/














































































Похожие




Текст
Приспособления для школьных мастерских
Ю. Г. Афиногенов. Э. Д. Новожилов. В. Г. Уланов
Приспособления
для школьных
мастерских
Ю. Г. Афиногенов, Э. Д. Новожилов,
В. Г. Уланов
Приспособления
для школьных
мастерских
(с альбомом чертежей)
МОСКВА «ПРОСВЕЩЕНИЕ» 1974
Scan AAW
373.09
А94
ОТ РЕДАКЦИИ
В книге описаны приспособления для обработки деталей из
различных материалов, которые целесообразно использовать в
школьных мастерских, приведены общие методические и органи-
зационные советы по конструированию и изготовлению приспо-
соблений. Многие из этих приспособлений могут изготовить
школьники, что позволит расширить их политехнический кру-
гозор и одновременно укрепить материальную базу учебных
мастерских.
В конце книги помещен альбом чертежей описанных прис-
пособлений.
Книга рассчитана на учителей труда, но она полезна и для
мастеров-инструкторов учебных цехов и комбинатов.
Афиногенов Ю. Г. и др.
А94 Приспособления для школьных мастерских (с альбомом
чертежей). М., «Просвещение», 1974.
240 с. с ил.
Перед загл. авт.: Ю. Г. Афиногенов, Э. Д. Новожилов, В. Г. Уланов.
В книге рассмотрены вопросы проектирования и изготовления приспособлений,
даны практические советы по изготовлению и использованию приспособлений на
уроках труда в школьных мастерских.
0065-223
М103 (03)-74 167-73
373.09
(g) Издательство «Просвещение», 1974 г.
ПРЕДИСЛОВИЕ
Современное развитие социалистического производства ха-
рактеризуется быстрыми темпами технического прогресса, внед-
рением механизации и автоматизации, прогрессивной техноло-
гии и научной организации труда.
В этих условиях исключительное значение приобретает роль
общеобразовательной школы в формировании у молодежи пра-
вильных представлений о методах и приемах труда в современ-
ном производстве.
XXIV съезд КПСС поставил перед общеобразовательной
школой задачи: активнее и целеустремленнее готовить школьни-
ков к общественно полезному труду, усилить работу по их про-
фессиональной ориентации.
Главные задачи трудового обучения и профориентации —
формировать у школьников интерес к рабочим профессиям,
растить технически грамотную молодежь, приобщать её к совре-
менной технике и технологии, воспитывать любовь и уважение
к труду рабочего.
Для решения задач, поставленных XXIV съездом КПСС
перед общеобразовательной школой, необходимо обеспечить
повышение уровня организации труда учащихся в школьных ма-
стерских, устранение его монотонности, уменьшение утомляемо-
сти, создание благоприятных условий, способствующих повыше-
нию интереса учащихся к рабочим профессиям. Для этого необ-
ходимо механизировать трудоемкие работы, последовательно
сокращать удельный вес ручного труда, широко использовать
различные приспособления.
Трудовое обучение в школе надо строить, учитывая реальные
приемы и методы труда на промышленных предприятиях, а со-
временное промышленное производство нельзя представить без
использования разнообразных приспособлений.
Особенно велико их значение в машиностроении. Так, в се-
рийном и массовом производствах на каждую обрабатываемую
деталь в среднем приходится до десяти приспособлений. По ме-
ре расширения технического прогресса неуклонно растет число
3
применяемых приспособлений. Рабочие-машиностроители поль-
зуются различными приспособлениями, постоянно их совершен-
ствуют, создают новые, более удобные и производительные.
Ознакомить школьников с проектированием, изготовлением и
использованием приспособлений в процессе трудового политех-
нического обучения посильно для учителя труда.
Проектирование приспособлений требует от школьников тех-
нической наблюдательности, развивает у них стремление к раци-
онализации и изобретательству.
В процессе изготовления приспособлений школьники при-
обретут хорошие трудовые навыки и умения. Кроме того, это
укрепит материальную базу школьных мастерских, позволит
значительно расширить технологические возможности имеющих-
ся в них оборудования и инструмента.
Использование приспособлений позволяет включить учащих-
ся в производительный труд и обрабатывать детали, в иных ус-
ловиях непосильные для школьников из-за слабых трудовых
умений и навыков.
Задача настоящей книги — помочь учителю труда в ознаком-
лении школьников с проектированием, изготовлением и исполь-
зованием различных приспособлений, способствовать быстрей-
шему изготовлению и внедрению необходимой оснастки в
школьных мастерских.
В книге даны чертежи некоторых приспособлений для обра-
ботки деталей из различных материалов.
Краткое описание каждого приспособления раскрывает его
назначение и принцип работы, устройство и область использова-
ния.
В альбоме отсутствуют чертежи на простейшие детали (глав-
ным образом крепежные). Учитель труда может предложить
учащимся разработать чертежи на эти детали.
Большинство рекомендуемых нами приспособлений могут
полностью или частично изготовить учащиеся пятых—десятых
классов. Отдельные приспособления помогут изготовить шефы.
Учитель труда в зависимости от оборудования школьных ма-
стерских, наличия материалов, инструмента должен выбрать, из-
готовить и внедрить необходимое приспособление.
Целесообразно предложить учащимся усовершенствовать
или упростить то или иное приспособление, спроектировать по-
добное. Подробнее о проектировании и использовании приспо-
соблений описано в литературе, список которой помещен в кон-
це книги.
Ввиду того что в методической литературе для учителя труда
не рассматриваются вопросы проектирования и изготовления
приспособлений, мы сочли возможным вкратце познакомить с
ними читателя. В книге даны некоторые практические полезные
советы.
Часть первая
ОБЩИЕ МЕТОДИЧЕСКИЕ И ОРГАНИЗАЦИОННЫЕ
СОВЕТЫ
Глава I
ОБЩИЕ СВЕДЕНИЯ О ПРИСПОСОБЛЕНИЯХ
§ 1. Классификация приспособлений
При обработке металлов и других материалов в промышлен-
ности используют различные приспособления, которые можно
разделить на приспособления для обработки вручную и станоч-
ные. Приспособления, используемые для установки и закрепле-
ния режущего инструмента, называют вспомогательным ин-
струментом.
Наиболее распространены приспособления для механической
обработки, предназначенные для установки и закрепления дета-
лей и инструмента.
Приспособления позволяют: обрабатывать заготовки без раз-
метки с заданной точностью, обеспечивать необходимое поло-
жение заготовки относительно режущего инструмента, одно-
временно обрабатывать несколько заготовок.
Кроме того, приспособления дают возможность повысить про-
изводительность труда за счет снижения затрат времени на вспо-
могательные работы, расширяют технологические возможности
станков (например, позволяют фрезеровать на токарном станке,
нарезать резьбу на сверлильном) и обеспечивают безопасность
труда работающих.
По степени специализации различают приспособления уни-
версальные, специализированные, специальные, универсально-
сборные, универсально-наладочные и другие.
Универсальными считают приспособления, используемые для
установки и закрепления разных по форме и размерам загото-
вок, обрабатываемых на универсальных металлорежущих стан-
ках, в единичном, мелкосерийном и серийном производствах.
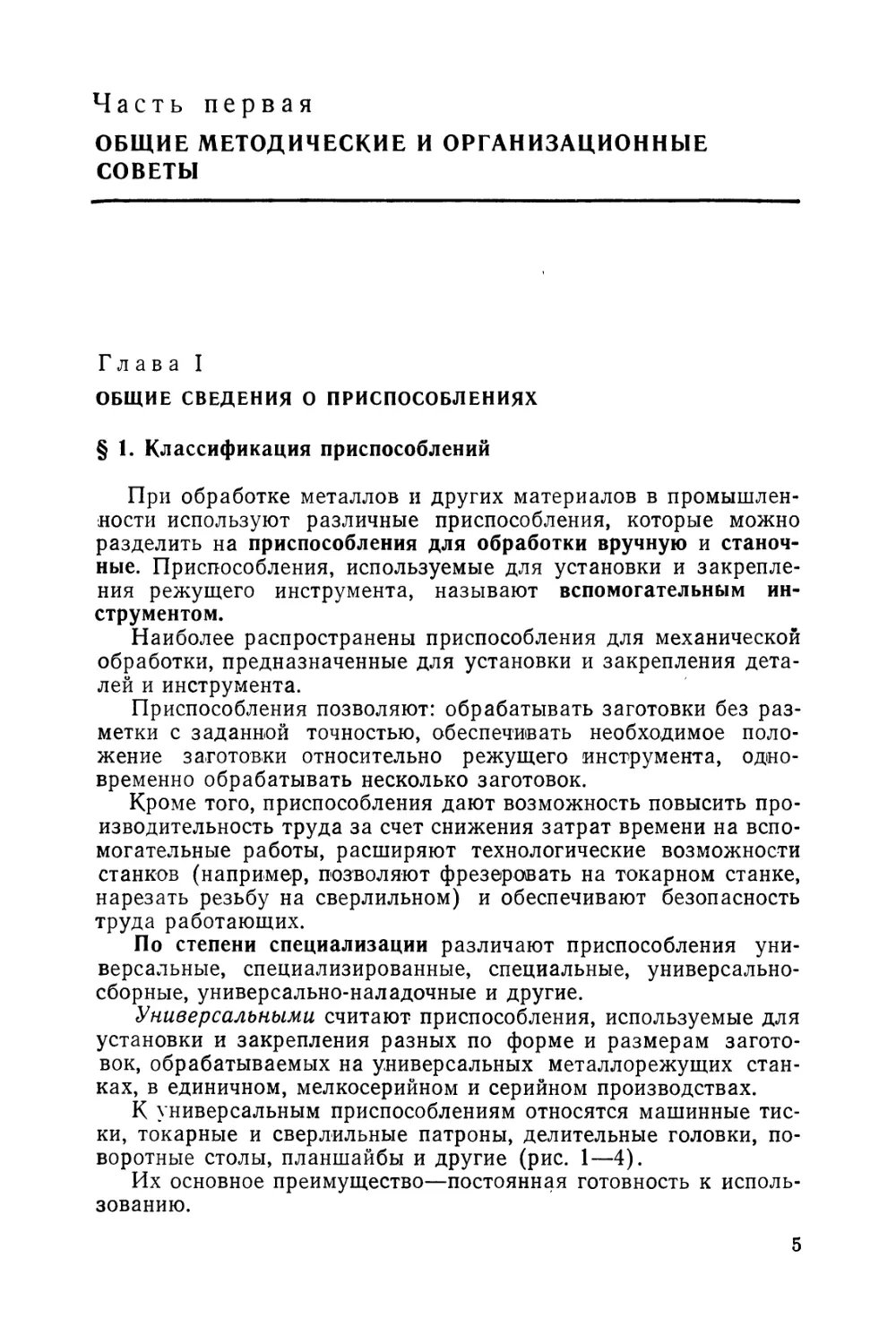
К универсальным приспособлениям относятся машинные тис-
ки, токарные и сверлильные патроны, делительные головки, по-
воротные столы, планшайбы и другие (рис. 1—4).
Их основное преимущество—постоянная готовность к исполь-
зованию.
5
Рис. 2. Токарный, 3-кулачко-
вый, самоцентрирующийся
патрон.
Рис. 1. Машинные тиски.
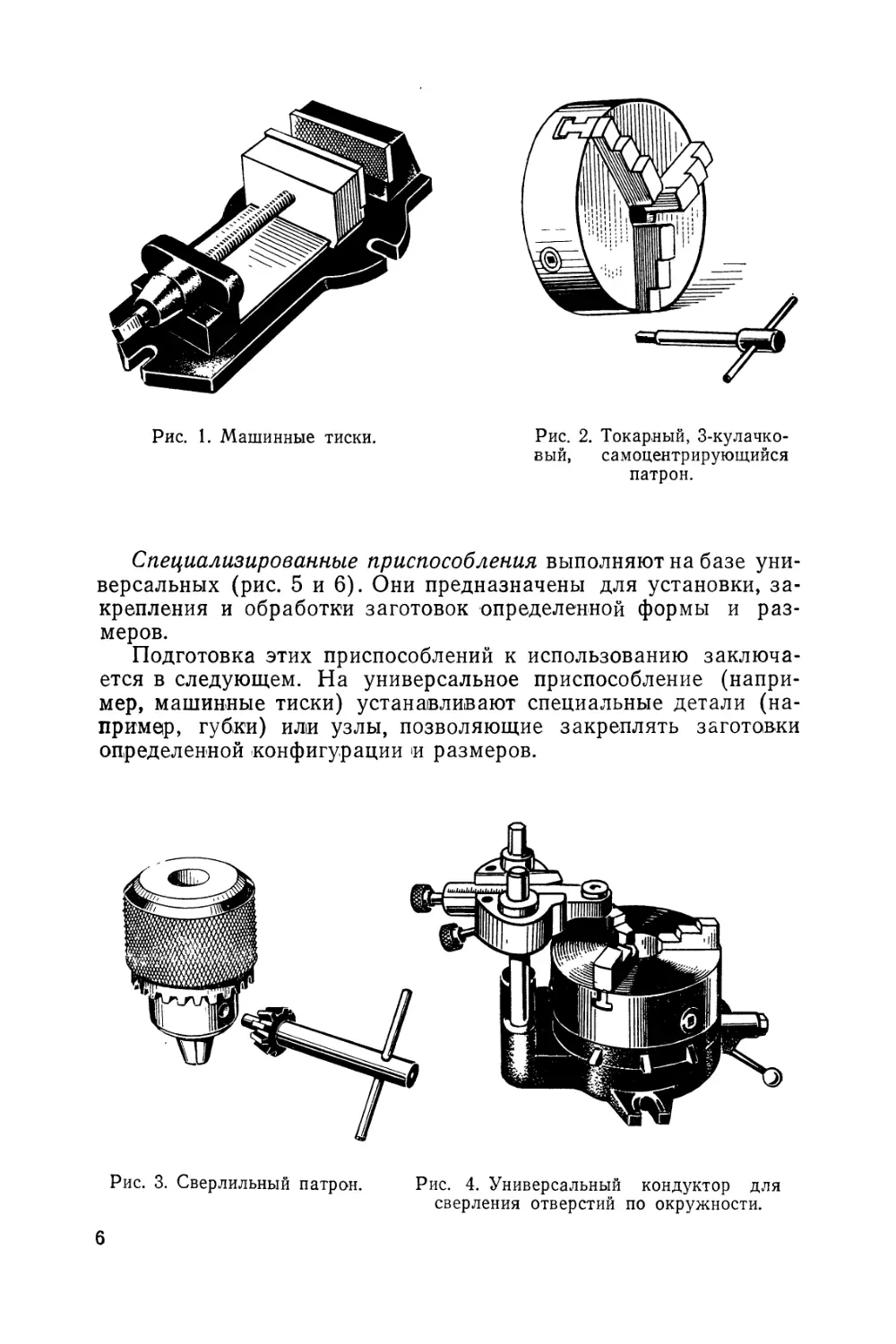
Специализированные приспособления выполняют на базе уни-
версальных (рис. 5 и 6). Они предназначены для установки, за-
крепления и обработки заготовок определенной формы и раз-
меров.
Подготовка этих приспособлений к использованию заключа-
ется в следующем. На универсальное приспособление (напри-
мер, машинные тиски) устанавливают специальные детали (на-
пример, губки) или узлы, позволяющие закреплять заготовки
определенной конфигурации и размеров.
Рис. 3. Сверлильный патрон.
Рис. 4. Универсальный кондуктор для
сверления отверстий по окружности.
6
Рис. 5. Тиски для закрепления обрабатываемых заго-
товок сложной конфигурации.
Преимущество этих приспособлений — быстрая подготовка и
настройка на другой вид работы, что уменьшает сроки и затраты
на технологическую подготовку производства.
Специализированные приспособления применяют в мелкосе-
рийном и серийном производствах.
Специальные приспособления используют для установки и
закрепления заготовок только одной формы и определенных раз-
меров (рис. 7). Ввиду дороговизны эти приспособления применя-
ют в крупносерийном и массовом производствах.
Рис. 6. Станочные тиски с многогранной подвижной губкой.
7
Рис. 7. Использование специального
приспособления для токарных работ:
1 —приспособление; 2 — обрабатываемая
заготовка; 3 — резец.
В настоящее время в
машиностроении распрост-
ранены универсально-сбор-
ные приспособления
(УСП), универсально-на-
ладочные (УНП) и другие
виды приспособлений
(рис. 8).
УСП собирают из гото-
вых нормализованных эле-
ментов (базовых, корпус-
ных, установочных, направ-
ляющих, прижимных, кре-
пежных и других деталей),
изготовляемых с высокой
точностью. Из этих элемен-
тов можно многократно со-
бирать различные приспо-
собления. Так, из комплек-
та в 20 000 деталей можно собрать одновременно 200—250
приспособлений для обработки заготовок на различных стан-
ках.
Процесс использования различных приспо-
соблений из элементов (деталей) УСП состоит из следующих
этапов: 1) разработка монтажной схемы приспособления в соот-
ветствии с требованиями технологического процесса обработки
детали; 2) сборка приспособления из нормализованных деталей;
3) эксплуатация приспособления; 4) разборка приспособления;
5) раскладка и хранение деталей УСП.
Элементы УСП изготовляют из легированных или высокоуг-
леродистых инструментальных сталей, подвергают закалке и
точной обработке по сопрягаемым поверхностям. УСП применя-
ют в опытном и серийном производствах.
УНП используют для установки и закрепления определенной
группы схожих деталей, обрабатываемых на токарных, фре-
зерных, сверлильных и других
Рис. 8. Кондуктор для сверления, со-
бранный из деталей УСП.
станках. УНП состоят из
двух частей: универсаль-
ной (постоянной) и нала-
дочной (сменной). Универ-
сальная часть включает
корпус и базовые элементы
для установки сменных ча-
стей. Наладочная часть со-
стоит из сменных элемен-
тов, которые изготовляют в
соответствии с формой и га-
баритами обрабатываемых
заготовок.
8
По назначению различают приспособления станочные (для
токарных, сверлильных, фрезерных и других станков) и неста-
ночные (для слесарных, электромонтажных и других работ),
контрольные и т. д.
По степени механизации и автоматизации приспособления
делят на ручные, механизированные, полуавтоматические и ав-
томатические.
§ 2. Проектирование приспособлений
Необходимость проектирования и изготовления приспособле-
ний зависит от .наличия, вида и состояния оборудования, коли-
чества, размеров, формы и точности обрабатываемых деталей.
В проектируемых приспособлениях следует по возможности
максимально использовать нормализованные детали или узлы.
При этом надо стремиться, чтобы приспособления были просты
в изготовлении, удобны и безопасны в использовании.
В данном параграфе рассматриваются лишь наиболее общие
элементы проектирования, без знания которых учитель труда не
может 'Приступить к (Созданию нужных приспособлений.
До проектирования решают вопрос об экономической целесо-
образности использования приспособления. Решающими факто-
рами при этом являются количество, точность и сложность обра-
батываемых деталей, наличие оборудования и т. д.
Иногда разработка приспособления определяется не эконо-
мической, а педагогической целесообразностью, когда перед учи-
телем стоит задача обучить школьников навыкам проектирова-
ния и показать преимущества использования приспособлений.
При проектировании приспособлений следует придерживать-
ся определенной последовательности: вначале определяют базо-
вые поверхности обрабатываемой детали, затем выбирают эле-
менты конструкции (детали или простейшие узлы, предназначен-
ные для выполнения определенных функций приспособления).
Поэтому для успешного проектирования прежде всего необ-
ходимо ознакомиться с основными деталями и узлами приспо-
соблений и их назначением. Различают следующие группы де-
талей и узлов приспособлений: корпуса приспособлений, уста-
новочные и направляющие детали, зажимные устройства.
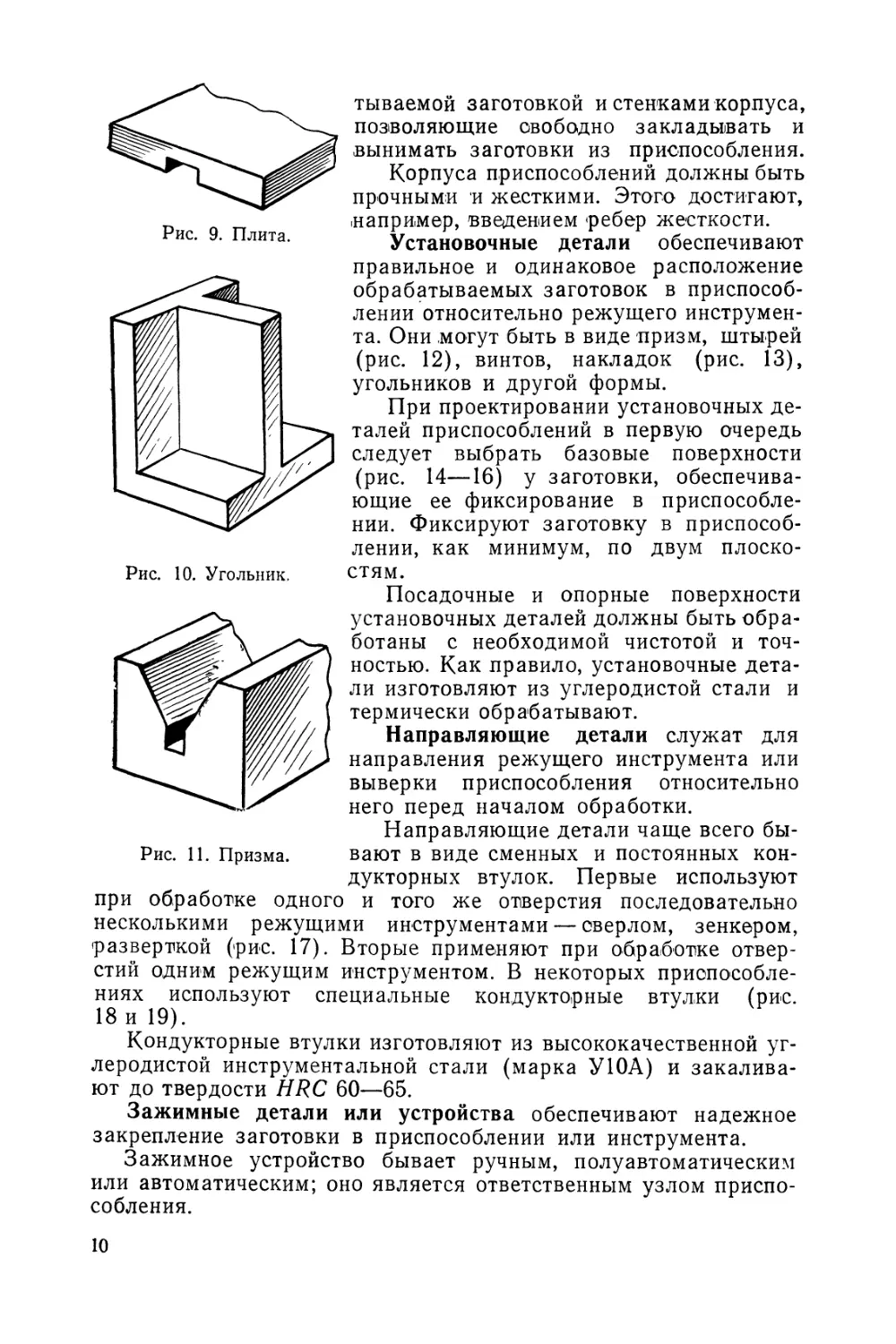
Корпуса приспособлений. Назначение корпуса — связать во-
едино все детали приспособления. Корпус воспринимает основ-
ные силы, возникающие при закреплении и обработке заготовки
в приспособлении. Корпуса (рис. 9—11) чаще всего бывают чу-
гунные или стальные в виде плиты, угольника, призмы и т. д.
При проектировании корпусов приспособлений вначале пре-
дусматривают места посадки установочных деталей, а затем спо-
собы и места установки остальных деталей, обеспечивающих
точную установку приспособления на столе станка. Одновремен-
но должны быть предусмотрены: возможность выхода инстру-
мента и удаление стружки, необходимые зазоры между обраба-
9
тываемой заготовкой и стенками корпуса,
позволяющие свободно закладывать и
вынимать заготовки из приспособления.
Корпуса приспособлений должны быть
прочными и жесткими. Этого достигают,
например, введением ребер жесткости.
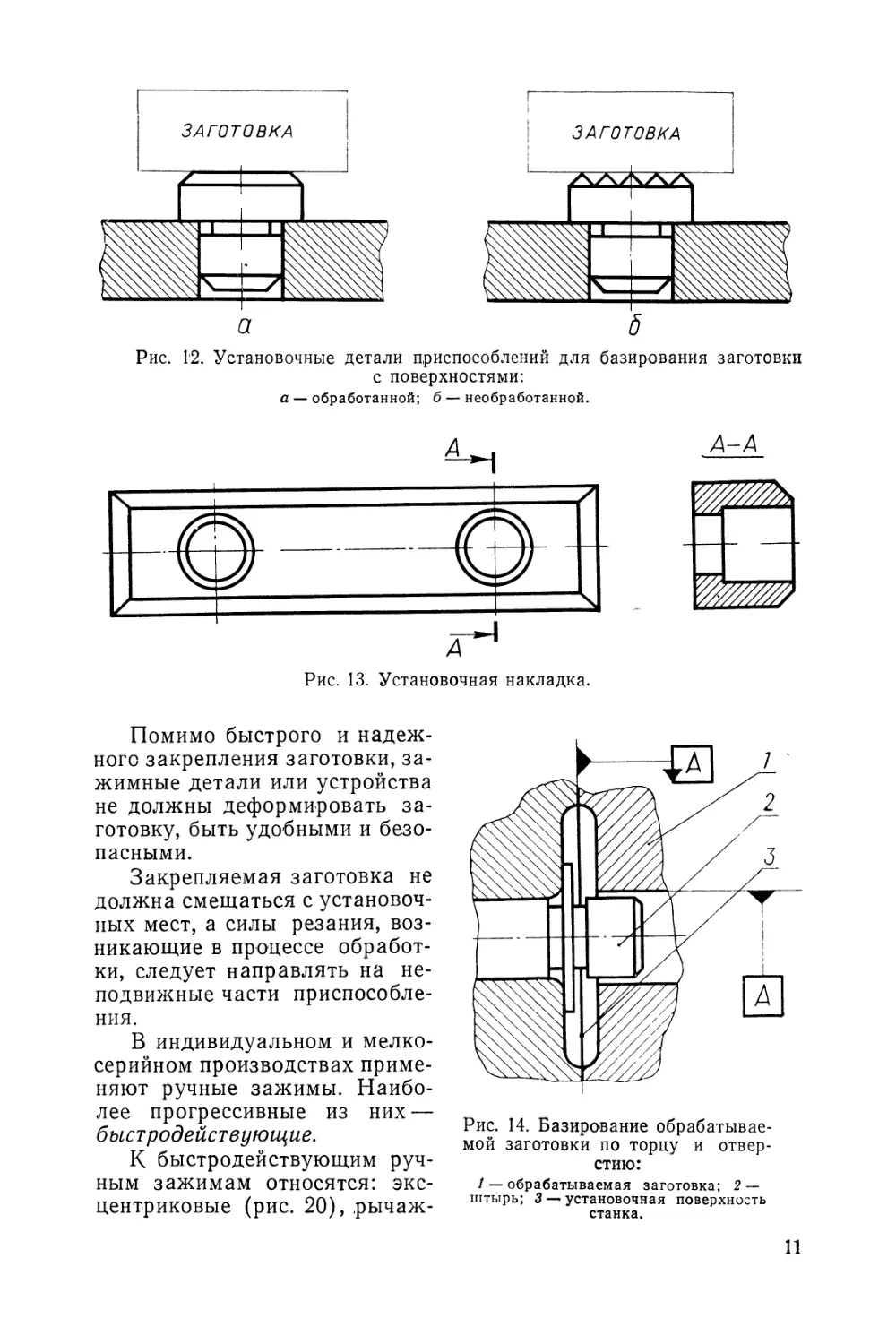
Установочные детали обеспечивают
правильное и одинаковое расположение
обрабатываемых заготовок в приспособ-
лении относительно режущего инструмен-
та. Они могут быть в виде призм, штырей
(рис. 12), винтов, накладок (рис. 13),
угольников и другой формы.
При проектировании установочных де-
талей приспособлений в первую очередь
следует выбрать базовые поверхности
(рис. 14—16) у заготовки, обеспечива-
ющие ее фиксирование в приспособле-
нии. Фиксируют заготовку в приспособ-
лении, как минимум, по двум плоско-
Рис. 10. Угольник.
стям.
Посадочные и опорные поверхности
установочных деталей должны быть обра-
ботаны с необходимой чистотой и точ-
ностью. Как правило, установочные дета-
ли изготовляют из углеродистой стали и
термически обрабатывают.
Направляющие детали служат для
направления режущего инструмента или
выверки приспособления относительно
него перед началом обработки.
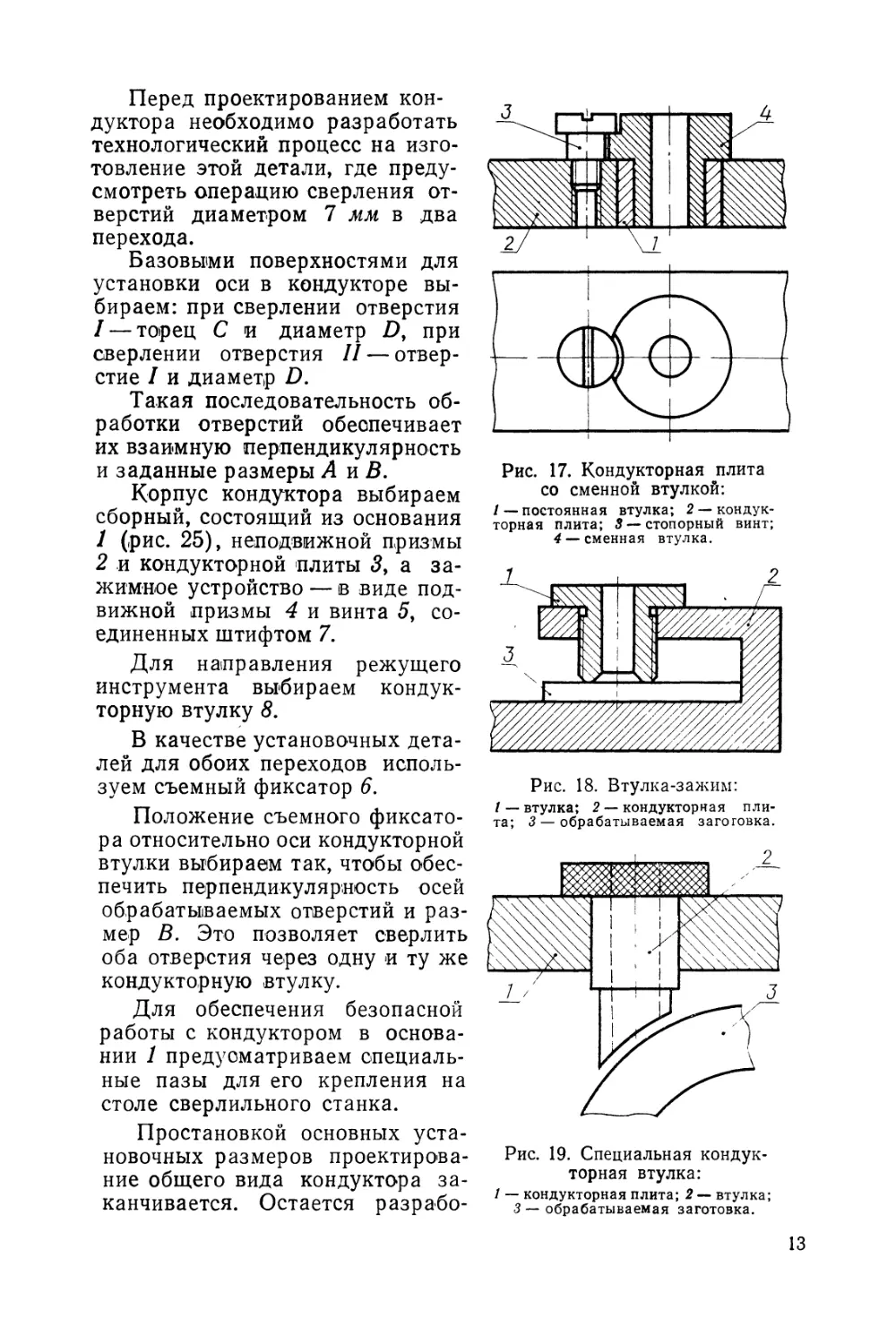
Направляющие детали чаще всего бы-
Рис. 11. Призма. вают в виде сменных и постоянных кон-
дукторных втулок. Первые используют
при обработке одного и того же отверстия последовательно
несколькими режущими инструментами — сверлом, зенкером,
разверткой (рис. 17). Вторые применяют при обработке отвер-
стий одним режущим инструментом. В некоторых приспособле-
ниях используют специальные кондукторные втулки (рис.
Кондукторные втулки изготовляют из высококачественной уг-
леродистой инструментальной стали (марка У10А) и закалива-
ют до твердости HRC 60—65.
Зажимные детали или устройства обеспечивают надежное
закрепление заготовки в приспособлении или инструмента.
Зажимное устройство бывает ручным, полуавтоматическим
или автоматическим; оно является ответственным узлом приспо-
собления.
10
Рис. 1'2. Установочные детали приспособлений для базирования заготовки
с поверхностями:
а — обработанной; б — необработанной.
Помимо быстрого и надеж-
ного закрепления заготовки, за-
жимные детали или устройства
не должны деформировать за-
готовку, быть удобными и безо-
пасными.
Закрепляемая заготовка не
должна смещаться с установоч-
ных мест, а силы резания, воз-
никающие в процессе обработ-
ки, следует направлять на не-
подвижные части приспособле-
ния.
В индивидуальном и мелко-
серийном производствах приме-
няют ручные зажимы. Наибо-
лее прогрессивные из них —
быстродействующие.
К быстродействующим руч-
ным зажимам относятся: экс-
центриковые (рис. 20), рычаж-
Рис. 14. Базирование обрабатывае-
мой заготовки по торцу и отвер-
стию:
/ — обрабатываемая заготовка; 2 —
штырь; 3 — установочная поверхность
станка.
И
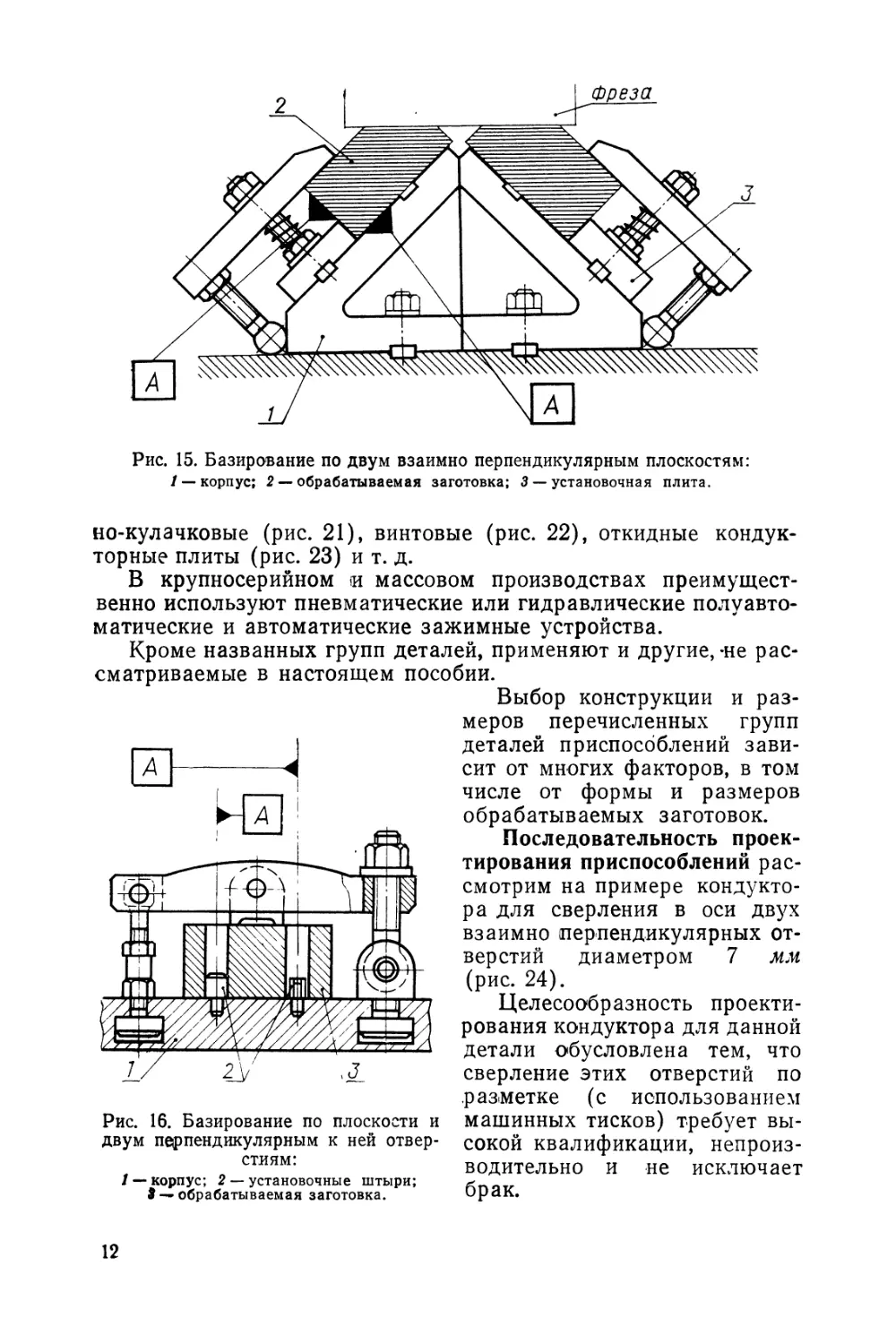
Рис. 15. Базирование по двум взаимно перпендикулярным плоскостям:
1 — корпус; 2 — обрабатываемая заготовка; 3 — установочная плита.
но-кулачковые (рис. 21), винтовые (рис. 22), откидные кондук-
торные плиты (рис. 23) и т. д.
В крупносерийном и массовом производствах преимущест-
венно используют пневматические или гидравлические полуавто-
матические и автоматические зажимные устройства.
Кроме названных групп деталей, применяют и другие,-не рас-
сматриваемые в настоящем пособии.
Рис. 16. Базирование по плоскости и
двум перпендикулярным к ней отвер-
стиям:
/ — корпус; 2 — установочные штыри;
9 —- обрабатываемая заготовка.
Выбор конструкции и раз-
меров перечисленных групп
деталей приспособлений зави-
сит от многих факторов, в том
числе от формы и размеров
обрабатываемых заготовок.
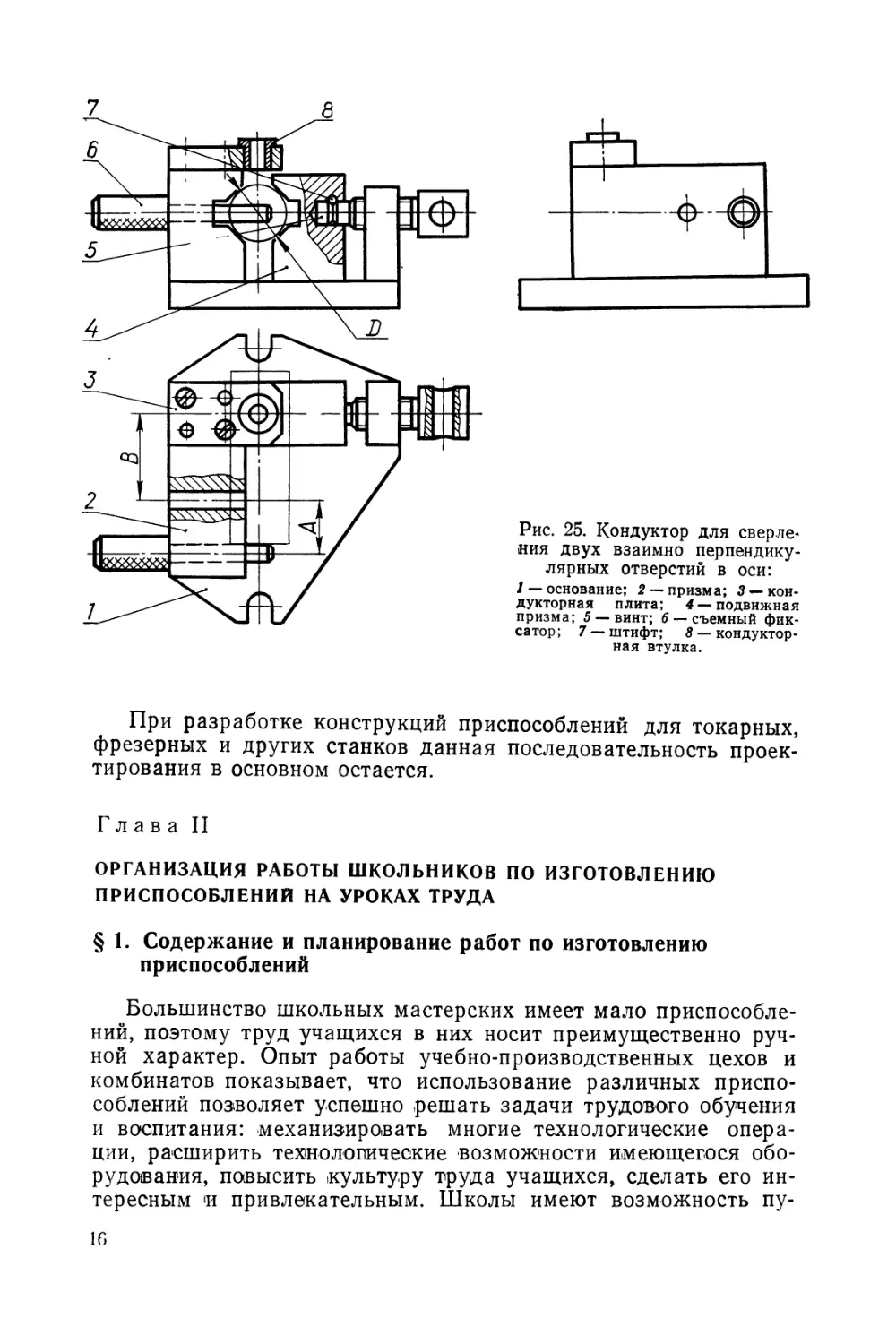
Последовательность проек-
тирования приспособлений рас-
смотрим на примере кондукто-
ра для сверления в оси двух
взаимно перпендикулярных от-
верстий диаметром 7 мм
(рис. 24).
Целесообразность проекти-
рования кондуктора для данной
детали обусловлена тем, что
сверление этих отверстий по
разметке (с использованием
машинных тисков) требует вы-
сокой квалификации, непроиз-
водительно и не исключает
брак.
12
Перед проектированием кон-
дуктора необходимо разработать
технологический процесс на изго-
товление этой детали, где преду-
смотреть операцию сверления от-
верстий диаметром 7 мм в два
перехода.
Базовыми поверхностями для
установки оси в кондукторе вы-
бираем: при сверлении отверстия
I — торец С и диаметр D, при
сверлении отверстия II — отвер-
стие I и диаметр D.
Такая последовательность об-
работки отверстий обеспечивает
их взаимную перпендикулярность
и заданные размеры А и В.
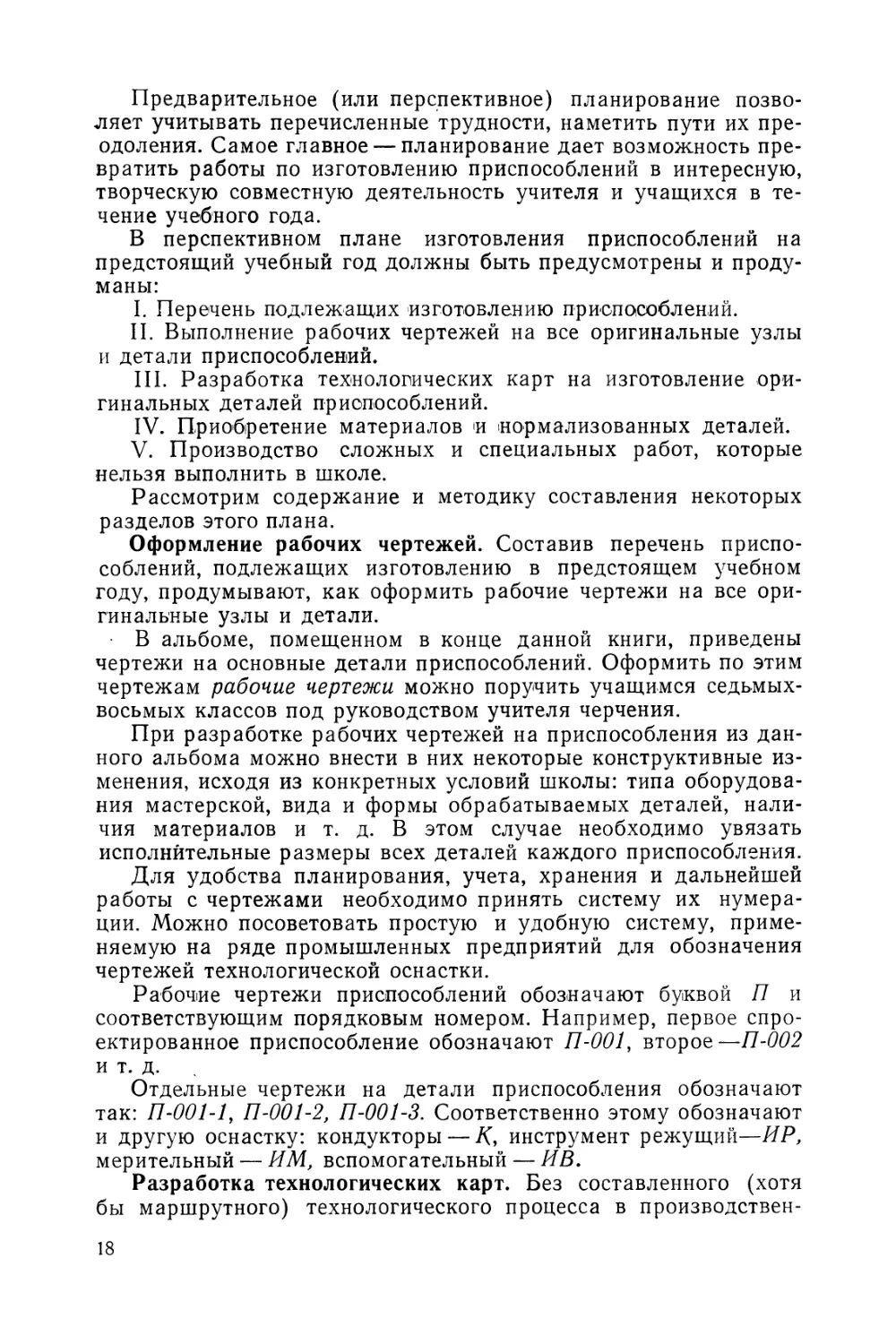
Корпус кондуктора выбираем
сборный, состоящий из основания
1 (рис. 25), неподвижной призмы
2 и кондукторной плиты 3, а за-
жимное устройство — в виде под-
вижной призмы 4 и винта 5, со-
единенных штифтом 7.
Для направления режущего
инструмента выбираем кондук-
торную втулку в.
В качестве установочных дета-
лей для обоих переходов исполь-
зуем съемный фиксатор 6.
Положение съемного фиксато-
ра относительно оси кондукторной
втулки выбираем так, чтобы обес-
печить перпендикулярность осей
обрабатываемых отверстий и раз-
мер В. Это позволяет сверлить
оба отверстия через одну и ту же
кондукторную втулку.
Для обеспечения безопасной
работы с кондуктором в основа-
нии 1 предусматриваем специаль-
ные пазы для его крепления на
столе сверлильного станка.
Простановкой основных уста-
новочных размеров проектирова-
ние общего вида кондуктора за-
канчивается. Остается разрабо-
Рис. 17. Кондукторная плита
со сменной втулкой:
/ — постоянная втулка; 2 — кондук-
торная плита; 5 —стопорный винт;
4 — сменная втулка.
Рис. 18. Втулка-зажим:
/ — втулка; 2 — кондукторная пли-
та; 3 — обрабатываемая заготовка.
Рис. 19. Специальная кондук-
торная втулка:
1 — кондукторная плита; 2 — втулка;
3 — обрабатываемая заготовка.
13
Рис. 20. Эксцентриковый зажим:
1 —прижимная планка; 2 — эксцентрик; 3 — обрабатываемая заготовка; 4 — опора
эксцентрика; 5 — винт; 6 — гайка; 7 — опора.
Рис. 21. Рычажно-кулач-
ковый зажим:
1 — рычаг; 2 —гайка; 3 —
винт; 4 — гайка; 5 —подвиж-
ный кулачок; 6 — рукоятка;
1 — неподвижный кулачок;
8 — сухарь.
Рис. 22. Приспособление с быстродействующим винтовым зажимом:
/ — корпус; 2 — установочная призма; 3 — обрабатываемая заготовка; 4 —
пружина; 5 — винт; 6 — плита с гайкой; 7 — рукоятка.
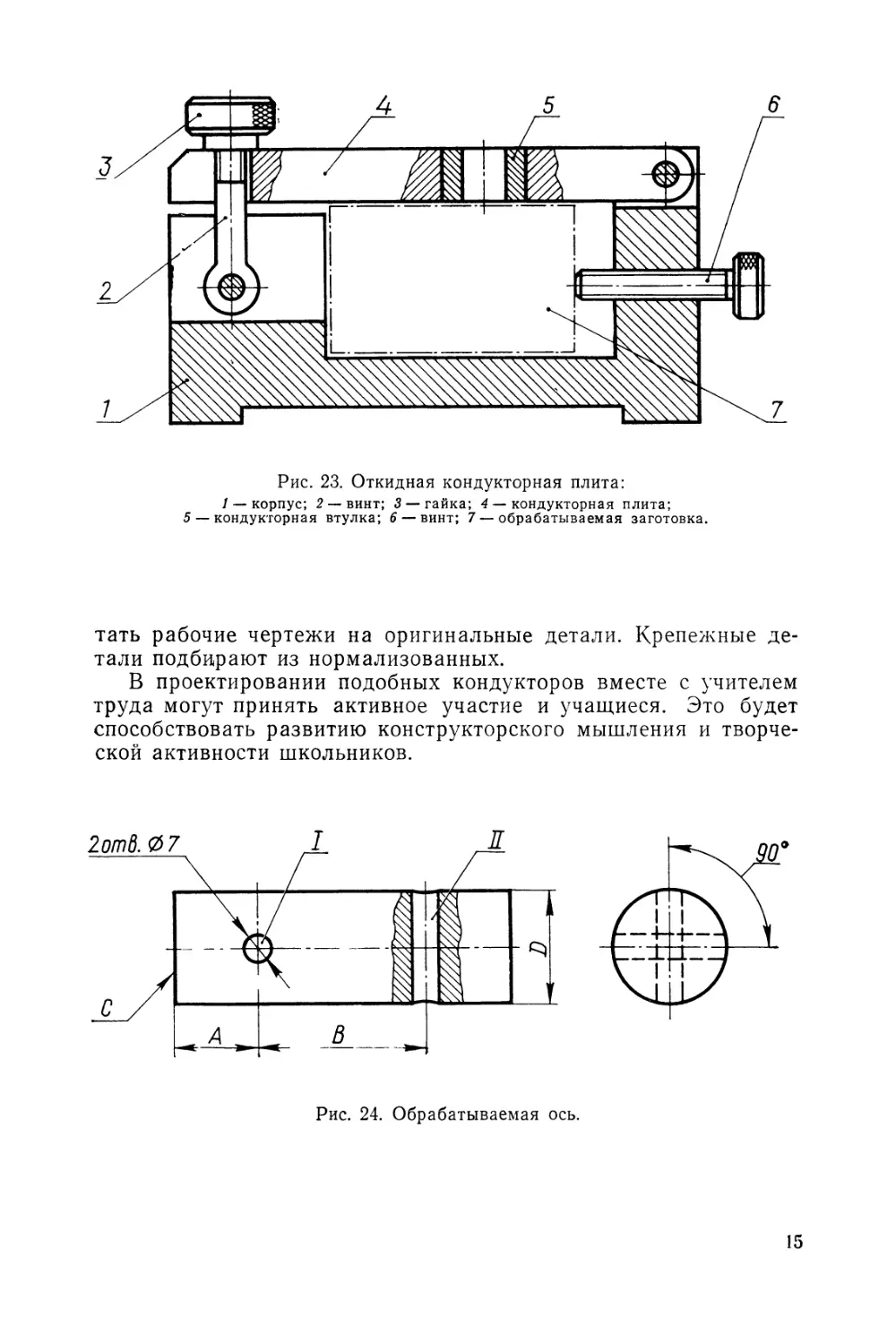
Рис. 23. Откидная кондукторная плита:
/ — корпус; 2 —винт; 3 — гайка; 4 — кондукторная плита;
5 — кондукторная втулка; 6 — винт; 7 — обрабатываемая заготовка.
тать рабочие чертежи на оригинальные детали. Крепежные де-
тали подбирают из нормализованных.
В проектировании подобных кондукторов вместе с учителем
труда могут принять активное участие и учащиеся. Это будет
способствовать развитию конструкторского мышления и творче-
ской активности школьников.
Рис. 24. Обрабатываемая ось.
15
Рис. 25. Кондуктор для сверле-
ния двух взаимно перпендику-
лярных отверстий в оси:
/ — основание; 2 — призма; 3 — кон-
дукторная плита; 4 — подвижная
призма; 5 — винт; 6 — съемный фик-
сатор; 7 — штифт; 8 — кондуктор-
ная втулка.
При разработке конструкций приспособлений для токарных,
фрезерных и других станков данная последовательность проек-
тирования в основном остается.
Глава II
ОРГАНИЗАЦИЯ РАБОТЫ ШКОЛЬНИКОВ ПО ИЗГОТОВЛЕНИЮ
ПРИСПОСОБЛЕНИЙ НА УРОКАХ ТРУДА
§ 1. Содержание и планирование работ по изготовлению
приспособлений
Большинство школьных мастерских имеет мало приспособле-
ний, поэтому труд учащихся в них носит преимущественно руч-
ной характер. Опыт работы учебно-производственных цехов и
комбинатов показывает, что использование различных приспо-
соблений позволяет успешно решать задачи трудового обучения
и воспитания: механизировать многие технологические опера-
ции, расширить технологические возможности имеющегося обо-
рудования, повысить культуру труда учащихся, сделать его ин-
тересным и привлекательным. Школы имеют возможность пу-
16
тем планомерного изготовления необходимых приспособлений
расширить материальную базу своих мастерских. Причем в раз-
работке чертежей и в изготовлении приспособлений могут актив-
но участвовать и учащиеся.
Опыт показывает, что привлечение школьников к разработке
чертежей и изготовлению приспособлений возможно, если эта
работа хорошо спланирована еще до начала учебного года. Суть
планирования заключается в выборе приспособления в качестве
объекта труда учащихся в предстоящем учебном году, в своевре-
менной технологической подготовке производства и определении
участников изготовления выбранных объектов, в приобретении
материалов, инструмента и т. д.
При выборе объектов труда необходимо, во-первых, руковод-
ствоваться учебными программами по трудовому обучению, во-
вторых, исходить из оснащенности школьных мастерских. Преж-
де чем запланировать изготовление приспособления, учитель
труда должен ясно представлять место этого приспособления в
учебно-производственном процессе.
В школьных мастерских педагогически и экономически целе-
сообразно использовать приспособления:
а) для получения высококачественных деталей;
б) при выполнении наиболее трудоемкой или сложной опе-
рации;
в) для обеспечения взаимозаменяемости изготовляемых де-
талей;
г) как средство исключения монотонности в работе;
д) для расширения технологических возможностей станков;
е) для демонстрации преимуществ механизации труда.
Только учитывая это, учитель труда может заранее предви-
деть необходимость и целесообразность использования приспо-
соблений при изучении той или иной темы программы, изготов-
лении определенных деталей.
Приспособления, точность изготовления которых обычно на
1—2 класса выше точности обрабатываемых при их помощи за-
готовок, являются сравнительно сложными объектами труда для
учащихся. Поэтому естественно, что учителю труда, мастеру
приходится сталкиваться с определенными трудностями при ор-
ганизации работ учащихся по изготовлению приспособлений.
К основным трудностям относятся:
1. Невозможность получения в школьной мастерской литья,
выполнения сварки, нарезания зубчатых колес и других специ-
альных видов работ из-за отсутствия необходимого оборудова-
ния и специалистов.
2. Сложность отдельных технологических операций при из-
готовлении деталей приспособлений (высокая точность и чисто-
та обработки).
3. Отсутствие или недостаток инструмента, материалов, нор-
малей и т. д.
2 Заказ 1759
17
Предварительное (или перспективное) планирование позво-
ляет учитывать перечисленные трудности, наметить пути их пре-
одоления. Самое главное — планирование дает возможность пре-
вратить работы по изготовлению приспособлений в интересную,
творческую совместную деятельность учителя и учащихся в те-
чение учебного года.
В перспективном плане изготовления приспособлений на
предстоящий учебный год должны быть предусмотрены и проду-
маны:
I. Перечень подлежащих изготовлению приспособлений.
II. Выполнение рабочих чертежей на все оригинальные узлы
и детали приспособлений.
III. Разработка технологических карт на изготовление ори-
гинальных деталей приспособлений.
IV. Приобретение материалов и нормализованных деталей.
V. Производство сложных и специальных работ, которые
нельзя выполнить в школе.
Рассмотрим содержание и методику составления некоторых
разделов этого плана.
Оформление рабочих чертежей. Составив перечень приспо-
соблений, подлежащих изготовлению в предстоящем учебном
году, продумывают, как оформить рабочие чертежи на все ори-
гинальные узлы и детали.
В альбоме, помещенном в конце данной книги, приведены
чертежи на основные детали приспособлений. Оформить по этим
чертежам рабочие чертежи можно поручить учащимся седьмых-
восьмых классов под руководством учителя черчения.
При разработке рабочих чертежей на приспособления из дан-
ного альбома можно внести в них некоторые конструктивные из-
менения, исходя из конкретных условий школы: типа оборудова-
ния мастерской, вида и формы обрабатываемых деталей, нали-
чия материалов и т. д. В этом случае необходимо увязать
исполнительные размеры всех деталей каждого приспособления.
Для удобства планирования, учета, хранения и дальнейшей
работы с чертежами необходимо принять систему их нумера-
ции. Можно посоветовать простую и удобную систему, приме-
няемую на ряде промышленных предприятий для обозначения
чертежей технологической оснастки.
Рабочие чертежи приспособлений обозначают буквой П и
соответствующим порядковым номером. Например, первое спро-
ектированное приспособление обозначают П-001, второе—П-002
и т. д.
Отдельные чертежи на детали приспособления обозначают
так: П-001-1, П-001-2, П-001-3. Соответственно этому обозначают
и другую оснастку: кондукторы — К, инструмент режущий—ИР,
мерительный — ИМ, вспомогательный — ИВ.
Разработка технологических карт. Без составленного (хотя
бы маршрутного) технологического процесса в производствен-
18
ных условиях не изготовляют ни одно изделие. Трудно это сде-
лать и в школьных мастерских. Поэтому учителю труда необхо-
димо спроектировать заранее маршрутно-технологические карты
на детали каждого запланированного к изготовлению приспо-
собления, что поможет определить вид и размеры заготовок, вы-
явить номенклатуру потребных режущих и мерительных инстру-
ментов, установить объем сложных и специальных работ, кото-
рые не могут быть выполнены в школьной мастерской, а также
учащимися.
Как отмечено выше, в большинстве школьных мастерских не-
возможно выполнить ряд специальных видов работ (например,
получение поковок, литья, прессование деталей из пресс-порош-
ков, фрезерование зубьев, производство сварки, гальванических
покрытий, термической обработки) при изготовлении деталей
приспособлений. Следовательно, учитель труда должен, с одной
стороны, учитывать возможности мастерской, а с другой — по-
стараться построить технологический процесс так, чтобы макси-
мально возможное число операций выполнить в школе силами
учащихся или при их активном участии.
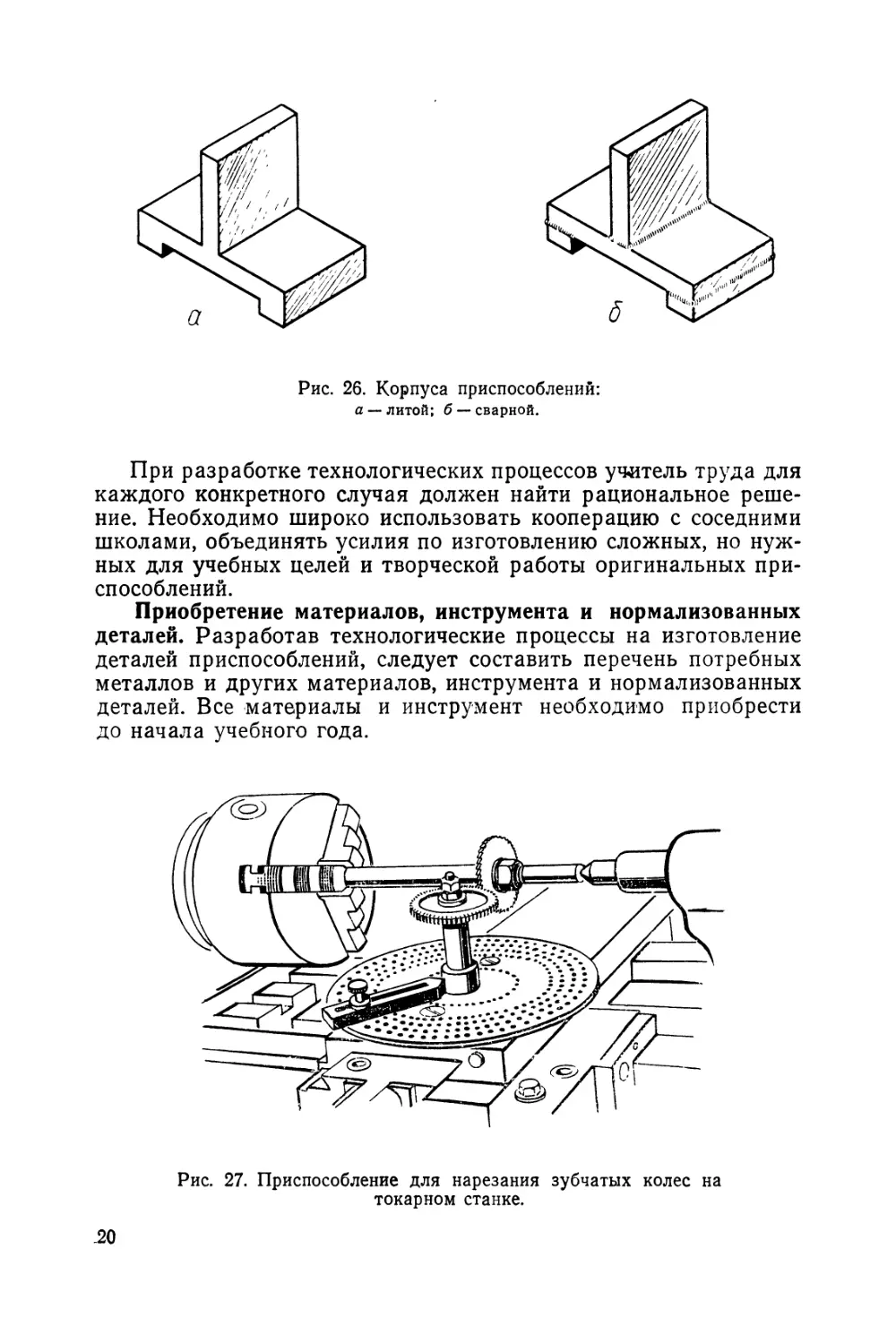
Этого можно достичь, например, путем замены одного вида
работ другим. Так, корпуса приспособлений сложной формы в
заводских условиях отливают (рис. 26,а). В школьных мастер-
ских надо попытаться корпус сложной формы заменить более
простой, позволяющей изготовить его из проката. Однако не
всегда можно чрезмерно упрощать форму, так как это приводит
к снижению жесткости и прочности корпуса и всего приспособ-
ления. В данном случае рекомендуем способ получения корпу-
са приспособления или другой сложной детали при помощи
сварки (рис. 26, б) и с последующей механической обработкой.
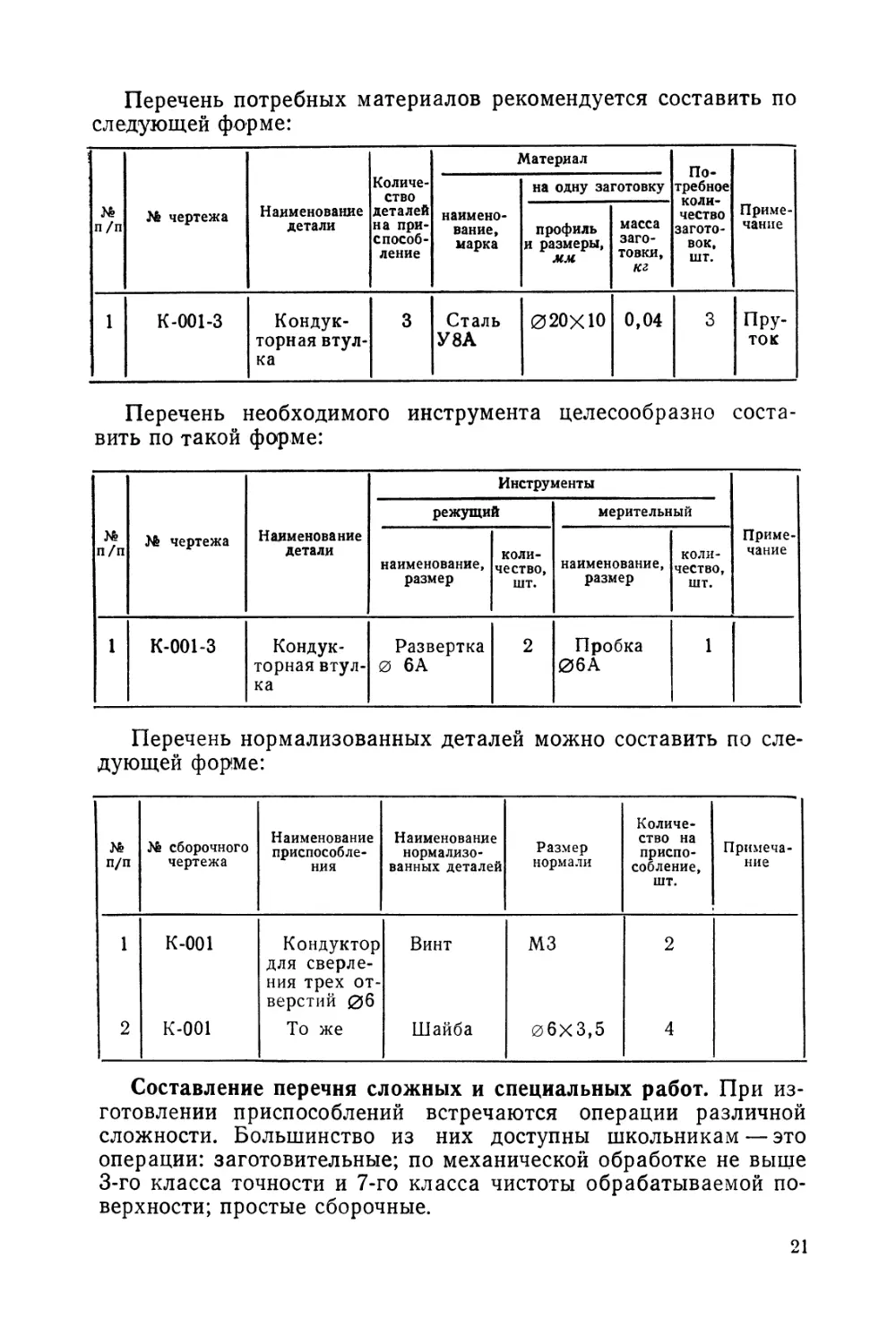
Можно сослаться и на другие примеры замены. Так, если нет
фрезерного станка для нарезания зубчатого колеса, а есть мо-
дульные фрезы, это можно выполнить на токарном станке
(рис. 27). Детали, которые по чертежу следует изготовлять из
пресс-порошка, в некоторых случаях можно с успехом заменить
деталями, выполненными из текстолита, эбонита, гетинакса. Ес-
ли нет возможности произвести сварку, то сложную деталь при-
способления (корпус, стойку) можно выполнить из нескольких
простых деталей, изготовленных учащимися, и собрать на вин-
тах. Такой способ часто применяют в школьных мастерских.
Трудность выполнения технологической операции или изго-
товления детали состоит не столько в отсутствии необходимых
станков, приспособлений и инструмента, сколько в отыскании
способа использования имеющихся в школьной мастерской обо-
рудования, оснастки, инструмента.
Большинство оборудования школьных мастерских малогаба-
ритное и изношенное. Его преимущество — универсальность. Ис-
пользование различных приспособлений позволит расширить
технологические возможности имеющегося оборудования.
2*
19
Рис. 26. Корпуса приспособлений:
а — литой; б — сварной.
При разработке технологических процессов учитель труда для
каждого конкретного случая должен найти рациональное реше-
ние. Необходимо широко использовать кооперацию с соседними
школами, объединять усилия по изготовлению сложных, но нуж-
ных для учебных целей и творческой работы оригинальных при-
способлений.
Приобретение материалов, инструмента и нормализованных
деталей. Разработав технологические процессы на изготовление
деталей приспособлений, следует составить перечень потребных
металлов и других материалов, инструмента и нормализованных
деталей. Все материалы и инструмент необходимо приобрести
до начала учебного года.
Рис. 27. Приспособление для нарезания зубчатых колес на
токарном станке.
.20
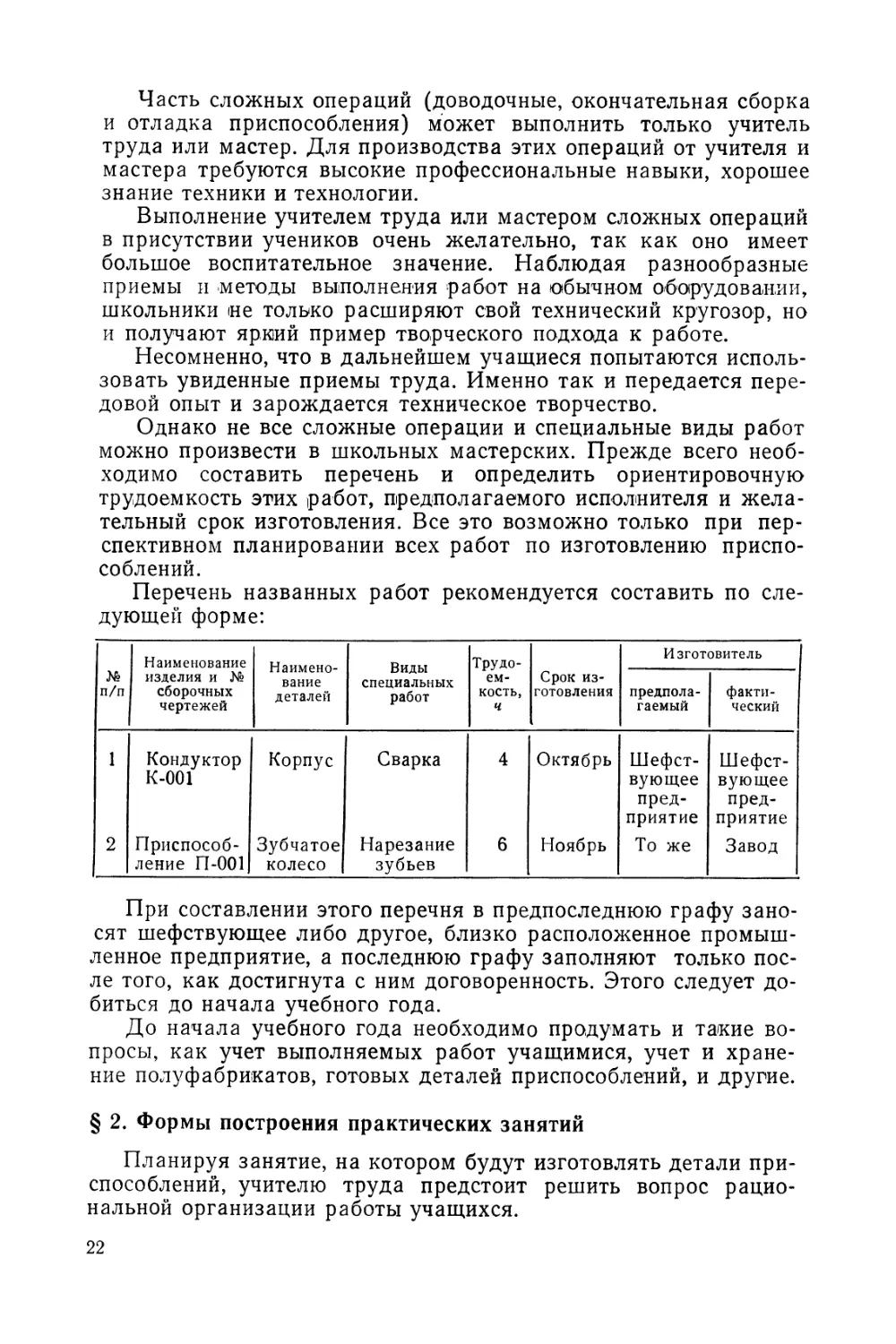
Перечень потребных материалов рекомендуется составить по
следующей форме:
№ п /п № чертежа Наименование детали Количе- ство деталей на при- способ- ление Материал По- требное коли- чество загото- вок, шт. Приме- чание
наимено- вание, марка на одну заготовку
профиль и размеры, мм масса заго- товки, кг
1 К-001-3 Кондук- торная втул- ка 3 Сталь У8А 020X10 0,04 3 Пру- ТОК
Перечень необходимого инструмента целесообразно соста-
вить по такой форме:
№ п/п № чертежа Наименование детали Инструменты Приме- чание
режущий мерительный
наименование, размер коли- чество, шт. наименование, размер коли- чество, шт.
1 К-001-3 Кондук- торная втул- ка Развертка 0 6А 2 Пробка 06А 1
Перечень нормализованных деталей можно составить по сле-
дующей форме:
№ п/п № сборочного чертежа Наименование приспособле- ния Наименование нормализо- ванных деталей Размер нормали Количе- ство на приспо- собление, шт. Примеча- ние
1 К-001 Кондуктор для сверле- ния трех от- верстий 06 Винт М3 2
2 К-001 То же Шайба 06x3,5 4
Составление перечня сложных и специальных работ. При из-
готовлении приспособлений встречаются операции различной
сложности. Большинство из них доступны школьникам — это
операции: заготовительные; по механической обработке не выше
3-го класса точности и 7-го класса чистоты обрабатываемой по-
верхности; простые сборочные.
21
Часть сложных операций (доводочные, окончательная сборка
и отладка приспособления) может выполнить только учитель
труда или мастер. Для производства этих операций от учителя и
мастера требуются высокие профессиональные навыки, хорошее
знание техники и технологии.
