

































































































































































































































































































Автор: Бакиев А.В.
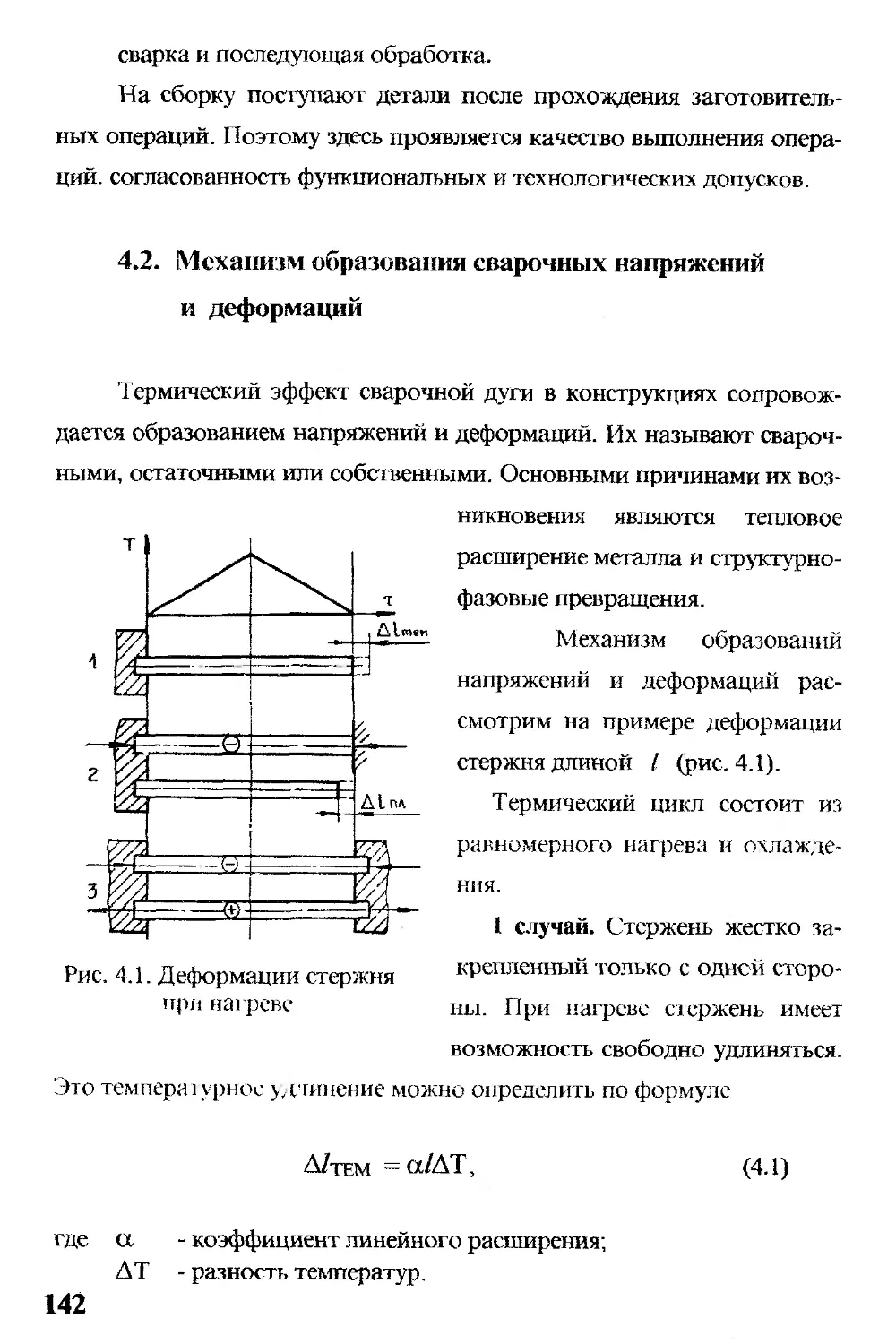
Теги: общее машиностроение технология машиностроения технология древесины производства легкой промышленности полиграфическое производство фотокинотехника машиностроение инженерное дело аппараты аппаратостроение
ISBN: 5-230-19092-2
Год: 1995



А.В. Бакиев
Технология
аппаратостроения
Рекомендовано Государственным комитетом
Российской Федерации
по Высшему образованию
в качестве учебного пособия
для студентов
высших учебных заведений,
обучающихся по специальности
"Машины и аппараты химических
производств и предприятий
строительных материалов "
Уфа 1995
ББК УМ
УДК 621.0.658. 512.002.51
Б 12
Бакиев А,В.
Технология алиаратостроения: Учебное пособие.-
Уфа: Изд-во УГНТУ, ] 995.-297 с. - ISBN-230-19092-2
В книге излагаются сведения, характерные для отрасли
апиаратоспроемия, отражающие её специфику и отличительные особен-
ности ст общего машиностроения. Описываются теоретические основы
выполнения технологических операции, имеющих место в производст-
венном процессе изготовления сварной нефтяной и химической
аппаратуры.
Книга является учебным пособием для студентов вузов нефтега-
зохимического профиля и технических университетов. В равной степе-
ни представляет интерес для научных работников, инженеров - кон-
структоров и технологов предприятий аппаратостросния.
Табл. 38- Ил. 102. Библиогр. 36 назв.
Рецензенты: кафедра технологии химического машине- н аппаратострое-
ния Московской государственной академии химического
м аи: и нос троения;
профессор Государавенкой академии нефти к газа
им- И.М .Губкина Л. 11.Хакимов
Для подготовки издания учебного пособия пыделяяись (ранты
Академии наук Республики Башкортостан.
Редактор издательства Л.А.Матвеева
2103000000-83
Е 4К4((В)-95
Без объявл- -95 ISBN >-2MJ- i *кю2-2
С Бакиев А.В.. 1995
О Уфимский государственный нефтяной
технический университет. 1995
11ре;шсловие
Современное аппаратосгроение представляет собой самостоя-
тельную отрасль машиностроения. Занимается производством аниара-
тов. сосудов и других листовых сварных конструкций, имеющих емкос-
тную часть преимущественно в форме оболочки вращения.
Самыми крупными потребителями аппаратуры являются нефте-
переработка, нефтехимия, химическая и нефтегазодобывающая отрас-
ли промышленности, где на долю емкостного оборудования приходит-
ся не менее 3/4 массы всею технологического оборудования.
Множество физико-химических процессов, происходящих в ап-
паратах и широкий диапазон значений эксплуатационных параметров,
предопределяет разнообразие конструктивных форм аппаратов и при-
менение для их изготовления практических сталей всех систем легиро-
вания и структурных классов, а также неметаллических материалов.
К основным технологическим операциям изготовления аппарату-
ры относятся формоизменяющие, сварочные и термической обработки.
Специфичными являются операции первичной обработки заготовок и
сборка свариваемых элементов. Ап пара юстроение имеет самостоя-
тельную теорию взаи мо заменяемости.
В целом технологический процесс производства аппаратуры ох-
ватывает почти все виды обработки металлов: горячую и холодную
обработку давлением (правка, гибка, калибровка, штамповка деталей
3
аппаратов, гнутье труб); холодную и термическую, разделительную и
поверхностную резку; сварку ме1аллов и сплавов; термическую и меха-
ническую обработку; физические, металлографические и другие виды
контроля.
Теория взаимозаменяемости в аппаратостросиии имеет свои осо-
бенности и самостоятельные подходы к вопросам установления систе-
мы допусков и размерного анализа.
Все сказанное показывает потребность создания единого посо-
бия. включающего описания особенностей операций технологического
процесса производства аппаратуры. Многогранность процессов обра-
ботки, бесспорно, усложняет построение пособия; практически невоз-
можно в одной книге отразить все аспекты аппаратосгроения. Поэто-
му в данном пособия автор счел целесообразным ограничиться описа-
нием специфических проблем для аппаратосгроения и теоретических
основ выполнения технологических операций изготовления
аппаратуры.
Колес подробные сведения при подготовке инженеров-механиков
излагаются в цикле смежных профилирующих дисциплин, который на-
ряду с предметом “Технология аппаранк-гр<к:ння" включаст i rxuo но-
ги ю машиностроения, кузнсчно-ппампово'111ого производства. снарку
и резку, расчет и конструирование аппаратов, оборудования, проек-
тирование аппаратостроительных цехов н САПР в аппаратостроении.
В основу пособия петли лекции, читаемые автором по одноимен-
ному курсу студентам Уфимского государственного нефтяного техни-
ческого унивсрсигега специализации "Химическое машиностроение и
аппаратостроенис". Методологическое построение и материал из-
ложения, не потерявший свою актуальность в насгоящсе время, в ос-
новном заимствованы из книги Е.М.Кузмака "Основы технологии
аппаратостроснии4, изданной последний раз в 1967 году. Автор также
воспользовался полезными материалами книг, посвященных
4
алпара-i освоению. Ю.В.Нонлавского» А.Д. Никифорова, HJ. И.Бер-
линера и Ю. А.Балашова.
Весомый вклад в развитие теории аппаратостроения за последние
годы внесли профессора Государственной академии нефти и газа
им. И.М. Губкина О.И .Стеклов. Л .С. Лившиц. А.Н.Хакимов, МГТУ
им. Н.Э.Баумана Э. Л .Макаров. НПО ЦНИИТМЛШ А.С.Зубченко,
труды которых использованы в настоящем учебном пособии.
В книге использованы закже разработки отраслевых научно- ис-
следовательских и проектных институтов. достижения предприян<й
неф («газехимического аппараюсгроения, особенно НПО "Салаваг-
нефтемаш’’. с которым автор долгие годы проводит совмепные иссле-
довании по совершенствованию технологических операций нроиз- во-
дства аппаратуры.
5
1. Общие сведения об аппаратостросиии
1.1. Anna ра з ост роение как самостоятельная отрасль
машиностроения
Основным объектом изучения в технологии аппаратосгроения
являются аппараты в процессе их изготовления. Этим данная дисцип-
лина принципиально отличается от смежных дисциплин, например, от
технологии металлов, где обьекюм изучения главным образом явля-
ются технологические процессы, машины и оборудование. Преиму-
щественно будут излагаться теоретические основы выполнения техно-
логических операций, имеющих место в производственном процессе
изготовления сосудов, аппаратов и других листовых сварных конст-
рукций.
Сосуды и аппараты обязательно состоя! in емкостной части,
имеют занорно-регулирующую арматуру, соедини i еиьные трубные де-
тали. опоры и подвески. 1 (роизводсгво всех лих названных изделии
входит в систему аппаратосгроения.
Специфика аинарагостроепия как cumociomjc.jmhhi <н рас ли ма-
ши пост роения и пауки наиболее ярко проянияск и при ииоювлешш
емкостной части аппаратов. Емкостная часть предо авдяет собой тех-
ническую систему, главными составными элементами которой являют-
ся обечайка, днище, корпус - цилиндрическая часть аппарата,
состоящая из нескольких обечаек (рис. 1.1),
По конфигурациям базовые детали. как и емкостная часть в це-
лом, соответствуют оболочкам вращения - одно из измерений (толщи-
6
Рис. 1.1. Типовая конструкция смкостпой части:
1 - обечайка*. 2 - корпус; 3 - днище
па) значительно мсныпс двух других, а серединная поверхность предс-
тавляет собой поверхность вращения.
Сосуды и аппараты являются изделиями Я1шара*госгроительных
и котельно-сварочных цехов заводов нефтяного машиностроения. Их с
некоторой условностью иногда называют аппаратурой. Отсюда н про-
исходит название курса "Атшаратостроение".
Преимущественно будут рассматриваться сосуды и аппараты,
эксплуатируемые на нефтяных и газовых промыслах. нсфтспсрс- раба-
тывающнх и нефтехимических предприятиях,
Оборудование оболочкового типа на промыслах, так же. как и на
нефтеперерабатывающих и нефтехимических заводах, coca являет не ме-
нее 3/4 массы всего технологического оборудования.
Современное апнаратостроение берет свое начало от старейшей
отрасли промышленности, которая в свое время имела название
“Котельное дело”.
В настоящее время полностью осуществлен переход от клепанных
неразъемных соединений к сварным соединениям.
Для аппаратосгроения наиболее характерным является единич-
ное или мелкосерийное производство с частой сменой изделий, как на
заводах тяжелого машиностроения.
Эю объясняется многообразием технологических процессов пе-
7
реработки и широким диапазоном эксплуатационных параметров ап-
паратов (рабочее давление, температура, агрессивность среды).
Применяются также меюды серийного и массового производст-
ва, резервы которых в аппаратостроении еще далеко не исчерпаны.
Из-за больших размеров и массы аппаратов зачастую обработка
выполняется на одном рабочем месте по принципу подачи инструмен-
та к обрабатываемой детали. Крановое оборудование выполняет пс
только подъемно-транспортные функции, но и произволепзенныс -
кант она тс юй. позиционеров.
Оборудование, применяемое для выполнения технологических
операций, характеризуется большой массой, громоздкостью - станки
для холодной обработки, прессы, гибочное оборудование и т.д.
Сказанное выше позволяет характеризовать аппаратостроение
как разновидность тяжелого машиностроения.
Производство аппаратуры для нефтяной, газовой, нефтеперера-
батывающей и нефтехимической отраслей в настоящее время постав-
лено на широкую научно-производственную основу.
Наиболее крупные аппаратостроительные предприятия России
расположены в г. Екатеринбурге. Вол oi-раде, Пете. Подольске. Кур-
гане. Значительная часть выпуска нсфгеаипара1уры сосредоточена в
Башкортостане ("СалаватнефпемапГ, “Туймазахиммаш”). Кроме того,
промышленные комплексы нефтепереработки, нефтехимии. химичес-
кой промышленное!и, нефтегазодобывающих <лраспей, ремонтно-
монтажные имею! собственные заводы м цехи но ремойiv и изготовле-
нию разнообразной аппаратуры.
О i рас ль аппаратостроения располагает научно-исследователь-
скими. проектными и технологическими и петитами.
В вузах Москвы и других городах ведется подготовка инженеров-
механиков по специализации ’’Химическое машиностроение и динара-
юстроенис’’.
8
1.2. Основная номенклатура производства аппаратуры
Основными изделиями заводов аппаратосгроения являются ап-
параты, сосуды, трубопроводы.
Аппарат представляет собой изделие, состоящее из i ерметически
закрытой емкости, имеющей внутренние устройства, предназначенные
для осуществления физико-химических процессов.
Номенклатура аппаратуры определяется в основном потребнос-
тями нефтепереработки, нефтехимии, нефтегазодобывающей и химиче-
ской отраслей промышленности.
Классификация аппаратуры по назначению крайне условна, так
как в различных установках ациаразы одной и той же конструкции
могут предназначаться для выполнения различных целей. Полому
наиболее логичной выглядит классификация, если в се основу
положены процессы, происходящие в аппаратах (физические, хими-
ческие, в отдельности или совмсстно)(рис. 1.2).
Массообменные аппараты, в которых передача тепла происходит
при непосредственном контакте сред. Нередко, одновременно с переда-
чей тепла, в таких аппаратах происходят и химические реакции. К
этой группе относи «ся колонная аппаратура (ректификационные, экст-
ракционные, стабилизационные колонны, абсорберы, адсорберы, де-
сорберы, колонны синтеза: ороси тельные башни, сушилки. кристалли-
заторы).
Гиор»л)ипамаческис аппараты, предназначены для реализации
процессов перемешивания и разделения жидких и газовых сред и очи-
стки продуктов от примесей; пылеуловители, газосепараторы, вы-
ветри» ат ел и.
Тепловые аппараты, в которых тепловой поток проходит' через
стенку, разделяющую среды: теплообменники, аппараты воздушною
охлаждения, погруженные оросительные холодильники в конденсато-
9
01
Рис. 1.2. Номенклатурная группа аппаратов
по происходящим в них процессам
Перегонные кубы
Ректифика! тонные колонны —
Адсоросры —
Десорберы —
Абсорберы —
Экс1рак 1<>ры —
Сушилки —
Кристаллита т оры —.—
8
2
Л
х
х
Электродегидраторы I Гидродинамические | Аппараты |
Отстойники
Цеп । рифу! и
Циклоны _ _
( опара।оры
Фильтры
Аппараты с псевдоожиженным слоем
Мешалки
Iсплообмснники Тепловые |
Трубчатые печи
Холодильники
Испарители
Конденсаторы
Плавильные печи
Кристаллизаторы
Реакторы пустотелые
Реакторы с неподвижным слоем
Реакторы с псевдоожиженным слоем
Реакторы с фонтанирующим слоем
Реакторы с движущимся слоем
Реакторы с перемет, устройствами
X
Я
2
я
я
S
ры, испарители, контакторы, подогреватели, печи, котлы-утилиза-
торы.
Химические (аппараты-реакторы), в них происходят разнообраз-
ные химические реакции. Большей частью реакция в этих аппаратах
протекает в присутствии катализатора при высоких температуре и да-
влении: реакторы, регенераторы, реакционные камеры.
Сосуд-работающая под давлением герметически закрытая ем-
кость, предназначенная для ведения физико-химических процессов, а
также для хранения и перевозки сжатых, сжиженных и растворенных
газов и жидкостей. В отличие от аппарата сосуд не имеет внутренних
устройств и работает под давлением: емкости (шаровые, цилиндричес-
кие, промежуточные технологических установок), булли ты, баллоны.
Сосуды, предназначенные для осуществления физико-химических
процессов, можно квалифицировать по такому же принципу,как это
было сделано для аппаратов (см. рис. 1.2).
Трубопроводы. Преимущественно изготовляют технологические
трубопроводы, т.с. гакие, по которым транспортируются вещества,
обеспечивающие ведение технологического процесса и эксплуатацию
оборудования. Состоят из соединенных между собой прямых участ-
ков, деталей трубопроводов, контрольно-измерительных приборов,
крепежных материалов (болтов, шпилек, гаек), прокладок и уплотне-
ний.
Детали трубопроводов- это характерные изделия аппаратострои-
тельных предприятий: отводы, фланцы, тройники, заглушки, перехо-
ды, компенсаторы, арматура, опоры и подвески.
В последнее время прослеживается тенденция роста выпуска аг-
регатированных установок, когда в состав агрегата входят различные
по назначению аппараты и другие изделия, особенно в связи с выпус-
ком блочных установок для нефтяных и газовых промыслов, мини-за-
11
водов для переработки нефти и газоконденсата на местах их добычи и
транспортировки.
1.3. Технологический процесс производства аппаратуры
Технологический процесс - это часть производственного процес-
са, в результате которого изменяется форма или физические свойства
заготовок или отдельные детали соединяются в сборочные единицы.
К элементам технологического процесса относятся: операция, ус-
тановка, позиция, переход, проход, рабочий прием, рабочее движение.
Операция - часть технологического процесса, выполняемая не-
прерывно на одном рабочем месте определенным видом оборудования
и количеством рабочих. В данном определении предусматривается и
выполнение рабочих операций на одном рабочем месте, но различным
оборудованием, что характерно для тяжелого машиностроения.
Технологический процесс изготовления аппаратуры включает
следующие группы и виды операций.
Схема технологического процесса
1. Заготовительные операции
1.1. Правка листового и сортового проката на листоправильных
и сортоправильных машинах, рихтовальном прессе, в приспособлении
па юкарном станке (ручная правка)
1.2. Очистка (расконсервация, удаление загрязнений механичес-
кими, термическими и химическими способами)
1.3. Разметка (построение разверток; разметка-наметка листовых
заготовок камеральными, плазовыми, фотопроекционными методами;
разметка элементов фланцев, трубных решеток, полосового и профиль-
ного проката)
12
1.4. Резка-раскрой (на гильотинных, дисковых, комбинирован-
ных, вибрационных ножницах; резка со снятием стружки: методы тер-
мической резки)
1.5. Образование отверстий (вырубка, пробивка, сверление, вы-
резка, отбортовка)
1.6. Обработка кромок (на металлорежущих и газорезных стан-
ках, обрубка, опиловка)
1.7. Гибка (листового и сортового проката на роликовых маши-
нах, на машинах с поворотной траверсой, на прессах)
1.8. Гнутье труб
1.9. Изготовление трубных деталей (протягиванием, штампов-
кой)
1.10. Прессовые операции (штамповка на прессах, применение
ротационного пресса, локальная штамповка, кузнечно-прессовые опе-
рации изготовления деталей аппаратов)
2. Сборка свариваемых элементов
2.1. Под сварку продольных и поперечных швов базовых деталей
2.2. Под сварку штуцеров, фланцев, опорных лап,укрепляющих
колец и т.п.
2.3. Труб.чых узлов и секций трубопроводов
2.4. Сборка монтажных узлов (блоков)
3. Сварка
3.1. Автоматическая сварка под слоем флюса, сварка в среде за-
щитных газов, ручная дуговая, электрошлаковая и другие виды
4. Термическая обработка
4.1. 11рсдварительная термическая обработка (подогрев до свар-
ки и в процессе)
4.2. 11оследующая термическая обработка (отжиг, высокий от-
пуск)
5. Сборочные операции
5.1. Сборка деталей и узлов аппаратов
13
5.2. Сборка аппаратов в блочные установки
5.3. Контрольная цеховая сборка (для негабаритной аппаратуры
и установок)
6. Операции контроля
6.1. Контроль качества материалов
6.2. Межоперационный контроль
6.3. Контроль качества аппаратов
Каждый аппаратостроительный завод обязательно имеет механо-
сборочные цеха, где выполняется изготовление деталей аппаратов на
металлорежущих станках токарной обработкой, фрезерованием, свер-
лением по принципам общего машиностроения.
1.4. Типизация технологических процессов
Сущность заключается в классификации деталей аппаратуры на
однотипные в технологическом отношении группы, а затем в комплек-
сном решении всех задач, возникающих при осуществлении технологи-
ческих процессов для каждой группы.
Тип изделия определяется общностью технологического процесса
производства, т.е. однородностью операций.
В основе типизации лежит геометрическая форма (конфигурация)
изделий, например, детали цилиндрической формы - обечайка, труб-
ные узлы, штуцера или марка применяемых сталей.
При дальнейшей группировке тип изделия подразделяется на оп-
ределенное число типоразмеров - детали, имеющие единую форму,
объединяются в определенные группы размеров, что обеспечивает од-
нородность применяемого оборудования.
Структурный анализ аппаратов, применяемых для реализации
различных процессов (например, ректификационные колонны, тепло-
14
обменники, реакторы, выпарные аппараты, отстойники, мешалки, ав-
токлавы и др.), показал, что несмотря на кажущееся разнообразие ти-
пов и конструкций для них можно выделить 12 типов изделий, имею-
щих конструктивную общность, и, следовательно, родственную техно-
логию изготовления (это обечайки, днища, фланцы, контактные, пере-
мешивающие устройства, подвесная опора и др.). Типизация техноло-
гических процессов способствует обеспечению научно-технического
прогресса в отрасли.
1.5. Научные основы курса
Из приведенной схемы технологического процесса видно, что из-
готовление аппаратуры связано с операциями, основными из которых
являются сварка; формоизменяющие операции, связанные с обработ-
кой мегаллов давлением; термическая обработка.
Теоретические основы осуществления этих операций излагаются
в таких науках, как:
свариваемость и теория сварки металлов:
теория пластического деформирования металлов;
металловедение и термическая обработка.
Курс синтезирует общеинженерные предметы: технология метал-
лов, металловедение и термическая обработка, технология машино-
строения, сопротивление материалов.
В развитии научных основ аппаратосгроения велика роль отечес-
твенных ученых:
Чернов Д.К. - основоположник учения о нревпащениях в метал-
лах и свариваемости металлов - 1968 г. (основные труды):
Шухов В.Г. - крупнейший инженер-механик в области создания
негабаритных металлоконструкций. В своих конструкциях дал наивы-
годнейшие соотношения между ее элементами, исходя из условий
15
прочности и наименьшего расхода металла с учетом технологии произ-
водства -1880 г.
Славянов Н.Г. - создатель новых методов сварки - 1890 г. Из при-
веденных данных видно, что основное развитие вопросов, связанных с
проектированием и изготовлением аппаратов, относятся ко второй по-
ловине XIX века. В этот период после крепостного права происходит
бурное развитие во всех отраслях промышленности.
1.6. Факторы, определяющие развитие аппаратосгроения
Развитие нефтегазового аппаратосгроения неразрывно связано с
ростом объемов промысловой подготовки нефти и газа, расширением
и углублением процессов нефтепереработки и нефтехимии.
Основным критерием, влияющим на развитие аппаратосгроения,
являются параметры технологических процессов переработки, что и
характеризует эксплуатационные параметры аппаратов и сосудов
(давление Р, температура Т, агрессивноеть среды).
Первые нефтеперегонные заводы в России были построены в
1746 г. В это время перегонка нефти осуществлялась в кубовых батаре-
ях периодического и непрерывного действия при температуре от +80
до 320 °C, давлении около атмосферного. Материалом для батарей
служило сварочное железо, позднее применялась литая низко-
углеродистая сталь.
Эксплуатационные параметры современных аппаратов и их ос-
новные конструктивные размеры имеют некоторые особенности в за-
висимости от их назначения.
Широкий диапазон температур и разнообразие агрессивных сред
предопределяет применение для изготовления аппаратов сталей прак-
тически всех систем легирования и структурных классов (углеродистые,
низколегированные и высоколегированные), а также неметалличе-
ских материалов.
16
Изменение структурного класса материала, его толщины требуют
разработки новых процессов сварки и обработки металлов давлением.
Таким образом происходит качественное развитие аппаратостроения.
Таблица 1.1
Параметро-размерные характеристики аппаратов
(Обозначения размеров см. на рис 1.1)
Назначение аппаратов Р. МПа т. °C Размеры
D max , м S, мм L max, м
Нефте- промысловые до 6,4 +40 + 100 3,4 6-12 20
Г азо- промысловые ДО 11,0 -40 +400 3,6 12-65 24
Нефтепереработка, нефтехимия 650Па-16,0 -253 +900 9,0 3-160 100
Следующая группа факторов связана с обеспечением ускорения
научно-технического прогресса в аппаратостроении:
- повышение качества продукции и ее надежности;
- создание и выпуск аппаратуры, имеющей минимальную энерго-
ехмкость при эксплуатации и энергосберегающую технологию изготов-
ления;
- уменьшение металлоемкости и массогабаритных характеристик;
- создание аппаратов, рабочий процесс которых основан на но-
вых физических принципах, применении новейших материалов, в том
числе неметаллических и менее дефици тных;
- внедрение безлюдной технологии изготовления на основе при-
менения промышленных роботов, многократное повышение произво-
дительности труда.
Реализация перечисленных мероприятий позволит выпускать из-
делия высшего технико-экономического уровня, обеспечить революци-
онные перемены в технологии и организации производства аппарату-
К - увеличение расчетного габарита на кривых участках пути за
счет разбега и износа кодовых частей подвижного состава.
Отклонение конца аппарата от оси железной дороги определяет-
ся расчетным путем.
Из представленной схемы отклонений (рис. 1.4) видно, что вели-
чина С всегда больше С. - отклонения оси аппарата во внутреннюю
сторону оси железной дороги - и равна С = Со - С,.
Во вписанных прямоугольных треугольниках АНЕ и НЕД имеет место
следующее соотношение катетов:
АН_ЕН_ Со = L1I2
ЕН ~ HD 111111 Z2/2 IR-Co '
Со « 2R, поэтому величиной Со в знаменателе пренебрегаем.
c_£l
Со 87? ,
Точно также из треугольников AFB и BFD
С1 ’
где L, - база платформы (вагона) или расстояние между двумя вра-
щающимися опорами, когда аппарат перевозится на сцепе
двух платформ (база сцепа). Для четырехосной платформы
грузоподъемностью 50 тонн Е, = 9300 мм;
L2 - длина аппарата;
R - радиус закругления оси железной дороги.
20
Рис. 1.4. Схема отклонений к расчёту габаритности
Увеличение расчетной ширины на кривых участках путей за счет разбе-
га и износа ходовых частей подвижного состава производят согласно
эмпирической формуле
Li
К = 5/,7 (“ - 1.4), мм.
(1.3)
Величина К при расчётах учитывается лишь в тех случаях, когда
Подставляя (1.2)и(1.3)в(1.1), получим
l2
А = D + 2-^- + 57,5(j- - 1,4). (1.4)
21
К - увеличение расчетного габарита на кривых участках пути за
счет разбега и износа кодовых частей подвижного состава.
Отклонение конца аппарата от оси железной дороги определяет-
ся расчетным путем.
Из представленной схемы отклонений (рис. 1.4) видно, что вели-
чина С всегда больше С. - отклонения оси аппарата во внутреннюю
сторону оси железной дороги - и равна С = Со - С,.
Во вписанных прямоугольных треугольниках АНЕ и НЕД имеет место
следующее соотношение катетов:
АН_ЕН_ Со = L1I2
ЕН ~ HD 111111 Z2/2 IR-Co '
Со « 2R, поэтому величиной Со в знаменателе пренебрегаем.
c_£l
Со 87? ,
Точно также из треугольников AFB и BFD
С1 ’
где L, - база платформы (вагона) или расстояние между двумя вра-
щающимися опорами, когда аппарат перевозится на сцепе
двух платформ (база сцепа). Для четырехосной платформы
грузоподъемностью 50 тонн Е, = 9300 мм;
L2 - длина аппарата;
R - радиус закругления оси железной дороги.
20
Рис. 1.4. Схема отклонений к расчёту габаритности
Увеличение расчетной ширины на кривых участках путей за счет разбе-
га и износа ходовых частей подвижного состава производят согласно
эмпирической формуле
Li
К = 5/,7 (“ - 1.4), мм.
м
(1.3)
Величина К при расчётах учитывается лишь в тех случаях, когда
Подставляя (1.2)и(1.3)в(1.1), получим
г2—г2 г
Ь1 '-2
А = D + 2-^“ + 57,5(j- - 1,4). (1.4)
21
Рис. 1.5. Номограмма для определения габаритности
аппаратов
Для ориентировочного определения боковой габаритности по за-
данным длине и диаметру приводится номограмма (рис. 1.5), посгроен-
ная для платформы с базой Ц = 9300 мм, радиусом кривой R - 320 м.
Пример. Аппарат диаметром 2594 мм сохраняет нормальную га-
баритность при длине до 29300 мм; аппарат диаметром 3099 мм - при
длине до 19300 мм.
Для водного транспорта допустимые габариты судов по длине и
ширине зависят от размеров судового хода.
Судовой ход на внутренних водных путях характеризуется
шириной, глубиной, радиусом кривизны, а также высотой судоходных
пролетов, мостов и различных проводов над поверхностью воды.
Длина судов и составов, движущихся с углом дрейфа,также оп-
ределяется с учетом размеров по ширине радиуса закругления и шири-
ны судового хода [29]. Естественно, допускаемые габариты по ширине
и длине на водном транспорге на порядок выше, чем на железнодорож-
ном.
Накоплен опыт перевозок аппаратуры непосредственно на плаву
по морским и речным системам.
22
В последнее время для перевозки аппаратуры все больше исполь-
зуется автомобильный транспорт. Специальные большегрузные авто-
транспортные прицепы позволяют транспортировать негабаритную
аппаратуру. При перевозке с перекрытием движения на автомобильной
трассе габариты по ширине и длине могут быть значительно увеличе-
ны.
1.8. Карты раскроя
Карта раскроя сборочной единицы (обечайки, корпуса, днища)
представляет собой чертеж развертки на плоскости, который опреде-
ляет количество и габаритные размеры листов-заготовок, расположе-
ние и протяженность продольных и поперечных швов.
От вида раскроя зависят основные технологические операции
(особенно сборочно-сварные и их последовательность), возможная
точность изготовления изделия, необходимое оборудование, себесто-
имость изделия, а также отходы металла.
Среди многочисленных разновидностей на практике имеют место
две принципиально разные карты раскроя корпусов аппаратов
(рис. 1.6).
I тип - метод обечаек, характеризуется тем, что продольная ось
листа располагается перпендикулярно оси аппарата.
При применении карты раскроя I типа сборочный узел (корпус)
составляегся из отдельных обечаек. Каждая обечайка, но возможности,
Рис. 1.6. Карты раскроя корпусов
23
выполняется из одного листа.
II тип - метод карт, характеризуется тем, что продольная ось лис-
та располагается параллельно оси аппарата.
Однозначное решение вопроса о предпочтении карт того или
иного типа не представляется возможным и лишено целесообразности,
каждый имеет свои особенности.
При использовании метода обечаек увеличивается количество
кольцевых швов, которые меньше напряженны, но имеют большую
трудоемкость сборочно-сварочных работ. Листогибочные машины ис-
пользуются с небольшой длиной валков. Имеют место значительные
допуски по длине аппарата.
При методе карт используются максимальные размеры листа по
длине. Имеет место малое количество кольцевых швов, большое коли-
чество продольных. Отклонения по периметру получаются наиболь-
шие, а по длине - минимальные.
Продольные швы выполняются на плоскости, что приводит к
снижению трудоемкости сварочных и сборочных операций. Трудоем-
кость снижается также за счет сокращения количества кольцевых
швов.
Требуются вальцы большой мощности, так как длина валков до-
ходит до 12 метров.
Метод карт являегся более прогрессивным и предполагает нали-
чие высокой технической оснащенности производства и выполнения
сварных соединений по принципу равнопрочности.
Применение того или иного метода карт раскроя зависит от кон-
кретных условий и выбирается с учетом необходимого оборудования,
технологических операций и их последовательности, точности изго-
товления аппарата, отходов металла и себестоимости изделия.
Выбор конкретного метода карты раскроя нужно производить
сопоставлением обоих методов.
24
1.9. Заготовки
Заготовка - предмет, из которого изменением формы, размеров,
шероховатости поверхности и свойств материала изготовляют деталь
или неразъемную сборную единицу (изделие).
В аппаратостроении в качестве заготовок применяется главным
образом прокат (листовой, сортовой и специальный). Штампованные,
штампо-сварные заготовки, в свою очередь, также изготавливают из
проката. Находят применение литые, кованные заготовки.
В государственных стандартах по сортаменту содержатся под-
робные сведения о размерах того или иного вида проката, о пре- дель-
ных отклонениях размерных и геометрических параметров, необ- холи-
мые для учета при проектировании технологии изготовления из-
делий.
Листовой прокат
Основной вид проката, применяемый для изготовления емкост-
ной части аппаратов, деталей внутренних устройств: тарелок, перего-
родок, решеток.
Листовой прокат изготавливают методами холодной и горячей
прокатки. Согласно сортаменту на холоднотянутый прокат (ГОСТ
19904-90) листы выполняют толщиной 0,35-5,0 мм. шириной 500-2350
мм, длиной 1000-6000 мм.
Наибольшее употребление находит горячекатанный листовой
прокат (ГОСТ 19903-74. Прокат листовой горячекатанный. Сорта-
мент). В табл. 1.2-1.7 приведены сведения о размерах проката и допус-
каемых отклонениях.
Изготовление листового проката мерных размеров, отличающих-
ся от указанных в табл. 1.2 и 1.3, производится по требованию пот-
ребителя.
25
Косина реза и серповидность не должны выводить листы за но-
минальные размеры по ширине и длине.
Листовой прокат малой ширины от 200 до 1050 мм можно выби-
рать из сортамента широкополосной универсальной стали (ГОСТ
82-70), толщина проката 6-60 мм, длина 5-18 м.
Двухслойный прокат
Этот вид проката находит также распространенное применение в
аппаратостроении, выпускается по сортаменту ГОСТ 10885-85. Сталь
листовая горячекатанная двухслойная коррозионностойкая. Имеет раз-
меры по толщине 4-60 мм, ширине 1200-2800 мм, длине 3200-9400 мм.
Трубы
Трубный прокат широко применяется в конструкциях печей, теп-
лообменников, технологических трубопроводов в качестве патрубков
аппаратов. В отдельных случаях для изготовления корпусов относи-
тельно малых диаметров непосредственно используются сварные тру-
бы. Этим определяется большое значение труб как материала загото-
вок.
Для изготовления аппаратов применяются следующие виды труб.
Трубы бесшовные холоднодеформированные по сортаменту ГОСТ
8734-75 с наружным диаметром (Дн) 5+250 мм. Трубы стальные бес-
шовные горячедеформированные по сортаменту ГОСТ 8732-78.
Дн = 20-820 мм. Трубы бесшовные стальные прецизионные по ГОСТ
9567-75, Имеют повышенную точность после холодного предела и пос-
ле горячей прокатки, Дн = 25-710 мм.
Трубы бесшовные холодно-, тепло- и горячедеформированные
для нефтеперерабатывающей и нефтехимической промышленности по
сортаменту ГОСТ 550-75, Дн = 20-114 мм.
Трубы бесшовные холодно- и теплодеформированные из корро-
зионностойкой стали по ГОСТ 994.1 -81, Дн = 5+273 мм.
26
Трубы сварные стальные водогазопроводные по ГОСТ 3262-75,
Дн = 10,2 - 165,0 мм.
Трубы стальные электросварные прямошовные, ГОСТ 10704-91,
Дн= 10- 1420 мм.
Трубы стальные электросварные со спиральным швом, ГОСТ
8696-74, Дн = 159 - 2520 мм.
Во всех стандартах на трубы содержатся допуски на размер на-
ружного диаметра труб и другие специфичные размерные и геометри-
ческие параметры. Все трубы, в зависимости от пожеланий заказчи-
ка, поставляются немерной, мерной и кратной мерной длины.
Сортовой прокат
Для изготовления аппаратов используется сортовая горячекатан-
ная сталь, применяемая в виде:
полос (полосовая сталь) по сортаменту ГОСТ 103-76, шириной
11 -200 мм, толщиной 4-60 мм:
круглого сечения по сортаменту ГОСТ 2590-88, диаметром 5-270
мм;
квадратного сечения по сортаменту ГОСТ 2591-88, размерами
сторон квадрата 6-260 мм;
равнополочных уголков по сортаменту ГОСТ 8509-86 с номерами
профиля 2-25;
уголков неравиополочныл по сортаменту ГОСТ 8510-86 с номе-
рами профиля 2,5/1,6-20/12,5;
швеллеров по сортаменту ГОСТ 8240-89 с номерами профиля
5-40:
двутавров по сортаменту ГОСТ 8239-89 с номерами профиля
10-60.
Заготовки кованные
Выпускаются по ГОСТ 1133-88 круглого сечения диаметром
40-200 мм, квадратного сечения сторонами 20-400 мм, горячекатанные
27
квадратные 40-230 мм (ГОСТ 4693-88). калиброванные квадратные
3-100 мм (ГОСТ 8559-86), калиброванные круглые 3-100 мм (ГОСТ
7417-88), качественные круглые со специальной отделкой поверхности
0,2-56 мм (ГОСТ 14955-86), полосовая сталь горячекатанная и кован-
ная толщиной 3-800 мм, шириной 12-300 мм (ГОСТ 4405-86), горячека-
танная шестигранная длиной стороны 8-100 мм (ГОСТ 2879-76). кали-
брованная шестигранная 8-100 мм (ГОСТ 3617-82).
Заготовки прессованные
Выпускаются в виде различных профилей: фасонные горячепрес-
сованные в виде полого квадрата толщиной стенки S более 5 мм, диа-
метром описанной окружности Д=30-130 мм (ТУ 3-752-77); из алюми-
ния и алюминиевых сплавов S>1, Д=30-350 (ГОСТ 8617-81); из магние-
вых сплавов S>1, Д=до 150 (ГОСТ 19657-86): конструкционные из ти-
тановых сплавов S>2, Д= до 200 (ГОСТ 1-92051-76).
Заготовки литые
Слитки непрерывнолитые, квадратные и прямоугольные толщи-
ной 8-400 мм, шириной 80-500 мм, длиной 2500-12000 мм (ТУ 14-1-3348-
82). Слитки, производимые Ижорским заводом: электрошлакового пе-
реплава диаметром Д= 1130-1680 мм, длиной L=2550-3750 мм; вакуум-
но-дугового переплава Д=620-1310 мм, L=4000-5000 мм; отливаемые в
вакууме. Д=1385-3150 мм, 1=3670-7330 мм.
Кузнечные слитки Уральского завода тяжелого машиностроения
Д=457-2160 мм, L= 1255-6736 мм; восьмигранные Ново-Краматорского
машиностроительного завода Д=435-2226 мм, Г-1800-6760 мм; завода
"Электросталь" плазменно-дугового переплава Д=148-247 мм, L=1000
мм и электронно-лучевой плавки Д=247-375 мм, L=1200 мм.
28
Таблица 1.2
_______________________________________Размеры листового проката, изготовляемого в листах, мм_______
Толщина ।___________________________________________________________________________________________Минимальная и максимальная длина листов при ширине
листов 500 510 600 j 650 670 700 710 750 800 850 900 950 1000 1100 1250 i 1400 1420 1500 1600 1700 1800
1 2 3 L_L2_1 £j 7 8 9 10 11 12 13 14 15 16 17 19 20 21 22
0,40; 0,45 710 1200 1200 1500 0,50; 0,55; 0,60 1200 1420 2000 1400 1420 1420 2000 2000 - - - - 2000 0,63; 0,65,0,70; 710 1420 1200 1500 2000 0,75 1200 1420 2000 2000 1420 1420 2000 2000 - - - - 2500 - 2500 0,8,0,9 710 1420 1200 1500 2000 1200 1420 2000 2000 1420 1420 2000 2000 1500 - - - 2500 - 2500 1,0 1420 1420 1420 1600 1500 1800 1800 - 2000 2000 1420 2000 2000 2000 2500 1700 2000 1900 2500 - 2500 - - - - 1,2; 1,3, 1,4 1600 1800 1420 1420 1420 1420 1500 2000 2000 1800 2000 2500 - 2000 2000 2000 2000 2000 2000 2500 1800 2500 2000 2500 2500 3000
1,5;1,6; 1.8 1420 1420 1420 1420 1420 1500 1600 1800 1500 2000 1500 2000 2000 2000 2000 2000
- 2000 2000 2000 2000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 -
2,0; 2,2 1420~1420 1420 1420 1420~1500 1600 2000~1800 2000 2000 2000 2000 2000 2000 2000
- 2000 2000 2000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 -
2,5; 2;8 2000 1420 1600 1600 2000 2000 2000 2000 2000 2000 2000 2000 2000
- 2000 2000 2000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 -
3,0; 3,2; 3?5 2000 2000 2000 2000 1420 1600 1600 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000
3,8;3*9 - - 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000
4,0; 4,5; 2000 1420 2000 2000 2000~2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000
5,0;5,6 - - 2000 2000 2000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000
Продолжение табл. 1.2
О “I 2 3 4 5 6 7 8 9 Гб ГГ 12 13 14 ' 15 16 17 18 19 20 21 22
6; 6,5; 7;7,5, 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000
........................ 7000 7000 7000 7000 7000 7000 7000 7000 7000 7000 7000 7000 7000 7000 7000 7000
8; 8,5; 9?-9Г5~Т6- 2000 2000~2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 3000 3000 3000
10,5 8000 8000 8000 8000 8000 8000 8000 8000 8000 8000 8000 8000 8000 12000 12000 12000
11; 11,5~12Д2Л 2000 2000 2000 2000 2000 2000 3000 3000 3000
... 6000 6000 8000 8000 8000 12000 12000 12000 12000
13; 13,5, 14,14,5;
15; 15,5, 16; 16.5;
17; 17,5; 18,18,5;
19; 19,5; 20;20,5;
21; 21,5; 22;22.5;
23;23,5, 24;24.5; 2500 2500 2500 2500 2500 3000 3000 3200 3200
25’25'5 ’ '....................................................................... 6500 6500 12000 12000 12000 12000 11000 11000 11000
26; 27; 28; 29;30;
31; 32; 34; 36;38; 2500 2500 2500 3000 3000 3200 3200
40’ ’ ................................................................................120<><) 12000 12000 12000 12000 12000 12000
42~45~48Г50?52Г
55; 58; 60; 62;65;
68; 70; 72; 75;78;
80; 82; 85; 87;90;
92; 95; 100;105;
110;115;120;125;
130; 135,3 40; 145; 2500 2500 3000 3000 3000 3500 3500
150'155; 160’ ’.................................................... - - - - - - 9000 9000 9000 9000 9000 9000 9000
Продолжение табл. 1.2
Толщина листов Минимальная и максимальная длина листов при ширине
1900 , 2000 2100 2200 I 2300 j 2400 2500 ! 2600 2700 | 2800 2900 3000 3200 | 3400 3600 3800
6; 6,5; 7; 7,5 2000 2000 7000 7000 - 8; 8,5; 9; 9,5; 10, 10,5 3000 3000 3000 3000 3000 4000 4000 12000 12000 12000 12000 12000 12000 12000 И; 11,5; 12; 12,5 3000 3000 3000 3000 3000 4000 4000 10000 10000 10000 10000 10000 10000 10000 13; 13,5; 14; 14,5; 15; 15.5; 16; 16,5; 17; 17,5; 18, 18.5; 19; 19,5.20; 20,5; 21; 21,5, 22; 22,5; 23.23.5; 24; 24,5; 3200 3200 3200 3200 3200 3200 3200 3200 3200 3200 25;25,5 10000 10000 10000 10000 10000 10000 10000 10000 10000 10000 - - - - - 26; 27; 28; 29; 30; 31; 32; 3200 3200 3200 3200 3200 3200 3200 3200 3200 3200 3200 3200 3200 3400 3600 34; 36; 38;40 12000 12000 12000 12000 12000 11000 11000 10000 10000 10000 10000 9500 9500 9500 9500 42; 45; 48; 50; 52; 55; 58; 60; 62; 65; 68; 70; 72; 75; 78; 80; 82; 85; 87; 90; 92; 95; 100; 105; 110; 115; 120; 125; 130; 135; 140; 145, 3500 3500 3500 3500 3500 3500 3500 3000 3000 3000 3000 3000 3200 3400 3600 3600 150; 155; 160 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 8500 8000 7000
Таблица 1.3
w____________________________________________Размеры листового проката, изготовляемого в рулонах, мм___________________________________________________________________
Шири- Т
на про-1 Толшина проката-, поставляемого в рулонах
ката I
1 j ~ 2 ' ...........
500 1,2;1,3; 1,4; 1,5;1,6; 1.8;2,0: 2,2; 2,5, 2,8; 3,0; 3,2; 3,5, 3,8; 3,9; 4,0; 4,5; 5,0; 5,3, 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8.5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
530 1,2; 1,3; 1,4; 1,5;1,6; 1,8;2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5, 6,0; 6,3; 7,0; 7,5; 8,0; 8.5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
550 1,2;1,3; 1,4; 1,5,1.6; 1,8;2,0; 2,2; 2,5, 2,8; 3,0; 3,2; 3,5; 3,8; 3.9; 4,0; 4,5; 5,0; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8.5; 9,0; 9,5; 10,0; 10,5; 11,5; 12,0
600 1,2,1,3. 1,4; 1,5; Кб; 1,8;2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3.8, 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
630 1.2;1.3; 1,4; 1,5;1.6; !.,8;2,0; 2.2; 2,5; 2.8; 3,0; 3,2; 3,5: 3,8: 3.9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8.5: 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
650 1,5:1,6; 1,8;2,0; 2.2, 2,5; 2,8; 3,0; 3,2, 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5, 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
670 1,5,1,6; 1,8;2,0; 2.2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5, 11,0; 11,5; 12,0
700 1,5:1.6; 1,8:2,0: 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5: 6,0; 6,3, 7,0: 7,5; 8,0; 8.5: 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
(710) 1,5,1,6; 1,8;2,0: 2,2: 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0, 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5, 9,0; 9,5: 10,0; 10,5; 11,0; 11,5; 12,0
750 1,5,1,6; 1,8;2,О; 2,2; 2,5, 2.8; 3,0; 3,2; 3,5; 3,8; 3,9, 4,0; 4,5; 5,0, 5,3; 5,5; 6,0; 6,3; 7,0: 7,5; 8,0; 8.5; 9,0; 9,5; 10,0; 10,5, 11,0; 11,5; 12,0
800 1,5:1.6; 1.8;2,0; 2.2. 2,5; 2,8; 3,0; 3,2; 3,5, 3,8: 3,9; 4,0; 4,5; 5.0; 5,3: 5,5; 6,0; 6,3; 7,0: 7,5; 8,0, 8.5; 9,0; 9.5; 10,0; 10,5; 11,0; 11,5; 12,0
850 1,5; 1,6; 1,8;2,0; 2.2, 2.5. 2,8; 3,0; 3,2; 3.5; 3.8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0, 7,5; 8,0; 8.5: 9,0; 9.5; 10,0; 10,5; 11,0; 11,5, 12,0
900 1,5;1,6; 1,82,0: 2,2,2.5, 2,8; 3,0; 3,2; 3,5; 3,8: 3.9; 4,0; 4,5; 5,0; 5,3; 5,5; 6.0; 6,3; 7,0; 7,5; 8,0; 8.5: 9,0; 9.5; 10,0; 10,5; 11,0; 11,5; 12,0
950 1,5;1,6, 1,8;2,0; 2.2, 2.5; 2,8; 3,0; 3,2; 3,5; 3.8; 3.9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0: 6,3; 7,0; 7,5; 8,0; 8,5. 9,0; 9,5; 10,0; 10,5; 11,0; 11,5, 12,0
1000 1 -2; 1,3; 1,4; 1,5; 1.6: 1,8;2,0; 2.2; 2,5: 2,8; 3,0; 3,2; 3,5; 3.8; 3,9; 4,0; 4,5; 5,0; 5,3, 5,5; 6,0; 6,3, 7,0; 7,5; 8,0; 8,5; 9,0; 10,0; 10,5; 11,0; 11,5, 12,0
1ЮО 1-2:1,3; 1,4; 1,5;1,6; 1,8;2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3.9. 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3: 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5, 12,0
1250 1.2:1,3; 1,4; 1,5; 1,6, 1,8;2.0; 2.2: 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0, 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
1400 1,5,1,6; 1,8;2,0, 2.2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3.9; 4,0; 4,5; 5,0; 5,3, 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
(1420) 1,5; 1,6; 1,8;2,0; 2,2: .2,5; 2,8; .3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8.5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
Продолжение табл. 1.3
1500
1.5; 1,6; 1,8;2,0; 2.2; 2,5; 2,8; 3,0; 3,2; 3.5, 3,8; 3,9; 4,0,4,5; 5,0; 5.3; 5,5; 6,0; 6,3; 7,0; 7,5, 8,0, 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
1600
1700
1800
1900
3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,3; 5,5, 6,0; 7,0; 7,5; 8,0: 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
3,0; 3,2; 3.5; 3,9; 4.0; 4,5; 5,0; 5,3, 5,5; 6,0; 7,0; 7,5; 8,0; 8,5; 9,0. 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
6,0; 6,3; 7,0; 7,5; 8.0; 8,5; 9,0; 9,5; 10,0
2000
2100
2200
6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0
7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0
7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0
Таблица 1.4
Предельные отклонения по ширине проката,
изготовляемого в листах, мм______________
Ширина проката | Толщина проката | Отклонения
До 800 До 3.9 6
Св. 800 10
До 1500 Св. 3,9 до 16 10
Св. 1500 15
Все ширины Св. 16 до 60 25
Св. 60 до 100 50
Св. НЮ до 160 75
Примечание. Для листов длиной свыше 8 м при толщине
до 12 мм предельные отклонения по ширине не должны
превышать 0,2 % длины.
