демпфирование ударного взаимодействия микронеров-
ностей (известно, что слоистые смазки типа дисульфид
молибдена, графит обладают высокой демпфирующей
способностью). При разрушении защитного покрытия
или слоя смазки на пятнах фактического касания увели-
чивается доля упругих колебаний, распространяющихся
в объем контактирующих тел. Это приводит к увеличению
амплитуды акустического сигнала и количества импуль-
сов АЭ. Кроме того, на пятнах фактического контакта
возникают локальные термические вспышки. Активация
физико-механических и химических процессов в контакт-
ной зоне приводит к быстропротекаюшим процессам де-
формирования поверхностной зоны, структурным превра-
щениям, образованию и разрушению адгезионных соеди-
122
нений. Следствием этого является появление импульсов
АЭ, часть которых имеет амплитуду, превышающую
иногда почти на порядок амплитуду импульсов АЭ в
случае неповрежденного слоя смазки или покрытия.
Возможность регистрации тонкой временной структуры
сигналов АЭ позволяет определять не только момент на-
чала разрушения покрытий, но и размер зоны разруше-
ния, что дает возможность контролировать задир в паре
Рис. 4.8. Амплитудные распределения импульсов АЭ 1 — t = 2—8 с,
2 — 5,65; 3 — 29 кс; сталь 45, покрытие с MoS2, г; =0,6 м/с, Р=
= 17,5Н [260]
трения и прогнозировать ее работоспособность (см.
гл. 5).
В реальных условиях выход из строя подвижного
сопряжения, как правило, связан с выработкой смазки
или потерей ею смазочной способности. Поэтому боль-
шое значение для практического использования имеют
результаты исследования закономерностей акустического
излучения при трении в условиях ограниченного коли-
чества смазки [210]. Осуществлялось трение обезжирен-
ных и обезвоженных поверхностей: индентор — сталь 45,
диск —латунь ЛС-62 (о = 0,45 м/с, Р = ЗН). Оказалось,
что введение жидкой смазки МС-20 в контакт приводит
к резкому уменьшению коэффициента трения (с 0,30 до
0,05, т. е. почти на порядок). Скорость счета сначала
увеличивается в 3—3,5 раза (от 1 • 103 до 3,5 • 103 имп/с),
а затем падает в течение 200—250 с до 20—40 имп/с,
т. е. снижается на два порядка. При этом в регистрируе-
мом амплитудном интервале с увеличением времени,
123
т. е. с приближением к стационарному режиму трения,
амплитудные спектры не только смещаются в сторону
меньших амплитуд, но и изменяется вид вероятностного
закона распределения амплитуд импульсов АЭ. Уменьше-
ние средней амплитуды импульсов АЭ в процессе при-
работки, так же как и уменьшение мощности АЭ, сви-
детельствует о переходе трибосистемы к устойчивому со-
стоянию с минимальной диссипацией энергии.
Любое изменение условий эксплуатации трибосисте-
Рис. 4.9. Зависимость скорости счета Я (1) и коэффициента треиия
f(2) при разрушении покрытия с MoS2 (а) (диск — БрАЖ9-4, инден-
тор — сталь 45, ц = 0,8 м/с, Р=5Н) и разрушении смазочного
слоя — литол (б) (диск—БрАЖ9-4, индентор — сталь 45, ц=1 м/с,
Р = 5Н) от времени [260]
124
мы (переход с одной скорости на другую, колебания на-
грузки, потеря смазкой своих служебных свойств) из-
меняет механизм трения и изнашивания. Причем время
реакции системы на внешнее воздействие, как правило,
незначительно и традиционные методы контроля путем
регистрации коэффициента трения и температуры не
всегда оказываются пригодными. Это положение можно
иллюстрировать результатами экспериментов авторов
дда4 ют/с
* / Д2
Ь 250 500 750 Ю00 t,C
Рис. 4.10. Зависимость скорости счета АЭ и коэффициента трения от
времени: 1 — введение масла МС-20 в контакт; 2 — частичное уда-
ление масла [210]
работы [210] (рис. 4.10), в которых они исследовали
динамику изменений скорости счета АЭ и коэффициента
трения в зависимости от количества в контакте смазоч-
ного материала. Периодическое введение в зону трения
растворителя (спирт) и удаление смазки тампоном при-
вело практически к трению без смазочного материала.
Оказалось, что для каждого последующего удаления
смазки из контакта время релаксации скорости счета
АЭ больше, чем время релаксации коэффициента тре-
ния. Сравнение амплитудных и энергетических спектров
показывает, что, несмотря на то что при трении без смаз-
ки частота появления импульсов АЭ существенно убы-
вает с ростом амплитуды, распределение энергии по им-
пульсам с разной амплитудой для сухого трения равно-
мерно.
На рис. 4.11 приведены усредненные спектральные
плотности сигналов АЭ, соответствующие переходу от
трения без смазочного материала к трению в условиях
граничной смазки и наоборот. Было установлено, что при
125
выработке масла происходит значительное увеличение
амплитуды высокочастотных составляющих сигнала АЭ.
Аналогичное изменение спектральных характеристик
происходит в период приработки металлополимерных
пар [112], что свидетельствует о единстве физической
природы процесса генерирования АЭ при трении и изна-
шивании различного класса материалов.
Важное значение в триботехнике имеет выбор опти-
Рис. 4.11. Усредненная спектральная плотность сигналов АЭ на выхо-
де основного усилителя: а — трение без смазочного материала, б —
трение в условиях граничной смазки; в — частичная выработка мас-
ла; г — выработка масла [210]
мального микрорельефа контактирующих поверхностей.
Используя положения молекулярно-механической теории
трения, такой выбор можно осуществить по критериям
максимума износа и задиростойкости и минимума коэф-
фициента трения. Одним из путей оптимизации микро-
рельефа является создание на рабочей поверхности ре-
гулярных канавок, перпендикулярных направлению
скольжения. При этом возникает задача правильного
выбора параметров канавок, основным из которых явля-
ется отношение шага а к ширине Ь. При больших зна-
чениях а/b увеличивается вклад молекулярной состав-
ляющей, при малых — механической. Регистрируя неко-
торые параметры, характеризующие состояние триболо-
гической системы, можно обоснованно подходить к
выбору оптимального отношения а/b. Однако быстропро-
126
текающие явления стохастического характера, связанные
с разрушением и восстановлением тонких пленок (сма-
зочных, окисных и др.) на контактирующих поверхно-
стях, выдвигают специфические требования к контроли-
руемым параметрам. Авторы работы [140] выбрали в
качестве таких параметров число импульсов АЭ N, их
амплитуду А и амплитудное распределение. Исследова-
ния выполнялись на установке «Фрикцион-П» с исполь-
Таблица 4.1
Результаты первой серии
экспериментов [140]
Смазочный материал Значения (s//)K
ЭП АЭ
И-20А 1,5 1,4
ЦИАТИМ-201 2,7 2,7
зованием аппаратурного комплекса на базе прибора
РИФ.
Подвижный образец (сталь 45, 7?а = 0,2 мкм) выпол-
нялся в виде плоскопараллельной пластины, на которую
наносился тонкий слой смазки (ЦИАТИМ-201 и И-20А).
В первой серии экспериментов неподвижный образец
представлял собой набор тонких пластин толщиной /=
= 0,01—0,1 мм, сжатых своими плоскостями, перпенди-
кулярных подвижному образцу и разделенных изоля-
ционными прокладками толщиной s = 0,10—0,2 мм. Испы-
тывались образцы с различным отношением s/l, а по
увеличению скорости счета АЭ определялось критическое
отношение (s/Z)K.
Во второй серии экспериментов на рабочей поверхно-
сти подвижных образцов (сталь 45, Ра = 0,2 мкм) наре-
зались канавки с определенным соотношением а/b. Опы-
ты проводились при скорости относительного перемеще-
ния образцов 0,5—2,0 мм/с (длина хода 150 мм) и
нагрузке 10—30 Н. Оказалось (табл. 4.1), что значения
параметра (s//)K, соответствующего возникновению ре-
жима пленочного голодания и росту молекулярной
составляющей трения, практически совпадают при оцен-
ках режима трения путем анализа электропроводимости
(ЭП) контактной зоны [137] и акустической эмиссии.
127
Таблица 4.2
Результаты второй серии экспериментов [140]
а/Ь Смазочный материал
И-20А ЦИАТИМ-2 01
^сп^со ^пр/^по А / Ло ^сп/^со ^пр/^по А / Л0
5,0 1,9 5,2 1,1 1,3 0,9 1,2
3,5 2,5 5,9 1,1 1,2 1,0 1,1
2,5 2,8 7,7 1,2 0,9 0,7 0,9
1,0 3,3 8,6 2,0 1,4 1,6 1,5
Примечание. 7Von — число импульсов в амплитудном спектре
сигналов АЭ; Апр — число импульсов АЭ за один проход; А —средняя
амплитуда сигнала; Nct>, Л'гп(| и Ао — значения параметров Nca, Л^р и
А при трении по полированной поверхности без смазочных канавок.
Сравнение характеристических параметров АЭ при
граничном трении образцов без канавок и с микрорелье-
фом, имеющим различное значение отношения а/Ь
(табл. 4.2), свидетельствует о том, что нанесение кана-
вок при наличии смазки И-20А, обладающей малой
склонностью к пленочному голоданию, приводит к повы-
шению скорости счета АЭ, по мнению авторов, связанно-
му со снижением антифрикционности контакта из-за
роста механической составляющей трения. При этом чем
больший процент номинальной площади контакта зани-
мают канавки, тем жестче режим трения. Нанесение
смазочных канавок при введении в контакт смазки
ЦИАТИМ-201 уменьшает эффект пленочного голодания,
который имеет место при использовании этой смазки, и
повышает антифрикционные свойства контакта. Опти-
мальное значение (а/Ь) =2,5, что соответствует данным,
полученным при использовании метода ЭП.
Следует отметить, что в отличие от метода ЭП аку-
стико-эмиссионный применим практически к любым ма-
териалам (металлы, полимеры, керамика и т. д.), что
имеет немаловажное значение в промышленных услови-
ях. Тот факт, что АЭ представляет собой стохастический
импульсный поток, позволяет применять для обработки
статистические методы, переходя от анализа временных
изменений отдельных параметров к анализу их функций
128
распределений, что открывает большие перспективы ис-
пользования ЭВМ для обработки результатов.
Как уже ранее отмечалось (см. гл. 3), структура ма-
териала, способ его получения, вид поверхностной обра-
ботки и физико-механические свойства существенно
влияют на закономерности АЭ, сопровождающей про-
цесс трения и изнашивания. В работе [181] изучалось
генерирование АЭ в условиях трения со смазкой и без
нее ряда материалов, широко используемых в узлах тре-
ния: сталь ШХ15, бронза БрОЩО, дуралюмин Д16,
имеющих различную микротвердость Н (4170, 2300,
1610 МН/м2 соответственно). Для повышения информа-
тивности опытов авторы регистрировали, помимо ско-
рости счета, еще и среднеквадратическую амплитуду
сигналов АЭ за рассматриваемый интервал времени
(0,1 с):
N
1/ 2/-
ср КВ-Г ------1—-- (4-3)
N
Подобно результатам предыдущих работ была обна-
ружена корреляция между трибологическими и акусти-
ческими параметрами. Причем их изменения определя-
ются, как считают авторы, физико-механическими свой-
ствами исследуемых материалов, в частности их микро-
твердостью (рис. 4.12). При трении пары сталь ШХ15 —
бронза (рис. 4.12, а, кривые 1, Г) в условиях граничной
смазки наблюдается область, где скорость счета АЭ и
момент трения существенно снижаются. Аналогичное
явление (только в области больших нагрузок) наблю-
дается при трении пары сталь ШХ15 по ШХ15 (рис.
4.12, а, кривые 2,2'). Авторы объясняют наблюдающую-
ся корреляцию свойств аномальной пластичностью тон-
чайших поверхностных слоев трущихся металлов, кото-
рая является следствием локализации в них процессов
трения и изнашивания. Рост нагрузки приводит к незна-
чительному увеличению скорости счета АЭ, что обуслов-
лено, по их мнению, стабилизацией структуры поверх-
ностных слоев трущихся металлов.
При трении пары дуралюмин Д16 — сталь ШХ15 на-
блюдаются постоянный, незначительный по величине
рост скорости счета АЭ и значительное увеличение мо-
мента трения (рис. 4.12, а, кривые 3, 3'). Это связано с
9 Зак 1371
129
тем, что температура в зоне трения выше температуры
рекристаллизации Д16 и, несмотря на увеличение степе-
ни пластической деформации поверхностных слоев, с
ростом нагрузки происходит разупрочнение металла, вы-
зывающее некоторый рост акустической активности.
При сухом трении (рис. 4.12,6) увеличение нагрузки
вызывает возрастание скорости счета АЭ. Причем для
Рис. 4.12. Зависимость скорости счета АЭ N и момента трения Л4Тр
от нагрузки: а — смазка маслом МС-8П; б — трение без смазочного
материала; 1, 1' — бронза БрОЦЮ-2; 2, 2' — сталь ШХ15; 3, 3' —
дуралюмин Д16. Сплошные кривые — N, штриховые — Л4тр, v=
= 1,3 м/с [181]
трения стали и бронзы (кривые 1, 2) возрастание имеет
место до определенной нагрузки, а затем скорость счета
АЭ падает (при нагрузке около 2МПа).
На наш взгляд, эти особенности изменения скорости
счета связаны с сокращением количества пластически
деформируемых пятен контакта, возникновением когези-
онного разрушения для стальных образцов и микрореза-
ния для бронзовых. Полученные результаты подтвержда-
ют вывод авторов работы [204] о том, что процессы
вязкого разрушения материалов сопровождаются сни-
жением скорости счета АЭ.
При изменении внешних условий в трибологической
системе возникают переходные процессы, которые, как
показывают результаты работы [210], можно контроли-
ровать путем регистрации большого числа параметров
АЭ. Авторы работы [181] полагают, что о закономерно-
стях протекания процессов образования и разрушения
вторичных структур, характеризующихся изменением
энергетических параметров трибосистемы, можно судить
по величине среднеквадратической амплитуды АЭ.
130
На рис. 4.13 представлена зависимость Аср кв = /Чр)
для различных материалов. Из рисунка видно, что
ступенчатое увеличение нагрузки приводит к скачкооб-
разному росту амплитуды АЭ для всех материалов. Раз-
личие в уровне изменения Аср. кв определяется типом
кристаллической структуры металла, обусловливающим
Рис. 4.13. Зависимость среднеквадратической амплитуды АЭ АСркв
от нагрузки: а, г — сталь ШХ15; б—бронза БрОЦЮ-2; в — дур-
алюмин Д16, Р = 1,3 м/с [181]
закономерность протекания пластической деформации и
способностью поверхностных слоев металла к упрочне-
нию в процессе трения. Так, микротвердость поверхности
трения стальных образцов повысилась до 4500 МН/м2,
бронзовых — до 2500 МН/м2, что вызвало большую ве-
личину скачка АСР. кв для стальных образцов.
Изменение уровня нагрузки приводит к адекватному
изменению амплитуды АЭ (сталь, бронза), стабильная
величина которой определяет режим работы без патоло-
гических разрушений поверхности трения. Происходящая
при этом пластическая деформация пятен касания со-
провождается повышением акустической активности
контакта. При трении образцов из Д16 также наблюда-
ется скачкообразное увеличение акустического сигнала
при ступенчатом увеличении нагрузки. Однако посколь-
ку для этого материала.характерно некоторое разупроч-
нение в процессе фрикционного взаимодействия, то пере-
ходный процесс несколько растянут во времени.
С ростом нагрузки на образец из стали до величины,
при которой на поверхностях трения получают развитие
процессы схватывания, характер изменения Асркв резко
131
меняется (рис. 4.13, г). Результаты исследований, при-
веденные в работе [181], показывают, что среднеквадра-
тическая амплитуда импульсов АЭ является более ин-
формативным параметром, чем скорость счета АЭ, что
позволяет использовать его для изучения динамики пе-
реходных процессов и с большой достоверностью судить
о начале возникновения
if на поверхностях трения
процессов разрушения.
На наш взгляд, авторы не
24 совсем удачно выбрали
20
16
Рис. 4.14. Влияние удельного
'2 давления на площадь пятна
g контакта (У), коэффициент тре-
ния (2) и скорость счета АЭ
4 (3) [204]
схему испытаний стали ШХ15. Поскольку она обычно
используется для изготовления шарикоподшипников, то
больше бы подошла схема испытаний на трение качения
с проскальзыванием.
Очевидно, что при изменении режима трения проис-
ходит переход от одного вида контактирования к друго-
му, сопровождающийся изменением как трибологиче-
ских, так и акустических параметров. В работе [204]
показано (рис. 4.14), что при упругом контактировании
наблюдается низкий уровень скорости счета АЭ. Для
вязкохрупкого контакта интенсификация протекания
пластической деформации приводит к значительному
увеличению N и упрочнению материала. В случае пре-
обладания процессов деформации (вязкое течение) либо
разрушения (микрорезание) скорость счета АЭ падает.
При этом разделить вклад пластической деформации и
разрушения очень трудно, так как протекаемые процес-
сы характеризуются близкими энергиями активации и
соответственно одновременным зарождением микротре-
щин и ростом пластической деформации при переходе
через потенциальный барьер. При упругом контактиро-
вании характер изменения ФПК и скорости счета АЭ
идентичен, что совпадает с данными, приведенными нами
132
в работе [213] для случая фрикционного контакта поли-
мер — металл.
На рис. 4.15 представлена зависимость изменения
параметров трения и АЭ для электролитического желе-
за. Увеличение нагрузки до 9 Н приводит к росту скоро-
сти счета АЭ и коэффициента трения. При этом наблюда-
ется существенное увеличение микротвердости. Авторы
Рис. 4.15. Влияние нагрузки на коэффициент трения (У), величину
износа (2), амплитуду (<3) и скорость счета АЭ (4) [204]
объясняют это увеличением плотности дислокаций, при-
водящих к росту локальных напряжений в большем чис-
ле мест. Повышение нагрузки до 41 Н приводит к не-
значительному росту скорости счета АЭ и коэффициента
трения. В то же время амплитуда АЭ и величина износа
увеличиваются. Микротвердость при этом не изменяется.
Дальнейшее повышение нагрузки приводит к процессам
разупрочнения и падению значений параметров N, f, А и
снижению крутизны зависимости Ih = f(P). Как видно
из рисунка, для электролитического железа (Я =
= 3000 МН/м2) характерен вязкохрупкий вид контакти-
рования и микрорезание. Причем последний выражен
более явно. По мнению авторов, это связано в первую
очередь с низкой чувствительностью аппаратуры АЭ,
так как малая пластическая деформация и разрушение
в области упругого контакта локализованы в очень тон-
ких поверхностных слоях и уровень излучаемой энергии
АЭ невелик.
При трении исследуемых материалов из-за активации
большего количества источников дислокаций в металле
с меньшим размером зерна наблюдается более высокий
уровень N и А (рис. 4.16). Скорость счета АЭ с ростом
133
нагрузки при трении отожженной стали остается по-
стоянной, что может быть обусловлено малой величиной
локальных перенапряжений, связанной с низким потен-
циальным барьером деформирования. Увеличение на-
грузки, приводящее к возникновению процесса микро-
резания, сопровождается существенным снижением
амплитуды АЭ. Характер зависимостей N и А для зака-
ленной стали аналогичен изменениям параметров АЭ
Рис. 4 16. Влияние нагрузки на амплитуду АЭ (а) и ее скорость сче-
та (б): I — отожженная сталь У8; 2 — закаленная сталь У8
[203, 204]
при трении электролитического железа. При незначи-
тельном уровне пластической деформации и разруше-
нии (условия, близкие к упругому контактированию, за-
каленная сталь, электролитическое железо), а также при
микрорезании (малые барьеры скольжения, отожженная
сталь) имеет место низкий уровень скорости счета АЭ.
С ростом деформации акустическая активность фрикци-
онного контакта возрастает.
Следует заметить, что, несмотря на простоту регист-
134
рации и достаточную информативность, анализ таких
параметров, как скорость счета и амплитуда импульсов
АЭ, не всегда позволяет оценить многообразие процес-
сов, происходящих при разрушении фрикционных связей.
Причиной этого являются близкие значения энергии
активации источников АЭ, отвечающих за различные ме-
ханизмы разрушения. Выходом из этого затруднения
может служить привлечение математического аппарата
статистики [140, 210, 211, 260, 262], а также спектраль-
ных функций [52].
В работе [52] решается задача распознавания упру-
гопластического контактирования и актов деструкции в
процессе приработки. Авторы рассматривают модели,
связывающие эволюцию коллективных динамических
процессов в материалах с изменениями в статистических
параметрах АЭ. По их мнению, наиболее образной
характеристикой статистических потоков импульсов АЭ
является функция спектральной плотности 3(f), пред-
ставляющая собой распределение мощности излучения
по частотам и содержащая информацию об энергоемко-
сти, количестве, взаимодействии и продолжительности
действия источников АЭ [53]. При этом они полагают,
что при износе АЭ носит дискретный характер и имеет
равномерный спектр в широком диапазоне частот, а при
многоточечном упругопластическом контактировании —
непрерывный, более низкий по уровню энергии спектр,
плавно спадающий от частоты f=nN, т. е. упругопласти-
ческое деформирование и .износ трущихся сопряжений
можно распознавать по форме и энергии спектра АЭ.
На практике поступают следующим образом: с целью
выделения спектральных компонентов, определяющих
тот или иной вид фрикционного контактирования, прово-
дят узкополосную фильтрацию сигнала АЭ с его после-
дующим детектированием.
На языке формальной математической логики эту
операцию можно представить в виде
т
I (ft) = IJ А (/) ехр - [V (Т - 0 + /2л/гТ] dt. (4.4)
о
В качестве параметров, характеризующих форму спект-
ра, в работе [52] используется отношение спектральных
компонентов, взятых в определенный момент времени Т:
ai,k = (4.5)
135
Исследуя кинетику приработки алюминиево-оловя-
нистых сплавов АО20-1 по стали 20Х2Н4А, авторы пока-
зали, что регистрируемая АЭ представляет собой смесь
непрерывной и дискретной АЭ. Причем основная энергия
непрерывной АЭ ограничена сверху частотой 500 кГц, а
для дискретной АЭ характерен широкий частотный диа-
пазон, верхняя граница которого лежит в области, пре-
вышающей 1 МГц, где вклад от пластической деформа-
ции пренебрежительно мал. Из рис. 4.17 видно, что при
/=150 кГц отчетливо наблюдаются оба механизма излу-
чения: непрерывная АЭ, сопровождающая деформирова-
ние вершин микронеровностей, и дискретная АЭ, обус-
ловленная деструкцией поверхностного слоя. Причем
высокочастотная спектральная компонента несет инфор-
мацию только о дискретных процессах в зоне контакти-
рования. Анализ рассматриваемых зависимостей
Рис. 4 17. Изменение спектральных компонент АЭ в процессе прира-
ботки сплава АО20-1. а — р = 4 МПа; б — р = 5 МПа [52]
136
Таблица 4.3
Значения параметров АЭ, идентифицирующих
процессы в зоне контактирования
Излучающий процесс Параметр сс/ значения центральных частот спектральных компонент /Г, fjlt Ki ц 100, 150 | 100, 500 | 100, 1000
Угругопластическое контактирование Деструкция 0,7—1,1 2,2—3,3 ! 6,0—9,2 1,2—1,9 4,6—8,0 3,9—5,4
Излучающий процесс Параметр ocj &
значения центральных частот спектральных компонент кГц
150, 500 150, 1000 500, 1000
Упругопластическое контактирование Деструкция 2,8—4,4 2,9—5,2 7,0—9,3 2,4—3,8 1,8—3,3 0,5—0,8
показывает, что в начальный момент приработки интен-
сивность непрерывного сигнала, характеризующая пласти-
чески деформируемый объем, возрастает при увеличении
давления в контакте. При этом растет число и энергия
дискретных импульсов. В табл. 4.3 приведены значения
<xi, ь, соответствующие двум рассмотренным механизмам
излучения. Результаты исследований показывают, что
наиболее информативными для разделения сигналов не-
прерывной и дискретной АЭ являются отношения спект-
ральных компонент на парах частот /4 = 100 кГц, f3 =
= 500 кГц; /2=150 кГц, Д = 1000 кГц. Из анализа пара-
метризованных спектров АЭ, представляющих наборы
{a,i, fe}, следует, что в области малых давлений (до
4 МПа) основной энергетический вклад в излучение вно-
сят сигналы, обусловленные упругопластическим контак-
тированием. По мере приработки они затухают. При уве-
личении давления (5 МПа) в установившемся режиме
трения основной вклад в излучение вносят акты де-
струкции. Достоинством рассматриваемого подхода яв-
ляется независимость параметров ацл от условий
приема сигналов АЭ, что позволяет снизить погрешность
оценки повреждаемости поверхностей трения. Однако
137
аппаратурная сложность спектрального анализа не по-
зволяет широко использовать этот метод для экспресс-
диагностики в промышленных условиях.
Как уже отмечалось, сложность и многообразие про-
цессов, происходящих при фрикционном контактирова-
нии твердых тел, не позволяют построить достаточно про-
стую и адекватную модель, связывающую трибологиче-
ские и акустические характеристики. Попытки осуще-
ствить это были предприняты в работах [212, 214,
276]. Один из возможных путей решения проблемы —
реализация в контакте какого-либо преимущественного
вида изнашивания. В связи с этим представляют ин-
терес результаты работы [243], посвященные иссле-
дованию связи параметров АЭ с характеристиками аб-
разивного изнашивания. Исследования проводились
на машине трения, обеспечивающей скольжение ме-
таллического цилиндрического образца по закреплен-
ному абразиву, что соответствует схеме, приведенной
на рис. 3.10, в. Были исследованы такие материалы,
как сталь, бронзы различных марок, которые истира-
лись по корундовой шкурке с зернистостью № 5, 10,
16, 25, 32 по ГОСТ 3647—71. АЭ при абразивном
изнашивании в силу дискретности и локальности актов
разрушения поверхности трения представляет собой
последовательность отдельных импульсов. В ходе экс-
перимента измерялась величина объемного износа
образца V. Определялась величина дисперсности час-
тиц износа |3 = 5/У, где S — полная площадь поверх-
ности образовавшихся частиц износа при разрушении
объема V. При одинаковых внешних условиях изна-
шивание каждого из испытанных материалов сопро-
вождается характерной для каждого материала ве-
личиной скорости счета АЭ. Амплитудное распределение
импульсов АЭ при абразивном изнашивании имеет коло-
колообразный вид, причем амплитуда подавляющего
числа импульсов АЭ превышает уровень шумов. Между
удельным числом N/V импульсов АЭ и величиной ди-
сперсности частиц износа р существует линейная зави-
симость. Результаты измерений, представленные на
рис. 4.18, удовлетворяют следующему уравнению:
= Kj — «гр, (4.6)
V 1 V
где ai— коэффициент пропорциональности, характерн-
ее
зующий эмиссионную способность 1-го материала. Ко-
эффициент а — константа для каждого материала. Его
размерность: импульс X м' 2- Физический смысл коэффи-
циента — количество импульсов АЭ, возникающих при
образовании единицы площади поверхности частиц из-
носа. Для исследованных материалов (сталь 07Х16Н6,
Рис. 4.18. Зависимость удель-
ного числа импульсов АЭ N/V
от величины дисперсности ча-
стиц износа S/V: 1 — сталь
07Х16Н6; 2 — БрХ08; 3 — БрБ2;
4 — БрОФЮ-1; 5—БрАЖ9-4
[243]
Рис. 4 19. Зависимость линей-
ного износа /г,.т индентора-вол-
новода типа А (с максималь-
ным динамическим возмущени-
ем зоны контролируемого тре-
ния) и А (с минимальным
динамическим возмущением) от
времени испытаний [191]
бронзы БрХ08, БрБ2, БрОФЮ-1, БрАЖ9-4) эти величины
относятся соответственно как 8,5 : 4,3 : 3,3 : 2,4 : 1. Такая
последовательность коррелирует с величинами удельной
поверхностной энергии этих материалов. Преобразуя
уравнение (4.6) к виду
N = (4.7)
и дифференцируя обе части по времени, получаем зави-
симость скорости счета АЭ от скорости объемного изна-
шивания
dN dV
= = (4.8)
at dt
Погрешность определения величины а не превышает 5%.
139
Из анализа полученных зависимостей следует, что
количество импульсов АЭ, возникающих при разрушении
некоторого объема материала, пропорционально площа-
ди поверхности образующихся частиц износа независимо
от величины дисперсности. Характерно, что амплитудное
распределение импульсов существенно не изменяется при
изнашивании образца по различным шкуркам, т. е. оно
практически не зависит от величины дисперсности обра-
зующихся частиц. Исследования показали, что отделение
одной частицы сопровождается излучением от одного до
нескольких десятков импульсов АЭ. На основании полу-
ченных результатов предполагается существование эле-
ментарного акта разрушения. Им могут быть образование
микротрещины, микропоры или иного дефекта — микро-
разрыва материала площадью 50 в поверхностном слое
образца, который сопровождается излучением одного
импульса АЭ. Отделение частицы износа наступает после
некоторого числа последовательно происходящих эле-
ментарных актов разрушения, вызванных однократным
взаимодействием частицы абразива с истираемой по-
верхностью. При этом количество элементарных актов
разрушения при отделении одной частицы будет равно
отношению площади поверхности образующейся частицы
к величине площади единичного дефекта So. Таким об-
разом, существует связь между количеством импульсов
АЭ N п площадью поверхности частиц износа S:
N = S/So. (4.9)
Сравнивая уравнения (4.6) и (4.9), находим, что Sc =
= схл1. Поскольку есть константа для каждого мате-
риала, то и средняя величина площади единичного дефек-
та So— характерная константа для каждого материала.
Расчеты показали, что величина So для исследованных
материалов лежит в пределах (0,26—2,3) • 10—10 м2.
Предложенный механизм возникновения импульсов АЭ
в процессе абразивного изнашивания металлов согласу-
ется с результатами наших ранних исследований возник-
новения АЭ при трении и изнашивании полимеров [113,
248].
Высокая информативность АЭ при анализе процессов
локальной динамической перестройки полей механиче-
ских напряжений в твердых телах [35, 227] может быть
объяснена наличием не только прямых, но и обратных
140
связей в системе источник — АЭ [191]. Причем про-
странственно-временная локализация упругой энергии,
выделяющейся в виде АЭ, указывает на справедливость
этого предположения, так как создаются предпосылки
для непосредственного влияния АЭ на кинетику зарожде-
ния и накопления дефектов в исследуемом материале в
процессе трения. Ранее предположение о взаимовлиянии
акустического излучения, процессов трения и изнашива-
ния применительно к металлополимерным системам бы-
ло высказано в работе [112].
Следует отметить, что активная роль АЭ маскируется
термофлуктуационным характером накопления дефектов,
а также зависимостью параметров АЭ практически от
всех внутренних и внешних факторов фрикционного кон-
тактирования: кинематических, силовых, физико-химиче-
ских и т. д. Проверка гипотезы о существовании эффекта
влияния АЭ на процессы, ее порождающие, в условиях
трения проводилась авторами работы [191] на установ-
ке, описанной в гл. 3.
Все эксперименты осуществлялись в три этапа. На
первом этапе выяснялась принципиальная возможность
воздействия АЭ, приходящей в зону контролируемого
трения от диска-генератора, на структурные превраще-
ния в материале. Для этого в подвижном держателе
установки закреплялись поочередно инденторы-волново-
ды двух типов: без дополнительного акустического со-
противления и с максимальным акустическим сопротив-
лением. Исследовалось упрочнение образцов из цинка в
месте контакта с поверхностью индентора-волновода.
Оказалось, что микротвердость для образцов двух типов
равна соответственно 67,5-107 и 50,3-107 Н/м2. Получен-
ные результаты подтверждают ранее сделанные пред-
положения о значительной энергоемкости АЭ в реальных
условиях трения и о возможности их влияния на свойст-
ва поверхностных слоев контактирующих материалов.
Второй этап включал в себя непосредственно износо-
стойкие испытания образцов обоих типов. По результа-
там испытаний строились зависимости линейного износа
образцов для каждой партии (рис. 4.19). Проведенный
анализ показал, что изменение только суммарного вол-
нового возмущения зоны контролируемого трения при
прочих равных условиях уже приводит к интенсифика-
ции процессов трения и изнашивания.
Для комплексной оценки влияния АЭ на интенсив-
141
ность изнашивания на третьем этапе экспериментов бы-
ли проведены износостойкие испытания инденторов-вол-
новодов, дополнительное акустическое сопротивление
которых менялось в широких пределах. Результаты
эксперимента (рис. 4.20) показывают, что независимо
от способа изменения суммарного волнового возмущения
зоны контролируемого трения наблюдается общая тен-
денция, которая состоит в монотонно возрастающем
Рис. 4.20. Зависимость объемной ин-
тенсивности износа I индентора-вол-
новода от суммарного динамического
волнового возмущения зоны контро-
лируемого трения при различных
способах его изменения: 1 — пп = 0;
2 — 2; 3 — 4; 4 — 6; 5 — rfm=10 мм;
6 — 6,6; 7 — 3,5 мм, 8 — '9’г =
= 2,15 м/с [191]
увеличении интенсивности износа при увеличении Л2. Ана-
лиз полученных экспериментальных результатов позво-
лил авторам предложить схему (рис. 4.21) распределе-
ния видов износа и выяснить роль АЭ в процессах изна-
шивания контактных поверхностей при их фрикционном
взаимодействии. Приведенные зависимости носят качест-
венный характер, отражающий возможность разграни-
чения видов износа на усталостный (волновой) и про-
чие, которое осуществляется путем формальной экстра-
поляции зависимости I=f(As) на нулевое значение Л2
(практически не реализуемое). Крутизна кривых на
рис. 4.21 зависит не только от постоянных фрикционного
контакта, но и определяется зависимостью параметров
АЭ и температуры контакта 0 от внешних условий тре-
ния. Оценка влияния 0 на износ может быть осуществле-
на путем нагрева зоны контролируемого трения от внеш-
него источника энергии. Следует заметить, что точка на-
чала формальной экстраполяции функции /=^(Л2) на
нулевое значение аргумента (точка С) является строго
индивидуальной в каждом конкретном случае. Это обус-
ловлено зависимостью условий разрыва адгезионных
связей и соударений микронеровностей от режима тре-
ния. В реальных условиях контактирования положение
142
точки С зависит от большого числа факторов: контакт-
ных нагрузок, температуры, материалов фрикционной па-
ры и т. д. и определяется экспериментально (рис. 4.21,
нижняя точка кривой I=f (As)). На наш взгляд, вывод
авторов [191] о волновом факторе трения не является
новым, поскольку еще в работах академика АН БССР
Е. Г. Коновалова (1974 г.) указывалось на волновую
природу трения твердых тел. Кроме того, результаты,
Рис. 4.21. Схемы распределения видов износа: а — влияние на I
при прочих равных условиях контакта; б — реальное распределение
видов износа, например, при возрастании скорости относительного
движения контртел; 1 — усталостный (волновой) износ; 2 — другие
виды износа; С — начало формальной экстраполяции I = f(As) на
нулевое значение ; Ао — собственное волновое возмущение при
трении [191]
полученные в работе [191], подтверждают тот известный
факт, что введение в контакт акустических (ультразву-
ковых) колебаний изменяет характер контактирования.
По-видимому, чистый эксперимент для проверки пред-
положения о взаимосвязи параметров АЭ и процесса из-
нашивания поставить довольно трудно в связи со слож-
ностью реализации такой связи на модельных системах.
Имеется ряд работ [314, 326, 332], в которых рас-
сматриваются вопросы использования метода АЭ для
контроля трения и изнашивания трибосопряжений про-
мышленных агрегатов в условиях производства. Обсуж-
даются возможности спектрального анализа сигналов
АЭ при диагностике подвижных сопряжений.
Подводя итог обзору исследований трения и изнаши-
вания металлов в условиях граничной смазки и без нее с
помощью метода АЭ, необходимо выделить их основные
тенденции:
143
использование максимально возможного числа инфор-
мативных параметров АЭ;
уход от традиционного анализа временных зависи-
мостей к статистическому описанию процессов генериро-
вания АЭ, использование аппарата спектральных функ-
ций;
построение адекватных физических моделей, позво-
ляющих связать параметры трибологической системы и
возникающего акустического излучения.
4.2. ОСОБЕННОСТИ ВОЗНИКНОВЕНИЯ
АКУСТИЧЕСКОЙ ЭМИССИИ
ПРИ ТРЕНИИ ПОЛИМЕРОВ
Необходимо отметить, что до недавнего вре-
мени основные результаты, касающиеся генерирования
акустического излучения при трении, были получены для
случая трения металлов [49, 50, 99, 122, 133, 314, 332].
Первые исследования, посвященные изучению закономер-
ностей акустической эмиссии, возникающей при трении
полимеров, были проведены в ИММС АН БССР под ру-
ководством академика АН БССР В. А. Белого.
