/






















































































Текст
Н.Д. СУШКОВА
БУМАЖНЫЕ
МЕШКИ
Н.Д.СУШКОВА
БУМАЖНЫЕ
МЕШКИ
ПРОИЗВОДСТВО, СВОЙСТВА
И ПРИМЕНЕНИЕ МЕШОЧНОЙ
БУМАГИ И МЕШКОВ
Издательство «ЛЕСНАЯ ПРОМЫШЛЕННОСТЬ»
Москва 1974
УДК 676.821
Бумажные мешки. Производство, свойства и приме-
нение мешочной бумаги и мешков. Сушкова Н. Д.
«Лесная промышленность», 1974 г., 168.
Освещены технологические процессы производства,
свойства и применение различных видов мешочной бу-
маги и мешков, описаны специфические методы их
испытаний, поведение мешков в условиях эксплуатации.
Приведены требования к применяемым материалам и
основные особенности оборудования.
Таблиц 43, иллюстраций 50, библиография— 176 на-
званий.________________
«Л? ' I Гос. публичная
........ 1 иаучно-техничвсийя
J библиотека cuvr
I ЭКЗЕМПЛЯР
‘ I ЧИТАЛЬНОГО ЗАЛА
~ мм?
НОРА ДМИТРИЕВНА СУШКОВА
Бумажные мешки
(Производство, свойства и применение
мешочной бумаги и мешков)
Редактор издательства Е. Д. Хиврич
Технический редактор Г. Л. Карлова
Корректоры: В. И. Аралова, Л. Я. Фаенсон
Переплет художника Б. К. Шаповалова
Сдано в набор 22/XI 1973 г. Подписано к печати
10/IV 1974 г. Т-04985. Формат 60Х90'/|6. Бумага
типограф. № 3. Печ. л. 10,5. Уч.-изд. л. 12,07.
Тираж 1100 экз. Издат. № 60/72. Цена 74 коп. Зак. 728.
Издательство «Лесная промышленность»,
Москва, Центр, ул. Кирова, 40а.
Ленинградская типография № 8 «Союзполиграфпрома»
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли.
190000, Ленинград, Прачечный пер., 6.
31414—062
С 037(01)—74 125—73
© Издательство «Лесная промышленность», 1974 г.
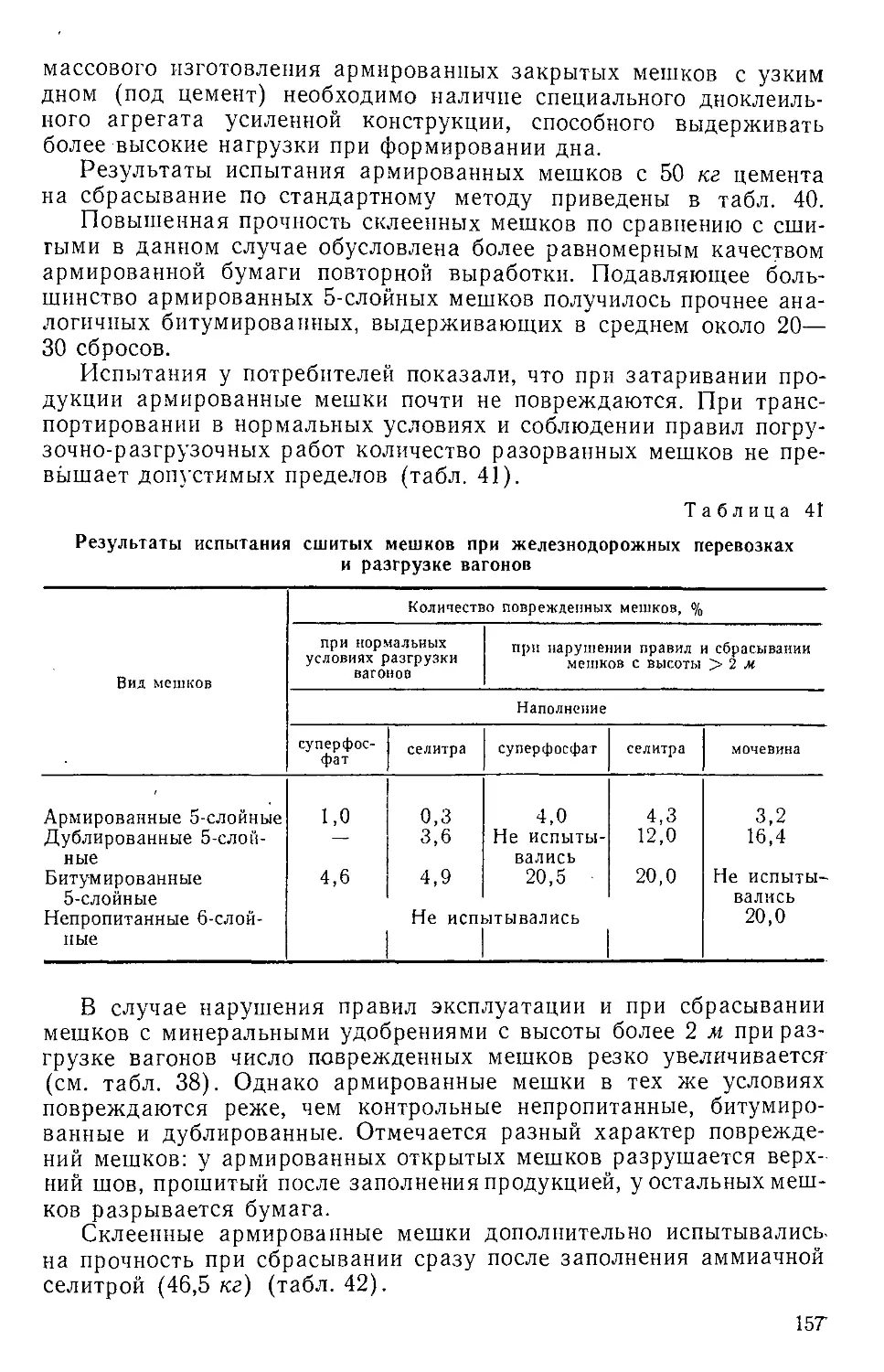
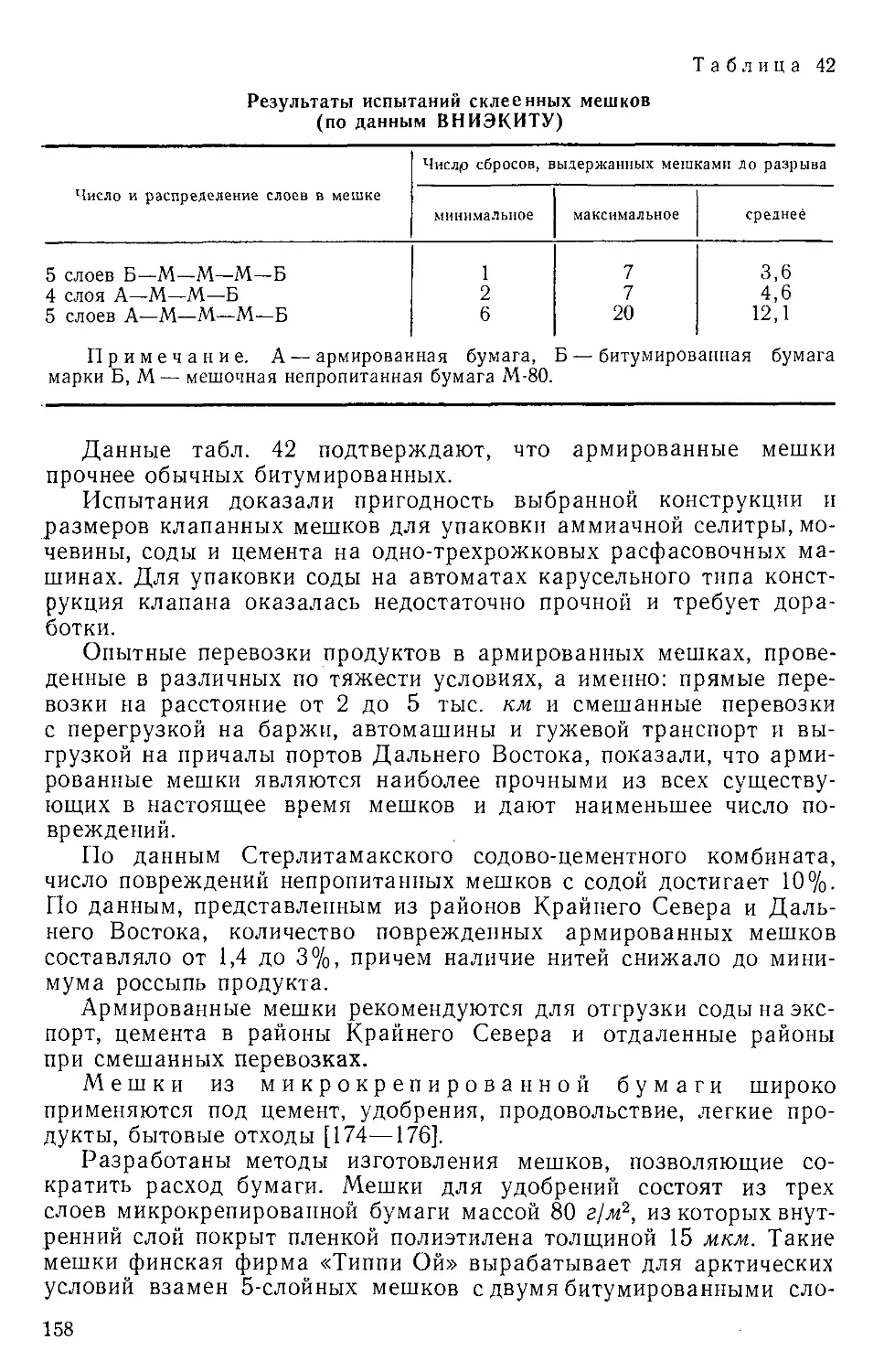
ПРЕДИСЛОВИЕ
Бумажные мешки — один из наиболее массовых
и рациональных видов тары. Они применяются в самых
разнообразных условиях для упаковки, хранения и тран-
спортирования сыпучих продуктов более 300 наимено-
ваний. На мировом рынке многослойные бумажные
мешки получили наибольшее распространение в 1950—
1970 гг. В странах с развитой промышленностью произ-
водится по 10—18 мешков в год надушу населения [1, 3].
Мировое производство многослойных бумажных мешков
(по ориентировочным подсчетам) в 1970 г. составило
около 12 млрд. шт.
В последние годы для затаривания сыпучих грузов
наряду с бумажными мешками стали применять мешки
из пластмассовых пленок и специализированные кон-
тейнеры. Однако использование новых видов бумаги,
обладающей повышенной прочностью и различными за-
щитными свойствами, позволило значительно увеличить
ассортимент и расширить сферу применения бумажных
мешков.
В связи с интенсивным развитием отечественной про-
мышленности, увеличением внешней и внутренней тор-
говли потребность народного хозяйства в бумажных
мешках все возрастает. К концу девятой пятилетки зна-
чительно увеличится производство мешков и расширится
их ассортимент.
Несмотря на многочисленные исследования по отдель-
ным проблемам теории и технологии мешочной бумаги
и мешков, большой опыт их производства и применения,
книги, в которой бы обобщались имеющиеся сведения
по данным вопросам, нет. В настоящем издании впервые
сделана попытка систематизировать имеющиеся сведе-
ния о производстве, свойствах и применении мешочной
бумаги и многослойных мешков с учетом накопленного
опыта, литературных данных и результатов эксперимен-
тальных исследований.
Кни^а предназначена для научных и инженерно-тех-
нических работников целлюлозно-бумажной промышлен-
ности и может быть полезна специалистам других от-
раслей, интересующимся технологией и применением
мешочной бумаги и мешков.
1*
3
ЧАСТЬ ПЕРВАЯ
МЕШОЧНАЯ БУМАГА
ГЛАВА I
ОСНОВНЫЕ СВОЙСТВА МЕШОЧНОЙ БУМАГИ
ВИДЫ МЕШОЧНОЙ БУМАГИ
Бумага, предназначенная для изготовления многослойных
мешков, — один из наиболее массовых и прочных видов бумаги.
Производство ее все возрастает.
Требования, предъявляемые к мешочной бумаге, должны учи-
тывать весьма разнообразные условия изготовления и эксплуата-
ции бумажных мешков. Но создать универсальный вид бумаги,
удовлетворяющий всех потребителей, практически невозможно,
да и нецелесообразно.
Многослойная конструкция бумажного мешка позволяет до-
стигать требуемых свойств готовых изделий, комбинируя не-
сколько видов бумаги в различных сочетаниях. При этом все виды
мешочной бумаги должны обладать достаточной прочностью, эла-
стичностью и максимально возможной равномерностью свойств.
В настоящее время существует около 20 видов мешочной бу-
маги. К основным из них относятся: непропитанная бумага ма-
шинной гладкости массой 1 м2 65—90 г из сульфатной небеленой
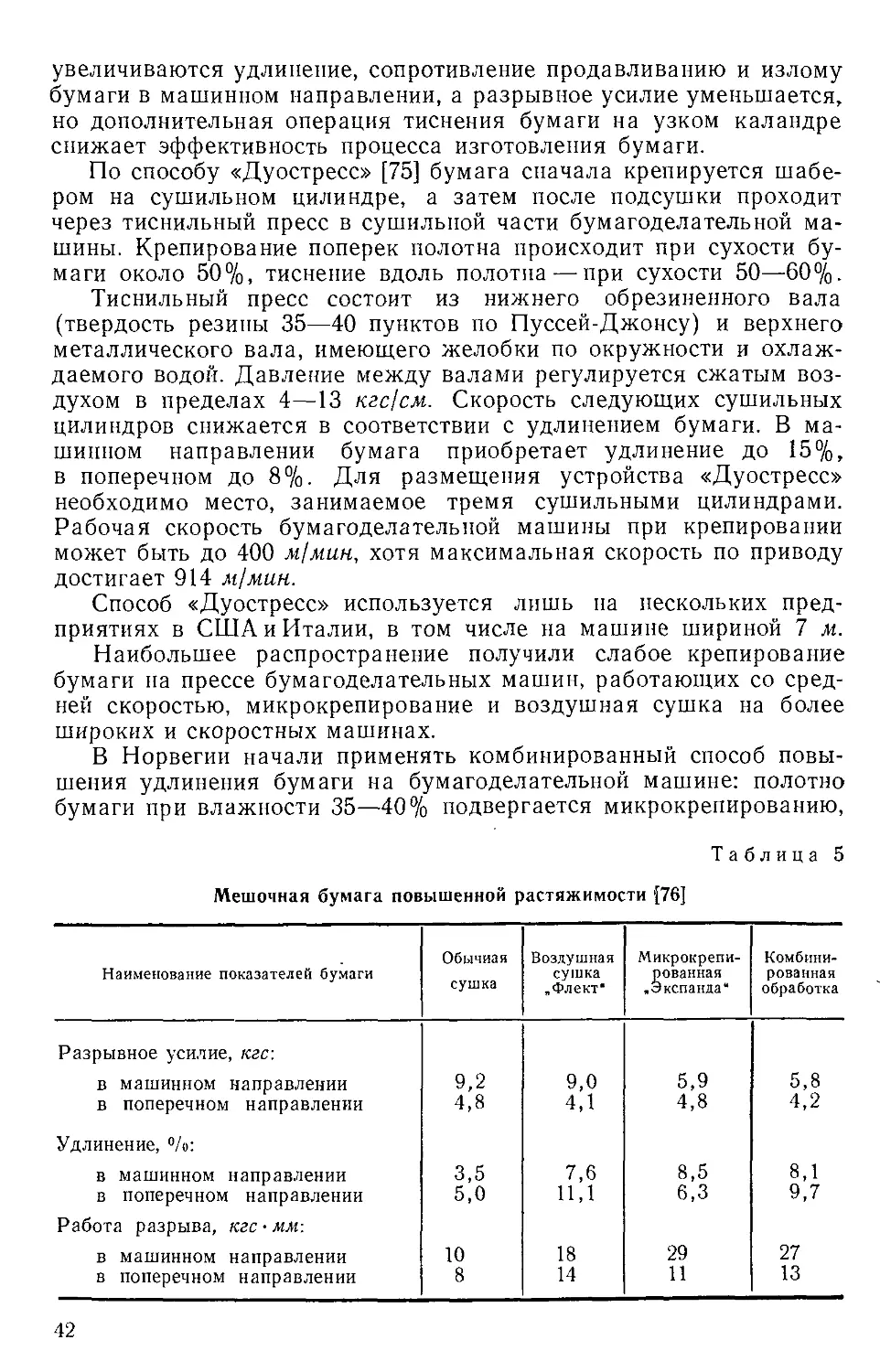
целлюлозы и бумага повышенной растяжимости. Подавляющее
большинство мешочной бумаги вырабатывается массой 70—75
и 80 г/м2. Бумага 90 а/м2 применяется лишь в отдельных случаях
для наружного слоя мешков. Значительное количество как глад-
кой мешочной бумаги, так и микрокрепированной подвергается
поверхностной обработке с целью повышения паро-, водо- и газо-
непроницаемости. Наибольшее распространение получила бумага,
дублированная (склеенная) битумом и ламинированная (покры-
тая) полиэтиленом. Часть бумаги вырабатывается с повышенной
влагопрочностью благодаря добавкам, введенным в массу.
Специальные виды бумаги, отличающиеся специфическими за-
щитными, или хорошими печатными свойствами, или очень вы-
сокой прочностью, выпускаются по особым заказам. Бумага, обла-
дающая защитными свойствами, применяется, как правило, только
в качестве наружного или внутреннего слоев мешка.,Непропитан-
ная бумага используется во всех видах бумажных мешков.
Вырабатываются следующие виды мешочной бумаги:
а) непропитанная машинной гладкости массой 70, 80, 90 г)м2,
преимущественно из небеленой, редко из беленой сульфатной цел-
люлозы;
4
б) основа для дублирования (склеивания) односторонней глад-
кости массой 45—50 а/ж2;
в) непропитанная микрокрепированная массой 70—120 г/лг2;
г) непропитанная легкокрепированная (т. е. крепированная
на прессе бумагоделательной машины);
д) вл^гопрочная с добавкой смол или каучуковых латексов;
е) битумированная (пропитанная битумно-масляной смесью);
ж) дублированная битумом (два слоя по 50 г/м2, склеенные
битумом);
з) лакированная битумом;
и) покрытая полиэтиленом толщиной 10—40 мкм\
к) покрытая полихлорвинилом толщиной 20—40 мкм\
л) покрытая дисперсией поливинилиденхлорида;
м) покрытая парафином или микровосками;
и) покрытая смесью на основе микровоска и сополимеров эти-
лена;
о) антилипкая (покрытая силиконами в виде растворов или
эмульсий и мелованная);
и) армированная;
р) кэшированная алюминиевой фольгой;
с) склеенная с пластмассовыми пленками (из полиэтилена,
полипропилена, сарана);
т) непропитанная двухслойная, наружный слой из беленой,
внутренний — из небеленой сульфатной целлюлозы.
Мешочная бумага выпускается в рулонах шириной 960—
1300 мм. Ширина рулонов предопределяется заказом, зависящим
от требуемых размеров мешков и ширины бумагоделательных ма-
шин. Диаметр рулонов достигает 1200 мм, масса 400—800’ кг.
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
НЕПРОПИТАННОЙ БУМАГИ
Поискам взаимосвязи между прочностью бумаги и мешков уде-
ляется очень много внимания. В итоге экспериментальных работ,
проведенных в разных странах, исследователи пришли к едино-
душному выводу, что четкой зависимости между прочностью меш-
ков и физико-механическими свойствами бумаги не существует.
Это вызвано различиями в условиях приложения нагрузки, кон-
структивными особенностями мешков и свойствами затаренного
продукта.
Выбор оптимальной массы 1 м2 мешочной бумаги в пределах
65—90 г продиктован требованиями прочности и эластичности.
С одной стороны, повышение количества волокон на единицу
площади прямо пропорционально увеличивает разрывное усилие,
сопротивление продавливанию и раздиранию бумаги, с другой
стороны, увеличение массы 1 м2 приводит к возрастанию жест-
кости пропорционально третьей степени увеличения толщины
бумаги согласно формуле
EI=bh3ll2,
5
где £ —модуль Юнга, или модуль упругости;
/ — момент инерции;
b — ширина полоски бумаги;
h — толщина бумаги.
Влияние массы 1 м1 и влажности воздуха на жесткость мешоч-
ной бумаги показано на рис. 1.
Жесткость бумаги можно понизить за счет повышения ее
объемной массы усилением размола волокна и уплотнения бу-
30 СО 50 60 70 80 90 /00
Относительная влажность Оозддха, %
Рис. 1. Зависимость жесткости от
массы 1 л(2, содержания лигнина и
влажности бумаги:
1 — влияние массы 1 м? бумаги (лигнин
8—10%); 2 —то же (лигнин 4—6%); 3 —
влияние влажности на бумагу 80 г/л<2
(лигнин 8—10%)
мажного листа на прессах и ка-
ландре. Но так как чрезмерное уп-
лотнение сопровождается сниже-
нием удлинения и сопротивления
раздиранию, объемную массу бу-
маги стремятся поддерживать
в рациональных пределах (0,5—
0,6 г/сл/3).
В связи с тем, что единая обще-
принятая методика оценки качества
мешочной бумаги до сих пор не
разработана, в технической доку-
ментации разных государств ме-
шочная бумага характеризуется
различными показателями, так как
мнения о важности ее отдельных
свойств не однозначны. Характери-
стика непропитанной мешочной бу-
маги представлена в табл. 1.
Следует отметить, что лучшие
образцы мешочной бумаги отлича-
ются равномерностью свойств, боль-
шей плотностью, высоким удлине-
нием, значительным сопротивлением
раздиранию при относительно низ-
кой воздухопроницаемости и не
слишком высокой степени проклей-
ки. Показатели других видов ме-
шочной бумаги приведены ниже
в соответствующих разделах книги.
Упруго-пластические свойства.
Бумагд относится к упруго-пласти-
ческим материалам, которые после снятия нагрузки не полностью
восстанавливают свою первоначальную форму.
Циклическое приложение нагрузки приводит к увеличению на-
пряжения и возрастанию деформации бумаги с увеличением
числа циклов. Общая деформация бумаги, как показано на рис. 2
(кривая 2), включает упругую, или. полностью обратимую, дефор-
мацию ci, эластичную, или частично обратимую, деформацию е2
и пластическую, или необратимую (остаточную), деформа-
цию е3 [4].
6
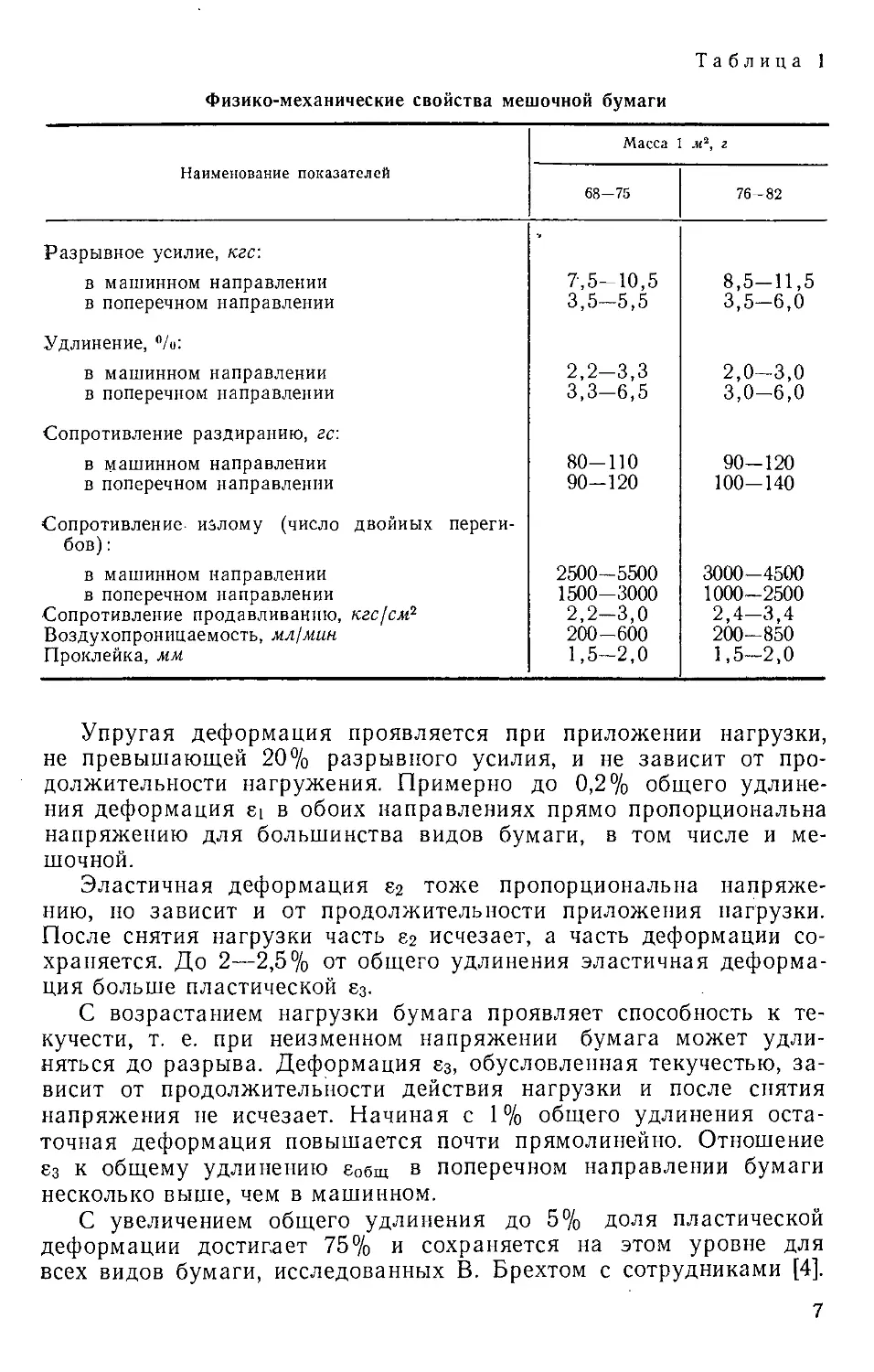
Таблица 1
Физико-механические свойства мешочной бумаги
Наименование показателей Масса 1 .и2, г
68-75 76—82
Разрывное усилие, кгс: >
в машинном направлении в поперечном направлении 7,5—10,5 3,5-5,5 8,5-11,5 3,5-6,0
Удлинение, %:
в машинном направлении в поперечном направлении 2,2-3,3 3,3-6,5 2,0-3,0 3,0-6,0
Сопротивление раздиранию, гс:
в машинном направлении в поперечном направлении 80-110 90-120 90-120 100-140
Сопротивление излому (число двойных переги- бов) :
в машинном направлении в поперечном направлении Сопротивление продавливанию, кгс)см2 Воздухопроницаемость, мл!мин Проклейка, мм 2500-5500 1500-3000 2,2-3,0 200-600 1,5-2,0 3000-4500 1000-2500 2,4-3,4 200-850 1,5-2,0
Упругая деформация проявляется при приложении нагрузки,
не превышающей 20% разрывного усилия, и не зависит от про-
должительности нагружения. Примерно до 0,2% общего удлине-
ния деформация si в обоих направлениях прямо пропорциональна
напряжению для большинства видов бумаги, в том числе и ме-
шочной.
Эластичная деформация ег тоже пропорциональна напряже-
нию, ио зависит и от продолжительности приложения нагрузки.
После снятия нагрузки часть ег исчезает, а часть деформации со-
храняется. До 2—2,5% от общего удлинения эластичная деформа-
ция больше пластической 83.
С возрастанием нагрузки бумага проявляет способность к те-
кучести, т. е. при неизменном напряжении бумага может удли-
няться до разрыва. Деформация 83, обусловленная текучестью, за-
висит от продолжительности действия нагрузки и после снятия
напряжения не исчезает. Начиная с 1 % общего удлинения оста-
точная деформация повышается почти прямолинейно. Отношение
83 к общему удлинению 80бщ в поперечном направлении бумаги
несколько выше, чем в машинном.
С увеличением общего удлинения до 5% доля пластической
деформации достигает 75% и сохраняется на этом уровне для
всех видов бумаги, исследованных В. Брехтом с сотрудниками [4].
7
Повышение влажности усиливает текучесть бумаги благодаря
пластифицирующему действию воды, ослабляющему прочность
межволоконных связей,
Прогрессирующее снижение
напряжения во времени, необхо-
димое для поддержания удлине-
ния на постоянном уровне, ха-
рактеризует скорость релаксации
бумаги. Высокая скорость релак-
сации позволяет амортизировать
нагрузку, которой подвергаются
мешки в условиях эксплуатации.
Поэтому для мешков предпоч-
тительнее бумага с высокой
скоростью релаксации и отно-
сительно небольшим разрывным
усилием.
При ударной нагрузке напря-
жение и деформация распростра-
няются, как ударные волны, что
/ — для упругого; 2 — упруго-пластического
материала (по В. Брехту); OF— участок
кривой, соответствующий закону Гука;
(Гр — разрывное напряжение; tga=£—0^/8^
может привести к разрушению бумаги в нескольких точках и не
всегда в самых слабых местах. При так называемой критической
скорости деформации возникающее напряжение не успевает равно-
Рис. 3. Механические модели,
иллюстрирующие зависимость
между усилием и деформацией
бумаги:
а — модель Пойнтинга — Томсона;
б — модель В. Брехта; элементы:
/ — Максвелла; 2 — Кельвина —
Фойгта; 3 — Сен-Венаиа
мерно распределиться по всем эле-
ментам структуры и разрыв бумаги
происходит непосредственно в точке
удара. Критическая скорость дефор-
мации для газетной бумаги близка
23 м/с, а для мешочной бумаги она
достигает 500—600 м/с [5, 6].
В связи со сложностью структуры
бумаги до сих пор не существует об-
щепринятой методики оценки ее рео-
логических свойств. Для характери-
стики реологических свойств требуется
определить долю участия каждого
элемента структуры бумаги в обеспе-
чении вязкости ц и эластичности ли-
ста. Релаксация напряжений в одних
элементах листа всегда сопровожда-
ется ползучестью в других. В первую
очередь принимают во внимание меж-
волоконные силы связи между моле-
кулами.
Изменение свойств бумаги при нагружении можно иллюстри-
ровать механической моделью (рис. 3), состоящей из пружины
с амортизатором (элемент Максвелла) и параллельной пружины.
В модели (рис. 3,6) элемент Сен-Венана 3 символизирует силы
трения. В начальной стадии приложения нагрузки вытягиваются
8
только пружины и зависимость нагрузка — деформация имеет
прямолинейный характер. С увеличением нагрузки начинает дви-
гаться поршень амортизатора и кривая зависимости нагрузка —
деформация приближается к оси абсцисс [5, 7, 8].
Если для вычисления реологических параметров мешочной бу-
маги по методике А. Б. Израелита [9] воспользоваться стандарт-
ной трехэлементной реологической моделью Пойнтинга — Том-
сона (рис 3, а), то, определив экспериментальным путем дефор-
Козффйциент разработки.
Подокна, К-л Ш Р/л до
Рис. 4. Влияние степени разра-
ботки волокна на свойства мешоч-
ной бумаги и прочность мешков:
• — • режим размола I, X — X режим
размола II
мацию (или ползучесть) бумаги
при постоянном нагружении,
можно вычислить реологические
параметры бумаги в зависимости
4 6 в 10 12 /4 16 18 20 22
Влажность думаеи,°/,
Рис. 5. Влияние влажности и массы
1 м2 бумаги на ее реологические пара-
метры и прочность мешков:
------масса 1 м2 86 г; ---- масса 1 м2
68 г
от различных технологических факторов, например от условий
размола.
Ползучесть мешочной бумаги лабораторного отлива снижается
при повышении степени помола массы и зависит от характера
режима размола. Влияние характера обработки волокна на неко-
торые свойства мешочной бумаги и прочность мешков из нее по-
казано на рис. 4. Пропорционально увеличению степени разра-
ботки волокна возрастает прочность мешков, коэффициент вяз-
кости бумаги р и ее динамический модуль упругости (В = Е1 + Е2),
9
включающий модули упругости параллельной и последовательной
пружин (рис. 3, а). Изменение статического модуля упругости Ei
характеризуется при тех же условиях некоторой областью раз-
броса. Модуль упругости и коэффициент вязкости возрастают
с повышением массы 1 м2 и снижаются при увеличении влаж-
ности бумаги (рис. 5).
Влияние реологических параметров бумаги на прочность меш-
ков при изменении массы 1 м2 и влажности не идентично: проч-
ность мешков и реологические параметры изменяются пропорцио-
нально массе 1 м2, но при повышении влажности, несмотря на сни-
жение всех реологических параметров (особенно динамического
модуля упругости), прочность мешков сначала возрастает до мак-
симума, соответствующего влажности бумаги 12—14%, а затем
падает [9]. Из этого следует, что на прочность мешков существенно
влияют не только реологические, но и другие свойства бумаги.
Значения основных реологических параметров мешочной бу-
маги, вычисленные по разным методикам [9, 10], лежат в пре-
делах: £1 = (0,94-4,1) • 1010 дин!см2= (0,9-4,1 )• 109 Н/м2, В =
= (!—7)-1010 дин/см2=(1 + 7) • 109 Н/м2, ц= (0,6-8,1) • 1012П =
= (0,6 —8,1) • 10й Н'с)м2. Время релаксации T = [i/E2 = 3,3 — 45 мин.
Известно, что реологические свойства бумаги зависят не только
от исходного состава сырья и характера его обработки, но и от
условий работы бумагоделательной машины. Преимущественная
ориентация волокон вдоль полотна бумаги сопровождается повы-
шением упругости вдоль и увеличением Пластичности поперек
листа. Кромки бумаги отличаются от середины полотна большей
необратимостью свойств. С увеличением натяжения на бумагоде-
лательной машине снижается способность бумаги к удлинению.
Минимальное удлинение наблюдается у мешочной бумаги одно-
сторонней гладкости, высушенной па большом цилиндре, препят-
ствующем усадке. Сушка на воздухе под натяжением обеспечивает
получение бумаги с максимальным удлинением в поперечном на-
правлении.
Изменения, внесенные в последние годы в конструкцию бумаго-
делательных машин с учетом реологии бумаги, позволили резко
улучшить динамическую прочность мешочной бумаги за счет по-
вышения ее удлинения. Тем не менее значения реологических па-
раметров бумаги подлежат уточнению при непременном совершен-
ствовании механической модели и методики испытания.
Сопротивление разрыву, удлинение и работа на разрыв. Проч-
ность бумажного листа, как известно, зависит от прочности цел-
люлозных волокон и связи между ними. В процессе размола во-
локна укорачиваются, гидратируются и силы связи между ними
увеличиваются. Увеличению прочности связей между волокнами
способствуют также прессование и сушка бумаги, хотя и в мень-
шей степени, чем размол.
Сопротивление разрыву отдельных волокон целлюлозы из раз-
ных пород древесины достигает 40—70 кгс/мм2, что соответствует
разрывной длине 35—55 км [11]. Так как разрывная длина боль-
10
шинства видов бумаги значительно ниже указанной величины, при-
нято считать, что при разрыве бумаги повреждаются главным обра-
зом межволоконные связи и лишь 10—20% волокон.
Силы связи в бумажном листе подразделяются на три основ-
ных вида: механические силы трения между волокнами, силы
межмолекулярного электромагнитного взаимодействия (силы ван
дер Ваальса) и водородные силы связи типа ОН •••О.
Водородная связь возникает между атомами на расстоянии
2,55—2,75 А, а силы ван дер Ваальса проявляются на расстоянии
3—5 А между полярными и неполярными группами макромолекул
целлюлозы. Энергия этих сил связи составляет соответственно 3—
8 ккал/моль и 1—2 ккал!моль [12, с. 43—65].
По данным С. Н. Иванова [12, с. 48—50], прочность связей
в листе из неразмолотой целлюлозы не превышает 1 кгс1см2. После
размола сульфатной целлюлозы
до 30° ШР силы связи в листе
увеличиваются более чем в 10 раз
и достигают 12—15 кгс!см2. По-
вышение влажности бумаги от
8 до 15% вызывает уменьшение
прочности листа и снижение сил
связи до 6 кгс!см2.
В начальной стадии развития
производства бумажных мешков
па предприятиях стремились уве-
личить разрывную длину бумаги
в соответствии с господствовав-
шим тогда мнением о преоблада-
ющем влиянии сопротивления
разрыву на прочность бумажных
мешков. Однако одного показателя разрывной длины для оценки
качества бумаги оказалось недостаточно.
Ф. Бургшталлер и Р. А. Краус [13] рекомендовали оценивать
качество бумаги в первую очередь по ее способности поглощать
энергию при растяжении до разрыва. Энергия, поглощенная по-
лоской бумаги, измеряется обычно на динамометре, снабженном
регистрирующим устройством. Растягивающее усилие и величина
удлинения вплоть до разрыва фиксируются в виде диаграммы
нагрузка—удлинение (рис. 6). Площадь, ограниченная проведен-
ной кривой и осью абсцисс на этой диаграмме, представляет собой
работу разрыва А и принимается в качестве меры энергии:
А = kPe. кгс • мм,
где k — коэффициент полноты заполнения диаграммы напряже-
ние— деформация; Р — разрывное усилие полоски бумаги шири-
ной 15 мм, кгс, е —удлинение полоски бумаги длиной 180 мм, мм.
Для расчетов принимают в машинном направлении бумаги
& = 0,62, в поперечном направлении k — Q,72, хотя выявленные
колебания коэффициента k в пределах 0,58—0,67 для разных
12345078 1 2 3 4 5В
Удлинение, °/о
Рис. 6. Влияние нагрузки на удлине-
ние мешочной бумаги:
а — в машинном; б — в поперечном направ-
лениях; 1— бумага обычная; 2 — микрокре-
пированная
11
образцов мешочной бумаги в машинном направлении заставляют
отдавать предпочтение непосредственному измерению работы раз-
рыва по площади диаграммы [14]. Влияние работы разрыва бумаги
на прочность бумажных мешков особенно наглядно проявляется
при сопоставлении бумаги нормального формирования с легко- и
микрокрепированной бумагой. Несмотря на снижение разрывного
усилия после крепирования бумаги, площадь диаграммы (работа
разрыва) значительно увеличивается благодаря повышению удли-
нения бумаги вдоль полотна (см. рис. 6). В поперечном направле-
нии эти показатели почти не изменились. Вместе с тем мешки
из микрокрепированной бумаги по прочности превосходят мешки
из обычной мешочной бумаги [15].
Л. Гетшинг [16] установил, что с ростом скорости приложения
нагрузки v от 0,05 см/мин. до 1,5 м/с (90 м/мин) разрывное уси-
лие Р и работа разрыва А мешочной и упаковочной бумаги увели-
чиваются по экспоненциальному закону:
P=bva-, A = dvc,
где а = 0,034-0,04 для всех испытанных видов мешочной бумаги,
в том числе марки «Clupak» (при размере полосок 100X15 мм);
b — разрывной груз при скорости растяжения 1 см/мин; с = 0,035н-
= 0,050 для всех исследованных видов мешочной бумаги; d —ра-
бота разрыва, определенная в стандартных условиях.
Между прочностью бумаги, определенной в статических и ди-
намических условиях на существующих приборах, Л. Гетшинг вы-
явил взаимосвязь и отметил, что из-за конструктивных недостат-
ков приборов показатели динамической прочности имеют большой
разброс. Оптимальным методом испытания бумаги при изменении
технологических факторов и конструкций мешков автор считает
испытание сбрасыванием (см. с. 119).
И. Пенцкофер [5] рекомендует для испытания мешочной бу-
маги прибор Гриммингера, позволяющий оценивать прочность бу-
маги при статическом и динамическом приложении нагрузки в на-
правлении, перпендикулярном плоскости листа. Установка вклю-
чает свободно падающий по направляющим копер (массой 15 кг),
в котором закрепляется образец бумаги диаметром 7,5 см. Бумага
разрывается при ударе о шарообразный сегмент диаметром 3,5 см,
укрепленный на неподвижном стержне, соединенном с динамомет-
ром. Скорость деформации бумаги 4,4 ж/с при высоте падения копра
1 м. Осциллограф регистрирует нагрузку и удлинение во времени
в виде диаграммы работы разрыва.
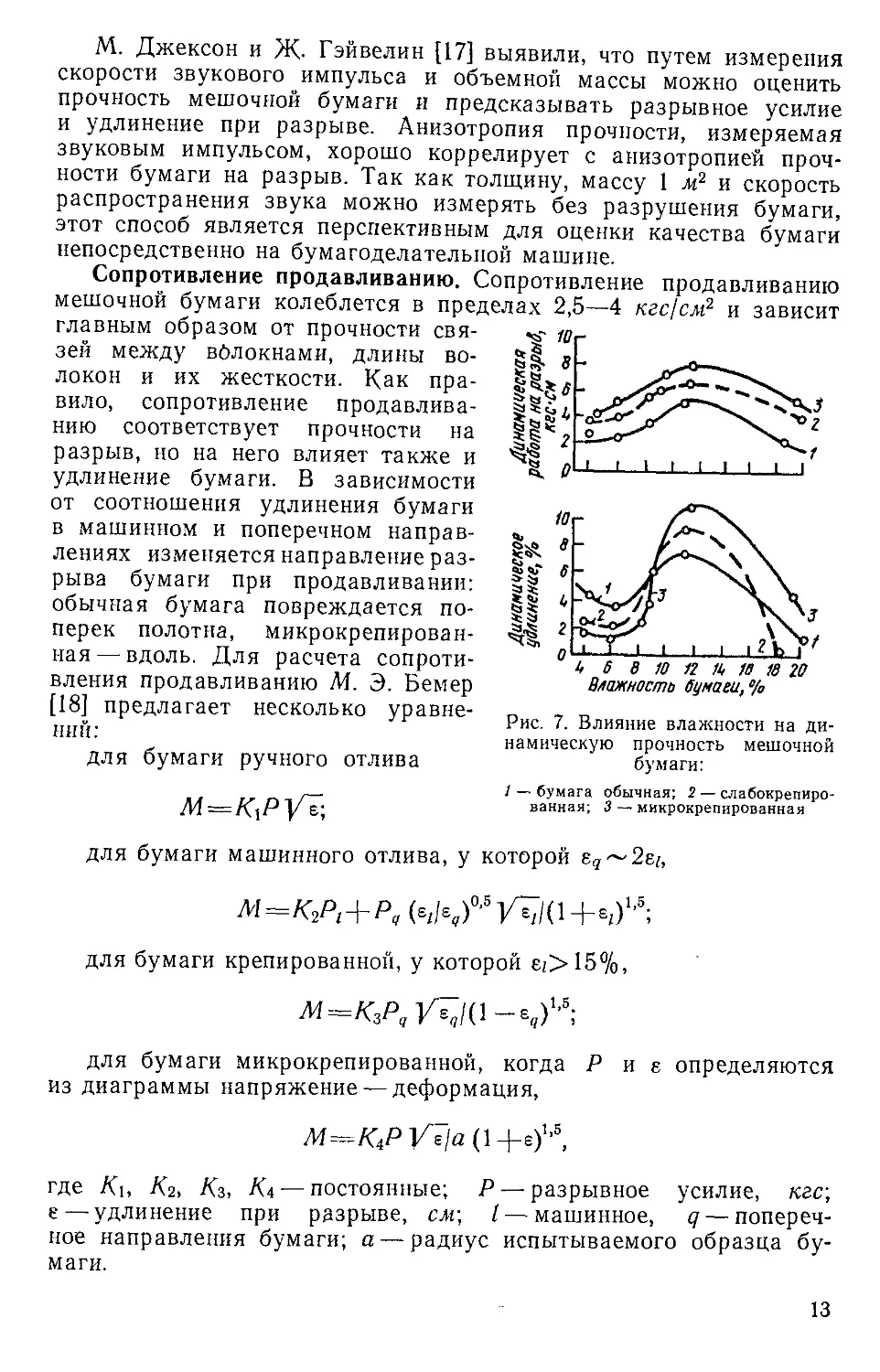
Характер кривых изменения динамической работы разрыва
(рис. 7) и разрывного усилия по прибору Гриммингера аналогичен
изменению прочности мешков при увеличении влажности бумаги
(ср. рис. 5 и 7). Следовательно, биаксиальная динамическая ра-
бота разрыва позволяет предсказывать поведение бумаги в меш-
ках наиболее надежно, с учетом влияния влажности воздуха и
изменений структуры бумаги, вызываемых технологическими фак-
торами, например крепированием.
12
М. Джексон и Ж. Гэйвелин [17] выявили, что путем измерения
скорости звукового импульса и объемной массы можно оценить
прочность мешочной бумаги и предсказывать разрывное усилие
и удлинение при разрыве. Анизотропия прочности, измеряемая
звуковым импульсом, хорошо коррелирует с анизотропией проч-
ности бумаги на разрыв. Так как толщину, массу 1 ж2 и скорость
распространения звука можно измерять без разрушения бумаги,
этот способ является перспективным для оценки качества бумаги
непосредственно на бумагоделательной машине.
Сопротивление продавливанию. Сопротивление продавливанию
мешочной бумаги колеблется в пределах 2,5—4 кгс/слг2 и зависит
главным образом от прочности свя-
зей между вблокнами, длины во-
локон и их жесткости. Как пра-
вило, сопротивление продавлива-
нию соответствует прочности на
разрыв, но на него влияет также и
удлинение бумаги. В зависимости
от соотношения удлинения бумаги
в машинном и поперечном направ-
лениях изменяется направление раз-
рыва бумаги при продавливании:
обычная бумага повреждается по-
перек полотна, микрокрепирован-
ная — вдоль. Для расчета сопроти-
вления продавливанию М. Э. Бемер
[18] предлагает несколько уравне-
ний:
для бумаги ручного отлива
Влажность Оумаеи,е/о
Рис. 7. Влияние влажности на ди-
намическую прочность мешочной
бумаги:
/ — бумага обычная; 2 — слабокрепиро-
ванная; 3 — микрокрепированная
для бумаги машинного отлива, у которой ед~2е;,
A1=K2PZ+P9 (е//^)0’5 У^;/(1 Ч-еО1’5;
для бумаги крепированной, у которой е/> 15%,
для бумаги микрокрепированной, когда Р и е определяются
из диаграммы напряжение — деформация,
М------К±Р (1 -he)1’5,
где Кь Л’2, Кз, К4 — постоянные; Р — разрывное усилие, кгс;
е—-удлинение при разрыве, саг, I — машинное, q — попереч-
ное направления бумаги; а — радиус испытываемого образца бу-
маги.
13
К сожалению, невозможно рассчитать разрывное усилие л
удлинение, даже если известно сопротивление продавливанию.
Сопротивление продавливанию увеличивается пропорционально
содержанию лигнина при использовании жесткой целлюлозы.
С повышением степени помола сопротивление продавливанию воз-
растает до максимума, а затем снижается.
При увеличении плотности бумаги (за счет прессования)
и влажности сопротивление продавливанию уменьшается, а с по-
вышением скорости испытания значение сопротивления продавли-
ванию увеличивается.
С развитием производства целлюлозы высокого выхода роль
сопротивления продавливанию бумаги возросла. Но вскоре выяс-
нилось, что, несмотря на увеличение этого показателя, например
за счет повышения жесткости целлюлозы, прочность мешков из та-
кого полуфабриката относительно невелика. Кроме того, учитывая
невысокую воспроизводимость результатов испытаний, большин-
ство исследователей считают сопротивление продавливанию менее
пригодным показателем для характеристики мешочной бумаги,
чем зависимость напряжение — деформация, полагая, что мешоч-
ная бумага обычно имеет достаточно большой запас прочности
на продавливание [19].
Сопротивление излому. Сопротивлению излому мешочной бу-
маги всегда уделяли меньше внимания, чем разрывной длине
или сопротивлению продавливанию. Отчасти это объясняется недо-
статочной воспроизводимостью результатов, зависящих даже
от незначительных колебаний влажности воздуха.
Основными факторами, влияющими на сопротивление излому,
являются длина и гибкость волокон. Дж. Бергман и Дж. Реннел
[20] установили, что присутствие ослабленных волокон в листе
особенно отрицательно сказывается на сопротивлении излому:
уменьшение прочности волокон на 10% снижает число двойных
перегибов на 30%. Это, по-видимому, объясняется разрывом от-
дельных волокон до момента полного разрушения листа. Сопро-
тивление излому достигает максимума при 50—60° ШР, но
на точку перегиба кривой будет влиять жесткость исходных во-
локон и характер их обработки. В процессе старения бумаги
из физико-механических показателей наиболее быстро снижается
сопротивление излому.
Несмотря на отдельные высказывания о влиянии сопротивле-
ния излому на прочность мешков [30], удовлетворительной корре-
ляции между этими показателями установить не удалось.
Сопротивление раздиранию. Последнее время к сопротивле-
нию надрыву и раздиранию упаковочных видов бумаги предъяв-
ляются все более высокие требования, что обусловлено возрастаю-
щей скоростью машин и усложняющимися условиями перевозок.
Сопротивление надрыву характеризует противодействие бумаги
повреждению по краям листа и по существу хорошо согласуется
с разрывным усилием [6, с. 45—49]. Сопротивление раздиранию
показывает способность бумаги выдерживать прилагаемую на-
14
грузку после предварительного повреждения. Это — один из важ-
нейших показателей прочности мешочной бумаги и повышению его
величины придается большое значение. Так как при размоле цел-
люлозы, не подвергавшейся высушиванию, сопротивление разди-
ранию неуклонно снижается, прежде предполагалось, что главную
роль в этом процессе играет длина волокна. Оказалось, что со-
противление раздиранию зависит не только от работы, необходи-
мбй для разрыва волокон, но и от работы, затраченной на вытя-
гивание волокон из листа [21]. По мере повышения степени помола
массы число разорванных волокон постепенно увеличивается и мо-
жет достигать 76%, а доля вытянутых волокон падает. Так как
энергия, затрачиваемая на разрыв волокон, меньше энергии, рас-
ходуемой на вытягивание волокон из листа, то сопротивление раз-
диранию снижается.
X. Гиртц и Т. Хелле [21] пришли к выводу, что сопротивление
раздиранию зависит больше от прочности, чем от длины волокон,
а также от работы, выполняемой волокнами, расположенными
не только на линии раздирания, но и на некотором расстоянии
от нее. Они установили, что у бумаги, высушенной на воздухе
без натяжения, сопротивление раздиранию практически не зависит
от степени помола массы. Это объясняется повышенным удлине-
нием бумаги за счет возникновения дополнительных сил связи
при свободной усадке по сравнению с обычной мешочной бумагой,
высушенной на поверхности цилиндров. Более высокое сопротивле-
ние раздиранию обнаружено также у микрокрепированной бумаги
благодаря значительному увеличению удлинения в машинном на-
правлении.
С. Р. Парсонс [22] установил, что при увеличении сил связей
в, бумаге сопротивление раздиранию сначала возрастает, а затем
снижается и что чем короче длина волокна, тем выше теорети-
ческое значение критической силы связи. С. Н. Иванов и И. Г. Ле-
щенко [23] считают оптимальной силу связи 6 кгс/см2.
Ф. Вангаард и Д. Уильямс [24] обнаружили, что при использо-
вании лиственной целлюлозы максимальное сопротивление раз-
диранию наблюдается при разной объемной массе в зависимости
от длины волокон: чем короче волокно, тем выше допускается
объемная масса у, но если у = 0,68 г/см3, то сопротивление раз-
диранию не зависит от длины волокон.
Высокое сопротивление раздиранию достигается при использо-
вании древесины лиственницы, но остальные показатели бумаги
и прочность мешков получаются гораздо ниже, чем при употребле-
нии целлюлозы из сосны. X. Гиртц и Т. Хелле [21] отмечают, что
сопротивление раздиранию и разрывная длина бумаги связаны
между собой обратной прямолинейной зависимостью.
В тех случаях, когда имеется, резерв разрывной длины, а со-
противление раздиранию ниже предъявляемых требований,
В. Суревич с соавторами [25] рекомендуют для увеличения, сопро-
тивления раздиранию без ущерба для других свойств бумаги
часть целлюлозы размалывать в дисковой мельнице незначительно
15
(до 15° ШР) и смешивать ее с остальной целлюлозой, подвергну-
той размолу до 25—28° ШР.
Сопротивление раздиранию удается повысить также при ис-
пользовании добавок в массу, повышающих степень помола и по-
зволяющих применять менее размолотую целлюлозу [19, с. 226].
Попытки увязать сопротивление раздиранию с другими свойствами
бумаги предпринимались неоднократно. Т. Нерихлевский [26] пред-
ложил оценивать мешочную бумагу по сопротивлению растрески-
ванию, рассчитываемому по формуле
K^VRM[q,
где R— сопротивление раздиранию, гс; М — сопротивление про-
давливанию, гс)см2-, q—-масса 1 м1 бумаги, г.
У. Э. Карлсон [27] рекомендует предопределять прочность бу-
мажных мешков по уравнению
n=kx+^p*+K2R+c,
где Ki и Ki— постоянные коэффициенты; Р, е — разрывное усилие
и удлинение; R— сопротивление раздиранию; С — постоянная
(по оси у). Однако эти формулы не дают исчерпывающих сведе-
ний о прочности бумаги.
Л. Гетшинг [16] установил, что произведение работы разрыва
по аппарату типа «Инстрон» и сопротивления раздиранию по Эль-
мендорфу прямо пропорционально работе на пробой по Эйху и,
следовательно, пропорционально прочности мешков.
Факторы, вызывающие снижение сопротивления раздиранию,
следующие: использование целлюлозы повышенного выхода; при-
менение целлюлозы из лиственных пород древесины взамен хвой-
ной; слишком интенсивный размол массы при низкой концентра-
ции; сильное прессование и каландрирование бумаги; снижение
влажности бумаги; введение в массу химикатов с крупными ча-
стицами, затрудняющими образование связей между волокнами.
Повысить сопротивление раздиранию можно использованием
равномерно сваренной целлюлозы из древесины хвойных пород;
осторожным размолом ее на дисковых мельницах при высокой
концентрации; применением листоотливного устройства типа вер-
тиформа; сушкой бумаги на воздушной подушке в установках
Флект-фабрикен; микрокрепированием бумаги.
ВЛИЯНИЕ ВЛАЖНОСТИ И ТЕМПЕРАТУРЫ
НА ПРОЧНОСТЬ БУМАГИ
В зависимости от влажности и температуры окружающей
среды бумага приобретает равновесную влажность, величина ко-
торой обусловлена составом использованного сырья и техноло-
гией производства. Основное количество влаги поглощается бума-
гой в первые 2—3 ч, но время установления равновесной влажности
может достигать 48—-72 ч, в зависимости от условий циркуляции
16
воздуха, начального содержания воды в бумаге, ее химического
состава и структуры. Повышение степени помола и объемной
массы, введение гидрофобных веществ в массу и поверхностная
обработка бумаги битумом, полиэтиленом замедляют скорость
адсорбции.
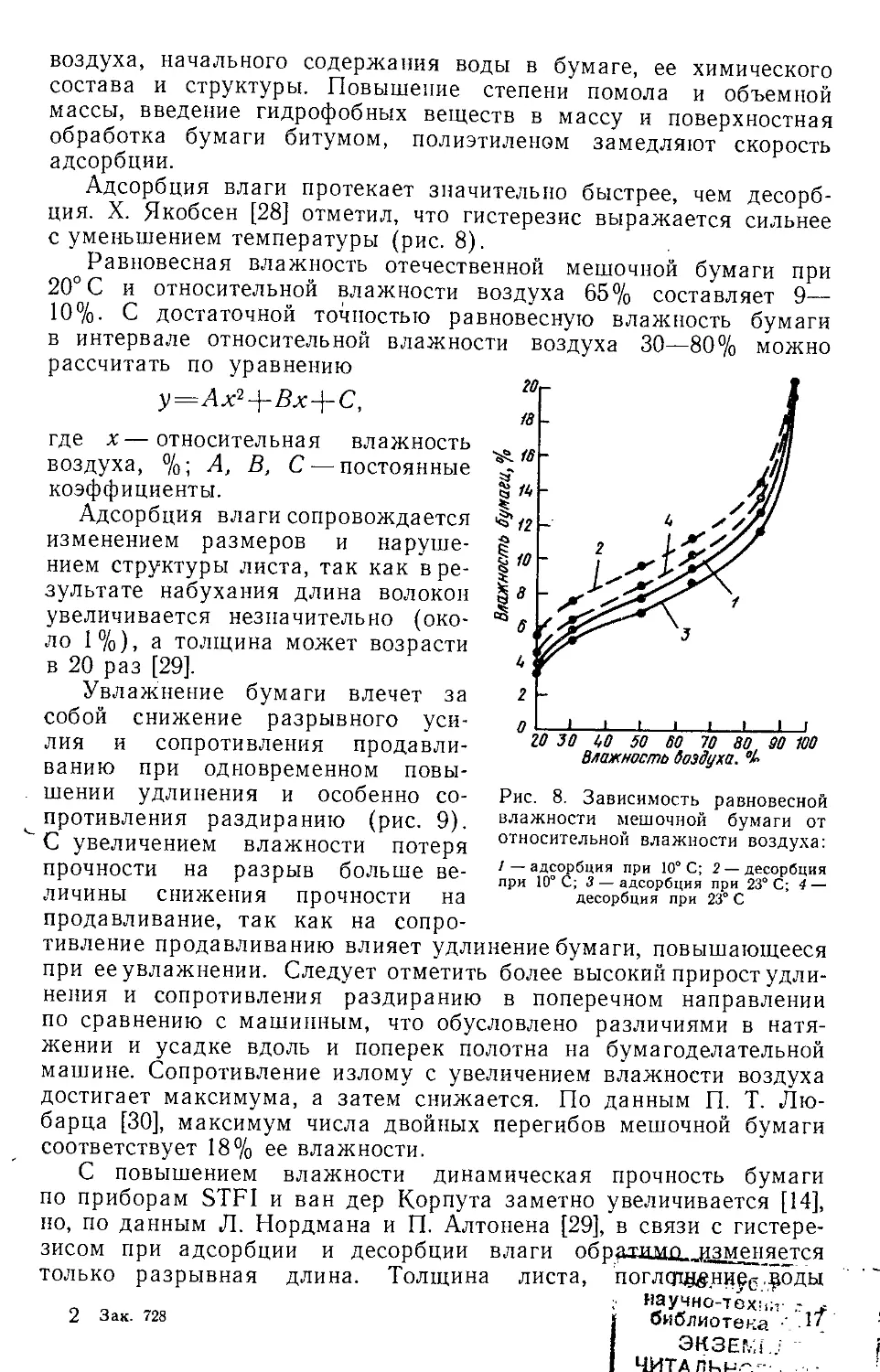
Адсорбция влаги протекает значительно быстрее, чем десорб-
ция. X. Якобсен [28] отметил, что гистерезис выражается сильнее
с уменьшением температуры (рис. 8).