Таблица 1.5
Предельные отклонения по длине проката,
прокатанных полистно, мм_______________
Длина проката | Толщина проката | Отклонения
До 1500 До 3,9 10
Св. 1500 15
До 2000 Св. 3,9 до 16 10
Св. 2000 до 6000 25
Св. 6000 35
До 3000 Св. 16 до 60 15
Св. 3000 до 6000 25
Все длины 40
Св. 60 до 100 50
Св. 100 до 160 75
Таблица 1.6
Предельные отклонения по длине проката,
прокатанного на непрерывных станках, мм
Длина проката Толщина проката Предельные отклонения по длине проката
До 1500 До 3,9 15
Св. 1500 20
До 4000 Св. 3,9 20
Св. 4000 25
Таблица 1.7
Отклонение от плоскостности на 1 метр длины проката, мм
Вид плоскостности Отклонения от плоскостности при толщине проката, мм, не более 0,4-1,4 | 1,5-3,9 4,0 и более
Особо высокая Высокая Улучшенная Нормальная 8 8 5 10 10 8 15 12 10 20 15 12
1.10. Припуски и операционные допуски
на обработку заготовок из проката
При выполнении операции резания (для раскроя) и последующей
механической обработке размеры заготовок определяются с учетом со-
ответствующих операционных припусков.
Использование газопламенных, электродуговых и газоэлектриче-
ских методов обработки металла сопряжено с учетом припусков на по-
тери металла вследствие окисления в струе кислорода и плавления. Это
определяет специфику вопроса о припусках на обработку и допусках
для заготовок из проката в производстве сварных конструкций.
Припуском на обработку является слой металла, удаляемый с
поверхности заготовки снятием стружки, окислением и плавлением.
Различают промежуточные и общие припуски на обработку.
34
Промежуточным припуском называют слой металла, необходи-
мый для осуществления одной технологической операции или одного
технологического перехода. Промежуточный припуск определяется
разностью размеров, получаемых на смежных операциях и переходах
при обработке данной поверхности; например, разностью размеров по-
сле кислородной резки и после строгания кромок определяют припуск
на строгание.
Общим припуском называют слой металла, необходимый для вы-
полнения всей совокупное™ технологических операций и переходов,
т.с. всего процесса обработки данной поверхности. Общий припуск на
обработку можно представить в виде суммы промежуточных
припусков. Он определяется разностью размеров заготовки готовой
детали.
Кроме того, различают симметричный и асимметричный припус-
ки на обработку. При обработке листового проката применяют сим-
метричные припуски, необходимые для обработки параллельных,
противолежащих плоских поверхностей кромок заготовок.
Размер развертки на плоскости А является основным для опреде-
ления номинального размера Ви заготовки до механической обработки
(рис. 1.7).
Рис. 1.7. Припуски, допуски и предельные размеры
заготовок
35
Номинальный размер симметричного припуска обозначим ZH.
Для внешних поверхностей (контуров) заготовки
В^А + гТи. (1.5)
Для внутренних поверхностей заготовки
BH = A-2ZH. (1.6)
В общем виде
BH = A±2ZH. (1.7)
Применение кислородной и других видов резки приводит к новой мо-
дификации размера Вр разметки. Для внешних и внутренних поверх-
ностей в общем виде
Вр = Вн±С, (1.8)
где С - слой металла, окисляемого в струе кислорода или
выплавляемого.
Таким образом,
Вр =А ±(2ZH + С) . (1.9)
Из формулы (1.9) видно, что 2ZH и С порознь можно рассматривать
как промежуточные припуски, a (2ZH + С) - как общий припуск на об-
работку заготовки.
Допуск на размер припуска определяется полем допуска заготов-
ки или разностью предельных размеров необработ анной заготовки.
Отклонение от заданного размера определяется допуском на раз-
мер (операционный допуск). Погрешносги геометрической формы
(эллиптичность, непараллельность противолежащих кромок) должны
находиться в пределах поля допуска на размер заготовки. Для
36
устранения погрешностей размера необходимо учитывать отклонения
на предшествующей операции или переходе. Таким образом, припуск
Zh на выполняемую операцию или переход должен быть не менее опе-
рационного допуска 8ОП Для предшествующей операции или
перехода:
2ZH > 8ОП. (1.10)
На последнем переходе или последней операции обработки заго-
товки операционные допуски не следует устанавливать более узкими,
чем допуски на размеры готовых деталей.
В общих случаях определение припусков учитываются также по-
грешности установки, базирования и закрепления заготовки для вы-
полняемой операции.
Симметричный припуск на обработку определяют так:
2ZH = 2(Rz + m + e), (1.11)
где 8ОП - операционный допуск на размер заготовки;
m - толщина слоя, структура и свойства которого изменились
за пределы допускаемых под воздействием термического
цикла, механического или иного воздействия;
Rz - высота неровностей, характеризующих шероховатость
поверхности;
е - отклонение от прямой линии профиля обработанной
грани.
Если рассматриваемая операция является единственной,
например, для резки по контуру на станках, то 8ОП = 0, тогда
2ZH = 2(Rz + m + e). (1.12)
37
Припуски следует рассчитывать параллельно и после разработки
маршрутной и технологической карты. На основе технологического
процесса определяют характер и расчетную величину промежуточных
припусков и, как следствие, общий припуск.
Для наружных поверхностей заготовок наибольший предельный
размер заготовки определяют на предшествующей операции как сумму
наибольшего предельного размера на последующей смежной операции
и соответствующего припуска.
Наименьшие предельные размеры определяют как разность наи-
большего предельного размера и соответствующего операционного
допуска.
Для внутренних поверхностей целесообразно рассчитывать преж-
де всего наименьшие предельные размеры заготовок как разность соот-
ветствующих размеров и припусков, а затем наибольшие предельные
размеры как суммы соответствующих наибольших предельных разме-
ров и допусков.
Предельные размеры, припуски и допуски вычисляются с равной
точностью, с округлением размеров заготовки в сторону их увеличения
(для аппаратосгроения до 0,5 и 1,0 мм).
Расчет припусков и технологические требования, предъявляемые
при операционном контроле, предусматривают операционные
допуски, то есть допуски размеров заготовок по операциям
(переходам). Существует тесная связь между видом заготовки и допус-
кам на ее размеры с допусками на размеры детали.
В аппаратосгроении вопрос о создании нормативов на операци-
онные допуски представляет интерес для ряда технологических
операций: разметки, резания на листовых ножницах, кислородной и
других видов термической резки и обработки кромок,обработки па
кромкострогальных и иных станках,гибочных,сборочно-сварочных и
т.д.
38
При разработке нормативов на операционные допуски и припус-
ки следует учитывать технологические возможности аппаратурных це-
хов и экономику производства.
39
2. Взаимозаменяемость в аппаратостроении
2.1. Взаимозаменяемость и качество изделий
Взаимозаменяемостью называется свойство составной части
изделия, обеспечивающее возможность ее применения вместо другой
без дополнительной обработки с сохранением заданного качества
изделия, в состав которого она входит.
Применение принципов взаимозаменяемости в
аппаратостроении, как и в других отраслях машиностроения, имеет ре-
шающее значение для повышения качества продукции, производитель-
ности труда, лучшего использования производственных площадей и
повышения общей культуры производства.
В настоящее время вопросы взаимозаменяемости решаются на
базе реализации основополагающих принципов управления качеством
продукции. Качество продукции определяется совокупностью свойств,
обусловливающих ее пригодность удовлетворять определенные
потребности. При этом взаимозаменяемость рассматривается как одно
из главных свойств, определяющих качество машиностроительных
изделий, состоящих из совокупности составных частей.
Уровень качества промышленной продукции оценивается показа-
телями назначения, надежности, технологичности, стандартизации и
унификации, а также эргономическими, эстетическими, патентоправо-
выми экономическими и экологическими показателями. Выполнение
изделий заданных функций в основном определяется совокупностью
показателей назначения и надежности, которые рассматриваются как
40
эксплуатационные показатели или показатели качества функци-
онирования.
Взаимозаменяемость изделий машиностроения по их эксплуата-
ционным показателям называют функциональной взаимозаменяемо-
стью дляу того, чтобы подчеркнуть необходимость установления
допусков на функциональные параметры
Функциональными являются геометрические, механические, элек-
трические и другие физические параметры, влияющие на показатели
качества функционирования аппаратов, машин или их составных
частей.
Эти параметры названы функциональными, чтобы подчеркнуть их
связь со служебными функциями составных частей и эксплуатационны-
ми показателями изделий.
Наиболее существенными параметрами для сварных аппаратов
являются геометрические и механические. Однако несмотря на то, что
при изготовлении аппаратов из широкой номенклатуры сталей неод-
нородность механических свойств, особенно в зоне термического влия-
ния сварных швов, является неизбежной, система допусков на
механические параметры в аппаратостроении в настоящее время не
регламентирована.
Понятия взаимозаменяемости по механическим и другим физическим
параметрам в аппаратостроении не существует. Взаимозаменяемость
обеспечивают только достижением точности, необходимой и достаточ-
ной для выполнения изделиями аппаратостроительной отрасли задан-
ных функций назначения, надежности, долговечности.
Под точностью понимается степень соответствия реальных объ-
ектов их идеальным прототипам. Количественным критерием точно-
сти служит погрешность.
11 о грешности бывают разрешенные и неразрешенные.
Неразрешенные погрешности квалифицируются как дефект и требуют
выполнения пригоночно-доделочных операций. Разрешенные
41
погрешности регламентируются допуском. Допуском размера 8 или
полем допуска называется алгебраическая разность между наибольши-
ми di и наименьшими аг отклонениями (рис 2.1).
8 = Пном + а1 - (Dhom - аг) —aj +аг (2-1)
Рис. 2.1. Поле допуска
диаметра аппарата
Характерным для аппара-
тостроения является то, что для
отклонений размеров принято
симметричное расположение по-
ля допуска.
В единой системе допус-
ков и посадок (ЕСДП)
симметричное поле допуска
размера принято только для ос-
новного отклонения отверстий и валов J s - Поэтому предельное откло-
нение свободных (несопрягаемых) размеров деталей аппаратов
соответствуют этому отклонению
14(J s 14) или ±-у-(J s 16) .
Необходимость самостоятельной теории взаимозаменяемости в
аппаратостроении вызвана наличием специфичных параметров в со-
пряжениях сварных аппаратов, на которые в машиностроительных
стандартах не установлены допуски. Кроме того, имеются погрешно-
сти форм и размеров, присущих только для базовых деталей
аппаратов.
Основные положения и методологические принципы решения во-
просов точности и взаимозаменяемости в аппаратостроении освещены
в [5,13,16,17]. В отраслевом стандарте [19] установлены общие требо-
вания к точности изготовления размерных параметров, специфичных
для аппаратуры соединений и конструктивных узлов.
42
Различают рабочие размеры или так называемые присоедини-
тельные размеры, имеющие значение для сборки и эксплуатации, и
операционные, промежуточные размеры, характерные при выполне-
нии технологических операций.
Взаимозаменяемость по операционным размерам называется
внутренней, а по присоединительным - внешней.
В аппаратостроении, как и в машиностроении, имеет место пол-
ная и неполная (групповая) взаимозаменяемость.
При полной взаимозаменяемости сборка осуществляется без до-
полнительной обработки составных частей. Такая взаимозаменяемость
должна быть преимущественной, так как пригоночные работы при
изготовлении, монтаже и ремонте весьма сложны и трудоемки. Полная
взаимозаменяемость достигнута в сопряжениях из деталей, изготовлен-
ных в условиях однородного технологического процесса (резанием или
сваркой). При этом соединяемые детали изготавливаются независимо.
Неполная взаимозаменяемость имеет место, когда две соединяе-
мые детали изготавливаются по разнородным технологическим
процессам, достижимая точность которых существенно различается.
Например, одна деталь (обечайка) выполнена сваркой, а другая
(днище) - горячей штамповкой. Эффективным способом применения
групповой взаимозаменяемости может служить метод селективной
сборки. Сущность ее заключается в сортировке деталей на группы и
сборки методом подбора. Однако, для крупногабаритных базовых де-
талей применение селективной сборки практически не представляется
возможным, так как для их накопления потребуются значительные
производственные площади. Неполная взаимозаменяемость приводит
к зависимому изготовлению сопрягаемых деталей, снижает эффектив-
ность производства.
Остальные специфические моменты, имеющие частный характер,
<>удуз рассматриваться в соответствующих разделах изучения вопросов
взаимозаменяемости. ла
2.2. Базовые диаметры
Базовым называется диаметр, размер которого сохраняется по-
стоянным при измерении толщины стенки аппарата. В аппаратострое-
нии в качестве базовых могут быть приняты внутренний и наружный
диаметры.
Когда в качестве базового принят внутренний диаметр (рис. 2.2)
аппарата 2, Db = const. Устройства внутри аппаратов 1 (тарелки,
решетки) сохраняют постоянный диаметр при изменении толщины
стенки аппарата (Si; S2; S3). Такое изменение происходит часто в связи
с изменением рабочего давления в аппарате.
Наружные детали 3 аппарата (кольца жесткости, свободно вра-
щающиеся фланцы, опорные обечайки) выполняются с переменными
номинальными диаметрами.
Неизменными остаются внутренние диаметры Db днищ 6, кото-
рые будут соответствовать внутреннему диаметру обечаек. В штампо-
вой оснастке "пуансон 4-протяжное кольцо 5" постоянство будет
сохранять диаметр пуансона Dn = const, а диаметр протяжного кольца
Dk будет изменяться в соответствии с толщиной стенки днища.
Если в качестве базового принимается наружный диаметр аппа-
рата Dh = const, то для группы аппаратов данного номинального диа-
метра при изменении толщины стенки диаметры внутренних устройств
будут переменными. В противоположность первой системе, когда
Db = const, для наружных деталей аппаратов сохраняются постоянны-
ми внутренние диаметры.
В технологической оснастке для штамповки днищ диаметр
протяжного кольца останется постоянным
Dk = Dn = const.
44
Меняются диаметры пуансонов Дп при изменении толщины стен-
ки днищ.
Рис. 2.2. Схема сопряжений при внутреннем базовом диаметре
При выборе базовых диаметров критерием следует считать техни-
ко-экономическую целесообразность, количество и назначение внут-
ренних и наружных деталей конструкций. В аппаратостроении, где
широко применяются аппараты с внутренними устройствами, предпо-
читают базовыми внутренние диаметры. Эллиптические отбортован-
ные днища диаметром до 4000 мм также имеют в качестве базового
внутренние диаметры.
При этой системе детали внутренних устройств колонных тарельчатых
аппаратов, имеющих постоянный диаметр и предназначенных для ра-
боты при различных давлениях, изготовляются большими сериями.
45
2.3. Условия достижения
и обеспечения взаимозаменяемости
Для соблюдения взаимозаменяемости необходимо, чтобы изго-
товление деталей и сборку производили со строго нормированной точ-
ностью функциональных параметров. Для достижения принципов
полной взаимозаменяемости необходимо, чтобы соблюдалось условие
TF > Тг, (2.2)
где TF - функциональный допуск, устанавливаемый
с конструкционно - эксплуатационной точки зрения.
Функциональный допуск должен обеспечить нормальное функ-
ционирование изделия и оптимальные значения эксплуатационных
показателей. Величина этого допуска регламентируется нормативно-
техническими документами;
Тг - технологический допуск, обеспечиваемый соответствующим
техническим уровнем принятых технологических процессов изготовле-
ния и сборки изделий.
Большое значение для реализации взаимозаменяемости и дости-
жения высокого качества изделий имеют точность оборудования, тех-
нологической оснастки, инструменты, а также методы их профилак-
тического контроля.
Специфика соединений в сварной аппаратуре такова, что условия
соблюдения неравенства (2.2) заложены не только в возможностях тех-
нологии изготовления, но и тщательной взаимной увязке функцио-
нальных допусков на стадии разработки проекта.
Приведенная на рис. 2.3 схема включает все эти условия и
показывает, что практическая реализация проблемы точности и взаи-
мозаменяемости связана с решением комплекса научных,
46
Взаимозаменяемость
Рис. 2.3. Схема обеспечения принципов взаимозаменяемости
технических и технологических проблем. Эта же схема может служить
в качестве методического средства для исследования состояния внедре-
ния принципов взаимозаменяемости в соединениях аппаратов.
2.4. Типовые соединения
В теории взаимозаменяемости выделение типовых соединений яв-
ляется начальным этапом выполняемых работ. Это позволяет кажу-
щееся многообразие соединений в различных конструктивных узлах
изделий объединить в общие группы и решить отдельно от каждой
группы вопросы точности и взаимозаменяемости.
Конструкции сосудов, аппаратов и других листовых сварных из-
делий состоят из двух групп типовых соединений.
1. Стандартные, разъемные соединения общемашиностроительно-
го применения. К ним относятся гладкие цилиндрические, конические,
резьбовые, шпоночные, шлицевые соединения и зубчатые передачи.
На »ти типовые соединения разработаны государственные стандарты и
47
они составляют единую систему допусков и посадок (ЕСДП), в кото-
рой основные нормы взаимозаменяемости базируются на стандартах и
рекомендациях ИСО (международной организации по
стандартизации), В дальнейшем она будет называться системой ИСО
и ЕСДП.
2. Неразъемные соединения, свойственные сварным узлам
аппаратов. На соединения второй группы система допусков и посадок
ИСО и ЕСДП не распространяется, они нормируются допусками от-
раслевых стандартов, технических условий и требований.
В сварных конструктивных элементах современных аппаратов
практически находят применение все виды типовых соединений свари-
ваемых элементов: стыковые соединения; соединения состоящие из ох-
ватывающей и охватываемой цилиндрических поверхностей;
нахлесточные; тавровые и угловые.
Предельные отклонения размеров конструктивных элементов
подготовленных кромок свариваемых деталей и размеров выполнен-
ных швов типовых сварных соединений принимаются на основе дейст-
вующих стандартов на сварку. Например, на сварные соединения,
выполненные автоматической, полуавтоматической, ручной, электро-
шлаковой сваркой углеродистых и низколегированных сталей распро-
страняется действие ГОСТ 8713-79, 11533-80, 5264-80, 15164-78. В этих
стандартах регламентированы предельно допускаемые отклонения от
номинальных линейных и угловых размеров кромок стыкуемых
элементов, сварочных зазоров.
Первые два типа соединений содержат такие параметры, на кото-
рые допуски не предусмотрены в стандартах на сварку, а регламенти-
руются только отраслевыми стандартами аппаратосгроения. Поэтому
в дальнейшем они являются объектом специального изучения.
48
2.5» Стыковые соединения
Стыковые соединения получили наиболее широкое распростра-
нение при изготовлении базовых деталей сварных аппаратов.
В стыковых сопряжениях сварное соединение образуется из двух
элементов, расположенных в одной плоскости или на одной поверхно-
сти (рис. 2.4). В соединениях встык свариваемые элементы сопрягаются
между собой торцевыми поверхностями, продолжая друг друга. Сты-
Рис. 2.4. Стыковые соединения в базовых деталях аппаратов:
а - продольные швы; б - то же кольцевые
ковое соединение является характерным только для неразъемных
соединений, в основном получаемых сваркой, реже пайкой.
В базовых деталях аппаратов стыковые соединения находят ши-
рокое применение для сварки продольных (меридиональных) и кольце-
вых (поперечных) швов. Продольные (меридиональные) швы, как
правило, применяются при изготовлении отдельных деталей
аппаратов, например, продольные швы обечаек, швы в штампосвар-
ных эллиптических и полушаровых днищах, шов конических днищ.
49
Рис. 2.5. Стыковое соединение
со смещенными кромками
Они применяются также при изготовлении крупногабаритных сфери-
ческих аппаратов и емкостей.
Характерным признаком кольцевых швов, выполняемыми стыко-
выми соединениями, является сварка сборочных швов, т.е. когда со-
единяются между собой отдельные базовые детали аппаратов.
Кольцевыми швами исполняются сопряжения "обечайка-обечайка",
"обечайка-днище", "фланец-обечайка", "фланец-штуцер", "фланец-
днище". Кольцевые швы также находят применение при изготовлении
отдельных деталей аппаратов (составные штампосварные эллиптиче-
ские и сферические днища).
Специфическим парамет-
ром сгыковых сопряжений
является смещение кромок h
(рис 2.5).
Под смещением кромок
следует понимать несовпаде-
ние серединных поверхностей
или осевых линий стыку-
емых элементов.
В сопряжениях, имеющих
одинаковую толщину стенки
Si = S2, будут равны между собой превышения кромок bi и Ь2 и ве-
личина смещения кромок h:
h = bi = b2 при Si =S2.
В случае разнотолщинности сопрягаемых листов
, u S2 S1
h = b? - —2—
при S? > Si: bz > bi.
Если в разнотолщинных сопряжениях превышения кромок равны
между собой, то смещение кромок отсутствует:
50
к к S2-S1 к А
bi = Ьг = —2— , h = 0.
Таким образом, наличие превышения (депланации) кромок не яв-
ляется достаточным признаком смещения кромок в стыковых соедине-
ниях.
Необходимым признаком смещения кромок является наличие из-
гибающего момента
ми = h F . (2.3)
Этот момент в нагруженном сечении вызывает появление дополни-
тельных напряжений, уровень которых в несколько раз может превы-
шать мембранные напряжения.
При перемещении стыкуемых кромок по линии а-а происходит
уменьшение рабочего сечения стыка. На рис. 2.5 остаточная толщина
стенки обозначена линией cd , которая меньше проектной толщины
листа S1.
Смещение кромок представляет собой опасный технологический
дефект, от величины которого зависят служебные свойства соединения,
и, в конечном счете, нормальное функционирование аппарата в про-
цессе эксплуатации, его прочностная надежность. Поэтому его величи-
на должна регламентироваться допусками.
Смещение кромок имеет технологическое происхождение. Его ко-
нечная величина представляет собой результат накопившихся погреш-
ностей на всем потоке производства.
Наибольшие смещения кромок происходят в кольцевых швах,
так как при этом на образование смещения кромок влияют множество
отклонений размерных параметров, возникающие при выполнении ка-
ждой технологической операции [5].
Допускаемые значения смещения кромок действующими стандар-
тами на сварку - ГОСТ 8713-79 и 5264-80 - не регламентированы, а пре-
дусмотрены в отраслевом стандарте [19].
51
2.6. Функциональные допуски в аппаратостроении
Приводятся лишь наиболее характерные отклонения размеров и
форм, имеющие методологическое значение. Более подробные сведе-
ния о допусках и методах их определения следует брать из отраслевого
стандарта [19].
2.6.1. Допуски на смещение кромок
Для стандартных общемашиностроительных соединений в систе-
ме ИСО и ЕСДП поле допуска определяется числом единиц допуска,
зависящим от квалитета. Единица допуска зависит от диаметра детали.
Таким образом, для машиностроительных соединений допуск устанав-
ливается в зависимости от диаметра детали:
^маш .
Как видно из рис. 2.5. несущая способность аппарата будет опре-
деляться остаточной толщиной стенки. Поэтому в аппаратостроении
толщина стенки S входит в функциональную зависимость для опреде-
ления поля допуска:
^АПП “-/( S )
Только таким образом представляется возможным обеспечить
механическую надежность листовых конструкций, когда прочность ее
зависит от рабочего сечения стенки.
Точность в аппаратосгроении не ранжируется на квалитегы и,
следовательно. нет необходимости введения понятия единицы
допуска.
52
Смещение кромок листов в стыковых соединениях, определяю-
щих прочность сосудов и аппаратов, не должно превышать 10% номи-
нальной толщины более тонкого листа, но не более 3 мм.
h 0,1 S, но не более 3 мм. (2.4)
К швам, определяющим прочность сосуда, относятся наиболее
напряженные швы. В цилиндрических, конических оболочках это про-
дольные швы, в оболочках, имеющих равноосное напряженное
состояние, все швы относятся к наиболее напряженным.
Смещение кромок в кольцевых швах (за исключением швов, вы-
полненных электрошлаковой сваркой) не должно превышать величин,
приведенных в табл. 2,1,
Смещение кромок в кольцевых швах, выполняемых электрошла-
ковой сваркой, не должно превышать 5 мм.
Таблица 2.1
Предельно допускаемые величины смещения кромок
в кольцевых швах сосудов и аппаратов
Толщина свариваемых листов, мм Максимально допустимое смещение кромок, мм
На монометаллических сосудах На биметаллических сосу- дах со стороны коррозион- ного слоя
До 20 0.1S + 1 мм 50% от толщины плаки- рующего слоя
20-50 0,15S. но не более 5
51-100 0,04S + 3,5 мм 0,04S 4- 5 мм, но не более толщины плакирующего слоя
Свыше 100 0.025S + 5 мм, но не более 10 мм 0.025S 4- 5 мм, но не более 8 мм и не более толщины плакируемого слоя
53
Допустимые смещения кромок на кольцевые швы технологичес-
ких и магистральных трубопроводов даются в соответствующих стан-
дартах и строительных нормах и правилах. Так, например, для техно-
логических трубопроводов они не должны превышать 35% от
толщины стенки, но не более 3 мм.
Функциональный допуск на смещение кромок колеблется в до-
вольно широких пределах от 0,1 до 0,35S. Это объясняется тем, что до-
пуски установлены исходя из технологических возможностей
производства на основе данных практики. Несмотря на это, как пока-
зывают теоретические расчеты [3], столь большие допуски на смещение
кромок в кольцевых швах цилиндрических оболочек - до 0,35S, в опре-
деленных условиях не приводят к нарушению равнопрочное™ сварных
соединений.
Увод (угловатость) кромок лимитируется величинами, приведенными в
табл. 2.2.
Таблица 2.2
Максимально допустимый увод кромок
в стыковых сварных соединениях
обечаек и днищ, мм
Обечаек Днищ из лепестков Конических днищ
Независимо от D D < 5000 мм D > 5000 мм D < 2000 мм D > 2000 мм
5 6 8 5 7
2.6.2. Допускаемые отклонения периметра (диаметра)
взаимостыкуемых обечаек
Смещение кромок в кольцевых сопряжениях (рис. 2.6) зависит от
степени отклонения диаметров сопрягаемых элементов от
номинального, т.е. формируется за счет погрешности диаметров.
54
Рис. 2.6. Схема образования отклонений в кольцевых швах
Наибольшая величина смещения кромок hmax равна сумме верхнего
СС1 и нижнего а 2 предельного отклонения диаметров
hmax = 8 = а2 + ai .
При симметричном расположении поля допуска cq =a2 = AD •
* тч hmax
AD -
Согласно требованиям отраслевого стандарта.отклонения в дли-
не развертки (по диаметру) взаимостыкуемых обечаек должны обеспе-
чивать выполнение установленных норм на смещение кромок в
кольцевых швах - lure. hmax h, тогда
AD = ± ~
(2.5)
Допускаемые отклонения периметра обечаек составят
AT I h
AL = ± л у
(2-6)
55
Длина периметра будет
L = л (Дв + S) ± AL . (2.7)
Формулы (2.5) и (2.6) показывают, что отклонения AD и AL ли-
митируются максимально допускаемыми смещениями стыкуемых кро-
мок в кольцевых швах.
Такая взаимоувязанность функциональных допусков является
свидетельством достижения принципов полной взаимозаменяемости в
условиях производства соединяемых между собой обечаек. О некото-
рых способах достижения необходимой точности периметра обечаек
будет сказано ниже.
2.6.3. Допуски на диаметры аппаратов
Отклонение внутреннего (наружного) диаметра корпуса сосудов,
за исключением теплообменных аппаратов, допускается не более ± 1 %
номинального диаметра.
AD = ±0,01DHOM. (2.8)
Отклонение внутреннего диаметра теплообменных аппаратов.
Для этих аппаратов базовым является внутренний диаметр, который
сопрягается с внутренними устройствами типа перегородок и решеток.
Установление допусков преследует цель соблюдения определен-
ных зазоров между внутренним диаметром аппарата и вышеназванны-
ми устройствами. Поэтому регламентируется отклонение внутреннего
диаметра ADb.
Предельное отклонение внутреннего диаметра кожуха
теплообменников, холодильников и испарителей с жидкостным
теплоносителем, подаваемым в межтрубное пространство, должно со-
ответствовать полю допуска Н14 по ГОСТ 25347-82.
56
Предельное отклонение внутреннего диаметра корпуса конденса-
торов и испарителей с паровым теплоносителем (пары поступают в
межтрубное пространство) и испарителей с паровым пространством
должно соответствовать полю допуска Н16 по ГОСТ 25347-82.
Предельное отклонение наружного диаметра поперечных перего-
родок должно соответствовать h 13 по ГОСТ 25347-82.
Допуски на овальность. Овальность представляет собой отноше-
ние разности наибольшего и наименьшего диаметров к среднему
диаметру, оценивается в процентах.
max
2(D ах - Опйп)
а= "D~+D — l00%-
L>max ’ J-'min
(2-9)
Овальность корпусов цилиндрических сосудов и аппаратов, по-
лушаровых и эллиптических горячештампованных днищ должна быть
не более 1%.
a «U %. (2.10)
Допустимая овальность корпусов колонных аппаратов, сосудов и
аппаратов, работающих под вакуумом или под действием наружного
давления, не должна превышать 0,5%.
а с 0,5% . (2.11)
Увеличение значения овальности может допускаться лишь для
определенных условий или при подтверждении специальными
расчетами.
Из сопоставления предельных отклонении диаметров, преду-
смотренных ОСТ-26-291-94 и ГОСТ 25347-82, видно, что поля
допусков, регламентированные квалитетами Н14, Н16, являются
57
односторонними плюсовыми и по абсолютной величине намного
меньше, чем однопроцентный допуск от значения номинального диа-
метра или даже полупроцентная овальность. Поэтому в дальнейшем
при анализе взаимной увязки функциональных допусков те допуски,
которые предусмотрены квалитетами Н14 или Н16, рассматриваться
не будут.
2.6.4. Допуски на основные размеры горячештампованных
эллиптических днищ
В аппаратах и сосудах основное применение находят стандарт-
ные эллиптические днища с отбортовкой. Ниже приводятся отклоне-
ния основных размеров отбортованных днищ, влияющих на смещение
кромок, предусмотренные отраслевым стандартом.
Смещение кромок свариваемых заготовок не должно превышать
10 % толщины листа, но не более 3 мм.
Отклонение внутреннего (наружного) диаметра в цилинд-
рической части отбортованных днищ и полусферического днища до-
пускается не более ± 1 % номинального диаметра. Относи зольная
овальность допускается не более 1 %.
Отклонения размеров и формы днищ (рис. 2.7) не должны превы-
шать значений, указанных в табл. 2.3 : 2.5.
58
0,5 D
Рис. 2.7. Отклонения размеров и формы эллиптического днища
Таблица 2.3
Допуски высоты цилиндрической части
и высоты выпуклости (вогнутости)
на эллипсоидной части днища
Диаметр днища D, мм Предельное отклонение высоты ци- линдрической части A h, мм 1 Хрсдельная высота отдельной вогнутости или выпуклости на эллипсоидной части Т, мм
До 720 + 5 2
От 800 до 1300 3
01 1320 и более 4
Примечания. 1. Высота отдельной вогнутости или выпуклости Т
на эллипсоидной части днища, изготавливаемого на фланжировочном
прессе, допускается до 6 мм.
2. На цилиндрической части днища не допускаются гофры высо-
той более 2 мм.
3. Высота эллипсоидной части днища обеспечивается оснасткой.
59
Таблица 2.4
Допуски наклона цилиндрической части
Толщина днища S, мм Допуски наклона Am, мм
До 20 4
От 22 до 25 5
От 28 до 34 6
О г 36 и более 8
Таблица 2.5
Допуски формы эллипсоидной поверхности
Диаметр днищ, D, мм Зазор между шаблоном и эллипсоидной поверхностью, мм
А г AR
До 530 4 8
От 550 до 1400 6 13
От 1500 до 2200 10 21
От 2400 до 2800 12 31
От 3000 и более 16 41
Для днищ, изготавливаемых штамповкой, допускается утонение в
зоне отборловки до 15 % от исходной толщины заготовки.
2.6.5. Предельные отклонения размеров базовых деталей
Предельные отклонения размеров, если в чертежах или норма-
тивно технической документации не указаны более жесткие
требования, должны быть:
для механически обрабатываемых поверхностей: отверстий Н14.
IT14
валов h 14, остальных ± —— по ГОСТ 25347-82;
для поверхностей без механической обработки, а также между об-
работанной и необработанной поверхностями - в соответствии с табл.
2.6.
60
Таблица 2,6
Предельные отклонения размеров поверхностей
Размеры, мм Отверстий Валов Остальных
До 500 +1Т17
Н17 Ы7 — 2
Свыше 500 до 3150 Н16 Ы6 ~ 2
Свыше 3150 Н15 Ы5 + ТТ15 ~ 2
Оси резьбовых отверстий деталей внутренних устройств должны
быть перпендикулярны к бпорным поверхностям. Допуск перпендику-
лярности должен быть в пределах 15-й степени точности по ГОСТ
24643-82, если не предъявляются в чертежах или нормативно-
технической документации более жесткие требования.
После сборки и сварки обечаек корпус (без днищ) должен удовле-
творять следующим требованиям:
а) отклонение по длине не более ± 0,3 % от номинальной длины,
но не более ±75 мм;
б) отклонение от прямолинейности не более 2 мм на длине 1 м, но
не более 20 мм при длине корпуса до 10 м и не более 30 мм при длине
корпуса свыше Юм.
При этом местная непрямолинейность не учитывается:
в местах сварных швов;
в зоне вварки штуцеров и люков в корпус:
в зоне конусности обечайки, используемой для достижения до-
пустимых смещений кромок в кольцевых швах сосудов, имеющих эл-
липтические или отбортованные конические днища;
в) отклонение от прямолинейности корпуса (без днищ) сосудов с
внутренними устройствами, устанавливаемыми в собранном виде, не
превышает величину номинального зазора между внутренним диамет-
ром корпуса и наружным диаметром устройства на участке установки.
61
2.7. Взаимная увязка функциональных допусков
В тех случаях, когда отклонение размеров одного параметра ока-
зывает непосредственное влияние на погрешность другого параметра,
допуски на эти размеры должны быть согласованы между собой. В
этом заключается принцип взаимной увязки функциональных
допусков. Когда зависимые друг от друга отклонения размеров нахо-
дятся в пределах установленных допусков, имеет место взаимная увяз-
ка функциональных допусков.
На рис. 2.8. показан механизм образования смещения кромок
двух стыкуемых базовых деталей 1 и 2.
Рис. 2.8. Взаимная увязка функциональных допусков
в кольцевом соединении:
I - максимально допустимое смешение кромок в кольцевых
стык ах (h);
2 - предельно допускаемые отклонения диаметров
обечаек (ai=^);
3 - максимально возможные смешения кромок в сопряжении
"днище-обечайка" для горячештампованных днищ
диаметром 1000 мм
62
Сопряжения базовых деталей аппаратов типа, показанного на
рис. 2.8, имеют место в паре "обечайка-обечайка", "обечайка-днище",
"обечайка-фланец", днище-фланец".
Как было отмечено выше, допуски на диаметры (периметры)
взаимостыкуемых обечаек увязаны с допусками на смещение кромок в
кольцевых швах; предельно допускаемые отклонения диаметров сты-
куемых между собой обечаек не должны превышать половину смеще-
ния промок, допускаемых в кольцевых швах (линия 2, рис. 2.8).
Область допустимых значений смещения кромок располагается
ниже линии 1 (заштрихованная область). Естественно, за пределы этой
области не выйдут смещения кромок в соединениях типа
"обечайка-обечайка".
На примере соединения цилиндрических деталей "обечайка-
днище", имеющих идеально круглую форму, рассмотрим взаимную
увязку функциональных допусков на смещение кромок в кольцевых
швах с допусками на предельные отклонения диаметров обечаек и
днищ. Максимальные значения смещения кромок определяются сумми-
рованием предельных отклонений диаметра обечаек а, ( линия 2) с
предельно допускаемыми отклонениями диаметров днищ а2 (см.
табл. 2.2 и 2.4).
Линия 3 (см. рис. 2.8) характеризует максимально возможные
смещения кромок при стыковке обечаек с горячештампованными дни-
щами диаметром 1 000 мм. Значение предельного отклонения для этого
диаметра составляет а2 0.01. Д ном —0,01 1000 = 10 мм.
Сопоставление максимально возможных смещений кромок в этих
сопряжениях (линия 3) с допустимыми величинами смещений кромок в
кольцевых швах, предусмотренных ОСТом (линия 1), показывает от-
сутствие взаимной увязки функциональных допусков. Сказанное спра-
ведливо для всех диапазонов диаметров горячештампованных днищ.
Предельные отклонения, начиная с самых малых диаметров,
219-720 мм, практически не обеспечивают установленные нормы на
63
смещение кромок.
Таким образом, горячештампованные днища всех диаметров являются
невзаимозаменяемыми. Установленные допуска отраслевым стандар-
том ± Dhom продиктованы требованиями изготовителей, что не спо-
собствует научно-техническому прогрессу в отрасли.
При таких отклонениях сборка даже с применением пригоночно-
доделочных работ становится невозможной. Появляется необходи-
мость поиска технологических путей достижения отклонений, обеспе-
чивающих сборку на принципах взаимозаменяемости. Естественно, все
это связано с созданием новой или совершенствованием существующей
технологии изготовления стыкуемых базовых деталей.
2.8. Согласованность функциональных
и технологических допусков
Под согласованностью функциональных Tf и технологических
Тг допусков подразумевается обеспечение неравенства
TF > Тг .
Только при этом условии обеспечиваются принципы полной взаимоза-
меняемости и высокое качество изделий.
Производственный опьгг выполнения заготовительно - сбороч-
ных операций показывает, что преобладающая часть пригоночно - до-
делочных работ возникает при сборке кольцевых швов, где стыкуются
базовые детали "обечайка-обечайка", "обечайка-днище" или "корпус-
днище". Пригонка выполняется из-за наличия погрешност ей взаимного
расположения стыкуемых элементов (смещения кромок, несоосности,
64
отклонения величины сварочного зазора). Наиболее существенным из
этих погрешностей является смещение кромок.
При изготовлении обычной технологией действительные откло-
нения диаметров штампованных днищ удовлетворяют лишь допускам,
установленным для днищ, поставляемых по кооперации - 0,5% и выше.
Однако при стыковке таких днищ с обечайками смещение кромок бу-
дет намного превосходить допускаемые значения.
Достижения требуемых величин смещения кромок при сборке
под сварку удается лишь применением подгоночных операций, или не-
производительными методами организации производства. Одним из
таких методов является работа по формуляру, когда из-за отсутствия
увязки между функциональными допусками на диаметры обечаек и
днищ и несогласованности функциональных и технологических допус-
ков самих днищ сначала изготавливаются днища, а затем по обмерно-
му периметру (диаметру) днища производится раскрой обечайки
корпуса.
Для нетранспортабельной аппаратуры за эталонную деталь при-
нимают обечайку, а по ней изготавливают днища.
Для выполнения ремонтных работ иногда заказывают несколько
днищ, чтобы методом подбора выбрать подходящее к диаметру корпу-
са днище.
Такой технологический процесс включает индивидуальную под-
гонку пнища к обечайке или корпусу, в результате чего значительно
повышается трудоемкость изготовления аппаратов, снижается его
качество, повышается стоимость, удлиняется цикл изготовления и за-
1рудняегся внедрение на заводах нефтяного машиностроения поточ-
ных методов производства.
Следовательно, производство базовых деталей нуждается в улуч-
шении прежде всего в направлении снижения погрешностей геометри-
ческих параметров.
05
Качество изделия определяется его конечными свойствами, кото-
рые формируются на протяжении всего потока производства, и поэто-
му для обеспечения согласованности функциональных и техноло-
гических допусков необходимо рассматривать всю совокупность техно-
логических операций.
Возможны различные направления при решении указанной
проблемы. Использование явления технологической наследственности
позволяет выявлять и устанавливать взаимосвязь и взаимозависимость
свойств, создаваемых на предшествующих и последующих операциях.
Явление переноса свойств объектов из одной операции в другую назы-
вается технологическим наследованием, а сохранение этих свойств -
технологической наследственностью.
2.8.1. Обеспечение согласованности функциональных
и технологических допусков
в сопряжении ’’обечайка-обечайка”
Из анализа действительных отклонений размеров базовых дета-
лей аппаратов на основе изучения с помощью явления технологической
наследственности при изготовлении корпусов вытекает, что на сборке
кольцевых швов точность взаимного расположения двух стыкуемых
обечаек в основном определяется разбросом размера диаметра Yd. Для
описания количественной стороны этого параметра применен
корреляционно-регресивный анализ технологического процесса изго-
товления цилиндрических обечаек [4].
Vd = 1598 + 8,44 Хр + 8,06Хо.к. (2.12)
66
Наиболее значительными оказались отклонения размера периметра Хр
и отклонение от круглости обечаек Хо.к.
Отклонение от круглости обечаек при номинальном значении пе-
риметра не оказывает влияние на смещение кромок, так как поддается
устранению при сборке путем "разгонки” по периметру.
Недопустимым дефектом является отклонение периметра.
Чтобы получить точное конечное значение периметра, необходи-
мо учесть все явления и закономерности, происходящие при выполне-
нии формоизменяющих операций.
При гибке, калибровке, особенно толстостенных обечаек, проис-
ходит перемещение нейтральной линии п-п (рис. 2.9) от серединной по-
верхности в сторону сжатой зоны пс-пс.
Рис. 2.9. Схема перемещения нейтральной линии
при пластическом изгибе
Вследствие такого перемещения большая часть поперечного сечения
лисга оказывается в растянутой зоне. Деформации растяжения Ер ста-
новятся больше деформаций сжатия Ес -
67
В результате происходит удлинение периметра обечайки по сравнению
с теоретической длиной заготовки Lo, рассчитанной по среднему
диаметру:
S
Lo=2 7l(Rb +|).
Поэтому исходная длина периметра L (длина заготовки опера-
ций, связанных с пластическим изгибом) должна быть меньше, чем Lo.
На основе изучения деформаций и перемещений при гибке, уста-
новления зависимостей этих величин от толщины стенки листа S и
внутреннего радиуса гибки обечайки Rb получена формула для опре-
деления исходной длины периметра L, обеспечивающего необходимый
диаметр обечаек [4].
Р2
L = Lo[ 1-7^7]. (213)
S
где
Расчет исходной длины периметра обечайки по эт ой формуле по-
зволяет добиться принципов полной взаимозаменяемост и в сопряжени-
ях "обечайка - обечайка".
2.8.2. Пути обеспечения принципов взаимозаменяемости
в сопряжении ’’днище-обечайка”
Достижение принципов взаимозаменяемости в сопряжении
"обечайка-днище" в основном связано с необходимостью обеспечения
предусмотренных допусков на размеры диаметра (периметра) днищ и
на отклонение формы поперечного сечения от округлости.
В настоящее время на заводах химического и нефтяного аппара-
тостроепия днища колонной и емкостной аппаратуры изготавливаются
68
в основном горячей штамповкой-вытяжкой на гидравлических прессах
простого и двойного действия.
Недостатком данного технологического процесса является низ-
кая точность днищ по диаметру, потеря устойчивости и уточнение
фланцевой части заготовки, появление гофр и образование выпук-
лостей в местах перехода эллиптической части днища в
цилиндрическую. Процесс штамповки характеризуется сложными
временно-температурными параметрами термического цикла, влияние
которых на образование погрешностей размеров и дефектов остава-
лось неизвестным.
С целью оценки действительных значений и степени нестабиль-
ности параметров термического цикла штамповки были проведены
многочисленные исследования в производственных условиях [1].
Обработка результатов этих данных позволила установить причины
образования отклонений диаметров горячештампованных днищ.
ADe- (а + b tp - с tmn) Dn - De,
(2-14)
где а = 1 + (а<з - ал - оса an tcp):
b = ал (1 + а Мер);
с -а<9 (1 - a«tcp);
ADe - отклонение внутреннего диаметра днища, мм;
tk-ш - температура заготовки в конце штамповки, °C;
tp - температура разогрева пуансона, ° С ;
ап, ад - средний коэффициент термического расширения
материала пуансона и днища соответственно;
tcp - температура окружающей среды, ° С ;
Dn - диаметр пуансона.
Основными погрешностями, образующими отклонения диамет-
ров днищ от номинальных значений, являются изменения
69
исполнительных размеров штамповой оснастки вследствие разогрева
пуансона в процессе штамповки из цикла в цикл (tp), а также значений
термической усадки днища из-за разброса температур конца штампов-
ки
В штамповой оснастке’пуансон-матрица’*наибольший контакт с
нагретой заготовкой имеет пуансон , наружный контур которого фор-
мирует внутреннюю поверхность днища. Вследствие температурного
расширения пуансона происходит увеличение внутреннего диаметра
днища и отклонение его от номинальных значений. Одновременно
происходит уменьшение зазора между пуансоном и матрицей, что вы-
зывает уменьшение толщины стенки, образование гофр и выпучин. По-
этому для получения взаимозаменяемых днищ (с размахом диаметров в
пределах поля допуска) необходимо обеспечивать постоянство размера
пуансона, формирующего базовые размеры днища.
Эта идея реализована путем стабилизации температуры пуансона
охлаждением его водой [32].
Существующие литые конструкции пуансонов не позволяют ор-
ганизовать эффективного охлаждения их водой.
Разработана новая конструкция водоохлаждаемого пуансона
штампосварного исполнения (рис. 2.10). Пуансон выполнен из двух
Рис. 2.10. Конструкция водоохлаждаемого пуансона
70
куполообразных частей 1 и 2, между которыми размещен элемент 3,
образующий канал для циркуляции хладоагента.
Вода подается в наиболее нагретую центральную часть и отводится из
периферийной части пуансона.
Для обеспечения жесткости пуансон имеет шесть радиальных ре-
бер 4, соединенных с тумбой 5 и куполообразной частью 2.
Применение пуансона данной конструкции на НПО
"Салаватнефтемаш" для изготовления днищ диаметром 1400 мм и тол-
щиной стенки 10 мм позволило повысить точность внутренних диамет-
ров в 4...5 раз и обеспечить взаимозаменяемость днищ.
Данная технология является наиболее реальной для производства
взаимозаменяемых днищ путем широкого внедрения ее в производство.
С другой стороны, при проектйровании.технологии изготовле-
ния аппаратов или комплектно-блочных установок имеется возмож-
ность заказа с машиностроительных заводов взаимозаменяемых днищ.
2.9. Соединения типа охватывающих и охватываемых
цилиндрических деталей
К данной группе относятся сопряжения цилиндрических деталей
типа вал-отверстие. Для аппаратосгроения можно назвать следующие
характерные сочетания сопрягаемых деталей (рис. 2.11):
- сопряжения двух сваренных деталей. Две обечайки, сваренные
внахлест (а), кольца жесткости на цилиндрических аппаратах (б);
- соединения сваренных и механически обработанных деталей,
сопряжение обечайки с плоским днищем (в) или фланцем (г);
- одна деталь выполнена сваркой, а другая штамповкой, напри-
мер, узел приварки опоры к днищу (д);
- штампованная и механически обработанная детали, эллиптиче-
ское днище и фланец (е); „ .
- соединение механически обработанной детали с трубой, изго-
товленной прокаткой, крепление труб в трубную решетку сваркой (з).