Изучался процесс фрикционного взаимодействия в
системе полимер — металл. Исследовались полимерные
материалы различного строения: линейные кристалли-
зующиеся — полиэтилен низкого давления (ПЭНД),
политетрафторэтилен (ПТФЭ), полиамид (ПА); сопо-
лимер формальдегида с диаксоланом (СФД), аморфный
полимер-полиметилметакрилат (ПММА), композицион-
ные материалы на полиамидной основе (ATM), а также
на основе стекловолокнита АГ-4В с различными функ-
циональными добавками [248].
Трение осуществлялось по схемам вал—частичный
вкладыш и индентор — диск. Оценка состояния триболо-
гической системы проводилась с помощью акустического
комплекса, блок-схема которого показана на рис. 3.16.
Так как поверхность контактирующих тел обладает
некоторой шероховатостью, приобретенной либо в ре-
зультате обработки, либо зависящей от типа износа, то
фактическая площадь касания, число неровностей одной
поверхности, проникающих в углубления другой, а так-
же параметры физических и химических процессов в
месте контакта в любой момент времени определяются
случайными величинами, которые нерегулярным образом
144
меняются в процессе фрикционного взаимодействия. По-
этому были проведены исследования зависимости скоро-
сти счета АЭ от продолжительности работы узла трения
при различных условиях контактирования.
В процессе работы любой трибологической системы
может наблюдаться: 1) период приработки, когда про-
исходит интенсивное изменение геометрии поверхностей
трения и физико-механических свойств поверхностных
слоев контактирующих материалов; 2) период стацио-
нарного изнашивания, когда уменьшается и стабилизи-
руется работа трения, температура в контакте и скорость
изнашивания; происходит образование так называемой
«равновесной шероховатости», оптимальной для данных
условий трения; 3) период интенсивного изнашивания и
разрушения контактирующих поверхностей, сопровож-
дающийся потерей работоспособности узла трения.
Было установлено, что каждый период работы три-
бологической системы характеризуется определенным,
только ему присущим набором информативных призна-
ков, который зависит от вида трения и смазки, материа-
лов пары трения, температурных и нагрузочно-скорост-
ных параметров.
На рис. 4.22 можно выделить две характерные об-
ласти работы узла трения. Первая область (А) характе-
ризуется неустановившимся режимом трения, так назы-
ваемым приработочным. Уменьшение работы трения,
температуры, интенсивности изнашивания сопровожда-
ется снижением скорости счета АЭ. Причем в период при-
работки эти параметры характеризуются большим раз-
бросом значений. В зависимости от величины pv, а также
от свойств материала приработка может длиться от не-
скольких минут до нескольких часов. В области Б на-
блюдается стабилизация значений N, совпадающая с
периодом стабилизации скорости изнашивания и уста-
новления равновесной шероховатости, которая может
быть как больше, так и меньше исходной.
Результаты электронно-микроскопических исследова-
ний продуктов износа полимеров в период стационарно-
го изнашивания (область Б) приведены на рис. 4.23,/.
Сравнение скорости счета АЭ в этой области для раз-
личных полимеров отчетливо указывает на протекание в
контакте процессов с различной эмиссионной актив-
ностью. Изменяя шероховатость металлического контрте-
ла, можно влиять на тип износа полимера. В табл, 4.4
10 Зак 1371
145
приведены значения N, наблюдающиеся при трении ис-
следуемых полимеров по поверхности стального ролика,
имеющего различную шероховатость. Как показали ис-
следования, если 7?а<0,05 мкм, то реализуется комбини-
рованный тип износа, включающий адгезионное взаимо-
действие контактирующих поверхностей, образование и
разрушение пленок фрикционного переноса, а также
схватывание поверхностей трения в тех местах контакта,
где локальная температура превышает температуру
плавления или размягчения материала.
Трение линейных кристаллизующихся полимеров, та-
ких, как ПЭНД и ПТФЭ, при данных значениях Ra и pv
сопровождается фрикционным переносом и отделением
Рис. 4 22. Зависимость скорости счета АЭ от длительности работы
узла трения (а) (/?а = 0,026 мкм, pv = 0,617 МПа^м/с, А — область
приработки, Б — область изнашивания) и нагрузки (б) (и = 0,68 м/с):
1 — ATM; 2 — ПММА; 3 — ПЭНД; 4 — ПТФЭ
146
Рис. 4.23. Полученные на РЭМ снимки продуктов износа полимеров:
а — ПЭНД; 6— ПТФЭ, в — ЛИМА; г — ATM; « — 0,68 м/с; I — р=
= 0,25 МПа. // —р-1,0 МПа
10'
Таблица 4.4
Зависимость скорости счета акустической эмиссии
от типа износа (pt'= 0,17 МПа-м/с)
Материал вкладыша Способ обработки Модуль упруго- сти Е, МПа Шерохо- ватость ролика Ra, мкм Тип изнашивания Скорость счета АЭ, 1 03 имп / с
Политет- Механичес- 470— 0,026 Адгезионный с ус- 1,8
рафтор- кая обра- 850 талостным разру-
этилен ботка шением пленок
0,43 0,43 фрикционного пере- носа Абразивный 4,1
Полиэтилен Литье под 550— 0,026 Адгезионный с ус- 2,2
НИЗКОГО давлением 800 талостным разруше-
давления нием пленок фрик-
0,43 ционного переноса Абразивный 4,5
Полиме- Механичес- 2700 0,026 Адгезионный с эле- 3,8
тил—ме- кая обра- ментами схватыва-
такрилат ботка 0,43 ния поверхностей Абразивный 7,6
ATM Литье под 1750— 0,026 Адгезионный с эле- 6,1
давлением 2100 ментами схватыва-
0,43 ния поверхностей Абразивный 8,4
частиц, имеющих слоистую структуру и неправильную
форму, толщина которых значительно меньше, чем дли-
ла и ширина. Низкое значение скорости счета АЭ в уста-
новившемся режиме можно объяснить тем, что образо-
вание частиц износа есть усталостный процесс и проис-
ходит он в результате отделения некоторого объема с
поверхности из-за многократных механических и терми-
ческих воздействий, испытанных этим объемом. По-
скольку интенсивность изнашивания в этот период мала,
то, следовательно, и низка акустическая активность кон-
такта. Кроме того, образование слоев фрикционного
переноса приводит к демпфированию ударного взаимо-
действия микронеровностей и, таким образом, к умень-
шению энергии ударных волн, распространяющихся в
объем твердого тела. Повышение нагрузки приводит для
этих материалов к увеличению скорости счета АЭ и тол-
щины перенесенного слоя. Однако прочность связи этого
.148
слоя с поверхностью невелика и частицы износа обра-
зуются уже при небольших количествах фрикционных
актов (см. рис. 4.22,6). Рост температуры в контакте
приводит к термическому разрушению ПЭНД с образо-
ванием расплава (рис. 4.23, II) и выносом его из зоны
трения; течению поверхностных слоев ПТФЭ, когда об-
разуются макрочастицы износа, размер которых дости-
гает долей миллиметра. Изменение скорости счета АЭ в
этот период практически не наблюдается.
Изнашивание жесткого аморфного ПММ.А происхо-
дит в виде отдельных фрагментов неправильной формы,
размер которых не превышает 1—2 мкм. Незначительное
увеличение нагрузки приводит к явлению схватывания,
сопровождающемуся образованием вырывов на поверх-
ности трения и соответствующих им частиц износа, раз-
мер которых составляет 50—100 мкм.
Несколько иным закономерностям подчиняется АЭ.
возникающая при трении и изнашивании материала ATM,
представляющего собой композит на основе ПА. Более
высокие значения N по сравнению с другими полимера-
ми в условиях адгезионного, а также абразивного изна-
шивания (табл. 4.4) объясняются высокой анизотропией
физико-механических свойств материалов и наличием в
его составе в качестве наполнителя шлака, трение кото-
рого о металл создает дополнительный источник АЭ. Из
таблицы видно, что с ростом нагрузки скорость счета АЭ
сначала увеличивается, а затем из-за термодеструкции
полимерного связующего, которая как бы маскирует
сигнал, возникающий при взаимодействии частичек шла-
ка с металлическим контртелом, несколько снижается и
стабилизируется на уровне 5,5-103 имп/с. Размер фраг-
ментов износа при этом существенно уменьшается.
Иа рис. 4.24 показано изменение некоторых парамет-
ров акустического излучения в процессе работы металло-
полимерного узла трения. Из приведенных зависимостей
видно, что в приработочный период / наблюдается изме-
нение амплитуды отдельных спектральных составляю-
щих, перераспределение их и появление новых гармоник.
В частности, например, при трении пары ПЭНД —
сталь 45 (р = 0,5 МПа, п = 0,4 м/с) через 1,8 кс после на-
чала эксперимента амплитуда спектральной составляю-
щей на частоте 0,80 МГц возросла в 1,8 раза, а компо-
ненты с частотой 0,35 МГц в то же время уменьшились
до 0,7.
149
Второму этаму II соответствуют стабильные форма и
спектральный состав акустического сигнала.
Сравнение формы сигналов акустического излучения
в установившемся режиме для разных пар трения сви-
детельствует об определяющем влиянии природы мате-
Рис. 4.24. Зависимость скорости счета АЭ (а), суммарного счета
АЭ (б) и амплитуды (в) наиболее информативных спектральных со-
ставляющих от времени работы пары трения- 1 — ПЭНД — сталь 45:
2 — ПММА — сталь 45
150
риала на характер акустического излучения. Для мате-
риалов, разрушающихся по адгезионно-усталостному ме-
ханизму, характерен непрерывный сигнал небольшой
амплитуды, для материалов, разрушающихся по адгези-
онному механизму с элементами схватывания — сигнал
взрывного типа. При абразивном износе возникает не-
прерывный сигнал с амплитудой в 5—10 раз большей,
чем при адгезионно-усталостном типе износа.
Характерно, что для одного и того же типа износа ин-
тенсивность излучения тем больше, чем больше модуль
упругости (Е, МПа) материала. Негомогенность и ани-
зотропия механических свойств также приводят к росту
скорости счета АЭ. Большое значение имеет технология
изготовления материала. Так, например, литьевые ПЭНД
и ATM обладают повышенной акустической активностью.
Высокие значения скорости счета АЭ для ПММА объяс-
няются его значительно большей жесткостью и адгези-
онной активностью по сравнению с другими испытывае-
мыми материалами (табл. 4.4).
По мере изнашивания контактирующих поверхностей
меняются условия трения, происходят изменение формы
поверхностей, физико-химические изменения в граничном
слое, в результате чего меняются распределение давле-
ний в контакте, температурный режим. Это может при-
вести к катастрофическому изнашиванию и появлению
таких негативных явлений, как схватывание, задир и т. п.
При катастрофическом изнашивании наблюдаются рез-
кий подъем интенсивности АЭ, возрастание ее энергии,
выделяемой в единицу времени (этап III), что проявля-
ется в повышении крутизны на зависимости E(t). Неко-
торое увеличение длительности импульсов АЭ свидетель-
ствует об обеднении спектрального состава излучения за
счет высокочастотных компонентов спектра и увеличении
вклада ригнала в низкочастотную область, что приводит
к изменению эмиссионной активности контакта.
Было установлено, что если для полиамида (ПА) по
мере приработки значения таких параметров, как N, А,
о2, W, монотонно уменьшаются, то для фторопласта на-
блюдается обратная картина.
Изменение нагрузки в контакте и скорости скольже-
ния так же, как и в случае трения металлов [210], при-
водит к уширению амплитудных спектров и сдвигу мак-
симума в сторону больших амплитуд. Неожиданным экс-
периментальным фактом явился высокий уровень АЭ при
151
трении фторопласта. Несмотря на низкий коэффициент
трения, этот материал имеет большой износ даже при
невысоких значениях р и и-.
В условиях фрикционного переноса при трении таких
материалов, как ПЭНД, ПТФЭ, акустическое излучение
характеризуется низкой интенсивностью. В период ста-
ционарного изнашивания незначительные колебания ин-
тенсивности АЭ определяются случайным характером от-
Рис. 4.25. Зависимость от времени испытаний- а — скорости счета АЭ;
б — суммарного счета АЭ; А— период разрушения и образования
пленки переноса; Б — (rt, т2) — время «жизни» слоев переноса; Ti —
время «жизни» ПА-4-ПЭНД; т2—время «жизни» АГ-4В+ПЭНД
деления и образования фрагментов переноса. Причем на
всей поверхности контртела пленка переноса одновре-
менно не разрушается, а находится в состоянии динами-
ческого равновесия.
Трению полимерных композитов наряду с рассмот-
ренными особенностями генерации АЭ присущи осо-
бенности, связанные с формированием пленок фрикцион-
ного переноса [249]. Результаты эксперимента приведе-
ны на рис. 4.25, а в табл. 4.5 представлены данные по
фрикционным и эмиссионным свойствам испытанных
материалов.
152
Таблица 4.5
Трибологические и акустико-эмиссионные свойства
полимерных композитов
Материал основы Наполнитель Модуль упругости Е, МПа Коэффициент трения, р — =0,5 МПа, и=0,4 м/с Объемная температура Т, °C Скорость сче- та АЭ, 103 имп/с Время «жиз- ни» третьего тела ТЖ’ кс
А В
ПЭ пэнд 500—700 0,10 100 8,4 3,2 64—72
ПТФЭ 650—900 0,10 100 7,6 2,8 80—100
АГ-4В пэнд 850—1200 0,41 150 14,3 5,4 0,3—1,3
ПТФЭ 900—1100 0,38 150 13,1 4,9 0,15—0,3
Закономерности трения и изнашивания полимерных
композитов непосредственным образом связаны с особен-
ностями их строения.
В частности, для исследованных в работе композитов
на основе полиамида (ПА) и стекловолокнита (АГ-4В),
наполненных полиэтиленом и фторопластом в процессе
трения по металлическим поверхностям, наблюдается
явление, получившее название фрикционного разделения
компонентов. Сущность его заключается в образовании
тонкой пленки термопластичного наполнителя как на по-
верхности матрицы, так и на поверхности металлического
контртела в результате фрикционного переноса. По-
скольку износ материала наполнителя занимает опреде-
ленный промежуток времени, то в этот период образо-
вавшаяся пленка переноса находится в динамическом
равновесии и имеет какое-то среднее значение площади
и толщины, сохраняющееся определенный промежуток
времени (одни участки разрушаются, но возникают им
подобные). При этом скорость счета АЭ мала. Быстрое
разрушение пленки переноса происходит после того, как
обнажается матрица. Данному процессу соответствует
рост скорости счета АЭ, так как у материала матрицы
модуль упругости значительно выше, чем у материала
наполнителя. Промежуток времени между двумя перио-
дами повышенной эмиссионной активности можно отож-
дествить с временем «жизни» пленок фрикционного пере-
носа тж. Его легко определить, измеряя либо скорость
счета АЭ, либо ее мощность.
Анализ полученных закономерностей показывает, что
153
процесс формирования пленки переноса для исследован-
ных материалов имеет различный механизм. Так, напри-
мер, если для материала, основой которого является по-
лиамид, через некоторое время наблюдается стабилиза-
ция перенесенных слоев, обладающих высокой износо-
стойкостью, и соответственно параметров АЭ, то при
трении материала на основе стекловолокнита этот про-
цесс остается неустойчивым, о чем свидетельствует пе-
риодическое изменение скорости счета АЭ (рис. 4.25).
Время «жизни» третьего тела, определяемое как проме-
жуток времени между возникновнием и разрушением
слоев переноса, для изученных материалов оказалось су-
щественно различным (табл. 4.5), что в значительной
степени связано с условиями эксперимента; материалом
матрицы и наполнителя, параметрами микрогеометрии
поверхности контртела, нагрузочно-скоростными пара-
метрами.
Проведенные эксперименты показали, что для иссле-
дованных композиционных материалов процесс форми-
рования пленки переноса существенно различается. Од-
нако в большинстве случаев процесс переноса происхо-
дит в несколько этапов: образование «третьего тела», его
устойчивая работа и разрушение. Одной из важных ха-
рактеристик при этом является время «жизни» третьего
тела, которое может служить показателем износостой-
кости сформированной пленки переноса, так как при ее
образовании интенсивность изнашивания уменьшается
на 2—3 порядка. На основании изучения кинетики об-
разования пленок фрикционного переноса предложен
способ оценки их скорости износа, заключающийся в том,
что в процессе трения регистрируют цикл изменения
скорости счета АЭ или ее энергетического уровня. Изме-
ряют толщину образующихся пленок фрикционного пе-
реноса dcp, определяют площадь поверхности 32, зани-
маемую пленками фрикционного переноса (рис. 4.26), а
скорость их изнашивания находят по формуле
/у = Д.р52/тж, (4.10)
где dcp — усредненная толщина слоев фрикционного пе-
реноса; тж — время цикла изменения скорости счета АЭ
либо ее энергетического уровня.
Для подтверждения правомерности этой методики
оценим износостойкость слоев переноса на примере ком-
позиционного материала, содержащего 85 мае. % поли-
154
амида + 15 мае. % полиэтилена низкого давления. Для
этого материала тж = 64—72 кс (табл. 4.5). Из приведен-
ных выше экспериментальных данных (см. рис. 4.25)
следует, что время «жизни» пленок переноса можно на-
дежно определить как по зависимости N(t), так и по за-
висимости N(t). После определения тж, выбрав момент
времени, близкий к началу разрушения пленок переноса,
оцениваем толщину dcv и площадь их поверхности S2.
Рис. 4.26. Параметры слоев фрикционного переноса
Для рассматриваемой пары трения Д;р = 5 мкм, S2 =
= 13,5-106 м2, /г = 9,78-10-16 м3/с.
Разработанный способ определения износостойкости
слоев фрикционного переноса используется для сравни-
тельной оценки фрикционных характеристик композици-
онных материалов на основе полимеров, в которых эф-
фект самосмазывания достигается путем создания на
поверхности металлического контртела долгоживущей
перенесенной пленки, определяющей износ пары трения.
Испытания способа, проведенные в трибоцентре ИММС
АН БССР, показали его высокую эффективность. В табл.
4.6 приведены данные, характеризующие износостойкость
пленок фрикционного переноса для ряда исследованных
композиционных материалов.
В последние годы большое внимание исследователей,
работающих в области трения и смазочного действия,
было привлечено к изучению влияния поверхностной
активности смазочной среды на фрикционные характери-
стики металлополимерных пар. В результате были рас-
ширены рамки представлений о природе внешнего трения
155
Таблица 4.6
Некоторые свойства слоев фрикционного переноса
полимерных композитов
Материал основы Наполнитель Время «жизни» тж- кс Толщина dcp, мкм Площадь , 10-8 м2 Скорость изнашивания 1у , 10“16 м3 / с
ПЭНД 69 5,0 13,5 9,78
ПА ПТФЭ 83 0,5—1,0 13,5 1,63
Кокс-)-
-(-графит 0,5 1.0 6,2 124
ПЭНД 0,3 10,0 1,6 533
АГ-4В ПТФЭ 0,25 3,0 1,4 168
Графит 0,65 1,0 5,4 83
полимеров и металлов в смазках, а для металлических
пар предложено качественное описание характера взаи-
модействия активных компонентов смазки и поверхност-
ного слоя трущихся тел. Изучение фрикционного взаи-
модействия металлополимерных пар при граничной смаз-
ке не дало пока еще достаточно полных и однозначно
трактуемых результатов. Существует мнение, что на по-
верхности полимера не образуется сплошной адсорбиро-
ванной пленки и поэтому действие смазки нередко мало-
эффективно. Но, с другой стороны, имеются данные, сви-
детельствующие о том, что на поверхности некоторых по-
лимеров (полиамид, фторопласт, полиэтилен) вследствие
проявления трибоэлектризации может образовываться
достаточно устойчивая пленка. Кроме того, механизм
взаимодействия смазки с полимером не ограничивается
ее адсорбцией на поверхности полимера и во многих
случаях включает проникновение смазки в его аморф-
ные зоны и ослабление межмолекулярных связей, а сле-
довательно, пластификацию поверхностного слоя. По-
следнее явление может сопровождаться повышением
коэффициента трения до значений, превышающих на-
блюдаемые в отсутствие смазки.
С целью выявления закономерностей фрикционного
поведения металлополимерных пар при граничной смаз-
ке нами были выполнены исследования, в которых реги-
стрировались такие характеристики, как сила трения,
интенсивность изнашивания, скорость счета акустической
эмиссии.
156
На рис. 4.27, а, б представлены данные по изменению’
скорости счета АЭ при трении полимеров (ПЭНД и
ПММА) по стали 45 в инактивных (вазелиновое масло)
и активных (вазелиновое масло с добавкой 0,5% стеа-
риновой кислоты и масло МС-20) маслах. Среды выби-
рались таким образом, чтобы, имея одинаковый вид
основы (нефтяное масло), они различались поверхност-
Рис. 4.27. Зависимость скорости счета АЭ от времени испытаний (а)
и нагрузки (б): 1, 2—ПЭНД; 3, 4 — ПММА; 1, 3 — МС-20; 2, 4 —
вазелиновое масло
но-активными свойствами. Анализ полученных резуль-
татов указывает на существенно различный характер
акустической эмиссии для двух типов сред при задавае-
мых в эксперименте давлении и скорости. Этот характер,
как показано на рис. 4.27, б, сохраняется вплоть до зна-
чений р = 1 МПа при п = 0,68 м/с.
Было установлено, что активность смазки проявляет-
ся в изменении как фрикционных, так и эмиссионных
характеристик пары трения. В частности, повышение по-
верхностной активности углеводородной среды приводит
157
к снижению коэффициента трения в паре ПЭНД — сталь,
уменьшая износ при легких условиях трения. В паре тре-
ния ПММА — сталь использование поверхностно-актив-
ных сред также снижает коэффициент трения, но при
этом интенсифицирует разрушение материала уже при
малых нагрузках. ПЭНД обладает наибольшей совме-
стимостью с неполярными маслами вследствие близости
своего молекулярного строения к ним (особенно это за-
метно при использовании вазелинового масла, содержа-
щего в основном линейные молекулы углеводородов), и
поэтому эффект пластифицирующего действия является
основным фактором влияния на трение и износ в широ-
ком диапазоне нагрузок. Возрастание полярности среды
ухудшает совместимость с ней ПЭНД и снижает пласти-
фицирующее действие. В случае полярного ПММА по-
верхностно-активное действие среды, видимо, в основном
проявляется в локализации разрушения в тонких поверх-
ностных слоях, что приводит к образованию мелких
фрагментов разрушения. Такая трактовка механизма
действия среды на процессы трения и износа металлопо-
лимерной пары согласуется с результатами, полученны-
ми П. Е. Ребиндером и Е. Д. Щукиным при исследовании
влияния полярности среды на прочность ПММА и ПЭНД
при растяжении. Поскольку растягивающие напряжения
также определяют разрушение в условиях трения, такое
совпадение закономерно. Что касается скорости счета
акустической эмиссии, то в случае металлополимерной
пары можно говорить о соответствии характера ее изме-
нения изменению фрикционных характеристик системы.
Чем ниже коэффициент трения и интенсивность изнаши-
вания, тем ниже интенсивность эмиссии и установивший-
ся характер трения соответствует постоянному уровню
излучаемой акустической энергии. Изменение нагрузки и
связанное с ним изменение коэффициента трения адек-
ватно отражаются уровнем сигнала АЭ.
Различия в механизме влияния среды на фрикцион-
ное поведение исследованных полимеров могут быть объ-
яснены с учетом действия двух процессов, обусловленных
эффектом Ребиндера. Одним из них является пластифи-
цирование поверхностного слоя, другим — одновременно
диспергирующее действие поверхностно-активных ве-
ществ за счет интенсификации роста микротрещин. Су-
перпозиция указанных процессов обусловливает меха-
низм фрикционного поведения, а преобладание того или
158
иного процесса зависит от напряженного состояния по-
верхностного слоя и степени взаимной растворимости по-
лимера и смазки.
Сопровождающая процесс трения металлополимер-
ных пар акустическая эмиссия несет информацию об
уровне энергетических затрат на преодоление сопротив-
ления перемещению и разрушение поверхностных слоев
контактирующих тел и позволяет судить о степени влия-
ния вида смазочной среды на указанные процессы.
4.3. АКУСТИЧЕСКАЯ ЭМИССИЯ ПРИ РЕЗАНИИ
Резание представляет собой сложную совокуп-
ность физико-механических процессов, одним из которых
является непрерывное и направленное разрушение впол-
не определенного слоя материала, приводящее к образо-
ванию новых поверхностей. Традиционно при исследова-
нии процесса резания ограничиваются термосиловым
анализом процесса стружкообразования, который дает
лишь интегральную оценку энергетическим превращени-
ям в зоне формообразования, но не позволяет выяснить
сущность технологических и физико-химических пара-
метров обработки. В то же время резание твердых тел —•
частный случай разрушения. Поэтому идеи дислокацион-
ного механизма разрушения могут быть использованы
для описания этого процесса. Отсюда следует, что в про-
цессе резания возникает акустическая эмиссия со спект-
ром, соответствующим излучению фонов имеющимися и
генерируемыми дислокациями, экструзиями, интрузиями
и вакансиями, а также колебаниями с длиной волны,
равной расстоянию между границами зерен обрабаты-
ваемого тела [123]. Следовательно, выделение и анализ
сигналов акустической эмиссии, несущих информацию о
процессах разрушения в зоне резания, и выявление кор-
реляционной связи их с другими параметрами процесса
резания представляют определенный интерес для пони-
мания физической картины резания.
Характерные спектрограммы акустической эмиссии
процесса резания показаны на рис. 4.28 [123]. Диапазон
регистрируемых частот находился в пределах от 3 до
30 МГц. Хорошо заметно различие по составляющим
спектра колебаний, генерируемых при резании материа-
лов с различными физико-механическими свойствами.
Очевидно, что акустическая эмиссия в этом диапазоне
159
частот не отражает полной физической картины всего
процесса, так как колебания, генерируемые в твердых
телах, излучаются на разных уровнях его строения,
включая колебания линейных и точечных дефектов, ато-
мов, частота которых достигает 107 МГц. Однако зареги-
стрированные колебания свидетельствуют о том, что ре-
160
занию соответствуют не только автоколебания детали и
системы СПИД, но и АЭ.
Анализ выполненных в последнее время исследова-
ний показывает, что в них рассматриваются в основном
вопросы влияния технологических параметров обработки
(скорости, износа инструмента, физико-механических
свойств обрабатываемого материала) на амплитудно-ча-
стотные характеристики АЭ. Так, например, в работе
au/pzu
Рис. 4.29. Зависимость удельной мощности АЭ от скорости резания
[227]: /-ВТ-14; 2 — ВТ-5 (а=11°, у = —3°); 3 — ХН77ТЮ; 4 —
1Х18Н9Т; 5 — сталь 40Х (а=16°, у = 8°)
[227] обнаружена корреляция между оптимальными
скоростями обработки материалов и характером изме-
нения удельной мощности акустического излучения
(рис. 4.29). Для представленных зависимостей харак-
терно наличие перегиба в начале восходящей ветви кри-
вых. Проведенные исследования позволили связать точку
перегиба обсуждаемых кривых с рекомендуемыми ско-
ростями обработки материалов. Это позволяет, по наше-
му мнению, использовать предлагаемый в работе фактор
NA
(N — скорость счета, А — амплитуда АЭ, Pz—•
сила резания) не только для выбора оптимальных скоро-
стей обработки материала, но и для сравнительной оцен-
ки обрабатываемости материалов. К сожалению, авторы
не приводят никаких количественных соотношений, по-
зволяющих объяснить экстремальный характер наблю-
даемой зависимости, что весьма важно для понимания
механизма акустического излучения при резании.
Источниками сигналов акустической эмиссии при ре-
U Зак 1371
161
зании могут быть процессы пластического деформирова-
ния и разрушения материала в зоне резания и сходящей
стружки, трение на контактных поверхностях режущего
клина. Индентификационный спектральный и амплитуд-
ный анализ акустических сигналов, генерируемых при
пластическом деформировании и росте трещин, показал,
что существует полоса частот, в которой величины спект-
ральной плотности сигналов этих источников значитель-
Рис. 4.30. Зависимость силы резания Рг (1), температуры Т (2) и
энергии Е (3) от скорости резания [193]
но отличаются [193]. Обнаружено, что для стали 40Х и
жаропрочного сплава ЖС6К.П в диапазоне частот 200—
750 кГц энергия акустического излучения развивающих-
ся трещин выше, чем при пластическом деформировании.
Это позволило путем выбора порога дискриминации сиг-
налов по амплитуде в данном частотном диапазоне вы-
делить ту часть акустической энергии, которая несет
информацию о разрушении материала в зоне резания.
График изменения силы резания Pz, температуры Т и энер-
гии акустической эмиссии Е в зависимости от скорости
резания v представлен на рис. 4.30. Проведенные иссле-
дования интересны тем, что в них предпринята попытка
доказать возможность разделения по частотному диапа-
зону вкладов в общую энергию излучения основных ис-
точников АЭ. Осуществление этой попытки явилось бы
важным вкладом в дальнейшее развитие теории акусти-
ческих эффектов при изнашивании, так как позволило бы
идентифицировать источники АЭ и проследить механизм
их возникновения и развития. Однако, по нашему мне-
нию, приведенный экспериментальный материал свиде-
тельствует о том, что в регистрируемом излучении, кото-
рое авторы считают относящимся только к разрушению,
присутствует и влияние пластических деформаций, обус-
162
ловливающих, в частности, экстремальный характер по-
ведения параметра Е.
В ряде работ [34, 35, 190, 192, 193, 276] изучено влия-
ние изнашивания режущего инструмента на параметры
акустического излучения и показано, что увеличение об-
щей площади износа передней и задней (главной и вспо-
могательной) поверхностей повышает энергию акустиче-
ского сигнала, причем увеличение износа сопровождается
Рис. 4.31. Зависимость амплитудного распределения от износа ин-
струмента [35]: 1 — /г3=0,1; 2 — /г3 = 0,6
возрастанием вероятности появления больших ампли-
туд (рис. 4.31) [35]. В свою очередь кривая изменения
энергетических характеристик акустического излучения
качественно совпадает с кривой износа инструмента
(рис. 4.32). Однако изменение этой энергии в различных
частях спектра неодинаково. Например, при точении жа-
ропрочного сплава ЖС6К.П в диапазоне частот 200—•
750 кГц наблюдалось возрастание энергии, связанное с
приработкой режущего клина инструмента [193]. Ре-
зультаты исследования спектрограмм процесса резания,
представленные в работе [267], подтверждают влияние
степени износа передних и задних поверхностей инстру-
мента на спектральный состав излучения и показывают
его неравномерность.
В частности, обнаружено, что при резании острым
лезвием увеличивается энергия только высокочастотных
колебаний, в то же время изношенное генерирует допол-
нительную энергию и в низких частотах (до 400 Гц).
К сожалению, в цитируемых работах измерение акусти-
п
163
ческих эффектов велось в низком диапазоне акустиче-
ского спектра, в котором наряду с АЭ присутствуют
автоколебания. Поэтому наблюдаемые акустические эф-
фекты могут быть следствием в основном автоколеба-
тельных процессов и объяснение их с позиций АЭ тре-
бует дополнительных доказательств. Кроме того, иссле-
дования имеют чисто описательный характер и не пред-
лагают моделей механизмов явлений, поэтому круг ис-
следованных материалов и режимов резания ограничен
(рис. 4.33).
Рис. 4.32. Изменение амплитудного распределения в зависимости от
износа режущего инструмента при механической обработке: 1 —
кривая износа; 2 — АР
Рис. 4.33. Изменение стойкости инструмента Т, амплитудного рас-
пределения от твердости обрабатываемого материала [190]
164
Важное прикладное значение имеет сделанный в ра-
ботах [190, 192] вывод о том, что наиболее чувствитель-
ным к износу инструмента параметром амплитудного
распределения является мода сигнала АЭ. Результаты
экспериментов по изучению связи между модой сигнала
Ам (кривая 1) и длиной пути резания I (кривая 2) при
точении жаропрочного сплава ХН67МВТЮ резцом со
сменными многогранными неперетачиваемыми твердо-
Рис. 4.34. Зависимость Лм (У) и I (2) от скорости резания v при
точении жаропрочного сплава ХН67МВТЮ
сплавными пластинками марки ВК6М представлены на
рис. 4.34. Коэффициент корреляции в исследуемых режи-
мах резания равен 0,9.
Прогнозируемый период стойкости инструмента Т„
для любого значения скорости резания оценивается по
формуле:
Tn = ln/v, (4.11)
где
/п — {[3 (Алт, + Амп) — (Алц + Ад12 + А.уц)2] х
X (It + 4)} {2 [3 (Ал11 + Ам2 + Амп) — (Amj + Ам2 +
Таблица 4.7
Пр огнозирование стойкости
режущего инструмента
к, м/с | Аг В I I, М | Гп, с | Тр, с
0,1 7,826 1500
0,4 3,276 240 —
0,25 4,641 2472 2718
0,3 4,095 — 1536 1860
165
+ Ама)2] —1 (2Л.ип — Ам, — Ллт2)2}-1 4*
+ {[3 (Ам, It + Ам2 li) — Hi + ^2) (Ami + Am2 + Лмп)1 X
| X (2Дмп • Am, — Ан.)} {2 [3 (Ам, 4- Ам2 4- Алгп) —-
1 —' (Ам, 4~ Ам2 4“ ^Мп)2] — (2Амц —' Ам, — Ам2)2}~1,
где Ам„ Амг, Амп — значения моды АР сигналов акусти-
ческой эмиссии: /1; /2 — длины пути резания, соответствую-
щие значениям Ам2, Амг; 1а—-прогнозируемое значение
пути резания, которому соответствует значение Амп-
Результаты проверочных экспериментов по прогнози-
рованию стойкости режущего инструмента при фрезеро-
вании стали ОХ20Н5АГ12МФ показали удовлетвори-
тельное совпадение расчетных значений стойкости Тп с
реальными Тр (табл. 4.7).
В целом можно отметить, что недостатки существую-
щих подходов при изучении АЭ в условиях резания за-
ключаются, на наш взгляд, в том, что они в основном на-
правлены на выявление влияния технологических пара-
метров обработки на АЭ и не вскрывают механизмов
инициирования излучения. Наиболее интересной в этом
плане является работа [34], рассматривающая особенно-
сти резания полимерных материалов, существенно отли-
чающихся свойствами от инструментального материала.
Показано, что особенности инициирования акустиче-
ских колебаний при резании полимеров заключаются в
многообразии источников АЭ, причем значительный
вклад в излучение вносят электроадгезионные явления.
В то же время в указанной работе [34] не обращено
должного внимания на такой существенный для понима-
ния механизма АЭ при резании фактор, как структурно-
фазовое состояние обрабатываемой полимерной поверх-
ности, и не учитываются механо-химические превраще-
ния, которые протекают в металлополимерном контакте.
Из изложенного выше можно сделать вывод, что для
оценки влияния роли акустических эмиссионных эффек-
тов в совокупности физико-химических процессов при ре-
зании и для разработки количественных соотношений,
связывающих параметры АЭ с характеристиками реза-
ния, требуются дополнительные исследования. Причем
их следует проводить в диапазоне высокочастотного из-
лучения, что позволит уточнить физическую картину
инициирования излучения.
Глава
ИСПОЛЬЗОВАНИЕ АКУСТИЧЕСКОЙ ЭМИССИИ
ДЛЯ КОНТРОЛЯ И ДИАГНОСТИКИ УЗЛОВ
ТРЕНИЯ
Как уже отмечалось в гл. 3, параметры АЭ,
возникающей при трении твердых тел, несут информа-
цию о кинетике протекания в контакте комплекса про-
цессов. Причем каждый из параметров, даже взятый по
отдельности, достаточно информативен. Была установле-
на [34, 192, 243, 249, 276] корреляционная зависимость
между такими параметрами АЭ, как амплитуда, актив-
ность, скорость счета, число импульсов, суммарный счет,
мощность, энергия, и характеристиками трибологической
системы: силой трения, износом и его скоростью. Это яв-
ляется предпосылкой создания и разработки методов
активного контроля состояния поверхности твердых тел
непосредственно в процессе трения и оценки ресурса ра-
боты пары трения.
5.1. ДИАГНОСТИКА ПРИРАБАТЫВАЕМОСТИ
ПОДВИЖНЫХ СОПРЯЖЕНИЙ
По ГОСТ 23002—78 под приработкой понима-
ется процесс изменения геометрии поверхностей трения
и физико-механических свойств поверхностных слоев ма-
териала в начальный период трения, обычно проявляю-
щийся при постоянных внешних условиях в уменьшении
работы трения, температуры и интенсивности изнашива-
ния. В этот период износ может достигать 20—30% от
предельных значений.
В зависимости от условий фрикционного нагружения,
материала пары трения, режима трения длительность
приработки может меняться в широких пределах. Это
является причиной того, что существует множество тех-
нических регламентов по приработке узлов трения, при-
чем, в большинстве случаев оценка приработки и каче-
167
ства прирабатываемости контактирующих поверхностей
практически осуществляется субъективно и с большими
затратами времени.
