













































































































































































Автор: Рихвк Э.В.
Теги: методика преподавания учебных предметов в общеобразовательной школе способы переработки древесины производственные процессы промышленные предприятия развитие творческих способностей изобретательности воспитанию эстетического вкуса и бережного отношения к дарам природы
Год: 1984



Э.В.РИХВК
ОБРАБОТКА
ДРЕВЕСИНЫ
В ШКОЛЬНЫХ
МАСТЕРСКИХ
Э. В. РИХВК
ОБРАБОТКА
ДРЕВЕСИНЫ
В ШКОЛЬНЫХ
МАСТЕРСКИХ
Книга для учителей
технического труда
и руководителей кружков
МОСКВА
«ПРОСВЕЩЕНИЕ»
1984
ScanAAW
ББК 74.268.5
Р55
Рецензенты:
доцент МЛТИ, канд. техн, наук В. Ю. БАШИНСКИЙ.
учитель труда В. С. ТЕРЕХИН
Эндель Васильевич Рихвк
ОБРАБОТКА ДРЕВЕСИНЫ В ШКОЛЬНЫХ
МАСТЕРСКИХ
Заведующая редакцией Т. С. Дагаева
Редактор Т. А. Чамаева
Младший редактор Т. Н. Клюева
Художники С. Ф. Л у хин, М. С. Серебряков, В. А. Сайчук
Художественный редактор Л. Г. Баку шее а
Технический редактор Г. Е. Петровская
Корректоры Н. В. Лепендина, М. Ю. Сергеева
ИБ № 7765
Сдано в набор 22.12.83. Подписано к печати 19.07.84 А12329 Формат 60 X 90'/i6 Бум. офсетная.
Гарнит. литер. Печать офсетная Усл печ. л. 11 + 1 вкл +0,25 форз. Усл кр.-отт 14,25. Уч-изд. л.
12,64 +0,96 вкл.+ 0,30 форз Тираж 108 000 экз. Заказ 735 Цена 65 коп
Ордена Трудового Красного Знамени издательство «Просвещение» Государственного комитета РСФСР
по делам издательств,полиграфии и книжной торговли. 129846, Москва, 3-й проезд Марьиной рощи, 41.
Смоленский полиграфкомбинат Росглавполиграфнрома Государственного комитета РСФСР по делам
издательств, полиграфии и книжной торговли Смоленск-20, ул. Смольянинова, 1
Рихвк Э. В.
Р55 Обработка древесины в школьных мастерских: Книга
для учителей техн, труда и руководителей кружков.—
М.: Просвещение, 1984.— 175 с., ил.
Древесина является одним из доступнейших, универсальных и красивых конструк-
ционных материалов. Обладая многими уникальными особенностями и свойствами, она
широко используется для изготовления десятков тысяч самых разнообразных предметов.
Изучение многообразия способов переработки древесины в школе позволяет ознакомить
учащихся с производственными процессами на промышленных предприятиях и служит
развитию их творческих способностей, изобретательности, воспитанию эстетического вкуса
и бережного отношения к дарам природы.
Автор — заведующий методическим кабинетом технического труда Таллинского инсти-
тута усовершенствования учителей — не только подобрал фактический материал, необходи-
мый учителю труда для учебной и внеклассной работы по разделу программы «Обработка
древесины», но и дал методические рекомендации по организации этой работы, реали-
зации воспитательных целей трудового обучения
4306011900- 630 ББК 74.268.5
103(03)—84 6П6
© Издательство «Просвещение», 1984 г.
ПРЕДИСЛОВИЕ
В природе, наверное, нет более универсального, доступного
и красивого материала, чем древесина. Она обладает удивитель-
ными свойствами, легко поддается обработке. И хотя в народном
хозяйстве нашей страны применяется очень много новых, синтети-
ческих материалов, древесина и сегодня не потеряла своего зна-
чения: она незаменима в мебельном производстве, строительстве
и т. п. Изделия из древесины — красивого и живого материала —
украшают наш быт. Причем на первое место сегодня выдвигается
не столько утилитарная, сколько их декоративная ценность, удо-
влетворяющая эстетические потребности человека.
Большое место обработке древесины отводится в программах
трудового обучения учащихся IV—VIII классов. В школах, где
имеются соответствующие условия, работают специальные круж-
ки, ведутся факультативные курсы. В этом случае у учащихся
появляется возможность расширить знания по предмету, научить-
ся изготавливать более сложные изделия, чем предусмотренные
программой, заниматься декоративной обработкой древесины.
Оказать помощь учителям технического труда и руководителям
подобных кружков в организации творческого труда школьников
и призвана данная книга.
Литературы, где рассматриваются традиционные приемы обра-
ботки древесины, а также технологический процесс современной
промышленной деревообработки, издано сравнительно много.
Поэтому в данной книге не все вопросы рассматриваются с оди-
наковой подробностью, а некоторые, не имеющие прямого от-
ношения к школе, вообще опущены. Критерием такого отбора
служила степень значимости отдельных технологических приемов
для деревообработки именно в условиях школьных мастерских
и их относительная новизна или общеизвестность, а также и
многолетний опыт работы автора методистом, учителем труда
и руководителем кружков.
При описании технологии ручной и станочной обработки
древесины даны конструкции многих приспособлений, нашедших
применение в школьных мастерских. Как известно, они имеют
большое значение для организации производительного труда
школьников: позволяют расширить технологические возможности
использования инструментов и станочного парка, снизить за-
траты труда и времени на работу, экономить материалы и умень-
шать количество бракованных деталей. Конструкция некоторых
(специальных) приспособлений для обработки древесины бази-
руется на форме и размерах изготовляемых деталей, используе-
мых инструментах и станках, целях и задачах работы. Но чаще
применяются универсальные приспособления, которые можно ис-
пользовать для изготовления разных изделий. Из-за трудности
з
определения подлинного автора каждого усовершенствования их
имена не названы. Ведь многие из конструкторских идей, опубли-
кованных в печати, развивались дальше учителями-рационали-
заторами и являлись основой совсем новых решений.
Естественно, что описанные в книге приемы работы и кон-
струкции оснастки не являются единственно возможными. Педа-
гоги в зависимости от местных условий могут (и, наверное, даже
должны) искать новые решения, шире вовлекая в рационализа-
торскую и изобретательскую работу школьников.
Довольно серьезной проблемой в учебных заведениях являет-
ся подбор объектов для работы. Зачастую в школах изготавли-
вают изделия, дублирующие выпускаемые промышленностью.
Но они не имеют большого практического значения, так как в
большинстве случаев по качеству не могут соперничать с по-
следними. По мнению автора, в школах могли бы больше внимания
уделять изделиям с чисто декоративным уклоном — призам,
подаркам и объектам для украшения школы.
Одним из методов изучения принципов оформления изделий и
художественного конструирования является анализ положитель-
ных и отрицательных качеств различных готовых изделий. Чтобы
расширить круг анализируемых объектов, на вклейке помещены
фотографии изделий учеников общеобразовательных школ Эстон-
ской ССР, студентов Таллинского пединститута и автора этой
книги.
Что касается экспонированных на фотоснимках объектов
труда и осмысливаемых оформительских проблем, у читателя
может возникнуть вопрос, почему изделия с чисто утилитарным
(прикладным) уклоном представлены в книге в меньшинстве.
Последнее обстоятельство обусловлено тем, что подобные изделия
в большинстве случаев имеют общеизвестную или стандартную
форму, не требующую комментариев. Хочется подчеркнуть, что
художественное оформление изделий во многом основывается на
стиле и традициях национальной культуры. Поэтому, учитывая
многонациональность нашей огромной страны, подробных, деталь-
ных разработок дать невозможно.
Приведенный в книге технологический порядок изготовления
некоторых поделок совсем не означает, что именно эти изделия
заслуживают особого внимания. Они являются лишь примером, на
котором прослеживается, что каждое изделие при изготовлении
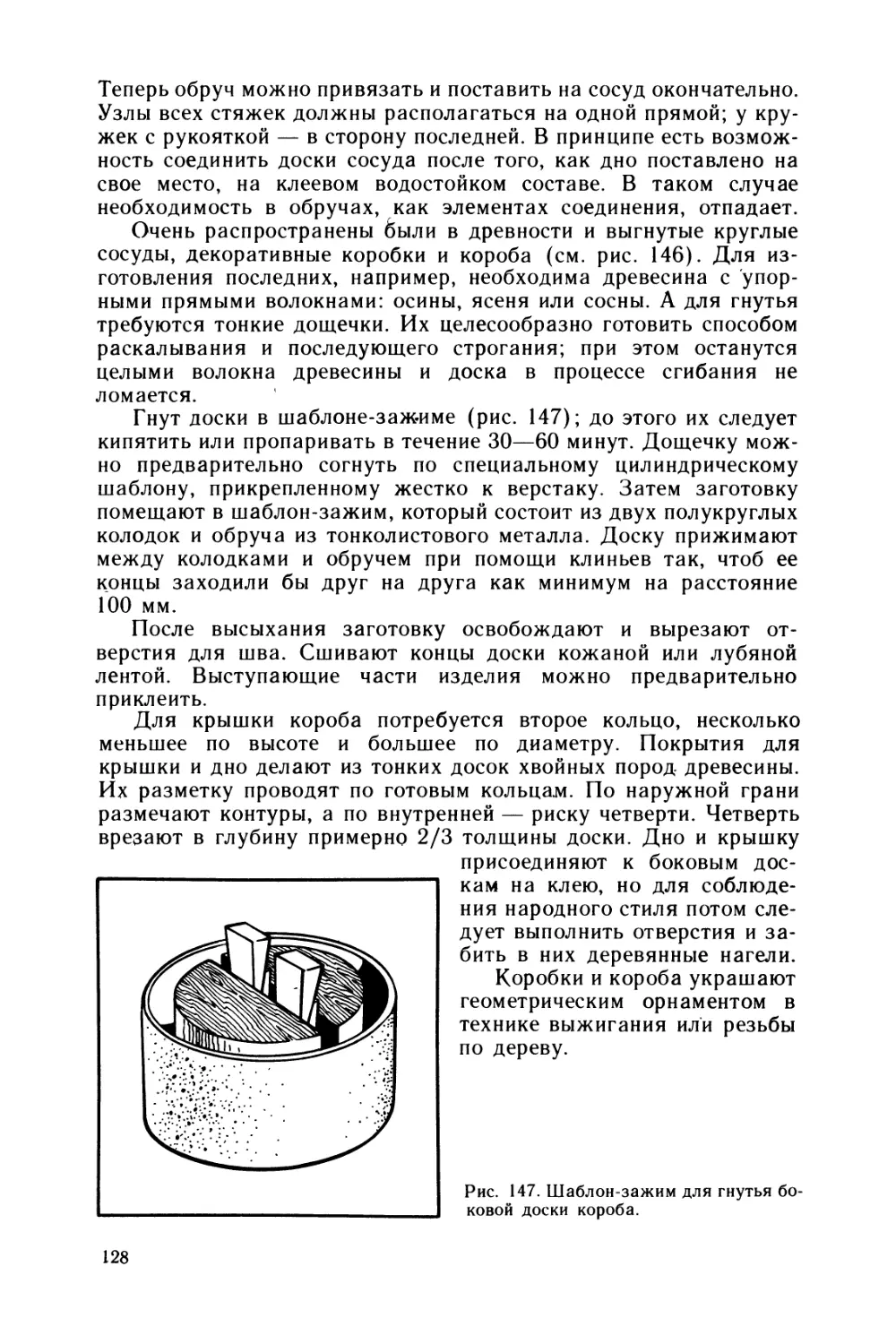
требует единственно рациональной технологии и особых при-
способлений. Если учителя правильно воспримут этот принцип и
направят мысли учеников в этом направлении, содержание ра-
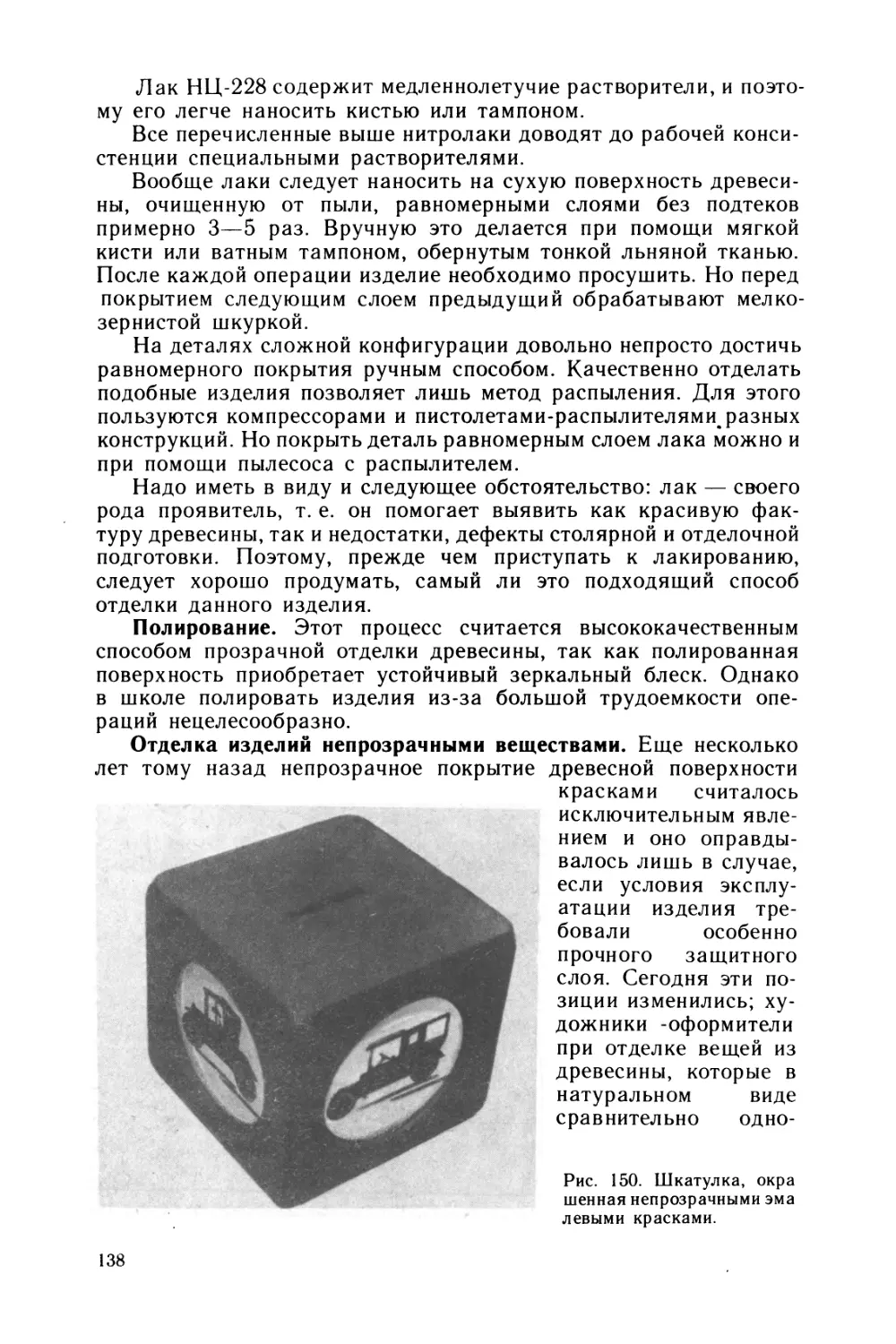
боты по обработке древесины в школьных мастерских наполнит-
ся новым смыслом, разовьет инициативу, творческие способности
и техническое мышление школьников.
В книге приведены и некоторые методические советы по орга-
низации той или иной работы учащихся, организации их деятель-
ности во избежание возможных ошибок, повышения качества
трудового обучения и воспитания.
I. ОСНОВНЫЕ СВЕДЕНИЯ
О ДРЕВЕСИНЕ
1. Строение древесины
Древесина — изумительный материал, обладающий уникаль-
ными свойствами. Свойства эти во многом определяются строени-
ем древесины. Поэтому для правильной обработки этого природ-
ного материала, сознательного использования его особенностей,
а также для индент'ификации отдельных древесных пород надо
знать и учитывать микро- и макростроение древесины.
В Советском Союзе все породы деревьев подразделяются на
хвойные и лиственные. Лиственйые породы делятся на кольце-
сосудистые и рассеяннососудистые, которые, в свою очередь,
подразделяются на породы с твердой и мягкой древесиной.
В хвойных породах деления на мягкие и твердые нет.
К кольцесосудистым относятся только породы с твердой дре-
весиной (дуб, ясень, вяз гладкий, ильм, карагач, каштан съедоб-
ный, бархатное дерево, или бархат амурский, димофрант, или
белый орех).
Рассеяннососудистые делятся на породы с мягкой древе-
синой (береза, ольха, осина, липа, тополь, ива) и породы с
твердой древесиной (бук, орех грецкий и орех маньчжурский,
граб обыкновенный, клен, платан, или чинара, груша, самшит).
Микростроение древесины. Древесина, или ксилема (от греч.
xylon — срубленное дерево), — ткань высших растений, служа-
щая для проведения воды и растворов минеральных солей от
корней к листьям и другим органам. Состоит из проводящих
элементов (трахеид, сосудов), механических (либриформ) и па-
ренхимных клеток.
Итак, если рассматривать древесину под микроскопом, мы
увидим растительные клетки, преимущественно мертвые даже в
растущем дереве. В таких клетках оболочки утолщены и в них
содержится особое вещество — лигнин, вызывающее одревесне-
ние. (В древесине лиственных пород 20—30% лигнина, хвой-
ных— до 50%.) Совокупность клеток-одинакового строения и
выполняющих одни и те же функции образует ткани древесины.
Основные ткани древесины — проводящие, или сосудистые,
запасающие, опорные, или механические.
Проводящие ткани лиственных пород состоят из вытянутых
тонкостенных клеток с широкими внутренними просветами
5
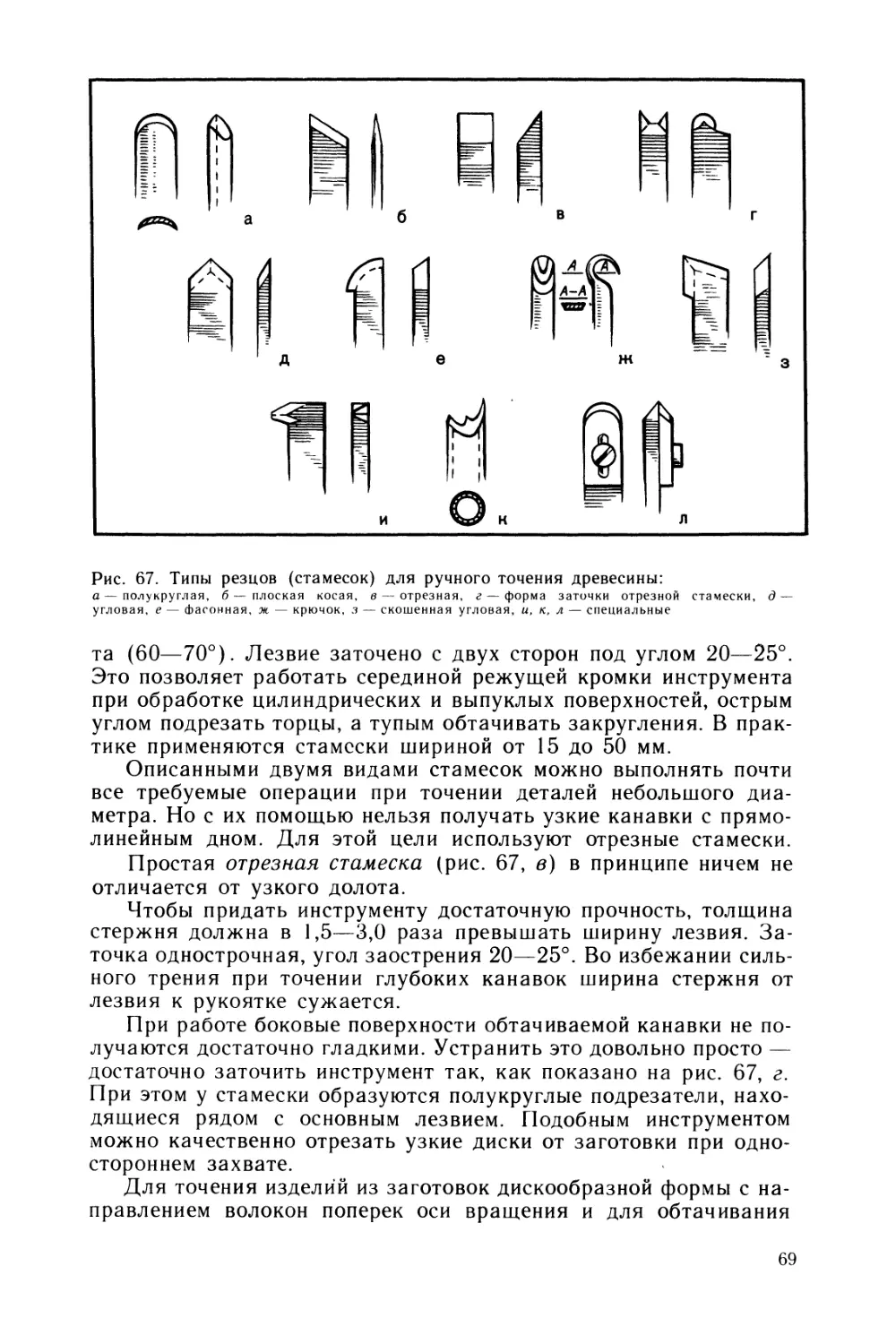
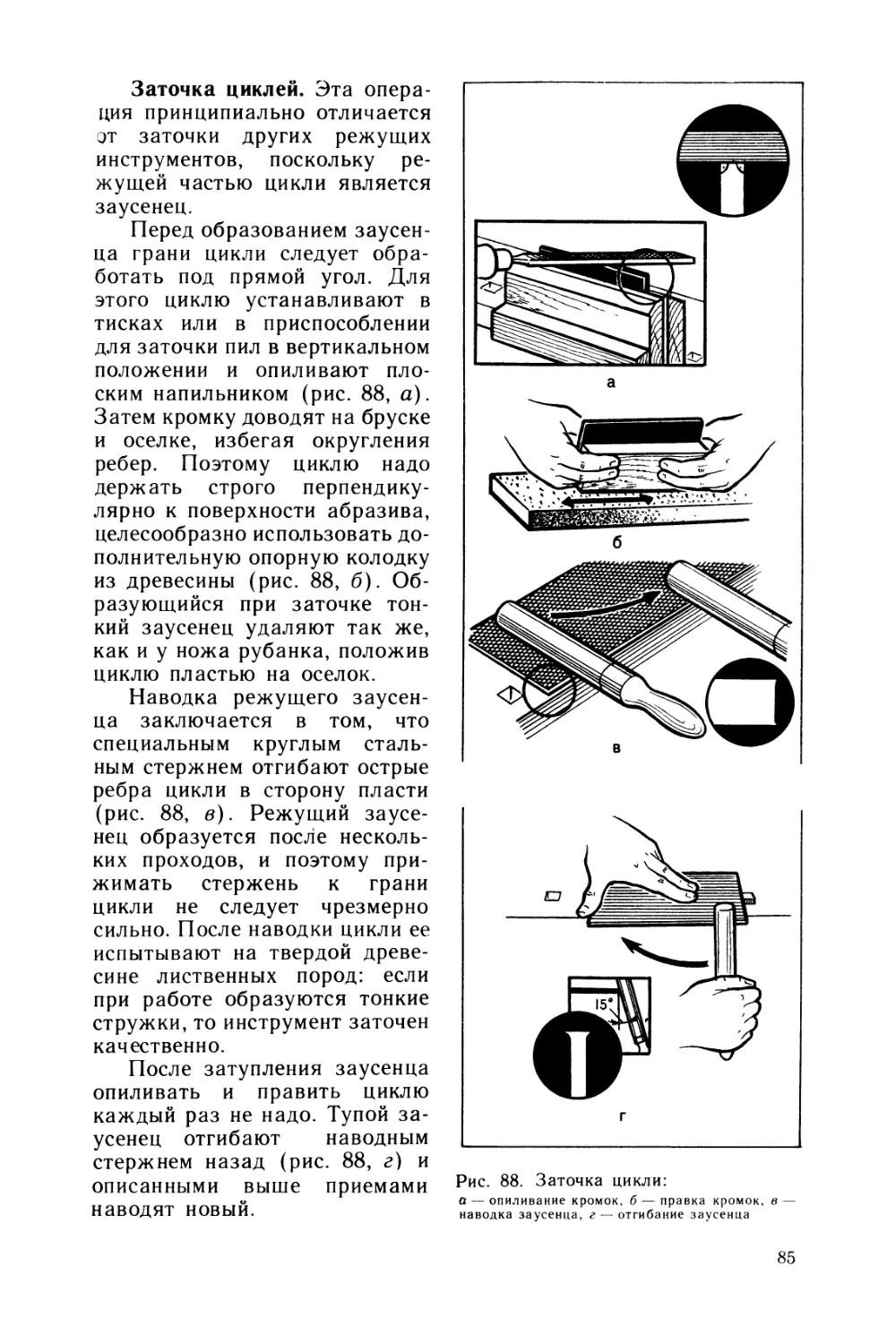
Рис. 1. Микростроение древесины:
а — членик сосуда; б — волокно из коротких
запасающих клеток; в — клетка механической
ткани; г, д — тонкостенная и толстостенная тра-
хеиды.
(рис. 1, а). Эти клетки, соеди-
няясь, образуют трубки — со-
суды/ (рис. 2, а). У некоторых
пород крупные сосуды видны
невооруженным глазом.
Запасающие ткани, или
паренхима, состоят из коротких
клеток, связанных в волокна
(рис. 1, б). Эта ткань рыхлая
и легко загнивает, так как
содержит питательные ве-
щества.
Механические ткани, или
либриформ, у лиственных пород
состоят из сильно заостренных
на концах толстостенных кле-
ток с малыми внутренними просветами (рис. 1, в). Эти клетки и
обеспечивают прочность, твердость древесины. Либриформ у
хвойных пород отсутствует.
Древесина хвойных пород не имеет сосудов и волокон механи-
ческой ткани и состоит из довольно однообразных проводящих
элементов — клеток, которые называются трахеидами (рис. 1, г,
д). Они организованы в более упорядоченную структуру (рис. 2,
б), чем клетки в древесине лиственных пород. Каждый годичный
слой имеет ранние, тонкостенные трахеиды (сосуды) и поздние,
толстостенные, заменяющие волокна механической ткани.
Рис. 2. Схемы расположения микроэлементов древесины березы (а) и сосны (б):
1 — сосуды; 2 — сердцевинные лучи; 3 — трахеиды, 4 — смоляные ходы.
Основная масса клеток в растущем дереве расположена вер-
тикально — вдоль оси ствола. Но имеются и ряды элементов
(преимущественно паренхимных) в радиальном направлении;
их совокупность образует сердцевинные лучи 2. По ширине они
могут иметь от одного (хвойные породы) до тридцати (дуб)
рядов клеток, а по высоте еще больше вариантов.
В древесине многих хвойных пород имеется система длинных
межклеточных каналов, заполненных смолой, которые называются
смоляными ходами 4.
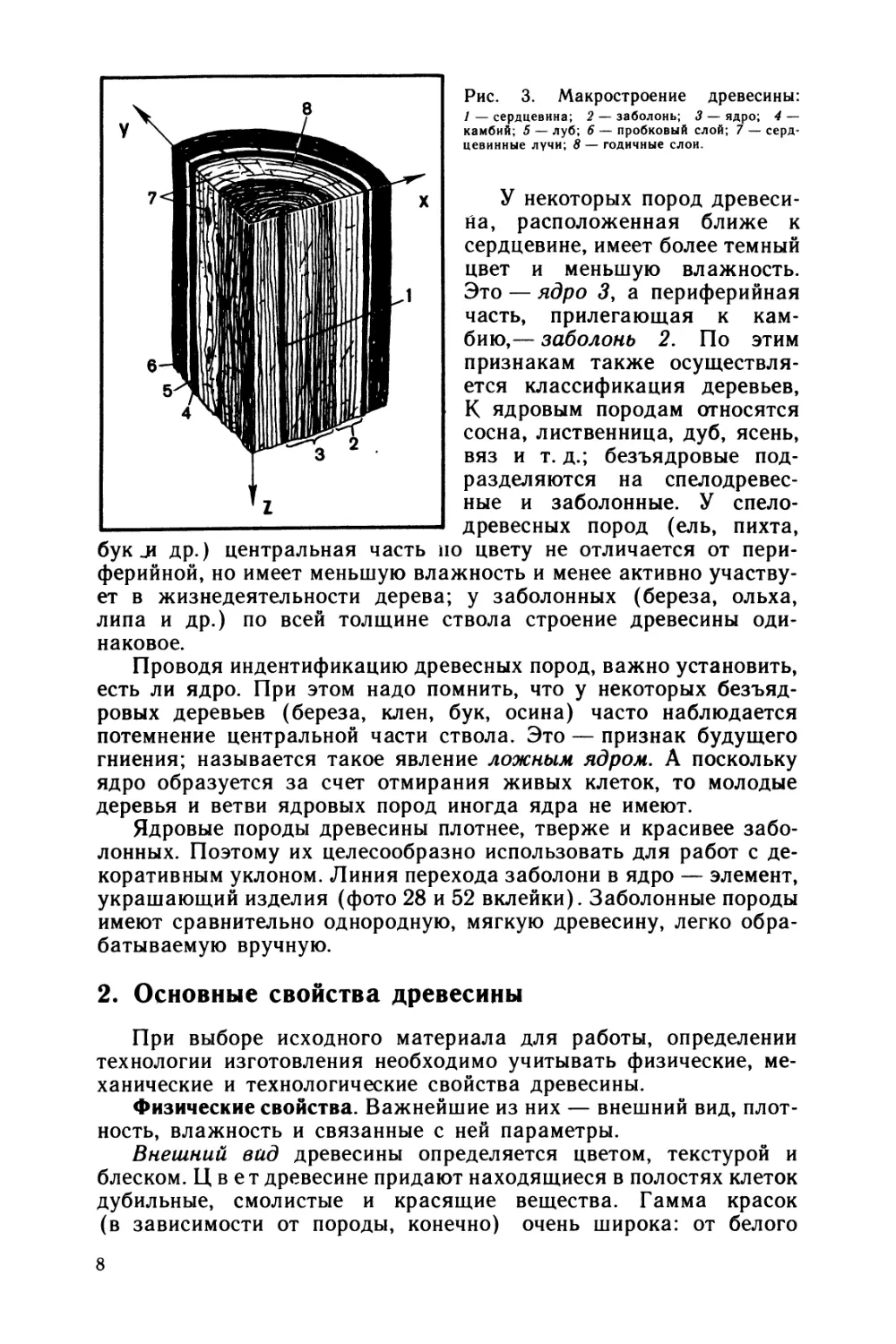
Макростроение древесины. Представление о строении древе-
сины можно получить, рассматривая три главных разреза ство-
ла (рис. 3): радиальный (XZ), тангентальный (KZ) и торцовый
(ХГ).
В растущем дереве древесину окружает кора, которая состо-
ит из двух слоев: наружного — пробкового слоя 6 и внутрен-
него — луба 5. Пробковый слой защищает дерево от вредных
влияний внешней среды и механических повреждений. По лубу
проходят органические вещества, синтезируемые главным обра-
зом в листьях.
Между лубом и древесиной находится тонкий невидимый
невооруженным глазом слой — камбий-#. Он состоит из живых
клеток, которые на протяжение всего периода роста отклады-
вают новые клетки в сторону древесины и в сторону коры, благо-
даря чему дерево растет.
В центральной части ствола по всей его длине расположена
сердцевина 1. Она содержит в основном запасающие тонко-
стенные клетки и поэтому имеет рыхлое строение, легко выкра-
шивается и быстро загнивает. Диаметр сердцевины у хвойных
пород 2—3 мм, у некоторых лиственных кустов может дости-
гать 8—10 мм.
Древесина нарастает вокруг сердцевины концентрическими
слоями, которые являются продуктом жизнедеятельности камбия.
Годичный с л о й 8 имеет неоднородное строение: различается
ранняя (ближе к сердцевине) и поздняя (ближе к коре) дре-
весина. Ранняя древесина (см. рис. 2) нарастает весной и
в начале лета, когда в почве много влаги; поздняя — появля-
ется в конце лета и осенью. Поэтому в ранней части годичного
слоя древесины в основном крупные сосуды (у лиственных
пород) или широкополосные тонкостенные трахеиды (у хвойных),
а в поздней соответственно механические ткани или толстостен-
ные трахеиды. По внешнему виду ранняя часть годичного слоя
более светлая (у хвойных пород) или более пористая (у листвен-
ных пород), чем поздняя. Ширина годичных слоев зависит от
возраста дерева, условий роста, породы. Годичные слои хорошо
различаются почти у всех хвойных пород и у кольцесосудистых
лиственных пород.
На торцовом разрезе ствола годичные слои имеют вид концен-
трических окружностей (рис. 3), на радиальном — продоль-
ных полос, а на тангентальном — извилистых линий.
7
Рис. 3. Макростроение древесины:
/ — сердцевина; 2 — заболонь; 3 — ядро; 4 —
камбий; 5 — луб; 6 — пробковый слой; 7 — серд-
цевинные лучи; 8 — годичные слои.
У некоторых пород древеси-
на, расположенная ближе к
сердцевине, имеет более темный
цвет и меньшую влажность.
Это — ядро 3, а периферийная
часть, прилегающая к кам-
бию,— заболонь 2. По этим
признакам также осуществля-
ется классификация деревьев,
К ядровым породам относятся
сосна, лиственница, дуб, ясень,
вяз и т. д.; безъядровые под-
разделяются на спелодревес-
ные и заболонные. У спело-
древесных пород (ель, пихта,
бук л др.) центральная часть но цвету не отличается от пери-
ферийной, но имеет меньшую влажность и менее активно участву-
ет в жизнедеятельности дерева; у заболонных (береза, ольха,
липа и др.) по всей толщине ствола строение древесины оди-
наковое.
Проводя индентификацию древесных пород, важно установить,
есть ли ядро. При этом надо помнить, что у некоторых безъяд-
ровых деревьев (береза, клен, бук, осина) часто наблюдается
потемнение центральной части ствола. Это — признак будущего
гниения; называется такое явление ложным ядром. А поскольку
ядро образуется за счет отмирания живых клеток, то молодые
деревья и ветви ядровых пород иногда ядра не имеют.
Ядровые породы древесины плотнее, тверже и красивее забо-
лонных. Поэтому их целесообразно использовать для работ с де-
коративным уклоном. Линия перехода заболони в ядро — элемент,
украшающий изделия (фото 28 и 52 вклейки). Заболонные породы
имеют сравнительно однородную, мягкую древесину, легко обра-
батываемую вручную.
2. Основные свойства древесины
При выборе исходного материала для работы, определении
технологии изготовления необходимо учитывать физические, ме-
ханические и технологические свойства древесины.
Физические свойства. Важнейшие из них — внешний вид, плот-
ность, влажность и связанные с ней параметры.
Внешний вид древесины определяется цветом, текстурой и
блеском. Ц в ет древесине придают находящиеся в полостях клеток
дубильные, смолистые и красящие вещества. Гамма красок
(в зависимости от породы, конечно) очень широка: от белого
8
(осина), светло-серого (граб), желтого (лимон) и светло-ко-
ричневого (яблоня) до бурого (дуб), темно-красного (махагони)
и темно-зеленого, иногда черного (эбеновое дерево). На цвет дре-
весины влияет еще целый ряд факторов, например климат и
условия произрастания, возраст дерева. Полностью окраска дре-
весины проявляется лишь после отделки поверхности, нанесения
на нее прозрачного покрытия. А под влиянием света и воздуха
древесина многих пород теряет свою яркость, меняет окраску.
И хотя цвет светлой древесины можно изменять, подвергая
заготовки или готовые изделия различной обработке (пропарива-
нию, протравливанию или окрашиванию), искусственные оттенки
нельзя сравнивать с природными.
Текстура — естественный рисунок разреза древесины, кото-
рый определяет ее декоративную ценность и служит для распо-
знавания пород. На текстуру влияют направление разреза по от-
ношению к размещению волокон и особенности анатомического
строения отдельных пород. Интереснейший рисунок получается на
тангентальном разрезе и на кривых поверхностях таких древес-
ных пород, которые имеют хорошо заметные элементы, признаки,
например лиственница, дуб, вяз и др. (фото 28 и 48 вклейки).
Красивой текстурой обладает свилеватая древесина наростов
и карельской березы (фото 51 и 49 вклейки).
Цвет и текстура — основные параметры при визуальном опре-
делении древесных пород.
Блеск и запах — не столь важные признаки древесины,
поскольку они в значительной мере присущи лишь некоторым
породам. Кроме того, запах срубленного дерева при высыхании
постепенно уменьшается. Однако блеск материала следует учи-
тывать при изготовлении декоративных изделий. Значительным
блеском обладает древесина клена, липы и бука, а своеобраз-
ным запахом — можжевельник.
Плотность1 древесины, т. е. отношение массы древесины к ее
объему, играет большую роль: от нее зависят многие меха-
нические и технологические свойства. Установлено, что плот-
ность древесного вещества (т. е. вещества, из которого образо-
ваны клеточные оболочки) для всех древесных пород почти оди-
накова и равна 1540—1560 кг/м1 * 3. А поскольку в древесине имеют-
ся пустоты (полости клеток, межклеточные пространства), плот-
ность деловой древесины значительно меньше этого значения.
Плотность зависит от породы, влажности, условий произрас-
тания дерева и не бывает постоянной даже на различных участ-
ках одного и того же ствола. Поэтому в справочниках приводят-
ся усредненные показатели, измеренные при определенной влаж-
ности — 12%.
1 Надо учитывать, что в изданной ранее литературе вместо плотности упот-
реблялось понятие «объемный вес», что в сущности обозначает то же самое. Но
поскольку стандартной влажностью раньше считали 15% (по новым ГОСТам —
12%), то средние параметры плотности в таких источниках по сравнению с
современными несколько выше.
9
Средние величины плотности древесных пород колеблются в
широких пределах: от 120 кг/м*5 (бальза) до 1300 кг/м3 (бакаут);
у пород, произрастающих на территории нашей страны,— от
375 кг/м3 (пихта сибирская) до 1040 кг/м3 (саксаул).
По плотности породы древесины условно делят на три группы:
породы малой плотности (до 545 кг/м3), породы средней плот-
ности (550—745 кг/м3) и породы высокой плотности (свыше
750 кг/м3).
В природе и в условиях производства древесина всегда
содержит в себе то или иное количество влаги. Абсолютно сухую
древесину в небольших образцах можно получить лишь в лабора-
ториях. Под влажностью (абсолютной} древесины понимают отно-
шение массы влаги, находящейся в данном объеме древесины, к
массе абсолютно сухой древесины, выраженное в процентах.
В свежесрубленном дереве влажность иногда достигает почти
100%. В благоприятных условиях влага из древесины испаряется
естественным путем, ее содержание в материале уменьшается.
На открытом воздухе, например, в теплую сухую погоду при опре-
деленной выдержке этот показатель может снижаться до
15—18%. Древесину, подвергнутую такой обработке, называют
воздушно-сухой. В отапливаемых помещениях или в спе-
циальных сушильных камерах влажность доводят до комнат-
но-сухой — 8—12%.
В лабораторных условиях влажность древесины определяется
последовательным взвешиванием образца до и после просушки и
соответствующим расчетом. Но сушка требует много времени,
поэтому этот показатель чаще находят косвенными методами.
В промышленности, например, влажность древесины определяют с
помощью специальных приборов — влагомеров, принцип действия
которых основан на измерении электропроводимости, электро-
емкости и других параметров древесины, находящихся в прямой
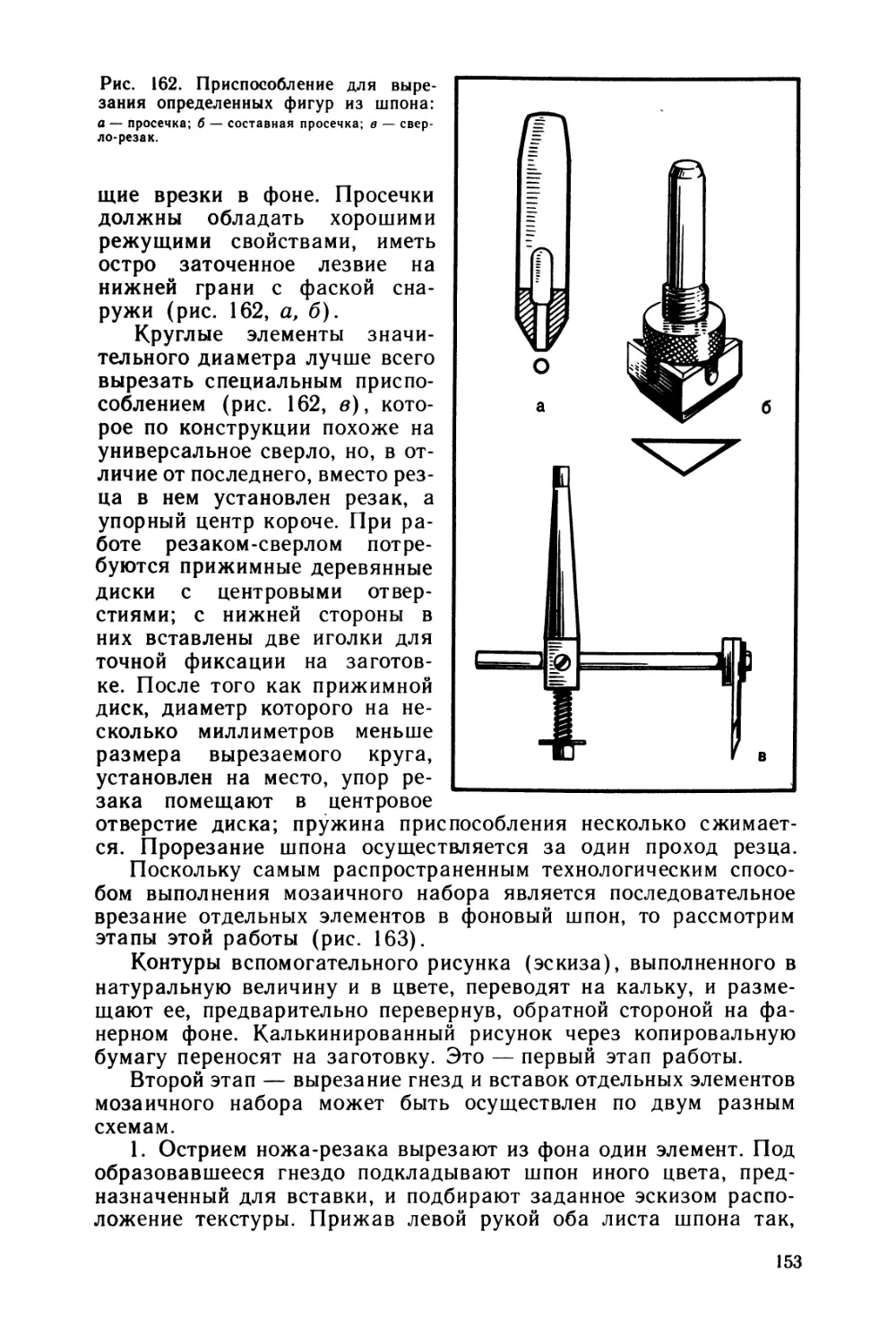
зависимости от содержания влаги в материале.
В школьных мастерских при проведении лабораторно-практи-
ческих работ ученики определяют влажность древесины при-
близительно по плотности изучаемого образца. Для этого анали-
за преподаватель должен заранее подготовить брускообразные
образцы нескольких пород древесины с разной степенью влаж-
ности. Школьникам придется вычислить объем образца, измерить
массу на рычажных весах и найти плотность.
Влажность можно определить по формуле
В= л~л . 100%,
/о
где: Л — Плотность влажного образца древесины; Л — плотность
абсолютно сухой древесины данной породы.
Если влажность воздуха повышается, древесина поглощает
пары воды из атмосферы. Эта способность вещества называется
гигроскопичностью.
10
Рис. 4. Коробление и растрескивание изделий при сушке и разбухании дре-
весины.
Изменение влажности древесины называется усушкой или
разбуханием, что влечет за собой уменьшение или увели-
чение объема и линейных параметров образца, заготовки. Из-за
неодинакового коэффициента уменьшения (увеличения) размеров
в разных направлениях и различных частях ствола усушка
(разбухание) приводит к короблению и растрескиванию изделий
(рис. 4). Поэтому для работы надо брать заготовки, предва-
рительно высушенные до требуемой эксплуатационной влажности.
А покрытие поверхности готового изделия лакокрасочными мате-
риалами замедляет проникновение влаги в древесину.
В некоторых случаях, варьируя влажностью древесины, этот
параметр можно обратить на пользу дела. Так, если предваритель-
но подпарить или размочить заготовку, то процесс гибки облег-
чается и качество работы заметно повышается. При изготовлении
сосуда из сырой заготовки дно в его утор можно поставить без
разъединения боковой части
(рис. 5): после усушки диаметр
изделия уменьшится и герме-
тичность соединения обеспече-
на. Есть еще немало оригиналь-
ных решений использования
этих удивительных свойств
древесины.
Механические и технологи-
ческие свойства древесины. Они
очень тесно связаны между
собой. При выборе материала
Рис. 5. Размещение дна сосуда в утор
(штриховой линией показан контур со-
суда после усушки).
11
для конкретного изделия в первую очередь приходится учитывать
его твердость, износостойкость, прочность, раскалываемость.
Под твердостью древесины понимают ее способность сопротив-
ляться проникновению другого, более твердого тела определен-
ной формы. В промышленных лабораториях твердость древесины
определяется с помощью специальных приборов. В зависимости
от скорости нагружения материала при испытаниях различают
твердость статическую и ударную. В справочниках чаще при-
ведены параметры только статической твердости разных древес-
ных пород.