Равновесная влажность отечественной мешочной бумаги при
20°С и относительной влажности воздуха 65% составляет 9—
10%. С достаточной точностью равновесную влажность бумаги
в интервале относительной влажности воздуха 30—80% можно
рассчитать по уравнению
у=Ах1АгВхАгС,
где х—относительная влажность
воздуха, %; А, В, С — постоянные
коэффициенты.
Адсорбция влаги сопровождается
изменением размеров и наруше-
нием структуры листа, так как в ре-
зультате набухания длина волокон
увеличивается незначительно (око-
ло 1%), а толщина может возрасти
в 20 раз [29].
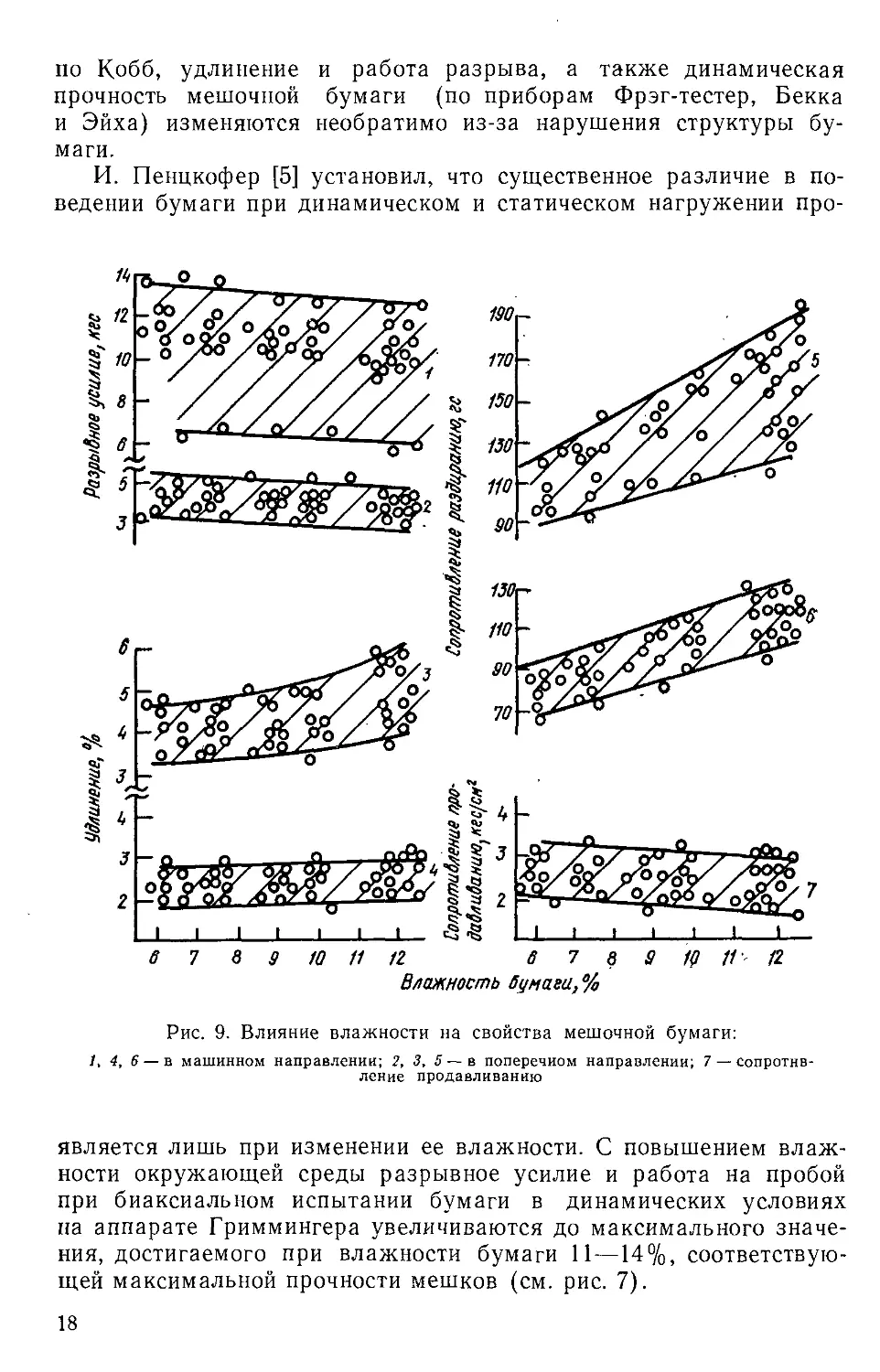
Увлажнение бумаги влечет за
собой снижение разрывного уси-
лия и сопротивления продавли-
ванию при одновременном повы-
шении удлинения и особенно со-
противления раздиранию (рис. 9).
С увеличением влажности потеря
прочности на разрыв больше ве-
личины снижения прочности на
Рис. 8. Зависимость равновесной
влажности мешочной бумаги от
относительной влажности воздуха:
/—адсорбция при 10° С; 2 — десорбция
при 10° С; 3 — адсорбция при 23° С; 4 —
десорбция при 23° С
продавливание, так как на сопро-
тивление продавливанию влияет удлинение бумаги, повышающееся
при ее увлажнении. Следует отметить более высокий прирост удли-
нения и сопротивления раздиранию в поперечном направлении
по сравнению с машинным, что обусловлено различиями в натя-
жении и усадке вдоль и поперек полотна на бумагоделательной
машине. Сопротивление излому с увеличением влажности воздуха
достигает максимума, а затем снижается. По данным П. Т. Лю-
барца [30], максимум числа двойных перегибов мешочной бумаги
соответствует 18% ее влажности.
С повышением влажности динамическая прочность бумаги
по приборам STFI и ван дер Корпута заметно увеличивается [14],
но, по данным Л. Нордмана и П. Алтонена [29], в связи с гистере-
зисом при адсорбции и десорбции влаги обралшШ—изменяется
только разрывная длина. Толщина листа, поглсод&ни^ щоды
; научно-тёхьи .-
2 Зак. 728 | библиотека ' 17
| ЭКЗЕГ.-.!
I ЧИТА ПК,и-.- -
по Кобб, удлинение и работа разрыва, а также динамическая
прочность мешочной бумаги (по приборам Фрэг-тестер, Бекка
и Эйха) изменяются необратимо из-за нарушения структуры бу-
маги.
И. Пенцкофер [5] установил, что существенное различие в по-
ведении бумаги при динамическом и статическом нагружении про-
/4
190
Ю
170-
150-
8 Г
5?
130
1ЮХ-'о
90
130
до
70 -
4 Г
§
§
12 -
ю
4 I-
3
3
3
2 -
I
О 7 8 9 10 11 12
6 7 8 9 19 1Г' 12
Влажность 5унаси,а/о
по-
6 -
Рис. 9. Влияние влажности на свойства мешочной бумаги:
/, 4, 6 — в машинном направлении; 2, 3, 5—в поперечном направлении; 7 — сопротив-
ление продавливанию
является лишь при изменении ее влажности. С повышением влаж-
ности окружающей среды разрывное усилие и работа на пробой
при биаксиальном испытании бумаги в динамических условиях
па аппарате Гриммингера увеличиваются до максимального значе-
ния, достигаемого при влажности бумаги И —14%, соответствую-
щей максимальной прочности мешков (см. рис. 7).
18
ГЛАВА II
ТЕХНОЛОГИЯ НЕПРОПИТАННОИ МЕШОЧНОЙ БУМАГИ
ТРЕБОВАНИЯ К ЦЕЛЛЮЛОЗЕ
Для изготовления мешочной бумаги обычно применяется вы-
сокопрочная сульфатная небеленая целлюлоза, сваренная, как пра-
вило, из хвойных пород древесины и обладающая высокой прочно-
стью. Показатели этой целлюлозы при 60° ШР в виде листов мас-
сой 100 г/м2 характеризуются следующими данными:
Степень делигнификации (число Каппа)................. 34—60
Разрывная длина, км................................... 9—12
Удлинение, «/о......................................... 3—4
Сопротивление раздиранию, гс........................ 90—130
Сопротивление продавливанию, кгс/см2................... 6—8
Сопротивление излому (число двойных перегибов) . . 4000—6000
Свойства сульфатной целлюлозы предопределяются в первую
-очередь качеством использованной древесины и технологией варки.
Морфологическая характеристика волокна имеет при этом суще-
ственное значение.
Известно, что снижение плотности сосновой древесины зависит
от повышения доли весенних волокон, которые обычно короче
и шире осенних. Малая толщина стенок, гибкость и ленточная
структура волокон весенней древесины положительно влияют
на разрывную длину и сопротивление продавливанию, но отрица-
тельно сказываются на сопротивлении раздиранию целлюлозы.
Как правило, изменение технологии варки целлюлозы с целью
повышения разрывной длины почти прямо пропорционально сни-
жает сопротивление раздиранию.
В. Суревич [25] рекомендует оценивать целлюлозу по числу
прочности Z, представляющему собой произведение разрывной
длины L (или сопротивления продавливанию) на сопротивление
раздиранию R образцов из массы с определенной степенью помола.
Нормальный выход сульфатной целлюлозы для мешочной бу-
маги из балансовой хвойной древесины составляет 48%. При таком
выходе в технической целлюлозе содержится 5—6% лигнина и
около 10% пентозанов. Повышение выхода до 54% влечет за собой
значительные колебания в содержании непровара (от 0 до 75%)
и лигнина (7—15%). Хотя непровар сравнительно легко размалы-
вается, отсортированная целлюлоза содержит довольно много
костры и имеет повышенную щелочность [31]. С увеличением коли-
чества лигнина и непровара разрывное усилие и, главным обра-
зом, сопротивление продавливанию целлюлозы существенно повы-
шаются, а сопротивление раздиранию и особенно сопротивление
излому падают.
Отрицательное влияние повышенного выхода обусловлено бо-
лее высокой жесткостью целлюлозы, меньшей удельной внешней
2*
19
поверхностью волокон (в 1,5—2 раза) и сокращением сил связи
на 66—75% при одинаковых условиях размола за счет повышения
количества лигнина с 6 до 10% [32].
Экспериментальным путем установлено, что для достижения
приемлемой прочности мешочной бумаги целлюлозу повышенного
выхода требуется размалывать до более высокой степени помола
(рис. 10). При этом бумажная масса содержит много мелочи, зна-
чительная часть которой при отливе уходит сквозь сетку с оборот-
ной водой, что повышает
160
Рис. Ю. Влияние качества цел-
люлозы на прочность бумаж-
ных мешков:
воздухопроницаемость и ухудшает каче-
ство бумаги.
Из рис. Ю видно, что для получе-
ния мешков равной прочности, харак-
теризуемой числом сбросов п, из цел-
люлозы нормального выхода можно
иметь бумагу массой 70 а/лг2, а при
более высоком выходе (52—54%) мас-
су бумаги необходимо увеличить до
80 г/лг2. Чрезмерный размол массы не-
желателен в связи с понижением тер-
мостойкости бумаги [33].
Повышение температуры затарива-
емого продукта до 60—80° С снижает
прочность мешков, причем тем силь-
нее, чем больше лигнина и непровара
в целлюлозе [33]. С увеличением тем-
пературы свыше 80° С свойства бу-
маги меняются необратимо.
Практика работы ряда предприя-
тий показала, что повышение выхода
хвойной целлюлозы до 52—54% при-
/, 2 — 5% лигнина, бумага 80 е/лс2 и
70 а/ле2; 3, 4—Н% лигнина, бумага
80 е/ле2 и 70 г/м2; 5 — 15% лигнина,
бумага 70 г/м2; 6 и 7 — после термо-
обработки образцов бумаги 1 и 3.
водит к получению прочной, но жест-
кой бумаги и снижению потребитель-
ских свойств мешков.
На передовых предприятиях суль-
фатную целлюлозу для мешочной
бумаги варят непрерывным способом в аппаратах типа Ка-
мюр. Кроме балансовой древесины и отходов лесопиления, доля
которых на некоторых комбинатах составляет около 30—40%, ши-
роко применяют дровяную древесину. При условии должной
окорки древесины, нормальной рубки и правильного сортирования
щепа из отходов лесопиления является вполне доброкачественным
сырьем. Дровяная древесина или древесина, пораженная некото-
рыми видами гнили, должна использоваться только после облаго-
раживания и удаления пораженной древесины, иначе снижается
механическая прочность целлюлозы.
С целью увеличения сырьевых ресурсов за рубежом начинают
варить целлюлозу из опилок или щепы в виде «спичек». Выход цел-
люлозы из этого сырья на 2—3% меньше, а сопротивление разди-
ранию ниже, чем целлюлозы из обычного сырья. Для мешочной
20
бумаги такая целлюлоза не рекомендуется. Лишь в исключитель-
ных случаях ее можно добавлять к обычной целлюлозе не более
10—20% [34].
Попытки использовать лиственницу для мешочной бумаги не
дали положительных результатов. По данным ВНПОбумпром, при
одинаковой степени провара выход целлюлозы из лиственницы
оказался на 2—6% ниже, чем целлюлозы из сосновой и еловой
древесины. Целлюлоза с выходом более 45% для бумаги вообще
мало подходит из-за большого количества непровара, требующего
полумассного размола. Лиственничная целлюлоза имеет более
длинное волокно, чем сосновая и еловая, размалывается труднее
и обладает меньшей способностью к связеобразованию. Бумага
из древесины лиственницы по сравнению с бумагой из сосновой
и еловой древесины получается более пухлой, с меньшей механиче-
ской прочностью (по разрывному усилию, сопротивлению продавли-
ванию и излому), за исключением высокого сопротивления разди-
ранию. Прочность мешков при использовании целлюлозы из лист-
венницы резко снижается.
Древесину лиственных пород стараются не использовать для
мешочной бумаги, так как волокна лиственных пород короткие и
прочность их ниже, чем у хвойной древесины. Березовая древесина
делигнифицируется хуже, чем хвойная, и требует на варку боль-
шего расхода щелока, поэтому при совместной варке лиственной
и хвойной древесины приходится увеличивать расход щелочи и ва-
рить целлюлозу до меньшей жесткости, по сравнению с сосной.
Хотя выход целлюлозы при этом получается выше, размалывае-
мость ее лучше и разрывное усилие на требуемом уровне, уже
5—10% березовой древесины от общего количества сырья отрица-
тельно влияют на удлинение, сопротивление раздиранию, продавли-
ванию и излому, динамическую прочность мешочной бумаги [35].
Однако из-за дефицита сосны и ели иногда хвойные породы ча-
стично заменяются лиственными (березой, осиной). Опыт Сканди-
навских стран показал, что в композицию мешочной бумаги можно
добавлять до 20% целлюлозы из березы, но при обязательном
условии раздельной варки разных пород и значительном запасе
прочности сосновой целлюлозы.
РАЗМОЛ БУМАЖНОЙ МАССЫ
Масса для мешочной бумаги должна состоять из довольно
длинных, хорошо гидратированных волокон, позволяющих полу-
чить прочный лист бумаги достаточно равномерной структуры.
Размол целлюлозы для мешочной бумаги производится непре-
рывным способом, как правило, в две-три ступени. На старых пред-
приятиях на I ступени применяются гидрофайнеры, на II и III сту-
пенях— конические мельницы типа Жордан. Производительность
гидрофайнеров и мельниц составляет 20—100 т в сутки, мощность
электродвигателей от 150 до 330 кВт. Ширина ножей у гидрофай-
неров чаще всего 16 мм, а у конических мельниц 10 мм. Концен-
21
трация размалываемой массы 2,5—3,5%. В результате размола
степень помола массы увеличивается с 14—16 до 28—32° ШР,
а весовой показатель средней длины волокна, по С. Н. Иванову,
снижается с ^200 до 90—НО дг. Расход электроэнергии на раз-
мол колеблется в пределах 330—450 кВт- ч/т, в зависимости' от кон-
кретных условий предприятий [36].
В последние 10 лет конические мельницы постепенно уступают
место дисковым, которые обладают рядом преимуществ [37]:
а) широкой сферой применения для размола различных во-
локнистых полуфабрикатов при концентрации от 3 до 35%;
б) более эффективной гидратацией волокна при меньшем уко-
рачивании, что обеспечивает получение бумаги с более высоким
сопротивлением раздиранию;
в) меньшим удельным расходом электроэнергии (в случае раз-
мола при низкой концентрации) благодаря снижению доли за-
трат на гон массы и созданию агрегатов более высокой произво-
дительности и мощности;
г) меньшим габаритом при одинаковой производительности;
д) простотой обслуживания.
Дисковые мельницы стали вытеснять конические сначала
на первой ступени размола, а затем появились на второй и даже
на всех трех ступенях подготовки массы. Наибольшее распростра-
нение получили мельницы с одним вращающимся и вторым непод-
вижным диском, обладающие наиболее универсальной конструк-
цией. Для массного размола нашли применение также сдвоенные
мельницы — с одним вращающимся и двумя неподвижными дис-
ками и двухдисковые мельницы с дисками, вращающимися в про-
тивоположные стороны.
Подробные сведения о конструкциях мельниц изложены в спе-
циальной литературе. Здесь целесообразно отметить, что совер-
шенствование конструкций мельниц, помимо повышения надеж-
ности в работе отдельных узлов, идет по пути увеличения произ-
водительности и мощности единичных агрегатов, увеличения
окружной скорости дисков, подбора оптимального материала
и рисунка размалывающей гарнитуры (см. табл. 2) [38—40].
Эффект размола зависит от типа размалывающей гарнитуры,
концентрации и вида волокнистой массы, скорости вращающегося
диска, зазора между дисками и давления массы на входе. Дис-
ковые мельницы работают обычно параллельно, так как последо-
вательное включение затрудняет регулировку давления массы,
поддерживаемого на входе на уровне 2 кгс/см2. Зазор между
дисками регулируется в пределах 0,1—0,2 мм и увеличивается
с повышением концентрации массы.
Гарнитура дисковых мельниц весьма разнообразна по рисунку
и до сих пор не унифицирована, поскольку еще не найдены исчер-
пывающие характеристики, позволяющие предопределять опти-
мальный рисунок и материал ножей для разных видов бумаги.
Обычно гарнитура дисковых мельниц изготовляется из легирован-
ной стали или чугуна. Срок ее службы колеблется от 3 месяцев
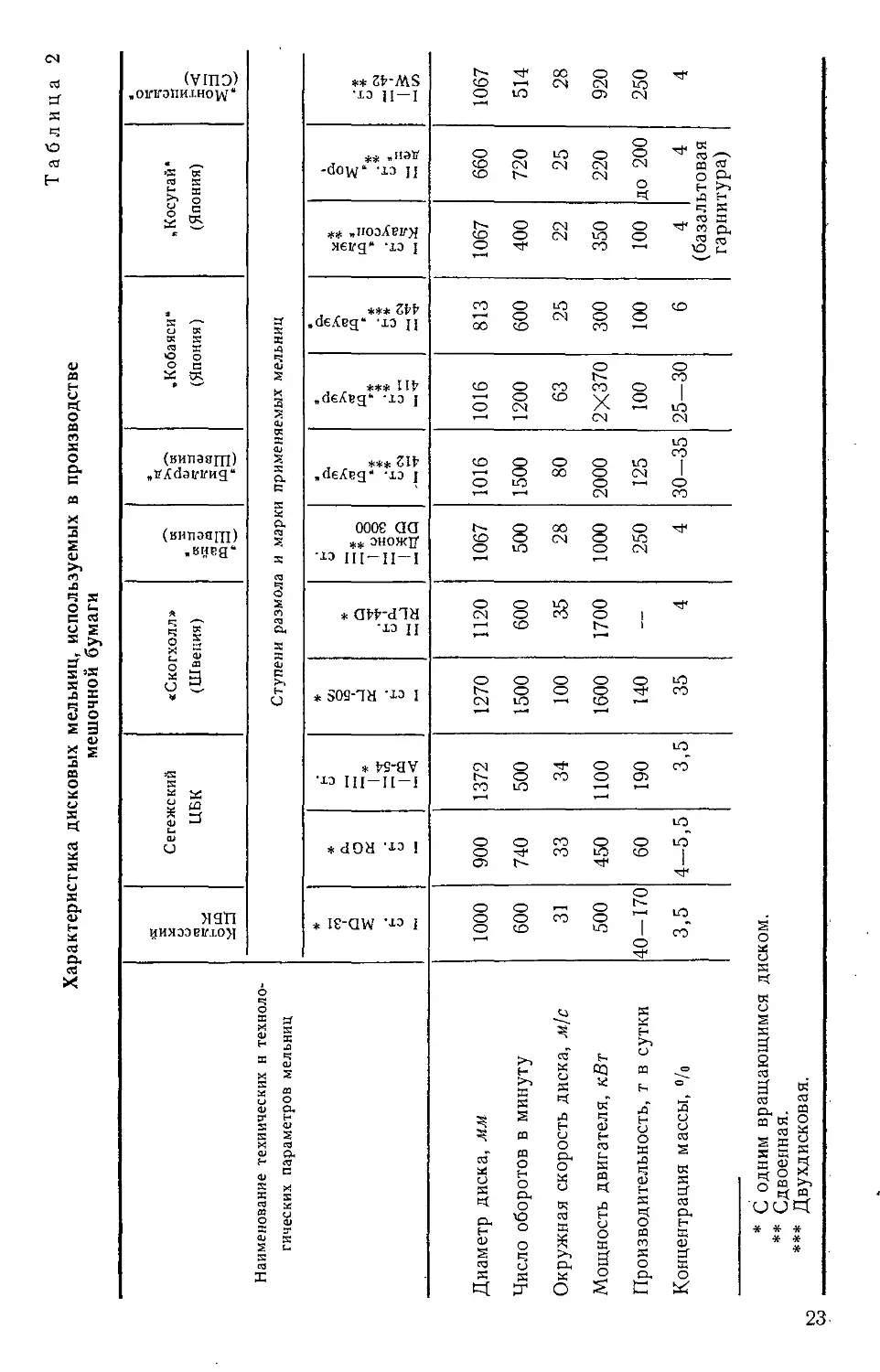
22
Характеристика дисковых мельииц, используемых в производстве
мешочной бумаги
Таблица 2
Котласский ЦБК Сегежский ЦБК «Скогхолл» (Швеция) „Вайя“ (Швеция) „Биллеруд* (Швеция) „Кобаяси* (Япония) „Косугай* (Япония) 1 .Монтицелло* (США)
Наименование технических н техноло- гических параметров мельниц Ступе ни размола и марки применяемых мельниц
I ст. MD-31 * 1 I ст. RGP * 1 I-11-III ст. i АВ-54 * 1 I ст. RL-50S * II ст. RLP-44D * I —II —III ст. I Джонс ** [ DD 3000 I ст. „Бауэр* ! 412 *** I ст. „Бауэр" । 4j] *** , II ст. „Бауэр* I 442 *** I ст. .Блэк Клаусон* ** I II ст. „Мор- ден“ ** I —II ст. SW-42 **
Диаметр диска, мм 1000 900 1372 1270 1120 1067 1016 1016 813 1067 660 1067
Число оборотов в минуту 600 740 500 1500 600 500 1500 1200 600 400 720 514
Окружная скорость диска, м/с 31 33 34 100 35 28 80 63 25 22 25 28
Мощность двигателя, кВт 500 450 1100 1600 1700 1000 2000 2X370 300 350 220 920
Производительность, т в сутки 40-170 60 190 140 — 250 125 100 100 100 до 200 250
Концентрация массы, % 3,5 4-5,5 3,5 35 4 4 30-35 25-30 6 4 (базал гарни 4 ьтовая тура) 4
* С одним вращающимся диском.
** Сдвоенная.
*** Двухдисковая.
до 1,5 лет в зависимости от состава металла и условий ра-
боты [38].
На японском предприятии «Косугай» для мешочной бумаги
в мельницах ^фирм «Блэк Клаусон» и «Морден» для размола хвой-
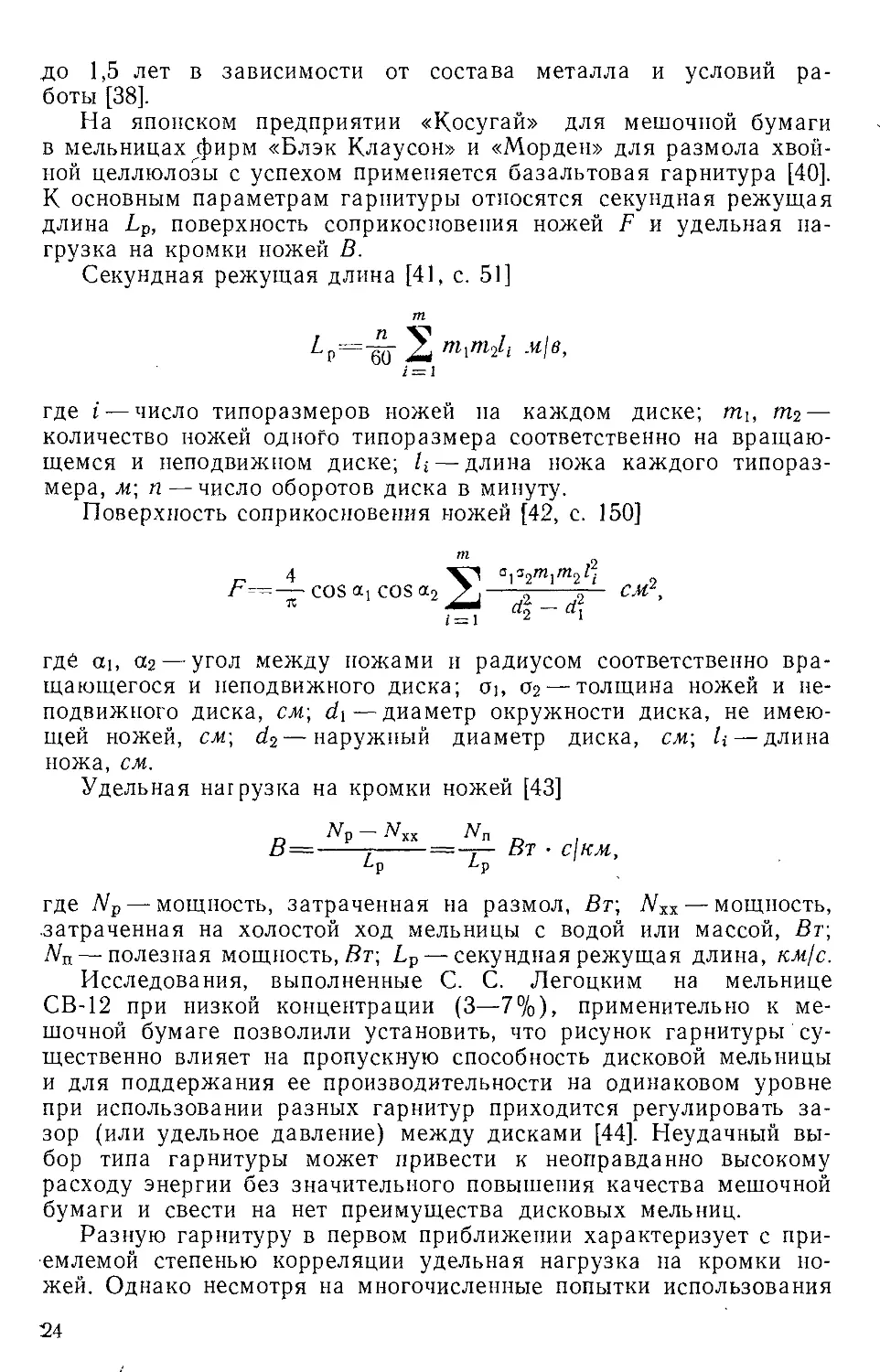
ной целлюлозы с успехом применяется базальтовая гарнитура [40].
К основным параметрам гарнитуры относятся секундная режущая
длина Lp, поверхность соприкосновения ножей F и удельная на-
грузка на кромки ножей В.
Секундная режущая длина [41, с. 51]
т
m^li м/в,
где i — число типоразмеров ножей па каждом диске; mi, m2 —
количество ножей одного типоразмера соответственно на вращаю-
щемся и неподвижном диске; Ц — длина ножа каждого типораз-
мера, м; п — число оборотов диска в минуту.
Поверхность соприкосновения ножей [42, с. 150]
4
— COS at
т 9
аътхт211 слр
А -- А
где он, аг — угол между ножами и радиусом соответственно вра-
щающегося и неподвижного диска; щ, щ— толщина ножей и не-
подвижного диска, см; di— диаметр окружности диска, не имею-
щей ножей, см; d2 — наружный диаметр диска, см; Ц— длина
ножа, см.
Удельная нагрузка на кромки ножей [43]
D - Na
& L
-j— Вт с км,
где Np — мощность, затраченная на размол, Вт; jVxx— мощность,
.затраченная на холостой ход мельницы с водой или массой, Вт;
Nn— полезная мощность, Вт; Lp — секундная режущая длина, км/с.
Исследования, выполненные С. С. Легоцким на мельнице
СВ-12 при низкой концентрации (3—7%), применительно к ме-
шочной бумаге позволили установить, что рисунок гарнитуры су-
щественно влияет на пропускную способность дисковой мельницы
и для поддержания ее производительности на одинаковом уровне
при использовании разных гарнитур приходится регулировать за-
зор (или удельное давление) между дисками [44]. Неудачный вы-
бор типа гарнитуры может привести к неоправданно высокому
расходу энергии без значительного повышения качества мешочной
бумаги и свести на нет преимущества дисковых мельниц.
Разную гарнитуру в первом приближении характеризует с при-
емлемой степенью корреляции удельная нагрузка на кромки но-
жей. Однако несмотря на многочисленные попытки использования
24
дополнительных параметров, кроме указанных величин Lp, F и Ву
пригодность гарнитуры для конкретных целей приходится прове-
рять экспериментальным путем.
Еще недавно было принято считать, что для размола бумаж-
ной массы на дисковых мельницах достаточна скорость 25—35 м/с.
Более высокие скорости (до 100 м/с) применялись только при раз-
моле щепы или полуцеллюлозы. Экспериментальным путем уста-
новлено, что повышение скорости размалывающего диска от 30
до 50 м/с позволяет получить хорошо гидратированную массу
с большей длиной волокна и за счет этого повысить прочность
мешочной бумаги. Однако удельный расход энергии (на 1 т-°ШР)
заметно увеличивается. Это обусловлено снижением удельной на-
грузки на кромки ножей благодаря возрастанию секундной режу-
щей длины и повышению затрат энергии на вращение диска
с большей скоростью при сохранении потребляемой мощности
на одном уровне [44].
При повышении окружной скорости ротора требуется увеличе-
ние либо мощности электродвигателя, либо числа циклов раз-
мола из-за повышения расхода энергии на гон массы пропорцио-
нально числу оборотов диска в степени 2,27—3 и изменения
удельного давления размола. Следует подчеркнуть, что оптималь-
ное качество массы для мешочной бумаги может быть получено
при поддержании концентрации массы на уровне 5 и 7% при ско-
рости диска соответственно 33 и 50 м/с [44].
Практически установлено, что минимальный удельный расход
электроэнергии (300 кВт-ч/т) достигается при комбинированном
размоле массы с концентрацией 3—5% на дисковых и конических
мельницах [45]. Доля энергии, затраченной на I ступени размола,
составляет 45—50%, на II ступени 35—40% и на III ступени 10—•
20%. Степень помола соответственно равна 18—20, 24—27
и 28—32° ШР.
Использование дисковых мельниц на двух или трех ступенях
размола обычно несколько снижает степень помола массы и уве-
личивает расход энергии, но при этом улучшается качество массы
и повышается прочность бумаги.
Увеличение концентрации массы до 35% влечет за собой даль-
нейшее повышение скорости ротора до 100 м/с и сопровождается
значительным возрастанием затрачиваемой мощности на гон и уве-
личением температуры массы [46]. Размол при высокой концентра-
ции требует дополнительных капитальных затрат на оборудование
для сгущения, дозировки и подачи массы в дисковые мельницы,
но ускоряет обработку волокна и улучшает качество бумаги. Раз-
мол при высокой концентрации дает возможность получить хорошо
гидратированную длинноволокнистую массу с очень незначитель-
ным количеством мелкой фракции; мешочная бумага, выработан-
ная из такой массы, имеет высокие показатели удлинения и со-
противления раздиранию при относительно небольшой объемной
массе [47]. Особенно выгодно размалывать при высокой концен-
трации целлюлозу из лиственных пород древесины, состоящую
25
из коротких волокон и требующую более осторожной обработки,
чем хвойная целлюлоза [48].
Под дополнительным воздействием сил трения и сжатия, воз-
никающих между отдельными волокнами, при размоле массы
происходит деформация клеточной стенки и длина даже неповреж-
денных волокон уменьшается па несколько процентов. С увеличе-
нием концентрации доля деформированных волокон повышается.
Оболочки неповрежденных волокон разделяются на концентри-
ческие слои, разделенные микроскопическими' промежутками,
и хотя общие очертания волокна сохраняются, толщина клеточной
стенки и гибкость волокон увеличиваются. Расщепляемая на слои
клеточная стенка во время сушки снова уплотняется. Считают,
что расслоению клеточной стенки способствует различная актив-
ность роста древесины в дневное и ночное время.
Высокая концентрация массы применяется обычно на 1 сту-
пени размола (до18°ШР), после чего следует размол до 25—30° ШР
при нормальной концентрации (3—4%) на конических илц диско-
вых мельницах. Удельный расход энергии на размол при высокой
концентрации несколько превышает затраты энергии па размол
при нормальной концентрации, причем на I ступени размола расхо-
дуется 60—70% от общего количества энергии, затрачиваемой
на размол.
ПРОКЛЕЙКА
С целью повышения гидрофобности мешочную бумагу проклеи-
вают, применяя обычный белый канифольный, высокосмоляной,
пековый или клей из сульфатного мыла (типа бурого) и укреплен-
ные клеи.
Белый и высокосмоляной канифольные клеи приготовляют общепринятым
способом [12, с. 175—178]. Пековый клей получают из кубового остатка после
вакуумной перегонки таллового масла [49, 50]. Талловый пек состоит из полиме-
ризованных жирных и смоляных кислот и их эфиров, стеринов, оксикислот, мыла
и неорганических солей. Состав пека зависит от состава древесины и условий
перегонки. Пек из монжуса, обогреваемого паром, при 105° С перекачивается
в клееварочный котел, где предварительно готовится горячий раствор кальцини-
рованной соды в соответствии с числом омыления пека. Варка пека при непре-
рывном перемешивании длится 3—4 ч. Коней? варки определяется по цвету и со-
держанию свободной щелочи. Содержимое котла разбавляется горячей водой
до концентрации 200 г/л и при помощи парового инжектора перекачивается
в бак при концентрации 25—50 г/л [50]. Эмульсия клея грязно-белого цвета не
должна содержать комочков смолы.
Пековый клей быстрее коагулирует, более чувствителен к ка-
честву свежей и оборотной воды и электролитам, чем белый кани-
фольный, пригоден только для проклейки темной бумаги при мяг-
кой производственной воде. Расход пекового клея несколько выше,
чем канифольного, но стоимость его значительно ниже.
Канифольный клей несколько снижает прочность бумаги в су-
хом состоянии, что объясняют преобладанием отрицательного влия-
ния сравнительно крупных частиц клея (500—2600 А), разделяю-
26
щих волокна бумаги, над положительным влиянием координацион-
ных связей между волокнами [51].
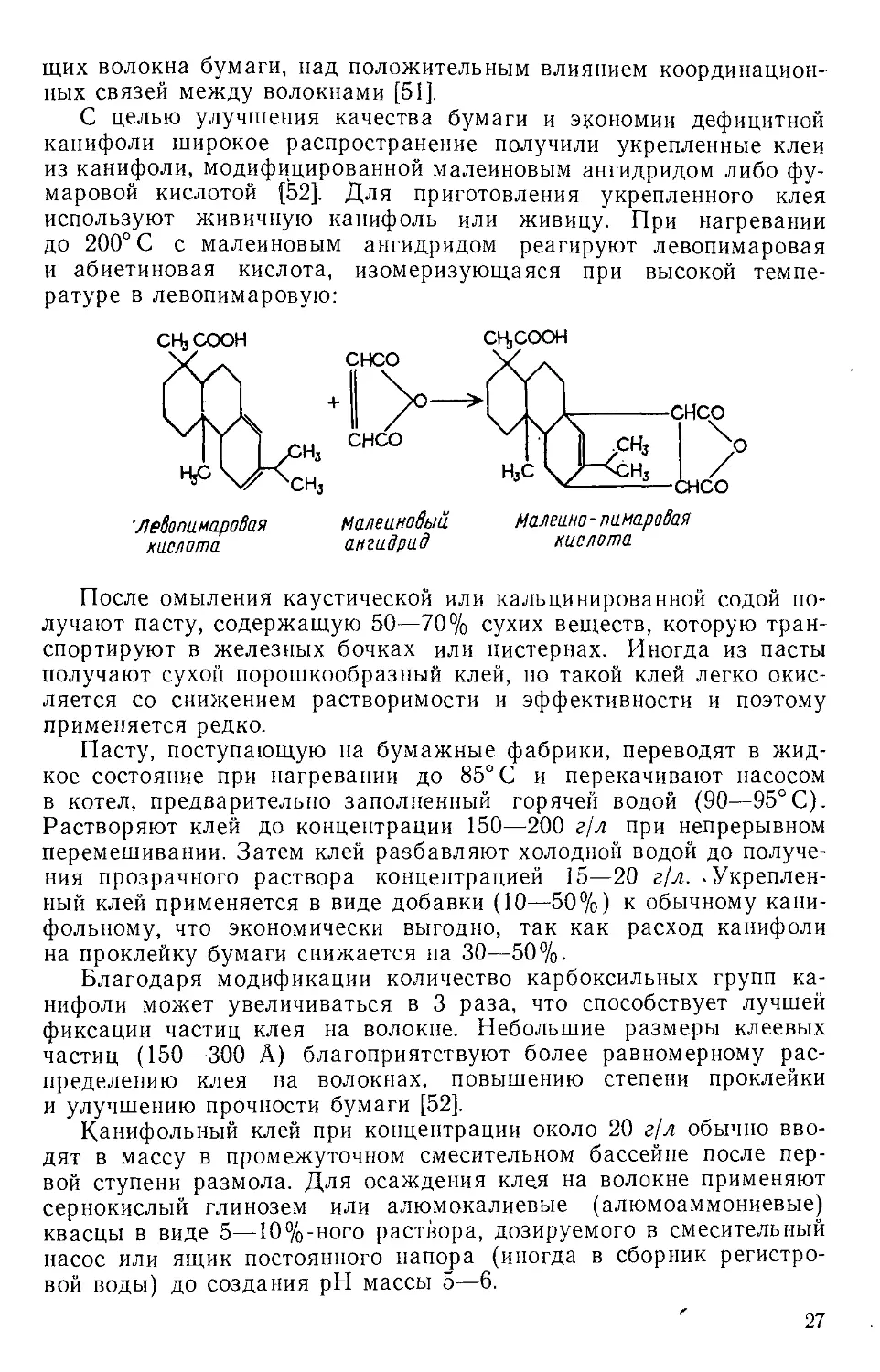
С целью улучшения качества бумаги и экономии дефицитной
канифоли широкое распространение получили укрепленные клеи
из канифоли, модифицированной малеиновым ангидридом либо фу-
маровой кислотой [52]. Для приготовления укрепленного клея
используют живичную канифоль или живицу. При нагревании
до 200° С с малеиновым ангидридом реагируют левопимаровая
и абиетиновая кислота, изомеризующаяся при высокой темпе-
ратуре в левопимаровую:
'Левопимаровая
кислота
Малеиновый Малеино - пимаровая
ангидрид кислота
После омыления каустической или кальцинированной содой по-
лучают пасту, содержащую 50—70% сухих веществ, которую тран-
спортируют в железных бочках или цистернах. Иногда из пасты
получают сухой порошкообразный клей, по такой клей легко окис-
ляется со снижением растворимости и эффективности и поэтому
применяется редко.
Пасту, поступающую на бумажные фабрики, переводят в жид-
кое состояние при нагревании до 85°С и перекачивают насосом
в котел, предварительно заполненный горячен водой (90—95°С).
Растворяют клей до концентрации 150—200 г/л при непрерывном
перемешивании. Затем клей разбавляют холодной водой до получе-
ния прозрачного раствора концентрацией 15—20 г/л. .Укреплен-
ный клей применяется в виде добавки (10—50%) к обычному кани-
фольному, что экономически выгодно, так как расход канифоли
на проклейку бумаги снижается на 30—50%.
Благодаря модификации количество карбоксильных групп ка-
нифоли может увеличиваться в 3 раза, что способствует лучшей
фиксации частиц клея на волокне. Небольшие размеры клеевых
частиц (150—300 А) благоприятствуют более равномерному рас-
пределению клея на волокнах, повышению степени проклейки
и улучшению прочности бумаги [52].
Канифольный клей при концентрации около 20 г/л обычно вво-
дят в массу в промежуточном смесительном бассейне после пер-
вой ступени размола. Для осаждения клея на волокне применяют
сернокислый глинозем или алюмокалиевые (алюмоаммониевые)
квасцы в виде 5—10%-ного раствора, дозируемого в смесительный
насос или ящик постоянного напора (иногда в сборник регистро-
вой воды) до создания pH массы 5—6.
27
Расход канифоли на проклейку мешочной бумаги составляет
2—5 кг/т. Расход глинозема, в зависимости от степени промывки
целлюлозы и жесткости воды, колеблется на уровне 23—45 кг/т.
Так как кислая среда и ионы алюминия отрицательно влияют
на прочность бумаги, особенно в процессе хранения или при воз-
действии высоких температур, желательно проводить проклейку
в нейтральной или слабощелочной среде. Для этой цели рекомен-
дуется применять алюминат натрия, димеры алкилкетена, поли-
меры акриловых кислот и фторорганические соединения [53].
Алюминат натрия в соотношении А12Оз: Na2O = 1,3ч-1,7 : 1 рас-
творяют в воде до концентрации 2—3% и вводят в размолотую
массу из сульфатной целлюлозы в конце проклейки перед напор-
ным ящиком бумагоделательной машины. Оптимальный pH массы
5,9—6,3. Расход алюмината натрия 0,2—0,3% к абс. сухому во-
локну при соотношении алюмината натрия к глинозему 1:8ч-10.
Применение алюмината натрия позволяет сократить расход глино-
зема почти в 2 раза, увеличить удержание мелкого волокна и бла-
годаря этому повысить сопротивление продавливанию и излому
бумаги. Кроме того, алюминат натрия облегчает работу массо-
улавливающей аппаратуры [19, с. 92—96; 53—55].
Применение алюмината натрия для частичной замены глино-
зема при проклейке бумаги смесью канифольного высокосмоля-
ного клея и 1—3% поливинилацетатной эмульсии при pH 6,9 зна-
чительно улучшает качество бумаги: впитываемость бумаги сни-
жается, влагопрочность достигает 10% [55].
ВЕЩЕСТВА, ДОБАВЛЯЕМЫЕ В МАССУ
С целью повышения качества мешочной бумаги и в связи
с дефицитностью канифоли наблюдается тенденция к введению
в массу различных химикатов, в том числе карбамидных и эпок-
сидных смол, эфиров целлюлозы, синтетических каучуков, произ-
водных крахмала, синтетических и искусственных волокон.
Карбоксиметилцеллюлоза. Попытки использовать NaKMH Для
повышения прочности мешочной бумаги предпринимались неодно-
кратно. NaKMH хорошо растворяется в воде и в виде 2—5%-ного
раствора вводится в размолотую бумажную массу перед глино-
земом, добавляемым до получения pH 5. 1—2% средневязкой
NaKMH увеличивают разрывной груз, удлинение и сопротивле-
ние продавливанию.
Сопротивление раздиранию и воздухопроницаемость снижаются
мало. Прочность мешков из бумаги, содержащей NaKMH, не-
сколько увеличивается [56].
В связи с более высокой эффективностью других материалов
NaKA4H в массу добавляется очень редко.
Поливиниловый спирт. Производство и применение поливини-
лового спирта и волокон из него наиболее широко развито в Япо-
нии. Там же предполагается освоить мешочную бумагу с добав-
кой поливинилспиртовых волокон (ПВС).
28
ПВС является гидрофильным веществом, способным к образо-
ванию водородных связей с целлюлозой. Для снижения гидро-
фильности волокна ПВС подвергают термообработке и используют
вместе со связующим — поливиниловым спиртом, не подвергав-
шемся обработке, и карбамидными смолами. Известно, что добавка
10—30% волокон из ПВС позволяет получать разные виды бумаги
обычным способом [57].
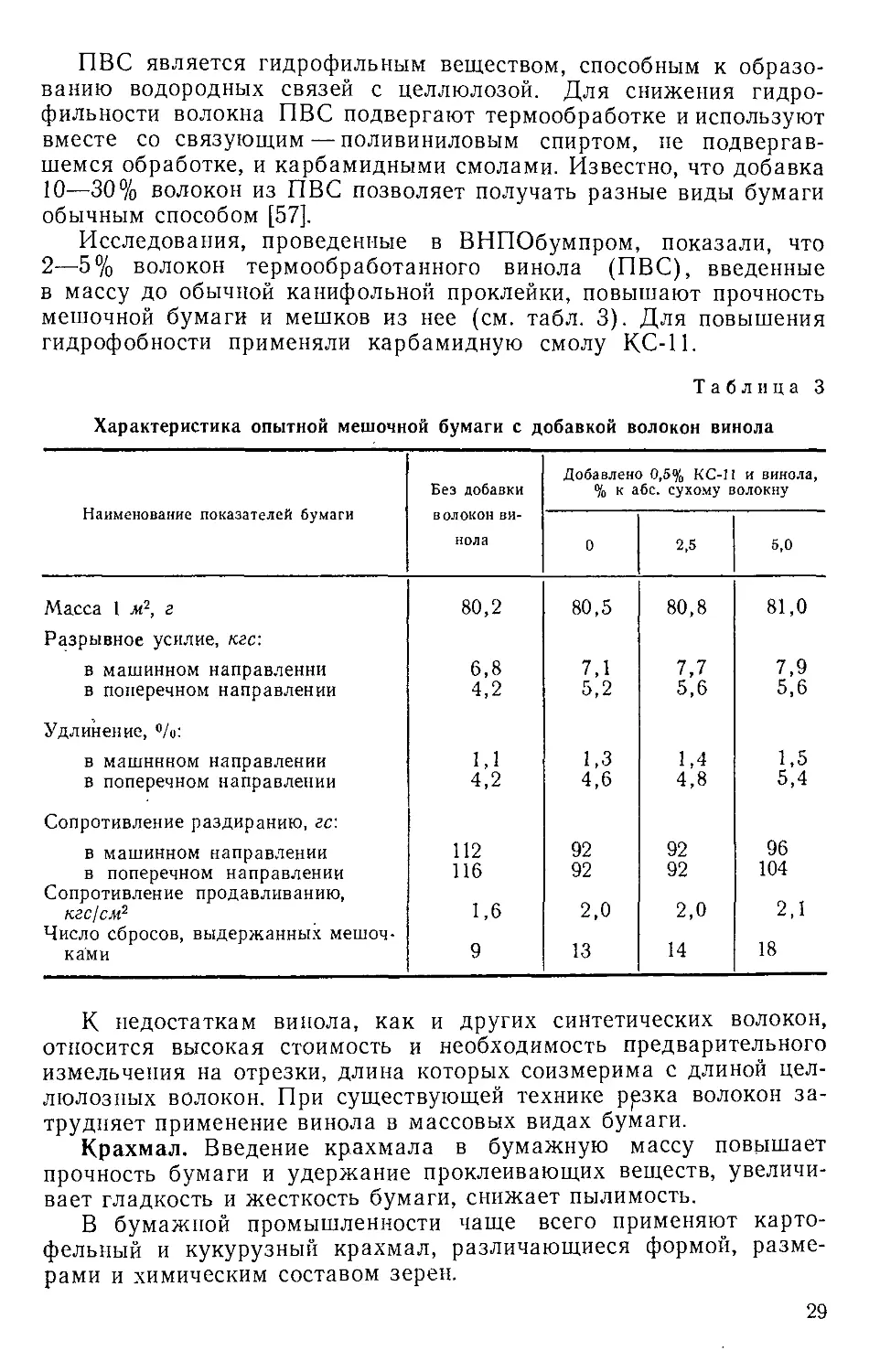
Исследования, проведенные в ВНПОбумпром, показали, что
2—5% волокон термообработанного винола (ПВС), введенные
в массу до обычной канифольной проклейки, повышают прочность
мешочной бумаги и мешков из нее (см. табл. 3). Для повышения
гидрофобности применяли карбамидную смолу КС-11.
Таблица 3
Характеристика опытной мешочной бумаги с добавкой волокон винола
Наименование показателей бумаги Без добавки волокон ви- нола Добавлено 0,5% КС-ll и винола, % к абс. сухому волокну
0 2,5 5,0
Масса 1 м2, г Разрывное усилие, кгс: 80,2 80,5 80,8 81,0
в машинном направлении 6,8 7,1 7,7 7,9
в поперечном направлении Удлинение, °/о: 4,2 5,2 5,6 5,6
в машинном направлении 1,1 1,3 1,4 1,5
в поперечном направлении Сопротивление раздиранию, гс\ 4,2 4,6 4,8 5,4
в машинном направлении 112 92 92 96
в поперечном направлении Сопротивление продавливанию, 116 92 92 104
кгс!см2 Число сбросов, выдержанных мешоч- 1,6 2,0 2,0 2,1
ками 9 13 14 18
К недостаткам винола, как и других синтетических волокон,
относится высокая стоимость и необходимость предварительного
измельчения на отрезки, длина которых соизмерима с длиной цел-
люлозных волокон. При существующей технике ррзка волокон за-
трудняет применение винола в массовых видах бумаги.
Крахмал. Введение крахмала в бумажную массу повышает
прочность бумаги и удержание проклеивающих веществ, увеличи-
вает гладкость и жесткость бумаги, снижает пылимость.
В бумажной промышленности чаще всего применяют карто-
фельный и кукурузный крахмал, различающиеся формой, разме-
рами и химическим составом зерен.
29
Зерна кукурузного крахмала мельче, содержат больше ами-
лозы (кроме специальных гибридных сортов), клейстеризуются
при более высокой температуре (65—75°С), чем картофельного,
и дают менее вязкий клейстер с худшими клеящими свойствами,
склонный к ретроградации (переходу в гель) [58].
Натуральные крахмалы клейстеризуют варкой 20—30 мин при
температуре 80—90°С в присутствии щелочи или буры (до 5%).
Сваренный клейстер 2—4 %-ной концентрации должен содержать
набухшие и частично лопнувшие зерна. Крахмал вводится в раз-
молотую массу и осаждается на волокне глиноземом при pH
4,5—5. Удерживается такой крахмал плохо. Большой расход на-
турального крахмала (около 2% к абс. сухому волокну) ограни-
чивает возможность использования дефицитного продукта в мас-
совых видах бумаги.
Окисление крахмала гипохлоритом [12, с. 203—204] позволяет
увеличить в нем число карбоксильных групп (до 2—3%), что спо-
собствует снижению вязкости клейстера и повышению удерживае-
мое™ за счет увеличения числа водородных связей между крах-
малом и целлюлозой:
Окисленный крахмал клейстеризуется сразу по получении и
вводится в массу так же, как натуральный. Эффективность исполь-
зования окисленного крахмала выше, чем натурального: при мень-
шем расходе (почти вдвое) достигается более высокая прочность
и необходимая степень проклейки бумаги.
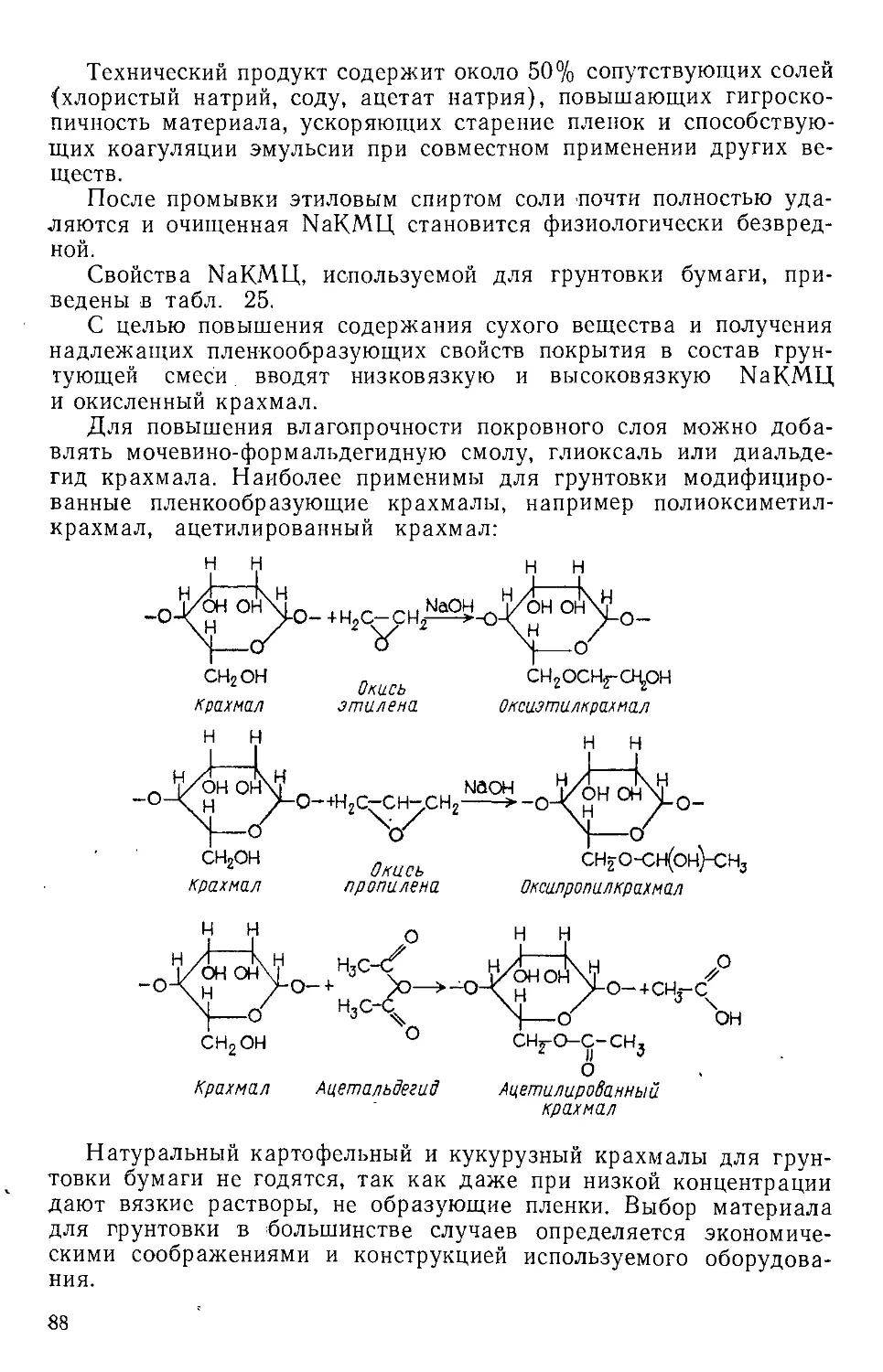
Для получения модифицированного крахмала в него вводят
функциональные группы, существенно изменяющие свойства. Для
введения в массу применяют эфиры крахмала, например поли-
оксиэтилкрахмал, диальдегидный крахмал (ДАК), катионный
и диальдегидный в катионной форме. Растворимость этих моди-
фикаций в воде ограниченна, поэтому перед использованием их
растворяют в слабощелочной среде.
Благодаря модификации возрастает способность крахмала
к образованию связей с целлюлозой (водородных или апеталь-
ных), увеличивается прочность влажного полотна бумаги, повы-
шается степень "Удержания крахмала и расход его снижается
до 0,2—0,5% к волокну [58].
30
Из табл. 4 видно, что крахмал по сравнению с ЫаКМЦ и ПВС
более эффективно влияет на свойства мешочной бумаги.
Таблица 4
Влияние различных добавок на свойства мешочной бумаги
Наименование показателей бумаги Без добавок Добавлено (3% к абс. сухому волокну)
NaKMU техничес- кой крахмала кар- тофельного клейстеризо- ванного винола термообра- ботанного
Масса 1 м2, г Разрывное усилие, кгс: 79,7 78,3 80,0 79,8
в машинном направлении 7,4 9,4 10,6 10,1
в поперечном направлении Удлинение, fl/o: 3,6 3,9 4,4 4,0
в машинном направлении 2,0 2,3 2,4 2,1
в поперечном направлении Сопротивление раздиранию, гс\ 4,2 5,1 5,5 4,7
в машинном направлении 104 88 90 96
в поперечном направлении Сопротивление излому: 130 116 124 130
в машинном направлении 1280 2160 2400 2400
в поперечном направлении 440 460 1500 880
Сопротивление продавливанию, кгс /см2 2,3 2,8 3,5 3,0
Воздухопроницаемость, мл/мин 490 460 400 450
Число сбросов, выдержанных ме- шочками 3 6 18 5
Димеры алкилкетенов. Эти синтетические вещества, применяе-
мые для проклейки в нейтральной или щелочной среде, реагируют
с гидроксильными группами на поверхности целлюлозных волокон
по схеме [19]
R-CH=C-CH-p'
6-i=o
RCHj-C-CH-R1
о с=о
он о
(R— алкил, содержащий 16—18 атомов углерода).