Выполнение учителем труда или мастером сложных операций
в присутствии учеников очень желательно, так как оно имеет
большое воспитательное значение. Наблюдая разнообразные
приемы и методы выполнения работ на обычном оборудовании,
школьники не только расширяют свой технический кругозор, но
и получают яркий пример творческого подхода к работе.
Несомненно, что в дальнейшем учащиеся попытаются исполь-
зовать увиденные приемы труда. Именно так и передается пере-
довой опыт и зарождается техническое творчество.
Однако не все сложные операции и специальные виды работ
можно произвести в школьных мастерских. Прежде всего необ-
ходимо составить перечень и определить ориентировочную
трудоемкость этих работ, предполагаемого исполнителя и жела-
тельный срок изготовления. Все это возможно только при пер-
спективном планировании всех работ по изготовлению приспо-
соблений.
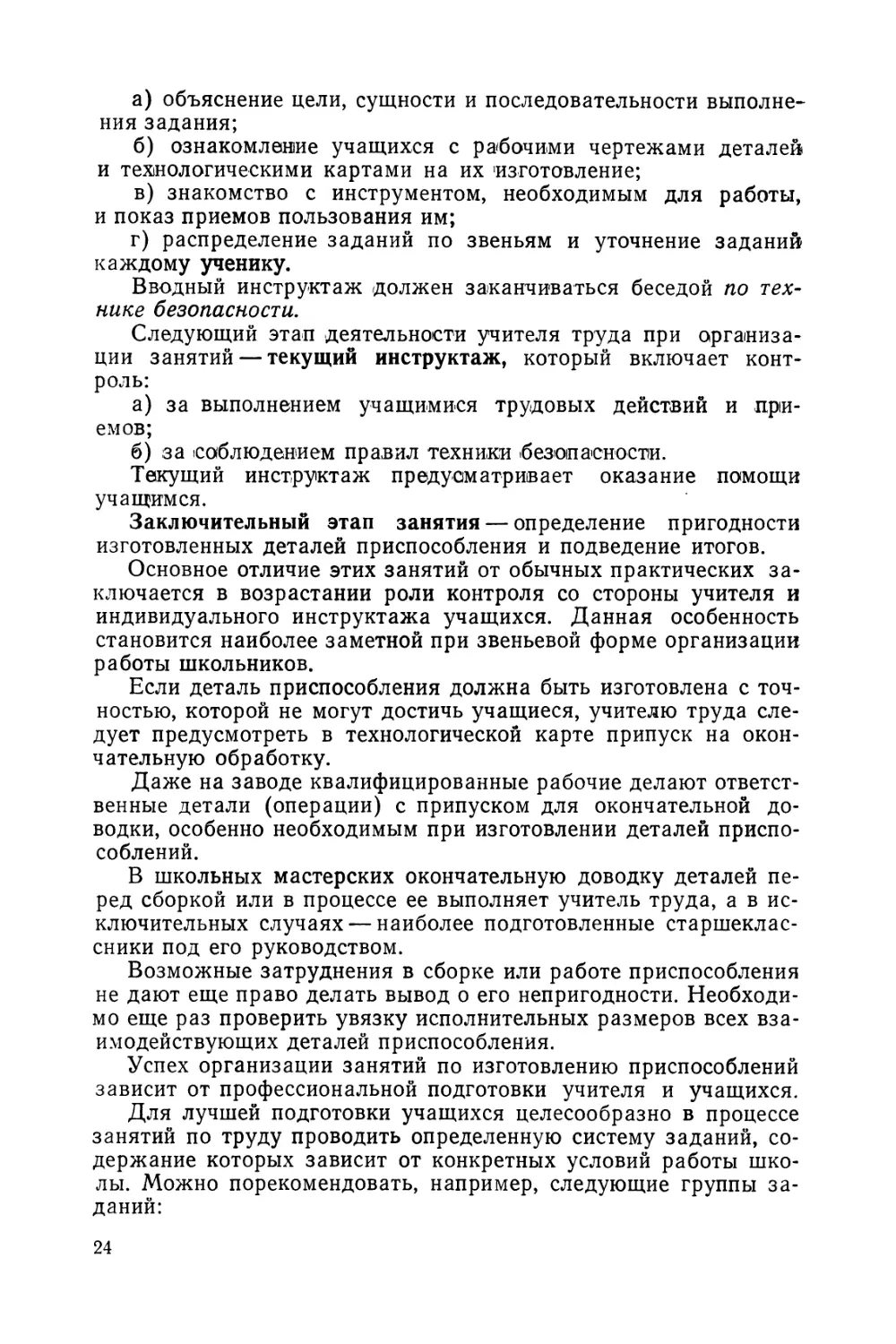
Перечень названных работ рекомендуется составить по сле-
дующей форме:
№ п/п Наименование изделия и № сборочных чертежей Наимено- вание деталей Виды специальных работ Трудо- ем- кость, ч Срок из- готовления Изготовитель
предпола- гаемый факти- ческий
1 Кондуктор К-001 Корпус Сварка 4 Октябрь Шефст- вующее пред- приятие Шефст- вующее пред- приятие
2 Приспособ- ление П-001 Зубчатое колесо Нарезание зубьев 6 Ноябрь То же Завод
При составлении этого перечня в предпоследнюю графу зано-
сят шефствующее либо другое, близко расположенное промыш-
ленное предприятие, а последнюю графу заполняют только пос-
ле того, как достигнута с ним договоренность. Этого следует до-
биться до начала учебного года.
До начала учебного года необходимо продумать и такие во-
просы, как учет выполняемых работ учащимися, учет и хране-
ние полуфабрикатов, готовых деталей приспособлений, и другие.
§ 2. Формы построения практических занятий
Планируя занятие, на котором будут изготовлять детали при-
способлений, учителю труда предстоит решить вопрос рацио-
нальной организации работы учащихся.
22
В зависимости от сложности приспособления можно посове-
товать некоторые организационные формы занятий.
Если приспособление состоит из немногих простых деталей,
а изготовить надо не более трех приспособлений, организовать
фронтальные работы нельзя.
Предположим, что эту работу будут выполнять восьмиклас-
сники. В этом случае класс делят на звенья по числу приспособ-
лений. Каждому звену поручают полностью изготовить все дета-
ли одного приспособления. Операции, которые учащиеся этого
класса выполнить не могут, поручают старшеклассникам.
Окончательную сборку, подгонку, регулировку и пробное ис-
пытание приспособления поручают звену, изготовлявшему дета-
ли этого приспособления. Разумеется, что эту работу школьники
выполняют под непосредственным руководством учителя.
Звеньевая форма занятий в школьных мастерских труднее
для учителя в части контроля. В этом случае целесообразно на-
значить звеньевых, которые должны координировать работу сво-
их товарищей по звену и осуществлять предварительный конт-
роль работ.
В воспитательных целях можно рекомендовать организацию
соревнования учащихся по качественному и быстрому изготовле-
нию однотипных приспособлений в параллельных классах.
Когда приспособление состоит из многих простых деталей,
появляются условия для организации фронтальных работ. В этом
случае весь класс изготовляет одно приспособление. Сборку и
отладку его можно (в порядке поощрения) поручить лучшим
учащимся (разумеется, под руководством учителя).
Опыт показывает, что непрерывная работа учащихся над од-
ной деталью не должна длиться свыше трех-четырех занятий.
Если на обработку требуется больше времени, целесообразно
сделать перерыв в 1—2 занятия, переключив школьника на вы-
полнение иной краткосрочной работы.
Когда приспособление состоит из многих деталей различной
сложности и изготовить его невозможно силами одного класса,
необходимо спланировать и скоординировать изготовление дета-
лей в разных классах, а окончательную сборку и регулировку
приспособления поручить учащимся того класса, которые приня-
ли наибольшее участие в изготовлении деталей.
Первое занятие по изготовлению приспособления надо начи-
нать с предварительного ознакомления учащихся с его назначе-
нием, конструкцией, особенностью эксплуатации, с чертежами и
технологическими картами на узлы и детали приспособления.
При этом можно показать экономическую целесообразность его
применения, раскрыть связь конструктивных и технологических
особенностей с приспособлениями, имеющимися в мастерской.
Практические занятия по изготовлению деталей приспособле-
ния надо начинать (как и обычно) с вводного инструктажа, ко-
торый должен включать:
23
а) объяснение цели, сущности и последовательности выполне-
ния задания;
б) ознакомление учащихся с рабочими чертежами деталей
и технологическими картами на их изготовление;
в) знакомство с инструментом, необходимым для работы,
и показ приемов пользования им;
г) распределение заданий по звеньям и уточнение заданий
каждому ученику.
Вводный инструктаж должен заканчиваться беседой по тех-
нике безопасности.
Следующий этап деятельности учителя труда при организа-
ции занятий — текущий инструктаж, который включает конт-
роль:
а) за выполнением учащимися трудовых действий и при-
емов;
б) за соблюдением правил техники |безо1пасности.
Текущий инструктаж предусматривает оказание помощи