Существует ряд методов контроля режимов и пара-
метров трения, с помощью которых можно оценивать
степень приработки пары трения [8—10, 64]. В качестве
контролируемых параметров используются такие, как
температура в зоне трения, коэффициент трения [8],
электрическое сопротивление контакта [10], величина
упругой и пластической составляющих полной деформа-
ции поверхностных слоев материала в локальной зоне
[9]. Однако эти методы не получили широкого распро-
странения из-за низкой степени точности и достовернос-
ти результатов, связанных с различием в физической
природе регистрируемых параметров; необходимости
разборки узла трения и ограниченного набора исследуе-
мых материалов.
На практике чаще всего используются способы конт-
роля времени окончания приработки: по появлению так
называемого «зеркала» на поверхности трения; по ста-
билизации скорости изнашивания [64].
Субъективность в оценке площади приработанной
поверхности в первом случае и необходимость замера
износа по крайней мере за два промежутка действитель-
ного времени приработки во втором не позволяют ис-
пользовать эти способы для ускоренных испытаний
(экспресс-анализ), а также затрудняют автоматизацию
исследований.
Весьма эффективно использование для контроля при-
рабатываемое™ пар трения метода, основанного на ре-
гистрации ультразвукового акустического излучения,
возникающего в процессе фрикционного взаимодействия
материалов.
С точки зрения физики и механики процесса прира-
ботки акустическое излучение зоны контакта несет
больше объективной информации о процессе эволюции
контактирующих поверхностей (приработки), чем ранее
рассмотренные параметры: температура, коэффициент
трения и т. д.
То, что акустическая эмиссия присутствует при работе
пар трения в любых условиях (со смазочным материалом
и без него), выполненных из самых разных материалов
(металлы, керамика, полимеры и т. д.), свидетельствует
о его универсальности. Преимущество метода определе-
168
ния прирабатываемости пар трения с использованием
акустического излучения состоит в том, что он не требует
дорогостоящей аппаратуры, изменений в конструкциях
испытательных машин или реальных объектов (дополни-
тельная электроизоляция пары трения, введение сило-
измерительных систем и т. д.).
Повышение достоверности и точности определения
момента окончания приработки обусловлено тем, что диа-
пазон изменения параметров акустической эмиссии на
порядок шире, чем диапазон изменения таких характе-
ристик, как коэффициент трения, интенсивность изна-
шивания.
Применение метода не ограничивается испытатель-
ными лабораторными установками, и он с успехом мо-
жет быть использован в реальных (натурных) конструк-
циях и изделиях. Прирабатываемость пар трения при
использовании акустического излучения может оцени-
ваться по ряду параметров.
Известны методы контроля приработки пар трения
[И, 12, 16], в которых в качестве параметра, характери-
зующего процесс трения и изнашивания, выбирается ско-
рость счета N или мощность АЭ W, а об окончании при-
работки судят по достижению этими параметрами посто-
янного значения. Для реализации методов используется
измерительный комплекс (см. рис. 3.18), включающий
узел трения, пьезодатчик 7, предусилитель 2, ФВЧ, уси-
литель-формирователь импульсов 5, амплитудный ана-
лизатор импульсов 8, цифропечатающее устройство 9,
интенсиметр И, самопишущий прибор Н338 12.
Для повышения точности определения момента окон-
чания приработки сравнивают сигнал АЭ с заведомо
приработанного (эталонного) образца с сигналом от ис-
следуемого [12]. В этом случае используются два иден-
тичных измерительных канала. Испытания проводят сле-
дующим образом.
1. Включают измерительный комплекс. Образец с за-
крепленным на нем пьезодатчиком устанавливается на
вращающемся с заданной скоростью ролике (перпенди-
кулярно оси вращения) или диске (параллельно оси вра-
щения), прикладывают нагрузку р, значение которой
должно быть приблизительно равным несущей способ-
ности узла трения, т. е. обеспечивают режим на грани
заедания (при исследовании полимеров значения р и v
выбирают из условия, чтобы температура в зоне трения
169
не превышала температуру размягчения полимера).
Значения параметров акустической эмиссии фиксируют
с момента начала работы пары трения.
2. Значения скорости счета АЭ N выводятся на реги-
стратор в аналоговом виде либо в цифровом виде высве-
чиваются на экране интенсиметра.
3. Значение электрической мощности, выделяемой
датчиком в результате воздействия упругих волн, опре-
деляют, накапливая сигналы АЭ за заданный промежу-
ток времени ДР в амплитудном анализаторе импульсов.
Эта информация выводится на цифропечать в виде зна-
чения энергии АЭ
(5.1)
г = 1
где i — номер канала; Ni — число импульсов в t-м ка-
нале.
Зная коэффициент усиления К измерительного трак-
та, можно найти значение мощности АЭ в
времени
данный момент
р
W = -=2_
ЛТ1\2
(5.2)
При работе с эталонным образцом регистрируют
скорость счета с эталонного (#о) и испытываемого
(Nx) образцов. Контроль прирабатываемости осущест-
вляют по изменению значения отношения Nx/N0, которое
флуктуирует при достижении приработанного состояния
испытываемым образцом около единицы. Интервал
флуктуаций ±Д определяет ошибку измерения момента
приработки, и поскольку в триботехнических испытаниях
допускается разброс результатов ±20%, то значение А
может достигать ±0,2.
Однако установление момента стабилизации N и W
по временным зависимостям N(t) и W (t) носит субъек-
тивный характер, а применение соответствующего мате-
матического аппарата для обработки результатов экспе-
риментов увеличивает продолжительность испытаний.
В ИММС АН БССР разработан микропроцессорный
комплекс для автоматизации определения момента при-
работки пары трения, который включает устройство 1
регистрации АЭ, таймер 2, микропроцессор (МП) 3,
ОЗУ 4, ППЗУ 5, устройство индикации 6, имеющие об-
щую шину (рис. 5.1). Комплекс работает следующим об-
170
разом. Микропроцессор считывает из ППЗУ команды
записанной программы. При этом МП в одном счетчике
таймера считает время приработки, в другом — форми-
рует одинаковые интервалы времени, а в третьем — на-
капливает импульсы АЭ за формируемый интервал вре-
мени АЛ После этого записанное число импульсов пере-
носится в ОЗУ. Приводя таким образом n-измеренпй в
г-й и в i+1-й моменты времени, МП осуществляет обра-
ботку массивов данных, используя методы математиче-
ской статистики. На следующем шаге заложенной про-
граммы МП сравнивает i-ю и i+1-ю информацию о про-
цессе трения (для исключения случайного равенства в
ОЗУ происходит накопление результатов k сравнений
подряд). Если i-я и i+1-я информации равны, то МП
останавливает первый счетчик, в котором фиксируется
время приработки и высвечивается на блоке индикации.
Затем следует остановка программы. Программа закла-
Рис. 5.1. Блок-схема микропроцессорного комплекса для автомати-
зации процесса контроля приработки пар трения
Рис. 5.2. Схема контроля приработки ведущего узла трения магни-
тофона «Юпитер-203»: 1 — вал; 2 — втулка; 3 — подшипник; 4 —
кронштейн; 5 — пьезопреобразователь; 6 — предусилитель; 7— уси-
литель; 8 — частотомер
171
Таблица 5.1
Программа испытаний ведущих узлов магнитофона «Юпитер-203»
Номер режима Коли- чество образ- цов Номер образ- цов Режимы испытаний Материал подшип ника
вал втулка V, об/мин Р, н и, в
638 8,0
638 1,6
13
13
Пористая бронза
1
2
3
4
5
6
7
8
9
10
11
12
1
6
7
3
8
9
4
5
10
2
14
15
1115 8,0
638 8,0
22
Железографит
13 ЖГр. 2
ТУ 14—1 — 109974
1
2
3
4
3
3
3
3
дывается в ППЗУ. В ОЗУ накапливаются промежуточ-
ные результаты измерений. Микропроцессорный комп-
лекс реализован на двух микросхемах МПК-микропро-
цессора КР580ИК80А и программируемом таймере
КР580ВИ53.
Разработанные способы контроля момента окончания
приработки прошли успешную проверку в трибоцентре
ИММС АН БССР и были использованы при определении
времени приработки ведущего узла трения магнитофона
«Юпитер-203». На рис. 5.2 показана схема контроля при-
работки ведущего узла трения магнитофона «Юпитер-
203». В табл. 5.1 приведены режимы испытаний и мате-
риалы, из которых изготовлены прирабатываемые детали
узла трения. Результаты испытаний (табл. 5.2) легли в
основу рекомендаций, использованных при разработке
стенда для обкатки ведущего узла трения магнитофонов
серии «Юпитер».
Поскольку в период приработки акустическое излу-
чение представляет собой нестационарный случайный
процесс, а по окончании приработки — стационарный в
широком смысле слова, то момент окончания приработки
можно определять по достижению постоянного значения
коэффициента автокорреляции сигнала АЭ [25].
172
Таблица 5.2
Скорость счета, имп/с, акустической эмиссии в процессе приработки
(режим № 1)
Номер образца Время испытания, кс
начало 1,8 3,6 5,4
1 452,17 + 148,12 46,17 + 12,89 34,17 + 9,50 23,33 + 6,65
6 101,56 + 21,49 50,50 + 29,17 95,33 + 21,24 8,00 + 2,61
7 438,33 + 126,65 195,00 + 68,29 103,18 47,21 65,45 + 28,13
Время испытания, кс
Номер образца 7,2 9,0* 10,8 К, %
1 14,33 + 4,50 7,83 + 2,64 7,70 + 2,51 1,69
6 5,17 + 3,31 4,00 + 2,37 4,09 + 2,42 1,02
7 23,91 + 9,34 13,41 + 2,62 13,58 + 2,68 1,27
* —момент приработки;
К = (A^i+i/A^i — 1)-Ю0%—критерий приработки, где Nt, Л^+1 —
средние значения скорости счета АЭ за последовательные промежутки
времени.
Для процессов z(t), стационарных в широком смысле
слова, автокорреляционная функция инвариантна толь-
ко к временному сдвигу т>0, а ее моменты постоянны.
Следовательно, коэффициент автокорреляции R (т, Т),
который является отношением функции автокорреляции
к дисперсии, определенным в одинаковые промежутки
времени, инвариантен по отношению к временному сдви-
173
гу т>0 и независим от различных интервалов времени
интегрирования (0—1\) и [0—(7’1 + Д7’)] = (0—Т2).
Момент времени, когда коэффициент автокорреляции
становится независимым от времени (Т\ и Т2), будет мо-
ментом перехода от нестационарного случайного процес-
са [7?(т, 7\)=pR(t:, Т^)] к стационарному в широком
смысле слова.
Коэффициенты автокорреляции вычисляются следую-
щим образом:
гг
J z (t) z (t + т) dr
Я(т, Тг) = . (5.3)
г3 (t) dr
о
На рис. 5.3 представлена схема устройства, реализую-
щего данный способ. Сигналы АЭ, излучаемые парой 1 и
2 трения, преобразуются пьезодатчиком 3 в электриче-
ский сигнал и поступают на блок 4 предварительной об-
работки, где они фильтруются для подавления шумов и
механических вибраций в диапазоне частот 0,1—1,4 МГц
и поступают на блоки 5 и 6. Здесь происходит вычисле-
ние двух функций автокорреляций и их дисперсий с вре-
менами интегрирования 7\ и Т2 соответственно при по-
стоянном временном сдвиге т и последующее вычисление
двух коэффициентов автокорреляции. Величины электри-
ческих сигналов, соответствующие этим коэффициентам,
одновременно поступают на два параллельных входа
блока 7 сравнения и два входа самописца 8, где произво-
дится регистрация изменения коэффициентов автокорре-
ляции во времени (рис. 5.4). Точность определения
момента окончания приработки может устанавливаться
Рис. 5.3. Блок-схема устройства для контроля приработки пар
трения
174
в широких пределах и зависит от разницы времен ин-
тегрирования ДГ и величины временного сдвига т, при-
чем чем меньше &Т и больше т, тем выше точность из-
мерения.
В настоящее время отсутствуют стандартные методи-
ки оценки прирабатываемости пар трения непосредст-
венно в процессе испытаний. Поэтому целесообразно ис-
Рис. 5.4. Временная зависимость
коэффициентов автокорреляции:
1 — R(x, Л); 2-Я(т, Т2)
пользование метода АЭ в комплексе испытаний для
получения стандартных справочных данных о триботех-
нических свойствах материалов в рамках Государствен-
ной службы стандартных справочных данных.
5.2. КОНТРОЛЬ ИЗНАШИВАНИЯ ТРИБОСИСТЕМ
Одной из задач диагностики является преду-
преждение чрезмерного износа сопряжения, ведущего к
выходу из строя трибосистемы, а нередко и всего меха-
низма. Поскольку параметры акустического излучения
непосредственно связаны с размером и числом разру-
шаемых фрикционных связей, то можно установить ка-
чественную и количественную корреляцию между этими
величинами и использовать для динамической оцен-
ки изнашивания трибологической системы [113, 215,
276].
Принимая за основу модель генерации АЭ, изложен-
ную в гл. 3, предположим, что разрушение фрикционной
связи сопровождается отделением сферических частиц,
радиус Гг которых совпадает с радиусом разрушающе-
гося пятна контакта. Если принять, что вероятность рас-
пределения пятен контакта по размерам Р(г*), а вероят-
ность разрушения пятна контакта Кг, то масса отделив-
шегося материала может быть определена как
175
П о
ЧГ PWi
т|; 12 лг?
1 1
= а 2 r;p(ri) А'г,
i=l
а = р/12,
(5-4)
где mi — масса отделившейся частицы; т]*—площадь
единичного пятна контакта; р — плотность материала.
Считаем, что отделение частицы износа приводит к
генерации акустического импульса длительностью т* и
амплитудой Ло. Длительность импульса АЭ определяет-
ся характерным размером разрушения в твердом теле и
скоростью его развития
Ъ = 4гг/цср
(5.5)
(fcp — средняя скорость миграции трещины при отделе-
нии частицы износа).
Полагаем, что вероятность распределения импульсов
по длительности Р(Т{.) совпадает с распределением пя-
тен касания по размерам Р(Г{), а вероятность разруше-
ния единичного пятна касания не зависит от его разме-
ров и является постоянной для данных значений нагрузки
и скорости скольжения. Тогда энергия сигнала АЭ, вос-
принимаемая датчиком, определяется выражением
Е = у р (/.г) = ь ъг.Р (Г;) (5.6)
1^1 Wcp
Ь = 4Ao/vCp.
Сравнивая выражения (5.4) и (5.6), получаем линейную
зависимость потери массы и выделившейся при этом
энергии АЭ
G = аЕ/Ъ, (5.7)
которую в общем виде можно записать
G = сг + с2Е. (5.8)
где Ci и с2— постоянные, учитывающие физико-механи-
ческие свойства материалов и условия контактирования.
На рис. 5.5 приведены временные зависимости по-
176
тери массы образца из полиметилметакрилата (ПММА)
при трении его по стали 45 и суммарного счета АЭ (р =
= 0,25 МПа, 17 = 0,68 м/с). Зависимости имеют характер,
близкий к линейному. Небольшая нелинейность на их
начальном участке обусловлена нестационарностью из-
нашивания в приработочном режиме. Аппроксимация:
полученных результатов на временном интервале 0,6<
<£<7,2 кс дала следующие зависимости: потеря массы
Рис. 5.5. Временная зависимость массового износа (1) и суммарного-
счета (энергии) АЭ (2) пары трения ПММА — сталь 45
образца G, Ю'3 кг = 0,24 + 4,88 t; суммарный счет АЭ
(энергия) Е, отн. ед. = — 179,85 + 1013,68 t.
В исследуемом диапазоне частот (0,03—2,5 МГц)
между потерей массы образца и суммарным счетом АЭ
(энергией) наблюдается корреляция, описываемая выра-
жением:
G, IO'5 кг = 1,11 + 0,0048В. (5.9)
Дифференцируя обе части выражения (5.9) по времени,,
получаем линейную зависимость средней скорости изна-
шивания от мощности или скорости счета АЭ
dt at
Для пары трения ПММА—сталь 45 k2 = 4,8 • 10-6 кг, а для
пары полиэтилен низкого давления — сталь 45 k2 =
= 2,76-10 5 кг.
Оценить количество образовавшихся частиц износа
за фиксированный промежуток времени г можно,
12 Зак 1371
177
измерив амплитуду АЭ [21]. Причем о скорости образо-
вания частиц п судят по зависимости
где А — амплитуда сигнала АЭ; — коэффициент про-
лорциональности; [7Д — уровень деформационных шумов.
Существующий разброс размеров частиц износа
предъявляет определенные требования к измери-
тельной аппаратуре. Так, усилитель должен обладать
постоянным коэффициентом усиления в диапазоне частот
с/2гь с/2г2, где с — скорость распространения сигнала
АЭ в материале образца; и, г2— максимальный и мини-
мальный размеры отделяемых частиц износа. Уровень
деформационных шумов определяется в статике при на-
гружении испытываемого образца силой, создающей те
же удельные нагрузки, которые действуют во фрикцион-
ном контакте.
То, что параметры сигнала АЭ при трении твердых
тел зависят от характерного размера разрушаемой
фрикционной связи, позволяет осуществлять контроль
фракционного состава продуктов изнашивания [15].
С этой целью проводят частотный анализ АЭ. Находят
частоту f, при которой наблюдается максимум интенсив-
ности АЭ. Размер частиц износа L получают из соотно-
шения:
L = c!2f, (5.12)
где с — скорость распространения акустического сигнала
в материале образца.
Количество частиц износа определяют по вели-
чине максимума интенсивности сигнала АЭ на частоте
f. В гл. 3 было отмечено, что при прохождении сигнала
АЭ через материал образца происходит его фильтрация
и регистрируемый спектр ограничивается более низкими
частотами, чем следовало бы ожидать. В связи с этим
вычисления по формуле (5.12) дают завышенные значе-
ния размеров фрагментов износа. Чтобы устранить
эту погрешность, в каждом конкретном случае необходи-
мо проводить дополнительную оценку размеров частиц
износа по данным оптической или электронной микро-
скопии.
Произвести оценку повреждаемости поверхностей
трения оказывается возможно путем анализа изменения
амплитуд непрерывной (упругопластическое многоточеч-
на
ное контактирование) и дискретной (изнашивание) АЭ
[26]. При этом находят отношение максимального зна-
чения амплитуды дискретной АЭ к среднему значению
непрерывной АЭ. Чем выше такое отношение, тем больше
степень повреждаемости поверхностей трения.
В работе [243] получена корреляционная зависимость
между скоростью объемного изнашивания металлов при
абразивном характере контактирования и скоростью
счета АЭ.
Дальнейшее развитие метода АЭ применительно к
контролю изнашивания трибосистем связано, на наш
взгляд, с использованием таких критериальных пара-
метров, которые были бы нечувствительны к режимам
трения исследуемых материалов. Большой опыт в этом
направлении накоплен при обработке материалов реза-
нием.
5.3. ДИАГНОСТИКА СОСТОЯНИЯ
АНТИФРИКЦИОННЫХ ПОКРЫТИЙ
И СМАЗОЧНЫХ СЛОЕВ
Разрушение антифрикционного покрытия или
нарушение смазочного слоя на контактирующих поверх-
ностях, как правило, приводит к потере работоспособно-
сти пары трения. Широкая распространенность твердо-
смазочных покрытий и узлов, работающих в режиме
граничного трения, делает разработку методов непрерыв-
ного контроля трущихся пар непосредственно в процессе
эксплуатации весьма актуальной задачей.
В лабораторных условиях момент разрушения покры-
тия регистрируют по возрастанию силы трения (путем
ее непрерывной регистрации). Техническое состояние
пары трения, эксплуатирующейся в реальных условиях,
может быть выявлено лишь при ее разборке с после-
дующим заключением о пригодности к дальнейшей ра-
боте в данных условиях на основании осмотра рабочих
поверхностей в целях выявления задиров, царапин, тре-
щин и т. п., которые являются, как правило, следствием
разрушения покрытия или смазочного слоя на поверхно-
сти трения.
В МИФИ разработан ряд методов контроля состоя-
ния покрытия или смазочного слоя, основанных на реги-
страции параметров упругих волн напряжения, возни-
кающих при фрикционном взаимодействии. За информа-
12*
179
тивныи параметр принимается скорость счета сигнала
АЭ [14, 20, 23, 211, 262].
Изменение характера взаимодействия в контакте,
т. е. появление прорывов смазочного слоя, сопровождает-
ся скачкообразным изменением скорости счета АЭ, при-
чем начало разрушения соответствует скачку значения
скорости счета АЭ [14].
Во многих случаях представляет интерес оценить
степень разрушения покры-
тия или смазочного слоя.
Для этого осуществляют
трение покрытия с контрте-
лом и регистрируют скорость
Рис. 5.6. Зависимость скорости сче-
та АЭ от состояния антифрикци-
онного покрытия
счета АЭ перед разрушением покрытия и в момент
разрушения Np. Степень разрушения р определяют из со-
отношения [20]:
Ар —
(5.13)
где А б—скорость счета АЭ при трении образца без по-
крытия с контртелом.
Для определения относительной площади разрушения
покрытия или смазочной пленки, разделяющей контак-
тирующие поверхности, регистрируют скорость счета АЭ
при трении исследуемой пары без покрытия — Ав , а за-
тем с покрытием — Ап. Фиксируют момент времени Ti
перед скачкообразным изменением скорости счета АЭ до
величины Ар, вызванной разрушением покрытия, и мо-
мент времени Т2, когда скорость счета принимает значе-
ние, соответствующее трению с неразрушенным покры-
тием (рис. 5.6). После этого определяют интервал вре-
мени А7Л = Т1—Т2, в течение которого имело место нару-
шение сплошности покрытия или смазочной пленки, а
относительную площадь разрушения оценивают по фор-
муле [23]:
S = ATvb/SP, (5.14)
180
где v — скорость скольжения; b — ширина дорожки тре-
ния; Sp — номинальная площадь трения.
Применение в подвижных сопряжениях смазочных
сред влечет за собой необходимость контроля их слу-
жебных свойств. Традиционные методы, связанные с от-
бором и анализом проб смазки через определенные про-
межутки времени, не всегда осуществимы. В работе [18]
описан способ контроля служебных свойств смазываю-
щих масел, основанный на регистрации АЭ. В основе его
лежит различие в уровне сигнала АЭ при сухом и гра-
ничном трении твердых тел.
Для реализации этого метода используется измери-
тельный комплекс, в который входят пьезодатчик, пред-
усилитель, фильтр высоких частот, усилитель, анализатор
спектра, регистрирующее устройство. На первом этапе
производят регистрацию АЭ при сухом трении иссле-
дуемой пары. Определяют частотный спектр АЭ в ши-
роком диапазоне частот (10—1000 кГц) и информацион-
ную частоту сигналов АЭ, на которой амплитуда
сигналов АЭ наиболее чувствительна к износу сопряже-
ния, измеряют величину максимальной амплитуды Ас
на этой частоте. Затем пару трения помещают в смазку
и повторно измеряют значение амплитуды Ам на той же
частоте. Разность амплитуд АА = АС—Аы сигналов АЭ до
и после введения смазочной среды в контакт является
параметром, характеризующим служебные свойства
смазки.
5.4. КОНТРОЛЬ ИЗНАШИВАНИЯ
РЕЖУЩЕГО ИНСТРУМЕНТА
Традиционные способы контроля изнашива-
ния режущего инструмента, основанные на анализе тер-
мосиловых характеристик, не позволяют решить комп-
лекс вопросов, связанных с оптимизацией, контролем,
управлением и прогнозированием процесса механической
обработки, малоинформативны, обладают низкой разре-
шающей способностью и сложностью использования в
производственных условиях.
Проведенные в МВТУ им. Н. Э. Баумана исследова-
ния [34, 35, 190—193] показали, что решение поставлен-
ной задачи возможно на основе использования акустиче-
ской эмиссии, возникающей в зоне резания. Высокая ин-
формативность излучения объясняется его активной
181
ролью в процессах трения и износа режущего инстру-
мента.
Предложенный алгоритм расчета интенсивности из-
нашивания режущего инструмента на основе анализа
амплитудного распределения сигналов акустической
эмиссии заключается в следующем [192].
1. Из условия статического термосилового нагруже-
ния режущего клина определяют действующие в нем
температуры и напряжения как функции координат.
2. Для анализируемой зоны износа методом Монте-
Карло рассчитывают реализации перенапряжений на
межатомных связях и, принимая гипотезу слабого звена,
выбирают из них максимальные значения структурного
коэффициента утах для некоторой поверхности £г отрыва
частицы, где I — число разрушенных слоев.
3. Определяют время до разрушения tv для каждой
поверхности и выбирают минимальное т™’пс помощью
соотношения
1—сот=1013^ ехр
о
Л, (5.15)
ke
где (от — технологическая повреждаемость материала;
Uo — начальный энергетический барьер, близкий по ве-
личине к энергии сублимации; у — структурный коэффи-
циент; о(т)—действующие напряжения; k — постоянная
Больцмана; 0 — абсолютная температура.
4. Рассчитывают отношение Д к т™п, которое опре-
деляет интенсивность изнашивания контактной пло-
щадки.
5. Реализуют этапы 1—4 с учетом начальной повре-
ждаемости материала за время т™п .
Связь между площадью износа режущего инструмен-
та S и вероятностью К-го числа источников АЭ фиксиро-
ванной энергоемкости задают распределением Пуассона
где Ci.— средняя концентрация акустических источников.
1-й энергоемкости.
Зависимость числа акустических импульсов N (А,-.)
от объема выборки К устанавливают по соотношению:
РРРР (5,7>
182
Статистические уравнения (5.16) и (5.17) замыкают ал-
горитм расчета износа инструмента и обосновывают за-
висимость параметров сигнала акустической эмиссии от
степени затупления инструмента.
Рассмотренный выше алгоритм расчета интенсивно-
сти изнашивания на основе анализа амплитудного рас-
пределения АЭ, несмотря на свою широкую универсаль-
ность и информативность, не учитывает температурного
Рис. 5.7. Изменение общего числа
импульсов АР (1, 2) и статистиче-
ского коэффициента текущего со-
стояния инструмента W (3—6) в
зависимости от усилий затяжки
•фрез в шпинделе станка [1901: Л
3, 5 — контактные поверхности
•смазаны; 2, 4, 6 — контактные по-
верхности сухие
фактора резания, а также эффектов, связанных со струк-
турно-фазовым изменением материала, что ограничивает
его использование.
Основным недостатком применения практически
всех размерных параметров акустической эмиссии для
контроля изнашивания режущего инструмента является
их высокая чувствительность к смене инструмента. Поэ-
тому был предложен безразмерный комплекс W АР аку-
стических сигналов, который за счет снижения точности
измерений позволил учесть статистический характер
процесса резания и снизить чувствительность к измене-
нию акустического сопротивления акустического тракта
зона резания — датчик [192]. На рис. 5.7 показаны гра-
фики изменения числа импульсов моды АР и безразмер-
ного комплекса W от условий закрепления инструмента,
подтверждающие статистическую надежность безразмер-
ного параметра.
Для реализации предлагаемого подхода разработан
прибор активного контроля износа режущего инстру-
мента. Блок-схема прибора представлена на рис. 5.8.
Датчик 1 принимает импульсы акустических сигналов
из зоны резания и преобразует их в электрические сиг-
183
налы, поступающие в дальнейшем на вход высокоча-
стотного предварительного усилителя 2. По экраниро-
ванному кабелю усиленный электрический сигнал по-
ступает на блок полосовых фильтров 3, а затем на вход
основного усилителя 4. После усиления сигнал посту-
пает на вход дискриминатора 5 с регулируемым порогом
дискриминации. Затем сигналы поступают на вход дво-
ичного счетчика о с регу-
лируемым числом разря-
дов, который подсчитыва-
ет общее число импульсов
и позволяет благодаря
Рис. 5.8. Блок-схема прибора
активного контроля износа ин-
струмента [190]
регулируемому числу разрядов для конкретного процес-
са обработки устанавливать необходимую точность из-
мерений.
Одновременно с выхода основного усилителя 4 сигнал
поступает на вход дифференциального дискриминатора
6, который из-за наличия схемы антисовпадений г, регу-
лировки верхнего и нижнего уровней дискриминации
(в, а) обеспечивает получение на выходе сигнала в уз-
ком диапазоне амплитуд, а блок б осуществляет переме-
щение этого диапазона по всему спектру, позволяя най-
ти моду распределения и соответствующим образом-
настроить прибор. С выхода дифференциального дискри-
минатора 6 сигнал поступает на двоичный счетчик 7,
позволяющий оценить число импульсов в узком диапа-
зоне амплитуд. С выхода блока 8 сигнал поступает на-
вход сброса двоичного счетчика 7. Так как сброс данного-
счетчика происходит при «переполнении» счетчика 8, то-
на выходе счетчика 7 формируется число, пропорциональ-
ное отношению импульсов в узком диапазоне амплитуд к
общему числу импульсов (параметр W). Цифроаналого-
вый преобразователь 9 преобразует содержимое счетчи-
ка 7 в аналоговую величину, которая запоминается бло-
ком 10 и выводится на блок регистрации И. Очевидно,,
что при реализации обсуждаемого подхода следует об-
ращать внимание на постоянство в процессе измерения
184
физико-механических характеристик контактного слоя,
образованного микронеровностями поверхностей акусти-
ческого датчика и объекта исследования.
На рис. 5.9 представлены результаты контроля изно-
са инструмента при фрезеровании, свидетельствующие о
высокой надежности и информативности безразмерного
Рис. 5.9. Изменение й3 (штриховая линия) и соответствующая ему
W (сплошная линия) в процессе изнашивания фрез из Р6М5 при об-
работке различных материалов [190]: 1, 2 — 25Х18Н12С4ТЮ; 3, 4 —
ВТЗ-1; 5, 6 — ОЗХИН10М2Т-ВД (44НРС); 7, 8 — 03X11Н10М2Т-ВД
(24НРС)
комплекса W. В силу инерционности параметра W не
проявляется характерное для амплитудного распределе-
ния аномальное изменение на участке приработки и ка-
тастрофического износа. Это устраняет серьезный не-
достаток приборов порогового типа — ложное срабаты-
вание в период приработки или при воздействии случайно
возникающей кратковременной акустической помехи.
Контроль износа инструмента по задней поверхности
проводится с точностью ±0,05 мм.
Анализируя изложенный выше метод контроля, необ-
ходимо отметить, что он позволяет проводить непрерыв-
ный контроль износостойкости инструмента в процессе
его эксплуатации с реализацией алгоритма на ЭВМ. В
то же время применение его для контроля процессов
трения и изнашивания требует учета в алгоритме темпе-
ратурного фактора, динамической неоднородности ма-
териалов, дискретности реального контакта, а также
многообразия источников АЭ и их различной энергии.
В частности, оценка влияния энергии инициируемых
источников эмиссии может быть выполнена на основе
рекомендаций, сформулированных в гл. 2.
185
Кроме того, применение методики требует теоретиче-
ского обоснования диапазона регистрируемых частот из-
лучения, а также уточнения параметра технологической
повреждаемости материала, в особенности для полимер-
ных пар, у которых динамические показатели меняются
в широких пределах в зависимости от нагрузочно-ско-
ростных условий эксплуатации.
Недостаток обсуждаемого подхода заключается, на
наш взгляд, и в том, что он не дает физического обосно-
вания выбора безразмерного комплекса IF, не вскрывает
механизмов инициирования акустического излучения и
его влияния на физико-химические процессы в зоне ре-
зания, не учитывает изменения структурно-механических
свойств обрабатываемой поверхности.
В целом сформулированная идея использования па-
раметров сигналов АЭ для активного контроля износа
инструмента перспективна, так как позволяет осущест-
вить адаптивное управление процессами механической
обработки, создать единую систему контроля технологи-
ческих процессов на базе предприятия.
Глава
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ИСПОЛЬЗОВАНИЯ ЭЛЕКТРИЧЕСКИХ МЕТОДОВ
В ТРИБОТЕХНИКЕ
6.1. ОСНОВНЫЕ ИСТОЧНИКИ
ЭЛЕКТРИЗАЦИИ ПРИ ТРЕНИИ
Совокупность процессов электрической приро-
ды, наблюдаемых при трении, можно классифицировать
по виду их источников (табл. 6.1). Данная классифика-
ция является, однако, в значительной мере условной, по-
скольку иногда трудно разделить действие отдельных
источников электризации. Рассмотрим эти источники
более детально в случае трения металлов.
Контактная электризация. Говоря о трибоэлектри-
ческих процессах, часто оставляют в стороне явление
контактной электризации, связывая его лишь с взаимо-
действием свободных от пленок и загрязнений металли-
ческих поверхностей. Однако возникновение металличе-
ских пятен контакта имеет место в разных режимах тре-
ния даже при малых номинальных нагрузках.
Физическая природа явления базируется на зонной
теории, которая предусматривает существование на по-
верхности металла потенциального барьера, обуслов-
ленного электростатическим взаимодействием ионной
решетки металла и электрона. Удобным для расчета
представлением потенциального барьера является пред-
положение о действии на электрон, покидающий поверх-
ность, сил отображения, которые вызывают зеркальный
заряд, индуцированный электроном в металле.
Величина работы выхода электрона определена на
основе квантово-механического расчета. На нее влияют
искажения ионной решетки металла атомами примесей,
температура металла, внешнее электрическое поле, ад-
сорбированные слои ионов или диполей на поверхности.
При соприкосновении двух металлов создается кон-
тактная разность потенциалов [150]. На рис. 6.1 пока-
зана схема образования контактной и гальванической
разности потенциалов при соприкосновении двух метал-
187
Таблица 6.1
Источники электризации при трении
Вид источника Условия действия Литература
Контактная электризация Все виды внешнего трения [29, 118, 150, 178, 241]
Термоэлектрические про- Все виды внешнего [45, 63, 69, 157,
цессы трения 196, 209, 263 , 264, 273]
Электрохимические про- Трение в активных [128, 148, 153,
цессы смазочных средах 164, 195, 197]
Электрокинетическое за- ряжение Трение в жидкостях с высоким удельным сопротивлением [65, 92, 150, 153J
Экзоэлектронная эмиссия Динамические источники электризации: Трение без смазки [93, 294—296, 304, 322, 327, 328]
электроакустический Все виды внешнего трения [34,151]
эмиссия электронов высоких энергий Трение качения в па- рах металл—диэлект- рик [81]
магнитные Нестационарные режи- мы трения [149, 186, 196]
лов А и В, соединенных, кроме того, электрически. Име-
ется в виду, что оба металла находятся при одинаковой
температуре. В случае неодинаковых температур обра-
зуется разность потенциалов за счет явления Зеебека,
о котором будет упомянуто ниже.
Непосредственное измерение контактной разности
потенциалов впервые проведено Кельвином для Zn и
Си. Затем были получены точные величины потенциалов
для других чистых металлов. Явление контактной элект-
ризации очень важно для трения, поскольку при контак-
те металлических тел в случае наличия диэлектриков в
зазоре происходит как бы образование конденсатора, а
при возможности адсорбции отрицательных ионов, уве-
личивающих потенциалы выхода металлов, это явление
может стать одним из определяющих электрическую
картину трения, причиной возникновения очень больших
потенциалов и значительных термоэлектронных токов.
Это подтверждается, например, очень сильным влияни-
ем контактной электризации на трение металла о ди-
188
электрик. В работе [42] приводились примеры такого
влияния и эффективности борьбы с изнашиванием при
управлении трибоэлектризацией.
К сожалению, в работах по трению металлов пока
еще в силу сложности электрических явлений не решен
вопрос о соотношении влияния статической электриза-
ции и других электрических явлений на трение и изна-
шивание.
Электрохимические и электрокинетические процессы.
При контакте металла с жидкостью наблюдается явле-
ние перехода ионов из металла в жидкость. Металл вхо-
дит в раствор в виде либо положительных ионов, либо
комплексных отрицательных ионов, если он реагирует с
раствором. При этом поверхность металла приобретает
некоторый специфический потенциал, устанавливающий
равновесие между процессом выделения и осаждения
ионов. Этот потенциал зависит как от природы металла,
так и от концентрации ионов в жидкости. При некотором
значении pH металл не посылает в раствор ионы, а
наоборот, принимает их из раствора, приобретая заряд
до наступления равновесия.
Металлы располагаются в ряд в зависимости от по-
тенциала по отношению к иону Н+. При погружении в
жидкость двух различных металлов каждый из них име-
ет определенный потенциал по отношению к жидкости.
При контакте металлов возникает электрический ток до-
Рис. 6.1. Энергетическая схема, иллюстрирующая совпадение уровней
Ферми при контакте металлов и образование гальванического потен-
циала и контактной разности потенциалов [150]: Uab — гальвани-
ческая разность потенциалов из-за разности уровней Ферми (ЕР —
общая линия уровней при контакте); Vab— контактная разность
потенциалов, обусловленная разными работами выхода электронов
189
тех пор, пока в растворе не будут исчерпаны все ионы
металлов или все ионы раствора. Электрические токи
могут протекать и между различными точками одной ме-
таллической поверхности, если она загрязнена и неодно-
родна.