Клей под торговым названием Аквапель применяют в виде вод-
ной эмульсии с добавкой в массу катионоактивных веществ, на-
пример катионного крахмала или полиамидэпихлоргидрина. Аква-
пель вводят в массу после очистных устройств перед напорным
ящиком бумагоделательной машины при pH 7—9. Для заверше-
31
пия реакции с целлюлозой необходима либо термообработка
бумаги в течение нескольких минут, либо отлежка не менее суток.
Частицы клея очень мелкие и при расходе 0,05—0,2% к во-
локну удерживаются на .65—85%, обеспечивая хорошую про-
клейку бумаги даже в сложных условиях — при использовании
плохо проклеиваемой целлюлозы и машины типа Янки. Проклейка
отличается устойчивостью и целесообразна для бумаги, подлежа-
щей длительному хранению.
Полиакриламид. С целью повышения удержания мелкого во-
локна и улучшения свойств бумаги в напорный ящик бумагодела-
тельной машины вводят полиакриламид (ПАА).
Полиакриламид
-СН2-СН-
CONH2
выпускается в виде
8%-него водного коллоидного раствора с содержанием от 3 до
12% групп СООН и молекулярной массой до 3 000 000. В зависи-
мости от соотношения мономеров и степени полимеризации вяз-
кость, растворимость и коагулирующая способность ПАА суще-
ственно изменяются. Полиакриламид вызывает флокуляцию ме-
лочи и наполнителей и ускоряет процесс обезвоживания массы.
Амидные и карбоксильные группы ПАА образуют водородные
связи с целлюлозой, что повышает прочность бумаги в сухом
и влажном состоянии. Дополнительное введение ПАА в воду перед
массоулавливающей установкой в количестве 1,25 г/ж3 осветляе-
мой воды способствует повышению эффективности работы флота-
ционной аппаратуры, фильтров и отстойников.
Для повышения прочности бумаги рекомендуется использовать
ПАА с молекулярной массой 2,6 • 106, слабо гидролизованный.
Эффективность применения ПАА оптимальна при pH 4,5—6. Рас-
ход ПАА для повышения прочности разных видов бумаги состав-
ляет 1—6 кг/т.
Добавка перед смесительным насосом 0,25—0,75 кг ПАА на 1 т
мешочной бумаги, по данным С. Ф. Примакова с соавторами [59],
способствовала повышению прочности бумаги и мешков.
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПОДГОТОВКИ
БУМАЖНОЙ МАССЫ
Многообразие схем подготовки массы для мешочной бумаги
обусловлено использованием нескольких видов размольного и очи-
стного оборудования, а также различиями в композиции бумаги
отдельных предприятий. Схемы, приведенные на рис. 11 —13, наи-
более типичны.
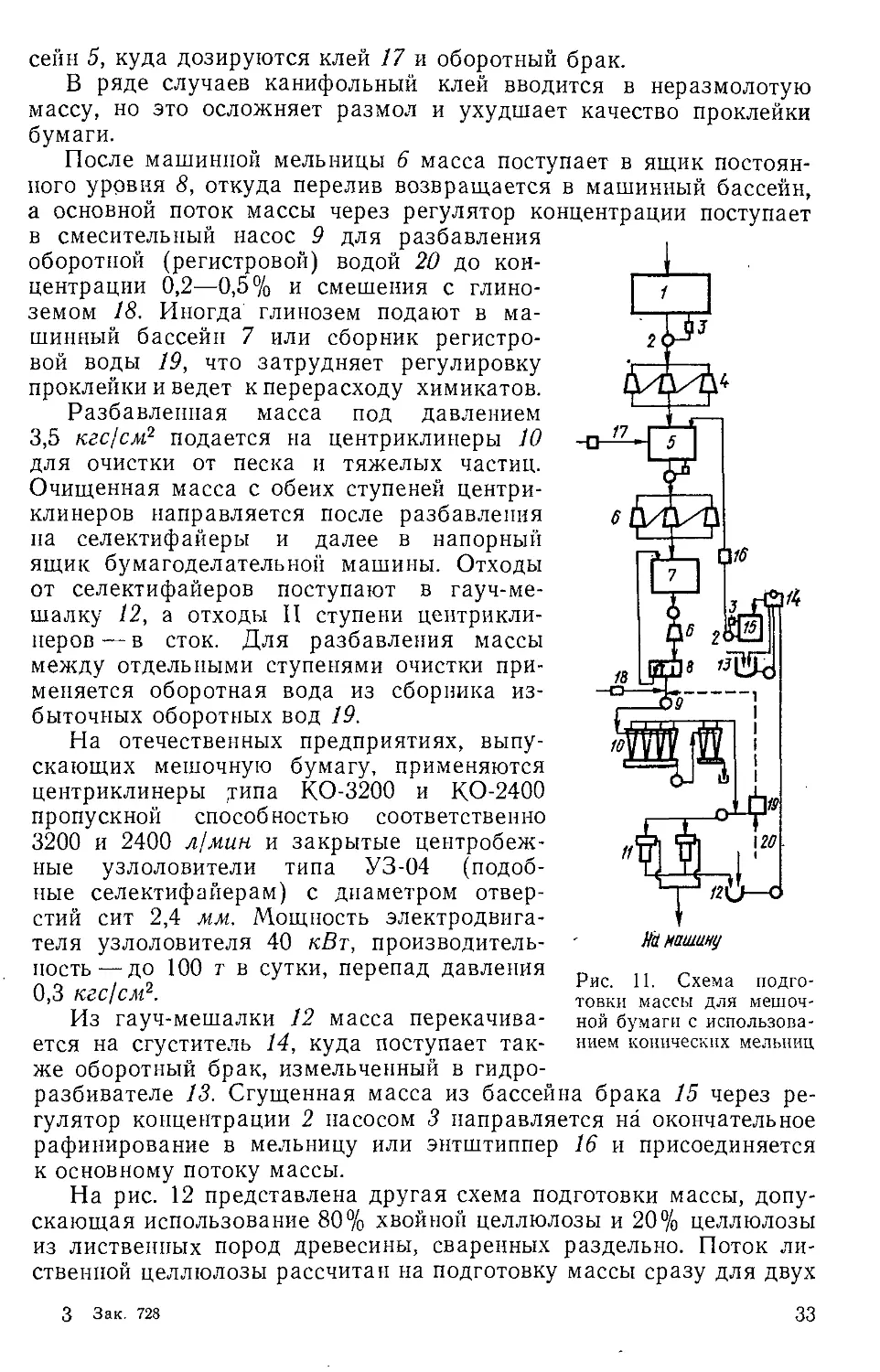
По схеме, показанной на рис. 11, поступающая из менталь-
ного бассейна 1 масса размалывается на гидрофайнерах 4 и кони-
ческих мельницах 6, очищается на центриклинерах 10, установлен-
ных в две ступени, и селектифайерах 11. Между первой и второй
ступенями размола, как правило, размещается смесительный бас-
32 '
\Z0
nxj—d
Hi машину
И. Схема подго-
сейн 5, куда дозируются клей 17 и оборотный брак.
В ряде случаев канифольный клей вводится в неразмолотую
массу, но это осложняет размол и ухудшает качество проклейки
бумаги.
После машинной мельницы 6 масса поступает в ящик постоян-
ного уровня 8, откуда перелив возвращается в машинный бассейн,
а основной поток массы через регулятор концентрации поступает
в смесительный насос 9 для разбавления
оборотной (регистровой) водой 20 до кон-
центрации 0,2—0,5% и смешения с глино-
земом 18. Иногда глинозем подают в ма-
шинный бассейн 7 или сборник регистро-
вой воды 19, что затрудняет регулировку
проклейки и ведет к перерасходу химикатов.
Разбавленная масса под давлением
3,5 кгс)см2 подается на центриклинеры 10
для очистки от песка и тяжелых частиц.
Очищенная масса с обеих ступеней центри-
клинеров направляется после разбавления
на селектифайеры и далее в напорный
ящик бумагоделательной машины. Отходы
от селектифайеров поступают в гауч-ме-
шалку 12, а отходы II ступени центрикли-
перов — в сток. Для разбавления массы
между отдельными ступенями очистки при-
меняется оборотная вода из сборника из-
быточных оборотных вод 19.
На отечественных предприятиях, выпу-
скающих мешочную бумагу, применяются
центриклинеры ,типа КО-3200 и КО-2400
пропускной
3200 “ ' ‘'
ные
ные
стий
теля
пость—до 100 т в сутки, перепад давления
0,3 кгс/см2.
Из гауч-мешалки 12 масса перекачива-
ется на сгуститель 14, куда поступает так-
же оборотный брак, измельченный в гидро-
разбивателе 13. Сгущенная масса из бассейна брака 15 через ре-
гулятор концентрации 2 насосом 3 направляется на окончательное
рафинирование в мельницу или энтштиппер 16 и присоединяется
к основному потоку массы.
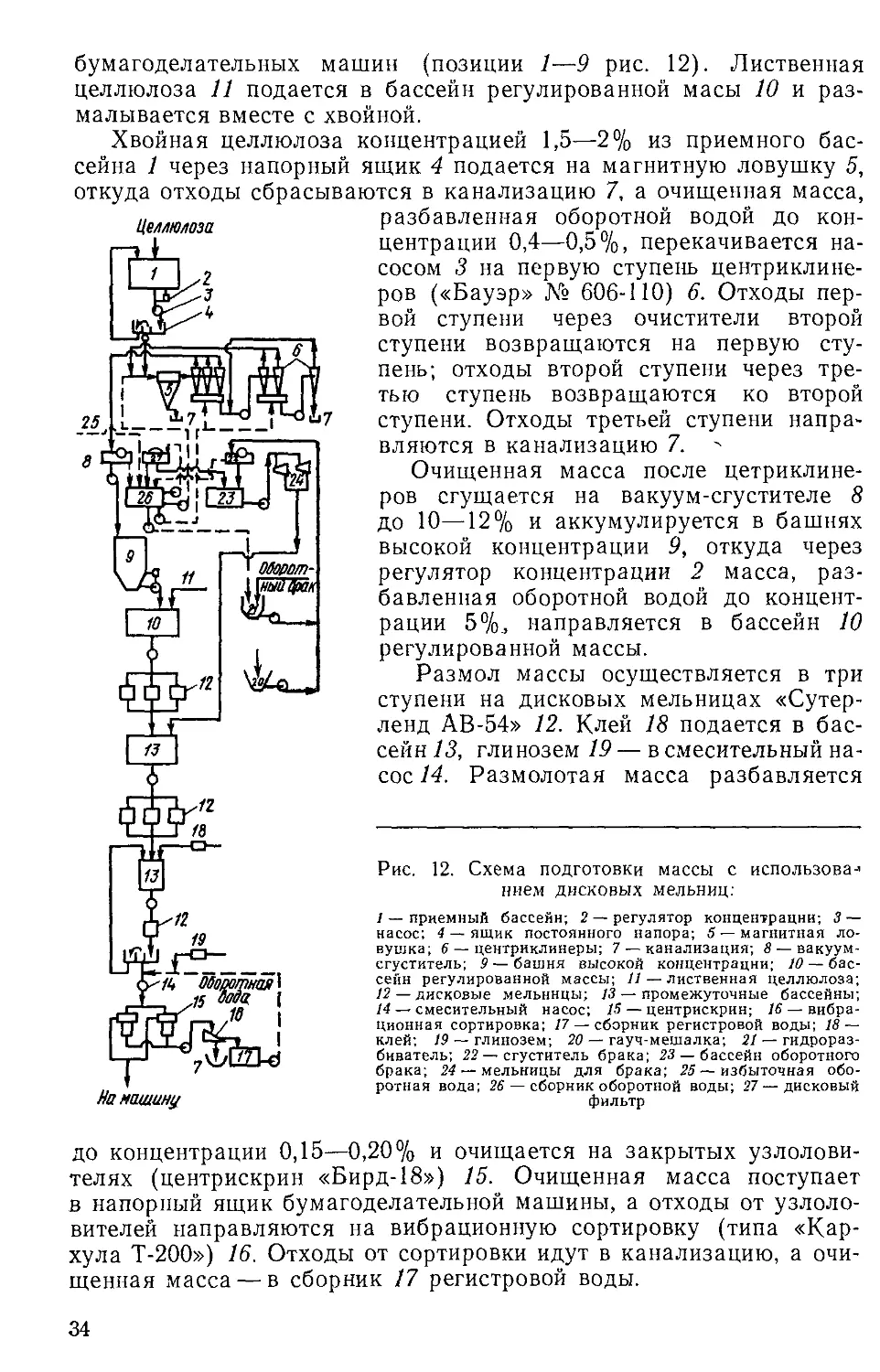
На рис. 12 представлена другая схема подготовки массы, допу-
скающая использование 80% хвойной целлюлозы и 20% целлюлозы
из лиственных пород древесины, сваренных раздельно. Поток ли-
ственной целлюлозы рассчитан на подготовку массы сразу для двух
3 Зак- 728 33
способностью соответственно
и 2400 л/мин и закрытые центробеж-
узлоловители типа УЗ-04 (подоб-
селектифайерам) с диаметром отвер-
сит 2,4 мм. Мощность электродвига-
узлоловителя 40 кВт, производитель- '
Рис.
товки массы для мешоч-
ной бумаги с использова-
нием конических мельниц
бумагоделательных машин (позиции 1—9 рис. 12). Лиственная
целлюлоза 11 подается в бассейн регулированной масы 10 и раз-
малывается вместе с хвойной.
Хвойная целлюлоза концентрацией 1,5—2% из приемного бас-
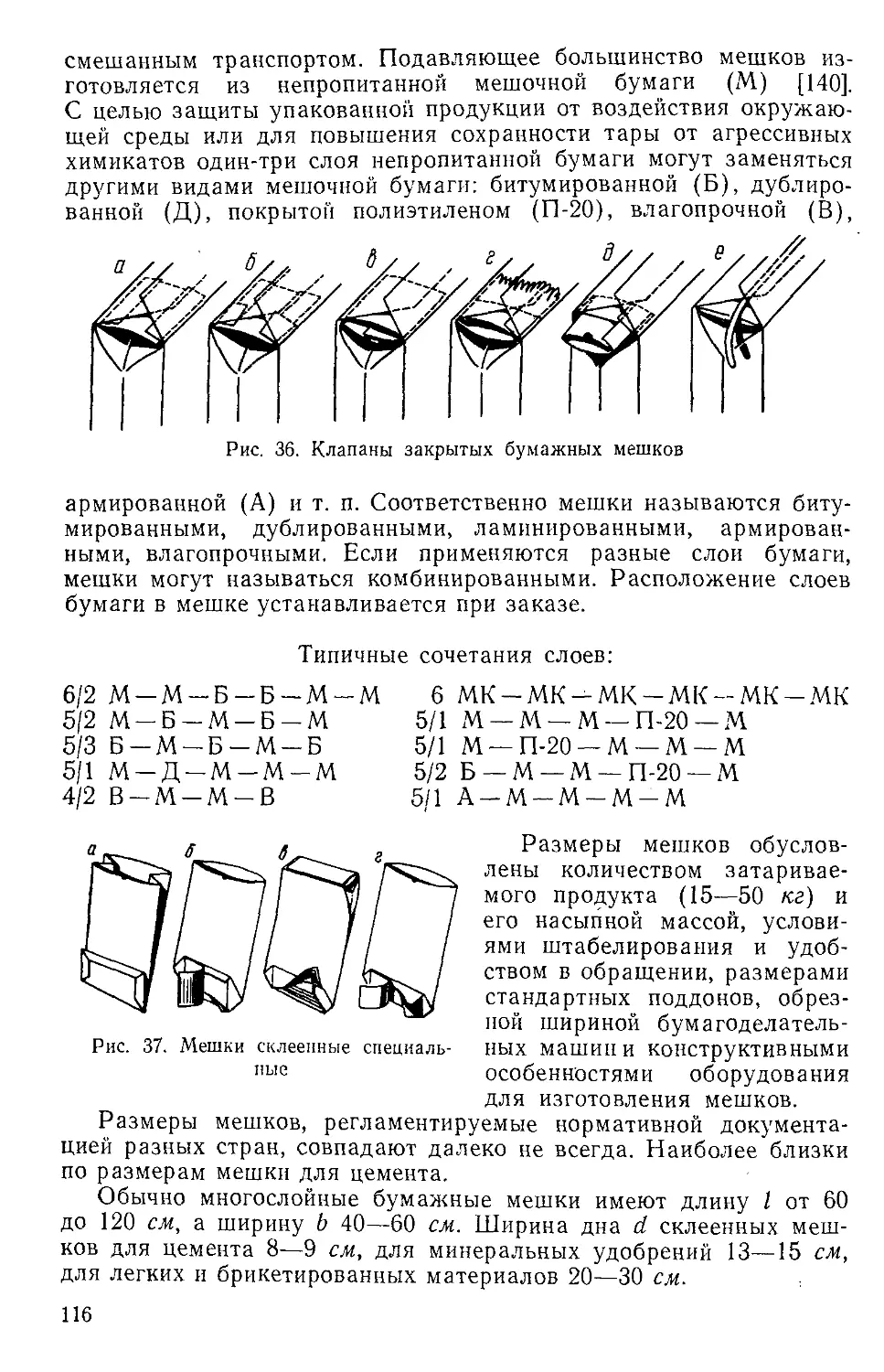
сейна 1 через напорный ящик 4 подается на магнитную ловушку 5,
откуда отходы сбрасываются в канализацию 7, а очищенная масса,
Целлюлоза
Папашину
разбавленная оборотной водой до кон-
центрации 0,4—0,5%, перекачивается на-
сосом 3 на первую ступень центриклине-
ров («Бауэр» № 606-110) 6. Отходы пер-
вой ступени через очистители второй
ступени возвращаются на первую сту-
пень; отходы второй ступени через тре-
тью ступень возвращаются ко второй
ступени. Отходы третьей ступени напра-
вляются в канализацию 7. '
Очищенная масса после цетриклине-
ров сгущается на вакуум-сгустителе 8
до 10—12% и аккумулируется в башнях
высокой концентрации 9, откуда через
регулятор концентрации 2 масса, раз-
бавленная оборотной водой до концент-
рации 5%., направляется в бассейн 10
регулированной массы.
Размол массы осуществляется в три
ступени на дисковых мельницах «Сутер-
ленд АВ-54» 12. Клей 18 подается в бас-
сейн 13, глинозем 19 — в смесительный на-
сос 14. Размолотая масса разбавляется
Рис. 12. Схема подготовки массы с использова-’
нием дисковых мельниц:
1 — приемный бассейн; 2 — регулятор концентрации; 3 —
насос; 4 — ящик постоянного напора; 5—магнитная ло-
вушка; 6— центриклинеры; 7— канализация; 8 — вакуум-
сгуститель; 9— башня высокой концентрации; 10 — бас-
сейн регулированной массы; 11 — лиственная целлюлоза;
12— дисковые мельницы; 13— промежуточные бассейны;
14 — смесительный насос; 15— центрискрин; 16— вибра-
ционная сортировка; 17 — сборник регистровой воды; 18 —
клей; 19 — глинозем; 20 — гауч-мешалка; 21— гидрораз-
биватель; 22— сгуститель брака; 23 — бассейн оборотного
брака; 24 — мельницы для брака; 25—избыточная обо-
ротная вода; 26 — сборник оборотной воды; 27 — дисковый
фильтр
до концентрации 0,15—0,20% и очищается на закрытых узлолови-
телях (центрискрин «Бирд-18») 15. Очищенная масса поступает
в напорный ящик бумагоделательной машины, а отходы от узлоло-
вителей направляются на вибрационную сортировку (типа «Кар-
хула Т-200») 16. Отходы от сортировки идут в канализацию, а очи-
щенная масса — в сборник 17 регистровой воды.
34
К особенностям следующей схемы (рис. 13) относится размол
массы при высокой концентрации. Аккумулированная в башне 1
целлюлоза 12%-ной концентрации разбавляется оборотной водой
до концентрации 4,5% и перекачивается насосом 2 в следующую
башню 3. Далее масса сгущается на прес-
сах типа «Сунд-Зб» 4 до концентрации
32% и направляется на дисковые мельни-
цы 5. После первой ступени размола при
высокой концентрации масса через регуля-
тор концентрации 5' разбавляется оборот-
ной водой до 4,5% в бассейне 6 и насосом
подается на дисковые мельницы второй
ступени 7.
Размолотая масса после разбавления и
очистки на форжектах 11 направляется
на деаэрацию в декулатор 12 [12, с. 308—
309], после чего дополнительно очищается
на закрытых центробежных узлоловителях
13 [60].
Рис. 13. Схема подготовки массы при высокой кон-
центрации (по Хаасу):
1—’башня высокой концентрации; 2— насос; 3— башня нор-
мальной концентрации; 4 — пресс <Сунд-36»; 5 — дисковые
мельницы RL-50S; 5' — регуляторы концентрации; 6, 8 — про-
межуточные бассейны; 7 — дисковые мельницы RLP-44D;
9 — машинный бассейн; 10— смесительный насос; 11— фор-
жекгы № 410; 12— декулатор; 13— центробежные очистители
Юльхаваара; 14 — сборник отходов; 15 — клей; 16— глинозем;
17— оборотная вода; 18— оборотный брак; 19— сборник обо-
ротной воды
БУМАГОДЕЛАТЕЛЬНЫЕ МАШИНЫ ДЛЯ ВЫРАБОТКИ
МЕШОЧНОЙ БУМАГИ
Современные бумагоделательные машины для мешочной бумаги
шириной б—8 м конструируются с учетом необходимости получе-
ния бумажного полотна, обладающего максимально возможным
удлинением и равномерностью по ширине [61—63].
Самая большая машина, предназначенная для изготовления
мешочной и небеленой крафтбумаги массой 50—125 г/м2, имеет
ширину 9,5 м, скорость по приводу 900 м/мин. Длина широких
бумагоделательных машин достигает 100—120 м, суммарная мощ-
ность установленных электродвигателей 4—6 тыс. кВт.
На широкие машины устанавливают напорный ящик закрытого,
типа с воздушной подушкой и перфорированными валиками. По-
дача массы при концентрации 0,15—0,2% осуществляется через
многотрубный коллектор. Низкая концентрация массы способствует
3*
35
улучшению структуры бумаги. Однако для нормализации скорости
обезвоживания одновременно с низкой концентрацией приходится
применять подогрев массы до 40—50° С, синтетические сетки, по-
верхностно-активные вещества, вводимые в массу или используе-
мые для промывки сетки через спрыски.
Сеточный стол (рис. 14) длиной 19—22 м делают обычно вы-
движным. Сразу после грудного вала устанавливается формующая
доска, состоящая из нескольких планок, регистровые валики пере-
межаются с дефлекторами и регистровыми планками. Кроме того,
часть регистровых валиков заменяется мокрыми отсасывающими
ящиками с регулируемым отводом воды. Планки и ящики покры-
вают синтетическими материалами или керамикой для снижения
износа сетки. Замена регистровых валиков планками и ящиками
позволяет более плавно изменять и регулировать разрежение под
сеткой, увеличивая его по мере обезвоживания массы. Общая ско-
рость обезвоживания массы увеличивается, а потери мелкого
волокна сквозь сетку и разносторонность бумаги снижаются.
0000001413 7 К
Рис. 14. Схема сеточной части бумагоделательной машины
После отсасывающего вала следует прессовая часть, претер-
певшая значительные преобразования за последние годы. На широ-
ких машинах для мешочной бумаги пока не выбран предпочтитель-
ный вариант и разные виды прессов применяются в различных со-
четаниях (рис. 15).
В составе различных видов прессов хорошо проявили себя валы
с регулируемым прогибом, обеспечивающие равномерное давление
по ширине полотна [64]. Сухость бумажного полотна после прес-
совой части составляет 30—36%.
В сушильной части большое значение придается натяжению
полотна бумаги и сукон, а также скорости сушки. При наличии
сушильных цилиндров их объединяют в небольшие группы (по
4—6 шт.), устанавливают колпаки высокоскоростной сушки, сукна
заменяют синтетическими сетками [65]. В сушильной части распо-
лагаются установки для повышения гладкости и удлинения бумаги
(см. ниже, стр. 41—55).
Как правило, современные машины для мешочной бумаги осна-
щены клеильным прессом, холодильником, 2—6-вальным каланд-
ром и периферическим накатом с пневматическим прижимом.. Бу-
мага разрезается на рулоны требуемых размеров па продольно-ре-
зальном станке с максимальной рабочей скоростью 2000 м/мин
с бесштапговой намоткой рулонов диаметром до 1200 мм.
36
На машинах устанавливаются приборы для непрерывного авто-
матического регулирования массы 1м2, влажности и воздухопро-
ницаемости бумаги. В итоге колебания массы 1 м2 могут не пре-
вышать 1%, а колебания влажности по ширине полотна не более
0,5% [66].
Новая система управления бумагоделательной машиной вклю-
чает ЭВМ, в которую закладывается программа, соответствующая
выполняемому заказу. Образцы
бумаги из машинного зала напра-
вляются пневмотранспортом в ла-
бораторию, принудительно кон-
диционируются 10 мин и испы-
тываются на приборах, подклю-
ченных непосредственно к ЭВМ,
управляющей процессом [67].
Статистическая обработка ре-
зультатов производится по спе-
циальной программе также на
ЭВМ.
Особенности отдельных ма-
шин. На предприятии «Скогхолл»
фирмы «Уддехольм АВ» в Шве-
ции в 1968 г. введена в эксплуа-
тацию одна из наиболее интерес-
ных бумагоделательных машин
для выпуска НО тыс. т мешоч-
ной бумаги в год [62, 63, 66]. Об-
резная ширина машины 6,4 лг;
скорость по приводу 900 м)мин,
рабочая 150—750 м!мин. Масса
для этой машины размалывается
при высокой концентрации (см.
рис. 13). На сеточном столе име-
ется восемь мокрых отсасываю-
щих ящиков, семь регистровых
валиков, восемь гидропланок,
шесть отсасывающих ящиков, от-
сасывающий гауч-вал с прижим-
ным обрезиненным валиком Кит-
тнера. Бумага отливается на син-
тетической сетке.
Первый пресс типа «Дабл-юни 60» снабжен пересасывающим
устройством и подкладной сеткой; следующий пресс — типа «Фаб-
рик», с подкладной сеткой (см. рис. 15,в); второй и третий — прес-
сующие валы плавающего типа. Давление прессования составляет
соответственно 60, 90 и 120 кгс!см. Сукна иглопробивные, работают
35—40 дней. Сетка двухслойного переплетения. Концентрация
массы при поступлении на сетку 0,17%. Сухость бумажного полотна
после прессов 37%.
Рис. 15. Схема прессовой части бу-
магоделательных машин для мешоч-
ной бумаги:
а — мызгана фирмы «Вяртсиля»; б, 5—-ма-
шины фирмы KMW; 1 — отсасывающий вал;
2— желобчатый вал; 3 — подкладная сетка
37
В сушильной части после 27 цилиндров диаметром 1,5 м распо-
ложено валиковое устройство для повышения растяжимости, далее
следуют 5 сушильных цилиндров такого же размера, но работаю-
щих при низком давлении пара (1 кгс/см2), после них — клеильный
пресс. Следующие восемь сушильных цилиндров диаметром 2,1 м
имеют индивидуальный привод через редуктор, покрыты колпаками
скоростной сушки и работают без сукон. Окончательно бумага до-
сушивается на 10 цилиндрах диаметром 1,5 м, оснащенных синте-
тическими сетками. Карманы между цилиндрами продуваются го-
рячим воздухом.
На машине установлен четырехвальный каландр с нижним пла-
вающим валом и накат типа Попе. Сухость бумаги до микрокре-
пирования 55%, после клеильного пресса — 50%, после больших
цилиндров — 85%.
На Сегежском ЦБК бумагоделательные машины № 9 и 10
имеют обрезную ширину 6,3 м, скорость по приводу 750 м/мин, ра-
бочую 150—550 м/мин, производительность 320 7 в сутки. На ма-
шинах установлен напорный ящик с тремя перфорированными ва-
ликами и подачей массы через систему параллельных труб. Кон-
центрация массы 0,2%, температура 45—50° С.
Сеточный стол — выдвижной, имеет формующую доску из 3 реек,
19 регистровых валиков, 14 двойных дефлекторов между ними,
9 мокрых отсасывающих ящиков, облицованных робалитом, 3 об-
лицованных керамикой гидрофойла с 6 планками, 8 отсасывающих
ящиков и отсасывающий гауч-вал. Регистровые валики обрезинен-
ные, пять из них с нарезкой. Длина сетки 52 л; натяжение 5 кгс/см.
Пересасывающее устройство объединено с первым прессом в од-
ном сукне (см. рис. 15,а). Второй пресс — отсасывающий, третий —
с желобчатым нижним валом, покрытым резиной твердостью 8±3
пунктов по Пуссей-Джонсу. Верхний вал чугунный обрезиненный.
Давление прессования соответственно составляет 60, 60 и 80 кгс/см.
Сухость бумаги после прессовой части 30—32%. Сукномойка—•
отсасывающая. Для промывки сукон используется вода с темпе-
ратурой 50° С под давлением 6 кгс/см2.
Сушильные цилиндры (55 шт.) разбиты на восемь групп. В пер-
вой и второй группах 15 и 12 цилиндров, в остальных — по 4—6.
Над четырьмя цилиндрами верхнего ряда установлены колпаки
скоростной сушки. Давление пара перед цилиндрами 4 кгс/см2,
в соплах 10 кгс/см2. Предусмотрены возвратно-поступательное дви-
жение шаберов и обдув карманов между цилиндрами. В первой
группе используются сукна, далее — синтетические сетки.
На машине имеются холодильный цилиндр, двухвальный ка-
ландр; накат периферический с пневматическим управлением. Ци-
линдр наката охлаждается водой. Максимальный диаметр рулона
2300 мм.
Оборотная вода с регистровой части используется для разбавле-
ния массы основного потока перед очистной аппаратурой. Остав-
шаяся регистровая вода и вода от отсасывающих ящиков употре-
бляется на разбавление отходов перед центриклинерами. Избыток
38
оборотной воды используется в гидроразбивателях для роспуска
сухого оборотного брака, на дисковом фильтре, а также в очист-
ном отделе целлюлозного завода. Вода, отжатая па прессах,
спускается в канализацию.
Мокрый брак с прессов поступает в гауч-мешалку, откуда через
сгуститель попадает в бассейн для брака. В этот же бассейн посту-
пает после сгущения масса из гидроразбивателей и волокно
из оборотной воды, уловленное на дисковом фильтре; Из бассейна
оборотного брака масса через регулятор концентрации и рафини-
рующую мельницу (эптштиппер) возвращается в машинный бас-
сейн. Осветленная на фильтрах оборотная вода может употре-
бляться в спрысках мокрой части машины и теплообменниках
вентиляции. Теплая вода от скрубберов смешивается с оборотной.
В последние годы появилось
сеточная часть которых коренным
столовых, например машины вер-
тиформа. На этих машинах, кро-
ме мешочной, вырабатывают га-
зетную, типографскую, офсетную
бумагу и основу для гофрирова-
ния [68]. Практика показала, что
установка вертиформа занимает
меньше места, чем обычный се-
точный стол. Кроме того, умень-
шается удельный расход энергии
на выработку бумаги за счет улуч-
несколько конструкций машин,
образом отличается от обычных
Рис. 16. Схема устройства вертиформа
усовершенствованного типа
шения привода, снижения мощно-
сти на вакуум-насосы, ускорения
сушки благодаря иной структуре
бумаги и сокращения числа цилиндров. Установленная мощность
двигателей для машины с устройством вертиформа па 25% ниже,
а производительность сушильной части на 25% выше.
К преимуществам отлива на устройстве вертиформа сле-
дует отнести: меньшую анизотропию свойств бумаги, отсутствие
явления разносторонности, более высокое сопротивление разди-
ранию.
Первая бумагоделательная машина с установкой вертиформа
(рис. 16) для выпуска мешочной бумаги введена в эксплуатацию
в 1969 г. на одном из предприятий Японии [69]. Ширина машины
3660 мм, скорость 250—1000 м!мин, производительность около
200 т в сутки.
Бумажная масса через напорный ящик 1, снабженный вер-
тикальными трубками и регулируемой щелью, попадает в посте-
пенно сужающийся зазор между двумя вертикальными бронзо-
выми сетками 7, огибающими грудные валы 2. Расположенные
внутри сеток дефлекторы 3, облицованные высокомолекулярным
полиэтиленом, сжимают сетки и удаляют с них влагу, стекающую
в желоба. Далее вода из бумажной массы отсасывается через трех-
секционный ящик 4, гауч-вал 5 и отсасывающий ящик 6.
39
Особенностью усовершенствованной конструкции вертиформа
является наличие удлиненного почти горизонтального несущего
участка 8 одной из сеток, что позволяет применять наиболее совер-
шенные типы прессов, скомбинированные с пересасывающим ва-
лом 9.
Отсасывающий гауч-вал 5 и приводной вал 10, расположенные
на горизонтальном участке, облегчают привод сетки. Отсекающие
и промывающие спрыски располагаются более удобно, а мокрый
брак и отсекаемые кромки полотна бумаги сбрасываются в бас-
сейн под гаучем. Копсолыгая конструкция стола облегчает смену
сеток.
Одежда бумагоделательных машин. В подавляющем боль-
шинстве случаев для отлива мешочной бумаги применяют сетки
№ 24—26 из фосфористой бронзы полусаржевого плетения. Срок
службы сеток на машинах, работающих со средней скоростью
200 м/мин, около 20 дней, при скорости около.500 м/мин — 7—
10 дней.
В разных частях бумагоделательной машины с успехом при-
меняют синтетические сетки из моно- или полифиламентных поли-
амидных или полиэфирных нитей.
Для отлива мешочной бумаги на высокоскоростных машинах
шириной 6 м употребляются сетки без шва из полиамидных поли-
филаментных крученых нитей. Хотя стоимость синтетических сеток
в 2 раза выше бронзовых, затраты при их использовании сни-
жаются на 20—40% благодаря ряду преимуществ: ускорению
обезвоживания массы, возможности использования для промывки
.эффективных химикатов, увеличению срока службы до 8—30 недель.
Синтетические сетки используют иногда в качестве подкладных:
а) под металлическую сетку, надевая на гауч-вал и отсасывающие
ящики [70], б) под сукно II или III пресса. Отвод воды улуч-
шается, повышается сухость бумажного полотна. Замена рото-
белта синтетической сеткой способствует увеличению срока службы
основной сетки в 3—4 раза.
Обычные тканые сукна для прессовой части имеют массу 1 м2
700—1100 г и содержат, кроме шерсти, 20—30% синтетических во-
локон типа лавсан. Срок службы сукон на' I прессе 10—12 дней,
на II прессе 16—20 дней (на отдельных машинах — до 30 дней),
на III прессе 20—25 дней [70, 71].
Замена обычных сукон иглопробивными, содержащими 40—60%
синтетических волокон, позволила увеличить срок службы сукон
в 2—3 раза и повысить сухость бумажного полотна на 3—4%.
На желобчатых прессах скоростных машин иглопробивные сукна
работают до 30 суток. С целью улучшения условий работы по-
верхность иглопробивных сукон обрабатывают химикатами. В ми-
ровой практике иглопробивные сукна уже составляют около 50%.
Совсем недавно появились комбинированные сукна, предста-
вляющие собой сетку из монофиламентных волокон снизу и сукно
из полифиламентных нитей сверху. Срок службы таких сукон до-
стиг па втором отсасывающем прессе с давлением 70 кгс/см 95 су-
40
ток, а на втором прессе с желобчатым валом — 130 суток при ско-
рости машины 320 м/мин [72].
В сушильной части используют преимущественно хлопчато-
бумажные сукна, которые после надевания на цилиндры сшивают
нитями или металлическими заклепками. С целью повышения тер-
мостойкости к хлопку добавляют асбестовые или синтетические во-
локна (около 20%). Масса тканых сукон 1600—1800 г/.w2, срок
службы в среднем 160—180 дней.
В последнее время тканые сукна заменяют иглопробивными
с добавкой синтетических волокон, массой 1,3—2 кг/м2, используе-
мыми в первой половине сушильной части, и синтетическими сет-
ками из 100%-ного моноволокна, используемыми в середине
и конце сушки.
ГЛАВА III
БУМАГА ПОВЫШЕННОЙ РАСТЯЖИМОСТИ
СПОСОБЫ ПОВЫШЕНИЯ РАСТЯЖИМОСТИ
В течение последних 20 лет предпринимались неоднократные
попытки разработать способ повышения способности к удлинению
и эластичности мешочной бумаги. Обработка бумаги гигроскопи-
ческими веществами, например хлористым магнием, при помощи
щеточного увлажнителя не дала существенного эффекта.
Новые способы обработки бумаги жидким аммиаком, алкилена-
мином, газообразной или жидкой двуокисью азота, повышающие
способность к удлинению бумаги и работу разрыва почти в 2 раза
при одновременном уменьшении сопротивления излому и продавли-
ванию, не внедрены из-за сложности аппаратурного оформления.
Известен способ крепирования бумаги шабером на сушильном
цилиндре при влажности около 50%. По этому способу бумага
прижимается обрезиненным валом к твердой хорошо отшлифован-
ной поверхности крепирующего цилиндра, нагретого до 85—90° С,
и крепируется шабером. Твердость цилиндра 200 кгс/мм2 по Бри-
неллю, твердость резины прижимного валика 20—25 пунктов
по Пуссей-Джонсу. Давление прижима валика 30—40 кгс/см, дав-
ление шабера 1,5—2 кгс/см. Скорость машины не превышает 150—
200 м/мин. К сожалению, этот способ для мешочной бумаги мало-
пригоден из-за низкой производительности и снижения прочности
бумаги, несмотря на повышение удлинения.
Способ так называемого х (икс)-крепирования, согласно кото-
рому бумага проходит последовательно через два аналогичных
крепирующих цилиндра, шаберы которых расположены под углом
45° к оси машины, оказался непригодным из-за сложного регули-
рования и слишком низкой производительности [73].
Я. Н. Швецов [74] рекомендует пропускать мешочную бу-
магу через двухвальный тиснильный каландр. Благодаря тиснению
41
увеличиваются удлинение, сопротивление продавливанию и излому
бумаги в машинном направлении, а разрывное усилие уменьшается,
но дополнительная операция тиснения бумаги на узком каландре
снижает эффективность процесса изготовления бумаги.
По способу «Дуостресс» [75] бумага сначала крепируется шабе-
ром на сушильном цилиндре, а затем после подсушки проходит
через тиснильный пресс в сушильной части бумагоделательной ма-
шины. Крепирование поперек полотна происходит при сухости бу-
маги около 50%, тиснение вдоль полотна — при сухости 50—60%.
Тиснильный пресс состоит из нижнего обрезиненного вала
(твердость резины 35—40 пунктов по Пуссей-Джонсу) и верхнего
металлического вала, имеющего желобки по окружности и охлаж-
даемого водой. Давление между валами регулируется сжатым воз-
духом в пределах 4—13 к.гс]см. Скорость следующих сушильных
цилиндров снижается в соответствии с удлинением бумаги. В ма-
шинном направлении бумага приобретает удлинение до 15%,
в поперечном до 8%. Для размещения устройства «Дуостресс»
необходимо место, занимаемое тремя сушильными цилиндрами.
Рабочая скорость бумагоделательной машины при крепировании
может быть до 400 м/мин, хотя максимальная скорость по приводу
достигает 914 м/мин.
Способ «Дуостресс» используется лишь на нескольких пред-
приятиях в США и Италии, в том числе на машине шириной 7 м.
Наибольшее распространение получили слабое крепирование
бумаги на прессе бумагоделательных машин, работающих со сред-
ней скоростью, микрокрепирование и воздушная сушка на более
широких и скоростных машинах.
В Норвегии начали применять комбинированный способ повы-
шения удлинения бумаги на бумагоделательной машине: полотно
бумаги при влажности 35—40% подвергается микрокрепированию,
Таблица 5
Мешочная бумага повышенной растяжимости [76]
Наименование показателей бумаги Обычиая сушка Воздушная сушка яФлект‘ Микрокрепи- рованная ,Экспанда“ Комбини- рованная обработка
Разрывное усилие, кгс.
в машинном направлении 9,2 9,0 5,9 5,8
в поперечном направлении 4,8 4,1 4,8 4,2
Удлинение, %:
в машинном направлении 3,5 7,6 8,5 8,1
в поперечном направлении 5,0 11,1 6,3 9,7
Работа разрыва, кгс • мм-.
в машинном направлении 10 18 29 27
в поперечном направлении 8 14 11 13
42
затем высушивается до сухости 85% воздухом в камере «Флект»
и досушивается на цилиндрах. Ширина машины 4 м, максималь-
ная скорость 450 м!мин [76].
В табл. 5 представлены показатели мешочной бумаги 70 г!м2
из небеленой сульфатной целлюлозы, выработанной на машинах
разных конструкций. Воздушная сушка после микрокрепирования
позволяет иметь высокое удлинение (около 8%) бумаги в обоих
направлениях.
СЛАБОКРЕПИРОВАННАЯ БУМАГА
Слабокрепированная бумага обладает
нием в машинном направлении (5—15%) и
повышенным удлине-
применяется в непро-
питанном виде, а также с полиэтиленовым и иным покрытием для
изготовления 3—6-слойных бумажных мешков под минеральные
удобрения, пищевые про-
дукты, гигроскопические или
дорогостоящие химикаты и
другие сыпучие продукты.
Мешки из крепированной
бумаги обычно предназна-
чаются для сложных сме-
шанных перевозок на экс-
порт и па дальние расстоя-
ния.
Применение крепирован-
ной бумаги позволяет значи-
тельно увеличить прочность
бумажных мешков в усло-
Рис. 17. Схема крепирующих устройств на
прессе бумагоделательной машины:
/ — пресс; 2 — шабер крепирующий; 3 — щиток;
4— разгонный валик; 5 —бумага гладкая; 6 — бу-
мага крепированная
виях их эксплуатации, либо
уменьшить удельный расход волокна за счет снижения массы 1 м2
бумаги или сокращения числа слоев.
Первоначально для крепирования мешочной бумаги фирма
Вальдгоф (ФРГ) использовала действующие бумагоделательные
машины, имеющие III обратный пресс. Для этого верхний гранит-
ный вал пресса заменялся полированным металлическим валом и
на нем устанавливался шабер (рис. 17, а). Переход на выработку
крепированной бумаги осуществлялся на ходу без всяких затруд-
нений. Изменение соотношения скоростей прессовой и сушильной
части машины регулировалось либо при помощи конических шки-
вов, либо многомоторным приводом.
Фирма Лиддон и Блек Клаусон ЛТД (Англия) создала специ-
альную конструкцию прямого пресса, позволяющего вырабатывать
как гладкую, так и крепированную бумагу (рис. 17,6). Произво-
дительность машины 100 т*в сутки, ширина 4300 мм, рабочая ско-
рость 230 м/мин. Привод многомоторный.
В отличие от обычных прессов в данном случае верхний вал
III пресса обрезиненный, а нижний вал — металлический хро-
мированный. Крепирующий шабер из эбонита или текстолита
43
толщиной 20—30 мм (с фаской 0,8—1,2 мм) устанавливается под
углом 65° к вертикальной оси нижнего вала. Прижим шабера к валу
пневматический, давление воздуха 4,5 кгс/см2. Давление шабера
на вал 50—80 кгс/см. Шлифуется шабер 2 раза в смену вручную
и по мере надобности периодически па-станке. Для очистки вала
устанавливается дополнительный шабер.
Мокрое крепирование производится при сухости бумажного по-
лотна 28—35%. С целью быстрой фиксации крепа температура
первого сушильного цилиндра поддерживается более высокой, чем
обычно. Величина крепирования регулируется в первую очередь
соотношением скоростей крепирующего пресса и I группы сушиль-
ных цилиндров, скорость которых снижается. В табл. 6 указана
характеристика крепированной бумаги разных стран.
Таблица 6
Физико-механические показатели крепированной мешочной бумаги
Наименование показателей ПНР Англия ФРГ Финляндия
бумага непропи- танная бумага дублиро- ванная бумага ла- миниро- ванная ПЭ
Масса 1 м2, г Разрывное усилий", кге: 96-102 80,2 204 109 72-82 86-110
в машинном напра- влении 4,7-5,2 5,2 9,5 4,2 4,3-6,7 5,0-6,3
в поперечном на- правлении Удлинение, %: 3,5-4,2 3,7 7,7 4,8 2,6-4,0
в машинном напра- влении 6,1-7,5 5,7 5,9 3,9 6,7-9,5 7,0-10,3
в поперечном на- правлении Сопротивление раздира- нию, гс: 3,1-6,4 4,4 7,7 6,5 3,2-6,4
в машинном напра- влении 160-200 — — — — —
в поперечном на- правлении 190-230 — — — — —
Сопротивление продав- ливанию, KZCjCM2 2,1-3,2 2,2-3,0 5,2 2,4 2,4-3,2 2,2
В табл. 7 приведены показатели опытной мешочной бумаги, по-
лученной на экспериментальной бумагоделательной машине
в ВНПОбумпроме. Бумага как гладкая, так и крепированная, вы-
работана из сульфатной небеленой целлюлозы, размолотой до 26
и 35° ШР и проклеенной белым канифольным клеем.
44
Таблица 7
Физико-механические показатели опытной мешочной бумаги
Наименование показателей Вариант 1 Вариант 2 | Вариант 3
бумага иа массы 26° ШР бумага из массы 35° ШР
основа креп основа креп основа креп
Масса 1 ж2, г Разрывное усилие, кгс: в машинном напра- влении в поперечном на- правлении Нулевая разрывная длина, м: в машинном напра- влении в поперечном на- правлении Удлинение при разрыве, «/о: в машинном напра- влении в поперечном на- правлении Сопротивление раздира- нию, гс: в машинном напра- влении в поперечном на- правлении Сопротивление излому (число двойных пере- гибов) : в машинном напра- влении в поперечном на- правлении Сопротивление продав- ливанию, кгс/см2 Работа разрыва, кгс • мм: в машинном напра- влении в поперечном на- правлении Сопротивление растре- скиванию (среднее) Воздухопроницаемость, мл/мин Число ударов, выдер- жанных мешками 80,7 12,5 4,8 14130 7 100 2,3 5,6 , 100 146 9 100 800 3,2 32 35 64 650 10,5 87,5 4,6 2,9 8760 5790 13,3- 3,7 150 165 2900 30 0,6 68 15 33 3,0 73,8 13,1 3,6 12 820 7 500 2,2 6,3 93 107 5 200 2 460 3,0 32 29 64 290 8,4 79,2 5,0 3,6 7660 6060 12,4 6,0 142 194 1110 НО 1,2 69 28 50 10,2 76,2 12,9 4,7 12 950 9 370 2,4 6,3 102 117 6900 2640 3,8 35 38 73 230 12,5 87,3 6,2 4,9 7330 6870 12,4 5,8 146 204 3900 450 1,7 80 37 50 17,8
45
Из табл. 7 видно, что благодаря дренированию удлинение бу-
маги в машинном направлении увеличилось до 12—13%. Значи-
тельно возросло сопротивление раздиранию. Одновреме'нно более
чем в 2 раза уменьшилось разрывное усилие (и нулевая разрыв-
ная длина), а также сопротивление продавливанию, резко упало
сопротивление излому, особенно в поперечном направлении. При
этом прочность мешков из массы, размолотой до 35° ШР, значи-
тельно увеличилась, а из слабо размолотой массы (26° ШР) —
уменьшилась. Работа разрыва благодаря крепированию увеличи-
лась почти в 2 раза в машинном направлении и практически не
изменилась в поперечном у вариантов 2 и 3, но резко уменьшилась
в варианте 1 (масса 26°ШР). Сопротивление растрескиванию
после крепирования снизилось во всех случаях.
Значительное снижение разрывного усилия, сопротивления из-
лому и нулевой разрывной длины после крепирования бумаги, по-
видимому, обусловлено повреждением волокон и связей между
ними. Слабая разработка волокна при низкой степени помола
массы не обеспечивает достаточной прочности связей между во-
локнами и необходимой эластичности волокон. Поэтому при кре-
пировании не сохраняется требуемая структура бумажного по-
лотна, и число ударов, выдерживаемых мешками из такой бумаги,
невелико. Повышение степени помола массы влечет за собой уве-
личение эластичности волокон и возрастание количества и проч-
ности связей между ними при отливе бумаги. При крепировании
такой бумаги получается иной результат: эластичное полотно
повреждается шабером меньше, чем в первом случае, и прочность
мешков благодаря крепированию бумаги возрастает.
Эффективность изготовления и использования крепированной
мешочной бумаги относительно невелика из-за низкой рабочей ско-
рости бумагоделательной машины и ухудшения условий сушки не-
ровной бумаги, затруднений при поверхностной обработке, сни-
жения печатных свойств бумаги и осложнений при изготовлении
мешков.
МИКРОКРЕПИРОВАННАЯ БУМАГА
Свойства микрокрепированной бумаги. Микрокрепированная
бумага отличается очень мелким крепом, почти незаметным для не-
вооруженного глаза, и повышенным удлинением (8—12%) в ма-
шинном направлении. Она легко подвергается различной обработке,
например дублированию битумом, покрытию полиэтиленом и дру-
гими полимерами. Применяется микрокрепированная бумага пре-
имущественно для изготовления мешков, а также для упаковки
различного оборудования и в качестве прокладочного материала.
Появились сведения об изготовлении микрокрепированной бумаги
для печати.
Из табл. 8 и 9 видно, что благодаря микрокрепированию уве-
личивается не только удлинение бумаги в машинном направлении,
но и работа разрыва, несмотря на значительное уменьшение раз-
46
рывного усилия. В поперечном направлении значительно повы-
шается только сопротивление раздиранию, а остальные показатели
практически мало изменяются. Отмечается небольшое увеличение
воздухопроницаемости.
Таблица 8
Влияние микрокрепирования на свойства мешочной бумаги
(по X. Ворбсу) [77]
Наименование показателей Европейская бумага * Североамериканская бумага ** Бумага с добав- лением 55% багассы
X я аэ а. микрокрепиро- ванная
бычная 1 <и , * « О и сх о S S’® к к 3 о с р, О 5 5! 5 и 03 о X к Я о® бычная крокре- ирован- ая
о See о о еС о з’= =
Масса 1 м2, г 80 80 81 81 68 90 100 100
Толщина, мам — — 130 124 — — — —
Разрывное усилие, кгс: в машинном напра- 9,3 7,8 8,7 6,2 4,0 6,5 10,7 6,3
влении 9 поперечном на- 6,0 5,0 5,4 5,0 3,7 3,5 4,6 4,4
правлении Удлинение, °/о: в машинном напра- 3,2 10,8 1,9 9,6 8,9 9,1 2,0 9,7
влении в поперечном на- 6,0 7,3 4,2 5,6 5,9 6,3 2,6 3,0
правлении Сопротивление раздира- нию, гс: в машинном напра- 130 136 ПО 115 102 108
влении в поперечном на- — — 150 172 128 156 128 142
правлении Работа разрыва (Инст- рон), кгс • мм: в машинном напра- 16,2 48,6 6,2 25,0 14,5 22,0 5,3 14,3
влении в поперечном иа- 26,5 24,6 10,7 12,5 10,2 11,7 3,3 4,3
правлении Воздухопроницаемость, 260 240 — — — — — —
мл /мин То же, с/100 см3 — — 7 9 10 >500 — —
Относительная влажность воздуха при испытании: * — 65%; ** — 50%.
При исследовании свойств бумаги, полученной микрокрепиро-
ванием на устройствах с резиновым полотном или валиках «Экс-
панда», принципиальной разницы не обнаружено.
47
Таблица 9
Характеристика микрокрепированной мешочной бумаги
Наименование показателей Бумага непропитанная Бумага-основа для дублирования Бумага, покрытая ПЭ Слои мешка
I и III 1 2 3
« — « я « й к •& S <у л 2 Ч Ч к <1) Я 'ОО Q X небеленая сульфат- ная ! бумага, дублиро- ванная би- 1 тумом |
Масса 1 л<2, г Разрывное усилие, кгс: 73,6 70,8 90 57 124 82 84 142
в машинном напра- влении 4,4 7,3 6,7 2,9 6,3 5,0 5,2 9,2
в поперечном на- правлении Удлинение, %: 3,7 4,7 5,6 2,3 6,4 4,6 5,4 6,2
в машинном напра- влении 9,0 8,3 12,7 8,1 12,4 7,8 8,0 6,9
в поперечном на- правлении 7,9 6,2 7,6 3,7 5,5 5,3 6,8 7,1
Сопротивление продав- ливанию, кгс!смг Сопротивление раздира- нию, гс: 2,5 2,8 4,0 1,7 4,1
в машинном напра- влении 116 80 136 56 — 152 141 192
в поперечном на- правлении Сопротивление излому: 128 100 160 76 — 162 146 184
в машинном напра- влении 1900 3300 4890 470 3580 630 1420 1720
в поперечном на- правлении 1500 2000 3400 100 2530 590 700 780
Воздухопроницаемость, мл/мин 350 350 260 505 0,4 400 440 8
Микрокрепированная мешочная бумага изготовляется главным
образом из сульфатной небеленой целлюлозы. Однако в связи
с повышением динам'ической прочности подвергать микрокрепиро-
ванию особенно рекомендуется бумагу, получаемую из низкока-
чественной целлюлозы, содержащей слабые или короткие волокна,
либо большое количество измельченных сучков [78].
Несмотря на высокие затраты при изготовлении мешочной бу-
маги, эффективность ее применения достигается благодаря повы-
шению прочности мешков при использовании слабой целлюлозы
или сокращением расхода волокна на мешок либо за счет сниже-
ния массы 1 м2 бумаги или сокращения числа слоев в мешке.
48
Технология микрокрепирования. В 1953 г. С. Л. Клует получил
патент в США на устройство для микрокрепирования бумаги,
а в 1957 г. производство бумаги марки «Клупак» уже было освоено
на бумагоделательной машине шириной 6,6 м [78]. В те же годы
фирма «Скотт Пейпа Компани» начала вырабатывать микрокрепи-
рованную бумагу на установке, получившей название «Экспанда».
По первому способу бумага деформируется между сушильным ци-
линдром и прижатым к нему бесконечным резиновым полотном
(рис. 18, 19, 20), а по второму способу — между двумя валами
разной твердости (рис. 21).
Самая большая машина, вырабатывающая бумагу «Клупак» по
лицензии фирмы «Клупак Инкорпорейшн», имеет ширину 7350 мм
и скорость 750 м/мин [79].
Конструкцию микрокрепирующих устройств выполняют таким
образом, чтобы на одной и той
рабатывать периодически либо
гладкую, либо микрокрепиро-
ванпую бумагу. При переходе
на выработку микрокрепиро-
ванной бумаги следует улуч-
шить очистку массы от песка,
узелков и других инородных
тел, уменьшить количество
массы на сетке пропорцио-
нально приросту удлинения бу-
маги, усилить краевые отсечки
на сетке и систему отделения
бумаги при смене рулонов.
Если работает машинный ка-
ландр, то бумага пропускается
же машине иметь возможность вы-
Рис. 18. Схема устройства с резиновым
полотном для микрокрепирования бумаги
только между двумя валами. При переходе на микрокрепирован-
ную бумагу производительность бумагоделательной машины сни-
жается в соответствии с величиной продольного удлинения.
Микрокрепирование резиновым полотном.
Устройство для микрокрепирования (рис. 18) располагается между
сушильными цилиндрами 7 в первой половине сушильной части
бумагоделательной машины. Резиновое бесконечное полотно 1
прижимается к нагретому (105—120° С) хромированному цилиндру
2 невращающимся валиком 3, поддерживаемым рядом опор по ши-
рине машины. Поверхность валйка из нержавеющей стали сма-
чивается эмульсией, подаваемой через спрыск 4. Прижим валика,
регулируется сжатым воздухом.
Резиновое полотно приводится в движение валиками 5, обли-
цованными резиной. Для охлаждения полотна и смазки исполь-
зуются спрыски 6, разбрызгивающие водяную эмульсию перед
валиками и на кромках, не покрытых бумагой.
Принцип микрокрепирования заключается в следующем. Ре-
зиновое полотно 7, попадая в зону 2 (рис. 19), деформируется:
внешняя поверхность резины растягивается, внутренняя сжимается.
4 Зак. 728
49
В зоне 3 внешние слои резины растягиваются еще больше из-за
давления прижимного валика 5. В зоне 4 при выходе из зазора
между валом 5 и цилиндром 6 происходит обратное явление и
наружные слои резины начинают сжиматься, а внутренние —•
растягиваться. Бумага, прижатая
к цилиндру резиновым полотном,
вместе с ним растягивается в зо-
не 3 и сжимается в зоне 4.
Влияние отдельных парамет-
ров процесса микрокрепирования
на свойства бумаги, по данным
О. Р. Фарбера, показано на рис. 20
[80]. Удлинение бумаги увеличи-
вается при повышении давления
прижима и угла обхвата цилин-
дра резиновым полотном, а также
при повышении температуры ци-
линдра. Увеличение влажности бу-
Рис. 19. Схема микрокрепирующего
узла типа «Клупак»
маги при входе в устройство и повышение скорости машины
влияют отрицательно на микрокрепирование. Появившаяся позже
облицовка цилиндра тефлоном позволила снизить сухость бумаги
25
30 35 АО А5 50
влажность бумаги %
I____I___I____I___I___L
О 10 _ 20 30 НО 50
Линейное давление, кес/см
। । ।______I_____I___। 1
на входе с 65 до 55%, что создало
возможность вырабатывать микрокре-
пировапную бумагу односторонней
гладкости с поверхностной проклейкой
и даже мелованную.
