/
















































































































































































































































Автор: Степин Б.Д.
Теги: химические вещества реагенты неорганическая химия лабораторные работы
Год: 1969




Текст
Б. Д. СТЕПИН, И. Г. ГОРШТЕЙН
Г. 3. БЛЮМ, Г. М. КУРДЮМОВ
И. П, ОГЛОБЛИНА
Методы
получения
особо
чистых
неорганических
веществ
ИЗДАТЕЛЬСТВО
„ХИМИЯ"
Ленинградское отделение
1969
УДК 54-482
Степин Б. Д. и др. Методы получения особо чи-
чистых неорганических веществ. Изд-во «Химия»,
1969, стр. 480. рис. 104, табл. 27.
Монография посвящена важнейшим методам
получения особо чистых неорганических веществ.
В ней на конкретных примерах показаны воз-
возможности различных методов глубокой очистки
неорганических веществ и приведены рекоменда-
рекомендации по хранению таких веществ и оборудованию
лабораторных и производственных помещений для
работ с ними.
Особое внимание уделено термодинамиче-
термодинамическому описанию процессов распределения микро-
микропримесей между фазами. Изложены вопросы вы-
выбора коррозионностойких материалов, применяе-
применяемых в процессах очистки.
Книга может быть полезной для инженерно-
технических работников заводов, сотрудников
центральных заводских лабораторий, научно-ис-
научно-исследовательских институтов и высших учебных
заведений при решении различных вопросов по-
получения особо чистых неорганических веществ.
2-5-2
34—69
ПРЕДИСЛОВИЕ
За последнее время в современной химической технологии
очень четко определилось направление, связанное с получением
особо чистых неорганических веществ, без которых немыслимо
развитие современной полупроводниковой и атомной техники,
квантовой электроники, промышленности оптических материа-
материалов и многих других отраслей техники.
В настоящее время решение таких фундаментальных задач
народного хозяйства, как прямое превращение тепловой и сол-
солнечной энергии в электрическую, концентрация электрической
и магнитной высокочастотной энергии, создание сверхпроводя-
сверхпроводящих материалов и высокоэффективных генераторов микроволн
и светового излучения, ночное освещение запасенным дневным
светом, создание химически, механически и термически устой-
устойчивых материалов, широкое использование атомной энергии —
все это находится в прямой зависимости от решения проблемы
получения особо чистых веществ в ее химическом и технологи-
технологическом аспектах.
По методам получения особо чистых веществ накоплен боль-
большой опыт. В 60-е годы в зарубежной и отечественной техниче-
технической литературе появилось много серьезных работ, а также
статей научно-популярного характера, содержащих различные
выводы и прогнозы относительно пределов глубокой очистки ве-
веществ и преимуществ отдельных методов. Однако до сих пор
отсутствуют систематизация имеющегося опыта и обобщение
публикаций по различным методам глубокой очистки веществ.
Повышенный интерес, проявляемый к методам получения
веществ высокой степени чистоты, побуждает рассмотреть имею-
имеющиеся данные и определить практическое значение и потенци-
потенциальные возможности отдельных методов.
Авторы данной монографии не старались исчерпывающе ис-
использовать библиографию по известным методам получения
всех особо чистых веществ. Книга охватывает, главным обра-
образом, вопросы глубокой очистки неорганических соединений.
Прежде всего рассмотрены и систематизированы различные ва-
варианты важнейших * методов получения особо чистых неорга-
неорганических веществ, оценены их достоинства и недостатки в
применении к освоенным и предлагаемым производствам и оп-
определены принципиальные возможности каждого метода.
В книге не затронуты вопросы, подробно рассмотренные в
специальной литературе: получение сверхчистых металлов, гер-
германия и кремния, полупроводниковых соединений типа AinBv и
AnBVI, ^.щысокочистых газов, органических соединений и разде-
разделения изотопов.
Авторы сочли возможным ограничиться обсуждением техно-
технологических схем, не приводя аппаратурные, так как последние
не являются в данном случае специфичными и характер их опре-
определяется уровнем развития лабораторной техники или химиче-
химического машиностроения в зависимости от масштаба производства.
Однако вопросам рационального выбора химически стойких
материалов для изготовления отдельных узлов и аппаратов в
монографии уделено должное внимание. Следует иметь в виду,
что небольшие масштабы производства особо чистых веществ
часто стирают границу между лабораторным и промышленным
оборудованием.
Большинство методов, рассмотренных в монографии, в той
или иной степени прошло экспериментальную проверку в сте-
стенах лаборатории и в заводских условиях.
Мы надеемся, что монография окажет практическую помощь
инженерно-техническим и научным работникам, занимающимся
вопросами глубокой очистки неорганических веществ и тем са-
самым будет способствовать расширению ассортимента и повы-
повышению качества особо чистых веществ — задачи, поставленной
Директивами XXIII съезда КПСС.
Авторы считают своим приятным долгом принести благодар-
благодарность профессору Г. Г. Девятых, взявшему на себя труд по ре-
рецензированию рукописи книги, доктору технических наук
В. Н. Вигдоровичу, кандидатам химических наук С. Б. Степи-
ной и И. Н. Кременской, а также инженеру С. И. Хаинсон за
ряд ценных советов, сделанных при просмотре отдельных глав.
Авторы очень признательны инженерам Г. Р. Аллахвердову
и Г. Г. Виноградову за помощь при оформлении графического
материала монографии.
Авторы
* К важнейшим относятся методы, обеспечивающие получение вещества
с содержанием примесей менее 1 • 10~s вес.%.
СПИСОК ВАЖНЕЙШИХ ОБОЗНАЧЕНИЙ
В списке приведены лишь наиболее часто встречающиеся
величины.
Парциальные молярные величины обозначены чертой, распо-
расположенной над соответствующей буквой, например, Д1?г- — изме-
изменение парциальной молярной энтальпии компонента i.
Л —работа, произведенная системой, дж/моль;
а — активность;
с —концентрация компонента в растворе, вес. %\
F — площадь, м2;
f — летучесть, н/м2;
Н — энтальпия, дж/моль;
h — высота аппарата, М;
К —константа химического равновесия;
к — постоянная Больцмана [1,380257-10~ эрг/(град • моль)]',
L — ионное произведение растворимости;
I — длина аппарата, м;
М — молекулярный вес;
m — моляльность, концентрация компонента в растворе, вы-
выраженная через число молей компонента, растворенного
в 1000 г растворителя;
N — общее число молекул в системе;
и —число разделительных элементов;
¦ Р — общее давление пара, н/м2;
р — парциальное давление пара, н/м2;
R — универсальная газовая постоянная;
г — радиус частицы;
S — энтропия, дж/моль ¦ град;
Т — абсолютная температура, °К;
/ — температура, °С;
U — внутренняя энергия, дж/моль;
V — объем, м3;
v — мольный объем;
w — скорость потока вещества, м/сек;
х или «/—мольная доля вещества в фазе, в потоке или в опре-
определенной фракции;
Z — изобарно-изотермический потенциал, дж/моль;
а — термодинамический коэффициент разделения;
Р — эффективный коэффициент разделения, степень очистки
вещества;
V — коэффициент активности;
А —конечное изменение свойств;
Л — дифференциальный коэффициент сокристаллизации;
ц — химический потенциал, дж/моль;
V —количество ионов, образующихся при диссоциации элек-
электролита;
р — плотность, кг/м3;
а — поверхностное натяжение, н/м;
г —время, сек.
В тексте единицы измерения указываются лишь в тех слу-
случаях, когда не совпадают с перечисленными в списке. l/=const —
обозначает лишь факт постоянства данного свойства и не ука-
указывает величины постоянной. Обозначение Д# свидетельствует
о приращении свойства при переходе системы из исходного со-
состояния в конечное.
Содержание примесных компонентов, за исключением особо
оговоренных случаев, всегда выражается в вес. %¦
ВВЕДЕНИЕ
Методы получения особо чистых неорганических веществ,
приобретающие в настоящее время все большее значение, имеют
ряд принципиальных особенностей, с которыми не приходилось
встречаться при осуществлении обычных способов разделения
компонентов смеси.
Одна из таких особенностей заключается в том, что процессы
глубокой очистки вещества нельзя рассматривать в отрыве от
окружающей среды — материала аппаратуры, состава атмо-
атмосферы, качества растворителей, вводимых реагентов и т. д.
Окружающая среда вместе с обрабатываемым веществом соста-
составляет сложную многофазную и многокомпонентную систему, где
все фазы участвуют в процессе перераспределения микроприме-
микропримесей (микрокомпонентов).
Кроме того, на последних стадиях технологического процесса
глубокой очистки вещества приходится иметь дело с предельно
разбавленными * газообразными, жидкими или твердыми рас-
растворами [1—6] различных микропримесей в подвергаемом
очистке химическом соединении. Это накладывает свой отпеча-
отпечаток на используемые методы и определяет в известной мере ки-
кинетику перераспределения микропримесей между фазами, рас-
расходы энергии и степень достижения заданной кратности очистки
вещества.
Особо чистые вещества, как предельно разбавленные рас-
растворы примесей, характеризуются тем, что межмолекулярное
(межионное) взаимодействие сохраняется только между основ-
основным компонентом и микропримесями. Ионы и молекулы микро-
микропримесей хаотически распределяются в макрокомпоненте и
полностью сольватируются с максимальным координационным
* К предельно разбавленным растворам, как правило, относятся веще-
вещества с содержанием примесей электролитов меньше 1 • 10~6% и примесей не-
неэлектролитов — меньше 1 • 10'3%»
числом. Поэтому дальнейшее разбавление не изменяет энергии
взаимодействия молекулы микропримеси с окружающими ее
молекулами основного компонента [3, 5—7].
Понятие «микропримесь» и соответствует достижению такого
предельного разбавления [8]. Взаимодействие ионов и молекул
микропримесей (В) с молекулами растворителя (А), находящи-
находящимися не только в непосредственном окружении, но и в более
удаленных объемах раствора, приводит к известной нейтрали-
нейтрализации ионных и молекулярных полей микрокомпонентов. По-
Поэтому реакция
(А-В) + (А-В) ^=± (А-А) + (В-В)
сильно сдвинута влево, и вероятность образования между мик-
микропримесями химических соединений или ассоциатов (В — В)
в результате крайне редких соударений сольватированных ча-
частиц (А — В) ничтожно мала.
Отсюда следует, что изменение парциальных мольных эн-
энтальпий (АНг) и объемов (AVi) макро- и микрокомпонентов
особо чистых веществ не зависит от их концентрации и для рас-
растворителя равно нулю
дя,
,-«,=U и
а для микропримеси — некоторой постоянной величине [3, 6, 7]
= Я2-#° = const,
const
Следовательно, при разбавлении предельно разбавленного
раствора абсолютно чистым растворителем не наблюдается ни-
никакого теплового эффекта, а при добавлении к предельно раз-
разбавленному раствору разных количеств микропримеси теплота
растворения остается постоянной величиной. Весьма важной
термодинамической функцией для исследования процессов глу-
глубокой очистки веществ является энтропия, непосредственно свя-
связанная с концентрацией микропримесей [9, 10].
Энтропия бинарного предельно разбавленного раствора
уменьшается на величину AS=\Щх2 In х2 + A — х2) In A — х2)]
при удалении микропримеси до содержания, равного х2. Это из-
изменение энтропии обусловлено уменьшением числа возможных
перестановок молекул или ионов компонентов системы [3, 11].
Минимальная термодинамически необходимая работа (А)
процесса глубокой очистки вещества связана исключительно
с изменением энтропии и определяет затрату энергии при
Р, Т — const на обратимый переход 1 моль микропримеси из
одной фазы или части системы в другую при условии постоян-
постоянства состава обеих фаз. Для одномолярных растворов, состоя-
состоящих из молекул почти одинакового размера и одинаковой спо-
способности к межмолекулярному взаимодействию, эта работа
будет составлять:
.. ш% - д =r?-(MJ-TbS + PbV) = RTln~—^
дх2 дхг х2
Таким образом, затраты энергии на процесс глубокой
очистки вещества как предельно разбавленного раствора опре-
определяются только концентрацией удаляемых микропримесей и
совершенно не зависят ни от агрегатного состояния системы, ни
от химической формы ее компонентов, ни от свойств, которыми
они обладают;.
Кривая AZ2=f(x?) выпукла к оси абсцисс и имеет минимум
при х2=0,5 [4, 6, 12, 13]. При уменьшении концентрации микро-
микропримеси от 0,5 до 0 AZ2 увеличивается от 0 до + оо, т. е. ра-
работа, необходимая для удаления микропримеси из предельно
разбавленных растворов, возрастает по мере уменьшения содер-
содержания данной микропримеси, достигая бесконечно больших ве-
величин для значений х:2, близких к нулю. Это означает невоз-
невозможность получения абсолютно чистых веществ в результате
конечных затрат энергии [9].
Однако npjH значительном различии в размерах молекул
макро- и микрокомпонентов системы и их силовых полей число
вариантов расположения молекулы микропримеси в предельно
разбавленном жидком и твердом растворах оказывается боль-
большим, по сравнению с возможным числом вариантов расположе-
расположения этой молекулы в абсолютно чистом микрокомпоненте [6].
Поэтому затраты энергии на очистку таких растворов увеличи-
увеличиваются в связи с дополнительным возрастанием неупорядочен-
неупорядоченности в расположении молекул компонентов и уже состав-
составляют [6]
Д22 = ЯПп —— + f(<s>)
х2
где f(a>)— некоторая функция взаимообмена [3, 6, 7].
Следует иметь в виду, что методы очистки вещества яв-
являются либо частично (абсорбция, экстракция, азеотропная и
экстрактивная ректификация), либо полностью (диффузия при-
примесей через пористые перегородки или через струю паров ртути,
адсорбция, термическая диффузия, электромагнитные методы)
термодинамически необратимыми [12]. В некоторой степени
к термодинамически обратимым процессам очистки можно от-
отнести обратимую абсорбцию, кристаллизацию из растворов и
перегонку. Полная или частичная необратимость методов очистки
даже разбавленных растворов приводит к довольно высокой
фактической затрате энергии, вследствие чего термодинамиче-
термодинамический к. п. д. * составляет всего 1 • 10~7 — 1 • 10~5 [13].
Термодинамический к. п. д. равен отношению термодинамически необ-
необходимой минимальной работы к фактической затрате работы на процесс
очистки.
Если не принимать во внимание влияния стенок аппаратов
(реакторы), то все методы глубокой очистки вещества можно
грубо разделить на два класса [14, 15]: методы очистки, осуще-
осуществляемые с использованием гомогенных систем, помещенных в
электрическое, гравитационное, магнитное или другое поле сил
(диффузия, электрофорез, газовое и жидкостное центрифугиро-
центрифугирование, термодиффузия) и методы очистки с применением гете-
гетерогенных систем (ректификация во всех ее видах, экстракция,
простая и зонная кристаллизация и т. д.).
В гомогенной системе (основное вещество — микропримеси)
удаление микропримесей осуществляется в результате создания
градиента концентраций между двумя ее областями при воз-
воздействии на систему не только температурного, но и электриче-
электрического, адсорбционного, гравитационного или магнитного поля.
В этом случае минимально необходимая работа для полного
удаления из 1 моль предельно разбавленного раствора какого-
либо микрокомпонента в общем виде будет равна [1, 5]
AZ2 = - Т AS2 + Щ de + Sff dF + Im2gh2 dN2
где яр — разность потенциалов; de — изменение количества по-
положительного электричества; о—поверхностное натяжение, из-
изменяющее величину поверхности dF, ограничивающую систему;
А2 — высота подъема dN2 числа молекул с массой m2; g — уско-
ускорение силы тяжести.
Многие методы очистки вещества с использованием гомоген-
гомогенных систем (диффузия, термодиффузия, жидкостные и газовые
центрифуги, электромагнитные методы и другие) применяются
в технологии получения особо чистых веществ сравнительно
редко из-за больших энергетических затрат, крайне сложного
аппаратурного оформления процесса и трудностей выбора со-
соответствующих конструкционных материалов. В частности, при-
применение электромагнитных методов очистки вещества возможно
лишь при больших ионных токах и сохранении достаточной раз-
разделительной способности в условиях наличия огромного про-
пространственного заряда, вызванного ионными токами [16]. При-
Применение таких методов целесообразно лишь в том случае, когда
другие способы очистки вещества малоэффективны. Например,
для промышленной очистки ^UFe от примесей фторидов других
изотопов наиболее экономичным является использование метода
газовой диффузии и газовых центрифуг [17, 18].
В технологии глубокой очистки неорганических веществ ши-
широкое распространение получили методы, связанные с использо-
использованием двухфазных гетерогенных систем. Появление поверхно-
поверхности раздела фаз облегчает не только процесс дифференциации
примеси между различными частями общего объема системы,
но и отделение обогащенной примесями части фазового про-
пространства. Многократное повторение этого акта дифференциа-
10
ции и отделения и представляет собой сущность всех современ-
современных многоступенчатых колонных процессов очистки вещества.
В гетерогенных процессах распределение примеси между фа-
фазами происходит в результате перехода части микропримеси че-
через поверхность раздела фаз либо путем простого физического
перераспределения, либо путем гетерогенной химической реак-
реакции на поверхности раздела.
На границе раздела фаз в процессе очистки вещества проис-
происходят сложные физико-химические явления и, в частности, мо-
могут одновременно протекать два противоположных процесса:
замедление массопередачи, вследствие медленной гетерогенной
реакции, и ускорение массопередачи, вследствие турбулентности
на межфазовой поверхности [19]. Многие явления, наблюдаемые
на поверхности раздела фаз, еще не изучены в той мере, ко-
которая позволила бы установить истинный механизм процесса
массопередачи примесей из одной фазы в другую.
При равновесии химические потенциалы микропримеси р,2 во
всех фазах гетерогенной системы равны. Но так как для пре-
предельно разбавленного раствора \х,2 = р,02 + RT In x2, то коэффи-
коэффициент распределения микропримеси а между двумя фазами при
Р, Т=const определяется разностью изменений парциальных
молярных энтропии в каждой из фаз:
In a = In ~ = — I
Таким образом обеднение данной фазы предельно разбав-
разбавленного раствора микропримесью будет наблюдаться лишь в
том случае, когда изменение парциальной мольной энтропии
микропримеси в этой фазе по абсолютной величине больше, чем
изменение энтропии микропримеси в сосуществующей фазе.
Иначе говоря, для эффективной очистки предельно разбавлен-
разбавленных растворов в гетерогенных бинарных системах одна из фаз
обязательно должна обладать большей возможностью для хао-
хаотического, неупорядоченного распределения микропримеси.
В гомогенных и гетерогенных системах, находящихся во
внешнем силовом поле с потенциалом Е, распределение микро-
микропримеси между отдельными частями или фазами системы при
Р,Т = const будет определяться выражением:
X 1 _
In a = In -4- - - (AS* - ASO
х Н
+ Д?2
Использование внешнего силового поля приводит к тому, что
затрата энергии на процесс очистки предельно разбавленных
растворов зависит уже не только от концентрации примеси, но
и от ее физико-химических свойств (масса молекулы, заряд
ионов и т. д.),
11
Строго говоря, равенства AFi = 0 и Д#1 = 0 (или AUi = 0) со-
соблюдаются только тогда, когда производится очистка вещества,
физико-химические свойства которого не отличаются от физико-
химических свойств микропримесей (стереоизомеры, соседи в го-
гомологических рядах, оптические антиподы, соединения изотопов
одного элемента и т. д.). В результате этого замена молекулы
или иона микропримеси молекулой основного компонента не из-
изменяет ни объема, ни внутренней энергии раствора [3, 7].
Если же микропримесь обладает большой склонностью к об-
образованию ионных пар или ассоциатов, то равномерное ее рас-
распределение между молекулами основного вещества является
метастабильным состоянием [20]. Время перехода такого пре-
предельно разбавленного раствора в состояние термодинамического
равновесия увеличивается с уменьшением содержания микро-
микропримеси [20]. Межмолекулярное (межионное) взаимодействие
микрокомпонентов оказывает существенное влияние на распре-
распределение микропримесей между фазами:
В частном случае, например, при образовании твердых рас-
растворов, коэффициент распределения микропримеси может быть
выражен через общее изменение энтропии [21]:
vR In a = - (AS + vAS2)
Различие AS и ASz компенсируется уменьшением концен-
концентрации микропримеси в одной из фаз. ,
Следствием межмолекулярного взаимодействия примесей в
равновесных фазах является зависимость коэффициента распре-
распределения от концентрации и свойств компонентов раствора [20,
22]. Поэтому выяснение химической формы микропримесей в
растворе и изучение законов, определяющих их поведение, стало
сейчас важнейшей проблемой, с которой приходится сталки-
сталкиваться при выборе метода глубокой очистки вещества [23]. До-
Достаточно сказать, что в газообразном растворе микропримеси
могут находиться, например, в виде нейтральных молекул или
аэрозоля, частицы которого стабилизированы слоем адсорбиро-
адсорбированных молекул среды и несут определенный заряд. В жидких
растворах микропримеси встречаются в виде простых или ком-
комплексных ионов, коллоидных частиц, нейтральных единичных
либо агрегированных молекул. В твердых растворах состояние
микропримесей еще более разнообразно: указанные в последнем
случае виды частиц могут входить во включения маточного рас-
раствора, находиться в адсорбированном виде на поверхности кри-
кристаллов и блоков внутри кристалла, располагаться в узлах и
междуузлиях кристаллической решетки и т. д. [24]. Различное
12
химическое состояние микропримесей в значительной мере опре-
определяет их поведение в конкретных условиях глубокой очистки
вещества.
Среди методов глубокой очистки веществ, основанных на
использовании гетерогенных систем, наиболее эффективными яв-
являются методы ректификации, экстракции, некоторые сорбцион-
ные и кристаллизационные методы (например, зонная кристал-
кристаллизация). Метод ректификации, включая такие его разновид-
разновидности, как экстрактивная и азеотропная ректификация, стал
одним из ведущих методов глубокой очистки жидких веществ,
даже таких, в которых макро- и микрокомпоненты образуют
азеотропы. Большими потенциальными возможностями обла-
обладают электрохимические и некоторые физико-химические методы
глубокой очистки веществ.
В современной химической технологии наблюдается посте-
постепенное выделение и обособление определенного направления,
связанного с получением особо чистых веществ, которое с пол-
полным правом можно назвать тонкой химической технологией. Та-
Такому обособлению в немалой степени способствовало открытие
деления тяжелых ядер, ядерных цепных реакций и изучение
процессов освобождения внутриатомной энергии, вызвавших не-
невиданный технический прогресс в области разделения изотопов,
получения чистых соединений урана, тория, плутония, циркония
и ряда других элементов. Одновременно с обособлением техно-
технологии особо чистых веществ происходит медленный процесс
создания науки о чистых веществах [15]. Ближайшей задачей
такой науки еще в 30-х годах нашего столетия считали «приве-
«приведение в стройный порядок идей о химической индивидуальности
веществ и критическое изложение употребительных методов
приготовления чистых тел» [25].
Настоящая книга — первая попытка критического изложе-
изложения наиболее распространенных методов глубокой очистки не-
неорганических веществ и анализа их принципиальных особенно-
особенностей.
ЛИТЕРАТУРА
1. G. N. Lewis, M. Randall, Химическая термодинамика, пер, с англ.
под ред. Л. А. Ребиндера, Химтеорет, 1936.
2. М. X. К а р а п е т ь я н ц, Химическая термодинамика, Госхимиздат, 1953,
стр. 230.
3. М. И, Ш а х п а р о н о в, Введение в молекулярную теорию растворов,
Гостехтеоретиздат, 1856, стр. 219.
4. G. T a m m a n п, Руководство пб гетерогенным равновесиям, Химтеорет,
1935, стр. 284.
5. Е. A. Moelwyn-Hyghes, Физическая химия, кн. 1, ИЛ, 1962, стр.263.
6. Е. A. G u g g е п h e i m, Mixtures, Oxford, 1952, p. 88.
7. Дж. Ламсден, Термодинамика сплавов, Госметаллургиздат, 1959,
стр. 206.
13
8. Э. П. Б очка рев, Г. 3. Блюм, Б. Д. С те пин, Материалы всесоюз-
всесоюзного совещания по методам получения особо чисгых веществ изд
НИИТЭХИМ, 1967, стр. 199.
9. В. Н. В и г д о р о в и ч, А. Е. В о л ь п я н, Л. А. Н и с е л ь с о н Там же
стр. 40.
10. Л. А. Н и с е л ь с о н, В. Н. В и г д о р о в и ч, Там же сто 48
11. М. Тем к ин, ЖФХ, 20, 105 A946). '
12. М. Benedict, Chem. Eng. Progr., 43B), 41 A947).
13" А^М- Розен- Теория разделения изотопов в колоннах, Изд. АН СССР
1960, стр. 176.
14. P. Le U о f f, Genie, chim., 83D), 93 A960).
15. W. G. P f a n tvAnn. N. Y. Acad. Sci., 137A), 5 A966)
16- ^nP' S™ith- W- E- Parkins, A. T. Forrester, Phys. Rev., 72, 989
A947); Усп. физ. наук, 35D), 556 A948).
17. M. Benedict, Т. Н. Pigford, Химическая технология ядерных ма-
материалов, Госатомиздат, 1960.
18. А. И. Бро дсккй, Химия изотопов, Изд. АН СССР, 1947.
19. Жидкостная экстракция, под ред. А. Г. Касаткина, Госхимиздат, 1958
стр. 86
20. Г. Г. Девятых, С. М. Власов, ЖФХ, 39, 1171 A965); 40, 2532
AУоо).
21. Б. Д. С те пин, ЖНХ, 12, 720 A967).
22. Л. А. Н и с е л ь с о н, В. Н. В и г д о р о в и ч, Г. В. С е р я к о в, Разделе-
Разделение близких по свойствам редких металлов, Госметаллургиздат, 1962,
23. Т. Н. Наумова, Материалы всесоюзного совещания по методам полу-
получения особо чистых веществ, изд. НИИТЭХИМ, 1967, стр. 67.
24. И. Е. С т а р и к, Основы радиохимии, Изд. АН СССР, 1960.
25. Ж. Тиммерманс, Понятие об индивидуальности химического веще-
вещества, под ред. В. В. Лонгииова, Гостехиздат, 1931.
ГЛАВА I
КЛАССИФИКАЦИЯ
ВЕЩЕСТВ.
ОСОБО
ЧИСТЫЕ
ВЕЩЕСТВА
В природе абсолютно чистых веществ * не существует.
Появление абсолютно чистого вещества сразу же вызвало бы
возникновение самопроизвольно и необратимо протекающего ин-
интенсивного процесса растворения в этом веществе компонентов
окружающей среды и ее примесей [1]. Такой процесс характе-
характеризуется увеличением энтропии системы вещество—примесь и
уменьшением ее изобарно-изотермического потенциала. По-
Поэтому все вещества ** можно практически рассматривать как
раствЪры (твердые, жидкие или газообразные) примесей в ос-
основном компоненте, хотя с термодинамической точки зрения все
компоненты раствора равноценны и деление их на растворитель
и растворенные вещества носит условный характер [2, 3].
В этом случае можно использовать категории химической
термодинамики для классификации всех веществ (как раство-
растворов) по их степени чистоты [4]. Технические продукты и чистые
вещества (квалификаций «ч.», «ч. д. а.» и «х. ч.») следует отне-
отнести к категории реальных растворов, а особо чистые вещества—
к категории предельно разбавленных растворов. При такой
классификации появляется новый тип веществ — сверхчистые
вещества, поведение примесей в которых уже не может быть
описано при помощи законов химической термодинамики.
Анализ экспериментальных данных показывает, что для элек-
электролитов область особо чистых веществ начинается примерно с
содержания примесей 1 • 10~4—1 • 10~5%,а для неэлектролитов —
* Под абсолютно чистым веществом подразумевают такую химически
однородную систему, которая состоит или из атомов с одним и тем же
атомным номером и массовым числом, или «из одинаковых молекул илн из
различных молекул (например, ассоциированных) при условии, что онн
составляют общую фазу и находятся друг с другом в незаторможенном
равновесии» [1, 2].
** Если под веществом понимать только гомогенную среду, а малоустой-
малоустойчивые дисперсные системы (взвеси) считать механической смесью вещества.
15
с 0,01—0,1% [1,5]. Нижний предел этой области пока не под-
поддается экспериментальной оценке. Ориентировочно [6] она опре-
определяется давлением газообразной примеси около 1 • 10~15мм рт. ст.
и концентрацией примеси в твердом и жидком растворах по-
порядка 1 • 10~15%. При таких давлениях и концентрациях термо-
термодинамические понятия, являющиеся статистическими, утрачи-
утрачивают свой смысл. В системах основной компонент — примесь, с
содержанием примеси 1-10~15%. пропадает различие между
порядком и беспорядком, а поэтому между теплотой и рабо-
работой [2]. Это уже область сверхчистых веществ, возможность
получения которых проблематична.
Основным уравнением, определяющим особенности физико-
химического поведения особо чистых веществ как предельно
разбавленных растворов, является преобразованное уравнение
Гиббса — Дюгема [2, 3, 5]:
limfa
где G\ и G2 — парциальное мольное свойство макро- и микро-
микрокомпонентов бинарной системы *; х2 — мольная доля микроком-
микрокомпонента.
Это соотношение, справедливое для особо чистых веществ
любого агрегатного состояния, позволяет установить возможные
зависимости парциальных мольных величин макро- и микроком-
микрокомпонентов от концентрации последних в особо чистых веществах
и тем самым ограничить область этой категории веществ.
Парциальные мольные величины компонентов бинарной си-
системы по-разному изменяются с уменьшением концентрации
примеси. На основании экспериментальных данных установлено,
что такие парциальные мольные величины, как теплосодержа-
теплосодержание, мольный объем, коэффициент активности, теплоемкость
основного компонента особо чистого вещества с уменьшением
концентрации примеси остаются без изменения (рис. 1), т. е.
lim
3G,
хотя
lim
или lim
Х2->0
что справедливо, например, для особо чистой воды содеожашей
примесь какого-либо сильного электролита содержащей
Однако такие парциальные мольные величины, как изобао-
но-изотермический потенциал и энтропия основного компонента
* Имеется е виду система: основной компонент - микропримесь,
особо чистого вещества изменяются (рис. 1) с уменьшением
концентрации примеси, т. е.
,. oG2
lim , = оо
при
Отсюда следует, что к группе особо чистых веществ надо
прежде всего отнести такие вещества, у которых парциальные
мольные энтальпия, коэффициент активности, внутренняя энер-
энергия и объем не зависят от концентрации примеси (Gu G2=const),
с,
Хй
Рис. 1. Зависимость парциальных мольных ве-
величин от концентрации микропримеси:
Ф0 при
б - lim 4^!- Ф0 и lim ^— ф <*> при х2 -» 0.
а парциальная мольная энтропия при уменьшении концентра-
циии t-примеси — уменьшается на величину, равнуюASi=RlnXi.
Особо чистые вещества, как предельно разбавленные рас-
растворы, подчиняются закону Генри * и характеризуются крайне
небольшой вероятностью соударений молекул ионов или атомов
примесей между собой. Поэтому разбавление особо чистого ве-
вещества основным компонентом (растворителем) не вызывает
возникновения таких химических процессов, как сольватация и
ассоциация молекул и ионов примеси или диссоциация моле-
молекул примеси электролита, т. е. при разбавлении у2' V2, U2 и
другие термодинамические параметры сохраняют достигнутые
* Термодинамическая форма закона Генри: \\mfilx2=k=q>(P, Г) при
*!->0, где f2 — летучесть примеси в газовой фазе, находящейся в равновесии
с жидкой или твердой фазой, а k — константа пропорциональности [2, 5].
2 Зак. 114
17
предельные значения неизменными. Очевидно, достижение та-
такого предельного разбавления и соответствует понятию «микро-
«микропримесь» [7].
Только для особо чистых веществ достаточно строго соблю-
соблюдается закон постоянства свойств *.
Переход к области сверхчистых веществ характеризуется для
основного компонента бинарной системы равенством U\ = U°,
указывающим на то, что значение любой парциальной мольной
величины уже не зависит от концентрации примеси и практиче-
практически совпадает со значением мольной величины абсолютно чистого
вещества (Gi). Используя закономерности изменения та-
такой парциальной мольной величины как коэффициента актив-
активности, можно дать термодинамическое обоснование существова-
существования группы «химически чистых» веществ. К этой группе веществ
следует относить все вещества, у которых коэффициенты актив-
активности основного компонента практически не зависят от концен-
концентрации примесей и близки к единице, хотя у2=/(*2)- Значит, на
свойства основного компонента, которые определяются силами,
действующими между молекулами всех компонентов системы,
больше не влияет содержание примесей других химических со-
соединений. Вещество оказывается химически чистым. Например,
вода может считаться химически чистой уже при содержании
(в мольных долях) NH4NO3 < 0,01 и NaCl < 0,0001 [5].
Перевод вещества из класса «химически чистых» в класс
«особо чистых» осуществляется только в том случае, если содер-
содержание примесей становится настолько незначительным, что их
коэффициенты активности перестают изменяться при дальней-
дальнейшем уменьшении концентрации микрокомпонентов.
Класс «чистых веществ» отвечает такому содержанию при-
примесей, при котором коэффициент активности основного компо-
компонента подчиняется зависимости lg Yi *» k^, где koun = const [5],
а допустимое содержание каждой примеси не превышает зна-
значения лея *=* 0,01. Эта предельная величина выбрана на основе
изучения функций yi=f(x2) и у2=/(*2) таких систем, как
КОН(х2)— Н2О; НС1(х2)— Н2О, NaCl(x2) —Н2О; резорцин (х2)~
этанол (Xi) и других [5]. В такого рода системах при х2 > 0,01
функции yi=f(x2) и y2=f(X2) проходят через экстремум и при
дальнейшем увеличении концентрации примесей пересекают ли-
линию yi = 1,000. Аномальный ход изменения коэффициентов ак-
активности свидетельствует о значительном загрязнении вещества.
Для «чистых» жидких веществ, в которых примеси электролитов
могут диссоциировать на ионы, справедливым оказывается и
уравнение Дебая — Хюккеля
* По словам Пруста A806 г.): «Свойства вещества не зависят ОТ его
происхождения и предыдущей обработки».
18
где B = const; y+—коэффициент активности примеси электро-
электролита; / — ионная сила раствора.
Нарушение такой линейной зависимости свидетельствует
о значительной концентрации примесей.
Таким образом, рациональная система классификации ве-
веществ по их чистоте должна включать только три класса: «чи-
«чистый», «химически чистый» и «особо чистый». Степень чистоты
вещества, известная под названием «чистый для анализа», яв-
является излишней.
ХИМИЧЕСКИЕ И „ФИЗИЧЕСКИЕ" ПРИМЕСИ
Понятие «химическая примесь» объединяет поверхностно ад-
адсорбированные инородные вещества, избыток или недостаток
а б б
Рис. 2. Схема внедрения примесных атомов в кристаллическую решетку:
а — два иоиа zn2+ замещены двумя ионами Си+; компенсация зарядов происходит за счет
отсутствия одного иоиа S2~; б —одни иои Zn2+ замещеи одним иоиом Си+; компенсация
зарядов происходит за счет замещения одного иоиа S2~ одним ионом С1~; в—нейтральный
атом меди в междоузлии (твердый раствор внедрения или твердый раствор второго рода),
одного из компонентов основного вещества, замену в кристал-
кристаллической решетке атома или иона основного вещества другими
элементами (примеси замещения), посторонние атомы, ионы
или молекулы, находящиеся внутри ячеек кристаллической ре-
решетки (рис. 2) или между ними (примеси внедрения), другие
модификации и изотопы основного вещества.
При оценке качества особо чистого вещества правильнее го-
говорить не о примеси, а о микропримеси, чтобы подчеркнуть спе-
специфические особенности ее поведения, определяемого указан-
указанными выше соотношениями.
2*
19
В полупроводниковой технике и квантовой электронике, ис-
использующей особо чистые вещества в виде монокристаллов,
наряду с химическими микропримесями, не меньшее значение
имеют и «физические примеси» [8—14], как иногда называют
различные структурные дефекты кристаллической решетки. По-
Последние оказывают на полупроводниковые и другие свойства
вещества почти такое же влияние, как химические микропри-
микропримеси.
Практически монокристаллы особо чистого вещества никогда
не имеют идеальной кристаллической решетки. В реальной ре-
решетке всегда можно обнаружить то или иное количество так
^_ __ называемых дефектов структуры,
вызываемых часто тепловым дви-
движением атомов. К числу таких
дефектов структуры относятся
Рис. 3. Схема дефектов
кристаллической решетки
AgBr по Я. И. Френке-
Френкелю [10, 13].
Рис. 4. Схема дефектов
кристаллической решетки
NaCl по В. Шоттки [10,
13]. Вакансии в катион-
ных и анионных узлах
решетки образуются в
одинаковом количестве.
и пустые, не занятые атомами, узлы решетки (вакансии) и так
называемые межузельные атомы, расположенные где-то между
элементами нормальной решетки, а также сдвиги и смещения,
возникающие при определенных условиях роста монокристалла.
В двойных соединениях со строго стехиометрическим составом
различают два вида дефектов решетки: по Френкелю (рис.3),—
когда небольшая часть атомов или ионов в силу ряда причин
размещается в междоузлиях, оставляя свободными узлы ре-
решетки, при этом количество вакансий и частиц в междоузлиях
одинаково и по Шоттки (рис. 4), — когда в структуре имеется
одинаковое количество вакансий первого и второго компо-
компонентов.
Вследствие неравномерного роста кристалла его плоскости
кристаллизации не располагаются строго закономерно, более
того, внутри кристалла иногда возникают новые центры кри-
20
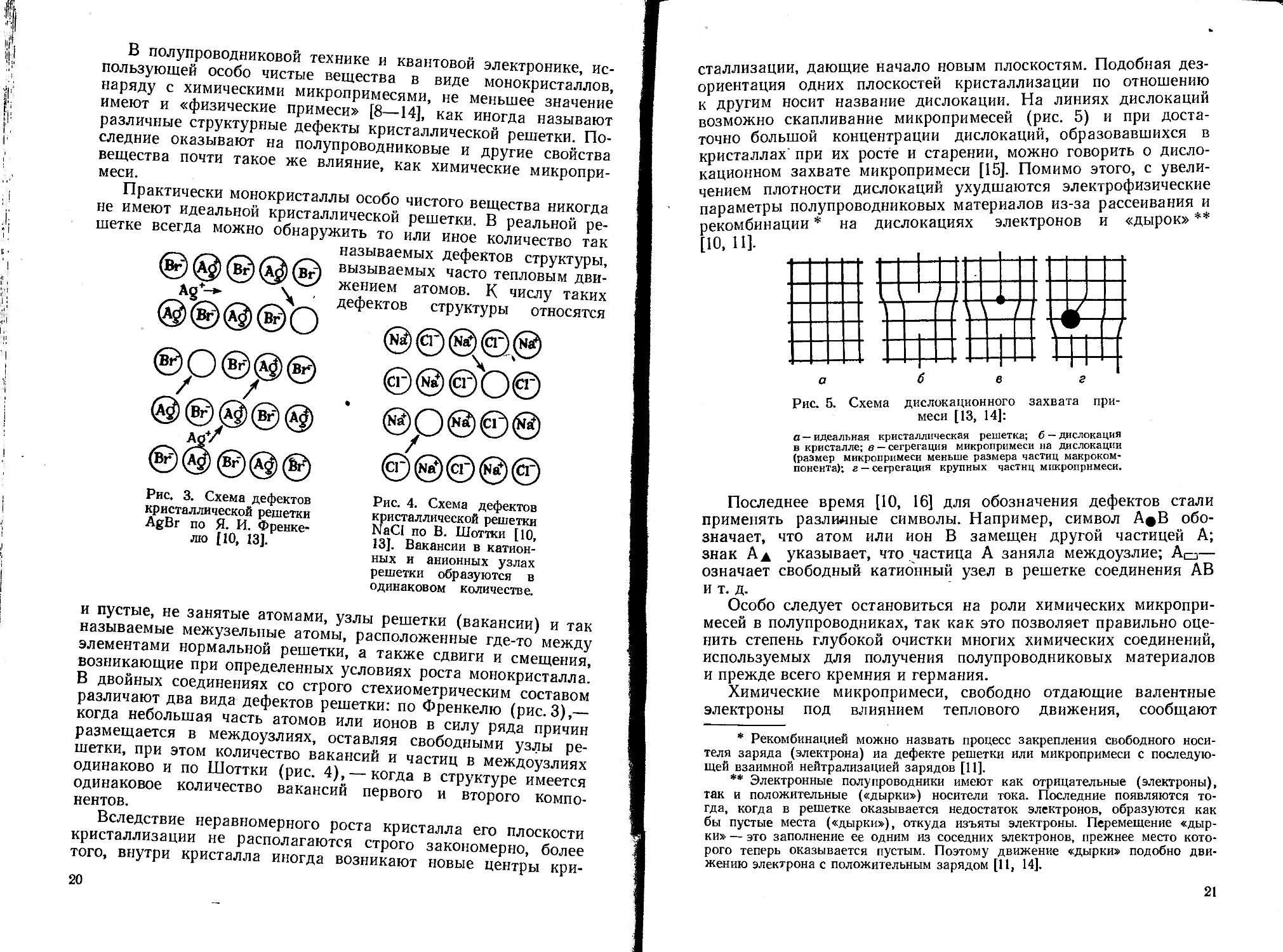
сталлизации, дающие начало новым плоскостям. Подобная дез-
дезориентация одних плоскостей кристаллизации по отношению
к другим носит название дислокации. На линиях дислокаций
возможно скапливание микропримесей (рис. 5) и при доста-
достаточно большой концентрации дислокаций, образовавшихся в
кристаллах' при их росте и старении, можно говорить о дисло-
дислокационном захвате микропримеси [15]. Помимо этого, с увели-
увеличением плотности дислокаций ухудшаются электрофизические
параметры полупроводниковых материалов из-за рассеивания и
рекомбинации * на дислокациях электронов и «дырок» **
[10,11].
Рис. 5. Схема дислокационного захвата при-
примеси [13, 14]:
а — идеальная кристаллическая решетка; б — дислокация
в кристалле; в —сегрегация микропримеси на дислокации
(размер микропримеси меньше размера частиц макроком-
макрокомпонента); г — сегрегация крупных частиц микропрнмеси.
Последнее время [10, 16] для обозначения дефектов стали
применять различные символы. Например, символ АфВ обо-
обозначает, что атом или ион В замещен другой частицей А;
знак Ад указывает, что частица А заняла междоузлие; Аа—
означает свободный катионный узел в решетке соединения АВ
и т. д.
Особо следует остановиться на роли химических микропри-
микропримесей в полупроводниках, так как это позволяет правильно оце-
оценить степень глубокой очистки многих химических соединений,
используемых для получения полупроводниковых материалов
и прежде всего кремния и германия.
Химические микропримеси, свободно отдающие валентные
электроны под влиянием теплового движения, сообщают
* Рекомбинацией можно назвать процесс закрепления свободного носи-
носителя заряда (электрона) иа дефекте решетки или микропримеси с последую-
последующей взаимной нейтрализацией зарядов [11].
** Электронные полупроводники имеют как отрицательные (электроны),
так и положительные («дырки») носители тока. Последние появляются то-
тогда, когда в решетке оказывается недостаток электронов, образуются как
бы пустые места («дырки»), откуда изъяты электроны. Перемещение «дыр-
«дырки» — это заполнение ее одним из соседних электронов, прежнее место кото-
которого теперь оказывается пустым. Поэтому движение «дырки» подобно дви-
движению электрона с положительным зарядом [11, 14].
21
полупроводнику электронный тип проводимости (рис. 6) или
проводимость я-типа (с «негативным зарядом»). К числу приме-
примесей такого рода, называемых донорными, относятся в случае
кремния и германия пятивалентные Р, As, Sb, Bi и др. Если же
примесные элементы способны присоединять к себе электроны
атомов кристаллической решетки, что вызывает образование в
ней «дырок», их называют акцепторными, а возникающий тип
проводимости —дырочным илир-типом (с «позитивным зарядом»).
Рис. 6. Схема возникновения электронного и
«дырочного» механизма тока в кремнии и гер-
германии [13, 16]:
а — возникновение дыркн и электрона вследствие раз-
разрыва электронной связи; б — акцепторный примесный
атом в решетке, недостающи электрон восполняется
за счет соседней электронной связи; в — Донорный при-
примесный атом в решетке, пятый валентный электрон
которого связан слабо; 4-1— атомы Si или Ge; 34— атом
трехвалентной примесн; 54— атом пятивалентной
примеси.
Из микропримесей с такими свойствами можно назвать трехва-
трехвалентные элементы В, Al, Ga, In, T1. Такие микропримеси как
Аи, Си, Ag, Fe в определенных условиях могут проявлять либо
донорные, либо акцепторные свойства [11, 14].
Выше указывалось, что элементы III и V групп периодиче-
периодической системы оказывают противоположные влияния на свойства
полупроводников. Одновременное присутствие в полупроводнике
донорных и акцепторных микропримесей вызывает соответ-
соответствующую компенсацию, так как акцепторные микропримеси
захватывают электроны донорных микропримесей. В случае
преобладания микропримесей одного вида полупроводник будет
обладать типом проводимости, присущим этому виду. При рав-
22
ных концентрациях электронов и «дырок» создается впечатление
полного отсутствия микропримесей. Поэтому выводы о степени
чистоты вещества, основанные только на результатах измерения
электропроводности, не являются однозначными.
«Физические примеси» полупроводника оказывают аналогич-
аналогичное действие: одни дефекты решетки ведут себя, как микропри-
микропримеси элементов III группы, а другие, как микропримеси эле-
элементов V группы. Это означает, что и здесь компенсационные
эффекты могут быть аналогичны компенсационным эффектам
при наличии химических микропримесей [11].
Химическая технология получения особо чистых неорганиче-
неорганических веществ ставит своей целью удаление прежде всего хими-
химических микропримесей.
НОРМИРОВАНИЕ МИНРОПРИМЕСЕЙ
Рассматривая влияние примесей на свойства вещества,
нельзя не заметить одного очень важного обстоятельства. Как
правило, изменение свойств вещества — результат комплексного
воздействия присутствующих микропримесей *. Правда, среди
группы микропримесей, изменяющих какой-либо физико-хими-
физико-химический параметр вещества, влияние отдельных микрокомпонен-
микрокомпонентов может быть весьма различным. Например, в особо чистых
веществах, используемых в производстве оптических волноводов
и высоко прозрачных стекол типа флинтов и легких кронов, осо-
особенно нежелательны микропримеси хрома, никеля, кобальта и
ванадия, вызывающие наиболее сильное светопоглощение сте-
стекол. Однако стекло, содержащее 1 • 10~6— 1 • 10~7 % указанных
выше микропримесей, не будет еще обладать высокой оптиче-
оптической прозрачностью. Последняя достигается лишь в том случае,
когда помимо наиболее важных единичных микропримесей из
вещества удаляется одновременно и группа второстепенных
микропримесей (железо, медь, марганец, молибден, вольфрам
и некоторые другие), суммарным воздействием которых на све-
светопоглощение стекол также нельзя пренебрегать.
Аналогичным образом при оценке качества особо чистых ве-
веществ, используемых для изготовления полупроводниковых ма-
материалов, обращается внимание не только на содержание от-
отдельных микропримесей, но и на суммарное содержание всех
возможных в данном веществе микропримесей, а это и есть нор-
нормирование, по крайней мере, 30—40 различных примесных эле-
элементов [17]. Но и в этом случае следует подходить дифферен-
дифференцированно к различным микропримесям. Так, например, было
установлено [12], что микропримеси Аи, Мп, Fe, Си и СиО
* Случай, когда вещество содержит только одну микропримесь, малове-
маловероятен,
23
создают в монокристаллах германия весьма эффективные центры
рекомбинации. Крайне малым, порядка 1 • 10'10— 1 ¦ 10~8 %,
должно быть также содержание микропримесей, у которых
энергия ионизации или сродства к электрону невелика, вслед-
вследствие чего число освобождаемых или присоединяемых этими
примесями электронов оказывается гораздо большим, чем число
зарядов, создаваемых атомами решетки [11, 13, 14].1) К числу та-
таких микропримесей в германии и кремнии принадлежат прежде
всего Li, Р, В, As, Sb, Bi, Al, Ga, In, Tl, Pt, Zn, Cd, kg [12—14].
Нормированию в особо чистых веществах, используемых в полу-
полупроводниковой технике, должны подлежать и такие микропри-
микропримеси, коэффициент распределения которых при кристаллизации
из расплава кремния или германия близок к единице.
Чтобы суммарное содержание микропримесей правильно
определяло степень чистоты вещества, необходимо нормировать
не только микропримеси, влияющие на те или иные свойства
вещества, но также микропримеси генетического вида и микро-
микропримеси элементов, обладающих высокими кларками *. Послед-
Последняя категория микропримесей является наиболее трудно уда-
удаляемой, так как соединения элементов с высокими кларками
легко заносятся в вещество из окружающей среды. К числу
последних относятся О, Si, Al, Na, Mg, Ca, Fe, K, C, Ti, Cl, F,
P, N, S, Mn и др. Микропримеси генетического вида, обуслов-
обусловленные происхождением исходного сырья и условиями его по-
последующей переработки, не меньше затрудняют процесс тех-
технологии получения особо чистых веществ. Всем хорошо известны
трудности удаления из солей циркония микропримесей Hf, Ti;
из солей ниобиевой кислоты и ее ангидрида микропримесей Та,
Ti, Si, Fe, Sn, Ca, Мп; из солей рубидия — микропримесей К, Cs
и Tl; из солей галлия — микропримесей Al, Zn, In, Ge и Fe
и т. д. Основная причина затруднений при удалении микропри-
микропримесей генетического вида — изовалентные и гетеровалентные
изоморфные замещения.
Следовательно, при классификации особо чистых веществ
в цифровом индексе качества должно указываться не только
суммарное содержание микропримесей, но и их нормируемое
количество. Частное этих двух показателей дает представление
об относительном содержании каждой определяемой микропри-
микропримеси в данном веществе.
Общее количество нормируемых микропримесей составляется
из трех видов: микропримесей, оказывающих определяющее
влияние на используемое свойство данного вещества, микро-
микропримесей генетического вида и микропрдмесей элементов с боль-
большим кларком. Эти микропримеси могут содержать одни и те же
* Кларк выражает относительную распространенность отдельных хими-
химических элементов в земной коре,
24
элементы (наиболее часто) и тогда общее количество норми-
нормируемых микропримесей будет минимально, порядка 10—15. Од-
Однако могут встретиться и такие случаи, когда каждая из микро-
микропримесей относится лишь к одному из трех указанных выше
видов. Тогда общее количество нормируемых микропримесей
возрастает до 20—30 и более [17].
Изучение физических явлений в полупроводниках позволяет
с некоторыми допущениями определить минимально необходи-
необходимую чистоту веществ, используемых для изготовления полупро-
полупроводниковых материалов. Например, монокристаллы германия и
кремния будут обладать достаточно удовлетворительными элек-
электрофизическими параметрами только в случае, если концентра-
концентрация примесных электронов и «дырок», по крайней мере, не будет
подавлять собственной проводимости вещества. Эту концентра-
концентрацию можно вычислить, исходя из следующих соображений.
Концентрация «дырок» и электронов (п0) в 1 см3 вещества
при отсутствии микропримесей равна [11, 14]:
°~
1?
Здесь ?о — ширина запрещенной зоны, равная у кремния и гер-
германия 1,12 и 0,75 эв, соответственно; Т—абсолютная темпера-
температура; k — константа Больцмана; т* — эффективная масса элек-
электрона; h — константа Планка.
Отсюда концентрация «дырок» и электронов, соответствую-
соответствующая собственной проводимости, будет для 25° С у кремния около
2 • 109 электрон в 1 см3, а у германия 2,8- 1012 электрон в 1 см3.
