

























































































































































































































































































































































































































































































































































































































































































































































Автор: Дальский А.М. Суслов А.Г.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы общая технология машиностроения обработка металлов машиностроение справочник
ISBN: 5-217-03083-6
Год: 2001




Автор электронной версии посвящает сей
труд Анюте Г.
Если бы не она, я бы вряд ли взялся за эту
работу, не говоря уже об ее успешном(?)
завершении...
СПРАВОЧНОЕ ИЗДАНИЕ
ф,.,ик»й Анион Ми.™™ Суеиии А,шт I Р Р"«»
Косилова Александра 1 ригорьевиа др.
СПРАВОЧНИК ТЕХНОЛОГА-МЛШИНОС ГРОН ГЕЛЯ
СПРАВОЧНИК
технолога-
машиностроителя
В двух томах
РЕДАКЦИОННЫЙ СОВЕТ
Дальский А.М.
(Председатель и главный редактор)
Суслов А.Г.
(зам. Председателя редсовета)
Жесткова И.Н.
(зам. главного редактора)
Безъязычный В.Ф.
Васильев А.С.
Горленко О.А.
Ильицкий В.Б.
Покровский В.П.
Румянцева О.Н.
Стародубов В.С.
Смелянский В.М.
В МОСКВА “МАШИНОСТРОЕНИЕ” 2001
‘^ИЗДАТЕЛЬСТВО МАШИНОСТРОЕНИЕ-1”
УДК 621.906-529 (03)
ББК 34.5
С74
Авторы тома: А. М. Дальский, А. Г. Суслов, А. Г. Косилова,
Р. К. Мещеряков, Ю. Д. Амиров, А. С. Абдыжапаров, Б. М. Базров,
С. И. Богомолов. В. Б. Борисов, Е. И. Борисов, А. С. Васильев,
В. Н. Васильев, Л. И. Волчкевич, И. В. Гайгал, А. А. Гусев, О. М. Деев,
Е. А. Заставный, А. С. Калашников, М. А. Калинин, М. М. Калинин,
Н. М. Капустин, П. Г. Кацев, В. Л. Киселев, В. Г. Ковалев, А. И. Кондаков,
Л. А. Колесников, П. М. Кузнецов, Б. Н. Леонов, Г. Н. Мельников,
А. И. Мещеряков, К. Р. Мещеряков, В. В. Надуваев, М. С. Наерман,
Е. Ф. Никадимов, А. Н. Новиков, UJ. Н. Нуридинов, П. Н. Орлов,
М. М. Пичикян, Е. А. Попов, Э. В. Рыжов, Л. К. Сизенов, В. С. Стародубов,
С. О. Сухарев, М. Ф. Сухов, А. Г. Схиртладзе, В. П. Федоров, Е. Н. Фролов,
Ю. Л. Фрумин, Л. Б. Цейтлин, М. Г. Шеметов.
f В справочнике использованы стандарты, действующие на 1 июля 2001 г.
Справочник технолога - машиностроителя. В 2-х т.
С74 Т. 1/Под ред. А. М. Дальского, А. Г. Косиловой, Р. К. Мещерякова, А. Г. Суслова. -
5-е изд., перераб. и доп. - М.: Машиностроение-1, 2001 г. 912 с., ил.
В 1-м томе приведены сведения по точности изготовления и качеству
поверхностей деталей машин, рекомендации по выбору заготовок, припуски на
механическую обработку, сведения по разработке различных технологических
процессов изготовления деталей; обработке заготовок на станках, по обеспечению
качества и точности обработки на станках с ЧПУ, в гибких производственных
системах, на автоматических линиях и т. д.
Пятое издание (4-е изд. 1985 г.) переработано в соответствии с действующими
стандартами, дополнено главой по обеспечению технологичности изделий,
значительно переработаны и расширены главы по точности изготовления деталей,
заготовкам деталей, назначению припусков, разработке технологических процессов
изготовления деталей, обработке на станках и т.д.
Для инженерно-технических работников всех отраслей машиностроения, может
быть полезен преподавателям и студентам ВТУЗов.
УДК 621.906-529 (03)
ББК 34.5
6П5.4
ISBN 5-217-03083-6 (общ.)
ISBN 5-217-03084-4 (Т.1)
ISBN 5-94275-013-0 (общ.)
ISBN 5-94275-014-9 (Т.1)
© Издательство «Машиностроение», 1985 г.
© Издательство «Машиностроение -1», 2001 г.
УДК 621,906-529 (03)
ББК 34.5
Авторы тома: А. М. Дальский, А. Г. Суслов, А. Г. Косилова, Р. К. Мещеряков,
Ю. А. Абрамов, В. В. Агафонов, В. Н. Андреев, В. Ф. Безъязычный, Э. М. Берлинер,
В. С. Булошников, Ю. А. Быков, Д. В. Виноградов, И. В. Гововов, А. О. Горленко,
О. А. Горленко, Б. И. Горбунов, Р. М. Гонеридзе, Э. Г. Грановский, В. И. Гузеев,
Г. В. Гурьянов, Б. Д. Даниленко, О. И. Дарымов, Ю. И. Дворов, Г. И. Доброволь-
ский, А. Е. Древаль, Ю. В. Жестик, Е. А. Заставный, Н. Ф. Зеленцова, А. В. Игнатов,
В. Б. Илыщкий, В. П. Инютин, А. С. Калашников, С. Н. Калашников, Ю. Г. Козы-
рев, О. Я. Константинов, В. С. Корсаков, С. Н. Корчак, Г. Г. Лебяжьев, А. В. Лит-
виненко, Ю. А. Макаров, Г. Н. Мельников, А. И. Мещеряков, Е. А. Памфилов,
В. М. Панченко, В. П. Покровский, С. А. Попов, А. Н. Прокофьев, О. А. Розенберг,
М. А. Рождественский, В. Ф. Романов, В. М. Смелянский, В. П. Смоленцев,
Ю. М. Соломенцев, В. С. Стародубов, Ю, С. Степанов, А. Е. Стешков, В. И. Тавров,
А. В. Тотай, А. П. Улашкин, О. Н. Федонин, А. В. Хандожко, В. С. Харченков,
А. Г. Холодкова, Л. М. Червяков, А. А. Шатилов, Ю. А. Шачнев, Ю. Г. Шнейдер,
В справочнике использованы стандарты, действующие на 1 июля 2001 г.
Справочник технолога - машиностроителя. В 2-х т.
Т. 2 / Под ред. А. М. Дальского, А. Г. Суслова, А. Г. Косиловой, Р. К. Мещеряко-
ва - 5-е изд., перераб. и доп. - М.: Машиностроение-!, 2001 г. 944 с., ил.
Во 2-м томе приведены сведения о металлорежущих станках, станочных приспособле-
ниях, режущих инструментах, режимах резания, допусках и посадках, методах и средствах
измерения, обработке поверхностей пластическим деформированием и технологии сборки.
Пятое издание (4-е изд. 1985 г.) переработано в соответствии с действующими стандар-
тами; дополнено новыми главами по смазочно-охлаждающим средам, электрофизической,
электрохимической и лазерной обработкам, технологии нанесения покрытий, термической
обработке, нормированию и функционально-стоимостному анализу процессов. Расширены
главы по технико-экономическим расчетам, режимам резания, режущему инструменту,
технологии сборки, станочным приспособлениям.
Для инженерно-технических работников всех отраслей машиностроения, может быть
полезен преподавателям и студентам ВТУЗов.
УДК 621.906-529(03)
ББК 34.5
6П5.4
ISBN 5-217-03083-6 (общ.)
ISBN 5-217-03085-2 (Т. 2)
ISBN 5-94275-013-0 (общ.)
ISBN 5-94275-015-7 (Т. 2)
© Издательство "Машиностроение-1", 2001 г.
ОГЛАВЛЕНИЕ
ОГЛАВЛЕНИЕ
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
РАСЧЕТЫ ВАРИАНТОВ ТЕХ-
НОЛОГИЧЕСКОГО ПРОЦЕССА
1 МЕТАЛЛОРЕЖУЩИЕ
СТАНКИ
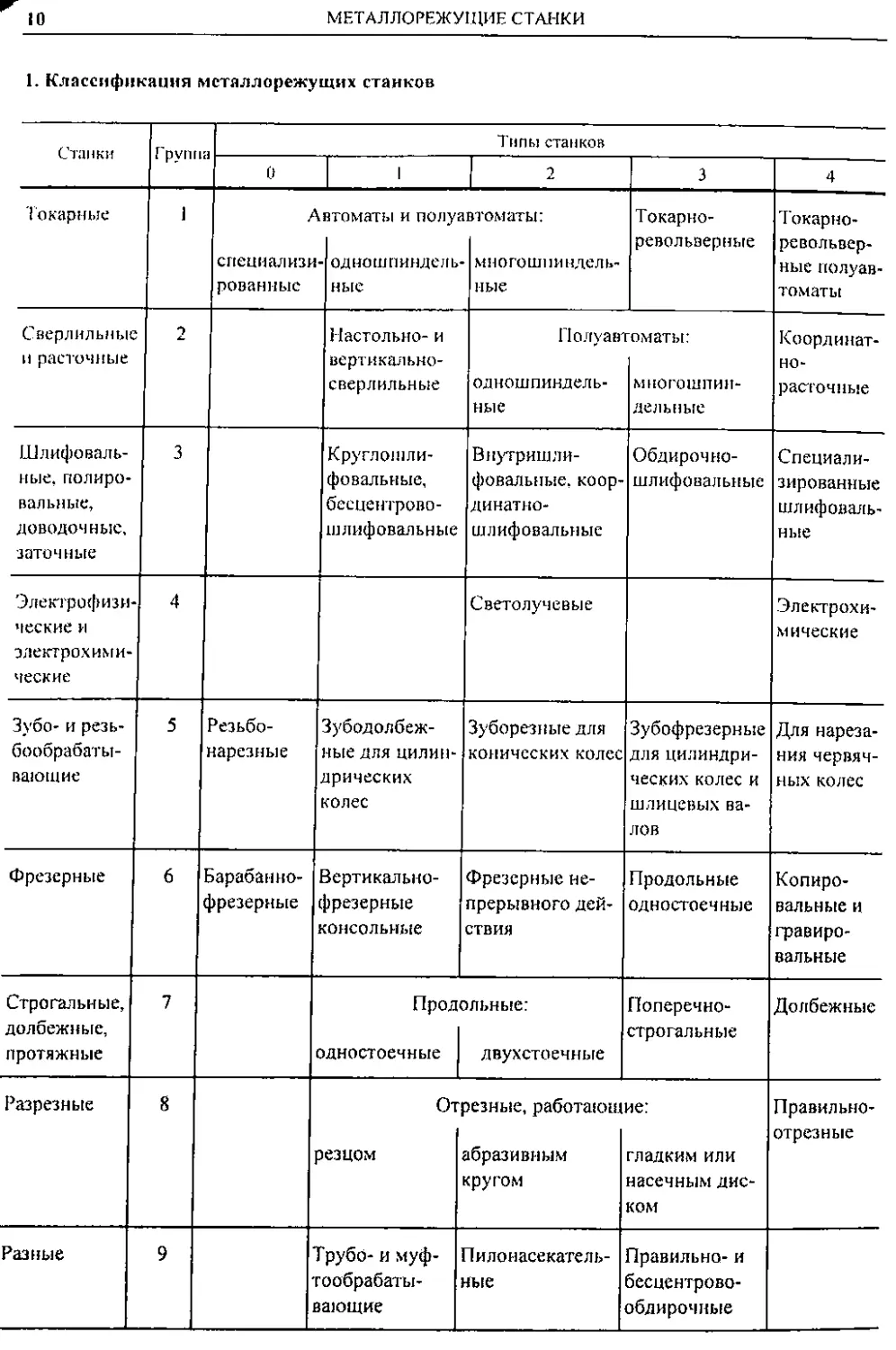
КЛАССИФИКАЦИЯ И СИСТЕМА
ОБОЗНАЧЕНИЯ СТАНКОВ
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Ставки Типы станков
» [ 1 1 2 з 4
Токарные 1 одношниндель- многошоинлель- револьверные ные полуав-
и^т“™"Г 2 одношниндель- расточные
доводочные. £Ь“рХ Ihi & § 1 | ш™фои"°йые ХоТанмые
?е“С₽“'''"ЗИ' 4 Светолучевые ктр X
»ХХб’'ь" 5 нарезные ные°аля цилин- конических колее для цилиндри- ни"ч™Рв“ч’
Фрезерные 6 фрезерные фрезерные прерывного дей- озизостоечные Копиро- гравиро-
далбе“'С’ 7 одностоечные | лвухетоечные строгальные Долбежные
Разрезные 8 резные, работают кругом ПР»И№'«-
Разные 9 гообрабаты- Пилонасекатель- til И!
КЛАССИФИКАЦИЯ И СИСТЕМА ОБОЗНАЧЕНИЯ СТАНКОВ
Типы станков
5 6 7 8 9
Токарные окарныеи |Многорезцовые и оботохарные| копировальные Спеииализи- Разные такар-
неточные Отдепочно- тмХ"’ ХьныегаеР'
нлнфовок- нжфоаалъные * л ритироч- Pl зботаюшие Эразивом
рОТИМНЧеСКИС 4 (ивочные
Зубо-и резь- 5 g § о "tit фрезерные iwe и обкатные Зубо- и резь- 1 бошлифо- Разные зубо- и
Фрезерные 6 i И if Й .§ о ? 1 i ' Хиое"-" »ерные операаи- Iffi If? ? я "
7 Хори- Протяжш е внутреннего гтан“Н“еДМ Разные стро-
Разрезные 8 Xhw’ Отрезные с дисковой Отрезные ножо- вочные
|струменто машины ние
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
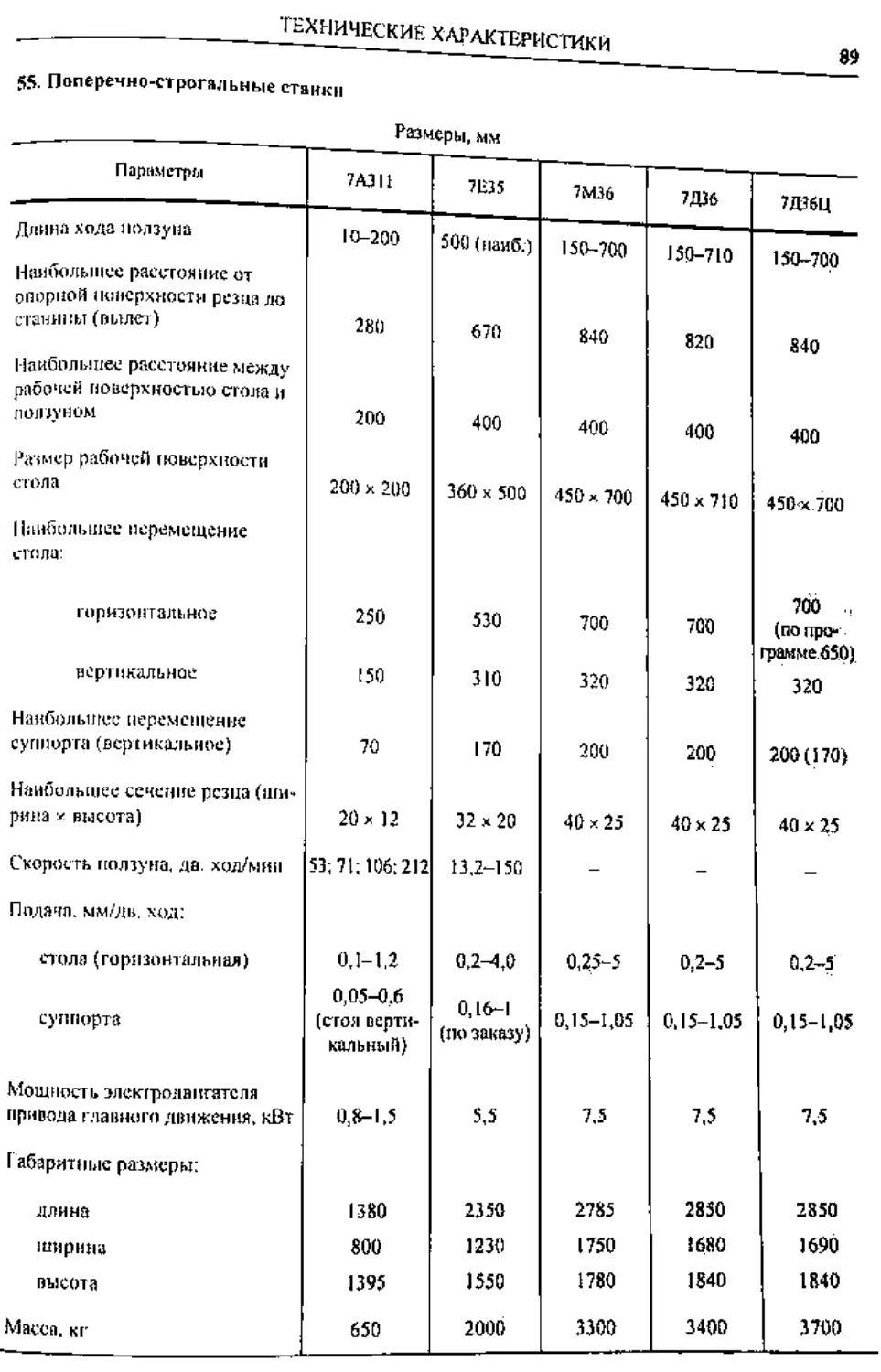
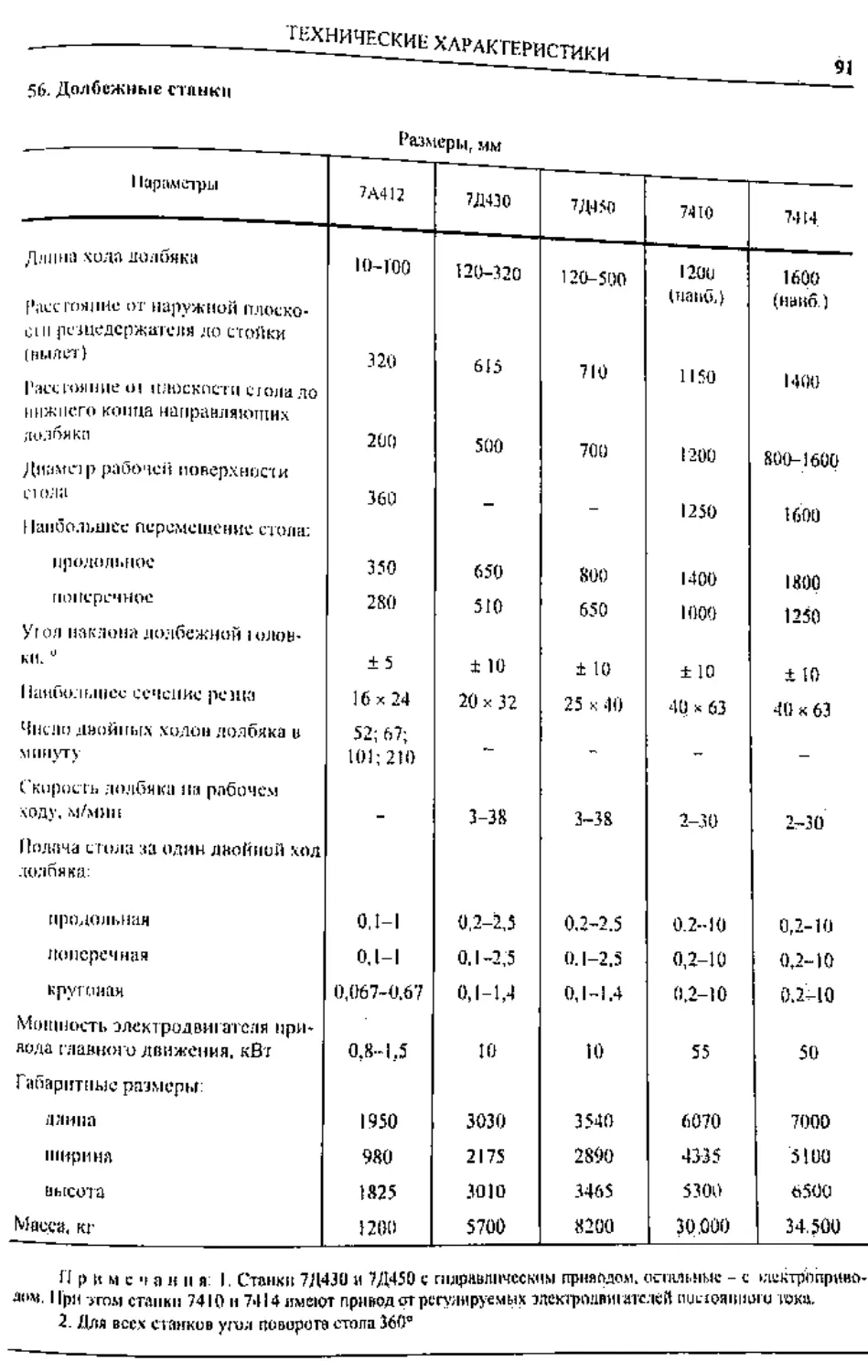
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Токарные станки
Параметры 1Е11ОП 1Е1)6П 1Е125П 1Е140П 1Е165П 11Ф16 11Ф25 11Ф40
р С в прутка 10 16 25 40 65 16- 25 40
иойРподачиЛ''Я “аРУЖ' 16 22 30 45 73 22 30 45
нарезаемой резьбы по
плашкой М10х1,5 2 х1.7 Ml 8x2,5 М27хЗ МЗОхЗ,5 М12х|,75 М12х1,75 М18х2,5
метчиком М8х|,25 М10х1,5 М16х2 М24хЗ М27хЗ
roZ™PPe“”‘'“ePHm'' 125 125 160 160 200
20 20 32 32 40
гоХпорта "Р°Д“Л1’Н°' 60 60 100 100 120 70 120 120
шпмлеля'логертферии 50-130 50-130 75-235 75-235 00-30
портов 4 4
поперечных суппор- 32 32 45 45 60 32 45 45
И =. ° о £. У э 8. & г § = ё г и
левого вращения 112-5000 90-4000 25-4000 80-2500 40-1600 180-3550 200-4000 125-2500
правого вращения 56-630 45-500 63-500 40-315 20-250 180-1800 200-2000 125-1250
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Параметры 'El 10, 1Е116; IE125; 1Е1«; |Е||0П 1ЕЧ6П 1E12SH JE140R ИФ16 11Ф25 11Ф40
правел о вращения z 2 2 2 2 0 или 1 0 или 1 0 или 1
Время одного оборота 2, /-J02 2 7-302 6,1-602 6,1-602 2 6-261
84 84
2,2 3,0 4,0 55 7 5 3,0 40 55
Габаритные размеры: 1690 1760 2160 2160 2160 1315 1775 1775
ширина 775 775 1000 1000 1200 780 1000 1.000
высота 1585 1585 1510 1510 1700 1460 1600 1600
S S = 2 ||11 д *» ih J 2210 । 2855 11790
Параметры 1Б10В 1М06В; '[МЮД I1T16B 1М32В
обрабатываемого прутка 4 6 6 10 16 32
по стали 2 4 3,4 6 7 12
2,5 3 4,5 1 9
М2 М4 М3, М4 М2, М5 Мб, М8 MI4
М3 М5 М4, М5 М2, Мб М10.М12 100;180
нарезаемой резьбы Е зм? 80; 100
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Пар.мегр.,, ПОЗА 1Б10В IM06B; 1М06А IM10B; 1М10Д 1ITI6B IM32B
1600-12500 1400-10000। 0,254-50,8 1400-10000 0,016-16,9 900-8000 0,099-33,78 450-6300 1 0.049-20,4 280-3550 0,035-22,4
4. Токарные многошпиндельные горизонтальные прутковые автоматы
Параметры 1216-4К 1Б240-4К 1Б265-4К 1Б290-4К 1216-6К 1В225-6К 1Б240-6К
Няипппмний шгаметр обрабаты- 20 50 80 125 16 25 40
Наибольшая длина подачи прутка 100 180 200 250 100 150 180
Число шпинделей 4 4 4 4 ь 6
суппортов; 40 80 80 125
верхних 40 80 90 100 40 40 80
заднего среднего 40 40 80
отрезного 30 30 50
Наибольший ход продольного 80 180 200 275 80 160 180
Число скоростей шпинделя 21 39 27 40 21 25 39
об/ми™°₽аЩЯ'И"Ш"""ЛеЛСЙ' 279-1995 125-1230 61-755 50-508 370-2650 280-3000140-1600
- 125-160061 -1050 50-810 600-4400 600-4400140-2500
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Параметры 216-4К Б240-4К 1Б265-1К 1Б290-4К 12I6-6K 1В225.6К 1Б240-6К
8 g 8 8 | | 5 | || | й ; j Ч = - : ; > с = 1»»« 1 10000 1830 30'40 5385 5700 1000 1276 1520 1700 4000 | 6000
Продолжение табл. 4
Параметры 1Б265-6К 1Б290-6К 1Б225-8К 1Б240-8К 1Б265-8К 1Б290-8К
заднего среднего быстроходное исполнение Наибольшая подача, мм/об: продольного суппорта Длительность быстрого 6 80 80 100 20 32 SO 80 250 150 180 200 250 125 55 80 70 125 100 55 80 80 100 125 55 70 70 100 65 30 50 70 65 275 125 180 200 275 40 25 9 8 40 70-660 320-3200 140-1720 97-1176 80-706 70-930 400-4000 140-2800 97-1810 80-1200 48 35 30 26 48 5,9 2,5 4,6 3,2 5,3 1,4 0,7 3.3 1,4 1.2 3,7 1.34-1,6 1,8-2,5 3,5 3,7 30-40 15 13 30 30-40
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Параметры 3 1 1 ¥
S 1 I I ! 3 I 3 1 !
быстроходное испод- 63-1320 62-900 42-800 200- 80- 78- 42-900 210- 85-
11 иг ПА АТУПАМАЙ пппои 30 1610 1160 2800 1820 129( 48
‘„"об ЛЬШМ "°ДаЧ!‘’ 35 30 25
''Р°ерет"°™суп7о7Га ода 20 07 6,6 3,3 п 14 07 з’з 14 5,3 1,2
Длительность быстрого 2,5 3,5 3.7 1,14-1,6 2 306- 1 34- 1,5- 3,06- 3.7
Мощность главного при- 13 30 30-40 15 ЗМО 17 4,86
длина 4330 4675 4785 4105 4330 4675 4785 4105
ширина 1600 1690 2160 1320 1600 1690 I60C 169С
высота 1985 2170 2475 1920 1985 2170 18500
14500 18100 5800 9000 1450 18400 580С
Примечание. Все полуавтоматы повышенной точности.
Пдрдметры 1К282 1283 !Б284 1А286-8 1А28М
Наибольший диаметр обраба- 250 400 360 500 630
Число шпинделей § з 6 g А
Частота вр₽ащения шпинделя, 50 50 22 21 21
при нормальном исполнении 42-628 28-410 20-224 20-200 12 5-250
при б’-’А^рпхАдном исполнении 66-980 43-635 63-630 25-500
Число суппортов 7 7 5 7 5
портов (вертикальное и гори-
Подача мм/об 0,041-4,053 0,064-4,002 0,08-5,0 0,0315-4,0 0,028-4,0
Габаритные размеры: 22,30, 40, 5 20, 30,40, 55, 22 или 30
длина 3070 3252 3285 4140 4790
2945 3065 2987 4270 4790
3872 3942 4040 4905 4925
Масса, кг 19000 20500 15000 32000 35500
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
7. Токарно-револьверные станки и полуавтоматы
Размеры, мм
Параметры 1ЕЗ16 1Д316П, 1Д316 1Г325 1Г325П 1Г340; 1Г340П 1В340Ф30
Наибольший диаметр обрабатывае- мого прутка 18 18 25 25 40 40
Наибольшая длина иодачи прутка 50 — 80 80 100 120
Наибольший диаметр изделия, уста- навливаемого над станиной Наибольшие размеры обточки штуч- ных заготовок в патроне: 250 320 320 400 400
диаметр 80 80 — 120 200 —
длина 50 50 — 50 — —
Расстояние от торца шпинделя до передней грани револьверной голов- 350 (наиб.) 75-250 70-400 70-500 120-630 220-530
Наиболыиее рабочее перемещение поперечного суппорта(ручное) 120 - 80 - - НО
Частота вращения шпинделя, об/мин 100-4000 100-4000 80-3150 80-3150 45-2000 45-2000
Продольная подача револьверного суппорта (шпиндельной бабки), мм/об (мм/мин) 0,04-0,4 0,04-0,4 - 0,04-0,5 0,035-1.6 (1-2500)
Круговая (поперечная) подача ре- вольверной головки(поперечного суппорта), мм/об (мм/мин) - 0,028- 0.315 0,02-0.8 (1-2500)
Мощность электродвигателя главно- 1.7 или 1.7 или 2.6 или 3.2 или 6.0 или 6.0 или
го привода, кВ г Габаритные размеры: 2,2 2,2 3 5,3 6.2 6.2
длина 3662 1770 3980 4015 5170 2840
ширина 751 800 1000 1000 1200 1770
высота 1610 1500 1555 1500 1400 1670
Масса с приставным оборудованием. 1900 1028 1300 1690 3000 3600
Продолжение табл. /
Параметры 1Е65ПФЗ .1365 1416Ц 1П41ФЗ 1А425 1П426ФЗ
Наибольший диаметр обрабатывае- 65 65
мого прутка Наибольшая длина подачи прутка 200 __
Наибольший диаметр изделия, уста- навливаемого над станиной Наибольшие размеры обточки штуч- ных заготовок в патроне: 500 500 500
диаметр — — 160 160 250 400
длина 200 - по 80 175 200
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Параметры 1Е65ПФЗ 1365 1416Ц 1П41ФЗ 1А425 1П426ФЗ
Расстояние от торца шпинделя до пе- редней грани револьверной головки - 275- 1000 260-430 - 365-610
Наибольшее рабочее перемещение поперечного суппорта(ручное) 310 - - -
Частота вращения шпинделя, об/мин 315-2000 34-1500 50-2000 45-2000 50-1250 12.5-2500
Продольная подача револьверного суппорта (шпиндельной бабки), мм/об (мм/мин) (3-2500) 0,09-2,7 (20-300) б/с (0,1-1200) б/с (15-300) (1-1600) б/с
Круговая (поперечная) подача револь- верной головки(поперечного суппор- та), мм/об (мм/мин) (2-1200) (0.045- 1.35) (25-200) б/с (0,1-1200) б/с (15-200) (0.5-3000) б/с
Мощность электродвигателя главного привода, кВт Габаритные размеры: 15 13 5.5 1,2 или 6.3 7,5
длина 3400 5360 2105 1970 2570 3550
ширина 1700 1500 1405 1150 1650 2400
высота 1530 1530 1875 2040 2150 -
Масса с приставным оборудованием, 4200 4500 3250 -4500 4850 4900
координатами по программе.
3. В таблице обозначено: б/с - бесступенчатое регулирование подач.
8. Токарно-карусельные станки
Размеры, мм
Параметры я е 2 < 7 О е 2 Я е 2 2
Наибольшие параметры обрабатываемой заготовки: диаметр 1250 1450 1600 1600 1800 2500 2500 3150
высота 1000 . 1000 1000 1000 1600 1600 1600 2400
масса, кг 4000 : 6300 5000 6300 10000 13000 20000 25000
Наибольшее перемещение вертикального (револьвер- ного) суппорта: горизонтальное 775 1315 950 950 1315 1390 1585 1910
вертикальное 700 800 700 700 1250 1200 1100 1100
Диаметр планшайбы 1120 1120 1400 1400 1400 2250 2240 2800
20
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
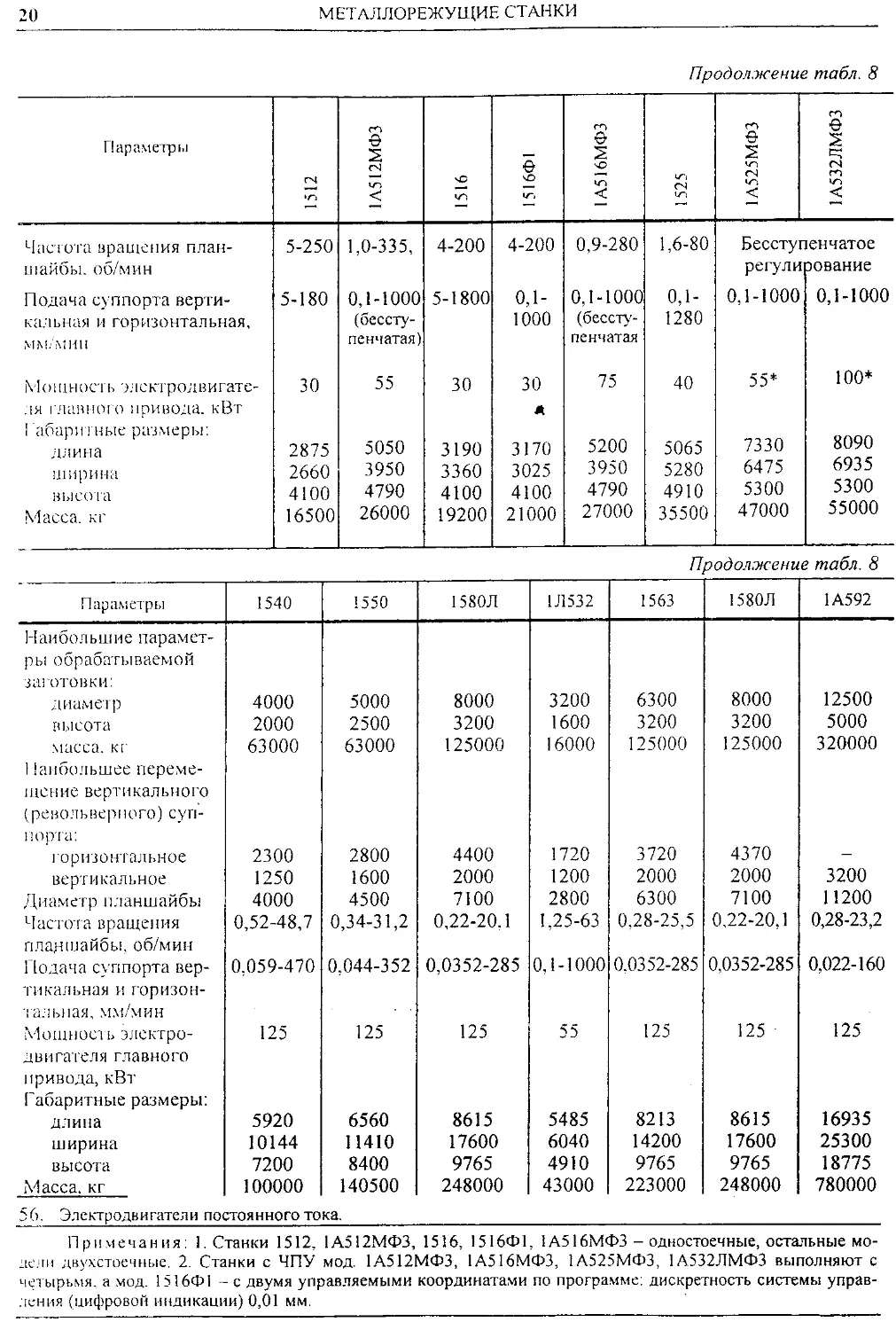
Продолжение табл. 8
Параметр!,, 2 § 2 < 2 § ё S 5 е S 6 2 Я
Частота вращения план- шайбы. об/мин 5-250 1,0-335, 4-200 4-200 0,9-280 1,6-80 Бесстуг регули генчатое ювание
Подача суппорта верти- кальная и горизонтальная. 5-180 0,1-1000 (бессту- пенчатая) 5-1800 0,1- 1000 0,1-1000 (бессту- пенчатая 0,1- 1280 0,1-1000 0,1-1000
Мощность элсктродвигате- _тя главного привода. кВт 1 абарнтные размеры: 30 55 30 30 75 40 55* 100*
длина 2875 5050 3190 3170 5200 5065 7330 8090
ширима 2660 3950 3360 3025 3950 5280 6475 6935
высота 4100 4790 4100 4100 4790 4910 5300 5300
Масса, кг 16500 26000 19200 21000 27000 35500 47000 55000
Продолжение табл. 8
Параметры 1540 1550 158ОЛ 1Л532 1563 1580Л 1А592
Наибольшие парамет- ры обрабатываемой заготовки: 4000 5000 8000 3200 6300 8000 12500
высота 2000 2500 3200 1600 3200 3200 5000
масса, кг 63000 63000 125000 16000 125000 125000 320000
Наибольшее переме- щение вертикального (револьверного)суп- горизонтальное 2300 2800 4400 1720 3720 4370
вертикальное 1250 1600 2000 1200 2000 2000 3200
Д и ам ет р и л а н ш а й б ы 4000 4500 7100 2800 6300 7100 11200
Частота вращения 0,52-48,7 0,34-31,2 0,22-20.1 1.25-63 0.28-25,5 0.22-20.1 0,28-23,2
планшайбы, об/мин Подача суппорта вер- 0.059-470 0.044-352 0,0352-285 0.1-1000 0.0352-285 0,0352-285 0,022-160
тикальная и горизон- тальная, мм/мин Мощность электро- 125 125 125 125 125 125
двигателя главного привода, кВт Габаритные размеры: 5920 6560 8615 5485 8213 8615 16935
ширина 10144 11410 17600 6040 14200 17600 25300
высота 7200 8400 9765 4910 9765 9765 18775
Масса, кг 100000 140500 248000 43000 223000 248000 780000
Электродвигатели постоянного тока.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
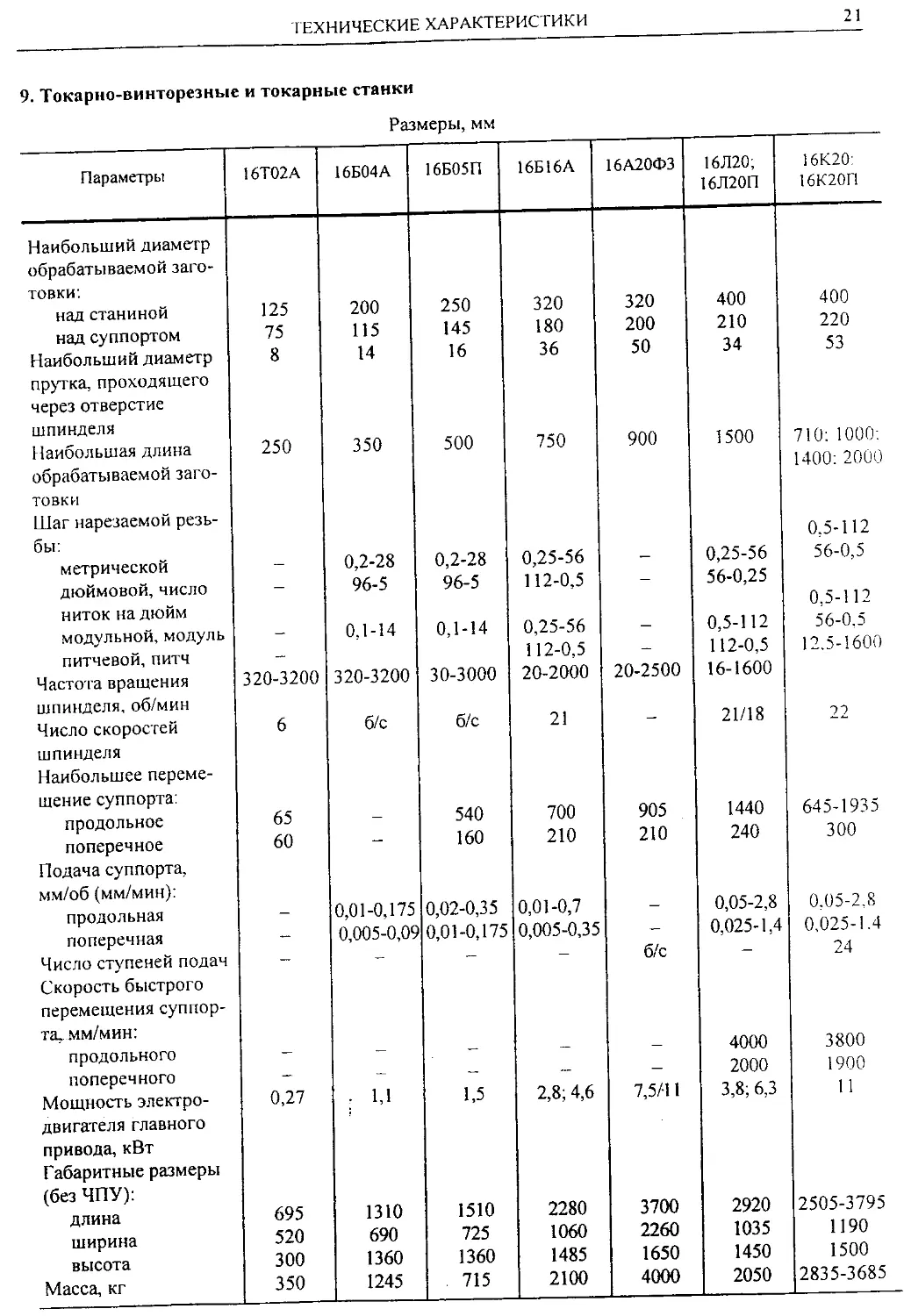
9. Токарно-винторезные и токарные станки
Размеры, мм
Параметры 16Т02А 16Б04А 16БО5П 16Б16А 16А20ФЗ 16Л20; 16Л20П 16К20: 16К20Г1
Наибольший диаметр обрабатываемой заго- товки: над станиной 125 200 250 320 320 400 400
над суппортом 75 115 145 180 200 210 220
Наибольший диаметр 8 14 16 36 50 34 53
прутка, проходящего через отверстие шпинделя Наибольшая длина 250 350 500 750 900 1500 710: 1000:
обрабатываемой заго- товки Шаг нарезаемой резь- метрической 0,2-28 0,2-28 0,25-56 0,25-56 1400:2000 0.5-112 56-0,5
дюймовой, число — 96-5 96-5 112-0,5 — 56-0,25
ниток на дюйм модульной, модуль 0,1-14 0,1-14 0,25-56 0,5-112 0,5-112 56-0.5
питчевой, питч Частота вращения 320-3200 320-3200 30-3000 112-0,5 20-2000 20-2500 112-0,5 16-1600 12.5-1600
шпинделя, об/мин Число скоростей 6 б/с б/с 21 21/18 ??
шпинделя Наибольшее переме- щение суппорта: продольное 65 540 700 905 1440 645-1935
поперечное 60 — 160 210 210 240 300
Подача суппорта, мм/об (мм/мин): продольная 0,01-0,175 0,02-0,35 0,01-0,7 0,05-2,8 0.05-2.8
поперечная - 0,005-0,09 0,01-0,175 0,005-0,35 — 0,025-1,4 0,025-1.4
Число ступеней подач — — — — б/с — 24
Скорость быстрого перемещения суппор- та~ мм/мин: продольного 4000 3800
поперечного — — — — — 2000 1900
Мощность электро- 0,27 1 1 1 5 2,8; 4,6 7,5/11 3,8; 6.3 | ]
двигателя главного привода, кВт Габаритные размеры (без ЧПУ): длина 695 1310 1510 2280 3700 2920 2505-3795
ширина 520 690 725 1060 2260 1035 1190
высота 300 1360 1360 1485 1650 1450 1500
Масса, кг 350 1245 JLl 2100 4000 2050 2835-3685
поперечная (1.5-600)0.005-1.4 0.025-1,4 0,024- (1-600) 0,023-0.5 0.04- 0.03-1.7 0.02-42.4
0,31
32 б/с
1900 4500 4800
I! 1600 2400
_ л г
2940 2000 2400
1970 2000 2400
22 55 100
Габаритные размеры
1 8 8 i 1 I g i 1
4000 3700 2925- 3775 8 s S go 1 | Ш 3 J I 8 J iim
Примечания: 1 Станки с ЧП>' мод. 16Б16Т1, 16К20ФЗ, 16K20TI. 16КЗОФЗО5 выполняют с двумя
злясмыми координатами по программе. Дискретность системы _______________
Парамегры 5 1 s г 1 I S
Наибольшие размеры обрабаты-
устанавливаемой нал станиной 400 400 400 500 500 590
устанавливаемой нал суппортом 200 250 320 250 320
тлина 750 500 100 1000 250’ 1000'
600 2000
продольное или вертикальное 820 350 420 1250 1035
UaZZeTZZZZnonZ юо 200 160 138 350 161
поперечное или горизонталь- 100 200
ное (продольное установочное (554) (395)
Частота вршения шпинделя, 100-2000 63-1250 16-2000 80-1600 56-900
копировального (в продольном 5-1250 25-400 1-1200* 184** 1-1200 20-450»
поперечного (в поперечном или 10-600 25-400 1-600*
25-1250
5-512
5-512
МЕТАЛЛОРЕЖУЩИЕ-: СТАНКИ
П.р.ме,1,и 1 8 i § о t I
1Тй1«1ОЧ(.(Ш<Й ЛИЙМРТр ЧЯГЛТППК-И-
чч-тянявпиняемпи нал гтянинои 320 400 450 500 680
устанавливаемой нал суппортом 220 320 400
прутка 50 50
Напоольшии диаметр обрабатываемой 2U0 200 630
Наибольшая л тина оораОатываемой зато- 160 500 130 450 1500;2000
товки
Няипл:1ыи<*1э перемепн?пиг* суппорта-
продольное ось 7 400 600 670 600 1010
поперечное, ось X 245 280 240 335 365
ность позиционирования)
ПО ОСИ X. ММ/ИМПУДЬС 0.0005 .001 (0.01) 0.0005 0.001 0.005
11Г1 ОСИ / ММ/ИМПУПЬГ 0 00] .001 (0.02) 0.001 0,001 0 01
но координате С градшмиупьс 0 001 0.001 0.01 0 001
Индексируемый поворот шпинделя- коорди- 0.00|°Х 0 001 °* 0 о 1 °х 0 001°х
ната С Х360000 *360000 х.360000 Х360000
конец шпинделя по 1 ОСТ 12595-85 I-6M 2-6Ц 1-1IM
Число позиции револьверной головки или 12 j -) 12 12
Частота вращения шпинделя об/мин 20...4000 12 2800 20. .4000 10...2000 16 2500
Частота вращения инструментальных 40...4000 30..3000 20...2500 30...3000 1500
Рабочие подачи
по осям X и Z мм/мин 1 5000 1... 10000 2...3000 1...10000 1...10000
Скорости быстрых перемещений: 0.02...20 0.008...5.5
по оси X. мм/мин 12000 10000 10000 10000 10000
но оси Z мм/мин 12000 10000 15000 10000 10000
по координате С, об/мин 40 20
Мощность электродвигателя. кВт: 6:4 16 12:6 23
главного двигателя (шпинделя) 22 18 5 22 22 40' 60
инструментальных шпинделей 37 3.0 3.0
оборудования (с приставным оборудова-
нием;:
длина 167 (4200) 4700 3150 5000 3990
ширина 900 (2800) 2010 2260 1710 2490
высота 650(1800) 2520 2300 2750 3100
Масса без приставного оборудования (с приставным оборудованием}. кг 500(5500) 6100 5900 7000 12800
ХАРАКТЕРИСТИКИ
ширина
Масса без приставного оборудования (с
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Сверлильные и расточные станки
12. Вертикально-сверлильные станки
Размеры, мм 2HI35
Параметры 2Н106П 2М112 2НИ8 2Н125Л 2HI25
Наибольший условный диаметр 6 12 18 25 25 35
Рабочая поверхность стола 200x200 250 х 250 320 x 360 Диаметр 400 х 450 450 х 500
Наибольшее расстояние от торца 250 400 650 700 700 750
шпинделя до рабочей поверхности
125 190 200 250 250 300
Наибольший ход шпинделя 100 150 150 200 250
Наибольшее вертикальное переме-
сверлильной (револьверной) 130 300 300 215 170 170
ТО ТАЧми
стола 350 525 270 300
Wniivr Морзе отверстия шпинделя 1 28 2 э j 4
Чиогто гмпрАГТРЙ ГППИНПРОЯ 7 *> 9 у 12 12
Частота вращения шпинделя. 1000-8000 450-4500 180-2800 90-1420 45-2000 31-1400
об/мин
Число подач шпинделя (револьвер- j 9 9
ной головки)
Подача шпинделя(револьверной Ручная 0,1 -0,3 0,1-1,6 0,1-1,6
головки), мм/об
Мощность электродвигателя при- 0 4 0 6 1.5 1.5 2,2 4,0
вода главного движения, кВт
Габаритные размеры:
длина 560 770 870 770 915 1030
ширина 405 370 590 780 785 825
высота 625 820 2080 2235 2350 2535
Масса, кг 80 120 450 620 880 1200
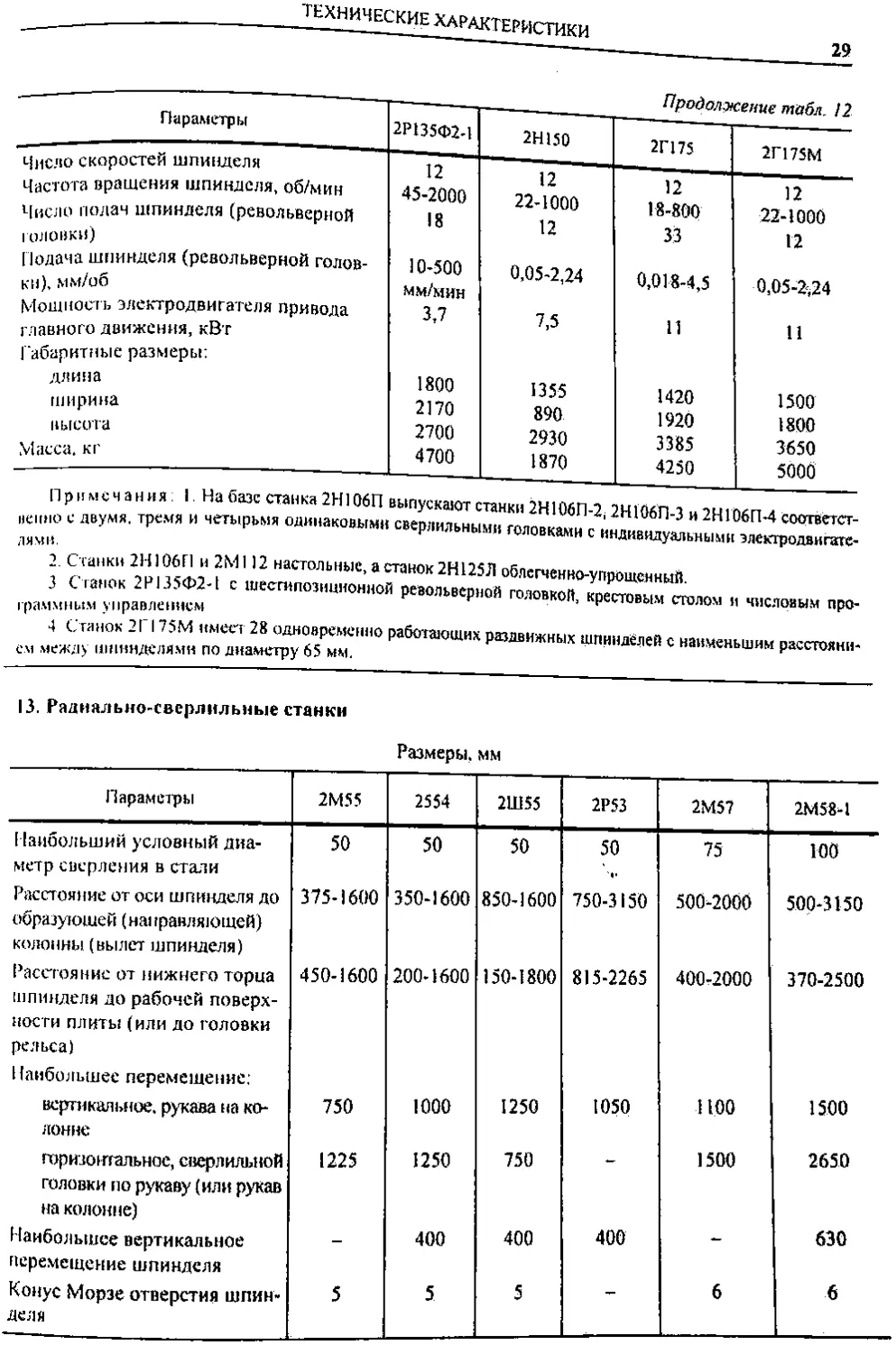
Продолжение табл. 12
Параметры 2Р135Ф2-1 2Н15О 2Г175 1Г175М
ния в стали
Рабочая поверхность стола 400 х 710 50С 1 х 560 560x630 710x1250
Наибольшее расстояние от торца шпин- 60( 800 850 828
деля до рабочей поверхности стола
Вылет шпинделя 45( 350 400 •00-760
Наибольший ход шпинделя 300
Наибольшее кртишьиое перемещение:
710
стола 360
Конус Морзе отверстия шпинделя 4 5 6 1, 2 илиЗ
Параметры 2Р135Ф2-1 2Н150 се,,м'"абл- 12
Число подач шпинделя (револьверной Подача шпинделя (револьверной голов- 45-2000 мм/мин 0,05-2,24 18-800 0,018-4,5 0,05-2', 24
, =«Zmk'zxz;» ,мп’2'2Hiom-3»2н1мгм
Параметры 2М55 2554 2Ш55 2Р53 2М57 2M58-I
Наносивший условший дна- 50 50 50 50 75 100
образующей (направляющей) 375-1600 350-1600 850-1600 750-3150 500-2000 500-3150
шпинделя до рабочей поверх- рельса) 1 (аиболъшес перемещение: 450-1600 200-1600 150-1800 815-2265 400-2000 370-2500
вфтюмьире. рукава на ко- 750 1000 1250 1050 1100 1500
шЬ™,|ё)РУгаВУ'^1''РУКаВ 1225 1250 750 1500 2650
Х"6мХиИ№"2^ТОл“О|! 400 400 400 630
Конус Морзе отверстия шпин- 5 5 5 6 6
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Параметры 2Е440А 2455 2Е470А 3283С
Подача, мм/млн (мм/об): (0,03-0.16 0 8-630 0-5000
шпиндельной бабки 2,5-500 0.8-630 0,8-630 750
Скорость быстрого перемещения.