Для повышения гладкости поверх-
ности сушильного цилиндра применя-
ют силиконовое масло, которое сме-
шивают с водой в соотношении 1 : 100
и разбрызгивают через форсунки при
помощи сжатого воздуха. Распылен-
ная смесь оседает тонким слоем на
поверхности цилиндра, а остаток по-
ступает в сборник с обратным стоком.
010 20 АО 60 80 100
Угол обхвата, град
_1 I____I_____I__1 1
АО 60 80 100 120 1А0
Температура цилиндра^ °C
0 75 225 375 525 675
Скорость бумаги, м{мин
Рис. 20. Влияние условий микрокрепирования
на удлинение бумаги:
1 — влажность бумаги; 2 — линейное давление ленты;
3 — угол обхвата цилиндра резиновой лентой; 4 —
температура поверхности цилиндра; 5 — скорость бу-
мажного полотна
Большая часть воды испаряется и практически не влияет на влаж-
ность бумаги.
Расход силикона должен быть увеличен при снижении массы
1 м2 бумаги и при использовании слабой и коротковолокнистой
целлюлозы. В случае выработки бумаги с массой 1 м2 выше 80 г
применение силикона не обязательно.
50
Резиновое бесконечное полотно изготавливается из специаль-
ной резины твердостью 50 ед. по дюрометру. Ширина резинового
полотна превышает ширину бумаги. Толщина нового полотна со-
ставляет 25 мм, а после многократного шлифования — не менее
15 мм. Внутри резины имеется прокладка для увеличения проч-
ности и усиления эффекта микрокрепирования. В результате ре-
гулярного шлифования, профилактики и мелкого ремонта срок
службы резины удалось увеличить со 120 до 2000—4000 рабочих
часов.
Привод микрокрепирующего устройства соответствует другим
приводным группам машины. Кроме того, предусмотрен дополни-
тельный привод, который используется при буксовании резино-
вого полотна, охлаждении и нагревании устройства. В случае от-
ключения электрического тока в сети предусмотрен аварийный
электрогенератор с автоматическим включением, снабжающий то-
ком вспомогательный привод и
моторы, приводящие в движение
валики, ведущие резиновое по-
лотно. Этим предотвращается
подгорание резинового полотна
на остановленном горячем ци-
линдре [77].
Микрокрепирование
валами. Устройство «Экспан-
да» (рис. 21) состоит из двух ва-
лов, подобных обычному мокрому
Прессу, размещающихся между Рис. 21. Схема двухвального микро-
сушильными цилиндрами 1 бума- крепирующего устройства
годелательной машины [63, 77,78].
Наиболее благоприятная сухость бумаги 2 70% при прохождении
над разгонным валиком 3 в зазор между валами 4, 5.
Нижний вал 4 металлический гладкий, обогревается паром и
приводится в движение от основного мотора. Верхний вал 5 имеет
толстую резиновую рубашку твердостью 40—70° по Шору,
охлаждается водой, приводится в движение от нижнего вала и,
кроме того, притормаживается специальным генератором. Края
валов, не покрытые бумагой, охлаждаются и смачиваются через
спрыски 6.
Верхний вал очищается от резиновой пыли при помощи щетки
8, нижний вал постоянно очищается шабером 7 и полируется. При
шлифовке на станке удаляется 1—2 мм резины через 300 ч ра-
боты. Постепенно срок службы покрытия удалось увеличить до
5000— 10 000 ч. Необходимая деформация бумаги достигается
определенным удельным, давлением при прессовании и изменением
соотношения скоростей обоих валов. Резиновое покрытие верхнего
вала сдавливается и расширяется так же, как резиновое полотно
на устройстве, описанном выше. В результате свойства бумаги
после обоих микрокрепирующих устройств получаются достаточно
близкими.
4*
51
Рабочая скорость машин с устройством «Экспанда» 300—
460 м/мин. Однако расход энергии при такой скорости на 40%
выше, чем у аналогичных машин, снабженных установками с ре-
зиновым полотном. Усовершенствованное двухвальное устройство
типа «Тенекс», для выпуска микрокрепированной бумаги, уста-
новленное на предприятии «Скогхолл» (Швеция), имеет видоиз-
мененный привод, регулируемый с помощью тиристоров. Преиму-
ществом двухвального устройства является компактность, простота
в обслуживании, но по сравнению с устройством «Клупак» оно
имеет следующие недостатки: более дорогой и сложный привод;
увеличенный расход электроэнергии; меньший срок службы резины
и необходимость частой шлифовки валов; ограниченная масса
1 м2 бумаги (в пределах 70—120 г/м2)-, повышенные затраты на
резину (в сопоставимых условиях стоимость резины на 1 т микро-
крепированной бумаги в 2 раза выше).
Новое устройство «Компактор» шириной 1,5 м предназначено
для изготовления изотропной бумаги с повышенным удлинением
в обоих направлениях и представляет собой две одинаковые уста-
новки с резиновым полотном, у которых линия сдавливания рас-
положена под углом 45° к направлению движения бумаги.
Бумага после прохождения через обе установки, расположен-
ные последовательно, приобретает одинаковое удлинение в обоих
направлениях, но разрывная длина в машинном направлении
остается более высокой (2,3:1).
СУШКА БУМАГИ В КАМЕРЕ
НА ВОЗДУШНОЙ ПОДУШКЕ
Впервые сушка мешочной бумаги на воздушной подушке в ка-
мере фирмы «Свенск Флект-фабрикен» была осуществлена
в 1964 г. после реконструкции бумагоделательной машины на
предприятии Гэлве фирмы «Корснэс-Марма» в Швеции. Следую-
щая сушилка была установлена в Японии («Дайшова Сейши КК»)-
В 1968 г. также на предприятии «Корснэс-Марма» начала работать
новая машина № 4 с сушильной камерой, сконструированной
с учетом опыта эксплуатации первых машин [82]. Характеристика
указанных машин приведена в табл. 10.
Чтобы свести до минимума возможность обрывов бумаги, осо-
бенно нежелательных из-за сложности заправки полотна в сушиль-
ную камеру, бумажная масса перед машинами тщательно очи-
щается. Усилена прессовая часть машин. Обе машины фирмы
«Корснэс-Марм^а» снабжены пересасывающим устройством в ком-
бинации с первым прессом (юни-пресс) [83]. Кроме того, на ма-
шине № 3 имеется второй пресс типа «Фабрик» (с подкладной сет-
кой), а на машине № 4 — второй пресс прямой с желобчатым ва-
лом и третий обратный пресс также с желобчатым валом. Сухость
полотна после прессовой части 33—34%.
Сушильная часть бумагоделательной машины № 4 включает
20 цилиндров, диаметром 1,5 м, закрытую камеру и 8 досушиваю-
52
Таблица 10
Характеристика бумагоделательных машин с камерой воздушной сушки [82]
Наименование показателей Машины фирмы „Корснэс-Марма* (Швеция) Машина „Дай- шова Сейши КК“ (Япония)
№ 3 № 4
Производительность нетто, т в сутки 200 350 180
Обрезная ширина, лгле 4570 6500 3150
Скорость по приводу, MfMUH 750 760 750
Скорость рабочая, м/мин 500 150-760 500
Сухость до сушилки «Флект», °/о 50 60 53
Сухость после сушилки, % 85 85 85
Количество испаренной воды, кг/ч 6700 7000 5150
Давление пара, кгс/сл2 3 4,7 3,2
Расход тепла, ккал;кг воды 684 684 684
Установленная мощность, кВт 320 500 295
Расходуемая мощность, кВт 272 330 220
Количество ярусов сушки, шт. 13 7 13
Длина яруса, м 22,5 22,5 20
Габаритные размеры сушильной ка-
меры, м:
длина - 25,2 26,5 23
ширина 8,7 11,1 7,0
высота 5,7 5,1 4,5
щих цилиндров. Камерная сушилка (рис. 22) состоит из одинаковых
ярусов, расположенных друг над другом. Каждый ярус содержит
восемь паровых батарей, оснащенных вентиляторами на лицевой
и приводной сторонах машины.
Подогретый воздух, подаваемый вентиляторами 1 через ка-
меру 2 по воздуховодам <3, поступает в распределительные ка-
налы 4, снабженные отверстиями типа жалюзи 7, откуда выходит
с высокой скоростью, обдувает бумажное полотно 5 и через сетки 6
между воздуховодами направляется с меньшей скоростью в бли-
жайший нижний ярус. Далее воздух поступает на подогрев к ба-
тареям 8 и снова подается по воздуховодам к бумажному полотну,
приводимому в движение валиками 9.
Через специальные отверстия в распределительных воздухово-
дах часть циркулирующего воздуха вертикально выдувается
на бумагу, движущуюся в нижнем ярусе. Около 20% этих отвер-
стий снабжено заслонками с пневмоприводом для регулировки
сухости бумаги поперек полотна.
Все вентиляторы внутренней циркуляции связаны друг с другом
системой каналов 4 и отключаются парами одновременно на пе-
редней и задней стенках сушильной камеры. Влажный отработан-
ный воздух отсасывается из верхней части сушилки и исполь-
зуется в теплообменнике для подогрева холодного воздуха и воды.
Сухой воздух засасывается из помещения в количестве, не превы-
шающем 5% от общего объема циркулирующего в камере воздуха,
53-
и через теплообменник направляется в нижнюю часть сушильной
камеры.
В каналы 4 воздух нагнетается с торцов и распределяется че-
рез отверстия, направленные попеременно в противоположные от
общей оси стороны, чтобы избежать увеличения натяжения бумаж-
ного полотна в машинном направлении. Бумажное полотно дви-
жется над каналами 4 на определенном расстоянии (около 2 мм)
при скорости воздуха, выходящего из отверстий, 20—36 м/с. По-
стоянное натяжение полотна на выходе из сушилки обеспечивается
Рис, 22. Схема камеры для сушки бумаги на воздушной подушке
сбалансированным маятниковым валиком и контролируется через
телевизионную установку.
Заправка бумаги на сушильные цилиндры осуществляется при
помощи канатиков, а в камере — при помощи двух транспортер-
ных лент, двигающихся вдоль лицевой стороны. С верхнего яруса
в нижний бумага поступает через поворотные приводные валики,
скорость которых должна соответствовать величине усадки бумаги
в процессе сушки.
Несоответствие скорости валиков и скорости усадки бумаги
приводит к образованию складок, боковых смещений полотна, об-
рывов. Колебания усадки могут вызываться колебаниями сухости
бумажного полотна перед сушильной камерой.
К недостаткам сушилки «Флект» следует отнести сложность за-
лравки бумаги при обрывах, высокую чувствительность к неболь-
шим колебаниям влажности бумаги перед сушилкой, сложность
54
регулирования скорости поворотных валиков в соответствии со
скоростью сушки бумаги.
Результаты испытаний мешочной бумаги, высушенной на воз-
душной подушке, приведены в табл. 11. В этой же таблице для
сравнения приведены показатели отдельных образцов других ви-
дов мешочной бумаги, выработанной на разных предприятиях.
Таблица 11
Характеристика мешочной бумаги повышенной растяжимости
Наименование показателей Бумага после воздушной сушки Микрокрспиро* ванная бумага Обычная бумага
Масса 1 м2, г 70 71 70
Объемная масса, г [см* 0,60 0,64 0,60
Разрывное усилие, кгс: в машинном направлении 8,2 7,3 8,6
в поперечном направлении 4,4 4,7 4,1
Удлинение, %: в машинном направлении 4,7 8,3 2,9
в поперечном направлении 8,3 6,2 5,8
Сопротивление раздиранию, гс: в машинном направлении 90 80 86
в поперечном направлении 104 100 90
Сопротивление излому; в машинном направлении 3300 3300 2700
в поперечном направлении 2600 2000 1700
Сопротивление продавливанию, 2,9 2,8 2,4
к.гс/см2 Воздухопроницаемость, мл/мин 210 350 290
Благодаря воздушной сушке и свободной усадке удлинение и
сопротивление раздиранию мешочной бумаги увеличиваются, но
разрывная длина несколько снижается. Поверхность бумаги ста-
новится более шероховатой, чем после сушки только на цилинд-
рах. Прочность мешков из такой бумаги повышается.
ГЛАВА IV
БУМАГА, ОБРАБОТАННАЯ БИТУМОМ
СВОЙСТВА И ПОДГОТОВКА БИТУМА
Существует несколько видов мешочной бумаги, обработанной
битумом и используемой главным образом для мешков под мине-
ральные удобрения и цемент. Это пропитанная, лакированная,.
55.
дублированная и армированная бумага, защитные свойства кото-
рой соответственно характеризуются паропроницаемостью более
200; 20; 4—8 и 4—10 г/лг2 за 24 ч.
Широкое применение битума обусловлено его хорошими плен-
кообразующими и склеивающими свойствами, низкой стоимостью
и недефицитностью. Битум повышает паро- и водонепроницаемость
бумаги и придает ей водоотталкивающие свойства. Наибольший
эффект достигается при дублировании (склеивании), наимень-
ший при пропитке бумаги.
В зависимости от условий применения к битуму предъявляются
разные требования и поэтому стандартные битумы перед употреб-
лением подвергаются предварительной обработке. К основным не-
достаткам битума относятся хрупкость на морозе и непригодность
для контакта с пищевыми продуктами.
В связи с развитием промышленности полимеров и усовершен-
ствованием техники нанесения их на бумагу значение битумов
в повышении защитных свойств бумаги постепенно уменьшается.
Однако в ближайшие годы намечается ввод в эксплуатацию но-
вого, более совершенного оборудования для дублирования бумаги
на отечественных предприятиях и увеличение выпуска мешков
с дублированными слоями для минеральных удобрений и гигро-
скопических химикатов.
Нефтяные битумы представляют собой коллоидную систему,
подразделяющуюся на три основные группы веществ: масла,
смолы, асфальтены. Химический состав битумов меняется в зави-
симости от месторождения нефти и условий ее переработки и до
сих пор недостаточно изучен.
Использование смеси гудронов разных месторождений на неф-
теперерабатывающих заводах вызывает значительные колебания
свойств готовых битумов, и они зачастую не удовлетворяют требо-
ваниям бумажной промышленности.
Легкоплавкие битумы с температурой размягчения до 45° С по
методу «кольцо—шар» (КиШ) обладают очень высокой липко-
стью и используются в смеси с маслом для битумирования бу-
маги, либо для получения тугоплавких марок битума.
Битумы с высокой температурой размягчения, необходимые для
лакирования и дублирования (склеивания) бумаги, получаются
при окислении гудронов или легкоплавкого битума за счет изме-
нения компонентного состава. В табл. 12 приведена характеристика
различных битумов, используемых в бумажной промышленности.
Приготовление битумно-масляной смеси для битумированной
бумаги. Битумно-масляная смесь состоит из легкоплавкого битума
с температурой размягчения по КиШ 45° С и 35—45% индустри-
ального масла марки 45 вязкостью 38—52 сСт. Температура
вспышки масла не ниже 180° С.
Легкоплавкий битум, поступающий по железной дороге в спе-
циальных емкостях, выгружается в битумоприемник, где плавится
при температуре 90—100° С и перекачивается насосом в обогревае-
мые резервуары для хранения в жидком состоянии.
-56
Таблица 12
Характеристика битумов, используемых для производства мешочной бумаги
Наименование показателей Битумы
марки БНД 60/90 (ГОСТ 11954-66) марки БН-Ш 1 (ГОСТ 1544-52) марки БН-IV (ГОСТ 6617-56) марки БН-V (ГОСТ 6617-56)
Глубина проникания иглы, мм~': при 25° С (100 г, 5 с) при 0° С (200 г, 60 с) Растяжимость при 25° С, см 61-90 41-80 21-40 5-20
20 — — —
>50 >40 >3 >1
Температура размягчения, °C >48 >45 > 70 >90
Температура хрупкости, °C < -15 — Не нормируется
Глубина проникания иглы в остаток после прогрева в течение 5 ч при 160° С, % от первоначального зна- чения 80 60 40 40
Содержание водорастворимых ве- ществ, «/о € 0,3 <0,3
Температура вспышки, °C Потеря в массе при 160° С через 5 ч, >200 > 200 >230 >230
— < 1,0 <1,0 < 1,0
% Содержание влаги, °/о — Сле ;ды
Применение Пропитка Дублиро- Лакиро-
1 вание вание
Масло через мерники закачивается в бак, снабженный мешал-
кой, и нагревается до 100—110° С. В горячее масло из битумохра-
нилища подается насосом битум и перемешивается при 100—110° С
в течение 30 мин. Готовая смесь самотеком сливается в обогревае-
мый резервуар с постоянной циркуляцией, откуда при помощи на-
соса распределяется по расходным бачкам пропиточных машин.
Температура смеси поддерживается на постоянном уровне 100—
1110° С.
Масло добавляется в битум для снижения его вязкости и
липкости до требуемого уровня. Содержание масла в битумной
смеси можно контролировать по объемной массе смеси при темпе-
ратуре 60° С или условной вязкости при 120° С [84].
Окисление битума для лакированной и дублированной бумаги.
Легкоплавкий битум из битумохранилища подается насосом при
80° С в аккумуляторы, где происходит обезвоживание и нагрев
битума до 95° С. Из аккумуляторов битум через трубчатые печи,
обогреваемые мазутом, при 150° С направляется в конверторы,
в которых он нагревается или охлаждается при помощи масла,
циркулирующего в змеевике, и окисляется воздухом, подаваемым
при давлении 2 кгс/см2 через барботер.
57
При окислении битум разогревается до 180—250° С. Образую-
щиеся при этом легколетучие вещества отсасываются вентилято-
ром и через скруббер выбрасываются в атмосферу. При окислении
битума в зависимости от условий и природы сырья возможны пре-
вращения масел непосредственно в асфальтены или переход ма-
сел в смолы с дальнейшим окислением их до асфальтенов.
Увеличение расхода воздуха по отношению к битуму приводит
к преимущественному расходованию спирто-бензольных смол, а по-
вышение температуры процесса — к активному окислению масел
(табл. 13). Благодаря окислению изменяется природа компонен-
тов [85].
Таблица 13
Компонентный состав битумов, окисленных до температуры размягчения 90° С
Наименование компонентов Исходный состав (КиШ 34° С) Температура окисления, °C
275 225
Расход воздуха, л/мин кг
2,5 6,2 10 6,2
Углеводороды (масла), %: 53,4 37,5 40,4 42,5 43,0
парафино-нафтеновые 21,6 19,8 19,9 20,2 21,0
моноцикло-ароматические 14,1 9,7 11,0 11,3 11,0
бицикло-ароматические 17,7 8,0 9,5 11,0 11,0
Смолы, °/о: 38,4 32,9 31,3 30,3 18,0
бензольные 18,3 18,9 19,5 19,8 19,0
спирто-бензольные 20,1 14,0 11,8 10,5 9,0
Асфальтены, % 8,2 29,6 28,3 27,2 29,0
В случае окисления при температуре ниже 200° С кислород на-
капливается в органической массе битума, а при повышении тем-
пературы окисления до 250° С происходит дегидрирование битума
и 80—90% кислорода расходуется на образование воды. Окисле-
ние битума всегда сопровождается выделением тепла (50—
250 ккал/кг) и летучих кислородсодержащих продуктов.
Регулируя расход воздуха и температуру окисления, в боль-
шинстве случаев можно получить битум с требуемыми свойствами
из различного сырья.
Для лакирования бумаги необходимы битумы, содержащие ас-
фальтены с разветвленной или нитеобразной пространственной
структурой и сравнительно немного масел. Асфальтены такого типа
повышают температуру размягчения, но сохраняют эластичные
свойства битума.
С целью снижения липкости битум окисляют до более высокой
температуры размягчения (90—100°С), а затем для снижения
вязкости и хрупкости к такому тугоплавкому битуму добавляют
58
парафин (CnH2n+2). Парафин уменьшает температуру размягчения
и увеличивает глубину проникания иглы, или пенетрацию смеси:
Состав смеси, ®/о:
битум ......................100
парафин ..................... 0
Температура размягчения, °C. . . . 91,5
85 80
15 20
66,5 65-68
Глубина проникания иглы, .ti.tr1 . . 14 19 20—22
При значительных добавках парафина (15—20%) начинается
коагуляция асфальтенов, так как они в парафине не растворяются.
При длительном нагревании
битумно-парафцновой смеси при
высокой температуре (159—
200° С) происходит частичное ис-
парение парафина и окисление
битума кислородом воздуха, в ре-
зультате чего выделяются газо-
образные продукты и свойства
смеси меняются: повышается
температура размягчения, снижа-
ется пенетрация (рис. 23).
Для дублирования бумаги
желательно иметь битум, содер-
жащий минимум парафинов, но
значительное количество смол,
чтобы обеспечить прочное и эла-
стичное склеивание бумаги. Для
получения такого битума Д. А.
Розенталь рекомендует при оки-
слении использовать хлорное же-
лезо, являющееся катализатором,
ускоряющим процесс в 3—4 ра-
за [85]. Хлорное железо взаимо-
действует с битумом и быстро раз-
лагается на хлористый водород и
окись железа. При этом не исклю-
чена возможность образования
металлоорганических соединений,
Время, v
Рис. 23. Влияние термообработки на
свойства битумно-парафиновой смеси:
1 — битум БН-IV; 2 — битум БН-V; 3 — 80%
битума БН-У+20% парафина; 4 — парафин
входящих в состав асфальтенов.
Битум, окисленный в присутствии хлорного железа, содержит ас-
фальтенов меньше, но молекулярная масса этих асфальтенов
в два раза выше, чем обычно.
Небольшое количество хлорного железа (около 0,5% к массе
битума) позволяет получить более пластичный битум с лучшими
клеящими свойствами и повышенной пенетрацией при меньшей
температуре хрупкости. Добавки свыше 1 % хлорного железа вы-
зывают уже довольно резкое изменение качества битума, неже-
лательное для бумажной промышленности.
59
Склеивающую способность, эластичность и морозоустойчивость
битума повышают полимеры, добавляемые к нему перед употреб-
лением, например синтетический каучук, полиэтилен, полиизобу-
тилен, сополимеры этилена с винилацетатом [86, 87].
БУМАГА-ОСНОВА
Для битумирования и лакирования применяется обычная ме-
шочная бумага, характеристика которой приведена в табл. 14.
Для дублированной и армированной мешочной бумаги может при-
меняться одинаковая бумага-основа односторонней гладкости мас-
сой 45—50 г/.и2 (см. табл. 14) или микрокрепированная бумага
аналогичной массы 1 м?.
Таблица 14
Физико-механические показатели мешочной бумаги-основы
Наименование показателей
Основа для дублирова-
ния и армирования
Основа для битумиро-
вания и лакирования
Масса 1 м2, г
Толщина, мкм
Разрывное усилие, кгс:
в машинном направлении
в поперечном направлении
Удлинение, %:
в машинном направлении
в поперечном направлении
Сопротивление раздиранию, гс:
в машинном направлении
в поперечном направлении
Сопротивление излому (число двой-
ных перегибов):
в машинном направлении
в поперечном направлении
Сопротивление продавливанию,
кгс/см2
Воздухопроницаемость, мл/мин
Проклейка, мм
Влажность, °/о
1,4
200-400
>1,25
7-9
74-82
140-170
8,0-10,5
3,5-5,5
80-140
90-160
2500-5200
1000-2500
2,4-3,5
200-600
Намотка рулонов должна быть плотной и ровной. Склейка кон-
цов бумаги в рулонах обязательна. Основа должна изготовляться
из 100%-ной сульфатной небеленой целлюлозы, используемой для
выпуска обычной мешочной бумаги. Желательно иметь в целлю-
лозе минимальное количество костры и тяжелых загрязнений.
Подготовка массы осуществляется по схеме, изображенной на
рис. 11. Целлюлоза размалывается до 45—50° ШР и проклеивается
канифольным клеем по общепринятому способу. Бумага односто-
60
ронней гладкости отливается на бумагоделательной машине, осна-
щенной большим сушильным цилиндром (диаметром 4—6 м).
Основные параметры технологического режима и изготовления
бумаги-основы для дублирования и армирования следующие:
Концентрация массы, %:
до мельниц ................................... 2,5—3,5
после мельниц................................. 2,0—3,0
в напорном ящике . . :........................0,28—0,35
Степень помола массы, СШР:
до мельниц ....................................14—18
после мельниц..................................45—52
в напорном ящике...............................70—75
Показатель средней длины волокна, дг:
до мельниц.....................................> 200
после мельниц.................................100—155
в напорном ящике..............................90—120
Скорость бумагоделательной машины, м/мин......... 180—200
Вакуум на отсасывающих валах, мм рт. ст.-.
гауча ............................................ 300—400
I пресса...................................... 350—450
II пресса .................................... 400 - 500
Сухость бумажного полотна, °/и:
после отсасывающих ящиков...................... 9—11
после гауч-вала...............................13—15
после I пресса...............................23—24
после II пресса..............................27—28
после III пресса..............................29—30
до лощильного цилиндра.........................45—50
после лощильного цилиндра......................70—85
на накате......................................92—94
Температура сушильных цилиндров:
№ 1 3 6 9 12 15 17
°C 70 80 92 100 93 85 75
НИТИ ДЛЯ АРМИРОВАНИЯ БУМАГИ
Для армирования различных видов бумаги применяют вискоз-
ные, стеклянные, капроновые, хлопчатобумажные и джутовые нити.
При одинаковой прочности указанные нити отличаются толщиной,
удлинением и степенью электризации. Минимальным удлинением
и наибольшей хрупкостью обладают стеклянные полифиламентные
нити, максимальным удлинением и высокой электризуемостью —
капроновые. Для повышения прочности армированной бумаги
удлинение нитей должно соответствовать удлинению бумаги-ос-
новы. Наиболее подходящими для армирования мешочной бумаги
оказались вискозные кордные нити № 5,45. Длина нитей в бобине
0,9—1,5 кг колеблется в пределах 5—8 тыс. м, что вызывает необ-
ходимость частой замены бобин, а это весьма нежелательно при
61
использовании вращающегося шпулярника. Технические показа-
тели нитей следующие:
Метрический номер ................................... 5,45
Удлинение при разрыве, % ............................ 9—14
Разрывное усилие одиночной нити, гс............... 7000—11 000
Неравномерность нити, %............................... 3—6
Разрывная длина, км.................................. 38,5
Число кручений на 1 м................................ 60—80
Кондиционная влажность, %.........................
Исследования показали целесообразность предварительного
парафинирования нитей в процессе намотки в бобины. Благодаря
парафинированию (2 % парафина к массе нитей) несколько сни-
жается удлинение нитей, уменьшается заряд статического электри-
чества, улучшаются условия сматывания.
ОБРАБОТКА БУМАГИ БИТУМОМ
Характеристика машин, используемых для обработки мешочной
бумаги расплавленным битумом, представлена в табл. 15. Машины
для пропитки бумаги могут обогреваться паром (2—2,5 кгс/см2).
Машины для односторонней обработки бумаги требуют более силь-
ного обогрева электричеством или нагретым маслом.
Таблица 15
Характеристика машин для обработки бумаги битумом
Наименование показателей Машины
пропиточная лакирующая и дублирующая армирующая и дублирующая
Рабочая ширина, мм 1040 1800 1040
Скорость машины, м/мин-.
по приводу 100 200 100
рабочая 60-100 80-150 20-40
Температура битума в ваннах, °C 90-110 180-200 180-200
Температура обогреваемых валов, °C — 70-100 70-100
Температура прессового вала, °C — 70-80 70-80
Давление воздуха на прессе, кгс/см2 — — 5-6
Температура охлаждающей воды, °C — 15 До 20
Расход, г/з«2:
бумаги-основы 80 2 слоя по 2 слоя по
45-50 45—50
нитей — 10-20
битума 15-25 15-40 35-45
Расход электроэнергии, кВт-ч/т 140 200 360
Мощность электродвигателей, кВт 15-30 —- 28
Мощность на обогрев бачков, ванн, Обогрев — 105
трубопроводов, кВт паровой
Габарит (Ibh), мм 9.5Х2.6Х 7,9X2,0Х 18,5Х2,6Х
Х3,5 Х2,0 Х4,5
62
Для обогрева используется тяжелое цилиндровое масло марки
«Вапор», имеющее вязкость 44—64 сСт при 100° С. Температура
застывания масла не выше —5° С, а температура вспышки в от-
крытом тигле не ниже 310° С. Масло нагревается в коллекторе до
170—200° С закрытыми электронагревателями и насосом через цир-
куляционную систему подается на обогрев трубопроводов, валов и
ванн машин.
Температура битума в баке, ванне, трубопроводах должна си-
стематически контролироваться по приборам и автоматически под-
держиваться на одном уровне, так как колебания температуры
приводят к неравномерному покрытию. Кроме того, при местных
перегревах (более 210° С) возможно самовозгорание битума. Слиш-
ком низкая температура повышает вязкость битума и может
явиться причиной появления дефектов в бумаге (неравномерной
толщины и неудовлетворительной склейки слоев). Уровень битума
в ванне поддерживается постоянным при помощи перелива и цир-
куляционного насоса, возвращающего избыток битума в бачок над
машиной, откуда битум поступает в ванну самотеком. Количество
подаваемого битума регулируется вручную.
Пропитка бумаги битумно-масляной смесью может осуществ-
ляться на самых простых машинах. Битум из бачка, установлен-
ного над машиной, самотеком поступает в ванну и наносится ку-
пающимся валиком на одну сторону бумаги. Избыток смеси сни-
мается ножевым шабером. Кромки бумаги шириной до 30 мм
битумом не покрываются для возможности склеивания полотна
бумаги в трубку в мешочном цехе. Расход битумно-масляной
смеси 15—25 г/м2 контролируется по разнице массы бумаги до и
после пропитки.
Покрытая битумом бумага огибает горячий цилиндр, на кото-
ром происходит частичная диффузия покровной смеси, и наматы-
вается в рулоны по 300 кг.
Лакированная бумага перед намоткой в рулоны, наоборот, хо-
рошо охлаждается воздухом и на холодильных цилиндрах, иначе
слои в рулонах могут слипнуться между собой.
При дублировании и армировании (рис. 24) бумага-основа
массой 45—50 г/м2 разматывается одновременно на двух раска-
тах 1 и подсушивается на горячих валах 2. Оба полотна бумаги
покрываются с одной стороны расплавленным битумом с темпе-
ратурой размягчения 75—85° С при помощи валиков 3, купающихся
в ваннах 4. Привес битума должен составлять 30—35 г/м2. Избы-
ток битума удаляется ножевым шабером 5. При помощи краевых
шаберов из стальной ленты на наносящем валике ограничивается
ширина кромок, не покрытых битумом. Количество битума, посту-
пающего в ванну самотеком из запасного бачка над машиной, под-
держивается вручную на постоянном уровне. Склеивание бумаги
происходит в горячем прессе 10, состоящем из двух металлических
валов. Дублирования бумага охлаждается при помощи холодиль-
ных цилиндров 11 и после обрезки кромок наматывается в рулоны
на накатке 12.
63
При использовании устройства для размотки и раскладки ни-
тей, созданного по проекту СКВ ВНПОбумпром [88, 89], армирую-
щие нити непрерывно сматываются с бобин 6, устанавливаемых
в количестве 48 или 96 шт. в два-четыре яруса на вращающемся
шпулярнике 7, проходят через цепь раскладчика 8, движущуюся
поперек машины, и укладываются в виде ромбической решетки на
покрытую битумом поверхность бумаги 9. Размеры ячеек решетки
18X18 или 36X36 мм. Далее оба полотна бумаги соединяются
непосредственно перед прессом 10, у которого нижний вал метал-
лический обогреваемый, верхний — обрезиненный с пневматиче-
ским прижимом.
Армированная бумага охлаждается воздухом, а также при по-
мощи холодильных цилиндров 11 и наматывается в рулоны на на-
Рис. 24. Схема машины для дублирования и армирования бумаги
кате 12. Следует отметить, что конструкция армирующей машины
подлежит совершенствованию.
Параметры технологического режима армирования приве-
дены в табл. 15. Концы бумаги в рулоне склеиваются либо бы-
стросохнущим клеем, либо липкой лентой.
Масса рулона дублированной и армированной бумаги не
должна превышать 500 кг. Намотка рулонов должна быть плот-
ной и равномерной, без выступов и впадин. Готовая бумага тран-
спортируется на тележках и хранится на торцах. Перед использо-
ванием на трубочных машинах бумага отлеживается не менее 2 ч.
Отходы бумаги уничтожаются.
БИТУМИРОВАННАЯ БУМАГА
Битумированная мешочная бумага представляет собой обыч-
ную мешочную бумагу массой 80 г/м2, пропитанную с одной сто-
роны битумно-масляной смесью. По сравнению с непропитанной
она обладает меньшей проницаемостью и предназначается для из-
готовления бумажных мешков, используемых для упаковки мине-
ральных удобрений и гигроскопических продуктов.
64
Как видно из табл. 16, после пропитки битумом, воздухопрони-
цаемость бумаги снижается в среднем до 50—75 мл!мин, а водо-
непроницаемость составляет более 2,5 ч по стандартному методу
коробочек. Однако битумно-масляная смесь не образует сплошной
пленки на поверхности бумаги и поэтому защитные свойства би-
тумированной бумаги сравнительно невелики.
Таблица 16
Характеристика битумированной и лакированной бумаги
Наименование показателей Битумированная бумага Лакированная бумага
предприятие предприятие
I II I II
Масса 1 м2, г 103+10 94+6 90-105 80
Масса битума (средняя), г/м2 25 15 15-25 12
Толщина, мкм 145-160 130—140 — —
Разрывное усилие, кгс: 8—9,5 7,8
в машинном направлении 9-11 9-10
в поперечном направлении 3,4-4,3 3,3-4,0 3,5-4,2 3,3
Удлинение, °/о:
в машинном направлении 2,0-2,9 1,8-2,2 1,8-2,2 2,0
в поперечном направлении 3,8-6,0 3,0-4,5 3,0-5,9 7,4
Сопротивление раздиранию, гс:
в машинном направлении 80—120 90-120 90-115 118
в поперечном направлении 90—130 100-125 110-155 132
Сопротивление излому (число двойных перегибов):
в машинном направлении 350-1100 300-1000 — 2800
в поперечном направлении 100-600 100-600 — 1100
Сопротивление продавливанию, 2,2—3,0 2,0—3,0 2,4-4,1 3,2
кгс!см2
Воздухопроницаемость, мл/мин 8-150 10-300 1,0-2,5 8
То же средняя, мл!мин 50 75 — —
Паропроницаемость за 24 ч, >200 4-20/100-
г/.+ >200 10/50*
Водонепроницаемость: по методу коробочек, ч >2,5 >2,5 -200* >16 >2,5
по гидростатическому ме- тоду при /7 = 300 мм
вод. ст., мин — 0-15 >30 —
* В числителе — для гладкой бумаги, в знаменателе — для согнутой.
В результате диффузии битумно-масляной смеси качество бу-
маги после хранения в течение нескольких дней немного изменя-
ется: увеличивается воздухопроницаемость, снижается механиче-
ская прочность; особенно сильно (почти в 2 раза) уменьшается
сопротивление излому из-за пластифицирующего действия масла.
5 Зак. 728
65
Так как битумированная бумага обладает сравнительно невы-
сокими защитными свойствами, она постепенно вытесняется дуб-
лированной и лакированной.
ЛАКИРОВАННАЯ БУМАГА
Лакированная бумага (см. табл. 16) представляет собой обыч-
ную мешочную бумагу массой 70 или 80 г/л/2, покрытую с одной
стороны тугоплавким битумом. Бумага предназначена для наруж-
ных или внутренних слоев мешков под минеральные удобрения и
другие химикаты.
Закрывая поры бумаги, битум снижает ее воздухопроницае-
мость до 1—5 мл/мин. При отсутствии сквозных отверстий бумага
долго не пропускает воду. Так как тугоплавкий битум не прони-
кает глубоко в бумагу после лакирования, прочность ее практиче-
ски равна прочности бумаги-основы. По сравнению с битумиро-
ванной защитные свойства лакированной бумаги значительно
выше, а прочность почти одинакова.
Покровный слой лакированной бумаги обладает более высо-
кой теплостойкостью (битум не проходит сквозь бумагу при тем-
пературе 40°С), но менее устойчив к действию холода. Морозо-
стойкость нормальной лакированной бумаги достигает —30° С, но
при увеличении толщины покровного слоя битум легко крошится,
и, если масса покровного слоя превышает 25 г/м2, морозостойкость
бумаги резко падает.
Для лакирования желательно подбирать бумагу-основу с мини-
мальной воздухопроницаемостью и невысокой влажностью. Битум
необходимо применять окисленный до температуры размягчения
90—110° С по КиШ (см. с. 57). Дополнительное регулирование
вязкости, липкости и эластичности битума возможно при добав-
лении парафина. Однако избыточное количество парафина (свыше
20%) влияет отрицательно на качество бумаги, так как теплостой-
кость покровного слоя уменьшается, и слои бумаги в мешке сли-
паются между собой, а защитные свойства лакированной бумаги
снижаются.
В связи со сложностью работы с тугоплавкими битумами, ог-
раничением скорости машины из-за повышения липкости покрытия
лакированная бумага выпускается в небольшом количестве. Пред-
почтение отдается дублированной бумаге.
ДУБЛИРОВАННАЯ БУМАГА
Дублированная бумага (табл. 17) предназначена для внутрен-
них слоев пароводонепроницаемых мешков под минеральные удо-
брения, ядохимикаты, гигроскопические сыпучие материалы, пере-
возимые смешанным транспортом. Использование дублированной
бумаги при температуре ниже —40° С нежелательно из-за низкой
морозостойкости битума.
66
Таблица 17
Дублированная мешочная бумага
Наименование показателей Предприятие
I * п III IV ** V
Масса 1 м2, г 155-190 104—144 140-180 142 110-135
Толщина, мкм 250-270 115-155 160-230 187 —
Разрывное усилие, кгс: в машинном направлении 10,2-13,0 7,0-15 9,5-10,5 9,2 12-17
в поперечном направлении 4,4-9,0 4,7-6,5 4,7-5,7 6,2 5,5-7,5
Удлинение, %: в машинном направлении 2,5-3,4 1,2-2,4 1,1-2,7 6,9 1,8-3,0
в поперечном направлении 2,8-6,3 2,0-4,8 8-10 7,1 3,0—5,5
Сопротивление раздиранию, гс: в машинном направлении 168-230 92-122 114-200 190 90-120
в поперечном направлении 228-270 104-142 128—232 184 110—160
Сопротивление излому (число двойных перегибов): в машинном направлении 860-1440 300-890 1120 1000-4000
в поперечном направлении 200-800 150-370 780 400-1500
Сопротивление продавлива- 5,2—6,6 3,2-4,7 2,6-4,1 4,5 4—5
нию, кгс/см2 Воздухопроницаемость, мл/мин Паропроницаемость за 24 ч, 1,3-1,6 15 7 0,8 4 5 1-5 7
г/м2 *** 60 35 30 20 20
Водонепроницаемость при >6 >6 >6 >6 >б
/7=500 мм вод. ст., ч
* Бумага-основа 65 г/.я2.
* * Основа микрокрепированная.
* ** Числитель — для гладкой бумаги, знаменатель — для согнутой.
В дублированной бумаге не допускаются участки бумаги-ос-
новы, не покрытые битумом, за исключением кромок, ширина кото-
рых должна быть минимально допустимой (10—15 мм). Дублиро-
ванная бумага не должна расслаиваться по месту склейки без
приложения механических усилий. Цвет дублированной бумаги
должен соответствовать цвету бумаги-основы. Битум не должен
проходить сквозь бумагу при температуре 40°С. С повышением
эластичности и прочности склейки возрастает число сбросов, вы-
держиваемых мешками из дублированной бумаги.
АРМИРОВАННАЯ БУМАГА
Армированная бумага используется в качестве наружного слоя
бумажных мешков, предназначенных для упаковки сыпучих про-
дуктов, транспортируемых в сложных условиях, или в мешках,
5*
67
заполняемых выпуклыми или относительно острыми мелкими изде-
лиями. В ряде случаев армированная бумага с одной или двух сто-
рон покрывается полиэтиленом, и сфера применения ее в качестве
упаковочного материала значительно расширяется.
В мировой практике существуют два основных способа армиро-
вания бумаги, отличающиеся тем, что в процессе склеивания двух
бумажных полотен между ними помещается либо готовая ткань
(или сетка), либо нити.
Ограниченная длина рулонов ткани (не более 1000 м) и ее
сравнительно высокая стоимость, обусловленные особенностями
текстильного производства, — главные недостатки этого способа
армирования. С ними связаны затруднения, возникающие при из-
готовлении из такой армированной бумаги мешков на современ-
ном высокоскоростном оборудовании (200 м)мин).
Обычно ткань с бумагой соединяется при помощи битума на
машинах, используемых для дублирования бумаги и снабженных
еще одним раскатом для размотки рулонов ткани. Поскольку
ткань имеет высокое удлинение, для соединения с нею рекоменду-
ется применять крепированную бумагу или бумагу повышенной
растяжимости.
Недавно для армирования бумаги стали применять нетканые
материалы из синтетических или стеклянных волокон. Запатенто-
ван способ армирования бумаги предварительно растянутой
тканью из синтетических волокон, удлинение которой снижено
с 14—18% До 4%, что соответствует удлинению бумаги [90]. Арма-
тура может состоять из перекрещивающихся нитей, изготовленных
из разных термопластичных материалов. Например, вдоль распо-
лагают нити из нейлона, поперек — из полихлорвинила. В местах
соприкосновения нити свариваются под воздействием тепла [91].
Возможен также вариант размещения между двумя слоями бу-
маги-основы готовой армированной нитями пленки из пластмассы
с последующей термообработкой [92].
Нетканый материал с прямоугольными ячейками из стеклово-
локна, где продольные и поперечные нити соединяются поливинил-
ацетатом, применяется для армирования упаковочной бумаги
различного назначения [93].
Появились устройства, позволяющие наносить стекловолокно
прямо из дюз на мешочную, кулечную бумагу, покрытую липким
материалом: поливинилацетатом, акрилатами, смолой или другими
подобными веществами [94]. Более перспективно армирование бу-
маги нитями, образующими непрерывную нетканую решетку непо-
средственно в процессе армирования бумаги. Этот способ требует
более сложного и специального оборудования, но позволяет полу-
чить менее дорогую бумагу в рулонах значительно большего раз-
мера [95]. Армирование бумаги нитями, располагающимися только
в одном м'ашинном направлении, почти не изменяет свойства бу-
маги-основы. Чаще армированная бумага различного назначения
включает нетканую решетку (с ячейками размером 18x18, 36X36
или 72X72 мм) и изготовляется на машине шириной до 2 м, со-
68
стоящей из вращающегося шпулярника и машины для дублиро-
вания бумаги битумом (см. рис. 24). Режим работы машины пред-
ставлен в табл. 15.
Характеристика нитей, применяемых для армирования, указа-
на выше. Для склеивания бумаги и нитей должен применяться
тугоплавкий битум с повышенной липкостью, например битум
БН-IV (см. табл. 12) с добавками. Расход битума обычно состав-
ляет 40 — 45% от массы гладкой бумаги-основы, но увеличива-
ется при использовании крепированной бумаги.
А. Б. Израелит [96] вывел уравнение равнопрочное™, которое
позволяет при заданном удлинении бумаги выбрать подходящие
нити или при заданном удлинении нитей подобрать оптимальное
удлинение бумаги:
eH/s = COS2 а,
Таблица 18
Характеристика армированной бумаги
Наименование показателей Бумага гладкая Бумага крепированная
основа армиро- ванная основа армиро- ванная
Масса 1 л»2, г 50 175 55 199
Толщина, мкм Разрывное усилие при ширине по- лоски 15 мм, кге: — — 160 390
в машинном направлении 5,6 10,6 2,8 5,9
в поперечном направлении Разрывное усилие при ширине по- лоски 50 мм, кге: 3,3 7,5 2,1 5,3
в машинном направлении — 42,0 — 25,0
в поперечном направлении Удлинение, %: — 29,6 — 19,6
в машинном направлении 1,7 2,1 9,1 9,2
в поперечном направлении Сопротивление излому (число двой- ных перегибов): 2,4 2,6 2,3 3,5
в машинном направлении 610 405 827 416
в поперечном направлении Сопротивление раздиранию, ас: 150 175 35 90
в машинном направлении 36 124 48 536
в поперечном направлении 48 464 70 1056
Сопротивление продавливанию, кгс!см2 1-,2 3,6 0,6 2,8
Водонепроницаемость при //=500 мм вод. ст., ч Воздухопроницаемость, мл! мин Число сбросов, выдержанных ме- шочками (А—С) * — >6 — >6
100 1,7 (за 5 мин) 30 800 2 (за 5 мин) 36
* А — армированная бумага, ячейка 36x36 мм, С — непропитанная бумага.
69
где еп — удлинение нитей, %; е—-удлинение бумаги в поперечном
направлении, %; а — угол наклона нитей к машинному направле-
нию бумаги.
Автор рекомендует выбирать нити с удлинением, составляющим
25—75% от удлинения бумаги. Однако, кроме этого условия, при
подборе нитей следует учитывать вытяжку нитей во время раз-
мотки и раскладки. Характеристика армированной бумаги приве-
дена в табл. 18, 19.
Таблица 19
Характеристика армированной бумаги и основы для нее
Вид бумаги
1
2
3
4
5
6
Основа для мешочной (гладкая)
Армированная мешочная А-48
То же А-96
Крепированная основа упаковочной
Армированная крепированная упа-
ковочная
Битумированная мешочная марки Б
2X47
142
148
2X55
230
36X36
20X20
36X36
120
145
178
60
95
95
124
* В машинном направлении; ширина полоски 150 мм.
* * По прибору типа Риддер—Кельха [97].
Влияние вида бумаги-основы и размеров ячеек нитяной ре-
шетки на прочность армированной бумаги показано в табл. 19, из
которой видно, что армирование бумаги повышает разрывное уси-
лие и особенно сопротивление проколу. Крепированная бумага
отличается от гладкой еще более высоким сопротивлением про-
колу при меньшей величине разрывного усилия в машинном на-
правлении [98].
Уменьшение размеров ячеек армирующей решетки с 36X36 мм
до 20x20 мм (или соответственно увеличение количества нитей)
позволяет в 1,5 раза повысить сопротивление проколу (ср. образцы
2 и 3).
Армированная бумага получилась более прочной и менее прони-
цаемой для воды и паров, чем битумированная. Влагопрочность
армированной бумаги достигала 13—15%, а водонепроницаемость
превысила, по гидростатическому методу, 6 ч, т. е. даже в более
жестких условиях оказалась значительно выше, чем у битумиро-
ванной бумаги.
Из-за сложности изготовления армированную бумагу целесо-
образно применять для изготовления мешков, эксплуатируемых
в особо сложных условиях.
70
МЕТОДЫ КОНТРОЛЯ
Количество битума определяется по разнице массы 1 м2 бумаги , до и после
обработки битумом или после экстракции битума в органическом растворителе
(бензине, толуоле, ацетоне, скипидаре).
Водонепроницаемость битумированной бумаги характеризуется временем про-
хождения первой капли воды сквозь дно бумажной коробочки (10X10 с.«), на-
полненной 150 мл дистилированной воды при 20° С. Водонепроницаемость дубли-
рованной и армированной бумаги определяется под гидростатическим давлением
по стандартной методике.
Паропроницаемость измеряется количеством водяных паров, поглощенных
гигроскопическим веществом в металлическом сосуде, закрытом бумагой.
Хрупкость битумной пленки оценивается по разнице проницаемости воздуха
или паров воды через гладкую и согнутую в двух направлениях бумагу.
Морозостойкость проверяется после смятия образца бумаги в виде цилиндра
диаметром 50 мм под резким воздействием осевой нагрузки на приборе в холо-
дильной камере при —25 —40° С. Бумага считается выдержавшей испытание,
если на ней не появляются трещины.
Теплостойкость характеризуется температурой, при которой битум проходит
на наружную сторону бумаги. При определении теплостойкости испытываемые
образцы выдерживают в термостате при заданной температуре между листами
белой бумаги под нагрузкой около 30 г/см2.
Качество склейки слоев дублированной и армированной бумаги проверяется
после ее кондиционирования расслаиванием образцов вручную нли на приборах
с небольшой нагрузкой.
ГЛ А ВЛ V
БУМАГА С ПОЛИЭТИЛЕНОВЫМ ПОКРЫТИЕМ
ОСНОВНЫЕ СВОЙСТВА ЛАМИНИРОВАННОЙ БУМАГИ
Мешочная бумага с полиэтиленрвым покрытием (ламинирован-
ная) предназначена для изготовления мешковхпод минеральные
удобрения, ядохимикаты, гигроскопические сыпучие материалы и
продовольственные товары. Ламинированная бумага пригодна для
непосредственного контакта с пищевыми продуктами, за исключе-
нием жирсодержащих, так как полиэтилен хотя и не токсичен, но
в жирах набухает. Характеристика ламинированной мешочной бу-
маги представлена в табл. 20.
Полиэтиленовая пленка способствует повышению химической
устойчивости и прочности бумаги: увеличиваются разрывное уси-
лие, удлинение и особенно сопротивление раздиранию. До 10—15%
возрастает влагопрочность. Со стороны покрытия бумага стано-
вится практически водонепроницаемой при отсутствии случайных
механических повреждений полиэтилена.
Бумага с полиэтиленовым покрытием обладает минимальной
проницаемостью для водяных паров (3—5 zIm2), которая почти не
увеличивается даже после перегибов бумаги. Вместе с тем ламини-
рованная бумага пропускает углекислый газ, что имеет большое
значение при хранении продовольственных продуктов в бумажных
мешках.
71
сварке
Ламинированная бумага отличается способностью к термо-
при НО—120° С и морозостойкостью при —40° С. При даль-
нейшем понижении температуры поли-
этилен становится хрупким, растрески-
вается. Температура и влажность ок-
ружающей среды очень сильно изме-
няют проницаемость ламинированной
бумаги (рис. 25).
Прочность сцепления основы с поли-
этиленовым покрытием косвенно отра-
жается на всех показателях готовой про-
дукции. При хорошей адгезии более 90%
поверхности пленки, отделенной механи-
ческим способом от бумаги, покрыто
Рис. 25. Влияние температуры окружающего
воздуха на проницаемость ламинированной ме-
шочной бумаги
Таблица 20
Физико-механические показатели мешочной бумаги с полиэтиленовым покрытием
Предприятие
1 1 11 ш V V
Наименование показателей ,. масса бумаги-основы,г/мг
90 65 95 80 80 80
Масса 1 л2, г 116 82 109 94 202* 102
Толщина, мкм 168 110 146 143 262 160
Масса полиэтиленовой пленки, г 25,6 17,8 14,4 10,6 42 24
Разрывное усилие, кге: 8,2 8,6 13,6
в машинном направлении 8,2 13,1 11,0
в поперечном направлении 4,3 6,1 6,3 4,2 7,3 4,5
Удлинение, %: 2,2 1,7 1,8
в продольном направлении 2,3 6,9 2,1
в поперечном направлении 4,3 3,1 3,2 5,9 7,6 4,9
Сопротивление раздиранию, гс; 130 104 160
в машинном направлении 130 352 , 125
в поперечном направлении 140 110 164 140 296 135
Сопротивление продавливанию, кгс/см2 3,2 2,4 4,1 2,8 7,8 3,2
Воздухопроницаемость, мл/мин 1,8 1,4 1,9 — 0,7 0,2
Паропроницаемость за 24 ч, г/лг2** 2—3 4 3 3,8 2 5-6
2—3 5 4 4,4 3 7—9
Водонепроницаемость при //=500 мм вод. ст., ч >6 >6 >6 >6 >24 >6
Влагопрочность, % 10,3 11,0 10,3 15,4 79 —
* Двустороннее покрытие.
** В числителе — для гладкой бумаги; в знаменателе — для согнутой бумаги.
72
волокном. В процессе хранения ламинатов прочность сцеп-
ления пленки с бумагой снижается из-за старения полиэти-
лена.
К недостаткам ламинированной бумаги относятся плохая вос-
приимчивость к печатным краскам и клею и низкая устойчивость
к световому старению. Стабилизаторы, повышающие срок службы
пленки, снижают адгезию полиэтилена к бумаге и поэтому в ме-
шочной бумаге практически не применяются.
Ионизация полиэтилена повышает его адгезию к другим матери-
алам и позволяет изготовлять из ламинированной бумаги склеен-
ные мешки, покрытые красочной печатью.
Как видно из табл. 21, с увеличением толщины пленки поли-
этилена паропроницаемость ламинированной бумаги значительно
уменьшается, а прочность увеличивается, но в меньшей сте-
пени.
Таблица 21
Изменение качества ламинированной бумаги в зависимости от толщины пленки
Наименование показателей Бумага- основа Ламинированная бумага толщина полиэтилена, мкм
25 40 60
Масса 1 .и2, г 80 104 120 136
Толщина, мкм 170 1&5 196 217
Разрывное усилие, кге: 9,0 9,5 9,9 10,7
в машинном направлении
в поперечном направлении 4,0 4,1 4,5 4,6
Удлинение, %: 2,2 2,3 2,3 2,5
в машинном направлении
в поперечном направлении 3,5 4,0 5,7 6,8
Сопротивление раздиранию, гс: 112 160 198 216
в машинном направлении
в поперечном направлении 122 187 207 237
Сопротивление продавливанию, 3,3 3,4 3,4 3,4
кге! см2
Воздухопроницаемость, мл/мин 740 — — —
Паропроницаемость за 24 ч, г!м2 >300 7,1 3,8 3,0
Влагопрочность, % 6 9,8 — 17,5
В связи с частичным прониканием расплава полиэтилена в бу-
магу-основу толщина ламинированной бумаги получается меньше
суммы толщин каждого компонента в отдельности.
Производство бумаги с полиэтиленовым покрытием непрерывно
расширяется.
73
ПОЛИЭТИЛЕН ДЛЯ ЛАМИНИРОВАНИЯ БУМАГИ
Для покрытия бумаги методом экструзии применяют нестабили-
зированный полиэтилен [—СН2—СН2—]п низкой плотности
(0,92 г/см3), полученный полимеризацией этилена по радикаль-
ному механизму при высоком давлении (1200—1500 кгс/см2) и вы-
сокой температуре (около 200° С) в присутствии инициаторов. По-
лиэтилен, полученный по этому способу, имеет относительно не-
большую молекулярную массу (18000—35000), низкую степень
кристалличности (55—67% при 20° С) и наиболее разветвленную
структуру: на 1000 атомов углерода приходится около 20 групп
СНз. Строение макромолекул:
СН3-СН2-СН2-СН2-СН2-
линейное
СНз
СН2
I
СН3-СН2-СН2-СН2-СН-СН2-СН2-
разветвленное
Разветвленная структура облегчает адгезию полиэтилена к дру-
гим материалам, но способствует повышению газопроницаемости
и снижению устойчивости к агрессивным химикатам по сравнению
с полиэтиленом, полученным при низком или среднем давлении
[99, с. 9—17].
При классификации полиэтилена по маркам руководствуются
плотностью и индексом (или показателем текучести) расплава
(ПТР). ПТР зависит от молекулярной массы и определяется по
скорости истечения расплава полиэтилена при 190°С под давле-
нием через стандартный капилляр за 10 мин. При равных значе-
ниях ПТР возможны заметные различия в свойствах полиэтилена,
обусловленные неодинаковым распределением по молекулярной
массе, поэтому в процессе переработки не рекомендуется смеши-
вать разные партии полиэтилена даже с одинаковым индексом
расплава.
Полиэтилен высокого давления обладает большой химической
устойчивостью к агрессивным средам и органическим растворите-
лям при низких температурах. При повышении температуры до
50—100°С концентрированная азотная кислота, бензол, хлоро-
форм и трихлорэтилен растворяют полиэтилен полностью.
Полиэтилен относительно стоек к действию спиртов, мыл, жи-
ров. Однако с повышением температуры и времени воздействия
стойкость полиэтилена к этим веществам снижается, полиэтилен
набухает и растрескивается.
Пройицаемость полиэтилена определяется главным образом
скоростью диффузии газов, которая зависит от толщины и струк-
туры пленки, химической природы газа, температуры среды и пере-
74
пада давления. Коэффициенты проницаемости К некоторых газов
на единицу толщины пленки полиэтилена низкой плотности
(0,92 а/сл«3) высокого давления при 20° С приведены ниже:
Газ................................. N2 О2 Hg COg
.. см3 • см
К с2(ссм пт СТ} ' 10 0............ °'66 2’36 6,70 9’80
v у v * С/ • j
Коэффициент проницаемости водяных паров равен (10 4-30) X
Х10’10 г/см2 (ч- мм рт. ст.).
Характеристика полиэтилена, применяемого для нанесения по-
крытий на бумагу методом экструзии, представлена в табл. 22.
Таблица 22
Физико-механические свойства полиэтилена для ламинирования бумаги
Наименование показателей Единица измерения Нормы для марок
11802-070 16802-070
Плотность г/см? 0,918 ± 0,001 0,918 ± 0,002
Показатель текучести расплава 2/10 мин 7,0 7,0
Допускаемые отклонения ПТР °/о ± 15 + 30
Количество включений, не более шт. 10-15 10-30
Содержание экстрагируемых веществ (масел), не более °/о 1,2 0,6
Предел текучести при растяжении кгс/см2 >95 -—
Разрушающее напряжение при рас- тяжении, не менее кгс/см2 100 90
Удлинение при разрыве, не менее °/о 500 500
Температура хрупкости, не выше °C -55 -50
Температура размягчения °C — —
Стойкость к растрескиванию, не ме- нее ч 0,6 —
Полиэтилен марки 16802-070 изготовляется в трубчатых реак-
торах, а марки 11802-070 — в автоклавах с перемешивающим уст-
ройством. Автоклавный полиэтилен более однороден, но он со-
держит повышенное количество экстрагируемых веществ, главным
образом масел, которые легко разлагаются при высокой темпера-
туре экструзии. Продукты разложения издают неприятный запах и
ухудшают адгезионную способность полиэтилена.