Такой же должна быть и концентрация атомов микропримеси,
чтобы она не создавала больше носителей тока, чем основное
вещество. Поэтому при общем числе атомов в 1 см3 кремния и
германия около 1022, содержание всех микропримесей для крем-
кремния не должно превышать 1 • 10-"%, а для германия 1 • 10~8%.
Но это лишь минимальное требование к чистоте продукта.
Чтобы влияние микропримесей было меньшим, их содержание
должно быть гораздо ниже вычисленного.
Таким образом, рациональное нормирование микропримесей
в особо чистых веществах требует проведения довольно большой
и кропотливой работы по изучению их влияния на определенные
физико-химические свойства вещества. К сожалению, иногда
приходится сталкиваться с необоснованно высокими требова-
требованиями к качеству особо чистых неорганических веществ. А ме-
между тем с увеличением требований к чистоте продукта (осо-
(особенно в области концентраций микропримесей ниже 1-10~7%)
резко возрастает разделительная мощность (см. стр. 58) про-
производственных установок. Работу, затрачиваемую на очистку
вещества от какой-либо определенной суммы примесей до
25
конечного ее значения, равного 2хг- можно представить соотно-
соотношением:
Здесь т] — термодинамический коэффициент полезного дей-
действия данного метода очистки. Из этого соотношения видно, что
чем чище (т. е. чем меньше конечное значение 2х,-) надо полу-
получить вещество, тем значительнее становятся затраты энергии,
тем выше стоимость конечного продукта.
КЛАССИФИКАЦИЯ ОСОБО ЧИСТЫХ ВЕЩЕСТВ
Выбор наиболее рациональной классификации особо чистых
веществ по их качеству был предметом длительной дискуссии
у нас и за границей.
В зарубежной литературе, особенно немецкой, принято ква-
квалифицировать вещества по чистоте, на вещества с содержанием
микропримесей порядка ррт (part per million) и ppb {part per
billion), что соответствует 1 • 10~4 и 1 • 10~7 ат. % [8]. Такое обо-
обозначение чистоты вещества вносит некоторую путаницу в точ-
точную оценку указанных выше величин: в то время как большин-
большинство физиков, имеющих дело с твердыми веществами, понимают
под ррт только атомный ррт, а химики, по традиции — только
весовой ррт. Так некоторые фирмы Англии обозначают веще-
вещества высокой чистоты символом N и различают по качеству
цифровыми индексами. Обозначение степени чистоты знаком
5N8 соответствует содержанию основного вещества 99,9998%;
2N5 — 99,57о; 3N3— 99,93% и т. д. Если при получении данного
особо чистого вещества применялся метод зонной плавки, то
к обозначению степени чистоты добавляется буква Z, например,
символ 6N(Z) соответствует чистоте продукта 99,9999%.
Более рациональной является оценка степени чистоты веще-
вещества по суммарному содержанию примесей. В частности, пред-
предлагалось [18] все чистые вещества обозначать индексом R
(Reinheitsgrad) с указанием величины обратного логарифма
суммы, содержащихся (в вес. долях) в этих веществах приме-
примесей. Например, при суммарном содержании примесей порядка
0,0126 вес.% или 0,000126 вес. долей индекс чистоты вещества
будет равен /?3,9 (/?= —lg 0,000126 я»3,9). Существенный недо-
недостаток такой классификации чистоты веществ — отсутствие ка-
какого-либо указания на число нормируемых примесей. Японские
индустриальные стандарты предусматривают для особо чистых
веществ обозначения «Electro Grade», и «экстра чистый» (ЕР)
без какой-либо детализации качества.
В ряде стран широко используются такие градации особо
чистых веществ, как «оптически чистый», «люминесцентной
чистоты» и другие. Подобные градации чистоты появились в
довоенный период, когда отсутствовали еще научно обоснован-
обоснованные требования к чистоте веществ, и, как верно заметил
А. П. Виноградов [19], определялись больше характером анали-
аналитической службы.
В 1967 г. в Советском Союзе был разработан [20] первый ва-
вариант систематизации особо чистых веществ, по которому по-
последние подразделялись на три класса А, В и С, включавших
величины суммы микропримесей от 1 • 100 до 1,0%. Класс А
состоял из двух подгрупп, классы В и С — из четырех. Цифра
после буквенного обозначения соответствовала отрицательному
показателю степени, определяющему суммарное содержание
нормируемых в веществе микропримесей. Например, марки-
маркировка вещества В-6 указывала на то, что в данном веществе
суммарное содержание микропримесей не превышает 1 • 10~6%.
Недостатки такой систематизации качества особо чистых ве-
веществ очевидны: отсутствие четкого перехода от существующей
классификации обычных реактивов, все ступени («ч.», «ч. д. а.»,
«х. ч.») которой попадали в класс А и даже В; не указывалось
общее количество нормируемых микропримесей; разделение
особо чистых веществ на три класса не было строго обосновано,
а буквенное обозначение не имело никакого конкретного смысла
и при наличии второго числового индекса оказывалось беспо-
бесполезным.
Среди бытующих у нас в стране стихийно сложившихся клас-
классификаций чистоты особо чистых веществ наименее правильным
является понятие «спектральночистое вещество». Практика вы-
выпуска различных веществ общепринятых квалификаций показы-
показывает, что характеристика чистоты вещества не может быть
связана с одним каким-либо методом анализа, например спек-
спектральным. При определении чистоты вещества чаще всего ис-
используется комплекс довольно различных методов анализа (хи-
(химический, спектральный, люминесцентный, полярографический,
масс-спектральный, радиоактивационный и т. д.). При этом ру-
руководствуются преимуществами (быстрота, точность, чувстви-
чувствительность, простота определения) тех или иных методов ана-
анализа для определения той или иной микропримеси или группы
некоторых микропримесей. Надо иметь в виду и то обстоятель-
обстоятельство, что сами методы анализа непрерывно совершенствуются
в направлении повышения их чувствительности: то, что было
спектральночистым веществом несколько лет тому назад сейчас
уже является «спектральногрязным».
На основании изложенных выше соображений в ИРЕА была
разработана новая система классификации особо чистых ве-
веществ *, основанная на наиболее простом сочетании буквенных
26
* Система введена на территории Советского Союза с 31 мая 1965 г.
решением Комитета стандартов, мер и измерительных приборов СССР [21].
27
и цифровых индексов, дающих ориентировочное представление
о качестве продукта [21]. Новая система позволяет в зависимо-
зависимости от числа и содержания нормируемых микропримесей при-
присваивать особо чистому веществу определенную марку (цифро-
(цифровой индекс).
Например, первая цифра A5) индекса ос. ч. 15-6 опреде-
определяется общим числом всех нормируемых микропримесей. Вторая
цифра F) характеризует чистоту вещества, т. е. показывает, что
суммарное содержание микропримесей может быть от 1 • 10~6
до 4- 10~6 % * или в среднем, 2,5- 10~6. При этом следует пом-
помнить, что такая степень точности может быть достигнута мето-
методами анализа **, указанными в технических условиях [21].
При определении второй цифры индекса концентрация ка-
какой-либо микропримеси может не учитываться, если она лежит
за пределом чувствительности аналитического метода. К сожа-
сожалению, с этим приходится нередко встречаться, однако не менее
чем для 40% нормируемых микропримесей должно быть най-
найдено их фактическое содержание.
Таким образом, основываясь на положениях химической тер-
термодинамики, можно дать характеристику категории особо чи-
чистых веществ. Что касается подразделения последних на отдель-
отдельные группы (марки качества), то эта классификация является
условной и определяется исключительно числом нормируемых
микропримесей и их суммарной концентрацией.
ЛИТЕРАТУРА
1. Ж. Тиммермаис, Понятие об индивидуальности химического веще-
вещества, Гостехиздат, 1931.
2. М. X. Карапетьянц, Химическая термодинамика, Госхимиздат, 1953,
стр. 256, 259.
3. И. Р. К р и ч е в с к и й, Фазовые равновесия в растворах при высоких
давлениях, Госхимиздат, 1952.
4. Б. Д. С те пин, Хим. пром., № 9, 7 A968).
5. М. И. Ш а х п а р о н о в, Введение в молекулярную теорию растворов,
Гостехтеоретиздат, 1956, стр. 219.
* Условно принято округлять цифры от 5 и более до 10. Следователь-
Следовательно, общая концентрация микропримесей 5 • 10"% будет изображаться, как
1 • 10~5, и вторая цифра индекса чистоты в этом случае равна 5, т. е. весь
(для 15 микропримесей) приобретает вид ос. ч. 15-5.
Например, количественное определение 10 нормируемых микроприме-
микропримеЮ дало следующие результаты (в %):
индекс
**
сей в
А1
В .
Fe
Са
Mg
2-ю-0
< i-io~7
з- io~6
5-ИГ6
Na
Р .
Ti.
Sn
<5-1(Г5
2-1<Г7
<4-1<Г7
<6-1<Г6
<5-10~6
Для определения второй цифры индекса учитывается лишь суммарное
содержание микропримесей Al, Fe, Са и Р, что составляет 1 • 10~6. Следо-
Следовательно, индекс качества SiCfe 6vneT ос. ч 1Л-К гоп
6. А. Ю. Закгейм, ЖФХ, 40 (8), 1943 A966).
7. Э. П. Б о ч к а р е в, Г. 3. Блюм, Б. Д. С т е п и н, Материалы всесоюз-
всесоюзного совещания по методам получения особо чистых веществ, изд
НИИТЭХИМ, 1967, стр. 199.
8 Ё. Rexer, Chern. Gesellsch., 8, 113 A961).
9! И. Е. Старик, Основы радиохимии, Изд. АН СССР, 1960.
10. К. Фрицше, Получение полупроводников. Изд. «Мир», 1964.
11. А. Ф. Иоффе, Физика полупроводников, Изд. АН СССР, 1947.
12. Технология полупроводниковых материалов, под ред. М. И. Иглицина,
Оборонгиз, 1961.
13. В. Н. Роман ей ко, Получение однородных полупроводниковых кристал-
кристаллов, Изд. «Металлургия», 1966.
14. А. Ф. Городецкий, А. Ф. Кравченко, Е. М. Самойлов, Основы
физики полупроводников и полупроводниковых материалов, Изд. «Нау-
«Наука», Новосибирск, 1966, стр. 45, 138.
15. И. В. Мелихов, сб. «Соосаждение и адсорбция радиоактивных эле-
элементов», Изд. «Наука», 1965, стр. 11.
16. В. И. Михеева, ЖНХ, 11,3 A966).
17. Н. П. С а ж и н, сб. «Методы определения и анализа редких элементов»,
Изд. АН СССР, 1961, стр. И.
18. P. Melchior, Metall, 12(9), 822 A958).
19. А. П. Виноградов, сб. «Методы определения и анализа редких эле-
элементов». Изд. АН СССР, 1961, стр. 5.
20. Сб. «Качество материалов для полупроводниковой техники», вып. 8—30.
под ред. Б. Ф. Ормонта, Госметаллургиздат, 1959.
21. Инструкция по классификации высокочистых веществ, изд, ИРЕА, 1965.
SiO2 будет ос. ч. 10-5 [21].
28
ГЛАВА II
ВЛИЯНИЕ
ВНЕШНИХ -
ЗАГРЯЗНЕНИЙ
НА ПРОЦЕССЫ
ГЛУБОКОЙ
ОЧИСТКИ
ВЕЩЕСТВ
Влиянию внешних загрязнений на процессы глубокой очистки
веществ всегда придавалось большое значение. В последнее
время в связи с получением особо чистых материалов для по-
полупроводниковой техники этот фактор стал решающим при оп-
определении предельных возможностей той или иной технологии.
Осуществление процессов глубокой очистки веществ в большин-
большинстве случаев оказалось в прямой зависимости от правильного
выбора материала для изготовления химической аппаратуры и
от степени полной изоляции перерабатываемого продукта от
воздушной среды на всех стадиях технологического процесса.
С полным правом проблему получения особо чистых веществ
можно сравнить с проблемой получения глубокого вакуума.
Чем больше полнота очистки вещества от примесей, тем сильнее
начинают сказываться различные неплотности, микропоры и
микротрещины в аппаратуре на «натекание» примесей из атмо-
атмосферы. Источником примесей становятся при абсолютно хими-
химически стойком материале аппаратуры также различные поверх-
поверхностные загрязнения, непроточные полости и карманы в реак-
реакторах и коммуникациях, вводимые в процесс дополнительные
реагенты и приспособления. Наконец, постепенная коррозия сте-
стенок аппаратов играет в нашей аналогии роль поверхности, об-
обладающей большой упругостью пара. Таким образом, основным
препятствием при получении особо чистых веществ является
специфическая «задача стенки» [1], ограничивающая достижение
теоретических степеней очистки вещества. Поэтому для глубокой
очистки вещества на последней стадии необходимо применять
процессы с минимальным участием инородных поверхностей
(классический пример, — бестигельный вариант зонной перекри-
перекристаллизации) [1].
Наиболее «опасными» для технологии особо чистых неорга-
неорганических веществ являются загрязнения атмосферы, которые
30
часто не принимаются во внимание при разработке процессов
очистки вещества. Считается, что простая «герметизация» аппа-
аппаратуры (следует иметь в виду отсутствие в настоящее время ка-
какого-либо надежного контроля герметизации) служит хорошей
гарантией полной изоляции рабочих объемов от внешней среды.
При этом, к сожалению, не всегда учитываются некоторые
крайне важные обстоятельства. Дело в том, что не существует
почти ни одного технологического процесса, который можно
было бы полностью герметизировать, включая транспорт про-
промежуточных продуктов и сырья, операции фильтрования, сушки,
прокаливания, фасовки или дозировки и т. д. К тому же прак-
практически невозможно осуществить абсолютную герметизацию
из-за наличия различного рода фланцевых соединений, сварных
швов, сальниковых устройств, смотровых люков, штуцеров для
ввода реагентов и датчиков контрольно-измерительных прибо-
приборов, дозирующих устройств, воздушных или гидравлических за-
затворов и т. д. Для перемещения жидкостей часто используется
вакуум или сжатый воздух. Во всех этих случаях почти неизбе-
неизбежен занос примесей из окружающей среды. При сборке и под-
подготовке аппаратуры в обычных условиях в рабочие объемы и
коммуникации попадает воздух со своими загрязнениями и, за-
задерживаясь в непроточных полостях аппаратуры, сильно удли-
удлиняет «холостой» цикл процесса, в течение которого выпускается
некондиционный продукт.
Наконец, даже при надежной герметизации мест соединения
различных частей аппаратуры неизбежна диффузия примесей из
окружающей среды через стенку аппарата. В технологии особо
чистых неорганических веществ в подавляющем большинстве
случаев используются полимерные материалы. Оказалось, что
изделия из полимерных материалов (листы, трубы) имеют мель-
мельчайшие поры и тонкие канальцы [2]. Помимо этого воздушные
загрязнения могут диффундировать через пустоты, образую-
образующиеся в результате беспрерывного колебательного движения
отдельных элементов макромолекул. Полимеры с линейной
структурой, не имеющие полярных групп (полиэтилен, поли-
политетрафторэтилен, поливинилхлорид и другие), как более гибкие,
являются и более проницаемыми для газа, чем высокомолеку-
высокомолекулярные соединения с пространственной структурой [2]. Необхо-
Необходимо отметить, что скорость диффузии газа резко возрастает
с повышением температуры, и особенно в тот момент, когда по-
полимер переходит из стеклообразного в эластичное состояние [3].
Пластические материалы подвержены также микробиологиче-
микробиологической коррозии. Жизнедеятельность микроорганизмов, поселяю-
поселяющихся на полимерных материалах, может привести к тонкому
перфорированию стенок аппаратуры и деструкции самого по-
полимера {2]. В некоторых случаях плесень может прорастать
31
сквозь стенки из пластических материалов или резин [2]. До
настоящего времени чувствительность различных полимерных
материалов к определенным видам микроорганизмов не уста-
установлена.
Таким образом, без знания характера атмосферных загряз-
загрязнений и учета их влияния на степень очистки данного вещества,
без правильной оценки скорости коррозии материала аппара-
аппаратуры, — невозможно решать, многие технологические вопросы
получения особо чистых веществ [4].
ХИМИЧЕСНИЙ СОСТАВ АТМОСФЕРЫ
И ЕЕ ЗАГРЯЗНЕНИЯ
В связи с бурным развитием промышленности и транспорта
особенно в индустриальных центрах в атмосферу поступает все
возрастающее количество окислов серы и различных металлов
(железа, алюминия, меди, свинца, кальция), фосфатов, соеди-
соединений бора и разнообразных органических продуктов [4, 5].
В США, например, ежегодно выделяется в атмосферу 20 млн. т
окислов серы, 30 млн. т природной пыли, 1 млн. г пыльцы рас-
растений и т. д. Из-за атмосферной диффузии, облегчаемой мор-
морскими ветрами, в воздухе распространяются на огромных про-
пространствах большие количества хлоридов и сульфатов, вулка-
вулканическая пыль, бактерии, споры и вирусы, пыльца и семена
растений и многое другое [6].
Концентрация примесей в воздухе испытывает суточные, не-
недельные и сезонные изменения, являющиеся сложной функцией
районирования промышленных предприятий, метереологических
условий и топографии местности. Содержание большинства при-
примесей минимально ночью и резко возрастает с началом движе-
движения транспорта, с повышением температуры воздуха и началом
работы предприятий. В период дождей и снегопадов наблю-
наблюдается значительное снижение концентрации многих атмосфер-
атмосферных загрязнений [5, 7].
Находящиеся в атмосфере примеси по их фазовому состоя-
состоянию можно разделить на газы и аэрозоли.
Газообразные загрязнения атмосферы. Содер-
Содержание в атмосфере газов постепенно изменяется и на уровне
земли (для 760 мм рт. ст. и 0°С) [8] оно будет следующим
(в е/м3):
СО2 0,4-0,6
N2O 8 • 10~*
СН4 9-Ю"!
СО l-Hf*
S02 2 • 10~s
H2S .
NH3 .
CH2O
NO2 .
Cl2 . .
10"
10"
10"
10"
10"
Так, например, количество углекислого газа из-за все воз-
возрастающего сжигания топлива и роста городов медленно, но
32
неуклонно увеличивается * и с начала столетия возросло, при-
примерно, на 10—12% [8]. Наблюдается также постепенное (веко-
(вековое) увеличение содержания в атмосфере серы, особенно в виде
БОг**- Значительная часть двуокиси серы поступает в атмо-
атмосферу при сжигании угля F7% SO2), нефти A2% SO2) и
природного газа. Двуокись серы образуется также при плавле-
плавлении и обжиге руд (выплавка меди дает 13% поступающей в
атмосферу SO2), очистке нефти, производстве серной кислоты,
резины, удобрений и других продуктов. В крупных промышлен-
промышленных районах содержание SO2 может достигать в отдельные се-
сезоны, например осенью, 3- 10~3 г/м3 [8—10]. В среднем промыш-
промышленные источники в 1943 г. выделили в атмосферу 1,2 - 10s т
газообразной серы (в пересчете на SOl~). Сероводород обра-
образуется в море и на суше в результате восстановления сульфа-
сульфатов, при разложении органических веществ с участием серных
бактерий и свободного кислорода. Болота и мелкие озера — хо-
хорошо известные источники H2S. Этот процесс протекает в гло-
глобальных масштабах. Из атмосферы сера выводится, в основном,
с осадками и поглощается почвами, при этом в облачных и до-
дождевых каплях SO2 окисляется до SO3 благодаря присутствию
небольших количеств ионов тяжелых металлов, таких как Мп,
Си, Fe и т. д. [7, 8]. Таким образом ежегодно из атмосферы
с дождями выпадает 1 • 108 т серы (в пересчете на SO|~), при
средней концентрации SC>4~ в дожде порядка 22,2 мг/л [11].
Основной источник NO2 и NH3 — почва. Содержание NO2 и
NH3 в воздухе крупных городов иногда поднимается до
ЫО г/м3 [8].
Хлор и хлористый водород появляются в атмосфере не
только в результате реакций аэрозоля NaCl с озоном и серной
кислотой, содержащейся в облаках и дождевых каплях, но и
благодаря непосредственному выделению этих газов многими
промышленными предприятиями, в районе которых концентра-
концентрация хлора может достигать 0,03 мг/м3, а хлористого водорода
0,12 мг/м3 [9, 12].
Аэрозоли. Другим более важным источником загрязнения
воздуха являются аэрозоли. Размеры их частиц колеблются от
нескольких десятков ангстрем до 10—20 ж/с, если не принимать
во внимание капли облаков, тумана и дождя. Частицы с радиу-
радиусом более 20 мк можно встретить только вблизи их источника.
В приземном слое воздуха максимум частиц приходится на
* Выделение СОг при распаде органических веществ, происходящее
в почве в результате жизнедеятельности бактерий, компенсируется погло-
поглощением СО2 растительностью земного шара [8].
** Сера присутствует в атмосфере, по крайней мере, в трех формах:
ЬО2, H2S и в виде сульфатов, входящих в состав аэрозолей.
3 Зак. 114
83
размеры от 0,01 до 0,032 мк*. В промышленных центрах концен-
концентрация частиц Айткена в 1 см3 воздуха может колебаться от
49 000 до 380000 [8]. Аэрозоли представляют собой смесь сухих
нерастворимых частиц пыли и капелек морского солевого рас-
раствора.
Количество оседающей пыли обычно очень велико и дости-
достигает нескольких сотен граммов на 1 м2 площади в год [5, 13].
Например, в районе Нижне-Тагильского металлургического ком-
комбината на расстоянии 2,0 км от предприятия в сутки оседает
3,9 г пыли на 1 я2 [9]. В Ленинграде выпадает в год 290 т/км2
пылевидных осадков, а в Днепропетровске— 1460 т/км2 [14].
Океаны являются наиболее значительным мировым источни-
источником аэрозолей. Подавляющее большинство морских солевых ча-
частиц крупнее 1 мк образуется при разрыве многочисленных ма-
маленьких воздушных пузырьков, возникающих при всплесках
волн. Воздушные течения подхватывают морские пылевые ча-
частицы и уносят их далеко в глубь континентов. Химический со-
состав таких частиц (в мг/кг пыли) приведен ниже:
СГ 18 980 К+ 380
Na+ 10561 СО!?- 140
SO2" 2650 Br~ 65
Mg2+ 1272 Sr2+ 13
Са2+ 400 В3+ 4
Континентальные аэрозоли в основном образуются из про-
продуктов горения топлива и в результате эрозии почв. Химический
состав аэрозолей промышленных районов (в г/м3 воздуха) сле-
следующий:
Fe .
SOf
NO"
Pb .
F .
Мп .
Си .
Zn
3 • 10
4-10
1 • 10
2 ¦ 10
2-10
1 • 10"'
3 ¦ 10
Ti
Sn
As
Si
Ca
Al
Mg
2 • 10~7
2-10-8
1 • 10-8
1 • 10-5
1 • 10
2 • 10-6
4 • 10-6
1-10"
В результате пыльных бурь в Сахаре, на Аравийском полу-
полуострове или Средней Азии концентрация континентальных
аэрозолей резко возрастает. Так пыль Сахары, переносимая
ежегодно летом в Центральную Европу пассатными ветрами,
состоит в среднем из 68% частиц размером <0,5^к и 24% ча-
частиц размером 0,5—1,0 мк.
* Самые мелкие частицы с радиусом меньше 0,1 мк называются части-
частицами Айткена [8].
34
Состав пыли Сахары следующий (в %):
SiO2 37-75 Fe2O3 6-22
А12О3 до 20 МпзО, 2-4
СаСОз 1-16 MgO 0,4-3
Кроме того, содержатся и примеси К, Na и Си [8]. Значитель-
Значительные выпадения пыли Сахары наблюдаются иногда и во Флори-
Флориде (США). Даже на высоте 18 км атмосфера содержит до
77- 10~15 г/см3 пыли, состоящей, в основном, из соединений А1,
Si, К, Ca, Fe, S [16].
О содержании многих примесей в атмосфере можно судить
по химическому составу дождевой воды. Так, содержание со-
соединений фосфора в осадках составляет 0,1—1,0 мг/л в пере-
пересчете на Р2О5 [17].
Промышленные районы, как мы уже отмечали выше, яв-
являются источником значительного количества аэрозолей различ-
различного состава [5]. Например, в районах размещения некоторых
алюминиевых производств на расстоянии 10 км от предприятий
в воздухе обнаруживается до 0,24 мг/м3 фтора в виде различ-
различных фтористых соединений [9, 18]. Выплавка меди из сульфид-
сульфидных руд, производство суперфосфата, хромовых и других солей
приводит к образованию значительных количеств аэрозолей,
содержащих медь, свинец (до 0,008 мг/м3), хром (до 0,005 мг/м3),
цинк, мышьяк (до 0,11 мг/м3) и многие другие элементы [9, 19,
20]. Аэрозоли, возникающие при сгорании топлива в двигателях
машин, содержат значительное количество РЬСЬ или соединений
типа PbClBr [14, 21]. Например, в г. Цюрих (Швейцария) еже-
ежегодно поступает в воздух до 20 т свинца [14].
Помимо неорганических солей аэрозоли содержат зна-
значительное количество органических веществ (от 1,6 • 10~5 до
3,2- 10~5г/м3воздуха). Из биосферы (степи, хвойные леса) еже-
ежегодно попадает в атмосферу до 1 • 108 г только терпеноподобных
или слабо окисленных углеводородов. Например, ароматные
кусты шалфея на засушливом юго-западе США могут выделять
до 106 г в год летучего органического вещества [8].
В воздушной среде постоянно присутствует значительное ко-
количество биологических аэрозолей, образованных аэропланкто-
аэропланктоном (вирусы, бактерии, споры грибков, лишайников, мхов и
папоротниковых растений, цветочная пыль, семена различных
растений и т. д.) [14].
Приведенные выше данные об атмосферных загрязнениях
достаточно красноречиво свидетельствуют о больших трудно-
трудностях получения особо чистых веществ со значительно меньшим
содержанием микропримесей по сравнению с их концентра-
концентрацией в атмосфере. При среднем содержании в воздухе промыш-
промышленных районов около 1- 10~4 г/м3 SO2 концентрация этой при-
примеси в деионизированной воде, находящейся в негерметично
3* 35
закрытом сосуде, быстро увеличивается до 8-10~Б%. Многим
исследователям хорошо известна трудность получения ряда
веществ с содержанием хлоридов менее 1 • 10~4% из-за постояв
ного присутствия в воздухе лабораторных помещений хлори-
хлористого водорода порядка 1,3 мг/м3 [4].
КОРРОЗИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ,
ИСПОЛЬЗУЕМЫХ В ТЕХНОЛОГИИ ОСОБО ЧИСТЫХ ВЕЩЕСТВ
Правильный выбор необходимого конструкционного материа-
материала для осуществления заданной технологической операции без
снижения качества обрабатываемого продукта — одна из наи-
наиболее сложных проблем. В настоящем разделе мы, естественно,
не можем дать полного обзора химической и механической
устойчивости всех используемых в настоящее время коррозион-
ностойких материалов. Этому вопросу посвящены специаль-
специальные монографии [22—44]. Мы рассмотрим лишь те материалы,
скорость коррозии которых допускает их применение для изго-
изготовления аппаратуры и ее узлов, используемых при получении
особо чистых веществ. При этом следует иметь в виду, что
встречающаяся в некоторых монографиях качественная оценка
химической стойкости материалов («устойчив», «вполне стоек»
и т. д.) еще не определяет возможности его применения в тех-
технологии получения особо чистых веществ. Термину «вполне
стоек» отвечает потеря веса материалом до 0,1 г/(ж2-ч). Это
значит, что в рабочем растворе, находящемся в реакторе ем-
емкостью около 100 л и изготовленного из материала с такой
химической стойкостью, появляется после 1 ч работы 0,1—0,01%
инородной примеси. Напомним, что в особо чистых веществах
содержание микропримесей не должно превышать 1 • 10~5 %.
Отсюда следует, что в технологии получения особо чистых ве-
веществ можно использовать только такие материалы, скорость
коррозии которых меньше 1 • 10~5 г/(м2-ч) *. Однако коррозия
материалов, протекающая с подобной скоростью, до сих пор
почти не изучалась.
Металлы и сплавы. Имеют ограниченное применение
в технологии получения особо чистых веществ ввиду их относи-
относительно высокой скорости коррозии во многих жидких и газооб-
газообразных средах. Скорость коррозии обычно составляет для так
называемых нержавеющих сталей 0,05—0,8 г/(м2-ч) и только
в единичных случаях снижается до 0,001 г/(ж2-ч). Например,
при 30° С скорость коррозии нержавеющей стали марки
Х17Н5Г9АВ в 15—98%-ной СН3СООН равна 0,0006 г/(ж2-ч)
[45]. При 20° С скорость коррозии монель-металла и магния в
* Химическая стойкость металлов часто оценивается в единицах про-
проницаемости, мм/год. Скорость коррозии (VK), выражаемая в г/(м2-ч), равна
VK = 0,114 Яр, где Л — проницаемость, цц/год; р — плотность металла, г/см3 [22].
36
48—70%-ной плавиковой кислоте меньше 0,002 г/(м2- ч) [26, 46],
но уже при 115° С скорость коррозии у монель-металла возрас-
возрастает в той же среде до 0,43 г/(ж2- ч) [26].
Благородные металлы (золото, платина, палладий, иридий,
родий и другие) считаются перспективным конструкционным
материалом для изготовления аппаратов, работающих при вы-
высоких температурах (выше 250° С) в нейтральных средах, не
содержащих свободного кислорода и окислителей [27]. В от-
отдельных случаях благородные металлы обладают высокой хи-
химической стойкостью и в кислых средах. Так, платиновые и
палладиевые дистилляционные и ректификационные аппараты
широко используются для получения особо чистой плавиковой
кислоты [46]. Платина разрушается в сухом хлоре выше 260° С
[скорость коррозии 0,6 г/(м2• ч)], во фторе при 480—560°С [ско-
[скорость коррозии 75 г/(ж2- ч)], в олеуме при 400°С [скорость кор-
коррозии 583 г/(м2-ч)Ъ в 96%-ной серной кислоте выше 200° С
в присутствии О2, HNO3, As2O5 и других примесей; в фосфорной
кислоте выше 100° С; в 36%-ной соляной кислоте выше 100° С,
особенно в присутствии О2, СгО3, FeClj, MnCl2 и других приме-
примесей. Палладий подвергается коррозии в азотной, фосфорной и
соляной кислотах [26].
Среди обычных металлов особого внимания заслуживает
тантал. Тантал не реагирует с бромом до 300° С, с иодом до
400° С, устойчив в СНзСООН любой концентрации от 20 до
390° С; царской водке при 18—60° С [29]. Скорость коррозии
тантала в 60—70%-ной HNO3 при 20—30° С меньше
1 • 10~5 г/(м2'ч), а в 367о-ной соляной кислоте* при 19—110°С
меньше 1 • 10~4 г/(м2-ч) [26]. Разрушается тантал в 40%-ной
плавиковой кислоте при 20° С, в фосфорной кислоте выше 175° С
[скорость коррозии 0,004 г/(м2-ч)], в серной кислоте выше
100° С [26]. Таким образом, тантал по своей химической устой-
устойчивости приближается к платине. Считается [27], что устойчи-
устойчивость тантала определяется стойкостью защитных поверхност-
поверхностных пленок.
Особо чистый цирконий по своей коррозионной стойкости в
кислотах приближается к танталу и превосходит последний по
устойчивости в расплавах гидроокисей щелочных металлов.
Например, скорость коррозии циркония в 1—37%-ной соляной
кислоте при 35—100° С составляет от 1 • 10 до 6-Ю-3 г/(м2-ч)
[47], а в азотной и органических кислотах любой концентрации
при 18—100° С — от 1 • Ю-2 до 1 • Ю-4 г/(м2-ч) [29].
При выборе металла как конструкционного материала сле-
следует отдавать предпочтение металлу, соединения которого
Следует иметь в виду, что в соляной и плавиковой кислотах, а также
водных растворах гидроокисей щелочных металлов тантал и цирконий
постепенно становятся хрупкими и рассыпаются в порошок [36, 47].
87
будут подвергаться в конструируемой аппаратуре той или иной
обработке. Безусловно, это возможно лишь в том случае, если
данный металл относится к числу химически стойких. Тогда
требование к величине скорости коррозии может быть сниже-
снижено до 0,01—0,1 г/(м2-ч) при условии незначительного содержа-
содержания (меньше 1-103%) в данном металле других микроприме-
микропримесей. Например, операции кристаллизации и сушки особо чи-
чистых никелевых солей могут производиться в аппаратуре из
высококачественного никеля.
В ряде случаев химическая коррозия металлов зависит не
от природы соприкасающихся с ними вешеств, а является ре-
результатом воздействия на металл либо продуктов гидролиза
этих веществ, либо атмосферных газов (О2, SO2, NO2 и др.).
Так особо чистый трихлорсилан, полностью изолированный от
кислорода и влаги воздуха, можно не только хранить без су-
существенной потери качества в бочках из специальной стали,
но и подвергать ректификации в колоннах, изготовленных из
нержавеющей стали.
Следует с большой осторожностью подходить к использо-
использованию аппаратуры с защитными пленками из благородных и
других металлов. Практически невозможно создать беспори-
беспористые покрытия. Например, никелевые пленки в зависимости от
толщины и состава. гальванической ванны содержат на 1 см2
от 20 до 180 пор. Через эти поры при толщине пленки в 5 ж
в течение 20 мин диффундирует от стальных стенок реактора в
продукционный раствор до 1,4-10~4 г Fe3+ [23].
Керамика (фарфор). Применяется в качестве само-
самостоятельного конструкционного материала для изготовления
ряда аппаратов (насосы, реакторы, фильтры), используемых в
основном в нейтральных * средах для получения большого ко-
количества чистых веществ с содержанием отдельных микропри-
микропримесей не меньше 1 • 10~Б% **.
Химическая стойкость фарфоровых изделий в щелочных
растворах небольшая: потеря веса в 2 н. водном растворе
Na2CO3 составляет 25—30 мг на 1 дм2 поверхности. В кислых
средах * растворимость фарфора колеблется от 5 до 9 мг с
1 дм2 поверхности A0%-ная соляная кислота). Столь высокая
растворимость фарфора в кислых средах ограничивает его ис-
использование.
Химическая устойчивость другой по составу плотной кера-
керамики (ZrO2, AI2O3, BeO, MgO, M0S12, TiB2, A1N) исследована
подробно только у изделий из окиси бериллия [48]. Раствсу?и-
* В плавиковой и кремнефтористоводородной кислотах и их солях, а
также в фосфорной кислоте, керамика (фарфор) сильно корродирует.
** Стандартный твердый фарфор содержит 40—55% глинистого веще-
вещества, 20—30% кварца и 20—30% полевого щпата [22].
38
мость в кислотах тиглей из А12О3 составляет менее 3 мг, а в
щелочных растворах — менее 10 мг с 1 дм2 поверхности в 1 ч.
Эмали. Как и керамика, эмали являются продуктами слож-
сложного состава. Например состав кислотоупорной эмали следую-
следующий (в %) [22, 37]:
SiO2 • . • 60-70 СаО до 10
Na2O 10-20 А14О3 до 5
К2О до 10 В2О3 до 5
Некоторые из этих окислов в зависимости от назначения
эмали могут быть заменены на ТЮ2, SnO2, ZrO2, BaO и др.
Тонкий эмалевый слой легко отмывается от поверхностных за-
загрязнений, отличается большой механической прочностью и
эластичностью, выдерживает нагревание до 300° С [22, 37].
Применение эмалей в технологии получения особо чистых
веществ ограничивается их небольшой химической стойкостью.
Растворимость эмалей в кислотах * (в том числе и органических)
любых концентраций равна 0,15—2,6г/(м2-ч), а в 1—30%
водных растворах Na2CO3 и NaOH от 2,4 до 80,0 г/ (м2 • ч)
[37, 49, 50]. Введение в эмали ZrO2 от 2,5 до 10%, независимо
от содержания щелочных окислов, увеличивает ее щелочеустой-
чивость. Однако потеря веса в 2 н. водном растворе NaOH
остается все еще высокой и составляет 0,1—0,2% при 98°С
после 3 ч обработки [49].
Другой недостаток эмалей — их высокая чувствительность к
местным перегревам и охлаждениям, приводящая к появле-
появлению очень тонких трещин и так называемых «местных отко-
отколов». Поэтому при выборе аппаратуры для производства особо
чистых веществ низших классов предпочтение всегда отдается
фарфоровой или стеклянной аппаратуре.
Стекло. Воздействие водных растворов различных веществ
на силикатное стекло можно свести в основном к двум видам
процессов: растворению ** (растворы гидроокисей щелочных,
щелочноземельных металлов и карбонатов щелочных метал-
металлов, плавиковая и кремнефтористоводородная кислоты и их
соли) и выщелачиванию3* окислов щелочных и щелочноземель-
щелочноземельных металлов с образованием на поверхности защитного слоя
из пленки S1O2 (вода, нейтральные водные растворы солей
различных металлов, кислоты, кроме плавиковой и т. д.)
[30, 51]. Наиболее химически стойкие силикатные стекла те-
теряют в весе при нагревании в воде при 100° С в течение 1 ч
В плавиковой и кремнефтористоводородной кислотах и их солях, а
также в фосфорной кислоте эмали сильно корродируют.
Под растворением в данном случае понимается переход всех компо-
компонентов стекла в жидкую фазу.
Выщелачивание — процесс избирательного растворения отдельных
компонентов стекла.
39
до 2 -10~3 % - Более значительная потеря в веСе наблюдается у
стекла в водных растворах гидроокисей и карбонатов щелочных
металлов. Так, стекла состава Na2O—А12Оз—SiO2, содержа-
содержащие 75 мол.% SiO2 при кипячении в течение 1 ч в 2 н. растворе
NaOH теряют в весе от 2,5 до 4,1% [30, 51, 52]. Даже луч-
лучшее по щелочной устойчивосги стекло марки Щ23 (с добав-
добавкой ZrO2) растворяется в 2 н. растворе NaOH при кипячении
со скоростью 0,32 г/(м2-ч) [30]. Необходимо отметить, что во
многих силикатных стеклах основным компонентом, сообщаю-
сообщающим стеклу химическую и термическую стойкости, является
В2О3, содержание которого может доходить до 13% [22]. Поэто-
Поэтому использование стеклянной аппаратуры для процессов пере-
переработки материалов, необходимых полупроводниковой технике,
должно быть полностью исключено. В остальных случаях
(очистка нейтральных водных растворов солей, минеральных
и органических кислот, воды) аппаратура из силикатного стек-
стекла перед ее применением обязательно должна быть обрабо-
обработана в течение 24—48 ч 5—10%-ной соляной кислотой, а за-
затем дистиллированной водой для создания защитной пленки из
SiO2, уменьшающей дальнейшее выщелачивание компонентов
стекла.
Среди всех известных в настоящее время стекол наиболь-
наибольшей химической и термической стойкостью обладает кварце-
кварцевое стекло. В технологии получения особо чистых неорганиче-
неорганических веществ рекомендуется использование только прозрачного
кварцевого стекла, изготовленного из высоко чистого кремний-
содержащего сырья [53]. Непрозрачное кварцевое стекло из-за
включений большого количества мельчайших пузырьков воз«
духа является не только более пористым *, но и менее хими-
химически стойким (табл. 1). Переход примесей из кварцевого
стекла в рабочие растворы и расплавы ** определяется скоро-
скоростью растворения стекла и концентрацией содержащихся в нем
микрокомпонентов [53]. Загрязнение неэлектролитов и кислых
сред компонентами кварцевого стекла, как правило, является
незначительным. В частности, из кварцевого стекла, содержа-
содержащего примесь фосфора, переходит в трихлорсилан (SiHCl3) при
20—40е С в течение трех дней от 2 • 10"9 до 2 • 10-10% фосфора
[55]. При этом обнаружено, что кварцевая поверхность, пред-
предварительно обработанная раствором едкого натра, взаимодей-
взаимодействует с трихлорсиланом более интенсивно, чем поверхность,
обработанная плавиковой кислотой [55].
* Пористость непрозрачного кварцевого стекла составляет 3—4%, а
прозрачного — 0,05% [54].
** Скорость растворения, например стенок кварцевого тигля в рас-
расплаве элементарного кремния, составляет в зааисимости от температуры от
4 • Ю-7 до 9 • Ю-7 г/(сл1* • сек) [53].
40
Таблица 1
Химическая стойкость кварцевого стекла [30, 43, 54]
Реагент
Азотная кислота . .
Соляная кислота .
Серная кислота . . •
Уксусная кислота .
Щавелевая кислота
Карбонат натрия .
Гидроокись аммония
Гидроокись натрия
Гидроокись калия .
Хлорид натрия . .
Концентра-
Концентрация
реагента, %
65
36
96
70
30
10
25
1
1
40
Температура.
-С
115
66
205
108
108
102
65
101
98
102
Потеря в весе, г/(м2-ч)
прозрачный
кварц
0,0046
0,0058
0,0025
0,0004
1,20
0,09
1.66
0,68
0,14
непрозрачный
кварц
0,006
0,014
0,005
0,0012
0,006
4,99
0,33
15,2
4,63
0,34
ПРИМЕЧАНИЕ. Растворимость шлифованной поверхности почти вдвое больше.
В концентрированной фосфорной кислоте прн 300° С кварцевое стекло полностью разру-
разрушается.
Кварцевое стекло не только источник различных загрязне-
загрязнений, но в ряде случаев поверхность кварцевого стекла прояв-
проявляет свойство сорбента по отношению к некоторым мнкропри-
месям (Ni, Ag, Au, Pt и другим) при содержании последних в
пределах 1 • 10"9—5-10'5% [56, 57].
Следует учитывать еще одну особенность кварцевого стекла.
При высоких температурах A200—1400е С) сквозь кварцевое
стекло способны диффундировать хлористый водород, кисло-
кислород, углекислый газ, водород и другие газы, причем скорость
диффузии возрастает с уменьшением молекулярного веса газа
[22, 44]. Установлено, что диффузия газов через кварцевое стек-
стекло происходит за счет миграции молекул газа в междоузлиях
решетки стекла. Так при 900° С в 1 сек через 1 см2 стекла тол-
толщиной 1 мм при разности давлений в 1 ат проходит от 4 до
7мл Н2 и 0,95—\,2мл N2 [44]. Размер междоузлий решетки
стекла уменьшается с увеличением его щелочности.
Из силикатного и кварцевого стекол изготавливаются тка-
ткани, применяемые в качестве фильтрующего материала. Хими-
Химическая стойкость стеклянной ткани не является достаточной
для использования ее в технологии получения особо чистых ве-
веществ. В азотной E—60%-ной), серной A—98%-ной), соля-
соляной A—30%-ной) и 40%-ной фосфорной кислотах эта ткань
теряет после 2 ч обработки от 0,2 до 3,3% веса, а в 10—37%
водных растворах аммиака, карбоната натрия и хлорида каль-
Ция от 0,34 до 0,75% своего веса [22].
41
Углеграфитовые материалы. Высокая термиче-
термическая * и химическая стойкость черного углерода (древесный
уголь, кокс) и мягкого графита были использованы при созда-
создании нового углеграфитового материала [31—34]. Правда, угле-
графитовый материал, получающийся из коксующихся углей
и другого углеродистого сырья, непосредственно в химическом
машиностроении не используется, так как обладает значитель-
значительной пористостью, достигающей 10%. Исключением является
применение фильтров, например, из углеграфитового материа-
материала марки ПГ-50, для удаления механических взвесей из рас-
расплавленной серы, органических кислот и других веществ [31].
Углеграфитовые фильтры устойчивы в среде плавиковой, со-
соляной, серной и фосфорной кислот до 450° С. Выше этой
температуры при доступе воздуха происходит окисление угле-
углеграфитового материала. Разрушение пористых углеграфитовых
материалов наблюдается также в хромовой и азотной кисло-
кислотах, олеуме, галогенах и водных растворах КСЮ3 и KMnCU и
протекает с образованием графитовой либо меллитовой кисло-
кислоты [31].
Для изготовления аппаратуры, применяемой в технологии
особо чистых неорганических веществ (дистилляционные и рек-
ректификационные колонны, теплообменники, насосы, трубы) ис-
используется исключительно углеграфитовый материал, пропи-
пропитанный полимерными смолами. Химическая устойчивость про-
пропитанных графитовых материалов (графитопластов) является
довольно высокой и определяется химической стойкостью со-
соответствующей полимерной смолы. Например, скорость корро-
коррозии графитолита марки ГФ-2 ** в 37%-ной соляной, 75%-ной
серной, 85%-ной фосфорной, 40%-ной плавиковой и 65%-ной
уксусной кислотах при 85° С составляет 1,7- 10~6 г/(см2-ч)
[31]. Аналогичными свойствами обладает графитопласт, анте-
гмит АТМ-1. Однако коррозия этих двух материалов различает-
различается: графитолит ГФ-2 постепенно становится пористым, а анте-
гмит АТМ-1 как композиционный материал растворяется в
агрессивных средах, теряя свою механическую прочность. Рас-
Растворимость углеграфитового материала, пропитанного фурило-
вой смолой (ФЛ-2) в 50%-ной серной кислоте при 100°С, рав-
равна 1,7—1,9% [58]. Термическая устойчивость графитопластов
также определяется термической стойкостью использован-
использованных полимерных смол и в настоящее время не превышает
* При обычной температуре углерод химически крайне инертен и прак-
практически не растворяется ни в одном из известных растворителей, включая
щелочи и кислоты. Температура плавления углерода ~3500° С.
** Молотый искусственный графит, пропитанный фенолформальдегидной
смолой. В ГДР применяется литой графит под названием гуссигурит. Гусси-
гуритовые изделия, изготовленные на основе эмульсионной смолы, могут ис-
использоваться до 300° С при давлении 4—6 ат [38].
42
jgO—300° С. Достоинства углеграфитовых материалов опре-
определяются не только их высокой химической устойчивостью.
Не меньшее значение имеет хорошая теплопроводность [около
2 ккал/(м-Ч'град)] графитопластов и их способность к меха-
механической обработке, позволяющая изготавливать изделия, слож-
сложной конфигурации [59]. В частности, из графитопласта изготав-
изготавливают [60] установки для дистилляции 40—60%-ной плавиковой
кислоты.
Последнее время [32, 34] удалось получить углеграфитовый
материал (модифицированный графит) с незначительной по-
пористостью без применения полимерных смол (пирографит,
стеклографит, рекристаллизованный графит и т. д.). В част-
частности, пирографит при толщине пленки 20—50 мк сохраняет
механическую прочность, высокую химическую стойкость и
газонепроницаемость (по Не) до 2500° С [34].
Полимерные материалы. За последние годы поли-
полимерные материалы получили наибольшее применение в тех-
технологии особо чистых неорганических веществ. Среди раз-
различных пластических материалов высокой устойчивостью к
коррозии отличается политетрафторэтилен (фторопласт-4),
полипропилен, поливинилхлорид (винипласт), поливинилиден-
хлорид, полиэтилен, полиизобутилен и полиметилметакрилат
(органическое стекло). Общий недостаток широко известных
полимерных материалов — низкая термостойкость*, а в случае
использования этих материалов в качестве теплопроводящей
поверхности, — низкая теплопроводность [61].
Политетрафторэтилен (—CF2—CF2—)п, или фторопласт-4**,
кристаллический полимер [2, 35] с температурой плавления его
кристаллов 327° С [35]. Максимальной рабочей температурой
при эксплуатации фторопласта-4 считается 260° С. Однако в
ряде случаев его можно применять до 327е С [2]. Деполимери-
Деполимеризация фторопласта-4 начинается при 360° С, но протекает край-
крайне медленно. Температура разложения лежит выше 415° С. На-
Нагреванием нельзя перевести фторопласт-4 в вязко-текучее со-
состояние. Из всех известных материалов фторопласт-4 является
наиболее химически стойким материалом. Обнаружено, что на
фторопласт-4 действуют только расплавленные щелочные ме-
металлы и их растворы в аммиаке, трехфтористый хлор и эле-
элементарный фтор. Не найдено пока ни одного органического рас-
растворителя, в котором фторопласт-4 хотя бы набухал.
Из фторопласта-4 изготавливают трубы, пластины, пленку,
гибкие шланги и многочисленные детали, в том числе и
Недавно [61] синтезированы новые полимерные материалы: полифени-
леи с температурой плавления около 500е С и титанорганические полимеры,
спос°бные выдерживать температуру до 600—800° С.
Принятые названия: тефлон (США), флюон (Англия), агафлон (Ита-
(Италия), хостафлон (ФРГ), гафлон (Франция), вафлон-4 и полифлон (Япония).
43
пористые [35]. Пористые пластины можно использовать в каче-
качестве фильтрующего материала, стойкого к любым агрессивным
средам.
Фторопласт-4 считается в настоящее время материалом,
наиболее пригодным для технологии особо чистых веществ;
даже платина и кварц более богаты источниками различных
загрязнений.
К числу серьезных недостатков фторопластов следует от-
отнести их хладотекучесть, плохую теплопроводность и отсут-
отсутствие способности к свариванию и склеиванию *.
Политрифторхлорэтилен (—CF2—CFC1—)„, или фторо-
пласт-3**, является также кристаллическим полимером [2, 35].
Температура плавления кристаллитов фторопласта-3 равна
208—210° С, а максимальная рабочая температура при эксплу-
эксплуатации 125—190° С. Деполимеризация фторопласта-3 начи-
начинается выше 270°С. Присутствие хлора в полимере снижает
устойчивость материала к воздействию химических реагентов.
Он разрушается в расплавах гидроокисей щелочных металлов,
в высокопроцентном олеуме и в среде хлорсульфоновой кис-
кислоты при 140° С. При повышенной температуре фторопласт-3
растворяется в бензоле и его гомологах, в четыреххлористом
углероде, хлороформе и метилхлороформе [35]. Поэтому перед
использованием фторопласта-3 в органических растворителях
следует провести необходимые испытания.
Фторопласт-ЗМ — полимер, полученный из трифторхлорэти-
лена с небольшой примесью других мономеров. В отличие от
фторопласта-3 этот полимерный материал выдерживает дли-
длительное нагревание при 150—170° С без заметного ухудше-
ухудшения механических свойств. По стойкости к агрессивным средам
фторопласт-ЗМ не отличается от фторопласта-3 [35]. Из фторо-
пласта-ЗМ можно изготовлять суспензии, пригодные для нане-
нанесения антикоррозийных покрытий. Существенным недостатком
таких покрытий является неизбежное присутствие точечных де-
дефектов (узких пор и тончайших трещин), облегчающих диффу-
диффузию агрессивных сред к металлу [35, 62], вследствие чего не
рекомендуется эксплуатация покрытий при температурах выше
100° С [62].
Помимо своей высокой химической стойкости фторопласты
обладают еще одним практически ценным свойством: способ-
способностью к сорбции из растворов гидроксокомплексов многоза-
многозарядных ионов (Zr4+ и др.) [63].
* Предварительная обработка поверхности фторопласта-4 раствором ме-
металлического натрия в жидком аммиаке для использования полимерных
клеев практически трудно осуществима
** Принятые названия: тефлекс (ЧССР), вафлон-3 и дафлон (Япония)
и др.
44
Полипропилен* (—СН2—СНСН3—)п- По своей термической
и химической устойчивости уступает только фторопластам [39,
40; 6]. Температура размягчения полипропилена составляет
160—170° С. В отличие от полиэтилена, полипропилен произво-
производится только анионной полимеризацией на каталитическом
комплексе, состоящем из алкилов алюминия и хлоридов ти-
титана. Поэтому зольность полипропилена является довольно
высокой, порядка 0,1% [40]. В реакторах из полипропилена
можно перерабатывать горячие растворы многих агрессивных
реагентов.
Полиэтилен (—СН2—)п- В отсутствие кислорода воздуха он
относительно устойчив к термической деструкции, разрушение
замечается только выше 290°С [2]. Однако размягчение мате-
материала наблюдается уже при 108—120° С. При нагревании на
воздухе выше 150° С цвет полиэтилена меняется: из белого пе-
переходит в желтый, затем в- коричневый и, наконец, в черный.
Одновременно ухудшаются и механические свойства полимера
[38, 41]. Под влиянием солнечного света, в результате фотохи-
фотохимического окисления, полиэтилен постепенно твердеет, стано-
становится хрупким и на его поверхности появляются мельчайшие
трещины [2, 38, 42].