Кроме химического механизма электрических явле-
ний в контакте металла и жидкости, возможен и другой
механизм — электризация поверхности металла и жид-
кости при движении последней,
так как слой жидкости, пере-
мещаясь, уносит с собой ион-
ный заряд.
Расчеты, проведенные в ра-
боте Леба [150], показывают,
что значительное накопление
зарядов при движении жидко-
сти происходит при удельном
ее сопротивлении выше 109
Ом • см.
Рис. 6.2. Электрокинетический потен-
циал лр, поле X и плотность заряда р
как функции расстояния от поверхно-
сти: А—граница неподвижной части
двойного слоя; Ж— жидкость; Т —
твердое тело [150]
Явления, происходящие на поверхности металла, на-
ходящейся в соприкосновении с жидкостью, рассматри-
ваются из предположения, что вблизи поверхности обра-
зуется двойной электрический слой, теория которого
была развита Гельмгольцем, Гуи и Хюккелем [92, 150].
Поверхность металла в результате потерь или за-
хвата ионов приобретает некоторый химический потен-
циал Ve, и по ней распределяется некоторый заряд. Про-
тивоположный по знаку заряд находится в жидкости.
Однако там он неравномерно распределен и при движе-
нии жидкости не может смещаться целиком. Распреде-
ление зарядов в жидкости может характеризоваться по-
тенциалом ф, который меняется с расстоянием от
поверхности в соответствии с электростатическими си-
190
лами и распределением Больцмана (рис. 6.2). Решая
уравнение Пуассона в предположении существования
экранирующего двойного слоя, можно получить выра-
жение для
4лст
Ф = ехрО —х),
где t — толщина слоя, прочно связанного с поверхно-
стью; 1//С—коэффициент Дебая (радиус экранирова-
ния); о — плотность заряда внутреннего (поверхно-
стного) слоя; D — диэлектрическая проницаемость-
жидкости.
Легко также получить значение электрокинетиче-
ского потенциала в предположении, что ipx=/ = g, кото-
рое физически является отношением плотности заряда,
распределенного на поверхности, к емкости двойного
слоя. Поскольку известна методика определения К, D, о,
толщина двойного слоя, электрокинетический потенциал
п потенциал g могут быть определены для известных
концентраций растворов и видов ионов в интересующих
нас случаях.
Из изложенного выше видно, что механизм электро-
литических и гальванических явлений, сопровождающих
контакт двух металлов в жидкости, достаточно сложен
и требует тщательного учета при рассмотрении трения
металлов, особенно в средах с высокой диэлектрической
постоянной и при наличии водных пленок, которые в
обычных условиях всегда присутствуют на поверхности
металлов. В работе Г. И. Шора и В. П. Лапина [258],
исследовавших степень электризации смазочных масел
в присутствии движущихся металлических поверхно-
стей, показаны значительные величины потенциалов
электризации смазки (до десятков вольт), которые
зависят от полярности жидкости, скорости движения ме-
талла и его вида, причем металлы по способности элект-
ризовать жидкость располагаются в ряд по нарастаю-
щей работе выхода электронов. Знак заряда смазки за-
висит от полярности и вида металла, и на электризацию
смазки влияют добавки диспергированных веществ, что
связано с электрокинетическими явлениями в коллоид-
ной смазке.
С. Н. Постников [196] обратил внимание на возник-
новение скачка потенциала на металле при наличии
смазки, который нельзя объяснить только появлением
191
термоэдс вследствие явления Зеебека. Он, очевидно, по-
лучается в результате гальванических и электрокине-
тических явлений, а также в результате возникновения
молекул смазочных сред вынужденной поляризации при
деформации. Последнее явление исследовано А. С. Ах-
матовым для метиленовых цепей [27].
Термоэлектрические процессы. Термоэлектрическим
явлениям при трении и влиянию их на изнашивание
уделялось наиболее пристальное внимание, поскольку
большинство исследователей, занимающихся резанием,
считают их основной причиной появления электрических
токов между режущим инструментом и обрабатываемой
заготовкой. Как отмечалось ранее, исследованию тер-
мотоков посвящено несколько десятков работ, но выво-
ды из них зачастую противоречивы.
Происхождение термоэлектродвижущих сил при
трении объясняется той же физической природой, что и
контактная электризация, обусловленная разностью ра-
бот выхода. Как отмечалось, явление Зеебека (появле-
ние термоэдс в нагретом слое металлов) вызывается
зависимостью работ выхода электронов от температу-
ры. В обычных условиях разность потенциалов явления
Зеебека в сотни раз меньше контактной разности потен-
циалов [150]. Однако в условиях резания с большими
температурными перепадами в точках контакта и нали-
пнем полупроводниковых пленок окислов можно счи-
тать термоэлектрический источник определяющим в
электрической картине трения. Различные исследовате-
ли зарегистрировали при резании значительные величи-
ны силы тока (А. А. Аваков [1] до 15—20 мА, X. Опитц
[183] до 5 А) и потенциалы порядка десятков и сотен
милливольт [90]. Между разными исследователями, во-
обще говоря, нет значительных расхождений в вопросе
о причинах возникновения термоэлектродвижущихся
сил и термотоков при трении и резании. Однако сущест-
венно расходятся мнения в вопросе о степени влияния
термоэлектрических явлений на изнашивание в усло-
виях трения и резания.
Экзоэлектронная эмиссия характеризуется излучени-
ем электронов, которое возникает после возбуждения
поверхности твердых тел [28, 93, 129, 282]. Ее вызывают
механическая обработка материалов, их раскалыва-
ние, растяжение, изгиб или трение, облучение поверхно-
сти источниками различной физической природы (быст-
192
рые частицы, рентгеновское излучение, ультрафиолето-
вое облучение и т. д.). Экзоэлектронная эмиссия тесно
связана со структурными и химическими превращения-
ми в поверхностных слоях трущихся тел. После прекра-
щения действия источника возбуждения и стабилизации
свойств поверхности экзоэлектронная эмиссия затухает,
причем скорость этого затухания зависит от окружаю-
щих условий: температуры, освещенности и состава ат-
мосферы.
Изучение экзоэлектронной эмиссии было начато
Крамером, который предложил гипотезу о том, что
экзоэлектронная эмиссия возбуждается за счет
скрытой теплоты фазовых превращений {304]. Дан-
ное предположение нашло подтверждение в работах
других авторов [327]. Однако в то же время было
обнаружено, что не во всех случаях экзоэлектрон-
ная эмиссия может быть объяснена экзотермической
природой фазовых превращений. Так, в частности,
эмиссия обнаруживается при контакте чистой металли-
ческой поверхности с кислородом, тогда как в контакте
с азотом она не наблюдается [67]. В этой связи были
выдвинуты две гипотезы: хемосорбционной природы эк-
зоэлектронной эмиссии [296] и химическая [332]. Обе
эти гипотезы предполагают причиной эмиссии взаимо-
действие атомов активного газа с поверхностью металла.
Кроме перечисленных выше механизмов, были вы-
двинуты гипотеза, объясняющая экзоэмиссию снижением
работы выхода электрона из металла при окислении
[294], модель эмиссии из электрически заряженных ми-
кротрещин [328], гипотеза вакансионного источника
эмиссии [331], гипотеза вакансионного источника эмис-
сии [331], оже-механизм экзоэмиссии [295] и др. Как
отмечено в монографии [93], содержащей подробный
анализ механизмов экзоэмиссии применительно к тре-
нию скольжения, каждая из гипотез о происхождении
экзоэмиссии ограничивается рассмотрением отдельных
ее факторов и поэтому применение того или иного меха-
низма зависит от конкретных условий наблюдаемого
процесса. Тем не менее вполне определенные закономер-
ности экзоэлектронной эмиссии вполне могут быть ис-
пользованы при рассмотрении трибоэлектрических явле-
ний.
Прочие источники электризации. Среди других воз-
можных источников электризации при трении можно от-
13 Зак 1371 юз
метить такие эффекты, как возникновение э. д. с. самоин-
дукции при разрыве контакта трущихся тел [196], элек-
троадгезионные явления (см. параграф 2.1) и элек-
троакустический эффект [34, 151]. Кроме того, в
определенных условиях трения скольжения или качения,
когда скорости относительного перемещения поверхно-
стей очень велики, может, по-видимому, наблюдаться
такой эффект, как эмиссия электронов высоких энергий,
обнаруженная Б. В. Дерягиным и Н. А. Кротовой [81].
Следует, однако, отметить, что значимость перечис-
ленных эффектов в настоящее время сложно определить
количественно и, следовательно, трудно оценить их воз-
действие на трущуюся пару.
Электризация при трении полимеров. Как отмеча-
лось выше, мы остановились на действии источни-
ков электризации в контакте металла с металлом.
Однако электрические явления не менее, а во многих
случаях более важны при трении неметаллических
материалов, в частности полимеров [37, 42, 178].
Вопросам электризации при трении полимеров
посвящена работа А. Ф. Климович и В. С. Миронова
[118], содержащая достаточно полный обзор известных
источников. В данной работе получена многокомпонент-
ная формула тока трибоэлектризации, позволяющая
понять динамику изменения зарядового состояния по-
верхности фрикционного конденсатора и обосновать
закономерность явлений инверсии тока при трении поли-
меров, а также подчеркнута роль поверхностных состоя-
ний и электрической компоненты адгезии.
Подводя итог обзору выявленных источников элек-
тризации при трении, можно сделать вывод о том, что
электрические явления сопровождают любое фрикцион-
ное взаимодействие и это дает основание для их успеш-
ного использования как источников информации о дан-
ном процессе.
6.2. СВЯЗЬ ЭЛЕКТРИЧЕСКИХ ЯВЛЕНИЙ
С МЕХАНИЗМОМ ФРИКЦИОННОГО ВЗАИМОДЕЙСТВИЯ
В анализе трибоэлектрических процессов тра-
диционно используют эквивалентные электрические схе-
мы замещения фрикционного контакта. Такое использо-
вание было предложено С. Н. Постниковым еще в 60-х
годах [196]. Им также построены схемы замещения для
194
случаев трения без смазки и в присутствии смазочной
среды. На рис. 6.3 представлены схема замещения эле-
ментарной контактной ячейки и схема термоэлектриче-
ских цепей пары трения в отсутствие смазки. В этих
схемах действуют только термоэлектрические источники
э. д. с., создающие общий ток Ц на участке сопротивле-
Рис. 6.3. Элементарная контактная ячейка (а) и общая схема заме-
щения фрикционного контакта (б) в отсутствие смазочной среды: I,
II— контактирующие тела [196]
ния внешней цепи фрикционного контакта Ro. Общее
сопротивление дискретного контакта
п
Rm = i/2 а/о).
1
где г; — сопротивление областей стягивания. Суммарный
термоток
Ц = et/(Rm + Ro),
п
т 8 = 2 (gi — проводимость областей стягива-
1
ния).
Для фрикционного контакта в присутствии электро-
проводной смазочной среды С. Н. Постниковым была
предложена соответствующая схема замещения (рис.
6.4). Присутствие электролита обусловливает возник-
новение скачков потенциала на границах металл—раст-
вор (рис. 6.4, а) и появление короткозамкнутого гальва-
нического микроэлемента с э. д. с., равной
ев — [Фш п’Рщ [Фи •
195
При отсутствии контакта между металлами э. д. с.
ваноэлемента равна [196]:
галь-
е = е° + in
F
а^П2
a\ln'
где е° = е“ — е° — э. д. с. элемента при активности ионов
дх = а2=1; п1; н2 — заряды ионов. По данным [196],
Рис. 6.4. Замкнутый участок системы металл (I)—электр о лит (7//)—
металл(II) (а) и электрическая схема замещения фрикционного кон-
такта в присутствии смазочной среды (б) [196]
усредненная величина eg для разнородных металлов в
различных средах составляет от 0 до 102 мВ. На рис.
6.4, б показана общая эквивалентная схема фрикцион-
ного контакта, содержащего источники термо- и галь-
ваноэдс, сопротивления металла и электролита Rm, Re,
емкость фрикционного конденсатора С.
Схемы, предложенные выше, послужили основой для
последующих детализаций, предусматривающих введе-
ние других источников электризации и параметров фрик-
ционного контакта в различных условиях. Так, в частно-
сти, И. М. Мельниченко [162] была предложена схема,
учитывающая параметры двойных электрических слоев,
емкости, соответствующие адсорбционным процессам, и
сопротивления утечек. Предлагалось также оценивать
площадь металлического контакта и толщину пленки
смазки в зазоре по измерениям интегральной трибоэдс
е/ данной эквивалентной схемы. Однако анализ, выпол-
ненный в работе [153], показал, что использование та-
кой оценки требует оговорок, связанных с изменением
параметров контакта (структура и состав поверхностных
196
слоев, характеристики смазочной среды) в зависимости
от времени работы.
Авторами [184] была разработана обобщенная
электрофизическая модель трения, которой соответству-
ет эквивалентная схема замещения, показанная на рис.
6.5. В этой схеме источник электричества G (зона тре-
ния) рассматривается как трибоэлектропреобразователь
энергии (ТЭП), входными параметрами которого яв-
Рис. 6.5. Схема замещения, соответствующая обобщенной электро-
физической модели трения [184]
ляются нагрузка р, скорость v и совокупность физико-
химических параметров среды и трущихся матери-
алов С.
В схеме имеются блоки сравнения К\, Ко, Кз, пара-
метров р, v, С с критическими условиями фазовых пере-
ходов. Эти блоки включают одну из частных схем, в ко-
торой генерируются соответствующие носители заряда
источниками Гс (статическое электричество перемен-
ной полярности), Гсп (статическое электричество), Гт
(термоэлектричество), Га (процессы активации) и Гп
(процессы пассивации). Влияние электрических процес-
сов на энергетический уровень трения (мощность источ-
ника G) отражено в обратных связях Jb /2, h- По мне-
нию авторов [184], предложенная схема отражает
совокупность процессов, протекающих при гидродинами-
ческом и механо-химическом трении (частные схемы I,
II, III соответственно), с учетом термодинамических ус-
ловий применения того или иного механизма генериро-
вания электричества и неравновесных электрокинетиче-
ских явлений.
Следует, на наш взгляд, сделать одно общее замеча-
ют
ние, касающееся эффективности использования эквива-
лентных электрических схем для описания трибоэлек-
трических процессов. Известно, что эквивалентные схе-
мы весьма эффективно применяются в электротехнике
для расчета как линейных, так и нелинейных цепей. Од-
нако при этом, как правило, известны значения входя-
щих в схему элементов. Расчет осуществляется и для це-
пей с распределенными или нелинейными параметрами,
а также для схем с переходными процессами (замыка-
ние и размыкание контуров), хотя сложность такого
расчета очень высока.
Вопрос о принципиальной возможности расчета схемы
замещения фрикционного контакта, которая содержит
нелинейные параметры и работает в переходных режи-
мах, остается открытым, что, конечно, не умаляет цен-
ности использования схем замещения для построения
качественных моделей трения.
Как отмечено выше, еще в 50-х годах было показано,
что трибоэлектрические явления могут стать фактором,
изменяющим фрикционные характеристики трущихся
пар. Особенно оживленную дискуссию в литературе за
последние 30 лет вызвал вопрос о влиянии термоэлек-
трических токов на износ режущего инструмента. По-
скольку резание в определенной мере можно считать
тяжелым режимом трения без смазки, материалы этой
дискуссии могут представлять интерес и для триботех-
ники. Специалистами по резанию предложено несколько
механизмов влияния термотоков на изнашивание (эро-
зионный, диффузионный, окислительный).
Исследователи, придерживающиеся электроэрозион-
ной концепции [91], считают, что контакт режущего ин-
струмента с обрабатываемым материалом можно срав-
нить с электрическим контактом, состоящим из весьма
большого числа микроконтактов. Поэтому предполагает-
ся, что электрические процессы в зоне резания определя-
ются образованием электрического тока и одновремен-
ным разрывом электрических цепей. При такой комму-
тации микроконтактов возникает явление электрической
эррозии контактов [102] и образуется ослабленный де-
фектный слой на контактных поверхностях, что способ-
ствует процессу абразивного, адгезионного, окислитель-
ного и диффузионного изнашивания.
Авторы, придерживающиеся диффузионной концеп-
ции [45], считают, что изнашивание носит характер элек-
198
трической диффузии, т. е. перераспределения компонен-
тов материала инструмента и обрабатываемого материа-
ла при прохождении тока через микроплощадки
взаимного контакта инструмента со стружкой и изделием.
Эти исследователи, например, полагают, что при высоких
температурах нагрева микроплощадок фактического
контакта ионы углерода мигрируют с прохождением
термотока. При этом миграция в любом направлении мо-
жет привести к ослаблению структуры инструментально-
го материала.
Исследователи, которые находятся на позициях элек-
троокислительной концепции изнашивания [183, 209,
272], представляют изнашивание как интенсификацию
термотоками окисления рабочих поверхностей инструмен-
та, ускоряющую его изнашивание. Полагая, что в про-
цессе резания контакт тел является дискретным и име-
ются колебания системы СПИД (станок — приспособле-
ние—инструмент—деталь), а при высоких температурах
нагрева окислы образуются мгновенно, эти авторы счи-
тают проникновение кислорода воздуха к контактным
площадкам весьма вероятным, что и вызывает окисле- -
ние рабочей поверхности инструмента. Термотоки, ин-
тенсифицируя образование окисла в зоне контакта
с кислородом воздуха и миграцию катионов ин-
струментального материала к той же границе,
разупрочняют поверхностный слой инструмента и уси-
ливают его изнашивание.
Исследователи электрических явлений при резании
предложили несколько методов управления изнашива-
нием путем вляния на термоэлектрические процессы при
резании. Все эти методы могут быть сгруппированы сле-
дующим образом:
1) разрыв цепи результирующего термотока, возни-
кающего при резании, электроизоляцией режущего ин-
струмента [45, 209];
2) компенсация термоэдс с помощью э. д. с. противо-
положной полярности и равной величины; при этом ре-
зультирующий термоток становится равным нулю [45,
209];
3) введение противоэдс по величине большей, чем тер-
моэдс; при этом по цепи течет ток в направлении, про-
тивоположном термотоку [45];
4) закорачивание цепи термотока для гашения разря-
дов в контакте [90];
199
5) применение электрических цепей типа RC для по-
давления электроэрозионного изнашивания [90, 91];
6) воздействие на термотоки и тепловые потоки, воз-
никающие при резании, магнитным полем путем намаг-
ничивания режущего инструмента; при этом использует-
ся термомагнитный эффект [69, 266].
Пользуясь данными экспериментальных работ по
влиянию перечисленных выше методов на стойкость ре-
жущего инструмента, обобщенными в работе [157],
можно сделать вывод о том, что более или менее эффек-
тивны методы 1—3 и 6, хотя при их использовании коэф-
фициент повышения стойкости меняется у разных авто-
ров от 3,6 до 1.
Подводя итог обсуждению влияния термоэлектриче-
ских явлений на износ, можно отметить, что в этом на-
правлении необходимы еще углубленные исследования,
которые способствовали бы большей сравнимости ре-
зультатов за счет одинаковых условий проведения эк-
спериментов и учета износа на определенной части ре-
жущего инструмента, поскольку даже в методике
учета этого износа имеются радикальные разногласия.
В начале настоящей главы было указано, что важ-
нейший аспект трибоэлектрических явлений — их диаг-
ностическое значение для оценки режима трения смаз-
ки и изнашивания. Проиллюстрируем это опытами, вы-
полненными в условиях граничной смазки металлических
пар трения [153].
Схема экспериментальной установки приведена на
рис. 6.6. Узел трения 1 состоит из вращающегося кольца
диаметром 40 мм и двух щеток, прижимаемых к кольцу.
На валу, приводящем кольцо во вращение, находится
моментометр 2, а вращение на вал передается с помо-
щью резинового паса от электродвигателя постоянного
тока 3, скорость вращения которого регулируется пода-
ваемым на него напряжением.
В схему измерений входит усилитель 4 с коэффици-
ентом усиления от 5000 до 50 000, светолучевой осцил-
лограф 5 с записью на бумажную ленту (скорость про-
тяжки от 1 до 250 см/с). Электронный осциллограф 6
включен параллельно светолучевому осциллографу для
визуального контроля сигналов на входе усилителя.
Амплитуда сигнала оценивалась по сравнению с сиг-
налом калибратора осциллографа. Измерения произво-
дились по двум схемам: одна предусматривала исполь-
200
зование жидкометаллического токосъема в цепи коль-
цо — щетка — вход усилителя, что давало возможность
изучать трибоэлектрические процессы в одной паре тре-
ния; вторая схема включала два скользящих контакта
щетка — кольцо. В обеих схемах исключалось наличие
в цепи вспомогательных скользящих контактов. Входы
усилителя имели сопротивление не менее 0,5 МОм, а сое-
динительные провода, цепи питания и регулирования
Рис. 6.6. Схема экспериментальной установки для исследования
трибоэлектрических процессов
были экранированы и заземлены. Кроме того, отдельно
экранировалась камера трения, а вся установка УТЭ-1
помещалась в общий металлический экран для исклю-
чения возникновения в измерительных цепях посторонних
сигналов, сравнимых по величине с исследуемыми.
Материалы исследуемых образцов и режимы испы-
таний приведены в табл. 6.2.
В качестве смазочных сред использовали трансфор-
маторное масло Т-750 (вазелиновое масло высокой очи-
стки) и химически чистый глицерин. Выбор сма-
зочных сред был обусловлен необходимостью анализа
трибоэлектрических явлений при качественно различных
видах трения: без смазки, в условиях граничной смазки
неполярным диэлектриком с высоким удельным сопро-
тивлением и адсорбционно-активной средой. Микрогео-
метрия образцов соответствовала Ra = 0,3 мкм, перед
началом экспериментов они притирались на спецпаль-
201
Таблица 6.2
Условия фрикционных испытаний при вращательном движении
Тип машины трения Параметр испытаний Номинальная площадь кон- такта, см2 Материал образцов
V, м/с р, МПа
УТЭ-1 2 0,2 0,25 Бронза Бр ОЦС5-5-5—сталь Ст. 3 Бронза Бр ОЦС5-5-5—сталь 45
УТЭМ-1 (кольцо— щетка) 2 1,0 0,25 Бронза Бр ОФ 10-1—сталь 45 Медь Ml—сталь Ст. 3
СМЦ-2 (ролик—ко- лодка) 0,68 0,5 2 Бронза БрОФЮ-1—сталь Ст. 3 Латунь Л63—сталь 45
ном кольце так, чтобы прилегание на номинальной пло-
щади контакта с контртелом было полным. Образцы
перед испытаниями промывались бензином и спиртом, а
затем просушивались в термостате.
На осциллограммах трибоэдс, записанных при трении
без смазки (рис. 6.7), можно видеть, что кривая измене-
ния трибоэдс носит периодический характер и имеет пн-
пульсы различной амплитуды и частоты. Частота появ-
ления импульсов с относительно большой амплитудой
(3—5 мВ) кратна круговой частоте вращения кольца, а
их амплитуда и площадь под потенциалограммой связаны
с давлением на контакте. При увеличении номинально-
го давления амплитуда этих колебаний уменьшается.
Частота импульсов малой амплитуды, как бы наложен-
ных на основную кривую, в явном виде не связана со
скоростью скольжения, а их амплитуда увеличивается с
возрастанием давления.
Вопрос о возможных источниках трибоэдс при трении
без смазки подробно обсуждался в работе [196]. На
рис. 6.3 представлена эквивалентная схема замещения
фрикционного контакта из данной работы, которая пред-
полагает, что в паре трения отсутствуют отскоки одного
элемента от другого и металлический контакт суще-
ствует постоянно. Однако в реальном контакте может
наблюдаться ситуация, когда в отдельные моменты по-
202
верхности фрикционной пары разомкнуты. При этом мо-
жет возникнуть разность потенциалов по механизму
контактной электризации [150], а также э. д. с. само-
индукции при разрыве контуров термоэлектрических
токов.
Величина разности потенциалов контактной электри-
зации сложным образом зависит от состояния трущихся
Рис. 6.7. Осциллограммы трибоэдс при трении меди по стали без
смазки (р = 0,2 МПа, и = 2 м/с): a — Pi = p, а]=и; б — р2=р, v2 — 2u;
в —Дз = 2р, и3 = и
поверхностей, внешних электрических полей, присут-
ствия на контакте адсорбированных и хемосорбирован-
ных пленок. Однако в случае металлических поверхно-
стей, свободных от пленок, ее знак будет зависеть от по-
ложения металлов в ряду значений работ выхода
электрона, а величина должна на один-два порядка пре-
вышать величину термоэдс. Э. д. с. самоиндукции по
знаку совпадает с термоэдс, но по величине может и
превышать ее при быстром разрыве фрикционного кон-
такта, если при этом контур сохраняется замкнутым на
внешнюю цепь с невысоким сопротивлением [196].
Поскольку в установке УТЭ-1 цепь замкнута на высо-
коомный вход усилителя, можно пренебречь э. д. с. само-
индукции. Так как частота макроимпульсов на осцил-
203
лограмме трибоэдс (рис. 6.7) связана с частотой вра-
щения и, следовательно, с частотой вибрационных
колебаний, обусловленных отклонением от правильной
геометрической формы, а амплитуда их уменьшается с
увеличением нагрузки, можно считать главным источни-
ком контактную электризацию.
Увеличение амплитуды высокочастотных колебаний с
повышением давления, а следовательно, и температуры
на пятнах контакта свидетельствует об их термоэлек-
трическом происхождении. Действительно, частоты ко-
лебаний термоэдс, генерируемых на волнах и единич-
ных микроконтактах, должны быть того же порядка,
что и отношение скорости скольжения к размеру контур-
ных площадок и микроконтактов.
Производя оценку по порядку величины, имеем для
колебаний, обусловленных волнистостью, порядок ча-
стоты vi = 1 м/с: 10-3 м=103 Гц и колебаний, связанных с
микроконтактами, -v2=l м/с: 10~6 м=106 Гц. Таким об-
разом, эти колебания лежат в килогерцевом и мегагер-
цевом диапазоне частот и совпадают по частоте с коле-
баниями термоэдс.
В высокочастотные колебания трибоэдс, вероятно,
вносит свой вклад электроакустический [151] и магнп-
тоупругий эффект [149]. Оценить амплитуду колебаний
с ними связанной э. д. с. затруднительно, однако частот-
ный спектр этих колебаний должен соответствовать
спектру акустических колебаний, соответствующих тре-
нию твердых тел [34, 75, 246]. Частотный спектр аку-
стической эмиссии при трении имеет основные спектраль-
ные составляющие в килогерцевом и мегагерцевом диа-
пазоне частот [112, 329], и эти частоты также находятся
в корреляции с приведенными выше данными. Что каса-
ется возможного вклада процессов экзоэлектронной
эмиссии и эмиссии электронов высоких энергий, то ча-
стотные спектры колебаний с ними связанной э.д.с.
должны лежать в области еще более высоких частот и,
по-видимому, их предельная величина была ниже поро-
га чувствительности измерительной аппаратуры в наших
экспериментах.
Использование в качестве инактивной смазочной сре-
ды масла Т-750, являющегося смесью жидких углеводо-
родов нафтенового и метанового рядов, существенно ме-
няет характер трибоэлектрических процессов на контакте.
Типичные осциллограммы трибоэдс, полученные при
204
трении медных сплавов по стали в трансформаторном
масле, представлены на рис. 6.8 для различных нагру-
зочно-скоростных режимов скольжения. Как видно из
рисунка, величина давления на контакте, так же как и
скорость скольжения, оказывает заметное влияние на
амплитудно-частотный спектр разности потенциалов,
возникающей при трении в масле. Как и при трении без
смазки, амплитудно-частотный спектр трибоэдс связан
£,мв
4 F
а
Рис. 6.8. Осциллограммы трибоэдс при трении меди по стали в транс-
форматорном масле (р=1 МПа, v = 2 м/с): а — Pi=p, Vi=v; б —
р? = 2р, v?=2v
со скоростью вращения контробразца и колебания боль-
шой амплитуды могут быть идентифицированы как им-
пульсы, обусловленные заряжением металлических повер-
хностей при вибрационных отскоках образца вследствие
контактной электризации. Однако характерным призна-
ком осциллограммы при трении в инактивном масле яв-
ляется наличие импульсов, противоположных по знаку
контактной разности потенциалов и достигающих вели-
чины 1—3 мВ. Происхождение этих импульсов, делаю-
щих осциллограмму в данном случае качественно отлич-
ной от осциллограммы, записанной при трении без
смазки, объясняется присутствием в зазоре между образ-
цами неполярного диэлектрика с высокой пробивной
прочностью. В этих условиях, как известно, вблизи ме-
таллических поверхностей наблюдаются процессы элек-
тростатической электризации вследствие непрерывной
205
эмиссии носителей заряда из проводника в диэлектрик и
разделения зарядов между двумя фазами [258].
Такое разделение зарядов наблюдали Г. И. Шор и
В. П. Лапин на специальной электрометрической уста-
новке, схема которой представлена на рис. 6.9. Верхний
цилиндрический вращающийся электрод 1 диаметром 12
мм, погруженный в масло, залитое в нижний неподвиж-
ный электрод — чашку из нержавеющей стали 2 вну-
Рис. 6 9. Блок-схема экспериментальной установки для исследования
электризации смазочных масел [258]
тренним диаметром 24 мм, приводится во вращение от
электромотора 3 через ременную передачу 4 с различны-
ми скоростями.
Основной особенностью применявшегося измеритель-
ного устройства была его высокая чувствительность, до-
стигаемая за счет применения специального усилителя
постоянного тока 5. Последний представлял собой две ба-
лансные ступени усиления с гальванической связью.
Ячейку измерения (электроды и масло между ними)
можно рассматривать как генератор постоянного тока,
обладающий определенной э. д. с. и внутренним сопро-
тивлением. Чтобы измерить истинные значения э. д. с.,
была применена компенсационная схема измерения, в
которой усилитель постоянного тока является нуль-ин-
дикатором. Источником компенсирующего напряжения
служила батарея сухих элементов 6. Отсчет показаний
величины э. д. с. проводился по шкале вольтметра посто-
янного тока.
В экспериментах, выполненных Г. И. Шором и В. П.
Лапиным, было обнаружено появление э. д. с., величина
206
которой связывалась авторами с работой выхода элек-
трона испытанных металлов, полярностью масел и ско-
ростью относительного перемещения электродов. Особен-
но сильная электризация наблюдалась для неполярных
масел без примесей [258].
Описанные выше данные могут быть привлечены для
объяснения результатов, представленных на рис. 6.8.
При электростатическом заряжении масла должен
возникнуть источник э. д. с., коммутируемый на внутрен-
нее сопротивление металлического контакта или на
внешнюю измерительную цепь при нарушении контакта
вследствие вибрационного отскока или гидродинамиче-
ских эффектов. Знак разности потенциалов, возникаю-
щий на емкости, соответствующей фрикционному кон-
такту, определяется соотношением работ выхода элек-
трона трущихся металлов, поскольку диффузные облака
электростатического заряда, определяемые работой вы-
хода электрона в масло, имеют разные плотности для
металлов с различными работами выхода.
Полярность разности потенциалов, возникающей при
электростатическом заряжении масла, противоположна
полярности контактной разности потенциалов между
лишенными пленок поверхностями металлов при фрик-
ционном взаимодействии. В результате этого в электри-
ческой схеме замещения пары трения появляется до-
полнительный источник электризации, который и обус-
ловливает своеобразие осциллограмм при граничной
смазке маслом. Что касается высокочастотных импуль-
сов малой амплитуды, то их происхождение может быть
объяснено, как и в случае трения без смазки, термоэлек-
трическими источниками э. д. с. на фрикционном кон-
такте.
Осциллографирование трибоэдс, осуществляемое при
трении в масле через различные промежутки времени ра-
боты пары трения, не выявило различий в амплитудно-
частотных спектрах трибоэдс в зависимости от времени
работы, что говорит об отсутствии процессов, ведущих
к существенному изменению природы электрофизических
явлений на фрикционном контакте.
В качестве адсорбционно-активной смазочной среды
в экспериментах, как было отмечено выше, использовал-
ся химически чистый глицерин, обладающий свойствами
слабого диэлектрика по электрической прочности и сла-
бой кислотной реакцией. При трении в его присутствии
207
наблюдалось проявление эффекта избирательного пере-
носа, характеризующегося появлением перенесенной
на поверхность стального контртела медной пленки, па-
дением коэффициента трения до величины в несколько
раз меньшей, чем при трении в инактивной смазке при
том же нагрузочно-скоростном режиме, и значительным
уменьшением интенсивности изнашивания пары по срав-
нению с трением в инактивной смазке.
Основным отличительным признаком осциллограмм
трибоэдс при смазке глицерином по сравнению с преды-
дущими режимами трения является наличие постоян-
ной составляющей э. д. с. (рис. 6.10). Эта составляющая
по знаку и величине совпадает с разностью потенциалов
пары трения, находящейся в смазке при отсутствии кон-
такта, а следовательно, имеет гальваническое проис-
хождение. После введения образцов в контакт осцил-
лограмма приобретает импульсный характер, причем
периодичность импульсов определяется скоростью вра-
щения контртела, а форма импульсов — приложенной
нагрузкой. Запись трибоэдс, проводимая через различные
промежутки времени работы, в отличие от случаев тре-
ния без смазки и в инактивном масле дает возможность
убедиться в изменении характера трибоэлектрических
процессов в паре трения в зависимости от длительности
ее работы.
После некоторого короткого периода работы пло-
щадь между нулевой линией осциллограммы и кривой
разности потенциалов, определенная за один цикл повто-
рения формы сигнала, уменьшается по сравнению с на-
чалом работы. Через 3—4 ч трения в паре медь—сталь
осциллограмма уже не имеет горизонтальных участков,
а через 8—10 ч вид ее характеризуется лишь импульса-
ми высокой частоты с амплитудой, меньшей 1 мВ.
Таким образом, начальная стадия фрикционного вза-
имодействия в адсорбционно-активной среде характе-
ризуется наличием разности потенциалов, обусловлен-
ной электрохимическими процессами. Этот источник
трибоэдс соответствует интенсивному избирательному
растворению легирующих элементов медного сплава и
тонкому диспергированию поверхностного слоя мате-
риала. По мере переноса частиц и формирования пле-
нок, отличных по составу и природе от исходных мате-
риалов, увеличивается сродство поверхностей и устра-
няются причины действия источника электрохимической
208
Рис. 6.10. Осциллограммы трибоэдс при трении меди по стали в гли-
церине (р=1 МПа, и=2 м/с). Начало работы: а — pi — р, vi — v;
б — Рз = Р, ^2 = 2ц; в — р3 = 2р, v3 = 2v. В период работы: г — 2 ч:
д — 4; е— 10
14 Зак. 1371
разности потенциалов. При этом снижается также ин-
тенсивность контактно-электризационных процессов и
процессов термоэлектрической природы.
Анализируя экспериментальные данные, можно отме-
тить, что характер изменения трибоэдс качественно раз-
личен в условиях трения без смазки и в различных по
активности средах. При высокой трибохимической ак-
тивности среды процесс трибоэлектризации связан и с
фрикционными характеристиками пары, и с протеканием
физико-химических процессов на контакте. На рис. 6.11
представлены фрикционные характеристики пар трения
латунь — сталь (вал — вкладыш, машина СМЦ-2) в
Рис. 6.11. Коэффициент трения (У, Г) и интенсивность изнашивания
(2, 2') для пары трения латунь Л63—сталь 45 в вазелиновом масле
(/, 2) и глицерине (/', 2'): р = 0,5 МПа, п = 0,68 м/с
Рис. 6.12. Изменение интенсивности акустической эмиссии (/, /') и
интегральной трибоэдс (2, 2') при трении пары латунь Л63—сталь 45
в вазелиновом масле (/, 2) и глицерине (Г, 2'): р=0,5 МПа, v —
==0,68 м/с, машина трения СМЦ-2 (вал—вкладыш)
210
вазелиновом масле и глицерине. Данные о связи харак-
тера изменения трибоэдс с нагрузочно-скоростными ре-
жимами трения и типом среды подтверждаются также
выполненными в последнее время магнитометрическими
измерениями [186], поскольку источником переменного
магнитного поля в зоне трения могут быть наряду с
магнитоупругими эффектами [149] только импульсные
поля трибоэлектрических процессов.
Качественное различие в характере трибоэлектриче-
ских процессов на контакте в зависимости от активности
среды находится также в корреляции с данными по аку-
стической эмиссии фрикционного контакта (рис. 6.12).
Интенсивность акустической эмиссии определяется чис-
лом импульсов в секунду, регистрируемых датчиком в
полосе 0,15—1,5 МГц при пороге чувствительности дат-
чика 10 мкВ. Из рис. 6.11, 6.12 видно, что временные за-
висимости коэффициента трения и интенсивности изна-
шивания в каждой из сред, интенсивности акустической
эмиссии и эффективной величины трибоэдс сходны для
каждого типа смазочной среды. Это свидетельствует об
адекватности данных диагностики фрикционного кон-
такта регистрацией трибоэдс характеру реального про-
цесса граничного трения. По-видимому, использование
анализа спектров колебаний трибоэдс имеет также хо-
рошие перспективы в связи с развиваемым В. В. Запо-
рожцем с сотрудниками подходом к процессу фрикцион-
ного взаимодействия с позиций корреляционно-спек-
трального анализа динамических систем [98].