Полиэтилен для экструзии выпускается в виде роговидных
гранул с насыпной массой 0,5—0,55 г/см3, которые должны быть
одинаковой формы размером 2—5 мм. Количество серых и окис-
леннных гранул регламентируется. От формы гранул зависит на-
сыпная масса, угол естественного откоса полиэтилена и, как след-
ствие, производительность экструдера.
Гранулированный полиэтилен должен храниться в пленочных
или бумажных мешках в условиях, исключающих конденсацию
75
водяных паров на гранулах и попадание посторонних предметов
(волокон, частичек угля, песка и т. п.).
В будущем свойства полиэтилена могут быть видоизменены
путем смешения полиэтилена с полипропиленом, сополимерами
этилена с винилацетатами или акрилатами и другими полиолефи-
нами, пригодными для совместной экструзии, что открывает пер-
спективу для значительного расширения ассортимента бумаги и
мешков.
НАНЕСЕНИЕ ПОЛИЭТИЛЕНОВОГО ПОКРЫТИЯ
Существует несколько способов соединения бумаги с полиэти-
леном: экструдирование, кэширование, склеивание, нанесение из
растворов и дисперсий. Наибольшее распространение получил ме-
тод экструзии, позволяющий покрывать бумагу полиэтиленом тол-
щиной от 10 до 60 мкм со скоростью 50—600 м/мин.
Полиэтиленом покрывается обычная или микрокрепированная
мешочная бумага массой 70—90 г/м2. Для лучшего сцепления
с полиэтиленом поверхность бумаги должна быть по возможности
ровной, но не слишком гладкой (до 200 с по Бекку). Влажность
бумаги-основы не должна быть слишком высокой, иначе образую-
щиеся водяные пары ухудшают адгезию и повреждают пленку.
Полиэтилен на бумагу наносится на экструзионно-ламинатор-
ном агретаге, схема которого изображена на рис. 26, 27. Перед
включением в работу экструзионная установка (рис. 26) распола-
гается рядом с ламинатором [100, 101].
Полиэтилен в виде гранул поступает через питательный бункер
1 в обогреваемый шнек 2 с водяным охлаждением 3, где гранулы
сжимаются, перемешиваются и расплавляются. Полиэтилен выдав-
ливается через фильтр 5 в головку 6, распределяется по плоскому
мундштуку 7 и вытекает через щель (фильеру), длина которой со-
76
ответствует ширине полотна бумаги. Кромки бумаги шириной
2 см могут оставаться без покрытия. Температура полиэтилена
регулируется термоэлементами 4 в каждой зоне нагрева шнека 11
и мундштука 12.
Зазор между губками фильеры (0,5—0,6 мм) регулируется
в соответствии с требуемой толщиной пленки и тщательно выве-
ряется. Толщина пленки зависит от показателя текучести расплава,
температуры полиэтилена, скорости вращения шнека и скорости
движения бумаги. До получения пленки требуемого качества по-
лиэтилен из фильеры поступает в сборник отходов.
После того как заправлена бумага и отрегулировано качество
пленки, экструзионный агрегат перемещается по рельсам и уста-
навливается таким образом, что мундштук 7 располагается над бу-
магой 10 между прижимным 9 и охлаждаемым валами 8 с не-
которым смещением от линии соприкосновения валов в сторону
прижимного (неопренового) вала.
Рис. 27. Схема экструзионно-ламинаторного агрегата
Из рис. 27 видно, что бумага от раската 1, допускающего за-
мену рулонов на ходу, проходит через правильные, бумаговедущие
2 и натяжные 3 валики и огибает неопреновый вал 4, где она со-
единяется с полиэтиленовой пленкой. Неопреновый вал при по-
мощи сжатого воздуха прижимается к металлическому хромиро-
ванному цилиндру 5, охлаждаемому водой (температура 5—20°С).
С повышением давления между валами (9—19 кгс!см) и умень-
шением температуры поверхности металлического цилиндра (20—
40° С) улучшается адгезия полиэтилена к бумаге. Ламинированная'
бумага проходит через установку 6 для ионизации полиэтилена,
ножи 7 для обрезки кромок и наматывается в рулоны на накате
с несущим барабаном 8.
Ионизация полиэтилена может производиться периодически по
мере надобности. Обрезка кромок необходима в подавляющем
большинстве случаев, потому что из-за краевого эффекта толщина
кромок пленки, вытекающей из щелевидной фильеры, всегда не-
сколько больше, чем по всей ширине полотна, что может привести
к надрыву кромок бумаги при намотке рулонов.
При наличии второго раската бумага с помощью расплавлен-
ного полиэтилена может соединяться с другим полотном бумаги,
77
или алюминиевой фольгой, или пластмассовой пленкой, подавае-
мой в зазор между валом 4 и хромированным цилиндром 5.
Температура полиэтилена в экструдере, температура валов и
охлаждающей воды должны тщательно контролироваться. Коле-
бания температуры вызывают дефект покрытия, известный под
названием «апельсиновой корки», ухудшают адгезию, изменяют
реличину усадки пленки, вытекающей из фильеры 9. Допускается
снижение температуры не более чем на 10° по краям мундштука
и колебания температуры поверхности цилиндров ламинатора
± 1° С [101, 102].
Оборотный брак бумаги с полиэтиленовым покрытием обычно
не используется, уничтожается (сжигается). На крупных предприя-
тиях бумага с полиэтиленовым покрытием измельчается в гидро-
разбивателе: волокно отделяется от пленки и используется после
тщательной очистки; полиэтилен удаляется с отходами.
В табл. 23 приведена характеристика экструзионно-ламинатор-
ного агрегата, а в табл. 24 — температурные режимы ламинирова-
ния мешочной бумаги. Схема расположения зон нагрева полиэти-
лена в экструдере показана на рис. 26.
Таблица 23
Характеристика экструзионно-ламинаторных агрегатов
Наименование показателей Единица измерения I II [102[
Рабочая ширина агрегата мм 1800 3600
Скорость по приводу м/мин 300 750
Скорость рабочая м/мин 200 400-600
Скорость вращения шнека об/мин 10-106 < 330
Давление между неопреновым и хо- кгс/см2 5 —
лоднльным цилиндрами Мощность установленных двигателей кВт 134 460
Расход энергии на обогрев кВт/ч 217,6 —
Расход полиэтилена кг/ч < 480 1400
То же г/м2 — 8-50
Расход воды (7° С; 1,5 кгс/см2) м3/ч 50 —
Расход сжатого воздуха (6 кгс/см2} л/ч 250 —
Расход отсасываемого воздуха л/с 950 —
Таблица 24
Температурный режим ламинирования мешочной бумаги (°C)
Режим Зоны экструдера Головка Зоны фильеры
1 2 3 4 1 2 3 4 5 6 7
I II 220 340 290 370 320 375 345 385 345 390 235 320 290 320 305 320 310 320 305 320 290 245
78
В процессе ламинирования очень большое внимание уделяется
степени адгезии полиэтилена к бумаге, которая зависит от ряда
факторов: показателя текучести расплава и температуры полиэти-
лена, давления между прессующими валами и их температуры,
расстояния от фильеры до бумаги и соотношения скоростей движе-
ния бумаги и пленки, структуры и влажности бумаги, а также от
условий ее предварительной обработки.
Прочность сцепления бумаги с полиэтиленом повышается при
нанесении расплава пониженной вязкости с последующим быст-
рым охлаждением при значительном давлении. Расплавленный по-
лиэтилен находится в аморфном состоянии, но по мере охлажде-
ния, начиная от 110°С, стремится упорядочить свою структуру и
кристаллизуется. Происходит взаимное проникновение кристалли-
ческих структур полиэтилена и целлюлозы, причем прочность связи
полиэтилена с бумагой превышает межволоконные силы связи.
Не следует поднимать температуру расплава в мундштуке свыше
320° С и излишне увеличивать расстояние от выпускной щели
фильеры до линии контакта прижимного и охлаждающего цилинд-
ров. Хотя увеличение температуры расплава и окисление полиэти-
лена кислородом воздуха повышают прочность сцепления полиэти-
лена с бумагой, качество пленки при этом ухудшается и полиэти-
лен приобретает неприятный запах. Объясняется это следующим
образом.
В зависимости от скорости охлаждения кристаллизация поли-
этилена протекает по-разному: при быстром охлаждении образу-
ется мелкие кристаллиты равномерной структуры, а при медлен-
ном охлаждении получается неравномерная структура с крупными
сферолитами. Чем выше расположена фильера и чем горячее рас-
плав, тем медленнее охлаждение. При повышении температуры
расплава усиливается термоокислительная деструкция полиэти-
лена с образованием свободных радикалов по схеме
а) -СН2-СН24-СН2-СН2-->-СН2-СН2—|—СН2-СН2-;
б) -СН2-СН-СН24-СН2—|—СН2-СН2->
Н
— -СН2~СН=СН2-СН2—h -сн2-сн3
Реакции свободных радикалов ведут к образованию кислород-
содержащих групп и сшиванию цепей с возникновением крупных
сферолитов, ухудшающих свойства пленки. Кроме того, происхо-
дит разложение и окисление сопутствующих веществ. В итоге об-
разуются кислоты, эфиры, непредельные углеводороды, перекис-
ные и карбонильные соединения (формальдегид, ацетальдегид),
двуокись и окись углерода, для удаления которых необходима хо-
рошая вентиляция помещения [103].
79
В рабочей зоне допускается содержание в воздухе: формаль-
дегида 0,5 жг/лг3, ацетальдегида 5 жг/л*3, окиси углерода 20 жг/лг3.
(Нормы утверждены Главным санитарным врачом СССР 30
апреля 1970 г., приказ № 841—70.)
С развитием техники и увеличением скорости ламинирования
в конструкцию экструзионно-ламинаторных агрегатов внесены су-
щественные изменения. Увеличено соотношение длины шнека и
диаметра до (20-т-28) : 1 для более равномерного перемешивания
расплавленного полиэтилена. В головке устанавливаются регуля-
тор давления и экран с отверстиями для выравнивания напряже-
ния в расплаве. Предусматривается регулярное охлаждение шнека
водой и дополнительное охлаждение сжатым воздухом в момент
останова. Очень большое внимание уделяется автоматическому ре-
гулированию температуры всех основных узлов агрегата и поли-
этилена.
Металлический цилиндр для придания лоска покрытию хроми-
руют, для получения' матовой поверхности полиэтилена — обраба-
тывают пескоструйным аппаратом. Чтобы избежать сцепления по-
лиэтилена с металлом, устанавливают спрыск, через который по-
дают кремнийорганическую (силиконовую) жидкость. Если
предполагается нанесение печати на полиэтилен, силикон не при-
меняется.
Прижимный обрезиненный вал стараются хорошо охладить из-
нутри и снаружи. Взамен неопрена для облицовки вала начали
применять силиконовый каучук, который не требует частой шли-
фовки, но для ламинирования очень гладкой основы (фольги, цел-
лофана, пергамента) непригоден.
Замена прижимного вала на отсасывающий позволила-снизить
температуру расплавленного полиэтилена до 300°С и получить
тонкое покрытие (10 г/л*2), обладающее хорошей адгезией и низ-
кой паропроницаемостью. Стала обязательной предварительная
обработка бумаги-основы.
Усовершенствованные агрегаты, состоящие из двух экструде-
ров и общего ламинатора, создают возможность последователь-
ного нанесения на одну сторону бумаги покрытий из разных ма-
териалов, например полиэтилена и полипропилена, или позволяют
обрабатывать бумагу с двух сторон. Агрегаты, состоящие из двух
экструдеров и одного мундштука, позволяют покрывать бумагу
соэкструдированной пленкой полиэтилена с пропиленом или са-
раном общей толщиной до 12 мкм. Сочетание полимеров с раз-
ными свойствами увеличивает непроницаемость и жиррстойкость
бумаги и придает ей новые качества [104].
ПОВЫШЕНИЕ АДГЕЗИИ ПОЛИЭТИЛЕНА
С целью повышения прочности сцепления полиэтилена с бу-
магой при высокой скорости ламинирования (выше 100 м/мин)
бумагу-основу предварительно либо грунтуют, либо обрабатывают
коронным разрядом или газовым пламенем.
80
Для грунтовки применяют: а) 1,5%-ные водные растворы по-
лиэтиленимина молекулярной массой более 2000, например полимин
Р, в количестве 1,6 г/л/2; б) дисперсии поливинилиденхлорида;
в) эфиры кремневой кислоты или продукты их частичного гидро-
лиза с добавкой 1 % комплексообразующих соединений; г) поли-
аминоалкилсиланы общей формулой ZnR'Si(OR)3; д) полиуре-
таны; е) поливиниловый спирт; ж) полиамидные смолы.
Грунтовку бумаги-основы можно производить со скоростью
300—500 м/мин на клеильном прессе бумагоделательной машины,
на специальных машинах для нанесения покрытий или экструзи-
онно-ламинаторных агрегатах, оснащенных системой валиков, ку-
пающихся в ванне, и разными шаберами. Грунтующий слой со-
ставляет 0,5—1,5% (сухого вещества) от массы бумаги.
Обработка бумаги газовым пламенем и коронным разрядом
•осуществляется на экструзионно-ламинаторном агрегате при ско-
рости выше НО м)мин непосредственно перед соединением с поли-
этиленом. Заблаговременно обрабатывать бумагу этими способами
на другом оборудовании нецелесообразно, поскольку эффектив-
ность обработки снижается со временем.
Для придания адгезии к клею и печатным краскам ламиниро-
ванную бумагу со стороны полиэтиленовой плевки также обраба-
тывают токами высокой частоты с образованием коронных раз-
рядов или газовым пламенем с большим избытком кислорода.
Ионизация методом коронного разряда распространена шире, но
второй способ дешевле, допускает более высокие скорости, не со-
провождается выделением окиси азота и озона. Однако эффект
обработки неглубок (0,25—0,025 мкм) и недолговечен из-за мигра-
ции к поверхности пленки различных составляющих [105, 106].
Устройство для ионизации располагается на экстру-
зионно-ламинаторном агрегате после соединения полиэтилена с бу-
магой, огибающей электропроводящий валик, над которым на
расстоянии 1—2 см располагаются два электрода из мягкой жести,
соединенных с импульсным трансформатором высокого напряже-
ния. Длина электродов должна соответствовать ширине бумаги,
подлежащей обработке (нанесению печати, склеиванию), и во
всяком случае не должна превышать ширину полотна бумаги,
чтобы не повредить поверхность валика. Расстояние между лами-
нированной бумагой и электродами можно регулировать, но во
избежание образования слишком большого количества озона это
расстояние не должно превышать 2 см.
Ток высокой частоты получается на специальной установке,
где напряжение поднимается до 2500 В, а частота увеличивается
до 5—30 МГц. При импульсном разряде возникает мощный поток
электронов (1010—1015 электронов на 1 мм2 пленки), скорость ко-
торых при напряжении 240 кВ — около 15000 км!с. Электроны
проникают в полиэтилен на глубину до 10 мкм. Вокруг пленки
создается сильное магнитное поле и в результате ионизации воз-
духа образуется озон. С поверхности полиэтилена отрываются
атомы водорода, часть которых образует гелий, а остальные,
6 Зак. 728 81
соединяясь с кислородом воздуха, дают воду. Вода мгновенно ис-
паряется, а поверхность пленки приобретает отрицательный заряд
и становится восприимчивой к адсорбции и соединению с другими
реществами [107].
Предполагается, что в полиэтилене в первую очередь расщеп-
ляются труппы СНз, всегда присутствующие в небольшом коли-
честве в техническом продукте и имеющие меньшую энергию ва-
лентных связей. При очень сильной обработке могут расщепляться
и сферолиты.
В процессе хранения ламинированной бумаги эффект от иони-
зации постепенно уменьшается и через некоторое время (2—3 не-
дели) пропадает совсем.
МЕТОДЫ контроля
Толщина покровного слоя в процессе ламинирования может определяться
автоматически по разнице показаний двух бетаметров, измеряющих толщину бу-
маги-основы и толщину бумаги с покрытием. Масса покровного слоя проверяется
путем взвешивания полиэтиленовой пленки, отделенной от бумаги после намока-
ния в толуоле или уайт-спирнте или по разнице массы бумаги до и после экстра-
гирования в органическом растворителе, например в кипящем четыреххлористом
углероде [107].
Г. Виндаус и Э. Петерман предложили определять толщину полиэтилена на
мешочной бумаге при помощи рефрактометра Аббе, наблюдая бумагу в отра-
женном свете (под углом 45°) в микроскоп. Показатель преломления света при-
нят равным 1,515 [108].
Паропроницаемость оценивается по привесу гигроскопического вещества, на-
ходящегося в алюминиевой чашке, закрытой испытуемым образцом, при задан-
ной температуре и относительной влажности воздуха в течение суток.
Недавно появились приборы для определения паропроницаемостн бумаги
с покрытием на ходу.
Степень адгезии полиэтилена к бумаге характеризуют разными способами.
Самым простым способом является визуальная оценка доли площади пленки,
покрытой волокном, после отделения полиэтилена от бумаги вручную. При нор-
мальном режиме работы волокнами должно быть покрыто не менее 90% пло-
щади пленки. Кроме того, можно определить адгезию как сопротивление расслаи-
ванию бумаги с полиэтиленом на разрывной машине.
Степень активации поверхности полиэтилена оценивается по изменению вели-
чины угла смачивания полиэтилена дистиллированной водой или по углу на-
клона, при котором капля воды определенного размера Скатывается с пленки
или ламинированной бумаги [109]. У необработанных образцов угол скатывания
капли находится в пределах 10—19°.
ГЛАВА VI
БУМАГА С СИЛИКОНОВЫМ ПОКРЫТИЕМ
(АНТИЛИПКАЯ)
СВОЙСТВА АНТИЛИПКОЙ БУМАГИ
Антилипкая бумага предназначена для изготовления внутрен-
них слоев бумажных мешков под брикеты синтетического каучука,
расплавленный битум, канифоль и другие материалы, прилипаю-
82
щие к обычной бумаге. Она представляет собой мешочную бумагу,
покрытую с одной стороны очень тонким слоем кремнийорганиче-
ского вещества (силикона), почти всегда окрашенную со стороны
покрытия, так как без подцветки покровный слой почти незаме-
тен. Благодаря покровному слою бумага приобретает отталкива-
ющие (антиадгезионные) свойства, воздухо- и паропроницаемость
ее уменьшаются. Прочность антилипкой бумаги соответствует по-
казателям бумаги-основы. Отталкивающие свойства бумаги объяс-
няются ориентацией органических групп силикона на наружной
поверхности пленки и образованием водородных связей между
целлюлозой и группами окиси кремния, как показано на схеме
ИЮ].
Поверхность бумаги - основы
Не исключается химическая реакция между силиконом и гид-
роксильными группами целлюлозы с образованием мостиков
SiO — С
целлюлоза
Частичная замена метильных групп на более разветвленные,
например фенильные, ухудшает качество покрытия из-за снижения
плотности «упаковки» атомов на поверхности силиконового слоя
[110, 111].
Основные показатели антилипкой мешочной бумаги следующие:
Масса 1 м2, г.......................................... 70—80
Масса покровного слоя, г/.и2....................... 1—3
В том числе силикона............................... 0,5—1,5
Гладкость............................................машинная
Воздухопроницаемость, мл/мин, не более................. 300
Непроницаемость окрашенного скипидара, с, не менее 1800
Сопротивление отслаиванию липкой ленты, гс!см, не
более ................................................ 5
Проклейка, мм, не менее................................. 2
Влажность, %........................................... 7—9
Сразу после изготовления антилипкая бумага еще не обладает
требуемыми свойствами, поэтому рекомендуется применять ее по-
сле выдерживания в течение 2—3 недель при комнатной темпера-
туре для завершения процесса поликонденсации. Для возможности
6*
83
изготовления мешков бумагу в местах, подлежащих склеиванию,
сразу после нанесения силиконового покрытия обрабатывают ко-
ронным разрядом, что вызывает окисление и изменение ориента-
ции отдельных радикалов [111].
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ АНТИЛИПКОЙ БУМАГИ
Антилипкая бумага изготовляется из мешочной бумаги-основы
массой 70—80 г/ж2, хорошо проклеенной, гладкой, обладающей низ-
кой воздухопроницаемостью. Рекомендуется бумага односторонней
гладкости или каландрированная. Слишком сильное уплотнение
за счет чрезмерного повышения степени помола или суперкалан-
дрирования непригодно, потому что при нанесении покрытий такая
бумага будет скручиваться.
Для придания бумаге антиадгезионных свойств применяют
кремнийорганические вещества (силиконы) в виде растворов в ор-
ганических растворителях или водных эмульсий. С целью сниже-
ния расхода дорогостоящих силиконов и получения поверхности
требуемого качества бумагу предварительно покрывают другими
пленкообразующими веществами, к числу которых относятся: ПВС,
эфиры целлюлозы, модифицированные крахмалы, альгинат натрия.
Кремнийорганические полимеры, которые можно выразить об-
щей формулой
R R
—Si—0—Si—,
R R
где R — метил-, фенил-радикалы или Н, ОН-группы, способны
образовывать физиологически безвредные гидрофобные и термо-
стойкие пленки, обладающие низкой адгезией к липким материа-
лам и большой устойчивостью к старению. Многочисленные крем-
нийорганические полимеры подразделяются на смолы, каучуки и
/Масла, отличающиеся соотношением органической части соедине-
ния R и кремния Si. Смолы имеют R/Si<2 и дают устойчивую
пленку с регулируемой степенью твердости и разными свойствами
при отверждении. Силиконовые каучуки содержат R/Si = 2 и об-
разуют изделия эластичные и упругие в пределах от —60 до
+ 180° С, обладающие высокими электроизоляционными свойст-
вами, устойчивые к старению и агрессивным химикатам.
Силиконовые масла отличаются максимальным содержанием
органической части (R/Si>2), с трудом отверждаются и служат
главным образом в качестве смазок.
Кремнийорганические полимеры (смолы и каучуки), раство-
ренные в органических растворителях (трихлорэтилене, толуоле,
ксилоле, этилацетате), образуют на поверхности бумаги более вы-
сококачественные покрытия, чем те же вещества, используемые
в виде водных эмульсий, но для работы с кремнийорганическими
84
растворами необходимо сложное оборудование во взрывобезопас-
ном исполнении с системой регенерации растворителей. Обычно
растворами силиконов покрывают бумагу, предназначенную для
разделения самоприклеивающихся этикеток и липких лент, покры-
тых составами на основе каучука.
Мешочную бумагу под битум, брикеты каучука покрывают, как
правило, водными эмульсиями, включающими несколько видов
кремнийорганических веществ, эмульгатор, загуститель и катали-
затор отверждения. Эмульсия приготовляется незадолго до исполь-
зования на предприятии, выпускающем мешочную бумагу.
Основным компонентом покровного состава является полиди-
метилсилоксан линейной структуры, содержащий небольшое ко-
личество реакционноспособных гидроксильных групп на концах
цепей:
Вторым компонентом служит низкомолекулярный полиметил-
гидрид силоксан
" СН3
-Si-O-
_ н
придающий гидрофобные свойства [112].
Для обработки мешочной бумаги может использоваться, на-
пример, силикон следующего состава:
СНз 'ОН _ Г СНз - Г снз п СНз
H-S1-O- Si-0 — 1 Si- 1 O-S1- O-S1-H
1 СН3 -СНз - 2 1 - СНз _ 36 _ он _ СН3
В качестве катализаторов отверждения, способствующих обра-
зованию мостиков между молекулами полимера и возникновению
трехмерной структуры, применяются металлорганические соедине-
ния олова, цинка, титана, железа, эфиры моно- и дикарбоновых
кислот. Например, триэтаноламинтитанат, диоктилмалеат цинка,
диацетатдибутилолово, дилауратдибутилолово. Последний катали-
затор разрешается для силиконовых покрытий, непосредственно'
соприкасающихся с продовольственными продуктами [113]. Для
приготовления эмульсии силиконов и катализаторов применяется
поливиниловый спирт.
85
Поливиниловый спирт [С2Н3ОН]п представляет собой высоко-
полярный гидрофильный нетоксичный полимер, способный к обра-
зованию эластичных гидрофильных пленок с малой газопроница-
емкостью и низкой влагопрочпостью. Поливиниловый спирт (ПВС)
содержит от 1 до 35% ацетатных групп и выпускается в виде по-
рошка белого цвета. Ниже приведена характеристика поливинило-
вого спирта различных марок:
Содержание ацетатных групп, % . .
Вязкость 4%-ного раствора, сП
Содержание летучих, %, не более
Содержание ацетата натрия, % . .
ПВС 8/14П
10-14
45-65
ПВС 6/4
ПВС 7/2
1—4
9—12
4
0,8-2
4 4
не определяется
12-17
4
1,5
С увеличением ацетатных групп повышается растворимость
ПВС в воде и стабильность растворов, улучшаются эмульгирую-
щие свойства. С уменьшением ацетатных групп и возрастанием мо-
лекулярной массы увеличивается прочность и теплостойкость поли-
мера [99, с. 199—252].
При грунтовке рекомендуется применять смесь низковязкого
(5 сП) и высоковязкого (30 сП) ПВС со степенью замещения
'80—98% и добавляемых веществ, повышающих водоустойчивость
покровного слоя. Поливиниловый спирт относительно дорог и его
часто заменяют натриевой солью карбоксиметилцеллюлозы.
Натриевая соль карбоксиметилцеллюлозы (ЫаКМЦ) получа-
ется в результате обработки алкалицеллюлозы натриевой солью
монохлоруксусной кислоты и представляет собой мелкозернистый
или порошкообразный продукт белого или слегка желтого цвета.
Теоретически возможно замещение трех гидроксилов целлю-
лозы у второго, третьего и шестого атомов углерода на эфирные
группы, но практически получают ЫаКМЦ со степенью замещения
от 0,3 до 1,2. Водорастворимая ЫаКМЦ имеет степень замещения
выше 0,5. ЫаКМЦ анионоактивна и коагулирует в кислой среде
или органических растворителях (спирте, ацетоне).
Регулируя в процессе получения степень полимеризации, вы-
рабатывают карбоксиметилцеллюлозу низкой, средней и высокой
вязкости. С повышением степени полимеризации (молекулярной
массы) улучшаются связывающие пленкообразующие свойства
NaKMH.
Применяется ЫаКМЦ главным образом в качестве загустителя
эмульсий и паст.
«6
Таблица 25
Характеристика NaKMH,
Наименование показателей Техническая NaKMH Очищенная NaKMH
Марки
РК-50 85/250 85/500 85/130 85/180 5 10 30
Степень замещения 85 80-90 >82 87 87 60-65 60-65 60-65
Степень полимеризации 200 200-300 500 130 180 — — —
Содержание основного продукта, %, не менее >60 >40 > 52 90—95 95—98 98 98 98
Вязкость 0,5%-ного раствора, сП 2,9 3-5 12 до 3 4 — — —
Вязкость 2%-ного раствора, сП — — — — — 7-10 14-18 28-45
Вязкость 4%-ного раствора, сП — — — — — 30-70 90-140 250-500
Вязкость 5%-ного раствора, сП — — — — — — 200-340 650-1300
Вязкость 6%-ного раствора, сП — — — — — 100-220 — —
Вязкость 8%-ного раствора, сП — — — — — 400-700 . — —
рн \ — — — — — 6-7 7 6-7
Влажность, %, не более 9,5 15 10 10 10 7 7 7
Растворимость в воде, % 99 — — 99,5 99,5 98-99 98-99 98-99
Технический продукт содержит около 50% сопутствующих солей
(хлористый натрий, соду, ацетат натрия), повышающих гигроско-
пичность материала, ускоряющих старение пленок и способствую-
щих коагуляции эмульсии при совместном применении других ве-
ществ.
После промывки этиловым спиртом соли почти полностью уда-
ляются и очищенная NaKMU становится физиологически безвред-
ной.
Свойства NaKMU,, используемой для грунтовки бумаги, при-
ведены в табл. 25.
С целью повышения содержания сухого вещества и получения
надлежащих пленкообразующих свойств покрытия в состав грун-
тующей смеси вводят низковязкую и высоковязкую NaKMU
и окисленный крахмал.
Для повышения влагопрочности покровного слоя можно доба-
влять мочевино-формальдегидную смолу, глиоксаль или диальде-
гид крахмала. Наиболее применимы для грунтовки модифициро-
ванные пленкообразующие крахмалы, например полиоксиметил-
крахмал, ацетилированный крахмал:
СНгОН Окись СНгОСНгСЦ,ОН
крахмал этилена Оксиэтилкрахмал
крахмал пропилена Оксцпропилкрахмал
О
Крахмал Ацетальдегид Ацетилированный
крахмал
Натуральный картофельный и кукурузный крахмалы для грун-
товки бумаги не годятся, так как даже при низкой концентрации
дают вязкие растворы, не образующие пленки. Выбор материала
для грунтовки в большинстве случаев определяется экономиче-
скими соображениями и конструкцией используемого оборудова-
ния.
88
ПРИГОТОВЛЕНИЕ ПОКРОВНЫХ СОСТАВОВ
Оборудование для приготовления грунтовочных составов и си-
ликоновой эмульсии включает котлы с паровой рубашкой и ме-
шалками для растворения химикатов, баки для смешения и хра-
нения отдельных компонентов и смесей, дозирующие и центробеж-
ные насосы. Емкости сосудов составляют от 0,02 до 2 ж3. Частота
вращения мешалок 1000—1500 об/мин. Только эмульгатор имеет
быстроходную мешалку (3000 об/мин).
Состав для грунтовки бумаги. NaKMLI засыпается в котел
в холодную воду и растворяется при непрерывном перемешива-
нии. Нагревание до 60—70° С ускоряет растворение. Готовый ра-
створ NaKMLI, с концентрацией 2—5%, перекачивается насосом
в следующую емкость, где смешивается с раствором крахмала.
Крахмал (модифицированный) засыпается в соседний котел
в холодную воду при включенной мешалке, нагревается до 70—
80° С и выдерживается при этой температуре 20—30 мин. Концент-
рация крахмального клейстера 20—30%. Готовый раствор крах-
мала быстро охлаждается и перекачивается в емкость для смеши-
вания с NaKMLI, в заданной пропорции. Соотношение NaKMLI, и
крахмала зависит от качества использованных материалов, свойств
поверхности бумаги-основы и может составлять, например, 2: 1
по сухому веществу или 10:1 по объему. Подцветка грунтовочного
состава осуществляется водорастворимыми красителями на любой
стадии его приготовления. Готовая смесь перекачивается в расход-
ную или запасную емкость, оттуда поступает в рабочий сосуд, рас-
положенный рядом с машиной для обработки бумаги. Перелив
из ванны наносящего устройства поступает в сборник, из кото-
рого насосом перекачивается через фильтр в рабочий сосуд.
Если грунтовка бумаги производится на двухсекционной ма-
шине, то концентрации грунтовочной смеси и силиконовой эмуль-
сии должны быть достаточно близкими по величине, чтобы можно
было обеспечить нормальную скорость сушки в обеих секциях ма-
шины.
Силиконовая эмульсия. Поливиниловый спирт растворяется
в горячей воде (около 90° С) при перемешивании и перекачивается
в расходную емкость. Раствор ПВС концентрацией 8—10% через
дозирующий насос поступает в эмульгатор с быстроходной мешал-
кой, куда небольшими порциями вводится необходимое количество
силикона, предварительно растворенного в толуоле или трихлорэти-
лене. Содержание сухого силикона в растворе обычно составляет
50—60%. Перемешивание в эмульгаторе продолжается до получе-
ния однородной нерасслаивающейся эмульсии. Соотношение сили-
кона и ПВС (по сухому веществу) может изменяться, но количе-
ство ПВС не должно превышать 30%.
Эмульсия самотеком поступает в следующий сосуд с мешалкой,,
где разбавляется (примерно в 2 раза) водой или загустителем
(ИаКМЦ) до требуемой концентрации и подкрашивается водораст-
воримым красителем. Готовая смесь перекачивается в расходный
89
или запасной бак, откуда дозирующим насосом подается в сосуд
для смешения с отвердителем.
Отвердитель (катализатор) эмульгируется с помощью неионо-
генного эмульгатора и раствора поливинилового спирта, разво-
дится до 10%-ной концентрации и поступает в бак для хранения.
Отвердитель в силиконовую эмульсию вводится перед ее употреб-
лением. Расход отвердителя 3—10% к силикону. Эмульсия после
введения в нее отвердителя со временем загустевает, поэтому
необходимо применять материалы в таком количестве, чтобы вяз-
кость эмульсии сохранялась на требуемом уровне не менее 8 ч.
Эмульсия с добавкой отвердителя подается в рабочий сосуд,
находящийся рядом с машиной, и далее — в ванну наносящего
устройства. Перелив из ванны поступает в сборник, откуда насо-
сом через фильтр возвращается в рабочий сосуд.
С целью снижения ценообразования в рабочий сосуд может до-
бавляться пеногаситель, например полиметилсилоксановая жид-
кость ПМС-200А, из расчета 0,01—0,03% к объему эмульсии. Со-
став силиконовой эмульсии следующий:
Полидиметилсилоксан, % 10—40
Полиметилсилоксан, %. . 0,1 — 10
.Органический растворитель,
% ........................ 5-30
Поливиниловый спирт, °/о . 3—30
NaKMH, % ............... 0,3-0,5
Вода...................... остальное
до ЮОо/о
Отвердитель, % к силикону 0,05—10
Эмульгатор, % к отверди-
телю ......................... 10—20
Характеристика силиконовой эмульсии на разных предприятиях
не одинакова, так как содержание сухого вещества в ней и вяз-
кость зависят от исходных веществ и применяемого оборудования.
Содержание сухого вещества в силиконовой эмульсии находится
в пределах 10—40%, pH 3,5—7,5, вязкость 50—400 сП.
НАНЕСЕНИЕ АНТИАДГЕЗИОННЫХ ПОКРЫТИИ
Антиадгезионные покрытия можно наносить на машинах раз-
личного типа. Обязательные условия — температура сушки не
ниже 140° С и хорошая циркуляция воздуха [ИЗ, 114]. Машина,
изображенная на рис. 28, состоит из двух секций. В первой секции
производится грунтовка бумаги, во второй — нанесение силиконо-
вой эмульсии. Техническая характеристика машины следующая:
Рабочая ширина машины, мм........................... 1350
Скорость по приводу, м/мин . ............... 220
Рабочая скорость, м/мин...................... 100—200
Концентрация покровных составов, %................ 10—16
Масса покровного слоя (расчетная), г/.и2 . ... 2
Количество испаряемой воды (расчетное), г/м2 17
Соотношение свежего и циркулирующего воздуха 20: 80
Давление пара на обогрев воздуха, кгс/см2 . . . 12—15
Мощность электродвигателей, кВт.............. 155
Габарит машины (Ibh), м......................47,5X2,1X4,8
90
Бумага-основа разматывается на раскате /, допускающем за-
мену рулонов на ходу, и поступает на устройство для нанесения
покрытия 2, состоящее из хромированного валика с переменным
направлением вращения, купающегося в ванне. Грунтовочный со-
став наносится на бумагу с одной стороны из расчета 1—2 а/лЛ
Кромки бумаги шириной 2 см оставляются непокрытыми для по-
рледующего склеивания мешков. Избыток покрытия снимается
воздушным шабером 3 (зазор около 0,5 мм). Давление воздуха
В шабере 0,2 кгс!см2. Воздух в шабер подается специальной воз-
духодувкой.
Грунтованная бумага поступает в канальную сушилку 4, где
высушивается подогретым до 140° С воздухом, подаваемым в ка-
меру противотоком. Бумага заправляется в камеру посредством
«змея» на цепи.
После охлаждения на хромированном цилиндре 5 на бумагу
поверх грунтовки наносится специальным устройством силиконо-
Рис. 28. Схема машины для изготовления антилипкой бумаги
вая эмульсия. Толщина покровного слоя регулируется вращаю-
щимся ракелем, обмотанным по опирали калиброванной проволо-
кой (диаметром 0,15 или 0,2 мм), воздушным шабером. Крометого,
массу покрытия можно изменять, регулируя вязкость и концент-
рацию наносимого состава. Воздушный шабер не используется,
если бумага покрывается составом на органическом растворителе.
После нанесения силиконовой эмульсии бумага подсушивается
горячим воздухом в канальной сушилке 6, а затем высыхает в ка-
мере фестонной сушки 7 до сухости 98%. После охлаждения на
цилиндре 8 бумага увлажняется водой через ротационный спрыск
9 и переходит в закрытую камеру 10 для выравнивания влажности
до 6—8% при температуре 60° С. Установка для подогрева све-
жего и циркулирующего воздуха располагается рядом с машиной.
После обрезки кромок 11 готовая бумага наматывается в ру-
лон 12. Максимальный диаметр рулона 1250 мм.
Свойства бумаги с покрытием заметно улучшаются в течение
первых 3 дней после ее изготовления. Полное отверждение покров-
ного состава происходит через 2—3 недели. Оборотный брак
можно распускать в гидроразбивателе в щелочной среде, лучше
сразу после изготовления бумаги.
Машина оснащена контрольными приборами для измерения
температуры и влажности воздуха и для регулирования массы
1 м2 и влажности бумаги. В связи с тем, что после полного от-
91
верждения силиконы становятся нерастворимыми, рекомендуется
промывать валы и ванны машины не реже 1 раза в сутки 26%-ным
водно-спиртовым раствором щелочи (КОН : NaOH= 1 : 1).
После обработки щелочью машину хорошо- промывают водой
и остатки щелочи нейтрализуют слабым (2—3%-ным) раствором
кислоты, лучше уксусной. Затем машину еще раз тщательно про-
мывают водой.
МЕТОДЫ КОНТРОЛЯ
Масса покрытия контролируется по приборам, установленным на машине
до и после обработки бумаги, и в лаборатории после экстракции покровных со-
ставов растворителями.
Количество силикона в бумаге можно определить по методике фирмы «Мид-
ланд Силиконе Лтд» с некоторыми изменениями [111].
Измельченную навеску бумаги помещают в закрывающийся сосуд, добавляют
этиленгликоль, перекись натрия и сжигают. Остаток растворяют в воде, подкис-
ляют соляной кислотой, добавляют сульфит натрия и молибдат аммония, после
чего определяют содержание кремневой кислоты с помощью спектрофотометра
с красным фильтром.
Качество покрытия оценивается: а) на накате машины — по непроницаемо-
сти для водного раствора красителя на непокрытую сторону бумаги; б) в лабо-
ратории — по степени прилипания липкой ленты и расплавленного битума. Де-
фекты нанесения покрытия определяют экспресс-методом при помощи красителя.
Водно-спиртовой раствор малахитовой зелени или родамина наносится тампоном
на покрытую сторону бумаги и устанавливается число точек краски, прошедшей
на обратную сторону бумаги. Контрольная проверка осуществляется таким же
способом, но вместо раствора берут окрашенный скипидар.
Степень адгезии оценивают по усилию отрыва от бумаги стандартной лип-
кой ленты, выраженному в граммах на 1 см ширины ленты. Степень адгезии про-
веряют при 20° С через 2 ч, сутки, 2 недели, закрепляя бумагу и липкую ленту
в разных клеммах разрывной машины. Усилие отрыва не должно превышать
3—5 гс/1,5 см.
Способность бумаги не прилипать к битуму проверяют, выдерживая образец
битума (4X4X1 см) в бумажной упаковке в термостате при 80° С в течение 12 ч.
Образец распаковывают после охлаждения и визуально определяют качество по-
верхности бумаги и битума.
ГЛАВА VII
ВЛАГОПРОЧНАЯ МЕШОЧНАЯ БУМАГА1
СВОЙСТВА ВЛАГОПРОЧНОИ БУМАГИ
Влагопрочная мешочная бумага предназначена для изготов-
ления бумажных мешков под сыпучие продукты и минеральные
удобрения, транспортируемые при повышенной влажности воздуха,
мешков под бытовые отходы, уголь, картофель и т. д.
Влагопрочная бумага вырабатывается массой 65—110 г/лг2 и
отличается от обычной мешочной бумаги более высокой прочно-
стью во влажном состоянии, меньшей гигроскопичностью, малой
водопроницаемостью при достаточно высокой воздухопроницае-
мости.
1 Исследования по созданию отечественной влагопрочной мешочной бумаги
с мочевино-формальдегидной смолой и латексами проводились автопом пои уча-
стии Н. Н. Мурзиной. 1 у
«2
Влагопрочность характеризуется чаще всего отношением раз-
рывного усилия влажной бумаги к разрывному усилию воздушно-
сухой и составляет, как правило, 20—40% от исходной прочности
через 2—4 недели после изготовления бумаги.
Прочность мешочной бумаги лучше всего оценивать по абсо-
лютному значению разрывного усилия влажной бумаги, которое
нормируется на уровне 0,8—1,5 кге в поперечном направлении,
а вдоль полотна получается в 2 раза выше (табл. 26).
Таблица 26
Физико-механические свойства влагопрочной мешочной бумаги
Наименование показателей Вспомогательные добавки
мочевино-форм- альдегидная смола латекс СКС-65ГП латекс Л-4
Масса 1 -и2, г 65-74 74-82 74-82
Разрывное усилие бумаги в сухом состоянии, кге: в машинном направлении в поперечном направлении 7-10 3,2-5,0 7-10 3,7-5,5 7-10 3,7-5,5
Разрывное усилие бумаги во влаж- ном состоянии, кге: в машинном направлении в поперечном направлении Влагопрочность, % 1,6 0,8 18-22 0,7-1,0 0,4-0,5 10 2,2-3,5 1,0-1,5 34
Удлинение, %: в машинном направлении в поперечном направлении 2,0-3,5 3,5-6,5 2-3 3,5-5,0 1,8-2,8 3,0-4,6
Сопротивление раздиранию, гс: в машинном направлении в поперечном направлении Сопротивление продавливанию, кгс/см2 Воздухопроницаемость, мл/мин Водонепроницаемость при /7 = 300 мм вод. ст., ч Влажность, % Цвет 90-130 110-160 2,4-2,7 200-600 8-10 Зеленый 100-140 104-164 2,8-3,4 200-800 7,5-9,5 Фиоле' 100-160 110-200 2,3-3,4 200-800 6 7-10 говый
Влагопрочная мешочная бумага вырабатывается из сульфатной
небеленой целлюлозы, размолотой до 25—30° ШР, с добавкой не-
большого количства вспомогательных веществ: карбамидных
смол, латексов синтетического каучука, полиамидэпихлоргидрин-
ных смол, полиэтиленимина. При одинаковом расходе материалов
минимальная прочность бумаги во влажном состоянии отмечается
при использовании анионной мочевино-формальдегидной смолы,
максимальная — при совместном употреблении меламино-формаль-
дегидной смолы и каучукового латекса.
93
Свойства бумаги, полученной из разных химикатов, при оди-
наковой влагопрочности не идентичны. Бумага, содержащая кар-
бамидную смолу, обладает повышенной жесткостью, невысоким
числом двойных перегибов. При длительном воздействии влаги
влагопрочность ее заметно снижается из-за гидролиза смолы.
Бумага с добавкой каучукового латекса значительно эластичнее и
более устойчива по отношению к воде. Наиболее прочной в сухом
состоянии является бумага с добавкой катионного диальдегид-
ного крахмала, но при увлажнении она почти сразу теряет свою
прочность. Влагопрочная бумага, полученная из массы с низким
pH, под воздействием окружающей среды и повышенной темпера-
туры быстро стареет. Обычно влагопрочная бумага выпускается,
в окрашенном виде, что позволяет избежать затруднений при пе-
реработке оборотного брака и макулатуры.
ОСОБЕННОСТИ ПРИМЕНЕНИЯ ХИМИКАТОВ
ДЛЯ ПОВЫШЕНИЯ ВЛАГОПРОЧНОСТИ БУМАГИ
Мочевино-формальдегидная смола. Мочевино-формальдегидная
смола получается при конденсации мочевины с формальдегидом
в слабощелочной или нейтральной среде. В присутствии бисуль-
фита или сульфоксалата натрия образуется анионная форма
смолы. Применение водорастворимых аминов (триэтилентетра-
амина, гуанидина и др.) позволяет получить катионоактивную
смолу [12, 115, 116].
Процесс получения карбамидных смол сложен и недостаточно
изучен. Готовые продукты представляют собой вязкую смесь низ-
ко- и высокомолекулярных соединений, почти не поддающихся раз-
делению и содержащих различное количество метиленовых
(—СН2—) и метилольных (—СН2ОН—) групп [116]:
Н н
nh2
О=<\ ь 2СН2О
nh2
N-C-OH
=с/
N-Л—ОН
н н
диметилолмочевина
конденсированная
мочевино-формаль
дешдная смола
СН2ЗОз Na
nhch2oh nhch2-
nch2oh
уОрИа
-CH,
Конденсированная c \ми+лц-
мочевино-формалБ _ ./**4
дегидная смола J—CH2
Катионная форма
94
При хранении, нагревании или воздействии кислой среды про-
исходит постепенное отверждение смолы, вызванное конденсацией
диметилолмочевины, с образованием различных полимеров линей-
ной и трехмерной структуры, плохо или совсем he растворяю-
щихся в воде. Поликонденсация ускоряется с повышением темпе-
ратуры и понижением pH и сопровождается выделением воды и
отщеплением формальдегида:
NH-CH2OH NH-CH2O-CH2-NH
I I I
2C=O -*C=O C=O-*
I I I
nh-ch2oh nh-ch2o-ch2-nh
nh-ch2-nh
-*C=O C=O4-2H2O4-2CH2O
nh-ch2-nh
-ch2
.. ,-NH-CO-N-CH2-N-CO-NH-CH2-N-CO-...
CH2
I
о CH2
CH2
I
-CH2-N-CO-N-CH2-N-CO-NH-CH2-N-CO-...
I I
CH2 CH2
Анионные мочевино-формальдегидные смолы применяются очень
широко, как самые простые и дешевые. Катионные смолы дороже
анионоактивных, но вследствие лучшей удерживаемое™ их на во-
локне необходимая влагопрочность бумаги достигается при мень-
шем расходе смолы.
По сравнению с меламино-формальдегидной смолой катионные
мочевино-формальдегидные смолы более удобны в обращении (во-
дорастворимы) и значительно дешевле. Характеристика мочевино-
формальдегидных смол приведена ниже:
0-59
Содержание сухого остатка,
Марки смолы
КС-11 МК-1
>60 45-60
4-5,5 5
«/о............................ 40
Содержание свободного форм-
альдегида, %, не более . . 5
95
059
Вязкость по ВЗ-4 при 20° С, с 25
pH................................ 8
Содержание азота, % . . • • 25,3
Совместимость с водой ... 1 :750
Цвет .......................Светло-корич-
невый
Марки смолы
КС-11
5-40*
7,5-9
25-30
1:1000
Белый или
светло-корич-
невый
МК-1
6-7
25
Полная
Светло-корич
невый
* По ВЗ-1, отверстие 4=5,4 мм.
В связи с многообразием марок карбамидных смол и различ-
ными условиями на предприятиях
мые разные сведения о порядке
Рис. 29. Влияние смолы КС-11 на свой-
ства мешочной бумаги:
/, 2, 3 — сопротивления излому, раздиранию,
продавливанию; 4 — удлинение; 5 — разрывное
усилие; 6 — влагопрочность; 7 — воздухопрони-
цаемость; 8 — число сбросов мешков
в литературе встречаются са-
введения химикатов в массу
[115, 117].
Смола анионного типа оса-
ждается на волокне при pH
4,5—5,0 сернокислым глинозе-
мом, поступающим в смеси-
тельный насос с оборотной во-
дой. Дальнейшее повышение
кислотности среды вызывает
гидролиз смолы и снижение
прочности бумаги в сухом и
влажном состоянии.
Смола катионного типа мо-
жет осаждаться без глинозе-
ма, но для ускорения процес-
са поликонденсации жела-
тельно применять или глино-
зем или квасцы до pH 4,5—5,0.
Удержание карбамидных
смол составляет 50—90% и
зависит от степени помола
массы, концентрации смолы и
времени ее контакта с волок-
ном. С увеличением расхода снижается доля смолы, удерживае-
мой бумагой. Влагопрочность бумаги не всегда повышается про-
порционально удержанию карбамидных смол (в отличие от мела-
мино-формальдегидной смолы). Электролиты повышают адсорбцию
смолы волокном, но без увеличения влагопрочности. Максималь-
ная влагопрочность наблюдается при низких концентрациях суль-
фатов (0,0025—0,0075%) и хлоридов (0,025—0,075%).
Расход химикатов для придания влагопрочности бумаге состав-
ляет (% от абс. сухого волокна): канифоли 0,3; мочевино-фор-
мальдегидной смолы 2,5—5,0; алюмоаммониевых квасцов 6,5—7;
серной кислоты 0,2; красителя (малахитовой зелени) 0,05.
Основные параметры технологического режима изготовления
влагопрочной бумаги приведены в табл. 27, а характеристика вла-
гопрочной бумаги — в табл. 26.
96
Таблица 27
Основные параметры технологического режима влагопрочной мешочной бумаги
Наименование показателей Комбинат I Комбинат II
Концентрация массы, %:
до размола 2,5-3,0 2,5-3,5
после размола 2,0-2,3 2,0-3,0
в напорном ящике 0,4-0,5 0,4-0,5
Степень помола массы, °ШР:
до размола 13-16 13-17
после размола 24-34 24-40
в напорном ящике 45-65 35-50
Показатель средней длины волокна, дг:
до размола 140-200 140-200
после размола 90-125 100-135
в напорном ящике 80-100 85-115
pH массы:
до размола 7,5-8,5 7-9
после размола 6,3-7,8 7-8
в напорном ящике 4,5-5,0 4,4-5,0
Скорость машины, м/мин 140-150 180-195
Вакуум гауч-вала, мм рт. ст. 350-380 430
Вакуум отсасывающих валов I и II прессов, мм 380-400 600
рт. ст.
Сухость бумажного полотна, %:
до отсасывающих ящиков • 1,7 2—3
после отсасывающих ящиков 9,5—11,5 11-14
после гауча 14-17 17-20
после I пресса 24-28 24-26
после II пресса 26-32 27—29
Примечание. На комбинате I влагопрочиая бумага вырабатывается
с применением смолы, на комбинате II—латекса.
Температурный режим выработки бумаги приводится в табл. 28
Таблица 28
Температура сушки бумаги, °C
Предприятия № сушильных цилиндров Накат
1 5 10 15 20 25
Комбинат I Комбинат II 40—60 40-50 83-95 85-100 90-97 105-125 97-100 115-135 90-100 100-130 80-85 65—80 40-45
Из рис. 29 видно, что в результате применения карбамидных
смол изменяется прочность бумаги в сухом и влажном состоянии:
7 Зак. 728
97
увеличиваются разрывное усилие и сопротивление продавливанию,
повышается динамическая прочность бумаги, но снижаются сопро-
тивления излому и раздиранию. Воздухопроницаемость повыша-
ется, а влагопрочность бумаги достигает 25—30% через 3—4 не-
дели хранения в нормальных условиях.
Повышение температуры сушки до 120—130° С ускоряет отвер-
ждение смолы, поэтому перед определением влагопрочности бу-
магу сразу после отлива выдерживают в термостате 5—10 мин
при 120—130° С.
При расходе смолы свыше 5% эффективность ее применения
снижается. Суммируя имеющиеся сведения [115—117], можно объ-
яснить повышение влагопрочности бумаги следующим образом.
При использовании анионоактивных форм смолы глинозем при
pH 4,5 изменяет дзета-потенциал системы и частицы смолы укруп-
няются с образованием хлопьев не вполне однородных по разме-
рам. Большинство частиц смолы осаждается на целлюлозных во-
локнах, где и удерживается силами адсорбции; остальные уходят
с оборотной водой при отливе.
Катионоактивные смолы адсорбируются волокном благодаря
разноименным зарядам.
Равномерность распределения частиц смолы на волокне зави-
сит от вида смолы и условий ее коагуляции, особенностей целлю-
лозы й характера обработки массы. Наиболее прочно смола закре-
пляется на поврежденных участках стенки волокон, частично про-
никая в аморфные области целлюлозы. Сплошная пленка смолы
на волокне до сих пор не обнаружена.
В процессе сушки и хранения бумаги продолжается поликон-
денсация смолы с выделением формальдегида, способного к об-
разованию поперечных связей между макромолекулами целлю-
лозы. Кроме того, метилольные группы образуют поперечные мо-
стики между молекулами смолы. Часть гидроксилов целлюлозы
блокируется смолой и при увлажнении не взаимодействует с во-
дой.
Наличие химических связей между целлюлозой и карбамид-
ными смолами не установлено, что подтверждается гидролизом
смолы и ослаблением влагопрочности бумаги в слабокислой среде,
особенно при повышенной температуре. Однако возможность ко-
валентных связей между смолой и гемицеллюлозами не исключа-
ется.
Меламино-формальдегидная смола. Меламино-формальдегидная
смола относится к карбамидным смолам и. представляет собой
твердый продукт реакции взаимодействия формальдегида с ме-
ламином, нерастворимый в воде.
Смолу растворяют в слабом (1,5—2%-ном) растворе соляной
кислоты из расчета 10—12% сухогб вещества и оставляют для
созревания на 3—16 ч, в зависимости от марки смолы. Около 20
звеньев смолы, окруженных сольватной оболочкой, образуют кол-
лоидную частицу диаметром 60—70 А.
98
В процессе созревания начинается поликонденсация смолы
с образованием эфирных и метиленовых связей, частицы смолы
укрупняются до 100—200 А, вязкость раствора повышается.
N N
CNH?
I II +ХСН2О , „
H2NC^'p-NH2 HOCH2H4-C^/CNHCH2OH
N N
или
Генсам етилолмеламин
меламин Формальдегид Триметилол -
меламин
с с
Г1 А
С. С—NH-CHz-O-O-UHN-C с
¥ Y
Эфирные связи
метиленовые связи
Поликонденсация ускоряется с понижением pH среды и повы-
шением температуры.
Перед употреблением раствор смолы разбавляют водой при-
мерно в 2 раза во избежание образования геля.
При получении меламино-формальдегидных смол высокой эф-
фективности, содержащих до 8 молей формальдегида на 1 моль
меламина, можно добавлять формальдегид даже в процессе со-
зревания смолы [118]. Растворы такой смолы (например, марки
«Мадурит») отличаются малым временем созревания (в пределах.
1 ч) и высокой устойчивостью при хранении. Они менее чувстви-
тельны к электролитам, особенно сульфатам, и при меньшем рас-
ходе придают бумаге влагопрочность более 30%, образуя между
частицами смолы сложные эфирные связи.
К недостаткам меламино-формальдегидной смолы относятся
плохая растворимость, высокая стоимость и выделение формаль-
дегида в процессе поликонденсации.
При изготовлении мешочной бумаги раствор меламино-фор-
мальдегидной смолы, например марки 76, вводят в размолотую
массу после канифольного клея, который затем осаждается гли-
ноземом или квасцами при pH 5,5—6,0. Расход смолы в количе-
стве 1,5—3% к абс. сухому волокну обеспечивает получение вла-
гопрочности бумаги на уровне 30—35%. Дальнейшее увеличение
расхода смолы практически нецелесообразно.
Удержание меламино-формальдегидной смолы колеблется
в пределах 65—85%. Обладая положительным зарядом, мелами-
но-формальдегидная смола хорошо адсорбируется волокном и без
применения сернокислого глинозема. Крупные частицы смолы рас-
пределяются более или менее равномерно на поверхности воло-
кон, не проникая дальше люмена. Некоторые исследователи
7*
99
полагают, что между меламино-формальдегидной смолой и целлю-
лозой или гемицеллюлозами образуются химические связи через
группы СООН [115, 118].
Меламино-формальдегидная смола повышает гидрофобность,
жесткость и прочность бумаги, за исключением сопротивлений раз-
диранию и излому. Максимальная влагопрочность развивается со
временем (через 2—3 недели) в зависимости от температуры
сушки и условий хранения бумаги.
Меламино-формальдегидная смола имеет по сравнению с мо-
чевино-формальдегидными более разветвленную структуру, пере-
ходящую при отверждении в трехмерную с большим количеством
поперечных связей. Поэтому она придает бумаге более высокую
влагопрочность и повышенную химическую устойчивость по срав-
нению с мочевино-формальдегидными смолами.
Латексы. Латексы — водные дисперсии сферических частиц
синтетического каучука, окруженных мицеллами эмульгатора, сни-
жающего поверхностное натяжение системы. Кроме того, латексы
содержат небольшое количество водорастворимых инициаторов
процесса полимеризации, регуляторов длины цепей полимера и
pH среды. Сухое вещество в латексе составляет 25—60%.
Основные звенья наиболее распространенных латексов схемати-
чески изображены ниже [119, с. 472; 120, с. 107]. Бутадиенстирольные
(или дивинилстирольные) латексы СКС-50 и СКС-65 содержат
в полимере соответственно 50 и 65% стирола. Нитрильный латекс
СКН-30 состоит из 30% нитрила акриловой кислоты (—СНг—СН—)
I
ON
и дивинила (—СН2—СН = СН—СН2—). В процессе полимери-
зации молекулы мономеров преимущественно связываются в по-
ложении 1,4, и лишь небольшое количество звеньев образуют раз-
ветвленные цепи в положении 1,2 или 3,4:
СКС-50-. -fcHrCH=CH-CHrCHyCH- CHj-CH-CH-CH^-
СКС-65: -£СМТСН=СМ-CH^-CHj-CH^
^-5/7:^Н^СН“СН—СНу-СН^СН—CHj-CH”^—СН^~
C®N
П0МХ/10Р)0Пр?.Ч
100
Ниже приведена характеристика отечественных каучуковых
латексов, используемых в целлюлозно-бумажной промышленности:
Марки латексов
СКС-65ГП СКН-40ИХ Л-4
Содержание сухого вещества, % • • • Поверхностное натяжение, >47 32 48-50
дин/см <40 34-47 <40
Вязкость по ВЗ-4, с 11 — 16 11-12 >13
pH <И <8 10-11
Щелочность (NH3), г/л ... . Содержание свободного моно- — 0,6
мера, «/о 0,1 0,3-0,5 —
Плотность, г!см3 1,01 1,0 —
Эмульгатор Некаль Некаль СТЭК
Жесткость, гс Предел прочности при растя- 5000-7000 — —
жении пленки, кгс/см1 . . . — — 140-150
Относительное удлинение, % — — 800-1000
Латекс СКС-65ГП употребляется преимущественно в качестве
связующего вещества при меловании бумаги, а латекс СКН-
40ИХ — для повышения влагопрочности картона.