Соляная, плавиковая и фосфорная кислоты в любых кон-
концентрациях не вызывают коррозии полиэтилена, аналогично
ведут себя разбавленные серная и азотная кислоты [2]. Кон-
Концентрированные уксусная, серная и азотная кислоты, хлор,
бром и фтор разрушают полиэтилен [40]. В алифатических, аро-
ароматических и хлорированных углеводородах полиэтилен набу-
набухает. Увеличение веса полиэтилена в 10—37%-ной НС1 при
20°С составляет 0,1—0,2% в месяц, а в 3—60%-ной H2SO4
0,04—0,5% в месяц** [64]. В 1—30% водном растворе NaOH
при 60° С, наоборот, полиэтилен частично растворяется и поте-
потеря веса составляет 0,03—0,28 7о в месяц [38, 42, 64]. В 85%-ной
Н3РО4 при 20—60° С потеря в весе через сутки составляет
0,2—0,3% [42].
Хлорсульфированный этилен, гипалон, также характери-
характеризуется высокой устойчивостью ко многим химическим реаген-
реагентам, хотя и уступает полиэтилену в устойчивости к органиче-
органическим растворителям.
В технологии особо чистых неорганических веществ следует
использовать только полиэтилен высокого давления. Полиэти-
Полиэтилен низкого давления (марка П) содержит включения многих
тяжелых и щелочных металлов, попавших в материал из ката-
катализаторов. В зависимости от условий производства зольность
** ДРУгие названия: хостален (ФРГ), моплен (Италия) и др.
ПЭ-150) относятся к полиэтилену высокого давления (марки 1; 2 или
45
полиэтилена низкого давления может колебаться от 0,04 до
2,0% [42].
Поливинилхлорид (—СН2—СНС1—)„, или винипласт, тер-
термически устойчив только до 80° С. Выше этой температуры он
начинает разрушаться с потерей НС1 [2]. Чтобы повысить стой-
стойкость поливинилхлорида к нагреванию и свету, к полимеру до-
добавляют различные стабилизаторы неорганического и органи-
органического происхождения. Следовательно, при использовании
аппаратуры из поливинилхлорида надо всегда учитывать возмож-
возможность загрязнения рабочих растворов продуктами деструкции
полимера, в частности, примесями Pb, Zn, Sn, P, К, Si и др.
Применение пластификаторов и наполнителей органическо-
органического происхождения не менее опасно, так как в этом случае при-
приходится сталкиваться с микробиологической коррозией [65].
В химическом отношении поливинилхлорид также менее
устойчив, чем полиэтилен. Основное разрушающее воздей-
воздействие на полимер оказывает вода, продолжительное действие
которой при 60° С вызывает сильное набухание, сопровождаю-
сопровождающееся образованием мельчайших трещин и вздутий. Поэтому
в водных растворах солей и кислот, обладающих окислитель-
окислительными свойствами, а также щелочей, непластифицированный
поливинилхлорид может применяться при 60° С только в тех
случаях, когда концентрация растворов выше 20% [2]. В среде
SiCU, GeCl4 и SiHCU поливинилхлорид разрушается.
Полиметилметакрилат (—СН2—СН3СООСН3—)„, или орга-
органическое стекло, устойчив к разбавленным растворам кислот,
воде и водным растворам неорганических солей [2, 66]. В кон-
концентрированных кислотах органическое стекло подвергается
гидролизу и набуханию [66, 67]. В полярных растворителях (ке-
тоны, сложные эфиры, некоторые хлорированные углеводоро-
углеводороды) органическое стекло набухает и частично растворяется.
Разрушают органическое стекло хромовая, муравьиная и уксус-
уксусная кислоты. По сравнению с рассмотренными выше полимер-
полимерными материалами органическое стекло обладает наименьшей
химической устойчивостью. При конструировании аппаратуры
из полиметилметакрилата следует всегда иметь в виду возмож-
возможность сильной коррозии механически напряженных узлов аппа-
аппаратуры в ацетоне, бензоле, метиловом, этиловом и бутиловом
спиртах, 85% растворе муравьиной кислоты и других средах
[2, 66]. Поверхностное растрескивание («серебрение») органиче-
органического стекла вызывает любое вещество, в котором растворяется
или набухает полиметилметакрилат [66].
Непластифицированный полимер термически устойчив при
105—115° С [66]. При 250° С полиметилметакрилат распадается
на смесь мономеров [2].
При использовании органического стекла как конструкци-
конструкционного материала для производства особо чистых веществ
46
следует иметь в виду, что полимер может содержать механиче-
механические" примеси никеля, меди, железа и кремния [66], а это спо-
способствует появлению микротрещин и вздутий при нагревании
изделий из органического стекла.
Перхлорвиниловая смола. Является продуктом полимериза-
полимеризации хлористого винила, причем для большей химической стой-
стойкости полимер подвергается дополнительному хлорированию.
Отсюда и название смолы — перхлорвиниловая. Широко исполь-
используется для изготовления перхлорвиниловой (хлориновой) филь-
фильтрующей ткани. Перхлорвиниловая ткань устойчива к действию
царской водки, азотной, серной и соляной кислот и водных рас-
растворов гидроокисей щелочных металлов любых концентраций
до 90° С [68]. Перед использованием ткань рекомендуется тща-
тщательно обработать горячей водой для удаления следов непроч-
непрочно связанного хлора, восстанавливающих веществ и микропри-
микропримесей Fe3+, Mn и некоторых других. Применение перхлорвини-
перхлорвиниловой ткани исключается только для тех веществ, в которых
содержание примеси С1-ионов должно быть меньше 1 • 10~5%-
Стеклопластики, или полимеры, армированные стекловолок-
нистым наполнителем — перспективный материал для отделки
и оборудования лабораторных и производственных помещений,
предназначенных для работ с особо чистыми веществами [24,
25, 69]. В химическом машиностроении, обслуживающем про-
промышленность особо чистых неорганических веществ, стекло-
стеклопластики имеют меньшее значение, так как химическая и
термическая стойкость определяется почти целиком стойкостью
использованных для изготовления стеклопластиков смол (эпо-
(эпоксидные, полиэфирные, фурановые и т. д.). Наименьшее изме-
изменение веса (порядка 0,03—0,05%) в воде, бензине, керосине и
масле наблюдается у прессовочного материала АГ-4В и ориен-
ориентированного стеклопластика АГ-4С, благодаря наличию на по-
поверхности образцов сплошной смоляной пленки и повышенной
плотности всего материала [24]. Последнее время для повыше-
повышения химической стойкости стеклопластиков на них напрессовы-
напрессовывают поверхностный слой из синтетических волокон и поли-
полиэфирных связующих [26].
Резина, эбонит—продукты взаимодействия каучука с се-
серой и другими веществами, имеют ограниченное применение
в технологии получения особо чистых неорганических веществ
из-за невысокой теплостойкости, не превышающей 40—65° С
и значительного содержания в этих материалах серы B—4%
в мягкой резине и 40—50% в эбоните), окиси цинка (до 5%)
и других наполнителей [61]. Скорость коррозии резины и эбонита
в минеральных кислотах (за исключением азотной, хромовой
и концентрированной серной), растворах гидроокисей щелоч-
щелочных металлов и большинства минеральных солей составляет
0,01—0,1 г/(м2-ч). Резины и эбонит при нагревании выше 65°С
47
в результате деструкции вулканизатов (тетраметилтиурамди-
сульфид, меркаптобензтиазол и другие) выделяют сероводо-
сероводород [22].
Таким образом, ассортимент конструкционных материалов,
который можно использовать в технологии получения особо
чистых неорганических веществ, крайне ограничен: некоторые
благородные металлы, фторуглеродные полимеры, полипропи-
полипропилен, углеграфитовые материалы и кварцевое стекло. Для вы-
высокотемпературных процессов выбор материалов еще более
сужается. Скорость коррозии всех материалов резко увеличи-
увеличивается с температурой процесса, и поэтому важное значение
приобретают низкотемпературные методы получения особо чи-
чистых веществ.
ВЛИЯНИЕ ВНЕШНИХ ЗАГРЯЗНЕНИЙ
НА ПРОЦЕССЫ ГЛУБОКОЙ ОЧИСТКИ ВЕЩЕСТВ
В настоящее время ни один процесс очистки вешества не
гарантирует от попадания в реакционные зоны микропримесей
из окружающей среды (газообразная фаза, материал аппара-
аппаратуры) и вспомогательных реагентов (иониты, растворители,
осадители, разделяющие агенты). Любой технологический про-
процесс очистки вещества представляет совмещение процессов
очистки и загрязнения. Если эти два процесса идут с равной
скоростью, то содержание микропримеси в веществе остается
без изменения. Об эффективности технологического процесса
очистки вещества можно судить по степени его приближения к
аналогичному процессу, осуществляемому в идеальных усло-
условиях при полном отсутствии внешних загрязнений.
В основе любого процесса очистки вещества лежит «элемен-
«элементарный» (или «простой») эффект разделения макро- и микро-
компонентов системы. Под этим подразумевается уменьшение
концентрации микропримеси при однократном проведении опе-
операции, осуществляемой в разделительном элементе.
Разделительным элементом является наименьшая самостоятельная ячей-
ячейка технологического процесса, создающая некоторую степень очистки ве-
вещества [70—73]. Разделительным элементом может служить электрохимиче-
электрохимическая ячейка, тарелка ректификационной колонны, смеситель-отстойник экс-
экстракционной системы аппаратов и т. д. *. Группа параллельно включенных
разделительных элементов, питающихся продуктом одного состава и выдаю-
выдающих вещество с одним и тем же содержанием микропримеси, называется
ступенью технологической схемы. Понятия разделительного элемента и сту-
ступени иногда совпадают (например, тарелка в ректификационной колонне мо-
может рассматриваться и как разделительный элемент, и как ступень). Разде-
Разделительный элемент, или ступень простейшего типа, отличается тем, что в него
поступает один питающий поток, а выходит два: один — с пониженным со-
* Четкое ограничение разделительного элемента не всегда возможно (на-
(например, в насадочных и эмульгационных колоннах).
48
держанием микропримеси, и другой — обогащенный этой микропримесью.
Если эффективность очистки вещества на одной ступени недостаточна, то
ступени соединяют последовательно. В этом случае «элементарный» эффект
разделения многократно повторяется. Группа последовательно соединенных
ступеней образует каскад.
Каскадом являются ректификационные и экстракционные колонны, набор
смесителей^ртстойников для экстракции, система аппаратов для многократной
кристаллизации и т. д. Получение особо чистого вещества протекает наибо-
наиболее эффективно в противоточных каскадах колонного типа, в которых много-
многоступенчатый процесс очистки осуществляется в одном аппарате без каких-
либо промежуточных теплообменных и механических устройств, потенциаль-
потенциальных источников различных загрязнений.
Величина элементарного эффекта очистки вещества, дости-
достигаемая в одной ступени, характеризуется термодинамическим
коэффициентом разделения а, определяемым из соотношения
72]
X
° x(l-y)
где у, х—мольные доли микропримеси в обедненной и обо-
обогащенной фракциях вещества, соответственно; Y = y/(l—у) и
Х=х/(\ —х) — относительные концентрации.
Технологический процесс выбирается таким образом, чтобы
соблюдалось соотношение у<уо<х, если г/о—мольная доля
микропримеси в исходном растворе. В этом случае а всегда
будет меньше единицы.
Другой мерой полноты удаления микропримеси на одной
ступени является эффективный коэффициент разделения (или
степень очистки вещества) р, определяющий заданный интер-
интервал уменьшения концентрации микропримеси (от у0 до у):
Р
УоA-У)
Очевидно, что а < р < 1.
Очистка вещества в идеальных условиях (без
учета внешних загрязнений). Образцом при проекти-
проектировании установок для очистки веществ от микропримесей с
минимальной стоимостью конечного особо чистого продукта яв-
является идеальный каскад. В идеальном каскаде концентрации
микропримеси в потоках Мп+\ и Я„_1 равны* (рис. 7), т. е.
хп+\=Уп-1\ и в каждой ступени каскада степень очистки веще-
вещества р одна и та же. Отсюда, если *n+i=#n-i, уравнение тер-
термодинамического равновесия для (л+1) ступени примет вид:
Так как ., .
При смешении потоков Мп+1 и Пп-\ не происходит увеличения эн-
4 Зак. Ц4 4Q
то р = Ya. Это отношение между степенью очистки вещества
(эффективным коэффициентом разделения) и термодинамиче-
термодинамическим коэффициентом разделения — основное свойство идеаль-
идеального каскада [70—73]. В случае каскада, составленного из раз-
разделительных элементов с очень небольшой степенью очистки
вещества р и коэффициентом разделения а, близким ^едини-
^единице (при 1—al
сывается:
^
, условие идеальности каскада р = У а запи-
запиРис. 7. Противоточный каскад:
П —очищаемый продукт; М —маточные растворы (отходы) от каждой ступени каскада;
X, у — содержание микропримесн в маточных растворах (обогащенной фракции) и очищае-
очищаемом веществе (обедненной фракции), соответственно; 1, 2, 3,..., п— 1, п — номера ступе-
ступеней протнвоточиого каскада.
Суммарная степень очистки, получаемая в идеальном кас-
каскаде из п разделительных элементов с отбором особо чистого
продукта Я„, будет равна: р„ = (]/а)" = а"/2.
Отсюда минимально необходимое число разделительных
элементов для обеспечения заданной степени очистки вещества
будет составлять n=21nf$/lna, т. е. число разделительных эле-
элементов идеального каскада, работающего с производительно-
производительностью Яп, в 2 раза больше, чем при безотборном режиме (это
соотношение иногда называют правилом удвоенного логариф-
логарифма) [70—73].
Степень очистки вещества в каскаде из п ступеней, р„,
равна:
Содержание микропримеси в продукте, получаемом с я-ой
ступени каскада, будет:
„П/2.
Уо
Производительность идеального каскада находится следую-
следующим образом [71, 74]. Материальный баланс потоков продукта
и маточного раствора для двух последних ступеней очистки ве-
вещества можно представить уравнениями (см. рис. 7):
, = М
Я„_, A - </„_,) = МпA - *„) + Пп A - уп)
Из этих уравнений находим:
Мп[Пп=-
При работе без отбора продукта М„/Я„->-оо и xn = yn-i- Но в
идеальном каскаде
РУп
отсюда, полагая а=р2, получим:
1 1 - ХП J
Если каскад состоит из конечного числа ступеней разделе-
разделения, а р < 1, то зависимость между Яо (в моль/ч) и Я„ можно
представить уравнением [74]:
гг _гг 1 + Р ( Уо-Уп
+ Р (Уо~Уп\
-Р I Уо )
50
Коэффициент интенсивности очистки веще-
вещества в идеальных условиях. Процесс очистки вещества
в каждом разделительном элементе сводится к перераспреде-
перераспределению основного вещества и микропримеси между двумя кон-
контактирующими фазами системы. Процесс достигает равнове-
равновесия, когда устанавливается равенство химических потенциалов
микропримеси в обеих фазах: |Xi = [Л2 *- В каждом последую-
последующем разделительном элементе процесс повторяется, но уже
при новом значении исходной концентрации микропримеси. Та-
Таким образом, изменение химического потенциала микроприме-
микропримеси ** можно связать с изменением ее концентрации с уравне-
уравнением:
Дц = RT In cy,
где R — универсальная газовая постоянная; Г — температу-
температура, °К; у — коэффициент активности микропримеси.
Для каскада, выполненного в виде колонны, изменение хи-
химического потенциала на бесконечно малом элементе высоты
* Это условие является общим для всех многофазных систем и может
быть применено к любому компоненту и к любым двум фазам многофазной
системы, находящейся в равновесии.
** Для простоты мы рассматриваем бинарную систему неэлектролитов.
4* 51
dh будет равным A\idh или A\idh = Rd(T In су). В случае изо-
изотермического процесса, протекающего в сильно разбавленном
(по отношению к микропримеси) растворе (область Генри),
когда коэффициент активности'можно принять за постоянную
величину [75, 77, 78], выражение получит вид
или
Др. dh = RTd In су
Если за единицу высоты аппарата принять разделительный
элемент, в котором устанавливается термодинамическое рав-
равновесие, то для каждого f-ro разделительного элемента:
A\nlRT=ui = const и (dc/dh)T<P=—atc.
Знак минус в уравнении показывает, что изменения Лис
происходят в противоположных направлениях [76]. Итак, в
каждом разделительном элементе степень снижения концентра-
концентрации микропримеси в идеальных условиях пропорциональна ее
концентрации в первой степени. В пределах одного равновесного
с, 1
разделительного элемента интегрирование dc/c= — a dh,
Со О
определяемое граничными условиями с = с0 при h — О и с = сх
при h = 1, приводит к выражению: lnci/co = —а или С\ = сое~а
[76, 78, 79].
Коэффициент а, характеризующий уменьшение концентра-
концентрации микропримеси в очищаемом веществе по высоте колонны,
мы называем коэффициентом интенсивности очистки. Этот ко-
коэффициент можно выразить через обычно принятые в процес-
процессах разделения смесей равновесные коэффициенты: коэффи-
коэффициент относительной летучести (ректификация), коэффициент
распределения (экстракция), константы сокристаллизации Хло-
Хлопина и Дернера—Хоскинса [76, 78] и т. д.
При удалении микропримеси из бинарной смеси методом
ректификации относительная летучесть 6 для одного раздели-
разделительного элемента определяется, как известно, выражением
fl*2
У2Х,
где х и у — равновесные концентрации компонентов в жидкости
и паре (индексом 1 обозначен основной компонент).
В нашем случае для макрокомпонента можно с полным ос-
основанием принять *i = «/i =» 1. Учитывая, что х2 = с0, a уч = С\ *,
мы получим: Ci/co=l/6 или с = 1пб. Так как величина 6 для
* Здесь и в последующих выражениях с0 и С\ соответственно исходная
и конечная концентрации микропримеси в данном веществе или растворе
после одной ступени очистки.
52
большого числа исследованных систем неэлектролитов в области
предельных разбавлений не зависит от концентрации [75—77],
то коэффициент интенсивности очистки является постоянной
величиной.
Для равновесного процесса экстракционной очистки веществ
коэффициент распределения микропримеси между двумя фа-
фазами
Срг
где сорг и св — концентрации микропримеси во всех ее химиче-
химических формах в органической и водной фазах, соответственно.
Коэффициент распределения для предельно разбавленных
растворов можно считать величиной постоянной [80,81]. По-
Поэтому, если в разделительном элементе объем экстрагента
равен Vg, а объем водной фазы VB, то из материального
баланса потоков этого разделительного элемента следует *,
что c0=cowV3/VB+cB, a cB=Ci. Отсюда:
„ У.(со-С)
После несложного преобразования и решения уравнения отно-
относительно Ci/co мы получим:
Сх
Со
DB VB
Из сравнения этой зависимости и приведенного выше урав-
уравнения \nci/co=—a следует, что a=ln{D0Va/VB+\). При равен-
равенстве объемов органической и водной фаз (V3=VB) c = ln(D0+l).
Таким образом, и в данном случае постоянство коэффициен-
коэффициента интенсивности очистки по высоте экстракционной колонны
в различных разделительных элементах экстракционного про-
процесса определяется постоянством коэффициента распределения
между двумя фазами.
При разделении изоморфных веществ ** методом фракцио-
фракционированной кристаллизации распределение микропримеси меж-
между твердой и жидкой фазами отвечает либо истинному равно-
равновесию (равномерное распределение микропримеси по всему
объему твердой фазы), либо псевдоравновесному состоянию,
когда концентрация микропримеси в твердой фазе убывает или
возрастает от центра к периферии [82, 83—86]. В первом слу-
случае коэффициент сокристаллизации (константа Хлопина) равен:
х(д-у)
у(р-х)
** Пренебрегаем взаимной растворимостью двух контактирующих фаз.
м •Закономерности, связанные с очисткой вещества от неизоморфных
микропримесей, являются более сложными,
53
D-
во втором (константа Дернера—Хоскинса):
In [рЦр-х)]
In [ql{q -у)]
В этих уравнениях р и q количества микро- и макроком-
макрокомпонентов в солевой части исходного раствора; х и у — соот-
соответственно количества микро- и макрокомпонентов в выделив-
выделившейся твердой фазе [82, 83]. В принятых нами обозначе-
обозначениях * D = ci/(c0 — сх) и (Я— 1) In A — s)= ln(l — cjco).
Отсюда a — ]n(D + l)/D для одного вида сокристаллизации и
а = In[1/1 —A —s)k~l] для другого. Если принять, что Ci/co=(pH,
где фк — коэффициент изоморфного захвата примеси кристал-
кристаллами [84], то получается очень простое соотношение с = 1пA/фк).
Используя зависимость [85] коэффициента изоморфного захвата
примеси маточным раствором (фмотА и s, а именно фм = A—s)x~'),
мы также придем к довольно простому выражению а = In-p^— •
Для метода ионного обмена в колонках коэффициент рас-
распределения в i-ы разделительном элементе ионита ** равен
mi
где Шг и mi — соответственно молярность фиксированных на
ионите ионов микропримеси и ее ионов, оставшихся в раство-
растворе [87].
По аналогии с процессом экстракционной очистки веществ
мы в этом случае получим выражение:
Здесь G и GB — веса соответственно сухого ионита после
фиксирования микропримеси и исходного водного раствора.
Таким образом постоянство коэффициента интенсивности
очистки вещества для различных технологических процессов
позволяет получить общее уравнение, отражающее степень
уменьшения концентрации микропримеси в идеальных условиях
для п разделительных элементов: In сп/с0=—an или сп = сое~ап
[76, 78, 79].
Ранее было показано, что минимально необходимое чис-
число разделительных элементов для обеспечения заданной сте-
степени очистки вещества составляет п = 2 In pn/ln а. Если это
* Co=plq; C\=x/y. Для преобразования формулы Дорнера — Хоскинса
вычтем из правой и левой его части единицу и введем степень кристалли-
кристаллизации s=ylq (количество выделившейся твердой фазы).
** Такой слой толщины 1,64л0 (гв — радиус зерна ионита) называют
часто «теоретической тарелкой» ионообменной колонки [87]. Для микропри-
микропримеси Kt отвечает начальному линейному участку изотермы обмена и, по-
поэтому, не зависит от эквивалентной доли микропримеси в растворе.
54
выражение преобразовать к виду
0,5п 1па=1п
Уп A ~ Уо)
~Уп)
и считать, что у0 «С 1 и уп < 1, а уп = сп и у0 = с0, то
In Cn/co — Q»5n In а. Отсюда коэффициент интенсивности очистки
вещества
^-=4
У A-х)
Очистка вещества в реальных условиях. В реаль-
реальных условиях рассмотренный выше процесс очистки вещества
сильно осложняется вследствие диффузии микропримесей из
материала аппаратуры и окружающей среды (воздуха, различ-
различных газов и т. д.).
Рассмотрим наиболее простой случай, когда микропримесь,
диффундирующая в рабочий раствор, поступает с одинаковой
скоростью во все разделительные элементы колонны в течение
всего процесса очистки вещества (например, в результате рав-
равномерного растворения стенок колонны или постоянного во
времени контакта жидких фаз с воздушной средой). При этом
предполагается, что микропримесь идеально распределяется в
жидкой фазе, т. е. скорость перехода микропримеси в рабочий
раствор [в моль/(л • сек)] определяется реакцией нулевого поряд-
порядка: k=dc\d%. Большинство известных случаев реакций нулевого
порядка представляет собой гетерогенные процессы, происхо-
происходящие на поверхности, к которым, в частности, относятся от-
отдельные случаи коррозии (деструкции) полимерных материалов.
К этой категории процессов загрязнения рабочих растворов,
видимо, принадлежит и переход микропримесей из кварцевого
тигля в расплав кремния [88,89]. Скорость, с которой микро-
микропримесь переходит в расплав, определяется соотношением
V(f
dc/dx = ¦_ = const
где v — скорость растворения кварцевого тигля в расплаве;
с' — концентрация данной микропримеси в кварцевом тигле;
G — общий вес расплавленного кремния в тигле [88].
Наличие постоянного источника загрязнений и независи-
независимость скорости перехода данной микропримеси из этого источ-
источника в рабочий раствор от ее концентрации в последнем дают
нам возможность преобразовать уравнение вида dc/dh = —ас
в dc/dh = b — ас. Постоянная величина Ъ — коэффициент за-
загрязнения — характеризует степень загрязнения очищаемого ве-
Щества микропримесью из постороннего источника (материал
аппаратуры, воздух, дополнительные реагенты) [76, 78, 791, а
ас полноту удаления микропримеси в данном процессе очист-
очистки вещества.
55
Величина Ь, как и коэффициент массопередачи, зависит от
многих факторов: от скорости коррозии в данной среде мате-
материала аппаратуры и трубопроводов, от степени чистоты всех
веществ и вспомогательных материалов, применяемых в том
или ином методе очистки, от скорости потоков вещества и от-
отходов, температуры и т. п. Постоянство коэффициента загряз-
загрязнения по высоте колонны выражает тот наиболее типичный слу-
случай, когда все ступени очистки по конструкции, материалу и
режиму работы мало отличаются друг от друга, что наибо-
наиболее характерно для непрерывного процесса глубокой очистки
вещества с использованием одного метода.
Интегрирование уравнения * приводит к выражению:
Величина Ъ может быть рассчитана из этого уравнения, если
определено а и сп для одного значения п. Анализ приведенного
выше уравнения показывает, что функция сп не имеет экстре-
экстремальных точек, а стремится к некоторому предельному значе-
значению: lim cn — b/a. При а«*1, исходя из соотношения —а=0,5 In а,
Получим In а «—2 или а = 0,132. Таким образом, начиная с
величины термодинамического коэффициента разделения, рав-
равной 0,13, предел очистки вещества определяется практически
величиной коэффициента загрязнения. Поэтому повышение эф-
эффективности методов очистки веществ невозможно без тща-
тщательной изоляции рабочих и продукционных растворов от внеш-
внешних источников загрязнений. Только при создании «химически
стерильной» воздушной зоны и использовании конструкционных
материалов со скоростью коррозии не выше \ • 10~5 г/(м2 • ч)
можно добиться небольшой величины коэффициента загряз-
загрязнения.
Более часто встречаются случаи, когда степень перехода
микропримеси из окружающей среды в рабочий раствор зави-
зависит от концентрации данной микропримеси в этом растворе.
Например, скорость растворения многих твердых тел в жидко-
жидкостях при постоянной температуре, на основании опытных дан-
данных Нойеса и Уитни [90] и обобщений Нернста [91], отвечает
мономолекулярной реакции
или
D
где F — поверхность растворяющейся твердой фазы микропри-
микропримеси; V — объем раствора; cs и сх — растворимость микропри-
микропримеси при данной температуре и ее концентрация в растворе в
* Граничные условия: с=с0 при Л=0 и с=с} при Л=1.
данный момент времени, соответственно; D — коэффициент
диффузии растворенной микропримеси через ламинарную плен-
пленку, толщиной б у поверхности твердой фазы.
Эти простые соотношения подтверждаются при растворении
многих металлов в кислотах и многих солей в воде. Вместе с
тем следует иметь в виду, что скорость коррозии некоторых
металлов *(Sn, Al, Cd) в соляной кислоте не может быть
объяснена диффузионной теорией Нойеса — Нернста. Таким об-
образом, можно полагать, что растворимость посторонних микро-
микропримесей в рабочем растворе разделительного элемента про-
происходит пропорционально разности (с« — с): dc/dh = b(cs— с).
Однако одновременно с загрязнением идет и очистка вещества
в соответствии с уравнением dc/dh=—ас. Суммарный процесс
будет отвечать соотношению dc/dh = b(cs — с)—ас. Интегриро-
Интегрирование этого уравнения для случая непрерывного процесса, со-
состоящего из п разделительных элементов, приводит к выраже-
выражению:
Полученная функциональная зависимость также не имеет
экстремальных точек, а стремится к предельному значению:
Hm cn = ~-rcs
п->оо а + о
Эффективность данного метода очистки вещества опреде-
определяется не только термодинамическим коэффициентом разделе-
разделения а, но и так называемым термодинамическим к. п. д. (tj),
представляющим собой отношение г\=А0/Аф (Ас — термодина-
термодинамически необходимая минимальная работа для удаления дан-
данной микропримеси, а Аф — фактическая затрата работы) [72].
Из первого и второго начал термодинамики следует, что мак-
максимальная полезная работа при образовании раствора из ком-
компонентов при Т, P=const равна изменению химического потен-
потенциала *:
А, = Лц
-?- (ДЯ, - Т AS/) = - Т AS/
Таким образом, минимальная термодинамическая работа, ко-
которую нужно затратить при обратимом процессе очистки ве-
вещества, т. е. процессе с нулевыми концентрационными и тем-
температурными градиентами, а следовательно, при использова-
использовании аппаратуры бесконечно больших размеров, определяется
бавле ТЭК- КЭК теплота растворения (ДЯ() при добавлении в предельно раз-
яипчо ыи Раствор микропримесн не зависит от концентрации последней и
иилиется величиной постоянной, то d[bHi)fdxi=Q.
Б7
i
соотношением [72, 73]: Ao=—ТАЗ{, где ASi — изменение, j
парциальной молярной энтропии при удалении микропримеси "i
из вещества [72, 92—94].
Некоторые функциональные зависимости, связанные с из-
изменением энтропии при глубокой очистке веществ, получили
специальные названия. Так величина Bу—1Iп —- =Ф назы-
называется разделительным потенциалом [70—72, 95, 96]. Из приве-
приведенных выше соотношений следует, что Ф=A—2y)ASi/vR.
Разделительный потенциал является безразмерной функцией.
Кривая O = f(y) вогнута к оси абсцисс и для идеальных рас-
растворов симметрична по отношению к перпендикуляру, проведен-
проведенному через точку у = 0,5 [70—72, 97, 98]. При у = 0,5 раздели-
разделительный потенциал равен нулю. Когда г/->0 или у-* 1 раздели-
разделительный потенциал стремится к бесконечности, следовательно,
для получения особо чистых веществ нужен каскад бесконеч-
бесконечных размеров. Иначе говоря, невозможно получить абсолютно
чистое вещество в результате затраты конечного количества
энергии [70—73, 95].
Величину A—2y)ASi/vR можно назвать также разделитель-
разделительной мощностью Р и представить в виде суммы трех слагае-
слагаемых: P=nn4>yn + Mi<DXi—ПоФуо, связанных с потоками про-
продукта, отходов и питания. Разделительная мощность всегда
положительна и при очистке веществ от микропримесей она
может служить мерой работы, затрачиваемой на удаление дан-
данной микропримеси. Разделительная мощность характеризует
также увеличение ценности продукта в единицу времени (в
моль/ч).
Таким образом, выбор метода очистки вещества определя-
определяется не только значениями коэффициента разделения, полноты
очистки и величиной термодинамического к. п. д., характери-
характеризующего затраты энергии на процесс удаления микропримеси
из данной среды. Не меньшую роль играет коэффициент
загрязнения, определяемый характером аппаратуры (вид мате-
материала, конструкционные особенности), и «химическая стериль-
стерильность» воздушной среды.
Величина термодинамического к. п. д. почти всегда является
очень низкой. Например, при разделении изотопов легких эле-
элементов методом термодиффузии т]=Ь10-8 [72]. Столь низкие
значения к. п. д. говорят о существенной необратимости при-
применяемых способов очистки, даже при ректификации, когда
элементарный акт разделения в принципе обратим.
В случае потенциально обратимых элементарных процессов
очистки вещества (низкотемпературная ректификация, химиче-
химические транспортные реакции, обратимая абсорбция, многосту-
многоступенчатая дистилляция под давлением [73]) величина термоди-
термодинамического к. п.д. определяется затратами энергии на концах
68
каскада и вне его. Наоборот, при необратимых элементар-
элементарных процессах (термодиффузия, электролиз, газовая диффу-
диффузия противоточное газовое центрифугирование, масс-диффузия,
необратимая сорбция) термодинамический к. п. д. связан с
работой разделения. В этом случае необходимо добиваться
увеличения^ к. п. д. элементарного акта очистки вещества, бо-
более правильного распределения потоков по ступеням каскадов
[70—74, 99, 100]. Для частично обратимых процессов (абсорб-
(абсорбция, экстракция, азеотропная и экстрактивная ректификации,
реакции окисления и восстановления, ионный обмен) мини-
минимально необходимая работа разделения TsSi пропорциональна
затратам энергии в самом каскаде [73] и величина термо-
термодинамического к. п. д. определяется факторами, характерными
как для обратимых, так и необратимых процессов очистки ве-
вещества.
Так как в большинстве случаев масштаб производства особо
чистых неорганических веществ небольшой, то роль энергетиче-
энергетических затрат снижается и более важным фактором становится
простота и химическая стойкость аппаратуры, удобство ее об-
обслуживания, возможность создания «химически стерильной»
воздушной среды.
ЛИТЕРАТУРА
1. Л. А. Н и с е л ь с о н, ЖФХ, 34 G), 1460 A960).
2. Б. Д о л е ж е л, Коррозия пластических материалов и резин, Изд. «Хи-
«Химия», 1964.
3. С. Н. Ж у к о в, Г. И. Р ы с к и н, ЖТФ, 24, 797 A954).
4. Б. Д. Сте п и н, Хим. пром., № 2, 44 A968).
5. В. Фетт, Атмосферная пыль, ИЛ, 1961, стр. 116, 315.
6. Атмосферная диффузия и загрязнение воздуха, ИЛ, 1962.
7. М. Е. Miller, J. Air Pollution Control Assoc, 13E), 205 A963).
8. X. Юнге, Химический состав и радиоактивность атмосферы, Изд. «Мнр»,
1965.
9. Л. В. Тимофеева, М. С. С а д и л о в а, Э. Ф. К у п е р м а н, Труды
конференции. Охрана природы на Урале, вып. 4, Изд. Уральск, гос.
ун-та, Свердловск, 1964, стр. 19.
Ю. М. D. Thomas, J. Air Pollution Control Assoc, 14A2), 517 A964).
П. С. Е. Junge, J. Geophys. Research., 65, 227 A960).
12. В. К. Ефимова, Труды конференции. Охрана природы на Урале, вып. 4,
Изд. Уральск, гос. ун-та, Свердловск, 1964, стр. 37.
[3. О. А. Мамае в, Там же, стр. 7.
14. К. С п у р н ы и, Ч. И е х, Б. С е д л а ч е к, О. Ш т о р х, Аэрозоли, Атомиз-
дат, 1964, стр. 221.
15. G. Ehrlich, R. Gerbatsch, К. Jaetsch, H. Scholze, Reinstoffe
in Wissenschaft und Technik, Berlin, 1963, S. 421.
lb. С E. Junge, J. E. Manson, J. Geophys. Research., 66, 2163 A961).
}'¦ E. Eriksson, Tellus. 4, 280 A952).
c- M. С. С а д и л о в а, Труды конференции. Охрана природы на Урале,
ю Db' 4> Изд- уРальск- гос. ун-та, Свердловск, 1964, стр. 43.
»9- К- I Lars en, Arch. Environment. Health, 8B), 325 A964).
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
60
3. Я. Л и н д б е р г, Гигиена и санитария, № 7, 100 A964)
D. A. Hirschler, L. F. Gilbert, Arch. Environment. Health, 8BГ,
296 A964).
И. Я. К л и н о в, Коррозия химической аппаратуры и коррозионностой-
кие материалы, Госхимиздат, 1950.
Ю. Р. Э в а н с, Коррозия и окисление металлов, Машгиз, 1962.
Б. А. Киселев, Стеклопластики, Госхимиздат, 1961, стр. 192, 222.
В. Э в а н с, Стеклопластики, под ред. Ф. Моргана, ИЛ, 1961,
стр. 409.
B. П. Батраков, Коррозия конструкционных материалов в агрессив-
агрессивных средах. Справочник, Обороигиз, 1952.
Н. Д. Т о м а ш е в, Теория коррозии и защиты металлов, Изд. АН СССР
1959.
Проблемы коррозии и защиты металлов, Труды 5 Всесоюзного совеща-
совещания, Изд. АН СССР, 1956.
W. R. Bekebrede, L. F. Yntema, Ing. Eng. Chem., 45, 2261 A953);
сб. «Коррозия металлов», ИЛ, 1955, стр. 7.
C. К. Д у б р о в о, Стекло для лабораторных изделий и химической ап-
аппаратуры, Изд. «Наука», 1965, стр. 25.
В. Н. Крылов, Ю. Н. В и л ь к, Углеграфитовые материалы и их при-
применение в химической промышленности, Изд. «Химия», 1965.
Графит как высокотемпературный материал, Изд. «Мир», 1964.
М. М. А н г е л е в и ч, Углеродистые электроды и графитированные изде-
изделия, Госметаллургиздат, 1961, стр. 73.
И. С. Р е в е н к о в а, Неметаллические материалы в химическом машина-
строении, изд. ЦИНТИХимнефтемаш, 1965, стр. 28.
Д. Д. Чегодаев, 3. К. Наумова, Ц. С. Дунаевская, Фторо-
Фторопласты, Госхимиздат, 1960.
Г. Л. Шварц, М. М. Кр ист а ль, Коррозия химической аппаратуры
Машгиз, 1958, стр. 145.
Эмалирование металлических изделий, Госстройиздат, 1962.
В. С. Шифрина, Н. Н. Самосатский, Полиэтилен высокого дав-
давления (справочное руководство), Госхимиздат, 1958.
Т. К р е с с е р, Полипропилен, ИЛ, 1963.
Н. Н. Левин, С. М. А р б и т м а н, Полиэтилен и полипропилеи. Сов-
Современные методы производства и переработки, ГОСИНТИ, 1961.
Н. Н. Самосатскнй, Полиэтилен как химически стойкий материал,
Гостехиздат, Киев, 1962.
Сб. «Полиэтилен низкого давления», Госхимиздат, 1960.
В. П. Прянишников, Кварцевое стекло, Госстройиздат, 1956.
О. К. Ботвиикин, А. И. Запорожский, Кварцевое стекло, Строй-
издат, 1965.
A. Ф. Москвичева, Е. М. Зарецкий, И. Я. Клннов, Коррозия
химической аппаратуры, Труды МИХМа, т. 28, 1964, стр. 21.
Н. Н. Б а р д и ж, Е. Н. Миролюбов, М. М. К У Р т е п о в, сб. «Кор-
«Коррозия металлов и сплавов», Госметаллургиздат, 1963, стр. 368.
L. В. Golden, I. R. Lane, J. Walter, L. Acherman, lnd. Eng.
Chem., 45, 782 A953); сб. «Коррозия металлов», ИЛ, 1955, стр. 69.
Р. А. Бе л я е в, Окись бериллия. Свойства и применение, Госатомиздат
1962.
B. В. В а р г и и, И. Н. 3 о л о т о в а, Стекло и керамика, №
A962).
В. Э. Мишель, Н. П. Р о м и н а, ЖПХ, 39, 928 A966).
A. Ф. 3 а к, ЖПХ, 30, 1292 A957).
B. С. Молчанов, Н. Е. Приходько, Изв. АН СССР. ОХН
3 A958).
Б. Д. С т е п и н, Г. 3. Блюм, М. М. Шварц, Хим. пром N°
A963).
Справочник химика, т. 3., Госхимиздат, 1952, стр. 7Б5, 762.
2, 23
№ 1,
2, 58
55.
56.
57.
58.
59.
60.
61.
62.
63.
64.
65.
66.
67.
68.
70.
71.
72.
73.
74.
75.
76.
77.
78.
79.
80.
81.
82.
83
84.
85.
86.
67,
1964,
«Хи-
т. 2,
1956,
F Engelhard t, С. Fischer, W. Fischer, K. Mummer t,
M. Schonherr, Reinststoffe in Wissenschaft und technik, 1963.
ВС. Сотников, А. С. Белановский, сб. «Соосаждение и адсорб-
адсорбция радиоактивных элементов», Изд. «Наука», 1965, стр. 149.
Анализ следов элементов. Материал симпозиума, ИЛ, 1961.
А. В. Молоканов, Труды МИХМа, т. 28, 1964, стр. 202.
Химическая аппаратура из графитовых материалов. Каталог-справочник,
изд ЦИНТИХимнефтемаш, 1966.
A. J. Blanshard, G. A. Devlin, Lab. Pract., 12A2), 1094 A963).
Г. П. Григорьев, Г. Я- Ляндзберг, А. Г. Сирота, Полимерные
материалы,' Изд. «Высшая школа», 1966.
Т. Н. Николаева, В. Г. Курятников а, Н. С. Кудрявцева,
3. М. Лабецкая, Труды ГИПХа, вып. 44, 1960, стр. 145.
И. Е. Старик, Н. И. А н п е л о г о в а, сб. «Соосаждение и адсорбция
радиоактивных элементов»,"Изд. «Наука», 1965, стр. 123.
Н А Б о к ш и ц к а я, И. Я. К л и н о в, Труды МИХМа, т. 28,
стр. 151.
Р. Благник, В. Занова, Микробиологическая коррозия, Изд.
мия», 1965.
О. Марек, М. Томка, Акриловое волокно, Изд. «Химия», 1966.
Ц. А. А д ж е м я н, Труды Конференции по коррозии металлов,
Изд. АН СССР, 1943, стр. 205.
И. И. Ангелов, Н. И. Соколов, Труды ИРЕА, вып. 21,
стр. 102.
Физико-химия н механика ориентированных стеклопластиков, Изд. «Нау-
«Наука», 1967.
К Cohen, Theory of Isotope Separation as Applied to the Large Scale
Production of U-235, New York, 1951.
M. Бенедикт, Т. Пигфорд, Химическая технология ядерных ма-
материалов, Госатомиздат, 1960, стр. 377.
А М. Розен, Теория разделения изотопов в колоннах, Госатомиздат,
1960, стр. 176, 231.
М. Benedict, Chem. Eng. Progr., 1, 41 A947).
Д. А. Николаев, Л. П. Холпанов, В. А. Малюсов, Н. М. Жа-
Жаворонков, Теоретические основы химической технологии, 1 D), 459
A967).
И. Р. Кричевский, Фазовые равновесия в растворах при высоких
давлениих, Госхимиздат, 1952.
Г. 3. Блюм, ЖПХ. 39, 1300 A966).
Я. Д Зельвенскнй, В. А. Шалыгин, Хим. пром., № 5, 41
A962).
Г. 3. Блюм, Б. Д. Степин, Труды ИРЕА, вып. 30, 1967, стр. 434.
Э. П. Б о ч к а р е в, Г. 3. Блюм, Б. Д. Степин, Материалы Всесоюз-
Всесоюзного совещания по методам получения особо чистых веществ, изд.
НИИТЭХИМ, 1967, стр. 200.
В. В. Фомин, Химия экстракционных процессов, Госатомиздат, 1960,
стр. 26.
Л. А. Нисельсон, В. Н. В и г д о р о в и ч, Г. В. С е р я к о в, сб. «Раз-
«Разделение близких по свойствам редких . металлов», Госчерцветметиздат,
1962, стр. 243.
В. Г. Хлоп и н, Избранные труды, т. 1, Изд. АН СССР, 1957, стр. 173.
И. К- Старик Основы радиохимии, Изд. АН СССР, 1960,
стр. 214.
Г. И. Гор штейн, Хим. пром., №3, 12 A948).
Г. И. Гор штейн, Труды ИРЕА, вып. 20, 1951, стр. 3.
И. В. Мелихов, сб. «Соосаждение и адсорбция радиоактивных элемен-
элементов», Изд. «Наука», 1965, стр. 59.
Ф. Гельферих, Иониты, ИЛ, 1962, стр. 150, 402.
61
88. S. E. В г a d s h a w, Solid State Physics in Electronics and Telecommuni-
Telecommunications, v. 1, London, 1960, p. 44.
89. N. R. H о w а г d, ibid., p. 132.
90. A. A. Noyes, W. R. Whitney, Z. phys. Chem., 23, 689 A897).
91. Дж. У. Маллин, Кристаллизация, Изд. «Металлургия», 1965,
стр. 160.
92. В. А. Киреев, ЖФХ, 14 A1), 1456 A940).
93. Дж. Ламсдеи, Термодинамика сплавов, Госметаллургиздат, 1959,
стр. 206.
94. М. Темки н, ЖФХ, 20, 105 A946).
95. В. Н. Вигдоровнч, А. Е. Вольпян, Л. А. Ни се лье он. Материа-
Материалы Всесоюзного совещания по методам получения особо чистых веществ,
изд. НИИТЭХИМ, 1967, стр. 40.
96. Л. А. Н и с е л ь с о н, В. Н. В и г д о р о в и ч. Там же, стр. 48.
97. Е. A. G u g g e n h e i m, Mixtures, Oxford, 1952, p. 34.
98. Г. Т а м м а н, Руководство по гетерогенным равновесиям, ОНТИ, 1935,
стр. 284.
99. Le Goff P i err e, Genie, chim., 83D), 93 A960).
100. С. J. F. В 6 11 с h e r, Chem. Weekbl., 57 (9), 98 A961).
ГЛАВА III
КРИСТАЛЛИЗАЦИЯ
И ОСАЖДЕНИЕ
ИЗ РАСТВОРОВ
КРАТКАЯ ХАРАКТЕРИСТИКА
ПРОЦЕССОВ КРИСТАЛЛИЗАЦИИ И ОСАЖДЕНИЯ
ИЗ РАСТВОРОВ
Во многих работах теоретического характера термины кри-
кристаллизация и осаждение применяются как синонимы. В про-
промышленной практике различают, однако, кристаллизацию, как
чисто физическое явление выделения твердой фазы из раство-
раствора, протекающее без изменения характера и состава раствори-
растворителя и без каких-либо химических реакций. Кристаллизация
может происходить в результате создания пересыщения путем
охлаждения раствора вещества при перемешивании или без
перемешивания, путем испарения части растворителя или од-
одновременно путем охлаждения и испарения.
Под осаждением подразумевается выделение твердой фазы
малорастворимого вещества, образующегося при химическом
взаимодействии растворов двух или нескольких хорошо рас-
растворимых веществ. Например, осаждение карбоната бария при
сливании растворов нитрата бария и карбоната натрия. Кроме
того, возможно выделение из раствора твердой фазы в резуль-
результате приливания к нему другого растворителя: например,
выделение из водных растворов сульфата меди этиловым
спиртом, высаливание нитрата бария азотной, кислотой, хло-
хлорида стронция — соляной кислотой. В таких случаях применяют
как термин «кристаллизация», так и «осаждение». В дальней-
дальнейшем такие варианты чисто физических явлений выделения из
растворов твердой фазы будут относиться к процессам кри-
кристаллизации.
Закономерности сокристаллизации примесей с твердой фа-
фазой имеют более элементарный характер и результаты их
исследований являются основой для разработки родственных,
более сложных явлений соосаждения.
63
В производстве химических реактивов и особо чистых хими-
химических веществ в большинстве случаев растворимые примеси
находятся в исходном растворе в столь малых концентрациях,
что не могут при кристаллизации образовывать самостоятель-
самостоятельную твердую фазу, механически примешивающуюся к твердой
фазе основного вещества.
Такие растворимые примеси попадают в отфильтрованные
кристаллы * двумя путями:
1) за счет остаточных включений маточного раствора;
2) в результате захвата твердой фазой при образовании
твердого раствора и поверхностной адсорбции.
При промывании кристаллов удаляются загрязнения, свя-
связанные с включением маточного раствора, и происходит десорб-
десорбция той части примеси, которая была первоначально адсорби-
адсорбирована поверхностью твердой фазы.
В ряде случаев следует учитывать необходимость обеспече-
обеспечения таких условий кристаллизации 'й'последующего фильтрова-
фильтрования или центрифугирования, при которых в конечных кристал-
кристаллах содержится лишь незначительное количество закрытых
внутренних пор с практически неотмываемыми включениями
-маточного раствора.
Примесь может попадать также в кристаллы в виде само-
самостоятельной твердой фазы, если в процессе кристаллизации до-
достигается эвтоническая точка взаимной растворимости обоих
•солевых компонентов или когда примесь находится в исходном
растворе в виде тонкой суспензии, а также в коллоидном или
в псевдоколлоидном ** состоянии.
При всем разнообразии явлений сокристаллизации и сооса-
/ ждения из растворов следует различать два основных типа
систем.
В одних случаях происходит очистка конечных кристаллов
или осадка от примеси и концентрирование в маточном рас-
растворе.
В других случаях, наоборот, примесь концентрируется в
твердой фазе и происходит очистка от нее маточного раствора.
Основная цель применяемых в промышленной и препаративной
практике процессов кристаллизации — достижение максималь-
максимальной очистки кристаллов от примеси. В дальнейшем и пойдет
речь о подобных системах.
* Следует различать понятия твердой фазы и отфильтрованных кри-
кристаллов, представляющих смесь твердой фазы с остаточным содержанием
маточного раствора или промывной жидкости.
** В псевдоколлоидном состоянии находится примесь, адсорбированная
поверхностью другой примеси, находящейся в истинноколлоидном состоя-
состоянии (например, примеси катионов, адсорбированных частицами коллоидной
SiO2).
64
При осаждении первостепенное значение имеют также яв-
явления концентрирования примеси в твердой фазе при одновре-
одновременной очистке маточного раствора.
Разработке теоретических основ технологических процессов
очистки веществ методами кристаллизации из растворов дли-
длительное время не уделялось должного внимания.
С 194S г. в этой области проводятся исследования во Все-
Всесоюзном научно-исследовательском институте химических реак-
реактивов и особо чистых химических реактивов (ИРЕА). Настоящая
глава составлена главным образом на основании обобщения
опыта этих работ [1—59].
В указанных работах учтены результаты многочисленных
исследований, посвященных явлениям сокристаллизации из
растворов. Особого внимания заслуживают исследования школ
В. Г. Хлопина [60—64] и О. Хана [65], а также работы [66—78].
Вопросы теории и практики кристаллизации веществ осве-
освещены в монографиях Бакли [79], В. Д. Кузнецова [801, Маллина
[81]. В этих работах не уделяется, однако, внимания освеще-
освещению явлений фракционирования микропримесей в процессах
кристаллизации за исключением работ Е. В. Хамского [81а] и
Л. И. Матусевича [816].
ОСНОВНЫЕ ПОКАЗАТЕЛИ
ФРАКЦИОНИРОВАНИЯ В ПРОЦЕССАХ КРИСТАЛЛИЗАЦИИ
ИЗ РАСТВОРА
Основными показателями кристаллизации определенного
вещества из раствора можно считать:
1) концентрацию основного вещества в исходном растворе
перед началом кристаллизации — сисх;
2) концентрацию основного вещества в маточном растворе
при конечных условиях кристаллизации — см;
3) концентрацию основного вещества в кристаллах — скр;
4) степень выделения основного вещества в твердую фазу
при конечных условиях кристаллизации (степень кристаллиза-
кристаллизации основного вещества) — атв, выражаемую обычно в долях.
При рассмотрении явлений очистки веществ в процессах
кристаллизации имеют первоочередное значение показатели,
характеризующие уменьшение соотношения содержания при-
примеси и основного вещества в кристаллах в сравнении с соот-
соотношением в исходном растворе перед кристаллизацией. Кроме
того, представляют интерес показатели, характеризующие кон-
концентрирование примеси в маточном растворе.
Применяются две системы практических коэффициентов. В
одной из этих систем фигурируют коэффициенты захвата мик-
микропримеси кристаллами, твердой фазой и маточными раство-
растворами, обозначаемые соответственно фкр, фтв, фм. Каждый из
Б Зак. Ш gs
этих коэффициентов представляет собой отношение относи-
относительной концентрации примеси (концентрация по отношению к
основному веществу) в кристаллах, в твердой фазе или в маточ-
маточном растворе к ее относительной концентрации в исходном рас-
растворе перед кристаллизацией:
Отв Яисх ам
Фкр!
Скр
фтв
?м ^исх
где а — концентрация примеси соответственно в кристаллах,
твердой фазе и маточном растворе.
Если в процессе кристаллизации происходит очистка кри-
кристаллов (твердой фазы) и концентрирование примеси в маточ-
маточном растворе, то фкр, фтв < 1, а <рм > 1-
В другой более удобной системе показателей фигурируют
коэффициенты очистки или концентрирования примеси соответ-
соответственно для кристаллов, твердой фазы и маточного раствора
с обозначениями /Скр, /Ств и Км.
Эти коэффициенты показывают, во сколько раз меньше отно-
относительная концентрация примеси в кристаллах, в твердой фазе
и больше в маточном растворе, по сравнению с исходным рас-
раствором, перед кристаллизацией. Естественно, коэффициенты К
всегда больше единицы или в пределе равны единице.
Для систем с очисткой кристаллов в процессе кристаллиза-
кристаллизации величины /Скр и КТв являются обратными величинам фКр
и фтв, а величины /См и фм идентичны. Практические коэффи-
коэффициенты очистки кристаллов и концентрирования в маточных
растворах можно легко определить по непосредственным резуль-
результатам анализов на основное вещество и примесь исходных
растворов и конечных продуктов кристаллизации. Сложнее опре-
определять коэффициенты очистки твердой фазы в связи с необходи-
необходимостью применения особых методов определения концентрации
в ней примеси.