Твердость прямо связана с плотностью древесины и неоди-
накова в разных местах измерения. Твердость торцовой по-
верхности превышает аналогичный показатель боковой (танген-
тальной и радиальной) в среднем на 30% у лиственных пород
и на 40% у хвойных. Да и влажность древесины оказывает суще-
ственное влияние на ее твердость, поскольку при повышении
(понижении) влажности на 1% твердость на торцовой поверх-
ности понижается (повышается) на 3%, а на тангентальном и
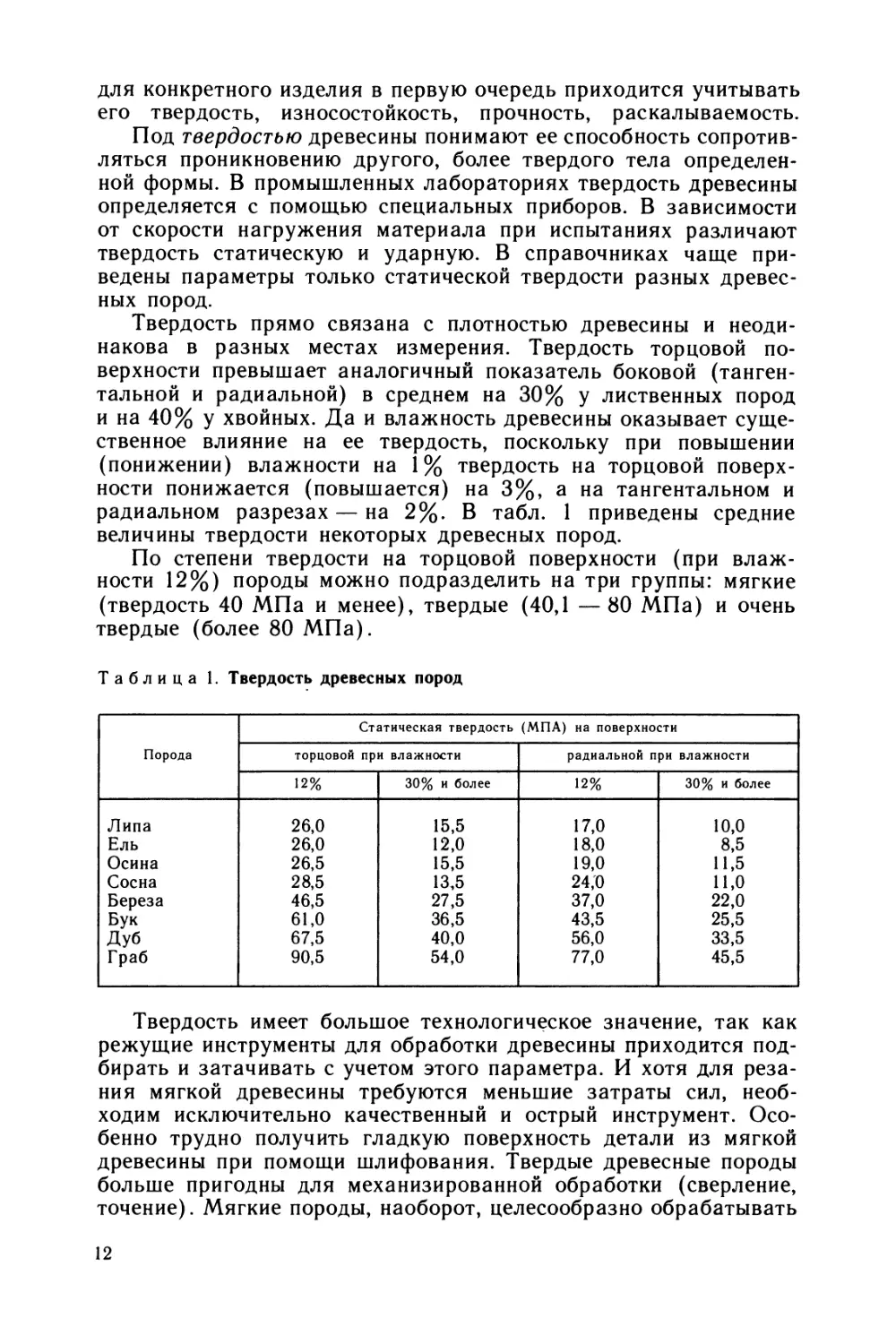
радиальном разрезах — на 2%. В табл. 1 приведены средние
величины твердости некоторых древесных пород.
По степени твердости на торцовой поверхности (при влаж-
ности 12%) породы можно подразделить на три группы: мягкие
(твердость 40 МПа и менее), твердые (40,1 — 80 МПа) и очень
твердые (более 80 МПа).
Таблица 1. Твердость древесных пород
Порода Статическая твердость (МПА) на поверхности
торцовой при влажности радиальной при влажности
12% 30% и более 12% 30% и более
Липа 26,0 15,5 17,0 10,0
Ель 26,0 12,0 18,0 8,5
Осина 26,5 15,5 19,0 11,5
Сосна 28,5 13,5 24,0 11,0
Береза 46,5 27,5 37,0 22,0
Бук 61,0 36,5 43,5 25,5
Дуб 67,5 40,0 56,0 33,5
Граб 90,5 54,0 77,0 45,5
Твердость имеет большое технологическое значение, так как
режущие инструменты для обработки древесины приходится под-
бирать и затачивать с учетом этого параметра. И хотя для реза-
ния мягкой древесины требуются меньшие затраты сил, необ-
ходим исключительно качественный и острый инструмент. Осо-
бенно трудно получить гладкую поверхность детали из мягкой
древесины при помощи шлифования. Твердые древесные породы
больше пригодны для механизированной обработки (сверление,
точение). Мягкие породы, наоборот, целесообразно обрабатывать
12
такими ручными инструментами, как ножи, резаки, стамески,
т. е. теми, которые можно затачивать под острым углом.
Износостойкость древесины находится в прямой зависимости
от ее твердости. Это положение надо учитывать при выборе
материала для изготовления инструментов и приспособлений
(например, угольников, рубанков и т. д.).
Прочностью называется способность материала сопротивлять-
ся разрушению, а также необратимому изменению формы при
действии внешних нагрузок. Прочность древесины зависит
от направления приложения силы, породы древесины, ее влаж-
ности, наличия пороков. Различают пределы прочности (момент
разрушения образца) при сжатии, растяжении, изгибе, кручении,
сдвиге. Значения этих параметров во многом зависят от направ-
ления волокон в детали, на которую действует нагрузка. Так,
предел прочности древесины при сжатии поперек волокон ниже,
чем вдоль волокон примерно в 8 раз, а при растяжении поперек
волокон — в 20 раз ниже, чем вдоль волокон.
Деталей и изделий, которые во время эксплуатации подверга-
ются большим нагрузкам, в школьных мастерских делают не очень
много. Но при изготовлении, например, рукояток для молотков и
топоров надо выбирать древесину, имеющую высокий предел
прочности при изгибе, и большую твердость, следить за направле-
нием волокон и наличием сучков в заготовке.
С прочностью связано еще одно технологическое свойство
рассматриваемого материала — способность сопротивляться рас-
калыванию. Раскалывав мост ъю называют способность древесины
разделяться на части вдоль волокон под действием клина и на-
грузки. Это свойство имеет практическое значение при подготовке
материала из тонкоствольных пород; его надо учитывать и при вы-
боре деталей, соединяемых на гвоздях и шурупах, поскольку при
малом сопротивлении раскалыванию они могут сломаться. Сле-
дует знать, что сопротивление раскалыванию по радиальной
плоскости у древесины лиственных пород меньше, чем по танген-
тальной. У хвойных пород наоборот: раскалывание по тангенталь-
ной плоскости меньше, чем по радиальной.
Остальные механические и технологические свойства древеси-
ны, такие, например, как упругость, пластичность, способность
гнуться и другие, при изготовлении небольших изделий в школь-
ных мастерских не имеют существенного значения. Но иногда
(например, при склеивании с гнутьем или при плетении) с неко-
торыми из них приходится считаться. В этом случае необходимо
обратиться к соответствующим справочникам.
Скажем только, что лучше гнутся кольцесосудистые и рас-
сеяннососудистые древесные породы. Хвойные породы обладают
этим свойством в меньшей степени. Влажная древесина гнется
легче, чем сухая.
13
3. Основные древесные породы
Древесные породы северной и средней полосы СССР. По запа-
сам древесины и общей площади лесного фонда Советский Союз
занимает ведущее место в мире. Но лесные богатства распреде-
лены по территории нашей страны весьма неравномерно — преоб-
ладающее большинство из них находится в северной и средней
зоне. Поэтому и разговор пойдет о породах, пооизрастающих в
этих районах.
Из множества древесных пород промышленное значение имеет
около двух десятков наиболее распространенных. А в школьных
мастерских наряду с описанными может быть использована и дре-
весина пород, растущих в данной местности, но из-за мало-
численности или тонких непрямых*стволов не имеющая производ-
ственного значения.
Поскольку территория нашей страны довольно большая, то в
разных регионах встречаются разновидности одной породы или
отдельные породы одного семейства, древесина которых друг от
друга мало отличается. Поэтому ниже даны лишь общее название,
средняя величина плотности и описаны характерные признаки
общеизвестной породы либо только семейства.
Хвойные породы. Древесина хвойных пород находит широкое
применение в народном хозяйстве: строительстве, деревообраба-
тывающей и лесохимической промышленности. Годовые слои в
древесине этой группы пород хорошо видны на всех разрезах, так
как поздняя часть слоя плотнее, тверже и более темного цвета.
По макроструктуре некоторые породы трудно различить. В пило-
материалах для определения породы принимают во внимание ко-
личество, расположение, форму и вид сучков. Остатки коры на
кромках служат дополнительным признаком.
Лиственница сибирская (650 кг/м3) — ядровая поро-
да, у которой заболонь сравнительно узкая (до 20 годичных
слоев). Поздняя древесина темно-бурого цвета, сильно развита и
очень резко отличается от ранней. Из-за хорошо видимых доволь-
но широких годичных слоев и прямолинейности стволов древесина
в радиальном разрезе кажется полосатой. Сучки, которые имеют
горизонтальное направление, разбросаны поодиночке, беспорядоч-
но. Древесина сравнительно тяжелая и твердая, склонна к силь-
ному растрескиванию.
Сосна (520 кг/м3) имеет более узкую, чем у лиственницы,
ядровую часть ствола и в свежесрубленном состоянии по цвету
почти не отличается от желтовато-белой широкой заболони. Но
при сушке и хранении ядро темнеет и принимает буровато-
красноватый оттенок. Поздняя древесина явственно отделима от
светлой ранней. Расположение сучков специфично; они исходят
только из отдельных мутовок, которые располагаются в сердце-
вине в концах годичного прибавления в росте. Побеги направле-
ны вверх под острым углом к оси ствола и поэтому в разрезе
(на пиломатериалах) имеют овальную форму.
14
Древесина сосны довольно мягкая и хорошо обрабатывается.
Последнее объясняется и тем, что сучки у этого дерева доволь-
но мягкие и волокна вокруг них ч не очень свилеватые.
Кедр, или кедровая сосна (420 кг/м3), из ядровых
пород, обладает самой легкой и мягкой древесиной. Узкое ядро
отличается от широкой желтовато-белой заболони розоватым от-
тенком. Поздняя древесина слабо развита и переходит в раннюю
постепенно. Многочисленные смоляные ходы очень крупные по
сравнению с другими хвойными породами. Расположение сучков
мутовчатое, с большим количеством отдельных побегов, направ-
ленных вверх. Древесина имеет красивую текстуру, легко под-
дается обработке.
Ель (450 кг/м3) наряду с сосной распространена на большой
территории нашей страны. Древесина ее безъядровая, спелодре-
весная, однородно-белая, со слабым желтоватым оттенком. Позд-
няя древесина имеет вид узкой светло-бурой полосы, которая пере-
ходит в раннюю постепенно. Сучки расположены мутовчато,
почти под прямым углом к оси ствола; из-за этого они в танген-
тальном разрезе кажутся круглыми. По качеству древесина ели
несколько уступает сосне, ее труднее резать и шлифовать. В не-
которых случаях можно использовать свойство древесины ели
сохранять в течение длительного времени натуральный цвет.
Пихта (375 кг/м3) по внешнему виду и по основным свой-
ствам похожа на ель. Она равномерно спелодревесна, однород-
ного цвета, имеет одинаковые годичные слои. По внешнему виду
отличить древесину пихты от ели можно лишь по тем признакам,
что первая, кроме мутовчатых, имеет большое количество отдель-
ных сучков, растущих горизонтально. Поскольку древесина пихты
не содержит смолы, материал не имеет скипидарного запаха, свой-
ственного, например, лиственнице, сосне или ели. Пихту легче
всего отличить от ели по тонкой, гладкой серой коре. Так как
пихта, кроме недостатков, свойственных ели, еще и легче коробит-
ся и растрескивается, использовать ее в качестве основного ма-
териала в школьной учебной мастерской не рекомендуется.
Можжевельник (630 кг/м3) в северном и умеренном поясе
растет в виде невысокого кустарника; в Средней Азии, Крыму и на
Кавказе встречается в виде дерева. У этого растения розовато-
белая узкая заболонь, серовато-коричневое или желтовато-бурое
ядро. В связи с тем что стволы можжевельника часто имеют
ребристую форму, годичные слои и линии перехода заболони в
ядро извилистые. Поэтому у можжевельника особенно красивая
текстура именно в торцовом разрезе. Из-за небольших размеров
ствола можжевельник используют преимущественно для изготов-
ления мелких изделий с декоративным уклоном (украшения,
сувениры). Чтобы сделать более крупные предметы, используют
склеенные заготовки или специальные соединения (фото 46 и 55
вклейки). Обладающую приятным запахом и антисептическими
свойствами, древесину можжевельника в древние времена исполь-
зовали для изготовления посуды — ложек, блюд и пр. В кружко-
15
вой работе можно продолжить это направление, хотя подобные
объекты сегодня носят преимущественно декоративный характер.
Тис (670 кг/м3) —одна из самых редких поэод. Древесина
имеет очень узкую желтую заболонь и плотное буровато-красное
ядро. Ксилема тиса очень красивая, вязкая и хорошо поддается
обработке. Тис растет очень медленно, и поэтому годичные
слои узкие, но легко различимы во всех разрезах.
Лиственные породы. В зависимости от особенностей располо-
жения сосудов в годичных слоях и их величины лиственные
породы подразделяют на кольцесосудистые и рассеяннососу-
дистые.
У кольцесосудистых пород крупные сосуды расположены коль-
цевыми рядами в ранней части годичного слоя. Из кольцесосу-
дистых пород самую изящную по текстуре древесину имеет се-
мейство ильмовых (вяз, карагач, ильм). Это ядровые породы,
древесина которых в различных слоях имеет неодинаковый отте-
нок. Особенностью строения всех ильмовых является то, что мел-
кие сосуды в поздней древесине расположены группами, которые
в торцовом разрезе образуют волнистые полосы; из-за этого на
кривых поверхностях образуется тонкий красивый узор.
Вяз (650 кг/м3) имеет довольно широкую заболонь, плавно
переходящую в светло-бурое ядро.
У ильма (670 кг/м3) заболонь узкая, ядро темнее и пере-
ход в ядро резкий.
Карагач, или берест (740 кг/м3), по макроструктуре по-
хож на ильм, но ядро еще темнее — красновато-бурого цвета.
Так как берест растет лишь в южных районах нашей страны —
в Крыму, на Кавказе и в Средней Азии, достать эту чрезвычайно
красивую древесину в северных районах трудно.
Вот краткая характеристика еще нескольких пород, относя-
щихся к группе кольцесосудистых.
Дуб (690 кг/м3) произрастает в европейской части СССР.
Он имеет узкую (8—10 годичных слоев) желтовато-белую забо-
лонь и от светло- до темно-бурого цвета ядро. Мелкие сосуды в
поздней части годичного слоя расположены радиальными ря-
дами. Сердцевинные лучи сильно развиты и хорошо видны на
всех разрезах. Древесина дуба отличается высокой прочностью,
устойчивостью против гниения и красивой текстурой. Из-за этого
она издавна применяется в производстве паркета, мебели и
декоративно-прикладных изделий.
Высоко ценится и так называемый мореный дуб, который
получается из стволов обычных деревьев, долго выдержанных
в воде, богатой солями железа. При морении цвет древесины
изменяется почти до черцого.
Каштан (590 кг/м5) растет на Кавказе, в Крыму и в южной
части Украины. Его древесина по цвету напоминает древесину
дуба, но в ней не видны сердцевинные лучи. По механическим
свойствам каштан значительно уступает дубу, но зато лучше
обрабатывается.
16
Ясень (680 кг/м3) имеет древесину, напоминающую по строе-
нию древесину дуба, но без характерных для него крупных серд-
цевинных лучей. Кроме того, заболонь ясеня больше, без желто-
го оттенка, ядро светлее и зона крупных сосудов в годичных
слоях шире. Ясень высоко ценится из-за прочности и вязкости:
из тонких досок можно изготовлять гнутые детали и изделия.
Большинство лиственных пород, растущих в северном и сред-
нем поясе нашей страны, относятся к рассеяннососудистым: у
них сосуды мелкие и равномерно распределены по всей ширине
годичного слоя.
Береза (630 кг/м3) — самая распространенная порода среди
лиственных. Ее древесина заболонная, однородно-белая, с незна-
чительным красноватым оттенком, средней твердости, легко под-
вергается гниению и короблению. В промышленности широко
употребляется для производства клееной фанеры, в школьных
мастерских используется чаще других лиственных пород. Чтобы
разнообразить внешний вид изделий из березы, их иногда окра-
шивают, украшают резьбой, выжиганием и пр. В отличие от
обыкновенной березы, ее разновидность, называемая карельской
березой, имеет очень красивую текстуру (фото 49 вклейки).
К сожалению, встречается это чудо природы крайне редко и в
наши дни леса, где растет карельская береза, являются запо’-
ведными.
Бук (670 кг/м3) произрастает в Карпатах, на Кавказе и в
Крыму. Это безъядровая порода светло-бурого цвета с красным
оттенком. Годичные слои хорошо видны. Сердцевинные лучи
широкие, на радиальном разрезе имеют вид блестящих полосок,
а на тангентальном — вкраплений.
Древесина бука обладает высокой прочностью и в пропарен-
ном состоянии хорошо гнется. Очень часто применяется в произ-
водстве гнутой мебели, для изготовления строганого шпона,
паркета, корпусов музыкальных инструментов и др.
Граб (800 кг/м3) — одна из самых твердых и износостойких
пород, имеющих промышленное значение. Это дерево произраста-
ет в юго-западных районах СССР.
Древесина граба — безъядровая, серовато-белая, но в ней
хорошо видны блестящие сердцевинные лучи. Из-за механических
свойств древесина граба высоко ценится в производстве инстру-
ментов (угольников, рейсмусов, рубанков и пр.).
Орех бывает нескольких видов. Из произрастающих в СССР
следует отметить: орех грецкий (640 кг/м3) — распространен на
Кавказе и в Средней, Азии, а также орех маньчжурский
(570 кг/м3) — на Дальнем Востоке. По механическим свойствам
древесина ореха маньчжурского значительно уступает ореху грец-
кому.
Древесина ореха имеет ядро коричневато-серой неравномер-
ной окраски, нерезко ограниченное от широкой сероватой за-
болони. Невооруженным глазом видны крупные сосуды, которые
распределены равномерно по всей толщине годичного слоя. Дре-
17
весина отличается высокими декоративными качествами и хорошо
поддается обработке резанием.
В школе ореховый шпон — незаменимый материал для мар-
кетри.
Осина (490 кг/м3) —одна из самых мягких лиственных
пород. Древесина белая, годичные слои почти незаметны. В школе
этот материал может быть использован на уроках в V—VI классах
для отработки навыков строгания или вырезания объемных фигур.
Топол ь (450 кг/м3), в отличие от осины, ядровая порода, у
которой широкая белая заболонь нерезко разграничена со светло-
или желтовато-бурым ядром. Комлевая часть стволов тополя
часто бывает с небольшими наплывами вследствие разрастания
под корой спящих почек. Древесина этого отрезка отличается
особенно красивой текстурой.
Липа (500 кг/м3) относится к безъядровым мягким листвен-
ным породам. Ее древесина имеет розовый оттенок и много-
численные сердцевинные лучи, которые в радиальном разрезе
придают материалу заметный блеск. Несмотря на мягкость,
древесина липы обладает достаточной вязкостью, почти не коро-
бится и не растрескивается, поэтому липу считают одним из
самых подходящих материалов для резьбы.
Ольха произрастает в средней полосе нашей Родины в виде
серой (520 кг/м3) и черной (550 кг/м3) разновидностей. Обе
породы имеют красновато-бурую безъядровую древесину, более
твердую, чем у осины, липы и тополя, .но несколько мягче, чем у
березы. По твердости древесина ольхи весьма пригодна для из-
готовления самых различных изделий в школьных мастерских, в
том числе точением. Отличить разновидности ольхи друг от друга
можно лишь по темным широким сердцевинным лучам, которых у
черной ольхи больше.
Из мягких лиственных пород можно назвать еще семью ивовых.
Самые распространенные породы ивовых — ива козья, или
б р ед и н а (430 кг/м3), и ива ломкая (445 кг/м3). Это ядро-
вые породы, у которых годичные слои различаются довольно ясно,
ядро розоватое или красноватое, полосатое.
Клен (690 кг/м3) считается твердым и прочным материалом,
хотя и относится к заболонным породам. Так как у этого дере-
ва имеются многочисленные узкие сердцевинные лучи, то его бе-
лая с красноватым оттенком древесина обладает блеском и доволь-
но заметной текстурой. Учитывая, что у древесины клена малая
усушка и материал почти не коробится, его используют для
изготовления столярных инструментов (рубанков, угольников
и пр.)
Черемуха (720 кг/м3) —ядровая порода, у которой широ-
кая белая заболонь плавно переходит в светло-бурое ядро. Го-
дичные слои хорошо видны и образуют заметную текстуру.
Рябина (750 кг/м3), как и черемуха, не имеет большого
промышленного значения, но для школьных работ представляет
определенный интерес. По текстуре рябину можно сравнить с
18
черемухой, но ядро у этой породы более темного (сероватого)
цвета.
Среди твердых и прочных рассеяннососудистых пород особое
место занимают плодовые деревья, произрастающие почти во всех
районах нашей страны. Кроме того, плодовые деревья из-за ста-
рости или повреждения часто срубают и их древесину успешно
можно использовать для поделок в школах.
Яблоня (750 кг/м3) растет в природном и культивирован-
ном виде. Древесина ядровая, с широкой светло-бурой заболонью
и темно-бурым ядром. Из-за кривизны ствола, наклона волокон и
склонности к растрескиванию подготовка материала из яблони
довольно сложна.
Груша (730 кг/м3) — спелодревесная порода, светло-бурого
цвета, похожая на заболонь яблони. Древесина твердая и одно-
родная, поэтому хорошо полируется и прозрачным покрытием ей
можно придать вид некоторых тропических пород.
Вишня (610 кг/м3) и ее разновидности — ядровые породы.
Заболонь желтоватого цвета, ядро желтовато-бурое, нередко име-
ет слои с разными оттенками. В отличие от яблони и груши у
вишни годичные слои ясно просматриваются и сердцевинные лучи
развиты. Благодаря этому вишня, кроме хороших механических
свойств, обладает своеобразной текстурой.
Слива (630 кг/м3) по свойствам и строению похожа на виш-
ню, но ядро у нее гораздо темнее и у старых стволов имеет темно-
коричневый цвет.
Кроме названных, на территории нашей огромной страны
растет большое количество других древесных растений (в том чис-
ле и кустарников), древесина которых часто может быть исполь-
зована в школьных условиях.
Иноземные породы. В других природных условиях (особенно в
тропиках) встречаются породы деревьев, которые по быстроте
роста, качеству, красоте и другим характерным свойствам пред-
ставляют значительный интерес. Некоторые из них уже давно
культивируются в нашей стране, проводится работа по акклимати-
зации других «заморских» деревьев в южных районах СССР.
Древесину отдельных экзотических растений до сих пор экс-
портируют (хотя и в незначительном количестве) для изготовле-
ния спортивного инвентаря, высококачественной мебели и т. п.
Ниже дана характеристика некоторых распространенных инозем-
ных пород, так как шпон из этой древесины можно использовать
для составления мозаики — маркетри.
Секвойя (450 кг/м3) — хвойная ядровая порода с узкой бе-
лой заболонью. Ядро от светло-красного до красновато-корич-
невого цвета. Годичные слои хорошо заметны благодаря более
темной поздней древесине; ранняя ксилема мягкая и рыхлая. По
механическим свойствам секвойя близка к ели. Секвойя — самое
крупное дерево на земном шаре — произрастает в Северной
Америке. Разводится и хорошо культивируется на Южном берегу
Крыма и на Черноморском побережье Кавказа.
19
Пихта дугласов а, или лжетсуга (510 кг/м3),—
быстрорастущая хвойная порода. Древесина по цвету похожа на
ксилему секвойи, но имеет многочисленные (хотя и узкие) сердце-
винные лучи. По механическим и технологическим свойствам
подобна сосне. Родина этого дерева — Тихоокеанское побережье
Северной Америки. В СССР насаждения лжетсуги имеются на
Украине, в Белоруссии.
Акация белая (810 кг/м3) интродуцирована в нашу страну
из Северной Америки. Сейчас эта порода широко распростра-
нена в населенных пунктах и в лесозащитных полосах на юге
Украины, на Кубани, Кавказе, в Крыму и Средней Азии. Ака-
ция — лиственная кольцесосудистая ядровая порода. Заболонь
узкая, желтовато-белая, ядро желтовато-бурое или зеленовато-
коричневое. Сердцевинные лучи заметны только на радиальном
разрезе. Большие сосуды в ранней древесине образуют светлые
желтые пятна. Древесина белой акации по прочности превосходит
древесину дуба.
Эвкалипты (720 кг/м3) — лиственные рассеяннососудистые
породы, исключительно быстрорастущие деревья. Цвет ядра от
светло- до темно-бурого. Годичные слои различаются только на
торце, сердцевинные лучи не видны. Древесина относится к твер-
дым и прочным породам, стойким против гниения. Родина эвка-
липтов — Австралия. В Советском Союзе эти деревья культи-
вируют на Черноморском побережье Крыма и Кавказа.
Бальза (120 кг/м3) — самая легкая древесина в мире, белая
с буроватым оттенком. Многочисленные сердцевинные лучи
придают ей шелковистый блеск. Сосуды большие, расположены
неравномерно, группами. Бальза растет в Южной и Центральной
Америке. Ее используют как хороший теплоизоляционный и пла-
вучий материал. У нас этой древесиной особенно интересуются
авиамоделисты.
Палисандр (1005 кг/м3) —ядровая лиственная порода,
обладающая большой плотностью, твердостью, однородной
структурой и красивой текстурой. Ядро красновато-коричневого
цвета с фиолетовым отливом, черными и темно-коричневыми
полосами. Родина этого дерева — Бразилия.
Под названием черное дерево обычно понимают породы
семейства эбеновых деревьев (1015 кг/м3), произрастающих
в тропиках. Все эти породы ядровые, рассеяннососудистые, с
узкой белой заболонью и почти одинаковыми свойствами.
Ядро черного цвета с коричневым оттенком, годичные слои неза-
метны. Сосуды мелкие, собраны в радиальные группы по 2—3 вмес-
те; заполнены темным веществом с металлическим блеском.
Махагони (620 кг/м3) —ядровая лиственная рассеянно-
сосудистая порода, произрастающая в Центральной Америке.
Плотность и механические свойства ее зависят от места культи-
вации. Ядро этого дерева от буровато-красного до красно-корич-
невого цвета. Особенностью строения махагони является и то,
что наклон в отдельных слоях ствола неодинаковый, в результа-
20
те чего по плоскости радиального разреза (полосами) меняется
блеск (в зависимости от угла падения света). Из-за красивого
цвета и своеобразной текстуры махагони применяют в мебель-
ном производстве. От этой породы пошло название красное
дерево, которое часто применяют и для других тропических
пород.
В настоящее время для облицовки мебели в СССР вместо
махагони из южных стран импортируют краснодревесные поро-
ды, причем многие из них по свойствам схожи друг с другом.
Далее приведена характеристика некоторых пород, явно отли-
чающихся по внешним признакам. А так как названия этих
пород происходят от африканских диалектов, то в литературе
(а еще чаще в товарных документах) можно встретить различ-
ные варианты названий.
Акажу, или африканские махагони (550 кг/м3),
имеют большое сходство с настоящим махагони, но цвет немного
светлее. В акажу много кремния, и из-за этого материал плохо
поддается обработке режущими инструментами.
М а коре (700 кг/м3) можно сравнить с махагони по цвету,
но текстура менее выразительная, без свойственного для первого
изменения блеска продольными полосами. Часто встречается
свилеватость, в общем не свойственная тропическим породам.
Бубинга (800 кг/м3) —порода однородного строения, без
многостороннего наклона волокон и исходящего от этого блеска
продольных полос. От макоре бубинга отличается лиловато-фио-
летовым оттенком древесины и более заметной текстурой.
Окуме (410 кг/м3) является самым легким и мягким среди
краснодревесных пород. Цвет древесины на свежесрезанной по-
верхности нежно-розоватый, но под влиянием света постепенно
темнеет. Поскольку сосуды у окуме довольно большие, то его
текстура несколько напоминает бальзу.
Оз иго (600 кг/м3) по текстуре похож на махагони, но цвет,
как у заболони, так и у ядра, серый с желтым или розовым от-
тенком.
И рок о (620 кг/м3) на свежесрезанной поверхности имеет
блестящий желтый цвет, который начинает вскоре темнеть и через
некоторое время переходит в коричневый.
Большинство из описанных здесь материалов импортируется
в нашу страну для производства строганого шпона.
4. Природные формы и пороки древесины
Наряду с так называемой деловой древесиной, получаемой из
прямых качественных стволов, в школе (особенно в кружковой
работе) может найти применение и такая древесина, которую в
производстве в качестве конструкционного материала не исполь-
зуют. Сюда относятся тонкие стволы, ветви, корни деревьев и
кустов, а также древесина с некоторыми пороками. Именно с
этих позиций и будут рассмотрены пороки древесины.
21
Природные формы древесины. Наибольший интерес с худо-
жественной точки зрения представляют ветви деревьев и кустов,
корни, а также замысловатой формы стволы и т. п.
Ветви соприкасаются со стволом и между собой под разными
углами. Такие природные формы служили ранее для изготовле-
ния изделий, требующих прочных угловых соединений (например,
сиденья, подставки для мотовила, вешалки, рукоятки и т. д.).
В аналогичных целях подходящие ветви можно использовать и в
наше время (фото 5 вклейки), особенно если ветви образуют
интересные фигуры. Такими изделиями целесообразно украшать
детские игральные площадки, летние открытые помещения.
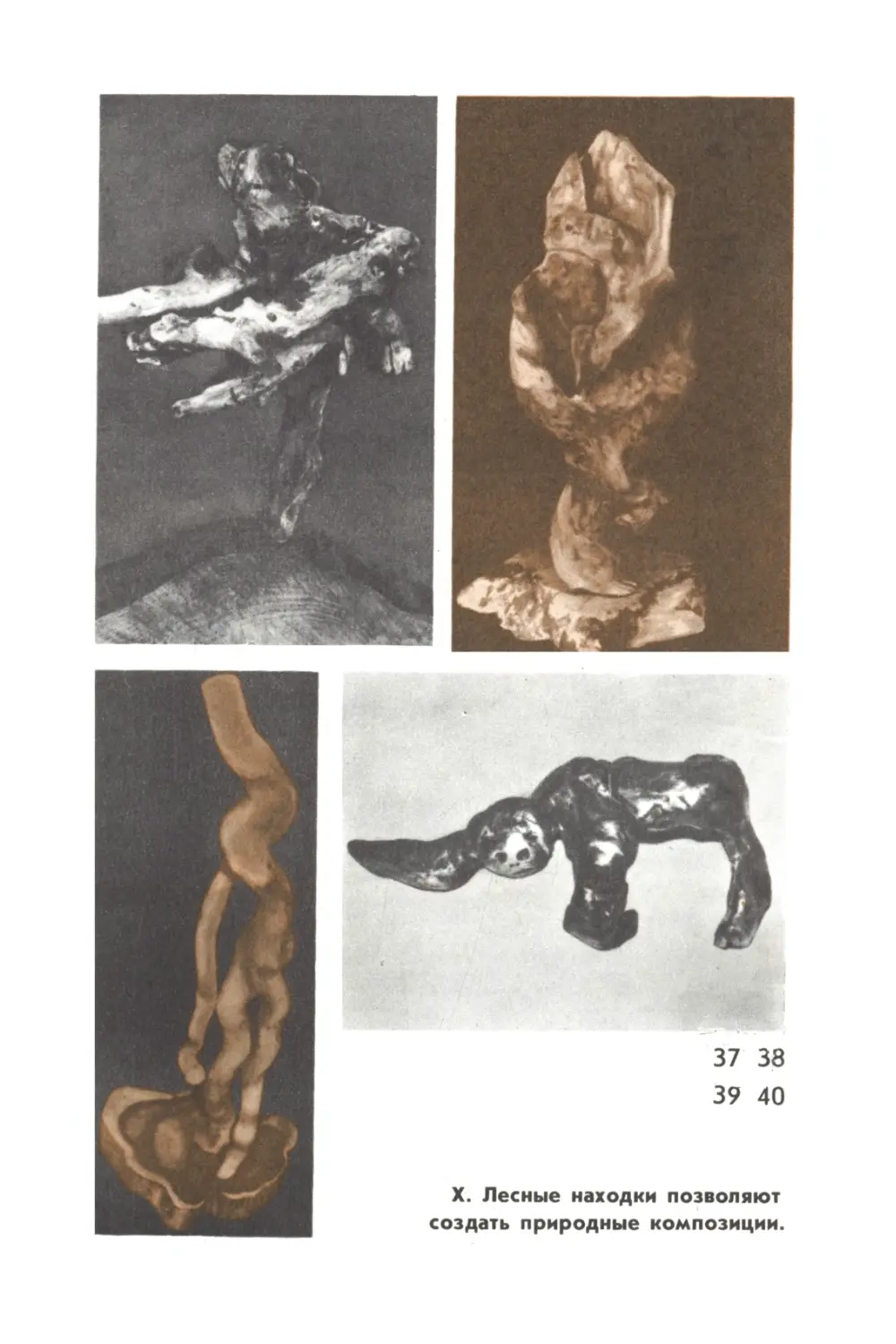
Еще большие возможности для творчества представляют
корни деревьев и кустов, поскольку они образуют очень изящные
природные формы. При минимальной доработке из них можно
получить различные декоративные фигуры и изделия (фото
37—40 вклейки). Причем совсем не обязательно искать в поделках
сходство с реальными объектами: они декоративны и в виде
абстрактных фигур.
Для изготовления объемных изделий иногда следует собирать
корневища вместе с пнями’, все зависит от конкретных условий,
преследуемых целей, наблюдательности и воображения человека.
Поэтому какие-либо рекомендации тут не уместны.
Материал своеобразной формы часто называют лесными на-
ходками, а полученные из них декоративные фигуры — лесными
скульптурами. В связи с этим хочется обратить внимание на
следующее: опытные взрослые умельцы из таких заготовок могут
вырезать сложные сюжетные композиции, похожие на скульпту-
ры, но учеников не стоит привлекать к подражанию. Ребят надо
научить ценить искусство природы и при демонстрации лесных
находок подчеркивать именно эту их сторону. Это касается и от-
делки таких объектов. Излишнее украшение, шлифовка и лаки-
ровка намного снижают ценность подобных природных форм.
Пороки древесины. В целом пороками называют отклонения в
форме и в строении, нарушения целостности тканей и другие не-
достатки, сужающие возможность использования древесины в про-
мышленном производстве. Но в школьных условиях некоторые из
таких отклонений не имеют существенного значения, а иные,
наоборот, повышают ценность древесины для изготовления изде-
лий с декоративным уклоном. Ниже дана краткая характеристика
лишь самых распространенных пороков древесины.
Сучки представляют собой основания ветвей, заключенные в
древесину ствола. Они являются органическими элементами каж-
дого дерева, и пороками их можно считать только с позиции
оценки древесины как делового материала. Древесина сучков от-
личается от основной массы ствола более темным цветом и имеет
самостоятельную систему годичных колец.
По форме разреза на поверхности сортимента сучки подраз-
деляют на круглые, овальные и продолговатые. По степени сраста-
ния сучки бывают сросшиеся, частично сросшиеся, несросшиеся,
22
выпадающие несросшиеся. По состоянию древесины сучки делятся
на здоровые, светлые здоровые, темные здоровые, здоровые с
трещинами, загнившие, гнилые и табачные.
Для изделий и деталей, от которых не требуется большой
прочности, в принципе может быть использована древесина со
здоровыми сросшимися сучками. Следует только принимать во
внимание, что волокна в сучках и вокруг них имеют иное на-
правление по сравнению с материнским материалом, что часто
древесина там гораздо тверже и поэтому ручная обработка за-
готовок усложняется. Именно поэтому такая древесина для ра-
боты (строгания, например) в средних классах не пригодна.
Но при изготовлении декоративных изделий сучки и происхо-
дящие от них изменения текстуры могут быть использованы
в качестве элементов оформления (фото 6 вклейки).
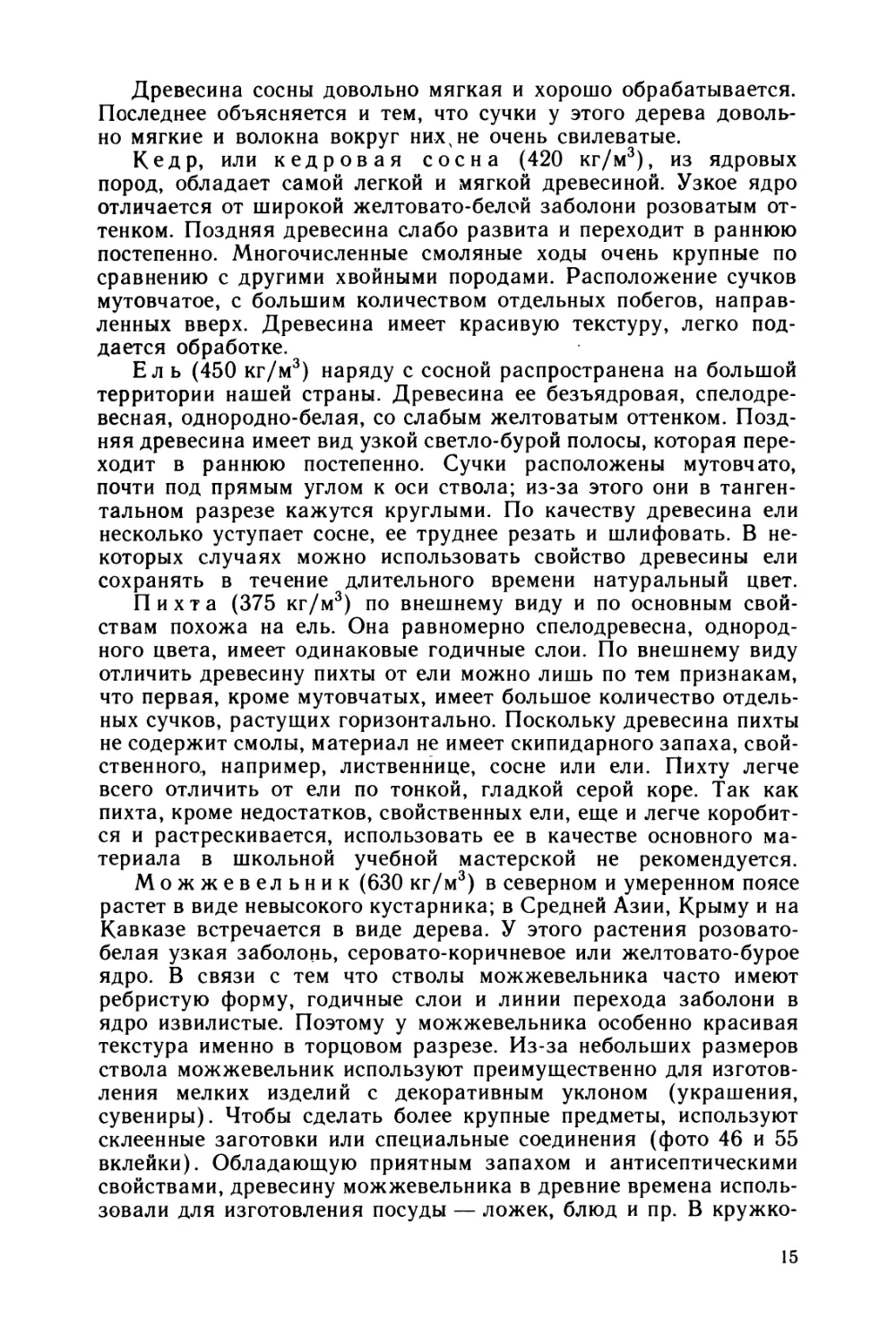
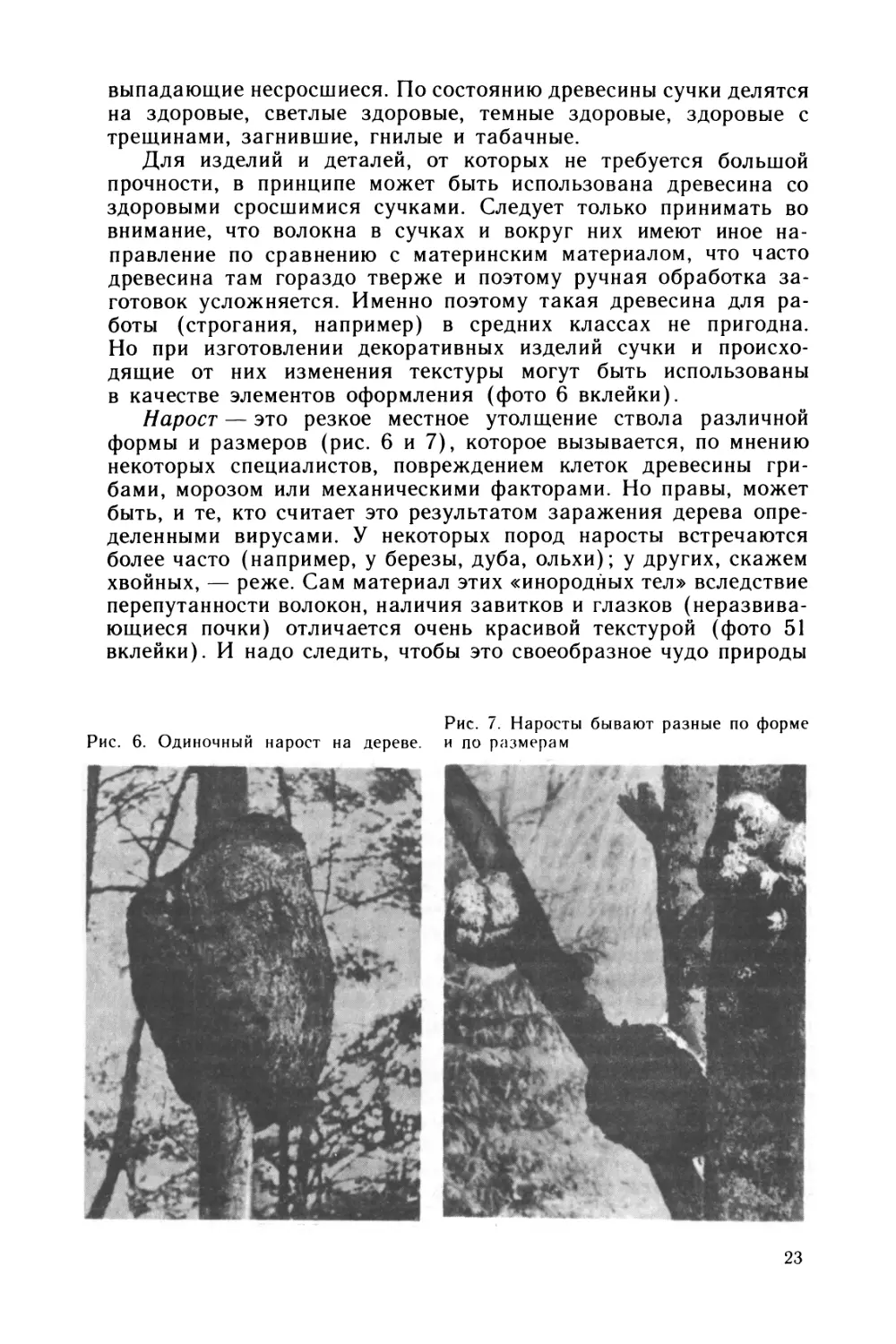
Нарост — это резкое местное утолщение ствола различной
формы и размеров (рис. 6 и 7), которое вызывается, по мнению
некоторых специалистов, повреждением клеток древесины гри-
бами, морозом или механическими факторами. Но правы, может
быть, и те, кто считает это результатом заражения дерева опре-
деленными вирусами. У некоторых пород наросты встречаются
более часто (например, у березы, дуба, ольхи); у других, скажем
хвойных, — реже. Сам материал этих «инородных тел» вследствие
перепутанности волокон, наличия завитков и глазков (неразвива-
ющиеся почки) отличается очень красивой текстурой (фото 51
вклейки). И надо следить, чтобы это своеобразное чудо природы
Рис. 6. Одиночный нарост на дереве.
Рис. 7. Наросты бывают разные по форме
и по размерам
23
не осталось при рубке леса где-нибудь гнить или не подверга-
лось вместе с отходами сжиганию.
Из-за особенности своего строения древесина наростов руч-
ной обработке поддается сравнительно плохо. Но так как в боль-
шинстве случаев наросты имеют круглую форму, из них можно из-
готовить различные точеные изделия или распилить на плоскост-
ные заготовки. Особенно интересны те поделки, в которых пол-
ностью или частично сохраняется внешняя природная форма
исходного материала (фото 7 вклейки).
Наклон волокон и свилеватость относятся к порокам строения
древесины. В первом случае расположение волокон не совпадает с
осью ствола и с поверхностью продольного разреза: они направ-
лены по спирали. Во втором случае этим понятием обозначают из-
вилистое расположение волокон.
Наклон волокон более свойственен определенным породам
(яблоня, можжевельник), а также деревьям, которые произраста-
ют вне леса, в одиночку. Свилеватость чаще всего встречается в
нижней части ствола некоторых древесных пород (береза, тополь,
клен). Оба эти порока, хотя и повышают прочность древесины
раскалыванию, понижают прочность при растяжении и изгибе;
одновременно ухудшается обрабатываемость материала. В то же
время наклон волокон и свилеватость способствуют усилению
декоративной ценности древесины из-за особой текстуры, которая
окончательно проявляется после отделки поверхности прозрачны-
ми покрытиями.
В результате грибных поражений древесина изменяет свой
цвет и гниет.
