/



























































Автор: Чернозубов Ю.С.
Теги: электротехника электротехнические материалы и изделия микроэлектроника микропроцессоры полупроводники вычислительная техника издательство высшая школа
ISBN: 5-06-001081-3
Год: 1990
Похожие



Текст
ТЕХНОЛОГИЯ
ПОЛУПРОВОДНИКОВЫХ
ПРИБОРОВ И ИЗДЕЛИИ
МИКРОЭЛЕКТРОНИКИ
СБОРКА
Допущено
Государственным комитетом СССР
по народному образованию
в качестве учебного пособия
для профессионально-технических
училищ
й
МОСКВА «ВЫСШАЯ ШКОЛА» 1990
Б БК 31.233
Т38
УДК 621.382
О С Моряков
Рецензенты: канд. техн, наук Ю.С. Чсрнозубов (Московский
институт электронного машиностроения); преп. м Г. Крутикова
(Московский техникум электронных приборов)
Т
2302030700(4307000000) -122
052(01) 90
40-90
ISBN 5-06-001081-3
(Г) О С Моряков 1990
ВВЕДЕНИЕ
Уровень производства изделий микроэлектроники опреде-
ляется прежде всего развитием их технологии. Важнейшим эта-
пом изготовления полупроводниковых приборов и ИМС являет-
ся сборка, под которой понимают монтаж кристаллов в корпуса,
на платы или ленты и присоединение к их контактным площад-
кам электродных выводов, а также герметизацию. При произ-
водстве ИМС примерно 50 % их стоимости составляют затраты
на сборочные операции При этом количество отказов, вызван-
ных нарушением межсоединений (электродных выводов),
примерно равно 10 % и уступает лишь количеству отказов из-
за нестабильности электрических характеристик ИМС.
Наиболее трудоемки при сборке монтаж кристаллов и при-
соединение электродных выводов. При выполнении этих опера-
ции из-за быстрой утомляемости зрения оператора появляется
неисправимый брак. Поэтому для монтажа кристаллов и присое-
динения выводов наиболее часто используют высокопроизводи-
тельное автоматизированное оборудование, при работе кото-
рого только наблюдают за выполнением операций. Такое обору-
дование оснащено системой технического зрения, основанной
на взаимодействии оптоэлектронных устройств и ЭВМ и пред-
назначенной для распознавания кристаллов, их контактных
площадок и выводов корпусов (плат), ориентации их и выпол-
нения сборки в автоматическом режиме
Сложность присоединения электродных выводов опреде-
ляется очень малыми размерами соединяемых деталей. Так,
минимальные размеры кристаллов составляют 0,4x0,4. мм,
контактных площадок — 0,03x0,03 мм, а диаметр присоединяе-
мых к ним электродных выводов — 0,008 — 0 07 мм При сбор-
ке конец электродного вывода необходимо совместить с кон-
тактной площадкой кристалла, подвести инструмент в виде иглы,
опустить его и выполнить сварку.
В полупроводниковых приборах и ИМС преимущественно
используют электродные выводы из проволоки круглого или
3
прямоугольнс го (ленточные) сечения Разработанная в послед-
ние годы беспроволочная сборка с помощью балочных электрод-
ных выводов и выводов в виде выступов (столбиков) пока не
нашла широкого применения.
Основными достоинствами сборки с использованием прово-
лочных электродных выводов являются возможность их присое-
динения различными методами (термокомпрессионной, ультра-
звуковой и микроконтактной сваркой, пайкой), а также визу
ального контроля получаемых соединений.
Заключительной операцией сборки является герметизация,
которая обеспечивает надежность и долговечность полупровод-
никовых приборов и ИМС при механических и климатических
воздействиях в условиях эксплуатации. Основными методами
герметизации являются контактная контурная, лазерная и
электронно лучевая сварка корпусов или их пайка, а также за
ливка пластмассой, склеивание и заварка стеклом
ГЛАВА ПЕРВАЯ
СБОРКА ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ И ИМС
§ 1. ОСНОВНЫЕ СВЕДЕНИЯ
Под сборкой полупроводниковых приборов и ИМС понимают сово-
купность технологических процессов при выполнении которых получают
готовые изделия
Полупроводниковые приборы и ИМС собирают по типовой
технологии: монтируют кристалл в корпус или на плату, присое-
диняют электродные выводы, герметизируют корпус или крис
талл (в зависимости от конструкции прибора или ИМС). Однако
каждый технологический процесс может осуществляться различ-
ными методами. Так, монтаж кристаллов в корпуса или на пла-
ты выполняют пайкой (эвтектической, контактно-реактивной,
низкотемпературными припоями, стеклом), приклеиванием или
механическим креплением Для присоединения электродных вы
водов используют термокомпрессионную, ультразвуковую или
микроконтактную сварку, а также пайку. Кроме того, приме-
няют безвыводную сборку (монтаж перевернутого кристалла).
Герметизацию производят контактной электросваркой, холод-
ной, лазерной, аргонно-дуговой, микроплазменной или элект-
ронно-лучевой сваркой, а также пайкой, склеиванием, пластмас-
сой и заваркой стеклом. Сборке предшествуют такие подгото-
вительные операции, как разбраковка структур по электричес-
ким параметрам на полупроводниковых подложках и разде-
ление подложек на отдельные кристаллы.
При разбраковке, которую выполняют на автоматических
зондовых установках, измеряют электрические параметры струк-
тур и маркируют бракованные, чтобы отделить их от годных
Разделяют полупроводниковые подложки на кристаллы,
как правило, скрайбированием алмазным резцом с последую-
щим их разламыванием или резкой алмазным диском.
Перед скрайбированием полупроводниковые подложки за-
крепляют на эластичной пленке клеем, наносимым на одну из
ее поверхностей. После скрайбирования полупроводниковые
подложки на эластичной пленке прокатывают резиновым вали-
ком, разламывая на кристаллы, а затем пленку растягивают на
пяльцах. В результате кристаллы без нарушения ориентации
отделяются друг от друга, что необходимо для их захвата при
выполнении сборочных операций.
При резке полупроводниковых подложек алмазным диском
полученные кристаллы переклеивают лицевой стороной на про-
межуточную подложку, а затем, переворачивая, - на эластичную
пленку, которую для их разделения растягивают на пяльцах При
5
этом также важно, чтобы после разделения и растяжки сохра-
нялась ориентация кристаллов.
После разделения полупроводниковых подложек, не снимая
кристаллы с эластичной пленки, удаляют отходы скрайбирова-
ния и разламывания или резки на установках гидромеханичес-
кой отмывки. Затем кристаллы сушат на центрифуге подогре-
тым воздухом Клеящее вещество и эластичная пленка должны
легко удаляться и не вносить каких-либо загрязнении.
Подготовительной операцией перед сборкой, кроме того,
является визуальный контроль, при котором удаляют отбрако-
ванные по электрическим параметрам кристаллы (с метками
маркировки), а также кристаллы с остатками фоторезиста,
механическими повреждениями и другими дефектами.
§2 . ПАЙКА
Пайка — это процесс получения неразъемного соединения нагретых
деталей с помощью расплавленного припоя, который, взаимодействуя с
ними, образует после кристаллизации паяный шов.
Пайка характеризуется смачиваемостью и паяемостыо.
Свойство соединяемых материалов вступать в физико-химичес-
кое взаимодействие с расплавленным припоем называют смачи-
ваемостью, а их способность соединяться между собой — паяе-
мостъю. Пайкой можно соединять все металлы, металлы с не-
металлами и неметаллы. При этом должна быть обеспечена та-
кая активация соединяемых поверхностей, при которой между
атомами материалов и припоем образуется прочная физико-
химическая связь.
Наилучшей активацией обладают металлы, поэтому соеди-
нять их друг с другом значительно проще, чем металлы с неме-
таллами Так как в производстве изделий микроэлектроники
преимущественно паяют металлы с металлами, уделим этому ви-
ду пайки основное внимание.
Для возникновения адгезии необходимо, чтобы расплав-
ленный припой смочил соединяемые поверхности, которые
должны быть чистыми. Степень смачиваемости обычно оцени-
вают по краевому углу (углу между горизонтальной поверх-
ностью детали и расплавленным припоем). Смачиваемость счи-
тается хорошей, когда краевой угол близок к 180° (рис 1,а),
удовлетворительной, когда он больше 0, но меньше 180° (рис. 1,
б), и отсутствует, когда он близок к 0° (рис. 1, в). Отсутствие
смачиваемости говорит о том, что между металлом и припоем,
а также между припоем и оксидной пленкой имеются загрязне-
ния. Кроме того, смачиваемость зависит от вида контактируе-
мых металлов, состояния поверхности (наличия оксидной плен-
«
Рис 1. Смачивание расплавленным
припоем поверхности металла:
а - хорошее, б - удовлетворитель-
ное, в - отсутствует; 1 - припой,
2 - металл
Ки, шероховатости), а также условий пайки (температуры, газо-
вой среды, продолжительности) и свойств припоя (его жидко-
текучести, и возникающих сил поверхностного натяжения).
Для химической очистки металлических поверхностей при-
меняют флюсы, которые разрушают и удаляют оксидные плен-
ки, а также предохраняют очищенные поверхности до тех пор,
пока припой не растечется по ним. Флюсы нс должны разъедать
соединяемые металлы, вступать в какие-либо реакции в процес-
се пайки и должны легко удаляться после пайки.
В производстве изделий микроэлектроники в качестве
флюса широко применяют раствор канифоли в спирте или про-
водят пайку в среде водорода либо его смеси с другими газами.
Канифоль плавится при 150—200 °C, хорошо очищает паяемые
поверхности от оксидов, закрывает их во время пайки и яв-
ляется изолятором. После пайки канифоль следует удалять орга-
ническими растворителями. В тех случаях, когда канифоль не-
эфф ктивна, ее активизируют, добавляя различные химические
присадки (кислоты или галогены). Такой флюс после пайки
следует тщательно удалять.
Отличной восстановительной средой являются водород и
его смесь с азотом (формиргаз), которые могут выполнять
функции флюса. Но водород не всегда можно использовать в
качестве флюса. Так, при обработке ИМС некоторых типов в
атмосфере водорода может произойти восстановление оксида
палладия, из которого изготовляют тонкопленочные резисторы.
В производстве изделий микроэлектроники припои приме-
няют при монтаже кристаллов в корпуса (на ножки) или на
платы (держатели), а также при пайке электродных выводов и
герметизации. При сборочных операциях (назовем так условно
монтаж кристаллов и пайку электродных выводов) в основном
используют оловянно-свинцовые припои ПОС, оловянно-свин-
цовые эвтектические сплавы и эвтектические сплавы эолото-гер-
маний и золото—кремний, т.е. мягкие припои, температура плав-
ления которых менее 500 °C. Эвтектические сплавы золото-
германий и золото-кремний используют только при монтаже
кристаллов. Оловянно-свинцовые припои распространены ши-
ре, поэтому рассмотрим их более подробно.
Оловянно-свинцовые припои должны содержать минималь-
ное количество примесей других металлов, присутствие которых
в достаточных количествах приводит к образованию интерметал-
7
лических соединений двух металлов. Это делает расплавленный
припой пастообразным, а твердый — хрупким и повышает его
точку плавления Кроме того, эти припои довольно активны по
отношению к серебру и золоту. Серебро в оловянно-свинцовых
припоях быстро растворяется, что делает их хрупкими и ухуд-
шает свойства паяных соединений Присутствие золота в этих
припоях ведет к быстрому образованию золотых интерметалли-
ческих соединений, в результате чего паяное соединение стано-
вится очень хрупким
При герметизации корпусов пайкой используют твердые
серебряные, медно-серебряные эвтектические и медные припои,
температура плавления которых выше 500 °C, а также мягкие
припои, имеющие температуру плавления от 85—90 (сплав Розе)
до 400-420 °C (ПСрЗ). Принципиальное различие между пайкой
мягкими и твердыми припоями (с точки зрения ее механизма)
состоит в том, что в первом случае преобладает адгезия (поверх-
ностное сцепление), которая способствует смачиванию, а во
втором — наряду с адгезией - сплавление и диффузия. С рос-
том температуры скорость взаимной диффузии и смачиваемость
возрастают Кр ме того, механическая прочность деталей при
пайке твердыми припоями значительно выше.
Следует отметить, что выбор припоев для герметизации
довольно ограничен, так как их температура плавления должна
быть не выше максимальной рабочей температуры полупровод-
никовых прибор в или ИМС, а также температуры плавления
ранее выполненных при сборке паяных соединений.
Существует несколько способов дозирования и нанесения
припоя. Простейший способ состоит в вырубке из припоя штам-
пом деталей нужной конфигурации. Основной его недостаток —
значительные отходы припоя. Для пайки круглых деталей при-
пой может быть изготовлен в виде колец навивкой на оплавку
проволоки и п (следующей резкой ее по образующей В некото-
рых случаях припой гальванически локально наносят на концы
выводов и, не исп >льзуя дополнительные детали из припоя, пая-
ют их к металлизированным керамическим деталям
Кроме того, припой в нужных количествах наносят в виде
рисунка на подложки методом трафаретной печати Для этого
приготовляют состоящую из тонкоизмельченного порошка при-
поя и связующего вещества пасту, которую через сетчатый тра-
фарет наносят ракелем на плату, получая участки припоя, точно
повторяющие необходимый рисунок. После сушки нанесенной
на плату пасты выполняют последующие операции. Метод тра-
фаретной печати удобно вписывается в технологический процесс
изготовления толстопленочных гибридных ИМС и позволяет
точно дозировать припой.
8
винима
Достоинствами пайки являются отсутствие плавления соединяемых
деталей н возможность их разъединения без нарушения элементов кон-
струкции. Заполнение паяного шва происходит в результате капилляр-
ного течения припоя. Выполняют пайку при температуре ниже темпера-
туры плавления соединяемых материалов.
Основные виды пайки — капиллярная, диффузионная и кон-
тактно-реактивная (реакционная)
При капиллярной пайке припой заполняет за-
зор между соединяемыми поверхностями и удерживается в нем
капиллярными силами. Этот вид пайки довольно распростра-
нен и возможен, если соединение осуществляется внахлест
Капиллярная пайка — название условное, так как при любом
виде пайки действуют капиллярные силы. В этом названии лишь
подчеркивается преимущественное действие этих сил. В зависи-
мости от положения паяного шва капиллярная пайка может
быть горизонтальной или вертикальной. При горизонтально-
капиллярной пайке припой растекается на большее расстояние,
чем при вертикально-капиллярной, при которой высота его
подъема вполне определенна.
Диффузионная пайка характеризуется длитель-
ностью выдержки при температуре нагрева соединяемых метал-
лов. В результате этого в паяном шве возможно образование
твердого раствора с постепенным изменением концентрации
соединяемых металлов или интерметаллов, что способствует
повышению его прочности и жаростойкости
При контактно-реактивной пайке соедине-
ние металлов происходит при их контактном плавлении с обра-
зованием сплава, заполняющего зазор.
Процесс образования спая металла с припоем условно делят
на три стадии: освобождение металла от оксидов и активация
его поверхности; взаимодействие на границе металл — жидкий
припой; кристаллизация припоя.
Основными факторами, влияющими на процесс пайки, является ее
р жим, состояние соединяемых поверхностен, размер зазора, свойства
флюса и припоя, способ нагрева. В свою очередь, понятие "режим пайки”
включает скорость нагрева, максимальную температуру панки, время вы-
держки при этой температуре, давление на соединяемые детали и скорость
охлаждения соединения.
В производстве изделий микроэлектроники пайку выпол-
няют на различном оборудовании Так, при монтаже кристаллов
и присоединении электродных выводов используют специальные
установки, в которых расплавление припоя осуществляется в
атмосфере защитного газа нагревателем косвенного нагрева.
Пайку корпусов выполняют в печах периодического действия
9
(колпаковых электропечах) и термических установках непре-
рывного действия (конвейерных печах) в атмосфере водорода.
Герметизируют корпуса полупроводниковых приборов и ИМС
также в атмосфере защитного газа на специальных установках,
оборудованных нагревателями косвенного нагрева с автомати-
ческим поддержанием заданной температуры.
Контролируют качество паяных соединений несколькими спо-
собами, простейшим из которых считается визуальный Паяный шов
рассматривают под микроскопом обычно при 16-кратном увели-
чении В нем не должно быть отверстий, щелей, непропаянных
мест, мениск припоя должен быть видимым, а растекание огра-
ниченным, чтобы не возникали закоротки.
В тех случаях, когда визуальный контроль недостаточен,
изготовляют шлиф, который визуально анализируют под микро-
скопом, обращая внимание прежде всего на наличие пор (пус-
тот) и качество растекания припоя по соединяемым поверхнос-
тям. Более глубоко качество паяного соединения можно прове-
рить, если подвергнуть шлиф металлографическому анализу,
но этот способ трудоемок и применяется в исключительных
случаях.
Косвенным способом контроля качества паяного соедине-
ния может быть определение отклонения оптимального значения
теплового сопротивления, которое выполняют по специальной
методике или сравнением с эталоном при монтаже кристаллов в
корпуса или на платы. Кроме того, паяные соединения выбороч-
но контролируют на механическую прочность, определяя усилие
разрыва и наблюдая характер разрушения шва.
§3 . СВАРКА
Сварка — это получение неразъемного соединения давлением или
плавлением.
Сварку давлением выполняют при температурах
ниже точки плавления соединяемых материалов без использо-
вания припоя и с приложением усилия, достаточного для возник-
новения необходимой пластичной деформации К сварке давле-
нием относят термокомпрессионную (гермокомпрессию), ультра-
звуковую, контактную (микроконтактную), холодную и диф-
фузионную. При этом получают неразъемные соединения мате-
риалов в твердом состоянии (твердой фазе). Контактная сварка
отнесена к сварке давлением условно, так как при ее выполне-
нии может также образовываться жидкая фаза.
Единого теоретического обоснования природы и механизма
монолитного соединения твердых тел не существует, поэтому
выдвинуто несколько гипотез.
10
Одна из гипотез предполагает, что все металлы и сплавы
обладают одинаковой способностью к схватыванию (соедине-
нию) при сближении их чистых (ювенильных) поверхностей на
расстояния, не превышающие радиусы действия межатомных
сил. Различная способность свариваться объясняется образова-
нием на соединяемых металлических поверхностях оксидных
пленок различного характера (твердых хрупких, вязких плас-
тичных) При холодной пластической деформации соединяемых
металлов твердые хрупкие пленки разрушаются, обнажая чистые
поверхности, которые, сближаясь между собой на расстояния
действия межатомных сил, прочно соединяются. При наличии
вязких пластичных оксидных пленок на металлических поверх-
ностях прочного соединения произойти не может, потому что
эти пленки при деформации растекаются вместе с металлами,
не обнажив их чистых поверхностей.
По другой гипотезе для прочного схватывания металличес-
ких деталей необходима определенная энергия, при которой
между поверхностными атомами образуются металлические
связи и раздел между двумя соприкасающимися поверхностями
исчезает. Чем выше энергия атомов металлов, тем меньшее
усилие необходимо для их совместной пластической деформа-
ции.
По третьей гипотезе любой металл рассматривается как
совокупность положительно заряженных ионов и большого
числа свободных электронов, находящихся в постоянном вза-
имодействии друг с другом и определяющих цельность метал-
лического тела. При определенных условиях между атомами
двух металлов возникают силы взаимодействия и они соеди-
няются так же прочно, как внутри каждого металла. Эта гипо-
теза объясняет возможность соединения двух однородных ме-
таллов с идеально гладкими и чистыми поверхностями, если
сблизить их на расстояние, соизмеримое с параметрами крис-
таллической решетки. При этом без приложения внешней энер-
гии возникают межатомные связи.
Однако идеальных поверхностей не существует, а любому
устойчивому состоянию системы соответствует определенный
минимум энергии атомов. Поэтому для соединения металли-
ческих деталей требуется подача извне механической или тепло-
вой энергии, необходимой для преодоления сил отталкивания,
возникающих между сближаемыми поверхностными атомами.
Единого мнения нет также в определении схватывания
Некоторые авторы считают, что схватывание — зто бездиффу-
зионное явление, при котором объединяются кристаллические
решетки тел, находящихся в контакте, в результате их совмест-
ного пластического деформирования Авторы диффузионной
11
гипотезы утверждают, что при протекании процесса схватыва-
ния возможны также диффузионные процессы.
По-видимому, правильно рассматривать соприкосновение
свариваемых деталей, удаление поверхностных оксидных и
адсорбированных пленок, возбуждение атомов при деформации,
объемные процессы, проявляющиеся в форме схватывания, а
также диффузию и рекристаллизацию, происходящие при свар-
ке в твердой фазе, с различных точек зрения, отмечая особен-
ности каждой из них
При сварке давлением сближение атомов и активация (очист-
ка) поверхностей соединяемых материалов происходят при их
упруго-пластической деформации в области контакта. Иногда
сварку давлением выполняют с дополнительным нагревом Обе
стадии процесса соединения — образование физического кон-
такта и химическое взаимодействие — при сварке давлением
значительно продолжительнее по вр мени, чем при сварке плав-
лением, и зависят от свойств соединяемых металлов, состояния
их поверхностей, технологической среды, характера приложе-
ния нагрузки и способов активации (ультразвук, трение).
Длительность образования физического контакта, заклю-
чающегося в снятии микронеровностей, определяют по скорости
ползучести металла, а химического взаимодействия — как дли-
тельность периода активации по уравнению Больцмана*. Соеди-
нение материалов в твердой фазе сопровождается схватыванием
и спеканием. Основным явлением в процессе образования проч-
ного монолитного соединения считается схватывание. Спека-
ние — это комплекс диффузионных процессов, протекающих во
времени при повышенных температурах (Длительную диффу-
зионную сварку считают основанн й на явлении спекания.)
Влияние этих явлений на образование прочного монолитного
соединения различно и зависит т усилия в области контакта,
времени его приложения и температуры нагрева.
Сварка плавлением — это процесс получения не-
разъемного соединения при местном плавлении материалов, в
результате кристаллизации расплава которых образуются проч-
ные связи между атомами.
При сварке плавлением сближение атомов (диффузия) про-
исходит при активации поверхности твердых материалов под
воздействием тепловой энергии и смачивании жидким металлом
(расплавом). Сварка плавлением происходит спонтанным
слиянием жидкого металла без приложения давления. Обе ста-
дии процесса соединения — образование физического адгезион-
♦ Уравнение Больцмана устанавливает зависимость скорости реакции
и энергии активации от температуры,
2
ного контакта и химическое взаимодействие, сопровождаемое
диффузией, — протекают очень быстро. Это не отражается на ка-
честве соединения однородных металлов, но при соединении
разнородных металлов с ограниченной взаимной раствори-
мостью возможно образование в сварном шве хрупких интер-
металлических прослоек.
В процессе сварки жидкий металл растекается и прилипает
к поверхности твердого металла. При затвердевании расплавлен-
ного металла происходит преобразование слабых адгезионных
связей в прочные химические, соответствующие природе соеди-
няемых металлов и типу их кристаллической решетки.
контрольные вот осы
1. Какой процесс называется сборкой1
2. Какова последовательность выполнения операций при сборке
полупроводниковых приборов н ИМС?
3. Что такое пайка и какие виды пайки вы знаете?
4 Каковы особенности пайки низкотемпературными и высокотем-
пературными припоями?
5. Какие факторы влияют на процесс пайки?
6. Какие процессы происходят при сварке давлением и плавлением?
7. Каков механизм получения неразъемных сварных соединений, ме-
таллических деталей?
ГЛАВА ВТОРАЯ
МОНТАЖ КРИСТАЛЛОВ
§4 . ОСНОВНЫЕ СВЕДЕНИЯ
Монтаж кристаллов i корпуса или на платы должен обеспе-
чивать прочное механическое соединение, надежный электричес-
кий контакт, хороший теплоотвод. Выбор способа монтажа
зависит от конструкции, назначения и условий эксплуатации
полупроводниковых приборов и ИМС При монтаже кристаллов
используют четыре метода их присоединения: стеклом, пласт-
массой, низкотемпературную (мягкими припоями) и эвтекти-
ческую пайку.
Достоинствами присоединения кристаллов стеклом являют-
ся низкая стоимость, хорошее согласование по ТКЛР с соеди-
няемыми материалами, а также возможность выполнения в мно-
говыводных корпусах одновременно с пластмассовой гермети-
зацией монтажа кристаллов и выводов. Однако при этом не
обеспечиваются надежный электрический контакт кристаллов с
корпусами и хороший теплоотвод. Кроме того, стекло имеет
13
сравнительно высокую температуру размягчения (около
500 °C), что может вызывать перегрев кристаллов полупровод-
никовых приборов и ИМС.
По сравнению со стеклом пластмасса более широко приме-
няется для монтажа кристаллов, так как обеспечивает достаточ-
ную прочность и надежность соединения, имеет низкую темпера-
туру отверждения, что исключает ухудшение параметров прибо-
ров и ИМС вследствие перегрева. В то же вр мя пластмасса
обладает низкой теплопроводностью и при использовании ее
невозможна замена дефектных кристаллов В отдельных слу-
чаях вследствие перегрева пластмассы затруднено присоедине-
ние электродных выводов термокомпрессией, поэтому исполь-
зуют ультразвуковую сварку. В герметично закрытых корпусах
возможно выделение из пластмассы газов.
Монтаж кристаллов низкотемпературной пайкой имеет
ограниченное применение вследствие сравнительно невысокой
температуры плавления мягких припоев. Так как эвтектический
припой золото (80 %) — олово (20 %) плавится при 280 °C, а
эвтектический припой олово (63 %) — свинец (37 %) — при
183 °C, с их использованием монтаж кристаллов может выпол-
няться только при изготовлении полупроводниковых приборов
и ИМС, работающих при максимальной температуре до 80 °C.
Достоинством этого метода является легкость демонтажа крис-
таллов при необходимости, для чего нагревают корпус до тем-
пературы плавления припоя и снимают кристалл с контактной
площадки.
Низкотемпературный припой обычно используют в виде таб-
леток (дисков), а в производстве толстопленочных гибридных
ИМС его наносят на контактные площадки трафаретной печатью.
Кремниевые полупроводниковые приборы и ИМС должны
работать при максимальной температуре окружающей среды
125—150 °C При сборке их последовательно трижды нагревают:
при монтаже кристаллов, присоединении электродных выводов
и герметизации. Температура плавления припоя, используемого
на предыдущей операции, должна быть минимум на 50 °C выше
температуры плавления припоя, используемого на последующей
операции. Поэт му минимальная температура нагрева при пер-
вой термической операции должна быть несколько больше
300 °C. Припоев с такой температурой плавления нет.
Эвтектические припои золото — кремний и золото — герма
ний, имеющие темп ратуру плавления соответственно 370 и
356 °C, получили наибольшее распространение при монтаже
кристаллов в корпуса или на держатели Пайка этими припоями,
называемая эвтектической, подразделяется на контактно-реак-
тивную и эвтектическими сплавами.
14
§ 5. КОНТАКТНО-РЕАКТИВНАЯ ПАЙКА
Контактно-реактивной или контактно-реакционной, называют панку,
при которой между соединяемыми металлами в результате контактного
плавления образуется эвтектический сплав, заполняющий зазор и крис-
таллизующийся с образованием паяного соединения.
Применяют такую пайку для присоединения полупроводни-
ковых кристаллов к золоченым контактным площадкам кор-
пусов. При этом образуются эвтектические сплавы золото —
германий или золото — кремний. Скорость контактного плав-
ления полупроводника и золота зависит от температуры и при-
кладываемого усилия. Изменяя температуру, можно управлять
контактным плавлением уменьшая ее, останавливать процесс
пайки в нужный момент а увеличивая, возобновлять его.
Образующийся при пайке эвтектический сплав, например
золото — кремний, имеет высокую активность, хорошо сма-
чивает твердые п верхности и при кристаллизации дает прочное
и сплошное соединение Малое содержание кремния (до 6 %)
в этом сплаве исключает опасность проплавления кристалла,
так как плавится в основном золото. После перехода всего зо-
лотого покрытия в зоне контакта в жидкую фазу процесс плав-
ления прекращается.
В установках контактно-реактивной пайки столик, на кото-
ром подогреваются корпуса, обычно нагревают до температуры
(410+ 10)сС Оптимальным считается усилие, равное 0,5—0,7 Н,
прикладываемое к инструменту. Увеличение усилия приводит к
образованию сколов и трещин в кристаллах
Условно контактно-реактивную пайку можно разделить на
две стадии. На первой стадии происходит взаимное растворение
в очень тонком контактном слое соединяемых металлов в твер-
дом состоянии, что способствует увеличению энергии кристалли-
ческой решетки (энергии, необходимой для ее разрушения) и
расплавлению твердого раствора. На второй стадии интенсифи-
цируется диффузия в результате чего атомы из расплава одного
компонента переходят в твердую фазу другого, переводя в жид-
кое состояние все новые слои контактирующих металлов.
Контактно реак ивная пайка существенно изменяет структу-
ру и свойства материалов в месте их соединения. Так, в эвтек-
тическом сплаве золото—кремний под действием нагрева может
произойти его ликвация (расслоение), что снижает прочность,
теплопередачу и электропроводность паяного соединения.
Для устранения этого явления и активации соединяемых
поверхностей, заключающейся в разрушении оксидных пленок,
контактно-реактивную пайку выполняют с ультразвуковым
15
воздействием (амплитуда 0,05-0,08 мм) на кристалл. В резуль-
тате кристалл получает возвратно-поступательное движение в
горизонтальной плоскости и как бы притирается к контактной
площадке корпуса, происходит контактное плавление кремния и
золота, жидкий сплав перемешивается и процесс соединения
ускоряется. Жидкая фаза способствует диспергированию (из-
мельчению) оксидных пленок и их удалению из эоны контакта.