Суждение о сущности явлений сокристаллизации невоз-
невозможно без. применения еще одного показателя — коэффициента
сокристаллизации микропримеси (или коэффициент распределе-
распределения микропримеси) D, характеризующего фракционирование ми-
микропримеси между твердой фазой и маточным раствором:
D*=^ZLt3L (IIL1)
Ств СМ
Понятно, что при очистке кристаллов в процессе кристаллиза-
кристаллизации D < 1.
* Для этой же величины в работах школы Хлопина принято следующее
выражение:
х у
где х и у — степени перехода в твердую фазу соответственно примеси и
основного вещества.
66
Если в процессе кристаллизации достигается термодинами-
термодинамическое равновесие относительно микро- и макрокомпонента ме-
между жидкой и твердой фазами, то имеем равновесный коэффи-
коэффициент сокристаллизации микропримеси — DpaBH.
Коэффициент D стали впервые широко применять исследо-
исследователи щкол В. Г. Хлопина и О. Хана.
При разработке теоретических основ процессов очистки ве-
веществ целесообразно различать две разновидности величин D.
Если учитывается захват примеси твердой фазой в любой
форме — вследствие внедрения в кристаллическую решетку и в
результате адсорбции поверхностью твердой фазы, то имеем об-
общий изоморфно-адсорбционный коэффициент сокристаллизации
микропримеси D'.
Если же принимается во внимание только та часть примеси,
которая образует твердый раствор с основным веществом
кристаллов и не учитывается часть, адсорбируемая поверхностью
твердой фазы, то получается изоморфный коэффициент сокри-
сокристаллизации микропримеси D.
Величина (?>' — D)/D' характеризует относительную роль
адсорбции в явлениях захвата примеси твердой фазой.
Следует отметить, что еще в работах Б. А. Никитина [61]
при исследовании систем K2SO4 — кристаль Понсо — Н2О и
Ba(NO3J — метиленовый синий — Н2О фигурируют две вели-
величины D: с учетом и без учета явлений адсорбции примеси по-
поверхностью твердой фазы. В дальнейшем, однако, в опублико-
опубликованных исследованиях применялся, главным образом, изоморф-
изоморфный коэффициент сокристаллизации и не всегда учитывалась
возможность существенного адсорбционного захвата примеси
твердой фазой. Впервые к этому вопросу было вновь привле-
привлечено внимание в работах И. В. Мелихова [73—76] и Е. В. Хам-
Хамского [78].
В заключение этого раздела следует остановиться на важ-
важном вопросе о методе выражения концентраций основного ве-
вещества с и примеси а. Как известно, концентрацию основного
вещества можно выражать различным путем, причем следует
принимать во внимание образование многими солями в твердой
фазе кристаллогидратов. Например, если речь идет о сульфате
меди, которая кристаллизуется при обычных условиях из вод-
водных растворов с пятью молекулами воды, то можно говорить
0 концентрациях водных растворов: г CuSO4 на 100 г воды,
г CuSO4-5H2O на 100 г воды, г CuSO4 на 100 г раствора,
г CuSO4-5H2O на 100 г раствора, г CuSO4 или CuSO4-5H2O на
1 л раствора, 1 г-мол соли на 1 л воды (моляльность) или рас-
раствора (молярность).
В дальнейшем во всех общих формулах для расчета фрак-
фракционирования в процессах кристаллизации принимается, что
величина концентрации основного вещества с выражается
б* 67
в весовых процентах по отношению к массе кристаллов исход-
исходного или маточного раствора соответственно форме выделения
соли в твердую фазу. Если речь идет, например, о кристаллиза-
кристаллизации сульфата меди, то берется %CuSO4-5H2O, а не CuSO4, т.е.
eCuSO4-5H2O на 100 г кристаллов или раствора.
Если имеются данные о растворимости соли, выраженные
иначе, то при их использовании необходимо сделать соответ-
соответствующий пересчет *.
Следует отличать концентрацию примеси в % ко всей массе
кристаллов или раствора от относительной концентрации, вы-
выраженной по отношению к содержанию основного вещества в
кристаллах или растворах.
Относительные концентрации примеси будут обозначаться а\
Если мы имеем дело с микроконцентрациями примесей (от-
(относительная концентрация меньше 0,1%), можно принимать
концентрацию основного вещества в твердой фазе ств, равной
100%, а концентрации примесей выражать любым способом
(например, % примеси Мп, а не MnSO4 • 5Н2О) в кристаллах и
растворах сульфата меди.
ОПРЕДЕЛЕНИЕ ВЕЛИЧИНЫ СТЕПЕНИ КРИСТАЛЛИЗАЦИИ
ОСНОВНОГО ВЕЩЕСТВА ИЗ РАСТВОРА атв
Если кристаллизация проводится путем охлаждения раствора
без заметного испарения растворителя, то величина оств (в до-
долях) рассчитывается по формуле:
атв =
Сисх-См
ИЛИ
атв=1 -
сисх 100 —см
Си 100-Сисх
(Ш. 2)
(III.3)
Сисх ЮО-См
[Вывод формулы (IH.2). В исходном растворе на 100 ч. растворителя при-
приходится ткн ЮО ч. основного вещества. В маточном растворе после
ши —сисх
кристаллизации на 100 ч. растворителя приходится .-.„^ 100 ч. основ-
ного вешества. Переходит в твердую фазу
Ю0
1ПП
1ии
100 ч.
основного вещества.
Величина аТв определяется как отношение выделенного в твердую фазу
основного вещества к его содержанию в исходном растворе на 100 ч. раство-
растворителя.]
* Концентрации с и а, выраженные в граммах кристаллогидрата на
100 г растворителя, встречаются только на стр. 10L
68
Относительная ошибка определения величины аТв рассчи-
рассчитывается по приближенной формуле
Да =
2-100A-а) + а-см
а A00-см)
(III.4)
где Ас — относительная ошибка аналитического определения
основного вещества в исходном и маточном растворах, в %.
[Вывод формулы (III.4). Логарифмируем обе части формулы (III.2), про-
производим дифференцирование, принимая, что все отклонения величин сЯсх и
см происходят односторонне (максимальная результативная ошибка).]
Формулы (HI.2) — (HI.4) пригодны не только при кристал-
кристаллизации путем охлаждения без испарения растворителя, но и
при любых других условиях проведения кристаллизации, если
заменить величину концентрации основного вещества в исход-
исходном растворе сисх величиной с концентрации основного веще-
вещества в системе (в совокупности кристаллов и маточного рас-
раствора) при конечных условиях кристаллизации. При этом
величина с как и сИСх выражается соответственно форме выде-
выделения основного вещества в твердую фазу.
ОПРЕДЕЛЕНИЕ ИДЕАЛЬНОГО КОЭФФИЦИЕНТА
ОЧИСТКИ КРИСТАЛЛОВ Ккр.о
Величины коэффициента очистки кристаллов /Скр и коэффи-
коэффициента концентрирования примеси в маточном растворе Км оп-
определяются на основании непосредственных анализов исходного
раствора, кристаллов и маточного раствора на основное веще-
вещество с и примесь а:
Яисх
«кр
\кр '
_, «м аИсх
/\м=——:
См Сисх
(III. 5)
определения вели-
(III. 6)
I
Сисх скр
Максимальная относительная ошибка
чины /(кр при этом, очевидно, равна:
Дкр = 2 Да + 2 Дс
где До и Дс — относительные ошибки аналитического определе-
определения соответственно микро- и макрокомпонента.
Величины /Скр и Км могут быть найдены также путем рас-
расчета, если известны показатели, характеризующие условия
проведения кристаллизации и коэффициент сокристаллизации
примеси D' или D. Наиболее простым является вариант, когда
примесь практически не захватывается ни всем объемом, ни по-
поверхностью твердой фазы и попадает в кристаллы только за'
счет механически примешанных к ним включений маточного
раствора (D' = 0). Будем в этом случае говорить об идеальном
коэффициенте очистки кристаллов. Обозначим его /СКр. о- Вели-
Величина /Скр. о при кристаллизации с последующим механическим
отделением кристаллов от маточного раствора без их промывки
определяется формулой:
1 100 —скр см 1
\кр. о
Скр
См
100 —см 1—атв
(III. 7)*
Коэффициент одновременного концентрирования примеси в
маточном растворе равен:
Ки =
1
1-ата
(III.8)
[Вывод формулы (Ш.7). Количество отфильтрованных кристаллов при-
принимается за 100; содержание в них основного вещества — скр; концентрация
примеси в солевой части исходного раствора—аисх; в солевой части маточ-
маточного раствора —аы. Содержание примеси в 100 ч. кристаллов A00 —Скр) X
X
-
100 —
. —-^-; концентрация примеси в кристаллах в пересчете на основ-
100
с„ аы 100
ное вещество а' =A00-скр)-77^ Ш"~с—" Двлим обе части п0"
следнего уравнения на аисх. Принимая во внимание, что
аисх
•Кг
кр
¦Км и учитывая формулу (III.8). получаем формулу (Ш-7).]
[Вывод формулы (III.8). При кристаллизации основного вещества при-
примесь полностью остается в маточном растворе. Так как содержание основ-
основного вещества в маточном растворе уменьшается в 1/A—а) раз, по срав-
сравнению с исходным раствором, соответственно увеличивается концентрация
примеси в расчете на основное вещество.]
Подставив в формуле (III. 7) вместо величины A—аТв) ее выражение
из формулы (III. 3), приходим к более простой формуле для величины /Скр. е>:
Ккп.О —
Скр
Ю0-сисх
кр-° 100-
сисх
(III. 9)'
Формула (III.9) применима для случаев кристаллизации путем охлажде-
охлаждения раствора без испарения растворителя.
В любых других случаях кристаллизации в этой формуле
вместо величины сисх должна фигурировать величина с—кон-
с—концентрация основного вещества в системе (совокупности твердой
и жидкой фаз) при конечных условиях кристаллизации.
* Формула (III. 7) применима для любых процессов кристаллизации.
В ранее опубликованных работах ИРЕА эта формула дается в несколько
измененном виде:
1 IF см 1
\кр. о
100-IF ЮО-См 1-а
где W= 100 — с„р.
** Эта формула была впервые получена А. И. Шварцвальдом [82].
70
1
Относительная ошибка АКр. о при определении величины Ккр. 0
по формуле (III.9) будет:
100-
Сисх \
100-СааГ
(III. 10)
[Вывод формулы^ A11.10). Получается из формулы (III.9) путем лога-
логарифмирования и последующего дифференцирования с учетом одностороннего
отклонения всех частных погрешностей.]
Следует иметь в виду, что формулы (III.7) и (III.9) полу-
получены с учетом предположения — при механическом отделении
кристаллов от маточного раствора не происходит ни их увлажне-
увлажнения из-за гигроскопичности, ни подсушивания за счет испарения
растворителя.
Дополнительный эффект очистки кристаллов от незахваты-
ваемых твердой фазой примесей в результате однократной про-
промывки кристаллов путем их тщательного перемешивания с рас-
растворителем с последующим повторным отжатием кристаллов от
промывной жидкости определяется выражением
100-скр+ р
100-с'
(III. 11)
кр
где р — количество растворителя, взятого для промывки, в %
к весу промываемых кристаллов; скр и с'кр— концентрация ос-
основного вещества соответственно в непромытых и промытых
кристаллах; г — к. п. д. промывки, зависящий от структуры кри-
кристаллов (главным образом, от степени их агрегированности) и
тщательности перемешивания кристаллов с промывной жидко-
жидкостью.
Результативный эффект очистки от практически незахваты-
ваемых твердой фазой примесей при применении однократной
промывки кристаллов определяется формулой:
'Скр — ^
кр. о
(III. 12)
Количество основного вещества т, увлекаемого с промывной
жидкостью при промывке отфильтрованных кристаллов раство-
растворителем, в % к исходному содержанию в промываемых кристал-
кристаллах, определяется формулой
т-
(III. 13)
где q — коэффициент (< 1) для учета степени недонасыщения
промывного раствора.
71
Отношение относительных концентраций примеси в промыв-
промывной жидкости и в исходном растворе определяется выражением:
1 100- скр 1
1 —а ' р+ 100 — скр q
(III. 14)
где второй множитель показывает разбавление примеси в ре-
результате смешения включений маточного раствора с промывной
жидкостью в промываемых кристаллах.
Эффект очистки кристаллов от практически не захватывае-
захватываемых твердой фазой примесей при кристаллизации путем охла-
охлаждения без последующей промывки кристаллов (после их отде-
отделения от маточного раствора) зависит только от содержания
основного вещества в кристаллах и от концентрации основного
вещества в исходном растворе перед началом кристаллизации.
Возможности дополнительной очистки кристаллов путем их про-
промывки растворителем зависят от растворимости основного ве-
вещества при конечных условиях кристаллизации.
Следовательно, все соли по уровню их растворимости при
конечных условиях кристаллизации можно разбить на три
группы.
При невысокой растворимости (порядка 5—25%) можно до-
добиться 300—1000-кратного эффекта очистки за одну операцию
кристаллизации, в случае средней растворимости (порядка
40—60%) — 100—150-кратного коэффициента очистки, а при
весьма высокой растворимости (порядка 75—80%) —только 5—
10-кратного коэффициента очистки *.
Указанные уровни очистки могут быть получены при хоро-
хорошем отжатии кристаллов после кристаллизации и промывки до
содержания основного вещества 97—99%. Это достигается путем
центрифугирования, а в лабораторных условиях путем отжатия
под прессом в пакете из фильтровальной бумаги после филь-
фильтрования на воронке Бюхнера.
На эффект очистки кристаллов оказывают влияние размер,
форма зерен кристаллов, а также их физическая структура. Все
эти факторы, зависящие от характера вещества и условий про-
проведения кристаллизации, влияют на степень отжатия кристаллов
от маточного раствора и промывной жидкости и на к. п, д. про-
промывки.
Особо следует отметить возможность высокоэффективной
очистки в сочетании с большой степенью кристаллизации основ-
основного вещества при его высаливании из раствора с помощью
другого растворителя.
• Высокоэффективной очистки при кристаллизации хорошо раствори-
растворимых солей можно добиться, если есть возможность промывать кристаллы
не растворителем, а другой жидкостью, в которой растворимость соли очень
мала.
72
ОБЩАЯ ФОРМУЛА ФРАКЦИОНИРОВАНИЯ
В ПРОЦЕССАХ КРИСТАЛЛИЗАЦИИ
В процессах кристаллизации любая примесь в той или иной
степени захватывается твердой фазой как путем образования
твердого раствора, так и вследствие поверхностной адсорбции.
В некоторых случаях захватом примеси твердой фазой
можно пренебречь в сравнении с преобладающим загрязнением
кристаллов за счет включений маточного раствора. Тогда полу-
получаемый на основании экспериментальных данных коэффициент
очистки кристаллов /Скр будет очень близок к идеальному коэф-
коэффициенту ОЧИСТКИ /Скр. о-
Однако во многих случаях нельзя не считаться с захватом
примеси твердой фазой, который количественно характеризуется
коэффициентом сокристаллизации примеси — D' или D.
Выше были отмечены два значения коэффициента сокристал-
сокристаллизации. Во всех случаях кристаллизации без промывки кри-
кристаллов мы имеем дело с общим изоморфно адсорбционным,
коэффициентом D\ учитывающим как образование твердого
раствора, так и явления адсорбции. При тщательной отмывке
кристаллов от включений маточного раствора с одновременной
десорбцией части примеси, первоначально адсорбированной по-
поверхностью твердой фазы, мы имеем дело с изоморфным коэф-
коэффициентом сокристаллизации D.
Общая формула для величины коэффициента очистки кри-
кристаллов /С' ПРИ любых вариантах кристаллизации без промывки
кристаллов имеет следующий вид:
D'
О' + 1 - а
100 —скр см
Скп ЮО-С.,
1-D'
(III. 15)
где ГУ — общий изоморфно-адсорбционный коэффициент сокри-
сокристаллизации микропримеси.
Коэффициент одновременного концентрирования примеси в
маточном растворе выражается формулой:
^-ЫУ+1-.а (ШЛ6)
[Выводы формул (Ш.15) и (III.16). Исходим из 100 ч. основного веще-
вещества в исходном растворе с содержанием аисх ч. примеси. В кристаллах
после отжатия от маточного раствора находится 100аТв частей основного ве-
вещества в виде твердой фазы и 100а' частей основного вещества в виде вклю-
включений маточного раствора. На основании уравнении (III. 15) и (III. 16) имеем
Два уравнения материального баланса мнкропримеси
<4х = «тв«тв+A-«твК («1-17)
(атв + а') 4Р =¦ «тв«тв + «Ч (!"• 18)
где атв, акр и а'м — относительные (в пересчете на основное вещество) кон-
иентрации примеси соответственно в твердой фазе (включая ту часть
73
примеси, которая адсорбирована поверхностью твердой фазы), кристаллах и
в маточном растворе.
Принимая во внимание, что
"исх
г
а
«кр
- = /Си,;
а
исх
"тв _ Фиделя последовательно обе части выражения A11.17) нааис). и ам,
«м
получаем:
1
1
aTBD + 1 - атв
aTBZ>' + 1 - а
тв
Соотношение между атв и а'находим следующим образом: концентрация
основного вещества в кристаллах скр (в %). содержание основного вещества
в кристаллах в виде включений маточного раствора
A00-Скр)
в виде твердой фазы
100-скр
100-см
100-с,
•кр
а
атв
100 - с„
СКР
100-скр
100-с„
или после элементарных преобразований:
а' с„ 100
"Too
см
скр
«ТВ
сКр
Учитывая это выражение, получаем из выражения (III. 18) после пре-
преобразований [(в первую очередь деление наа'исх) основную формулу A11.15).]
В тех случаях, когда величина коэффициента сокристаллиза-
ции микропримеси достаточно мала (меньше 0,1), можно при-
применять приближенную формулу, которая фигурирует в боль-
большинстве работ ИРЕА:
D'
100 —сКр См
aD + 1 - а
100-с„ а?>'+1-а
(III. 19)
В формулах (III.16) и (III.15) или (III.19), применяемых
при кристаллизации без промывки отфильтрованных кристаллов,
фигурирует изоморфно-адсорбционный коэффициент сокристал-
лизации микропримеси ГУ.
При применении промывки кристаллов, с которой связано
не только удаление загрязнений с механическими включениями
маточного раствора, но и извлечение значительной части адсор-
адсорбированной поверхностью твердой фазы примеси, следует опе-
оперировать с изоморфным коэффициентом сокристаллизации D.
74
Если применяется очень тщательная отмывка кристаллов от
загрязняющих включений маточного раствора, коэффициент
очистки твердой фазы выражается формулой:
^^ (III. 20)
Кр
1 — a
В общем случае следует ввести поправочный коэффициент /
для учета недостаточной полноты отмывки кристаллов. Тогда
т&-штг^~т (IIL21)
здесь /< 1.
Может возникнуть вопрос, при каком уровне величины D за-
захват примеси твердой фазой заметно влияет на снижение коэф-
коэффициента очистки кристаллов в сравнении с идеальным коэффи-
коэффициентом очистки. Нетрудно убедиться, что роль захвата примеси
твердой фазой усиливается при высокой степени кристаллиза-
кристаллизации основного вещества а и при малой растворимости основного
вещества в конечных условиях кристаллизации. Так в процес-
процессах высаливания, когда нередко достигается степень осаждения
основного вещества 95—99%, уже при значении D порядка 0,001
и даже 0,0001 нередко наблюдается очень резкое снижение эф-
эффекта очистки в сравнении с незахватываемой твердой фазой
примесью, для которой D = 0.
КОЭФФИЦИЕНТЫ ФРАКЦИОНИРОВАНИЯ
В ПРОЦЕССАХ КРИСТАЛЛИЗАЦИИ
С КОНЦЕНТРИРОВАНИЕМ ПРИМЕСИ В ТВЕРДОЙ ФАЗЕ
В случаях концентрирования примеси в твердой фазе при
одновременной очистке маточного раствора можно пренебречь
загрязнением кристаллов за счет включений маточного раствора
в сравнении с захватом примеси твердой фазой.
Тогда коэффициент концентрирования примеси в твердой
фазе выражается формулой
Фтв- , n ,D, _ (III.22)
1-«тв
где D — коэффициент сокристаллизации примеси (>1);
«тв — степень кристаллизации основного вещества.
Коэффициент очистки маточного раствора определяется вы-
выражением:
fCM = aTBZ)+l-aTB (III. 23)
Если экспериментально найдена величина К'и, можно из фор-
формулы (III. 23) найти выражение для D:
D
«ТВ
(III. 24)
75
Эти формулы имеют особо важное значение при рассмотре-
рассмотрении явлений процессов соосаждения примесей из растворов
с концентрированием в твердой фазе.
Согласно формуле (III. 22), коэффициент концентрирования
примеси в твердой фазе не может превышать величину 1/атв и
мало зависит от уровня величины D. С другой стороны, коэффи-
коэффициент очистки маточного раствора приблизительно пропорцио-
пропорционален величине D.
Таким образом, эффект концентрирования примеси в твердой
фазе не может служить основой для суждения о степени одно-
одновременной очистки маточного раствора, если неизвестна вели-
величина коэффициента сокристаллизации примеси D.
МЕТОДЫ ОПРЕДЕЛЕНИЯ ВЕЛИЧИН КОЭФФИЦИЕНТОВ
СОКРИСТАЛЛИЗАЦИИ ПРИМЕСИ D и D1
Известно несколько методов определения величин D и ТУ,
однако их надежность в зависимости от характера системы,
условий кристаллизации и последующего фильтрования долгое
время не исследовалась.
Один из самых простых методов — широко применявшийся
в более ранних работах школы В. Г. Хлопина метод определе-
определения величины D' по результатам анализов на основное вещество
и микропримесь исходного раствора перед кристаллизацией и
маточного раствора после кристаллизации. Содержание примеси
в твердой фазе отв рассчитывается аналитически по формуле
[19]
Отв - аисх - (а„ - аИСх) 100~Сис* (III. 25)
где а и с — концентрации микропримеси и основного вещества
по отношению к навеске исходного раствора и маточного рас-
раствора после кристаллизации. Концентрация основного вещества
в твердой фазе принимается за 100%.
Величина D' определяется выражением:
"тв • -2м.
100 * сы
A11.26)
Относительная ошибка определения величины ТУ по этому
варианту будет .
AD' = Датв + Да + &с A11.27)
гле Да™ — относительная ошибка определения величины атв при
^расчете по формуле (III. 25); Да и Ас - относительные
ошибки аналитического определения микро- и макрокомпонен-
тов, соответственно.
76
Для величины Датв найдено следующее выражение [19]
100B-атв)
аТвA00-с„)
(III. 28)
где атв — степень кристаллизации основного вещества в долях.
Анализ ошибок определения величины D' по данному методу
и формуле (III. 28) показывает, что он надежен только для
систем с концентрированием примеси в твердой фазе [19].
Если же ТУ < 1, то в очень многих случаях получаются ма-
малонадежные и даже недостоверные результаты.
Второй, часто применяемый вариант — определение вели-
величины D' по результатам' анализов отжатых непромытых кри-
кристаллов и маточного раствора (метод остатков Скрейнема-
керса). Для величины концентрации примеси в твердой фазе атв
применяется формула (III. 29) [19]:
100-Скр
атв — акр — \ам — акр) — —
Скр — см
(III. 29)
(Концентрация основного вещества в твердой фазе принимается
за 100%.) Величина D' затем определяется по формуле (III.26).
Относительная ошибка определения величины отв по фор-
формуле (III. 29) будет [19]:
Аатв
(IIL30)
При определении величины ТУ по методу остатков Скрейне-
макерса необходимо обращать особое внимание на то, чтобы
в процессе отделения кристаллов от включений маточного рас-
раствора не происходило их увлажнения за счет притяжения влаги
из воздуха или подсушивания в результате испарения раство-
растворителя.
Величина ТУ может быть также рассчитана на основании
экспериментальных данных об эффектах очистки кристаллов от
микропримеси в процессах кристаллизации без применения про-
промывки кристаллов.
Из формул (Ш. 7) и (III. 19) получаем
D' =
l-g / Ккр \
Гкр — О \ Акр. о /
(Ш.31)
где /Скр — практически определяемый коэффициент очистки кри-
кристаллов от микропримеси; Ккр. о — идеальный коэффициент
очистки кристаллов,
77
Относительная ошибка определения D' по этому варианту
находится из выражения:
(А"кр А"кр
Акр~а
Ак
р. о
А'кр
Кр. о
кр
кр \
~ Акр/
[а а \
U—---^ (III. 32)*
\ 1 — а Акр — а /
[Вывод формулы (III.S2). Формула A11.32) получается в результате лога-
логарифмирования и последующего дифференцирования выражения A11.31).].
Формула (III. 31) является приближенной и ее применение
дает удовлетворительные результаты только при значениях
D'<0,l.
Точная формула получается из выражений (III. 7) и (III. 15):
1 —а / Ккр \
--г^Н (IIL33>
Акр. о /
Кр. о
Нетрудно убедиться, что достаточно надежные результаты
для расчета относительной ошибки определения величины D' по
формуле (III. 33) дает также выражение (III. 32).
Величина изоморфного коэффициента сокристаллизации при-
примеси может быть найдена на основании определения эффекта
очистки кристаллов после их тщательной отмывки чистым на-
насыщенным раствором основного вещества из равенства:
В-
Атв —а
(Ш.34)
Относительная ошибка определения величины D по формуле
(Ш.34) составляет
(III. 35)
Ктв
"крА-тв-«
где Да — определяется из выражения (III.4); Дкр—из выра-
выражения (III. 6).
При определении величины D по формуле (Ш.34) можно
получить несколько завышенные результаты в связи с недоста-
недостаточной отмывкой от включений маточного раствора при наличии
в кристаллах внутренних закрытых пор. Для уменьшения этой
погрешности целесообразно проводить процесс кристаллиза-
кристаллизации при интенсивном перемешивании, что способствует полу-
получению более однородных (менее агрегированных) зерен твердой
фазы. Кроме того, можно рекомендовать предварительное меха-
механическое дробление кристаллов перед их фильтрованием и про-
промывкой.
• В формуле (III. 32) ДКр находится из формулы (III. 6), Да — нз
(III. 3), Дкр. о —из A11.10).
78
Можно также определить величину D на основании анализов
на основное вещество и примесь хорошо отмытых кристаллов и
маточного раствора, пользуясь выражением
п_
(III. 36)
где а и с — концентрации микро- и макрокомпонента в отмытых
кристаллах и маточном растворе, соответственно.
Относительная ошибка определения величины D по формуле
(III. 36) выражается таким образом:
М) = 2 Да + 2 Дс
(III. 37)
Большой интерес представляют методы определения вели-
величин D'hDc применением «свидетеля» — третьего солевого ком-
компонента (кроме основного вещества и исследуемой примеси),
присутствующего в системе или специально введенного в нее.
В качестве «свидетеля» должна выбираться примесь, практи-
практически не захватываемая твердой фазой и не влияющая на фрак-
фракционирование исследуемой примеси.
Немаловажное значение имеет также наличие надежных и
достаточно точных методов определения концентрации «свиде-
«свидетеля» в кристаллах и растворах или возможности применения
радиоактивных изотопов «свидетеля» для радиометрического
контроля его фракционирования.
Применение «свидетеля» возможно при любых, ранее опи-
описанных методах определения U или D.
Здесь будет рассмотрен только вариант определения этих
коэффициентов на основании результатов экспериментальных
определений коэффициента очистки кристаллов от исследуемой
примеси Кщ,: коэффициента очистки кристаллов от «свиде-
«свидетеля» — /Скр. ев и коэффициента концентрирования «свидетеля»
в маточном растворе — /Сев-
Нетрудно убедиться в справедливости общей формулы для
величины D' при кристаллизации без промывки кристаллов [38]:
(III. 38)
Акр — О
При применении тщательной отмывки кристаллов чистым
насыщенным раствором основного вещества имеем также [38]:
(III. 39)
В этих формулах /Скр и /Ств — коэффициенты очистки от ис-
исследуемой примеси не промытых и промытых кристаллов; /Скр. си
79
и f('K CB — коэффициенты очистки от «свидетеля» не промытых
и промытых кристаллов.
Относительная ошибка определения величины D' по фор-
формуле (III. 39) и определяется выражением
(Ккр Л'кр \
к „ +-у F—)
Лкр— « Акр. ев — Лкр /
кр
Ккх>
\кр. св"
— а
\кр"
где
Акр. ев = 2 Дсв + 2 Дс
(III. 40)
(III. 41)
Величина степени кристаллизации основного вещества а и
относительная ошибка ее определения может быть найдена по
формулам (III. 2) и (III. 4).
Однако величина а при применении «свидетеля» опреде-
определяется также получаемым из формулы (III. 8) выражением
Ксв-1
(III. 42)
где КСв — коэффициент концентрирования «свидетеля» в маточ-
маточном растворе.
Относительная ошибка расчета величины а по формуле
(III. 42) будет:
- Дев
к
Лев—
(III. 43)
Применение метода «свидетеля» особенно ценно в тех слу-
случаях, когда неизвестен истинный состав твердой фазы (напри-
(например, смесь безводной соли с кристаллогидратом, смесь двух ви-
видов кристаллогидратов и т. д.).
Формулы (III. 38) и (III. 39) в Vthx случаях вполне приме-
применимы, так как при определении фигурирующих в них величин
ККр, Ксв и /Скр, св можно применять любые методы выражения
концентраций основного вещества, исследуемой примеси и «сви-
«свидетеля» в кристаллах, исходных и маточных растворах незави-
независимо от формы существования основного вещества в твердой
фазе.
В заключение следует отметить, что при любых расчетах про-
процессов фракционирования микропримесей можно заменять их
концентрации а удельными активностями соответствующих ра-
радиоактивных изотопов /, если в исследованиях применяется ме-
метод меченых атомов.
* Формула (III. 40) может применяться также для определения отно-
относительной ошибки AD [выражение (III. 39)] при замене величины KKV наЛ^в-
80
РОЛЬ ЯВЛЕНИЙ ИЗОМОРФИЗМА
В ПРОЦЕССАХ ШРАКЦИОНИРОВАНИЯ МИКРОПРИМЕСЕЙ
В связи с недостаточной разработанностью учения об изо-
изоморфизме веществ и вследствие разнообразия применения этого
учения в науке и технике, различные авторы по-разному трак-
трактуют и классифицируют основные понятия и явления. Наиболее
интересны в этой области работы [60, 61, 83—87]. Согласно наи-
наиболее простой классификации школ В. Г. Хлопина и О. Хана
[60, 65], различаются следующие виды изоморфизма веществ:
1) истинный изоморфизм и его разновидность, изодимор-
физм или принудительный изоморфизм;
2) изоморфизм по Гримму (твердые растворы «нового
3) аномальный изоморфизм (включая условно и явления
внутренней адсорбции микропримеси твердой фазой).
Истинно изоморфными являются вещества, имеющие ана-
аналогичный состав и кристаллическую структуру, которые могут
образовывать общую кристаллическую решетку с взаимным
замещением в ее узлах равновалентных ионов в широком
интервале концентраций (для атомных или молекулярных реше-
решеток речь идет о замещении соответственно атомов или мо-
молекул) .
Изодиморфизм, в отличие от изоморфизма, характеризуется
способностью веществ, обладающих в чистом виде различными
при данной температуре стабильными модификациями, образо-
образовывать общие кристаллические решетки со структурой одного
из компонентов. В качестве примера можно привести нитраты
бария и стронция. Ион стронция может замещать ион бария в
кристаллической решетке нитрата бария в широком интервале
концентраций. При температуре выше 32° С нитраты бария и
стронция кристаллизуются из водных растворов в виде безвод-
безводных солей и образуют твердые растворы при любых соотноше-
соотношениях компонентов. При температуре ниже 32е С нитрат бария
кристаллизуется в виде безводной соли, а нитрат стронция в
виде четырехводного кристаллогидрата. Однако при низких тем-
температурах ион стронция также может замещать до известного
предела ион бария в кристаллической решетке безводного ни-
нитрата бария, и, таким образом, нитрат стронция переходит в
твердую фазу тоже в виде метастабильной для этой темпера-
температуры безводной соли. Следовательно, истинно изоморфны при
температуре выше 32° С нитраты бария, а стронция при темпе-
температуре ниже 32° С изодиморфны.
В. С. Соболевым и О. С. Соболевой [85] введены понятия
о степени изоморфизма веществ. Степень изоморфизма веществ
обычно оценивается по возможностям неограниченной или более
или менее ограниченной их смешиваемости в твердой фазе
6 Зак. 114
81
(полный и ограниченный изоморфизм). Вещества с крайне огра-
ограниченной растворимостью друг в друге в твердой фазе (до по-
порядка 0,5—1%) считаются неизоморфными. Однако их следует
рассматривать во многих случаях, как слабо изоморфные веще-
вещества. Целесообразны также понятия совершенного, несовершен-
несовершенного и весьма несовершенного изоморфизма в зависимости от
величины коэффициента активности микрокомпонента твердого
раствора y*s или соответственно избыточной работы А внедрения
микрокомпонента в кристаллическую решетку основного веще-
вещества (A=RT In vs).
При совершенном изоморфизме имеем Ys=l и Л = 0. Весьма
ограниченный изоморфизм одновременно крайне несовершенный
(Ys во много раз больше единицы).
Практически полезной является классификация равновалент-
ных «изоморфных» ионов (с различием в величине радиусов не
более 10—15%) по принципу геохимических рядов А. Е. Ферс-
Ферсмана [84]**.
Ряд одновалентных катионов
Катион ....
Радиус, А . .
Катион
0,68
CiT
0,94
NaT
0,98
Ag+
1.13
К+
1,33
NH
4
1.40
ТГ
1,49
Rb+
1,49
Cs+
1,65
Ряд двухвалентных катионов
Радиус, А | 0,341| 0.74
N1"
0,74
2+
Со'
0,78
2+
Fe'
0,80
|Cu21
0,8
2+
Zti
0,83
0,91
Cd2+ica
a2+
0,99 1,04
1,20
Pb"
1,26
Ba'
1,38
Ra'
1,44
Ряд трехвалентных катионов
Катион . . .
Радиус, А .
Анион
Радиус, А
А1"
0,57
0,64
FeOT
0,67
РЗЭ3+ и Y3
0,81-1,02
ОН"
1,32
F"
1,33
Ряд одновалентных анионов
СЮ',.
СГ
1,81
Вг
1,96
1
2,20
СЮ7
NOT
Ряд двухвалентных анионов
Анной
SOf
СЮ,
НРОГ
HAsO2
* Коэффициент активности примеси в виде самостоятельной твердой
фазы принимается равным единице (стандартное состояние).
** В приведенных неполных рядах катионов и анионов группы «изо-
«изоморфных» ионов обведены снизу общей скобкой и отделены друг от друга
вертикальной двойной чертой.
82
Такого рода группировки позволяют иметь приближенное су-
суждение об изоморфизме различных ионных кристаллов при
обычных температурах.
Следует также упомянуть о ярко выраженном практически
важном изоморфизме соединений: циркония и гафния, воль-
вольфрама и молибдена, а также ниобия и тантала; анионов РО3~
и AsOij".
Полнота и степень совершенства изоморфизма веществ за-
зависит не только от близости величин радиусов взаимозамещаю-
щих ионов, но и от ряда других факторов: от поляризационных
свойств ионов; от сложности, компактности и степени упорядо-
упорядоченности кристаллической решетки; при изодиморфизме веществ
от различия стабильных структур и от близости к температур-
температурной точке превращения изодиморфных веществ в изоморфные.
Для веществ с молекулярной кристаллической решеткой боль-
большую роль играет не только близость размеров молекул, но
и сходство их формы. Особо следует указать на роль темпера-
температуры. При высоких температурах, близких к точкам плавления
ионных кристаллов, возможности изоморфного замещения резко
усиливаются. Здесь речь будет идти только о явлениях изомор-
изоморфизма при обычных температурах.
В ряду одновалентных катионов особое положение по малой
величине ионного радиуса занимает литий. Поэтому соли ли-
лития малоизоморфны с солями других одновалентных катионов,
за исключением очень сложных соединений (например, сили-
силикаты).
Соли натрия изоморфны или изодиморфны только с солями
серебра (и, возможно, одновалентной меди). При этом изо-
изоморфизм имеет обычно неполный и несовершенный характер,
что зависит от различия в поляризационных свойствах катионов.
Соли натрия малоизоморфны с солями калия и аммония и тем
более с солями таллия, рубидия и цезия.
В группе калия — цезия наиболее характерным является изо-
изоморфизм соединений калия и аммония, а также рубидия и це-
цезия. Во втором ряду двухвалентных катионов особое место, ана-
аналогичное литию в первом ряду, занимает бериллий.
Весьма ярко проявляется изоморфизм в обширной группе
катионов от Mg до Cd, причем в ослабленной степени это на-
наблюдается для крайних членов (например, весьма ограничен-
ограниченная смешиваемость хлорида магния или кадмия с хлоридами
других двухвалентных катионов при смешиваемости в широких
интервалах концентраций сульфатов этих металлов).
В группе Са—Ra несколько особняком стоит кальций, кото-
который во многих соединениях изоморфен с соседним ионом строн-
стронция, но обладает резко уменьшенной способностью к изоморф-
изоморфному замещению бария, радия, а также катионов группы
6* 83
Mg—Cd. Характерна изоморфная смешиваемость солей свинца
с солями бария, стронция и радия.
В ряду трехвалентных катионов общеизвестны изоморфная
группа А13+—Fe3+ и изоморфная группа редкоземельных элемен-
элементов (включая иттрий). Кроме приведенных типов рядов изо-
изоморфных ионов желательно построение рядов аналогичных со-
соединений по признакам их полного или неполного изоморфизма
или изодиморфизма.
Разработка подобного рода систем с учетом всевозможных'
сочетаний катионов и анионов связана с дальнейшим накопле-
накоплением и обобщением экспериментального материала по фракцио-
фракционированию изоморфных компонентов в процессах кристаллиза-
кристаллизации и осаждения.
Характер равновесного фракционирования изоморфных ком-
компонентов между твердой и жидкой фазами зависит не только от
степени совершенства их изоморфизма, но и от соотношения их
растворим остей в применяемом растворителе и от их физико-
химического состояния в жидких фазах.
При очень слабом изоморфизме веществ (обычно причисляе-
причисляемых к неизоморфным) величина ?>равн, независимо от других
факторов, как правило, близка к нулю, но иногда бывает при
этом достаточно заметной, чтобы иметь некоторое практическое
значение. Исключением могут служить такие случаи сокристал-
лизации и особенно соосаждения, когда растворимость слабо-
слабоизоморфного микрокомпонента на очень много порядков выше
растворимости макрокомпонента.
Для истинно изоморфных или изодиморфных микрокомпо-
микрокомпонентов установлен линейный закон распределения без нижней
границы смешиваемости в твердой фазе. Для слабоизоморфных
микрокомпонентов может существовать верхняя граница смеши-
смешиваемости. К классу изоморфных веществ (изоморфизм «нового
рода», по Гримму, второго и третьего рода, по Гольдшмидту)
относятся соединения с близкими величинами радиусов соста-
составляющих ионов, но, в отличие от истинного изоморфизма, с раз-
различными их зарядами (BaSO4 и KMnO4; BaSO4 и KBF4; BaSO4
и КСЮ4; СаСО3 и NaNCb). Вопросы структуры твердых раство-
растворов этого класса и закономерностей фракционирования в про-
процессах их кристаллизации нельзя считать в достаточной степени
выясненными.
Согласно взглядам В. Г. Хлопина [60] и Б. А. Никитина [61],
при изоморфизме «нового рода» образуются не истинные твер-
твердые растворы, а смешанные кристаллы коллоидного типа с ниж-
нижней границей смешиваемости микрокомпонента.
К обширному классу аномальных твердых растворов отно-
относятся смешанные кристаллы, образуемые веществами без явной
аналогии в их химическом составе. К ним относятся, в частно-
84
сти, следующие описанные в литературе группы с различными
сочетаниями микро- и макрокомпонента [67]:
1) MeHal-[Me'Hal2]' или [Ме'На13], где Me-NH4, К, Na, Li;
Hal-Cl, Br, I; Me'-Mn2+, Pb2+, Co2+, Ni2+, Cu2+, Cd2+, Zn2+,
рез+ Cf3+-
2) MeSO4-[Me'SO4] или [Me^SO^], где Me-NH4, K;
Me'-Pb21-, Ba2+, Ra2+, La3+, Ce3+.
В ряде работ показано образование аномальных твердых
растворов примеси Fe3+ с фторидом аммония [21], сульфатами
аммония [28], меди [27], аммония-никеля [25], лития и берил-
бериллия, а также установлено существование аномальных твердых
растворов винной [32], лимонной [36] и щавелевой [37] кислот
с примесями Fe3+, Cu2+, Pb. Найденные новые разновидности
аномальных твердых растворов являются дополнительным под-
подтверждением указанной И. Е. Стариком [67] тенденции к их об-
образованию катионами, которые в значительной мере находятся
в растворе в виде комплексов с анионами основного вещества.
В связи с этим в наименьшей степени можно ожидать ано-
аномально изоморфного захвата микрокомпонентов при кристалли-
кристаллизации нитратов и хлоратов. Подтверждением этому служит
практическое отсутствие сорбции примеси Fes+ твердой фазой
при кристаллизации нитратов бария и свинца, примеси Zn при
кристаллизации нитрата калия в опытах Ю. С. Поликар-
Поликарпова [77].
Одним из факторов, по-видимому, способствующих образо-
образованию аномальных твердых растворов, является также крайне
низкая растворимость микрокомпонента в сравнении с основным
веществом (примесь РЬ в сульфатах и хроматах щелочных ме-
металлов).
Среди разнообразных твердых растворов, причисляемых фор-
формально к классу «аномальных», имеются группы с нередко
трудно разграничиваемыми специфическими строением и свой-
свойствами. В частности к группе «аномальных» твердых растворов
могут относиться следующие.
1. Истинные твердые растворы замещения разновалентных
ионов с близкими радиусами в узлах общей кристаллической
решетки (например, замещения ионов Са2+ ионами Y5*). Явле-
Явления гетеровалентного изоморфного замещения, широко наблю-
наблюдаемые при высоких температурах, могут в какой-то степени
иметь место и при обычных температурах (особенно в процессах
осаждения). Эти явления всегда осложнены образованием ва-
вакансий в твердой фазе или дополнительным внедрением катио-
катионов или анионов для сохранения электронейтральности кристал-
кристаллической решетки.
В квадратных скобках дай микрокомпоиент.
85
2. Образование твердых растворов коллоидного типа с за-
замещением не узлов, а отдельных участков кристаллической
решетки основного вещества блоками микропримеси коллоид-
коллоидных размеров. Такого рода аномальный изоморфизм связан
с «объемной» или «двумерной» близостью структур кристалли-
кристаллических решеток основного вещества и примеси.
3. Явления «внутренней адсорбции» примеси твердой фа-
фазой — разнообразные варианты адсорбции примеси внутренней
поверхностью твердой фазы, образованной замурованными в
кристалл включениями маточного раствора или связанной
с блочной структурой реальных кристаллов.
В то время как образование истинных твердых растворов
замещения равновалентных ионов всегда может быть надежно
установлено, механизм образования твердых растворов в дру-
других случаях сокристаллизации чаще всего остается недостаточно
выясненным.
Поэтому на данной стадии развития науки об изоморфизме
для формального объединения всех других разнородных типов
твердых растворов вполне оправдан один общий термин — ано-
аномальные твердые растворы.
В отдельных частных случаях, когда удается вполне надежно
установить структуру «аномального» твердого раствора, должна
идти речь именно о соответствующем уточненном типе твердого
раствора. Следует указать и на возможность ошибочных пред-
предположений об образовании аномальных твердых растворов в не-
некоторых случаях истинно изоморфного захвата примеси твердой
фазой.
Например, захват примеси РО?" при кристаллизации суль-
сульфатов может быть связан не с гетеровалентным изоморфизмом
ионов SC>4~ и РО4~, а с истинным изоморфизмом равновалент-
равновалентных ионов sof" и НРО|~.
ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ФРАКЦИОНИРОВАНИЯ
СОЛЕВЫХ КОМПОНЕНТОВ
В ПРОЦЕССАХ КРИСТАЛЛИЗАЦИИ ИЗ РАСТВОРОВ
Элементы термодинамической теории
При обосновании закономерностей равновесного фракциони-
фракционирования в процессах кристаллизации ионных кристаллов наи-
наиболее целесообразно исходить из идей Ратнера [88]. Он, а в
дальнейшем Хилл [89] и Н. В. Шишкин [70] применяли для
твердых растворов электролитов те же понятия среднеионных
(среднегеометрических) активностей и коэффициентов активно-
активности, которые ранее были предложены Льюисом [90, 91] и яв-
являются общепринятыми для водных растворов электролитов.
Возможна и другая термодинамическая трактовка [41].
86
Согласно теории Ратнера, для совместно выделяющихся в
твердую фазу истинно изоморфных микро- и макрокомпонентов
с химическим составом, соответствующим формулам Bv+Xv_ и
Av+Xv_ — величина ?>раБн.(В)/А определяется выражением:
^рави. (В)/А ¦
¦ V
Уо±еВ
..v+
(III. 44)
При любых соотношениях солевых компонентов в системе при-
применимо более общее выражение, полученное Хиллом:
r>v+ _ \bl
ираък. В/А .
eA
Vo±eB
]*• v V +
\±eB YSA
V
±eA
В формуле (III.45) величина ?>равн равна:
n _ CSB ceB
D^~^k"-~k
(III. 45)
(III. 46)
где cSB, Csa, сев и Сел — концентрации солевых компонентов В
и А соответственно в твердой и жидкой фазах.
В формулах (III. 44) и (III. 45) приняты следующие обозна-
обозначения: LoA и L0B — ионные произведения растворимости для на-
насыщенных растворов чистых компонентов; Yo±eA и уо±ев — сред-
неионные стехиометрические коэффициенты активности каждого
из солевых компонентов в его чистом насыщенном растворе3*;
Y+еА и у±ев — среднеионные коэффициенты активности компо-
компонентов в маточном растворе, находящемся в равновесии со сме-
смешанными кристаллами; ysa и Ysb — коэффициенты активности
компонентов твердой фазы; v — сумма v+ и v . Формула (III. 45)
полностью сохраняет свое значение и для многокомпонентных
систем с тремя и более истинно изоморфными или изодиморф-
ными компонентами. Причем в этих случаях речь идет о коэф-
коэффициентах распределения одного из солевых компонентов по
отношению к любому из других солевых компонентов (DB/A,
?>в/с и т. д.). (Для многокомпонентных систем, однако, воз-
возможна и другая трактовка величины D)[33]. Правильное исполь-
использование формул (III. 44) и (III. 45) связано с четким понима-
пониманием смысла фигурирующих в них коэффициентов активности у.
Для величин ys принимается в качестве стандартного со-
состояние каждого компонента в виде его чистой твердой фазы
* Формула Ратиера дается в измененной форме с учетом другого
выбора для стандартного состояния компонентов твердой фазы.
** Выражение в квадратных скобках представляет собой постоянную
величину, равную отношению активностей солевых компонентов в их само-
самостоятельных насыщенных растворах.
3* Коэффициенты активности солевых компонентов растворов соответ-
соответствуют их общим аналитическим концентрациям,
87
(Yosa = 1 и Yosb = О- Некоторые усложнения возникают при
изодиморфизме компонентов. Именно, при этом для одного из
солевых компонентов возможны два состояния в виде чистой
твердой фазы (два стандарта):
1) стабильная модификация, отличная от структуры об-
общего твердого раствора;
2) метастабильная модификация, аналогичная струк-
структуре твердого раствора.
Соответственно получаются разные значения для величин \s
изодиморфного компонента В— Ysb и Ysb, причем Ysb больше
Ysb. а их связь выражается формулой:
RT In ysb = RT In Ysb + p (IIL 47)
где P — работа перехода изодиморфного компонента В из ста-
стабильного состояния в метастабильное; RT In Ysb — избыточная
работа разбавления компонента В твердой фазой компонента А;
RT In ySb ~ общая избыточная работа внедрения стабильного
компонента В в твердую фазу компонента А.
При этом в формуле (III.45) при изодиморфизме компонен-
компонентов для одного из них (компонента В) следует применять соот-
соответственно или значение Ьоев для его стабильной модификации,
или Ьоев для метастабильной модификации.
Величина Ь'оеъ больше Ьоев, а их отношение представляет
собой величину обратную отношению у'8В/у8Ъ-
При характеристике коэффициентов активности растворен-
растворенных компонентов во многих случаях особую роль играет их
физико-химическое состояние в растворе (соотношение концен-
концентраций «свободных» гидратированных ионов, нейтральных не-
диссоциированных.молекул, разных видов комплексных ионов,
коллоидных частиц).
Фигурирующие в формулах (III. 44) и (III. 45) среднеион-
ные коэффициенты активности солевых компонентов у±е соот-
соответствуют их общей аналитической концентрации (в моль/л или
моль/1000 г растворителя):
где y + и Y - ~ коэффициенты активности катиона и аниона,
соответствующие их общей аналитической концентрации.
Обозначим долю свободных катионов и анионов по отноше-
отношению к их аналитической концентрации соответственно через хв и
лгд. Тогда соотношение между общими коэффициентами актив-
активности Ye+ или Ye- и «электростатическими» коэффициентами
активности «свободных» ионов у\ и у'_ могут быть выражены:
уе+ = y'+*b; y - = y'-*a- Изменение рН и введение комплексо-
88
образователей могут в ряде случаев в значительной степени
влиять на соотношение форм существования компонентов рас-
раствора и соответственно на долю «свободных» катионов #в и лгд
и общий коэффициент активности у±еВ или у±еА.
Зависимость коэффициентов сокристаллизации
истинно изоморфных или изодиморфных компонентов
от их концентрации
Работами школы В. Г. Хлопина был установлен линейный
закон распределения истинно изоморфных или изодиморфных
микрокомпонентов между твердой и жидкой фазами.
Согласно этому закону, коэффициент сокристаллизации со-
сохраняет постоянное значение при любом разбавлении относи-
относительно распределяющегося микрокомпонента или ультрамикро-
компонента. Одной из важнейших задач является выяснение
условий и границ действия закона распределения Хлопина.
В. Г. Хлопиным были сформулированы следующие условия при-
применимости его закона:
1) крайне низкая концентрация распределяющегося компо-
компонента в обеих фазах, практически не влияющая на концентра-
концентрацию основного вещества в обеих фазах;
2) одинаковое молекулярное состояние распределяющегося
вещества в каждой из них;
3) наличие истинного термодинамического равновесия между
обеими фазами относительно микро- и макрокомпонента.
На основании теории Ратнера — Хилла [88, 89] величина D
сохраняет постоянное значение в той области концентраций со-
солевых компонентов, для которой отношения коэффициентов
активностей компонентов твердой фазы ysb/ysa и одновременно
солевых компонентов маточного раствора Y±eB/Y±eA сохраняют
постоянное значение. При этом из термодинамической теории не
вытекает необходимость одинакового молекулярного состояния
компонентов в твердой и жидкой фазах и ограничение относи-
относительно микроконцентраций одного из компонентов.
Экспериментальные исследования равновесного фракциони-
фракционирования в процессах кристаллизации проводились школами
В. Г. Хлопина и О. Хана главным образом на примерах систем,
в которых основным веществом являлись соли бария, а при-
примесью служили соответствующие соли радия при их ультра-
микроконцентрациях в твердой и жидкой фазах.
Не делалось никаких попыток для выяснения закономерно-
закономерностей равновесного фракционирования при повышенных концен-
концентрациях солей радия. В дальнейшем в работах С. К. Чиркова
[69] была подтверждена применимость линейного закона рас-
распределения примесей изоморфных анионов в системах с хорошо
диссоциированными в водных растворах хлоридами, бромидами
и иодидами щелочных металлов при микроконцентрациях по-
порядка до 1 % в солевой части маточного раствора (и более низ-
низких в твердой фазе).
В работах [2, 77] подтверждена применимость линейного за-
закона равновесного распределения истинно изоморфных и изо-
диморфных микропримесей В. Г. Хлопина на многочисленных
новых примерах с компонентами — солями алюминия, железа,
меди, марганца, никеля, кобальта, двухвалентного железа, цинка
и т. д. В работах [16, 76] было показано, что применимость ли-
линейного закона распределения сохраняется во многих случаях
при переходе от микроконцентраций в широкие области макро-
макроконцентраций распределяющегося солевого компонента (полу-
(полуидеальные системы). Нередко величина DpaBB оставалась неиз-
неизменной при любых соотношениях истинно изоморфных компо-
компонентов (идеальные системы).