При длительном неправильном хранении древесины, чаще в
круглых пиломатериалах, в ней развивается заболонная гниль,
которая лиственным породам (например, березе) придает пеструю
окраску, напоминающую узор мрамора. Различают заболонную
гниль твердую и мягкую. Поскольку древесина, поврежденная
твердой заболонной гнилью, близка по твердости к окружаю-
щему материалу, то ее можно применять для изготовления
некоторых изделий, которые хранят в сухой среде (в этом случае
процесс гниения дальше не развивается). Разумеется, для поделок
с декоративным уклоном стоит акцентировать внимание на свое-
образной текстуре такой древесины (фото 48 вклейки).
Насекомые повреждают преимущественно неокоренные све-
жесрубленные лесоматериалы. Совокупность ходов и отверстий,
проделанных в древесине насекомыми и их личинками, называет-
ся червоточиной. В зависимости от степени проникновения в ма-
териал червоточина бывает поверхностная, неглубокая, глубокая
и сквозная. Древесину с глубокой и сквозной червоточиной
нельзя использовать и в школьных мастерских, а неглубокая
червоточина может быть легко удалена. Поверхностная червото-
чина иногда образует на стволе интересные узоры и придает
ему своеобразную фактуру (фото 8 вклейки).
24
5. Производство, сушка и хранение
древесных материалов
Производство материалов. Древесину используют на стройках
и в промышленности преимущественно в виде пиломатериалов,
шпона, фанеры, древесноволокнистых и древесностружечных
плит.
Пиломатериалы получают при продольном распиливании бре-
вен на лесопильных рамах (реже на круглопильных и ленточно-
пильных станках). Основная рабочая часть лесорамы (рис. 8) —
пильная рамка с натянутыми в ней пилами, к которым бревна
подают при помощи тележек, передвигающихся по рельсовым
путям.
Распиливание бревен на лесопильной раме осуществляется за
один или два прохода (рис. 9). В зависимости от этого и полу-
чается различная продукция.
У пиломатериалов различают следующие элементы (рис. 10):
п л а с т ь — продольная широкая сторона сортимента, а также
Рис. 8. Лесопильная рама.
Рис. 9. Виды пилопродукции:
1 — пластина; 2 — двухкантный брус; 3 — шпала;
4 — необрезная доска; 5 — горбыль; 6 — четвер-
тина; 7 — четырехбитный брус; 8 — доска.
25
Обзол Ребра Пласть
Рис. 10. Элементы пиломатериалов.
Хотя в школьных столярных
любая продольная грань пило-
материалов квадратного сече-
ния; кромка — продольная
узкая сторона; ребро — линия
пересечения двух смежных гра-
ней; торец — сторона, обра-
зующаяся при поперечном раз-
резе материала; обзол — не-
обрезанная часть внешней по-
верхности бревна.
мастерских основную часть ма-
териалов составляют преимущественно доски, бруски и т. п.,
поставляемые централизованно, в некоторых учебных заведениях
есть возможность запасать нужную древесину своими силами.
Это особенно желательно, потому что можно подготовить мате-
риал необходимых размеров (например, для точения), выбрать
те породы, свойства которых больше всего подходят для изго-
товления предусмотренных изделий, и выгодно использовать дре-
весину, не имеющую по различным признакам производствен-
ного значения.
В первую очередь для соз-
дания запаса древесины сле-
дует применять обычные дрова,
но в некоторых случаях стоит
получить разрешение руководи-
телей лесного хозяйства для
рубки отдельных деревьев.
Самое подходящее время
года для рубки — зима, по-
скольку клетки древесины со-
держат меньше сока и веществ,
благоприятствующих развитию
грибов и насекомых. Если же
по объективным причинам это
придется делать летом, то
лиственные деревья необходи-
мо подготовить следующим
образом. В двух местах — у
пня и под первыми ветвями —
со стволов удаляют ободок
коры (самые нижние ветки
срезают). Листья быстро сох-
нут, и дерево избавляется от
лишней влаги; через 6—8 не-
дель его можно срубить. Ана-
Рис. 11. Лущение (а) и строгание (б)
шпона.
26
логичный процесс в ускоренном виде происходит и тогда, когда
дерево валят: сразу же снимают верхний ободок коры и выдер-
живают некоторое время на месте рубки.
Под корой довольно быстро начинают развиваться грибы и
насекомые, но обдирка верхнего слоя может привести к растрес-
киванию древесины. Поэтому сразу надо думать о поперечной
распиловке ствола, раскалывании Или продольной распиловке
кряжей и чураков.
Шпон — тонкий листовой материал, получаемый из кряжей
или брусьев (рис. 11) строганием (строганый шпон) или лущением
чураков (лущеный шпон). Строганый шпон обычно изготовляют
из ценных древесных пород и применяют для облицовки мебели
и других изделий. Из лущеного шпона делают фанеру.
Фанера состоит из трех или более листов лущеного шпона,
склеенных между собой, причем волокна в прилегающих плоскос-
тях расположены перпендикулярно друг другу.
Фанера по сравнению
с пиломатериалами обла-
дает рядом преимуществ:
имеет почти равную проч-
ность при изгибе во всех
направлениях по плоско-
сти; мало коробится и ко-
робление легко выправля-
Рис. 12. В этой игрушке также
использованы как цельная дре-
весина, так и фанера.
Рис. 13. В модели ракеты ста-
билизатор из фанеры присоеди-
нен к корпусу из цельной дре-
весины.
27
ется; незначительно подвергается усушке по ширине и растрес-
киванию; имеет довольно большие размеры, что упрощает изго-
товление широких и сравнительно тонких деталей.
Шпон и фанера широко применяются в школьных мастерских.
Но следует отметить, что хотя фанера и легко поддается обработке
(пилению, сверлению, шлифованию и т. п.), детали из этого мате-
риала неудобно соединять под углом. Поэтому фанеру в конст-
рукциях целесообразно использовать в сочетании с деталями из
цельной древесины (рис. 12 и 13). Шпон служит преимущест-
венно для облицовки изделий из низкокачественной древесины.
А в кружках по маркетри шпон — основной материал. Но об
этом мы поговорим несколько позже.
Древесноволокнистые и древесностружечные плиты находят
все большее применение в строительстве, промышленном произ-
водстве древесных изделий (в том числе мебели). Их делают из
измельченной древесины, соединяемой клеевыми составами под
значительным давлением и при высокой температуре.
Сушка и хранение древесины. Сушат древесину естественным
и искусственным путем. Естественная, или атмосферная, сушка
наиболее распространена. В этом случае пиломатериалы сортиру-
ют по породам, размерам, а затем укладывают в правильные шта-
беля. Штабеля следует размещать в тени, но в хорошо продувае-
мом месте, лучше всего на складе. Если такого помещения нет,
то материалы необходимо складировать под специальной крышей
(рис. 14).
При постройке штабеля надо учитывать следующие положе-
ния: основание должно быть плоским и находиться на расстоянии
не менее 30 см выше от поверхности земли; тонкие доски и по-
роды, склонные к короблению, надо класть внизу; слои древесных
материалов отделяются поперечными рейками одинаковой тол-
щины, находящимися на определенном расстоянии друг от друга.
Рис. 14. Атмосферная сушка пиломатериалов.
28
l^l^l
Рис. 15. Консольные стеллажи на школьном складе для пиломатериалов.
Поскольку растрескивание древесных материалов обычно на-
чинается с торца, то эти места целесообразно покрыть известковым
раствором или специальной мастикой, изготовленной из битума и
парафина. Особенно важно избежать растрескивания коротких
расколотых чураков, поэтому у подобных материалов торцы
следует заклеить плотной бумагой на водостойком клею.
Сушка древесины на открытом воздухе — самый простой
способ. Однако в этом случае на испарение влаги требуется
довольно много времени (несколько месяцев, а иногда и лет)
и процесс высушивания почти не поддается регулированию.
Ведь срок сушки зависит от породы древесины (плотные листвен-
ные породы высыхают медленнее, чем хвойные), толщины пило-
материалов и климатических условий данной местности. Поэтому
более прогрессивным способом является искусственное удаление
влаги из древесины.
Искусственная сушка в промышленном производстве осущест-
вляется в сушильных камерах, где к пиломатериалам подается го-
рячий воздух или отработанные топочные газы. Срок сушки в этом
случае сокращается до 2—30 суток, но иногда из-за слишком
высокой температуры меняется натуральный цвет и снижается
прочность древесины.
В школьных условиях сушку древесины можно продолжать в
отапливаемом и хорошо вентилируемом помещении, куда следует
поставить несколько дополнительных радиаторов. В таком складе
необходимо также смонтировать специальные консольные
стеллажи (рис. 15). Во избежание возможного коробления тон-
кие доски кладут внизу или прижимают их к основанию.
29
II. ОБРАБОТКА ДРЕВЕСИНЫ
6. Рабочее место ученика
Для обработки древесины ручным инструментом с соблюде-
нием основных правил безопасности необходимо специально осна-
щенное рабочее место с жестким основанием. Оно должно позво-
лять надежно фиксировать заготовку и обеспечивать исполнителю
удобное положение в работе. Этим требованиям по всем парамет-
рам отвечает верстак, который является основным оборудованием
школьных столярных мастерских.
Чтобы сэкономить площадь, отводимую для каждого рабочего
места, верстаки для подобных помещений иногда изготовляют
двухместными (рис. 16, а). В последнее время школы оснащают
одноместными верстаками небольших размеров с усовершенство-
ванной конструкцией зажимов (рис. 16, б). Из-за малой массы
Рис. 16. Школьные верстаки:
а — двухместный, б — одноместный, в — универсальный. 1 — подверстачье, 2 — передний зажим;
3 — лоток, 4 — верстачная доска, 5 — отверстия для клиньев, 6 — задний зажим, 7 — выдвижной
ящик
30
такие рабочие места неустойчивы, поэтому их следует прочно
прикреплять к полу. Для малокомплектных школ и школ, имеющих
комбинированные мастерские, выпускаются универсальные вер-
стаки УСВ-М (рис. 16, в), которые предназначены для выполнения
всех работ, проводимых вручную. К недостатку конструкции уни-
версальных верстаков можно отнести малую толщину (массив-
ность) верстачной доски.
Несколько подробнее остановимся на устройстве рабочего
места школьника. Верстак (см. рис. 16) состоит из верстачной
доски 4 (столешницы) и основания 1 (подверстачья).
У верстаков традиционной конструкции верстачная доска обору-
дована передним зажимом 2 с подкладной доской и
задней зажимной коробкой 6. У одноместных школьных
верстаков оба этих зажима одинаковой конструкции, что не
позволяет надежно фиксировать заготовки в вертикальном по-
ложении.
Универсальный верстак УСВ-М оснащен лишь одними тисками
для закрепления изделий из древесины.
На верстачной доске вблизи ее переднего края, а также в
бруске заднего зажима (зажимной коробке) имеется ряд квадрат-
ных или овальных отверстий 5, предназначенных для установки
упоров, называемых клиньями. Вдоль верстачной доски
(с задней стороны) выполнен л ото к 3, в котором во время рабо-
ты размещают инструменты, приспособления, заготовки и детали.
Основание (подверстачье) состоит из стоек, связанных
между собой брусками. Обычно в подверстачье оборудуется
выдвижной ящик/ или шкаф для инструмента и материала.
В условиях школы держать инструмент в подверстачье нецеле-
сообразно, так как в этом случае учителю трудно осуществлять
контроль за его хранением. Кроме того, там часто собираются
опилки, стружки, которые очень неудобно извлекать. Поэтому
в учебных мастерских советуем применять другие способы хра-
нения инструмента и материалов. Целесообразнее всего хранить
инструменты в шкафу или на стеллаже, где у каждого инстру-
мента есть свое место (гнездо). В этом случае инструменты
могут располагаться на поддонах; их удобно вынимать и быстро
оборудовать рабочие места учащихся. При этом есть возмож-
ность комплектовать укладки так, чтобы там находилось все
необходимое для каждого ученика, или складывать на одну уклад-
ку все одинаковые инструменты (например, ножовки, угольники,
стамески и т. д.). В первом случае укладки выдают в начале ра-
боты и школьники ставят их в подверстачье, выкладывая нуж-
ный инструмент в лоток. При другом варианте дежурные раз-
дают до начала работы лишь те инструменты, которые нужны
для данной работы и собирают их в конце урока. С методической
точки зрения из7за хорошей обзорности (сразу видно, все ли
инструменты на месте или нет) последний способ хранения ин-
струментов считается довольно удачным.
При подготовке верстака к работе (и затем периодически)
31
болты и клинья, скрепляющие каркас, надо затягивать, а винты
и ходовые части смазывать консистентной смазкой.
Бережного отношения требует верстачная доска: ровная и чи-
стая ее поверхность необходима как в технологическом, так и в
эстетическом плане. При выполнении ряда работ, в ходе которых
можно повредить доску (пиление, долбление, сверление и т. п.),
необходимо подкладывать дощечку под обрабатываемые заго-
товки.
Один раз в год верстачную доску следует очищать и по-
крывать олифой. По внешнему виду верстаков легко судить о
дисциплине на занятиях и о том, как учитель труда относится к
своей работе.
Особого внимания требуют гнезда и клинья, поскольку от их
состояния зависит надежность фиксации заготовок и качество
обработки.
Гнезда для упоров должны быть одинакового размера, чтобы
клин можно было поставить в любое из них. То же самое относит-
ся и к упорам.
Клинья делают из древесины
или металла (рис. 17, а). Так
как на упор приходится доволь-
но большая нагрузка, для его
изготовления подходит лишь
особенно прочная древесина
(граб, груша, яблоня). Но
все равно верхние кромки дере-
вянного клина быстро изнаши-
ваются. Поэтому в верхней час-
ти упора маленькими шурупами
прикрепляют накатанную или
зубчатую металлическую плас-
тинку (рис. 17, б). О слишком
высоко поднятый клин из твер-
дого металла, а также о плас-
тинку, привинченную к дере-
вянному упору, можно повре-
дить лезвие режущего инстру-
мента, особенно рубанка. По-
этому наилучшим материалом
для упоров является алюминий.
Большое значение для удоб-
ной работы имеет установка
клиньев на требуемую высоту.
Разработано много различных
Рис. 17. Приспособления для фиксации
заготовок на верстачной доске:
а — металлический упор; б — деревянный клин со
стальной пластинкой; в — упор — гребенка; г, д —
зажимы; е — струбцина
32
конструкций упоров и рекомендации по их использованию. Несмот-
ря на особенности конструкций, каждую из них можно отнести к
одной из двух групп. Особенности первой группы заключаются в
том, что под установочным отверстием для упора прикреплена ме-
таллическая планка с вертикальным винтом. Такое решение отлич-
но подходит для клина, который постоянно находится в зажимной
коробке, но изготовлять аналогичное приспособление для каждого
отверстия слишком неэкономично.
Упоры другой группы предназначены для ограничения слиш-
ком высокой установки клиньев, которые постоянно находятся в
каждом отверстии, и предотвращения их выпадения. Ограничи-
телем служат горизонтальный стержень или планка, прикреплен-
ные к столешнице, а в упорах сделана соответствующая врезка.
После освобождения от нагрузки такой клин сам опускается в
гнездо. Но надо отметить, что прихватить заготовку в случае, если
упор не удерживается на требуемой высоте, крайне неудобно.
Поэтому самыми подходящими все-таки надо считать клинья,
которые остаются на требуемой высоте за счет сил упругой дефор-
мации и трения, например тонколистовой пружины или согнутой
полосы резины от автомобильной камеры (см. рис. 17, а, б).
Есть и другие решения упоров. Один из упоров оригинальной
конструкции показан на рис. 17, в. Его могут изготовить школь-
ники на уроках слесарного дела. Однако в случае применения
такого приспособления на боковой стороне верстачной доски сле-
дует просверлить ряд отверстий.
Рис. 18. Способы закрепления заготовок на верстаке:
а — в переднем зажиме, б — в задней зажимной коробке, в — при помощи клиньев, г — с помощью
упоров, д — быстродействующим зажимом, е — струбциной
2 Зак 735 Рихвк
33
Поскольку приведение в порядок упоров и гнезд требует до-
вольно больших затрат времени, то следует постоянно обращать
внимание учеников на необходимость бережного хранения и пра-
вильной эксплуатации этого оборудования. Можно, например, по-
ставить на упоры номера, соответствующие рабочим местам,
и покрасить упоры в яркие цвета.
Для фиксации заготовок на верстачной доске в горизонталь-
ном положении, если нет необходимости, чтобы ее верхняя по-
верхность была свободной, применяются различные струбцины,
зажимы (рис. 17, г, д, е).
При закреплении заготовки на верстаке надо учитывать, что
ее положение должно обеспечить возможность без препятствий
и в удобной рабочей позе выполнять требуемые операции. Не-
сколько приемов размещения • заготовок показано на рис. 18.
7. Основы резания
и способы обработки материалов
Наиболее распространенным способом обработки древесины
является ее резание. Различают резание со стружкообразованием
и без отделения стружки. Первый способ применим наиболее
часто и заключается в следующем. Под воздействием внешней
силы резец, имеющий форму клина, внедряясь в древесину ре-
жущей кромкой, перерезает волокна и отделяет от них частички
в виде опилок или стружки. Чтобы ясно понимать физические
основы резания материалов, надо хорошо знать устройство и
геометрию резцов, правила заточки инструмента.
Геометрия инструмента. Рабочая часть инструмента для обра-
ботки древесины выполнена в виде клина и имеет переднюю,
заднюю и две боковые грани (рис. 19). Передняя грань рас-
положена со стороны снимаемой стружки, задняя обращена к
обработанной поверхности. Грани образуют кромки, из которых
одна (пересечение передней и задн.ей граней) называется ре-
жущей. Если ширина резца меньше ширины материала, то ре-
жущими могут быть также и боковые кромки.
Углом заострения (заточки резца) (3 (рис. 20) является
угол между его гранями, образующими режущую кромку.
Задний угол а — угол между задней гранью резца и поверх-
ностью рез'ания.
Передний угол у — это угол между передней гранью резца и
перпендикуляром к плоскости резания, опущенным на режущую
кромку.
У работающего резца имеется и угол резания 6, образован-
ный передней гранью инструмента и плоскостью резания.
Правильный выбор оптимальных углов резца имеет большое
значение для качественной обработки древесины и уменьшения
затрачиваемого при работе усилия. В каждом случае геометрия
резца зависит от породы древесины, материала инструмента, вида
обработки.
34
обработанная поверхность в принципе получается волнистой. Но
при достаточно большой частоте вращения резца и медленной
подаче обработанная поверхность практически прямолинейна.
По отношению к направлению волокон различают три основных
вида резания: продольное, поперечное и торцовое. На практике,
кроме этих, часто возникает необходимость в таких видах обра-
ботки, когда поверхность резания и направление волокон рас-
положены под иными углами. При ручном строгании, например,
из-за наклона волокон часто приходится разрезать их под острым
(по слою) или тупым (против слоя) углом. В ряде случаев (на-
пример, при точении, сверлении или фрезеровании) резец в ходе
работы меняет свое направление по отношению к волокнам.
От- угдов и направления
резания зависит прежде всего
шероховатость обработанной
поверхности. Одним из самых
сложных вариантов обработки
с точки зрения обеспечения ми-
нимальной шероховатости в
этом смысле является резание
под тупым углом (против слоя):
волокна расщепляются, возни-
кают отщепы и отколы. Чтобы
предупредить это нежелатель-
ное явление, в конструкции
некоторых инструментов и стан-
Рис. 20. Основные углы и поверхности
при прямолинейном (а) и вращатель-
ном (б) движении резца:
1 — обрабатываемая поверхность, 2 — поверх-
ность резания, 3 — обработанная поверхность,
а — задний угол; 0 — угол заострения; у —
передний угол, 6 — угол резания.
Рис. 19. Элементы резца:
1 — передняя грань; 2 — боковые грани, 3 —
задняя грань, 4 — режущая кромка (лезвие)
Движение и виды резания.
При обработке материалов дви-
жение резца может быть либо
поступательным, либо враща-
тельным. В первом случае
(рис. 20, а) поверхность реза-
ния совпадает с обработан-
ной поверхностью и является
прямолинейной. А при враще-
нии инструмента (рис. 20, б)
образуется криволинейная по-
верхность резания, при этом
2*
35
ков устанавливают подпорные (нажимные) линейки или колодки,
а для надлома стружки на резец прикрепляют специальные
стружколоматели. Во время выполнения отдельных операций,
где резец движется прямолинейно, надо иметь в виду, что
направления резания «по слою» и «против слоя» являются взаим-
но противоположными, и тогда для улучшения качества обработки
заготовку следует просто повернуть. Ученикам об этом надо
помнить, причем не один раз, особенно при строгании древесины.
Основные способы механической и ручной обработки материа-
лов. Древесину обрабатывают резанием на специальных станках
и при помощи ручных (иногда электрифицированных) инстру-
ментов. В школьных мастерских нет необходимости в массовом
применении электрифицированных ручных инструментов, по-
скольку подобные операции легко выполнить на станках. Кроме
того, многие из них требуют очень осторожного обращения с точ-
ки зрения безопасности труда. Но в некоторых случаях можно
считать оправданным использование подобных инструментов, на-
пример электродрели, в качестве привода в устройствах механи-
зации отдельных процессов.
Режущие операции обычно группируют по принципу того, ка-
ким способом их выполняют (табл. 2). Так как далее будут рас-
смотрены в основном работы, проводимые в школьных мастерских,
следует обратить внимание на следующее: механизированное стро-
гание (с поступательным движением резца) производится только
на специальных станках на фанерно-мебельных предприятиях, а
строгание на фуговальных и рейсмусовых станках в принципе
относится к фрезерованию. Шлифование, по сути, не отличается от
остальных способов резания, но стружка от заготовки отделяется
не клинообразным резцом, а случайно расположенными кромка-
Ми абразивных зерен (каждая из которых подобна резцу) или
заусенцем стальной пластинки.
Таблица 2. Классификация способов выполнения
режущих операций (условия)
Приемы выполнения операций
вручную на станках вручную и на станках
Рубка Резание ножом, ре- заком, стамеской Выдалбливание Точение Фрезерование Лущение Пиление Строгание Сверление Шлифование Долбление
В программу технического труда школьников IV—VIII клас-
сов включены преимущественно ручные способы обработки дре-
весины, из механических предусмотрена лишь работа на сверлиль-
ном и токарном станках по дереву. Это вызвано тем, что, не-
36
смотря на соответствующие защитные устройства, круглопильные,
фуговальные и фрезерные станки представляют повышенную
опасность для учащихся, требуют особенно строгого соблюдения
правил безопасности труда. Но в тех школах, где действуют
кружки или факультативы по деревообработке, целесообразно в
отдельных случаях создавать условия, при которых ученики, на-
чиная с VII класса имели бы возможность на кружковых занятиях
небольшими группами (по 2—3 человека) под непосредственным
руководством преподавателя и при строгом контроле с его сто-
роны на соответственно налаженных станках выполнять самые
трудоемкие и ответственные операции.
Иногда четкое освоение школьниками навыков механической
обработки древесины сдерживается малочисленностью станков в
школьной мастерской. Но надо сказать, что станки довольно
универсальны и одни и те же операции можно выполнять на
различном оборудовании. Так, например, прорезать в заготовках
пазы, шипы можно не только фрезерованием, но и пилением,
производить выборку гнезд — сверлением, шлифовать детали —
с помощью токарного станка и т. д. Исходя из этого, в последую-
щих разделах даны некоторые советы по конструированию раз-
личных устройств и приспособлений, позволяющих расширить тех-
нологические возможности станочного парка.
8. Разметочные работы
Перед тем как приступить к вырезанию детали, надо выпол-
нить ряд подготовительных операций, которые обеспечивают
соответствие формы и размеров изделия чертежу. Обрабатывать
заготовки можно по разметке и без нее. Точного соответствия
оригинала чертежу без предварительной разметки добиваются
на станках при помощи различных приспособлений — направляю-
щих линеек, упоров, кондукторов и пр. В принципе аналогичные
устройства допустимо использовать и при обработке древесины
ручными инструментами. Но выигрыш во времени при этом дости-
гается лишь тогда, когда требуется сделать большое количество
одинаковых деталей.
Основные понятия. На занятиях по труду и в кружковой
работе при изготовлении изделий в большинстве случаев требует-
ся выполнить разметку, т. е. перенести на заготовку контурные,
а в случае необходимости также осевые и некоторые вспомога-
тельные линии в соответствии с чертежом. Линии разметки —
риски — наносят на древесину карандашом или острием соответ-
ствующего разметочного инструмента (чертилки, например). Надо
отметить, что V-образные канавки, оставленные инструментом,
позволяют обеспечивать большую точность при дальнейшей об-
работке, но они довольно плохо видны. Такие риски целесообразно
наносить только на границах обработки, а не в качестве вспомо-
гательных линий, поскольку при отделке их трудно, а порой не-
возможно удалить.
37
Перед разметкой на заготовке определяют (а по необходимости
обрабатывают) измерительные базы, т. е. места, от которых
будет вестись отсчет. Могут использовать как реальные (вы-
ровненные поверхности кромок), так и идеальные (осевые линии
окружности, точки) базы. Но для контроля параметров готового
изделия используют только реальные (технологические)
базы.
Инструменты для разметки и приемы пользования ими. Фикса-
ционные точки и линии наносят по линейке, угольнику, транспор-
тиру и т. п.
Лучше всего для разметки подходит плоская металлическая
линейка с делениями шкалы 1 мм, у которой отсчет начинается с
нуля. Для определения расстояния от базы до требуемой отметки
на поверхности заготовки линейку берут в левую руку и размеща-
ют ее так, чтобы деление, соответствующее данному размеру,
совпадало бы с соответствующей базой. Затем острым каранда-
шом или чертилкой по короткой грани линейки проводят линию
(рис. 21, а)\ искомая точка определяется пересечением двух (чаще
всего перпендикулярных) рисок. Чтобы нанести прямую линию,
следует зафиксировать две точки, а затем соединить их по линейке.
При этом острие карандаша или чертилки необходимо плотно
прижимать к линейке (рис. 21, б). Если размеры деталей превы-
шают длину линейки, то следует пользоваться рулеткой или склад-
ным метром.
Линии, перпендикулярные базовой кромке, наносят по уголь-
нику. Для этого колодку инструмента плотно прижимают левой
рукой к базовой кромке' и проводят риску по перу угольника
(рис. 22). Школьники должны знать, что использование этого
инструмента позволяет гарантировать точность лишь в том случае,
если опора для колодки достаточно длинная (как минимум
2/3 его длины) и выровненная.
Угольник — не только разметочный, но и контрольно-измери-
тельный инструмент, с помощью которого определяют точность
обработки изделия (соответствие углов заданным, параллельность
сторон, качество изготовления). Например, если прижать колодку
инструмента к базовой поверхности, то на просвет должна быть
видна равномерная щель, образующаяся между обрабатываемой
поверхностью и пером угольника. Аналогично действуют и при
контроле углов.
При помощи ерунка наносят размеры и проверяют правиль-
ность построения углов в 45 и 135° по отношению к базовой
кромке детали. Малка позволяет размечать и контролировать
любой угол, так как у этого инструмента колодка и линейка
соединены между собой подвижно.
Правильность разметки деталей и соответствие параметров по
ерунку и малке проверяют так же, как и по угольнику.
Границы обработки, параллельные базовой кромке, на заготов-
ку можно нанести рейсмусом. Через колодку этого инструмента
пропущены деревянные брусочки (стержни) с выступающими на
38
Рис. 21. Приемы разметки заготовок
по линейке.
Рис. 22. Разметка деталей по угольнику.
рабочих концах острыми штиф-
тами: последними и наносят рис-
ки. Существует несколько раз-
ных конструкций рейсмусов,
у которых фиксация стержней
в нужном положении осуществ-
ляется при помощи клина, вин-
тов с накатанными головками
или болта и гайки-барашка.
Сначала по линейке на заго-
товке отмечают нужное рас-
стояние от базовой кромки.
Потом ослабляют клин или
винт рейсмуса настолько, чтобы
стержни имели возможность передвигаться. Легкими ударами
по верстаку или по заготовке острие стержня ставят так, чтобы
в рабочем положении рейсмуса оно совпадало бы с предва-
рительной риской (заданным размером). На рейсмусе с двумя
стержнями одновременно можно фиксировать два размера.
При нанесении разметочной линии колодку рейсмуса следует
плотно прижимать к базовой кромке детали, вести инструмент
ровно, плавно, без перекосов. Из-за слоистой структуры древесины
это непростая операция. Рекомендуется слегка наклонять рейсмус
в сторону движения. При первом проходе инструмента надо
лишь слегка дотрагиваться до поверхности древесины; нужную
глубину риски получают при повторном прочерчивании.
Чтобы нанести риску параллельно базовой кромке и вблизи от
нее, заготовку следует располагать под углом к верстаку, опира-
ясь ее торцом в клин стола (рис. 23, а). В этом случае левой
рукой поддерживают деталь, а в правой находится инструмент.
Если же линия разметки проходит на значительном расстоянии от
39
базовой кромки, то заготовку рекомендуется закреплять в зажи-
мах (клиньях) верстака и работать двумя руками (рис. 23, б).
Размечать вспомогательные риски лучше всего рейсмусом с
карандашом (рис. 24). А поскольку настройка инструмента на тре-
буемый размер с достаточной точностью довольно трудоемкая и
младших классов для разметки
деталей можно предложить
пользоваться так называемыми
рейсмусовыми наборами (рис.
25).
Окружность и дуги на по-
верхность заготовок наносят
сложная операция, то ученикам
Рис. 25. Рейсмусовые наборы.
40
металлическим или чертежным циркулем (в зависимости от на-
значения разметки). Криволинейные детали размечают и по
шаблонам; ими пользуются иногда и при разметке стандартных
прямолинейных контуров (например, на шипах и проушинах).
9. Пиление
Общие принципы пиления. Пиление представляет собой про-
цесс резания древесины на части с образованием между ними
зазора, так называемого пропила. Древесину разделяют на части
специальными многорезцовыми инструментами — ручными и ме-
ханизированными пилами. Пила имеет вид ленты, полотна или
диска с нарезанными на их краях зубьями (резцами). Зубья
инструмента характеризуются шагом и высотой. Шаг t — расстоя-
ние между вершинами двух смежных зубьев, высота h — интервал
от вершины до основания резца.
В зависимости от профиля и углов заточки зубьев пилы пред-
назначаются для поперечного (поперек волокон), продольного
(вдоль волокон) и смешанного (универсальные инструменты) пи-
ления (рис. 26).
Зубья пил для поперечного разрезания древесины (рис. 26, а)
имеют форму равнобедренного треугольника. Заточка зуба косая,
т. е. под острым углом к плоскости полотна; это позволяет раз-
резать материал при движении инструмента в обе стороны. Зубья
инструментов для пиления вдоль волокон сделаны в виде косо-
угольного треугольника (рис. 26, б). Универсальные пилы
(рис. 26, в, г) отличаются от предыдущих тем, что передняя
грань зуба расположена под прямым или тупым углом к прямой,
образуемой вершинами зубьев, или к касательной — у круглых
пил. Косоугольные зубья затачивают под прямым углом к плос-
кости полотна.
Важное значение имеет и толщина полотна пилы. Работать с
тонкой пилой менее затруднительно, ею легче управлять и зата-
чивать. Но во избежание сгибания такого полотна, его иногда
укрепляют обушком из листовой стали.
В процессе работы полотно инструмента трется о стенки от-
деляемых частей древесины. И чтобы его не зажимало в пропиле,
Рис. 26. Типы зубьев пил:
а—для пиления поперек волокон древесины (Л—высота, t—шаг зуба), б—для разрезания
вдоль волокон, в, г — универсальные
41
зубья пилы поочередно разводят, т. е. отгибают в противоположи
ные стороны. Это так же способствует облегчению процесса
пиления. Для распиливания сухой твердой древесины каждый
зуб отгибают на 0,26—0,50 мм, а при разрезании мягкой влаж-
ной — на 0,5—0,8 мм.
Инструменты и приспособления для ручного пиления древе-
сины. В технологии деревообработки пиление является одной из
самых важных операций. Раскрой досок, распиловка деталей по
длине, нарезание шипов и проушин, криволинейное и ажурное
выпиливание — все эти работы относятся к пилению. Но чтобы их
выполнить, требуются разные по форме и назначению инструмен-
ты. В школьных мастерских из ручных пил применяют лучковую
пилу, широкую и узкую ножовки, ножовку с обушком и лобзик.
Для некоторых специализированных работ используют еще на-
градку и нож-пилку (рис. 27). Из всех перечисленных инструмен-
тов самым универсальным можно считать мелкозубную широкую
ножовку длиной 300—400 мм. Если в комплект для каждого
ученика входит и лучковая пила с зубьями для продольного или
смешанного пиления, то ножовку целесообразно применять при
поперечном пилении древесины. В противном случае широкая
ножовка, как и все остальные типы пил (предназначенные для
общего пользования) должна быть с универсальными зубьями.
В общем, целесообразно иметь пилы с мелким шагом зубьев —
3—4 мм для смешанного и до 5 мм — для поперечного пиления
материала.
Пока, к сожалению, не во всех мастерских можно найти в необ-
ходимом количестве мелкозубые ножовки. Но в некоторых школах
такие инструменты требуемой формы и размеров изготавливают
своими силами. Их вырезают из полотен больших пил и при воз-
можности уменьшают толщину на шлифовальном станке по метал-
Рис. 27. Типы ручных пил:
а — лучковая, б, в — широкая и узкие ножовки, г — ножовка с обушком, д — лобзик, е—наградка,
ж - нож-пилка
42
лу (на шефствующем предприятии). Для насечки зубьев использу-
ют самодельный штамповочный пресс (одна из конструкций такого
приспособления приведена на рис. 28).
Лучковая пила — один из основных режущих инструментов,
которыми оснащается столярная мастерская. Состоит она из
станка и закрепленного в нем тонкого пильного полотна.
Натяжение полотна осуществляется с помощью тетивы и
планки или иным способом (проволокой, с резьбой на конце,
куда завинчивают гайку-барашек). Во избежание сгибания стоек
пилы нужное натяжение полотна устанавливают непосредственно
перед работой, а после выполнения операции его опять ослабляют.
А чтобы лучше следить за местом резания и обеспечить возмож-
ность делать длинные пропилы, полотно инструмента перед на-
тяжением целесообразно слегка повернуть по отношению к станку.
Для правильной установки полотна лучковой пилы используют
разные приемы; один из них следующий: инструмент берут, как
показано на рис. 29, следя за тем, чтоб зубья были наклонены
вправо. Затем пилу немного поднимают и поворачивают полотно
при помощи ручек так, чтобы была видна лишь его спинка. После
этого полотно натягивают и начинают работу.
После разметки детали резание производят так, чтобы пропил
находился рядом с риской, но внутри убираемого материала.
При очень точном пилении линия разреза может проходить на
уровне половины толщины разметочной линии.
Чтобы точно распилить заготовку по линиям разметки, необ-
ходимо ее надежно закрепить на рабочем месте. При поперечном
пилении самый простой способ — прижать заготовку левой рукой
к упору, прикрепленному к столу верстака. Упор следует делать
откидным, чтобы после использования его можно было бы убрать
(рис. 30). Конечно, более надежно закреплять брусок в тисках
верстака, как показано на рис. 18, б.
Рис. 29. Наладка лучковой пилы
Рис. 28. Самодельный штамповочный
пресс для насечки зубьев пил.
43
Рис. 30. Откидной упор для попереч-
ного пиления древесины в рабочем (а)
и нерабочем (б) положениях.
При пилении древесины
вдоль волокон целесообразно
ставить заготовку в зажим
верстака вертикально. Но при
этом надо следить, чтобы место
пропила располагалось вблизи
поверхности губок тисков; при
необходимости заготовку в ходе
работы поднимают.
Иногда возникают сложнос-
ти в начале работы, так как
трудно удержать полотно инст-
румента на линии разметки. Для образования начала пропи-
ла иногда стоит сделать несколько ходов инструментом в обрат-
ном направлении (к себе), фиксируя точность движения бруском.
Заканчивая работу, следует поддерживать отрезаемую часть
рукой во избежание ее отлома.
Несмотря на разметку, при пилении по риске вручную до-
вольно трудно добиться большой точности; особенно это касается
сопрягаемых под углом или нескольких однотипных деталей. По-
этому-то часто применяют так называемые распиловочные короб-
ки или стусла. На рис. 31, а показано самое простое приспособле-
ние, с его помощью можно распиливать пиломатериалы . под
углом в 90 и 45°. При изготовлении нескольких деталей одина-
кового размера на дне или в задней стенке приспособления при-
крепляют передвижной ограничитель (рис. 31, б). Намного удоб-
нее работать, если ширина стусла соответствует аналогичному
параметру заготовки (рис. 31, в). Существует еще немало кон-
струкций подобных приспособлений различного назначения
(рис. 31, г, д, е).
В ходе эксплуатации направляющие пропилы в стенках стусла,
изготовленного из древесины, изнашиваются и точность обработ-
ки снижается. Этого можно избежать, есди пользоваться распило-
вочной коробкой со сменными колодками для направляющего про-
пила (см. рис. 31, в) или такими, где колодки перемещаются
вместе с инструментом (рис. 31, д).
От других типов пил намного отличается лобзик, который
предназначен для криволинейного пиления тонкого плоскостного
материала (рис. 32). Пилку этого инструмента крепят в рамке
так, чтобы вершины зубьев были направлены в сторону рукоятки.
Для натягивания полотна рамку необходимо сжимать. Это доволь-
но сложная операция, особенно для школьников IV класса, и мож-
но порекомендовать одно из приспособлений, облегчающих ра-
боту (рис. 33).
При выпиливании заготовка должна находиться на специаль-
44
Рис. 31. Приспособления для распила заготовок (стусла):
а—простое; б — с ограничителем и зажимами; в — с регулируемой шириной и со сменными про-
пилами; г — для распила цилиндрических заготовок, д—со скользящими колодками, е — универ-
сальное.
Рис. 32. Брелки, выре-
занные из тонких дощечек
при помощи лобзика.
45
Рис. 33. Приспособление, облегчающее
натяжку полотна лобзика.
Рис. 34. Рабочая поза при выпиливании
лобзиком.
ной подставке, прикрепленной к столу или верстаку, а пила дви-
гаться в вертикальном положении. Работают сидя или стоя, так,
чтобы заготовка находилась на уровне груди (рис. 34).
При выпиливании внутренних контуров в заготовке предвари-
тельно проделывают шилом, буравчиком или тонким спиральным
сверлом одно или несколько отверстий, через которые внутрь
вводят пилку. Отверстия целесообразно прокалывать на месте
крутых поворотов, поскольку поворачивать режущий инструмент
довольно трудно.
Механизированное пиление древесины. Ручное пиление древе-
сины — весьма трудоемкая и малопроизводительная операция.
Поэтому данные работы во многом механизированы. Самыми
распространенными среди станков для обработки древесины яв-
ляются универсальные круглопильные.
Режущими инструментами на круглопильных станках служат
дисковые пилы, которые в поперечном сечении могут быть плос-
кими, коническими либо иной формы (рис. 35). В деревообра-
батывающей промышленности широко применяются дисковые пи-
лы с пластинами из твердого сплава, обладающие большой
износостойкостью. В школьных мастерских пока имеются преиму-
щественно плоские дисковые пилы.
Пильные диски, различающиеся по профилю зубьев, предна-
значёны для продольного, поперечного и смешанного пиления.
Значения углов зубьев дисковых пил имеются в справочниках:
Распиливают заготовки на рабочем столе станка с помощью
различных приспособлений. Для точного продольного раскроя
материала служит направляющая линейка (рис. 36), которую
устанавливают почти параллельно плоскости пильного диска.
Следует отметить, что частая переналадка станка на новый размер
с перемещением направляющей линейки нежелательна, так как
46
Рис. 35. Профили дисковых пил.
Рис. 36. Различные конструкции на-
правляющей линейки стола кругло-
пильного станка.
требует довольно больших зат-
рат времени. Поэтому для вы-
полнения некоторых операций,
например пропилов на опреде-
ленном расстоянии для изготов-
ления паза, целесообразно
пользоваться дополнительными
калиброванными линейками.
Категорически запрещается
разрезать с помощью направ-
ляющей линейки бруски попе-
рек волокон, поскольку это вы-
зывает расклинивание и обрат-
ный удар отделяемых деталей.
Для этих целей, а также для
распиливания древесины под углом к направлению волокон
лучше применять опорный угольник или каретку.
В комплектацию станка входят специальные защитные устрой-
ства, позволяющие избежать травм при работе, и приспособле-
ния. Часть диска, которая выступает над столом, должна быть
закрыта специальным кожухом, автоматически поднимающимся
и опускающимся при подаче материала. Сюда относится и когте-
вая защита для предотвращения обратного выброса деталей.
При продольном разрезании древесины за пильным диском в его
плоскости устанавливается расклинивающий нож, толщина кото-
рого превышает развод зубьев пилы на 0,5 мм; расстояние
между ножом и пильным диском не должно быть более 10 мм.
При окончании распиловки досок и резании деталей неболь-
ших размеров необходимо пользоваться различными толкателями.
Безопасность и точность работы обеспечивают специальные за-
жимы.
Для школьных мастерских выпускают комбинированные
круглопильно-фуговальные станки типа КСФШ (рис. 37). Но они,
к сожалению, снабжены очень маленьким рабочим столом. Поэто-
47
Рис. 37. Школьный круглопильно-фу-
говальный станок КСФШ-4
Рис. 38. Лобзиковый станок АЖС-3.
му если в мастерской имеются два таких станка, то один из них
целесообразно переоборудовать только ,для пиления: нарастить
стол плитой из многослойной фанеры. В этом случае можно ис-
пользовать приспособления от круглопильного станка.
В мастерской необходимо и оборудование для криволиней-
ного пиления древесины. Однако электромагнитный настольный
лобзиковый станок, имеющийся во многих школах, себя в прак-
тике не оправдывает. Наиболее приемлем лобзиковый станок с
механическим (кривошипным) или эксцентриковым приводом
(рис. 38). Простейшие конструкции разработаны и изготовлены
во многих школах, но в дальнейшем, надо надеяться, будет орга-
низовано массовое производство этого важного для мастерских
оборудования.
48
10. Строгание
Поверхность необработанной древесины обычно бывает шеро-
ховатой, а основные параметры заготовок не соответствуют за-
данным на чертеже. Поэтому, чтобы придать деталям требуемую
форму, размеры, шероховатость, их подвергают строганию.
Инструменты для ручного строгания. Строгание древесины
вручную осуществляют деревянными или металлическими ру-
банками.
В зависимости от формы (профиля) обрабатываемой поверх-
ности все рубанки можно подразделить на две основные группы.
К первой относятся инструменты, предназначенные для стро-
гания плоских поверхностей: рубанки с одинарным и двойным
ножом, шерхебель, фуганок, полуфуганок, шлифтик, цинубель.
Во вторую группу входят инструменты, с помощью которых
обрабатывают профильные (фасонные) поверхности: горбач, зен-
зубель, фальцгобель, калевки и пр. В школе преимущественно
применяют рубанки первой группы с одинарным и двойным
ножом, шерхебель, полуфуганок, реже шлифтик и цинубель.
Рубанок (рис. 39) состоит из двух основных частей — ко-
лодки (корпуса) /иножа5, а также деталей, позволяющих
фиксировать нож в необходимом положении, ручек и, в не-
которых случаях, дополнительных устройств для регулировки.
Колодку инструмента изготовляют из твердой износостойкой
породы древесины (клен, ясень, бук, граб) или металла. Нижняя
часть колодки называется подошвой; в ней сделана узкая про-
резь— пролет 8 — для выхода лезвия ножа (в конструкции из
древесины пролет образуется сквозным, постепенно суживающим-
ся книзу гнездом — летком 5, в котором при помощи клина 4
фиксируется нож). В металли-
ческой колодке в центральной
части сделан упор 6, к которо-
му нож под соответствующим
углом прижимается с помощью
специальной пластины 10 и вин-
та 11. В некоторых типах рубан-
ков с металлической колодкой
окончательную фиксацию ножа
проводят при помощи эксцент-
рика.
При работе инструмент
обычно удерживают за руч-
ки 2, 9. У фуганка и полуфуган-
Рис. 39. Рубанок с деревянной (а) и
металлической (б) колодкой:
/ — колодка, 2 — рожок; 3 — леток, 4 — клин; 5—
нож, 6 — упор, 7 — пробка, 8 — пролет, 9 —
рукоятка, 10—прижимная пластина, // — винт
для фиксации ножа, 12 — регулировочный винт,
13 — стружколом
49
ка передняя ручка (рожок) отсутствует, так же как и задняя
ручка у коротких рубанков с деревянной колодкой.
Чтобы защитить деревянную колодку от ударов молотком при
наладке и регулировке, на пятку рубанка и на верхнюю часть
носка фуганка ставят металлическую пробку 7.
От конструкции ножа рубанка зависит качество обработки
поверхности. При работе рубанком с. одинарным ножом
(рис. 40, а) происходит образование стружки без ее излома
(рис. 41, а), в результате чего на поверхности зачастую получают-
ся задиры, а иногда и отколы (особенно у свилеватой древесины
и вблизи сучков). . Иное дело — при строгании инструментом с
двойным ножом (рис. 40, б и 41, б), В этом случае к ножу на
расстояние 0,5—1,5 мм от лезвия при помощи винта крепится
стружколом (интервал устанавливается в зависимости от
толщины стружки и твердости древесины), и излом стружки
после отделения предотвращает возможность отщепа ее или отко-
ла от обрабатываемой поверхности. Двойные ножи ставятся
также на фуганке и шлифтике.
Шерхебель предназначен для грубой обработки древесины и
отличается от остальных рубанков формой лезвия резца (оно
закруглено). В результате стружка при строгании получается
узкая и толстая.
Фуганок и полуфуганок характеризуются большей длиной ко-
лодки и применяются для чистового строгания, обработки зна-
чительных по размеру плоскостей под линейку и пригонки де-
талей.
Рис. 41. Схемы резания при строгании:
а — без излома стружки (одинарным ножом),
б — с изломом
Рис. 40. Ножи рубанков:
а — одинарный, б — двойной
50
Рис. 42. Нож цинубеля.
Шлифтик служит для снятия
особенно тонкой стружки и от-
личается от рубанка с двойным
ножом меньшей длиной колод-
ки и углом размещения резца
(50—60° к подошве по сравне-
нию с 45° у рубанка).
Зензубель, горбач, фальц-
гобель и другие инструменты
позволяют обрабатывать про-
фильные (пазы, например) и
криволинейные поверхности.
Цинубель по размерам схож
со шлифтиком, но угол наклона резца у него еще больше —
80°. Лезвие ножа этого инструмента (рис. 42) зазубрено. Поэто-
му цинубель и предназначен для придания обрабатываемой по-
верхности повышенной шероховатости, что облегчает склеивание
деталей и способствует их лучшему соединению.
Подготовка к работе и наладка ручного строгального инстру-
мента. При подготовке нового рубанка сначала проверяют плос-
кость ножа. Затем обрабатывают и шлифуют стружколом: необ-
ходимо, чтобы он плотно прилегал к передней стороне ре^ца.