Рис. 2.11. Примеры соединений типа цилиндрических
охватывающих и охватываемых деталей
Из числа возможных посадок рассматриваемой группы сопряжений
для аппаратостроения интерес представляют лишь посадки с зазором
(подвижные посадки). Применение переходных, а тем более посадок с
натягом, как правило, исключается. Конкретные классы точности и в
этом случае не регламентируются.
В системе ISO и ЕСДП с одним номинальным диаметром посад-
ки с зазором обеспечиваются лишь при одностороннем, предельном
расположении полей допусков (рис. 2.12, а).
Согласно стандарту СТ СЭВ 145-75, основные отклонения А-Н
(a-h) образуют посадки с зазорами, в которых отверстия имеют плюсо-
вые отклонения, а валы - минусовые.
В настоящее время для сварных, штампованных деталей аппара-
тов и труб принято симметричное расположение поля допуска на
72
Рис. 2.12. Упрощенная схема системы расположения допусков
размеры. Симметричное расположение допусков для вала и отверстия с
единым номинальным диаметром сопряжения (см. рис. 2.12, б) не га-
рантирует заданного характера посадок с зазором. Это объясняется
тем, что детали различного технологического происхождения (.сварка,
штамповка, прокатка, механическая обработка) для одного и того же
диаметра имеют различные по величине отклонения, построенные на
разных закономерностях. Даже в условиях, когда такую систему приме-
няют только для одной из основных деталей, нельзя гарантировать ха-
рактер принятой посадки. Тем более это невозможно, когда
симметричную систему применяют для обеих сопрягаемых деталей (см.
рис. 2.12, б).
Для симметричной системы допусков получить нужные посадки с
гарантированным зазором удается, применив в одном узле сопрягае-
мых деталей два номинальных диаметра Од и Од (см. рис. 2.12, в). В
этой системе постоянной величиной (исходной для расчета) является
минимальный зазор Amin. Система (см. рис. 2.12, в) описывается
соотношением
Da = Db + ад + сев + Amin .
(2.15)
Просвет не должен быть меньше, чем Amin для обеспечения по-
садки с зазором. Максимальное значение просвета Атах
73
ограничивается из соображений возможности выполнения сварки. Для
каждого вида сварки существует предельно допустимое значение сва-
рочного зазора - зазора на сторону Ь= 0,5 Д, позволяющего выполнять
сварочные работы и получать требуемое качество соединений:
Дтах = §а+ 8в+ Дтт.
Максимальный сварочный зазор на сторону
втах = 0,5 (6д + 8 в + Amin), ИЛИ
втах = а а + ав + бщт- (2.16)
Таким образом, предельные отклонения сопрягаемых деталей в
системе двух номинальных диаметров ограничиваются наибольшими и
наименьшими значениями сварочного зазора. Из формулы (2.16)
видно, что уменьшить сварочный зазор можно уменьшением
§А
«А z ~ и «В = ~ •
На рис. 2.12, г показан случай уменьшения в щах путем ограни-
чения поля допуска 8 в
Симметричную систему с двумя номинальными диаметрами со-
прягаемых деталей следует рассматривать 'как вынужденную и времен-
ного характера.
При разработке системы допусков для сварных сосудов, аппара-
тов и котлов целесообразно применять одностороннюю предельную
систему.
Однако при переходном этапе применение согласованных рассчи-
танных двух номинальных диаметров сопрягаемых деталей может
улучшить условия внедрения принципов взаимозаменяемости в
аппаратостроении.
74
2.10. Пример расчета отклонений
размеров колонного аппарата
Выполнить точностные расчеты и уста-
новить допуски на отклонение разме-
ров в соединениях базовых деталей
аппарата с внутренним диаметром 2400
мм, толщиной стенки S=60 мм, высо-
той цилиндрической части корпуса 25
метров (рис. 2.13).
Примерная последовательность
расчета
1. Рассчитать ожидаемые верхнее и
нижнее отклонения размеров по пери-
метру и длине (высоте) аппарата.
Основными источниками погрешно-
стей, возникающих в ходе выполнения
технологических операций, можно счи-
тать следующее: производство листово-
го проката, раскрой и обработка
кромок, гибка, штамповка и сварка.
Общий вид соотношений, определяю-
щих суммарное верхнее си и нижнее аг
отклонения сопрягаемых деталей:
(X1 — (сх. I пр + 2OC1 оп + ОС 13 ) п ;
ОС2= (<*2Пр + 2СС2ОП+ОС23) П , (2.17)
I де a i пр и аг пр
- отклонения размеров проката;
75
a 1 on И «2 on
- операционные отклонения для последней операции
обработки заготовок, отнесенные к одной кромке;
а в и агз - верхнее и нижнее отклонения для сборочного зазора
между кромками;
п - число швов или заготовок.
Численное значение отклонений зависит от технического уровня
выполняемых операций. Они предусматриваются в соответствующих
технических требованиях, стандартах на выполнение тех или иных тех-
нологических операций и постоянно обновляются.
Формулы (2.17), определяющие верхнее и нижнее отклонения, по-
учительны по структуре. Они позволяют критически оценить целесооб-
разность проектируемой карты раскроя, обработки кромок и гибки,
исходя из возможной точности размеров сопрягаемых деталей. Допус-
каемые отклонения размеров аппаратов можно получить, используя
технологические операции, позволяющие получить необходимую точ-
ность размеров заготовок. Применение принципов взаимозаменяемо-
сти дает возможность технологам контролировать рациональность
проектируемых технологических процессов по операционным разме-
рам заготовок, обеспечивающим необходимые предельные размеры.
Отклонения по периметру
Периметр корпуса по нейтральному диаметру составит
Lo = 71 (DB + S) = 3,14 (2400 + 60) = 7724,4 мм.
Из сортамента толстолистовой стали - ГОСТ 5681 - выбирается
лист размерами 8000 х 2600 х 60 (длина, ширина, толщина). Выбранная
длина обеспечивает изготовление обечаек с одним продольным швом
n = 1. Применение листов больших размеров по длине и ширине
снижает трудоемкость изготовления аппаратуры.
76
Условия производства: совмещенные раскрой и обработку кро-
мок производить кислородной резкой, швы без скоса кромок, сварка
электропшаковая.
Прокатные отклонения учитываются лишь в том случае, когда
листы используются без последующей обработки, для данного случая
Ct 1 пр = 012 Пр - 0.
Ограничимся определением операционных отклонений только
для операции обработки кромок.
По данным международного института сварки, для кислородной резки
2 01] он = +2,0 мм; 2ос2оп= - 2,0 мм.
Допускаемые предельные отклонения зазора для электрошлако-
вой сварки по ГОСТ 15164-78:
а 1з = + 2,0 мм; ОС23 = - 2,0 мм;
а i = (0 + 2,0 4- 2,0) .1=4-4 мм;
0С2 - (0 - 2,0 - 2,0) . 1 = - 4 мм.
Допускаемые отклонения в длине развертки взаимостыкуемых
обечаек должны обеспечивать выполнение установленных норм на сме-
щение кромок в кольцевых швах, согласно формуле (2.6).
. „ , h
AL = ± 7С-.
Из табл. 2.1 для листа толщиной 60 мм допускаемое смещение
кромок составляет
h = 0,04 S 4- 3,5 = 0,04.60 4- 3,5 = 5,9 мм;
77
A 5,9
AL = + 3,14 - ±8,6 мм.
Таким образом, по периметру условия производства (принятая
технология изготовления обечаек с одним продольным швом n = 1)
обеспечивают ожидаемые отклонения меньше допускаемых.
Исходная длина периметра, согласно формуле (2.13),
г Р2 1
L~L°^1'(2+p2)^;
Р = R? = 1200 = °’05;
0.05 2
L = 7724,4 [ 1 ------- 1 = 7719.8.
’ L (2+0,052) J
Исходная длина периметра обечаек перед гибкой должна быть на
4,6 мм короче периметра, рассчитанного по нейтральному диаметру.
Окончательно длина развертки составит
L = 7719,8 ±8,6 мм.
Верхнее и нижнее озклонения по диаметру аппарата, согласно
формуле (2.5),
h 5,9
AD = ± - = ± — - ± 2,95 мм.
Диаметр обечаек (номинальный)
Dhom =(Db + S) ± AD = (2400 + 60) ±2,95 = 2460 ± 2,95 мм.
Размерный анализ по высоте (длине) аппарата
Следует отметить, что научно обоснованный метод выбора ши-
рины и допусков листовых заготовок стыковых соединений сварных
78
карт отсутствует и отдан на произвольное решение изготовителей, что
не может гарантировать высокого качества.
Для изготовления обечаек выбраны листы 8000 х 2600 х 60. Кор-
пус состоит из отдельных десяти обечаек. Количество кольцевых швов
с учетом швов "обечайка-днище” п = 11.
Допускаемые отклонения длины цилиндрической части аппарата
из подраздела 2.6 не должны превышать ± 0,3% от номинальной дли-
ны корпуса без днищ, но не более ±75 мм.
ДН = ± 0,003 Н < 75 мм;
АН = ± 0,003.25000 = ± 75 мм.
Для определения расчетных (возможных, ожидаемых) отклоне-
ний используются те же формулы (2.17), что и при расчете отклонений
периметра:
(X1= (ос 1 пр + 2а 1 оп + а в) п;
аг= (аг пр + 2агоп + агз) п.
Расчет производили по двум вариантам.
Вариант 1. Листы используются без дополнительной обработки
кромок. В этом случае необходимо учитывать отклонения проката по
ширине.
Отклонения по ширине проката только плюсовые и, согласно
ГОСТ 5681. составляют
а 1 пр = + 0,5% В, где В - ширина проката;
aj пр = 0,005.2600 = 4-15 мм.
Для принятого варианта корпус будет состоять из 9 обечаек 1-9
шириной 2600 мм (см. рис. 2.12) и одного компенсирующего звена обе-
чайки 10.
79
Расчетное количество кольцевых швов для определения ДН будет
равняться п = 10.
Операционные отклонения и отклонения зазора те же, что и для
случая периметра:
2а 1 оп = + 2,0 мм; 2а 2 оп = - 2,0 мм;
а в = + 2,0 мм; агз = - 2,0 мм;
aj = (15,0 + 2,0 + 2,0) . 10 = + 190 мм;
а2= ( О.о - 2.0 - 2,0). 10= - 40 мм.
_ +190 мм
40 мм
Ожидаемые расчетные отклонения выше допускаемых.
Расчеты по формулам (2.17) показывают, что допускаемые откло-
нения по ширине проката (то же самое справедливо и для отклонений
по длине), принятые в металлургической промышленности, не способ-
ствуют развитию производства на принципах взаимозаменяемости без
предварительной обработки кромки листов и могут привести к боль-
шим допускам на размеры аппарата, не отвечающим установленным
требованиям и нормам.
Величины отклонений могут быть значительно снижены, если
применить известный в машиностроении метод компенсации отклоне-
ний от нормальных размеров.
Применительно к аппаратостроению метод компенсации заклю-
чается в том, что одна из обечаек выполняется размерами, учитываю-
щими компенсацию ai и а 2 по длине аппарата. В нашем случае
компенсирующим звеном будет обечайка 10, ширина которой будет
определяться с учетом всех отклонений размеров по длине.
Проще ширину компенсирующей обечайки определять вычитанием от
номинальной высоты корпуса действительных размеров по длине по-
сле сборки и сварки 9-ти обечаек.
80
Применять этот метод следует ограниченно, так как он не спо-
собствует независимому изготовлению базовых деталей и,
следовательно, препятствует внедрению принципов
взаимозаменяемости.
Вариант 2. При этом прокат подвергается дополнительной обра-
ботке по ширине и размеры каждой из обечаек будут одинаковы, коли-
чество кольцевых швов n ~ 11.
о.|пр —0; ot2nP = 0;
а I = (0 4- 2 + 2) . 11 = + 44 мм;
«2 ~ (0 - 2 - 2) . 11 - - 44 мм.
Расчетные отклонения в данном варианте меньше допускаемых,
и, следовательно, второй вариант обеспечивает принципы
взаимозаменяемости.
Пример. Определить диаметр сварной опоры в сопряжении этой
опоры со штампованным днищем
В качестве номинальных выбраны внутренний диаметр опоры DA
и наружный диаметр днища DH (рис. 2.14).
Согласно формуле (2.15),
Da = DH + ад + <*в + Amin.
Примем Amin - 1 мм, толщину стенки опоры 20 мм, максималь-
ный сварочный зазор вгаах - 3 мм.
Из табл. 2.2 отклонения диаметра днища составляют ±6 мм.
схв = 6 мм.
Для опорной обечайки отклонение диаметра составит, согласно
формуле (2.5),
Из табл. (2.1) h = 0,1 S + 1 мм.
ADa = ±
O,1S + 1
2
0,1x20+1
---2----= ±1,5 мм;
ад = 1,5 мм;
DH-DB+ 2S = 2400 + 2.60 = 2520мм.
Максимальный сварочный зазор на сторону по формуле (2.16)
составит
втах = ад +ав +erain;
emax = (1,5 + 6 + 0,5) = 8 ММ.
Сварочный зазор 8 мм не позволяет вести нормальный процесс
как ручной, так и автоматической сварки под слоем флюса. Поэтому
данное сопряжение "корпус-днище" при существующей технологии из-
готовления днища по принципу взаимозаменяемости собирать
Рис. 2.14. Расчетная схема
сопряжения
"опора-днище"
невозможно.
Чтобы изготавливать узел со-
пряжения "опора-днище" по прин-
ципу взаимозаменяемости, необхо-
димо иметь днище с предельными
отклонениями диаметра «в , обес-
печивающими
вгаах = 3 мм, emin = 0,5 мм,
тогда
— ^шах “ ” ^min
осв =3-1,5 -0,5 = 1 мм.
82
Предельные отклонения диаметра днища не должны превышать
A D = ± 1 мм.
Днища с такой точностью можно изготавливать с применением
водоохлаждающего пуансона.
Другой путь - это зависимое изготовление базовых деталей.
Диаметр опорной обечайки будет определяться после замера дей-
ствительного размера днища с учетом допустимых сварочных зазоров:
вТОах = 3мм и ^ = 0,5 мм: .
Допуск на диаметр опоры а а=1,5 мм вполне позволяет выдержи-
вать вгаах = 3 мм, так как величина ад, согласно формуле (2.16), могла
быть
«А = 6тах -ав -61Ш11 =3-0-0,5 = 2,5мм.
Далее устанавливаются предельные отклонения остальных разме-
ров и погрешностей базовых деталей по нормам, предусмотренным в
подразделе 2.6.
83
3. Заготовительные операции
3.1. Правка
Основная технологическая задача правки заключается в устране-
нии волнистости и коробоватости проката. В металлообработке под
волнистостью понимают вид отклонений геометрических параметров,
занимающий промежуточное положение между отклонениями формы
и шероховатостью поверхности. Коробоватость - это волнистость во
взаимоперпендикулярных направлениях.
Эти погрешности количественно оцениваются стрелой прогиба
на 1 м длины проката.
Металлургическая промышленность поставляет прокат стрелой
прогиба до 8 мм/м. Она может увеличиваться при транспортировке,
выполнении погрузочно - разгрузочных операций. Волнистость при
выполнении технологических операций наследуется до сборки кольце-
вых швов и сказывается на величине смещения кромок.
Все это в конечном счете может привести к нарушению прочно-
сти соединения и отходу от принципов взаимозаменяемости.
Кроме того, волнистость может служить первопричиной потери
устойчивости аппаратов, работающих под действием наружного
давления.
Допускаемая стрела прогиба листового проката после правки,
отвечающая принципам взаимозаменяемости, должна составлять J мм
84
на 1 м длины. Поэтому прокат, особенно с профилем малой жесткости,
подвергают правке.
3.1.1. Основы процесса правки
Правка представляет собой разновидность обработки металлов
давлением и осуществляется путем многократного знакопеременного
пластического изгиба обрабатываемого металла при напряжениях вы-
ше предела текучести.
Выполняется на многовалковых листоправильных машинах. За-
готовка пропускается между двумя рядами валков, расположенных в
шахматном порядке (рис.З.1).
Рис. 3.1. Схема работы листоправильной машины
В аппаратостроительных цехах правка, как правило, выполняется в
холодном состоянии.
К операциям холодной обработки относятся такие, которые вы-
полняются при температурах ниже порога рекристаллизации - I'
Порог рекристалитизации есть минимальная температура нагрева
пластически деформированного (наклепанного) металла, при которой
происходит снятие искажения кристаллической решетки, восстанавли-
ваются исходные до наклепа свойства металла (твердость, прочность,
пластичность).
Между минимальной температурой рекристаллизации и темпера-
турой плавления существует простая зависимость [ 8 ]
’'рек = <3.1)
85
для сталей а - 0,4.
Следовательно, Трек « 600 °C.
3.1.2. Склонность к деформационному (механическому) старению
В общем случае старение - изменение свойств металла во
времени. Деформационное старение развивается в течение 15-16 суток
при нормальных температурах и в течение нескольких минут при тем-
пературах 200...300 °C. Старение несколько повышает прочность и
твердость, но одновременно резко снижает ударную вязкость - сопро-
тивляемость ударным нагрузкам (рис. 3.2).
Снижение ударной вязкости объясняегся выделением из твердого
раствора на ферритной основе - карбидов и нитридов. Чистый феррит
имеет очень низкую способность сопротивляться ударным нагрузкам.
Выделению карбидов и нитридов способствует свободная энер-
гия в системе, которая стремится привести последнюю в равновесное
состояние.
Склонность к старению присуща больше углеродистым кипящим
сталям, поэтому их обязательно подвергают испытаниям на склон-
т
Рис. 3.2. Ударная вязкость деформирован-
ной стали в зависимости от тем-
пературы нагрева
ность к деформацион-
ному старению
(ГОСТ 7268-54).
Холодная правка
относится к числу
операций, влияние ко-
торых на эксплуата-
ционную надежность
аппаратов весьма
велико.
86
Процесс правки положителен для профиля проката.
Вместе с тем, холодная правка в определенных условиях может
иметь и отрицательные последствия, которые связаны с наклепом
металла. Поэтому имеет смысл более подробно разобраться с явлением
наклепа.
Наклепом называется упрочнение металла под действием пласти-
ческой деформации. Пластическое деформирование ведет к образова-
нию сдвигов в кристаллах, к дроблению блоков мозаичной структуры,
а при значительных степенях деформаций наблюдается заметное изме-
нение формы зерен, их расположения в пространстве, причем между
зернами возникают трещины, что приводит к повышению плотности
дислокаций. Одновременно этот процесс порождает искажения кри-
сталлической решетки, что создает многочисленные препят ствия пере-
мещению дислокаций. Все это вместе приводит к увеличению запаса
свободной энергии.
На практике прокат толщиной более 22 мм не подвергается
правке.
3.1.3. Склонность к росту зерна металла
Она является наиболее опасным последствием наклепанного
металла. Металл, не подверженный пластической деформации при
нагреве, не склонен к росту зерна.
Склонность к росту зерна проявляется при нагреве металла выше
300 °C и зависит от степени предшествующей пластической
деформации.
Для большинства металлов зависимость между размером зерна и
относительным удлинением металла б имеет вид, представленный на
рис. 3.3.
87
При малых степенях деформаций нагрев вызывает лишь дробле-
ние (фрагментацию) старых зерен на блоки. Такой процесс называется
полигонизацией. Размер зерна при этом не меняется.
При нагреве металла, подвергнутого пластическим деформациям
Рис. 3.3. Рост зерна при нагреве в за-
висимости от предшествую-
щей деформации:
Ti и Тз - температуры нагрева;
Т1 <Т2
3...15% , величина зерна
резко возрастает и может
превысить во много раз
размер исходного зерна.
Такую степень деформа-
ции называют
критической. Механизм
роста зерна объясняется
слиянием нескольких ста-
рых зерен в одно крупное.
При этом граница между
отдельными зернами очи-
щается от дислокаций и
постепенно исчезает.
При деформации больше
критической размер зерна уменьшается до значений исходного. При
этом происходит нормальный механизм роста зерна. Вначале возника-
ют зародыши новых зерен, а затем наблюдается их рост.
Крупнозернистая структура, соответствующая критической сте-
пени деформации, обладает низкими, неравномерными механическими
свойствами. Она может привести к резкому снижению конструкцион-
ной прочности и катастрофическим авариям.
Поэтому при выполнении операций, связанных с пластическим
деформированием металла (правка, гибка, калибровка, штамповка) в
холодном состоянии, следует избегать критических деформаций, т.е.
выполнять их при относительных удлинениях менее 3%.
88
В гех случаях, когда неизбежны появления критических степеней
деформаций, обработку металлов следуег вести в горячем состоянии
или применить рекристаллизационный отжиг после выполнения опера-
ций в холодном состоянии.
График, иллюстрирующий восстановление исходных свойств на-
клепанной стали при отжиге, имеет вид, показанный на рис. 3.4.
Рис. 3.4. Восстановление механических
свойств наклепанной стали
при отжиге:
- уровень свойств до наклепа
Таким образом, горячая
обработка металлов давле-
нием позволяет сохранить
исходные свойства
металлов, так как при тем-
пературах выше порога
рекристаллизации снима-
ются последствия пластиче-
ской деформации:
упрочение металла, сниже-
ние пластичности и искаже-
ние кристаллической
структуры.
3.2. Очистка
3.2.1. Основные виды загрязнений в черных металлах
В результате прокатки, выполнения горячей штамповки и других
высокотемпературных операций на поверхности заготовок или готово-
го изделия образуется окалина. За время транспортирования, хранения
на металле могут появиться ржавчина и загрязнения.
I (ель очистки - удаление с поверхности металла загрязнений.
Обязательной очистке подлежат:
- кромки свариваемых элементов; 89
- участки металла, соприкасающиеся с флюсом;
- поверхности контакта соединяемых элементов (внахлестку и ку-
да приваривается обкладка);
- поверхности отдельных деталей и аппаратов, в целом подлежа-
щие окраске, эмалированию, металлизации и т.п.
Ржавчина - продукт коррозии железа, образуемый под действием
кислорода в присутствии воды, является основным видом загрязнения
металлической поверхности. Бурая рыхлая масса ржавчины состоит,
главным образом, из водной окиси железа, не связанной с металлом,
поэтому не защищающей его от дальнейшего разрушения. Ее состав
приблизительно отвечает формуле
Fe2O3 . Н2О.
В условиях высоких температур электрической дуги происходит
диссоциация воды 2Н2О = 2Н2 + О2 - Q кал.
Водород и кислород способствуют образованию пор и микротре-
щин в металле шва, повышают хрупкость металла. Будучи
эндотермической, реакция повышает скорость охлаждения сварного
соединения.
Аналогичные дефекты в шве обнаруживаются при недопуст имой
влажности сварочного флюса.
Окалина - наиболее распространенный вид неметаллических со-
единений на поверхности проката и представляет собой закись-окись
железа Fe3O4.
В расплавленном состоянии на границе раздела фаз мегалл-шлак
протекает реакция по уравнению
Ре3О4 + Fe — 4FeO.
Количество FeO в металле и шлаке перераспределяется
равномерно. Следовательно, с ростом содержания в шлаке свободной
FeO увеличивается содержание кислорода в металле шва, что приводит
90
к снижению пластичности, ударной вязкости металла шва. При содер-
жании кислорода О7 > 0,1 % металл теряет ковкость.
Загрязнения типа SiO7, Л17О3 (песок, глинозем и др.) оказывают
влияние на химический состав и свойства шлаков, образующихся при
сварке. Эти изменения могут влиять отрицательно на свойства металла
шва из-за нарушения оптимального состава флюсов, покрытий, рас-
считанных на получение качественного соединения.
3.2.2. Способы очистки
В промышленности используют многочисленные способы очист-
ки металлических поверхностей от загрязнений, которые можно объе-
динять в химические, физические и механические методы.
Выбор метода обработки зависит от вида и степени загрязненно-
сти поверхности; целей подготовки поверхности (под сварку, пайку,
склеивание,окраску, эмалирование и т.п.); габаритных размеров, массы
изделия и типа производства. '
Химические методы обработки поверхности включаю!
обезжиривание, травление, а также применение модификаторов
ржавчины. Обезжириванием называют процесс растворения или
эмульгирования жира и масел с помощью химически активных
веществ. Осуществляется промывкой деталей в щелочных растворах,
органических растворителях, водных моющих средствах [ 7 ], а в неко-
торых случаях электрическим травлением в гальванических вайнах.
Обезжиривание мелких деталей производят в ваннах или во вра-
щающихся барабанах, в которые залит растворитель.
Крупные изделия обезжиривают путем заливки растворителя во
внутреннюю полость герметически закрытого аппарата. Внешнюю по-
верхность крупногабаритных аппаратов можно обезжиривать путем
протирки растворителем или его распылением.
После щелочного обезжиривания и электрического травления
должна быть произведена тщательная промывка водой и сушка. Ввиду
токсичности большинства растворителей все работы по обезжирива-
нию должны выполняться в закрытых помещениях или камерах, обо-
рудованных вытяжной вентиляцией.
Травление выполняется обычно растворами серной и соляной ки-
слот в отдельности или сочетании. Наибольшая скорость травления
достигается в 25% -ной серной и 20% -ной соляной кислоте.
Скорость травления увеличивается также с повышением темпера-
туры растворов.
Кислота проникает под слой окалины юти ржавчины и образует,
наряду с окислами, свободный водород, который механически отрыва-
ет разрыхленные слои окислов.
Для предотвращения наводороживания поверхности металла в
травильные ванны добавляют специальные присадки - замедлители.
Замедлители адсорбируются на поверхности изделий и затрудняют пе-
реход частичек металла в раствор [ 24 ].
Рецепты травителей зависят от состава обрабатываемого
металла. По мере роста объемов производства цехов холодной прокат-
ки потребовалось увеличение производительности травильных
агрегатов, что привело к необходимости применения более сильного
травителя соляной кислоты взамен серной [ 9 ].
В последнее время разработано множество составов, композитов,
модификат оров или преобразователей ржавчины [ 25 ].
Химические способы очистки не оказывают влияния на измене-
ние толщины поверхностно-напряженного слоя и шероховатость
поверхности. Это весьма трудоемкие, дорогостоящие технологические
операции, с неблагоприятными условиями труда. Поэтому эти способы
мало распространены на аппаратостроительных предприятиях.
Физические методы обработки поверхностей - ультразвуковая,
обработка взрывом, электрогидравлическая - не оказывают
92
значительного влияния на изменение геометрических параметров каче-
ства поверхности. Однако такие способы, как электроискровая,
плазменноабразивная, лазерная обработки, значительно влияют на из-
менение шероховатости. Следует отметить, что некоторые способы об-
работки взрывом создают поверхностно - уплотняющий слой
толщиной до 35 мм.
Физические способы очистки отличаются большой
энергоемкостью, трудоемкостью, в некоторых случаях - повышенной
опасностью, шумом и загазованностью.
Из физических методов наиболее широкое применение в аппара-
тостроении находят термические способы очистки. Поверхность нагре-
вается до температуры 150 °C. Отделение окалины происходит
вследствие различия коэффициентов линейного расширения стали и
окислов металла. При нагреве происходит обезвоживание ржавчины. В
результате окалина растрескивается и легко отслаивается вместе с
ржавчиной. Остатки окислов удаляют металлическими щетками. Наи-
более распространен способ газопламенной очистки, когда нагрев вы-
полняется многопламенной горелкой, вмонтированной на роликовых
опорах.
Механические способы очистки. В промышленности для обработ-
ки поверхности широко используют вращающиеся металлические щет-
ки (рис. 3.5), у которых в качестве рабочих элементов используют
металлическую проволоку диаметром 0.2...0.8 мм, соединенную в пуч-
Рис. 3.5. Дисковые щетки
ки и размещенную между фланцами
Режимы обработки этими щетками:
скорость обработки 15 ... 45 м/с, ско-
рость подачи (лимитируемая исход-
ным состоянием поверхности) от 0,5 ...
30 м/мин и более, натяг 0,5 ... 5,0 мм.
Для повышения энергии удара проволочных элементов на линии
атаки разработаны вращающиеся щетки с отражателями (рис. 3.6), в
которых проволочные элементы во время холостого пробега дополни-
тельно аккумулируют энергию за счет их упругого изгиба при контак-
тировании с отражателем. При работе этих щеток наблюдается
Рис. 3.6. Щетка
с отражателем
повсеместное усталостное изнаши-
вание, а также изнашивание контак-
тирующей части ворса за счет допол-
нительного трения по отражателю.
Для увеличения энергии удара про-
волочек на линии атаки разработаны
секционные щетки (рис. 3.7), где ра-
бочие проволочные элементы распо-
ложены по окружности секционно.
Для обработки больших поверхно-
стей используют валковые (цилиндрические) щетки длиной 50 ... 1500
мм и наружным диаметром 50 ... 1000 мм.
Такой диапазон конструкционных параметров объясняется различным
Рис. 3.7. Секционная
щетка
чины и т.п. чаще используют
применением этих щегок, в
частности, в металлобрабатываю-
щей, судостроительной и судоре-
монтной промышленностях; боль-
шие поверхности очищают от
окалины, ржавчины, грязи и т.н.
щетками с максимальной длиной
контакта.
Для выполнения тяжелых ра-
бот ио очистке поверхности от ржав-
торцевые (чашечные) щетки, которые
имеют большую прочность и позволяют вести обработку на больших
скоростях 30 ... 40 м/с. Качество поверхности при обработке
94
торцевыми щетками, а также назначение оптимальных режимов для
них до сих пор не изучены. Разновидостью торцевых щеток являются
концевые щетки, наружный диаметр которых не превышает 50 мм; в
большинстве случаев их используют для обработки внутренних
поверхностей, а также д ля обработки дна деталей типа стаканов.
Одним из направлений использования проволочек в качестве ра-
бочих элементов является обработка ленточными щетками. Ленточные
щетки (рис. 3.8 ) состоят из несущего основания, которое может быть
выполнено в виде эластичной ленты, цепи и т.п. К основанию щетки
прикрепляют колодки с набором проволочных рабочих элементов. В
процессе работы, благодаря значи-
тельной длине контакта проволочек с
d---------обрабатываемым изделием, можно
интенсифицировать процесс поверх-
3---------------------------। ностной обработки.
Рис 3 8 Ленточная ^ля зачистки кромок свариваемых
щетка элементов, снятия усилений сварного
шва широко используются абразив-
ные круги и иглофрезы (рис.3.9). Очистку производят также ручными
щетками, скребками, различными обдирочными и шлифовальными
Рис. 3.9. Иглофреза
инструментами.
Обработка металлическими
щетками позволяет регулировать ка-
чество поверхностного слоя металла
в широких пределах (от 100 до 0,05
мкм). В поверхностных слоях обра-
зуются благоприятные, с эксплуата-
ционной точки зрения, напряжения
сжатия с различной глубиной залега-
ния (до 15 мм) и степенью упрочне-
ния до 50%. л_
Большинство способов механической обработки устраняют или
локализуют на поверхности металла концентраторы напряжений в ви-
де рисок, царапин, что значительно повышает механическую
прочность, надежно защищает их от коррозионного растрескивания.
Однако на поверхности металла в отдельных случаях остается слой
пыли, а некоторые способы сопровождаются шумом, вибрацией изде-
лий и груди о поддаются механизации.
Галтовка. При этом виде обработки детали в течение нескольких
часов, беспорядочно перемещаясь во вращающемся барабане, трутся
друг о друга, очищая при этом свои поверхности от окислов и
загрязнений. Вместе с деталями загружают известняк, гравий, песок, в
некоторых случаях небольшие количества слабых растворов кислот,
щелочей.
Галтовка с успехом может быть применена для очистки внутрен-
них поверхностей баллонов и других сосудов малого диаметра. В этом
случае внутрь обрабатываемых изделий вводят каменную мелочь, гра-
нитные осколки, окись алюминия и т.п., которые ударами и зрением о
поверхность очищают ее от окалины, окислов и загрязнений.
Пескоструйная очистка состоит в обработке поверхностей струей
сжатого воздуха, в которой находятся частички кварцевого песка.
Величина давления для остальных изделий составляет 0.18 - 0.22
МПа, скорость струи при истечении из сопла распыливающего аппара-
та достигает 350 м/с.
Поверхность изделий после обработки песком приобретает рав-
номерную шероховатость и становится матовой; она легко корродиру-
ет и загрязняется, поэтому следует максимально сократить промежуток
времени до нанесения антикоррозионного покрытия.
Крупным недостатком пескоструйной очистки является образо-
вание большого количества пыли. Этот недостаток в некоторой степе-
ни устраняется гидропескоструйной очисткой, где очистку производят
пульпой - смесью песка и воды.
96
Имеется большое количество пескоструйных аппаратов разно-
бразных конструкций, размеров и назначений, применяемых для очист-
ки деталей металлическими песками.
Дробеструйная очистка. Вместо кварцевого или металлического
песка применяют мелкую чугунную или стальную дробь, имеющую
размеры от 0,5 до 2 мм.
Дробеструйные установки по своему устройству не отличаются
от пескоструйных; давление воздуха составляет 0,5 - 0,6 МПа, расход
дроби по весу в 30-35 раз меньше расхода песка.
Дробеметная очистка. Вместо пневматических распылительных
устройств применяют дробеметные установки, в которых струя абра-
зивного материала создается под действием центробежной силы, воз-
никающей при вращении турбинки.
Пескоструйный, дробеструйный и дробеметный способы
очистки, являющиеся разновидностями ударно-дутьевой очистки по-
верхности стали, представляют собой процессы, при которых измель-
ченные абразивы или металлы, обладающие большой твердостью, чем
очищаемая сталь, при помощи воздуха, центробежных устройств под-
водят к поверхности металла. Ударяясь об очищаемую поверхность,
измельченные частицы, обладающие большой кинетической энергией,
расходуют ее на удаление находящихся на поверхности загрязнений,
образование выбоин, вмятин и деформацию поверхностного слоя очи-
щаемого металла, приводящую к появлению в нем остаточных напря-
жений сжатия и упрочнению (наклепу).
Ударно-дутьевые методы очистки развиваются в направлении
разработок конструкций, работающих без пребывания в них людей
[ 12 ]. Примером такой установки может служить камера дробеструй-
ная КДС-90 ПП, разработанная в Уфимском государственном нефтя-
ном техническом университете (УП1ТУ) и НПО "Салаватнефтемаш",
позволяющая подготовить днища под покраску методом
97
дробеструйной очистки диаметрами до 3400 мм в закрытой камере без
присутствия человека.
Очистку можно избежать при надлежащем хранения проката ра-
циональным покрытием электродов и подбором соотвествующего со-
става флюсов.
3.3. Разметка
3.3.1. Особенности и методы разметки
Разметкой называется операция, состоящая в нанесении на по-
верхность заготовки размерных точек или линий с учетом всех видов
припусков.
Различают припуски трех видов:
- припуски на обработку. Это тот слой материалов, который не-
обходимо снять, чтобы получить ровную и гладкую поверхность, а
также удалить участки металла с ухудшенной структурой. Величина за-
висит от выполняемой операции;
- припуски на деформацию. Учитывают закономерности измене-
ния размеров при обработке давлением. Например, удлинение пери-
метра из-за перемещения нейтральной линии в сторону сжатой зоны;
- конструктивные припуски. Необходимы для получения тех или
иных видов соединений: на сварочный зазор в соединениях встык,
внахлестку, гибочного замка.
Нанесение контуров геометрических фигур выполняется извест-
ными методами из планометрии (рис. 3.10).
Криволинейные контуры строятся по координированным точкам
(рис. 3.11). Разметка начинается с выбора измерительной базы, в каче-
стве которой может быть осевая линия или одна из сторон. Не
98
Рис. 3.10. Способ разметки прямоугольных контуров
рекомедуется вести разметку, последовательно отмеряя отрезки от точ-
ки к точке, так как это приводит к накоплению ошибки.
Наметкой (копированием) называется нанесение на заготовку
формы и размеров по шаблону или готовой детали.
Наметка применяется при серийном изготовлении деталей вместо
индивидуальной разметки.
При разметке применяются различные измерительные и специ-
альные разметочные инструменты.
Поверхность металла рекомендуется покрывать тонким слоем ме-
лового раствора, смешанного с льняным маслом, клеем или водным
раствором медного купороса.
Измерительная
база
Рис. 3.11. Разметка криволинейного контура
99
Фотопроекционный метод разметки позволяет использовать в ка-
честве шаблона чертеж контура, который фотографируется, а затем
проектируется на плоскость размечаемой детали через проекционный
аппарат, в котором точно устанавливается маштаб увеличения. По све-
товым линиям выполняется разметка.
Различают два метода разметки: камеральный и плазовый.
Камеральный метод заключается в переносе размеров на матери-
ал по предварительным эскизам развертки. Эскизы содержат размеры,
вычисленные по данным рабочих чертежей деталей, и выполняются в
технологических или конструкционных бюро. Плазовый метод размет-
ки заключается в том, что развертка выполняется в натуральную вели-
чину на специально подготовленной плоскости, называемой плазом,
или непосредственно на металле. Для плазового метода предваритель-
ная разработка эскизов заготовки отпадает.
В производстве аппаратуры, как правило, пользуются камераль-
ным методом. Плазовый метод применяют при выполнении сложных
деталей аппаратов.
Как показал опыт, плазовый метод способствует осуществлению
принципов взаимозаменяемости и поточности, особенно, когда приме-
няется плазово-шаблонный метод.
При вычерчивании разверток в натуральную величину выявля-
ются ошибки, допущенные в рабочих чертежах.
3.3.2. Определение размеров разверток
Ограничимся определением размеров разверток базовых деталей
широко применяемых конструкций. Построение разверток для харак-
терных деталей аппаратов и пересекающихся поверхностей приводится
в специальной литературе [ 2].
Построение разверток производится методами, принятыми в на-
чертательной геометрии.
100
В операциях, которым подвергаются заготовки из проката, пред-
полагается чистый изгиб. Для него справедлива гипотеза плоских
сечений, при этом считается, что нейтральная линия (поверхность) про-
ходит через центр тяжести сечения заготовки. Поэтому расчет разме-
ров разверток выполняется по нейтральной линии сечения металла
заготовки.
Периметр L цилиндрической обечайки внутренним диаметром
Дв из стали толщиной S определяется по диаметру нетральной по-
верхности Д
1 = 7tD = 7t(DB+S) . (3.2)
Развертка представляет собой прямоугольник, размер другой сто-
роны которого устанавливают по номинальному расстоянию между
осями симметрии швов за вычетом размера сборочного просвета
(зазора).
Развертка Dp эллиптического
днища (рис. 3.12) представляет собой
круг.
Более точное значение диаметра
окружности Dp получается при вы-
числении исходя из условия равенства
поверхности днища и площади круга.
Dp = 2^D(h +0,345 ehD) , мм.
Рис .3.12. Эллиптическое
днище
(3.3)
z К2 1+л/1+К2 х
8Н = 0,725 (1 + —in ”V=)- О-4)
2 VDK2 Dv'l-K2
101
к = 2^/2 (^-2).
(3-5)
Для полушаровых днищ (рис. 3.13) расчет сводится к определе-
нию площадей сферического сегмента и
Рис. 3.13. Полушаровое
лепестков днища. Поверхность сфериче-
ского сегмента Fc:
Fc = 2ttR2(1 - sin ос) . (3.6)
Длина развертки лепестка I:
/=Ra; (3.7)
0,5Dc
a = arc cos —„—’
К
(3.8)
Длины лепестков для отдельных
днище
поясов днища числом 2 и более рав-
ны (рис. 3.14):
Рис. 3.14. Схема определения
размеров лепестков
/| — R a j:
l2 = R (а? - ос j );
'п= К(«п- «„-!>•
Ширина развертки лепе-
стка у основания днища в :
e = Rp.
(3.9)
102
Рис. 3.15. Лепесток полу-
шарового днища
Ширина развертки лепестка на
уровне каждого пояса (рис. 3.15)
en = cos ап Р- (3.10)
Рассматривая шаровое днище
как совокупность конусов каса-
тельных в основании поверхности
шара (см. рис. 3.15), радиус г, опи-
сывающий контур лепестка в сече-
нии в - в из треугольника ОЕК,
определяется
гг = R tg (90 - (хп) или rn = Rctgccn. (3.11)
В однопоясном днище <хп = а.
Диаметр заготовки днищ
D3=DP + 2ZH.
(3.12)
Припуск на диаметр по данным практики принимают
2 Zh = (0,02 -ь 0,05) D мм.
Они предназначены для обработки кромки борта днища.
Пример 3.1. Определить диаметр развертки D эллиптического
днища с внутренним диаметром Dg = 1000 мм, толщиной стенки
S = 10 мм.
103
Согласно ГОСТ 6533-78, для такого днища h = 40 мм (см. рис.
3.12).
DH = DB + 2S = 1000 + 2.10 = 1020 мм;
D = DB + S - 1000 + 10 = 1010 мм.
Из формулы (3.5)
1020-4 / _ 1020
к |Q 12 ( |Q - 2) 0,508.
Из формулы (3.4)
z 0.5082 1+71+0,5082 .
= 0,725 ( 1 + - In__________-) = 1,021.
27'1-0,5082 1-71-0.5082
Из формулы (3.5)
Dp = 271010(40 + 0,345x 1,021 x1010) = 1264 мм.
Пример 3.2. Построить развертки лепестка полушарового днища
по рис. 3.15.
D = 10524 мм, а = 70° , р = 30°.
Длина развертки лепестка, согласно формуле (3.7)
L = 5262 х 70 х 0,0174 = 6420 мм.
Ширина лепестка у основания днища (3.9)
104
в = 5262 х 30 х 0,0174 = 2752 мм.
Для развертки по пяти уровням для углов, равных 14, 28, 42, 56 и
70°, определяем по формуле (3.10) соответствующие значения в: 2655,
2425, 1942, 1536 и 939 мм.
По формуле (3.11)
г = 1884 мм.
Tt
Полученная развертка приведена на рис. 3.15.
3.4. Резка заготовок
Операция резки необходима для раскроя заготовок согласно за-
данной развертке.
Раскрой осуществляется методами механической и термической
резки.
Механическая резка осуществляется без снятия стружки на нож-
ницах гильотинных и дисковых и на ножницах для резания сортового
проката. Резка со снятием стружки выполняется на металлорежущих
станках и дисковых пилах.
Резка на ножницах обладает самой высокой производительнос-
тью. Однако применение этого вида резки возможно только до толщин
60 мм. Стоимость оборудования для холодной резки с увеличением
толщины проката сильно возрастает.
В этих случаях прибегают к способам термической резки.
Термическая резка применяется для раскроя металла практически неог-
раниченной толщины. Стоимость оборудования низкая, и она остается
неизменной с увеличением толщины разрезаемого листа. Термическая
резка применяется с учетом структуры и физических свойств металла.
105
3.4.1. Резание на ножницах
Применяются гильотинные ножницы с параллельными и наклон-
ными ножами (рис. 3.16). Резание происходит за счет развития ножами
напряжений сдвига. Усиление для развития сдвига металла определяет-
ся по формуле
Рс = TF,
где Т - предел прочности материала на срез,
Т= (0,7-0,8) Ов;
F - площадь резания.
Для ножниц с параллельными ножами
F = BS.
Для наклонных ножей площадь резания равна площади
треугольника:
f=i,_s_s = _sL.
2 tga 2tga’
Рс = (0,7 - 0,8) Ов . В . S; (3.13)
S2
Pc = (0,7 -0,8) Ob -2^. (3.14)
Учитывая силы трения из-за притупления ножей и зазор между
ножами, Рс увеличивают в 1,5-1,8 раза.
Окончательно, усилие резания
Р = (1,5-1,8) Рс.
106
ф - ножницы с параллельными
ножами;
(2) _ то же с наклонными
ножами:
(5) - ход ножа;
(4)- дисковые ножницы с
параллельными ножами;
(?) - го же
с наклонными ножами;
(?) - ножницы для резки
сор гового проката
Рис. 3.16. Резание на ножницах
107
По известному усилию резания выбираются ножницы с опреде-
ленной мощностью привода.
Работа резания за один ход ножа
А = РН;
Н — S + а + h:
а = (5 -ь 10) мм;
h = В tg а.
Мощность привода
где п - число ходов в минуту;
Г}= 0,75 (к.п.д.).
Припуски на обработку при резании. Наличие зазора между ножа-
ми приводит к изгибу заготовки, что, в свою очередь, вызываег повре-
ждения металла на кромках. Образуются развитые трещины. Поэтому
после резки предусматривается снятие поврежденного слоя на мегалло-
режущих станках. Припуск на механическую обработку составляет
ZH = 0,25 S, но не менее 3 мм.
Если после резки на ножницах производится сварка, то механиче-
ская обработка является необязательной, так как наклепанные кромки
переплавляются вместе с металлом шва.
108
Если кромки не уходят в область очер-
тания шва, то, по всей вероятности, появля-
ется необходимость последующей
механической обработки.
Допускаемое отклонение от прямоли-
нейности при резании на ножницах
составляет
е = 0.05 - 0.08 мм на 1 м ножа.
Кроме гильотинных, в аппарато-
строении применяются дисковые и ножни-
цы для резки сортового проката. Дисковые
ножницы выполяются с параллельными и
наклонными осями.
Преимуществом ножниц с наклонны-
ми ножами является снижение работы на трение, так как контакт про-
исходит только по образующей а-а, а при резании параллельными
ножами по площади FK.
Дисковые ножницы позволяют выполнить резание по криволи-
нейному контуру.
В ножницах для резания сортового проката неподвижный нож
имеет сменное гнездо, профиль которого соответствует профилю раз-
резаемого металла. Находят применение дисковые пилы, вулкани-
товые круги.
3.4.2. Кислородная резка
Из числа термических способов резки в аппаратостроительных
цехах самое широкое распорстранение находит кислородная резка
(рис. 3.17).
109
Кислородная резка основана на том, что разрезаемый металл подогре-
вается до температуры, при которой он
сгорает в струе кислорода. Сгорание ме-
талла представляет химический прцесс и
протекает по реакции
2 Fe + О2 =2 FeO + Q.
Процесс идет с выделением тепла.
Продукты окисления выбрасываются под
действием кинетической энергии струи
кислорода. В качестве горючих газов
применяются ацетилен, пропан, природ-
ный газ. При резке около 70% тепла вы-
деляется при сгорании металла в
кислороде и только 30% подводится от
подогревающего пламени.
I Нср
Рис. 3.17. Схема кисло-
родной резки:
1 - горючий газ+кислород:
2 - режущий кислород;
3 - подогревающее пламя
(1000-1200 °C);
4 - режущее пламя
Припуски на обработку. Слой
металла, окисляемого при резке, опреде-
ляется по формуле
С = 2 + 0,025 S, мм.
где С - зависит от конструкции сопла и толщины металла.
ZH = НСР + m + е,
где Нср - средняя высота неровностей после кислородной резки.
110
Шероховатость поверхности после кислородной резки соответст-
вует 1 - 2 классу. Она уменьшается при машинной резке.
При расчетах припуска на обработку после кислородной резки
НСР = 0,1+0,01 S, мм;
m - протяженность зоны термическго влияния с измененной
структурой, ее величина зависит от химического состава стали и па-
раметров резки.
m — 0,625 + 0,03 S, мм;
е - отклонение от прямолинейности.
По данным практики, е = 0,1 + 0,02.
Отсюда
ZH = 0,825 + 0.06 S, мм.
Практически, ZH принимается не менее 3 мм.
3.4.3. Разрезаемость сталей кислородной резкой
Кислородная резка в основном применяется для раскроя
низколегированных, а иногда среднелегированных сталей, имеющих
феррито-перлитную структуру.
В зависимости от содержания легирующих элементов в зоне тер-
мического влияния газового пламени могут образовываться неблаго-
приятные структуры. Именно этим определяется разрезаемость сталей
феррито - перлитной структуры. Неблагоприятными считаются струк-
туры закалки (мартенсит, тростит). Наличие этих структур осложняет
механическую обработку, снижает способность стали к пластическому
деформированию, повышает ее склонность к образованию холодных
трещин. 111
Вид получаемой структуры зависит от соотношения скорости ох-
лаждения при резке V и критической скорости закалки VKp,
где VKp - минимальная скорость охлаждения, необходимая для пе-
реохлаждения аустенита до мартенситного превращения.
Если
V < VKp . в зоне термического влияния образуются благоприят-
ные структуры;
V > V , образование структур закалки неизбежно.
В обычных условиях резки значение скорости охлаждения в зоне
термического влияния V= 40 °C/с. Оно увеличивается с увеличением
толщины металла и уменьшается при подогреве разрезаемого металла.
V , зависит от химического состава стали. Основным элементом,
кр
снижающим критическую скорость (повышающим закаливаемость),
является углерод. При оценке разрезаемости стали остальные элемен-
ты, входящие в ее состав, по своему действию на закаливаемость, через
соответствующие коэффициенты, приравниваются к углероду.
Сэк= С + 0,4Cr + 0.3(Si + Mo) + 0,2V + 0,16Mn + 0,04(Ni + Си), (3.16)
где Cw - эквивалент углерода.
Символ каждого химического элемента обозначает его процент-
ное содержание в стали.
В зависимости от численных значений Сэк конструкционные ста-
ли по их разрезаемости подразделяют на 4 группы.
1 группа. Сэк < 0,6%. При этом резка возможна в любых произ-
водственных условиях без применения подогрева.
2 группа. Сэк = 0,61 ... 0,8%. При резке в зимнее время вне поме
щения и листов больших толщин необходимо применение мер,
112
снижающих скорость охлаждения (достаточно применение подогрева
до 200 °C), (некоторые низколегированные стали).
3 группа. Сэк = 0,8 1... 1,1%. Для предупреждения закалочных
структур, как правило, применяется подогрев до температур 300 °C.
4 группа. Сэк >1,1. Кроме применения подогрева, необходима и
последующая термическая обработка с медленным охлаждением.