Линейный закон распределения истинно изоморфных ве-
веществ имеет очень большое практическое значение для разра-
разработки методов получения чистых и высокочистых веществ. Он
позволяет количественно оценивать эффект очистки в процессах
кристаллизации и осаждения при любых ультрамикроконцентра-
циях примеси изоморфного катиона или аниона, на основании
известных данных по фракционированию той же примеси при
ее микроконцентрациях, а во многих случаях, даже при ее мак-
макроконцентрациях.
Следует указать и на возможные отступления от этого за-
закона, когда: а) микрокомпонент образует в растворе прочные
многоядерные комплексы, б) гидролизуемость катиона микро-
микрокомпонента значительно выше гидролизуемости катиона основ-
основного вещества, а величина рН водного раствора недостаточно
низка для подавления гидролиза.
Естественно возникает вопрос о возможности распростране-
распространения линейного закона распределения на явления фракциониро-
фракционирования при неравновесных условиях. Как будет показано в
следующем разделе, имеются теоретические предпосылки для
предположения, что при сокристаллизации истинно изоморфных
микрокомпонентов в строго определенных неравновесных усло-
условиях также сохраняется прямая пропорциональность между кон-
концентрацией примеси в твердой фазе и в маточном растворе.
Если закономерности фракционирования истинно изоморфных
и изодиморфных компонентов можно считать в значительной
степени выясненными, гораздо хуже дело обстоит с вопросами
фракционирования аномально изоморфных микропримесей.
Здесь мы сталкиваемся с разнообразными, трудно предуга-
предугадываемыми зависимостями величины D от концентрации при-
примеси. Особенно ярко это показано в работах Б. А. Никитина
[61] и Э. М. Иоффе [63] по изучению распределения разнооб-
разнообразных примесей двухвалентных и трехвалентных катионов при
90
кристаллизации хлорида аммония из водных растворов, а также
в работах ИРЕА. Поэтому необходима особая осторожность при
суждении о фракционировании аномально изоморфных приме-
примесей при переходе от микроконцентраций к их ультрамикрокон-
центрациям. Как правило, в этих случаях требуется проведение
соответствующих экспериментальных исследований.
Влияние различных факторов
на фракционирование изоморфных компонентов
и возможности регулирования уровня величины D
Равновесное распределение микропримеси для данного соче-
сочетания микро- и макрокомпонента определяется: характером со-
соединений элементов; характером и составом растворителя; ко-
конечной температурой кристаллизации; величиной рН раствора
(при различии в степени гидролизуемости катионов микро- и
макрокомпонента); присутствием в растворе комплексообразо-
вателей, в различной степени связывающих катионы микро- и
макрокомпонента.
Величина практического коэффициента распределения микро-
микрокомпонента зависит, кроме того, от методов и условий прове-
проведения процесса выделения из раствора твердой фазы, влияю-
влияющих на отклонение от равновесия для конечной температуры
кристаллизации. Если имеют дело с элементами с переменной
валентностью, обычно широко применяется предварительное
окисление или восстановление для превращения изоморфных
компонентов в неизоморфные. Например, фракционирование
примеси железа при кристаллизации различных солей и фрак-
фракционирование разнообразных примесей при кристаллизации со-
солей железа.
Существенное значение при подборе соединений и раствори-
растворителей имеет вопрос о связи между соотношением растворим остей
истинно изоморфных или изодиморфных макро- и микрокомпо-
микрокомпонентов Смакр/смикр и величиной ?>равн [60, 66—68].
На основании термодинамической теории очевидно, что со-
соотношение растворимостей не является единственным фактором,
влияющим на величину Dvam; более или менее значительную
роль играют также величины коэффициентов активности ком-
компонентов твердой фазы и маточного раствора. Поэтому, есте-
естественно, трудно ожидать полной симбатности величин смакр/смикр
и -Сравн для любых систем, что неоднократно подчеркивается в
работах школы В. Г. Хлопина и других авторов. Однако при
истинном изоморфизме компонентов в большинстве случаев, как
это следует из результатов экспериментальных исследований
ИРЕА и анализа литературных данных, наблюдается прибли-
приближенное соответствие между уровнями величин сМакр/сМикр и
Оравш
91
Изодиморфизм веществ, как это следует из термодинамиче-
термодинамической теории, способствует снижению величины DpaBH тем в боль-
большей степени, чем сильнее различие в стабильных структурах
компонентов и чем дальше отстоит температура кристаллизации
от точки перехода изодиморфных компонентов в изоморфные.
Весьма сильно влияет на снижение величины D особого рода
принудительный изоморфизм, когда микрокомпонент не может
существовать в свободном состоянии в виде химического соеди-
соединения, аналогичного соединению макрокомпонента (например,
изученные Б. Д. Степиным [45—58] полигалоидные комплексы
калия, рубидия и цезия).
Особенно большую, безусловно превалирующую, роль играет
отношение смакр/Смикр в процессах высаливания и осаждения, в
тех случаях, когда растворимости макро- и микрокомпонента
отличаются на много порядков.
Правило соотношения растворимостей неприменимо в тех
случаях, когда в растворе.имеется комплексообразователь, из-
избирательно связывающий в комплекс изоморфный микрокомпо-
микрокомпонент. Это правило неприменимо также к аномально изоморфным
микропримесям и имеет ограниченное значение при слабом изо-
изоморфизме солевых компонентов.
Кроме указанных качественных закономерностей в работах
ИРЕА было сформулировано два правила, позволяющие коли-
количественно определять величину DpaBH для некоторых идеальных
систем на основании известных данных о величине Ьравн для
других изученных систем [17, 16].
Влияние температуры на величину DpaBH, как отмечается мно-
многими исследователями, имеет трудно предугадываемый харак-
характер. Исключением является изменение величины ?>равн при пе-
переходе из температурной области изоморфизма веществ в об-
область их изодиморфизма в связи с полиморфным превращением
одного из компонентов.
Примером роли полиморфных превращений может служить
распределение примеси Zn при кристаллизации сульфата мар-
марганца в связи с переходом MnSC^ • 5Н2О в MnSO4 • 7Н2О при
температуре ~8°С (соответственно величина ?>paBH.zn/Mn равна
0,30 для 20° С и 1,20 для 0°С). В случаях, когда гидролизуе-
мость катиона истинно изоморфного или аномально изоморф-
изоморфного микрокомпонента значительно больше гидролизуемости
макрокомпонента, необходимо считаться с величиной рН рас-
раствора.
Это обстоятельство, к сожалению, игнорируется многими
авторами. В частности, рН раствора оказывает большое влияние
на фракционирование примеси Fe3+ при кристаллизации разно-
разнообразных солей, как это показано в работах ИРЕА на примерах
кристаллизации алюмо-аммонийных квасцов, сульфатов алюми-
алюминия и аммония. Аналогичное явление должно наблюдаться дл.я
92
примесей других трехвалентных, а также многовалентных катио-
катионов. Необходимо принимать во внимание рН раствора при фрак-
фракционировании примесей любых катионов (кроме примесей ще-
щелочных и щелочноземельных элементов) при кристаллизации
любых солей щелочных и щелочноземельных металлов.
Наконец, очень важным средством регулирования степени
перехода микрокомпонента в твердую фазу является применение
комплексообразователей, избирательно связывающих катионы
примеси или основного вещества.
Этот способ применяется в широких масштабах в промыш-
промышленности химических реактивов и высоко чистых веществ.
Один из вариантов этого способа — введение избытка комп-
лексообразователя, образующего значительно более прочный
комплекс с макрокомпонентом, чем с микрокомпонентом. При-
Примером может служить разработанный в ИРЕА метод очистки
солей кобальта от примесей Ni, Cd, Си, Zn и Са путем осажде-
осаждения гидрата закиси кобальта значительным избытком аммиака,
выступающего в качестве комплексообразователя. Теоретические
соображения, связанные с применением этого метода, приведены
в работе [20].
Другой вариант заключается во введении в раствор перед
кристаллизацией очень малого количества комплексообразова-
комплексообразователя, связывающего в комплексы только катионы микрокомпо-
микрокомпонента или образующего с ними значительно более прочные комп-
комплексы, чем с катионами основного вещества. Например, приме-
применение небольших количеств сульфосалициловой кислоты при
очистке фторида аммония от примеси Fe3+ [21], плавиковой кис-
кислоты при очистке сульфата меди от той же примеси [27], трилона
Б при очистке солей щелочных металлов от примесей разно-
разнообразных катионов и солей бария от примеси РЬ и т. д.
ВЛИЯНИЕ МЕТОДОВ И ГИДРОДИНАМИЧЕСКИХ УСЛОВИЙ
ПРОВЕДЕНИЯ КРИСТАЛЛИЗАЦИИ НА ФРАКЦИОНИРОВАНИЕ
МИКРОПРИМЕСЕЙ
Классификация методов проведения кристаллизации
При массовой кристаллизации необходимо учитывать сле-
следующие явления, протекающие в той или иной степени взаимо-
взаимосвязанно и одновременно:
а) образование и рост кристаллических зародышей;
б) рост отдельных кристаллических зерен твердой фазы пу-
путем отложения вещества на их гранях;
в) агрегирование и измельчение твердой фазы;
г) рекристаллизацию твердой фазы.
Скорость образования зародышей и роста отдельных кри-
кристаллических зерен, в первую очередь, зависят от степени
93
пересыщения раствора относительно основного вещества в ка-
каждый данный момент кристаллизации. Пересыщение можно ха-
характеризовать разностью (с — Со) между фактической концен-
концентрацией с и равновесной концентрацией с0— растворимостью
соли при той же температуре и при том же составе растворителя.
Разность (с — с0) можно назвать абсолютным пересыщением;
она нередко рассматривается как «движущая сила» процесса
кристаллизации.
Применяются также понятия относительного пересыщения
раствора Ас = (с — Со)/со и коэффициента относительного пере-
пересыщения г = с/с0 (очевидно, Дс = г— 1).
Следует иметь в виду, что значения величин абсолютного и
относительного пересыщений зависят от метода выражения кон-
концентраций основного вещества в растворе.
Явления агрегирования и измельчения твердой фазы, а так-
также процессы ее рекристаллизации зависят в значительной мере
от интенсивности перемешивания раствора в процессе кристал-
кристаллизации. От этого зависит также скорость образования кристал-
кристаллических зародышей и роста кристаллов. Преимущественное
влияние того или иного фактора в сложных явлениях выделе-
выделения твердой фазы из растворов зависит от метода и условий про-
проведения процесса кристаллизации.
В первую очередь следует различать «равновесное» и «не-
«неравновесное» проведение процесса кристаллизации. Под «равно-
«равновесной» кристаллизацией условно подразумевается процесс, осу-
осуществляемый таким образом, что пересыщение в каждый мо-
момент кристаллизации поддерживается очень малым (величина
относительного пересыщения Дс очень близка к нулю, а коэффи-
коэффициента относительного пересыщения г — к единице).
«Равновесная» кристаллизация может проводиться по сле-
следующим основным вариантам [3].
1. Медленное выпаривание насыщенного раствора при энер-
энергичном перемешивании. Температура и состав раствора в про-
процессе кристаллизации не изменяются. Этот вариант применяется
сравнительно редко, в случаях, когда растворимость вещества
мало изменяется с температурой (например, кристаллизация
хлорида натрия из водных растворов).
2. Выделение из раствора твердой фазы основного вещества
путем медленного приливания второго растворителя (высалива-
(высаливание) при энергичном перемешивании. В процессе кристаллиза-
кристаллизации температура может поддерживаться постоянной, но непре-
непрерывно изменяется состав раствора.
3. Медленное охлаждение раствора при энергичном переме-
перемешивании (политермическая кристаллизация без испарения рас-
растворителя)— наиболее распространенный в промышленной и
препаративной практике вариант. В процессе кристаллизации
94
температура непрерывно снижается и соответственно умень-
уменьшается концентрация основного вещества в маточном рас-
растворе.
При проведении кристаллизации по указанным вариантам в
условиях ускоренного выпаривания или охлаждения, а также
при уменьшенной интенсивности перемешивания в процессе кри-
кристаллизации наблюдается заметное пересыщение раствора. Осо-
Особенно четко это может проявляться в следующих случаях «не-
«неравновесной» кристаллизации.
1) Охлаждение раствора без перемешивания
(спокойная кристаллизация). При этом в начальный момент
появления первых кристаллов пересыщение раствора может
быгь значительным и постепенно в течение длительного времени
снижается до нуля. Метод спокойной кристаллизации нередко
применяется до настоящего времени при небольших масштабах
производства и в препаративной практике.
2) Изотермическое снятие пересыщения при
энергичном перемешивании и без перемешива-
перемешивания. Принцип этого метода заключается в том, что подбирается
такая концентрация исходного раствора, чтобы при его охлаж-
охлаждении без перемешивания до конечной температуры кристалли-
кристаллизации не выделялась твердая фаза. Затем пересыщение сни-
снимается изотермически путем энергичного перемешивания в
течение нескольких часов или путем выдерживания раствора
при конечной температуре без перемешивания в течение несколь-
нескольких суток. Метод изотермического снятия пересыщения приме-
применяется главным образом в исследованиях фракционирования
микропримесей с целью быстрого достижения равновесия или,
по крайней мере, приближения к равновесию относительно
микрокомпонента между всем объемом твердой фазы и маточ-
маточным раствором.
Во всех вариантах «равновесной» кристаллизации основная
масса растворенного вещества выделяется за счет роста гра-
граней отдельных кристаллов твердой фазы. Обычно считается, что
при этом происходит отложение на поверхности кристаллов от-
отдельных ионов или молекул — это так называемая молекуляр-
молекулярная гипотеза кристаллизации.
При выделении твердой фазы в условиях значительного от-
относительного пересыщения большую и в некоторых случаях
основную роль может играть формирование кристаллических
зерен путем агрегирования кристаллических зародышей.
Для фракционирования микропримесей в зависимости от ус-
условий проведения кристаллизации важное значение имеет по-
понятие о дифференциальном (поверхностном) коэффициенте со-
кристаллизации К. В отличие от коэффициента D величина К
характеризует распределение микропримеси не между всей массой
твердой фазы и маточным раствором, а между поверхностным
95
слоем твердой фазы и маточным раствором. Согласно этому
определению величина % выражается формулой
атв . ам
•
(III. 48)
где атв и ств — концентрации микропримеси и основного веще-
вещества в поверхностном слое твердой фазы; аы и см — то же для
сопряженного с твердой фазой маточного раствора.
Если в любой данный момент кристаллизации поверхност-
поверхностный слой твердой фазы находится в термодинамическом рав-
равновесии с маточным раствором не только по отношению к ос-
основному веществу, но и относительно микропримеси, то мы
имеем равновесный дифференциальный поверхностный коэффи-
коэффициент сокристаллизации Д,равн. Величина Я.равн равна равновес-
равновесному изоморфному (объемному) коэффициенту сокристаллиза-
сокристаллизации ?)Равн для той же температуры и при том же раствори-
растворителе*. При проведении неравновесной кристаллизации будем
называть величину % практическим дифференциальным (по-
(поверхностным) коэффициентом сокристаллизации микрокомпо-
иента.
Следует отметить, что в некоторых работах [731 величина
Я, фигурирует как показатель фракционирования микропри-
Меси не между поверхностным слоем твердой фазы и всей мас-
массой однородного маточного раствора, а между поверхностным
слоем твердой фазы и поверхностным слоем маточного раство-
раствора у граней кристаллов. Если учесть явления адсорбции при-
примесей поверхностью твердой фазы, становится очевидным, что
величина К в этом смысле коренным образом отличается от
величины этого показателя в ранее указанном аспекте, приня-
принятом в большинстве работ по сокристаллизации **.
Влияние гидродинамических условий кристаллизации
на очистку кристаллов
от незахватываемых твердой фазой примесей
Еще Б. В. Некрасов [92] отмечает, что лучший эффект очист-
очистки от неизоморфных примесей получа'ется при кристаллиза-
кристаллизации в условиях энергичного перемешивания, так как при этом
твердая фаза выделяется в виде мелких однородных зерен с
минимальными внутренними включениями маточного раствора.
При кристаллизации без перемешивания или при очень слабом
перемешивании получаются более крупные агрегированные кри-
* Это можно считать верным, по крайней мере, при образовании микро-
и макрокомпонентом идеального твердого раствора.
** Недостаточно четкое разграничение этих двух понятий для величины X
привело, в частности, к допущению Л. И. Матусевичем ряда существенных
ошибок при критическом анализе работ ИРЕА [31, 41].
сталлы с трудно отмываемыми включениями маточного раствора.
Это мнение нашло подтверждение в опытах Л. Н. Матусевича
[93] по кристаллизации сульфата меди и алюмоаммонийных
квасцов из водных растворов, а также в последующих иссле-
исследованиях ИРЕА [37].
Таблица 2
Влияние перемешивания на фракционирование
слабо захватываемых твердой фазой примесей
Основное вещество
Примесь
Коэффициент
очистки
кристаллов при
кристаллизации
без переме-
перемешивания
Коэффициент
очистки
кристаллов при
кристаллизации
с переме-
перемешиванием
(NH4) Al (SO4J • 12Н2О
Щавелевая кислота . .
KNO3
KNO3
СГ [93
СГ [37
Fe3+
СГ [93]
10
40
154
70
37
300
550
450
В табл. 2 приведены некоторые сравнительные данные эффек-
эффектов очистки кристаллов от незахватываемых твердых примесей
при кристаллизации путем охлаждения без перемешивания и
при кристаллизации в условиях интенсивного перемешивания.
В обоих вариантах кристаллы отделяли от маточного раствора
на воронке Бюхнера с последующей промывкой растворителем.
Совершенно другие результаты были получены в некоторых
опытах ИРЕА, когда кристаллы после фильтрования на во-
воронке Бюхнера отжимали под прессом в пакете из фильтро-
фильтровальной бумаги, чтобы дополнительно удалить включения
маточного раствора. Затем кристаллы промывали водой и по-
повторно отжимали после фильтрования. При таком методе отделе-
отделения кристаллов от маточного раствора и промывной жидкости
очистка кристаллов щавелевой кислоты от примеси хлор-иона
получалась 750-кратной при кристаллизации без перемешивания
против 300-кратной при кристаллизации в условиях энергичного
перемешивания [37]. Для коэффициентов очистки калийной се-
селитры от примеси Fe получались соответственно величины коэф-
коэффициентов очистки кристаллов 800 и 500.
Таким образом, в этих случаях эффект очистки кристаллов
при кристаллизации без перемешивания получается даже не-
несколько более высоким, чем при кристаллизации с перемеши-
перемешиванием. Объясняется это тем, что кроме степени агрегирова-
агрегирования кристаллов в процессе кристаллизации имеет большое
значение возможность их дробления в процессе отделения от
маточного раствора. Этим в значительной мере объясняется
7 Зак. 114
97
резкое повышение эффекта промывки кристаллов при их после-
последующем отжатии под прессом. Аналогичное явление, способ-
способствующее улучшению очистки при промывке, должно наблю-
наблюдаться при центрифугировании кристаллов. Наконец, следует
отметить, что в наших опытах по кристаллизации хлорокиси
циркония из растворов в 18%-нон соляной кислоте с фильтро-
фильтрованием кристаллов на воронке Бюхнера (без последующего
отжатия под прессом) и с последующим их промыванием 25%-
ной соляной кислотой эффект очистки кристаллов от примесей
Fe2+, Co и других получался при спокойной кристаллизации
значительно выше, чем в условиях энергичного перемешива-
перемешивания. В этих случаях при кристаллизации без перемешивания
твердая фаза выделялась почти в виде монокристаллических
образований, в отличие от предыдущих систем, где при кри-
кристаллизации в аналогичных условиях происходило образование
агрегатов, легко разрушаемых дроблением.
Фракционирование изоморфных примесей
при „равновесной" кристаллизации
методом изотермического испарения растворителя
или методом приливания второго растворителя [2, 3]
При рассмотрении различных вариантов проведения процес-
процессов кристаллизации одной из основных задач является выясне-
выяснение конечных эффектов фракционирования изоморфных микро-
микропримесей, характеризуемых, в первую очередь, величиной прак-
практического «объемного» коэффициента сокристаллизации D. Эта
величина — функция дифференциальных коэффициентов сокри-
сокристаллизации К, характеризующих фракционирование в каждый
отдельный момент процесса кристаллизации. Кроме того, на
величину Афакт могут оказывать влияние явления рекристал-
рекристаллизации твердой фазы.
Рассмотрим сначала наиболее простой вариант — кристал-
кристаллизацию путем медленного изотермического «равновесного»
испарения растворителя при энергичном перемешивании. Речь
будет идти в дальнейшем только об истинно изоморфных при-
примесях, для которых механизм образования твердого раствора
с основным веществом можно считать вполне выясненным.
Обозначим общее содержание основного вещества в маточ-
маточном растворе в любой данный момент через п, микропримеси
через т. Изменение этих величин за элемент времени будут
dn и dm; количества, перешедшие в поверхностный слой твер-
твердой фазы, соответственно dm и dn. Имеем тогда дифференци-
дифференциальное уравнение фракционирования Дернера—Хоскинса [67]:
dm
m
—
(III. 49)
Этому уравнению можно придать вид: d\r\m-=%vamid\nn. Так
как в нашем случае величина Я,равн является постоянной, то
интегрирование приводит к конечной формуле (логарифмиче-
(логарифмическая зависимость Дернера—Хоскинса)
г Ш. (III. 50)
где «1 и т\ — начальные содержания основного вещества и
примеси в маточном растворе; п2 и т2 — соответственно конеч-
конечные содержания.
Величина коэффициента перехода основного вещества в
твердую фазу (степени кристаллизации основного вещества)
при конечных условиях кристаллизации в долях определяется
выражением:
п,
Соответственно для степени перехода микропримеси в
твердую фазу имеем:
Принимаем во внимание, что величина практического «объ-
«объемного» коэффициента сокристаллизации микропримеси при
конечных условиях кристаллизации может быть выражена та-
таким образом:
0практ = -71^:-г^ (г"-51)
1-р'1-а
В результате получаем две основные формулы:
Д
практ
(III. 52)
(III. 53)
Рассматривая табл. 3, иллюстрирующую зависимость А
от Яравн и а, можно прийти к следующим выводам.
1. Если Яравн (равная величине DfaBB) для данной системы
меньше единицы, то DnpaKT для конечных условий кристалли-
кристаллизации меньше величины Я,равн, но это снижение мало чувстви-
чувствительно к изменению степени кристаллизации основного веще-
вещества при конечных условиях кристаллизации а. Лишь в тех
случаях, когда степень выделения основного вещества в твер-
твердую фазу приближается к единице, наблюдается значительное
снижение ?)Практ в сравнении с «объемным» равновесным ко-
коэффициентом сокристаллизации DpaBU.
2. Если Тфавн (соответственно ?>равн) больше единицы, то
Опракт Для конечных условий кристаллизации больше DpaBH,
При этом увеличение ?>практ с возрастанием степени выделения
7* 99
Таблица 3
Величины ?>практ для различных значений а и Яравн
0,1
0,25
0,50
0,75
0,90
0,95
0,99
равн
0.02
0,019
0,017
0,014
0,009
0.0052
0,0033
0,0010
0,1
0,095
0,088
0,072
0,050
0,029
0,0185
0,006
0,5
0,487
0,465
0,41
0,33
0,24
0,184
0,091
2
2,11
2,33
3,0
5,0
—
—
5
6,2
9,6
31
333
—
—
10
16,8
49,4
1000
—
—
—
основного вещества в твердую фазу имеет очень резкий харак-
характер и заметно проявляется даже при малых значениях а.
3. Как общий вывод, можно сделать утверждение, что ве-
величина ?)Практ с возрастанием величины а изменяется в направ-
направлении удаления от значения, равного единице, в сравнении со
значением Яравн для данной системы.
В процессе равновесной изотермической кристаллизации
концентрация примеси в отдельных зернах твердой фазы из-
изменяется от центра к периферии, возрастая для систем с ве-
величиной Яравн, меньшей единицы, и уменьшаясь для систем с
величиной Яравн, большей единицы.
Вышеприведенные формулы и предположения справедливы
и для процессов изотермического осаждения, проводимых с до-
достаточно малой скоростью, если величину ЯраВн можно считать
приближенно постоянной при изменении состава растворителя.
Следует также иметь в виду, что явления рекристаллиза-
рекристаллизации могут изменить конечный эффект фракционирования мик-
микропримеси в сторону приближения к термодинамическому рав-
равновесию между всем объемом твердой фазы и маточным
раствором. Скорость рекристаллизации увеличивается с повыше-
повышением температуры и зависит от дисперсности и степени упо-
упорядоченности кристаллической решетки твердой фазы и от ин-
интенсивности перемешивания раствора.
„Равновесная" политермическая кристаллизация
путем охлаждения раствора при перемешивании
без испарения растворителя [2, 3]
Так как при кристаллизации по этому варианту происходит
непрерывно изменение температуры от начальной t\ до конеч-
конечной t2, то Яравн в общем случае не является постоянной вели-
величиной, а также непрерывно изменяется. Однако для любого
100
момента процесса кристаллизации остается справедливым диф-
дифференциальное уравнение Дернера—Хоскинса, которое может
быть дано в несколько иной форме:
- ddo « flp
—j Лравн
QCo Со
(III. 54)
Здесь а0 и со —концентрации примеси и основного вещества, г
на 100 г растворителя.
Если изменение величины Яравн с температурой незначитель-
незначительно, то для Яравн можно принять ее среднее значение в интервале
политермической кристаллизации. Тогда для этого частного
случая политермической кристаллизации справедливы ранее
приведенные формулы и выводы из них, полученные для рав-
равновесной изотермической кристаллизации.
Для примера рассмотрим фракционирование примеси Zn
при политермической кристаллизации FeSO4 • 7Н2О. Найдено,
что величина ?>раВн для этой системы в температурном интер-
интервале 0—40° С остается приблизительно постоянной и равной
в среднем 0,36. При кристаллизации путем охлаждения насы-
насыщенного при 30° С раствора до конечной температуры 0е С со
степенью кристаллизации а=0,55 величина Агракт рассчиты-
рассчитывается по формуле:
практ:
0,55
1 - 0,55) = 0,26
Экспериментально найденная величина ?>Практ для конечных
условий кристаллизации @,24) достаточно близко совпадает с
результатами расчета [15].
В общем случае интегрирование дифференциального урав-
уравнения с изменяющимися значениями коэффициента ЯраВн свя-
связано с известными затруднениями.
Формулу (III. 54) можно преобразовать следующим обра-
образом:
d In a
Со
dc0
(III. 55)
В этом выражении Яравн и со для данной системы являются
определенными функциями температуры; поэтому Яравн, в свою
очередь, будет функцией величины с0. Интегрируя выражение
(III. 55), имеем
С1
С01
а2 J
саг
где а\, Coi и п2, сО2—начальные и конечные концентрации микро-
и макрокомпонента.
Так как нетрудно видеть, что
п\ — &2 # &2
Coi — С02 Со?
101
D
практ"
и степень кристаллизации основного вещества а при конечных
условиях кристаллизации равна а,= (а,\—а2)/аи то
D
практ — ¦
A-a)
где
С01
Г рав" dc0
J Cq
(III. 56>
(III. 57)
0.020
0,015
0,010
0,005
Значение интеграла А можно легко определить в каждом
конкретном случае методами приближенного интегрирования,
если будет найдено графиче-
графическое или аналитическое выра-
выражение для величины Лравн/с<>
как функции от растворимости
основного вещества в каждый
момент политермической кри-
кристаллизации Со.
Приведем для примера
расчет величины ?>практ Для
микропримеси Fe3+ при поли-
7 i2 t7 гг 27 32 термической кристаллизации
с° алюмо-аммонийных квасцов.
Рис. 8. Кривая для расчета практи- Начальная температура кри-
ческого коэффициента сокристаллиза- гр.о X
ции D при политермической кристал- сталлизации OU С, конечная
лизации. 20 С. В работах ИРЕА были
найдены величины равновес-
равновесных коэффициентов сокристаллизации Аравн примеси Fe3+ при
различных температурах.
В табл. 4 приведена зависимость с0, Яравн, численно равного
Аэавш и Хравн/со от температуры.
Таблица 4
Зависимость с0, Яравн и Яравн/с0 от температуры
Растворимость с
в г (NH4) AI (SO4J • 12Н2О
иа 100 г воды
Лравн •
Температура, °С
10
7,8
0,14
0,0179
20
11,4
0,086
0,0075
30
40
15,9
0,059
0,0037
22,4
0,029
0,0013
50
32,4
0,022
0,0007
На рис. 8 приведен соответствующий табл. 4 график зави-
зависимости величины Яравн/со от величины с0. Степень кристалли-
102
зации основного вещества а при конечных условиях кристал^
лизации равна:
32,4-11,4
"~ 32,4
Величина Атракт рассчитывается по формуле
D
'практ —
еА-1
0,66
A-0,66)
11,4,
где А*= J
32,4
Величину А находим путем измерения площади *, ограни-
ограниченной кривой и ординатами, соответствующими абсциссам 11,4
и 32,4. Находим А =0,047, а величина Атракт рассчитывается
равной 0,025. Экспериментально найденная Атракт Для конечных
условий кристаллизации — 0,030 [2].
Значения Атракт при равновесной политермической кристал-
кристаллизации для некоторых систем приведены в табл. 5. Рассма-
Рассматривая данные табл. 5, можно прийти к некоторым выводам
относительно уровня величины практического «объемного» коэф-
коэффициента сокристаллизации Атракт по сравнению с величиной
Таблица 5
Величины ?>практ при равновесной политермической кристаллизации
Основное вещество
FeSO4 • 7Н2О
FeSO4 • 7Н2О
FeSO4-7H2O
CuSO4 ¦ 5Н2О
CuSO4 • 5Н2О
(NH4)A1(SO4J • I2H2O
(NH4)Al(SO4J • 12H2O
<NH4JSO4 • FeSO4 • 6H2O
<NH4JSO4 • FeSO4 • 6H2O
ВаС12-2Н2О
Примесь
Mn2+
Zn2+
Zn2+
Fe2+
Fe2+
Fe3+
Fe3+
Zn2+
Zn2+
Ra2+
Температура
зации, °С
началь-
начальная
45
30
45
40
60
40
50
30
55
104
конеч-
конечная
0
0
20
0
20
10
20
0
20
35
яза-
цества
г? "*
_ <О
i"
К а
Степень
ДНИ ОСИО]
0,60
0,55
0,44
0,63
0,66
0,63
0,66
0,46
0,54
0,37
Лравн
'о v §
для нача.
температ
кристалл!
0,29
0,36
0,36
0,11
—
0,029
0,022
4,3
—
2,11
Sis
для коне
температ
кристалл
0,29
0,36
0,36
0,068
0,084
0,14
0,086
4,5
4,5
5,00
^практ
для конечной
температуры
расчет-
расчетные
даниые
0,20
0,26
0,29
0,055
—
—
0,025
12,0
—
4,9
I экспери-
1 менталь-
1 ные дан-
| ные
0,18
0,24
0,30
0,054
0,078
0,043
0,030
12,6
25
5,0
* Измерение площади можно осуществить путем сравнительного взве-
взвешивания на аналитических весах вырезанного по ее контуру листа бумаги
и другого листа с известной площадью.
103
равновесного коэффициента сокристаллизации DpaBH при той же
конечной температуре кристаллизации.
Прежде всего следует считаться с тем, происходит ли в си-
системе очистка от примеси твердой фазы (D < 1) или концен-
концентрирование примеси в твердой фазе (D>\). Для систем
первого типа, если величина Ьравн мало изменяется с температу-
температурой, величина Дгракт будет несколько меньше DpaBH для конеч-
конечной температуры кристаллизации и тем в большей степени, чем
выше степень выделения основного вещества в твердую фазу.
Если для этих систем величина Яравн заметно уменьшается
с возрастанием температуры, то происходит более резкое сни-
снижение Лпракт в сравнении с ?>равн.
Наконец, если величина Храв1] возрастает с повышением тем-
температуры, то DnpaKT может быть больше, меньше или равна ве-
величине DpaBH для конечной температуры кристаллизации, в за-
зависимости от характера кривой изменения Яравн с температурой.
Для систем с концентрированием примеси в твердой фазе
(D > 1), если Хравн мало изменяется с температурой, величина
Ьпракт получается больше DpaBH для конечной температуры кри-
кристаллизации, причем различие между ними имеет резко выра-
выраженный характер и возрастает еще в большей степени, если
величина Лравн увеличивается с повышением температуры. Для
этих систем, если Яравн уменьшается с повышением темпера-
температуры, величина Г)пРакт может быть больше, меньше или равна
Оравн для конечных условий кристаллизации.
Следует иметь в виду, что на конечный эффект фракциони-
фракционирования микропримеси при равновесной политермической кри-
кристаллизации могут оказывать влияние в некоторых случаях яв-
явления рекристаллизации твердой фазы. Особенно приходится
считаться с этими явлениями в тех случаях, когда в темпера-
температурном интервале кристаллизации находится точка перехода
выделяющегося в твердую фазу основного вещества из одной
кристаллической модификации в другую (например, превраще-
превращение CoSO4 • 7Н2О в CoSO4 • 6Н2О при 40°С).
Влияние пересыщения раствора
на величину дифференциального (поверхностного)
коэффициента сокристаллизации микропримеси [3, 31, 41}
Все приведенные ранее формулы фракционирования истин-
ноизоморфных микропримесей для разных вариантов «равно-
«равновесной» кристаллизации применимы также и к аналогичным
вариантам «неравновесной» кристаллизации. Только в этих фор-
формулах будут фигурировать вместо коэффициентов Яравн практи-
практические коэффициенты Я, которые -являются функцией не только
температуры, но и других параметров, определяющих условия
выделения твердой фазы в каждый момент кристаллизации,
104
Общие выражения для характеристики фракционирования мик-
микропримесей при «неравновесной» кристаллизации могут быть
найдены только на основе определенных исходных положений
о кинетике выделения из раствора в твердую фазу макро- и
микрокомпонента.
При этом возможны два подхода, каждый из которых яв-
является вполне законным и может привести к плодотворным
выводам.
Один подход — метод «обобщающих» коэффициентов, ши-
широко применяемый в разнообразных областях науки (термоди-
(термодинамические коэффициенты активности компонентов раствора,
коэффициенты массопередачи в явлениях абсорбции, коэффи-
коэффициенты теплопередачи в процессах нагревания и охлаждения).
Другой подход связан с анализом сложного комплекса эле-
элементарных процессов, обусловливающих результативные эф-
эффекты явлений [73—75].
В работах ИРЕА был выбран первый более простой и удоб-
удобный для практических целей путь. За основу было взято урав-
уравнение массопередачи Андреева [94], Валетона [95], Барту [96]
для кристаллизации вещества из пересыщенного раствора
dqc
cS (с - с0) dx
(III. 58)
где S — поверхность твердой фазы; с — концентрация основного
вещества в маточном растворе в данный момент кристаллиза-
кристаллизации; со — равновесная для данной температуры концентрация
основного вещества; разность (с — с0) — «движущая сила» кри-
кристаллизации; Кс — общий коэффициент скорости кристаллиза-
кристаллизации основного вещества.
В работах ИРЕА было применено аналогичное уравнение и
для изоморфного микрокомпонента:
dqa = KaS (a — а0) dx
(III. 59)
Величина ссо представляет собой концентрацию микроком-
микрокомпонента в растворе, который находится в термодинамическом
равновесии с твердой фазой состава, соответствующего соотно-
соотношению компонентов dqaldqc (т. е. а0 — «растворимость» микро-
микрокомпонента при его присутствии в твердой фазе в виде смешан-
смешанных кристаллов с основным веществом).
При таком понимании величины о>о разность (а — а0) пред-
представляет собой движущую силу выделения микрокомпонента
в твердую фазу, а коэффициент Ка — общий коэффициент ско-
скорости кристаллизации микрокомпонента.
Безусловно, более правильным было бы иметь дело с гра-
градиентами не концентраций, а активностей компонентов в рас-
растворе, но это связано со значительными и малополезными
усложнениями.
105
Принимая во внимание уравнение (III. 54) и что
Чс с
(III. 60)
и подставляя в формулы (III. 54) и A11.60) выражения для
йща и dqc из формулы (III. 58) и (III. 59), получаем после соот-
соответствующих преобразований основную формулу:
Кг%,
равн
(IIL61)
В формуле (III. 61) величину K=KJKc можно назвать кине-
кинетическим коэффициентом сокристаллизации микро- и макро-
макрокомпонента. Величина г=с/с0 — коэффициент относительного
пересыщения раствора по основному веществу в каждый дан-
данный момент кристаллизации — является функцией скорости ох-
охлаждения раствора (или испарения растворителя) и интенсив-
интенсивности перемешивания в процессе кристаллизации.
В работе [3] приводится дополнительная возможная расши-
расшифровка понятий общих коэффициентов скорости кристаллизации
каждого из солевых компонентов Ка и Кс, исходя из предста-
представлений И. И. Андреева, Валетона, Барту о двух последователь-
последовательных стадиях выделения компонентов из объема однородного
маточного раствора: 1) через тонкую диффузионную пленку,
прилегающую к поверхности твердой фазы; 2) из внутренней
границы диффузионной пленки в твердую фазу.
Если узким местом является молекулярная диффузия через
диффузионную пленку, то коэффициент К приближенно равен
отношению коэффициентов диффузии микро- и макрокомпонен-
макрокомпонентов в маточном растворе. В этих случаях, принимая во внимание
близость радиусов необщих изоморфных ионов и равенство их
зарядов, можно принять /С=1, и тогда получить из уравнения
(III. 61) приближенное выражение:
V
В 1960 г. формула, аналогичная формуле (III. 61), была вы-
выведена независимо от работ ИРЕА Рилем с сотрудниками [97],
причем они исходили из менее общих оснований.
На рис. 9 приведены результаты расчетов величин л для раз-
различных значений Аравн в зависимости от коэффициента относи-
относительного пересыщения раствора по основному веществу г. Эти
расчеты сделаны на основании более простой формулы [83].
Они могут давать надежную полуколичественную характе-
характеристику эффекта «дифференциального» фракционирования ми-
микрокомпонента, весьма близкого по кристаллохимическим
свойствам к макрокомпоненту. Один из главных признаков
кристаллохимической близости обоих солевых компонентов — их
106
неограниченная смешиваемость с образованием идеального
твердого раствора.
На основании формулы (III. 61) и рис. 9 можно прийти
к следующим выводам.
1. Для систем, которые характеризуются очисткой твердой
фазы в процессе кристаллизации, величина л больше величины
Яравн; при небольших пересыщениях различие между ними не-
невелико.
2. Для систем с концентрированием примеси в твердой фазе
величина л меньше величины ЯравН; различие проявляется в рез-
резкой степени даже при сравнительно небольших пересыщениях.
л
1.00-
С.75
G50-
0,25
1.0
1.05
V
а
V5
1.2
г
1,0
1.2
1.4
1.6
1.8
2.0
г
Рис. 9. Кривые зависимости захвата истинно изоморфных примесей твердой
фазой от пересыщения основного вещества при различных значениях Аравн:
/-1; 2-0,5; 3-0,1; 4- 10; 5-5; 6- 2; 7- 1.
3. Величина Я изменяется при увеличении пересыщения рас-
раствора по основному веществу таким образом, что она откло-
отклоняется в сторону приближения к единице по сравнению со зна-
значением величины Хравн.
Можно привести некоторые примеры, иллюстрирующие влия-
влияние пересыщения по основному веществу на захват истинно
изоморфных примесей кристаллами.
При кристаллизации FeSO4 • 7Н2О в температурном интер-
интервале 0 — 45° С величина ?>раВн Для примеси Мп равна 0,29.
Ввиду того, что для этой системы ?>раВн практически не зависит
от температуры, различие в величинах Агракт при проведении
быстрой или медленной политермической кристаллизации
FeSO4 ¦ 7Н2О зависит только от изменения степени пересыщения
раствора.
В соответствии с теоретическими данными, найденная вели-
величина Агракт Для быстрой политермической кристаллизации @,21)
оказалась несколько выше, чем для медленной политермической
кристаллизации @,18) [2].
Величина Агракт Для примеси Fe3+ при быстрой политермиче-
политермической кристаллизации CuSO4-5H2O была найдена равной 0,061
107
против величины 0,054 для медленной политермической кристал-
кристаллизации. Здесь с повышением температуры кристаллизации (из-
(изменение величины Оравн с 0,068 для 0°С до 0,11 для 40° С) сле-
следует учитывать некоторое заметное возрастание ЯРавн-
Имеются также примеры, подтверждающие резкое снижение
величины Агракт с увеличением пересыщения раствора для си-
системы с концентрированием примеси в твердой фазе. Так, в опы-
опытах Риля и Кединга [98] при изотермическом испарении раство-
растворов бромида бария при 20° С получена величина Я=6 (для при-
примеси Ra, соответственно), в то время
как равновесный коэффициент сокри-
I 4'5
i 4,0
О
I. 3,0
e 2.5
Яра
10
0.02 0.Ю 0,18
0.32
ЙС
Рис. 10. Зависимость за-
захвата примеси никеля твер-
твердой фазой двойной соли
Zn(NH4J(SO4J-6H2O от
пересыщения (сравнение экс-
экспериментальных данных
с теоретическими).
На рис. 10 отражены результаты
исследований 3. И. Жмуровой,
В. Я. Хаимова-Малькова [99] и других
по фракционированию примеси при
выращивании монокристаллов двойной
соли ZnSO4- (NH4JSO4-6H2O (Я,равн
для граней 001 и ПО, соответственно,
равны 4,6 и 4,1). Экспериментальные
точки авторов близки к теоретическим
кривым, полученным на основании
формулы (III. 61) (при /(=0,5).
В рассмотренных примерах предпо-
предполагается, что происходит образование
между микро- и макрокомпонентами
идеального твердого раствора. Когда же образуются твердые
растворы со значительным отклонением от идеальности, термо-
термодинамическая величина Яравн для малоупорядоченного поверх-
поверхностного слоя твердой фазы в момент ее выделения из раствора
может сильно отличаться в сторону увеличения от величины
Яравн Д-ля вполне упорядоченной твердой фазы. Это связано с
различием в коэффициентах активности микрокомпонента в том
и другом случае. В некоторых случаях указанное обстоятель-
обстоятельство следует принимать во внимание.
Фракционирование изоморфных примесей
при кристаллизации методом изотермического снятия
пересыщения
Фракционирование изоморфных примесей при изотермиче-
изотермическом снятии пересыщения в условиях энергичного перемешива-
перемешивания давно привлекает к себе внимание в связи с возможностью
быстрого достижения равновесия относительно истинно изо-
изоморфных микро- и макрокомпонентов между всем объемом
твердой фазы и раствором (метод школы В. Г, Хлопина),
108
Однако до сих пор не вполне выяснен механизм достижения
равновесия. При высоких исходных пересыщениях раствора
(выше 10—15%) возможно, что, в соответствии с теорией
В. Г. Хлопина, конечный эффект фракционирования в основном
зависит от явлений рекристаллизации. При небольших относи-
относительных пересыщениях, согласно исследованиям И. В. Мели-
Мелихова [73], процессы рекристаллизации вряд ли могут иметь
серьезное значение.
Была сделана попытка рассчитать величину коэффициента
распределения D микрокомпонента [3] для конечных условий
кристаллизации при изотермическом снятии пересыщения по
формулам (III. 61) и (III. 62). При этом исходили из предпо-
предположения, что в процессе кристаллизации не наблюдается явле-
явлений рекристаллизации. Следует учитывать, что величины Я и г
не являются в этом случае постоянными, а непрерывно изме-
изменяются в процессе кристаллизации от начального значения для
максимально пересыщенного раствора до конечного значения,
соответствующего полному снятию пересыщения. Тогда, считая
величину К постоянной, нетрудно получить формулу [3]:
К
1-Огв
(III. 63)
Эту формулу можно написать несколько иначе, учитывая, что
исходное относительное пересыщение раствора г связано со
степенью кристаллизации при полном снятии пересыщения
с 1
— атв
(с и со выражены в г на 100 г растворителя)
Яоа„н 1К 1 I
„.{[.
(г-0+1
]Чт.
1
(III. 64)
Если общие коэффициенты кристаллизации микро- и макро-
макрокомпонентов Ка и /(с близки по значению, величина кинетиче- '
ского коэффициента сокристаллизации К равна единице и из
уравнения (III.63) получаем:
D = Яравн = ^равн
Таким образом становится понятным достижение истинного
равновесия при конечных условиях кристаллизации методом
изотермического снятия пересыщения.
На основании формулы (III. 64) или (III. 63) нетрудно убе-
убедиться, что для систем с величиной Яравн, близкой к единице или
109
меньшей единицы, величина D мало чувствительна к различию
в значениях коэффициентов Ка и Кс (к степени отклонения К
от единицы).
Если Яравн значительно больше единицы, той в резкой сте-
степени отклоняется от значения ?)раВн при существенном неравен-
неравенстве коэффициентов Ка и Кс- Когда основное вещество склонно
к образованию сильно пересыщенных растворов в условиях пе-
перемешивания даже в контакте с твердой фазой, значение коэф-
коэффициента К может оказаться во много раз больше значения
коэффициента Ка и величина Я может стать приближенной по-
постоянной, близкой к Хравн- В этих случаях, конечно, величина D
будет резко отличаться от Г)Равн для конечных условий кристал-
кристаллизации.
Такие явления нашли отражение в исследованиях некоторых
систем с D > 1 в работах В. И. Гребенщиковой [62].
Не всегда учитывается важная роль полноты снятия пересы-
пересыщения по основному веществу, что особо отмечено в работе [3].
Обозначая остаточное относительное пересыщение через гкон,
получаем из уравнения (III. 61) выражение:
D
¦{{
(г-П + К
Лравн (''кон 1) + А
Г-}
(III. 65)
'"кон
-1
Частным случаем этого выражения при гКОн=1 (полное сня-
снятие пересыщения) является формула (III. 64).
Из формулы (III. 65) нетрудно убедиться, что для систем
с величиной Яравн, значительно большей единицы, величина D
очень чувствительна к неполноте снятия пересыщения по основ-
основному веществу.
Таким образом, можно объяснить приближение к истинному
равновесию относительно всего объема твердой фазы при изо-
изотермическом снятии пересыщения, исходя из теории массопере-
дачи микро- и макрокомпонента в процессе кристаллизации.
По-видимому, следует считаться и с наличием явлений рекри-
рекристаллизации, которые, возможно, в некоторых случаях играют
решающую роль.
Из ранее приведенных теоретических данных следует, что
определение DpaBH методом изотермического снятия пересыще-
пересыщения наиболее надежно для систем с близкими кристаллохими-
ческими свойствами изоморфных компонентов, образующих
идеальные твердые растворы.
Работами школы О. Хана была показана возможность при-
применения для определения величин DpaBii и метода изотермиче-
изотермического снятия пересыщения без перемешивания. Теоретические
обоснования этого варианта кристаллизации приведены у Брес-
лера [100].
ПО
ПРАКТИЧЕСКОЕ ЗНАЧЕНИЕ ПРИМЕНЕНИЯ
ПРОЦЕССОВ КРИСТАЛЛИЗАЦИИ
ДЛЯ ПОЛУЧЕНИЯ ОСОБО ЧИСТЫХ ВЕЩЕСТВ
Кристаллизация из растворов — один из старейших методов
очистки веществ. В настоящее время этот наиболее простой ме-
метод широко применяется не только в производстве обычных хи-
химических реактивов, но и при получении особо чистых веществ.
В очень многих случаях уже при однократной кристаллизации
достигается 300—1000-кратный эффект очистки от разнообраз-
разнообразных примесей, а при двухкратной перекристаллизации этот эф-
эффект соответственно усиливается. Например, очистка хлорида и
сульфата аммония от примесей железа и других тяжелых ме-
металлов с предварительным введением тысячных долей процента
комплексообразователя трилона Б; очистка нитратов бария и
свинца от примесей Fe3+, Co, Ni, Си, Мп, Сг; очистка нитрата
бария от примеси стронция, получение окиси бериллия особой
чистоты путем перекристаллизации сульфата бериллия; полу-
получение алюмо-аммонийных квасцов особой чистоты, пятиокиси
ниобия особой чистоты путем перекристаллизации оксалонио-
биевой кислоты, хлорида алюминия особой чистоты. Более под-
подробно эти и другие примеры рассмотрены в работе [43]. В ра-
работе [39] приведена сводная таблица коэффициентов очистки
веществ ККр и коэффициентов сокристаллизации микроприме-
микропримесей D для всех изученных в ИРЕА до 1963 г. систем.
ХАРАКТЕРИСТИКА И КЛАССИФИКАЦИЯ
ПРОЦЕССОВ ОСАЖДЕНИЯ И СООСАЖДЕНИЯ
Явления осаждения из растворов имеют более сложный ха-
характер и отличаются рядом существенных особенностей по срав-
сравнению с кристаллизацией из растворов. При кристаллизации мы
имеем дело в основном с двухкомпонентными системами (не
считая микрокомпонентов). В процессах осаждения приходится
сталкиваться только с многокомпонентными системами. Осажде-
Осаждение трудно растворимых веществ происходит в результате хи-
химического взаимодействия двух или нескольких хорошо раство-
растворимых веществ. При кристаллизации же протекают обычно
только физические процессы выделения из раствора твердой
фазы. В большинстве случаев в процессах осаждения на перво-
первоначальной стадии выделяется метастабильная твердая фаза. Со
временем происходит ее рекристаллизация в направлении упо-
упорядочения структуры, которая во многих случаях сопровож-
сопровождается полиморфными превращениями (физическое старение
осадков).
Кроме того, является обычным образование при осаждении
химических соединений неизвестного, а иногда неопределенного
111
состава (например, образование основных солей при осаждении
гидроокисей и карбонатов металлов, разного рода двойных со-
соединений при осаждении сульфидов и т. д.). Нередко осадки
в течение длительного времени претерпевают ряд дальней-
дальнейших химических превращений (явления «химического» ста-
старения).
"Возможности захвата разнообразных примесей осадками
сильно возрастают в связи с их повышенной дисперсностью и
менее упорядоченной структурой, чем у продуктов кристаллиза-
кристаллизации. Усиливается роль явлений адсорбции микропримесей, об-
облегчается переход истинно изоморфных микрокомпонентов в
твердую фазу и образование аномальных твердых растворов.
В частности, как показано в работах В. Т. Чуйко [101], в про-
процессах осаждения довольно обычным становится изоморфное
замещение разновалентных ионов (явления гетеровалентного
изоморфизма ионов), что лишь очень редко наблюдается в про-
процессах кристаллизации.
С точки зрения применения в промышленной, препаративной
и аналитической практике, можно различать следующие основ-
основные разновидности осаждения и соосаждения.
1. Выделение какого-либо элемента из раствора с целью по-
получения его в виде определенного конечного продукта (осажден-
(осажденные препараты) или для его отделения от других элементов
в аналитических определениях. Например, получение основного
карбоната кобальта путем его осаждения из растворов нитрата
кобальта раствором карбоната калия или аммония; осаждение
сульфата бария из раствора, содержащего соль бария, с целью
дальнейшего аналитического определения в растворе других со-
сопутствующих элементов.
2. Очистка растворов от примеси какого-либо элемента пу-
путем его осаждения без перехода в твердую фазу основного ве-
вещества. Например, «гидролитическая» очистка растворов солей
от примеси Fe3+ путем создания необходимого рН раствора;
сульфидная очистка растворов при помощи сероводорода или
сульфида аммония от примесей Си, РЬ и других металлов в
условиях, когда невозможно выделить в осадок основное веще-
вещество; осаждение примеси SOf" из растворов солей солями ба-
бария, примеси Ва — серной кислотой; осаждение примеси Са
в виде оксалата или фторида.
3. Очистка растворов солей от примесей какого-либо эле-
элемента или концентрирование этих элементов в осадке для по-
повышения чувствительности их аналитического определения пу-
путем соосаждения с коллектором без осаждения основного веще-
вещества. Например, соосаждение примесей с гидроокисью алюминия
или железа из растворов солей щелочных металлов с предвари-
предварительным введением в растворы соли алюминия или железа и
с установлением необходимого рН раствора,
U2
4. Очистка растворов солей от примесей каких-либо элемен-
элементов или концентрирование этих элементов в осадке путем со-
соосаждения с коллектором, образующимся за счет осаждения
небольшой части основного вещества в виде определенного со-
соединения. Например, соосаждение примеси Zn с гидратом за-
закиси никеля (коллектор) путем осаждения части никеля из
растворов нитрата никеля раствором едкого натра или аммиа-
аммиаком; соосаждение примеси меди с гидратом закиси кобальта
или с сульфидом кобальта путем осаждения из растворов ни-
нитрата кобальта части кобальта соответственно аммиаком или
сульфидом аммония.