Как правило, частицы полимера несут отрицательный заряд и
почти всегда латексы получают с применением анионных эмуль-
гаторов. Положительным зарядом глобул обладают карбоксилат-
ные латексы, в составе сополимеров которых имеется метакрило-
вая кислота.
Типичными анионными эмульгаторами являются мыла или соли
сульфокислот (некали), соли синтетических жирных кислот (СЖК,
царафинат аммония), мыла смоляных кислот (калиевое мыло дис-
пропорционированной канифоли, или дрезиват калия). К катио-
ноактивным эмульгаторам относятся соли аминов или аммонийные
комплексы типа (NH4)C1.
Размеры частиц каучука колеблются в пределах 500—5000 А
с различным распределением в зависимости от химического со-
става полимера и эмульгатора, а также от условий получения ла-
текса [119, с. 466]. Степень насыщения поверхности частиц каучука
эмульгатором в большинстве случаев не превышает 50%.
Различают гомокоагуляцию, гетерокоагуляцию (или гетероада-
гуляцию) латексов. При гомокоагуляции частицы латекса соеди-
няются между собой, при гетерокоагуляции каучук осаждается на
волокне.
В процессе коагуляции латексов в кислой среде (pH 4,5—5,5)
эмульгаторы ведут себя по-разному: некаль растворяется и ухо-
дит со сточной водой, а смоляные и жирные кислоты остаются
в частицах каучука, причем канифоль повышает, а парафинат ам-
мония или калия понижает физико-механические свойства кау-
чука. Латексы с катионоактивным эмульгатором имеют pH ниже 7.
В щелочной среде катионоактивные эмульгаторы разрушаются и
латексы коагулируют, но значительно медленнее анионоактивных.
101
30 по
Степень пойма, °ШР
Рис. 30. Влияние латексов
на способность массы удер-
живать воду:
/ — без добавок; 2 — с канифоль-
ным клеем; 3 — 10% Л-4; 4 —
10% СКС-30
Существует несколько способов применения латексов для по-
вышения влагопрочности и гидрофобности волокнистых материа-
лов, отличающихся видами использованных полимеров и добавок
к ним, а также порядком введения химикатов в массу [6, с. 477—
480; 115, с. 108—114].
Катионоактивные латексы вводят в массу непосредственно пе-
ред выпуском на бумагоделательную машину. Однако вследствие
вероятной неполноты осаждения на волокнах латексов этого типа
возможно забивание сетки и сукон частицами научука. Поэтому
катионоактивные латексы, как неустойчивые, применяются редко,
а масса после их введения дополни-
тельно подкисляется.
При выработке мешочной бумаги ла-
тексы с эмульгатором анионного типа
разбавляют водой до концентрации
100—200 г/л и вводят в размолотую
сульфатную целлюлозу после канифоль-
ного клея в машинный бассейн при pH
массы около 8. Осаждают латекс на во-
локне сернокислым глиноземом или ква-
сцами при pH 4,5—5.
С целью повышения прочности кау-
чука в качестве вулканизаторов приме-
няют окиси металлов (цинка, магния),
образующие с каучуком эфирные связи
типа —С—О—С—.
Перед употреблением вулканизирую-
щие вещества смешиваются с дисперга-
тором, стабилизатором и размалываются
влажным способом в шаровой мельнице
24—48 ч при содержании сухого веще-
ства около 50% [121]. Состав вулкани-
хлоропренового латекса следующий (части
для
зирующей добавки
по массе):
Вулканизатор (окись цинка)....................... 100
Антиоксидант (неозон D — М-фенилф-нафтиламин) . . 40
Диспергатор (лейканол—10%-ный раствор Na-нафта-
линсульфоната) ................................... 30
Стабилизатор (казеинат аммония — 10%-ный раствор) 30
Вода .............................................. 80
Вулканизаторы и антиоксиданты вводят либо в смеси с латек-
сом, либо в массу до латекса из расчета 5—10% к сухому остатку
латекса. Совместная коагуляция канифольного клея и латекса
способствует более полному осаждению и удержанию проклеиваю-
щих веществ. Удержание каучука в бумаге достигает 50—80% и
с повышением расхода латекса понижается.
Латексы синтетического каучука улучшают водоотдачу массы,
особенно при низкой степени помола (рис. 30) и уменьшаютудель-
102
ную внешнюю поверхность целлюлозы (рис. 31), определенную ме-
тодом серебрения по Дж. А. Кларку. Чем выше содержание диви-
нила (бутадиена) в латексах типа СКС и СКН, тем заметнее
Рис. 31. Изменение удельной внешней поверхности волокна в зависимости
от вида и количества введенного латекса:
1 — СКС-65ГП; 2 — CKH-30; 3 — Л-4; 4 — СКС; 5 — СКН
уменьшается удельная внешняя поверхность волокна (122]. С по-
вышением расхода летекса возрастают межволоконные силы связи,
снижается влагоемкость и повышается гидрофобность бумаги
(рис. 32).
Максимальные изменения проис-
ходят при употреблении хлоропре-
нового латекса, минимальное — от
дивинилстирольных. Нитрильные
латексы занимают промежуточное
положение.
Применение небольшого количе-
ства меламино-формальдегидной
смолы вместе с латексами усили-
вает их эффективность.
Латексы, введенные в массу, по-
вышают прочность и эластичность
бумаги в сухом и влажном состоя-
нии [122, 123]. В большинстве слу-
чаев разрывное усилие, удлинение
и сопротивление продавливанию
Рис. 32. Влияние латекса на силы
связи и влагоемкость бумаги:
1 — Л-4; 2 — СКН-30; 3 — СКС-65ГП; 4 —
меламино-формальдегидная смола
увеличиваются, а сопротивление
раздиранию снижается. На сопротивление излому очень сильно
влияет химический состав латекса. При использовании хлоропре-
нового латекса Л-4 число двойных перегибов увеличивается, при
введении латексов с высоким содержанием стирола снижается
(рис. 33, 34).
Воздухопроницаемость бумаги увеличивается с ростом размера
частиц латекса. По данным Бобалек и Мендозы [124], повышение
103
размеров частиц латекса влияет отрицательно на большинство по-
казателей бумаги, главным образом на сопротивление излому.
Наряду с влагопрочностью и гидрофобностью каучуковые ла-
тексы придают бумаге водонепроницаемость, превышающую 6 ч
цо гидростатическому методу при // = 300 мм вод. ст. Вода, нали-
тая в мешок из влагопрочной бумаги, не вытекает из него, но мед-
ленно диффундирует через стенки и постепенно испаряется.
В табл. 29 приведены показатели мешочной бумаги лаборатор-
ного отлива, изготовленной из одной и той же массы с добавками
2 4
Колииестбо латекса, %
Рис. 33. Влияние латекса Л-4 на свой-
ства бумаги:
/ — удлинение (поперечное); 2 — сопротив-
ление излому в машинном направлении;
3 — сопротивление раздиранию в попереч-
ном направлении; 4 — влагопрочность; 5 —
число сбросов, выдержанных мешками
Рис. 34. Влияние содержания стирола
в латексах СКС на прочность мешоч-
ной бумаги
разных латексов. Наиболее прочная бумага и мешки из нее (в су-
хом и влажном состоянии) получились при использовании мела-
мино-формальдегидной смолы (МФ). Однако при старении в ка-
мере в условиях нормальной влажности воздуха (65%) при 60° С
прочность этой бумаги резко снизилась. Наиболее удачными ока-
зались мешки из бумаги, содержащей латекс Л-4 с добавкой ZnO.
Характеристика влагопрочной мешочной бумаги промышлен-
ного изготовления, содержащей латексы СКС-65 и Л-4, приведена
в табл. 26, а основные параметры технологического режима про-
изводства указаны в табл. 27.
104
Таблица 29
Влияние различных добавок на свойства мешочной бумаги (80 г/м2')
Наименование показателей Без латекса СКС-65ГП Л-4 Л-4 + 0,1 % ZnO Л-4+ 0,1 % 2пО + 1%МФ МФ
Разрывное усилие в сухом состоя- нии, кгс ............. 9,0 9,0 10,0 9,6 9,2 10,5
То же во влажном состоянии .... 0,6 0,9 2,2 2,1 2,4 3,0
Влагопрочность, % 6,6 9,5 22 23 26 28
Сопротивление раздиранию, гс . . . 95 92 100 97 85 81.
Сопротивление продавливанию, KZC/CM2 3,8 3,9 4,3 4,1 4,3 4,4
Число сбросов, выдержанных меш- ками: в сухом состоянии до старения 17 32 38 44 42 46
то же после старения 9 15 И 24 21 10
во влажном состоянии до ста- рения 0,4 1,2 4,6 5 8 24
Примечание. Расход латекса и смолы составляет 2,5% сухого вещества
к волокну.
Латекс в разбавленном виде (100—200 г/л) вводился в суль-
фатную небеленую целлюлозу, размолотую в среднем до 30° ШР.
Предварительно в бумажную массу вводили пековый или кани-
фольный клей, который осаждали вместе с латексом на волокне
глиноземом при pH 4,5—5,0. Бумажная масса окрашивалась в фио-
летовый цвет анилиновым красителем, разведенным в горячей
воде до 100—200 г/л и дозируемым в оборотную воду. Расход хи-
микатов (по сухому остатку) составил (% к абс. сухому волокну):
Пековый клей ( ~ 35 г/л)........
Канифоль .......................
Каучуковый латекс .............
Алюмокалиевые квасцы............
Краситель ......................
Обычная бумага Влагопрочиая СКС-65ГП бумага с Л-4
0,4 — 0,4
— 0,5 —
Нет 4,5 4
3 5 5
Нет 0,04 0,04
Мешочная бумага с добавкой хлоропренового латекса Л-4 вы-
рабатывается без затруднений при обычной скорости. Замена хло-
ропренового латекса на менее дефицитный бутадиенстирольный
(СКС-65ГП) вызвала ряд осложнений.
В промышленных условиях латекс СКС-65ГП, содержащий не-
каля 43 кг/т, вызывает настолько интенсивное пенообразование
в напускном ящике бумагоделательной машины, что расход этого
латекса свыше 4,5% увеличить практически невозможно. Даже
при таком расходе ухудшается проклейка бумаги и приходится
105
не только повышать дозировку клея, но и заменять пековый клей
канифольным.
Удержание латекса — около 60%. Влагопрочность мешочной
бумаги при такой дозировке СКС-65ГП составляет лишь 10%,
а при 4% Л-4 повышается до 34%. Учитывая токсичность некаля*
и низкую ПДК в водоемах, нецелесообразно использовать латекс
СКС-65ГП для массового производства влагопрочной бумаги. За-
мена некаля на калийное мыло канифоли позволяет повысить ста-
тическую и динамическую прочность (за исключением сопротивле-
ния раздиранию и излому), а также влагопрочность бумаги. Ана-
логичная картина наблюдается при сравнении свойств бумаги
с парафинатом аммония и с канифольным эмульгатором. Только
в этом случае прочность бумаги во влажном состоянии и число
сбросов мешков выше при использовании парафината аммония,
а не канифольного мыла.
Наиболее эффективны хлоропреновые латексы, дающие при
меньшем расходе высокопрочную бумагу. В производственных ус-
ловиях в бумаге удерживается около 80% каучука Л-4, в сточной
воде от бумагоделательной машины при концентрации взвешен-
ных веществ 0,05% на волокне содержится 0,2% каучука.
В воде водоемов допускается содержание частиц латекса не
более 1,5 мг/л. В системе очистки сточных вод, содержащих ла-
текс, предусмотрено смешение сточной воды с известковым моло-
ком из расчета 100—150 г СаО на 1 м3 с последующим осажде-
нием взвешенных веществ в контактном осветлителе. Шлам по-
ступает на устройства для обезвоживания, а осветленная вода
(взвешенных веществ 0—5 мг/л) может быть возвращена на ос-
новное производство [125].
Повышение влагопрочности бумаги можно объяснить следую-
щим образом. Латекс, введенный в массу, распределяется между
волокнами с некоторой степенью равномерности. Глинозем при
низком pH изменяет дзета-потенциал системы и реагирует с эмуль-
гатором. Частицы каучука соединяются в глобулы, наиболее круп-
ные из которых похожи на гроздья винограда, и адсорбируются
волокнами. В случае гомокоагуляции значительное количество кау-
чука переходит в оборотную воду. Размеры глобул и равномер-
ность распределения их на волокнах зависят от вида полимера,
его фракционного состава и степени насыщения эмульгатором, ус-
ловий коагуляции и особенностей бумажной массы. С увеличением
степени помола массы количество адсорбированных частиц кау-
чука повышается и возрастают силы адсорбции между каучуком и
волокном. При равномерном распределении каучука эффектив-
ность его применения повышается. Слишком большие частицы
каучука, раздвигая соседние волокна, препятствуют образова-
нию водородных связей между ними. Снижается и количество
1 Некаль (C^HuOgSNa) — соль дибутилнафталинсульфокислоты. Предельно
допустимая концентрация в воде водоемов (ПДК) — 0,025 мг/л.
106
связей между частицами каучука на волокнах, что отрицательно
влияет на прочность бумаги.
В процессе сушки и хранения бумаги между цепями каучука,
имеющего двойные связи и активные группы, образуются попе-
речные мостики, число которых возрастает при наличии вулкани-
зующих добавок.
Химические связи между каучуком и целлюлозой во влагопроч-
ной бумаге пока не обнаружены, но растворение влагопрочной бу-
маги в медно.аммиачном растворе и железовиннонатриевом ком-
плексе происходит в 2 раза медленнее, чем обычной мешочной бу-
маги.
Другие вещества, повышающие влагопрочность бумаги. Ди-
альдегид крахмала (ДАК) получают при обработке нативного или
модифицированного крахмала перйодатной кислотой [115, с. 59—
71]:
Готовый продукт дает все реакции, характерные для альдеги-
дов, но имеет более сложное строение, чем указано выше. Зерна
ДАК похожи на необработанный крахмал, небольшая разница
в строении оболочки заметна только в поляризованном свете.
Свойства ДАК зависят от условий и степени окисления.
ДАК растворяется в воде только в присутствии щелочи (буры
или бисульфита натрия) с образованием анионоактивной диспер-
сии. ДАК повышает влагопрочность бумаги, но плохо удержива-
ется волокном, поэтому его применяют либо в виде добавки к ка-
тионоактивному крахмалу, либо переводят в катионную форму,
обрабатывая анионную дисперсию ДАК полиамидамином, солями
циркония или катионоактивными мономерами, например по схеме
[115, с. 62]
С^2ОН
нс—о н
-о-сн ^-о—(с н3)2 n-ch2-conhnh2 =»
\но ОНО CI
СН2ОН
----о-с н Ъ-о- +Н2О
\н оно
n-nhcoch2n(ch3)j
107
Возможен вариант окисления катионного крахмала перйодат-
ной кислотой с последующим получением катионного ДАК в сухом
виде. Диспергируется катионный ДАК варкой в воде при 90° С.
Полученные дисперсии очень стабильны и сохраняют свои свой-
ства несколько месяцев. В размолотую целлюлозу 3%-ная диспер-
сия анионного ДАК вводится в напорном ящике бумагоделатель-
ной машины -обычно после глинозема, предварительно снижающего
pH массы до 4,5. В результате взаимодействия ДАК с волокном
образуются водородные (I) и полуацетальные (2) связи, способ-
ствующие повышению прочности бумаги в сухом и влажном со-
стоянии: '
77Т7777ТТ7Т7ТТ7Т
о
7777777777777777’
Целлюлоза. '
Целлюлоза
Для повышения удержания ДАК можно добавлять 0,2—0,5%,
дицианамидформальдегида к волокну или около 2% катионного
крахмала, содержащего 0,2—2% азота в виде третичного или чет-
вертичного амина. В этом случае вводится в массу сначала кати-
онный крахмал, затем квасцы и ДАК.
Катионный ДАК концентрацией 3—5% вводят непосредственно
в напорный ящик машины без последующего изменения pH массы.
Наилучшие результаты получаются при одновременном использо-
вании катионной и анионной формы ДАК. В связи с высокой стои-
мостью HJO4, необходимостью ее регенерации желательно снизить
потери ДАК до минимума. Поэтому наиболее целесообразно при-
менять ДАК для поверхностной обработки бумаги, что также спо-
собствует повышению ее прочности [58].
ДАК в отличие от большинства влагопрочных смол повышает
прочность бумаги в сухом и влажном состоянии сразу после ее
изготовления. Однако при увлажнении влагопрочность бумаги бы-
стро теряется.
Полна мид-полиаминэпихлоргидринные смолы
являются катионоактивными водорастворимыми продуктами реак-
ции эпихлоргидрина с низкомолекулярными производными алифа-
тических дикарбоновых кислот и 'полиалкиленполиаминов (напри-
мер, адипиновой кислоты и диэтилтриамина) [115]. К смолам этого
типа относится Кугпепе 557, предназначенная для повышения вла-
гопрочности бумаги преимущественно при pH 6—8.
Смола в виде 1—2%-ного водного раствора вводится в смеси-
тельный насос или напорный ящик в количестве 1% к волокну.
Хотя смола хорошо осаждается на волокне, небольшое количество
сульфат-ионов повышает ее удержание. При введении в массу из
сульфатной небеленой целлюлозы эта смола значительно эффек-
тивнее, чем катионная мочевино-формальдегидная смола. Наряду
с повышением влагопрочности полиамидэпихлоргидринные смолы
в отличие от карбамидных не снижают впитываемость и мягкость
бумаги, а прочность в сухом состоянии увеличивают незначи-
тельно [126].
Это объясняется различным характером взаимодействия смолы
с волокном. По данным Бэмера [115, с. 36], полиамидэпихлоргид-
ринные смолы образуют ковалентные связи с первичными спир-
товыми группами целлюлозы.
ПЕРЕРАБОТКА ОБОРОТНОГО БРАКА
Характеристика влагопрочности бумаги приведена в табл. 30.
Мокрый оборотный брак этих видов бумаги распускается без
затруднений. Сухой оборотный брак стараются перерабатывать
сразу после выработки бумаги. По мере развития процесса поли-
конденсации смол измельчение влагопрочной бумаги затрудняется.
При влагопрочности не более 35% сухую влагопрочную бумагу
можно распустить на волокна механическим или термохимическим
способом, а высоковлагопрочную бумагу — термической обработ-
кой (варкой) под давлением с последующим рафинированием.
Таблица 30
Степень влагопрочности бумаги
Влагопрочность Влагопрочность, % Содержание смолы, %
мочсвино-формальде- гидной меламино-формальде- гидной
Слабая 15-25 € 3 С 1,5
Средняя 25-35 4-5 2-2,5
Высокая > 35 6-8 3—4
Примечание. Бумага считается невлагопрочной, если во влажном со-
стоянии ее прочность меньше 15% от исходной.
Механический способ применяется для переработки оборотного
брака сразу после выработки бумаги на бумагоделательной ма-
шине, до полной конденсации смолы. Брак распускается в гидро-
разбивателе при концентрации не более 5%, перекачивается
в приемный бассейн и пропускается через энтштиппер при удель-
ном расходе энергии 80—120 кВт-ч!т [127].
При термохимических способах в гидроразбиватель подается
109
горячая вода или пар и температура массы в зависимости от вла-
ропрочности поддерживается на уровне 50—90° С.
Бумага, содержащая карбамидные смолы и каучук, измельча-
ется в присутствии глинозема при pH 3,5—4. В этих условиях про-
исходит гидролиз смолы с отщеплением формальдегида. Иногда
вместо глинозема применяют полифосфаты (0,5—0,2%).
Бумага, содержащая полиаминэпихлоргидринные вещества, рас-
пускается в щелочной среде при pH 10—11.
Время обработки брака в гидроразбивателе составляет 15—
30 мин. Масса после гидроразбивателя пропускается через энтштип-
пер, работающий с рециркуляцией на бассейн, до полного измель-
чения лепестков брака. Удельный расход энергии достигает 100—
150 кВт-ч)т. Для ускорения переработки брака созданы гидрораз-
биватели со специальным ротором, способствующим измельчению
бумаги. Преимущество этого способа переработки брака —про-
стота. Недостатки — необходимость кислотоупорного исполнения
оборудования и довольно высокие расходы на тепло и химикаты.
При наличии большого количества бумаги с высокой влаго-
прочностью целесообразна установка оборудования для непрерыв-
ной термической обработки (варки) брака под давлением. При
наличии экстрактора на таком оборудовании можно обрабаты-
вать бумагу битумированную и с полимерным покрытием [128].
МЕТОДЫ КОНТРОЛЯ
Количество меламино- и мочевино-формальдегидной смолы, а также бута-
диеинитрильного каучука рассчитывается по содержанию азота, определяемому
в бумаге и смоле (или латексе) по способу Кьельдаля [129, 130] или методом
ИК-спектроскопии.
Хлоропреновый латекс и бумага с его использованием характеризуются нали-
чием ионов хлора, выделяющихся при сжигании навески в кислороде с после-
дующим поглощением водой и оттитровываемых азотнокислым серебром в при-
сутствии хромата калия. Дивинилстирольный каучук (СКС) определяется весо-
вым способом после экстракции проклеивающих веществ и полного гидролиза
бумаги в серной кислоте. Содержание лигнина учитывается после определения
его в отдельной пробе [130].
Для определения карбамидной смолы в подсеточной воде, кроме метода
Кьельдаля, разработан спектрофотометрический экспресс-метод, основанный на
способности смолы поглощать свет в ультрафиолетовой области [131].
г л А в Л VIII
БУМАГА, ПОКРЫТАЯ МИКРОВОСКАМИ,
И ДРУГИЕ ВИДЫ МЕШОЧНОЙ БУМАГИ
БУМАГА, ОБРАБОТАННАЯ РАСПЛАВАМИ НА ОСНОВЕ ПАРАФИНА
Расплавы на основе парафина применяются для снижения па-
роводонепроницаемости бумаги.
Обычная парафинированная бумага при изготовлении мешков
не получила распространения из-за низкой температуры размяг-
110
чения и значительной хрупкости покрытия при изгибе. В местах
перегибов, особенно на морозе, парафин осыпается и защитные
свойства бумаги резко падают.
С целью повышения эластичности в парафин вводят нефтяные
воски, имеющие микроскопическую структуру, полиэтилен или дру-
гие полимеры. Например, полиизобутилен придает покрытию
липкость, а сополимер этилена с винилацетатом — способность
к термосварке.
За последние 10 лет разработано несколько различных соста-
вов, используемых для покрытия бумаги или склеивания ее с дру-
гими пленочными материалами [132].
Мешочная бумага, покрытая парафином с добавкой полимеров,
предназначена для средних и внутренних слоев мешков под гигро-
скопические продукты, в том числе сыпучие химикаты и продо-
вольствие.
Для одностороннего покрытия мешочной бумаги ВНИЭКИТУ
[133, 134] предлагает использовать смесь, состоящую из следующих
компонентов (%):.-
Парафин .........................................46—51
Церезин 65 или церезин 67 ..................... 35—40
Петролатумный церезин 80 или синтетический цере-
зин 100......................................... 10
Полиэтилен высокого давления..................... 2,5
ПОВ-ЗО* ......................................... 1,5
* Термомеханическая смесь: 30% полиэтилена+ 70% полиизо-
бутилена.
Парафин с полимерами смешивается в двухвалыюм смесителе
при. ПО—130° С в течение 10—16 ч. Полученный однородный со-
став смешивается с церезином в плавильном бачке.
Физико-механические свойства микровоскового состава марки
ЦППВ-30-1,5 следующие:
Цвет .............................................. Светло-
коричневый
Температура размягчения, °C ........................... 65
Вязкость в условных градусах............................ 4
Глубина проникания иглы при 20° С, мм~]................. 5
Прочность пленки при изгибе, мм......................... 1
Температура вспышки в открытом тигле, °C.............. 200
Указанным составом покрывают или пропитывают мешочную
бумагу массой 80 г/.и2. При одностороннем покрытии скорость ма-
шины достигает 150—200 м/мин, температура расплава в ванне
125—150° С. Кромки бумаги оставляются непокрытыми. После на-
несения покрытия массой 20—23 г/м2 прочность бумаги немного
увеличивается. Паропроницаемость гладкой бумаги составляет
3,8 г/м2 за 24 ч при 20° С и относительной влажности воздуха 65%,
что соответствует проницаемости гладкой бумаги, ламинированной
полиэтиленом.
111
При повышении температуры расплава происходит пропитка
бумаги. При одинаковом расходе материалов проницаемость про-
питанной бумаги в 3 раза выше, чем бумаги с односторонним по-
крытием.
Г орячие расплавы — известны под общим названием
hot melt (хот мелт) и содержат, кроме парафина и микрокристал-
лического воска, от 5 до 40% сополимеров [135]. Бумага, покрытая
таким расплавом, более эластична, чем парафинированная, а за-
щитные свойства и прочность ее выше. Кроме того, бумага при-
обретает способность свариваться при температуре 80° С и неболь-
шом давлении.
По сравнению с .бумагой, ламинированной полиэтиленом, бу-
мага, покрытая расплавом, при одинаковом расходе материала
(5—25 г/лг2) и почти равной проницаемости лучше воспринимает
печатные краски и клей, прочно сваривается при меньшей темпе-
ратуре и в 2 раза медленнее стареет на свету.
Первые марки расплавов появились в 1961 г., и с тех пор они
широко применяются для обработки бумаги и картона. Расплавы
с вязкостью 200—15 000 сП при 120° С используются для обработки
бумаги и листового картона (в виде раскроя коробок и ящиков).
При помощи расплавов бумагу и картон склеивают с алюминие-
вой фольгой или полиэтиленовой пленкой. Стоимость горячих рас-
плавов ниже стоимости полиэтилена, а оборудование для обра-
ботки бумаги проще, чем экструдерно-ламинаторный агрегат
с'высокоточной регулировкой температуры [136].
В состав большинства расплавов входят следующие компо-
ненты (% по массе):
Парафин очищенный .... 40—80
Микровоск ................. 5—30
Сополимер этилена с винил-
ацетатом ................. 5—40
Полиэтилен ................ 0—5
Стабилизатор ...............0—2
Антиокислитель..............0—5
Вещества, повышающие проч-
ность сварки (канифоль и
др.).......................0-5
Новые марки расплавов содержат до 12 компонентов и вклю-
чают сополимеры этилена с другими веществами (этилакрилатом,
полипропиленом и др.).
Покрытия с вязкостью 200—15 000 сП на рулонные материалы
можно наносить на машинах, используемых для обработки бумаги
парафином или битумом, при условии поддержания температуры
расплава на уровне 125—150° С. Расплав наносится на бумагу с од-
ной или двух сторон валиком, купающимся в ванне, а избыток рас-
плава удаляется обогреваемым шабером или отжимным валиком.
Скорость наносящего валика можно регулировать. Скорость ма-
шины при работе с шабером достигает 350 м/мин, а при исполь-
зовании отжимного валика несколько ниже. Бумага, покрытая рас-
плавом, должна быстро охлаждаться воздухом и на холодильных
цилиндрах. Медленное охлаждение ухудшает структуру и защит-
ные свойства покровного слоя [136].
112
Составы, включающие сополимер с низким содержанием ви-
нилацетата (около 10%), наносят на бумагу методом экструзии
при 150° С. Невысокая температура облегчает условия работы обо-
рудования и обслуживающего персонала [137].
ОБРЕЗИНЕННАЯ МЕШОЧНАЯ БУМАГА
Обрезиненная бумага представляет собой мешочную бумагу-
основу массой 80 г/ж2, покрытую с обеих сторон резино-битумной
смесью. Бумага предназначена для изготовления мешков под аг-
рессивные и гигроскопические химикаты: суперфосфат, хлорамин,
хлорную известь, медный купорос, коллоидную серу и др.
Характеристика обрезиненной бумаги, по данным М. Л. Ми-
хеля [138], следующая:
Масса I м'2, г.................................... 350—400
Толщина, мкм...................................... 350—450
Разрывное усилие в машинном направлении, кгс . . . 10,5—11,5
Удлинение при разрыве, %:
в машинном. направлении........................... 2,5
в поперечном направлении ......................... 3,6
Сопротивление излому в машинном направлении (число
двойных перегибов) ................................ 1500
Сопротивление раздиранию в машинном направлении,
ге ............................................... 210
Сопротивление продавливанию, кгс/смг.................... 3,6
Воздухопроницаемость, мл/мин...................... 0
Паропроницаемость за 24 ч, г/м.2.................. 0—18
Водонепроницаемость при /7=500 мм вод. ст., ч ... . 48
Резино-битумное покрытие защищает бумагу от разрушающего
действия кислот и газообразных продуктов, выделяющихся из за-
таренных химикатов. Прочность бумаги при хранении агрессивных
материалов снижается мало. Только пары соляной кислоты раз-
рушают бумагу в случае небольших механических повреждений
покрытия.
Состав резино-битумной смеси (% по массе) следующий:
Дробленая резина..........46,8
Рубракс или битум № 5 ... 46,9
Парафин .................. 3,9
Олеиновая кислота ....... 0,3
Тиурам ................0,3
Сера ......................1,8
Очищенную от корда резиновую крошку смешивают в непре-
рывно действующих резиносмесителях при температуре 160—170° С
с расплавленным битумом № 5 или рубраксом с добавкой олеи-
новой кислоты и парафина. В полученную массу на смесительных
вальцах добавляют тиурам и серу.
Стандартную мешочную бумагу (80 г/л2) покрывают резино-
битумной смесью на трехвальном каландре. Температура валов
40 и 25° С. Обрезиненная бумага припудривается тальком и посту-
пает в камеру вулканизации, снабженную инфракрасными, излу-
8 Зак. 728
113
чателями. После охлаждения готовая бумага наматывается в ру-
лоны. Главный недостаток бумаги — слишком большая толщина,
затрудняющая формирование и повышающая жесткость мешков.
БУМАГА, ОБРАБОТАННАЯ ДВУОКИСЬЮ КРЕМНИЯ
Бумага обрабатывается двуокисью кремния для повышения
коэффициента трения, чтобы улучшить условия штабелирования
мешков. Коллоидный раствор двуокиси кремния, выпущенный
фирмой «Дюпон» (США) под названием Ludox («Лудокс»), нано-
сится на бумагу для наружных слоев мешков и увеличивает
коэффициент трения до 0,70 [139]. Мешки из не обработанной дву-
окисью кремния бумаги начинают скользить при угле наклона по-
верхности 26°. После обработки той же бумаги препаратом «Лу-
докс» угол скольжения увеличивается до 35—40°, что позволяет
значительно увеличить высоту штабеля. «Лудокс» можно нано-
сить на бумагу на клеильном прессе, каландре или на машинах,
изготовляющих мешки, из расчета 0,5 кг сухого вещества на
1000 м2. Количество нанесенного покрытия оценивают по интенсив-
ности окраски образца по сравнению с эталоном бумаги.
Обработанная бумага по виду, запаху и на ощупь не отли-
чается от обычной. Мельчайшие частички двуокиси кремния за-
полняют микроскопические поры на поверхности, что способствует
также снижению расхода краски при нанесении печати на мешок.
Экономическая эффективность применения ,бумаги с покрытием
«Лудокс» определяется более рациональным использованием склад-
ских помещений, облегчением условий работы подъемно-транспорт-
ного оборудования и снижением потерь упакованной продукции.
ЧАСТЬ ВТОРАЯ
БУМАЖНЫЕ МЕШКИ
ГЛАВА IX
КОНСТРУКЦИЯ И ПРОЧНОСТЬ
МНОГОСЛОЙНЫХ мешков
ТИПЫ, ВИДЫ, МАРКИ, РАЗМЕРЫ МЕШКОВ
Бумажные мешки в зависимости от формы изготовления под-
разделяются на сшитые и склеенные (рис. 35). Мешки обоих типов
могут выпускаться с открытой (рис. 35, а, б, д, е) или закрытой
горловиной (рис. 35, в, г, ж, з). В последнем случае мешок запол-
няется через специальный клапан (рис. 36), самостоятельно за-
крывающийся после затаривания сыпучих материалов. У склеен-
ных мешков клапан может быть укреплен листом бумаги (рис. 36,
Рис. 35. Бумажные мешки сшитые и склеенные
а, б) или для уплотнения снабжен бумажной, либо пленочной
манжетой (рис. 36, в—е). Выступающая наружу часть манжеты
подгибается вручную или заклеивается (заваривается), что обеспе-
чивает лучшую сохранность упакованной продукции. Отдельные
партии мешков для быстрого опорожнения снабжаются шнуром,
ускоряющим раскрывание дна (рис. 36, е).
Небольшое количество склеенных мешков выпускается с иной
формой днищ, как показано на рис. 37. Это мешок с широким пря-
моугольным дном и боковыми складками (рис. 37, а), мешок под
брикетированные материалы с широким «замковым» дном (рис. 37,
б), комбинированный мешок со ступенчатым отрубом трубки
(рис. 37, в) и мешок с дополнительно укрепленным дном, куда из-
нутри вставлена прокладка из бумаги (рис. 37, г).
В зависимости от назначения мешки делают из двух-шести
слоев бумаги. Основная масса мешков имеет три-четыре слоя бу-
маги. Число слоев в мешке увеличивается, если предполагается
заполнение тяжелым или агрессивным материалом и перевозка
8*
115
смешанным транспортом. Подавляющее большинство мешков из-
готовляется из непропитанной мешочной бумаги (М) [140].
С целью защиты упакованной продукции от воздействия окружаю-
щей среды или для повышения сохранности тары от агрессивных
химикатов один-три слоя непропитанной бумаги могут заменяться
другими видами мешочной бумаги: битумированной (Б), дублиро-
ванной (Д), покрытой полиэтиленом (П-20), влагопрочной (В),
Рис. 36. Клапаны закрытых бумажных мешков
армированной (А) и т. п. Соответственно мешки называются биту-
мированными, дублированными, ламинированными, армирован-
ными, влагопрочными. Если применяются разные слои бумаги,
мешки могут называться комбинированными. Расположение слоев
бумаги в мешке устанавливается при заказе.
Типичные сочетания слоев:
6/2 М-М-Б-Б-М-М
5/2 М-Б-М-Б-М
5/3 Б-М-Б-М-Б
5/1 М-Д-М-М-М
4/2 В-М-М-В
6 МК-МК-МК-МК-МК-МК
5/1 М — М — М — П-20 —М
5/1 М —П-20 —М —М —М
5/2 Б —М —М —П-20 —М
5/1 А-М-М-М-М
Размеры мешков обуслов-
лены количеством затаривае-
мого продукта (15—50 кг) и
его насыпной массой, услови-
ями штабелирования и удоб-
ством в обращении, размерами
стандартных поддонов, обрез-
ной шириной бумагоделатель-
ных машин и конструктивными
особенностями оборудования
Рис. 37. Мешки склеенные специаль-
ные
для изготовления мешков.
Размеры мешков, регламентируемые нормативной документа-
цией разных стран, совпадают далеко не всегда. Наиболее близки
по размерам мешки для цемента.
Обычно многослойные бумажные мешки имеют длину t от 60
до 120 см, а ширину b 40—60 см. Ширина дна d склеенных меш-
ков для цемента 8—9 см, для минеральных удобрений 13—15 см,
для легких и брикетированных материалов 20—30 см.
116
Сшитые мешки с одной боковой складкой (типа подушки) не-
удобны в обращении, поэтому у большинства сшитых мешков с бо-
ковых сторон по три складки. Расстояние f между внешними сги-
бами (фальцами) каждой стороны преимущественно 8+1 см.
В сшитых и склеенных мешках под очень легкие продукты глубина
боковых складок увеличивается до 12+1 см. Длина сшитых меш-
ков I определяется по отрубу; длина склеенных открытых — по рас-
стоянию между отрубом и внешним сгибом дна; у склеенных за-
крытых— по расстоянию между внешними сгибами днищ. Ширина
мешков b измеряется между внешними боковыми сгибами. При оп-
ределении нормируемой ширины мешка глубина боковых складок
не учитывается. Основные размеры бумажных мешков, вырабаты-
ваемых в Советском Союзе, приведены в табл. 31.
Таблица 31
Размеры мешков, вырабатываемых в СССР
Сшитые * Склеенные
длина Z, см ширина д, см виды мешков длина 1, см ширина Ь, см ширина дна d, см виды мешков
Открытые
60 53,5 Н 79 46,5 9 Н, В
80 32,5 Б 84 51,5 9 Н
80 42,0 Н 92 50 13 Н
80 53,5 Н 92 60 13 Н
82 42,0 Б 97 46,5 9 Н, В
96 43,5 Н, Б 100 51,5 9 Н
100 42,0 Н, Б, ПЭ 95 40 21,5*** Н
100 52,0** Н, ПЭ
100 53,5 Н, ПЭ
Закрытые
73 42 Н, Б 62 51,5 9 Н, В
75 42 Н 65 46,5 9 н, в
78 42 Н, Б 65 49,5 9 Н, Б, ПЭ
84 50 13 Н, Б, ПЭ
90 51,5 13 Н
Примечание. Н — непропитаниые, Б — битумированные, В — влагопроч-
ные, ПЭ — ламинированные. 1
* Расстояние между боковыми складками 8 см.
** То же 12 см.
*** То же 21,5 см.
Принимая во внимание конструктивные особенности, следует
учитывать, что некоторые виды мешков при разных размерах по
номиналу могут иметь практически одинаковую емкость, если для
их изготовления используется бумага равной площади. Например,
117
открытые сшитые мешки формата 100X42 см соответствуют скле-
енным мешкам открытым 92x50X9 см и закрытым 84X50X13 см.
Все они изготовлены из листов бумаги 100X103 см. При прочих
равных условиях емкость мешков возрастает с увеличением ши-
рины дна.
РАСЧЕТ РАСХОДА БУМАГИ НА МЕШКИ
При расчете расхода бумаги принять! во внимание конструкции
мешков и условия работы оборудования, установленного на оте-
чественных предприятиях. Расход бумаги (нетто) определен по
площади раскроя без учета производственных отходов.
Открытые склеенные мешки
So. K=0,0001n (/+0,5d+C2) (2Ь^Сх)^-ЦЬа, м2,
где I и b — длина и ширина мешка по номиналу, см; d — ширина
дна мешка по номиналу, см; п — число слоев бумаги в мешке;
Ci — ширина продольного склеенного шва в мешке, см; С2 — ши-
рина склеенного шва на дне мешка, см; 1П, Ьа — длина и ширина по-
кровного листа на дне мешка, см. Обычно &п=^+(2ч-3 см); 1а=
— Ь — d или ln=b — d+ 1,5 см.
Закрытые склеенные мешки
S3.K=0,000U(Z+rf+C2) (2/>4-С1)+2/п&п+/Кл&1£л,
где /кл, &кл —длина и ширина вкладыша клапана, см.
Открытые сшитые мешки
So. ш=0,0001«/(2/>+2/+С1)+^кр, м2,
где f— ширина бумаги между боковыми складками (фальцами),
см; К — коэффициент, учитывающий крепирование бумаги; /кр,
Ькр — длина и ширина полоски крепированной бумаги, укрепляю-
щей шов, см. Обычно f = 8±0,5 см, 1кр^Ь + 6 + 7 см, &Кр = 5ч-6 см,
/(=1,2.
Закрытыесшитыемешки
s3. ш=о,0001 ti (Z-4-0,5h) (2b+2f+Ct)+2KbKplKI), м2,
где h — высота вырубки клапана, см; (как правило, й = Зч-4 см).
Открытые склеенные мешки с прямоугольным
дном и боковыми складками
So. кф=0,0001д (Z4-0,5t/4-C2) (2&4-2/4-Ci)4-ZA, m2,
где 7 = 95 см; (7 = 21,5 см; й = 40 см. С2 = 6 см; / = 21,5 см; /п=37ч-
ч-38 см; />п=19ч-20 см.
МЕТОДЫ ИСПЫТАНИЯ ПРОЧНОСТИ МЕШКОВ
В условиях эксплуатации бумажные мешки подвергаются воз-
действию самых разнообразных нагрузок, из которых наибольшее
значение имеют динамические удары при погрузочно-разгрузочных
118
работах. Воспроизвести условия эксплуатации в лаборатории весьма
трудно и поэтому до сих пор не существует единого общеприня-
того метода испытаний. Чаще всего прочность мешков определяют
при сбрасывании с заданной высоты до разрыва и высыпания
груза, а также при укладке многоярусных штабелей. Проверка
прочности мешков методом сбрасывания считается обязательной
при изменении конструкции мешков и технологии изготовления как
бумаги, так и мешков.
Кроме того, мешки могут испытываться на вибрирующем столе,
во вращающемся барабане, на наклонной плоскости. Эти испыта-
ния, как и испытания в условиях эксплуа-
тации, проводятся различными организа-
циями по своим методикам [141 —143].
В подавляющем большинстве случаев
мешки, особенно закрытые, испытывают
с тем продуктом, для упаковки которого
они предназначены. Часто для заполнения
испытываемых мешков употребляют цемент
или песок. Иногда используют смесь песка
с древесными опилками: при этом появля-
ется возможность варьировать насыпную
массу наполнителя, изменяя соотношение
песка и опилок.
Открытые мешки перед испытанием за-
полняют вручную или через бункер с дози-
рующим устройством. Закрытые мешки
заполняют через штуцер загрузочной ма-
шины с весовым механизмом, подающей
затариваемый материал с регулируемой
скоростью при заданном давлении (1 —
2 кге!см2).
При испытании прочности мешков при
сбрасывании с изменяющейся высоты за-
полненный мешок укладывают на аппарате,
изображенном на рис. 38, на площадку из
двух откидывающихся створок, способную
соте от 0 до 3 м с интервалом 0,15 м. На
створки быстро откидываются и мешок падает на пол. Площадка
опускается вниз, створки закрываются, мешок снова помещается
на них плашмя, но в следующий раз площадка поднимается на
0,15 м выше по сравнению с предыдущим. Так продолжается до
разрыва мешка. Прочность мешка оценивается достигнутой высо-
той сбрасывания [141].
Испытания при увеличивающейся высоте сбрасывания дают
меньший разброс, чем при постоянной высоте падения, что поз-
воляет уменьшить число образцов и сэкономить время.
Для сбрасывания мешков с постоянной высоты за рубежом
предназначен специальный стол, поверхность которого состоит из
двух створок, легко и быстро откидывающихся вниз. Высота
Рис. 38. Схема аппарата
для испытания мешков
при сбрасывании с воз-
растающей высоты:
/-—мешок; 2 — подъемная
площадка с откидывающи-
мися створками; 3 — ограни-
читель высоты подъема; 4~
электромотор; 5 — противо-
вес
перемещаться по вы-
заданной высоте обе
119
стола 1 м. Заполненный мешок после удаления избытка воздуха
укладывают плашмя на поверхность стола на линию раздела ство-
рок. На столе мешок размещают таким образом, чтобы мешок па-
дал сначала на сторону с продольным швом, потом — на противо-
положную. Испытание прекращают после заданного числа сбросов
или после разрыва мешка и высыпания содержимого. За ре-
зультат испытания принимают либо количество мешков, выдер-
жавших установленное число сбросов, либо среднее число сбросов,
выдержанных мешком до разрыва.
В СССР при контрольной проверке для испытаний отбирают
по одному мешку из каждых 3000 шт., но не менее 10 мешков от
каждой партии. Мешки испытывают при температуре 20±2°С и
относительной влажности воздуха 65±2% после предварительного
кондиционирования не менее 8 ч. Для заполнения мешков приме-
няют портландцемент марки 500 с температурой не выше 25° С.
Большинство мешков испытывают с 50 кг
цемента.
ZtV По 40 кг цемента засыпают только
iT в небольшие четырех-шестислойные меш-
У/\\ ~П 'ки- Трехслойные открытые мешки запол-
I / —\ \ // / няют 25 кг цемента. Все открытые и
1/ \ V/ I/ большие закрытые мешки (84Х50Х
Ш \U I X13; 90X51,5X13; 92X60X13 см) сбра-
/I \ Г I сывают на торец при помощи аппа-
/ Д ) \\ р рата Петухова (рис. 39). Остальные sa-
il '' < —kJ крытые мешки испытывают вручную при
сбрасывании плашмя с постоянной вы-
Рис. 39. Схема аппарата СОТЫ.
Петухова Закрытые мешки, предназначенные
под цемент, соду и другие тяжелые
материалы, поднимают на высоту 90 см и бросают плашмя
па бетонный пол несколько раз подряд до разрыва или до
установленной нормы прочности. Сложность этого метода испы-
таний заключается в необходимости равномерного многократного
подъема значительного груза (40—50 кг) на постоянную высоту
с последующим свободным падением мешка строго плашмя без
приложения дополнительных усилий. При испытании на аппарате
Петухова (рис. 39) мешок 1 устанавливается вертикально на пол,
и горловина открытого мешка или одно из днищ большого закры-
того мешка зажимается между двумя металлическими пластинами
2 подъемного приспособления 3. После подъема на заданную вы-
соту (30 см от нижнего края мешка до пола) срабатывает кулач-
ковый механизм 4 и мешок свободно падает на торец на ровную
поверхность бетонного пола, оставаясь прикрепленным к аппарату.
Затем следует снова подъем и сбрасывание с частотой 20 раз в ми-
нуту до нормируемого числа ударов или до разрыва мешка и вы-
сыпания его содержимого. Из каждых 10 закрытых мешков 5 ис-
пытывают клапаном вверх, а остальные 5 мешков — клапаном
вниз.
120
Число сбросов, выдержанных сшитыми и склеенными мешками
при испытании на торец или плашмя, должно соответствовать нор-
мам, указанным в табл. 32.
Таблица 32
Нормы числа ударов (сбросов), выдерживаемых мешками
Число слоев в мешке Непропитанные Битумированные Ламинированные
открытые закрытые открытые закрытые открытые закрытые
3 8 6 8
4 9 13 8 8 9 13
5 13 16 13 14 13 16
6 16 19 15 16 — —
За результат стандартных испытаний открытых и закрытых
мешков принимают процент мешков, выдержавших норму числа
сбросов (см. табл. 32). Этим нормам должны соответствовать
80% мешков, подвергаемых испытанию. Остальные мешки должны
выдерживать не менее половины указанного в нормах числа сбро-
сов (ударов). Такие мешки относятся к I сорту. Мешки, не отвеча-
ющие требованиям, предъявляемым к I сорту, переводятся во
II сорт, если указанным выше нормам соответствует не менее60%
мешков, подвергаемых испытанию, а остальные мешки выдержи-
вают не менее половины нормируемого числа сбросов. При испыта-
нии мешков со слоями битумированной бумаги и бумаги с поли-
этиленовым покрытием допускается 10% четырехслойных мешков,
выдерживающих три сброса, или 10% пятислойных, выдержи-
вающих четыре сброса. Если мешки не выдержали положенного
числа ударов, отбирается повторная проба в удвоенном количестве
(не менее 20 шт.), результаты испытания которой считаются окон-
чательными. Мешки, не отвечающие требованиям,, предъявляемым
к I и II сорту, переводятся соответственно в низшую категорию
мешков по слойности. Места повреждения мешков при испытании
(бумага, нитки, шов, клапан) фиксируются в., рапорте испытаний,
что позволяет выявить и устранить причины дефектов.
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПРОЧНОСТЬ МЕШКОВ
Прочность бумажных мешков, как известно, зависит от свойств
бумаги, конструкции мешков, степени наполнения и свойств зата-
ренного вещества, условий эксплуатации мешков. О влиянии
свойств бумаги на прочность мешков рассказано в первой части
книги. Качество изготовления мешков и пригодность их для ис-
пользования в конкретных условиях предварительно проверяют
путем стендовых испытаний. При падении на угол любые бумаж-
ные мешки, как правило, разрываются сразу. При падении на то-
рец (дно) у мешков чаще всего повреждается нижняя часть одной
121
из боковых сторон и очень редко обе боковые стороны сразу. Ме-
шок, падающий плашмя, рвется вдоль верхней широкой поверх-
ности и, реже, в углах поперек бумаги. У закрытых мешков при
падении плашмя прошитые швы (или дно) повреждаются чаще,
чем у таких же мешков, падающих на торец. Отношение длины
мешка I к его ширине Ь выбирается с учетом необходимости устой-
чивой укладки мешков при штабелировании «тройкой» или «пя-
териком». Естественно, что с увеличением нагрузки на единицу
площади падения прочность мешков снижается.
Японские исследователи [144] нашли, что оптимальная величина
//6 меняется в зависимости от вида бумаги. Мешки из микрокре-
пированной бумаги имели максимальную прочность при //6=1,25,
а мешки из обычной мешочной бумаги оказались прочнее при
//6=1,75. С увеличением длины мешка преимущества микрокрепи-
рованной бумаги теряются.
И. Пенцкофер [5] с помощью киносъемки установил, что ме-
шок, падающий с высоты 2 м, разрывается в течение 0,22 мс. Ско-
рость распространения разрыва в мешочной бумаге в направлении,
перпендикулярном плоскости листа Z, составила для бумаги ма-
шинной гладкости 600 м/с, а для микрокрепированной — 585 м/с.
Средняя скорость разрыва wp может служить характеристикой
бумаги;
у =77р; v =0,35^; и>=0,5т>„,
где Т — натяжение; р — плотность бумаги; Vi— скорость распро-
странения эластичных волн в машинном направлении; vg — то же
в поперечном направлении.
На киноленте зафиксировано отскакивание мешка при ударе
о пол и возникновение волн, выгибающих неразорвавшийся мешок
в направлении Z. На снимках удалось установить величину удли-
нения при разрыве мешка при максимальном выгибании.
Растяжимость при разрыве составила (%): обычной бумаги 2,2,
легкокрепированной 4,8, микрокрепированной 7,6. Скорость растя-
жения бумаги соответственно была равна 4,4 НО4, 5,5- 104 и
6,3 ’ 1О4о/о/лш«; время воздействия возникших при ударе мешка
о пол волн 3, 5,3 и 7,2 мс.
Изучая прозрачную модель мешка, К. Люксенхофер [145] при
помощи киносъемки со скоростью 8000 кадров в секунду наблюдал
распределение частиц затаренного продукта при сбрасывании
с высоты 1 м. В центре мешка обнаружено лишь вертикальное
перемещение частиц, а по краям (у стенок мешка) при ударах
отмечается скольжение и обратное движение частиц вниз за счет
противодействия и эластичности стенок. Внутри сыпучего полусжи-
маемого продукта проходит волна сжатия со скоростью 17 м/с
для порошков и 50 м/с гранулированных веществ. Ударная волна
способствует повреждению мешков, которые при падении плашмя
почти всегда разрываются посередине верхней широкой стороны
мешка. К. Люксенхофер установил, что мешки, заполненные менее
пористым веществом, занимающим почти весь объем мешка, выдер-
122
живают большее число падений, чем мешки с сыпучим материа-
лом, содержащим значительное количество воздуха между грану-
лами при одинаковой общей массе.
Мешки из микрокрепированной бумаги или мешки с вклады-
шами компенсируют воздействие сыпучего содержимого лучше
обычных за счет повышенного модуля упругости материала стенок,
что способствует увеличению прочности мешков.
Число сбросов п, выдержанных мешками, может быть охаракте-
ризовано уравнением [146]:
n=MCF\HSD, (1>
где М — функция числа слоев в мешке; С — функция физических
свойств затаренного продукта; F— функция прочности бумаги;
Н — функция высоты сбрасывания; S — функция размеров мешка;
D — функция насыпной массы затаренного продукта.
Экспериментальным путем установлено, что среднее число
выдержанных сбросов п изменяется экспоненциально в зависимо-
сти от количества слоев в мешке и высоты падения:
n=km3’6; (2)'
n=Bh~\ (3)
где k — постоянная величина для каждой конструкции мешков;
т — количество слоев в мешке; В —постоянная величина при
сбрасывании с высоты 1 м; v = 2,15-r-2,7 (по даным К. Ирмана,,
X. Якобсена и Дж. Бергстрема [147—148]).
При многократном сбрасывании мешков необходимо принимать-
во внимание усталость бумаги, как материала, приводящую к сни-
жению прочности мешков пропорционально числу сбросов [149].
Рассматривая бумажный однослойный мешок как тонкостенный
эллиптический цилиндр, целиком заполненный сыпучим материа-
лом, А. Б. Израелит [150] предложил следующие формулы для
определения предельной высоты сбрасывания, при которой мешок
разрывается с первого удара:
при падении мешка на торец
/гт=482Д9А(7/ЗС2й2рВс; (4>
при падении мешка плашмя
An=982BzA;/16WpBc, (5>
где б — толщина стенки мешка; Eb Eq — модуль упругости бумаги,
определяемый из диаграммы напряжение — деформация, в машин-
ном и поперечном направлениях; Ai, Aq— работа на разрыв при
растяжении бумаги в машинном и поперечном направлениях;
(Ср \
45—у/— коэффициент бокового давления затаренного’
продукта, зависящий от его угла внутреннего трения ср; а, b — боль-
шая и малая полуоси эллиптического сечения мешка; р — насыпная
масса содержимого мешка; Ес — модуль упругости содержимого
123.
мешка (для сыпучих материалов 20—50 кгс/см2 пропорционально
плотности).
Зависимость предельной высоты сбрасывания от числа слоев
бумаги в мешке т выражается формулой
H=hmr>, (6)
где Н — предельная высота сброса многослойного мешка; h — пре-
дельная высота сброса однослойного мешка, вычисленная по
формулам (4) или (5); р — экспериментальная характеристика (по
результатам опытов А. Б. Израелита р = 1,535).
Учитывая, что для многослойного мешка п= (H/h)2>5, на основа-
нии экспериментов А. Б. Израелита можно вычислить число
сбросов, выдерживаемых многослойными мешками:
при падении на торец
_/^EqAqmP\\
п' — [ 3¥a^EchT ) ' 1 '
при
падении плашмя
\ 16^2р£сйл ) •
(8)
Соотношение между предельными числами сбросов при падении
мешков плашмя и на торец при заданных высотах сброса /гп и hT
выражается формулой
nn/nT=0,12(«/^5(/zT//zn)2’5. (9)
Однако указанные соотношения выдерживаются не всегда. Ре-
зультаты, полученные ВНИЭКИТУ и ВИИИБ при испытании за-
крытых сшитых мешков с 50 кг продукта (табл. 33), подтверждают,
что прочность мешков зависит от вида загруженной продукции и
степени их наполнения.
Таблица 33
Характеристика прочности мешков
Загружаемый продукт Насыпная масса, кг] дм* 4-слойный, 98x53,5 см 5-^лойный, 98 X 42 см
яп ят яп/ят пп ят яп/ят
Квасцы алюмокалиевые 1,1 170 8 21,3 86 18 4,8
Сульфат аммония 0,9 173 18 9,6 102 23 4,4
Мел молотый 0,8 105 19 5,5 143* 44* 3,2*
Цемент 1,5 84 ** 14 ** 6,1 ** 79 46 1,7
* Чрезмерная степень заполнения.
** Заполнение наполовину.
Л. Гетшинг [16] обращает внимание на существенное различие
в прочности мешков разных конструкций, изготовленных из одина-
ковой бумаги.
124
ГЛАВА X
ТЕХНОЛОГИЯ МЕШКОВ
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ИЗГОТОВЛЕНИЯ
БУМАЖНЫХ МЕШКОВ
Современное оборудование для изготовлёния мешков комплек-
туется в механизированные поточные линии, обеспечивающие вы-
пуск до 150 млн. мешков в год [151, 152]. Наиболее характерные
схемы приведены на рис. 40. Линии А, Б предназначены для
выпуска склеенных мешков с шириной дна 8—15 см, линия В —
для изготовления сшитых мешков. Мешки с широкими днищами
(20—30 см) изготовляются на дноклеильных агрегатах, соединен-
ных непосредственно с трубочной машиной.
Рулоны бумаги поступают в мешочный цех со склада 1 в грузо-
вых лифтах или по элеваторам с подвесной люлькой 2 и распре-
деляются между поточными линиями при помощи ленточных транс-
портеров или тележек, передвигающихся по рельсу, утеплённому
в полу.
Бумага подбирается по видам и форматам 3 и подается
электроталями на трубочную машину 4. На трубочной машине
формируется и отрубается заготовка будущего мешка. Каждый
слой бумаги непрерывно склеивается вдоль образующей мешка,,
а соседние слои бумаги соединяются между собой поперечной
точечной склейкой на концах трубою Поперечная склейка применя-
ется не для всех видов мешков.
Клей приготавливается централизованно и поступает в резер-
вуары около трубочной машины по трубопроводам 13, 14 для попе-
речной и продольной склейки трубок.
В ряде случаев на каждый мешок можно наносить печать,
флексографическим способом в одну-четыре краски (12). С этой
целью рулон бумаги, предназначенный для наружного слоя, про-
пускают через печатный станок, установленный в. размоточной
части трубочной машины (или любом другом помещении мешоч-
ного цеха).
Готовые трубки для схватывания клея выдерживаются на под-
донах, пластинчатых транспортерах (5, схемы А, В), или ленточном
уплотнительном конвейере (5, схема Б).
К одной трубочной машине обычно устанавливают два дно-
клеильных агрегата 6, оборудованных автоматической подачей,.
Направляющей трубки поперек оси машины. Агрегаты могут со-
стоять из двух одинаковых частей для сгибания и склеивания дна
на торцах трубки, что позволяет изготовлять либо открытые, либо'
закрытые мешки. Клей подается по трубопроводу 15.
Склеенные мешки для ускорения схватывания клея направля-
ются на уплотнительный ленточный транспортер 7, огибают под-
сушивающий барабан и собираются в пачки по 20—30 шт. на кон-
трольном пункте, откуда передаются на пластинчатый конвейер 8,
125
Рис. 40. Поточные линии для изготовления мешков:
А, Б — склеенных; В — сшитых
126
направляющий мешки к упаковочным прессам 10. Мешки уклады-
ваются в кипы по 500—1000 шт. поочередно на одном из пла-
стинчатых транспортеров 9 и поступают под пресс, где затяги-
ваются стальной лентой. Кипы мешков транспортером 11 напра-
вляются на склад. На некоторых предприятиях для транспортиро-
вания кип в мешочном цехе применяют цепные транспортеры
и грузовой лифт.