(Даже малейшая щель между передней кромкой стружколома и
ножа приведёт к зацепке волокон древесины и забиванию про-
лета.)
Большое значение имеет и плотное прилегание ножа к колод-
ке рубанка: он должен касаться колодки в нижней и верхней ее
части на протяжении 10 мм, иначе резец при работе станет вибри-
ровать, что также способствует забиванию пролета. Прилегание
ножа к колодке надо проверять очень тщательно. Вот один из
способов. Заднюю часть плоскости ножа смазывают смесью масла
с графитом и прижимают резец при помощи клина или винта к
колодке; по образующимся на опорной поверхности пятнам можно
судить о точности пригонки. После этого доводят зажимной клин
или подгоняют прижим (у металлических рубанков).
На качество строгания оказывает влияние и размер пролета.
Например, узкий пролет препятствует разрыванию волокон дре-
весины, не дает возможности стружке свободно двигаться вверх.
При слишком широком пролете трудно добиться необходимой
шероховатости поверхности, возможны задиры. В каждом кон-
кретном случае стараются добиться оптимальных параметров:
слишком узкий пролет расширяют стамеской, а в противном
случае в подошву вдалбливают и приклеивают вставку.
Если все части рубанка подогнаны, при необходимости вы-
равнивают подошву. Для этого деревянную колодку вместе с
ножом, но отведенным на 2—3 мм внутрь инструмента, закреп-
ляют на верстаке и обрабатывают фуганком.
51
Рис. 43. Последовательность наладки
рубанка:
а — разборка, б — установка ножа, в — проверка
«на глаз» положения лезвия, г — закрепление
ножа, д — устранение перекоса
Установочная
прокладка
Рис. 44. Приспособление для наладки
рубанка с металлической колодкой.
Перед работой рубанок не-
обходимо наладить. Сначала
инструмент разбирают, ставят
нож так, чтобы лезвие слегка
выступало над подошвой и про-
сматривалось в виде узкой
ровной полосы — «нитки». За-
тем резец фиксируют в этом
положении и снимают пробную
стружку: у рубанка с двойным
ножом и фуганка она должна
быть спиральной, очень тонкой
и равномерной по всей ширине
лезвия. При необходимости нож
немного поднимают или опуска-
ют, выравнивая его положение.
Приемы наладки рубанка с
деревянной колодкой показаны
на рис. 43.
Отладить инструмент с ме-
таллической колодкой, не имею-
щий регулировочного винта,
довольно просто с помощью
специального приспособления
(рис. 44) со сменными устано-
вочными прокладками различ-
ной толщины; принцип его ра-
боты хорошо понятен из ри-
сунка.
Приемы ручного строгания
и приспособления, облегчаю-
щие работу.
52
а о в где
Рис. 45. Последовательность обработки детали прямоугольной формы:
а — выстрагивание базовой пласти; б — выстрагивание одной кромки под прямым углом, в — раз-
метка ширины детали, г — выстрагивание второй кромки; д—разметка толщины (на обеих кром-
ках), е—обработка второй пласти
Строгание детали прямоугольной формы (рис. 45) начи-
нают с лицевой стороны — пласти, которая после выравнивания
станет базой для измерения и контроля. Чтобы ученики во время
дальнейшей работы этого не забыли, требуется обозначить базо-
вую поверхность определенным знаком (например, крестиком,
цифрой, извилистой линией). После этого выстрагивают под пря-
мым углом к базовой пласти одну из кромок заготовки; так обра-
зуется базовый кант. (Надо стараться снимать минимальный по
толщине слой древесины.) Далее размечают ширину детали и по
риске обрабатывают вторую кромку под прямым углом к пласти.
Разметку толщины проводят на обеих кромках заготовки: эти
риски являются единственными ориентирами для строгания, про-
контролировать прямоугольность пласти по отношению к узкой
кромке очень трудно.
При строгании широких пластей плоскостность поверхности
проверяют при помощи специальных парных линеек.
Для изготовления детали цилиндрической формы (рис. 46)
надо подготовить заготовку соответствующего квадратного се-
чения. Сначала на обоих торцах находят центры и вычерчивают
окружности, соответствующие диаметру детали. Затем определяют
вершины правильного восьмиугольника и переносят их на окруж-
ность (расстояния от углов квадрата равны примерно 0,3 а, где
а — длина ребра). От этих точек проводят разметочные риски
на все пласти заготовки и снимают угловые части (фаски) квад-
ратного бруска, затем без разметки срезают ребра восьмигранной
заготовки так, чтобы образовался правильный шестнадцати-
гранник.
Для окончательного скругления заготовку вынимают из зажи-
мов верстака, упирают в клин и, слегка поворачивая левой ру-
кой, снимают оставшиеся ребра. Перед выполнением этой опера-
ции целесообразно переналадить рубанок так, чтобы он срезал
очень тонкую стружку. Доводку изделия осуществляют личным
напильником и шлифовальной шкуркой.
Прямолинейное строгание вдоль волокон — несложная опе-
рация, но, чтобы плоскостность была выдержана по всей длине
и ширине заготовки, необходимы определенные навыки. Поэтому
у школьников младших классов поверхность после обработки по-
53
Рис. 46. Последовательность изготовле-
ния деталей цилиндрической формы:
а — разметка центров и окружностей на торцах,
б — определение точек и нанесение рисок для
снятия угловых частей, в — выстрагивание вось-
мигранной призмы (или пирамиды), г — снятие
ребер призмы, д — окончательное скругление
детали
Рис. 47. Приспособления для ручного
строгания:
а — стусло для продольного строгания, б — донце
для обработки торцов и полуторцов, в — стусло
для строгания торцов и полуторцов
лучается немножко выпуклой. Повысить качество работы позво-
ляют различные приспособления. Строгать прямолинейные рейки,
бруски легко с помощью простейшего стусла (рис. 47, а).
Довольно сложная операция — торцовое строгание, поскольку
резание поперек волокон требует затраты больших усилий, чем
вдоль волокон; да и маленькие по размерам торцовые поверх-
ности являются недостаточным упором для колодки рубанка.
К тому же возникает опасность раскалывания слоев древесины
вблизи граней. Во избежание этого деталь сначала строгают с
одного края торца от себя до середины, а затем с другого на себя.
Мелкие бруски можно торцевать при помощи донца (рис. 47, б).
Но при этой технологии надо одной рукой прижимать заготовку
к упору, а другой перемещать рубанок в боковой плоскости.
Для учеников это непросто сделать. Поэтому имеет смысл изго-
товить специальное стусло (рис. 47, в). Разумеется, можно скон-
струировать аналогичное приспособление, где допускается регу-
лирование угла фиксации заготовки.
Механизированное строгание древесины. Механизированное
строгание древесины осуществляется на станках, которые ра-
54
Рис. 48. Круглый ножевой вал с центро- Рис. 49. Схема работы фуговального
бежно-клиновым креплением ножей, станка:
1,2 — плиты, 3 — ножевой вал, 4 — стальные
пластинки, 5 — заготовка
ботают по принципу фрезерования, т. е. вращающимися резцами
последовательно срезаются стружки серповидной формы. Наибо-
лее распространены фуговальные и рейсмусовые станки.
На фуговальных станках выравнивают одну или две смежные
плоскости (под прямым углом), а на рейсмусовых придают за-
готовке заданную ширину и толщину. На этих станках исполь-
зован сборный инструмент — ножевые валы, режущим элементом
в которых служат плоские стальные ножи (рис. 48).
Фуговальный станок (рис. 49) состоит из рабоче го стола,
ножевого вала, привода и т. д. Рабочий стол — это две чу-
гунные плиты 1 и 2, к которым прикреплены стальные пластинки 4.
Задняя плита 1 расположена на уровне касательной к окружности,
образуемой лезвиями ножей. Поднятием и опусканием передней
плиты 2 регулируют толщину снимаемой стружки.
На правой части рабочего стола, обычно под прямым углом к
его плоскости, находится направляющая линейка. У большинства
типов фуговальных станков предусмотрена возможность переста-
новки направляющей линейки на любой угол. Для соблюдения мер
безопасности щель между плитами, где вращается ножевой вал,
должна быть прикрыта защитным ограждением.
Рис. 50. Толкатели для фугования тонких (а, б, в) и коротких (г) заготовок.
55
При фуговании заготовку размещают на передней плите и,
прижимая ее к столу рукой, осуществляют подачу вперед. Когда
передний конец детали пройдет зону действия ножей, левой рукой
перехватывают заготовку (не ослабляя нажим правой руки) и про-
должают работу.
Держать руки при подаче прямо над ножевым валом запре-
щается. Лучше всего пользоваться специальными толкателями
(рис. 50, а — в). Заготовки длиной до 400 мм строгать на фуго-
вальном станке можно лишь при помощи специального устройства
(рис. 50, г). Опорные колодки этого приспособления расположе-
ны так, что одна из них постепенно опирается на переднюю, а
другая — на заднюю плиту.
Рейсмусовый станок по конструкции несколько сложнее фуго-
вального. Рабочий стол /Дрис. 51, а) представляет собой
сплошную плиту, а ножевой вал 4 находится над столом.
Регулировать толщину обрабатываемой детали можно поднятием
и опусканием стола посредством винтового устройства. Материал
подается механизмом подачи. Заготовку 2 перемещают
при помощи приводных валков <?, передний из которых —
рифленый. Непосредственно под приводными валками находятся
опорные 5, которые вращаются свободно и выступают над
поверхностью стола на 0,1—0,3 мм.
На рейсмусовом станке нельзя фрезеровать очень тонкие за-
готовки, поскольку возникает вибрация, что сказывается на ка-
честве обрабатываемой поверхности. Строгание деталей толщиной
5—15 мм осуществляют на специальном основании с параллель-
ными пластами и упором в передней части (см. рис. 51, а).
Наименьшая длина обрабатываемых заготовок должна на 100 мм
превышать расстояние от переднего до заднего подающего вал-
ков. Если же возникает необходимость фрезеровать более корот-
Рис. 51. Рейсмусовое фрезерование тонких (а), коротких (б), клинообраз-
ных (в) заготовок и непараллельных плоскостей (г):
1 — рабочий стол, 2— заготовка, 3—приводные валки 4 — ножевой вал, 5 — опорные валки
56
кие заготовки, то их необходимо надежно закрепить на основа-
нии (рис. 51, б). При помощи соответствующих приспособлений
на рейсмусовом станке можно обрабатывать даже клинообраз-
ные заготовки (рис. 51, в), выравнивать непараллельные плос-
кости (рис. 51, г).
Специального рейсмусового станка для школ пока не произво-
дят, поэтому отсутствие этого оборудования в большинстве
мастерских намного усложняет работу учителя при подготовке
материала.
При работе на фуговальном и рейсмусовом станках надо
строго соблюдать основные правила безопасности труда: перед
включением необходимо проверить крепление ножей — особенно
тщательно это следует делать после их снятия для заточки и но-
вой установки; нельзя на ходу настраивать станок; ножевой вал
должен быть покрыт перемещающимся или поднимающимся
ограждением; при работе нельзя стоять прямо за заготовкой,
надо находиться несколько в стороне; подачу материала следует
начинать только при полной (рабочей) частоте вращения шпин-
деля.
11. Сверление
Инструменты для сверления. Для образования в древесине
круглых (преимущественно цилиндрических) отверстий поль-
зуются специальными режущими инструментами — сверлами,
приводимыми в движение вручную, при помощи сверлильных
станков или электросверлилок. В школьных мастерских приме-
няются, как правило, два первых способа.
Сверло (рис. 52) представляет собой стержень с хвостовиком
и рабочей частью. Хвостовик сверла может иметь цилиндрическую,
Рис. 53. Формы хвостовика сверл:
а — цилиндрическая, б — коническая, в — пира-
57
Рис. 54. Виды сверл:
а — спиральное бесцентровое, б — спиральное с центром и подрезателями, в — спиральное с винтовым
центром, г — перовое центровое, д — центровое, е — буравчик, ж — раззенковка, з — пазовое,
и — пробочное
коническую или квадратную пирамидальную форму (рис. 53), что
позволяет закреплять инструмент соответственно в трехкулачко-
вом самоцентрирующем патроне, коническом отверстии шпин-
деля сверлильного станка (а также в пиноли задней бабки то-
карного станка) или в специальном зажимном устройстве ко-
ловорота. Из множества конструкций сверл в школьных мастер-
ских самыми подходящими являются спиральные и центровые
инструменты (рис. 54, а — д). При выполнении некоторых спе-
циальных операций могут быть использованы буравчик и раззен-
ковка (рис. 54, е, ж). Для сверления на станках, имеющих за-
жимное устройство, могут быть применены и бесцентровые па-
зовые и пробочные сверла (рис. 54, з, и).
Сверление древесины ручным инструментом. Вручную режу-
щий инструмент вращают при помощи воротка, коловорота или
дрели.
Коловорот — стальной коленчатый стержень со свободно на-
саженной на нем рукояткой.
Дрель — специальное приспособление, в котором вращение
от приводной рукоятки передается к патрону со сверлом через
зубчатую передачу.
В древесине отверстия диаметром до 5 мм следует выпол-
нять при помощи дрели со спиральными сверлами, с 5 до 12 мм —
коловоротом со спиральными сверлами с центром и подрезателя-
ми, свыше 12 мм — коловоротом с центровыми сверлами.
Сверление вручную требует от исполнителя довольно большого
58
опыта удерживания режущего инструмента в нужном положении
(обычно перпендикулярно к поверхности заготовки). Из-за не-
большой скорости вращения даже при тщательно заточенном
сверле поверхность отверстия получается не очень гладкой. Но
самым большим недостатком при ручном сверлении в школьной
мастерской является то, что вследствие неодинаковой твердости
отдельных слоев древесины центр сверла отклоняется в сторону
от выбранного направления и практически невозможно добиться
требуемой точности. Поэтому, чтобы изделия получались ка-
чественными, надо предоставить школьникам (как показывает
опыт, начиная с IV класса) возможность выполнять отверстия
на заранее подготовленном учителем сверлильном станке. А к руч-
ным операциям привлекать учеников лишь в тех случаях (за
исключением тем программы), когда изделие не помещается
на столе станка.
Механизированное сверление древесины. Настольный свер-
лильный станок (рис. 55) есть в каждой школьной мастерской.
Наладка станка начинается от закрепления сверла. Потом ре-
гулируют высоту корпуса при помощи ограничительного устрой-
ства, учитывая размеры заготовки и глубину отверстия. Надо
иметь в виду, что при выполнении сквозных отверстий под де-
таль необходимо помещать гладкую подставку и плотно при-
жимать к ней заготовку. Иначе от нижней поверхности детали
могут отойти волокна древесины и образоваться сколы. А чтобы
инструмент не отклонялся от места разметки, в центре будущего
отверстия следует делать уг-
лубление при помощи шила,
гвоздя или кернера.
Работа на сверлильном
станке. Приспособления и обо-
рудование. При выполнении от-
верстий в заготовках сравни-
тельно больших размеров по-
следние необходимо поддер-
живать рукой, мелкие же дета-
ли следует прочно фиксировать
при помощи крепежных приспо-
соблений, конструкция которых
зависит от форм заготовок.
Вот один из важнейших вариан-
тов (рис. 56).
Для повышения точности-
работы и производительности
труда при сверлении следует
рекомендовать специальные
приспособления — кондукторы
(рис. 57). Основные части кон-
Рис. 55. Настольный сверлильный ста-
нок НС-12.
59
Рис. 56. Быстродействующий зажим
для закрепления мелких деталей при
сверлении.
Рис. 57. Приспособления для сверле-
ния:
а — кондуктор-делитель для выполнения радиаль-
ных отверстий в цилиндрической заготовке,
б кондуктор для сверления ряда отверстий на
определенном расстоянии друг от друга, в — кон-
дуктор с нижней направляющей пластиной 1 —
платформа, прикрепленная к рабочему столу стан-
ка, 2—шлифт-фиксатор, 3—корпус, 4 — плас-
тина с отверстиями, 5 — заготовка
дуктора: корпус, зажим для фиксации заготовки и направляю-
щая втулка, внутренний размер которой соответствует диаметру
сверла. Подобные приспособления используют для работы бес-
центровыми спиральными сверлами.
Корпус кондуктора должен быть изготовлен из древесины
твердых пород. Зажим может быть винтовым, эксцентриковым,
клиновым или пружинным. Направляющую втулку лучше всего
сделать из закаленной стали, но для сравнительно недолгой
эксплуатации годится и простая стальная пластинка с отверстием.
На рис. 57, а изображен кондуктор для выполнения радиаль-
ных отверстий в заготовке цилиндрической формы или в дисках
такого же диаметра. В корпусе приспособления предусмотрено
отверстие для ограничителя, что позволяет поворачивать деталь
60
и сверлить в ней несколько отверстий под определенным углом.
Для каждой детали обычно требуется специальный кондуктор,
но в некоторых случаях можно использовать и более универсаль-
ные приспособления — в зависимости от цели, назначения и т. п.
Очень часто, например, приходится сверлить отверстия, располо-
женные на одинаковом расстоянии друг от друга, причем их цент-
ры находятся на одной прямой. В таком случае целесообразно
применять кондукторную пластинку (рис. 57, б). А при массовом
производстве одинаковых деталей рекомендуется использовать
кондуктор, под корпусом которого прикреплена металлическая
пластина с отверстиями; оси последних совпадают с центрами
отверстий в деталях (рис. 57, в). Устроен он следующим образом.
На рабочем столе станка крепится металлическая или пластмассо-
вая платформа, в которую ввернут фиксатор (ось фиксатора обя-
зательно должна совпадать с центром сверла). Фиксатор, попа-
дая в отверстие пластины, прикрепленной под корпусом кондук-
тора, направляет сверло точно в нужное место.
На сверлильных станках кроме круглых можно получать и
продолговатые отверстия. Для этого потребуются устройства,
устанавливаемые на рабочем столе, и обеспечивающие поступа-
тельное прямолинейное перемещение заготовки. Самое простое
из таких приспособлений состоит из двух линеек, расстояние меж-
ду которыми можно регулировать (рис. 58, а). Качество обработ-
ки намного улучшается, если устройство имеет зажим и возмож-
ность перемещения по пазам стола (рис. 58, б).
Сверлильный станок, как и все деревообрабатывающее обору-
дование, отличается большой универсальностью. На нем при помо-
щи специальных инструментов можно также нарезать цилиндри-
ческие и профильные диски. Самое простое по конструкции среди
таких инструментов — цилинд-
рическое сверло (рис. 59, а),
имеющее опорный центр или
пружинный выталкиватель. Ра-
бота цилиндрическим сверлом
без центра возможна лишь при
надежном закреплении заго-
товки на столе станка.
При помощи цилйндриче-
ского сверла можно изготавли-
вать и орнамент для украше-
ния изделий. Поскольку ци-
линдрическое сверло позволяет
нарезать диски и отверстия
лишь определенного диаметра,
то их в мастерской должен
Рис. 58. Приспособления для вырезания
продолговатых отверстий (гнезд) на на-
стольном сверлильном станке.
61
Рис. 59. Инструмент для вырезания цилиндрических и профильных дисков,
колец на сверлильном станке:
а — цилиндрическое сверло с выталкивателем, б — трехрезцовое универсальное сверло, в — двух-
резцовое универсальное сверло, г — однорезцовое универсальное сверло, д — фасонный резец для
звеньев цепи, е — резец для колец
быть целый комплект. Поэтому лучше пользоваться универсаль-
ным сверлом, с регулируемым полржением резцов.
Трехрезцовое универсальное сверло (рис. 59, б) легко уста-
навливать на заданный размер; оно имеет достаточно уравно-
вешенную конструкцию. В центре этого инструмента размещено
спиральное сверло, которое, углубляясь в заготовку, служит опо-
рой и, если можно так сказать, направляющей. Но качество
нарезания дисков и отверстий становится лучше, если сверло за-
менить стальным закаленным стержнем.
На рисунке 59, в изображено универсальное сверло с двумя
резцами, которые заточены таким образом, что один из них рабо-
тает как подрезатель, а другой как струг. Эта конструкция снаб-
жена упорным центром на пружине, что позволяет нарезать
сплошные диски.
На рис. 59, г приведено универсальное сверло, резец которо-
го служит одновременно подрезателем и стругом.
При помощи соответствующих резцов на сверлильном станке
получают и профильные диски (например, колеса для моделей).
В принципе такой резец похож на универсальное сверло, хотя и вы-
полняет роль фасонной фрезы (рис. 59, д). То же самое можно
сказать и о резцах для получения колец (рис. 59, е). Разница
лишь в том, что опорный центр у подобных резцов толще и его
размеры должны соответствовать внутреннему диаметру кольца
(высверливают заранее).
62
При сверлении деталей, как и при выполнении операций на
других станках, необходимо строго соблюдать правила безопасно-
сти труда. Наиболее важные из них следующие: рабочая одежда
должна быть тщательно застегнута, головной убор надет; наладку
и регулировку можно проводить только при выключенном станке;
перед пуском станка надо убедиться в том, что сверло центриро-
вано и надежно закреплено в патроне; мелкие заготовки следу-
ет фиксировать в рабочем положении при помощи специальных
приспособлений; сверло, патрон и другие движущиеся детали стан-
ка запрещается тормозить рукой.
12. Долбление и обработка криволинейных
поверхностей
Для получения в древесине гнезд, пазов, проушин и других не-
цилиндрических углублений, а также для обработки вогнутых, вы-
пуклых поверхностей, их выравнивания и снятия фасок применяют
долото, стамески, ложечные ножи и другие инструменты (рис. 60).
Все они состоят из стального тела (стержня), имеющего на одном
конце лезвие с односторонней заточкой (под углом 15—25°),
и ручки. Размеры и формы долот и стамесок зависят от их назна-
чения.
Долбление и резание древесины стамесками. СтоЛярное доло-
то (рис. 60, а) используют для получения углублений прямо-
угольного сечения. Ширина лезвия этого инструмента 6—20 мм,
толщина стержня 8—11 мм. Ручки долот из прочной пластмассы
или из сухой древесины твердых пород (клена, йсеня, бука). Во
избежание раскалывания при ударе молотком или киянкой на
деревянную ручку надевают защитные кольца.
Рис. 60. Инструмент для долбления, резания древесины и обработки криво-
линейных поверхностей:
а — столярное долото, б — плоская стамеска, в — полукруглая стамеска, г — церазик, д — клюкарза,
е — ложечный нож
63
Рис. 61. Долбление гнезда долотом.
Долбление проводят в сле-
дующем порядке (рис. 61): ин-
струмент ставят в вертикальном
положении рядом с разметоч-
ной линией так, чтобы фаска
была направлена в сторону
будущего отверстия. Поскольку
клинообразный резец, внедря-
ясь в древесину, несколько сжи-
мает волокна, то расстояние
между лезвием и риской долж-
но быть 0,5—1 мм. Затем по
ручке долота наносят рез-
кий удар молотком или киянкой. Вторым ударом по инструменту,
несколько отставленному и наклоненному внутрь гнезда, удаляют
стружку толщиной 3—5 мм до перерезанных волокон. Аналогично
действуют и с противоположной стороны гнезда. Чередуя обраба-
тываемые стороны, долбят гнездо до требуемой глубины или на
половину толщины заготовки (при выполнении сквозных от-
верстий). В последнем случае деталь переворачивают и повторяют
операцию.
При свилеватой, косослойной древесине приходится подрезать
волокна и по продольным сторонам гнезда широкой плоской
стамеской.
Долбление — довольно трудоемкая работа. Для ее упрощения
после разметки можно часть древесины высверлить или выпол-
нить всю операцию при помощи сверлильно-пазовального устрой-
ства на сверлильном станке (см. далее).
Стамески (см. рис. 60, б, в) в первую очередь предназначены
для резания древесины прилагаемым усилием рук, поэтому стерж-
Рис. 62. Приемы работы плоской стамеской.
64
ни этих инструментов тоньше, чем у долота, а ручки не имеют
защитного кольца в задней части.
Плоские стамески применяют для получения небольших углуб-
лений, подрезания подгоняемых деталей, снятия фасок, обработки
криволинейных поверхностей и т. д. На рис. 62 показаны различ-
ные приемы работы этим инструментом.
Полукруглыми стамесками (см. рис. 60, в) выдалбливают
криволинейные углубления и обрабатывают поверхности анало-
гичной формы. Их применяют также при украшении изделий так
называемой «ногтевой» резьбой.
Для выполнения объемной резьбы, а также для выдалбливания
глубоких и сравнительно криволинейных углублений, кроме обыч-
ных полукруглых стамесок используют специальные узкие ста-
мески — церазики (см. рис. 60, г) и инструменты с вогнутым
стержнем — клюкарзы (см. рис. 60, д).
Обработка криволинейных поверхностей. Выдалбливание. Вы-
далбливание углубления в изделии — сравнительно сложная опе-
рация, в частности, из-за отсутствия точной разметки. Во многих
случаях появляются трудности и в закреплении заготовки.
Поэтому в мастерской следует соблюдать такой порядок работы,
чтобы сначала получали и обрабатывали все внутренние контуры
изделия (долблением, например), а затем уже внешние (если
это не вызвано необходимостью).
После того как на заготовку нанесен верхний контур углубле-
ния, выдалбливание начинают с самого глубокого места. Затем
постепенно расширяют зону работы. Резать полукруглой ста-
меской следует по слою древесины. А для измерения глубины и
внутренних параметров углубления надо пользоваться шаблона-
ми, изготовленными по техническому рисунку или чертежу изде-
лия. Приближаясь к окончательной форме углубления, следует
уделить внимание тому, чтобы поверхность оставалась как можно
ровнее. С этой целью режут лишь на вершинах предыдущих
следов стамески, а также выравнивают неглубокие и небольшие
углубления ложечными ножами (рис.63).
Операции выдалбливания не представляется возможным ме-
3 Зак 735 Рихвк
Рис. 63. При изготовле-
нии деревянных ложек
придется применять раз-
ные рабочие приемы.
65
Рис. 64. Следы сверла
образуют на внутренней
поверхности подноса свое-
образную фактуру.
ханизировать в условиях школьной мастерской, и поэтому об-
работка криволинейных углублений требует много сил и времени.
В целях упрощения выдалбливания иногда часть древесины
высверливают. Работа еще упростится, если на поверхности созна-
тельно оставлять заметными следы инструмента — образуется
своеобразная фактура (рис. 64).
Выдалбливание — один из самых древних видов изготовления
бытовой посуды из древесины. В наше время эти изделия не
имеют практического значения, но зато являются довольно
распространенными декоративными предметами.
С развитием техники и технологии выдалбливание заменили
точением. Но хочется отметить, что работам, подобным выдалбли-
ванию, стоит уделить определенное внимание в школьных мастер-
ских, поскольку изделия очень оригинальны и значительно от-
личаются от точеных форм (фото 26—29 вклейки).
По сравнению с изделиями, имеющими внутренние вогнутые
поверхности, чаще встречаются объекты с внешними выпуклыми
и вогнутыми формами. Основную форму вырезают из плоской
заготовки по разметочным ри-
скам при помощи лучковой пи-
лы с узким полотном, в неко-
торых случаях можно пользо-
ваться для черновой обработ-
ки топором. Учитывая, что дре-
весина имеет склонность к рас-
трескиванию, сначала на заго-
товке следует сделать несколько
поперечных пропилов (рис. 65).
Закругление вырезанной за-
готовки начинается стамеской
Рис. 65. Разметка и пропиливание за-
готовки изделия с криволинейными кон-
турами до вырезания.
66
Рис. 66. Обработка криволинейных по-
верхностей стамеской (а, Ь) и напиль-
ником (в).
со снятия фасок, причем их ши-
рина зависит от радиуса закруг-
ления. Объект должен быть на-
дежно закреплен в соответст-
вующем положении на верста-
ке, резать надо по слою древе-
сины (рис. 66, а, б). Оконча-
тельную доработку осущест-
вляют напильниками (рис.
66, в). При этом надо учесть,
что древесину хорошо режут
лишь те напильники, которые
еще не применялись для опи-
ливания металла. Поэтому ре-
комендуется новые инструмен-
ты сначала использовать в сто-
лярной, а затем уже в слесарной
мастерской. При длительной
эксплуатации напильник заби-
вается опилками и пылью, и его
надо периодически очищать ме-
таллической щеткой.
Работа с долотами и ста-
месками небезопасна при не-
правильном обращении с ин-
струментами. Поэтому надо со-
блюдать определенные правила. Так, не разрешается класть ста-
мески близко к краю верстака и лезвием к себе, ставить верти-
кально в отверстия для клиньев в верстачной доске. При работе
запрещается резать в направлении руки, поддерживающей заго-
товку, прижимать деталь к груди, располагать на коленях и т. п.
13. Точение
Точение — один из наиболее древних видов механизированной
обработки древесины резанием. Точение отличается от других
способов обработки тем, что резание осуществляется за счет вра-
щательного движения заготовки и осевого (продольного), танген-
циального, лобового или радиального перемещения инструмента.
При точении легко получать гармоничные и законченные фор-
мы изделий, добиваться гладкости поверхностей, раскрывать деко-
ративные свойства древесины. Но, с другой стороны, этим спосо-
бом можно изготовить лишь детали и изделия, имеющие форму
тел вращения (шар, цилиндр, конус) и их различные сочетания.
А поскольку при точении инструментом управляют в основном
3=
67
вручную, то это требует от исполнителя довольно большого
опыта и высокой квалификации.
Несложность оборудования, сравнительная безопасность рабо-
ты и возможность ознакомить учеников практически с достоинст-
вами механизированной деревообработки делают точение древе-
сины излюбленной работой в школьных мастерских.
Станки. Для точения древесины в школьных мастерских долгое
время применялся настольный токарный станок СТД-120
и его модификация с долбежным приспособлением.
В последнее время в школу поступает модернизированный
вариант этого станка, который отличается более мощным элек-
тродвигателем, усовершенствованной электрической частью и
клиноременной передачей вместо плоскоременной на старой
модели.
Токарный станок по дереву типа СТД имеет легкую чугунную
станину, на которой смонтированы передняя и задняя бабки, под-
ручник. Задняя бабка и подручник перемещаются вдоль станины
и могут быть зафиксированы на нужном расстоянии от передней
бабки при помощи специальных гаек.
Шпиндель передней бабки вращается на шариковых подшип-
никах. Для установки различных крепежных приспособлений на
правом конце шпинделя имеется наружная резьба. Привод
осуществляется от электродвигателя через двухступенчатую
ременную передачу.
В задней бабке находится цилиндрическая деталь — пиноль,
которая с помощью ходового винта имеет возможность пере-
мещаться вдоль оси центров. Внутри пиноли выполнено кони-
ческое отверстие (с конусом Морзе № 2) для установки опорного
центра или резцов (сверл).
Инструменты. В зависимости от устройства и назначения стан-
ка при точении древесины применяют ручные и станочные резцы.
Ручные резцы имеют форму стамесок с удлиненными рукоятками,
что позволяет надежно удерживать инструмент и легче управлять
им. По качеству обработки различают черновое и чистовое
точение. От этого во многом зависит и вид режущего инструмента.
При точении брускообразных заготовок небольшого диаметра
(примерно до 100 мм), у которых волокна расположены вдоль
оси вращения, применяют в основном два вида стамесок —
полукруглые и плоские косые.
Полукруглые стамески (рис. 67, а) имеют вид желобчатой пла-
стины с фаской, заточенной с выпуклой стороны и образующей
лезвие полукруглой формы. Угол заточки 25—35°. Широкие
(20—50 мм) инструменты этого типа применяются для грубых
обдирочных работ и для обработки вогнутых поверхностей. Узкие
(5—20 мм) стамески служат для точения канавок с полукруглым
дном и для «сверления» центровых отверстий в заготовках
(с односторонним прихватом).
Плоские косые стамески (рис. 67, б) имеют прямолинейное
лезвие, которое скошено относительно боковой грани инструмен-
68
Рис. 67. Типы резцов (стамесок) для ручного точения древесины:
а — полукруглая, б — плоская косая, в — отрезная, г — форма заточки отрезной стамески, д —
угловая, е — фасонная, ж — крючок, з — скошенная угловая, и, к, л — специальные
та (60—70°). Лезвие заточено с двух сторон под углом 20—25°.
Это позволяет работать серединой режущей кромки инструмента
при обработке цилиндрических и выпуклых поверхностей, острым
углом подрезать торцы, а тупым обтачивать закругления. В прак-
тике применяются стамески шириной от 15 до 50 мм.
Описанными двумя видами стамесок можно выполнять почти
все требуемые операции при точении деталей небольшого диа-
метра. Но с их помощью нельзя получать узкие канавки с прямо-
линейным дном. Для этой цели используют отрезные стамески.
Простая отрезная стамеска (рис. 67, в) в принципе ничем не
отличается от узкого долота.
Чтобы придать инструменту достаточную прочность, толщина
стержня должна в 1,5—3,0 раза превышать ширину лезвия. За-
точка однострочная, угол заострения 20—25°. Во избежании силь-
ного трения при точении глубоких канавок ширина стержня от
лезвия к рукоятке сужается.
При работе боковые поверхности обтачиваемой канавки не по-
лучаются достаточно гладкими. Устранить это довольно просто —
достаточно заточить инструмент так, как показано на рис. 67, г.
При этом у стамески образуются полукруглые подрезатели, нахо-
дящиеся рядом с основным лезвием. Подобным инструментом
можно качественно отрезать узкие диски от заготовки при одно-
стороннем захвате.
Для точения изделий из заготовок дискообразной формы с на-
правлением волокон поперек оси вращения и для обтачивания
69
внутренних поверхностей целесообразно применять специальные
стамески. Они имеют форму плоской пластины, заточены с одной
стороны; угол заточки 30—35°.
У угловой стамески (рис. 67, д) два лезвия пересекаются на
оси стержня под углом 60—70°. При работе острым углом сни-
мается сравнительно узкая стружка, и поэтому такой инструмент
наиболее подходит для черновой обточки дискообразных заго-
товок. С ее помощью можно получать и канавки треугольной
формы, снимать фаски.
Фасонные, или галтельные, стамески (рис. 67, е) имеют округ-
ленное лезвие и предназначены для точения внутренних криволи-
нейных поверхностей. Вместо плоских фасонных инструментов
иногда применяются стамески с согнутым лезвием, так назы-
ваемые крючки (рис. 67, ж); но управлять ими значительно
сложнее.
Точение цилиндрических или конических внутренних поверхно-
стей осуществляют скошенной угловой стамеской (рис. 67, з), у
которой острый угол (70—80°) получается между боковым и тор-
цовым лезвием.
В зависимости от прорезаемого профиля фасонные и скошен-
ные угловые стамески могут быть левые и правые.
Кроме перечисленных, в столярном деле используют специаль-
ные стамески для выполнения отдельных операций, например об-
точки уторов (рис. 67, и), массового точения маленьких шариков
с одинаковым диаметром (рис. 67, к), чистовой обработки древе-
сины (рис. 67, л) и др.
Фиксация заготовок на станке. Основные приспособления.
От формы изделия и размеров заготовки зависит применяемый
способ ее крепления. Наибольшее распространение получило креп-
ление заготовок диаметром от 30 до 100 мм в центрах при по-
мощи трезубца (рис. 68, а). Для захвата более тонких заготовок
вместо трезубца удобно пользоваться патроном с пирамидальным
отверстием (рис. 68, б). Подобные патроны промышленность не
выпускает, но их сравнительно просто изготовить (склеить из
твердых пород древесины и обточить до нужного размера).
Для одностороннего захвата небольших деталей применяются
цилиндрические и конические патроны (рис. 68, в). Для фиксации
на заготовке предварительно следует обточить выступ соответ-
ствующего диаметра.
Закреплять заготовки дискообразной формы удобно с помощью
шурупов на планшайбе (рис. 68, г). А чтобы не испортить поверх-
ность детали, к ней перед работой приклеивают дополнительный
диск с малоценной древесиной, куда и ввинчивают шурупы. После
точения вспомогательную прокладку легко отделить от детали,
если при склеивании проложить между ними лист бумаги.
Дискообразную заготовку, не требующую осевой внутренней
обточки, можно закрепить и в центрах. В этом случае вместо тре-
зубца используют планшайбу с заострениями (рис. 68, д), которую
нетрудно изготовить своими силами. В обычной планшайбе следу-
70
Рис. 68. Приспособления и способы крепления заготовок на токарном станке:
а — трезубец, б — пирамидальный патрон, в — цилиндрический патрон, г — планшайба, д — планшай-
ба с остриями, е — винтовое приспособление, ж—винтовое приспособление из большого шурупа
и цилиндрического патрона, з — крепление при помощи винтовой пары, и — фиксация между шерохо-
ватыми дисками, к — зажим на деревянной оправке, л, м, н — установка в трехкулачковом
патроне
ет просверлить отверстия, нарезать в них резьбу, ввинтить не-
большие винты и заострить так, чтобы острые части выступали на
3—4 мм. При подобной фиксации можно точить и изделия с углуб-
лением (например, миски, тарелки). Оставшийся под задним цент-
ром небольшой конус отрезают вручную.
Детали или изделия, не требующие внутренней обточки в
центральной части, проще всего закрепить на шпинделе при по-
мощи винтового приспособления (рис. 68, е)* Винт можно изго-
товить даже из большого шурупа: отделить головку, нарезать на
цилиндрическую часть резьбу и ввинтить центровое отверстие
обыкновенной планшайбы. В подобное приспособление легко пере-
делать и цилиндрический патрон (рис. 68, ж).
Заготовку, имеющую в центре сквозное отверстие, можно уста-
новить на шпинделе при помощи винтовой пары (рис. 68, з).
71
В некоторых случаях, если при точении снимается сравни-
тельно тонкая стружка, заготовка надежно фиксируется за счет
сил упругой деформации, трения. Например, фанерную заготовку,
предназначенную для скругления, можно зажать между двумя
деревянными дисками, которые с внутренней стороны оклеены
крупнозернистой шкуркой. Левый диск привинчивается к план-
шайбе, а правый прижимается к фанере задним центром
(рис. 68, и). Заготовки с центровым сквозным отверстием мож-
но напрессовывать на деревянную оправу (рис. 68, к), обточен-
ную в центрах или патроне.
Существует еще несколько способов фиксации дискообразной
заготовки при помощи трехкулачного самоцентрирующего патро-
на (рис. 68, л, м, н), если он приспособлен к станку. Допускается,
например, приклеить к заготовке дополнительный диск или про-
сверлить в центре большое цилиндрическое углубление, куда по-
местятся кончики всех кулачков, и соответственно свести или раз-
вести их.
Во многих школах Эстонской ССР при точении декоративных
мисок и тарелок используют представленный на рис. 68, л вариант
зажима заготовок. Вначале во внутренней части будущего изделия
сверлят три отверстия на одинаковом расстоянии от центра на
радиусах под углом 120°. В них вставляют кулачки патрона и об-
тачивают наружную часть миски, делая на месте дна углубление
в 6—7 мм. Затем заготовку переворачивают, вновь фиксируют на
шпинделе (база — углубление дна) и обрабатывают внутреннюю
поверхность миски.
Разумеется, здесь описаны далеко не все возможные вариан-
ты закрепления заготовок. Во многих случаях способ крепления
диктуется формой изделия или технологическими особенностями.
Приемы работы на станке.
Положение подручника и прие-
мы’ работы зависят от формы
заготовки и направления воло-
кон в ней. Для точения деталей
диаметром до 100 мм с продоль-
ным направлением волокон
(преимущественно в центрах)
подручник устанавливают не-
много выше осевой линии цен-
тров (оси вращения). В таком
случае резание стамеской осу-
ществляется в направлении
касательной на высоте пример-
но 1/3 от верхней части заго-
Рис. 69. Положение подручника и ста-
мески при точении брускообразных (а)
и дискообразных (б) заготовок.
72
товки (рис. 69, а). При точении дискообразных деталей подручник
располагают ниже осевой линии на толщину стержня инстру-
мента и резание производят на высоте центра (рис. 69, б).
Заготовки для обработки в центрах вырезают в виде брусков
квадратного сечения с припуском на точение и крепление в ста-
ночных приспособлениях. Определяют ось вращения заготовки
очень просто — на ее торцах проводят диагонали. Затем в местах
пересечения линий кернером делают углубления для заднего
центра и центрового острия трезубца. Обтесывают боковые гра-
ни бруска, придавая им форму, близкую к цилиндрической.
Прибивать заготовку к трезубцу на станке нельзя, поэтому
последний надо снять, поставить на жесткую основу и забивать
заготовку киянкой до тех пор, пока боковые острия трезубца на-
дежно не внедрятся в торец бруска. Если на станке нет вращаю-
щегося заднего центра, то заднее углубление в заготовке надо
протереть консистентной смазкой. Затем устанавливают заднюю
бабку на нужное расстояние, зажимают заготовку центром и сто-
порят его. После 2—3 минут ра-
боты следует остановить станок
и проверить фиксацию бол-
ванки.
Токарную стамеску держат
при точении двумя руками:
одной — за рукоятку, другой за
стержень, причем первой урав-
новешивают режущую силу, а
второй плотно прижимают ин-
струмент к подручнику и сооб-
щают продольную подачу. За-
хват стамески может быть ле-
вым или правым в зависи-
мости от формы изделия и при-
меняемого приспособления для
крепления заготовки.
За стержень стамеску об-
хватывают сверху или снизу
(рис. 70). Для черновой обточ-
ки чаще применяется первый
способ как наиболее надеж-
ный.
Черновая обточка — одна из
самых сложных токарных опе-
раций, так как неуравновешен-
ная заготовка при вращении
вызывает повышенную вибра-
цию станка, что сильно затруд-
няет работу.
Рис. 70. Хватка стамески.
73
Рис. 71. Положение стамески при черновом точении.
Черновую обточку брускообразной заготовки производят полу-
круглой стамеской. Инструмент устанавливают на подручник так,
чтобы резание осуществлялось не центральной частью лезвия, а
участком, отстоящим примерно на 1/3 от нижней кромки стержня
(рис. 71, а). При резании стамеска располагается под углом
105° к оси вращения заготовки в сторону подачи (рис. 71, б).
Первоначальную обточку желательно проводить отдельными
небольшими участками, начиная с конца заготовки. Причем при
подаче стамеску надо одновременно несколько поворачивать во-
круг оси сверху вниз. В этом случае получается волнистая по-
верхность, которую выправляют при следующих проходах от на-
чала до конца заготовки.
Чистовую обработку цилиндрической поверхности проводят
плоской косой стамеской шириной не менее 25 мм. Инструмент
держат под тупым углом к направлению подачи, причем централь-
ная часть лезвия должна соприкасаться с поверхностью заготов-
ки по касательной, которая повернута на угол примерно в 20—30°
от перпендикуляра (рис. 72). Такое положение стамески довольно
неустойчивое, так как она опирается на подручник только реб-
ром. Работу усложняет опасность задеть заготовку углом резца,
что может повлечь за собой внедрение лезвия в материал, порчу
поверхности и отброс инструмента назад.
Освоение описываемого приема чистового точения требует до-
вольно многих упражнений.
Вначале его целесообразнее
отрабатывать на выпуклых по-
верхностях.
Подрезание торцов при то-
чении брускообразных загото-
вок — прием, принципиально
отличающийся от описанных
операций. При этом плоскую
косую стамеску устанавливают
на подручнике на кромку ост-
рым углом вниз. По разметоч-
Рис. 72. Положение косой стамески при
точении заготовок.
74
Рис. 73. Прием подрезания торцов. Рис. 74. Пилообразный резец для под-
резания торцов.
ной риске сначала острием инструмента делают надрез, перпен-
дикулярный оси заготовки. Затем, несколько отступив, подрезают
древесину с наклоном в сторону первоначального прохода. Под-
резанная древесина отделяется, и образуется паз треугольного
профиля. Эту операцию повторяют несколько раз. Паз становится
все глубже и шире, пока не останется стержень минимального
диаметра, достаточный для удержания изделия в центре (рис. 73).
Подрезание торцов таким образом (при помощи плоской ста-
мески) — сложная операция. Стамеску надо держать в положе-
нии, когда одна из фасок острого конца резца касается обточен-
ной предыдущим ходом поверхности, но не допускать врезание
режущей кромки в нее. Кроме того, при изготовлении несколь-
ких деталей из одной заготовки в отход идет довольно много
материала. Поэтому для данной операции лучше пользоваться
одной из ранее описанных специальных прорезных стамесок или
пилообразным резаком (рис. 74).
Дискообразные заготовки вырезают из досок нужной толщи-
ны, у которых хотя бы одна пласть отфугована. На этой плоскости
циркулем размечают окружности (диаметр будущего изделия и
планшайбы). Затем выкружной пилой заготовку вырезают (для
этих целей можно использовать ножовку, дисковую пилу и т. д.;
главное, чтобы заготовка приобрела примерную форму круга), от-
мечают места отверстий для крепления на планшайбе, выполняют
необходимые операции и устанавливают на станок.
Черновая обточка деталей подобной формы требует повышен-
ного внимания и точности при подаче инструмента, поскольку
неуравновешенный диск вызывает сильную вибрацию станка. Эту
операцию лучше всего выполнять стамеской сначала в осевом, а
затем в радиальном направлении (рис. 75). Затем поверхность
детали (кстати, довольно шероховатую) следует доработать полу-
круглой или плоской стамеской с односторонней фаской заостре-
ния. При этом надо помнить, что полукруглую стамеску при
75
древесины по отношению к резцу
Рис. 75. Черновое точение дискообраз-
ных заготовок.
точении деталей дискообразной
формы следует ставить на под-
ручник горизонтально и резание
осуществлять только централь-
ной частью лезвия.
Выпуклую или вогнутую
форму дискообразной заготовке
придают полукруглыми или спе-
циальными фасонными резца-
ми. Но при работе полукруг-
лая стамеска должна быть все
время перпендикулярна обраба-
тываемой поверхности: иначе
она будет касаться заготовки
боковой частью лезвия и возни-
кающая сила развернет инстру-
мент. В результате поверхность
изделия будет испорчена; а ста-
меску может вырвать из рук
работающего.
Чтобы получить гладкую по-
верхность, надо помнить: при
точении выпуклых контуров
подача должна осуществляться
от центра к краю, а вогнутых —
наоборот, от края к центру.
При точении дискообразных
заготовок направление волокон
все время меняется, и поэтому,
несмотря на тщательную заточку инструмента, поверхность из-
делия (особенно при резании поперек волокон) получается не
совсем гладкой. Для устранения этого недостатка можно изго-
товить специальные чистовые стамески, имеющие аналогично
двойному рубанку (см. рис. 67, л) стружколом.
Выпуклые и прямолинейные поверхности можно обтачивать
и при помощи обыкновенного двойного ножа рубанка, но в этом
случае его следует закрепить на специальной рукоятке.