учащимся.
Заключительный этап занятия — определение пригодности
изготовленных деталей приспособления и подведение итогов.
Основное отличие этих занятий от обычных практических за-
ключается в возрастании роли контроля со стороны учителя и
индивидуального инструктажа учащихся. Данная особенность
становится наиболее заметной при звеньевой форме организации
работы школьников.
Если деталь приспособления должна быть изготовлена с точ-
ностью, которой не могут достичь учащиеся, учителю труда сле-
дует предусмотреть в технологической карте припуск на окон-
чательную обработку.
Даже на заводе квалифицированные рабочие делают ответст-
венные детали (операции) с припуском для окончательной до-
водки, особенно необходимым при изготовлении деталей приспо-
соблений.
В школьных мастерских окончательную доводку деталей пе-
ред сборкой или в процессе ее выполняет учитель труда, а в ис-
ключительных случаях — наиболее подготовленные старшеклас-
сники под его руководством.
Возможные затруднения в сборке или работе приспособления
не дают еще право делать вывод о его непригодности. Необходи-
мо еще раз проверить увязку исполнительных размеров всех вза-
имодействующих деталей приспособления.
Успех организации занятий по изготовлению приспособлений
зависит от профессиональной подготовки учителя и учащихся.
Для лучшей подготовки учащихся целесообразно в процессе
занятий по труду проводить определенную систему заданий, со-
держание которых зависит от конкретных условий работы шко-
лы. Можно порекомендовать, например, следующие группы за-
даний:
24
а) на развитие технической наблюдательности;
б) на закрепление знаний и умений основных способов обра-
ботки материалов;
в) по рационализации технологических процессов;
г) на самостоятельный выбор оборудования и инструмента в
зависимости от способа обработки, формы, размеров детали и
технических требований к ней;
д) по рациональному использованию инструмента, приспо-
соблений, оборудования.
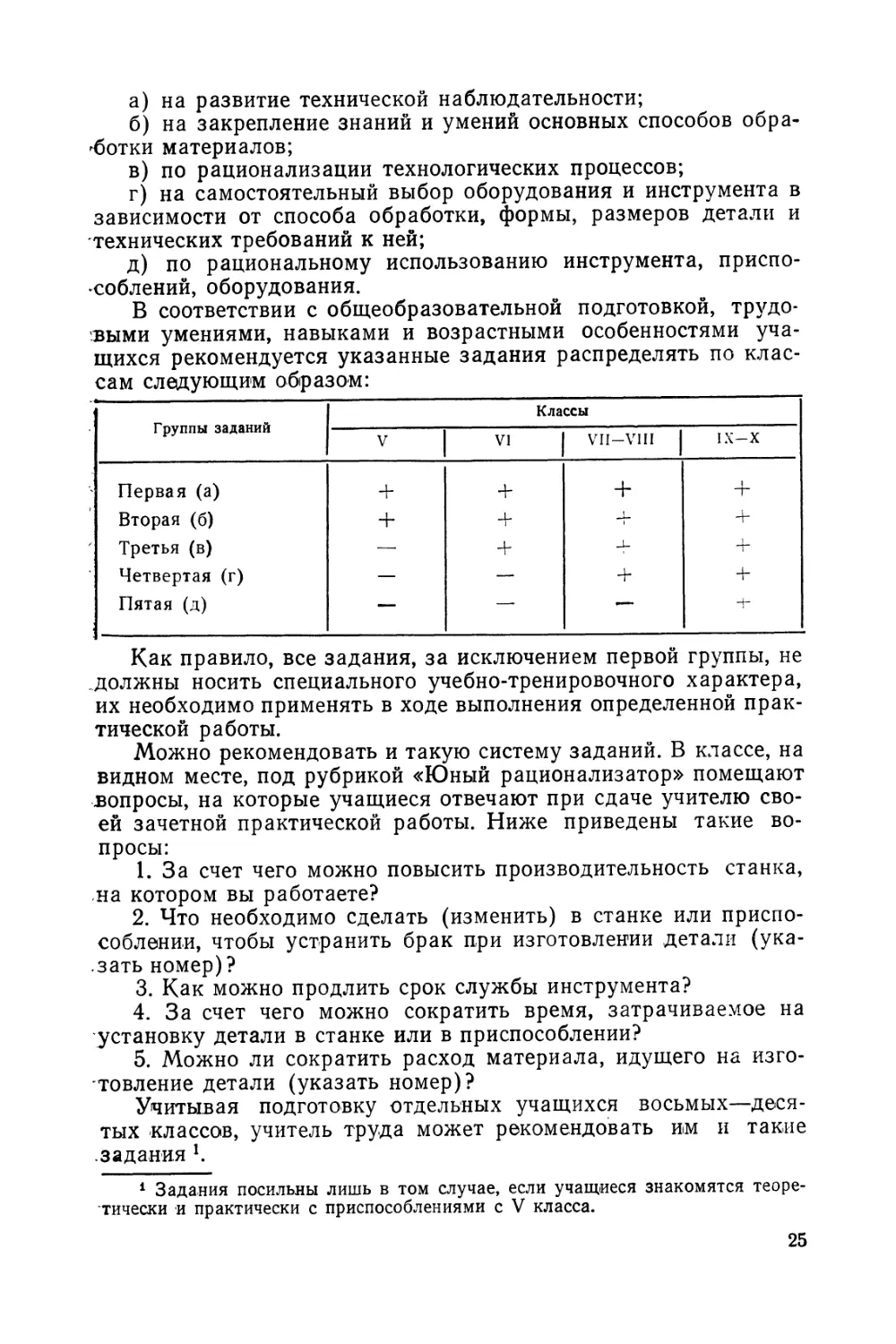
В соответствии с общеобразовательной подготовкой, трудо-
выми умениями, навыками и возрастными особенностями уча-
щихся рекомендуется указанные задания распределять по клас-
сам следующим образом:
Группы заданий Классы
V VI VII-V1H IX-X
Первая (а) + 4- + 4-
Вторая (б) + 4- 4- 4-
Третья (в) — 4- -j- 4-
Четвертая (г) — — 4- 4-
Пятая (д) — — н-
Как правило, все задания, за исключением первой группы, не
должны носить специального учебно-тренировочного характера,
их необходимо применять в ходе выполнения определенной прак-
тической работы.
Можно рекомендовать и такую систему заданий. В классе, на
видном месте, под рубрикой «Юный рационализатор» помещают
вопросы, на которые учащиеся отвечают при сдаче учителю сво-
ей зачетной практической работы. Ниже приведены такие во-
просы:
1. За счет чего можно повысить производительность станка,
на котором вы работаете?
2. Что необходимо сделать (изменить) в станке или приспо-
соблении, чтобы устранить брак при изготовлении детали (ука-
.зать номер)?
3. Как можно продлить срок службы инструмента?
4. За счет чего можно сократить время, затрачиваемое на
установку детали в станке или в приспособлении?
5. Можно ли сократить расход материала, идущего на изго-
товление детали (указать номер)?
Учитывая подготовку отдельных учащихся восьмых—деся-
тых классов, учитель труда может рекомендовать им и такие
.задания L
1 Задания посильны лишь в том случае, если учащиеся знакомятся теоре-
тически и практически с приспособлениями с V класса.
25
Рис. 28. Приспособление типа «Коло-
кол» для разметки заготовок из
прутка:
Рис. 29. Механический клин к свер-
лильному станку:
1 — скоба; 2 — неподвижный клин; 3 —
подвижной клин; 4 — рычаг; 5 и 6 —
заклепки.
а — технический рисунок (1 — конусооб-
разный колпак; 2 — кернер; 3 — втулка;
4 — заготовка с прямым срезом); б —
чертеж (5 — заготовка с косым срезом).
Для учащихся VIII класса. При разметке заготовок при по-
мощи приспособления типа «Колокол» (рис. 28, а) возможны
ошибки. Причина их — в косом срезе торца размечаемой заго-
товки 5 (рис. 28,б).
Предложить усовершенствовать данное приспособление,
чтобы полностью исключить брак при разметке.
Для учащихся IX класса. Предложить конструкцию приспо-
собления 1 для закрепления и обработки на токарном станке за-
готовки (указать номер детали и размер заготовки).
Приспособление должно отвечать следующим техническим
требованиям:
1. Устанавливаться и крепиться на планшайбе.
2. Обрабатываемая заготовка крепится прижимными план-
ками или специальными зажимами.
3. Обеспечивать безопасную работу на станке и быть удоб-
ным при эксплуатации.
Для учащихся X класса. Изучить сборочный чертеж механи-
ческого клина к сверлильному станку (рис. 29), принцип его ра-
боты и предложить технологию его изготовления.
§ 3. Некоторые советы по использованию приспособлений
Отдельные детали любого из представленных в альбоме при-
способлений, а некоторые приспособления и полностью являются
1 При оригинальной конструкции учителю труда в воспитательных целях
следует организовать изготовление данного приспособления.
26
хорошими объектами для производительного труда учащихся
пятых — десятых классов. В каждом приспособлении, каким бы
оно сложным ни было, нетрудно найти детали, которые могут
изготовить школьники средних и старших классов. Мы считаем