На одном из предприятий для транспортирования кип мешков-
служит подвесной грузонесущий конвейер со сложной трассой и по-
воротами в горизонтальной и вертикальной плоскости. Цепь кон-
вейера подвешена к кареткам, катящимся на роликах по моно-
рельсу. Холостые каретки поддерживают цепь, а грузовые соеди-
нены шарнирно с люльками грузоподъемностью 500 кг. Люльки
непрерывно двигаются по трассе и автоматически снимают кипы
мешков с приводного рольганга около упаковочных прессов. При
поступлении на склад кипы автоматически снимаются с люльки
на приемный приводной рольганг и поступают на пластинчатый
транспортер-накопитель, откуда кипы снимают электроталью
или электропогрузчиками, которые укладывают кипы на складе
в двухъярусные штабеля, а также подают в вагоны.
Схема Б отличается от схемы А (см. рис. 40) более высокой
степенью механизации процесса и иным расположением оборудо-
вания. После трубочной машины мешки по уплотнительному лен-
точному конвейеру 5, расположенному над дноклеильными агрега-
тами 6, поступают в пакетирующий элеватор 16, откуда пачками
по 20 — 30 шт. подаются поочередно к одному или другому дно-
клеильному агрегату 6. После дноклеильных агрегатов мешки про-
ходят через уплотнительный ленточный транспортер 7 и по пла-
стинчатому конвейеру 8 направляются на упаковку: либо в ма-
шину 17 для обвязки шпагатом пакетов из 25 мешков и далее по
слипу 18 на склад, либо к упаковочным прессам (как в схеме Л)
для упаковки в кипы по 500—1000 шт.
Сшитые мешки вырабатываются по схеме В. Трубочные машины
для сшитых мешков могут иметь более простую конструкцию, чем
машины для склеенных мешков, но машины, предназначаемые для
выработки закрытых мешков, должны иметь другое отрубающее
устройство.
Трубки после трубочной машины поступают на ленточный транс-
портер и распределяются равномерно между 6—10 швейными
агрегатами. Съем трубок с транспортера возможен вручную и
автоматически. Трубки накапливаются на столах 19, выдержива-
ются для схватывания клея и направляются на укладку клапана 20,
после чего прошиваются нитями 23 по креповой бумаге 24 на швей-
ных машинах или агрегатах 21. При необходимости во время про-
шивки производят герметизацию швов. Готовые мешки сортируют
и укладывают пачками по 20—30 шт. на ленточный конвейер 22,
подающий мешки на упаковочные прессы 10. Сшитые мешки
упаковываются в пачки по 100 шт. или кипы по 500—1000 шт.
Пачки по 100 шт. спускают на склад по слипу (через люк, снабжен-
127
ный наклонной плоскостью). Кипы транспортируют, как указано
выше.
Сшитые и склеенные мешки маркируются на прессах (приклеи-
вается этикетка на каждую пачку или кипу).
КЛЕИ ДЛЯ МЕШКОВ
Требования к клею. При изготовлении трубок для сшитых меш-
ков можно на трубочной машине применять клей из натурального
клейстеризованного крахмала или карбоксиметилцеллюлозы не-
большой концентрации (2—3%) [154—156]. Для производства
склеенных мешков такой клей не годится, так как он плохо схваты-
вается и слишком медленно сохнет, что затрудняет правильное
формирование дна. Клей для мешков с клеенными днищами дол-
жен обладать следующими свойствами: а) небольшой вязкостью
при высокой концентрации, обеспечивающей работу машин
со скоростью 200 м/мин и быстрое высыхание клея в мешках при
15—25° С; б) достаточной липкостью и хорошей схватываемостью,
предотвращающей повреждение швов в процессе изготовления
трубок и мешков; в) способностью равномерно смачивать бумагу
без диффузии сквозь нее и растекания швов во избежание склеи-
вания мешков между собой; г) ограниченной скоростью отвержде-
ния, допускающей контроль за формированием трубок и мешков
без повреждения бумаги при раскрывании швов от руки в процессе
работы; д) способностью полностью отверждаться на холоде в те-
чение 1—10 дней; прочность клеевого шва должна соответствовать
прочности бумаги при заполнении мешков горячими сыпучими
материалами с температурой до 60° С и последующем хранении
при ±40° С; сопротивление разрыву клеевого шва допускается в
пределах 100—300 кгс/сл/2; е) минимальным пенообразованием и
средним «волосом», отсутствием компонентов, вызывающих кор-
розию оборудования. Клей должен легко удаляться при промывке
оборудования. Свойства клея должны сохраняться не менее суток.
Клей для мешков под пищевые продукты должен быть нетоксич-
ным.
Желательна максимально простая рецептура, не требующая
сложного оборудования для подготовки клея в мешочном цехе.
Для склеенных мешков, как правило, применяют клеи из кар-
тофельного крахмала, подвергнутого предварительной обработке,
например варке со щелочью, окислению гипохлоритом, этерифика-
ции. Обработка крахмала позволяет применять клей при концен-
трации 8—10%. С целью повышения влагопрочности швов и склеи-
вающей способности клея к крахмалу можно добавлять карбамид-
ные смолы или поливинилацетатную эмульсию.
Расход натурального крахмала для сшитых мешков составляет
в среднем 0,4 кг на 1000 шт. При изготовлении больших закрытых
склеенных мешков расход увеличивается до 3 кг на 1000 шт.
Крахмальный клей. Для склеивания бумажных мешков приме-
няют клей, сваренный из натурального картофельного крахмала
128
целью снижения
Рис. 41. Схема оборудования для варки
клея
высшего или I сорта. Оборудование для варки клея изображено на
рис. 41.
Клей варится в открытом котле емкостью 0,5—1 м3, изготовлен-
ном из кислотоупорной стали с паровой рубашкой 1, снабженном
мешалкой 2.
В котел заливают холодную воду 4, засыпают крахмал и зали-
вают концентрированный раствор каустической соды 3, включают
пар 5 и нагревают содержимое котла до 70—75° С. Варка клея при
этой температуре продолжается 10 мин. Далее с
вязкости клея в котел быстро добавляют крепкий раствор соляной
кислоты до pH 5,5—6,0 и че-
рез несколько минут нейтрали-
зуют избыток кислоты кальци-
нированной содой до pH 8—9.
Варку клея ведут при непре-
рывном перемешивании. Гото-
вый клей спускают в промежу-
точный бак 8, где клей охлаж-
дается до 30—35° С. Из проме-
жуточного бака клей сжатым
воздухом 7 от компрессора 6
подается в бачки 9 у трубоч-
ных машин и дноклеильных
агрегатов, откуда насосом 10
перекачивается в ванночки
клеенаносящих устройств 11.
Контроль за процессом варки
осуществляется по липкости,
длине «волоса» и вязкости
клея. pH определяется по уни-
версальной индикаторной бу-
маге. Оборот котла составляет
70—90 мин, в зависимости от
качества крахмала. Концентрация
10%, для дноклеильных агрегатов
скозиметру ВЗ-4 около 30 с.
Карбоксиметилцеллюлоза. На
склеивания мешков применяется NaKMH средней и высокой вязко-
сти [156]. NaKMH растворяется в воде при 30—40° С в течение
15—20 мин и используется в виде 2—3%-ного раствора. Для по-
вышения устойчивости к микроорганизмам в готовый раствор
можно добавлять 0,1% .формалина, благодаря чему свойства
NaKMH сохраняются в течение нескольких дней. С целью предот-
вращения коррозии оборудования рекомендуется добавлять в клей
нитрит натрия из расчета 0,5 г/л клея.
Для склеивания продольного шва трубки и дна применяется
NaKMH со степенью замещения 70—80 и степенью полимеризации
250 — 550. Для точечной склейки желательна NaKMH более низкой
вязкости.
клея для трубочных машин 8—
10—12%. Вязкость клея по ви-
некоторых предприятиях для
9 Зак. 728
129
Расход клея из NaKMH составляет 0,2 л на 1 м2 клеевого
шва или 0,65 кг сухого вещества па 100 мешков (6-слойных за-
крытых) .
По сравнению с крахмалом NaKMLI, дороже, но она не явля-
ется пищевым продуктом и расход ее несколько меньше. Вследст-
вие низкой концентрации раствора NaKMLI, для сушки клеевых
швов необходимо более длительное время, поэтому NaKMLL целе-
сообразно применять преимущественно для изготовления сшитых
мешков из непропитанной бумаги.
Другие виды клея. Для изготовления битумированных и лами-
нированных мешков используется смесь крахмального клея с поли-
винилацетатной эмульсией (ПВАЭ) [154], удовлетворяющей следу-
ющим требованиям:
Содержание сухого вещества, %....................^50
Содержание мономера, °/о......................... С 0,8
-Вязкость пластифицированной эмульсии, с......... 21
Количество пластификатора, %.....................3,5—5
pH ..............................................4,5-6,0
Поливинилацетатная эмульсия обладает хорошей склеивающей
способностью и образует прочные швы, но она не имеет необходи-
мой первоначальной липкости и поэтому добавляется к готовому
крахмальному клею.
Клей КП-1 для поперечной точечной склейки трубок битумиро-
ванных мешков содержит 10% пластифицированной ПВАЭ. Клей
Б-10 И для склейки дна битумированных и точечной склейки
трубок ламинированных мешков состоит из 10%-ного крахмаль-
ного клея, ПВАЭ, содержание которой может достигать 75% (по
объему), и 10—15% мочевино-формальдегидной смолы МФ-17.
Смола МФ-17 характеризуется следующими показателями:
Содержание сухого остатка, %....................... 70
pH ................................................7,0-8,5
Вязкость, с:
при изготовлении .............................. 40—100
через 4 месяца.....................................400
Содержание свободного формальдегида, %............. 3
ИЗГОТОВЛЕНИЕ МНОГОСЛОЙНЫХ ТРУБОК
Заготовку многослойных бумажных мешков, так называемых
трубок, производят на универсальных или специализированных
трубочных машинах. Несмотря на некоторые конструктивные
особенности, по принципу действия современные трубочные ма-
шины разных фирм мало различаются [153].
Трубочные машины самой простой конструкции применяются
при изготовлении сшитых мешков. Наиболее сложные машины не-
обходимы для выпуска закрытых склеенных мешков со ступенча-
тым отрубом.
130
Ниже приведена характеристика
«Гартеманн и Хольман» (ФРГ).
трубочных машин фирмы
Тип машины
517 531 533
Длина трубки, см: прямой отруб 45-165 60,5-165 60,5-165
ступенчатый отруб . . . — 60,5-121 60,5-121
Ширина трубки, см 30-80 30-80 30—65
Ширина рулона (максималь- ная), см Число отрубов (максимальное), шт. в минуту 163 163 133
420 300 300
Скорость рабочая, м)мин . . . 330 200 200
Мощность главного двигателя, кВт 26-34 26-34 26-34
Общая установленная мощ- ность, кВт * 30-45 30-50 30-50
Производительность, шт. в сме- ну 72000
Габарит (Ibh) *, м 33,8 X 3,64 X 34,8 X 3,64 X 34,8 Х3.34Х
Х3,35 Х3,34 Х3.34
Масса, г 42 49 46
* С печатным станком.
Схема трубочной машины показана на рис. 42. Рулоны бумаги
после отлежки, подобранные по виду и формату для данного типа
мешков, закрепляются на штангах коническими втулками и при
помощи тельфера устанавливаются на опоры 1 размоточной части
трубочной машины. Относительно друг друга рулоны смещаются
поперек машины в направлении привода на ширину продольного
шва мешка (2—3 см). Количество разматываемых рулонов соответ-
ствует числу слоев бумаги в мешке.
При заправке трубочной машины каждое полотно бумаги вруч-
ную проводится через всю машину до форматного стола. В даль-
нейшем все слои приводятся в движение одновременно.
Замена рулонов бумаги на ходу (со скоростью до 100 м/мин)
осуществляется следующим образом: рулон малого диаметра пере-
носят на дополнительный раскат 2, а новый рулон диаметром до
130 см устанавливают на основной раскат. Конец бумаги смазы-
вают быстросохнущим клеем (мочевино-формальдегидной смолой
МФ-17 или животным - клеем) и на ходу приклеивают к движу-
щемуся полотну.
На современной трубочной машине бумага сначала проходит
через устройство системы «Файф» 3, позволяющее в процессе ра-
боты регулировать боковое смещение полотна с центрального
пульта управления, потом узел регулирования натяжения бумаги 4
путем автоматического изменения угла обхвата валиков. Затем
бумага подвергается перфорации в поперечном направлении зазуб-
ренным ножом, укрепленным на вращающемся валике 5. Далее
производится поперечная точечная склейка всех слоев мешка. Клей
9*
131
наносится подвижными планками, снимающими его с валиков,
купающихся в ванне 6. Количество клея регулируется шаберами на
валиках и уровнем клея в ванночке с постоянным переливом и
циркуляцией. Наконец, все слои бумаги соединяются вместе и при
помощи втягивающих приводных валиков 7 направляются через
узел продольной склейки на формующий стол. Для образования
продольного шва трубки на кромку каждого слоя бумаги с лице-
вой стороны трубочной машины наносится крахмальный клей 8.
Количество клея регулируется валиком, купающимся в ванне и
передающим клей на промежуточный вал, откуда он снимается
дисками, количество которых соответствует числу слоев мешка.
Клей подается в ванночку насосом из резервуара, расположенного
около машины, избыток клея через перелив возвращается в тот же
резервуар.
Рис. 42. Схема трубочной машины
Трубки необходимой ширины формуются на столе 9, состоя-
щем из радвижных линеек, прижимных роликов и направляю-
щих. Сформованная бесконечная трубка попадает в головную
часть машины, где производится высечка выемки для пальца
у открытых мешков, продольный надрез и отруб трубки заданных
размеров.
Головная часть машины 10 включает вытягивающий пресс, от-
рубающий нож в виде пилы и отрывное устройство, состоящее из
пары вращающихся валиков, имеющих более высокую линейную
скорость, чем бумага. Готовые трубки попадают между выбрасыва-
ющими ремнями 11, движущимися с несколько большей скоростью,
чем трубки, и направляются на верхний или нижний приемный
стол 12, где сортируются и'собираются в пачки по 10—30 шт.
Машина оснащена указателем скорости и счетчиком числа отрубов.
Перед размоточной частью трубочной машины может быть уста-
новлен печатный станок 13 для нанесения маркировки на наруж-
ный слой мешков.
132
Машина дополнительно может быть оснащена устройством для
продольной склейки двух узких рулонов 14 и устройством для за-
гиба кромки перед продольной склейкой слоев бумаги с полиэти-
леновым покрытием 15.
Трубочная машина для сшитых мешков имеет несколько иной
форматный стол: для образования боковых фальцев (сгибов) уста-
навливаются двойные форматные доски и фальцующие устройства,
состоящие из линеек и дисков, обеспечивающих регулировку глу-
бины боковых складов (фальцев). Конструкция ножа для отруба
трубок закрытых мешков позволяет делать высечку с выступом
для клапана сразу у двух трубок (рис. 43). На этой машине не
требуется устройства для перфора-
ции бумаги и ступенчатого отруба
трубок.
Трубки из микрокрепированной
бумаги отсекаются обычным спосо-
бом, но получаются на 5 мм длиннее,
чем из гладкой бумаги. Замена руло-
нов микрокрепированной бумаги и ре-
гулировка трубочной машины зани-
мают больше времени. Дноклеильный
агрегат требует еще более точной ре-
гулировки.
Печать на мешки из микрокрепи-
Рис. 43. Схема формования
клапана сшитых мешков
рованной бумаги наносится без за-
труднений.
При изготовлении дублированных и ламинированных мешков
скорость трубочной машины снижается на 10—15%.
НАНЕСЕНИЕ ПЕЧАТИ
На наружный слой мешков можно наносить цветную печать на
станке, работающем спаренно с трубочной машиной или отдельно.
Печатный станок имеет два-четыре одинаковых печатных уст-
ройства и может наносить маркировку на бумагу в один-четыре
цвета флексографическим способом (см. рис. 42). Краска подается
в ванночку а и передается обрезиненным валиком б на металличе-
ский вал в, откуда переходит на резиновое клише, прикрепленное
к металлическому валу г. Избыток краски через перелив возвраща-
ется в резервуар, установленный около станка. Валы для прикреп-
ления штампа-клише выбираются в зависимости от длины трубки
и прочно устанавливаются на станке. Бумага прижимается к клише
валиком д, давление которого можно регулировать.
Характеристика печатного станка:
Ширина бумаги, см.............................
Длина оттиска, см . . . :.....................
Скорость рабочая, м/мин.......................
Мощность электродвигателя, кВт................
Габарит (длинахширинаХвысота), м:
1—2 краски ...............................
3—4 краски ...............................
X 160
60-240
< 200
< 4
3,55 X 2,85 X 1,28
3,7X3,0X2,25
133
Для печатания на мешочной бумаге применяются пигментиро-
ванные масляные или эмульсионные краски, а при высокой скоро-
сти — водно-спиртовые анилиновые. .
Многоцветная высококачественная печать получается лучше
на печатном станке, не соединенном с трубочной машиной.
Печатные краски (сухие) разводятся на олифе оксоль из рас-
чета 1 : Юн-12. Расход краски 0,04—0,06 кг на 1000 мешков.
ИЗГОТОВЛЕНИЕ МЕШКОВ
Сшитые мешки. Сшитые мешки предназначены главным обра-
зом для упаковки тяжелых или агрессивных материалов, а также
для дальних перевозок и сложных условий хранения.
Сшитые мешки дороже склеенных, производство их более
трудоемко, особенно сложно изготовление закрытых сшитых меш-
ков, клапан которых загибается вручную (см. рис. 43). Однако
сшитые мешки можно изготовлять из разных видов бумаги, в том
числе из тех, склеивание которых затруднено (лакированной биту-
мом, ламинированной, покрытой парафином, антилипкой и др.).
Прошивка мешков производится либо вручную на швейных ма-
шинах, например класса 38Б Подольского машиностроительного
завода, либо на швейных агрегатах (рис. 44), оснащенных швейными
головками классов 238 и 338 (того же завода) с иглами типа
8А № 210.
Швейные головки работают со скоростью 1900—2200 проколов
в минуту, что соответствует производительности 8—12 тыс. мешков
в смену, в зависимости от формата. Рабочее время составляет
50 мин1ч.
Характеристика швейных агрегатов, установленных на отече-
ственных предприятиях, приведена ниже:
Тип I Тип II с двумя
с одной головкой с двумя головками головками
Длина мешков, см 63-150 63-130 60-165
Ширина мешков, см . Расстояние от шва до конца трубки, 30-70 30-70 30-80
СМ 15 15 10-15
Длина стежков, мм 8-12 8-12 8-12
Производительность, шт/ч 1800-2300 1800-2300 1800-2300
На агрегатах I типа обе стороны закрытого мешка прошива-
ются по очереди, а на агрегатах II типа одновременно, так как
у них швейные головки располагаются друг против друга. Усовер-
шенствованные агрегаты оснащены узлом пакетирования, куда
мешки поступают по наклонному транспортеру. Узел пакетирова-
ния состоит из накопителя и автоматического устройства, связыва-
ющего шпагатом по 25—30 мешков в пачку.
Для сшивки мешков применяют хлопчатобумажные нити: две
прошивочные и одну прокладочную. Прокладочная нить иногда
заменяется узкой полоской бумаги (3—5 мм). Качество нитей дол-
жно удовлетворять требованиям, указанным в табл. 34.
134
Таблица 34
Характеристика хлопчатобумажных нитей для прошивки мешков
Наименование показателей Пошивочные нити Прокладочная нить №5/3
М 20/5 для открытых мешков № 20/6 для закрытых мешков
Нормальный номер пряжи . . Допускаемые отклонения от номера, % Разрывная длина, км Неровность по разрывной нагрузке одинарной нити, °/о Фактический коэффициент крутки .3,9 4-2 —1,5 > 15,0 . < 6,9 '110-125 3,23 4-2 . —1,51 > 15,0 < 6,3 110-125 1,64 +2 -1,5 > 11,9 < 6,0 100-115
Для защиты от химикатов нити можно пропитывать минераль-
ным маслом. Замена хлопковых
хлориновые, повышает сохран-
ность мешков при затаривании
агрессивных химикатов.
Как видно из рис. 44, труб-
ки из штабеля 1 перед агре-
гатом вручную по одной укла-
дываются поперек стола, по
которому движется цепной
транспортер 2, подающий труб-
ки с определенным интервалом
к швейным головкам 3. В за-
висимости от ширины мешка
число звеньев цепного транс-
портера можно увеличивать
или уменьшать. Открытые ме-
нитей на синтетические, например
Рис. 44. Швейный агрегат
шки прошиваются с одного конца, закрытые с двух торцевых
сторон по очереди или одновременно. Расстояние прошитого шва
от края мешка составляет 15±2 мм, а длина стежков для откры-
тых мешков 104-2 мм, для закрытых 84-2 мм.
Прошивка мешков осуществляется нитями 4 по креповой ленте
из мешочной бумаги шириной 5±0,5 см, которая сматывается
с бобины 5, складывается пополам, огибая торцы трубок, автома-
тически натягивается и обрубается ножами 6. Во избежание само-
произвольного распускания шва креповая лента выступает за края
мешка на 2—5 см. Швейные агрегаты имеют устройства 7 для
герметизации прошитых швов расплавленными составами на основе
парафина с добавкой полиэтилена или сополимеров этилена
с винилацетатом. В случае необходимости герметизации швов
пароводонепроницаемые мешки сначала прошиваются без крепо-
вой ленты, а затем лента, предварительно покрытая герметизирую-
щим составом, приклеивается сверху прошитого шва. Готовые
мешки подаются цепным транспортером на приемный стол 8,
135
снабженный счетным устройством, где автоматически укладываются
в пачки по 10 шт. Сортировщицы перекладывают пачки на транспор-
тер, направляющий мешки к упаковочному прессу. На линиях,
оснащенных швейными агрегатами, мешки упаковываются в кипы
по 500—1000 шт. на прессах типа Д11/5-15. Характеристика их при-
ведена ниже.
Расстояние между плитами (максимальное), мм . . . 160
Давление, кгс/см? ......................................... 10
Мощность двигателя, кВт.............................. 3,7
Габарит (Ibh), м....................................... 1,6 X 2X2,5
Масса, т................................................. 10,5
На линиях ручной прошивки мешки по транспортеру поступают
к небольшому пневматическому прессу. Подготовка кипы из
100 мешков производится непосредственно на столе пресса при
поднятой прессующей плите. Кипы увязывают бумажным шпагатом
Рис. 45. Дноклеильный агрегат марки «Прогресс супер-522»
в три пояса под давлением и
пресса следующая:
Производительность, кип в 1 ч 100
Усилие прессования рабочее, тс 5
Время подъема (сжатия), с 6—7
снимают вручную. Характеристика
Максимальная высота кипы.
см:
до прессования.......... 65
после прессования .... 10
Площадь стола, см...........130 X 60
Склеенные мешки со скрещенным дном. Мешки со скрещенным
(шестиугольным) дном — основной вид мешков для перевозок
главным образом неагрессивных порошкообразных и кристалличе-
ских наполнителей. Преимущество склеенных мешков состоит
в полной автоматизации производства и высокой производительно-
сти оборудования.
Открытые и закрытые склеенные мешки вырабатываются на
дноклеильных агрегатах универсального типа. Агрегаты разных
марок различаются в первую очередь местом расположения узлов
формирования дна [152, 153].
На агрегатах типа АД-1600 фирмы «Виндмеллер и Хольшер»
можно сверху наблюдать за всем ходом формирования дна мешка.
На агрегатах марки «Прогресс-525» фирмы «Гартеманн и Холь-
ман» дно формируется внизу и следить за этим процессом сложно.
Легче всего контролировать образование дна на агрегатах «Про-
гресс супер-522» той же фирмы, у которых узел формирования
136
выведен на боковую сторону машины. Ниже приведена характери-
стика дноклеильных агрегатов разных марок, работающих на
отечественных предприятиях.
Длина мешков, см.................
Ширина мешков, см................
Производительность, шт/мин ....
Мощность установленная, кВт . . .
Габарит (Ibh), м .................
Масса, т.........................
Длина трубки, см.................
Ширина дна, см:
прямой отруб ....................
ступенчатый отруб ............
Число слоев (максимальное) ....
На дноклеильный агрегат
(рис. 46) подаются небольшим
.Прогресс-525* «Прогресс супер-522“ .Прогресс супер-524*
58-115 53,5-143,5 39-137
47-145
32-60 30-80 32—80
100 130 130
11,5 И 22
16Х2Х 1,6 19X2,5X1,6 —
14,5 21 14
68-134 64-160 46-160
7-15,5 7,5-18,5 10-26
— 7,5-16,5
6 6 6
(рис. 45) отлежавшиеся трубки
[ пачками вручную. Из пачек на
Точйки со ступенчатым отоубом
Рис. 46. Трубки с прямым и ступенчатым отрубом для склеен-
ных мешков
приемном столе или самонакладе 1 трубки при помощи пневмати-
ческих присосок направляются на выравнивающий стол с цепными
транспортерами 2. Отбракованные трубки (неровные, рваные)
сбрасываются под агрегат через сортирующий узел 3.
Трубка, длинная сторона которой строго перпендикулярна на-
правлению движения, подвергается диагональному бигованию по
месту отгиба карманов дна и точечной перфорации стенок в узле 4,
в районе будущего клапана закрытых мешков. После дальнейшей
главной поперечной биговки 5 торцевая часть трубки раскрывается
пневматическими присосками и карманы дна складываются 6.
Затем дно смазывается в нужных местах клеем 7 и в узле 8
внутрь закрытых мешков со стороны клапана автоматически
вкладывается укрепляющий лист бумаги или манжета. Далее 9
закрывается днище и мешок проходит формующий стол 10, где
приклеивается покровный лист, отсекаемый из рулонов бумаги 13,
14. Клей по трубопроводам поступает в бачки около дноклеильного
агрегата, откуда насосом перекачивается в ванночки 15, 16 с клее-
наносящими устройствами. Избыток клея переливается обратно.
Валики, купающиеся в ваннах, переносят клей на вращающиеся
диски, намазывающие клей полосками на лист, укрепляющий дно.
Детали заданной конфигурации смазывают клеем карманы дна.
137
Готовые мешки выбрасываются ремнями 11 на приемный стол
или ленточный транспортер 12. На транспортере между двумя ре-
зиновыми лентами дно мешка дополнительно спрессовывается и
клей схватывается. Транспортеры для мешков с пароводонепрони-
цаемыми слоями снабжены дополнительной вентиляцией для уско-
рения сушки мешков. При выходе с ленточного транспортера произ-
водится выборочный контроль и отбраковка мешков по внешнему
виду. На следующем пластинчатом транспортере мешки автомати-
чески собираются в пачки по 20 шт. и после дополнительного кон-
троля и подсчета переносятся на пластинчатый транспортер, на-
правляющий мешки на упаковку (характеристика упаковочного
пресса приведена на стр. 136). .
Кипа мешков обвязывается в два-четыре пояса стальной штампо-
ванной лентой типа ВН-Т-0 размером 0,5X16 мм. Замок на ленте
создается специальной машинкой модели 59/16. Готовая кипа мар-
кируется и направляется по транспортеру на склад.
Мешки с прямоугольным дном. Склеенные мешки с прямоуголь-
ным широким дном и глубокими боковыми складками вырабаты-
ваются только открытые и предназначаются для затаривания очень
легких сыпучих продуктов и, главным образом, брикетированных
материалов.
В СССР 4-слойные мешки размером 95X40X21,5 см (глубина
складок 11 см) из непропитанной бумаги массой 80 г/м2 изгото-
вляются на оборудовании фирмы «Виндмёллер и Хольшер» и ис-
пользуются для упаковки 35—50 кг асбеста в брикетах. Поточная
технологическая линия состоит из двух трубочных машин и двух
дноклеильных агрегатов типа «Триумф VI». Линию обслуживает
один печатный станок, наносящий на бумагу двухцветную печать
флексографическим способом, и один упаковочный агрегат. Обору-
дование, установленное на линии, характеризуется следующими
данными.
Длина мешка, см......................... до 100
Ширина мешка, см........................... 25—55
Ширина дна, см.............................. 12—40
Глубина боковых складок, см............. 6—11
Количество слоев ....................... 1—4
Ширина рулонов бумаги, см............... до 163
Диаметр рулонов (максимальный), см...... 130
Длина трубки, см ............... 50—165
Бумага для укрепления дна:
ширина рулона, см ............ 23—55
диаметр рулона, см.................. ^100
Скорость бумаги, м/мин.................. .100—110
Производительность, шт. /мин .................. 90
Мощность установленная, кВт.................... 45
Габарит, м ............................. 26X2,9X2,85
Отличительной особенностью линии является расположение
дноклеильного агрегата непосредственно вслед за трубочной ма-
шиной и движение трубок вдоль оси дноклеильного агрегата. Ос-
новные достоинства линии — возможность изготовления мешков
138
большой емкости и компактность оборудования. К недостаткам
относятся невысокая производительность, ограниченный ассорти-
мент мешков и повышенные требования к клею. Для однослойных
мешков может применяться бумага массой до 220 a/ж2, для четы-
рехслойных 70—80 г/ж2.
Для изготовления мешков должен применяться быстросхваты-
вающий хорошо сохнущий клей высокой концентрации, например
клей из эфиров крахмала и поливинил ацетатной эмульсии.
Принцип работы линии представлен на рис. 47. Бумага в руло-
нах закрепляется на раскатах 1 со смещением в сторону привода
примерно на 2 см для образования продольного шва мешков.
Быстрая замена рулонов на ходу обеспечивается дополнительным
раскатом 2, куда при помощи тельфера переводится заканчиваю-
щийся рулон. Новый рулон бумаги устанавливают на основной
Рис. 47. Схема трубочной машины и дноклеильного агрегата «Триумф IV»
раскат и приклеивают к движущемуся полотну быстросхватываю-
щим клеем (животным или смолой типа МФ-17). При необходимо-
сти на наружный слой мешка может быть нанесена двухцветная
печать на печатном станке, подобном описанному выше. Каждый
слой бумаги отдельно натягивается, выравнивается и проходит узел
поперечной точечной склейки 3, после чего все слои соединяются
вместе и с лицевой кромки смазываются клеем 4. Далее бумага
поступает на формующий стол 5, где она огибает формующие
пластины и складывается в трубку. Боковые складки образуются
при помощи дисков и роликов, степень прижима которых регулиру-
ется. Сформованная трубка проходит через отрубающий узел 6 и
по уплотняющему транспортеру 7 направляется в устройство 8
для формирования и склеивания дна. Дно мешка укрепляется
приклеиваемой полоской бумаги 9, разматываемой с отдельного
рулона 10. Мешки по уплотняющему транспортеру 11 поступают
через счетный механизм на приемный стол 12, где сортируются и
собираются в пачки по 25 шт. На упаковочном устройстве пачки
перевязываются шпагатом в два-три пояса и направляются на
склад.
НОВЫЕ ВИДЫ МЕШКОВ
Мешки из пленки. Прогресс в технике производства и пере-
работки пластмасс способствовал созданию нового вида мешков
из полимерных пленок. Подробные сведения об этих мешках и
139
условиях их применения изложены в специальной литературе.
Здесь приводятся только основные характеристики пленочных меш-
ков, их достоинства и недостатки по сравнению с бумажными, по-
скольку мешки из пластмасс и бумаги применяются для аналогич-
ных целей. Пленочные мешки, например в США, применяются
под минеральные удобрения, химикаты, мусор и т. п. [157]. Одно
время предполагалось, что мешки из пленки скоро полностью
вытеснят бумажные мешки. Однако накопленный опыт эксплуата-
ции свидетельствует о том, что будут применяться и те и другие
мешки [157—160].
Наибольшее распространение получили мешки размером 100X
Х50 см из полиэтилена толщиной 200—250 мкм, вмещающие 50 кг
удобрений. Некоторые виды мешков изготовляются длиной от 50
Толщина полиэтилена колеблется от
125 до 400 мкм.
до 95 см при ширине 50 см.
Простейшую форму
имеет плоский открытый
мешок из рукава поли-
этилена, заваренного на
одном конце (рис. 48, а).
Этот мешок неудобен в об-
ращении и почти неприго-
Рис. 48. Мешки из пленки ден при штабелировании.
Мешки открытые с боко-
выми складками (рис. 48, б) имеют лучшую форму, но после за-
полнения завариваются плохо и поэтому преимущественно завя-
зываются, что явно нецелесообразно.
Закрытый мешок с клапаном (рис. 48, в) обладает идеальной
формой и может быть абсолютно герметичным после заварки
манжеты клапана. Оборудование для изготовления этого мешка
недорогое, но производительность его невелика.
Мешок закрытый сварной с замковым дном (рис. 48, <5) удобен
в обращении, но слишком дорог из-за сложного и малопроизводи-
тельного оборудования, применяемого для его изготовления,
а также из-за высокой доли отходов полиэтилена.
Мешки из пластмассовых пленок стали шире внедряться лишь
после того, как удалось создать из пленки толщиной 150—300 мкм
новый вид закрытого мешка, подобный бумажному склеенному
(рис. 48,а).
Перед образованием дна у таких мешков на дноклеильном
агрегате на концы трубки из пленки наносится двух-трехкомпонент-
ный клей на органическом растворителе. Соединение отдельных
деталей мешка происходит под давлением после испарения раство-
рителя. В результате получается вполне приемлемая склейка.
Однако со временем клей стареет, липкость его падает, прочность
швов снижается.
Полиэтиленовые мешки могут использоваться для всех видов
минеральных удобрений за исключением порошкообразного супер-
140
фосфата, являющегося очень агрессивным продуктом, выделяющим
газы, способные разорвать мешок. Для выхода газов в полиэтиле-
новых мешках иногда делают перфорацию.
Полиэтиленовые мешки позволяют хранить химические удобре-
ния на открытых площадках в штабелях при условии, что темпе-
ратура окружающей среды будет укладываться в пределы от —10
до +40°С. Однако штабеля заполненных мешков должны быть
защищены светонепроницаемыми покрытиями, так как солнце и
ветер ускоряют старение полиэтилена. Мешки должны уклады-
ваться на деревянные настилы в штабеля не более чем в 35—40
ярусов..
Преимущества пленочных мешков: защита груза от паров воды
и дождя даже на открытом воздухе, хорошая эластичность и проч-
ность, химически чистая внутренняя сторона экструдированной
пленки, возможность вакуумной упаковки.
К недостаткам полиэтиленовых мешков относятся: недостаточ-
ная прочность к пробоям и проколам, ограниченная возможность
заполнения горячими продуктами, повышенная чувствительность
к колебаниям температуры и старение на свету, конденсация влаги
внутри мешка, затруднения при утилизации (сжигании).
Комбинированные мешки. Производство комбинирован-
ных мешков, состоящих из нескольких слоев мешочной бумаги и
одного внутреннего слоя пленки, имеет явную тенденцию к расши-
рению. В комбинированных мешках удачно сочетаются положитель-
ные свойства обоих материалов: бумага придает мешкам необхо-
димую прочность, а пленка толщиной 30—100 мкм защищает упа-
кованную продукцию от водяных паров и, кроме того, придает
мешкам устойчивость к химикатам. ,
Преимущества комбинированных мешков: по сравнению с лами-
нированными— возможность использования разных видов пленки
толщиной до 100 мкм, более высокая герметичность благодаря
сварке швов, химическая чистота внутреннего слоя при использо-
вании пленки в виде рукава; по сравнению с пленочными — повы-
шенная прочность на прокол, светонепроницаемость, меньший рас-
ход пленочных материалов, более высокая производительность
(при изготовлении мешков со ступенчатым отрубом), отсут-
ствие затруднений при склеивании, нанесении печати, штабелиро-
вании.
Мешки с вкладышами — самые простые по конструкции
комбинированные мешки. Они состоят из открытого сшитого или
склеенного бумажного мешка, в который вручную помещен мешок-
вкладыш из пластмассовой пленки. Для изготовления вкладышей
применяют полиэтилен высокого давления толщиной 60—100 мкм
или полихлорвинил толщиной 80—150 мкм. Полихлорвинил на-
ходит ограниченное применение из-за неприятного запаха, низкой
морозостойкости и неустойчивости формы.
Наиболее простой вкладыш представляет собой экструдирован-
ный рукав полиэтилена, с одного конца заваренный тепловым спо-
собом (см. рис. 48, а). Владыши с боковыми складками, сваренные
141
из полиэтиленовой пленки (см. рис. 48,6), применяются реже из-за
недостаточной прочности торцевых швов. Это обусловлено слож-
ностью одновременной сварки полиэтилена разной толщины в сере-
дине и по краям мешка как при изготовлении дна, так и при
укупорке заполненного мешка. У наполненного мешка вкладыш
сначала завязывают или заваривают, а затем прошивают или за-
вязывают остальные слои мешка. Можно прошивать все слои
мешка сразу.
Вкладыш предохраняет затаренный продукт от влаги окружаю-
щей среды, но герметизация открытой горловины мешка затруд-
нена.
В отдельных случаях предварительно изготовленный закрытый
мешок из пленки вводится через клапан внутрь закрытого одинако-
вого по объему бумажного мешка. Очень низкая производитель-
ность при изготовлении этих мешков ограничивает их распростра-
нение.
Открытые комбинированные мешки могут изготов-
ляться из пластмассового рукава, соответствующего ширине мешка,
или из пленки, ширина которой равна формату рулонов бумаги.
Возможно использование бумаги, заранее соединенной с плен-
кой при помощи клея, нанесенного либо узкими полосами
только в машинном направлении, либо в виде клетки в обоих на-
правлениях.
Особенности конструкций трубочных машин для комбинирован-
ных мешков: отсутствие металлических досок и линеек на формую-
щем столе, а также применение в зоне формования вращающегося
валика, длина которого равна требуемой ширине мешка. Благодаря
замене трения скольжения полиэтилена по металлу трением каче-
ния значительно снижается нежелательное выделение тепла, способ-
ного повредить пленку.
При работе с комбинированным материалом или пленкой в виде
полотна продольный шов мешка склеивается горячим расплавом
(хот мелт), наносимым при помощи сопел во время формования
трубки. Поперечная склейка пленки с соседним слоем бумаги про-
изводится на трубочной машине специальным клеем в обычном ме-
ханизме для поперечной склейки. Отруб трубок для закрытых меш-
ков обычно ступенчатый, благодаря чему на дноклеильном агрегате
используется обычный крахмальный клей.
Сшитый мешок с боковыми складками из бум аги и
полиэтилена в виде рукава изготовляется механизированным спо-
собом. На трубочной машине перед формующим столом в рукав
вдувается сжатый воздух и пленка раздувается, как пузырь.
Форматные диски образуют боковые складки сразу у бумаги и
пленки. Две пары валиков зажимают пленку поперек и препят-
ствуют улетучиванию воздуха, незначительные потери которого
восполняются периодически с помощью управляемого шприца,
вкладываемого в рукав. Трубки имеют прямой отруб и использу-
ются для изготовления только сшитых мешков. Швы герметизиру-
142
Рис. 49. Схема узла образования
трубки для комбинированных мешков
ются битумом или горячим расплавом на швейном агрегате.
Сварной открытый мешок плоский или с боковыми
складками изготавливается на трубочной машине из бумаги и
пленки, как указано выше. Торцы трубки свариваются па
швейном агрегате непосредственно перед прошивкой. Свароч-
ное приспособление изготовляется в двух вариантах. Более
простое приспособление состоит из двух плоских металли-
ческих обогреваемых деталей. Температура обогрева регули-
руется, но сварка осложняется наличием нескольких слоев бу-
маги. Второе устройство сваривает пленку горячим воздухом (тем-
пературой до 600°С). Усад-
ка шва устраняется при-
жимными роликами.
Закрытый герме-
тичный мешок — наибо-
лее совершенная модель
комбинированного мешка,
отличающаяся тем, что пле-
ночный вкладыш заварива-
ется с торцов и соединяется
со слоем бумаги на трубоч-
ной машине.
На трубочной машине
(рис. 49) рукав 1 из поли-
этиленовой пленки завари-
вается в поперечном напра-
влении на цилиндре 2, дли-
на окружности которого
соответствует длине трубки.
Один из слоев рукава просекается в месте будущего клапана.
Пленка соединяется с бумагой точечной склейкой. Образование
трубки происходит при помощи форматного валика 3. Обрез
трубки прямой. Производительность трубочной машины 130 тру-
бок в минуту при толщине пленки 30—100 мкм.
Дно мешков изготовляется на дноклеильных агрегатах, где
трубки двигаются поперек оси машины со скоростью до 100 шт!мин,
как обычные бумажные мешки. Узел открывания днища оснаща-
ется вакуум-присосками и устройством для подачи воздуха, а узел
укладки клапана оборудуется специальным механизмом для осо-
бого клея. При формовании дна пленочный мешок, как вкладыш,
растягивается, а бумажные слои складываются и склеиваются.
Клапан мешка усиливается пленочной манжетой и дополнитель-
ным листом бумаги, что создает полную герметичность мешка
после заполнения.
Сочетание пластмассовых пленок с различными видами бумаги
значительно расширяет сферу применения комбинированных
мешков.
143
ГЛАВА XI
ПРИМЕНЕНИЕ МЕШКОВ
УСЛОВИЯ ЗАПОЛНЕНИЯ
Бумажные мешки хранят в закрытых чистых, хорошо проветри-
ваемых помещениях, предохраняющих мешки от воздействия атмо-
сферных осадков, почвенной влаги, повышенной температуры.
Наилучшие условия хранения мешков достигаются при темпера-
туре воздуха 17—20° С, относительной влажности 65%.
Кипы мешков можно укладывать на деревянные решетки или
настил в штабеля, высота которых определяется высотой склада
и наличием погрузочно-разгрузочных механизмов. Для циркуляции
воздуха между штабелями нужно выдерживать расстояние не менее
15 см, иначе непросохшие мешки могут заплесневеть. Очень опасен
для склеенных мешков мороз. Невысохший и замерзший клей тает
при потеплении на складе или при заполнении мешков, и прочность
швов нарушается.
Склад у потребителей должен иметь объем, допускающий вы-
держку мешков перед заполнением для достижения равновесной
влажности бумаги 8—10%. Мешки сшитые достаточно выдержи-
вать 1—2 суток, а склеенные мешки — летом 5 суток, зимой
10 суток. При наличии дублированного или ламинированного слоя
выдержку желательно увеличивать еще на 5 дней [162].
Мешки следует складировать раздельно по партиям и упот-
реблять в порядке очереди, учитывая время поставки.
Бумажные мешки заполняются продукцией на дозирующих ап-
паратах различных конструкций. Тип наполняющей машины
во многих случаях определяет характер усилий, прилагаемых
к мешкам, и может служить причиной повышения требований
к их прочности.
Конструкция основных узлов дозатора зависит от сыпучести
затариваемого материала и необходимой точности взвешивания.
Сыпучесть и насыпная масса конкретного материала не имеют по-
стоянного значения, так как на них влияют плотность, грануломет-
рический состав и форма частиц, угол естественного откоса, влаж-
ность и степень уплотнения продукта [163] (табл. 35).
В мешки с открытой горловиной сыпучие грузы поступают чаще
всего самотеком. Мешок помещают на рычажные весы, и когда
масса груза достигнет заданной величины, отклоняющееся коро-
мысло весов приводит в действие механизм, прерывающий подачу
заполнителя. Наполненный мешок заменяют новым.
Для затаривания минеральных удобрений в открытые мешки
со скоростью 6—15 шт. в минуту используют автоматические весы:
ДМУ-4 для гранулированной аммиачной селитры и суперфосфата,
ДМУС-50Н для хлористого калия, ДСА-50Н для калиевой селитры.
При затаривании продуктов, подобных муке, применяют весовы-
бойный аппарат. Горловину мешка прикрепляют к патрубку
144
Таблица 35
Основные группы материалов, затариваемых в бумажные мешки,
в зависимости от размеров частиц {163, с. 6]
Материалы Размеры частиц, мм Объемная масса, г/см3 Сыпучесть
Мелкокусковые Зернистые Порошковидные Пылевидные Хлопьевидные 10-50 0,5-10 0,05—0,5 <0,05 Волокна чешуйки хлопья 0,4-1,5 0,3-1,5 0,2-1,0 0,1-0,5 0,05-0,3 Достаточно хорошая Хорошая Затрудненная Весьма затрудненная То же
встряхиваемый спе-
Рис. 50. Вид мешков,
заполненных продук-
том
бункера быстродействующим зажимом с ремнем. Заранее взвешен-
ная порция продукта поступает в наполняющий бункер и посте-
пенно пересыпается в подвешенный мешок,
циальным устройством. Существуют карусель-
ные установки, состоящие из четырех-шести
механизмов. Скорость вращения 1—4 об/мин.
Производительность 400—1000 мешков в час,
в зависимости от характеристики затаривае-
мых продуктов [163].
Созданы наполняющие машины с весьма
точным дозирующим механизмом, регулируе-
мым электронным счетно-решающим устрой-
ством, вносящим поправки на колебания плот-
ности продукта при объемном дозировании.
Наполненный открытый мешок завязы-
вают, зашивают или заклеивают, и он приоб-
ретает вид, показанный на рис. 50.
Наиболее высокопроизводительный способ — прошивка мешков
на движущемся транспортере автоматической линии. Мешки про-
шиваются двумя нитками швейной машиной, у которой игла двига-
ется в горизонтальном направлении (например, машиной класса
38А Подольского завода). К недостаткам этого способа нужно
отнести проколы иглой, снижающие механическую прочность и
герметичность мешков, и малую техническую надежность машин,
рабочие головки которых пылятся и требуют частой смазки и ре-
гулировки.
Надежность работы головок швейных машин увеличивается
их герметизацией и созданием самосмазывающихся механизмов.
Механическая прочность и герметичность шва повышаются при
использовании полоски крепированной бумаги во время или после
прошивки.
В ряде случаев для прошивки мешков применяют переносные
портативные машинки (1,5 кг) с электроприводом. Машинка захва-
тывает горловину мешка двумя роликами с постоянной скоростью
Ю Зак. 728
145
подачи и прошивает тамбурным (цепным) швом с максимальной
скоростью 2000 стежков в минуту. Шов получается достаточно
плотный, и такие мешки можно использовать для затаривания
даже порошковидных материалов.
Пленочные открытые мешки можно зашивать, если толщина
пленки не ниже 200 мкм, иначе прочность шва недостаточна.
Обычно такие мешки закрывают термосваркой, но порошковидные
материалы загрязняют кромки и сварка затрудняется. Поэтому
для очистки краев пленки делают специальные щеточные приспо-
собления.
При использовании мешков с вкладышами усовершенствован-
ные машины сначала заваривают внутренний слой из пластмассо-
вой пленки, а затем запечатывают горячим расплавом наружные
бумажные слои.
Горячие расплавы дают непроницаемый шов и могут нано-
ситься в момент запечатывания или заранее. В последнем случае
расплав разогревают горячими металлическими пластинами уку-
порочных машин или горячим воздухом. Второй способ лучше и
более распространен.
Мешки типа «pinch bottom» снабжают «косынками», вставлен-
ными в горловину и заклеиваемыми горячими расплавами [166].
В закрытые мешки сыпучие продукты подаются принудительно
шнеком или сжатым воздухом.
Шнековая подача материала наиболее проста, но производи-
тельность оборудования невелика. Кроме того, хрупкие продукты
могут повреждаться шнеком.
Применение сжатого воздуха позволило создать более произ-
водительные расфасовочные машины, но требования к прочности
мешков увеличились. Воздух при небольшом давлении (при-
мерно 2 кгс/см2) подается в нижнюю часть наполняющего бункера,
и сыпучие материалы, например цемент, в смеси с воздухом приоб-
ретают повышенную текучесть. Для правильного использования ем-
кости мешка необходимо удалять из него избыток воздуха, что до-
стигается использованием: мешков с перфорацией стенок в районе
клапана; наполняющих устройств с принудительным отсосом; валь-
цов с регулируемым прижимом, через которые пропускают запол-
ненный мешок.
Чрезмерное увеличение скорости заполнения мешков не только
усложняет конструкцию оборудования и затрудняет обслуживание,
но и снижает надежность упаковки. Большую производительность
наполняющих машин целесообразно достигать соединением одина-
ковых установок в один агрегат.
Для упаковки цемента в закрытые мешки применяют 2—4-шту-
церные аппараты Бейтса, на которых мешок поддерживается взве-
шивающим седлом, и карусельные (вращающиеся 12—14-штуцер-
ные) машины, где мешки наполняются в подвешенном состоянии
и затем автоматически снимаются с патрубка на ленточный транс-
портер. Производительность карусельной машины достигает
2000 мешков в час. Применение карусельных машин вызывает не-
146
обходимость усиления прочности мешков, главным образом в рай-
оне клапана.
Зернистые материалы (сахарный песок, зерно диаметром 20 мм
п др.) засыпаются при свободном падении в закрытые мешки, под-
вешенные на наклонные патрубки машины и поддерживаемые на-
клонными взвешивающими седлами. Клапан мешков открывается
сжатым воздухом. Производительность машин 150 мешков в час
при загрузке 50 кг продукта с объемной массой 0,6—1,1 г)см\
В перспективе — повышение степени автоматизации всех опера-
ций при затаривании сыпучих грузов. Вновь создаваемые машины
извлекают пустые мешки поштучно из штабеля, раскрывают их и
надевают на наполнительный штуцер.
СКЛАДИРОВАНИЕ И ПОГРУЗОЧНО-РАЗГРУЗОЧНЫЕ РАБОТЫ
Мешки, заполненные продукцией, направляются на склад или
на погрузку в вагоны (автомашины) по стационарным и перед-
вижным транспортерам чаще всего ленточного типа. Производи-
тельность транспортеров в час 1200—2000 мешков, заполненных
50 кг продукта.
Механизации погрузочно-разгрузочных работ уделяется очень
много внимания [167]. Стационарный транспортер располагают, как
правило, вдоль склада, а перпендикулярно ему устанавливают
консольные реверсивные транспортеры, способные подниматься,
опускаться и поворачиваться вокруг вертикальной оси, обеспечи-
вая подачу (или разгрузку) мешков в любую часть штабеля. По-
ступающие на консольный транспортер мешки поочередно повора-
чиваются на угол 90°, что позволяет укладывать их крест-накрест,
обеспечивая хорошую устойчивость штабеля. Такой склад могут
обслуживать двое рабочих и один оператор.
Мешки в механизированном складе укладывают в штабеля вы-
сотой 30—50 ярусов. Каждые 10—12 рядов обязательно разделя-
ются досками. Устойчивость штабеля повышается, если мешки
предварительно пропускать через вальцы для удаления воздуха и
(или) подвергать поверхностной обработке с целью повышения ко-
эффициента трения.
Ходить по мешкам допускается только в отдельных случаях,
применяя деревянные настилы и мягкую обувь.
Подача мешков в автотранспорт может производиться при по-
мощи передвижного ленточного транспортера, консольная разгру-
зочная часть которого вводится в кузов автомобиля, или телеско-
пическим конвейером, поворачивающимся в пределах до 180°
в горизонтальной плоскости.
Загрузка мешков в вагоны удобна с использованием передвиж-
ного погрузчика на колесном ходу или стационарного подъемника,
состоящего из питающего конвейера, перпендикулярного железно-
дорожному полотну, и передвижного транспортера, способного вы-
двигаться вперед внутрь вагона (до 2 м) и поворачиваться в го-
ризонтальной плоскости на угол до 100°.
10*
147
Мешки укладывают в вагоны в 10—14 ярусов вплотную к тор-
цевым стенкам и на расстоянии 10—15 см от боковых стенок во
избежание повреждения мешков. На внутренних стенках вагонов
не должно быть гвоздей, крюков, острых концов досок и т. п.
В каждый вагон с грузом целесообразно помещать до 10—
15 пустых открытых мешков для перезатаривания рассыпан-
ного продукта в случае повреждения мешков при транспорти-
ровании.
С целью повышения сохранности мешков и снижения потерь
упакованной продукции рекомендуется укладывать мешки на под-
доны.
Унификация размеров поддонов значительно облегчает погру-
зочно-разгрузочные работы и уменьшает транспортные расходы.
В европейских странах приняты поддоны 800X1200 мм, а для мор-
ских перевозок 1600X1200 мм. Особенно удобно использовать под-
доны, если мешки направляются не прямо к потребителю, а пре-
терпевают несколько перевалок при погрузке, например на склад,
в железнодорожные вагоны, на автомашины и снова на склад.
На поддоны мешки укладывают в 6—10 ярусов и иногда объе-
диняют в один пакет, обвязывая лентами различного вида или за-
ворачивая в усадочную пленку. В большинстве случаев применяют
плоские деревянные поддоны, реже стоечные.
Кроме деревянных поддонов, применяются поддоны из прессо-
ванного листового картона или бумаги, но эти поддоны требуют
специальных приспособлений к автопогрузчикам.
Для погрузки мешков на суда и баржи применяются краны и
система из ленточных конвейеров, вертикального подъемника и
спирального спуска. Вертикальный подъемник представляет собой
_ два параллельных ленточных транспортера, один из которых при-
водной, а другой приводится в движение от первого. Подъемник
подвешивается к концу питающего транспортера и вместе с ним
передвигается по длине и ширине судна. Ленты приводного кон-
вейера выполнены с выпуклой поверхностью, имеющей шевронный
рисунок. Мешки обжимаются двумя лентами подъемника и пода-
ются на судно. Скорость движения лент 0,9 м/с. Производитель-
ность 600 мешков в час. Спиральный спуск заканчивается ролико-
вой платформой с небольшим телескопическим конвейером на
конце.
В процессе работы вся система конвейеров может передви-
гаться вдоль причала. Высота подъема и опускания груза может
регулироваться [168].
МЕШКИ В УСЛОВИЯХ ЭКСПЛУАТАЦИИ
Бумажные мешки служат для предохранения сыпучих грузов
от потерь при транспортировании и хранении. Практика показала,
что при нормальных условиях эксплуатации повреждается не более
3—5% мешков. Вероятность разрывов возрастает с увеличением
количества перевалок в пути. Далеко не все мешки разрываются
148
до полного высыпания груза, однако достоверных статистических
сведений о потерях продукции на разных этапах использования
мешков почти не имеется.
Минимальное количество повреждений (в пределах 0—1 %) на-
блюдается в процессе заполнения мешков с одновременной погруз-
кой на транспортер. При транспортировании рвется около 1—3%
мешков в зависимости от условий перевозок. По эксперименталь-
ным данным Бургшталлера и Крауса [13], при перевозках цемента
автомобильным транспортером повреждается 0,8% мешков, желез-
нодорожным 1%, водным 4,1%, смешанным (водный + железнодо-
рожный) 4,7%.
Самыми сложными считаются дальние морские перевозки, при
которых мешки должны выдерживать очень высокие нагрузки
в разных климатических условиях. Мешки в трюмах, уложенные
в высокие штабеля (обязательно с прокладками из досок), подвер-
гаются значительным перегрузкам во время штормов и увлажня-
ются при конденсации влаги. Поэтому для морских перевозок гру-
зов применяют наиболее прочные, шестислойные сшитые мешки,
которые иногда помещают внутрь джутовых.
Влияние числа слоев на прочность мешков Т. Тэнк-Нильсен
[14] характеризует данными, полученными при морских перевозках
сахара в бумажных мешках емкостью 50 кг:
Количество слоев в мешке...................... 4 5 6
Количество разорванных мешков, %..............4,9 2,0 1,5
Из каждого десятого поврежденного мешка груз высыпается
полностью. ,
При нарушении правил обращения с мешками количество по-
врежденных мешков значительно увеличивается. Наиболее частые
причины, вызывающие повреждение мешков, следующие: высокая
температура затариваемой продукции; избыточное наполнение; не-
исправность оборудования для заполнения (или укупорки) и транс-
портных средств; случайные падения при погрузочно-разгрузочных
работах; резкие изменения температуры и влажности окружающей
среды, сопровождающиеся изменением свойств затаренной продук-
ции.
Срок службы большинства бумажных мешков невелик: от не-
скольких недель до года. Только в некоторых случаях продукция
хранится в мешках несколько лет.
Известно, что в процессе старения бумаги происходит ее гид-
ролиз и окисление. С повышением температуры, кислотности и
влажности окружающей среды, загрязненности воздуха (главным
образом сернистым газом), увеличением интенсивности облучения
и длительности хранения деструкция бумаги усиливается. При
этом изменяется цвет бумаги, снижается степень полимеризации
целлюлозы, падает сопротивление излому, повышается жесткость.
В бумаге в первую очередь деструктируется лигнин, гемицеллю-
лозы и низкомолекулярные фракции целлюлозы.
149
Существуют разные методы проверки свойств бумаги при уско-
ренном старении, которое, по мнению ряда исследователей, подчи-
няется законам химической кинетики по уравнению Аррениуса:
/<-- Ас'"77,
где К— постоянная скорости процесса; А — постоянная величина;
Е — энергия активации, ккал1молъ', R — газовая постоянная,
эрг!моль • град\ Т — абсолютная температура, °К.
Определив экспериментальным путем энергию активации Е по
результатам старения при разной температуре, вычисляют ско-
рость разрушения бумаги при заданных условиях. Полагают, что
3 суток ускоренного старения при 100° С эквивалентны 25 годам
хранения бумаги.
Фактические условия вызывают отклонения от данной зависи-
мости, и в экспериментальных работах трудно достичь результа-
тов, совпадающих с естественным старением.
Проверка, проведенная в ЦНИЛГУГМР и ВНПОбумпром,
показала, что через 15 лет механическая прочность (разрывное
усилие, сопротивление продавливанию и излому) непропитанной
бумаги мешков, бывших в употреблении, снизилась примерно на
20%, а битумированной — на 10—15%.
Вязкость медноаммиачного раствора мешочной бумаги из суль-
фатной небеленой целлюлозы после старения в естественных и ис-
кусственных условиях изменилась очень сильно. Бумага до старе-
ния имела вязкость 111 —122 сП, после старения в камере через
17 циклов — 62,3, через 21 цикл — 48,1 сП. Бумага после хране-
ния мешков с продукцией в течение 5 лет имела вязкость 40,7 сП,
а через 15 лет — 20,4 сП.