Точение довольно значительных углублений осуществляется в
следующим порядке: сначала сверлят центровое отверстие при-
мерно на 10—15 мм меньше глубины выточки. Эту операцию
можно выполнить сверлом, установленным в пиноли задней бабки
станка или полукруглой стамеской. Стамеску опирают на под-
ручник, поставленный немного ниже центровой линии.
Скругление внутренней поверхности отверстия желательно
проводить плоской стамеской соответствующей формы. Поскольку
резание на дне глубокого отверстия осуществляется на сравни-
76
тельно большом расстоянии от подручника, то инструмент должен
быть более жестким и прочным, а рукоятка у него длиннее, чем у
обыкновенной стамески. При точении глубоких отверстий больше-
го диаметра необходимо использовать специальные подручники.
Сразу после обточки проводят шлифование абразивными
шкурками разной зернистости. Для шлифования частоту враще-
ния шпинделя снижают, чтобы абразивные зерна лучше вреза-
лись в древесину. При выполнении такой операции обязательно
надо удалять подручник, несоблюдение этого требования может
привести к серьезным травмам. Шкурку нельзя наматывать на
деталь, а следует держать обеими руками (рис. 76).
При точении можно использовать ряд полезных приспособле-
ний. Так, например, для резания одинаковых маленьких деталей
(например, шариков) из длинной цилиндрической заготовки
целесообразно применять люнеты, которые поддерживают болван-
ку вблизи линии реза (рис. 77). После отрезания нескольких
деталей люнет перемещают в сторону патрона.
При точении глубоких цилиндрических отверстий работу на-
много упрощает применение
держателей со сменными или
регулируемыми резцами, ко-
торые устанавливают в пиноли
задней бабки. Технологический
порядок действий в таком слу-
чае следующий. Сначала в пи-
ноль помещают спиральное или
Рис. 76. Шлифование деталей.
Рис. 77. Люнеты для поддержания тон-
ких заготовок:
а — прикрепленный на станину, б — фиксирован-
ный в пиноли задней бабки
77
Рис. 78. Резцедержатели для точения внутренних цилиндрических углублений
большого диаметра.
центровое сверло большого диаметра и высверливают предвари-
тельное отверстие. Затем вместо сверла ставят резцедержатель с
резцом, имеющим режущие кромки на обоих концах передней гра-
ни (рис. 78, а). После каждого прохода резец заменяют на более
длинный.
Для обработки цилиндрических поверхностей диаметром
100 мм и более требуется резцедержатель несколько массивней,
куда закрепляются регулируемые резцы (рис. 78, б). Снимаемая
стружка в таком случае должна быть более тонкой.
14. Изготовление и заточка резцов
На качество обработки древесины большое влияние оказыва-
ет степень заточки инструмента и материал, из которого он из-
готовлен. Работа некачественным и затупленным резцом требует
больших затрат времени и усилий и не гарантирует получения
изделий в соответствии с техническими условиями.
Большинство режущих инструментов, используемых для обра-
ботки древесины, может изготовить сам учитель либо совместно
с учащимися старших классов. Необходимость в этом возникает
часто, поскольку некоторые инструменты промышленность вы-
пускает малыми партиями и достать их бывает очень трудно,
а иные, специальные, вообще не производятся.
Материалы для изготовления режущего инструмента. Для
этих целей лучше всего подходят инструментальные стали опре-
деленных марок, обладающие достаточной твердостью, вяз-
костью и другими свойствами. Все инструментальные стали делят-
ся на углеродистые, легированные и быстрорежущие.
Углеродистые стали (У9, У9А, У10, У10А и др.) имеют высо-
кую прочность, твердость в закаленном состоянии, износостой-
кость, но относительно малую теплостойкость, т. е. очень чув-
ствительны к перегреванию. При температуре 200—250°С резко
падает их твердость, снижаются и режущие свойства.
78
Из легированных инструментальных сталей для изготовления
деревообрабатывающих инструментов подходят хромована-
диевые, хромовольфрамовые и хромокремниевые стали, но са-
мые качественные резцы можно сделать из быстрорежущей
стали (Р9, Р18 и др.). Они обладают высокой износостойкостью
и твердостью при повышенных температурах (до 550—600°С),
так называемой красностойкостью.
Применение быстрорежущих сталей для изготовления резцов
несколько ограничивает то обстоятельство, что их термическая
обработка в школьных условиях затруднена, поэтому нужную
форму резцам можно придать только на абразивном круге. Са-
мыми удобными заготовками для этого являются изношенные и
сломанные металлорежущие инструменты — большие метчики,
фрезы, полотна ножовочного станка. Последние — наиболее под-
ходят для ножей небольших фуговальных станков, резцов
узких рубанков, резаков для выполнения мозаики, резьбы и т. д.
Термическая обработка металла. При изготовлении резцов
сложной конфигурации (например, полукруглых стамесок, ло-
жечных ножей, центровых сверл и т. д.) инструментальная
сталь подвергается термической обработке — отжигу, закалке и
отпуску.
Режимы закалки и отпуска сталей приведены в табл. 3.
Таблица 3. Режимы закалки и отпуска стали
Марка стали Температура нагрева при закалке, °C Среда охлаждения Температура среды охлаж- дения, °C Температура нагрева при отпуске, °C
У9, У9А 780—810 Вода, масло 20—30 160—200
У10, У10А 770—800 « « 20—30 160—200
‘85ХФ 800—840 Масло 50—60 320—350
9ХС 860—870 « 50—60 260—285
Х12 800—840 « 50—60 150—200
ХВТ 820—830 « 50—60 200—240
9Х5ВФ 1000—1050 « 50—60 300—350
ХВ5 900—1000 « 50—60 280—330
Р9 1230—1250 Селитра 400—450 500—550
Р18 1250—1300 « 400—450 500—550
При отжиге сталь нагревают до 750—900°С, выдерживают
при этой температуре примерно 1/4 времени нагрева и охлаж-
дают медленно вместе с печью. Материал становится пластичнее,
уменьшается его твердость и он легко поддается обработке.
После придания нужной формы резец закаляют. От ка-
чества выполнения этой операции в основном зависят режущие
свойства инструмента. При закалке сталь нагревают до белого
каления и затем быстро охлаждают в жидкой среде: сначала
в воде (до температуры 350—450°С), а затем до полного остыва-
ния в масле. В практике момент переноса детали из воды в
масло определяют по тому, прекращается ли дрожание клещей
79
и кончается ли свист от интенсивного испарения жидкости.
В воде деталь надо все время перемещать, чтобы избежать
образование паровой рубашки вокруг нее. Легированные стали
при закалке охлаждают только в масле.
Отпуском улучшают структуру стали, снимают внутренние на-
пряжения, сохранив при этом достаточную твердость и повысив
пластичность. При отпуске сталь нагревают до температуры
120—400°С (в зависимости от марки металла) и затем дают
остывать на воздухе.
Заточка резцов. От своевременной и выполненной на высоком
уровне заточки режущих инструментов в первую очередь зависит
успех и качество обработки древесины. Тупой резец не режет, а
рвет волокна. Для резания требуется значительно больше уси-
лий, и в результате получается негладкая, шероховатая поверх-
ность. Ученики в таком случае могут исправить брак, обработав
деталь напильником и шкуркой. Но, кроме значительных неоправ-
данных затрат времени, это, в свою очередь, может привести к
нарушению размеров и формы изделия.
На рисунках лезвие резца в профиль изображают остроуголь-
ным. Таким оно обычно кажется и при поверхностном визуальном
осмотре. Но в действительности даже качественно заточенный
инструмент имеет микроскопические заусенцы или изломы
(рис. 79). У тупого резца лезвие закругленное: оно отражает
свет и отливает белым.
Затачивают клинообразные резцы в два этапа: предваритель-
ный (обдирка) и окончательный (правка). Предварительную
заточку проводят на точильных кругах, а окончательную на
оселках. Правят резец в ходе работы несколько раз, по необхо-
димости. Обдирки инструмент требует в том случае, если излишне
увеличился угол заострения или из-за неосторожного обращения
на нем возникли «зубья».
Абразивные камни бывают природные и искусственные. И хо-
тя дереворежущий инструмент рекомендуют затачивать на при-
родных камнях, в наши дни почти везде используют искусствен-
ные абразивные круги и бруски.
В школах для предварительной заточки инструментов чаще
всего применяют электрические точила ЭТ-79 и ЭТ-62 (рис. 80).
В модели ЭТ-79 предусмотрено приспособление для крепления
инструмента при заточке, на этом станке можно также затачи-
вать ножи фуговального станка.
Во время заточки фаску инструмента необходимо всей поверх-
ностью плотно, но не сильно прижать к точилу и равномерно во-
дить им из стороны в сторону. При заточке резцов на обычном
точиле на подручник следует прикрепить специальную подставку,
которая гарантирует нужный угол заострения (рис. 81, а), а для
заточки ножей рубанков на природном мокром камне можно
воспользоваться простым приспособлением (рис. 81, б).
Работать на быстровращающихся абразивных кругах надо в
предохранительных очках, стоять немного в стороне. Во избежа-
80
Рис. 79. Микрогеометрия лезвия:
а идеальное л звие, б — заусенец; в — излом,
г — тупое лезвие, д — лезвие после заточки на
абразивном круге, е — лезвие после правки.
ние перегрева резец следует
периодически охлаждать в воде.
Признаком образования
острого угла лезвия является
появление заусенцев, при по-
следующей доводке они отпа-
дают. Поскольку абразивный
круг имеет цилиндрическую
форму, то фаска заточки полу-
чается вогнутой, что облегчает
правку на оселках.
Оселок предварительно помещают в гнездо, выдолбленное в
деревянном бруске, а затем всю конструкцию фиксируют на вер-
стачной доске. Целесообразно иметь под рукой сразу два абра-
зивных бруска с разной зернистостью (рис. 82). Оселок необхо-
димо слегка смочить, чтобы образующаяся пыль быстрее уда-
лялась. Для этого используют смесь автомобильного масла с
„керосином или дизельным топливом.
Фаску инструмента следует прижимать к оселку двумя руками
и перемещать круговыми движениями по всей поверхности бруска,
чтобы ойа изнашивалась равномерно (рис. 83, а). Затем резец с
одной фаской кладут на оселок передней гранью и правят ее дви-
жениями на себя (рис. 83, б). После такой доводки резец вытира-
ют тряпкой и пробуют его остроту на древесине, перемещая
лезвие поперек волокон.
Рис. 80. Электрические точила для школьных мастерских ЭТ-79 (а) и ЭТ-62 (б).
81
Рис. 81. Приспособления для установки
требуемого угла заточки для сухих (а)
и мокрых (б) абразивных кругов.
Рис. 82. Крепление разных по зернис-
тости брусков в деревянной колодке на
верстачной доске.
Резцы с сильно вогнутыми кривыми лезвиями затачивают
фигурными оселками или напильниками соответствующего про-
филя, а затем правят смесью наждачного порошка и масла. Для
этого потребуется кусок твердой кольцесосудистой древесины
соответствующего профиля.
Заточка и разводка пил. Ручные пилы затачивают при помощи *
напильников с трехгранным или ромбическим сечением. Но перед
Рис. 83. Правка ножа рубанка (а) и снятие заусенца (б).
82
этим зубья инструментов надо
выравнять по высоте и раз-
вести.
Для выравнивания зубьев
пользуются специальным при-
способлением (рис. 84). В де-
ревянную колодку с прорезью
для полотна инструмента встав-
ляют напильник и фугуют зубья
до тех пор, пока на вершине
каждого из них не образуется
небольшая плоскость.
Разводят зубья пил при
помощи различных приспособ-
лений. На рис. 85, а, б пока-
зано, как можно выполнить
эту операцию простой развод-
кой и специальными клещами.
Оба этих приспособления имеют
упоры, которые гарантируют
одинаковый угол наклона каж-
дого зуба. Мелкие зубья невоз-
можно разводить таким спо-
собом, для этих целей лучше
всего подходит отвертка
(рис. 85, в). Полотно инстру-
мента фиксируют в вертикаль-
ном положении в тисках, а за-
тем отверткой отгибают каждый
зуб в нижнюю сторону. Естест-
венно, развод зубьев получает-
ся неровным, и это положение
надо выправить: пилу продер-
гивают через щель соответ-
ствующей ширины с закруг-
ленными краями (рис. 85, г).
При заточке пил, предна-
Рис. 85. Разводка зубьев пил:
а — при помощи простой разводки, б — клещами.
в — при помощи отвертки, г — выравнивание раз-
вода двумя полукруглыми стамесками
Рис. 84. Выравнивание (фугование)
зубьев пил по высоте при помощи ко-
лодки с напильником.
83
Рис. 86. Заточка пил для продольного
раскроя материала и универсальных ин-
струментов:
а — приспособления для закрепления инстру-
мента, б — заточка пилы
Рис. 87. Заточка пил для резания попе
рек волокон древесины.
знаменных для продольного раскроя материала, и универсальных
инструментов их также размещают в тисках или в специальном
приспособлении (рис. 86, а). Начинают работу трехгранным
напильником с правой стороны. Происходит одновременная
обработка передней грани одного и задней грани соседнего зуба
(рис. 86, б). Каждый зуб затачивают до тех пор, пока вершина
не станет острой, т. е. образуется режущая кромка.
Пилы для разрезания материала поперек волокон затачивают е
специальном приспособлении, позволяющем установить полотне
инструмента под определенным углом (рис. 87, а). Затачивают
только зубья, разведенные «от себя», направляя напильник под
углом 60—70° к полотну (рис. 87, б). Обе грани зуба затачивают с
одинаковым наклоном. Затем полотно поворачивают и повторяют
операцию.
84
Заточка циклей. Эта опера-
ция принципиально отличается
□т заточки других режущих
инструментов, поскольку ре-
жущей частью цикли является
заусенец.
Перед образованием заусен-
ца грани цикли следует обра-
ботать под прямой угол. Для
этого циклю устанавливают в
тисках или в приспособлении
для заточки пил в вертикальном
положении и опиливают пло-
ским напильником (рис. 88, а).
Затем кромку доводят на бруске
и оселке, избегая округления
ребер. Поэтому циклю надо
держать строго перпендику-
лярно к поверхности абразива,
целесообразно использовать до-
полнительную опорную колодку
из древесины (рис. 88, б). Об-
разующийся при заточке тон-
кий заусенец удаляют так же,
как и у ножа рубанка, положив
циклю пластью на оселок.
Наводка режущего заусен-
ца заключается в том, что
специальным круглым сталь-
ным стержнем отгибают острые
ребра цикли в сторону пласти
(рис. 88, в). Режущий заусе-
нец образуется после несколь-
ких проходов, и поэтому при-
жимать стержень к грани
цикли не следует чрезмерно
сильно. После наводки цикли ее
испытывают на твердой древе-
сине лиственных пород: если
при работе образуются тонкие
стружки, то инструмент заточен
качественно.
После затупления заусенца
опиливать и править циклю
каждый раз не надо. Тупой за-
усенец отгибают наводным
стержнем назад (рис. 88, г) и
описанными выше приемами
наводят новый.
Рис. 88. Заточка цикли:
а — опиливание кромок, б — правка кромок, в —
наводка заусенца, г — отгибание заусенца
85
111. СКЛЕИВАНИЕ И
ОБРАБОТКА
СКЛЕЕННЫХ ЗАГОТОВОК
15. Применение склеивания
В современной промышленной технологии производства изде-
лий из древесины склеивание применяется на разных стадиях и для
различных целей. Этим методом получают заготовки больших
размеров и требуемой конфигурации; улучшают некоторые техно-
логические параметры (прочность, гибкость, размеро- и формо-
изменяемость), облицовывают поверхности шпоном твердых
пород древесины и пород с красивой текстурой, соединяют
детали при сборке и т. п.
При изготовлении малоформатных изделий в школьных мас-
терских возможностей применения склеивания гораздо меньше,
но и здесь довольно часто возникают обстоятельства, когда замена
цельной детали клееной дает заметную экономию материала,
упрощает технологию, улучшает качество и внешний вид изделия.
Для иллюстрации сказанного можно привести два примера.
В книге М. Гарднера «Математические головоломки и раз-
влечения» описывается изобретенная датчанином Питом Хейном
головоломка «Сома», состоящая из семи разных пространствен-
ных фигур (рис. 89, а). Все эти элементы являются возможными
непрямыми комбинациями трех и четырех одинаковых кубиков,
соприкасающихся одной поверхностью. Задача состоит в том,
чтобы построить из этих элементов куб длиной ребра За (а —
длина ребра маленького куба) или другие фигуры; некоторые
из них показаны на рис. 89, б — е.
Изготовление этой головоломки — посильная и интересная за-
дача для учащихся. Кроме того, данный объект способствует раз-
витию мышления, воображения и технической смекалки школь-
ников как в ходе работы, так и после изготовления.
Каждый учитель может себе представить, сколько времени,
энергии и материала потребуется ученикам для вырезания этих
фигур из сплошной заготовки и каково будет качество работы.
Если же выстрогать брусок с квадратным поперечным сечением
(длиной стороны а), распилить его на 5 кубиков, 8 деревяшек'
(обрубков) длиной 2а и 2 размером За, а затем их склеить в
соответствии с рисунком, достигается отличный результат самым
экономичным способом. При планировании работы в дополнение к
прочему стоит обсудить с учащимися вопрос, почему поперечная
86
Рис. 89. Элементы игры «Сома» (а) и некоторые задачи (б—е).
распиловка бруска на 27 кубиков и склеивание из них фигур
головоломки не является самым рациональным решением.
Посредством следующего примера легко показать, как замена
цельной древесины склеенной заготовкой позволяет облегчить
технологию работы.
Учащиеся всегда охотно изготовляют такие поделки, в практи-
ческом применении которых могут сами убедиться. Поэтому им
нравится, например, делать из заготовок различных пород дре-
весины шариковые ручки (рис. 90). При изготовлении корпусов'
этих ручек возникает проблема качественного сверления глубоко-
го и небольшого по диаметру (3 мм) отверстия, так как режущий
инструмент легко отклоняется в сторону от нужного направления
и сам процесс резания затрудняется скапливающимися опилками,
которые трудно удалить. Эта работа становится для учеников
посильной и интересной, если корпус склеить из двух частей.
Правда, до этого на обеих половинках при помощи специального
приспособления (рис. 91) следует выстрогать бороздку, а во время
87
Рис. 91. Приспособление
для выстрагивания борозд
в заготовках для шарико-
вых ручек:
/ — струг; 2 — колодка, 3 — ре-
зец, 4 -- заготовка
Рис. 90. Шариковые руч-
ки,,изготовленные из скле-
енных заготовок.
склеивания проложить между частями прямую проволочку диа-
метром 3 мм. Затем из такой заготовки ручки желаемой формы
можно выточить на токарном станке, выстрогать или вырезать
ножом.
Вот еще один пример применения склеивания в техноло-
гических целях — изготовление ожерелья в виде деревянной це-
почки (фото 4 вклейки). Кольца (звенья) цепи вырезают из
тонкой дощечки на сверлильном станке при помощи спираль-
ного сверла и профильного резца (см. рис. 59). Шлифовку ко-
лец производят на оправке в патроне сверлильного или токар-
ного станка или в барабане (см. § 24).
88
Составление ожерелья из профильных колец осуществля-
ется в следующей последовательности:
каждое второе кольцо ломают посередине по направлению
волокон. Для этого лучше всего половину кольца сжать в тис-
ках, используя специальные нагубники, и ударить сбоку по вы-
ступающей части;
при помощи ломаного звена соединяют два целых кольца кле-
ем «ПВА». Прижимают их друг к другу резиновыми кольцами,
вырезанными из велосипедной камеры. В связи с тем что рези-
новые кольца слишком длинные, их надо намотать на деревянное
кольцо несколько раз;
после высыхания клея резиновые кольца снимают и вытекший
клей удаляют.
На уроках труда и в кружковой работе при склеивании древе-
сины возникает еще один аспект, который проявляется в том
случае, если поделкд предназначена для декоративных целей.
Дело в том, что в понимании современной эстетики красивыми
считаются изделия, если в полном объеме раскрываются качество
и фактура самого материала. Природно красивых и с интересной
текстурой пород древесины не так уж и много. Поэтому интересную
оригинальную поделку можно получить из заготовки, склеенной из
обычной однотонной древесины различной окраски и текстуры.
В течение последнего десятилетия на районных, городских и
республиканских выставках ученических работ в Эстонской ССР
были экспонированы и получили высокую оценку многочисленные
изделия из клееных заготовок, в которых использовались древес-
ные породы разного цвета и текстуры, придающие изделиям
своеобразный декор (фото 53—57 вклейки). Этот метод нашел
особенно широкое применение на уроках факультативного курса
и в кружковой работе.
Подобный прием использовали старые мастера для инкруста-
ции изделий из древесины, украшения полов, стен и потолков
древесной мозаикой. В фондах Государственного Этнографи-
ческого музея ЭССР в числе других поделок из древесины есть
кружки, где светлые доски из можжевельника чередуются с тем-
ными из дуба. И здесь бросается в глаза стремление мастера
сделать изделие нарядным, отличающимся от других.
В настоящее время подготовка необходимых для склеивания
поверхностей на деревообрабатывающих станках стала весьма
простой работой, с которой в некоторых случаях могут справить-
ся сами учащиеся. Современные клеи отвечают всем требованиям,
и получение клеевого соединения, эквивалентного по прочности
древесным волокнам, доступно всем. Характерный пример, де-
монстрирующий свойства клеев, — обычные лыжи; их уже давно
не делают из цельной древесины. Конечно, склеивание отдельных
слоев древесины при изготовлении лыж производится с целью
улучшения механических параметров, а не их внешнего вида,
но сам пример наглядно убеждает, что современный клей не
боится ни жары, ни холода, ни влаги.
89
Рис. 92. Общая форма декоративной
фигурки получена при склеивании
Работы, связанные со скле-
иванием заготовок, требуют от
учителя в некоторой мере боль-
шей подготовки, специальных
приспособлений и инструмен-
тов. Это и является главной
причиной нежелания многих
педагогов заниматься подоб-
ным делом. Однако этот техно-
логический прием, на наш
взгляд, заслуживает широкого
распространения. Как показы
вает практика, труд учителя вознаграждается увеличением воспи-
тательного эффекта уроков и кружковой работы.
Нельзя забывать и о следующих аспектах:
качественные и интересные результаты значительно повышают
интерес школьников к работе, побуждают их к старательности и
точности;
в процессе работы учащиеся могут проявить собственную фан-
тазию, составляя из заготовок варианты с различными реше-
ниями. При этом значительно меньше возможности допустить
оформительские промахи, чем при украшении изделий выжига-
нием или резьбой (рис. 92);
работа предполагает проявление технической смекалки уча-
щихся, широкое поле для творчества, рационализации. Ведь
для изготовления каждого изделия необходимо применять раз-
ные технологические приемы, конструировать дополнительные
приспособления, вспомогательные средства;
склеивание дает возможность употреблять такие древесные по-
роды, которые имеют хорошие механические свойства и красивую
текстуру, но из-за своей необычности, тонкого ствола или дру-
гих особенностей вообще не используются в промышленном произ-
водстве как древесный материал (речь идет прежде всего о пло-
довых растениях, таких, как яблоня, груша, слива, и всевозмож-
ных кустарниках — можжевельник, рябина, калина, сирень и пр.);
хотя предварительная подготовка деталей и их склеивание
увеличивают объем работы, зато на других операциях в некоторых
случаях можно сэкономить время.
16. Подготовка материала для склеивания
Обязательным.условием прочного соединения на клею является
плотность прилегания сопрягаемых поверхностей. Имеющимися
средствами в школьной мастерской можно обработать с достаточ-
ной точностью плоскостные и цилиндрические детали, и в даль-
нейшем проводить плоскостное, цилиндрическое склеивание и
90
склеивание с гнутьем (классификация, естественно, условная).
Для получения более замысловатой формы узоров (в декоратив-
ных целях) необходимо использовать многоразовое склеивание.
Плоскостное, или прямолинейное, соединение образуется толь-
ко при помощи клея, потому его часто называют просто соедине-
нием на клею. В этом случае сопрягаемые заготовки устанавлива-
ются впритык боковыми сторонами, так как торцовое склеивание
практически не применяется.
Плоскостная обработка заготовки вдоль волокон относительно
легка, ее можно осуществлять вручную или на станках. Ученики
овладевают навыками строгания ровной поверхности уже в V клас-
се, но, чтобы достичь необходимой точности обработки (для
склеивания), требуется определенная сноровка. Поэтому эту опе-
рацию без труда могут осуществить только учащиеся VII и
VIII классов. А младшие школьники могут справиться с этой
работой, если им дать в виде подсобного орудия стусло для
строгания (см. § 10).
С помощью стусла без дна можно выстрагивать кромки досок и
брусков любой ширины. Приспособление с дном (см. рис. 47, а)
дает возможность выполнять рейсмусовое строгание, т. е. точно
обрабатывать заготовки одинаковой ширины. Работают следую-
щим образом. Вначале подготавливают (например, выстрагивают
по риске) брусочки, ширина которых на 1—2 мм больше глубины
приспособления (от дна до подпорного фальца). Затем одну
кромку брусочка обрабатывают в стусле, заготовку переворачи-
вают и под ней устанавливают полоску жести или шпона толщиной
0,5—1 мм. Таким образом при строгании противоположная
кромка бруска станет параллельной базовой.
В зависимости от цели занятия и возраста учащихся учитель
может выдать школьникам детали для склеивания, подготовлен-
ные на станках. По возможности предпочтение надо отдать
заготовкам, обработанным в размер на рейсмусовом станке, так
как это обеспечивает плоскостность клееного блока, уменьшает
расход материала и снижает объем работы при последующих
операциях (рис. 93). Целесообразно применить и следующий
прием: сначала школьники стараются добиться необходимой
точности ручным строганием заготовки, а перед тем как присту-
пить к склеиванию, учитель дополнительно обрабатывает детали
на фуговальном станке. Так как заготовки уже относительно
короткие, при строгании на станке необходимо использовать
соответствующее приспособление (см. рис. 50, г). В кружковой
работе такую дополнительную доводку могут выполнять старшие
учащиеся под непосредственным руководством учителя.
Более мелкие детали следует доводить на шлифовальном
диске (рис. 94), который с помощью планшайбы устанавливают
на шпинделе токарного станка. (Диск предварительно обтачи-
вают, а затем на него наклеивают абразивный материал.) Деталь
к шлифовальному диску необходимо прижимать одновременно
всей плоскостью.
91
Рис. 93. Блоки, склеенные из деталей,
подготовленных на рейсмусовом (а) и
фуговальном (б) станках.
Рис. 94. Обработка небольших деталей
на шлифовальном диске.
При цилиндрическом склеивании одну деталь просто вклады-
вают в другую. В этом случае нельзя увеличивать размер за-
готовок, допускается только удалять дефекты и вклеить на эти
места куски качественной древесины. При изготовлении поделок
с декоративным уклоном цилиндрическое склеивание дает воз-
можность подгонять различные породы древесины и составлять
простые мозаичные композиции.
Цилиндрические поверхности следует обрабатывать только ме-
ханизированно — на токарных и сверлильных станках. На токар-
ном станке вырезают как диски, так и нужные для них отверстия.
Особо сложные технологические проблемы возникают при выта-
чивании отверстий, которые расположены далеко от центра основ-
ной заготовки, поэтому данную операцию целесообразнее про-
водить на сверлильном станке. Это касается и получения дисков.
Отверстия небольшого диаметра можно сверлить пробочным,
спиральным или центровым сверлом, а больших размеров и диски
изготавливать цилиндрическим или универсальным инструментом
(см. рис. 59).
Из разнообразных конструкций универсальных сверл употреб-
ляются как самые стабильные двух- и трехрезцовые. Выпускаемое
промышленностью трехрезцовое универсальное сверло, к сожа-
лению, регулируется в очень значительных пределах (30—50 мм).
В школе проще всего изготовлять однорезцовые универсальные
инструменты, необходимую стабильность которым придает доста-
точно жесткий опорный центр диаметром 6—8 мм. Резец универ-
сального сверла должен суживаться сзади и кверху во избежа-
ние нежелательного трения. Кроме того, на обоих его краях долж-
ны быть подрезатели. Это обеспечивает необходимую чистоту
боковых поверхностей как диска, так и отверстия, и при выреза-
нии диска вокруг него остается ободок овального сечения, пре-
пятствующий сцеплению резца с поверхностью отверстия.
Если в мастерской имеются два универсальные сверла, то
одно может быть настроено для вырезания дисков, а второе —
92
для получения отверстий соответствующих диаметров. При на-
личии одного инструмента его приходится каждый раз перена-
лаживать. Поэтому надо предусмотреть такую конструкцию, в
которой расстояние лезвия от опорного центра регулируется
плавно, например при помощи гаек (см. рис. 59, г).
Работа универсальным сверлом в какой-то мере опаснее, чем
обычным спиральным, так как резец движется далеко от центра и
из-за скорости почти незаметен. Поэтому на резцедержатель
необходимо прикреплять диск из цветной фанеры или картона.
Особого внимания требует также и способ фиксации заготовок
(особенно небольшого размера).
После четкого инструктажа и отработки упражнений при не-
посредственном руководстве учителя школьники VII и VIII клас-
сов могут вырезать диски и отверстия самостоятельно. Вот техно-
логия работы. На обоих заготовках циркулем наносят окруж-
ность соответствующего диаметра. Сверлят сквозные центровые
отверстия, диаметр которых равен диаметру опорного центра или
на 0,1—0,2 мм меньше его. При работе материал прорезается
с обеих сторон только на половину толщины. В момент оконча-
тельной разрезки диска надо очень осторожно и быстро поднять
инструмент. Работа с универсальным сверлом требует некоторой
сноровки.
При вклеивании вырезанных дисков в отверстия необходимо
учитывать, что древесина, покрытая клеем, впитывает влагу и на-
бухает. Поэтому работать надо быстро. Направления древесных
волокон дисков и основного материала должны совпадать, тогда
при высыхании не образуется
удобнее обрабатывать.
трещин и поверхность будет
из гибкой древесины. Ра-
Рис. 95.
готовки,
Декоративная фигурка из за-
склеенной с гнутьем.
Для склеивания с гнутьем
(рис. 95) можно использовать
шпон или тонко нарезанные до-
щечки ~
Рис. 96. Изготовление зажимных коло-
док для склеивания с гнутьем.
93
Рис. 97. Примеры многоразового склеивания заготовок.
диус изгиба зависит от толщины материала. Так, нельзя согнуть
доску толщиной 3 мм при радиусе до 100 мм, а 3—6-миллиметро-
вую заготовку при радиусе до 200 мм. Склеиваемые детали долж-
ны быть одинаковой толщины, чтобы давление распределялось
поровну на каждую точку поверхности. В школьных условиях
гнутые заготовки проще всего выклеить из шпона.
Для склеивания с гнутьем надо приготовить соответствующие
прижимные колодки. При этом недостаточно одноразового криво-
линейного пропиливания болванки, так как оттянутые друг от
друга точки останутся на неодинаковых расстояниях (особенно
при склеивании более толстых заготовок) и не обеспечат равного
давления (нажима); необходимо вырезать из болванки по тол-
щине склеиваемой заготовки соответствующую полоску. Для это-
го болванку следует пропилить 2 раза ленточной или выкружной
пилой по лйниям разметки. А чтобы повысить точность, целе-
сообразно пользоваться шаблоном (рис. 96). Для надежного
склеивания гнутой заготовки требуется создавать большое дав-
ление. Поэтому вместо струбцины лучше использовать прижимную
раму или одну секцию клеевого пресса.
Чтобы получить более сложную конфигурацию соединяемых
элементов, склеенную один раз заготовку надо распилить на час-
ти, обработать их поверхности, перевернуть или сдвинуть и снова
склеить (рис. 97). При этом каждый ученик может предложить
свои варианты.
17. Клеи
Клеями называют вязкие вещества, обладающие свойством
при определенных условиях затвердевать и образовывать проч-
ный слой, соединяющий прилегаемые поверхности. Клеи состоят
из основного клеевого компонента, растворителя и вспомогатель-
ных веществ.
94
Из всех клеев, применяемых для склеивания древесины, в
школьных мастерских из-за доступности и несложной технологии
работы наибольшее распространение получили мездровый, казеи-
новый, карбамидный, поливинилацетатный, а также эпоксидный.
В зависимости от происхождения клеевого вещества клеи
делятся на природные (натуральные) и синтетические.
Природные клеи. Клеевым веществом мездрового клея явля-
ется глютин, который вырабатывают из мездры (подкожного
слоя шкур животных) и отходов боен. Промышленность вы-
пускает это вещество в плитках (размерами примерно
150Х80ХЮ мм), а также в гранулах, в’ виде чешуи или крупы.
Мездровый клей производится пяти сортов. Признаком ка-
чества сухого вещества является прозрачность, светло-коричне-
вый цвет, приятный запах и стекловидный излом (для плиток).
Посуду для приготовления, нагревания и хранения клея нужно
мыть горячей водой. Чаще всего для этих целей используют
специальную емкость — клеянку. Она состоит из двух отдельных
сосудов (рис. 98), между которыми наливают воду: таким обра-
зом клей подогревается в горячей ванне.
Плитки сухого клея перед замачиванием следует раздробить:
эта операция снижает время его набухания. Мелкие частицы
заливают кипяченой водой комнатной температуры; замачивание
осуществляется в течение 6—12 часов. (При набухании мездро-
вый клей впитывает 600—1000% воды.) Затем оставшуюся жид-
кость сливают и нагревают массу до 70—80°С. Рабочая темпе-
ратура клея 50—70°С, поэтому этот материал часто называют
горячим стблярным клеем.
Использование мездрового клея в школьных мастерских нала-
гает свои особенности на ход процесса. Дело в том, что клеевой
раствор, будучи нанесенным на холодную поверхность заготовки
до запрессования, при остывании переходит в галерту, что на-
много снижает прочность соединения. Но организовать работу
так, чтобы ученики имели возможность перед склеиванием нагре-
вать заготовки, довольно сложно. Надо еще иметь в виду и то,
что мездровый клей неводостоек и им можно склеивать лишь
изделия, которые в дальнейшем не будут контактировать с влагой.
Основной составной частью казеинового клея является молоч-
ный белок. Казеин в воде сильно набухает, но не растворяется и
клеевой массы не образует. Хо-
рошо растворяется казеин в
щелочной среде. Поэтому к по-
рошку казеина добавляют га-
шеную известь, а для улучше-
ния отдельных свойств вводят
еще некоторые вещества. Так,
например, в клее «Экстра» со-
Рис. 98. Клеянка.
95
держатся (в весовых частях): казеин —70,68; гашеная известь —
19,08; фтористый натрий (удлиняет жизнеспособность клея) —
8,48; медный купорос (повышает водостойкость и антисепти-
рует) — 0,03; керосин (предохраняет порошок от образования
комков) —1,41 и др.
Хранить порошок казеина следует в сухом месте, вдали от
источников тепла, так как при температуре свыше 40°С казеин
теряет клеящие свойства.
При приготовлении клеевого раствора определенную порцию
порошка постепенно всыпают в заранее отмеренное количество
воды комнатной температуры (14—20°С), постоянно перемешивая
раствор. Эту операцию продолжают с небольшими перерывами в
течение часа до получения однородной сметанообразной массы.
Жизнеспособность рабочего раствора казеинового клея (в за-
висимости от температуры) — 4—7 часов, после чего он загусте-
вает и к употреблению не пригоден.
Казеиновый клей довольно удобен при работе, поскольку не
требует специальных условий приготовления, хранения, быстрых
действий школьников при склеивании заготовок. Но и он, как и
мездровый клей, обладает существенными недостатками для ис-
пользования в школьной мастерской: довольно длительное время
приготовления раствора и необходимость каждый раз делать но-
вый клей. Из-за сильной щелочности казеиновый клей оставляет
на древесине, богатой дубильными веществами, некрасивый тем-
ный шов и пятна. Поэтому при изготовлении декоративных изде-
лий этот клей применяют редко.
Синтетические клеи. В настоящее время природные клеи в сто-
лярном производстве практически вытеснены синтетическими.
Наибольшее распространение из них получили карбамидные клеи,
основным компонентом которых является мочевиноформальдегид-
ная смола. Чаще всего применяются клеи, приготовленные из смол
МФ-17, УКСБ, М19-62Б.
Карбамидная смола затвердевается при химической реакции.
В качестве отвердителя при горячем режиме склеивания исполь-
зуется хлористый аммоний (0,5—1,5% от массы смолы), а при
холодном склеивании —10%-ный (насыщенный) раствор щавеле-
вой кислоты (4—28% от массы). От количества отвердителя
зависит жизнеспособность клея и время его окончательного за-
твердевания. Поскольку каждая партия смолы имеет специфи-
ческие химические свойства, то оптимальное количество отверди-
теля находят экспериментально.
Карбамидные клеи позволяют получить прочный бесцветный
шов. Недостатком их является относительно короткая жизнеспо-
собность, что вызывает необходимость приготовлять раствор пря-
мо на рабочем месте. Во избежание затупления резцов при
дальнейшей обработке склеенной заготовки лишний слой сразу
же после сжатия деталей следует убирать.
В связи с тем что в карбамидных смолах содержится вредный
для здоровья свободный формальдегид (в МФ-17 — до 3%, УКС и
96
М19-62Б — около 1%), при работе с этими веществами надо строго
соблюдать меры безопасности; помещение должно иметь надежно
действующую вентиляцию.
Из синтетических клеев, пригодных для склеивания древеси-
ны, самым подходящим и удобным для использования в школе
является полууниверсальный поливинилацетатный клей «ПВА».
Этот клей выпускается готовым к употреблению, в виде белой
вискозной жидкости. Поскольку «ПВА» быстро затвердевает на
открытом воздухе, его надо хранить в прочно закрытой банке
(в магазинах клей обычно продают в тюбиках). Перед употребле-
нием «ПВА» следует размешивать, так как густые компоненты
осаждаются; загустевшую массу можно разбавлять водой.
Универсальными называются клеи, при помощи которых можно
склеивать разнообразные материалы. В столярной мастерской
лучше, конечно, использовать специальные клеи. Но среди уни-
версальных заслуживают определенного внимания эпоксидные
клеи (типа «ЭПО» и «ЭПД»), которые не требовательны к
величине давления при запрессовке и имеют сравнительно не-
большую усушку. Поэтому их можно применять для склеивания
древесины в случаях, когда поверхности неплотно прилегают
друг к другу или их неудобно сжимать с требуемой силой (на-
пример, при ремонте).
Основным компонентом рассматриваемого клея является
эпоксидный полимер. Перед употреблением его смешивают со спе-,
циальным отвердителем, входящим в комплект, в соотношении
10:1. Готовый клей годен для использования в течение 1 часа.
Продолжительность окончательного затвердения массы при тем-
пературе 20°С — 24 часа.
Следует избегать попадания клея «ЭПО» на кожу. Но если
руки все-таки испачкались, их необходимо сразу же очистить и
тщательно вымыть.
18. Склеивание
Для получения прочного соединения на клею во время затвер-
девания связующей массы необходимо склеиваемые детали под-
вергать сжатию с усилием 20—200 Н/см2. Это достигается с по-
мощью различных устройств и приспособлений.
Прессы применяются при склеивании деталей с довольно
большими поверхностями (фанера, щиты и т. д.), когда требуется
создать значительную прижимную силу. На занятиях по техни-
ческому труду выполнение таких операций не предусматривается.
Небольшой винтовой пресс для кружковой работы несложно скон-
струировать, взяв за основу зажимные винты списанных столяр-
ных верстаков.
Струбцины можно использовать для различных целей. Де-
ревянные струбцины (рис. 99, а) уступают по некоторым пара-
метрам металлическим (рис. 99, б), так как возможности регу-
лирования зазора у них ограничены и основные элементы во
время эксплуатации деформируются.
4 Зак 735 Рихвк 97
Рис. 99. Конструкция струбцины:
а — деревянной, б — металлической
Рис. 100. Ваймы:
а — простая; б — регулируемая, в — пневмати-
ческая.
Для склеивания широких и
сравнительно тонких заготовок
употребляются простые (рис.
100, а) и регулируемые (рис.
100, б) ваймы, в которых дав-
ление создается клиньями.
В промышленных условиях
необходимого давления при
склеивании в большинстве слу-
чаев добиваются не механи-
ческими, а гидравлическими
или пневматическими пресса-
ми и ваймами. Принципиаль-
ная схема одного из таких
устройств приведена на рис.
100, в.
При склеивании заготовок определенных размеров можно при-
менять зажимные рамки (рис. 101, а, б), которые прочнее вайм
и струбцин. Рамки легко изготовить из профильной стали или из
твердых пород древесины.
При фиксации деталей струбцинами, ваймами и рамками сле-
дует помнить, что на склеиваемые поверхности давление рас-
пространяется неравномерно, особенно в том случае, когда край-
ние части заготовки тонкие. Для выравнивания усилий под винты
или клинья необходимо подкладывать прижимные бруски.
В школе часто возникает ситуация, когда пользоваться
стандартными зажимными приспособлениями крайне неудобно
(например, при склеивании деталей сложной конфигурации)
или их просто не хватает. Тогда для фиксации заготовок в требуе-
мом положении до отвердения клея применяют подручные сред-
ства: прищепки, кольца с велосипедной камеры, бельевую ре-
98
Рис. 101. Рамки:
а — с винтовым зажимом; б — с эксцентриковым
зажимом
Рис. 102. Простые способы зажима
мелких деталей при склеивании:
а — при помощи прищепки; б — резиновым коль-
цом от велосипедной камеры; в — с помощью раз-
личных тяжелых предметов
зину, веревку, тяжелые предметы и т. д. (рис. 102). Однако из-за
недостаточного давления толщина клеевой пленки может превы-
сить оптимальную (0,06—0,12), а это резко снижает прочность
шва. Поэтому заменители зажимных приспособлений следует
использовать только при склеивании мелких деталей и в случае,
если получаемое изделие не подлежит дальнейшей обработке,
а также не будет подвергаться воздействию силы во время
эксплуатации. Необходимое давление при склеивании деталей
цилиндрической формы обеспечивается за счет сил упругой де-
формации, если диаметр диска несколько (на 0,1 мм) превы-
шает диаметр отверстия.
При многостороннем склеивании, когда силы сжатия должны
действовать под различными углами, необходимо применять
специальные ваймы и приспособления. Более подробно о них
4*
99
рассказано при описании технологии изготовления отдельных
изделий.
На прочность клеевого шва в некоторых случаях (например,
при облицовке изделия шпоном) полезное влияние оказывает ше-
роховатость поверхностей: увеличивается площадь соприкосно-
вения и улучшаются условия проникновения клея в древесину.
Поэтому перед склеиванием поверхности иногда специально
обрабатывают, делая их шероховатыми^
Хочется привести несколько советов, которые помогут повы-
сить качество изделий и культуру проведения операций. Склеива-
емая древесина должна быть сухой, одинаковой влажности.
Прежде чем нанести клей на материал, необходимо запрессовать
склеиваемые детали для пробы (таким образом убеждаются в
плотности прилегания поверхностей, определяют тип необходимо-
го зажимного приспособления, наличие вспомогательных дета-
лей). Соединяемые детали очищают от пыли; клей с помощью
кисти равномерно наносят на одну из поверхностей. При исполь-
зовании горячего (мездрового) клея вторую поверхность необ-
ходимо подогреть. При склеивании тонких заготовок необходимо
следить за чередованием направления изгиба годичных слоев,
чтобы в дальнейшем избежать коробления изделия. Склеивание
проводят на специальной подставке из картона или фанеры.
О равномерности давлений можно судить по клею, выступаю-
щему между соединяемыми поверхностями; излишки следует уда-
лить тряпкой и т. п.
Поскольку при склеивании нужно действовать быстро, эту
операцию в мастерской удобнее проводить вдвоем; ученики мо-
гут помогать друг другу.
19. Использование склеенных заготовок
Прямолинейные изделия — доски для резания пищевых про-
дуктов, настенные украшения, крышки для ящиков, шкатулок
и т. д. — пример поделок наиболее простой формы. Для их
изготовления применение скле-
енных заготовок оправдано как
с технологической точки зрения,
так и по принципам оформления
Из прямолинейных склеен-
ных пластин можно сделать,
например, подносы с завышен-
ными краями. Это надо учи-
тывать уже заранее и выбирать
соответствующие размеры за-
готовок.
Для изготовления простей-
шего прямоугольного подноса
Рис. 103. Прямоугольный поднос.
100
Рис. 104. Поднос с закругленными торцами.
(рис. 103) подбирают заготовку, длина которой на 30—40 мм боль-
ше длины изделия. После фугования концы заготовки отрезают,
обрабатывают торцы отдаленных частей и приклеивают послед-
ние на основание. Затем застрагивают кромки заготовки и при-
клеивают боковые бруски, ширина которых на припуск превы-
шает двойную толщину основания.
Сделать поднос со скругленными краями (рис. 104) также
несложно. Склеивают заготовку примерно в 1,5 раза длиннее
основания будущего изделия и на 15 мм шире его. После обра-
ботки на рейсмусовом станке размечают на заготовке контуры
основания и просверливают в центре оставшейся части (на рисун-
ке — правой) универсальным сверлом как можно большее отвер-
стие. Затем распиливают доску на три части, скругляют формы,
приклеивают скругленные рукоятки на основание и т. д. (рис. 105).
Из склеенных досок можно изготовить красивые шкатулки
и коробки. Вот, например, последовательность работы для изго-
товления коробки, показанной на рис. 106:
1. На рейсмусовом станке
или в стусле выстрагивают
бруски из двух древесных по-
род, отличающихся по цвету.
2. Бруски одинакового от-
тенка отпиливают по внутрен-
ним размерам коробки, на за-
готовке древесины другого цве-
та размечают соответствующие
параметры.
3. Склеивают заготовки по
заранее подготовленной схеме
(рис. 107).
Рис. 105. Поднос со скругленными
краями.
101
Рис. 106. Коробка, изготовленная из
склеенных дощечек.
Рис. 107 Склеивание досок для ко-
робки.
4. Обрабатывают склеенные
заготовки и разрезают.
5. Соединяют детали.
Из склеенных заготовок ин-
тересно выполнять различные
декоративные фигурки. При об-
работке кривых поверхностей
склеенные швы часто образуют
оригинальные декоративные ор-
наменты, формы. Но, разраба-
тывая исходные заготовки, целесообразно всем ученикам пору-
чить склеивать длинные бруски (если это возможно, то уже с
соответствующим профилем), которые потом разрезаются по нуж-
ным размерам.
Много оригинальных изделий можно изготовить точением скле-
енных заготовок. Подобные заготовки получают прямолинейным
склеиванием исходных сопрягаемых поверхностей тремя основны-
ми способами: поверхности склеивания и волокна параллельны
оси вращения изделия; оба эти компонента перпендикулярны
оси вращения; поверхности склеивания параллельны, а волокна
перпендикулярны оси вращения.