мм/мин: 1600 1500 2500 2500 2000
Мощность электродвигателя при- fa 45° г'з6^ 2 3603°9 750
Габаритные размеры: 4665 6015 1600
2195 2240 3440 4060 1580
2385 2680 4170 4610 2340
Масса, кг 3400 7000 17000 33000 3850
Примечания 1 Станки 2455. 2Б460А. 2Е460А. 2Е470А, 3289 двухстоечные, остальные - олностоеч-
С ганки ЗБ282. 3289 и 3283С х
деля до рабочей поверхно-
110-610
!
1
I
|
200-950
S
в
200-950
40..,2500
30
(15)
50-2500
30 16(32)
40
(12)
20,.,6000
28...6000
(5015)
(3900)
(3052)
(10500)
(4040)
3500^
(3500)
(10300)
Характеристики
I
Морзе 5
ческий ческий
80 go
’600 х 1600 х U20*
х ’вое х 1800 х 1250
планшайбы
ширина
20-1600 12,5-1600 6,3-1000
8-200 8-200 4-200
12,5-1250 10-1600 10-1250
2,5-2000 2,2-1760 1,6-1600 1,6-1600 2,2-1760 2-2000 2-2000
1,6-1280 1,4-1100 1-1000 1-1000 1,4-1110 1,25-1250 1,25-1250
1.6-1280 1,4-1110 1-1000 1-1000 1,4-1110 1,25-1250 1,25-1250
1.0-800 0,88-700 0,63-630
0.01 0,001
8160
5070
32000 12600
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Продолжение тобл 16
П.раиетрь, 2636ГФ2; 2637ГФ2 2650Ф1; 2Е656Р 2651Ф2 2Б660Ф1 2439
Габаритные размеры.
длина 6960 песо 11500 11600 11350 3640
ширина 5070 11650 8100 11650 11280 3515
4805 6700 5300 6700 7800 2895
_Масса. кг_ 32000 1 76400 48600 76400 141600 16000
Пар.м^ы 8 § 8 S § § а ! 1 j i I
Диаметр обрабатывав- 8-280 320 х 500 320 х 500 1/1000 320 х 500 6000/5000 4000/3150 2500/2000 1500/1250 500x710 10/1600 >0/1000 800x1000
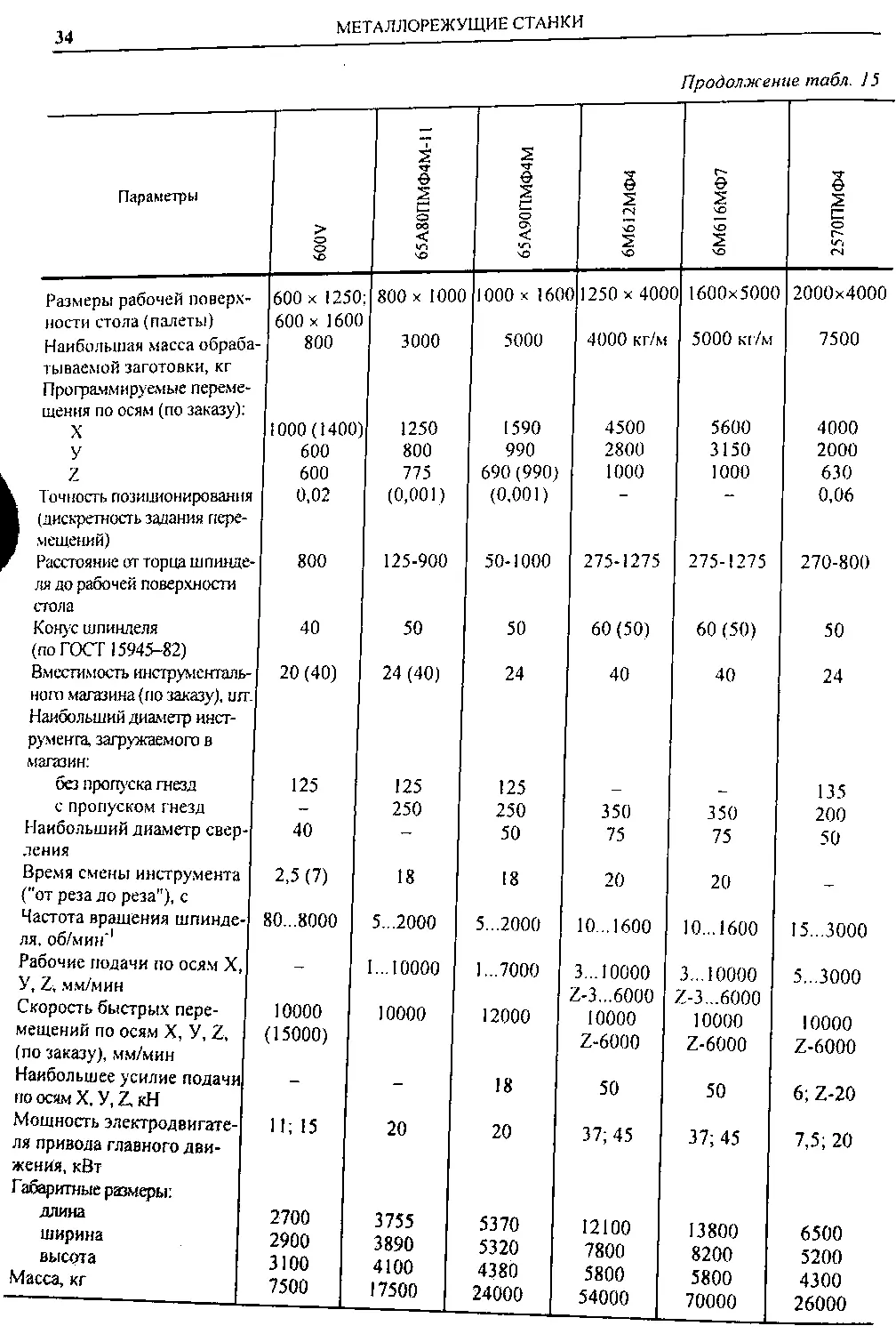
Jg МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
П,р“С’Р" | 8 g § 1 1 ! 1 § 1
Габаритные размеры:
Примечания: ). Полуавтоматы 2705П, 2705В, 2711П. 2711В. 2713П, 27ЬВ односторонние, осталь-
Размеры, м.м
Парами,., । | | 1 1 i U i S' S
X
Размеры рабочей поверхности 200 х 200 320 х 320 400 « 500 500 х 500; 500 х 500 630 x 630
поворотной части стола) (630) 630 х 630
fit 11 в III I I 60 150 зоо 700 800 600
НИЯ по осям: 360 400 500 800
250 360 500 500 630 710
0,007 400 500 500 800 630
0 02 (*} 0 j 7 0,02 0,02 0.005
(дискретность задания пере-
мещений) по осям X. У, Z, W
то теи'в™'™ Поворота стола 0,001 0.001 0,00) 1; 3; 5 0,001; 3 0,001
и °™ ш"имеля 20...260 0...400 70...570 0...500 65...695
Расстояние от торна шпинде- I20...440 35...435 240...740 120...620 20... 1000
Продолжение табл. J8
Параметры 1111!1
15945-82) 30 40 50 50 50 24(8°> М 3» 30(60) 64 60 (40; 100) ’° 125 80 '25 125 125 100 200 160 160 315 ” '4 12 15 8 (4,5. ,4.8) (16,2...21,2) (20)
50...7100 13.. .5000 32...2000 20...4500
0.002... 16 0.05...200 Ю
1 -7100 1...3200 2,5...2500 1...3600
12000;
12000 10000 10000 15000
8...4500 До 12000
1...6000 L..6000
15000 60000
привода главного движения, 5,5; 7,5 7.5 6,3 18
1 аоаритные размеры (с при- (4450)
пшрииа (3020) 2300 *20» (4635)
высота (2560) 2507 (4460) (3205)
Масса (с приставным обо- (7180) 8000 (2800) (12785)
рудованием), кг (7600)
. 7100-бесступенчатоерегулирование.
4750 5070
5813 3600
3650 3640
14070 16000
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
I 1 I | I I 1
| I § s § s 2
а х х s а х й
1600x2000;
2000x2500
315 350
(50) 15
5..1600 5...1250
технические характеристики
п‘р““'яр“ | 1 1 1 1 Пр I § i § Е I I Е
"° °СЯМ Х’ 1...4000 1-3600 1-6000 2...2500 1...6000 1-2000 1...2000
Скорость быстрых переме- 10000 10000 15000 8000 10000 Z-6000 X;W-6000;
15 10 12,5; Y-10; Z-10 15; 12 30; W-50
11i Ihi! H ii h о X" °i 1 H 52 28; 38,9
ллииа (5480) (5388) 4750 (4750) (6870’ 7000 8800 16500
ширина (5115) (5300) 6150 (5350’ 7650 5800 6400
высота 2930 (3130) (3455) (4000) (3800 4900 5930 7000
°б0‘ 12000 (15000) (13895) 16925 1 (21525 20000 26500 1 (57000) 85000
19. Вертикальные отделочно-расточные станки
Параметры 2776В 2777В 2Е78П 2Е78ПН 2Е78Л
продольное 630 X 1250 800x 1400 630 630 500х 1000 500х 1250 500 х 1250
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
диаметром 48; 78; 12и
4000; 2500
2000; 1000
4000; 2500
2000; 1000
2Е78ПН
750х500>
0,025-0.2
Примечание Станки 2776В и 2777В с подвижными головками; станки 2Е78П и 2Е78ПН одно-
стотоГХгчеХ’й"""""0 С с™а”“ Ста,ю« 2Е78Л олношпинлельнмй е неподвижным
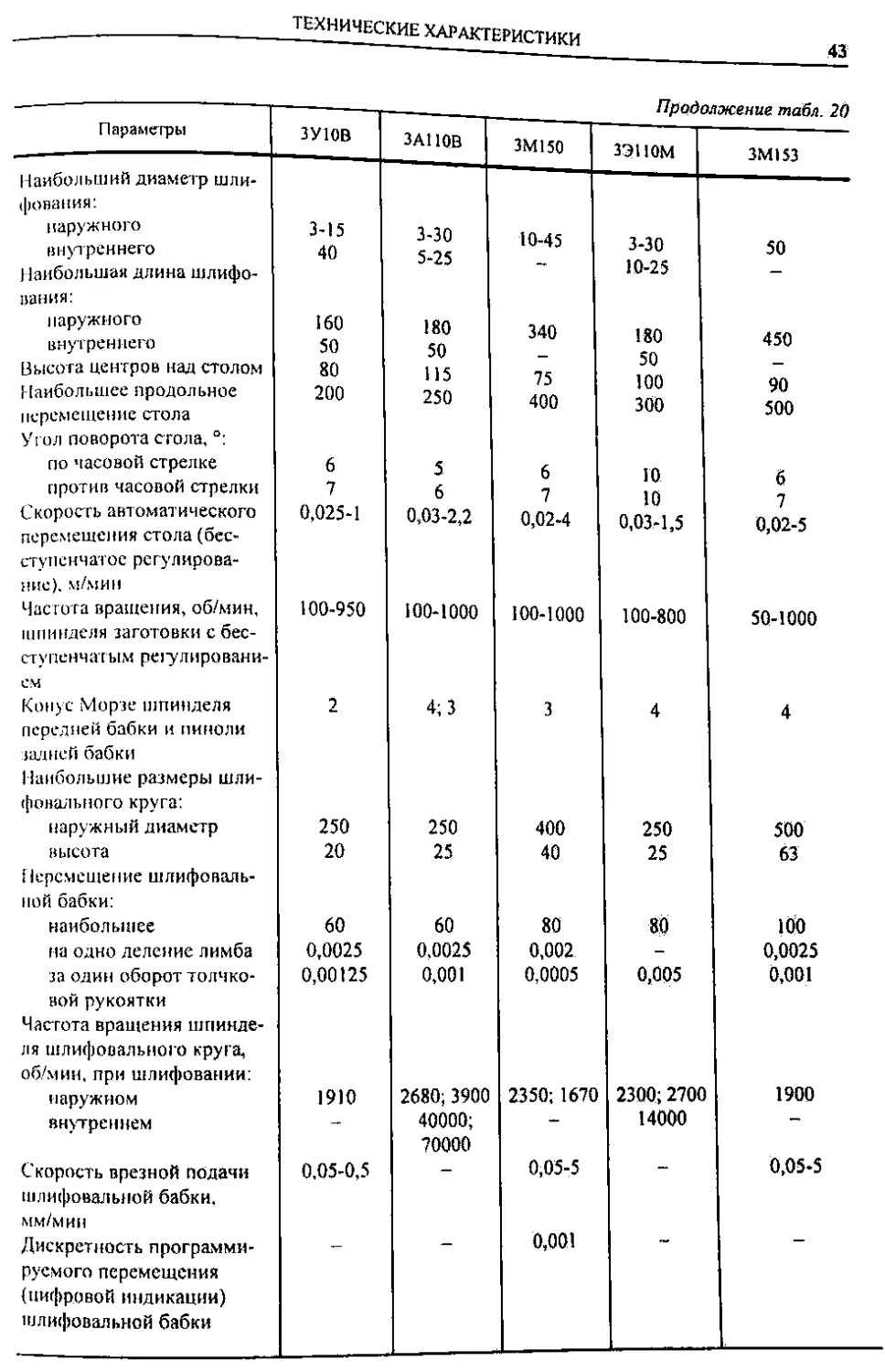
Шлифовальные станки
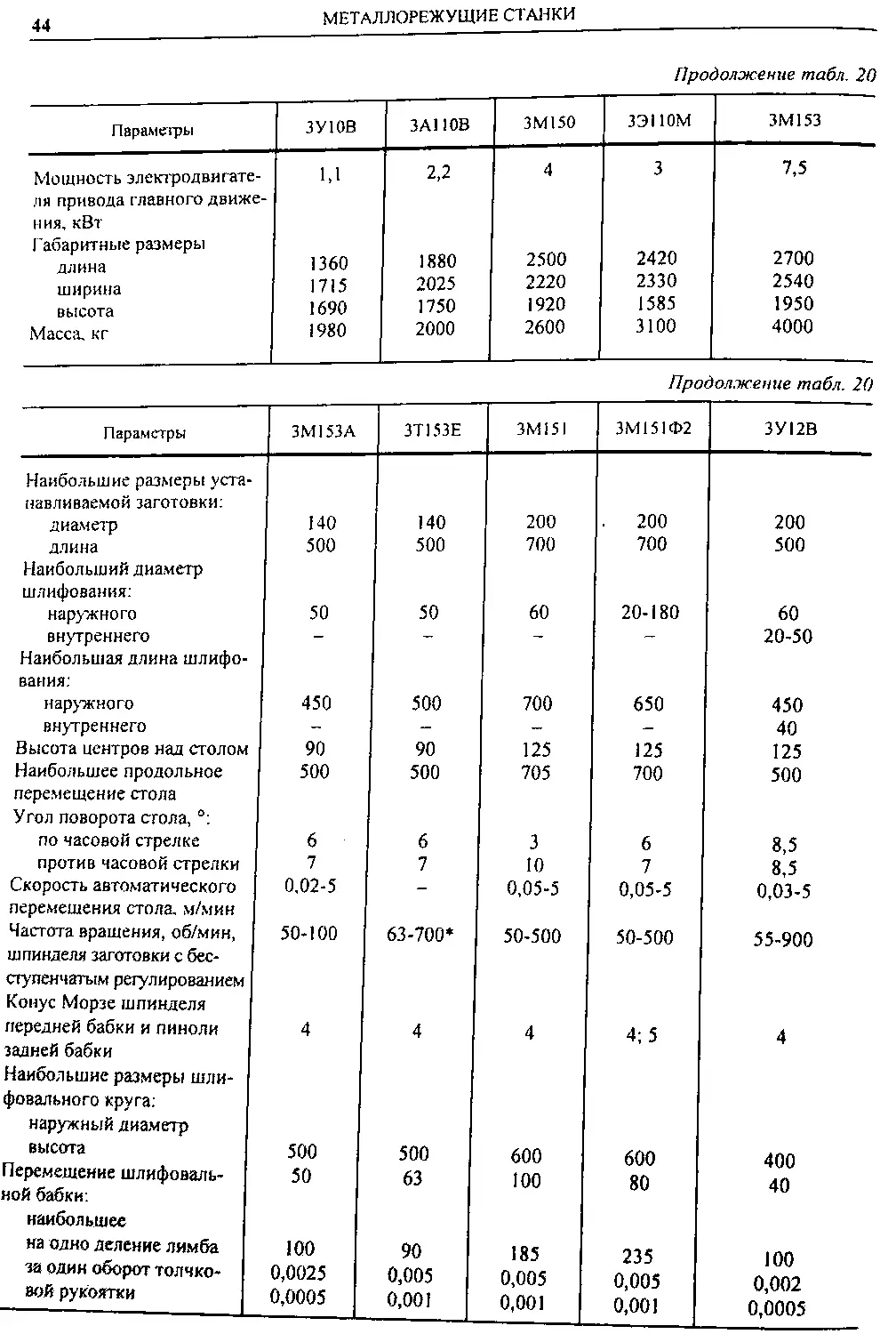
Параметры ЗУ JOB ЗАНОВ 3MI5O 331 ЮМ 3M153
диаметр |'°О ж 100 360 1
_^ЧЕСКИЕ ХАРАКТЕРИСТИКИ
П"Ра""Р" зуюв ЗАНОВ Продолжение табл. 20
ЗМ150 зэком
|к™ш1','»ШИЙЛИа“еТРШПИ' 3-30 Ю-45
160 180 340
Высота иентоов пап стопок. ял 50
Наибольшее продольное ?пп юо 90
°,;й Ph 1 II s h:l 6 6 6
bkr°,p.°c,'„a a"?Xai "?<T°ro 0,025-1 0,03-2,2 0,02-4 0,03-1,5 0,02-5
«“to»”""1"1’' 100-950 100-1000 100-1000 100-800
2 250 2 4
высота 20 25 40 25 63
60 60
на одно деление лимба 0,0025 0.0025 0 002 0 0025
<а один оборот толчко- 0 00125 0,001 0 0005 0,005 0 001
§ £ i IH ; 111 2680; 3900 2350;1670 2300; 2700
внутреннем 40000’ 14000
Скорость врезной подачи 0 05-0 5 70000 0,05-5 0 05-5
Дискретность программ»- 0,00!
шлифовальной бабки
Продолжение табл 20
ЗТ153Е ЗМ151 ЗМ151Ф2
ляашХо2“ь“ого“ру“С’
внутреннем 1910;1340 1900 1590 1590 2390; 2000; 1670
СЮ₽|>м'тйб'™Да™ 0,03-3 0,1-10 0,1-4 0,02-1 2
Дискретность программ»- 0,001
шлифовальной бабки (0,1 стола)
Ihl IhH 1 Н'П 7,5 10 15,2 5,5
р7лХ™ем)Т''“'''Об°' So 4455 2700 2000 5600 6500 | ilii
_____ Продолжение табл. 20
Параметры ЗУ120А ЗУ12УА ЗУ131М ЗТ160 ЗМ161Е
напаиваемой заготовки* 200
длина 500 500 700
ц ![ = * Ihl иг
внутреннего 20-50 20-50 30*100
Наибольшая длина шлифо- 450 500 710
внутреннего 75 120 125
Bbicorn центров над столом 125 125 185 160 160
Угол поворота стола, °: 500
против часовой стрелки 7 10 10 1 8
Скорость автоматического 0,02-5 0,03-5 0,05-5 0,05-5 0,05-5
перемещения стола (бес- ступенчатое регулирова- ние), м/мин
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
гое регулирование), м/мин'
Мощность электродвигателя
фовальнои бабки, мм/мин
надикании) шлифовальной
Конус Морзе шпинделя перед-
Пере,мешение шлифовальной
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
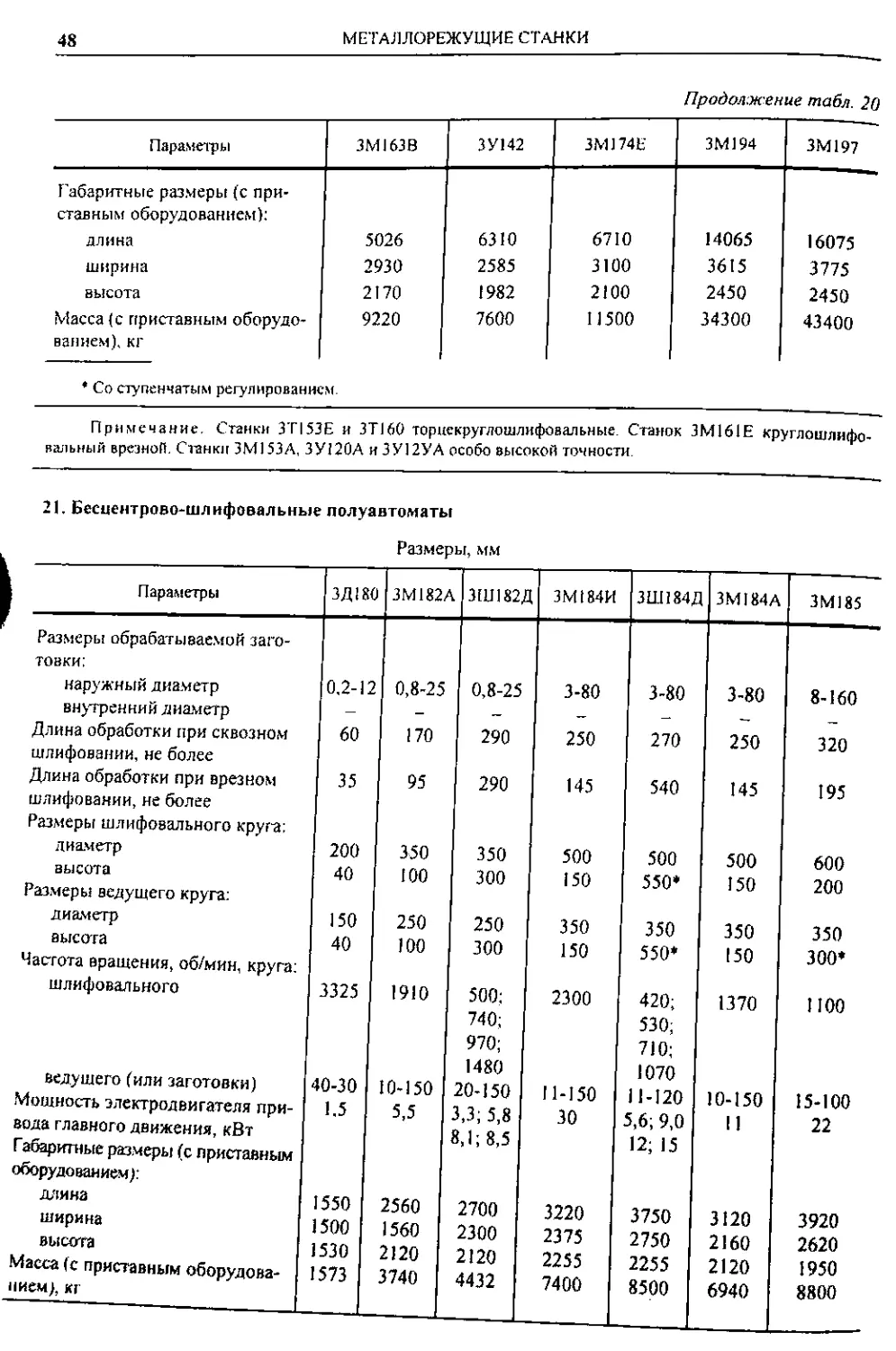
Параметры 3MI63B ЗУ142 3MJ74E ЗМ194 ЗМ197
Масса (с приставным оборуда- Е 11500 34300 37755
ЗД18( ЗМ182А
Размеры обрабатываемой зато-
наружный диаметр 0,2-12 0 8-25
внутренний диаметр
Длина обработкинри сквозном 60 170
I f !О >1! iti 35 95
диаметр 200 350
Размеры ведущего круга’ 40 100
диаметр 150 250
Частота вращения, об/мин круга’ 40 100
шлифовального 3325 1910
Мощность электродвигателя при- Габариптые размеры (с приставным оборудованием): 1.л
длина 1550 2560
ширина 1500 1560 :
Масса (с приставным оборудова- нием), кт | 2120 ; 3740 с
ЗШ182Д
ЗШ184Д 3MI84A
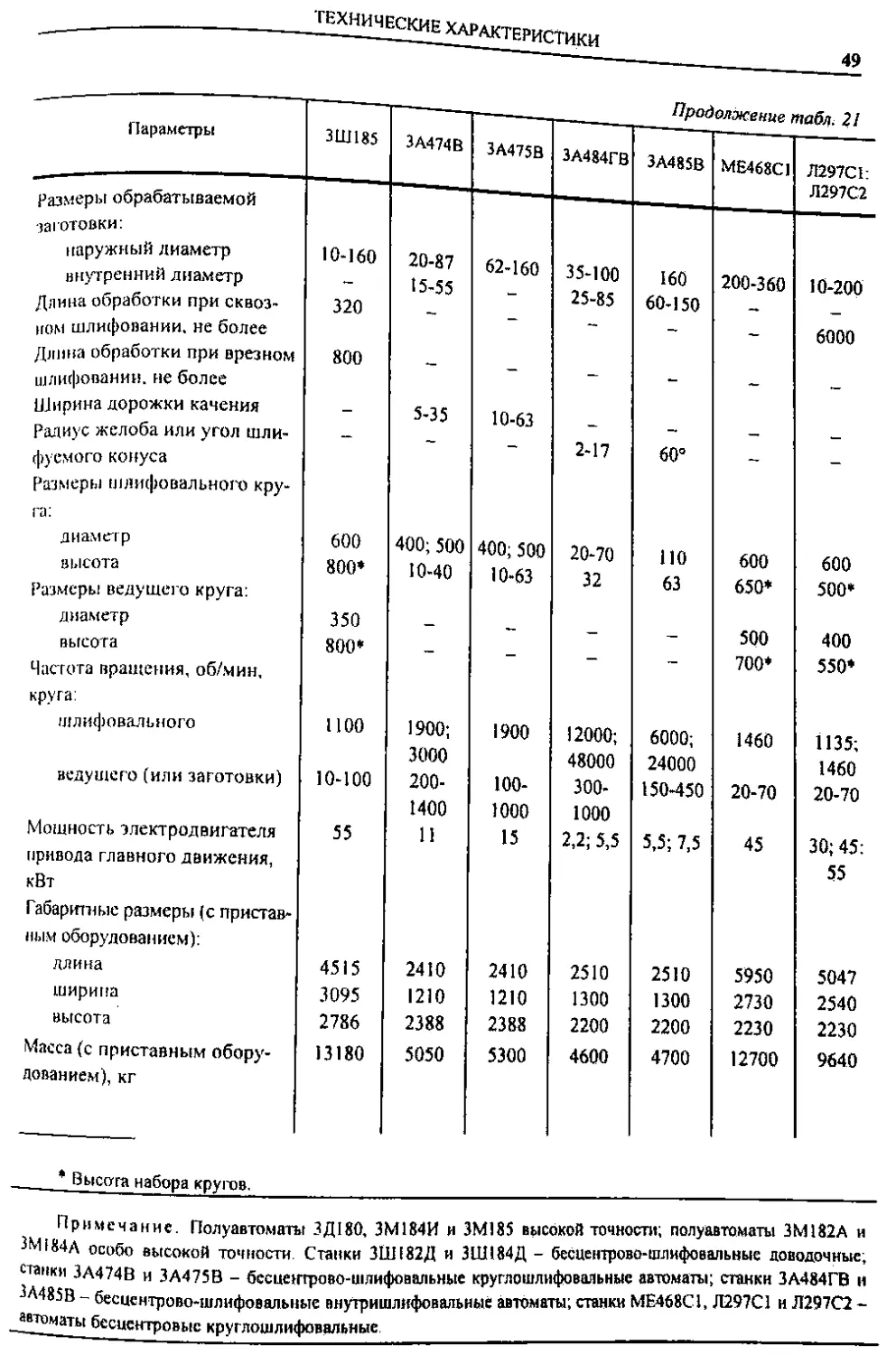
Парами ЗШ185 ЗМ74В ЗА475В 1 ЗА484ГВ ЗА485В МЕ468С1
заготовки: 10-160 20-87 62-160 3S-100 160 200-360
^яина обработки при сквоз- 370
g | ? i full b « b 1 S 8 g 3 = g. 'g if!! i hih islaS 800 5-35 10-63
^«“ошфоваланогокру- 600 400;500 400;500
высота 8UU* 10-40 10-63 32 63 650* 500*
1’”/ХетрДУШСГО КРУга'' 350 500
высота 800* 700* 550*
Чаотга «ращения, об/мнн. 1100 1900' 1900 12000-
ведущего (или заготовки) 10-100 200° 100- 48000 150-450 20-70 2О4.7о
МошнП1~Гк зт*ктрпД0игателя 55 !400 1000 22°5°5 55-75 45 30. 45-
! 1 ! Н I И I Hi о. 5 £ |
ширина 3095 1210 1210 1300 1300 2730 2540
высота 2786 2388 2388 2200 2200 2230 2230
Масса (с приставным обору- 13180 5050 5300 4600 4700 12700 9640
Лопанием), кг
Примечание. Полуавтоматы ЗД18О, ЗМ184И и 3MI85 высокой точности; полуавтоматы ЗМ182А и
JMtMA особо высокой точности. Станки ЗШ182Д и ЗШ184Д - бесцентрово-шлифовальные доводочные,
станки ЗА474В и ЗА4750 - бесцентрово-шлифовальные круглошлифовальные автоматы; станки ЗА484ГВ н
ЗА485В - бесцентрово-шлифовальные внутришлифовальные автоматы; станки МЕ468С1, Л297С1 н Л297С2 -
Римеры, мм
Параметры 3451В 36451-1V -34528-У 3452B-V1I ЗП451 МШ314
перемещение шлифовальной Чае гота вращения шлифоваль- Мощность электродвигателя привода главного движения, кВт ширина Масса (с приставным оборудо- "анием), кг 200-710 200-1400 1500 x 250 2360 х 250 200-660 200-1620 0,005-0,07 2880:4550; 100-700 100-1400 220 х 1950 220 х 2650 200-990 200-1690 0,005-0,05 4430;5760, 1650 7180 8672 80-400 ,300-2000 300-4000 540 х 4280 540x6275 300-2800 300-4800 0,005-0,05 1500-3000 250-1500 200-660 0,005-0,07 2880; 4550; 200-2000 220-3250 120-2290 0,004-0,12 4550; 5830;
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
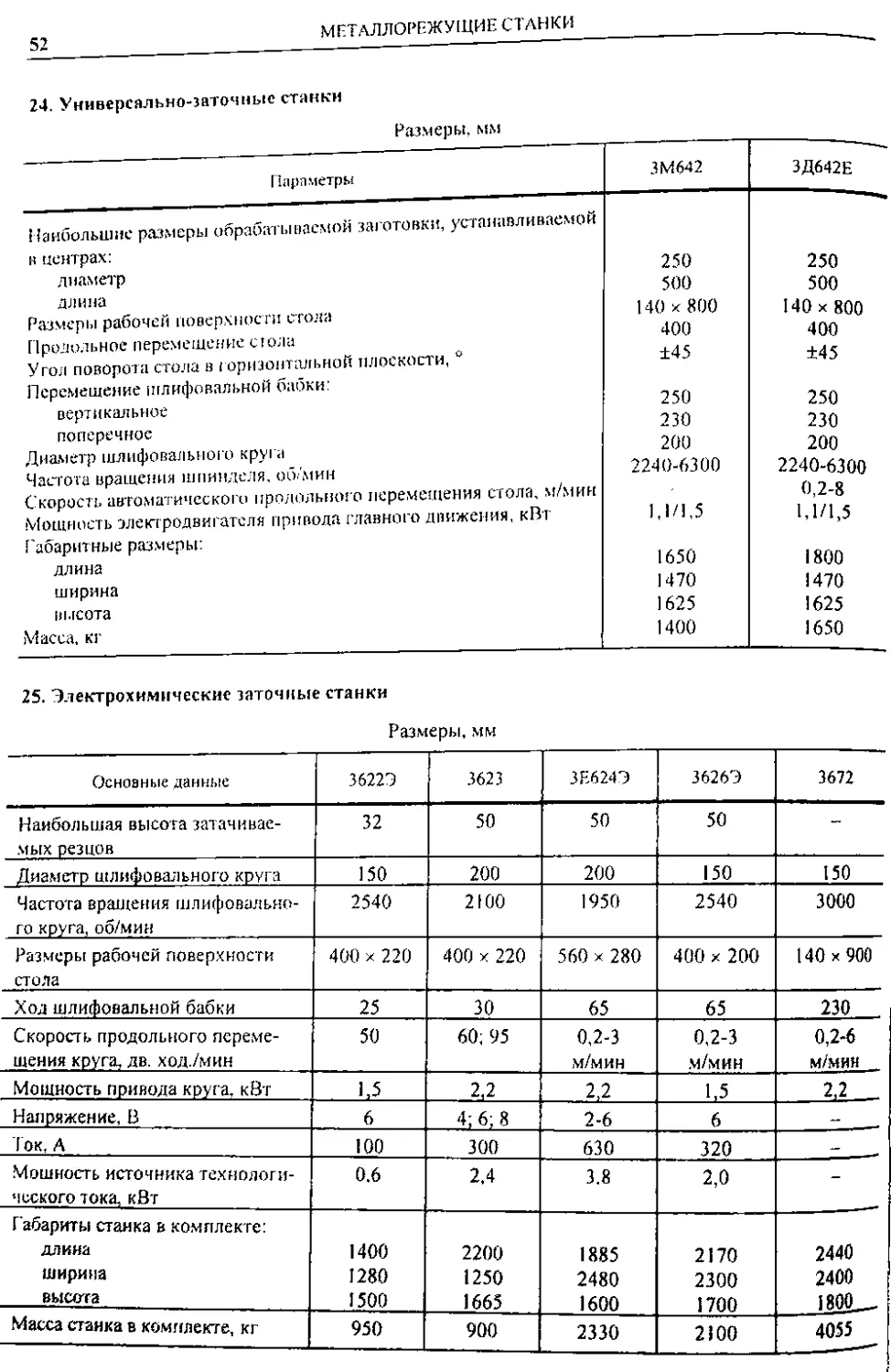
24. Универсяльно-эаточныс станки
Наибольшие размеры оораоатыиасмои зги отопки, усшнлвливаемой
140 x 800
2240-6300
2240-6300
Основные данные 3622Э 3623 ЗЕ624Э 3626Э 3672
Наибольшая высота затачивав- 32 50 50 50
Диаметр шлифовального круга 1 so 200 150 150
Частота вращения шлифованию- 2540 2100 1950 2540 3000
размерь, рабочей поверхности 400 х 220 400 х 220 560 х 280 400 х 200 140 x 900
Хол шлифовальной бабки 25 65 65 230
шения^ругГдГхот7 "'РеМС' 50 60; 95 0,2-3 0,2-6
Мощность привода круга кВт | $ 2.2 2 2
Напряжение, В 6 4: 6' 8 2-6
"I ОК А 100 300
Мощность источника технологи- 0.6 2.4 3.8 2,0
I 1280 So 2480 2300 2440 2400
Масса станка в комплекте, кг 950 900 2330 2100 4055
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
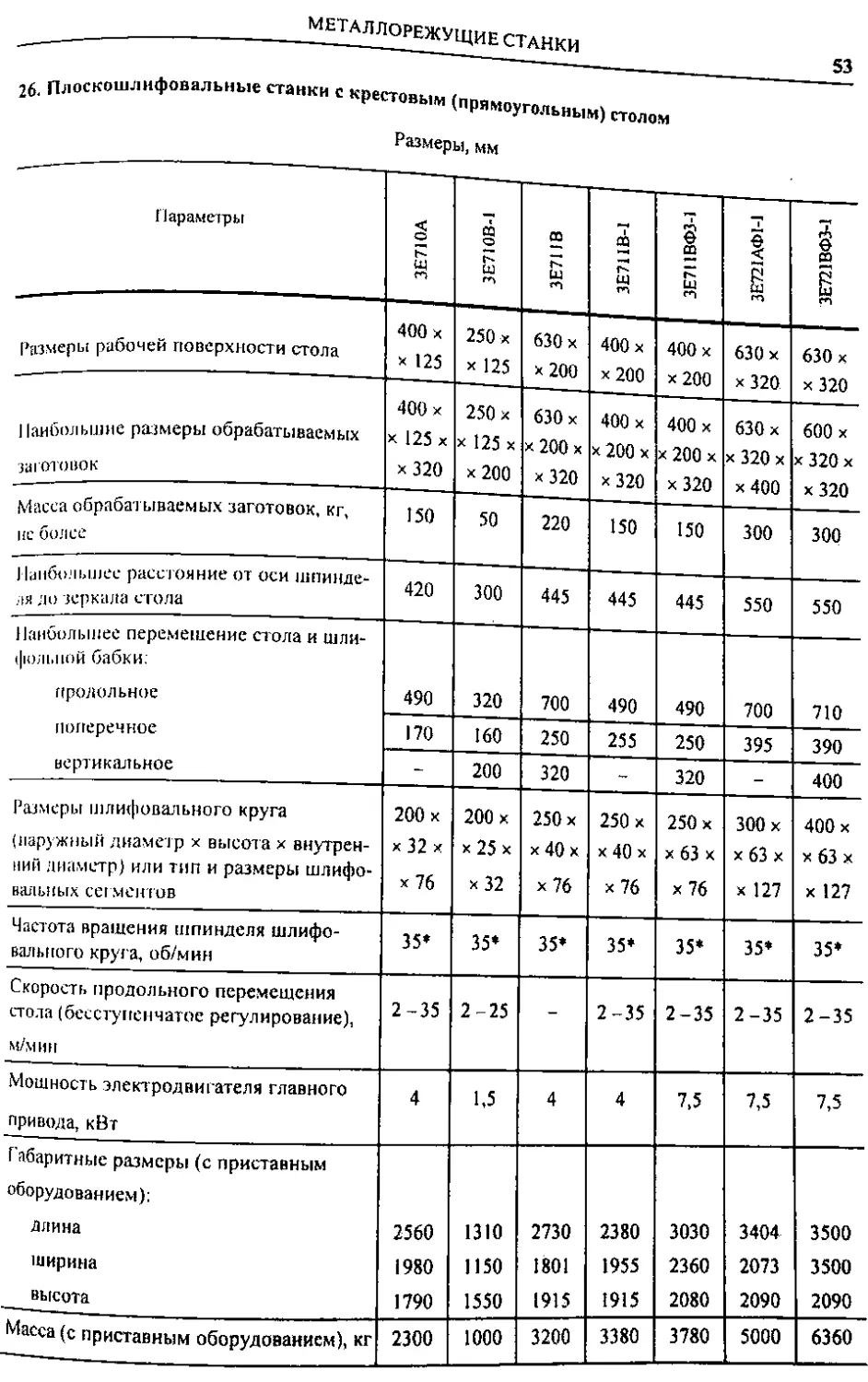
26, Плоскпшлнфоаальиь» станки с крестовым (прямоугольны») столом
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Парамефм ЗП72 ЗД722Ф ЗД7324 ЗД733
'6400 < 2п“о< Х '2320Х 10400Х
Наибольшие размерь, ибраба™- 1250 л 1600 > 1000л
»Тк7ХТ“''"!'1‘“0'0 поо 700 1000 1500 800 700 1100
Наибольшее раестояние от оеи 625 880
Наибольшее перемешен,ше.ола 1900 1260 1900 ! 550 1550
поперечное 4/0 410 660
вертикальное 415 415 645 400 400 400
* внутренний лиаметр) или тип и -ио 5С 100« 5С Ю0« 5С 100«
шлифовального круга, об/мин 1500 1460 1450 1470 1500 1500 35.