В некоторых случаях может отпадать необходимость термиче-
ской обработки закаливающихся сталей, если, например, не преду-
сматриваегся последующее формоизменение кромок.
Разрезаемостъ материалов, не поддающихся обычному процессу
кислородной резки. К этой группе материалов относятся :
хромистые стали ферритного класса;
хромоникелевые стали аустенитного и аустенитно-ферритного
классов;
чугуны;
цветные металлы.
При резке этих материалов обычный процесс кислородной резки
не может протекать по следующим причинам.
1. Образование тугоплавких и вязких окислов
Таковыми являются окислы хрома, алюминия и кремния типа
С2 О3; А12 О3; SiO7 . Температура плавления этих окислов намного
выше температуры плавления самого металла -2050 °C. SiO2 снижает
жидкотекучесть окислов.
Эти окислы всплывают на поверхность жидкой металличе-
ской ванны и изолируют металл от контакта с кислородным пламенем
(рис. 3.18).
113
Все это препятствует нормальному
процессу сгорания нижележащих слоев
и удалению расплавленного металла,
что характерно для высокохромистых
и хромоникелевых сталей.
2. Соотношение температур
Рис. 3.18. Окислы на ‘
поверхности плавления Тпл и воспламенения Твосп
жидкой ванны:
1 - режущее пламя; (окисление, горение)
2 - тугоплавкие окислы
В тех случаях, когда Твосп > Тпл .
нормальный процесс кислородной резки невозможен.
Металл плавится, но не горит. При этом характерного процесса
окисления, являющегося главным источником тепла (70%), не
получается. Металл принудительно удаляется из области разреза. Рез
получается широким и непрямолинейным, производительность резки
чрезвычайно снижается. Такое соотношение температур характерно
для чугуна и некоторых сталей ледебуритного класса. )'ш для чугуна
1200° С. Кроме того,наличие SiO2 придает окислам низкую жидкотеку-
честь из-за увеличения вязкости.
3. Низкий тепловой эффект окисления и высокая тепло-
проводность
В этих случаях количество тепла, выделяемое при сгорании
метала, оказывается недостаточным для ведения прцесса резки. Подоб-
ное свойственно цветным металлам меди, латуни. Тепловой эффект
окисления у меди в 4 раза меньше, чем у железа.
Материалы с вышеназванными свйствами требуют специальных
способов резки с источником тепла увеличенной мощности или
114
другими средствами, способствующими удалению тугоплавких оки-
слов из зоны реза.
3.4.4. Кислородно-флюсовая резка
Сущность заключается в том, что в струю режущего кислорода
дополнительно подается порошкообразный флюс (рис. 3.19).
Флюс в основном состоит из железного порошка (65 ... 100%) и
специальных добавок: феррофосфора, алюминиевого порошка, окали-
Рис. 3.19. Кислородно-
флюсовая
резка
ны и кварцевого песка. Окалина слу-
жит заменителем железного
порошка, а кварцевый песок -
феррофосфора.
Состав шихты флюса ( марка флюса)
зависит от вида разрезаемого
металла. Промышленность распола-
гает следующими марками флюсов:
ФХ - для разделительной и поверх-
ностной резки высокохромистых и
хромоникелевых сталей. Каждая
марка флюса имеет разные
модификации. Например, ФХ- 4 состоит из 100% железного по-
рошка и позволяет выполнить резку без механической обработки:
ФЧ - для резки чугуна, имеет 30-35% добавки феррофосфора;
ФЦ - для резки цветных металлов (меди, латуни, бронзы), содер-
жит добавки феррофосфора и алюминиевого порошка.
Подаваемый к месту реза флюс при сгорании выделяет дополни-
тельное количество тепла, тепловая мощность пламени увеличивается
более чем в два раза, что способствует расплавлению тугоплавких
окислов.
115
Рис. 3.20. Воздушно-дуговая резка
Расплавленные окислы образуют жидкие шлаки, которые стека-
ют и не препятствуют процессу резки.
3.4.5. Воздушно-дуговая резка
Относится к числу газоэлектрических способов резки (рис. 3.20).
Сущность заключается в расплавлении металла 1 в месте реза теплом
электрической дуги, горящей между угольным или графитным элек-
тродом 2, с непрерыв-
ным удалением жидкого
металла струей сжатого воз-
духа 3. Таким образом,
способ основан на совмест-
ном действии тепла дуги и
потока сжатого воздуха, ки-
нетическая энергия которо-
го способствует удалению продуктов сгорания.
При резке применяют постоянный ток обратной полярности.
Давление воздуха в пределах 0,5 МПа. Поверхность металла в месте
разреза получается ровной, гладкой.
Воздушно-дуговой способ может быть использован для поверх-
ностной и разделительной резки нержавеющих сталей, чугуна, латуни,
трудноокисляемых сплавов толщиной до 20 ... 25 мм.
Используется также для вырезки дефектных участков сварных
швов, пробивки отверстий, отрезки прибылей стального литья.
3.4.6. Плазменная резка
Плазма - это четвертое состояние вещества, представляющее со-
бой сильно ионизированный газ. содержащий примерно одинаковые
количества положительно заряженных частиц.
116
Плазма относится к наиболее распространенному состоянию
вещества в природе. Солнце и звезды являются гигантскими сгустка-
ми плазмы. Внешняя поверхность земной атмосферы покрыта плазмен-
ной оболочкой - ионосферой.
Для получения струи плазмы в целях резки используется газораз-
рядное устройство, называемое плазмотроном, где рабочий газ
(водород, азот, аргон, гелий или их смеси) превращается в плазму в ду-
говом разряде между электродами [ 36 ].
В аппаратостроении плазменная резка применяется в двух
разновидностях.
1. Плазменная струя (рис. 3.21)
Этот вид имеет и другие названия - независимая плазменная
струя или плазменная дуга косвенного действия. При этом дуговой
разряд 4 возникает между электродом 1 и корпусом плазмотрона 2. По-
ток газа 3, проходя через столб дуги 4, образует кинжалообразный
язык плазмы 5 с температурой порядка
10000 - 15000 °C, используемый для про-
плавления разрезаемого металла 6.
Данный способ применяют для резки
алюминия, нержавеющих сталей, меди и
исэлектропроводных материалов, так как
разрезаемое изделие не включается в элек-
трическую цепь дуги.
Наиболее эффективно резка протека-
ет при использовании в качестве плазмо-
образующей среды смеси газов, состоящей
из 80 % аргона и 20 % азота.
Рез получается очень узкий:
С = 0,1 ... 0,2 мм.
Рис. 3.21. Плазменная
струя
117
Слой металла с измененной структурой m = 1/4 кислородной
резки. Очень узкая зона термического влияния, меньшие деформации и
напряжения.
(газовая смесь) 3, омы-
Рис. 3.22. Плазменная
Дуга
2. Плазменная дуга (рис. 3.22)
Имеет и другие названия: дуга прямого действия, проникающая
дуга. Принципиальное отличие от предыдущего случая. Электрическая
дуга 4 образуется между неплавящимся электродом (вольфрамовым)! и
разрезаемым металлом 6. Подаваемый газ
вая дугу 4, не только образует плазмен-
ный шнур 5, но и производит обжатие
столба дуги. Сжатая дуга приобретает
вытянутую форму, способна глубоко
проникать в металл.
В качестве плазмообразующей сре-
ды преимущественно используются сме-
си газов:
Аг + Н2 (аргон + водород);
N2 + Н2 (азоз + водород).
При использовании водорода сужается
дуговой столб, повышается производи-
тельность резки, чистота кромки. Моле-
кулы водорода, расщепляясь на атомы в
дуговом разряде, обеспечивают интен-
сивное охлаждение периферийных участков столба дуги, концентрируя
тепловую энергию в его центре. Затем атомы водорода вновь соединя-
ются в молекулы на более холодных частицах металла (рекомбинация
молекул водорода), выделяя при этом большое количество тепла, рас-
плавляющего металл.
Экономичные толщины резки проникающей дугой:
118
нержавеющие стали до 40 мм,
чугун до 90 мм,
алюминий и его сплавы до 120,
медь, латунь, бронза до 80.
3.4.7. Воздушно-плазменная резка (рис. 3.23)
В качестве плазмообразующего газа используется сжатый воздух.
Плазмотрон состоит из катодного узла 1, диэлектрического корпуса
2, соплового узла 3 и электрода 4.
Для возбуждения рабочей дуги между электродом 4 и разрезае-
мым металлом 5 с помощью осциллятора ОСЦ зажигается вспомога-
тельная дуга между электродом и соплом плазмотрона, которая
выдувается из сопла в виде плазменного факела. При касании факела
вспомогательной дуги разрезаемого металла возникает режущая рабо-
чая дуга 6. Вспомогательная дуга при
этом автоматически отключается.
Преимущества воздушно-
плазменной резки по сравнению с ме-
ханизированной кислородной и плаз-
менной в инертных газах следующие:
простота процесса резки; применение
недорогого плазмообразующего газа -
воздуха: высокая чистота реза, пони-
женная степень деформации, меныпая
ширина реза; более устойчивый
Рис. 3.23. Воздушно-
плазменная
резка
процесс, чем при резке в водородсо-
держащих смесях.
Область применения - для рас-
кроя углеродистых, низколегированных и легированных сталей, а
119
также цветных металлов толщиной до 80 мм. При этом скорость резки
возрастает в 2- 3 раза по сравнению с газокислородной резкой.
3.4.8. Резка лазерным лучом (рис. 3.24)
Лазер - англ, laser (составлена из первых букв фразы Light Ampli-
fication by Stimulated Emission of Radiation - усиление света с помощью
индуцированного излучения).
Получение лазерного луча. За счет накачки внешней энергии
(электрической, световой, тепловой, химической) атомы активного ве-
щества - излучателя переходят в возбужденное состояние. Возбужден-
ный атом излучает энергию в виде фотона. В отрасли используются
твердотелые лазеры. В качестве активного вещества служит оптическое
стекло с примесью неодима и редкоземельных элементов.
Установка состоит из активного вещества 1 , лампы накачки 2 ,
обеспечивающей световую энергию для возбуждения атомов активного
вещества - излучателя. Полученное излучение направляется и фокуси-
руется с помощью оптической системы 3 на разрезаемый металл 4 .
Преимуществом лазерного луча является возможность передачи
Рис. 3.24. Получение лазерного луча
120
энергии на большие расстояния неконтактным способом. Это позволя-
ет использовать лазерный луч не только для резки, сварки, но и для
разметки. Лазерная технология по праву считается прогрессивной, нау-
коемкой и ее приложение в машиностроение нужно квалифицировать
как направление обеспечения научно-технического прогресса [31 ].
Таблица 3.1
Области применения различных способов тепловой резки
Способ резки Материал Диапазон толщин, мм
Кислородная Углеродистые и низколегированные стали Тиган и его сплавы 3 - 1000 4- 100
Кислородно- флюсовая Высоколегированные хромистые, хро- моникелевые стали. Чугун, медь, латунь, бронза 4 - 1000
Воздушно- дуговая Разделительная резка высоколегирован- ных хромистых и хромоникелевых сталей, трудноокисляемых сплавов чугуна, латуни. Поверхностная резка углеродистых и низколегированных сталей. до 25
Электро- дуговая с кислородом Поверхностная резка высоколегирован- ных хромистых и хромоникелевых сталей
Плазменная УI леродистые, низколегированные высоколегированные хромистые и хро- моникелевые стали. Чугун, медь, латунь, бронза 2-80
Лазерная Аппаратостроительные стали всех марок. Титан, медь, латунь до 4
121
3.5. Обработка кромок
Кромки свариваемых элементов обрабатывают для получения за-
данной геометрической формы и обеспечения операционных допусков,
а также для удаления слоя металла с измененными структурой и свой-
ствами.
Обработка кромок выполняется на металлорежущих станках,
термическими и электрическими способами резки.
Разделку кромок целесообразно совмещать с операцией раскроя,
если последующая механическая обработка является необязательной.
3.5.1. Обработка на металлорежущих станках
Применяются станки различных типов в зависимости от формы
обрабатываемой поверхности. Прямолинейные кромки листов значи-
тельной длины обрабатывают на специальных кромкострогальных
станках, кромки тел вращения - на токарных станках (центровых, ло-
бовых, карусельных).
Кромкострогальные станки (рис. 3.25) имеют два суппорта, уста-
новленных на общей каретке и работающих попеременно при переднем
и обратном ходе. В этом преимущество кромкострогальных станков по
сравнению с строгальными станками, у которых обратный ход, как
правило, не используется. Каретка 6 кромкострогального станка
получает рабочее движение через реечную передачу или самоходные
винты 8. Рабочее движение и движение подачи сообщается режущему
инструменту. Обрабатываемые листовые заготовки 3 неподвижно за-
крепляют на столе специальными ручными или приводными домкрата-
ми 2, расположенными на траверсе станка. В некоторых новейших
конструкциях станков траверсы домкратов заменены роликовыми
прижимами, перемещающимися вместе с суппортами.
122
Техническая характеристика
Рис. 3.25. Схема кромкострогально-
го станка:
1 - станина; 2 - прижим; 3 - обрабатывае-
мый материал; 4 - электродвигатель; 5 -
поворотный стол; 6 - каретка; 7 - фреза;
8 - направляющие ходовые винты
узел может быть заменен любым
кромкосгрогального станка
определяется длиной хода
суппорта - длиной строгания
(6:15 метров), шириной лис-
та и расстоянием между сто-
лом и опорной поверх-
ностью домкратов в верхнем
положении (150-200 мм).
В некоторых стан-
ках вместо суппорта для рез-
цов устанавливается двига-
тель с вращающейся го-
ловкой, в которой крепится
торцевая фреза (см. рис.
3.25).
В принципе этот режущий
приспособлением для разделки
кромок.
3.5.2. Обработка кислородной резкой
Обработка кислородной резкой имеет свою специфику в зависи-
мости от контура обрабатываемой детали.
Обработка кромок с прямолинейной поверхностью мало отлича-
ется от операций разделительной резки при раскрое металла. Опера-
цию выполняют по намеченной линии разреза за один проход, при
этом число совмещенных переходов зависит от количества отрезков
ломаной линии, определяющей профиль кромки. Так, для X - образ-
ных швов с притуплением и X - образных швов без притупления в опе-
рации совмещают два перехода, а для X - образных швов с притупле-
нием - три перехода. Выполняют данные операции независимо от кон-
123
тура кромок практически в один проход несколькими режущими при-
борами, соединенными в блок, установленный в суппорт машины для
резки. Режим процесса для каждого резака определяется в зависимости
от толщины разрезаемой стали, точнее от длины реза.
Для поверхностной обработки припуска, например, для удаления
металла в корне шва эффективно используется воздушно-дуговая
резка.
Прогрессивным направлением следует считать применение для
обработки кромок плазменных способов резки, которые в настоящее
время используются преимущественно для разделительной резки без
скоса кромок.
Допуски на отклонение линейных, угловых размеров при обра-
ботке кромок предусмотрены действующими стандартами на сварку.
3.6. Гибка
В технологическом процессе изготовления аппаратуры гибка от-
носится к числу основных формоизменяющих операций. Гибке подвер-
гают листовой, сортовой прокаты и трубы. Формоизменение при гибке
осуществляется путем пластического деформирования металла. Гибоч-
ные операции главным образом осуществляют в холодном состоянии.
Гибку в горячем состоянии применяют лишь в тех случаях, когда ста-
новится невозможным применение холодной гибки.
3.6.1. Критерии, определяющие выбор холодных
и горячих операций гибки
Основными соображениями выбора того или иного вида опера-
ций являются степень пластического деформирования металла при гиб-
ке и необходимая мощность гибочного оборудования.
124
Рис. 3.26. Деформирование листового
проката при гибке
Степень пластической деформации при гибке
Гибку в холодном состоянии применяют в пределах, не допуска-
ющих критические степени деформаций (3-15%). Это положение опре-
деляет допускаемые соотношения между толщиной заготовки и радиу-
сом загиба для холодных
операций гибки. Допускае-
мые соотношения между
геометрическими парамет-
рами гибки зависят от вида
проката.
Для листового проката
эти соотношения определя-
ются следующим образом.
Относительное удлинение
произвольного волокна, от-
стоящего на расстоянии AR от нейтральной оси, равно
„ (R+AR) da-R da ar
° ~ Rda = IT
При гибке наибольшим деформациям подвергается наружное во-
локно. для которого AR = 0,5 S.
С с
8 =0,5 - =50 - % .
К к
Из условия недопущения критической степени деформаций на
практике принимаю т 8 = 2=2.5%.
Отсюда допускаемый радиус гибки в холодном состоянии
R > (20=25) S .
(3.17)
125
Если R < (204-25) S , то необходимо применение горячей опера-
ции гибки с температурой нагрева выше порога рекристаллизации.
При этом рост зерна не происходит, так как немедленно снимаются все
эффекты, связанные с пластическим деформированием.
Мощность оборудования
Необходимая мощность для осуществления гибки функциональ-
но зависит от прочностных свойств металла, геометрических размеров
проката и радиуса гибки.
N=f(C,W,£). (3.18)
Следовательно, регулировать мощность можно лишь с помощью
прочностных показателей металла.
Прочностные свойства металла в сильной мере зависят от темпе-
ратуры нагрева. Для углеродистых сталей эта зависимость имеет вид
Рис. 3.27. Изменение прочностных свойств
углеродистой стали при нагреве
126
При высоких температурах происходит полностью потеря упру-
гих свойств металла; и усилие, необходимое для осуществления пласти-
ческих деформаций, уменьшается, соответственно снижается мощность
гибочного оборудования.
Горячие гибочные операции применяются при гибке листов боль-
ших толщин (например, свыше 90 мм). Нагрев в этих случаях произво-
дится в интервале температур, принятых для ковочных операций (для
углеродистых сталей).
При этих температурах одновременно происходит восстановле-
ние искаженной кристаллической решетки, поскольку они выше темпе-
ратуры порога рекристаллизации.
3.6.2. Техника и технология гибки листового проката
Гибка на вальцах
Трехвалковая
симметричная машина
Четырехвалковая
листогибочная машина
Рис. 3.28. Листогибочные
вальцы
Простейшим видом вальцов яв-
ляется трехвалковая симметричная
машина.
Рабочее движение сообщается
нижним валкам с неподвижной осью
вращения.
Верхний валок выполняется
подвижным, это необходимо:
для получения необходимо! о
радиуса гибки, который регулируется
вертикальным перемещением верхнего
валка:
если заготовки должны полу-
чать коническую поверхность, то верх-
нему валку придают наклонное поло-
жение: 127
для снятия заготовки, когда верхний валок выводится из рабо-
чего состояния.
Заданный радиус гибки достигается в несколько проходов. Кри-
визна изгиба за один проход ограничена силой сцепления природных
валков с заготовкой.
Основной недостаток трехвалковых машин заключается в том,
что конец заготовки длиной, равной примерно половине межцентрово-
го расстояния нижних валков 0,5 О i О2, остается плоским, так как
наибольший изгибающий момент приходится под средний валок-сере-
дину 0102- Подгибка концов при этом выполняется как самостоя-
тельная операция. Подгибку концов можно не выполнять, если после
сварки предусмотрена операция калибровки обечаек.
Недостаток трехвалковых машин устранен в четырехвалковой
машине. Позволяют избегать подгибку концов как самостоятельную
операцию.
Средние валки имеют принудительное вращение. Нижний валок
можно устанавливать по высоте в зависимости от толщины листа.
Боковые валки, перемещаясь, определяют радиус гибки и выполняют
операцию подгибки концов заготовок.
Вальцы выбираются по технической характеристике в зависимос-
ти оз длины и толщины изгибаемого проката, мощностью, необходи-
мой для выполнения операции гибки.
Гибка на машинах с поворотной траверсой
Минимальный радиус гибки на вальцах определяется диаметром
среднего валка. При необходимости гибки заготовок цилиндрических
звеньев на малые радиусы применяются машины с поворотной травер-
сой. Малые радиусы имеют место в плоскостенных элементах (рис.
3.29) и трубах малого диаметра.
128
Листовая заготовка 3 с помощью нажимной траверсы 1 прижи-
мается по линии изгиба между опорным столом 4 и оправкой 2.
Рис. 3.29. Машина с пово-
ротной траверсой
Гибка выполняется за один ход
поворотной траверсы 5, за исклю-
чением случаев изготовления труб.
Оправки (шины) являются сменны-
ми и выбираются в зависимости от
формы изгиба.
Гибка на прессах применяется
при формоизменении толстолисто-
вых заготовок толщиной свыше 90
мм. Представляет собой разновидность штамповки. Плоская заготовка
принимает соответствующую форму, например, полуцилиндра 2 в глу-
хой матрице 3 под действием пуансона 1 (рис. 3.30).
Рис. 3.30. Гибка
полуобечаск
для гибки сортового проката.
Для получения полуобечаек толсто-
стенной сварной аппаратуры ис-
пользуются вертикальные гидрав-
лические прессы с усилием до 1000 т.
Данный метод с последующим
применением элсктроптлаковой свар-
ки позволяет изготовлять сварные
корпуса аппаратуры взамен цель-
нокованны.х.
Имеются специальные машины
тки являются сменными, выбираются
в зависимости от профиля проката и устанавливаются консольно.
129
3.6.3. Гнутье труб
Схема гнутья (рис. 3.31)
Наибольшие деформации претерпевает нижняя стенка труб нейтраль-
ным радиусом гибки Rb, поэтому последний входит в расчетную
формулу
R = RB + 0,5 D.
Из условия недопущения критической деформации можно
написать
Rb = 20 S.
Введем понятие критерия тонкостенности труб
К = ~ Р -= 20 k D + 0.5D.
Если R > D (20 к + 0.5), - холодная гибка.
На практике гнутье труб выполняют в холодном состоянии до
значений R = О , чему соответствует к = 0,025.
От значения критерия К зависит также и технология гнутья
трубы. Технологический процесс осложняется с уменьшением значения
К.
130
При гнутье тонкостенных труб образуются поперечные складки - гоф-
ры, и происходит искажение профиля. Гофры возникают под действи-
ем тангенциальных сил (наружные волокна растягиваются, а внутрен-
ние сжимаются), искажение профиля происходит от действия радиаль-
ных сил.
Профиль искажается интенсивнее с уменьшением относительного
радиуса гнутья трубы
R
r-D’
При малых значениях г гнутье труб осуществляется с внутренней
оправкой. Для значения к в пределах 0,03 < к < 0,2 минимальное
значение относительного радиуса гнутья трубы без применения оправ-
ки ( г1) определяется по эмпирической формуле
г'= 9.25 7о,2-к. (3.19)
Если г > г', оправка не нужна,
г > г', оправка необходима.
Уменьшение диаметра допускается не более чем на 10%. В качес-
тве оправки применяются песок, дерны.
Для гнутья груб применяются машины, станки, агрегаты и прес-
сы. Процесс этот трудоемкий и дорогостоящий.
Изготовление трубных деталей
К трубным деталям относятся двойники - поворот труб на 180°,
угольники на 90 и 45° и на тобой угол, переходники от одного диа-
метра к другому, тройники.
Их применение позволяют отказаться от большинства операций
по гнутью труб, ускоряет монтажные и ремонтные работы.
Различают два способа производства трубных деталей - протяги-
ванием и штамповкой. 131
Технология изготовления протягиванием показана на рис. 3.32.
Методом протягивания изготовляют двойники 5 диаметром при-
мерно до 1000 мм. Заготовками служит трубный прокат.
Рис. 3.32. Изготовление двойников протягиванием
Под действием плунжера пресса 1 нагретые заготовки 2, 3 протя-
гиваются через рогообразную оправку 4. Получается готовое изделие 5
(двойник).
Наименьший диаметр оправки равен внутреннему диаметру заго-
товки, а наибольший - внутреннему диаметру двойника.
Заготовку нагревают в интервале температур, принятых для ков-
ки, а для поддержания температуры заготовки подвергают индукцион-
ному нагреву в процессе протягивания.
Определение размеров заготовки выполняется исходя из
предпосылки равенства наружных поверхностей заготовки и
двойника
7ГднЬ:=л2Е Он. (3.20)
По экспериментальным данным
L = л (R + 0,5 DH). (3.21)
Решая совместно эти два уравнения, имеем
132
dH -Dht4j
i+—
(3.22)
для r= 1, когда R = D, так как г = — ; бн=0,67Вн.
Расчетное усилие
Р=1'(4. (3.23)
где F - площадь поперечного сечения двойника;
<7 в - предел прочности основного металла при температуре t.
Рис. 3.33. Штамповка угольника
из трубной подготовки
Технология изготовления
штамповкой (рис. 3.33)
Заготовкой служит про-
кат трубный и листовой.
Производительность и
рентабельность производ-
ства повышаются за счет
применения трубного
проката.
Формообразование уголь-
ника 2 осуществляется в штамповой оснастке "пуансон 1 матрица 4".
Для устранения искажения профиля от круглости применяют ториевые
пробки 3 или внутренние оправки.
Длина заготовки L = ос R, (3.24)
где а - угол в радианах.
Усилие штамповки Р = a F Ug. (3.25)
где а -коэффициент, равный 1,5... 2,0;
F - площадь осевого сечения стенок детали (заштрихованная
площадь). |зз
3.7. Прессовые операции
3.7.1. Штамповка днищ на прессах
К прессовым операциям относятся обработка давлением загото-
вок из листового проката и объемных заготовок на прессах.
Из базовых деталей штамповкой на прессах изготавливаются
днища.
Усилие гидропресса, необходимое для штамповки днищ:
P = aB7t DSn,
(3.26)
где <5g - предел прочности металла, соответствующий температу-
ре конца штамповки, значение которого определяется по эмпириче-
ским формулам из табл. 3.2.
Таблица 3.2
Предел прочности стали при высоких температурах
Марка стали Т емпературный интервал справедливости формулы, °C Эмпирическая формула
Сг. 3, Ст. 10,15. 15 К 600 - 1000 t (4.69-0.0036)1
20 ХГС, 08X13, 35ХГСА 800 - 1000 „(2,41-0,0015)1 °Ь —с
O8X18II ЮТ 600- 1000 (7,06-0,0057)1
Для получения нормализованной структуры и уменьшения уси-
лия штамповки температуру конца штамповки следует выбирать в
пределах верхней критической точки Асз •
Ее величина зависит от многих причин - длительности штампов-
ки, условия охлаждения и, самое главное, - от температуры начала
134
штамповки. Поэтому при выполнении штамповки на прессах расчет
температурного интервала относится к числу основных.
п - коэффициент, учитывающий характер вытяжки упрочнения металла
заготовки и силы трения в штампе:
D3
п = (1,5 ... 2,0) In—;
t D3
Р = (1,5 ... 2,0) Cfg 7Т D S In —.
Другим важным элементом расчета является зазор между диамет-
рами протяжного кольца и пуансона (рис. 3.4).
Dk ~ Рп
2
В процессе горячей штамповки, вследствие температурного рас-
ширения пуансона, происходит уменьшение зазора е , что вызывает
изменение размеров диаметра днища, отход от принципов взаимозаме-
Рис. 3.34. К расчету зазора
в штамповой оснастке
няемосги, утонение стенки, обра-
зование гофр и выпучин.
Выдерживание постоян-
ных размеров диаметров штам-
повой оснастки является сложной
научно - технической задачей.
Наиболее доступным способом
решения этой задачи является
применение водоохлаждаемого
пуансона, промышленное освое-
ние которого на НПО "Салаватнефтемаш" позволило организовать
производство горячештампованных днищ большого диаметра на прин-
ципах полной взаимозаменяемости [ 1 ].
135
3.7.2. Изготовление днищ на ротационном прессе (рис. 3.35)
Операция состоит из двух частей:
1. В системе "пуансон 1 матрица 2 " выполняется штамповкой
выпуклой части днища 3.
2. Бортование (обкагка. флэнжирование ) выполняется формооб-
Рис. 3.35. Ротационный пресс
разующим 5 и давильным 4
роликами. Для этого приводит-
ся во вращение штамповая осна-
стка вместе со сжатым днищем.
Давильный ролик, 4 перемеща-
ясь к центру, прижимает заго-
товку к формующему резаку 5.
Ротационные прессы относятся
к уникальным машинам. Одним
комплектом инструмента мож-
но изготовлять детали из заго-
товки диаметром до 5500 мм
при толщине 140 мм. Операция
осуществляется при однократном и многократном нагреве.
3.7.3. Способ последовательной локальной штамповки
Способ последовательной штамповки основан на главном свой-
стве сферической оболочки - постоянном радиусе кривизны для любой
стенки ее поверхности. Формоизменение происходит в специальных,
универсальных, несложных по конструкции штампах, где матрица
представляет собой лунку в виде вогнутой шаровой поверхности [ 7 ],
диаметр основания которой в несколько раз меньше диаметра
заготовки. Деформация заготовки осуществляется последовательно.
Пуансон совершает возвратно-поступательные движения, а заготовка -
136
вращательное. В результате последовательной деформации по концен-
трическим окружностям заготовка приобретает форму поверхности
шарового сегмента (рис 3.36).
&
Рис. 3.36. Схема разгонной штамповки
крупногабаритного днища:
1 - пуансон; 2 - заготовка; 3 - матрица
Рассмотрение реальных условий нагружения при изготовлении
изделий типа днищ на обкатных машинах показывает, что в данном
случае имеет место локальное приложение нагрузки. Величина усилия,
вызывающего деформацию и формоизменение заготовки, меняется по
величине и направлению с постоянным изменением точки приложения.
Винтообразные движения нажимного ролика и появляющийся
137
вследствие этого прогиб заготовки в направлении движения ролика оп-
ределяет появление по границам очага деформации изгибающих мо-
ментов и перерезывающих сил. Нагрузка здесь местная,
несимметричная относительно опоры.
Размеры и конструкция деталей, изготавливаемых методом ло-
кальной штамповки, ограничиваются практически только размерами и
мощностью имеющегося оборудования. Причем, вследствие локально-
го характера деформации, распространяющейся по винтовой линии, на
инструмент действуют значительно меньшие усилия, чем при штампов-
ке на прессах.
Оснастка при изготовлении днищ на давильно-обкатных маши-
нах (рис. 3.37) состоит в основном из формующего (оправки) и нажим-
ного (давильного) роликов.
Рис. 3.37. Схема отбортовки сферических днищ
на кромкогибочных машинах:
1 - заготовка; 2 - формующий ролик;
3 - то же, давильный
Конструкция формирующего ролика зависит от формы изделия,
а способ его изготовления от производственных возможностей и вели-
чины партии. При сравнительно больших партиях оправки отливают
из чугуна или стали, в единичном производстве наиболее экономично
изготовлять их механической обработкой из поковок или сваркой.
138
Для давильных роликов можно применять инструментальную и
высоколегированную стали, высоколегированный чугун или бронзу.
После токарной обработки ролики подвергают термической обработке
и шлифуют. Материал для давильных роликов не должен иметь склон-
ности к налипанию. Диаметр оси ролика рассчитывают на максималь-
ную нагрузку и удельное давление. Диаметр ролика зависит от
диаметра формоизменяемой заготовки: чем больше диаметр заготовки,
тем больше должен быть диаметр ролика.
Широкое распространение имеет изготовление днищ на давильно-
обкатных машинах в холодном состоянии. Давильная обработка заго-
товки обычно ведется от центра к краю с помощью ряда последова-
тельных длинных и коротких изгибов большого и малого радиусов,
получаемых при движении инструмента. С помощью изгиба радиуса
поверхность заготовки приближается к оправке, а с помощью изгибов
малого радиуса ей придается форма оправки.
Наиболее распространенные сферические днища можно изготов-
лять с помощью одного прижима. Край заготовки в этом случае зака-
тывается за несколько проходов при одном и том же усилии,
создаваемом нажимным роликом. Часто при давильной обработке
применяют два прижима. Первый прижим малого диаметра позволяет
начать обработку изделия как можно ближе к центру заготовки. Вто-
рой прижим вводят после того, как в процессе обработки заготовка на-
чинает прилегать к оправке по значительной части поверхности. При
изготовлении плоских отбортованных днищ используют прижимной
диск большого диаметра. При изготовлении полушаровых днищ при-
меняют метод обкатки на одной оправке: сначала за один проход обка-
тывают центральную часть заготовки, а затем за несколько
последовательных проходов - периферийную часть.
При изготовлении днищ больших диаметров бывает невыгодно
изготовлять крупногабаритную оправку. В этом случае используют до-
полнительный приводной (формирующий) ролик, установка которого
139
в различных радиальных положениях позволяет изготавливать днища
любых диаметров. Выпуклую часть сферического днища получают
предварительной штамповкой на гидравлическом или фрикционном
прессах.
Наиболее легко давильной обработке в холодном состоянии
подвергаются алюминий и его сплавы, для некоторых сплавов может
потребоваться межоперационный отжиг. Медь, углеродистая и нержа-
веющая стали, а также никелевый сплав при деформации при комнат-
ной температуре в зависимости от толщины обрабатываемого
материала выдерживают определенную степень деформации. В связи с
этим заготовку следует подвергать межоперационной термической
обработке. Обкатка без промежуточной термической обработки воз-
можна при соответствующем подогреве заготовок сравнительно не-
большой толщины непосредственно на обкатной машине в процессе
обработки.
140
4. Сборка свариваемых элементов
4.1. Особенности технологии
Сборка свариваемых элементов в аппаратостроении не является
законченной частью технологического процесса.
Она предшествует операциям сварки и фиксирует положение сва-
риваемых элементов в пространстве. Последующая операция сварки
окончательно закрепляет положение деталей, установленное при сбор-
ке под сварку. В процессе сварки под действием сварочных напряжений
возможно изменение пространственного положения соединяемых эле-
ментов. Поэтому на операции сборки под сварку накладывается допол-
нительные условия учета сварочных напряжений и деформаций. Осо-
бенностью является также наличие сварочного зазора.
Из возможных видов сборки свариваемых элементов более рас
пространенной является стационарная сборка. Это объясняется харак-
тером нефтяного аппаратосгроения как разновидности тяжелого ма-
шиностроения с единичным и мелкосерийным производством.
В операцию сборки свариваемых элементов входят следующие
виды работ:
установка привариваемых элементов в сборочных приспособле-
ниях;
проверка сопряжений кромок и сборочных баз;
подгонка свариваемых элементов;
фиксация кромок неразъемными и разъемными способами;
141
сварка и последующая обработка.
На сборку поступают детали после прохождения заготовитель-
ных операций. Поэтому здесь проявляется качество выполнения опера-
ций. согласованность функциональных и технологических допусков.
4.2. Механизм образования сварочных напряжений
и деформаций
Термический эффект сварочной дуги в конструкциях сопровож-
дается образованием напряжений и деформаций. Их называют свароч-
ными, остаточными или собственными. Основными причинами их воз-
Рис. 4.1. Деформации стержня
при нагреве
никновения являются тепловое
расширение металла и структурно-
фазовые превращения.
Механизм образований
напряжений и деформаций рас-
смотрим на примере деформации
стержня длиной / (рис. 4.1).
Термический цикл состоит из
равномерного нагрева и охлажде-
ния.
1 случай. Стержень жестко за-
крепленный только с одной сторо-
ны. При нагреве стержень имеет
возможность свободно удлиняться.
Это температурное удлинение можно определить по формуле
А/тем — а/АТ,
(4-1)
где а - коэффициент линейного расширения;
АТ - разность температур.
142
Наибольшее удлинение стержень получает в момент достижения
наивысшей температуры, но напряжения в нем возникать не будет.
При равномерном охлаждении удлинение уменьшится, а при достиже-
нии начальной температуры оно будет равняться нулю.
Таким образом, в стержне не будет ни напряжений, ни остаточ-
ных деформаций.
2 случай. Тот же стержень, упирающийся вторым концом на
жесткую преграду.
В начальный момент нагрева происходит накопление упругих на-
пряжений сжатия до величины, равной пределу текучести.
Оценим температуру, при которой напряжения сжатия о в
стержне достигают значения предела текучести ат
(5 = еЕ; е = —; Д/ = а/ДТ: о - аДТЕ; ДТ=^;
сут ~ 240 МПа;
а= 1,2 Ю5^;
Е-2 10 5 МПа:
240
ДТ =----------------- = 100 ос
1,2.10~5.2.10“5
Таким образом, нагрев углеродистой стали до 100 °C вызывает
напряжения, равные пределу текучести. Все процессы в пределах упру-
гих деформаций обратимые.
Дальнейший нагрев (выше 100 °C) вызываег образование пласти-
ческих деформаций сжатия и увеличение диаметра стержня, начинается
процесс пластического подсаживания . Если после такого сжатия охла-
дить стержень до начальной температуры, ю его длина окажется коро-
че по сравнению с исходной на величину пластического деформи-
рования Д7 пл .
3 случай. Стержень закреплен жестко с обоих концов, закрепле-
ние препятствует как его удлинению, так и укорочению.
143
После нагрева до температур, не вызывающих пластического де-
формирования (100 °C), и последующего охлаждения возникшие упру-
гие напряжения полностью снимаются.
Нагрев до температур, создающих напряжения выше предела те-
кучести, приводит к пластической осадке стержня и возникновению на-
пряжений сжатия, равных оу.
При охлаждении стержень будет стремиться укоротиться на вели-
чину Л/пл.
Однако, жесткое закрепление будет препятствовать этому укорочению.
В стержне появятся остаточные растягивающие напряжения.
Величина растягивающих напряжений пропорциональна степени
пластической осадки и достигает предела текучести, если нагрев угле-
родистой стали был выполнен выше 200 °C. Происходит уменьшение
диаметра осаженного стержня.
Таким образом, обязательным условием появления остаточных
напряжений и деформаций является пластическое деформирование при
нагреве.
Сварка свободно
лежащих элементов
Сварка закрепленных
элементов
Из-за потери
устойчивости возникает
прогиб свариваемых
элементов (f)
Рис. 4,2. Реальные сварные соединения
144
Величина остаточных напряжений для углеродистой стали не
превышает предела текучести.
При сборке закаливающихся сталей наряду с термическими нап-
ряжениями возникают дополнительные структурные напряжения.
Объем мартенсита больше, чем у аустенита. В реальных сварных со-
единениях (рис. 4.2) нагретые участки (шов + зона термического
влияния) ведут себя подобно рассмотренному стержню, а холодные
участки, - как защемление, если они нс имеют возможность свободно
деформироваться.
4.3. Опасность сварочных напряжений и деформаций
Сварочные напряжения представляют большую опасность не во
всех случаях, их опасность зависит от схемы напряженного
состояния(рис. 4.3).
Наиболее опасным является последний случай - объемный харак-
тер распределения напря-
жений.
При этом стесняется
возможность деформиро-
вания металла и появляет-
ся вероятность возникно-
вения хрупкого разруше-
ния.
Сварочные напряже-
ния приобретают обьсм-
ный характер в:
угловых соединениях
Одноосное
(стержень)
Двухосное
(пластина)
Объемное
Рис. 4.3. Возможные схемы
напряженного состояния
аппаратов (врезные патрубки, ребра жесткости);
соединениях толстолистовых аппаратов.
145
Поэтому при сварке листов толщиной свыше 33 мм термообра-
ботка с целью снятия сварочных напряжений является обязательной.
Деформации опасны, с точки зрения нарушения точности изготовляе-
мых деталей, иногда деформации могут привести к потере прочности
или устойчивости сварных конструкций. В этих случаях накладывают-
ся жесткие условия на недопустимость деформаций, если даже возника-
ют сварочные напряжения.
4.4. Мероприятия по борьбе со сварочными
напряжениями и деформациями
Рис. 4.4. Последовательность
сборки и сварки швов;
2,4,6,8 - кольцевые швы;
1.3,5 - то же продольные
Рациональная последова-
тельность сборочных и свароч-
ных операций. Рассмотрим
пример сварки швов базовых
деталей (рис. 4.4).
Возможны два варианта
выполнения сборочно-
сварочных работ.
П е р в ы й. Собрать
аппарат, как показано на
чертеже. Затем выполнить сварку кольцевых
швов, после этого
продольных.
Второй. Выполнить отдельно сварку продольных швов обе-
чаек 1,3.5. Затем методом последовательного наращивания выполнить
сварку кольцевых швов 2,4,6,8. Второй случай больше отвечает требо-
ваниям сварки свободно лежащих элементов и, поэтому меньше будет
образовываться сварочных напряжений.
146
Уменьшение погонной энергии сварки, сечений швов, длительности
нагрева, применение маломощной сварочной дуги.
Отрицательная сторона - уменьшение производительности. Эф-
фективно зона термического влияния сужается при сварке с концентри-
рованными источниками тепла.
Применение термообработки. Механизм снятия напряжений при
этом будет' показан ниже.
Устранение деформаций является сложной инженерной задачей.
Для конкретных простых профилей возможно аналитическое определе-
ние стрелы прогиба f.
Основные мероприятия по устранению деформаций:
преднамеренное деформирование свариваемых элементов для
уравновешивания стрелы прогиба, возникшей при сварке;
наложение симметричных швов для регулирования конечной
деформации;
рациональная последовательность наложения сварочных швов.
4.5. Сборочные просветы
Рис. 4.5. К расчету пара-
метров сварного
шва
Величина сборочного просвета
(сварочного зазора) b зависит от
технологии сварки и определяет долю
участия основного металла в объеме
сварного шва (рис. 4.5).
_ F,,
Y° ~ FobFH’
где I о - площадь основного ме-
талла;
Fh - площадь наплавленного
металла, уо, в свою очередь, влияет на
химический состав металла шва.
147
Rm = Yo RM + (1 ± To) Rs,
где Rin - содержание элемента в металле шва;
Rm - то же в основном металле;
Ra - то же в присадочном металле.
Сварка с малым просветом имеет ограниченное применение, так
как при этом гребуется весьма высокая точность заготовительных и
сборочных операций. С увеличением зазора появляется необходимость
разрабозжи мер, предотвращающих утечку расплавленного металла.
Величина сварочного зазора b определяется исходя из условия
размещения наплавленного металла:
J «н = b n к у V,
(4-2)
где J - сила гока. А;
«н - коэффициент наплавки, г/А ч;
b - см;
п - высота зазора;
к - коэффициент усиления шва; к = 1,1 ... 1,2;
у - плотность металла шва. г/см3:
v - скорость сварки, см/ч
Величина просвета будет зависеть от вида сварки.
При электрошлаковой сварке зазор возрастаег в связи с условия-
ми образования шва и с конструкцией головок для сварки, составляет
примерно 25 мм.
При ручной дуговой сварке просвет определяет одно из важней-
ших условий провара вершины шва. Это условие в первом прибли-
жении видно из зависимости, написанной применительно к схеме на
рис. 4.6, для наиболее распространенного в аппаратостроении V-
образного стыкового шва.
148
х = а + “— (d - b + 1 sin 2 Ct)
2tga v 7
(4-3)
Рис. 4.6. Схема определения про-
света в шве при ручной
сварке
где л' - I дубина проплавления
(толщина первого слоя):
а - величина
притупления;
d - диаметр электрода;
Ь - величина просвета;
а- угол скоса;
/ - условная длина дуги.
Приведенная формула по-
лучена в результате преобразо-
вания равенства
х = а + к + с, (4.4)
написанного из рассмотрения
схемы и путем подстановки
значений:
k ~ 2tg a '
с = / cos2 a.
Из формулы (4.3) видно, что необходимая глубина проплавления
вершины шва снижается, т.е. условия для провара улучшаются при воз-
растании величины просвета, естественно, в определенных пределах.
Отсюда видно значение величины просвета, фиксируемого в про-
цессе выполнения сборочных операций, в связи с перечисленными эле-
ментами технологии и режима сварки. Значение b может изменяться в
известных пределах в зависимости от угла скоса кромок и других эле-
ментов технологии сварки.
149
Однако величина просвета должна быть постоянной для шва и не
более диаметра электрода; разная величина просвета в поперечных
швах нарушает прямолинейность сборки. Увеличение просвета сверх
необходимого вызывает непроизводительный расход электродов и вре-
мени на выполнение сварочных операций.
4.6. Приспособления для сборки свариваемых элементов
Основная технологическая задача сборки под сварку стыкуемых
элементов заключается в обеспечении допусков на смещение кромок,
величину сварочного зазора, угловых размеров. Тщательность пригон-
ки соединяемых частей является одним из главных условий обеспече-
ния равнопрочности сварных швов.
В отличие от других отраслей машиностроения в практике аппа-
ратостроения для достижение правильности сопряжений обязательно
применяют приспособления. Последние существенно влияют на сте-
пень механизации производственных процессов, производительность
труда и качество сварочных конструкций. Приспособления необходи-
мы независимо от серийности производства.
Классификацией по назначению в основном предусматриваются
сборочные и сборочно-сварочные приспособления и механизмы. По
степени подвижности различают переносные и стационарные
приспособления, по ходу привода-приспособления ручного действия и
с механическим приводом.
Технические характеристики, конструктивные особенности,
принципы действия приспособлений подробно изучаются в специаль-
ной дисциплине "Оборудование аппаратостроительных цехов". Поэто-
му здесь ограничимся лишь перечислением наиболее употребляемых
приспособлений и их назначений.
150
К простейшим приспособлениям для сопряжения кромок про-
дольных швов и фиксирования размера диаметра деталей относятся ра-
диальные стяжки, распорные домкраты.
Первые позволяют фиксировать зазоры между кромками, а вто-
рые регулировать их смещение.
Перечисленные функции можно выполнять в известных условиях
специальным приспособлением - струбцинами, которые позволяют од-
ним винтом выравнивать смещение кромок, а другим устанавливать
сборочные просветы.
Просвет между кромками контролируют щупами. Свариваемые
кромки и просветы между ними фиксируют швами-прихватками, ско-
бами или приспособлениями, исключающими применение
швов-прихваток.
Правильным расстоянием между прихватками считают длину
слоя, которую можно наложить одним электродом, или кратную
длину. Длина самой прихватки должна быть 30 - 50 мм.
Применение сборочных планок позволяли осуществлять эластич-
ные скрепления. В начале и в конце продольных швов устанавливают
и прихватывают пластины для выноса кратера шва.
При сборке с прихватками образуется жесткое закрепление кро-
мок до сварки, поэтому этот способ является менее
удовлетворительным. Система стяжных планок и прокладок, построен-
ная на принципе клиновых соединений, обеспечивает относительную
подвижность деталей в узле, их также применяют при сборке аппарату-
ры значительных размеров.
Имеются механизированные установки для сборки в стык кольце-
вых швов для последующей прихватки сваркой.
Рабочим органом являются домкраты или обкатывающие
ролики, которые применяются для пригонки стягивания и вращения
стыкуемых цилиндрических деталей. Установка представляет собой со-
вокупность скобы - станины с вылетом, превышающим длину
151
собираемых отдельных цилиндров и роликового стенда. Принцип дей-
ствия установки - периодический. Привод - электромеханический,
пневматический, гидравлический или комбинированный.
В аппаратостроение обязательными являются сборочно - свароч-
ные механизмы, основное назначение которых заключается в непре-
рывном или периодическом изменении позиций (положения) деталей
относительно сварочной головки, рабочего места сборщика и сварщи-
ка при одной установке, выполняют роль кантователей. Сюда относят-
ся :
роликовые стенды - кантователи, у которых установочной базой
является цилиндрическая поверхность;
кольцевые кантователи, у которых установленной базой является
сложная криволинейная поверхность: основой приспособления служит
роликовый стенд;
торцевые кантователи с двумя краншайбами, у которых установ-
ленная база - две торцевые поверхности, ось вращения в большинстве
случаев горизонтальная: разновидностью являются кантователи на
цапфах;
кантователи с вращающимся наклонным столом, у которых уста-
новочной базой является одна торцевая поверхностью (часто называют
манипуляторами или позиционерами): последние имеют привод толь-
ко от периодических перемещений при установке свариваемых деталей;
стеллажи, у которых установочной базой является плоская по-
верхность деталей - листов и секций из них.
Возможны разновидности кантователей.
Сборочно - сварочные механизмы с приводом входят в комплек-
ты установок для автоматической и полуавтоматической сварки. Учи-
тывая типизацию и нормализацию сборочно - сварочных механизмов,
головок для автоматической сварки, можно рассматривать установку
как разновидность агрегатных станков, применяемых для комплексной
механизации производственных процессов.
152
4Л. Технология сборочных работ
4.7.1. Технологическая схема сборки
Законченной продукцией, выпускаемой заводом, являются
аппараты. В отдельных случаях аппаратостроительные заводы ком-
плексно выпускают установки, в которых смонтированы с коммуника-
циями несколько аппаратов.
Аппарат состоит из нескольких частей-деталей, узлов и групп.
Узлом принято называть разъемное и неразъемное соединение деталей.
Узлы бывают различной сложности. Они могут быть собраны из от-
дельных деталей или из менее сплошных узлов. Совокупность деталей
и узлов аппарата, собираемых самостоятельно и объединенных общно-
стью выполняемой функции (крышка, корпус, трубчатка, ректифика-
ционная тарел ка и т. п.), называют группой. Группа может состоять из
подгрупп.
В зависимости от сложности аппарата могул существовать под-
группы первого, второго, третьего порядка и т.п. Деталь или группа, с
которой начинают сборку, называется базой.
Часть технологического процесса сборки, относящаяся к сборке
групп и подгрупп, называется узловой сборкой, а сборка всего аппара-
та в целом-общей сборкой. Компоновку аппаратов в установке и со-
единение их коммуникациями называют монтажом.
При присвоении условного индекса деталям или их группам
удобно пользоваться следующими правилами: Все детали, поступаю-
щие на общую сборку, имеют нумерацию, начиная с начала исчисления
1,2,3,4 и т.п. Сборочным чертежам групп присваивают обозначения
Сб.1, Сб.2, Сб.З и т.д. Подгруппы первого порядка обозначают Сб.11,
Сб.12, Сб.13 и т.д. Подгруппы второго порядка - Сб.111, Сб. 112, Сб.