Из всех указанных вариантов для получения особо чистых
веществ наибольшее значение имеют осаждение и соосаждение
примесей из растворов. Что касается осаждения всей массы
основного вещества с целью получения малорастворимого ко-
конечного продукта, то в большинстве случаев проводится пред-
предварительное тщательное удаление примеси путем очистки реа-
реагирующих растворов. В качестве осадителей обычно приме-
применяются аммиак или аммонийные соли, которые затем легко
удаляются в процессе прокаливания осадков. Можно привести
только единичные примеры, когда осаждение подавляющей ча-
части основного вещества специально используется как целесооб-
целесообразный метод очистки от тех или иных микропримесей. Так,
трудная проблема очистки солей кобальта от примеси № была
решена путем осаждения гидрата закиси кобальта большим из-
избытком аммиака при определенных условиях; при этом дости-
достигался 5-кратный эффект очистки за одну операцию осаждения
с выходом по кобальту около 90%- Одновременно происходит
5-кратная очистка осадка от примеси Си, ~ 10-кратная очистка
от примеси Cd, ~ 100-кратная очистка от примеси Са (подроб-
(подробнее см. [20]). Далее можно указать на очистку сурьмы [22] и
ниобия от примесей Со, Ni, Mn и других путем гидролитиче-
гидролитического осаждения основной массы гидроокиси сурьмы или ниобия
в сильно кислой среде. При осаждении подавляющей части
основного вещества решающее значение имеет подбор условий,
обеспечивающих получение плотных, легко фильтруемых и хо-
хорошо промываемых осадков.
Несмотря на большую важность вопросов фракционирования
микропримесей в процессах их осаждения и соосаждения, си-
систематических исследований в этом направлении очень мало.
Основные работы проводились под углом зрения аналитической
практики, и полученные при этом результаты в большинстве
случаев нельзя считать достаточно полными для суждения об
эффектах очистки растворов. Действительно, аналитиков инте-
интересует главным образом степень перехода микропримеси в кол-
коллектор и степень концентрирования примеси в твердой фазе,
а на основании одних этих данных, как правило, невозможно
8 Зак. 114
113
рассчитать коэффициент сокристаллизации микрокомпонента D
и коэффициент очистки маточного раствора /(„. Наиболее ин-
интересны в этом отношении работы [101—107].
ОЧИСТКА РАСТВОРОВ ОТ МИКРОПРИМЕСЕЙ
ПУТЕМ ИХ ОСАЖДЕНИЯ БЕЗ ВЫДЕЛЕНИЯ В ТВЕРДУЮ ФАЗУ
ОСНОВНОГО ВЕЩЕСТВА
При рассмотрении этих вариантов очистки важное значение
имеют величины растворимости и ионных произведений раство-
растворимости труднорастворимых веществ. Понятие растворимости
труднорастворимого соединения не вызывает сомнений. Обычно
эта величина выражается в г-мол/л. Следует только иметь в
виду, что растворимость вещества зависит от его истинного со-
состава, кристаллической модификации и степени дисперсности.
Эти обстоятельства в некоторых случаях вносят известный эле-
элемент неопределенности в результаты исследований. Что касается
понятия ионного произведения растворимости, то здесь мы стал-
сталкиваемся с большим разнообразием в подходе и в получаемых
результатах исследований и расчетов.
В некоторых курсах качественного и количественного ана-
анализа при освещении этого вопроса исходят из предположения,
что малорастворимые соединения в связи с их чрезвычайно низ-
низкими концентрациями в растворе можно считать полностью
диссоциированными на составляющие ионы. Это можно считать
приближенно верным для таких соединений как AgCl и BaSO4.
Однако, когда мы имеем дело с весьма важными для про-
промышленной и аналитической практики малорастворимыми гид-
гидроокисями, карбонатами и сульфидами, следует обязательно
учитывать весьма слабую их диссоциацию в водных растворах.
Кроме ионного произведения растворимости при осаждении
гидроокисей и сульфидов важное значение имеет понятие о рН
начала осаждения из раствора соответствующего малораство-
малорастворимого соединения. Ионное произведение растворимости или
просто произведение растворимости Lp гидроокиси с химической
формулой Ме(ОН)и (л — валентность металла) определяется
выражением:
= [Me+][OH-f
(III. 66)
где [Me] —концентрация «свободных» ионов металла в раствор0
Логарифмируя обе части формулы (III. 66) и принимая во
внимание что pH~-lg[№] и ионное произведение воды
Kw — [Н+][ОН-], имеем:
lgip=Ig[Me] + npH + nIg^ir (III. 67)
Формула (III. 67) применялась для определения величин
Lp в работах [108—110] и др.
114
В работах X. Т. Бриттона [108] к раствору соли с концен-
концентрацией [Me] 0,01 н. приливали раствор щелочи и определяли
рН в момент начала выделения гидроокиси. Затем рассчитыва-
рассчитывали величину Lp. В работах Я. А. Фиалкова и Н. В. Аксельруда
[109] производились измерения рН начала осаждения и расчеты
величин Lp для различных значений [Me] и проводилась экстра-
экстраполяция до бесконечного разбавления. Таким образом опреде-
определялась величина константы произведения активностей La [Вы-
[Выражение для La получается в результате замены в формуле
(III.67) концентрации иона металла на его активность.] Анало-
Аналогичный прием (с некоторыми особенностями) использован и в
работах И. М. Коренмана [1101.
Как видно из формулы A11.67), рН осаждения гидроокиси
является функцией концентрации (правильней активности)
иона соответствующего металла в растворе. Я- А. Фиалков и
Н. В. Аксельруд ввели понятие «стандартного» рН осаждения
(роН) при активности иона металла, равной единице. Вели-
Величина р0Н — величина постоянная, зависящая только от темпе-
температуры. Связь между La и р0Н, очевидно, выражается форму-
формулой:
(III. 68)
В табл. 6 приведена сводка рН начала осаждения и произ-
произведений растворимости гидроокисей металлов.
Таблица 6
Произведение растворимости и рН осаждения гидроокисей
Гидроокись
NbO2(OH)
Sb(OHK
Ti(OHL
Sn(OHJ
Ce(OHL
Fe(OHK
Ga(OHK
In(OHK
Tl(OH)*
UO2(OHJ
Sc(OHK
Bi(OHK
А1(ОН)з
Си(ОН)*
рН
0,3-0,4
0,9-1,9
1,4—1,6
2
2,8
1,63
3,4
3,7
2,36
4,2
4,9
4,5-5,5
3,56
4,21
S
4-102
—
5- 106
3,2 • 10~38
5-107
—
—
—
2-1СГ33
1,31 • I00
Гидроокись
Pb(OHJ
Cr(OHK
Be(OHJ
Zn(OH)*
Fe(OH)*
Ni(OH)*
Co(OH)*
Cd(OH)*
Hg(OHJ
Mn(OH)*
La(OHK
AgOH
Mg(OHJ
pH
5,0
4,6
5,7
5,78
6,62
6,70
6,78
6,84
С Ad
6,45
7,43
8
8,9
8,67
^P
1,1 • 1СГ20
6,3 • 10~31
2,7- 10~19
2 ¦ l(T17
0,96 • 10~15
1,36-105
2 • I05
2,62 ¦ 10~15
—
—
_
-
Примечание. Для гидроокисей, отмеченных звездочками, величины р0Н и L&
приведены по данным Я. А. Фиалкова и Н. В. Аксельруда; для РЬ(ОНЬ —по данным
И. М. Коренмана. Остальные данные для [Me] = 0,01 н. взяты из работы [113J.
8*
115
Приведем пример расчета предельной остаточной концен-
концентрации трехвалентного железа в растворе при гидролитической
очистке путем создания достаточно высокого рН раствора. Ис-
Исходим из выражений для произведения активностей La и для
диссоциации гидрооксокомплексов в растворе:
(а)
(б)
(в)
[Fe3+] [ОН"] = /CFeOH2+ [FeOH2+] (г)
В этих уравнениях квадратными скобками обозначены кон-
концентрации соответствующих ионов и молекул в растворе после
проведения гидролитической очистки. Для упрощения не при-
принимаются во внимание коэффициенты активности микрокомпо-
микрокомпонентов раствора и не учитываются возможности образования
труднорастворимых основных солей. Остаточная аналитическая
общая концентрация железа (в моль/л) после гидролитической
очистки слагается из концентраций отдельных форм существо-
существования этого элемента:
[Fe] = [Fe3+] + [Fe(OH)+] + [FeOH2+] + [Fe(OHK] (д)
Вставляя в уравнение (д) выражения для [Fe(OHK],
[Fe(OH)J] и [FeOH2+] из уравнений (б), (в), (г) через [Fe3+] и
принимая во внимание уравнение (а) получаем:
1.1 1.1
(III. 69)
Так как имеются данные [111, 112] для величин констант
диссоциации гидрооксокомплексов трехвалентного железа толь-
только для 20° С, приведем результаты расчета для этой темпера-
температуры.
Принимаем: /СРеОн2+== * * 10"> КРе<он)+ = 2 • Ю~22;
= 7. 103, Z,a = 3,2- 10~38; [ОН] = -
Ю
10-рн
Получаем результаты расчетов теоретической остаточной
аналитической концентрации примеси Fe3+ после гидролитиче-
гидролитической очистки в зависимости отвеличинырН раствора (в моль/л):
рН 2_ 3 4 5 7
[Fe] 1,1 - 10 2 2,6-Ю 2-10 1,5-10~6 1,5-Ю
Таким образом, рН предельно полного осаждения находится
между 4 и 5.
П6
Дальнейшее повышение рН не приводит к сдвигу теорети-
теоретической границы очистки. Для сравнения приведем результаты,
которые получаются из упрощенного представления о полной
диссоциации гидроокиси железа в ее водном растворе. Исходя
только из уравнения (а) получаем для остаточной концентра-
концентрации Fe3+ следующие значения (в моль/л):
Рн
[Fe]
3-10
3-Ю
3• 10 3 • 10
3-10"
Гидролитическая очистка растворов от примеси трехвалент-
трехвалентного железа широко применяется в промышленной и препара-
препаративной практике. Однако имеется очень мало эксперименталь-
экспериментальных данных по выяснению достигаемых эффектов очистки в
зависимости от характера среды, температуры и конечного рН
раствора.
В ИРЕА проводились специальные опыты по выяснению
гидролитической очистки от примеси Fe3+ растворов нитратов
лития, бария, кобальта, никеля, сульфатов кобальта, никеля и
меди. После достижения конечного рН раствор нагревали при
температуре около 80° С для коагуляции осадка. При исходном
содержании примеси Fe3+ в 40% растворе нитрата лития 0,05%
после создания с помощью едкого лития рН ~ 8 в отфильтро-
отфильтрованном растворе содержание Fe3+ составляло 3—7-10~5% по
отношению к нитрату лития или 1—2,5-10 по отношению к
раствору. При гидролитической очистке 7% растворов нитрата
бария необходимый рН раствора создавался частичным осаж-
осаждением бария карбонатом аммония. Остаточное содержание
примеси Fe3+ составляло 4 • 10~6—1 • 10~5% по отношению к нит-
нитрату или 0,3- 10~6—0,7- 10% по отношению к раствору.
Гидролитическая очистка растворов нитрата кобальта с
концентрацией 400 г/л Co(NO3J-6H2O и с исходным содержа-
содержанием Fe3+ —1-10~3 % по отношению к соли осуществлялась
путем введения аммиака в количестве 1—2 мол.% по отноше-
отношению к основному веществу. Остаточное содержание Fe3+ соста-
составляло 5 • 10~6—1 ¦ 10% по отношению к Co(NO3J • 6Н2О или
1,5—3- 10% по отношению к раствору [30,34].
В исследованиях гидролитической очистки растворов солей
марганца получены следующие результаты. При создании пре-
предельного рН раствора при помощи основного карбоната оста-
остаточное содержание примеси Fe3+ составляло в растворах суль-
сульфата и нитрата марганца (концентрации 680 г/л MnS04-5H2O
и 720—910 г/л Mn(NO3J- 6Н2О) 2—6-10~6% по отношению к
соли или 1—3- 10~6 по отношению к раствору. В случае повы-
повышения рН раствора при помощи гидрата закиси марганца со-
совершенно различные результаты получены для сульфата и нит-
нитрата: остаточное содержание Fe3+ для сульфата марганца со-
составляло только 3—4 • 10~5% t в то время как для нитрата
ИГ
получена величина 4—5*10% (по отношению к соли). В опи-
описанных немногочисленных опытах получено предельное оста-
остаточное содержание Fe3* (в 40% растворе нитрата свинца
105Ю*%)
1Ю%).
Во всех случаях было замечено, что осаждение части
основного вещества способствует некоторому уменьшению оста-
остаточного содержания примеси Fe3+, по-видимому, за счет ад-
адсорбционных явлений. Особым образом проходит гидролитиче-
гидролитическая очистка от примеси Fe3+ растворов сульфата меди. Оста-
Остаточное содержание примеси не может быть получено ниже
0,01%; это явно связано с образованием коллоидных раство-
растворов гидроокиси железа, о чем можно судить по окраске рас-
растворов.
Следовательно, явления гидролитической очистки от при-
примеси Fe3+ имеют сложный характер, что зависит от образова-
образования в той или иной степени труднорастворимых основных со-
солей и частичного перехода осадка в коллоидное состояние.
При гидролитической очистке растворов от примеси железа
одновременно осаждаются примеси элементов с таким же или
более высоким уровнем рН осаждения гидроокиси олова, сурь-
сурьмы, висмута и т. д.
Другой распространенный метод очистки растворов от при-
примесей многих катионов — сульфидная очистка путем введения
в раствор сероводорода или сульфида аммония (в некоторых
случаях сульфида натрия). Возможности и необходимые усло-
условия сульфидной очистки растворов определяются величинами
произведений растворимости сульфидов соответствующих эле-
элементов. Ниже приводится ряд произведения растворимости
(ПР) некоторых сульфидов элементов сероводородной группы
[1051:
Сульфид Bi2S3 Sb2S3 HgS AgS Cu2S CuS PbS
ПР 7 • I0~61 3 • 10~59 3 • 10~54 1 • 10~5° 3 • I09 3 ¦ I(T38 3 ¦ I(T29
Сульфид CoS CdS SnS NiS ZnS FeS MnS
ПР 3 ¦ I08 1 ¦ 10~28 3 • 107 1 • 10"" ] • I(T27 ] ¦ 10~20 1 • 10~15
Аналогично гидроокисям растворимость сульфидов нельзя
рассчитывать только на основании данных о величине произ-
произведения растворимости. Константы диссоциации имеют для
сульфидов еще значительно меньшую величину, чем для гидро-
гидроокисей и должны обязательно приниматься во внимание. Кроме
того, следует учитывать явления гидролиза соответствующих
катионов [111]. Для примера можно привести следующие срав-
сравнительные данные для некоторых сульфидов [111]:
Сульфид CuS_ PbS CdS ZnS FeS
Растворимость, вычис- 1,8-10 1S 5,5 • 105 I • 10~14 3,3-I0~13 1 • 10~10
ленная по Lp, моль/л
Растворимость аналити-
аналитическая, моль/л . ... 4-10 5,5-10 6,6-10 7-10 5 ¦ 10~5
118
Важное значение имеет также рН осаждения сульфидов,
зависящей в основном от величины произведения растворимо-
растворимости. Так, сульфиды железа и марганца осаждаются только из
нейтральных или щелочных растворов, сульфиды цинка, ко-
кобальта, никеля — из нейтральных или слабокислых растворов,,
сульфиды кадмия, свинца, меди — из сильнокислых [113].
Сульфидная очистка растворов солей щелочных и щелочно-
щелочноземельных металлов применялась в ИРЕА. Была найдена воз-
возможность достижения остаточного содержания примеси железа
порядка 10~5% по отношению к раствору A0~4% по отношению
к соли). Несколько более высокий эффект очистки получался
при введении в раствор после обработки сульфидом аммония
карбонатов магния, кальция или бария. В дальнейшем вместо
сульфидной очистки растворов солей щелочных и щелочнозе-
щелочноземельных элементов стали удалять примеси путем сорбции ак-
активированным углем диэтилдитиокарбаматных комплексов при-
примесных элементов. Однако дли растворов солей алюминия,
никеля, кобальта, марганца применение сульфидной очистки
от примесей меди, свинца, сурьмы и других катионов с более
низкой величиной произведения растворимости сохраняет зна-
значение и в настоящее время. Для примера можно привести ре-
результаты опытов ИРЕА по сульфидной очистке растворов
алюмо-аммонийных квасцов. Содержание примеси меди снижа-
снижалось с 1 • 10~2—1 • 10~3 до 1—3»10~5%, примеси серебра с
5-10~4 до 5-10~5%, примесей цинка с Ю-2 до 10~3%. Очистка
от примесей железа и марганца не наблюдалась (рН раствора
около 3) [42].
ОЧИСТКА РАСТВОРОВ ОТ ПРИМЕСЕЙ
ПУТЕМ ИХ СООСАЖДЕНИЯ С НЕОРГАНИЧЕСКИМИ ИЛИ
ОРГАНИЧЕСКИМИ КОЛЛЕКТОРАМИ
Как ранее отмечалось (стр. 112), следует различать два ва-
варианта соосаждения примесей с коллекторами: а) когда кол-
коллектор образуется за счет введения в раствор постороннего*
элемента, б) когда коллектор получается в результате оса-
осаждения небольшой части основного вещества в виде какого-
либо труднорастворимого соединения.
Рассмотрим первый из этих вариантов. Вначале разберем
конкретный пример соосаждения при помощи «постороннего»
коллектора [101]. В 1 М растворы KNO3 и 10 М растворы
MgSO4 вводили 0,01 ммоль/л примеси Со и для образования
коллектора добавляли 1 ммоль/л соли кадмия или трехвалент-
трехвалентного железа. Затем вводили щелочь до рН = 8—10. Было
найдено, что коллекторы Cd(OHJ и Fe(OHK захватывают
96—99% примеси Со.
И»
Другой пример можно привести из работ ИРЕА. Это
соосаждение примесей кобальта и цинка из растворов нитрата
лития при помощи коллектора гидроокиси железа. Опыты про-
проводились следующим образом. В подкисленный до рН=2—3
азотной кислотой 40% раствор нитрата лития вводили нитрат
железа @,05% Fe3+ по отношению к LiNO3). Затем, вливая
раствор LiOH, доводили рН раствора до 8,5—9,0 и дополни-
дополнительно добавляли небольшое количество порошкообразного
карбоната лития для улучшения фильтрования осадка. Содер-
Содержание примеси Со в отфильтрованном растворе составляло
4• 10~6%, а примеси Zn— l-10~s% против исходного содержа-
содержания каждого из микрокомпонентов 10-10~3 % (концентрации по
отношению к содержанию LiNO3 в растворе).
Механизм соосаждения микропримесей с «посторонним»
коллектором может иметь самый разнообразный характер.
Возможно изоморфное соосаждение вследствие внедрения
ионов микрокомпонента в твердую фазу коллектора. Такого
рода явления следует считать преобладающими для захвата
примеси Со коллектором Cd(OHJ; аналогичное явление долж-
должно приводить к захвату коллектором Fe(OHK примесей А1
и Сг3+.
С другой стороны, возможны: вторичная потенциалобразую-
щая адсорбция примеси в связи с зарядом поверхности коллек-
коллектора; образование химических соединений примеси, а также
коллоидного твердого раствора примеси с веществом коллек-
коллектора. В связи с этим, одной из существенных особенностей со-
юсаждения с «посторонним» коллектором является возможность
значительного захвата осадком самых разнообразных катио-
катионов. Нетрудно убедиться еще в одной характерной особенно-
особенности этого варианта соосаждения. Весьма высокая очистка от
изоморфной или изодиморфной с коллектором примеси воз-
возможна и в тех случаях, когда величина коэффициента сокри-
•сталлизации микрокомпонента D по отношению к веществу
твердой фазы значительно меньше единицы. Действительно,
величина Дпракт определяется ранее приведенным выражением
?>=¦
1-а
где а —степень перехода в твердую фазу коллектора; A — а) —
•степень «недоосаждения» коллектора; р — степень перехода
микропримеси из раствора в коллектор.
Нетрудно убедиться, что коэффициент очистки маточного
раствора от изоморфной примеси Кш определяется выражением
(III. 70)
120
или окончательно:
(III. 71}
Учитывая, что величина а близка к единице, получаем при-
приближенную формулу:
K'M = T=T + 1 (IIL72>
Выражению можно придать более удобную форму. Пусть
для образования коллектора вводится «посторонний» катион в
количестве q (в г/л), а остаточное содержание этого катиона
после его осаждения составляет р (в г/л). Тогда имеем:
/С'=/)-^ + 1 (Ш.73>
Пусть для примера з качестве коллектора для очистки рас-
растворов солей щелочных металлов применяется гидроокись же-
железа. Примем, что предварительно введена в раствор соль Fe3+
в количестве q= 1 г)л, а остаточное содержание примеси Fe3+
в растворе составляет после осаждения коллектора р = 10~*г/л.
Тогда для истинно изоморфной примеси с коэффициентом рас-
распределения D = 0,01 получим 100-кратный эффект очистки
маточного раствора. Повышения эффекта очистки можно достиг-
достигнуть увеличением количества коллектора и снижением его
остаточной концентрации в маточном растворе (например, умень-
уменьшением степени образования коллоидных растворов). Преиму-
Преимуществом применения коллектора является эффективность очи-
очистки растворов одновременно от многочисленных примесей при
отсутствии границы остаточной концентрации удаляемого мик-
микрокомпонента.
Недостаток этого метода — содержание в растворе после
его очистки от ряда примесей остаточного количества коллекто-
коллектора, соответствующее его растворимости при конечных условиях
осаждения. Это обстоятельство не имеет значения для аналити-
аналитической практики, но обязательно должно приниматься во внима-
внимание при разработке методов очистки веществ.
Метод «посторонних» коллекторов широко применяется для
концентрирования микропримесей с целью повышения чувстви-
чувствительности их аналитического определения.
Другой способ очистки растворов заключается в образова-
образовании коллектора путем осаждения небольшой части основного
вещества. Например, если речь идет об очистке раствора нит-
нитрата кобальта от примесей некоторых катионов, часть ко-
кобальта (обычно 1—2 мол.%) осаждается аммиаком или суль-
сульфидом аммония, и коллектором является в данном случае гид-
гидрат закиси кобальта или сульфид кобальта. Можно поступить
и несколько иначе. Отдельно приготовить гидрат закиси кобальта
121
или сульфид кобальта и внести затем эти осадки в очищаемый
раствор нитрата кобальта.
Метод очистки при помощи «родственного» коллектора отли-
отличается от очистки при помощи «постороннего» коллектора дву-
двумя существенными особенностями: 1) захват примесей связан
в большинстве случаев с образованием твердых растворов при-
примеси с коллектором; 2) коэффициент сокристаллизации при-
примеси с коллектором должен быть очень высоким.
В связи с указанными особенностями соосаждение с «род-
«родственным» коллектором является специфичным для отдельных
примесей. Коэффициент очистки раствора Км при помощи
«родственного» коллектора определяется формулой
Ku = aD+l-a (III. 74)
где D — коэффициент сокристаллизации изоморфной микро-
микропримеси с коллектором; а — молярная доля осаждаемого ос-
основного вещества для образования коллектора.
При образовании коллектора, например, осаждается 2 мол.%
основного вещества (а=0,02).
Тогда получаем следующую зависимость величины /См от/):
D 10 100 500 1000 5000 10 000
Кы 1.2 3 11 21 101 201
Таким образом, ощутимый эффект очистки растворов на-
наблюдается для примесей с величиной D > 500 и возрастает за-
затем приблизительно пропорционально этой величине.
На основании термодинамической теории фракционирова-
фракционирования истинно изоморфных компонентов, величина 'DvaBB коэффи-
коэффициента сокристаллизации катиона примеси по отношению к
катиону коллектора Me определяется формулой:
Ln 1
D
Ме'/Ме
(III. 75)
77
La YS YMe
где La n La — произведения активности соответственно коллек-
коллектора и микрокомпонента; ys—коэффициент активности микро-
микропримеси в твердой фазе коллектора; у'ш и уМе — коэффициенты
активности примеси и основного вещества в очищенном рас-
растворе, соответственно.
Принимая во внимание данные табл. 6 (стр. 115) о произве-
произведениях растворимости (активности) гидроокисей, можно пред-
предвидеть, например, возможности значительной очистки растворов
нитрата кобальта от микропримесей меди и цинка путем сооса-
ждения с коллектором гидратом закиси кобальта. И действи-
действительно, за одну операцию соосаждения при 20° С удается по-
получить 100—200-кратную очистку раствора от примеси меди и
50—100-кратную от примеси цинка [30]. Как уже отмечалось,
очистка от примеси меди резко снижается при повышении тем-
122
пературы соосаждения до 90° С. Это объясняется изменением
модификации гидроокиси меди при повышении температуры
(обезвоживание). При 90°С возникающее резкое различие в
стабильных модификациях изодиморфных компонентов приводит
к весьма сильному увеличению коэффициента активности \s
микрокомпонента в твердой фазе. Найдено, что коллектор —
гидрат закиси кобальта — также извлекает из растворов ни-
нитрата кобальта примесь пятивалентного мышьяка; это связано,
по-видимому, с образованием примесью химического соединения
с осадком.
Весьма высокий эффект очистки растворов нитрата кобаль-
кобальта от примеси меди получается при помощи сульфида кобаль-
кобальта как коллектора [30] (снижение содержания примеси в рас-
растворе с 10~3 до 10-6%)- Значительно меньший эффект очистки
достигается для примеси кадмия (снижение концентрации при-
примеси с 10~3 до 10 Б%). Разница легко объясняется при сопо-
сопоставлении величин произведений растворимости сульфидов ко-
кобальта, меди и кадмия.
Другим примером применения «родственного» коллектора
служит очистка солей марганца от примеси кобальта [34]. В
качестве коллектора применялись сульфид или диэтилдитио-
карбамат марганца. При осаждении очень небольшой части
марганца сульфидом аммония или диэтилдитиокарбаматом на-
натрия достигается очень высокий эффект очистки (более, чем
в 300 раз). Соосаждение примесей с коллекторами широко при-
применяется в аналитической практике. Следует признать, что в
производстве химических реактивов и особо чистых веществ
этому методу очистки еще не уделяется должного внимания.
ЛИТЕРАТУРА
1. Г. И. Гор штейн, Хим. пром., № 3, 12 A948).
2. Г. И. Г о р ш т е й н, Труды ИРЕА, вып. 20, 1951, стр. 3.
3. Г. И. Г о р ш т е й н, Труды ИРЕА, вып. 20, 1951, стр. 44.
4. Г. И. Г о р ш т е й н, Труды ИРЕА, вып. 20, 1951, стр. 64.
Б. Г. И. Г о р ш т е й н, Труды ИРЕА, вып. 20, 1951, стр. 78.
6. Г. И. Г о р ш т е й н, Труды, ИРЕА, вып. 20, 1951, стр. 96.
7. Г. И. Горштейн, Н. И. Силантьева, ЖОХ, № 8, 1290 A953).
8. Г. И. Горштейн, Н. И. Силантьева, ЖОХ, № 1, 29 A954).
9. Г. И. Горштейн, Н. И. Силантьева, ЖОХ, № 2, 201 A954),
10. Г. И. Горштейн, Н. И. Силантьева, ЖОХ, №4, 1821 A956).
11. Н. И. Силантьева, Г. И. Горштейн, ЖОХ, № 1, 14 A957).
12. Г. И. Г о р ш т е й н, Зав. лаб., № 7, 775 A954).
13. Г. И. Горштейн, Н. И. Силантьева, Труды ИРЕА, вып. 22, 1958,
стр. 4.
14. Г. И. Горштейн, Н. Ф. Башки на, Труды ИРЕА, вып. 22, 1958,
стр. 8.
15. Г. И. Горштейн, Н. И. Силантьева, Труды ИРЕА, вып. 22, 1958,
стр. 12.
16. Г. И. Г о р ш т е й н, ЖНХ, 3, № 1, 51 A958).
17. Г. И. Горштейн, Н. И. Силантьева, сб. «Изотопы и излучения
в химии», Изд. АН СССР, 1958, стр. 203.
123
18. Г. В. Абрамова, Г. И. Г о р ш т е й н, Р. Е. Г у р е в и ч, А. М. X е й-
мец, сб. «Изотопы и излучения в химии», Изд. АН СССР, 1958,
стр.211.
19. Г. И. Г о р ш т е й н, ЖНХ, 3, № 7, 1620 A958).
20. Г. И. Г о р ш т е й н, Радиохимия, 1, № 5, 497 A959).
21. Г. И. Гор штейн, И. Н. Кременская, Радиохимия, 1, № 5, 503
A959).
22. Г. И. Гор штейн, Г. Т. Даниэлова, Е. А. Риф, ЖПХ, 23, № Ю,
2180 (I960).
23. Г. И. Г о р ш т е й н, Н. Ф. Б а ш к и н а, сб. «Сцинтилляторы и сцинтил-
ляционные материалы», изд. ГКХ ВНИИ хим. реактивов, 1960,
стр. 95.
24. Г. И. Г о р ш т е й н, Радиохимия, 3, № 3, 246 A961).
25. Г. И. Г о р ш т е й н, сб. «Радиоактивные изотопы и ядерные излучения
в народном хозяйстве», Гостоптехиздат, 1961, стр. 298.
26. Г. И. Г о р ш т е й н, Г. А. К у м а н е в а, И. А. К и ф а р о в а, ЖПХ, № Б,
1008 A962).
27. Г. И. Г о р ш т е й н, И. А. К и ф а р о в а, ЖПХ, № 9, 1934 A962).
28. Г. И. Горштейн, Н. Н. Тютюева, Радиохимия, № 1, 11 A963).
29. Г. И. Горштейн, Н. И. Г е л ь п е р и н, Краткая химическая энцик-
энциклопедия, т. 2, Изд. «Советская энциклопедия», 1963, стр. 834.
30. Г. И. Горштейн, Г. А. К у м а н е в а, Труды ИРЕА, вып. 25, 1963,
стр. 104.
31. Г. И. Горштейн, Труды ИРЕА, вып. 25, 1963, стр. 123.
32. Г. И. Горштейн, Н. С. Дмитриева, ЖПХ, № 8, 1725 A963).
33. Г. И. Г о р ш т е й н, ЖНХ, № 6, 1461 A963).
34. Г. И. Горштейн, Г. А. К у м а н е в а, И. А. К и ф а р о в а, Труды
ИРЕА, вып. 26, 1964, стр. 357.
35. Г. И. Горштейн, Н. Н. Тютюева, Труды ИРЕА, вып. 26, 1964,
стр. 383.
36. Г. И. Горштейн, Н. С. Дмитриева, Труды ИРЕА, вып. 26, 1964,
стр. 348.
37. Г. И. Г о р ш т е й н, Н. Ф. Б а ш к и н а, Н. Г. К о р д ю к е в и ч, И. А. К и-
ф а р о в а, Труды ИРЕА, вып. 26, 1964, стр. 369.
38. Г. И. Горштейн, И. А. К и ф а р о в а, Л. В. Васильева, Труды
ИРЕА, вып. 26, 1964, стр. 374.
39. Г. И. Г о р ш т е й н, Автореф. докт. дисс, ЛТИ им. Ленсовета, 1964.
40. Г. И. Г о р ш т е й н, Труды ИРЕА, вып. 30, 1967, стр. 441.
41. Г. И. Г о р ш т е й н, Труды ИРЕА, вып. 30, 1967, стр. 445.
42. Г. И. Горштейн, Н. С. Ермолина, Е. С. Ф р и д е н б е р г, Труды
ИРЕА, вып. 30, 1967, стр. 452.
43. Г. И. Г о р ш т е й н, Материалы совещания по методам получения особо
чистых веществ, изд. НИИТЭХИМ, 1967, стр. 75.
44. Г. И. Г о р ш т е й н, ЖПХ, 15, № 11, 2458 A967).
45. Б. Д. С т е п и н, Хим. пром., № 4, 64 A959).
46. Б. Д. С т е п и н, Труды ИРЕА, вып. 30, 1967, стр. 109.
47. Б. Д. С т е п и н, ЖНХ, 12, 720 A967).
48. Б. Д Степин, В. Е. Плющев, А. А. Факеев, Усп. хим., 34, 1881
A965).
49. Б. Д. Степин, В. Е. Плющев, С. Б. С т е п и н а, Л. И. Л е п е ш-
кова, Труды ИРЕА, вып. 26, 1964, стр. 141.
50. В. Е. Плющев, С. Б. С т е п и н а, Б. Д. Степин, Л. И. Л е п е ш к о-
ва, ДАН СССР, 143, 1364 A962).
51. Б. Д. Степин, В. Е. Плющев, авт. свид. 140051; Бюлл. изобрет.,
№ 15 A961); авт. свид. 132627; Бюлл. изобрет., № 20 A960).
52. Б. Д Степин, В. Е. Плющев, ЖНХ, 6, 2187 A961); 7, 394
A962).
53. Б. Д. Степин, В. И. Сафонова, А. А. Факеев, В. Н. К у л ю к и н,
авт. свид. 176272; бюлл. изобрет., № 22 A965).
124
54. А. А. Факеев, Б. Д. Степин, В. Н. Кулюкин, ЖНХ, 11, 1469
A966).
55. С. Б. С т е п и н а, Б. Д. Степин, Л. И. Л е п е ш к о в а, В. Е. Плю-
Плющев, авт. свид. 138927; Бюлл. изобрет., № 12 A961).
56. В. И. Сафонова, Б. Д. Степин, Г. П. Кузнецова, ЖНХ, 10,
2351 A965); 11, 436 A966).
57. Г. П. Кузнецова, Б. Д. Степин, ЖНХ, 10, 472 A965).
58. Б. Д. Степин, Е. А. Тихонова, В. Е. Плющев, ЖНХ, 6, 890
A961).
59. Б. Д. Степин, В. Е. Плющев, ЖНХ, 6, 462 A961).
'60. В. Г. Хлопин, Избранные труды, т. I, Изд. АН СССР, 1957.
61. Б. А. Н и к и т и н, Избранные труды, Изд. АН СССР, 1956.
62. В. И. Гребенщикова, ЖНХ, 3, 20 A958); Хим. наука и пром., 4,
№4,456 A959).
63. Э. М. И о ф ф е, ЖНХ, 3, 29 A958).
64. М С. Меркулова, Труды Рад. ин-та, вып. 3, 1937, стр. 141; ЖФХ, 31,
№ 5, 1056 A957); ЖФХ, 29, № 10, 1915 A955).
65. О. Хан, Прикладная радиохимия, Госхимиздат, 1947.
66. В. G о 1 d s m i d t, Ann. chim., 13, 88 A940).
67. И. Е. С т а р и к, Основы радиохимии, Изд. АН СССР, 1960.
68. Радиохимия и химия ядерных процессов, под ред. А. Н. Мурина,
В. Д. Нефедова, В. П. Шведова, ГНТИ, 1960.
69. С. К. Ч и р к о в, ЖОХ, 14, 403 A944).
70. Н. В. Ш и ш к и н, Б. А. К р о г и у с, ЖОХ, 20, 987 A950).
71. Н. В. Шишкин, Б. А. Липовская, Уч. зап. Саратовск. ун-та, Хи-
Химия, 43, 19 A956).
72. А. И. К и р г и н ц е в, Автореф. докт. дисс, СО АН СССР, 1967.
73. И. В. Мелихов, Автореф. канд. дисс, МГУ им. М. В. Ломоносова,
1960.
74. И. В. Мелихов, Автореф. докт. дисс, МГУ им. М. В. Ломоносова,
1967.
75. И. В. Мелихов, сб. «Соосаждение и адсорбция радиоактивных эле-
элементов», Изд. «Наука», 1965, стр. 5.
76. Ю. Д. Третьяков, Автореф. докт. дисс, МГУ им. М. В. Ломоносова,
1966.
77. Ю. С. Поликарпов, Автореф. канд. дисс, ГГУ, Горький, 1961.
78. Е. В. X а м с к и й, сб. «Исследования в области химии и технологии ми-
минеральных солей и окислов металлов», Изд. «Наука», 1965, стр. 62.
79. Г. Б а к л и, Рост кристаллов, ИЛ, 1954.
80. В. Д. Кузнецов, Кристаллы и кристаллизация, Гостехтеоретиздат,
1953.
81. Дж. У. Маллин, Кристаллизация, Изд. «Металлургия», 1965.
81а. Е. В. Хамский, Кристаллизация из растворов, Изд. «Наука», 1967.
816. Л. И. Матусевич, Кристаллизация из растворов в химической про-
промышленности, Изд. «Химия», 1968.
82. А. Ш в а р ц в а л ь д, ЖПХ, 15, № 11, 2452 A967).
83. I. W. Retgers, Z. phys. Chem., 4, 593 A889); 5, 436 A896); 8, 6
A891); 9, 267 A892); 10, 529 A892); 12, 583 A893); 14, 1 A894); 15,
529 A894); 16,577 A895).
84. А. Е. Ф е р с м а н, Избранные труды, т. III, Изд. АН СССР, 1955.
85. В. С. Соболев, О. С. Соболева, Уч. зап. Львовск. ун-та, ч. I,
т. 9, вып. 1, 5 A948); ч. 2, т. 13, вып. 2, 37 A949).
86. Т. Т. Ле.ммлей н, Секториальное строение кристаллов, Изд. АН
СССР, 1948.
87. И. А. Горюнова, В. А. Ф р а н к - К а м е н е ц к и й, сб. «Кристаллогра-
«Кристаллография», Госметаллургиздат, 1956, стр. 57.
88. А. Р. Ratner, J. Chem Phys., 1, 789 A933).
89. A. R. Hill, G. S. Derhum, J. E. R i с с i, J. Am. Chem. Soc, 62, 2723
A940).
125
90. Дж. Льюис, Рендел, Химическая термодинамика, Химтеорет, 1936.
91 М X Карапетьянц, Химическая термодинамика, Госхимиздат,
1953.
92 Б В Некрасов, Курс общей химии, Госхимиздат, 1954.
93' Л Н. Матусевич, ЖНХ, 6, 1020 A961); ЖПХ, 35, 735 A962).
94. И. И. А н д р е е в, ЖРФХО, 40, 397 A908).
95. I. I. V а 1 е t о п, Z. Krystall., 59, 335 A923).
96. A. J. В е г t h о u d, J. Chem. Phys., 10, 624 A912).
97. N R i e h 1, B. Z i z m a n n, P. Hidalgo, Z. phys. Chem., B.25, Heft.
5/e, 351 A960).
98. N. R i e h 1, К a d i n g, Z. phys. Chem., A149, 180 A930).
99. 3. И. Ж м у р о в а, В. Я. X а и м о в - M а л ь к о в, Е. А. Акуленок,
X. С. Богдасаров, Кристаллография, 8, вып. 6, 936 A963).
100. С. Е. Б р е с л е р, Радиоактивные элементы, Гостехтеоретиздат, 1957.
101. В. Т. Чуйко, Автореф. докт. дисс, Саратовск. гос. ун-т, 1962.
102. И. М. Кольтгоф, С. Б. Сэндел, Количественный анализ, Госхим-
Госхимиздат, 1941.
103. И. М. Кольтгоф, В. А. Стенгер, Объемный анализ, т. 1, Госхим-
Госхимиздат, 1950.
104. Н. А. Руднев, Автореф. докт. дисс, АН СССР, Ин-т геохимии и ана-
лит. химии им. В. И. Вернадского, 1967.
105. А. К. Бабко, И. В. Пятницкий, Количественный анализ, Изд,
«Высшая школа», 1962.
106. А. И. Новиков, ЖАХ, 17, 1076 A962); ЖНХ, 4, 2161 A959); 5, 731
(I960); Изв. вузов. Химия и хим. технол., 3, 583 A960).
107. В. И. К У з н е ц о в, ЖАХ, 13, № 1, 79 A958).
108. X. Т. Б р и т т о н, Водородные ионы. Определение и значение их в тео-
теоретической и прикладной химии, Химтеорет, 1936.
109 Н В. Аксельруд, Я. А. Фиалков, Укр. хим. ж., 16, № 2, 283, 296
A950).
ПО. И. М. Коренман, Ф. С. Ф р у м, В. Г. Чебаков, ЖОХ, 22, № Ш,
1731 A952).
Ill H. В. Аксельруд, В. Б. Спиваковский, Укр. хим. ж., 25, № 1,
14 A959).
112. К. Б. Я Д и м и р с к и й, В. П. Васильев, Константы нестойкости ком-
комплексных соединений. Изд. «Химия», 1959.
113. Н. И. Блок, Качественный анализ, Госхимиздат, 1959.
ГЛАВА IV
СПОСОБЫ
АДСОРБЦИОННОЙ
ОЧИСТКИ
ВЕЩЕСТВ
Учение об адсорбции — один из наиболее важных разделов
науки о поверхностных явлениях. Поскольку явление адсорб-
адсорбции имеет место на любых поверхностях раздела и, с этой точ-
точки зрения, оно универсально, вопросам теоретической разра-
ботки основных закономерностей адсорбционного процесса
посвящено большое количество работ. Практическая примени-
применимость этого явления изобилует многочисленными примерами из
области очистки и осушки газов, паров и жидкостей, улавли-
улавливания вредных примесей и рекуперации растворителей, тон-
тонкой очистки веществ в растворах, извлечения малых количеств
драгоценных металлов и т. п. Адсорбционные явления лежат
в основе новых методов разделения смесей — хроматографиче-
ских.
Уже тот факт, что в большинстве технологических схем глу-
глубокой очистки веществ на финишной стадии применяется метод
адсорбции, позволяет высоко оценить данный метод. Метод ад-
адсорбционной очистки обладает рядом преимуществ, которые
делают его в ряде случаев незаменимым.
Адсорбционный метод обладает высокой селективностью к
извлечению микропримесей, применим к парам, жидкостям и
растворам, не требует высоких температур, технологически
прост, осуществляется в аппаратах колоночного типа с не-
небольшим объемом сорбента. Процесс обратим, так как сор-
сорбент может использоваться многократно после его регенера-
регенерации. Вещество в процессе очистки не подвергается каким-либо
химическим и физическим воздействиям.
Подавляющее большинство работ по адсорбционной очист-
очистке посвящено вопросам извлечения одного компонента из сре-
среды другого плохо адсорбирующегося компонента. Требования,
предъявляемые к особо чистым веществам, выдвигают прин-
принципиально новую задачу — одновременное извлечение большого
127
числа примесей из относительно хорошо адсорбирующейся
среды — основного компонента. Уровень исходных концентра-
концентраций примесей в этих веществах значительно более низкий и
составляет не более 10~4—10~6%. Это многокомпонентные сме-
смеси с экстремальными значениями концентраций компонентов.
Системы такого рода теорией адсорбции, в частности адсорб-
адсорбцией из растворов, практически не рассматривались. Возмож-
Возможность применения и экстраполяции известных уравнений ад-
адсорбции в области микроконцентраций не была показана. При
отсутствии чувствительных методов анализа микропримесей,
которые могли бы дифференцировать собственные примеси и
внесенные извне, эти задачи не могли даже рассматриваться.
Отсутствие теоретических исследований определило описатель-
описательный, констатирующий характер большинства работ по примене-
применению данного метода к целям глубокой очистки веществ.
На первый план, как и следовало ожидать, выдвинулись во-
вопросы чисто методического характера, связанные с профилак-
профилактикой внесения возможных загрязнений с сорбентом и из окру-
окружающей среды. Это направление имело свою положительную
сторону. Были разработаны методы синтеза чистых сорбентов,
что дало возможность исследовать явления на поверхности в
чистом виде, без наложения влияния минеральных примесей.
Это позволило устранить влияние химической неоднородности
поверхности на результат адсорбции, что сразу же было ис-
использовано в исследованиях по глубокой очистке веществ и в
газоадсорбционной хроматографии.
Возможности для исследования основных закономерностей
адсорбции микропримесей открылись с применением метода
радиоактивных индикаторов. Первые же исследования в обла-
области адсорбции радиоактивных микропримесей установили мно-
многообразие видов адсорбции для микроконцентрационных систем,
особенно для ограниченно растворимых примесей. Было най-
найдено, что примеси в разбавленных растворах могут находиться
в различной физико-химической форме. Поэтому наряду с мо-
молекулярной адсорбцией в ряде неорганических систем имеют
место ионообменный и хемосорбционныи механизмы адсорбции.
Стало очевидным, что границы области Генри для неорганиче-
неорганических систем необычайно узки, в отличие от органических сме-
смесей, а взаимное влияние микропримесей проявляется уже на
уровне 1 ¦ 10"*% и даже на уровне 1 • 10-10% для систем элек-
электролитов.
Таким образом, как в области исследования, так и в об-
области применения адсорбционных методов был накоплен боль-
большой научный и практический опыт, который может быть ис-
использован в дальнейшем для очистки более широкого круга
веществ. С этой целью проведена систематизация имеющегося
материала в применении к разработанному ассортименту особо
128
чистых веществ. К ним относятся прежде всего жидкие неор-
неорганические вещества типа хлоридов элементов IV группы Пе-
Периодической системы и водные растворы кислот, щелочей и
солей.
Основное внимание уделялось изучению условий равновесия
и особенностей адсорбционных систем типа основной компо-
компонент — микропримесь — адсорбент с целью определения потен-
потенциальных возможностей метода. Значительное место отводи-
отводилось и вопросам подготовки и синтеза сорбентов, характери-
характеристике их свойств и методике исследований.
Вопросы динамики адсорбции освещаются лишь в практи-
практическом плане, поскольку адсорбционные процессы в аппаратах
колоночного типа подробно разобраны в теории фронтального
варианта хроматографического метода разделения смесей.
Из хроматографических методов разделения рассматривают-
рассматриваются лишь газовая хроматография как наиболее опробованный
и перспективный способ одностадийной адсорбционной очистки
веществ.
ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ И ОСОБЕННОСТИ АДСОРБЦИИ
МИКРОПРИМЕСЕЙ ИЗ ГАЗОВ, ПАРОВ И РАСТВОРОВ
Сущность явления адсорбции состоит в концентрировании
вещества на поверхности раздела фаз. Адсорбция происходит
под действием молекулярных сил поверхности адсорбента.
В процессе адсорбции свободная поверхностная энергия пони-
понижается. Адсорбционная система состоит из адсорбента — веще-
вещества, поверхность которого поглощает и адсорбата — вещества,
молекулы которого поглощаются. Любая твердая или жидкая
фаза может выступать в качестве адсорбента, однако для прак-
практических целей используют лишь вещества с развитой удель-
удельной поверхностью, измеряемой сотнями квадратных метров на
грамм.
Характер взаимодействия молекул адсорбата с поверх-
поверхностью твердого тела может быть различным. Физическая
адсорбция обусловливается только силами притяжения и по при-
природе и механизму этот процесс аналогичен конденсации пара
на поверхности жидкости. При химической адсорбции обра-
образуется поверхностное химическое соединение с адсорбен-
адсорбентом [1—5].
Физическая адсорбция, в отличие от хемосорбции, обра-
обратима. Обратный процесс удаления молекул с поверхности
адсорбента называется десорбцией. Последняя также может
применяться как метод очистки.
Количественной характеристикой адсорбционной системы
является изотерма адсорбции. Она показывает зависимость
9 Зак. 114
129
между количеством поглощенного вещества и его концентра-
концентрацией в объеме фазы при постоянной температуре в условиях
адсорбционного равновесия. Количество поглощенного веще-
вещества выражают в граммах или миллимолях на единицу веса
адсорбента, но для сопоставления различных адсорбентов по
причине громадной разницы в величинах удельных поверх-
поверхностей, это количество удобнее относить к единице поверхности.
В этом случае получают так называемую абсолютную величину
адсорбции, которую можно рассматривать как физико-химиче-
физико-химическую константу данной системы адсорбент — адсорбат, по-
поскольку при данных Р и Т она определяется лишь химической
природой ее компонентов [1].
Несмотря на удобство и целесообразность пользования аб-
абсолютными величинами адсорбции, они сравнительно редко
приводятся в работах, поскольку требуют специального опреде-
определения поверхности независимым методом. Наибольший интерес
для рассмотрения адсорбции примесей представляет начальный-
участок изотермы в области малых концентраций адсорбата,
а для адсорбции основного компонента — весь ход изотермы
адсорбции, вплоть до давления насыщения,
Теплота адсорбции является второй важнейшей количествен-
количественной характеристикой адсорбционной системы, определяющей
механизм адсорбционного процесса. При физической адсорб-
адсорбции ее теплота близка по величине к теплоте конденсации, при
хемосорбции — к теплоте химической реакции. Энергия адсорб-
адсорбции зависит как от природы и строения молекул адсорбата, так
и о^*природы и структуры поверхности адсорбента.
Количественное описание адсорбционных процессов для га-
газов, паров и растворов различно. Наиболее простой случай —
адсорбция газов. Адсорбция паров сопровождается капиллярной
конденсацией в парах адсорбента. Адсорбция из растворов
осложняется взаимодействием растворенного вещества не толь^
ко с поверхностью адсорбента, но и с поверхностью раство-
ра [6].
Основное уравнение адсорбции газов и паров в области
малых концентраций — уравнение Генри, согласно которому
адсорбция прямо пропорциональна давлению или концентра-
концентрации адсорбата в газовой фазе
а = /Ср (IV. 1)
где а — абсолютная величина адсорбции в расчете на 1 м2 по-
поверхности; р — парциальное давление адсорбата; К—констан-
К—константа адсорбционного равновесия (численное ее значение опреде-
определяется по наклону изотермы адсорбции на начальном прямо-
прямолинейном участке)«
130
Одним из наиболее важных уравнений в теории адсорбции,
описывающих весь ход изотермы, является уравнение Лэнг-
мюра
amKp iiv Z)
в котором ат представляет величину адсорбции, отвечающей
полному заполнению единицы поверхности мономолекулярным
слоем, т. е. емкость монослоя.
В случае малых концентраций адсорбата уравнение перехо-
переходит в уравнение Генри, поскольку ат при данной температуре
постоянно.
Для выражения константы адсорбционного равновесия пред-
предложен ряд уравнений [1, 7], позволяющих провести оценку
влияния различных факторов и характеристик адсорбата и
адсорбента на величину адсорбции. С увеличением теплоты ад-
адсорбции константа равновесия увеличивается, с ростом темпера-
температуры величина К уменьшается. Чем легче конденсируется газ,
тем больше величина К. ¦
Приведенные выше уравнения справедливы для однородной
поверхности. Наличие примесей посторонних веществ или ионов
на поверхности обусловливает химическую неоднородность
поверхности, а наличие пор, трещин, граней, извилин и шеро-
шероховатостей — геометрическую неоднородность. Для описания
изотерм адсорбции на неоднородных поверхностях часто при-
применяется эмпирическое уравнение Фрейндлиха:
a = Kplln (IV. 3)
Константы Кип уравнения возрастают с увеличением тем-
температуры кипения адсорбата и уменьшаются с повышением
температуры адсорбции. Это уравнение ^явилось одним из пер-
первых, которые были предложены для описания процессов ад-
адсорбции, чем и объясняется его широкая распространенность.
В этом уравнении при малых давлениях адсорбция не подчи-
подчиняется закону Генри.
Для случая очистки наибольший интерес представляет рас-
рассмотрение адсорбции отдельных компонентов из смесей. газов
или паров. Простейшим уравнением изотермы адсорбции из
бинарной смеси является уравнение, выведенное с учетом опи-
описания адсорбции каждого компонента уравнением Лангмюра
1 + A lPl + A2P2
где Qi и <2г — степени заполнения поверхности компонентами
смеси, определяемые отношениями а,\\ат и а2/ат; pt и р2 — пар-
парциальные давления одного и другого компонентов смеси; К\ и
9* 131
Лг — соответствующие адсорбционные константы равновесия
индивидуальных компонентов.
Из уравнений (IV. 2) и (IV. 4) следует, что при адсорбции
из смеси адсорбция уменьшается на величину /С2Р2-
Из этого уравнения вытекает так называемое правило «вы-
«вытеснения», когда адсорбция одного компонента подавляет
адсорбцию другого, т. е. адсорбция данного компонента увеличи-
увеличивается с повышением его парциального давления и умень-
уменьшается с повышением парциального давления другого компо-
компонента. Если один из компонентов присутствует в очень малых
количествах (Pi^p2j, то адсорбция основного компонента бу-
будет происходить по уравнению для индивидуального компо-
компонента, а адсорбция микропримеси резко уменьшится по срав-
сравнению с индивидуальной адсорбцией при этой же концен-
концентрации.