При выборе способа соединения необходимо учитывать, чтс
102
шов пород древесины, отличающихся по цвету, носит своеобраз-
ный декоративный характер, поэтому профиль склеенных поверх-
ностей должен быть виден на лицевой стороне изделия.
Для точения плоских предметов, небольших по высоте (деко-
ративных тарелок, подносов), лучше всего подходит последний
из рассмотренных выше способов прямолинейного склеивания.
При этом, кроме самого простого способа склеивания брусков
с параллельными плоскостями, существует возможность составить
болванку из клинообразных частей. Клинья вырезают на кругло-
пильном станке при помощи распиловочного приспособления
(рис. 108).
При склеивании клиньев надо учитывать: они могут соскальзы-
вать в сторону своих торцев. Если направление острых углов
клиньев чередуется, то избежать перемещения деталей позволяет
простая дополнительная ваима
(рис. 109, а), в противном слу-
чае надо пользоваться специ-
альным зажимом (рис. 109, б).
Для точения предметов от-
носительно большого диаметра
(вазы, пеналы и т. д.) больше
всего подходят заготовки, скле-
енные прямолинейно первым и
вторым способами. Интересный
декоративный эффект получа-
ется и в том случае, если из
прямолинейно склеенной бол-
ванки вырезать под углом
(рис. ПО) заготовку для вазы
(рис. 111).
Рис. 108. Приспособление для выреза-
ния клинообразных заготовок на круг-
лопильном станке.
Рис. 109 Зажимные устройства для
склеивания блоков из клинообразных
заготовок:
а — для блока с двусторонним расположением
заготовок; б — для блока с односторонним раз-
мещением элементов
103
Рис. 110. Заготовка для вазы.
Рис. 111. Ваза выточена под углом из
вертикально склеенной заготовки.
Если поверхности склеивания и направление волокон брусков
перпендикулярны оси вращения, то открывается возможность
упрощения технологии изготовления предметов с глубоким от-
верстием.
При составлении заготовки вазы из горизонтальных слоев це-
лесообразно предварительно вырезать кольца универсальным
сверлом. А в процессе склеивания деталей следует пользоваться
центровочным цилиндром: он препятствует перемещению колец.
Поскольку в вазе будет находиться вода, имеет смысл в качестве
центровочного цилиндра применять пластмассовую бутылку (не
извлекая ее после высыхания клея). В этом случае также отпадает
необходимость растачивания отверстия.
Наружную поверхность вазы обрабатывают в центрах станка.
Повысить декоративный эффект точеных предметов позволяет
и многократное склеивание заготовок. Для тарелок и мисок целе-
сообразно склеивать длинную болванку, которую в дальнейшем
можно распилить на отрезки нужного размера.
Наиболее простой вариант подобной заготовки — подбор
элементов и их склеивание по принципу шахматной доски. Так
происходит, когда склеенную из двухцветных полос болванку
распилить на доски, каждую вторую доску перевернуть (иногда
сдвинуть) и вновь соединить конструкцию. Более сложные орна-
менты можно получить, если первый раз склеенную болванку рас-
пилить под острым углом и при вторичном склеивании сдвинуть
части, повернуть или вставить между ними слой шпона.
Упомянутую выше вазу, заготовка которой составлялась из
колец, можно изготавливать и другим способом: вырезать соеди-
няемые детали из заранее склеенных разноцветных досок
104
Рис. 112. Вырезание колец для зато
товки вазы.
(рис. 112). Если кольца, при
склеивании повернуть относи-
тельно друг друга на равные
углы, получается спиралеоб-
разный эффект (рис. 113). Тех-
нология изготовления болванок
для вазы из двух пород дре-
весины и четырех симметрич-
ных частей аналогична техноло-
гии составления заготовки
(рис. 114) для тарелок с шах-
матным узором.
При многократном склеивании существует много возмож-
ностей, позволяющих каждому учителю и ученику проявить свою
фантазию и находчивость. Вот еще несколько советов. Склеенная
древесина пестра, поэтому форма предмета должна быть простой
и лаконичной. Части изделия надо соединять по принципу плав-
ного перехода тона или контраста: так получается осмысленный
ритм элементов орнамента. При составлении эскизов и подборе
материала следует избегать чрезмерного нагромождения разных
элементов, а также различных пород древесины. Склеенная
древесина, как правило, не требует дополнительного украшения.
Рис. 113. Ваза из многократно склеен-
ной заготовки.
Рис. 114. Двустороннее склеивание за-
готовки.
105
IV. СОЕДИНЕНИЕ ДЕТАЛЕЙ
20. Основные типы соединений
Из куска цельной (или предварительно склеенной) древесины
изготавливают сравнительно немного изделий, обычно небольшие
вещи простой формы и конструкции (например, указки, топори-
ща, миски и т. д.). Более сложные изделия собирают из отдельных
деталей, способ соединения которых выбирается с учетом механи-
ческих и технологических свойств древесины, конструкции и
условий эксплуатации поделки.
Соединения деталей подразделяются на разъемные и неразъем-
ные. К первым относятся соединения на шурупах, болтах, стяж-
ках, различные шиповые без клея и др.; ко вторым — соединения
на гвоздях, заклепками, шиповые на клею и пр. В практике для
повышения эффективности и прочности нередко применяют раз-
личные сочетания соединений, например соединение на клею,
гвоздях и т. п.
В зависимости от положения деталей можно выделить следую-
щие виды соединений: по кромке (сплачивание), подлине (сращи-
вание), под различными углами друг к другу.
Сплачивание. При этом способе детали в виде брусков или
досок соединяют по ширине кромки в щиты или пластями в блоки.
Самый распространенный метод — это сплачивание на гладкую
фугу (впритык). В зависимости от назначения изделия детали
можно соединять в четверть, в паз и в гребень, на рейку
(рис. 115, а — в). В условиях школьных мастерских эти операции
выполняются очень редко.
Сращивание. В практике применяют различные способы сра-
щивания (рис. 116). В школе в случае необходимости можно
воспользоваться любым из них, за исключением сращивания на
зубчатый шип, так как в мастерской выполнить его практически
невозможно.
Соединения под углом. Основные типы этих видов соединения
следующие: угловые концевые (условное обозначение УК), угло-
вые серединные (УС) и угловые ящичные (УЯ). Прочность
скрепления дателей обеспечивается точностью изготовления ши-
пов и проушин. Более подробно все эти виды соединений мы
рассмотрим далее.
Технология деревообработки, применяемая в школьных мас-
106
Рис. 115. Способы сплачивания:
а—в четверть, б — в паз и в гребень; в —
на рейку.
Рис. 116. Способы сращивания:
а — вполдерева; б — под углом; в — на прямой
шип, г — на рейку; д — на зубчатый шип.
терских, и круг изготовляемых объектов намного отличаются от
производственных. Поэтому здесь отсутствует необходимость ис-
пользования всех стандартных видов соединений (вязок). С дру-
гой стороны, учитывая местные условия и конструкцию' изделий,
в мастерских возможно и применение таких угловых соединений,
которые ГОСТом не предусмотрены (например, вполдерева).
21. Соединения на гвоздях и шурупах
Соединения на гвоздях. Этот способ наиболее простой, хотя
соединение получается недостаточно прочным, а на поверхности в
большинстве случаев остаются видны головки гвоздей.
Прочность можно несколько повысить, если предварительно
смазать места соединения клеем; в таком случае гвозди выполняют
роль зажима. Если детали соприкасаются боковыми поверхностя-
ми, то после высыхания клея гвозди можно извлечь. Но этого ни в
коем случае делать нельзя при комбинированном соединении де-
талей, т. е. если хотя бы одна из поверхностей торцовая. А внеш-
ний вид подобного соединения не имеет значения в тех случаях,
когда изделие при отделке подвергается окрашиванию. Выпуска-
ются и так называемые декоративные гвозди со специально
оформленными головками, образующими на поверхности краси-
вый узор.
Гвозди изготовляются разной длины и формы, круглые и квад-
ратные. В табл. 4 приведены размеры стандартных гвоздей, кото-
рые целесообразно использовать в школьных мастерских.
Параметры гвоздей зависят от размеров соединяемых дета-
лей, а также от свойств древесины. Так, например, в мягкую
древесину, легко подвергающуюся сжатию, можно забивать более
толстые гвозди, чем в твердую, склонную к раскалыванию.
107
Таблица 4. Основные размеры гвоздей
Диаметр гвоздя, d, мм 0,8 1.0 1,2 1,4 1,6 1,8 2,0 2,5 3,0
Длина 8 16 16 25 25 32 40 50 70
гвоздя, мм 12 20 32 40 40 50 60 80
25 40 50 50
Самое общее правило таково: диаметр гвоздя не должен пре-
вышать примерно 1/10 толщины пробиваемой детали, а длина
должна быть примерно равна тройной толщине верхней заготов-
ки. Если гвоздь проходит насквозь через обе детали, то конец его
следует загнуть вбок, поперек волокон древесины (рис. 117).
Очень важно правильно выбрать и разметить места для за-
бивания гвоздей: их нельзя забивать ближе, чем на расстоянии
3 диаметров стержня от края и 15 диаметров от торца детали во
избежание ее раскалывания. Такими же должны быть минималь-
ные расстояния между двумя гвоздями, забитыми на одной пря-
Рис. И 7. Загибание концов гвоздей.
Рис. 118. Забивание гвоздей под углом
в разных направлениях (а) и в разные
точки (б), учитывая расположение во-
локон заготовок.
Рис. 119. Придерживание гвоздя в на-
чале забивания пальцами (а) и полос-
кой бумаги (б).
108
мой, соответственно поперек или вдоль волокон. По возможности
гвозди забивают в точки, находящиеся под углом относительно
направления волокон древесины (рис. 118).
Гвоздь должен крепко держаться именно в нижней детали,
поэтому в верхней можно сверлить под него отверстия. Особенно
важно это делать в тех случаях, когда размеры верхней детали
не позволяют забивать гвозди соответствующих размеров и суще-
ствует опасность ее раскалывания. Сверло выбирают диаметром
0,9d гвоздя; эту операцию легко выполнить на сверлильном
станке самодельным сверлом: головку гвоздя, равного по диамет-
ру забиваемому, откусывают кусачками и делают заострение трех-
гранной формы.
Если соединяемые заготовки из твердых пород древесины, то
иногда советуют даже подсверлить отверстие в нижней детали, но
не глубже, чем на 1/5 длины гвоздя. Образовавшееся углубление
заполняют парафином; в этом случае гвоздь входит в древесину
значительно легче. Если в сверлении нет необходимости, делают
небольшое углубление шилом.
Для забивания гвоздей применяют столярные молотки с квад-
ратным бойком. В начале работы гвозди держат пальцами левой
руки (рис. 119, а), а при забивании мелких гвоздей — с по-
мощью полоски бумаги (рис. 119, б). В этом случае можно поль-
зоваться и специальным приспособлением (рис. 120).
Чтобы повысить прочность соединения, а также избежать
выход острия с боковой стороны детали, гвозди в некоторых слу-
чаях забивают не перпендикулярно к верхней поверхности, а под
некоторым углом (см. рис. 118, а). Головку гвоздя можно внедрить
в древесину, для этого ее следует предварительно расплющивать
с боков до толщины стержня; при работе подобные головки раз-
мещают узкой частью вдоль волокон. Если изделие будет ошпакле-
вано и окрашено, то головки гвоздей погружают в тело еще глуб-
же пробойником.
Рис. 122. Извлечение гвоздя при помощи клещей (а), молотка (б) и гвоздодера (в).
Во время соединения гвоздями детали не должны перемещать-
ся относительно друг друга, а располагаться устойчиво. При угло-
вом сопряжении вертикальную заготовку следует закреплять в
верстаке (рис. 121).
Несмотря на все принимаемые меры, гвозди при забивании
иногда сгибаются или выходят с боковой стороны нижней детали.
В таком случае их необходимо извлечь при помощи клещей,
молотка с гвоздодером или собственно гвоздодера (рис. 122).
Во избежание порчи поверхности изделия под эти инструменты
подкладывают ненужные дощечки.
Соединения на шурупах. Этим способом соединяют как дере-
вянные детали, так и скобяные и фурнитурные изделия (ручки,
петли) с древесиной. Нарезка у шурупа остроугольная, благодаря
чему он сам нарезает себе резьбу в древесине. В зависимости от
размеров шурупа и породы древесины соединение на шурупах в
6—8 раз прочнее, чем на гвоздях, при условии, что шурупы
ввинчивают, а не вбивают молотком.
Шурупы, как и гвозди, различают по длине и диаметру стерж-
ня. Головки шурупов бывают потайные, полукруглые и полупотай-
ные, в них сделан прямой или крестообразный шлиц.
В мягкую древесину шурупы ввинчивают усилием руки, пред-
варительно наколов шилом центровое отверстие. При работе с
твердой древесиной или ввинчивании толстого шурупа в верхней
детали следует просверлить отверстие диаметром, равным диамет-
ру стержня или несколько меньше, а в нижней заготовке —
отверстие диаметром 0,7d шурупа на глубину 1/2—2/3 длины
ввинчиваемой части шурупа. Для облегчения работы шурупы
следует смазывать парафином.
Для потайных и полупотайных головок шурупов отверстия в
верхней детали раззенковывают.
Шурупы в древесину ввинчивают отверткой, имеющей рабочую
часть, соответствующую форме шлица в головке шурупа
110
должен соответствовать шлицу шурупа. Если эти параметры у
отвертки и шурупа не совпадают, последний будет трудно завин-
тить и можно сорвать шлиц.
Чтобы изделие выглядело аккуратно, все линии соединения
следует располагать по прямой, а шлицы шурупов направлять в
одну сторону (рис. 124).
Соединения на гвоздях и шурупах можно дополнительно
укреплять при помощи клеев.
22. Шиповые соединения брусков
Основные типы соединений под углом. В конструкции дере-
вянных изделий часто встречаются брускообразные детали, ко-
торые соединены между собой под углом. Вот краткая характе-
ристика соединений.
Угловые концевые (рис. 125): вполдерева (а), на шип сквоз-
ной одинарный (б), с потайным шипом (в), сквозным на ус (г),
на ус шипом круглым вставным (б), на ус шипом плоским встав-
ным (е, ж) и др.
Угловые серединные (рис. 126): вполдерева (а), на прямой
шип (б), на круглый шип (в), вполдерева с фигурным выре-
зом (г, д).
Конечно, подобная классификация условная и неполная.
Кроме того, надо учитывать, что в литературе встречаются раз-
личные названия одних и тех же соединений.
Соединение вполдерева (см. рис. 125, а), по существу, скорее
конструктивное пересечение двух деталей, которые требуют со-
единения на гвоздях, на шурупах или на клею. В школе часто
возникает необходимость использовать этот способ для изготовле-
ния простых рамок. Кроме того, выполнение деталей для подобно-
го сопряжения — хорошая тренировка для подхода к разработке и
осуществлению более сложных видов соединения.
111
Рис. 125. Угловые концевые соединения (вязки):
а — вполдерева, б — на шип сквозной одинарный, в—с потайным шипом, г — сквозным шипом
на ус; д — на шкантах, е, ж — на вставной шип
При разметке брусков определяют длину врезки, которая долж-
на на припуск превышать ширину другой детали, при помощи
рейсмуса делят детали (по толщине) на две одинаковые части.
Затем пилением удаляют необходимый материал. Надо стремить-
ся к тому, чтобы детали плотно прилегали друг к другу без
дополнительной подгонки.
Несколько сложнее выполнить угловое серединное соединение
вполдерева (см. рис. 126, а). При разметке детали одинаковой
ширины ставят рядом, фиксируют струбциной и отмечают гра-
ницы врезок на одной кромке (рис. 127, а). Затем их разъединяют
и контролируют правильность выполнения операции по ширине
другой детали. Разметочные риски наносят угольником на одну
из пластей и оттуда на вторую кромку обеих деталей. Наконец
рейсмусом размечают глубину врезок (половина толщины).
Лишний материал удаляют пилой (торцы) и стамеской
(рис. 127, б, в). Древесину стамеской следует отделять неболь-
шими порциями, осторожно приближаясь к нижней разметочной
риске. Если попытаться изъять всю отделяемую часть одновремен-
но, древесина может расколоться неровно и заготовка будет
Рис. 126. Угловые серединные соединения:
а — вполдерева, б — на прямой шип, в — на круглый шип, г, д — вполдерева с фигурным вырезом.
112
испорчена. При дополнительной подгонке элементов соединения
нужно пользоваться стамеской. Напильник применять для этих
целей нельзя, в противном случае обычно оказываются скруглен-
ными поверхности и, как следствие, невозможно добиться их
плотного прилегания.
Чаще всего в качестве углового концевого сопряжения брус-
ков используют соединение на открытый сквозной шип
(см. рис. 125, б). Для этого на концах деталей необходимо вы-
полнить два элемента — шип и проушину. Разметку ведут одно-
временно на обеих деталях, так же как и при изготовлении
углового концевого соединения вполдерева. Толщина шипа долж-
на быть равна 0,4 толщины бруска ($). Нетрудно определить,
что при симметричном расположении шипа обе боковые стороны
проушины должны в таком случае иметь размеры 0,3s каждая.
Ребятам прй разметке следует еще раз напомнить, что рейсмусом
риски наносят с одной (лицевой) стороны обоих брусков. Чтобы
избежать возможных ощибок при вырезании удаляемых частей,
сразу же после разметки необходимо соответствующими знаками
обозначить отделяемый материал. При выпиливании шипа и про-
ушины надо строго следить за тем, в какой стороне от риски
проходит пропил.
Вырезание заплечиков шипа аналогично подобной операции
при подготовке концевого соединения вполдерева. Материал из
проушины удаляют долотом или плоской стамеской подходящей
ширины. Последовательность этой операции описана ранее (см.
приемы работы долотом).
От ^степени подготовки элементов соединения во многом за-
висят его качество и прочность. Если шип слишком туго входит в
проушину, то это может привести к раскалыванию детали. Подго-
нять элементы друг к другу очень сложно. Еще хуже, если остает-
ся чрезмерный свободный зазор между шипом и проушиной.
Повысить точность соединения и сэкономить время при массо-
вом изготовлении шипов и проушин однотипных деталей позволяет
приспособление несложной конструкции (рис. 128) к круглопиль-
ному станку. В случае необходимости выдалбливание проушины
можно заменить сверлением отверстий с последующей доводкой.
При угловом серединном соединении брусков на прямой шип
родь проушины выполняет сквозное или несквозное гнездо
Рис. 127. Выполнение углового серединного соединения вполдерева:
а— начало разметки, б, в — отделение древесины стамеской.
5 Зак 735 Рихвк
113
Рис. 128. Приспособление для получе-
ния шипов и проушин на круглопильном
станке.
(см. рис. 126, б). Вручную его
можно получить при помощи
долота, а механизированным
способом — на сверлильно-па-
зовом станке. В принципе к та-
кому соединению относится и
потайное угловое концевое со-
единение брусков (см. рис.
125, в).
Если сопрягаемые бруски
имеют квадратное сечение и
подходящие размеры, то их
целесообразно соединить на
круглый шип (см. рис. 126, в),
гнездом для которого является
просверленное отверстие соот-
ветствующего диаметра.
Поскольку высверливать отверстия во много раз проще, чем
обтачивать шипы, часто применяют соединение на вставной
круглый шип (шкант).
Особую группу соединения брусков составляют угловые конце-
вые соединения «на ус». Концы или заплечики деталей в этом
случае спиливают под углом 45°, что улучшает внешний вид
соединения, но обработка шипа и проушины несколько сложнее,
требует большой точности. В принципе выполнение сквозного ши-
па «на ус» (см. рис. 125, г) аналогично изготовлению прямого
сквозного шипа. Но намного проще соединять детали «на ус» на
вставных шипах (см. рис. 125. д, е, ж). Распиливают бруски
под углом 45° в стусле или в универсальном распиловочном
приспособлении.
Изготовление рамок. В подобных изделиях наиболее часто ис-
пользуют угловые вязки брусков. Зачастую в рамке должен быть
сделан вырез для установки стекла, например. В таком случае
надо выполнить соединение несколько иной конструкции. На
рис. 129 показано, как можно сопрягать бруски с четвертью в
одну треть. А поскольку рамки для картин изготавливают обычно
из реек профильного сечения, последние соединяют преиму-
щественно «на ус» со вставным шипом; при этом глубина четверти
не имеет значения.
Рамки для картин раньше делали из реек фигурного профиля,
которые выстрагивали специальным рубанком — калевкой или на
фрезерном станке. В наши дни предпочитают скромные рамки,
имеющие лишь уклон лицевой пласти составных элементов. Такие
рейки изготовить просто. Сначала в прямоугольном бруске выпи-
ливают четверть на круглопильном станке с использованием
приспособления. Затем получают нужный профиль реек.
114
б
Рис. 129. Соединение брусков рамки с
четвертью на сквозной прямой шип (а)
и на вставной шип (б).
Рис. 130. Способы зажима рамки при
склеивании:
а — клиньями, б — при помощи веревки и восьми
колодок, в — при помощи веревки и четырех
наугольников
Детали рамки распиливают в стусле или при помощи универ-
сального распиловочного приспособления (желательно в длину по
ограничителю). При необходимости места сопряжений подгоняют,
после чего рамку склеивают. Для получения надежного соеди-
нения места склейки необходимо выдержать определенное время
под нагрузкой. Для этого существует много способов. Например,
при массовом изготовлении одинаковых рамок целесообразно
пользоваться специальным приспособлением (рис. 130, а).
Значительно проще фиксировать рамку с помощью веревки.
В первом случае (рис. 130, б) обтягивают рамку жгутом, предва-
рительно подложив под него восемь обрубков. Затем все колодки
отодвигают ближе к углам, создавая тем самым необходимое
усилие сжатия. На рис. 130, в показано, как осуществляют
подобную операцию с применением четырех наугольников. Ве-
ревку натягивают закрутками.
После высыхания клея по углам рамки делают пропилы для
вставок. Для рамок небольших размеров подходит вставка из
шпона; пропил осуществляют ножовкой или лучковой пилой,
имеющей развод подходящей ширины. В больших рамках проуши-
115
ны легче всего выполнить на круглопильном станке при помощи
соответствующего приспособления; шипы-вставки вырезают из
фанеры или тонкой рейки.
23. Соединение досок и щитов
Виды ящичных вязок. Доски и щиты в большинстве случаев
соединяют под углом так, что их пласти образуют прямоугольный
параллелепипед. Поэтому угловые концевые соединения досок и
щитов называют ящичными.
Среди ящичных вязок самыми распространенными являются
соединения на прямой шип, на шип «ласточкин хвост» и на
круглый вставной шип (на шкант).
Соединение на прямой шип (рис. 131, а) несложно — на обеих
частях выполняют одинаковые’ по форме шипы и проушины. Ши-
рина шипов обычно равняется половине толщины доски. Разме-
чают одновременно и одинаково обе детали. Затем отмечают
удаляемые части, поскольку от этого зависит, в какую сторону от
каждой разметочной линии образуется пропил. У школьников
(особенно в начальной стадии обучения) так или иначе пропилы
отклоняются от заданных параметров, поэтому поступают сле-
дующим образом: сначала размечают и вырезают шипы на одной
заготовке, устанавливают деталь на внутреннюю сторону другой
доски и чертилкой (шилом) или острым карандашом обводят
границы шипов второй детали.
Рис. 131. Угловые концевые (а — ж) и тавровые (з— л) ящичные соединения:
а — на прямой шип, б — на шип «ласточкин хвост»; в, з — на круглый вставной шип (шкант);
г, д — в паз и в гребень, е — на вставную рейку, ж — со вставным бруском; и —в широкий паз;
к — в узкий паз с одним заплечиком, л — внаград с двумя заплечиками.
116
Рис. 132. Устройства для резания пря-
мых шипов на токарном (а) и кругло-
пильном (б) станках.
Рис. 133. Определение взаимного поло-
жения боковых досок ящика до раз-
метки шипов.
Ручное выполнение ящично-
го соединения на прямой шип
практически себя не оправды-
вает, так как вязка имеет до-
статочную прочность и акку-
ратный внешний вид только при
высокой точности изготовления
элементов соединения. Зато
шипы и проушины сравнительно
просто вырезать на станках.
Установку для получения
прямых шипов на тонких досках
(например, при изготовлении ящиков для картотеки) легко смон-
тировать на токарном станке (рис. 132, а). Она состоит из спе-
циального вала, на котором укреплено несколько дисковых фрез
по металлу (ширина лезвия 4—5 мм), а между ними — устано-
вочные кольца такой же толщины. Вместо подручника (на стан-
ках по дереву) или резцедержателя (на токарно-винторезном
оборудовании) устанавливают рабочий стол, на котором при
помощи зажима в определенном положении фиксируют заготовку.
Прямые шипы можно нарезать и на круглопильном станке,
рабочий стол которого снабжен специальной кареткой для попе-
речного распиливания. В данном случае используют дисковую
пилу или фрезу, равную по толщине размеру шипа. К каретке
прикрепляют приспособление для установки заготовки в верти-
кальном положении, которое имеет упорный выступ по толщине
шипа (рис. 132, б).
Соединение досок на шип «ласточкин хвост» (см. рис. 131, б)
бывает сквозным, полупотайным или потайным. В условиях школь-
ной мастерской можно ограничиться отработкой самого простого
варианта — на сквозной шип; эта вязка при качественном вы-
полнении выглядит довольно декоративно.
Перед работой необходимо разметить положение деталей
ящика. Один из возможных способов показан на рис. 133. Кон-
цы двух досок, образующих одну вязку, желательно пометить
цифрами 1 и 2 на внутренней пласти.
Разметка начинается с установления длины шипов. При изго-
117
товлении ящика это надо де-
лать одновременно на двух до-
сках и на обоих концах, по-'
скольку от расстояния между
заплечиками шипов зависит
прямоугольность конструкции.
После того как на всех концах
деталей разметят длину шипов,
приступают к определению ко-
личества и размеров шипов на
торцах деталей 1. Существует
много способов построения эле-
ментов соединения. Например,
с внешней (лицевой) стороны
доски отмечают толщину край-
них полушипов, которая в каж-
дом полу шипе составляет 2/5
толщины доски. При помощи
малки через нанесенные точки
на торце проводят риски под уг-
лом 80° к лицевой пласти
(рис. 134, а). Затем расстояние
между полушипами делят на
равные части, учитывая, что
толщина шипа с лицевой сто-
роны не должна превышать
3/5 толщины доски, а проуши-
ны между шипами — трехкрат-
ной толщины доски. После
этого по малке размечают и
средние шипы. Окончив работу,
можно перенести разметку на
торец противоположной доски,
поставив их рядом, а затем,
перевернув относительно друг
друга,— на оставшиеся торцы.
И наконец, разметочные линии
по угольнику переносят на обе
пласти заготовок.
До пропиливания шипов
следует обязательно отметить
(например, крестиком) выре-
Рис. 134. Последовательность выпол-
нения соединения на шип прямой откры-
тый «ласточкин хвост»:
а — разметка части 1,6 — распиловка шипов и
проушин двух деталей /, в — долбление проу-
шин, г — разметка части 2; д — сборка соедине-
ния
118
заемые части (проушины), поскольку от этого зависит правиль-
ное расположение пропила. При изготовлении ящика точно раз-
меченные шипы на двух противоположных досках можно про-
пиливать одновременно, если разместить заготовки рядом так,
как это показано на рис. 134, б.
Выдалбливают проушины с обеих сторон до половины тол-
щины доски (рис. 134, в). Начинают, как правило, с внутренней
стороны, т. е. там, где проушина уже.
Проушины на концах остальных досок размечают по шипам,
которые должны туда войти. Для этого торец части 1 ставят на
внешнюю пласть сопрягаемой заготовки по разметочной риске и
обводят шилом по кромкам шипов (рис. 134, г). На этот раз линии,
обозначающие места пропилов на торце, проводят по угольнику, а
лицевая пласть остается без разметки. Далее. вырезают про-
ушины.
Размечать элементы соединения можно и по шаблонам, кото-
рые легко изготовить из картона или жести в виде угольника или
коробки (рис. 135). Несложно сделать и распиловочную коробку
для пропиливания шипов, похожую на разметочный шаблон.
Сборку коробки (ящика) на шип «ласточкин хвост» проводят
так: доски, отмеченные цифрой 1 ставят вертикально, а вторую
заготовку размещают на ней (см. рис. 134, д). Несильными
ударами молотка через дополнительную дощечку сопрягают шипы
и проушины. Аналогично действуют и далее. При чрезмерно ту-
гой посадке шипы и проушины требуют подгонки.
Окончательно вязки закрепляют на клею. При этом требуется
контроль перпендикулярности досок методом сравнения длин
диагоналей коробки.
Соединения на круглый вставной шип (на шкант) используют
чаще всего при сборке мебельных щитов в качестве концевой и
серединной (тавровой) вязок (см. рис. 131, в, з). Эти виды со-
единений могут быть сквозными и потайными, в большинстве
случаев применяют последний.
Сначала размечают доску или щит, соединяемые в торце.
Деталь по толщине делят пополам и проводят риску по всей
длине. На таком же расстоянии от торца чертят линию на внут-
ренней пласти другой детали (при концевом соединении). Диаметр
и число шкантов выбирают, учитывая размеры деталей и тре-
буемую прочность изделия. В среднем можно ориентироваться
на следующие параметры: диаметр шкантов 1/3—1/2 толщины
щита, расстояние между ними в 5—10 раз больше диаметра.
При разметке центров отверстий для шкантов надо помнить,
что требуется их полная соосность в обеих деталях. Повысить
точность и ускорить работу поможет следующий способ: в торец
первой детали, в центры будущих отверстий, забивают небольшие
гвозди, головки которых откусывают на высоте 2—3 мм от поверх-
ности. Затем обе заготовки соединяют (рис. 136, а) и слегка сжи-
мают. После этого гвозди можно вытащить: детали размечены.
При сверлении отверстий вручную необходимо пользоваться
119
Рис. 135. Шаблоны для разметки части
соединения на шип прямой открытый
«ласточкин хвост».
Рис. 136. Разметка и выполнение эле-
ментов соединения на круглый вставной
шип:
а — разметка центров отверстий; б — распиловка
шкантов, забитых в торцовые отверстия.
ограничителем — деревянной гильзой, надеваемой на режущий
инструмент. Особенно важно выдержать глубину сверления во
второй детали (с пласти). Отверстия следует раззенковать.
Шканты в промышленности изготавливают на круглопалочных
станках. В школьной мастерской это можно делать на токарном
станке при помощи режущих головок (см. § 13) или строганием.
Затем стержень калибруют — пропускают через отверстия опре-
деленного диаметра с острыми кромками в стальной пластинке.
На шкантах необходимо также прорезать продольные канавки,
через которые из отверстия будут вытекать излишки клея.
Если можно ручаться за точную глубину отверстий в сопрягае-
мых деталях, шканты сразу разрезают по длине и снимают фаски с
обоих концов. Но часто используют и другой способ: сначала
забивают стержень в торцовое отверстие первой детали, фиксируя
окончательно при помощи клея. Затем по планке, толщина которой
равна глубине отверстия в другой детали, отрезают лишнюю
часть (рис. 136, б) и т. д. После снятия с концов шкантов фасок
пробуют соединить детали. Если все выполнено качественно,
окончательно укрепляют составляющие на клею.
Несмотря на точную разметку, при сверлении центры отвер-
стий из-за слоистой структуры древесины могут несколько от-
клоняться в сторону, что усложнит работу и ухудшит качество.
Поэтому при массовом выполнении этого вида соединений сле-
дует пользоваться соответствующими кондукторами.
120
Для концевого сращивания досок и щитов применяются также
соединения на паз и в гребень (см. рис. 131, г, д), на вставную
рейку с открытым торцом и «на ус» (рис. 131, е), со вставным
бруском (рис. 131, ж) и др. Элементы этих соединений сравни-
тельно просто вырезать механизированно.
Угловое серединное (тавровое) соединение досок и щитов
может быть в широкий паз (рис. 131, и), в узкий паз с одним или с
двумя заплечиками (рис. 131, к), а также внаград с одним или
двумя заплечиками (рис. 131, л).
Способы крепления дна и крышки коробочек. В школьных
мастерских на основе ящичных вязок изготавливают коробки,
шкатулки. При этом учащимся приходится решать различные
конструктивные проблемы, в том числе выбирать способ прикреп-
ления дна и крышки.
Дно обычно присоединяют к коробке клеевым соединением на
гладкую фугу, в четверть или в паз. Первым из названных
способов устанавливают дно, изготовленное из той же качествен-
ной древесины, что и боковые стенки (поскольку кромки остаются
видными). Это иногда невыгодно, так как расходуется в значи-
тельном количестве довольно дорогой материал. Кроме того,.после
сборки боковых досок возникает необходимость дополнительного
фугования нижних кромок.
В четверть или в паз можно присоединить дно из листового
материала (например, фанеры). Четверть или паз вырезают в за-
Рис. 137. Установка крышек коробок:
а — в четверть; б — в паз; в — при помощи шарнирных петель, г — осевой петлей; д — осевая
петля для соединения крышки из двух частей; е — петли на металлических обручах, ж — осевая
концевая петля
121
готовках боковых досок коробки до распиловки их на части.
В этом случае при соединении боковых стенок с открытым торцом
остаются видны прорезы: их после сборки изделия следует за-
полнить кусками древесины.
Крышки коробок также можно зафиксировать в четверть или в
паз. В первом случае крышка будет подъемная (рис. 137, а), во
втором — передвижная (рис. 137, б).
Ларцы или шкатулки с объемными крышками (рис. 137, в)
делают следующим образом. После сборки боковых стенок на обе
кромки приклеивают доски. Одна из них будет дном, а вторую
часть отрезают чуть ниже линии склейки. Это и есть крышка.
Для соединения крышки с ящиком пользуются петлями. Крыш-
ку, прилегающую к четверти, можно соединить с коробкой при
помощи осевой петли (рис. 137, г). У длинных коробок осевая
петля иногда располагается в Центре. Крышку у таких коробок,
как правило, составляют из двух частей, имеющих соединение,
похожее на вязку в прямой шип (рис. 137, д). В случае исполь-
зования осевых петель задние части крышки должны быть
скруглены.
Объемные крышки чаще всего присоединяют к шкатулкам при
помощи шарнирных петель. А если ларец обвязывают стилизован-
ными металлическими обручами, петли загибают от их концов
(рис. 137, е). У маленьких коробочек шарнирные петли можно
заменить осевыми концевыми (рис. 137, ж) или кожаными.
В последнем случае полоску кожи приклеивают к задним граням
обеих частей коробки.
24. Специальные соединения
Основные виды сопряжений. Существует большое количество
разных специальных соединений: одни из них применяются
преимущественно в строительстве (например, соединения на на-
гелях, или скобах), другие — в мебельном производстве (соеди-
нение щитов при помощи винтовых и эксцентриковых стяжек).
Специальные виды соединений древесных деталей в школьных
мастерских используются довольно редко: если к соединению
предъявляют особые требования, если заготовки имеют нестан-
дартные формы или одновременно надо увязывать несколько
деталей и пр. Далее охарактеризуем лишь ту часть специальных
соединений, которые могут быть использованы при изготовлении
сравнительно небольших изделий в мастерских.
Соединение деталей при помощи винтовой пары применяют,
если требуется особенно прочное (разъемное) сопряжение или
детали должны иметь возможность относительного движения
вокруг оси. В таких соединениях можно регулировать натяжение
между деталями, устанавливать определенный зазор.
Винтовая пара состоит из болта и гайки. Для предохранения
древесины от смятия под гайку подкладывают шайбу. Чаще всего
для соединения деревянных деталей используют болты с полукруг-
122
Рис. 138. Некоторые специальные соединения:
а — при помощи винтовой пары (болта и гайки), б, в, г — на клин, д, е, ж — блочные
лой головкой, под которой на безрезьбовом стержне сделана
призматическая огранка (рис. 138, а). Если соединение требует
частой разборки или регулировки натяжения (например, у малки),
используют накатанные цилиндрические или барашковые гайки.
К специальным разъемным соединениям относятся и соедине-
ния на клин (рис. 138, б — г). Они широко применялись в те вре-
мена, когда металлические крепления детали еще не были столь
дешевыми и доступными, как сегодня. Поэтому в изделиях они
выглядят более архаичными, но одновременно и очень декоратив-
ными. По конструкции соединения на клин похожи на шиповые
вязки. Взаимное расположение, форма и размеры частей сопря-
гаемых деталей зависят от назначения и конфигурации изделия.
Шиповые соединения, при помощи которых мелкие де-
тали объединяют в массивные блоки, называют блочными
(рис. 138, д — ж). И хотя они не имеют большого практического
значения, зато представляют собой интересные технические ре-
шения, порой являются головоломками. Использовать изделия с
этим видом соединения можно по-разному. Во-первых, поставить
перед учениками задачу: по внешнему виду блока определить
конструкцию соединения и форму отдельных деталей; во-вторых,
организовать соревнование на быстроту сборки и т. п.
Еще интереснее трехсторонние соединения нескольких дета-
лей — это объекты загадок, головоломок, при работе над которы-
ми проявляется творчество ребят. Изготовление подобных изделий
в качестве предметных загадок позволяет школьникам изучить и
освоить технологию выполнения шиповых соединений.
123
Из сравнительно тонких и широких дощечек легко сделать так
называемую головоломку «ОСС» (рис. 139, а). При изготовлении
составляющих ее деталей (рис. 139, б) ребята отрабатывают
приемы долбления сквозных гнезд (не говоря о разметке и пр.).
Из-за небольших размеров каждой детали все врезки в заготовке
следует выполнить до поперечной распиловки ее на отдельные
части (детали). В противном случае, как показывает практика, в
результате раскалывания древесины у учеников получается много
брака. Поэтому вполне оправдано изготовление деталей этой иг-
рушки из фанеры требуемой толщины.
На рис. 140 показана очень занимательная головоломка и
приведено два разных варианта составляющих элементов. Как
вйдно, размеры врезок (ширина, глубина и расстояние между
ними) зависят от ширины самого квадратного бруска со сто-
роной а.
Поскольку для врезок в данном случае применимы размеры
0,5а, 1а, 1,5а и 2а, следует выстрагивать заготовку шириной,
позволяющей изготовить соответствующие элементы, т. е. с четным
числом миллиметров (например, 18, 20, 24). Длину общей за-
Рис. 139. Трехсторонние соединения:
а — фигура («ОСС»), б — отдельные элементы
(«ОСС»)
Рис. 140. Головоломка:
а — общий вид, б, в — варианты частей соеди-
нения шести брусков
124
Рис. 141. Калибр для проверки разме-
ров врезок.
готовки определяют по тому же
размеру, поскольку от ширины
брусков зависит и длина каж-
дой детали. Ученикам следует
подсказать, что все требуемые
врёзки непременно следует
окончательно обрабатывать до
распиливания заготовки на от-
дельные детали. При контроле
размеров врезок экономить ра-
бочее время позволяет само-
дельный калибр (рис. 141). Для
пропиливания торцов врезок легко изготовить и специальное
стусло, у которого расстояния между пропилами точно соот-
ветствует требуемым размерам.
Сборка головоломки представляет для учащихся сравни-
тельно сложную задачу, развивает их мышление и техническую
смекалку.
К числу специальных можно отнести и соединения деревянных
деталей при помощи обручей, плетением. Эти виды соединений в
свое время широко применялись при изготовлении круглых
составных сосудов: бочек, боченков, кружек, тазов и т. п. Оба вида
вязок в наше время практического значения не имеют, но при
выполнении поделок в народном стиле они придают предметам
оригинальный вид. Круглые составные сосуды могут быть
объектами труда в кружковой работе, поэтому остановимся
подробнее на технологии их изготовления.
Изготовление сосудов. Технологический цикл выполнения круг-
лого составного сосуда (фото 45 и 47 вклейки) начинается с
вырезания досок соответствующего профиля. Сначала при помощи
специальных рубанков (или на фрезерном станке) скругляют
заготовки с внутренней и внешней сторон. Поскольку после сбор-
ки имеется возможность дополнительной обработки, скругление
может быть не очень точным.
Гораздо большего внимания требует обработка кромок досок.
Угол скоса кромок каждой доски зависит от количества составных
. 360°
элементов и рассчитывается по формуле а =...., где п — чис-
ло досок. При этом надо учесть, что детали сосудов конической
формы (их проще обвязывать) сужаются к одному концу.
Разумеется, при подготовке досок без специального оборудо-
вания обойтись сложно. Одна из возможных конструкций такого
устройства для обработки деталей на круглопильном станке
показана на рис. 142. Приспособление вместе с закрепленной
на нем заготовкой подают по линейке. Если пильный диск
125
Рис. 142. Обрезание кромок досок на
круглопильном станке.
Рис. 143. Точение торцов и утора для
дна на конической оправке.
качественно заточен и разведен, то кромки досок дополнительной
доводки не требуют.
Собирают изделие при помощи вспомогательных обручей из
круглой прутковой стали разного диаметра. Их следует согнуть, а
концы заварить. Дощечки ставят одну на другую в вертикальном
положении в круглую канавку, выточенную на токарном станке в
деревянном диске, и забивают на них обручи. После сборки
внутреннюю поверхность сосуда отшлифовывают на специальной
бобине, размещенной в центрах токарного станка по дереву. За-
тем заготовку набивают на коническую оправку, как показано
на рис. 143, и устанавливают на токарный станок. Так можно
выровнять оба торца сосуда, отшлифовать (а при необходимости
Рис. 144. Составной сосуд
с металлическими обру-
чами.
126
и обточить, снимая поочередно
один из обручей) наружную по-
верхность, выполнить при по-
мощи специальной стамески
утор для дна. Дно составного
сосуда представляет собой диск
со скошенными краями. Диа-
метр этой детали должен быть
на 1—2 мм меньше максималь-
ного размера утора.
Обручи для окончательного
соединения сосуда делают из
древесины или металла. Для
мелких декоративных изделий
(например, кружек) металли-
ческие стяжки изготавливают
из полос листовой меди или
Рис. 145. Соединение концов обруча
для составного сосуда.
латуни, соединяя их концы при
помощи заклепок. Сосуды из светлой древесины целесообразно
стягивать обручами, оксидированными в темно-коричневый
цвет, а на темной древесине (например, мореном дубе) лучше
смотрятся светлые обручи (рис. 144).
Для обручей из древесины обычно берут прямые побеги опре-
деленных древесных пород (можжевельника, рябины, ивы и пр.).
Побег раскалывают при помощи ножа или специального клина на
две части, снимают кору и застрагивают внутренние стороны.
Затем заготовку гнут по шаблону, диаметр которого несколько
меньше, чем у сосуда, ставят на предусмотренное место и раз-
мечают оба конца (рис. 145). Размеченную заготовку снимают
и вырезают в сторону середины от рисок так называемые «когти».
Рис. 146. Вогнутый лоф —
копия этнографического
изделия.
127
Теперь обруч можно привязать и поставить на сосуд окончательно.
Узлы всех стяжек должны располагаться на одной прямой; у кру-
жек с рукояткой — в сторону последней. В принципе есть возмож-
ность соединить доски сосуда после того, как дно поставлено на
свое место, на клеевом водостойком составе. В таком случае
необходимость в обручах, как элементах соединения, отпадает.
Очень распространены были в древности и выгнутые круглые
сосуды, декоративные коробки и короба (см. рис. 146). Для из-
готовления последних, например, необходима древесина с упор-
ными прямыми волокнами: осины, ясеня или сосны. А для гнутья
требуются тонкие дощечки. Их целесообразно готовить способом
раскалывания и последующего строгания; при этом останутся
целыми волокна древесины и доска в процессе сгибания не
ломается.
Гнут доски в шаблоне-заж-име (рис. 147); до этого их следует
кипятить или пропаривать в течение 30—60 минут. Дощечку мож-
но предварительно согнуть по специальному цилиндрическому
шаблону, прикрепленному жестко к верстаку. Затем заготовку
помещают в шаблон-зажим, который состоит из двух полукруглых
колодок и обруча из тонколистового металла. Доску прижимают
между колодками и обручем при помощи клиньев так, чтоб ее
концы заходили бы друг на друга как минимум на расстояние
100 мм.
После высыхания заготовку освобождают и вырезают от-
верстия для шва. Сшивают концы доски кожаной или лубяной
лентой. Выступающие части изделия можно предварительно
приклеить.
Для крышки короба потребуется второе кольцо, несколько
меньшее по высоте и большее по диаметру. Покрытия для
крышки и дно делают из тонких досок хвойных пород древесины.
Их разметку проводят по готовым кольцам. По наружной грани
размечают контуры, а по внутренней — риску четверти. Четверть
врезают в глубину примерно 2/3 толщины доски. Дно и крышку
присоединяют к боковым дос-
кам на клею, но для соблюде-
ния народного стиля потом сле-
дует выполнить отверстия и за-
бить в них деревянные нагели.
Коробки и короба украшают
геометрическим орнаментом в
технике выжигания или резьбы
по дереву.
Рис. 147. Шаблон-зажим для гнутья бо-
ковой доски короба.
128
V. ОТДЕЛКА И УКРАШЕНИЕ
ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ
25. Столярная подготовка к отделке
Древесина очень чувствительна к воздействию различных
факторов окружающей среды. Чтобы защитить изделия из этого
материала от нежелательных последствий (пачкание, коробление,
растрескивание и пр.), их покрывают различными веществами,
отделывают. Но это — не единственная, цель данной операции;
отделка способствует и повышению эстетической ценности изде-
лий. Например, подлинная красота текстурного рисунка и яркость
естественного цвета древесины проявляются лишь после спе-
циальной обработки.
Не все древесные породы в натуральном виде отличаются при-
родной красотой. Чтобы придать изделиям из древесины, скром-
ной по текстуре и цвету, праздничный вид, на их поверхность
наносят украшения. Известно много различных способов этого
искусства, среди которых некоторые выделяются как самостоя-
тельные художественные ремесла (например, резьба и мозаика
по дереву). Поскольку приемы отделки и украшения частично
несут одинаковые функции, а также технологически связаны
между собой, то их следует рассматривать вместе.
Для всех видов отделки и украшений поверхность древесины
должна быть хорошо подготовлена. Различают подготовку сто-
лярную и отделочную. О первой сейчас и будет разговор.
При столярной подготовке поверхности механическими спосо-
бами придают как можно большую гладкость. В производствен-
ных условиях в первую очередь заделывают сучки и трещины;
в школе заготовки с подобными дефектами ученикам лучше не
выдавать. Объекты труда в мастерских имеют небольшие разме-
ры, и поэтому сучки и трещины можно удалить при выпиливании
заготовок.
Подготовка поверхностей ручными инструментами. Плоскост-
ные поверхности выравнивают шлифтиком. Это — рубанок с
двойным ножом, у которого колодка немного короче, чем у обыч-
ного инструмента, а угол установки резца несколько больше
(48—50°). Разумеется, нож шлифтика должен обладать хороши-
ми режущими свойствами. А при работе инструмент настраивают
так, чтобы резец снимал очень тонкую (минимальную по толщи-
не) стружку.