153
113 и т.д. Индексы отдельных деталей, входящих в каждую из групп
или подгрупп, обозначаются 1-1, 1-2, 1-3; 2-1, 2-2, 2-3 и т.д. При проек-
тировании сборочного процесса на каждый аппарат составляется тех-
нологическая схема сборки. Процесс оформляют в виде планово-
операционных (маршрутных) и операционных карт, а также графиче-
ски в виде технологических схем. В такой схеме показывают последова-
тельность процесса сборки аппарата.
Аппараты, группы, подгруппы и отдельные детали на схеме ус-
ловно вычерчивают в виде прямоугольников. Прямоугольник, обозна-
чающий аппарат, рекомендуется размещать вверху листа, а
прямоугольник, обозначающий базовую деталь или базовую группу, -
внизу. Эти прямоугольники соединяют жирной линией - линией
сборки, а затем справа и слева последовательно подсоединяют все ос-
тальные части аппарата.
Детали или их группы, присоединяемые при помощи разъемной
сборки, рекомендуется соединять на схеме тонкой линией, а детали и
их группы, соединяемые неразъемно, - двумя параллельными тонкими
линиями.
На рис. 4.7 дан чертеж аппарата, технологическая схема сборки
которого показана на рис. 4.8.
4.7.2. Организация сборочных работ
Существуют две системы организации сборочных работ:
а) стационарная; б) подвижная.
При стационарной сборке все детали подают на одно рабочее
место, где сборку аппарата производят от начала до конца.
Подвижную сборку выполняют на разных рабочих местах, на ко-
торых производят последовательно определенный объем работ.
В аппаратостроении в связи с индивидуальным характером про-
изводства чаще всего применяют стационарную сборку, однако с
154
г-s г-6
г-з
г-e i-<f
'Л
л
Рис. 4.7. Реактор
Рис. 4.8. Технологическая схема сборки реактора
целью лучшего использования рабочей силы и оборудования иногда
при проведении отдельных сборочных операций осуществляют пере-
движение собираемых аппаратов от участка к участку.
В зависимости от требований точности соединений и количества
выпускаемых изделий применяют три метода сборки узлов и
аппаратов:
а) с полной взаимозаменяемостью деталей;
б) посредством сортировки и подбора деталей;
в) с индивидуальной пригонкой.
Полная взаимозаменяемость характеризуется возможностью лю-
бой замены детали или узла в аппарате другой деталью или узлом без
подбора и предварительной пригонки по месту. По принципу полной
взаимозаменяемости собираются нормализованные фланцевые
соединения, вентили, предохранительные клапаны и некоторые другие
узлы серийного выпуска.
Сборку посредством сортировки и подбора деталей проводят
очень редко. Этот способ сборки применяют в тех случаях, когда от-
клонения в размерах одних деталей компенсируются отклонениями
размеров других деталей, соединяемых с первыми.
Сборка с индивидуальной пригонкой является наиболее распро-
страненной и широко применяемой в аппратостроении. Например, при
соединении сваркой обечаек с днищами допускается правка и подрубка
кромок.
Упомянутые выше достижения изготовления взаимозаменяемых
обечаек и, особенно, горячештампованных днищ позволяют организо-
вать производство корпусов без применения пригоночно-подгоночных
работ. С достижением принципов взаимозаменяемости в сопряжениях
"обечайка-днище" логично считать возможным переход в аппарато-
строении к принципам полной взаимозаменяемости.
Фланцевые соединения крупных узлов могут быть собраны толь-
ко при строго определенном положении фланцев один относительно
156
другого, соединение отдельных деталей между собой при помощи пай-
ки мягкими припоями производят с обжатием деталей по месту с це-
лью уменьшения зазора и т.п.
Сборку аппаратов лучше всего проводить бригадным методом,
при котором одна комплексная бригада от начала до конца проводит
все сборочные операции на закрепленных за ней узлах и аппаратах. Та-
кая рекомендация обусловлена тем, что при сборке могут возникнуть
мелкие дефекты, выявляемые только в процессе испытания: поры в
швах, неплотности в разъемных соединениях, вмятины на поверхности
обечаек и днищ. При выполнении одной и той же бригадой всех опе-
раций легче избежать этих деффектов и значительно легче их
устранить.
При составлении технологии сборки следует всемерно внедрять
типовые технологические процессы.
157
5. Основные вопросы сварки
5.1. Свариваемость сталей
5.1.1. Общие сведения
Сварка сопровождается комплексом одновременно протекающих
процессов, основными из которых являются: тепловое воздействие на
металл в зоне термического влияния, термодеформационные,
плавления, металлургической обработки и кристаллизация металла в
объеме сварочной ванны и в зоне сплавления.
Отношение металла на воздейсвие всех этих процессов называет-
ся технологической свариваемостью. Поэтому он является интеграль-
ным (обобщенным) термином.
Физическая свариваемость характеризует принципиальную воз-
можность получения монолитных сварных соединений и главным об-
разом относится к разнородным металлам.
Все однородные материалы обладают физической
свариваемостью, т.е. образуют монолитное соединение с химической
связью (сталь со сталью, чугун с чугуном, медь с медью, пластмассы с
пластмассами). Не свариваются электрической сваркой плавлением
разнородные металлы, не обладающие взаимной растворимостью в
жидком состоянии : свинец-медь, железо-свинец, железо-магний.
158
Эти пары в жидком состоянии образуют несмешивающиеся
(разобщенные) слои.
Далее будет рассматриваться только технологическая сваривае-
мость - отношение металла к воздействию протекающих при сварке
процессов и его способность образовать сварное соединение, обеспечи-
вающее эксплуатационную надежность конструкций.
К числу важнейших показателей свариваемости можно отнести
реакцию стали на термический цикл сварки, технологическую проч-
ность сварного шва, склонность к образованию горячих и холодных
зрещин, хрупкие разрушения сварных соединений. Число показателей
свариваемости не ограничивается перечисленными, для каждой группы
свариваемых материалов могут появиться новые показатели.
5.1.2. Реакция стали на термический цикл сварки
Характеризует свариваемость, с точки зрения структурных пре-
вращений в зоне т ермического влияния.
Термический цикл сварки имеет следующий вид (рис. 5.1).
Рис. 5.1. Термический цикл сварки
Параметры термического
цикла.
температура нагрева Тшах;
время выдержки ттах;
скорости нагрева и охлаж-
дения.
Основным парамет-
ром термического цикла,
определяющим
159
структурные превращения в зоне термического влияния, является ско-
рость охлаждения V °С/с.
При расчетах оперируют мгновенной скоростью охлаждения, со-
ответствующей температуре Тт - наименьшей устойчивости аустенита.
В процессе сварки имеет место непрерывное охлаждение. Харак-
тер структурных превращеий при этом отличается от случая распада
аустенита при изотермической выдержке. Все это наглядно иллюстри-
руется наложением векторов скоростей охлаждения на диаграмму изо-
термического распада аустенита (рис. 5.2).
Рис. 5.2. С-образная диаграмма с кривыми
охлаждения стали
При непрерывном охлаждении значение инкубационного периода T]llin
в 1,5 раза больше, чем при изотермическом, поэтому критическая
скорость
у — А 1 ~
к₽ " l,5Tmm
(5.1)
где VKP - критическая скорость - минимальная скорость охлаждения,
необходимая для переохлаждения аустенита до мартенситного
превращения.
160
С увеличением скорости охлаждения получаемая структура в зо-
не термического влияния измельчается, твердость ее повышается.
Если скорость охлаждения превышает критическую скорость
V> V ,
’ Кр ’
образование структур закалки неизбежно.
Закаленные структуры в аппаратостроении являются крайне
нежелательными: отличаются высокой твердостью, хрупкостью, плохо
обрабатываются, склонны к образованию трещин.
Если V < V кр , образование закалочных структур исключается.
В зоне термического влияния наиболее желательными являются пла-
стичные хорошо обрабатываемые структуры типа перлита и сорбита.
Поэтому получение качественных соединений непременно связано с
достижением желаемых структур в основном регулированием скорости
охлаждения .
Имеются аналитические выражения для расчетного определения
скорости охлаждения в зоне термического влияния [ 27 ]. Эти формулы
получены на основе применения теории распространения тепла при ду-
говой сварке для различных диапазонов толщин свариваемых
металлов. Так, например, для металла толщиной более 25 мм формула
имеет вид
v = -27iV~A^,
q/ У cb
(5.2)
где Л. - коэффициент теплопроводности, Вт/см.град :
Тт = 450 - 600 °С-для углеродистых и низколигированных
сталей:
q/Vcb - погонная энергия сварки, количество тепловой энергии,
приходящееся на единицу длины сварного шва, Дж/см;
ц=ц UJ - тепловая мощность электрической дуги, Вт (Дж/с) ;
Vcb - скорость сварки, см/с. ,
Структура формулы представляет большой практический интерес
для определения методов регулирования скорости охлаждения. Пара-
метрами регулирования скорости охлаадения могут быть только:
То - темпера тура подогрева ;
q/Vcb - погонная энергия сварки.
Основным является температура подогрева То вследствие резко-
го уменьшения значения числителя (Тто - То)2.
Если скорость охлаждения при комнатной температуре принять
за единицу, подогрев при сварке снижает’ скорость охлаждения следую-
щим образом:
20 °C - 1; 100 °C - 0,75; 200 °C - 0,5.
Подогрев способствует перлитному превращению и является дей-
ственным средством исключения закалочных структур. Поэтому он
служит в качестве предварительной термической обработки сварных
соединений (нагрев до сварки и в процессе ее). Меняя скорость
охлаждения, можно получить желаемую твердость в зоне термического
влияния.
В некоторых случаях появляется необходимость увеличения ско-
рости охлаждения. Путем ускоренного охлаждения удается измельчить
зерно, повысить прочностные свойства и ударную вязкость в зоне тер-
мического влияния. С этой целью находит применение метод сопутст-
вующего охлаждения [ 33 ]. Сварное соединение в процессе сварки с
обратной стороны дуги охлаждается водой или водовоздушной
смесью, что способствует получению крутой ветви скорости охлажде-
ния (рис. 5.3).
162
г, с
Рис. 5.3. Ветви скоростей охлаждения
5.1.3 Методы определения реакции стали на термический цикл
Существуют аналитические и экспериментальные методы опреде-
ления реакции стали на термический цикл сварки.
Аналитические методы основаны на учете влияния химического
состава стали на структуру, твердость и другие свойства металла в зоне
термического влияния, например, на закаливаемость.
Для сравнительной и ориентировочной оценки реакции углеро-
дистых и низколегированных сталей при сварке на режимах, принятых
в промышленной практике, твердость определяют по формуле
lg HV = 1,957 + 1,141С + 0,363Мо +0,193Мп +
+ 0,180V + 0,160Cr + 0,085Ni + О.ОЗОСи . (5.3)
Символ химического элемента обозначает его процентное
содержание. Численное значение коэффициентов устанавливается в
предположении об аддитивности влияния отдельных компонентов.
Эти принципы в применении к термической обработке для расчета
163
максимального диаметра образца, прокаливающегося насквозь в опре-
деленном охладителе.
Формула (5.3) не учитывает содержания кремния, алюминия,
титана, фосфора и серы, так как предполагается, что твердость
определяется, главным образом, по содержанию углерода.
Экспериментальные методы определения реакции стали на тер-
мический цикл сварки преследуют цель установления зависимости ме-
жду скоростью охлаждения и физико-механическими свойствами стали
в зоне термического влияния : микроструктура, твердость, показатели
механических свойств. А затем по этим данным определяют оптималь-
ные режимы сварки.
Методы определения свариваемости делятся на:
прямые - путем сварки образцов заданной конструкции ;
косвенные - путем замены сварки имитирующими процессами.
Методы определения показателей свариваемости весьма разно-
образны (описано более 200). Тип образца, условие его испытания
стремятся максимально приблизить к условиям эксплуатации
конструкций.
Валиковая проба (МГТУ им. Н.Э.Баумана). Термический цикл
осуществляется в процессе элекродуговой наплавки валика по продоль-
ной оси пластин на разных погонных энергиях q/Vcb оз 20000 до
40000 Дж/см.
Такой диапазон погонных энергий позволяет регулировать структуру в
зоне термического влияния от перлита до мартенсита.
После наплавки валика пластинки разрезают на образцы для оп-
ределения комплекса механических свойств : статический загиб (угол
загиба <р); ударную вязкость (аД; макро - и микроструктуры ; твердо-
сти (HV) и размеры зерна (ц) в околошовной зоне. По результатам ис-
пытаний строят графики зависимости свойств от значения погонной
энергии (рис. 5.4). Определется оптимальное значение погонной энер-
гии - скорости охлаждения.
164
Рис. 5.4. Валиковая проба
Торцовая проба (ГАНГ им. И.М.Губкина) относится к числу кос-
венных методов. Нагреву подвергают торцевую часть образца в виде
цилиндрических стержней диаметром 10-25 мм. В качестве источника
нагрева используются токи высокой частоты, газосварочное пламя,
электрическая дуга. Затем замеряется твердость от оплавленного торца
и исследуется микроструктура (рис.5.5).
Рис. 5.5. Торцовая проба
165
Группы технологической свариваемости сталей
По свариваемости стали подразделяют на четыре группы в за-
висимости от механических свойств и приемов термической
обработки.
1.Хорошая. Сварные соединения высокого качества получают
по обычной технологии без подогрева и без последующей термической
обработки. Термообработка для снятия внутренних напряжений на-
значается из условий толщины проката.
З.Удовлетворительная. Для получения высококачественных
сварных соединений необходимо строгое соблюдение режимов сварки,
нормальные температурные условия, в некоторых случаях подогрев.
3. Ограниченная. Для получения высококачественного сварного
соединения необходимы предварительная и последующая термическая
обработки.
4. Плохая свариваемость. Такие стали в аппаратостроении не
применяются.
5.1.4. Технологическая прочность сварного шва
Термин "Технологическая прочность" применяется для характе-
ристики прочности конструкции в процессе ее изг отселения. В сварных
конструкциях технологическая прочность лимитируется в основном
прочностью сварных швов. Это второй важный показатель сваривае-
мости стали.
Технологическая прочность оценивается образованием горячих
и холодных трещин.
5.1.4.1. Горячие трещины
Это хрупкие межкристаллические разрушения металла шва и зо-
ны термического влияния. Возникают в твердо-жидком состоянии на
166
завершающей стадии первичной кристаллизации, а также в твердом
состоянии при высоких температурах на этапе преимущественного раз-
вития межзернистой деформации (рис. 5.6).
Рис.5.6. Топография горячих трещин
при дуговой сварке:
1 - продольные:
2 - поперечные;
3 - поперечные по толщине
в свариваемом металле и
металле предшествующего слоя
Факторы, способствующие образованию горячих трещин. Наличие
температурно-временного интервала хрупкости является первой при-
чиной образования горячих трешин. Температурно-временной интер-
вал хрупкости обусловливается образованием жидких и полужидких
прослоек, нарушающих мегаллическую сплошность сварного шва. Эти
прослойки образуются из-за наличия легкоплавких, сернистых соеди-
нений (сульфидов) FeS с температурой плавления 1189 °C и NiS с тем-
пературой плавления 810 °C. В пиковый момент развития сварочных
напряжений по этим жидким прослойкам происходит сдвиг металла,
перерастающего в хрупкие трещины.
Вторая причина образования горячих трещин - высокотемпера-
турные деформации. Они развиваются вследствие затрудненной усадки
металла шва, формоизменения свариваемых заготовок, а также при
167
релаксации сварочных напряжений в неравновесных условиях сварки и
при послесварочной термообработке, структурной и механической
концентрации деформации.
Качество материалов, предназначенных для изготовления свар-
ных конструкций, сварочных материалов и технологий в отношении
образования горячих трещин при сварке, можеть быть определено не-
сколькими методами и оценено количественными показателями [ 28 ].
Расчетно-спютистический метод оценки стойкости сплавов про-
тив образования горячих трещин. Он является косвенным, так как ос-
нован на использовании параметрических уравнений, составленных с
помощью регрессионного анализа, и применим только для тех
сплавов, которые входят в концентрационные пределы изученных
композиций.
Второй недостаток этого метода - невозможность учета анома-
лий по примесям, не входящим в параметрические уравнения, а также
по технологическим параметрам сварки, выходящим за пределы. По-
этому расчетно- статистичесий метод рекомендуется для приближен-
ных экспресс-оценок, а эксперементальный как проверочный.
Рекомендуемые параметрические уравнения сведены в табл. 5.1.
Пример: Оценить склонность к горячим трещинам метал-
ла шва. полученного проплавлением стали ЗОХГСА вольфрамовым
•электродом в среде аргона по расчетно-статистическим показателям.
0,3(0,025+0,035+1/25+0)103 _ 300/25 _
Зх1+1+0+0 4 '
Сталь ЗОХГСА имеет О в >700 МПа. Она склонна к горячим трещинам.
V = 19 - 42.0,3 - 411.0.025 - 3.3 . 1 + 5.6 + 6.7.0 = - 3.6.
кр
Сталь ЗОХГСА склонна к образованию горячих трещин.
168
Таблица 5.1
Расчетно-статические показатели склонности к горячим трещинам
Параметрическое уравнение Вид оценки Область применения
1. C(S+P+Si/25+0,01Ni) 103 3Mn+Cr+Mo+V <4 - не склонная <2 - нс склонная Для сталей с ств<700 МПа Для сталей с о(>700 МПа
2. UCS = 230(C) + 190(S) + + 75(Р) + 45(Nb) - - 12,3(Si) - 5,4(Mn) - 1 <10 - стойкая >30 - склонная Микролегиро- ванные стали
3. V = 19 - 42(C) - 411(S) - - 3,3(Si) + 5,6(Mn) -f + 6,7(Mo) (мм/мин] >6,0 - стойкая <1,8 - склонная Легированные стали
4. Ci _ C.r+1,37(Mo)+1,5(Si)+2(Nb)+3('l i) Ni ~ Ni+0,31(Mn)+22(C)+14,2(M)+Cu >1,5 при P+S= 0.02-0,035 - стойкая <1,5 при P+S> 0,02 - склонная Аустенитные стали
5. L = 299(C) + 8(Ni) + + 142(Nb) - 5,5(% 8-Fe) - - 105 L>0 - склонная Аустенитно- ферритные стали
Экспериментальная оценка сопротивляемости горячим трещинам с
помощью машинных методов испытания. При машинных методах испы-
тания металл шва зоны сплавления подвергают высокотемпературному
деформированию с приложением внешних сил, создаваемых испыта-
тельной машиной для инициирования горячих трещин.
Машинные методы предусматривают испытание свариваемых
образцов с имитацией сварочного цикла на растяжение (рис.5.7). Ис-
пытания проводят по ГОСТ 26389-84 с помощью машин.
169
Процедура машинных испытаний предусматривает поочередно
сварку серии образцов и одновременное деформирование шва с дис-
кретной варьируемой скоростью перемещения активного захвата. Ско-
рость его перемещения и, соответствено, относительного перемещения
свариваемых кромок повышают до появления горячих трещин в не-
Рис. 5.7. Схемы испытаний свариваемых образцов;
а - изгибом; б - растяжением; в - образца для
электрон)лаковой сварки
скольких образцах.
За показатель сопротивляемости металла образованию горячих
трещин принимают минимальную скорость деформирования, при ко-
торой появляются горячие трещины (мм/с).
170
Оценка склоности к образованию горячих трещин
с помощью технологических проб
При испытаниях с помощью проб на металл воздействуют дефор-
мации от усадки шва и формоизменения свриваемых образцов. Специ-
альная конструкция и технология сварки образцов обусловливаю!
повышенные темпы высокотемпературной деформации (рис. 5.8).
Рис. 5.8. Схемы конструкции образцов технологичеких проб:
а - с круговым швом; б - таврового; в - с переменной шириной
пластин; в, г - со швом в канавку
Скорость сварки меняют в пределах качественного формирова-
ния шва. При отсутствии горячих трещин на всех режимах и образцах
любой ширины металл сварного соединения считают стойким против
горячих трещин.
Основной путь повышения стойкости сварных швов к образова-
нию горячих трещин заключается в снижении содержания серы в сва-
риваемом металле и присадочных материалах.
171
5.1.4.2. Холодные трещины
Холодными считаются такие трещины, которые образуются в
процессе охлаждения после сварки при температурах ниже 150 °C или
в течение нескольких последующих суток. Имеют блестящий криста-
лический излом без следов высокотемпературного окисления. Разме-
ры холодных трещин соизмеримы с размерами в зоне сварного
соединения (рис. 5.9).
Основные факторы , обусловливающие холодные трещины, дей-
Рис. 5.9. Вид холодных трещин
в сварных соединениях
легированных сталей:
1 - "частокол"; 2 - "отрыв";
3 - продольные в шве;
4 - "откол"
ствуя совместно или в отдель-
ностщследующие.
1. Образование структур
закалки (мартенсита и бейнита)
приводит к появлению допол-
нительных напряжений, обу-
словленных объемным эффек-
том.
2. Воздействие сварочных
растягивающих напряжений.
3. Концентрация диффу-
зионого водорода.
Водород легко перемещается в
незакаленных структурах
(диффузионный водород). В мартенсите диффузионная способность
водорода снижается: он скапливается в микропустотах мартенсита ,
переходит в молекулярную форму и постепенно развивает высокое
давление, способствующее образованию холодных трещин . Кроме
того, водород, адсорбированный на поверхности металла и в
микропустотах, вызывает охрупчивающее действие.
Более распространены расчетные методы определения парамет-
ров трещинообразвания.
172
Показатель свариваемости Рс оценивается по формуле японских
исследователей
т_г с
рс = Сэ ; (5.4)
C, = C + i(Mn+Cu+Cr) + | + f +^>+Х+5В. <5.5)
где Н - количество диффузионого водорода в металле шва,
Н = (0,64 - 0,93) мл/100г;
S - толщина свариваемого металла, мм.
Если Рс< 0,3, то холодные трещины в сварном шве не
образуются.
Методы количественной оценки сопротивления сварных седине-
ний образованию холодных трещин предусматривают длительные ме-
ханические нагружения образцов. К ним относятся метод ЛТП МГТУ
им. Н.Э. Баумана, ИМЕТ - 4, TRC, метод вставок и ряд других. За по-
казатель стойкости сварных соединений образованию холодных тре-
щин принимают минимальные напряжения, при которых происходит
разрушение образцов или появляются трещины. Все известные количе-
ственные методики требуют применения специальных установок и,
поэтому, как правило, используются в лабораторных исследованиях.
Сварочные технологические пробы в большинстве случаев не
требуют применения специальных приспособлений, позволяют судить
о сопротивлении образованию холодных трещин в условиях, близких к
реальным.
Проба СЭВ - 19 XT (ГОСТ 26388 - 84) - набор трех плоских пря-
моугольных составных образцов толщиной 12 - 40 мм с различной об-
щей длиной свариваемых элементов 100, 150 и 300 мм, жестко
закрепленных по концам (рис. 5.10). Для закрепления образцов к ним
предварительно привариваются специальные концевики. Перед
173
Рис. 5.10. Технологическая сварочная проба СЭВ-19ХТ для
испытаний на образование холодных трещин
S mtn
12,16,20 30 60 35
30,40 50 100 50
174
сваркой образцы закрепляются в зажимном приспособлении, пред-
ставляющем собой массивную плиту с прорезями, в которые помеща-
ются концевики и закрепляются прижимными болтами. Сварка пробы
выполняется однопроходным швом одновременно всех трех образцов.
После сварки проба выдерживается в закрепленном состоянии в тече-
ние 20 ч. После освобождения пробы из приспособления в ее образцах
выявляются холодные трещины различными видами контроля, в том
числе путем травления поверхности и корня шва и зоны термического
влияния 5 % -ным водным раствором азотной кислоты. После просуш-
ки образцы разрушают. Протравленные части излома, выявленные ви-
зуальным осмотром с помощью лупы с увеличением хЗ, принимают за
образовавшиеся при испытании трещины.
За количественный показатель склонности к холодным трещи-
нам принимают максимальную длину свариваемых элементов, в кото-
рых образовались трешины. Показатель устанавливают по двум
одинаковым результатам испытаний грех проб.
Проба "Тэккен" (ГОСТ 26388-84) - плоский прямоугольный
образец толщиной 12-40 мм с продольной прорезью в центре, У-
образной разделки (рис. 5.11). Образец сваривается в свободном
Рис. 5.11. Технологическая сварочная проба "Тэккен'
175
Рис. 5.12. Технологическая сварочная
проба ЦНИИТС
состоянии и выдерживается после сварки 20 ч. Применение пробы, как
правило, ограничивается сваркой ручной покрытыми электродами и в
защитных газах.
Трещины образуются в корневой части сварного соединения в ре-
зультате действия высоких усадочных напряжений. Обязательное усло-
вия работы пробы - наличие непровара в корне шва, который служит
концентратором напряжений. Наличие трещин выявляется различны-
ми методами
контроля, в том числе
и протравливанием
раствором кислоты с
последующим изло-
мом образца.
При образовании
трещин в качестве до-
полнительного срав-
нительного
количественного по-
казателя принимают
процентное отноше-
ние суммарной длины трещины к длине шва или площадь трещины к
площади сечения шва. За количественный показатель стойкости про-
тив трещин принимают температуру подогрева, при которой уже не
образуется трещин.
Проба ЦНИИТС [15] имеет отраслевое назначение применитель-
но к судостроению. Представляет собой натурный образец, воспроиз-
водящий многослойное стыковое соединение судовых корпусных
конструкций (рис. 5.12). Сварку пробы выполняют по технологии, при-
нятой при производстве подобного рода конструкций. Через сутки по-
сле сварки проба с помощью анодно-механической резки разрезается
на заготовки для изготовления из них продольных,послойных и
176
поперечных шлифов.Шлифы после травления исследуют визуально с
помощью лупы с увеличением хЗ на наличие трещин.
Количественным показателем стойкости сварных соединений
против трещин служит численное значение начальной температуры
пробы перед сваркой, начиная с -25 °C. при которой уже не образуют-
ся трещины.
Методы специализированных механических испытаний сварных об-
разцов (или "машинные" методы) (рис. 5.13) основаны на доведении зо-
ны металла термического влияния или металла шва до образования
холодных трещин под действием напряжений от внешней длительно
Рис. 5.13. Образцы и схема на-
гружения при испы-
тании по методу
ЯТП2-3;
а - толщины 1-3 мм, изгиб распре-
деленной нагрузкой; б, в - тол-
щины 8-20 мм, четырехточечный
изгиб вдоль шва и поперек шва
соответственно; г - толщины 8-20
мм, консольный изгиб
8i2(hxl(XJxlOO
действующей постоянной нагрузки [15]. При испытаниях серию образ-
цов нагружают различными по величине нагрузками непосредственно
после окончания сварки и выдерживают их под нагрузкой в течение 20
ч. За сравнительный количественный показатель сопротивляемости ме-
талла сварных соединений трещинам принимают минимальное растя-
гивающее напряжение от внешней нагрузки min, при которой
начинают образовываться трещины. Показатели сопротивляемости
трещинам, получаемые с помощью машинных испытаний, оценивают
только технологическую прочность металла сварных соединений. Они
могут использоваться для сравнения материалов и технологических ва-
риантов сварки, однако они не применимы непосредственно для оцен-
ки стойкости против трещин сварных соединений конструкций, так как
для оценки стойкости необходим учет величины действующих свароч-
ных напряжений.
Близки по природе образования к холодным трещинам ламинар-
ные (слоистые) трещины. Наибольшую склонность к ламинарным тре-
щинам проявляют угловые швы (врезные патрубки, ребра жесткости).
Объемное напряженное состояние в этих констуктивных элементах,
стесненность деформаций приводят к слоистому отрыву металла.
Естественно, все это происходит при совместном действии вышена-
званных факторов (наличие легкоплавких включений, диффузного во-
дорода и др.).
5.1.5. Хрупкие разрушения
Это разрушения, возникающие в процессе эксплуатации конст-
рукции под действием приложенных нагрузок, характеризуют эксплуа-
тационную прочность.
Хрупкое разрушение не сопровождается пластической
деформацией. Траектория разрушения близка к прямой, излом норма-
лен к поверхности и имеет кристаллический характер. Разрушение
178
происходит под действием нормальных напряжений внезапно и рас-
пространяется с большой скоростью. В раде случаев приводит к катаст-
рофическим разрушениям сварных конструкций.
В сварных соединениях углеродистых сталей наиболее склонны к
хрупкому разрушению участки и зоны термического влияния, нагре-
ваемые до 200-500 °C. Их охрупчивание связано с дсформационым ста-
рением : выделением карбидов и нитридов из ферритной основы;
ростом зерна при нагреве металла, получившего критические
деформации.
Другой причиной является образоваие в околошовных зонах
твердых малопластичных структур.
В легированных сталях причиной может служить миграция от-
дельных элементов на границах зерен (межкристаллическая коррозия).
Снижение степени охрупчивания достигается металлурическими и тех-
нологическими методами.
Склонность стали к хрупким разрушениям определяют испыта-
ниями образцов на трещиностойкость при низких температурах.
Наиболее распространенным способом оценки склонности к
хрупкому разрушению являются испытания серии образцов с V-
образным надрезом на ударный изгиб при различных температурах
(KCV‘). Критерий оценки - критическая температура перехода от вяз-
кого к хрупкому разрушению Т или порог хладноломкости. Т^, со-
ответствует темературе достижения определенной минимальной
ударной вязкости, например, равной 200 кДж/м2. Чем выше 1 тем
больше склонность металла к хрупкому разрушению. Ткр служит для
сравнительной оценки материалов, отличающихся составом и
структурой. Применительно к испытанию сварных соединений V-
образный надрез наносится в исследуемой зоне соединения: по оси
сварного шва, зонам сплавления или термического влияния.
179
Сопротивление нестабильному распространению трещины или
трещиностойкость металла при статическом нагружении металла по
ГОСТ 25.506-85 оценивают по одному или нескольким критериям:
а) силовому-критическому коэффициенту интенсивности напря-
жений К1с;
б) деформанионному-критическому раскрытию в вершине трещи-
ны 5с;
в) энергетическому-критическому значению j-интеграпа JIc
(работы пластической деформации и разрушения).
Для определения критериев трсщиностойкости применяют не-
сколько типов образцов (рис. 5.14).
5.2. Расчет режимов сварки
5.2.1. Расчет режимов ручной дуговой сварки
Примерное соотношение между диаметром электрода зависит от
толщины листов свариваемых элементов и на основании обобщения
данных практики в [ 18 ] рекомендуется :
Толщина свариваемого изделия S, мм 1-2 3 4-5 6-12 13 и более
Диаметр электрода d31, мм 1,5-2.0 3 3-4 4-5 5.
При определении числа проходов следует учитывать, что сече-
ние первого прохода не должно превышать 30-35 мм2 и может быть оп-
ределено по формуле
F,= (6-5-8) dM , (5.6)
а последующих проходов по формуле
Fc = (8 ч-12) dM , (5.7)
180
i- 2
где F1 - площадь поперечного сечения первого прохода, мм ;
F2 - площадь поперечного сечения последующих проходов, мм2.
(I -h)> 1,55мм
е^0,02Ь
b~2t (1^10) L=4b
lo=(0,45-0,55)b
Рис. 5.14. Образцы для определения критической
трещиностойкости:
1 - с центральным надрезом для осевого растяжения;
II - с боковым надрезом для бокового растяжения;
III - с боковым надрезом для внецентренного растяжения;
IV - с боковым надрезом для трехточечного изгиба
181
Для определения числа проходов и массы наплавленного металла
требуется узнать площадь сечения швов, которая представляет собой
сумму площадей элементарных геометрических фигур их
составляющих.
Площадь сечения одностороннего стыкового шва, выполненного
без зазора, можно определить по формуле
F = 0,75 eq, (5.8)
а при наличии зазора в соединении по формуле
F = 0,75 е q + s b , (5.9)
где е - ширина выпуклости шва, мм;
q - высота выпуклости шва, мм;
s - толщина свариваемых металов, мм;
b - величина зазора между свариваемыми частями, мм.
Площадь сечения стыкового шва с V- образной разделкой и с
подваркой (рис.5.15) определяется как сумма геометрических фигур
а
Рис. 5.15. Геометрические элементы площади
сечения стыкового шва
182
F = F, + F2+F3 + 2F4.
(5.Ю)
Из указанных в правой части уравнения элементарных площадей
формулы для расчета трех из них установлены, а площадь прямоуголь-
ного треугольника F4 можно определить
г, hx
F« = ~-
. . а
где х - n tg у, тогда
h2tg~
F4=~ ’
(5.11)
(5-12)
где h - высота обработанной части кромки, мм;
х - ширина обработанной части кромки, мм;
а - угол разделки кромок.
Подставляя значение элементарных площадей в формулу (5.10),
получим
где е.
1^= 0,75 е q + sb + 0,75 е! q! + 1г tg у,
- ширина подварки корня шва, мм;
- высота подварки корня шва, мм.
(5.13)
Площадь сечения угловых швов в зависимости от формы сечения
может быть определена так: к2
нормального F, = T: (5.14)
выпуклого FR = ^+0,75eq. (5.15)
где к - катет прямоугольного треугольника, мм.
Выразим гипотенузу прямоугольного треугольника через катет.
183
тогда формула (5.15) примет вид
к2
F = тг + 1,05 kq.
2 > ч
(5.16)
Зная площадь сечения сварного шва Рш, площадь сечения перво-
го и последующих проходов, можно найти общее число проходов
(5-17)
где п - общее число проходов;
- площадь сечения сварного шва, мм2;
Fj - площадь поперечного сечения первого прохода, мм2;
Fn/J - площадь поперечного сечения последующих проходов, мм2.
Расчет сварочного тока при ручной сварке производится по диа-
метру электрода и допускаемой плотности тока:
(5.18)
где I - величина сварочного тока. А;
Рэл - площадь поперечного сечения электрода, мм2;
i - допустимая плотность тока, А/мм2.
Допустимая плотность тока зависит от диаметра электрода и ви-
да покрытия. Чем больше диаметр электрода, тем меньше допустимая
плотность тока, так как ухудшаются условия охлаждения. Величина
допускаемой плотности тока в зависимости от диаметра стержня и ви-
да покрытия приведены в табл. 5.2.
184
Таблица 5.2
Допускаемая плотность тока (А/мм2) в электроде
при ручной дуговой сварке
Вид покрытия Диаметр стержня электрода
3 4 5 6
Кислое, рутиловое 14-20 11,5 - 16 10 - 13,5 9,5-12,5
Основное 13-18,5 10- 14,5 9-12,5 8,5 -12,0
Для приближенных подсчетов сварочный ток может быть опреде-
лен по эмпирической формуле
1<ж = М,
(5.19)
где d - диаметр стержня электрода, мм;
К! - коэффициент, принимаемый в зависимости от диаметра
электрода:
d, мм 1 - 2 3-4 5-6
к,, А/мм 25-30 30-45 45-60
Напряжение на дуге при ручной дуговой сварке изменяется в
пределах 20 - 36 В и при проектировании технологических процессов
ручной сварки не регламентируется.
Скорость перемещения дуги (м/ч) может быть определена так :
«н1сб
уГцЮО ’
(5.20)
где ан - коэффициент наплавки, г/Ач;
у - плотность наплавленного металла, г/см2;
FH - плошадь поперечного сечения наплавленного металла за
данный проход, см2.
185
Скорость перемещения дуги (см/с)
vn.q. 3600yFH ’ (5’21)
5.2.2. Расчет режимов автоматичекой
и полуавтоматической сварки под флюсом
Основными параметрами режима автоматической сварки стали
под флюсом являются сила сварочного тока, напряжение на дуге, ско-
рость перемещения дуги, диаметр и скорость подачи сварочной про-
волоки [10].
Глубина провара при стыковой сварке находится в прямой зави-
симости от сварочного тока и это может быть выражено уравнением
h = k,Ife. (5.22)
где к, - коэффициент пропорциональности (мм/ЮОА), зависящий
от рода тока и полярности, диаметра электрода, а также
марки флюса; колеблется в пределах от 1,0 до 2,0 (табл. 5.3).
Глубина провара (см) может быть определена по формуле
/ Q эф
h = 0,0076 7^, (5.23)
где <2Эф - погонная энергия;
vgnp - коэффициент формы провара.
186
Таблица 5.3
Зависимость коэффициента пропорциональности
от некоторых параметров режима
Марка флюса Род тока Диаметр электрода, мм Коэффициент кр мм/100 А
Наплавка и стык без разделки Тавр, стык с разделкой кромок
АН-348А Переменный 5 2 1Д 1.0 1,5 2,0
Постоянный, обратной полярности 5 1.1 1.75
Постоянный, прямой полярности 5 1,0 1,25
ОСЦ-45 Переменный 5 1,15 1,55 _
Сварочный ток, необходимый для получения заданной глубины
проплавления основного металла, рассчитывают по формуле
kj
(5.24)
Диаметр сварочной проволоки
d = 2
(5.25)
где i - плотность тока, приближенные значения которой
приведены ниже:
Диаметр элекрода, мм 5 4 3 2 1
Допустимая плотность тока, А/мм2 30-50 35-60 45-90 65-200 90-400 .
187
Напряжение на дуге принимаем для стыковых соединений в пре-
делах 32-40 В. Большему току и диаметру электрода соответствует
большее напряжение на дуге.
Зная сварочный ток и напряжение на дуге, определяем коэффици-
ент формы провара по графикам зависимости от сварочного тока и на-
пряжения на дуге для сварки на переменном токе под флюсом ОСЦ-45
(рис. 5.16).
Зная глубину провара и коэффициент формы провара, определя-
ем ширину шва
е = Vnp h • (5-26)
Задавшись оптимальным значением формы выпуклости, находим
высоту выпуклости
е
q = • (5.27)
где q - высота выпуклости, мм:
Ч-'в - коэффициент формы выпуклости, 4>в=(5-г8).
Определяем площадь сечения наплавленного металла FH в зави-
симости от формы сечения наплавленного металла по формуле (5.10).
Скорость перемещения дуги (м/ч)
При сварке постоянным током обратной полярности коэффици-
ент наплавки (г/(Ач))
ан =11,6 + 0,4. (5.29)
188
Рис. 5.16. Значение ^Г1р в зависимости от величины свароч-
ного тока и напряжения на дуге:
а - при 2 мм; б - при <1эл- 4 мм; в - при <1,., =- 5 мм;
г - при d3;i.= 6 мм
189
При сварке постоянным током прямой полярности и переменным
током
* . Ice
ан = А + В-т— ,
н а эл
(5.30)
где dj,, - диаметр элекродной проволоки, мм;
А и В - коэффициенты, значения которых для флюса АН-348А
следующие:
Коэффициент А В
Прямая полярность 2,3 0,065
Переменный ток 7,0 0,04
Значения аи , найденные по формулам (5.29) и (5.30), не учиты-
вают увеличения скорости плавления электродной проволоки за счет
предварительного подогрева вылета электрода сварочным током. Дей-
ствительный коэффициент наплавки при данном вылете можно опреде-
лить по формуле
aH.q. = ан + ДССн
(5.31)
где Actn - увеличение коэффициента наплавки за счет предваритель-
ного нагрева вылета электрода; определяется по рис. 5.17.
Скорость подачи сварочной проволоки определяем по формуле
_ Мд. - ан1 св 4ан! се,
п.пр. ты яй2у/4 nd2y
где Мп - масса наплавленного металла за 1 ч/г ;
шн - масса 1 м проволоки, г.
190
Рис. 5.17. Зависимость />гаи от силы сварочного
тока, диаметра и вылета электрода
5.2.3. Расчет режимов электрошлаковой сварки
Основными параметрами режима электрошлаковой сварки про-
волочными электродами являются следующие:
диамер электродной проволоки <1эл (обычно принимается рав-
ным 3 мм, а в некоторых случаях 5 мм);
сила сварочного тока 1св;
скорость подачи электрода ип э ;
напряжение на шлаковой ванне ишл;
скорость сварки
толщина свариваемого металла S:
сухой вылет электрода /с;
скорость поперечных перемещений электрода vn п;
время выдержки у ползуна при сварке с поперечными колебания-
ми tB; 191
недоход последующего электрода до предыдущего при сварке не-
сколькими электродами с поперечными колебаниями /н;
число сварочных проволок - электродов пэл;
зазор в;
глубина шлаковой ванны Ьцот;
недоход электрода до ползуна;
марка флюса.
Силу сварочного тока выбирают в зависимости от отношения
толщины свариваемого металла к чису электродов [10]
S
!ce =A + BL ’ <533)
где А и В - коэффициенты (А=220 -г 280: В=3,2 -5- 4,0).
Кроме того, установлено, что ток в сварочной цепи зависит от
скорости подачи электродной проволоки и связан с ней линейной
зависимостью
1се = (1,6-г-2,2) ип э . (5.34)
(коэффициенты зависят от марки проволоки и флюса), тогда
I Св
°Г1.Э. = 1,6-2,2 • (5’35)
Для практических целей напряжение шлаковой ванны может
быть определено так:
+ . (5.36)
Глубина (мм) шлаковой ванны, от которой зависит устойчивость
192
процесса и ширина провара, является важным параметром режима и
может быть вычислена по формуле
Ьшл = Ife (0,0000375 1№ - 0,0025) + 30 . (5.37)
Увеличение скорости сварки (м/ч) достигается за счет увеличения
скорости подачи электрода и тока и уменьшения зазора, она может
быть определена по уравнениям:
где ку - коэффициент, учитывающий выпуклость шва,
к = 1,05- 1,10
Данные о необходимом зазоре в зависимости от толщины соеди-
няемых деталей следующие:
Толщина металла, мм до 30 до 100 до 150 от 150 свыше 500
Зазор в стыке, мм
16±2 22±2 25±3 30±3 35±3.
Сухой вылет электрода принимается равным 60 - 70 мм.
Скорость поперечных перемещений (м/ч) может быть определена
по формуле
S
«п.п. =66-0,22„и
(5.40)
Наиболее рационально применение проволоки диаметром до
Змм. 1П7
Время выдержки у ползуна определяем по формуле
tB = 0,0375 § +0,75 . (5.41)
Расстояние между электродами при поперечных перемещениях
т = £, + 8, (5.42)
без поперечных перемещений
- S /с л-п
т - Пзп (5-М
Недоход электрода до ползуна принимают равным 5-7 мм.
Режим электрошлаковой сварки в зависимости от отношения
толщины к числу электродов может быть определен по графику, пред-
ставленному на рис. 5.18.
5.2.4. Выбор режима сварки в среде углекислого газа.
В связи с отсутствием расчетной методики определения режима
сварки в среде СО, режимы подбираются на основании обобщений
опытных данных (табл. 5.4).
С увеличением толщины стыкового соединения или катета угло-
вого шва режимы по сравнению с остальными (для толщины 20 - 24
мм или к = 8 мм) остаются теми же, а число проходов увеличивается.
Вертикальная автоматическая сварка в среде СО2 с принудитель-
ным формированием шва имеез ряд преимуществ перед электрошлако-
вой сваркой вертикальных швов металла толщиной 10-40 мм.
Вертикальная сварка с принудительным формированием шва в среде
194
Рис. 5.18. График для выбора режимов электрошлаковой
сварки проволочным электродом в зависимости
от отношения толщины к числу электродов
СО2 может производиться на постоянном токе модернизированными
автоматами, предназначенными для электрошлаковой сварки или на
специальных автоматах. Режимы вертикальной автоматической сварки
в среде СО2 с принудительным формированием шва представлены в
табл. 5.5.
195
Таблица 5.4
Режимы сварки в среде СО2 некоторых видов соединений
Режим сварки
Диаметр электрода, мм [ ' 1 Сила свароч- ного тока, А На- пряже- ние на дуге, В Ско- рость пода- чи про- воло- ки, м/ч Объ- ем- ный рас- ход СО,. | л/мин
0,8 50-60 17-18 100 8-10
1.0 90-100 19-20 150 8-10
1,2 170-180 22-23 215 8-10
1.2 130-140 21-22 180 8-10
1,6 220-240 25-27 215 15-16
1.2 150-160 21-22 220 9-10
2,0 300-320 28-30 215 15-16
2,0 280-300 28-30 170 15-16
2,0 330-360 28-30 215 15-16
2,0 360-380 30-32 280 18-20
2,0 390-410 30-32 280 18-20
2.0 430-450 32-34 360 24-25
2.0 2.0 430-450 430-450 32-34 32-34 360 360 24-25 24-25 24-25
2.0 430-450 32-34 360
1,2 100-120 21-22 130 9-10
1.2 160-180 21-22 240 9-10
2.0 330-350 28-30 245 18-20
196
Таблица 5.5
Режимы вертикальной автоматической сварки
в среде СО2 с принудительным формированием
Т олщина, мм Сила сва- рочного тока, А Напряже- ние на дуге. В Зазор, мм Объемный расход СО2, л/мин Скорость перемеще- ния дуги, м/ч
8 250-300 28-30 10 ±2 5 12-13
10 250-300 30-32 10+2 5 11-12
12 250-300 32-34 10+2 5 10-11
14 300-350 34-36 10+2 6 8-9
16 300-350 34-36 10+2 6 7-8
18 350-400 36-38 Ю ±2 6 6-7
20 350-400 36-38 10+2 6 5-6
24 400-450 38-40 10 ±2 6 4-5
197
6. Термическая обработка
6.1. Назначение и виды термической обработки
Термическая обработка преследует две основные цели:
- снятие сварочных напряжений;
- улучшение структуры металла.
Снятие остаточных напряжений происходит за счет снижения
прочностных свойств металла при нагреве. Предел текучести углеро-
дистой стали понижается с ростом температуры и приближается к ну-
лю при температурах 600-700 °C Остаточные напряжения
релаксируются при достижении предела текучести.
Улучшение структур достигается путем устранения хрупких зака-
ленных участков и обеспечения однородной структуры в сварном шве
и зоне термического влияния. Устранение мартенситных структур спо-
собствует выделению (эвакуации) водорода из металла.
В результате снижается опасность образования трещин, повыша-
ется пластичность и ударная вязкость, в конечном счете эксплуатаци-
онная прочность изделий.
В призводстве аппаратуры различают два вида термической
обработки: предварительную и последующую.
Предварительная термическая обработка (подогрев) выполняет-
ся до начала сварки, во время сварки и после сварки в процессе охажде-
ния шва и зоны термического влияния.
198
Последующая термическая обработка выполняется через опреде-
ленный промежуток времени прекращения процесса сварки. Этот про-
межуток времени называется временем залеживания.
6.2. Предварительная термическая обработка
Эта операция осуществляется, как правило, при температурах ни-
же точки АС] - нижняя критическая температура (723 °C), при кото-
рой присходит фазовое превращение перлита в аустенит (первое
основное превращение).
Предварительная термическая обработка преследует множество
целей.
Снижение скорости охлаждения. Это способствует образованию
благоприятных структур.
В результате подогрева повышается деформационная способ-
ность металла и одновременно снижается величина сварочных
напряжений. Это особенно важно для борьбы с трещинообра-
зованиями, когда сварка ведется при низких температурах.
Предварительная термическая обработка отличается дешевизной,
и, как правило, имеет характер местной термической обработки и вы-
полняется при температурах не выше 400 °C. Подогреву подвергают
непосредственно сварной шов и прилегающую к нему область, где име-
ют место развитые напряжения и закалочные, неоднородные структур-
ные образования.
Нагревательные устройства для местной термической обработки
(газовые печи, печи сопротивления и устройства для индукционного
нагрева) зависят от вида применяемого топлива.
Газовые печи состоят из кольцевой горелки и кожуха. Устройст-
во печей весьма простое, работают на местном топливе.
199
Многопламенные газовые горелки применяются для обработки
плоских поверхностей и продольных швов.
Электрические печи сопротивления работают на постоянном и
переменном токе, причем для их питания используются сварочные ге-
нераторы и трансформаторы.
Устройство индукционного нагрева с применением токов высо-
кой частоты имеет универсальное применение при термической обра-
ботке продольных и поперечных швов аппаратов, стыков труб
независимо от габаритных размеров деталей и аппаратов.
6.3. Последующая термическая обработка
Применяется в двух разновидностях :
- с нагревом ниже температуры Ас( и называется отпуском или
отжигом:
- с нагревом выше температуры фазовых превращений Ас3 и на-
зывается термической обработкой с фазовой перекристаллизацией.
Последующая термическая обработка отличается большой
энергоемкостью, трудозатратами, но очень эффективно влияет на улуч-
шение структуры металла, снятие сварочных напряжений, удаление
водорода.
Степень снижения сварочных напряжений зависит, в первую
очередь, от температуры нагрева, но немаловажное значение имеет
также время выдержки. Последнее зависит от толщины стали и умень-
шается с повышением температуры (табл. 6.1).
Наиболее ходовые температуры нагрева углеродистой стали
600-650 °C.
Для холоднодеформированной стали указанный режим соответ-
ствует температуре рекристаллизационного отжига, необходимость
200
которого появляется, когда холодные деформации превышают крити-
ческие (см. табл. 6.1).
Таблица 6.1
Температурно - временные режимы термообработки
Температура нагрева, °C | Время выдержки, ч/25 мм толщины
600 1
565 2
540 3
500 5
480 10
Для уменьшения напряжений обязательной термической обработке
подвергают сварные аппараты из углеродистой и низколегированной
стали, толщина стенки которых превосходит 33 мм, или, когда толщи-
на стенки превышает вычисленную по формуле:
Дв -127
S 120 ’ С ’
(6.1)
где DB - внутренний диаметр сосуда.