шения стола (бесступенчатое 3~45 3-35 3-45 3-30 3 -35 3-35 3-45
главного привада. кВт 15 15 17 30 22 22 22
Габаритные размеры (с пристав- 4780 4450 4600
ширина 2130 2190 2170 2800 2130 2130 2215
2360 2360 2130 2860 2558 2360 2510
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Ml I MI.IIOI IJCVIKH1 илнкп
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Параметры 7БМ
320 Ю 710 71
,.и ,JI“™
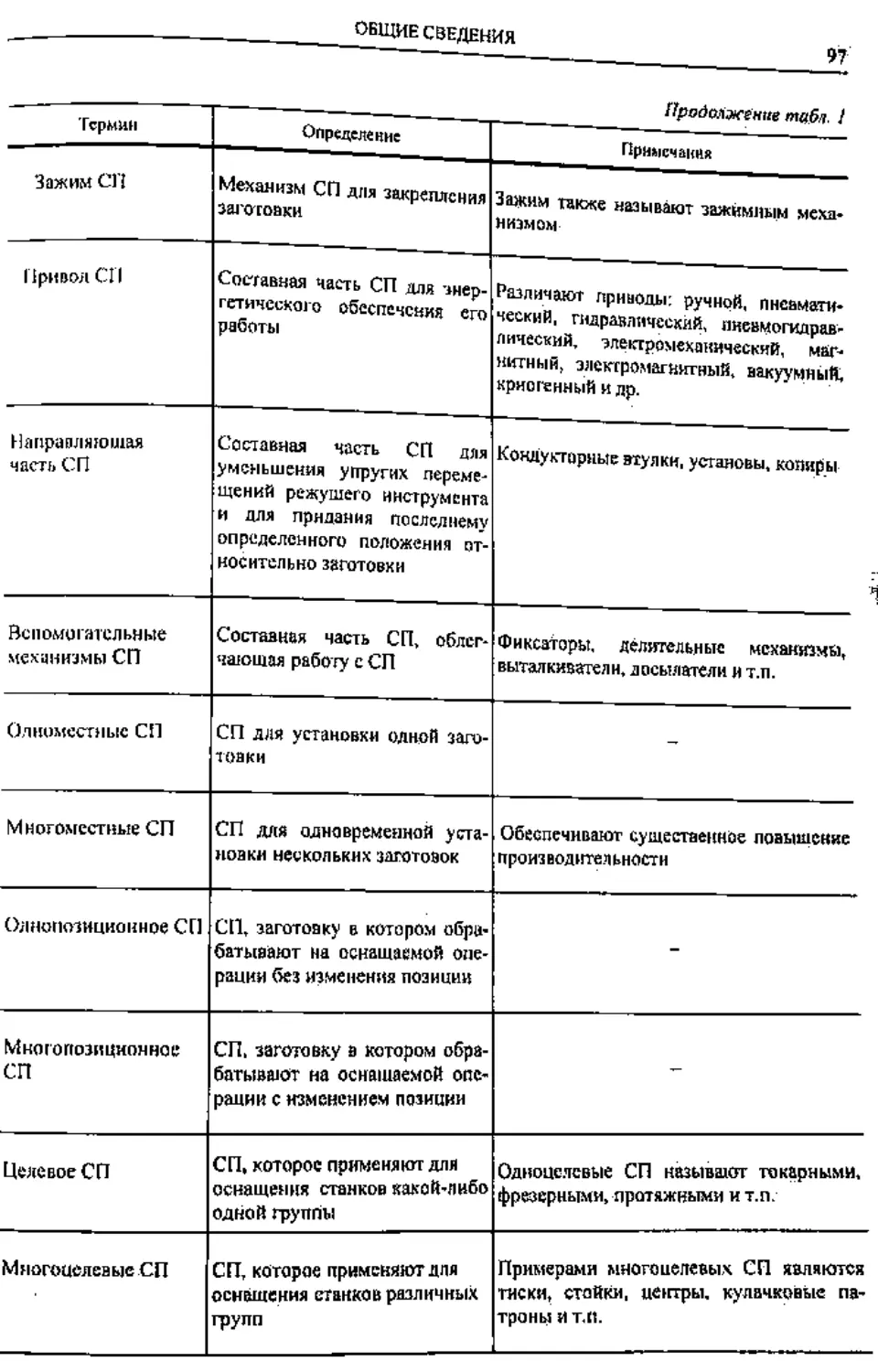
СОС РАВНЫЕ ЧАСТИ И МЕХАНИЗМЫ СП
части и МЕМИЗМЫ СП
<.мС РАВНЫЕ ЧАСТИ И МЕХАНИЗМЫ СИ
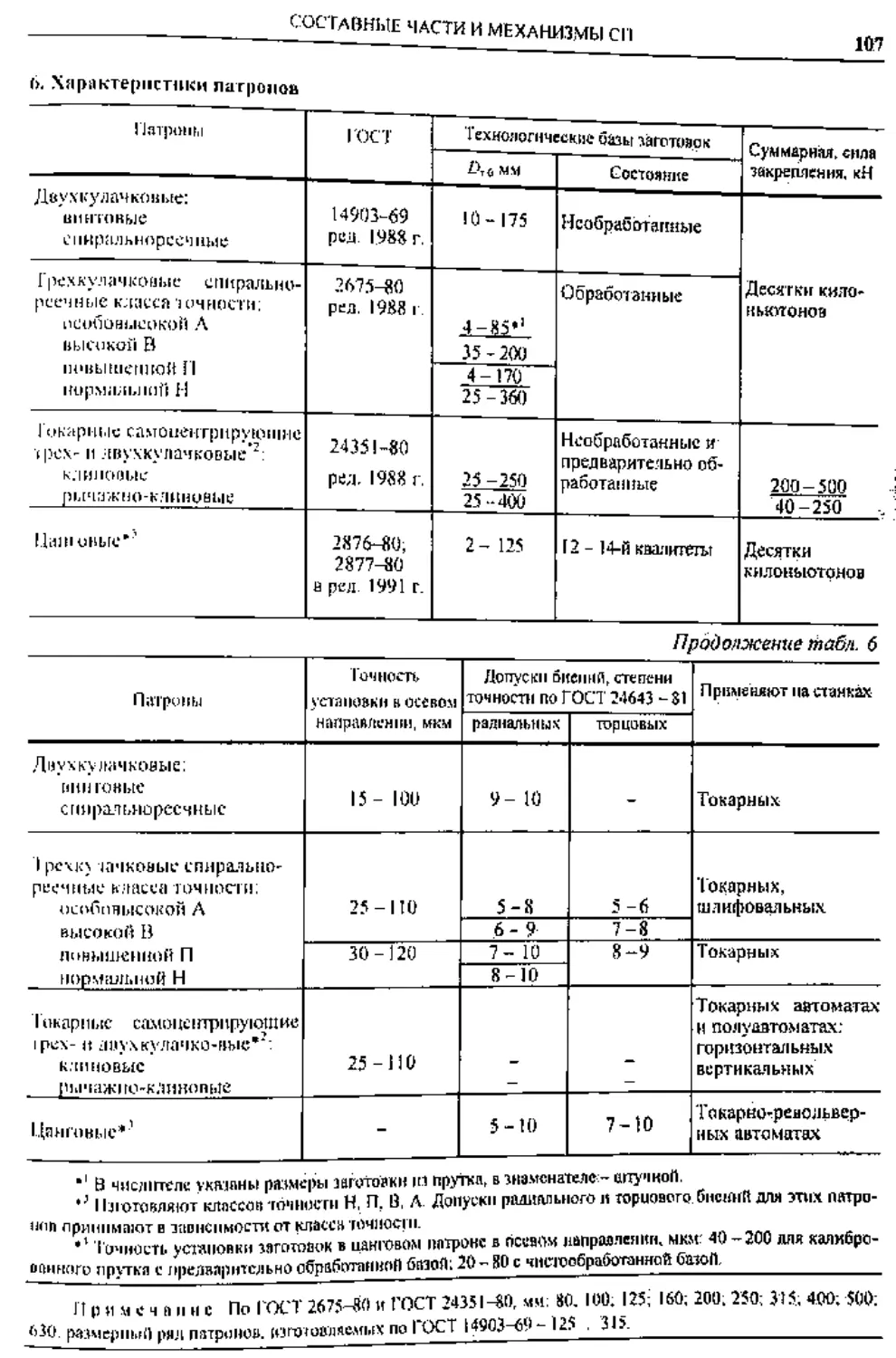
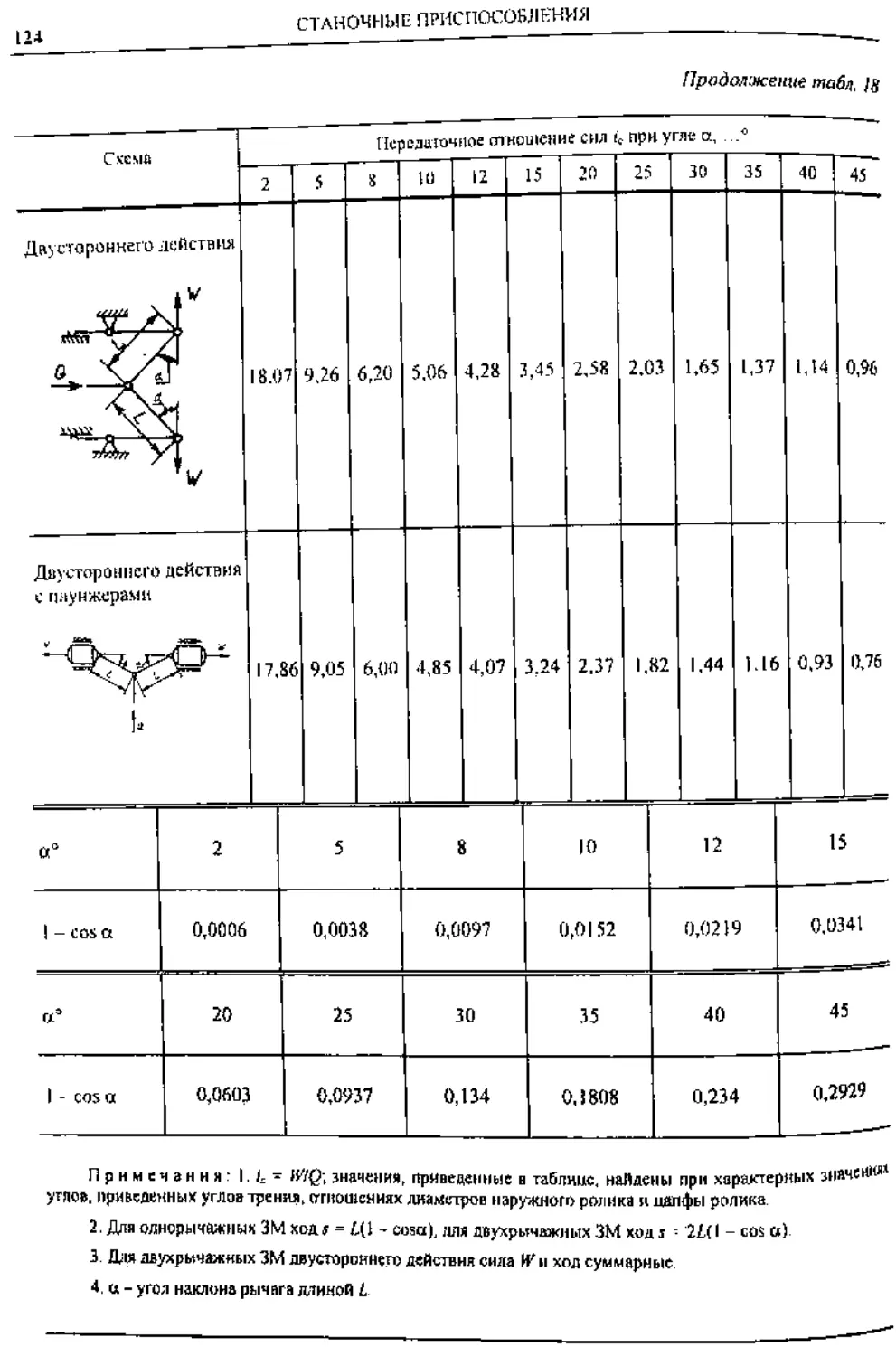
И И >, м е ч » п н с По ГОСТ 267S-80 и ГОСТ 24351-80, чч; 80, 100. 125; 160; 200. 250; 315. 400; 500
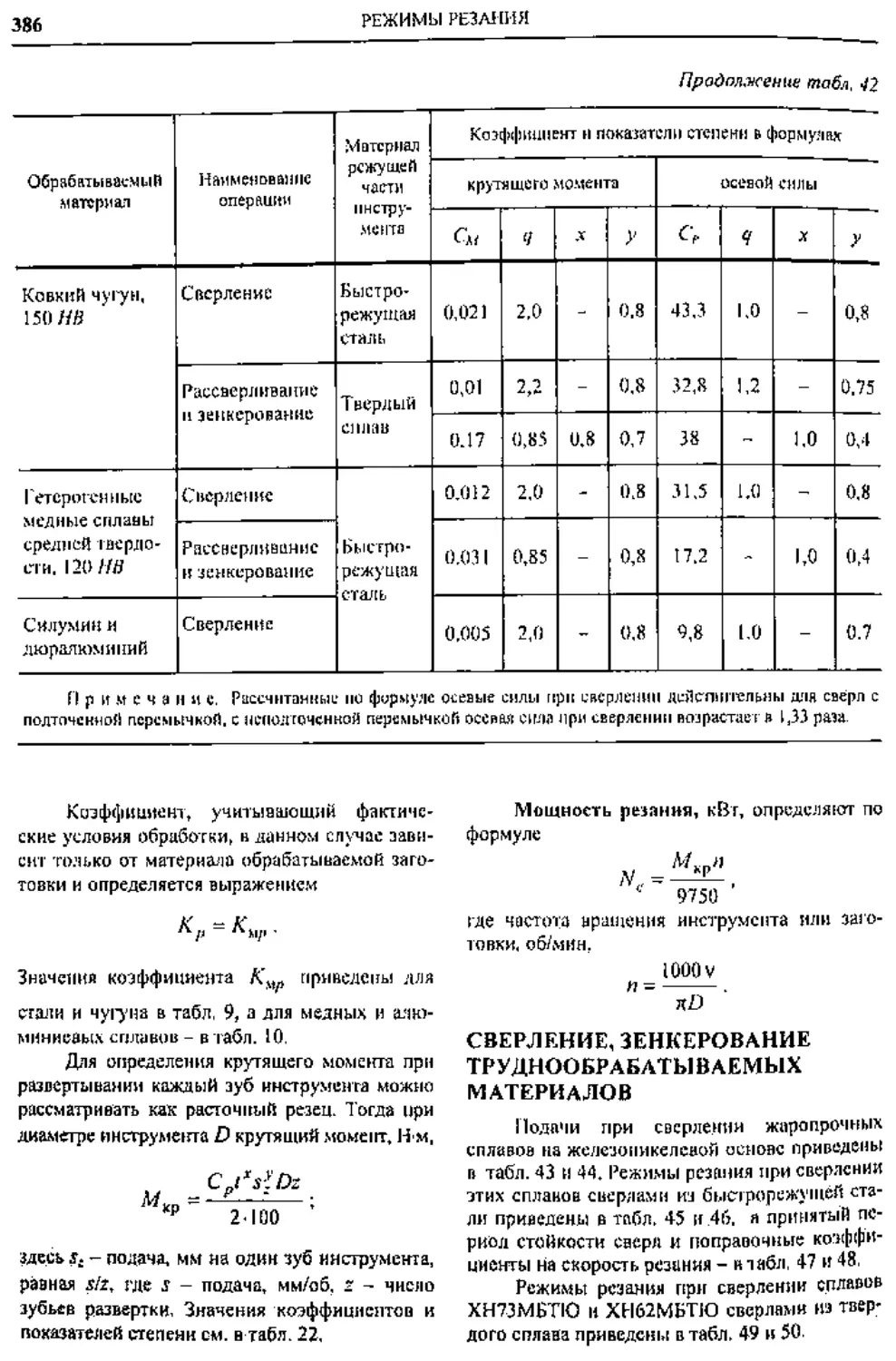
Формула
'W .'/x:,:,z™S'
^^—3
f-l EEEE ӣE
™E?EEE
д|||ц ГЧ ::-' •?|!Й ^!?iiHf' '-««wIak-'.’II
iz«zrs Kpyr”
5’fe)= *'(Л)'|/'2
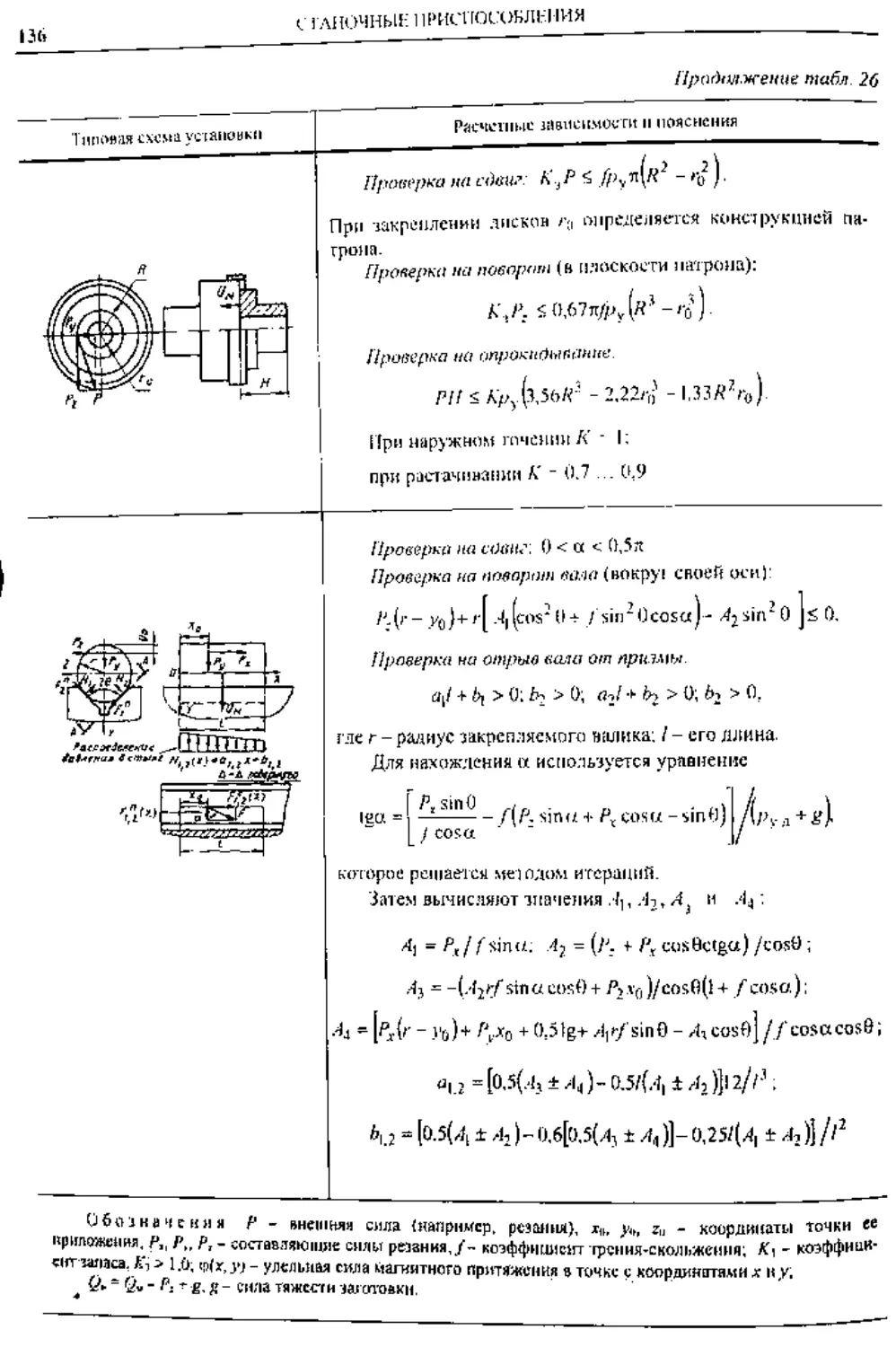
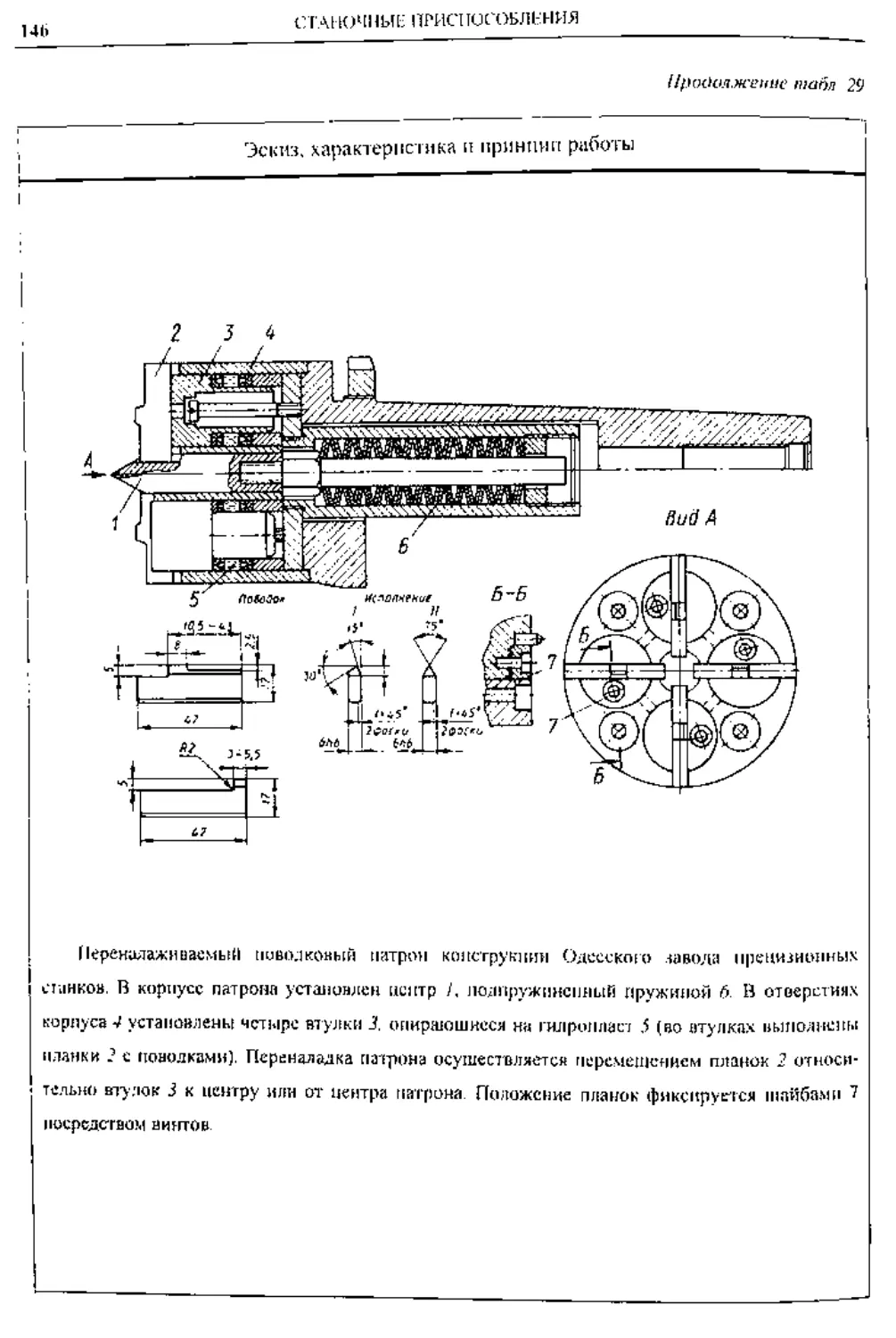
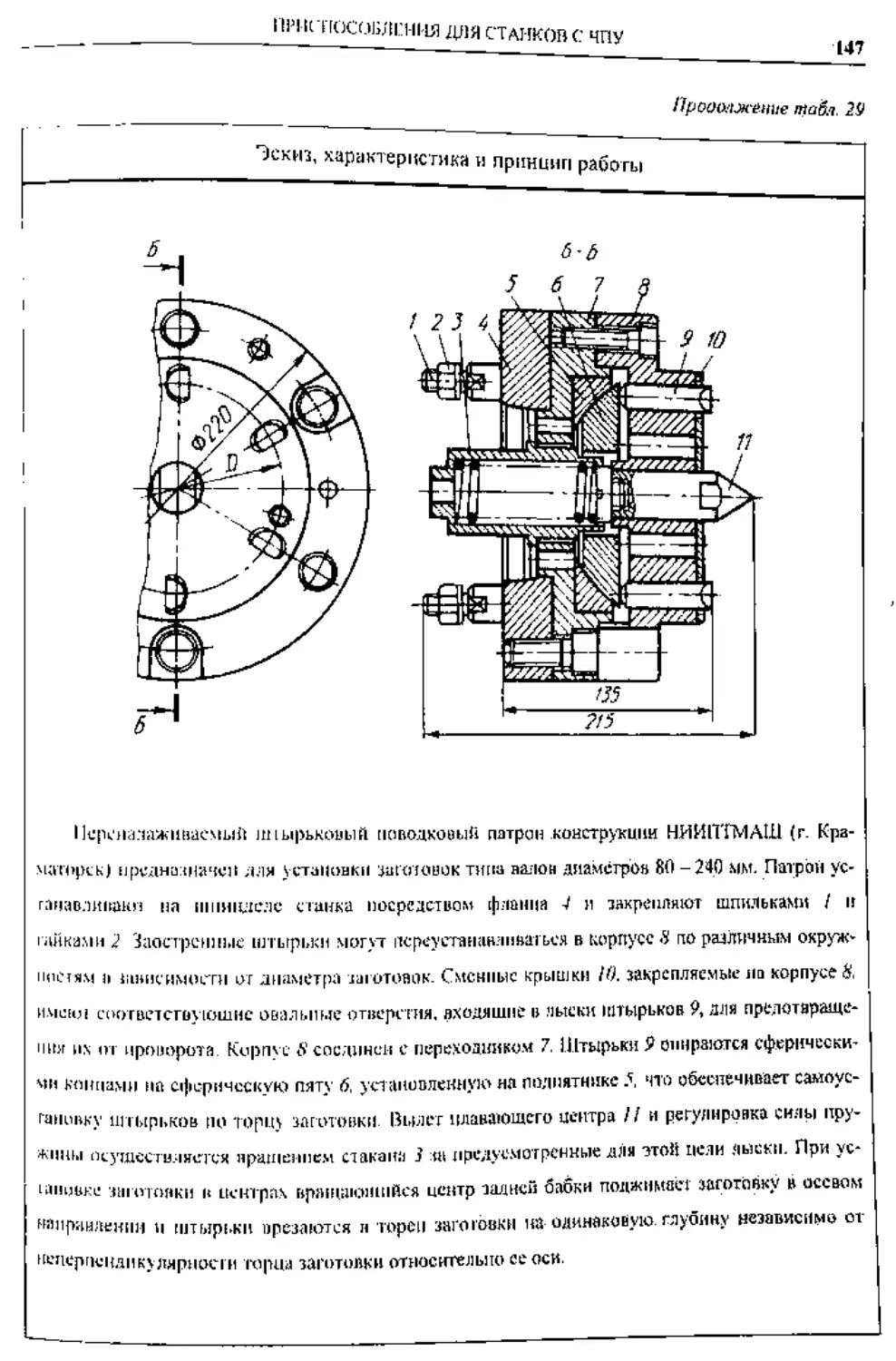
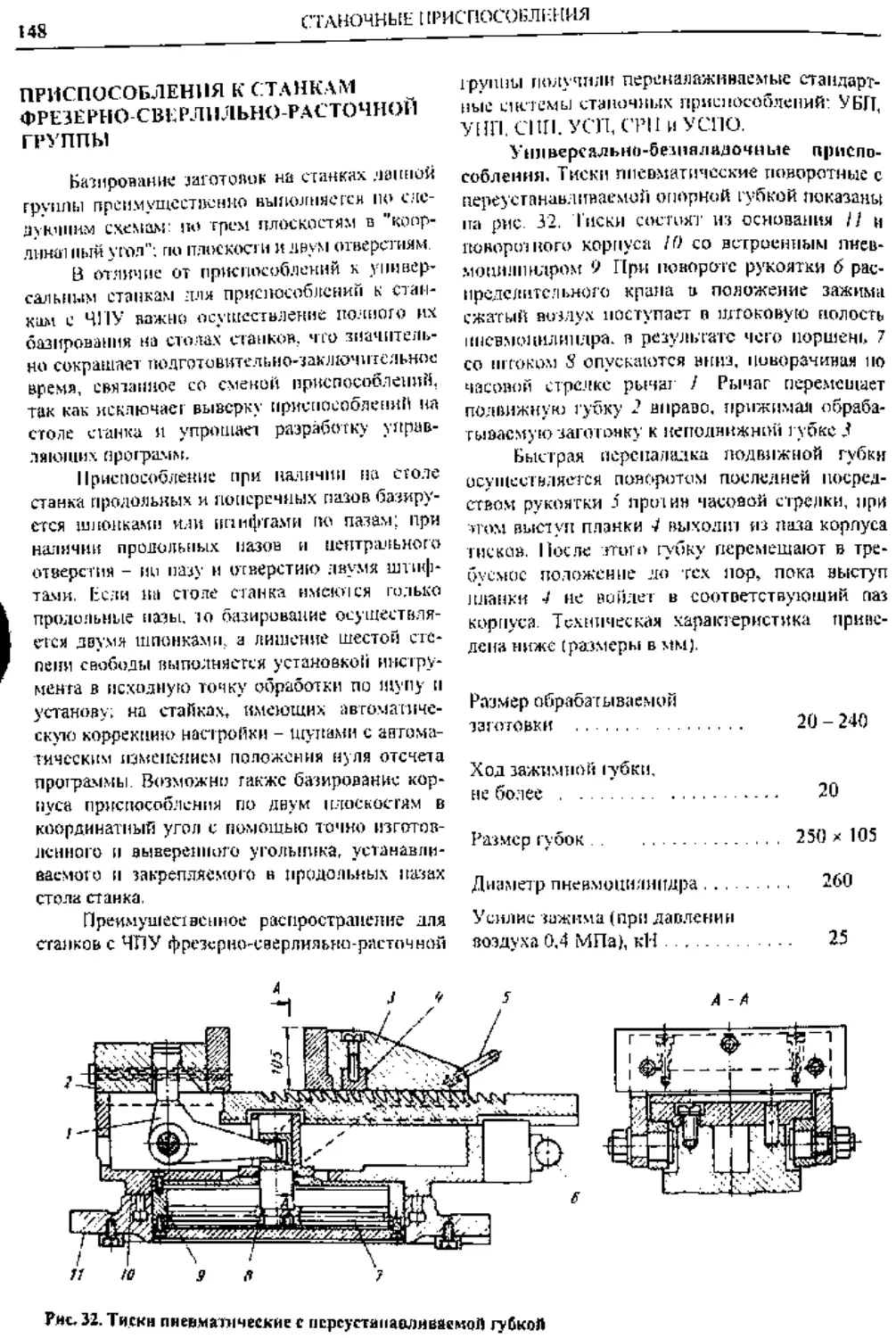
СТАНОЧНЫЕ nPHCIKWbJIEWbl
.О
S
“=sr-
Г - х5—z=
Д”2 A z Р. _ Г1
^^'"'=32... 102 мм.
МЕТОДИКА ПРОЕКТИРОВАНИЯ КУЛАЧКОВЫХ ОПРАВОК
Q
f МЕТАЛЛОРЕЖУЩИЕ
Глава ИНСТРУМЕНТЫ
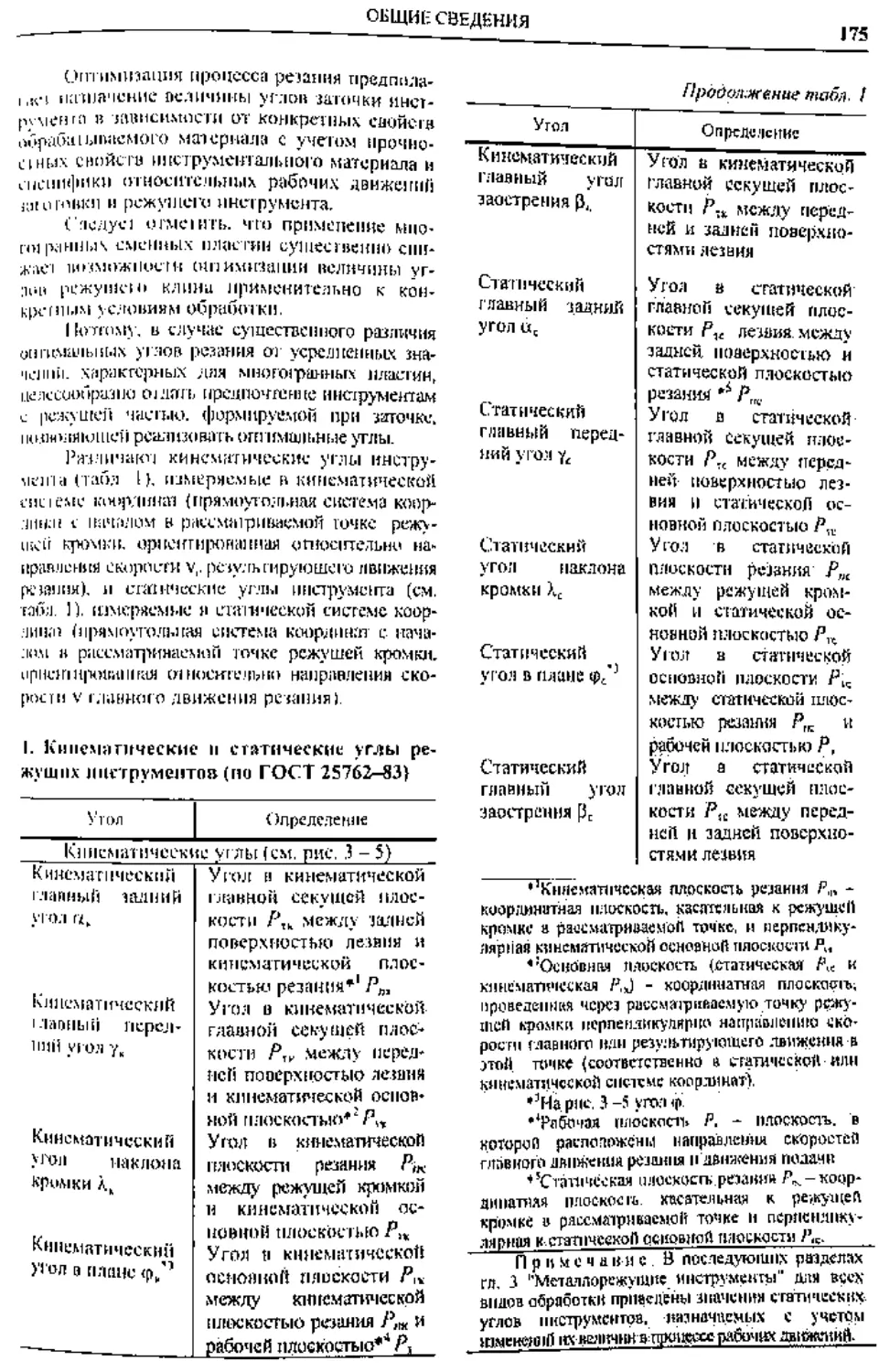
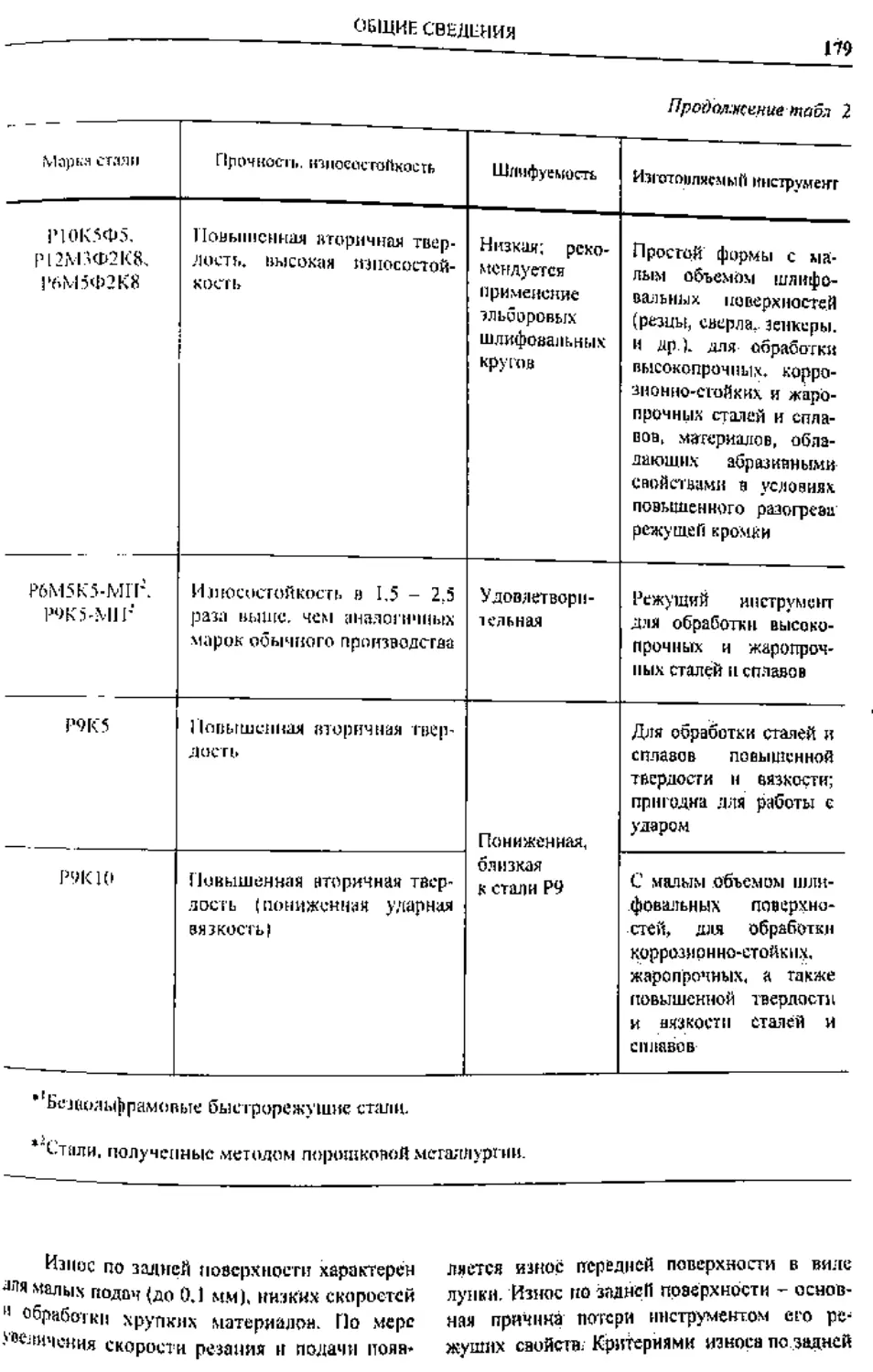
Марка стали Прлчнмп. .ПИМИППЛЮК-ГЬ Шлифуемое». Из.о.опляемиПииструм»,,,
Е'Е5г“Е';£ SZ”P"~
5£В=г
=? iyiil = И 4- i Ciih а!НИ Н = Ч; ! S. г-1! i 'S ™™р,р 'sxF’pS
Р'2Ф3'Р6ММЗ
"“™ога™Го:” пни ihiii 1нШ
1 ph Л'1'10 Widia 1750 1750
OMI50 «ta„s ax 15»»
ilijl! hjjjii вк« ВИМ Э’"'" 1,11 (».»>
“XZo K1'ppoi"ot"10’ GC2025 SanM IS
STiXS™» “’W°’"’ GC2O35 Sandwk TKC,N)
1 It 3 P НН з - AI15 Widia 1900 1550