Контактно-реактивной пайк и получают надежные соеди-
нения кристаллов с золочеными контактными площадками при
толщине покрытия не менее 6 мкм и оптимальном режиме. При
нарушениях режима пайки в кристаллах появляются трешины
и сколы. Золочение контактных площадок кристаллов умень-
шает, но полностью не исключает образование на них сколов
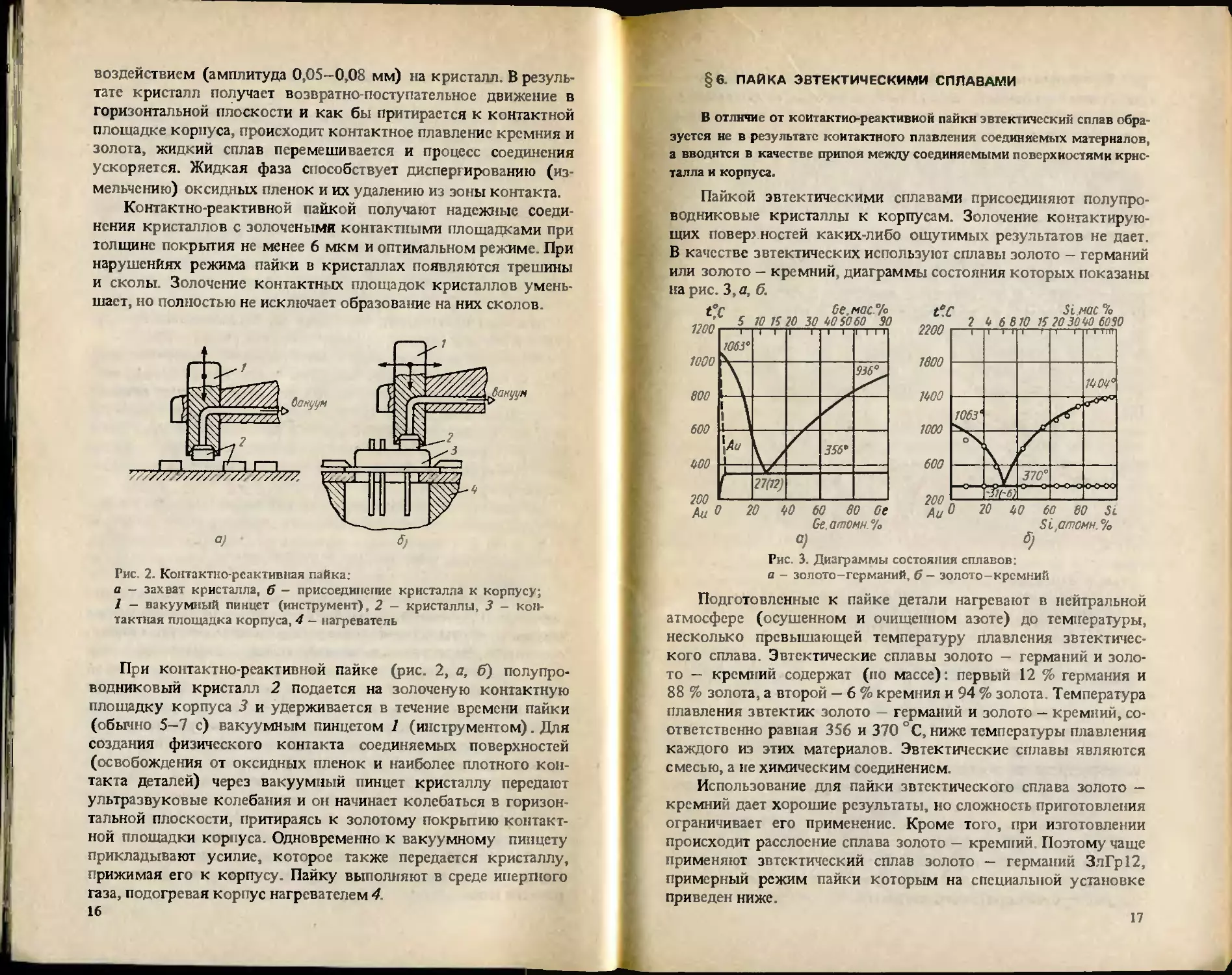
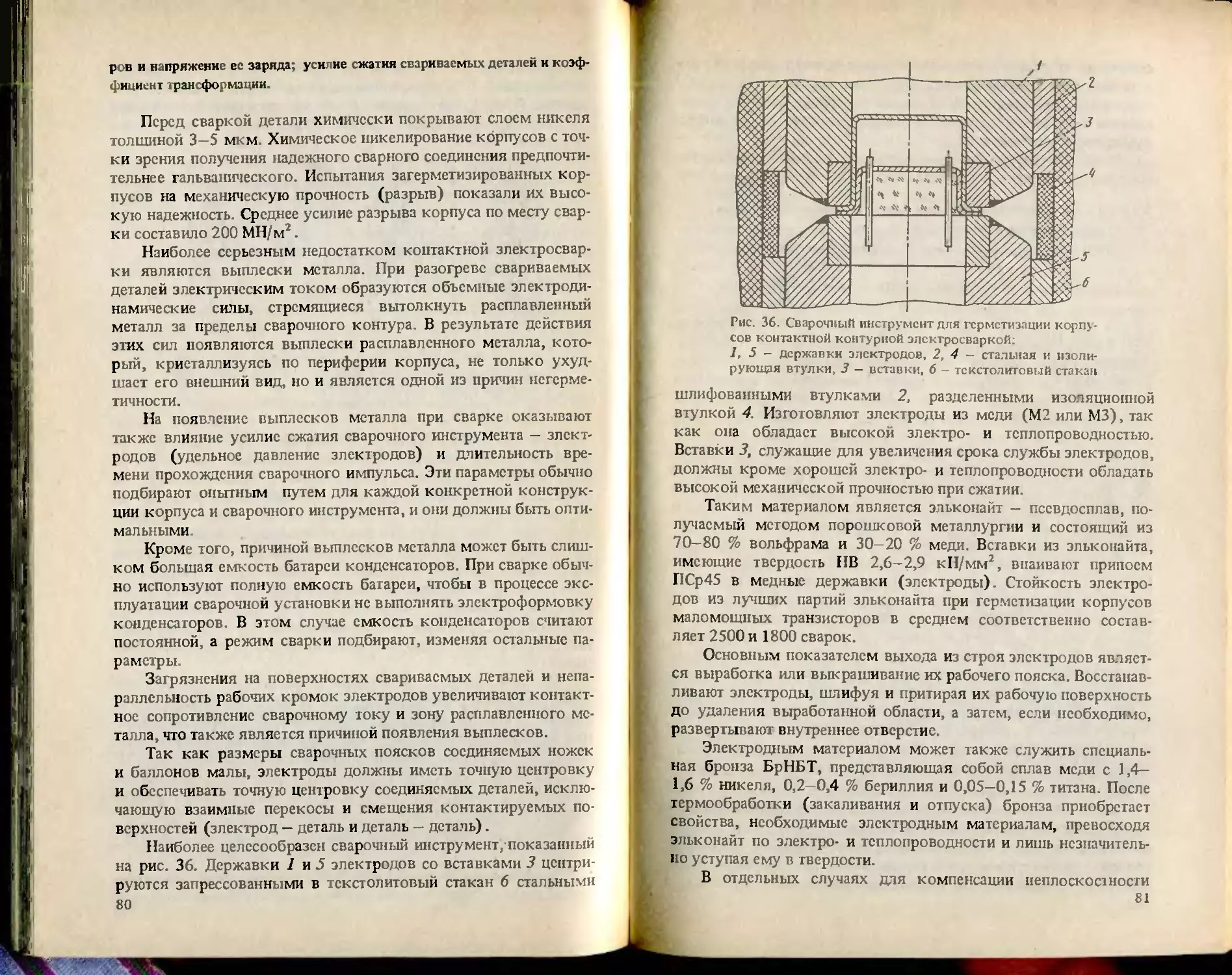
Рис 2. Контактно-реактивная пайка:
а - захват кристалла, б - присоединение кристалла к корпусу;
2 - вакуумный пинцет (инструмент), 2 — кристаллы, 3 - кон-
тактная площадка корпуса, 4 — нагреватель
При контактно-реактивной пайке (рис. 2, а, б) полупро-
водниковый кристалл 2 подается на золоченую контактную
площадку корпуса 3 и удерживается в течение времени пайки
(обычно 5—7 с) вакуумным пинцетом 1 (инструментом). Для
создания физического контакта соединяемых поверхностей
(освобождения от оксидных пленок и наиболее плотного кон-
такта деталей) через вакуумный пинцет кристаллу передают
ультразвуковые колебания и он начинает колебаться в горизон-
тальной плоскости, притираясь к золотому покрытию контакт-
ной площадки корпуса. Одновременно к вакуумному пинцету
прикладывают усилие, которое также передается кристаллу,
прижимая его к корпусу. Пайку выполняют в среде инертного
газа, подогревая корпус нагревателем 4
16
§6. ПАЙКА ЭВТЕКТИЧЕСКИМИ СПЛАВАМИ
В отличие от коитактио-реактивиок пайки эвтектический сплав обра-
зуется не в результате контактного плавления соединяемьгх материалов,
а вводится в качестве припоя между соединяемыми поверхностями крис-
талла и корпуса
Пайкой эвтектическими сплавами присоединяют полупро-
водниковые кристаллы к корпусам. Золочение контактирую-
щих поверх ностей каких-либо ощутимых результатов не дает.
В качестве эвтектических используют сплавы золото — германий
или золото — кремний, диаграммы состояния которых показаны
Рис. 3. Диаграммы состояния сплавов:
а - золото-германий, б - золото-кремний
Подготовленные к пайке детали нагревают в нейтральной
атмосфере (осушенном и очищенном азоте) до температуры,
несколько превышающей температуру плавления эвтектичес-
кого сплава. Эвтектические сплавы золото — германий и золо-
то — кремний содержат (по массе), первый 12 % германия и
88 % золота, а второй — 6 % кремния и 94 % золота. Температура
плавления эвтектик золото — германий и золото — кремний, со-
ответственно равная 356 и 370 °C, ниже температуры плавления
каждого из этих материалов. Эвтектические сплавы являются
смесью, а не химическим соединением.
Использование для пайки эвтектического сплава золото —
кремний дает хорошие результаты, но сложность приготовления
ограничивает его применение. Кроме того, при изготовлении
происходит расслоение сплава золото — кремний Поэтому чаще
применяют эвтектический сплав золото — германий ЗчГр12,
примерный режим пайки которым на специальной установке
приведен ниже
17
Температура поверхности столика, ‘ С ... 410 ± 10
Усилие на инструменте, Н ..........0,6-0,7
Амплитуда колебаний инструмента, мм . .........0,08
Время пайки, с.......................................... 7
При климатических (на термоциклирование) и механических
(на вибропрочность и многократные удары) испытаниях выпол-
ненные таким образом паяные соединения кристаллов с корпу-
сом не разрушаются.
По сравнению с контактно-реактивной пайка эвтектически-
ми сплавами обладает рядом достоинств. Так как эвтектичес-
кие сплавы имеют невысокую температуру плавления, хорошие
жидкотекучесть и способность смачивания, а также незначитель-
ное время нагрева до температуры паики, в паяном соединении
не создаются большие остаточные напряжения, образующиеся
вследствие разницы ТКЛР соединяемых материалов. Введение
эвтектического сплава между соединяемыми поверхностями
способствует сглаживанию на них шероховатостей и неровнос-
тей.
Нерастекшийся припой свидетельствует о плохой смачивае-
мости им золоченой поверхности корпуса и кристалла или о
недостаточно высокой температуре пайки. Это является одной
из причин низкой прочности паяного соединения. Появление
трещин и сколов на кристаллах связано с большим усилием,
прикладываемым к рабочему инструменту, или слишком рез-
ким подъемом температуры пайки по сравнению с оптимальной.
Рис. 4. Пайка крис-
талла к контактной
площадке корпуса
эвтектическим спла-
вом:
а, б - захват и ук-
ладка прокладки, в,
г — захват и уклад-
ка кристалла на про-
кладку и их пайка;
1 — прокладки, 2 —
инструмент (ваку-
умный пинцет), 3 —
корпус, 4 - нагрева-
тель, 5 - устройство
прижима корпуса к
нагревателю, б -
кристаллы
18
Пайка кристаллов к контактным площадкам корпусов
эвтектическим сплавом состоит из следующих операций: захва-
та прокладки 1 из эвтектического сплава, ее переноса и укладки
на место пайки (рис. 4, а, б) ; захвата кристалла 6, переноса и
присоединения его к корпусу 3 (рис. 4, в, г). Захват, перенос и
удержание прокладок и кристаллов выполняются специальным
инструментом — вакуумным пинцетом 2. При этом усилие зах-
вата и удержания прокладки (кристалла) создается вследствие
перепада давлений
§7. ПРИКЛЕИВАНИЕ И ПАЙКА СТЕКЛОМ
Монтаж кристаллов приклеиванием обыч-
но применяют при изготовлении полупроводниковых приборов
и ИМС общего назначения, так как i н довольно прост, экономи-
чен, не требует сложного технологического оборудования и поз-
воляет получать соединения из различных материалов, обладаю-
щие заданными характеристиками.
В качестве клеев широко используют пластмассы — эпоксид-
ные смолы, которые обеспечивают достаточную механическую
прочность и надежность соединений и имеют низкую температу-
ру отверждения, что исключает ухудшение параметров полупро-
водниковых приборов и ИМС вследствие перегрева кристаллов.
В зависимости от свойств пластмассы подразделяют на ди-
электрические, теплопроводящие и оптические. Пластмассы без
наполнителей являются диэлектриками. Если добавить в пласт-
массу серебряный порошок в количестве от 60 до 80 % по мас-
се, она становится электропроводной и одновременно значитель-
но возрастает ее теплопроводность, так как серебро является
отличным проводником электрического тока и теплоты.
Для монтажа кристаллов оптоэлектронных приборов (фото-
диодов, фототранзисторов, цифровых индикаторов и др.) тре-
буются пластмассы, не содержащие наполнителей, обладающие
высокой прозрачностью в диапазоне длин волн 300-700 нм, не
изменяющейся в течение длительного времени эксплуатации,
малой вязкостью (400—3000 сП) и отверждающиеся при 90—
125 °C в течение 4-24 ч
При монтаже кристаллов клей наносят либо на их обратную
сторону, либо на корпус автоматически небольшими каплями
или штемпелем. Иногда применяют таблетки из пластмассы.
Приведем для примера несколько марок клеев, используе-
мых при монтаже кристаллов в корпуса. Так, клеи УП 5-201 и
УП-5-201Э созданы на основе эпоксидной смолы, модифициро-
ваны циклоалифатическими соединениями и соответственно
являются токопроводящими и изолирующими. Клей ЭЧЭ-С из-
19
готовляется из эпоксидной смолы с серебряным наполнителем
и является токопроводящим. Клей УП-5-207М аналогичен по
составу клею УП-5-201Э и предназначен для соединения позо-
лоченных контактных площадок корпусов и кристаллов.
Токопроводящие клеи отв рждаются при 120 °C в течение 2 ч или
при 170 С в течение 1 ч, а иетокопроводящн : при 120 и 150 С при аяа
логичной выдержке.
Монтаж кристаллов пайкой стеклом при-
меняют при массовом производстве маломощных однокрис-
тальных полупроводниковых приборов, в которых не требуется
электрический контакт между нижней поверхностью кристалла
и корпусом Стекло в виде пасты обычно наносят методом тра-
фаретной печати или напылением на место монтажа в корпуса,
размягчают нагревая и укладывают кристалл, охлаждая затем
корпус до комнатной температуры.
Корпус ИМС, в котором монтаж кристалла, присоединение
выводов и герметизация выполнены стеклом, показан на рис. 5, а.
При этом трафаретной печатью или напылением на контактные
7 2 2 6 1
а) б> 6}
Рис 5 Корпуса ИМС, в которых пайкой стеклом выполняется мон-
таж кристалла, присоединение выводов и- герметизация (а), изоляция
проводящих слоев и герметизация (6), изоляция токовсдущих доро-
жек и герметизация (в)
1 - крышка, 2 - стеклянный припой, 3 - рамка, 4 - вывод, 5 — осно-
вание, 6 - кристалл, 7 - слой металлизации
площадки керамического основания 5 корпуса под выводы и
кристалл, а также на крышку 1 наносят стеклянный припой 2,
который оплавляют в печи, не допуская кристаллизации. Затем
на нагретое до 450 °C керамическое основание 5 монтируют
кристалл б и присоединяют выводы 4, вдавливая их в размягчен-
ное стекло. После этого герметизируют корпус, соединяя крыш-
ку с основанием, сжимая их и прогревая при температуре около
500 °C в течение 5 мин. При повторном нагреве происходит
кристаллизация стеклянного припоя, что повышает прочность
спая
В к рпусе ИМС, показанном иа рис, 5, б, стеклянный припой
20
2 последовательно наносят трафаретной печатью на слои метал-
лизации 7 для изоляции их друг от друга. Герметизируют такие
корпуса, соединяя стеклянным припоем 2 керамическое основа-
ние 5 корпуса с керамической крышкой 1.
В корпусе ИМС, показанном на рис. 5, в, два слоя стеклян-
ного припоя 2 служат для изоляции токоведущих дорожек. Гер-
метизируют такие корпуса так же, как показанный на рис. 5, б.
§8. СБОРКА НА ЛЕНТЕ-НОСИТЕЛЕ
Прогрессивным направлением в производстве полупровод-
никовых приборов и ИМС является их сборка на гибкой ленте-
носителе Широкое освоение такой технологии сборки способ-
ствует значительному снижению стоимости приборов и ИМС,
так как резко повышается уровень механизации и автоматиза-
ции и уменьшаются затраты на материалы Лентой-носителем
служит тонкая (толщиной 0,05-0,15 мм) полиимидная или по-
лиэфирная одно,- двух- или трехслойная пленка шириной от 8
до 70 мм.
Пол и имидные пленки обладают высокой термо-
стойкостью (возможен их кратковременный нагрев до 400 °C),
а также стабильными физическими и химическими свойствами
при воздействии кислот. Кроме того, их можно подвергать се-
лективной химической обработке и использовать в качестве
подложек для вакуумного напыления металлических пленок.
Основные свойства полиимидных пленок приведены ниже.
Предел прочности при растяжении при 25 °C, Па.........1,8'109
Максимальное относительное удлинение при 25 °C, %.....70
Температурный коэффициент линейного расширения в интер-
вале от -14 до + 38 °C, 1/°С .............................2-10-5
Коэффициент теплопроводности, В/ (м'К):
при 25 °C.............................................1.6103
при 300 °C........................................2’103
Срок службы при нормальных атмосферных условиях и тем-
пературе
250 °C, лет.......................................8
300 °C, мсс.......................................3
400 °C, ч.........................................12
Гигроскопичность при относительной влажности 50 % и тем-
пературе 25 °C, %........................................1,3
Электрическая прочность при 25 ' С, В/м ... . . 310б
Диэлектрическая постоянная при 25°С и частоте 1 кГ . .3,5
Тангенс угла диэлектрических потерь при 25 °C и частоте
1 кГц ....................................................2.5Т0”3
2,1
о
Объемное электрическое сопротивление при 25 Си напря-
жении 125 В Ом см....................................10*
Поверхностное эпсктрическое сопротивление при относитель-
ной влажности 50 % и температуре 25 °C, Ом/о.........Ю16
Полиэфирные пленки на основе полиэтилентере-
фталата являются перспективным материалом, так как в 10 раз
дешевле полиимидных и более устойчивы к воздействию влаги
и ысокой температуры.
Наибольшее распространение получили двух- и трехслойные
ленты-носители, технологический процесс изготовления которых
состоит из нанесения на поверхность пленки адгезионного слоя
(фенола, эпоксида или полиимида) толщиной 10—250 мкм и
его сушки. После резки пленки на заготовки требуемой шири-
ны, пробивки краевой перфорации и отверстий под кристаллы
на нее наклеивают медную фольгу толщиной 35 мкм В медной
фольге фотолитографией получают паучковые выводы (шири-
ной 60-100 мкм) и последовательно осаждают на них слои
олова и золота. В результате получают ленту-носитель с большим
количеством паучковых выводов, к внутренним концам кото-
рых присоединяют кристаллы (платы), а наружные, отрезаемые
от ленты-носителя, монтируют на выводные рамки, печатные
платы или в многовыводные корпуса
Для присоединения термокомпрессией, пайкой или ультра-
звуковой сваркой к паучковым выводам ленты-носителя крис-
таллов на них создают металлические выступы (столбики) вы-
сотой около 125 мкм Это предохраняет контактные площадки
кристаллов от разрушения. Выступы должны выполняться из
металлов, не диффундирующих в полупроводниковый крис-
талл (хрома, меди, титана, вольфрама, никеля или золота). Так,
при изготовлении выступов на алюминиевую пленку контакт-
ных площадок кристаллов последовательно напылением нано-
сят слои хрома, меди и золота, а затем гальванически осаждают
еще один слой золота толщиной 12—25 мкм
Производительность автоматической сборки полупроводни-
ковых приборов и ИМС на ленте-носителе составляет 1000-
2500 шт/ч. Лента-носитель с собранными приборами может быть
свернута в рулон или нарезана в виде отрезков заданной дли-
ны. Герметизируют такие приборы обычно заливкой пласт-
массой.
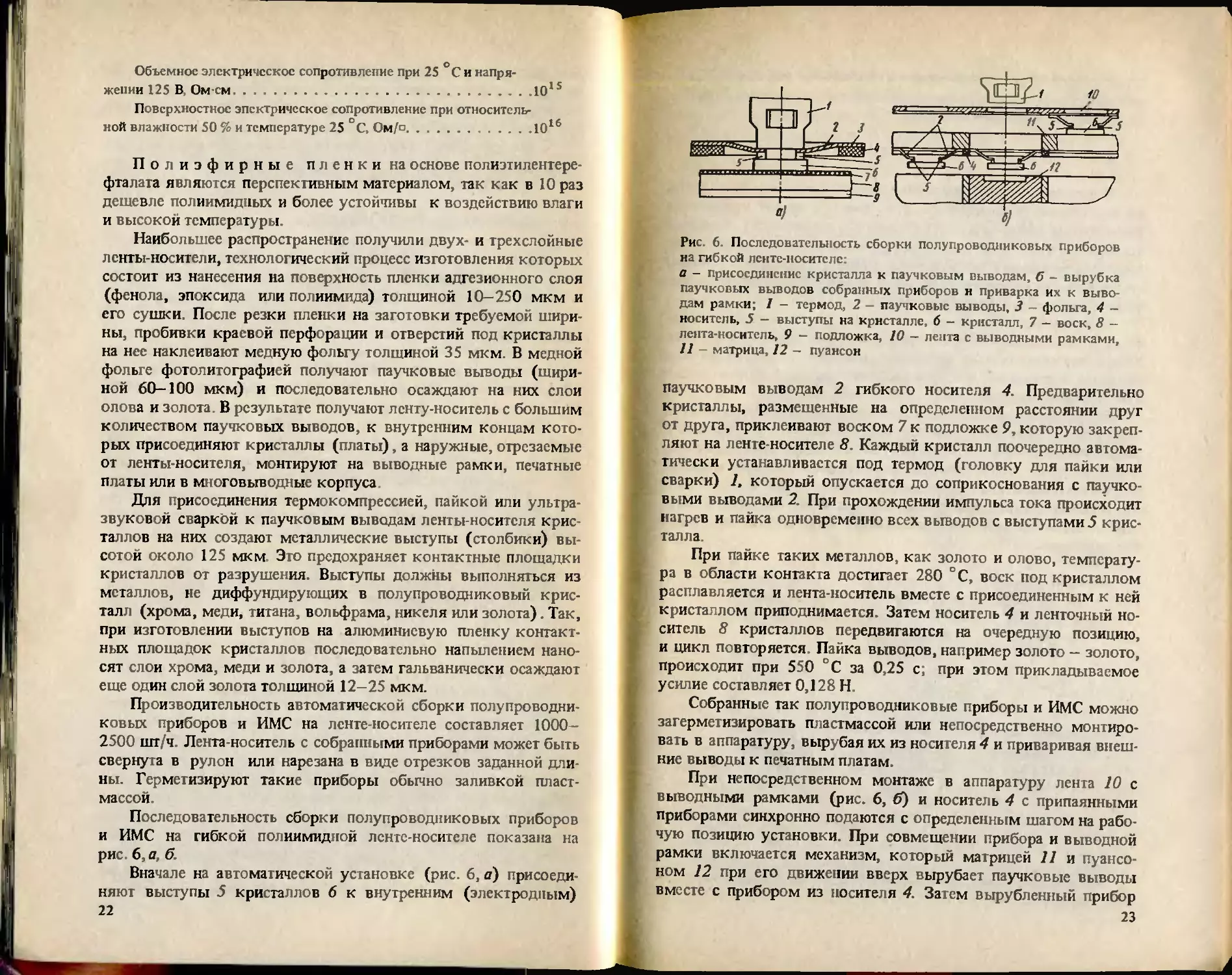
Последовательность сборки полупроводниковых приборов
и ИМС на гибкой полиимидиой ленте-носителе показана на
рис 6, а, б
Вначале на автоматической установке (рис. 6, а) присоеди-
няют выступы 5 кристаллов 6 к внутренним (электродным)
22
Рис. 6. Последовательность сборки полупроводниковых приборов
на гибкой ленте-иоситсле:
а - присоединение кристалла к паучковым выводам, б - вырубка
паучковых выводов собранных приборов н приварка их к выво-
дам рамки; 1 - термод, 2 — паучковые выводы, 3 — фольга, 4 -
носитель, 5 - выступы на кристалле, 6 - кристалл, 7 - воск, 8 -
лента-носитель, 9 - подложка, 10 - лента с выводными рамками,
11 - матрица, 12 - пуансон
паучковым выводам 2 гибкого носителя 4. Предварительно
кристаллы, размещенные на определенном расстоянии друг
от друга, приклеивают воском 7 к подложке 9, которую закреп-
ляют на ленте носителе 8 Каждый кристалл поочередно автома-
тически устанавливается под термод (головку для пайки или
сварки) 1, который опускается до соприкоснования с паучко-
выми выводами 2. При прохождении импульса тока происходит
нагрев и пайка одновременно всех выводов с выступами 5 крис-
талла.
При пайке таких металлов, как золото и олово, температу-
ра в области контакта достигает 280 °C, воск под кристаллом
расплавляется и лента-носитель вместе с присоединенным к ней
кристаллом приподнимается. Затем носитель 4 и ленточный но-
ситель 8 кристаллов передвигаются на очередную позицию,
и цикл повторяется Пайка выводов, например золото — золото,
происходит при 550 °C за 0,25 с; при этом прикладываемое
усилие составляет 0,128 Н
Собранные так полупроводниковые приборы и ИМС можно
загерметизировать пластмассой или непосредственно монтиро-
вать в аппаратуру, вырубая их из носителя 4 и приваривая внеш-
ние выводы к печатным платам.
При непосредственном монтаже в аппаратуру лента 10 с
выводными рамками (рис. 6, б) и носитель 4 с припаянными
приборами синхронно подаются с определенным шагом на рабо-
чую позицию установки. При совмещении прибора и выводной
рамки включается механизм, который матрицей 11 и пуансо-
ном 12 при его движении вверх вырубает паучковые выводы
вместе с прибором из носителя 4. Затем вырубленный прибор
23
прижимается к выводной рамке и опускается термод 1, свари-
вающий их выводы. После этого пуансон опускается, термод
поднимается, и цикл повторяется.
§9. ОБОРУДОВАНИЕ ДЛЯ МОНТАЖА КРИСТАЛЛОВ
В современном оборудовании, предназначенном для монта-
жа кристаллов в корпуса (или на платы), захват кристаллов
выполняется вакуумным инструментом (присоской), который
поочередно берет их с липкой ленты-носителя после разделения
полупроводниковой подложки. В момент захвата вакуумным
инструментом кристалл отделяется от липкой ленты толкате-
лем-подколом с обратной ее стороны.
Инструмент, используемый для захвата кристаллов, пред-
ставляет собой капилляр с расширяющимся книзу отверстием.
Узкой верхней частью отверстия инструмент соединяется с
вакуумной системой, а широкая нижняя служит для захвата и
удержания кристаллов.
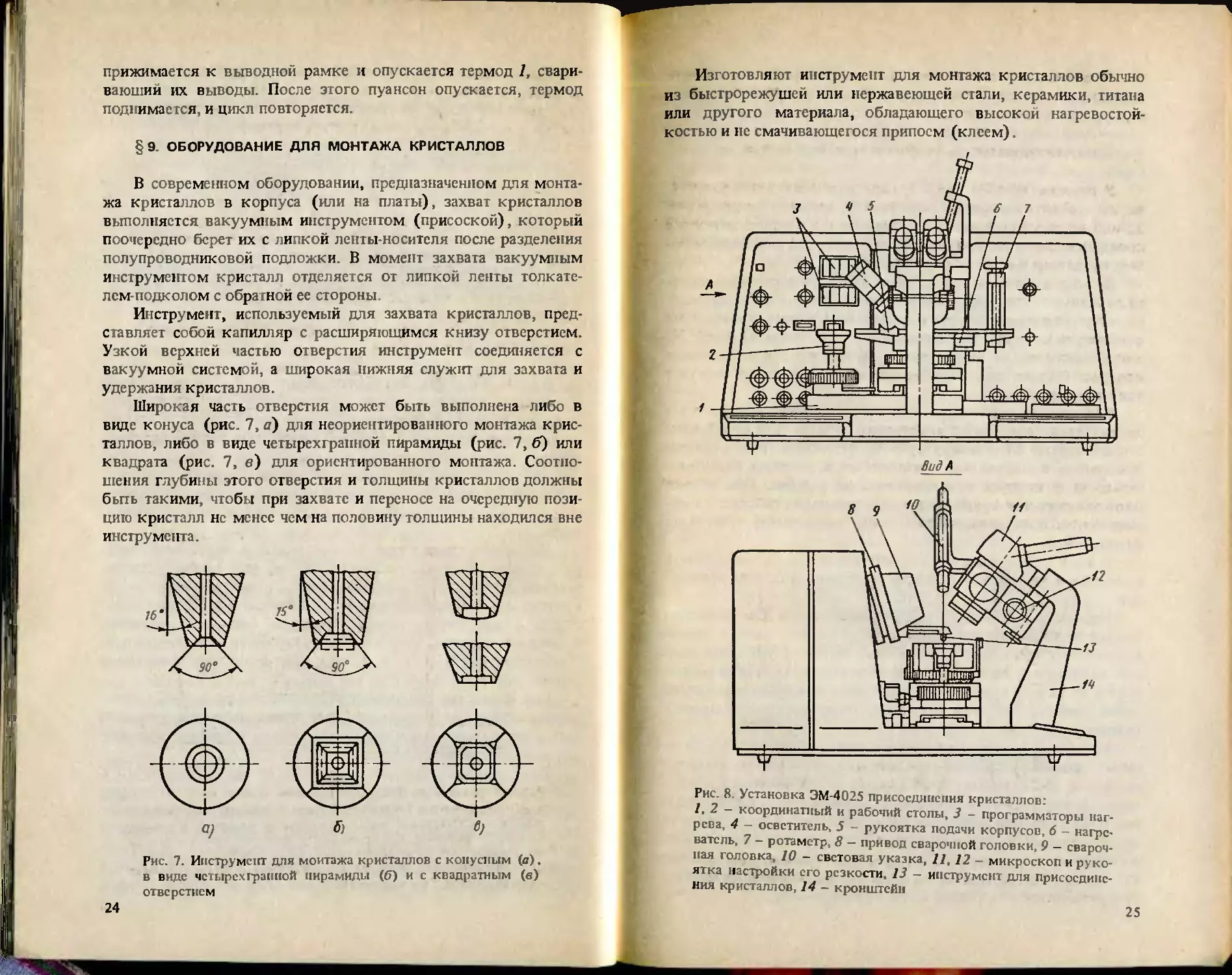
Широкая часть отверстия может быть выполнена либо в
виде конуса (рис. 7, а) для неориентированного монтажа крис-
таллов, либо в виде четырехгранной пирамиды (рис. 7, б) или
квадрата (рис. 7, е) для ориентированного монтажа. Соотно-
шения глубины этого отверстия и толщины кристаллов должны
быть такими, чтобы при захвате и переносе на очередную пози-
цию кристалл нс менее чем на половину толщины находился вне
инструмента.
Рис. 7. Инструмент для монтажа кристаллов с конусным (а),
в виде четырехгранной пирамиды (б) и с квадратным (в)
отверстием
24
Изготовляют инструмент для монтажа кристаллов обычно
из быстрорежущей или нержавеющей стали, керамики, титана
или другого материала, обладающего высокой нагревостой-
костью и не смачивающегося припоем (клеем).
Рис. 8. Установка ЭМ-4025 присосдинс шя кристаллов:
?' 2 “ кооРИи,|аТ1|ьгй и рабочий столы, 3 - программаторы наг-
рева, 4 - осветитель, 5 - рукоятка подачи корпусов, 6 - нагрс-
ватс ь, 7 - ротаметр, 8 - привод сварочной головки, 9 - свароч-
ная головк 10 - световая указка, 11, 12 - микроскоп и руко-
ятка настройки его резкости. 13 - инструмент для присосдинс-
Ния кристаллов, 14 — кронштейн
25
Современные установки для монтажа кристаллов имеют
единую функциональную схему и состоят из координатного сто-
ла, предметного столика, монтажной головки с инструментом,
устройства загрузки — разгрузки, микроскопа, световой указки
(оптического указателя), устройств питания и программного
управления.
Установка ЭМ-4025 (рис. 8), предназначенная для эвтекти-
ческой пайки с вибрацией кристаллов, имеющих размеры от
0,5x0 5 до 6x6 мм, а также их приклейки в корпуса, оснащена
координатным столом, револьверной головкой и наборным по-
лем, входящим в систему управления.
Координатный стол автоматически перемещает-
ся во взаимно перпендикулярных направлениях с помощью двух
шаговых электродвигателей и, кроме того, может при монтаже
кристаллов колебаться с заданной частотой и амплитудой На
столе смонтированы нагреватель и фиксаторы для закрепления
корпуса Газовая система обеспечивает подачу защитного газа
при монтаже кристаллов.
Пятипозиционная револьверная головка
служит для поочередного вакуумного захвата пяти кристаллов
с предметного столика при ручном совмещении и визуальном
наблюдении в микроскоп и монтажа их в заданной последова
тельности в корпуса в автоматическом режиме. При сборке
многокристальных приборов головка установки работает с авто-
матическим позиционированием стола по заданной программе
на пять точек
Наборное поле служит для задания перестановкой
штекеров в гнездах необходимой программы монтажа кристал-
лов.
Установка ЭМ-4025А универсальна по своим возможностям
монтажа кристаллов в корпуса (или на платы) одно- и много-
кристальных приборов эвтектической пайкой с вибрацией, пай
кой припоями и приклейкой. На этой установке можно монти-
ровать не только кремниевые кристаллы, но и кристаллы соеди-
нений типа AniBv, как известно, обладающие повышенной
хрупкостью.