129
Поверхность древесины твердых лиственных пород после зачи-
стки шлифтиком обрабатывают циклей — стальной пластинкой
толщиной до 1 мм с заусенцем — режущей частью. Для криволи-
нейных поверхностей пользуются инструментом с соответствую-
щим профилем.
Циклю при работе держат двумя руками, немного наклоняя
инструмент вперед. Но поскольку эта операция трудоемкая,
при циклевании больших поверхностей режущий элемент реко-
мендуется вставлять в специальную колодку с рукоятками.
В продаже имеются инструменты со сменными резцами, пред-
назначенные в первую очередь для выполнения ремонтных работ.
В некоторых случаях они могут быть использованы и для цикле-
вания поверхностей при столярной подготовке деревянных изде-
лий к отделке. Интересную конструкцию цикли, состоящей из
большого количества лезвий ’безопасной бритвы, предлагали
учителя-рационализаторы.
Отверстия, пазы и выемки зачищают личными напильниками
соответствующего профиля.
Окончательно сглажйвают поверхность абразивной (шлифо-
вальной) шкуркой, т. е. материалом, на гибкой основе (бумаге,
ткани) которого связующим веществом приклеены мелкие абра-
зивные частицы (зерна) с острыми гранями. Обычно шкурку
обертывают вокруг деревянных брусков — это облегчает работу.
Но предпочтение надо отдать специальным шлифующим устрой-
ствам, изготовить которые могут сами учащиеся. Несмотря на
конструктивные разновидности, каждое из этих устройств пред-
ставляет собой деревянную колодку, на рабочую поверхность
(подошву) которой прикреплен слой эластичного материала —
резины, пробки, войлока, а с верхней стороны предусмотрена
возможность фиксации краев шкурки.
Следует иметь в виду, что вблизи ребер и углов детали обыч-
но снимается более толстый слой древесины и поэтому возникает
опасность отклониться от формы изделия. Во избежание этого при
шлифовании небольших плоских граней (а также при снятии
фасок) можно поступать так: приклеить шкурку больших разме-
ров на пласть дощечки и закрепить последнюю на верстаке.
На таком основании удобно обрабатывать детали, придержи-
вая их двумя руками.
Вогнутые поверхности шлифуют, прижимая абразивную шкур-
ку к детали пальцами и перемещая ее вдоль волокон древесины.
При ином направлении движения на поверхности остаются ца-
рапины, которые в дальнейшем очень трудно удалить.
Во время работы шкуркой необходимо периодически счи-
щать с нее накопившуюся древесную массу. При шлифовании
светлых пород древесины нельзя пользоваться шкурками с тем-
ными абразивными зернами, так как образующаяся такого же
цвета пыль загрязняет поверхность изделия. По этим же сообра-
жениям не допускается одним и тем же куском шкурки шлифо-
вать подряд и светлые и темные породы древесины.
130
Размер абразивного материала — основа для классификации
шкурок по зернистости. Поверхность сначала шлифуют средне-
зернистыми шкурками, затем мелкозернистыми (крупнозернистые
шкурки предназначены для обработки некоторых деталей на
соответствующих станках).
Ученикам следует выдавать абразивную шкурку лишь после
того, как они добьются необходимой формы и шероховатости
поверхности изделия режущими инструментами. Если не вести
строгий контроль за работой ребят и не соблюдать этого правила,
многие школьники могут преждевременно приступить к неоправ-
данному шлифованию. Ребятам надо объяснить, что после шли-
фования нельзя обрабатывать поверхности детали режущим
инструментом, поскольку оставшиеся в сосудах древесины зерна
абразива затупляют инструмент.
Механизированная подготовка поверхностей. Самые распро-
страненные приспособления для механизированной шлифовки
древесины — диск, бобина, барабан и головки.
Шлифовальный диск (рис. 148, а) можно изготовить из много-
слойной фанеры. На краю диска в четверти размещается сталь-
ное кольцо, которое прижимает к основе на шурупах или неболь-
ших болтах абразивный материал. Одновременно на диск до-
пускается натягивать 2—3 слоя шкурки, которые по мере изна-
шивания постепенно снимают, разрывая бумагу. Это приспособ-
ление при помощи планшайбы легко установить на шпинделе
токарного станка. Разумеется, четверть и весь диск должны
быть обточены в рабочем положении на той же планшайбе.
Рис. 148. Приспособления для механизированного шлифования древесины:
а — диск, б — бобины, в — барабан: г — головка.
131
Для шлифования поверхности прямоугольной формы перед
диском на станке перпендикулярно ему размещают рабочий
стол. К недостаткам этого способа можно отнести то, что зерна
шкурки движутся по траектории окружности, а это не позволяет
обрабатывать поверхности древесных деталей вдоль волокон.
Шлифовальную бобину (рис. 148, б) просто выточить в
центрах токарного станка. Шкурку на этой детали фиксируют
двумя способами: во-первых, можно вырезать в бобине продоль-
ный паз и закрепить в нем концы абразивного материала при
помощи планки и шурупов, во-вторых, длинную узкую ленту ма-
териала наматывают на цилиндрическую поверхность основы по
спирали, а концы прибивают гвоздями к торцам. С помощью
подобного приспособления обрабатывают, в первую очередь,
вогнутые поверхности.
Шлифовальный барабан1 (рис. 148, в) представляет собой
ящик в виде цилиндра или многогранной призмы, на внутреннюю
поверхность которого приклеен абразивный материал. Такой ба-
рабан предназначен для шлифовки мелких деревянных деталей,
имеющих округленную форму (пуговицы, кнопки, звенья цепи
и пр.). Детали помещают в барабан через люк и вращают со
сравнительно небольшой частотой (30—60 мин-1), чтобы объекты
могли скользить по его стенкам.
Шлифовальные головки (рис. 148, г) незаменимы при столяр-
ной подготовке многосторонне вогнутых поверхностей. Болванку
следует выточить из древесины. Самая качественная головка
получится, если на основу прикрепить полосы абразивного ма-
териала. Разумеется, в таком случае затрудняется смена срабо-
тавшейся шкурки. Поэтому обычно абразив на головке фиксируют
при помощи соответствующей скобы. При работе головку уста-
навливают в патроне токарного или сверлильного станка, а изде-
лие прижимают к ней руками.
Из перечисленных выше приспособлений шлифовальный диск и
шлифовальная бобина — самые универсальные. Поэтому их целе-
сообразно использовать при столярной подготовке многих дета-
лей. А для фиксации приспособлений можно (с помощью шефов)
сделать простой станок (рис. 149, а), на нем легко шлифовать
детали даже призматической формы.
Несколько сложнее переналаживать токарный станок для
ленточной шлифовки (рис. 149, б). Для этого требуются две
бобины, причем одна из них должна быть соединена со шпинде-
лем, а вторая вращаться на специальной оси, и рабочий стол.
Поскольку ленточный шлифовальный станок предназначен для
обработки плит, в школьной мастерской необходимость в нем
может возникнуть лишь в случае, если в кружках занимаются
изготовлением мебели.
При отделке поверхностей механизированным способом обра-
зуется много древесной и абразивной пыли. Поэтому шлифо-
1 Иногда барабанами называют шлифовальный диск или полую бобину.
132
Рис. 149. Самодельные шлифовальные станки:
а — комбинированный для торцового и продольного шлифования деталей; б — ленточный на базе
токарного станка по дереву.
вальные приспособления (кроме барабана) следует помещать в
специальные кожухи, снабжать местной вентиляцией.
Во время шлифования волокна древесины перерезаются и
при соприкосновении с жидкостью поднимаются, поверхность по-
лучается шероховатой. Поэтому до окончательной отделки ворс
необходимо удалить. Сначала увлажняют деталь водой или раст-
вором, состоящим из 50 г карбамидной смолы, 1 г щавелевой
кислоты и 1 л воды. Этот раствор наносят на изделие тампонами.
После высыхания поверхности ее отшлифовывают мелкозернис
той шкуркой, практически без нажима на последнюю во избежа-
ние срезания следующего слоя клеток.
26. Отделочная подготовка древесины
Под отделочной подготовкой поверхности древесины пони-
мают удаление с нее пятен, пропитывание прозрачными краси-
телями, грунтование и шпаклевание.
Обессмоливание и отбеливание. Если на изделии имеются
пятна (природного происхождения или появившиеся во время
обработки), прозрачное покрытие их еще больше проявляет и
поделка получается неряшливой. Для удаления пятен, а также
для придания древесине более светлого тона применяют различ-
ные отбеливающие и обессмоливающие составы.
Обессмоливание поверхности древесины некоторых хвойных
пород осуществляют с помощью растворителей — скипидара, бен-
133
зина, 25%-ного водного раствора ацетона. Употребляется и вод-
ный раствор кальцинированной соды или горячий 5%-ный раствор
едкого натра. В последнем случае смола на поверхности омыляется
и смывается теплой водой.
Отбеливание (за исключением древесины дуба) производят
6— К0%-ным раствором щавелевой кислоты, 15%-ной перекисью
водорода с добавлением 2%-ного раствора нашатырного спирта.
Состав наносят кистью, и через 3—8 минут смывают теплой водой.
Кроме того, применяют смесь из воды и поташа (в равных частях),
10%-ный раствор соды и др.
В школьных мастерских необходимость в этих операциях
возникает редко. Но если уж обязательно надо обессмолить или
отбелить поверхность, то учитель должен это делать сам, причем
работать с реактивами следует в защитных очках, резиновом
фартуке и перчатках.
Крашение. Этот вид отделки применяют для усиления естест-
венного цвета древесины или придания ей совсем нового тона.
Поэтому крашение можно рассматривать, с одной стороны, как
способ отделочной подготовки, а с другой, как вид отделки.
Для крашения древесины используют светостойкие природные
или синтетические красители различных оттенков, даже неестест-
венного для этого материала цвета, например зеленого.
Растворы приготавливают обычно размешиванием сухого кра-
сителя в небольшом количестве нагретой до 60—80° С дистилли-
рованной воды. Затем раствор фильтруют через несколько слоев
марли и разбавляют до нужной концентрации в зависимости от
желаемого тона окраски.
Крашение можно осуществлять также химикатами, называе-
мыми протравами, которые, вступая в реакцию с веществами,
находящимися в клетках древесины, изменяют ее цвет. Наиболее
интенсивно поддаются химическому окрашиванию породы, содер-
жащие дубильные вещества. Ниже, в табл. 5, даются рекоменда-
ции по использованию наиболее доступных химических веществ,
водные растворы которых целесообразно применять для краше-
ния древесины. Концентрация раствора указана ориентировочно,
повышение содержания вещества приведет к более интенсивно-
му крашению и затемнению тона.
Крашение может быть глубокое или поверхностное. В первом
случае составом пропитывается вся древесина, во втором глубина
проникновения раствора не превышает 2 мм.
При поверхностной обработке краситель на предварительно
подготовленную поверхность наносят вручную распылением или
окунанием изделия в раствор. В школе эту операцию лучше всего
проводить с помощью тампонов, мягких кистей или поролоновой
губки и пользоваться водными растворами красителей. Для равно-
мерного проникновения краски в древесину ее поверхность сле-
дует предварительно смачивать теплой водой. Торцы деталей не-
обходимо увлажнять слабым раствором мездрового клея, в про-
тивном случае они могут окраситься в более темный цвет.
134
Таблица 5. Протравы
Номер раст- вора Химикаты Концент- рация раство- ра, % Цветовой тон Породы, подвергающиеся крашению
1 Двухромовокислый ка- 3 Желтоватый Береза, клен
лий
2 То же 5 Коричневый Практически все
3 Железный купорос 2 Серый То же
4 Поташ 3 Темно-серый Бук, дуб
5 Квасцы алюмокалиевые 3 Красный Ясень, груша
6 Ацетат железа 5 Черный Дуб
7 Хлорное железо 1 Синевато- Орех, дуб
серый
8 Медный купорос 3 Лиловый Практически все
9 Бихромат натрия 1
Железный купорос 1,5 Оливковый Береза, бук
Краситель наносят при температуре 50—60°С несколько раз,
до получения требуемого тона. Разрыв по времени в процессе этой
работы не должен превышать 5 минут. Излишки снимают сухой
ветошью. После полного высыхания красителя (для чего при ком-
натной температуре требуется примерно 2 часа) поверхность
протирают вдоль волокон конским волосом. Шкуркой (даже
мелкозернистой или старой) окрашенные детали обрабатывать не
следует, поскольку это может привести к снятию красителя в
местах, где он не впитался в древесину до требуемой глубины.
Глубокое крашение позволяет получать не только более ров-
ное по оттенку по сравнению с поверхностной обработкой по-
крытие, но в некоторых случаях даже улучшать естественную
текстуру древесины. Этот вид покрытия заготовок, кряжей и шпо-
на можно осуществлять в автоклавах, горяче-холодных ваннах
и даже без специального оборудования.
Автоклавы обычно используют в промышленных условиях.
В горяче-холодных ваннах древесину выдерживают в разогретом
растворе красителя или протравы; при этом изделие прогревается
и из него выходит часть воздуха. Затем материал переносят в
холодную ванну. Древесина и находящийся в ней воздух охлаж-
даются, и за счет создавшегося разряжения раствор всасывается
в поры изделия.
Существует еще один способ крашения, который называется
газированием. Его применяют преимущественно при работе с
древесиной дуба. Этот материал легко, быстро, однородно и на
сравнительно большую глубину темнеет в парах нашатырного
спирта. Детали из дуба вывешивают в объемной закрытой по-
суде, на дне которой находится емкость с водным раствором
аммиака (нашатырного спирта). Камеру следует поставить на
ночь в вытяжной шкаф (например, в кабинет химии). Утром кра-
сивые темно-серые или темно-коричневые изделия готовы к
прозрачной отделке.
135
Грунтование, порозаполнение и шпатлевание. Эти операции
применяют в случае, если требуется гладкая поверхность под
прозрачные покрытия. Грунтованием закрывают поры мелкосо-
судистых пород древесины и создают условия для лучшей адгезии
лака с поверхностью древесины. Порозаполнители содержат
больше сухих веществ и поэтому служат для выравнивания по-
верхностей крупнососудистых древесных пород.
В школьных условиях заниматься грунтованием и порозапол-
нением не рекомендуется, поскольку натуральная шерохова-
тость поверхности древесины для поделок представляет в декора-
тивном отношении не меньший интерес, чем высококачествен-
ный блеск. К тому же для порозаполнения необходимы спе-
циальные составы и пасты, инструменты, которые иногда до-
вольно трудно достать.
При непрозрачной отделке изделий часто выполняют операцию
шпатлевания, т. е. выравнивания поверхности и устранения мел-
ких трещин, вмятин. В зависимости от пленкообразующих ве-
ществ шпатлевки бывают масляные, клеевые, нитролаковые, поли-
эфирные. Наиболее часто используют масляно-клеевые составы,
приготовляемые из олифы, раствора мездрового клея и осажден-
ного мела.
Если перед прозрачной отделкой грунтование и пороза-
полнение не обязательны, то получить качественное непрозрач-
ное покрытие на древесине без шпатлевания невозможно.
Состав на изделие наносят специальным инструментом —
шпателем, причем для шпатлевания вогнутых поверхностей тре-
буются инструменты соответствующей формы. После высыхания
шпатлевки поверхность тщательно шлифуют мелкозернистой
шкуркой и, при необходимости, повторяют всю процедуру шпат-
левания.
Надо иметь в виду, что масляную шпатлевку нельзя использо-
вать под нитрокраски, поскольку нитроэмаль растворяет олифу и
получается невысыхающая смесь.
27. Отделка древесины
лакокрасочными материалами
Прозрачные (матовые и глянцевые) покрытия наносят на
хорошо подготовленные поверхности древесины для придания им
приятной фактуры.
Воскование. Этот способ относится к одному из самых древ-
них методов прозрачной отделки древесных изделий. Необхо-
димый материал — мастика, состоящая из пчелиного воска и ски-
пидара. Ее легко получить в школьных условиях. Воск расплав-
ляют, добавляют 2 весовые части скипидара и размешивают.
Разумеется, это нельзя делать на открытом огне, так как смесь
огнеопасна.
Мастика после охлаждения по консистенции похожа на сме-
тану, ее удобно наносить на поверхность изделия тампоном или
136
жесткой кистью. В течение 12—24 часов воск освобождается от
растворителя, затвердевает и при последующем растирании сна-
чала грубой тканью, а затем фланелевой или бархатной дает
ровный мягкий блеск.
Восковой отделочный слой очень чувствителен к механическим
повреждениям и воздействию влаги. Чтобы закрепить покрытие,
на поверхность наносят слабый раствор спиртового лака (лучше
шеллачного).
Лакирование. Этот способ отделки получил очень широкое
распространение. В целом лаками называют растворы природных
или синтетических смол, которые после нанесения на поверхность
вследствие улетучивания растворителя или химической реакции
(между лаком и отвердителем) образуют тонкий устойчивый
защитный слой.
Спиртовые лаки представляют собой растворы природных
смол в этиловом спирте. Лучшие из них дают довольно приемлемое
на первый взгляд покрытие. Но подобные материалы маловодо-
стойкие, и поэтому ими нельзя покрывать изделия, которые
часто берут в руки.
Масляные лаки (растворы природных смол в высыхающих
маслах) также нельзя считать очень подходящими для покрытия
небольших изделий в школьных мастерских. Они сравнительно
долго (от 1 до 3 дней) сохнут и образуют пленку, которая отли-
чается жирным блеском, что снижает качество изделия.
Синтетические лаки не рекомендуется использовать в школь-
ных мастерских. Однако в этой группе есть материалы, например
паркетные лаки, состоящие из двух компонентов (бесцветной
синтетической смолы и кислотного отвердителя), которые могут
быть применены в мастерской. Подобные лаки создают защит-
ный слой с хорошими свойствами, но при работе надо строго
соблюдать все меры предосторожности.
В современном мебельном производстве наибольшее рас-
пространение нашли нитролаки. Они быстро сохнут, дают стойкую
и эластичную пленку; их наносят на сопрягаемые поверхности
вручную (кистями) или методом распыления. Поэтому данные
материалы считаются самыми подходящими для прозрачной от-
делки небольших изделий.
Промышленность выпускает нитролаки разных марок, имею-
щие специфические свойства; ниже приведены некоторые данные
о самых распространенных марках.
Лак НЦ-216 содержит сравнительно много сухих веществ
(25—30%) и имеет небольшую усушку; его целесообразно
использовать в качестве грунтовки.
Лак НЦ-218 предназначен для нанесения покрытия облива-
нием, окунанием в раствор изделия.
Лак НЦ-222 почти бесцветен и поэтому особенно хорошо под-
ходит для обработки светлых древесных пород. Но не следует
наносить на поверхность изделия более 3 слоев этого лака, по-
скольку толстая пленка быстро растрескивается.
137
Лак НЦ-228 содержит медленнолетучие растворители, и поэто-
му его легче наносить кистью или тампоном.
Все перечисленные выше нитролаки доводят до рабочей конси-
стенции специальными растворителями.
Вообще лаки следует наносить на сухую поверхность древеси-
ны, очищенную от пыли, равномерными слоями без подтеков
примерно 3—5 раз. Вручную это делается при помощи мягкой
кисти или ватным тампоном, обернутым тонкой льняной тканью.
После каждой операции изделие необходимо просушить. Но перед
покрытием следующим слоем предыдущий обрабатывают мелко-
зернистой шкуркой.
На деталях сложной конфигурации довольно непросто достичь
равномерного покрытия ручным способом. Качественно отделать
подобные изделия позволяет лишь метод распыления. Для этого
пользуются компрессорами и пистолетами-распылителями, разных
конструкций. Но покрыть деталь равномерным слоем лака можно и
при помощи пылесоса с распылителем.
Надо иметь в виду и следующее обстоятельство: лак — своего
рода проявитель, т. е. он помогает выявить как красивую фак-
туру древесины, так и недостатки, дефекты столярной и отделочной
подготовки. Поэтому, прежде чем приступать к лакированию,
следует хорошо продумать, самый ли это подходящий способ
отделки данного изделия.
Полирование. Этот процесс считается высококачественным
способом прозрачной отделки древесины, так как полированная
поверхность приобретает устойчивый зеркальный блеск. Однако
в школе полировать изделия из-за большой трудоемкости опе-
раций нецелесообразно.
Отделка изделий непрозрачными веществами. Еще несколько
лет тому назад непрозрачное покрытие древесной поверхности
красками считалось
исключительным явле-
нием и оно оправды-
валось лишь в случае,
если условия эксплу-
атации изделия тре-
бовали
прочного
слоя. Сегодня эти по-
зиции изменились; ху-
дожники -оформители
при отделке вещей из
древесины, которые в
натуральном виде
сравнительно одно-
особенно
защитного
Рис. 150. Шкатулка, окра
шейная непрозрачными эма
левыми красками.
138
Рис. 151. При окрашивании
распылением можно исполь-
зовать трафареты.
родни по слабой тек-
стуре и желтовато-
белому цвету, смело
пользуются яркими
непрозрачными лака-
ми (рис. 150).
Покрывают изде-
лия непрозрачными
красками вручную, а
некоторые растворы
(например, нитро-
эмали) можно нано-
сить при помо-
щи распылителя. Лучше всего для ручного крашения под-
ходят синтетические (пентафталевые, алкидные) эмали. Они вы-
сыхают быстрее, чем масляные краски. Качественное нанесение
покрытий кистью требует довольно большого опыта. Особенно
важно следить, чтобы слои краски были одной толщины и,
несмотря на конфигурацию изделия, не образовывали подтеки.
Нитроэмалевые краски (как и нитролаки) по своим свой-
ствам наиболее подходят для обработки небольших поделок.
Ровное нанесение нитроэмали несколько затруднено, поскольку
краска быстро сохнет. Поэтому лучше всего пользоваться рас-
пылителями: можно получить качественное однородное покрытие.
Промышленность выпускает нитроэмали в аэрозольной упаков-
ке — это готовый распылитель. А в ряде случаев целесообразно
при работе применять специальные трафареты (рис. 151).
Иногда оправдывает себя использование для непрозрачного
крашения древесины водоэмульсионной краски. В белую краску
можно добавить специальные пасты, гуашь или водные растворы
анилиновых красителей и получить любой желаемый пастельный
цветовой тон.
Водоэмульсионное покрытие матовое, водостойкостью не отли-
чается и легко пачкается. Поэтому оно не пригодно для вещей,
которые часто берут в руки (например, игрушек), зато вполне
оправдывает себя для покрытия изделий с декоративным
уклоном (рамок для картин и т. п.).
28. Выжигание
У многих народов, живущих в северном и умеренном поясе,
одним из излюбленных способов украшения изделий является
выжигание. На светлой поверхности древесных пород ярко выде-
ляется темно-коричневый рисунок. Существует несколько техно-
логических приемов выжигания.
139
Выжигание орнаментальных композиций при помощи нагретых
металлических стержней определенного профиля (штемпелей)
широко применялось народными умельцами с древних времен.
Штемпели для выжигания более «массивных» по форме знаков
не отличаются от чеканов такого же профиля, но, поскольку от
них не требуется высокой твердости, инструменты можно изготав-
ливать из незакаленной конструкционной стали или даже из
цветных металлов.
Чтобы нагретый штемпель было удобно прижимать в пре-
дусмотренное место, его снабжают рукояткой. А поскольку металл
обладает хорошей теплопроводностью, стержень должен быть
довольно длинным и ручка располагается относительно далеко от
нагреваемого профильного конца.
Практика показывает, что удобнее пользоваться штемпелем,
если его рабочую часть согнуть под прямым углом, как у многих
паяльников. Еще лучше, если стержень с рукояткой снабдить
сменными наконечниками с разным профилем (рис. 152, а).
Штемпели для выжигания более сложных («воздушных»)
фигур делают из листовой стали, выгибая ленту по нужному
контуру. Но надо иметь в виду, что нагретый металл размягчает-
ся и слишком тонкая жесть может деформироваться при внедре-
нии в древесину. Проблемы возникают и при креплении штемпеля
подобной формы к рукоятке. Для этих целей наиболее подходит
опорная планка, к которой штемпель присоединяется проволоч-
ными скобами (рис. 152, б).
Нагревать штемпель следует пламенем паяльной лампы или га-
Рис. 152. Рукоятки со сменными прутковыми (а) и согнутыми (б) штемпелями
для выжигания определенных фигур на поверхности древесины.
140
зовой горелки. Разумеется, эту работу необходимо выполнять в
специальном помещении, соблюдая все меры пожарной безо-
пасности. Устройство для электрического нагрева массивных
штемпелей можно сделать из электронапильника мощностью
90—200 Вт.
Узор выглядит более красивым, если все знаки выжжены штем-
пелями при одинаковой температуре и получились одного оттенка
(фото 59 вклейки). Это достигается экспериментально. Начальную
температуру можно определить по цвету каления. Первый отпе-
чаток обычно бывает слишком темным, и его следует оставлять на
отходах древесины. Повторное выжигание одного и того же кон-
тура приводит к снижению качества работы.
Если штемпели позволяют получать лишь отпечатки опреде-
ленной формы, то с помощью нагретой до красного каления
проволоки легко рисовать на древесине любые фигуры. Но в этом
случае требуется постоянный электрическйй подогрев элемента.
Подобный принцип использован в приборе для выжигания.
Основной частью прибора является трансформатор мощностью
100—300 Вт, выходным напряжением 2—4 В, с регулятором.
Приборы, выпускаемые промышленностью, иногда имеют недоста-
точную мощность для нагрева проволоки до красного каления.
Поэтому в школьных условиях можно использовать и другие
трансформаторы, специально для э^ой цели не предназначен-
ные, например из кабинета физики.
Ручку для выжигания необходимо делать из изоляционного
материала (например, текстолита), а провода, соединяющие на-
греваемый элемент с трансформатором, должны быть достаточно
большого сечения. Выжигательный элемент следует вырезать из
никелиновой или нихромовой проволоки нагревательной спирали
бытовых электроприборов, причем он должен быть очень на-
дежно соединен с токоподводящими проводами (при помощи
винтов). В противном случае из-за повышенного сопротивления
прежде всего начнут нагреваться места соединения, что может
привести к нагреву ручки и загоранию изоляции проводов.
Так как никелиновая и нихромовая проволоки довольно
мягкие, выжигательный элемент лучше всего изготавливать из
стальной проволоки или полосы, сузив края лишь в центральной
части. Именно этот участок и будет нагреваться до каления.
Ученики, отделывая поверхность изделия выжиганием, часто
стараются выполнять различные сюжетные картины. Но надо
помнить, что выжигание все же лишь способ украшения древе-
сины, а не отдельный вид изобразительного искусства. Поэтому
следует ограничиться стилизованными виньетками, другими деко-
ративными элементами (фото 15 вклейки).
Иногда целесообразно вместо выжигания тонких линий при-
дать отдельным частям изделия при помощи раскаленной про-
волоки (или штемпеля) бугристую (щербатую) фактуру. Кон-
траст такой поверхности с гладкой светлой древесиной является
декоративнее, чем рисунок, напоминающий графику.
141
Новую фактуру некоторым породам древесины можно при-
дать, обжигая поверхностные ткани открытым пламенем. Особен-
но хорошо обрабатывать этим способом хвойные породы из-за
разной плотности ранней и поздней древесины. Работу проводят
недымящим пламенем паяльной лампы или газовой горелки, при-
чем надо следить, чтобы огонь перемещался по поверхности
древесины плавно, с одинаковой скоростью. В этом случае темнеет
лишь ранняя древесина, благодаря чему текстура становится
более выразительной (фото 11 и 13 вклейки).
Если пламя по поверхности перемещать очень медленно, то
темнеет вся древесина, а ранняя обугливается. Эти обуглившие-
ся ткани удаляют металлической щеткой, а поверхность древе-
сины получает рельефную фактуру и изделие несколько на-
поминает старое.
При работе открытым пламенем древесина быстро сохнет,
может покоробиться и растрескаться. Это в первую очередь от-
носится к изделиям небольших размеров. Тонкие детали лучше
всего обрабатывать с обеих сторон. Надо отметить и то, что
подобную технику выжигания в последнее время очень широко
применяют для оформления интерьеров общественных и бытовых
помещений.
29. Резьба по дереву
Многочисленные виды резьбы по дереву применялись и исполь-
зуются в наши дни как для создания самостоятельных худо-
жественных произведений, так и для украшения утилитарно-
прикладных изделий (фото 32 и 33 вклейки). Ниже рассматрива-
ются лишь технологические приемы, наиболее приемлемые для
последней цели.
Общие сведения. Прежде чем приступить к описанию обще-
распространенных видов резьбы, хочется обратить внимание на
некоторые способы нанесения на поверхность древесины элементов
узора в виде углублений, которые не относятся к традиционным
приемам резьбы. А поскольку они сравнительно просты, то могут
быть использованы учениками, не обладающими достаточным
опытом работы.
Древесина настолько пластична, что на ее поверхности легко
сделать углубления при помощи металлических стержней, по-
хожих по форме на чеканы (пуансоны), но с плоскими рабочими
поверхностями (иначе края углублений не будут резкими и точ-
ными). Слоистая структура материала определяет расположение
узоров: нельзя этим приемом получать элементы, находящиеся
на небольшом расстоянии друг от друга. Для декорирования
способом прессовки наиболее подходящими оказываются по
роды, однородные по плотности. Особенно резкими и точным^
получаются отпечатки на торцевой поверхности заготовки
(фото 14 вклейки).
Сравнительно простой является и технология обработки углуб-
142
Рис. 153. Стержни-резаки.
лений путем разрезания и за-
прессовки в сторону древесных
волокон стержнями-резаками с
клинообразным, коническим
или пирамидальным концом
(рис. 153). Стержень-резак вби-
вают молотком в поверхность
и затем вынимают. А чтобы
отметки получались ровными
по площади, инструмент каж-
дый раз надо заглублять на
определенную величину (напри-
мер, до конца фаски заточки).
Разумеется, резаки должны
быть изготовлены из качествен-
ной стали и тщательно заточе-
ны. Некоторые элементы узо-
ров, выполненные в такой ма-
нере, получают и стамесками соответствующей формы (рис. 154).
Рельефные очертания можно получить и механизированным
способом, причем по форме углубления соответствуют профилю
режущего инструмента: сверлам, пилам, фрезам (фото 33 вклей-
ки). Спиральными сверлами получают конические и цилиндри-
ческие углубления разного диаметра; цилиндрическими или уни-
версальными сверлами — круги; дисковой пилой — прямые ка-
навки с прямоугольным сечением; фрезами — различные про-
фильные пазы.
Чтобы грани и ребра углублений, нарезанных механизирован-
ным путем, получились гладкими, резцы должны вращаться с
большой частотой —
2000—3000 мин-1 и
иметь (пила или фре-
за) минимальную про-
резь в упорной пло-
скости (рабочем сто-
ле, линейке), через
которую они контак-
тируют с заготовкой.
Технологически са-
мым сложным являет-
ся резание углублений
Рис. 154. Орнамент за-
прессован при помощи
стержней-резаков.
143
на поверхности изделий из древесины ручными инструментами,
как это делается уже столетиями.
В нашей стране существует много видов резьбы по дереву.
Их можно подразделить на следующие основные группы: плоско-
выемчатая, или углубленная; рельефная; прорезная, или ажурная;
скульптурная, или объемная.
Для украшения изделий первостепенное значение имеют
плоскорельефная (разделяющаяся на геометрическую и контур-
ную) и ажурная резьбы, поскольку работы в технике рельефной
и объемной резьб чаще выступают в виде отдельных художествен-
ных произведений. Рельефная резьба широко распространена
как элемент отделки интерьеров зданий.
Резьбой отделывают поверхности различных пород древе-
сины, но, учитывая небольшую физическую силу и опыт учеников,
надо выбирать самый подходящий материал: мягкие безъядровые
лиственные породы — липу, ольху, осину, тополь, конский каш-
тан. У этой древесины однородное строение, она слабо подверже-
на короблению и растрескиванию.
Липу с древних времен считают очень подходящим материалом
для резьбы. По физико-механическим свойствам древесина осины
близка к липе, но при резьбе она чаще раскалывается. Ограничи-
вает применение осины и нередко встречающаяся в растущем
дереве внутренняя гниль. То же самое относится и к тополю.
Древесина ольхи и конского каштана несколько плотнее и
тверже. Поэтому она больше подходит для изготовления точеных
изделий, подвергающихся декорированию резьбой. Однако из-за
встречающихся косослоя и свилеватости, а также незначительных
природных запасов эти породы применяют реже липы, осины,
тополя. Но в целом мягкие древесные породы не позволяют
получать особенно тонких узоров.
Из твердых пород надо отметить орех и березу. Древесина
ореха — наилучший материал для подобных работ. Она прекрасно
режется во всех направлениях, редко раскалывается, на ней легко
выполнить самую тонкую резьбу. Древесина березы обрабаты-
вается труднее, но хорошо окрашивается и отделывается; ее
недостаток — склонность к короблению и растрескиванию, но
преимущество — относительная доступность.
Инструментом для плоскорельефной резьбы по дереву служат в
Первую очередь специальные стамески-резаки (рис. 155). Кроме
них, для отдельных приемов применяют плоские и полукруглые
стамески, стамески-угольники, стамески-клюкарзы и стамески-
церазики.
Основным инструментом для плосковыемчатой резьбы слу-
жит резак-косяк (косячок). Косячки бывают разной ширины и
длины. Угол скоса лезвия инструмента составляет 60—70°, а
угол заострения, образуемый двумя фасками, — не более 20°.
При выполнении трехгранных выемок косяк может быть заменен
угловым резаком, который имеет угол между двумя лезвиями
70—80° и одностороннюю заточку. Неглубокие выемки удобнее
144
Рис. 155. Специальный инструмент для
плоскорельефной резьбы по дереву:
а — косяк, б — угловой резак; в — резак с
полукруглым лезвием, г — нож-резак.
получать угловым резаком, ко-
торый согнут в сторону фасок
заточки на 20—30° или за-
креплен под таким наклоном к
ручке.
Для скобчатых порезок при
так называемой ногтевой резь-
бе в сочетании с полукруглыми
стамесками и стамесками-цера-
зиками используют резак с
полукруглым лезвием. Этот ин-
струмент имеет на одной сто-
роне плоскую фаску заточки,
а на другой — овальную. При
резании длинных прямых дву-
гранных выемок косяк мо-
жет быть заменен на нож-резак, имеющий боковое лезвие с
одно- или двусторонней заточкой.
Техника резьбы. Изучение приемов резьбы по дереву обычно
начинают с геометрической резьбы, которая, с одной стороны,
является самым подходящим способом для украшения изделий в
этой манере, а с другой — требует минимальные (по сравнению с
аналогичными видами обработки) знания о закономерностях
оформления и композиции. Резьбы легче выполнять на плоскост-
ной детали, размещая ее на рабочем столе (верстаке); по этой
причине, если возможно, резьбу наносят на заготовку до сборки
изделия.
Сначала поверхности деталей подгоняют и зачищают шлиф-
тиком или циклей (у более твердых древесных пород). Для этих
целей нельзя пользоваться шкуркой, так как абразивные зерна,
оставшиеся в древесине, могут затупить и испортить лезвие
инструмента.
При работе деталь (изделие) следует упирать в два бруска,
расположенных под прямым углом (один ближе к исполнителю,
второй — с правой стороны). Вначале размечают рисунок, нанося
твердым карандашом линии, ограничивающие орнамент. После
этого разбивают внутреннее пространство на элементы геометри-
ческого узора. А поскольку последними одновременно могут быть
углубления и оставшиеся между ними плоские поверхности, то
нужно точно отметить, какие части (и в какую сторону) следует
удалять. Как только будет приобретен некоторый опыт в работе,
достаточно наносить лишь основные линии рисунка, а мелкие де-
тали выполнять на глаз в соответствии с эскизом или образцом.
Первым элементом геометрической резьбы, с которого начина-
6 Зак. 735 Рихвк
145
Рис 156. Образование сетки из прямых
двугранных выемок.
Рис. 157. Хватка косяка при резании
двугранных выемок поперек (а) и
вдоль (6) волокон.
б
ют изучение техники ее выпол-
нения, обычно являются пря-
мые двугранные выем-
ки. Из них можно образовать
простой орнамент — сетку
(рис. 156). Сначала прорезают
выемки поперек волокон дре-
весины, затем вдоль. Так как
при работе не требуется частая смена положения заготовки, ее
целесообразно фиксировать на верстаке клиньями. На первом
этапе обучения необходимо размечать три линии — среднюю и
крайние — на каждой выемке. Позже ограничиваются нанесением
центральных рисок.
Работу начинают с прорезания средней линии. Косяк захваты-
вают так, чтобы большой палец прилегал к рукоятке инструмента
(рис. 157, а). Держа косяк вертикально, движением на себя
углубляются в материал при проведении линий примерно на 3 мм.
Для подрезания наклонных сторон выемки инструмент ставят
под углом 30—40° влево или вправо. Если прямые двугранные
выемки выполняют ножом-резаком, последний держат как обеден-
ный нож (указательный палец на обушке). Поскольку при таком
захвате неудобно резать с наклоном влево, заготовку после под-
резания правых сторон выемок следует повернуть. Кончики
выемок обрабатывают носком косяка или угловым резаком.
Прорезать древесину вдоль волокон несколько труднее, так
как инструмент стремится пойти по слою волокон, а не по разме-
точной прямой. Некоторые мастера советуют выполнять эти
линии, не меняя положения заготовки на верстаке. В таком случае
146
можно держать резак двумя руками, но его придется передвигать
параллельно переднему краю верстака (рис. 157, б). Ученикам
больше подходят те приемы, что и для вырезания выемок поперек
ролокон. А чтобы грани узора получались чистыми, выемку делают
В два захода: сначала резец вводят в древесину неглубоко, а затем
уже прорезают до необходимого размера.
Если придется изготавливать прямые двугранные выемки под
углом к волокнам, то наклонную сторону всегда следует подре-
зать по слою. Следовательно, движение резака на разных сторонах
выемки должно быть противоположным.
Трехгранные выемки (треугольники) — основной эле-
мент геометрической резьбы, входящий в композицию многих
орнаментов. Треугольники могут быть разными по форме, а их
комбинации позволяют образовывать различные геометрические
фигуры, самые различные орнаментальные композиции — бордю-
ры, розетки и т. д. (рис. 158). Треугольники по форме различаются
в зависимости от положения углубления: в центре, при вершине,
у основания.
Проще всего вырезать эти фигуры с углублением при вершине,
направленным вдоль волокон. Держа косяк вертикально, над-
резают стороны треугольников от вершины до основания. Затем
наклонным косяком (или угловым резаком) подрезают элемент
со стороны основания. Это можно сделать не сразу на всю
глубину, а за два-три приема, снимая тонкую стружку.
При резьбе выемок с углублением в центре начинают с того,
что косяком в каждом треугольнике делают три надреза от
центра фигуры в угол. Подрезают грань, расположенную вдоль
или поперек волокон, а затем остальные (по слою). При этом не
рекомендуется каждый раз поворачивать заготовку, чтобы было
удобно резать косяком на себя. При резании в обратном направ-
лении инструмент держат так, как показано на рис. 159, а. Если
Рис. 158. Некоторые варианты трехгранных выемок и их комбинаций.
6*
147
Рис. 159. Резание трехгранных выемок:
а — захват косяка при резании от себя, б — срезание граней выемки за два-три приема.
необходимо получить более объемные, глубокие выемки, то срезать
материал надо за два-три приема (рис. 159, б).
Получение треугольников с углублением у основания мало
отличается от резания фигур с углублением в центре. Здесь дву-
мя вертикальными надрезами сразу образуют основание треуголь-
ника, а третий надрез, направленный от центра основания до
вершины, служит вспомогательным для обработки боковых гра-
ней.
Элементами резных узоров могут быть скобчатые порезки,
или, так называемые лунки (рис. 160). Их выполняют полу-
круглыми стамесками и косяком, иногда вместо последнего при-
меняют резак с заоваленным (полукруглым) лезвием. Лунки
бывают разными по очертанию, но самыми распространенными
являются следующие варианты: с углублением у овального кон-
тура и плоскостным дном, с углублением у прямой стороны и
вогнутым дном, с углублением посередине.
Для работы подбирают полукруглую стамеску, ширина кото-
рой соответствует длине прореза, а профиль — дуге окружности.
Сначала надрезают материал, держа инструмент вертикально
на разметочной линии. Затем второй стамеской или резаком
подрезают наклонную часть.
Рис. 160. Некоторые варианты скобчатых порезок и их комбинаций.
148
Элементы с углублением посередине представляют собой
двойные лунки с вогнутой частью у прямой стороны.
Контурная резьба — разновидность плосковыемчатой, при ко-
торой рисунок образуется сочетанием разнообразных линий: пря-
мых, ломаных, извилистых. Поскольку в этом случае светотени
проявляются слабо и на чистой древесине рисунок плохо виден,
часто поверхность сначала окрашивают в темный цвет отделы-
вают и лишь потом наносят на нее узор.
Рисунок предварительно переносят с оригинала на кальку, а
затем уже острым твердым карандашом переводят на изделие.
Полученный контур вновь обводят грифелем или процарапы-
вают шилом.
По разметке прорезают косяком и полукруглыми стамесками.
В контурной резьбе линии все время изгибаются в разных направ-
лениях. А так как каждый отрезок приходится резать по слою, то
инструмент и руки обработчика постоянно меняют свое положение.
Если держать инструмент двумя руками, то можно работать бо-
лее уверенно; это предохраняет от ранений при срыве стамески.
Поскольку контурная резьба позволяет нанести на поверх-
ность древесины любые рисунки, то вместо орнаментальных
решений школьники иногда излишне интересуются вырезанием
различных сюжетных композиций (об этом шла речь и в связи с
выжиганием). Хочется еще раз повторить, что при этом возни-
кают очень сложные эстетические проблемы, решение которых
во многих случаях невозможно без помощи человека, имеющего
специальную подготовку. Учитывая последнее, контурную резьбу
следует использовать, в основном, для выполнения декоратив-
ных мотивов, например, из стилизованных природных элементов.
В мастерских зачастую занимаются выпиливанием, что не-
посредственно связано с прорезной, или ажурной, резьбой. Так
называется резьба, у которой фон удален, а оставшиеся части
выполнены в технике плосковыемчатой или рельефной резьбы.
Прорезную резьбу применяли для украшения мебели стилей ба-
рокко и рококо. Широко использовали этот вид украшения и в
деревянном зодчестве. Среди небольших изделий, изготавливае-
мых в школьных мастерских, довольно трудно найти такие, где
применение прорезной резьбы было бы действительно целесооб-
разно. Но оно оправдано при выполнении поделок в националь-
ном стиле — прялок, ручек, кувшинов, сидений (фото 62 вклейки).
30. Мозаика по дереву
Общие сведения. Мозаика — это узор или сюжетное изобра-
жение, выполненное из однородных или различных по материалу
частиц. Мозаика является определенным видом декоративного
искусства, но применяется также для украшения изделий, нося-
щих декоративно-прикладной характер. Наиболее известные виды
мозаики по дереву — инкрустация и маркетри:
Инкрустация — украшение изделий врезанными в его поверх-
149
ность частицами из других материалов (металла, перламутра)
либо из древесины иных пород. При этом врезки (вставки) на-
ходятся на одном уровне с украшаемой поверхностью и отли-
чаются от нее лишь цветом, блеском или фактурой.
Техника инкрустации была высоко развита в Древнем Егип-
те, Греции и Риме; этот метод использовали мастера для укра-
шения мебели и в средние века. Так как описываемый процесс
довольно сложен и трудоемок, в настоящее время инкрустацию
по дереву применяют сравнительно редко.
Несмотря на изложенное, в школе целесообразно привле-
кать учеников к подобному уникальному виду работы, особенно
в тех краях, где это ремесло глубоко уходит корнями в прошлое.
Разумеется, ограниченное время и уровень подготовки школь-
ников не позволяют заниматься разработкой сложных компо-
зиций, где каждому вставному элементу “надо вручную подго-
товить соответствующее гнездо. Это положение относится и к
кружковой работе. Но зато вполне возможно составление до-
вольно простых узоров путем механизированного вырезания
углублений для вставок на крупнопильном и сверлильном стан-
ках; вставки в таких случаях очень просто подготовить из про-
волоки разного диаметра и цвета, полос листового материала и
пластмасс, шпона, тонких досок и круглых палочек.
Что касается инкрустации дерева деревом (интарсия), то этот
способ является самым простым для школьников, поскольку, кро-
ме несложной технологии подготовки вставок и врезок, очень легко
соединять сочленяемые элементы при помощи столярных клеев.
В принципе можно считать инкрустацией и цилиндрическое
склеивание заготовок, описанное ранее.
Еще больше, чем классическая технология инкрустации, под-
ходит ученикам украшение деревянных изделий рельефными
вставками. Особенно удачным для этой цели считается применение
металлических стержней с головками разных форм (например, за-
клепок). Такими вставками можно имитировать головки крепеж-
ных деталей, которые в старые времена являлись одновременно
элементом украшения (фото 30 вклейки).
Вставками могут служить и декоративные гвозди с профилиро-
ванными головками. Если на поверхность изделия из древесины
хотят нанести мотив, используя металлические детали более
сложной формы, то к последним следует напаять тонкие гвозди
(фото 18 и 58 вклейки).
Для рельефных вставок подходят и разные природные ма-
териалы, начиная с та,ких, как янтарь, декоративные минералы,
и кончая общедоступными — кора березы или соломка, например.
Составление мозаичных рельефных узоров из соломки является
национальным видом декоративно-прикладного искусства во мно-
гих районах Белоруссии и Украины.
Древесные рельефные вставки можно разнообразить, если
выступающие конщы палочек распилить, опилить или разрезать;
наклеить на поверхность детали вставки любой конфигурации,
150
например, выпиленные лобзиком из фанеры или из тонкой
доски. Но излишне увлекаться подобной технологией не следует.
Наибольшее распространение среди мозаичных работ в настоя-
щее время получила техника маркетри — составление набора из
кусков шпона разных пород древесины (фото 19—22 вклейки).
Она имеет целый ряд преимуществ по сравнению с другими
видами мозаики и наиболее приемлема в условиях школы.
Шпон — сравнительно доступный материал. Его отходы, при-
годные для мозаики, можно приобрести в магазинах, столярных
мастерских, на мебельных фабриках. Маркетри не требует при-
менения сложного инструмента.
Техника художественной обработки древесины. В технологии
маркетри имеется несколько разных способов выполнения мозаич-
ного набора, применение которых зависит от выбранной компо-
зиции. Самый распространенный способ — это врезание отдель-
ных элементов из другой породы шпона в фоновый материал.
Поскольку этот прием напоминает технологию мозаики в дерево
(интарсию), то в ряде стран ((например, в ГДР) шпоновую
мозаику так и называют.
Если рисунок заполняет всю поверхность (фона нет или он
незначителен по площади), элементы один за другим врезают в
бумагу, на которую нанесены контуры мозаики.