В жаропрочных сталях релаксация напряжений происходит сла-
бее по сравнению с углеродистыми сталями. Поэтому они требуют при
отпуске более высоких температур нагрева и большей выдержки.
Отпуск способствует переходу мартенсита в более устойчивые в
термодинамическом отношении равновесные структурные
составляющие: перлит, сорбит, тростит с повышенной вязкостью.
Поэтому для сталей с повышенной склонностью к трещинообра-
зованию и имеющим твердые структурные составляющие в околошов-
ной зоне применение отпуска весьма эффективно.
Особенностью термической обработки с фазовой перекристалли-
зацией является нагрев выше Ас3 и медленное охлаждение для
201
достижения структурного равновесия. Восстанавливается исходная
структура нормализованной или отожженной стали во всех зонах свар-
ного соединения. Ее применяют для аппаратов из сталей, склонных к
закалке на воздухе, для которых подогрев не является достаточным для
подавления структур закалки. Для общей объемной термической обра-
ботки применяются стационарные печи для загрузки апарата целиком
или по частям.
Размер подвижного пода печи 4000x2700x4000 мм с максималь-
ным весом загрузки до 125 тонн.
6.4. Проковка
Проковка представляет собой разновидность обработки
давлением. Применяется при изготовлении аппаратуры, для снижения
сварочных напряжений и предупреждения деформаций, когда исключе-
на термическая обработка.
Наиболее существенная функция операции - снижение напряже-
ний - достигается пластической деформацией металла шва. Проковка
снижает пики напряжений, однако эффективность проковки по срав-
нению с отжигом значительно ниже. По этим причинам проковку для
снижения сварочных напряжений рекомендуют применять при монта-
же только для аппаратов больших размеров.
Более эффективного действия проковка достигает для предупре-
ждения деформаций при сварке аппаратуры.
Проковка оказывает влияние на механические свойства металла
шва, причем характер влияния целиком определяется тепловым и ме-
ханическими режимами процесса. Как правило, возрастает твердость,
вледствие чего последний слой шва проковке не подвергают. Этот
слой улучшает структуру нижележащего слоя, изменившего свои
202
свойства, а также исправляет повреждения поверхности под действием
проковки.
Первые два слоя шва также не подвергают проковке.
До применения проковки необходимо проверить эффективность
ее основного и присадочного металлов.
Температурный режим операции нельзя считать стабильным.
Исследование низкоуглеродистой стали позволило характеризо-
вать влияние температуры проковки на твердость металла шва, выпол-
ненного электродами типа Э42 (рис. 6.1).
Рис. 6.1. Влияние температуры операции проковки
на твердость металла шва
Из диаграммы видно, что при температуре синеломкости в ме-
талле повышается склонность к хрупкости. Это учитывается в
203
регламентах различных отраслей промышленности, далеко не единых в
отношении темературного режима проковки.
Проковку осуществляют пневматическим молотком и зубилом с
притупленной кромкой. Рекомендуется скорость операции или подача
инструмента около 0,15 м/мин.
При избыточной проковке возможно появление трещин и воз-
никновение напряженного состояния. Степень проковки рекомендует-
ся устанавливать путем выполнения операции на опытном сварном
шве. Для этого на противоположных концах опытного шва керном
проставляют отметки; расстояние между двумя отметками строго фик-
сируют до начала операции, а в последующем при проковке прове-
ряют с точностью до 1,0 мм.
Первое измерение выполняют после того, как наплавлены пер-
вые два слоя металла.
Установленный таким образом режим операции соблюдают по
всем слоям шва, подвергающимся обработке.
204
7. Особенности технологии сварки аппаратуры
из углеродистых и низколегированных сталей
(стали системы Fe-C)
7.1. Аппаратостроительные стали
Материал для изготовления выбирается сообразно требованиям,
которые определяются условиями эксплуатации и технологией
изготовления.
Основные требования к аппаратостроительным сталям - это
эксплуатационные - механическая прочность, коррозионная стойкость,
жаропрочность и жаростойкость.
С точки зрения технологии изготовления, свариваемость, зо-
нальные свойства сварного соединения должны находиться на уровне
свойств основного материала - пластичность (85 > 18% а/7 <Тв > 0,6).
В целом к аппаратостроительным относятся пластичные хорошо
свариваемые стали, отвечающие требованиям коррозионной и жаро-
стойкости и жаропрочности.
Недопустимые свойства-хрупкость. Ненужные свойства - прока-
ливаемость, твердость, износостойкость.
Вся технология выполнения производственных операций должна быть
подчинена обеспечению нужных свойств металла в зоне обработки.
Обычно аппаратосгроительные стали относят к группе строительных
сталей.
205
7.2. Углеродистые стали
В этих сталях элементом, умышленно вводимым в состав желез-
ного сплава для изменения его свойств, является углерод. Естественно,
что такие сплавы (при С < 2%) называются углеродистыми сталями.
Углерод оказывает сильное влияние на свойства сталей.
Наличие других элементов обусловлено:
- технологическими особенностями производства Мп. Si - для
раскисления (устранения) вредных включений закиси железа, FeO и
сернистого железа FeS:
FeO + Мп —>МпО + Fe;
2FeO + Si -> 2Fe + SiO,;
FeS + Mn -> MnS + Fe.
Вокруг оторочки сернистого железа,начиная с 985 °C, происхо-
дит оплавление, что ведет к снижению технологической прочности
сварного шва. Температура плавления MnS составляет 1620 °C , кроме
того, он пластичен;
- невозможностью их полного удаления из металла (S, Р, О, N, Н);
- случайными причинами (Ст, Ni, Си и другие редкоземельные
металлы).
Углеродистые стали составляют основную массу сплава Fe-C, до
95% аппаратуры и оборудования изготовляется из этих сталей.
В отечественной практике аппаратосгроения наиболее широко
применяют стали с содержанием углерода до 0,22% С, редко от 0.22 до
0,30% С.
Для изготовления сварных конструкций широко применяются уг-
леродистые стали обыкновенного качества (ГОСТ 380-71) Ст 2, Ст 3,
Ст 4. Цифра в обозначении марки-условный номер, определяющий
свойства и состав.
206
В зависимости от назначения и гарантируемых характеристик их
подразделяют на группы:
А - поставляется потребителю с гарантией механических свойств;
Б - с гарантией химического состава;
В - с гарантией по механическому свойству и химическому
составу.
По степени раскисления бывают:
спокойные - хорошо раскисленные кремнием, марганцем,
алюминием, содержат меньше вредных примесей и более однородны;
полуспокойные - раскисление марганцем и алюминием, в составе
сталей отсутствует кремний;
кипящие - недостаточно раскисленные (только марганец), содер-
жат раковины и пузыри во всем объеме.
Однако кипящие стали имеют широкое применение, произ-
водство их дает меньше отходов. Изготавливаются неответственные
конструкции, работающие при статических нагрузках при температуре
не ниже - 30 °C.
Качественные стали. Углеродистые стали этой группы выпуска-
ются по ГОСТ 5520-79-15К; 20К: 22К. Они известны еще под названи-
ем котельные стали. Маркируются по номинальному содержанию
углерода. ГОСТ 1050-74. Это стали марок Ст 10, Ст20, Ст 25 хорошо
свариваемые. Ст 30, Ст 35, Ст 40, Ст 45 - конструкционные или
машиностроительные, применяются широко в аппаратах для изготов-
ления гаек, болтов и т. п. деталей.
К качественным сталям предъявляются требования как по хими-
ческому составу, так и по механическим свойствам.
Температурная область применения - 48 -т + 475 °C.
207
Структурно-фазовые превращения углеродистых сталей опреде-
ляются диаграммой состояния Fe-C. В нормализованном состоянии
имеют феррито-перритную структуру. С точки зрения кинетики распа-
да аустенита, у углеродистых сталей происходит превращение аустени-
та в перлит (второе основное превращение).
В зависимости от температуры охлаждения, степени
переохлаждения, скорости охлаждения феррито - цементитной смеси
получается различной степени дисперсности перлит, сорбит, бейнит,
троостит. Свариваемость - хорошая, сварка выполняется без примене-
ния подогрева. Сварные швы не склонны к образованию горящих и хо-
лодных трещин.
Сварочные материалы
Ручная электродуговая сварка
Тип электрода Э 42; Э 42А; Э 46; Э 46А; Э 46Т.
Марки покрытий: для переменного и постоянного тока ОММ-5.
ВСП-1; МР-3; СМ-5,11; АНО-1,3,4,5; ОМА-2; ВСЦ-2; ЦМ-7; ОЗС-2,4,6;
РБУ-4,5; ЗРС-2; Э138/45Н, а для постоянного тока обратной полярно-
сти УОНИ 13/45.
Сварка под флюсом
Сварочная проволока Св-08, Св-08А; Св-08ГА. Св-ЮГА.
Флюс АН-348А; ОСЦ-45.
Электрошлаковая сварка
Св-10Г2 АН-8
Св-08ГС ФЦ-7; АН-22
Сварка в среде защитных газов
Св-08 Г2С СО,
Сварка в среде защитных газов вызывает выгорание легирующих
элементов. Поэтому проволока имеет более сложный состав
легирования.
208
7.3. Низколегированные стали повышенной прочности
7.3.1. Свойства и назначение
К низколегированным относятся стали, содержащие в своем со-
ставе до 2% легирующих элементов каждого в отдельности и до 5%
суммарно (Mn, Si, Cr, Ni).
Содержание углерода, как и в углеродистых сталях, не превыша-
ет 0,22%. Содержание S и Р в низколегированных сталях такое же, как
и в качественных сталях.
Номенклатура низколегированных сталей весьма широка, опре-
делена в ГОСТ 5520-79; ГОСТ 4543, ГОСТ 1050, ГОСТ 5058 и в ряде
временных технических условий. Различают марганцовистые (14Г,
19Г), кремнемарганцовистые (16ГС, 09Г2С, 10Г2С1), хромокремнемар-
ганцовистые (14ХГС) и другие (16ГН, 10 ХСНД).
Легирование способствует повышению прочности сопротивления
хрупкому разрушению, не ухудшая их свариваемости.
Основным достоинством низколегированных сталей является то,
что у них предел текучести в среднем на 25% выше, чем у
углеродистых
Термическое упрочнение позволяет дополнительно на 20-50%
увеличить уровень показателей прочности, повысить в 1,5 ч- 2 раза
ударную вязкость.
Таким образом, применение низколегированнмк сталей взамен
углеродистых позволяет снизить металлоемкость до 50% и обеспечить
высокую сопротивляемость хрупкому разрушению. Температурный
интервал применения от -70 до + 475 °C.
209
7.3.2. Свариваемость
Кинетика распада аустенита такая же, как и углеродистых
сталей. При охлаждении на воздухе получается феррито-перлитная
структура. Поэтому низколегированные стали повышенной прочности
относятся к хорошо свариваемым.
Однако легирующие элементы существенно снижают критиче-
скую скорость охлаждения. При их содержании в верхнем пределе и
высоких скоростях охлаждения возможно подавление перлитного пре-
вращения и появление промежуточных и закалочных структур.
При уменьшении погонной энергии сварки и увеличении интен-
сивности охлаждения в металле шва и зоны термического влияния
возрастает вероятность распада аустенита с образованием закалочных
структур. При этом будет увеличиваться вероятность образования
холодных трещин и склонность к хрупкому разрушению.
При повышенных погонных энергиях наблюдается рост зерна
аустенита и образуется грубозернистая феррито-перлитная структура
видманштетового типа с пониженной ударной вязкостью.
Выбор тепловых режимов в основном преследует цель недопуще-
ния холодных трещин. Одним из технологических средств, снижающих
вероятность появления холодных трещин, является подогрев.
Температура подогрева определяется в зависимости от эквива-
лента углерода Сэ и толщины свариваемого проката (рис. 7.1)
Сэ = С + Мп/6 + Si/5 + Cr/6 + Ni/12 + Мо/4 + N/5 + Cu/7 + Р/2 . (7.1)
Необходимая температура подогрева возрастает с увеличением
степени легированности стали и толщины свариваемого проката.
210
Рис. 7.1. К выбору температурного подогрева
7.3.3. Сварочные материалы, элементы технологии
Сварку низколегированных сталей осуществляют электродами
типа Э 50; 350А с фтористо-кальциевым покрытием, которые обеспечи-
вают высокую стойкость против образования кристаллизационных
трещин и повышенную пластичность. Для кремнемарганцовистых ста-
лей рекомендуются марки покрытий У ОНИ 13/55, К-5А, АН 0-11. Для
сварки аппаратов и трубопроводов, работающих при низких
температурах до -70 °C (в условиях Севера), например, из сталей
09Г2С, марка покрытий ВСН-3.
Технология сварки под флюсом низколегированных сталей
практически такая же, как и для углеродистых.
Для однодуговой сварки применяют флюсы АН-348А и ОСЦ-45,
для многодуговой - АН-60.
Для сварки аппаратуры, эксплуатируемой при температурах не
ниже - 40 °C, используются сварочные проволоки Св 08ГА, Св-ЮГА.
211
Для низких температур до -70 °C применяют сварочные проволо-
ки Св-10НМА, Св-ЮНЮ, Св-08МХ, с целью обеспечения достаточно-
го уровня ударной вязкости.
Электрошлаковая сварка сталей толщиной свыше 30 мм осущест-
вляется по общепринятой технологии с применением флюса АН-8 и
сварочных проволок Св-08 ГС, Св-10Г2. Режимы термообработки ана-
логичны углеродистым.
Для кольцевых швов аппаратов с толщиной стенки до 100 мм при
температуре эксплуатации не ниже - 55 °C рекомендуется применение
электрошлаковой сварки с регулированием термических циклов - со-
путствующее охлаждение с последующим отпуском. Это позволяет не
только обеспечить равнопрочность, но и достаточно высокую сопро-
тивляемость к хрупкому разрушению [33].
Сварка в среде защитных газов аналогична сварке углеродистых
сталей.
7.4. Низколегированные стали жаропрочные перлитные
7.4.1. Состав и свойства
Хромомолибденовые стали 12МХ; 12ХМ; 15ХМ предназначены
для работы в диапазоне температур - 40 + +560 °C. В основном исполь-
зуются при температурах +475 + 560 °C.
Предпочтительна сталь 12МХ: меньше хрома, более положитель-
ная характеристика свариваемости, чем у стали 12ХМ.
Хромомолибденованадиевые стали 12Х1МФ: 15Х1М1Ф:
12Х2МФСР; 15Х1М1ФЛ предназначены для работы при более высо-
ких температурах 560 + 600 °C.
Их применение обусловливается сравнительно низкой стоимо-
стью и достаточно высокой технологичностью при изготовлении свар-
ных конструкций и производстве отливок, поковок.
212
Жаропрочность - пределы ползучести и длительной прочности в
2 раза выше, чем у углеродистых, обладают жаростойкостью
(сопротивлением окислению) и стабильностью свойств во времени.
Эти свойства достигаются введением в состав стали легирующих
элементов:
Сг (0.5 - 2,0%) придает жаростойкость и предотвращает графито-
образование благодаря повышенной устойчивости карбидов;
Мо (0,2 -1,0%) совместно с Сг повышает длительную прочность и
сопротивляемость ползучести, чему способствует образование
упрочняющей металл фазы Fe2Mo; V (0,1 - 0,3%), совместно с С
обеспечивает упрочнение высокодисперсными карбидами VC.
Легирующие элементы способствуют повышению температуры
рекристаллизации.
Обычный режим термической обработки при поставке: закалка в
масле или нормализация с последующим высокотемпературным (720 -
750 °C) отпуском со структурой из дисперсной ферритокарбидной
смеси.
7.4.2. Свариваемость
На участках, нагретых выше точки Ас,, возможно образование
мартенсита и троосгита. Реакция стали на термический цикл сварки ха-
рактеризуется разупрочнением в зоне термического влияния в интерва-
ле температуры Ас, - То (температура отпуска), который объясняется
процессами отпуска. Протяженность разупрочненного участка увели-
чивается при больших значениях погонной энергии сварки (рис. 7.2).
В разупрочненном участке кратковременные прочностные свой-
ства снижаются до 10%. а длительная прочность до 20%.
Мягкая разупрочненная прослойка может явиться причиной ло-
кальных разрушений сварных соединений в процессе эксплуатации,
особенно при изгибающих нагрузках.
Рис 7.2. Разупрочнение в зоне
термического влияния
Устранение разупрочнения
осуществляется последую-
щей термической
обработкой с фазовой пе-
рекристаллизацией в печах
(объемная термическая
обработка).
Образование обез-
углероженной (ферритной)
прослойки - это специфи-
ческий показатель свари-
ваемости, присущий этим
сталям.
В процессе эксплуатации при температурах 450 - 600 °C происхо-
дит миграция углерода из металла шва в основной металл, или
наоборот, когда имеет место различие в их легировании карбидообра-
зующими элементами.
Образование ферритной прослойки по одну сторону линии
сплавления и карбидной гряды по другую приводит к снижению дли-
тельной прочности и пластичности сварного соединения и, как
следствие, к локальному (по зоне сплавления) разрушению (рис. 7.3).
Сварочные материалы
должны обеспечивать хими-
ческий состав металла шва,
близкий к составу основного
металла.
Нежелательны боль-
шие тепловложения и вы-
держка при высоких
температурах.
214
Карбиды
Рис. 7.3. Образование феррит-
ной прослойки
Обеспечение сварных швов на никелевой основе значительно сни-
жает диффузию углерода в металл шва и способствует устранению мяг-
кой прослойки.
Технология сварки и сварочные материалы на современном уров-
не обеспечивают необходимую стойкость материала шва против
образования горячих трещин. Горячие трещины проблем не создают.
Сварные швы имеют склонность к образованию холодных тре-
щин в результате образования структур мартенсита и троостита в око-
лошовной зоне, нагретых выше Ас3.
Для предотвращения холодных трещин обязательно применение
сопутствующего сварке подогрева, однако он не полностью подавляет
образование структур закалки. Поэтому в некоторых случаях необхо-
димы дополнительные меры, предотвращающие образование холод-
ных трещин. К ним, например, относится выдержка сварных
соединений после окончания сварки при 150 - 200 °C в течение не-
скольких часов для завершения превращения остаточного аустенита и
эвакуации водорода.
7.4.3, Технология сварки, сварочные материалы
В подавляющем большинстве используется ручная электродуго-
вая сварка, под флюсом, в среде защитных газов.
Дуговую сварку производят при температуре не ниже 0 °C с
обязательным подогревом, если толщина стенки превышает 10 мм у
хромомолибденовых и 6 мм у хромомолибденованадиевых.
Последующая термическая обработка выполняется при
температуре 715 ± 15 °C для хромомолибденовых и 735 ± 15 °C для
хромомолибденованадиевых.
При наличии разупрочненного участка применяется последую-
щая термическая обработка с фазовой перекристаллизацией (печная
термическая обработка).
Сварочные материалы
Ручная электродуговая сварка. Применяются электроды с основ-
ным фтористокальциевым покрытием.
Для хромомолибденовых (ХМ) сталей - Э-09Х1М с покрытием
ЦЛ-38 при диаметре до 3 мм, свыше ЦУ-2ХМ.
Для хромомолибденованадиевых (ХМВ) сталей - Э-09Х1МФ с
покрытием, ЦЛ-39 при диаметре до 3 мм, свыше ЦЛ-20; ЦЛ-45.
Автоматическая сварка под флюсом. Используется при сварке
корпусов аппаратов стенки 20 мм и более, поворотных стыков
трубопроводов.
Низкоактивиые по Si и Мп флюсом ФЦ-11, 16, 22; Св-08МХ и
Св-08ХМФА.
Сварка в защитных газах
СО2 Св-08ХГСМА;
Св 08ХГСМФА;
Аг - проволока соответствует составу свариваемой стали.
В отдельных случаях при необходимости отказаться от подогрева
и последующей термической обработки могут быть использованы сва-
рочные материалы, обеспечивающие получение металла шва на
никелевой основе Св-08Н60Г8М7Т.
В этих же целях при ручной сварке используются электроды типа
ЦЛ-ЗТ. При этом диффузионная подвижность легирующих элементов
снижается и тем самым исключается образование обезуглеродистой
зоны.
7.5. Высокопрочные низколегированные стали
Из числа низколегированных перспективу применения в аппара-
тостроении имеют высокопрочные стали.
216
Микролегированные стали применяются для сосудов высокого
давления, поскольку обладают большими значениями предела текуче-
сти ст - 400-600 МПа, что достигается за счет легирования в малых
дозах редкоземельными элементами Zr; V; Ti; Nb; Mo; В; La; N
(например, сталь марки 12ГН2МФАЮ).
Бейнитао-мартенситные стали обладают еще более высокой
прочностью ОТ = 580-780 МПа: 14ХГНМОАФБРТ.
Среднелегированные мартенситно-бейнитные стали о у =
820-1700 МПа: 42Х2ГСНМА.
Технология сварки этих сталей более сложная - применяются
многократные операции термической обработки.
217
8. Стали системы Fe - С - Сг (хромистые стали)
8.1. Структурное состояние хромистых сталей
Хром - основной легирующий элемент, придает сталям ценные
свойства: жаропрочность, жаростойкость (окалиностойкость и корро-
зионную стойкость). Чем больше содержание хрома в стали, тем более
высокой коррозионной стойкостью она обладает. Такое влияние хрома
объясняется его способностью к самопроизвольному пассивированию
даже в естественных условиях и образованию плотных газонепрони-
цаемых окисных пленок (вида Сг,О,) при высоких температурах. Введе-
ние 5% Сг увеличивает стойкость против окисления при температуре
до 600 °C, а при введении 10% Сг - до 700 °C. Повышение содержания
хрома и дополнительное введение других карбидообразующих приса-
док в эти стали оказывает положительное влияние на их коррозионную
стойкость в горячих средах основных процессов переработки нефти,
коррозионная активность которых прежде всего обусловлена наличием
водорода, растворов хлоридов и сероводорода. Однако хром оказыва-
ет сложное влияние на структуру и свойства стали.
На рис. 8.1 приведена структурная диаграмма безуглеродистых
сплавов Fe-Cr.
Хром относится к элементам, стабилизующим а и сужающим
область у - железа. Как следует из диаграммы, у - область замыкается
при 12-13% Сг. Присутствие углерода изменяет характер
взаимодействия железа с хромом. Под влиянием углерода у - область
218
распространяется в сторону более высокого содержания хрома и одно-
временно расширяется также двухфазная область а + у.
Превращение в хромистых сталях из у - области определяется
содержанием углерода и легирующих элементов и может протекать
диффузионным равновесным путем или по бездиффузионному
(мартенситному) механизму.
Углерод является эффективным упрочнителем сталей. Его упроч-
няющее влияние определяется повышением закаливаемости стали с уве-
личением содержания, а также образованием специальных термически
устойчивых карбидных фаз. Карбиды дополнительных легирующих
элементов (Mo, W, V, ixfb, Ti) являются наиболее устойчивыми, могут
не перейти в твердый раствор даже при очень высоком нагреве.
В зависимости от основной ст руктуры, получаемой при охлажде-
нии на воздухе после высокотемпературного нагрева, хромистые стали
делятся на следующие структурные классы:
Мартенситные
При низком содержании углерода легирование от 4 до 12% Ст
приводит к формированию однофазной мартенситной структуры даже
при весьма замедленном охлаждении со скоростью менее 1°С/с
от 800 °C.
Мартенситно-ферритние (полуфферритные)
При содержании хрома 12-14% полное превращение а —> у в
процессе нагрева становится невозможным. При охлаждении таких
сплавов структура становится двухфазной и имеет название
мартенситно-ферритной.
Ферритные
При дальнейшем увеличении содержания хрома (свыше 14%) не
происходит фазовых превращений, структура стали становится одно-
фазной - ферритной. Чистые железохромистые сплавы являются одно-
фазными - ферритными при введении 13% Сг. При наличии углерода
сплавы с большим содержанием Сг (до 14%) могут еще иметь
у—> а превращение. Чем больше углерода, тем больше хрома необхо-
димо ввести, чтобы получить ферритную структуру.
Оптимальное содержание в свариваемых хромистых сталях угле-
рода не превышает 0,10 - 0,20%. Повышенное содержание углерода ска-
зывается отрицательно в жаропрочных сталях вследствие более
интенсивного перераспределения легирующих элементов между твер-
дым раствором и карбидной фазой, обедняющих твердый раствор. Со-
держание углерода выше оптимального отрицательно сказывается
также на пластичности как кратковременной, так и длительной, умень-
шает сопротивление распространению трещины, а также ухудшает
свариваемость стали.
8.2. Хромистые стали мартенситного класса
8.2,1. Свойства и область применения
Промышленно широко освоены стали марок 15Х5М, 15Х5ВФ,
Х9М, 12Х8ВФ (ГОСТ 7350). Обладают, по сравнению с
углеродистыми, высокой коррозионной стойкостью в горячих серни-
стых средах. Из них изготавливают корпуса и внутренние элементы
220
аппаратов, печные и коммуникационные трубопроводы с рабочей тем-
пературой среды до 600 °C.
Эти стали выгодно отличаются от высоколегированных аусте-
нитных сталей более низкой стоимостью, лучшей деформируемостью в
горячем состоянии и обрабатываемостью резанием; более высокой
теплопроводностью и меньшим температурным коэффициентом ли-
нейного расширения, большей релаксационной способностью и воз-
можностью изменения механических свойств в широких пределах
посредством термической обработки.
Молибден - обязательный элемент хромистых сталей, который
устраняет отпускную и тепловую хрупкость и увеличивает сопротивле-
ние ползучести при высоких температурах.
Ванадий - повышает показатели жаропрочности (сопротивление
ползучести и длительную прочность), ударную вязкость при
нормальных температурах и стойкость против водородной коррозии.
Кремний и алюминий - повышают сопротивление окислению
при высоких температурах.
Титан и ниобий - способствуют устранению склонности к зака-
ливанию на воздухе за счет связывания углерода в нерастворимые
карбиды.
Все перечисленные выше элементы являются ферритообра-
зующими.
Наиболее широко применяемый для печных, технологических и
теплообменных труб нефтеперерабатывающих и нефтехимических ус-
тановок является сталь 15Х5М. Эта сталь в сернистой среде обладает в
4-10 раз более высокой коррозионной стойкостью по сравнению с угле-
родистой сталью, ее сопротивление окислению при температурах
500-600 °C в 3 раза превышает сопротивление углеродистой стали. В
дальнейшем будет рассматриваться только сталь 15Х5М [34].
221
8.2.2. Особенности свариваемости сталей типа 15Х5М
Склонность к закалке осложняет технологический процесс вы-
полнения сварочных работ. В зоне термического влияния образуются
твердые прослойки, которые не устраняются даже при сварке с подог-
ревом до 350-400 °C. Для полного устранения твердых прослоек необ-
ходимо применение дополнительных мер. Небольшая скорость распада
хромистого аустенита, вызывающая склонность к закалке на воздухе, и
фазовые превращения мартенситного характера снижают стойкость
сталей к образованию трещин при сварке. Применение закаливаю-
щихся на воздухе сталей для изготовления сварного оборудования при-
водит к образованию в сварных соединениях механической
неоднородности.
Механическая неоднородность, заключающаяся в различии
свойств характерных зон сварного соединения, является следствием, с
одной стороны, неоднородности термодеформационных полей при
сварке структурно- неравновесных сталей, с другой - применения тех-
нологии сварки с отличающимися по свойствам сварочными материа-
лами из-за необходимости обеспечения технологической прочности.
В настоящее время применяется два варианта сварки (рис. 8.2).
1. Сварка однородными перлитными электродами, близкими по
составу к основному металлу. При этом металл шва и зона термическо-
го влияния приобретают закаленную структуру и образуется широкая
твердая прослойка.
2. Сварка с применением аустенитных электродов. Поскольку
аустенитные материалы не склонны к закалке, твердые прослойки
образуются только в зоне термического влияния.
222
Рис. 8.2. Схематизированная модель механической
неоднородности сварных соединений
8.2.3. Технология сварки
Закалочные структуры существенно влияют на технологическую
прочность и на эксплуатационную надежность сварных конструкций,
ограничивая их деформационную способность и повышая склонность
к хрупким разрушениям.
Для получения качественных сварных соединений необходимо
исключить отрицательное воздействие твердых структурных
образований.
Ручная электродуговая сварка в основном применяется при изго-
товлении трубных изделий из сталей типа 15Х5М (технологических
трубопроводов, конструктивных элементов трубчатых печей и
аппаратов).
Для получения соединения однородного по химическому составу
и твердости сварку производят электродами типа Э-10Х5МФ, марки
ЦЛ-17 с подогревом до 400 °C и незамедлительной последующей вы-
сокотемпературной (нагрев до 730-760 °C) термической обработкой,
обеспечивающей получение перлитной структуры. Эта классическая
технология обеспечивает структурно-механическую однородность
223
соединений с высокими прочностными и антикоррозионными свойст-
вами при температурах эксплуатации до +600 °C.
Образование широких участков повышенной твердости и
хрупкости, включающих металл шва и околошовные зоны термическо-
го влияния при сварке перлитными электродами, вызывает необходи-
мость в незамедлительной последующей термической обработке.
Последующая термическая обработка является дорогостоящей
операцией. Необходимы стационарные печи с большим объемом
камеры. Местная термообработка может привести к появлению широ-
ких участков разупрочнения. Таким образом, в некоторых случаях
применение последующей термообработки становится невозможным.
Необходимость в ограничении во времени между сваркой и термиче-
ской обработкой (времени вылеживания) сварных соединений является
серьезным сдерживающим фактором применения такой технологии.
Это время при сварке с подогревом составляет не более 4-8 часов. При
сварке толстостенных трубопроводов термообработка должна прово-
диться сразу после окончания сварки.
Сварка с применением электродов аустенитного класса позволяет
исключить последующую термическую обработку.
Электрод выбирается в зависимости от температуры эксплуата-
ции сварного соединения.
т,°с Тип Марка Т подогрева, °C
600 Э-08Х25Н60М10Г2 АНЖР-1 200
500 Э-08Х25Н40М7Г2 АНЖР-2 200
450 Э-10Х25ШЗГ2 ОЗЛ-6 200
Однако, такая технология сварки приводит к получению разно-
родного сварного соединения и допускается техническими условиями
(ОСТ 26-291-94) при ручной сварке на ограниченны;; режимах мало-
протяженных кольцевых стыков труб. Это, главным образом, обуслов-
лено неоднородностью физико-механических свойств и химического
224
состава характерных зон сварного соединения. Наиболее слабое место
таких соединений - околошовные твердые участки с пониженной
трещиностойкостью. Кроме того, структурно механическая и химиче-
ская неоднородность характерных зон сварного соединения снижает
термодиффузионную и коррозионную стойкость, а также повышает
термическую усталость при циклическом нагреве и охлаждении.
Определяющими условиями возникновения хрупких разрушений
высокотемпературных конструкций, выполненных с применением ау-
стенитных электродов, являются факторы неоднородности и ухудше-
ния свойств отдельных зон сварных соединений.
Аустенитный металл шва при сварке с подогревом стали 15Х5М
предрасположен к образованию горячих трещин, кроме того, при этом
снижаются его механические свойства и коррозионная стойкость.
Предварительный нагрев благоприятен, с точки зрения нарастания
внутренних напряжений, однако приводит к заметному увеличению
площади твердых участков в околошовной зоне и общему перегреву
структуры зон нагрева. Все это вызывает снижение технологической
прочности, и показатели механических свойств таких соединений нахо-
дятся на минимально допустимом уровне. Для увеличения стойкости
зоны сплавления к трещинам при сварке толстостенных труб со стенка-
ми толщиной более 14 мм рекомендуется предварительная наплавка
(облицовка кромок аустенитными электродами).
Для устранения отмеченных выше недостатков используется
сварка с регулированием термических циклов.
Наиболее эффективным способом регулирования является сопут-
ствующее охлаждение водой или водо-воздушной смесью (рис. 8.3).
Охлаждение производится с обратной стороны накладываемого
шва с охватом по ширине поперек сварного шва и высокотемператур-
ной области зоны термического влияния.
Разработаны технологические процессы сварки с сопутствующим
принудительным охлаждением и выбор технологических параметров
225
Рис. 8.3. Принципиальная схема
сопутствующего охлаждения
в процесс сварки:
1 - электрод;
2-З.Т.В.;
3 - свариваемый шов;
4 - разделительный шов;
5 - охлаждающая среда
охлаждающего устройства
при ручной электродуговой
сварке покрытыми электро-
дами, полуавтоматической
сварке плавящимся электро-
дом в среде защитного газа и
автоматической сварке иод
флюсом.
Сущность предложенных
технологических процессов
заключается в том, что после
наложения корневого слоя
сварка последующих слоев
выполняется с интенсивным
отводом тепла. Применитель-
но к сварным соединениям из
закаливающихся хромомо-
либденовых сталей применялась сварка с регулированием термическо-
го цикла (РГЦ), который решает следующие задачи: уменьшение
ширины закаленных твердых участков зоны термического влияния
(ЗТВ); увеличение скорости нагрена и охлаждения и сокращение дли-
тельности пребывания металла и околошовных зон при максимальной
температуре; ограничение скорости охлаждения металла шва и около-
шовных зон в области нижних температур их фазовых превращений.
Определяющие предпосылки использования сопутствующего
принудительного охлаждения при сварке сталей типа 15Х5М - умень-
шение объема металла зоны термического влияния, претерпевающего
сдвиговые мартенситные превращения и формирование при этом спе-
цифической их структуры. Интенсивный отвод тепла из зоны теплово-
го воздействия дуги при сварке низкоуглеродистых хромомолибде-
новых сталей мартенситного класса позволяет регулировать
226
перераспределение углерода и карбидообразующих компонентов
(хрома, молибдена) между твердым раствором и фазами выделения,
чем достигается формирование мелкозернистой более равновесной
структуры бейнитного характера с минимальной чувствительностью к
образованию трещин.
За счет отмеченных положительных эффектов при сварке одно-
родными электродами преследовалась цель увеличить интервал между
концом сварки и последующей термической обработкой. Сопутствую-
щее охлаждение позволяет увеличить время вылеживания до 48 часов,
что упрощает технологический процесс изготовления изделий из ста-
лей типа 15Х5М за счет возможности равномерной загрузки печей тер-
мообработки и улучшения условий труда. При сварке аустенитными
электродами ставилась задача исключить отрицательное влияние твер-
дых прослоек в ЗТВ, не применяя последующую термическую
обработку. За счет интенсивного охлаждения в процессе сварки обеспе-
чивается естественная закалка на аустенит металла шва, что также
обеспечивает его более однородную и мелкодисперсную структуру с
более высокими механическими свойствами.
На способы ручной электродуговой сварки однородными и ау-
стенитными электродами с регулированием термических циклов конст-
руктивных элементов нефтехимического оборудования из
закаливающихся сталей типа 15Х5М разработан руководящий техни-
ческий материал [26].
Разделительный (корневой)слой см. рис. 8.3) при сварке перлит-
ными электродами выполняется электродами диаметром 3-4 мм на то-
ке 80- 130 А, аустенитными электродами - диаметром 3 мм на токе
6,0 - 80 А.
Сварка последующих слоев на постоянном токе обратной поляр-
ности производится при соблюдении режимов, приведенных в табл.
81- 227
Таблица 8.1
Режимы ручной электродуговой сварки
Применяе- мый электрод Толщина стенки, мм Диаметр электрода Наклады- ваемый слой Сила тока, А Охлаж- дающая среда
Перлитно- го класса 8 ... 14 3-4 4-5 1 2 и после- дующие 80 ... 130 150... 180 Водо- воздушная смесь
<30 3-4 1-2 80 ...145 Водо- воздушная смесь
5 3 и после- дующие 200 ... 210
Аустенит- ного класса 8... 14 3-4 1 60 ... 80 Водо- воздушная смесь
5 2 и после- дующие 135 ... 160
<30 3-4 1 -2 70 ... 120 Водо- воздушная смесь
5 3 и после- дующие 150... 160
Полуавтоматическая сварка в среде газов может рассматриваться
как разновидность сварки с регулированием термических циклов. По-
мимо технологических преимуществ перед ручной дуговой сваркой
(высокая производительность, низкая стоимость сварочных
материалов, визуальное наблюдение за ванной и дугой, возможность
сварки в различных пространственных положениях), за счет высокой
степени сосредоточения тепла в небольшом объеме зоны дуги и охлаж-
дения зоны сварки струей защитного газа способствует минимальному
перегреву металла шва и околошовных зон. Использование аустенит-
ных сварочных проволок с повышенным содержанием марганца марки
Св-08Х20Н9Г7Т и Св-05Х5Н40Г7М8Т при полуавтоматической сварке
в среде СОг обеспечивает получение достаточно качественных свар-
ных соединений. При этом в процессе изготовления сварных изделий
228
исключается подогрев и последующая высокотемпературная термиче-
ская обработка.
Технология газоэлектрической сварки сварочной проволокой
повышает (с точки зрения водородной теории хрупкости) стойкость
сварных соединений против холодных трещин. Уменьшение содержа-
ния водорода достигается применением осушенных газов и проволоки
с чистой поверхностью без покрытия. Кроме того, механизированная
дуговая сварка в среде защитного газа плавящимся электродом имеет
ряд весьма существенных преимуществ, например, в ремонтном
производстве.
Использование сварочной проволоки малого диаметра и высокая
плотность тока при этом будут способствовать увеличению провара,
качественному исправлению дефектных сварных стыков и других ви-
дов повреждений (коррозионных язв, трещин, рисок и т. п.).
В результате исследований разработана технологическая
инструкция, регламентирующая применение полуавтоматической свар-
ки плавящимися электродами аустенитного класса в углекислом газе
закаливающихся сталей типа 15Х5М [21]. Данные о рекомендуемых
сварочных материалах приведены в табл. 8.2. Рекомендуемые режимы
сварки в зависимости от диаметра сварочной проволоки и положения
сварного шва приведены в табл. 8.3.
Автоматическая сварка под флюсом позволяет регулировать па-
раметры термических циклов непосредственно в процессе сварки и
получать "сжатый" термический цикл сварки с малой протяженностью.
Способы сварки под флюсом так же, как и способы сварки в среде
углекислого газа, обеспечивают более благоприятное распределение
теплового баланса дуги и благодаря большей скорости перемещения
дуги могут обеспечивать повышение трещиностойкости сварных со-
единений закаливающихся сталей типа 15Х5М.
По результатам выполненных исследований разработана техно-
логическая инструкция [31]. 229
Таблица 8.2
Сварочные материалы для полуавтоматической сварки
в углекислом газе сталей типа 15Х5М
без термической обработки соединений
Марка сварочной проволоки Особые требования при сварке Допустимая температура эксплуата- ции, °C
Св-08Х20Н9Г7Т Сварка листов толщиной стенки до 14 мм производится с послойным охлаждением, свыше 14 мм - с сопутст- вующим охлаждением водо-воздушной смесью. 450
Св-05Х5Н40Г7М8Т Сварка листов толщиной стенки до 20 мм производится с ПОСЛОЙНЫМ охлаждением, при толщине более 20 мм - с сопутствующим охлаждением водо- воздушной смесью. 550
Рекомендуемые варианты подготовки кромок и сборки под авто-
матическую сварку под флюсом приведены на рис. 8.4.
Сварочные материалы для автоматической сварки под флюсом
из сталей типа 15Х5М приведены в табл. 8.4.
Сварка продольных швов обечаек аппаратов выполняется перлитной
сварочной проволокой Св-10Х5М, а кольцевых - аустенитными хромо-
никелевыми электродами. Ориентировочные режимы сварки приведе-
ны в табл. 8.5. Разделительные (корневые) слои могут выполняться
разными способами сварки: ручной дуговой, автоматической под сло-
ем флюса, полуавтоматической в среде углекислого газа. В последнем
случае вылет электрода необходимо выдерживать в пределах 8-18 мм
в зависимости от диаметра сварочной проволоки. Разделительный
(корневой шов) во всех вариантах выполняется без сопутствующего
охлаждения.
230
Таблица 8.3
Рекомендуемые режимы полуавтоматической сварки
в углекислом газе стыковых соединений
Диа- Пространственное положение шва Вылет
метр свароч- ной прово- ЛОКИ, мм Нижнее Вертикальное и горизонтальное Потолочное элек- грода,
Режим сварки мм
Свароч- ный ток, А Напря- жение дуги, В Свароч- ный ток, А Напря- жение дуги, В Свароч- ный ток, А Напря- жение дуги, В
1,0 50-180 20-23 50-170 20-22 50-120 17-20 7-12
1,2 120-260 21-24 110-180 21-23 110-170 19-21 8-12
1,4 130-350 21-25 120-200 21-23 120-180 19-21 10-14
1,6 150-420 21-28 140-220 21-23 140-200 20-22 12-18
Таблица 8.4
Сварочные материалы для автоматической сварки под флюсом
сталей типа 15Х5М
Сварочная проволока Сварочный флюс Условия работы сварных конструкций, °C
Св-10Х5М АН-43
АН-22 АН-45 АН-348А до 600
Св-07Х25Н40М7 (ЭП-673) АНФ-5; АНФ-8 АН-29; АН-292 АНФ-22 ОФ-6 ОФ-6М до 550
СВ-06Х25Ш2ТЮ (ЭИ-87) АН-18
Св-07Х25Н13 АНФ-14 АН-26С ОФ-6 до 450
231
Таблица 8.5
Рекомендуемые режимы автоматической сварки под флюсом
с сопутствующим охлаждением
Проходы Диа- метр элек- тро- да, мм С вароч- ный ток, А На- пряже- ние дуги, В Скорость, м/ч Вид сварки
сварки подачи проволоки
Сварочная проволока Св-10Х5М
Разделитель- ный (корневой) 3- 4 80-130 Ручная дуговая
5 480-520 34-38 18-29.5 52-62 Автоматиче- ская под флюсом
Последующие 5 720-800 34-38 16-29,5 66,5-74,5 Автоматиче- ская под флюсом
Хромоникелевые сварочные проволоки
Разделитель- ный (корневой) 3 75-90 Ручная дуговая
1,2- 1,6 120-250 Полуавтома- тическая в среде СО2
3 210-225 31-32 21,5 74,5 Автоматиче- ская под
флюсом
Второй, третий и последующие 3 240-250 32-34 231 87,5 Автоматиче- ская под
3 280-320 31 -32 16 139 флюсом
Отжигающий 31240-250 37-38 16 87,5
232
Рис. 8.4. Подготовка кромок
и сборка под сварку
233
8.3. Хромистые мартенситно-ферритные стали
8.3.1. Назначение, номенклатура, свойства
С точки зрения коррозионной стойкости, оптимальное
содержание Сг в стали составляет 12-14%. Такой уровень легирования
Сг обеспечивает легкую пассивацию поверхности во многих агрессив-
ных средах, связанных с производством нефтехимических продуктов.
При повышении содержания хрома более 12% коррозионная стой-
кость практически не увеличивается. Вместе с тем в этом случае имеет
место проявление склонности стали к охрупчиванию и снижению
прочности в связи с формированием в структуре значительного ко-
личества ферритной составляющей. 13-14 %-ные хромистые стали с
частичным у-a (М)- превращением относят к мартенситно - феррит-
ным. Эти стали известны еще под названием полуферритных. По
структуре мартенситно-ферритные стали соответствуют сплавам
Fe - Сг. Количество 8- феррита в сталях повышается с увеличением
содержания Сг и снижением концентрации углерода. С введением угле-
рода границы существования области у- твердых растворов сдвигают-
ся в сторону более высокого содержания Сг. У 13% - ных хромистых
сталей С < 0,25% термокинетическая диаграмма распада аустенита
состоит из двух областей превращения. При температурах выше 600 °C
в случае достаточно низкой скорости охлаждения возможно образова-
ние ферритной составляющей структуры. Ниже 400 °C при более быст-
ром охлаждении наблюдается бездиффузионное превращение
аустенита в мартенсит. Количество образовавшегося мартенсита в ка-
ждом из указанных температурных интервалов зависит, главным
образом, от скорости охлаждения и содержания углерода в стали.
Несмотря на отрицательное влияние 8- феррита на пластичность
и ударную вязкость, стали марок 08X13, 12X13, 20X13, 08Х14МФ и др.
находят довольно широкое применение при изготовлении аппаратов и
234
энергетического оборудования (табл. 8.6). Наиболее широкое примене-
ние имеют стали марок 08X13 и 08Х14МФ с пониженным содержанием
Таблица 8.6 Химический состав мартенситно-ферритных сталей
Сталь, ГОСТ, ТУ Содержание элементов, % по массе
марка С Si Мп Сг
08X13 ГОСТ 5632-72 <0,08 <0,80 <0,08 12,0-14,0
ГОСТ 10835-75
12X13 ГОСТ 5632-72 0,09-0,15 <0,80 <0,80 12,0-14,0
20X13 ГОСТ 5632-72 0,16-0,25 <0,80 <0,80 12,0-14,0
08X14МФ ТУ-14-159-155-82 0,03-0,12 0,20-0,45 0,8-1,2 12,0-14,8
14Х17Н2 ГОСТ 5632-72 0,11-0,17 <0,8 <0,8 16,0-18,0
углерода. Сталь 08X13 используют как в виде однородного листа и
труб, так и коррозионно стойкого слоя биметалла. Сваренные детали
из стали 08X13 применяют в основном для изготовления внутренних
устройств аппаратов и энергетического оборудования, не подлежащих
контролю надзорных органов за безопасной эксплуатацией. Биметалл
с плакирующим слоем из стали 08X13 используют для изготовления
нефтехимического оборудования, работающего под давлением при
температурах от - 40 до 560 °C.
Сталь 08X14МФ применяется в основном в виде труб для изго-
товления теплообменного оборудования, работающего при температу-
рах до 350 °C. Стали 12X13 и 20X13 с повышенным содержанием
углерода используют для изготовления деталей различных турбин и
насосов с температурой эксплуатации до 500 °C.
Сталь марки 14Х17Н2 со значительно большим содержанием
хрома, но имеющая мартенситно-ферритную структуру благодаря до-
полнительному легированию никелем, отличается высокой корро-
зионной стойкостью, не склонна к межкристаллитной коррозии.
Механические свойства полуферритных сталей регламентируют в
зависимости от толщины вида проката. В табл. 8.7 приведены
235
основные требования к механическим свойствам. В связи с
возможностью формирования структуры с большим количеством
ферритной составляющей, способствующей охрупчиванию,
нормативными документами, как правило, не предусматриваются
требования по величине ударной вязкости. Лишь для отдельных видов
проката сталей марок 08X13 и 12X13 регламентирована величина
ударной вязкости.
Таблица 8.7
Механические свойства мартенситно-ферритных сталей
Сталь, марка ГОСТ, ТУ сгт, МПа МПа 8S, % % кси, МДж/м2
не менее
08X13 ГОСТ 5949-75 410 590 20 60 1,0
12X13 Г ЭСТ 5949-75 410 590 20 60 0,9
20X13 ГОСТ 5949-75 440 650 16 55 0,8
08Х14МФ ТУ 14-1-3452-82 300 450 22 - -
14Х17Н2 ГОСТ 5949-75 635 835 10 30 0,5
83.2. Свариваемость сталей
Фазовые и структурные превращения при сварке
У стали марки 08X13 с содержанием углерода менее 0,08%
термокинетическая диаграмма распада аустенита имеет две области
превращения: в интервале 600 - 930 °C, соответствующем образованию
феррито-карбидной структуры, и 120 - 420 °C - мартенситной (рис.
8.5). Количество превращенного аустенита в каждом из указанных
температурных интервалов зависит, главным образом, от скорости
охлаждения. Например, при охлаждении со средней скоростью 0,025
°С/с превращение аустенита происходит преимущественно в верхней
области с образованием феррита и карбидов. Лишь 10% аустенита в
этом случае превращается в мартенсит в процессе охлаждения от 420
°C. Повышение скорости охлаждения стали до 10 °С/с способствует
236
переохлаждению аустенита до температуры начала мартенситного
превращения (420 °C) и полному его бездиффузионному
превращению. Изменения в структуре, обусловленные увеличением
скорости охлаждения, сказываются и на механических свойствах свар-
ных соединений. С возрастанием доли мартенсита наблюдается сни-
жение ударной вязкости.
Увеличение содержания углерода приводит к сдвигу в область
более низких температур границы превращения мартенсита. У сталей
с содержанием углерода 0,10- 0,25% в результате этого полное мар-
тенситное превращение имеет место после охлаждения со скоростью
~1 °С/с.
Сопротивляемость холодным трещинам и хрупкому разрушению
Рис. 8.5. Термокинетическая диаграмма рас-
пада аустенита при непрерывном охлажде-
нии 13%-ной хромистой стали с различным
содержании углерода
С точки зрения
свариваемости, мартепсит-
но-ферритные стали
являются "неудобным"
материалом. В связи с вы-
сокой склонностью к под-
калке в сварных
соединениях этих сталей
возможно образование хо-
лодных трещин. Склон-
ность к образованию
трещин при сварке зависит
от характера распада
аустенита в процессе
охлаждения. В случае фор-
мирования . мартенситной
структуры ударная вяз-
кость сварных соединений
237
13% -ных хромистых сталей снижается до 0,05-0,10 МДж/м2. После-
дующий отпуск при 650 -700 °C приводит к распаду структуры
закалки, выделению карбидов, в результате чего тетрагональность
мартенсита уменьшается. После отпуска ударная вязкость возрастает
до -1 МДж/м2. С учетом такой возможности восстановления ударной
вязкости большинство марок хромистых сталей имеет повышенное
содержание углерода для предотвращения образования значительного
количества феррита в структуре. Таким путем удается избежать охруп-
чивания стали. Однако при этом наблюдают ухудшение свариваемо-
сти вследствие склонности сварных соединений к холодным трещинам
из-за высокой хрупкости околошовного металла со структурой пла-
стинчатого мартенсита.