Существование постоянной составляющей трибоэдс
и ее корреляции с изменениями, происходящими на по-
верхностях трущихся тел при граничной смазке, дает
возможность оказывать влияние на ход процесса трения
и изнашивания в активных средах путем подключения
к фрикционному контакту внешнего источника электри-
ческого поля. Это открывает перспективы не только
диагностирования фрикционного взаимодействия по три-
боэлектрическим характеристикам, но и управления па-
рой трения с помощью внешних электрических источни-
ков. Возможности такого управления очевидны, напри-
мер, в случае скользящих электрических контактов, в
которых направление и сила протекающего тока являют-
ся одним из определяющих факторов фрикционного
взаимодействия [127, 171].
и-
Глава
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИИ,
КОНТРОЛЯ И ДИАГНОСТИКИ УЗЛОВ ТРЕНИЯ
Применение электрофизических методов в ис-
следованиях трения, изнашивания и смазочного дейст-
вия приобретает в последнее время все более широкие
масштабы. Классификация этих методов может быть вы-
полнена в соответствии с областью применения, типом
исследуемой характеристики и способом ее оценки
(рис. 7.1).
Исторически вначале развивались электрофизические
методы исследований, связанные с оценкой условий
трения и их качественным анализом. Так, еще в работах
Фивега, Клюге и Лунна была сделана попытка оценить
условия граничной смазки по характеру проводимости
контакта твердых тел [307, 330]. Впоследствии большое
количество работ было выполнено по изучению экзо-
электронной эмиссии и эмиссии электронов высоких
энергий при трении [81, 93], термоэлектрических явле-
ний, электропластического и электроакустического эф-
фектов [151, 237], электрохимических и электрокинети-
ческих процессов [148, 153, 197], магнитных явлений
[149, 186].
Собственные возмущения электрической природы при
фрикционном контакте используются для контроля ха-
рактера трения в зависимости от внешних условий и на-
грузочно-скоростных режимов. Кроме того, целый ряд
методов связан с применением сигналов от внешних
источников тока или напряжения и последующей оцен-
кой переходного сопротивления контакта, его частотных
характеристик. Эти методы позволяют оценить ФПК [78,
127, 173], толщину смазочного слоя [202] или вероят-
ность нарушения его сплошности на контакте и, следо-
вательно, вероятность задира [137]. Анализ частотного
спектра переходного падения напряжения дает возмож-
212
ность определить по длительности и амплитуде пропу-
скаемого импульсного сигнала через контакт размеры
единичных площадок касания и их число [245]. Измере-
ние работы выхода электрона трущейся поверхности по-
зволяет оценить структурные превращения в поверх-
ностном слое материала при трении [71, 259], а измере-
ние сопротивления этого слоя — степень фрикционного
упрочнения [135, 152, 158]. Исследование детекторных
свойств граничных смазочных слоев положено в основу
методов оценки режима граничного трения по соотноше-
нию переменной и постоянной составляющей электриче-
ского тока, пропускаемого через контакт [134, 221]. От-
дельной группой электрофизических методов, используе-
мых в триботехнике, являются способы оценки
эксплуатационных свойств материалов и смазок, пред-
назначенных для использования в трущихся сопряжени-
ях машин. Здесь можно отметить методы оценки смазоч-
ных свойств масел по их проводимости, определение
температурной стойкости смазок и т. д. [55, 119, 170,
277].
В последние годы наибольшее внимание привлекают
возможности использования электрофизических методов
для непрерывного контроля изнашивания, который по-
зволяет определить повреждаемость и степень износа
поверхностей, а также моменты перехода к катастрофи-
ческому разрушению без разборки пары трения. Эти
методы особенно удобны для исследования узлов трения
с системой циркуляции масла, но используются и в узлах
с замкнутым объемом смазочной среды при периодиче-
ском отборе ее проб. Широко известен, в частности, ме-
тод феррографии, использующий неоднородное магнит-
ное поле для осаждения из смазки частиц износа и срав-
нения их распределения по размерам с заданным для
нормального изнашивания [320].
Возможно применение наряду с магнитным полем и
неоднородного электрического поля для осаждения ча-
стиц, а также для экспресс-анализа проб смазки без
осаждения частиц по изменению оптической плотности в
электрическом и магнитном полях [22]. Начиная с 50-х
годов рядом исследователей было показано, что подклю-
чение режущего инструмента в электрическую цепь по-
зволяет осуществить управление износом при изменении
величины электрического тока, проходящего через кон-
такт [72, 106, 1311. При этом в случае постоянного тока
213
Рис. 7.1. Классификация электрофизических методов, применяемых в триботехнике
на износ заметно влияет и направление тока. Влияние эф-
фекта полярности достаточно хорошо известно и в элект-
ротехнической практике, поскольку износ катодных и
анодных щеток в скользящих контактах электрических
машин резко различается. В работе [153] была предло-
жена модель граничного трения, учитывающая влияние
проходящего через фрикционный контакт электрического
тока на перенос микрочастиц вещества с одной поверх-
ности трения на другую. В связи с этим возможен такой
подбор параметров фрикционного контакта и пропускае-
мого тока, который позволит осуществить регулирование
изнашивания в смазочной среде. Перспективно и исполь-
зование электрохимических методов контроля и управ-
ления изнашиванием, например, за счет поляризации
пары трения от внешнего источника [148, 197].
Таким образом, следует отметить большую перспек-
тивность использования электрофизических методов в
различных областях триботехники, особенно при раз-
работке неразрушающих, безынерционных способов
оценки свойств материалов и смазок, диагностики и
контроля процессов трения и изнашивания.
7.1. ДИАГНОСТИКА РЕЖИМОВ ТРЕНИЯ
ПОДВИЖНЫХ СОПРЯЖЕНИЙ
Использование внешних источников электри-
ческого сигнала. Классической задачей диагностики кон-
такта твердых тел в статике является определение ФПК
по электрическому сопротивлению контакта. Такое опре-
деление часто используется как' вспомогательный метод,
так как в случае контакта реальных твердых тел сущест-
вует неоднозначная связь между ФПК и сопротивлением
[78, 138]. Неоднозначность обусловлена дискретным
характером контакта и существованием на нем пленок.
В последние годы, однако, привлечение метода случай-
ных полей позволило получить удовлетворительное сов-
падение расчетных и экспериментальных данных в слу-
чае чистых металлов и отсутствия пленок на контакте
[127, 173].
Проблема расчета ФПК и сопротивления статического
контакта детально рассмотрена в работе [127]. Оцен-
ка ФПК в динамике трения еще более сложна, и поэто-
му еще в сороковых годах нашего века начало разви-
ваться направление исследований, связанное с качест-
215
венным анализом режимов трения и смазочного действия
по электропроводности контакта, определенной с по-
мощью внешних источников. Впервые такой анализ вы-
полнили Фивег и Клюге [330], которые использовали
измерения проводимости смазанного контакта для опре-
деления режима смазывания и структуры граничных
смазочных слоев. Схема установки Фивега и Клюге изо-
бражена на рис. 7.2. Пара трения вал—втулка со смаз-
Рис. 7.2. Схема установки для исследования вентильного эффекта в
граничном смазочном слое [330]
кой на поверхности контакта включена в цепь перемен-
ного тока через сопротивление R. Выпрямленная часть
переменного тока измерялась гальванометром G. Сила
тока в цепи составляла 0,025 А, частота 10 кГц, емкость
С равна 160 мкФ.
Результаты экспериментов, выполненных на данной
установке, представлены на рис. 7.3. Эти данные свиде-
тельствуют о том, что вид смазочной среды определяет
величину выпрямленного смазанным контактом тока и
диапазон скорости скольжения и нагрузки, в котором
этот эффект проявляется. Выпрямляющее действие сма-
зочного слоя авторы работы [330] связывали с ориента-
цией молекул смазки. При этом они считали возможным
определить переходы от сухого трения к граничному и
далее к гидродинамическому при возрастании скорости
скольжения трущихся поверхностей.
Идея о перспективности использования электрическо-
го сопротивления контакта как характеристики его фрик-
ционного поведения получила развитие в работе Лунна,,
который исследовал граничное трение методом измере-
ния проводимости масляной пленки и регистрации воз-
216
никновения металлических пятен контакта [307]. В этой
работе к паре трения шар — плоскость прикладывалось
постоянное напряжение величиной 20 мВ и возникнове-
ние электрического контакта, определявшееся по резко-
му падению напряжения на нем, отождествлялось с по-
явлением металлических пятен контакта. Напряжение на
контакте регистрировалось катодным осциллографом
(рис. 7.4). Средняя величина падения напряжения, за-
писываемая самопишущим прибором (рис. 7.5), прини-
малась Лунном пропорциональной площади непосредст-
венного металлического контакта. Поэтому площадь S,
отнесенная ко всей площади под прямой V=const =
= 20 мВ, за данное время скольжения принималась за
характеристику смазочной способности масла в данной
паре. Чем меньше эта площадь, тем быстрее происходит
разделение поверхностей граничным слоем масла и тем
эффективнее данная смазочная среда.
Как следует из описания метода Фивега и Клюге, с
одной стороны, и метода Лунна, с другой, в них исполь-
зованы два различных подхода к электрической диагно-
стике трущихся поверхностей. Первый метод опирается
на способность граничного слоя изменять характер про-
ходящего через него электрического сигнала (детектор-
ный эффект) и на возможность по этому изменению су-
дить о свойствах слоя. Второй метод базируется на инте-
Рис. 7.3. Зависимость величины выпрямленного тока от числа оборо-
тов вала I — неполярное масло; II — смазочное масло с полярными
присадками [330]
Рис. 7.4. Картины, регистрируемые на экране осциллографа при изу-
чении трения на установке Лунна [307]
217
грировании элементарных актов токопрохождения через
контакт и на получении в этой связи картины контакти-
рования (соотношение площади металлического и сма-
занного контакта и т. д.). Оба метода в последующие
годы были существенно развиты в триботехнической
диагностике.
На первом подходе основывается ряд эксперимен-
тальных методик, использующих электропроводность
Рис. 7.5. Падение напряжения
в масляном слое в функции
времени трения [307]
смазочного слоя для диагностики режима трения. Здесь
можно отметить, в частности, работы [135, 202, 221, 301].
Электрическая схема установки из работы [221] изо-
бражена на рис. 7.6. В нее включены источник э. д. с.,
аккумулятор или батарея Uq, переключатель полярности
К контактов 1—3, потенциометр П, гальванометр шлей-
фового осциллографа Источниками информации о
процессе трения являются сопротивление смазанного
контакта /?м. и и трибоэдс t/Tp. По мнению авторов [221],
с помощью указанной схемы по записям тока гальвано-
метра, включенного параллельно контакту, при прямой
и обратной полярностях внешнего источника, а также
при его выключении можно определить присутствие ме-
таллического контакта, возникновение режима гранич-
ной или гидродинамической смазки. Эксперименты вы-
полнялись на машине трения АЕ-5 при скорости 1,5 м/с
и давлении 8 МПа. Сопротивления 7?i и /?2 имели вели-
чину 1 и 0,1 кОм, а общее сопротивление реостата было
равным 600 Ом. При этом падение напряжения на масля-
ной пленке составляло около 5 мВ.
Описанная выше методика опиралась на положение
о том, что смазочный слой вследствие особой физиче-
ской структуры проявляет детекторный эффект и, следо-
вательно, осциллограммы, которые снимаются при раз-
личной полярности внешнего источника э. д. с., в усло-
218
виях граничной смазки существенно различаются.
К сожалению, на наш взгляд, методика обладает рядом
недостатков, которые связаны как с трудностями чисто
экспериментального плана (измерение очень малых то-
ков), так и с отсутствием количественных показателей,
которые можно было бы использовать для характери-
стики того или иного режима фрикционного взаимодейст-
вие. 7.6. Принципиальная схема определения состояния слоя смазки
вия. Кроме того, вопрос о вентильном эффекте в гранич-
ных слоях, как нам кажется, не решен до конца.
Указанные недостатки относятся практически ко всей
группе методов диагностики режима трения, начало ис-
пользованию которых положил Фивег. В этой связи бо-
лее информативным представляется второй подход, ко-
торый был реализован в ряде методик, в том числе в
электроимпульсном методе диагностики [245, 291], ска-
нировании смазанного контакта микроинденторами [127]
и т. д.
Для иллюстрации таких методик обратимся к схеме
устройства для диагностики смазанного контакта, пред-
ложенной Фюри (рис. 7.7) [291]. В данной схеме кон-
такт шар—цилиндр включен в цепь постоянного тока от
источника э.д.с. через жидкометаллический токосъем-
ник. Сопротивление контакта регистрируется осцилло-
скопом и самописцем. При этом осциллоскоп регистри-
рует мгновенную картину падения напряжения на кон-
такте, а самописец — среднее значение сопротивления.
Использование малых приложенных напряжений
(<15 мВ) позволяет в случае граничной смазки соотне-
сти характерную картину импульсов с возникновением
и исчезновением пятен металлического контакта. Инте-
грирование мгновенных значений контактного падения
напряжения дает возможность оценить доли площади
219
фрикционного контакта, соответствующие металличе-
ским пятнам и пленке смазки. Описанная методика диа-
гностики оказалась полезной при оценке смазочной спо-
собности различных смазок и присадок в условиях раз-
ных скоростей скольжения (14—700 см/с) и контактных
давлений (1О-1 — 1 МПа).
Весьма интересно использование безынерционных из-
мерений контактного электросопротивления для трибо-
технической диагностики, реализованное в электроим-
пульсном методе, описанном в работе [245].
На наш взгляд, весьма успешным оказалось сочета-
ние безынерционной регистрации контактного сопротив-
ления со статистическими методами обработки сигналов
от возникновения микроконтактов через смазочный слой.
Такой подход, развитый в недавно выполненных работах
[52, 116, 137], позволил решить сразу несколько задач,
связанных с диагностикой режима трения. Остановимся
на этих работах более подробно.
На рис. 7.8 приведена
схема установки для оцен-
ки нагруженности узла
трения по статистическим
характеристикам элект-
ропроводности из работы
[116]. Нагруженность ха-
рактеризуется величиной
H=S„/AC, т. е. отношени-
ем площади металличес-
кого контакта к контур-
ной площади. Принима-
ется, что существует ли-
нейная связь между пло-
щадью металлического
контакта и силой трения,
Sf.
Рис. 7.7. Схема измерений, ис-
пользованная в опытах Фюри
[291]: 1 — самописец; 2 — ос-
циллоскоп; 3 — цилиндр (диа-
метр 4,45 мм); 4 — шарик (диа-
метр 1,27 мм). Штриховой ли-
нией обозначен магазин сопро-
тивлений
220
а следовательно, и скоростью изнашивания. Вводя стати-
стические характеристики проводимости контакта, авто-
ры работы получают
Ртах ^тах 1
Z = b J nf1(n)dn = b J -у f(R)dR,
nra in дт1п
или в дискретном виде
е = V
АР Rj
22
у '•
Здесь g — скорость изнашивания; R, R-ann, Rmax — сопро-
тивление контакта и его минимальное и максимальное
значения; n=l/R; АТ — базовое время оценки средних
характеристик режима по проводимости; АР — время
пребывания на определенном уровне сопротивления; b—
коэффициент; f(R) — функции плотности распре-
деления сопротивления и проводимости.
Использованная в описанной методике установка
включала исследуемое сопряжение 1, на которое по-
дается напряжение 20 мВ, усиливаемое после амплитуд-
ного селектора 2 предусилителем 3. Полученный сигнал
преобразуется в амплитудно-импульсном модуляторе 4 в
серию дискретных импульсов частотой 10 кГц с по-
мощью генератора опорных импульсов 5. Огибающая
этих импульсов отражает изменение мгновенных значе-
ний исследуемого сигнала. Амплитудное распределение
Рис. 7.8. Блок-схема установки для оценки нагруженности узла тре-
ния по статистическим характеристикам электропроводности [116]:
I, II, III — делители
221
импульсов анализируется многоканальным анализато-
ром 6 и записывается регистрирующим прибором 7.
По мнению авторов [116], указанная методика оцен-
ки режима трения по статистическим характеристикам
электропроводности может использоваться для решения
ряда триботехнических проблем, в том числе оценки на-
груженное™ узлов, кинетики их приработки, выбора оп-
тимальных режимов смазывания. Методика, в частности,
Рис. 7.9. Узел трения установки для исследования эффекта пленоч-
ного голодания: 1 — корпус; 2 — нагружатель; 3 — шарик; 4 —
оправка; 5 — контрообразец; 6 — пластины; 7—изоляционные про-
кладки
была использована при оценке эффекта пленочного го-
лодания в смазанном контакте. Схема образца установ-
ки изображена на рис. 7.9. Применение сборного образ-
ца из пакета проводящих пластин, разделенных изоли-
рующими прокладками, позволило авторам выявить
неравномерность распределения смазки на поверхности
контакта и оценить вероятность наступления пленочного
голодания.
В дальнейшем статистический подход к электропро-
водности контакта в сочетании с аналогичным подходом
к его акустическим характеристикам был использован в
работе [52].
Таким образом, совершенствование исследователь-
ского оборудования, возможность соединения с ним ана-
лизаторов амплитуд и спектра, а также ЭВМ позволяют
весьма оптимистично оценивать перспективы практиче-
ских приложений методов диагностики с помощью
внешних электрических источников. Следует, однако, об-
ратить внимание на то, что фактором, ограничивающим
222
ценность этих методов, может явиться то обстоятельство,,
что связь фактической площади контакта с его электро-
проводностью не является линейной, поскольку не сво-
дится к сумме проводимостей отдельных пятен контакта
в широком диапазоне давлений из-за эффектов взаимо-
влияния проводимостей пятен и их групп. Учет этого об-
стоятельства все же вполне возможен, поскольку связь
сопротивления и ФПК на основе применения для описа-
ния шероховатых поверхностей теории случайного поля
к настоящему времени получена [173].
Использование собственных источников электрическо-
го сигнала. Диагностика режимов фрикционного взаимо-
действия по электрическим возмущениям, возникающим
в зоне контакта, начала развиваться, по-видимому, после
выхода работы Шнурмана [322]. В этой работе осцил-
лографировалась разность потенциалов, возникающая в
трущемся контакте, и по ней судили о состоянии контак-
та. Дальнейшее развитие методы диагностики по собст-
венным источникам получили в работах А. Д. Дубинина
[90] и Саломона [319]. Предложенный в работе [90]
метод регистрации переменной составляющей разности
потенциалов между трущимися поверхностями был в
дальнейшем расширен по области применения С. Н.
Постниковым [196] и Ю. М. Коробовым [128]. Впослед-
ствии методы регистрации и анализа трибоэдс использо-
вались многими исследователями [134, 153, 184, 312], в
том числе и одним из авторов настоящей работы (см.
параграф 6.3). Для иллюстрации применения указанных
выше методов обратимся к схеме установки для стати-
стической оценки смазочных свойств жидкостей С. Н.
Постникова (рис. 7.10) [196], в которой использовано
положение о том, что в системе металл—смазка—металл
при трении доминирующими источниками электрических
возмущений является гальвано- и термоэдс. При этом,
так как при трении наблюдаются скачки инте-
гральной э. д. с. Еу, соответствующие замыканию и раз-
мыканию гальванического элемента. Подсчет импульсов
интегральной э. д. с. может быть использован для сравне-
ния эффективности различных смазочных сред по их
несущей способности, поскольку можно сопоставить час-
тоту и длительность переключений е/—с возникнове-
нием непосредственного металлического контакта в со-
пряжении. Идея данного экспериментального метода
оценки смазанного сопряжения в какой-то степени явля-
223
ется аналогом идеи Лунна, только в опытах последнего
носителем информации о состоянии контакта был не уро-
вень трибоэдс, а уровень падения напряжения на кон-
такте при прохождении тока от внешнего источника.
Следует, однако, отметить, что более детальная разрабо-
танность первого метода и возможность автоматического
•счета длительности интервалов переключения контакта
из состояния со сплошной пленкой смазки в состояние с
Рис. 7.10. Блок-схема установки для статистической оценки смазоч-
ных свойств жидкостей [196]: ИИ — источник информации; У — уси-
литель; В — пороговый вентиль; Г И — генератор импульсов; СИ—•
счетчик импульсов
металлическими пятнами позволили, кроме несущей спо-
собности, количественно оценить защитные свойства
различных смазок и степень их химического взаимодей-
ствия с поверхностями металлов [196].
Использование разности масштабов э. д. с. от гальва-
нического и термоэлектрического источников для диагно-
стики смазанного контакта в условиях избирательного
переноса было описано в работе [196] по данным И. М.
Мельниченко. Схема опытной установки изображена на
рис. 7.11. На этой установке определялись величины
интегральной э.д. с. и контактного сопротивления тру-
щейся пары. Следует подчеркнуть, что в данной установ-
ке используется комбинированный метод диагностики,
так как сопротивление контакта определяется методом
вольтметра-амперметра в цепи внешнего источника то-
ка. Существенная роль процессов электрохимической
природы при трении материалов в химически активных
средах стала основой для использования в триботехни-
ческой диагностике группы методов, основанных на ре-
гистрации изменения электродных потенциалов контак-
тирующих тел в динамике трения, а также потенциоста-
224
тических и потенциодинамических измерений в смазанном
сопряжении [148, 197].
Для иллюстрации возможностей этой группы методов
рассмотрим схемы опытных установок, их реализующих.
На рис. 7.12 представлена схема испытательной ячейки
установки для исследования трения металлов в электро-
литах потенциостатическим методом [197]. В данном
случае применена схема торцового трения, когда обра-
зец 1 вращается относительно прижатого к нему с на-
грузкой Р неподвижного цилиндрического образца 2.
Поляризация системы и электрохимические измерения
производятся с помощью электрохимической ячейки, ко-
торая состоит из исследуемого электрода (ИЭ) — образ-
ца 2 (или 1), электрода сравнения 5 (ЭС) (например,
хлорсеребряного), по отношению к которому измеряет-
ся электродный потенциал, и вспомогательного платино-
Рис. 7.11. Схема установки для исследования э.д.с. и контактного
сопротивления при трении
Рис. 7.12. Схема испытательной ячейки установки для исследования
трения металлов в электролите [1971
15 Зак 1371
225
вого электрода 3 (ВЭ), образующего с ИЭ цепь поляри-
зации. Измеряется потенциал и снимаются поляризаци-
онные кривые, с помощью потенциостата 6 (например,
марки П-5827) и потенциометра 7 (КСП-4). Система
снабжена динамометром для измерения момента трения
(на рисунке не показан). Если вместо верхнего металли-
ческого образца поставить шлифовальный круг или абра-
зивную шкурку, то будет реализован широко известный
Рис. 7.13. Схема установки для исследования коррозионно-механиче-
ского изнашивания [148]- 1 — оправка для закрепления образцов;
2 — исследуемый обоазец-электрод; 3 — трубчатый образец из мате-
риала контртела; 4— вспомогательный платиновый электрод; 5 —
электрод сравнения; 6—потенциостат; 7—упругая балочка с тензо-
резистррами; 8 — прибор для регистрации силы трения
метод зачистки поверхности металла под раствором.
С его помощью измеряется потенциал зачистки, т. е. по-
тенциал ювенильной поверхности металла, освобожден-
ного от пленок.
На рис. 7.13 приведена схема установки, которая по-
зволяет в динамике трения комплексно оценивать роль
электродных и механических процессов при фрикцион-
ном взаимодействии [148]. На установке можно прово-
дить исследования при давлении от 0,05 до 1,2 МПа и
скорости вращения образца от 2 до 70 об/мин в любых
нетоксичных и невзрывоопасных средах до температуры
кипения. Разработанные образцы и способ их закрепле-
ния в специальных оправках, а также размещение в
226
ячейке вспомогательного электрода сравнения позволя-
ют проводить исследования электрохимических процес-
сов, происходящих при трении. Выбранный способ за-
крепления образцов исключает возможность проявления
щелевой коррозии. Для обеспечения свободного доступа
среды к поверхности трения на трубчатом образце де-
лались три выреза через 120°
ние осуществлялось тремя
выступами с коэффициен-
том взаимного перекрытия,
равным 0,5.
Основными отличитель-
ными особенностями уста-
новки являются возмож-
ность осуществления трения
изучаемого материала при
одновременной поляризации;
Рис. 7.14. Схема маятникового
трибометра (а) и электрохимиче-
ской ячейки для поляризации зо-
ны трения (б) [187]
таким образом, чтобы тре-
/г з ч 11 1з 1ч is к
определение скорости коррозионно-механического изна-
шивания на дорожке трения и скорости анодного раство-
рения рядом с дорожкой трения путем снятия профило-
граммы с образца; разделение коррозионно-механического
изнашивания на части, приходящиеся на электрохи-
мическое растворение и механический износ; определе-
ние коэффициента трения.
Для исследования специфики трения и изнашивания
в металлополимерных парах, смазываемых коррозион-
но-активными средами, разработана установка, изобра-
женная на рис. 7.14 [187]. Она представляет собой
трибометр 1, состоящий из маятника 2, опоры 3 и приз-
мы 4, на которую подвешен маятник. Массу последнего
по условиям эксперимента изменяли от 50 до 250 г. До-
стоинством трибометра является наличие лишь одной ис-
следуемой пары трения. Опора 3 выполнена в виде ем-
кости, содержащей электролит, в который погружена
поверхность трения призмы. Маятник приводится в дви-
жение с постоянной начальной амплитудой. Затухание
15'
227
колебаний регистрируется следующим образом. При ко-
лебаниях маятника дугообразный сердечник 5 попере-
менно вводится в ту или иную катушку индуктивного
датчика 6, и на выходе последнего появляется синусои-
дальный сигнал, синхронный с колебаниями маятника.
Сигнал выпрямлялся с помощью блока выпрямителей с
генератором 7, подавался на усилитель 8 марки Ф-359 и
записывался потенциометром 9 марки Н-3020. Режим
усиления поддерживался с помощью стабилизатора 10.
Поляризацию пары трения осуществляли по трех-
электродной схеме (рис. 7.14, б). Рабочим электродом
служила металлическая ванночка 13, установленная на
диэлектрической опоре 3. На дно ванночки, заполненной
электролитом И, опиралась призма 4 маятника. В ка-
честве вспомогательного электрода использовали плати-
новую проволоку 12. Хлорсеребряный электрод сравне-
ния 16 находился в емкости 15, соединенной с ячейкой
электролитическим ключом 14. Электроды замыкали на
клеммы 17 потенциостата П-5827. Металлические ван-
ночки поляризовали в потенциостатическом режиме и,
варьируя нагрузку (массу маятника), регистрировали
ток поляризации, амплитуду и длительность колебаний
маятника.
Использование установки позволило выявить особен-
ности влияния электродных процессов на кинетику из-
Рис. 7.15. Установка для изучения экзоэмиссии в атмосфере и в ва-
кууме [93]
228
нашивания металлополимерных пар и сформулировать
рекомендации по подбору состава полимерных компози-
тов с ингибиторами, снижающими интенсивность изна-
шивания [187].
Таким образом, анализ методик наблюдения элек-
тродных процессов показывает, что они обладают широ-
кими возможностями не только для диагностики режима
трения, но и при оценке триботехнических характеристик
материалов и смазок, а также
контроле и управлении процесса-
ми трения и изнашивания (на-
пример, при поляризации пары
трения).
Большая группа методов ис-
следования фрикционного взаи-
модействия связана с использо-
ванием в качестве источника
Рис. 7.16. Схема измерения экзоэмиссии
в динамике трения; 1 — брусок, 2 — об-
разец; 3 — щитки; 4 — детектор; 5 —
анод детектора
электрического сигнала экзоэлектронной эмиссии при
трении [93, 129, 244]. Как отмечалось, наиболее по-
дробно теория этого вопроса рассмотрена в моногра-
фии [93]. Схема установки для измерения экзоэмиссии
при трении в вакууме и на воздухе, описанная в этой
работе, представлена на рис. 7.15. О вращающийся диск
1 трется цилиндрический ползун 2, а экзоэлектронная
эмиссия измеряется ВЭУ 3. Весь узел смонтирован на
стойке 6, по которой скользит втулка 5, удерживаемая
от проворота специальной шпонкой. Державка 8 с об-
разцом 2 имеет общую ось вращения и собрана без по-
качиваний на подшипнике и втулке 5. Для измерения
момента трения к державке 8 и втулке 5 прикреплен
специальный упругий элемент 7 с деформируемой кон-
стантановой проволокой. Нагружение или разобщение
поверхностей трения достигается рычагом 4 с тягой в
вакуумной трубке и арретиром за пределами колпака.
Скорость вращения образца 1 регулируется посредством
двигателя постоянного тока с червячным редуктором.
229
Эта установка удобна тем, что пространство над по-
верхностью трения образца 1 максимально освобождено
для установки детектора, датчика КРП и наблюдений.
Для исследования экзоэмиссии при трении на воздухе
авторы работы [93] использовали установку, представ-
ленную на рис. 7.16. Образец 2 в виде кольца наружным
диаметром 60 мм и шириной 15 мм закреплялся на вра-
щающемся горизонтальном шпинделе испытательной ма-
Рис. 7.17. Схема установки для исследования экзоэмиссии при тре-
нии [244]: 1 — стальное острие счетчика; 2 — изолятор из оргстекла;
3— двойной латунный цилиндр; 4 — этиловый спирт; 5 — отверстие
во внутренней стенке счетчика; 6— медная сетка-экран; 7 — водяная
рубашка; 8 — ультратермостат; 9 — образец; 10 — контртело; 11,
14 — источник питания; 12—ртутная лампа; 13— предусилитель;
15 — интегратор; 16 — самописец
шины. Трение происходило на воздухе без смазки. Над
поверхностью кольца установлен с предохранением от
вибраций, наводок и помех открытый торцовый счетчик
электронов 4 специальной конструкции с терморегули-
ровкой и защитой 3 от проникновения в открытое рабо-
чее пространство частиц износа. Комплекс аппаратуры,
обслуживающей счетчик, с добавлением интегратора и
самописца позволял непрерывно наблюдать и записы-
вать возникающую в воздушной среде в динамике тре-
ния электронную эмиссию. Вся система экранировалась.
230
Достаточно простое оборудование использовалось
для диагностики режима приработки авторами работы
[244]. Для испытания образцов в процессе сухого трения
применялся токарный станок. Образец в виде валика за-
креплялся в кулачковом патроне и приводился во вра-
щательное движение. Контртело (также в виде валика)
закреплялось в прижимающей системе специальной кон-
струкции под прямым углом по отношению к образцу.
Силу прижима контртела к образцу можно было изме-
нять за счет изменения длины пружины в прижимающей
системе. Максимальная сила прижима составляла 50 Н.
Замеры велись для угловых скоростей 18, 85, 43, 72,
115 рад/с.
На рис. 7.17 изображена блок-схема аппаратуры. Де-
тектором отрицательных зарядов служил открытый ост-
рийный счетчик с гасящим паром этилового спирта.
Температура водяной ванны счетчика составляла 313 К.
К аноду счетчика был приложен положительный потен-
циал 2300 В. Расстояние образца от счетчика было
около 1 см, а напряжение, ускоряющее отрицательные
заряды в направлении детектора,— 700 В. Образец и
контртело электрически изолировали от кулачкового
патрона и суппорта. Во время выполнения замеров по-
верхность образца освещалась ультрафиолетовым излу-
чением из ртутной лампы. Применялась стандартная
регистрирующая система. Образцы были изготовлены в
виде валов диаметром 18 мм; диаметр и длина контр-
тела составляли соответственно 18 и 16 мм.
Перечень приведенных выше исследовательских мето-
дик, конечно, далеко не исчерпывает всех методов диаг-
ностики режимов трения, изнашивания и смазки. Часть
данных методов будет описана в следующих параграфах,
так как их возможности выходят за рамки оценки толь-
ко режимов трения.
7.2. ОЦЕНКА ТРИБОТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК
МАТЕРИАЛОВ И СМАЗОК
Оценка свойств материалов и смазок в усло-
виях фрикционного взаимодействия относится к важней-
шим задачам триботехники. На методах такой оценки
базируется система стандартных справочных данных,
для них создается разнообразное испытательное обору-
231
дование. Электрические методы занимают в данной об-
ласти триботехники заметное место.
По-видимому, впервые электрические методы были
использованы в указанном направлении в связи с иссле-
дованиями структуры граничных фаз на поверхности
твердого тела, выполненными еще в 30-е годы нашего
века. При этом измерялся скачок электрического потен-
циала при нанесении на металл стеариновой кислоты
Рис. 7.18. Измерительная схе-
ма: ГС — звуковой генератор
ГЗ-ЗЗ, Rx — измерительная
ячейка; R — мост Р-314 класса
0,1; К, V2 — вольтметры
B3-13; О — электронный осцил-
лограф С1-19
предельно тонким слоем [27]. В какой-то мере и ре-
зультаты опытов Фивега [330] и Лунна [307] можно
считать относящимися к оценке триботехнических свойств
смазочной среды, поскольку в них определялась спо-
собность среды разделять поверхность. Прочность гра-
ничных слоев при разделении ими металлических по-
верхностей находилась путем измерения электропровод-
ности стопы слоев А. С. Ахматовым и Л. В. Пановой
[27]. Ими, в частности, была получена нелинейная за-
висимость сопротивления слоев от давления, которая
свидетельствовала о структурных перестройках в гра-
ничных слоях.
Структурным особенностям образования граничных
смазочных слоев большое внимание было уделено в ра-
ботах М. М. Снитковского, который выдвинул предпо-
ложение о доменной структуре граничного слоя [84,
222]. Экспериментальным подтверждением такой струк-
туры он считал петли гистерезиса, наблюдаемые у вольт-
амперных характеристик (ВАХ) смазочных сред, нане-
сенных на металлические подложки. Такие характери-
стики наблюдались на установке, схема которой
приведена на рис. 7.18 [83].
Установка состоит из измерительной ячейки — изоли-
рованных от корпуса наконечников настольного микро-
метра Кб со стрелочным отсчетным устройством, имею-
232
щим цену деления 1 мкм, и электрической части. Рабо-
чие поверхности наконечников имели шероховатость не
менее 10-го класса, а плотность их прилегания была обе-
спечена тщательной притиркой.
Измерительная ячейка включается в электрическую
цепь, питаемую генератором ЗГ-ЗЗ с выходной частотой
60 Гц. Стабилизация питания схемы достигается с по-
мощью стабилизатора напряжений. Наблюдения за ВАХ
Рис. 7.19. Схема установки для измерения КРП
проводятся с помощью электронного осциллографа
С1-19. Сила тока не превышала 300 мА, поскольку пред-
полагалось, что при такой величине тока последнее не
вызывает ощутимого теплового воздействия. Удельная
проводимость рассчитывается по экспериментальным
значениям эффективной силы тока и эффективного на-
пряжения, толщине слоя и площади электродов.
В последующие годы получил развитие метод оценки
состояния граничных смазочных слоев, основанный на
определении работы выхода электрона смазанной по-
верхности по контактной разности потенциалов (КРП)
[71, 156, 242]. В качестве примера эффективного приме-
нения такого метода приведем описание одной из уста-
новок для измерения КРП (рис. 7.19) [196].
Установка, при изготовлении которой была использо-
вана принципиальная схема, приведенная в работе [71],
состоит из следующих основных элементов: емкостного
датчика (Д), генератора раскачки камертона (Г), уси-
лителя (У), компенсирующего устройства (К) и индика-
тора нуля (И). Колебания камертона, поддерживаемые
маломощным электромагнитом, передаются жестко свя-
233
занному с одной из его ветвей эталонному образцу. При
этом постоянный сигнал, пропорциональный разности
работ выхода фди—Фме, преобразуется в переменный, ко-
торый подается на индикатор нуля (например, осцилло-
граф) после двухступенчатого усиления сначала с по-
мощью электрометрической лампы, а затем — транзи-
сторного усилителя. Для измерения величины сигнала
применяется компенсационный метод.
Чувствительность такой установки, измерительная
камера которой защищена от влияния внешних электро-
магнитных полей стальным разъемным корпусом, состав-
ляет 4—5 мВ.
Посредством измерения работы выхода электрона
исследовалось влияние на энергетическое состояние
поверхности жидких смазочных сред. По изотермам ад-
сорбции, цапример, можно сравнить адсорбционную спо-
собность минеральных масел с различными противоиз-
носными присадками. Принимая во внимание, что в за-
висимости от физико-химического сродства смазочных
жидкостей к поверхности твердого тела наблюдается
как увеличение, так и уменьшение КРП, адсорбцию оце-
нивают по абсолютному значению КРП, а также по ско-
рости изменения этого параметра.
Построение изотерм адсорбции дает возможность
оценивать смазочную способность топлив и принимать
меры по ограничению износа трущихся деталей топлив-
ной аппаратуры. Метод измерения КРП в последующем
был применен для оценки и других свойств смазочных
сред, в частности в режиме избирательного переноса при
трении и др. [156, 259].