Для составления орнамента из одинаковых прямолинейных
геометрических фигур элементы ставят рядом и соединяют
между собой клеевой бумагой (или наклеивают на нее).
Иногда элементы подгоняют с помощью лобзика: пропиливают
одновременно два листа шпона, наложенных один на другой, и за-
тем меняют расположение частей относительно друг друга.
После составления по выбранному эскизу мозаичного набора
проводят облицовку — приклеивание деталей на основание. За-
тем, дав клею высохнуть, подготавливают поверхность и осу-
ществляют прозрачную отделку изделия.
Основным инструментом для выполнения маркетри служит
плоский нож-резак с довольно острым углом скоса — 30—45°
(рис. 161). Следует иметь несколько однотипных инструментов
разных размеров. Нож-резак, как и другие качественные дерево-
обрабатывающие инструменты, целесообразно изготовить из
быстрорежущей стали (например, из полотна механической но-
жовки по металлу). Но еще проще сделать резак из хирургическо-
го скальпеля среднего размера, лезвия опасной бритвы.
Нож-резак должен обладать удобной ручкой, определенной
формы. У самого узкого ножа (рис. 161, а) ручка сделана оваль-
ной формы, она несколько похожа на ручку пера, — все это
определяется условиями работы; инструмент держат как каран-
даш. Острым концом ручки пользуются для прижима небольших
элементов мозаичного набора во врезку.
Более широкий резак (рис. 161, б) должен иметь ручку, удоб-
ную для фиксации в кулаке, поскольку такое положение позво-
ляет создавать при работе определенное усилие. На конце ручки
151
Рис. 161. Ножи-резаки для маркетри:
а — узкий, б — широкий; 'в, г — сделанные из скальпеля и опасной бритвы; д — нож-прижим; е —
с удлиненной ручкой
выполнен плоский косой срез, которым притирают полоски клеевой
ленты при соединении частей набора.
У ножа, изготовленного из скальпеля (рис. 161, в), переднюю
продольную режущую кромку следует затупить на точильном
круге, чтобы избежать травмирования пальцев при резании
шпона острием. На металлическую рукоятку скальпеля надевают
деревянный футляр или обматывают ее, предварительно проло-
жив картонные полоски, изоляционной лентой. Для повышения
силы резания в некоторых случаях применяют нож с удлиненной
рукояткой (рис. 161, е). В этом случае один конец инструмента
упирают в плечо.
Работать надо острым инструментом. Угол заточки ножей
должен быть в пределах 10—15°, поэтому на обеих сторонах
резца делают широкие фаски.
Кроме описанных инструментов, для резания шпона исполь-
зуют нож-пилку, нож-прижим, циркуль-резак, а также лобзик
с пилками толщиной 0,3—0,4 мм и ряд различных приспособле-
ний. Нож-пилка нужен для предварительного раскроя шпона и
прямолинейного резания по прижимной линейке. Ножи-прижимы
разной ширины используют для разрезания коротких прямоли-
нейных отрезков. Циркулем-резаком вырезают круглые элементы с
большим радиусом кривизны.
Приспособлениями пользуются преимущественно при обра-
ботке большого количества одинаковых элементов. Так, для на-
резания полосок шпона поперек волокон, а также прямолинейных
геометрических фигур целесообразно применять резак-гильотину
и рейсмусовое режущее приспособление.
Для получения круглых или фигурных элементов можно
изготовить штампы-просечки — с их помощью на торцовой дере-
вянной плите ударом молотка вырубают вставки и соответствую-
152
Рис. 162. Приспособление для выре-
зания определенных фигур из шпона:
а — просечка; б — составная просечка; в — свер-
ло-резак.
щие врезки в фоне. Просечки
должны обладать хорошими
режущими свойствами, иметь
остро заточенное лезвие на
нижней грани с фаской сна-
ружи (рис. 162, а, б).
Круглые элементы значи-
тельного диаметра лучше всего
вырезать специальным приспо-
соблением (рис. 162, в), кото-
рое по конструкции похоже на
универсальное сверло, но, в от-
личие от последнего, вместо рез-
ца в нем установлен резак, а
упорный центр короче. При ра-
боте резаком-сверлом потре-
буются прижимные деревянные
диски с центровыми отвер-
стиями; с нижней стороны в
них вставлены две иголки для
точной фиксации на заготов-
ке. После того как прижимной
диск, диаметр которого на не-
сколько миллиметров меньше
размера вырезаемого круга,
установлен на место, упор ре-
зака помещают в центровое
отверстие диска; пружина приспособления несколько сжимает-
ся. Прорезание шпона осуществляется за один проход резца.
Поскольку самым распространенным технологическим спосо-
бом выполнения мозаичного набора является последовательное
врезание отдельных элементов в фоновый шпон, то рассмотрим
этапы этой работы (рис. 163).
Контуры вспомогательного рисунка (эскиза), выполненного в
натуральную величину и в цвете, переводят на кальку, и разме-
щают ее, предварительно перевернув, обратной стороной на фа-
нерном фоне. Калькинированный рисунок через копировальную
бумагу переносят на заготовку. Это — первый этап работы.
Второй этап — вырезание гнезд и вставок отдельных элементов
мозаичного набора может быть осуществлен по двум разным
схемам.
1. Острием ножа-резака вырезают из фона один элемент. Под
образовавшееся гнездо подкладывают шпон иного цвета, пред-
назначенный для вставки, и подбирают заданное эскизом распо-
ложение текстуры. Прижав левой рукой оба листа шпона так,
153
Рис. 163. Этапы выполнения мозаичного набора.
чтобы они не смещались, кончиком ножа обводят контур; при
этом нож следует немного наклонять вовнутрь гнезда, а его кончик
плотно прижимать к стенкам. На шпоне вставки остается неглу-
бокий разрез. Потом убирают фон и по следу ножа вырезают
вставку так же, как и гнездо.
2. Окно для вставки делают на кальке с рисунком, переносят
контуры на шпон и вырезают элемент. Затем помещают вставку
на свое место (на фон) и прикрепляют ее двумя тонкими иголками.
Гнездо прорезают по граням вставки, прижимая нож плотно
к ним и слегка (на 3—5°) наклоняя в противоположную сторону.
Прорезание осуществляют за два-три прохода.
Вторая схема более приемлема для соединения с фоном вставок
больших по площади и элементов из нескольких частей разных
пород шпона, подогнанных заранее.
После изготовления гнезда и вставки последнюю вставляют в
фон и закрепляют с лицевой стороны клеевой лентой так, чтобы
она закрывала все стыки между деталями.
Третий этап — приклеивание набора на основу (облицовы-
вание). В качестве основы для маркетри лучше всего подходит
многослойная фанера, поскольку она мало коробится. Но для
выравнивания напряжений, возникающих при высыхании клея,
следует наклеивать шпон и на обратную сторону основания.
Поверхность основы перед облицовыванием обрабатывают
цинубелем, а облицовочный набор соединяют с ней столярным
(мездровым) клеем или клеем ПВА. В начальной стадии обучения
технике маркетри надо иметь в виду, что вставки не всегда плотнб
прилегают к фону или друг к другу, поэтому в пробелах мездровый
154
клей просматривается в виде темных линий, в то время как
«ПВА» бесцветен.
Клей наносят равномерным слоем на основание и затем накла-
дывают набор лицевой стороной (покрытой клеевыми лентами)
вверх. Приклеенный к основе мозаичный набор надо выдер-
жать под прессом или между щитами, стянутыми струбцинами.
При этом очень важно обеспечить постоянную прижимную силу
на всей площади набора, чтобы компенсировать неодинаковую
толщину элементов (вырезанных из разных листов шпона), а
также утолщения за счет клеевой бумаги. С этой целью на набор
кладут 5—6 слоев газеты или лист неплотного картона.
После высыхания с набора аккуратно удаляют клеевую
бумагу. Затем циклей выравнивают поверхность мозаики. Рабо-
тают очень аккуратно, стараясь не истончить набор.
Последний этап работы — шлифование мелкозернистой шкур-
кой и прозрачная отделка. Самым распространенным видом от-
делки мозаики в школьных условиях является покрытие нитро-
целлюлозным лаком, нанесенным в два-три слоя тампоном или
распылителем. Более толстая пленка покрытия приведет к чрез-
мерному и в то же время неодинаковому блеску, что снижает
эстетическую ценность изделия.
При использовании маркетри для украшения изделий из дре-
весины предпочтение следует отдавать строгим мотивам геометри-
ческого орнамента (фото 20 и 22 вклейки). Не рекомендуется
брать за основу кар-
тину, найденную в
печатном издании.
Сюжет должен быть
сравнительно про-
стым и стилизован-
ным (фото 19, 21
вклейки). Лучше все-
го выбрать для этого
выразительный по
текстуре фон и до-
полнить его лишь не-
сколькими деталями.
Например, чаще все-
го свилеватая тек-
стура напоминает
волны моря, а кри-
вые годичные слои
вокруг сучков — не-
бо при закате. Мож-
но найти и более ори-
гинальные решения
(рис. 164).
Рис. 164. Композиция, в
которой остроумно исполь-
зована текстура шпона.
155
VI. ПОДБОР И ОФОРМЛЕНИЕ
ОБЪЕКТОВ ТРУДА
31. Значимость объектов труда
Одним из важнейших вопросов, который приходится решать
в ходе планирования учебной йли кружковой работы, является
подбор объектов труда для школьников. Это довольно сложная
проблема, так как необходимо учитывать множество факторов:
1) социальную значимость изделия; 2) соответствие технологии
изготовления программе и способностям учащихся; 3) наличие
в мастерских нужных материалов, инструментов, приспособле-
ний; 4) соответствие формы и декора содержанию изделия и
принципам оформления; 5) возможности вовлечения учащихся
в процессе работы в активную мыслительную (в частности, твор-
ческую) деятельность и др.
Социальная значимость изделия не случайно названа первой,
ибо это довольно объективное обстоятельство, которое не подда-
ется корректировке в такой же мере, как остальные перечислен-
ные выше критерии. Если, например, технологию изготовления
изделия можно в определенных пределах изменять, материальную
базу усовершенствовать, выбирать подходящую форму изделия и
методику проведения работы, то значимость определена потреб-
ностями общества, подшефных учреждений, школы, мастерских.
Очень тесно связана данная проблема с качеством изготовля-
емых предметов. Поэтому при выборе объектов труда учитель
должен точно знать, где и как ‘будут они использованы, и до
начала работы сообщить об этом ученикам.
Чтобы облегчить анализ социальной значимости объектов
труда, целесообразно рассмотреть их в системе. Изделия, изго-
товляемые в школьных мастерских, по их основной функции
(утилитарной или декоративной) можно условно расчленить на
две группы.
I группа: предметы бытового (домашнего) употребления, ин-
струменты и приспособления, учебные пособия и инвентарь для
школы, игрушки и технические модели, заказы от производства
и подшефных учреждений.
II группа: сувениры, декоративные формы и панно, призы,
украшения, имитации этнографических предметов домашнего
обихода.
Хотя иногда трудно однозначно определить, к какой группе
156
относится данная вещь, но в большинстве случаев подобная гра-
дация позволяет легче судить о целесообразности включения
того или другого объекта в план работы. Дадим краткую харак-
теристику каждой группы, учитывая социальную ценность изделий
на данном этапе развития нашего общества и возможности по-
вышения развивающего значения процесса труда учащихся. Сле-
дует знать, что социальную значимость работы школьников
нельзя понимать узко, имея в виду лишь конкретную материаль-
ную пользу: объекты труда, которые позволяют воспитать у ребят
интерес к работе, удовлетворяют их потребность к игре и повы-
шают творческую активность, социально не менее значимы.
Предметы бытового употребления (кухонные доски, подстав-
ки для горячей посуды, подносы, солонки и т. д.) являются уже
«классическими» объектами, включены в программу техническо-
го труда (фото 23—25 вклейки). Но это далеко не значит, что каж-
дая вещь данной подгруппы в наше время имеет высокую социаль-
ную значимость. Надо учитывать, что промышленность выпускает
такую продукцию в большом количестве. Поэтому значимость
работы повысится, если изготовляемый предмет чем-то отлича-
ется от стандартных (рис. 165).
Инструменты и приспособления (рис. 166—167) очень важные
Рис. 165. Доски для резания продуктов отличаются от стандартных по внешнему
контуру.
157
Рис. 166. Ручки для ин-
струментов найдут в каж-
дой мастерской общест-
венно полезное примене-
ние.
Рис. 167. Еще одна кон-
струкция деревянной руч-
ки для инструмента.
и ценные объекты труда в различных аспектах. Во-первых, их
изготовление помогает усовершенствовать и обогатить базу
учебных мастерских; во-вторых, у учеников возникает ясное
представление о значимости своей работы.
Изделия этой подгруппы делают в большинстве школ. Но, к
сожалению, часто объектами труда являются только стандартные
инструменты (молотки, угольники, рейсмусы), распределяемые
учебным заведениям централизованно. В то же время в мастерской
не хватает различных специальных инструментов и приспособле-
ний, например, резцов, токарных стамесок, стусел, кондукторов
для сверления и т. д. Работать над подобными изделиями с
ребятами, конечно, сложнее и от учителя требуется большая
158
подготовленность; некоторые операции преподаватель должен вы-
полнять сам.
Наглядные пособия и инвентарь для школы такие же полезные
вещи, как и оборудование для мастерских, и на первый взгляд их
можно считать одинаково подходящими объектами труда. Но в
действительности, дело обстоит несколько иначе: наглядных по-
собий, требующихся в больших количествах и посильных для
изготовления учащимися, не так уж много. К ним относятся, на-
пример, модели деталей и сборочных единиц для черчения,
геометрические фигуры для кабинета математики и некоторые
простые приборы для других кабинетов. И еще один момент: если
эти пособия уже изготовлены, то дальнейшее их производство
становится бессмысленным, так как срок службы довольно
большой.
С подготовкой инвентаря для школы также возникают опреде-
ленные трудности; зачастую он слишком объемный и сложной кон-
струкции, и нельзя организовать работу фронтально; для обеспе-
чения требуеглого качества в большинстве случаев необходима
станочная обработка. Сказанное не относится к указкам, ящикам
для мела или раздаточного материала и т. п.
Игрушки являются благодарными объектами труда, поскольку
значимость изделий ясна ребятам, а это вызывает большой инте-
рес к работе. С другой стороны, конструкция и форма многих
игрушек не так строго регламентирована техническими требова-
ниями, как у объектов предыдущих подгрупп. Это позволяет в
ходе работы ставить перед учениками разные задачи творческого
характера (фото 12—13, 43—45 вклейки).
Игрушки, в свою очередь, можно подразделить на подгруппы.
В первую из них входят игрушки для дошкольников и школьников
начальных классов: различные подвижные машины, фигурки зве-
рей, мебель для кукол, конструкторы (рис. 168). Вторую подгруп-
пу представляет инвентарь для различных игр на ловкость,
быстроту, точность и т. д. Настольные игры и задачи-головолом-
ки— объекты третьей подгруппы (рис. 169).
Спортивные модели относятся к особому виду игрушек. Их
конструирование требует от ребят хороших знаний и умений,
усидчивости, развивает техническое мышление, точность и терпе-
ливость. Некоторые несложные модели целесообразно исполь-
зовать в качестве объектов и на занятиях по техническому труду.
Заказы предприятий имеют большое значение в трудовом и
нравственном воспитании учащихся. Практика показывает, что
проводя столь ответственную работу, школьники мобилизуют
все свои силы и умения, помогают друг другу, соревнуются за
качество изделий, внимательно следят за соблюдением техни-
ческих требований. Выполнение заказов, которые состоят из боль-
шого количества однообразных деталей, позволяет ознакомить
ребят с бригадным и поточным методами организации работы.
В школах часто изготавливают поделки-сувениры. В целом
сувенирами можно назвать вещи, которые созданы в честь ка-
159
Рис. 168. Подвижная игрушка — подходящий Рис. 169. Игра «8» — раз-
подарок для малышей. новидность знаменитой игры
«15».
кого-нибудь события или связаны с какой-либо местностью, с
жизнью и обычаями живущих там людей. Именно поэтому
оформление подобных изделий должно базироваться на местных
народных традициях или быть эстетически грамотно связано с
соответственной символикой (фото 1 вклейки). К сожалению,
очень часто сувенирами называют и всевозможные поделки,
которые не имеют утилитарного значения, но не отвечают и
вышеизложенным принципам. Например, значки, картины, вазы
с рисунками волка и зайца из мультфильма «Ну, погоди», с
изображением героев Уолтера Диснея и пр.
Необходимо отметить, что изготовлением сувениров в школе не
стоит особо увлекаться. При разборке эскиза целесообразно
консультироваться с учителем рисования и, по возможности, со
специалистом по художественному конструированию.
Изделия, которые нельзя охарактеризовать как сувениры, на-
зывают декоративными формами (объемные) и декоративными
панно (плоскостные).
Декоративные формы, в свою очередь, можно разделить на
подражающие и абстрактные. Первые в стилизованном виде опи-
раются на реальные объекты природы или техники (фото 9—12
вклейки), вторые строятся на осмысленном сочетании разных
фигур (фото 60 вклейки).
Декоративные панно — это двухмерные (плоскостные) декора-
тивные формы (фото 58 вклейки).
В некоторых школах, внешкольных учреждениях подобные
панно изготавливают серийно. При этом часто забывают, что деко-
ративное панно не должно быть подделкой сюжетной изобрази-
тельной картины, а являться самостоятельным произведением
декоративно-оформительского направления. Если ребят познако-
мить с соответствующими требованиями, они смогут самостоя-
160
Рис. 170. Простые декора-'
тивные композиции, состав-
ленные учениками.
Рис. 171. Эти композиции
Также выполнены учащи-
мися.
тельно оформлять
простые декоративные
композиции (рис. 170,
171).
В течение года в
учебных заведениях
проводятся различные
внутришкольные и
межшкольные сорев-
нования. Обычно по-
бедителей в индивидуальном и в командных зачетах награждают
дипломами и грамотами. В некоторых школах стало хорошей
традицией вручать победителям интересные самодельные призы.
Это — отличные объекты труда, в общественной значимости ко-
торых не может быть сомнения. Почему-то у многих людей сло-
жилось мнение, что призы (особенно спортивные) должны иметь
непременно форму медали или кубка. Но ведь призы — своего
161
Рис. 172. Спортивные призы из древесины.
рода сувениры, которые чаще всего экспонируют на видном месте:
стене, столе, полке, витрине. Поэтому, на наш взгляд, призы
должны быть уникальными, грамотно скомпонованными и ка-
чественно выполненными (рис. 172).
В роли приза может выступать любая интересная декоратив-
ная форма (или панно), но часто в ее композиции используется
атрибутика данного соревнования, вида спорта. В большинстве
случаев призы снабжены соответствующей надписью, для которой
следует предусмотреть подходящее место и выбрать шрифт. Худо-
жественно неграмотно выполненная надпись снижает эстети-
ческую ценность приза, и наоборот.
Хочется остановиться еще на одном виде изделий — украше-
ниях. В древние времена в качестве украшений и талисманов
применялись камни, ракушки, зубы зверей и т. д. С развитием
производства украшениями стали считать лишь изделия из ценных
материалов, драгоценных камней, металлов и пр. В настоящее
время в качестве украшений наряду с драгоценными снова на-
чали использовать простые природные материалы, в том числе и
древесину. Современная мода ценит в украшениях более всего
новизну и оригинальность.
Разумеется, мода не стоит на месте. Если, например, в сере-
дине 70-х годов очень популярны были деревянные бусы (фото 3
162
вклейки), то в начале 80-х годов из деревянных украшений больше
ценили цепочки и кулоны (фото 2 и 4 вклейки). Требования
моды надо учитывать и при изготовлении украшений в школе,
иначе продукция не будет иметь социальной значимости.
Украшения можно считать еще одной разновидностью декора-
тивных форм из древесины. Но декоративные формы в качестве
украшений должны отвечать специальным требованиям: быть
простыми и лаконичными, небольшими по размеру, предусматри-
вать в конструкции способ крепления и т. д.
О некоторых украшениях говорилось раньше, при описании
соответствующих технологических приемов. Хочется добавить,
что из древесины можно сделать почти все традиционные виды
украшений — бусы, нашейные цепочки, броши, браслеты и коль-
ца. Изготовление украшений предполагает активизацию творче-
ских поисков ребят.
В отношении имитации этнографических предметов домашнего
обихода (фото 44—47 вклейки) — подсвечники, прялки, ложки,
сосуды и прочее — мнения специалистов расходятся. Одни счи-
тают, что подражание при изготовлении подобных вещей вообще
недопустимо; другие находят их массовый выпуск оправданным,
если сохраняется подлинность и точность исторических форм и
декора; третьи — более либеральные искусствоведы — отмечают,
что народные формы и узоры следует развивать дальше, а на их
базе создавать современные изделия в национальном стиле. По-
следняя точка зрения, очевидно, самая разумная, поскольку твор-
чество последующих поколений всегда опирается на творчество
предыдущих.
32. Исходные принципы
при художественном конструировании
Человек оценивает окружающие вещи, которыми он пользует-
ся, по следующим критериям: целенаправленности, износостой-
кости, удобству, красоте. Соответственно этому при проектиро-
вании нового изделия необходимо учитывать социальные, утили-
тарные, эргономические и эстетические требования. Для изделий
с утилитарным наклоном особую роль играют три первых, у
поделок с декоративными целями — последние.
Красота — очень общее понятие, под которым в каждом
конкретном случае подразумеваются декоративные свойства мате-
риала, качество обработки и отделки, целостность композиции,
а также новизна и модность изделия. Рассмотрим подробнее
требования, предъявляемые к изделиям из древесины, которые
проектируются и изготавливаются в школьных мастерских.
Единство формы и содержания — принцип первостепенной
важности. В практике это значит, что при определении формы,
декора и способа отделки приходится в первую очередь учиты-
вать назначение изделия.
У вещей с утилитарным уклоном оформление должно мак-
163
симально сочетаться с их назначением. Так, необходимо, чтобы
размеры ручек для инструментов соответствовали величине руки
и были без острых граней, изделия постоянного пользования имели
на поверхности соответственную выемку для пальцев (рис. 173),
а вещи, которые размещают на столе или на полу, обладали
достаточно большим основанием и подходящим расположением
центра тяжести. У изделия для малышей не должно быть острых
и тонких (быстро ломающихся) частей, а движущиеся (спортив-
ные) модели должны иметь такую форму, чтобы оказывать как
можно меньшее сопротивление окружающей среде (воздуху,
воде) и т. п. В целом у подобных вещей должна быть простая и
лаконичная форма, а выразительность можно усилить скромным
узором.
Отделка изделий также должна соответствовать их назначе-
нию. Предметы домашнего обихода, соприкасающиеся с пищевы-
ми продуктами, не требуют никакой отделки, игрушки для ма-
лышей — отделку, которая хорошо чистится и т. д.
У изделий с декоративным уклоном на передний план выдви-
гается соответствие законам компоновки, композиции (подробнее
рассматриваются далее). Форма, таких предметов допускает не-
которую гиперболизацию, если это обусловлено ярко выражен-
ной идеей автора (рис. 174, 175).
Соответствие формы и декора свойствам материала в дерево-
обработке является очень важным принципом. В художественном
конструировании это называется проще — чувством материала.
В течение столе-
тий мастера-ремес-
ленники глубоко изу-
чали свойства раз-
ных материалов и
выявляли оптималь-
ные для каждого из
них формы. Так, на-
пример, керамике
свойственны круглые
и мягкие формы, а
металлу, наоборот,
острые и тонкие.
Древесина отли-
чается от всех дру-
гих материалов неод-
нородной волокни-
стой структурой, ко-
торая придает изде-
лиям чувство на-
Рис. 173. Угольники, име-
ющие выемки для паль-
цев.
164
правленности. Это легко определяется даже в шаре, выточен-
ном из древесины. Поэтому при художественном конструировании
надо предвидеть, как будут расположены волокна в каждой
части изделия.
Одной из самых ценных декоративных особенностей древесины
является текстура, и это, разумеется, должно отражаться в форме
изделий. Можно сформулировать даже такое правило: чем богаче
текстура, тем проще должна быть форма, и скромнее искусствен-
ный декор. Сложная форма или украшение будут соперничать с
красивой текстурой, и в итоге изделие проигрывает. То же самое
касается и размеров изготовляемых вещей. Мелкие изделия луч-
ше всего делать из скромной древесины, на больших поверх-
ностях хорошо выделяется изящная текстура.
Форма и отделка обязаны подчеркивать характерные черты
материала. Древесина склонна к короблению и раскалыванию,
поэтому у изделий не должно быть слишком мелких и ажурных
деталей, а толщину стен объемных форм также надо выбирать с
учетом этих факторов. В декоративном смысле ничем не оправдана
165
Рис. 176. Коробка, при
оформлении которой ис-
пользован текстиль.
непрозрачная отделка
красивой древесины,
иногда даже сучки и
некоторые другие .по-
роки ее особо выде-
ляют как природные
украшения.
При оформлении
различных объектов
часто возникает воп-
рос о соединении с
другими материалами.
У изделий с утили-
тарным уклоном эта
проблема не столь острая, поскольку применение других
материалов наряду с древесиной обусловлено исторической
практикой. Несколько сложнее обстоят дела с декоратив-
ными изделиями. Здесь не существует практической надобности
в одновременном применении разных материалов; это оправды-
вается лишь в том случае, если подобная компоновка имеет новое
эстетическое качество (рис. 176).
Как известно, каждый материал обладает характерными
свойствами: фактурой, цветом, блеском и т. п. Применение разных
материалов может сделать изделие пестрым и беспокойным. По-
этому создание подобной композиции требует от исполнителя
глубоких знаний о сочетании элементов. Компоновать следует не
более двух разный
материалов, имеющих
примерно одинаковую
эстетическую ценность.
При проектирова-
нии изделия надо учи-
тывать технологию его
изготовления. Если
провести параллель с
производством, то
учитель труда должен
одновременно высту-
пать и в роли ди-
зайнера, и технолога
(рис. 177).
Рис. 177. Декоративные ку-
бики, оформление которых
обусловлено технологией.
166
Научно-технический прогресс, механизация и автоматизация
промышленной технологии деревообработки диктуют в какой-то
мере и принципы формообразования. Сегодня стали ценить
простые лаконичные геометрические формы, т. е. изделия, которые
можно в основном обрабатывать на станках. Несмотря на то что
в школьных мастерских многие операции выполняются вручную,
не следует придавать изделиям слишком сложные формы, если в
этом нет необходимости: во-первых, это не соответствует сегод-
няшним эстетическим идеалам, во-вторых, при сложной форме
трудно добиться высокого качества. Иногда технология обра-
ботки сама подсказывает возможные формы и варианты укра-
шений (например, при точении, выжигании штемпелями и т. д.).
33. Основные закономерности композиции
Слово «композиция» происходит от латинского слова
compositio, что обозначает «составлёние», «соединение», «связы-
вание». Под этим термином понимают осмысленное построение
художественного произведения (литературного, музыкального,
архитектурного и пр.), обусловленное его содержанием, характе-
ром и назначением и во многом определяющее его восприятие.
Композиция изделий — это художественно выразительная систе-
ма их формы и декора, обеспечивающая эстетически воспри-
нимаемое правомерное размещение всех частей и элементов
(линий, поверхностей, объемов, цветов).
Теория композиции не дает (и не может дать) готовых рецеп-
тов для проектирования конкретных предметов, но в любом случае
необходимо учитывать выявленные ею закономерности, которые
называются свойствами и средствами композиции.
Целостности добиваются созданием целого из частей и элемен-
тов единого характера. Так, например, можно построить общую
форму изделия на базе простых геометрических фигур (фото 44
вклейки) или неконкретных природных форм (фото 37 вклейки),
но одновременное сочетание их в одной вещи приводит к нару-
шению целостности.
Понятие целостности непосредственно связано с таким поня-
тием, как «соподчиненность элементов», т. е. с вопросом о глав-
ном и второстепенном в сложных композициях, включающих
много элементов. Под главными в данном случае понимают
доминирующие части композиции. Если эти элементы и в кон-
структивном смысле являются основными, важнейшими, то полу-
чается гармония между содержанием и формой и общее решение
кажется целостным.
Если изделие имеет множество элементов и сложный силуэт
или в нем нельзя выделить в конструктивном отношении самые
важные части, то определение подчиненных соотношений услож-
няется. В таких случаях добиваются целостности композиции при
помощи целенаправленной координации основных линий.
Компактные формы в этом смысле проще разрешимы (рис. 34
167
и 36 вклейки). Здесь возникает проблема в первую очередь в соот-
ношениях объемов. Если форма разделена на две равные части,
то подчиненности нет. Если же пропорции нарушены, при осталь-
ных одинаковых условиях доминирующей станет большая часть.
Если форма разделена на три части, количество возможных
вариантов возрастает. При равном распределении объемов обычно
доминирует центральная часть. При неравном сочетании появля-
ются две возможности: если крайние части одинаковые, домини-
рующей станет центральный элемент, несмотря на то, больше он
или меньше остальных; если части неравные, превалировать
будет большая часть. Отсюда видно, что существуют некоторые
закономерности, учитывая которые мы можем выделить домини-
рующую часть, так называемое ядро композиции. Вот основные
положения.
Закон количества: при одийаковых прочих условиях доми-
нирующей станет часть, которая имеет свойство, отличающее ее
от других по количеству (высота, объем, повторение какого-ни-
будь элемента).
Закон качества: превалирует тот элемент, у которого ка-
кое-либо свойство более качественно по сравнению с другими —
например, текстура самого материала (красное дерево и карель-
ская береза), неодинаковая отделка (полированный элемент на
фоне необработанной поверхности), интенсивность красок (чис-
тые спектральные тона по сравнению с менее насыщенными)
и т. д.
Закон центрального положения говорит о том, что элемент,
находящийся в центре (конечно, не в абсолютном смысле, а при-
близительно), имеет большую возможность стать доминирующим,
если этому не противодействуют другие обстоятельства.
Закон осмысленного фактора: здесь имеется в виду значение,
доминирующе придаваемое отдельной части изделия концентра-
цией декора, эмблемой или надписью (например, у призов),
неожиданным цветовым акцентом и пр.
Ядро композиции можно охарактеризовать как цель направле-
ния всех связей между элементами, благодаря определению ко-
торого во многом зависит выразительность всей композиции.
Контраст является с древних времен одним из.наиболее часто
используемых средств композиции, которое находит разносторон-
нее применение и в художественном коструировании предметов.
Контраст выявляется в сосуществовании элементов с противопо-
ложными свойствами: большой и маленький, высокий и низкий, го-
ризонтальный и вертикальный, гладкий и шероховатый, темный и
светлый и пр. Контраст образует в композиции внутренние на-
пряжения, делает изделие более выразительным, позволяет сосре-
доточить внимание на важных узлах. Но при этом надо учиты-
вать, что слишком резкий контраст отдельных элементов может
разрушать целостность композиции. В таких случаях надо исполь-
зовать «условные мосты», которые смягчают контраст и соеди-
няют отдельные части воедино.
168
Контраст не должен быть главным мотивом, т. е. самоцелью
в композиции, а лишь придавать ей особую декоративную
ценность. Композиция, составленная на базе односторонних ли-
ний, скучна и нуждается в контрастировании с некоторыми
другими композициями.
Симметрия обозначает гармоничное.расположение частей в це-
лом, однотипных элементов вокруг какой-нибудь оси или точки.
Симметрию с древних времен считали одним из основных критери-
ев красивой формы, но сегодня к этому иногда относятся кри-
тически.
Различают следующие виды симметрии:
зеркальная (рис. 178, а), где формы или его части напоми-
нают вещи и их отражения в зеркале;
осевая (рис. 178, б) является подобной зеркальной; элемен-
Рис. 178. Зеркальная (а), осевая (6),
центральная (в), спиральная (г) сим-
метрии.
Рис. 179. Расположение элементов
композиции:
а, б — симметричное, в — асимметричное, г —
случайное
169
ты расположены так, что при поворачивании вокруг оси они сов-
падают;
центральная (рис. 178, в) —элементы расположены на одной
прямой, но в разных направлениях относительно одной тбйки или
осевой центральной линии;
спиральная (рис. 178, г) получается, если вращать точку
вокруг оси, перемещая ее одновременно в сторону. Спиральную
симметрию можно считать разновидностью центральной.
Различают строгую симметрию с ясно выдвинутой осью
и скрытую симметрию, где ось не обозначена отдельным эле-
ментом (например, у всех точеных мисок).
Симметричная форма обычно строгая, спокойная, в случае
совпадения других факторов может казаться торжественной. Но
поскольку симметрия во многих природных и технических формах
часто повторяется, то композиция, которая опирается только на
этот фактор, кажется бесчувственной и скучной.
Противоположностью симметрии является асимметрия. На
рис. 179 одни и те же элементы расположены в соответствии с
требованиями осевой симметрии (рис. 179, а), центральной
симметрии (рис. 179, б) и асимметрично (рис. 179, в). Но в
асимметрии элементы, однако, не могут быть размещены совер-
шенно случайно, в этом случае вместо композиции получается
хаос (рис. 179, г).
Часто в композиции изделий проявляется одновременно
симметрия и асимметрия. Например, почти все транспортные
машины симметричны к оси передвижения, но асимметричны, если
рассматривать их сбоку. Боковой асимметричный вид для живот-
ных — более свойствен, чем симметричный спереди.
Асимметричные композиции в наши дни считаются более ин-
тересными и эмоциональными, чем симметричные. Но создавать
их сложнее.
С симметрией и асимметрией непосредственно связано ком-
позиционное равновесие. Под этим выражением понимают зри-
тельную сбалансированность узлов и элементов композиции. Ви-
зуально мы не можем точно определить массу, длину или объем
частей, а имеем лишь зрительное впечатление от этих величин.
Так, например, светлые, блестящие элементы кажутся нам больше,
чем темные, цилиндрические — более увесистыми, чем конические,
и т. д. С другой стороны, человек привык к таким равновесиям,
где длины плеч (расстояния от оси центра тяжести) обратно
пропорциональны грузам.
При симметричном расположении элементов композиционное
равновесие сохраняется без каких-либо трудностей, так как
это заложено уже в самой основе.
Композиционное равновесие асимметричных композиций опре-
деляется уже не центральной осью, а строится в зависимости от
композиционного центра, который может быть сдвинут в любую
сторону. В плоскостных композициях равновесие достигается
расположением элементов относительно фона (рис. 180).
170
Решать задачу о композиционном равновесии легче в случае,
если элементов не много (два или три). Тогда проще учитывать
все их свойства во взаимоотношении. Если элементов больше, их
приходится группировать.
Статичность и динамичность, так же как и симметрия и
асимметрия, являются, с одной стороны, средствами композиции,
а с другой — выступают как особые свойства формы.
Статичность — это выражение устойчивости, покоя и непод-
вижности. Из геометрических фигур этому в первую очередь
отвечает куб, а также низкий цилиндр. В абсолютном смысле в
форме предметов статичность встречается довольно редко.
Динамичность характеризует движение одностороннего на-
правления, стремления. Так, например, конус и пирамида имеют
явное стремление вверх, а вытянутая призма заставляет взор
скользить по длинному ребру. При более сложных формах по-
добное впечатление достигается за счет целенаправленного соеди-
нения простых элементов. Динамичность может быть выражена
и использованием линий или чередованием соответствующих кра-
сок на поверхности формы
(рис. 181, а). Сравнительно ча-
ще динамичность выражается
с помощью обтекаемых поверх-
ностей и кривых линий
(рис. 181, б).
Рис. 180. Композиционное равновесие
на плоскостных композициях.
Рис. 181. Динамичность, выраженная
линией (а) и формой (б).
171
Под пропорциональностью понимают гармонию объекта как
целого и его отдельных частей, приятные размеры и подходящие
соотношения между ними. С древних времен люди старались найти
ответ на вопрос, какие пропорции красивые, какие нет. До се-
годняшнего дня эта проблема является наиболее актуальной.
Создано множество разных систем для вычисления самых воспри-
нимаемых соотношений, но поскольку основой их всегда остается
субъективная оценка красоты, то они спорны. Некоторые даже
считают, что использование учения о пропорциях при создании
прикладных форм весьма сомнительно.
Несмотря на вышесказанное, пропорциональность является до
сегодняшнего дня одной из фундаментальных проблем компози-
ции. И хотя человеческий глаз не так чувствителен при восприятии
пропорций, как ухо при восприятии звуков, музыкальных тонов,
можно выделить приятные и неприятные пропорции.
Приятными являются в первую очередь ясные и четкие соотно-
шения, где зритель чувствует уже сознательно, что выбор не слу-
чайный. Довольно распространены соотношения целых чисел (на-
пример, 1:2, 2:3, 5:8), хотя в последнее время применяют
более сложные, иррациональ-
ные пропорции.
Пропорции выражаются
определенными рядами чисел.
Арифметические пропорции ба-
зируются на одном определен-
ном размере: (а —&) = (& —с) =
= (с — d) =... = m. Геометриче-
ские пропорции исходят от
определенного отношения —
сомножителя: a:b = c:d = ...= k.
Одной из разновидностей
геометрической пропорции яв-
ляется так называемое золо-
тое сечение. Им пользуют-
ся в случае, если целое не-
обходимо разделить на не-
равные части. Золотое сечение
определяется формулой
а__ ь
b аЦ-Ь*
где а — меньшая и b — боль-
шая часть целого (а-\-Ь).
Если выразить это приблизи-
тельно в цифрах, то необходимо
целое мысленно разделить на
Рис. 182. Золотое сечение в природ-
ных (а) и искусственных (б, в)
объектах.
172
8 частей, а затем объединить так, чтобы меньшая часть имела 3, а
большая — 5 единиц. Точнее выражается золотое сечение рядом
чисел: 0,146; 0,236; 0,382; 0,618; 1,00; 1,618; 2,618, в котором
сумма двух соседних членов равна следующему.
Золотое сечение широко распространено в природе и при-
меняется при составлении искусственных форм (рис. 182).
Ритм обозначает равномерное чередование и выражается как в
систематическом повторении элементов, так и в гармоничном
распределении поверхностей и объемов.
Самый простой образец ритма — это метрический ряд, где один
и тот же элемент или группа этих элементов повторяется
через равные отрезки. Обычно такой ряд влияет на нас статично
и скучно. Более выразительные ряды получаются с использова-
нием разных элементов и разных интервалов. В таком случае
возможны три варианта, где варьируются только элементы —
+ 0 + 0 + 0; только интервалы — 0 00 б 00 0; элементы и интерва-
лы — 0 + + 00 + 00 ++0. i
Надо сказать, что человеческий глаз довольно чувствителен к
ритму и реагирует на малейшие отклонения от выбранной системы.
Поэтому нельзя самовольно менять какой-нибудь элемент или
расстояние между элементами: сразу исчезают целостность и
динамика.
34. Орнамент
Украшение предметов быта свойственно всем народам, живу-
щим в разные времена и в различных местах земного шара.
Естественно, за это время появилась большая разновидность
орнаментов, обусловленная обычаями, климатическими усло-
виями, употребляемыми материалами и т. д. Но, несмотря на это,
в композиции различных орнаментов можно выявить общие за-
кономерности, с которыми необходимо считаться и даже класть
в основу при оформлении современных изделий.
С позиции целого изделия орнамент является одной из состав-
ных частей его композиции. С другой стороны, на орнамент
можно взглянуть как на самостоятельное явление, которое под-
чиняется тем же требованиям и законам композиции, что и изде-
лие в целом. Особенно важно при создании орнамента учитывать
принципы ритма, симметрии, сочетания красок.
По мотивам орнаменты подразделяют на геометрические и
растительные. Прямые и всевозможные кривые линии в различ-
ных сочетаниях дают бесконечное множество орнаментальных
тем. Красота таких орнаментов обусловливается главным обра-
зом ритмичностью и соразмерностью его частей.
Простейшими мотивами геометрических орнаментов являются
зигзаги, ломаные линии, спирали, волюты, сочетания треуголь-
ников, квадратов, ромбов, кругов и т. д.
Для растительных орнаментов основой служит природа. При
этом формы растительного мира творчески переосмысливают —
173
стилизируют. Степень близости орнаментальной растительной
формы к первоисточнику определяется задачей, стоящей перед
составителем, его дарованием и эстетическими убеждениями.
Границы изменений форм растительного мира очень широки.
На образцах орнаментов разных эпох и стилей мы видим, что
творческая переработка, начиная с обобщения формы путем вы-
деления типичного и отказа от изображения случайных деталей,
доходит иногда до перевода форм растений в геометрические
мотивы, сохраняющие лишь некоторые общие признаки данного
растения.
По способу исполнения различают орнаменты плоские и
рельефные. Плоские орнаменты образуются при помощи линий и
красок. Их можно выполнять крашением и в технике мозаики.
При рельефных орнаментах эффект построен на игре света и
тени, за счет возвышенных и углубленных мест изображения.
Рельефный орнамент выполняют в различных техниках резьбы и
аппликации. В некоторых случаях (например, при выжигании)
получается изображение, имеющее признаки как плоского, так и
рельефного орнамента.
По структуре выделяют три
категории орнаментов: розеты,
орнаментальные ленты и сетча-
тые орнаменты, заполняющие
всю поверхность вещи.
Рис. 183. Виды розет (а, б).
Рис. 184. Орнаментальные ленты:
1 — ось переносов, 2 — плоскость скользящего
отражения
174
Розетами (рис. 183) называют орнаменты, вписанные в круг и
построенные путем деления круга на равные части его диаметрами.
В основе розеты всегда лежит один из видов симметрии. Если
данный вид орнамента базируется на зеркальной или осевой сим-
метрии, розета вызывает у зрителя ощущение статичности, не-
подвижности. Розеты, построенные по принципу центральной и
спиральной симметрии, наоборот, претендуют на движение, дина-
мичность. Хорошим примером такой розеты является так назы-
ваемая «роза ветров» — эмблема балтийских парусных регат.
Деление окружности на равные части служит основой для
композиции бесконечного ряда вариантов розет. Следует отме-
тить, что в результате применения различных цветовых сочетаний
одни и те же линейные изображения розеты могут производить
впечатления резко отличающиеся друг от друга. Словом, введе-
ние цвета создает новые возможности изображения разнообраз-
ных розет.
Орнаментальные ленты, как правило, состоят из одинаковых
элементов, повторяющихся в определенном порядке (ритмично)
вдоль прямой или кривой линии — оси переносов (рис. 184).
Другой новый элемент называется плоскостью скользящего от-
ражения. Эта плоскость изображена на рисунке в виде линии,
перпендикулярной к оси переносов. Отражаясь два раза от этой
плоскости, элемент орнамента приходит в совмещение сам с собой.
В теории композиции различают семь видов орнаментальных
лент, составленных из одного повторяющегося элемента, связан-
ного по-разному с осью переносов и с плоскостью скользящего
отражения. Но в практике чаще используют орнаментальные
ленты, составленные из нескольких элементов.
Простейший сетчатый орнамент представляет собой сетку из
параллелограммов. Сетка является и основой построения более
сложных орнаментов. В таком случае линии сетки можно счи-
тать осями переносов, а, узлы напоминают оси центральной
симметрии.
При выборе системы и элементов орнамента надо учитывать
народные традиции для украшения данного материала и данного
изделия, а также технические возможности.
ЛИТЕРАТУРА
Антонов Л. П., Муравьев Е. М. Обработка конструкционных мате-
риалов. Практикум в учебных мастерских. — М.: Просвещение, 1982.
Двойникова Е. С., Лямин И. В. Художественные работы по дереву.—
М.: Высшая школа, 1972.
КрейндлинЛ. И. Столярные работы.— М.: Высшая школа, 1982.
Мартенссон А. Начинаем мастерить из древесины.— М.: Просвещение,
1979.
Матвеева Т. А. Мозаика и резьба по дереву.— М.: Высшая школа, 1981.
Пономарьков С. И. Декоративное оформительское искусство в школе.—
М.: Просвещение, 1976.
Худяков А. В. Деревообрабатывающие станки.— М.: Высшая школа,
1981.
175
СОДЕРЖАНИЕ
Предисловие......................................................• 3
I. Основные сведения о древесине
1. Строение древесины.......................................... 5
2. Основные свойства древесины .,......................... • 8
3. Основные древесные породы 14
4. Природные формы и пороки древесины......................... 21
5. Производство, сушка и хранение древесных материалов........ 25
II. Обработка древесины
6. Рабочее место ученика....................................... 30
7. Основы резания и способы обработки материалов............. 34
8. Разметочные работы.......................................... 37
9. Пиление .................................................... 41
10. Строгание................................................... 49
11. Сверление................................................... 57
12. Долбление и q6pa6oTKa криволинейных поверхностей............ 63
13. Точение................................................. . 67
14. Изготовление и заточка резцов . .’.......................... 78
III. Склеивание и обработка склеенных заготовок
15. Применение склеивания..................................... 86
16. Подготовка материала для склеивания........................ 90
17. Клеи........................................................ 94
18. Склеивание.................................................. 97
19. Использование склеенных заготовок.......................... 100
IV: Соединение деталей
20. Основные типы соединений.................................. 106к
21. Соединения на гвоздях и шурупах............................ 107
22. Шиповые соединения брусков................................. 111
23. Соединения досок и щитов................................... 116
24. Специальные соединения..................................... 122
V. Отделка и украшение изделий из древесины
25. Столярная подготовка к отделке............................. 129
26. Отделочная подготовка древесины............................ 133
27. Отделка древесины лакокрасочными материалами............... 136
28. Выжигание.................................................. 139
29. Резьба по дереву........................................... 142
30. Мозаика по дереву.......................................... 149
VI. Подбор и оформление объектов труда
31. Значимость объектов труда.................................. 156
32. Исходные принципы при художественном конструировании ... 163
33. Основные закономерности композиции..........................157
34. Орнамент................................................... 173
I. Украшения
и сувениры,
изготовленные
из древесины.
IV. Декоративные
формы и панно,
имеющие круглую форму.
V. Маркетри —
излюбленный вид
деревообработки
в кружке.
23
VI. Предметы
домашнего обихода —
объекты труда
на занятиях.
VII. Выдалбливание
позволяет
разнообразить
форму изделий.
I VIII. Коробки —
общественно
значимые
' объекты труда.
IX. Компактные формы
легче поддаются
компановке.
37 38
39 40
X. Лесные находки позволяют
создать природные композиции.
XI. Игрушки —
подходящие
объекты труда
учащихся
IV—VI классов.
41
42
47
XII. Имитация этнографических предметов —
работа кружковцев.
XIII. Текстура
древесины
лучше всего
выявляется
на кривых
поверхностях.
XIV. Декоративные
подносы,
выточенные
из склеенных
заготовок.
58
59
XV. Декоративные формы
и панно требуют
тщательной
компоновки.
61
62
XVI. Комплекты мебели
требуют единства стиля.
uox S9