ooiu.tBHMii сечениями среза ATI5S Widia 2000 1500
j'k'm, <ишяпТз1"Р'’ве,1еННЯ TT1IK7 DM150 Gdhrrng 2000 1550
P po к pp ви £. №l
ВК|” вк»м T
СС2О35 s-'“ “S‘"
скоростях и тяжелых уело- TT10KI2 ПК 2250 1550
бол!ХТадмТ й ''* ЧУГУ‘'°В С AT15S 20» >5»
ЕСсЛНа
^-1.' н71 ? I
< rn"" ы
iflBZZG
[ZzizzB
fiEQ]
4“
ill yjfhi JH№L 5 1 iihlil! h Ini ШШ tliiiHIOtH nHitiH! h Hit r|i|hhtiil|iiililh!l!hi^liills itf| JL ! I i i 1 i й i i ?! h i li i l I g g | i f H H И 1 Ну :J. ss
♦ t
©
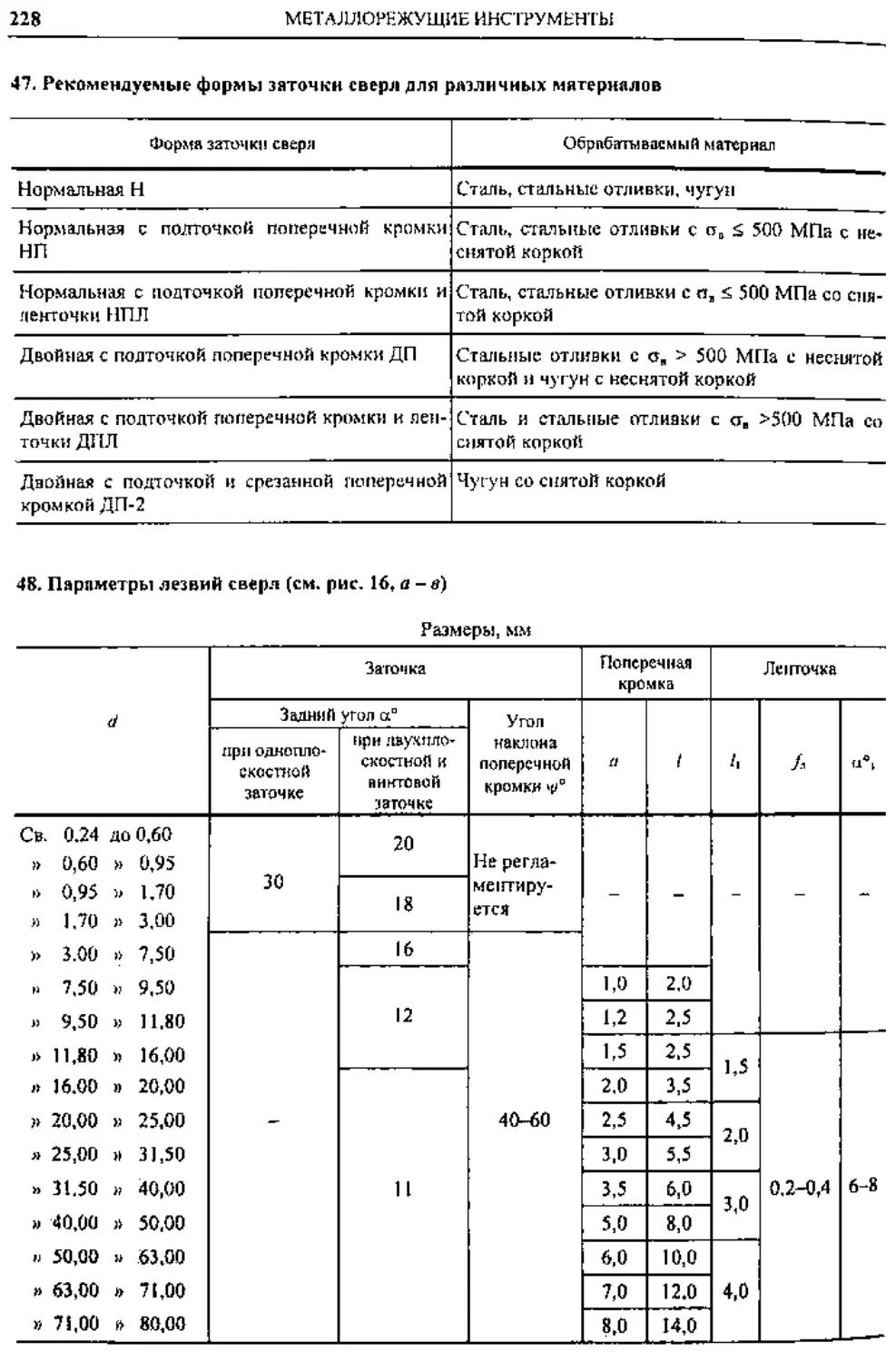
-£^-™™-Цко»м.кни,ви
оврабитываеммн материм
сда,
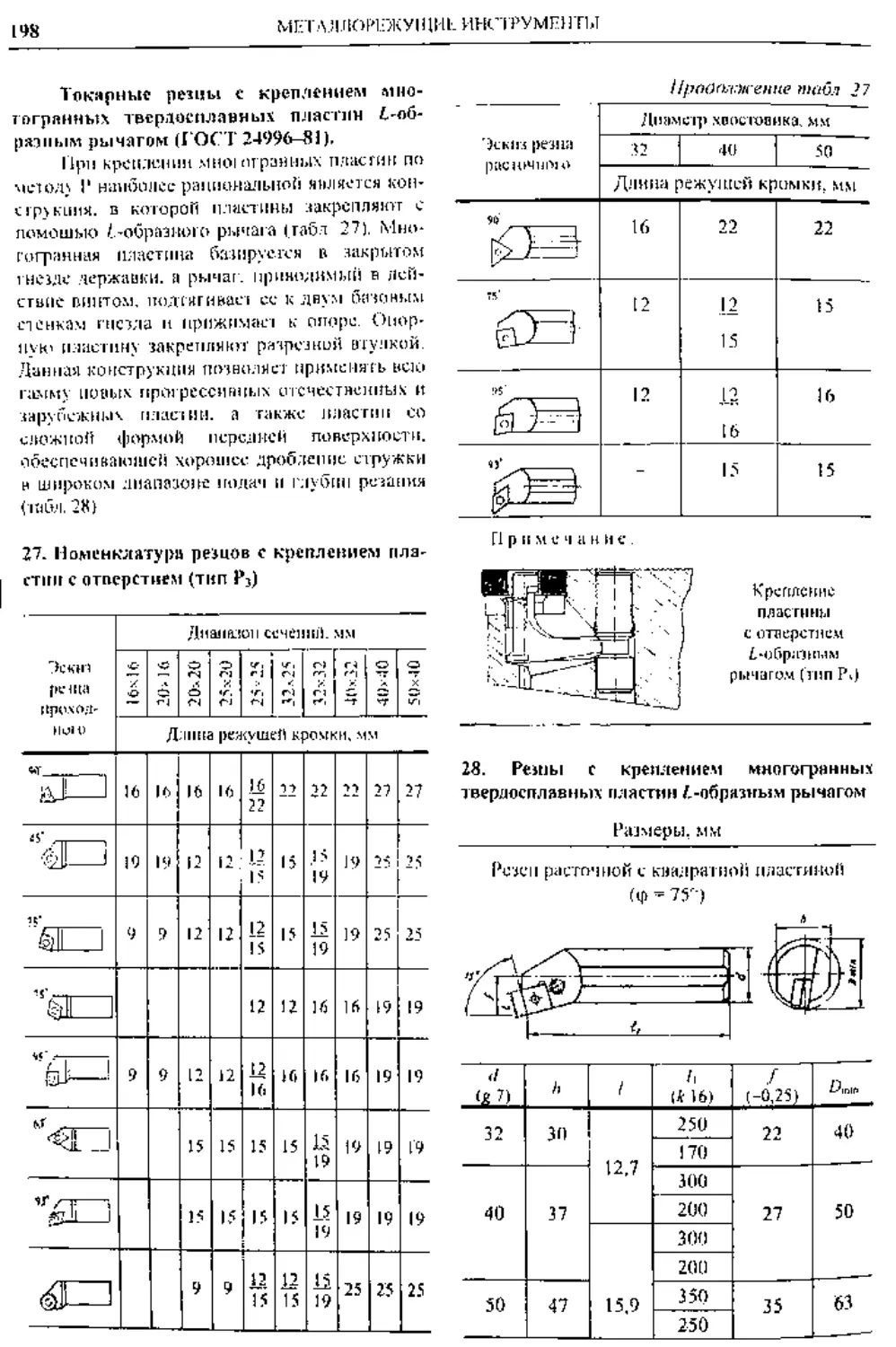
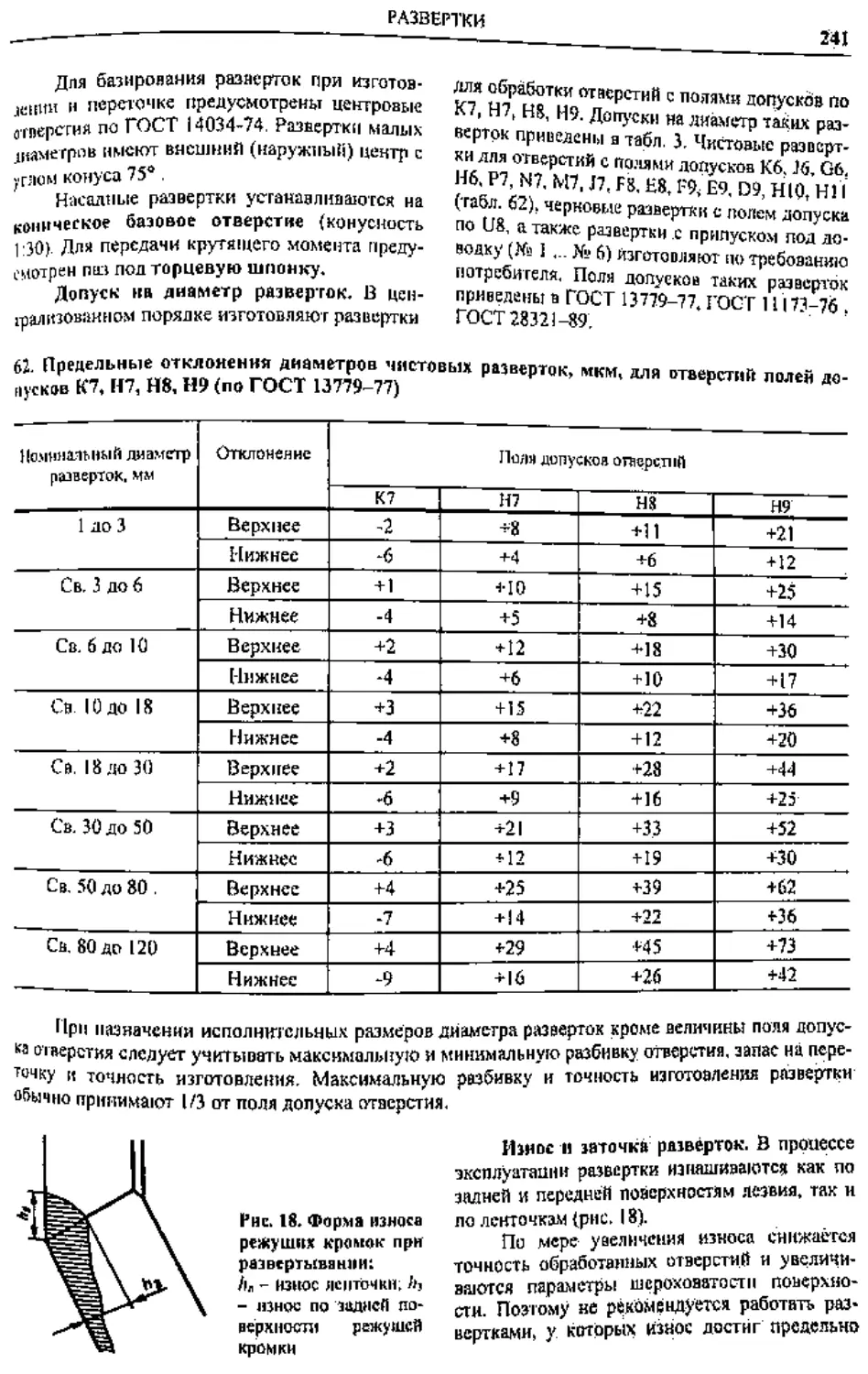
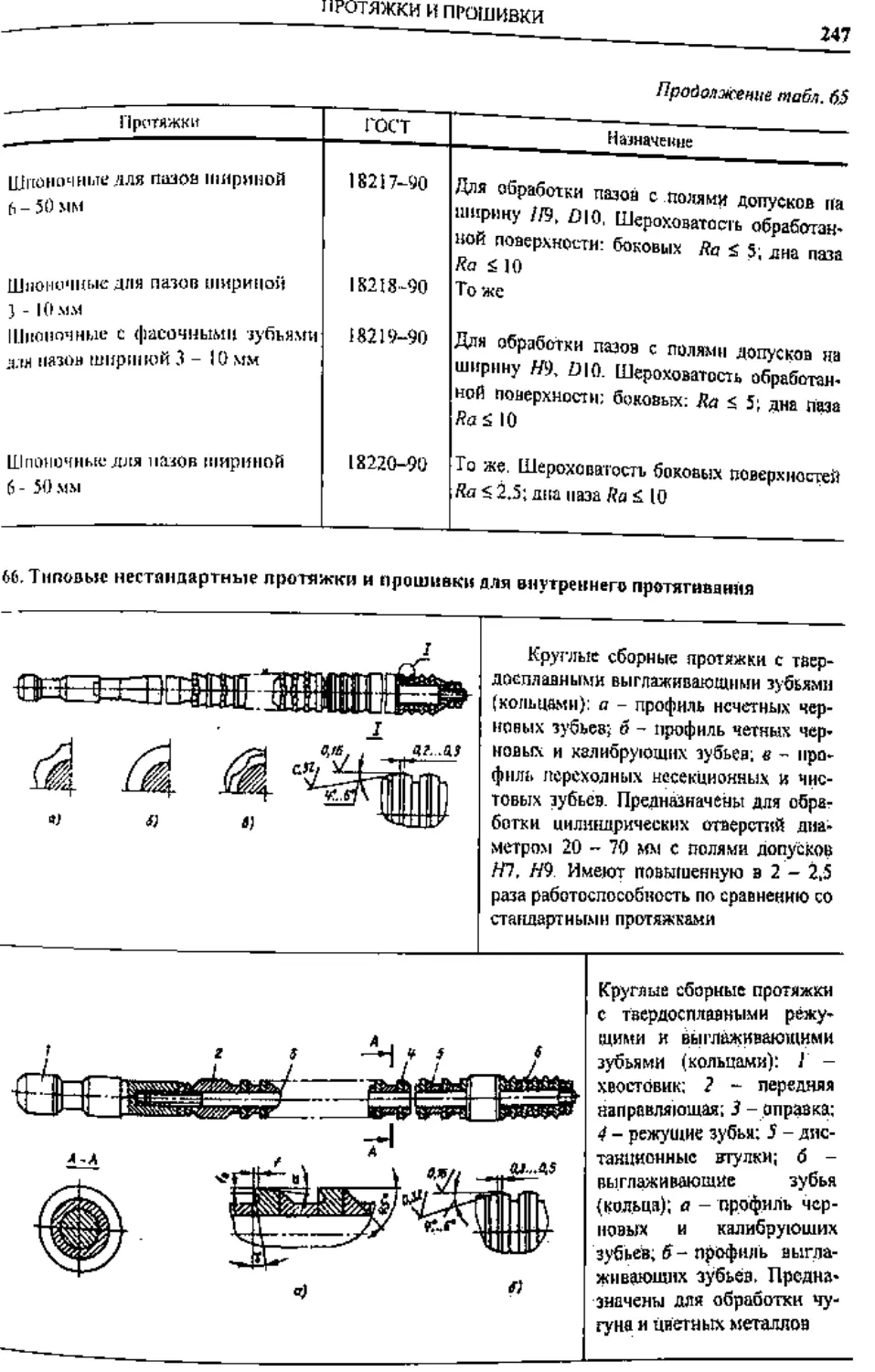
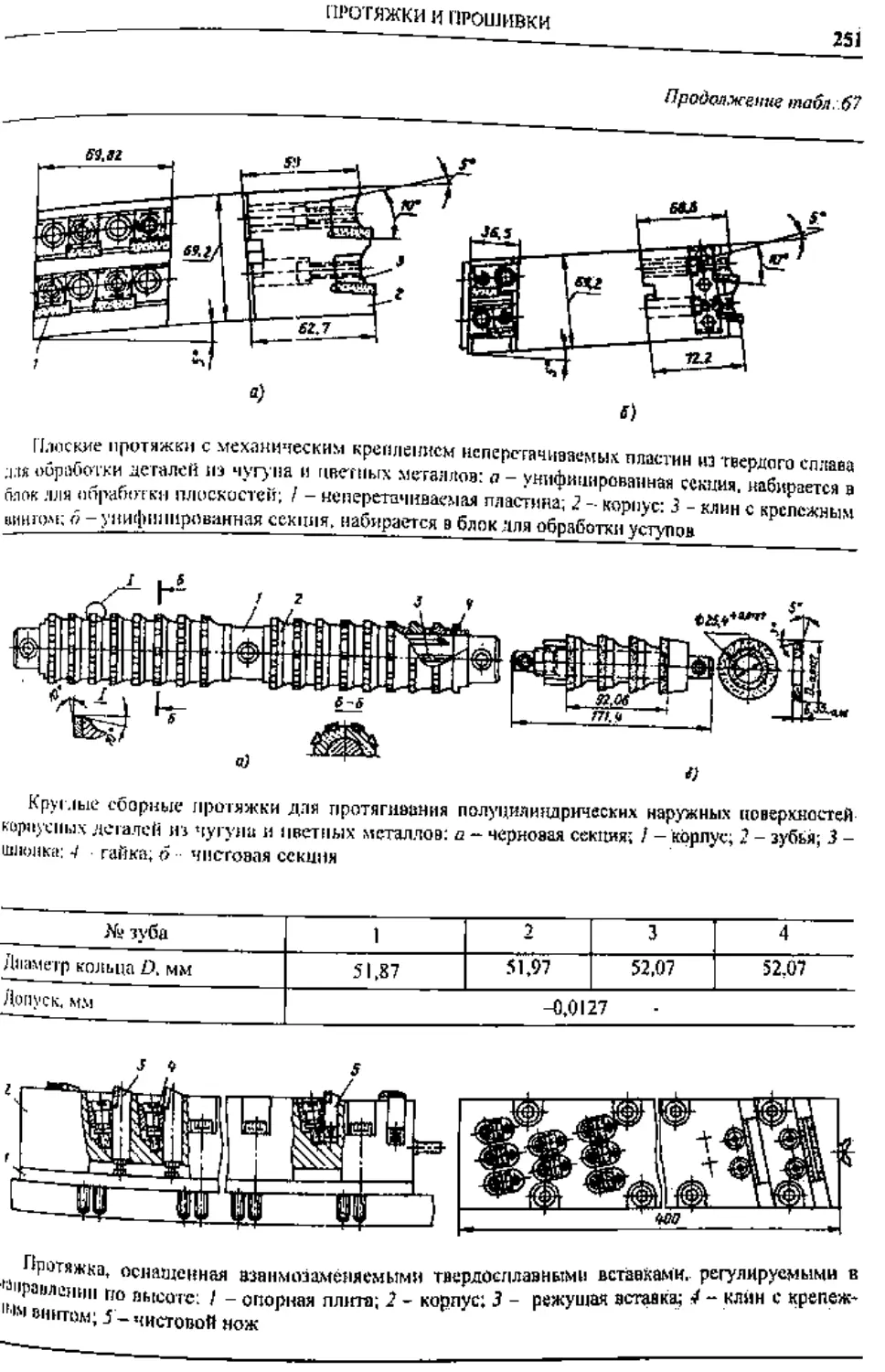
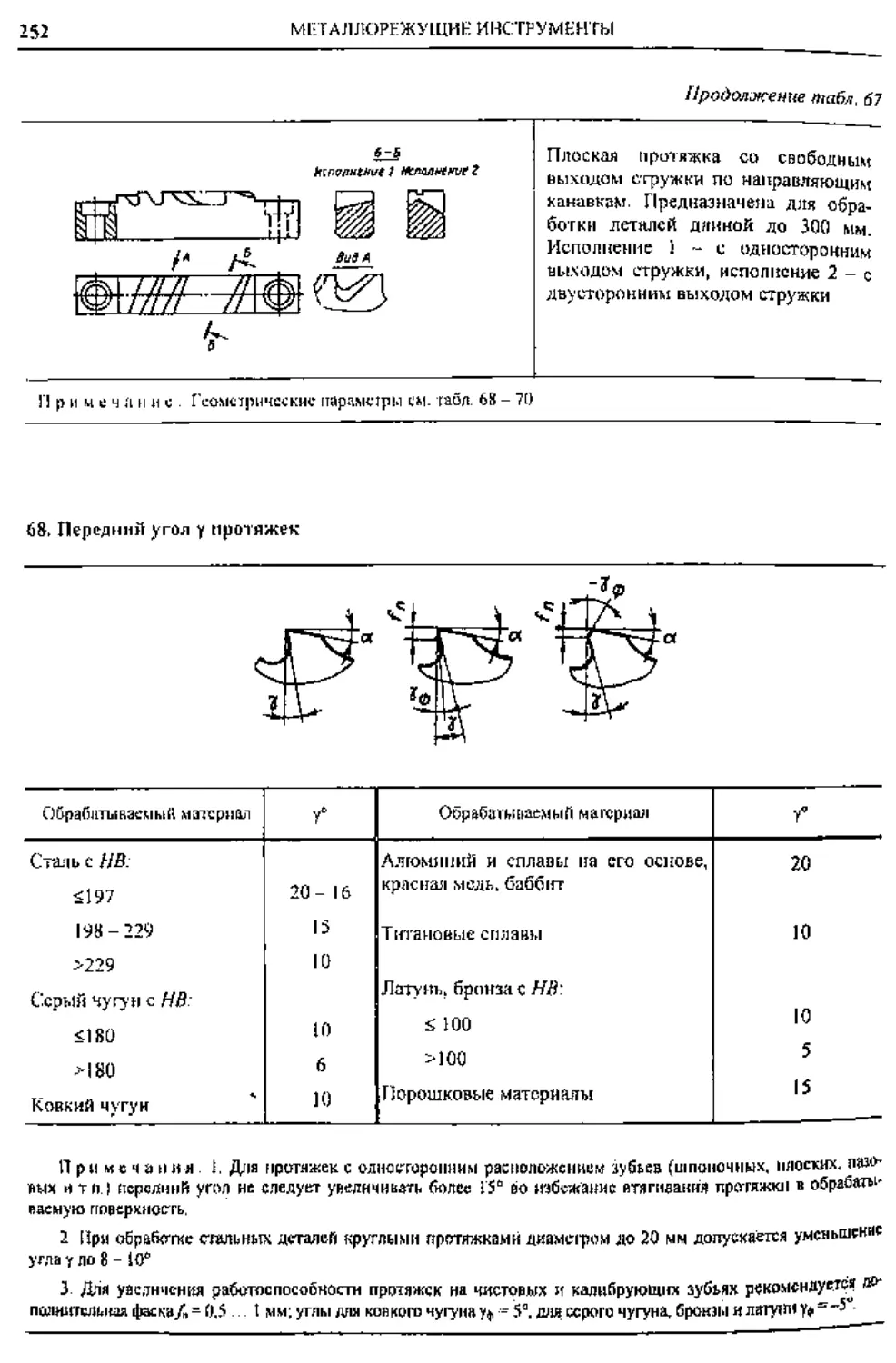
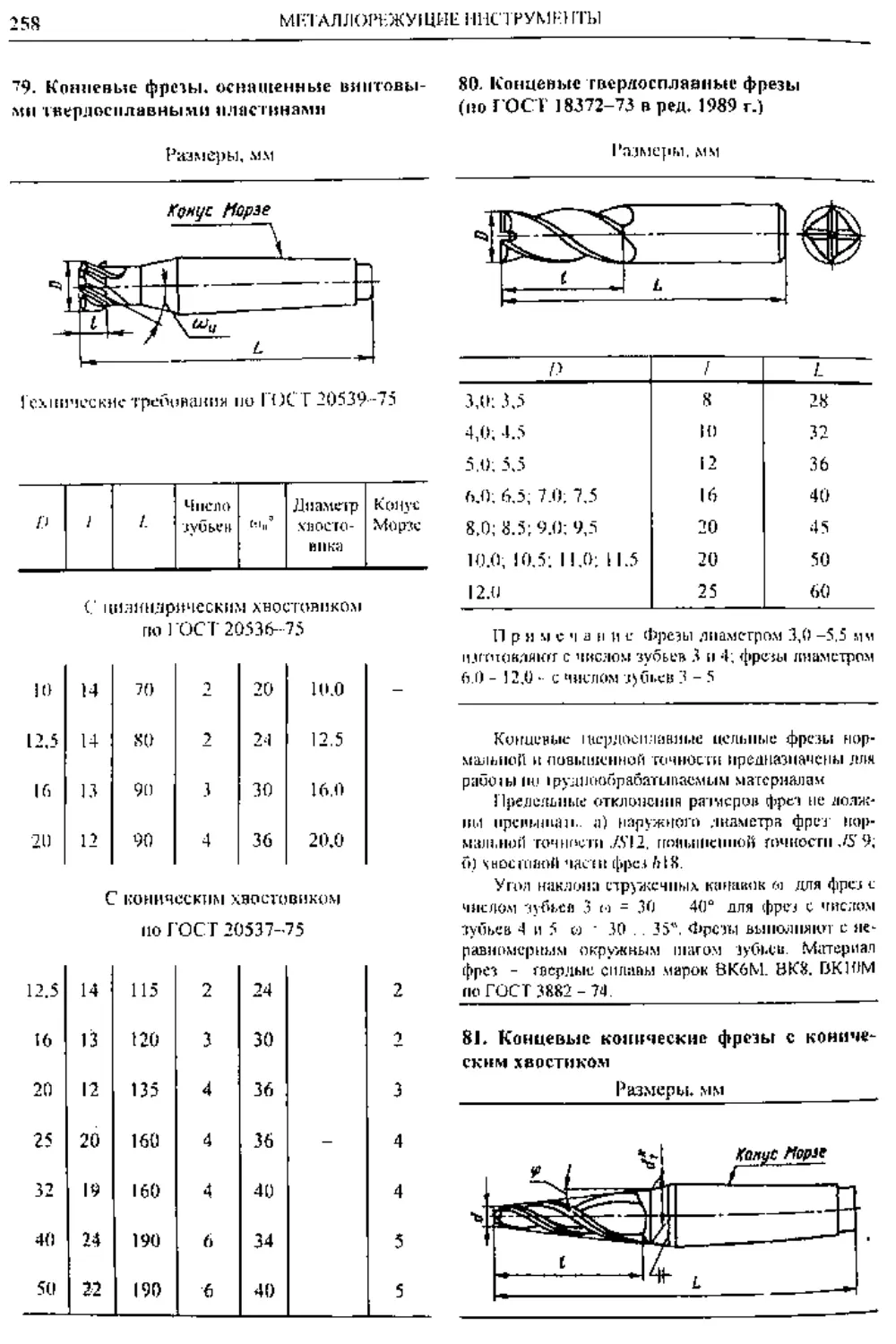
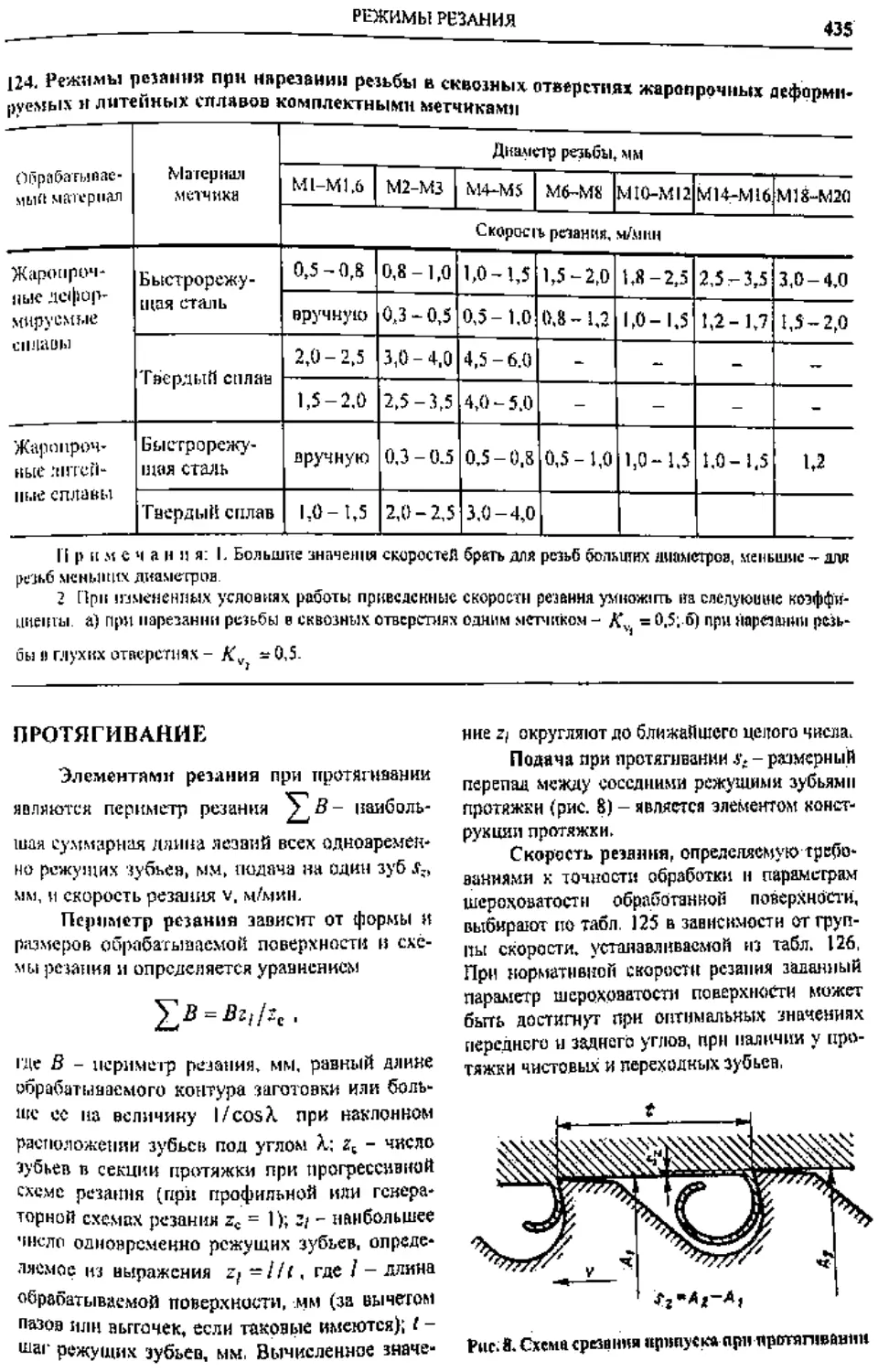
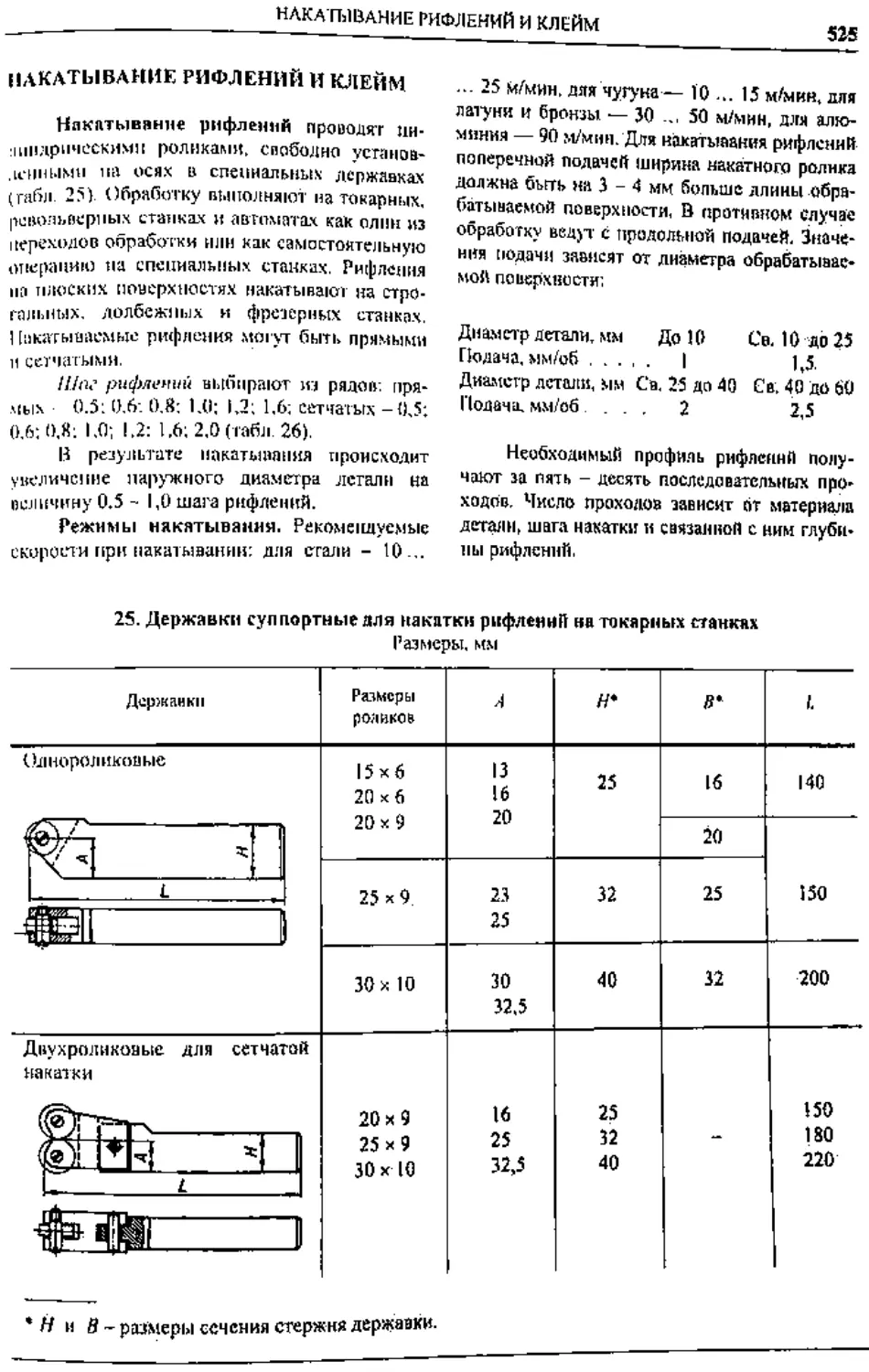
ПРОТЯЖКИ И ПРОШИВКИ
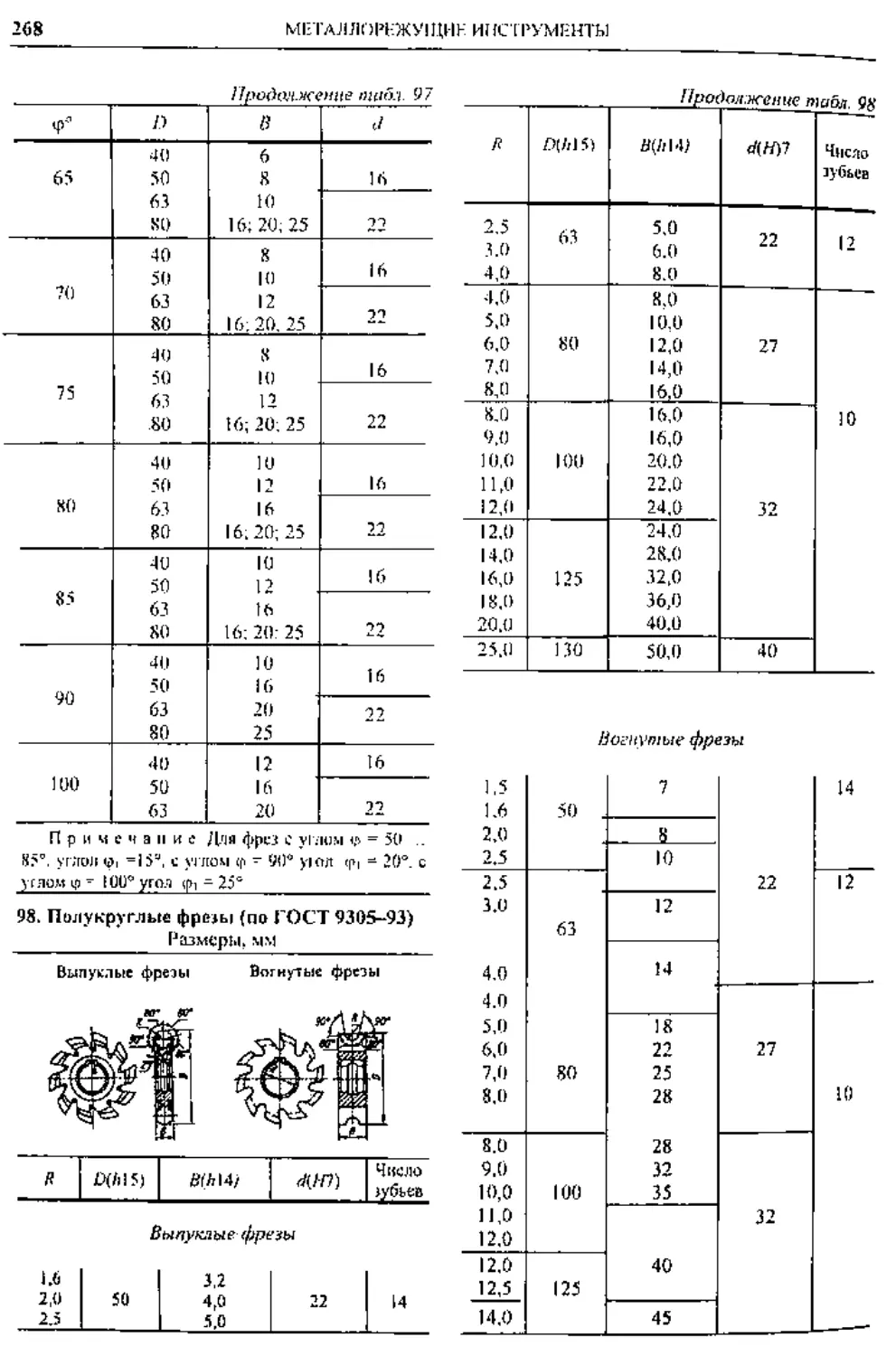
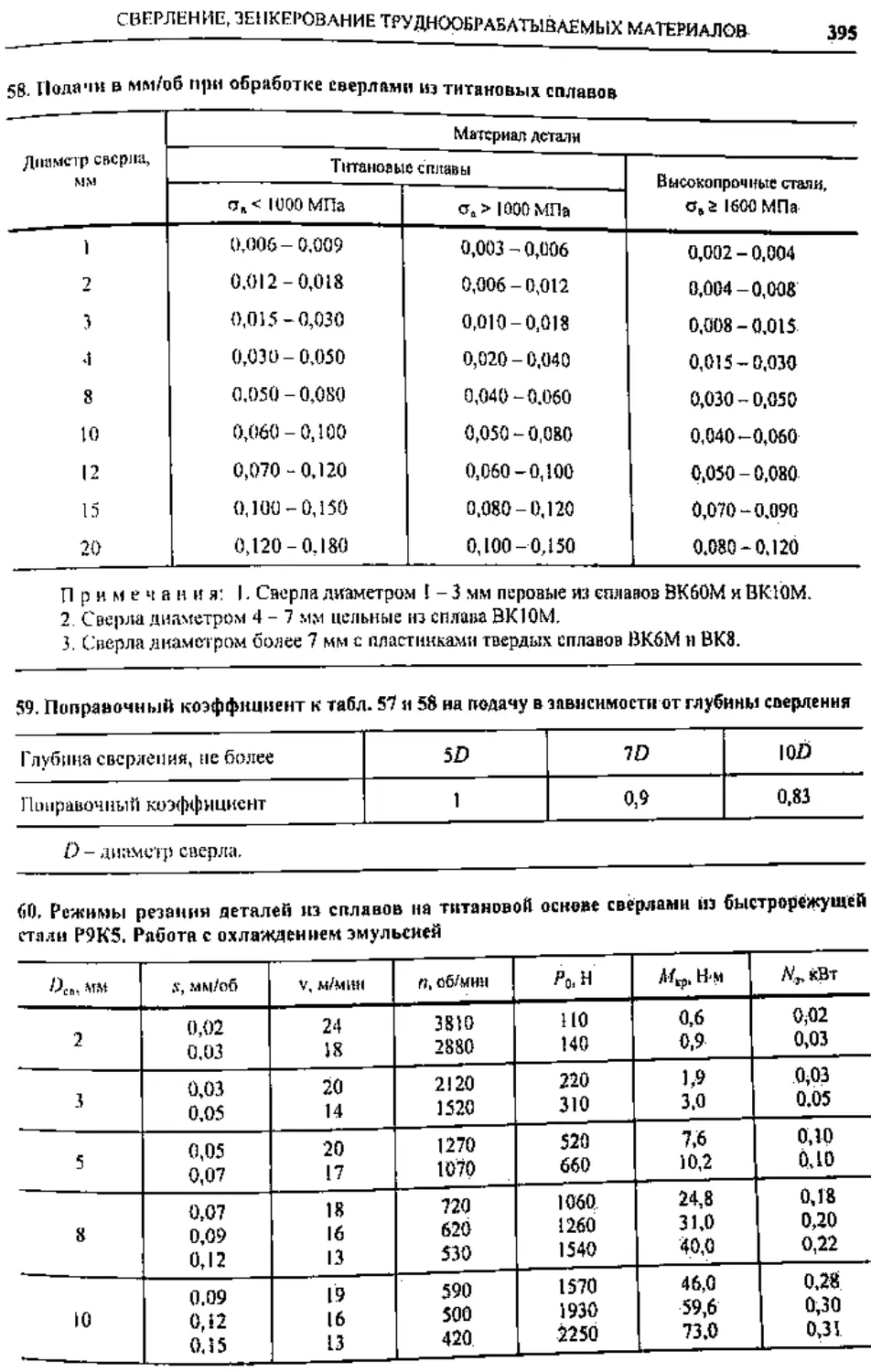
,2. р^м,.,дуемые форм» И Ремеры (мм) профнля чистодых „ кми6р№щщ
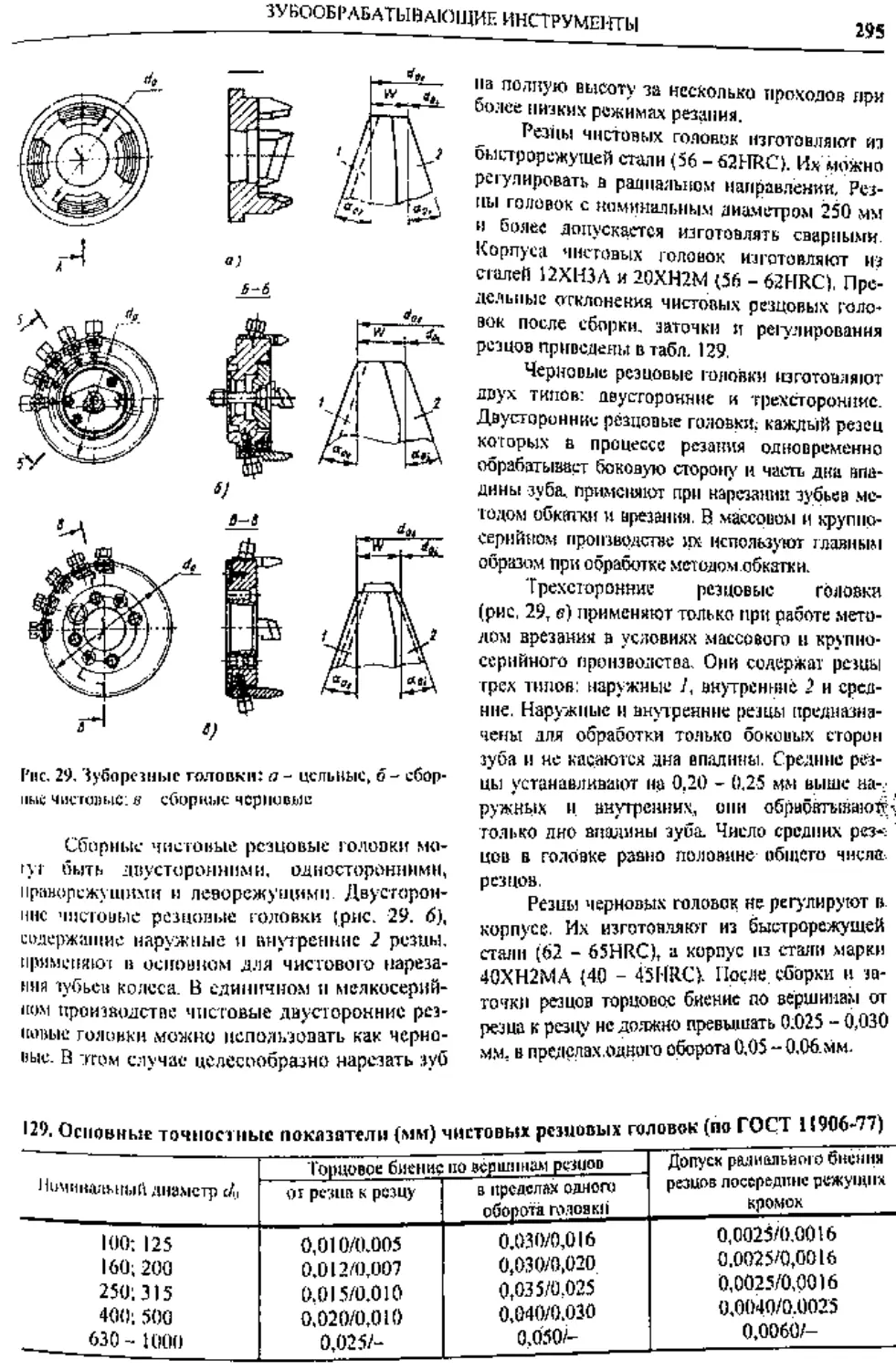
3> ЬООЬРАЬАП ЫВЛЮЩИЕ ИНСТРУМЕНТЫ
» ЬООЕТЛЬАТЫНЛТОЩИЕ ИНСТРУМЕНТЫ
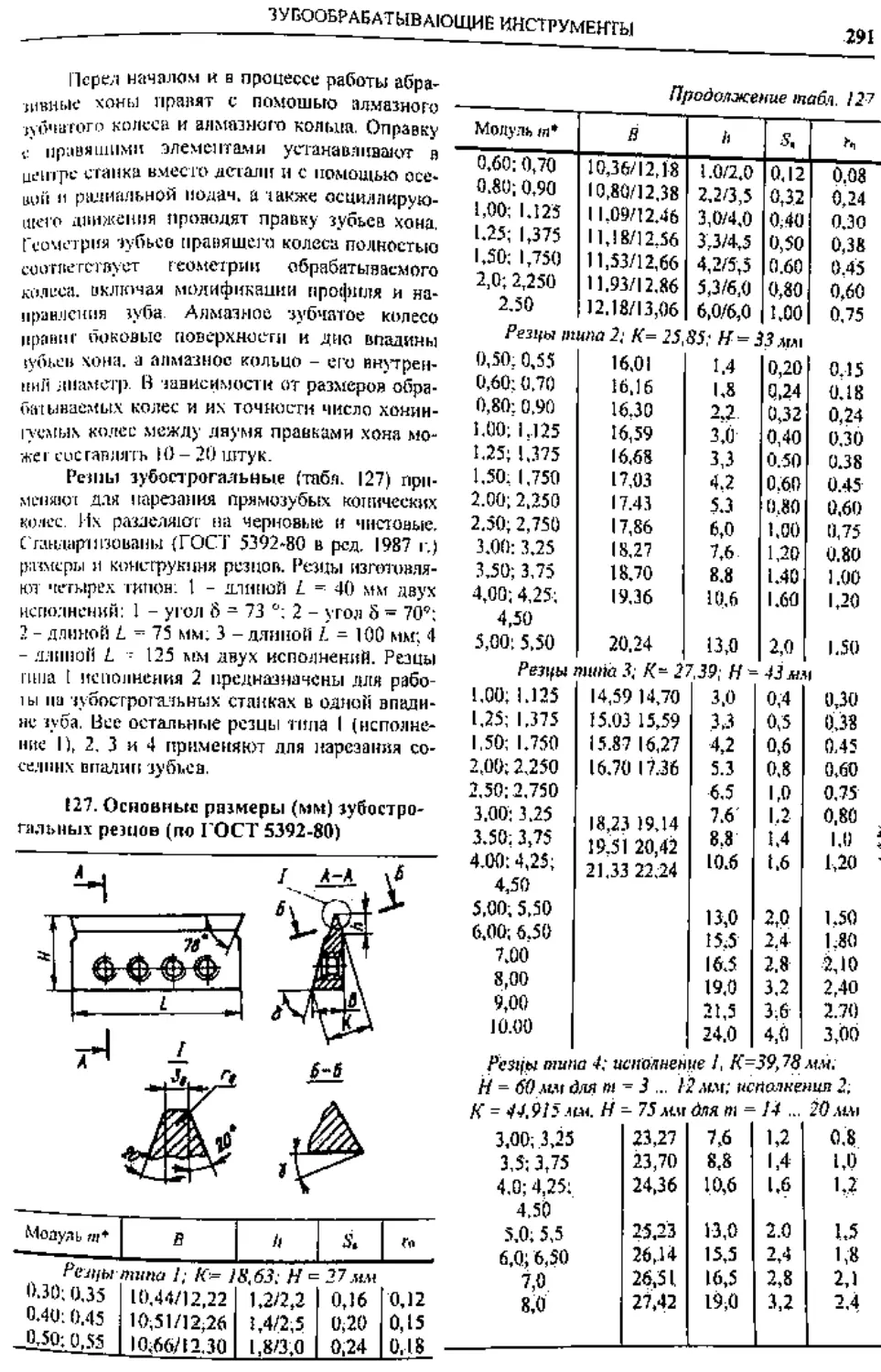
ЗУ БООБРАБАТЫВАЮЩИЕ ИНСТРУМЕНТЫ
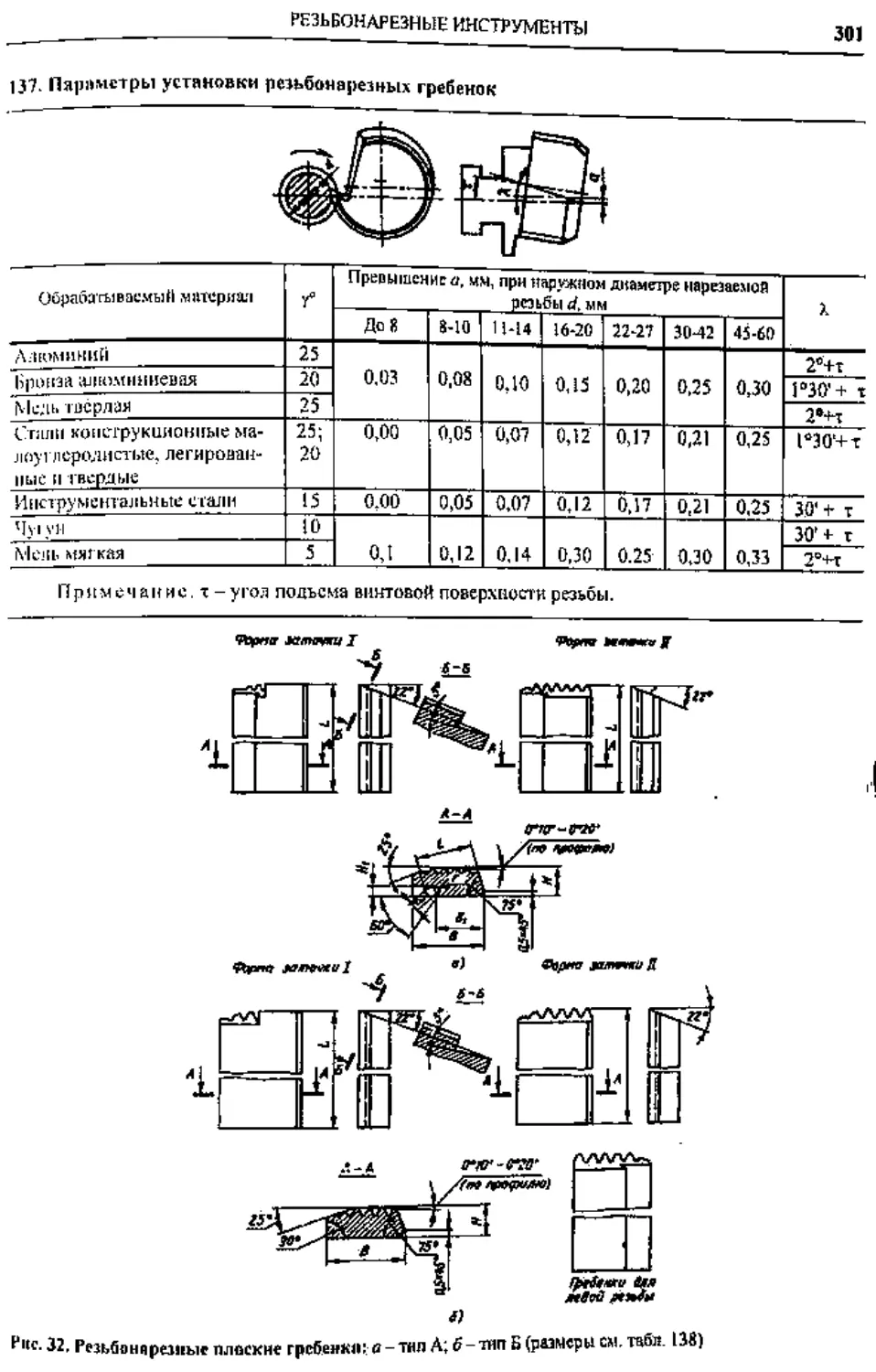
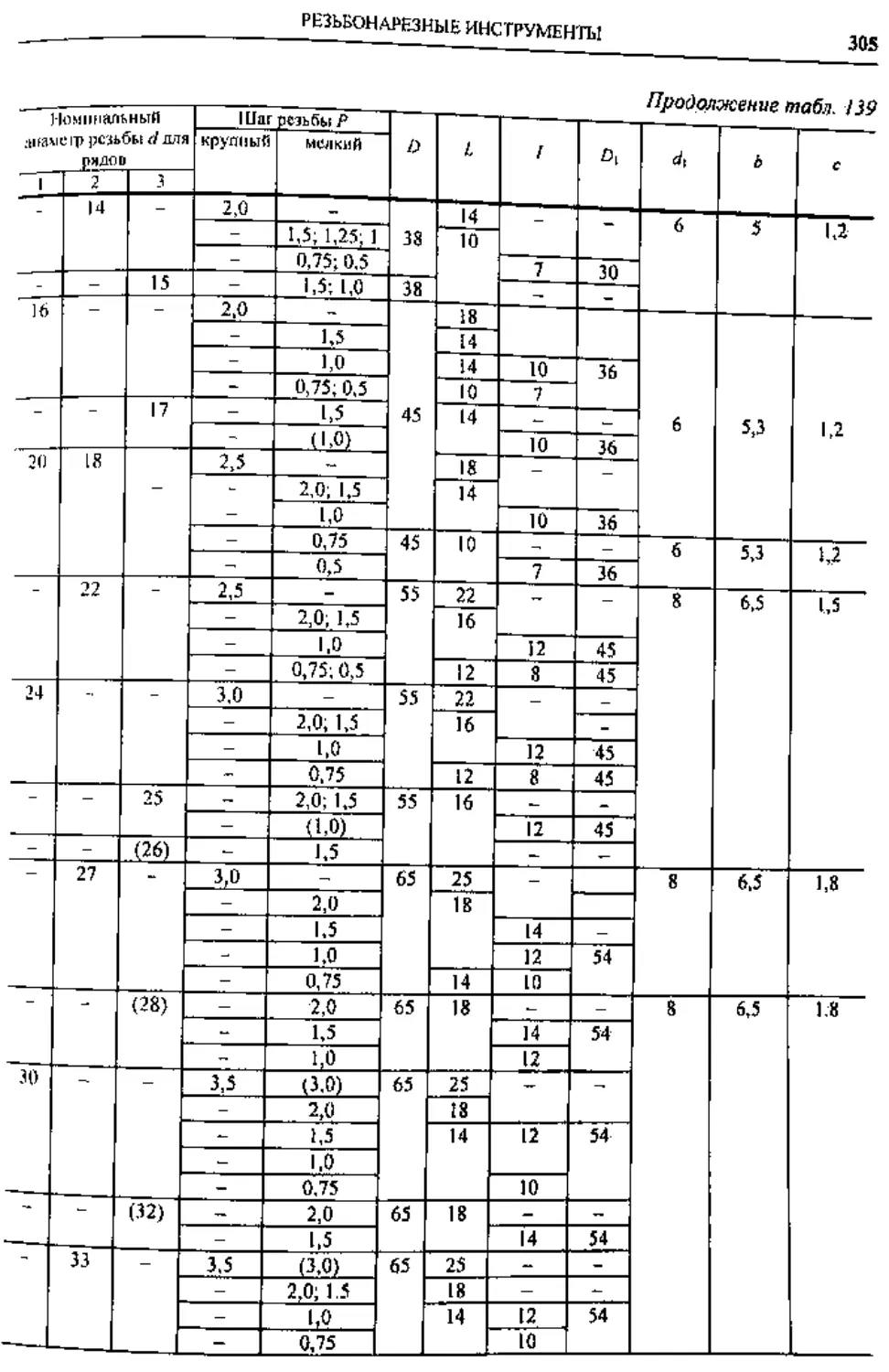
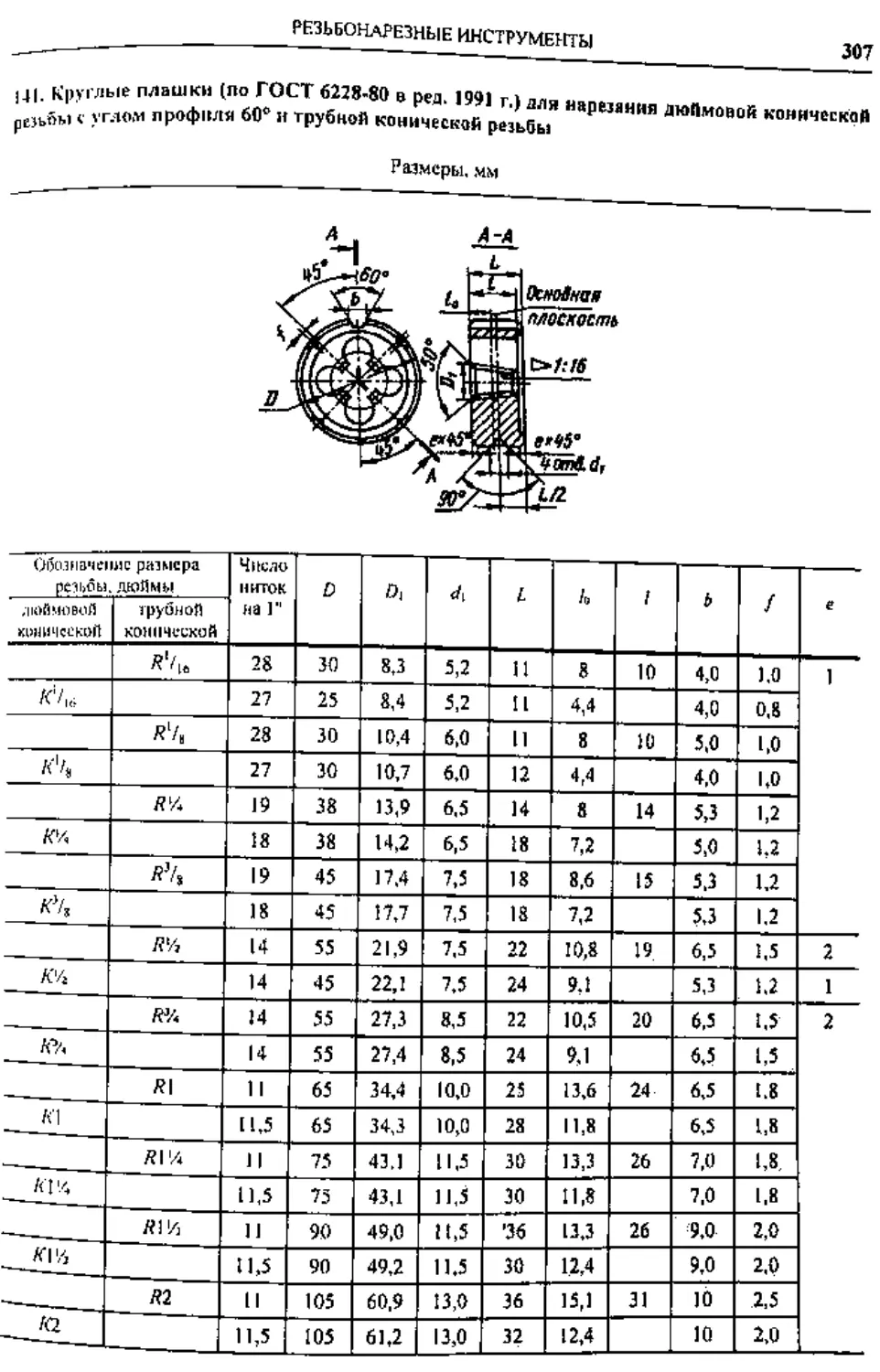
_гезьтнл|.Е1ны£И|СТумтты
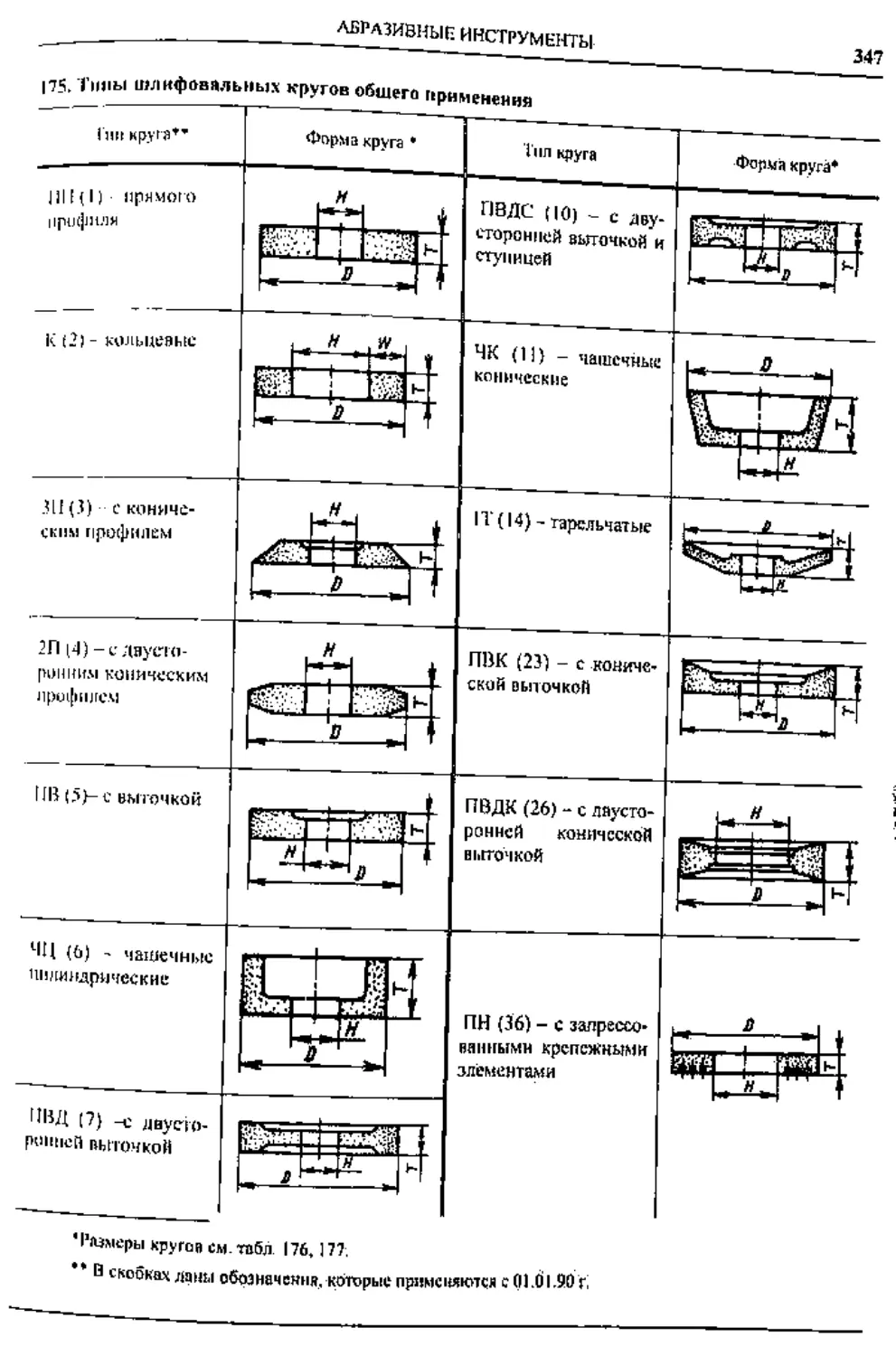
АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
ЛЬРЛЗИВНЫЕ ИНСТРУМЕНТЫ
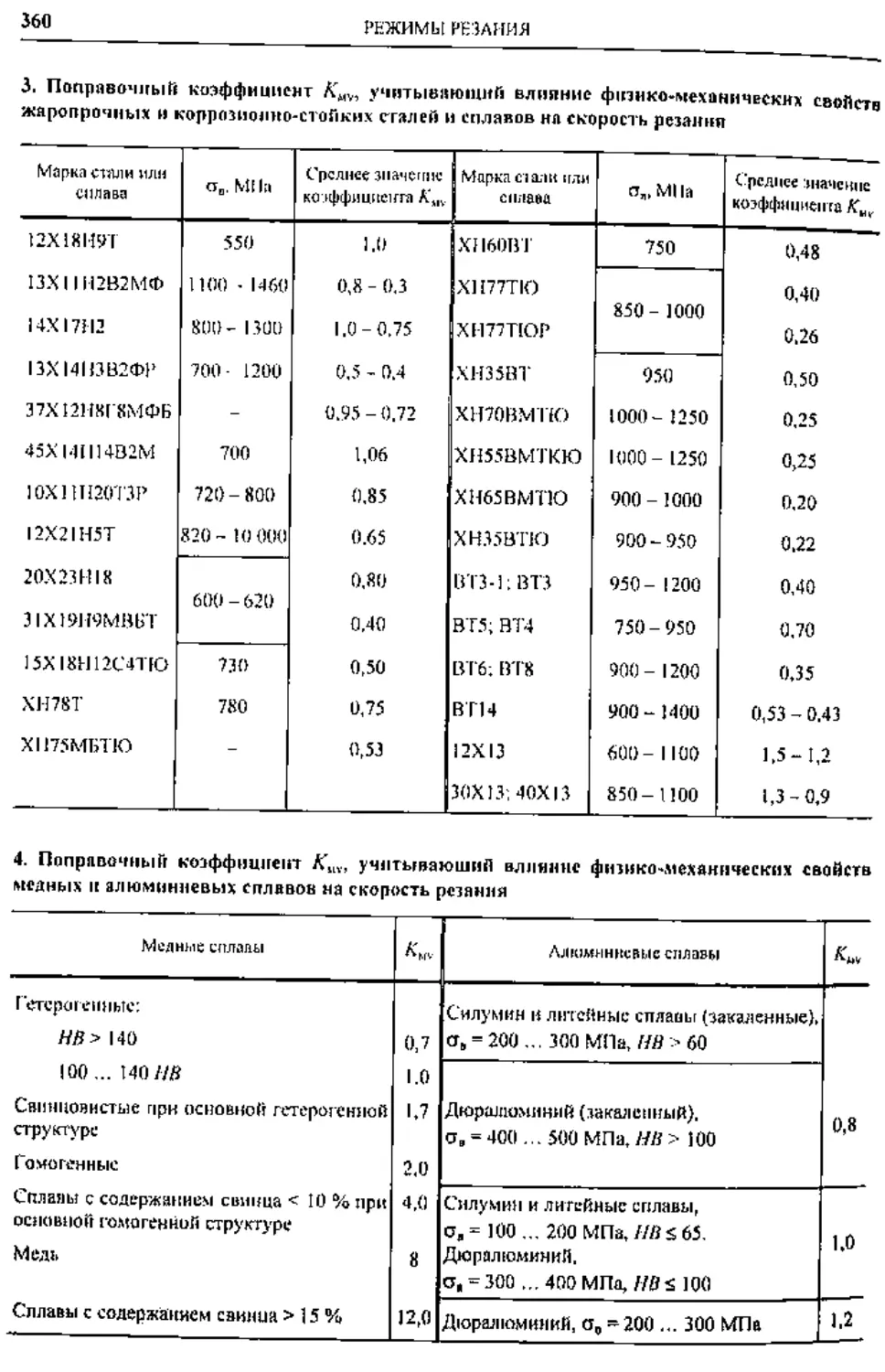
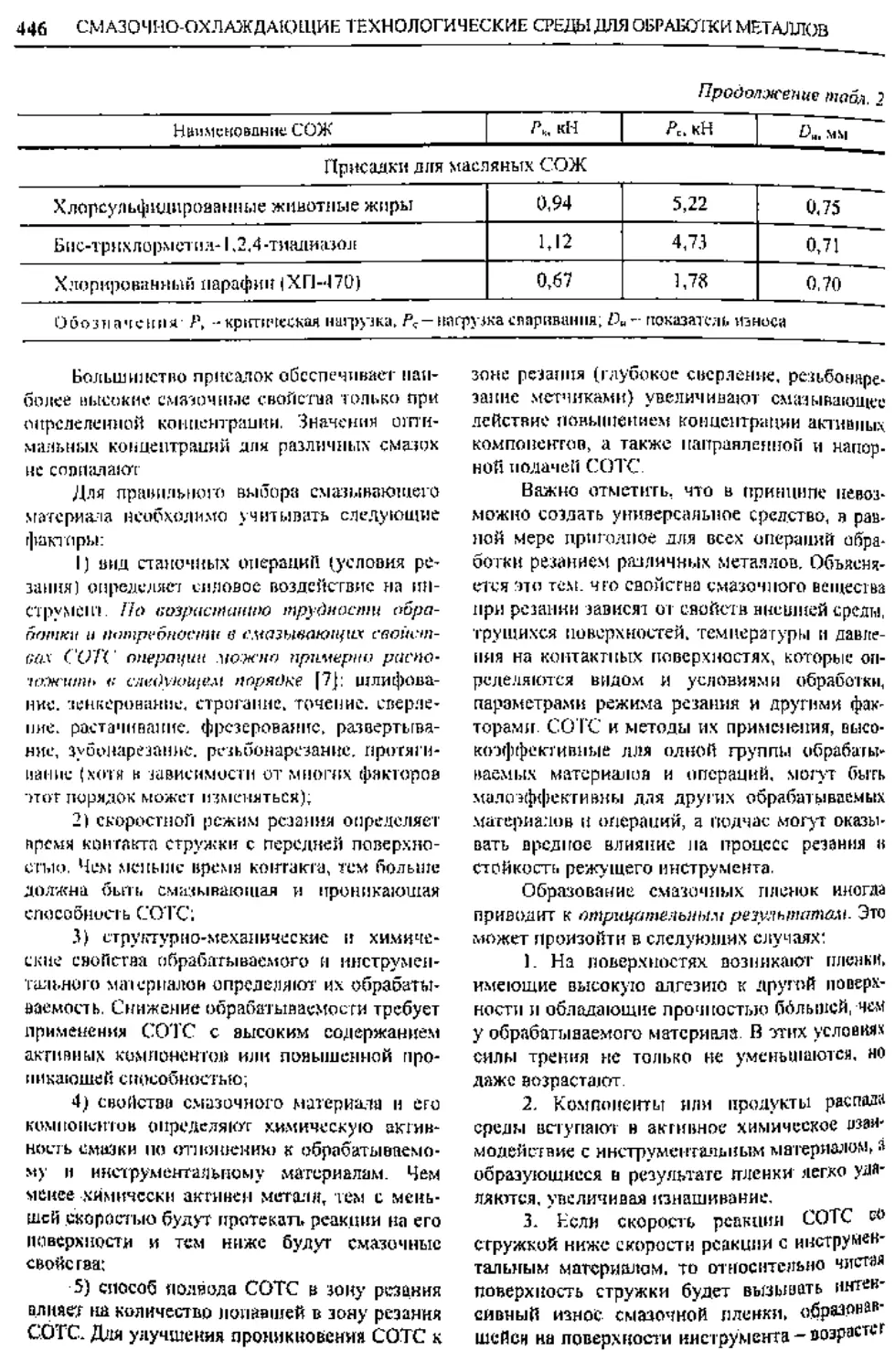
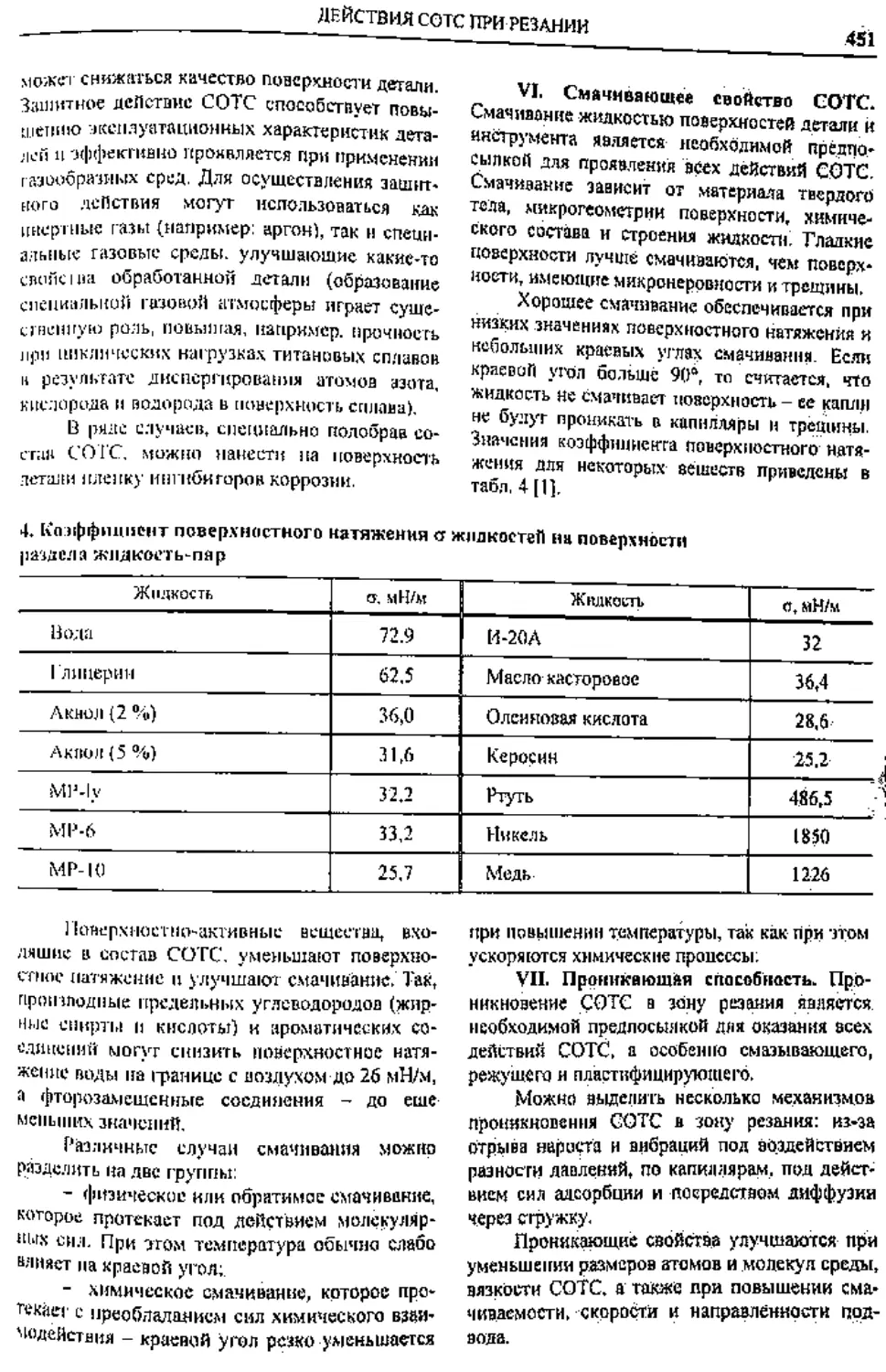
а„. МПа к< ффш irnA МИР----- о,. Mila S'u< ’"iiraT
’мшив'Г :: :zF
I
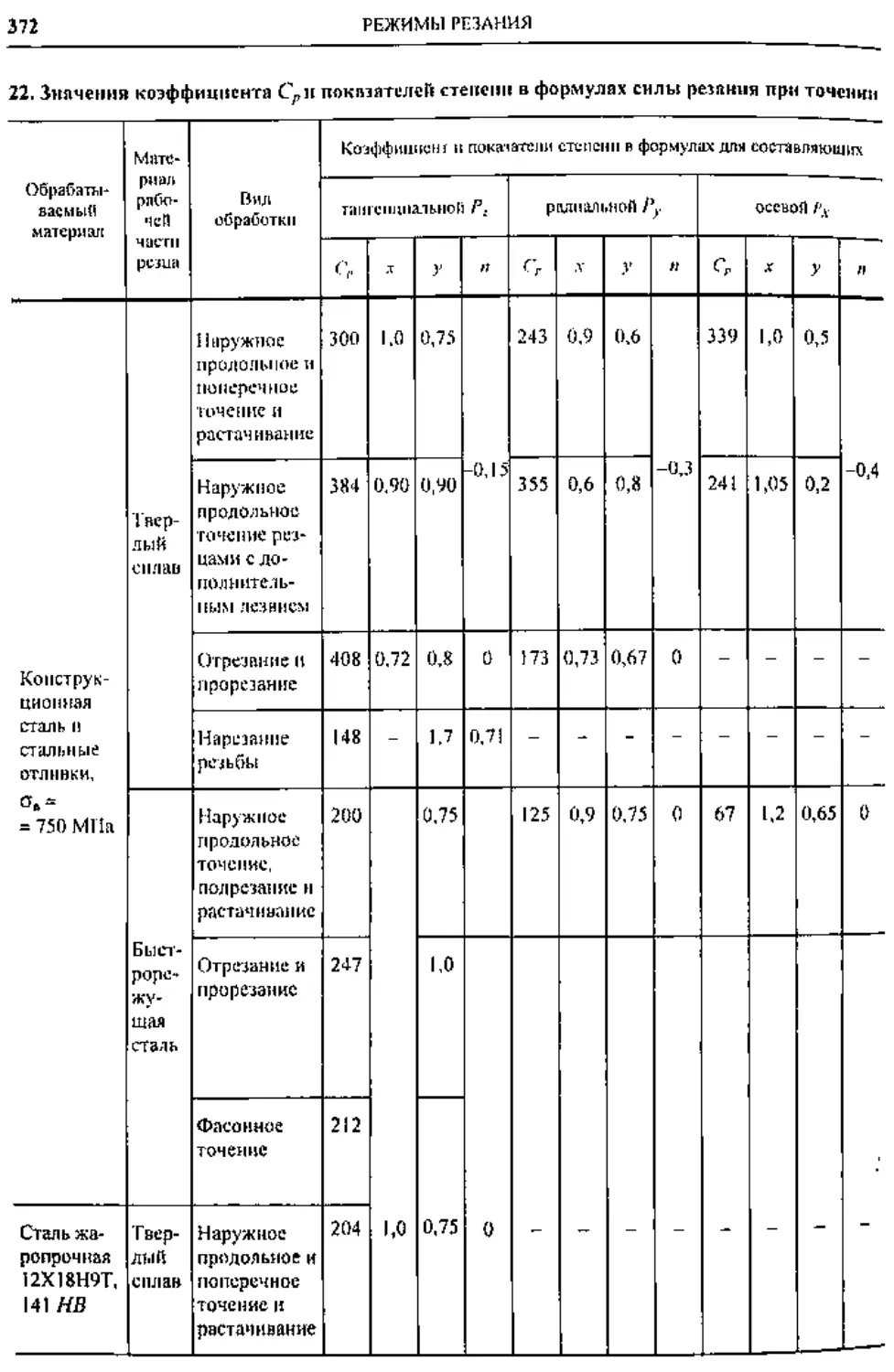