неправильным давать конкретные рекомендации, какие приспо-
собления или отдельные детали посильны для учащихся пятых,
шестых, седьмых, восьмых, девятых или десятых классов. Это мо-
жет сделать лишь учитель труда, учитывая .конкретные условия
школы (оснащение школьных мастерских, уровень технической
подготовки школьников, возможность использования помощи ше-
фов и (предприятий, (расположенных близ школы и т. д.).
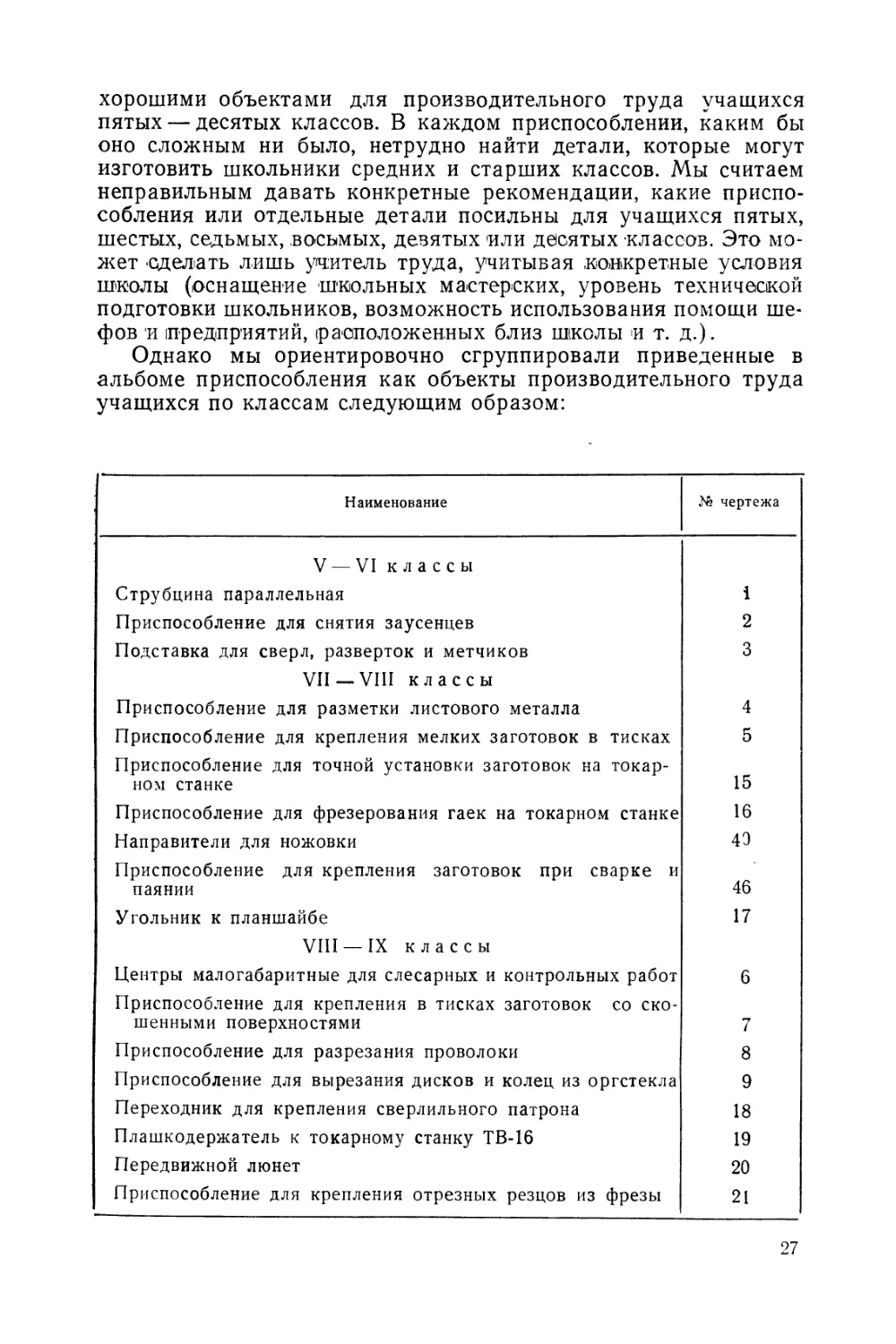
Однако мы ориентировочно сгруппировали приведенные в
альбоме приспособления как объекты производительного труда
учащихся по классам следующим образом:
Наименование № чертежа
V — VI классы
Струбцина параллельная 1
Приспособление для снятия заусенцев 2
Подставка для сверл, разверток и метчиков 3
VII —VIII классы
Приспособление для разметки листового металла 4
Приспособление для крепления мелких заготовок в тисках 5
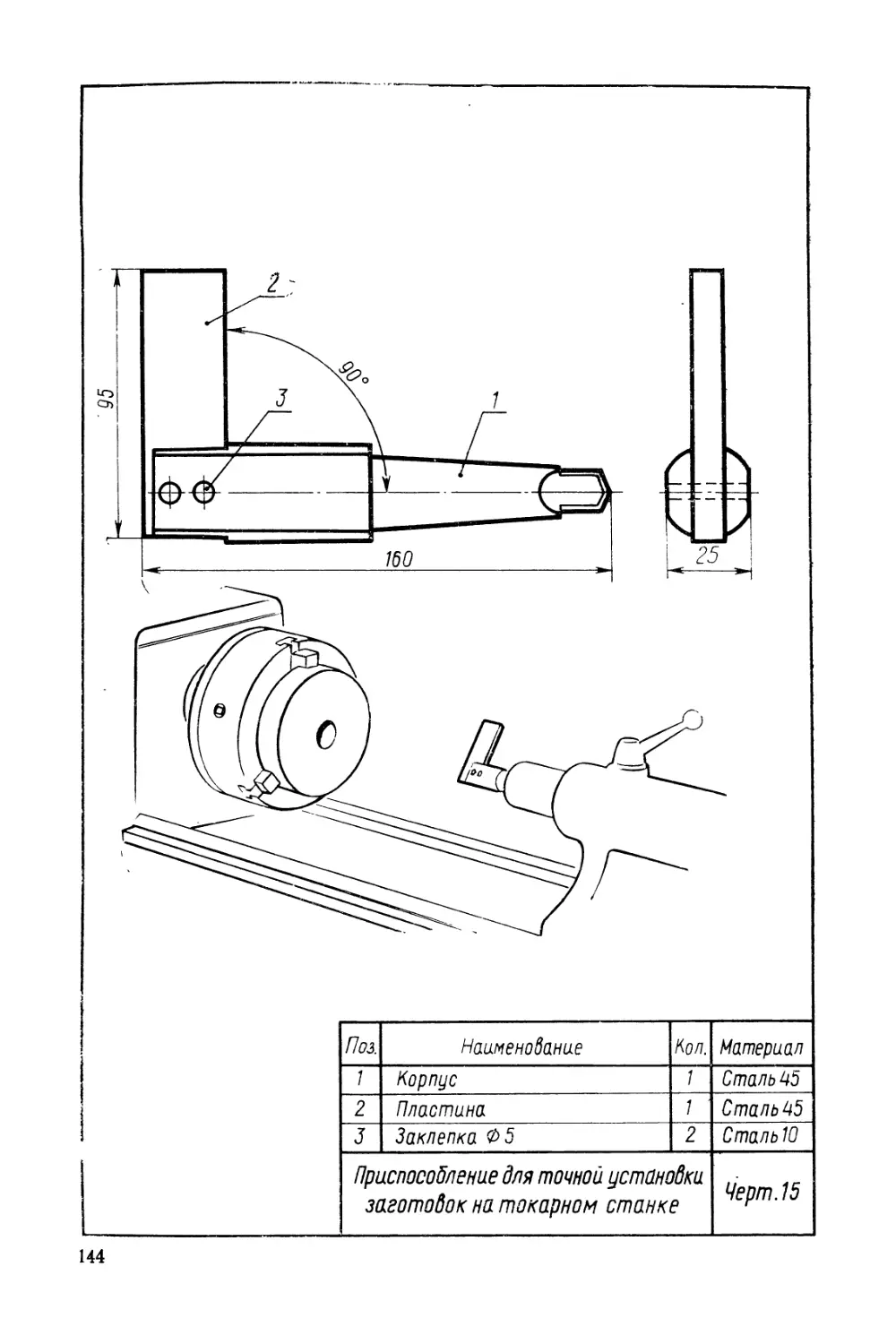
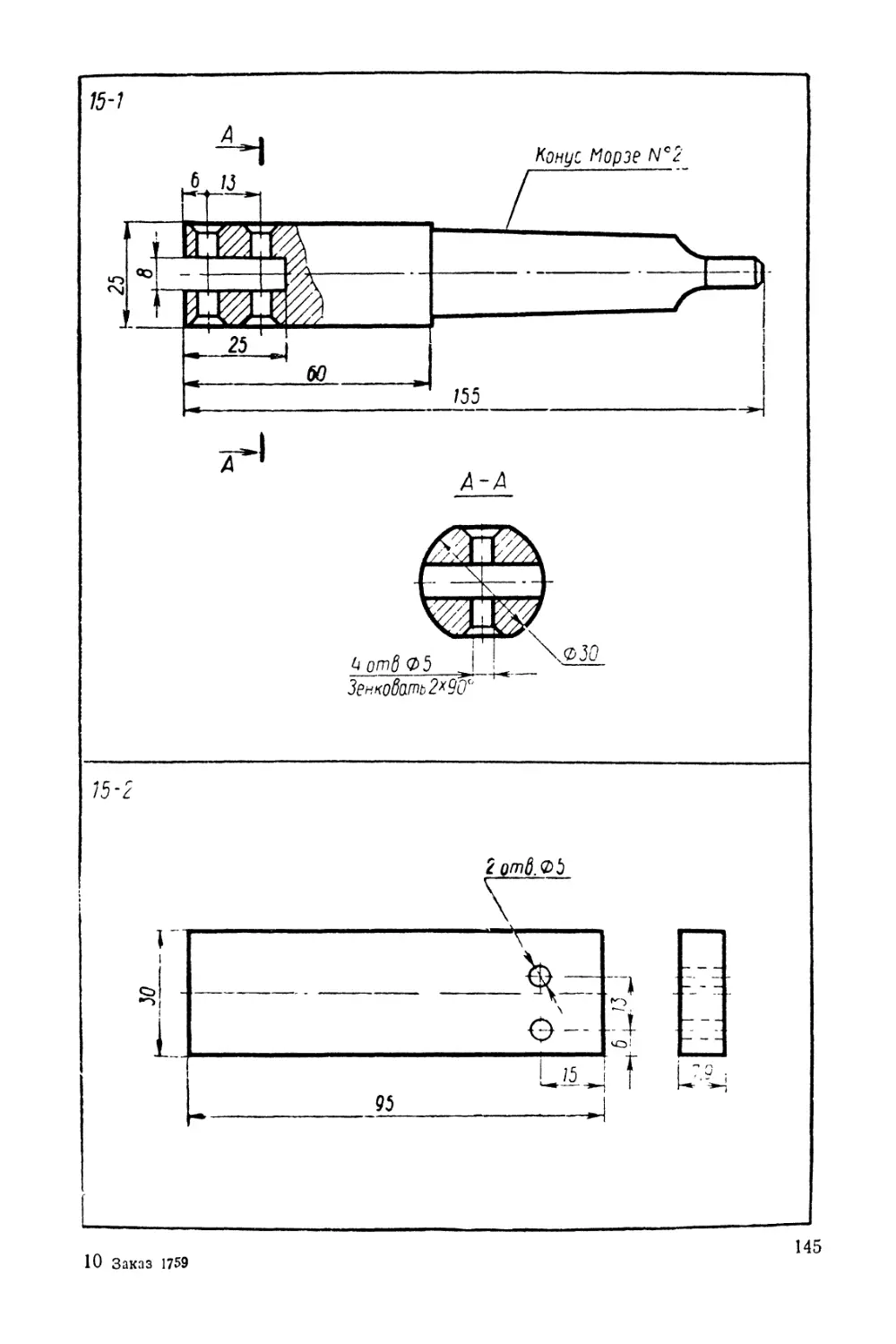
Приспособление для точной установки заготовок на токар- 15
ном станке
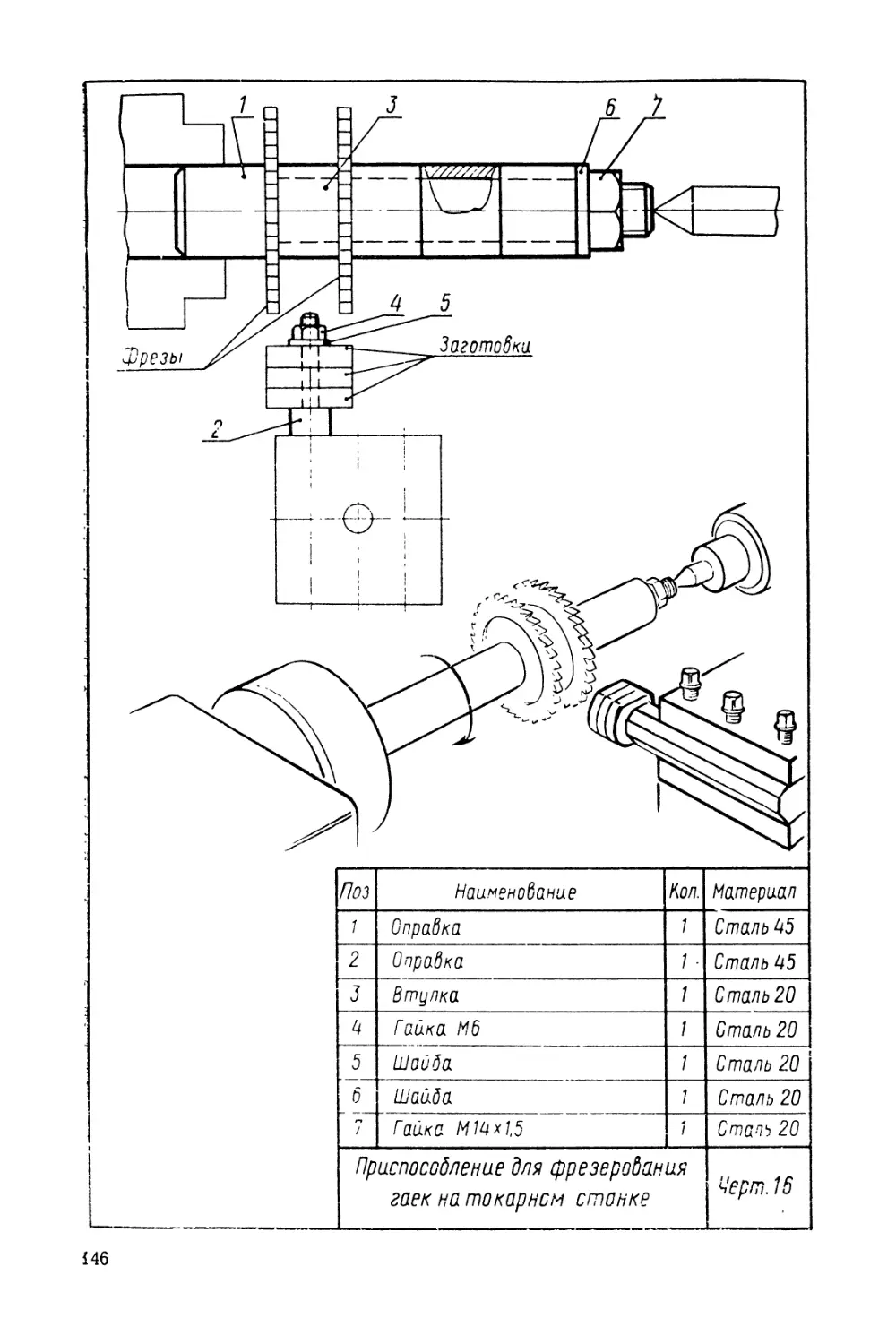
Приспособление для фрезерования гаек на токарном станке 16
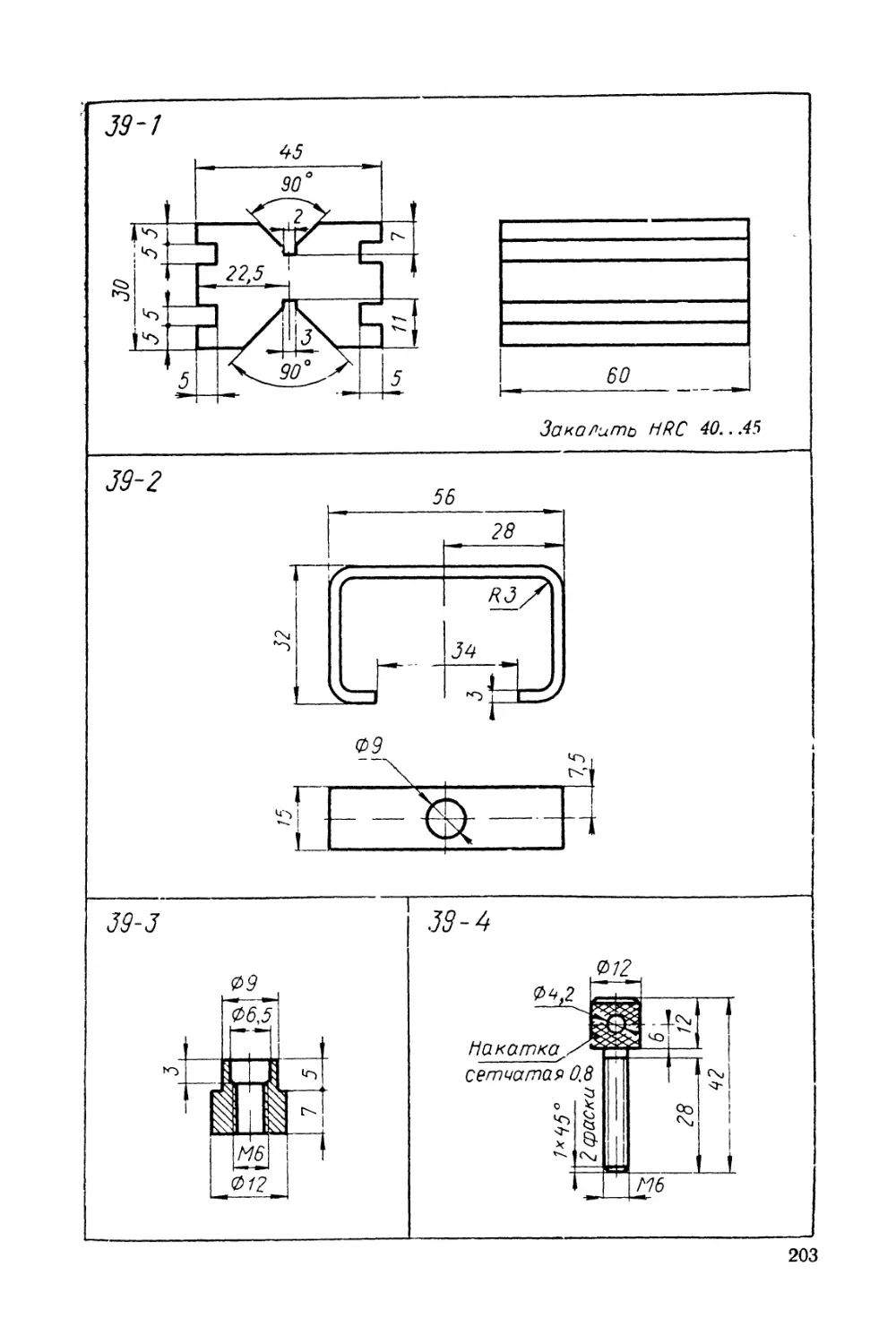
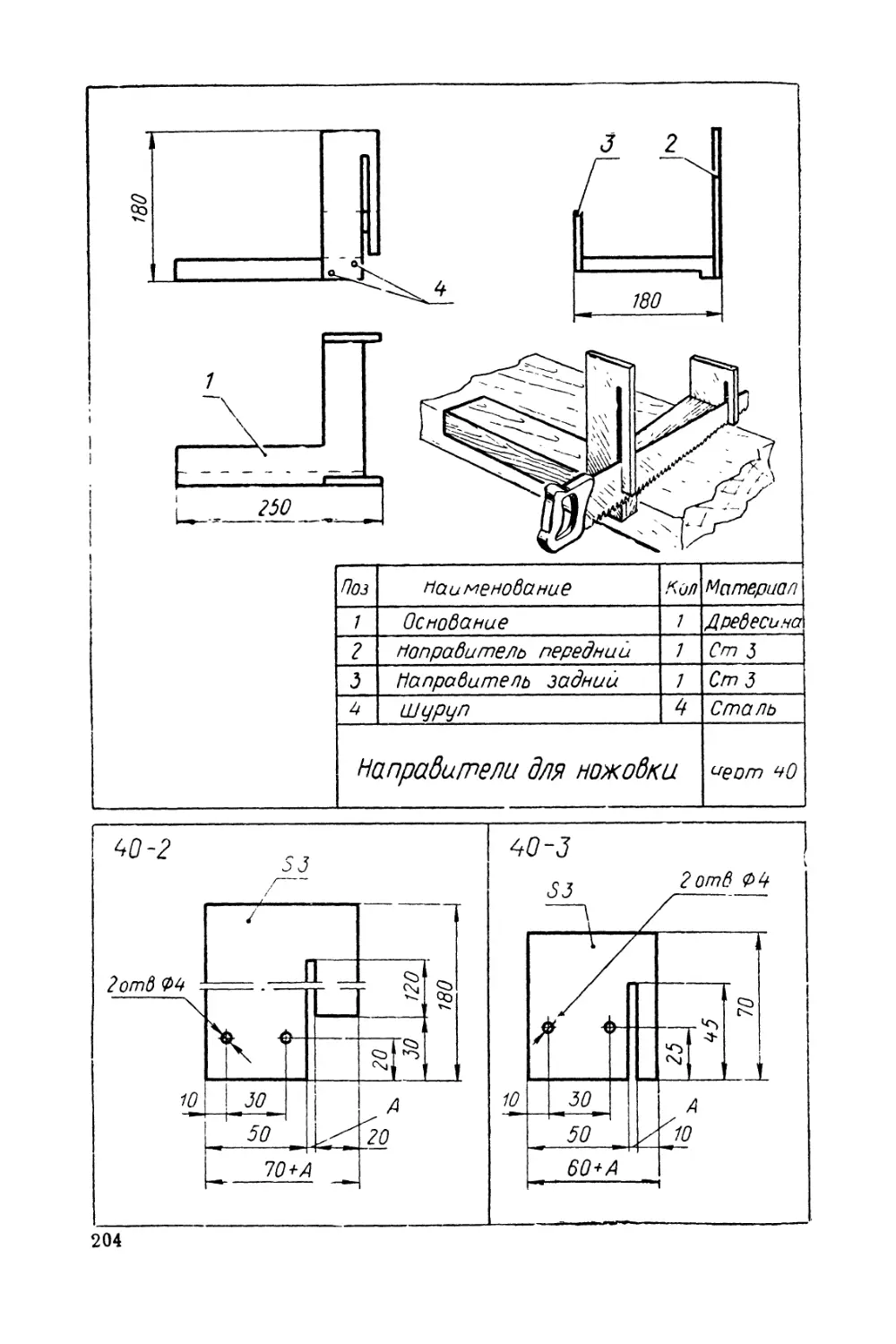
Направители для ножовки 4Э
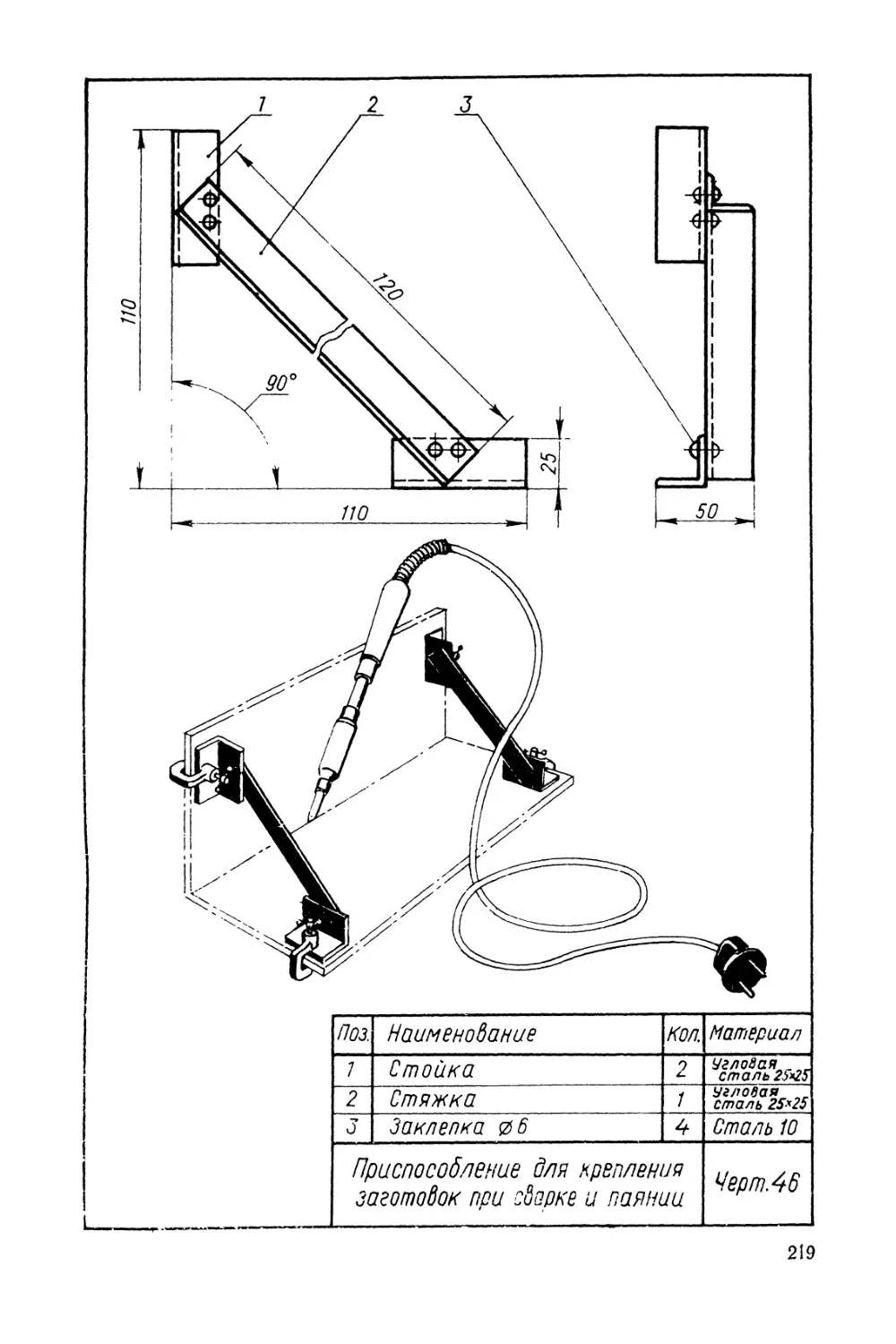
Приспособление для крепления заготовок при сварке и
паянии 46
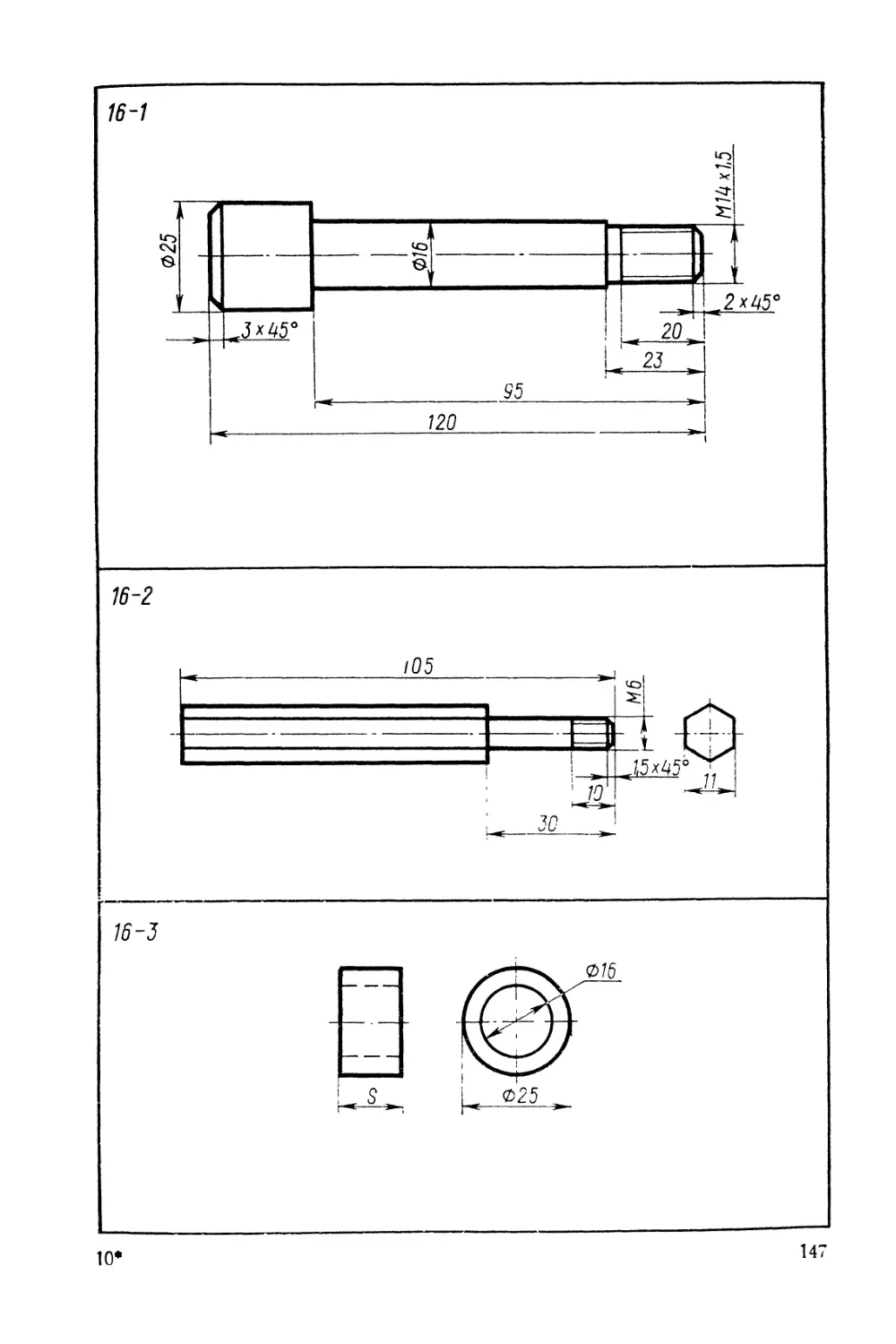
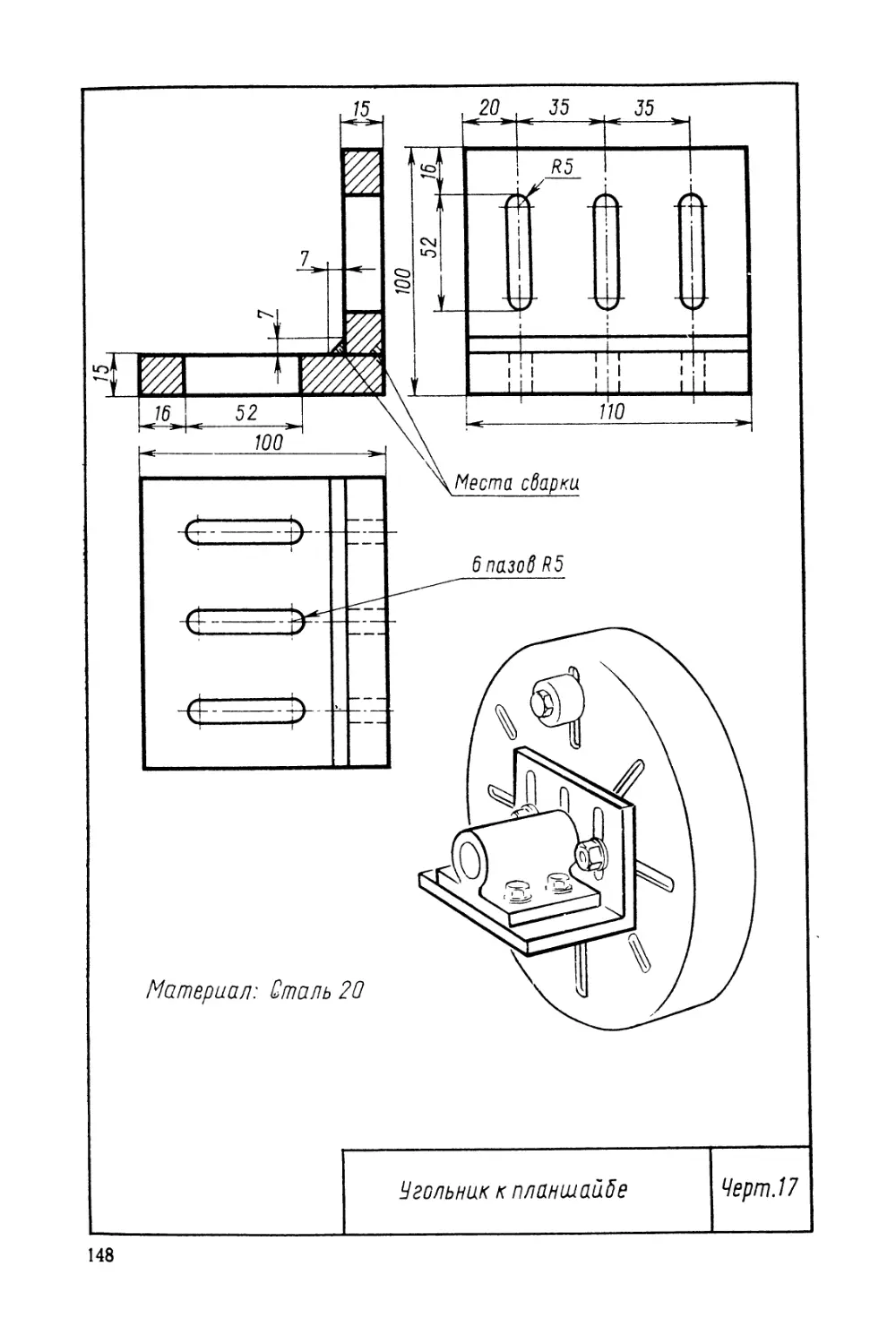
Угольник к планшайбе 17
VIII —IX классы
Центры малогабаритные для слесарных и контрольных работ 6
Приспособление для крепления в тисках заготовок со ско-
шенными поверхностями 7
Приспособление для разрезания проволоки 8
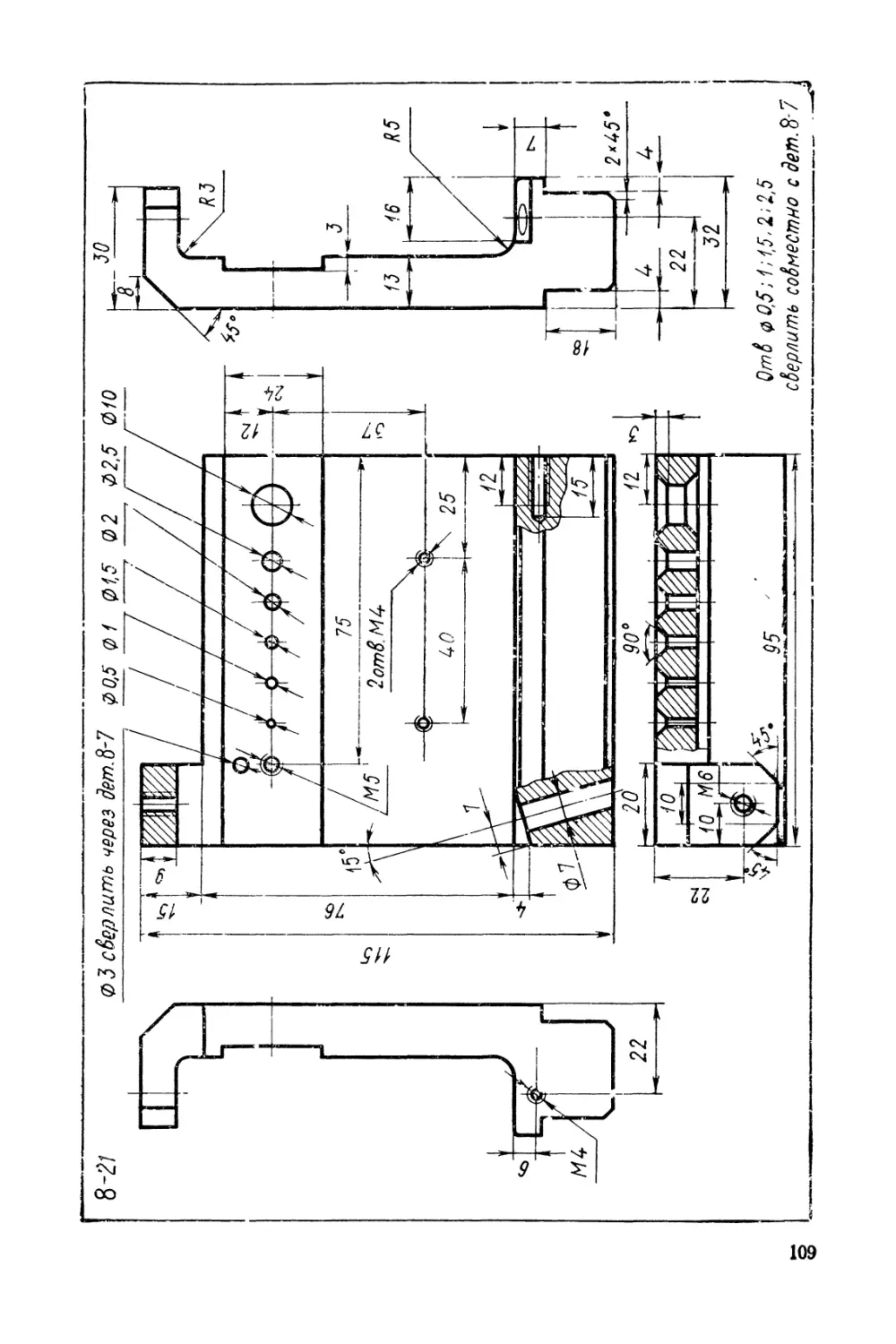
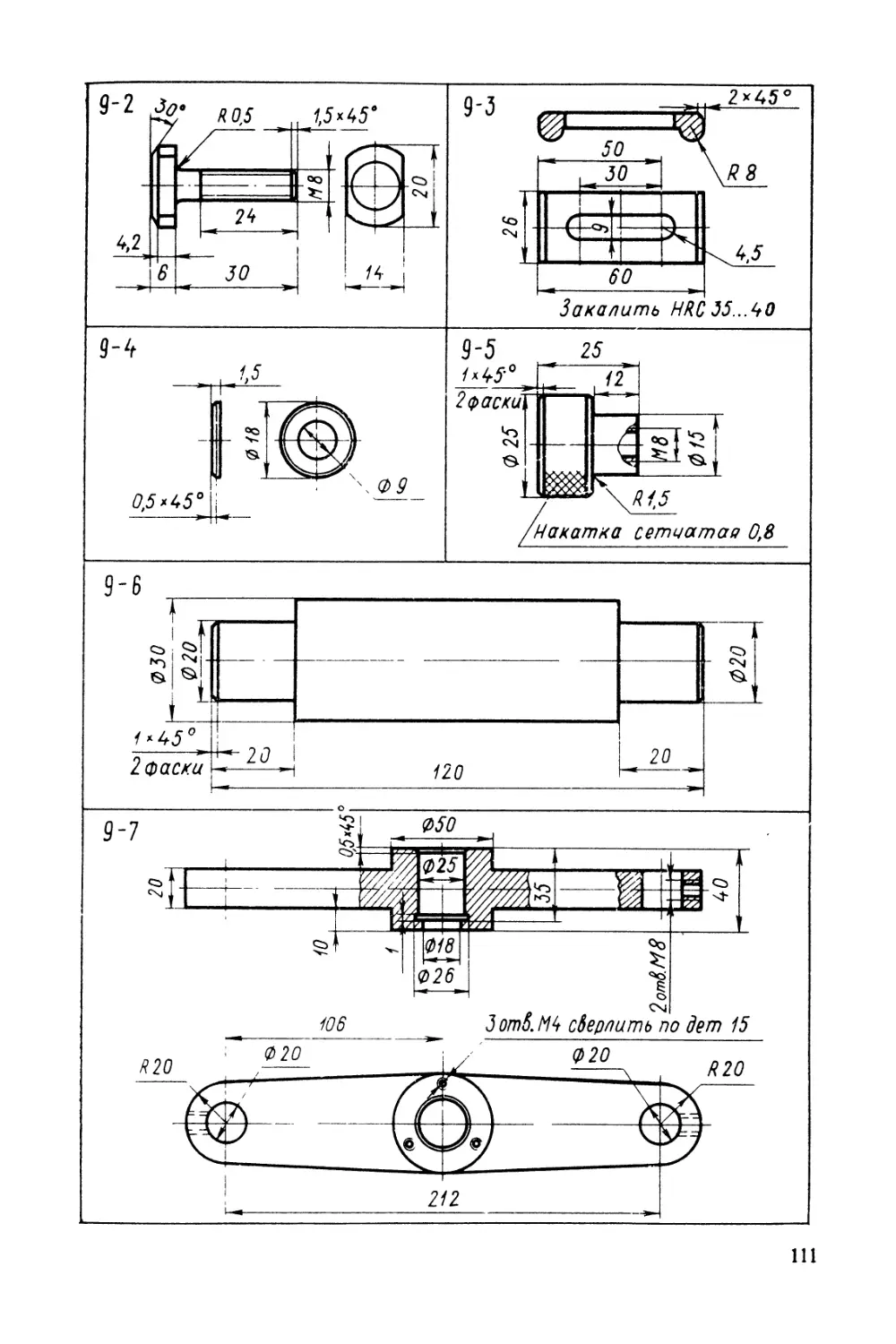
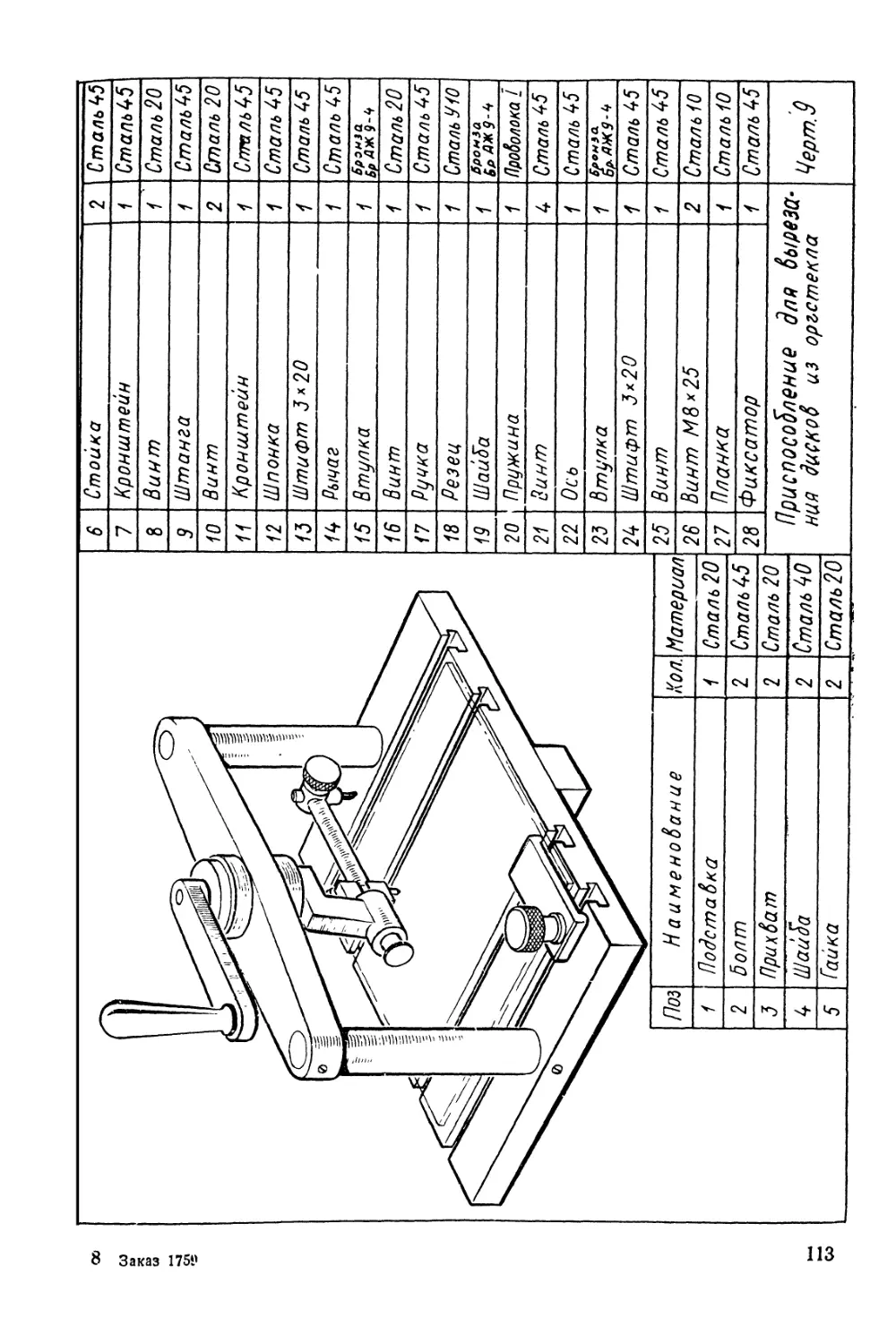
Приспособление для вырезания дисков и колец из оргстекла 9
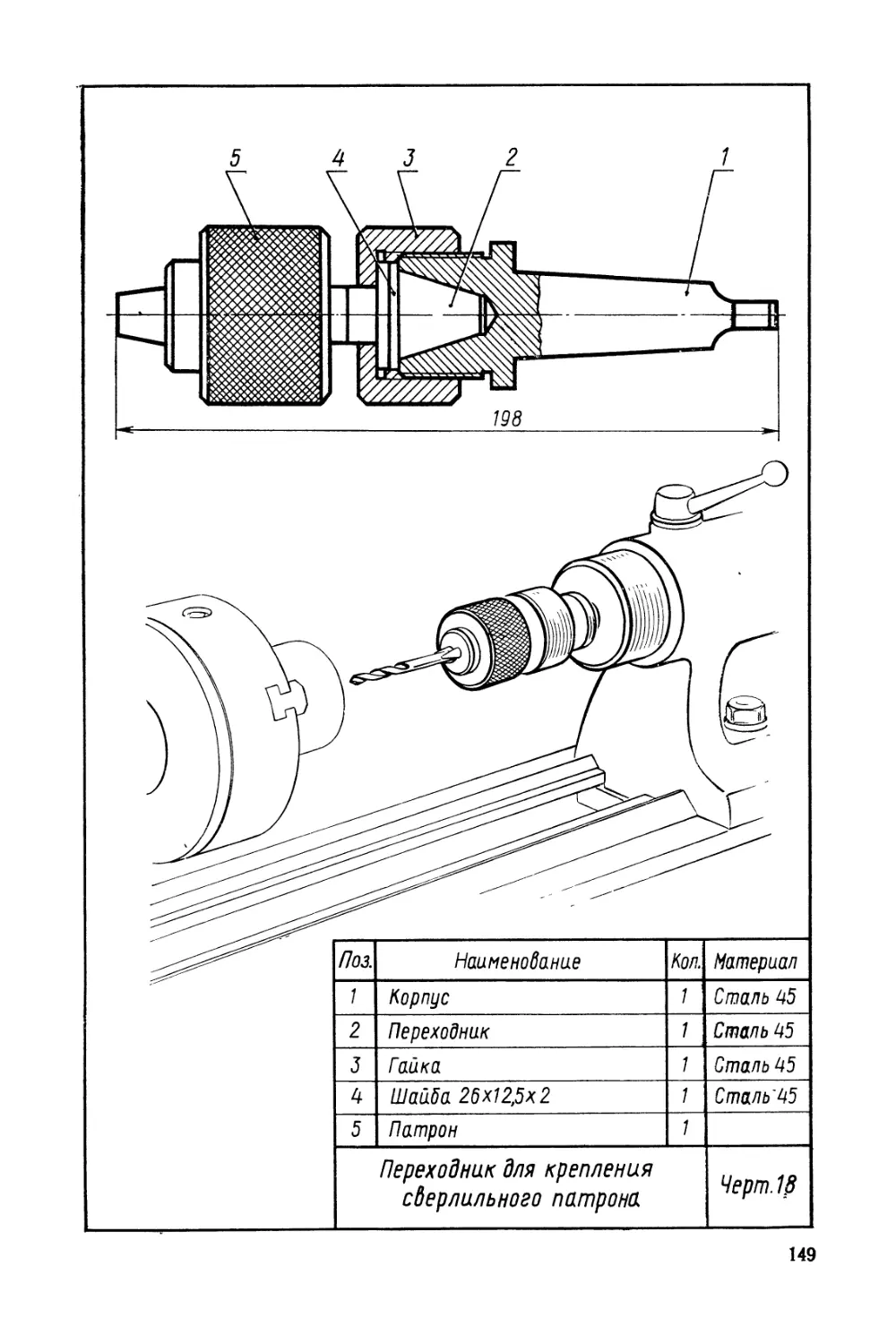
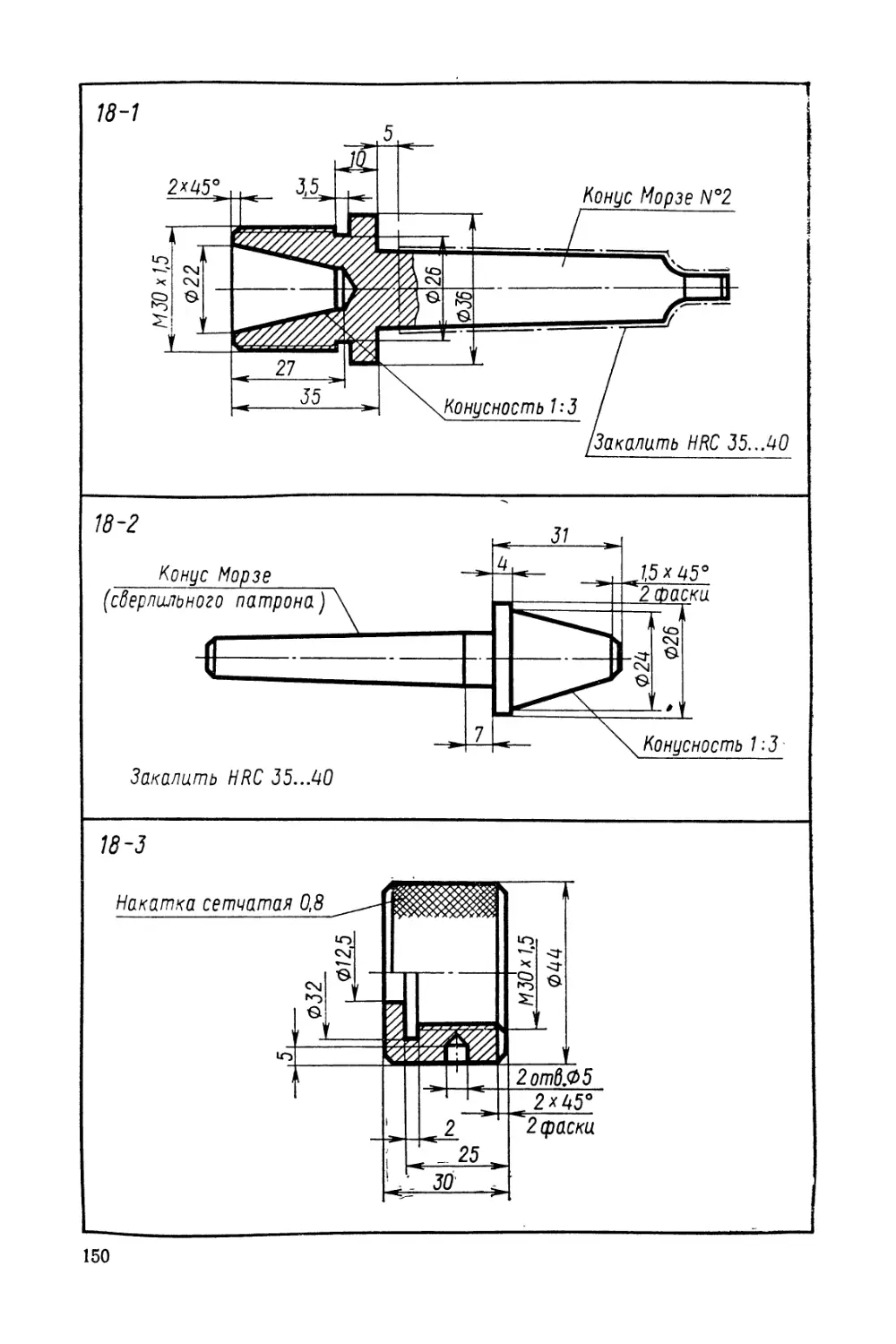
Переходник для крепления сверлильного патрона 18
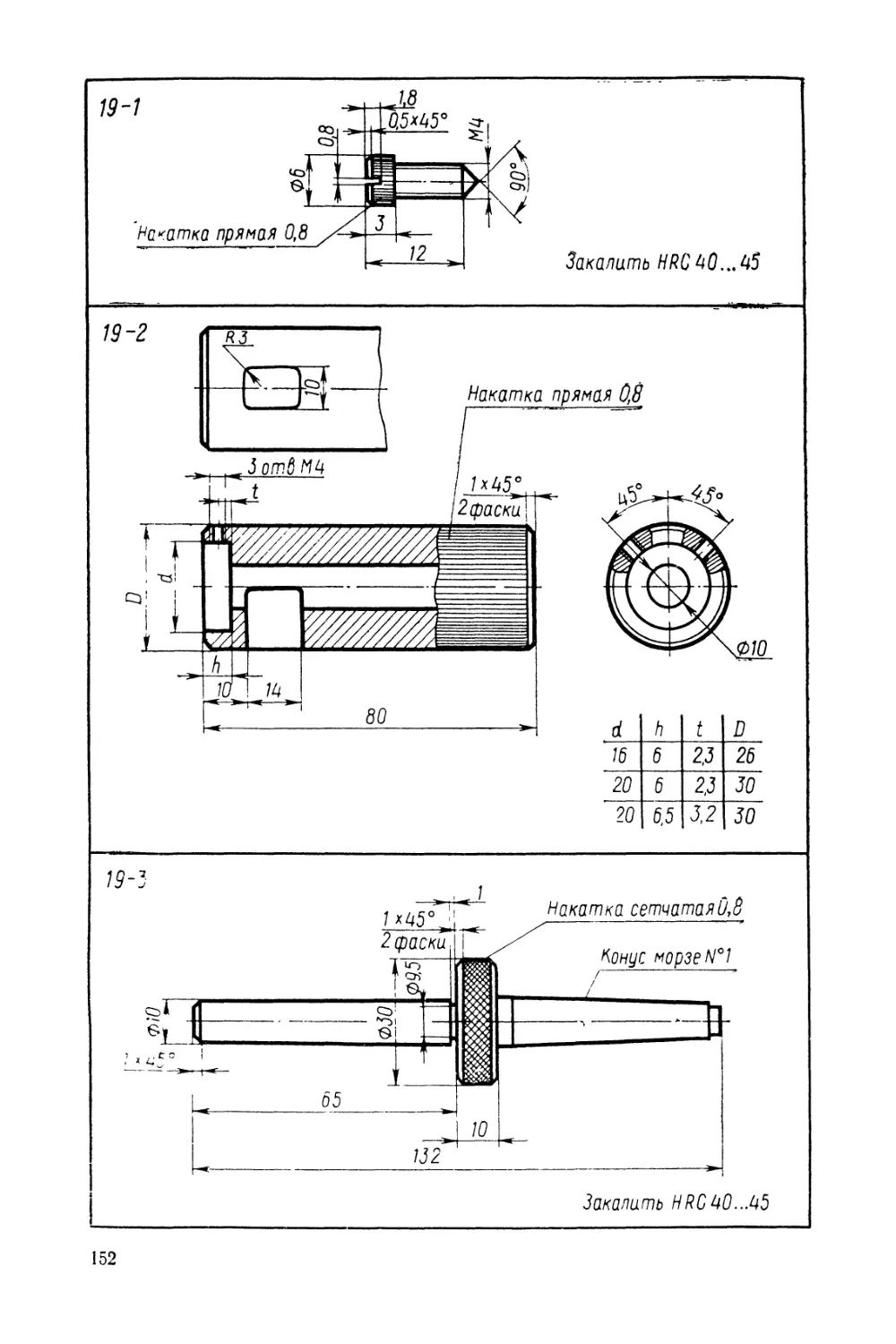
Плашкодержатель к токарному станку ТВ-16 19
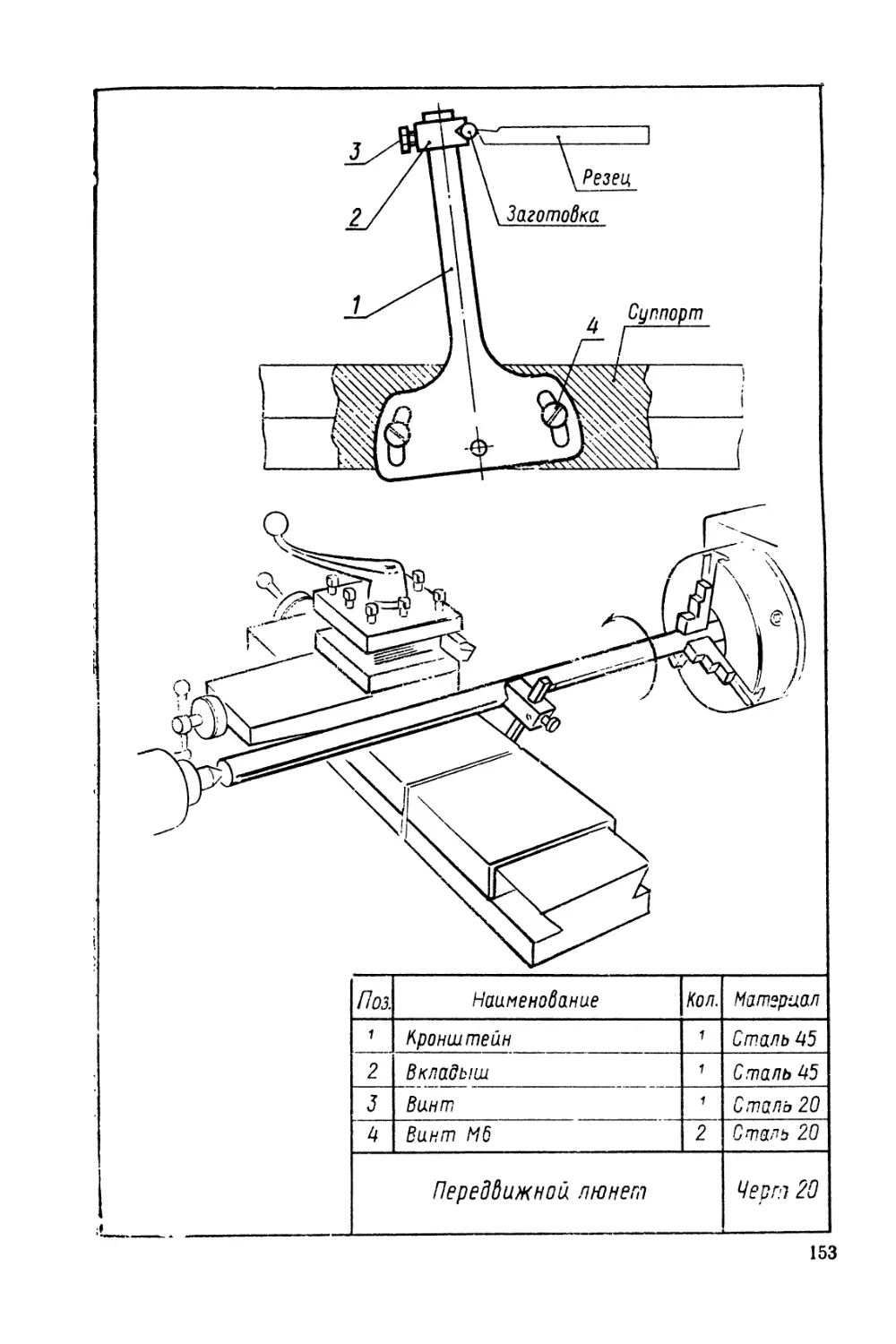
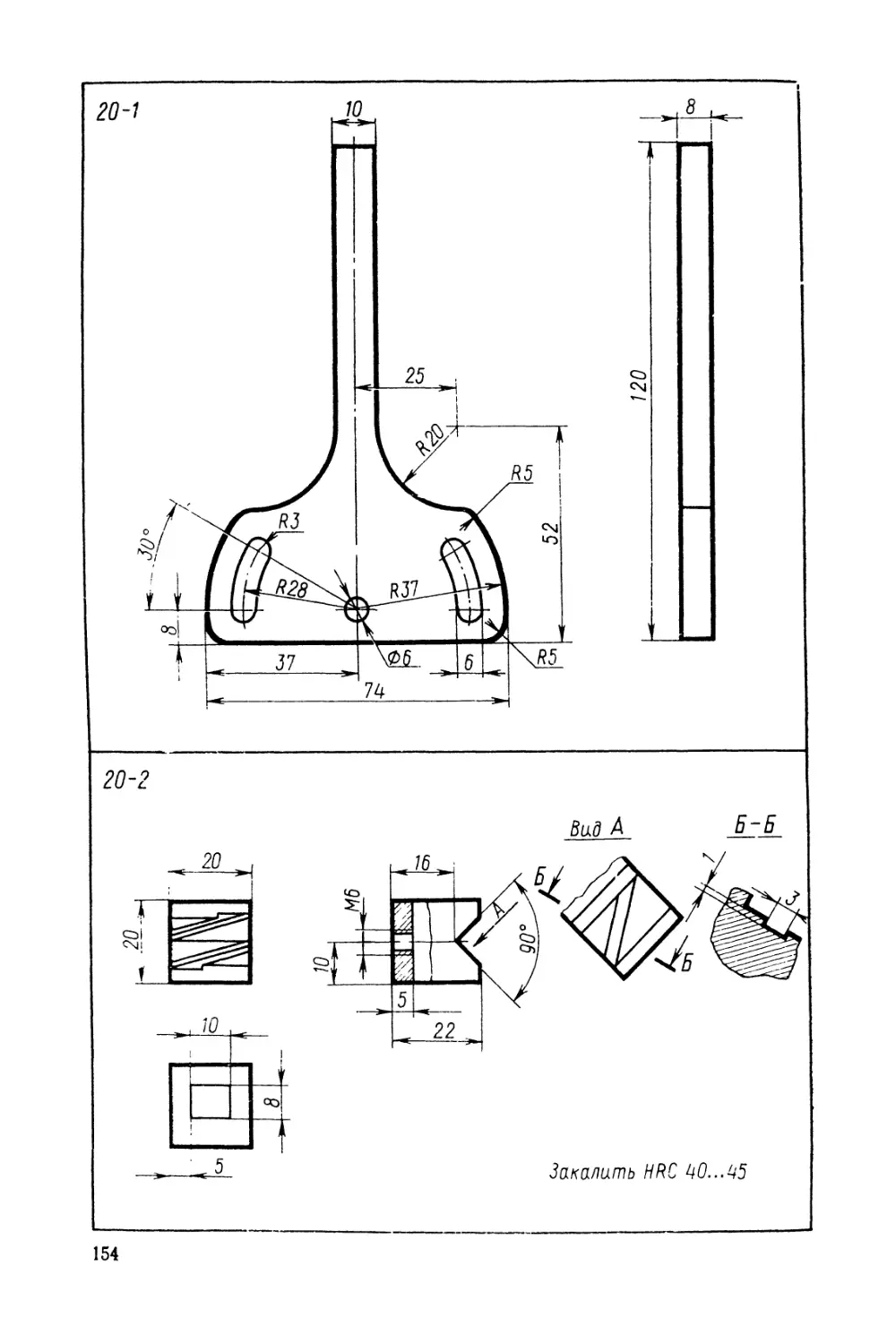
Передвижной люнет 20
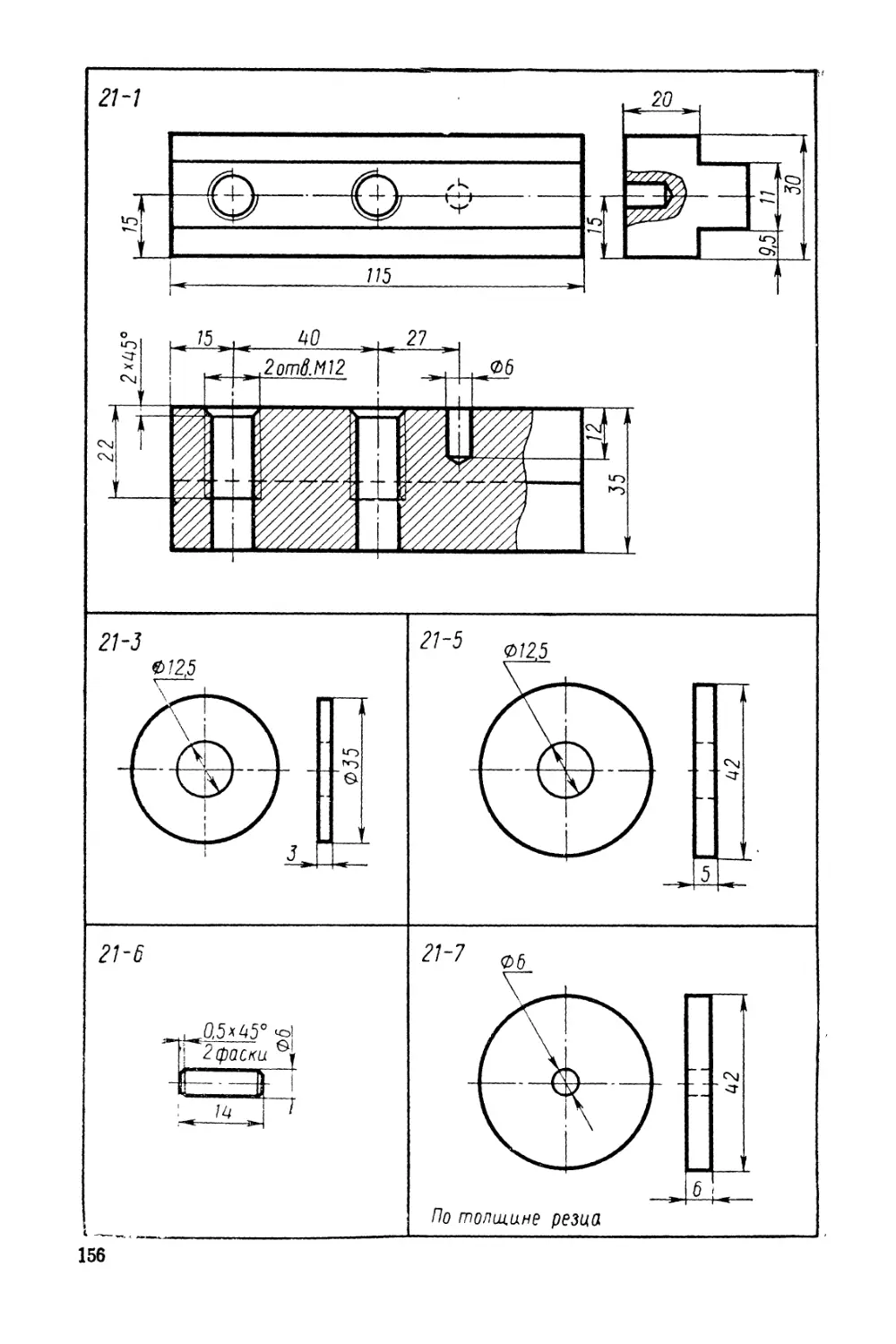
Приспособление для крепления отрезных резцов из фрезы 21
27
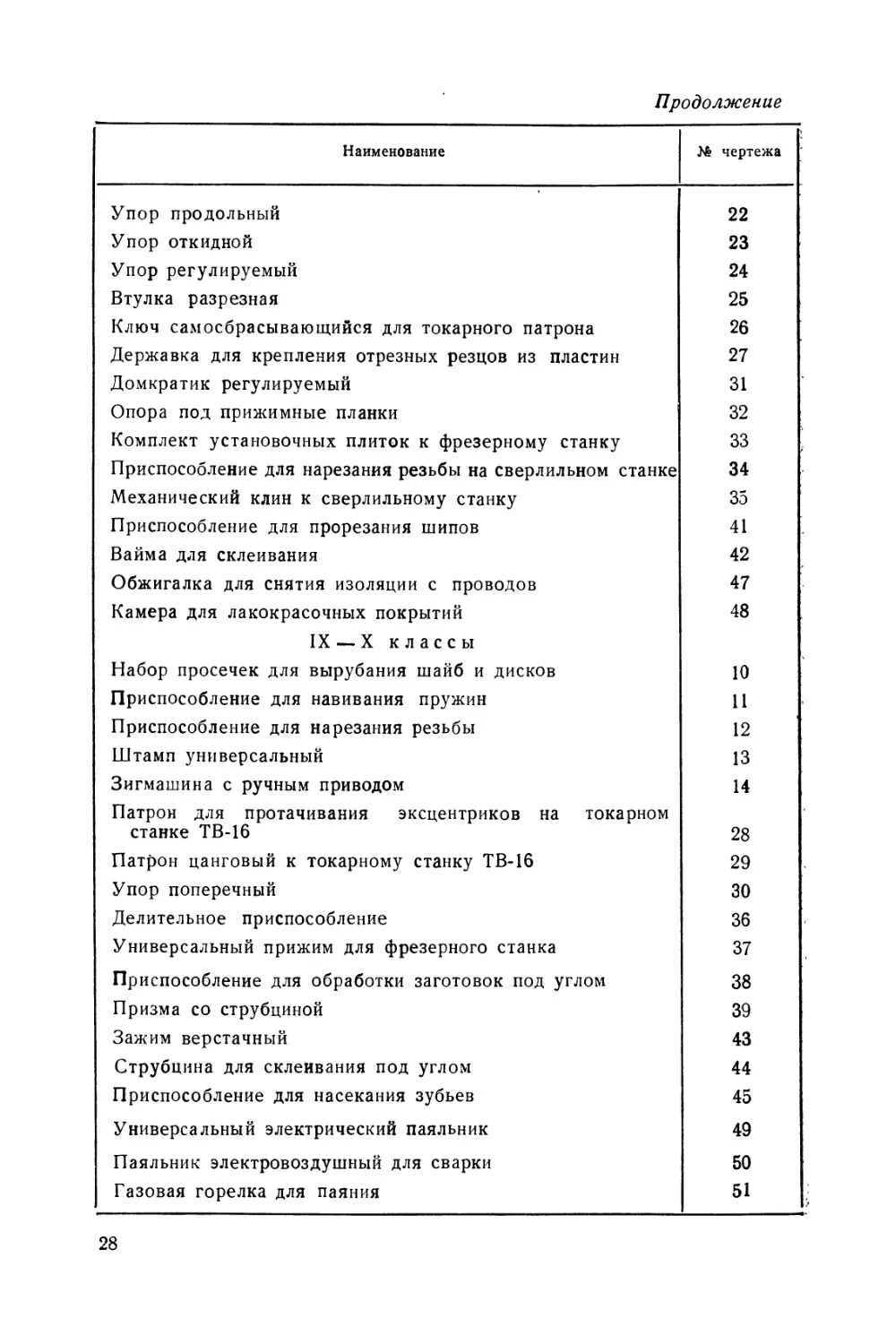
Продолжение
Наименование № чертежа
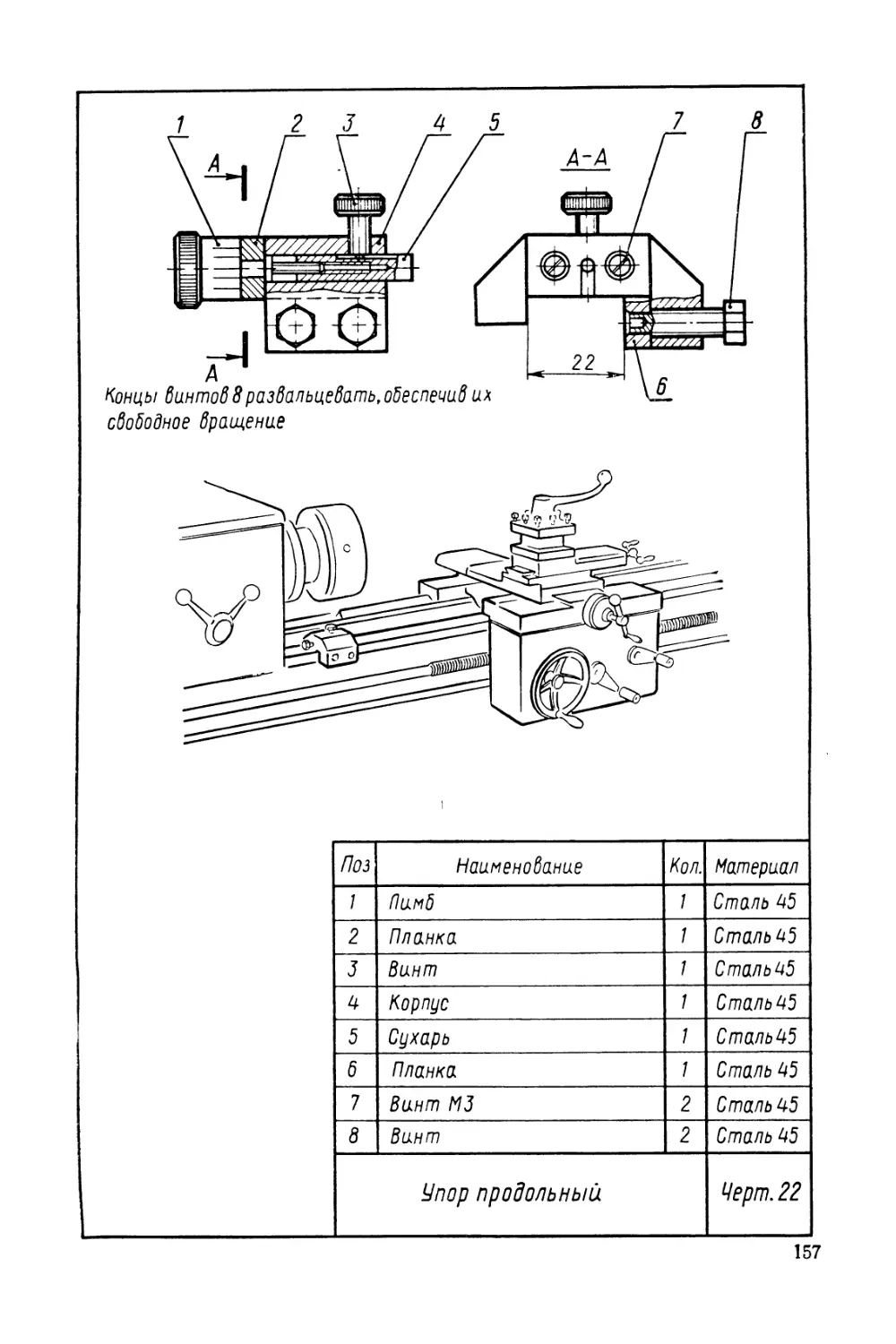
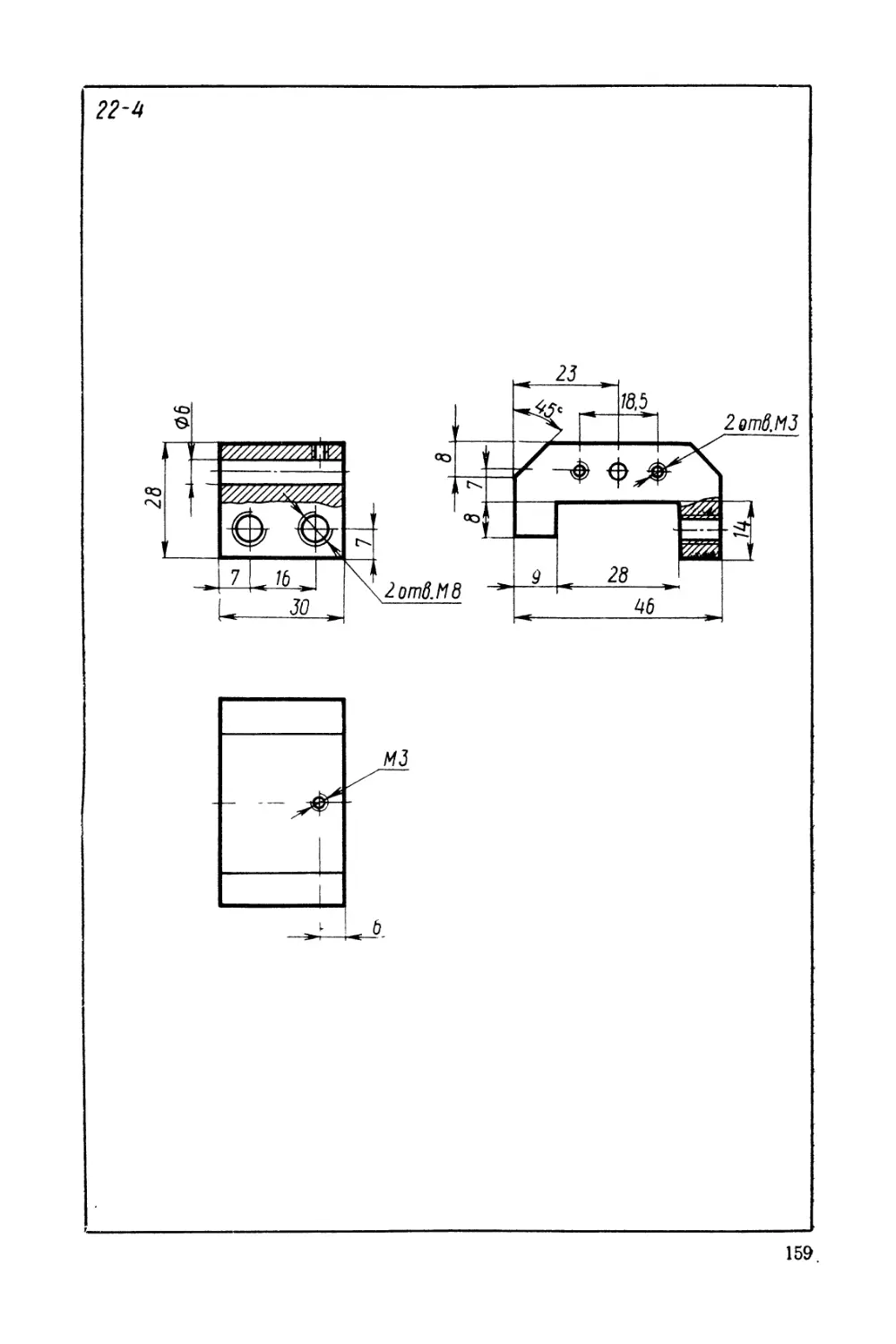
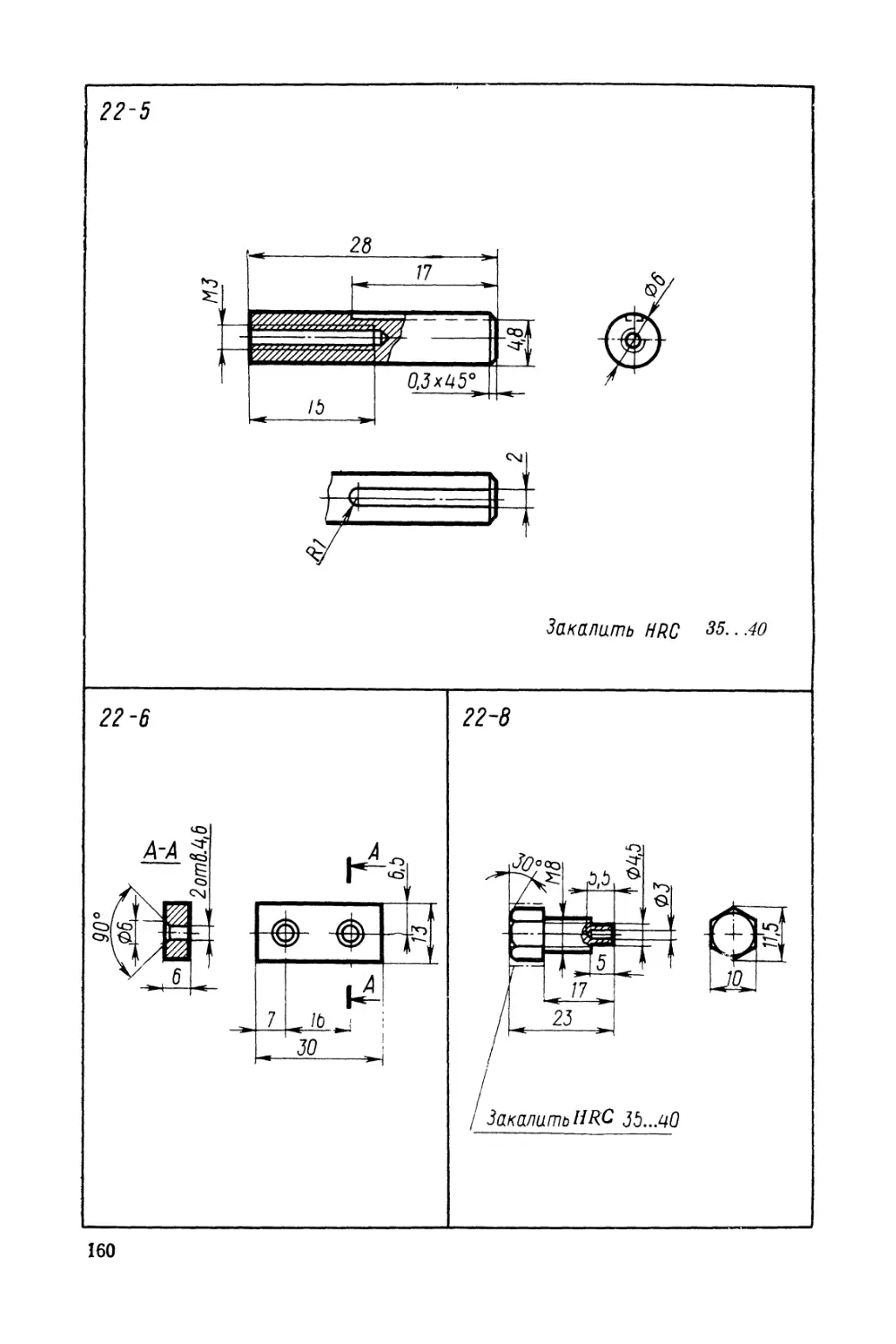
Упор продольный 22
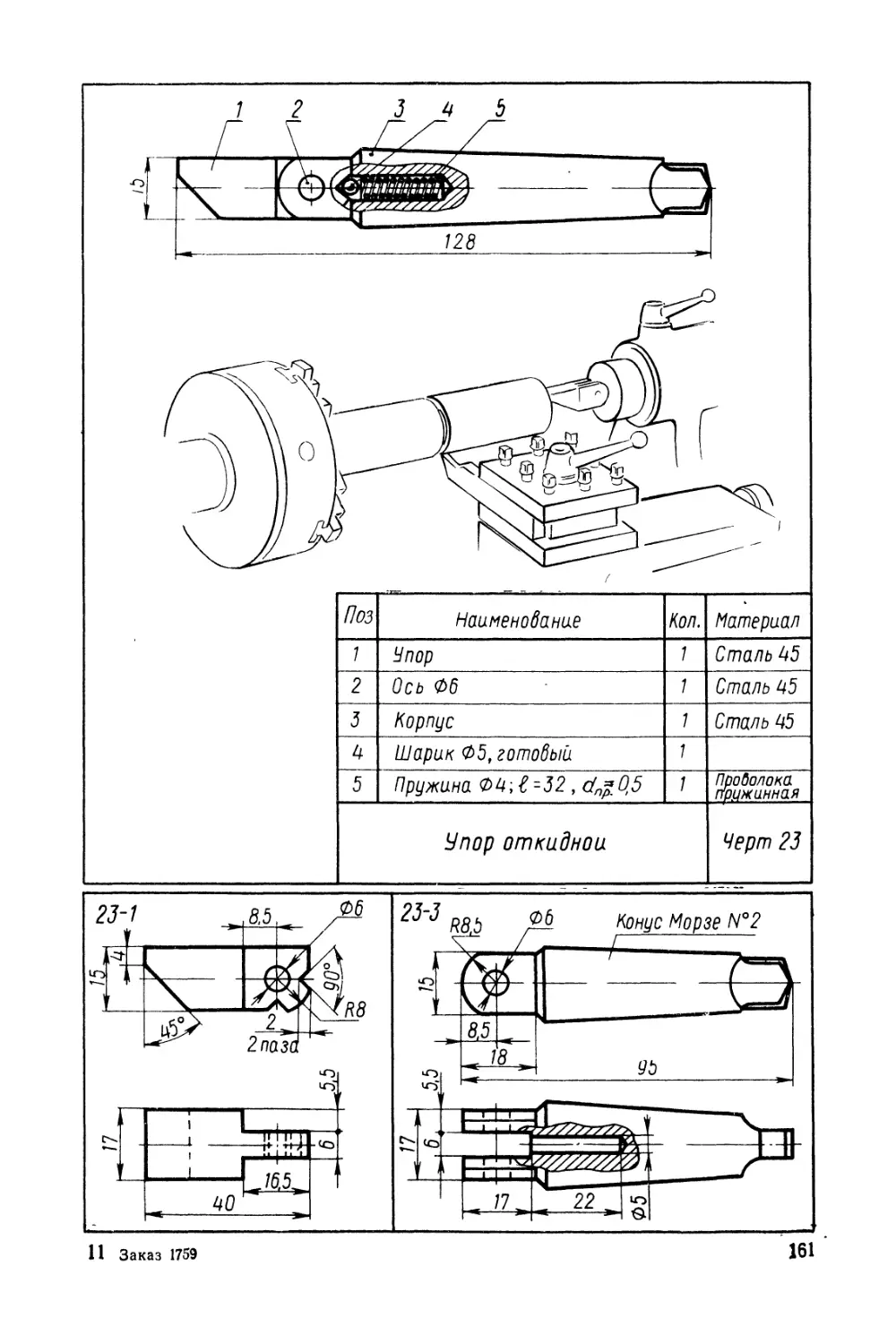
Упор откидной 23
Упор регулируемый 24
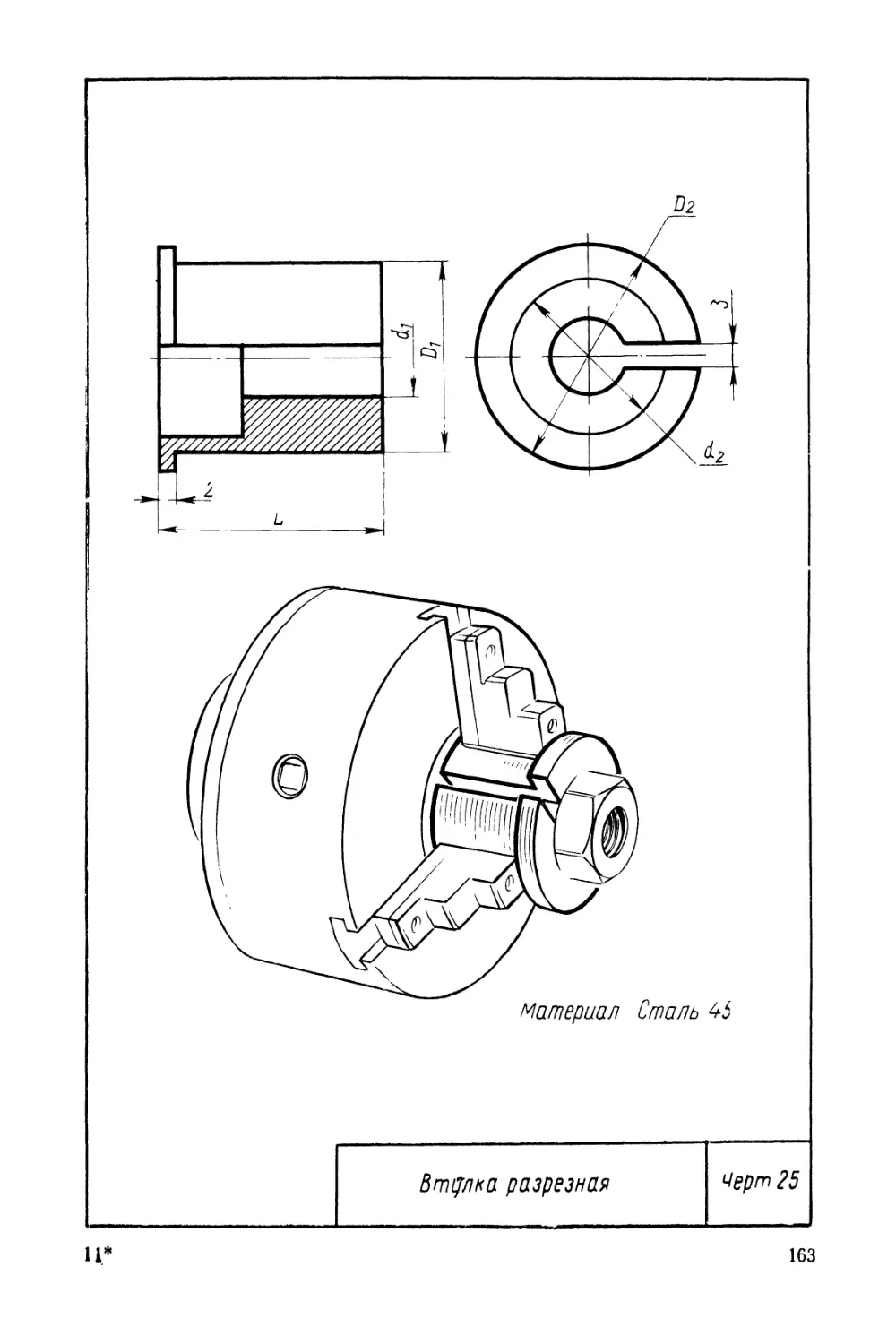
Втулка разрезная 25
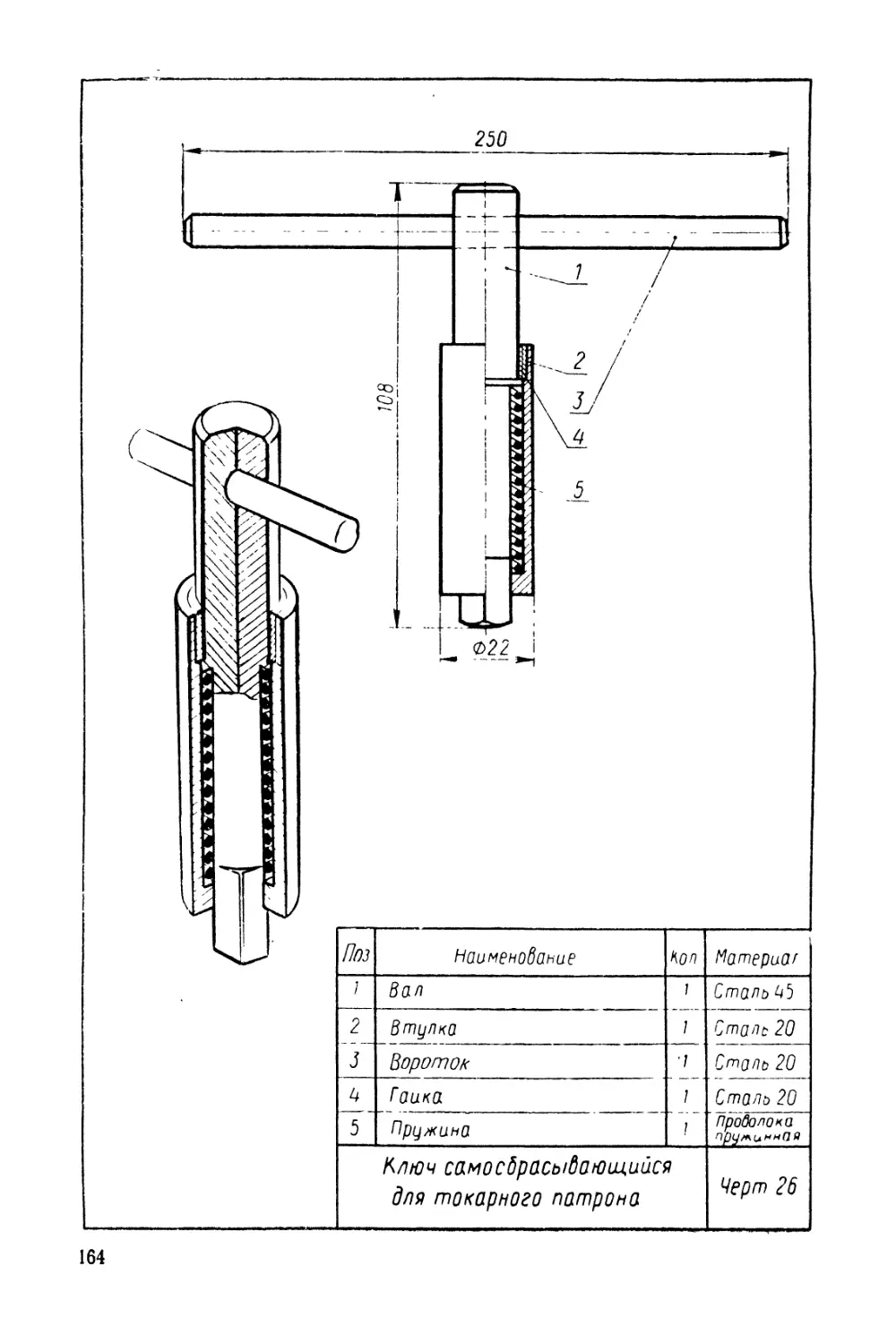
Ключ самосбрасывающийся для токарного патрона 26
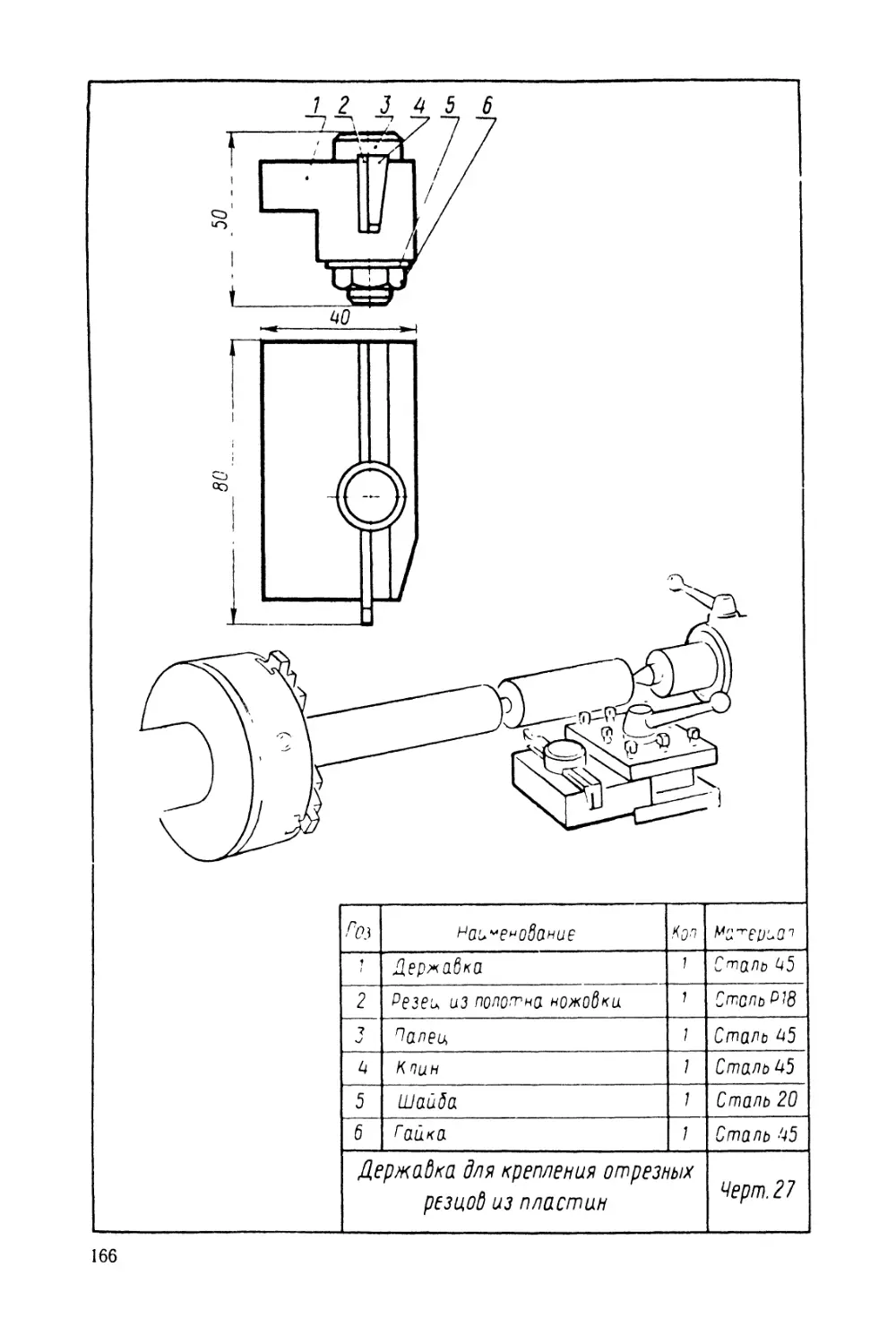
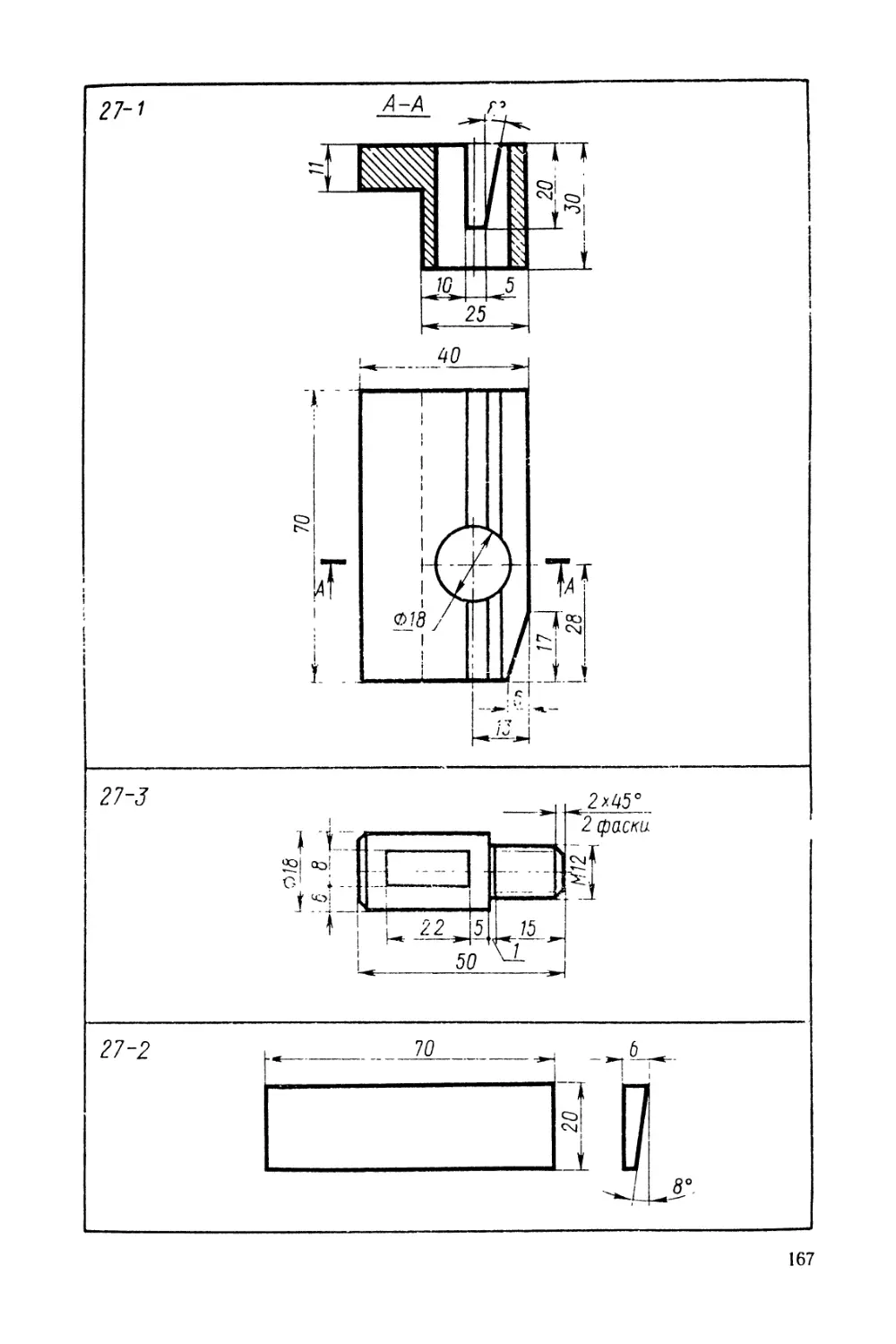
Державка для крепления отрезных резцов из пластин 27
Домкратик регулируемый 31
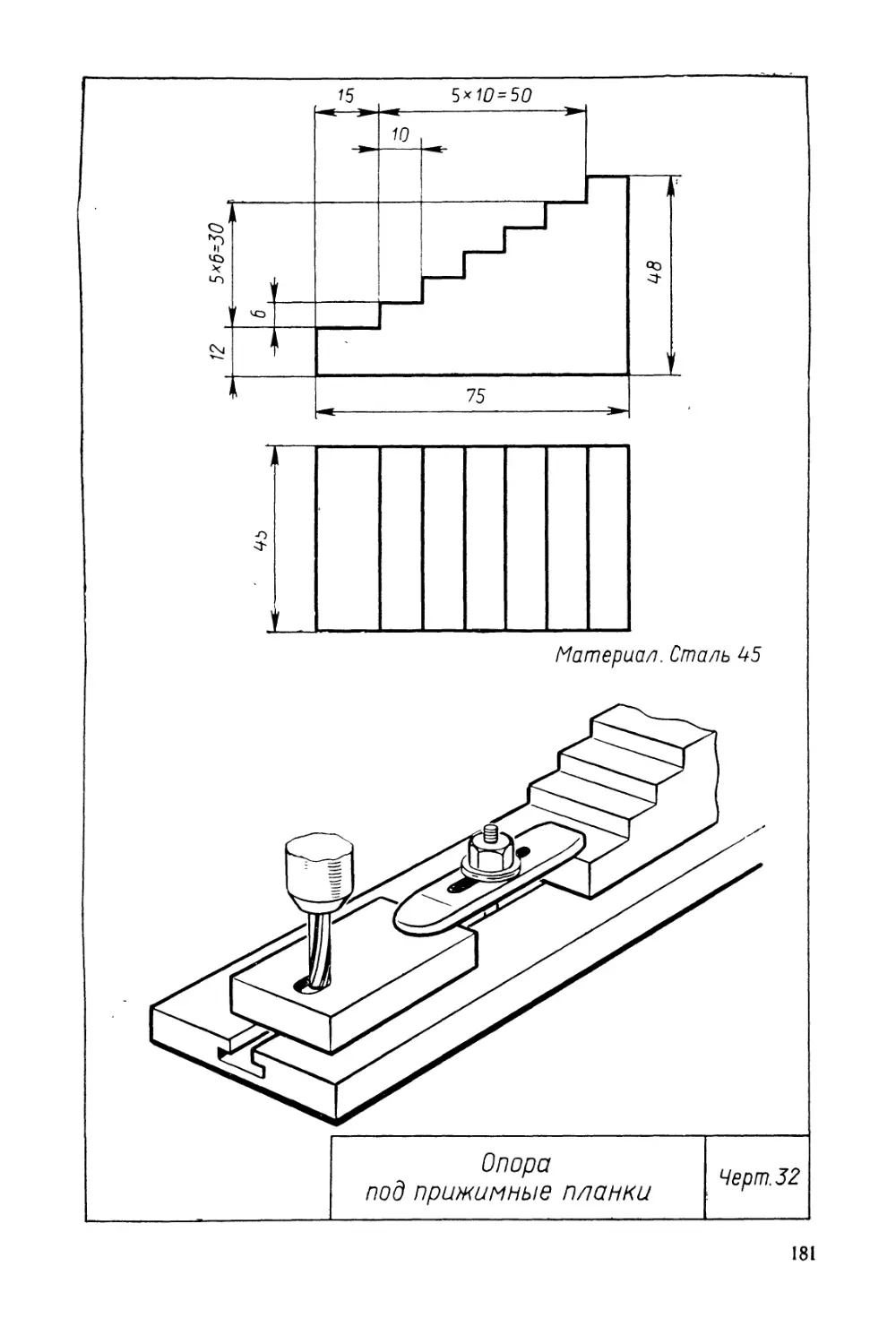
Опора под прижимные планки 32
Комплект установочных плиток к фрезерному станку зз .
Приспособление для нарезания резьбы на сверлильном станке 34
Механический клин к сверлильному станку 35
Приспособление для прорезания шипов 41
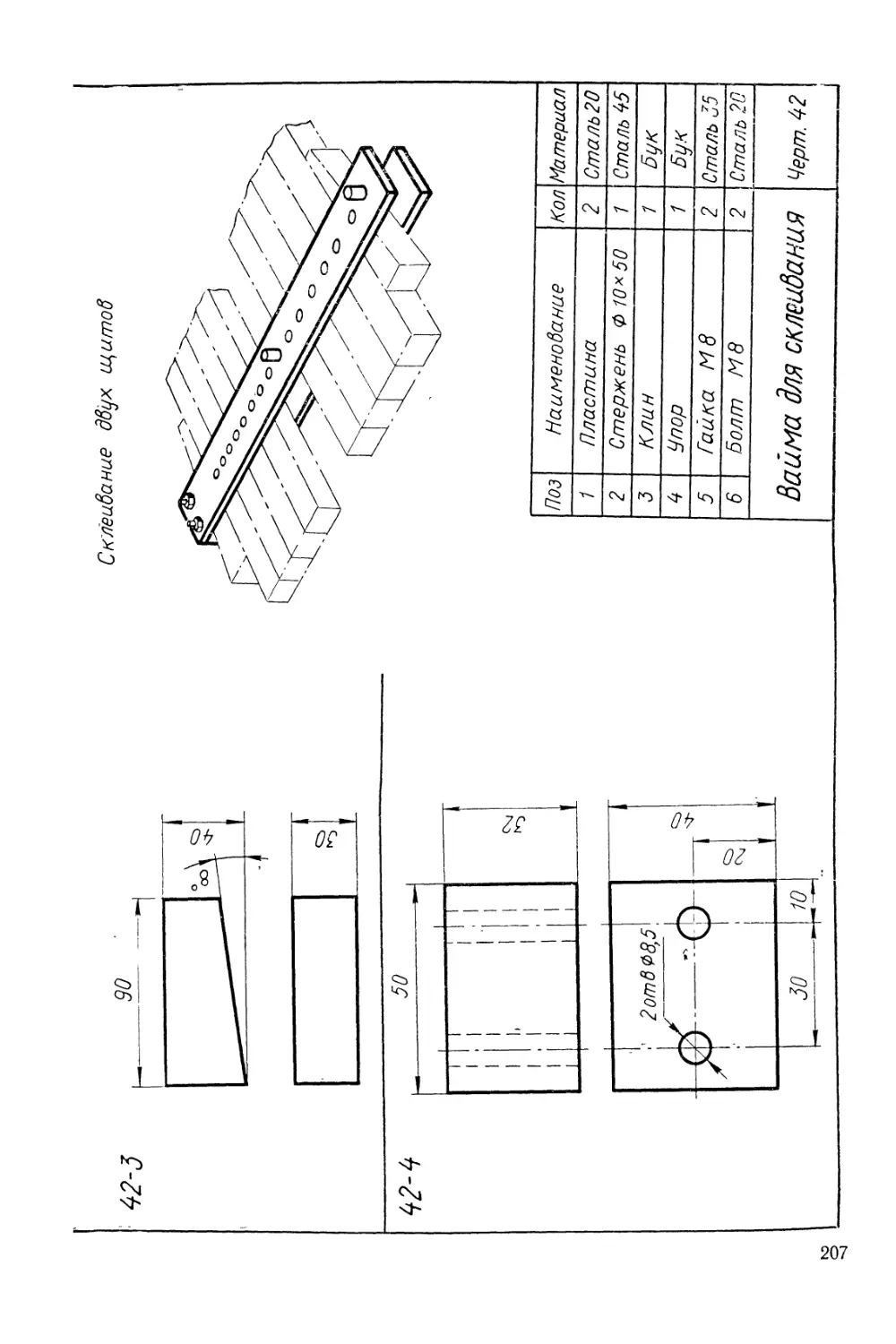
Вайма для склеивания 42
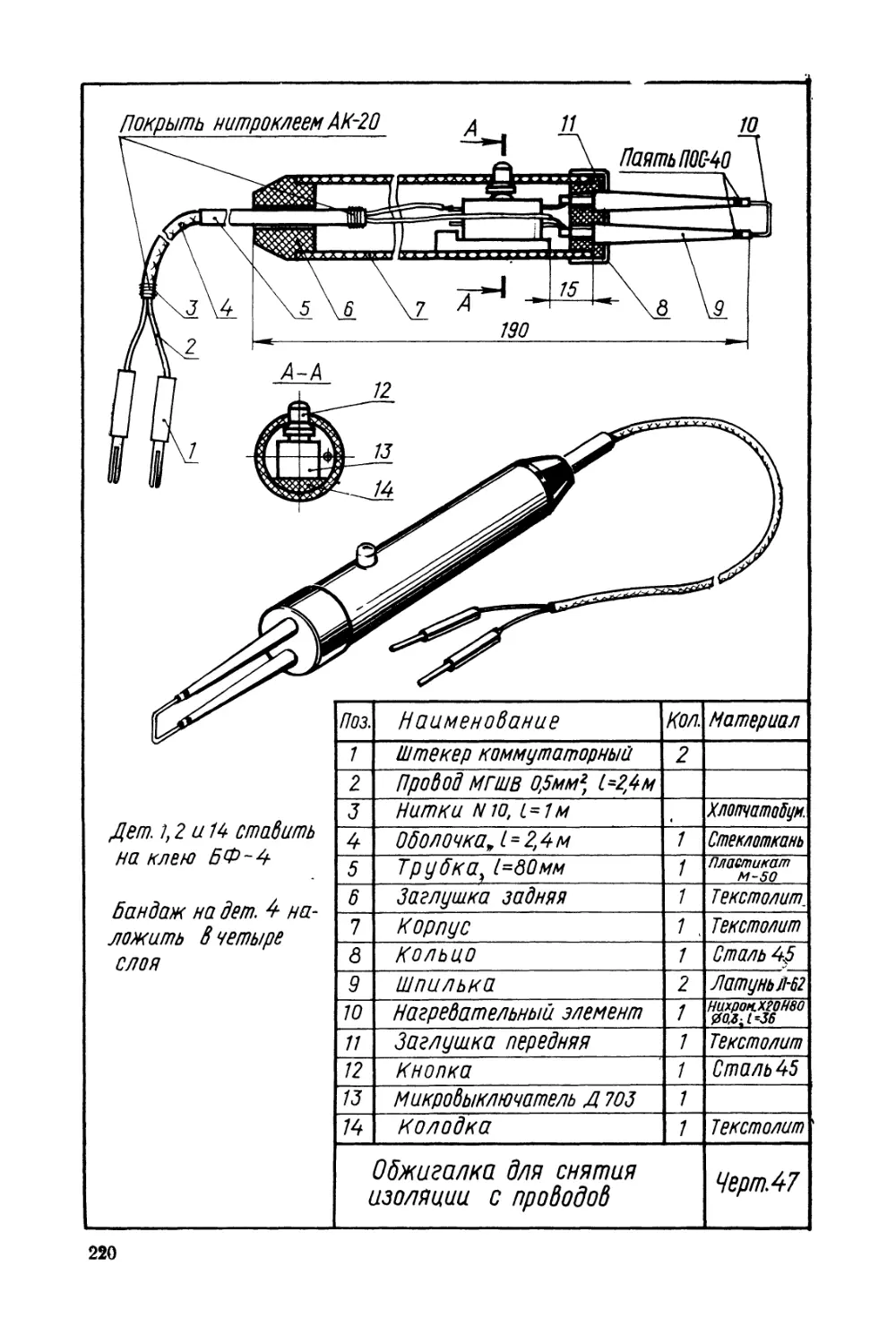
Обжигалка для снятия изоляции с проводов 47
Камера для лакокрасочных покрытий 48
IX — X классы
Набор просечек для вырубания шайб и дисков 10
Приспособление для навивания пружин 11
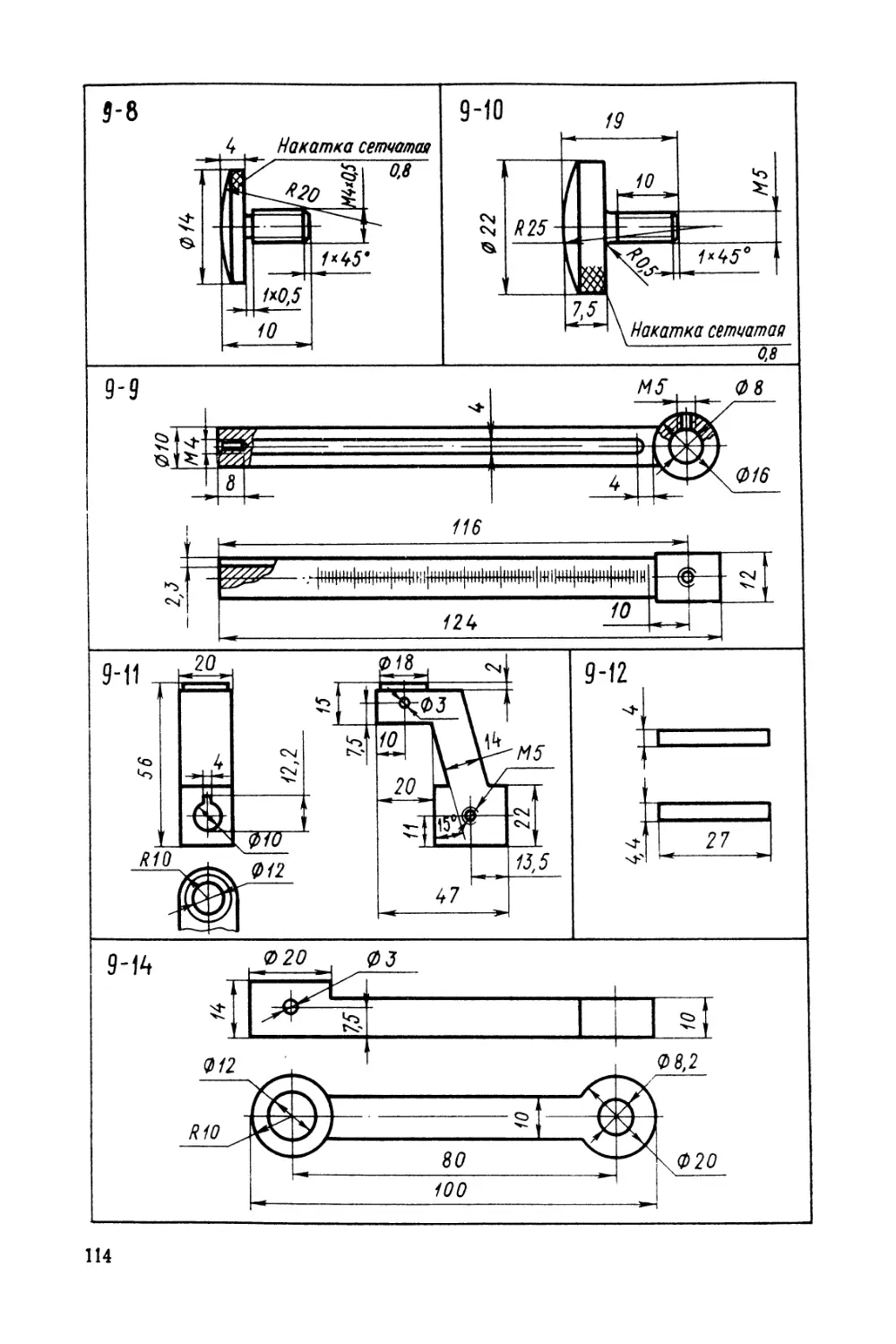
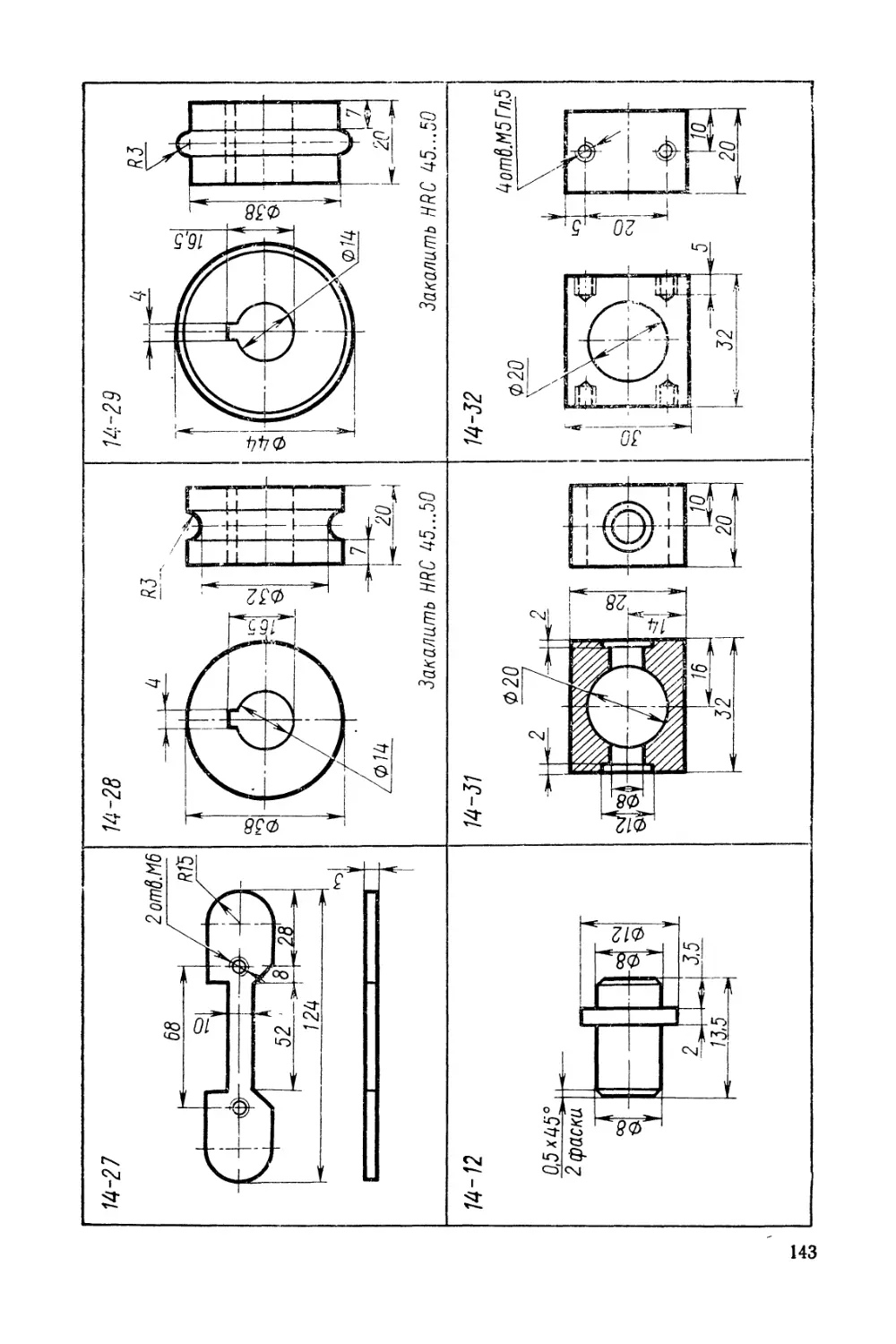
Приспособление для нарезания резьбы 12
Штамп универсальный 13
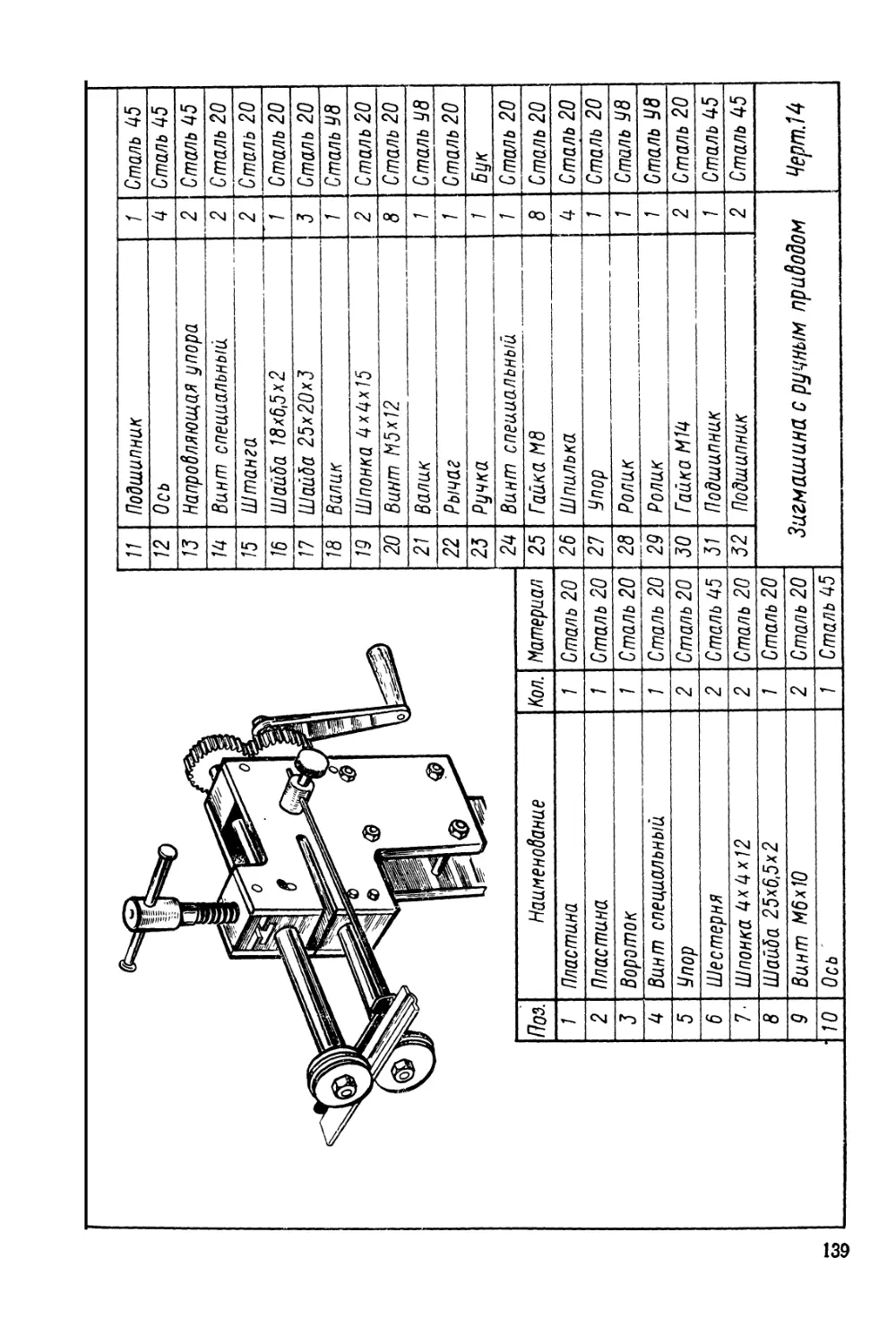
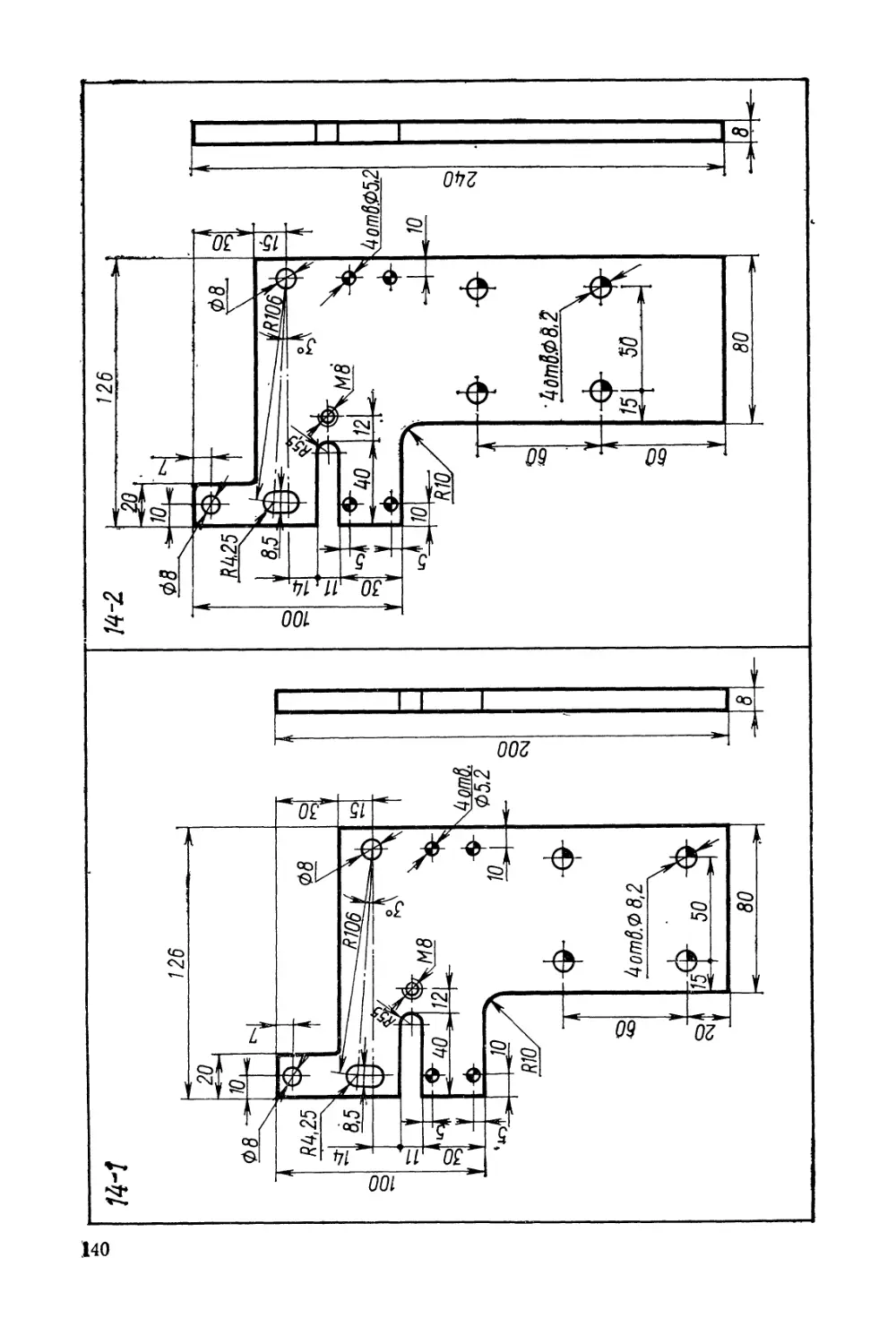
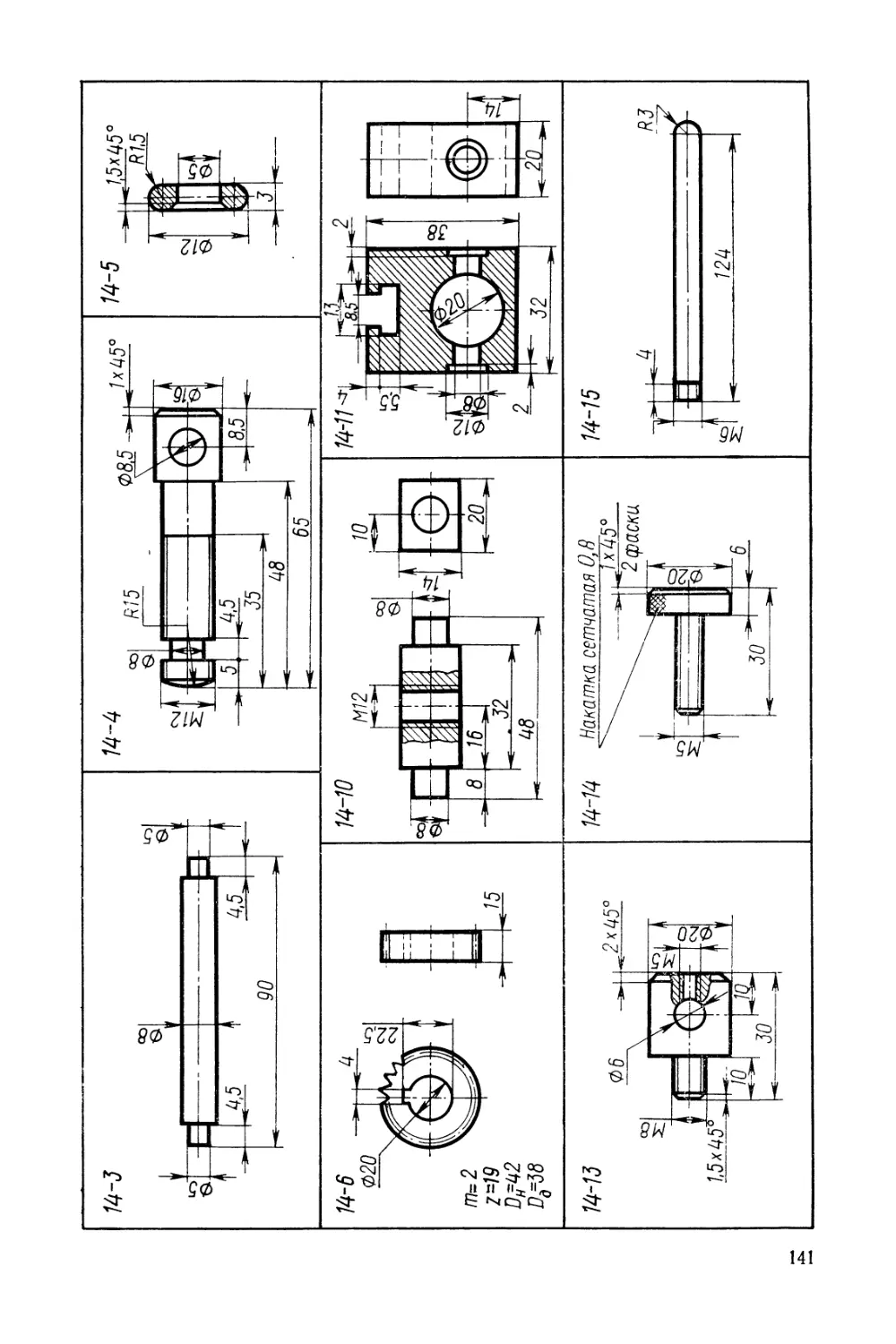
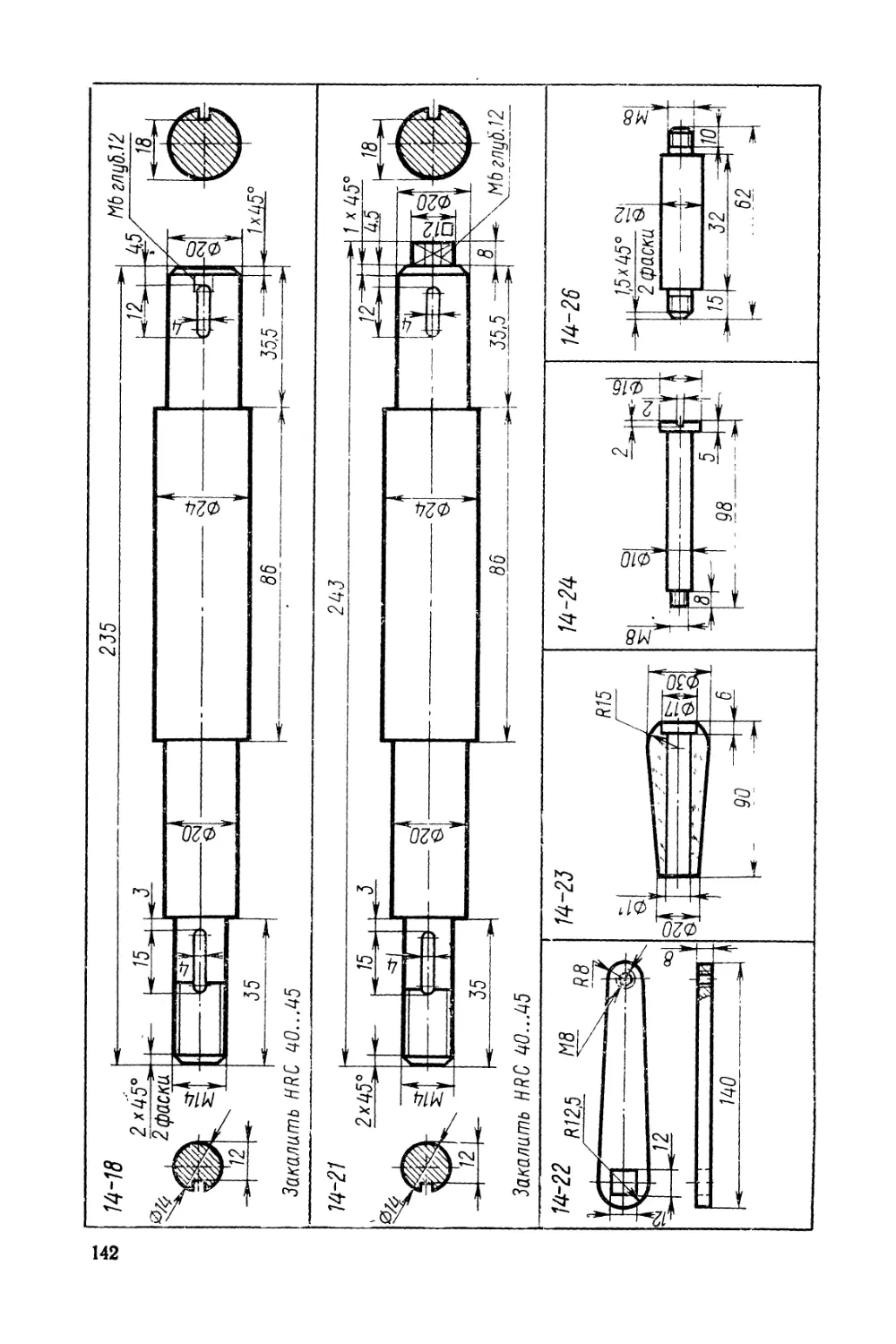
Зигмашина с ручным приводом 14
Патрон для протачивания эксцентриков на токарном станке ТВ-16 28
Патрон цанговый к токарному станку ТВ-16 29
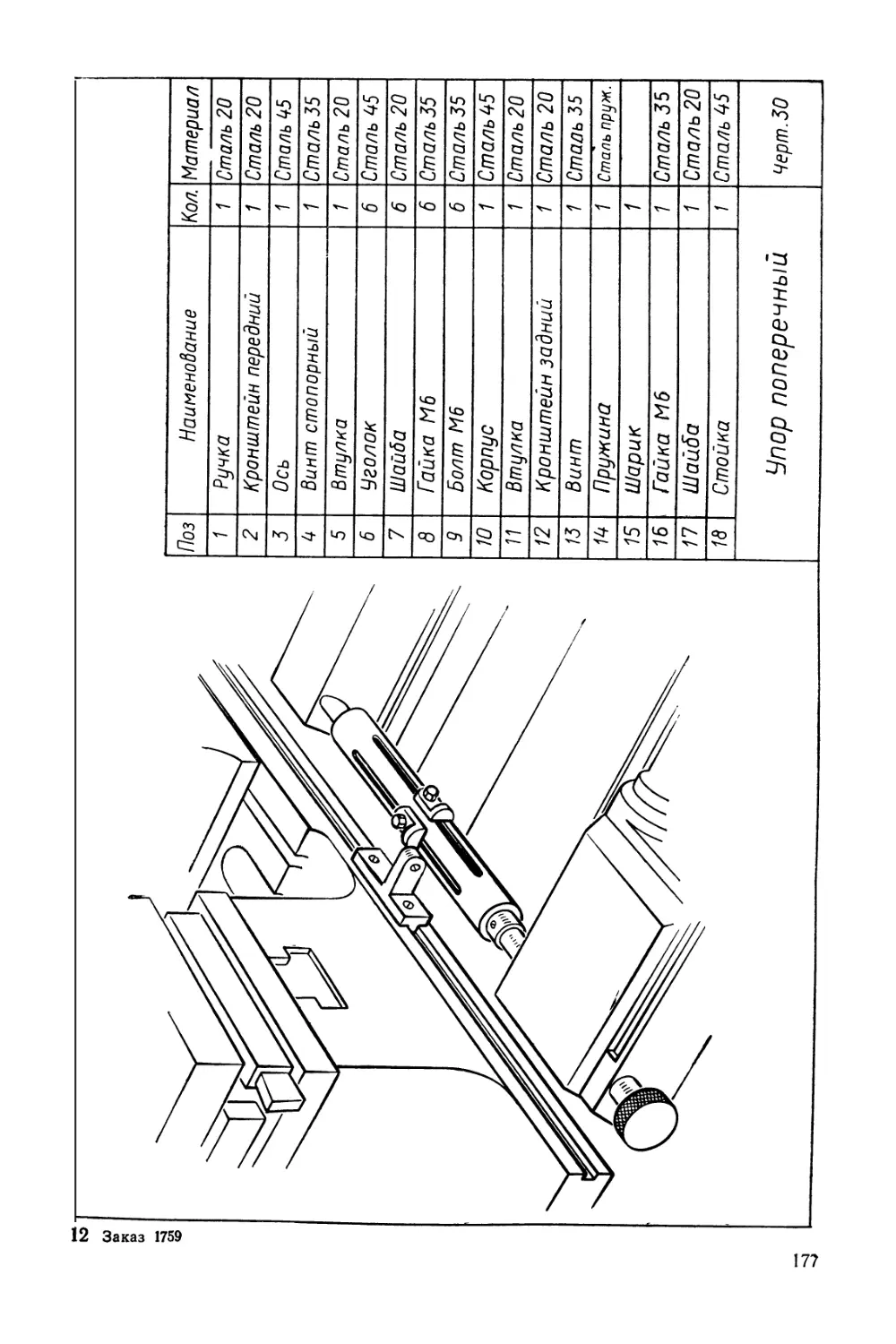
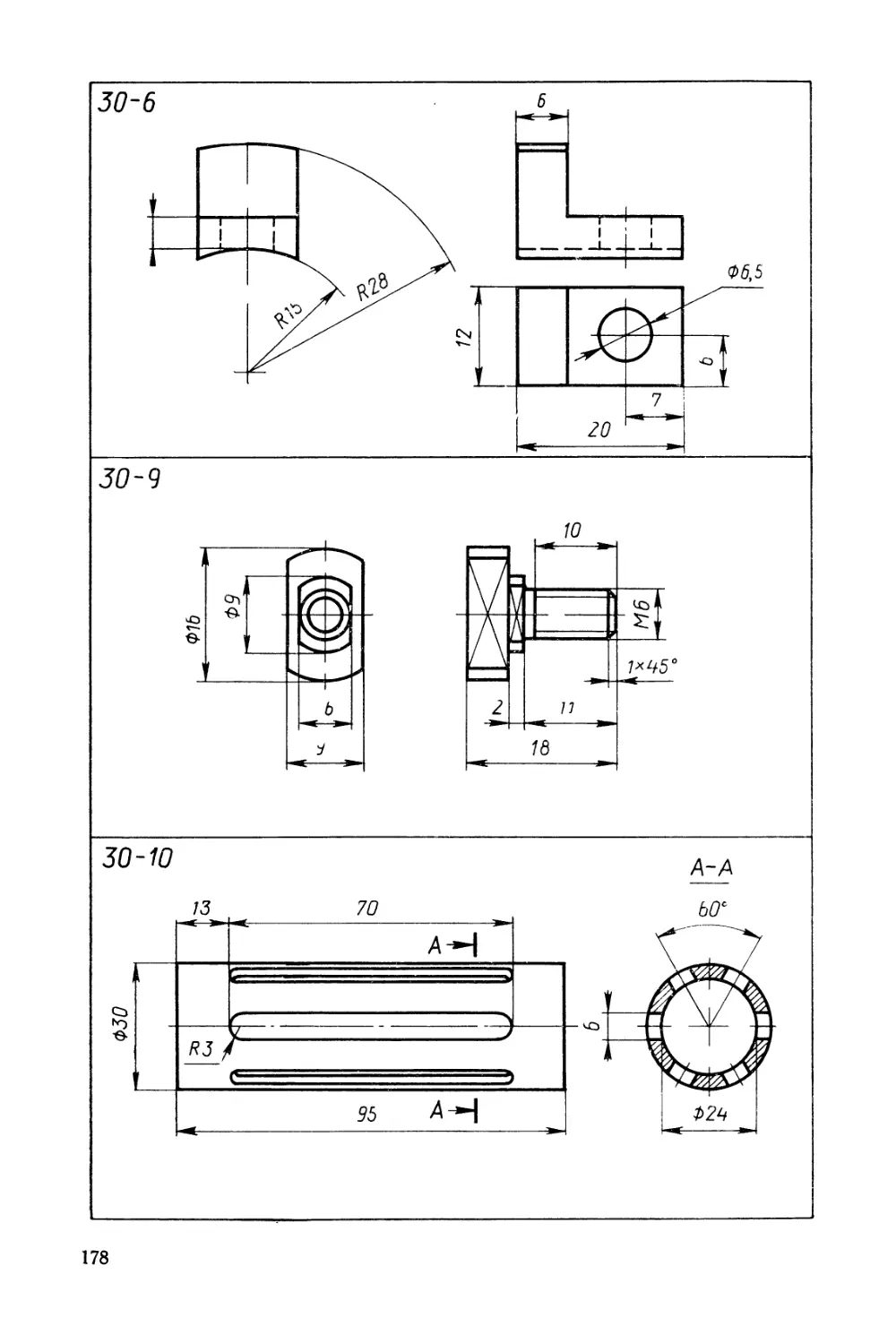
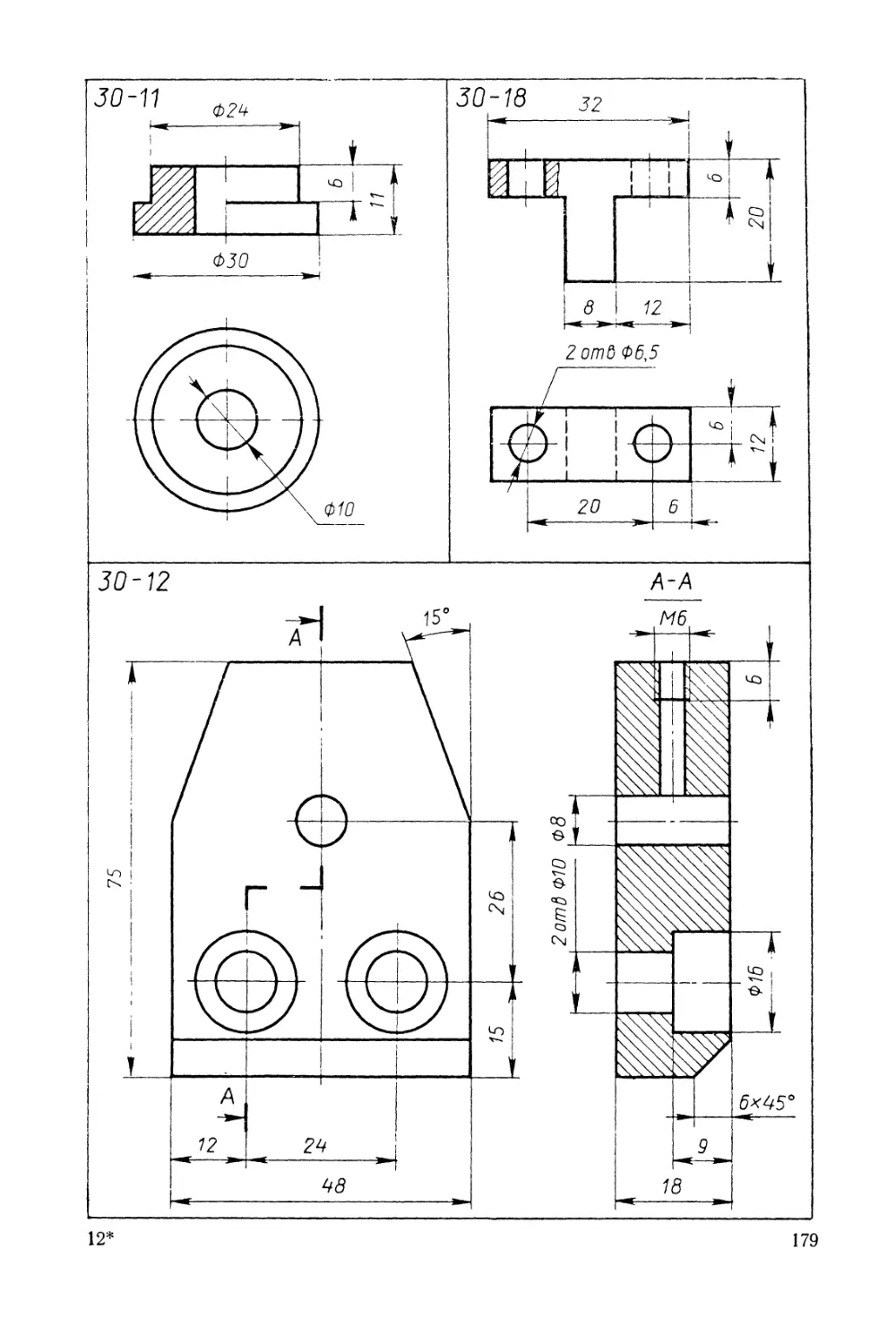
Упор поперечный 30
Делительное приспособление 36
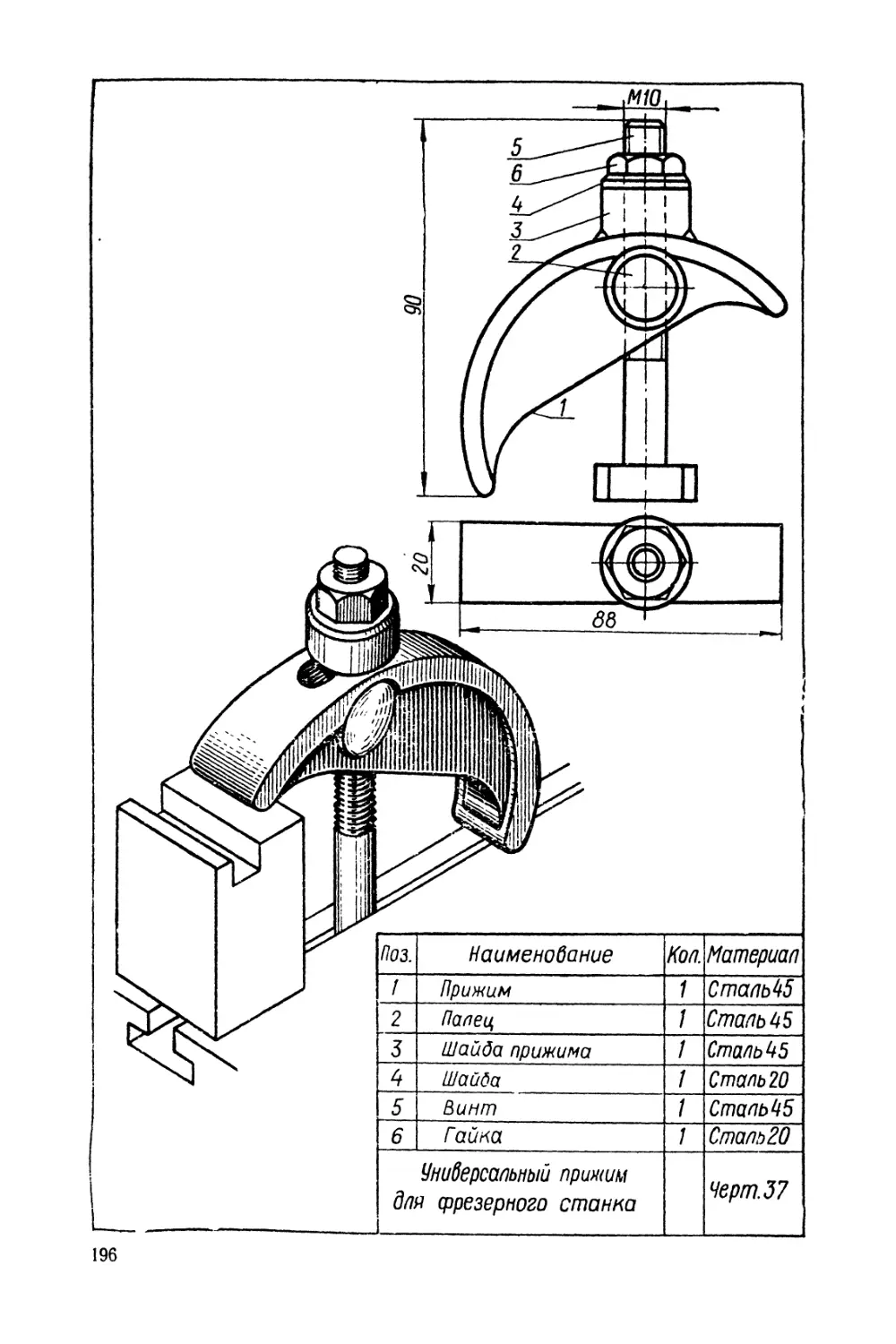
Универсальный прижим для фрезерного станка 37
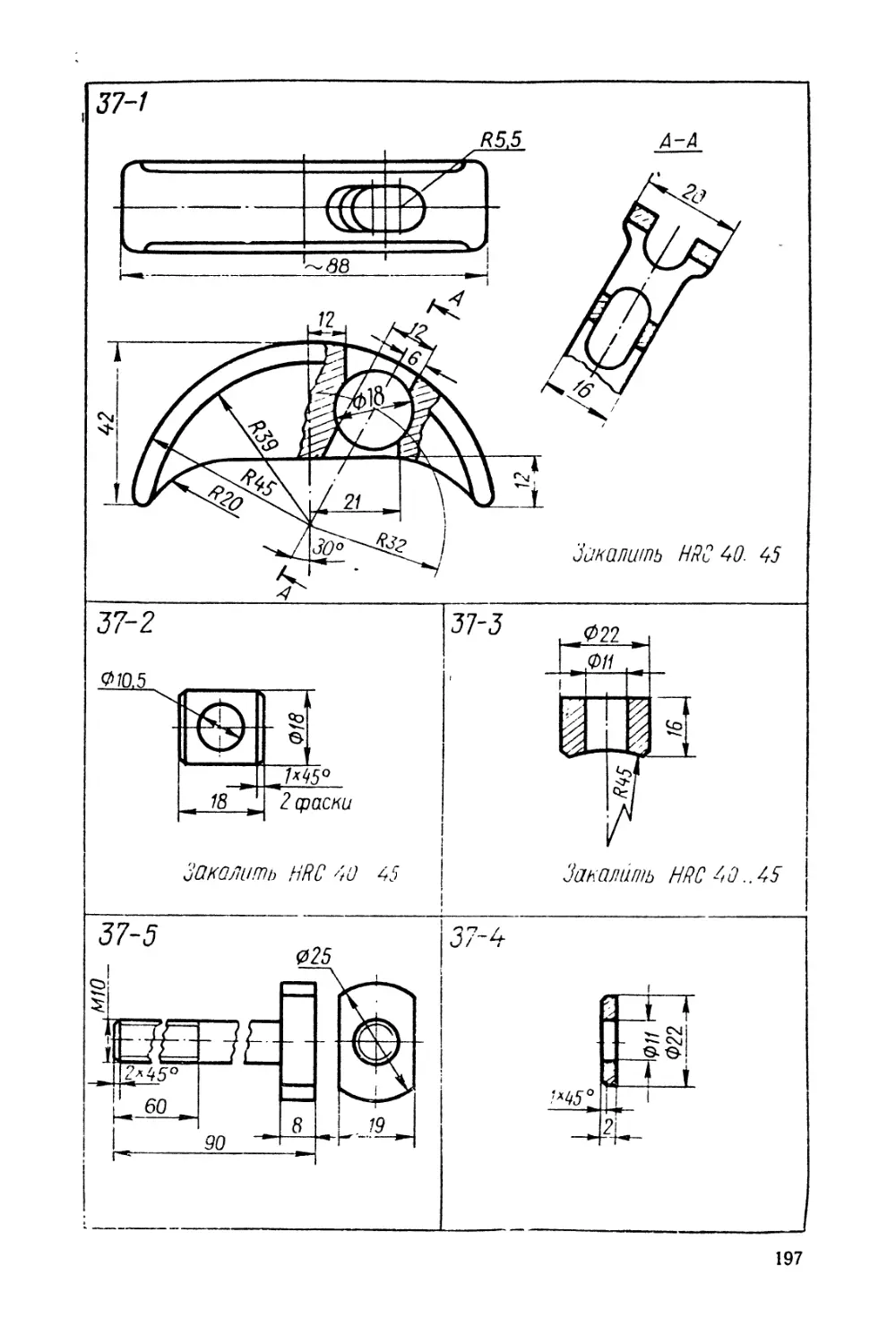
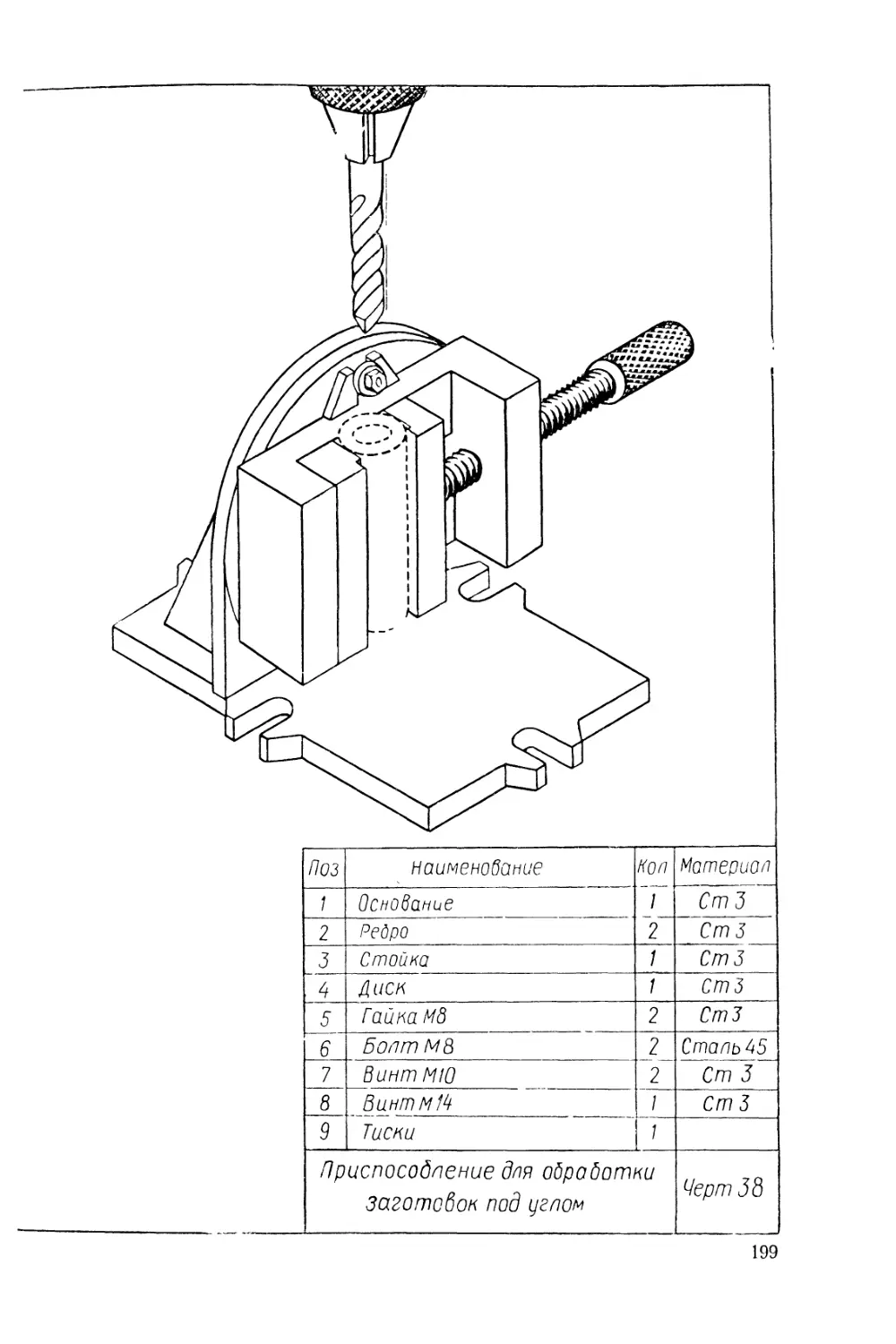
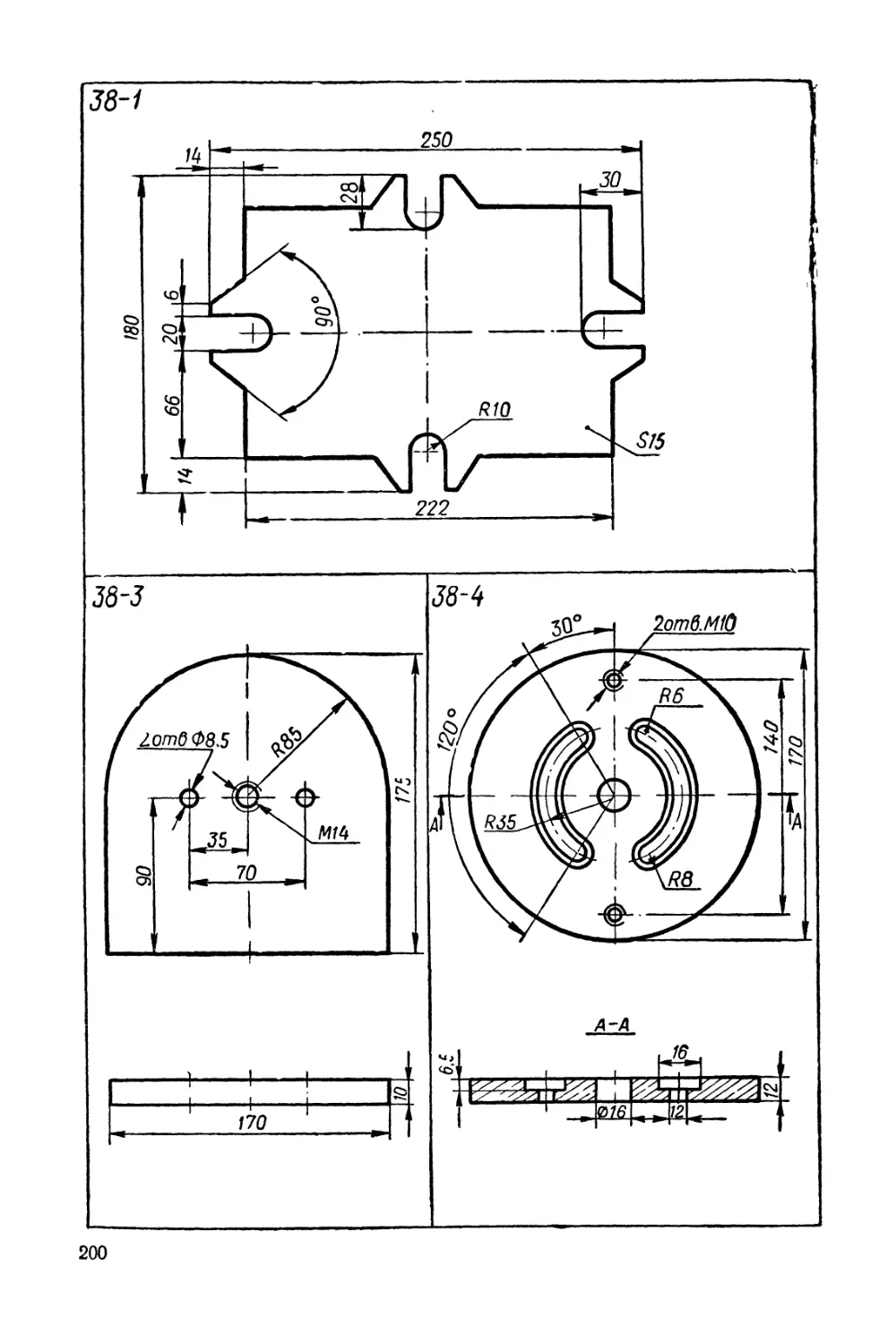
Приспособление для обработки заготовок под углом 38
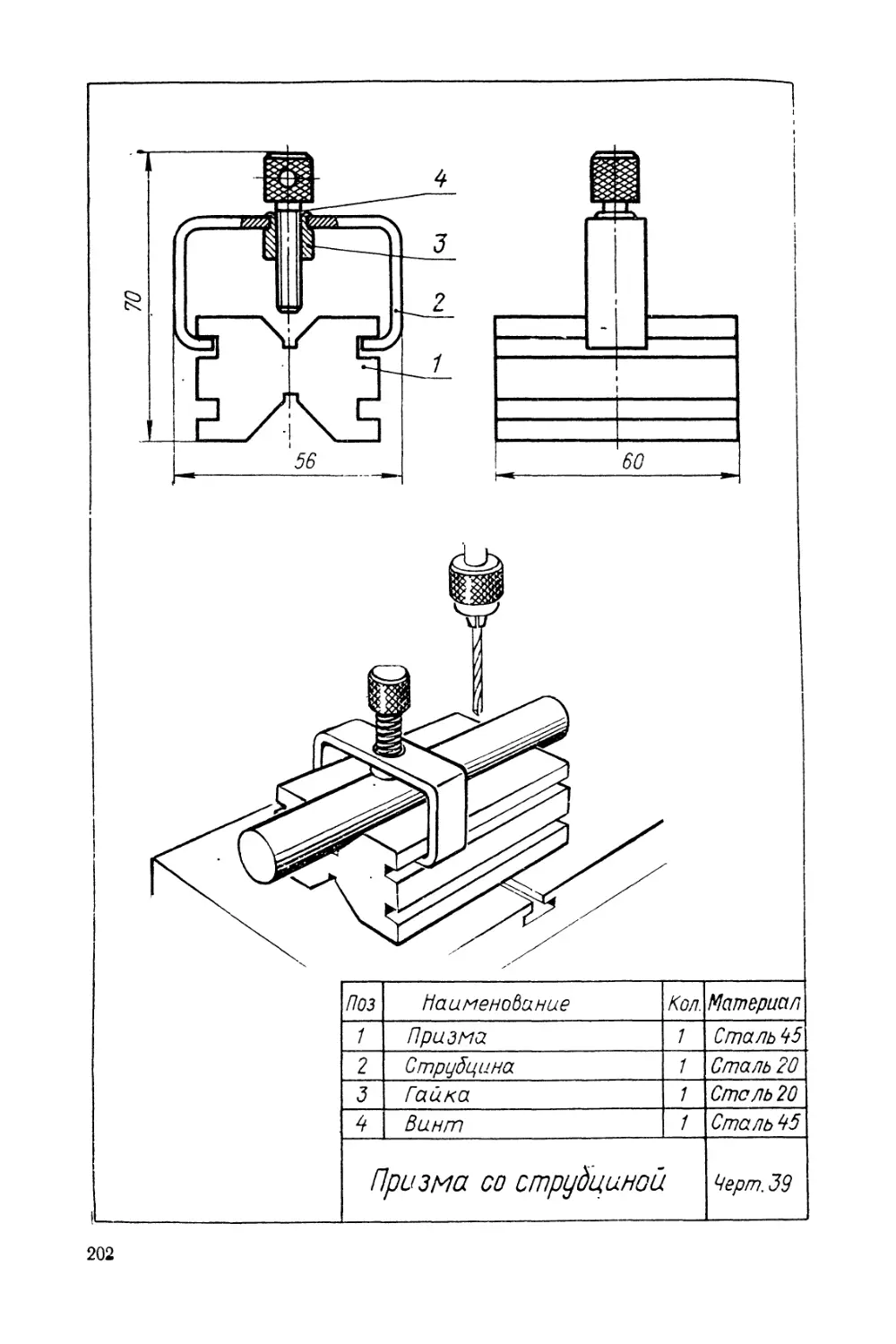
Призма со струбциной 39
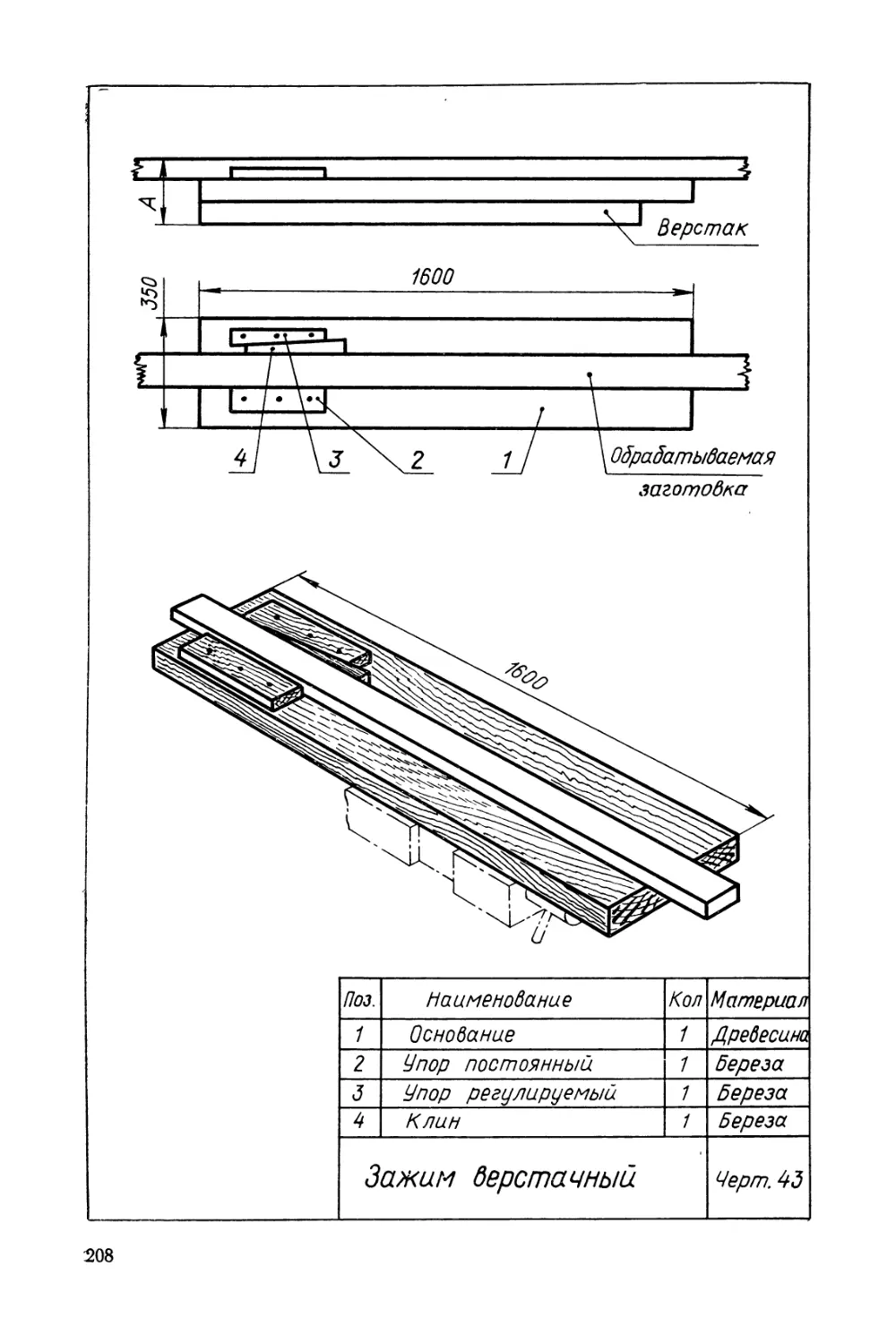
Зажим верстачный 43
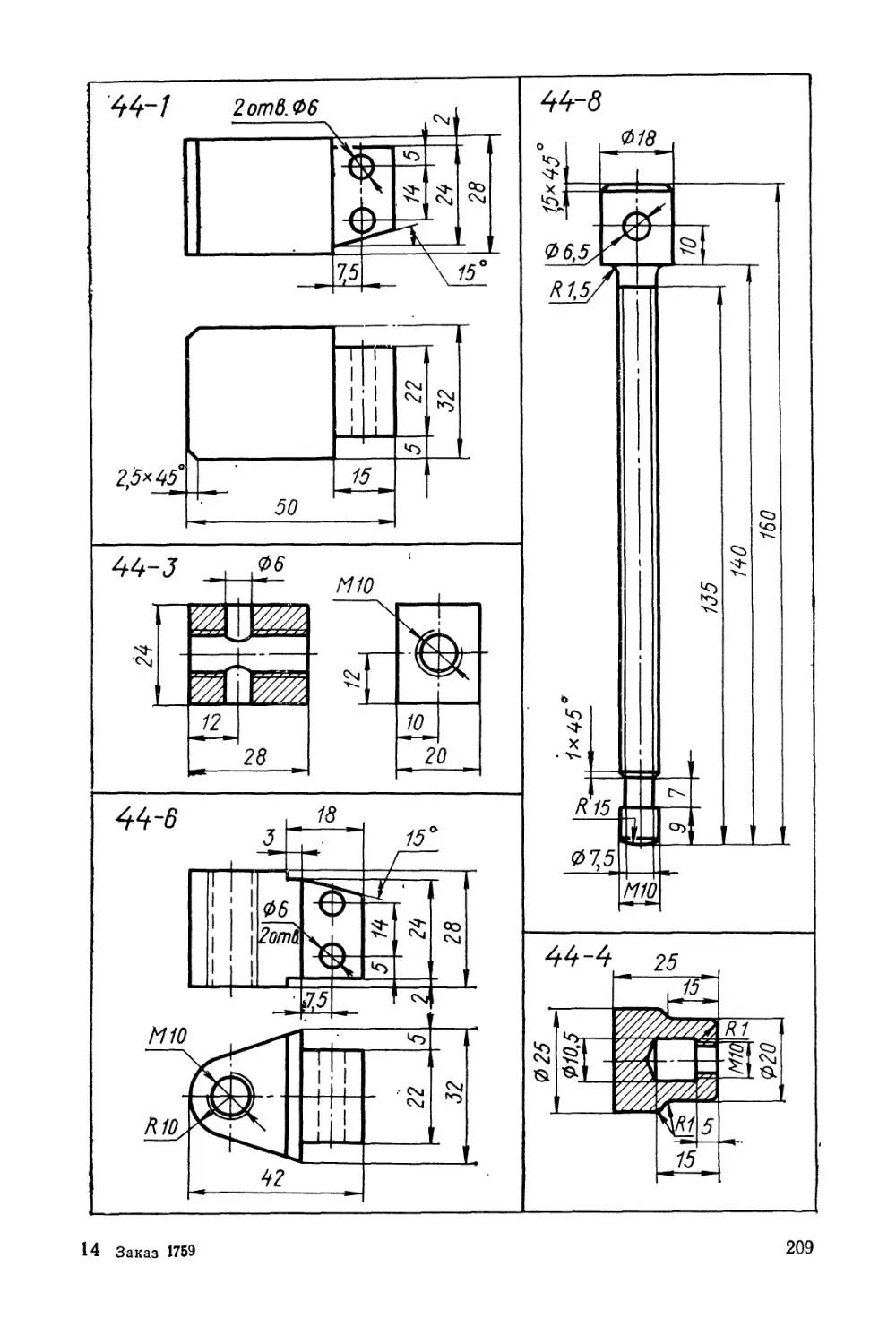
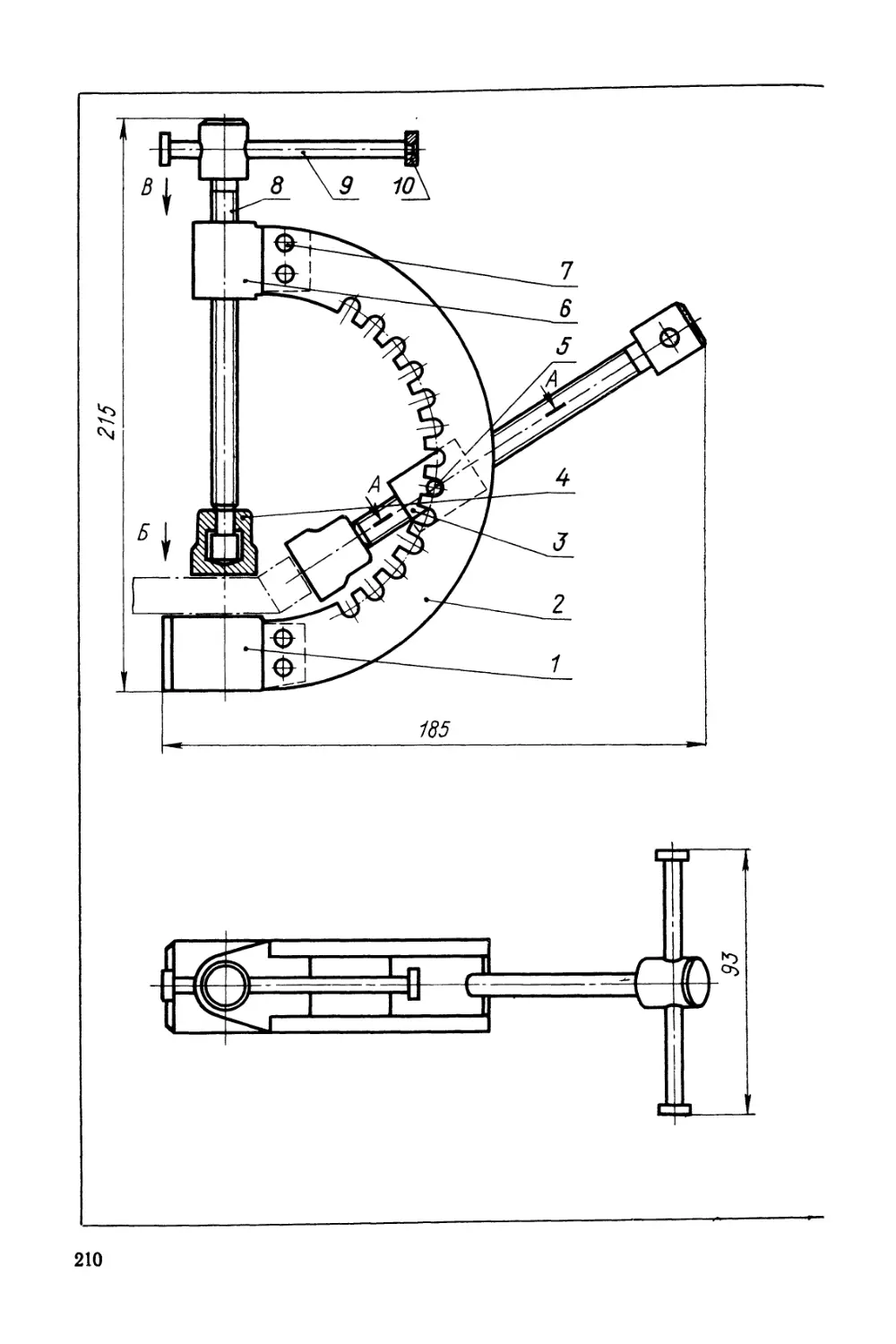
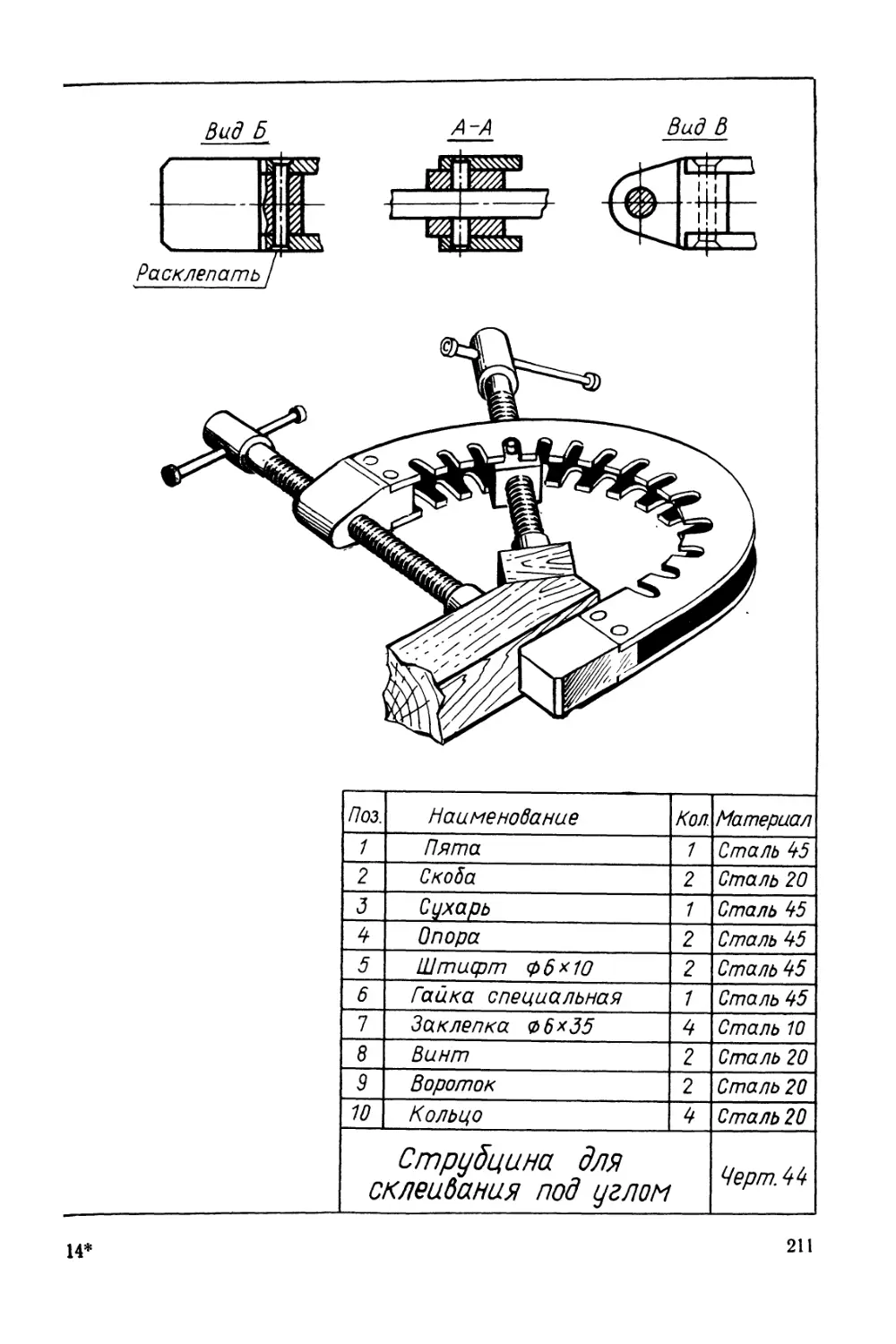
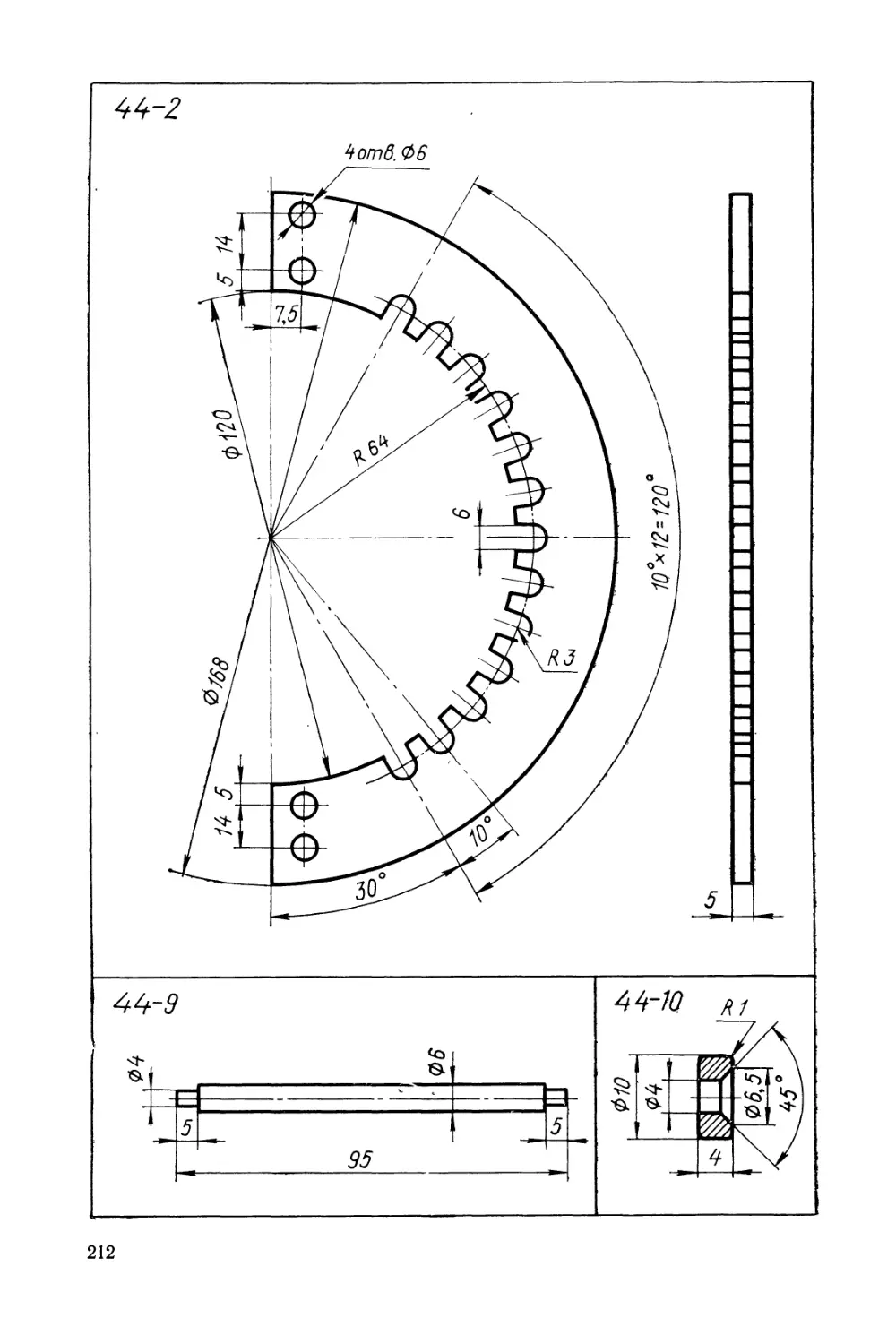
Струбцина для склеивания под углом 44
Приспособление для насекания зубьев 45
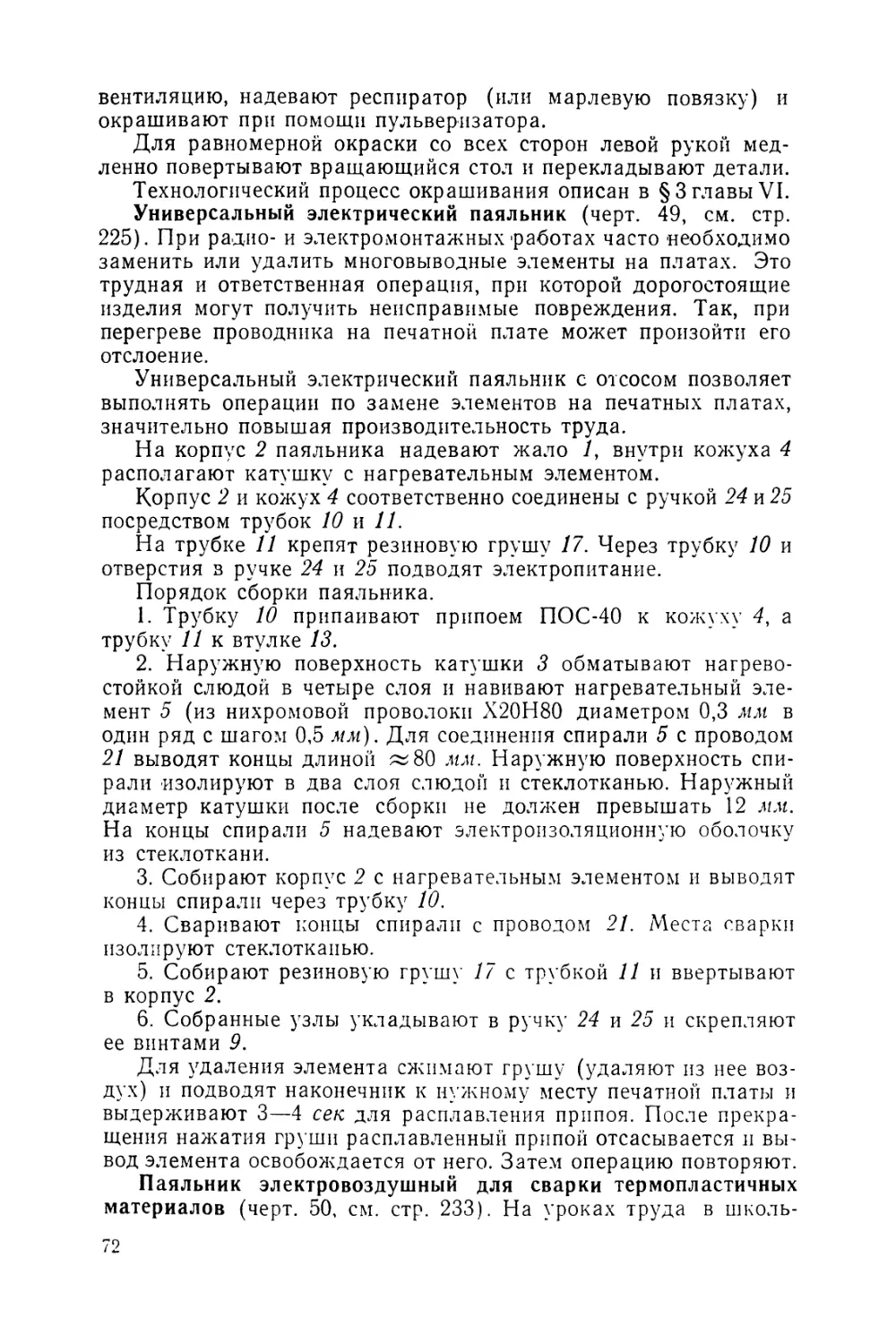
Универсальный электрический паяльник 49
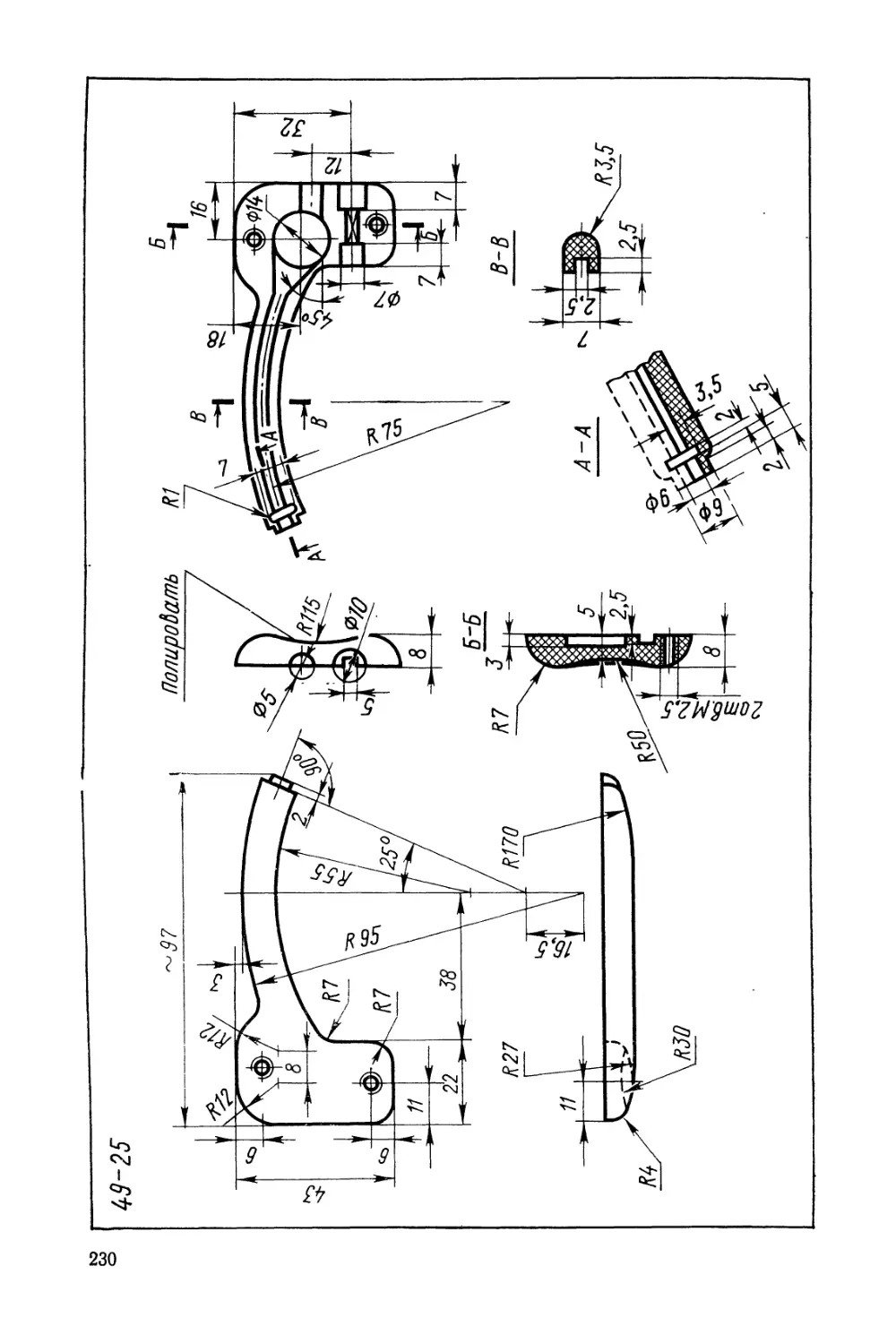
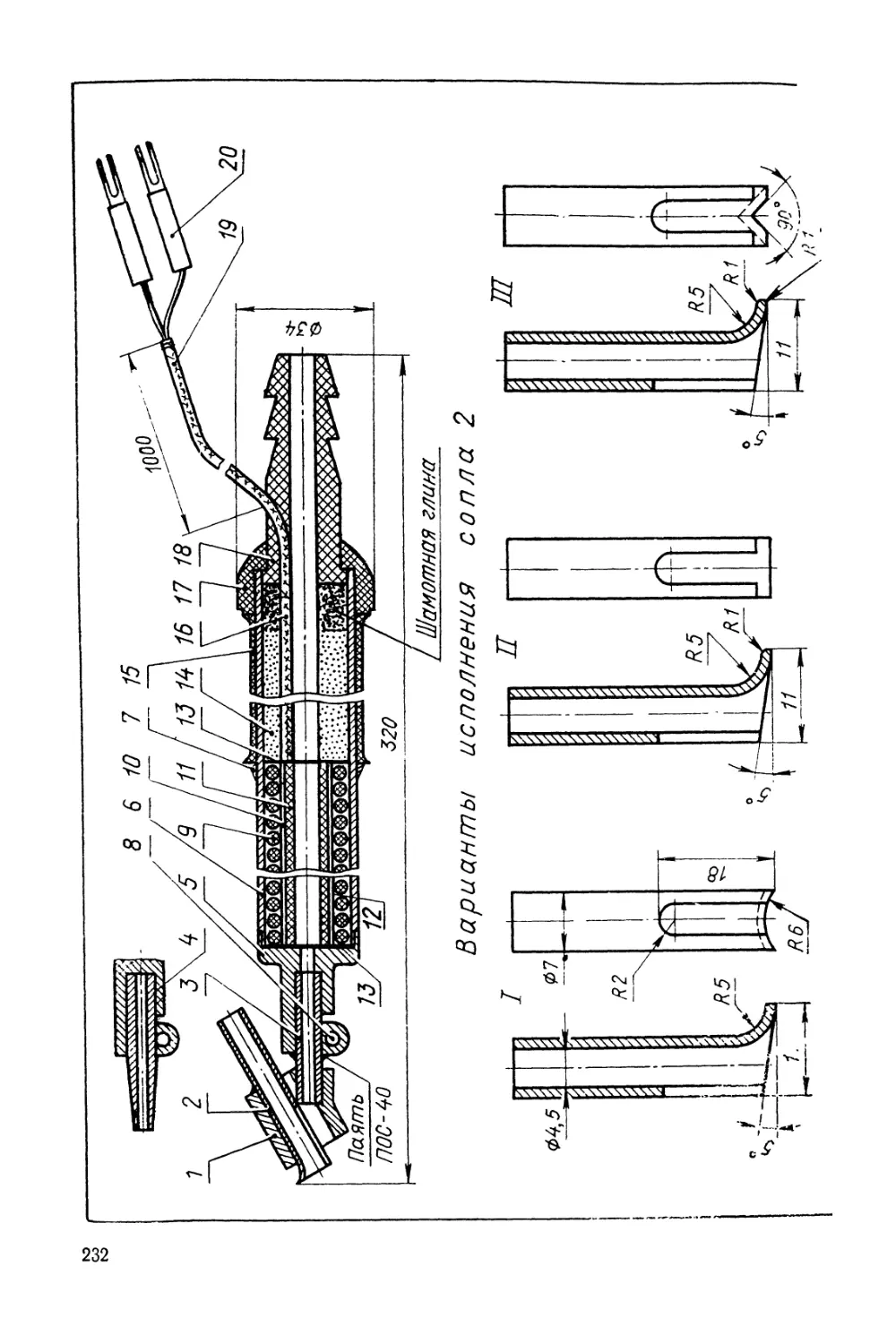
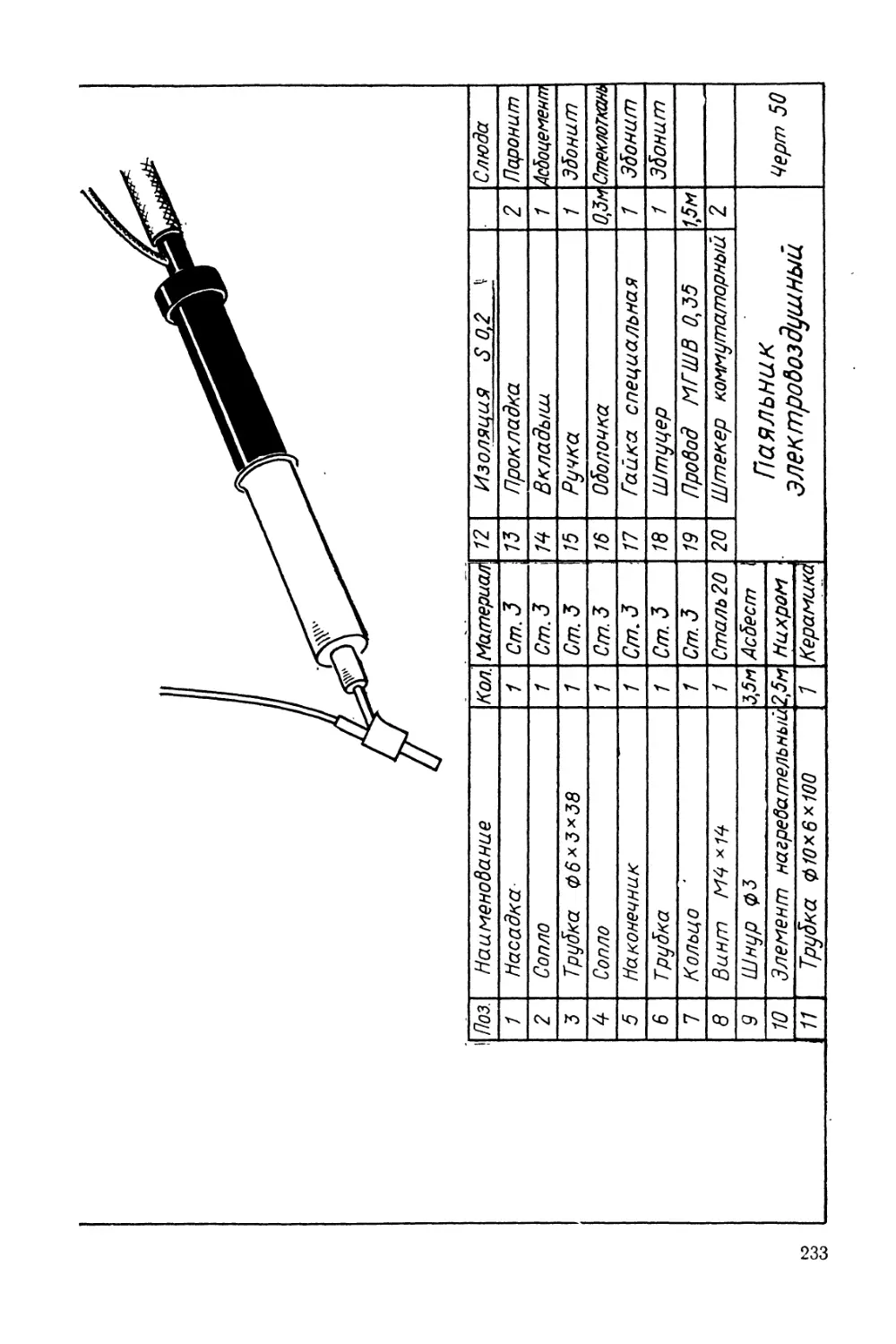
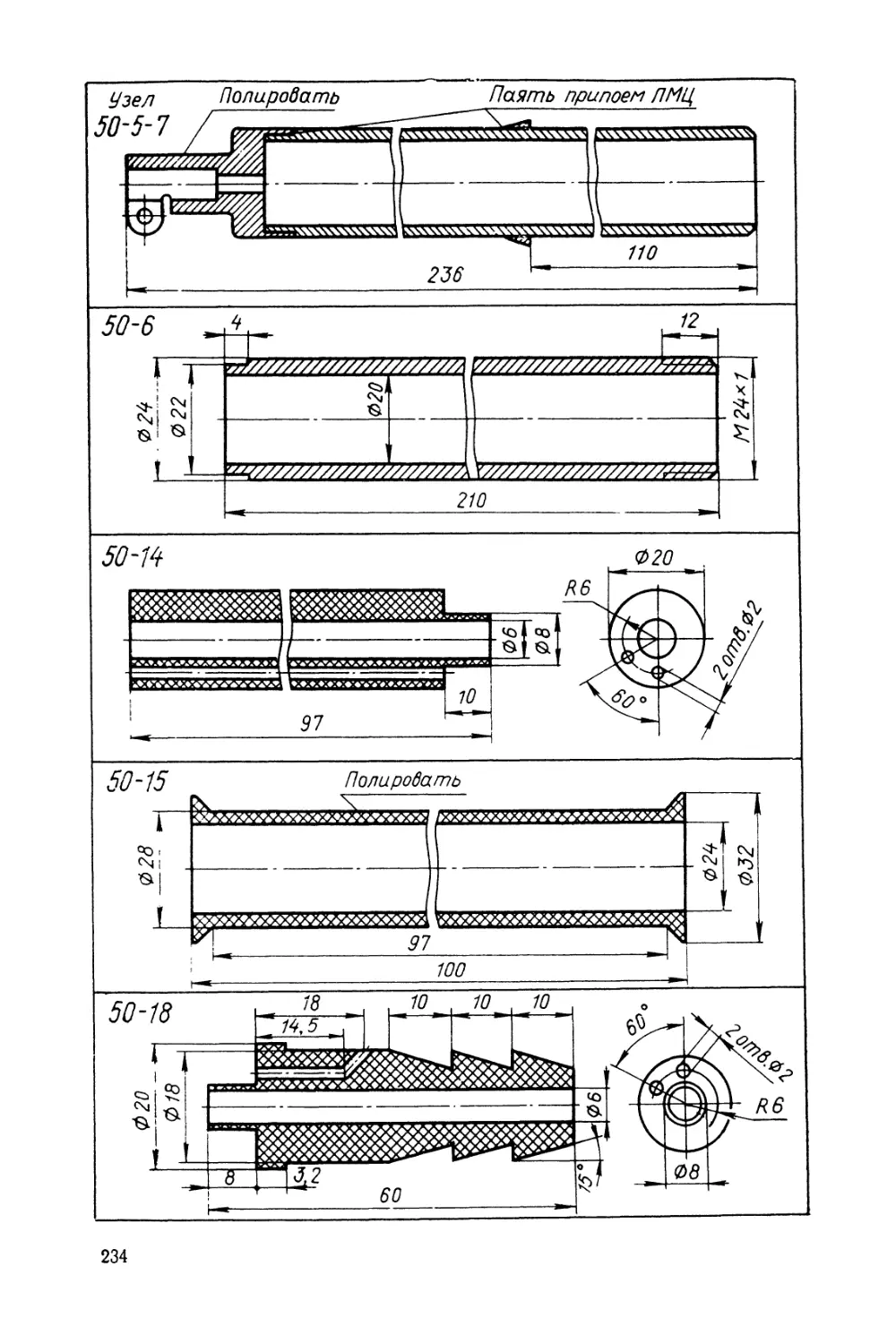
Паяльник электровоздушный для сварки 50
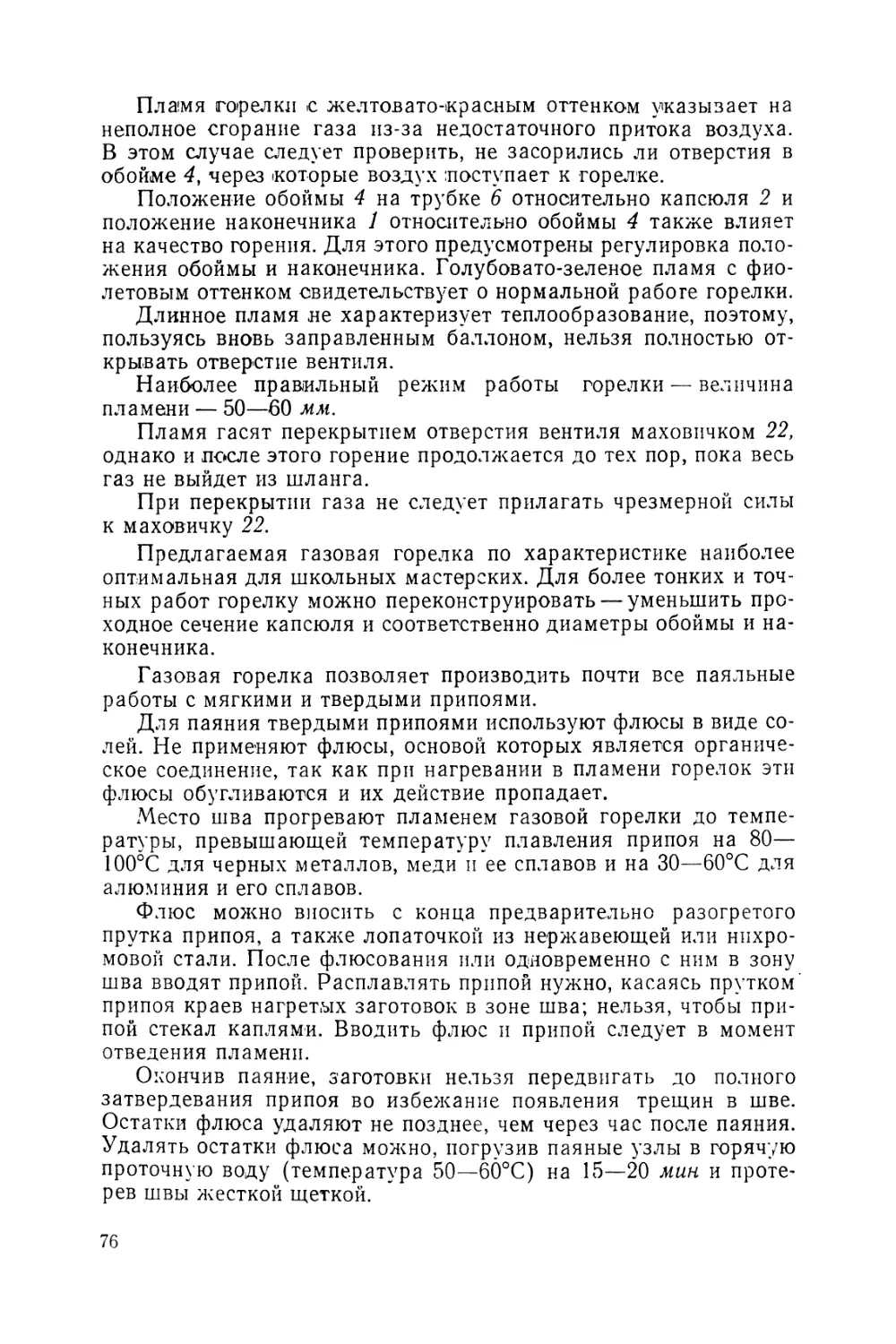
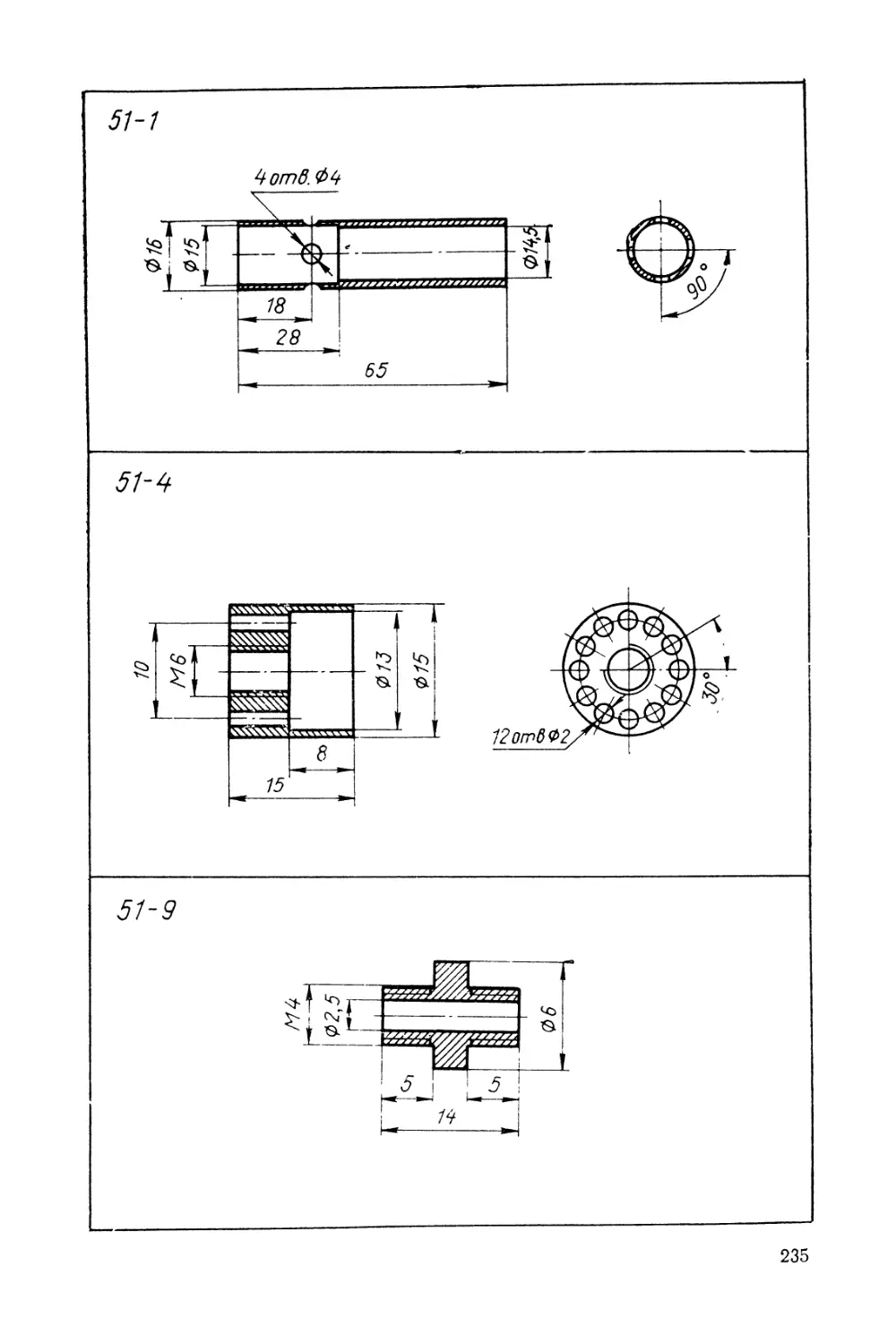
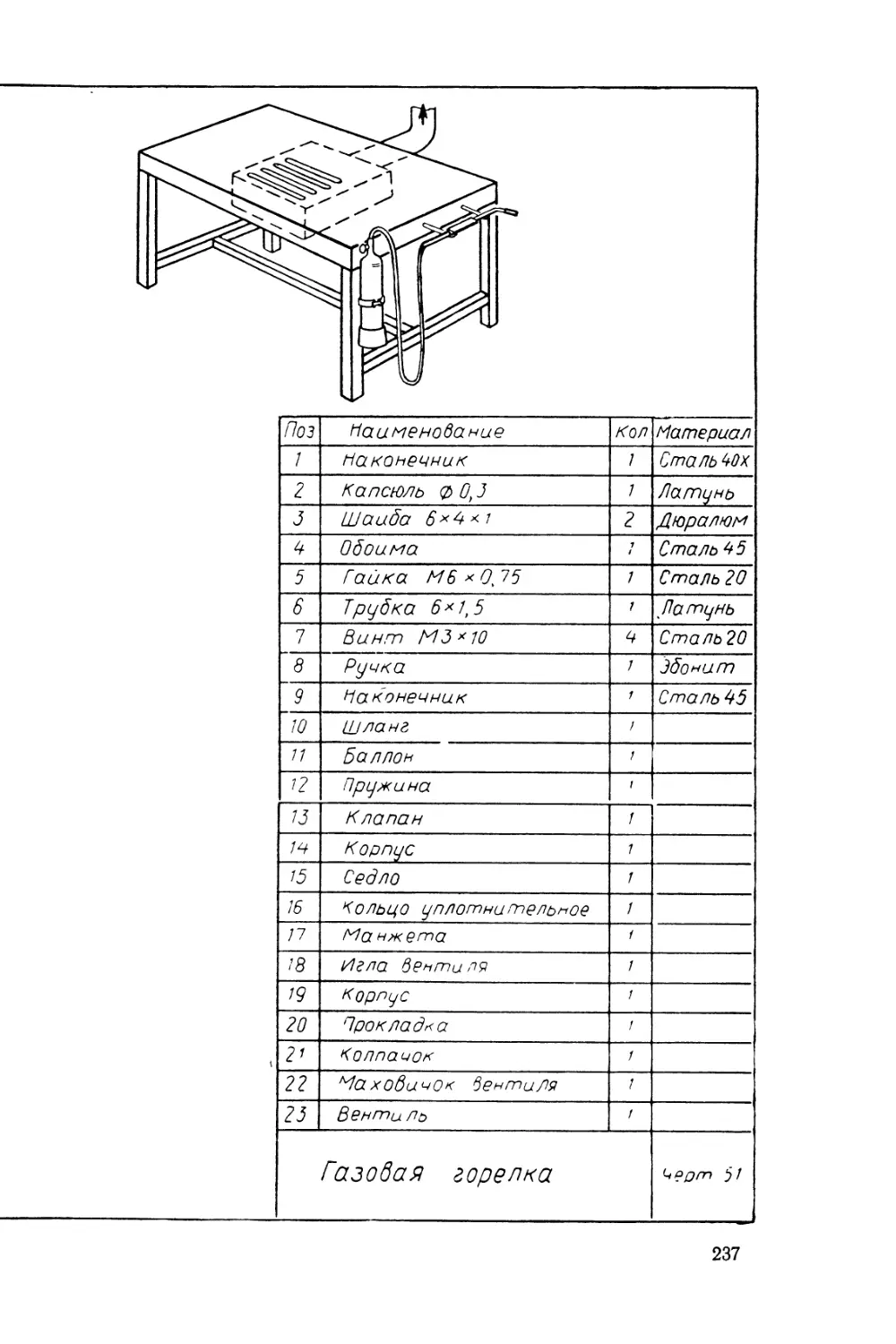
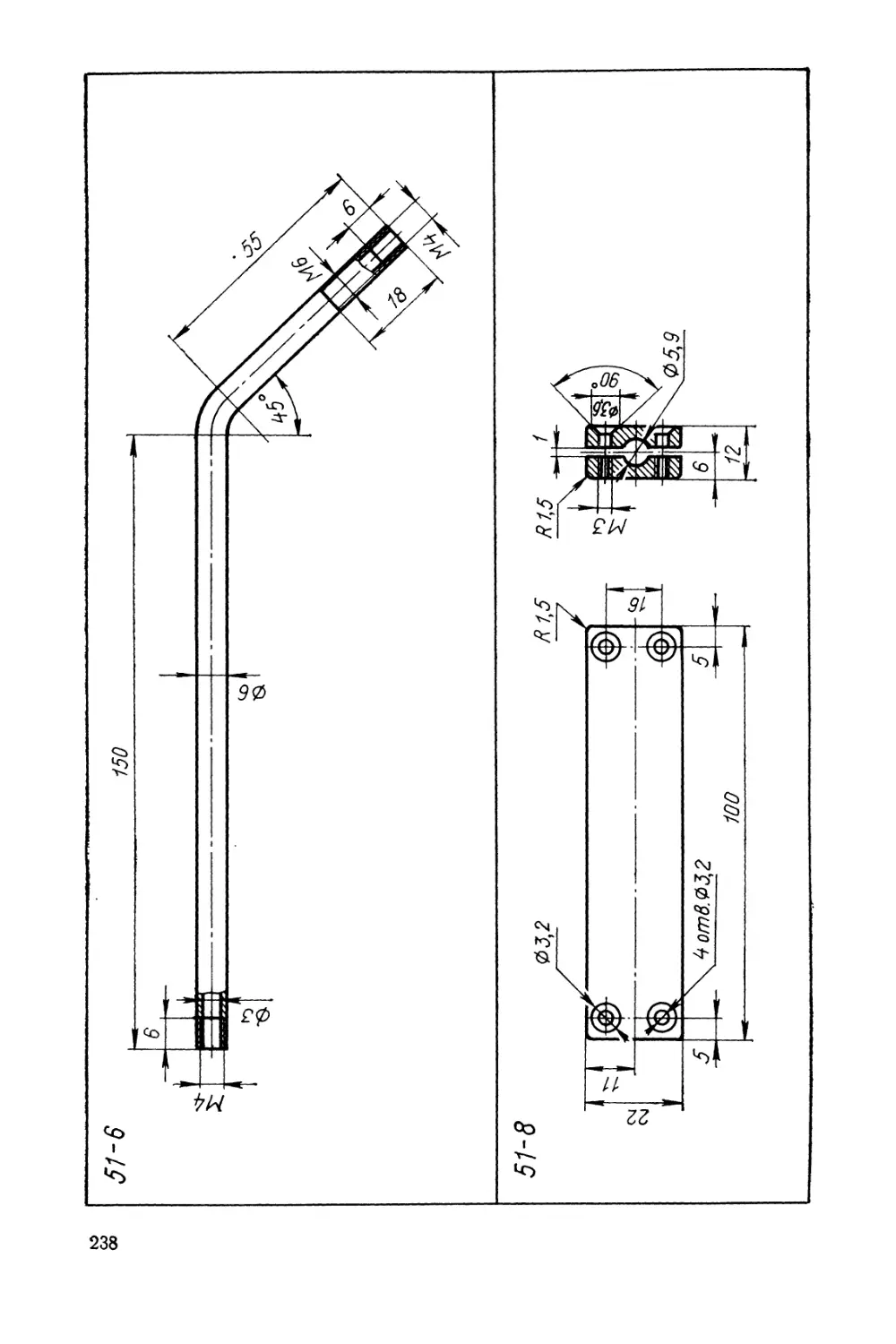
Газовая горелка для паяния 51
28
Эта примерная разбивка приспособлений по классам не ис-
ключает того, что некоторые детали того или иного приспособле-
ния могут изготовлять учащиеся старших или средних классов.