Динамическая прочность бумаги после длительного хранения
проверялась на моделях, изготовленных отдельно из каждого слоя
натурального мешка. Двухслойные мешочки, заполненные 400 г
кварцевого песка, выдержали в среднем следующее число сбросов:
непропитанные из внутренних слоев 7; из наружных слоев 9; из
средних слоев 12; битумированные из средних слоев 22.
Минимальной прочностью обладала непропитанная бумага вну-
тренних и наружных слоев мешков, что подтверждает отрицатель-
ное влияние затаренного продукта и окружающего воздуха на
свойства бумаги. Битумированная бумага сохранилась немного
лучше, чем непропитанная.
Влияние химикатов и продолжительности хранения на проч-
ность мешков подлежит дальнейшему изучению.
Наиболее подробно изучается поведение мешков при перевоз-
ках цемента и минеральных удобрений, как самых массовых грузов.
Мешки для цемента. Под строительные материалы (цемент,
гипс, мел, известь и т. п.) используется примерно */з бумажных
мешков, хотя в упакованном виде перевозится только около 10%
цемента [169]. Цемент затаривается в закрытые мешки, преиму-
щественно 5-слойные склеенные размером 65x49,5x9 см или 62 X
150
X51,5x9 см. Для морских и смешанных (железнодорожных и
водных) перевозок цемента применяют, как правило, 6-слойные
сшитые мешки размером 73X42, 75x42 и 78X42 см, иногда
мешки с одним-двумя слоями битумированной, дублированной
влагопрочной или ламинированной бумаги [169, 170]. В эти мешки
помещается от 37 до 50 кг цемента, в зависимости от марки и
плотности, обусловленных составом исходного сырья и добавлен-
ных веществ. Портландцемент, вырабатываемый на экспорт, упа-
ковывается по 42,5 кг в мешки размером 78X42 см. Плотность
кремнеземистого портландцемента равна 3,5 кг1дм\ обычного
портландцемента 3,05—3,2, пуццоланового 2,7—2,9, известково-
пуццоланового 2,1—2,7.
Насыпная масса цемента, как и других сыпучих материалов,
не является постоянной величиной. Она зависит от степени уплот-
нения и составляет 0,8—1,7 кг/дм? для приведенных марок
цемента.
Закрытые непропитанные мешки, заполненные цементом при
20—25° С, при испытании па сбрасывание плашмя с постоянной
высоты стандартным способом выдерживают фактически более
20 ударов. Среднее число сбросов, выдерживаемых мешками, со-
ставляет 30—40 ударов, а прочность отдельных мешков превышает
100 ударов.
Известно, что высокая температура отрицательно влияет на
прочность бумаги, поэтому в бумажные мешки не рекомендуется
засыпать продукцию с температурой выше 65° С. Но на практике
это ограничение зачастую не выдерживается, и температура це-
мента в момент заполнения иногда бывает 80—100° С.
Опыты ВНПОбумпром и НИИ морского флота показали, что
прочность мешков почти сразу после заполнения их горячим це-
ментом снижается на 65—85% и тем сильнее, чем выше темпера-
тура цемента. В табл. 36 приведены результаты испытаний 5-слой-
ных сшитых мешков размером 73X42 см с 50 кг портландцемента
марки 400 при сбрасывании плашмя с высоты ЭОс.и до и после хра-
нения в штабеле в неотапливаемом складе. В период испытаний
температура окружающей среды колебалась в пределах 2—10° С,
а относительная влажность составляла 50—86%.
Как видно из табл. 36, минимальная прочность мешков отмеча-
лась через 20 ч после затаривания, что обусловлено снижением
влажности бумаги с 10—12% до 2—4%. По мере остывания це-
мента влажность бумаги и прочность мешков постепенно повыша-
ются, но не всегда восстанавливаются до исходного значения.
Мешки, заполненные цементом при 65° С, полностью восстановили
свою прочность и влажность только через 12 суток хранения на
складе. Повышение температуры цемента до 112° С привело к не-
обратимым изменениям влажности бумаги и прочности мешков.
Влажность бумаги в мешках со слишком горячим цементом упала
до 2% ив течение длительного времени не поднялась выше 4,4%,
при этом прочность мешков через 7 суток осталась на уровне 30%
от исходной.
151
Таблица 36
Влияние температуры цемента на прочность бумажных мешков
Наименование показателей Температура цемента при затаривании, °C
13 65
Продолжительность хранения цемента на складе, ч .
0,5 310 0,5 20 140 260 290
Температура цемента в момент испытаний, °C Влажность бумаги, % Число сбросов, выдержанных мешками 13 11,6 17 8 9,7 21 65 12,0 6,1 48 4,3 3,5 9 7,8 7,8 9 9,4 13,3 9 9,4 21,4
Наименование показателей Температура цемента при затаривании, °C
85 112
Продолжительность хранения цемента на складе, ч
0,5 20 140 0,5 20 140 160
Температура цемента в момент испытаний, °C Влажность бумаги, % Число сбросов, выдержанных мешками 80 10,0 3,5 50 2,4 1,4 12 5,8 6,6 НО 2,0 2,8 80 2,0 1,0 14 4,1 5,7 12 4,4 6,0
С целью снижения температуры цемента и повышения проч-
ности мешков необходимо по примеру передовых предприятий по-
давать на шаровые мельницы остывший клинкер, а в силосах, где
хранится цемент перед упаковкой, устанавливать охлаждающие
устройства.
Длительное хранение цемента в мешках (более 3 месяцев) не-
желательно, так как при взаимодействии цемента с влагой воздуха
образуется гидроокись кальция, ухудшающая качество бетона.
По данным Института цементной промышленности, при хране-
нии на открытой площадке в зимних условиях активность цемента
снижается уже через месяц на 18% в непропитанных мешках и на
10% в битумированных (тип 6/2). Через 6 месяцев снижение ак-
тивности цемента достигает 28—22% соответственно.
Замена двух слоев битумированой бумаги на один слой, лами-
нированный полиэтиленом, обеспечивает лучшую сохранность ка-
чества цемента. В этом случае активность цемента через месяц
падает всего на 1,2%, а через 6 месяцев — только на 3,5%.
Мешки для минеральных удобрений и химикатов. Под мине-
ральные удобрения и гигроскопические химикаты используется
152
около 30% бумажных мешков. Это главным образом битумирован-
ные, дублированные и ламинированные мешки, в которые рекомен-
дуется упаковывать аммиачную и натриевую селитру, синтетическую
мочевину, нитрофоску, гранулированный суперфосфат, сульфат
аммония, смешанные и сложные удобрения. В связи с сезонностью
полевых работ часть удобрений хранится в мешках 3—6 месяцев.
При длительном хранении внутрь мешка проникают пары воды,
отчего свойства продукции изменяются. При перевозках навалом
потери удобрений иногда достигают 15—20% [171, 172].
Аммиачная селитра является основным видом азотного удобре-
ния и материалом, используемым для производства различных
взрывчатых веществ. Она выпускается в мелкокристаллической
или гранулированной форме. При изменении влажности и темпе-
ратуры селитра, как сильно гигроскопический продукт, легко по-
глощает влагу, а затем благодаря рекристаллизации соли теряет
свою сыпучесть и слеживается, т. е. превращается в монолит, ко-
торый приобретает форму тары и с трудом поддается рыхлению.
Переход из одной кристаллической модификации в другую сопро-
вождается изменением объема и плотности (1,44—1,79 а/сл«3), что
отрицательно сказывается на прочности тары. Для предотвраще-
ния слеживаемости в селитру вводят различные добавки, приме-
няют гранулирование и стараются поддержать влажность на ми-
нимальном уровне (0,1—0,2%).
Следует учитывать, что аммиачная селитра потенциально по-
жаро- и взрывоопасна не только в процессе производства, но и во
время хранения. Наибольшая опасность взрывов возникает при
водных перевозках из-за скопления больших количеств селитры
на судах. Установлено, что критическая температура для одного
мешка селитры в нормальных условиях равняется 85° С, а при
массе 50 т снижается до 50° С. Повышение влажности и продолжи-
тельности хранения селитры, присутствие органических окисляю-
щих веществ усиливают пожароопасность.
Синтетическая мочевина (карбамид) тоже гигроскопична,
в мешках из непропитанной бумаги легко комкуется, слеживается,
прилипает к внутреннему слою. Для карбамида нужны мешки ма-
лой проницаемости и достаточно чистые внутри, потому что он рас-
ходуется не только как удобрение, но и как добавка в корм скоту
[173].
Порошкообразный суперфосфат перевозят только навалом, по-
тому что в процессе хранения происходит изменение его химиче-
ского состава и выделяются агрессивные газообразные продукты
(фтор и его производные). Свободная P20s, SiF4 и H2SiF4, осо-
бенно при температуре свыше 60° С, легко взаимодействуют с ме-
шочной бумагой и разрушают ее. Мешки из пластмассовой пленки
могут разрываться выделяющимися газами.
Гранулированный суперфосфат содержит добавки, снижающие
содержание свободной кислоты и фтора. Тем не менее в готовом
продукте продолжаются процессы, ведущие к образованию агрес-
сивных веществ, особенно при высокой температуре. В связи
153
с этим под гранулированный суперфосфат используют мешки из
пластмассовой пленки, обрезиненные и бумажные мешки с защит-
ными слоями.
Обрезиненные мешки рекомендуются для упаковки гра-
нулированного двойного суперфосфата, коллоидной серы, гербици-
дов, монохлорамина, кремнефтористого натрия, хлората магния и
других агрессивных химикатов.
В 5-слойных сшитых мешках с внутренним слоем из обрезинен-
ной бумаги влажность коллоидной серы через полгода хранения
уменьшилась на 7%, а в дублированных — на 22% при исходной
влажности серы 26%.
Прочность обрезиненных мешков по сравнению с прочностью
битумированных и дублированных мешков М. Л. Михель [138] ил-
люстрирует табл. 37.
Таблица 37
Характеристика прочности мешков
Тип мешков Количество поврежденных мешков, %
после транспорти- рования продолжительность хранения мешков
2 месяца 3 месяца 5,5 месяца
Битумированные 42 100 100 100
Дублированные 3 — 21 62
Обрезиненные 0 0 0 0
Битумированные мешки — 5-слойные сшитые, с двумя-
тремя слоями битумированной бумаги — основной вид мешков, вы-
рабатываемых отечественной промышленностью под минеральные
удобрения.
Расположение слоев битумированной бумаги в мешках уста-
навливается при заказе.
В непропитанных и битумированных мешках увеличение при-
веса гигроскопического вещества довольно велико. По сравнению
с другими видами мешков битумированные мешки сравнительно
легко повреждаются при транспортировании (табл. 37 и 41).
С целью повышения сохранности упакованной продукции битуми-
рованные мешки заменяются дублированными и ламинированными.
Дублированные мешки—4—5-слойные с одним-двумя
слоями дублированной бумаги могут изготовляться открытыми и
закрытыми, сшитыми и склеенными. Кроме дублированной бумаги
в мешках применяется непропитанная, а иногда битумированная
или ламинированная бумага. Расположение слоев обычно следу-
ющее:
М—Д—М—М—Д М—Д—М—М—Б М —М—М —Д
М—М—М—М—Д М—М—М—Д—М
М — непропитанная мешочная бумага; Д — дублированная; 5 — битумированная.
154
Мешки с внутренним дублированным слоем предназначаются
под гранулированный суперфосфат, с внутренним битумирован-
ным— под селитру. Наиболее удобные размеры мешков сшитых
открытых: 100X42 см\ склеенных открытых 92X50X13 см и закры-
тых 84X50X13 см. Эти мешки при стандартном испытании с це-
ментом выдерживают 7—90 сбросов.
При затаривании, хранении и транспортировании минеральных
удобрений дублированные мешки повреждаются меньше, чем би-
тумированные, о чем свидетельствуют табл. 38, 41.
Таблица 38
Результаты испытания мешков у потребителей [171]
Вид продукта Количество поврежденных мешков, %
дублированных битумированных
Суперфосфат гранулированный 2,6 9,0
Селитра аммиачная 3,8 9,8
Нитрофоска 4,7 16,8
Мочевина синтетическая 4,0 2,6*
* Загружена в два 4-слойных мешка из непропитанной бумаги.
При длительном хранении гигроскопические продукты увлаж-
няются в дублированных мешках значительно меньше, чем в биту-
мированных.
Ламинированные мешки — 4—5-слойные, сшитые и
склеенные, содержат один-два слоя бумаги с полиэтиленовым по-
крытием. Наиболее распространены в СССР мешки открытые сши-
тые размерами 100X42, 100X53,5 и 100X52 см и закрытые скле-
енные размером 84X50X13 см. Ламинированная бумага употреб-
ляется, как правило, во втором слое, считая снаружи или изнутри
мешка.
Ламинированные 5-слойные мешки размером 100X50 см (типа
«подушки») при стандартном испытании с цементом на аппарате
Таблица 39
Результаты испытания бумажных мешков в условиях эксплуатации
Вид продукта Масса продукта, кг Количество поврежден- ных мешков, %
ламиниро- ванных битумиро- ванных
Мочевина синтетическая 37 2,7 8.0
Селитра аммиачная 50 4,8 —
Суперфосфат гранулированный 50 8,5 17,5
155
Петухова выдерживают в среднем 60 сбросов (от 7 до 120). Про-
верка качества этих мешков у потребителей подтвердила получен-
ные результаты: ламинированные мешки, заполненные минераль-
ными удобрениями, в условиях эксплуатации повреждаются значи-
тельно реже, чем битумированные (табл. 39).
МЕШКИ РАЗНОГО НАЗНАЧЕНИЯ
Армированные мешки довольно сложны в изготовлении
и дороги, поэтому применяются они редко и только в особо слож-
ных условиях. Сведений о качестве армированных мешков в лите-
ратуре почти нет.
Изготовление и испытание 4—5-слойных армированных мешков
на отечественных предприятиях было проведено ВНИЭКИТУ и
ВНПОбумпромом.
Армированная нитями бумага употреблялась для наружного
слоя сшитых и склеенных мешков. В зависимости от назначения
для внутреннего слоя использовали мешочную бумагу разных ви-
дов: непропитанную в мешках для продовольствия, цемента, син-
тетической мочевины; битумированную — для аммиачной селитры;
дублированную — для суперфосфата.
Наблюдения показали, что имеющееся оборудование принципи-
ально пригодно для изготовления армированных мешков разных
конструкций (правда, скорость изготовления армированных меш-
ков меньше, чем битумированных). Исключение составляют закры-
тые сшитые мешки, трубки для которых очень плохо отсекаются,
потому что на выступах клапанов нити не всегда разрезаются. Для
Таблица 40
Характеристика прочности армированных мешков
Тип мешков Размеры, см Число слоев Количество пар- тий мешков, испытанных до их разрыва Количество выдержанных сбросов
мини- мальное макси- мальное среднее
Открытые То же Сшитые 100 X 42 100 X 42 мешки 4 5 2 5 1 3 47 81 13-18 18-46
Склеенные мешки
92 X 50 X 13 92 X 50 X 13 4 5 2 7 3 15 22 71 13 28-58
Закрытые 84X50X 13 4 2 7 43 19-22
То же 84 X 50 X 13 5 3 26 108 50-70
65 X 49,5 X9 5 6 9 74 23-47
156
массового изготовления армированных закрытых мешков с узким
дном (под цемент) необходимо наличие специального дноклеиль-
ного агрегата усиленной конструкции, способного выдерживать
более высокие нагрузки при формировании дна.
Результаты испытания армированных мешков с 50 кг цемента
на сбрасывание по стандартному методу приведены в табл. 40.
Повышенная прочность склеенных мешков по сравнению с сши-
тыми в данном случае обусловлена более равномерным качеством
армированной бумаги повторной выработки. Подавляющее боль-
шинство армированных 5-слойных мешков получилось прочнее ана-
логичных битумированных, выдерживающих в среднем около 20—
30 сбросов.
Испытания у потребителей показали, что при затаривании про-
дукции армированные мешки почти не повреждаются. При транс-
портировании в нормальных условиях и соблюдении правил погру-
зочно-разгрузочных работ количество разорванных мешков не пре-
вышает допустимых пределов (табл. 41).
Таблица 41
Результаты испытания сшитых мешков при железнодорожных перевозках
и разгрузке вагонов
Вид мешков Количество поврежденных мешков, %
при нормальных условиях разгрузки вагонов при нарушении правил и сбрасывании мешков с высоты > 2 м
Наполнение
суперфос- фат селитра суперфосфат селитра мочевина
Армированные 5-слойные Дублированные 5-слой- ные Битумированные 5-слойные Непропитанные 6-слой- пые 1,0 4,6 0,3 3,6 4,9 Не исп 4,0 Не испыты- вались 20,5 ятывались 4,3 12,0 20,0 3,2 16,4 Не испыты- вались 20,0
В случае нарушения правил эксплуатации и при сбрасывании
мешков с минеральными удобрениями с высоты более 2 м при раз-
грузке вагонов число поврежденных мешков резко увеличивается-
(см. табл. 38). Однако армированные мешки в тех же условиях
повреждаются реже, чем контрольные непропитанные, битумиро-
ванные и дублированные. Отмечается разный характер поврежде-
ний мешков: у армированных открытых мешков разрушается верх-
ний шов, прошитый после заполнения продукцией, у остальных меш-
ков разрывается бумага.
Склеенные армированные мешки дополнительно испытывались,
на прочность при сбрасывании сразу после заполнения аммиачной
селитрой (46,5 кг) (табл. 42).
157
Таблица 42
Результаты испытаний склеенных мешков
(по данным ВНИЭКИТУ)
Число и распределение слоев в мешке Числр сбросов, выдержанных мешками до разрыва
минимальное максимальное среднее
5 слоев Б—М—М—М—Б 1 7 3,6
4 слоя А—М—М—Б 2 7 4,6
5 слоев А—М—М—М—Б 6 20 12,1
Примечание. А — армированная бумага, Б — битумированная бумага
марки Б, М— мешочная непропитанная бумага М-80.
Данные табл. 42 подтверждают, что армированные мешки
прочнее обычных битумированных.
Испытания доказали пригодность выбранной конструкции и
размеров клапанных мешков для упаковки аммиачной селитры, мо-
чевины, соды и цемента на одно-трехрожковых расфасовочных ма-
шинах. Для упаковки соды на автоматах карусельного типа конст-
рукция клапана оказалась недостаточно прочной и требует дора-
ботки.
Опытные перевозки продуктов в армированных мешках, прове-
денные в различных по тяжести условиях, а именно: прямые пере-
возки на расстояние от 2 до 5 тыс. км и смешанные перевозки
с перегрузкой на баржи, автомашины и гужевой транспорт и вы-
грузкой на причалы портов Дальнего Востока, показали, что арми-
рованные мешки являются наиболее прочными из всех существу-
ющих в настоящее время мешков и дают наименьшее число по-
вреждений.
По данным Стерлитамакского содово-цементного комбината,
число повреждений непропитанных мешков с содой достигает 10%.
По данным, представленным из районов Крайнего Севера и Даль-
него Востока, количество поврежденных армированных мешков
составляло от 1,4 до 3%, причем наличие нитей снижало до мини-
мума россыпь продукта.
Армированные мешки рекомендуются для отгрузки соды на экс-
порт, цемента в районы Крайнего Севера и отдаленные районы
при смешанных перевозках.
Мешки из микрокрепированной бумаги широко
применяются под цемент, удобрения, продовольствие, легкие про-
дукты, бытовые отходы [174—176].
Разработаны методы изготовления мешков, позволяющие со-
кратить расход бумаги. Мешки для удобрений состоят из трех
слоев микрокрепированной бумаги массой 80 а/л2, из которых внут-
ренний слой покрыт пленкой полиэтилена толщиной 15 мкм. Такие
мешки финская фирма «Типпи Ой» вырабатывает для арктических
условий взамен 5-слойных мешков с двумя битумированными сло-
158
ями из обычной бумаги. При сбрасывании с высоты 1,3 м на ис-
пытательном аппарате эти мешки выдержали 8 сбросов; мешки из
обычной бумаги выдерживают только 3 сброса.
Мешки из двух слоев непропитанной микрокрепированной бу-
маги массой 80 г/м2 под продовольствие усиливают особыми про-
кладками в углах и на ребрах, и они становятся прочнее 3-слой-
ных мешков из обычной бумаги той же массы.
Микрокрепированная бумага для мешков под цемент применя-
ется в разных вариантах (табл. 43) [175]. Чаще всего употребля-
ются 3-слойные мешки из бумаги массой 80 г/.и2, которые в со-
поставимых условиях выдерживают 10 сбросов до разрыва вместо
3—4 сбросов, характерных для обычной бумаги.
Таблица 43
Количество поврежденных мешков на каждые 1000 шт. при перевозках цемента
Перевозка цемента Обычные мешки (3 слоя, 80 г/м2) Микрокрепированные мешки
3 слоя, 80 г/м2 2 слоя, 100 г/м2 2 слоя, 90 г/м2
На цементном заводе 7 0 1 2
По железной дороге 10 7 4 11
При доставке И 10 2 2
Итого 28 17 7 15
Мешки из микрокрепированной бумаги можно изготовлять на
том же самом оборудовании, что и другие виды мешков. Однако
для успешной его работы желательно иметь бумагу массой не ниже
75 г/м2 (лучше 80—90 г/м2), иначе снижается скорость машин
на 20—30%.
Под мусор шведская фирма «Биллеруд» предлагает большие
однослойные мешки с широким дном (25 см) емкостью 0,125 м3
из микрокрепированной влагопрочной бумаги массой ПО г/м2
[175, 176].
Влагопрочные мешки служат для упаковки влажных
грузов или сыпучих материалов, подвергающихся увлажнению при
транспортировании главным образом водным путем. Они могут
быть открытого или закрытого типа, сшитые или склеенные, исполь-
зуются для сбора бытовых отходов, для затаривания цемента, кар-
бамида, ядохимикатов и других материалов.
Вырабатываются влагопрочные мешки на обычном оборудова-
нии, за исключением мешков очень большого размера. Все слои
мешков или только наружный и внутренний, прилегающий к про-
дукту, изготовляются из влагопрочной бумаги, полученной с ис-
пользованием карбамидной смолы или латекса синтетического
каучука и окрашенной в зеленый или иной цвет. Наряду с влаго-
прочной бумагой возможно применение других видов бумаги: не-
пропитанной для средних слоев, дублированной битумом или
15»
покрытой полиэтиленом для внутреннего слоя мешков. Применение
влагопрочной бумаги в качестве наружного слоя взамен битуми-
рованной повышает прочность мешков и улучшает их внешний вид.
Замена внутреннего слоя из непропитанной бумаги на влагопроч-
ный позволяет не только увеличить влагопрочность мешка, но и
снизить потери упакованной продукции за счет уменьшения прили-
пания ее к бумаге (например, карбамида и селитры).
По зарубежным данным, после заполнения горячим цементом
(70° С) прочность влагопрочных мешков через сутки снижается
в 2—3 раза, а через неделю несколько восстанавливается, причем
во всех случаях абсолютные значения количества сбросов, выдер-
жанных мешками, значительно выше этого показателя непропитан-
ных бумажных мешков. При смешанных железнодорожных
й водных перевозках влагопрочные мешки с наружным слоем,
содержащим хлоропреновый каучук, повреждаются в 2 раза реже,
чем непропитанные мешки.
При испытании закрытых мешков размером 65X49,5X9 см ока-
залось, что в сухом состоянии прочность 4-слойных влагопрочных
мешков соответствует прочности 5-слойных непропитанных мешков
того же размера.
Очень хорошие результаты достигнуты при использовании ком-
бинированных 5-слойных мешков с наружным слоем из влагопроч-
ной бумаги и внутренним слоем из бумаги с полиэтиленовым по-
крытием. После 6 месяцев хранения в закрытом складе аммиачная
•селитра в этих мешках не увлажнилась, гранулометрический и хи-
мический состав ее сохранились, комкования не наблюдалось.
Прочность тарих мешков при хранении суперфосфата сохраняется
намного лучше, чем обычных битумированных мешков.
Наиболее целесообразно использовать влагопрочные мешки для
сбора мусора (бытовых отходов). Стоимость бумажных влагопроч-
ных мешков ниже, обращение с ними проще, транспортные за-
траты меньше, чем при использовании металлических контейнеров.
Кроме того, эти мешки (в отличие от полиэтиленовых) способны
биологически разлагаться вместе с отходами, благодаря чему от-
сутствуют вредные вещества, загрязняющие атмосферу при сжи-
гании отходов.
В перспективе предполагается расширение производства бу-
мажных мешков с использованием влагопрочной и ламинирован-
,ной бумаги под бытовые отходы.
СПИСОК ЛИТЕРАТУРЫ
1. Фомина Э. А. Производство и потребление бумажной мешочной тары,
в СССР,—«Рефер. ииформ. Целлюлоза, бумага, картон», 1970, № 1, с. 6—8.
2. Фомина Э. А. Производство бумажной тары в некоторых капиталисти-
ческих странах.—«Рефер. ииформ. Тара и упаковка», 1969, № 10, с. 11—13.
3. Diliberto А. С. Trends and developments in industrial paper bags.—“Pa-
per Trade Journal”, 1968, 152, No 51, p. 44—45.
4. Brecht W., Knitweis H-J., Schmidt W. Neuere Untersuchungen uber das
Dehnungsverhalten verschiedener Papiere.—“Wochenblatt fur Papierfabrikation'V
1971, 99, Nr 8, s. 287—292.
5. Penzkofer J. Ober die Grundlagen der Messung und Bewertung des Stoss-
verhaltens von Papiersacken und Sackpapieren.—“Das Papier”, 1966, 20, Nr 9,.
s. 520—534.
6. Кейси Дж. П. Целлюлоза и бумага. Химия и химическая технология.
Т. 2. Свойства бумаги и ее переработка. Перевод с англ. М., 1960, 650 с.
7. Schurz J. Was ist papierrheologie? — “Das Papier”, 1971, 25, Nr 11,
s. 777—780.
8. Brecht W., Gottsching L., Baumgarten H. L. Beitrage zur Rheologie des
Papiers.—“Das Papier”, 1971, 25, Nr 10, s. 569—582.
9. Израелит А. Б., Легоцкий С. С., Сушкова H. Д. Реологические пара-
метры мешочной бумаги.— «Рефер. информ. Целлюлоза, бумага, картон», 1970,
№ 8, с. 13—15.
10. Шустов А. Д. Процессы деформации бумажного полотна. М., 1969,
199 с.
11. Kellog R., Wangaard F. Influence of fiber strength on sheet properties
of hardwood pulps.—“Tappi”, 1964, 47, No 6, p. 361—367.
12. Иванов С. H. Технология бумаги. Изд. 2-е. М., 1970, 696 с.
13. Burgstaller F., Krauss R. A. Grossversuche uber die Eignungsbeurteilung
von Sackpapier.—“Das Papier", 1955, 9, Nr 11/12, s. 237—248.
14. Tank-Nielsen T. Evaluation of sack paper.—“Norsk Skogindustri”, 1955,
9, Nr 9, p. 304—311.
15. Me Kee R. C., Whitsitt W. J. Untersuchung der Abhangigkeit des Gebra-
uchswertes von Mehrlagen Papiersacken von den Eigenschaften des Sackpapiers.—•
“Das Papier”, 1966, 20, Nr 7, s. 381—415.
16. Gottsching L. Das Festigkeitsverhalten von Papier unter statischer und
dynamischer Beanspruchung.—“Paperi ja Puu”, 1970, 52, No 9, p. 535—554; No 10,
p. 655—669; No 11, p. 781—794; 1971, 53, No 1, p. 27—36.
17. Jacsson M., Gawelin G. The strength characterisation of kraft paper by
means of sonic pulps velocity measurement.—“Svensk Papperstidning”, 1967, 15,
Nr 3, p. 63—69.
18 Bohmer E. The analogy between burst testing and conical shells.—“Norsk
Skogindustri”, 1962, 16, Nr 9, p. 382—387.
19. Фляте Д. M. Свойства бумаги. M., 1970, 456 с.
20. Bergman J., Rennel J. The relation between fibre strength and paper
strength.—“Svensk Papperstidning”, 1967, 70, Nr 22, p. 757—771.
21. Giertz H. W., Helle T. On the tear strength of paper.—“Norsk Skogin-
dustri”, 1960, 14, Nr 11, p. 455—469.
22 Parsons S. R. Effect of interfiber bonding on tearing strength.—“Tappi”,
1969, 52, No 7, p. 1262—1266.
23. Иванов С. H., Лещенко И. Г. Исследование показателя прочности бу-
маги— сопротивления раздиранию.— «Научные труды Лесотехнической акаде-
мии», 1969, № 121, с. 110-122. .
24. Wangaard F. F., Williams D. L. Fiber length and fiber strength in rela-
tion to tearing resistance of hardwood pulps.—“Tappi , 1970, 53, No 11, p. 2153
2154.
11 Зак. 728
161
25. Surewicz W., Madrzejewski K. Przyszynek do zagadnienia regulacji wlas-
nosci wytrzymalosciowyc papieru workowege w procesie mielenia masy.—“Przeg-
lad Papierniczy”, 1970, 26, Nr 8, s. 276—278.
26. Nierichlewsky T. Ocena papierow workowych przed zastosowanie trw
wskaznikow wytrzumalosciowych.—“Przeglad Papierniczy”, 1958, 14, Nr 10,
s. 289—293.
27. Carlson W. E. Measurement of the strain properties of shipping sack
kraft—“Tappi”, 1964, 47, No 5, p. 310—312.
28. Jacobsen H. Sorptionisothermen von Kraftpapieren.—“Das Papier”, 1964,
18, Nr 12, s. 53—55.
29. Nordman L., Aaltonen P. The influence of humidity on various paper and
board properties.—“Papierwereld”, 1963, 18, No 2, p. 45—46.
30. Любарец П. T. Влияние влажности мешочной бумаги на ее прочность.—
«Бумажная промышленность», 1971, № 2, с. 6—8.
31. Исерлис Я. И. Опыт выработки целлюлозы высокого выхода.— «Бумаж-
ная промышленность», 1957, № 7, с. 14—16.
32. Абакина Г. Н., Трухтенкова Н. Е. Исследование динамической прочно-
сти бумажного листа из сульфатной целлюлозы различной степени провара.—
«Научные труды ВНИИБ», 1967, вып. 52, с. 83—95.
33. Сушкова Н. Д. Влияние качества сульфатной целлюлозы на прочность
бумажных мешков.— «Бумажная промышленность», 1965, № 6, с. 16—18.
34. Scott J. В. Processing of chips and wood wastes for mechanical and
chemical pulps.—“Norsk Skogindustri”, 1966, 20, Nr 9, p. 320.
35. Surewicz W., Dabrowski J. Zastosowanie drewna brzozowego do wyrobu
wysokowydajnych mas siarczanowych. Wysokowydajne masy siarczanowe z dre-
wna brzozowego.—“Przeglad Papierniczy”, 1966, 22, Nr. 2, s. 39—45.
36. Szwarzsztain E., Grell S. Krupski L. Studium der zweistufigen Kontinu-
ierlichen Mahlung bei der Herstellung von Sackpapieren.—“Zellstoff und Papier”,
1962, Nr. 12, s. 459—464.
37. Пашинский В. Ф. Машины для размола волокнистой массы. М„. 1972,
160 с.
38. Рублев А. И., Кондрашов А. И., Литвинов А. Б. Дисковые мельницы. М.,
1971, 58 с.
39. Заморуев Б. М. Особенности современных схем размола массы.— «Хи-
мическая переработка древесины», 1969, № 31, с. 5—7.
40. Симигин П. С. Технологические схемы размола массы для мешочной
бумаги.— «Рефер. информ. Целлюлоза, бумага, картон», 1972, № 1, с. 15—16.
41. Корда И., Либнар 3., Прокоп И. Размол бумажной массы. Пер. с чеш-
ского под ред. Д. С. Добровольского. М., 1967, 420 с.
42. Гаевский Б. А. Машины и аппараты бумажной промышленности. Киев—
Москва, 1955, 290 с.
43. Brecht W. Eine vergleichsgrundlage zur Beurteilung messergarnierter
Mahlmaschinen.—“Zellstoff und Papier”, 1967, 16, Nr. 6, s. 170—176.
44. Сушкова H. Д., Легоцкий С. С. Размол целлюлозы для мешочной бу-
маги.— «Бумажная промышленность», 1972, № 1, с. 10—11.
45. Сушкова Н. Д., Легоцкий С. С. Размол целлюлозы для мешочной бу-
маги на дисковых и конических мельницах.— «Рефер. информ. Целлюлоза, бу-
мага и картон», 1972, № 8, с. 7—8.
46. Сахаров С. М. Размол массы высокой концентрации (сб. рефератов).
М., 1971, 64 с.
47. Rosenfeld К., Hoffmann J, Ein neus Verfahren zur Mahlung bei hohen
Stoffdichtenaberhalb 20%.—“Das Papier”, 1965, 19, Nr. 2, S. 58—66.
48. Халандовский И. H., Лаптев Л. Н., Трухтенкова Н. Е. Размол целлю-
лозы высокой концентрации из лиственной древесины.— «Бумажная промышлен-
ность», 1971, № 6, с. 5—7.
49. Петров А. П. Проклейка бумаги и картона. М., 1964, 161 с.
50. Ведерников В. Г. Новый вид клея для бумажного производства.— «Бу-
мажная промышленность», 1957, № 1, с. 25—26.
51. Schwalbe Н. С. Effects of sizing adhesives and fillers on the formation
and consolidation of paper web.— In.: “Consolidation of the paper web Trans-
action of the Symposium held at Cambridge”, 1965,v. 2, p. 692—717.
162
52. Укрепленный смоляной клей.— «Бумажная промышленность», 1964, № 9,
с. 30—31.
53. Szwarcsztajn Е., Maj J. Einflufi der Blattbildung im neutralen Medium
auf die Fesfigkeitseigenschaften von Kraftpapieren.—“Zellstoff und Papier” 1970
Nr. 12, s. 363—367.
54. Пузырев С. А., Седов А. В. О проклейке бумаги в нейтральной и ще-
лочной среде.— «Сборник трудов ВНИИБ», 1967, вып. 53, с. 190—203.
55. Poppel Е., Petrowan S., Simionescu С. Die Verwendung von Natriumalu-
minat zur Herstellung von neutralen Papieren.—“Zellstoff und Papier”, 1967, 17,
Nr 2, s. 44—48.
56. Surewicz W., Rutkowski J. Badania nad zastosowaniem karboksymetylo-
celulozy przy wyrobie papieru workowege.—“Przeglad Papierniczv”, 1961, 17,.
Nr 2, s. 35—40.
57. Prachar M. Moznosti vyuziti polyvinylalkoholu v papierewskem prumy-
slu.—“Papir a celuloza”, 1969, c 2, s. 51—54.
58. Starch. Chemistry and Technology. Ed. by R. L. Whistler. V. 2. Academic
press N. J., L. 1967, 720 p.
59. Примаков С. Ф., Баданина С. П., Балетов A. H. Полиакриламид в про-
изводстве мешочной бумаги.— «Бумажная промышленность», 1968, № 1, с. 14.
60. Haas L. High consistency refining. 2. Uddeholm on unbleached kraft—pulp
for saks.—“Pulp and Paper International”, 1970, 12, No 13, p. 52—54.
61. Eurocan Pulp a Paper starts up a truly international project.—“Pulp
and Paper International”, 1971, 13, No 7, p. 25—28, 33.
62. Die neue kraftsackpapiermaschine der Firma Uddeholm.—“Wochenblatt
fiir Papierfabrikation”, 1969, 97, Nr 4, s. 128—129.
63. Uddeholms giant new sack kraft machine in production.—“World’s Paper
Trade Review”, 1969, 171, No 3, p. 122—134.
64. Альшиц С. Д. Особенности конструкций современных прессов бумаго-
и картоноделательных машин. М., 1969, 61 с.
65. Importance of paper shrinkage and its control during drying.—“Paper
Trade Journal”, 1970, 154, No 15, p. 60—64.
66. Wahlstrom P. B. Water removal on modern corrugating and kraftbag'
machines.—“Tappi”, 1970, 53, No. 6, p. 1011—1014.
67. Schroder S., Anderson R. Computerized paper testing of Korsnas-Marma
AB.—“Paper Trade Journal”, 1970, 154, No 19, p. 65—66.
68. Schaffkath P. M. The Verti-forma a progress report.—“Tappi”, 1971, 54,.
No. 9, p. 1468—1472.
69. Toyo Pulp will install Verti-forma in Kure mill.—“Paper Trade Journal”,
1969, 153, No 19, p. 33.
70. Cruden E. R., Wild C. A, Syntetic forming wires: progress, design and
development.—“Paper Maker”, 1971, 161, No 4, p. 33—38.
71. Хохряков А. А., Путилин В. В. Технические сукна для бумаге- и карто-
ноделательных машин. М., 1971, 33 с.
72. Mann F. V. New developments in wet felts kraft maschines.—“Southern
Pulp and Paper Manufacturer”, 1971, 34, No 4, p. 28—32.
73. Kotte H. Preppapiere fur sonderzwicke.—“Allgemeine Papier—Rundschau”,.
1961, Nr 23, s. 1186—1188.
74. Швецов Я. H. Влияние тиснения мешочной бумаги на прочность бумаж-
ных мешков.— «Бумажная промышленность», 1966, № 12, с. 9—10.
75. Dyer Н. St. Regis Paper Со crowns its new “Queen” of the South.—
“Paper Trade Journal”, 1968, 152, No 47, p. 59—76.
76. Uber die Herstellung von dehnungstahigem Papier.—“Allgemeine Papier
Rundschau”, 1969, Nr 18, s. 594, 647—648.
77. Worbs Ch. Papiere mit erhohter Dehnung.—“Wochenbatt fiir Papierfabrika-
tion”, 1967, 95, Nr 22, p. 861—870.
78. Burrow E. M. Extensible paper-its development production and use.—
“Paper Technology", 1965, 6, No 5, p. 423—430, 443—444.
79. Graves W. Q. Clupak extensible papers: a decade of progress.—“Indian
Pulp and Paper”, 1969, 24, No 1, p. 73—76.
80. Фарбер С. P. Микрокрепирование бумаги. Минск, изд. Института науч-
но-технической информации и пропаганды БССР, 1964, 48 с.
11*
163
81. In the forefront of progress. Rubber blankets for extensible paper.—“Paper
Technology”, 1969, 10, No 5, p. 351—352.
82. Strawinski A. Suszarka do papieru typu Flakt.—“Przeglad Papierniczy”,
1969, Nr. 12, s. 400—403.
83. Korsnas new kraft pulp and sack paper line.— “Paper Trade Journal”,
1969, 153, No 2, p. 44—46.
84. Сушкова H. Д., Гуревич Л. И. Об оценке качества битумно-масляной
смеси.— «Бумажная промышленность», 1960, № 7, с. 9—10.
85. Розенталь Д. А. Изучение процесса образования битумов при окисле-
нии гудронов. Автореферат диссертации на соискание ученой степени доктора
наук. Л., 1972, 47 с.
86. Лакированная бумага. Авторское свидетельство № 236976.— «Открытия.
Изобретения. Промышленные образцы. Товарные знаки», 1969, № 7. Авт.: Суш-
кова Н. Д., Розенталь Д. А., Кретова В. П., Пукшанская М. Н.
87. Патент США № 3.344.101, кл. 260—28,5, 11.07.1963.
88. Длугоканский В. Д. Приспособление к склеечным бумагоделательным
машинам для армирования нитками водонепроницаемой двухслойной бумаги.
Авторское свидетельство № 136621.— «Бюллетень изобретений и открытий»,
1961, № 5.
89. Ружинский Г. М. Устройство для образования нитяной решетки при
армировании бумаги нитями. Авторское свидетельство № 188291.— «Бюллетень
изобретений и открытий», 1966, № 21.
90. Патент ФРГ, № 1.211.924, кл. 55f 9.03.1966.
91. Патент ФРГ, № 1.207.207, кл. 55f 16.12.1965.
92. Mezieres F. A. Les dernieres realisations suedoises en matiere de papiers
pour usages textiles.—“La Papeterie”, 1969, 91, No 10, p. 948, 953—960.
93. Бадалова Э. И., Переплетчиков С. В., Слотинцев М. Н. Установка для
производства нетканого материала. Авторское свидетельство № 210828.— «От-
крытия. Изобретения. Промышленные образцы. Товарные знаки», 1968, № 7,
с. 16.
94. Glasfaserverstarkte Papiere.—“Verpackung-Rundschau”, 1968, 19, Sonder-
ausg, Nr 11, s. 46—47. ,
95. Sisalkraft is making reinforced papers (Belgium).—“Pulp and Paper In-
ternational”, 1968, 10, No 1, p. 16.
96. Израелит А. Б. Определение оптимальных параметров армированной
бумаги для мешков.— «Бумажная промышленность», 1966, № 4, с. 8—10.
97. Испытание бумаги и картона. М., 1966, 412 с. Авт.: С. А. Пузырев,
М. Д. Иншаков, Е. Я. Балмасов, Н. Ф. Зотова-Спановская.
98. Сушкова Н. Д. Армированная бумага.— В ки.: Совершенствование техно-
логии производства бумаги и картона (Сборник трудов ВНИИБ). М., 1973,
с. 159—164.
99. Справочник по пластическим массам. Под ред. М. И. Гарбара, М. С.
Акутина, Н. М. Егорова. М., 1967, 462 с.
100. Helyes L., Azsoth G. Papier es extruzios bevonasa polietilenneL—“Pa-
piripar”, 1970, No 3, p. 96—102; No 4, p. 121—126.
101. Booth G. High speed extrusion coating is a complex operation.— „Paper
Trade Journal”, 1970, 454, No 4, p. 62—67; No 5, p. 31—35; No 6, p. 55—59.
102. Swain R. H. A survey of advances in extrusion coating and laminating
equipment.—“World’s Paper Trade Review”, 1964, 161, No 7, p. 491—494.
103. Старение полиолефинов. Термоокислительная деструкция полиолефи-
нов.— «Пластмассы», 1963, № 1, с. 2—7. Авт.: Е. Н. Матвеева, С. С. Хинькис,
А. Н. Цветкова, В. А. Баландина.
104. Elliott Н. A., Erb L. F. Coexstrusion coating technology.—“Tappi”, 1969,
52, No 10, p. 1841—1844.
105. Jackson D. L. Electrical discharge priming of paper substrates for poly-
ethylene extrusion coating.—“Appita”, 1970, 24, No. 2, p. 108—117.
106. Greene R. E. Flame or electrical discharge priming of paper substrates
in high-speed extrusion coating.—“Tappi”, 1965, 48, No 9, p. 80A—84A.
107. Goring D., Suranyl G. Impreved bonding of cellulose and other polymers
by surface treatment with a gas.—“Pulp and Paper Magazine of Canada”, 1969,
70, No 20, p. 103—110.'
164
108. Windaus G., Petermann E. Bestimmung der Schichtdicke der Polyathylen-
schicht bei polyathylenbeschichteten Kraftsackpapieren Messungen mit dem Zeiss-
Lichtschnittmikroskop in der Papierindustrie.—“Das Papier”, 1971, Nr 7, s. 380—384.
109. Смикун T. Я-, Зосим 3. Л. К вопросу об измерении степени окисления
полиэтиленовых пленок и покрытий. «Сборник трудов Укр НИИБ», 1967 вып 10
с. 131—133.
110. Toepsch Н. Silicone in der Papierindustrie.—“Wochenblatt fur Papier-
fabrikation”, 1971, Nr 11/12, s. 435—437.
111. Eklund D., Rogaszewski Z. Bestreichung von Papier mit organischen
Silikonlosungen.—“Paperi ja Puu”, 1971, No 12, p. 711—715.
112. Кремнийорганические продукты, выпускаемые в СССР. М., 1970. 52 с.
113. Soucek М. Silikonovane papiry.—“Papir a celuloza”, 1968, с 10,
s. 269—271.
114. Сушкова Н. Д., Пархоменко-Черняева И. А., Воронкова И. С. Способ
изготовления антилипкой бумаги. Авторское свидетельство № 214310.— «Изо-
бретения. Промышленные образцы. Товарные знаки», 1968, № 11.
115. Wet strength in Paper and Paperboard.— In: Tappi monograph series
N 29. N.-Y., 1965, 160 c.
116. Темкина P. 3. Технология синтетических смол и клеев. М., 1965, 211 с.
117. Wild D. Kunstharz (G-59) zur Herstellung nafifester Papiere.—“Zellstoff
und Papier”, 1961, Nr 4, s. 152—154.
118. Rohrich K. Die Anwendung von melamin—formaldehydharzen.—“Allge-
meine Papier—Rundschau”, 1970, Nr 14, s. 486—488.
119. Кирпичников П. А., Аверко-Антонович Л. А., Аверко-Аитоиович Ю. О.
Химия и технология синтетического каучука. Л., 1970, 527 с.
120. Бадасяи Е. Б., Рахманькова Т. Н. Основы технологии синтеза хлоро-
пренового каучука. М., 1971, 200 с.
121. Chalon G. Effects du latex neoprene sur les qualites du papier.—“Revue
europienne des papiers et cartons”, 1966, 29, No 15, p. 10—21.
122. Киселева 3. П., Сушкова H. Д., Чурзина Н. Н. Влияние каучуковых
латексов на свойства мешочной бумаги.— «Бумажная промышленность», 1968,
№ 4, с. 6—7.
123. Чурзина Н. Н. Влияние хлоропренового латекса на влагопрочность бу-
маги.— «Бумажная промышленность», 1971, № 8, с. 7—8.
124. Bobalek Е. G., Mendoza А. Р. Compositing latex polymers wich pulp
fibre.— “Pulp and Paper Magazine of Canada”, 1971, 72, No 9, p. 95—103.
125. Юшкова Л. И., Родин В. А., Смирнов В. А. Очистка, сточных вод,
содержащих латекс.— «Рефер. информ. Целлюлоза, бумага и картон», 1971,
№ 27, с. 11.
126. Miiller F. Eigenschaften und anwendung von retentionsmitteln Sintheti-
sche organische producte.—“Wochenblatt fur Papierfabrikation”, 1971, 99, Nr 1,
s. 25—30.
127. Kurth K. Verfahren zur aufbereitung nafiferster, bituminierter Kunststoff-
und aluminium folienbeschichteter altpapiere.—“Zellstoff und Papier”, 1971, 20,
Nr 9, s. 262—267.
128. Nilsson B., Vardheim S. Das Asplund—defibrator verfahren zur altpapier-
aufbereitung.—“Wochenblatt fur Papierfabrikation” 1966, 94, Nr 8, s. 261—262.
129. Иншаков M. Д., Мошковская Л. В. Методы количественного опреде-
ления содержания меламино-формальдегидной смолы в бумаге с помощью ИК-
спектроскопии.— «Сборник трудов ВНИИБ», 1970, вып. 57, с. 175—180.
130. Сушкова Н. Д., Чурзина Н. Н. Определение содержания синтетического
каучука в бумаге.— «Рефер. информ. Целлюлоза, бумага и картон», 1972, № 22,
с. 11—12.
131. Штрейс Г. Б., Фролов М. В., Поликанов Ю. Г. Определение содержа-
ния меламино-формальдегидной смолы в подсеточных водах.— «Бумажная про-
мышленность», 1972, № 1, с. 26.
132. Vecerka М. Nove voskove kompozice vyrabShe v Ostravske rafinerii
mineralnich oleju.—“Papir a celuloza”, 1970, Nr 12, s. 367—369.
133. Русакова А. И., Понятовская 3. П. Мешочная бумага с микровоском.—
«Рефер. информ. Тара и упаковка», 1967, № 5, с. 5—6.
165
134. Русаков Л. А., Купцов Е. В. Защитные восковые покрытия.— «Сборник
трудов ЦНИИТУ», 1969, вып. 6, с. 186—201.
135. Williamson D. V. S. Polymers for hot melt coating.—“Paper Packs”, 1967,
apr., p. 30—36.
136. Gordy T. L., Kress H. T. How flexible substrates maybe coated with hot
melts.—“Paper Trade Journal”, 1967, 151, No 45, p. 35—39.
137. Thompson G. Hot melt extrusion cpating.—“Tappi”, 1969, 52, No 2,
p. 252—254.
138. Михель M. Л. Новая химически стойкая бумажная тара для минераль-
ных удобрений и ядохимикатов.— «Реф. информ. Химическая переработка дре-
весины», 1965, № 5, с. 8—10.
139. Unrevetement antiderapant resont les problemes poses par la palettisa-
tion.—“Emballages”, 1970, 40, No 276, p. 126—127.
140. Вайс Г. И. Производство и потребление бумажных мешков в народ-
ном хозяйстве.— «Сборник трудов ЦНИИТУ», 1967, вып. 4, с. 152—174.
141. DJN 55441.
142. TGL 7 1063 blatt 3.— Priifung von Verpackungs mitteln Sacke aus Pa-
pier. Bestimmung der Fallzahl.
143. Петухов А. А. Машина для испытания бумажных мешков,—«Бумажная
промышленность», 1950, № 5, с. 36—37.
144. Nobuakira Fujinami, Takefumi Okamura. Studies on the strength of
kraft paper.—“Journal of the Japanese Technical Association of Pulp a Paper
Industry”, 1961, 15, No 4, p. 248—254.
145. Luxenhofer K- Die Kinetik eingeschlossener, fliefifahigen fullguter beim
aufprall von sacken und ihre praktischen folgerungen fiir die Sackbemessung.—
“Das Papier”, 1971, 25, Nr 1, s. 1—13.
146. Rothman M. Multiwall papersacks—a general! assement—“Paper a Board
in Packaging, Pergamon press”, 1963, No 4, p. 179—196.
147. Ihrmann C., Jacobsen H. Untersuchungen zur Frage der Beurteilung von
kraftsackpapier.—“Das Papier”, 1965, 19, Nr 11, s. 778—788.
148. Bergstrom J. Service strength of paper bags under dynamic conditions
a statistical approach.—“Svensk Papperstidning”, 1958, 61, Nr 5, p. 119—127.
149. Pagossing L. Dynamic strength as a general criterion of soda pulp
sack paper.—“World’s Paper Trade Review”, 1953, 139, No 21, p. 1579—1592.
150. Израелит А. Б. Основы расчета бумажных мешков на прочность и не-
достатки ГОСТ для их испытания.— «Бумажная промышленность», 1965, № 10,
с. 11—12.
151. Исерлис Я. И. Изготовление многослойных бумажных мешков на ЦБК
«Кехра».— «Рефер. информ. Химическая переработка древесины», 1964, № 27,
с. 3—6.
152. Das Erfolgsrezept der Papeteries de Gascogne: Deutsche Maschinen in
frankreichs grofiter GroBsackfabrik.—“Neue Verpackung”, 1965, 18, Nr 2, s. 147—
156.
153. Barker E. F. Le sacks en papier en plusieurs e’paisseurs,—“La Papete-
rie”, 1963, 85, No 7, p. 772—790.
154. Schaap D. Ostatnie osiagniecia w dziedzime klejow skrobiowych do
wyrobu workow papierowych.—“Przeglad Papierniczy”, 1967, Nr 1, s. 20—23.
155. Zijderveld A. H. Converted starches for adhesives.—“Paper! ja Puu”,
1970, No 12, p. 831—837.
156. Uddeholm Aktienbolaget at Skoghall.—“Paper Film and Foil Conver-
ter”, 1960, 34, No 8, p. 43—45.
157. Duffy P. B. Packaging: its star will continue to shine; plastic combina-
tions will help.—“Pulp and Paper”, 1970, No 10, p. 101—104.
158. Pribyl J. Poznatky z dilciho pruzkumu potfeb parirovych pytlu.— “Papir
a celuloza”, 1969, 24, c 2, s. 55—57.
159. Овчинникова H. К. Полиэтиленовые мешки для минеральных удобре-
ний.— «Рефер. информ. Тара и упаковка», 1967, № 4, с. 4—5.
160. Овчинникова Н. К. Испытания полиэтиленовых мешков для минераль-
ных удобрений. — «Технико-экономическая информация, серия Тара и упаковка»,
1967, № 1, с. 5—7.
166
161. New laminated shipping bags.—“International Paper Board Industry”,
1968, 11, No. 5, p. 20.
162. Dreger W. Moglichkeit der schiittgutbeforderung im kombinierten ver-
kehr.—“Deutsche Hebe- und Fordertechnik”, 1965, 11, Nr 6, s. 59—62.
163. Орлов С. П. Дозирующие устройства. M.., 1966, 288 с.
164. Peisker В., Staab Р. Grafische berechnung der optimalen fiillung von
sacken aus papier und textilen geweben.—“Verpackung”, 1970, 11, Nr 5,
s. 168—170.
165. Купцов E. В. Клеи-расплавы на основе микрокристаллического воска.—
«Рефер. информ. Тара и упаковка», 1968, № 3, с. 12.
166. Pinch bottom 5-ply bags fight waste.—“Paper, Film and Foil Converter”,
1970, 44, No 3, p. 67.
167. Loesche G. H. Recent developments in shiploaders for bagged bulk ma-
terials.—“Deutsche Hebe- und Fordertechnik”, 1969, 15, s. 65—70.
168. Fork truck sleeves tame bag handling.—“Modern material Elandl”, 1970,
25, Nr 8, p. 42—43.
169. Вайс Г. И. Упаковка цемента в бумажные мешки.— «Рефер. ииформ.
Тара и упаковка», 1967, № 2, с. 8—9.
170. Ясинская В. Т. Мешки бумажные для упаковки цемента.— «Рефер.
информ. Тара и упаковка», 1972, № 1, с. 5—6.
171. Вайс Г. И. Расфасовка минеральных удобрений.— «Рефер. информ.
Тара и упаковка», 1967, № 3, с. 5—7.
172. Ясинская В. Т. Упаковка сыпучей продукции в бумажные клапанные
мешки.— «Рефер. информ. Тара и упаковка», 1969, № 10, с. 14—16.
173. Ясинская В. Т. Промышленные испытания мешков со слоями из бу-
маги, обработанной восками.— «Сборник трудов. ВНИЭКИТУ», 1971, вып. 7,
с. 77—94.
174. Использование растяжимой бумаги в качестве сырья для бумажных
мешков.— «Рефер. информ. Целлюлоза, бумага и картон», 1970, № 28, с. 15—16.
175. Practische Erfahrungen mit Sacken aus hochdenhnbaren Papier.—“Allge-
meine Papier- Rundschau”, 1968, Nr. 20, s. 628—632.
176. Abfallsacke aus Papier—Amerika folgte Europas Beispiel.—“Das Papier”,
1970, Nr 6, s. 353—364.
СОДЕРЖАНИЕ
Предисловие ................ 3
Часть первая
МЕШОЧНАЯ БУМАГА
Глава I
Основные свойства мешочной бу-
маги ...................... 4
Виды мешочной бумаги . . 4
Физико-механические свой-
ства непропитанной бумаги 5
Влияние влажности и темпе-
ратуры на прочность бу-
маги .................. 16
Глава II
Технология непропитанной ме-
шочной бумаги............. 19
Треб ования к целлюлозе . . 19
Разм ол бумажной массы . . 21
Проклейка ............... 26
Вещества, добавляемые в
массу.................... 28
Технологические схемы под-
готовки бумажной массы . 32
Бумагоделательные машины
для выработки мешочной
бумаги .................. 35
Глава III
Бумага повышенной растяжи-
мости .................... 41
Способы повышения растя-
жимости ................. 41
Слабокрепированная бумага 43
Микрокрепированная бумага 46
Сушка бумаги в камере на
воздушной подушке ... 52
167
Глава IV
Бумага, обработанная битумом 55
Свойства и подготовка битума 55
Бумага-основа .......... 60
Нити для армирования бу-
маги .................. 61
Обработка бумаги битумом . 62
Битумированная бумага . . .64
Лакированная бумага . . . . 66
Дублированная бумага . . 66
Армированная бумага ... 67
Методы контроля.......... 71
Глава V
Бумага с полиэтиленовым покры-
тием ....................... 71
Основные свойства ламиии-
рованиоой бумаги .... 71
Полиэтилен для ламинирова-
ния бумаги............... 74
Наиесеиие полиэтиленового
покрытия ................ 76
Повышение адгезии полиэти-
лена .................... 80
Методы контроля.......... 82
Глава VI
Бумага с силиконовым покрытием
(антилипкая) ............... 82
Свойства антилипкой бумаги 82
Материалы для изготовления
антилипкой бумаги ... 84
Приготовление покровных со-
ставов ...................89
Нанесение антиадгезионных
покрытий..................90
Методы контроля.......... 92
Глава VII
Влагопрочная мешочная бумага 92
Свойства влагопрочной бу-
маги .................... 92
Особенности применения хи-
микатов для повышения
влагопрочности бумаги . . 94
Переработка оборотного
брака....................109
Методы контроля..........ПО
Глава VIII
Бумага, покрытая микровосками,
и другие виды мешочной бумаги ПО
Бумага, обработанная рас-
плавами на основе пара-
фина .....................НО
Обрезиненная мешочная бу-
мага ....................113
Бумага, обработанная дву-
окисью кремния...........114
Часть вторая
БУМАЖНЫЕ МЕШКИ
Глава IX
Конструкция и прочность много-
слойных мешков..............115
Типы, виды, марки, размеры
мешков..................115
Расчет расхода бумаги на
мешки ...................118
Методы испытания прочности
мешков ..................118
' Факторы, влияющие на проч-
ность мешков............121
Глава X
Технология мешков ..........125
Технологические схемы изго-
товления бумажных меш-
ков .....................125
Клей для мешков..........128
Изготовление многослойных
трубок ..................130
Нанесение печати .......133
Изготовление мешков . . . 134
Новые виды мешков .... 139
Глава XI
Применение мешков...........144
Условия заполнения .... 144
Складирование и погрузочно-
разгрузочные работы . . 147
Мешки разного назначения . 156
Список литературы...........161
ИЗДАТЕЛЬСТВО „ЛЕСНАЯ ПРОМЫШЛЕННОСТЬ