Установка имеет программное управление (с самообуче-
нием) рабочим столом и револьверной пятиинструментальной
головкой, что позволяет присоединять до 400 кристаллов в час
методом эвтектической пайки или приклеивать до 250 кристал-
лов в час с остановом для нанесения клея. При этом вакуумный
захват кристаллов осуществляется с предметного столика, кас
сеты или липкого носителя. Корпуса в моногоместных линейных
кассетах вначале поступают на стол, имеющий д е раздельно ре
гулируемые зоны нагрева, а затем в рабочую зону
26
Стол (рис. 9) служит для закрепления липкого носителя
с полупроводниковой подложкой, разделенной на кристаллы, и
перемещения их в зону захвата, а также для установки одного
или нескольких предметных столиков для кристаллов
Липкий носитель натягивают на кольцах (пяльцах) 3 и 4,
которые устанавливают на основание б и фиксируют винтами
Рис. 9. Сгол установки ЭМ-4025А для монтажа кристал-
лов
1,8- механизмы подачи, 2, 7 - тяги, 3, 4 кольца, 5,
Ю - винты, 6 — основание, 9 - двухкоординатиая ка-
ретка, II - держатель, 12, 14 - штуцера, 13 - дроссель,
15 - подкол, 16 - стойка 17 - пружина, 18- подпятник
27
5 и 10. Основание 6 соединено с двухкоординатной кареткой 9,
которая может перемещаться в двух взаимно перпендикуляр-
ных направлениях, получая привод от механизмов подачи 1 и 8
через тяги 2 и 7. В приводе двухкоординатной каретки исполь-
зован для преобразования вращательного движения шагового
электродвигателя в поступательное движение механизм винт -
гайка, позволяющий регулировкой взаимного расположения
этих элементов получить натяг или нулевой зазор
На столе закреплено специальное устройство - подкол 15,
облегчающий снятие кристаллов с липкого носителя. Игла подко-
ла приподнимается сжатым воздухом и давит на один из крис-
таллов снизу через липкий носитель. При этом другие располо-
женные рядом кристаллы удерживаются вакуумом. Когда сни-
мается давление сжатого воздуха, игла опускается под действи-
ем пружины.
Револьверная головка (рис. 10) предназначена
для поочередного захвата и присоединения кристаллов к корпу-
сам и представляет собой круглое основание, на котором в
направляющих равномерно расположены пять одинаковых
головок присоединения, имеющих привод. С помощью каретки
каждая головка присоединения может перемещаться по верти
кали в револьверной головке. Головки оснащены держателем
для закрепления инструмента, а также штуцером для соедине-
ния с вакуумной магистралью и шиной (токоподводом) для
подачи электропитания при нагреве инструмента.
Усилие сжатия соединяемых элементов на каждой головке
присоединения регулируется независимо вращением винта и
пружиной Другими винтами выставляют лепесток, взаимо-
действующий с датчиком касания.
Револьверная головка имеет вертикальное (от привода 1
через кронштейн 2 на каретку 11) и угловое (от электродви-
гателя 8 через зубчатую пару 9 и 15) перемещения, а также
определенные положения в опоре качения 16, фиксируемые
рычагом 6, пружиной 4, и приводится в действие электромаг-
нитом 5. На револьверной головке установлены четыре дат-
чика: два — исходного положения по вертикали и углу, один —
касания, взаимодействующий с лепестками головок присое-
динения, и один — порядкового номера инструмента (головки
присоединения)
При настройке револьверной головки помещают на пред-
метный столик установки фольгу и вместо инструмента в каж-
дой головке присоединения (рис. 11) закрепляют иглу из ЗИП,
а затем поочередно выводят их на рабочую позицию и опус-
кают до соприкосновения иглы с фольгой. При этом требует-
ся совпадение отпечатков всех игл. В ином случае настраивают
28
1,8 - приводы по вертикали и на угол, 2 - кронштейн 3, 7, 12, 14 - датчики, 4 - пружина, 5 -
электромагнит, 6 рычаг, 9, 15 - зубчатая пара, 10 - револьверная головка, 11 - каретка, 13,
17 - лепестки, 16 - опора качения
Рис 11. Головка присоединения установки
ЭМ-4025А для монтажа кристаллов:
1 - инструмент, 2, 6, 7. 9, 11 — винты, 3 —
держатель, 4 — трубка, 5 — опора, 8 - гайка,
10 - каретка, 12 - корпус
Рис. 12 Механизм гкдачи установки ЭМ-4025А
для монтажа кристаллов:
7, 12 — кронштейны, 2, 13, 17 - рычаги,
3 рукоятка освобождения прижима, 4, 10 -
планки, 5 - направляющая, 6, 14 подшип-
ники, 7 - каретка, 8, 19 - кулачки, 9, 22 —
собачки, 11, 15, 16, 20, 21 - пружины, 18 —
внпт
головки, перемещая опоры 5 и корпус 12, предварительно осла-
бив соответственно винты 6 и 7
Механизм подачи (рис. 12) предназначен для пере-
мещения корпусов полупроводниковых приборов или ИМС в
многоместных линейных кассетах в зону присоединения и фик
сации (зажима) каждого корпуса в момент сборки Механизм
подачи получает привод от электродвигателя, на вал которого
насажены кулачки 8 и 19, соответственно служащие для подачи
кассеты и зажима корпуса. Кулачок 8 вращаясь, передает свое
движение через рычаги 17 и 13 планке 10 с закрепленными на
ней собачками 9 и 22, которые, воздействуя на кассету, передви-
гают ее на заданный шаг. Ход кассеты регулируют, перемещая
подшипник 14 в пазу рычага 17, а выставляют ее на рабочей
позиции, врашая винт 18
Блоки питания и управления размещены в
стойке установки. Для создания нормального температурного
режима внутренний объем стойки продувается воздухом, посту
пающим от двух вентиляторов Блок питания предназначен для
30
подачи выпрямленного пониженного напряжения на нагрева-
тели стола и инструмента, осветитель микроскопа и световую
указку. Блок управления вырабатывает стабилизированное на-
пряжение питания и сигналы, под действием которых проис-
ходит работа исполнительных устройств.- В блок управления
входят микропроцессорное, запоминающее и видеоконтроль-
ное устройства.
Микропроцессорное устройство предназначено для обработ-
ки поступающей информации и выдачи сигналов управления
в соответствии с заданной программой Оперативное запоми-
нающее устройство (ОЗУ) хранит информацию в процессе вы-
числений и управления циклом работы установки. Причем ин-
формация в ОЗУ сохраняется без изменений даже при отклю-
чении внешнего питания. Кроме того, к блоку управления от-
носится устройство храпения постоянной информации о прог-
рамме работы установки, так называемое программное запоми-
нающее устройство (ПЗУ). Видеоконтрольное устройство
ОЗУВКУ предназначено для записи и вывода (отображения)
на экран дисплея текущей информации (64x32 знаков), а также
режимов работы установки.
В блоке управления имеется также несколько устройств
сопряжения для ввода информации с перфоленты и вывода ее
на перфоленту или для ввода данных с клавиатуры и формиро-
вания адресов внешних устройств
Перед началом работы на установке при нажатии соответ-
ствующей кнопки на пульте оператора на экране дисплея выс-
вечивается таблица, в столбце А которой приводятся данные для
программирования, в столбцах В, Г, Д — примеры набора число-
вых значений программируемых величин для всех пяти голо-
вок присоединения кристаллов в одном цикле, а в столбце Б —
предельные значения параметров установки
Программирование производится методом обучения при
нажатии соответствующих кнопок на пульте оператора. При
этом выполняется последовательный обход позиций захвата
кристаллов, промежуточный останов для дозирования клея,
если необходимо, и присоединение выводов В случае ошибок
при заполнении таблицы на экране дисплея отображаются не-
правильные действия оператора или неисправности установки
При наладке и техническом обслуживании установки необ-
ходимо периодически следить, чтобы в подшипниках револь-
верной головки, направляющих каретки вертикального пере-
мещения и двухкоординатной каретки не было люфтов. Кроме
того, следует периодически контролировать усилие сжатия сое-
диняемых элементов, длительность пайки, температуру нагре-
ва корпусов и ее отклонения от заданной.
31
Установки ЭМ-4105 и ЭМ-4105-1 представляют собой авто-
маты, предназначенные дал монтажа кристаллов эвтектичес-
кой пайкой соответственно на отрезки лент или на непрерыв-
ную ленту с паучковыми выводами, и используются в произ-
водстве одно- и многокристальных приборов. Эти установки
имеют одинаковую конструкцию, за исключением загрузочно-
разгрузочного устройства. В установке ЭМ-4105 оно представ-
ляет собой две кассеты для укладки отрезков лент, а в установ-
ке ЭМ-4105-1 — два барабана соответственно для смотки и на-
мотки непрерывной ленты.
Рассмотрим установку ЭМ-4105, которая состоит из следую-
щих частей: головки для захвата, переноса и монтажа кристалла,
выполненной в виде держателя с инструментом и установленной
на трехкоординатном линейном шаговом двигателе (ЛШД);
устройства перемещения кристаллов на липком носителе, за-
крепленного на двухкоординатном ЛШД; механизма подкола
кристаллов для освобождения их от ленточного носителя в
момент захвата инструментом; загрузочно-разгрузочного уст-
ройства
Кроме того, установка имеет систему технического зрения
(СТЗ), в которую входят: оптико-телевизионное устройство с
блоком анализа изображения (аналогичная система применяет-
ся для оценки качества монтажа кристаллов); устройство вво-
да-вывода информации с дисплеем; приспособление, предохра-
няющее отрезки ленты или ленту от перегрева при перерывах
в работе; блоки электропитания и подготовки воздуха.
Основными отличиями установки ЭМ-4105, например, от
рассмотренной выше установки ЭМ-4025А являются: автомати-
ческий поиск, последующий захват и монтаж годных кристал-
лов с помощью СТЗ; применение линейных шаговых электро-
двигателей для привода инструмента и устройства перемещения
полупроводниковой подложки; наличие дисплея для визуаль-
ного контроля качества присоединения кристаллов; более широ-
кое программируемое задание технологических режимов и пара-
метров работы механизмов перемещения (скорости, ускорения
и хода инструмента по трем координатам, его амплитуды и час-
тоты колебаний, времени нагрева пучковых выводов и др.).
Установка ЭМ-4075 предназначена для присоединения крис-
таллов, имеющих размеры от 0,4x0,4 до 6Х6 мм, в корпуса или
на платы, размеры которых составляют от 3,5x3,5 до 48x30 мм,
эвтектической пайкой с локальным нагревом горячим газом
или импульсом тока через металлизационный слой, а также при-
клеиванием. Наиболее важными элементами установки являют-
ся устройство присоединения кристаллов, стол, а также блоки
питания, регулирования температуры и управления.
32
Рис. 13 Устройство присоединения кристаллов установки
ЭМ-4075:
1 фотодатчик, 2 - корпус, 3 - каретка, 4 - направляющие,
5, 15 - регулировочные винты, 6 - головка, 7 - основание,
8 - инструмент, 9 - нагреватели, 10- контакты, 11 - токопод-
вод, 12 - передача винт гайка, 13 - пспссток, 14, 16, 17 - пру-
жины, 18 - плоская пружина, 19 - упор, 20 - шаговые электро-
двигатели
Устройство присоединения кристаллов
(рис. 13) состоит из головок I II, III, соответственно служащих
для выполнения перечисленных выше операций, и смонтировано
на корпусе 2, в котором имеются три каретки 3, перемещаемые
в направляющих 4 по вертикали приводом, состоящим из шаго-
вого электродвигателя 20 и винтовой передачи 12. К кареткам
плоскими пружинами 18 и пружинами растяжения 16 крепятся
головки с инструментом 8, исходное положение которого за-
дается фотодатчиком 1 и лепестком 13. Усилие нагружения инст-
румента 8 на кристалл регулируют, изменяя длину пружины 14
винтом 5. 33
2—828
В головках I к II вибрация инструмента 8 создается рабо-
тающим шаговым электродвигателем через передачу 12 винт —
гайка и упор 19. На каретке головки I закреплено контактирую-
щее устройство, служащее для пропускания тока через металли-
зационный слой, которое состоит из двух перемещаемых одно-
временно с кареткой контактов 10. Усилие прижима контактов
регулируется винтами. На каретке головки II установлены два
одинаковых по устройству газовых нагревателя 9, представляю-
щих собой стеклянные трубки с оттянутыми концами и спира-
лями внутри, через которые пропускается воздух. Проходя че-
рез нагретую спираль, воздух нагревается и через оттянутый ко-
нец стеклянной трубки подастся на нагреваемую деталь.
Стол опирается на плиту, в нижней поверхности кото-
рой выполнены отверстия для подачи сжатого воздуха, создаю-
щего воздушную подушку и улучшающего условия эксплуата-
ции установки. В верхней части стола расположены нагреватель
с подвижной и неподвижной зажимными пластинами, служащи-
ми для закрепления корпуса (платы), предметный столик для
кристаллов и дозатор клея.
Блоки питания, регулирования темпера-
туры и управления работают по алгоритму, исполь-
зуя соответствующие программаторы перемещений инструмен-
та, амплитуды и частоты вибрации корпусов, времени присоеди-
нения кристаллов (их пайки и выдержки), температуры нагре-
ва стола, инструмента, газа, его давления, а также яркости под-
светки микроскопа
Работа установки происходит по следующему циклу: совме-
щение инструмента и захват кристалла с предметного столика
одной из головок устройства присоединения; нахождение мес-
та присоединения с помощью световой указки; выполнение
монтажа кристалла.
Установка ЭМ-4027 предназначена для выполнения восьми
операции сборки гибридных ИМС и представляет собой монтаж-
но-сборочный центр. С помощью пяти рабочих головок на уста-
новке выполняются следующие операции: нанесение клея (флю-
са) на плату; приклеивание к ней компонентов гибридных
ИМС; пайка кристаллов (компонентов) нагревом горячим га-
зом или электрическим током; контактная приварка выводов
бескорпусных приборов; герметизация ИМС компаундом; об-
резка выводов бескорпусныхприборов; ремонт гибридных ИМС.
Установка смонтировала на унифицированном столе (осно-
вании), внутри которого размещены устройство подключения,
регулятор давления, блоки нагрева и управления и другие эле-
менты. В верхней части стола слева расположен блок газового
34
нагрева, справа — блок контактной сварки, в центре — стойка,
на которой закреплена планшайба с пятью головками I—V, а над
планшайбой — дозирующее пневматическое устройство УДП 2.
Перед планшайбой находится технологической стол.
Рассмотрим такие элементы установки, как стол и головки
I—V, имеющие некоторые особенности по сравнению с аналогич-
ными элементами других установок.
Стол служит для размещения на нем предметного столи-
ка, нагревателя и дозатора клея и перемещения их в рабочую
зону по трем координатам В нижней поверхности плиты стола
выполнены отверстия для подачи сжатого воздуха, который
образует воздушную подушку, что облетает перемещение стола
относительно рабочих головок (инструмента). На предметном
столике размещают кристаллы, компоненты или бескорпус-
ные приборы, которые захватываются для монтажа инструмен-
том сварочных головок.
Платы подогревают до заданной температуры, предваритель-
но уложив на нагреватель и закрепив на нем неподвижной и
подвижной пластинами
Дозатор предназначен для нанесения клея непосредственно
на кристаллы или на штемпель для последующего переноса его
на плату. Чашка дозатора вращается относительно скребка, по-
лучая привод от электродвигателя через редуктор, который раз-
равнивает клей до слоя необходимой толщины.
Г о л о в к и I-V размещены в направляющих планшайбы и
могут перемещаться в ней по вертикали. Регулируют усилие
нагружения инструмента специальными винтами в каждой го-
ловке. Нажатием кнопки на пульте соответствующая головка
вызывается на рабочую позицию и выполняет технологическую
операцию по заданному алгоритму.
Головка I предназначена для дозирования клея, который
выдавливается пневмоимпульспым дозирующим устройством
УДП-2. Определенной дозой клея предварительно герметизи-
руются, а затем монтируются компоненты гибридных микро-
схем на плате.
Головка II (рис, 14, с) предназначена для размещения ком-
понентов на плате, нанесения клея штемпелеванием и обрезки
у бескорпусных приборов выводов передавливанием их острой
кромкой инструмента. Для обрезки выводов служит специаль-
ная сменная головка, состоящая из кронштейна 1, оси 4, бара
бана 6, пружины 3, гайки 2 и инструмента 5. В каждое из четы-
рех отверстий барабана можно вставить необходимые инстру-
менты или штемпели, закрепив их стопорными винтами. Выход
требуемого инструмента или штемпеля на рабочую позицию
фиксируется подпружиненным шариком Пружина 3 и гайка 2
2** 35
Рис. 14 Головки И V (а-г) монтажно-сборочного центра ЭМ-4027
1 - кронштейн, 2 - гайка, 3 - пружина, 4 - ось, 5 - инструмент, 6 -
барабан, 7 - держатель, 8 - спираль, 9 - газовые нагреватели, 10 -
электрод
служат для создания необходимого усилия прижима барабана
6 к шайбе оси 4
Головка III (рис 14, б) предназначена для эвтектической
пайки кристаллов к плате с локальным нагревом горячим га-
зом и состоит из кронштейна 1, держателя 7 инструмента 5,
спирали 8 подогрева инструмента и двух газовых нагревате-
лей 9.
Головка IV (рис. 14, в) предназначена для контактной свар-
ки выводов бсскорпуспых приборов и состоит из кронштейна
1, держателя 7, а также двух винтов и штифта, с помощью кото-
рых электрод 10 выставляют в нужной плоскости.
Головка V (рис. 14, г) является ремонтной, предназначена
для снятия с плат гибридных микросхем и вышедших из строя
компонентов локальным нагревом горячим газом и инструмен
том в виде иглы и состоит из кронштейна 1, держателя 7 инстру-
мента 5 и двух газовых нагревателей 9.
Установки при эксплуатации иногда выходят из строя
36
Прекращение паики может быть вызвано следующими причи-
нами отсутствием нагрева стола (перегорел его нагревательный
элемент — следует заменить); нарушением контакта спирали
подогрева инструмента (зачистить ее концы); недостаточным
нагревом спирали газового нагревателя (увеличить ток); ма-
лым расходом газа в газовом нагревателе (отрегулировать регу-
лятором давление и дросселем — газовый поток); слабым на-
гружением инструмента (увеличить нагружение); малым вре-
менем пайки (увеличить программатором время пайки).
Прекращение сварки может быть вызвано: недостаточной
мощностью, подаваемой на сварочный инструмент (увеличить
мощность сварочного импульса); слабым нагружением инстру-
мента (увеличить нагружение); малым временем сварки (уве-
личить время сварки программатором); загрязнением провод-
ника или контактных площадок (промыть их спиртом).
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как монтируют кристаллы в корпуса и на платы?
2. Какие требования предъявляют к монтажу кристаллов?
3. Каков принцип контактно-реактивной пайки эвтектическими
сплавами?
4. Какие клеи применяют для монтажа кристаллов?
5. Каковы достоинства и недостатки монтажа кристаллов пайкой
стеклом9
6. Каковы достоинства монтажа кристаллов на ленте-носителе?
7 Каковы устройство и принцип действия установок для монтажа
кристаллов?
ГЛАВА ТРЕТЬЯ
ПРИСОЕДИНЕНИЕ ЭЛЕКТРОДНЫХ ВЫВОДОВ
§ 10. ОСНОВНЫЕ СВЕДЕНИЯ
Создание между контактными площадками кристаллов и
корпусов с помощью электродных выводов надежного при
различных условиях эксплуатации электрического контакта яв
ляется важным технологическим процессом производства
полупроводниковых приборов и ИМС Присоединение тонких
алюминиевых или золотых проволочек - электродных выво-
дов — до настоящего времени остается малопроизводительной,
трудоемкой и низконадежной операцией, которую выполняют
на специальных установках с визуальным наблюдением и руч-
37
ным ориентированием инструмента, проволоки и мест присоеди-
нения В отдельных случаях стоимость присоединения электрод-
ных выводов составляет до 50 % стоимости ИМС. Половина всех
отказов ИМС происходит из-за нарушения электрического
контакта.
Методы присоединения электродных выводов можно раз
делить на проволочные и беспроволочные. К проволочным —
наиболее распространенным методам — относятся термоком-
прессионная (термокомпрессия), ультразвуковая и микрокон-
тактная сварка, а также пайка, которые будут подробно рас-
смотрены в следующих параграфах. Ознакомимся с беспрово-
лочными методами, имеющими незначительное применение,
но являющимися перспективными. К беспроволочным мето-
дам (отсутствие проволочных электродных выводов) отно-
сят монтаж перевернутого кристалла (флип-чип) и кристалла
с балочными выводами.
При монтаже перевернутого кристалла
(рис. 15, а) вместо проволочных выводов используют выступы
Рис. 15 Монтаж перевернутого кристалла:
а - с выступами б - с шариками; 1 кристалл, 2 - выс-
тупы, 3 - плата, 4 - алюминиевая металлизация, 5 - плен-
ка диоксида кремния, 6 - слои хрома, 7, 10 - припой,
8 — медный шарик, 9 - слой никеля
(столбики) 2 высотой в десятые доли миллиметра, расположен
ные в определенных местах полупроводникового кристалла 1.
Естественно, что все необходимые соединения на кристалле
электрически связывают с выступами Кристалл переворачивают
выступами вниз, опускают на плату 3 с точно расположенными
участками металлизации 4, прикладывают давление и подводят
теплоту для образования соединения выступов с платой.
Выступы на кристаллах могут быть изготовлены из низко-
температурного (мягкого) припоя, а также гальваническим
38
осаждением алюминия или золота. В тех случаях, когда выступы
получают гальваническим осаждением, кристаллы присоеди-
няют термокомпрессионной или ультразвуковой сваркой.
Монтаж перевернутого кристалла имеет несколько разно-
видностей. Например, в качестве выступов используют медные
шарики (рис. 15, б). Для этого в кремниевом кристалле 1,
имеющем контактные площадки, покрытые пленкой 5 диоксида
кремния, изготовляют окна, в которые осаждают три слоя 6
(хрома, хрома с медью и хрома с оловом). Затем на них нано-
сят оловянистый припой 7 и укладывают медный никелирован-
ный шарик 8, который закрепляют оплавлением мягкого при-
поя 7 0. При совмещении такого выступа с предварительно облу-
женнои контактной площадкой платы 3 и последующем нагреве
с приложением давления к кристаллу происходит пайка, обес-
печивающая надежное соединение.
Кроме того, применяют монтаж кристаллов, при котором
выступы из мягкого припоя имеют контролируемую осадку
(рис. 16, а-д) В пленке 2 диоксида кремния изготовляют окна,
в которые гальванически на слой металлизации 3 осаждают при-
пой 1 (рис. 16, а). При нагревании кристалла 4 припой прини-
мает форму сферического выступа 5 (рис. 16, б).
Затем кристалл переворачивают выступом вниз (рис. 16, в),
совмещают с платой 7 и нагревают. Выступ расплавляется и
взаимодействует с предварительно нанесенным на плату при-
Рис. 16. Монтаж кристалла с контролируемой осадкой
выступов.
а, б - нанесение гальваническим способом припоя и
оплавление его е - переворачивание кристалла, г - на-
иссеиие припоя на плату, д — монтаж кристалла на пла-
ту; 1, 5 - припой, нанесенный на кристалл и оплавлен-
ный, 2 - пленка диоксида кремния, 3 — слой металли-
зации, 4 — кристалл, 6 — припой, нанесенный на плату,
7 - плата, 8 - столбик припоя
поем 6 (рис 16, г), образуя столбик 8 припоя (рис. 16, д').
Силы поверхностного натяжения расплавленного припоя уста-
навливают кристалл точно на свое место. Так как остальные по-
верхности кристалла и платы закрыты пленкой 2 диоксида
кремния, не смачиваемой припоем, кристалл припаивается на
некотором расстоянии от платы, что исключает закорачивание
выступов
Достоинством монтажа перевернутого кристалла является то, что
все соединения выполняются одновременно Это повышает также их
надежность. Кроме того, использование при монтаже мягкого припоя
облегчает демонтаж бракованных кристаллов. Пластичность мягкого
припоя частично компенсирует температурные напряжения в соединении.
Однако этот метод монтажа довольно дорог, так как слож-
ны операции подготовки кристаллов и плат, не обеспечивается
хороший теплоотвод от кристаллов и возможны локальные
перегревы вследствие некоторой разницы температур в про-
цессе монтажа При нарушении технологического процесса сбор-
ки могут образовываться короткие замыкания между кристал-
лами и платами
При монтаже кристалле! с балочными
выводами, выходящими за их габарит (рис. 17,д), гребен-
чатое расположение выводов экономит площадь полупроводни-
ковых подложек. Кристалл 2 с балочными выводами 1 обычно
присоединяют к слою металлизации 3 на плате 4 термокомпрес-
Рис 17. Монтаж кристаллов с балочными выводами:
а — конструкция кристалла, б - паучковос соединение, в, г -
балочные выводы, изготовленные напылением на столбиках
и на плате; 1 - балочные выводы, 2 - кристалл, 3 - слой метал-
лизации, 4 - плата, 5 паучок, 6 - подложка, 7 - пластмассо-
вая пленка, 8 - столбик, 9 - металлическое основание
40
сионной или ультразвуковой сваркой. Балочные выводы полу-
чают на подложках, еще не разрезанных на кристаллы (по груп-
повой технологии). Для этого на поверхности подложек со
структурами создают в пленке диоксида кремния окна, в кото-
рые наносят золото, образующее балочные выводы, а затем трав-
лением разделяют подложки на отдельные кристаллы.
Разновидностями монтажа кристаллов с балочными выво-
дами являются паучковое соединение и соединение, получаемое
напылением балочных выводов.
Паучковое соединение (рис. 17, б) целесообразно приме-
нять, когда выводов более десяти. Балки в виде паучка5 выру-
бают из ленты алюминиевой фольги, накладывают на подложку
6 и присоединяют, например термокомпрессией, к контактным
площадкам. Затем разделяют паучок на отдельные выводы и
монтируют ИМС в перевернутом виде в аппаратуре.
При соединении, получаемом напылением балочных выво-
дов (рис. 17, в), после выполнения всей пленочной разводки на
нужных местах плат создают столбики 8, монтируют между ни-
ми кристаллы 2, которые накрывают сверху пленкой термо-
пластичного материала (например, фторированным этилен-
пропиленом) 7 и получают фотолитографией в пластмассе окна,
оставляя незащищенными столбики и лицевые поверхности
кристаллов. Затем вакуумным напылением в окна наносят зо-
лотую металлизацию (балочные выводы 7), соединяющую
кристаллы со столбиками
Балочные выводы можно получать также на плате (рис. 17,
г) Для этого предварительно напылением и фотолитографией
создают на плате 4 пленочные балочные выводы, а также отвер-
стия, в которые помещают кристаллы 2, присоединяя их ниж-
нюю сторону к металлическому основанию 9 (это способствует
улучшению теплоотвода), а верхнюю соединяют термокомпрсс-
сией с балочными выводами.
Достоинствами монтажа кристаллов с балочными выводами являют-
ся улучшение условий теплоотвода, отсутствие разрушений кристаллов,
так как давление прикладывается к балочному выводу, а также возмож-
ность визуального контроля.
В то же время такой монтаж в 2 раза дороже монтажа пере-
вернутых кристаллов, так как требуется дополнительная метал-
лизация и не допустимы даже незначительные отклонения плат
от плоскостности. Кроме того, балочные выводы легк изги-
баются (их сечение обычно равно 13x76 мкм), но иногда ло-
маются.
Необходимо отметить, что беспроволочные соединения
целесообразно применять в массовом производстве при вы-
41
пуске полупроводниковых приборов и ИМС не менее несколь-
ких миллионов.
§11 ТЕРМОКОМПРЕССИОННАЯ СВАРКА
Тсрмокомпрессня — это процесс соедивевня двух материалов, нахо-
дящихся в твердом состоянии, при воздействии ва них теплоты и давле-
ния. Температура вагрева соединяемых термокомпрессией материалов
не должна превышать температуру образования вх эвтектики, и один из
материалов должен быть пластичным.
Получение прочного соединения термокомпрессионной свар-
кой можно объяснить следующим образом. Как известно, иде-
альных поверхностей не существует. В микроскоп при сильном
увеличении можно увидеть, что на поверхностях контактной
площадки полупроводникового кристалла и электродной про-
волоки (вывода) имеется множество микровыступов и микро-
впадин. Если приложить давление к электродному выводу,
изготовленному из пластичного материала, и нагревать, напри-
мер, полупроводниковый кристалл, произойдет пластическая
деформация микровыступов электродного вывода, а также час-
тичная деформация микровыступов полупроводника и взаимное
затекание соединяемых материалов в микровпадины, т.е. термо-
компрессионная сварка.
При термокомпрессионной сварке образуется хорошая ад-
гезия между полупроводниковым кристаллом и электродным
выводом и создается надежный электрический контакт. Следует
отметить, что чем пластичнее материал электродных выводов,
тем большим коэффициентом адгезии он обладает. Так, золото
и алюминий по сравнению с другими материалами, используе-
мыми для электродных выводов (медь, серебро), имеют наи-
больший коэффициент адгезии, соответственно равный 1,84
и 1,80
В производстве полупроводниковых приборов и ИМС тер-
мокомпрессией соединяют следующие пары материалов: золо-
то — кремний, золото — германий, золото — алюминий, золото —
золото, алюминий — алюминий, золото — серебро и алюминий —
серебро.
Присоединение электродных выводов термокомпрессией
может быть выполнено в виде одной или нескольких плоских
точек, шарика, а также встык (шариком) и внахлест. Рассмат-
ривая присоединение электродных выводов термокомпрес-
сией, обычно имеют в виду, что сварка выполняется, как пра-
вило, в двух местах: один конец вывода приваривают к кон-
тактной площадке кристалла (первая сварка), а второй - к вы-
42
воду корпуса (вторая сварка) В зависимости от принятого тех-
нологического процесса присоединения выводов (в это понятие
входит также оборудование, конструкция инструмента) термо-
компрессию разделяют на шариковую, клином и сшиванием.
Шариковая термокомпрессия (рис. 18,а) ка-
ких-либо особых пояснений не требует. Следует только отме-
тить, что шарик 5 на конце проволочного вывода может быть
получен оплавлением электродной проволоки 1 в пламени во-
дородной горелки 4 или прикосновением к электрическому
разряднику
При оплавлении в водородном пламени получают два шари-
ка или один. При получении двух шариков один остается свобод-
ным на конце уже присоединенного вывода, а другой находится
в капилляре 3 (инструменте) и предназначен для приварки оче-
редного электродного вывода к кристаллу 7 и контактной пло-
щадке 8. Один шарик в водородном пламени получают в том
случае, когда горелку используют только для оплавления конца
проволоки в шарик, выходящий из капилляра, а не для отделе-
ния присоединенного электродного вывода от проволоки при
второй сварке.
С помощью разрядника на конце проволоки образуется
только один шарик, которым электродный вывод присоединя-
ют к к нтактной площадке кристалла. Второй конец электрод-
ного вывода в этом случае приваривают к корпусу 9 внахлест.
Термокомпрессия клином (рис. 18,б) довольно
сложна для выполнения. Сначала необходимо совместить кон-
тактную площадку 8 кристалла 7 с инструментом - клином 11 и
электродную проволоку 1 (вывод) с его концом. Затем после
сварки, вытянув проволоку из сопла 12, надо проделать те же
манипуляции для присоединения второго конца проволоки 1
к корпусу 9. Далее отделяют электродный вывод от остальной
части проволоки обрывом, ножницами, перерезанием иглой о
край вывода корпуса или обрезкой специальным устройством.
Обрезка специальным устройством считается наилучшим
способом, так как конец проволоки не сплющивается (сплю-
щенный конец непригоден для следующей приварки) и не оста-
ется длинных отрезков, которые не только увеличивают расход
проволоки (обычно золотой), но и могут быть причиной обра-
зования коротких замыканий.