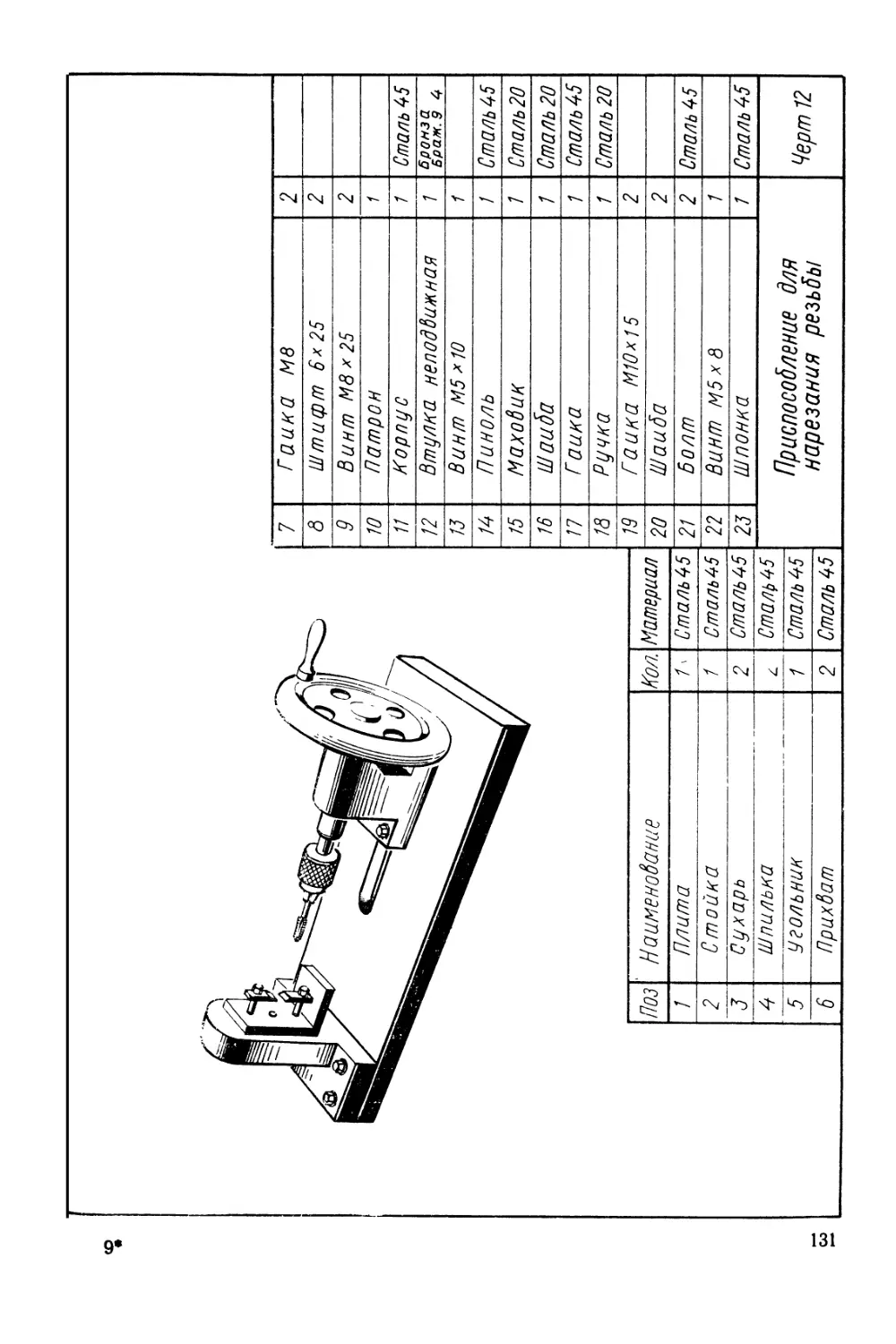
Так, приспособление для нарезания резьбы (черт. 12) мы со-
ветуем как объект производительного труда для учащихся девя-
тых-десятых (Классов. При этом полагаем, что основные ра-
боты могут выполнить учащиеся этих классов, но такие детали,
как шпилька 4 *, шпонка 23, прихват 6, винты, гайки и шайбы,
могут изготовить учащиеся седьмых-восьмых классов. Это спра-
ведливо и для остальных приспособлений, помещенных в аль-
боме.
Планировать участие в изготовлении любого приспособления
учащихся средних и старших классов целесообразно и в воспи-
тательных целях. Учащиеся средних классов ответственнее от-
носятся к порученной работе, если знают, что изготовленные
ими детали необходимы для приопоооблений, с которыми будут
работать и старшеклассники.
Считаем необходимым дать и советы по использованию чер-
тежей настоящего альбома. В них не всегда указаны точность и
чистота обработки, виды антикоррозийных покрытий. Мы исхо-
дили из того, что простановка жестких допусков и посадок на ис-
полнительные размеры деталей, чистоты обработки поверхно-
стей и вида покрытия может ввести в заблуждение учителя тру-
да, неправильно сориентировать его при выборе приспособления
в качестве объекта труда учащихся.
Часто изготовление деталей высокой точности и с высокой чи-
стотой обработки для учителя труда является трудной, а иногда
и непосильной задачей. Ведь его возможности ограничены тех-
ническим оснащением мастерских и низким уровнем профессио-
нальной подготовки учащихся. Поэтому мы допускаем некото-
рую вариативность точности изготовления деталей приспособ-
лений.
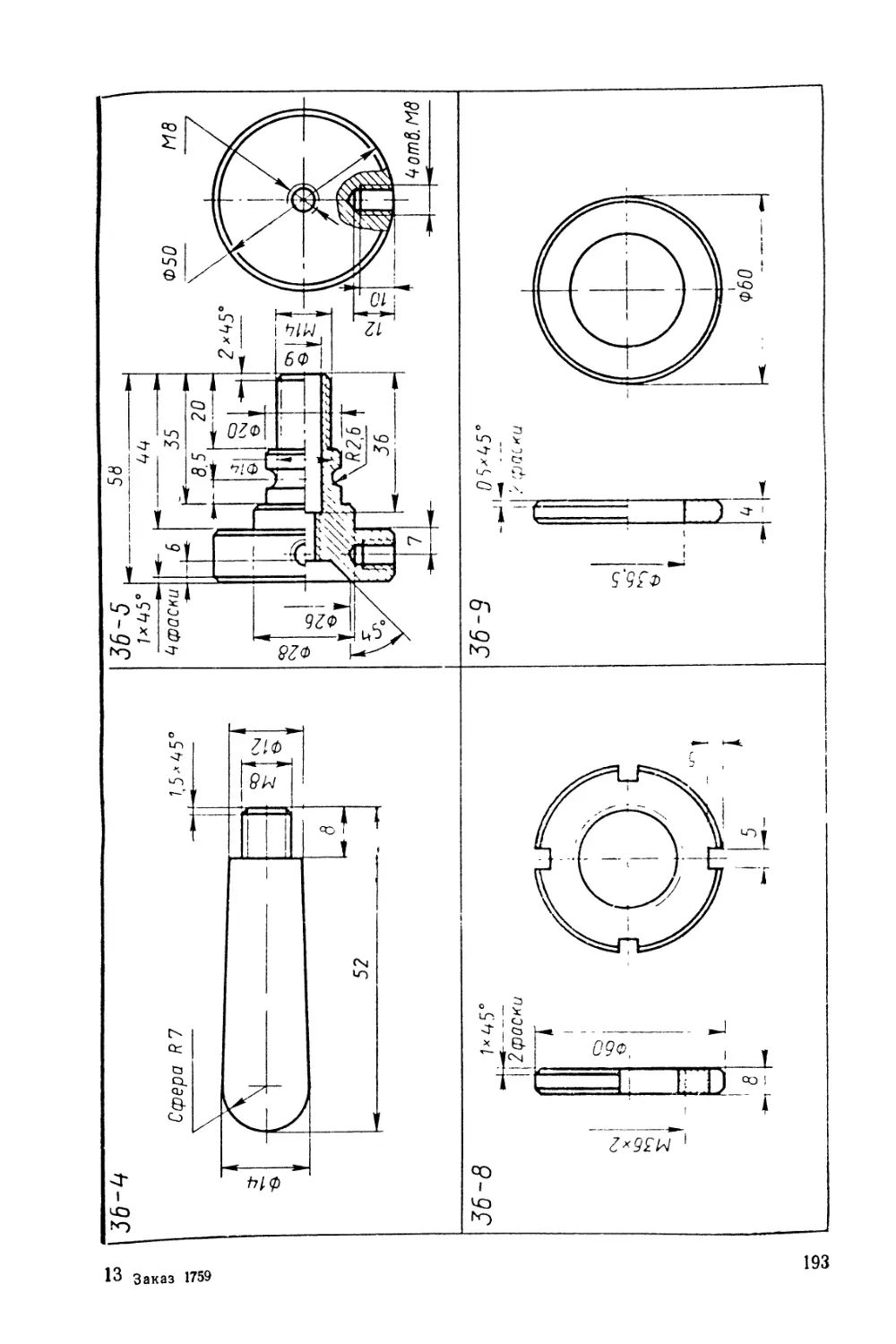
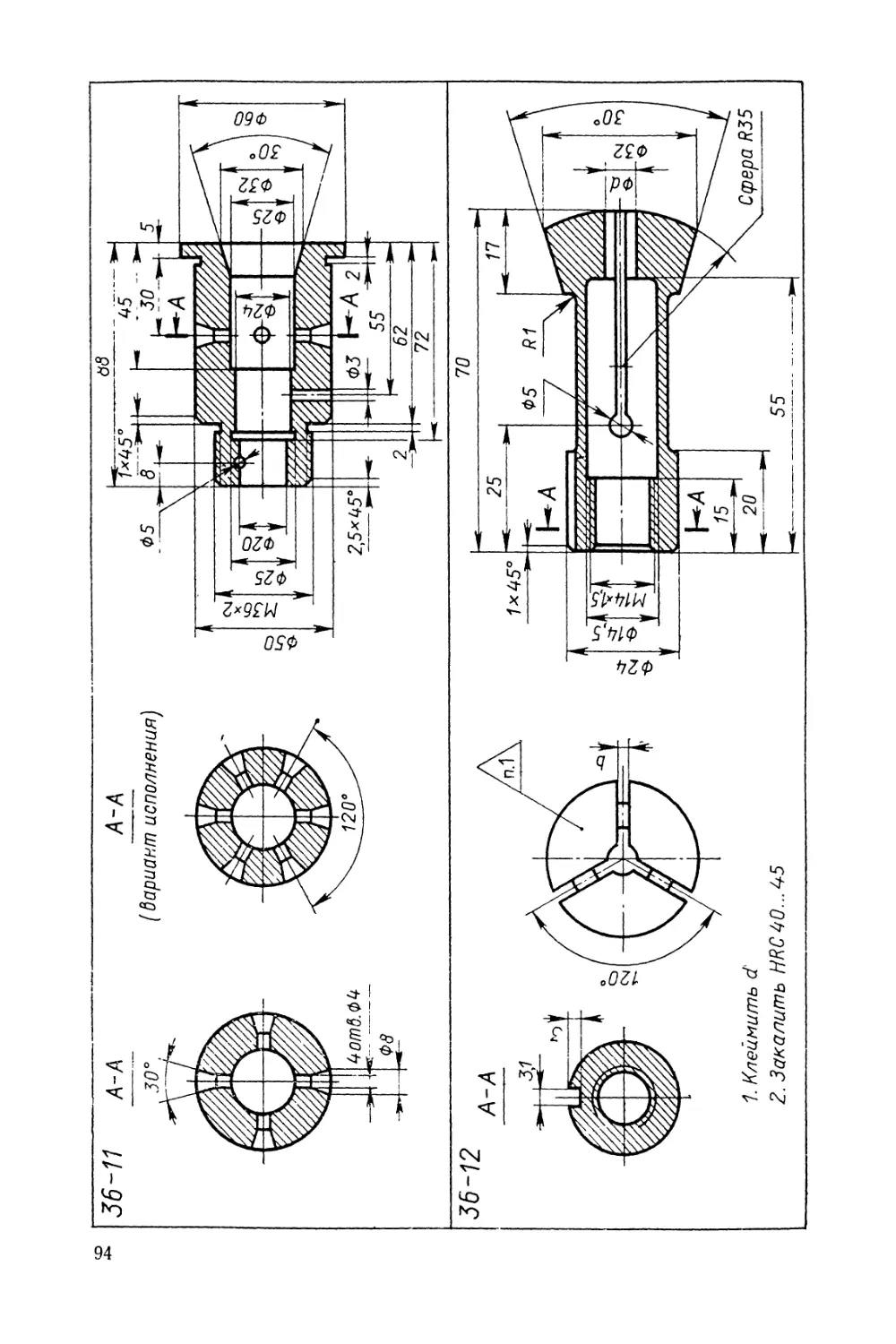
В качестве примера определения точности обработки деталей
рассмотрим черт. 12 (приспособление для нарезания резьбы
вручную в гайках, планках и других деталях).
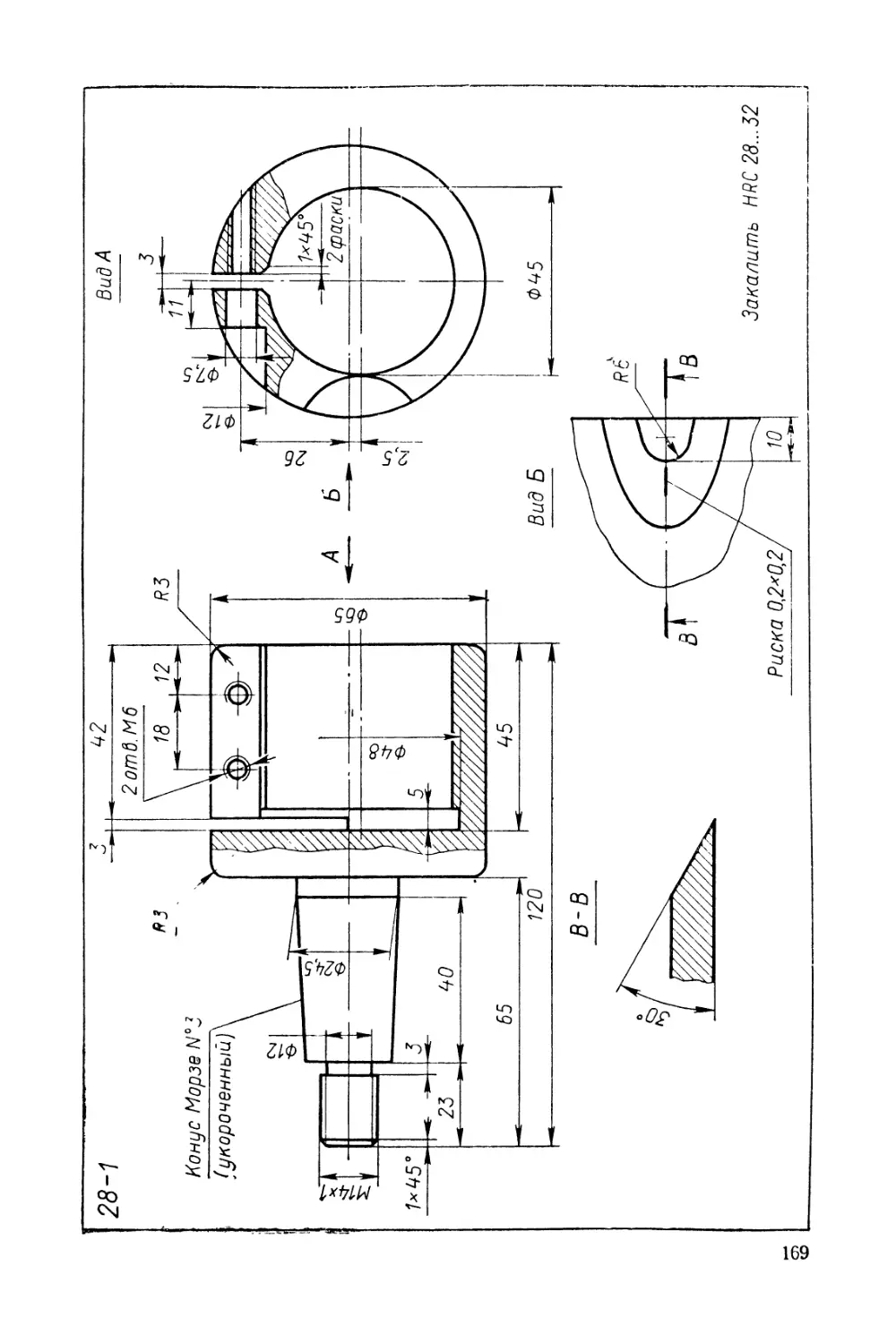
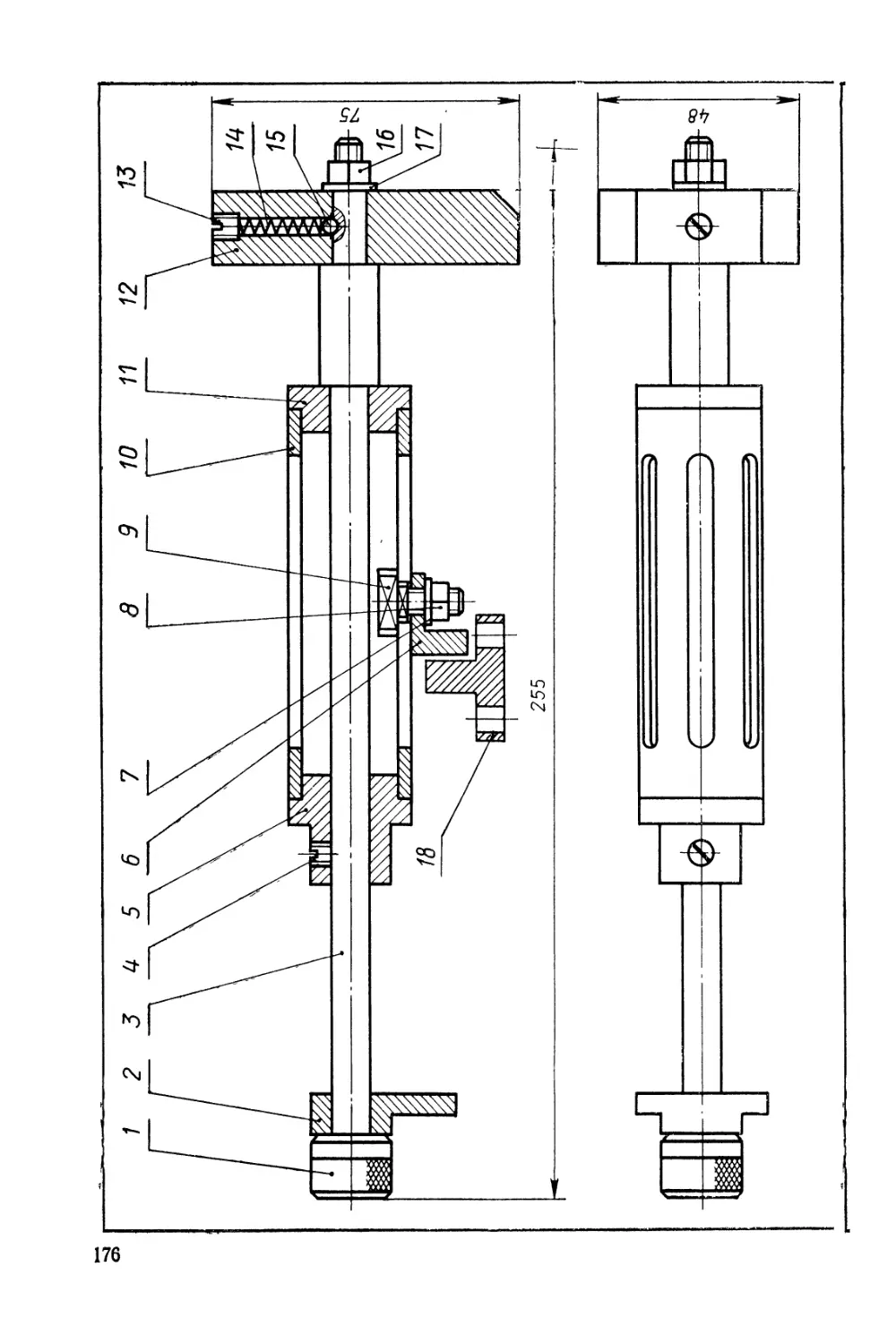
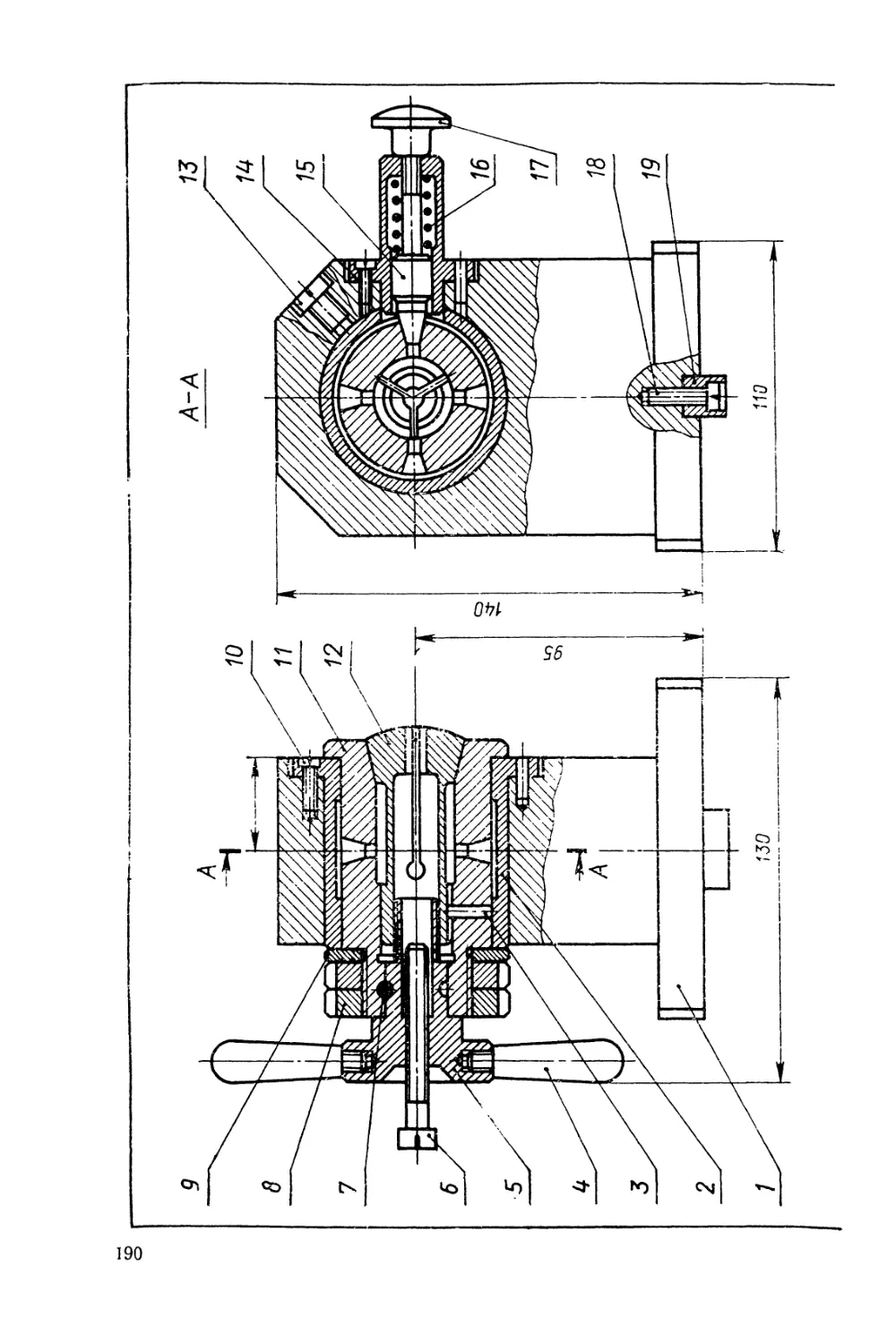
Пиноль 14, жестко соединенная с маховиком 15, должна сво-
бодно вращаться и поступательно двигаться относительно непод-
вижной втулки 12 без значительного люфта./Требуется опреде-
лить, с какой точностью следует обрабатывать наружный диа-
метр пиноли 14 и внутренний диаметр втулки 12. На чертежах
эти два номинальных размера равны 26 мм. Естественно, что ес-
ли изготовить обе детали в точном соответствии с указанными
размерами, то приспособление работать не будет. Чтобы оно мог-
ло работать, необходимо предусмотреть определенный зазор
между этими деталями. Каким же должен быть этот гарантируе-
мый зазор? Величина указанного зазора определится как раз-
ность между наименьшим предельным внутренним диаметром
* Здесь и далее следует читать «деталь 4».
29
втулки 12 и наибольшим предельным наружным диаметром пи-
ноли 14. Разность предельных размеров будет являться допусти-
мым отклонением от номинального размера, а характер двух вза-
имодействующих деталей, вставленных одна в другую, — по-
садкой. Следовательно, нам требуется определить посадку пи-
ноли 14 относительно втулки 12.
Допустим, что в школьной мастерской можно обработать
названные детали по третьему классу точности.
Для данного приспособления это будет наивысший класс
точности. Чтобы обеспечить гарантированный зазор между дву-
мя сопряженными деталями, выбираем ходовую посадку (Х3).
По таблице допусков и посадок (ОСТ-1013) определяем допуск
для внутреннего диаметра втулки 12, т. е. 026Д3. Он будет равен
+0,045 мм, а допуск для наружного диаметра пиноли 14,
т. е. 026X3— -о’,085 мм. Таким образом, зазор между двумя
этими деталями будет находиться в пределах 0,025—0,130 мм.
При этом зазоре приспособление должно работать хорошо.
Если в школьных мастерских нельзя обработать указанные
детали по третьему классу точности, их можно обработать по
четвертому классу точности. Тогда допуск на втулку 12 составит
+ 0,140 мм, а для пиноли 14 соответственно 1=0’210 мм и зазор
между двумя деталями уже будет в больших пределах, нежели
в первом случае, т. е. 0,070—0,350 мм. Однако и в этом случае
приспособление удовлетворяет техническим требованиям.
Из опыта известно, что данное приспособление удовлетворяет
потребности школьных мастерских даже тогда, когда вышеука-
занные детали были изготовлены по пятому классу точности. Чи-
стоту обрабатываемых поверхностей обеих деталей можно вы-
полнить в пределах V5—V7.
Мы рассмотрели три варианта изготовления двух сопрягае-
мых деталей по точности, и во всех трех случаях приспособление
будет удовлетворять потребности школы.
Учителю труда предоставляется возможность самому вы-
брать классы точности и чистоты обработки этих деталей в зави-
симости от конкретных условий.
То же самое можно сказать и о выборе антикоррозийного ви-
да покрытия деталей. Для данного приспособления оно не требу-
ется. В других случаях в зависимости от возможностей учитель
труда должен сам назначить вид антикоррозийного покрытия
или отделки детали.
Существуют два основных вида антикоррозийных покрытий
поверхностей деталей — гальваническое и лакокрасочное. Галь-
ваническое покрытие долговечнее лакокрасочного, но не всегда
выполнимо в условиях школы или с помощью шефов. Поэтому
можно ограничиться и покраской.
Опыт работы передовых школ, учебных цехов и комбинатов
показывает, что, наряду с экономической эффективностью, ис-
30
пользование приспособлений имеет большое воспитательное зна-
чение. Работая с различными приспособлениями, повышающими
качество продукции, производительность и культуру труда, уча-
щиеся на практике убеждаются в преимуществах научной орга-
низации труда. Это влияет и на профориентацию школьников,
так как труд современного рабочего — слесаря, токаря, фрезе-
ровщика предстает перед ними более привлекательным и инте-
ресным.
Учителю труда важно не только организовать работу по изго-
товлению приспособлений, но и правильно использовать их.
Рассмотрим это на применении комплекта упоров для работы
на токарном станке. В данном альбоме помещены поперечные,,
продольные, откидные и регулируемые упоры (черт. 30, 22, 23
и 24), которые широко используют на промышленных предприя-
тиях, в учебных цехах, комбинатах и в ряде школ. Эти упоры
позволяют выполнять разнообразные работы на токарных стан-
ках без промежуточных измерений обрабатываемых деталей. Так,
для изготовления одноступенчатого валика из пруткового мате-
риала можно применить поперечный, продольный и откидной
упоры (черт. 30, 22 и 23).
Порядок установки и настройки упоров следующий: в пиноль
задней бабки помещают откидной упор, обеспечивающий подачу
пруткового материала на заданный размер. Заднюю бабку при
этом закрепляют в определенном положении, в зависимости от
длины обрабатываемой заготовки. Продольный упор, учитывая
величину проточки, крепят на направляющих станины, а оконча-
тельно его настраивают, вращая лимб 1 (черт. 22). Для ограни-
чения поперечной подачи суппорта на заданную глубину резания
закрепляют и настраивают поперечный упор (черт. 30).
Установив и настроив все упоры, учитель труда должен сам
выполнить две-три детали, проверить их размеры и, убедившись,
что они соответствуют указанным на чертеже, затем поручить
изготовление деталей учащимся.
Преимущества работы на токарном станке по упорам наибо-
лее заметны, если накануне учащиеся обрабатывали аналогич-
ные ступенчатые валики обычным способом, без упоров.
Можно рекомендовать и такой комплект упоров: поперечный
(черт. 30), продольный (черт. 22) и регулируемый (черт. 24). Эти
упоры используют при обработке одноступенчатых валиков, вту-
лок с наружной канавкой и других деталей, длина заготовок ко-
торых постоянна. В этом случае регулируемый упор устанавли-
вают в шпиндель передней бабки токарного станка, а обрабаты-
ваемую заготовку крепят в патроне станка так, чтобы ее торец
упирался в рабочую поверхность сменного упора 3 (черт. 24).
Поперечный упор (черт. 30) барабанного типа позволяет после-
довательно обрабатывать заготовки шести разных размеров.
Продольный упор (черт. 22) ограничивает перемещение резца
вдоль оси обрабатываемой заготовки.
31
Часть вторая
КОНСТРУКЦИИ И ОПИСАНИЯ ПРИСПОСОБЛЕНИЙ
Глава I
ПРИСПОСОБЛЕНИЯ ДЛЯ СЛЕСАРНОЙ ОБРАБОТКИ
§ 1. Описания приспособлений
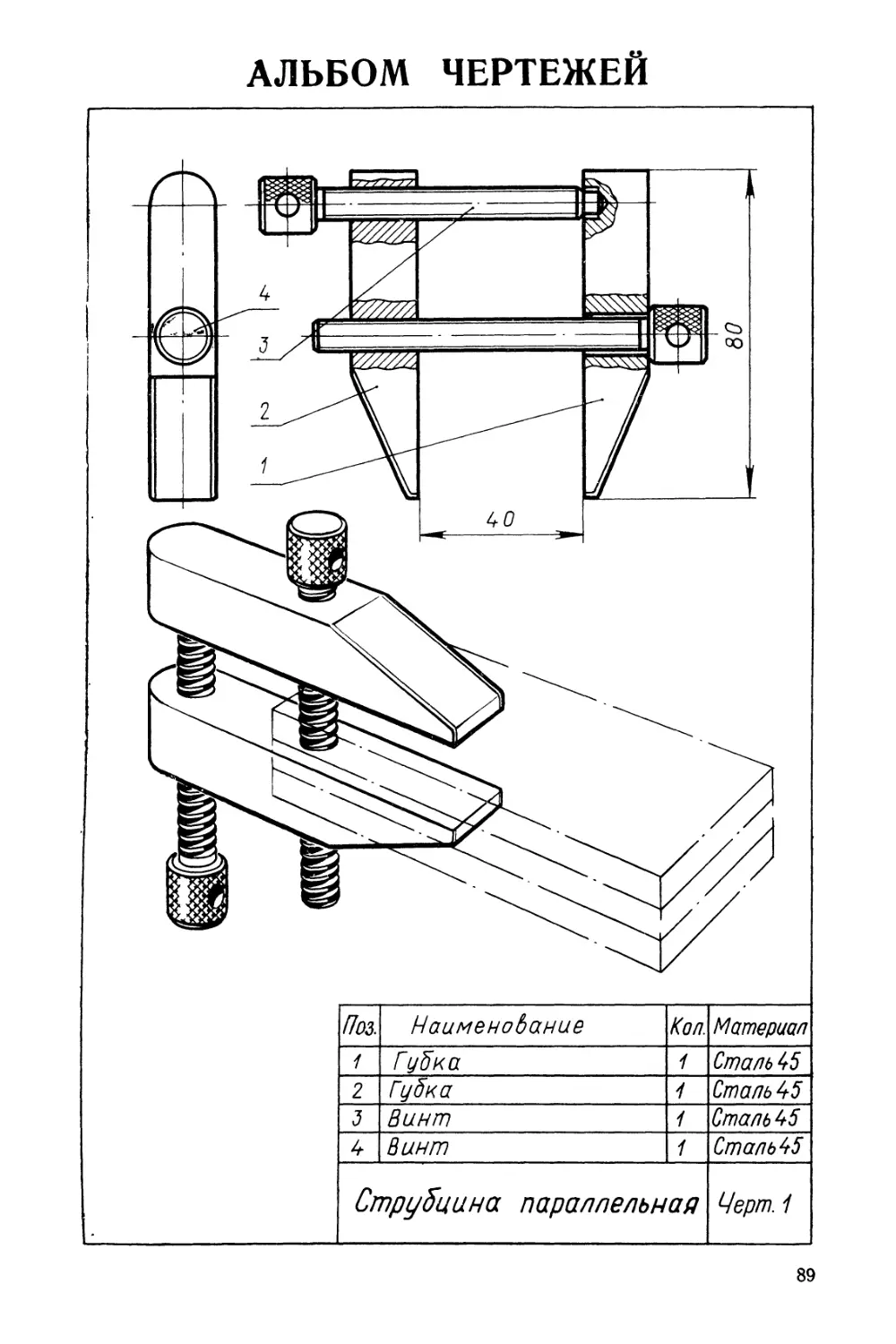
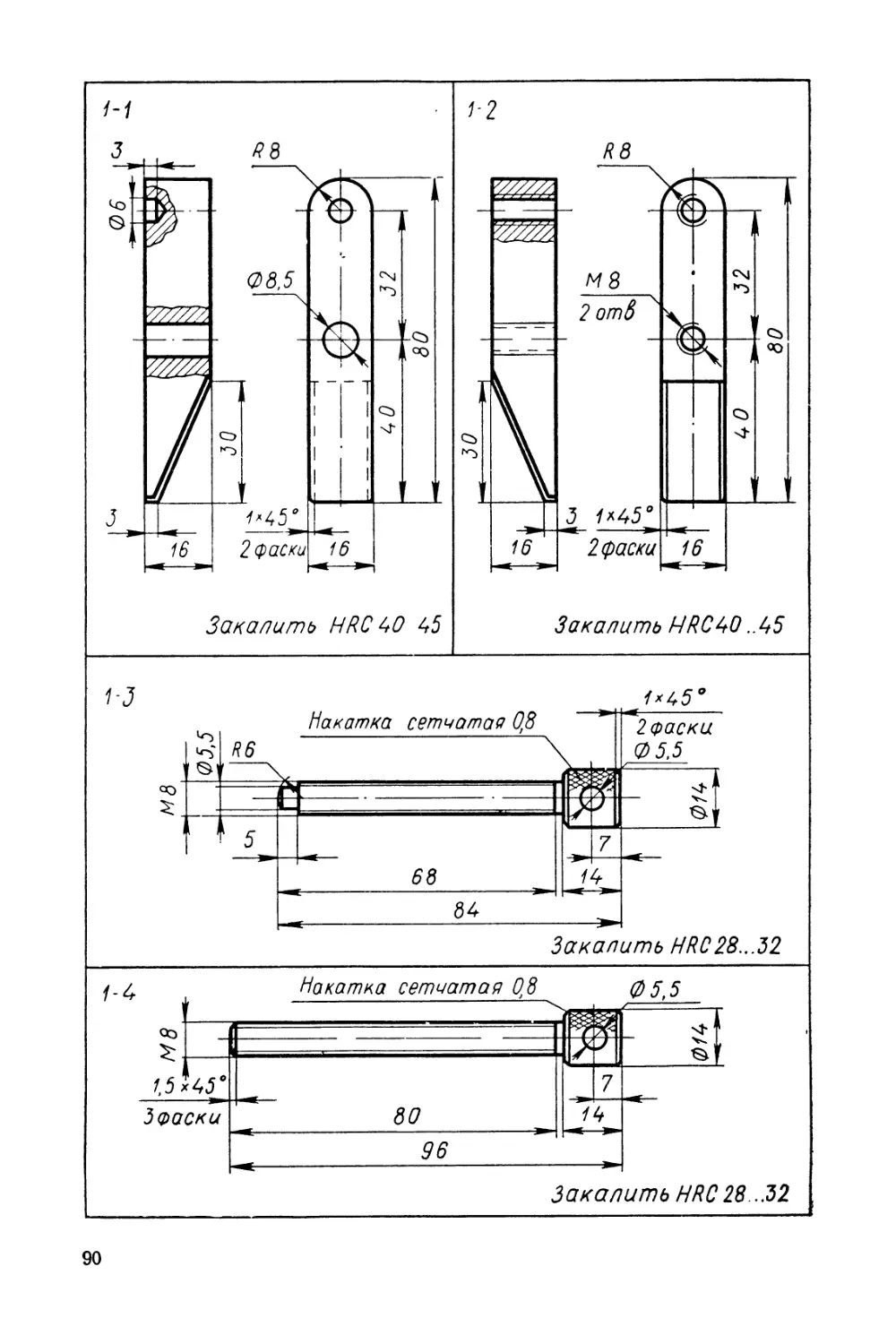
Струбцина параллельная (черт. 1, см. стр. 89) предназначена
для скрепления друг с другом двух или более обрабатываемых
заготовок на сверлильном станке. Ее можно также использовать
для зажатия двух и более склеиваемых деталей.
Приспособление состоит из пары губок / и 2 одинаковых раз-
меров и двух винтов 3 и 4. В губке 2 сделано два сквозных отвер-
стия с резьбой М8, в губке 1 одно сквозное отверстие диаметром
8,5 мм, а другое — глухое диаметром 6 мм.
Цилиндрической проточкой винт 3 входит в глухое отверстие
губки 1, чем исключается перекос губок при работе.
Обрабатываемые заготовки помещают между губками и за-
тягивают винтами. Отверстия в головках винтов используют в
случае необходимости применения рычага.
Надежного закрепления достигают при полном прилегании
рабочих поверхностей губок 1 и 2 к поверхностям обрабатывае-
мых заготовок.
Это приспособление может быть объектом труда учащихся
пятых-шестых классов.
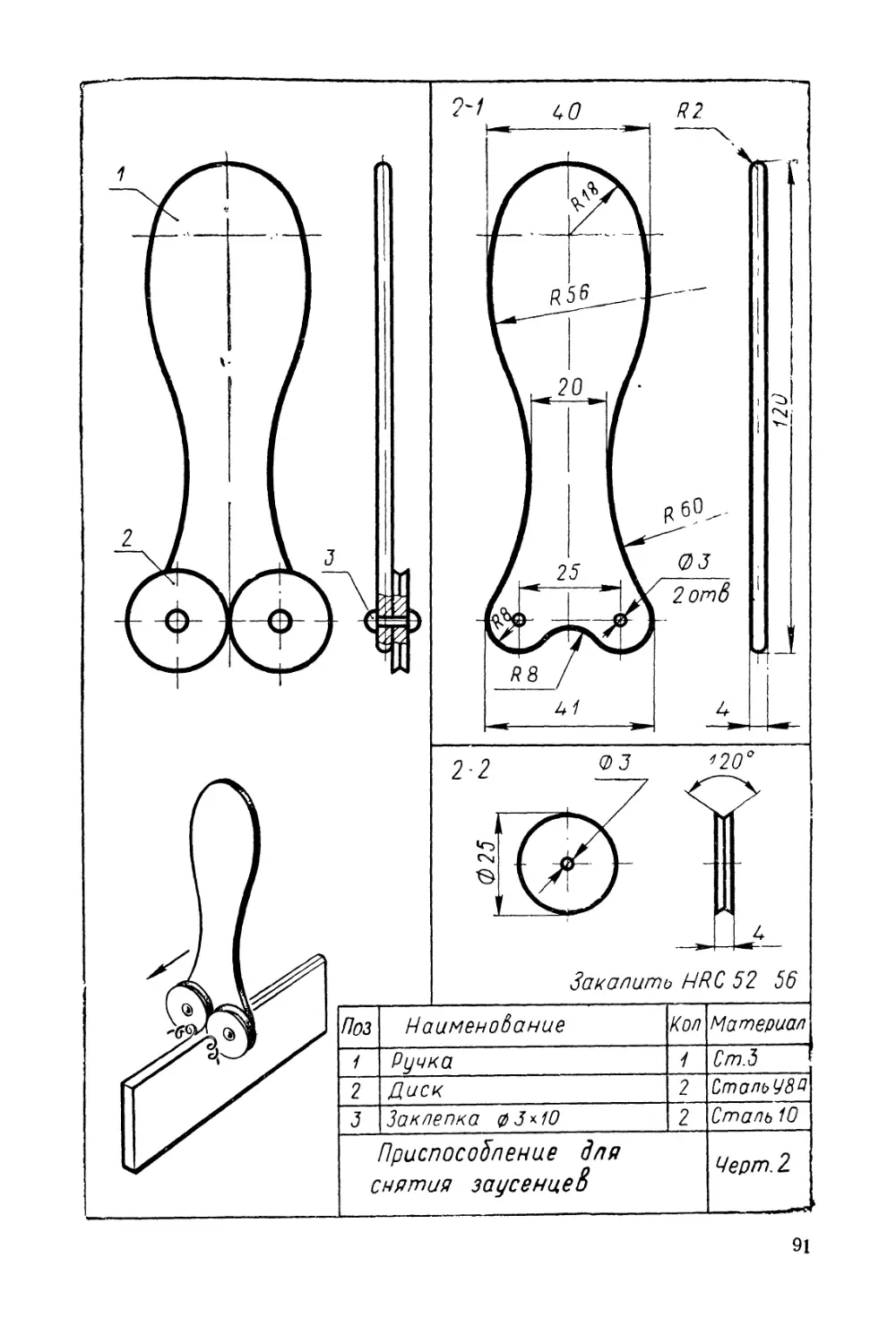
Приспособление для снятия заусенцев (черт. 2, см. стр. 91).
Снятие заусенцев с кромок заготовок из листового металла —
трудоемкая и утомительная операция.
Производительность труда повышает рекомендуемое приспо-
собление, которое можно применять на уроках труда в школьных
мастерских.
Приспособление состоит из ручки 1 и двух дисков из углеро-
дистой инструментальной стали, в последующем подвергнутых
закалке. При расклепывании дисков на ручке необходимо обе-
спечить их свободное вращение вокруг своей оси.
Работают с приспособлением так: по кромке заготовки, за-
крепленной в тисках или удерживаемой левой рукой, проводят
диски 2 так, чтобы они сняли заусенцы с обеих кромок.
32
Максимально допустимая толщина заготовок при работе дан-
ным приспособлением — 3 мм.
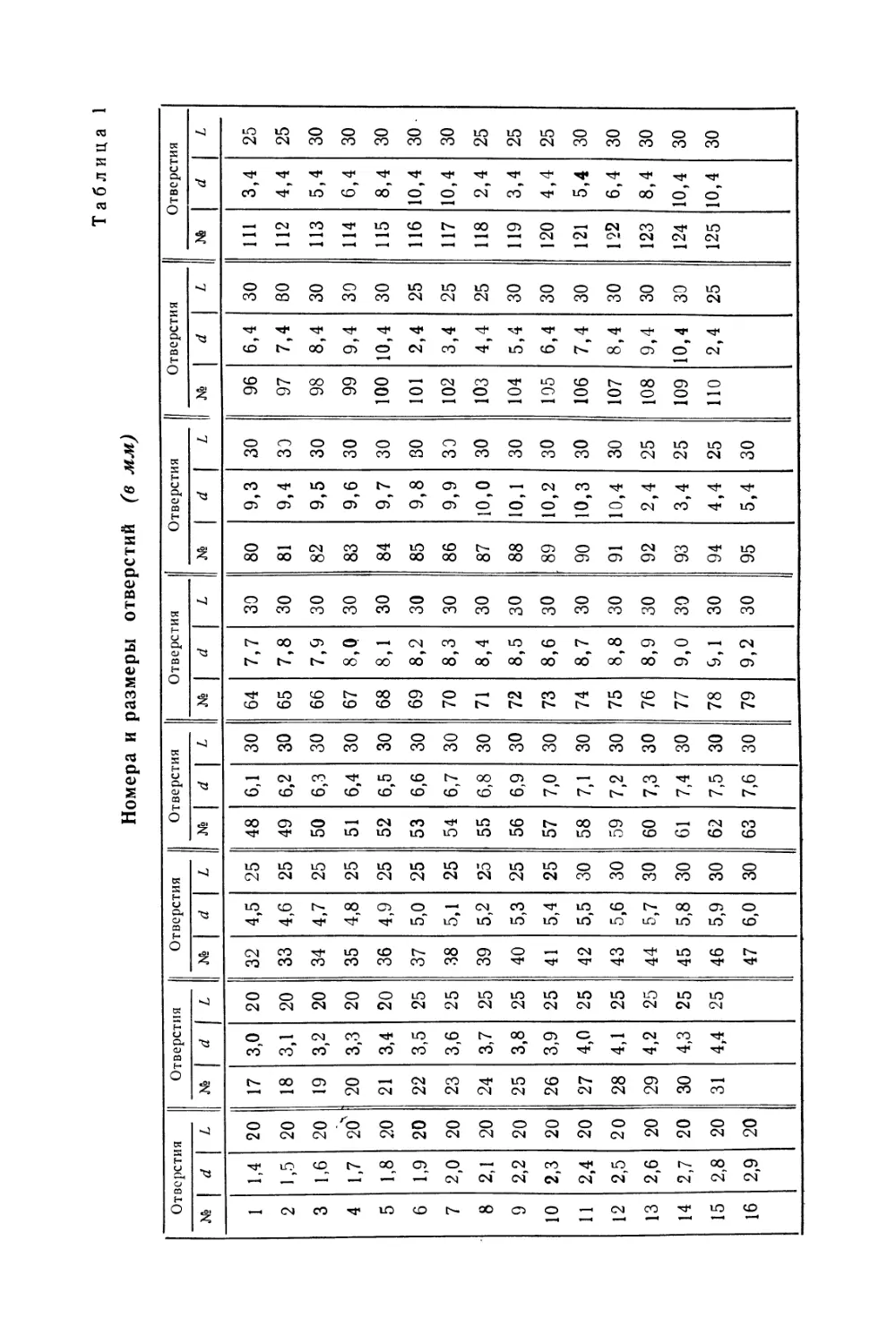
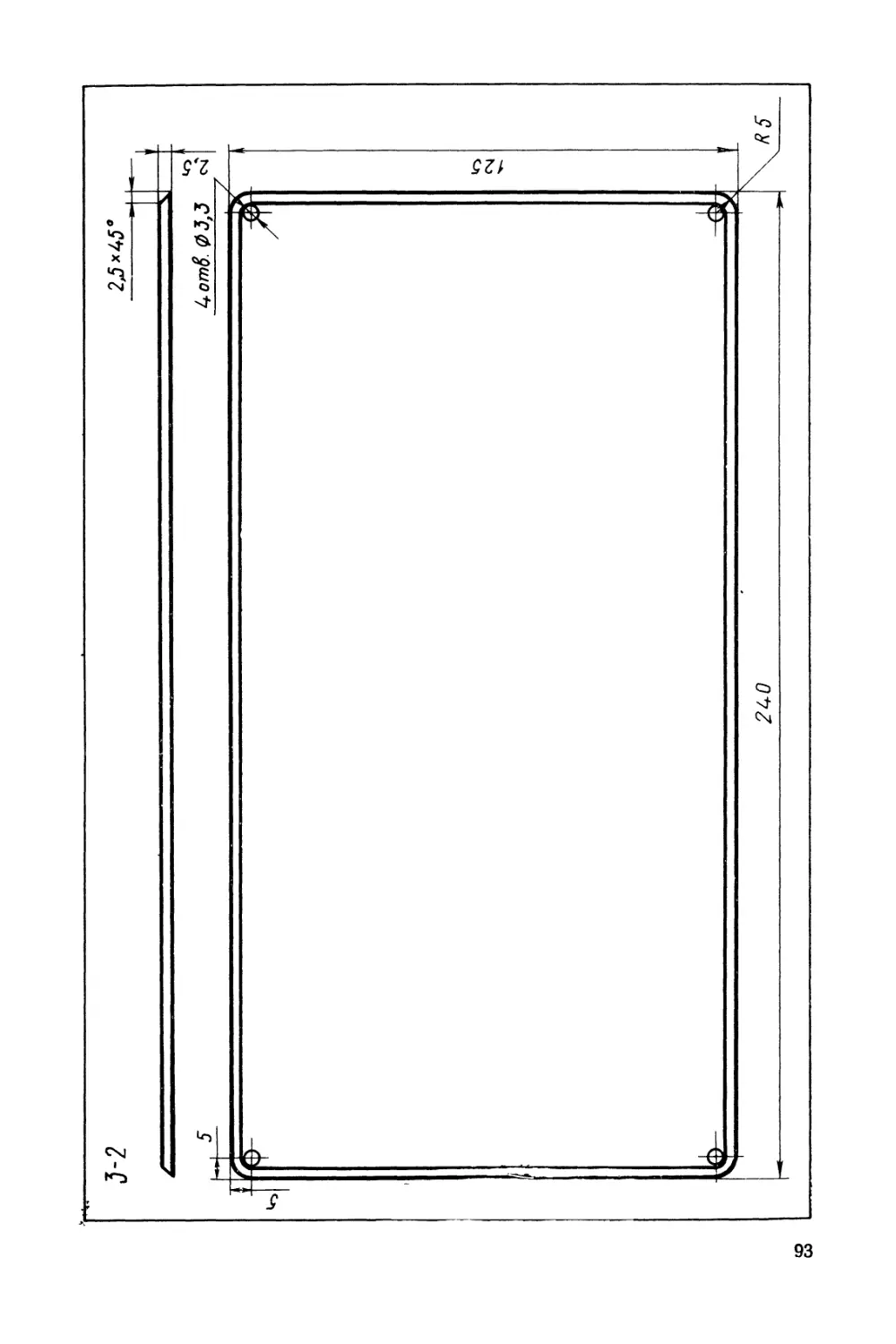
Подставка для сверл, разверток и метчиков (черт. 3, см.
стр. 92) предохраняет их режущие кромки от забивания и за-
тупления, а также необходима для быстрого отыскания ин-
струмента нужного размера. Ее можно изготовить из древе-
сины, а к верхней поверхности прикрепить винтами дюралю-
миниевую пластину. После этого на дюралюминиевой пластине
разметить и просверлить 125 отверстий согласно табл. 1 (см.
стр. 34).
Число и размеры отверстий обеспечивают хранение наибо-
лее ходовых сверл, метчиков и разверток в необходимом для
шкальной мастерской количестве. Все отверстия рекомендует-
ся замаркировать для быстрого нахождения нужного инстру-
мента.
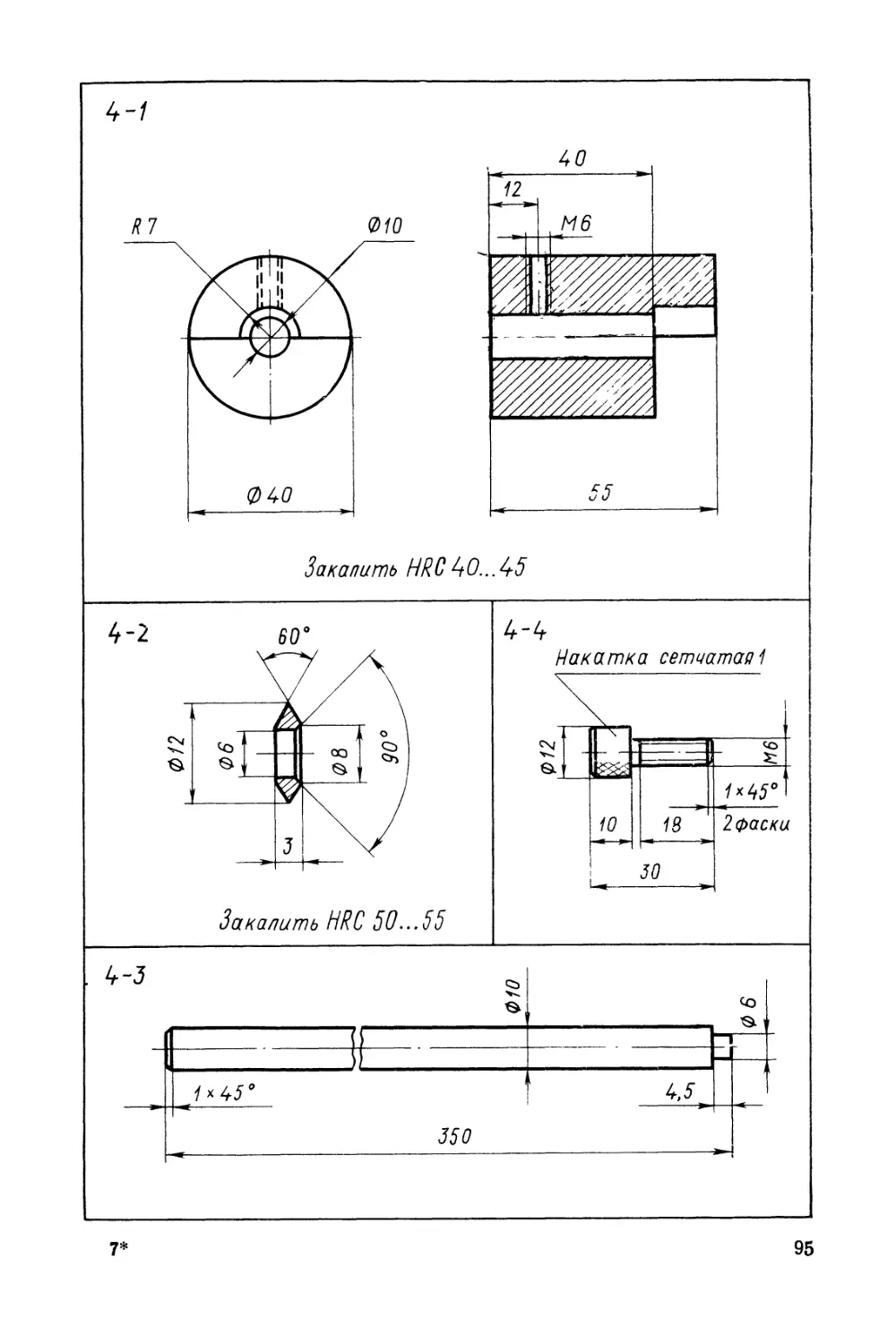
Приспособление для разметки листового металла (черт. 4,
см. стр. 94) служит для разметки листового металла на полосы.
Оно ускоряет и упрощает разметку, обеспечивает одинаковые
размеры заготовок.
В корпусе/ перемещается стержень3, закрепляемый в нуж-
ном положении винтом 4, На одном конце стержня неподвижно
закрепляют резец 2, изготовляемый из углеродистой инструмен-
тальной стали с последующей закалкой.
Перед началом работы с приспособлением ослабляют винт 4,
устанавливают ширину размечаемой заготовки, пользуясь ме-
таллической линейкой, как показано на чертеже. Стержень,
установленный на заданный размер, закрепляют винтОхМ 4,
После этого, прижимая корпус к кромке размечаемого листа, а
резец к материалу, проводят приспособлением по листу и на нем
остается риска. Чтобы получить следующую риску, повторяют
те же действия. За базу всегда принимают одну и ту же кромку
размечаемого листа.
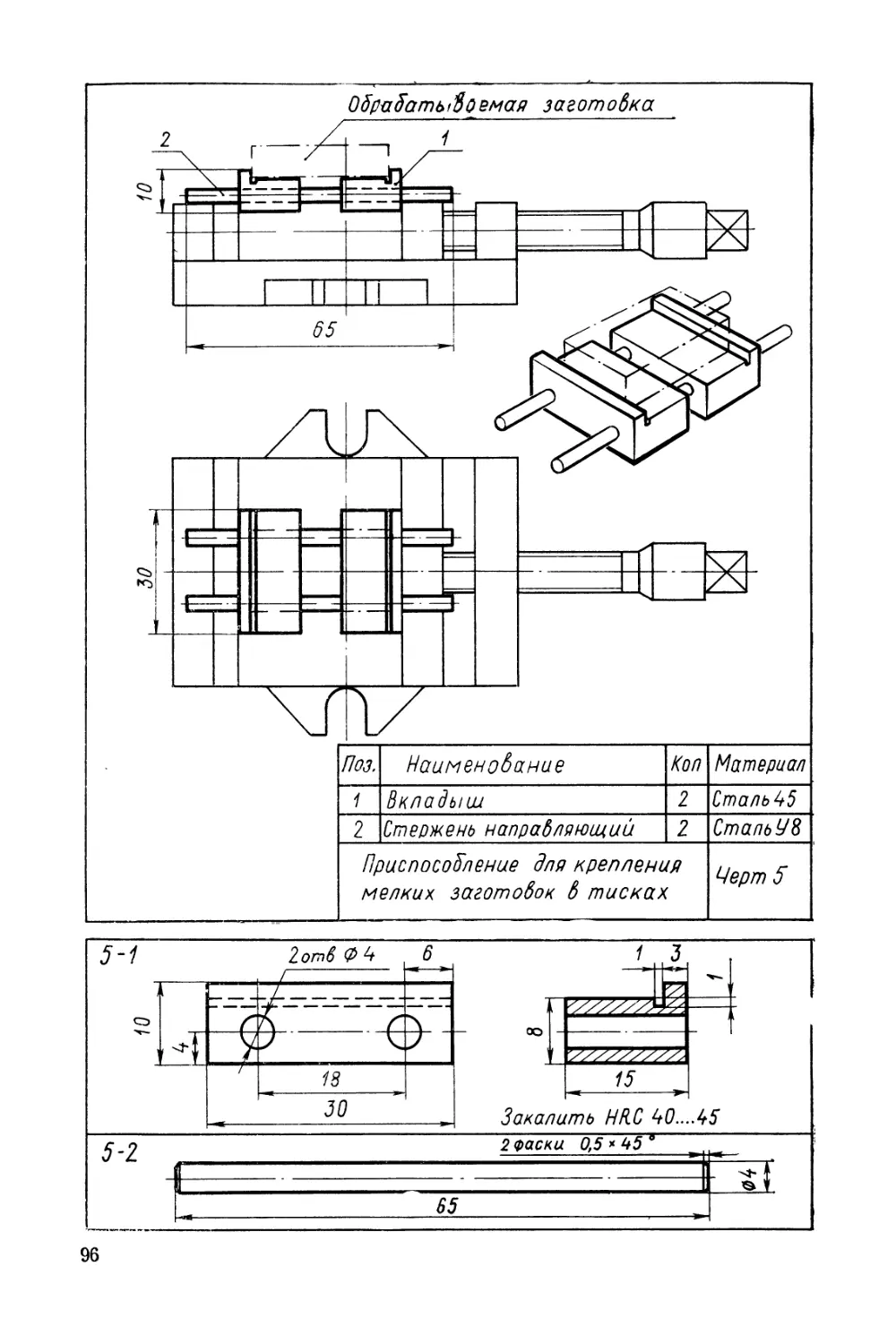
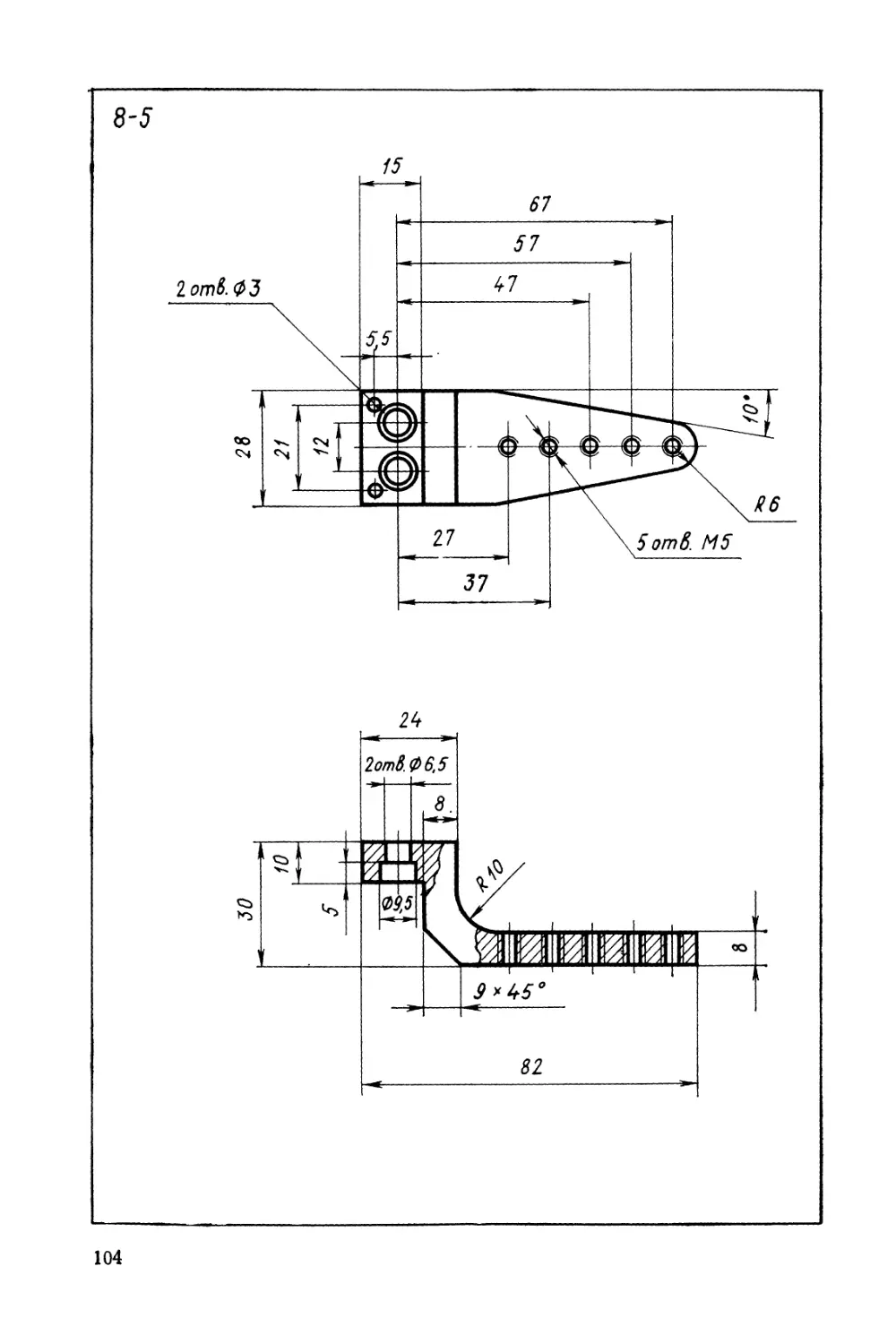
Приспособление для крепления мелких заготовок в тисках
(черт. 5, см. стр. 96) можно использовать для слесарных работ
или при обработке на фрезерных станках.
Приспособление состоит из двух вкладышей / и двух напра-
вляющих стержней 2, которые поддерживают приспособление на
губках тисков.
Форма и размеры вкладышей и направляющих стержней за-
висят от размеров и формы обрабатываемых заготовок. Заготовку
устанавливают во вкладыши и, придерживая их в соединенном
состоянии, зажимают в губках машинных или слесарных тисков.
Это приспособление позволяет обрабатывать мелкие детали
в больших тисках.
Направляющие стержни 2 можно сделать из углеродистой
стальной калиброванной проволоки. Отверстия в обоих вкла-
дышах целесообразно обрабатывать совместно.