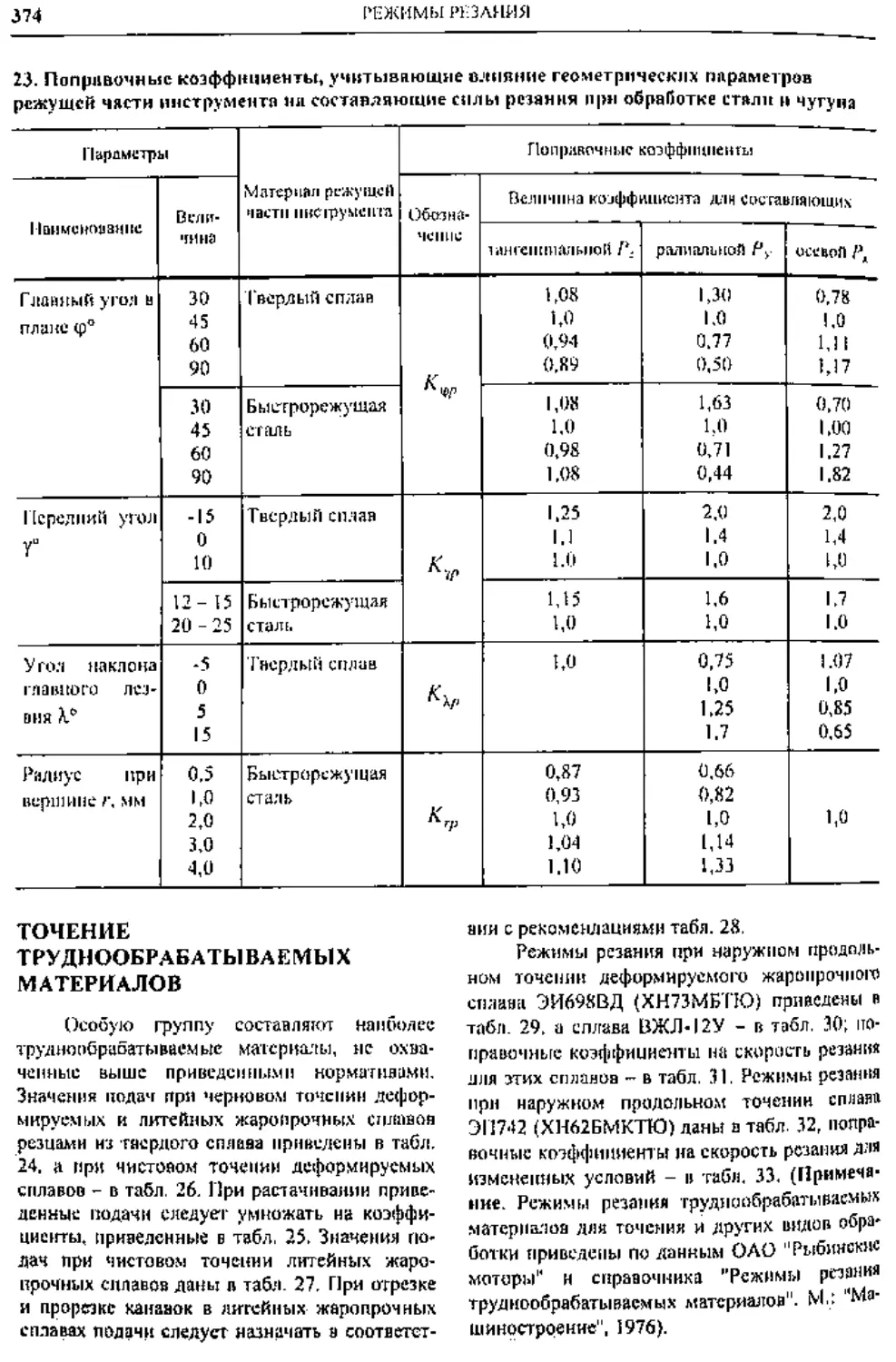
МАТЕРИАЛОВ
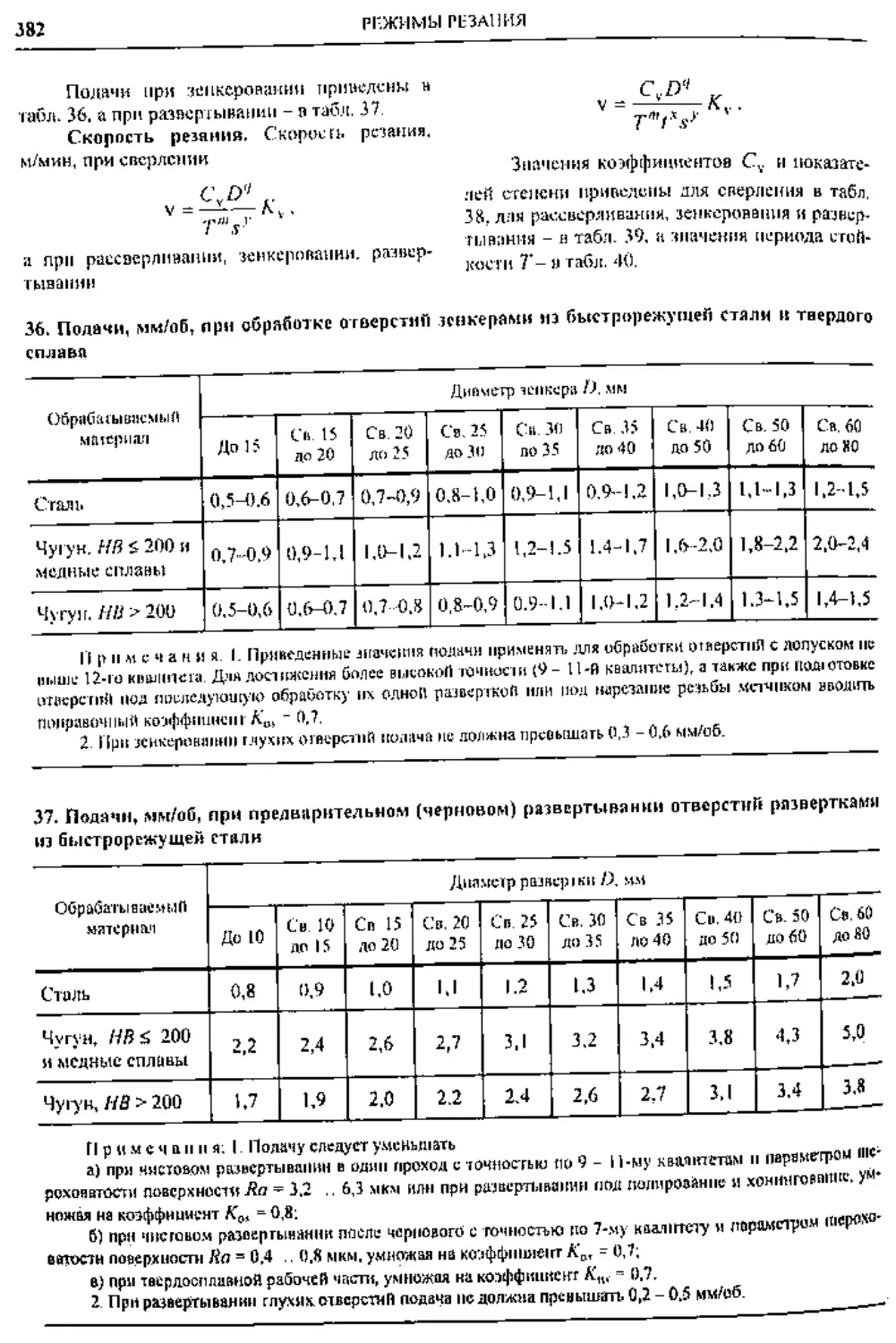
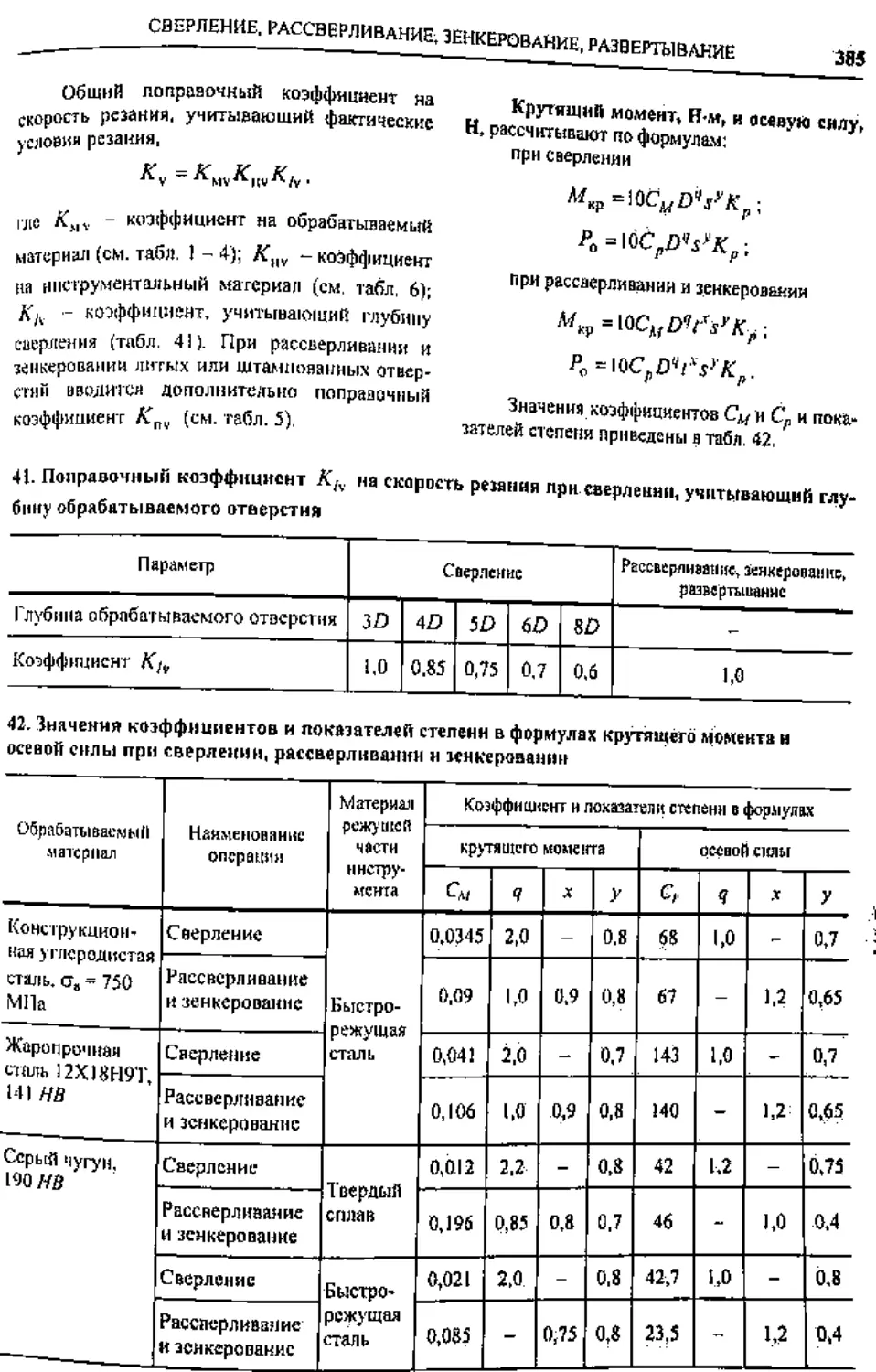
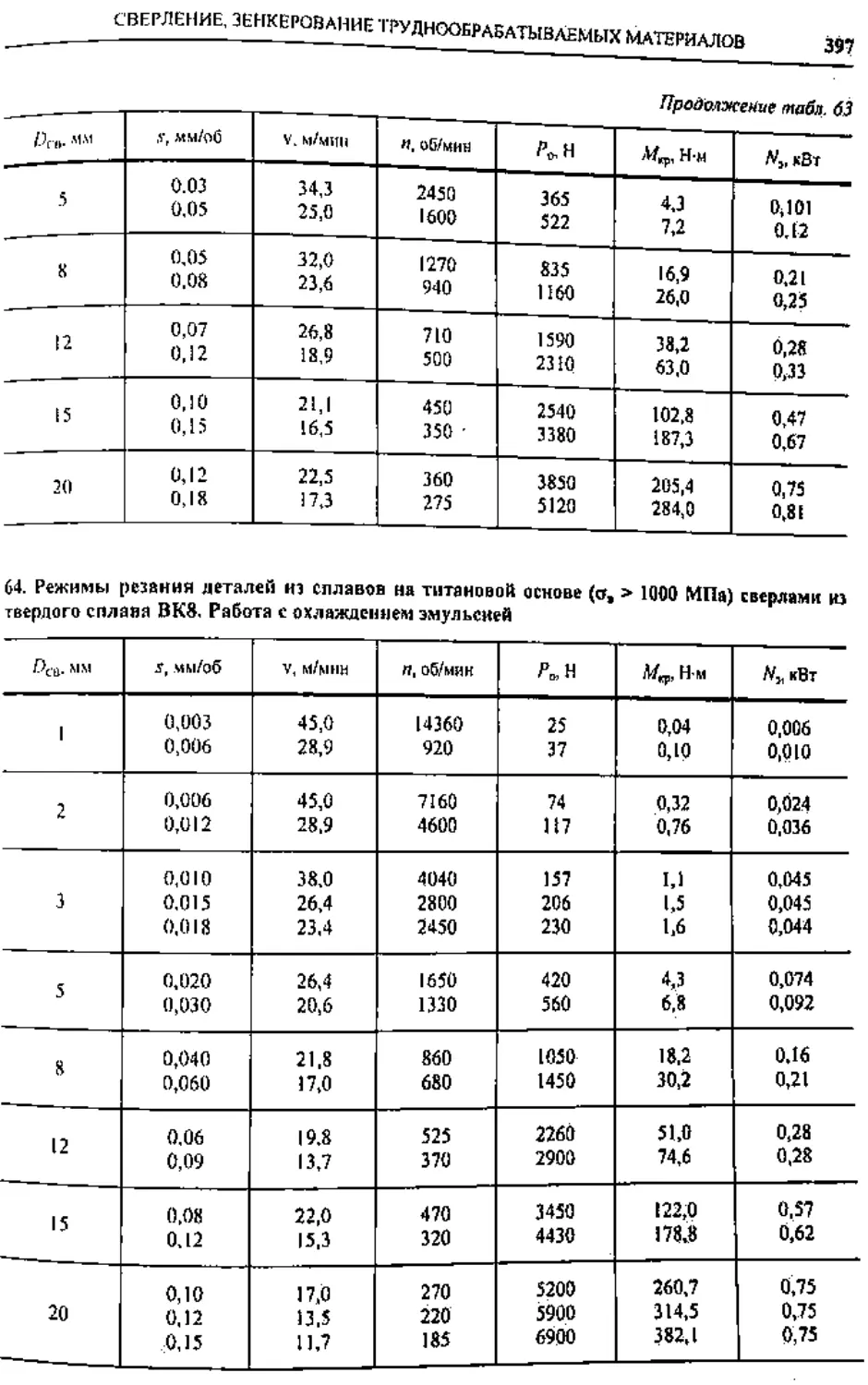
с.емЕииЕ, ЗВнГОДДВИЕ трултолблтилемых материалов
epbeh.ie, jeuxFi-овлние тру дноркЕАБлтвлЕмых материалов
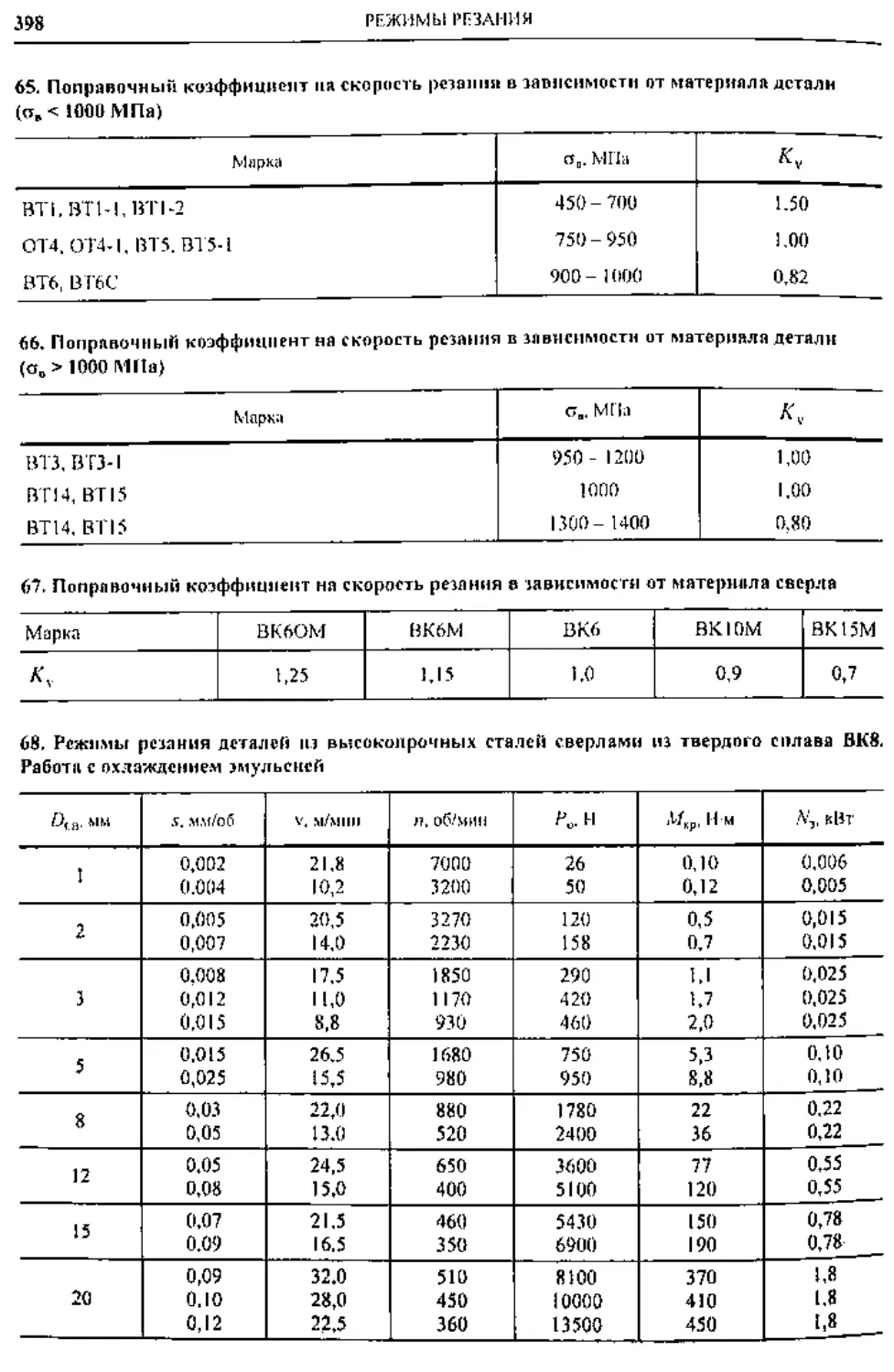
Марка О„ МПа к
ZLU!1'm'i ,’oL’Z
РИАЛОВ
Материал заготовки н » 30 60
14XI-BM 34Х1-ВМФ. 2ОХЗМВФ. Х6СМ 75-80 80-85 85-90 90-95
2.0X13 09Х16Н4Б. I4XI7H2 50-64 54-68 56-72 58-75 60-80
I2XI8H1OT. 12Х21Н5Т. 2ОХ23Н18 40-52 55-42 45-58 48-60 50-62
44Х14И14132М 37Х1’’НЯГ8МФХБ ЭИ39’ 30-40 32-43 36-47 32-48
27-36 29-3S 30-40 32-42
XH77TIOP 36HXTIO ЧН60В 17-23 18-24 20-26 20-26
xH6iBMri(?rxn7<MBraN1T,° 12-15 13-16
АСбК.ЖСЗ^К/ЭПЖЛ10 XH82T1 М 8-11 10-13 10-13
ВГ1. BTI-I. В Г1-2 50-60 53-63 55-65 58-68 60-70
ВтЬивц,ВТЗ’'-ВТ5, В15'1'В1'6’ ВТ6С' 32-40 35-43 37-45 39-47 40-50
Примечай и я 1 Д,я решен с пластиками кэ снйаоа ВК8 значения икороик резания кеооходнмо
НПУ'ИХППЯЯ
./-.ЦК! мм </>100 мм
сквозим । в упор мая | II упор
0,85 | 0,8
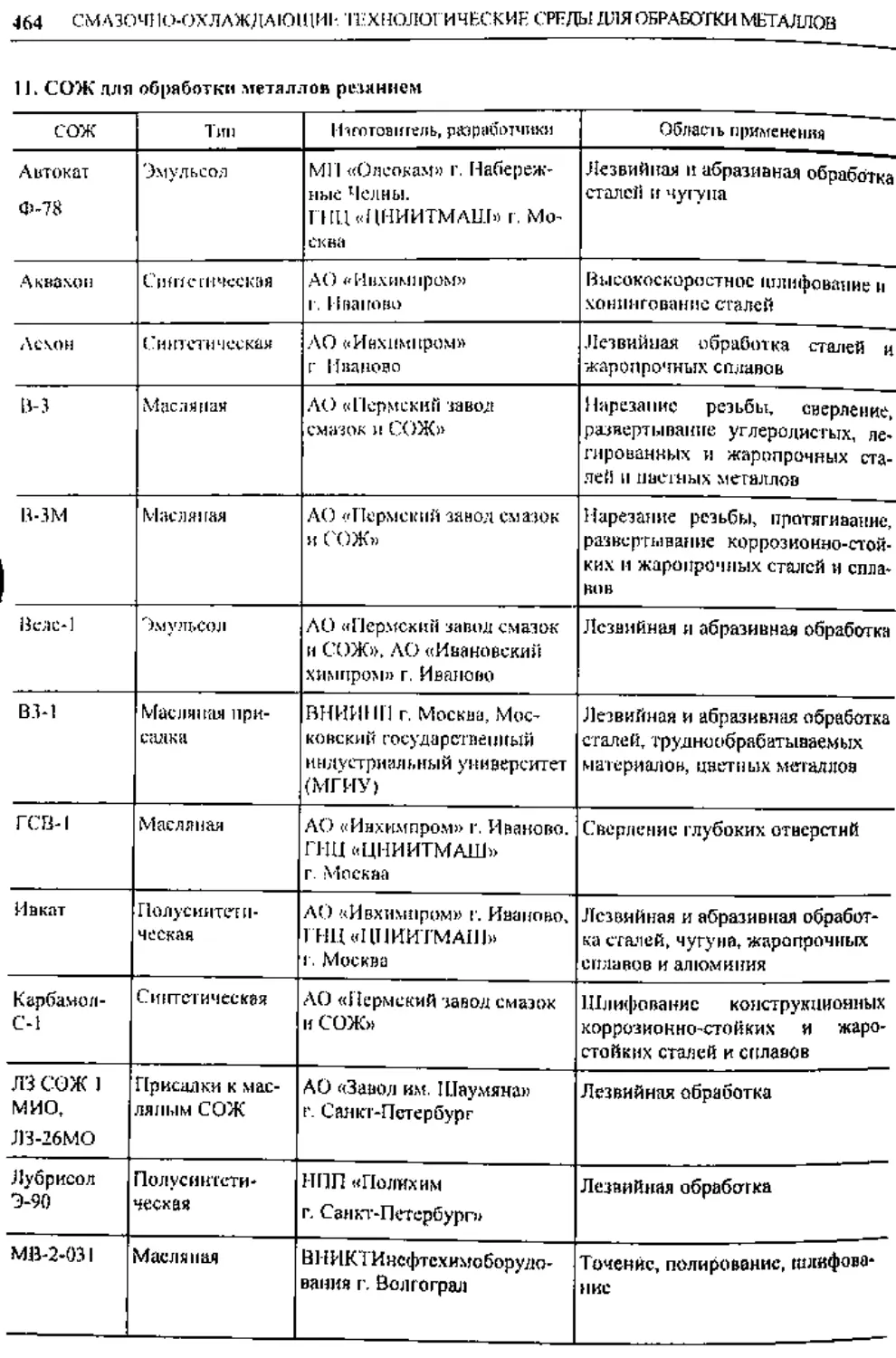
5 СМАЗОЧНО-
ОХЛАЖДАЮЩИЕ
ТЕХНОЛОГИЧЕСКИЕ
СРЕДЫ ДЛЯ ОБРАБОТКИ
МЕТАЛЛОВ РЕЗАНИЕМ
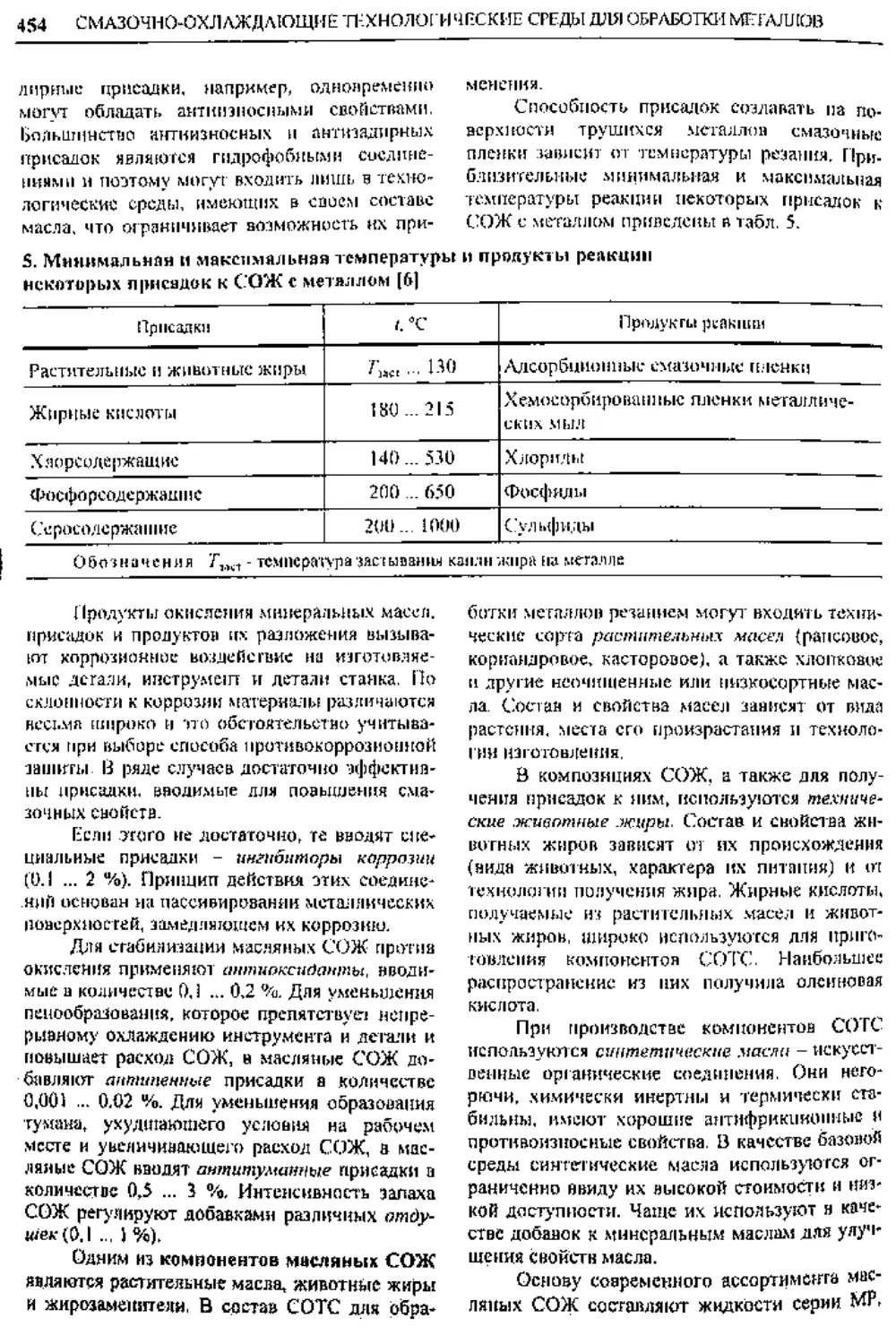
ISO Oh!
обП«™п«„и.;
tZZ'""”"” IH 1
Нитртп натрия 2 %-няя полная дисперсия на опсрацион-
rZ“tT.Z™p“Z“«Z’0°’
n <4)1 12 S 86 ем и шлифовынем т?у1оо6р₽абаты-
“EE
TV WII-I2-B5-S6 L;“,oXX»pXpS"V»“n..^
MVU-M °zzT““Px;
s | 8 H ill g I i s’s nu al ^=™«=
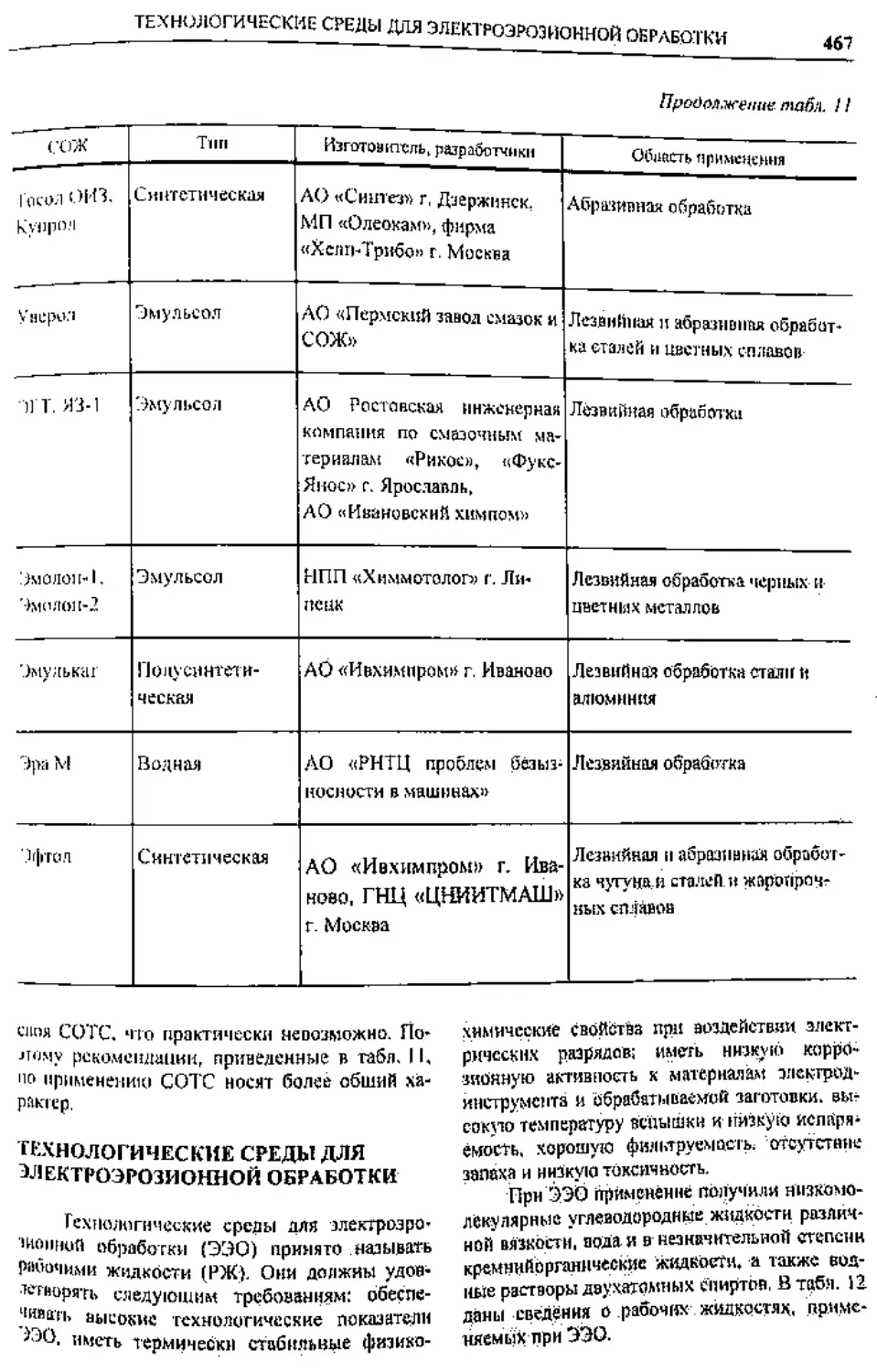
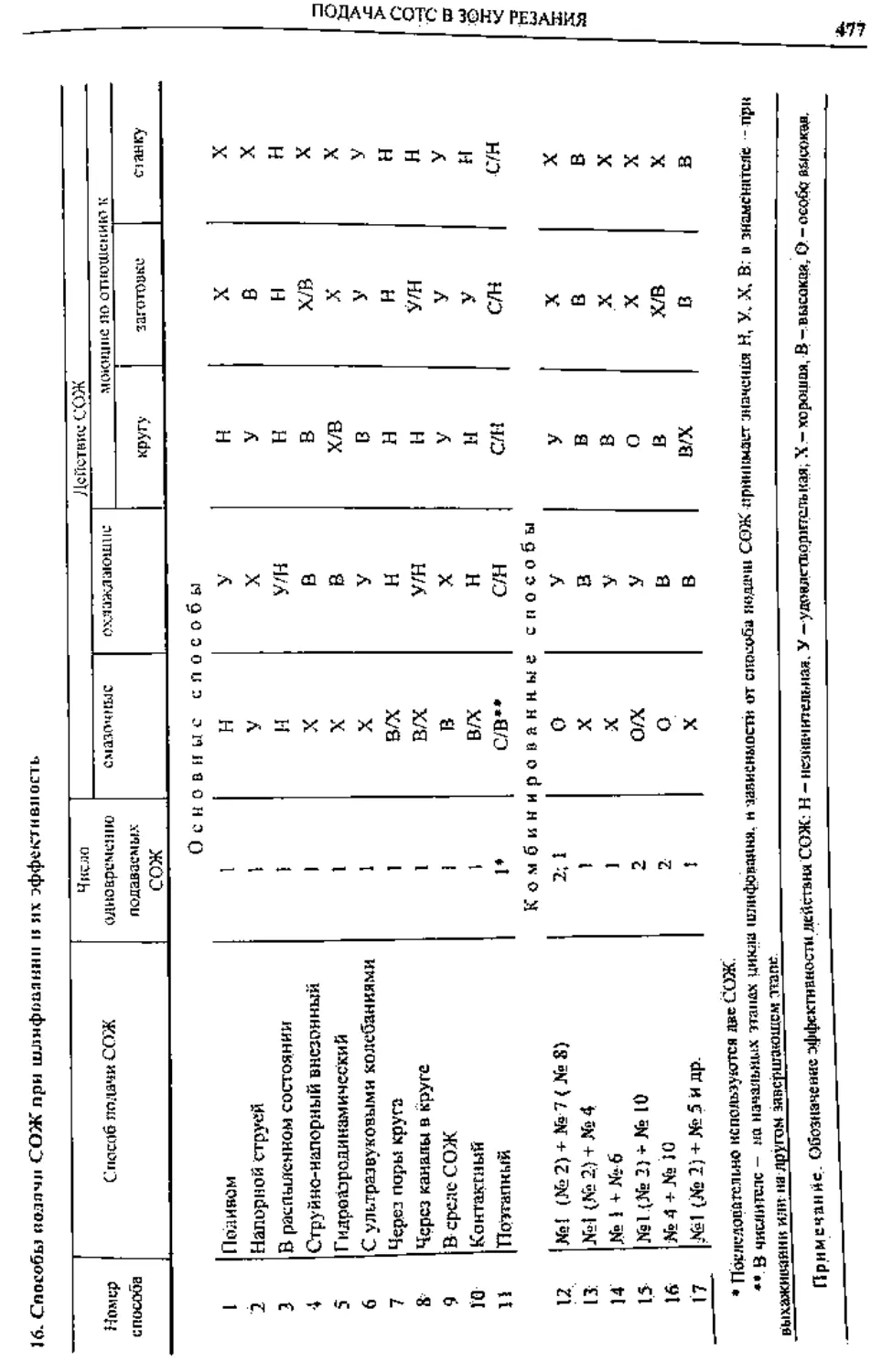
ПРИМЕНЕНИЕ СОТС ПРИ РАЗЛИЧНЫХ ВИДАХ ОБРАБОТК1
' ВМЕНЕНИЕ to re РАЗЛИЧНЫХ ВИДАХ ОБРАБОТКИ РЕЗАНИЕМ
ПРИМЕНЕНИЕ СОТС ПРИ РАЗЛИЧНЫХ ВИДАХ ОБР.