При термокомпрессии сшиванием (рис. 18,
в) инструмент представляет собой капилляр 3 с вертикальным
осевым отверстием. Иногда этот вид термокомпрессии называют
петлевым. Процесс создания проволочных перемычек между
кристаллом 7 и корпусом 9 в этом случае во многом напоми-
нает обычное шитье. Только при шитье нитка проходит через бо-
43
Рис. 18. Тсрмоком-
пресснонная сварка
шариком (о), кли-
ном (б), сшиванием
(в), "птичьим клю-
вом” (г):
1 — электродная про-
волока, 2 - зажим-
ное устройство,
3 - капилляр, 4 —
водородная горел-
ка, 5 - шарик, 6 -
электродный вывод,
7, 8 - контактные
площадки кристалла
и корпуса (платы),
9 - корпус (плата),
10 — форма отпечат-
ка инструмента, 11 -
клин, 12 — сопло,
13 - ножницы, 14 -
’’птичий клюв”
1
ковое отверстие иголки, а при термокомпрессии сшиванием —
через вер!икалыюе осевое отверстие инструмента.
После приварки конца электродной проволоки 1 к кристал-
лу 7 се вытягивают через капилляр 3, который совмещают с
контактной площадкой 8 и выполняют вторую сварку. Затем
проволоку обрезают ножницами 13, загибая свободный конец
под инструмент.
Термокомпрсссию инструментом в виде
’’птичьего клюва” (рис. 18, г) относят к термокомпрес-
сии сшиванием. Инструмент — ’’птичий клюв” 14 — состоит из
двух частей, между которыми пропускают электродную прово-
локу 1. После выполнения обеих сварок проволоку обрывают,
перемещая инструмент в сторону от места сварки Этот ин-
струмент сложен в изготовлении и эксплуатации, поэтому имеет
ограниченное применение в производстве. В то же время он
обеспечивает высокую прочность соединения, так как на элект-
родном выводе образуется его отпечаток 10 с ребром жесткости.
Необходимо отметить, что каждый способ термокомпрессии харак-
теризуется своим отпечатком инструмента на электродном выводе.
Наиболее производительной считается шариковая термоком-
прессия, но се применяют только при сборке полупроводнико-
вых приборов с большими контактными площадками, исполь-
зуя электродную проволоку диаметром более 20 мкм. При тер-
мокомпрессировании золотой электродной проволоки к крем-
ниевому кристаллу температура нагрева составляет 350—380 °C,
давление 60-100 МН/м2, а время выдержки 2-20 с. При соеди-
нении золотой проволоки со слоем золота, напыленным на плен-
ку диоксида кремния, температура нагрева должна быть 250-
370 °C, давление 60—100 МН/м2, а время 0,5—2 с.
Основным достоинством термокомпрессионной сварки является воз-
можность соединения без флюса и припоев металле» в твердом состоянии
при сравнительно низких температурах и малой их деформации (10—
30 %) как на воздухе, так и в атмосфере формиргаза или сухого водо-
рода. Кроме того, тсрмокомпрессня обладает сравнительно высокой
технологичностью, заключающейся в простоте подбора режимов и из-
готовления оборудования, а также возможности контроля качества
сварки.
Недостатки термокомпрессии — ограниченное число пар
свариваемых металлов, высокие требования к качеству соеди
няемых поверхностей, сравнительно низкая производительность
труда (обычно сварку выполняют под микроскопом).
Для присоединения электродных выводов термокомпрес-
сией испочьзуют специальные установки, отличающиеся внеш-
45
ним оформлением и некоторыми особенностями конструкции,
в основу которых заложены три технологических признака:
способ нагрева, конструкция инструмента и вид термокомпрес-
сионной сварки. В различных установках термокомпрессии мо-
гут нагреваться столик (рис. 19, с), инструмент (рис. 19, б) или
одновременно инструмент и столик (рис. 19, е).
Рис. 19. Разновидности тсрмокомпрессионпой сварки в зависимости от
способа нагрева столика (с), инструмента (б, г),столика и инструмен-
та (в):
I - инструмент, 2 - электродная проволока 3 кристалл, 4 корпус
(плата), 5 - столик, 6 — нагреватель
Разновидностью термокомпрессии является сварка косвен-
ным импульсным нагревом (СКИН) инструмента из жаропроч-
ного материала, служащего проводником электрического тока
(рис. 19, г). При импульсном пропускании электрического то-
ка происходит кратковременный перегрев инструмента, в
результате чего им можно сваривать электродные выводы из
малопластичных металлов (меди, серебряного сплава) с тон-
кими металлическими пленками, нанесенными на керамику или
полупроводник.
§ 12 УЛЬТРАЗВУКОВАЯ СВАРКА
Ультразвуковая сварка - это процесс соединения двух материалов,
находящихся в твердом состоянии, при незначительном нагреве с прило-
жением определенного давления и колебаний ультразвуковой частоты.
При ультразвуковой сварке температура нагрева в зоне
контакта не превышает 50—60 % от температуры плавления сое-
диняемых материалов Контактное давление, подбираемое опыт-
ным путем, зависит от механических свойств свариваемых мате-
46
риалов и размеров изготовленных из них деталей. Обычно де-
формация деталей, соединяемых ультразвуковой сваркой, не
превышает 5—20 % их первоначальных размеров.
Ультразвуковую сварку выполняют в интервале частот от
18 до 250 кГц Ультразвуковые колебания, воздействуя на сое-
динение, нагревают его, освобождают от загрязнений и оксидов
поверхности в зоне контакта, ускоряют пластическую деформа-
цию электродных выводов. В результате происходит сближение
физически чистых поверхностей на расстояние действия меж-
атомных сил, взаимная диффузия и прочное соединение двух
материалов.
При ультразвуковой сварке нс используют флюсы и припои, что яв-
ляется ее основным достоинством. Кроме того, этим способом можно
соединять разнородные, разнотолщинные н трудносвзрнвасмые мате-
риалы.
Так, с помощью ультразвука хорошо свариваются электрод-
ные выводы из золота и алюминия с золотым покрытием, нане-
сенным на ситалл по подслою нихрома; алюминиевые электрод-
ные выводы с алюминиевой пленкой, нанесенной на стекло,
кремний или диоксид кремния; золотые, алюминиевые и мед-
ные проволочные выводы ИМС с золотым покрытием, осажден-
ным на ковар по подслою никеля.
Установки ультразвуковой сварки оснащаются различными
системами передачи ультразвуковых колебаний к месту контак-
та свариваемых материалов. Так, для приварки проволочных
выводов ИМС обычно применяют ультразвуковую продольно-
поперечную колебательную систему с инструментом, совершаю-
щим колебания изгиба (рис. 20).
Ультразвуковые колебания от преобразователя 1 передают-
ся по концентратору (волноводу) 2 к расположенному перпен-
дикулярно ему сварочному инструменту 3, который, в свою
Рис. 20. Ультразвуковая продольно-поперечная коле-
бательная система
I — преобразователь (вибратор), 2 - концентратор
(волновод), 3 - инструмент, 4 электродный вы-
вод, 5 — контактная площадка кристалла, 6 - уст-
ройство крепления, 7, 8 - обмотки возбуждения и
подмагничивания
47
очередь, передает их проволочному электродному выводу 4 и
кристаллу 5. Инструмент, совершая колебания изгиба, воздейст-
вует на электродный вывод, притирая его к кристаллу. При этом
поверхности контакта очищаются, нагреваются, сближаются и
происходит взаимная диффузия атомов.
Прочность соединений, полученных ультразвуковой свар-
кой, зависит от амплитуды и частоты ультразвуковых колебаний
инструмента, контактного усилия, прикладываемого к сваривае-
мым деталям, состояния их поверхностей, времени сварки и
мощности колебательной системы.
Амплитуду и частоту колебаний инструмента для каждой
пары деталей определенной толщины подбирают опытным пу-
тем, так как от них зависит динамическая нагрузка, передавае-
мая в зоне контакта. Так, для соединения деталей небольшой
толщины используют малые амплитуды (0,005-0,015 мм) и
повышенные частоты (до 100 кГц).
Пластическая деформация материалов зависит от их физи-
ко-механических свойств, толщины и приложенного контактно-
го усилия, а также состояния поверхностей. Так, для электрод-
ных выводов диаметром от 20 до 50 мкм контактное усилие ле-
жит в пределах 0,05 — 1 Н.
Мощность колебательной системы определяется конструк-
цией установки, а время сварки зависит от выбранных ампли-
туды и частоты колебаний инструмента, контактного усилия,
а также свойств свариваемых материалов, их толщины и обычно
составляет от нескольких сотых до нескольких десятых долей
секунды.
Свариваемые поверхности должны быть чистыми, не иметь
жировых пленок и грубых дефектов. Следует помнить, что
основным условием высококачественной ультразвуковой свар-
ки является свободное контактирование соединяемых поверх-
ностей.
Интенсификации процесса ультразвуковой сварки способ-
ствует косвенный импульсный нагрев инструмента. Одновремен-
ное воздействие ультразвуковых колебаний на соединяемые
детали и импульсного нагрева инструмента повышает прочность,
уменьшает деформацию выводов и позволяет сваривать трудно-
свариваемые материалы.
§ 13. МИКРОКОНТАКТНАЯ СВАРКА
Микроконтактная сварка — это процесс соединения деталей нз про-
водящих материалов пропусканием через них для разогрева импульса
электрического тока и приложением некоторого давления.
48
При микроконтактной сварке соединение образуется на
участках, ограниченных площадью рабочих поверхностей двух
электродов, подводящих сварочный импульс и передающих уси-
лие сжатия с разных сторон. Такую сварку называют двусторон-
ней (рис. 21, а) Односторонняя микроконтактная сварка отли-
Рис. 21. Схемы микроконтактной сварки:
а — двухсторонней, б, в, г — односторонней двумя электродами,
сдвоенным (расщепленным) н строенным электродами 1,3- верх-
ний и нижний электроды, 2 — свариваемые детали, 4 - корпус, 5 -
сдвоенный электрод, 6 — строенный электрод
чается от двусторонней нсвстречным расположением электро-
дов. Выполняют одностороннюю микроконтактную сварку дву-
мя электродами (рис. 21, б), сдвоенным (расщепленным)
(рис. 21, в) или строенным (рис. 21, г) электродом.
Односторонней сваркой двумя электро-
дами присоединяют тонкие проводники (проволочные или
ленточные) к относительно толстым пленкам (более 20 мкм)
в местах, доступных для размещения двух электродов. Импульс
электрического тока проходит от электродов через слой метал-
лизации Так как контактное сопротивление привариваемого
проводника и металлизированного слоя оказывается максималь-
ным под левым электродом, наибольший разогрев металла, а
следовательно, и сварка происходят именно в этом месте. Перво-
начально ток проходит через проволочный проводник (верхнюю
деталь), сопротивление которого по мере нагрева увеличивается.
При этом наступает момент, когда ток раздваивается и начинает
проходить через слой металлизации (нижнюю деталь), что спо-
собствует выравниванию температур нагрева деталей.
Односторонней сваркой сдвоенным Элек-
тр о д о м присоединяют ленточные (полосковые) выводы, а
также и проволочные диаметром от 20 до 250 мкм к тонким
металлическим пленкам в местах, труднодоступных для двух
электродов. Зазор между электродами должен быть в пределах
от 10 до 1000 мкм Так как при микроконтактной сварке
49
электроды устанавливают сверху на привариваемый вывод и
прижимают к пленке (металлизации) контактной площадки,
электрический ток, прохсдя в основном через вывод, разогре-
вает его, и сварка происходит под электродами или в зазоре в
зависимости от контактного сопротивления
При одно стс ронней сварке строенным
электродом нагрев осуществляется трехфазным током,
что способствует более равномерному прогреванию сваривае-
емых деталей. При этом необходима меньшая мощность свароч-
ного импульса и не происходит перегрев проводника в меж-
электродных зазорах.
Несмотря на очевидные достоинства сварки строенным элек-
тродом, преимущественно используют установки со сдвоен-
ным (расщепленным) электродом, как не требующие увеличе-
ния размеров контактных площадок и обеспечивающие присое-
динение электродных выводов сшиванием, т.е. последователь-
ным выполнением первой и второй сварки (присоединение вы-
вода сначала к контактной площадке кристалла, а затем к вы-
воду корпуса) Иногда, как уже отмечалось, такое последова-
тельное присоединение электродных выводов называют петле-
вым
Микро контактной сваркой соединяют проволочные выводы
из золота, серебра, меди с контактными площадками, покры-
тыми золотом, медью, никелем, алюминием, серебром, танта-
лом (первая сварка), а также с выводами корпуса (платы),
покрытыми этими же металлами (вторая сварка). Эту сварку
применяют также для соединения отдельных полей метаплиза
ции перед нанесением гальванических покрытий и в других
случаях.
Микроконтактную сварку иногда разделяют на два вида:
плавлением и сопротивлением. При сварке плавлением оба сое-
диняемых металла разогреваются до температуры плавления
и при охлаждении в сварной точке образуется ядро литой струк-
туры. К этому виду относят двустороннюю микроконтактную
сварку. При сварке сопротивлением быстрее разогревается до
температуры пластического состояния вывод. В момент прило-
жения усилия сжатия происходит его пластическое деформиро-
вание и схватывание свариваемых металлов с образованием
прочного соединения. Первый вид соединения характерен для
двусторотшей микрокоптактной сварки, а второй — для одно-
сторонней.
Наряду с достоинствами микроконтактная сварка имеет
недостатки. Так, из-за неправильно подобранного режима воз-
можно образование трещин в полупроводниковых кристаллах,
ухудшение электрических параметров злектронно-дырочных
50
переходов, значительная деформация электродных выводов в
месте присоединения.
Максимальную прочность присоединения электродных вы-
водов микроконтактной сваркой получают при оптимальном
подборе формы сварочного импульса по длительности нараста-
ния напряжения и тока, а также усилия сжатия свариваемых де-
талей. Кроме того, соединяемые детали и инструмент должны
быть подготовлены к сварке.
§ 14. ПАЙКА ЭЛЕКТРОДНЫХ ВЫВОДОВ
Пайкой присоединяют электродные выводы мощных полу-
проводниковых приборов — транзисторов, выпрямительных,
туннельных и СВЧ диодов, а также модулей. Пайка электродных
выводов к контактным площадкам кристаллов (плат) и выво-
дам корпусов должна обеспечивать:
высокую прочность соединения;
минимальные электрическое сопротивление и площадь
контакта (не более 0,05—0,1 мм2 для выводов диаметром
100 мкм);
незначительное изменение физико-механических свойств
материалов в месте их контакта в течение длительного времени;
отсутствие коротких замыканий и загрязнений;
минимальные температуру нагрева, давление и время вы-
держки
Для выполнения этих требований пайку выполняют низко-
температурными (мягкими) припоями на основе олова, свинца
и индия в термических установках (печах) непрерывного или
периодического действия в атмосфере защитного газа и на воз-
духе. Кроме того, можно производить пайку нагревом (прямым
и косвенным) электрическим током или паяльником (электри-
ческим, газовым). Перед пайкой детали тщательно очищают.
При пайке в термических у с т а н о в к а х де-
тали, фиксируя в нужном положении относительно друг друга,
в необходимой последовательности укладывают в кассеты При-
пой в виде деталей определенных форм и размеров закладывают
между соединяемыми деталями. Иногда припой предварительно
гальванически осаждают на концы плоских выводов или электро-
химически в виде шарика — на концы проволочных. Кассеты
изготовляют из термостойких материалов, не смачиваемых или
плохо смачиваемых расплавленным припоем
Как правило, при пайке выводов в термических установках
р ль флюса выполняет водород (или его смесь с азотом - фор-
миргаэ), восстанавливающий оксиды на поверхностях соединяе-
мых деталей и припое, а также предохраняющий их от окисления.
51
Процесс присоединения электродных выводов состоит из
нескольких этапов: нагрева деталей до максимальной темпера-
туры пайки, выдержки при этой температуре и охлаждения с
определенной скоростью до 50-100 ° С/мин. Охлаждаются де-
тали после пайки непосредственно в термических установках
периодического действия (например, колпаковых) или в спе-
циальных холодильниках, являющихся продолжением печей
непрерывного действия (конвейерных термических установок).
Возможна также пайка электродных выводов в вакуумных пе-
чах, но ее применяют редко. Вакуумная пайка — довольно низ-
копроизводигельный процесс.
При пайке электродных выводов элект-
рическим нагревом импульс тока можно пропускать
непосредственно через соединяемые детали или использовать до-
полнительный контакт, если есть место для ввода электрода.
Иногда места соединения нагревают спиралью, через которую
пропускают импульс тока.
При пайке электрическим паяльником,
имеющим миниатюрный наконечник наиболее рациональной
формы, необходим флюс, который после получения соединения
должен быть удален.
При пайке газовым паяльником процесс
происходит в атмосфере защитного газа. После расплавления
припоя его кристаллизация может быть ускорена обдувом мес-
та соединения газом комнатной температуры или специально
охлажденным.
При пайке электродных выводов возможно образование
таких дефектов, как смещение вывода относительно контактной
площадки кристалла (платы), недостаточное растекание припоя
и заполнение им зазоров (непропай), образование трещин в
кристаллах и закороток различных областей электронно-дыроч-
ных переходов или соседних контактных площадок (токопро-
водящих дорожек).
Пайку электродных выводов выполняют на различных вы-
сокопроизводительных полуавтоматических и автоматических
установках, разработанных с учетом специфики технологическо-
го процесса изготовления конкретных изделий.
§ 15. ПРОВОЛОКА ДЛЯ ЭЛЕКТРОДНЫХ ВЫВОДОВ
Как известно, наиболее слабым звеном в полупроводнико-
вых приборах и ИМС являются электродные выводы, изготов-
ляемые из проволоки диаметром от 8-10 до 50-60 мкм. Элект-
родные выводы должны обладать высокой прочностью на растя-
жение и сжатие при испытаниях полупроводниковых приборов
52
и ИМС на климатические и механические воздействия, хорошо
деформироваться при соединении с контактными площадками,
а также обладать высокой электрической проводимостью. Та-
кими свойствами обладает проволока из чистого золота, сплава
золото-серебро и алюминия.
Проволока, получаемая протягиванием (волочением) через
фильеры или волоки, должна иметь чистую, без посторонних
включений, плен, трещин, раковин, расслоений и вмятин поверх-
ность. Допускаются только незначительные дефекты в виде ца-
рапин, рисок и уколов. Особой сложностью изготовления отли-
чается получаемая волочением золотая проволока диаметром
8—15 мкм в медной оболочке (’’рубашке’’), при стравливании
которой обнаруживаются скрытые дефекты (неровная поверх-
ность и наличие примесей, вызывающих неоднородность по хи-
мическому составу).
Для повышения надежности полупроводниковых приборов
специально разработана и изготовляется литьем проволока из
справа серебро—золото (МлСрЗл850). Установлено, что основ-
ными факторами, определяющими свойства металлов и спла-
вов, являются прочность межатомных связей и структура
материала. Литая проволока, получаемая непосредственно
из жидкой фазы, имеет незначительные структурные де-
фекты.
Исследования проволоки диаметром 8-15 мкм, .получае-
мой разными способами, показали, что литая проволока из
сплава МлСрЗл850 по своим механическим свойствам вы-
годно отличается от золотой тянутой Так, после испытаний на
изгиб и усталость металла электродные выводы из сплава
МлСрЗл850 обладают примерно на 40 % большей механической
прочностью, чем из золотых тянутых.
Изготовление золотой проволоки диаметром от 20 мкм осо-
бой сложности не представляет. Такая проволока диаметром до
200 мкм поставляется только твердой (нагартованной), а диа-
метром более 200 мкм — твердой или мягкой (отожженной)
по желанию заказчика.
Механические свойства проволоки из золота, серебра и их
сплавов приведены в табл 1.
Твердую АТ, полутвердую АЛТ и мягкую AM проволоку
для электродных выводов диаметром от 15 до 70 мкм полу-
чают волочением через алмазные волоки со смазкой 1-2 %-ным
раствором мыльной эмульсии. Временное сопротивление раз-
рыву проволоки АТ, АЛТ и AM всех диаметров должно быть
соответственно не менее 196, 98—225 и 73 Н/мм2, а удельное
электрическое сопротивление — 0,028 Ом мм2/м.
53
Таблица 1 Механические свойства проволоки из золота, серебра
и их сплавов
Марка Временное сопротивление прово- локи разрыву (нс менее), Н/мм2 Относительное удлинение мяг- кой проволоки (не менее), %
твердой мягкой
Зл999,9; Зл999 196 117 10
ЗлСрМ583-80 780 440 35
Ср999,9; Ср999 255 157 27
СрМ960 392 245 25
СрМ925 343 245 25
СрМ916 343 245 20
СрМ900 343 245 20
СрМ875 343 245 20
СрПл12 392 196 18
СрП20 392 245 30
Кроме алюминиевой проволоки в производстве полупро-
водниковых приборов и ИМС применяют алюминиевую плю-
щенку, которую изготовляют из проволоки. Так, из проволо-
ки диаметром 100 мкм получают плющснку толщиной 30 и ши-
риной около 250 мкм.
§ 16. ИНСТРУМЕНТ ДЛЯ ПРИСОЕДИНЕНИЯ ЭЛЕКТРОДНЫХ
ВЫВОДОВ
Инструмент, предназначенный для присоединения электрод-
ных выводов различными видами сварки, должен обладать вы-
сокой механической прочностью и износостойкостью, а также
обеспечивать концентрацию энергии в зоне соединения, визуаль-
ный контроль и удобство в эксплуатации. Кроме того, к ин-
струменту могут предъявляться дополнительные требования,
отражающие специфику выбранного способа присоединения вы-
водов (термокомпрессия, ультразвуковая или микроконтакт-
ная сварка)
Инструмент для’тсрмокомпрессии в зави-
симости от того, нагревают его или не нагревают, должен иметь
соответственно большую или малую теплопроводность, слабо
окисляться при нагреве до 400 ° С и быть химически стойким к
взаимодействию с алюминием и золотом. Термокомпрессион-
ную сварку выполняют с раздельной (от инструмента) или сов-
мещенной подачей проволоки.
54
При термокомпрессии с раздельной подачей проволоки
используют серийно изготовляемый инструмент двух типов:
термокомпрессионные конусные ТКК (рис. 22, а) и призмати-
ческие ТКП (рис 22, б) иглы из синтетического корунда (лей-
косапфира или искусственного рубина). Для удобства работы
на термокомпрессионных установках иглы вклеивают хвосто-
виками в металлические оправки (державки)
Рис. 22. Инструмент для присоединения электродных выво-
дов:
а, б - термо компрессионные конусная ТКК и призматичес-
кая ТКП иглы, в. г - капилляры с центральным отверстием
и скошенным рабочим торцом и с боковым отверстием для
подачи проволоки
При термокомпрсссии с совмещенной подачей проволоки
в качестве инструмента используют капилляры двух типов: с
центральным отверстием для сварки встык и внахлест (рис. 22,
с) и с боковым отверстием (рис. 22, г) для сварки только
внахлест.
Как уже отмечалось, для присоединения электродного выво-
да нужно выполнить две сварки: первую — шариком и вторую -
внахлест. Шариком присоединяют вывод к контактной площад-
ке кристалла, а внахлест — к контактной площадке корпуса.
Сварка шариком имеет большую прочность, так как он, контак-
тируя со значительной площадью, равномерно и плавно дефор-
мируется При сварке внахлест проволока сильно деформиру-
ется с образованием четко выраженных бугристых и гладких
областей. Поэтому о прочности соединения судят прежде всего
по сварке внахлест.
Материалом для капилляров обычно служит твердый сплав
ВК6М, реже — рубин или вольфрам. Вольфрамовые капилляры
применяют для термокопрессии инструментом с импульсным
нагревом, называемой также сваркой косвенным импульсным
нагревом.
Инструмент для ультразвуковой сварки
55
должен иметь оптимальные форму и размеры и изготовляться
из материала, обеспечивающего эффективную передачу энергии
ультразвуковых колебаний (высокую скорость их распростра-
нения и низкий коэффициент затухания) и не вступающего во
взаимодействие с материалом электродного вывода. Наиболее
приемлемыми материалами являются твердый сплав ВК6М,
карбиды титана и вольфрама, а также корундовая (алюмо-
оксидная, или глиноземистая) керамика.
Существенное значение для сохранения и передачи резонанс-
ной частоты имеет длина инструмента, которую определяют
аналитически, а затем уточняют в процессе эксплуатации. Кроме
наиболее полной передачи колебаний следует также учитывать
удобство работы инструментом (заправку проволоки, хороший
обзор места присоединения выводов, достаточной длины хвос-
товик для закрепления). Считают, что оптимальная длина ин-
струмента должна составлять 21 мм при примерно одинаковом
нижнем и верхнем вылетах.
Инструмент обычно затачивают в виде клина длиной не бо-
лее 2,8 мм, так как в этом случае резонансная частота пере-
дается на его конец и бывает выше, чем в инструменте с посто-
янным поперечным сечением.
Ультразвуковую сварку выполняют как внахлест, так и
встык. Для сварки внахлест используют капилляры с боковыми
отверстиями, служащими для подачи через них электродной
проволоки (выводов) Такие капилляры имеют углы располо-
жения отверстий 30, 45 и 60°, различную геометрию рабочего
торца — плоский, с поперечной канавкой и с продольной тре-
угольной (рис. 23, a-в) и предназначены для присоединения
проволочных выводов диаметром от 20 до 60 мкм.
Определенную сложность представляет присоединение элект-
родных выводов в корпусах с опущенной плоскостью монтажа
кристалла, так называемых корпусах-колодцах. В такие корпуса
Рис. 23 Инструмент для ультразвуковой сварки с боковой
подачей проволоки через отверстия, расположенные под
углом 30° (а) 45° (б) н 60° (в)
56
из-за ограниченности пространства и обзора трудно ввести сва-
рочный инструмент, имеющий малый угол подачи электродной
проволоки (30—45°). В этом случае удобен и универсален ин-
струмент с углом подачи проволоки 60°, но он трудоемок в
изготовлении.
На рис. 24 показаны возможности ультразвуковой сварки
для присоединения электродных выводов при использовании
инструмента с углами расположения отверстий 45 и 60°. Нали-
чие продольной канавки на рабочем торце инструмента повы-
шает прочность сварки более чем в 2 раза по сравнению со свар-
кой инструментом, имеющим плоский торец.
Рис. 24. Ультразвуковая свар-
ка электродного выпопа в
корпусах-колодцах инстру-
ментом с различными углами
расположения бокового от-
верстия:
1 — инструмент, 2 - электрод-
ный вывод, 3 - кристалл,
4 - фланец, 5 - слой метал
лизации, б, 7 - изоляторы
Ультразвуковую сварку встык выполняют капиллярами,
аналогичными применяемым при стыковой сварке термоком-
прессией. Капилляры с центральным отверстием предназначены
для присоединения проволочных выводов диаметром от 20 до
50 мкм, имеющих па конце оплавленный шарик, и изготовляют-
ся с плоским или коническим рабочим торцом.
Инструмент для односторонней микро-
контактной сварки, как уже отмечалось, представляет
собой расщепленный электрод, который при прохождении им-
пульса тока локально разогревается до температуры, превы-
шающей температуру плавления соединяемых материалов.
Поэтому такой инструмент должен обладать малой окисляе-
мостью для обеспечения хорошего электрического контакта с
соединяемыми деталями, а также высокой твердостью, износо-
стойкостью и химической устойчивостью к взаимодействию с
материалом выводов при высокой температуре. Для односто-
ронней микроконтактной сварки проволочных выводов диамет-
ром от 20 до 60 мкм серийно изготовляются расщепленные
электроды (без отверстия и с отверстием)
Материалами для изготовления инструмента для микро-
контактной сварки являются твердые сплавы на основе карбида
вольфрама или титана. Существенное влияние на работоспособ-
ность инструмента оказывает высокое содержание в сплаве
кобальта. Это снижает способность инструмента к схватыванию
с алюминиевыми электродными выводами. Кроме твердых
57
сплавов для изготовления инструмента можно использовать
вольфрам.
§ 17. ОСНОВНЫЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ ДЛЯ
ПРИСОЕДИНЕНИЯ ЭЛЕКТРОДНЫХ ВЫВОДОВ
Электродные выводы, как уже отмечалось, присоединяют
термокомпрессией (золотые), ультразвуковой сваркой (алю-
миниевые), контактной микросваркой — сдвоениым электро-
дом (медные, золотые, никелевые), а также пайкой низкотем-
пературными припоями Основными параметрами процесса
присоединения электродных выводов являются усилие нагру-
жения инструмента, температура нагрева зоны сварки и время
выдержки под нагрузкой (давлением) При ультразвуковой
сварке следует учитывать также амплитуду колебаний инстру-
мента, а при микроконтактной сварке сдвоенным электродом -
ток и напряжение, которые влияют на температуру нагрева и
время сварки.
Производительность и качество присоединения электродных
выводов зависят от точности и правильного взаимодействия
всех устройств установок. Так, механизм подачи проволоки в
рабочую зону и координатный стол должны обеспечивать точ-
ность совмещения свариваемых элементов ± 10 мкм, а механизм
усилия нагружения инструмента должен иметь прецизионную
систему регулирования с воспроизводимостью усилия не хуже
±3 % При контактной микросварке необходимо учитывать раз-
брос толщины свариваемых деталей, износ электродов, неста-
бильность напряжения питания. Режим микросварки должен
автоматически регулироваться и прекращаться при определен-
ном падении напряжения между электродами и несоответствии
заданной температуры в зоне соединения.
Присоединение электродных выводов состоит из следующих
операций размещения корпуса с кристаллом на предметном
столике; совмещения проволоки и инструмента с контактной
площадкой кристалла; выполнения сварки; совмещения ин
струмента с проволокой и выводом корпуса; выполнения
сварки; отрыва проволоки.
Установки для присоединения электродных выводов могут
иметь раздельное или совмещенное перемещение инструмента
и проволоки. Отметим некоторые конструктивные особенности
установок для присоединения электронных выводов.
В установке т е р м о к о м п р е с с и о н н о й свар-
к и ЭМ-490 инструмент представляет собой капилляр, через осе-
вое отверстие которого подается проволока Это позволило
автоматизировать приварку выводов и исключило необходи-
58
мость поворота инструмента в направлении второй сварки. Все
операции, кроме совмещения инструмента с местом первой свар-
ки, автоматизированы. Для удобства совмещения используют
световую указку — проектор, создающий изображение перекрес-
тия на поверхности контактной площадки кристаллов, совпа-
дающее с местом касания инструмента После совмещения изо-
бражения перекрестия с местом сварки нет необходимости одно-
временно видеть контактную площадку кристалла и инструмент,
чтобы затем приварить в нужную точку электродный вывод.
Для перемещения корпуса со смонтированным кристаллом
в горизонтальной плоскости установка ЭМ-490 оснащена двух-
кареточным координатным столом, приводимым в действие
линейным шаговым электродвигателем (ЛШД) через механизм
винт—гайка. Воспользовавшись наборным полем для задания
порядка и координат точек сварки, оператор совмещает пере-
крестие световой указки только с двумя первыми точками
сварки, а далее сварка выполняется автоматически.
Корпуса с кристаллами помещают в отрезки металличес-
кой перфорированной ленты определенной длины, которые,
в свою очередь, укладывают в загрузочную кассету механизма
загрузки—разгрузки В процессе приварки электродных выво-
дов отрезки петы с корпусами последовательно перемешаются
грейферным механизмом на шаг, а затем отрезок за отрезком —
в приемную кассету.
Производительность установки до 14-16 тыс. сварок/ч.
В установке ультразвуковой сварки
ЭМ-4020 применена система автоматического поворота головки
с инструментом на заданный угол и, кроме того, имеется систе-
ма обучения. Предварительно оператор собирает новое изделие
на установке вручную. Последовательность его действий в виде
координат точек сварки и углов поворота фиксируется в ОЗУ
процессора устройства управления, а затем становится програм-
мой для автоматической сборки изделий.
В установках термокомпрессионной
ЭМ-4060 и ультразвуковой ЭМ-4020А сварки приме-
нены однокареточные координатные столы на ЛШД и система
технического зрения (СТЗ), позволяющая распознавать объек-
ты сварки Производительность этих установок до 30 тыс.
сварок/ч.
§ 18. ОБОРУДОВАНИЕ ДЛЯ ПРИСОЕДИНЕНИЯ
ЭЛЕКТРОДНЫХ ВЫВОДОВ
Установка ЭМ-4030 предназначена для присоединения про-
волочных из алюминия или золота выводов диаметром от 0,1
59
до 0,2 мм к контактным площадкам кристаллов и выводам
корпусов термокомпрсссией внахлест. Установка выполнена в
настольном варианте и состоит из двух микроманипуляторов,
нагревателя, двух механизмов подачи проволоки, сварочной
головки, осветителя и микроскопа.