3 Заказ 1759
33
Таблица 1
Номера и размеры отверстий (в мм)
Отверстия Отверстия Отверстия Отверстия Отверстия Отверстия Отверстия Отверстия
№ d L № d L № d L № d L № 1 d 1 L № 1 d 1 L № 1 d 1 L № 1 d 1 L
1 1,4 20 17 3,0 20 32 4,5 25 48 6,1 30 64 7,7 30 80 9,3 30 96 6,4 30 111 3,4 25
2 1,5 20 18 3,1 20 33 4,6 25 49 6,2 30 65 7,8 30 81 9,4 30 97 7,4 30 112 4,4 25
3 1,6 20 19 3,2 20 34 4,7 25 50 6,3 30 66 7,9 30 82 9,5 30 98 8,4 30 113 5,4 30
4 1,7 2(Г 20 3,3 20 35 4,8 25 51 6,4 30 67 8,0 30 83 9,6 30 99 9,4 30 114 6,4 30
5 1,8 20 21 3,4 20 36 4,9 25 52 6,5 30 68 8,1 30 84 9,7 30 100 10,4 30 115 8,4 30
6 1,9 20 22 3,5 25 37 5,0 25 53 6,6 30 69 8,2 30 85 9,8 30 101 2,4 25 116 10,4 30
7 2,0 20 23 3,6 25 38 5,1 25 54 6,7 30 70 8,3 30 86 9,9 30 102 3,4 25 117 10,4 30
8 2,1 20 24 3,7 25 39 5,2 25 55 6,8 30 71 8,4 30 87 10,0 30 103 4,4 25 118 2,4 25
9 2,2 20 25 3,8 25 40 5,3 25 56 6,9 30 72 8,5 30 88 10,1 30 104 5,4 30 119 3,4 25
10 2,3 20 26 3,9 25 41 5,4 25 57 7,0 30 73 8,6 30 89 10,2 30 105 6,4 30 120 4,4 25
И 2,4 20 27 4,0 25 42 5,5 30 58 7,1 30 74 8,7 30 90 10,3 30 106 7,4 30 121 5,4 30
12 2,5 20 28 4,1 25 43 5,6 30 59 7,2 30 75 8,8 30 91 10,4 30 107 8,4 30 122 6,4 30
13 2,6 20 29 4,2 25 44 5,7 30 60 7,3 30 76 8,9 30 92 2,4 25 108 9,4 30 123 8,4 30
14 2,7 20 30 4,3 25 45 5,8 30 61 7,4 30 77 9,0 30 93 3,4 25 109 10,4 30 124 10,4 30
15 2,8 20 31 4Г4 25 46 5,9 30 62 7,5 30 78 9,1 30 94 4,4 25 ПО 2,4 25 125 10,4 30
16 2,9 20 47 6,0 30 63 7,6 30 79 9,2 30 95 5,4 30
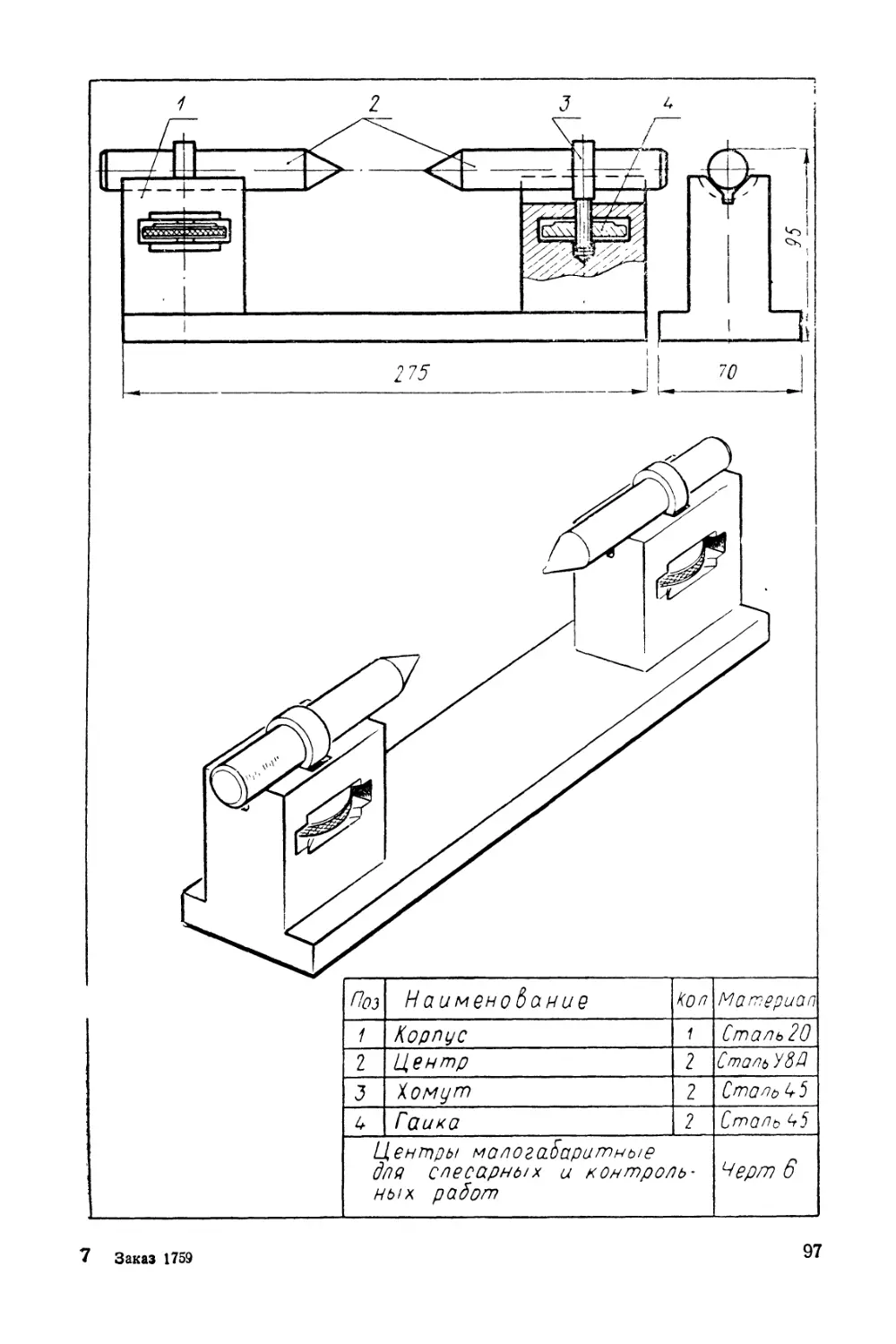
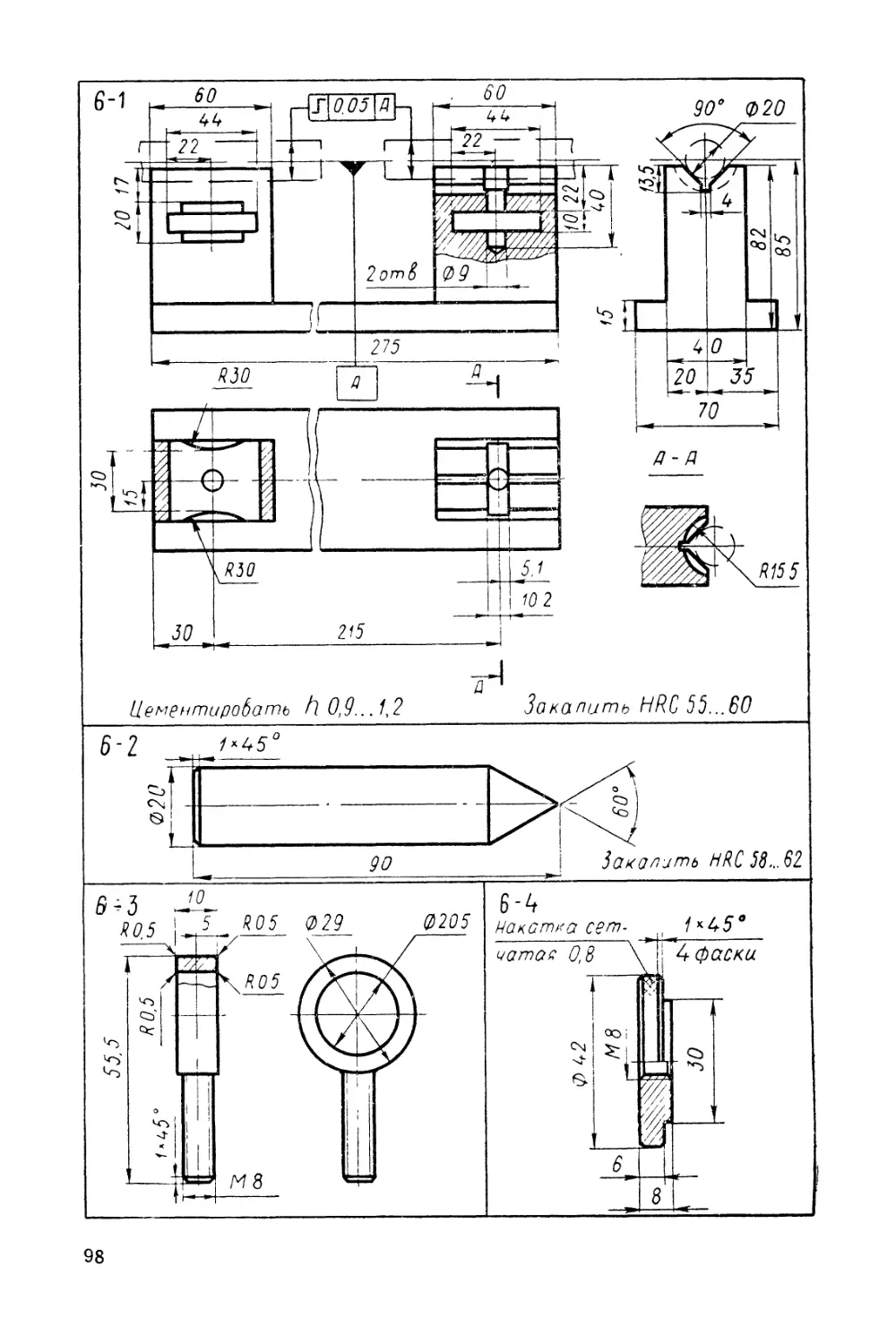
Центры малогабаритные для слесарных и контрольных работ
(черт. 6, см. стр. 97) можно использовать при разметке и про-
верке на биение цилиндрических заготовок и деталей, а так-
же для зажатия двух и более склеиваемых заготовок.
Корпус 1 приспособления изготовляют цельным, сварным или
сборным из трех деталей — основания и двух призм.
На левой и правой призматических частях корпуса 1 хому-
тами 3 и гайками 4 крепят два центра 2.
Соосность 0,05 мм можно выдержать одновременной обра-
боткой призматических поверхностей корпуса 1 за одну уста-
новку.
Чтобы установить обрабатываемые заготовки или проверя-
емые детали в приспособлении, необходимо освободить центры
2, вращая гайки 4 против движения часовой стрелки. Затем,
установив обрабатываемую заготовку, закрепляют оба центра,
вращая гайки по движению часовой стрелки.
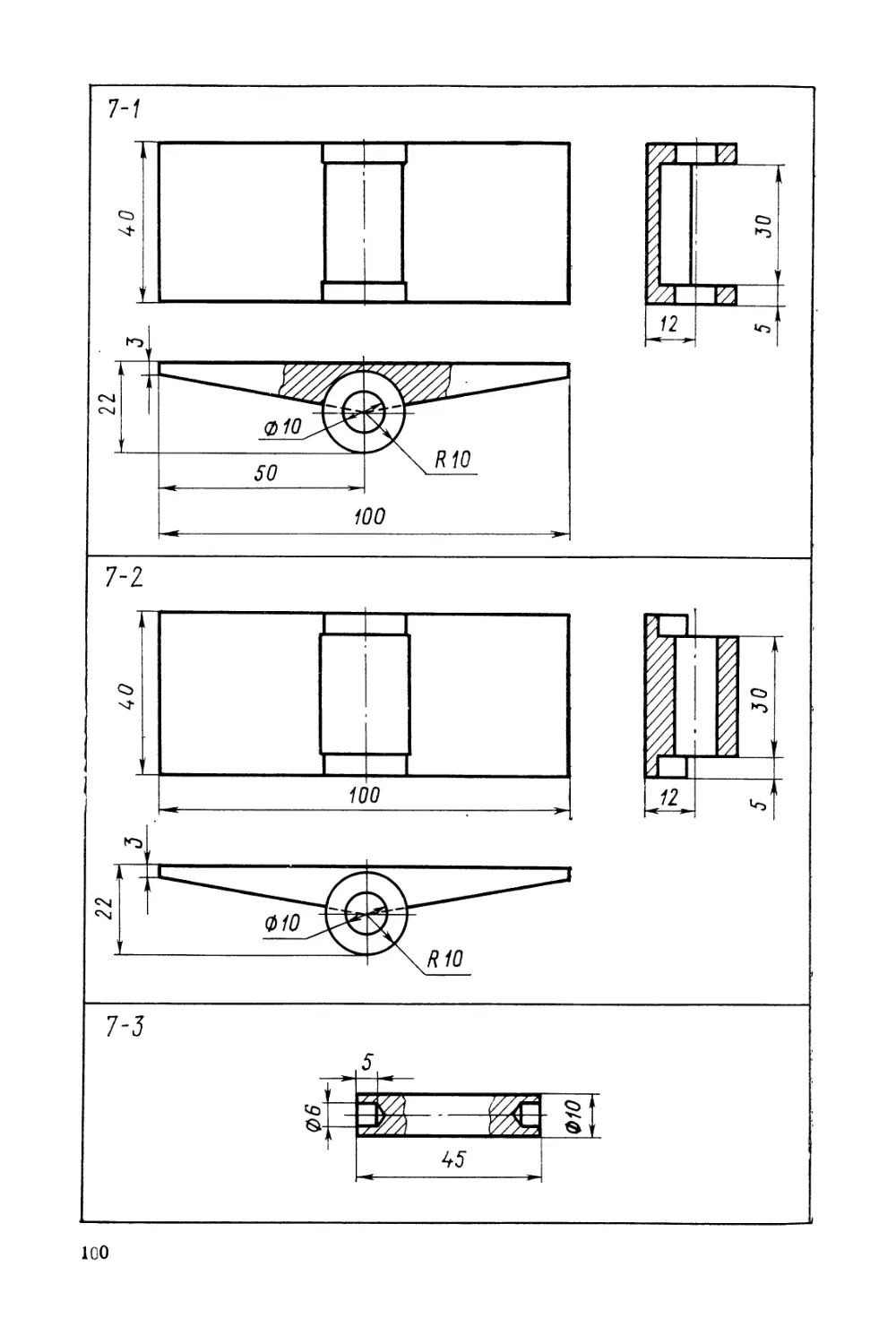
Приспособление для крепления в тисках заготовок со ско-
шенными поверхностями (черт. 7, см. стр. 99) служит для уста-
новки и крепления в тисках деталей неправильной формы при
слесарной и фрезерной обработке. Оно состоит из двух сталь-
ных створок 1 и 2, соединенных шарнирно осью 3. На рабочих
поверхностях створки имеют насечку.
Форма и размеры створок приспособления позволяют закреп-
лять и прочно удерживать обрабатываемые заготовки с углом
скоса до 25°.
Заготовку, придерживая рукой, крепят вместе со створками
в тисках.
При обработке большой партии заготовок одну из створок
приспособления целесообразно прикрепить к тискам двумя вин-
тами, предварительно сняв одну губку тисков. В этом случае
следует просверлить отверстия в створке под крепежные винты.
В зависимости от размеров обрабатываемых заготовок габа-
рит приспособления можно изменить.
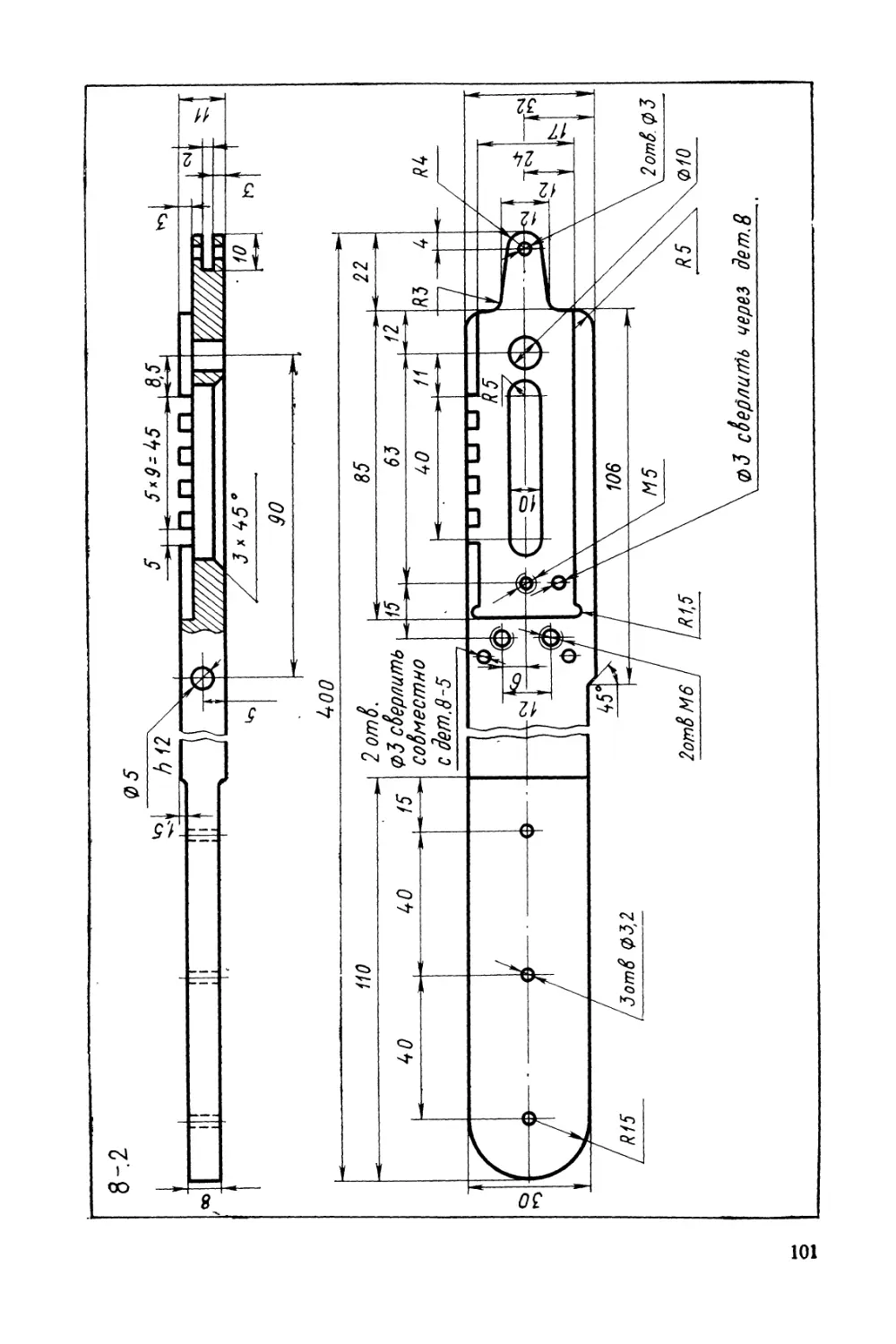
Приспособление для разрезания проволоки (черт. 8, см.
стр. 103) значительно облегчает школьникам младших клас-
сов работу с проволокой. Оно позволяет нарезать заготовки из
проволоки диаметром 0,5; 1,0; 1,5; 2,0; 2,5 мм практически лю-
бой длины.
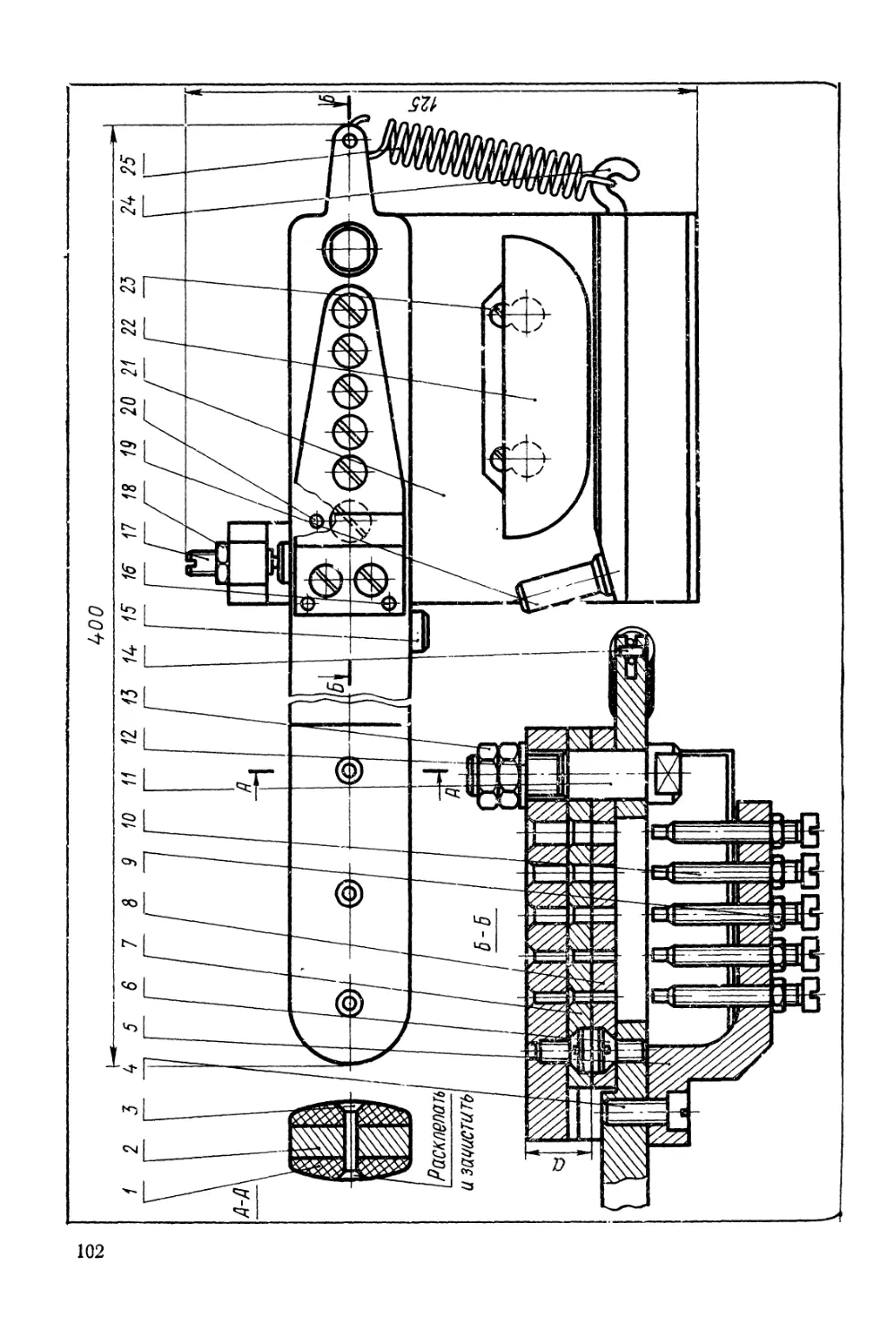
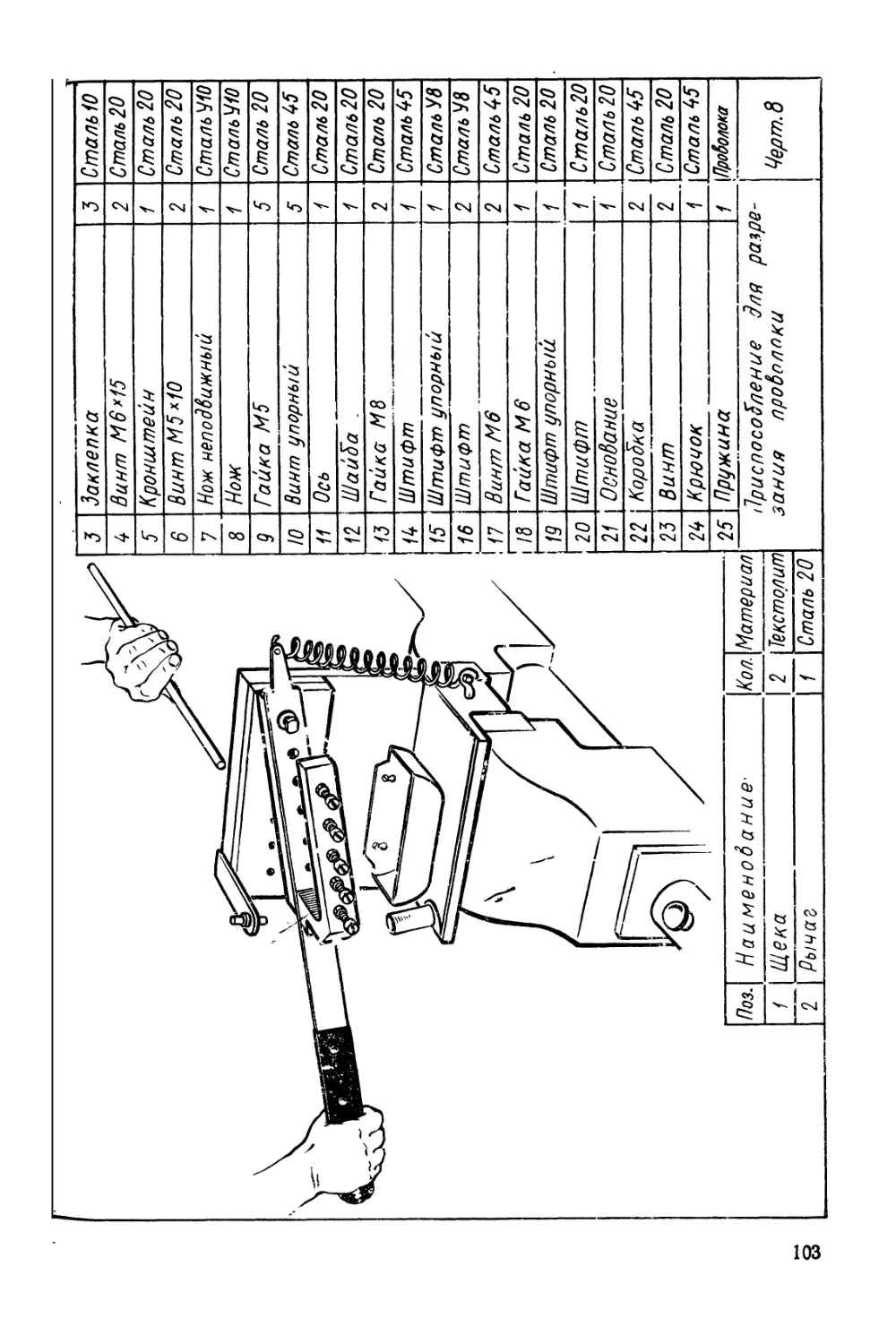
На основании 21 приспособления смонтированы все его де-
тали: рычаг 2, установленный на оси 11, неподвижный нож 7,
съемная коробка 22 для сборки мелких нарезаемых заготовок,
упорный штифт 19, ограничивающий холостой ход рычага 2,
крючок 24 для крепления пружины 25. С одной стороны рыча-
га 2 укреплен нож 8, а с другой — кронштейн 5 с винтами 10,
которые служат упорами при нарезании заготовок из прово-
локи. Их можно регулировать в пределах 0—40 мм.
Если необходимо, можно изготовить другой кронштейн (вза-
мен кронштейна 5), позволяющий нарезать проволоку в боль-
3*
35
ших пределах, или совсем его удалить и нарезать заготовки по
разметке, без упора.
Один конец рычага 2 штифтом 14 прикреплен к пружине 25,
которая возвращает рычаг в рабочее положение до упора —
винта 17.
Другой конец рычага 2 для удобства работы облицован с
двух сторон текстолитовыми щеками 1, которые тщательно за-
чищают и полируют наждачной шкуркой.
На чертежах даны технологические указания, которыми не-
обходимо руководствоваться при изготовлении деталей. На кре-’
пежные детали чертежи не даны, их можно поручить выполнить
учащимся.
Работать с приспособлением могут даже учащиеся младших
классов. Приспособление крепят за специальный выступ осно-
вания 21 в слесарных тисках. Настраивают соответствующий
(в зависимости от диаметра разрезаемой проволоки) упор-
ный винт 10 на требуемую длину заготовки. Разрезаемую про-
волоку подают через отверстие основания 21 до упорного
винта 10.
При разрезании проволоки без упора необходимо к требуе-
мой длине заготовки прибавлять величину а (толщину непод-
вижного ножа 7 плюс глубину направляющего отверстия в осно-
вании 2/), равную 16 мм.
Подав на необходимую длину проволоку, ее отрезают, нажав
рукоятку рычага 2 вниз до упора 19. При работе с приспособле-
нием моток проволоки держат в левой руке, а рукоятку рычага
2 в правой.
Приспособление для вырезания дисков и колец из оргстекла
(черт. 9, см. стр. 113). Вырезать диски и кольца из листового
оргстекла, полистирола, текстолита и других материалов на
станках сложно.
Предлагаемое приспособление с ручным приводом обеспечи-
вает качественное выполнение указанных операций в школьных
мастерских.
Приспособление состоит из подставки 1, на стойках 6 которой
установлен кронштейн 7 с устройством для вращения и опуска-
ния на необходимую величину резца 18.
Устройство состоит из оси 22, на одном конце которой за-
креплен рычаг 14, .на другом — кронштейн 11. В этот кронштейн
вставлена штанга 9 с закрепленным на ее конце резцом 18, ко-
торую можно устанавливать на заданный размер и фиксировать
винтом 10.
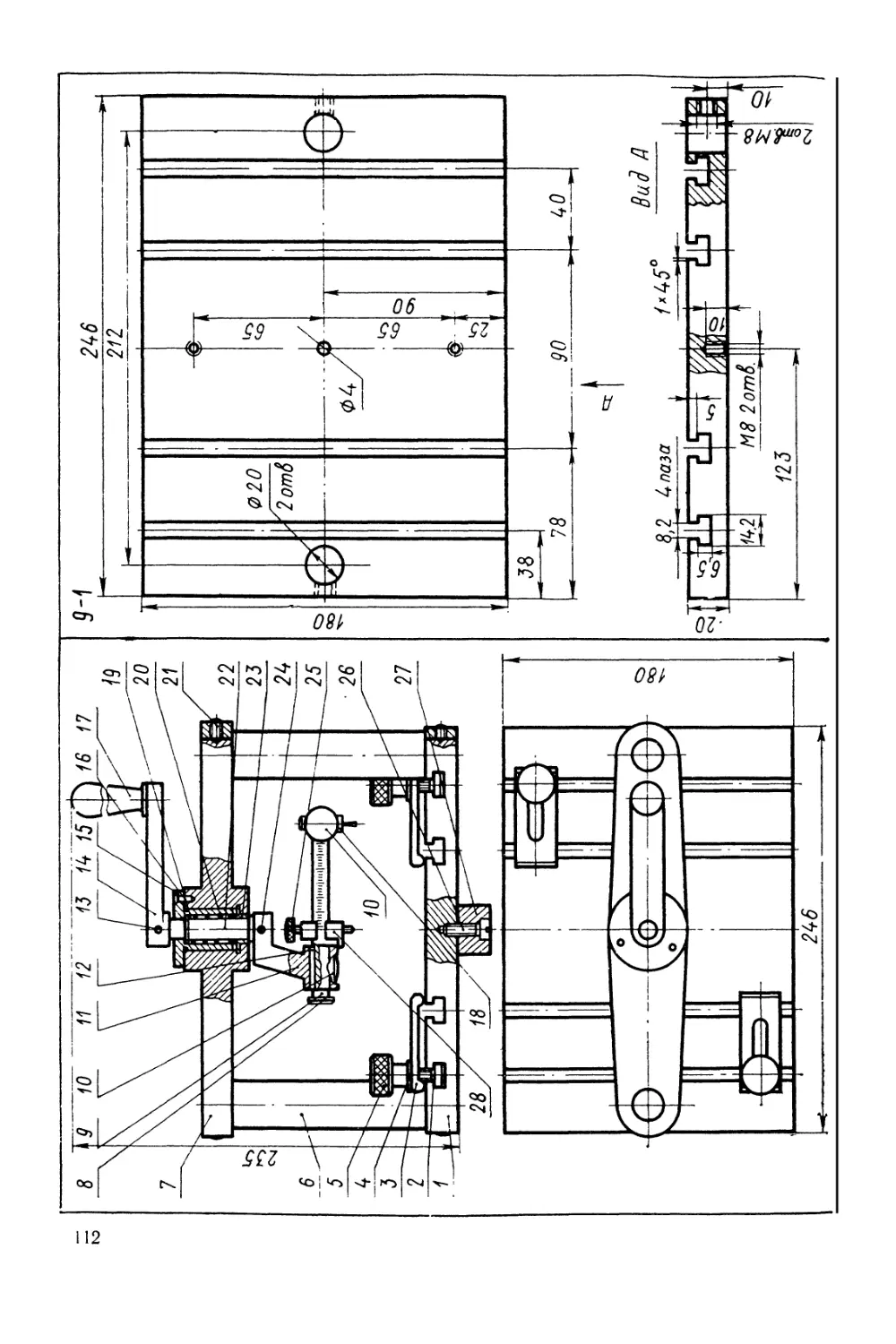
Для установки по центру обрабатываемой заготовки на штан-
ге 9 предусмотрен фиксатор 28, который можно отводить в поло-
жение, не мешающее при других видах работ.
Поднимает резец в исходное положение пружина 20.
При работе приспособление крепят в тисках, используя план-
ку 27, а затем настраивают на требуемый размер.
36
Если необходимо вырезать кольцо, заготовку устанавлива-
ют на подставку, фиксируют по отверстию, заранее просвер-
ленному в ней, и зажимают прихватами 3. Вращая устройство
ручкой /7, создают вертикальную силу, за счет которой и выре-
зается деталь. Это делают за два перехода: сначала заготовку
прорезают на половину толщины с одной стороны, затем пере-
ворачивают и прорезают окончательно с другой стороны.
При вырезании дисков фиксатор 28 снимают.
Приспособление позволяет обрабатывать детали из материа-
ла толщиной до 8 мм, максимальный габарит заготовки
190X180 мм (или диаметром не более 150 мм).
При сборке приспособления необходимо обеспечить касание
кромки резца по всей поверхности подставки при вращении на
360°. Трущиеся поверхности должны быть смазаны машинным
маслом.
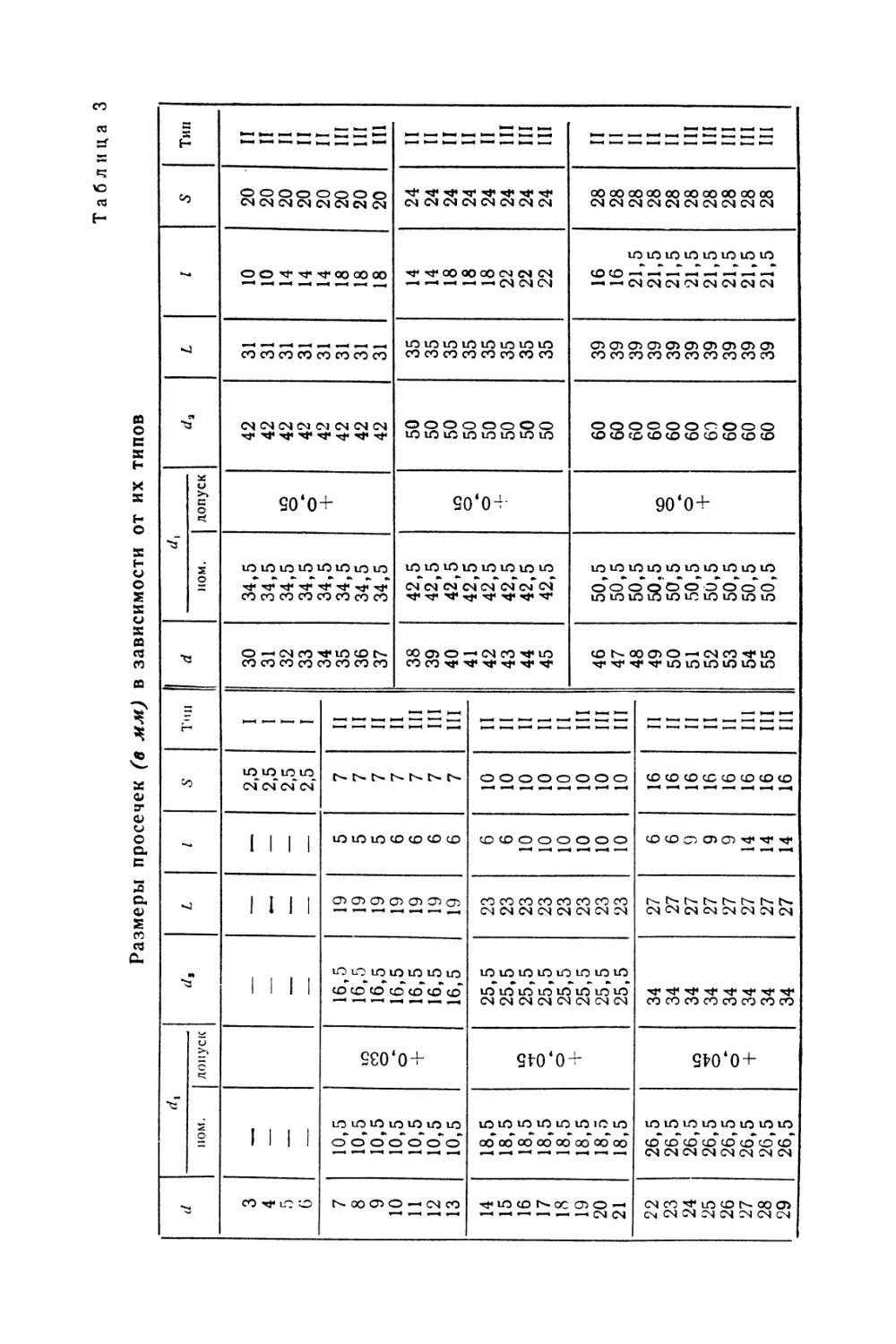
Набор просечек для вырубания шайб и дисков (черт. 10,
см. стр. 117). В процессе изготовления различных изделий (на-
пример, макетов механизмов, моделей) на уроках труда и в
кружках технического творчества постоянно требуются шайбы,
прокладки и диски из картона, прессшпана и других материалов,
которые трудно изготовить на токарном станке.
Предлагаемый набор просечек позволяет решить эту проб-
лему в школьных мастерских.
Просечка состоит из непосредственно пресечки 1, державки 2
и хвостовика 3. Хвостовик и державка являются постоянными
деталями при сборке различных просечек. Державку и просечку
крепят между собой специальным замком.
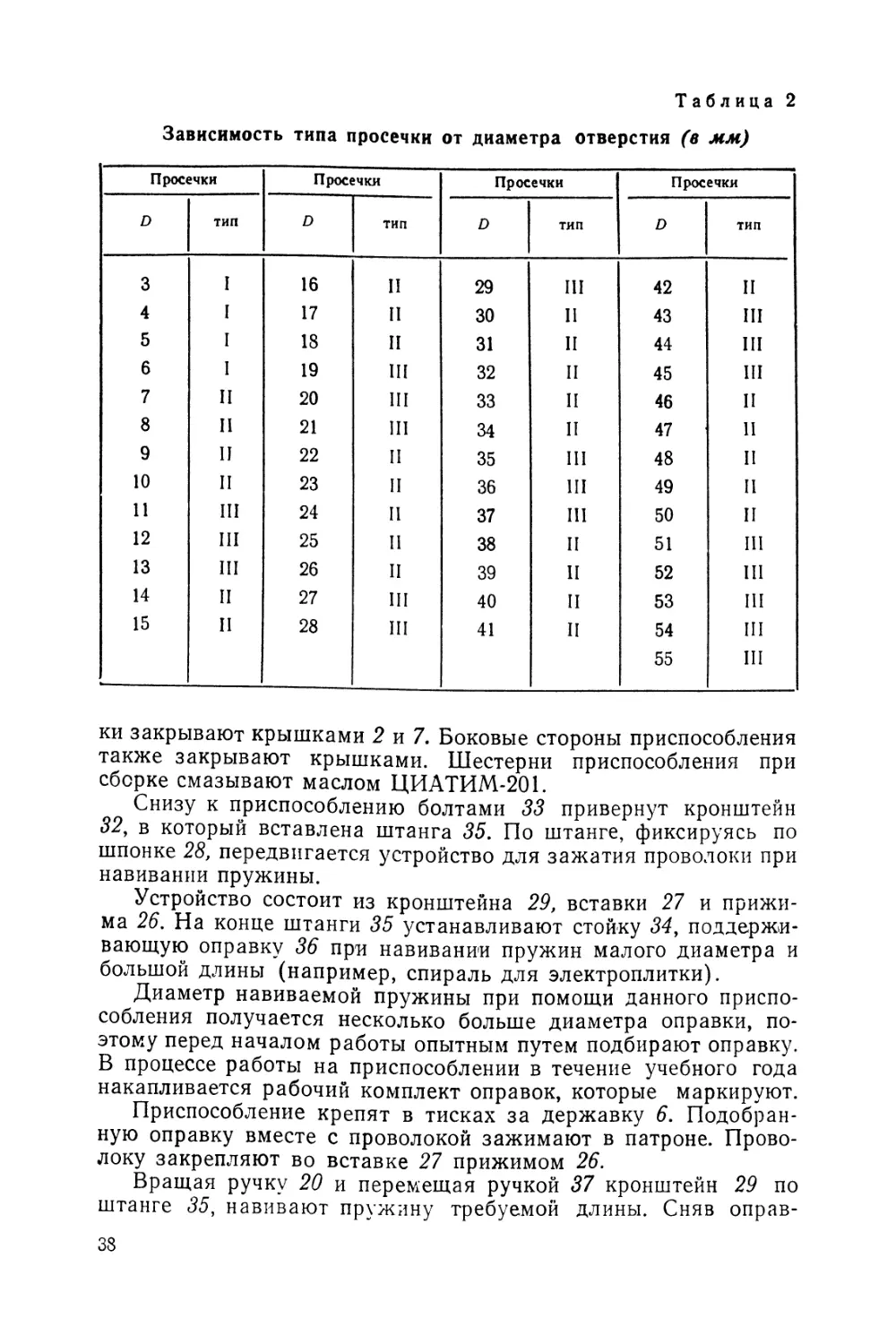
По конструкции различают просечки трех типов.
Просечками типа I вырубают отверстия диаметром 3—6 мм,
а II и III—-7—55 мм. Для вырубания шайбы нужного размера,
кольца или пробивания отверстия подбирают тип просечки со-
гласно табл. 2 (см. стр. 38). Исполнительные размеры просечек
всех типов указаны в табл. 3 (см. стр. 39).
Хвостовик и державку изготовляют из стали 45, а просечки
из стали У8А или другой марки углеродистой инструментальной
стали. Все детали должны быть закалены, причем у хвостовика
закаливают только боек на длину ~15 мм.
Данное приспособление могут изготовить учащиеся девятых
и десятых классов с помощью учителя труда.
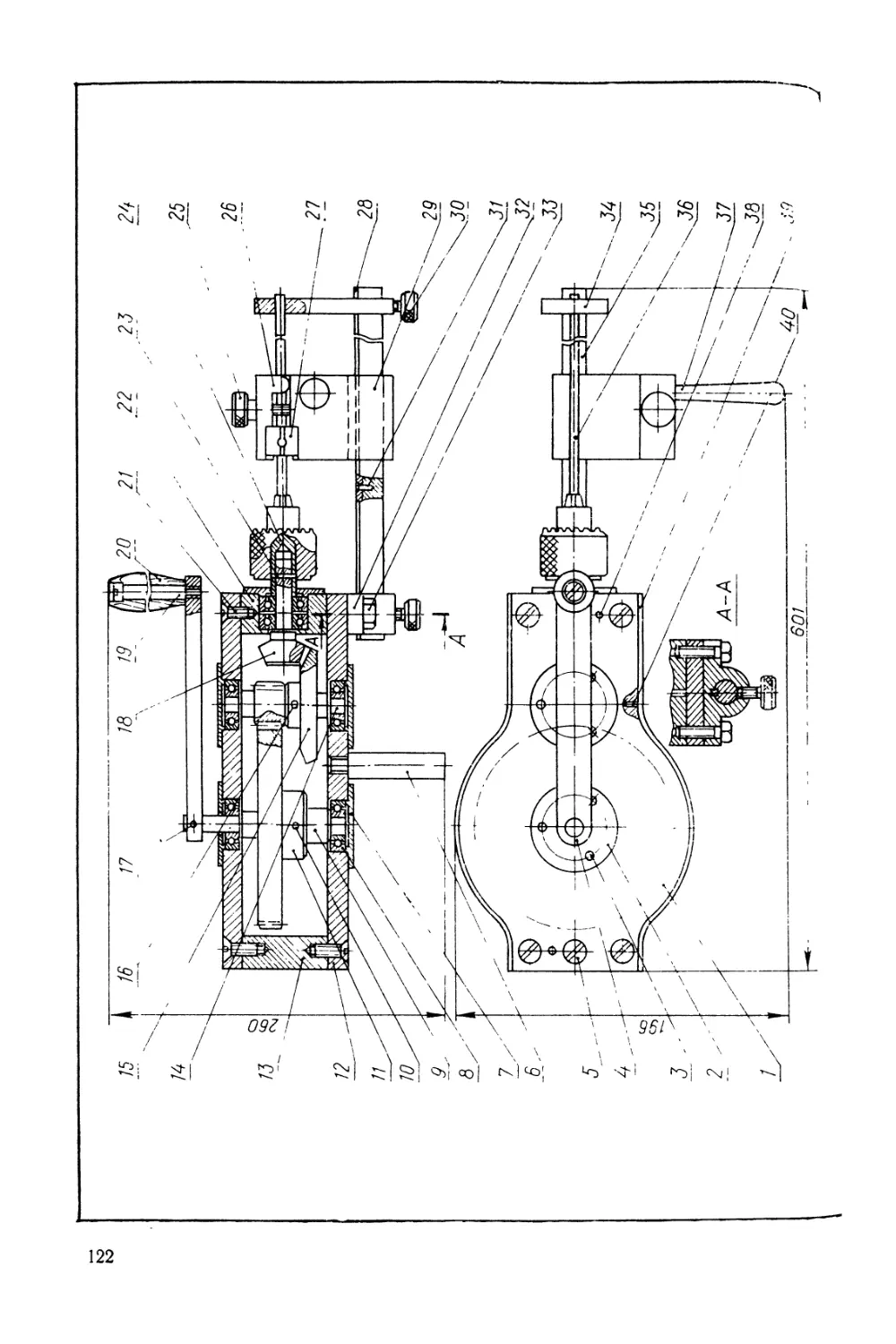
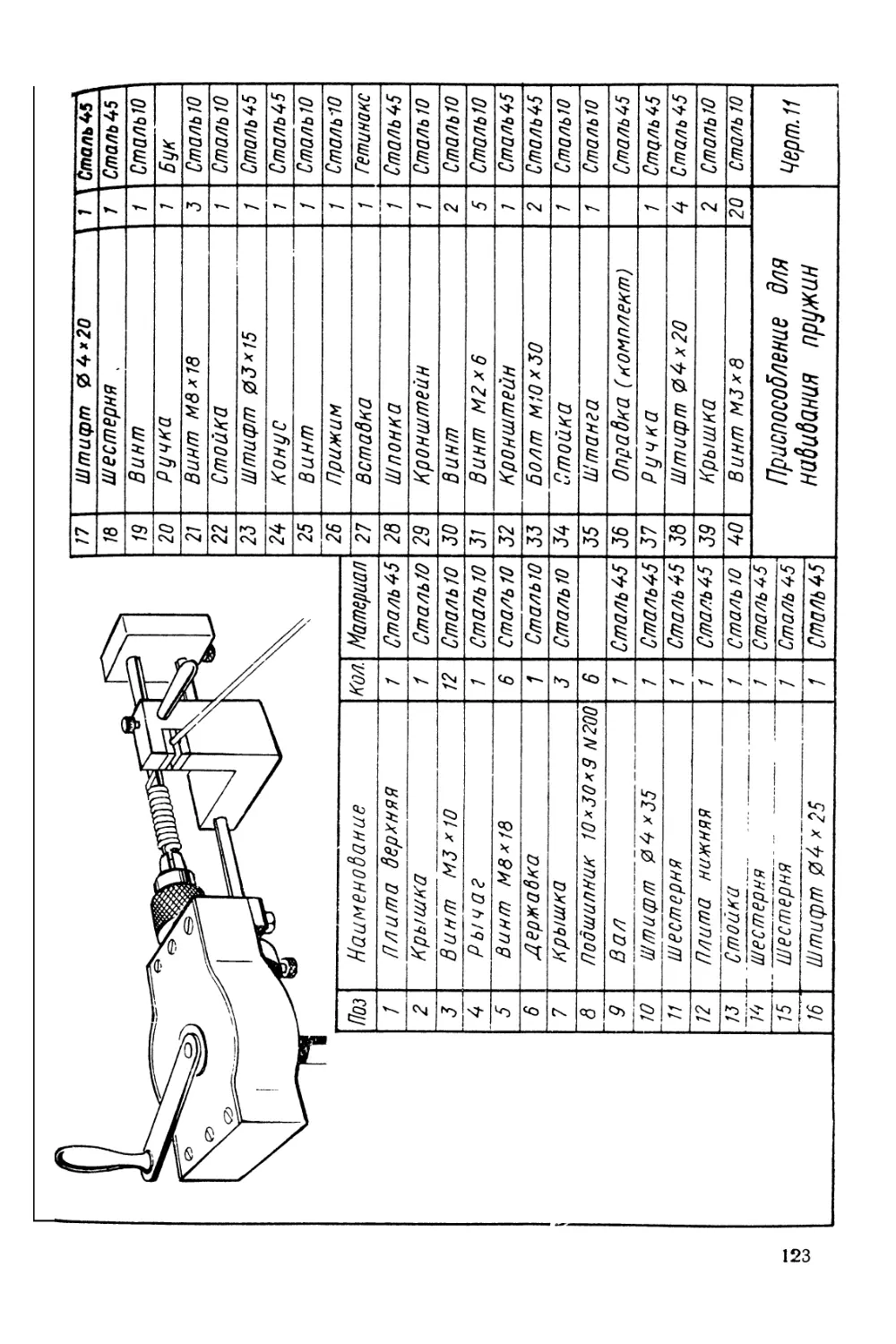
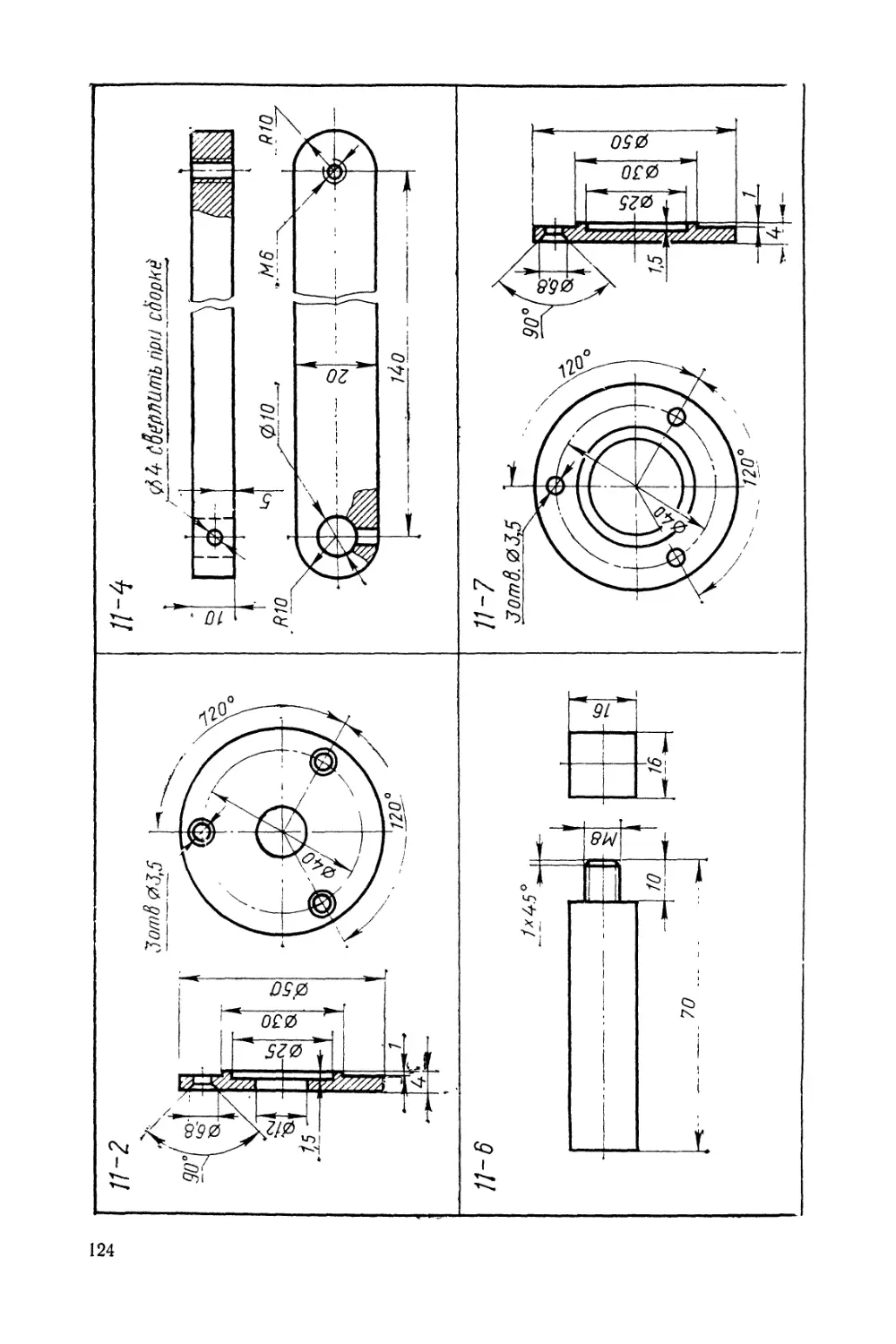
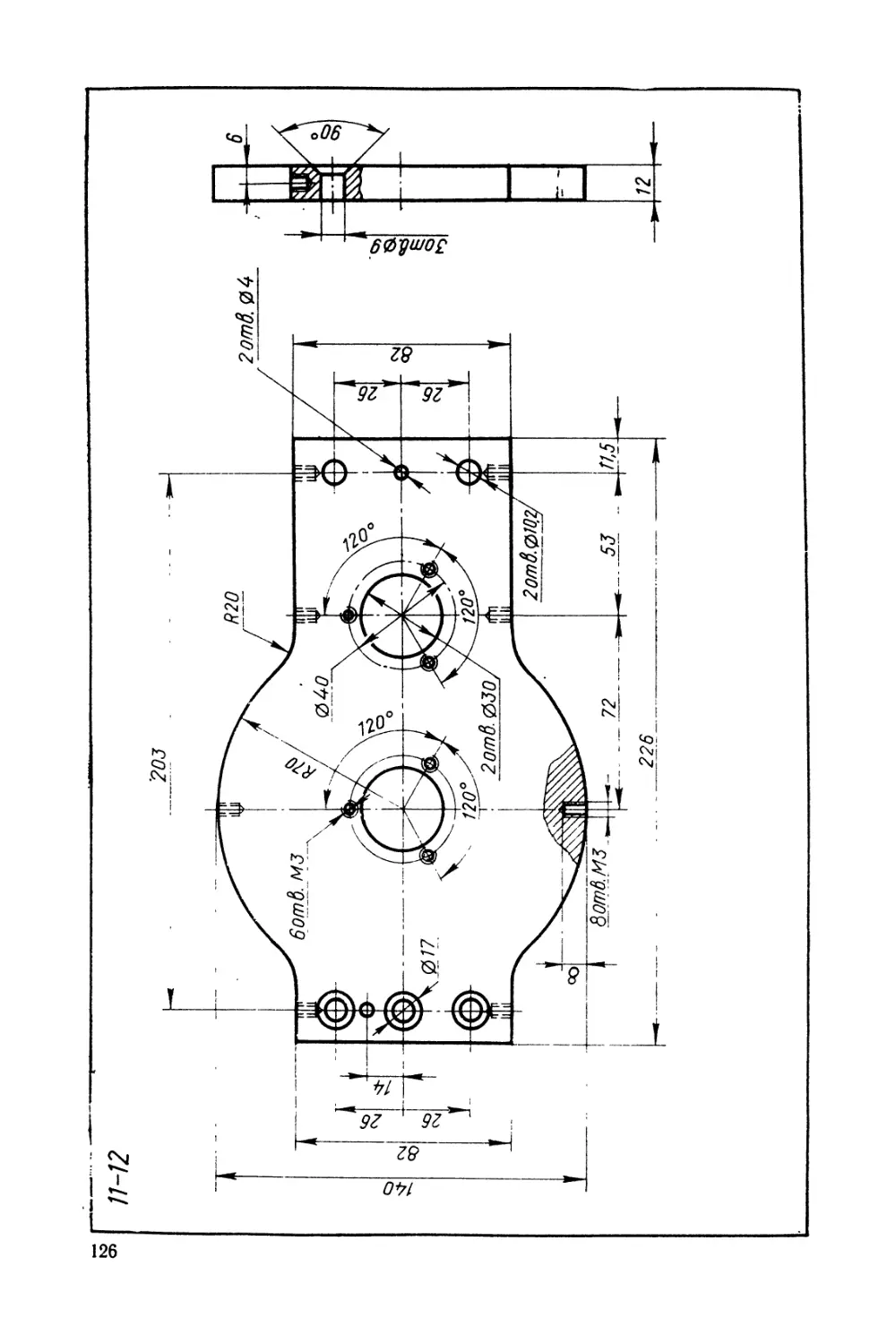
Приспособление для навивания пружин (черт. 11. см. стр.
123) можно использовать для механизации работ в школьных
мастерских. Данное приспособление позволяет навивать пружи-
ны из проволоки диаметром до 1,5 мм.
Приспособление состоит из двух плит 1 и 12, прикрепленных
винтами 21 к стойкам 13 и 22. Между плитами 1 и 12 и стойками
на подшипниках вмонтируют шестерни 11, 14, 15 и 18. На валу 9
крепят рычаг 4 с ручкой 20. На вал шестерни 18 устанавливают
конус 24, на который надевают сверлильный патрон. Подшипни-
37
Таблица 2
Зависимость типа просечки от диаметра отверстия (в мм)
Просечки Просечки Просечки Просечки
D тип D тип D тип D тип
3 I 16 II 29 III 42 II
4 I 17 II 30 II 43 III
5 I 18 II 31 II 44 III
6 I 19 III 32 II 45 III
7 II 20 III 33 II 46 II
8 11 21 III 34 II 47 II
9 II 22 II 35 III 48 II
10 II 23 II 36 III 49 II
11 III 24 II 37 III 50 II
12 III 25 II 38 II 51 III
13 III 26 II 39 11 52 III
14 II 27 III 40 II 53 III
15 II 28 III 41 II 54 III
55 III
ки закрывают крышками 2 и 7. Боковые стороны приспособления
также закрывают крышками. Шестерни приспособления при
сборке смазывают маслом ЦИАТИМ-201.
Снизу к приспособлению болтами 33 привернут кронштейн
32, в который вставлена штанга 35. По штанге, фиксируясь по
шпонке 28, передвигается устройство для зажатия проволоки при
навивании пружины.
Устройство состоит из кронштейна 29, вставки 27 и прижи-
ма 26. На конце штанги 35 устанавливают стойку 34, поддержи-
вающую оправку 36 при навивании пружин малого диаметра и
большой длины (например, спираль для электроплитки).
Диаметр навиваемой пружины при помощи данного приспо-
собления получается несколько больше диаметра оправки, по-
этому перед началом работы опытным путем подбирают оправку.
В процессе работы на приспособлении в течение учебного года
накапливается рабочий комплект оправок, которые маркируют.
Приспособление крепят в тисках за державку 6. Подобран-
ную оправку вместе с проволокой зажимают в патроне. Прово-
локу закрепляют во вставке 27 прижимом 26.
Вращая ручку 20 и перемещая ручкой 37 кронштейн 29 по
штанге 35, навивают пружину требуемой длины. Сняв оправ-
38
Таблица 3
Размеры просечек (в мм) в зависимости от их типов
d dx f/, L 5 Тип £ 1 5 Тип
пом. допуск НОМ. допуск и а
3 2,5 I 30 34,5 42 31 10 20 II
4 — 2,5 I 31 34,5 42 31 10 20 II
5 2,5 I 32 34,5 ю о 42 31 14 20 II
6 — — — — 2,5 I 33 34,5 34,5 о* 42 А О 31 31 14 1 А 20 20 II II
34 + 14
7 10,5 16,5 19 5 7 II 35 34,5 42 31 18 20 III
8 10,5 Ю 16,5 19 5 7 II 36 34,5 42 31 18 20 III
9 10,5 10,5 СО о 16,5 19 5 7 II 37 34,5 42 31 18 20 III
10 о 16,5 19 6 7 II
11 10,5 + 16,5 19 6 7 III 38 42,5 50 35 14 24 11
12 10,5 16,5 19 6 7 III 39 42,5 50 35 14 24 II
13 10,5 16,5 19 6 7 III 40 42,5 50 35 18 24 II
42,5 г Г\ 35 18 24 11
41 о 50
14 18,5 25,5 23 6 10 II 42 42,5 о 50 35 18 24 II
15 18,5 25,5 23 6 10 II 43 42,5 50 35 22 24 III
16 18,5 ю 25,5 23 10 10 11 44 42,5 50 35 22 24 III
17 18,5 о 25,5 23 10 10 11 45 42,5 50 35 22 24 III
18 18,5 18,5 о 25,5 25,5 23 10 10 ц
19 23 10 10 III 16
20 18,5 25,5 23 10 10 III 46 50,5 60 39 28 II
21 18,5 25,5 23 10 10 III 47 48 50,5 50,5 60 60 39 39 16 21,5 28 28 II II
22 26,5 34 27 6 16 II 49 50.5 СО 60 39 21,5 28 II
23 26,5 34 27 6 16 II 50 50,5 о 60 39 21,5 28 II
24 26,5 iO 34 27 9 16 II 51 50,5 о 60 39 21,5 28 III
25 26,5 о 34 27 9 16 II 52 50,5 69 39 21,5 28 III
26 26,5 о 34 27 9 16 II 53 50,5 60 39 21,5 28 III
27 26,5 + 34 27 14 16 III 54 50,5 60 39 21,5 28 III
28 26,5 34 27 14 16 III 55 50,5 60 39 21,5 28 III
29 26,5 34 27 14 16 III
ку с навитой пружиной с приспособления, растягивают пружину
до получения необходимого шага. Отрезав пружину требуемого
размера и подогнув концы, ее подвергают, если необходимо, тер-
мической обработке.
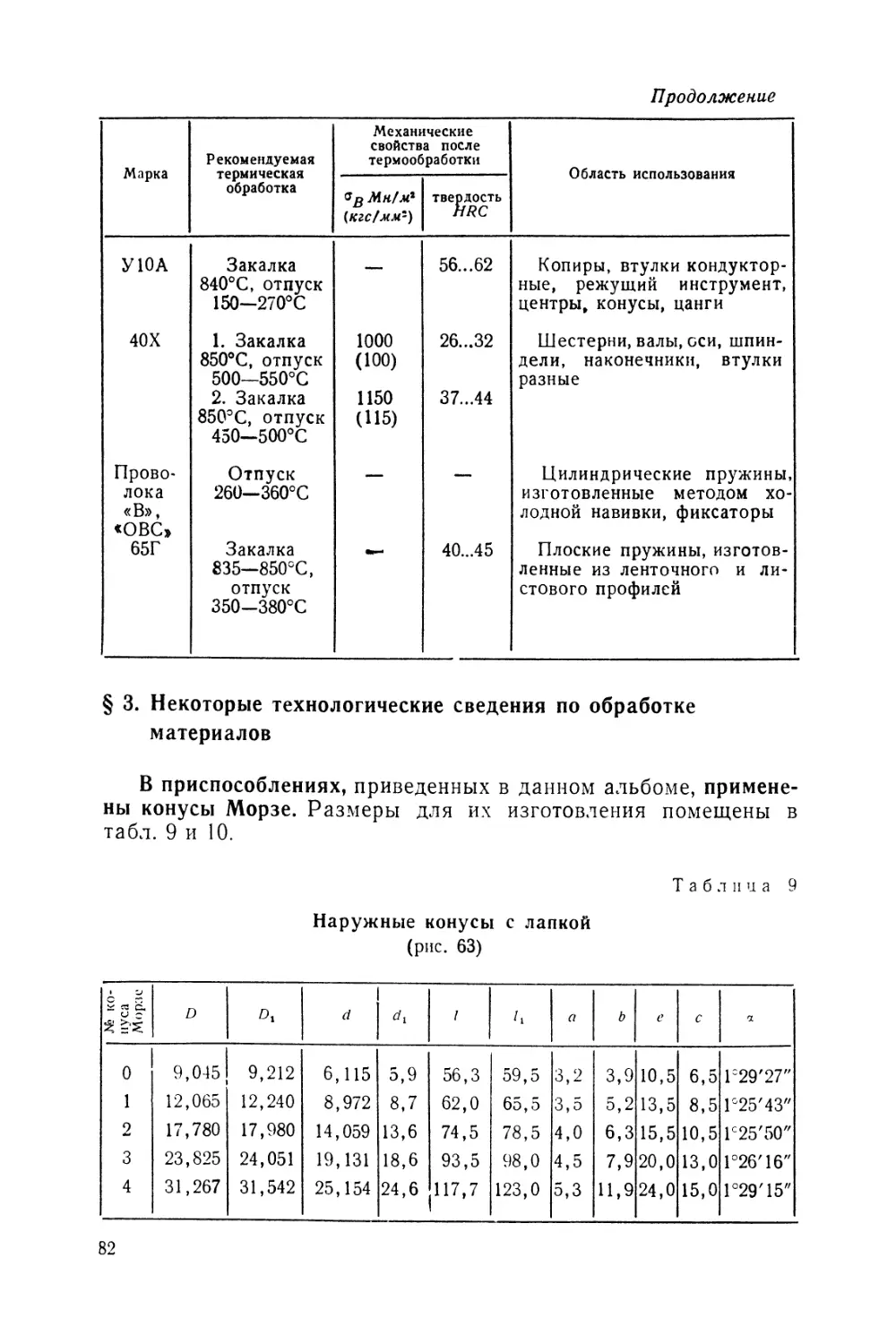
Сведения по термической обработке пружинной стали поме-
щены в § 3 главы VI.