Отношение двух указанных уравнений позволяет оценить
степень заполнения поверхности микрокомпонентом и влияние
а констант адсорбционного равнове-
|Р ^-— сия на адсорбцию компонентов
смеси:
Рис. 11. Вид изотерм адсорб-
адсорбции основного компонента B)
и примеси (/).
При одинаковых парциальных
давлениях большее заполнение по-
поверхности должно отвечать компо-
компоненту, константа равновесия для ко-
которого при адсорбции индивидуаль-
индивидуального компонента больше. Если один
из компонентов смеси присутствует
в очень малых количествах, ощути-
ощутимая адсорбция его будет наблю-
наблюдаться только при больших значе-
значениях константы. Значит для улавливания микропримеси из сре-
среды основного компонента должен быть подобран сорбент, обла-
обладающий намного большей селективностью по отношению к
микропримеси, нежели к основному компоненту (рис. II). Соот-
Соотношение концентраций микропримеси и основного компонента
в исходных чистых веществах отвечает величине 1 • 1СИ—
1 • 10-6%. Поэтому даже в случае предельного 100-кратного пре-
превышения значения константы равновесия для микропримеси,
отношение степеней заполнения поверхности микро- и макро-
макрокомпонентами превышает величины 0,01—0,0001.
Таким образом, только весьма незначительная доля общей
полезной поверхности адсорбентов используется при адсорбции
микропримесей. Степень неоднородности поверхности, доля
которой в общей величине поверхности также невелика
132
(~2—3%), может иметь решающее значение для адсорбции
микропримесей.
Адсорбция каждого компонента из многокомпонентной сме-
смеси газов и паров будет описываться уравнением:
(IV. 7)
В этом случае на снижение адсорбции каждого из микро-
микрокомпонентов, как и в случае бинарной смеси, определяющее
влияние будет оказывать основной компонент. Но в отличие
от макроконцентрационных смесей, где каждый из компонентов
оказывает влияние на адсорбцию другого компонента, здесь
можно ожидать практически отсутствия взаимного влияния
микрокомпонентов. При малой степени заполнения поверхности
адсорбируемые молекулы в поверхностном слое разрежены,
межмолекулярное взаимодействие микрокомпонентов мало ве-
вероятно, поэтому определяющим остается взаимодействие основ-
основной компонент ¦— микропримесь.
Адсорбция из растворов неэлектролитов и электролитов под-
подчиняется различным закономерностям. В первом случае имеет
место молекулярный, во втором случае — ионообменный меха-
механизм адсорбции. Поскольку последнему посвящена глава V, он
рассматривается здесь лишь как сопровождающий процесс.
К растворам неэлектролитов из рассматриваемого ассортимента
особо чистых веществ относятся жидкие смеси галогенидов эле-
элементов III, IV и V групп Периодической системы; окислы, кис-
кислоты, щелочи, соли составляют вторую группу растворов —
электролитов.
Основным термодинамическим уравнением адсорбции из
растворов является соотношение Гиббса
с (да\
" RT\dc 1st
(IV. 8)
где а — поверхностное натяжение; до/дс — мера поверхностной
активности; Г — избыток адсорбированного вещества в поверх-
поверхностном слое или величина гиббсовской адсорбции; с — концен-
концентрация растворенного вещества.
Уравнение показывает, что величина адсорбции пропорцио-
пропорциональна поверхностной активности. Для поверхностно-активных
веществ адсорбция положительна (при до/дс<0, Г>0), для
поверхностно-неактивных веществ адсорбция отрицательна, т. е.
поверхностный слой беднее растворенным веществом, чем
объем раствора.
Уравнение изотермы адсорбции предложено лишь для наи-
наиболее простого случая — адсорбции бинарного раствора на од-
однородной поверхности:
133
Здесь xFt 2 и х2 — мольные доли растворенного компонента на
поверхности адсорбента и в объеме раствора.
Это уравнение является основой теории адсорбции из рас-
растворов. Концентрация вещества в поверхностном слое, т. е. вид
изотермы адсорбции, определяется величиной К. Для случая
х2-*0 при любом значении К имеет место равенство xFi2—Kx-2,
т. е. при адсорбции из бесконечно разбавленного раствора, как
и в случае паров, адсорбционный слой должен состоять из рас-
растворителя, а адсорбция микропримеси будет целиком опреде-
определяться ее концентрацией и величиной константы адсорбции. При
этом, как было указано А. В. Киселевым [1], значение кон-
константы при *2-»-0 гораздо в большей степени будет зависеть
от неоднородности поверхности, нежели от степени отклонения
раствора от идеального. Поскольку величина xFj 2 не может
быть определена, на практике используют величину гиббсовской
адсорбции, которую экспериментально определяют по измене-
изменению концентрации объемного раствора до и после адсорбции
GF
(IV. 10)
где п — общее число молей взятого для опыта раствора; х2, о;
х2 — исходная и равновесная концентрации растворенного ком-
компонента в мольных долях; G — навеска адсорбента; F — удель-
удельная поверхность адсорбента.
Влияние природы растворителя, растворенного вещества,
структуры и свойств поверхности адсорбента на величину ад-
адсорбции из растворов может быть представлено лишь чисто
качественно [3, 4, 8, 9].
Характерная особенность адсорбции из растворов — вытес-
вытеснение в поверхностном слое молекул одного компонента другим
при изменении концентрации раствора. Чем больше адсорби-
руемость растворителя, тем значительнее он снижает адсорбцию
растворенного вещества. Вытесняющим действием раствори-
растворителя объясняется разница, достигающая иногда одного по-
порядка, в величинах и теплотах адсорбции веществ из раство-
растворов по сравнению с адсорбцией газов. В первом случае вели-
величины адсорбции не превышают 0,5—8 ммоль/г, во втором —
9—100 ммоль/г.
Воздействие растворителя на адсорбцию из растворов про-
проявляется через его поверхностное натяжение, смачиваемость и
полярность. Уголь плохо адсорбирует воду потому, что поверх-
поверхностное натяжение на границе раздела угля с водой велико,
поэтому он хорошо адсорбирует вещества из водных растворов.
Силикагель же имеет малое поверхностное натяжение и легко
адсорбирует воду, поэтому его не рекомендуют применять для
очистки водных растворов, В то же время его использование
184
в качестве осушителя неводных (органических) растворов ши-
широко известно.
Влияние полярности растворителя определяется свойствами
поверхности адсорбентов. В соответствии с чисто эмпирическим
правилом — «подобное растворяется в подобном», адсорбция
неполярных веществ лучше проходит на неполярных адсорбен-
адсорбентах и наоборот. Чтобы адсорбция растворителя была мини-
минимальной, его полярность должна быть несовместимой с поляр-
полярностью адсорбента и растворенного вещества. На полярной
поверхности силикагеля из растворов в сильно полярных рас-
растворителях (водные растворы, спиртовые), адсорбция неполяр-
неполярных (органических) веществ, как правило, незначительна. При
адсорбции этих веществ на неполярной поверхности угля ад-
адсорбция резко возрастает. Исключение из «правила» соста-
составляют случаи, когда сорбирующиеся вещества проявляют спе-
специфическую адсорбцию или хемосорбцию.
Влияние температуры на адсорбцию из растворов выра-
выражено значительно слабее, нежели при паро-газовой адсорбции.
С повышением температуры адсорбция растворенного вещества
понижается.
Влияние пористой структуры адсорбента на величину погло-
поглощения из растворов проявляется довольно часто в ограничении
доступной поверхности, в особенности для адсорбции примесей
с большими размерами молекул в тонкопористых адсорбентах
типа углей.
Адсорбция смесей двух и более растворенных веществ ис-
исследована в литературе очень мало [10, 11]. Можно лишь ука-
указать на следующие качественные зависимости. Компонент, хо-
хорошо адсорбирующийся из бинарной смеси, лучше адсорби-
адсорбируется из тройной смеси. Оба компонента смеси адсорбируются
меньше, чем каждый компонент из чистого раствора. Вопросы
взаимного влияния микропримесей при адсорбции из растворов
не изучались.
В силу одновременного влияния целого ряда факторов на
конечный результат адсорбционного процесса в растворах по-
попытки выбрать в качестве «критериев» сорбируемости какое-то
одно из указанных выше свойств системы неизменно оказыва-
оказывались безуспешными [12]. Гораздо более удачным оказалось при-
применение комплекса критериев сорбируемости, проведенное в ра-
работе [13]. Здесь показана возможность описания с их помощью
адсорбции микропримесей из регулярных разбавленных рас-
растворов. В качестве таковых рассматривались растворы хлори-
хлоридов бора, фосфора и титана в SiCl4 [14]. При этом был исполь-
использован ряд физико-химических характеристик растворителя и
растворенного вещества, таких как теплоты испарения, тем-
температуры кипения, отношение мольных объемов примеси и
135
основного компонента, коэффициенты активности примеси и
пропорциональности.
Для неорганических растворителей типа ССЦ, TiCl4, SiCl4,
SnCl4 наблюдается влияние порядкового номера центрального
атома молекулы растворителя на адсорбцию макропримеси
FeCl3 [15].
Отличительная особенность адсорбции из растворов электро-
электролитов — наличие ионообменного механизма адсорбции наряду
с молекулярным. Нередко процесс осложняется еще и хемо-
сорбцией. Разграничение видов взаимодействия молекул и ио-
ионов вещества с поверхностью адсорбента представляет весьма
трудную задачу, для разрешения которой необходимы специаль-
специальные методы исследования образующихся поверхностных соеди-
соединений, например, ИК-спектроскопии, метода э. п. р. и т. д.
В настоящее время практически нет ни одного пористого
адсорбента, который в растворах электролитов не проявлял бы
ионообменных свойств. Наиболее развиты эти свойства у окиси
алюминия, нашедшей широкое применение в ионообменной и
тонкослойной хроматографии, у цеолитов, силикагелей и даже
у активных углей. Обнаружение, использование и придание
свойств ионообменника сорбентам на минеральной основе со-
составляет в данный момент отдельное направление в технологии
ионообменных методов разделения.
Изотермы адсорбции электролитов из растворов соответ-
соответствуют лэнгмюровскому типу, но отличаются большей кривиз-
кривизной и довольно часто описываются уравнением Фрейндлиха.
Признаками ионообменного механизма процесса являются
изменения рН раствора в результате адсорбции, увеличение вре-
времени установления равновесия, увеличение адсорбции с повы-
повышением температуры, специфичность взаимодействия в зависи-
зависимости от кислотности адсорбента при изменении рН среды. По
поведению адсорбента в растворах электролитов различают
кислые и основные адсорбенты.
Адсорбенты кислого характера: силикагели, двуокись мар-
марганца, каолин, многие «белящие земли» адсорбируют только
основания и соли, в которых адсорбентом связывается лишь
катион, а раствор соответственно подкисляется. Адсорбенты
основного характера — гидроокиси алюминия, железа, берил-
бериллия — адсорбируют из растворов солей в основном только
анионы, оставляя эквивалентное количество основания в рас-
растворе.
Анализ адсорбционных процессов в литературе проводится
без выделения диапазона ультрамалых концентраций в само-
самостоятельную область. О потенциальных возможностях глубокой
очистки в большинстве случаев судят по характеру изотермы,
снятой в широкой области концентраций. Правомерен ли ана-
аналогичный подход и к процессам адсорбции микропримесей или
136
имеются принципиальные особенности, позволяющие рассматри-
рассматривать эту группу адсорбционных систем обособленно?
При адсорбции газов и паров результаты радиохимических
измерений показали справедливость основных положений тео-
теории адсорбции смесей [16]. Применение радиоактивных изото-
изотопов инертных газов впервые позволило исследовать адсорбцию
в области необычайно низких парциальных давлений, порядка
10~12—10~14 ат, т.е. в наиболее благоприятной области. При
этих условиях возможность наложения осложняющих процес-
процессов (полимолекулярной адсорбции, капиллярной конденсации и
взаимодействия адсорбент — адсорбат) была исключена. Де-
Детальные исследования в работах [17, 18] по адсорбции инертных
газов показали, что адсорбция на различных углях, силикаге-
лях, пористом стекле и алюминии подчиняется закону Генри,
а адсорбция смесей уравнению (IV. 4).
Исследование же адсорбции микропримесей радиоактивных
веществ из растворов показало наличие особенностей [16], при-
присущих поведению любых нерадиоактивных веществ, если они
присутствуют в ничтожно малых количествах. Эти особенности
связаны прежде всего с состоянием микропримеси в растворе.
В отличие от макроконцентраций, где вещество существует
в ионном или молекулярном состоянии, для микропримесей ха-
характерно также наличие разнообразных форм коллоидного со-
состояния при сохранении химической индивидуальности вещества
примеси в целом. Если примесь мало растворима, это может
быть истинный коллоидный раствор, который образуется по до-
достижении концентрации вещества, равного произведению рас-
растворимости. Другая форма коллоидного состояния может обу-
обусловливаться адсорбцией микропримесей на случайных посто-
посторонних твердых примесях (коллоиды гидроокисей, двуокись
кремния, пыль и т.д.). Примером может служить Zr95, который
в зависимости от условий может существовать в форме про-
простых и комплексных ионов, в виде нейтральных молекул, ад-
адсорбционных коллоидов (псевдоколлоидов) при рН = 1—4, и в
виде истинных коллоидов гидроокиси циркония (рН=4—12).
Равновесие между различными формами примеси может
легко сдвигаться при небольшом изменении концентрации рас-
раствора, а тем более при внесении хотя бы небольших количеств
других веществ. Поскольку величина адсорбции является функ-
функцией физико-химического состояния вещества, адсорбция микро-
микропримеси может характеризоваться различными константами
адсорбционного равновесия. Поэтому экспериментальные дан-
данные по адсорбции микропримесей, особенно труднорастворимых
и легкогидролизуемых, в водных растворах изобилуют самыми
разнообразными зависимостями, прежде всего от величины рН
и свойств поверхности адсорбента. Поведение микропримесей
в сорбционных системах, как правило, аномально. На рис. 12
10
приведена такая зависимость для адсорбции радиоактивного
ниобия на кварцевом стекле из водных нитратных раство-
растворов [19]. Резкое изменение адсорбции при рН=2 авторы объяс-
объясняют переходом ниобия, находившегося в ионном или молеку-
молекулярном состоянии, в коллоидное, в форме гидроокиси ниобия.
При рН < 2 адсорбция положительных ионов ниобия растет
с увеличением концентрации ионов водорода; адсорбируемость
коллоидных частиц значительно слабее.
Многообразие адсорбционных явлений и их чувствитель-
чувствительность к изменению условий процесса оказались настолько зна-
значительными, что это позволило рассматривать адсорбцию как
один из характерных процес-
процессов, сопровождающих любые
превращения ультрамалых кон-
концентраций веществ. Радиохи-
Радиохимией был разработан адсорб-
адсорбционный метод определения
состояния микропримеси ра-
радиоактивных изотопов. Сущ-
Сущность метода сводится к изу-
изучению зависимости адсорбции
от основных факторов процес-
процесса: концентрации вещества,
5 6 ионов водорода, электролитов
рН и т. п. В качестве характери-
Рис. 12. Зависимость адсорбции Nb95 стики, позволяющей Отличить
от величины рН на кварцевом стекле, коллоидный тип адсорбции ОТ
ионообменного [16, 20, 21],
используется коэффициент распределения радиоактивной мик-
микропримеси между раствором и катионообменным адсорбентом.
Для ионообменного типа адсорбции изменение отношения
объема раствора к массе катионита (v/m) не оказывает влия-
влияния на коэффициент распределения, поскольку соблюдается
закон действия масс. Отклонения от этого закона при коллоид-
коллоидной адсорбции проявляются в зависимости К от величины v/m.
Используется также неодинаковое влияние электролитов на раз-
различные виды адсорбции. В то время, как коллоидная адсорб-
адсорбция мало зависит от добавки кислоты, адсорбция на ионооб-
ионообменном адсорбенте (если вещество находится в ионной форме)
при добавлении электролита уменьшается. Для гидролизую-
щихся микроэлементов влияние величины рН оказывается бо-
более сложным, так как на величину адсорбции оказывает влия-
влияние степень гидролиза данного вещества и его растворимость.
При изменении рН может оказаться достигнутым произведение
растворимости гидроокиси микроэлемента, который перейдет
в коллоидное состояние, и на кривой адсорбции а=/(рН) будет
наблюдаться экстремум,
138
Для установления механизма адсорбции микропримеси было
предложено также использовать метод десорбции, основанный
на различии характера и прочности связи различных форм при-
примеси с поверхностью адсорбента. Десорбция коллоидов, в отли-
отличие от ионов, почти не зависит от действия заменяющего ка-
катиона десорбента. Если в качестве десорбентов использовать
соли и кислоты, то можно установить связь между величиной
десорбции и состоянием адсорбированного микроэлемента. При-
Применение комплексообразующих десорбентов также дает сведения
о состоянии микропримеси, поскольку от него зависит степень
и скорость реакции комплексообразования.
Накопленный в радиохимии экспериментальный материал
показал, что наряду с подтверждением во многих радиохими-
радиохимических задачах уравнения Генри, имеются и случаи характерных
отклонений [22, 23]. Так, проведенное В. С. Сотниковым [24—27]
систематическое исследование адсорбции ионов некоторых
металлов (Си, Zn, Ag, In, Sb, Аи) при концентрациях Ю-5—
10~7% из различных особо чистых травителей, растворов КОН,
Н2Ог, HNO3, HF на гладкой поверхности чистого германия,
кремния и кварцевом стекле показало, что адсорбция в боль-
большинстве случаев подчиняется уравнению Фрейндлиха. Обоб-
Обобщенное рассмотрение этих явлений и классификация отклоне-
отклонений была проведена Ю. В. Егоровым [28, 29]. Было указано, что
адсорбция микроэлементов определяется: а) наличием на по-
поверхности адсорбента центров разной активности; б) особен-
особенностями химического состава сорбента; в) неравномерным из-
извлечением из раствора различно сорбирующихся частиц адсор-
адсорбента; г) исчерпыванием емкости сорбента. При этом два
последних обстоятельства наиболее интересны, так как были
впервые обнаружены на уровне микроконцентраций. Различие
в сорбируемости частиц адсорбата объясняется наличием гаммы
частиц различных размеров, вполне вероятных для коллоидного
состояния микропримеси. Предположение об исчерпывании
емкости сорбента было выдвинуто при констатации факта за-
зависимости результатов эксперимента от количества сорбента,
от отношения масс раствора и сорбента [20, 21, 30]. Авторы
установили факт насыщения адсорбента при весьма малых кон-
концентрациях адсорбата порядка 10~4—10~6%.
Молекулярная адсорбция микроэлементов в водных раство-
растворах изучалась мало. Наличие молекулярной адсорбции было
показано И. Е. Стариком и И. А. Скульским для адсорбции
ряда радиоактивных изотопов (Zn, Nb, Th, Pa и других) [30] на
SiO2, МпОг и фторопласте. И. Е. Старик указывает, что моле-
молекулярная адсорбция может протекать в необычайно кислых рас-
растворах. При этом было высказано предположение, что основ-
основные положения, высказанные Н, А. Шиловым [31] о молекулярной
IS»
адсорбции электролитов для макроконцентраций, находят под-
подтверждение и на уровне микроконцентраций элементов.
Для растворов неэлектролитов почти отсутствуют прямые
указания на проявление специфичности в адсорбции микропри-
микропримесей. Наоборот, попытка экстраполяции правила «сорбируе-
мость — растворимость» [3] на широкую область микроконцен-
микроконцентраций от 1 • 10~4 до 1 • 10~8% оказалась успешной [32]. Это
было показано на адсорбции малорастворимых микропримесей
в работах Ю. М. Мартынова с сотрудниками [32—34]. Раство-
Растворимость примесей хлоридов и оксихлоридов меди [35], различ-
различных хлоридов и оксихлорида железа [36], алюминия [36], каль-
кальция [33] в четыреххлористом кремнии для области температур
25—50° С была сопоставлена с величиной адсорбции этих ми-
микропримесей из бинарных растворов в очищенном SiCU на осо-
особо чистом силикагеле при различных температурах. Между
адсорбируемостью вещества и его растворимостью в данном
растворителе установлена прямая зависимость: адсорбируе-
мость тем больше, чем меньше растворимость.
В дальнейшем [37] Ю. М. Мартыновым была сделана по-
попытка предложить метод оценки коэффициента адсорбции ми-
микропримеси по данным о растворимости и теплотам адсорбции
с помощью уравнения
In ае — -~- 'п га — In В (IV. 11)
ДЯа
где ае — растворимость; Д#е, Д#а — теплоты растворимости и
адсорбции; Га — коэффициент адсорбции; В — константа.
Однако достаточной определенности в вопросе об адсорб-
адсорбции микропримесей из растворов неэлектролитов не имеется.
Число исследованных систем крайне ограничено, результаты их
не всегда согласуются между собой. Ряд работ посвящен лишь
констатации факта очистки [38—40] без определения емкости
адсорбента. Имеются и попытки научного анализа полученных
данных [14, 37, 41], но при их оценке необходимо учитывать,
что оперирование данными анализа, приближающихся к уров-
уровню чувствительности, не позволяет с достаточной точностью
определить количество поглощенного вещества. С этой точки
зрения, заслуживают внимания лишь те работы, в которых был
применен эффективный метод наблюдения за процессом ад-
адсорбции — введение радиоактивных примесей. Наряду с высо-
высокой чувствительностью этот метод обладает способностью «не
замечать» внесенные загрязнения и не всегда требует примене-
применения чистых сорбентов.
Одна из первых серьезных работ в этой области — иссле-
исследование Я- Д- Зельвенского [42], в которой для микропри-
микропримеси фосфора, введенной в виде РС13 в SiCl4, была показана
линейность изотермы на всех опробованных адсорбентах:
активной окиси алюминия, активных углях БАУ и СКТ, силикагеле
140
2 3
5 6
-lgc
и синтетическом цеолите в области концентраций 0,001—0,2%.
Дальнейший ход изотермы подчинялся уравнению Лэнгмюра.
В работе [43] для этой же системы была показана линей-
линейность изотермы и в области 1 • 10~3—1 • 10-5%. Значения вели-
величин адсорбции, определенные в статических и в динамических
условиях, совпали. По данным Ю. М. Мартынова [14], изотерма
адсорбции при малых концентрациях 0,001—1% для этой же
системы нелинейна. Величина адсорбции при одной и той же
концентрации почти на порядок отличалась от данных работы
[42] (рис. 13). Объясняется это, веро-
вероятно, недостаточной чувствительностью
примененного спектрохимического ме-
метода анализа.
Систематическое изучение статики
и динамики адсорбции ряда микро-
микропримесей из растворов в SiCl4, TiCl4
и СС14 было проведено в работах
[43—45] с применением метода радио-
радиоактивных индикаторов. Адсорбция ис-
исследовалась в жидкой и паровой фа-
фазах, на различных адсорбентах, сили-
кагелях АСМ, Э-700, В-25, активных
углях БАУ, СКТ, активированной
окиси алюминия, А-1, и цеолитах.
Вид исследованных примесей и диа-
диапазон концентраций их при адсорб-
адсорбции из TiCl4 приведен в сводной
табл. 8. Несмотря на разнородный хи-
химический состав примесей, полярных
и неполярных, металлов и металлои-
металлоидов, их сорбция при концентрациях, не превышающих 10~2%. на
различных адсорбентах подчинялась закону Генри. Дальнейший
ход изотерм описывается уравнением Лэнгмюра [42] или Фрейнд-
лиха [46] (рис. 14).
Есть несоответствия и в оценке влияния неоднородности по-
поверхности на адсорбцию микропримесей в рассматриваемых
системах. В работе [43] было показано, что при концентрациях
1 • 10~4—1 • 10~6% адсорбция примесей хлоридов алюминия, же-
железа и меди из бинарных растворов в SiCl4 на трех различных
силикагелях линейно зависит от концентрации.
Как следует из рис. 15, изотермы имеют одинаковый угол
наклона, т. е. одинаковую константу адсорбционного равнове-
равновесия. Таким образом, несмотря на различие методов получения
сорбента, неоднородности поверхности, проявляемой обычно в
виде искривления изотерм, не наблюдалось.
В результате исследования этих же систем было [41] обна-
обнаружено отклонение изотерм, которое объяснялось авторами
Рис. 13. Изотермы адсорб-
адсорбции РС13 и SiCl4 на сили-
силикагеле:
1 — в паровой фазе при 65° С; 2 —
в паровой фазе при 75° С; 3 — в
жидкой фазе при 20° С, по дан-
данным Я. Д. Зельвеиского; 4 — в
жидкой фазе при 20" С, по дан-
данным Ю. М. Мартынова.
141
влиянием неоднородности поверхности. В полученных резуль-
результатах область отклонения изотермы не зависела от концентра-
концентрации сорбируемого вещества и для однотипных примесей отли-
отличалась более чем на 2 порядка, для А1С13 — 2 • 10~4, для
FeCl3 — 2'10~5, СиСЬ — 2 - 10~7%, поэтому с предложенным
объяснением трудно согласиться.
Для оценки результатов по адсорбции микропримесей ока-
оказалось полезным сопоставление абсолютных изотерм, прове-
проведенное впервые на уровне микроконцентраций [43, 45, 47].
л°
О 2
-Iga
Г
3,0
2,5
2,0
О
/
-lgc
Рис. 14. Изотерма
адсорбции РС13 из
SiHCl3 при 20° С:
lg a — логарифм емкости
сорбента (а, ммоль/г);
lg с — логарифм концен-
концентрации РС13; 1 — силика-
гель КСМ; 2 — силикагель
АСМ; 3 — окись алюминия
A-I.
3,5 4,0 4,5 5,0
-lgc
Рис. 15. Изотермы адсорб-
адсорбции FeCl3 из разбавлен-
разбавленных растворов SiCl4 на
различных силикагелях
при 20° С:
/ — силикагель Б-250, полу-
полученный гидролизом SiCU
(F = 244 м21г); 2 —силикагель
Э-300, полученный гидроли- v
зом тетраэтоксисилана (F =•
= 412 м2/г); 3 — силикагель
АСМ отмытый, полученный
гидролизом жидкого стекла
(F-61I мЧг).
Сравнение абсолютных величин адсорбции микропримесей прово-
проводилось для растворов FeCl3, AsCl3, PC13, POC13, SnCl4 в SiCU,
ССЦ, ТЮЦ на четырех видах особо чистого силикагеля. Сили-
кагели были получены из различного исходного сырья, жидкого
стекла, SiCU, кремнеэтилового эфира и имели разные вели-
величины поверхности, от 244 до 611 м2/г. Для всех исследованных
систем в области концентраций 3 • 10~3—3 - 10~7 абс.% вели-
величины адсорбции на различных силикагелях совпадали. Откло-
Отклонения не превышали 15% (рис. 16), что сравнимо с точностью
определения поверхности по методу БЭТ. Значит адсорбцион-
адсорбционные свойства поверхности силикагелей различного происхожде-
происхождения одинаковы. Разница в величинах адсорбции, отнесенных
к весовому количеству адсорбента (рис. 15), объясняется лишь
неодинаковой удельной поверхностью. Влияния неоднородности
142
7.5
7.0
5.5
6.0
6,5
-Igc
поверхности не наблюдалось ни для одной из исследованных
систем.
Поскольку из абсолютных изотерм в области Генри может
быть получено значение константы адсорбционного равнове-
равновесия, по изменению константы можно судить об изменении хи-
химических свойств поверхности и о характере взаимодействия
микропримеси с поверхностью адсорбента. Было установлено,
что для адсорбции микропримеси триэтоксифосфина Р*(ОСгН5)з
из триэтоксисилана SiH(OC2H5K зна-
значения абсолютных емкостей для гидро- Sa
ксилированного и дегидроксилирован-
ного силикагелей отличались почти
в 2 раза [47], в то время как адсорб-
адсорбция FeCl3 из SiCl4 на этих же сили-
силикагелях оставалась одинаковой. Этот
факт может быть объяснен различ-
различным механизмом адсорбции данных
примесей на силикагеле. При этом
зависимость адсорбции триэтоксифос-
триэтоксифосфина от количества гидроксильных
групп на поверхности силикагеля сви- Рис- 16. Абсолютные изо-
детельствует об известной специфиче- теРмы а^°Рб«ии пРимеси
„ } ,, ^ железа (FeCl3) из разба-
скои адсорбции кислородсодержащих влениых растворов в СС14
соединений на силикагелях. Независи- различными сшшкагелями
мость адсорбции FeCb от состояния при 20е С:
поверхности может рассматриваться ° -э-7оо; »-асм.
как один из признаков физической ад-
адсорбции. Обязательным условием для сравнения абсолютных
значений емкостей является наличие высокочистых сорбентов
и поверхностей.
Вопрос о механизме адсорбции микропримесей из раство-
растворов различных хлоридов изучен очень мало. В работе [34] по
значению теплоты адсорбции констатируется физический ха-
характер адсорбции микропримеси фосфора из SiCl4 на силика-
силикагеле, однако данные по глубине десорбции не приводятся.
Анализ экспериментального материала указывает на неко-
некоторые аномалии в адсорбции хлоридов, которые скорее при-
присущи хемосорбции, нежели физической адсорбции. На это ука-
указывают повышенные значения адсорбции РС13 из SiHCl3 и
Т1СЦ, получаемые при парофазном способе очистки этих ве-
веществ на алюмогелях, и AsCl3 из SiCl4 и GeCl4 на активном
угле БАУ [39, 40, 44]. Наибольшее значение коэффициента
адсорбции получено для системы SiHCl3—РС13—А12О3. Изо-
Изотерма адсорбции этой системы описывалась уравнением
Фрейндлиха (рис. 14), в отличие от других аналогичных изучен-
изученных систем. То же самое было отмечено и для систем
—РОСЬ—А12О3 (и БАУ), которые были исследованы
143
В. М. Горбачевым [48] при повышенных температурах G5 и
67°С). Поскольку хемосорбционный процесс довольно часто
описывается уравнением Фрейндлиха, то случаи невыполнения
закона Генри могут указывать не только на неоднородность
поверхности или изменение физико-химической формы микро-
микропримеси, но и на наличие хемосорбционного механизма адсорб-
адсорбции. Данные В. М. Горбачева [48] по теплоте адсорбции при-
примеси POCU окисью алюминия и активным углем БАУ с
очевидностью констатируют хемосорбционный механизм погло-
поглощения. Не обсуждая механизма химического взаимодействия,
относительно которого не высказано какого-либо предположе-
предположения, можно указать лишь на весьма вероятное протекание реак-
реакции между хлоридами и окисью алюминия с образованием хло-
хлорида алюминия. Последний, как показано в работе Тойерера [39],
образует хорошо сорбируемый комплекс РС15 • А1С1з, благодаря
чему очистка от фосфора на алюминии происходит на несколько
порядков.
Выяснение природы взаимодействия микропримеси с адсор-
адсорбентом и выбор оптимального адсорбента невозможны без дан-
данных по идентификации химической формы примеси в очищен-
очищенном веществе. Было показано, что сорбируемость фосфора в
виде РОС13 и РС13 различна [49—51]. Поскольку примесь фос-
фосфора в галогенидах кремния может находиться и в других раз-
различных формах (например, РСЦ, РСЬ-АЮз), выбор способа
очистки без обозначения физико-химического состояния микро-
микропримеси затруднителен. Лишь в одной работе [52] была прове-
проведена идентификация примесей в TiCU комплексными методами.
В результате установлено, что в продукте имеется большое
число органических примесей, часть которых остается и в про-
продукте повышенной чистоты. Влияние органических примесей
может сильно сказываться на адсорбции минеральных приме-
примесей, что наблюдалось при очистке TiCl4 на составном и инди-
индивидуальном адсорбентах [45]. Лишь удаление органических
примесей слоем активного угля позволило обнаружить адсорб-
адсорбцию примеси алюминия на силикагеле. Наличие органических
примесей не учитывалось при исследованиях по глубокой
очистке SiCl4 и GeCl4 [15, 39, 40], поэтому при оценке получен-
полученных результатов необходимо принимать во внимание вытесняю-
вытесняющее действие хорошо сорбируемых органических примесей.
Глубокую очистку веществ адсорбционным методом прово-
проводят обычно в динамических условиях путем пропускания очи-
очищаемого вещества через колонну со слоем адсорбента. При про-
проведении процесса адсорбции в потоке эффективность очистки
зависит не только от изотермы адсорбции, но и от скорости
массообмена. Процесс сорбции складывается из трех стадий:
подвода сорбируемого вещества к внешней поверхности зерен
(«внешняя диффузия»), проникновения молекул внутрь зерен
144
и пор .сорбента («внутренняя диффузия») и конденсации моле-
молекул на внутренней поверхности пор сорбента (собственно акт
сорбции). Наиболее быстрой является стадия адсорбции, влия-
влияние двух других зависит от условий проведения процесса и от
системы. Большей частью транспорт адсорбирующегося ве-
вещества к внутренней поверхности пор определяет суммарную
скорость адсорбции. Поэтому особое место в адсорбционных
процессах уделено не кинетике, а динамике адсорбции. По-
Поскольку теория динамической активности к настоящему вре-
времени еще не разработана, любому расчету промышленного
адсорбера предшествуют экспериментальные исследования по
N, имп/ыии
10000 U
5000
Исходная активность раствора
400 500 600 700 800 900
12
14 16 18 20
Рис. 17. Выходные кривые активности раствора для
адсорбции из SiCl4 в паровой фазе при 65° С и
скорости 0,6 ммольКмин ¦ см2) на силикагеле прн
различных высотах слоя адсорбента А (в см):
1-10; 2- 15,5; 3-29,5.
определению показателей работы слоя в потоке в аппаратах ко-
колоночного типа. Такими показателями являются динамическая
активность {АД), коэффициент и время защитного действия слоя
сорбента (в), высота работающего слоя (Но) и высота «мерт-
«мертвого слоя» (h) [3, 4]. Основной для расчета этих величин яв-
является так называемая «выходная» кривая, показывающая за-
зависимость изменения концентрации адсорбируемого вещества
в потоке на выходе из слоя адсорбента от времени. Начало и
конец выходной кривой характеризуют динамическую и равно-
равновесную статическую (Ар) емкость слоя адсорбента.
Основное уравнение динамики адсорбции — уравнение
Н. А. Шилова
& = KH-Kh (IV. 12)
где К — коэффициент защитного действия, зависящий при
данной концентрации и скорости лишь от равновесной статиче-
статической активности, мин/см; h — «мертвый», неработающий слой
1Q Зак. 114
145
w
Рис. 18. Зависимость дина-
динамической емкости от высо-
высоты слоя при адсорбции РС13
из SiCl4 силикагелем АСМ
в паровой фазе.
адсорбента, характеризующий неиспользованную статическую
емкость.
Уравнение показывает, что время защитного действия, его
динамическая активность, являются линейной функцией длины
слоя при постоянных величинах кон-
концентрации, скорости потока, сечения
слоя и диаметра зерен сорбента.
Динамическая активность зависит
от величины концентрации до проско-
проскока и определяется чувствительностью
анализа. При значительной разнице
определяемых концентраций, как это
показано на рис. 17, значения динами-
динамической активности в области микро-
микроконцентраций могут сильно отли-
отличаться.
Исследованиями Я. Д- Зельвенско-
го [42] показано, что динамика адсорб-
адсорбции микроконцентраций также описы-
описывается уравнением Шилова. Практиче-
Практическая значимость данного уравнения
заключается в возможности определе-
определения высоты «мертвого» слоя, от кото-
которого зависит степень использования
адсорбента и необходимая высота слоя. Для этого уравнение
представляют в виде:
ЛДЯ = Ар (Я — п)
Затем снимают выходные кривые для различных высот слоя
(рис. 17), строят график АЯН = /(#) (рис. 18), откуда легко оп-
определяются величина «мерт-
«мертвого» слоя, равновесная
емкость и степень использо-
использования адсорбента г\. - s юооо
Рассмотрение выходных
кривых показывает, что из-
изменение концентрации в ре-
результате динамической ад-
адсорбции весьма значитель-
значительное,— с 1- 10 до 5-10%
!(рис. 17). Такого эффекта
нельзя достигнуть в одном
акте статической адсорбции.
Изучение влияния скорости потока, размера зерен и концен-
концентрации на величины Лиг] позволяет оценить роль внутренней
диффузии в суммарной скорости процесса. Таким путем была
показана определяющая роль внутренней диффузии при адсорб-
адсорбции микропримесей фосфора и железа из SiCl4 и TiCl4 на сили-
146
>
7S0 1000
Т. мин
Рис. 19. Выходные кривые адсорбции
микропримеси СНС13 из СС14 при со=
¦=0,058%, W = 0,25 мл/{мин • см2) и раз-
различном зернении силикагеля (в мм):
1-0,5 + 1; 2-0,25 ¦*¦ 0,5; 3-0,10-s- 0,25.
50000
30000
ЮООО ¦
500
1000
кагелях [42,43, 45]. Этот же результат получен другим путем в
работе [53]. Влияние скорости потока и размеров зерен адсор-
адсорбента на характер выходной кривой показаны на рис. 19 и 20 для
адсорбции меченого СНС13 из СС14 в жидкой фазе при 20° С на
силикагеле. Наибольшее влияние оказывает скорость потока.
Влияние зернения сказывается резко лишь при значительном
увеличении зерен. Тойерером [39] было показано, что эффектив-
эффективность очистки от фосфора при переходе от зернения 5—6 меш.
к зернению 200 меш. как для силикагеля, так и для активной
окиси алюминия возросла на 1—2 порядка.
Форма изотермы проявляется в степени кривизны выходной
кривой: чем более выпукла изотерма к оси ординат, тем круче
выходная кривая, тем больше динамическая активность. При
линейной изотерме коли-
количества очищаемых ве-
веществ не зависят от ис-
исходной концентрации. Это
одно из важнейших след-
следствий закона Генри в
применении к динамике
адсорбции.
При адсорбции смеси
веществ характер выход-
выходной кривой усложняется,
но линейная зависимость
времени защитного дей-
етвия от длины слоя для
каждого компонента сме-
смеси сохраняется [4]. Влия-
Влияние вытесняющего действия компонентов проявляется в том, что
концентрация менее сорбируемого компонента на выходе
из колонки может превышать исходную концентрацию его
в смеси (рис. 21). Выходная кривая смеси нескольких микро-
микрокомпонентов представляет собой ряд ступеней, каждая из ко-
которых соответствует новой примеси, выходящей из колонны.
Первая ступень отвечает чистому основному компоненту, все
последующие содержат примеси. Лимитирующей примесью, оп-
определяющей количество очищенного данным слоем сорбента
вещества, является наименее сорбируемая примесь. Закономер-
Закономерности адсорбции нескольких микропримесей, в том числе опре-
определение динамических показателей процесса и емкости адсор-
адсорбентов, в литературе не изучены. В работах [4, 39] установлен
лишь факт очистки. Для смеси, состоящей из микрокомпонентов
с линейной изотермой адсорбции теория процесса разработана
в применении к фронтальной хроматографии [54].
При оформлении адсорбционного метода очистки необхо-
необходимо учитывать не только уровень чистоты применяемых для
1500 2000
1.MUH
Рис. 20. Влияние скорости потока
[в мл/(мин • см2)] на форму выходной кри-
кривой адсорбции СНС13 из СС14 в жидкой
фазе:
/-0,25; 2-0,50: 3-1,20; 4-2,0.
10*
147
аппаратуры материалов. На эффект очистки оказывает влияние
степень чистоты адсорбента, способ его подготовки и отсутствие
контакта адсорбента с атмосферой. В связи с этим не все воз-
возможности метода могут быть реализованы. Так, из круга ис-
исследуемых исключается большой класс высокоэффективных
сорбентов — цеолитов, минеральных веществ с необычайно раз-
разнородным химическим составом, в которых очистка по исследуе-
исследуемой примеси может сопровождаться загрязнением примесями
металлов.
Для очистки растворов неэлектролитов весьма важным пред-
представляется выбор варианта адсорбции — в жидкой или паровой
фазах. Эффективнее проводить процесс в жидкой фазе, так как
в этом случае могут быть использо-
использованы низкие температуры. Жидко-
фазный вариант отличается просто-
простотой, в схеме отсутствуют узлы
испарения исходной жидкости и
конденсации паров на выходе. Регу-
Регулирование потока жидкости осуще-
осуществляется легче, чем в случае паро-
парогазовой смеси. Однако существен-
существенный недостаток этого варианта —
необходимость использования высо-
о;
!
1
5
/ **
У 1
/ *в
"Г'
! .
Время
Рис.21. Выходная кривая для
бинарной смеси компонентов:
*А-исходная концентрация компо- КОЧИСТОГО СОрбеНТЭ, Материалов
нента А; х$, — исходная концентра
а
ция компонента В; х. — концентра-
аппаратуры и фильтров.
При парофазном способе степень
ция компонента А невыходе колон- ЧИСТОТЫ СОрбеНТЭ И аппаратуры Не
ки- имеет принципиального значения.
Но для веществ с относительно
высокой температурой кипения (90—150°С), к которым -от-
-относится большинство хлоридов, можно ожидать снижения
емкости сорбента в условиях повышенных температур. Недо-
Недостатком метода является необходимость подогрева и термо-
статирования колонны и соединений во избежание конденсации
паров.
Оба варианта проведения процесса были опробованы как в
статических, так и в динамических условиях на примере SiC^
[13, 42, 43], GeCU [40], TiCl4 [44, 45] и SiHCl3 [46] на различных
адсорбентах. Тем не менее сделать выбор варианта очистки
трудно, поскольку разграничение влияния температуры и чи-
чистоты адсорбента на конечный результат очистки не проводи-
проводилось. Чистота сорбентов в большинстве случаев была охаракте-
охарактеризована в самом общем виде с указанием способа получения
или отмывки [14, 32, 33, 35, 36, 39].
Была сделана попытка сопоставить эффективность адсорб-
адсорбции радиоактивного РС13 из SiHCl3 в паровой и жидкой фазах
на различных адсорбентах [46]. При этом был установлен ин-
148
тересный факт превышения емкости силикагеля АСМ, получен-
полученной при проведении процесса в паровой фазе при 40° С над ем-
емкостью силикагеля при проведении процесса в жидкой фазе
при 20° С во всем диапазоне концентраций от 2,6 до 9,0- 10~8 %.
Аналогичные результаты были получены при адсорбции РС13,
СаС12 и FeCl3 из SiCl4 на силикагеле АСМ при значительно бо-
Вытятная вентиляция
Вода
Рис. 22. Схема установки для очистки газообразных веществ:
1 9 — предохранительные склянки; 2 - нагреватель испарителя; 3 —испаритель; 4—6 — сорб-
циониые колонки; 7 — змеевиковый конденсатор; 8 — холодильник; 10 — гидравлический за-
затвор; Л —сборник; 12 — патрон с цеолитом; 13 - электростатический фильтр.
лее высокой температуре F5е С) [43]. Алюмогель показал раз-
различные емкости в паровой и жидкой фазах при разных концен-
концентрациях, при этом переходная концентрация отвечала 3-Ю %.
В целом парофазный вариант оказался значительно более эф-
эффективным, что объясняется, по мнению автора, проявлением
хемосорбционного механизма поглощения при повышенных тем-
температурах.
Адсорбционные процессы в жидкой фазе проводят в
кварцевых колонках, размеры которой должны обеспечивать
20-кратное отношение высоты к диаметру. Для исследований
149
используют колонки диаметром 15 мм и высотой 30—60 см. Зер-
Зернение сорбента отвечает фракциям 0,5—1,0 или 0,1—0,5 мм, в
зависимости от типа сорбента. Применяемые скорости потока
жидкости обычно невелики и изменяются в пределах
0,25—1,25мл/(см*-мин) [53] или 1,43—2,21 мл/(см2- мин) [42].
При небольших размерах слоя адсорбента (~2г) с размерами
100x6 мм скорость потока не превышает 10 мл/(см2-ч) [33].
Установка для работы в паровой фазе несколько сложнее,
нежели в жидкой фазе. На рис. 22 приведена полная схема
установки для очистки гидролизующихся веществ в паровой
фазе на составном адсорбенте. Такая установка требует спе-
специального стенда и щита управления. Особенностью данной
схемы является применение газа-носителя для транспорта па-
паровой фазы в колонки. Это снимает необходимость теплоизоля-
теплоизоляции всей установки с целью предотврашения конденсации паров
и значительно снижает возможность внесения загрязнений. При
необходимости количественного расчета процесса требуется учи-
учитывать равновесие жидкость — пар в испарителе. В качестве
газа-носителя может быть использован очищенный и осушенный
на цеолитах азот [40]. Адсорбционные установки должны пре-
предусматривать термическую обработку адсорбента прямо в ко-
колоннах в токе осушенного инертного газа, в противном случае
при перегрузке подготовленного адсорбента происходит погло-
поглощение примесей из воздуха. Температура термической обра-
обработки для различных адсорбентов находится в пределах
200—400° С. В существующих схемах глубокой очистки веществ
регенерацию адсорбента не производят, после отработки его
заменяют новой партией.
НАИБОЛЕЕ РАСПРОСТРАНЕННЫЕ ТИПЫ СОРБЕНТОВ
Силикагели
Даже беглое ознакомление с литературой по очистке веществ
для полупроводниковой техники методом адсорбции позволяет
заметить, что силикагели нашли наибольшее применение на ко-
конечной стадии очистки. Объясняется это не только повышенной
адсорбционной активностью по отношению к примесям различ-
различной химической природы, но и сравнительной легкостью и воз-
возможностью получения его в высокочистом состоянии в лабора-
лабораторных условиях.
По получению, свойствам и применению силикагелей имеется
обширная литература [55—60]. Ведущее место в исследовании
адсорбционных свойств силикагелей принадлежит советским
ученым А. В. Киселеву, И. Е. Неймарку, М. М. Дубинину,
С. П. Жданову. Согласно современным представлениям, сили-
силикагель имеет глобулярную структуру, скелет его состоит из
сросшихся и контактирующих между собой сферических частиц,
150
Поры представляют собой пустоты и зазоры между частицами.
Таким образом форма пор в силикагеле сложнее, чем капил-
капиллярная. Размеры и форма пор зависят от размеров и плотности
упаковки сферических частиц, поверхность которых составляет
внутреннюю поверхность пор. Корпускулярное строение харак-
характерно также и для другого типа высушенных гелей — алюмо-
гелей [1].
Наиболее важным и характерным свойством силикагелей яв-
является их резко выраженная гидрофильность. Силикагель из-
известен, прежде всего, как эффективный осушитель. В то же
время силикагель хорошо сорбирует пары многих органических
веществ, сероводород, аммиак и сернистый газ [61], в связи с чем
его применяют для очистки и извлечения различных газов и
паров. Силикагели применяют в каталитических процессах. Вы-
Высокая адсорбционная активность, проявляемая силикагелем по
отношению к веществам различной химической природы, позво-
позволяет использовать его для одновременной очистки от ряда при-
примесей.
Силикагель — гетерополярный сорбент. Поверхность силика-
силикагелей в химическом отношении неоднородна и адсорбционные
свойства в сильной степени зависят от содержания в нем влаги.
Высушенный силикагель всегда содержит некоторое коли-
количество воды, при этом только часть ее удерживается адсорб-
адсорбционными силами. Остальная — прочноудерживаемая вода —
связана химически и удаляется лишь путем прокаливания при
высоких температурах [59, 60]. Она находится внутри пор в виде
гидроксильных групп, выстилающих поверхность силикагелей.
На каждый атом кремния приходится приблизительно одна
ОН-группа [61]. Химические свойства поверхности других видов
двуокиси кремния, кварца, аэросила, аэрогеля аналогичны.
Гидроксильные группы на поверхности силикагеля и кварца
определяют их адсорбционные свойства. Поскольку поверхность
полярна, силикагель хорошо поглощает полярные и значительно
менее неполярные вещества. Если молекулы адсорбента спо-
способны образовывать водородную связь с гидроксилами поверх-
поверхности, например, вода и спирты, адсорбционные свойства резко
зависят от концентрации гидроксильных групп. Гидроксильные
группы являются для целого ряда веществ активными адсорб-
адсорбционными центрами.
Предельно гидроксилированный силикагель получается при
нагревании геля до 150—200° С. При дальнейшем нагревании
происходит конденсация силанольных групп на поверхности
с выделением воды по схеме:
ОН ОН
I I
—Si—О—Si—
—Si—О—Si— + H2O
(IV. 13)
151
0,4
0,3
0.2
0.1
Температура полного дегидроксилирования поверхности не
определена. Было показано, что дегидроксилирование поверх-
поверхности без сокращения общей величины ее происходит в интер-
интервале температур 400—700° С [47, 62]. При термической дегидра-
дегидратации происходит гидрофобизация поверхности силикагеля, что
представляет интерес с точки зрения чистого способа модифи-
модифицирования поверхности, без введения гидро-
фобизующих добавок в адсорбент [63].
Применение модифицированных сорбен-
сорбентов позволяет расширить круг извлекаемых
примесей и влиять на избирательность
адсорбционных свойств. А. В. Киселевым
[64] и И. К. Неймарком [65, 66] был прове-
проведен ряд исследований по модифицированию
поверхности силикагелей химическими ме-
методами. Химическое модифицирование, т. е.
изменение химической природы поверхности
адсорбента, может быть проведено с по-
помощью химических реакций как на поверх-
поверхности готового адсорбента, так и в объеме,
в процессе синтеза адсорбента. Для мо-
модифицирования используют реакции галои-
дирования, аминирования, сульфирования
и т. д.
В качестве иллюстрации адсорбционных
свойств модифицированных силикагелей мо-
может служить адсорбция паров брома на олефиноорганокремне-
земах (рис. 23). На винилорганокремнеземе адсорбция даже
в области малых давлений в 10 раз превышает адсорбцию на
исходном немодифицированном кремнеземе.
Замещение фтором или органическими радикалами не всегда
приводит к увеличению адсорбции. Однако данный тип модифи-
модифицирования позволяет увеличить относительную разницу в сор-
бируемости полярных и неполярных веществ и может быть ис-
использован для разделения примесей.
Модифицирование поверхности силикагеля органическими
радикалами с четко выраженными основными или кислотными
свойствами приводит к получению специфических адсорбентов
и ионообменников с ненабухающим скелетом. Так, аминоорга-
нокремнеземы являются специфическими адсорбентами для ве-
веществ кислого характера [67].
Сульфокремнеземы проявляют ионообменные свойства в
сильно кислых средах при рН = 1,8—2,1. В этом случае вели-
величина обмена на несколько порядков превышает ионный обмен
на исходных гидратированных кремнеземах. Преимущества мо-
модифицированных силикагелей как ионообменников заключаются
в их высокой степени чистоты.
152
10 20 30
р, мм рт.ст
Рис. 23. Изотермы
сорбции брома на
исходном (/) и моди-
модифицированном (вииил-
кремнеземе) силика-
геле B).
Большой интерес представляют гидридкремнеземы, которые
не способны к образованию водородной связи и обладают вы-
высокой поляризуемостью [68]. На поверхности гидридкремнезема
вместо гидроксильных групп находятся атомы водорода, свя-
связанные с атомами кремния. Такой адсорбент весьма гидрофобен
и органофилен, и обладает хорошими восстановительными свой-
свойствами. Даже из кислых растворов на нем восстанавливают
палладий, платину, серебро, ртуть, никель, медь, что может
быть использовано для их выделения на адсорбенте в виде мо-
монослоя при очистке кислот. Гидридкремнеземный сорбент может
быть получен в лабораторных условиях путем гидролиза особо
- чистого трихлорсилана или триэтилсилана.
Адсорбция силикагелем примесей из растворов неэлектро-
неэлектролитов подчиняется «правилам», указанным на стр. 135. С повы-
повышением полярности растворителя адсорбция растворенных ве-
веществ на полярном силикагеле, согласно правилу вытеснения,
уменьшается. Эффективную адсорбцию на силикагеле можно
ожидать для полярных примесей из неполярных растворов. При-
Примером является очистка неполярного SiCl4 от микропримесей
хлоридов металлов [39, 41, 69].