Микроманипуляторами управляют левой рукой.
Один служит для поиска контактной площадки и совмещения
ее с проволокой при визуальном контроле через микроскоп.
Другим подводят место присоединения проволоки к кристаллу
под инструмент сварочной головки и поворотом рукоятки пра-
Рис 25. Механизм подачи проволоки диаметром более 0,03 мм
установки ЭМ-4030:
1 - стеклянный капилляр, 2 — зажимная губка, 3 - толкатель,
4 - электромагнит 5 - кронштейн, 6, 15, 21 - пружины, 7 - ка-
тушка, 8 - рукоятка, 9 14 - оси, 10. 20 - опоры, 11 - винт, 12 -
стойка, 13 - держатель, 16 - упорный винт, 17 - штуцер, 18 -
пневмоцилиндр, 19 — поршень, 22 - рычаг
60
вой рукой опускают инструмент на место сварки. По скончании вре-
мени сварки сварочная головка возвращается в исходное со-
стояние.
Механизмы подачи проволоки (рис. 25)
предназначены для перемещения в зону сварки соответственно
проволоки диаметром более 0,03 мм и менее 0,03 мм. Проволо-
ка, поступающая с катушки 7, заправляется в толкатель 3, про-
ходит через разжатые губки 2 и попадает в капилляр 1. При по-
даче сжатого воздуха электромагнитным клапаном через штуцер
17 в правую полость пневмоцилиндра 18 поршень 19 с закреп-
ленными на нем и посаженными на одну ось 14 толкателем 3
с губкой 2 и рычагом 22 передвигается до регулируемого упор-
ного винта 16. Одновременно с перемещением поршня 19 через
капилляр при движении губок подается проволока
По истечении времени подачи проволоки поступление возду-
ха прекращается, электромагнитный клапан закрывается и вклю-
чается электромагнит 4 который, воздействуя на рычаг 22 и
зажимную губку 2, освобождает проволоку. Поршень 19 с тол-
кателем 3 под действием пружины 15 возвращается в исходное
положение. После этого электромагнит 4 отключается, губка
2 зажимает проволоку и механим ее подачи оказывается гото-
вым к очередному циклу сварки. Длину подаваемой проволо-
ки регулируют, вращая упорный винт 16.
Нагреватель (рис. 26) предназначен для закрепле-
ния изделия (платы, корпуса), поворота его в горизонтальной
плоскости на 320° и нагрева до заданной температуры, которая
контролируется термоэлектрическим преобразователем (термо-
парой) 3. Изделия укладывают па нагревательный элемент 4
и закрепляют зажимом 6, регулируя усилие изменением длины
пружины 1 с помощью
втулки 2. Резистивный
нагревательный эле-
мент представляет со-
бой один или два изо-
лятора, на которые
намотана проволока,
имеющая большое элек-
трическое сопротивле-
ние. Изолятор с прово
локой заливают цемен-
том и помещают в ме-
таллический корпус,
пропуская электричес-
кие выводы через кера-
мические втулки.
Рис 26 Нагреватель установки ЭМ-4030
1 - пружина, 2 - втулка, 3 - термопара,
4 - нагревательный элемент, 5 - винт,
61
Сварочная головка служит для присоединения
проволочных выводов к кристаллам и корпусам (платам) в
двух режимах- без ударного нагружения инструмента в момент
сварки (режим I) и с ударным нагружением (режим II) Уста-
новки ЭМ-4030 имеют две сварочные головки. Одна смонтиро-
вана на рабочем месте и предназначена для приварки выводов
диаметром более 0,03 мм, а другая находится в ЗИП, исполь-
зуется для приварки выводов диаметром менее 0,03 мм и рабо-
тает без ударного нагружения (режим II)
Сварочная головка без ударного нагружения (рис. 27) ра-
ботает следующим образом (режим I). При повороте рукоятки
21 движение передается через вал рычагу 20, а далее через тягу
16 — рычагу 30, который, находясь на одном валу с кулачком
29, поворачивает его па некоторый угол Поворот кулачка 29
воспринимается подшипником 31 и рычагом 32, поворачиваю-
щим вал 24, а вместе с ним и рычаг 5, на котором одним кон-
цом закреплена пружина 2, соединенная другим концом с корпу-
сом сварочной головки Эта же пружина соединяет (замыкает)
контактную группу 4, состоящую из регулировочного винта 3,
закрепленного на рычаге 5, и контакта 1, находящегося на кор-
пусе сварочной головки.
Вал 24 и корпус сварочной головки могут поворачиваться
относительно друг друга в подшипниках 28 Когда рычаг 5 на-
чинает поворачиваться, поворачивается также корпус вместе с
держателем и закрепленным на нем инструментом до соприкос-
новения его с местом сварки
При касании инструмента движение корпуса прекращается,
а рычаг 5 еще продолжает двигаться, нагружая через пружину
свариваемые детали. Одновременно разрывается цепь контакт-
ной группы, что является сигналом для включения реле вре-
мени сварки и фиксирующего электромагнита 18. По истечении
времени сварки электромагнит обесточивается и сварочная го-
ловка под действием пружины 33 возвращается в исходное по-
ложение до упора в винт 34. Усилие нагружения инструмента
регулируют вращая винт 3. Для расширения диапазона регули-
рования усилия нагружения переставляют сменные грузы 23
Работа сварочной головки с ударным нагружением (режим
Рис. 27. Сварочная головка установки ЭМ-4030-
1 - контакт, 2, 9, 22 33 - пружины, 3, 6, 34 — регулировочные винты,
4 - контактная группа, 5, 11, 20, 30, 32 - рычаги, 7, 8, 18 - электромаг-
ниты, 10 - фиксатор, 12 - винт-боек, 13 - держатель, 14 - инструмент из
твердого сплава ВК6М, 15,17 - шарнирные подшипники, 16 - тяга, 19 -
фланец, 21 - рукоятка, 23 - груз, 24 - вал, 25, 28, 31 - подшипники,
26 — ось, 27 - упор, 29 - кулачок, 35 - винт зажима инструмента
62
26
П) аналогична до момента разрыва электрической цепи контакт-
ной группы. При размыкании контактов сигнал одновременно
подается на запуск реле времени, включение фиксирующего
магнита 18, а также срабатывание электромагнита 7, который
поворачивает фиксатор 10 и освобождает рычаг 11, ударяющий
под действием пружины 9 расположенным на нем бойком 12
по держателю 13 инструмента, создавая ударное нагружение.
По истечении времени сварки фиксирующий электромагнит 18
отключается и одновременно включается на короткое время
электромагнит 8, который возвращает рычаг 11 в первоначаль-
ное фиксиро энное положение. Усилие ударного нагружения
регулируют вращая винт 6.
Как уже отмечалось, поиск и совмещение свариваемых
элементов и инструмента выполняет оператор. Подача прово-
локи необходимой длины, ее обрыв и присоединение в одном
из двух режимов, а также время сварки и поддержание задан-
ной температуры нагрева столика выполняются автоматически
по заданию программаторов.
При работе установки ЭМ 4030 необходимо проверять и
регулировать температуру нагрева рабочей зоны столика и уси-
лие сжатия соединяемых элементов
Температуру нагрева рабочей зоны столика проверяют с
помощью контрольного термоэлектрического преобразователя
(термопары и потенциометра постоянного тока ПП-63), сверяя
ее с заданной на программаторе. Используя секундомер и при-
бор контроля температуры, можно определить время выхода
нагревателя на заданный режим.
Усилие сжатия соединяемых элементов проверяют с по-
мощью граммометра Г25-15О или Г50-300 (в зависимости от
усилия) Для этого, подставив рычаг граммометра под держа-
тель перед сварочным инструментом, медленно поднимают
рычагом граммометра сварочную головку. Измеренный резуль-
тат сравнивают с заданным, и если они не совпадают, производят
регулировку, а затем снова выполняют измерения до тех пор,
пока не будет получено требуемое усилие.
Установка ЭМ-4020 (рис. 28) предназначена для присоеди-
нения внахлест ультразвуковой сваркой по заданной программе
электродных провлочных алюминиевых выводов диаметром от
0,025 до 0,060 мм к покрытым алюминием или позолоченным
контактным площадкам кристаллов и выводам корпусов. Кро-
ме того, на ней можно присоединять выводы к отрезкам перфо-
рированных лент с предварительно смонтированными па них
кристаллами (максимальное количество двойных мест сварки
равно 96)
Для получения сварных соединений высокого качества в
64
Рис. 28. Установка ЭМ-4020 присоединения электрод-
ных выводов ультразвуковой сваркой:
1 — кассеты, 2 — световая указка, 3 — ультразвуко-
вой генератор, 4 - блок управления, 5 - осветитель,
б - устройство микроспарки, 7 - механизм подачи
кассет
установке предусмотрено регулирование усилия нагружения на
свариваемые элементы, траектории перемещения сварочного
инструмента при формировании петли (электродного вывода,
приваренного в двух местах), времени приложения ультразву-
ковых колебаний к инструменту и их мощности
Установка рассчитана на выполнение следующих операций;
подачу в рабочую зону корпуса или отрезка ленты с присоеди-
ненным кристаллом; задание (запись) координат контактных
площадок кристалла и корпуса с помощью световой указки);
совмещение светового пятна с первой и второй контактными
площадками кристалла; автоматическую приварку всех прово-
лочных выводов по заданной программе с учетом погрешности
расположения контактных площадок кристалла относительно
контактных площадок корпуса.
Подача корпуса (отрезка ленты) в рабочую зону выполняет-
ся автоматически по циклограмме или только после нажатия
кнопки
Для записи координат контактных площадок кристалла
(корпуса) в оперативное запоминающее устройство (ОЗУ)
выбирают две максимально удаленные друг от друга точки
(обычно расположенные по диагонали кристалла). Затем прове-
ряют правильность записанной программы в режиме коррекции
и, если надо, вводят поправку. Контролируют необходимую точ-
ность координат по отпечаткам инструмента на кристалле.
3-828 65
Установка работает в соответствии с циклограммой, по ко-
торой приварка проволочного вывода происходит за один обо-
рот кулачков механизма перемещений, совершаемый за 400 им
пульсов, поданных блоком управления на линейный шаговый
электродвигатель, служащий для подъема и опускания инстру-
мента по вертикали.
Установка состоит из устройства ультразвуковой микро-
сварки механизма подачи кассет и электрооборудования.
Устройство ультразвуковой микросвар-
к и служит для перемещения инструмента (опускания, подъе-
ма, поворота, передвижения по координатам Хи У) в определен-
ной последовательности, заданной циклограммой, и состоит из
микроскопа, механизма подачи проволоки, сварочной головки,
механизмов поворота и перемещений, координатного стола, при-
вода и датчиков его исходных положений и световой указки.
Микроскоп предназначен для визуального наблюдения
за совмещением светового пятна указки с местом сварки, выс-
тавлением инструмента, а также процессом сварки и закреплен
в устройстве, обеспечивающем его наиболее удобное для работы
положение.
Механизм подачи проволоки (рис. 29) подает
проволоку, отрывает ее и передает давление на свариваемые
элементы. Подают и отрывают проволоку, сматываемую с ка
тушки и протягиваемую через трубку 8, поддерживающую капил-
ляр 9, губки 31 и 33, которые закреплены на оси 23 кронштей-
ном 24. Работа губок управляется электромагнитами: зажим
проволоки — электромагнитом 21 через якорь 20 и винт 36,
а отрыв и подача — электромагнитами 6 и 18, притягивающими
пластину 29 и губки Пластина 29 возвращается в исходное по-
ложение упругой деформацией пружины 4
Механизм подачи проволоки требует регулировки. Так,
между пластиной 29 и электромагнитами, вращая винт 5, уста-
навливают зазор. Для изменения подачи проволоки и усилия ее
отрыва перемещают электромагниты 6 и 18 в пазах крепления
(грубая регулировка) и вращают винты 7 и 16 (тонкая регули
ровка). Усилие возврата пластины 29 в среднее положение уста-
навливают вращая винг 19.
Сварочная головка 25 закреплена на корпусе 28
механизма подачи проволоки кронштейном 26 и винтом 27
Положение инструмента 10 относительно губок 31 и 33 регули-
руют перемещая и поворачивая либо сварочную головку 25 от-
носительно кронштейна 26, либо их вместе. Кроме того, корпус
28 может качаться вместе со сварочной головкой на пластине
3, закрепленной на кронштейне 2.
Усилие нагружения инструмента на свариваемые элементы
66
ка, 28 - корпус, 32, 33
губки
3**
создается пружинами 14 и 12 и регулируется перемещением
пружины 14 по пазам пластины 30 и втулки 11, изменяющей
длину пружины 12.
Механизм поворота управляет положением меха-
низма подачи проволоки, вращая его и инструмент относительно
кассеты или корпуса прибора, и одновременно подает команды
для работы электромагнитов, приводящих в действие губки,
подачу и отрыв проволоки. Механизм поворота с помощью
кронштейна монтируется на координатном столе и представляет
собой полый вал, вращаемый в подшипниках качения приводом,
состоящим из линейного шагового электродвигателя и червяч-
ной пары. Шаговый электродвигатель и червяк расположены в
отдельном корпусе, что позволяет регулировать межцентровое
расстояние червячной передачи, колесо которой закреплено на
полом валу.
При работе механизма поворота вращаются расположенные
снаружи полого вала токосъемники, передающие через щетки
сигналы управления электромагнитам механизма подачи прово-
локи и ультразвуковой головке.
Каретка, расположенная на корпусе механизма поворо-
та, служит для передачи движения от механизма перемещения
инструмента через кронштейн и шток, проходящий внутри по-
лого вала, механизму подачи проволоки.
Механизм перемещений (рис. 30) предназначен
для периодического подъема и опускания инструмента, а также
быстрого его подъема в нерабочее положение и работает следую-
щим образом.
При выполнении первой сварки (приварки вывода к крис-
таллу) инструмент опускается и поднимается кулачком 1, по-
лучающим вращение от электродвигателя 4 через рычаг 11, винт
8, еще один рычаг 18, регулирующий винт 19, взаимодействую-
щий с кронштейном каретки 5 и с помощью штока передающий
движение механизму подачи проволоки
При выполнении второй сварки (приварки вывода к выводу
корпуса) инструмент опускается и поднимается кулачком 2,
получающим вращение от электродвигателя через рычаг 10,
винт 7, рычаг 18 и регулирующий винт 19 и далее аналогично
первой сварке.
Высота петли (длина электродного вывода) определяется
эксцентриситетом кулачка 3, связанного через рычаг 9, винт 6
и регулирующий винт 19 с механизмом подачи проволоки.
Для быстрого подъема инструмента в нерабочее состояние
поворачивают рукоятку 12. При этом вращающимся кулачком
каретка 5 поднимается и выводит из взаимодействия регули-
рующий винт 19 и рычаг 11 механизма подачи проволоки. Ис-
68
Вид А
Рис. 30 Механизм перемещений установки ЭМ-4020:
1.3- кулачки первой и второй сварки, 2 - кулачок, определяющий вы-
соту петли, 4 - электродвигатель, 5 - каретка, б, 7, 8, 19 - винты, 9. 10
11. 18 - рычага, 12 - рукоятка, 13 - гайка, 14 - кулачок, 15 - датчик’
1о - лепесток, 17 - корпус
ходпое положение механизма перемещений устанавливают вра-
щая гайку 13, с которой связана рукоязка 12, а также изменяя
положение лепестка 16 и датчика 15.
Координатный стол предназначен для подведения
сварочного инструмента к месту сварки — световому пятну,
создаваемому световой указкой, и состоит из двух смонтирован-
ных одна на другой кареток, перемещающихся по шариковым
направляющим во взаимно перпендикулярных направлениях.
Зазор в направляющих изменяют вращая регулировочные вин-
ты. Исходное положение координатного стола фиксируется дат-
чиками.
Для привода кареток координатного стола служат шаговые
электродвигатели и механизм винт — гайка, преобразующий
вращательное движение в прямолинейное. При вращении винта
гайку удерживает от поворота упругий поводок. Для ручного
перемещения и ограничения хода гайки предусмотрен диск, рас-
положенный на хвостовике винта со стороны шагового электро-
двигателя.
Световая указка создает на свариваемой поверхнос-
ти световое пятно, с помощью которого определяют координаты
расположения кристалла, его контактных площадок и места
сварки на выводах корпуса. Световая указка выполнена в виде
металлического корпуса с установленным в нем осветителем,
свет которого фокусируется объективом в световое пятно.
Механизм подачи кассет захватывает ленты
(кассеты с корпусами) из подаюшей кассеты, перемещает их
на шаг при выполнении сварки и подаст в приемную кассету.
По мере расходования лент в процессе работы подающая кассета
автоматически опускается на шаг вниз, а приемная поднимается
на шаг вверх. Этот механизм смонтирован в корпусе, в котором
справа и слева размещены аналогичные по конструкции устрой-
ства подъема (опускания) кассет, перемещаемые по вертикаль-
ным направляющим. Привод устройств осуществляется шаго-
выми электродвигателями и винтовыми парами (ходовыми
винтами и гайками).
Для автоматического управления работой механизма подачи
кассет служат четыре кулачка, которые получают привод через
редуктор и, вращая их, воздействуют на соответствующие рыча-
ги, датчики, лепестки, включающие в работу блоки системы
автоматики.
В электрооборудование у с т а н о в к и у л ь т р а-
звуковой сварки входят генератор ультразвуковых ко-
лебаний УЗГ-6,3, приводы механизмов, блоки управления и пи-
тания, стабилизаторы, запоминающее и микропроцессорное уст-
ройства и осветитель.
70
При работе установки регулируют усилие нагружения инст-
румента на свариваемые элементы, изменяя длину пружин 14
и 12 (см. рис. 29 — пружины 12, если усилие первышает 0,5 Н).
Для проволоки диаметром 0,025; 0,03; 0,04; 0,05 и 0,06 мм
оно должно быть соответственно равно 0,25-0,35; 0,30-0,45;
0,40-0,55; 0,55-0,75 и 0,75-1 Н
Основными параметрами режима ультразвуковой сварки
выводов являются усилие нагружения инструмента, длитель-
ность импульса, мощность и частота ультразвуковых колебаний
Усилие сжатия инструментом свариваемых элементов про-
веряют граммометром часового типа, имеющим погрешность
показаний не более 1 % при нагружении до 1,2 И Измерения
выполняют не менее 5 раз
Дискретность шага перемещений координатного стола кон-
тролируют индикатором 1МИГ, а точность перемещения инстру-
мента - по его отпечаткам на алюминиевой пленке, нанесенной
на полупроводниковую подложку. Расстояние между отпечат-
ками измеряют с помощью микроскопа УИМ-200.
Длительность сварочного импульса, а также его воспроиз-
водимость определяют на специальном стенде.
Рабочую частоту ультразвукового генератора измеряют в
режиме частоты импульсного сигнала частотомером.
Установка ЭМ-4092 (рис 31) предназначена для присоеди-
нения контактной микросваркой проволочных и ленточных вы-
водов к контактным площадкам гибридных ИМС (плат) и не
отличается по конструкции основных механизмов от рассмот-
ренных установок.
Рис. 31 Установка ЭМ-4092 контактной микро-
сварки:
1 - блок управления, 2 - станина, 3 - сварочная
головка, 4 - блок контактной сварки, 5 - микро-
скоп, 6 - свстоуказатсль, 7 - стол 8 ручка
управления
Для получения качественных соединений в установке пре-
дусмотрение регулирование усилия нагружения инструмента, а
также времени и мощности сварочного импульса Установка рас-
считана на выполнение следующих операций: подачу в рабочую
зону корпусов с присоединенными кристаллами (платами);
совмещение светового пятна с контактной площадкой кристал-
ла; сжатие соединяемых элементов; подачу сварочного импуль-
са; сварки.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какими методами присоединяют электродные выводы и каковы
их достоинства и недостатки?
2 Что такое термокомпрессия?
3. Каков принцип ультразвуковой сварки?
4. Каков принцип микроконтактной сварки?
5. Какие требования предъявляют к проволоке, используемой для
электродных выводов?
6. Каким требованиям должен отвечать инструмент для присоедине-
ния электродных выводов?
7. Каковы устройство и принцип действия установок для присосди! с-
ния электродных выводов термокомпрессионной, ультразвуковой и
микроконтактной сваркой?
ГЛАВА ЧЕТВ ЕРТАЯ
ГЕРМЕТИЗАЦИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ
И ИМС
§ 19. ОСНОВНЫЕ СВЕДЕНИЯ
Под герметичностью понимают способность замкнутой конструкции
не пропускать газ (жидкость).
Абсолютно непроницаемых конструкций не существует,
поэтому герметичность характеризуется допустимой утечкой
(течыо) газа (жидкости), измеряемой в единицах потока. Поток
газа или жидкости через микроотверстия выражают единицей
объема при определенном давлении за определенное время,
т.е. в м3-Па/с(1,3210-4 м3 Па/с = 1 л-мкм рт. ст./с).
Корпуса полупроводниковых приборов и ИМС считаются
герметичными при натекании гелия не более 1,3210-9 м3 Па/с
Герметизация является одной из важнейших заключительных
операций технологического процесса производства полупровод-
никовых приборов и ИМС, так как обеспечивает их надежность
72
и долговечность при механических и климатических воздейст-
виях в условиях эксплуатации. Кроме того, герметизация яв-
ляется последней операцией сборки полупроводниковых прибо-
ров и ИМС и от качества ее выполнения зависит выход годных
изделий.
Подсчитано, что трудоемкость сборочных операций (вместе
с герметизацией) некоторый массовых изделий микроэлектро-
ники (транзисторов, ИМС) превышает трудоемкость всех дру-
гих операций Забракованные негерметичные приборы пред-
ставляют собой довольно дорогие и почти готовые изделия, что
заставляет с особой тщательностью относиться к процессам гер-
метизации.
Постоянное стремление к повышению компактности, мини-
атюризации и быстродействия электронных систем вызывает
увеличение плотности рассеиваемой мощности (особенно в
ИМС), что усложняет теплоотвод от активных элементов, вы-
зывая дополнительные требования к конструкции корпусов и
способам их герметизации. В настоящее время установлено,
что конструктивное исполнение корпусов и их герметизация
не менее сложны, чем создание электронно-дырочных перехо-
дов. Исследования показали, что проникновение в процес-
се эксплуатации в корпус транзистора даже ничтожного
количества влаги может вызвать нестабильность его пара-
метров.
Такие способы герметизации корпусов полупроводниковых
приборов, как заливка пластмассой, склеивание специальными
клеями, стеклоцементами, глазурями или лаками, заварка стек-
лом, а также различные виды сварки и пайки, имеют свои дос-
тоинства и недостатки
Герметизация пластмассой, например, пригодна для мас-
сового производства изделий микроэлектроники широкого при-
менения. Приборы в пластмассовой оболочке характеризуются
низкой стоимостью, хорошим внешним видом, групповой
технологией производства. Но пластмассовая герметиза-
ция не обеспечивает требуемой герметичности при испыта-
ниях на климатические воздействия и в условиях эксплуа-
тации.
Некоторые корпуса герметизируют, приклеивая керами-
ческую крышку к металлокерамическому основанию корпуса.
Такая герметизация надежна, не требует дорогостоящего обору-
дования, но процессы нанесения и отверждения клея довольно
длительны.
Герметизацию стеклоцементами, глазурями, лаками и стек-
лом применяют ограниченно.
§20 . ГЕРМЕТИЗАЦИЯ КОРПУСОВ ПАЙКОЙ
В производстве изделий микроэлектроники герметизацию
корпусов пайкой используют относительно редко, так как кро-
ме сравнительной простоты (не требуются сложные оснастка,
инструмент, оборудование; процесс выполняется без приложе-
ния значительных давлений) она имеет ряд недостатков. Так,
при герметизации пайкой необходим нагрев полупроводнико-
вых приборов и ИМС до 200-420 °C, что ухудшает их парамет-
ры. Характерными видами брака при терметизации пайкой яв-
ляются образование щелей (непропай) в соединениях, затекание
припоя и флюса внутрь корпуса, перекосы деталей, частичное
несмачиванис поверхностей припоем и др. Кроме того, детали,
предназначенные для пайки, должны иметь очень малые откло-
нения по плоскопараллельности и зазорам.
При герметизации деталей корпусов пайкой используют кос-
венный контактный и бесконтактный нагрев, горячий инертный
газ или газопламенный источник.
При пайке с косвенным контактным на-
гревом герметизируемый корпус укладывают на нагрева-
тель, разогревают вместе с припоем до необходимой температу-
рь! и накрывают крышкой, а затем прижимают ее и охлаждают
корпус. Обычно такую пайку выполняют в среде защитного газа.
Недостатком ее являются сложность равномерного нагрева кор-
пуса и необходимость тщательной подгонки посадочного места
нагревателя к корпусам разных размеров для создания хоро-
шего теплового контакта.
При пайке с косвенным бесконтактным
нагревом (в конвейерных газовььх печах) получают лучшие
результаты, так как в этом случае повышаются качество герме-
тизации и производительность. Однако пайка в конвейерных пе-
чах требует большого количества сложных кассет, а сам процесс
недостаточно управляем.
Пайка в струе нагретого инертного газа
получила наибольшее распространение Этим способом, напри-
мер, герметизируют корпуса с локальным золочением деталей
только в местах соединения, используя в виде отдельной детали
припой, состояний из 99—99,5 % олова и 0,1 —1,0 % висмута
(сурьмы или серебра) Локальное золочение хотя и усложняет
герметизацию, но ограничивает растекание припоя и снижает
расход золота. Толщина золотого покрытия составляет не более
1,5—2 мкм.
Пайку в сгруе нагретого инертного газа применяют также
для герметизации металлокерамических корпусов с предвари
тельным нанесением слоя припоя олово — висмут толщиной не
74
менее 0,15 мм по периферии крышки В этом случае на корпус
по периметру, соответствующему форме крышки, также нано-
сят слой золота. При нагреве соединяемых деталей струей горя-
чего газа слой припоя на крышке плавится, смачивает золотое
покрытие и герметизирует корпус.
Иногда никелевые крышки золотят в кислом электролите,
используют припой слово—висмут—индий и нагрев в струе го-
рячего инертного газа. В процессе образования паяного соеди-
нения золотое покрытие полностью растворяется в припое,
который взаимодействует с чистой поверхностью никеля, нахо-
дящегося под золотом, образуя после кристаллизации прочное
герметичное соединение. Шов представляет собой слой припоя с
мелкими включениями частиц золота и олова.
Газопламенная пайка с использованием
пр и п о я ПОС61 и флюса, при которой крышку корпуса
нагревают подвижным водородно-кислородным пламенем, яв-
ляется довольно производительным процессом герметизации
(в 8—10 раз выше по сравнению с пайкой косвенным контакт-
ным нагревом) Между тем при термических испытаниях таких
корпусов на надежность они могут стать нсгермстичными, так
как золотое покрытие крышки в зоне шва не полностью раство-
ряется в припое. Оставшийся слой золота при термических ис-
пытаниях и эксплуатации приборов или ИМС переходит в припой
постепенно и связь крышки с припоем нарушается. Слой золота,
который в данном случае применяют для улучшения смачивае-
мости, должен быть не более 2—3 мкм, что обеспечивает его
полное растворение в припое.
Кроме того, при герметизации полупроводниковых прибо-
ров и ИМС пайкой используют микроплазменный нагрев.
§21 ГЕРМЕТИЗАЦИЯ КОРПУСОВ КОНТАКТНОЙ
КОНТУРНОЙ ЭЛЕКТРОСВАРКОЙ
Широкое внедрение в производство контактной контурной
электросварки стало возможным в связи с созданием промыш-
ленного сварочного оборудования и разработкой новых конст-
рукций корпусов, пригодных для герметизации этим способом.
В качестве аккумулирующей системы в установках контакт-
ной контурной электросварки обычно используется батарея
электролитических конденсаторов. Электрическая энергия, на-
капливаемая при заряде конденсаторов от источника постоян-
ного напряжения (выпрямителя), расходуется при их разряде,
превращаясь в процессе сварки в тепловую энергию.
Достоинствами этого вида сварки являются: постоянный расход
электроэнергии, что обеспечивает высокую воспроизводимость результа-
75
тов; кратковременность и концентрированное тепловыделение в месте
соединения, обеспечивающие минимальную зону нагрева свариваемых
металлов, непосредственно окружающую сварной шов; возможность
качественного соединения разнородных металлов и сплавов, плохо сва-
риваемых или совсем не свариваемых другими способами.
Кроме того, конденсаторная сварка способствует выравни-
ванию фазовой нагрузки и повышению коэффициента мощности
пигагошеи электросети.
Основными элементами установки контактной контурной
электросварки (рис. 32) являются выпрямитель В, преобра-
Рис. 32. Электрическая схема
установки контактной контур-
ной электросварки
зующий переменный ток в посто-
янный, батарея конденсаторов
С для накопления (аккумули-
рования) электроэнергии и пе-
реключатель П для последова-
тельного соединения батареи
конденсаторов с источником пи-
тания (выпрямителем) и свароч-
ным трансформатором Тр, пред-
назначенным для получения в
сварочной цепи больших токов
при низком напряжении.
Накопленную в батарее конденсаторов энергию (Вт-с) опре-
деляют по формуле W = Cl/2 10”6/2 (где С — рабочая емкость
батареи конденсаторов, мФ; U— напряжение заряда конденсато-
ров, В). Из этой формулы видно, что накопленную в конденса-
торах энергию можно регулировать, изменяя их емкость, напря-
жение заряда или одновременно оба параметра.
При контактной электросварке соединяемые детали нагре-
ваются теплотой, выделяющейся при прохожде ши через них
сварочного тока. Известно два метода нагрева деталей при кон-
тактной электросварке: сопротивлением или сопротивлением
и оплавлением.
При методе сопротивления необходим хоро-
ший контакт свариваемых деталей. При прохождении сварочно-
го тока через контактируемые поверхности выделяется коли-
чество теплоты, пропорциональное квадрату плотности тока,
времени его прохождения и удельному сопротивлению металла.
При методе сопротивления и оплавле
и и я свариваемые детали лишь соприкасаются, что увеличи-
вает сопротивление контакта и сварочный ток.
При соединении металлических деталей контактной электро-
сваркой получают в зависимости от метода нагрева сварной шов
соответственно в виде общего литого ядра или без ядра.
76
Так как в основном используют контактную электросвар-
ку с нагревом сопротивлением, рассмотрим ее.
Корпуса полупроводниковых приборов и ИМС герметизи-
руют сваркой по замкнутому контуру, которую в отличие от
других видов сварки (точечной, роликовой, стыковой) назы-
вают контактной контурной сваркой (ККС), а в случае приме-
нения рельефов — контактной контурно-рельефной сваркой
(ККРС) или электросваркой.
При определении количества теплоты, необходимой для
сварки, учитывают неизбежные тепловые потери на нагрев кон-
тактного участка электрод—деталь. Контактное сопротивление
электрод — деталь должно быть минимальным, т.е. намного
меньше контактного сопротивления между свариваемыми дета-
лями, которое должно быть значительным, особенно если они
изготовлены из материалов, имеющих низкое удельное электри-
ческое сопротивление. Контактное сопротивление зависит от
состояния поверхностей свариваемых деталей и удельного дав-
ления, создаваемого сварочными электродами.
Для получения надежной герметизации контактное сопро-
тивление между свариваемыми деталями специально увеличи-
вают, особенно при низком удельном сопротивлении мате-
риалов и необходимости использования маломощной свароч-
Рие. 33. Способы увеличения контактного сопро-
тивления между ножкой и баллоном выполнением
узких сварочных поясков (а), сварочных релье-
фов (б, в), гофра (г)
77
ной машины для герметизации значительных по размеру корпу-
сов, т.е. при большой протяженности сварного контура. Повы-
шают контактное сопротивление, выполняя на ножке и баллоне
узкие сварочные контуры — сварочные пояски или рельефы.
Сварочные пояски (рис. 33, а) обычно используюг
в корпусах маломощных полупроводниковых приборов, ножки
и баллоны которых, как правило, изготовляют из материалов,
имеющих большое удельное электрическое сопротивление (ко-
вар — ковар, ковар — никель, ковар — сталь).