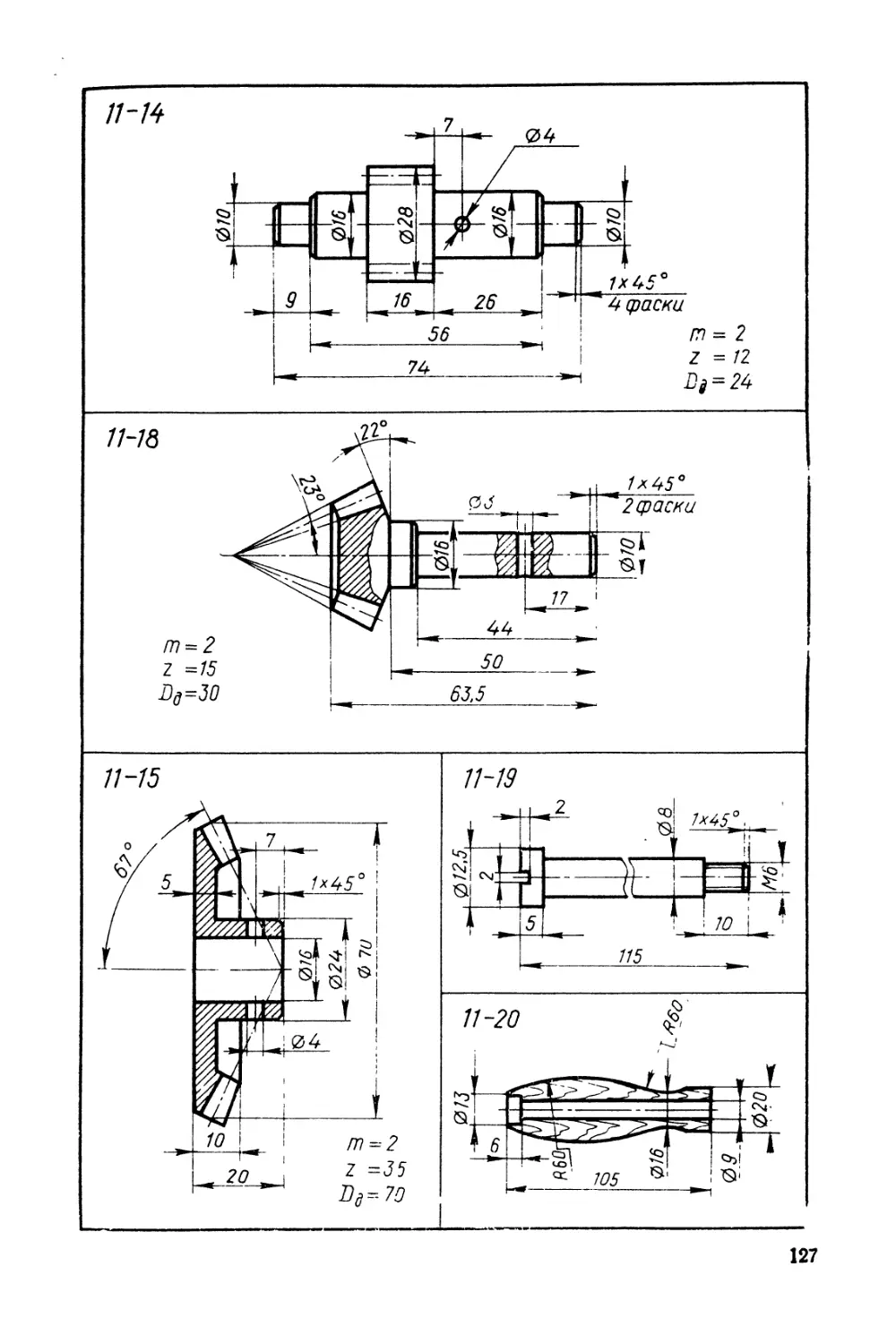
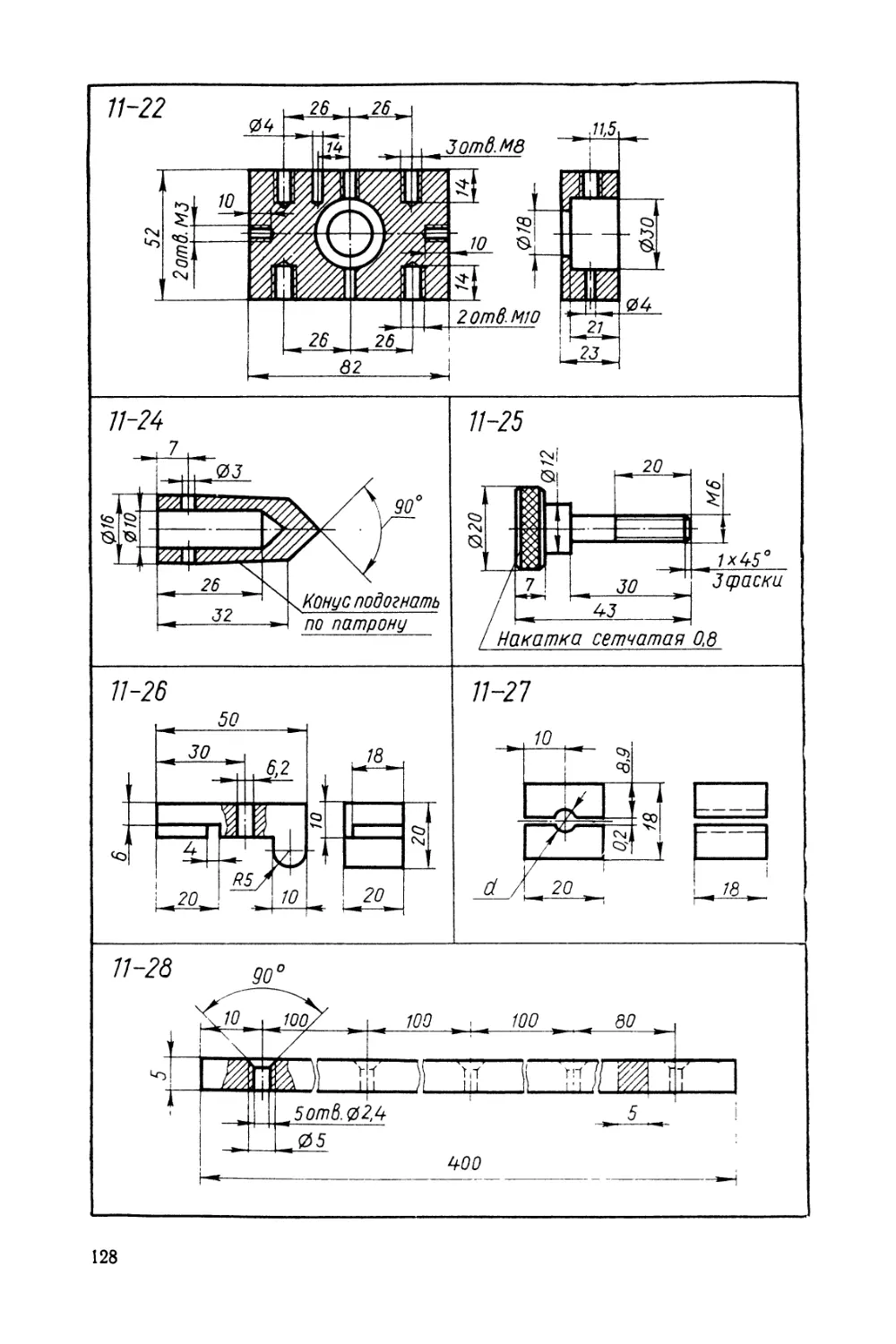
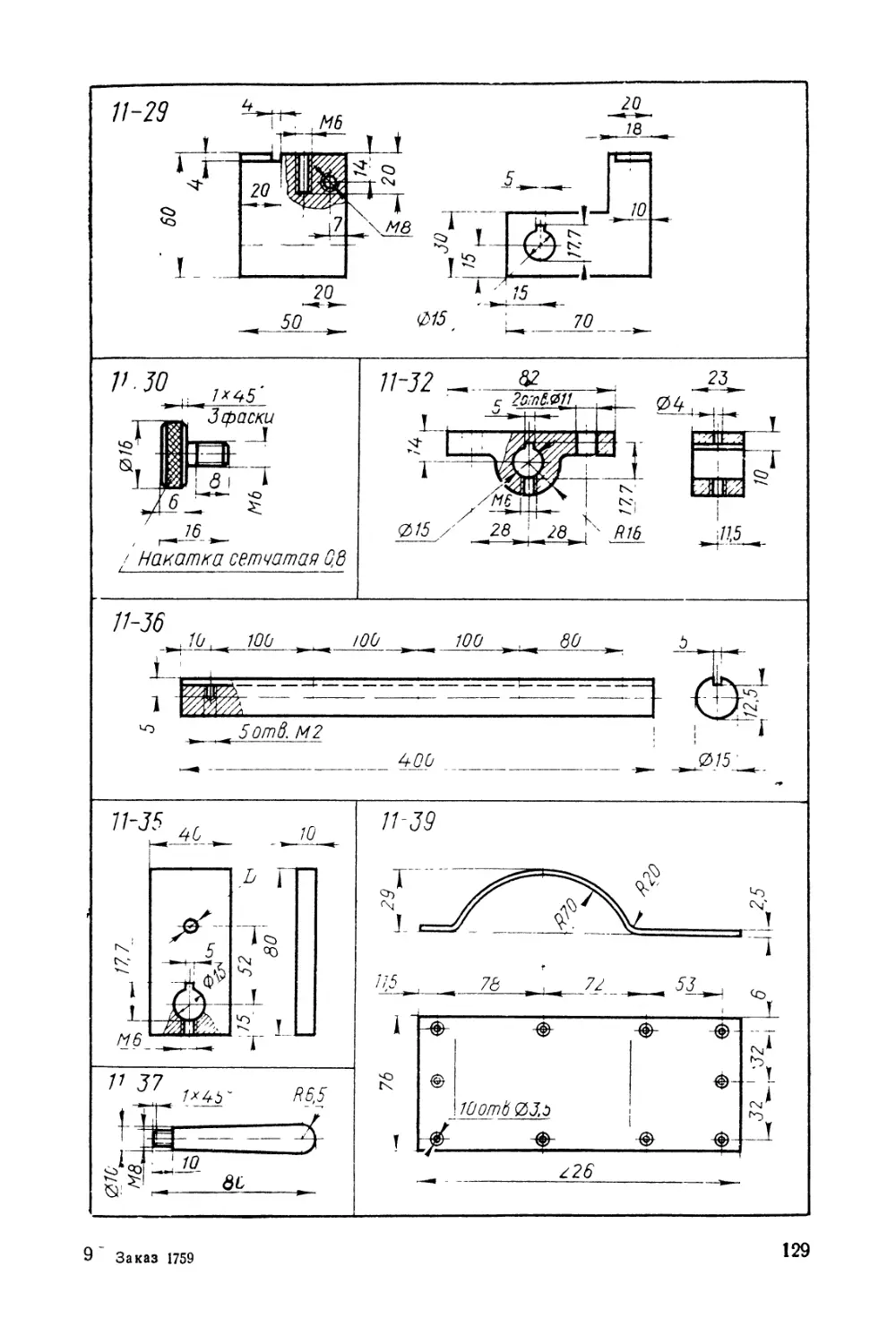
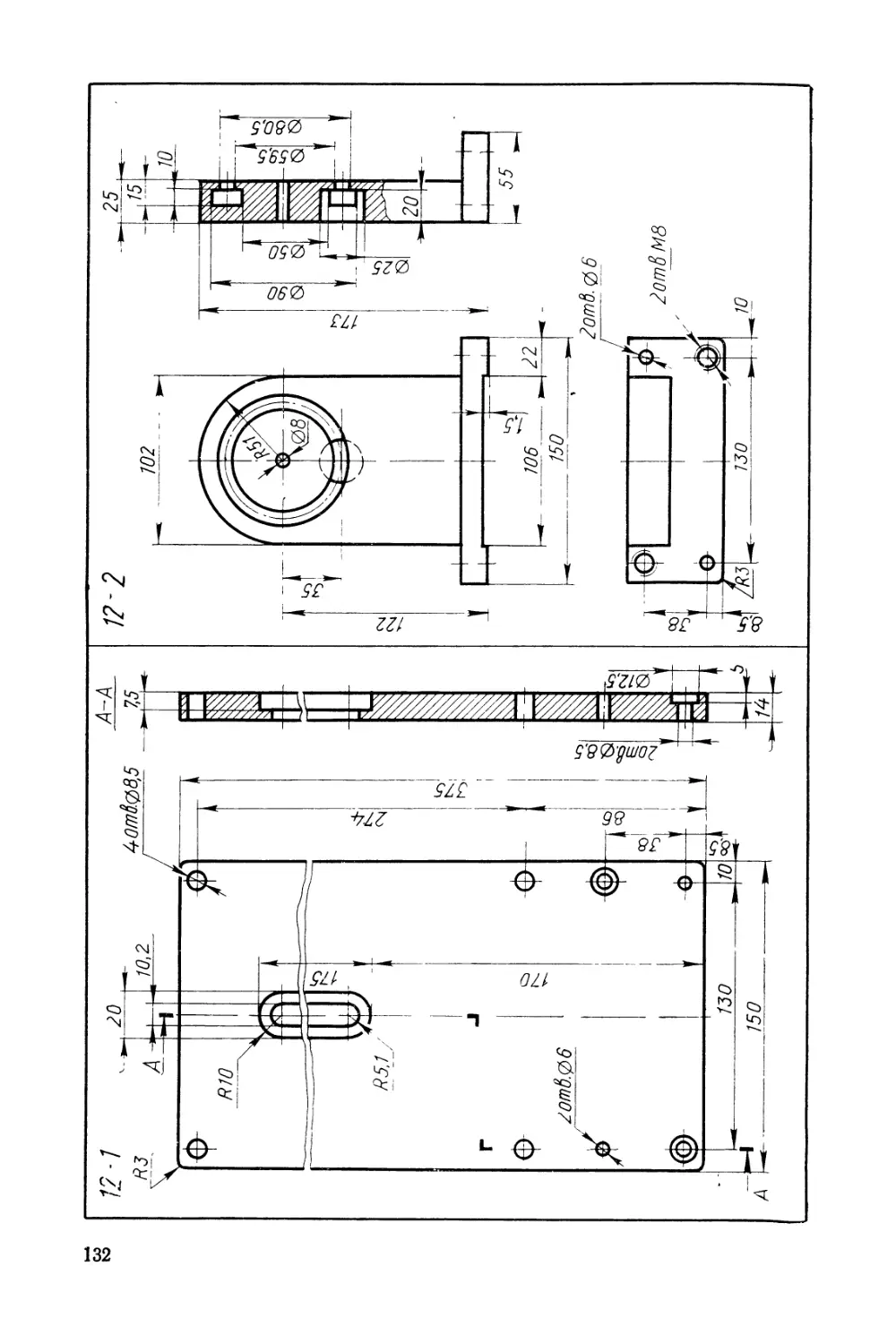
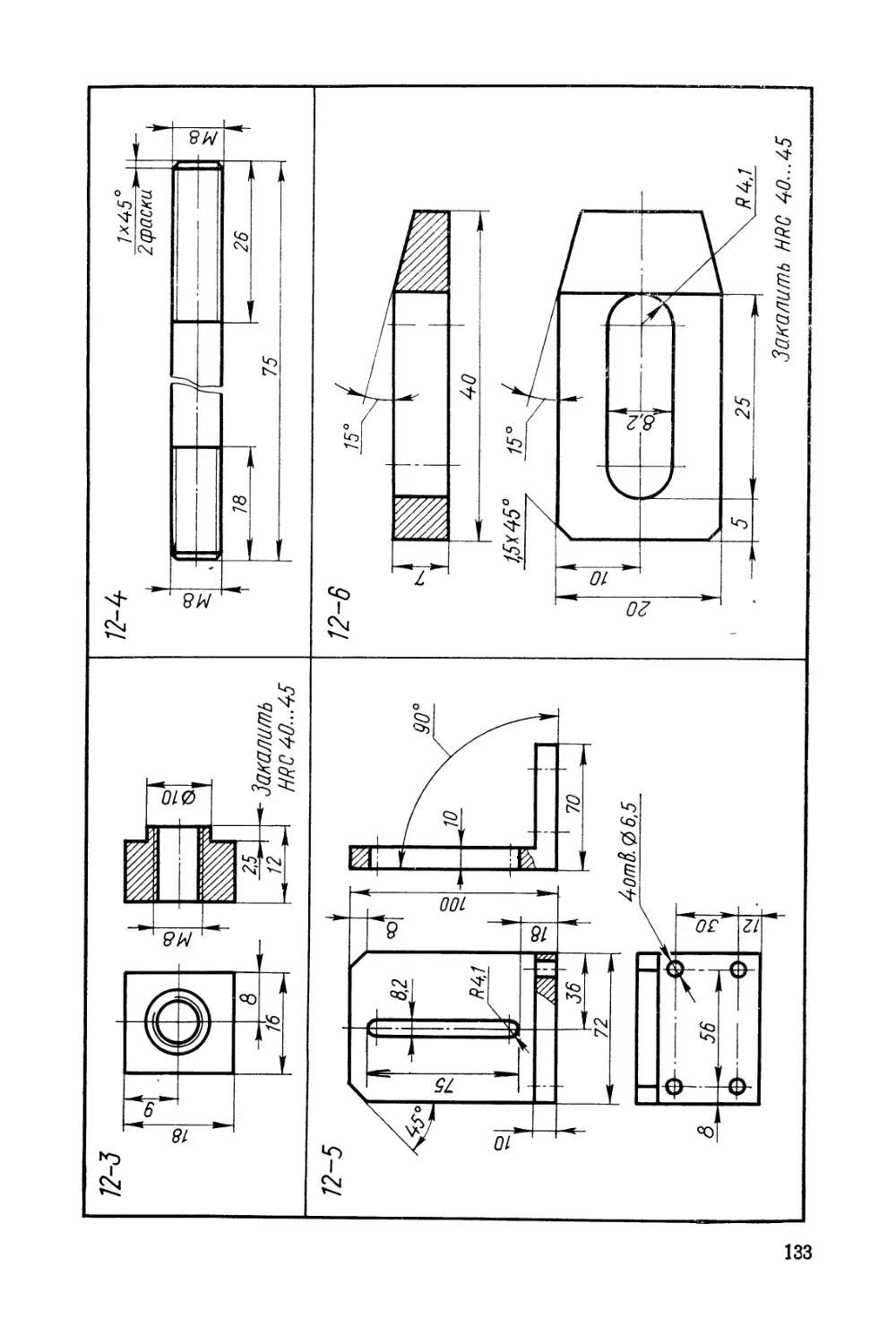
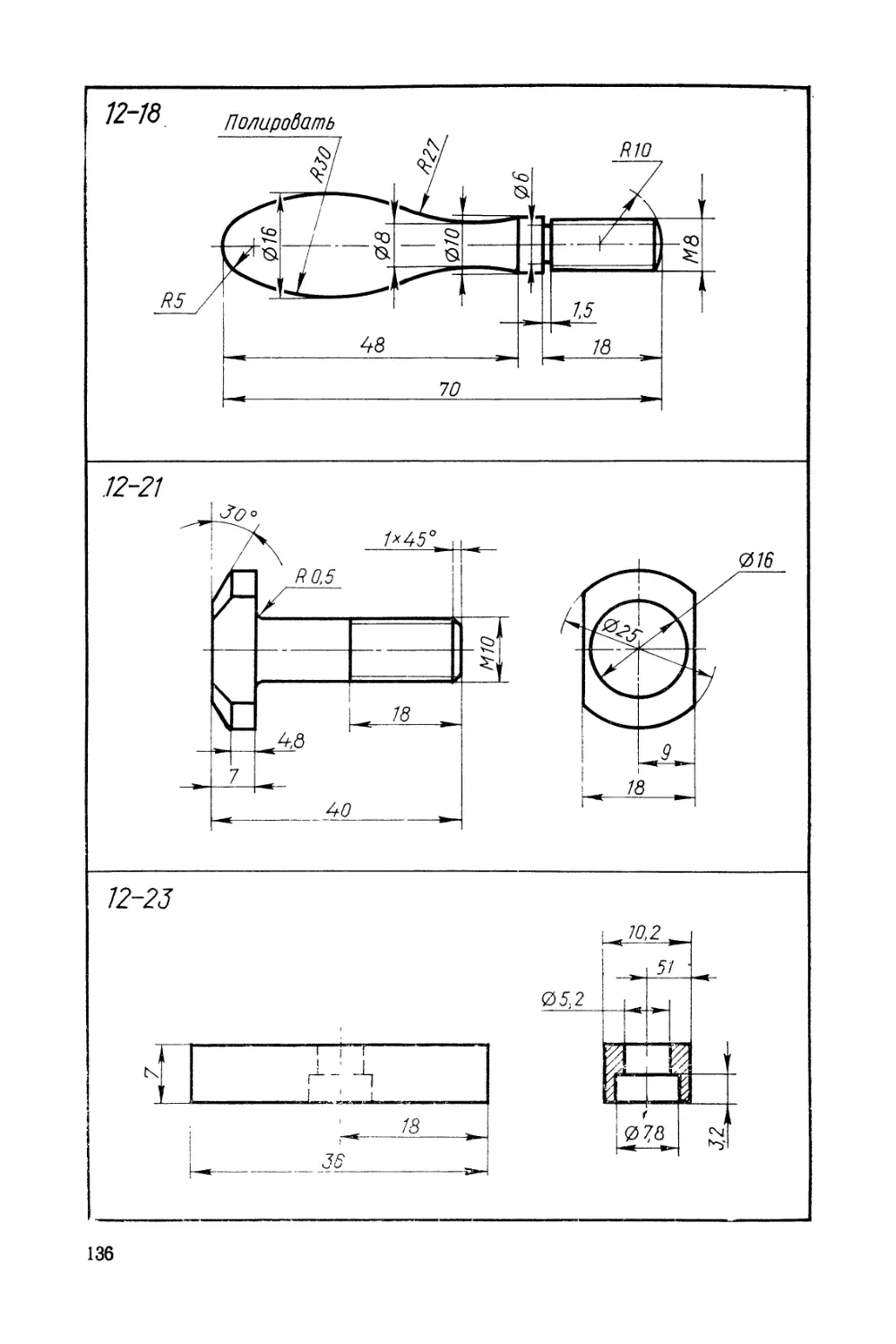
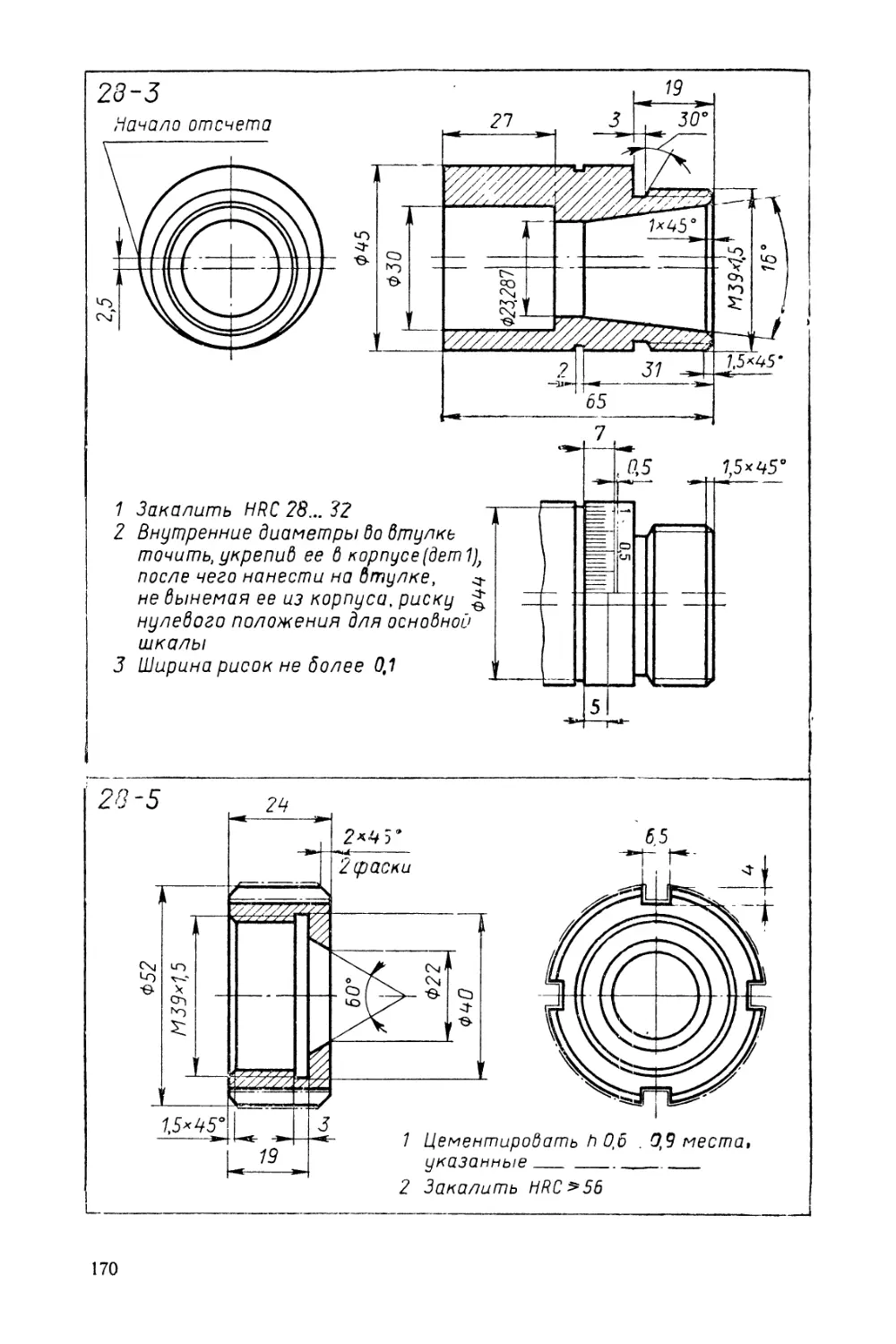
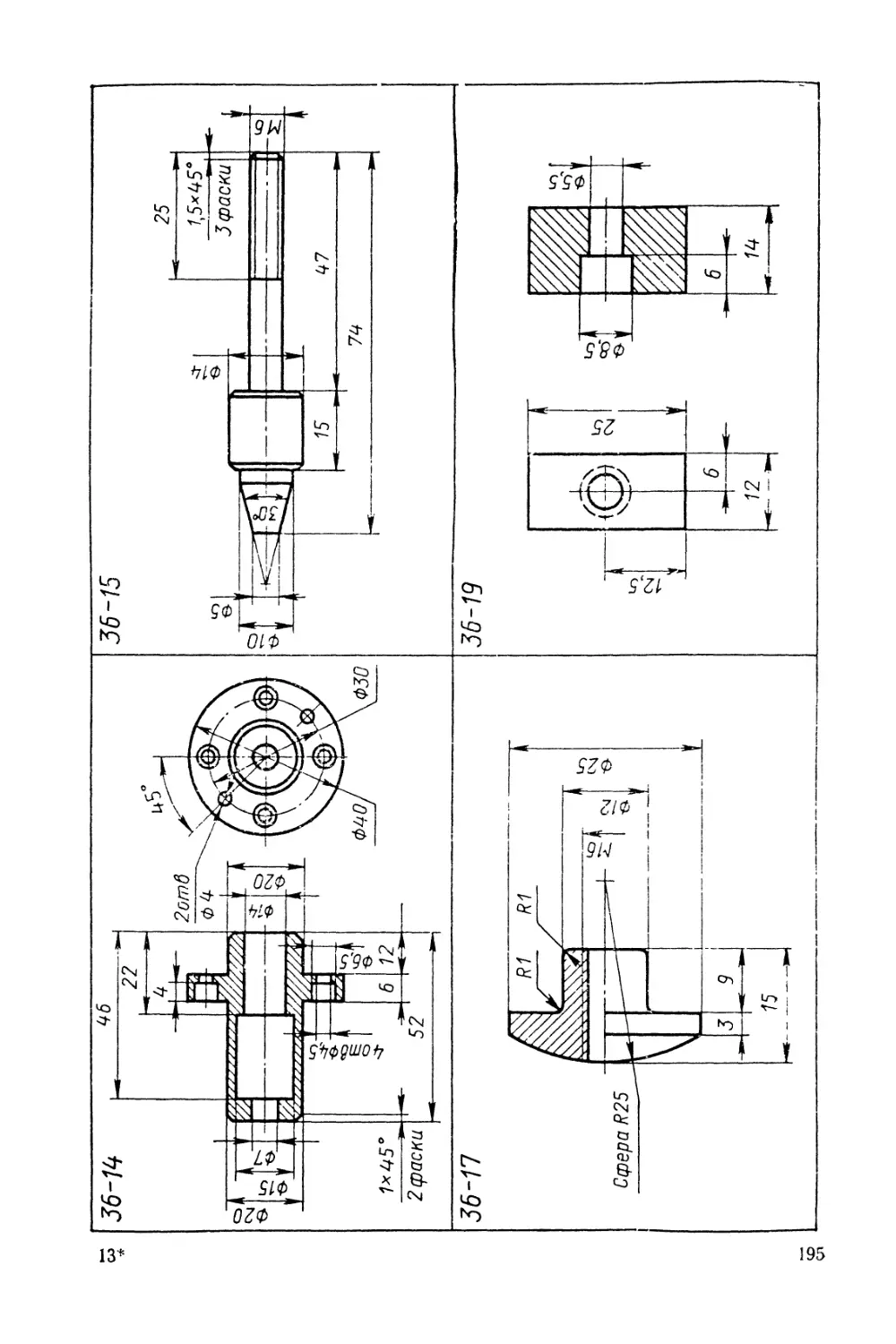
Приспособление для нарезания резьбы (черт. 12, см. стр.
131) обеспечивает получение качественной резьбы в отверстиях
диаметром 1—6 мм. Приспособление почти полностью исклю-
чает поломку режущего инструмента.
Основа приспособления — сборный корпус, состоящий из пли-
ты 1, корпуса 11 и стойки 2. На левой части плиты 1 двумя вин-
тами 9 на двух штифтах 8 крепят стойку 2, на которой установ-
лен угольник 5 с прихватами 6. На правой части плиты 1 при по-
мощи шпонки 23 .и болтов 21 крепят корпус 11. В отверстии этого
корпуса свободно вращается и перемещается в продольном на-
правлении пиноль 14. На правый ее конец насажен маховик 15
с ручкой 18, а в левый конец посредством конуса Морзе № 2 уста-
навливают сверлильный патрон 10, в котором крепят метчик.
При настройке приспособления для нарезания резьбы на за-
данную длину можно, освободив болты 21, свободно перемещать
по плите 1 корпус И в продольном направлении.
Свободное перемещение и вращение пиноли 14 в корпусе 11
обеспечивает запрессованная бронзовая втулка 12, выполняющая
роль подшипника скольжения.
После запрессования втулки 12 в корпус 11 в ней сверлят от-
верстие диаметром 2 мм для подачи смазки, которое закрывают
от попадания стружки винтом 13.
Для работы с приспособлением необходимо закрепить его на
верстаке болтами, а затем выполнить следующее:
1. Установить заготовку на угольнике 5 и закрепить ее пред-
варительно прихватами 6.
2. Закрепить машинный метчик в сверлильном патроне и
вставить последний в пиноль 14.
3. Отрегулировать положение корпуса 11 на плите 1 так, что-
бы обеспечить нарезание резьбы на всю длину и выход метчика
из заготовки после нарезания резьбы.
4. Подвести метчик к нарезаемому отверстию и, освободив
заготовку, установить центр ее отверстия по метчику. После это-
го окончательно закрепить заготовку прихватами 6.
5. Поворачивая маховик 15 по движению часовой стрелки и
прилагая к нему небольшую силу в продольном направлении, на-
резать 1—2 нитки резьбы, затем, свободно вращая маховик за
ручку 18, нарезать резьбу на всю длину. После этого, вращая ма-
ховик 15 против движения часовой стрелки, вывести метчик из
обработанного отверстия.
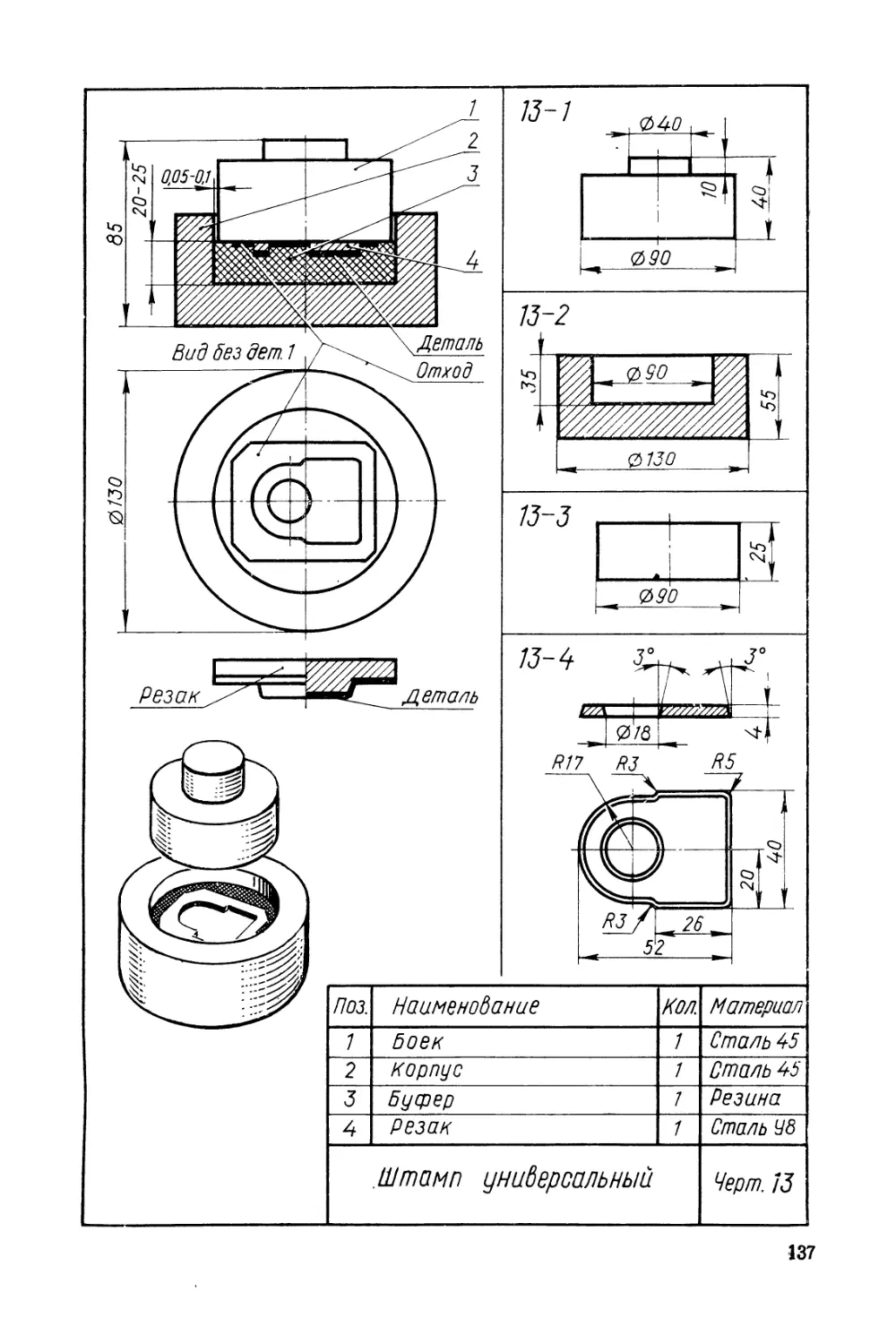
Штамп универсальный (черт. 13, см- стр. 137). Вырезание ме-
таллических деталей из листового материала при помощи рези-
40
ны — наиболее простой метод штамповки, выгодный не только
в мелкосерийном, но и в штучном производстве. Этот метод мож-
но рекомендовать и для школьных мастерских.
Штамп для вырезания номерка для гардероба состоит из кор-
пуса 2, буфера 3, бойка 1 и резака 4, соответствующего форме
и размерам вырезаемой детали.
Работают на штампе следующим образом. На буфер 3 кла-
дут заготовку, на нее—резак (режущей кромкой вниз) и боек /.
Под действием вертикальной силы, приложенной к бойку, резак
вдавливается через заготовку в резину, ограниченную со всех
сторон и деформированную под действием бойка, которая обжи-
мает вначале заготовку на резаке, а в конце хода вырезает (точ-
нее, обрывает) ее по наружному и внутреннему контурам резака.
При пользовании резаками фасонной формы можно выреза-
ние совмещать с формовкой неглубоких углублений. Так как при
штамповке резиной вначале происходит формовка, а только по-
том вырезание, контур получаемой детали будет точно соответ-
ствовать контуру резака.
Для определения возможностей использования данного мето-
да штамповки деталей в школьной мастерской необходимо знать
силу давления, создаваемую прессом. Требуемую силу давления
при вырезании резиной определяют исходя из размера поверхно-
сти резины и давления на нее. Длина вырезаемого контура или
отверстия в детали в данном случае существенного значения не
имеет.
Требуемую силу давления определяют по формуле:
F=pS,
где S — площадь поверхности резины, см2-,
р—давление резины, необходимое для вырезания, Мн]м2
(кгс/см2).
Давление резины, необходимое для вырезания деталей из
отожженного дюралюминия, приведено в табл. 4.
Таблица 4
Давление резины в зависимости от толщины
отожженного дюралюминия
Толщина материала, мм 0,5 0,6 0,8 1,0 1,2
Давление, Мн/м* (кгс/см*) 5,5(55) 7(70) 8,2(82) 10,4(104) 13(130)
Наименьшие размеры круглых отверстий, которые могут быть
выполнены в дюралюминиевых деталях, также зависят от вели-
чины давления, создаваемого резиной (табл. 5).
41
Таблица 5
Наименьшие круглые отверстия, вырезаемые в дюралюминии
Толщина материала, мм 0,3 0,5 0,6 0,7 0,8 1,0
Наименьший диаметр, мм 7 7 10 11 12 14
Давление, Мн/м* (кгс/см*) 8,5 (85) 14 (140) 17 (170) 21 (210) 23 (230) 29 (290)
При более низких давлениях размеры вырезаемых отверстий
уменьшаются.
Резиновый слой в корпусе должен быть не менее чем в 5 раз
толще резака.
Припуск на размеры заготовки вырезаемой детали принима-
ют равным 10—16 мм, исходя из наибольшего размера детали.
Вырезать резиной рекомендуется на винтовых и гидравличе-
ских прессах.
Вырезают резиной детали из листовых металлов следующей
толщины: алюминия до 2,0 мм, дюралюминия до 1,2 мм и мягкой
стали до 1,0 мм,
Зигмашину с ручным приводом (черт. 14, см. стр. 139) при-
меняют для выполнения жестяницких операций при моделиро-
вании и других видах работ в школьных мастерских. Зиговка —
разновидность гибки, а иногда и вытяжки металла, когда ее не-
обходимо выполнить в замкнутом контуре (рис. 30). Эти опера-
ции можно осуществить на предлагаемой машине, используя за-
готовки из листового металла.
Имея набор роликов разной конфигурации (рис. 31), можно
производить формовку буртиков, уступов, отгибку кромок, на-
катку сложных профилей, ребер жесткости, резку листового ме-
талла, закатку шва (рис. 32), обрезку края (рис. 33).
Зигмашина состоит из двух несущих пластин 1 и 2, между ко-
торыми в подшипниках И, 31 и 32 расположены валики 18 и 21.
На валиках с одной стороны установлены шестерни 6, с другой—
сменные ролики 28 и 29 (рис. 31, 34, 35) для формовки. При по-
мощи ручки 23 и рычага 22 валикам сообщается вращательное
движение.
Рис. 30. Изготовление заготовки в замкнутом контуре (вытяжка).
42
Рис. 31. Набор роликов для зигмашины.
При вращении воротка 3 валик 18 с роликом 29 перемещается
вертикально, что позволяет формовать материал разной толщи-
ны. Упор 27, который можно перемещать вместе со штангой 15,
дает возможность получить зиговку на определенном расстоянии
от кромки заготовки.
Перед работой зигмашину закрепляют в тисках за пласти-
ну 2. Подобранные оформляющие ролики 28 и 29 устанавливают
на валиках 18 и 21. При этом валик 18 должен находиться в край-
нем верхнем положении. Установив в требуемое положение
упор 27, в него упирают обрабатываемую заготовку и зажимают
между роликами винтом 4. При помощи ручки 23 и рычага 22 за-
готовку прокатывают на заданный размер. Получив зиги, ва-
лик 18 отводят в верхнее положение и снимают обработанную
заготовку.
Рис. 32. Закатка шва на зигмашине.
43
Рис. 33. Обрезка края на зиг-
машине.
36
Рис. 34. Конструкция роликов для закат-
ки швов на зигмашине.
Машина позволяет обрабатывать листовую сталь толщиной
до 1 мм, а заготовки из цветных сплавов толщиной до 1,5 мм
включительно.
Формы и размеры зиговок, которые можно получить на этой
машине, зависят от толщины обрабатываемого листа (рис. 36).
Рис. 35. Конструкция роликов для об-
резки края на зигмашине.
44
Н<(1,5-2)3
Р^(1 -1,5) S
а;? 15-20°
D>3H
(3-4)3
Н^23
Г> (0,8-1)3
В>(3-3,5)8
Рис. 36. Зависимость размеров зиговок
от толщины обрабатываемого листо-
вого материала:
а — ребро с плоским дном; б — ребро с ра-
диусным дном; в — минимальное расстоя-
ние ребра от кромки листа.
При изготовлении и сборке приспособления необходимо:
1. Все отверстия в пластинах / и 2 и их контур обрабатывать
совместно.
2. Прежде чем сверлить отверстия в направляющих 13 для
крепления штанг 15, последние установить на пластинах, а затем
разметить отверстия.
3. Обеспечить положение оформляющих роликов 28 и 29 стро-
го в одной плоскости.
4. Все подшипники и вращающиеся детали смазать машин-
ным маслом.
§ 2. Полезные советы
Как закрепить деталь по хорошо обработанной поверхности.
Для этого на губки тисков (рис. 37) кладут Г-образные пласти-
ны (нагубники) из мягкого металла. Ширина пластин должна
быть равна ширине губок тисков, а толщина 1,5—2,0 мм.
Как разметить окружность на скользкой поверхности. Преж-
де чем приступить к этому (рис. 38), необходимо наклеить в цент-
ре круга (под ножку циркуля) кусочек изоляционной ленты или
лейкопластыря.
Как прочистить изогнутую трубку. Это можно сделать при
помощи проволочного ерша (рис. 39). Для чего привязывают к
прочной капроновой леске с одного конца грузик и пропускают
его через трубку. С другого конца в петле лески крепят ерш и
протягивают его через трубку.
Как заменить сломанный вентилятор электродвигателя. Если
в результате небрежного транспортирования станков или при
монтажных и демонтажных работах сломан вентилятор электро-
двигателя станка, можно поступить так: из листовой стали толщи-
ной 2—3 мм вырезать, а затем опилить две пластины по шабло-
Рис. 39. Прочистка изог-
нутой трубки при помощи
проволочного ерша:
/ — трубка; 2 —ерш; 3 —
грузик.
Рис. 37. Крепление в тис-
ках заготовки с хорошо
обработанной поверх-
ностью:
I — заготовка; 2 — Г-образ-
ные пластины; 3 — тиски.
Рис. 38. Разметка окруж-
ности на скользкой по-
верхности:
1 — циркуль; 2 — лейкопла-
стырь; 3 — размечаемая за-
готовка.
45
Рис. 40. Замена сломан-
ных лопастей у вентиля-
тора электродвигателя:
а — шаблон; б — лопасти
вентилятора после гибки;
в — вентилятор, установлен-
ный на валу электродвига-
теля.
Рис. 41. Закрепление за-
готовки большего разме-
ра, чем могут захватить
губки тисков:
/ — тиски; 2— уголки; 3 —
обрабатываемая заготовка;
4 — сверло ручной дрели.
ну (рис. 40, а), которые после гибки и сверления надежно закре-
пить двумя винтами на валу электродвигателя.
Балансировать лопасти, точно обработанные по шаблону, не
требуется. Опыт показал, что обдув подобным вентилятором
вполне удовлетворителен: электродвигатель не перегревается.
Как зажать в тисках деталь, большую чем они способны за-
хватить своими губками. Для этого необходимо снять сменные
губки тисков и заменить их металлическими уголками (рис. 41).
Как надежно закрепить молоток на рукоятке. Во время рабо-
ты молоток может соскочить с рукоятки, что опасно для работа-
ющего и его соседей. Этого можно избежать, выполнив следую-
щее: просверлить в рукоятке отверстие, пропустить в него и изо-
гнуть вдоль рукоятки проволоку диаметром 3—4 мм и, насадив
молоток, отогнуть концы, как показано на рис. 42. Излишки про-
волоки отрубить зубилом.
Рис. 42. Крепление мо-
лотка на рукоятке:
1 — рукоятка; 2 — проволо-
ка; 3 — молоток.
Рис. 43. Гибка трубки по
шаблону:
1 — шаблон; 2 — пробка;
3 — лед.
46
Рис. 44. Крючок (а) и
пользование приспособле-
нием для его изготовле-
ния (6).
Рис. 45. Применение
струбцины (а) и изготов-
ление полусферической
шайбы (б):
/ — полусферическая шайба:
2 —заготовка шайбы; 3 —
пуансон; 4 — матрица.
Как согнуть латунную, медную, дюралюминиевую трубку.
Трубку (рис. 43) наполняют водой (для чего один из ее концов
закрывают пробкой) и выставляют на мороз или в холодильник.
Заполненная льдом, она легко изгибается по шаблону.
Этот способ применим для трубок диаметром до 8 мм и стен-
ками не толще 1 мм.
Приспособление для изготовления крючка. Крючок, представ-
ленный на рис. 44, а, можно согнуть из проволоки круглогубца-
ми. Но это очень трудоемкая работа, а крючки получаются раз-
ные по форме и размерам. Приспособление (рис. 44,6), состоя-
щее из куска угловой стали и семи штырей (пять укреплены
постоянно, а два — съемные, на резьбе), позволяет в несколько
раз сократить время на изготовление крючков, которые получа-
ются одинаковой формы и размеров.
Как изготовить полусферическую шайбу. При изготовлении
струбцин, зажимов и других приспособлений, крепящихся к сто-
лу, приходится ставить полусферическую шайбу 1 (рис. 45, а).
Если ее выгибают из плоского диска ударами молотка, шайба
получается неправильной формы, а изготовление отнимает много
времени. Приспособление (рис. 45, 6), состоящее из матрицы 4,
в гнездо которой помещают заготовку 2 шайбы, и пуансона 3, по-
зволяет придать шайбе полусферическую форму за один удар
молотка.
Глава II
ПРИСПОСОБЛЕНИЯ ДЛЯ ТОКАРНЫХ СТАНКОВ
§ 1. Описания приспособлений
Приспособление для точной установки заготовок на токарном
станке (черт. 15, см. стр. 144) служит для быстрой и точной вы-
верки заготовки, устанавливаемой в патроне токарного станка.
47
Приспособление состоит из корпуса 1, представляющего со-
бой оправку с конусом Морзе на одном конце и прорезью на дру-
гом. В прорезь под углом 90° к оси корпуса помещают пласти-
ну 2, соединяемую с корпусом двумя заклепками. После сборки
необходимо проверить угол 90° и, если необходимо, довести на-
ружный торец пластины под угол 90°.
Приспособление устанавливают хвостовиком в пиноль задней
бабки токарного станка и подводят к торцу обрабатываемой за-
готовки, установленной, но не закрепленной в трехкулачковом
патроне. Выверенную заготовку окончательно закрепляют.
Выверка при помощи данного приспособления ускоряется в
несколько раз, а главное — она становится доступной для уча-
щихся.
Все детали приспособления могут изготовить учащиеся седь-
мых-восьмых классов.
Приспособление для фрезерования гаек на токарном станке
(черт. 16, см. стр. 146). При помощи этого приспособления можно
выполнять на токарном станке (при отсутствии фрезерных стан-
ков) некоторые фрезерные работы (например, получение лысок,
пазов, граней на гайках).
Приспособление состоит из оправок 1 и 2. На оправку 1 уста-
навливают дисковые фрезы.
Один конец оправки 2, изготовленной из шестигранника, об-
работан для установки на ней заготовок, закрепляемых гайкой 4.
Размеры под ключ фрезеруемых гаек определяет сменная втул-
ка 3.
Работают с приспособлением так. Оправку 1 с установленны-
ми на ней фрезами и сменной втулкой 3, с одной стороны, крепят
в трехкулачковом патроне, с другой — поджимают центром зад-
ней бабки. На оправку 2, устанавливаемую в резцедержателе как
обычный резец, помещают 3—4 заготовки гаек и фиксируют их.
После этого точно располагают оправку с заготовками относи-
тельно фрез.
Медленно перемещая резцедержатель навстречу фрезам, об-
рабатывают на заготовках две грани. Возвратив резцедержатель
в исходное положение, перезакрепляют оправку 2 для обработки
следующих двух граней. Обработав эти две грани, переставляют
оправку 2 для обработки последних двух граней.
Это приспособление может быть объектом труда для учащих-
ся седьмых-восьмых классов.
Угольник к планшайбе (черт. 17, см. стр. 148) позволяет об-
рабатывать на токарном станке эксцентричные отверстия и заго-
товки, которые невозможно закрепить в 3-кулачковом патроне.
Приспособление состоит из двух полок, одну из которых кре-
пят болтами к планшайбе, на другую устанавливают обрабатыва-
емую заготовку. Обе полки имеют по три паза для болтов креп-
ления.
48
Угольник можно изготовить из пруткового материала. Если в
мастерской нет стального прутка требуемого диаметра, можно
угольник выполнить сварным из двух листов.
Переходник для крепления сверлильного патрона (черт. 18,
см. стр. 149). В конусное гнездо корпуса 1 вставляют переход-
ник 2, левый конец которого обработан соответственно размерам
конуса сверлильного патрона, имеющегося в мастерской. Для
каждого размера сверлильного патрона изготовляют свой пере-
ходник.
Переходник крепят в корпусе гайкой 3. Чтобы снять патрон 5,
необходимо отвернуть гайку, при этом патрон снимают со стан-
ка вместе с гайкой и переходником.
Для удобства навинчивания наружная поверхность гайки име-
ет накатку и два отверстия под ключ.
Между цилиндрической головкой корпуса и разделительным
буртиком переходника ставят шайбу 4.
Работают с приспособлением так. Выбрав необходимый пере-
ходник 2, надевают на него шайбу с гайкой, вставляют в корпус
и крепят гайкой, а на переходник насаживают патрон.
Подобные приспособления используют для сверл диаметром
до 12 мм. Переходник 2 и расточку конусного отверстия в корпу-
се 1 может выполнить учитель труда, а остальную работу—уча-
щиеся восьмых-девятых классов. Растачивать конусное отверстие
в корпусе 1 следует по переходнику 2.
Плашкодержатель к токарному станку ТВ-16 (черт. 19г
см. стр. 151) исключает возможный перекос плашки при наре-
зании резьбы на болтах и шпильках диаметром до 5 мм на токар-
ном станке.
На цилиндрическую часть конуса 3 на скользящей посадке
устанавливают державку 2, имеющую накатку. В гнездо держав-
ки помещают круглую плашку, проворачивание которой предот-
вращают три винта 1. В державке сделано окно для выхода
стружки.
Работают с приспособлением так. В державку 2 устанавли-
вают плашку и затягивают винтами 1. Помещают приспособле-
ние в пиноли задней бабки токарного станка. Нарезаемую заго-
товку крепят в патроне. Правой рукой подводят державку до со-
прикосновения заборной части плашки с нарезаемой заготовкой.
Придерживая державку правой рукой, нарезают резьбу на нуж-
ную длину. Для свинчивания плашки с обработанной заготовки
следует изменить направление вращения патрона.
Для нарезания резьб до 5 мм необходимо изготовить три дер-
жавки 2 согласно размерам, указанным на чертеже.
Детали / и 2 приспособления изготовляют полностью учащие-
ся восьмых-девятых классов. Деталь 3, которую необходимо об-
рабатывать в центрах, могут выполнить также учащиеся этих
классов, за исключением конуса Морзе, протачиваемого учите-
лем труда.
4 Заказ 1759
49‘
Передвижной люнет (черт. 20, см. стр. 153). В заводских ус-
ловиях при обработке на токарном станке длинных и тонких ва-
ликов используют люнеты.
В школьных мастерских применение люнетов затруднительно
из-за малых размеров станков. Вместе с тем на уроках труда ча-
сто необходимо изготовить длинную ось, валик, болт. Предлагае-
мое приспособление позволяет выполнить эту работу.
Приспособление крепят, используя специальные пазы в крон-
штейне /, на левой стороне направляющей поперечных салазок
суппорта.
За счет двух пазов кронштейн можно отклонять от вертикали
и закреплять в нужном положении двумя винтами 4. К верхней
части кронштейна винтом 3 прижимают стальной закаленный
вкладыш 2г рабочую поверхность которого шлифуют.
Порядок работы с приспособлением следующий. Закрепив за-
готовку в патроне токарного станка и поджав ее вращающимся
центром, устанавливают приспособление так, чтобы вкладыш 2
скользил по обработанной поверхности заготовки, т. е. распола-
гался с правой стороны резца и «отставал» от его вершины на
1—3 мм. При работе отрезным резцом вкладыш устанавливают
против него.
Кронштейн 1 фрезеруют из полосовой стали или изготовляют
слесарным способом. Канавки для смазки во вкладыше можно
выполнить ножовкой перед закалкой. Доводит рабочую поверх-
ность вкладыша учитель труда.
Приспособление для крепления отрезных резцов из фрезы
(черт. 21, см. стр. 155). Старые, не пригодные для дальнейшей
работы прорезные фрезы можно использовать для изготовления
из них токарных отрезных и канавочных резцов.
Данное приспособление, которое могут изготовить учащиеся
восьмых-девятых классов, используют для крепления указан-
ных резцов на токарном станке.
Основную часть приспособления — оправку 1 можно выпол-
нить на фрезерном станке или вручную.
Фрезу 2, используемую в качестве резца, затачивают в соот-
ветствии с особенностями предстоящей обработки, затем уста-
навливают на закрепленную предварительно в резцедержателе
оправку и крепят одним винтом 4. От возможного проворачива-
ния фрезу зажимают другим винтом 4. Толщина технологической
шайбы 7 должна быть равна толщине фрезы. После выверки рез-
ца по центру обрабатываемой заготовки приспособление оконча-
тельно крепят в резцедержателе.
Упор продольный (черт. 22, см. стр. 157) служит для обра-
ботки деталей без предварительного измерения путем ограниче-
ния продольного перемещения суппорта. При работе с этим прис-
пособлением обрабатываемую заготовку или деталь устанавли-
вают в патроне токарного станка, используя другое приспособле-
ние (см. черт. 24).
50
С этими упорами можно работать лишь при подаче суппорта
вручную. Корпус 4 выполняют в виде скобы из стальной поковки
или изготовляют на фрезерном станке из пруткового материала.
В корлусе устанавливают сухарь 5, в паз которого входит в-инт 5,
предотвращающий проворачивание сухаря.
При помощи резьбового отверстия сухарь 5 соединяют с лим-
бом 1.
Положение сухаря 5 относительно корпуса 4 фиксирует
винт 3.
Работают с приспособлением следующим образом. В нужном
месте на направляющих станины токарного станка устанавлива-
ют и крепят корпус 4 двумя винтами, а в шпинделе станка поме-
щают регулируемый упор (см. черт. 24).
После пробной обработки заготовки точно регулируют поло-
жение сухаря 5. Для этого слегка ослабляют винт 3 и, вращая
лимб 1 в нужную сторону, перемещают сухарь. После этого
винт 3 завертывают. При настройке упора следует учитывать,
что одно деление лимба равно 0,05 мм.
Упор откидной (черт. 23, см. стр. 161) применяют для подачи
пруткового материала на заданный размер при отрезании от
прутка большого количества заготовок на токарном станке.
Корпус 3 изготовлен в виде конуса под размер пиноли задней
бабки токарного станка. В профрезерованном пазу корпуса на
оси 2 крепят упор 1. Упор 1 позволяет досылать пруток на задан-
ный размер даже в случае образования бабышки в центре прут-
ка при отрезании заготовки, чем исключает брак.
Два конусообразных паза упора 1 расположены под углом 90е
друг к другу. В крайних положениях упора 1 в пазы входит фик-
сирующий шарик 4.
Приспособление устанавливают в пиноль задней бабки, а пру-
ток в шпиндель. После этого определяют положение задней баб-
ки с упором и резцедержателя с отрезным резцом в зависимости
от заданной длины заготовки.
Настроив упор и резец на заданную длину заготовки, бабку
фиксируют, упор откидывают. Резцу сообщают поперечное пере-
мещение.
Отрезав первую заготовку, пруток ослабляют в патроне и по-
дают до упора, упор откидывают и отрезают следующую заго-
товку.
Упор регулируемый (черт. 24, см. стр. 162) используют для
быстрой и точной установки заготовки в патроне токарного стан-
ка ТВ-16 при обработке сравнительно большого количества од-
нотипных деталей. Аналогичные упоры можно применять и на
других моделях токарных станков.
При обработке пруткового материала сменный упор 3 должен
быть в виде стержня, а при обработке пустотелых заготовок —
в виде грибка.
4*
51
Корпус 1 выполнен в виде укороченного конуса. Размер и
форма корпуса определяются конусной частью шпинделя токар-
ного станка.
В корпусе 1 на резьбе установлен сменный упор 3, стопори-
мый в нужном месте гайкой 2.
Работают с приспособлением следующим образом. Корпус 1
устанавливают в конусную часть шпинделя токарного станка, а
подвижной упор 3 регулируют так, чтобы выдержать заданный
размер обрабатываемой заготовки, и стопорят гайкой 2. Заго-
товку помещают в патроне станка до соприкосновения со смен-
ным упором, после чего ее крепят обычным способом.
Обработав первую деталь, проверяют ее размеры и, если не-
обходимо, регулируют упор 5. Данный упор часто используют с
продольным упором (см. черт. 22).
Втулка разрезная (черт. 25, см. стр. 163). При ее помощи
крепят в 3-кулачковом патроне токарного станка прутки или за-
готовки из четырех-, шести- и восьмигранных прутков, а также с
окончательно обработанной поверхностью. Используют приспо-
собление так. Пруток или заготовку пропускают через отверстие
втулки. После этого втулку с прутком или заготовкой крепят в
патроне.
Специальная расточка втулки позволяет устанавливать ко-
роткие заготовки «в упор», т. е. использовать приспособление как
регулируемый упор (см. черт. 24).
Размеры L, D2 и d2 задает учитель или мастер-инструк-
тор, исходя из формы прутка или заготовок.
Ключ самосбрасывающийся для токарного патрона (черт. 26,
см. стр. 164). При работе на токарных станках учащиеся из-за
недостаточного опыта иногда оставляют ключ в патроне, что мо-
жет привести к несчастному случаю. Предлагаемый ключ исклю-
чает это.
Особенность конструкции предлагаемого ключа — им можно
работать, если приложить небольшую силу к воротку 3, чтобы
квадратная головка вала / вошла в квадратное отверстие токар-
ного патрона.
После окончания пользования ключом возвратная пружина
выталкивает его из отверстия патрона.
Державка для крепления отрезных резцов из пластин (черт.
27, см. стр. 166) позволяет надежно закреплять отрезные и ка-
навочные резцы, изготовленные из сломанных полотен для меха-
нической ножовки или из тонкой полоски стали Р18.
Заточенный резец 2 вместе с клином 4 вставляют в окно паль-
ца 5, помещают их в державку 1 и крепят гайкой 6. Вылет резца
из державки должен быть не более 15 мм. Подготовленную к
работе державку устанавливают в резцедержатель. Резцами, за-
крепленными в данном приспособлении, можно обрабатывать ка-
навки шириной до 2 мм. При надежном креплении в резцедержа-
теле державка безопасна в работе.
52
Патрон для протачивания эксцентриков на токарном станке
ТВ-16 (черт. 28, см. стр. 168) предназначен для крепления заго-
товок на токарном станке при изготовлении эксцентриков.
Приспособление состоит из корпуса 1 и втулки 3, соединяе-
мой с ним двумя винтами 2. Во втулку устанавливают сменную
цангу 4, а снаружи навинчивают гайку 5. Патрон укомплектовы-
вают набором цанг для обработки деталей различных диаметров.
Приспособление устанавливают в шпиндель токарного стан-
ка и прижимают к конусу шпинделя зажимным устройством
(см. дет. 1 и 3 черт. 29). Заготовку крепят в цанге 4 (черт. 28)
гайкой 5. Отвернув винты 2 на один-два оборота и поворачивая
втулку 3, .можно установить требуемый эксцентриситет.
После этого втулку 3 зажимают винтом 2, затем обтачивают
эксцентрик или обрабатывают отверстие со смещенным центром.
Приспособление позволяет обрабатывать заготовки диамет-
ром 4—20 мм с эксцентриситетом до 5 мм.
Набор цанг необходимо изготовить с помощью шефствующе-
го предприятия. Остальные детали может выполнить учитель
труда, мастер. При изготовлении дет. 3 руководствуются табл. 6
(см. стр. 54).
Патрон цанговый к токарному станку ТВ-16 (черт. 29, см.
стр. 172) служит для установки и закрепления пруткового ма-
териала или заготовок из него. Приспособление можно исполь-
зовать и для установки режущих инструментов (например, сверл,
разверток, метчиков).
На одном конце основной детали — тяги 3 выполнена внут-
ренняя резьба, соответствующая резьбе цанги 5, с другого конца
к ней крепят маховик 1 четырьмя винтами 2.
Работают с приспособлением так. Со шпинделя свертывают
3-кулачковый патрон и вставляют в него тягу 3. Поместив цан-
гу 5 в конусную втулку 4, их устанавливают в конусную часть
шпинделя. Вращая маховик 1, навертывают тягу на цангу. Затем
в отверстие цанги вставляют пруток или обрабатываемую заго-
товку и окончательно зажимают вращением маховика.
К данному приспособлению желательно иметь набор цанг,
которые можно изготовить с помощью шефов.
Упор поперечный (черт. 30, см. стр. 177) ограничивает
поперечную подачу суппорта токарного станка. Приспособление
позволяет обрабатывать ступенчатые детали с точностью 0,2—
0,5 мм без промежуточных измерений.
В пазах корпуса 10 крепят шесть уголков 6, позволяющих ус-
танавливать одновременно шесть разных размеров.
В нужном положении корпус 10 вместе с осью 3 фиксируют
шарик 15 и пружина 14.
Приспособление крепят с правой стороны суппорта четырьмя
винтами, отверстия для которых необходимо разметить по крон-
штейнам 2 и 12, просверлить и нарезать резьбу.
Настраивают приспособление и работают с ним следующим
53
Таблица 6
Данные для изготовления дет. 3
I № риски I Эксцен- триси- тет, е, мм Угол пово- рота, '•> № риски Эксцен- триси- тет, е, мм Угол пово- рота, № риски Эксцен- триси- тет, е, мм Угол поворота, № риски Эксцен- триси- тет, е, мм Угол поворота, о
1 0,05 1°48' 26 1,3 46с48' 51 2,55 91°48' 76 3,8 136°48'
2 0,1 3°36' 27 1,35 48°36' 52 2,6 93°36' 77 3,85 138°36'
3 0,15 5°24' 28 1,4 50с24' 53 2,65 95°24' 78 3,9 140°24'
4 0,2 7° 12' 29 1,45 52°12' 54 2,7 97°12' 79 3,95 142°12'
5 0,25 9° 30 1,5 54° 55 2,75 99° 80 4,0 144°
6 0,3 10°48' J31 1,55 55°48' 56 2,8 100°48' 81 4,05 145°48'
7 0,35 12°36' 32 1,6 57°36' 57 2,85 102°36' 82 4,1 147°36'
8 0,4 14°24' 33 1,65 59°24' 58 2,9 104°24' 83 4,15 149°24'
9 0,45 16°12' 34 1,7 6Г12' 59 2,95 106°12' .84 4,2 15Г12'
10 0,5 18° 35 1,75 63° 60 3,0 108° 85 4,25 153°
11 0,55 19°48' 36 1,8 64°48' 61 3,05 109°48' 86 4,3 154°48'
12 0,6 21°36' 37 1,85 66°36' 62 3,1 111°36' 87 4,35 156°36'
13 0,65 23°24' 38 1,9 68°24' 63 3,15 113°24' 88 4,4 158°24'
14 0,7 25°12' 39 1,95 70°12' 64 3,2 115°12' ' 89 4,45 160°12'
15 0,75 27° 40 2,0 72° 65 3,25 117° 90 4,5 162°
16 0,8 28°48' 41 2,05 73°48' 66 3,3 118°48' 91 4,55 163°48'
17 0,85 30°36' 42 2,1 75°36' 67 3,35 120°36' 92 4,6 165°36'
18 0,9 32°24' 43 2,15 77°24' 68 3,4 122°24' 93 4,65 167°24'
19 0,95 34°12' 44 2,2 79°12' 69 3,45 124°12' 94 4,7 169°12'
20 1,0 36° 45 2,25 81° 70 3,5 126° 95 4,75 171°
21 1,05 37°48' 46 2,3 82°48' 71 3,55 127°48' 96 4,8 172°48'
22 1,1 39°36' 47 2,35 84°36' 72 3,6 129°36' 97 4,85 174°36'
23 1,15 41°24' 48 2,4 86О24' 73 3,65 13Г24' 98 4,9 176°24'
24 1,2 43°12' 49 2,45 88°12' 74 3,7 133°12' 99 4,95 178°12'
25 1,25 45° 50 2,5 90° 75 3,75 135° 100 5,0 180°
образом. Изготовляют образец детали, которую предстоит де-
лать учащимся. Не снимая образец со станка, подводят резец до
соприкосновения с первой обрабатываемой, согласно технологи-
ческой карте, поверхностью детали и устанавливают регулируе-
мый уголок 6 в корпусе 10 так, чтобы он соприкасался с упором,
который выполняют по месту и крепят на поперечных салазках
суппорта. Уголок 6 затягивают болтом 9 и гайкой 8. Так же уста-
навливают вторую позицию, третью и остальные.
54
Закрепив все уголки, выполняют пробную обработку заготов-
ки. При расхождении в размерах дополнительно регулируют
уголки.
Данное приспособление целесообразно использовать при из-
готовлении партии однотипных деталей.
Размер «255» (в оси 3) необходимо уточнять по станку.
§ 2. Полезные советы
Как снять внутреннюю фаску. Если необходимо выточить
мелкие тонкостенные втулки из мягких материалов, у которых
должны быть сняты внутренние фаски, можно поступить следую-
щим образом (рис. 46): отрезать втулки на токарном станке спе-
циально заточенным расточным резцом.
Резец из метчика. Сломанный метчик можно использовать в
качестве резца (рис. 47) для нарезания мелкой внутренней резь-
бы на токарном станке.
В этом случае всю резьбу метчика, за исключением одного
витка, стачивают на заточном станке. Метчик / хвостовиком за-
крепляют в державке 2, устанавливаемой в резцедержателе.
Как закрепить сверло с коническим хвостовиком в обычном
патроне. Сверло с коническим хвостовиком (рис. 48) можно бы-
стро и надежно закрепить в 3-кулачковом самоцентрирующем
патроне при работе на сверлильном станке или дрелью.
Для этого на конической поверхности хвостовика необходимо
сделать цилиндрическую проточку на 1/3 длины конуса, посред-
ством которой и закрепляют сверло в патроне.
Такая проточка не исключает возможности использования
сверла с конусными переходными втулками или для крепления
сверла в пиноли задней бабки токарного станка.
Как проверить углы заточки резца. Удобен для этого специ-
альный металлический шаблон (рис. 49). Он представляет собой
стальную пластину толщиной 1,5—2,0 мм с вырезами для различ-
ных углов заточки, против которых нанесены значения этих уг-
лов, название и твердость обрабатываемых материалов.
Упор-хомутик для сверления глухих отверстий на токарном
станке (рис. 50) служит для сверления и рассверливания глухих
отверстий на токарном станке без предварительных измерений.
Приспособление позволяет быстро устанавливать на сверле раз-
мер необходимой глубины сверления.
Приспособление состоит из корпуса 1, который винтом 2 кре-
пят в нужном месте на сверле, установленном в задней бабке то-
карного станка. Сверлят до тех пор, пока хомутик не коснется
торца обрабатываемой детали. Следует помнить, что диаметр
головки винта 2 не должен превышать размера h. Набор из трех
хомутиков позволяет работать сверлами диаметром 4—14 мм
включительно.
55
Рис. 46. Снятие внутренней фаски одновременно с отрезанием детали (а)
и готовая деталь (б):
/ — патрон; 2 — обрабатываемая заготовка; 3 — резец.
0,5^5°
"*2(раскй
6
Рис. 47. Резец из метчика:
а — сломанный метчик; б — мет-
чик-резец в державке; / — метчик;
2 — державка; 3—винт.
Рис. 48. Крепление сверла с коническим хвостовиком в обычном патроне:
а — сверло с проточкой; б — сверло в патроне, установленном в задней бабке токарного
станка.
Рис. 49. Шаблоны для проверки углов заточки резца:
а — заднего; б — заострения.
Ниже приведены размеры хомутиков для сверл разных диа-
метров.
Диаметры сверл, мм Размеры хомутиков, мм
D d . 1 1 к
4,0-6,0 20 6,2 10
6,1—10,0 30 10,2 12
10,1—14,0 35 14,2 12
57
Рис. 51. Упрощенный способ провер-
ки соосности центров:
а — правильная установка; б — неправиль-
ная установка.
Рис. 50. Упор-хомутик для сверле-
ния глухих отверстий:
1 — корпус; 2 — винт.
Как проверить правильность установки центров. Для этого
лист бумаги помещают между центрами и сдвигают их до сопри-
косновения. При правильном положении центров (рис. 51, а) бу-
мага остается гладкой, при неправильном — прогибается (рис.
51,6).
Глава III
ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРНЫХ И СВЕРЛИЛЬНЫХ СТАНКОВ
§ 1. Описания приспособлений
Домкратик регулируемый (черт. 31, см. стр. 180) предназ-
начен для точной выверки обрабатываемых заготовок, устанав-
ливаемых на столе фрезерного станка или при разметке. Он со-
стоит из винта 1 и гайки 2.
Если надо, домкратики устанавливают на столе, при этом
винт ввернут в гайку до предела. На домкратики укладывают
обрабатываемую заготовку и, повертывая винт относительно гай-
ки, добиваются необходимого положения заготовки относитель-
но режущего инструмента. В гайке и винте предусмотрены отвер-
стия для воротка. Выверенную заготовку крепят прижимами.
Опора под прижимные планки (черт. 32, см. стр. 181) слу-
жит для крепления обрабатываемых заготовок на столах свер-
лильных и фрезерных станков. Для этого на обрабатываемую за-
готовку и на соответствующую ступеньку опоры, установленные
на столе, накладывают прижимную планку и закрепляют заго-
товку болтом с гайкой.
58
Комплект установочных плиток к фрезерному станку (черт.
33, см. стр. 182) состоит из 44 плиток 22 размеров (по 2 плит-
ки каждого размера, см. табл. 7).
При помощи этих плиток можно установить обрабатываемые
заготовки различной конфигурации на столе или в машинных
тисках фрезерного станка.
Установив заготовку на столе фрезерного станка при помощи
плиток, ее крепят прижимными планками с болтами. При обра-
ботке партии однотипных заготовок (например, молотков) тре-
буется установить в машинных тисках, пользуясь этими плитка-
ми, первую заготовку молотка относительно режущего инстру-
мента. Все последующие заготовки дополнительной выверки не
требуют и после обработки получаются одинаковые размеры.
При изготовлении набора этих плиток следует иметь в виду,
что шлифовать поверхности их после закаливания следует по-
парно, чтобы у обеих плиток одного типоразмера были совершен-
но одинаковые размеры.
Фрезеровать плитки могут учащиеся, а шлифовать — их
шефы.
Для удобства хранения и пользования плитками предлагает-
ся тара (черт. 33а) для них, где плитки одинаковых размеров
хранят в ячейке, имеющей соответствующую этим размерам мар-
кировку.
Таблица 7
Набор плиток
Размеры, мм Количество в наборе Размеры, мм Количество в наборе
В h В h
10 3 2 30 5 2
15 3 2 22 6 2
17 3 2 33 6 2
20 3 2 14 7 2
32 3 2 25 8 2
16 4 2 21 9 2
18 4 2 28 10 2
24 4 2 29 11 2
26 4 2 31 12 2
19 5 2 23 13 2
27 5 2 34 14 2
Приспособление для нарезания резьбы на сверлильном стан-
ке (черт. 34, см. стр. 185). Нарезать резьбу в корпусных деталях
можно на сверлильном станке НС-12 или ему подобных, применив
специальное приспособление.
59
На плите 1 приспособления в подшипниках 9 установлен вал 3^
который, кроме вращательного движения, может при необходи-
мости перемещаться вдоль оси.
На валу между подшипниками закреплены диски 4, а на кон-
це вала винтом 10 — метчик. Конус 5 с надетой на коническую
поверхность и приклеенной к ней резиновой насадкой 6, закреп-
ленный в патроне сверлильного станка, через диски 4 вращает
вал 3.
Перед началом работы с приспособлением необходимо плиту
1 закрепить на столе станка. При этом конус 5 должен распола-
гаться между дисками 4.
Для нарезания резьбы обрабатываемую заготовку подводят
к метчику. Конус 5 прижимают к правому диску 4, и метчику
сообщается правое вращение. После нарезания резьбы вал 3
перемещается до упора конуса 5 в левый диск, метчик при этом
получает левое вращение. Это необходимо для вывинчивания
метчика из заготовки.
Для прекращения вращения инструмента достаточно слегка,
подать заготовку на себя. ,
Использование данного приспособления значительно повы-
шает производительность труда учащихся, исключает поломку
инструмента.
Подобные приспособления наглядно показывают школьни-
кам возможность расширения технологических характеристик
универсального станочного оборудования школьных мастерских.
При изготовлении приспособления необходимо обеспечить-
строгую соосность втулок 7 с дисками 4 относительно вала 3.
Кроме того, посадочные поверхности стоек 2 следует обрабаты-
вать совместно.
Механический клин к сверлильному станку (черт. 35,
см. стр. 188). При пользовании этим приспособлением отпадает
надобность в выталкивании сверла из конуса шпинделя свер-
лильного станка при помощи клина и молотка.
Приспособление состоит из неподвижного клина 2, прикле-
панного к скобе 1, подвижного клина 3 и рычага 4, вращающегося*
на оси (заклепке) 6.
Чтобы вытолкнуть инструмент из конуса шпинделя сверлиль-
ного станка, клин вставляют в отверстие между концом хвосто-
вика инструмента и верхней частью овального паза шпинделя^,
предварительно большим пальцем правой руки дослав подвиж-
ной клин 3 в крайнее переднее положение. Затем рукой переме-
щают рычаг 4 от себя. Двигаясь обратно, подвижной клин 3 вы-
талкивает из конуса шпинделя инструмент, который принимают
левой рукой.
При сборке приспособления следует обратить внимание на
свободное, без заеданий перемещение подвижного клина 3 в пазу
скобы 1 и по верхнему ребру неподвижного клина.
60
Использование данного приспособления позволяет значитель-
но повысить культуру труда учащихся, безопасность их работы и
сохранность режущего инструмента.
Делительное приспособление (черт. 36, см. стр. 191). При
обработке некоторых деталей часто требуется разделить (разме-
тить) заготовку на определенное число граней, отверстий.
Предлагаемое приспособление позволяет производить деление
на разное число граней обрабатываемых на сверлильных и фре-
зерных станках заготовок.
При ознакомлении с конструкцией приспособления учащиеся
получат знания и умения, необходимые для работы с делительной
головкой фрезерного станка.
В стальном кожухе размещают узел делительного устройства
приспособления.
Перед работой с приспособлением шпонкой 19, закрепляемой
винтом 18, его фиксируют на столе станка.
Отверстия с резьбой на боковой поверхности корпуса служат
для крепления узла фиксирующего устройства. Узел фиксирую-
щего устройства состоит из фиксатора 15, стакана 14, возвратной
пружины 16 и специальной гайки 17.
Для точной установки стакана 14 в корпусе 1 предусмотрены
штифты и винты.
Пружина 16 надежно фиксирует делительное устройство в
нужном положении.
Делительное устройство состоит из корпуса 11, цанги 12,
втулки 5 с рукоятками 4 и упорного винта 6.
Ниже дано соотношение внутреннего диаметра d цанги и ши-
рины b прорези.
Специальная втулка 2 кор-
пуса, внутренняя поверхность
которой тщательно отшлифо-
вана, служит гнездом дели-
тельного устройства.
Перекосы при монтаже
приспособления исключают
штифт и винты 10, установ-
ленные в торце втулки 2.
Для подведения смазки в
корпусе и втулке выполнено
d, мм Ь, мм
3,5 1,0
4,5 1,2
5,5 1,5
6,5 1,5
8,5 1,5
косое отверстие, закрываемое винтом 13. Специальная проточка
на внутренней поверхности втулки 2 служит 'каналом для смазки
делительного устройства.
На одном конце корпуса (ступенчатой втулки) имеется бур-
тик, а на другом нарезана резьба М36Х2. Внутренняя поверх-
ность корпуса обработана в соответствии с наружной формой и
размерами цанги 12.
Количество радиальных отверстий в корпусе 11 определяет
возможное число делений. Корпус является сменной деталью.
61
Подбирая его с различным числом отверстий, можно получить
нужный угол поворота.
В гнездо корпуса устанавливают штифт 3, конец которого
входит в прорезь цанги 12, предотвращая ее повертывание отно-
сительно корпуса при закреплении заготовки.
Ступенчатая втулка 5 служит для поворота корпуса 11 вмес-
те с обрабатываемой заготовкой. Втулка 5 имеет наружную резь-
бу Ml4, внутреннюю резьбу М8, выточку для установки штифта 7
и четыре радильных отверстия М8 для завертывания рукояток 4.
Наружная резьба предназначена для закрепления в корпусе
И цанги с обрабатываемой заготовкой, внутренняя резьба М8 —
для установки упорного винта 6.
Корпус И крепят в корпусе 1 двумя круглыми гайками S, одна
из которых является контргайкой.
Приспособление собирают следующим образом.
В корпусе 1 устанавливают втулку 2 с надетыми гайками 8,
затем — корпус 11. Гайки 8 завертывают после установки штиф-
та 7. Контргайку 8 затягивают так, чтобы было обеспечено лег-
кое, без заеданий и люфта вращение делительного устройства.
Узел фиксирующего устройства собирают отдельно и уста-
навливают в корпусе /, обеспечивая легкое продольное переме-
щение фиксатора 15 в стакане 14.
Закреплением фиксирующего устройства в корпусе штифтами
и винтами заканчивается сборка делительного устройства.
Чтобы проверить приспособление, его устанавливают на сто-
ле станка, в цанге закрепляют цилиндрическую деталь и подво-
дят к ней индикатор. Вращением рукоятки приводят в действие
механизм. Отсутствие биения детали, закрепленной в цанге, сви-
детельствует о качественной сборке.
Для работы приспособление закрепляют на столе станка. В
гнездо делительного устройства помещают цангу требуемого
размера, в отверстие которой до упора вставляют обрабатывае-
мую заготовку и затягивают вращением рукояток 4. Поверты-
вают заготовку поело оттягивания фиксатора 15.
При выполнении работ, не требующих высокой точности,
можно в цангу закреплять при помощи специального хвостовика
сверлильный или токарный патрон.
Применение делительного приспособления в школьных мас-
терских позволит выполнять на уроках труда более разнообраз-
ные детали для различных изделий.
Универсальный прижим для фрезерного станка (черт. 37,
см. стр. 196). Крепление заготовок на фрезерных (или сверлиль-
ных) станках является ответственной операцией. Ненадежное
крепление заготовки может привести к несчастному случаю.
Обычные прижимы с прокладками, применяемые в школь-
ных мастерских, имеют недостатки. Как правило, для крепления
заготовки необходимо подбирать по высоте прокладки довольно
точных размеров.
62
Предлагаемый прижим обеспечивает надежное крепление
обрабатываемых заготовок различных размеров по высоте в пре-
делах 0—80 мм.
Приспособление состоит из сегментного прижима /, в кото-
ром имеется отверстие под палец 2. Вращая прижим 1 по пальцу
2, меняют высоту закрепления заготовок.
В заданных пределах это можно также сделать гайкой 6.
Для закрепления обрабатываемой заготовки головку винта 5
прижима вставляют в паз стола станка, и в требуемом положе-
нии заготовку затягивают гайкой 6.
Приспособление для обработки заготовок под углом (черт. 38,
см. стр. 199) предназначено для сверления в заготовках отвер-
стий под углом на сверлильных или фрезерных станках.
Корпус сварной, состоит из основания 1, стойки 3 и двух ре-
бер 2. В резьбовое отверстие центра стойки ввертывают винт 3,
на котором свободно вращается диск 4. В двух сегментных пазах
с углублениями помещают головки болтов 6, которыми диск сое-
диняют со стойкой 3.
В два резьбовых отверстия диска ввертывают два винта 7,
которыми к нему крепят малые машинные тиски.
Проушины основания служат для крепления приспособления
на столе станка. Чтобы было удобнее пользоваться приспособле-
нием, на стойке 3 (/?85) можно нанести деления в градусах, а на
диске риску. Это позволит поворачивать тиски с закрепленной
для обработки заготовкой на заданный угол.
Корпус приспособления можно сварить на шефствующем
предприятии или сделать его сборным, на винтах.
Призма со струбциной (черт. 39, см. стр. 202) предназначена
для крепления цилиндрических заготовок (в виде прутков и тру-
бок), обрабатываемых на сверлильном станке, а также при
разметке.
Приспособление состоит из призмы /, струбцины 2, гайки 3
и винта 4.
Заготовку устанавливают на призму и при помощи струбци-
ны и винта закрепляют в требуемом положении. При сверлении
приспособление можно закреплять в машинных тисках, а при
разметке — на поверочной плите.
§ 2. Полезные советы
Упор к сверлильному станку. Чтобы просверлить отверстие
в длинной пластине, целесообразно применить упор 2 (рис. 52),
помогающий удерживать заготовку от проворачивания.
К столу упор крепят винтом, который одновременно служит
и осью вращения. В рабочем положении упор опирается на штифт,
ввернутый в торец стола. Когда упор не нужен, его откидывают.
Данный упор повышает безопасность труда.
63
Рис. 53. Машинные тиски станка
НГФ-110, переоборудованные в кон-
дуктор:
/ — тиски; 2 —скалка; 3 — кондукторная
втулка; 4 — упор.
Рис. 52. Упор, установленный
на сверлильном станке:
1 — обрабатываемая заготовка; 2— упор;
3 — штифт; 4 — ось вращения упора.
Тиски-кондуктор (рис. 53). Обычные машинные тиски можно
переоборудовать в кондуктор для сверления различных_загото-
вок без разметки. В этом случае сменные губки тисков заменяют
специальными накладками или устройствами, которые могут
базировать и фиксировать обрабатываемые заготовки в опре-
деленном положении.
Рис. 54. Сверление близко рас-
положенных друг от друга
отверстий:
/ — сверло; 2 — стержень; 3 — об-
рабатываемая заготовка.
Ось смещенного
Ось требуемого
отверстия
Рис. 55. Способ устранения экс-
центриситета при сверлении.
64
К неподвижной губке крепят скалку со сменными кондуктор-
ными втулками. Для обработки заготовок разной высоты скалку
регулируют по вертикали.
Как сохранить перемычки. Чтобы сохранить перемычки при
сверлении близко расположенных друг от друга отверстий, сле-
дует в рядом расположенное отверстие вставлять стержень
(рис. 54), подходящий по диаметру.
Как устранить эксцентриситет при сверлении (рис. 55). При
сверлении по разметке сверло зачастую уводит от линии раз-
метки. Чтобы устранить это, прорубают узкую канавку, набива-
ют кернером новый центр и снова надсверливают отверстие. Если
после повторной проверки установлено, что сверло заняло пра-
вильное положение, продолжают сверлить.
Глава IV
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ
§ 1. Описания приспособлений
Направители для ножовки (черт. 40, см. стр. 204) позволя;
ют безошибочно распиливать ножовкой бруски и доски поперек
волокон. Если необходимо, можно видоизменить данную конст-
рукцию и использовать приспособление для пиления древесины
под различными углами.
Основание 1 (угольник) изготовляют из древесины твердой
породы (дуб, береза, бук). Его части соединяют между собой
клеем, на шип. Размеры угольника определяет учитель труда,
учитывая конкретные условия.
К угольнику шурупами 4 привертывают направители 2 и 3 из
листовой углеродистой стали. Их размеры примерные. Учителю,
в зависимости от величины ножовки, следует их уточнить.
Изготовлять приспособление целесообразно в такой последо-
вательности. Определить размеры основания 1 и изготовить его.
Зная размеры ножовки, уточняют размеры направителей 2 и 3
и делают их. К изготовленному основанию шурупами 4 прикреп-
ляют направители 2 и 3 так, чтобы исключить перекос ножовки и
ее свободное, без заеданий, перемещение в прорезях.
При работе с приспособлением на обрабатываемую доску,
брусок устанавливают основание так, чтобы прорези на напра-
вителях совпали с линией разметки. Удерживая угольник левой
рукой, правой в прорези вставляют ножонку и пилят.
Приспособление для прорезания шипов (черт. 41, см. стр. 205).
Данное приспособление состоит из корпуса 1 (бруска из твер-
дой пароды древесины с выточенной ручкой), одного ножовоч-
ного полотна 4 и пластины 3.
5 Заказ 1759 65
В бруске сверлят три отверстия диаметром 5,5 мм.
Пластину 3 и ножовочное полотно 4 крепят к корпусу 1 дву-
мя винтами 2 и 5. Налаживают приспособление для обработки
шипов определенных размеров, регулируя расстояние между
пластиной 3 и полотном 4 прокладками.
Данную конструкцию можно видоизменить. Например, вмес-
то одного полотна установить три-четыре. Производительность
труда в этом случае возрастает.