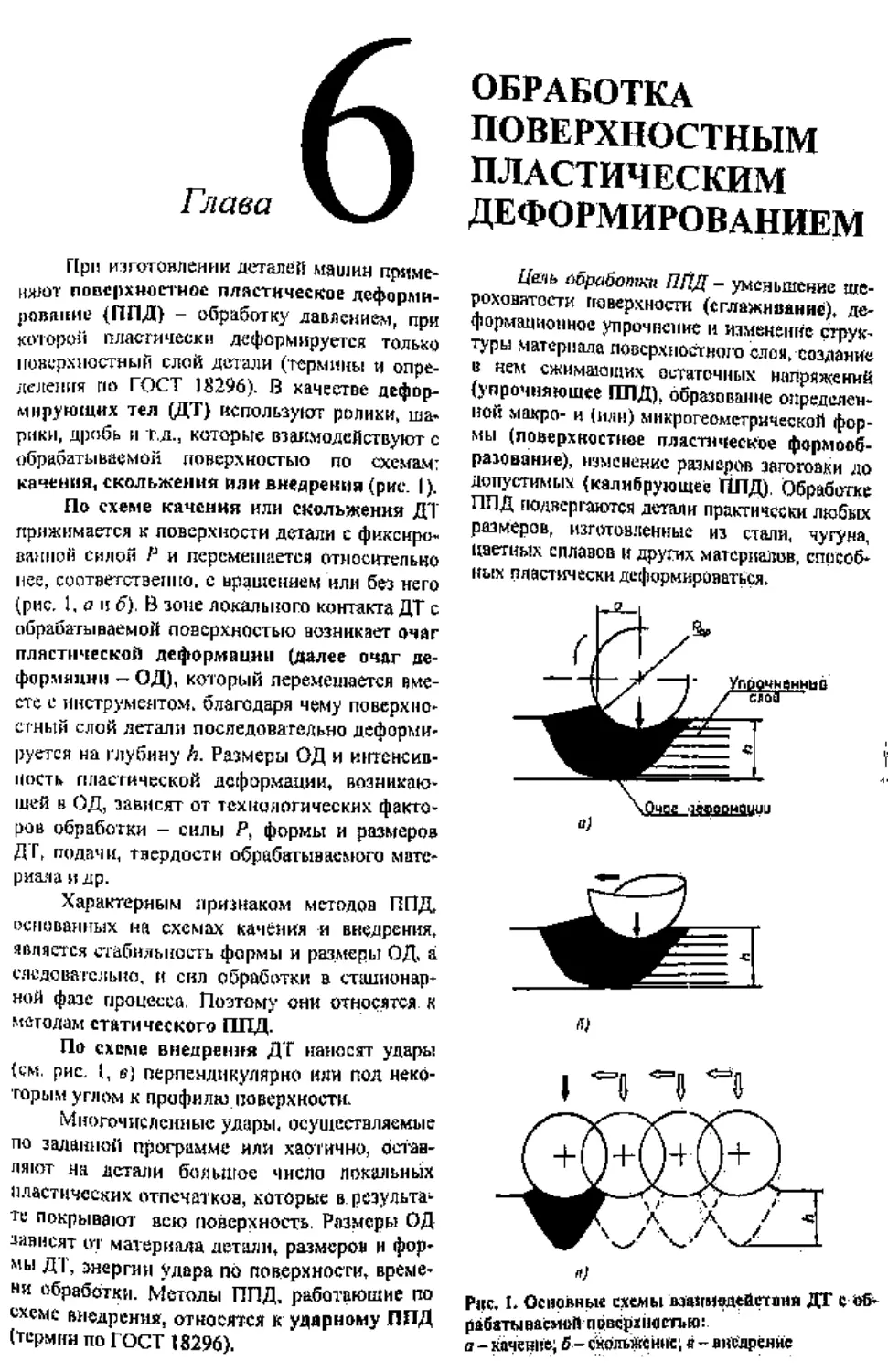
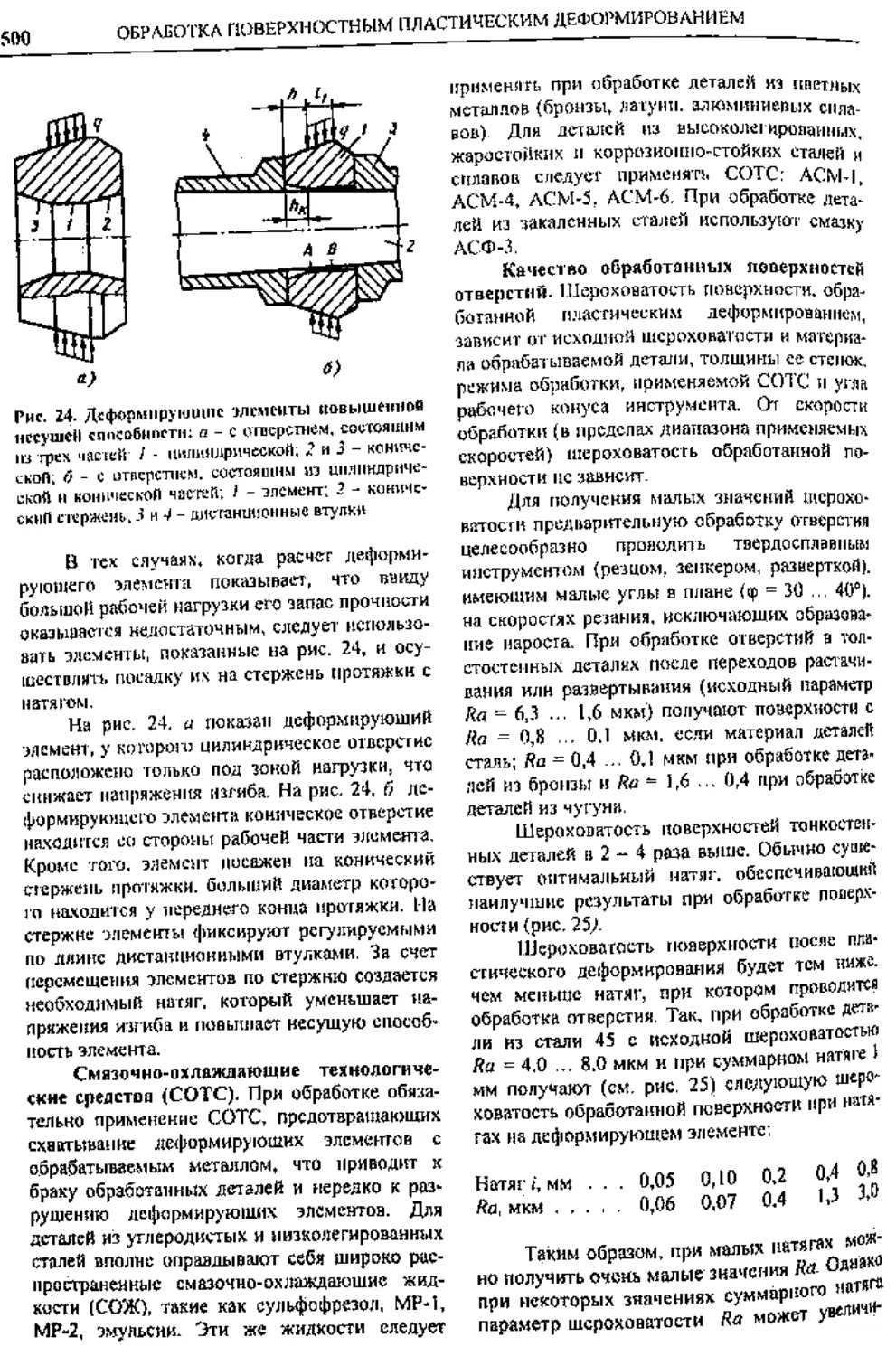
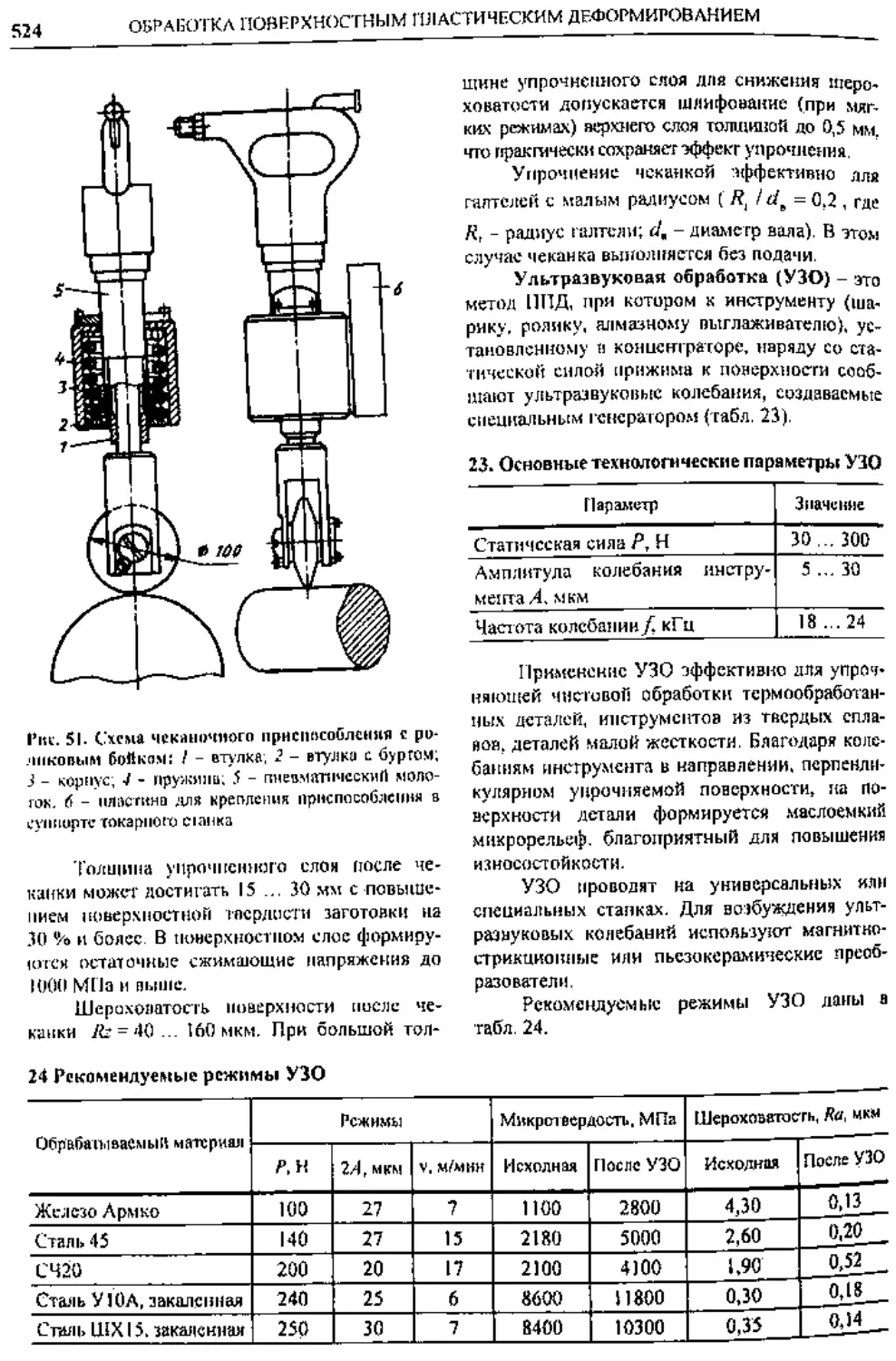
6 ОБРАБОТКА
ПОВЕРХНОСТНЫМ
ПЛАСТИЧЕСКИМ
ДЕФОРМИРОВАНИЕМ
Siiii
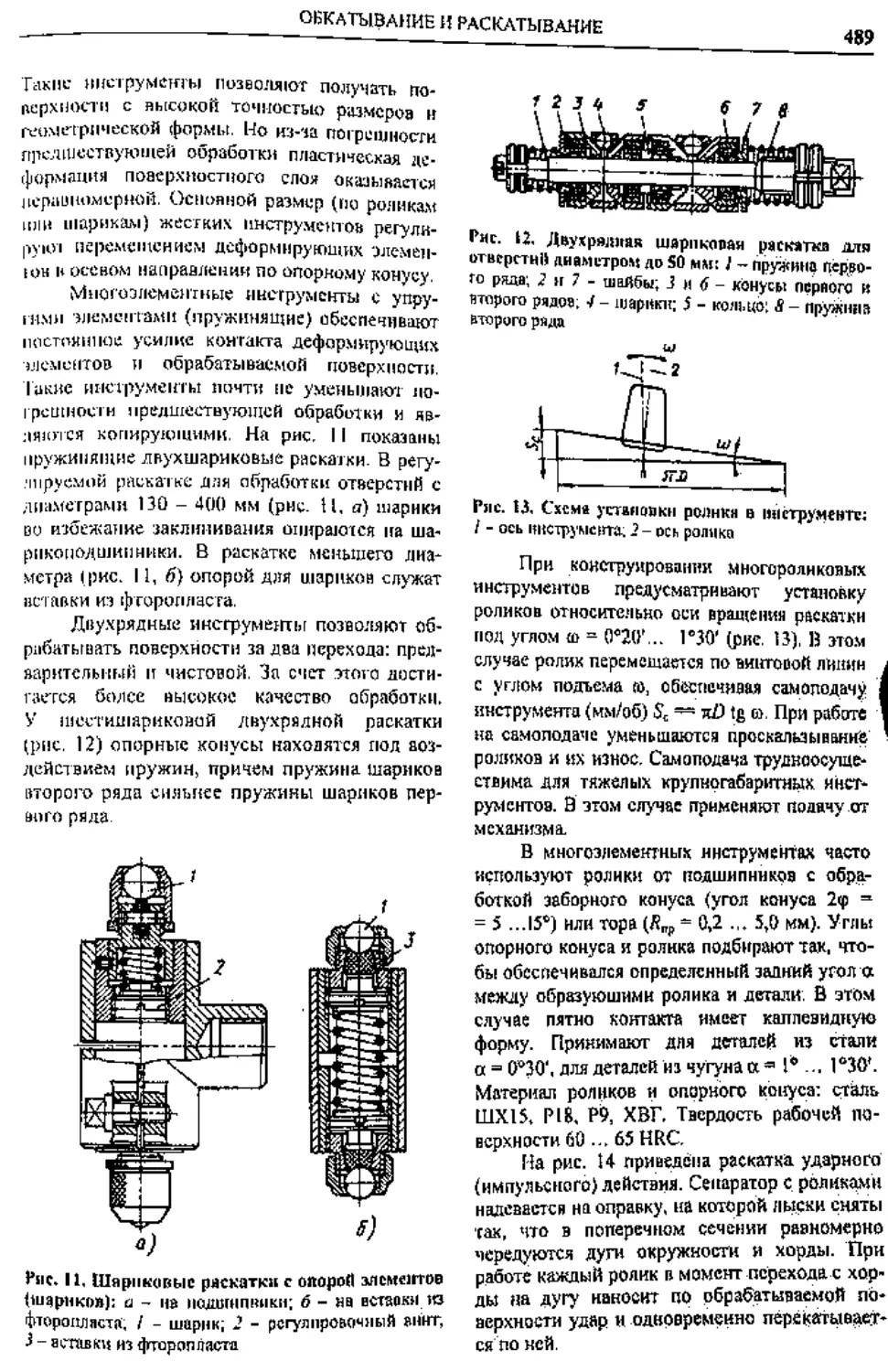
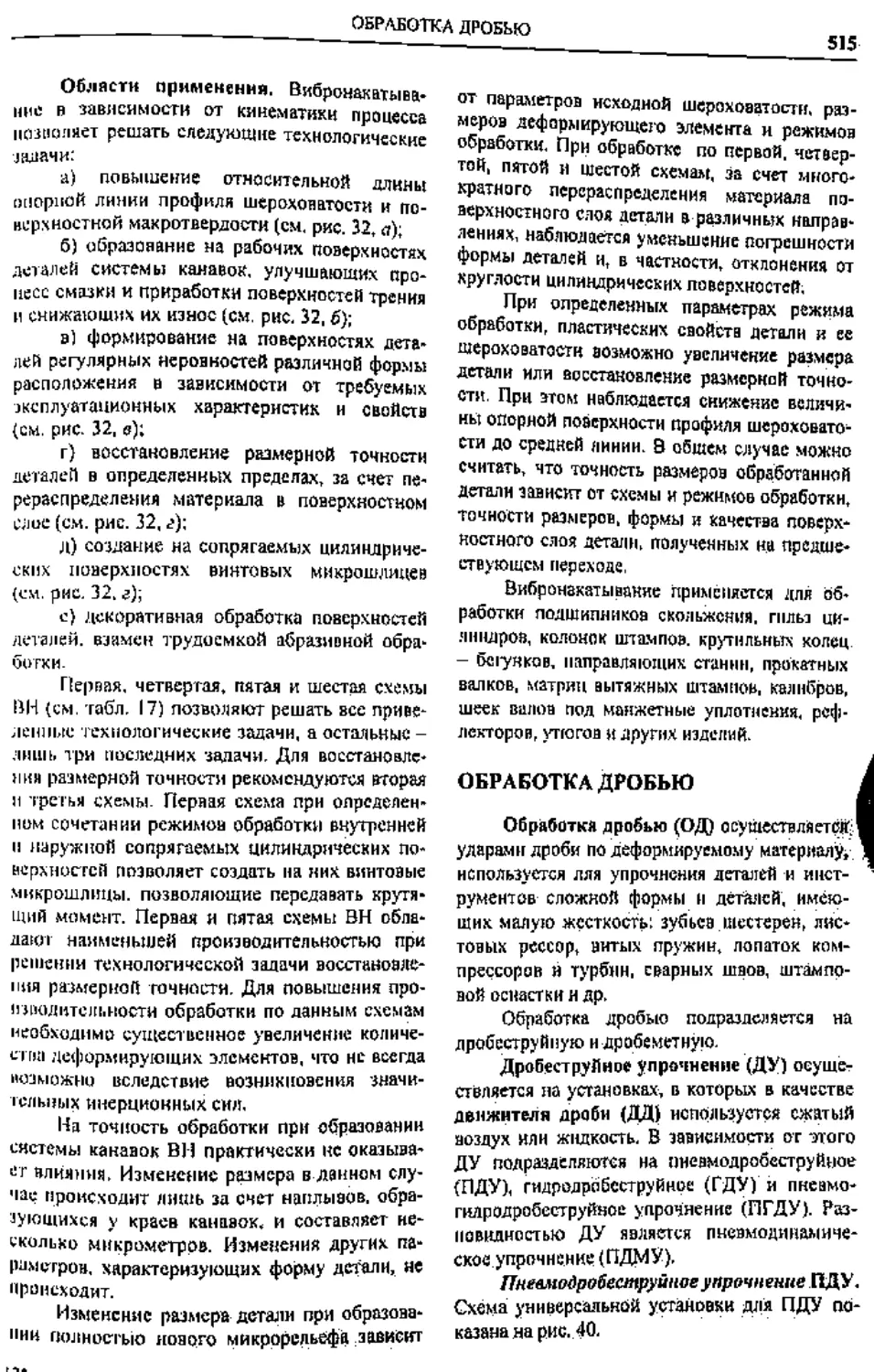
КАЛИБРОВАНИЕ ОТВЕРСТИЙ
b~--^b'»b^
ими» поверх! ю..п ным пластичесК!»! ЛЕ»0!'МИ!.И1лниии
OKEMiOTKA ПОВШ'ХВОСТНЫМ ПЛАСТИЧЕСКИМ ДТЖТМИЕОВАВИЕМ
i
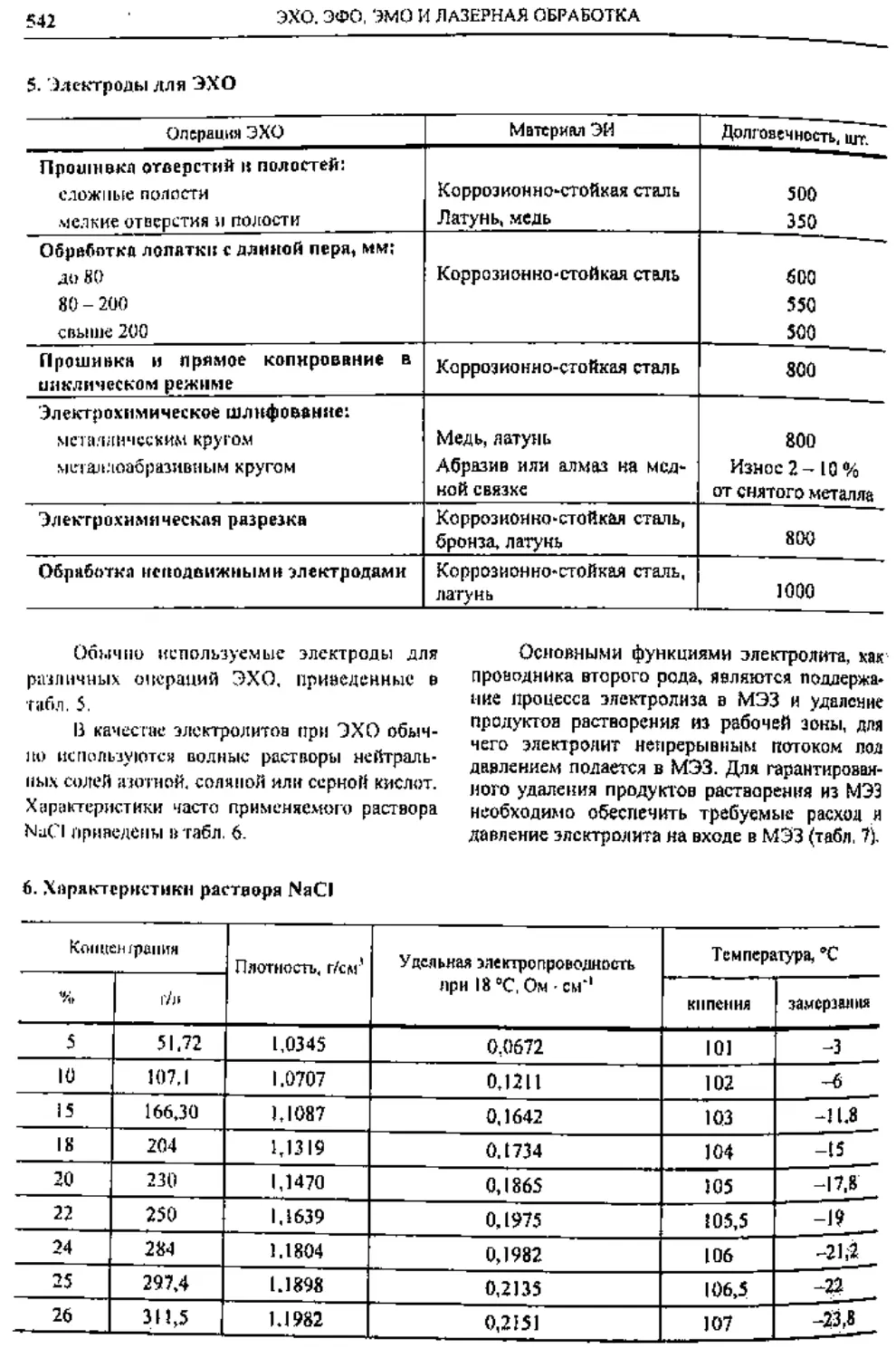
Долговечность шт
" °"’ ^°РРозио^0‘стойкмстиль ж
К"РГ—
Прошивка и прямое копирование в Коррозионно-стойкая сталь 800
Изиос2-Ю%
Электрохимическая разрезка бронза л'атунь"иИ''” 800
1000
лагунь
w
s„
IsiU {
оГё
нри У0...100 °с"Гтс™ни=
S£ '? i? !| - : i; it r fl 1 ? и; S
6 Назначение
Illi
— iilPHHi mriihii HiiiitH
lht'8 = Hdl 8!l!sSlC:n ВДУВ!
4X14HI4B2M и др.;
Tima XI2M. 5ХГМ
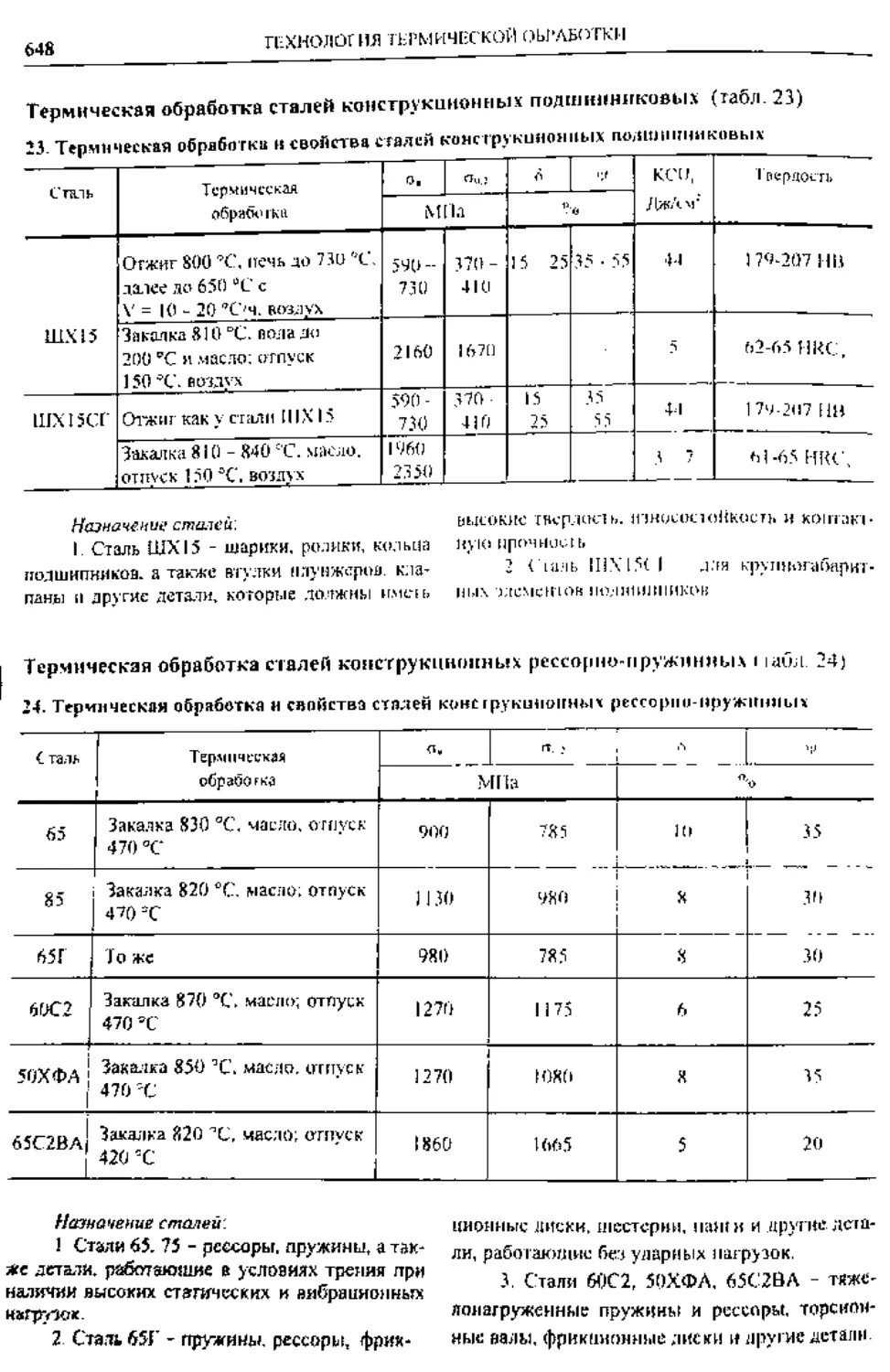
I Ы’МИЧЬС КЛЯ OEPzWTKA СТАЛЕЙ КОНСТРУКЦИОННЫХ ЛЕГИРОВАННЫХ
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЦВЕТНЫХ СПЛАВОВ
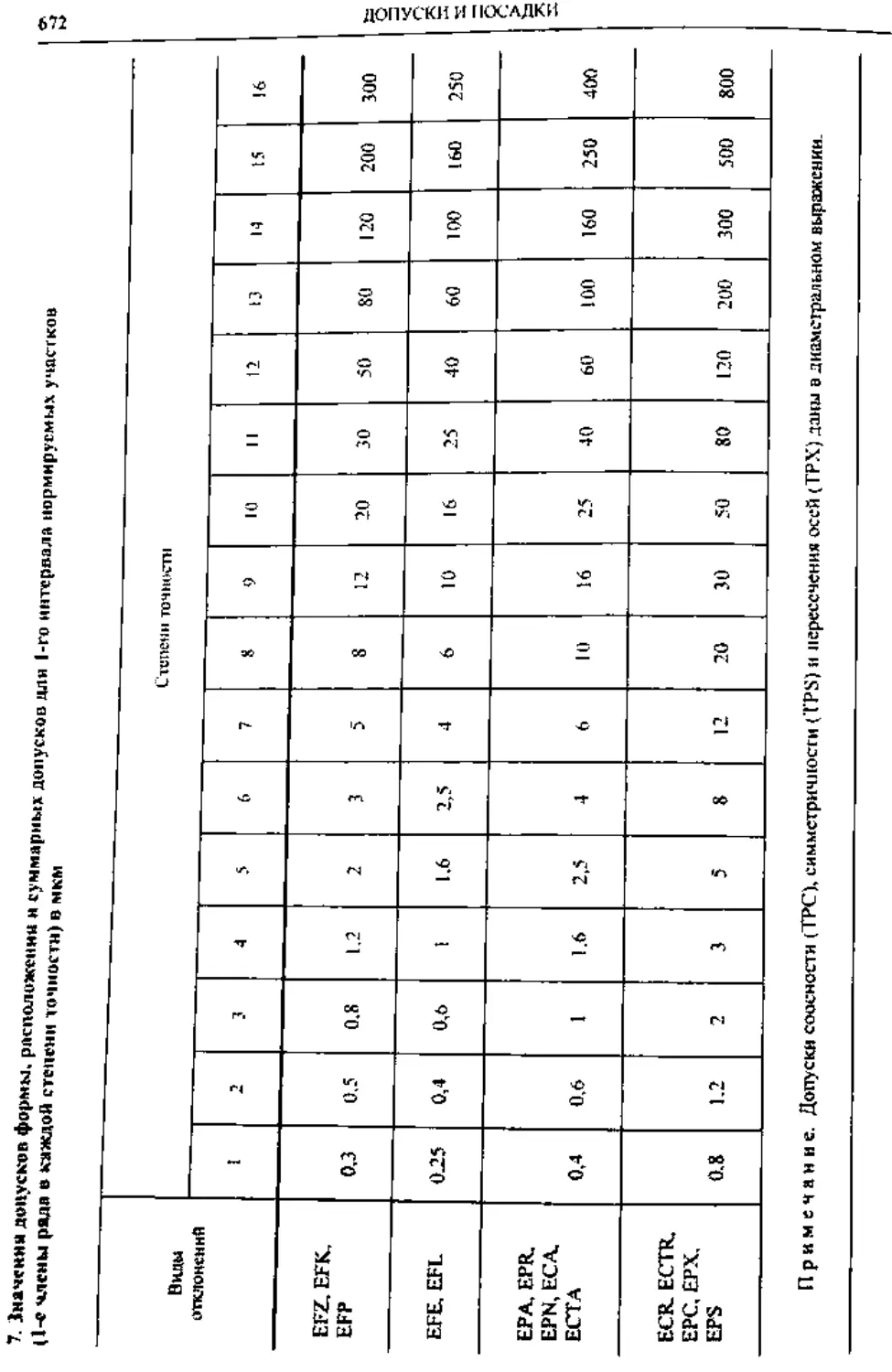
Ю ДОПУСКИ и
ПОСАДКИ
l)40H7.40g6; 2)40*’Mi. 40^ :
J)40H^m<40g41E!’).
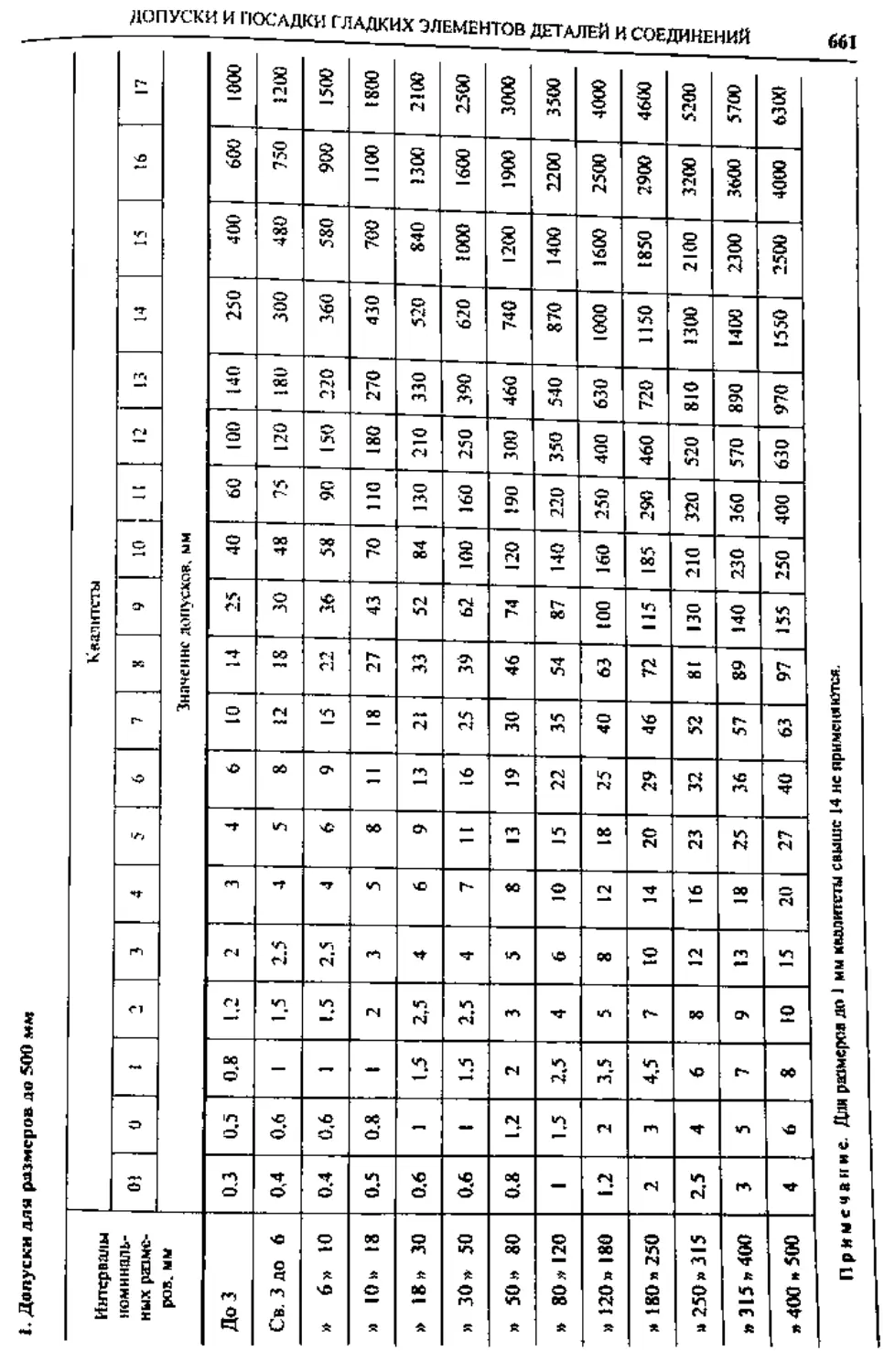
.ПУСКИ И ПОСАДКИ ГЛАДКИХ ЭЛЕМЕНТОВ ДЕТАЛЕН И СОЕДИНЕНИЙ
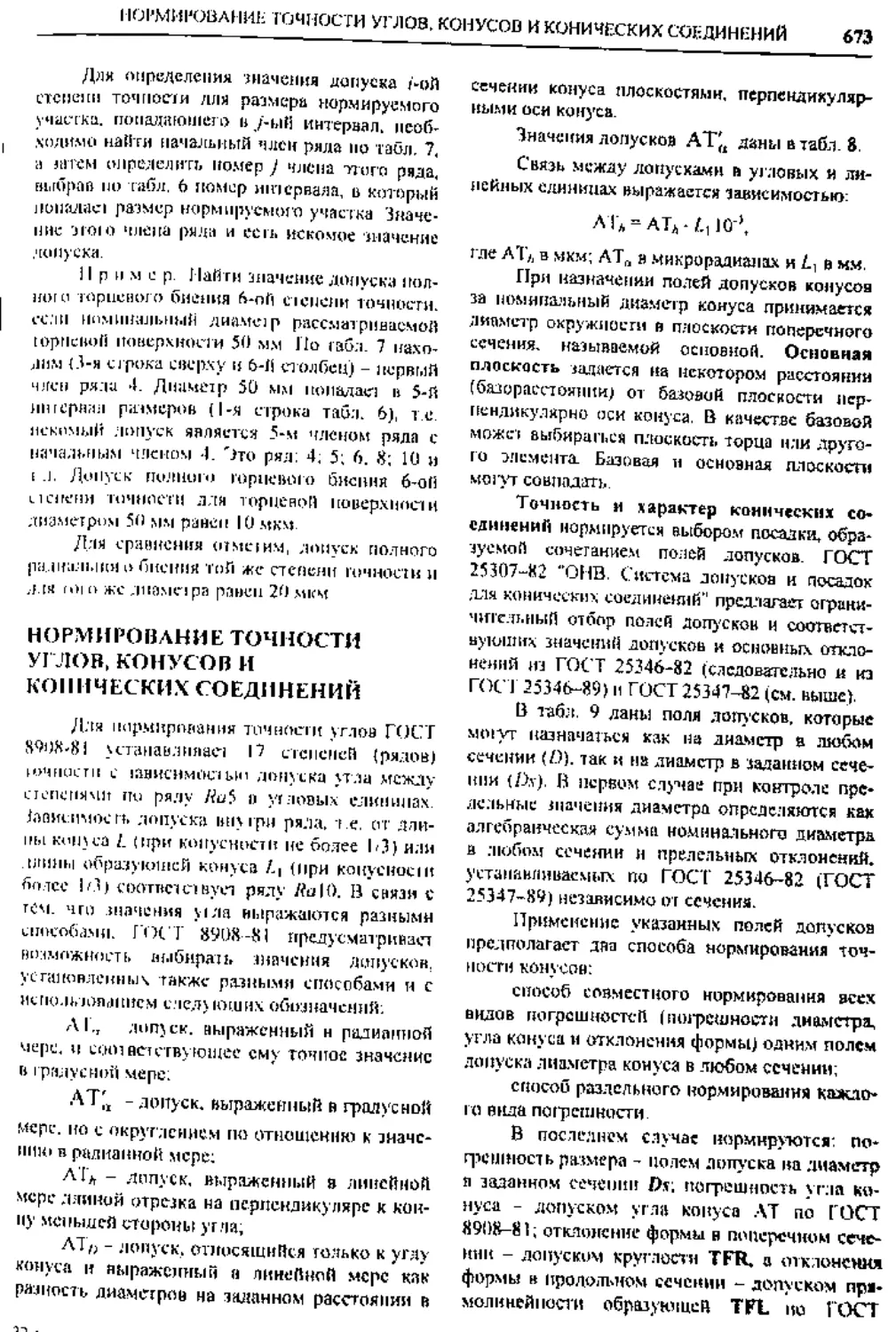
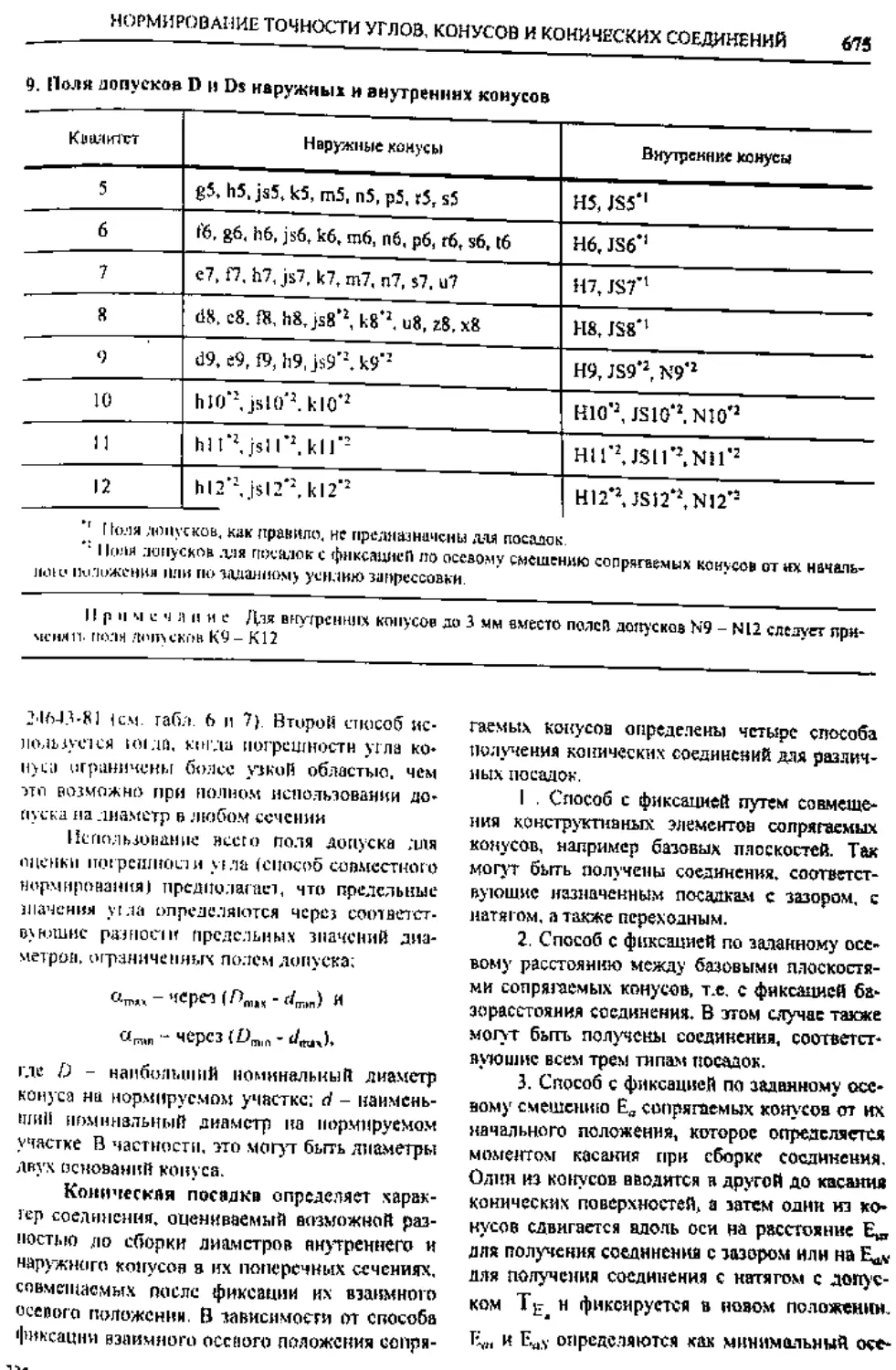
НОРМИРОВАНИЕ ТОЧНОСТИ УГЛОВ. КОНУСОВ И КОННЧ
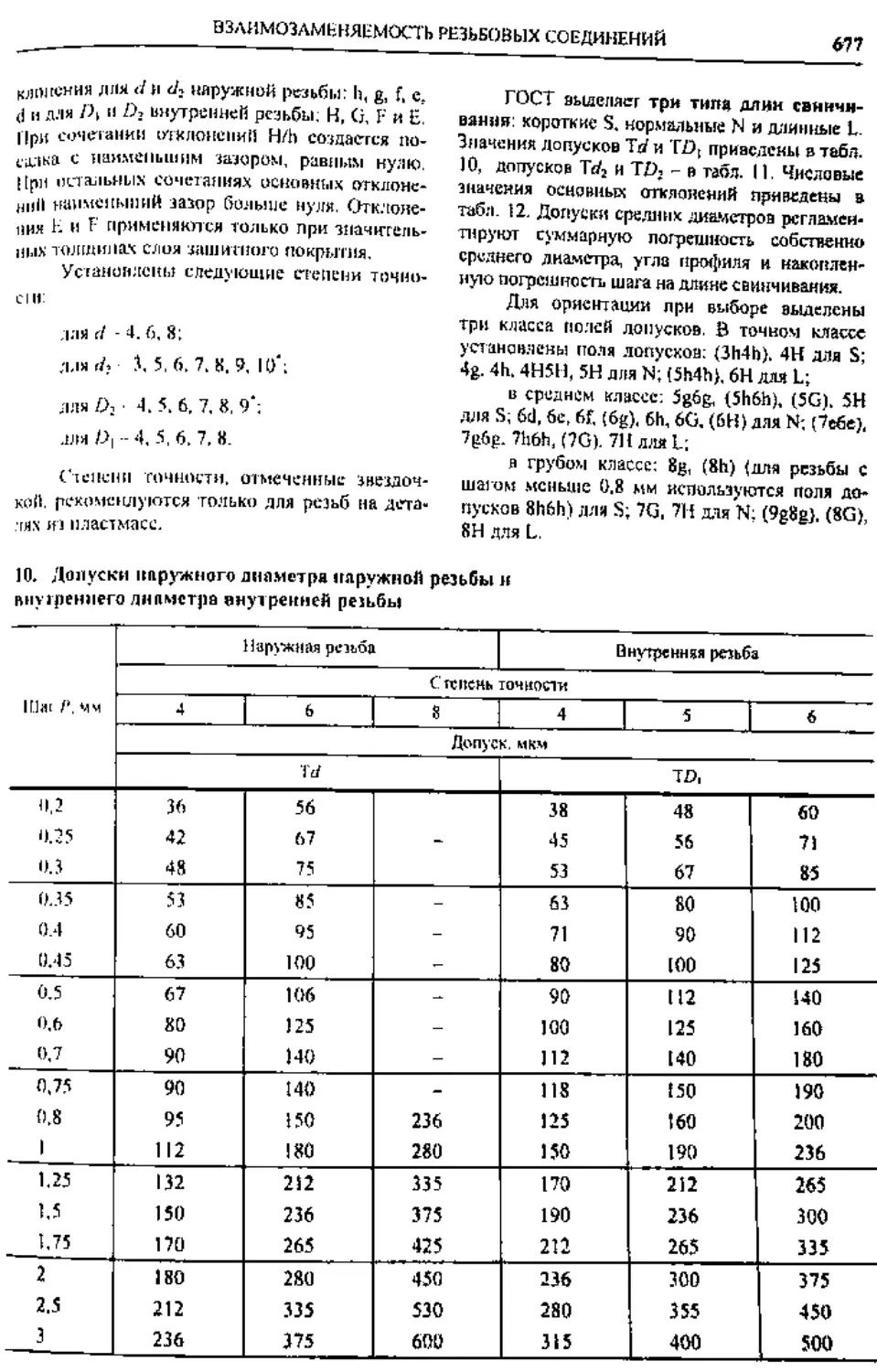
ВЗАИМОЗАМЕНЯЕМОСТЬ
РЕЗЬБОВЫХ СОЕДИНЕНИЙ
IЮРМИРОВАНИЕ ТОЧНОСТИ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
1 И ПОСАДКИ
8-N-6-B ГОС Т 1643-81 - букпа N vra-ч.,- 8908-81. 246-12-81; 2464.3-8125O6%81 2.308-79. 25142-81,27X9-73; 16093-81 1643-8!