Сварочные рельефы (рис. 33, б, в) выполняют на
корпусах мощных полупроводниковых приборов с большой
протяженностью контура сварки, крышку и основание корпуса
которых соответственно изготовляют из ковара (никеля) и
меди. Медь, обладая малым удельным электрическим сопротив-
лением, не обеспечивает с коваром необходимого контактного
сопротивления, а следовательно, при сварке не выделяется тре-
буемое для плавления количество теплоты. Поэтому между
медным фланцем ножки и баллоном для повышения контактно-
го сопротивления помещают промежуточную деталь — обычно
никелевое или коваровое кольцо, что удорожает корпус.
Рельеф может быть выполнен на промежуточном кольце,
но лучше его делать на крышке, а кольцо оставлять гладким.
Сварочные рельефы с минимальным радиусом вершины обычно
получают чеканкой. Контактное сопротивление повышает также
гофр (рис. 33,г).
В последнее время на медных деталях выполняют рельеф
оптимальной формы и размеров, позволяющий отказаться от
промежуточного кольца и тем самым упростить и удешевить
корпуса мощных полупроводниковых приборов. Конструктив-
ные элементы корпусов мощных транзисторов с промежуточ-
ным кольцом и без него показаны на рис. 34, а, б. В первом слу-
чае рельеф 5 выполнен на промежуточном кольце 4, а во вто-
Рпс. 34 Конструктивные элементы мощных транзисторов, гермети
зируемых контактной контурной электросваркой с промежуточным
кольцом (fl) и без пего (б):
1 - баллон, 2 - керамический изолятор 3 фланец, 4 - промежуточ-
ное кольцо, 5 - рельеф
78
ром — непосредственно на медном фланце 3. Контактное сопро-
тивление можно также увеличить, выполнив на крышке 2 нак-
лонный фланец, которым она будет касаться фланца основания
4 корпуса (рис. 35, с) или его торца (рис. 35, б).
Рис. 35. Способы увеличения контактного сопротивле-
ния касанием наклонным фланцем (а) или торцом (б)
крышки фланца основания корпуса:
1,3 — верхний и нижний электроды, 2 - крышка, 4 -
основание
При контактной контурно-рельефпой сварке рельеф и со-
прикасающийся с ним металл в зоне максимального сопротив-
ления сильно нагреваются и в результате расплавляются. Когда
место соприкосновения свариваемых деталей нагревается до
определенной температуры, начинает плавиться вся зона буду-
щего шва. Очень важно, чтобы нагрев обеих свариваемых дета-
лей был равномерным и одинаковым. Для этого рельеф следует
выполнять на детали с лучшим теплоотводом или изготовленной
из материала, обладающего большей теплопроводностью и ма-
лым сопротивлением электрическому току. Свариваемые детали
сжимают, но с усилием, не деформирующим рельеф, который,
постепенно расплавляясь, под действием усилия сжатия расплю-
щивается.
Надежное сварное соединение получают лишь при условии
одновременного расплавления обеих свариваемых поверхностей
деталей. В этот период под действием усилия сжатия расплавлен-
ные металлы образуют общее ядро, которое удерживается более
холодным металлом, находящимся в околошовной зоне. На
жидкий металл действуют динамическая сила тока, собственное
расширение, расширение паров и другие силы, способствующие
выплеску металла из ядра. При большом выплеске в ядре оста-
ется мало расплавленного металла, сварное соединение будет
нсгерметичным и плохого внешнего вида.
Основными параметрами контактной контурной сварки, выполняе-
мой на конденсаторных машинах, являются: емкость батареи конденсато-
79
ров и напряжение ее заряда; усилие сжатия свариваемых деталей и коэф-
фициент трансформации.
Перед сваркой детали химически покрывают слоем никеля
толщиной 3—5 мкм Химическое никелирование корпусов с точ-
ки зрения получения надежного сварного соединения предпочти-
тельнее гальванического. Испытания загерметизированных кор-
пусов на механическую прочность (разрыв) показали их высо-
кую надежность. Среднее усилие разрыва корпуса по месту свар-
ки составило 200 МН/м2.
Наиболее серьезным недостатком контактной электросвар-
ки являются выплески металла. При разогреве свариваемых
деталей электрическим током образуются объемные электроди-
намические силы, стремящиеся вытолкнуть расплавленный
металл за пределы сварочного контура. В результате действия
этих сил появляются выплески расплавленного металла, кото-
рый, кристаллизуясь по периферии корпуса, не только ухуд-
шает его внешний вид, но и является одной из причин негерме-
тичности.
На появление выплесков металла при сварке оказывают
также влияние усилие сжатия сварочного инструмента — элект-
родов (удельное давление электродов) и длительность вре-
мени прохождения сварочного импульса. Эти параметры обычно
подбирают опытным путем для каждой конкретной конструк-
ции корпуса и сварочного инструмента, и они должны быть опти-
мальными
Кроме того, причиной выплесков металла может быть слиш-
ком большая емкость батареи конденсаторов. При сварке обыч-
но используют полную емкость батареи, чтобы в процессе экс-
плуатации сварочной установки не выполнять электроформовку
конденсаторов. В этом случае емкость конденсаторов считают
постоянной, а режим сварки подбирают, изменяя остальные па-
раметры
Загрязнения на поверхностях свариваемых деталей и непа-
раллслыюсть рабочих кромок электродов увеличивают контакт-
ное сопротивление сварочному току и зону расплавленного ме-
талла, что также является причиной появления выплесков.
Так как размеры сварочных поясков соединяемых ножек
и баллонов малы, электроды должны иметь точную центровку
и обеспечивать точную центровку соединяемых деталей, исклю-
чающую взаимные перекосы и смешения контактируемых по-
верхностей (электрод — деталь и деталь — деталь).
Наиболее целесообразен сварочный инструмент, показанный
на рис. 36. Державки 1 и 5 электродов со вставками 3 центри-
руются запрессованными в текстолитовый стакан 6 стальными
80
Рис. 36. Сварочный инструмент для герметизации корпу-
сов контактной контурной электросваркой:
1,5 — державки электродов, 2, 4 - стальная и изоли-
рующая втулки, 3 — вставки, 6 - текстолитовый стакан
шлифованными втулками 2, разделенными изоляционной
втулкой 4 Изготовляют электроды из меди (М2 или М3), так
как она обладает высокой злектро- и теплопроводностью.
Вставки 3, служащие для увеличения срока службы электродов,
должны кроме хорошей злектро- и теплопроводности обладать
высокой механической прочностью при сжатии.
Таким материалом является эльконайт — пссвдосплав, по-
лучаемый методом порошковой металлургии и состоящий из
70—80 % вольфрама и 30—20 % меди. Вставки из эльконайта,
имеющие твердость НВ 2,6—2,9 кН/мм2, впаивают припоем
ПСр45 в медные державки (электроды). Стойкость электро-
дов из лучших партий эльконайта при герметизации корпусов
маломощных транзисторов в среднем соответственно состав-
ляет 2500 и 1800 сварок.
Основным показателем выхода из строя электродов являет-
ся выработка или выкрашивание их рабочего пояска. Восстанав-
ливают электроды, шлифуя и притирая их рабочую поверхность
до удаления выработанной области, а затем, если необходимо,
развертывают внутреннее отверстие.
Электродным материалом может также служить специаль-
ная бронза БрНБТ, представляющая собой сплав меди с 1,4—
1,6 % никеля, 0,2—0,4 % бериллия и 0,05-0,15 % титана. После
термообработки (закаливания и отпуска) бронза приобретает
свойства, необходимые электродным материалам, превосходя
эльконайт по злектро- и теплопроводности и лишь незначитель-
но уступая ему в твердости.
В отдельных случаях для компенсации иеплоскостности
81
свариваемых деталей, рабочих частей сварочного оборудования,
а также устранения перекоса сварочного инструмента верхний
электрод выполняют со сферической головкой, которая, сопри-
касаясь с ответной сферой промежуточной детали, позволяет
ему самоустанавливаться.
Свойства некоторых материалов, применяемых для изго-
товления электродов, приведены в табл. 2.
Таблица 2 Свойства материалов для изготовления электродов
Материал Твердость по Бринел- лю, кН/мм2 Электро- провод- ность, % от меди Теплопро- водность, Вт/(м°С) Температура разупрочне- ния, С
Медь Ml, М2, М3 0,75-1 100 390 150-200
Элькой айт 2,6-2,9 35-40 276 600 700
Бронза БрНБТ 1,7-2,4 50-55 240 500-550
Бронза БрХБ 1.1-1,3 85 234 350-400
Для получения стабильно высоких результатов при герме-
тизации корпусов желательно, чтобы свариваемые детали были
из однородных металлов и равной толщины В этом случае по-
лучаемое при сварке литое ядро имеет постоянные размеры и
расположено симметрично, что обеспечивает стабильную меха-
ническую прочность соединения.
При сварке однородных металлов разной толщины ядро
смещается в деталь большей толщины, а при сварке разнород-
ных металлов равной толщины — в деталь с наименьшей элект-
ро- и теплопроводностью. Кроме того, при сварке на конденса-
торных машинах деталей из разнородных металлов неодинако-
вой толщины ядро может изменять свое положение и размеры
в зависимости от направления сварочного тока.
Для максимального использования теплоты, выделяющейся
в контакте твердой и жидкой фаз разнородных металлов, необ-
ходимо деталь из материала, обладающего более низкой элект-
ро- и теплопроводностью, располагать со стороны электрода,
соединенного с отрицательным полюсом источника сварочного
тока.
Таким образом, герметизация корпусов полупроводниковых при-
боров и ИМС контактной контурной электросваркой имеет свою специ
фику: выполняется с использованием узких сварочных поясков или
рельефов*, должна происходить без выплесков металла и прожогов;
сварной шов должен иметь хороший внешний вид
82
Обычно сваривают детали из разнородных материалов и нерав
ной толщины. Основными свариваемыми материалами являются
ковар — ковар, ковар — никель, ковар - сталь 10, никель — ни-
кель, медь — никель, медь — ковар, имеющие гальванические
покрытия никеля и золота по подслою никеля. Полученные
соединения должны быть герметичными, механически прочными
в широком диапазоне частот и ускорений и работоспособными
при различных климатических условиях.
§ 2Z ОБОРУДОВАНИЕ ДЛЯ ГЕРМЕТИЗАЦИИ КОРПУСОВ
КОНТАКТНОЙ КОНТУРНОЙ ЭЛЕКТРОСВАРКОЙ
Конденсаторные сварочные машины являются маломощным
сварочным оборудованием, поэтому область их применения
ограничивается сваркой деталей толщиной до 0,5—0,7 мм из
цветных и черных металлов и временем разряда батареи кон-
денсаторов от десятков микросекунд до долей миллисекунды.
Сварку очень тонких деталей выполняют на машинах, в
которых разряд батареи конденсаторов производится непосред-
ственно на сварочный контур без сварочного трансформатора
Такие машины обеспечивают малое время прохождения тока
через свариваемые детали, что важно для образования надежно-
го сварного соединения тонких деталей. Но они имеют низкий
КПД вследствие несогласованности разрядной и зарядной цепей
и поэтому нс применяются для герметизации корпусов. Наибо-
лее широкое распространение получили сварочные машины, в
которых разряд батареи конденсаторов на свариваемые мате-
риалы происходит через сварочный трансформатор (см рис. 32),
например МТК-5-3, МТК-8002, МТК-160, МРК-3201УХЛ4 и др.
Сварочная машина МТК-5-3 (рис. 37), используемая для
герметизации корпусов полупроводниковых приборов и ИМС
с периметром сварного шва от 30 до 50 мм, имеет батарею
конденсаторов емкостью 34000 мкФ. При подключении до-
полнительной батареи конденсаторов на ней можно сваривать
корпуса больших размеров. Максимальная запасенная энергия
машины 2700 Вт/с; усилие сжатия электродов регулируется от
1 до 4 кН
Сварочная машина состоит из корпуса 5, на котором уста-
новлены скафандр 4 и кронштейн 3 с пневмоцилиндром давле-
ния 2, сварочного приспособления 6, а также станции питания и
управления с балластными резисторами.
В корпусе расположены сварочный трансформатор,
Дроссель, элементы электрооборудования, пневматической и
газовой систем.
В сварочной машине применено пружинно-пневматическое
83
Рис. 37. Сварочная машина
для герметизации полупро-
водниковых приборов и
ИМС контактной контур-
ной электросваркой:
1 - гайка, 2 — пневмоци-
лиидр давления, 3 - крон-
штейн, 4 - скафандр, 5 -
корпус, 6 - сварочное при-
способление
устройство (пневмоцилиндр давле-
ния). Пружина служит для создания
предварительного давления на свароч-
ные электроды, а сжатый воздух —
для перемещения штока и создания
рабочего усилия. Регулируют давле-
ние, вращая специальную гайку 1, в
результате чего изменяется предва-
рительное сжатие пружины. Давление
на электроды определяют по графику
усилия сжатия пружины, которое от-
считывают по шкале, нанесенной на
указатель. Такое устройство обеспе-
чивает стабильность усилия сжатия
электродов при значительных колеба-
ниях сжатого воздуха в системе.
Сварочное приспособ-
ление представляет собой ползун,
передвигающийся по призматическим
направляющим и шариковым опорам
при работе пневмоцилипдра давления.
При ходе вниз этот пневмоцилиндр
создает заданное давление на свароч-
ных электродах, а при ходе вверх под-
нимает ползун. К нижней части пол-
зуна крепится медный токоподвод,
а к нему — верхний электрод Токоподвод медной гибкой ши-
ной соединяется с концом витка вторичной обмотки свароч-
ного трансформатора. Ход ползуна (верхнего электрода) регу-
лируют вращая винт, расположенный в верхней части ползуна.
На горизонтальной плите корпуса сварочного приспособле-
ния установлен нижний медный токоподвод, который тексто-
литовой втулкой изолирован от сварочной машины. К верхнему
торцу токоподвода накидной гайкой прижимается нижний
электрод.
Газовая система предназначена для создания ми-
кроклимата в скафандре и состоит из осушителя, вентилей, ро-
таметра и трубопроводов.
Пневматическая система служит для сжатия свариваемых
деталей с помощью пневмоцилипдра давления, которым управ-
ляют электропневматические клапаны. Скорость перемещения
штока пневмоцилипдра регулируют дросселирующие клапаны.
Станция питания и управления состоит из
нескольких выдвижных и съемных блоков, размешенных в
отдельном металлическом шкафу, закрытом дверцей. На верх-
84
ней лицевой панели шкафа расположены измерительные прибо-
ры, автоматический выключатель, сигнальные лампы и кнопки
управления, внутри шкафа - батарея конденсаторов, а на крыш-
ке — зарядные балластные резисторы с переключателем ступе-
ней сопротивления.
Качество герметизации зависит от правильно подобранного для
конкретных условий (материала, конструкции и состояния поверхностей
деталей, их покрытия, сварочных электродов и др.) режима сварки.
Под режимом сварки понимают усилие сжатия свариваемых
поверхностей, емкость батареи конденсаторов и коэффициент
трансформации ЛТ определяющий длительность сварочного
импульса. Так как сварочный ток I зависит от времени разряда
t (рис. 38, а), емкости (рис. 38, б) и напряжения заряда (рис. 38,
в) батареи конденсаторов, на сварочной машине МТК-5-3 можно
выполнять сварку в различных режимах.
Рис. 38. Зависимость сварочного тока сварочной машины от вре-
мени разряда (а), емкости батареи конденсаторов (6) и напря-
жения заряда (в)
Сварочные машины МТК-8002 и МТК 160 являются доволь-
но мошными и предназначены для герметизации корпусов с
периметром сварочного шва соответственно от 51 до 90 и от
91 до 140 мм. Максимальная емкость батареи конденсаторов
машины МТК-8002 составляет 185 000 мкФ, а машины МТК-160
равна 280000 мкФ; запасенная энергия соответственно равна
13 300 и 2240С Вг/с. Максимальное усилие сжатия электродов
машины МТК-8002 примерно в 3 раза, а машины МТК-160 в
6 раз больше, чем машины МТК-5-3. Производительность всех
машин одинаковая и составляет 100—150 сварок в час
§23 . ГЕРМЕТИЗАЦИЯ КОРПУСОВ
КОНТАКТНОЙ РОЛИКОВОЙ ЭЛЕКТРОСВАРКОЙ
Роликовая (шовная) электросварка является разновид-
ностью контактной и применяется для герметизации прямо-
85
угольных корпусов ИМС па полуавтоматах ПГРС Рассмотрим
устройство и принцип действия полуавтомата ПГРС, предназна-
ченного для герметизации корпусов ИМС с размерами сторон
от 3,8 до 40 мм (с разницей между продольной и поперечной
сторонами не более 12 мм).
При работе полуавтомата поддерживается заданный режим гермети-
зации: частота повторения сварочных импульсов; сварочный ток и выход-
ное напряжение усилие прижатия сварочных роликов к изделию; задан-
ное расстояние между роликами для сварки продольных и поперечных
сторон корпусов.
Полуавтомат выполнен в виде металлического стола, на
столешнице которого в средней части расположена сварочная
головка с роликами, по сторонам от нее — блоки управления,
а в тумбах — электрооборудование.
Сварочная головка (рис. 39) приводится в дейст-
вие двумя электродвигателями: один перемещает каретку 12
вперед—назад, а другой столик 11, на котором закрепляют
герметизируемый корпус 10. Каретка приводится в действие
от электродвигателя через сменную пару цилиндрических шесте-
рен, ходовой винт с трапецеидальной резьбой и ролик, нахо-
дящийся в зацеплении с ходовым винтом. Столик приводится
Рис. 39. Сварочная головка полуавтомата ПГРС:
1,9- ручки регулирования усилия нагружения сварочных
роликов, 2, 8 - винты настройки сварочных роликов по вы-
соте, 3, 7 и 4, 6 - ручки настройки хода сварочных роликов
по длине и ширине корпуса, 5 - сварочные ролики, 10 - кор-
пус, 11 - поворотный столик 12 — каретка
86
в действие электродвигателем через муфту, поводок, мальтийс-
кий механизм, пару зубчатых конических шестерен и штифты.
Для фиксации (прижатия) герметизируемых корпусов (крыш-
ки к основанию) служит рычаг ножевого типа, расположенный
над столиком и приводимый в действие упорами при движении
каретки.
Сварочные ролики 5 могут перемещаться по го-
ризонтали и вертикали, создавая требуемое усилие сжатия сва-
риваемых деталей. Настройка роликов для сварки продольных
и поперечных сторон корпуса (перемещение по горизонтали)
производится индивидуально для каждого ролика соответствен-
но при вращении одной из четырех ручек 3 и 7 или 4 и 6, распо-
ложенных на пульте управления. Вращением двух винтов 2 и
8 регулируют независимо друг от друга положение сварочных
роликов по высоте (перемещение по вертикали). Натяжением
или ослаблением пружин, которое выполняют, вращая ручки 1 и
9 на пульте, изменяют усилие прижима роликов к свариваемому
корпусу.
Механизмы привода сварочной головки
связаны кинематически так, что при повороте столика на 90°
одновременно с помощью кулачков и осей, перемещающихся в
пазах рычагов, происходит автоматическая установка заданных
расстояний между сварочными роликами для герметизации про-
дольных и поперечных сторон корпуса. В рабочем состоянии
сварочная головка автоматически выдает сигналы на начало и
окончание работы блока питания при герметизации корпуса.
Момент включения й выключения блока питания устанавливают,
вращая соответствующие ручки на пульте управления.
После завершения очередного цикла сварки полуавтомат
включают нажатием педали Герметизировать корпуса можно
на воздухе или в среде инертного газа, для чего полуавтомат
оборудован автоматической системой его подачи к месту сварки.
Система электрооборудования полуав-
томата предусматривает два варианта подключения роли-
ков к сварочному трансформатору: питание подают непосредст-
венно на ролики и последовательно на ролики и столик.
При герметизации оператор укладывает корпус ИМС с пред-
варительно прихваченной крышкой в гнездо поворотного столи-
ка каретки сварочной головки. После нажатия на педаль пово-
ротный столик начинает автоматически двигаться от оператора
и прижим опускается на крышку корпуса. При проходе под
сварочными роликами происходит сварка двух параллельных
сторон корпуса. Когда каретка доходит до крайнего положения
и останавливается, прижим поднимается над корпусом, пово-
ротный столик поворачивается на 90° против часовой стрелки,
87
ролики раздвигаются, каретка начинает двигаться к оператору,
прижим опускается па корпус и происходит сварка двух других
параллельных сторон корпуса.
В крайнем ближнем к оператору положении поворотный
столик с ИМС поворачивается на 90° по часовой стрелке, оста-
навливается в исходном положении и оператор, сняв загерме-
тизированный корпус, укладывает в освободившееся гнездо
столика другой, предназначенный для герметизации. Для выпол-
нения очередного цикла герметизации оператор рукояткой по-
ворачивает столик, возвращая его на позицию герметизации.
Вследствие значительной скорости перемещения предмет-
ного столика (6,5 мм/с) создается малая зона нагрева герме-
тизируемых корпусов и повышается выход годных изделий (по
герметичности, механической прочности и внешнему виду)
до 98 %. Производительность полуавтомата можно повысить,
если уменьшить время, затрачиваемое на вспомогательные ра-
боты (укладку деталей на предметный столик, их совмещение),
разделив процесс на две операции: сборку основания корпуса
и крышки с их предварительной прихваткой па отдельном при-
способлении и последующую герметизацию на полуавтомате.
В начале сварки контактное сопротивление между ролика-
ми, крышкой и основанием корпуса достигает 50—100 мОм,
а в процессе ее постоянно изменяется в пределах от 2 до 20 мОм.
В зависимости от контактного сопротивления изменяется плот-
ность тока в местах контакта роликов со свариваемыми дета-
лями корпуса а следовательно, уменьшается или увеличивается
мощность, что является причиной образования выплесков рас-
плавленного металла и плохой герметизации.
Для устранения этого недостатка в
конструкцию полуавтомата введено
устройство автоматического регули-
рования режима сварки (рис. 40),
действие которого основано на изме-
нении выходной мощности в зави-
симости от контактного сопротив-
ления, измеренного между импуль-
сами в процессе сварки.
Во включенном, но не работаю-
щем состоянии тиристоры Т закры-
ты и питание от сети подается на
Рис. 40 Устройство автома-
тического регулирования
режима сварки полуавтома-
та ПГРС:
I - ролики, 2 - корпус
88
дополнительный трансформатор Тр2,
а от него — на измерительную об-
мотку III сварочного трансформато-
ра Тр1. Измерительная обмотка III
и конденсатор С образуют резонанс-
ный колебательный контур, настроенный на частоту измерения.
Если ролики 1 нс замкнуты на герметизируемый корпус 2, с
выхода измерительной обмотки III снимается напряжение,
соответствующее коэффициенту трансформации.
При замыкании роликов на герметизируемый корпус про-
исходит замыкание вторичной обмотки И сварочного транс-
форматора Тр1, что является моментом начала измерения кон-
тактного сопротивления между роликами и корпусом. При
этом напряжение на измерительной обмотке III прямо пропор-
ционально контакта му сопротивлению между роликами и кор-
пусом и воспринимается измерительным блоком ИБ, в котором
формируется сигнал, управляющий с помощью блока управле-
ния сварочным током БУСТ режимом сварки
Когда контактное сопротивление становится больше номи-
нального, срабатывает специальное устройство и в измеритель-
ном блоке ИБ формируется сигнал, по которому блок БУСТ
уменьшает выходную мощность (ток) на роликах. Снижение
выходной мощности при значительном увеличении контактного
сопротивления ролики-корпус уменьшает выплески металла.
§ 24. ГЕРМЕТИЗАЦИЯ КОРПУСОВ АРГОННО ДУГОВОЙ
И МИКРОППАЗМЕННОЙ СВАРКОЙ
Лргонно-дуговая сварка является разновидностью электродугевой
и выполняется в защитной атмосфере газа (аргона) плавящимся изн нс-
плавящимся электродом.
При сварке плавящимся электродом (рис. 41, а) электрод-
ная проволока одновременно служит электродом и присадоч-
Рис. 41. Лргонно-дуговая сварка плавящимся (а) и неплавящи-
мися без присадки (б) и с присадкой (в) электродами:
1 - наконечник мундштука горелки, 2 - электродная проволо-
ка, 3 - дуга, 4 - свариваемые детали, 5 - защитный газ, 6 -
нсплавящлйся электрод, 7 - присадочный материал
ным материалом. Сварка нсплавящимся электродом может
производиться как без присадки (рис. 41, б), так и с нею (рис.
41, е)
Ар гонно-дуговую сварку применяют для соединения дета-
лей из высоколегированных сталей и цветных металлов, а в
производстве полупроводниковых приборов и ИМС - для гер-
метизации некоторых типов корпусов.
Как правило, герметизацию корпусов выполняют неплавя-
щимся вольфрамовым электродом на постоянном токе прямой
полярности (минус на электроде), так как при обратной поляр-
ности конец электрода быстро перегревается и оплавляется.
Этим способом герметизируют корпуса бесфланцевой конструк-
ции, а также с фланцами прямоугольной формы или с отбортов-
кой, имеющие периметр не менее 50 мм и суммарную толщину
свариваемых кромок 0,4-1,0 мм. Обычно корпус перемещают
относительно горелки, но может и горелка перемещаться отно-
сительно корпуса.
При аргонпо-дуговой сварке выделяется значительное коли-
чество теплоты, в результате чего корпус нагревается до 300 °C
и более, что может быть причиной выхода приборов из строя.
Для снижения температуры нагрева и повышения качества гер-
метизации необходимо учитывать зависимость глубины про-
плавления деталей от мощности источника электроэнергии и
скорости аргонно-дуговой сварки, ее режим (непрерывный
или импульсный), а также обеспечивать хороший теплоотвод,
требуемые плотность тока, диаметр дуги и скорость охлаждения.
Такую сварку выполняют в специальных камерах (ска-
фандрах) , заполненных газом аргоном, или подают его непосред-
ственно к месту сварки Кроме того, аргон подают в сопло го-
релки Для поддержания непрерывного горения дуги исполь-
зуют дополнительную дугу, мощность которой составляет
10-15 % мощности основной. Блуждание дуги по поверхности
свариваемых деталей исключают применением электродов ма-
лых диаметров (0,4 мм) и использованием очень короткой ду-
ги (до 0,6 мм), что способствует в какой-то мере получению
стабильной глубины проплавления
Аргонно-дуговая сварка открывает широкие возможности
регулирования длительности нагрева и охлаждения в зоне соеди-
нения, а также позволяет сравнительно просто управлять процес-
сами диффузии и дегазации жидкого металла. Наряду с этим
аргонно-дуговая сварка имеет некоторые недостатки, основ-
ными из которых являются, нестабильность горения дуги;
высокие требования к изготовлению свариваемых деталей
(ограничение свариваемых пар материалов, минимальные откло-
нения их по толщинам, плоскостности, ширине и смещению);
90
нежелательность герметизации деталей с покрытиями (никелем,
золотом); повышенные требования к качеству изготовления
технологической оснастки; необходимость применения эффек-
тивных теплоотводов, исключающих нагрев выше допустимого.
Несмотря на это, аргонно-дуговой сваркой герметизируют
гибридные ИМС, для чего служат специальные установки. При
сварке на них в импульсном или непрерывном режиме последо-
вательно заваривают противоположные стороны прямоугольных
корпусов при возвратно-поступательном движении горелки и
повороте столика с кассетой на 180°.
Ориентировочный режим герметизации коваровых прямо-
угольных корпусов с суммарной толщиной свариваемых кро-
мок 0,6 мм приведен ниже.
Сварочный ток, А........................................14-15
Скорость сварки, м/ч...................................20
Ток дополнительной дуги, А .............................3
Частота импульсов, Гц................................. 22
Длительность, с:
импульсов........................................0,03
пауз.............................................0,09
Расход инертного газа, л/мин..........................3-4
При обычной аргонно-дуговой сварке неплавящимся элект-
родом температура конусного столба дуги достигает 6000-
7000 °C. Если каким-либо способом (например, уменьшением
диаметра сопла горелки) принудительно сжать конус дуги, тем-
пература ее значительно повысится (до 30000 С). Объясняется
это тем, что под действием теплоты защитный газ (аргон) нагре-
вается и ионизируется, образуя плазму, состоящую из положи-
тельно и отрицательно заряженных частиц, общий (суммарный)
заряд которых равен нулю.
Аргонно-дуговая горелка показана на рис. 42, а.
Плазменная сварка (применительно к корпусам
полупроводниковых приборов и ИМС — маломощная, или
микроплазменная, сварка) является разновидностью аргонно-
дуговой и отличается от нее большей стабильностью и более вы-
сокой температурой столба дуги, получаемой при сжатии ее
потоком аргона, пропускаемого через сопло ограниченного
диаметра. Поэтому плазменную сварку иногда называют свар-
кой высокотемпературной дугой, сжатой газовым потоком.
Плазма представляет собой смесь электрически нейтраль-
ных молекул газа и заряженных частиц (электронов и положи-
тельных ионов), что позволяет управлять ею магнитными и
электрическими полями Плазма электропроводка и поэтому
электрическое поле создает в ней электрические токи. Чем
91
Рис. 42. Лргоняо-дуговая (а) и плазменная (б) го-
релки:
1 - вольфрамовый электрод, 2 - цанга, 3 - сопло,
4 - дуга. 5 - свариваемые детали
выше степень ионизации, тем больше проводимость плазмы.
Электрические и магнитные поля ускоряют частицы плазмы,
которые при соударении с нейтральными частицами газа пере-
дают им свое ускорение и энергию, в результате чего образуется
струя, поток или факел горячего газа. При такой передаче энер-
гии всей плазме температура ее повышается и может достигать
20000-30000 °C. Для придания факелу плазмы формы в виде
цилиндра, конуса, диска или петли используют различные насад-
ки, надеваемые на горелки.
Изменением сварочного тока, напряжения, угла наклона струи,
скорости и расхода газа, а также его состава и геометрической формы
струи можно регулировать параметры плазменной сварки.
Дуговые плазменные горелки могут быть прямого (плюс
на свариваемых деталях — рис. 42, б) и косвенного (плюс на
выходе газа из горелки) действия.
В полупроводниковом производстве для сварки металли-
ческих деталей корпусов малых толщин применяют слаботоч-
ную низкотемпературную (холодную) микроплазму. Единицей
температуры плазмы является электрон-вольт, соответствующий
11 600 °C. Плазму, имеющую температуру несколько электрон-
вольт, называют холодной. При сближении плазменной горел-
ки — вольфрамового электрода (катода) со свариваемыми
деталями высокочастотным осциллятором (преобразователем
промышленного тока по частоте и напряжению) создается
92
вспомогательная дуга, которая образует между ними электро-
проводный столб, возбуждающий основную дугу. В рабочем
режиме вспомогательную дугу не отключают.
Существует несколько промышленных установок микро-
плазменной сварки Так, установка МПУ-4 предназначена для
сварки в непрерывном и импульсном режимах с прямой и об-
ратной полярностью при длительности импульсов тока и пауз
0,03-0,5 с, диапазоне токов прямой полярности 3-30 А, обрат-
ной полярности 1,5-15 А. При этом ток вспомогательной дуги
равен 3-6 А, напряжение холостого хода 60-80 В, а расход
плазмообразующего и защитного газов соответственно 0,2—0,8
и 2—8 л/мин. Плазмообразующим газом обычно служит аргон,
а в качестве защитного газа применяют аргон, гелисво-аргоно-
вые или аргонно-водородные смеси, т е. газы, обладающие высо-
ким потенциалом ионизации.
Применяются также полуавтоматы, предназначенные для
герметизации ИМС в круглых и прямоугольных корпусах,
имеющие конструкцию теплоотводов, гарантирующую нагрев
активных элементов ИМС не выше 100 °C.
§25 . ГЕРМЕТИЗАЦИЯ КОРПУСОВ ЭЛЕКТРОННО ЛУЧЕВОЙ
СВАРКОЙ
Отличием электронно-лучевой сварки от других видов свар-
ки является механизм теплоопередачи. При обычных видах свар-
ки нагрев соединяемых деталей происходит теплопередачей
через их поверхность. При электронно-лучевой сварке тепловая
энергия высвобождается в результате торможения электронов
в поверхностных слоях твердого тела. Проплавление сваривае-
мых металлических деталей зависит от глубины, в которой про-
исходит полная потеря энергии электронов при многочисленных
их соударениях с ядрами атомов и электронами кристалличес-
кой решетки. В свою очередь, глубина определяется плотностью
соединяемых металлов и ускоряющим напряжением, воздейст-
вующим на электроны Расчеты показывают, что при определен-
ных условиях сварки проникновение электронов в металл со-
ставляет несколько десятков микрометров.