Способ оценки способности смазочных сред образо-
вывать пленки, разделяющие поверхности твердых тел,
и нести нагрузку, к ним приложенную, был разработан
В. Райко с сотр. [202]. ЭтоД способ основан на поло-
жении о том, что в динамике трения прохождение тока
через смазочную прослойку сопровождается разрядом,
по характеристикам которого можно судить о толщине
последней. Схема устройства, реализующего данный ме-
тод, изображена на рис. 7.20. В нем измерение толщины
смазочного слоя проводилось по изменению падения на-
пряжения при нормальном тлеющем разряде. Предпола-
галось, что, согласно закону Пашена, падение напряже-
ния пропорционально толщине слоя смазочной среды.
Ранее нами была приведена схема установки С. Н.
234
Постникова, в которой было использовано положение о
существовании двух основных источников э. д. с. в сма-
занном контакте для оценки режима трения (см. рис.
7.10). Конкретная реализация такой установки, показан-
ная на рис. 7.21, позволяет оценить способность смазки
образовывать прочные экранирующие пленки на метал-
лических поверхностях.
Прерывистый скользящий контакт между электрода-
Рис. 7.20. Электрическая схема устройства измерения толщины плен-
ки масла [202]: 1 — контактирующие ролики; 2—вольтметр; 3 —
амперметр; 4 — реостат; 5 — аккумулятор
ми 1 и 2 осуществлялся здесь благодаря эксцентрику 3,
который периодически нажимал на упорный винт 4, за-
ставляя тем самым образец 2 то выходить из соприкос-
новения с образцом 1, то снова в него входить по задан-
ному циклу. Эсцентриковый диск имел ту же скорость
вращения (60 об/мин), что и образец 1. Поэтому полное
время цикла соответствовало времени одного оборота
образца 1 и составляло 1 с. Величина эксцентриситета
выбиралась таким образом, чтобы интервалы времени
нахождения в контакте и его размыкания были примерно
одинаковыми. Максимальный зазор между образцами
регулировался упорным винтом и не превышал 0,5 мм.
Усилие, с которым образцы прижимались друг к другу
в процессе скольжения (0,09 Н), создавалось с помощью
рычага 5 и нити с грузом, перекинутой через блок 6.
Смазочная жидкость поступала в зону трения по рези-
новому шлангу со стеклянным наконечником 7. Оба элек-
трода были надежно изолированы от массы. Соединение
вращающегося образца с внешней электрической цепью
осуществлялось посредством ртутного контакта 8. На
описанной выше установке С. Н. Постниковым, в частно-
235
сти, были получены данные о связи молекулярной массы
смазочной среды с ее несущей способностью [196].
Важнейшими характеристиками смазочных сред, зна-
ние которых необходимо при применении многих элек-
трических методов, являются электропроводность и элек-
трическая прочность. Однако как раз по этим характе-
ристикам существуют противоречивые сведения в
литературе. В частности, если, по данным М. М. Снитков-
Рис. 7.21. Схема установки для исследования электрических явлений
в смазанном контакте [1961
ского и ряда других авторов [222, 265], граничные слои
обладают полупроводниковыми свойствами, то, по дан-
ным других работ, в частности К. Д. Золтоева [103],
электрическая прочность масел не изменялась сущест-
венно при уменьшении толщины слоя. Схема эксперимен-
тальной методики данной работы изображена на рис.
7.22. Исследовалось два диапазона толщин пленок —
10~2' (а) и 10-5 см (в). Вольт-амперная характеристика
снималась по схеме рис. 7.22, б для толщин слоев 0,103,
0,046, 0,025 см. Пленка малой толщины создавалась меж-
ду поверхностью стального полированного шара и
ртутью при опускании в нее шара под слоем масла (рис.
7.22, в). Достоинства и недостатки методики К. Д. Зол-
тоева подробно обсуждены А. С. Ахматовым в работе
[27]. Следует лишь отметить, что в общем выводы К- Д.
Золтоева о высокой электрической прочности не проти-
236
воречат теоретическим представлениям теории проводи-
мости в диэлектриках [229].
Одним из авторов настоящей книги совместно с В. В.
Кончицем была выполнена серия экспериментов по из-
мерению электрических характеристик в тонких слоях
смазочных сред [172, 313].
Для определения электропроводности и электриче-
ской прочности смазок в слоях толщиной 0,04—3 мкм в
Рис. 7.22. Устройство для измерения электрических характеристик
пленок масла: а — измерительная ячейка для толщины пленок
~10~2 см; б — схема электрических измерений; в — ячейка для тол-
щин пленок ~ 10-5 см
основном использовалось прецизионное устройство ЭГС
[19, 127]. Устройство (рис. 7.23) содержало плоский об-
разец-электрод 2 и электрод-иглу 3 в форме половины
двухполостного гиперболоида вращения. Исследуемая
среда 1 помещалась между электродами 2 и 3. Электрод
2 был закреплен на столике профилографа-профиломет-
ра «ВЭИ-Калибр», а игла 3 — на коромысле 4 головки
профилометра вместо стандартной алмазной иглы. Коро-
мысло было связано с дифференциальным индуктивным
датчиком и электронным блоком профилометра. Меха-
низм относительного перемещения электродов включал в
себя узел ручной настройки 5 и узел точной регулиров-
ки, выполненный в виде нагреваемого проволочным ре-
237
зистором стержня 6 и балочки 7, жестко связанной со
стержнем 6. Электроды 2 и 3 включались в цепь изме-
рительных приборов, комплектуемых в зависимости от
снимаемой характеристики.
При неподвижном положении иглы 3 на образце 2
индикатор электронного блока профилометра находился
в нулевом положении, что соответствовало нулевому за-
зору между электродами. Балочка 7 с помощью узла 5
Рис. 7.23. Устройство для измерения электропроводности и электри-
ческой прочности граничных смазочных слоев
подводилась под коромысло 4 и производилась тонкая
регулировка зазора нагревом стержня 6 током, пропу-
скаемым через резистор. Величина зазора отсчитывалась
электронным блоком 8 профилометра и записывалась
его самопишущим устройством. После установки требу-
емого зазора проводились измерения электрических ха-
рактеристик. В частности, измерялась электропровод-
ность граничного слоя (и по ней вычислялась объемная
электропроводность смазки), его электрическая проч-
ность, снимались вольт-амперные характеристики и т. д.
Выполнение электрода-иглы в форме гиперболоида вра-
щения и установка зазора, близкого к длине его дейст-
вительной полуоси, позволяли получить распределение
потенциала и напряженности поля, удобное для вычис-
лений их в любой точке поля, так как эквипотенциаль-
ные поверхности поля совпадали с поверхностями гипер-
болоидов вращения, соосных электроду-игле.
Слои толщиной 3—300 мкм исследовались мостовым
способом на постоянном токе в зазоре между плоским
полированным образцом и сферой диаметром 3 мм. Ве-
личина зазора регулировалась и фиксировалась с по-
238
мощью механизма подачи объектива, используемого в
биологическом микроскопе. Погрешность регулировки
при этом составляла 0,1 мкм. При исследовании ха-
рактера изменения проводимости смазочного слоя в ус-
ловиях разрыва контакта выход электронного блока
профилографа подключался на один из входов катодно-
го осциллографа 9 (или двухкоординатного потенцио-
метра), а на второй вход подавалось напряжение с эта-
лонного сопротивления. При этом записывалось сопро-
тивление промежутка в функции изменения расстояния
между электродами.
При исследовании граничных смазочных слоев во из-
бежание электрического пробоя промежутка использо-
вался источник, э. д. с. которого не превышала 40 мВ, а
падение напряжения на эталонном сопротивлении изме-
рялось компенсационным потенциометром. В опытах
использовали иглы, изготовленные из золота и нержа-
веющей стали, и шарики из нержавеющей стали. Образ-
цы и электроды полировались таким образом, чтобы вы-
сота микронеровностей на их поверхности не превыша-
ла 0,01 мкм (контроль шероховатости поверхностей
производился с помощью профилографа и растрового
электронного микроскопа). Использованная в опытах
форма электродов позволяла рассчитать удельное сопро-
тивление смазочной среды в зазоре по величине общего
сопротивления промежутка методом электростатической
аналогии.
Результаты измерений электрических свойств тонких
слоев смазок свидетельствуют не только об отсутствии
полупроводниковых эффектов в граничных слоях, но и о
высокой электрической прочности последних. Изучение
пробоя минеральных масел в зазорах размером 10-7—
10~6 м показало, что пробивная прочность находится в
пределах (0,5—2,2) • 108 В/м независимо от природы меж-
электродной среды, полярности и материала электродов.
Это означает, что начальная стадия разряда в микро-
промежутках, происходящего при потере электрической
прочности, обусловлена процессами, слабо зависящими
от свойств смазочной среды, например автоэлектронной
эмиссией с катода, начинающейся при напряженности
поля 108—109 В/м [87]. Полученные результаты, кроме
того, позволяют сделать вывод о том, что чистые сма-
зочные вещества в граничных слоях не обнаруживают
резкого уменьшения удельного объемного сопротивления
239
и электрической прочности по крайней мере для толщин,
превышающих значения, соответствующие началу тун-
нельного эффекта (10 нм). Этот факт, по-видимому, яв-
ляется достаточно закономерным, если учесть, что изме-
нение (упорядочивание) структуры жидкости в гранич-
ных слоях, имеющее место под действием поля твердой
фазы, должно сказаться более сильно на диэлектриче-
ской проницаемости жидкости, чем на ее удельной элек-
тропроводности, поскольку подвижность носителей заря-
да в граничном слое в той или иной мере ограничивается
действием твердой фазы, а это снижает вероятность воз-
никновения канала проводимости.
Полученные данные имеют принципиальное значение
при решении ряда задач. Так, отсутствие аномальной
проводимости в тонких слоях жидких диэлектриков дает
возможность использовать измерение электрического со-
противления масляного слоя в процессе трения для об-
наружения существования металлического контакта ме-
жду сопряженными деталями [116, 245, 291, 301].
Одной из основных характеристик сопряжений дета-
лей машин, работающих в условиях граничной смазки,
является температурная стойкость масел, характеризую-
щая способность их смазочных слоев разделять поверх-
ности при интенсивном тепловом воздействии [160]. Све-
дения о температурных пределах работоспособности
граничных смазочных слоев необходимо иметь как при
выборе известных, так и при разработке новых смазоч-
ных материалов для использования в различных усло-
виях эксплуатации.
Широко известен стандартный способ определения
температурной стойкости граничных смазочных слоев
путем объемного нагрева смазочного слоя в зоне трения
при точечном или линейном контакте образцов и после-
дующего определения температуры и фрикционных ха-
рактеристик [160]. Основным критерием температурной
стойкости смазочных слоев при этом является критиче-
ская температура ТК1„ при которой происходит резкое
увеличение коэффициента трения, сопровождаемое пре-
рывистым скольжением и повышением износа образцов.
Характерной особенностью испытаний по данному спо-
собу является задаваемое условие равенства между тем-
пературой испытуемого смазочного материала в зоне
трения и объемной температурой образцов.
Использование объемного нагрева позволяет с боль-
240
шой точностью определять значение Гкр, однако в неко-
торых случаях ограничивает возможность моделирова-
ния условий эксплуатации смазки в зоне трения. Так, в
реальных сопряжениях, как правило, существует темпе-
ратурный градиент от поверхности в глубь образца, при-
чем объемная температура последнего остается намного
ниже, чем температура в зоне трения. При использова-
нии образцов из материалов, содержащих легкоплавкие
%
пг
F
Рис. 7.24. Схема микротрийометра для оценки температурной стой-
кости смазочных сред
включения (например, олово, свинец), значительное объ-
емное нагревание приводит к изменению твердости, не-
сущей способности и площади касания. В результате
фрикционные характеристики могут меняться вследствие
изменения физико-механических свойств контактирую-
щих образцов, а не потери эксплуатационных качеств
смазочным материалом.
Отмеченные недостатки в определенной степени
устраняются при локальном нагреве смазочного слоя в
зоне трения электрическим током [170]. Испытания сма-
зочных материалов осуществляют на микротрибометрах,
в которых реализуется точечный скользящий контакт
между индентором правильной геометрической формы
(например, сфера) и плоскостью [17]. Схема измери-
тельного узла микротрибометра изображена на рис. 7.24.
16 Зак. 1371 241
Игольчатая ось 1 рычага 2 фиксировалась в регулируе-
мых опорах 3. На одном конце рычага 2 был располо-
жен держатель 4 с образцом 5, другой конец рычага 2
упирался в тензобалку 8. Держатель 7 с электропровод-
ным индентором 6 был закреплен в штоке механизма
нагружения прибора ПМТ-З (вместо алмазной пирами-
ды). Стойка с опорами 3 и тензобалка 8 устанавлива-
лись на плите, жестко связанной с предметным столи-
ком микротвердомера. Перемещение образца обеспечи-
валось вращением микровинта предметного столика от
приводного электродвигателя. Сила трения между ин-
дентором и образцом регистрировалась на одном из ка-
налов быстродействующего самопишущего потенциомет-
ра Н3020-3 с помощью тензоусилителя 8АНЧ-7М и
усилителя Ф-359. Для пропускания тока через фрикцион-
ный контакт индентор и образец включались в электри-
ческую цепь. Величина тока в цепи I и контактное па-
дение напряжения UK регистрировались на ленте потен-
циометра Н3020-3 одновременно с силой трения F.
В качестве материала индентора использовали сталь
ШХ-15 и сплав ВК-5, радиус закругления индентора со-
ставлял 0,1—5 мм, скорость скольжения — 2,25—
10 мкм/с, нагрузка на индентор — 0,05—1 Н, максималь-
ная чувствительность при определении силы трения —
0,25 Н/см, погрешность определения ширины дорожки
трения ±0,3 мкм, размер образцов 4X5X6 мм3. При
скольжении индентора по плоскому образцу с нанесен-
ным слоем испытуемого смазочного материала регистри-
руют изменение коэффициента трения в зависимости от
температуры в зоне контакта и определяют критическую
температуру Ткр. Возможность локального нагрева сма-
зочного слоя в зоне трения электрическим током обуслов-
лена возникновением в зоне контакта дополнительного
(контактного) сопротивления вследствие стягивания ли-
ний тока и наличия пленок разной природы. Контактное
сопротивление значительно превышает электрическое со-
противление тела образцов, в результате количество
теплоты, выделяемой током, а следовательно, и темпе-
ратура в зоне контакта существенно превышают соот-
ветствующие величины в объеме образцов. В итоге со-
здается температурный градиент от поверхности в глубь
образца.
В случае скоростей (10~5—10-4 м/с) и нагрузок
(0,01—1 Н), реально применяемых в микротрибометрах,
242
прирост температуры в зоне контакта вследствие фрик-
ционного нагревания невелик (обычно составляет доли
градуса) и им можно пренебречь. Таким образом, реги-
стрируя в процессе скольжения индентора величины кон-
тактного падения напряжения и тока и определяя размер
контактного пятна, можно оценивать температуру в зо-
не контакта.
Развитием метода контактного нагрева является спо-
соб определения температурной стойкости материалов и
смазок, моделирующий условия реального -контакта [24,
170]. Данный способ может быть применен в парах тре-
ния с непроводящими элементами и произвольной кон-
фигурацией контакта. Его отличительной чертой являет-
ся введение в зону контакта тонкого проводящего эле-
мента (ленты, покрытия или проволоки), по изменению
электрического сопротивления которого может быть оце-
нена температура поверхности трения. Сопротивление
участка элемента (следует ограничить его длину зоной,
удаленной от границ контакта для избежания краевых
эффектов) будет зависеть от температуры по известному
закону, из которого несложно определить температуру
элемента по его сопротивлению. При этом безразлично
происхождение источников тепла на контакте, так как
фиксируется общее изменение сопротивления по сравне-
нию со значением, соответствующим температуре начала
испытаний. Возможно и использование самого измери-
тельного элемента как источника дополнительного тепла
при пропускании через него тока достаточной плотности.
Схема реализации способа на машине трения типа
вал — частичный вкладыш показана на рис. 7.25. Мате-
риалом измерительного элемента может быть любой ме-
талл. Однако для повышения точности измерений жела-
тельно, чтобы температурный коэффициент сопротивле-
Рис. 7.25. Схема устройства
для оценки температурной
стойкости смазочных сред ма-
териалов и покрытий: 1 — вал;
2-—измерительный элемент в
виде металлической фольги;
3 — схема измерения темпера-
туры; 4 — нагружающее устрой-
ство; 5 — источник тока
24$
ния данного металла был достаточно высок. Для многих
металлов он находится в пределах (4—8)-10-3 °C-1, и
уже при изменении температуры на 10° изменение об-
щего сопротивления превышает 5% от начального. Ме-
тодика испытаний на температурную стойкость по но-
вому способу совпадает с методиками, используемыми в
настоящее время. Она сводится к ужесточению режима
триботехнического испытания (за счет повышения на-
Рис. 7.26. Схема устройства для моделирования фрикционного разо-
грева смазанных пар трения [194]
грузки, скорости или температуры в контакте) до тех
пор, пока не наступит изменение состояния системы (на-
пример, резкое возрастание коэффициента трения). Тем-
пература, соответствующая такому изменению, принима-
ется за предел температурной стойкости испытуемого
материала или смазки. Описанный выше метод может
быть реализован на установках для фрикционных испы-
таний различных типов. Измерительная схема оценки
критических температур в нем достаточно проста, и ее
точность может быть существенно повышена при исполь-
зовании компенсационной схемы (например, четырехзон-
довой). Представляется перспективным применение ме-
тода самостоятельно или в сочетании с известными
способами для повышения информативности триботехни-
ческих испытаний. В частности, использование ленточно-
го проводящего источника нагрева для моделирования
теплового режима смазанных фрикционных пар было
описано в работе [194]. Схема устройства, примененно-
го в данной работе, изображена на рис. 7.26. Установка
состоит из гидравлического пресса (на схеме он опущен),
образцов 1, нагревателя 2, трансформатора тока 4, ос-
244
циллографа Н-700. Между двумя образцами из испыту-
емого материала помещается нагреватель, изолирован-
ный с обеих сторон пластинками слюды 3. На поверхно-
стях образцов расположены малоинерционные термопары,
сигналы которых подаются на чувствительные виб-
раторы осциллографа. Применение в качестве нагрева-
теля тонкой металлической пластинки позволяет имити-
ровать нестационарный фрикционный разогрев в про-
цессе работы тормозного устройства и оценить влияние
смазочной среды на эксплуатационные характеристики
фрикционной пары.
Оценивая масштаб использования электрических ме-
тодов, определения триботехнических характеристик ма-
териалов и смазок, целесообразно отметить его далеко
не полное соответствие многократно усложнившимся за-
дачам триботехнических испытаний. Поэтому, на наш
взгляд, учитывая безынерционность данных методов,
простоту обработки применяемых в них сигналов, воз-
можность широкого использования систем автоматиза-
ции эксперимента, следует указать на необходимость их
интенсивного развития.
7.3. КОНТРОЛЬ И УПРАВЛЕНИЕ
ПРОЦЕССОМ ИЗНАШИВАНИЯ
Контроль изнашивания. Проблема контроля
изнашивания в современной технике приобретает все бо-
лее важное значение в связи с усложнением конструкций
машин и повышением стоимости их ремонта. Достаточно
сказать, что разборка мощного двигателя внутреннего
сгорания или турбины для осмотра их подшипников
требует многих часов работы нескольких высококвали-
фицированных специалистов. По этой причине в эксплу-
атации машин необходимы надежные методы неразру-
шающего и не требующего разборок узлов контроля из-
нашивания. К сожалению, несмотря на большой объем
выполненных исследований, направленных на установле-
ние связи между характером изнашивания и электриче-
скими характеристиками фрикционной пары, такая связь
пока еще не стала надежной основой методов контроля.
Наиболее надежными методами контроля изнашива-
ния в настоящее время являются те, которые дают воз-
можность оценить размер, морфологию и концентрацию
частиц изнашивания, отделяющихся из зоны контакта.
245
Данные методы развивались традиционно в рамках фи-
зической и коллоидной химии, в которой широко приме-
няется седиментационный анализ, поточная ультрамик-
роскопия, фотоколориметрический и спектральный ана-
лиз и т. д. Тем не менее именно развитие триботехники,
обострив актуальность проблем анализа дисперсности
суспензии и золей, вызвало проникновение в область фи-
зико-химических исследо-
ваний электромагнитных
методов анализа [174].
Прежде всего в этой
связи следует остановить-
Рис. 7.27. Схема устройства для
магнитного осаждения частиц
изнашивания: 1 — полюса маг-
нита, 2 — подложка с каналом
для смазки; 3 — капилляр, по-
дающий смазку с требуемой
скоростью
ся на методе феррографии, представляющем собой ис-
пользование седиментационного анализа в неоднородном
магнитном поле. Данный метод нашел очень широкое при-
менение в инженерной практике [32, 318, 320]. Принцип,
используемый в феррографическом анализе, можно по-
яснить на примере работы устройства, использованного
одним из авторов настоящей монографии (рис. 7.27)
[169]. Канал с протекающим маслом расположен у края
полюсных наконечников сильного электромагнита в зоне
неоднородности поля, индукция которого меняется по
оси z по закону
5(z) = 5m3S exp (—
где ВП1ах — значение индукции в области однородного
поля; — коэффициент; г — значение ординаты.
Осаждение отдельной частицы в ламинарном потоке
при наличии у частицы магнитного момента описывается
уравнением
4
6ЯТ]ГО —= т0 grad2 Н + (d0 — d) — лг4 50 g.
dt 3
246
Здесь r0—радиус частицы; m0 — магнитный момент ча-
стицы (в сильных магнитных полях при т0 =
4
= — лг21.3, где Is— намагниченность насыщения магне-
3
тика); d0, d — плотность частицы и среды соответствен-
но; g— ускорение свободного падения; Н—’напряжен-
ность магнитного поля.
Можно показать, что соотношение потенциальных
энергий перемещения частицы в магнитном поле и в по-
ле тяготения много больше 1 и можно пренебречь гра-
витацией в магнитных полях с градиентом более
1 мТл/мм
Ет = т0 (gradz Н)
ES (d0 — d) лгЗ g
О
а также, что En^>kT, поэтому выражение может быть с
достаточной точностью представлено в виде
dz = 2 г2 Is ехр (— k±z)
dt 9 т]
Используя уравнения движения в плоскости течения
смазки и плоскости оседания, можно найти параметры
поля, необходимые для осаждения частиц требуемого
диапазона размеров:
L = vxt = 4,5 2 ---- [ехр (^Az) — 1],
' О * $ &1 '°т ах
где L — длина участка, на котором происходит осажде-
ние; vx— максимальная скорость течения масла в кана-
ле. При Вшах = 0,2 Тл /s=0,17 Тл, цж=10-2 м/с, /г,=
= 0,11 мдг1; Дг = 0,5 мм; для диапазона радиусов частиц
г0>10-7 м длина участка осаждения не превышает не-
скольких сантиметров.
Осажденные на тонкой проводящей подложке части-
цы, отмытые от остатков масла растворителем, представ-
ляют собой удобный объект как для микроскопических,
так и для спектральных исследований фракций осадка,
распределенных по длине подложки.
В серийных установках для феррографического ана-
лиза в настоящее время применяются специальные уст-
ройства для автоматического расчета распределения
Ж ~ 247
частиц по размерам, анализа их формы и т. д., что по-
зволяет, имея накопленный фонд справочных данных,
быстро определить основной вид изнашивания в сопря-
жении, прогнозировать его долговечность, устанавли-
вать сроки ремонтов [32, 316, 318,320].
Возможности магнитного анализа, на наш взгляд,
могут быть существенно расширены при совместном
использовании неоднородных магнитных и электриче-
Рис. 7.28. Схема устройства для фотометрирования смазочных сред
в электромагнитном поле: S — источник света; ТУ, /(2— кюветы; Mt,
М2 — электромагниты, Pi, Р2 — фотоэлементы; L\, L2 — электроды;
ДС—'Дифференциальная схема сравнения сигналов
ских полей. Такое использование может осуществлять-
ся с применением электромагнитного осаждения. Для
этого необходимо направить поток смазкг: по каналу,
расположенному в неоднородном магнитном поле, а в
плоскости его создать неоднородное электростатичес-
кое поле, градиент которого не совпадает с градиентом
магнитного поля [13]. Неоднородное электростатичес-
кое поле будет сдвигать распределение немагнитных
частиц в сторону от осевой линии потока и позволит
248
оценить морфологию и размер как магнитной, так и не-
магнитной фракции частиц износа.
В триботехнических испытаниях и в практике экс-
плуатации машин необходимы простые экспресс-методы
контроля изнашивания, позволяющие в течение корот-
кого промежутка времени оценить состояние того или
иного узла, подвергающегося изнашиванию [174]. Для
этих целей применяют фотометрические устройства
контроля загрязнения смазочных сред [119, 225]. Воз-
можности фотометрирования можно расширить с по-
мощью устройства, принципиальная схема одного из ко-
торых изображена на рис. 7.28 [22, 257]. Принцип рабо-
ты устройства состоит в использовании совместного
воздействия магнитного и электрического полей на
продукты изнашивания в смазочной среде. Поскольку
дисперсные системы, взаимодействуя с полями, изменя-
ют локальную концентрацию, можно по оптическим ха-
рактеристикам смазки определить содержание в ней
продуктов изнашивания [147, 257].
Последовательное наложение магнитного и электри-
ческого полей и регистрация разности соответствующих
световых потоков lVP(N) в данном устройстве дают ин-
формацию о магнитных и электрических свойствах про-
дуктов изнашивания, а следовательно, и об их проис-
хождении.
Так как при электромагнитном фотометрировании не
требуется осаждения частиц изнашивания из рабочей
среды, то этот метод весьма перспективен для эксресс-
анализа. Следует отметить, однако, что применение его
пока ограничено лабораторными испытаниями и требу-
ется дальнейшая работа для реализации способа в на-
турных узлах трения машин.
Наряду с прямыми электрическими методами конт-
роля изнашивания по виду, размеру и концентрации
частиц разрушенного материала существует и ряд кос-
венных методов оценки интенсивности и вида изнашива-
ния по какой-либо из электрических характеристик
процесса: переходному сопротивлению контакта [116,
119], интенсивности экзоэмиссии [224], электродным
потенциалам элементов пары трения [197] и т. д. О
большинстве этих методов было сказано в предыдущих
параграфах данной главы. К сожалению, следует отме-
тить, что масштабы применения их на практике незна-
чительны по1 сравнению с феррографией или спектраль-
249
ным эмиссионным анализом смазочных сред на содер-
жание продуктов изнашивания [253, 320]. Это
объясняется, на наш взгляд, несколькими причинами,
в том числе дискуссионным характером многих имею-
щихся результатов, частичным отсутствием воспроизво-
димых данных, слабой сравнимостью методик исследо-
ваний. Будущее, по нашему мнению, в данных обстоя-
тельствах за теми методами, которые базируются на
статистико-вероятностных характеристиках трущего-
ся сопряжения, поскольку последние допускают широкое
применение вычислительной техники и их воспроизво-
димость и сравнимость поэтому достаточно высоки.
Управление изнашиванием. В параграфе 6.2 были
кратко описаны известные методы управления изнаши-
ванием в процессе резания. Их анализ показал, что
вопрос об эффективности такого управления еще не
решен окончательно, несмотря на обилие данных экспе-
риментов. Главная характерная черта сложившейся
ситуации — практическое отсутствие внедренных в ин-
женерную практику методов. К сожалению, во многом
подобное положение существует и в управлении изнаши-
ванием с помощью электрических методов в процессах
внешнего трения, особенно в управлении, основанном
на электрических источниках внутренней природы. В то
же время более обнадеживающая картина наблюдается
при использовании методов, основанных на применении
внешних электрических источников.
Первой областью, где достигнуты успехи в снижении
износа с помощью внешней поляризации, является об-
ласть коррозионно-механического изнашивания [148,
197]. Еще в 40-х годах применялась протекторная защи-
та стальных валов такими металлами, как цинк, магний,
алюминий, и их сплавами [235]. Известны также при-
меры поляризации фрикционной системы, в частности
использование катодной и анодной защиты для сниже-
ния износа при трении в электролитических средах
[6, 142, 148]. Электрохимические методы борьбы с изна-
шиванием базируются на том, что электродный потенци-
ал трущегося тела, будучи характеристикой двойного
электрического слоя на его поверхности, непосредствен-
но связан с механохимическими эффектами, структур-
ными превращениями на поверхности и, следовательно,
с характером и скоростью ее изнашивания. На рис. 7.29
[197] показана взаимосвязь электродного потенциала
250
с износом, микротвердостью и моментом трения при аб-
разивном изнашивании бронзы БрОЦС-6-6-3. Данные за-
висимости были получены на установке Г. А. Прейса с
сотрудниками (см. рис. 7.12).
Из рис. 7.29 видно, что при катодной и анодной поля-
ризации износ бронзы снижается, а микротвердость
поверхности возрастает. Г. А. Прейсом с сотрудниками
был также продемонстрирован эффект влияния элект-
Рис. 7.29. Зависимость момен-
та трения М, износа W, микро-
твердости Н и плотности тока i
от потенциала при абразивном
изнашивании бронзы БрОЦС-
6-6-3 в 1 н. растворе NaoSO.
(ц=1,6 м/с): 1, 2 — поляриза-
ционные кривые без зачистки и
с зачисткой поверхности соот-
ветственно; 3 — момент трения
(р = 0,8 МПа); 4 — износ (р=
= 0,2 МПа), 5 — микротвер-
дость (р = 0,2 МПа) [ 197]
родного потенциала на дислокационную структуру по-
верхностного слоя трущихся тел [195]. Опыты проводи-
ли на монокристаллах кремния, которые подвергались
деформации на микротрибометре твердосплавным ин-
дентором при скорости скольжения 5-Ю-4 м/с и нагруз-
ке 2 Н. В качестве сред применялись буферные водные
растворы с pH 5,5 и 11, а также 45%-ный водный раст-
вор углеводов. При деформации в слабокислой среде
катодная поляризация способствовала уменьшению
силы трения и увеличению ширины деформированной
зоны и плотности дислокаций. Так, при <р= —6000 мВ
плотность дислокаций увеличилась в 3 раза по сравне-
нию с трением без поляризации. Анодная поляризация
увеличила силу трения и ширину деформированной
зоны. Хотя средняя плотность дислокаций при этом не-
сколько уменьшилась, размеры дислокационных коло-
ний и плотность дислокаций в них увеличились, что
свидетельствует о неоднородности деформации. В ще-
лочной среде и растворе углеводов также было установ-
лено влияние поляризации на пластическую деформа-
цию. Обнаруженные эффекты объясняются изменением
поверхностной энергии и кинетики электрохимических
251
процессов, обеспечивающих получение различных меха-
нических свойств пленок вторичных структур и поверх-
ностных слоев металла. Поляризация, влияя на процес-
сы эволюции дислокационной структуры, вызывает
изменение реологического сопротивления фрикционного
контакта и его жесткости, что является причиной изме-
нения соотношения между упругой и пластической со-
ставляющими деформации [195].
Возможности управления фрикционным взаимодей-
ствием в специфических условиях коррозионно-механи-
ческого изнашивания убедительно иллюстрируется
экспериментами Г. Е. Лазарева с сотр. [148]. На уста-
новке, изображенной на рис. 7.13, исследования прово-
дили в условиях анодной и катодной поляризации,
когда каждое значение потенциала выдерживали опре-
деленное время, измеряя при этом силу тока и коэффи-
циент трения, а по окончании эксперимента определяли
скорость растворения металла на поверхности рядом
с дорожкой трения и скорость коррозионно-механичес-
кого изнашивания на трущейся поверхности.
На рис. 7.30 представлены результаты таких иссле-
дований при трении стали 08Х18Н10Т по графиту. При
смещении потенциала трения в положительную сторону
значительно увеличивается скорость анодного процесса
(кривая 1) по сравнению с такими процессами в отсут-
ствие механического воздействия. При этом возрастают
скорость растворения металла на поверхности рядом с
дорожкой трения (кривая 2) и скорость коррозионно-
механического изнашивания на дорожке трения (кривая
3), достигая максимума при потенциале начала пассива-
ции. Превышение величин скорости растворения над
скоростью коррозионно-механического изнашивания при
потенциале начала пассивации объясняется действием
кроющего эффекта сопряженного образца. С потенциа-
ла начала пассивации (~0,05 В) скорость анодного
процесса резко падает, так же как и скорости растворе-
ния на второй дорожке и коррозионно-механического
изнашивания. В области пассивации (<р = 0,2—1,1 В)
эти величины минимальны. Необходимо отметить, что
в этом интервале потенциалов скорость коррозионно-
механического изнашивания в 10 раз меньше, чем в ста-
ционарных условиях (без поляризации). В катодной
области потенциалов (кривая Г) скорость коррозионно-
механического изнашивания и скорость растворения
252
металла рядом с дорожкой трения также адекватны
скорости анодных процессов при трении. Причем ско-
рость коррозионно-механического изнашивания в катод-
ной области в 2 раза меньше, чем в стационарных усло-
виях.
Аналогичные зависимости получены и при трении
стали 08Х18Н10Т по капролону, для которого зависн-
ув нвэ
г \ 6 го
0,05 0,10 0,15 0,го 0,25 f
Рис. 7.30. Зависимости скорости анодного (7) и катодного (/') про-
цессов, скорости растворения рядом с дорожкой трения (2), скоро-
сти коррозионно-механического изнашивания на дорожке трения (3)
и коэффициента трения (4) стали 08Х18Н10Т от потенциала при
трении по графиту в 5%-ном растворе серной кислоты [1481
мость коэффициента трения от потенциала также адек-
ватна изменению скорости анодного процесса и корро-
зионно-механического1 изнашивания. Однако максимум
коэффициента трения смещен в положительную сторону
от потенциала начала пассивации до потенциала 0,3 В,
что можно объяснить смазывающим действием продук-
тов коррозии в области потенциала начала пассивации,
где скорость растворения максимальна. Коэффициент
253
трения, как и скорость изнашивания, минимален в об-
ласти пассивации.
Данные Г. Е. Лазарева интересны еще и тем, что они
дают представление о доле вклада электрохимического
фактора в общий процесс коррозионно-механического
изнашивания. Поскольку в ряде случаев этот вклад до-
стигает 100%, очевидно значение внешней поляризации
как управляющего фактора в данных условиях. Элект-
рохимические способы регулирования процессов трения
и изнашивания, рекомендуемые Г. Е. Лазаревым, осно-
ваны на повышении пассивируемости трущихся мате-
риалов, применении катодной защиты или анодных
протекторов.
Второй областью триботехники, в которой очевидно
воздействие внешних источников электричества на изна-
шивание, является фрикционное взаимодействие в элект-
рическом скользящем контакте (СК). СК по условиям
своей работы подвергаются всестороннему влиянию
электрического тока. Часто выделяют как специфи-
ческий вид изнашивания так называемый электрический
износ, в котором определяющим фактором является
действие тока. В области триботехники электрических
контактов накоплено большое количество данных о вза-
имосвязи параметров внешнего электрического источни-
ка с фрикционными характеристиками СК. На основе
этих данных получен ряд практических рекомендаций
по выбору сочетания материалов СК, функционирующих
в различных условиях, и обеспечению эффективного
воздействия граничного смазочного слоя на фрикцион-
ные и электромеханические характеристики СК [127,
171].
Узлы трения, работающие в условиях коррозионно-
механического изнашивания, и скользящие электричес-
кие контакты — это, конечно, лишь малая часть всех
подвижных сопряжений машин, приборов и механизмов,
в которых эффективно могли бы использоваться методы
контроля и управления процессами трения и изнашива-
ния. В частности, многообещающим для практики явля-
ется описанный в работе [149] метод подавления износа
в узлах трения тракторов путем снижения роли в нем
электродинамических факторов.
Однако использование электрических методов управ-
ления изнашиванием сдерживается, в первую очередь
недостаточностью масштаба необходимых исследований
254
в области электрических процессов при трении. Ждет
своих исследователей возможность практического ис-
пользования для компенсации изнашивания непосред-
ственно в процессе функционирования ответственных
трибосистем явлений электрофореза, электрохимического
осаждения, инициирования электрическим током трибо-
полимеризации при эксплуатации в специальных средах.
Много «белых пятен» в области электроэрозионного из-
нашивания в объяснении механизмов электрического
переноса, «смазывания» электрическим током и т. д.
Несмотря на сложность механизма этих процессов, ин-
тенсивное их изучение с позиций комплексного подхода
специалистов различных научных профилей могло бы,
по-видимому, быть оправдан'о тем практическим эффек-
том, который обещает даже небольшое снижение потерь
на трение и изнашивание в современной технике.