Глубину прорезания шипов также можно регулировать путем
крепления к корпусу 1 различных прокладок.
Работают с приспособлением так. Выбрав размер шипа и ус-
тановив пластину и полотно на требуемом расстоянии, крепят
заготовку на верстаке. Производят первое прорезание. При этом
направляющая пластина скользит по кромке обрабатываемой
заготовки. Последующую обработку повторяют с той лишь раз-
ницей, что направляющая пластина входит в крайнюю готовую
прорезь.
Изготовление деталей приспособления и регулировка доступ-
ны учащимся восьмых-девятых классов. Насечку зубьев на по-
лотне выполняет мастер или учитель труда.
Вайма для склеивания (черт. 42, см. стр. 207) служит для
зажатия склеиваемых заготовок.
Приспособление состоит из двух металлических пластин 1, по
оси которых просверлены отверстия диаметром 10,2 мм, с шагом
30 мм, позволяющие склеивать детали разных размеров. Упор 4
стянут между пластинами двумя болтами 6. При креплении
склеиваемых заготовок клин 3 одной стороной скользит по край-
ней заготовке, а другой по стальному стержню 2.
Для изготовления приспособления необходимы две стальные
пластины размером 600X50x5 мм, которые в крайнем случае
можно заменить деревянными брусками или отрезками углового
дюралюминия.
Следует учитывать, что размеры упора 4 и клина 3 по высоте
должны приблизительно соответствовать высоте склеиваемых
заготовок. Для этого необходимо иметь набор разных по высоте
упоров и клиньев.
Для работы с приспособлением упор 4 устанавливают в нуж-
ном месте и болтами скрепляют пластины 1. Нанеся на склеива-
емые поверхности клей, закладывают в приспособление бруски
или доски. Вставляют стержень 2 и клин 3. Ударяя молотком
или киянкой по клину, зажимают склеиваемые заготовки. При-
менение клеев и технология склеивания различных материалов
изложены в § 3 главы VI.
При помощи данного приспособления можно производить
склеивание одного или двух щитов (см. черт. 42). При двусто-
роннем склеивании делают еще один упор 4 и устанавливают
его в средней части пластин 1. Необходимо также дополнительно
66
изготовить стержень 2 и клин 3. Для лучшего скольжения клина
на стержень 2 целесообразно надеть втулку.
Зажим верстачный (черт. 43, см. стр. 208) служит для креп-
ления на верстаке досок, брусков длиннее 1,5 м. Приспособление
представляет собой накладную доску-основание 1 толщиной
30—35 мм, устанавливаемую на верстаке и фиксируемую за-
жимом или струбциной. Если в качестве зажима используют
коробку столярного верстака, то на нижней поверхности осно-
вания 1 необходимо предусмотреть специальный выступ в виде
бруска.
На основании установлены постоянный боковой упор 2, а бо-
ковой регулируемый упор 3 только на деревянных нагелях. Для
упора 3 можно предусмотреть ряд отверстий в основании 1.
Обрабатываемую заготовку окончательно закрепляют
клином 4.
Детали 2, 3 и 4 изготовляют из древесины твердых пород.
Следует иметь в виду, что эти детали должны быть тоньше об-
рабатываемой.
Все размеры приспособления даны ориентировочно. Учителю
труда следует выбирать их, учитывая конкретные условия (раз-
меры верстаков, площади помещения мастерской, обрабатывае-
мых деталей).
Рекомендуемый угол клина 4 и скос регулируемого упора 3—
5-10°.
Порядок работы с приспособлением следующий. Обрабаты-
ваемую заготовку кладут на основание 1. Регулируемый упор 3
устанавливают в зависимости от ширины обрабатываемой заго-
товки и при помощи клина 4 крепят ее.
Струбцина для склеивания под углом (черт. 44, см. стр. 211)
предназначена для крепления при склеивании двух или более
заготовок, расположенных под углом друг к другу.
Приспособление состоит из пяты /, двух скоб 2 и специальной
гайки 6. Пята 1 и гайка 6 соединены со скобами 2 заклепками 7.
В фиксирующие пазы скоб 2 входят штифты 5 сухаря 3, в
резьбовое отверстие которого ввертывают винт 8 с воротком 9.
В гайку 6 ввернут винт 8. Скобы 2 можно сделать из листовой
стали толщиной 5 мм. Для этого изготовляют на токарном стан-
ке кольцо с наружным диаметром 168 мм и внутренним 120 мм.
Разрезав кольцо на две половины, обрабатывают совместно пазы
и отверстия.
Перед сборкой пяты 1 и гайки 6 со скобами 2 необходимо
совместно обработать отверстия под заклепки. При этом в скобах
2 зенкуют отверстия под головки заклепок 7. Штифты 5 запрес-
совывают в сухарь 3.
При работе склеиваемые заготовки крепят на приспособле-
нии двумя винтами 8. Фиксирующие пазы в скобах 2 позволяют
склеивать заготовки под различными углами.
5-
67
Приспособление для насекания зубьев1 (черт. 45, см. стр.
215). Это универсальное приспособление позволяет насекать
зубья различного профиля «и шага на поперечных пилах, ножо-
вочных и лучковых полотнах для разрезания древесины. Перед
насеканием зубьев .необходимо выбрать глубину насечки, про-
филь и шаг зуба.
Ножовочное полотно накладывают на матрицу 10 и при на-
жатии правой рукой рукоятки 4 эксцентрик 5, сидящий на оси 6,
приводит в действие резец-секатель 7, который и насекает зуб.
Левой рукой полотно смещают па щаг насечки, а в насеченный
зуб вставляют ограничитель 14 шага, закрепляемый барашком
16. Затем подводят упор 9 к полотну при помощи планки 18, ко-
торую закрепляют барашком.
Под действием пружины 13 резец-секатель после каждого
подъема рукоятки прижимается к эксцентрику.
При насекании косого зуба для продольного пиления необ-
ходимо расположить полотно под требуемым углом, насечь толь-
ко первый зуб, а затем установить ограничитель шага подачи и
упор и насекать зубья так же, как было описано.
Эксцентриковое устройство исключает необходимость затра-
ты больших физических сил.
Резец-секатель и матрица имеют по две рабочие поверхности,
что увеличивает продолжительность эксплуатации приспособле-
ния. В случае износа одной из сторон необходимо резец-сека-
тель или матрицу перевернуть на 180°, установить между сека-
телем и матрицей зазор 0,1 мм и прикрепить болтами матрицу
к основанию.
Насекают зубья на полотнах толщиной 0,3—2 мм. Качество
насечки удовлетворяет техническим требованиям, а производи-
тельность труда значительно повышается.
Детали 2, 5, 7, 10 и 14 целесообразно изготовлять силами ше-
фов. Обработка остальных деталей, сборка и отладка приспособ-
ления доступны (под контролем учителя) для учащихся девятых-
десятых классов.
§ 2. Полезные советы
Как предохранить гнездо клина зажимной коробки верстака
от разрушения1 2. Для этого можно использовать стальную плас-
тину 1 (рис. 56) толщиной 2—3 мм, которая имеет внутреннее
отверстие, соответствующее размерам клина.
На коробке сверлом или другим инструментом делают
8—10-миллиметровое углубление, в которое помещают заранее
1 Журнал «Школа и производство», 1966, № 6.
2 При разработке нами использовано предложение А. Волкова. См. журнал
«Школа и производство», 1960, № 12.
68
Рис. 56. Способ предохранения гнез-
да клина от разрушения:
/ — стальная пластина; 2 — фанера; 3 —
шуруп.
а
Рис. 57. Крепление на петле (а)
и применение струбцины (б):
1 — резьбовое отверстие; 2 — винт;
3 — барашек.
Рис. 58. Разметка на полосы при
помощи специальной линейки:
1 — чертилка; 2 — линейка; 3 — разме-
чаемая заготовка.
Рис. 59. Способ разрезания до-
сок вдоль волокон:
/ — скамья; 2 — упор; 3—обраба-
тываемая заготовка; 4 — ножовка;
5 — линия разметки.
изготовленную пластину /, прикрепляемую к коробке двумя шу-
рупами.
Сверху к пластине приклеивают кусок многослойной фанеры
или брусок, форма которого соответствует пластине, и зачищают
заподлицо с коробкой.
Как крепить струбциной бруски на рабочем столе. Для сто-
лярных работ можно использовать обычный стол (или скамью),
к которому обрабатываемую заготовку прикрепляют струбциной.
Струбцину приклепывают к петле, присоединяемой к столу (рис.
57, а). В рабочем положении струбцину закрепляют винтом с ба-
рашком (рис. 57,6).
Как разметить листовой материал на полосы. Это можно вы-
полнить, пользуясь линейкой с ручкой (рис. 58), изготовленной
из древесины твердой породы. В рабочей части линейки сделаны
отверстия для установки чертилки и нанесены деления в мил-
лиметрах.
Как разрезать ножовкой доски или брусок вдоль волокон.
Для этого можно использовать приспособление, представляющее
собой скамью (рис. 59) или доску, которая имеет паз для ножов-
ки. Разрезаемую заготовку прижимают к упору или крепят
струбциной, а линию разметки совмещают с пазом для ножовки.
Глава V
ПРИСПОСОБЛЕНИЯ ДЛЯ ЭЛЕКТРОМОНТАЖНЫХ И СПЕЦИАЛЬНЫХ
РАБОТ
§ 1. Описания приспособлений
Приспособление для крепления заготовок при сварке и паянии
(черт. 46, см. стр. 219) служит для установки пластин под углом
90° при сварке и паянии. Приспособление состоит из двух стоек
1 и стяжки 2, соединенных между собой заклепками 3. Угол меж-
ду стойками составляет 90°.
Положение закрепленных в приспособлении пластин прове-
ряют контрольным угольником.
На техническом рисунке показано, как пользоваться при-
способлением.
Обжигалка для снятия изоляции с проводов (черт. 47,
см. стр. 220). При электромонтажных работах концы проводов
обычно зачищают от изоляции специальными кусачками, а чаще
ножом. При этом в местах зачистки провод, как правило, по-
вреждается.
Предлагаемая обжигалка обеспечивает хорошее снятие изо-
ляции, повышает производительность труда, безопасна и удобна
в работе.
С одной стороны в корпус 7 обжигалки вставляют на клею
БФ-4 переднюю заглушку 11, в резьбовые отверстия которой
70
ввинчивают две шпильки 9. В их концы заделывают и запаивают
нагревательный элемент 10.
С другой стороны в корпус вставляют заднюю заглушку 6,
через которую проходит провод 2 для подключения обжигалки к
сети. На провод надета оболочка 4. От излома провод предохра-
няет пластмассовая трубка 5, вставленная в месте заделки обо-
лочки в заглушку. К концам провода припаяны штекеры 1.
В корпусе на колодке 14 смонтирован микровыключатель
13, помещаемый в корпус после установки кнопки 12.
Собирают обжигалку в такой последовательности:
1. Ввертывают в переднюю заглушку 11 шпильки 9.
2. К шпилькам 9 припаивают нагревательный элемент 10.
3. Припаивают микровыключатель к одной шпильке 9.
4. На провод 2 надевают оболочку 4, а затем трубку 5.
5. К концам провода 2 припаивают штекеры 1.
6. К корпусу 7 присоединяют на клею БФ-4 колодку 14.
7. Вставляют в корпус 7 заднюю заглушку 6 и пропускают
провод 2 через весь корпус.
8. Припаивают провод 2 к ммкровыключателю 13 и к дру-
гой шпильке 9.
9. Вставляют в боковое отверстие корпуса 7 кнопку 12 и, по-
тянув за провод, сажают на клею БФ-4 переднюю заглушку 11.
10. Надевают на корпус декоративное кольцо 8.
Чтобы снять изоляцию с конца провода, обжигалку подклю-
чают к сети напряжением 3—6 в. Корпус обжигалки берут в пра-
вую руку. Большим пальцем нажимают кнопку замыкания
электроцепи. В результате нихромовая проволока нагревается
до малинового цвета.
Левой рукой провод, на котором надо снять изоляцию, про-
кручивают по разогретой проволоке. Изоляция расплавляется и
легко снимается.
Работать с зажигалкой рекомендуется под вытяжным шкафом.
Камера для лакокрасочных покрытий (черт. 48, см. стр. 223).
Одна из проблем при организации работ в школьных мастер-
ских — производство лакокрасочных покрытий. Предлагаемая
камера решает этот вопрос и отвечает требованиям техники
безопасности.
Камера состоит из каркаса 2, обшитого со всех сторон лис-
товой сталью толщиной 1 мм (дет. 3, 6 и 10). Рабочая зона А
камеры, оборудованная взрывобезопасными светильниками 7,
отгорожена от вентиляционного короба Б рамкой 8 с сеткой 4.
Короб соединен с принудительной вытяжной вентиляцией пере-
ходником 1. Камеру устанавливают и крепят на обычном столе.
В нижней части рабочей зоны камеры смонтирован вращающийся
стол, на котором помещают окрашиваемые детали и изделия.
Окрашивают следующим образом. На вращающийся стол
устанавливают обрабатываемые детали или изделия, включают
71
вентиляцию, надевают респиратор (или марлевую повязку) и
окрашивают при помощи пульверизатора.
Для равномерной окраски со всех сторон левой рукой мед-
ленно повертывают вращающийся стол и перекладывают детали.
Технологический процесс окрашивания описан в §3 главы VI.
Универсальный электрический паяльник (черт. 49, см. стр.
225). При радио- и электромонтажных работах часто необходимо
заменить или удалить многовыводные элементы на платах. Это
трудная и ответственная операция, при которой дорогостоящие
изделия могут получить неисправимые повреждения. Так, при
перегреве проводника на печатной плате может произойти его
отслоение.
Универсальный электрический паяльник с отсосом позволяет
выполнять операции по замене элементов на печатных платах,
значительно повышая производительность труда.
На корпус 2 паяльника надевают жало Л внутри кожуха 4
располагают катушку с нагревательным элементом.
Корпус 2 и кожух 4 соответственно соединены с ручкой 24 и 25
посредством трубок 10 и 11.
На трубке И крепят резиновую грушу 17. Через трубку 10 и
отверстия в ручке 24 и 25 подводят электропитание.
Порядок сборки паяльника.
1. Трубку 10 припаивают припоем ПОС-40 к кожуху 4, а
трубку 11 к втулке 13.
2. Наружную поверхность катушки 3 обматывают нагрево-
стойкой слюдой в четыре слоя и навивают нагревательный эле-
мент 5 (из нихромовой проволоки Х20Н80 диаметром 0,3 мм в
один ряд с шагом 0,5 мм). Для соединения спирали 5 с проводом
21 выводят концы длиной ^80 мм. Наружную поверхность спи-
рали изолируют в два слоя слюдой и стеклотканью. Наружный
диаметр катушки после сборки не должен превышать 12 мм.
На концы спирали 5 надевают электроизоляционную оболочку
из стеклоткани.
3. Собирают корпус 2 с нагревательным элементом и выводят
концы спирали через трубку 10.
4. Сваривают концы спирали с проводом 21. Места сварки
изолируют стеклотканью.
5. Собирают резиновую грушу 17 с трубкой И и ввертывают
в корпус 2.
6. Собранные узлы укладывают в ручку 24 и 25 и скрепляют
ее винтами 9.
Для удаления элемента сжимают грушу (удаляют из нее воз-
дух) и подводят наконечник к нужному месту печатной платы и
выдерживают 3—4 сек для расплавления припоя. После прекра-
щения нажатия груши расплавленный припой отсасывается и вы-
вод элемента освобождается от него. Затем операцию повторяют.
Паяльник электровоздушный для сварки термопластичных
материалов (черт. 50, см. стр. 233). На уроках труда в школь-
72
ных мастерских и кружках технического творчества можно ши-
роко использовать термопластичные листовые материалы — ви-
нипласт, оргстекло, ударопрочный полистирол, выпускаемые оте-
чественной промышленностью. Однако недостаточно надежное
соединение термопластичных материалов при помощи склеива-
ния сдерживает их применение в школьных мастерских.
При помощи электровоздушного паяльника можно надежно
сваривать всевозможные корпусные детали, бачки, ванны, трубы,
плиты, профили и другие детали из термопластичных материалов.
По прочности сварные соединения во многих случаях прево-
сходят клеевые.
Электровоздушный паяльник состоит из насадки 1 с соплами
2 или 4, трубки 3 и корпуса паяльника (наконечника 5, трубки 6
и кольца 7). В корпус вмонтирован нагревательный элемент 10
из нихромовой проволоки Х20Н80 диаметром 0,8 мм.
Собирают электровоздушный паяльник так:
1. Паяют припоем ПОС-40 детали Л 2 и 3, а также детали 5,
6 и 7.
2. Спираль нагревательного элемента навивают на трубку 11
в один ряд с шагом 1,2 мм. Наружную поверхность изолируют
нагревостойкой слюдой толщиной 0,2 мм и асбестовым шнуром 9.
Наружный диаметр спирали после изоляции не должен превы-
шать 20 мм. На концы спирали (длиной не менее НО мм) надева-
ют оболочку 16 (из стеклоткани) и пропускают их через отвер-
стия диаметром 2 мм в асбоцементном вкладыше 14.
3. На оправку диаметром 5,8 мм и длиной 280 мм последова-
тельно насаживают узел нагревательного элемента, вкладыш 14
и штуцер 18. На штуцер надевают гайку 17 и пропускают через
отверстие в штуцере провод 19. Сваривают концы нагреватель-
ного элемента с проводом 19. Места сварки изолируют стеклово-
локном и обмазывают шамотной глиной.
4. Устанавливают корпус паяльника (сварные узлы), ручку 15
и навинчивают гайку 17.
Паяльник подключают к сети напряжением 36 в; потребля-
емая мощность — 220 вт. К штуцеру 18 через шланг подводят под
давлением воздух от воздушной сети или от бытового пылесоса.
Температура сварки винипласта находится в пределах 220—
260, оргстекла — 220—240, полистирола — 140—160°С.
Для получения необходимой температуры нагрева воздуха в
шланг между паяльником и пылесосом встраивают стандартный
воздушный кран, которым в зависимости от свариваемого мате-
риала опытным путем подбирают температуру нагрева воздуха,
выходящего из сопла.
Подготовленный к работе паяльник устанавливают на место
сварки (рис. 60). В сопло вставляют пруток диаметром 3—4 мм
из того же материала, что и свариваемые детали.
Струя горячего воздуха, поступающая из трубки 3
(см. черт. 50), нагревает кромки деталей и присадочный пруток,
73
Рис. 60. Сварка электровоздушным
паяльником:
/ — присадочный пруток; 2 —паяльник.
Рис. 61. Сварка при помощи
сменной насадки — сопла:
/ — обрабатываемая заготовка; 2
паяльник; 3 — присадочный пруток
которые становятся пластичными. Присадочный пруток прижима-
ют к размягченным кромкам деталей — в результате образуется
сварной шов. Охлаждаясь, материал деталей и присадочного
прутка затвердевает, и детали прочно соединяются.
При сварке соплом 4 его ставят на расстоянии 5—6 мм от сва-
риваемого шва, а присадочный пруток устанавливают впереди
сопла и подают под углом 90° к поверхности шва (рис. 61).
Прочность сварки деталей из термопластичных материалов
электровоздушным паяльником зависит от состояния их поверх-
ностей. Они должны быть чистыми, ровными и обезжиренными.
Кромки соединяемых деталей специально обрабатывают в зави-
симости от вида соединений (рис. 62).
Снимают фаски на листах толще 5 мм для V- и Х-образных
швов специальной фрезой на станке, а на листах тоньше 5 мм —
вручную.
Прочность сцепления глянцевых поверхностей много ниже
шероховатых. Поэтому перед сваркой, особенно при выполнении
соединений внахлестку, с листов в местах сварки глянец снима-
ют наждачной бумагой или шабером.
Газовая горелка для паяния (черт. 51, см. стр. 237). Предла-
гаемая газовая горелка с использованием деталей с 10 по 23 от
портативной газовой плиты П-2, массовый выпуск которой орга-
низован промышленностью, решает вопрос о внедрении газовой
пайки в школьных мастерских.
Детали 2 и с 10 по 23 продают в магазинах как запасные ча-
сти к газовой плите П-2. Изготовляют только детали 1—9, а де-
таль 2 подгоняют.
74
a
5
Рис. 62. Виды сварных швов:
а — стыковой V-образный; б — стыковой Х-образный; в — внахлестку; г —
угловой; д — угловой с односторонним скосом; е — угловой с двусторонним ско-
сом; ж— тавровый; з— валиковый с односторонним скосом; и — валиковый с
двусторонним скосом.
На цилиндрической поверхности наконечника Л надетого на
обойму 4, сделаны четыре отверстия для регулирования пламени
горелки. Обойма навинчена на трубку 6. С торцовой части обой-
мы выполнены отверстия для прохода воздуха. В трубку 6 ввер-
нут капсюль 2 (от плиты П-2) с надетой шайбой 3. Проходное
отверстие капсюля рассверливают до диаметра 0,3 мм. На труб-
ке 6 винтами 7 крепят эбонитовую ручку 8. В трубку 6 ввернут
и запаян наконечник 9.
Шлангом 10 соединяют этот наконечник с вентилем 23.
Представленный вариант поста пайки можно изменять исходя
из имеющегося материала (например, вместо асбестоцементной
плиты использовать огнеупорную плитку или кирпич из шамот-
ной глины).
Баллон с газом крепят к столу хомутиками. После этого сни-
мают колпачок 21 и прокладку 20, иначе при соединении венти-
ля 23 с баллоном не откроется клапан 13 и газ не будет пода-
ваться. 1
Шланг 10 соединяют с вентилем 23, отверстие которого долж-
но быть перекрыто маховичком 22.
Чтобы зажечь горелку, к ней подносят горящую спичку и пово-
рачивают немного маховичок 22 против движения часовой стрел-
ки— газ должен загореться. Если газ не загорелся, его перекры-
вают поворотом маховичка 22 по движению часовой стрелки.
Пламя горелки регулируют маховичком 22. Если при его от-
вертывании интенсивность горения не увеличивается, прочища-
ют отверстие в капсюле специальной иглой. Если прочистка не
дает результатов, в баллоне осталось мало газа.
75
Пламя горелки с желтовато-красным оттенком указывает на
неполное сгорание газа из-за недостаточного притока воздуха.
В этом случае следует проверить, не засорились ли отверстия в
обойме 4, через которые воздух поступает к горелке.
Положение обоймы 4 на трубке 6 относительно капсюля 2 и
положение наконечника 1 относительно обоймы 4 также влияет
на качество горения. Для этого предусмотрены регулировка поло-
жения обоймы и наконечника. Голубовато-зеленое пламя с фио-
летовым оттенком свидетельствует о нормальной работе горелки.
Длинное пламя не характеризует теплообразование, поэтому,
пользуясь вновь заправленным баллоном, нельзя полностью от-
крывать отверстие вентиля.
Наиболее правильный режим работы горелки — величина
пламени — 50—60 мм.
Пламя гасят перекрытием отверстия вентиля маховичком 22,
однако и после этого горение продолжается до тех пор, пока весь
газ не выйдет из шланга.
При перекрытии газа не следует прилагать чрезмерной силы
к маховичку 22.
Предлагаемая газовая горелка по характеристике наиболее
оптимальная для школьных мастерских. Для более тонких и точ-
ных работ горелку можно переконструировать — уменьшить про-
ходное сечение капсюля и соответственно диаметры обоймы и на-
конечника.
Газовая горелка позволяет производить почти все паяльные
работы с мягкими и твердыми припоями.
Для паяния твердыми припоями используют флюсы в виде со-
лей. Не применяют флюсы, основой которых является органиче-
ское соединение, так как при нагревании в пламени горелок эти
флюсы обугливаются и их действие пропадает.
Место шва прогревают пламенем газовой горелки до темпе-
ратуры, превышающей температуру плавления припоя на 80—
100°С для черных металлов, меди и ее сплавов и на 30—60°С для
алюминия и его сплавов.
Флюс можно вносить с конца предварительно разогретого
прутка припоя, а также лопаточкой из нержавеющей или нихро-
мовой стали. После флюсования или одновременно с ним в зону
шва вводят припой. Расплавлять припой нужно, касаясь прутком’
припоя краев нагретых заготовок в зоне шва; нельзя, чтобы при-
пой стекал каплями. Вводить флюс и припой следует в момент
отведения пламени.
Окончив паяние, заготовки нельзя передвигать до полного
затвердевания припоя во избежание появления трещин в шве.
Остатки флюса удаляют не позднее, чем через час после паяния.
Удалять остатки флюса можно, погрузив паяные узлы в горячую
проточную воду (температура 50—60°С) на 15—20 мин и проте-
рев швы жесткой щеткой.
76
При работе с газовой горелкой следует соблюдать следующие
правила:
1. Перед навинчиванием шланга на вентиль или отвинчивани-
ем с него отверстие вентиля должно быть закрыто.
2. Не выжигать полностью газ из баллона; малое пламя ука-
зывает на недостаточное количество в нем газа.
3. Разбирать баллон категорически запрещается, его ремон-
тируют и проверяют на газозаправочном пункте.
4. Нельзя допускать нагрева баллона тепловыми источниками
и солнечными лучами.
5. На неиспользованном баллоне должен быть навинчен кол-
пачок, а между ними находиться резиновая прокладка 20.
§ 2. Полезные советы
Как обработать пластические массы на станках. Все пласти-
ческие массы, за небольшим исключением, легко поддаются то-
чению, фрезерованию, сверлению, строганию на обычном обору-
довании, однако инструмент для них должен быть несколько ви-
доизменен по сравнению с инструментом для обработки металлов.
Так, углы заточки сверл следует брать в пределах 65—95°. Ско-
рости резания, подачи, глубина резания для большинства плас-
тических масс остаются приблизительно равны величинам, при-
нятым при обработке латуни и меди. Скорость резания при свер-
лении отверстий диаметром до 5 мм в большинстве пластических
масс мсжно довести до 40—75 м!мин.
Как предохранить поверхность оргстекла от повреждения
при сверлении. Чтобы тщательно отполированная поверхность
обрабатываемой детали из оргстекла не была повреждена при
сверлении, первое соприкосновение сверла с деталью должно
быть легким. Иногда для лучшего входа сверла рекомендуется
обрабатываемый материал предварительно накернивать или
центровать. Отверстия диаметром 10—15 мм получают так. Вна-
чале обрабатывают сверлами диаметром 5—6 мм. Вибрацию
сверла можно предотвратить, уменьшив частоту вращения шпин-
деля.
Как определить глубину проектируемой гальванической ванны.
Общую ее глубину можно найти, сложив следующие показатели:
100—150 мм — расстояние от верхнего края борта ванны до
электролита;
50—100 мм — расстояние от верхней кромки загруженных де-
талей до поверхности электролита;
примерные габариты обрабатываемых деталей;
200—250 мм — расстояние от нижней кромки загруженных
(подвешенных) деталей до дна ванны.
77
Глава VI
СПРАВОЧНЫЕ СВЕДЕНИЯ ДЛЯ ПРОЕКТИРОВАНИЯ
И ИЗГОТОВЛЕНИЯ ПРИСПОСОБЛЕНИЙ
§ 1. Технические данные станков школьных мастерских
Для проектирования и изготовления станочных приспособле-
ний необходимо иметь характеристики станков, установленных в
школьных мастерских. Однако в ряде случаев на указанное обо-
рудование нет паспортов. Поэтому приводим данные применяе-
мых в школах металлорежущих и деревообрабатывающих
станков.
Технические данные токарно-винторезных станков
Показатели Модели станков
ТВ-16 ТВ-4 1615М
Высота центров, мм 85 108 170
Расстояние между центрами, мм 250 350 750
Наибольший диаметр обрабатывае- мых деталей, мм: над верхней частью суппорта 90 125 150
над станиной 160 200 320
Наибольшая длина обточки, мм 250 300 680
Диаметр отверстия шпинделя, мм 18 16 34
Шаг нарезаемой резьбы: метрической, мм 0,2—3,0 0,8; 1,0; 1,25 0,5-1,2
модульной, мм — — 0,5-6,0
Конус Морзе: шпинделя №3 укоро- ДО 2 № 5
задней бабки ченный № 1 № 2 № 3
Наибольшие размеры державки резца, мм юхю 10X12 16X25
Частота вращения шпинделя, об/мин 160—1600 120-710 44—1000
Мощность главного электродвига- теля, кет 0,25 0,6 2,8
78
Технические данные фрезерных станков
Показатели Модели станков
НГФ-110Ш1 | 6П80 | 6Н81
Рабочая поверхность стола, мм:
ширина 100 200 250
длина 400 800 1000
Наибольший ход стола, мм:
продольный 240 500 600
поперечный 85 160 200
вертикальный 150 390 350
Расстояние от оси шпинделя до стола, мм 45-195 0-340 0-380
Наибольший угол поворота стола или шпинделя, град — ±45 ±45
Расстояние от оси шпинделя до хобота, мм 70 100 150
Вылет оправки, мм 250 380 470
Частота вращения шпинделя, об/мин 60—840 50—2240 60—1800
Мощность главного электродвига- теля, кет 0,6 2,8 4,5
Технические данные сверлильных станков
Показатели Модели станков
НС-12А | 2118
Наибольший диаметр сверления, мм Наибольший ход шпинделя, мм Вылет шпинделя, мм Наибольшее расстояние от торца шпинделя до стола, мм Частота вращения шпинделя, об/мин Мощность электродвигателя привода, кет 12 100 175 420 450-4500 0,65 18 150 200 650 310—2975 1,0
79
Технические данные токарных станков по дереву
Показатели Модели станков
ТН-1 | ТС Д-120
Высота центров, мм Наибольшее расстояние между центрами, мм Частота вращения шпинделя, об/мин Диаметр отверстия шпинделя, мм Наибольшая глубина долбления, мм Наибольшие размеры заготовки для долбления (ширина X высоту), мм Мощность электродвигателя привода, кет 150 500 750—3000 21 0,6 120 500 710—1040 50 100X20 0,4
Технические данные односторонних рейсмусовых станков
Показатели Модели станков
СРЗ-4М | СР6-6
Ширина строгания, мм 300 630
Размеры обрабатываемой заготовки, мм: толщина 5—120 5—200
наименьшая длина 310 360
Диаметр окружности резания вала, мм 128 128
Число ножей вала, шт. 2 4
Частота вращения вала, об/мин 5000 5000
Скорость подачи, м/мин 8; 12; 18 8; 12; 20; 30
Мощность электродвигателей, кет: ножевого вала 4,5 7
механизма подачи 1 —
§ 2. Выбор материалов для деталей приспособлений
Один из факторов, влияющих на эффективность использова-
ния приспособлений, — правильный выбор материалов, который
зависит от силы резания, силы зажатия, износостойкости, анти-
фрикционных, пружинящих, антикоррозийных и других свойств.
Для облегчения выбора материала приводим табл. 8.
80
Таблица 8
Механические свойства сталей, применяемых для изготовления
приспособлений
Марка Рекомендуемая термическая обработка Механические свойства после термообработки Область использования
<>£ Мн/м2 (кгс/мм*) твердость HRC
Ст. 3, Ст. 5, Ст. 10 Не подвер- гается Каркасы, обшивка, кожухи, детали сварных корпусов, планки разные, ограничители, ребра, воротки, барашки, ручки и рукоятки, винты, гайки, шайбы, шурупы, бол- ты, рамки, коробки, крон- штейны, заклепки, плиты, прижимы, стойки, крышки, рычаги, державки
20 Цементация и другие виды 50...55 Опоры постоянные, втулки разные (в том числе кондук- торные), сменные губки к тискам, струбцины, наконеч- ники, воротки, угольники, скобы, маховики, ручки и рукоятки, прихваты, крон- штейны, корпуса, подставки, оси, рычаги, сопла, кожухи, гайки, болты, винты, шайбы, пластины
45 1. Закалка 840°С, отпуск 300-400°С (для диамет- ров до 6 мм) 1350— 1540 (135— 154) 40...45 Корпуса, шестерни, валы, оси, шпильки, пиноли, паль- цы, бойки, клинья, лимбы, конусы, фиксаторы, стержни, хвостовики, державки, суха-
2. Закалка 840°С, отпуск 570—680°С (для диамет- ров свыше 6 мм) 700-900 (70—90) 26...32 ри разные, призмы, опоры, упоры, подшипники, вклады- ши, шпонки, оправки, при- хваты, хомуты, губки, пере- ходники, планки, кронштей- ны, штанги, стойки, створ- ки, плиты, угольники, винты упорные, гайки, штифты, болты
У7А, У8А Закалка 760°С, отпуск 270—ЗОО'С **—в 56...58 Центры токарные и другие, цанги, диски, фиксаторы, пуансоны, матрицы, конусы, ножи, резцы, резаки, ножо- вочные полотна, просечки, валы, штифты, втулки кон- дукторные, режущий инстру- мент
6
Заказ 1759
81
Продолжение
Марка Рекомендуемая термическая обработка Механические свойства после термообработки Область использования
Мн/мг (кгс/мм*) твердость HRC
УЮА Закалка 840°С, отпуск 150—270°С — 56...62 Копиры, втулки кондуктор- ные, режущий инструмент, центры, конусы, цанги
40Х 1. Закалка 850°С, отпуск 500—550°С 2. Закалка 850°С, отпуск 450—500°С 1000 (100) 1150 (Н5) 26...32 37...44 Шестерни, валы, оси, шпин- дели, наконечники, втулки разные
Прово- лока « В», «ОВС» Отпуск 260—360°С — — Цилиндрические пружины, изготовленные методом хо- лодной навивки, фиксаторы
65Г Закалка 835—850°С, отпуск 350—380°С 40...45 Плоские пружины, изготов- ленные из ленточного и ли- стового профилей
§ 3. Некоторые технологические сведения по обработке
материалов
В приспособлениях, приведенных в данном альбоме, примене-
ны конусы Морзе. Размеры для их изготовления помещены в
табл. 9 и 10.
Наружные конусы с лапкой
(рис. 63)
Таблица 9
№ ко- нуса Морзе D Di 1 d I 1 i а b е с а
0 9,045 1 ; 9,212 6,115 5,9 56,3 59,5 3,2 3,9 10,5 6,5 1=29'27"
1 12,065 12,240 8,972 8,7 62,0 65,5 3,5 5,2 13,5 8,5 1°25'43"
2 17,780 17,980 14,059 13,6 74,5 78,5 4,0 6,3 15,5 10,5 1с25'50"
3 23,825 24,051 19,131 18,6 93,5 98,0 4,5 7,9 20,0 13,0 1°26'16"
4 31,267 31,542 25,154 24,6 117,7 123,0 5,3 11,9 24,0 15,0 1°29'15"
82
Рис. 63. Конус хЧорзе с лапкой.
Рис. 64. Конусы Морзе:
cl наружные без лапки; б — внутренние.
6*
Конусы
№ ко- нусов Морзе Наружные (без лапки) (рис. 64, а)
D d z zt a Z2, не менее d2 di
0 9,045 9,212 6,212 — 49,8 53 3,2 — 5,5 — —
1 12,065 12,240 9,396 Мб 53,5 57 3,5 16 9 6,4 8
2 17,780 17,980 14,583 М10 64,0 68 4,0 24 14 10,5 12,5
3 23,825 24,051 19,784 М12 80,5 85 4,5 28 19 12,5 15
4 31,267 31,542 25,933 М14 102,7 108 5,3 32 25 15 19
Расчет длины развернутых заготовок (рис. 65). Длина заго-
товки для детали, изготовленной гибкой, равна сумме прямоли-
нейных участков /ь /3, /5, ..., /9 и длин дуг радиусов R2, R^RsuRs'
Рис. 65. Расчет длины развернутых заготовок.
Рис. 66. Определение ней-
тральной линии при
гибке.
Определение нейтральной линии при
гибке (рис. 66). Расчетный радиус находят
по формуле:
R=r+KS,
где г — внутренний радиус при гибке;
S — толщина изгибаемого материала;
К — коэффициент, значение которого
указано ниже.
r S 5,0 3,0 2,0 1,2 0,8 0,5
к 0,5 0,46 0,4 0,35 0,3 0,25
84
Таблица 10
Внутренние (гнезда) (рис. 64, б)
t $ d z Zi q h D a
— 2,5 6,7 — 52 49 4,1 15 9,045 1°29'27"
3,5 3 3,5 9,7 7,0 56 52 5,4 19 12,065 1°25'26"
г $,2 4 4,5 14,9 11,5 67 . 63 6,6 22 17,780 l°25'50"
’ ,5 4 6 20,2 14,0 84 78 8,2 26,5 23,825 1°26'16"
5 8 26,5 16,0 107 98 12,2 32 31,267 1°29'15"
Выбор чистоты поверхностей. При проектировании приспо-
соблений конструктор, руководствуясь техническими тре-
бованиями, выбирает определенную чистоту обработки по-
верхностей каждой детали. При составлении технологического
процесса обработки деталей необходимо выдержать заданную
чертежом чистоту обработки. Для этого надо знать, какой чи-
стоты 1повер|Хности достигают при станочной обработке. Эти
данные приведены в табл. 11.
Таблица 11
Чистота поверхности, получаемая при станочной обработке
Вид обработки Материал Класс чистоты
Точение наружное Сталь и чугун v4— V7
Расточка Сталь и чугун v5— v7
Развертывание Сталь и чугун V6—v7
Фрезерование торцовой фрезой Сталь и чугун v5—v7
Фрезерование цилиндрической
фрезой Сталь и чугун v5—v7
Строгание Сталь и чугун v4—v6
Шлифование круглое Сталь v7—v 10
Чугун v7—v9
Шлифование плоское Сталь и чугун v6—v9
Шлифование торцовое Сталь v6—v8
Шлифование внутреннее Сталь и чугун v7—v9
Полирование Сталь v7— v9
Доводка Сталь v9— vl2
85
Склеивание материалов. В зависимости от условий работы
склеиваемого изделия и обеспечения качественного соединения
деталей необходимо правильно подобрать марку клея. Важно
также выполнить рекомендации по подготовке поверхностей и
режимы склеивания.
Указанные сведения приведены в табл. 12 и 13 (см. стр. 86
и 87).
Техника безопасности при склеивании. Работать с токсичными
клеями, катализаторами или растворителями надо в халатах, ре-
зиновых перчатках и защитных очках.
Приготовлять и использовать клеи следует в помещении, обо-
рудованном приточно-вытяжной вентиляцией.
Попавшие на кожу вредные составы следует быстро смыть
марлевым тампоном, смоченным в ацетоне, а затем тщательно
промыть загрязненное место теплой водой с мылом.
При работе с легковоспламеняющимися растворителями не-
обходимо соблюдать требования противопожарной безопасно-
сти.
Таблица 12
Подготовка поверхностей склеиваемых деталей
Материал Наименование обработки Материал, которым обрабатывают детали Режим темпера- тура, °C сушки время, мин
Сталь Латунь Алюминий и его сплавы Пластмассы Керамика Зачистка и обезжиривание Наждачная бу- мага № 100, бен- зин (ацетон), ве- тошь 18-23 10-15
Резина Эбонит Зачистка и обезжиривание Наждачная бу- мага № ЮО, бен- зин, ветошь 18-23 10-15
Стекло Слюда Пенопласт Обезжиривание Спирт (ацетон), ветошь (марля) 18—23 10—15
86
Таблица 13
Режимы склеивания различных материалов
Марка или наимено- вание клея Назначение Склеиваемые материалы Рабочая температура и время Режим склеивания Внешний вид Срок хранения
темпера- тура сушки склеивае- мых дета- лей, °C время сушки, ч давление, Мн[м* (кгс/см*)
БФ-2, Для соединения Сталь — сталь, БФ-2—180°С БФ-2— 1—2 0,4-0,5 Прозрачная 6 меся-
БФ-4 стали, алюминия и его сплавов, сплавов меди, пластмасс, дре- весины, эбонита, ко- жи, ткани, керамики, фанеры. Клей БФ-2 применяют, когда требуется жесткость и прочность шва; БФ-4 — когда шов должен быть эластич- ным и соединяемые материалы не допус- кают высоких темпе- ратур сушки дюралюминий — дюралюминий, ла- тунь — латунь, сталь — эбонит, сталь—древесина, дюралюминий — кожа, сталь—ко- жа, латунь—кожа, сталь—керамика в течение 5 ч; БФ-4—-150°С в течение 6—8 ч 140—160; БФ-4— 60—80; БФ-2— 18—23 3-4 70—95 (4-5) жидкость жел- товатого или красноватого цвета цев
Клей 88 Для присоединения резины, кожи к ме- таллу и др. Алюминий — ко- жа, резина — дре- весина, сталь — текстолит От -60 до +50°С, не регламен- тируется 18-20 48 0,1-0,2 (1-2) Вязкая жид- кость серо- желтого цвета 3 месяца
Казеи- новый Для соединения древесины и тек- стильных материа- лов Дуб — дуб От *-—60 до 4-50°С, не регламен- тируется 18-20 15—24 0,05—0,4 (0,5—4) Однородный порошок. Цвет клея не норми- руется
Окраска изделий. Лакокрасочные покрытия являются самым
распространенным средством внешнего оформления изделий и
защиты их от разрушения под действием внешней среды.
Технологический процесс окраски выбирают в зависимости
от материала изделия (металл, древесина).
Схема технологического процесса окрашивания металличе-
ских изделий: 1. Механическая зачистка. 2. Обезжиривание.
3. Грунтование. 4. Шпаклевание (подмазка) отдельных углубле-
ний, швов, кромок. 5. Сплошное шпаклевание всей поверхности.
6. Зачистка шпаклевки. 7. Нанесение первого слоя краски или эма-
ли. 8. Сушка. 9. Нанесение второго слоя краски или эмали.
10. Сушка.
Схема технологического процесса окрашивания деревянных
изделий: 1. Строгание. 2. Циклевание. 3. Смачивание заготовок
водой и удаление ворса. 4. Шлифование. 5. Грунтование. 6. Шпак-
левание (подмазка) отдельных мест (по сучкам, углублениям,
выемкам). 7. Сплошное шпаклевание. 8. Шлифование по шпак-
левке. 9. Нанесение первого слоя краски или эмали. 10. Сушка.
11. Нанесение второго слоя краски или эмали. 12. Сушка.
Масляные эмали и лаки наносят распылением, окунанием и
кистью.
Время высыхания 24—30 ч при температуре 18—20°С и 4 ч
при температуре 60—65°С.
Максимальная толщина слоя шпаклевок, наносимых шпате-
лем,— не более 0,5 мм.
Шпаклевки всех марок наносят по грунту.
Режимы сушки шпаклевок: при температуре 18—20°С про-
должительность сушки 6—24 ч; при 60—70°С— 1—3 ч.
Перед нанесением шпаклевки с изделия удаляют все загряз-
нения, иначе покрытие будет недолговечным.
Использованная литература
Афанасьев П. С. Деревообрабатывающие станки. М., Проф-
техиздат, 1963.
Болотин X. Л. Механизация и автоматизация станочных при-
способлений. М., Машгиз, 1962.
Горошкин А. К. Приспособления для металлорежущих стан-
ков (справочник). М., «Машиностроение», 1971.
Корсаков В. С. Основы конструирования приспособлений в
машиностроении. М., «Машиностроение», 1971.
Лосев Г. И. и др. Обработка и отделка деталей из пластмасс.
Л., Лениздат, 1966.
Муслин Е. С. Твой рабочий инструмент. М., «Московский рабо-
чий», 1967.
АЛЬБОМ ЧЕРТЕЖЕЙ
Поз. Наименование Коп. Материал
1 ГуПка 1 Сталь 45
2 Гудка 1 Сталь 45
3 винт 1 Сталь 45
4 Винт 1 Сталь45
Струбцина параллельная Черт. 1
89
90
CO
R2
P.56
20
25
4
2-2
R 60
03
2 отв
<20
Закалить HRC 52 56
Лоз Наименование Коп Материал
1 Ручка / Ст.З
2 Диск 2 СтальУ8Р
3 Заклепка $3*10 2 Сталь 10
Приспособление для снятия заусенцев Черт. 2
91
о
5
2
1
13*17=221
10 *20=200
10 ^19 =190
’®©®*
№
15
10
^^L23x24A25x26x27A28A2SA3W,A^^3ij’?№JfiAJ7AJ®AJ,A*0 А4’*
fO
21
13
19
UH
20
US
15
ад
12
J3.99.95^96J7^8^9^J00,101 102 103JO^JOSJO^JOTAOt
ъ -ф- -ф -ф ф ффф^ •> Ф Ф Ф $ ф-ф-;
_ 111 112 ИЗ .11‘iJ1SjJ16^17 118 119 120 J21 J22J23aJ24.l
1Л 12*17=204
14^15 = 210
14=115=210
240
Поз. Н ааменование Кол. Материал
1 Подставка 1 Бук, сосна
2 Пластина 1 СллабД-16
5 Шуруп J х зо
Подставка для сверл, разверток и метчиков Черт.З
93
Поз. Наименование Кол Материал
1 Корпус 1 Сталь 45
2 Резец 1 СтальУР
J Стержень 1 Сталь 45
4 Винт 1 Ст.З
Приспособление для размет- ки листового металла Перт. 4-
94
7*
95
96
Поз НаименоЬание Коп Материал
1 Корпус 1 Столь 20
2 Центр 2 Сталь У8Д
3 Комут 2 Сталь С 5
4 Гвика 2 Сталь ^5
Центры мо по говорит нь/е для Спесорных и контроль- ных раёот Черт 6
7 Заказ 1759
97
Цементиробать /? 0,9.. .1,2
Закалить HRC 55...60
98
2 3
Поз Наименование Коп Материап
1 Створка левая 1 Сталь 45
2 Створка правая 1 Сталь 45
3 Ось 1 Ст. 5
Приспособление для крепления в тисках заготовок со ско- си еиными поверхностями Черт. 7
99
100
l+o°
1 2 3 4 5 6 7 8 9 To Tl 12 13 /4 13 Iff 17 18 19 2 0 21 22 23 24 25
Поз. Наименование- Кол. Материал
J— Шока 2 Текстолит
2 Рычаг 1 Сталь 20
3 Заклепка 3 Сталь 10
4 Винт М 6 *15 2 Сталь 20
3 Кронштейн 1 Сталь 20
6 Винт М5*10 2 Сталь 20
7 Нож неподвижный 1 Сталь У10
8 Нож 1 Сталь 410
9 Гайка М5 5 Сталь 20
10 Винт упорный 5 Сталь 45
11 Ось 1 Сталь 20
12 Шайба . 1 Сталь 20
13 Гайка М8 2 Сталь 20
19 Штифт 1 Сталь 95
13 Штифт упорный 1 Сталь У8
16 Штифт 2 Сталь 48
! 17 Винт Мб 2 Сталь 45
! 18 Гайка Мб 1 Сталь 20
19 Штифт упорный 1 Сталь 20
20 Штифт _1_ Сталь20
21 Основание 1 Сталь 20
22 Коротка 2 Сталь 95
23 Винт 2 Сталь 20
29 Крючок 1 Сталь 45
25 Пружина 1 Проволока
Черт. 8
Приспособление для разре-
зания проволоки
8~5
104
105
I
8-8
Закалить HRC 58...62
106
8-10
8-11
107
108
s
ио
Ill
112
Of Q) 6 Стойка 2 Сталь 45
7 Кронштейн 1 Сталь 45
8 Винт 1 ' Сталь 20
3 Штанга 1 Сталь 45
10 Винт 2 Сталь 20
11 Кронштейн 1 Спталь45
12 Шпонка 1 Сталь 45
15 Штифт 3*20 1 Сталь 45
/( p Ji 14 Рычаг 1 Сталь 45
’/f\ X // /\« о 15 Втулка 1 Бронза 5рАЖ 9-4
16 Винт 1 Сталь 20
17 Ручка 1 Сталь 45
18 Резец 1 Сталь У10
19 Шайба 1 бронза $рДЖ9-4
20 Пружина 1 Проволока L
21 Винт 4 Сталь 45
22 Ось 1 Сталь 45
23 Втулка 1 Бронза. 6рДЖ9-4
24 Штифт 3*20 1 Сталь 45
Доз Наименование Кол. Материал 25 Винт 1 Сталь 45
26 Винт М8*25 2 Сталь 10
/ Подставка 1 Сталь 20
27 Планка 1 Сталь 10
2 болт 1 Сталь 45 28 Фиксатор 1 Сталь 45
J Прихват 1 Сталь 20 п С11Г\С1ЛЛЛППЛС111Л1 ЧпК Л1/ЛЛОЛ Черт. 9
4 Шаи£а 2 Сталь 40 ния димоб из оргстекла
5 Гайка 2 Сталь 20
114
R10 Сфера
9-17
IIR3S1
80
95
Расклепать после устанобки на дет. 9 - /4, одеспениб
сбо5одное бращение
115
9-22
9-23
8
85
J фаски С берлить S с5оре
9-25
Накатка сетчатой 0,8
9-27
0,5*45'
U6
Поз. Наамено&ание Кол Материал
и / Просечка 53 Сталь УШ
2 ДержаЬка 1 Сталь ^г5
J Хвостовик Сталь ^5
Набор просечек для &ыру- бания шайб а дискоб Черт. 10
117
118
119
Д-Д 27 , 2 Л5°
Ф5
~ 010,5
___018,5
______<2)26,5
__________Ф3^,5
ФД2.5
_______________050,5
Ф60
_____________________ Закапать НДС 28...32
10-3 ______________1о°______________
10 15 20
120
//-/
203
6отв.&9
122
/ гГ Штифт 0 4*20 \1 1 Сталь45 \
18 шестерня . | 1 \Сталь45 \
19 Винт 1 Сталью
X 4^—Fx. NS L > _ L- ; x 20 Ручка 1 Бук
21 Винт мв*18 3 Сталью
22 Стойка 1 Сталь Ю
23 штифт 03*15 1 Сталь 45
24 конус 1 Сталь 45
_25_ Винт 1 Сталью
26 Прижим 1 Сталью
Лоз Наименование Кол. Материал 27 Вставка 1 Гетинакс
1 Плита верхняя 1 Сталь 45 28 Шпонка 1 Сталь 45
2 Крышка 1 Сталью 29 Кронштейн 1 Сталь ю
3 винт мз к ю 12 Сталь ю 30 Винт 2 Сталью
4 Рычаг 1 Сталь Ю 31 Винт М2хб 5 Сталью
5 Винт МВ*1В 6 Сталь Ю 32 Кронштейн 1 Сталь 45
6 Державка 1 Сталью 33 Болт мюхзо 2 Ста ль 45
7 Крышка J Сталь Ю 34 Стойка 1 Сталью
8 Подшипник 10x30x9 H200 6 35 Штанга 1 Сталью
J~ id Вал Штифт 04x35 1 1 Сталь 45 С таль 45 36 37 Оправка (комплект) Ручка 1 Сталь 45 Сталь 45
11 шестерня 1 Сталь 45 38 Штифт 04x20 4 Сталь 45
12 Плита нижняя 1 Сталь 45 39 Крышка 2 Сталью
ZJ di~ 15 16 ' Стойка _/_ Сталь ю 40 Винт мзхд 20 Сталь ю
шестерня ~ 7 Сталь 45 Приспособление для навивания пружин Черт. 11
Шестерня Штифт 04 х 25 1 1 Сталь 45 Сталь 45
11-12
Зотв.ф9
127
128
9 Заказ 1759
129
130
Я/ Я Я/ / ВК"! Сэу 7 гаика мв 2
8 Штисрт 6x25 2
9 Винт М8 *25 2
10 Патрон 1
11 Корпус 1 Сталь 45
12 Втулка неподвижная 1 бронза Брам. 9 4
и Винт M5хю 1
14 Пиноль 1 Сталь 45
15 Маховик 1 Сталь 20
16 Шайба 1 Сталь 20
п Г аика 1 Сталь 45
18 Ручка 1 Сталь 20
Поз Наименование Кол. Материал 19 Гаика мюх15 2
20 Шайба 2
1 Плита ъ Сталь 45 21 Болт 2 Сталь 45
2 Стойка 1 Станьте 22 Винт М5х8 1
3 Сухарь 2 Сталь 45 23 Шпонка 1 Сталь 45
4 Шпилька L Сталь 45 Приспособление для нарезания резьбы Черт 12
5 игольник 1 Сталь 45
6 Прихват 2 Сталь 45
134
135
136
13-1
0,05-0,1
090
13-2
0 90
13-3
090
13- 4
Резак
деталь
R17 R3
040
Вид дез дет. 1
Отход
0130
Поз. Наименование Кол. Материал
7 Боек 1 Сталь 45
2 корпус / Сталь 45
3 Буфер 1 Резина
4 Резак 1 Сталь У8
Штамп универсальный Черт. 13
137
8LZ
138
& ^B| ®ariB® WL^S^ v^nrll^ ^Ч|И I wlsw^ 11 Подшипник 1 Сталь 95
12 Ось 9 Сталь 95
13 Направляющая упора 2 Сталь 95
19 Винт спеииальный 2 Сталь 20
15 Штанга 2 Сталь 20
16 Шайба 18x6,5x2 ’ 1 Сталь 20
17 Шайба 25x20x3 3 Сталь 20
18 Валик 1 Сталь У8
19 Шпонка 9x9x15 2 Сталь 20
20 Винт М5х12 8 Сталь 20
21 Валик 1 Сталь У 8
22 Рычаг 1 Сталь 20
23 Ручка 7 Бук
29 Винт спеииальный 1 Сталь 20
Поз. Наименование Кол. Материал 25 Гайка М8 8 Сталь 20
1 Пластина 1 Сталь 20 26 Шпилька ' 9 Сталь 20
2 Пластина 1 Сталь 20 27 Упор 1 Сталь 20
3 Вороток 1 Сталь 20 28 Ролик 1 Сталь У8
Ц Винт спеииальный 1 Сталь 20 29 Ролик 1 Сталь У8
5 Упор 2 Сталь 20 30 Гайка М19 2 Сталь 20
6 Шестерня 2 Сталь 95 51 Подшипник 1 Сталь 95
7- Шпонка 9x9x12 2 Сталь 20 32 Подшипник 2 Сталь 95
8 Шайба 25x6,5x2 1 Сталь 20 Зигмашина с ручным приводом Черт. 19
9 Винт МбхЮ 2 Сталь 20
10 Ось 1 Сталь 95
140
Закалить HRC 40...U5
Закалить HRC Ц0...Н5
w
Поз. Наименование Кол. Материал
1 Корпус 1 Сталь 45
2 Пластина 1 ' С таль 45
J Заклепка Ф5 2 Сталь Ю
Приспособление для точной установки заготовок на токарном станке Черт. 15
144
10 Заказ 1759
145
Поз Наименование Кол Материал
1 Оправка 7 Сталь 45
2 Оправка 7 - Сталь 45
J Втулка / Сталь 20
<4 Гайка Мб 7 Сталь 20
5 Шайба 7 Сталь 20
б Шайба ; Сталь 20
7 Гайка МШх 15 7 Сталь 20
Приспособление для фрезерования гаек на то кар нем станке черт. 15
146
10*
147
148
Лоз. Наименование Кол. Материал
1 Корпус 1 Сталь 45
2 Переходник 1 Сталь 45
3 Гайка 1 Сталь 45
4 Шайба 26x12,5x2 1 С таль'45
5 Патрон 1
Переходник для крепления сверлильного патрона. Черт. 1$
149
1
18~1
5
2xU5°
Конус Морзе №2
Конусность 1:3
Закалить HRC 35..АО
18-2
Конус Морзе
(сверлильного патрона) \
31
1,5хУ5°
2 фаски
Закалить HRC 35..АО
18-3
Накатка сетчатая 0,8
.2
25
2отв.Ф5
z 2хЦ5°
2 фаски
30
150
/ 2 J
Поз. Наименование Кол. Материал
1 Винт J Сталь 45
2 Державка 1 Сталь 45
3 Конус 1 Сталь U5
Плашкодержатель к токарному станку ТВ-16 Черт 19
151
Закалить HRCU0...U5
Закалить HRGR0..A5
152
Наименование
Поз.
Кол.
Материал
2
Кронштейн
Вклавыш__
Винт
Винт Мб
Сталь 45
Сталь 45
Сталь 20
Сталь 20
Передвижной люнет
Черт 20
153
154
2 3 4 5 6 7
Поз. Наименование Кол. Материал
1 Оправка 7 Сталь
2 Резец из фрезы 1
J Шайба 1 Ст. 5
4 Винт М12 2 Ст.З
5 Шайба / Ст. 5
6 Штифт / Сталь й5
7 Шайба Ст.5
Приспособление для крепления отрезных резцов из фрезы Черт. 21
155
156
свободное вращение
Поз Наименование Кол. Материал
1 Пим5 1 Сталь 45
2 Планка 1 Сталь 45
3 Винт 1 СтальЬб
4 Корпус 1 СтальЛв
5 Сухарь 1 Сталь^в
6 Планка 1 Сталь 45
7 Винт М3 2 Сталь 45
8 Винт 2 Сталь Ь5
Упор продольный Черт. 22
157
22-1
Закалить HRC 28^.52
на цилиндрической поверхности @13 нанести
Ю рисок 03*0.3*7. равномерно расположенных
по окружности
22-2 22-3
26
Закалить HRC 28...32
158
22-4
159
160
Поз Наименование Кол. Материал
1 Упор 1 Сталь 45
2 Ось Ф6 1 Сталь 45
3 Корпус 1 Сталь 45
Ц- Шарик Ф5, готовый 1
5 Пружина ФЧЛ-32, dnf0,5 1 Проволока пружинная
Упор откидной Черт 23
11 Заказ 1759
161
Поз. Наименование Кол. Материал
1 Корпус 1 Сталь У5
2 Гайка М10* 1,5 1 Сталь 20
3 Упор сменный Комп- лект Сталь 45
Упор регулируемый Черт. 24
162
11*
163
Поз Наименование Кол Материал
1 Ban 1 1 Сталь Н5
2 Втулка Сталь 20
Вороток '/ 1 1 Сталь 20
4 Г аика Сталь 20
Т’ Пружина Проволока Пру г* la мн а я
Ключ самосбрасыдающийа для токарного патрона 1 Черт 25
164
26-2
26~3
,1 *45° СП
2 фаски
250
26-4
26-5
165
40
Роз ^аи^е^ование КОЛ ма^ериа^
1 Державка 1 Сталь 45
2 Резей аз полотна ножовки 1 Сталь Р18
7 Рапеи, 1 Сталь U5
4 Клин 1 Сталь 45
5 Шайва 1 Сталь 20
б г аака 1 Сталь 45
Державка для крепления отрезных резцов из пластин Черт. 27
166
167
Поз Наименование Кол. Материал
1 Корпус 1 Сталь 45
2 Винт Мб'<25 2 Сталь К5
J Вту/жа. 1 Сталь н5
л Цанга 1 Ст аль У 10Л
5 Гайна 1 Сталь 20
гв I
168
1,5*У5°
1
2
3
Закалить HRC 28... 32
Внутренние диаметры до втулке
точить, укрепив ее в корпусе(дет1)>
после чего нанести на втулке,
не вынемая ее из корпуса, риску
нулевого положения для основной
шкалы
Ширина рисок не более 0,1
170
Поз Наименование Кол. Материал
1 Маховик 1 Текстолит
2 Винт М5 Р Сталь Р-5
3 Тяга 1 Сталь 45
4 Втулка конусная 1 Сталь ЧОХ
5 Цанга 1 СтальЧЮА
Патрон цангоЬый к токарному станку ТВ-16 Черт. 29
175
176
12 Заказ 1759
yK^^'%ru№> ZzCj^x^^^ xf®\\ ^v. Лоз Наименование Кол Материал
1 Ручка 1 Сталь 20
2 Кронштейн передний 1 Сталь 20
3 Ось 1 Сталь 45
4 Винт стопорный 1 Сталь 35
5 В туп на 1 Стань 20
б Уголок 6 Сталь 45
7 Шайба 6 Сталь 20
д Гайка Мб 6 Сталь 35
9 Бопт Мб б Сталь 35
10 Корпус 1 Сталь 95
11 Втупка 1 Сталь 20
12 Кронштейн задний 1 Сталь 20
/3 Винт 1 Сталь 35
/4 Пружина 1 Стань пруж.
15 Шарик 1
16 Гайка Мб 1 Сталь 35
17 Шайба 1 Сталь 20
18 Стойка / Сталь 45
Упор поперечный Черт. 30
178
12*
179
Поз. Наименование Коп. Материал
1 Винт 1 Сталь 45
2 Гайка 1 Сталь 45
Домкратик регулируемый Черт. 31
180
15 5*10 = 50
.—-------------------
10
75
Материал. Сталь k5
181
Материал. Сталь 45
Закалить HRC40.,45
Комплект установочных
плиток к фрезерному
станку
черт 33
182
5
И 7 16 9 19 8 21 I------------ 55
- - — "ЧЕ V
1 3*10 3*15 3*17 3x20 3x32 8*25 / 9x21
С\4 (М г Osjl / СП,
4х 15 4x1 д 4x24 I 4x26
13 IJ9J 13 J-25I I 27 10x28* 11x29 О)
сп 5x19 5*27 5x30 _ 29 г J6^ ю \21
И 6 25 „ 28 г *26
6*22 6*33 12x31 13x23 — cxii 1
Z2 ! дТ ^23 д 25 Та и
СП 7 14x34 7x14 1 СО
со ьо
J_ г Числе. нане1 Нару, кппг.ь
10 /а 69 fol ; -—। i I Я6 70 п24л 85
-« — 245*1
Д-Д
3x10; 3*15 ит.д. до 14x34
черной краской
ю поверхность
желтой эмалью.
Стенки тары
соединить б шип
и на клею
5 Вкладыш 1 Сосна
Поз Наименование Кол. Материал 6 Вкладыш 14 Сосна
1 Стенка поперечная 2 Фанера 10мм 7 Перегородка 3 ФанераЮмм
2 Дно 1 Фанера 5 мм Тара для установочных плиток Черт.ЗЗа
3 Стенка продольная 2 Фанера 10 мм
4 Перегородка 3 Фанера 10 мм
00
% d \\ /ЗЗ^ПдЛКУ —\3
Поз' Наименование Кол Материал
1 Плита 1 Сталь 10
2 Стойка 2 Бук
3 Вал 1 Сталь 97а
9' Диск 2 Бук
5Л Конус 1 Сталь з7А
6 Насадка 1 Резина
7"’ Втулка 2 Сталь Ю
8 Винт Мб *90 2 Ст 3
9 Подшипник 2 Бронза
10 Винт М4*9 1 Cm3
11 Шуруп 5*20 6~ Ст.З
12 Болт М6*135 4 Ст.З
13 Шайба Ф 6 4 Ст 3
14 Гайкам 5 4 Ст 3
Приспособление для нарезания резьбы на сверлильном станке Черт. 34
186
S-b£\ ” Ь-Ь£
1 2 3 Ц 5 б
Поз Наименование Кол. Материал
1 Скоба 1 Сталь 20
2 Клин неподвижный 1 Сталь 45
3 Клин подвижной 1 Сталь 45
4 Рычаг 1 Сталь 45
5 Заклепка 2 Сталь 10
6 Заклепка Ф6 1 Сталь 10
Механический клин к сверлильному станку Черт 35
188
189
190
Поз Наименование Кэл Материал
1 Корпус 1 Сталь 20
2 Втулка 1 Сталь 95
3 Штифт 1 Сталь 95
4 Рукоятка 4 Сталь 95
5 Втулка 1 Сталь 95
б Винт М8*12 1 Сталь 45
7 Штифт 1 Сталь 45
<5 Гайка 2 Сталь 95
9 Шайба 1 Сталь 95
10 Винт М4 * 12 8 Стал*> 45
11 Корпус 1 Сталь 95
12 Цанга 1 Сталь У8А
13 Винт Мд *12 1 Сталь 95
/4 Стакан фиксатора 1 Сталь 95
15 Фиксатор 1 Сталь 95
16 Пружина Ф12 1 - 38 1 Проволока
17 Гайка 1 Сталь 95
18 Винт М5*15 1 Сталь 95
19 Шпонка 1 Сталь 95
Делительное приспособление Черт 56
192
13 Заказ 1759
Поз. Наименование Коп. Материал
/ Прижим 1 СтальПв
2 Палеи, 1 Сталь 45
3 Шайба прижима / Сталь 4 5
4 Шайба / Сталь 20
5 Винт / Сталь4 5
6 Гайка / Сталь 20
Универсальный прижим для фрезерного станка Черт. 37
196
197
Поз наименование Коп Материал
/ Основание _/_ Ст 3
2 Ребро 2 Cm3
3 Стойка 1 Cm3
6 Диск 1 Ст 5
5 Гайна М8 2 Cm3
6 Болт м 8 2 Сталь 65
7 Винт МЮ 2 Ст 3
8 Винт м 16 / Ст 3
9 Тиски /
Приспособление для обработки заготовок под углом Черт 38
199
200
4
J
2
Поз Наименование Кол. Материал
1 Призма 1 Сталь 05
2 Струбцина 1 Сталь 20
3 Гайка 1 Ста ль 20
4 Винт 1 Сталь 05
Призма со струбциной Перт. 39
202
203
Ооз Наименование Ки/1 Материал
1 Основание 1 Древесина
2 направитель передний 1 Cm J
3 Направитель задний 1 Cm3
р Шуруп 4 Сталь
Направители для ножовки «еот н0
204
/7оз. Наименование кол Материал
7 Корпус 7 Древесина
Q Винт 3 Cm3
3 Пластина 7 Сталь 45
ч Полотно 7 Сталь А
5 1 винт 3 Ст. 5
Приспособление для. прорезания сиипод Черт 47
4/~2
205
10 30
35
42-1
2отв. Ф8,5 16 отв. Ф 10,2
<>-() ф фф ф -ф-ф ф ф-ф ф <>
го
^120
30
30^15=^50
600
Склеивание одного щита
42-3
Склеивание двух, щитов
Поз Наименование Кол Материал
1 Пластина 2 Ста ль 20
2 Стержень Ф 10*50 1 Сталь 45
3 Клин 1 Бук
4 Упор 1 Бук
5 Гайка М8 2 Сталь С 5
6 Болт Мд 2 Сталь 20
Вайма для склеивания Черт. 42 -I
3
Верстак
Поз. Наименование Кол Материал
1 Основание 1 Древесина
2 Упор постоянный. 1 береза
5 Упор регулируемый 1 береза
4 Клин 1 береза
Зажим берстачный Уерт. 45
208
14 Заказ 1759
209
215
185
210
Вид A-А Вид В
Поз. Наименование Кол. Материал
1 Пята 1 Сталь ^5
2 Скова 2 Сталь 20
3 Сухарь 1 Сталь 45
4 Опора 2 Сталь 45
5 Штисрт <р6*10 2 Сталь 45
6 Гайка специальная 1 Сталь 45
7 Заклепка <г>6*35 4 Сталь 10
8 Винт 2 Сталь 20
9 Вороток 2 Сталь 20
10 Кольцо 4 Сталь 20
Струбцина для склеивания под углом Черт. 4 4
211
14*
9Ф дики?
213
ND
Cl
Поз. Наименование Кол. Материал
1 Основание 1 Ст.З
2 щека направляющая 2 Ст.З
3 Ось резца 1 Ст. 5
у Рукоятка 1 Ст.З
5 Эксцентрик 1 Сталь 97
6 Ось эксцентрика 1 Ст. 5
7 Резей - секатель 1 Сталь У 8
8 Винт упора 1 Ст.З
9 Упор 1 Ст.З
10 Матрица 1 Сталь У7А
11 Винт МЮ 2 Ст.З
12 Винт 1 Ст.З
13 Пружина 1 Сталь 65 Г
74 Ограничитель 1 Ст.З
15 Шпилька 2 Ст.З
16 Барашек Мб с шайбой 2 Ст.З
17 Гайка мю с шайбой 1 Ст.3
18 Планка 1 Ст.З
19 Гайка Мд с шайбой 1 Ст.З
Приспособление для насекания зубьев Черт. 45
216
217
218
ПОЗ. Наименование кол. Материал
1 Стойка 2 Угловая сталь 23*25
2 Стяжка 1 Угловая сталь 25*25
J Заклепка $6 4 Сталь 10
Приспособление для крепления заготовок при сварке и паянии Черт.46
L
219
Покрыть нитроклеем М-20
11
10
Паять П0С-40 \
А-А
14
12
7J
Бандаж на дет. 4 на-
ложить В четыре
слоя
Дет. 1,2 и 74 сгладить
на клею БФ~4
доз. Наименование Кол. Материал
7 Штекер коммутаторный 2
2 Провод МГШВ 0,5мм2 1=2,4 м
3 Нитки Nio, i=1м Хломатабум.
4 Оболочка, 1=2,4 м 1 Стеклоткань
5 Трубка* 1=д0мм 1 Пластикат М-50
6 Заглушка задняя 1 Текстолит.
7 Корпус 1 . Текстолит
д Кольцо 1 Сталь 45
9 Шпилька 2 Латунь л-62
10 Нагревательный элемент 1 нихром-хгонво 0О,Ъ1<56
11 Заглушка передняя 1 Текстолит
12 Кнопка 1 С та ль 45
13 Микровыключатель Д юз 1
14 Колодка 1 Текстолит
Обжигалы для снятия изоляции с проводов Черт.47
220
222
Поз Наименование Кол Матер.
J Переходник к вентилятору 1 Сталь ю
2 Каркас 1 Сталь 20
3 Обшивка задняя 1 Сталь 10
р Сетка 1 Сталь 10
5 Винт МЯ *8 .65 Сталь 20
6 Обшивка передняя Сталь 10
7 Светильник 2 Готовое изделие
в Рамка 1 Сталь Ю
9 Стол вращающийся 1 Готовое изделие
10 Обшивка боковая 2 .Сталь 10
Камера для лакокрасочных покрытии Н§рт.48'
15 Заказ 1759
сл
Поз Наименование Кол. Материал
1 Жало 1 Медь М3
2 Корпус 1 Медь М3
3 Катушна 1 Старь 20
4 Кожух 1 СтальЗО
5 Нагревательный элемент 1,8м Нихром
6 Прокладка Слюда
7 Лента 0,2м ПК/1
8 Колпачок 1 Сталь 20
9 винт М 2,5x8 3 Сталь 20
ю Трудна 7 Сталь 20
11 Трудна 7 Сталь 20
12 Одолочка (чулок) 90мм Стештк.
; 13 Втулка 1 ЛС59-1
/4 Изоляиия 0,2мг Стеклотк
15 Втулка 1 ПС 59-1
16 Гайка 1 Л-62
17 Груша от пульверизатора 1 Резина
18 Втулка 1 1 Сталь 20
19 Колпачок 1 Ст аль 20
20 Манжета 1 Резина
21 провод МГШВ 0,35мм 2 1 прту 2-оМ -1-62
22 Заглушка 1 Л-62
23 Гайка 7 Л-62
29 Левая часть ручки 1 Эдонит
25 Правая часть ручки 1 Эдонит
Универсальный электрический паяльник Черт. 99
228
49~25
231
233
Поз. Наименование Кол. Материал 12 Изоляция S 0,2 t Слюда
1 Насадка- 1 Ст. 3 13 Прокладка 2 Паронит
2 Сопло 1 Ст. 3 14 Вкладыш. 1 ДсЗоцемент
3 Трубка Ф6*3*38 1 Ст. 3 75 Ручка 1 Эбонит
4 Сопло 1 Ст. 3 16 Оболочка 0.3м Стеклоткань
5 Наконечник 1 Ст.З п Гайка специальная 1 Эбонит
6 Трубка 1 Ст. 3 18 Штуцер 1 Эбонит
7 Кольцо 1 Ст. 3 19 Провод МГШВ 0,35 1,5м
8 Винт х 74 1 Сталь 20 20 Штекер коммутаторный 2
9 Шнур фЗ 3.5м Асбест Паяльник электро&оздушный Черт 50
10 Элемент нагревательный 2,5м Нихром ;
11 Трубка ф10*6*100 1 Керамика
Узел
Паять припоем ЛМЦ
Полировать
Лк*****9Ъ9*Ъ\
ESSSSSSSsfi
tassssssj^ssss tasssssssssp
236
234
235
20 21
Поз Наименование Кол Материал
1 Наконечник 1 Сталь Ы)х
2 Капсюль ф 0,3 1 Латунь
3 Шайба 6*4*1 2 Дюралюм
4 Обойма / Сталь 45
5 Гайка Мб к 0, 75 1 Сталь 20
6 Трубка 6*1,5 7 Латунь
7 винт М3 *10 4 Ста ль 20
8 Ручка 1 Збонит
9 Наконечник 1 Сталь 45
ю Шланг, /
11 баллон 1
7Z Пружина /
73 Клапан 1
14 Корпус 1
15 Седло 1
16 Кольцо уплотнительное 1
17 Ма нжета 1
18 Игла Сенти ля /
19 Корпус /
20 Прокладка /
21 Колпачок 1
22 Маховичок вентиля 1
25 Венти ль /
Газовая горелка ^ерт у/
237
238
ОГЛАВЛЕНИЕ
Предисловие 3
Часть первая. Общие методические и организационные советы
Глава /. Общие сведения о приспособлениях ......................б
§ 1. Классификация приспособлений.......................—
§ 2. Проектирование приспособлений . ...................9
Глава II. Организация работы школьников по изготовлению приспо-
соблений на уроках труда ........................................16
§ 1. Содержание и планирование работ по изготовлению
приспособлений ........................................ —
§ 2. Формы построения практических занятий.............22
§ 3. Некоторые советы по использованию приспособлений . 26
Часть вторая. Конструкции и описания приспособлений
Глава I. Приспособления для слесарной обработки..................32
§ 1. Описания приспособлений............................—
§ 2. Полезные советы ................................ 45
Глава II. Приспособления для токарных станков....................47
§ 1. Описания приспособлений............................—
§ 2. Полезные советы ................................ 55
Глава III. Приспособления для фрезерных и сверлильных станков ... 58
§ 1. Описания приспособлений......................................—
§ 2. Полезные советы ................................ 63
Глава IV. Приспособления для обработки древесины.................65
§ 1. Описания приспособлений............................—
§ 2. Полезные советы ................................ 68
Глава V. Приспособления для электромонтажных и специальных работ 70
§ 1. Описания приспособлений......................................—
§ 2. Полезные советы ................................ 77
Глава VI. Справочные сведения для проектирования и изготовления
приспособлений ................................................. 78
§ 1. Технические данные станков школьных мастерских . . —
§ 2. Выбор материалов для деталей приспособлений ... 80
§ 3. Некоторые технологические сведения по обработке ма-
териалов ..............................................32
Использованная литература................................... ... 88
Альбом чертежей .................................................89
239
ЮРИЙ ГРИГОРЬЕВИЧ АФИНОГЕНОВ
ЭДУАРД ДМИТРИЕВИЧ НОВОЖИЛОВ
ВЛАДИМИР ГРИГОРЬЕВИЧ УЛАНОВ
ПРИСПОСОБЛЕНИЯ
ДЛЯ ШКОЛЬНЫХ МАСТЕРСКИХ
Редактор В. А. Смелянский
Художественный редактор Е. Н. Карасик
Технический редактор 3. Б. Хамидулина
Корректор Н. И, Новикова
Сдано в набор 17/V 1973 г. Подписано к печати 24/XTI
1973 г. 60X90716 Бумага типограф. № 2. Печ. л. 15.
Уч-изд. л. 16,30. Тираж 40 000 экз. А 07268
Издательство «Просвещение» Государственного коми-
тета Совета Министров РСФСР по делам издательств,
полиграфии и книжной торговли. Москва, 3-й проезд
Марьиной рощи, 41
Типография № 2 Росглавполиграфпрома, г. Рыбинск,
ул. Чкалова, 8. Заказ 1759
Цена без переплета 44 к., переплет 10 к.
54 к