Управляют пучком электронов при электронно-лучевой
сварке электрическими и магнитными полями. Если необходи-
мо, электроны ускоряют, увеличивая их кинетическую энергию,
изменяют направление электронного луча или фокусируют его
в фокальной плоскости (плоскости, перпендикулярной лучу
электронов) в пятно нужных размеров. Фокусируя электронный
луч в пятно диаметром 0,005-0,1 мм, концентрируют на обра-
батываемой поверхности очень большую плотность мощности
93
(109 Вт/см2 и более), что создает локальный нагрев места обра-
ботки,
В производстве изделий микроэлектроники электронно-
лучевой сваркой герметизируют в вакууме корпуса ИМС и
модулей на установке, показанной на рис. 43. Электронно-лу-
чевая сварка возможна также на воздухе или в атмосфере
инертных газов, но при этом усложняется конструкция установ-
ки (особенно устройство вывода электронного луча из вакуум-
ной камеры в атмосферу) Поэтому применять ее нецелесо-
образно.
Электронный луч при электронно-лучевой сварке действует
почти мгновенно, поэтому ИМС не нагревается. Перемещение
электронного луча относительно герметизируемого корпуса
или, наоборот, корпуса относительно луча происходит с заданной
скоростью и по определенной траектории В установке, показан-
Рис 43. Элсктронно-пучевая установка:
1 - электронная пушка, 2 - катод, 3 - анод, 4 - элек-
тромагнитная фокусирующая линза, 5 - отклоняющая
система, б — корпус полупроводникового прибора,
7 ходовой винт 8, 9 - форвакуумный и диффузион-
ный насосы, 10 - электродвигатель привода стола,
11 - столик, 12 - рабочая камера, 13 - электронный
луч, 14 — высоковольтный трансформатор, 15 - выпря-
митель
94
ной на рис. 43, электронный луч неподвижен, а перемешается
столик с ИМС. Эта установка состоит из вакуумной системы,
двух вакуумных камер и устройства перемещения рабочего сто-
лика и системы управления электронным лучом.
Вакуумная система, в которую входят форваку-
умный 8 и диффузионный 9 пасосы, а также трубопроводы, слу-
жит для создания и поддержания в двух вакуумных камерах
давления 1,333 10" — 1,333-Ю"1 Па.
В первой вакуумной камере расположены
электронная пушка 1, электромагнитная фокусирующая линза
4 и отклоняющая электростатическая система 5.
При работе установки катод 2 электронной пушки, изго-
товленный из вольфрамовой проволоки, нагревают до темпера-
туры 2400—2500 °C, а к аноду 3 через выпрямитель 15 подводят
от высоковольтного трансформатора 14 напряжения (для раз-
личных систем от 20—30 до 100—150 кВ). Испускаемые катодом
электроны приобретают под действием магнитного поля боль-
шую скорость и направляются фокусирующими электростати-
ческими и электромагнитными линзами в виде луча диаметром
от 0,05 до 0,5 мм на обрабатываемую поверхность (корпус).
В результате электронной бомбардировки локальные участки
корпуса расплавляются.
Во второй (рабочей) вакуумной камере 12
размещается кассета с несколькими полупроводниковыми при-
борами или ИМС, которую с помощью соответствующего уст-
ройства можно вращать или перемещать горизонтально в двух
взаимно перпендикулярных направлениях. В этой камере для
контроля процесса сварки имеются оптическое окно и детектор
отраженных электронов (сканирующий электронный микро-
скоп) .
Рабочий столик 11 перемещается двумя привод-
ными механизмами с шаговыми электродвигателями 10 (на
рис. 43 показан один), расположенными снаружи рабочей каме-
ры 12. Скорость перемещения столика можно изменять от 5,12
до 1,2510"4 мм/с, причем каждый управляющий импульс соот-
ветствует сдвигу столика па 10 мкм.
Рис 44 Положения кор-
пуса относительно элек-
тронного луча при гер-
метизации короткой
(а) и длинной (6) сто-
рон:
1 - электронный луч,
2 - герметизируемый
корпус
95
Система управления электронным лучом
обеспечивает необходимую длительность сварки, регулирование
тока и отклонение луча.
Прямоугольные корпуса ИМС герметизируют, поворачивая
их в вертикальной плоскости сварочными кромками к непод-
вижному электронному лучу (рис. 44, а, б) Поскольку корпуса
прямоугольные, их сварочные кромки, чередуясь, проходят на
большем и меньшем расстояниях от электронного луча. При
сварке прямоугольных корпусов на электронно-лучевой уста-
новке со скоростью 25 мм/с максимальное расстояние между
длинной кромкой корпуса и электронным лучом равно 5,5 мм.
При этом плотность мощности и скорость сварки длинных и
коротких кромок соответственно изменяются на 10 и 20 %.
Выпускаются установки, в которых электронный луч пере-
мешается относительно корпуса по заданной программе. Напри-
мер, в сварочных злектронно-лучсвых установках применяют
систему программирования перемещения электронного луча
с использованием маски (шаблона) и электронно-лучевой
трубки (рис. 45). Принцип действия этой системы состоит в
Рис. 45. Схема электронно-лучевой установки герме-
тизации корпусов с программным перемещением
электронного луча
1 - электронно-лучевая трубка, 2, 6 - блоки управ-
ления отклоняющими системами и усилителя, 3 -
электронная пушка, 4 - электронный луч, 5 - изде-
лие (корпус), 7 - фотоэлемент, 8 - линза, 9 - маска,
10 - луч света
96
том, что в момент освещения фотоэлемента 7 лучом света 10
от электронно-лучевой трубки I, прошедшим через маску 9,
открывается прожектор — эмиссионная система, ускоряющая и
формирующая электронный луч 4 от электронной пушки 3, и
выполняется сварка.
Электронный луч 4 и луч света 10 автоматически управляют-
ся двумя блоками 2 и 6, которые соответственно служат для
питания отклоняющих систем, обеспечивающих синхронную
развертку обоих лучей, и усилителя электронного луча. Отвер-
стия в маске должны соответствовать конфигурации свароч-
ного шва.
Достоинствами электронно-лучевой сварки являются: возможность
соединения очень тонких материалов (толщиной до нескольких микро-
метров) ; высокая чистота процесса, так как он выполняется в вакууме;
точные фокусировка и дозирование энергии электронного луча, обеспе-
чивающие выделение большой мощности, что позволяет соединять туго-
плавкие, высокопрочные и химически активные металлы и сплавы при
значительных скоростях (10-100 м/ч).
§26. ГЕРМЕТИЗАЦИЯ КОРПУСОВ ЛАЗЕРНОЙ СВАРКОЙ
Такие методы герметизации корпусов, как контактная
контурная электросварка и пайка, непригодны для герметизации
корпусов некоторых гибридных ИМС из-за значительной длины
их контура (отсутствие специального оборудования), невозмож-
ности соединения пар металлов гитан — титан, ковар — титан и
особенностей конструкции (невозможность приложения значи-
тельных нагрузок, недопустимость перегрева элементов).
Для герметизации этих корпусов применяют лазерную свар-
ку. Кроме того, лазерной сваркой можно герметизировать мало-
мощные диоды и транзисторы, изменив традиционные для них
фланцевые конструкции корпусов на бесфланцевые (по анало-
гии с корпусами фоторезисторов, фотодиодов и фототранзисто-
ров) Эго позволяет уменьшить их габариты и упростить тех-
нологию изготовления металлических деталей.
Достоинствами лазерной сварки являются: возможность соединения
разнородных, разнотолщинных и тугоплавких (вольфрам, молибден)
металлов, а также металлов, обладающих большой теплопроводностью
(медь, серебро); слабый нагрев близко расположенных от места сварки
участков; отсутствие деформации соединенных деталей; возможность
выполнения в труднодоступных местах или замкнутых объемах, в любой
среде, а также передачей лазерного излучения через прозрачный для него
материал (сапфир) непосредственно к месту соединения.
4—828
97
Недостатки лазерной сварки — незначительная глубина про-
плавления соединяемых деталей при средних мощностях излу-
чения, выплески испаряемого металла при использовании мощ-
ных (выше 8 кВт) лазеров и необходимость удаления образую-
щихся ядовитых газов и ионизированных паров Кроме того,
при сварке деталей из металлов, обладающих высокими коэф-
фициентами отражения, происходят значительные потери энер-
гии лазерного излучения.
При воздействии на поверхность свариваемых деталей лазер-
ного излучения некоторая часть его отражается. Коэффициент
отражения всех металлов с увеличением длины волны лазерного
излучения увеличивается. Так, коэффициент отражения никеля
равен 0,68; 0,75 и 0,95 соответственно для лазерного излучения
с длиной волны 0,7; 1,06 и 10,6 мкм. Поглощающая способ-
ность металлов также не постоянна и при повышении темпера-
туры увеличивается. Уменьшают отражательную способность,
увеличивая шероховатость мест сварки, покрывая их пленками,
имеющими низкий коэффициент отражения, или подбирая оп-
тимальные формы и размеры кромок соединяемых деталей.
Для уменьшения потерь лазерного излучения при сварке
металлов, обладающих большой теплопроводностью, свароч-
ные кромки делают тонкими (до 0,5 мм), а для снижения отра-
жательной способности выполняют резанием, отбортовкой или
штамповкой металлических деталей специальные светоловуш-
ки — треугольные шели.
Режим лазерной сварки в зависимости от свойств, толщины
и формы сварочных кромок, состояния поверхностей и других
параметров каждой пары свариваемых металлов подбирают
опытным путем Прочность сварного соединения определяется
затраченной на нагрев энергией лазерного излучения, временем
его действия и диаметром светового пятна, сфокусированного
на поверхности соединяемых деталей. Скорость сварки зависит
от мощности применяемого лазера.
Увеличение длительности сварочного импульса способствует
более полному удалению перастворенных газов, в результате
чего снижается пористость сварного шва. Диаметр сфокусиро-
ванного светового пятна должен быть оптимальным, так как
им определяется площадь сечения литой зоны шва.
Среди отечественного лазерного оборудования, применяе-
мого для герметизации корпусов, заслуживает внимания уста-
новка ’’Квант-15” с лазерами на алюмоиттрисвом гранате с
неодимом Применение твердотельных лазеров для сварки обус-
ловлено высокой частотой повторения импульсов, коротковол-
новым излучением и хорошей разрешающей способностью.
Однолучевая установка ’’Квант-15” служит для гсрмстиза-
98
ции шовной и точечной сваркой любых металлических корпусов
с толщиной стенок 0,5— 1 мм. Так, герметизацию металлостек-
лянных прямоугольных корпусов ИМС, состоящих из коваро-
вой ножки и никелевой крышки толщиной 0,6 мм, свариваемых
встык в атмосфере инертного газа, выполняют на установке
”Квант-15”, имеющей следующие технические характеристики:
Мощность излучения, Вт................................100
Частота повторения импульсов, Гц . ... . 012
Диаметр лазерного луча па поверхности свариваемых кро-
мок, мм........................................... . , 0,25-3
Скорость сварки, мм/мип............................. . 350
Температура нагрева корпуса вокруг’стеклянных изолято-
ров составляет 65—95 °C.
§27 ГЕРМЕТИЗАЦИЯ КОРПУСОВ ПЛАСТМАССОЙ
И СТЕКЛОМ
Пластмассовую герметизацию (капсюляцию, опрессовку)
выполняют несколькими методами, основными из которых
являются заливка в съемные формы и корпуса, обволакивание
и окунание, литьевое (трансферное) и компрессионное прес-
сование Кроме того, применяют полые пластмассовые корпуса.
Заливку в съемные формы (свободную залив-
ку) применяют преимущественно при групповой технологии
изготовления полупроводниковых приборов и ИМС. При этом
методе в открытую часть формы с предварительно загруженной
металлической арматурой и полупроводниковыми кристаллами
заливают пластмассу (компаунд) и нагревают ее для полимери-
Рис. 46 Пластмассовая герметизация полупроводниковых при-
боров и ИМС:
а - групповая в съемной форме, б - одиночная с заливкой в
полость корпуса; I выводная рамка, 2 - пластмасса, 3 -
съемная форма, 4 - вывод, 5 - кристалл, 6 - корпус
99
4**
зации. Загерметизированные приборы извлекают из формы,
которую снова используют для заливки.
Так герметизируют, например, кремниевые планарные тран-
зисторы КТ315 (рис. 46, а), которые собирают на перфориро-
ванной ленте в резиновые 20-мсстные формы и на специальной
установке, прсдставляюшсй собой многопозиционный плун-
жерный дозатор, заливают через сопла компаундом ЭКМ. Рабо-
чий стол установки имеет механизм автоматического перемеще-
ния очередного ряда форм после каждой заливки. Производи-
тельность установки 700 приборов в час.
Заливку выполняют при комнатной температуре, а затем
загерметизированные приборы выдерживают 30 мин при 80 °C,
12 ч при 120 °C и сутки при 170 °C. После полимеризации ком-
паунда приборы извлекают из заливочных форм и отделяют
друг от друга, разрубая перфоленту на специальном штампе.
Этот метод прост, не требует дорогостоящих пресс-форм
и оборудования. Готовые полупроводниковые приборы и ИМС
со стороны открытой части заливочной формы имеют неровную
поверхность. Желательно, чтобы ТКЛР пластмассы был ниже
ТКЛР металлической арматуры герметизируемых приборов,
так как это способствует надежной герметизации.
Заливка в корпусе отличается от заливки в съем-
ные формы тем, что заливочной формой в этом случае является
часть герметизируемого корпуса (рис. 46, б). Для падежной
герметизации необходимо, чтобы ТКЛР пластмасс и компаун-
дов был близок к ТКЛР материала гер «тизирусмых корпусов
и имел хорошую адгезию к нему.
Обволакивание и окунание (рис. 47, а, б) при-
меняют для дополнительной герметизации полупроводниковых
приборов и ИМС или в качестве основного метода герметизации
Рис. 47. Пластмассовая герметизация полупроводниковых при-
боров и ИМС обволакиванием (а) и окунанием (б):
1,2- верхний и защитный слой пластмассы, 3 - кристалл,
4 - выводы
100
бескорпусных изделий. Как окунание, так и обволакивание мо-
гут быть многократными. Для придания правильной геометри-
ческой формы и удаления излишков жидкого герметизирующе-
го материала изделия вращают. Этот метод прост, применяется
ограниченно, но желательно использование пластмасс с меньшим
ТКЛР, чем ТКЛР кристаллов. Форма загерметизированных изде-
лий не регламентируется
Рассмотрсйные методы пластмассовой герметизации харак-
теризуются тем, ’по при них давление не прикладывается и в
результате приборы и ИМС не повреждаются. Жидкая пластмас-
са заполняет предоставленный ей объем, поэтому из нее можно
изготовлять изделия любой формы.
При литьевом прессовании — наиболеераспро
страненном методе пластмассовой герметизации — используют
как термопластичные, так и термореактивные пластмассы. Сущ-
ность этого метода состоит в том, что дозированную пластмассо-
вую таблетку (или порошок) расплавляют до заливки вне литье-
вой формы, а заливка происходит при дополнительном повыше-
нии жидкотекучести пластмассы и незначительном увеличении
давления.
Процесс герметизации, например тсрморсактивной пласт-
массой ЭФП, состоит из следующих операций: прессования
пластмассы (пресс-порошка) в таблетки; предварительного
нагрева их и подогрева литьевых форм; прессования — заливки
литьевой формы; отделения загерметизированных изделий
друг от друга. Прессование пресс-порошка в таблетки необхо-
димо для дозировки пластмассы, а также се уплотнения. Это
очень важно, так как при прессовании для заполнения пустот
приходится удалять воздух из литьевой формы. Воздух из литье-
вой формы удаляют также через специальные отверстия разме-
ром примерно 0,05 мм вакуумированием и, кроме того, он
вытесняется расплавленной пластмассой.
Предварительный нагрев пластмассовых таблеток, который
выполняют в специальных подогревателях — печах с высоко-
частотнь м нагревом, а при отсутствии их — в сушильных шка-
фах, необходим для снижения давления прессования. Желатель-
но, чтобы в момент заливки давление расплавленной пластмас-
сы было (3 i- 4) • 10s Па. При таком давлении при заливке нс
требуется специальная защита кристаллов с р-н-псреходами и
электродных выводов от повреждений. Так, при использовании
пластмасс ЭФП при этом давлении заливка полупроводниковых
приборов и ИМС с электродными выводами диаметром до
25 мкм предварительной специальной защиты не требует, так
как брак по обрывам выводов составляет менее 1 %. Предвари-
тельный подогрев литьевых форм до 40-60 °C необходим для
101
хорошего заполнения пустот пластмассой и выполняется на
электрических плитах или специальных плитках с электро-
подогревом, установленных на прессах.
Непосредственно перед герметизацией перфоленту опреде-
ленной длины со смонтированными ИМС укладывают, фикси-
руя по перфорации, в пресс-формы, которые закрывают, и про
изводят прессование.
Процесс прессования-заливки пресс-форм состоит из нес-
кольких операций (рис. 48, а -е). При прессовании подвижный
плунжер-трансфер (отсюда и название метода - трансферное
прессование) опускается и расплавившаяся пластмасса под дав-
лением заполняет пустоты пресс-форм с находящимися в них
ИМС, частично полимеризуясь. Для завершения процесса поли-
меризации пресс-формы открывают, при этом автоматически
выталкивается лента с ИМС в сформированной оболочке.
После этого пластмассу дополнительно полимеризуют, а
затем отделяют загерметизированные ИМС друг от друга на спе-
циальном штампе, обрубая края перфоленты и рассекая ее попе-
рек. Если необходимо, отгибают выводы ИМС на штампе.
Рис 48. Герметизация полупроводниковых приборов и ИМС пластмас-
сой литьевым (трансферным) прсссова!шсм:
а — загрузка перфоленты и смыкание литьевой формы, б - загрузка
пластмассовой таблетки, в - ускоренный ввод пуансона (трансфера)
в литьевую форму, г - расплавление пластмассы под высоким давле
нием, д — заливка формы пластмассой под низким давлением и выдерж-
ка, е — размыкание литьевой формы и съем изделия
102
Литьевое прессование позволяет одновременно надежно загермети-
зировать несколько (по числу мест в литьевой форме) полупроводни-
ковых приборов или ИМС но требует довольно сложных литьевых форм,
стоимость которых в несколько раз превышает стоимость прессового
оборудования. Поэтому с подобными пресс-формами следует работать
бережно, своевременно выполнять их профилактический ремонт н посто-
янно следить за состоянием
Компрессионное прессование менее распро-
странено, чем литьевое. Сущность этого метода состоит в том,
что плавление герметизирующего материала и заливка им полу-
проводниковых приборов или ИМС осуществляются в пресс-
форме с частичной полимеризацией (рис. 49, а-в). Пресс-форма
для компрессионного прессования имеет обогрев верхней и ниж-
ней частей (матрицы и паунсона). При герметизации в нижнюю
часть пресс-формы помещают таблетку пластмассы, на нее —
металлическую арматуру герметизируемых приборов или ИМС,
а затем — вторую таблетку пластмассы. Далее обе части формы
соединяют.
1}
Рис. 49 Герметизация полупроводниковых приборов и ИМС
пластмассовой компрессионным прессованием:
а - загрузка пластмассы и изделия, б - прессование, в - вы
тачкиваиис изделия; 1 - выталкиватель, 2, 4 - нижняя и
верхняя части пресс-формы, 3 - кристалл, 5 - пресс-поро-
шок (таблетка пластмассы), 6 - готовый прибор
При нагревании и под действием давления пластмасса пере-
ходит в пластическое состояние, заполняет все полости рабочего
объема пресс-формы и полимеризуется. После зтото пресс-фор
ма раскрывается и из нее выталкиваются загерметизированные
изделия.
Основными параметрами режима прессовании являются температу-
ра, удельное давление и продолжительность выдержки герметизирующего
Материала в пресс-форме под давлением.
103
Компрессионное прессование применяют лишь в том случае,
когда пластмасса имеет низкую температуру плавления (не бо-
лее 300 °C) и низкое давление прессования, при котором не
повреждаются металлическая арматура, кристалл (плата) и
электродные выводы. Для снижения вероятности повреждений
кристаллы с элек тропно-дырочными переходами и электродные
выводы защищают лаками, смолами или компаундами.
Полые пластмассовые корпуса применяют
для герметизации МДП-структур, очень чувствительных к раз-
личного рода загрязнениям (рис. 50, а). При этом первоначально
крсмнийорганической пластмассой б опрессовывают ленточные
выводы 5 корпуса, получая полую конструкцию. После монта-
жа кристалла 3 и присоединения электродных выводов 4 к вы-
водам 5 конструкцию сверху и снизу закрывают коваровыми
крышками 2 и опрессовывают эпоксидной пластмассой 1.
й)
Рис. 50 Герметизация изделий в полых пластмассовых корпусах
опрессовкой прямых (в) и изогнутых (6) выводов, массивного
алюминиевого основания (в), ленточных выводов (г) и основания
из алюминиевой фольги (д):
I, б - эпоксидная и кремпийоргапическая пластмассы, 2 - крыш-
ка, 3 - кристалл, 4, 5 - электродный и ленточный выводы, 7 -
основание, 8 - эпоксидный клей, 9 - слой металлизации, 10 - плас-
тина
Кремпийоргапическая пластмасса более устойчива к воздей-
ствию влаги, чем эпоксидная, которая, в свою очередь, создает
лучшую герметизацию в местах соединения выводов с кремний-
органической, а также обладает повышенной устойчивостью к
воздействию соляного тумана и изгибающим нагрузкам.
Так герметизируют многорыводные изделия, когда другими
методами их загерметизировать невозможно.
Полые корпуса получают также опрессовкой эпоксидной
104
пластмассой 1 (рис. 50, б) изогнутых металлических выводов
5, конструкция которых исключает образование сквозных
микротрещин. Поверх пластмассы наносят дорожки 9 металли-
зации и приклеивают металлическую пластину 10, предназначен-
ную для монтажа кристалла 3. После присоединения электрод-
ных выводов 4 корпус герметизируют, приклеивая металличес-
кую или пластмассовую крышку 2 эпоксидным клеем 8.
Полые корпуса, кроме того, получают опрессовкой выводов
5 (рис. 50, в), и основания 7 из анодированного алюминия эпок-
сидной пластмассой 1 Алюминиевые детали не только улуч-
шают теплоотвод, но и позволяют монтировать кристаллы и
присоединять электродные выводы ультразвуковой сваркой.
Полые корпуса получают и опрессовкой ленточных выводов
5 (рис. 50, г) эпоксидной пластмассой 1 Кристалл 3, защищен-
ный слоем нитрида кремния, отдельно монтируют на позолочен-
ной коваровой пластине 10, которую приклеивают фенольным
клеем к пластмассовому корпусу снизу. Затем присоединяют
электродные выводы 4, покрывают кристалл 3 слоем кремний-
органической пластмассы 6 и герметизируют корпус, приклеи-
вая фенольным клеем коваровую крышку 2 сверху. Такая
герметизация повышает надежность ИМС при температурных
воздействиях.
Полый корпус, показанный на рис. 50, д, отличается от пока-
занного на рис. 50, в тем, что в нем вместо массивного алюми-
ниевого основания 7 использовано основание из алюминиевой
фольги, которая при температурных воздействиях может дефор-
мироваться вместе с пластмассой, компенсируя возникающие
напряжения.
При герметизации стеклом применяют бссшелочные боро-
и фосфоросиликатные стекла высокой чистоты, которые могут
быть нанесены центрифугированием растворенного в спирте
мелкозернистого порошка с последующим его спеканием при
температуре ниже температуры размягчения Кроме того, стекла
наносят напылением или катодным распылением. Следует пом-
нить, что при наличии в приборах алюминиевых электродных вы-
водов термическую обработку стекла следует выполнять при
температуре не выше 580 °C, т.е не должна образовываться эв-
тектика алюминий — кремний При использовании в корпусах
золота температуру термообработки стекла подбирают в соот-
ветствии с температурой диффузии золота. Кроме того, ТКЛР
стекла должен быть примерно таким же, как у кремния (3,2 т
4-3,9) 10" 6 1Г С Различие ТКЛР должно быть тем меньше, чем
толще слой стекла, нанесенного на слой диоксида кремния. Если
правильно подобраны состав и температура размягчения стекла,
присутствие фосфора или бора в нем не должно ухудшать защит-
ных свойств покрытия 105
Стеклом герметизируют планарные МОП-транзисторы и
ИМС.
В производстве толстопленочных ИМС стекло используют
как для изоляции токопроводящих элементов, так и полной
герметизации. Стеклопасту в виде слоя толщиной 25—27 мкм
наносят, как правило, трафаретной печатью, сушат для удаления
растворителя при 125—150 °C, а затем в зависимости от состава
оплавляют при 400—1050 °C в конвейерной печи. При исполь-
зовании стекла в качестве диэлектрической изоляции токопро-
водящих элементов ИМС его наносят 2 раза (суммарная толщи-
на слоя должна быть не менее 40 мкм).
Стеклянная изоляция защищает от механических поврежде-
ний межсоединения ИМС, что особенно важно при расстояниях
между ними около 100 мкм. Кроме того, она предназначена для
защиты резисторов от воздействия влаги и увеличивает их по-
верхностное электрическое сопротивление. При этом повышает-
ся механическая прочность резистивной пленки, что позволяет
подгонять сопротивления резисторов без повреждений, а в мно-
гослойных ИМС создается надежная межслойная изоляция.
При монтаже кристаллов ИМС с электродными выводами в
виде выступов или балочными (паучковыми) полоски стекла
шириной около 100 мкм, нанесенные поперек межсоединений,
изготовленных трафаретной печатью, образуют барьеры, исклю-
чающие растекание припоя.
В оптоэлектронных приборах (цифровых индикаторах)
используются пигментированные стеклянные пасты, одновре-
менно защищающие межсоединения от влаги и пропускающие
свет определенной длины волны заданной интенсивности. В ка-
честве пигмента служит сажа, имеющая большое светопогло-
щенис.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что такое герметичность?
2 Как гсрмстизуют корпуса пайкой?
3. Каковы достоинства и недостатки герметизации корпусов кон-
тактной контурной и роликовой электросваркой и какое оборудование
при этом используют?
4 Каковы особенности аргонно-дуговой и микроплазмепной сварки?
5. Каков принцип действия установок электронно-лучевой сварки?
6 Каковы достоинства и недостатки герметизации корпусов лазер-
ной сваркой?
7. Какие разновидности пластмассовой герметизации вы знаете?
8. Как герметизируют полупроводниковые приборы и ИМС стеклом?
106
ГЛАВА ПЯТАЯ
КОНТРОЛЬ КАЧЕСТВА СБОРКИ
§ 28. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ
И ПАЯНЫХ СОЕДИНЕНИЙ
Качество паяных и сварных соединении, контролируют раз-
личными методами
Так, качество монтажа кристаллов пайкой проверяют с по-
мощью холестерических жидких кристаллов — веществ, изме-
няющих свой цвет под действием температуры. Для этого их
наносят на поверхность полупроводникового кристалла, затем
подают напряжение и наблюдают через микроскоп, изменяется
ли цвет жидких кристаллов (тепловое поле). Место изменения
цвета соответствует расположению дефекта монтажа полупро-
водникового кристалла.
Инфракрасное (ИК) излучение также может служить инди-
катором для обнаружения дефектов монтажа кристаллов пай-
кой. Известно, что все тела испускают ИК-лучи. Контроль с по-
мощью ИК-лучей основан на зависимости спектральной полосы
и длины волны максимума излучения от температуры и луче-
испускательной способности поверхности тела. Направив на
исследуемый объект радиометр, можно на телевизионном экра-
не наблюдать термограмму. Характер нарушений и место их рас-
положения определяют, сравнивая эту термограмму с эталонной,
отражающей исправное состояние и заранее известные дефекты
Качество монтажа кристаллов, особенно при изготовлении
мощных приборов, проверяют, измеряя тепловое сопротивление
между кристаллом и основанием корпуса и сравнивая его с теп-
ловым сопротивлением эталонного образца. Значительная раз-
ница значений (более 20 %) свидетельствует о низком качестве
пайки (наличие воздушных прослоек, ненропай).
В серийном производстве для определения размера и формы
микросварпых соединений электродных выводов, качества ме-
таллических пленок, расположения соединительных пленочных
проводников и др. используют интерферометрический контроль.
Сущность этого метода состоит в сравнении интенсивности рас-
сеивания света при облучении исследуемого объекта лазерным
лучом с интенсивностью рассеивания света от эталонного шабло-
на. Так как различия возникают даже при исследовании годного
объекта, то о степени отличия объекта от шаблона судят по чис-
лу и расположению в пространстве интерференционных полос
Этим методом можно также быстро измерять отклонения разме-
ров и формы объектов от шаблона с точностью до 10” 3 мкм.
107
Качество присоединения электродных выводов контроли-
руют методами обдува, электромагнитным и воздействия линей-
ных ускорений. При испытаниях методом обдува исследуемое
изделие зажимают в оправке и, измеряя его параметры, обду-
вают электродные выводы воздушным потоком. При электро-
магнитном методе на электродные выводы полупроводниковых
приборов или ИМС, помещенных в сильное магнитное поле,
воздействуют силы, ыталкиваюшие их при прохождении тока.
Испытание приборов и ИМС на воздействие линейных ускоре-
ний выполняют на центрифуге.
В производстве изделий микроэлектроники в основном ка-
чество присоединения электродных выводов контролируют
визуально, прикладывая к ним механические разрушающие уси-
лия под разными углами. При испытаниях электродных выво-
дов, приваренных в двух местах (в виде петли), усилие прикла-
дывают к их середине и о прочности судят по стреле прогиба.
При визуальном контроле качества сборки изделий микро-
электроники предполагается, что внешний вид сварного или
паяного соединения характеризует его механическую прочность.
Осмотром выявляют такие дефекты, как разрушение кристал-
лов, диэлектрических покрытий и металлических пленок, над-
резы и надрывы электродных выводов и их значительный пре
вис, который может вызвать короткое замыкание и смещение
мест присоединения к контактным площадкам. Качество термо-
компрессионной сварки контролируют по осадке приваренного
проводника (вывода), а также по форме и размеру отпечатка
инструмента па его поверхности.
Существенным недостатком этих методов контроля качества соеди-
нений, выполненных пайкой или сваркой, явлнется то, что они позво-
лнют констатировать дефекты и поэтому могут быть лишь частично ис-
пользованы для корректировки режимов. Изготовленные приборы с
такими дефектами, как правило, ие могут быть исправлены.
§29 КОНТРОЛЬ ГЕРМЕТИЧНОСТИ КОРПУСОВ
Как уже отмечалось, герметичность корпусов является важ-
нейшей характеристикой надежной и долговечной работы полу-
проводниковых приборов и ИМС при различных условиях их
эксплуатации. Чтобы убедиться, что корпуса действительно обла-
дают требуемой герметичностью, их подвергают контролю.
Применяемые методы и средства контроля герметичности кор-
пусов можно разделить на три группы.
Компрессионно-термический (масляный),
компрессионный и вакуумно-жидкостный
108
методы относятся к первой группе При этих методах утечку
газа (жидкости) через неплотности или микроотвсрстия опре-
деляют созданием в контролируемом объеме корпуса давления
выше атмосферного.
Компрессионно-термический метод основан на повышении
давления газа в замкнутом объеме корпуса, погруженного в
нагретое масло, и регистрации пузырьков газа, выходящих через
неплотности в нем. При компрессионном методе также регист-
рируют пузырьки газа, выходящие через неплотности ножек,
погруженных в жидкость, при давлении на их конструктивные
элементы, равном 1,1-1,3 МПа. Вакуумно-жидкостный метод
основан на создании разрежения над жидкостью с погруженными
в нее корпусами и регистрации пузырьков газа в случае их не-
герметичности.
Радиоактивный и масс-спектрометричес-
ки и методы относятся ко второй группе. При этих мето-
дах непосредственно определяют герметичность контролируемых
корпусов или, помещая их в вакуумную камеру, регистрируют
изменение предварительно созданного разрежения, происходя-
щее из-за проникновения пробного газа.
Радиоактивный метод основан на индикации гамма-излуче-
ния радиоактивного газа, проникающего через неплотности
внутрь корпуса, предварительно опрессованного в камере сжа-
тым радиоактивным газом. Этот метод контроля герметичности
является разновидностью масс-спектрометри юского, наиболее
'совершенного и распространенного в производстве полупровод-
никовых приборов и ИМС.