ЗАКЛЮЧЕНИЕ
Анализ опубликованных работ и тематики
проводимых в последние годы научно-технических кон-
ференций различного уровня показывает, что диагности-
ка и непрерывный контроль процессов трения и изнаши-
вания занимают все большее место в общем объеме ин-
формации, относящейся к процессам трения, смазочного
действия и изнашивания. Это обстоятельство обусловле-
но несколькими важными причинами, в частности уже-
сточением условий работы современной техники, тенден-
цией к ее автоматизации, увеличением номенклатуры
используемых материалов для узлов трения и видов
конструкций этих узлов.
В общей совокупности методов, применимых к иссле-
дованию контактного взаимодействия в условиях трения
и изнашивания, привлекают внимание те из них, которые
вписываются в основную тенденцию развития диагности-
ческих средств,— стремление к сочетанию простоты и
безынерционности первичных датчиков с возможностью
преобразования сигналов в машинные коды и компью-
терной обработки. К таким методам могут быть с пол-
ным правом отнесены акустико-эмиссионные и электро-
физические способы оценки режимов трения и свойств
материалов, а также непрерывного контроля изнашива-
ния подвижных сопряжений.
Выполненный в данной работе анализ состояния
вопроса в области использования акустической эмиссии
при трении для трибоанализа и трибомониторинга пока-
зал, что имеется достаточная теоретическая база, разра-
ботанная для исследования стохастических, случайных
процессов. Имеющиеся в настоящее время эксперимен-
тальные данные, подтверждают наличие корреляцион-
ных зависимостей между параметрами акустического
излучения и трибологическими характеристиками си-
стемы и позволяют с оптимизмом смотреть на перспек-
256
тиву широкого использования метода АЭ в инженерной
практике. Для успешной реализации этой задачи необ-
ходимы более углубленные исследования по созданию
физически обоснованных моделей генерации АЭ при
различных видах фрикционного взаимодействия и раз-
работка специализированной диагностической аппара-
туры, учитывающей специфику процессов трения и из-
нашивания.
Состояние разработок в области электрических явле-
ний при трении в настоящее время характеризуется не-
достаточной глубиной теоретической проработанности
вопроса об источниках трибоэлектризации и ее ведущих
механизмах. Существуют серьезные расхождения во
взглядах на роль электрических явлений, в особенности
в режиме граничной смазки и при реализации процессов
пассопереноса. Тем не менее обилие экспериментально-
го материала позволяет осуществить переход к созданию
методологии электрофизической диагностики и монито-
ринга и их приборного обеспечения. Необходимость
этого важна еще и потому, что действие электрических
источников на контакте выходит за рамки физико-меха-
нических явлений, поскольку электризация или поляри-
зация поверхности приводит в действие многие химичес-
кие и физико-химические процессы (окисление, гальва-
нические явления, электрокинетические процессы и т. д.).
Обобщая в данной.монографии достигнутый уровень
знаний, авторы пытались выделить на примере собствен-
ных исследований наиболее перспективные подходы, ко-
торые могли бы стать основой успешного развития диаг-
ностических средств в ближайшем будущем. Возможно,
не все оценки перспективности тех или иных подходов
окажутся справедливыми при дальнейшем развитии ис-
следований и разработок в трибологии. Тем не менее ес-
ли данная книга привлечет внимание специалистов к
развитию освещаемых в ней теоретических и прикладных
разработок в области акустико-эмиссионных и электро-
физических методов, авторы будут считать свою цель
в основном достигнутой.
17. Зак. 1371
ЛИТЕРАТУРА
1. Аваков А. А., Дубров Ю. С., Николаев Г. С. Исследование
эффекта повышения износостойкости твердосплавных режущих плас-
тинок//Изв. вузов. Сер. Машиностроение. 1965. № 3. С. 71—76.
2. Авербух И. И., Вайнберг В. Е. Зависимость акустической
эмиссии от деформации в различных материалах // Дефектоскопия.
1973 № 4. С. 25—32.
3. Айнбиндер С. Б. Некоторые особенности физико-механиче-
ских свойств антифрикционных полимерных материалов // Трение и
износ. 1980. Т. 1, № 1. С. 58—69.
4. Айнбиндер С. Б., Тюнина Э. Л. Трение полимерных мате-
риалов. Влияние температуры и скорости относительного скольжения
на коэффициент трения эластомеров//Механика полимеров 1974.
№ 6. С. 1050—1057.
5. Акустическая, эмиссия и ее применение для неразрушающего
контроля в ядерной энергетике / Под ред. К. Б. Вакара. М., 1980.
216 с.
6. Алябьев Л. Я, Шевеля В В., Кулагин И. С. О влиянии элект-
рического тока на износ при фреттинг-коррозии / Проблемы трения и
изнашивания. Киев. 1973. Вып. 3. С. 130—135.
7. Аппаратура для экспериментов по изучению признаков, ха-
рактеризующих акустическую эмиссию.— Препринт ИАЭ-2620. М,
1976. 50 с.
8. Способ испытания на прирабатываемость трущихся образ-
цов: А. с. 433380 (СССР): МКИ G01 N 3/56.
9. Способ оценки приработки: А. с. 449282 (СССР): МКИ G01
N 3/56.
10. Способ контроля режима трения: А. с. 462109 (СССР): МКИ
G01 N 3/56.
11. Способ контроля времени приработки пары трения скольже-
ния А. с. 599192 (СССР). МКИ G01 № 3/56.
12. Способ контроля времени приработки пары трения скольже-
ния: А. с 688862 (СССР): МКИ G01 N 3/56.
13. Способ и устройство непрерывного контроля процесса изна-
шивания: А. с. 718764 (СССР): МКИ G01 N 3/56.
14. Способ определения момента разрушения покрытия: А. с.
849046 (СССР): МКИ G01 N 3/56.
15. Способ анализа фракционного состава продуктов износа:
А. с 853525 (СССР): МКИ G01 № 29/04.
16. Способ определения момента окончания приработки пары
трения: А. с. 862048 (СССР): МКИ G01 N 3/56.
17. Способ оценки температурной стойкости граничного смазоч-
ного слоя: А. с. 892271 (СССР): МКИ G01 N 3/56.
258
18. Способ контроля Служебных свойств смазывающих масел:
А. С. 917059 (СССР): МКИ G01 N 3/56
19. Устройство для исследования электрических свойств гранич-
ных смазочных слоев. А. с, 932379 (СССР): МКИ G01 N 37/02
20. Способ контроля материала покрытия. А. с. 938133 (СССР):
МКИ G 01 N 29/00.
21. Способ исследования износостойкости твердых тел А. с.
979958 (СССР.) - МКИ G01 N 3/56.
22. Способ непрерывного контроля изнашивания при трении по-
верхностей, разделенных рабочей средой А. с. 983511 (СССР) МКИ
G01 N 3/56.
23. Способ контроля состояния пленки на поверхности трения:
А. с. 1013820 (СССР): МКИ G01 N 3/56.
24. Способ испытания материалов на температурную стойкость:
А. с. 1067408 (СССР): МКИ G 01 N 3/56.
25. Способ определения момента окончания приработки пары
трения: А. с. 1073614 (СССР): МКИ G 01 N 3/56.
26. Способ диагностики фрикционной пары. А. с. 1113710
(СССР): МКИ G01 N 3/56.
27. Ахматов А. С Молекулярная физика граничного трения М.,
1963. 472 с.
28. Бакли Д Поверхностные явления при адгезии и фрикцион-
ном взаимодействии. М., 1986. 360 с.
29 Калабеков М. Т, Джаббанов Р Статистические электриче-
ские явления при трении металлов//Теория трения, износа и смазки.
Ташкент, 1975 Ч. 3 С. 121.
30. Баранов В. М, Грязев А. П. Звуковое излучение при расши-
рении сферической полости в изотропной упругой среде // Дефекто-
скопия. 1979. № 11. С. 28—34.
31. Баранов В. М., Молодцов К. И. Акустико-эмиссионные при-
боры ядерной энергетики. М.. 1980. 144 с.
32. Барвелл Ф. Т. Взаимосвязь между научными исследования-
ми и практикой в трибологии // Трение и износ. 1986. Т. 7, № 5.
С. 780—790.
33. Барзов А. А. Анализ влияния волн напряжений на процесс
резания материалов // Изв. вузов. Сер. Машиностроение. 1980. № 3.
С. 147—149.
34. Барзов А. А., Голдобин И. Д. Исследование нестационарной
механики резания пластмасс на основе анализа электроакустических
явлений // Сб. тр. МВТУ им. Н. Э. Баумана. Применение пластмасс в
машиностроении. 1981. Т. 18. С. 30—54.
35. Барзов А. А., Кулагин А. Ю., Тутнов И. А. Амплитудный
анализ эмиссии волн напряжений при резании металлов // Изв. вузов.
Сер. Машиностроение. 1979. № 9. С. 157—158.
36. Белов В. М., Иванов В. И. Контроль объектов энергетиче-
ского машиностроения с использованием аппаратуры акустической
эмиссии. М., 1979. С. 44.
37. Белый В. А., Свириденок А. И, Петроковец М. И., Савкин
В Г. Трение и износ материалов на основе полимеров. Мн., 1976.
432 с.
38. Белый В. А., Смуругов В. А., Свириденок А. И., Савкин В. Г.
Молекулярное взаимодействие полимеров в зоне фрикционного кон-
такта //Докл. АН СССР. 1978 Т. 241, № 3. С. 573—575.
39. Бендат Дж., Пирсол А. Измерение и анализ случайных про-
цессов. М., 1974. 414 с.
259
40. Бергман Л. Ультразвук и его применение в науке и технике.
М.. 1956. 726 с.
41. Бессараб Н. Ф. Фрикционные автоколебания // ЖТФ. 1986.
Т. XXVI. Вып. 1. С. 102—108.
42. Билик Ш. М. Пары трения металл—пластмасса в машинах и
механизмах М., 1966. 150 с.
43. Битти А. Г., Харамильо Р. А, Измерение энергии акустиче-
ской эмиссии//Приборы для научных исследований. 1974. № 3.
С. 21—27.
44. Блюмен А. В., Курапов П. А., Харач Г. М. Контактная жест-
кость торцовой пары трения в процессе приработки//Расчетно-экспе-
риментальные методы оценки трения и износа. М., 1980. С. 75—80.
45. Бобровский В. А. Влияние термоэлектрических токов на из-
нос инструмента при резании металлов // Электрические явления при
трении и резании металлов. М., 1969. С. 7—26.
46. Бойко В. С., Гарбер А. И., Кривенко Л. Ф. Звуковая эмиссия
при аннигиляции дислокационного скопления//ФТТ. 1974. Т. 16. Вып.
4. С. 1233—1235.
47. Бойко В С, Гарбер А. И., Кривенко Л. Ф., Кривуля С. С.
Звуковое излучение двойникующих дислокаций//ФТТ. 1969. Т. 11.
Вып. 12. С. 3624—3626.
48. Бойко В С., Нацик В. Д. Элементарные дислокационные
механизмы акустической эмиссии // Элементарные процессы пластиче-
ской деформации кристаллов. Киев, 1978. С. 159—188.
49. Борисенко А. В., Вознесенская Э. Н. Исследование спектра
колебаний при трении скольжения твердых тел // Becni АН БССР.
Сер. ф!з.-тэхн. навук. 1974. № 4. С. 72—74.
50. Борисенко А. В., Вознесенская Э. Н. Исследование влияния
смазки на спектр колебаний при трении скольжения твердых тел //
Весц! АН БССР. Сер. фтз.-тэхн. навук. 1975. № 1. С. 69—72.
51. Боуден Ф. П, Тейбор Д. Трение и смазка твердых тел. М.,
1968. Ч. II. С. 542.
52. Брагинский А. П, Евсеев Д. Г., Зданьски А. К., Кукол Н. П.
Исследование приработки по электрическим и акустическим характе-
ристикам//Трение и износ. 1985. Т. 6, № 5. С. 812—820.
53. Брагинский А. П., Евсеев Д. Г., Зданьски А. К- и др. Рас-
познавание дефектов по спектральным характеристикам акустической
эмиссии //Дефектоскопия. 1984. № 1. С. 47—54.
54. Браун Э. Д., Евдокимов Ю. А., Чичинадзе А. В. Моделиро-
вание трения и изнашивания в машинах М., 1982. 191 с.
55. Бронштейн Л А , Шехтер Ю. Н., Школьников В. М. О ме-
ханизме электропроводности масел // Химия и технология топлив и
масел. 1979. № 5. С. 36—39.
56. Брюль и Къер. Каталог 1982.
57. Буданов Б. В., Кудинов В А., Толстой Д. М. Взаимосвязь
трения и колебаний//Трение и износ. 1980. Т. 1, № 1. С. 79—89.
58. Буфеев В. А. Резонансный электромагнитный механизм дис-
сипации энергии при внешнем трении // Электрохимические процессы
при трении и использование их для борьбы с износом. Одесса, 1973.
С. 7—10.
59. Буше И. А., Копытько В. В. Совместимость трущихся по-
верхностей. М., 1981. 126 с.
60. Вайнберг В. Е. Температурная зависимость акустической
эмиссии//Дефектоскопия. 1976. № 5. С. 124—126.
61. Вайнберг В. Е., Кантор А. Ш., Лупашко Р. Г. Применение
260
кинетической концепции разрушения для расчета интенсивности аку-
стической эмиссии / Дефектоскопия. 1976. № 3. С. 89—96.
62. Вайнберг В. Е., Шрайфельд Л. И. Об источниках акустиче-
ской эмиссии//Завод, лаб. 1979. № 3. С. 237—239.
63. Васильев С. В. ЭДС при контактном взаимодействии тел в
условиях резания//Трение и износ. 1983. Т. 4, № 4. С. 715—719.
64. Величкин И. Н., Нисневич А. И., Зубнетова М. П. Ускорен-
ные испытания дизельных двигателей на износостойкость. М., 1964.
С. 14—16.
65. Венцель С. В. Смазка и долговечность двигателей внутрен-
него сгорания. Киев, 1977. 207 с.
66. Враский С. Б. Волны и акустика. Л., 1967. 123 с.
67. Вюстенхаген Г. Исследование экзоэлектронной эмиссии с
напыленных слоев металлов и некоторых неметаллических кристал-
лов//Экзоэлектронная эмиссия. М., 1962. С. 278.
68. Гарбар И. И. Некоторые закономерности формирования
структуры металла при трении//Трение и износ. 1981. Т. 2, № 6.
С. 1076—1084.
69. Галей М. Т. Экспериментально-теоретические работы по
изучению некоторых явлений при резании и трении // Электрические
явления при трении и резании металлов. М., 1969. С. 27—34.
70. Гаркунов Д. Н. Триботехника. М.., 1985. 424 с.
71. Гаркунов Д. И., Марков А. А., Голиков Г. А. О связи окис-
лительно-восстановительных реакций в парах трения с контактной
разностью потенциалов//Теория смазочного действия и новые мате-
риалы. М.. 1965. С. 12—15.
72. Гордиенко И. Я-, Гордиенко С. Я. О влиянии электрического
тока на износ при трении металлических тел // Вестник машинострое-
ния. 1952. № 7. С. 38.
73. Грешников В. А., Дробот Ю. Б. Акустическая эмиссия. При-
менение для испытаний материалов и изделий. М., 1976. 272 с.
74. Грязев А П. Акустическая эмиссия при образовании микро-
разрывов // Методы и средства исследования материалов и конструк-
ций в радиационных полях. М., 1982. С. 27—33.
75. Гусев О. В. Акустическая эмиссия при деформировании мо-
нокристаллов тугоплавких металлов. М., 1982. 108 с.
76. Дедков А. Ю. Применение метода акустической эмиссии для
контроля прочности колец из стеклопластиков // Дефектоскопия. 1976.
№ 5. С. 34—40.
77. Дейвис Р. М. Волны напряжений в твердых телах. М., 1961.
103 с.
78. Демкин И. Б. Контактирование шероховатых поверхностей.
М„ 1970. 228 с.
79. Демкин. Н. Б., Рыжов Э. В. Качество поверхности и контакт
деталей машин. М., 1981. 246 с.
80. Денисов В. И., Кузнецов А. А., Сарычев Г. А., Щавелин
В. М. Установки для исследования фрикционного взаимодействия
материалов с регистрацией ультразвукового излучения//Техника ра-
диационного эксперимента. М., 1981. Вып. 9. С. 73—78.
81. Дерягин Б. В., Кротова Н. А., Смилга В. П. Адгезия твердых
тел. М., 1973. 280 с.
82. Дерягин Б. В., Пуш В. Э., Толстой Д. М. Теория фрикцион-
ных автоколебаний с периодическими остановками//Тр. III Всесоюз.
конф, по трению и износу в машинах. М., 1960. Т. II. С. 132—152.
83. Дерягин Б. В., Снитковский М. М. Оценка смазочной спо-
261
собности масел по критической толщине граничного слоя // Стандар-
тизация и унификация средств и методов испытаний на трение и из-
носостойкость. М., 1975. Т. 3. С. 9—13.
84. Дерягин Б. В., Снитковский М. М. Электрические свойства
граничных слоев жирных кислот//Коллоидный журнал. 1975. Т. 37.
Вып. 2. С. 254—260.
85. Джост П. Мировые достижения в области трибологии//Тре-
ние и износ. 1986. Т. 7, № 4. С. 593—603.
86. Дзялошинский И. Е., Лившиц Е. М., Питаевский Л. П Об-
щая теория ван-дер-ваальсовых сил//УФН. 1961. Т. 73. Вып. 3.
С. 381—422.
87. Добрецов Л. И. Электронная и ионная эмиссия. М., Л.,
1952 257 с.
88. Дроздов А. П., Дедов Л. В, Нечаев В. В. Исследование аку-
стической эмиссии при фазовых превращениях//Дефектоскопия. 1978.
№ 8. С. 35—39.
89. Дроздов Ю. Н, Арчегов В. Г., Смирнов В. И. Противоза-
дирная стойкость трущихся тел. М., 1981. 138 с.
90. Дубинин А. Д. Энергетика трения и износа деталей машин.
М.; Киев, 1963. 150 с.
91. Дубров Ю. С., Николаева Г. С. Электрический износ режу-
щих инструментов и влияние электрических явлений на чистоту об-
работанной поверхности // Электрические явления при трении и реза-
нии металлов М , 1969. С. 56—69.
92. Духин С. С. Электропроводность и электрокинетические
свойства дисперсных систем. Киев. 1975. 248 с.
93. Евдокимов В. Д., Семов Ю. И. Экзоэлектронная эмиссия при
трении. М, 1973. 180 с.
94. Ермолов И. Н. Теория и практика ультразвукового контро-
ля. М„ 1981. 240 с.
95. Жарков В. В., Ильин С. И., Харитонов Ю. Н. О градуировке
пьезоприемников акустической эмиссии // Физические методы исследо-
вания материалов, применяемых в технике железнодорожного транс-
порта. М., 1982. Вып. 701. С. 42—47.
96. Жураковский Л. А., Коротченко Ю. И., Узенбаев Ф. Г, Чи-
чиланов В. В. Аппаратура для исследования физико-механических
свойств материалов методом акустической эмиссии//Завод, лаб. 1979.
№ 3. С. 240—241.
97. Заковоротный В. Л., Палагнюк Г. Г. Методика прогнозиро-
вания динамического режима при трении//Интенсификация п конт-
роль технологических параметров. Тр. сельхозмаш. конф. Ростов-на-
Дону, 1978. С. 125—136.
98. Запорожец В. В. Динамические характеристики прочности
поверхностных слоев и их оценка//Трение и износ. 1980. Т. 1, № 4.
С. 602—609.
99. Запорожец В. В. Исследование внешнего трения и износа
путем анализа спектра колебаний//Трение, смазка и износ деталей
машин. Диев, 1964. Вып. 5. С. 51—56.
100. Запорожец В. В. Колебания при трении//Повышение изно-
состойкости и срока службы машин. Киев, 1970. Вып. 1. С. 70—75.
101. Запорожец В. В. Экспериментальное исследование динами-
ческих процессов при внешнем трении//Проблемы трения и изнаши-
вания. Киев, 1972. Вып. 2. С. 77—83.
102. Золотых Б. Н. Проблемы электрической обработки металлов.
М„ 1962. 160 с.
262
103. Золтоев К. Д. Электрические и механические свойства тон-
ких жидких пленок//ЖТФ. 1949. Т. 19. Вып. 10. С. 1146—1153.
104. Иванов В. И. Применение метода акустической эмиссии для
нагружающегося контроля и исследования материалов // Дефектоско-
пия. 1980. № 5. С. 65—84.
105. Иванов В. И., Белов В. И. Акустико-эмиссионный контроль
сварки и сварных соединений. М., 1981. 184 с.
106. Иванов М. К. Исследование связи износостойкости с э. д. с„
возникающей при трении металлов: Автореф. дис. ... канд. техн. наук.
Ростов-на-Дону, 1975.
107. Иевлев И. Ю., Мелехин В. П., Минц Р. И., Сегало В. М.
Особенности параметров акустического излучения при термоупругой
мартенситной реакции//ФТТ. 1973. Т. 15, № 9. С. 2647—2650.
108. Исакович М. А. Общая акустика. М., 1973. 495 с.
109. Ишлинский А. Ю., Крагельский И. В. О скачках при трении //
ЖТФ, 1944. Т. 14. Вып. 4—5. С. 276—283.
110. Кайдановский И. Л., Хайкин С. Э. Механические релаксаци-
онные колебания//ЖТФ. 1933. Т. III. С. 91.
.111 . Калмыкова Т. Ф. Исследование фрикционных металлополи-
мерных контактов с помощью акустических колебаний: Автореф.
дис. ... канд. техн. наук. Калинин, 1980.
112. Калмыкова Т. Ф., Свириденок А. И., Холодилов О. В. К во-
просу о спектре акустического излучения при трении полимеров //
Материалы IX Всесоюз. акуст. конф. М., 1977. С. 179—181.
113. Калмыкова Т. Ф., Свириденок А. И., Холодилов О. В., Бе-
лый В. А. Оценка износа с помощью сигналов акустической эмиссии//
Материалы пятого Всесоюз. симпозиума по механоэмиссии и механо-
химии твердых тел. Таллин, 1977. С. 162—166.
114. Калмыкова Т. Ф., Холодилов О. В., Цветкова А. А. О веро-
ятностном подходе к оценке характеристик контакта. Композицион-
ные материалы на основе полимеров // Тез. докл. науч.-техн. конф.
Минск, 1984. С. 70—71.
115. Карапетян С. С. Зависимость коэффициента трения от кри-
сталлической структуры твердых тел в области низких температур //
Машиноведение. 1984. № 5. С. 95—98.
116. Карасик И. И., Кукол И. И. Оценка режима трения при
несовершенной смазке по статистическим характеристикам электро-
проводности//Трение и износ. 1981. Т. 2, № 3. С. 451—458.
117. Киси Т. Акустическая эмиссия//Киндзону дзайре. 1976.
Т. 16, № 10. С. 107—113.
118. Климович А. Ф„ Миронов В. С. Электрические явления при
трении полимеров //Трение и износ. 1985. Т. 6, № 5. С. 796—806; № 6.
С. 1026—1033.
119. Ковальский Б. И. Разработка комплексного метода оценки
работоспособности дизельных масел: Автореф. дис. ... канд. техн,
наук. М.. 1985.
120. Коллинз Д. Ж. Повреждение материалов в конструкциях.
М„ 1984. 624 с.
121. Коновалов Е. Г., Борисенко .4. В. Исследование колебаний
резца в процессе устойчивого резания//Докл. АН БССР. 1968. Т. 12,
№ 9. С. 800—802.
122. Коновалов Е. Г., Борисенко А. В., Вознесенская Э. И. Иссле-
дование процесса трения методом акустической спектрометрии // Весщ
АН БССР. Сер. ф!з.-тэхн. навук. 1974. № 3. С. 43—47.
123. Коновалов Е. Г., Галков В. С., Иванов Н. С. Акустическая
263
эмиссия при резании металлов//Докл. АН БССР. 1971. Т. XV, № 9.
С. 796—798.
124. Коновалов Е. Г., Руденок Е. М. Напряженное состояние и
акустическая эмиссия //Докл. АН БССР. 1974. Т. 17, № 4. С. 323—325.
125. Константинов В. Л., Лыков Ю. И., Панин В. И. Чувстви-
тельность пьезопреобразователей при измерении слабых сигналов
эмиссии волн напряжений//Дефектоскопия. 1974. № 3. С. 134—135.
126. Константинов В. А., Панин В. И. Абсолютная градуировка
пьезопреобразователей//Дефектоскопия. 1974. № 1. С. 44—49.
127. Кончиц В. В., Мешков В. В., Мышкин И. К. Триботехника
электрических контактов. Мн., 1986. 256 с.
128. Коробов Ю. М., Прейс Г. А. Электромеханический износ
при резании и трении металлов. Киев, 1976. 200 с.
129. Кортов В. С., Минц Р. И. Изучение деформированной по-
верхности металлов методом экзоэлектронной эмиссии//ФХММ. 1966.
Вып. 2. № 3. С. 272.
130. Коршак В. В.. Грибова И. А., Краснов А. П, и др. Химиче-
ское строение звена полигетероариленов и их износостойкость // Докл.
АН СССР. 1985. Т. 282, № 3. С. 654—659.
131. Коршунов Л. К-, Минц Р. М. Влияние электризации и малых
постоянных токов на износ металлов при трении скольжения // ФХММ.
1967. Т. 3, № 4. С. 17—20.
132. Косевич А. М., Бойко В. С. Дислокационная теория упруго-
го двойникования кристаллов//УФН. 1971. Т. 104. С. 201—254.
133. Костецкий Б. И., Запорожец В. В. Анализ спектра колебаний
при внешнем трении//Теория трения и износа. М., 1965. С. 125—127.
134. Костецкий Б. И., Носовский И. Г., Караулов А. К- и др.
Поверхностная прочность материалов при трении. Киев, 1976. 296 с.
135. Костецкий Б. И., Шульга О. В. Электросопротивление по-
верхностных слоев металлов и механизм схватывания // Докл. АН
СССР. 1969. Т. 188, № 1. С. 80—82.
136. Крагельский И. В. Трение и износ М., 1968. 480 с.
137. Крагельский И. В., Алексеев Н. М., Гитис Н. В., Карасик
И. И. Экспериментальное исследование эффекта пленочного голода-
ния //Трение и износ. 1982. Т. 3, № 3. С. 484—489.
138. Крагельский И. В., Добычин М. Н., Комбалов В. С. Основы
расчетов на трение и износ. М., 1977. 526 с.
139 Крагельский И. В., Мышкин И. К, Орлов Д. В. Электриче-
ские явления при трении металлов в режиме избирательного пере-
носа//Проблемы трения и изнашивания. Киев, 1976. Т. 9. С. 46—51.
140. Крагельский И. В., Щавелин В. М., Гитис Н. В., Сарычев
Г. А., Шахновский М. И. Возможность применения метода акустиче-
ской эмиссии для оптимизации микрорельефа поверхностей трения //
Трение и износ. 1984. Т. 5, № 5. С. 773—778.
141. Крамер Г. Математические методы статистики. М., 1948.
320 с.
142. Круман Б. Б., Крупицына В. А. Коррозионно-механический
износ. М., 1968. 104 с.
143 Кудинов В. А. Гидродинамическая теория полужидкого тре-
ния//Сухое и граничное трение. Фрикционные материалы. Тр. III
Всесоюз. конф, по трению и износу в машинах. М., 1960. Т. II.
С. 161—170.
144. Кудинов В. А. Динамика станков. М., 1967. 359 с.
145. Кудинов В. А. Природа колебаний при трении //Исследова-
264
ние колебаний металлорежущих станков при резании металлов. М.,
1958. С. 41—46.
146. Кузнецов П. И., Стратонович Р. Л., Тихонов В. И. О дли-
тельности выбросов случайной функции//ЖТФ. 1954. Т. XXIV.
Вып. 1. С. 103—115.
147. Лавров И. С. Воздействие электрических и магнитных полей
на дисперсные системы. Л., 1974. НО с.
148. Лазарев Г. Е., Харламова Т. Л., Верейкин В. И. Особенно-
сти трения и изнашивания материалов в агрессивных средах//Трение
и износ. 1981. Т. 11, № 1. С. 43—52.
149. Лапшин С. А, Электродинамический фактор износа//Вест-
ник машиностроения. 1980. № 12. С. 22—26.
150. Леб Л. Статическая электризация. М., 1963. 360 с.
151. Лебедев Л. А. Об одном механизме электрического возбуж-
дения твердых тел в условиях трения // Электрические явления при
трении, резании и смазке твердых тел. М., 1973. С. 42—46.
152. Лернер Ю. Н., Крагельский И. В. Исследование пластическо-
го контакта деформированных и отожженных образцов при предва-
рительном смещении методом измерения электрического контактного
сопротивления//Трение и износ. 1981. Т. 2, № 2. С. 226—230.
153. Литвинов В. Н., Михин Н. М., Мышкин Н. К- Физико-хими-
ческая механика избирательного переноса при трении. М., 1979. 188 с.
154. Лихацкий С. И. Исследование закономерностей деформиро-
вания и разрушения металлов акустическим способом при нормаль-
ных и низких температурах: Автореф. дис. ... канд. техн. наук. Киев,
1974.
155. Ломакин Г. Д. Сухое внешнее трение с колебаниями звуко-
вой частоты//ЖТФ. 1955. Т. XXV. Вып. 10. С. 1741—1749.
156. Марков А. А. Изменение работы выхода электрона при тре-
нии // Электрические явления при трении, резании и смазке твердых
тел. М., 1973. С. 28—34.
157. Маркосян Р. Г. Исследование влияния термоэлектрических
и термомагнитных явлений на стойкость резцов: Автореф. дис. ... канд.
техн. наук. Тбилиси, 1974.
158. Марченко Е. А. О природе разрушения поверхности металлов
при трении. М., Наука, 1979. 118 с.
159. Маслов Л. А. Исследование акустических импульсов при
трещинообразовании. Автореф. дис. ... канд. физ.-мат. наук. Новоси-
бирск, 1975.
160. Матвеевский Р. М., Буяновский И. А., Лазовская О. В. Про-
тивозадирная стойкость смазочных сред при трении в режиме гра-
ничной смазки. М., 1978. 192 с.
161. Мей Дж. Волноводные ультразвуковые линии задержки//
Физическая акустика /Пер. с англ, под ред. У. Мэзона. М., 1966. Т. к
Ч. А. С. 489—565.
162. Мельниченко И. М. Анализ, расчет и применение эквивалент-
ных электрических схем фрикционного контакта // Вопросы электро-
физики трения и обработки резанием. Тр. ГПИ им. А. А. Жданова.
Горький, 1970. Т. 26, № 4. С. 33—43.
163. Милюс П. Б., Грабец И. Абсолютная калибровка пьезопре-
образователей, используемых для регистрации сигналов АЭ // Дефек-
тоскопия, 1984. № 5. С. 27—31.
164. Миндюк А. К. О роли заряда поверхности в процессах на-
водораживания, водородного охрупчивания и коррозионного рас-
трескивания металлов // ФХММ. 1974. Т. 10, № 1. С. 30—34.
265
165. Минц Р. И., Мелехин В. П., Иевлев И. Ю., Бухаленков В. В.
Акустическое излучение при термоупругой мартенситной реакции //
Физика твердого тела. 1972. Т. 14. Вып. 5. С. 1582—1588.
166. Митропольский А. К. Техника статистических вычислений.
М„ 1971. 576 с.
167. Молодцов К. И., Лавейкин Л. И., Бахарев Е. В., Пирогов
Н. Н. Аппаратура для регистрации акустической эмиссии на основе
стандартных блоков ядерной энергетики // Техника радиационного
эксперимента. М., 1980. С. 85—91.
168. Моррисон С. Химическая физика поверхности твердого тела.
М„ 1980. 488 с.
169. Мышкин Н. К. Использование магнитного поля для исследо-
вания смазки//Коллоидный журн. 1980. Т. XII, № 5. С. 988—992.
170. Мышкин Н К. К оценке температурной стойкости материа-
лов и смазок электрическими методами//Трение и износ. 1984. Т. 5,
№ 4. С. 744—747.
171. Мышкин И. К. Трибологические аспекты применения элек-
трических контактов//Трение и износ. 1984. Т. 5, № 1. С. 34—42.
172. Мышкин Н. К.. Кончиц В. В. Исследование электропровод-
ности тонких слоев жидких диэлектриков. Докл. АН БССР. 1980.
№ 1. С. 234.
173. Мышкин И. К., Петроковец М. И., Чижик С. А., Кончиц
В. В., Свириденок А. И. Контакт шероховатых тел и его проводи-
мость//Трение и износ. 1983. Т. 4, № 5. С. 845—853.
174. Мышкин И. К., Холодилов О. В. и др. Диагностика изнаши-
вания смазанных подвижных сопряжений //Трение и износ. 1986. Т. 7,
№ 6. С. 1108—1118.
175. Найак П. Р. Применение модели случайного поля для иссле-
дования шероховатых поверхностей // Проблемы трения и смазки.
1971. Т. 93, № 3. С. 85—95.
176. Нацик В. Д, Чешко К. А. Динамика и звуковое излучение
дислокационного источника Франка—Рида. 1. Начальная стадия ра-
боты источника // Физика конденсированного состояния. Харьков, 1974.
Вып. 33. С. 44—56.
177. Нацик В. Д, Чешко К. А. Звуковые излучения дислокаций,
движущихся у поверхности кристалла // ФТТ. 1978. Т. 20. Вып. 2.
С. 457—465.
178. Негматов С. С., Джумабаев А. Б., Иргашев А. А. Особен-
ности процесса фрикционного взаимодействия полимерных покрытий
с хлопком-сырцом//Трение и износ. 1983. Т. 4, № 3'. С. 458—466.
179. Неразрушающий контроль напряженно-деформированного
состояния конструкционных материалов и изделий с использованием
эмиссии волн напряжений//Тез. докл. Всесоюз. науч.-техн, семинара.
Хабаровск, 1972. 210 с.
180. Нечаев В. В. Преобразователь акустической эмиссии для
контроля качества сварки//Дефектоскопия, 1978. № 11. С. 21—27.
181. Носовский И. Г., Миронов Е. А., Стадниченко Н. Г. Исследо-
вание процессов деформирования и разрушения поверхностных слоев
металлов при трении методом акустической эмиссии//Трение и из-
нос. 1982. Т. 3, № 3. С. 531—536.
182. Обработка поверхности и надежность материалов / Под ред.
Д. Бурке, Ф. Вайса. М., 1985. 189 с.
183. Опитц X. Об износе режущего инструмента//Новые работы
по трению и смазке. М., 1959. С. 85.
184. Остраков А. А., Бершадский Л. И. Электрофизические
266
процессы при трении и смазочном действии // Проблемы трения и
изнашивания. Киев, 1978. Вып. 13. С. 12—17.
185. Петров Ю Н-, Рапопорт Л. С. Влияние деформации и разру-
шения на долговечность материалов при трении // Трение и износ.
1980. Т. 1, № 5. С. 809—814.
186. Перевознюк Ю. Н. О магнитометрическом исследовании
трения скольжения//Трение и износ. 1984. Т. 5, № 1. С. 170—173.
187. Пинчук Л. С, Гольдаде В. А., Неверов А. С. О кинетике
электрохимических процессов при трении металлополимерных пар в
электролитах//Трение и износ. 1980. Т. 1, № 4. С. 685—689.
188. Пиотух В. Б. Емкостный преобразователь для исследования
линейных и нелинейных свойств твердых тел // Вопросы методики и
техники ультразвуковой спектроскопии. Каунас, 1973. С. 183—186.
189. Подгорецкий М. И. О числе ложных импульсов//Докл АН
СССР. 1952. Т. 87. С. 881.
190. Подураев В. Н., Барзов А. А. Анализ и прогнозирование
процесса резания методом акустической эмиссии//'Перспективы раз-
вития режущего инструмента. М., 1978. С. 323—328.
191. Подураев В. Н., Барзов А. А.. Голдобин Н. Д., Логинов
В. П Роль волн напряжений в процессах трения и износа//Трение и
износ. 1980 Т. 1, № 6. С. 1062—1068.
192. Подураев В И., Барзов А. А , Кибальченко А. В. Активный
контроль износа инструмента методом акустической эмиссии // Вест-
ник машиностроения. 1981. № 4. С. 14—19.
193. Подураев В Н., Суворов А. А., Барзов А. А., Борисов А. И.,
Ползикова Т. Ф., Полунин В. И. Исследование процесса резания ме-
тодом акустической эмиссии//Изв. вузов. Сер. Машиностроение. 1976.
№ 12. С. 160—163
194. Поляков Н. В, Чичинадзе А. В. Исследование экранирую-
щего действия масляной пленки, находящейся во фрикционном кон-
такте // Трение и износ. 1983. Т. 4, № 4. С. 600—607.
195. Портер А. И., Прейс Г. А., Сологуб Н. А. Влияние электро-
химических процессов на субмикроструктуру поверхностей трения //
Проблемы трения и изнашивания. Киев, 1975. Вып. 7. С. 59—65
196. Постников С. Н. Электрические явления при трении и реза-
нии. Горький, 1975. 280 с.
197. Прейс Г. А., Дзюб А. Г. Электрохимические явления при
трении металлов //Трение и износ. 1980. Т. 1, № 2. С. 217—235.