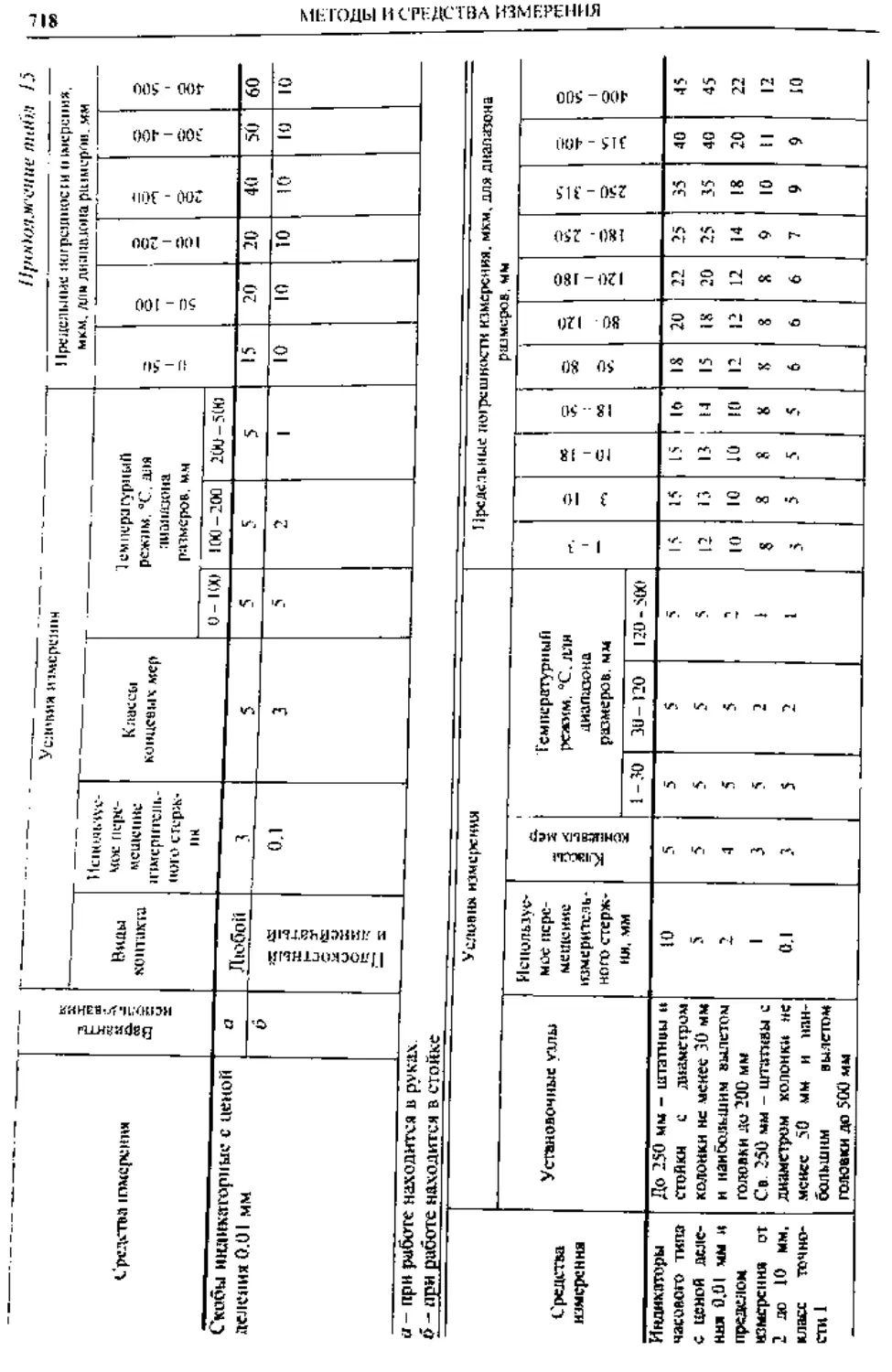
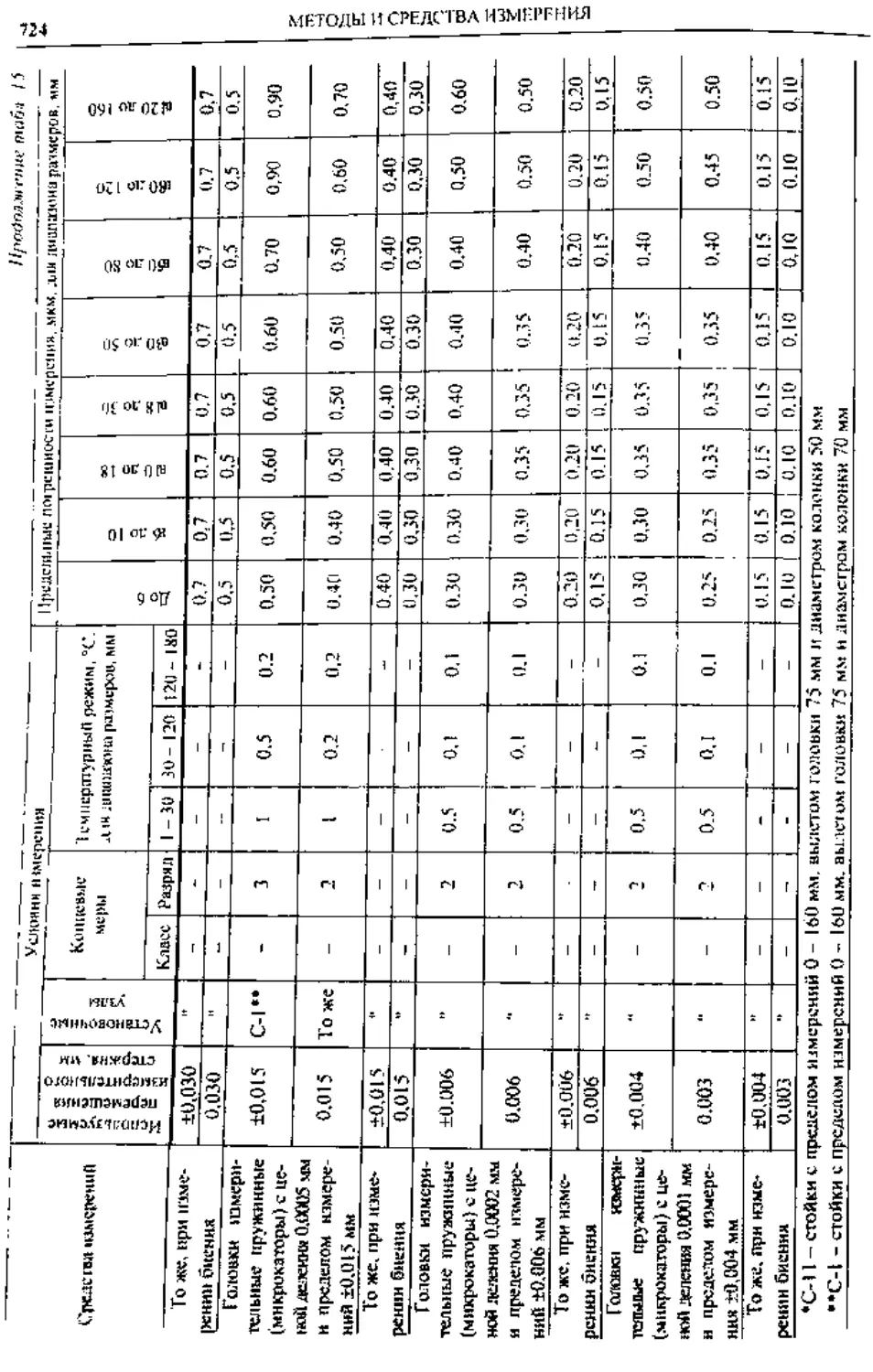
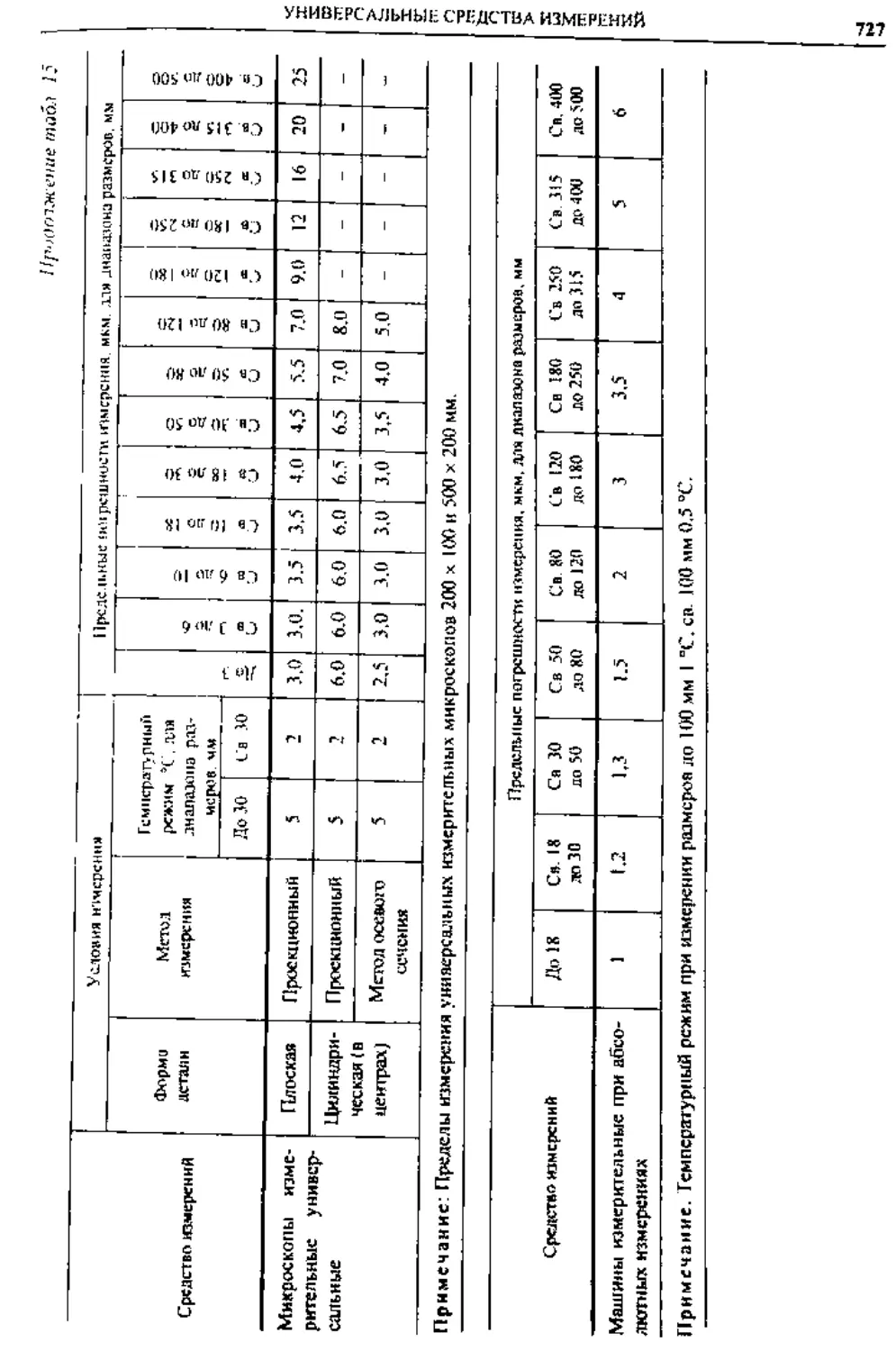
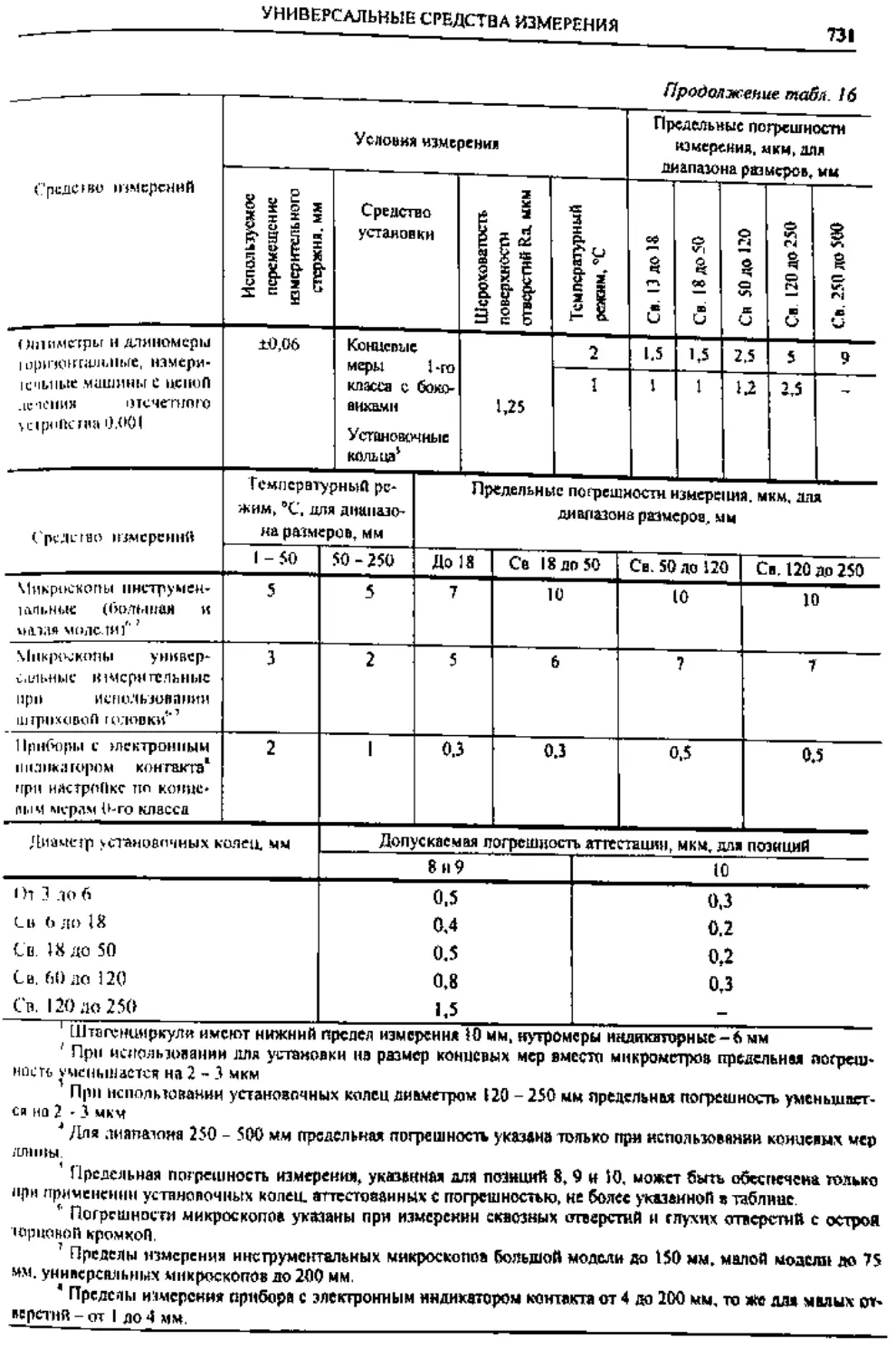
П МЕТОДЫ
И СРЕДСТВА
ИЗМЕРЕНИЯ
IHOffl! !Н !M№ii
I / ]£[ 11 )j
1 /< «{H (/£(/!}
I 1{Я ( / & ( / s)
I /I «{Я (/&(/)]}
I /< ( / if ( / jj
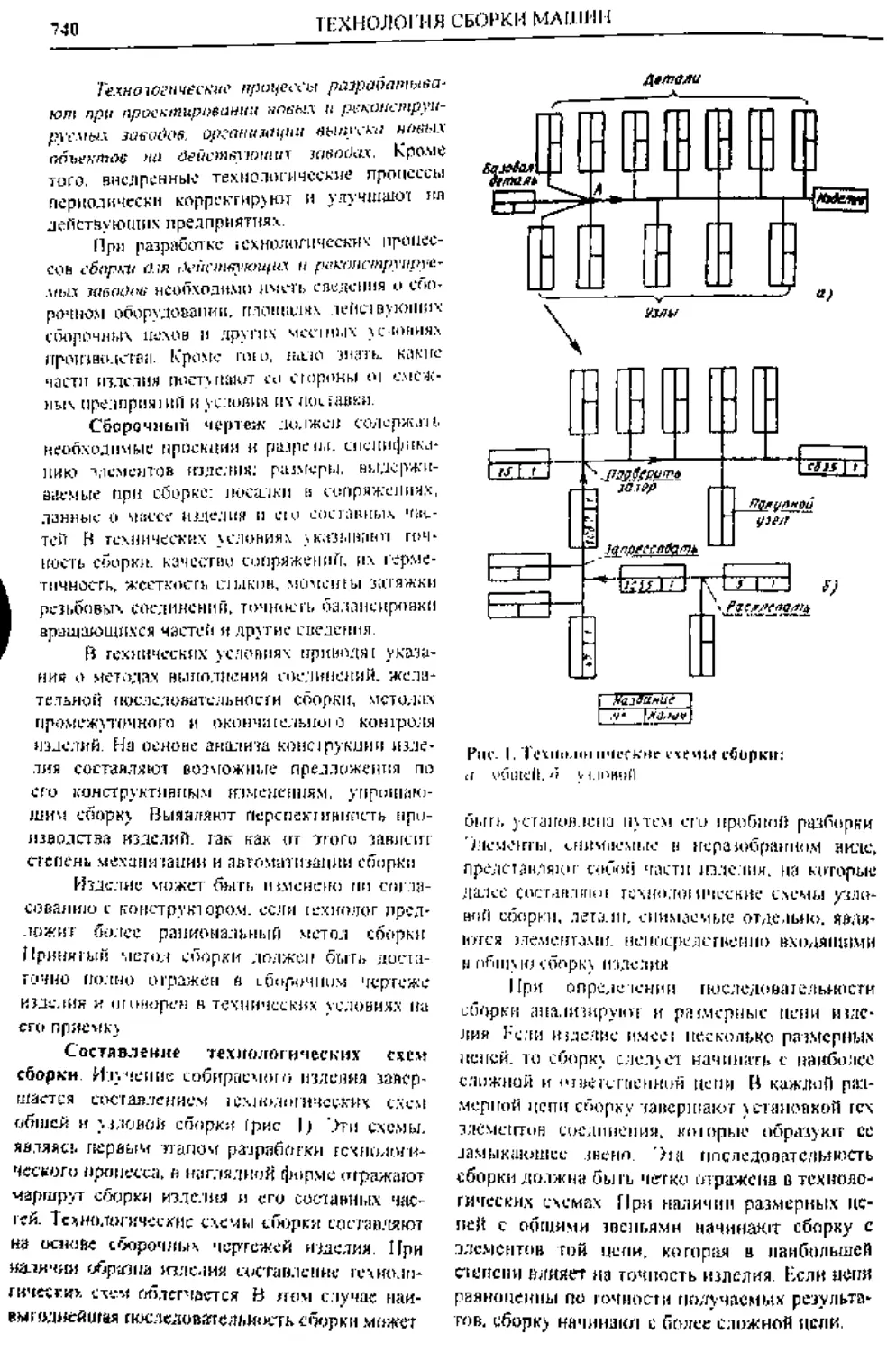
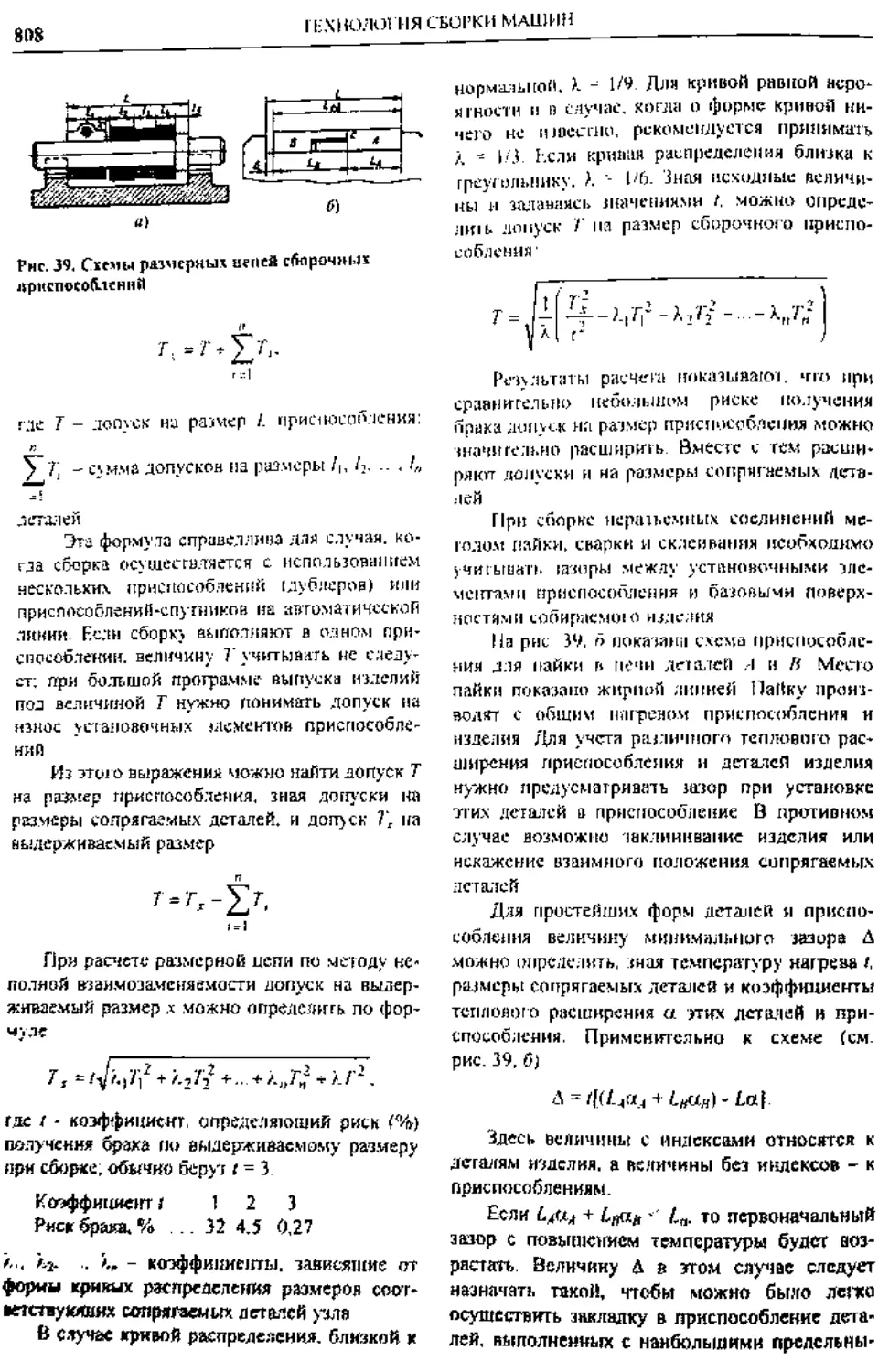
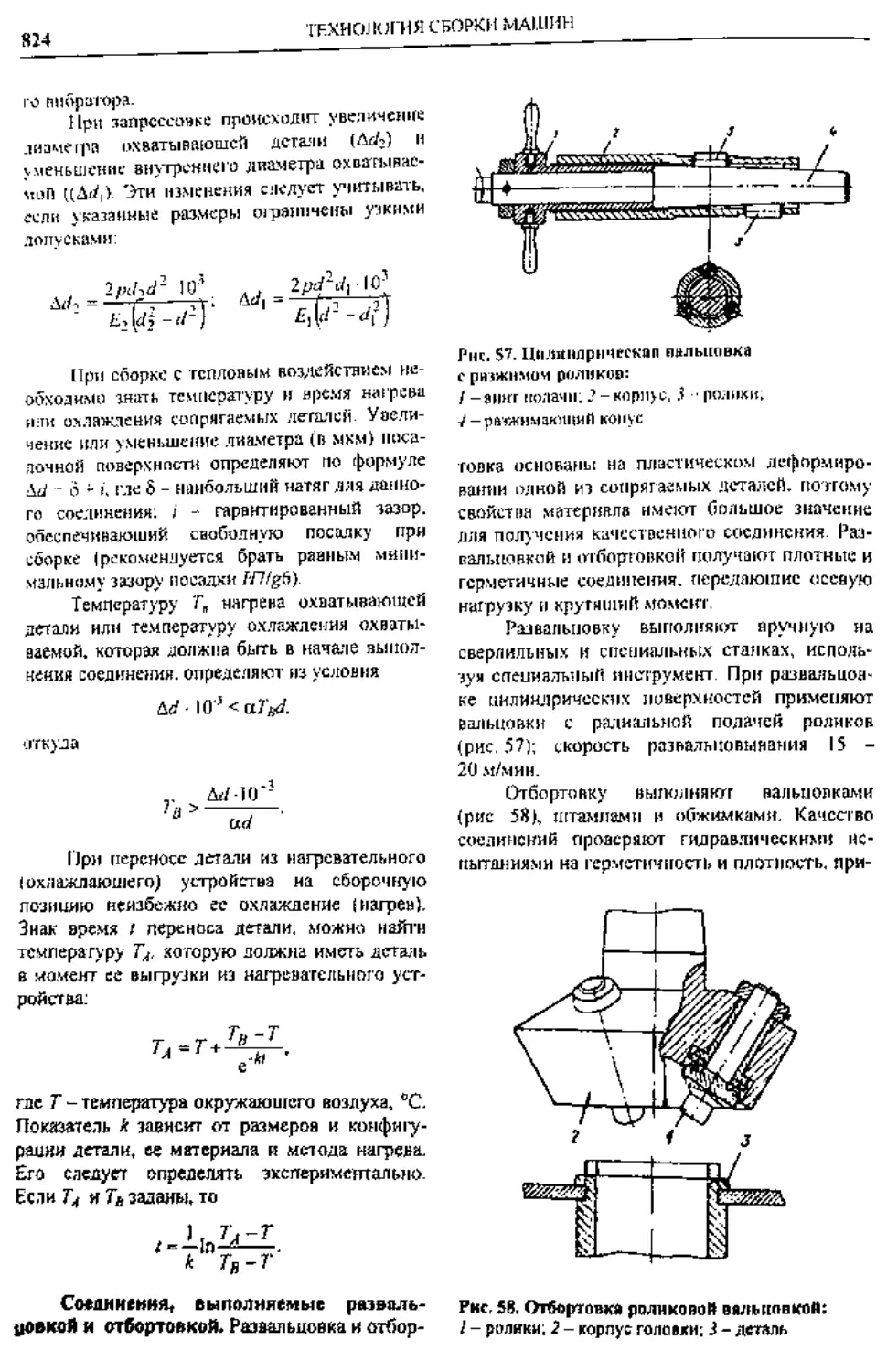
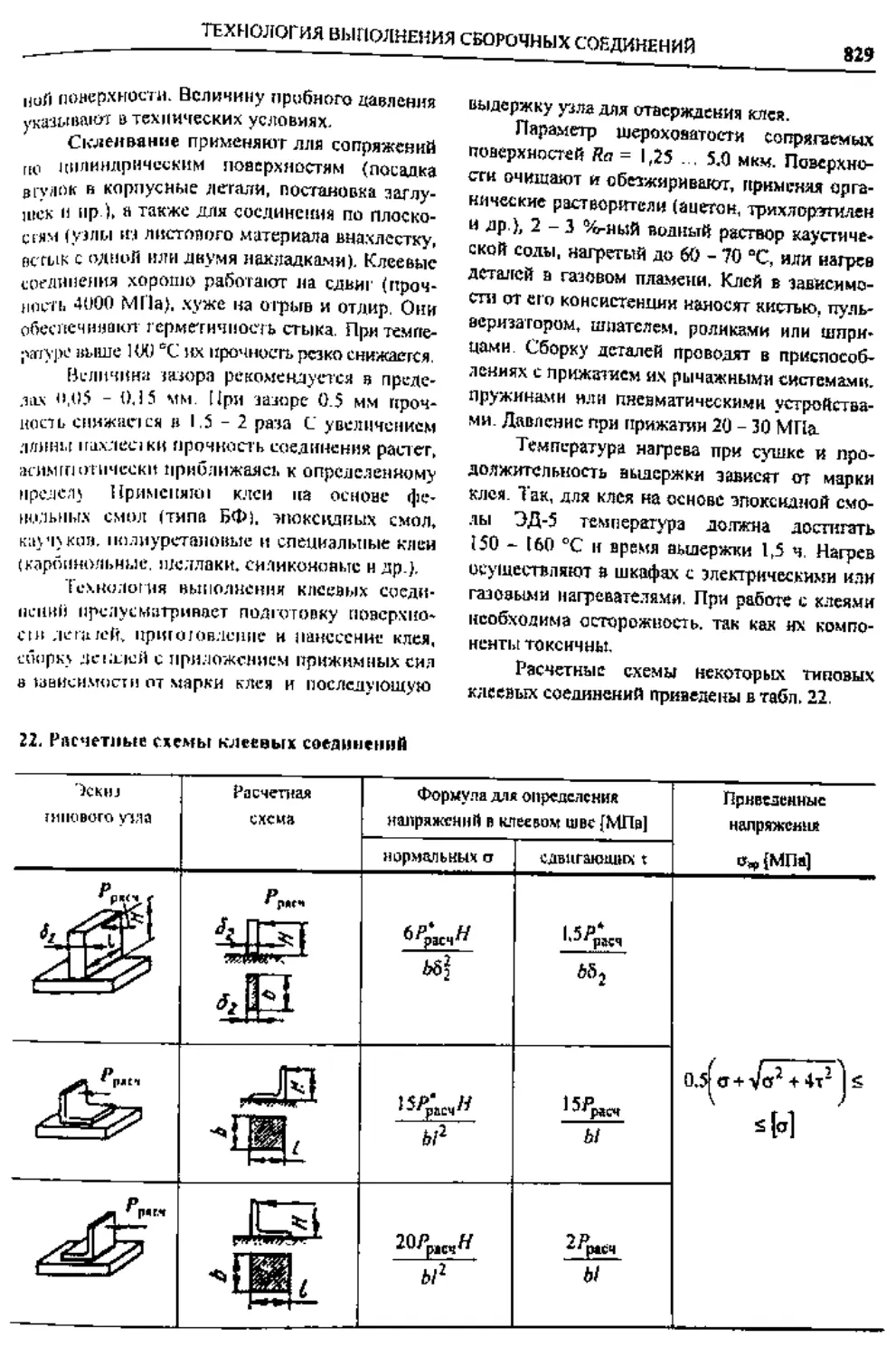
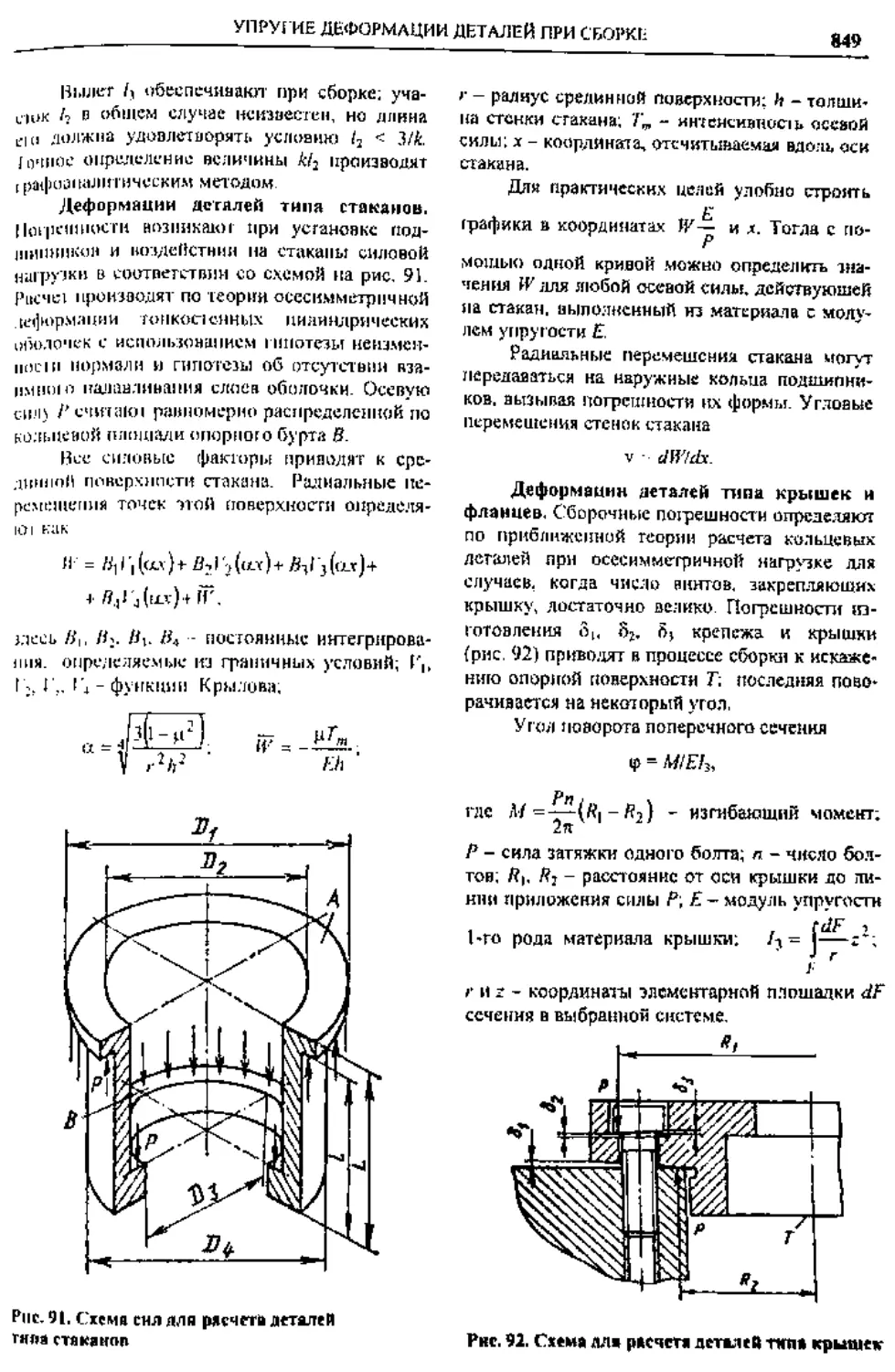
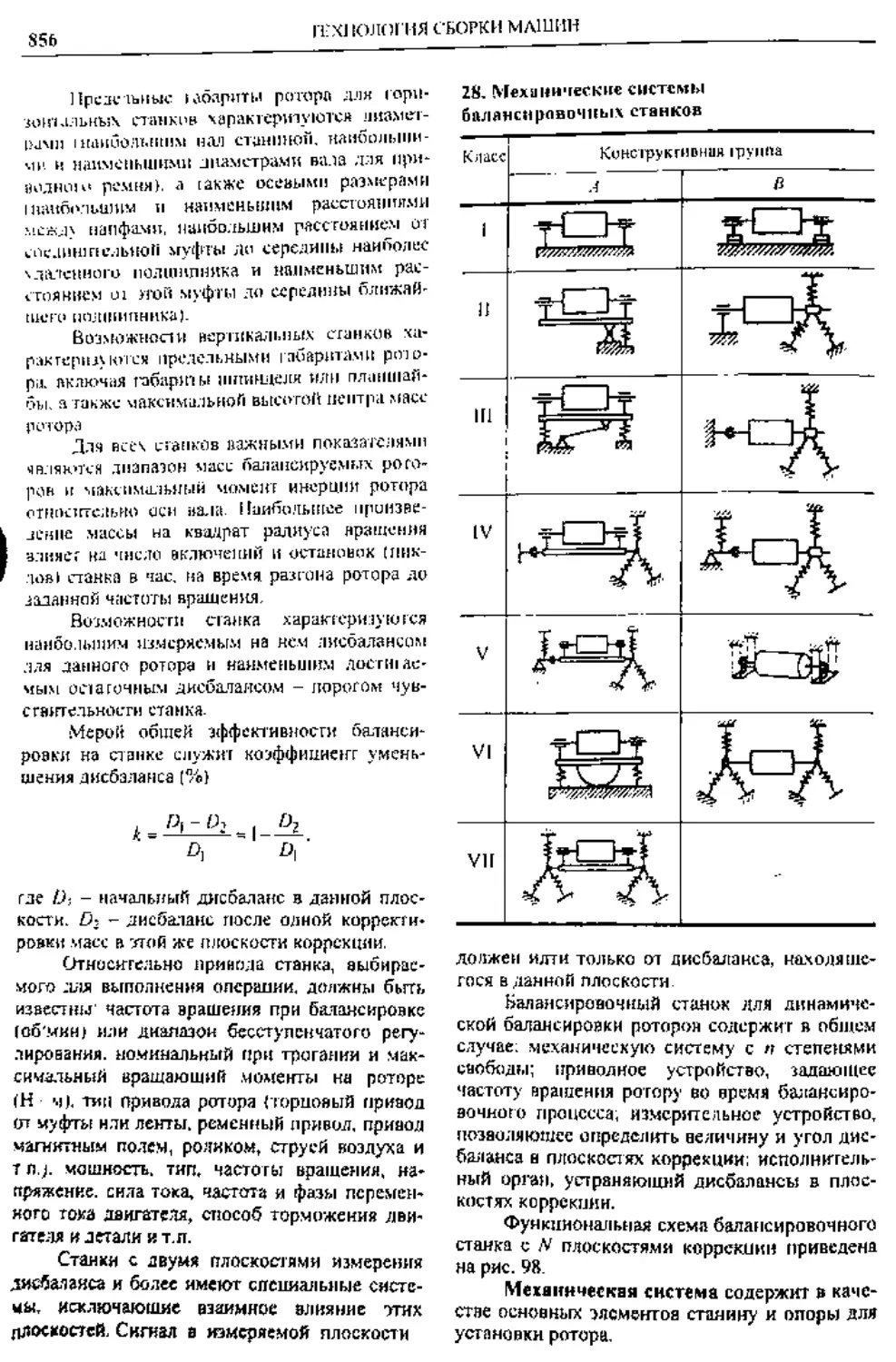
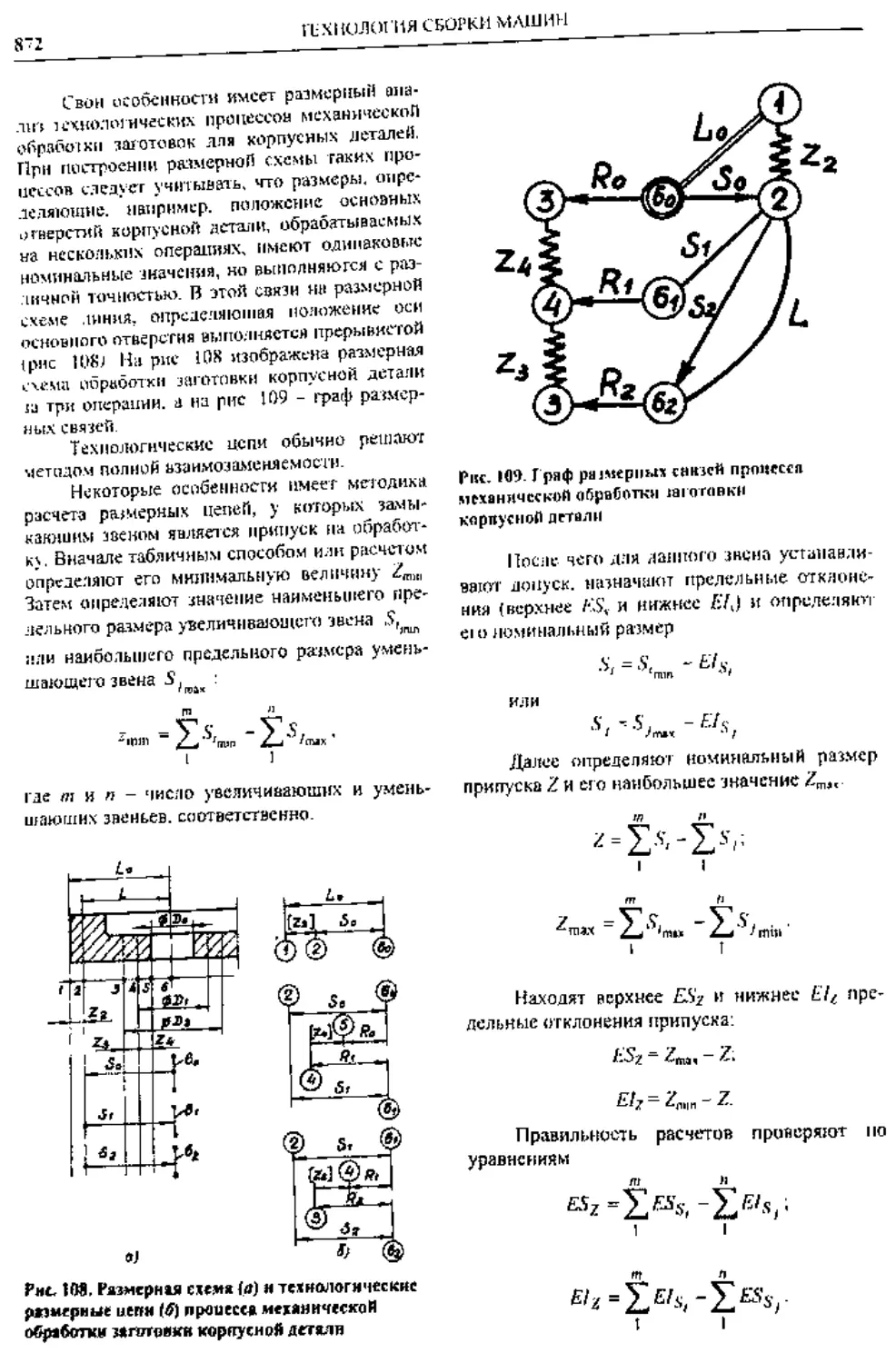
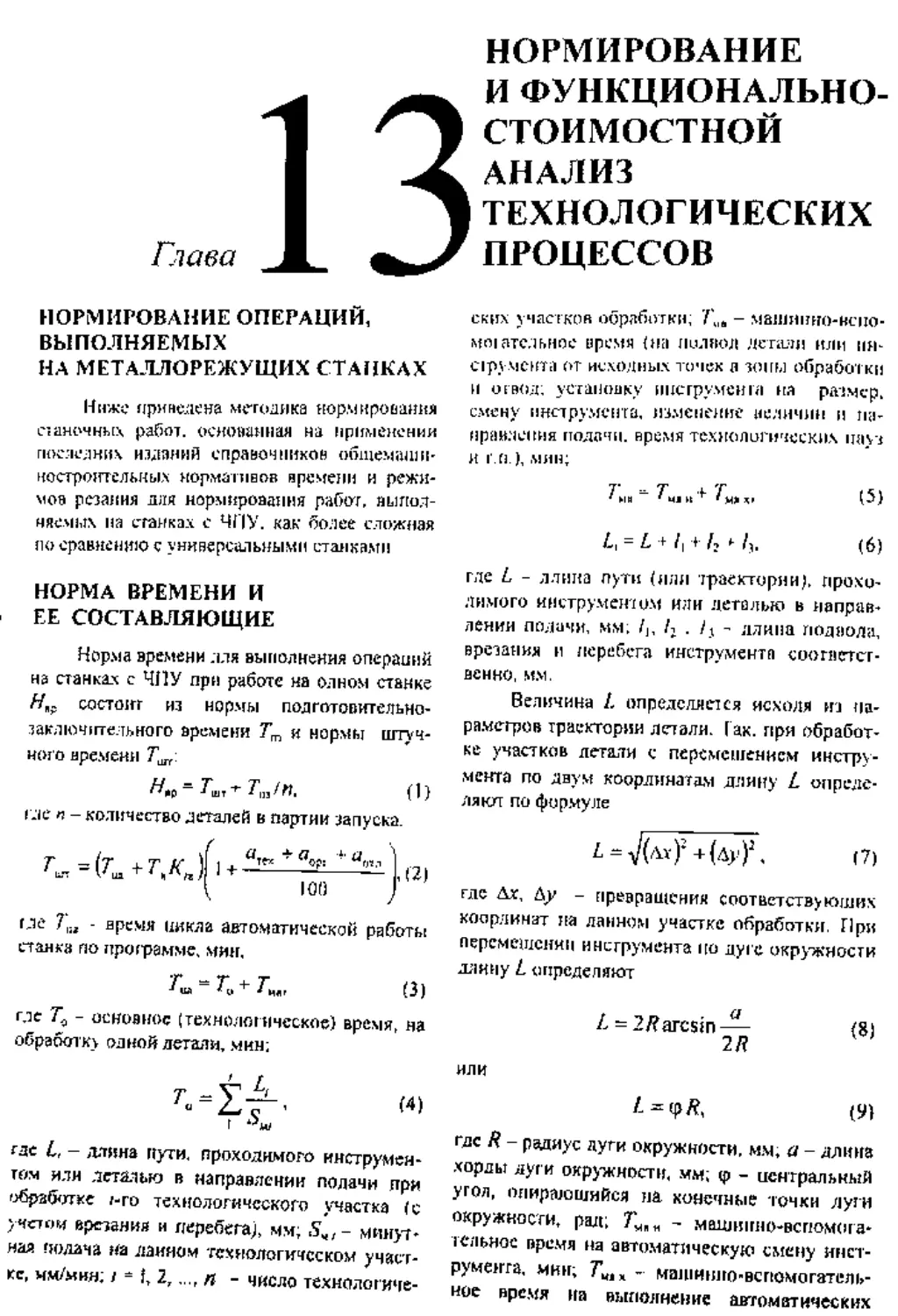
ТЕХНОЛОГИЯ СБОРКИ МАШИН
РАЗРАЬОI КА j EX.liO.llOI ИЧЕСКИХ ПРОЦЕССОВ CliOPKH МАШИН
,1ТО1Ю1И11Д0ГКИМЛ|"ИН-
tBJZl
Гн ъ?