Формирование значительного количества б- феррита в структу-
ре околошовного металла резко уменьшает склонность сварных
соединений к образованию холодных трещин. Образование
большого количества S- феррита характерно для 13% -ных хромистых
сталей с содержанием С < 0,1%. Количество S- феррита в структуре
околошовного металла зависит от уровня температуры нагрева. В
участках, нагреваемых до температур, близких к температуре соли-
дуса, количество 5- феррита в структуре может сгать подавляющим.
Такая структура характерна для участка зоны термического
влияния, примыкающего к линии сплавления со швом и подвергаю-
щегося при сварке влиянию наиболее высоких температур. Ширина
этого участка мало зависит от температуры подогрева, но возрастает
с погонной энергией сварки. Поэтому для сталей 08X13 и 08X14МФ
с увеличением ширины участка с большим количеством 8- феррита
отрицательное влияние его на вязкосгь сварных соединений
возрастает.
238
8.3.3. Технология сварки
Выбор теплового режима сварки
В соответствии с табл. 8.8. сварка мартенситно-ферритных
сталей производится в основном с предварительным и сопутствую-
щим подогревом.
Даже для узлов и деталей из стали марки 08X13 с наиболее
низким содержанием углерода при сварке рекомендуется подогрев
до 150 - 250 °C с последующей термической обработкой. Подогрев не
производится только при сварке плакирующего слоя биметалла.
Дополнительное легирование стали 08Х14МФ карбидообра-
зующими элементами снижает устойчивость аустенита в процессе
охлаждения, способствуя его распаду уже при 300 °C. Тетрагональ-
ность мартенсита уменьшается, что благоприятно сказывается на
свариваемости. Сталь 08Х14МФ, легированная дополнительно Мо и
V, сваривается в результате этого без подогрева.
Таблица 8.8
Особенности теплового режима сварки
мартенситно-ферритных сталей
Сталь, марка - г Температура подогрева, °C Время пролежи- вания до терми- ческой обработки, ч Термическая обработка
08X13 150-250 Не ограничено Отпуск при 680-700 °C
08X13 (плакирую щий слой биметалла) Без подогрева - Не производится
08Х14МФ Без подогрева - То же
12X13 >300 2 Отпуск при 700-720 °C
20X13 >300 2 Отпуск при 700-720 °C
14Х17Н2 150-250 Не ограничено Отпуск при 620-640 °C
239
Способы сварки и сварочные материалы
Для стали 08X13 применяют различные способы сварки: ручная
штучными электродами и в защитных газах, автоматическая под
флюсом. Разнообразны также применяемые сварочные материалы
(табл. 8.9). Среди них наибольшее распространение имеют сварочные
электроды и проволоки, обеспечивающие получение аустенитного
наплавленного металла (электроды типа Э-10Х25Н13Г2, проволока
Св-07Х25Н12Г2Т).
Присадочные материалы для ручной дуговой сварки (электроды
типа 3-10Х18Н2), аргонодуговой и автоматической сварки под флюсом
(проволока Св-08Х18Н2ГТ и Св-08Х14ГНТ) стали 14Х17Н2, по хими-
ческому составу близкой к основному металлу.
8.4. Хромистые стали ферритного класса
8.4.1. Состав, свойства, назначение
При содержании ~ 12% Сг в соответствии с рис. 8.1 у сплавов Fe-
Сг имеет место замыкание области у - твердых растворов. При даль-
нейшем увеличении содержания хрома сплавы не претерпевают пре-
вращений. Стали, структура которых соответствует этой области
диаграммы Fe - Сг, относят к ферритным. Граница области у-твердых
растворов изменяется в зависимости от содержания углерода (рис.
8.6). Чистые железохромистые сплавы становятся однофазными фер-
ритными при введении 13% хрома. В присутствии углерода сплавы с
большим содержанием хрома могут еще иметь у-а-превращение. Пере-
мещение границы у-области в сторону больших
240
Таблица 8.9
Сварочные материалы
Сталь Ручная дуговая сварка Автоматическая под флюсом Аргоно- дуговая сварка
электроды проволока флюс проволока
0X13 Э-ЮХ25Н13Г2 (03,1-6. ЦЛ-25) Э-10Х25Н13Г2Б (ЦЛ-9). Э-08Х20Н15ФБ (АНВ-9). Э-10Х20Н15Б (АНВ-10). Э-12Х13 (УОНИ-13/НЖ. АНВ-1), ЦЛ-51 Св-07Х25Н12Г2Т Св-06Х25Н12ТЮ Св-08Х25Н12БТЮ АН-26с АНФ-14, ОФ-6, АН-18 Св-06Х25Н12Т Св-08Х25Н13БТЮ, Св-07Х25Н12Т2Т
08X14МФ Э10Х25Н13Г2 (ЦЛ-25) Св-07Х25Н13 АН-26 Св-04Х20Н5М6Б Св-07Х25Н13
12X13 Э-12Х13 (ЛМЗ-1), Э-06Х13Н (ЦЛ-41) ЦЛ-51 Э-11Х15Н25М6АГ2 (ЭА-395/9) Э-10Х25Н13Г2, (ЗиО-8, ЦЛ-25) - - -
20X13 Э10Х25Н13Г2, (ЗиО-8. ЦЛ-25)ЦЛ-51 Св-07Х25Н13 АН-26 -
14Х17Н2 Э10Х18Н2 (АНВ-2) Св-08Х18Н2ГТ Св-08Х14ГНТ АН-26с ОФ-6. АНФ-6 Св-08Х18Н2ГТ Св-08Х14ГНТ
Рис. 8.6. Положение области У в диаграмме состояния
сплавов с различным содержанием углерода
концентраций хрома при введении углерода связано также с уменьше-
нием растворенного хрома вследствие образования стабильных его
карбидов. В связи с этим ферритные стали с обычным содержанием
углерода, выплавляемые в открытых электропечах, легированы хро-
мом в количестве не менее 16%.
Высокохромистые ферритные стали являются перспективным
конструкционным материалом. По сопротивляемости коррозии фер-
ритные стали 08Х17Т, 15Х25Т, ЭП882-ВИ и другие не уступают хромо-
никелевым аустенитным сталям, значительно превосходят их по
стойкости к коррозионному растрескиванию. При дополнительном
легировании алюминием и кремнием хромистые ферритные стали
08Х23С2Ю (сихромаль-12) и ЭП904-ВИ могут быть использованы для
изготовления оборудования, работающего в условиях окисления при
температурах до 1200 °C. Широкое применение ферритных сталей
позволило бы решить проблему дефицита никеля путем замены ими
распространенных в настоящее время аустенитных сталей (табл. 8.10).
Применению широко освоенных в металлургическом производ-
стве ферритных сталей с обычным содержанием углерода и азота
242
Таблица 8.10
Назначение хромистых ферритных сталей
Марка Применение Т °C шах ’ > эксплуа- тации
08Х17Т, Детали внутренних устройств хи- 700
15Х25Т, мических аппаратов, не подведом- 1000
15X28 ственных Госгортехнадзору 900
Биметалл с плакирую- щим слоем из сталей 08Х17Т и 15Х25Т Корпуса, днища, патрубки и др. де- тали химических аппаратов 450
08Х23С2Ю Змеевики пиролиза ацетона и ук- сусной кислоты 1,200
ЭП882-ВИ Заменитель хромоникелевых аусте- нитных степей 400
ЭП904-ВИ Для высокотемпературного оборудования, работающего в ус- ловиях газовой коррозии, в том числе в серосодержащих средах 1,200
препятствуют весьма частые случаи хрупкого разрушения конст-
рукций как в процессе изготовления, так и при транспортировке и
эксплуатации. Высокая чувствительность к надрезу при нормальной
температуре затрудняет их применение для изготовления
оборудования, работающего в условиях ударных и знакопеременных
нагрузок. Такие ферритные стали используют, как правило, для изго-
товления оборудования, не подлежащего контролю Госгортехнадзора,
- деталей внутренних устройств аппаратов, змеевиков пиролиза с не-
значительным внутренним давлением и т.п.
Резкое повышение пластичности и вязкости хромистых феррит-
ных сталей возможно путем ограничения в их составе примесей
внедрения. Эта возможность стала реальной после ввода в эксплуа-
тацию крупнотоннажных вакуумных печей и освоения технологии
плавки с продувкой расплава аргоном или аргонокислородной
смесью. Новые хромистые ферритные стали с низким содержанием
243
примесей внедрения (по 0,015-0,020% в сумме) отличаются высокой
пластичностью и ударной вязкостью. Среди них следует отметить
стали ЭП882-ВИ и ЭП904-ВИ, начинающие находить применение в
энергетическом машиностроении.
Сталь ЭП882-ВИ разработана в качестве заменителя хромонике-
левых аустенитных сталей марок 08Х18Н10Т, 12Х18Н20Т и др. для
изготовления теплообменного оборудования химических производств,
энергетического оборудования тепловых и атомных электростанций.
Сталь не склонна к хлоридному коррозионному растрескиванию, пит-
тинговой коррозии.
Применительно к оборудованию, работающему в условиях окис-
ления при высоких температурах, разработана хорошо свариваемая
сталь ЭП904-ВИ. Сталь отличается высокой жаростойкостью до
1300 °C. Применение ее весьма эффективно для элементов крепления
поверхностей нагрева энергетических котлоагрегатов, особенно в слу-
чаях работы на высокосернистом топливе.
8.4.2. Свариваемость
Охрупчивание сталей при нагреве
Особенностью высокохромистых сталей ферритного класса явля-
ется их склонность к дополнительному резкому охрупчиванию под воз-
действием сварочного нагрева. Ударная вязкость и пластичность
металла в зоне термического влияния сварных соединений прибли-
жаются к нулю. Высокую хрупкость сварных соединений связывали с
образованием в околошовном металле пересыщенного С и N твердо-
го раствора, так как при нагреве выше 1150 °C происходит диссоциа-
ция карбонитридов хрома.
Однако хромистые стали 08Х17Т и 15Х25Т, легированные ти-
таном до 0,80 и 0,90% соответственно, который способствует образо-
ванию значительно более стойких карбидов, не имеют преимуществ, с
244
точки зрения свариваемости, по отношению к другим ферритным
сталям. И у этих сталей не удается предотвратить интенсивный рост
зерна при сварке плавлением. Наиболее крупные зерна следует ожи-
дать на участке перегрева сварных соединений, где температура нагре-
ва максимальна и достигает температуры солидуса. Здесь величина
зерна в сечении достигает 1 мм. Протяженность охрупченного при
сварке околошовного участка распространяется на 2 - 3 слоя зерен (~
2,5 - 3 мм), непосредственно примыкающих к линии сплавления и
подверженных нагреву выше 1000 °C.
Охрупчивание ферритных сталей возможно также после выдерж-
ки в интервалах температур, способствующих образованию а-фазы
(550 - 850 °C) и явлению "хрупкости" при 475 °C (400 - 550 °C) (рис. 8.7).
Хрупкость при 475 °C получает развитие уже при коротких выдержках,
даже в процессе охлаждения в интервале 400-550 °C после тепловой
обработки. Ударная вязкость стали после кратковременного нагрева
при 475 °C снижается до 0,3 против 0,9 МДж/м2.
Отрицательное влияние хрупкости при 475 °C может быть
устранено нагревом при более высоких температурах. На рис. 8.8 пред-
ставлено влияние температуры "закалки" на ударную вязкость и отно-
сительное удлинение образцов из стали 15X25, охрупченной после
нагрева в течение 9,5 ч при 475 °C. В соответствии с этими данными на-
грев при 750-760 °C практически полностью восстанавливает исходный
уровень пластичности и вязкости стали. Более высокие температуры
нагрева значительно менее эффективны, так как способствуют росту
ферритного зерна, особенно заметно при 1000 °C. Хрупкость при
475 ° сменяется на хладноломкость при нормальной температуре вслед-
ствие формирования грубозернистой структуры.
245
Рис. 8.7. Влияние темпера-
туры нагрева на
пластичность ста-
ли 15Х25Т
Рис. 8.8. Влияние температуры
"закалки" на пластич-
ность (1) и ударную
вязкость KCU(2) стали
15Х25Т, охрупченной
после нагрева при
475 °C
Сопротивляемость холодным трещинам
Образование трещин в сварных соединениях ферритных сталей
не имеет ничего общего с замедленным разрушением, характерным для
сварных соединений закаливающихся сталей. Показатели
трещиностойкости ферритных сталей формируются непосредственно в
процессе сварочного нагрева и в дальнейшем остаются неизменными.
Это упрощает исследования свариваемости сталей ферритного класса,
так как в данном случае испытания образцов не обязательно
проводить сразу после их сварки. Технологические свойства
ферритных сталей при сварке могут быть оценены по степени влияния
сварочного нагрева на значение температуры перехода околошовного
металла в хрупкое состояние. Количественная оценка склонности свар-
ных соединений к растрескиванию может быть произведена с
использованием способов механики разрушения - по уровню
246
напряженного состояния и размерам дефекта (непровара, острых
шлаковых включений, скоплений пор, подрезов и чешуек на поверхно-
сти швов). Для сталей ферритного класса подогрев следует назначать,
исходя из значения Т, в исходном состоянии и после воздействия тер-
мического цикла сварки. С учетом этого во избежание образования
трещин сварку, гибку, правку и все операции, связанные с ударными
нагрузками, при изготовлении узлов химического оборудования из
сталей 08Х17Т и 15Х25Т рекомендуется проводить с подогревом до
150-200 °C (табл. 8.11).
Таблица 8.11
Особенности теплового режима сварки
хромистых ферритных сталей
Сталь, марка Температура подогрева, °C Время пролежи- вания до терми- ческой обработки, ч Термическая обработка
08Х17Т. 15Х25Т, 15X28 150-200 -
08X171, 15Х25Т (плакирующий слой биметалла) Без подогрева -
08Х23С2Ю 200-250 Не допускается Отжиг при 900 °C
ЭП882-ВИ Без подогрева - -
ЭП904-ВИ - -
Однако подогрев может оказать отрицательное влияние на пла-
стичность и ударную вязкость околошовного металла с ферритной
структурой, так как способствует уменьшению скорости охлаждения и
увеличению продолжительности нагрева в интервале температур,
близких к 475 °C. Не влияя на уровень ударной вязкости, ускоренное
охлаждение повышает пластичность стали 15Х25Т со структурой
перегрева. Например, относительное удлинение образцов из стали
15Х25Т, подвергнутой нагреву до!400 °C с последующим быстрым
247
охлаждением со скоростью ~ 100 °С/с, составило 8% против 0-2% в слу-
чае медленного охлаждения (2 и 10 °С/с).
Ускоренное охлаждение наиболее существенно повышает пла-
стичность стали с низким содержанием примесей внедрения.
Например, у стали типа 01X30, содержащей 0,008% С и 0,022% N, по-
сле высокотемпературного сварочного нагрева и быстрого охлажде-
ния б>25%, «н>2,8 МДж/м2.
8.4.3. Технология сварки
Сварочные материалы
В качестве присадочных материалов для ручной дуговой сварки,
автоматической сварки под флюсом и в защитных газах преимущест-
венно применяют хромоникелевые сварочные электроды и проволоки,
обеспечивающие получение наплавленного металла типа Х25Н13 с ау-
стенитной структурой (табл. 8.12).
Таблица 8.12
Сварочные материалы
Сталь Ручная дуговая сварка Сварка под флюсом, в I среде защитных газов |
08X17Т Э10Х25Н 131'2 (ЦЛ-9) Э10Х17Т (УОНИ/ЮХ17Т) Св-10Х17Т АНФ-6. ОФ-6 Аргон
15Х25Т 08Х23С2Ю ЭА48М/22 Э08Х24Н13Б (Зи07) Э08Х20Н15ФБ (АНВ-9) ЭХ20Н15Б (АНВ-10) ЦТ-33 ЦТ-38 СВ-07Х25Н13. АН-26с, АНФ-14, ОФ-6. АН-16 Аргон
ЭП882-ВИ Э- 10Х25Н1 ЗГ2(ЦЛ-25) (ЦТ-45) Э-07Х19Н11МЗГ2Ф (ЭА400/10Т) Св-02Х18М26-В21 Аргон
ЭП904-ВИ ЦТ-52 Св-02Х19Ю36-В21 Аргон
248
При наличии требований по межкристаллитной коррозии для
сварных соединений применяют присадочные материалы, легирован-
ные ниобием или титаном. Несмотря на высокую хрупкость металла
шва, для сварки узлов из стали 08X17Т в химическом машиностроении
применяют иногда электроды типа Э-10Х17Т (УОНИ/10Х17Т), изго-
тавливаемые на проволоке Св-10Х17Т. Эту же проволоку используют
при аргонодуговой сварке, а также автоматической сварке под
флюсом. Ударная вязкость металла шва в таких случаях составляет не
более 0,05 МДж/м2. Деформация сварных соединений без нагрева не-
возможна в связи с растрескиванием металла шва и околошовной
зоны.
Термическая обработка
В связи с невозможностью измельчения структуры ферритных
сталей методами термической обработки хрупкость их сварных соеди-
нений является необратимой. Термическая обработка, применяемая
для сварных соединений сталей ферритного класса, положительно ска-
зывается в основном на снижении уровня остаточных напряжений. От-
жиг при 760 °C является универсальным для сталей ферритного класса.
При этой температуре практически полностью релаксируют остаточ-
ные напряжения. Этот режим целесообразен также для устранения вос-
приимчивости к межкристаллитной коррозии. Нагрев при 760 °C
значительно увеличивает деформационную способность сварных со-
единений сталей 08Х17Т и 15Х25Т. В частности, после термообработки
при 760 °C длительностью 2 ч возможен изгиб сварных соединений ста-
ли 08X17Т на 120°, что необходимо при испытаниях на межкристал-
литную коррозию по ГОСТ 6032-75.
249
9. Стали системы Fe - С - Сг - Ni (хромоникелевые)
В аппаратостроении из хромоникелевых сталей находят распро-
страненное применение аустенитные коррозионностойкие и аустенит-
но-ферритные нержавеющие стали.
9.1. Аустенитные коррозионностойкие стали
Аустенитные стали содержат в своем составе Сг = 17 - 19%,
Ni = 9 - 12%, С < 0,12%. Их номенклатура предусмотрена ГОСТ 5632 -
72. Сг в количестве 18% делает сталь стойкой во многих окислитель-
ных средах, в том числе в азотной кислоте. ,
Ni в количестве 9 - 12% обеспечивает аустенитную структуру с
уникальным комплексом служебных свойств: не имеет порога
хладноломкости, ударная вязкость составляет 2,5 МДж/м в широком
интервале минусовых температур. Используются в качестве коррозион-
ностойких, жаростойких, жаропрочных и криогенных материалов в
диапазоне температур -253 + 700 °C.
Структура хромоникелевых сталей зависит от содержания леги-
рующих элементов. Растворяясь в железе, они оказывают большое
влияние на положение критических точек АЗ и А4 (рис. 9.1).
По этому признаку легирующие элементы делятся на аустенито-
образующие и ферритообразующие. Аустенитообразующие элементы (
Ni, С, Мп ) повышают положение точки А4 и снижают А3, расширяя
тем самым область существования у- железа.
250
Рис. 9.1. Аллотропическая
диаграмма
Ферритообразующие элементы,
наоборот, понижают точку А4 и по-
вышают А3, тем самым расширяется
область а-железа.
Структурное состояние стали можно
определить по диаграмме Шеффлера
(рис. 9.2).
Все легирующие элементы приводят-
ся в эквивалент XNi (аустенизаторы)
и эквивалент хрома ХСг (ферри-
тизаторы).
LNi = Ni + 30 С +0,5 Мп + 30 N2; (9.1)
LCr = Сг + 1,5 ( Si + Ti) + Mo + 0,5 Nb . (9.2)
По этим эквивалентам определяется структурное состояние
стали.
Рис. 9.2. Диаграмма Шеффлера
Пример: Определить структурное состояние стали 08X18 ЮТ. Химиче-
ский состав Ст = 17%, Ni — 10%, Ti — 0,7%, С — 0,08%, Мп — 1,5%, Si =
’0,5%.
LNi = 10 + 30 • 0,08 + 0,5 1,5 = 13,15%;
ЕСг = 17 + 1,5 0,5 + 1,5 • 0,7 = 18,75% .
Состав стали 08Х18НЮТ при минимальном содержании дорого-
стоящего никеля обеспечивает аустенитную структуру. Поэтому эти
стали наиболее известны в мировой практике под наименованием ста-
ли типа 18 -10.
9.1.1. Свариваемость
По реакции стали на термический цикл сварки хромоникелевые
стали относятся к категории хорошо свариваемых. При охлаждении
они претерпевают однофазную аустенитную кристаллизацию непер-
литного распада, тем более мартенситного превращения при этом не
происходит.
Характерным показателем свариваемости хромоникелевых ста-
лей является межкристаллитная коррозия (МКК].
МКК развивается в зоне термического влияния, нагретой до тем-
ператур 500-800 °C (рис.9.3) (критический интервал температур)
Рис. 9.3. Механизм образования МКК
При пребывании металла в опасном (критическом) интервале темпера-
тур по границам зерен аустенита выпадают карбиды хрома Сг4С, что
приводит к обеднению приграничных участков зерен аустенита
252
хромом. Хром определяет коррозионную стойкость стали. В обеднен-
ных хромом межкристаллитных участках развивается коррозия, кото-
рая и называется межкристаллитной.
Межкристаллитная коррозия имеет опасные последствия - может
вызвать хрупкие разрушения конструкций в процессе эксплуатации.
Чтобы добиться стойкости стали против межкристаллитной кор-
розии, нужно исключить или ослабить эффект выпадения карбидов,
т.е. стабилизировать свойства стали, что достигается
1) уменьшением содержания углерода; С 0,03% в стали и швах;
2) присадкой сильных, по сравнению с Сг, карбидообразующих
элементов (Ti, Nb, Мо). Эти элементы связывают углерод в стойкие
карбиды и хром остается в твердом растворе:
08Х18Н10 - склонна к МКК;
08Х18Н10Т -стабилизированаTi;
08Х18Н10Б - стабилизирована Nb;
3) созданием двухфазной аустенитно-ферритной структуры в ме-
талле шва, которая нарушает непрерывность карбидной сетки. Ско-
рость диффузии хрома в феррите выше, чем в аустените;
4) закалкой на аустенит. Нагрев до температур 1050-1100 °C, вы-
держка 1-1,5 мин на 1мм толщины с последующим охлаждением в воде
или на воздухе.
Нагрев вызывает распад карбидов Сг и перевод Сг в твердый
раствор, быстрое охлаждение не позволяет в области критических тем-
ператур вновь образоваться карбидам хрома.
Те же цели преследует стабилизирующий отжиг. Нагрев до тем-
ператур 850-920 °C, выдержка 2-4 часа, охлаждение на воздухе:
5) применением высоких скоростей охлаждения металла в об-
ласти критических температур при сварке путем принудительного
охлаждения, использованием малых значений погонной энергии
сварки.
253
То же правило, что и при сварке высоколегированных хромистых
сталей, - для хромоникелевых сталей нежелателен перегрев, нужна
большая скорость охлаждения.
Технологическая прочность характеризуется склонностью к обра-
зованию горячих трещин.
Условия в хромоникелевых сталях для этого имеются, поскольку
возможно образование легкоплавких соединений Ni S2.
Одним из основных способов повышения стойкости к образова-
нию горячих трещин является ограниченное содержание S в металле
шва. Из этих же соображений желательно уменьшение содержания С
в стали.
К образованию горячих трещин более склонны швы с однофаз-
ной аустенитной (А) ферритной структурой, чем металл шва с двухфаз-
ной аустенитно-ферритной (А+Ф) дезориентированной структурой.
Двухфазная структура отличается мелкозернистостью, поэтому
количество легкоплавкого вещества на единицу длины границ зерен
уменьшается. Сварочные присадочные материалы должны обеспечи-
вать А+Ф структуру металла шва. Таким образом, уменьшение со-
держания С и создание в металле шва А+Ф структуры имеют двоякое
положительное значение: повышают стойкость МКК и образование
ГТ.
9.1.2. Выбор сварочных материалов и технология сварки
Вследствие склонности аустенитных швов к образованию горя-
чих трещин и межкристаллитной коррозии часто ориентируются на
получение швов, по химическому составу отличающихся от сваривае-
мого металла (табл. 9.1). В многослойных швах несущие слои выпол-
няются с использованием сварочных материалов, обеспечивающих
254
Сварочные материалы
Таблица 9.1
: Электродуговая Аргонодуговая Под флюсом в со,
Марка стали .электрод ' проволока флюс проволока проволока
8Х18Н10Т Э-07Х20Н9 (ОЗЛ-8) 07Х18Н10Т 12Х18Н10Т Э-08Х20Н9Г2Б (ОЗЛ-7. Св-06Х19Н9Т, Св-08Х20Н9Г7Т АН-26, АН-45 АН-18 СВ-06Х19Н9 СВ-08Х20Н9Г7Т Св-08Х20Н9Г7Т
06Х18Н11 1ПЛ-11), Э-08Х19Н10Г2Б 1 (ЦТ -15),Э-О2Х 19Н 9Б(А Н В-13) Св-08Х19Н10Б Св-05Х20Н9ФБС То же СВ-08Х19Н10Б СВ-05Х20Н9ФБС Св-05Х20Н9ФБС СВ-08Х19Н10Б
03Х18Н11 Э-02Х19Н9Б (АНВ-13) 1Э-02Х21Н10Г2 (ОЗЛ-221 СВ-01Х19Н9 Не реко- мендуется Не рекомендуется Не рекомендуется
10Х14Г14М4Т 'Э-07Х20Н9 (ОЗЛ-8) Св-06Х19Н9Т АН-26, Св-08Х19Н10Б Св-05Х20Н9ФБС
10Х14АГ15 Э-04Х20Н9 (ОЗЛ-14А) 07X21Г7АН5 СВ-08Х20Н9Г7Т АН-45 Св-05Х20Н9ФБС Св-08Х19Н10Б
08Х17Н1ЗМ2Т J Э-09Х19Н10Г2М2Б (НЖ-13) Св-06Х19Н10МЗТ АН-26, CB-06X19H10M3T Св-06Х19Н11МЗТБ
10X17H13M3T Э-07Х19НИМЗГ2Ф (ЭА-400/10У) [Э-02Х19Н18Г5АМЧ (АНВ-17) 08Х17Н15МЗТ 'Э-02Х19Н18Г5АМЗ (АНВ-17) 03X16H15M3 Св-08Х19Н10МЗБ СВ-06Х20Н11МЗТБ СВ-01Х19Н18Г10АМЧ (ЭП-690) АН-18, АН-45 Св-06Х20Н11МЗТБ СВ-01Х19Н18Г10АМЧ Св-06Х19Н10МЗТ
03Х21Н21МЧГБ Э-02Х20Н14Г2М2 (ОЗЛ-20) 102Х25Н24МЗАГЗД Св-0Х19Н18Г10АМЧ АН-18. АН-45 01Х19Н18Г10АМЧ Не рекомендуется
(АНВ-42) Э-02Х19Н18Г5АМЗ , (АНВ-17) То же То же То же То же
02Х8Н22С6 |02Х17Н14С5(ОЗЛ-24). Ю2Х12Н11С6 (АНВ-47) CB-01X12H11С6Ц (ЭК-76)
255
аустенитно-ферритную структуру. Остальная часть шва, обращенная в
сторону агрессивной среды, выполняется материалами близкого хими-
ческого состава свариваемой стали.
Специфическими особенностями физических свойств высоколеги-
рованных сталей являются пониженные температура плавления и
теплопроводность, высокие электросопротивление и коэффициент ли-
нейного расширения. Эти особенности и предопределяют поведение
аустенитных сталей при сварке.
Ток при дуговой сварке коррозионностойких сталей и сплавов
снижают (на 10-30%) по сравнению со сваркой углеродистых сталей.
В большинстве случаев не требуется последующей термообработ-
ки изделий. Ее применяют тогда, когда в состоянии после сварки со-
единения проявляют склонность к межкристаллитной, ножевой
коррозии либо предназначены для работы в условиях, вызывающих
коррозионное растрескивание.
Основной термической обработкой соединений коррозионно-
стойких сталей является закалка (нагрев до температуры 1050-1100 °C.
выдержка 1-1,5 мин на 1 мм стали с последующим охлаждением в воде
или на воздухе). При этом достигается получение однородного твердо-
го раствора. Стабилизирующий отжиг (нагрев до температуры 850-920
°C. выдержка 2-4 ч и последующее охлаждение на воздухе) проводят
для предотвращения склонности сварных соединений из стабилизиро-
ванных сталей к ножевой межкристаллитной коррозии, если изделия
эксплуатируются при температуре выше 350 °C, либо в средах, вызы-
вающих коррозионное растрескивание. В последнем случае применяют
медленное охлаждение.
256
9.2. Аустенитно-ферритные нержавеющие стали
9.2.1. Свойства и назначение
Для конструкций, эксплуатируемых в окислительных и
окислительно-восстановительных средах, эффективно применение
двухфазных аустенитно-ферритных сталей типа 22Cr - 6Ni взамен ау-
стенитных хромоникелевых сталей типа 18-10.
Химический состав наиболее распространенных марок представ-
лен в табл. 9.2. Характерным является пониженное содержание никеля.
Таблица 9.2
Химический состав аустенитно-ферритных сталей
Массовая доля элементов. %
Марка стали С Si Мп Сг Ni Ti Mo
08Х22Н6Т Г<6,08 <0?8 <0,8 21,0- 5,3- 5-0,65
23,0 6,3
12Х21Н5Т 0,09- <0,8 <0,8 20,0- 4,8- 0,25- -
0,14 22,0 5,8 0,5
08Х21Н6М2Т <0.08 <0,8 <0,8 20,0- 5,5- 0,20- 1,8-2,5
22,0 6,5 0,40
03Х23Н6 <0.03 <1.0- 1,0-2,0 22.0- 5,6- -
2,0 24,0 6.3
03Х22Н6М2 <0,03 <1.0- 1,0-2,0 21,0- 5,6- - 1.8-2.5
L___ _ 2,0 23,0 6,5
В состоянии поставки (закалка в воде с температурой нагрева
950-1050 °C) аустенитно-ферритные стали имеют ов= 600 МПа, о ,=
350 МПа, б = 20%, KCU = 0,6 МДж/м2
Аналогичные свойства у хромоникелевых аусютигных сталей
таковы: <тв= 510 МПа, <ут= 210 МПа, б= 43%, KCU — 2.5 МДж/м'.
Предел текучести аустенитно-ферритных сталей более чем в 1,5 раза
выше, чем аустенитных сталей. Это позволяет значительно снизить ме-
таллоемкость конструкций благодаря уменьшению толщины стенки
257
аппаратов и обеспечить экономию дефицитного никеля до 60 кг на од-
ну тонну проката.
Аустенитно-ферритные стали обладают повышенным сопротив-
лением всем видам коррозии. Сопротивляемость коррозии в морской
воде и в условиях воздействия сероводорода послужила основанием
для применения этих сталей при изготовлении конструкций морских
платформ для добычи нефти и газа, магистральных и технологических
трубопроводов. Они имеют повышенную стойкость против межкри-
сталлитной коррозии; хорошо работают в агрессивных средах:
фосфорной, муравьиной, молочной, уксусной и других кислотах, а так-
же в условиях синтеза мочевины.
Аустенитно-ферритные стали теряют ударную вязкость при на-
греве в интервале температур 450 - 650 °C. Это связано с тем, что в ин-
тервале указанных температур усиливается выделение карбидов, что и
обусловливает повышенную хрупкость. Поэтому аустенитно-
ферритные стали, как заменитель сталей типа 08Х18Н10Т, целесооб-
разно применять в аппаратах, работающих при температурах до
350 °C.
9.2.2. Свариваемость и технология сварки
Аустенитно-ферритные стали относятся к группе хорошо свари-
ваемых. Они стойки к образованию горячих трещин против межкри-
сталлитной коррозии.
Специфичным моментом свариваемости является их повышенная
склонность к росту зерна. Наряду с ростом ферритных зерен возрастает
общее количество феррита. Последующим быстрым охлаждением фик-
сируется образовавшаяся структура. Размеры зерна и количество
феррита, а также ширина зоны перегрева зависят от погонной энергии
сварки, соотношения структурных составляющих в исходном состоя-
нии и чувствительности стали к перегреву. Соотношение количества
258
структурных составляющих (у- и а-фаз) в исходном состоянии в зна-
чительной степени зависит от содержания в стали Ti. Количеством ти-
тана в стали также определяется устойчивость аустенитной фазы
против у—>6-превращения при сварочном нагреве. Чем выше содержа-
ние Ti, тем чувствительнее сталь к перегреву. Вследствие роста зерна и
уменьшения количества аустенита наблюдается снижение ударной вяз-
кости металла околошовной зоны и угла загиба сварных соединений
аустенитно-ферритных сталей. Менее чувствительными к сварочному
нагреву являются стали, не содержащие Ti, - это стали 03Х23Н6 и
03Х22Н6М2.
Из-за повышенной склонности к росту зерна при выполнении
сварки предпочтительны способы с невысокими погонными энергиями
и большой скоростью охлаждения. Режимы сварки не отличаются от
общепринятых для всего класса нержавеющих сталей. Подготовка кро-
мок под все виды сварки производится механическим способом, чтобы
исключить возникновение зон, снижающих регламентированные
свойства.
Сварные швы, выполненные сварными материалами, приведен-
ными в табл. 9.3, обеспечивают аустенитно-ферритную структуру.
Таблица 9.3
Сварочные материалы
Марка стали Марка электродов Сварочная проволока, флюс
08X12Н6Т Св-06Х21Н7БТ
03Х23Н6 08Х18Н2Г8Т ЦЛ-11, ЦТ-15-1, O3J1-7, АНВ-23 Св-03Х21НЮАГ5 Св-05Х20Н9ФБС Св-06Х19Н9Т АН-26, АПК45МУ Св-06Х20Н11МЗТБ
03Х22Н6М2 НЖ-13, АНВ-36, ЭА-902/14 Св-06Х19Н10МЗТ
08Х21Н6М2Т ЭА-400/13, ЭА-400/10 Св-ОЗХ 19Н15Г6М2АВ2 Св-04Х19Н11МЗ АН-26, АНК45МУ
259
Количество ферритной фазы в швах составляет 15-60% и зависит
не только от применяемых сварочных материалов, но и от доли уча-
стия свариваемого материала в металле шва, от колебаний химиче-
ского состава в пределах марки. Самый высокий процент ферритной
фазы в швах наблюдается при автоматической сварке под флюсом
встык без разделки кромок проволокой Св-06Х21Н7БТ. Благодаря вы-
сокому содержанию феррита швы обладают достаточной стойкостью
против образования горячих трещин. Изменение содержания феррит-
ной фазы в шве за счет легирования или термообработки приводит к
существенному изменению его механических свойств. Пределы текуче-
сти и прочности при достаточно высокой пластичности и вязкости
шва достигают максимума при равном процентном содержании в нем
аустенитной и ферритной фаз.
Для улучшения пластичных свойств сварных соединений, если
позволяют габариты изделий, полезно проводить последующую тер-
мическую обработку - закалку от 1000 °C с охлаждением в воде.
9.3. Аустенитно-мартенситные стали
К аустенитно-мартенситному классу в соответствии с ГОСТ
5632-72 относятся стали, имеющие структуру аустенита и мартенсита,
количество которых можно изменить в широких пределах. К этому
классу относятся стали, химический состав которых выбран с соотно-
шением легирующих элементов, обеспечивающих начало мартенситно-
го превращения при 20-60 °C. Представители этого класса сталей -
07Х16Н6, 09Х15Н8Ю, 08Х17Н5МЗ, 10Х15Н4АМЗ [23].
Указанные стали рекомендуются к применению как высокопроч-
ные стали для изделий, работающих в атмосферных условиях, уксусно-
кислых и других солевых средах, а также дня упругих элементов.
Учитывая высокую пластичность и вязкость металла после закалки, из
260
сталей целесообразно изготовить детали посредством глубокой штам-
повки с последующим упрочнением отпуском. Значительное количест-
во остаточного аустенита при соответствующих режимах
термообработки обеспечивает высокую пластичность и ударную вяз-
кость сталей при отрицательных температурах и позволяет рекомендо-
вать стали для изделий криогенной техники, работающих до
температур - 196 °C. В этом случае для обеспечения высокой надежно-
сти в эксплуатации стали не следует подвергать старению.
Соединения стали аустенитно-мартенситного класса целесообразно вы-
полнять аргоно-дуговой сваркой без присадки (тонколистовые детали)
либо с присадкой с перечисленными ниже материалами, а также кон-
тактной точечной и роликовой сваркой и электронно-лучевой
сваркой.
В случае сварки соединений, для которых отсутствует требование
равнопрочности, допускается ручная электродуговая сварка
электродами, дающими аустенитный направленный металл, либо меха-
низированная сварка под слоем флюса марок АН-26с, 48-ОФ-6.
Выбор присадочного материала осуществляют исходя из требо-
ваний прочности сварного соединения. В случае отсутствия требова-
ний высокой прочности к швам в качестве присадочной можно
рекомендовать аустенитную проволоку Св-01Х19Н18Г10АМ4 либо
Св-08Х21Н10Г6, обладающих хорошей стойкостью против образова-
ния горячих трещин и высокой прочностью и пластичностью в широ-
ком интервале температур, в том числе отрицательных (до -196 °C).
При наличии требований высокой прочности сварных соедине-
ний рекомендуется к применению аустенитно-мартенситные проволо-
ки Св-07Х16Н6, Св-08Х17Н5МЗ, Св-09Х15Н9Ю, Св-01Х12Н11М2ТС.
Влияние термического цикла сварки приводит к структурным измене-
ниям, приводящим к охрупчиванию металла, а также снижению его
коррозионной стойкости и стойкости против межкристаллитной
коррозии. Поэтому при изготовлении ответственных конструкций, к
261
которым предъявляются требования высокой прочности, вязкости и
коррозионной стойкости сварных соединений, целесообразно преду-
смотреть полный цикл термообработки, включающий закалку с темпе-
ратур 950 - 1000 °C , обработки холодом - 70 °C, отпуск (старение) при
температурах 200-450 °C.
9.4. Мартенситно-стареющие стали
Мартенситно-стареющие стали отличает особый механизм
упрочнения, основанный на выделениях интерметаллидов типа Ni (Ti,
Al), Ni3Ti, Ni3Mo при нагреве до 400-550 °C твердых растворов железа
с никелем и добавками различных элементов замещения. При этом
обеспечивается ав= 1500 - 2000 МПа, а для ряда композиций до 2800
МПа. Максимальное упрочнение при старении достигается в безугле-
родистых сплавах как необходимом условии предотвращения связыва-
ния легирующих элементов в карбиды. Поэтому образующийся при
закалке таких сталей мартенсит сравнительно мягок (ив= 700 - 1100
МПа) и пластичен.
Основной системой легирования мартенситно-стареющей стали,
обеспечивающей максимальный уровень прочности, является железо-
никелевый сплав (18 - 25 % Ni). содержащий добавки Mo, Со, Ti и А1
(Н18К9М5Т, Н18К8М5ТЮ, Н18К12М5Т и др.). Другой распростра-
ненной системой, обеспечивающей уровень прочности ив < 1600
МПа, является железохромоникелевый сплав (10-13% Сг и 5-10% Ni) с
добавками Mo, Со, Ti и А1 (Х11Н10М2ТЮ, Х12Н9К4МВТ,
03Х12К14Н5М5Т и др.). В структуре этих сталей может быть 10 - 40 %
остаточного аустенита. Третьей системой легирования мартенситно-
стареющих сталей, обеспечивающей уровень прочности ив < 1500
МПа, является сплав Fe с 12% Ni и дополнительным легированием Си,
Мп, V и другими элементами, вызывающими умеренное старение
(Н12М2Д2ТЮ, 03H12X5M3, Н8Г4ФЗД2 и др.). Четвертой системой
262
легирования является железоникелькобальтовый сплав (9% Ni - 4% Со)
с добавками карбидообразующих элементов и содержанием С 0,2-0,4
%. Смешанный карбидно-интерметаллидный механизм упрочнения
обеспечивает уровень прочности св= 1300 * 2000 МПа.
Относительно высокая стоимость мартенситно-старекицих сталей
ограничивает их применение в конструкциях, где на первый план вы-
двигается необходимость обеспечения повышенной удельной
прочности, в том числе и при сварке закаленных элементов, при низ-
кой чувствительности к наличию надрезов и трещиноподобных
дефектов. Типичные области применения: оболочки летательных
аппаратов, корпуса двигателей, сосуды высокого давления, изделия
криогенного назначения и др. [6].
Свариваемость
По свариваемости мартенситно-стареющие стали превосходят
широко используемые углеродистые легированные стали. Они мало
чувствительны к образованию горячих и холодных трещин, обеспечи-
вают повышенный уровень механических свойств сварных соединений
в нетермообработанном состоянии и возможность достижения равно-
прочности основному металлу проведением после сварки старения.
Высокая прокаливаемость мартенситно-стареющих сталей предопреде-
ляет получение мартенситной структуры независимо от скорости охла-
ждения после аустенитизации. Повышенное содержание легирующих
элементов может сместить температуру окончания мартенситного пре-
вращения ниже комнатной, что обусловит наличие в структуре опреде-
ленного количества остаточного аустенита. Другой причиной его
появления является нагрев закаленной стали на температуру, близкую
к 600 °C, что приводит к обратному а-у-превращению.
Как при сварке в термоупроетюнном, так и отожженном состоя-
нии старение в зоне термического влияния происходит там, где нагрев
достигал температур 480-540 °C. В тех зонах термического влияния, где
263
температура была 650 °C, мартенсит распадается на феррит и обога-
щенный никелем и, следовательно, стабильный аустенит. При охлажде-
нии до комнатной температуры эти структурные составляющие
сохраняются и не претерпевают изменений в результате старения после
сварки.
Наиболее распространенными способами сварки мартенситно-
стареющих сталей являются электронно-лучевая сварка и аргонодуго-
вая сварка вольфрамовым электродом: импульсная, с поперечными ко-
лебаниями электрода, со сканирующей дутой (для малых толщин) и в
щелевую разделку (для больших толщин). Указанные способы сварки
обеспечивают мелкозернистое строение металла шва, малый перегрев
околошовной зоны и близкие к основному металлу механические
свойства. Для устранения глубоко залегающих дефектов применяют
вращающийся неплавящийся электрод при осевой подаче присадочной
проволоки. Используемые присадочные проволоки обычно имеют
близкий к основному металлу состав (03Х12Н9М2С, 03Х18К9М5Т,
06ХЦН6К8М4. 18Н8ХМА).
9.5. Высоколегированные сплавы на никелевой основе
Высоколегированные сплавы никеля обладают наряду с высокой
жаропрочностью и окалиностойкостью значительной коррозионной
стойкостью в газовых, соляных и жидкометаллических средах и могут
эксплуатироваться до температур 1000-1100 °C. Никелевые сплавы де-
лят на две группы: гомогенные нетермоупрочняемые и гетерогенные
термоупрочнясмые дисперсионным твердением [35]. В отечественных
марках указывается процентное содержание никеля (табл. 9.4).
При сварке склонны к образованию горячих трещин из наличия
Nis« Тпл = 810°С.
Технологические меры в основном заключаются в уменьшении
содержания вредных примесей и быстром охлаждении при сварке
264
Поэтому предпочтительны виды сварки с высококонцентрированными
источниками энергии, неплавящимися электродами.
Таблица 9.4
Химический состав сплавов на никелевой основе
Марка сплава С Сг W Ji Al
ХН77ТЮ (ЭИ437А) 0,06 19-22 - 2,3-2,7 0,55-0,95
ХН70ВМТЮ (ЭИ617) 0,12 13-16 5-7 1,8-2,3 1,7-2,3
ХН67ВМТЮ (ЭП202) 0,08 17-20 4-5 2,2-2,8 1,0-1,5
ХН60ВМТЮ (ЭП539) 0,09 17-19 2,5-4,0 2,3-3,0 3,0-4,0
ХН75ВМТЮ (ЭИ602) 0,08 19-22 - 0,35-0,75 0,35-0,75
ХН70МВТЮ (ЭП99) 0,10 18-22 6-8 1,0-1,5 2,5-3,5
ХН62МБВЮ - 13-15 4-5 - 0,9-1,4 0,02
Нимоник 80А (Англия) о,1 18-21 - 1,8-2,7 0,5-1,8
Инконель 718 (США) 0,04 17 - 1,0 о,з
Рене 41 0.12 19 - 3 1,52
Удимет-700 (США) 0,15 13-17 - 3,0-4,0 3,75-4,75
Хастелой П (США) 0,5 6-8 - 0.5 2
MAR М211 (США) 0,15 9,0 5,5 2,0 5.0
Нимоник 115 (Англия) 0,15 15 - 4 5
ЖС6К 0,2 10,5-12,5 4,5-5,5 2,5-3,0 5,0-6,0
П70М27Ф (ЭП496) 0.05 0,3 - - -
0ХН65М16В (ЭП567) 0,05 14,5-16,5 3,0-4,5 -
Режимы послесварочной термообработки
Для гомогенных сплавов аустенизация сварных узлов при темпе-
ратуре 1050-1200 °C растворяет избыточные фазы и полностью снима-
ются сварочные напряжения.
Для гетерогенных сплавов двухкратная термическая обработка:
аустенизация и стабилизирующий отжиг с двухступенчатым старением
при 900 °C в течение 84 ч и при 850 °C в течение 154 ч приводят к дис-
персионному твердению из-за выделения избыточных фаз.
265
Такая термообработка эффективна также д ля устранения высоко-
температурного охрупчивания при эксплуатации.
При сварке гомогенных сплавов сварочные материалы близки к
химическому составу основного металла.
При сварке гетерогенных сплавов с большим содержанием Ti и
А! применяют присадочные проволоки, в которых часть титана заме-
нена ниобием.
9.6. Особенности сварки аппаратуры
из разнородных сталей
Соединения из разнородных сталей применяют в:
- узлах аппаратов и трубопроводов, в которых условия коррозии
и эксплуатационные параметры существенно различны;
- сопряженных опорных и рабочих частях аппаратов из легиро-
ванных сталей;
- деталях из двухслойного проката и с обкладкой.
Имеет место разнородное сочетание сталей следующих структур-
ных классов.
1. Феррито-перлитные и полуферритные
СтЗ + 08X13
2. Феррито-перлитные и ферритные
СтЗ + 15Х25Т
3. Феррито-перлитные и аустенитные
20К + 08Х18Н10Т
4. Перлитные жаропрочные и аустенитные
12МХ + 08Х18НХОТ
Специфическими показателями свариваемости разнородных ста-
лей являются процессы диффузии и разбавления [14].
266
Процесс диффузии (рис. 9.4)
Наибольшую опасность представляет диффузия С в сторону
высоколегированной стали, где большая концентрация Сг или других
карбидообразующих элементов.
Меры борьбы
1. Использовать низколегированные стали, легированные силь-
ными карбидообразующими элементами Cr, V, Ti, Nb.
2. Облицовка кромок сплавами, медленно диффундирующими
углерод, такими являются сплавы на никелевой основе. Наплавка кро-
мок электродами шва аустенитной и А+Ф структурой.
Процесс разбавления
Разбавление происходит при перемешивании свариваемых сталей
и присадочного материала в объеме сварочной ванны.
Сталь более легированная разбавляется сталью менее
легированной. Степень разбавления зависит от доли участия каждого
из составляющих разнородное сварное соединение.
267
Для графического определения химического состава металла
шва при известных долях основного и наплавленного металлов слу-
жит линия разбавления.
Пример линии разбавления при наплавке стали 08Х18Н10Т
на углеродистую сталь показан на рис. 9.5.
Рис. 9.5. Линия разбавления углеродистой стали с аустенитной
Каждая точка линии разбавления характеризует долю участия основ-
ного у о и присадочного металлов в сварочной ванне.
В зависимости от уо изменяется химический состав металла
шва.
Выбор присадочного материала для сварки разнородных сталей
выполняется на основе управления процессом разбавления if получе-
нии шва заранее рассчитанного химического состава и структурного
класса.
Регулирование разбавления при выбранном присадочном мате-
риале осуществляется изменением уо.
Оптимальное значение уо определяется из условий обеспечения
металла шва с высокой технологической прочностью. При сварке фер-
ритных сталей с феррито-перлитными желательной структурой
268
металла шва является аустенитная, а при сварке аустенитных с
феррито-перлитными - аустенитно-ферритная (А+Ф). В соответствии с
этими требованиями выбирается сварочная проволока.
Количественное значение у(> определяется наложением линии
разбавления на структурную диаграмму Шеффлера.
Порядок расчета
1. Рассчитываются эквиваленты по хрому ЕСг. никелю ENi для
основных металлов и сварочной проволоки по формулам (9.1) и (9.2).
2. Полученные значения ЕСг и ENi наносятся на структурную
диаграмму Шеффлера и строятся линии разбавления.
3. Структурные области диаграммы, пересекаемые линией раз-
бавления, анализируются, с точки зрения свариваемости, и назначается
оптимальное значение уо.
Пример расчета
Определить оптимальное значение доли участия основного
металла (уо) при сварке разнородных сталей
20К +08X13 СвО9Х16Н25М6
20К + 08Х18Н10Т Св 08Х25Н13БТЮ
Для сварки первой пары подходит сварочная проволока
СвО9Х16Н25М6, имеющая аустенитную структуру. Для второй пары-
Св 08Х25Н13БТЮ с аустенитно-ферритной структурой.