198. Приборы для неразрушающего контроля материалов и изде-
лий. Справочник / Под ред. В. В. Клуева. М., 1976. С. 180.
199. Протасов А. К., Рыбин В. М. Повышение помехозащищенно-
сти высокочувствительных приборов акустической эмиссии//Завод,
лаб. 1978. № 8. С. 994-996.
200. Протасов Б. В. Энергетические соотношения в трибосопря-
жении и прогнозирование его долговечности. Саратов, 1979. 149 с.
201. Пугачев В. С. Теория случайных функций. М., 1962. 884 с._
202. Райко М. В., Тривайло М. С. Метод измерения толщины
смазочного слоя в контакте деталей машин//ФХММ. 1965. Т. 1, № 5.
С. 588—591.
203. Рапопорт Л. С., Вайнберг В. Е., Воронина И. М. Примене-
ние метода акустической эмиссии для исследования процессов дефор-
мации и разрушения при трении и износе металлов//Завод, лаб.
1981. № 11. С. 80—81.
204. Рапопорт Л. С., Петров Ю. Н., Вайнберг В. Е., Воронина
267
И. М. Исследование динамики процесса трения металлов методом
акустической эмиссии//Трение и износ. 1981. Т. 2, № 2. С. 304—309.
205. Ратнер С. Б., Лурье Е. Г. Истирание полимеров как кинети-
ческий термоактивационный процесс//Докл. АН СССР. 1966 Т 166
№ 4 С. 909—912.
206. Ребиндер П. А., Щукин Е. Д. Поверхностные явления в твер-
дых телах в процессе их деформирования и разрушения//Усп. физ.
наук. 1972. Т. 108. Вып. 1. С. 1—39.
207. Регель В. Р., Слуцкер А. И., Томашевский Э. К. Кинетиче-
ская природа прочности твердых тел. М„ 1974. 560 с.
208. Рудзит Я. А. Микрогеометрия и контактное взаимодействие
поверхностей. Рига, 1975. 210 с.
209. Рыжкин А. А. Влияние электрического тока на износ при ре-
зании // Электрические явления при трении и резании металлов. М.,
1969. С. 70—82.
210. Сарычев Г. А., Шахновский М. И., Щавелин В. М. Влияние
внешних факторов на ультразвуковое излучение при трении//Методы
и средства исследования материалов и конструкций в радиационных
полях. М., 1982. С. 56—64.
211. Сарычев Г. А., Щавелин В. М. Метод контроля разрушения
антифрикционных открытий с помощью регистрации ультразвукового
излучения//Физика и механика деформации и разрушения. М., 1981.
Вып. 9. С. 89—92.
212. Сарычев Г. А., Щавелин В. М., Баранов В. М., Грязев А. П.
Анализ акустического излучения при фрикционном взаимодействии
твердых тел//Трение и износ. 1985. Т. 6, № 1. С. 39—47.
213. Свириденок А. И., Калмыкова Т. Ф. Исследование фактиче-
ской площади фрикционного контакта полимер—металл с помощью
акустических колебаний//Трение и износ. 1980. Т. 1, ч. I, № 5.
С. 898—907.
214. Свириденок А. И., Калмыкова Т. Ф., Холодилов О. В. Ис-
следование фактической площади фрикционного контакта полимер—.
металл с помощью акустических колебаний//Трение и износ. 1982.
Т. 3, ч. II, № 5. С. 808—812.
215. Свириденок А. И,, Калмыкова Т. Ф., Холодилов О. В. Оцен-
ка износа с помощью сигналов акустической эмиссии // Докл. V Все-
союз. симпозиума по механоэмиссии и механохимии твердых тел.
Таллин, 1977. С. 162—165.
216. Свириденок А. И., Корочкина Т. В., Петроковец М. И., Чи-
жик С. А. О фактической площади контакта шероховатых сфер //
Трение и износ. 1985. Т. 6, № 1. С. 20—26.
217. Семенова В. А. О физической природе внешнего трения в
условиях гармонических колебаний ползуна в пределах предваритель-
ного смещения//Изв. вузов. Сер. Машиностроение. 1982. № 2.
С. 38—43.
218. Семенюк И. Ф., Калмыкова Т. Ф. Фактическая площадь
упругого контакта анизотропной шероховатой поверхности к глад-
кой // Трение и износ. 1983. Т. 4, № 3. С. 467—475.
219. Семенюк Н. ф„ Сиренко Г. С. Описание топографии анизо-
тропных шероховатых поверхностей трения с помощью модели слу-
чайного поля//Трение и износ. 1980. Т. 1, № 5. С. 815—823.
220. Смирнов А. Д. Импульсная ультразвуковая измерительная
аппаратура. М., 1967. 192 с.
221. Снитковский М М., Денисов Г. В., Виниченко И. В. Диффе-
ренциация состояния смазки в узлах трения изменением полярности
268
внешней э. д. с. при измерении электросопротивления слоя // Пробле-
мы трения и изнашивания. Киев, 1974. Вып. 5. С. 134—139.
222. Снитковский М. М., Юрьев В. И., Ляшенко А. Б. О доменной
структуре и электрических свойствах граничных слоев смазки // О при-
роде трения твердых тел. Минск, 1971. С. 31—34.
223. Соловьев В. А. К динамике дислокационных скоплений // Ди-
намика дислокаций. Киев, 1975. С. 168—172.
224. Соловьев В. А. О динамической теории образования трещин
в кристалле//ФТТ. 1970. Т. 12, № 9. С. 2725—2728.
225. Сорокин Г. М., Ковальский Б. И. Применение прямого фото-
метрирования для оценки работоспособности моторных масел // Тре-
ние и износ. 1984. Т. 5, Ns 6. С. 978—982.
226. Стрелков С. П. Маятник Фроуда//ЖТФ. 1939. Т. III. С. 563.
227. Суворов А. А., Барзов А. А., Полунин В. И., Дымова Э. Н.
Применение метода акустической эмиссии к исследованию обрабаты-
ваемости материалов резанием // Изв. вузов. Сер. Машиностроение.
1979. № 3. С. 150—153.
228. Сысоев П В., Богданович П. Н., Лазарев А. Д. Деформация
и износ полимеров при трении. Минск, 1985. 239 с.
229. Тареев Б. М. Физика диэлектрических материалов. М., 1973.
328 с.
230. Теодорович Э. В. Вклад макроскопических ван-дер-ваальсо-
вых взаимодействий в силу трения//Изв. вузов. Физика. 1977. № 11.
С. 102—107.
231. Теодорович Э. В. Сила трения в модели одномерных кри-
сталлов // Контактное взаимодействие твердых тел и расчет сил тре-
ния и износа. М., 1971. С. 28—32.
232. Тихонов В. И. Распределение выбросов нормальных флюк-
туаций по длительности//Радиотехника и электроника. 1956. № 1.
С. 23.
233. Тихонов В. И. Статистическая радиотехника. М., 1966. 678 с.
234. Толстой Д. М., Борисова Г. А., Григорьева С. Р. Роль соб-
ственных контактных колебаний нормального направления при тре-
нии //О природе трения твердых тел. Минск, 1971. С. 116.
235. Томашов Н. Д-, Сапожникова В. Г. Протекторная защита
стальных валов от износа истиранием в морской воде//Судострое-
ние. 1940. № 4. С. 228—233.
236. Трение, изнашивание и смазка. Справочник. В 2-х кн./Под
ред. И. В. Крагельского, В. В. Алисина. М., 1978. Кн. 1. 400 с.
237. Троицкий О. А., Розно А. Г. Электропластический эффект в
металлах//ФТТ. 1970. Т. 12. Вып. 1. С. 203—210.
238. Тупин А. А., Валуев Н. П. Ионная эмиссия при деформации
и разрушении металлов и сплавов//Докл. АН СССР. 1985. Т. 281,
№ 4. С. 852—853.
239. Тутанс М. Я., Уржумцев Ю. С. Прогностика процессов раз-
рушения стеклопластиков сейсмоакустическим методом //1. Механика
полимеров. 1971. Ns 3. С. 421—429.
240. Ультразвук. Маленькая энциклопедия / Под ред. И. П. Галя-
миной. М„ 1979. С. 280—281.
241. Усманов А. И. Электростатические явления при трении и
обработке материалов резанием. Автореф. дис. ... канд. техн. наук.
Ташкент, 1975.
242. Учуваткин Г. Н. Измерение КРП и работы выхода элек-
трона как метод характеристики составляющих фрикционной гранич-
269
ной системы // Электрические явления при трении, резании и смазке
твердых тел. М., 1973. С. 35—37.
243. Филатов С. В. Акустическая эмиссия при абразивном изна-
шивании материалов//Трение и износ. 1982. Т. 3, № 3. С. 559—562.
244. Хандзель-Повержа 3., Першкала А., Пируг М. Экзоэлек-
тронная эмиссия при трении скольжения стали 45//Трение и износ.
1981. Т. 2, № 1. С. 22—26.
245. Ханмамедов С. А., Килимник И. М. Электроимпульсный ме-
тод определения площади металлического контакта при граничном
трении металлов//Вестник машиностроения. 1976. № 11. С. 32—37.
246. Хатиашвили Н. Г., Перельман Н Е. Генерация электромаг-
нитного излучения при прохождении акустических волн через кристал-
лические диэлектрики и некоторые горные породы // Докл. АН СССР.
1982. Т. 263, № 4. С. 839—842.
247. Хаттон П. X., Орд Р. Н Акустическая эмиссия // Методы
неразрушающих испытаний / Под ред. Р. Шарпа: Пер. с англ М,
1972. С. 27—28.
248. Холодилов О. В. Влияние типа износа на параметры аку-
стической эмиссии//Becui АН БССР. Сер. ф1з.-тэхн. навук. 1980.
№ 4. С. 67—73.
249. Холодилов О. В. Исследование фрикционного переноса поли-
меров и композитов на их основе: Автореф. дис. ... канд. техн. наук.
Калинин, 1982.
250. Холодилов О. В., Мышкин Н. К, Григорьев А. Я К оценке
микротопографии с помощью растрового электронного микроскопа //
Трение и износ. 1985. Т. 6, № 4. С. 740—744.
251. Хусу А. П., Витенберг Ю. Р., Пальмов В Ю. Шероховатость
поверхности. М., 1975. 244 с.
252. Цеснек Л. С. Механика и физика истирания поверхностей.
М„ 1979. 264 с.
253. Чанкин В. В. Спектральный анализ масел в транспортных
двигателях. М., 1967. 150 с.
254. Четко К- Л. Дислокационные механизмы акустической эмис-
сии деформируемых кристаллов: Автореф. дис. ... канд. физ.-мат.
наук. Харьков, 1977.
255. Чихос X. Системный анализ в трибонике. М., 1982. 351 с.
256. Чичинадзе А. В. Расчет и исследование внешнего трения при
торможении. 1967. 232 с.
257. Шелабанов М. М., Обищенко Л. Н., Михин Н. М. О реали-
зации электрооптических эффектов для дисперсных систем с части-
цами износа//Трение и износ. 1982. Т. 3, № 2. С. 331—334.
258. Шор Г. И., Лапин В. П. О появлении электрического поля
в процессе применения смазочных масел // Электрические явления при
трении и резании металлов. М., 1969. С. 108—114.
259. Шпеньков Г. П. Физикохимия трения (применительно к из-
бирательному переносу и водородному износу). Мн., 1978 208 с.
260. Щавелин В. М., Сарычев Г. А. Исследование акустического
излучения, возникающего в зоне фрикционного контакта твердых
тел //Трение и износ. 1983. Т. 4, № 5. С. 808—815.
261. Щавелин В. М., Баранов В. М., Милосердии IO. В. Изученио
влияния механических колебаний образца на результаты измерения
твердости динамическим методом//Методы исследования тугоплав-
ких материалов. М., 1970. С. 26—34.
262. Щавелин В. М., Сарычев Г. А., Звонков С. А , Шахновский
270
М. И. Исследование акинетической эмиссии при трении материалов//
Техника радиационного эксперимента. М., 1980. Вып. 8. С. 91—96.
263. Электрические явления при трении и резании металлов/Под
ред. М. М. Хрущева, В. А. Бобровского. М., 1969. 120 с.
264. Электрические явления при трении, резании и смазке твер-
дых тел /Под ред. В. А. Бобровского. М., 1973. 130 с.
265. Юрьев В И. Переключения в граничных слоях углеводород-
ных жидкостей // Электрохимические процессы при трении и использо-
вание их для борьбы с износом. Одесса, 1973. С. 41—42.
266. Якунин Г. И., Молчанова Н. Г. Исследование новых эф-
фектов, связанных с термоэлектрическими явлениями, влияющих на
трение и износ//Электрические явления при трении и резании ме-
таллов. М., 1969. С. 49—55.
267. Ящерицын П. И., Борисенко А. В., Базаров А. А. Диагно-
стика износа режущего инструмента методом акустической спектро-
метрии // Весщ АН БССР. Сер. ф!з.-тэхн. навук. 1976. № 4. С. 49—52.
268. Acoustic emission ,//ASTM. STP-505. 1972. 337 р.
269. Acoustic emission instrumentation 3000 series // Instrumen-
tation manual Dunegan/Endevco. 1974. 65 p.
270. Adirovich E., Blokhinzev D. J. On the forces of dry friction //
J. of Physics USSR, 1943. V. 7, N 1. P. 29—40.
271. Agarmal A. B. L., Fredevich I. R., Feldeck D. K. Detection
of plastic microstrain in aluminium by acoustic emission // Metall.
Trans., 1970. V. 1, N 4. P. 1069—1071.
272. Axer H. Temperaturfeld und electrochemisher Verschleiss
am Drehmeissel // In.: 6 Aachener Werkzeugmaschinen Kolloquium,
Essen, 1953. S. 28.
273. Bagchi H. Thermoelectric wear of cutting tools during fine
machining//Eng. Dig. (London). 1978. V. 39, N 7. P. 37—40.
274. Beatter R. G. Characteristics of acoustic emission signals
generated by a phase transition//IEEE Trans. 1973. SU 20, N 1.
P. 13—17.
275. Bell R. E. Acoustic Emission Transducer Calibration Tran-
sient Pulse Method. Dunegan/Endevco Technical Report DE-73-3,
Febr., 1973. 33 p.
276. Belyi V. A., Kholodilov О. V., Sviridyonok A. I. Acoustic
spectrometry as used for the evaluation of tribological systems//Wear.
1981. V. 69, N 2. P. 309—319.
277. Belyi V. A., Myshkin N. K., Konchits V. V. Estimation of
temperature resulting in desorientation of boundary lubricant // ASLE
Transactions. 1982. V. 25, N 3. P. 346.
278. Bethune B. The surface cracking of glassy polymer under
a sliding spherical indentor//J. Mat. Science. 1976. P. 199.
279. Bowden F. P., Tabor D. The Friction and Lubrication of
Solids. Part II // Oxford, Clarendon Press, 1'964. 620 p.
280. Brindley В. I., Holf I., Palmer I. G. Acoustic emission. III.
The use of ring-down counting//1 nt. J. Non-Destr. Testing. 1973.
V. 6, N 6. P. 299—306.
281. Briscoe В. J. Tribology of polymers: state, of an art//Pro-
ceedings of the International Symposium of American Chem. Soc.,
New-York. 1981.
282. Buckley D. N. Surface Effects in Adhesion, Friction, Wear,
and Lubrication. Amsterdam—Oxford—New-York, Elsevier, 1981, 632 p.
283. Dunegan H. L, Green A. T. Factors affecting acoustic emis-
271
sion on strain rate in material evaluation//Mater Res. and Stand
1971. V. 14, N. 1. P. 33—41.
284. Edie D. M., Tatro C. A. Analysis of acoustic emission strain
waves // J. Acoust. Soc. Amer., 1976. V. 41, N 2. P. 321—327.
285. Eisenbldtter J., Faninger G. Zur Anwendung der Schallemis-
sionsanalyse in Forschung und Technik (Tcil II) //Metall (Berlin).
1977. V. 31, N 2. S. 139—145.
286. Engle R. B., Dunegan H. L. Acoustic emission SW-detectiorr
as a tool for NDT and material evaluation // Int. J. Non-Destruciive
Testing. 1969. V. 1, N 1. P. 109—125.
287. Fisher R. M., Lally L. S. Microplasticity detected by an
acoustic technique//Canad. J. Phys,, 1967. V. 45, N 2. P. 1147—1159.
288. Fleischman P., Rouby D., Lakestani F., Baboux J. C. A spect-
rum analysis emission//Int. J. Non-Destructive Testing, 1975. V. 8,
N 5. P. 241—244.
289. Forster F., Shell E. Akustische Untersuchung der Bildung
von Martensitnadeln//Z. Metall kunde. 1936. N 9. S. 245—247.
290. Frederick J. R., Feldeck D. R. Dislocation motion as a source
of acoustic emission // Acoustic Emission. ASTM. STP-505. Baltimore
1972. P. 129—139.
291. Furey M. J. Metallic Contact and Friction between Sliding
Surfaces//ASLE Trans. 1961. V. 4, N 1. P. 1—11.
292. Gerberich W. W., Alteridge D. G., Lessar J. F. Acoustic emis-
sion investigation of microscopic ductile fracture//Met. Trans. 1975.
V. A6, N 2. P. 797—801.
293. Gerberich W. W., Hartbower С. E. Some observation on stress,
wave emission as a measure of crack growth // Int. J. Fracture Meeh.
1967. V. 3. P. 185—192.
294. Grunberg L., Wright R. Kramer’s and Russel’s effects on the
single zink crystals //Nature. 1953. V. 17, N 6. P. 890.
295. Grunberg L., Wright R. A study of the structure of abraded
metal surfaces. Proc. Roy. Soc. London, 1955. V. 232, N 2. P. 403.
296. Haxel O., Houtermanns F., Seeger R. Die Electronenemission
von Metallooberflashen als Nachwirkung einer Mechanishen Bearbeitung
der Glimmentladung//Z. Phys. 1961. Bd. 130, N 1. S. 109.
297. Hill R., Stephens R. W. B. Simple Theory of Acoustic Emis-
sion. A Consideration of Measurement Parameters//Acoustica. 1974.
V. 31, N 2. P. 224—230.
298. Hutton P. H. Acoustic emission in metals as an NDT tool //'
Mat. Eval. 1968. V. 26, N 7. P. 125—129.
299. Iwata R. et al. An Application of Acoustic Emission Measu-
rement to In-Process Sensing of Tool Wear//CIRP Annals. 1977.
V. 26, N 1. P. 21—26.
300. Rar M. R., Bahadur S. Estimation of Wear Particle Thickness,
in Polymer-Metal Sliding//Wear, 1980. V. 63, N 1. P. 105—112.
301. Rawamura M., Shioi R., Ninomiya R. Electrical Observations
of Surface Being Lubricated//In. Proceedings JSLE-ASLE Int Lub.
Conf. Tokyo, 1975. P. 121.
302. Resewetter N. Acoustic emission from moving dislocations //
Scripta met. 1974. V. 8, N 3. P. 249—252.
303. Rim H. C. Characterisation of mechanical properties by acous-
tic emission using an energy criterion // IEEE. Ultrasonics Sympo-
sium Proceedings. New-York. 1975. P. 591—596.
304. RramerJ. Exoelectronen nach Bestrahlung//Acta phys. Austr.,.
1957. Bd. 10, N 4. S. 327.
272
305. Liptai R. G., Dunegan H. L., Tatro С. H. Acoustic emission
generated during phase transformations in metals and alloys//Int.
J. Non-Destructive Testing. 1969. V. 1, N 3. P. 213—221.
306. Liptai R. G., Harris D. O., Engle R. B., Tatro C. A. Acoustic
emission techniques in materials research // Int. J. Non-Destructive
Testing, 1971. V. 3, N 3. P. 215—275.
307. Lunn B. Epilamen-und Mischreibung aus der Sicht des Metall-
kundlers, VDI-Berichte, 1957. P. 41—46.
308. Lynnwovth L. C., Brandshaw S. E. Magnetostriction trans-
ducers for acoustic emission, impulse, vibration and noise analysis//
Materials Res. Stand., 1971. V. 11, N 3. P. 33—35.
309. Maxfield B. W., Cocharn R. Electromagnetic detection of
acoustic emission from a martensitic transformation // Materials
Evaluation. 1973. V. 31, N 2. P. 17—20.
310. Mirabile M. Acoustic emission energy and mechanisms of
plastic deformation and fracture // Int. J. Non-Destructive Testing,
1975. V. 8, N 2. P. 77—85.
311. Myl I., Kvapil I. Verwendung akustischer Effekte zur
Indizierung von Anderungen des Kristallgitters, Collection of Czechos-
lovak Chemical Communications. 1962. V. 27, N 5. P. 1099—1104.
312. Myshkin N. K. Investigation of Friction Process by Analyzing
Generated Electrical Impulses//Tribologia e Lubricazione. 1978. V. 13,
N 1. P. 5—9.
313 Myshkin N. K., Belyi V. A., Konchits V. V. Electrical Proper-
ties of Boundary Lubricant Layers//ASLE Transactions. 1980. N 12.
P. 11—15.
314. Parsons E. V. Acoustic Emission Detect Failures // Pollution
Eng., 1975. V. 7, N 7. P. 30—32.
315. Pollock A. A. Acoustic emission//Eng. 1970. V. 209, N 5433.
P. 639—642.
316. Price A. L., Roylance B. J. The rotary particle depositor — a
response to problems experienced with wear particle deposition //
Proc. Conf, on Condition Monitoring. Swansea, 1984 P. 596—607.
317. Radon I. C., Pollock A. A. Acoustic emission and energy
transfer during crack propagation//Eng. Fract. Meeh. 1972. V. 4,
N 2. P. 295—310.
318. Roberts W. H. Some current trends in tribology in the UK
and Europe. Reasley. 1985. 26 p.
319. Salomon T. Harmful effect of electrostatic charges on machi-
nary and lubricating oils//Inst. Petrol. 1959. V. 45, N 423. P. 47.
320. Scott D. Debris examination — prognostic approach of failure
prevention//Wear. 1975. V. 34, N 1. P. 15—22.
321. Sedgwick R. T. Acoustic emission from single crystals of LiF
and KC1//J. Appl. Phys. 1968. V. 39, N 3. P. 1728—1740.
322. Seidl R. Chemicka emise electronu // Cheskosl. casop. phys.
1959. V. 9, N 6. P. 645.
323. Shnurmann R. The electrostatic component of the force of
sliding friction//Brit. J. Appl. Phys. Suppl. 1951. N 1. P. 62.
324. Soul D. M. Lubricant additives. Industrial Tribology Practical
Aspects. Friction, Lubrication and Wear. Amsterdam, Elsevier. 1983.
180 p.
325. Stephens R. IF. B., Pollock A. A. Waveforms and frequency
spectra of acoustic emission//J. Acoustic. Soc. Amer. 1971. V. 50, N 3.
P. 904—910.
326. Sturm A., [Thiemann S. Diagnostik an Gleitpaarungen durch
18. Зак 1371. 273
Schallemmissiosanalyse // Maschinenbautechnick. 1985, V. 34, N 3
S. 129—132.
327. Sujak B., Biernatki L., Goreiski T. Exoelectron emission
during phase transformation of magnetic pyrites//Acta phys. Polon.,
1969. V. 35, N 3. P. 475.
328. Sujak B. Weitere Versuche zur Frage der Exoelectronenemissi-
on von deformierten Aluminium //Acta phys. Polon., 1961. V. 20, N 11.
P. 889.
329. Sviridyonok A. Myshkin N. K., Kholodilov О. V. Wear
Studies of Metal-Polymer Tribological Systems // Int. Conf. «Patterns
of Tribology» Proceedings, Paisley. 1979. V. 11. P. 286—303.
330. Vieweg V. Die Messung der Schmierfahigkeit von Olen //
Techn. Meeh, und Thermodynamik. 1930. Bd. 1. N 3. S. 102—108.
331. Voss IF. ZZ, Brotzen F. R. Electron emission from plastically
strained aluminium//J. Appl. Phys., 1959. V. 30, N 11. P. 1639.
332. Ziegler K- Funktionsiiberwachung von Maschinen und Bautei-
len mit Hilfe der Schallmufitechnik // Schmiertechnik+Tribologie. 1971.
N 1. S. 5—11.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоколебания — Понятие 21
—, причины возникновения 23
Адгезия
—, влияние электронного строе-
ния материала 40
—, электрическая компонента 194
Адсорбция физическая
—, влияние на параметры аку-
стической эмиссии 69
Акустические явления
—, виды 21
—, направления исследований 22
—, при трении 21
Аппаратура акустическая
—, основные тенденции в разра-
ботке 95, 98
—„ организации, занимающиеся
разработкой 96, 97
—.технические характеристики
100
—, требования 99
Больцмана распределение 191
Вентильный эффект
—, установки для исследования
216, 219
Взаимовлияние
—, акустического излучения и
процессов трения и изнашивания
52, 141
—, пятен касания 66
Взаимодействие
— микронеровностей 31, 36, 40
— фрикционное 10
Время задержки (групповое) 84
Гистерезис
— площади фактического каса-
ния 67
— скорости счета 68
Демпфирование
—.способы 111, 112
Дискриминация амплитудная
—.принципы 101, 102
—, уровень (порог) 74, 100, 102,
162
----.плавающий 103
Дисперсия 73, 173
Звукопровод (волновод)
—.применение 112
—, расчет 112
Зеебека явление 188, 192
Изнашивание
—Г, виды
---- абразивное 11
----адгезионное 11
----усталостное 11
— в коррозионно-активных сре-
дах 227
—.методы контроля 175, 181
—, модель (акустическая) 49
Импульс напряжения
—, связь с сигналом на выходе
измерительной системы 81
Инверсия тока 194
Источники электрического сигнала
— внешние 215
— собственные 223
Кайзера эффект
—, при трении 68
Комплекс измерительный 103
Контакт фрикционный
—, эквивалентная электрическая
схема замещения 194
Коэффициент автокорреляции 172
Лунна метод 216
Магнитометрия
—, применение для анализа ма-
сел 20
275
Материалы триботехнические
—.классификация 12
—.композиционные 13
----гибридные 15
----керамические 14
----с металлической матри-
цей 13
----, с полимерной матрицей 13
Методы испытания
— акустические 167, 171, 179,
181
—электрические 212
----.классификация 213
Модель
— излучения
----на основе теории слупй-
ных полей 55
----стохастическая 53
----физико-статистическая 31
— трения электрофизическая 197
Неровность единичная
—,пластический контакт 39
Перенос вещества
— избирательный 11, 208
— фрикционный 1.1, 146, 152
Пленки фрикционного переноса 153
—, время жизни 153
—, кинетика образования 154
—, свойства 156
—.скорость изнашивания 154
«Пленочного голодания» эффект
—, влияние на параметры аку-
стической эмиссии 127
----электризации 221
Площадь
— касания (контурная, номи-
нальная, фактическая) 30, 39, 40,
— поверхности
----частиц износа 10
----слоев фрикционного пере-
носа 154
Покрытия триботехнические
—, методы
----исследование разрушения
117, 121
----получения 16
—.степень разрушения 180
Потенциал электризации
— химический 190
— электродный
----изучение динамики трения
224
—электрокинетический 191
Предусилитель 103
—, схема ,113, 114
Приработка — Понятие 167
—.закономерности 136, 145, 149
—.методы определения 167
----с использованием акусти-
ческой эмиссии 169
—.момент окончания 169
Процессы
— переходные ,130
— термоэлектрические 189
—электрокинетические 189
— электрохимические 189
Пуассона
— распределение 182
—уравнение 191
Пьезоматериалы
—, основные характеристики 108
Преобразователь акустической
эмиссии (датчик) 103
—, амплитудно-частотная харак-
теристика 105
----.методы измерения 113
—, типы
----емкостной 106
----магнитострикционный 107
---- оптический 107
---пьезоэлектрический 107
-------дифференциальный 111
----—.конструкции 109
-----поверхностно-возбужда-
емый расчет 109, 112
Пятно касания
— расчет диаметра 32
—, средняя площадь 39
Работа выхода электрона ,187
Радиус закругления вершин неров-
ностей 32, 36, 39
Разделение зарядов при трении
—,измерительная установка 206
Разность потенциалов
— контактная ,187
— гальваническая 187
Самоиндукция при трении 194
—, э. д. с. 203
Селекция сигнала (временная) 101
Смазка
—, активность 155, 157
Спектральный анализ
— импульсных сигналов 77, 81
— масел 246
Спектр сигнала 72
276
— амплитудный 76, 117, 124, 163
— частотный (Фурье) 82, 85, 86,
126, 160
— энергетический 120
—, параметры 135
----, идентификация процесса
трения 137
Стохастический (случайный про-
цесс) 54, 70
Температурная стойкость гранич-
ных смазочных слоев
—, способы оценки 240, 243
Теория
— случайного поля
----, применение к описанию ше-
роховатости поверхности 55
---- к расчету распределения
длительности импульсов акусти-
ческой эмиссии 59
----трения
----адгезионно-деформационная
9
------молекулярная 9
Термоэлектрический ток
—,влияние на износ 198
—, методы управления 199
Трибоанализ — Понятие 8, 9
Трибодиагностика — Понятие 20
—, методы 20
Трибоинформатика — Понятие 9,
18
—, банки данных 19
Трибология — Понятие 8
Трибоматериаловедение — Поня-
тие 8, 12
Трибометрия — Понятие 19
—, установки для исследования
акустической эмиссии 88
----, требования к проектирова-
нию
----,технические характеристи-
ки
— композитов 153
Трибомониторинг — Понятие 8, 19
—, основные направления 19
Триботехника — Понятие 8, 16
—.проектирование 17
Триботехнология — Понятие 8, 15
Трибоэдс 202
—, влияние режимов скольжения
205
----состава смазочной среды
208
—, связь с параметрами акусти-
ческой эмиссии 211
—, постоянная составляющая 208
Ультразвуковая головка
—, конструкция 93
Усилитель основной 102, 115
—,схема 114
Феррография
—.применение для анализа ма-
сел 20, 214, 246
Фивега и Клюге метод 216
Фильтр
— высоких частот 115
— нижних частот 84
— полосовой 103
— узкополосный 82
---действие на импульсный
сигнал 82, 85
Фильтрация частотная — Понятие
101
Функция
— автокорреляционная 173
— корреляционная 56
— отклика 85, 86
Хемосорбция
—, влияние на акустическую
эмиссию 68
Шероховатость поверхности
—.многоуровневая модель 10
—,оптимизация 126
—, связь с триботехническими
характеристиками 16
Электризация при трении
—контактная 187
—.основные источники 188
Электрические явления при тре-
нии 21, 26
—, виды 26
—, использование для контроля
и диагностики режимов трения
и изнашивания 200, 212, 245
—металлов 197
—, оценка триботехнических ха-
рактеристик материалов и сма-
зок 231
---, измерительные схемы 232,
238
— полимеров 194
—, связь с механизмом фрикци-
онного взаимодействия 494
Электроакустический эффект 194
277
Электронная микроскопия
—, применение в анализе про-
дуктов износа 145
.Электропроводность
—, статистические характеристи-
ки 220
-----, оценка нагруженности узла
трения 221
-----, исследование эффекта пле-
ночного голодания 222
-------смазочных свойств жид-
костей 224
Эмиссия
— акустическая —• Понятие 21
-----, виды
-------дискретная 71, 179
-------непрерывная 72, 179
-----, закономерности возникно-
вения 24
-------, в температурных полях
45
-------, структурно-фазовые пре-
вращения 43
-------.трение металлов 116
---------.полимеров 144
---------, без смазки 123, 125
---------, в условиях граничной
смазки 117, 122, 130
-----,использование для контро-
ля и диагностики 167
-------изнашивания > трибоси-
стем 175
------приработки 167
----состояния покрытий 179
----, модели источников 70, 75,
79
-----, поток импульсов
------.виды 71
------,статистические характе-
ристики 72
----, параметры 70, 73, 75, 79,
80
------, влияние вида изнашива-
ния ,138, 148, 151
-------- — вида контактирования
132, 135
---------микротвердости 129
------— режимов испытаний
117, 119, ,130, 132, 134
---------шероховатости по-
верхности 145, 148
------.информативное содер-
жание 70, 81
----, связь с электромагнитны-
ми явлениями 25
—экзоэлектронная 188
----, модель 193
----, исследование процессов
трения 229
— электронов высоких энергий
188, 194
Энергия
—.удельная поверхностная 139
ОГЛАВЛЕНИЕ
От научного редактора .................................... 3
Предисловие............................................... 5
Глава 1. ОСНОВНЫЕ ПРОБЛЕМЫ ТРИБОТЕХНИКИ 8
1.1. Современные концепции трения, смазки и изнашивания 8
1.2. Трибоакустические и электрические явления .... 21
Глава 2. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ИСПОЛЬЗОВАНИЯ
АКУСТИЧЕСКОЙ ЭМИССИИ (АЭ) В ТРИБОТЕХНИКЕ 30
2.1. Основные источники акустической эмиссии при трении 30
2.2. Статистические модели акустической эмиссии ... 53
2.3. Основные факторы, влияющие на акустическое излучение
во фрикционном контакте...................................63
Глава 3. ТЕХНИЧЕСКОЕ ОБЕСПЕЧЕНИЕ МЕТОДА
АКУСТИЧЕСКОЙ ЭМИССИИ 70
3.1. Параметры сигналов акустической эмиссии и их информа-
тивное содержание.........................................70
3.2. Связь первичного импульса напряжения с сигналом на
выходе измерительной системы .............................81
3.3. Трибометрические установки для исследования акусти-
ческой эмиссии............................................88
3.4. Акустическая аппаратура для трибометрических исследо-
ваний ....................................................95
3.4Л. Основные тенденции в разработке акустико-эмиссион-
ной аппаратуры..........................................95
3.4.2. Требования к акустико-эмиссионной аппаратуре, ис-
пользуемой в трибометрии .............................. 99
3.4.3. Акустико-эмиссионный комплекс ИММС АН БССР
для триботехнической диагностики ..................... 103
Глава 4. РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТАЛЬНЫХ ИС-
СЛЕДОВАНИЙ АКУСТИЧЕСКОЙ ЭМИССИИ ПРИ ТРЕНИИ
ТВЕРДЫХ ТЕЛ 116
4.1. Акустическая эмиссия при трении металлов . . . . 116
4.2. Особенности возникновения акустической эмиссии при
трении полимеров ....................................... 144
4.3. Акустическая эмиссия при резании....................159
279
Глава 5. ИСПОЛЬЗОВАНИЕ АКУСТИЧЕСКОЙ ЭМИС-
СИИ ДЛЯ КОНТРОЛЯ И ДИАГНОСТИКИ УЗЛОВ ТРЕНИЯ 167
5Л. Диагностика прирабатываемости подвижных сопряжений 167
5.2. Контроль изнашивания трибосистем...................175
5.3. Диагностика состояния антифрикционных покрытий и
смазочных слоев.........................................179
5 4. Контроль изнашивания режущего инструмента ... 181
Глава 6. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ИСПОЛЬЗОВАНИЯ
ЭЛЕКТРИЧЕСКИХ МЕТОДОВ В ТРИБОТЕХНИКЕ 187
6.1. Основные источники электризации при трении . . . 187
6.2. Связь электрических явлений с механизмом фрикционного
взаимодействия..........................................194
Гл а в а 7. ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ,
КОНТРОЛЯ И ДИАГНОСТИКИ УЗЛОВ ТРЕНИЯ 212
7.1. Диагностика режимов трения подвижных сопряжений 215
7.2. Оценка триботехнических характеристик материалов и
смазок..............................................231
7.3. Контроль и управление процессом изнашивания . . . 245
Заключение..........................................256
Литература..........................................258
Предметный указатель................................275
НАУКА И ТЕХНИЧЕСКИЙ ПРОГРЕСС
АНАТОЛИЙ ИВАНОВИЧ СВИРИДЕНОК, НИКОЛАИ КОНСТАН-
ТИНОВИЧ МЫШКИН, ТАМАРА ФЕДОРОВНА КАЛМЫКОВА,
ОЛЕК ВИКТОРОВИЧ холодилов
АКУСТИЧЕСКИЕ И ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ
В ТРИБОТЕХНИКЕ
Заведующая редакцией Н Т Л ом а ко Редактор С В Маш какова
Художник Л. Н Гомонов Художественный редактор А А К у л а ж е н-
к о Технический редактор В И Кру ч е н ок Корректор 3 Я Авербах
ИБ № 2874
Печатается по постановлению РИСО АН БССР Сдано в набор 15 10 86 Под-
писано в печать 26 02 87 АТ 14550 Формат 84Х108‘/з2 Бум тип № 1 Гарнитура
литературная Высокая печать Усл печ л 14,70 Усл кр -отт 14,70 Уч -изд л.
14,62 Тираж 1660 экз Зак № 1371, Цена 2 р 20 к
Издательство «Наука и техника» Академии наук БССР и Государственного
комитета БССР по делам издательств, полиграфии и книжной торговли
220600 Минск, Ленинский проспект, 68 Типография им Франциска Скорины
издательства «Наука и техника». 220600 Минск, Ленинский проспект, 68