Bl Ц
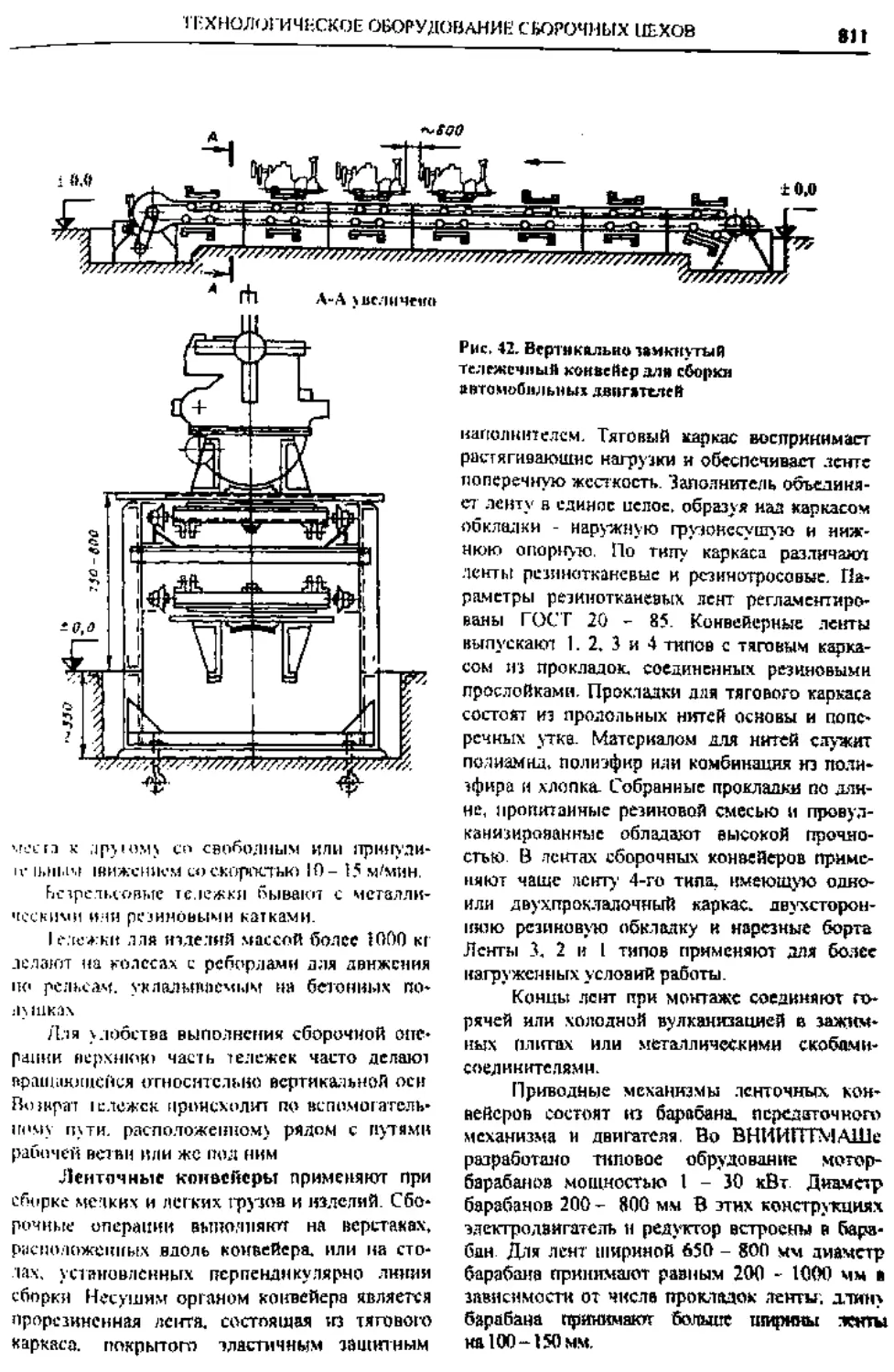
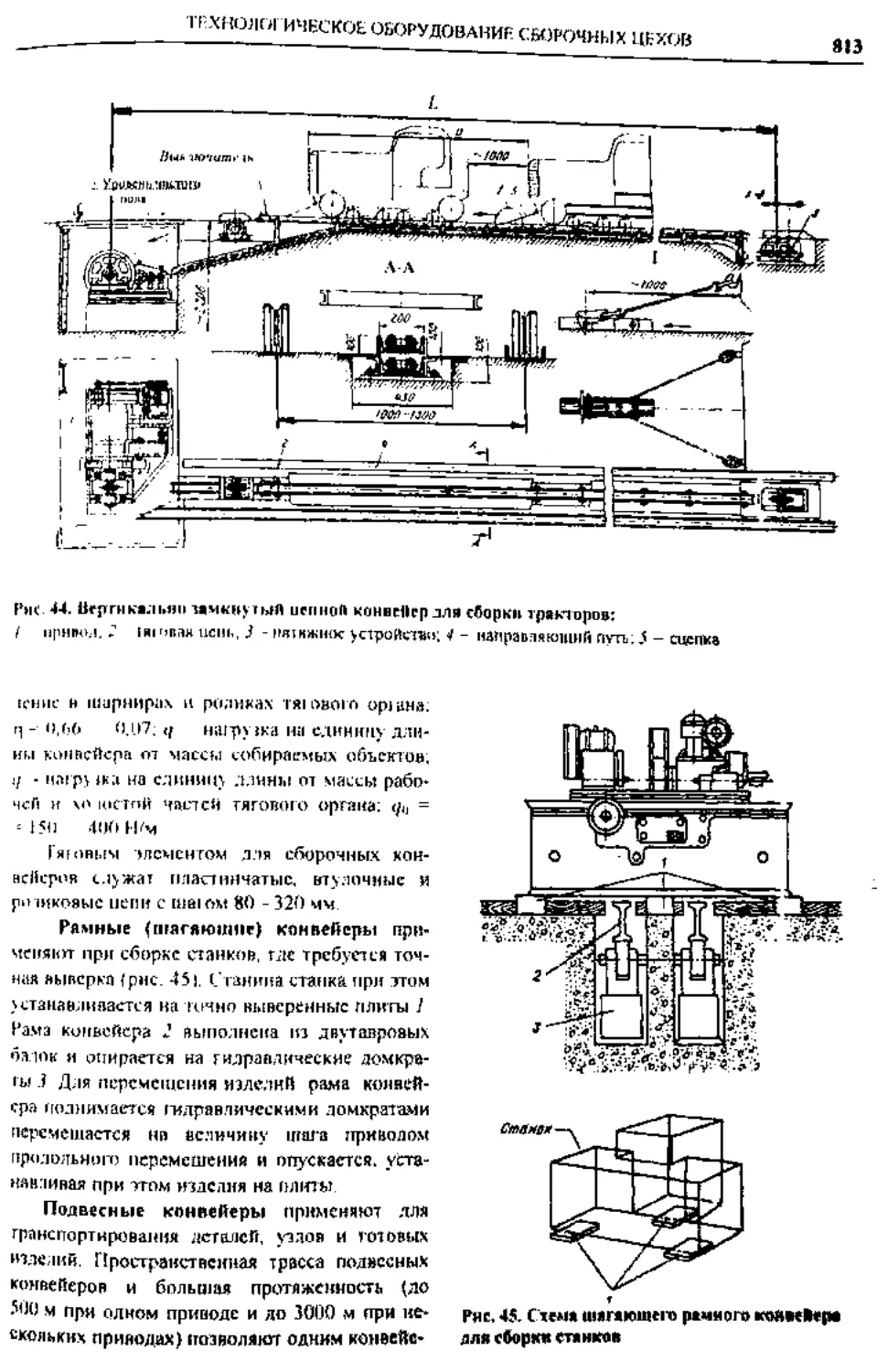
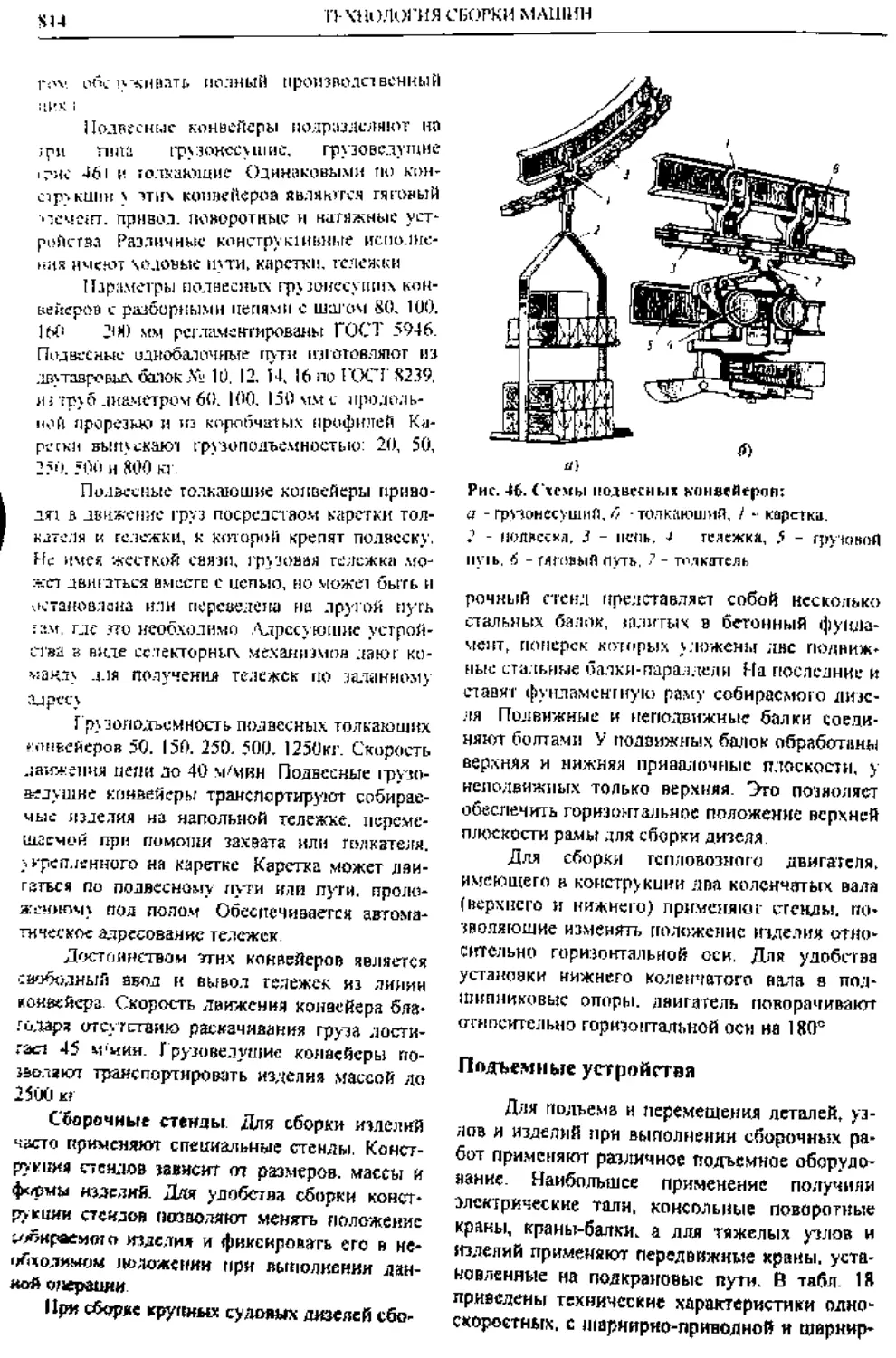
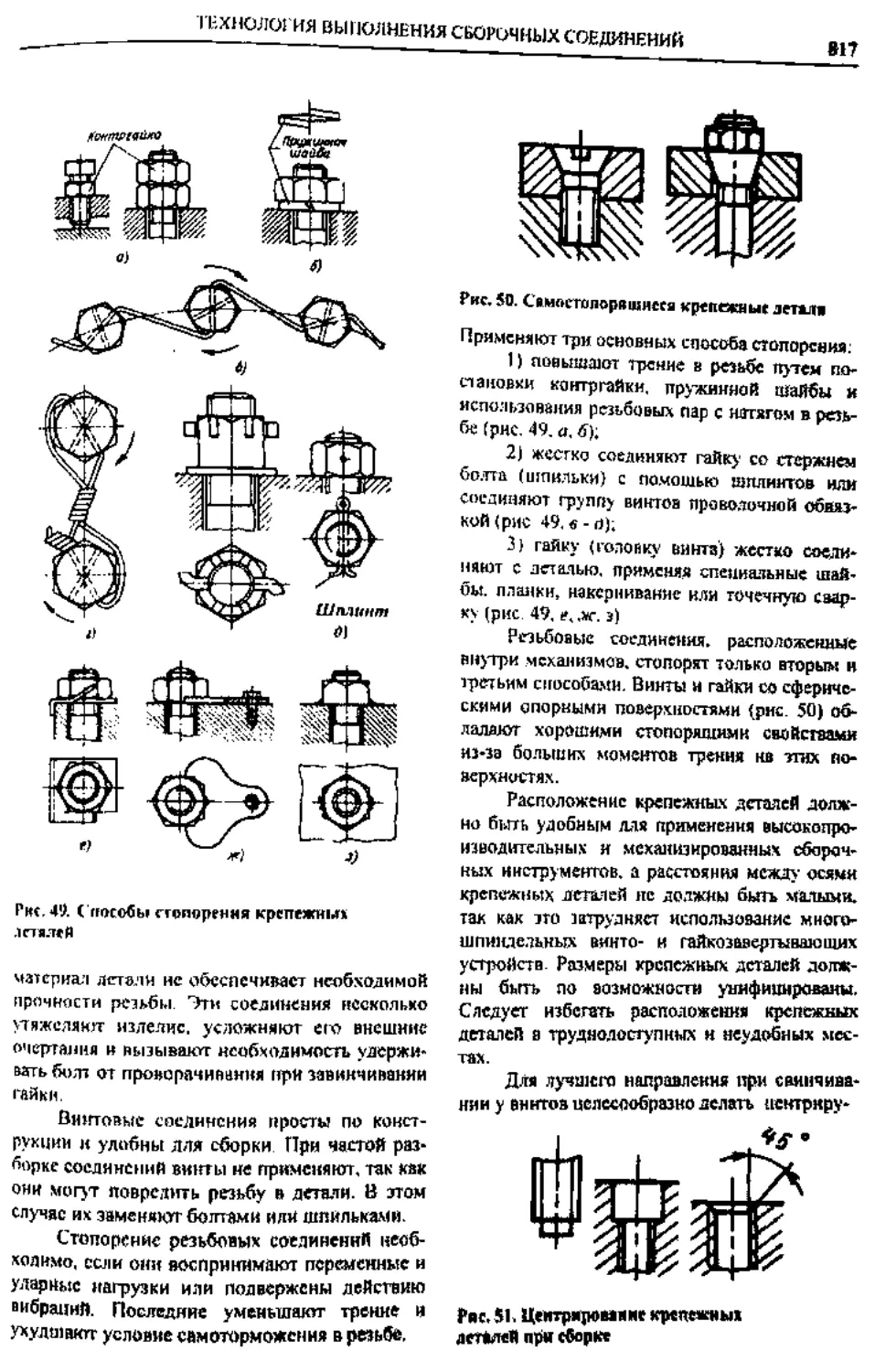
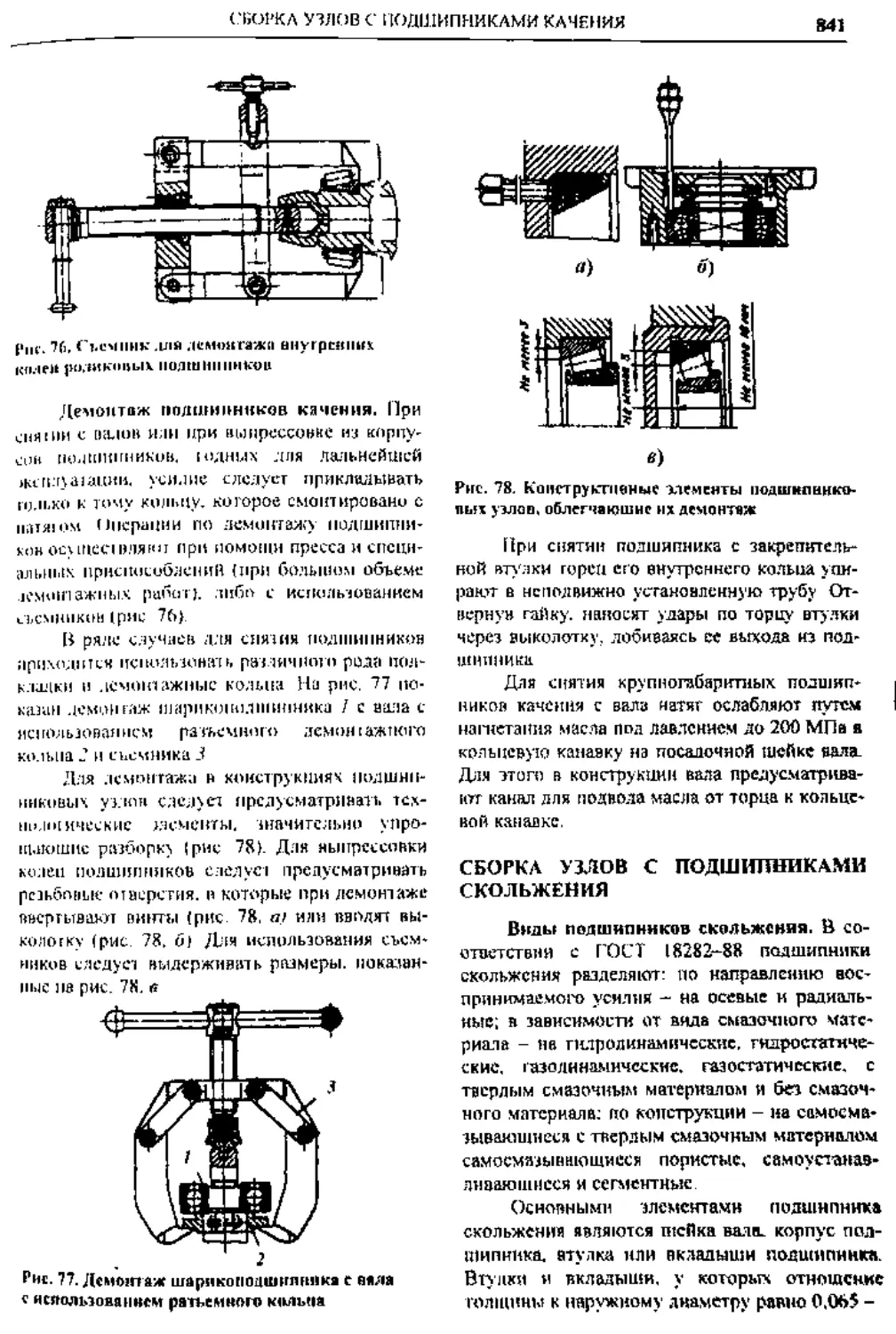
ГЫ1ЮЛ0, |,я ВЫПОЛНЕНИЯ СБОРОЧНЫХ СОЕДИНЕНИЙ
ТЕХНОЛОГИЯ СБОРКИ МАШИН
ТЕХНОЛОГИЯ ВЬ11ЮЛНЕНИЯСЬОРОЧН1.1Х СОЕДИНЕНИЙ
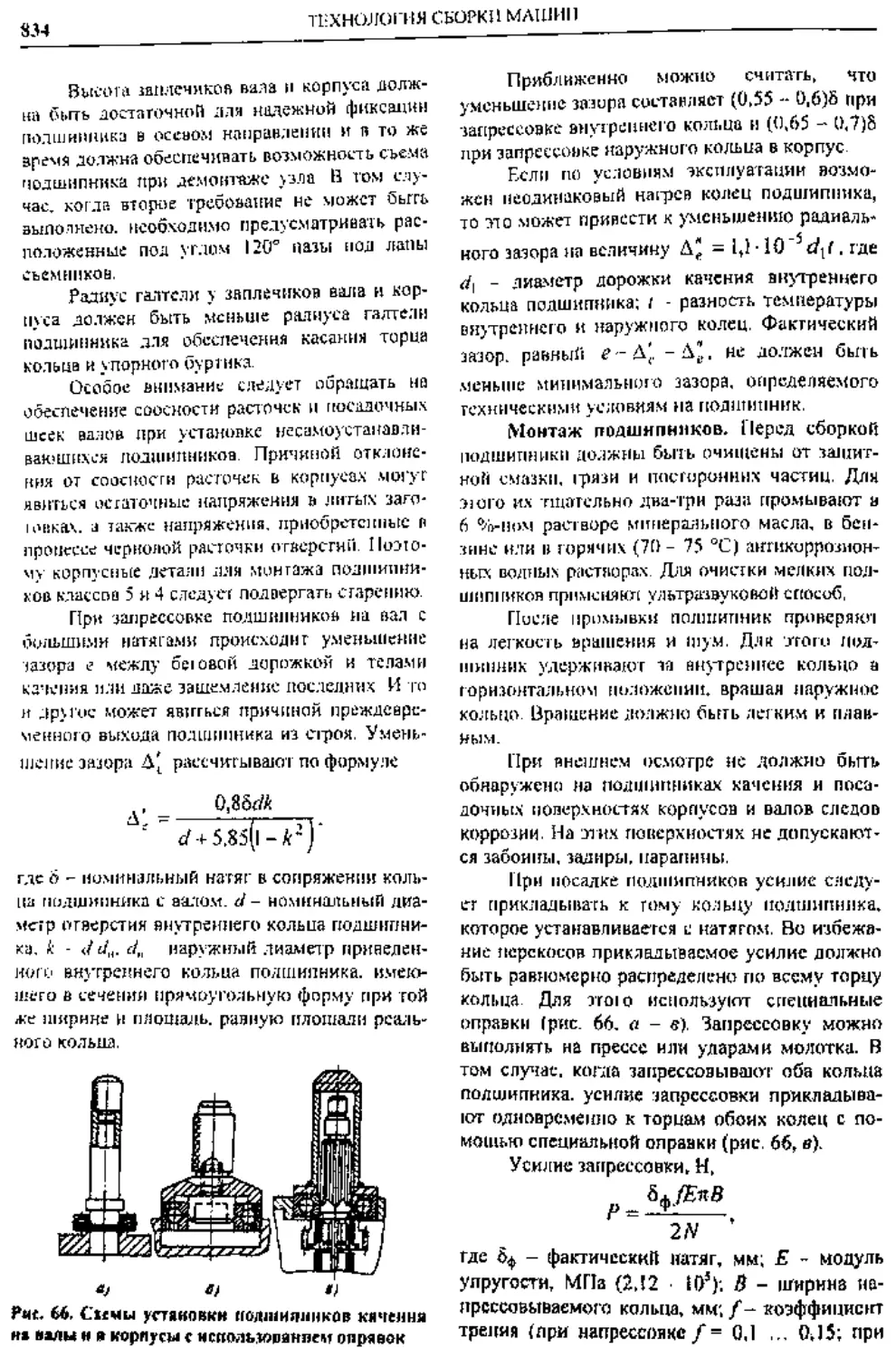
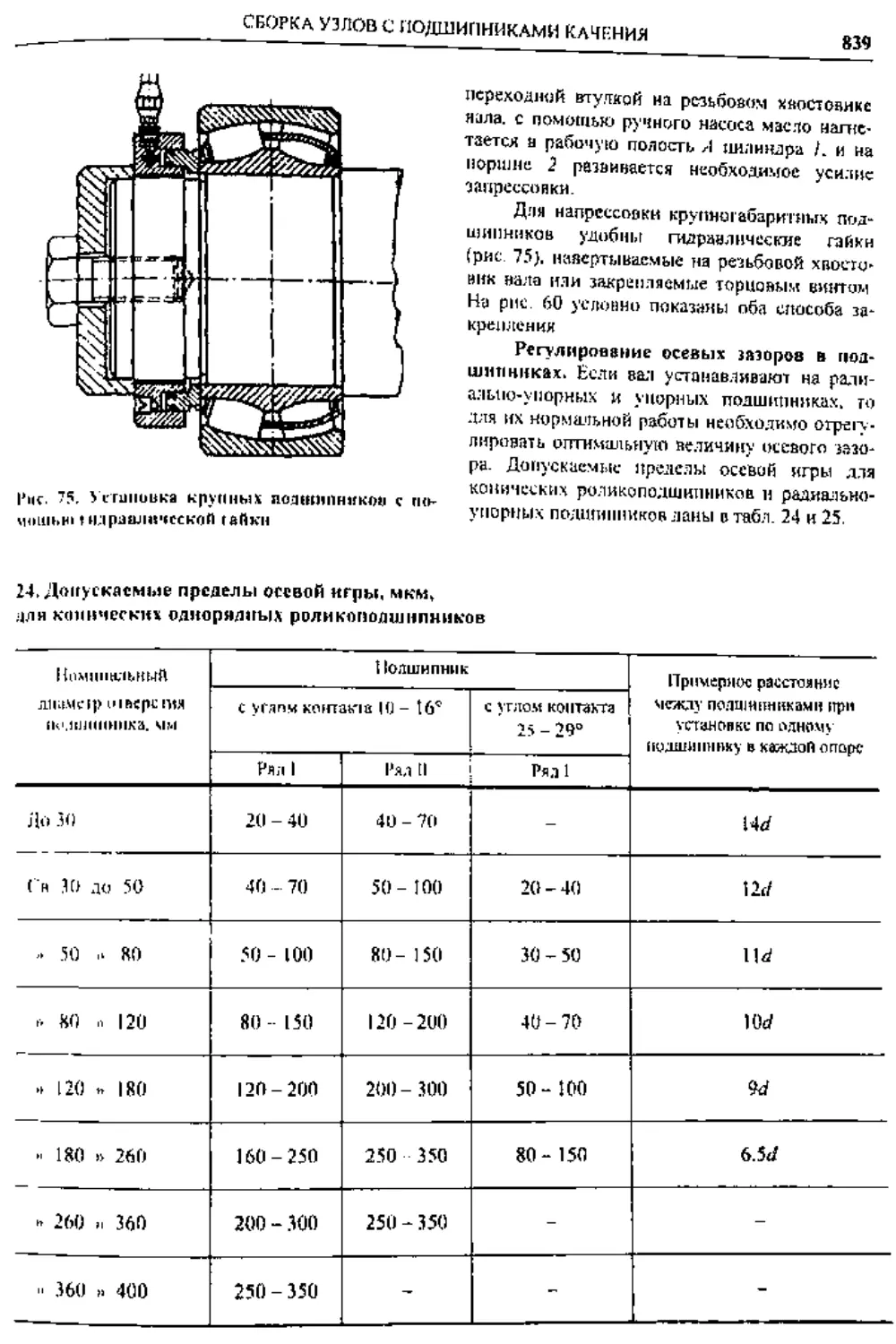
СВОРКА УЗЛОВ С ПОДШИПНИКАМИ КАЧКНИЯ
"г“™ '1о’Р „
д<1 .Ml 20-40 40 - 70 I4d
О К» .w 50 40-70 50-100 20-40 Ш
.. 50 .. RO 50 - 100 80- 150 30-50 lid
.. 80 .. 120 80 - 150 120 -200 40-70 10d
120 - 180 120-200 200- 300 50-100 w
.. 180 » 260 160-250 250 350 80-150 6.5d
260 360 200-300 250 - 350
.. 360 „ 400 250-350
I
I
a
‘ .-Хполи, ичкоКАЯ ОСНАСТКА И ТЕХНОЛОГИЯ БАЛАНСИРОВКИ
1 ЕХниЛиГИЧЕСКАЯ ОСНАСТКА И ТЕХНОЛОГИЯ БАЛАНСИРОВКИ
47 Значение а. лля допусков различны» квалн.аиш
ТЕХНОЛОГИЯ СБОРКИ МАШИН
’НЙ[
= -(-0.095)-(-0.095)+0 = 0,19 мм.
1ж
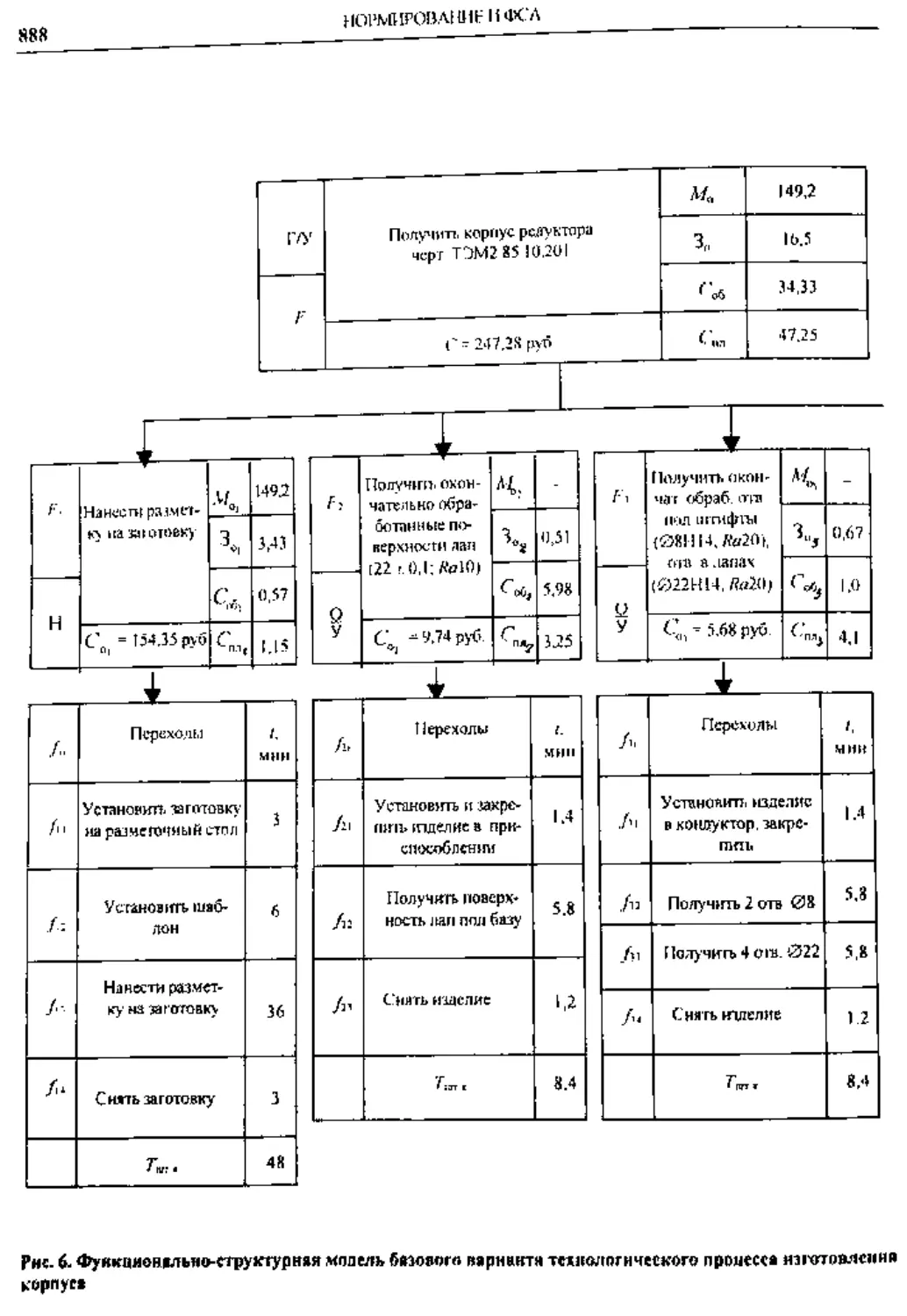
Cf- =Х(Л/» + 3=+Соб + С„-Л (14)
14
ТЕХНИКО-
ЭКОНОМИЧЕСКИЕ
РАСЧЕТЫ ВАРИАНТОВ
ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА
□'oiO2O
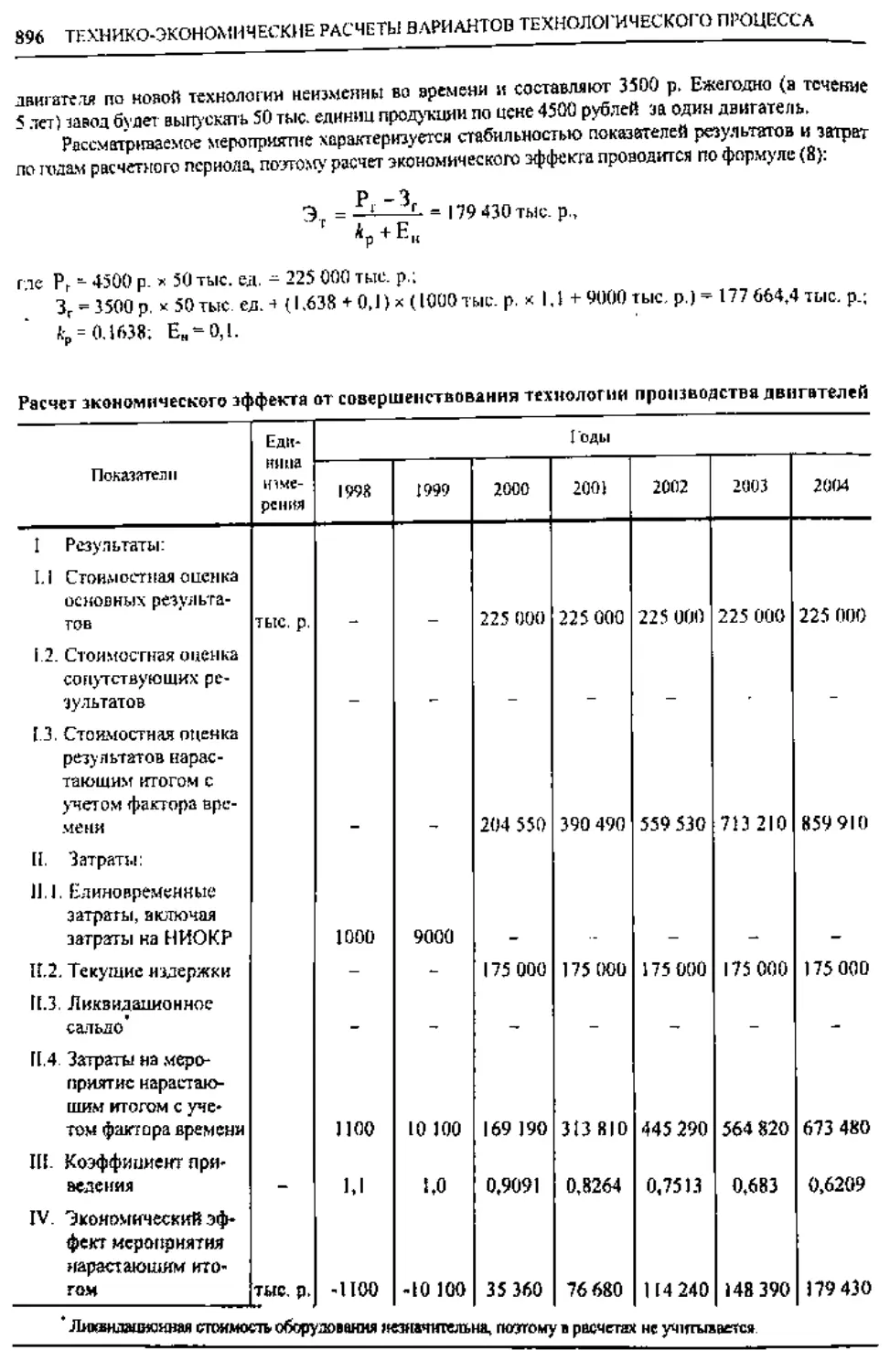
Показатели POT 2000 2001 2002 2003 2004
h h hit j|i is ibh ili ЛЬ iHllhiihiihiiiHiHh. -= - □ == 2 2 5 => 1000
""° -Ю 100 35 360 76680 114240 148390 179430
Стк11,Сг2с<1. . ,С'тби1 ОХ 10 60 I5X.20X 50Х
1»
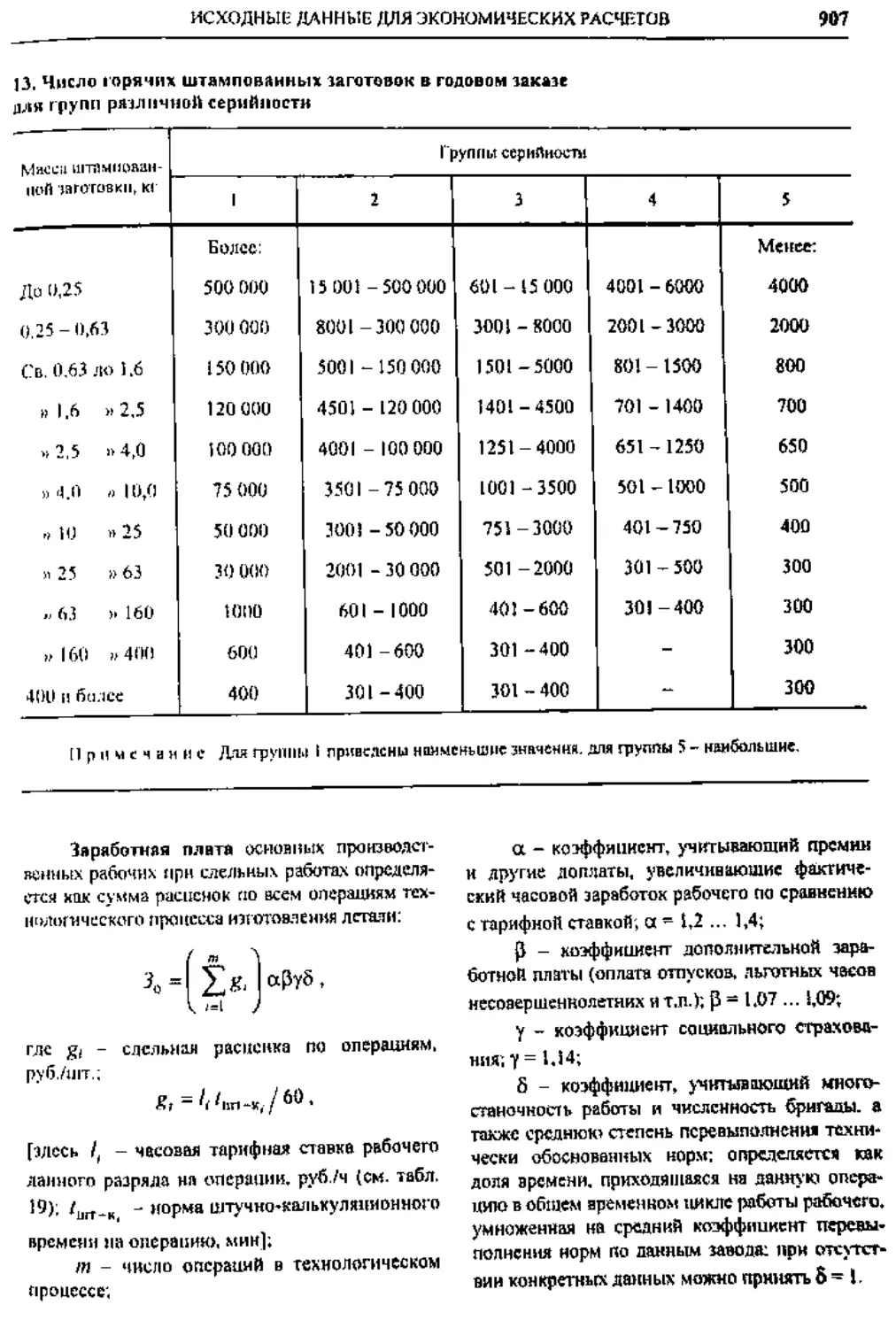
Группа ccpiilfnocin
63 000 и белее Е' Г,г“
ТРХНИКО-ЖОНОМИЧЕСКИЕ РАСЧЕТЫ ВАРИАНТОВ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
sgSsSs8syss = o = g | f 1 11 Р § 5 s s " " IE E
ЕЕ ИНИН ' s s 8 S S a I i § 1 | | S 8 § S М § s 1 3 8 g s j S ° й Я 1
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
^79-180- ИзноН77-! 79 - Инструмен-
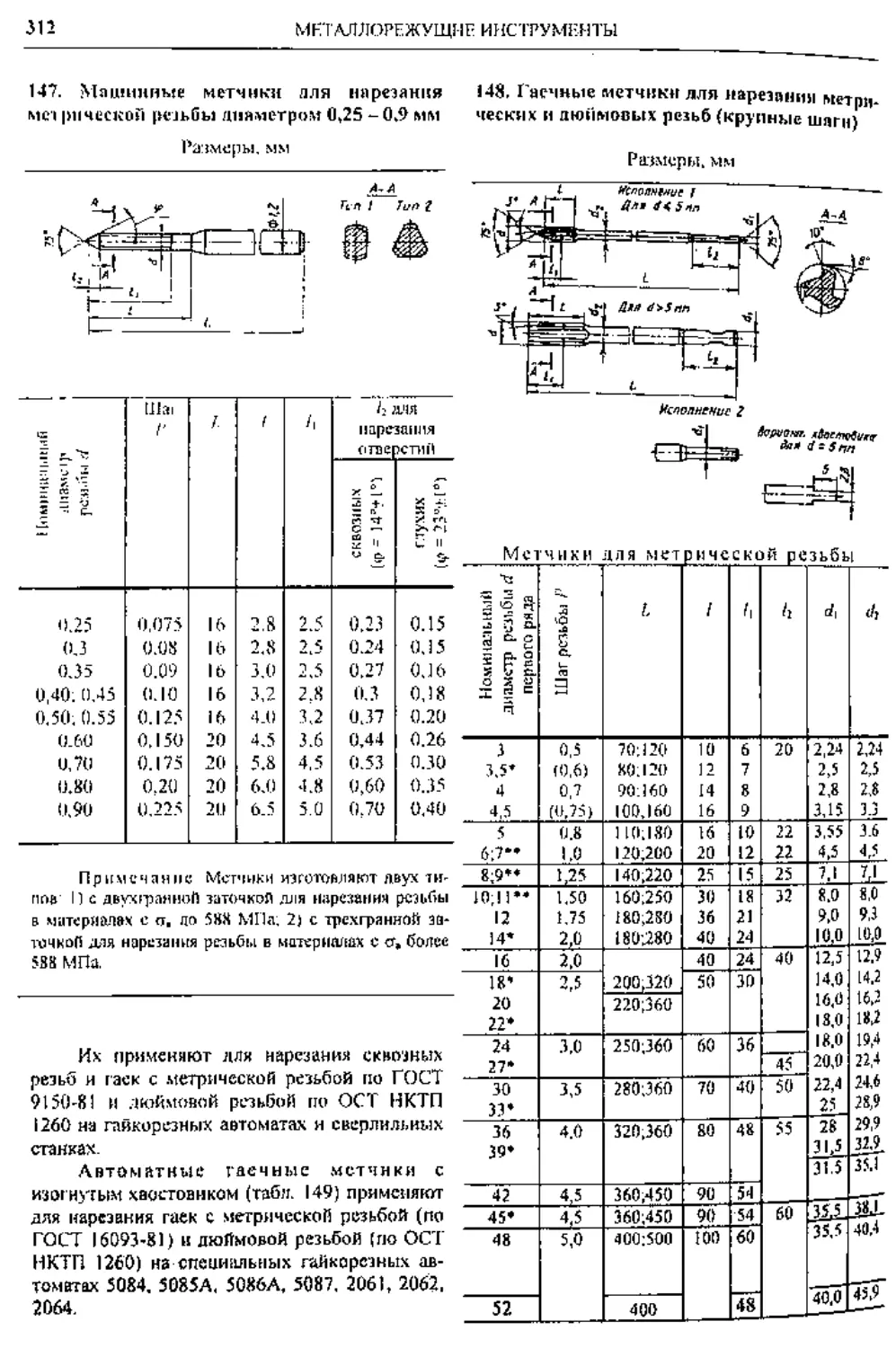
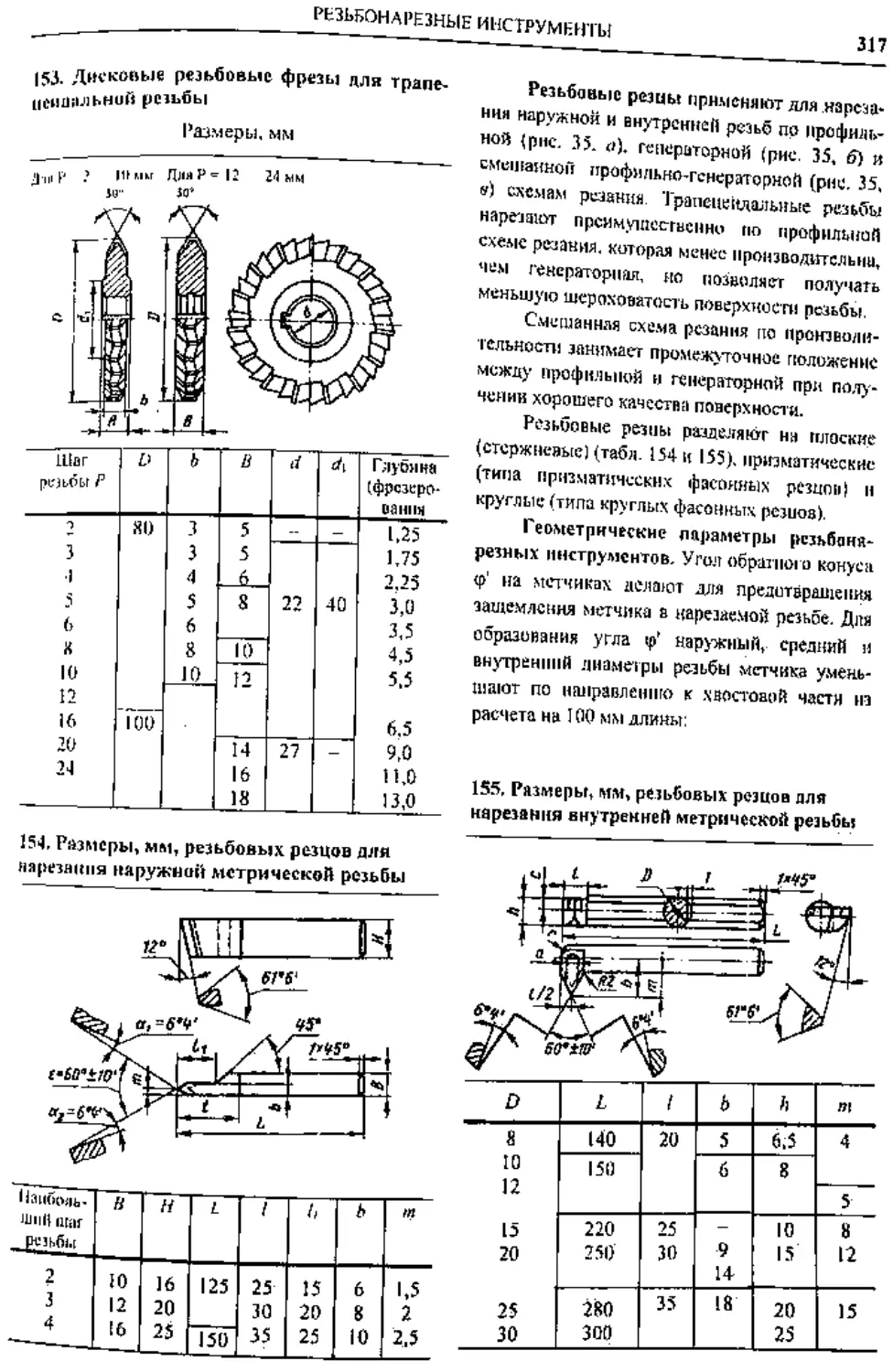
- резьб 53J
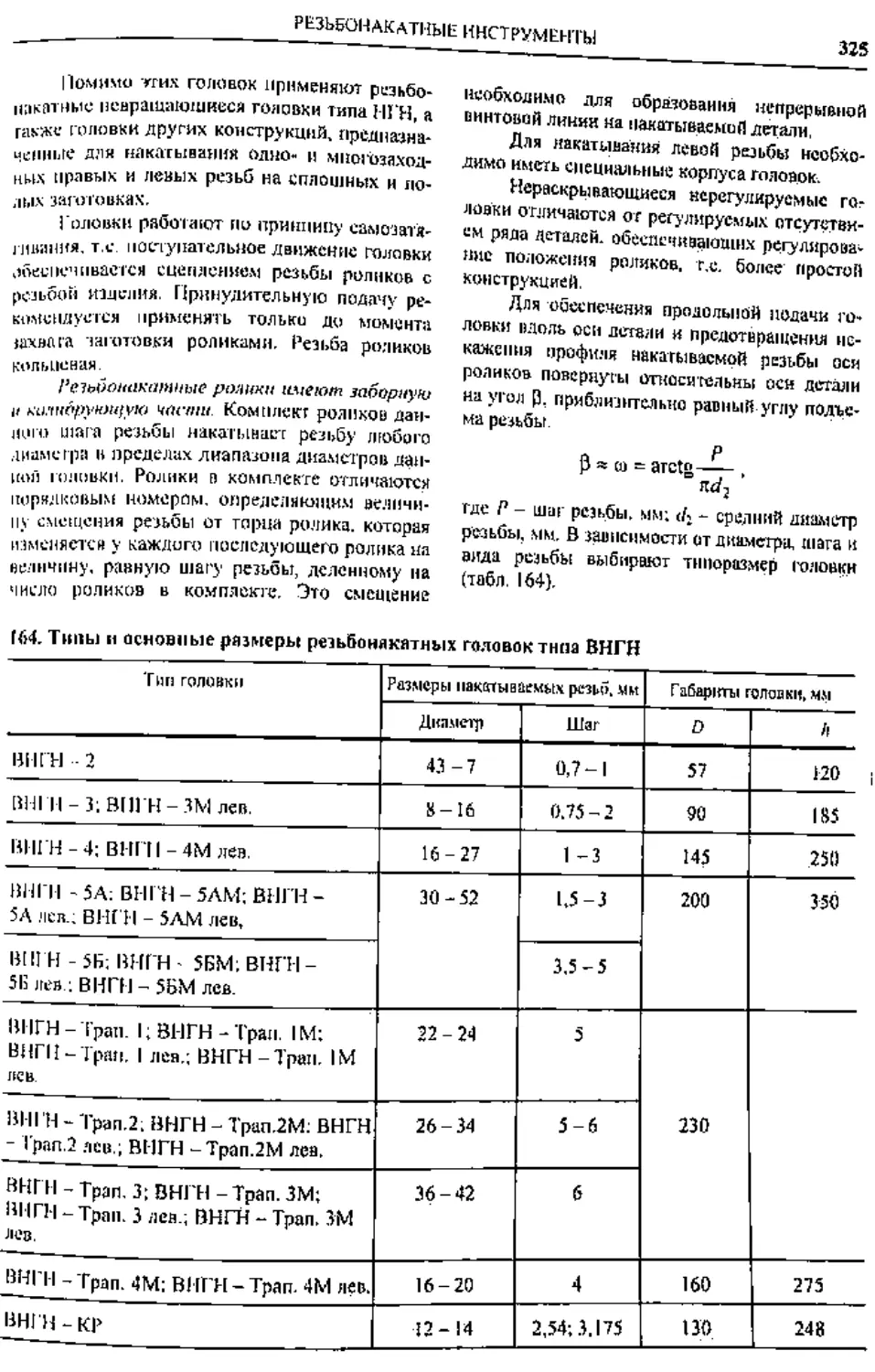
Реэьбонареэяние 315,428-435
спармлельнымиосямииперпендику-
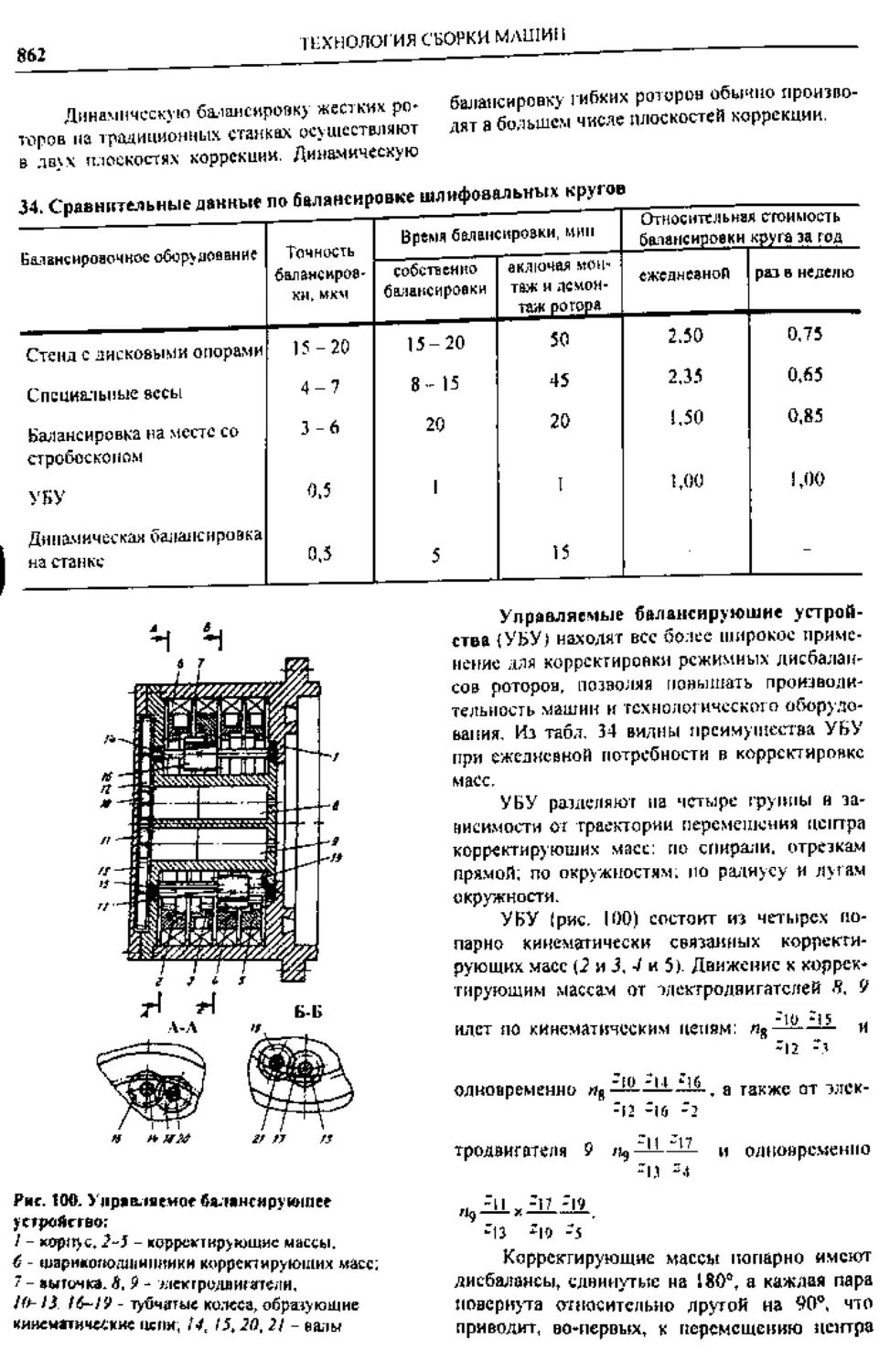
(УБУ) 862, 863
- чистовые 281.282
- пазовые 262,263
бы315,317