Значения эквивалентов хрома и никеля, подсчитанные по форму-
лам (9.1 ) и (9.2 ) для свариваемых сталей и присадочных материалов
1 20К ЕСг 1 ENi 6
2 08X13 15 4
3 1Х18Н10Т 18 15
4 Св 09Х16Н25М6 22 27
5 Св08Х25Н15ТЮ 27 17
269
Полученные значения эквивалентов хрома и никеля наносим на
структурную диаграмму Шеффлера (рис. 9.6). Исходя из предпосылки,
Рис. 9.6. К расчету доли участия основного металла при сварке
разнородных сталей
что свариваемые металлы в объеме сварочной ванны перемешиваются
поровну, их приведенный состав определяется точкой, находящейся
посередине линии разбавления (точка 6 для сталей 20К + 08X13 и точ-
ка 7 для сталей 20К + 1Х18Н10Т). Соединяя точки 6 и 7 с точками, ха-
рактеризующими эквиваленты присадочных материалов 4 и 5,
получены линии разбавления свариваемых сталей и присадочных ма-
териалов (4 - 6 и 5 - 7).
При перемешивании поровну сварочной проволоки
Св 09Х16Н25М6 и сталей 20К + 081X13 возможно обеспечение аусте-
нитной структуры сварного шва (точка 8, уо— 50 %). А при сварке
сталей 20 К + 0Х18Н10Т со сварочной проволокой Св 08Х25Н15ТЮ
для получения аусгенитно-ферритной структуры шва необходимо уча-
стие 75 % -ного присадочного материала ( уо= 25 %). Указанные
270
значения доли участия основного металла достигаются соответствую-
щей разделкой кромок.
Подобный подход реализуется и при сварке двухслойного прока-
та (биметалла).
9.7. Обобщенные сведения
об аппаратостроительных сталях
В табл. 9.5 содержатся основные сведения о классификации,
структуре, области применения, свойствах и сварочных материалах
наиболее типичных представителей аппаратостроительных сталей.
271
ts>
Аппаратостроительные стали
Таблица 9.5
Классификация по степени легирования Структура Темпера- турная область применен ия. С Типич- ные предста- вители Предел проч- ности» МПа Предел текучес- ти, МПа Относи- тельное улинение }% Ударная вязкость КСИ, МЖД/м2 Коррозион ная стойкость
Углеро- дисгые Обыкн. качества Феррито-перлитная -30 +425 Ст. 3 380 240 25 0,7 Понижен- но стойкие 1
Качественные Феррито-перлитная -40 +475 20 К 410 250 24 0,6 Понижен- но стойкие 2
Низко- легиро- ванные Повыш. прочн. Феррито-перлитная -70 +475 16 ГС 490 320 21 0,6 Мало- стойкие 3
Жаропрочные Перлитная -40 +560 12 MX 410 240 21 0,7 Мало- стойкие 4
Высоко- легиро- ванные Хромистые Мартенситная -40 +600 15Х5М 470 240 18 1,0 Стойкие 5
Полуферритная -40 +550 08X13 420 290 23 0,9 Весьма стойкие 6
Ферритная +20+1000 08X17Т 15Х25Т 440 300 14 0,2 Весьма стойкие 7
Хромоникелевые Аустенитная -253 +700 08X18Н ЮТ 510 210 43 2,5 Совершен- но стойкие 8
Аустенитно-ферритная -40 +350 08Х21Н 6М2Т 600 350 20 0,6 Совершен- но стойкие 9
Продолжение табл. 9.5
Номер
позиции
Крити- ческая степень деформ ации, % Обраба- тывае- мость на металло- режущих станках Разрезае- мость термиче- скими способа- ми Свари- ваемость Ручная электродуговая сварка
Тип электрода Марка покрытия
3-15 Средняя Хорошая Хорошая Э 42 Э42А ВСП-1; ОММ-5; СМ-5, 11; МР-1. 3; АНО-1, 3, 4, 5; ОМА-2; ВСЦ-2; ЦМ-7; УП-1/45; УП-2/45
2 3-15 Средняя Хорошая Хорошая Э46 Э46А Э46Т ОЗС-2, 4, 6; РБУ-4, 5; ЗРС-2; Э138/45Н;
УОНИ13/45;
Э-138/45Н
3 3-15 Средняя Хорошая Хорошая Э 50 Э50А ДСК-50; УП-1/55; УП-2/55; К-5А; АНО-11: УОНИ-13/55;
ВСН-3;
Э-138/5ОН:
АН-Х7
4 Средняя Удовлет- вори- тельная Удовлет- вори- тельная Э09Х1М Э09Х1МФ ЦУ-2ХМ:ЦЛ-38: ЦЛ-20;45;39
5 Средняя Удовлет- вори- тельная Ограни- ченная Э10Х5МФ Э10Х25Н13Г2 Э08Х25Н40М7Г2 908Х25Н60М10Г2 ЦЛ-17; ОЗЛ-6; АНЖР-2; АНЖР-1
6 Ниже средней О1рани- ченная Удовлет- вори- тельная Э10Х18Н13Г2 Э10Х25НЗГ2Б Э08Х20Н15ФБ Э10Х20Н15Б Э12Х13 910X2 ОЗЛ-6; ЦЛ-9. 25. 51; АНВ-1,9, 10; УОНИ 13/НЖ
7 Ниже средней Ограни- ченная Ограни- ченная Э10Х25Н1312Б Э10Х17Т Э08Х20Н15ФБ ЭХ20Н15Б ЦЛ-9; УОНИ/ЮХ17Т; АНВ 9; АНВ-10
8 Трудная Ограни- ченная Хорошая Э07Х20Н9 Э08Х20Н9Г2Б ОЗЛ-8; ОЗЛ 7; ЦЛ-17
9 5-15 Трудная Ограни- ченная Хорошая Э09Х19Н10Г2М2Б Э02Х20Н14Г2Н2 НЖ-13; АНВ-36; ОЗЛ-20; ЭА-400/10У
273
Продолжение табл. 9.5
Номер позиции Сварка под флюсом Электрошлаковая сварка Сварка в среде защит- ных газов
Сварочная проволока Флюс Сварочная проволока Флюс Сварочная проволока За- щит- ный газ
1 2 Св-08 Св-08А Св-08ГА Св-ЮГА АН-348А, ОСЦ-45 Св-ЮГ2 Св-08ГС АН-8 ФЦ-7 АН-22 Св-08Г2С СО; ИЛИ 70% со,+ 30% о2
3 Св-08ГА Св-ЮГА Св-ЮНМА Св-ЮНЮ АН-348А, ОСЦ-45; АН-60 Св-08ГС Св-ЮГ2 Св-ЮНМ АН-8
4 СВ-08МХ Св-08ХМ Св-08ХМФА ФЦ-11; ФЦ-16; ФЦ-22 Св-ЮХГ2 СМА СВ-08ХМ Св-10Х2М СВ-08Х МФ АН-22 Св-08ХГСМА Св-08ХГСМФА Св-08ХМ Св-08ХМФА Св-08ХГСМФА Св-08Н60Г8М7Т со2 Аг
5 Св-ЮХ5М Св-07Х25Н40М7 Св-06Х25Н12ТЮ Св-07Х25Н13 АН-18,22, 26с, 43. 45; АН-348А; АНФ-5, 8. 14, 22; АН-29, 292; ОФ-6, 6М - - Св-05Х5Н40 Г7М8Т Св-08Х20 Н9Г7Т со2
6 Св-07Х25Н12Г2Т Св-06Х25Н12ТЮ Св-08Х25Н!26ТЮ АН-18, 26С; АНФ-14: ОФ-6 - - СВ-06Х25Н12Т СВ-08Х25Н13 БТЮ СВ-07Х25Н12 Г2Т Аг
7 СВ-ЮХ17Т Св-07Х25Н13 АНФ-6;О Ф-6; АН-26с;А Н-14; ОФ-16; АН-16 - - Св-10Х17Т Св-07Х25Н13 Аг
8 Св-06Х19Н9 Св-08Х20Н9Г7Т АН-26. 45. 18 Св-04Х19 Н9 Св-07Х19 НЮБ АН-26с АНФ Св-08Х20Н9Г7Т Св-06Х19Н9Т С’в-08Х20НГ7Т со. Аг
9 Св-03Х19Н15Г6М2 АВ2 Св-04Х19Н11МЗ Св-06Х20Н11МЗТ Б АНК-45 МУ; АН-26 Св-06Х20 Н11МЗТБ АН-26с Св-04Х19Н11МЗ Аг
274
10. Операции контроля
10.1. Основные виды контроля и принципы организации
Контроль основных этапов производства и приемки аппаратуры
регламентирован [19].
Характеристика важнейших элементов контроля основывается на
регламентах и стандартах, которые объединяют требования техниче-
ских условий на материалы к основным стадиям операционного кон-
троля и методам испытания готовой продукции.
Основным документом, характеризующим продукцию аппарато-
строительных заводов, является паспорт аппарата, а для заводов, про-
изводящих материалы, - сертификат.
В паспорт заносятся все данные, характеризующие аппарат. Пас-
порт является документом, удостоверяющим соответствие изготовлен-
ного аппарата всем требованиям действующих правил.
Обязательным документом контроля и приемки сварных стыков внут-
ризаводских трубопроводов являются схемы стыков трубопроводов,
журналы сварочных работ и контроля, акты испытаний в зависимости
от классификации трубопровода.
Сертификат - документ (выдаваемый заводом-изготовителем),
удостоверяющий соответствие поставляемых материалов заказу и всем
требованиям действующих стандартов в отношении размеров, наруж-
ного вида и качества.
Паспорт выдается на каждый аппарат, сертификат или акт тех-
нической годности - на каждую выпущенную партию материалов по
275
заказу. При значительных поставках, когда партия состоит из несколь-
ких вагонов, например, металла, сертификат выдается на каждый ва-
гон в отдельности. В крайнем случае при поставках незначительных
партий последние снабжаются выписками из заводских сертификатов.
При поставке толстолистовой стали сертификат выдается на партию
или на каждый лист.
Наличие сертификата показывает, что качество материала,
например, стали, во время его изготовления и приемки проверялось
отделом технического контроля (ОТК) соответствующего завода, и
освобождает от необходимости испытывать материалы на аппарато-
строительном заводе. Однако, по усмотрению последнего, эти испыта-
ния можно проводить в соответствии с условиями заказа и
соответствующего стандарта.
В связи с этим контроль материалов по наружному виду,
размерам, механическим свойствам и другим показателям осуществля-
ют до передачи в заготовительные отделения или цеха непосредственно
на складе по данным соответствующих сертификатов или по данным
проведенных испытаний в соответствии со стандартом.
Независимо от объема испытаний на аппаратостроительном за-
воде производят контроль по данным наружного осмотра и по разме-
рам в соответствии со спецификацией заказа.
На аппаратостроительных заводах контроль производства осу-
ществляется отделами технического контроля заводов и цехов (ОТК) и
представителями инспекции Госгортехнадзора при участии (в порядке
выполнения основных производственных функций) цехового
инженерно-технического персонала и рабочих.
Контролю подвергают материалы, производственные операции в
заготовительных, сборочно-сварочных и других цехах (операционный
контроль), узлы и аппараты на испытательных стендах и др.
Все виды контроля рассматриваются в общей форме.
276
10.2. Контроль качества материалов
К основным материалам для аппаратосгроения следует отнести
прокатную толстолистовую сталь, трубный прокат и присадочные
материалы: стальную сварочную проволоку, стальные электроды для
дуговой элекгросварки, флюсы,
В аппаратостроении применяют трубы стальные бесшовные и
сварные.
Методы контроля материалов предусмотрены в соответствую-
щих стандартах.
Сталь прокатная листовая
Контроль и приемку стали производит ОТК металлургического
завода на основании наблюдений в процессе производства, испытаний
во время изготовления стали и испытаний отдельных партий
продукции.
ОТК металлургического завода проверяет соответствие предъяв-
ленной к сдаче стали по размерам, химическому составу, нормам, ука-
занным в сортаментах, специальных стандартах и в ведомственных
технических условиях.
Сталь маркируют. На каждом листе стали отчетливо должно
быть видно клеймо ОТК, удостоверяющее годность продукции, а так-
же марки завода и стали, номера плавки и листа. Место, где выбиты
знаки, обводят краской. Марку завода не выбивают в тех случаях, ко-
гда этот знак выкатан в горячем состоянии на прокате. Номер плавки
обозначают условным знаком или условным шифром, что должно
быть указано в сертификате.
Клейма располагают на средней линии листа вдоль прокатки.
При последующем раскрое листов стремятся сохранить клейма на
277
видных местах законченной продукции, всячески избегая попадания
клейм в отходы металла.
В сертификате указываются следующие данные: наименование
заказчика, дата и номер заказа, марка стали, номер листа, размеры,
вес, номера стандартов или технических условий, по которым постав-
ляется сталь.
Кроме того, в сертификате указывают данные результатов меха-
нических испытаний и технологических проб, номер плавки, гаранти-
рованное содержание вредных примесей, полный химический анализ,
если это предусматривается стандартом по заказу.
Основные виды испытаний, которым подвергается поставляемая
сталь на металлургическом заводе, - химический анализ металла
плавки, испытания на растяжение и на изгиб.
Дополнительно в соответствии со стандартом, предусмотренным
в заказе, поставляемую сталь (каждый лист) можно подвергать испы-
таниям на ударную вязкость, на чувствительность к старению и на од-
нородность структуры по излому.
Пробы для химического анализа механических и технологиче-
ских испытаний отбирают в соответствии со специальными указания-
ми стандартов на стальной прокат.
Особое значение для сталей (листы, трубы и другие}, используе-
мых в аппаратостроении, имеет контроль свариваемости применитель-
но к условиям сварки.
Некоторые возможные методы контроля свариваемости, рас-
смотренные ранее, в той или иной форме должны быть применены по
плавкам, особенно для низколегированных конструкционных сталей.
278
Трубы стальные катаные
Проверку качества и приемку труб производят отделы техниче-
ского контроля трубопрокатных заводов. Наружному осмотру и обме-
ру подвергают все трубы. Химический состав металла труб
принимается трубопрокатным заводом по сертификату завода-
поставтцика металла.
При необходимости проверки химического анализа отбирают
стружку согласно методике, принятой и для листового проката.
На каждую партию труб завод-изготовитель обязан выдать
сертификат, в котором удостоверяется соответствие труб требованиям
стандарта и указывается марка стали, результаты испытаний, число
труб, наружный диаметр, толщина стенки и номер стандарта, а для
некоторых труб также номер плавки.
Размер партии (количество труб) определяется стандартом и ко-
леблется в широких пределах, например. 200-400 труб.
Трубы подвергаю! испытаниям на растяжение, раздачу,
сплющивание, бортование, а также гидравлическому испытанию.
Допускаемое напряжение принимают равным 35-40 % предела
прочности для труб из стали соответствующей марки. Для труб, по-
ставляемых без нормирования химического состава и механических
свойств, (Ул~ 100 МПа .
Трубы из легированных сталей (15Х5М и другие) дополнительно
испытывают на твердость.
Испытания на раздачу, сплющивание и бортование применяют в
зависимости ог назначения труб, что предусмотрено в соответствую-
щих стандартах.
Все трубы маркируют.
279
Присадочные .материалы
Качество металла швов определяется характеристикой и качест-
вом соответствующих присадочных материалов. По этой причине кон-
тролю присадочного материала всех видов следует уделять особое
внимание.
Проволока стальная сварочная
Сварочную проволоку применяют при автоматической сварке, в
качестве металлических стержней электродов, газосварочной
проволоки, а также в качестве дополнительного присадочного
материала, вводимого в зону электрической дуги или непосредственно
в область шва для повышения производительности процесса, регули-
рования химического состава металла шва, тепловых условий процес-
са и соотношения долей основного и присадочного материалов.
Сварочную проволоку контролируют по наружному виду,
размерам, химическому составу, маркам и состоянию упаковки.
Химический состав проволоки указывается и гарантируется со-
ответствующим документом.
Партия одного размера и одной марки должна состоять из про-
волоки одной плавки. Этого следует придерживаться для достижения
однородности сварных швов.
Маркировка проволоки предусматривает наименование завода-
изготовителя, номер плавки, диаметр проволоки, вес бухты или мотка
и обозначение стандарта. Каждый моток или ящик снабжают металли-
ческой биркой, где указаны данные маркировки.
Каждую партию проволоки на заводе-изготовителе обязательно
подвергают внешнему осмотру, обмеру, взвешиванию и химическому
анализу. Методы отбора пробы предусматриваются действующим
стандартом на сварочную проволоку. Каждая партия или несколько
партий должны сопровождаться сертификатом.
280
Стальные электроды для дуговой электросварки
Качество электродов должно соответствовать предъявленным
требованиям в отношении качества наплавленного металла и сварных
швов для сталей определенных марок в соответствии с ГОСТом.
В случае применения электродов, испытанных в производстве, и
наличия документа завода-изготовителя, гарантирующего механиче-
ские свойства наплавленного металла, контрольные испытания на ап-
паратостроительном заводе не обязательны.
Документ, удостоверяющий соответствие электродов требовани-
ям действующего стандарта, завод-изготовитель выдает на каждую
партию. В нем указывают наименование завода-изготовителя, услов-
ное обозначение электродов, диаметр, номер партии, вес нетто, дату
изготовления электродов, марку стали стержня, положение шва при
сварке, род и силу тока при сварке, результаты испытаний данной пар-
тии по металлу шва и сварному шву. Для электродов, применяемых
для нержавеющих и жароупорных хромоникелевых сталей, дополни-
тельно указывают особые свойства наплавленного металла.
Электроды, предназначенные для сварки аппаратов с обязатель-
ной последующей термической обработкой, подвергают дополнитель-
ным испытаниям. То же относится к контролю рентгенографиро-
ванием или радиографированием сварных швов.
В условиях производства электродов на заводах аппаратострое-
ния соответствующие электродные мастерские должны выполнять весь
комплекс требований технических условий и действующих стандартов
на стальные электроды для дуговой сварки и снабжать их своими сер-
тификатами и описаниями.
Стальные электроды контролируют по состоянию упаковки, по
наружному виду, размерам, а также испытанием прочности покрытия.
Испытаниями, основанными на сварке пробных пластин, кон-
тролируют свойства электродов при образовании наплавленного ме-
талла путем наблюдения (зажигания, горения, плавления шлака,
281
сплошности наплавки), химический анализ металла шва, механические
свойства при испытаниях на растяжение, изгиб и удар.
Указания по испытаниям различных видов предусматриваются
стандартом на электроды.
Флюсы
Контроль качества флюсов в значительной мере определяет
свойства и качество сварных швов.
Партию флюса одной плавки подвергают испытаниям на сварку,
химическому анализу, гранулометрическому или ситовому анализу.
Каждую партию флюса снабжают документом в соответствии с дан-
ными контрольных испытаний и анализов. В нем указывают марку
флюса, номер партии, дату изготовления, химический анализ флюса,
влажность и т.п.
Флюсы, как и электроды, должны храниться в сухом помещении.
10.3. Межоперационный контроль
10.3.1. Заготовительные и сборочные операции
Высокие требования, предъявляемые к качеству аппаратуры и
трубопроводов, могут быть выполнены при условии тщательного кон-
троля по всем производственным операциям своевременного устране-
ния обнаруживаемых дефектов.
Общие указания по операционному контролю предусмотрены
регламентами.
Контролю подвергают все операции, так как дефекты аппаратов
технологического порядка, например, сварных швов, очень часто яв-
ляются следствием предыдущих сборочных операций, а дефекты сбор-
ки свариваемых элементов определяются в значительной степени
заготовительными операциями.
282
Таким образом, контролю подлежат операции первичной обра-
ботки металла (правка и очистка), операции обработки заготовок
(разметка, механическая и термическая резка и обработка, гибка
заготовок), операции прессовые, сборочные, сварочные и термические.
Для ряда операций, особенно многих заготовительных, контроли-
руемые показатели следует уточнять.
Операции правки контролируют степень приближения к
плоскости.
Операции очистки проверяют по шероховатости поверхности.
Операции разметки контролируют по данным рабочих чертежей и
операционных эскизов с учетом установленных припусков и отклоне-
ний от номинальных величин.
Операции механической резки и обработки проверяют в соответ-
ствии с разметочными размерами и допусками.
Операции термической резки и обработки кромок контролируют
так же, как и предыдущие, и дополнительно по шероховатости поверх-
ности в соответствии с допусками.
Операции гибки заготовок и прессовые контролируют по дан-
ным рабочих чертежей с учетом припусков и допусков и по данным о
термических режимах и нормалям.
Сборку свариваемых элементов контролируют в соответствии с
рабочими чертежами, особенно тщательно проверяют пригонку,
просветы, радиусы кривизны или прямолинейность.
Предварительную обработку (подогрев) и последующую терми-
ческую контролируют по графикам режимов (по данным о темпера-
туре нагрева, выдержке и скоростях охлаждения).
10.3.2. Сварочные операции
Операции сварки контролируют в соответствии с операционны-
ми картами или инструкциями по данным о последовательности
283
переходов и проходов, режимах сварки и подогрева, размерах и мар-
ках присадочных материалов, скоростях сварки и подачи сварочной
проволоки и др.
Особое внимание обращают на визуальный метод контроля каж-
дого слоя сварного шва. Выполнение сварочных операций должно со-
провождаться дополнительным контролем средств защиты рабочих
мест в случае работы на открытом воздухе и при низких температурах.
Контроль качества сварных швов дифференцирован для аппара-
тов и трубопроводов.
Качество сварных соединений аппаратов контролируют наруж-
ным осмотром, механическими испытаниями, металлографическим
исследованием, рентгенографией, радиоактивными изотопами.
В изготовленных сосудах сварные швы подвергают контролю
проницаемости дополнительно при испытании под давлением,
например, под гидравлическим или воздушным и др. Качество свар-
ных швов проверяют путем испытания образцов, вырезанных из проб-
ных пластин, сваренных одновременно с изготовлением изделий с
применением тех же исходных материалов и режимов.
При сварке продольных швов пробные пластины прихватывают
к цилиндрической части. Пробные пластины рекомендуется выпол-
нять из двух самостоятельных элементов с кромками, обработанными
аналогично детали. Следовательно, шов пробной пластины представ-
ляет собой продолжение продольного шва цилиндрической части. Для
изделий, в которых сваривают только поперечные швы, пробные пла-
стины можно сваривать, не прикрепляя их к сваренному изделию, но с
обязательным соблюдением условий сварки.
Размеры пробных пластан выбирают такими, чтобы из них мож-
но было вырезать необходимое число образцов, а из оставшейся части
не менее чем удвоенное число образцов для дополнительных
испытаний.
284
Механические испытания стандартизированы. Нормативы испы-
таний предусмотрены регламентами (ГОСТ 6996-81).
Металлографическим исследованиям сварных швов подвергают
детали аппаратов, работающих в тяжелых условиях, например, при
температуре стенки более 450 °C или давлении более 5 МПа, а также
детали из сталей, склонных к воздушной закалке, межкристаллитной
коррозии, в соответствии с техническими условиями. Нормативы дан-
ного вида контроля рассматриваются в специальных регламентах [37]
и стандартах (ГОСТ 3242-81).
Количество пробных пластин изготовляется в зависимости от
масштабов производства.
Для контроля наряду с рентгенографией используют радиоактив-
ные изотопы: кобальта Со20, цезия Cs134, иридия 1т192 и др. При рав-
ной мощности источника эффективность выше для Cs134 и 1г192
137
Рекомендуют применять Cs . Применение радиоактивных изотопов
для контроля имеет следующие преимущества перед рентгеновскими
установками: портативность и независимость от источников электро-
энергии, практически равные удобства применения в цехе и на мон-
тажной площадке, техническая целесообразность при контроле
сварных швов в труднодоступных участках конструкции, например, в
трубопроводах.
При рациональном выборе вида и мощности радиоактивного ис-
точника излучения (например, 2 Си - ЗСи для Cs134) чувствительность
радиографирования изотопами и стоимость операции не уступают ме-
тоду рентгенографии.
Радиоактивные изотопы широко применяют для контроля свар-
ных швов в нефтяной и газовой промышленности - в аппаратострое-
нии при сооружении резервуаров, продукте- и газопроводов.
Нормативы протяженности просвечиваемых швов устанавливают в
‘ 285
зависимости от эксплуатационных параметров от 25 до 10 % от общей
длины стыковых швов аппарата.
Для толстостенной аппаратуры двухслойные и многослойные
швы можно подвергать предварительному контролю после выполне-
ния части шва по высоте.
Швы контролируют на основе действующих регламентов (ГОСТ
7512-81).
Качество сварных швов трубопроводов проверяют теми же
методами, полностью или частично, что и для аппаратуры, меняются
лишь нормативы и роль метода в соответствии с классификацией
трубопроводов, применяемыми методами сварки и техникой выполне-
ния испытаний. Последнее определяется конструктивными особенно-
стями контролируемого объекта.
Ниже приведены основные особенности контроля.
Пооперационный контроль стыков труб производят в процессе
подготовки, центрирования и сварки труб.
В стыках, выполняемых прессовыми методами сварки, особое
внимание уделяют контролю давления и величине осадки, а также уда-
лению внутреннего грата.
Для просвечивания швов преимущественно используют радиоак-
тивные источники.
Просвечивание стыков является основным видом контроля каче-
ства швов.
Просвечиванию подвергают сварной шов по всему периметру
стыка. Число просвечиваемых стыков составляет около 2 % и более от
числа выполненных.
Механические испытания являются основными видами контроля
сварных швов, выполняемых прессовыми методами сварки. Испытуе-
мые образцы выполняют из металла стыков труб, для чего из трубо-
проводов вырезают в виде широких колец не менее 1-2 % стыков в
зависимости от категории трубопроводов. Стыки вырезают
286
непосредственно в процессе сооружения трубопровода; вместо выре-
занного вваривают новый стык.
Механические испытания являются также средством контроля
стыков труб, сваренных дуговыми методами сварки. Условия и норма-
тивы контроля определяются соответствующими регламентами.
10.4. Контроль качества аппаратов
Испытание под давлением
Аппараты под давлением испытывают для контроля непроницае-
мости и прочности сварных соединений.
Для аппаратов значительных размеров и для негабаритных
аппаратов, не рассчитанных на нагрузку от веса жидкости, а также
при испытаниях в условиях низких температур гидравлическим испы-
таниям могут предшествовать испытания сжатым воздухом или ней-
тральным газом. В некоторых случаях гидравлические можно
заменять испытаниями сжатым воздухом или нейтральным газом; од-
нако следует учитывать его повышенную опасность для окружающих,
основанную на известных свойствах сжимаемости газов. При этом ис-
пытании наиболее слабые части аппаратов покрывают мелом или дру-
гими материалами. Испытания проводят после того, как покрытие
станет совершенно сухим и хрупким. При постепенном повышении
давления на каждой ступени давления . поддерживаемого постоянным,
производят тщательный контроль для выявления или предупреждения
текучести.
Нормы испытаний трубопроводов под давлением дифференциро-
ваны в зависимости от их назначения.
Способы контроля непроницаемости наряду с указанными доста-
точно многочисленны. Известно, например, испытание смесью сжато-
го воздуха и аммиака (1% от объема) с регистрацией дефектов на
287
бумажную ленту, пропитанную 5%-ным водным раствором азотнокис-
лой ртути и др. Этот метод применяют при испытании трубных
конструкций.
Способы контроля непроницаемости регламентированы.
Исправление дефектов швов
Дефекты сварных швов, обнаруживаемые в процессе контроля
операций сварки и испытания под давлением, можно исправить удале-
нием дефектного металла и повторной сваркой с последующим кон-
тролем заваренного участка.
Вырубку дефектных участков можно заменить обработкой элек-
трической дугой и газокислородным пламенем.
Чтобы убедиться в безусловном удалении дефектного участка во
всем объеме, иногда прибегают к контролю рентгенографией или
гамма-лучами. Дефектные участки следует заваривать до последующей
термической обработки, если таковая предусмотрена. После термиче-
ской обработки допускается заваривать незначительные пороки толь-
ко в случае их обнаружения при окончательной сдаче готовых
изделий. Трубные стыки, не удовлетворяющие требованиям,
вырезают и сваривают вновь с последующим контролем качества. Ме-
тоды выявления и исправления возможных дефектных участков, коли-
чество и протяженность заменяемых стыков устанавливаются
применительно к конкретным условиям.
Приемка и испытание
После изготовления независимо от проведенных испытаний в
процессе производства аппараты и трубопроводы проверяют во время
приемки. При освидетельствовании аппаратов и трубопроводов изго-
товитель передает все необходимые документы, подтверждающие вы-
полнение требований действующих правил, результаты
квалификационных испытаний сварщиков, испытаний основного и
288
присадочного металла и пробных стыков, результаты контроля рент-
генографированием или гамма-лучами.
При приемке аппараты и трубопроводы подвергают гидравличе-
скому испытанию.
Помимо гидравлического испытания, производится наружный и,
по возможности, внутренний осмотр конструкции (аппаратов), осо-
бенно сварных швов. Повторное гидравлическое испытание проводя j
после исправления дефектов швов.
289
Литература
I. Абдеев Р.Г., Бакиев А.В., Ларцев А.В. Обеспечение принципов
взаимозаменяемости при изготовлении днищ аппаратов. Передо-
вой производственный и научный опыт рекомендуемый для
внедрения, М.: ЦИНТИхимнефтемаш, 1991. Т. 1. С. 16-20.
2. Архипов К.И. Развертки в нефтяном и химическом аппарато-
строении. М.: Недра, 1964. 190 с.
3. Бакиев А.В. Конструктивная прочность сварной нефтехими-
ческой аппаратуры со смещенными кромками // Нефть и газ. -
1981. №8. с. 84-88.
4. Бакиев А.В. Обеспечение точности периметра обечаек нефтега-
зовой аппаратуры на основе учета закономерностей деформиро-
вания при пластическом изгибе // Нефть и газ. 1984. № 4.
С.78-80.
5. Бакиев А.В. Взаимозаменяемость в аппаратостроении. Уфа.
1990. 46 с.
6. Высоколегированные стали / Пер. с англ. / Под ред.
А.Г. Рахштадта. М.: Металлургия. 1969. 437 с.
7. Гредитор М.А. Давильные работы и ротационное
выдавливание. М.: Машиностроение, 1971. 321 с.
8. Гуляев А.П. Металловедение. М.: Металлургия, 1986. 542 с.
9. Гуренко В.Д. Фаинштейн В.М. Травление полос и листов в
соляной кислоте. М.: Металлургия, 1971. 126 с.
10. Думов С.И. Технология электрической сварки плавлением. Л.:
Машиностроение. Ленингр. отд., 1987. 461 с.
11. Земзин В.Н. Жаропрочность сварных соединений. Л.: Маши-
ностроение, 1972. 271 с.
12. Ковалев В.К. Эффективные технические средства очистки аппа-
ратов без пребывания в них людей. М.: ЦНИИТЭхим, 1977. 37 с.
290
13. Кузмак Е.М. Основы технологии аппаратосгроения. М.: Недра,
1967. 468 с.
14. Лившиц Л.С., Хакимов А.Н. Металловедение сварки и терми-
ческая обработка сварных соединений. М.: Машиностроение,
1969. 334 с.
15. Макаров Э.Л. Холодные трещины при сварке легированных
сталей. М.: Машиностроение, 1981. 248 с.
16. Никифоров А.Д. Точность в химическом аппаратостроении. М.:
Машиностроение, 1969. 216 с.
17. Никифоров А.Д. Основы взаимозаменяемости в химическом
аппаратостроении. М.: Машиностроение, 1979. 157 с.
18. Окерблом Н.О., Демянцевич В.П., Бойкова И.П. Проектиро-
вание технологии изготовления сварных конструкций. Л.:
Судпромгиз, 1963. 570 с.
19. ОСТ-26-291-94, ('ссуды и аппараты сварные стальные. Техни-
ческие требования.
20. 11срспичка ЕВ. Очистно-упрочняющая обработка изделий
щетками. М.: Машиностроение, 1979. 136 с.
21. Полуавтоматическая сварка в среде углекислого газа стали типа
15Х5М (временная инструкция) ВНИИнефтемаш, 1992.
22. Правила устройства и безопасной эксплуатации сосудов,
работающих под давлением. М.: Энергоатомиздат, 1990. 128 с.
23. Потак Я.М. Высокопрочные стали. М.: Металлургия. 1972. 208 с.
24. Решетников С.М. Ингибиторы кислотной коррозии металлов.
Л.: Химия. Ленингр. отд., 1986. 141 с.
25. Робинсон Д.С. Ингибиторы коррозии \ Пер. с англ.
М.: Металлургия, 1983. 272 с.
26. Ручная электродуговая сварка с регулированием термических
циклов конструктивных элементов нефтехимического обору-
дования из закаливающихся сталей типа 15Х5М.
РТМ-26-17-076-87. М.: Минхиммаш. 1987.
27. Рыкалин H.JH. Расчеты тепловых процессов при сварке. М.:
Машгиз, 1961. 296 с.
28. Сварка и свариваемые материалы: В 3-х т. Т. 1. Свариваемость
материалов / Под ред. Э.Л. Макарова. М.: Металлургия, 1991,
528 с.
29. Справочник судоводителя речного флота. М„: Транспорт,
1983.249 с.
30. Стеклов О.И. Свариваемость металлов и сплавов. Итоги науки и
техники "Сварка". М.: Т. 14, ВИНИТИ, 1982. Т. 14. С. 3-69.
31. Технологическая инструкция по автоматической сварке элемен-
тов нефтехимической аппаратуры и трубопроводов из жаропроч-
ных сталей типа 15Х5М. М.: ВНИИнефтемаш, 1992. 14 с.
32. Технологическая инструкция по автоматической сварке элемен-
тов нефтехимической аппаратуры и трубопроводов из жаропроч-
ной стали типа 15Х5М. М.: ВНИИнефтемаш, 1992. 14 с.
33. Хакимов А.Н. Электрошлаковая сварка с регулированием
термических циклов. М.: Машиностроение, 1984. 208 с.
34. Халимов А.Г., Бакиев А.В., Зайнуллин Р.С. Работоспособность
сварных соединений из стали 15Х5М. М.: ЦИНТИхимнефтемаш,
1991.84 с.
35. Химушин Ф. Ф. Жаропрочные стали и сплавы. М.; Металлур-
гия, 1969. 752 с.
36. Ширшов И.Г., Котиков В.Н. Плазменная резка. Л.:
Машиностроение. Ленингр. отд., 1987. 192 с.
292
Оглавление
Предисловие 3
1. Общие сведения об аппаратостроении 6
1.1. Аппаратостроение как самостоятельная отрасль
машиностроения 6
1.2. Основная номенклатура производства аппаратуры 9
1.3. Технологический процесс производства аппаратуры 12
1.4. Типизация технологических процессов 14
1.5. Научные основы курса 15
1.6. Факторы, определяющие развитие аппаратосгроения 16
1.7. Габаритность аппаратуры 18
1.8. Карты раскроя 23
1.9. Заготовки 25
1.10. Припуски и операционные допуски па обработку
заготовок из проката 34
2. Взаимозаменяемость в аппаратостроении 40
2.1. Взаимозаменяемость и качество изделий 40
2.2. Базовые диаметры 44
2.3. Условия достижения и обеспечения взаимозаменяемости 46
2.4. Типовые соединения 47
2.5. Стыковые соединения 49
2.6. Функциональные допуски в аппаратостроении 52
2.6.1. Допуски на смещение кромок 52
2.6.2. Допускаемые отклонения периметра (диаметра)
взаимостыкуемых обечаек 54
2.6.3. Допуски на диаметры аппаратов 56
2.6.4. Допуски на основные размеры горячештампованных
эллиптических днищ 58
2.6.5. Предельные отклонения размеров
базовых деталей 60
2.7. Взаимная увязка функциональных допусков 62
293
2.8. Согласованность функциональных и технологических
допусков 64
2.8.1. Обеспечение согласованности функциональных и
технологических допусков в сопряжении
"обечайка-обечайка" 66
2.8.2. Пути обеспечения принципов взаимозаменяемости в
сопряжении "днище-обечайка" 68
2.9. Соединения типа охватывающих и охватываемых
цилиндрических деталей 71
2.10. Примеры расчета отклонений размеров колонного аппарата 75
3. Заготовительные операции 84
3.1. Правка 84
3.1.1. Основы процесса правки 85
3.1.2. Склонность к деформационному
(механическому) старению 86
3.1.3. Склонность к росту зерна металла 87
3.2. Очистка 89
3.2.1. Основные виды загрязнений в черных металлах 89
3.2.2. Способы очистки 91
3.3. Разметка 98
3.3.i. Особенности и методы разметки 98
3.3.2. Определение размеров разверток 100
3.4. Резка заготовок 105
3.4.1. Резание на ножницах 106
3.4.2. Кислородная резка 109
3.4.3. Разрезаемость сталей кислородной резкой 111
3.4.4. Кислородно-флюсовая резка 115
3.4.5. Воздушно-дуговая резка ! 16
3.4.6. Плазменная резка 116
3.4.7. Воздушно-плазменная резка 119
3.4.8. Резка лазерным лучом 120
3.5. Обработка кромок 122
3.5.1. Обработка на металлорежущих станках 122
3.5.2. Обработка кислородной резкой 123
3.6. Гибка 124
3.6.1. Критерии, определяющие выбор холодных и горячих
операций гибки 124
3.6.2. Техника и технология гибки листового проката 127
3.6.3. Гнутье труб 130
3.7. Прессовые операции 134
3.7.1. Штамповка днищ на прессах 134
3.7.2. Изготовление днищ на ротационном прессе 136
3.7.3. Способ последовательной локальной штамповки 136
294
4. Сборка свариваемых элементов 141
4.1. Особенности технологии 141
4.2. Механизм образования сварочных напряжений
и деформаций 142
4.3. Опасность сварочных напряжений и деформаций 145
4.4. Мероприятия по борьбе со сварочными
напряжениями и деформациями 146
4.5. Сборочные просветы 147
4.6. Приспособления для сборки свариваемых элементов 150
4.7. Технология сборочных работ 153
4.7.1. Технологическая схема сборки 153
4.7.2. Организация сборочных работ 154
5. Основные вопросы сварки 158
5.1. Свариваемость стали 158
5.1.1. Общие сведения 158
5.1.2. Реакция стали на термический цикл сварки 159
5.1.3. Методы определения реакции стали
на термический цикл 163
5.1.4. Технологическая прочность сварного шва 166
5.1.4.1. Горячие трещины 166
5.1.4.2. Холодные трещины 172
5.1.5. Хрупкие разрушения 178
5.2. Расчет режимов сварки 180
5.2.1. Расчет режимов ручной дуговой сварки 180
5.2.2. Расчет режимов автоматической и полуавтоматической
сварки под флюсом 186
5.2.3. Расчет режимов электрошлаковой сварки 191
5.2.4. Выбор режима сварки в среде углекислого газа 194
6. Термическая обработка 198
6.1. Назначение и виды термической обработки 198
6.2. Предварительная термическая обработка 199
6.3. Последующая термическая обработка 200
6.4. Проковка 202
295
7. Особенности технологии сварки
аппаратуры из углеродистых и низколегированных
сталей (стали системы Fe-C) 205
7.1. Аппаратостроительные стали 205
7.2. Углеродистые стали 206
7.3. Низколегированные стали повышенной прочности 209
7.3.1. Свойства и назначение 209
7.3.2. Свариваемость 210
7.3.3. Сварочные материалы, элементы технологии 211
7.4. Низколегированные стали жаропрочные перлитные 212
7.4.1. Состав и свойства 212
7.4.2. Свариваемость 213
7.4.3. Технология сварки, сварочные материалы 215
7.5. Высокопрочные низколегированные стали 216
8. Стали системы Fe-C-Cr (хромистые стали) 218
8.1. Структурное состояние хромистых сталей 218
8.2. Хромистые стали мартенситного класса 220
8.2.1. Свойства и область применения 220
8.2.2. Особенности свариваемости сталей типа 15Х5М 222
8.2.3. Технология сварки 223
8.3. Хромистые мартенситно-ферритные стали 234
8.3.1. Назначение, номенклатура, свойства 234
8.3.2. Свариваемость сталей 236
8.3.3. Технология сварки 239
8.4. Хромистые стали ферритного класса 240
8.4.1. Состав, свойства, назначение 240
8.4.2. Свариваемость 244
8.4.3. Технология сварки 248
9. Стали системы Fe-C-Cr-Ni (хромоникелевые стали) 250
9.1. Аустенитные коррозионностойкие стали 250
9.1.1. Свариваемость 252
9.1.2. Выбор сварочных материалов и технология сварки 254
9.2. Аустенитно-ферритные нержавеющие стали 257
9.2.1. Свойства и назначение 257
9.2.2. Свариваемость и технология сварки 258
9.3. Аустенитно-мартенситные стали 260
9.4. Мартенситно-стареющие стали 262
9.5. Высоколегированные сплавы на никелевой основе 264
9.6. Особенности сварки аппаратуры из разнородных сталей 266
9.7. Обобщенные сведения об аппаратостроительных сталях 272
296
275
10. Операции контроля
10.1. Основные виды контроля и принципы организации 275
10.2. Контроль качества материалов 277
10.3. Межоперационный контроль 282
10.3.1. Заготовительные и сборочные опреации 282
10.3.2. Сварочные операции 283
10.4. Контроль качества аппаратов 287
Литература
290
297
НП О " Салава гнефтемшп
Специализированное предприятие по производству
емкостной, колонной и теплообменной аппаратуры, блочных
установок, запорной арматуры, волнистых и линзовых
компенсаторов, трубных отводов и других металлических конст-
рукций для нефтяной, нефтеперерабатывающей, нефтехимической,
газовой и других отраслей промышленности с годовым объемом
25 тысяч тонн.
Аппараты изготавливаются диаметром от 325 до 3600 мм.
объемом до 200 м3, толщиной стен к до 80 м рабочим давлением
до 16 МПа, с температурой эксплуатации до 7 00 С из
углеродистых, низколегированных и высоколегированных сталей.
Аппараты диаметром до 3400 мм отправляются заказчику в
сборе, а большего диаметра - монтажными блоками.
Созданы новые производства, цех, выпускающий концевые
затворы, пылеуловители для магистральных газопроводов,
смонтированы и пущены в производство печь для термообработки
аппаратов, установки для электрошлаковой сварки. Специальная
рентгеновская камера позволяет проверить качество сварных
швов аппаратов практически любой толщины стенки.
Использование современных станков для изготовления дета-
лей диаметром 6,3 метра и массой до 10 тонн, позволяют обеспе-
чить комплектующими изделиями не только собственное
производство, но и поставлять .другим потребителям. Изготавли-
вается в больших объемах и посталвяется потребителям шпиль-
ки с тайками с резьбой от Mi 2 до М48, фланцы с условным
проходом от Ду 15 до Ду 350, отводы и переходы максималь-
ным диаметром до 530 .мм и другие детали трубопроводов.
Грузоподъемные механизмы и технологическое оборудова
ние предприятия позволяют выпускать аппаратуру с толщиной
стенки до 160 мм и массой до 150 тонн, а в разобранном виде с по-
следующей досборкой до 500 тонн.
Предприятием освоены также ряд новых собственных
технологий, являющимися в настоящее время передовыми и даже
уникальными в мировом масштабе. Так, создана механизирован-
ная линия для горячей штамповки крупногабаритных высокоточ-
ных днищ, усилием пресса 2000 тонн. Используемая технология
позволяет перейти на организацию производства аппаратуры на
принципах полной взаимозаменяемости и устранить пригоночно-
доделочные работы.
'S никалытые технологии применяются при изготовлении ап-
паратов из двухслойной стали, гидротехнической полировке дета-
лей и др. На предприятиях имеется хорошо развитая база по
централизованному производству заготовок. Кузнечно-прессовое
производство мощностью 20 тысяч тонн штамповок в год, литей-
ный цех для производства отливок из чугуна, стали и цветных
металлов, производство ио разделке и резке проката.
Использование передовых технологий и тесное сотрудниче-
ство с учебными, научно-исследовательскими и проектными ин-
ститутами позволило освоить выпуск 71 вида перспективного
оборудования, позволяющих удовлетворить любые индивидуаль-
ные потребности заказчиков. Из них наиболее перспективные и
пользуются спросом сепарационные установки УВС-10000/6.
УВС-10000/16, блоки приготовления химреагентов установок
ВР-2.5М, BP-10, ВР-25, отстойники блочные для продготовкп неф-
ти OBI1-3000/6. блочные установки для плавучих платформ мор-
ских скважин и друт не.
Предприятие также выпускас! широкий ассортимент това
ров народного потребления ит тюти пилена и полипропилена, для
чего имеется цех е современными ’титьевымп аппаратами. Произ-
водится металлическая крышка для укупоривания стеклянных
консервных банок и другое бытовое оборудование металлического
исполнения (гаражи, теплицы, гардины и т.д.).
В будущем предприятие планирует расшири ть и упрочить
свои позиции как на внутреннем, так и па международном рынке.
Надежность, взаимовьн ода. io'ihocii, - вот паши принципы
453200, Башкортостан, г. Салават-б.
Телетайп: 350128
Телеграф: Салават, Звезда.
Телефоны: (34763) 43612, 45960.
Стерлитамакское АО "Каучук"
Акционерное общество "Каучук" образовано на базе заво-
за синтетического каучука и является одним из крхпнеипшх пред
приятии России.
АО "Каучук" осуществляет свою деятельность в области про-
изводства синтетических каучуков, используя в качестве сырья
продукцию нефтеперерабатывающей промышленности республи-
ки Башкортостан.
Потребителями нашей продукции являются не только пред-
приятия СНГ. но и ведущие фирмы мира, производящие автомо-
бильные шины и резино-технические изделия широкого
применения.
АО "Каучук" выпускает:
- каучуки синтетические цис-изопреновые марок СКИ-3.
СКИ-ЗС, СКИ-5, СКИ-5ПМ, СКИ-5ПМВ;
- каучуки синтетические бутадиен-метилстирольные марок
СКМС-30 APKivi-i5, СКМС-50П, СКМС-ЗО-АРКПН:
- каучуки синтетические эпихлоргидриновые марок СКЭХС-
С СКЭХГ’
- катализаторы для производства мономеров;
- синтетические цеолиты:
- заменители натуральных масел в производстве красок;
- резино-технические изделия:
- товары бытовой химии.
Мы готовы стать Вашими надежными парт мерами в постав-
ке качественных синтетических каучуков.
453110, Башкотостан, г. Стерлитамак, ул. Техническая-14.
Те л./факс: (34711) 33461.
Телетайп: 662310, Клен.
АОЗТ "Стерлитамакский нефтехимический завод"
Стерлитамакский нефтехимический завод - современное
научно-производственное объединение, выкупленное у государст-
ва за счет собственной прибыли. Включает в себя несколько хими-
ческих производств, научно-исследовательский центр, фабрику
игрушек, производство мясных продуктов.
На предприятии выпускается более 20 наименований това-
ров промышленного назначения, среди которых:
- стабилизаторы;
- каучуки (низкомолекулярные, синтетическая гуттаперча):
- отвердители эпоксидных смол;
- продукция малотоннажной химии;
- товары народного потребления, в том числе группы
"Бытовая химия".
Завод - единственный в мире производитель эффективных
антиоксидан 1 ов ain.-Ю'Юв. пользующихся большим спросом у
нас и на зарубежном рынке.
Более 50% товарной продукции экспортируется. Установле-
ны долгосрочные контакты с ведущими европейскими фирмами.
Ждем Ваших предложений. Мы готовы стать надежными
партнерами.
453i i(). Башкорюшан, i. (. терлшамак. ул. Техническая-16.
Телсчайп: 662320 Опьи.
Телеграф: Стерлитамак, io CiiXL
Телефакс: (34711) 40380, 33743.
Акционерное общество "Сода”
Крупнейший в России производитель продукции высокого
качества.
Химическая продукция
Сода кальцинированная гранулированная (марка А), порош-
кообразная (марка Б) - карбонат натрия - Na,CO3.
Натрий двууглекислый - бикарбонат - гидрокарбонат натрия
NaHCO,.
Белая сажа - кремнеземный наполнитель - диоксид кремния -
SiO2 пН,О.
Барий углекислый гранулированный - карбонат бария
ВаСО3.
Барий мористый - хлорид бария - BaCL 2i LO.
Барий гидрат окиси - гидрооксид бария - Ва(ОН)2 8Н2О.
Известняковая мука - карбонат кальция - удобрение и
наполнитель.
Строительные материалы
Цементы - общестроительного назначения и тампонажные.
Кровельный материал - листы асбоцементные волнистые
(шифер).
Гипсовые вяжущие - алебастр - сульфат кальция.
Камень бетонный стеновой.
Товары народного потребления
Синтетические моюшие средства Чистящие средства. Сода
кальцинированная фасованная. Нишевая сода (гидрокарбонат на-
три я ф а сованн ый).
453122, Башкортостан, г. Стерлитамак, ул. Бабушкина-".
Телетайп: 662311 Сода.
Телекс: 263806.
Факс: (34711) 56116.
Телефоны: (34711) 50053, 50248.
Стерлитамакское акционерное общество
"Каустик"
Крупнейшее предприятие Российской Федерации по произ--
во дезву высококачественной соды каустической, хлора, хлорорга-
нических растворителей, ингибиторов коррозии, кабельных
пластикатов, химических средств защшы растений, товаров на
родного потребления из поливинилхлорида и полиэтилена, чистя-
щих н О1беливающих средств, а также единственный в России
производитель синтетического глицерина.
АО "Каустик" приглашает Вас к тстансвтепию долгострое
пых деловых контактов.
453110. Башкорюстаи, t. ( 1срлитамак, ул. I схническая-32.
Телетайп: 662312.
Телеграф: Стерлитамак 10 Хлор.
Телефон: (34711) 52026,52043.