Бомбовый, ацетоновый и влажностный
методы, относящиеся к третье!- группе, основаны на измене-
нии (ухудшении) электрических параметров полупроводнико-
вых приборов или ИМС при попадании жидкости в их корпуса.
При бомбовом методе готовые приборы опрессовывают в
жидкой среде, которая, проникая внутрь негерметичных корпу-
сов, резко изменяет их электрические параметры. При ацетоно-
вом методе, являющемся разновидностью бомбового, вместо
опрессовки приборов ограничиваются выдержкой их в ацетоне
при атмосферном давлении. При влажностном методе готовые
приборы продолжительное время выдерживают в условиях по-
вышенной влажности. Влага, проникая сквозь неплотности кор-
пусов (если они имеются), ухудшает электрические параметры
приборов.
Рассмотренные методы контроля герметичности обладают
различной чувствительностью. Так, самым чувствительным
яв я я радиоактивный метод, которым обнаруживают течи
с газовым потоком до 1,32-10"15 мэ Па/с. Пока этот метод не
109
получил широкого распространения. Предельная чувствитель-
ность масс-спектрометрического метода составляет до 1,3-10 9 —
— 1,3-19"11 м3 Па с. Как уже отмечалось, этот метод имеет наи-
более широкое применение, поэтому далее рассмотрим его под-
робно. За ним следует метод повышенного давления, макси-
мальная чувствительность которого составляет 1,3-10“9 м3-Па/с.
Повышенное давление можно создать в контролируемом изде-
лии, поместив его, например, в нагретое масло. Если из контро-
лируемого изделия не выходят газовые пузырьки, это свиде-
тельствует о его герметичности.
Наименее чувствительными считаются методы контроля
герметичности погружением изделий в воду при атмосферном
давлении и обмыливанием, которые в производстве изделий
микроэлектроники не применяют. Между тем обмыливание яв-
ляется одним из широко распространенных методов отыскания
течей в газовых системах и используется при эксплуатации, на-
пример, газового термического оборудования.
В последнее время находят применение такие новые методы
контроля герметичности, как злектронно-захватный и диффу-
зионно-магниторазрядный.
Электронно-захватный метод (рис. 51, с) ос-
нован на обнаружении (индикации) пробного газа, вытекающего
через течи в корпусах контролируемых приборов. Для обнару-
жения малых и средних течей используют элегаз, а средних и
больших воздух. Элегаз — химически инертное вещество,
имеющее температуру разложения 650 °C, биологически без-
вредное и не обладающее коррозионной активностью. Газоанали-
затором как для злегаза, так и для воздуха служит злектронно-
захватный течеискатель, в котором совмещено обнаружение
больших и малых течей
Для определения герметичности подлежащие контролю
изделия опрессовывают (герметизируют) в атмосфере элегаза,
а затем выдерживают некоторое время на воздухе для удаления
(десорбции) элегаза с их поверхностей и из объемов с большими
течами. Объем негерметичных изделий вместо элегаза запол-
няется воздухом Затем изделия помещают в камеру устройства
регистрации, изолируют от атмосферы и продувают газом-носи-
телем, не содержащим пробных газов Появление в газе-носи-
теле примеси пробного газа, обнаруживаемого электронно
захватным течеискателем, свидетельствует о наличии течей.
Электронно-захватный метод позволяет обнаруживать течи
с потоком пробного газа от 21O”10 до 102 м3-Па/с в изделиях,
внутренний объем которых составляет около 3-10"8 м3, опрес-
сованных при давлении 0,95 МПа в течение 3 ч.
Диффузионно магниторазрядный метод
110
Рис. 51. Установки контроля герметичности электронно-зах-
ватным (а) и диффузиопно-магпиторазрядным (6) мето-
дами:
1 - рабочая камера, 2 - крышка, 3 - изделие, 4 - уплотни
тель, 5 - злектронно-захватный детектор, 6 - измерительный
блок, 7 - сигнализатор брака, 8 - регулятор расхода газа,
9 - контрольный манометр, 10 диски золотника, 11 13 —
устройства разбраковки малых и больших течей, 12 - эона
накопления гелия, 14 - устройство дополнительной опрес-
совки, 15 - форвакуумный насос; I- VIII - позиции конт-
роля
(рис. 51,6) основан на регистрации вытекающего из внутренних
полостей негермстичных изделий гелия, который в них вводится
при опрессовке или герметизации
Преобразователем установки контроля герметичности этим
методом служит диффузионно-магпиторазрядный индикатор,
выполненный в виде замкнутого сосуда со встроенным миниа-
тюрным магниторазрядным насосом, контактирующим с проб-
ным газом через мембрану из кварцевого стекла, проницаемого
Преимущественно для гелия. Изменение давления гелия перед
мембраной вызывает изменение разрядного тока магниторазряд-
ного насоса. Ш
Установка контроля герметичности диффузионно-магпито-
разрядным методом представляет собой восьмикамерную (вось-
мипозиционную) карусель, пять позиций которой являются кон-
трольными, две соединены с устройствами разбраковки, а од-
на — с устройством дополнительной опрессовки.
Технологический процесс проверки герметичности состоит
из следующих операций: предварительной опрессовки изделий в
течение 3 ч в гелии; выдержки в течение 20 мин на воздухе;
кратковременной (10-15 с) дополнительной опрессовки; конт-
роля в камерах карусели В начальный период отбраковываются
изделия с большими течами, а затем — со средними и малыми.
Установка работает в полуавтоматическом режиме, т.е. опе-
ратор загружает изделия вручную, а их контроль, разбраковка
и выгрузка производятся автоматически.
Основными достоинствами установки контроля герметичности яв-
ляются: возможность отбраковки изделий с большими течами (щелями и
трещинами); высокая производительность (900 шт/ч) ; простая и надеж-
ная конструкция. Диапазон выявляемых течей от 1'10-9 м3-Па/с до види-
мых щелей и трещин.
§30 МАСС СПЕКТРОМЕТРИЧЕСКИЙ МЕТОД КОНТРОЛЯ
ГЕРМЕТИЧНОСТИ КОРПУСОВ
Широкое применение в производстве изделий микроэлект-
роники масс-спсктрометрического метода контроля герметич-
ности обусловлено его нетоксичностыо и возможностью автома-
тизации. Для обнаружения (индикации) этим методом пробного
газа, вытекающего через микроотвсрстия или неплотности в
корпусах, используют масс-спсктрометричсский газовый анали-
затор-датчик — тсчеискатель ПТИ. В качестве пробного газа
обычно применяют гелий — инертный безвредный газ, содержа-
щийся в очень незначительных количествах (510~4 %) в возду-
хе. Гелий имеет малую атомную массу и поэтому обладает спо-
собностью просачиваться через микронеплотности.
При контроле полупроводниковых приборов и ИМС на гер-
метичность гелий вводят в их корпуса тремя способами.
При первом способе корпуса герметизируют в
атмосфере гелия, применяя специальный инструмент, обеспе-
чивающий его подачу только в момент герметизации.
Второй способ состоит в опрессовке в специальном
устройстве - гелиевой бомбе — загерметизированных, по не
окрашенных и гальванически не покрытых приборов, так как
микроотверстия в их корпусах могут быть закрыты для доступа
гелия краской или металлической пленкой покрытия и брак
обнаружится только при эксплуатации.
112
Третий способ заключается в обдуве гелием корпу-
сов приборов, находящихся под вакуумом, и применяется для
контроля герметичности нсзагерметизнрованных корпусов (т.е.
без крышек), объем которых специально уплотняют.
Масс-спектрометр со 180-градусной фокусировкой является
одним из основных устройств, входящих в течеискатель ПТИ.
Раскаленный катод, находящийся в вакуумной камере масс-
спектрометра, эмиттирует электроны, фокусирующиеся магнит-
ным и ускоряющиеся электрическим полем, приложенным меж-
ду катодом и камерой ионизатора. Сталкиваясь с молекулами
газов, в том числе и молекулами гелия, попавшими в вакуум-
ную систему масс-спектрометра, электроны ионизируют газ.
Образовавшиеся ионы вытягиваются из камеры, фокусируются
в пучок, ускоряются и направляются в анализатор, где происхо-
дит их разделение по массам в однородном (постоянном) маг-
нитном поле.
В однородном магнитном поле могут быть разделены по
массам ионы, обладающие одинаковой энергией. Так как началь-
ная энергия (энергия теплового движения) электронов по срав-
нению с энергией, которую получают ионы в ионизаторе, мала,
ею можно пренебречь и считать, что электроны входят в анали-
затор, обладая одинаковой с ионами энергией.
Коллектор, воспринимающий выделенный пучок ионов ге-
лия, соединяется с землей через высокоомный резистор, на кото-
ром слабые токи создают значительное падение напряжения,
достаточное для последующего усиления и индикации. Ионные
токи в тсчсискатсле усиливаются усилителем постоянного тока.
После усиления ионный ток регистрируется измерительным
прибором, расположенным на выносном пульте управления. Из-
менение показаний измерительного прибора свидетельствует о
наличии течи и ее размерах. Дополнительно к пульту управления
можно подключить самопишущие приборы. Одновременно с
изменением показаний измерительного прибора усиленное на-
пряжение ионного тока управляет частотой звукового индика-
тора течи (сирены), которая понижается до низких тонов при
попадании в камеру частиц гелия.
Для проверки чувствительности и калибровки тсчеиска-
теля применяют эталонное устройство — калиброванную течь,
в которой создано и поддерживается стабильно во времени
натекание гелия из запаянного мсталлостсклянного объема.
Естественно, что эталонное устройство должно находиться в
идентичных с контролируемым объектом условиях испытания
(давлении, температуре, влажности, процентном содержании
пробного газа и т.д.).
Масс-спсктрометрический метод имеет некоторые нсдостат-
113
ки. сравнительно низкую производительность, даже при усло-
вии механизации и автоматизации; сложность обслуживания
установок и необходимость в высококвалифицированных спе-
циалистах. Кроме того, кратковременность контроля нс поз-
воляет обнаруживать в корпусах малые течи, а также отбраковы-
вать корпуса с большими течами, если введенный гелий выйдет
из них прежде, чем они будут подвергнуты контролю (т.е. в
корпусе не окажется пробного газа). Поэтому масс-спектромет-
рическим методом производят только выборочный контроль
герметичности, а основным методом должен быть более простой,
которым можно проверить 100 % приборов.
Промьпплешюстью выпускаются течеискатсли ПТИ-7 и
ПТИ-10, причем второй прибор обладает большими стабиль-
Рис. 52. Кинематическая схема вакуумно-механического агрегата
установки УКГМ-2 контроля герметичности.
1 - течеискатель, 2 - электромагнитный вентиль, 3 - азотная
ловушка, 4 - червячный редуктор, 5 — электродвигатель постоян-
ного тока, 6 - клиноременная передача, 7, 16 - пары цилиндри-
ческих и конических шестерен, 8 - блок клапанов, 9, 10, 11, 12,
14 — кулачки, 13 — манометрический преобразователь, 15, 17 -
распределительный и вертикальный валы, 18 - карусель, 79 -
стаканы, 20 - поводок, 21 - поворотное устройство, 22 - ведо-
мая шестерня привода карусели, 23 - пароструйный яасос, 24 -
вакуумметр, 25 - гибкий трубопровод
114
ностью работы измерительной схемы и чувствительностью,
которая равна 6,510'13 м3 Па/с.
Установка УКГМ-2 предназначена для разбраковки по сте-
пени герметичности полупроводниковых приборов и ИМС,
опрессованных в среде гелия, и состоит из вакуумно-механичес-
кого агрегата (рис. 52), течеискатсля ПТИ-7, блоков автомати-
ческой разбраковки и управления.
Вакуумную часть агрегата составляют меха-
нический и пароструйный насосы, блок клапанов, азотная ло-
вушка, электромагнитный вентиль, вакуумметры, трубопрово-
ды и другие элементы.
Вакуумные насосы, азотная ловушка, вакуумметры и тру-
бопроводы являются общими элементами всех вакуумных
систем, поэтому каких-либо дополнительных пояснений не тре-
буют. Ознакомимся с некоторыми специальными устройствами
вакуумной части агрегата.
Клапаны А Е собраны в блок 8 и предназначены для управ-
ления вакуумной системой установки Клапан А соединяет паро-
струйный насос 23 с течеискателем 1 (ПТИ-7) для откачки
гелия при поступлении его из рабочего объема установки в ана-
лизатор, а также в объем между клапаном Б и электромагнит-
ным вентилем 2 после контроля приборов с большими течами.
Клапан Б выполняет функции перепускного и соединяет рабочий
объем установки с течеискателем в момент контроля герметич-
ности.
Для соединения пароструйного и механического насосов с
рабочим объемом установки служат соответственно клапаны В
и Г. Отсоединение высоковакуумной части установки в момент
напуска воздуха в конце каждого цикла выполняется клапаном
Д, а напуск воздуха в рабочий объем (стакан 19) для облегче-
ния его разуплотнения — клапаном Е.
К блоку 8 клапанов крепится вентиль ДУ-8, предназначен-
ный для соединения с рабочим объемом установки калиброван-
ной течи, которая служит для проверки чувствительности дат-
чика и позволяет определять чувствительность течеискателя в
динамическом режиме.
Кроме того, на блоке 8 клапанов расположены самоочи-
щающийся магнитный манометр, измеряющий давление в ва-
куумной системе установки и выполняющий функции датчика
манометрической отбраковки приборов, и манометрический
преобразователь 13, блокирующий пароструйный насос при
негерметичном прижатии стакана на позиции откачки.
Электромагнитный вентиль 2 служит для автоматического
отделения вакуумной системы течеискателя от вакуумно-ме-
ханического агрегата при отбраковке приборов с большими те-
115
чами, так как при этом значительные количества гелия не могут
быть удалены за время одного цикла работы установки.
Механическая часть агрегата приводит в дей-
ствие устройства установки через систему кулачков, клапаны и
карусели. При работе установки врашение от электродвигателя
постоянного тока 5 передастся через клиноременную передачу
6 червячному редуктору 4, паре шестерен 7, распределительному
валу 15 и через пару конических шестерен 16 — вертикальному
валу 17, а от него — поворотному устройству 21.
На распредет ительном валу 15 жестко закреплены пять ку-
лачков 9, 10, 11, 12 и 14, которые через рычаги управляют ва-
куумными клапанами блока 8. При вращении вертикального ва-
ла 17 поводок 20 передает движение шестерне поворотного уст-
ройства 21 до тех пор, пока не выйдет из зацепления с одним из
пазов мальтийского креста От поворотного устройства движе-
ние передастся паре шестерен, с одной 22 из которых через вал
жестко связана имеющая три рабочих позиции карусель 18 с
тремя стаканами 19, куда помещают разбраковываемые по гер-
метичности полупроводниковые приборы и ИМС.
Поочередное уплотнение стаканов выполняется на соответ-
ствующей позиции механизмом прижима, который торцовой
частью кулачка через прокладку герметично соединяет стакан
с блоком 8 клапанов. Механизм прижима кинематически связан
с вертикальным валом, от которого и получает привод.
Гелиевый течеискатель ПТИ-7 является ком-
плектующим изделием установки и служит масс-спектрометри-
ческим датчиком с автоматической компенсацией фона для
обнаружения течи гелия при разбраковке полупроводниковых
приборов.
Блоки автоматической разбраковки и
управления смонтированы в отдельной стойке и соедине-
ны кабелем с остальными элементами установки. В основании
стойки установлен вакуумный механический насос, служащий
для создания предварительного вакуума в пароструйном насо-
се 23.
При работе на установке опускают вручную контролируе-
мый прибор в стакан, который, поворачиваясь на очередную
позицию, уплотняется. После этого происходит откачка объема
стакана поочередным подключением механического насоса кла-
паном Г и пароструйного насоса клапаном В. Через заданный
промежуток времени включается система автоподстройки,
обеспечивающая постоянство фонового сигнала течеискатсля, и
начинает работать блок автоматической разбраковки. Клапан
В закрывается, а клапан Б открывается, и рабочий объем уста
новки соединяется с тсчеискателем. Спустя некоторое время
116
клапаны Б и Д закрываются, открывается клапан Е, стакан
разуплотняется, поворачивается каруселью на 120°, из него
извлекают проверенный прибор и укладывают другой.
Одновременно происходит подготовка установки к сле-
дующему циклу работы, заключающаяся в дополнительной от-
качке гелия из течеискатсля пароструйным насосом. При выклю-
чении установки происходит автоматическая ее остановка на
позиции дополнительной откачки гелия из течеискателя.
Разбраковка приборов па установке осуществляется в два
этапа.
На первом этапе по изменению давления на входе
пароструйного пасоса, которое регистрируется блокирующим
микроамперметром, действующим от магнитного манометра
ММ 28, предварительно отбраковывают приборы с большими те-
чами (потоками гелия). Если при этом давление превышает до-
пустимое, электромагнитный вентиль перекрывает вакуумную
систему течеискатсля и подастся сигнал на отбраковку прибора.
В приборах с большими течами гелий не удерживается и поэтому
не обнаруживается тсчсискателем, что является критерием их
отбраковки. Для удаления гелия, попавшего в вакуумную сис-
тему из негерметичных приборов, привод карусели отключается
па 30 с.
На втором этане проходят отбраковку приборы с
допустимой течью. В этом случае истечение гелия из корпусов
приборов индицируется тсчсискателем и преобразуется в элект-
рический сигнал. Если этот сигнал превышает установленное зна
чение, приборы также забраковываются. При скапливании в
вакуумной системе большого количества гелия, которое не мо-
жет быть удалено за время выполнения одного цикла, происхо-
дит временное автоматическое выключение привода карусели.
После уменьшения сигнала до установленной нормы привод
включается.
Настраивают манометрический и автоматический блоки
масс-спектреметричсской отбраковки и определяют их чувстви-
тельность при установившихся режимах работы установки и
течеискатсля ПТИ-7.
Настройка блока манометрической отбраковки состоит в
измерении по микроамперметру и вычислении среднего давле-
ния на входе пароструйного насоса в момент присоединения к
нему стакана и соответствующей среднему давлению переуста-
новке блокировочных контактов этого микроамперметра.
При настройке блока автоматической отбраковки измеряют
приборами, расположенными на выносном пульте управления
ВПУ-1, допустимый поток гелия (он должен быть больше потока
гелия, соответствующего максимальной чувствительности блока
117
автоматической отбраковки или равен ему). Затем по приборам
ВПУ-1 определяют сигнал, при котором срабатывает схема блока
автоматической разбраковки, устанавливают тумблерами значе-
ние этого сигнала на пульте и ручками потенциометров регули-
руют пределы срабатывания блокировки при большой течи.
Определение чувствительности блока масс-спсктромстричес-
кой отбраковки заключается в измерении по приборам ВПУ-1
среднего значения фоновых отсчетов по гелию пустых стаканов
и при подключенной калиброванной течи, а также в вычислении
чувствительности течсискателя.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каковы достоинства и недостатки различных методов контроля
ка< сства сварных и паяных соединений?
2. Как классифицируют методь и средства контроля герметичности?
3. Кацовы принципы контроля герметичности электронно-захватным
и диффузионно-магшггоразряднь м методами?
4. Как контролируют герметичность масс-спектрометричсскнм мето-
дом?
5. Каковы достоинства и недостатки различных методов контроля
герметичности?
6. Каков принцип действия установки контроля герметичности масс-
спсктрометрическим методом?
ГЛАВА ШЕСТАЯ
АВТОМАТИЗАЦИЯ СБОРКИ
Б настоящее время существуют два способа автоматизированной
сборки при производстве полупроводниковых приборов и ИМС: на ме-
таллической перфорированной ленте и в корпусах с использованием лен-
точного носителя. В обоих случаях лента имеет значительную длину и слу-
жит для транспортирования.
При автоматизированной сборке на специальном комплекте
оборудования производительность труда в несколько раз выше,
чем при индивидуальной на отдельных установках.
Так, сборку транзисторов КТ315 (рис. 53,а-ж) выполняют
на перфорированной триметаллической ленте никель—ковар—
никель толщиной 0,2 мм, плакированной полоской золота сече-
нием 0,01x3 мм. Соотношение толщин никеля, ковара и никеля
соответственно составляет 7,5; 85 и 7,5 %. Перфорированную
ленту (рис. 53, а) получают, вырубая в ней штампом окна и
118
Рис. 53. Последовательность автоматизированной сборки транзисто-
ров КТ315:
а - перфорирование многослойной ленты, 6 - монтаж кристаллов
на ленту, в - присоединение электродных выводов, г - подготовка
ленты к герметизации, д — групповая герметизация, е - удаление
технологической перемычки, ж — готовый транзистор
фиксирующие отверстия необходимой конфигурации и оставляя
перемычки — выводы будущих транзисторов.
Сборку начинают с монтажа кристаллов (рис. 53, б), кото-
рые эвтектической пайкой закрепляют на выводах перфориро-
ванной ленты с золотой полоской, последовательно подавая ее
на шаг. Затем термокомпрессией в два этапа присоединяют
электродные выводы (рис. 53, в) сначала к контактным пло-
щадкам кристалла, а затем к выводам перфорированной ленты.
Далее один край перфоленты обрубают, подготавливая всю сбор-
ку к герметизации (рис. 53, г), которая носит групповой харак-
тер (рис. 53, д) и состоит в погружении отрезков перфоленты с
транзисторами (по 20 шт ) в жидкий компаунд — пластмассу.
После полимеризации компаунда обрубают второй край перфо-
ленты (рис. 53, с), отделяя приборы друг от друга (рис. 53, ж)
Использование перфорированной металлической лепты име-
ет существенный недостаток, заключающийся в том, что в про-
цессе сборки невозможен контроль электрических характерис-
тик транзисторов, так как их выводы закорочены.
Аналогично собирают ИМС, используя в качестве транспор-
тирующего носителя полиэтилентерефталатную ленту, в которой
штампом вырубают в автоматическом режиме большие отверс-
тия, соответствующие форме корпусов, а по краям — малые от-
верстия для фиксации их по шагу В каждое большое отверстие
вставляют корпус и ведут сборку ИМС на лепте до конца техно-
логического цикла. Ленту с корпусами можно свертывать в ру-
лон, наматывать на катушки и хранить в специальной таре. Ес-
тественно, что при использовании других корпусов в ленте выру-
бают соответствующую перфорацию.
Комплект оборудования, применяемого для сборки ИМС,
состоит из шести установок.
Первая установка — это автомат, предназначенный
для набивки (размещения) корпусов в отверстия полиэтилен-
терефталатной ленты.
На второй установке в автоматическом режиме
выполняется монтаж кристаллов в корпуса. При этом захват
кристаллов производится из кассеты, а монтаж клеем или пай-
кой.
Третья установка служит для присоединения элект-
родных выводов ультразвуковой сваркой в автоматическом ре-
жиме одновременно к контактным площадкам кристаллов и вы-
водам корпусов
На четвертой установке, оборудованной устрой-
ством визуального контроля, проверяют качество монтажа крис-
таллов и присоединения электродных выводов. Одновременно
вместо забракованных ИМС в перфорированную ленту встав-
120
ляют годные. На этой установке можно герметизировать корпу-
са ИМС пайкой низкотемпературным припоем.
На пятой установке — автомате, управляемом
ЭВМ, выполняют герметизацию ИМС контактной электросвар-
кой в атмосфере защитного газа.
Шестая установка служит для автоматической вы-
грузки ИМС в тару из перфорированной ленты, которая после
освобождения сматывается на катушки.
Как известно, при сборке наиболее трудоемким является
присоединение электродных выводов, поэтому при создании
оборудования стремятся механизировать и автоматизировать
именно этот процесс. Рассмотрим некоторые установки для
присоединения электродных выводов.
Установка Э.М-490 предназначена для присоединения шари-
ковой тсрмокомпрессисй с помощью инструмента, имеющего
центральное отверстие, не более 24 золотых электродных выво-
дов к контактным площадкам кристаллов и выводам корпусов,
закрепленных иа отрезках металлической перфорированной лен-
ты, и имеет производительность 14 тыс. сварок/ч.
При работе на установке совмещают метку световой указки
с центром контактной площадки кристалла или выводом корпу-
са и выполняют сварку. Для перемещения стола установки в
горизонтальной плоскости служат две каретки, приводимые в
действие шаговыми электродвигателями через винтовую пере-
дачу.
Наборное поле программного устройства предназначено для
задания оператором порядка работы и координат обхода свароч-
ным инструментом контактных площадок кристаллов и выво-
дов корпусов при присоединении к ним электродных выводов.
При работе в автоматическом режиме микропроцессор коррек-
тирует заданные координаты мест сварки. Грейферный меха-
низм при этом автоматически перемещает из левой кассеты в
правую отрезки металлической ленты с корпусами к месту
сварки.
Установка ЭМ-4020 предназначена для автоматизированного
присоединения алюминиевых электродных выводов ультразву-
ковой сваркой, управляется микропроцессором и является
самообучающейся. Самообучение позволяет использовать такие
установки для присоединения электродных выводов при сборке
полупроводников! х приборов и ИМС различных типов и конст-
рукций практически без переналадки.
Перед началом работы с новым типом изделий включают
установку на самообучение, вручную последовательно совме-
щают инструмент с электродным выводом, контактной площад-
кой кристалла и с выводом корпуса и выполняют сварку. Затем
121
установку переключают на автоматический режим работы. При
этом порядок действии (координаты точек обхода и углы пово-
рота инструмента) фиксируется в оперативном запоминающем
устройстве (ОЗУ) микропроцессора устройства управления и
становится программой для последующей автоматической ра-
боты установки.
В рассмотренных установках присоединения электродных
выводов автоматизированы все операции, кроме операции сов-
мещения инструмента с контактными площадками кристаллов,
которую выполняет оператор.
Установка ЭМ-4060 и ЭМ-4020А предназначены для присое-
динения не более 96 электродных выводов соответственно тер-
мок омпрсссией и ультразвуковой сваркой, полностью автомати-
зированы и имеют производительность до 30 тыс. сварок/ч. В
обеих установках использованы однокареточные координатные
системы на линейных шаговых электродвигателях. Система
технического зрения в виде телевизионного датчика поиска, сов-
мещения и распознавания образов служит для автоматического
совмещения инструмента с контактными площадками кристал-
лов и выводами корпусов
КОНТРОЛЬНЫЕ ВОПРОСЫ
1 . Как автоматизируют сборку в производстве изделий микроэлект-
роники?
2 Каково назначение лент при автоматизированной сборке?
3 . Какие установки входят в комплект оборудования для автомати-
зированной сборки?
4 Как работают установки, оснащенные световой указкой и систе-
мой технического зрения?
ЗАКЛЮЧЕНИЕ
Уважаемый читатель! Изучив эту книгу, вы ознакомились с
технологическим процессом сборки изделий микроэлектроники
и теперь представляете себе, что такое монтаж кристаллов, при-
соединение электродных выводов и герметизация, выполняемые
сборщиком, профессию которого вы выбрали.
Важность сборки состоит в том, что в результате се получают
готовые полупроводниковые приборы и ИМС и поэтому любое
нарушение технологического режима может вызвать неисправи-
мый брак.
Сборка непрерывно усложняется, так как в результате раз-
работки и внедрения новейшей технологии постоянно увеличи-
вается количество элементов на единице площади кристаллов
(степень интеграции), а их размеры уменьшаются.
Для овладения профессией сборшика полупроводниковых
приборов и интегральных микросхем необходимо углублять
свои знания, совершенствовать навыки, плодотворно и ответст-
венно трудиться, чтобы результаты работы доставляли удовлет-
ворение.
В добрый путь!
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Бер А.Ю., Ч н нс кер Ф.Е. Сборка полупроводниковых прибо-
ров и интегральных микросхем. М. 1986.
Грачев А.А Кошевой Б Ф., Рыбак В.И Сборка изделий
электронной техники с использованием систем технического зрения. -
М ЦНИИ Электроника, 1985.
Мазур АИ Алехин В.П Шоршоров М.Х Процессы
сварки и пайки в производстве полупроводниковых приборов. М , 1981.
Моряков О.С Термические процессы в микроэлектронике. М.,
1987.
Моряков О.С Сварка и пайка в полупроводниковом производ-
стве М., 1982
Онегин Е.Е. Точное машиностроение для микроэлектроники. М.,
1986
Роздзял П Технология и герметизация элементов РЭА. / Пер. с
пол. М , 1981
ОГЛАВЛЕНИЕ
Введение .................................................... 3
Глава первая. Сборка полупроводниковых приборов и ПМС 5
§ 1. Основные сведения . .5
§ 2. Пайка 6
§ 3 Сварка................ ... . . . ... ю
Глава вторая Моитаж кристаллов ............................. 13
§ 4 Основные сведения.................................. 13
§ 5. Контактно-реактивная пайка...................... 15
§6 П айка эвтектическими сплавами.................... 17
§7 П риклеивание и пайка стеклом..................... 19
§ 8. Сборка на ленте-носителе ... . .21
§ 9. Оборудование для монтажа кристаллов............... 24
Глава третья. Присоединение электродных выводов........... 37
§ 10. Основные сведения.............................. 37
§11 Термокомпрессионная сварка................... . 42
§ 12. Ультразвуковая сварка............................ 46
§ 13. Микроконтактная сварка ... . . . . . 48
§ 14. Пайка электродных выводов........................ 51
§15 Проволока для электродных выводов................. 52
§ 16. Инструмент для присоединения электродных выводов . . 54
§ 17. Основные сведения об оборудовании для присоединения
электродных выводов..................................... 58
§ 18 Оборудование для присоединения электродных выводов 59
Глава четвертая Герметизация полупроводниковых при-
боров и ИМС................................................. 72
§ 19. Основные сведения................................. 72
§ 20. Герметизация корпусов пайкой 74
8 21 . Герметизация корпусов контактной контурной электро-
сваркой 75
§ 22 Оборудование для герметизации корпусов контактной
контурной электросваркой . . .............. 83
§ 23. Герметизация корпусов контактной роликовой элект-
росваркой.................1............................. 85
§ 24 Герметизация корпусов аргокнодуговой и мнкроплаз-
меннойсваркой............................................ 89
§ 25. Герметизация корпусов электронно-лучевой сваркой ... 93
§ 26. Герметизация корпусов лазерной сваркой............ 97
§ 27. Герметизация корпусов пластмассой и стеклом....... 99
Глава пятая Контроль качества сборки........................ 107
§ 28. Контроль качества сварных и паяных соединений.. 107
§ 29 Контроль герметичности корпусов.................. 108
§ 30. Масс-спсктрометричсский метод контроля герметичности
корпусов................................................ 112
Глава шестая Автоматизация сборки........................... 118
Заключение.................................................. 123
Рекомендуемая литература ................................... 124
Учебное издание
Технология полупроводниковых приборов
и изделий микроэлектроники
Книга 9
Моряков Олег Сергеевич
СБОРКА
Зав редакцией С.В. Никитина. Редактор А.Ш. Долгова. Мл. редактор
Т.В. Шеганова. Художественный редактор В Г. Пасичник. Художник
П.Б. Борисовский. Технический редактор Л.М. Матюшина. Корректор
Р К Косинова. Оператор О.М- Есипова.
И Б №7872
Изд № ЭГ-210. Сдано в набор 11.10 89 Подл, в печать 25 12.89
Формат 84ХЮ8 /32- Бум. кн-журн Гарнитура Пресс-Роман.
Печать высокая. Объем 6,72 усл. печ. л. 6,93 усл. кр.-отт 7.61 уч. изд. л.
Тираж 28000 экз. Зак №828. Цена 20 коп.
Издательство "Высшая школа", 101430, Москва, ГСП-4, Неглинная ул.,
Д- 29/14
Набрано на наборно-пишущих машинах издательства
Отпечатано в Ярославском полиграфкомбинатс Госкомпечати СССР
150014, Ярославль, ул. Свободы, 97.
Технология полупроводниковых приборов и изделий
Т38 микроэлектроники. В 10 кн.: Учеб, пособие для ПТУ.
Кп. 9. Сборка / О.С. Моряков. — М.: Высш, шк., 1990. —
126 с.: ил.
ISBN 5-06-001081-3
В книге описана сборка полупроводниковых приборов и ИМС.
монтаж кристаллов, присоединение электродных выводов и герме-
тизация. Даны теоретические основы наиболее широко применяе-
мых при сборке процессов пайки и сварки. Рассмотрено современ-
ное сборочное оборудование, его принцип действия, устройство и
обслуживание.
_ 2302030700(4307000000)- 122 л ББК 31.233
052(01)-90 6Ф0.32