Что же касается адсорбции электролитов, то здесь имеется
немало противоречий, которые объясняются наличием как моле-
молекулярной, так и ионообменной сорбции. Ионообменная адсорб-
адсорбция обусловлена тем, что гидроксильные группы на поверхности
силикагеля диссоциируют в обычных условиях только по кислот-
кислотному типу [70, 71]. Слабокислотный характер функциональных
групп силикагеля определяет его сорбционные свойства в вод-
водных растворах. Замещение водорода в поверхностных ОН-груп-
пах ионами металлов наблюдается в заметных количествах
только в щелочных растворах. Поэтому силикагель хорошо по-
поглощает щелочи, адсорбционная емкость изменяется в ряду
LiOH>NaOH>KOH>NH4OH от 1,5 до 0,5мг-экв/г при концен-
концентрации 10 мг-экв/л [57]. При контакте силикагеля с солями ще-
щелочных и щелочноземельных металлов наблюдается подкисле-
ние раствора.
Величина адсорбции катионов тяжелых металлов, никеля,
железа за счет ионного обмена с водородом ОН-групп поверх-
поверхности достигает 25—250 мг-экв/г, т. е. в несколько раз превы-
превышает адсорбцию катионов Са2+ и Na+. При адсорбции примесей
металлов вполне вероятным является также протекание хими-
химической реакции с образованием силикатов металлов [57].
Наиболее спорным вопросом является адсорбция сильных
минеральных кислот и солей. Лишь с применением чистых си-
силикагелей и прямого радиометрического способа Д. Н. Стра-
жеско и Г. Ф. Янковской [70] удалось показать, что неорганиче-
неорганические кислоты не сорбируются силикагелем, в том числе и из
разбавленных растворов с концентрацией 5 - 10~3 г-экв/л. Ими
153
было показано также, что ионообменная сорбция ионов металл
лов Na, Ca, Ag, Sr в нейтральных и кислых растворах очень
мала и составляет 2—4«10~3 мг-экв/г при концентрациях
5 • Ю-4 -г- 1 г-экв/л.
Из кислых растворов избирательно сорбируются силикагелем
гидролизованные ионы, цирконий и ниобий, что было использо-
использовано для выделения из растворов микроколичеств этих элемен-
элементов [72].
Таким образом процесс поглощения примесей силикагелями
из водных растворов включает различные виды взаимодействия
молекул с поверхностным слоем сорбента. Интерпретация сум-
суммарного эффекта поглощения осложняется также процессом рас-
растворения как самого силикагеля, кремневой кислоты, так и со-
содержащихся примесей в контактирующем растворе.
Отсутствие поглощения ионов металлов в кислых средах ис-
используется для отмывки поверхности силикагелей кислотами.
Исследованиями Л. С. Василевской [73] было установлено,
что при хранении особо чистых кислот — соляной и азотной —
в кварцевой посуде, степень чистоты кислот снизилась на поря-
порядок, с 3-10~7 до 2-10~6 % по Al, Ca, Fe и другим металлам, что
связано с извлечением примесей с поверхности кварца. При
этом, несмотря на доступность поверхности кварца, процесс на
уровне микроконцентраций проходил медленно, в течение ме-
месяца. Надо полагать, что в силу диффузионных факторов этот
процесс в микропористой структуре силикагеля во время от-
отмывки еще более замедляется и трудности отмывки силикагеля
от следов примесей возрастают. Однако получить путем от-
отмывки особо чистые силикагели не удается. Скорость процесса
растворения примесей определяется соотношением концентра-
концентраций примесей в поверхностном слое силикагеля и в растворе.
Для повышения эффективности отмывки необходимо снижать
концентрацию примесей в растворе, т. е. повышать степень чи-
чистоты применяемой кислоты. При использовании недостаточно
чистых кислот и воды может иметь место адсорбция собствен-
собственных примесей кислоты в соответствии с указанной величиной
емкости 2—4 • 10~3 мг-экв/г.
В связи с тем, что химические свойства поверхности силика-
силикагеля и кварца одинаковы, особенности поведения примесей ме-
металлов на кремнеземистых поверхностях в водных растворах
должны учитываться как при контактировании очищаемого ве-
вещества с кварцевым стеклом, так и при операциях подготовки
и мойки лабораторной кварцевой посуды.
Высокочистые силикагели получают методом гидролиза
особо чистых жидких кремнийсодержащих соединений, галоге-
нидов кремния или эфиров кремневой кислоты [47, 58, 62, 69].
Далеко не всегда при синтезе достигается оптимальная пористая
структура. Поскольку в большинстве работ не указывается ни
154
условий гидролиза, ни развернутой характеристики чистоты
продукта гидролиза, ни даже величины поверхности, воспро-
воспроизводимость данных по адсорбции на силикагелях, как правило,
отсутствует [14, 43].
Синтез высокочистых адсорбентов, в частности силикагелей,
имеет свою специфику. Она заключается в том, что оптималь-
оптимальные с точки зрения получения максимальной удельной поверх-
поверхности условия гидролиза не соответствуют таковым по макси-
максимальной степени чистоты. В силйкагель переходит подавляющая
часть примесей, содержащихся в исходных реагентах, поэтому
чистота силикагеля зависит не только от чистоты, но и от ко-
количеств применяемых реагентов, в частности воды, в силу по-
повышенных концентраций примесей железа, кальция, магния
в ней. Для получения силикагеля с развитой удельной поверх-
поверхностью гидролиз кремнийсодержащего сырья необходимо про-
проводить в водной среде при большом избытке воды. Тогда полу-
получаются силикагели с поверхностью до 700 м2/г и чистотой около
1 • 10~4 %• В случае проведения гидролиза при недостатке воды
получаются силикагели с чистотой, отвечающей шестым и седь-
седьмым отрицательным степеням процента, однако удельная по-
поверхность такого силикагеля не превышает 300—350 м2/г.
Расхождение оптимальных условий синтеза по чистоте и ве-
величине поверхности отмечалось при использовании в качестве
исходного сырья SiCU и кремнеэтилового эфира [47, 62, 74].
В табл. 7 приведена степень чистоты различных силикагелей,
полученных путем гидролиза особо чистого исходного сырья в
лабораторных условиях и на опытно-промышленных установках,
а также чистота отмытого промышленного силикагеля ACM,
Наиболее чистым является образец № 2, полученный в условиях
недостатка воды. Отмытый силйкагель АСМ содержит наиболь-
наибольшее количество примесей, около сотых долей процента. Разница
в степени чистоты этих двух образцов составляет 3—4 порядка.
Независимо от способа получения отмечается значительная
разница в чистоте лабораторных и промышленных образцов си-
силикагеля, полученных одним и тем же методом. Одна из причин
загрязнения — проявление адсорбционных свойств силикагелей
в условиях транспортировки и хранения их.
Образцы № 3 и 6 силикагелей применяются при глубокой
очистке SiCl4, GeCl4, Si(OC2H5L, TiCl4.
Силикагели высокой степени чистоты незаменимы при изуче-
изучении закономерностей процесса очистки от весьма малых кон-
концентраций примесей. В этом случае о поглощенных количествах
гораздо надежнее можно судить по анализу адсорбента до и
после процесса очистки, нежели по убыли примеси в очищаемом
веществе в связи с увеличением ошибки анализа малых кон-
концентраций. Очевидно, что это возможно лишь в случае отсут-
отсутствия собственных примесей в сорбенте. Такой прямой путь
155
Таблица 7
Содержание примесей (в вес.
№
об-
раз-
разца
Силикагель
АСМ после отмывки *-.
Поверхность ~700 м2/г .... 1-10
Силикагель, полученный из SiCl4
при недостатке воды (лаб. об-
образец) [47, 62].
Поверхность ~340 м2/г . . . . <2-10~
Силикагель, полученный из SiCl4
при избытке воды (лаб. образец).
Поверхность 700 м2/г [69] ... 2,9-10
Силикагель, полученный из SiCl4
при избытке воды (пром. образец).
Поверхность 600-700 м2/г ... 2-10
Силикагель, полученный из кремне-
¦ этилового эфира [47] (лаб. обра-
образец).
Поверхность 500— 600 м2/г ... 2-10
Силикагель, полученный из кремие-
этилового эфира (пром. обра-
образец) **.
Поверхность 400-600 м2/г ... 5-10"
• Данные Г. М. Курдюмова, И. Г. Быковой.
** Среднее из четырех образцов.
•• Не определялось.
Fe
Са
2-10
< 2 • 10"
1,9-10"
4-10
8-10
Mg
AI
6-10
< 2 • 10"
< 2 • 10"
8-10"
2-10"
8-10"
4-10
< 2 • 10"
7,6 • 10"
2-10"
2-10"
5-10
измерения величин адсорбции был применен в работе [70] при
изучении адсорбции радиоактивных ионов. Ю. М. Мартынов
применил этот метод для исследования адсорбции примеси фос-
фосфора на образце № 3 и предложил его в дальнейшем в качестве
аналитического метода для определения примесей Al, Fe, Са,
Mg, Cu, Ti и других металлов в особо чистом SiCU [37, 69].
Активные угли
По методам получения, изучению адсорбционных свойств и
применению активных углей имеется литература, систематизи-
систематизированная в ряде работ [3, 4, 75—77].
Основные работы по исследованию пористой структуры ак-
активных углей проведены М. М. Дубининым. Активные угли
имеют поры различных размеров и форм: микропоры с эф-
эффективным радиусом пор Гдф ^ 10 А, переходные поры
гЭф — 10 -5- 900 А и макропоры с радиусом гЭф> 1000 А. Для ад-
адсорбции газов и паров основное значение имеют микропоры,
определяющие удельную поверхность угля.
158
в различных силикагелях
Примесь
Mn
¦ 6.10
< 5 • 10~7
< 5 • 10"'
< 5 • 10"?
2 • 10"'
3 • 10"'
TI
2 • 10~5
< 2 • 10
-
2-10
2-10
.3-10~e
5
<5
<5
<3
<3
NI
•10~6
.,o-'
-
•10"'
¦10"'
•10
Pb
8
<5-
<5
7
1
10
10"'
10"'
10"'
10
Cr
¦
<3-
3
3
ю-5
10
10"'
10
Sn
7-
-
<3-
<3-
3-
3-
10
10
10
10"'
10"'
Cu
2-10
2,7 • 10"?
< 1 • 10"'
6 • 10~6
2 • 10"'
5 • 10"'
Sb
< 2 • 10
—
_ 3*
<2-10
-
—
В связи с тем, что поверхность углей гомеополярна, адсорб-
адсорбция на них определяется лишь по проявлению дисперсионных
сил, действующих на весьма коротких расстояниях, в отличие
от проявления электростатических сил на гетерополярных сор-
сорбентах типа сиЛикагеля, алюмогеля, цеолитов и т. д. Поэтому
адсорбционная способность углей необычайно чувствительна
к структуре микропор.
Поверхность активных углей отличается крайне высокой
энергетической неоднородностью, что осложняет изучение про-
процессов адсорбции в области малых концентраций.
Активные угли имеют кристаллическое строение, у них обна-
обнаружена структура графита, для которой характерна слоистая
решетка из шестичленных углеродных колец. Согласно совре-
современным представлениям, активные угли — плотные кристалличе-
кристаллические агрегаты. Характер пористости связан со структурой агре-
агрегата, адсорбционная способность — с размерами ее элементов —
кристаллитов. Особо активными центрами на поверхности яв-
являются ребра и углы кристаллитов. Углеводороды, присутствую-
присутствующие в угле, не экстрагируются растворителями и не удаляются
167
при дегазации, в связи с чем предполагается, что они связаны
химически с граничными атомами углерода в кристаллитах [75].
Адсорбционные свойства активных углей определяются хи-
химическими свойствами поверхности. По теории поверхностных
химических соединений [78] на поверхности угля имеется три
типа окислов:
окисел А
окисел В
окисел С
При обычных температурах поверхность покрыта окислом В,
при окислении поверхности образуется окисел С. Наличие окис-
окислов кислого (С) и основного (А и В) характера обусловли-
обусловливает характер амфотерности поверхности угля при поглощении
кислот и щелочей и определяет адсорбционные свойства углей
в растворах электролитов. В водных растворах окислы В гидра-
тируются с образованием и отщеплением ОН~ и приобретают
анионообменные свойства [79]:
/ОН
Ч)Н
+ 2OH"
Окисел С гидратируется по типу кислот и дает:
ч
+Na
ш
н+ + сг
ONa
(IV. 14)
(IV. 15)
В силу неоднородного состава окислов на поверхности анио-
нообменная адсорбция может сопровождаться обменом катио-
катионов и наоборот. Обычный активный уголь хорошо поглощает
сильные кислоты и не поглощает щелочей, окисленный — наобо-
наоборот. В разбавленных растворах солей щелочных металлов рас-
раствор в результате контакта с углем подщелачивается, с окислен-
окисленным углем — подкисляется. Адсорбция сильных электролитов
на углях носит в основном ионообменный характер. Молекуляр-
Молекулярная адсорбция наблюдается для органических веществ. При
этом абсолютная величина поглощения сильных электролитов
значительно меньше адсорбции поверхностно-активных неэлек-
неэлектролитов, их значения отличаются как 0,5 и 3,2 ммоль/г. Соли
щелочноземельных металлов адсорбируются по ионообменному
механизму с подщелачиванием; механизм же адсорбции солей
тяжелых металлов (Ag, Au, Hg, Си и других) не вполне ясен.
Это может быть как молекулярная адсорбция, так и поверх-
153
ностная реакция с образованием труднорастворимых соедине-
соединений [79].
Причина избирательности свойств активных углей по отно-
отношению к ионам сильных электролитов является в настоящее
время одним из наиболее дискутируемых вопросов [80].
Примеры применения обычного активного угля для получе-
получения особо чистых веществ даны, в основном, для растворов не-
неэлектролитов и адсорбции паров.
Примеры применения неокисленных углей для целей разде-
разделения и очистки веществ в водных растворах немногочисленны
в связи с небольшими величинами емкости для электролитов.
На активном угле СКТ было проведено разделение бинарных
смесей урана с Cd, Pb и Zn из разбавленных растворов соля-
соляной кислоты. При соотношении концентраций примеси и урана,
равных 1 : 10, 1 : 50, были получены коэффициенты очистки из-
извлекаемых элюэнтом (раствором HNO3) примесей порядка
1—9 • 103 [81]. Разделение от указанных примесей может быть
достигнуто и для Ni, Co, Mn, Al, Th, Zr, щелочных и редко-
редкоземельных элементов, которые не сорбируются на угле из 1,5 М
растворов соляной кислоты.
При исследовании адсорбции мышьяка из нитратных раство-
растворов на угле БАУ был установлен факт химического взаимодей-
взаимодействия этой примеси с поверхностью активного угля [82]. По всей
вероятности, большой эффект очистки GeCl4 от микропримеси
мышьяка, полученный на активном угле БАУ [40], происходит
за счет процесса хемосорбции. Содержание мышьяка было сни-
снижено на два-три порядка, с 5- 10~Б до Ю"8 %. Применение окис-
окисленного угля увеличило эффект очистки GeCl4. Высокие значе-
значения адсорбции мышьяка отмечены и при исследовании адсорб-
адсорбции радиоактивной примеси AsCl3 из TiCl4 на угле БАУ [44].
Эффективная очистка от микропримеси мышьяка имеет ме-
место и из среды фтористого и хлористого водорода, в связи с чем
активные угли используются для парофазной очистки исход-
исходных газов в производстве особо чистой соляной и плавиковой
кислот [83]. Химическая инертность поверхности активного угля
позволяет рассматривать его в качестве единственно возмож-
возможного адсорбента в среде фтористого водорода и плавиковой
кислоты. Предложен способ тонкой очистки плавиковой кислоты
от ряда примесей на синтезированном особо чистом угле [84].
Эффективное применение активных углей в растворах элек-
электролитов обеспечивается с помощью комплексообразователей.
Этот метод нашел в последнее время широкое применение и
рассматривается как один из новых перспективных путей разде-
разделения элементов и получения высокочистых металлов [85]. Сущ-
Сущность метода сводится к использованию различия в адсорбции
простых и комплексных ионов на поверхности угля. С помощью
15»
комплексообразователей изменяют природу микропримесей и
переводят их в более сорбируемую форму. Так как величина
адсорбции макрокомпонента (электролита) значительно меньше
адсорбции комплекса (неэлектролита), данный метод позво-
позволяет проводить тонкую очистку веществ от микропримесей из
насыщенных по макрокомпоненту растворов. Степень и эф-
эффективность разделения при применении комплексообразова-
теля определяется константой нестойкости комплекса, природой
и строением лиганда, зарядом комплекса. Поскольку в конеч-
конечном итоге механизм адсорбции молекулярный, то наибольшей
сорбируемостью обладают те комплексы, которые образуют
с ионами металлов высокопрочные труднорастворимые соеди-
соединения. В целом, механизм взаимодействия несколько более
сложный, чем просто молекулярная адсорбция и сопровож-
сопровождается побочными явлениями [86]. Адсорбционно-комплексооб-
разовательный метод может быть осуществлен в разных вариан-
вариантах. В одном из них реагент-комплексообразователь вводят в
очищаемый раствор, который пропускают через колонну с ак-
активным углем. В другом реагент наносят на активный уголь и
через колонну пропускают очищаемый раствор. На выходе из
колонны при этом предусматривают слой чистого угля для пред-
предотвращения проскока комплексообразователя. Кроме активного
угля применяют иногда активную окись алюминия. В качестве
комплексообразователей используют а-нитрозо-р-нафтол, диме-
тилглиоксим, 8-оксихинолин, дитизон, купферон, фосфорноорга-
нические эфиры [87, 88]. Наибольшее распространение для глу-
глубокой очистки веществ получил диэтилдитиокарбамат натрия.
Предложенный метод применяется в промышленности, для
глубокой очистки растворов сульфатов цинка и кадмия от сле-
следов Fe, Cu, Ni, Co в производстве люминофоров [89]. Этот спо-
способ предложен для разделения смесей металлов Fe, Th, U, Cr
на обеззоленном активном углеСКТ из ацетатных растворов[90].
Коэффициенты очистки урана от указанных примесей достигают
высоких значений: 1500 для Mg, 570 для Th, ПО для Fe.
Адсорбция микропримесей в виде их комплексов исполь-
используется и в растворах неэлектролитов. Весьма показательным
примером является глубокая очистка кремнеэтилового эфира
с помощью диэтилдитиокарбамата натрия и последующей ад-
адсорбции на угле БАУ [91]. Можно указать также на применение
о-нитроанизола, нанесенного на особо чистый силикагель, для
глубокой очистки GeCl4 от примеси фосфора в паровой фазе [40].
В последнее время наблюдается повышенный интерес к окис-
окисленным активным углям, так как у них обнаружена высокая
избирательность к отдельным катионам в водных растворах
неорганических солей *. Основные исследования по методам
См. также главу V..
160
получения, структуре и свойствам окисленных углей проведены
в ЛТИ им. Ленсовета и ИФХ АН УССР под руководством
Д. Н. Стражеско и И. А. Кузина. Окисленный активный уголь
представляет собой полифункциональный катионообменник, ко-
который обладает высокой селективностью обменного взаимо-
взаимодействия, проявляющейся на большом числе систем [92—97].
Он хорошо поглощает щелочи и не поглощает кислоты. В рас-
растворах солей типа КС1 наблюдается подкисление. Установлено,
что окисленный уголь преимущественно извлекает из смесей
катионы с большой величиной заряда, при этом константы об-
обмена ионов в системах Ме2+ — Ме+ достигают значений порядка
1 • Ю2—2- 103 [96, 97]. Для обычных синтетических ионитов зна-
значения констант обмена не превышают 1—10. Селективность
сорбции наблюдается и по отношению к ионам одинакового и
меньшего заряда, например, в смеси Си2+—А13+. Селективная
сорбция примесей происходит как из относительно простых си-
систем типа хлоридов, сульфатов, нитратов и ацетатов металлов,
так и из растворов молибдатов, тартратов, цитратов и едких ще-
щелочей, в которых вероятность нахождения примесей в анионной
форме или в виде комплексных ионов значительно больше, не-
нежели в форме катионов.
Высокие обменные характеристики окисленного угля позво-
позволяют извлекать с его помощью микроколичества отдельных ка-
катионов, даже при таком высоком соотношении концентраций
основного компонента и микропримеси, как 105—109 раз. При
этом обеспечиваются большие объемы очищенных концентри-
концентрированных растворов, составляющие в пересчете на сухое веще-
вещество от 200 г до 2 кг на 10 г окисленного угля в колонне. Это
свойство ставит окисленные активные угли в преимущественное
положение по сравнению с синтетическими ионитами. Кроме
того, в отличие от последних, окисленный уголь легко регенери-
регенерируется и весьма устойчив к химическим, термическим и радиа-
радиационным воздействиям.
Обменная емкость окисленного угля составляет 2—5 мг-экв/г
и обусловливается наличием на поверхности различных функ-
функциональных групп, в основном, карбоксильных и фенольных,
а также ионами водорода, составляющими наружную обкладку
его двойного электрического слоя [96, 98]. Схема строения по-
поверхности и ионного обмена на обычном и окисленном активном
угле представлена на рис. 24.
С увеличением степени окисления угля растет абсолютное
содержание функциональных групп всех типов и усиливаются
их кислотные свойства, что объясняется их взаимным влия-
влиянием и различием в расположении шестичленных углеродных
колец.
И. А. Кузин и Б. К. Страшко [99] предполагают наличие не
менее четырех типов структур в поверхностном слое угля,
11 Зак. 114
161
Активный уголь Окисленный уголь
С
+
+
+
+
ЯОН"
\ ОН"
; он"
ОН"
|он"
с
Ог,/©" С, медленно
Ог. 450°С. быстро
с=о
с—он
-с#о
н+
н+
Активный уголь - анионообменнш
*
+
+
+
ОН"
ОН"
он* <
ОН"
ОН"
V
СГ
сг
О' * NaOH
сг
сг
Окисленный уголь - катионообменник
С
—
-
с-он
с^о
н+ ч
н+
с
C-ONa
C:--ONa
+ |-
Na*
Na*
Рис. 24. Схема строения поверхности и ионного обмена
на обычном и окисленном активном угле.
ноос соон
-оос соон
or! .о-
Рис. 25. Типы функциональных групп на по-
поверхности окисленного активного угля.
в которых функциональные группы, карбоксильные, фенольные и
карбонильные отличаются по степени кислотной диссоциации
(рис. 25). По их мнению, избирательность угля проявляется
к ионам, образующим комплексные или нерастворимые соеди-
соединения с органическими кислотами.
Д. Н. Стражеско также предполагает, что прочность связи
примесей с поверхностью угля объясняется образованием с кис-
кислородом ионогенных групп на поверхности угля прочных вну-
трикомплексных соединений типа хелатов. Механизм адсорбции
на окисленных углях во многом еще остается невыясненным.
В целом возможность очистки определяется относительным
положением -ионов в ряду адсорбируемости:
NH+ < Na+ < Rb+ < Mg2+ < Са2+ < Ва2+ < Zn2+, Cd2+,
Ni2+ < Pb2+ < Al3+ < La3+ < Cu2+ < Fe3+
С использованием окисленного угля были разработаны ме-
методы глубокой очистки большого числа соединений реактивной
чистоты. Среди них растворы щелочей, соли калия, натрия,
кальция, стронция, магния, кобальта и цинка. Число очищенных
данным методом соединений приближается к тридцати.
Остаточное содержание примеси в них, контролируемое хи-
химическими, спектральными и радиометрическими методами
анализа с точностью до 1 * 10—1 • 10~7 %, находится за преде-
пределами чувствительности. Определение глубины очистки ограни-
ограничивалось чувствительностью примененного метода. Для изото-
изотопов Fe59 и Sr89 удалось показать, что примеси в фильтрате не
обнаружены и при чувствительности 10~7— Ю~8 %.
Метод очистки окисленными углями прост и осуществляется
при помощи фильтрования концентрированных растворов очи-
очищаемых соединений через слой 2—5 см при скорости потока
50 мл/ч. Поскольку это слабокислотный катионит, его обменная
емкость резко зависит от величины рН. Поэтому для адсорбции
микропримесей его применяют в солевой форме. С этой целью
используют особо чистые NaOH или NH4OH.
Регенерация осуществляется легко. Так как большинство ис-
исследованных ионов обладает большим сродством к ионам во-
водорода, они полностью удаляются с поверхности 0,1—0,5 н. рас-
раствором НС1; для прочносорбируемых ионов применяют более
концентрированную кислоту.
Перечисленные достоинства окисленного угля позволяют
рассматривать его в качестве перспективного адсорбента для
аналитических и препаративных целей при работе с водными
растворами электролитов. Окисленные активные угли в настоя-
настоящее время не производятся, но легко могут быть изготовле-
изготовлены в лаборатории по известным методикам [100—102] с при-
применением окислителей. В качестве окислителей используют
IV
163
в основном азотную кислоту и кислород воздуха. Исходные угли
должны быть обеззолены, хотя при обработке азотной кислотой
происходит дальнейшее выщелачивание примесей. Окисление
углей сопровождается изменением структуры.
По очистке активных углей литература немногочисленна.
Содержание минеральных примесей в исходных активных углях
может достигать 5—10%. Характер связи примесей с углеродом
и состояние химических форм примесей в веществе угля не уста-
установлены. В углях могут содержаться в значительных количе-
количествах цинк, калий, натрий, кальций, железо, кремний, сера, се-
селен, фосфор, хлор.
К малозольным углям относятся угли БАУ и КАУ, получае-
получаемые методом газовой активации. Содержание золы в них нахо-
находится на уровне 2—3%. При обработке угля соляной кислотой
зола растворяется неполностью, особенно кремний, поэтому для
обеззоливания угли промывают плавиковой кислотой. Это по-
позволяет снизить зольность углей БАУ до 0,2, 0,02%. При высокой
температуре прокаливания (800° С) зольность угля снижается.
Обработка азотной кислотой снижает зольность лишь до 0,43 и
0,36% [103]. Для удаления основной массы примесей из угля
используют иногда продолжительную обработку при повышен-
повышенных температурах B60° С) и давлениях A0—30 ат) водными
растворами органических кислот, о-фталевой, бензопропилкар-
боновой [104]. Для удаления примеси железа из обеззоленных
углей используют также ионообменные смолы с продолжитель-
продолжительностью обработки до 9 ч. Содержание железа снижается до
0,01% [105].
Отмывку активных углей для использования в процессах
глубокой очистки веществ проводят обычно путем многократной
обработки их соляной кислотой при кипячении или плавиковой
кислотой. На конечной стадии отмывки используют соляную
кислоту квалификации «ос. ч.». Об окончании отмывки судят по
отсутствию в фильтрате примеси железа (до 2-10~6 %). Опре-
Определение проводят с помощью KSCN. Примесь железа наиболее
трудноудаляема, по сравнению с примесями кальция, магния и
даже алюминия. Остаточное содержание указанных примесей
в угле составляет обычно 1 • 10~2—1 • 10~3 %. Более глубоко про-
происходит отмывка в динамических условиях, когда этот процесс
осуществляется в течение продолжительного времени, не менее
месяца. В связи с пониженными кинетическими свойствами
активных углей фактор времени определяет результат отмывки.
Разница в содержании примесей в фильтрате и в веществе
угля указывает на резкое различие степени чистоты поверхно-
поверхности и массы угля. Поэтому, несмотря на невысокий общий уро-
уровень чистоты отмытых углей, оказывается возможным приме-
применять их для глубокой очистки.
164
Глубокая очистка исходных активных углей необходима
чаще всего при работе с растворами электролитов в связи с про-
протеканием ионообменных процессов.
Для неэлектролитов можно применять и менее чистые угли.
В результате эксплуатации опытно-промышленной установки по
очистке кремнеэтилового эфира с помощью активного угля БАУ
найдено, что замена тщательно отмытого соляной кислотой ак-
активного угля на исходный неотмытый уголь не снизила степени
чистоты полученного кремнеэтилового эфира. Остаточное содер-
содержание примесей металлов в кремнеэтиловом эфире составило
в обоих случаях 5- 10~6 — 3- 10~7 %• Это связано с тем, что рас-
растворения примесей и обмена ионов в среде кремнеэтилового
эфира не происходит, а поглощение карбаматных комплексов
примесей металлов из эфира идет по молекулярному механизму,
независимо от чистоты поверхности.
Способ получения активного угля высокой степени чистоты
описан в работе [84]. Содержание примесей железа, кальция и
титана в этом угле не превышает 1 • 10~Б %. Уголь приготовлен
из перекристаллизованной сахарозы марки «х. ч.» путем терми-
термического разложения в кварцевых чашках с последующим акти-
активированием углекислым газом при 900° С. Такой уголь приме-
применяют для глубокой очистки плавиковой кислоты.
Весьма чистым углеродным адсорбентом является угольный
порошок, полученный хлорированием графита при высоких тем-
температурах. Содержание примесей в нем не превышает 5- 10~Б %.
Однако из-за необычайно малой величины удельной поверхности
B м2/г) он нашел применение лишь для аналитических целей
при концентрировании микропримесей из небольших проб.
ПРАКТИЧЕСКОЕ ПРИМЕНЕНИЕ АДСОРБЦИОННЫХ МЕТОДОВ
ДЛЯ ГЛУБОКОЙ ОЧИСТКИ ВЕЩЕСТВ
Для очистки исходных полупроводниковых материалов типа
хлоридов были опробованы все имеющиеся виды адсорбентов:
силикагели, алюмогели, активные угли, цеолиты и даже некото-
некоторые синтетические полимеры (амберлит, леватит и др.). В табл. 8
приведены результаты работ, в которых для исследования ад-
адсорбционного равновесия применены радиоактивные микропри-
микропримеси. Поскольку в большинстве работ величины емкостей сор-
сорбентов отнесены к единице веса, а не к поверхности сорбента,
анализ приведенных данных по коэффициентам Генри может
быть проведен лишь приближенно. Селективность адсорбентов
по отношению к одной и той же примеси хорошо видна из
табл. 8. Коэффициенты адсорбции отличаются в этом случае на
1—2 порядка для различных адсорбентов. Наиболее селектив-
селективным адсорбентом по отношению к примесям металлов является
силикагель, поэтому его широко применяют на конечной стадии
166
Таблица 8
Адсорбционное равновесие различных систем:
основной компонент - примесь — сорбент
Основной
компонент
SiCl4
TiCl4
SiHCl3
(CHg)SiClg
TJC14
TiCl,
1 SiCl4
1 SiHCI3
TiCl4
Прн
месь
PC13
PClg
PCIg
POCIg
POCIg
AsCJs
AsClg
AsClg
S2C12
Адсор-
Адсорбент
ACM
A-l
БАУ
CKT
NaX
A-l
БАУ
ACM
Э-700
A-l
ACM
NaX
CKT
БАУ
A12O3(I)
A!2O3(II)
AI2O3
(гранул.]
Силика-
гель
LUCK
БАУ
A-l
БАУ
ACM
Э-700
БАУ
АСМ
Э-700
А-1
АСМ
АСМ
БАУ
БАУ
БАУ
скт
БАУ
А-1
АСМ
Э-700
Исследованная
область
концентраций,
%
< ю
<10~2
<10
< 10
< 10
1-10-1-Ю
10'3-10
I О — 3-10 1
10-4-10
10-10
10 - 10
10" - Ю
10"' - 10"'
ю - ю
7,5-10 I
2,9-10 1
2,3-10
1,2-10
4,5-10
10-4-10
10 -2-10
10~3-6,3-10""
10-3,0-10
1-10-3-10~5
1,6- 10~2
1,6-Ю
1,6-10
5-10~3-3-10
6-10 -2-10~6
5-10-1-10
3-10-8-10
10~4-10
10-10~7
4,8-10 3-3,8-10"
4,4-10
4,3-10 3
4,6 • 10"
Темпе-
Температура,
"С
20
20
20
20
20
20
20
20
20
20
20
20
20
20
75
75
75
75
75
20
20
20
20
20
20
20
20
20
65
(паро-
(паровая
фаза'
20
65
20
20
20
20
20
20
Коэф-
фици-
фициент
Генри
2,4
13,3
8,2
2,9
0,31
11,7
5,0
0,11
0,06
316
1,8
1,3
0,3
0.27
56
20,7
74
3,4
10
190
7,9
6,3
2,9
25
0,54
2,5
100
400
14,1
6,3
75,8
Удельное
очищае-
очищаемое
количе-
количество.
кг/кг
46
170
103,6
36,4
3,9
173
28
1,5
0,9
4300
24,0
18,0
4,4
3,7
850
315
1000
52
150
2850
121
96
55
255
3,7
2,2
1,0
9,5
45,3
1370
7250
256
114
1280
1,8
1,1
0,5
Литера-
Литература
[42]
[44, 45]
[46]
[106]
[44, 45]
[44, 45]
[43]
[107]
[44]
166
Основной
компонент
SiHClg
TiCl4
TiCl<
SiCl<
SiCl<
TiCl4
TiCU
Прн-
месь
S2CI2
cs2
SnCI<
FeCl3
CaCl2
FeCl3
C6H6
Адсор-
Адсорбент
скт
БАУ
NaX
A-l
ACM
БАУ
A-l
ACM
Э-700
БАУ
ACM
A-l
Э-700
ACM
ACM
ACM
ACM
Э-700
A-l
БАУ
БАУ
A-l
ACM
Э-700
Исследованная
область
концентраций.
%
10-10
10 2-10 1
10" -10"
10" -10'
10 -10
l,5-10~3-l,3-10~6
4,7-10
4,6-10"
4,6 • 10
2,5-10-2,0-10"E
2,5-10 3-l-10~4
3,0-10~3-2,5-10
4,0-10 -1.5-10
10-10'5
2 • IO~7
2-10
3,0-10"°-4,8-10~7
2,5-10 '-6.5-10
2,5-l06-9,0-10
4,0-10 -6,3-10~7
6,5-10 3-Ы0~4
2,5-10.
1.6 -10~2
2,1 • 10~г
Темпе
ратура,
20
20
20
20
20
20
20
20
20
10
20
20
20
20
75
75
20
20
20
20
20
20
20
20
п
Коэф-
фици-
фициент
Генри
6,4
4,0
1,0
0,7
0,6
75,8
1,2
0,17
95
222,3
282
100
56,1
22,0
11,5
63,2
родолжение
Удельное
очищае-
очищаемое
количе-
количество.
кг/кг
86,0
54,1
34,0
10,7
8,5
415
6,2
4,0
2,9
34
7,6
4,6
3,5
1530
3580
2010
1620
920
365
185
400
36
34
16
Литера-
Литература
[107]
[44, 45]
[44, 45]
[43]
[43]
[44, 45]
[44, 45]
очистки. Активный уголь оказывается весьма избирательным
адсорбентом по отношению к примесям As, S и органических
веществ. При адсорбции примеси фосфора окись алюминия А-1
выступает как специфический адсорбент, причем в среде три-
хлорсилана она более активна, чем в среде SiCU и TiCl4. Влия-
Влияние основного компонента на адсорбцию одной и той же микро-
микропримеси незначительно отличается для аналогичных хлоридов
и заметно отличается для трихлорсилана. Об этом можно судить
по примесяй Р, S и особенно As. Вряд ли столь резкая разница,
как 400 и 14, может быть объяснена различием в полярности
растворителей SiCl4 и SiHCb. Положительный температурный
коэффициент, отмеченный для системы SiCU — AsCU — уголь
БАУ, указывает на хемосорбционный механизм поглощения.
Различия в адсорбционных свойствах силикагелей АСМ,
Э-700, ШСК для одинаковых систем объясняются величиной по-
поверхности,
167
Цеолиты не обнаруживают сколько-нибудь заметных адсорб-
адсорбционных свойств.
В очищаемых веществах обычно присутствует большое число
всевозможных примесей. Поэтому в качестве универсального
сорбента может рассматриваться лишь составной сорбент, пред-
представляющий собой или однородную смесь различных сорбентов
или многослойный адсорбент. Для глубокой очистки GeCl4 был
применен трехслойный адсорбент [40], состоящий из активного
угля, силикагеля с нанесенным на него слоем о-нитроанизола и
особо чистого силикагеля. Степень чистоты GeCl4 при использо-
использовании этого, по существу, одностадийного метода, достигала
седьмых и восьмых отрицательных степеней процента по девят-
девятнадцати примесям. Для очистки TiCl4 и SiCl4 также может быть
рекомендован трехслойный адсорбент, состоящий из окиси алю-
алюминия, активного угля и силикагеля [44]. В этом случае работа
составного слоя будет определяться проскоком наименее хорошо
сорбирующегося компонента SnCj4. В связи с тем, что ни один
адсорбент не оказался высокоизбирательным по отношению
к данной примеси, представляется целесообразным на стадии
предварительной очистки от SnCl4 применить другой метод.
Тойерер рекомендует для очистки GeCl4 и SiHCl3 смесь си-
силикагеля и алюмогеля [39]. Для увеличения эффекта очистки
предложено вводить предварительно AsCl3, действие которого
приводит к очистке от фосфора и бора до содержания 8 • 10~8 %.
Результаты работы Тойерера не были подтверждены Акерма-
ном [108], однако окончательного вывода из-за отсутствия дан-
данных по характеристике сорбентов сделать невозможно. Этими
двумя работами ограничиваются исследования по очистке хло-
хлоридов от ряда примесей чисто сорбционным методом.
На ранней стадии поисков эффективных способов глубокой
очистки веществ появился своеобразный метод — «частичного
гидролиза», который классифицировался как сорбционный ме-
метод [109]. Сущность метода заключается в том, что к очищае-
очищаемому легко гидролизующемуся веществу в небольших количе-
количествах добавляется вода A г на 1000 г SiCl4). Получающийся
осадок захватывает примеси из раствора и его отфильтровы-
отфильтровывают, а более чистый продукт остается в растворе. Были пред-
предложены методы дозированного введения влаги' с помощью
СаС12 • 6Н2О, влажной целлюлозы и т. д. Этим методом очищали
GeCl4 и SiCl4 и рекомендовали его для производства исходных
полупроводниковых материалов.
Акерман [ПО, 111] провел сопоставление различных методов
очистки SiCU, GeCl4 и SiHCl3 с привлечением радиоизотопных
методов исследования и опробовал в том числе и метод «частич-
«частичного гидролиза». Эффективность очистки не подтвердилась. По-
Поэтому было высказано предположение, что очистка в предыду-
предыдущих случаях являлась результатом последующего процесса —
168
ректификации или дистилляции. Однако недавнее применение
этого метода к очистке тетраэтоксисилана вновь показало воз-
возможность удаления ряда примесей, особенно бора, с 2,3 • 10~3 до
1 • 10~6 %, железа — до 5 • 10~7 %, алюминия — до 5 • 10~6 % и
меди — до 1 • 10~6 % [П2]. Поскольку при гидролизе тетраэт-
тетраэтоксисилана осадка сразу не образуется, было введено около 2%
гидролизующегося триэтоксисилана. В этом случае на эффект
очистки также оказывает влияние одновременный процесс со-
осаждения примесей. Таким образом, результативность и меха-
механизм данного метода очистки еще не достаточно определены.
В качестве видоизменения данного метода можно рассма-
рассматривать высокотемпературный «частичный гидролиз», предло-
предложенный для очистки иодида Sil4 [ИЗ]. В этом случае гидролиз
проводили путем пропускания насыщенного влагой инертного
газа над лодочкой с расплавом S.il4. Образующийся на поверх-
поверхности осадок сорбировал примеси из расплава • и осаждался
на дно.
Известен способ применения данного метода и для парооб-
парообразных веществ. Он с успехом был использован при очистке
моносилана от примеси бора путем выдерживания его в кон-
контакте с водяным паром [114].
Известен целый ряд способов глубокой очистки галогенидов
с помощью метода комплексообразования [115, 116]. Чаще всего
комплексообразователи вводят в раствор и затем смесь перего-
перегоняют. Адсорбция во второй стадии применяется редко. Однако
применение для этих целей активного угля дало возможность
очистить силан от бора до 1 • 10~9 % [115].
Для очистки галогенидов кремния от бора, мышьяка и
сурьмы их обрабатывали кремнийорганическими соединениями
в присутствии активного угля [117].
Примесь фосфора из SiHCl3 и SiCl4 удаляли с помощью
окиси алюминия, покрытой 1—25% PtCU, которая образует
с РС13 хелатное соединение [118].
Совмещенный метод перегонки в вакууме и адсорбции на
активном угле успешно применен для получения особо чи-
чистого фосфора [119]. Активный уголь был специально приго-
приготовлен из очищенного сахара. Коэффициент очистки по же-
железу, алюминию, кремнию и меди достигал высоких значений
A00—1000).
Влияние на величину адсорбции пониженных температур и
повышенного давления было использовано для очистки галоген-
силанов [120, 121]. В качестве адсорбентов брали чистые поверх-
поверхности аморфного кремния, активированного графита и сорбента,
полученного из SiHCl3.
Иод высокой степени чистоты получали в присутствии актив-
активной двуокиси кремния с небольшой добавкой алюмо-аммиачных
квасцов. Очистку проводили при .90—95° С под вакуумом.
169
Один из жизненно важных полезных приложений адсорб-
адсорбционного метода очистки — удаление радиоактивных загрязне-
загрязнений смеси изотопов Sr90, Zr95, Ru106, Cs137, Ce144 из водных рас-
растворов с применением силикагеля [122].
Неоднократные попытки применения обычных и даже очи-
очищенных цеолитов для глубокой очистки веществ не привели
к желаемым результатам ни для одной из исследованных ад-
адсорбционных систем [39, 42, 43, 44, 49—51]. В связи с этим нет
необходимости подробно останавливаться на этом типе сорбен-
сорбентов. Наиболее полезным их свойством, используемом и в опе-
операциях по получению высоко чистых веществ, является их высо-
высокая активность по парам воды, особенно для микроконцентра-
микроконцентраций. Поэтому цеолиты — наиболее эффективные осушители и их
применяют для осушки контактирующих с галогенидами газов.
Они оказались полезными также при очистке газообразного мо-
ногермана [123].
Адсорбционными свойствами обладает также ряд других ми-
минеральных окислов и гидроокисей металлов. Наибольшее рас-
распространение получили двуокись титана, активная окись мар-
марганца, гидроокись железа, сульфид цинка. В связи с небольшой
величиной поверхности (не более 100 мг2/г) они находят приме-
применение лишь для решения частных задач, при выделении одной-
двух примесей. Так, для удаления кальция и стронция из смеси
сильных электролитов берут двуокись марганца [124]; двуокись
магния — для сорбции боратов из водных растворов [125] и дву-
двуокиси германия [126]. Минеральные окислы для очистки неэлек-
неэлектролитов оказались непригодны [39, 49—51].
ХРОМАТОГРАФИЧЕСКИЙ МЕТОД ПОЛУЧЕНИЯ
ОСОБО ЧИСТЫХ НЕОРГАНИЧЕСКИХ ВЕЩЕСТВ
В последние годы начал бурно развиваться новый метод раз-
разделения смесей — хроматографический. Для анализа многоком-
многокомпонентных смесей и с целью выделения веществ высокой сте-
степени чистоты используют метод газовой хроматографии [127,
128]. Разрешающая способность хроматографического метода
разделения сделала возможным появление новой марки чи-
чистоты — «хроматографически чистый», которая в применении
к органическим растворителям рассматривается как эталон
чистоты. Современная газовая хроматография располагает боль-
большими возможностями для решения разнообразных задач ана-
аналитического и препаративного характера. Она оказалась при-
применимой также и к разделению смесей неорганических веществ.
Газовая хроматография основывается на различии в сорби-
руемости компонентов паро-газовой смеси и объединяет целую
группу сорбционных методов. Рассмотренный выше адсорбцион-
адсорбционный метод очистки — путем прохождения смеси через колонку
170
с сорбентом до проскока примесных компонентов — представ-
представляет собою частный случай хроматографии, так называемый
фронтальный метод. При этом методе не происходит разделения
смеси на отдельные компоненты, а имеются лишь полосы основ-
основного компонента, отличающиеся числом примесных компо-
компонентов.
Наиболее всего распространен проявительный метод, при
котором исследуемая проба вещества вводится в испаритель и
увлекается газом-носителем в колонку. В результате разницы
в сорбируемости и воздействия тока газа-носителя движение
компонентов по колонке происходит с различными скоростями
и на выходе из колонки образуются полосы компонентов, раз-
разделенные зонами чистого газа-носителя. Концентрация компо-
компонентов в каждой из полос отмечается детектором на выходе из
колонки и записывается в виде кривой с пиком; площадь под
этой кривой пропорциональна концентрации компонента в
пробе.
Известны два вида хроматографии: газо-адсорбционная и
газо-жидкостная. В первом случае в качестве адсорбента при-
применяют гели, активные угли, молекулярные сита, пористые
стекла, модифицированные сорбенты. Во втором — в качестве
сорбента служит тонкая пленка растворителя, слой так назы-
называемой неподвижной фазы, нанесенной на инертный твердый
носитель.
Хроматография представляет один из немногих методов, в
которых результаты аналитического разделения моделируются
до технологического способа получения чистых веществ посред-
посредством препаративной хроматографии-. Это периодический способ
разделения, эффективность которого находится в обратной за-
зависимости от величины введенной пробы. Поэтому недостатком
метода является низкая производительность. С этой точки зре-
зрения класс особо чистых веществ можно считать наиболее бла-
благоприятным объектом для использования возможностей препа-
препаративной хроматографии, поскольку вещества высокой степени
чистоты требуются, как правило, в сравнительно небольших ко-
количествах.
Применение хроматографии к неорганическим веществам не
встречает принципиальных затруднений. Однако круг «хрома-
тографируемых» веществ необычайно узок из-за небольшой ле-
летучести большинства соединений. Метод газовой хроматогра-
хроматографии, как известно, приложим лишь к веществам, которые могут
быть переведены в пар при температурах не выше 300—500° С.
В обзоре по хроматографии неорганических веществ [129] ука-
указано, что метод может быть применен не более, чем к 33 эле-
элементам Периодической системы, дающих летучие соединения.
Из смесей неорганических веществ были исследованы этим '
171
I
методом в основном газы, галогениды элементов III—V групп
Периодической системы, гидриды кремния и германия, а также
ряд органопроизводных указанных элементов.
Высокая агрессивность галогенидов приводит к трудностям,
вызывающим необходимость изготовления для этих сред хрома-
хроматографов специального типа или реконструирования существую-
существующих. Большинство галогенидов металлов гидролизуется в при-
присутствии даже следовых количеств влаги. При этом продуктом
гидролиза является твердый продукт, остающийся внутри при-
прибора. Это накладывает серьезные ограничения на выбор мате-
материалов для изготовления аппаратуры и на круг применяемых
сорбентов. Газ-носитель должен быть хорошо осушен. Чаще
всего для этого применяют гелий или проводят предварительную
осушку азота из баллона. Вся аппаратура, начиная с узла ввода
пробы и кончая детектором, выполняется из коррозионностойких
материалов. Так, для колонок применяют нержавеющую сталь,
никель, монель-металл, стекло, тефлон (для капиллярных ко-
колонок) и медь [130—133].
Наиболее серьезные ограничения для применения хромато-
хроматографии к неорганическим веществам связаны с детекторами.
В большинстве случаев применяются ячейки по теплопроводно-
теплопроводности, катарометры, чувствительность которых не превышает
1 • 10 %. Наиболее высокая чувствительность для кремнийсо-
держащих веществ наблюдалась для гидрида кремния
B - 10~4 %) [134]. Поэтому этот детектор обычно применяется
при работе на модельных смесях и в препаративной хромато-
хроматографии. Нити катарометра защищают тонкой пленкой из стекла
или тефлона. Применяют также никелевые и танталовые нити
[134] или остеклованные платиновые [135].
Среди имеющихся типов детекторов ионизационный детектор
с захватом электронов наиболее чувствителен к галогенсодер-
жащим органическим и неорганическим соединениям. Предель-
Предельная чувствительность его по СС14 составляет 10~п объемн.%.
Такой детектор был применен для анализа различных галоге-
галогенидов элементов IV группы [136]. Однако до сих пор промыш-
промышленность не выпускает таких детекторов.
Для анализа галогенидов предложен также детектор, в ос-
основе которого лежит так называемый галоген-эффект [137].
Чувствительность его для соединений элементов IV группы
Периодической системы изменяется в пределах 10~—10~3 мг/сек.
Применяется также детектор Мартина — плотномер. При не-
невысокой чувствительности он надежен в эксплуатации, по-
поскольку исследуемые вещества в нем не соприкасаются с чув-
чувствительными элементами [138].
Заслуживает внимания гелиевый детектор коронного раз-
разряда, который является высокочувствительным специфическим
172
датчиком на неорганические вещества и может быть применен
для анализа высококипящих неорганических веществ, например,
кадмия и цинка.
Большую трудность при работе с гидролизующимися соеди-
соединениями представляет ввод пробы в хроматограф. Для газооб-
газообразных веществ некоторых гидридов была использована система
напуска [139]. Обычный способ ввода с помощью шприца не-
неприемлем, так как продукты гидролиза мгновенно забивают
иглу и вызывают коррозию поршня. Применение растворителя
трудностей не снимает. Иногда
для защиты иглы на нее наде-
надевают пробку из силиконовой ре-
резины [133]. Наиболее удобным
считают ампульное устройство.
Одна из применяемых конструк-
конструкций ампульных дозаторов описа-
описана в работе [140]. Ампульный до-
дозатор для ввода шести проб одно-
одновременно применен на отече-
отечественном хроматографе ХЛ-7.
Наибольшую трудность вызы-
вызывает выбор сорбента для разде-
разделения. При газо-жидкостной хро-
хроматографии неподвижная фаза
может служить источником за-
загрязнений за счет испарения ее с
насадки при температурах раз-
разделения. Кроме того, число до-
достаточно инертных неподвижных
фаз, не реагирующих с хлори-
хлоридами, весьма ограничено. По-
Поэтому наиболее перспективен в применении к хлоридам газо-
газоадсорбционный вариант хроматографии, в частности модифици-
модифицированные широкопористые адсорбенты. Адсорбционный вариант
газовой хроматографии был использован для разделения раз-
различных летучих смесей типа галогенидов фосфора и бора на
активных углях и цеолитах 5А [139].
Основное число работ по хроматографии хлоридов было про-
проведено методом газо-жидкостной хроматографии [129]. Иссле-
Исследовано большое число неподвижных фаз и обращено особое
внимание на носитель. Наличие на поверхности носителей цен-
центров разной активности приводит к размытым пикам, что для
хорошо сорбирующихся хлоридов является препятствием для
эффективного разделения.
Наиболее четкое разделение хлоридов элементов IV группы
с определением чистоты TiCl4 было проведено на колонке с апие-
зоиом, нанесенным на стерхамол (рис. 26) [133].
173
¦ ¦
О 2 4 6 в 10 12 14 16 18 20 22
Время, мин
Рис. 26. Хроматографическое раз-
разделение хлора A), фосгена B),
SiCl4 C). SnCl4 D) и TiCl4 E) на
апиезоне N при 100° С.
Из исследованных систем весьма трудным оказалось разде-
разделение смесей галогенидов неметаллов, в частности галогенидов
бора, так как он взаимодействует с носителями и с неподвиж-
неподвижными фазами. Наиболее полное разделение компонентов смеси
(SiF4, CF4, NF3, HF, SF6) F2, CBrF3, CC1F3, Cl2, CC12F2, CBr2F2)
было получено на колонке, заполненной галокарбоновым мас-
маслом, нанесенным на порошок Kel—F-полимера [14].
В работах Тадмора [131, 132] галогениды олова, мышьяка и
германия были разделены на химически инертной силиконовой
высоковакуумной смазке, нанесенной на изоляционный кирпич
силь-о-сель. Гидриды кремния, фосфора, мышьяка, германия и
серы были разделены газо-жидкостной хроматографией [134].
Разделение трихлорсилана, метилтрихлорсилана и других га-
логенсодержащих кремнийорганических соединений типа эфи-
ров подробно исследовано в работах [142, 143].
Наиболее перспективным для разделения неорганических со-
соединений представляется использование неорганических распла-
расплавленных солей в качестве неподвижной
фазы [144]. При этом для понижения
температуры плавления используют эв-
эвтектическую смесь солей. Такие жидкие
фазы не разлагаются при высокой тем-
температуре, имеют низкое давление паров и
химически инертны.
Было проведено разделение хлоридов
титана и сурьмы на насадке из кир-
пича силь-о-сель с нанесенной эвтектиче-
эвтектической смесью BiCl3 и РЬС12 при 240° С
(рис. 27). Продолжительность разделе-
ния составляет всего 12 мин. На смеси
(Лта CdCl2-KCl были разделены SnCl4 и
тической смеси BiCl3 и SbCU При 474° С.
РЬС12 при 240° С. Бочинский [145] приводит ряд сообра-
соображений по очистке хлоридов теллура,
мышьяка и элементарного мышьяка методом хроматографии с
использованием эвтектической смеси. Для этого рекомендуется
смесь КС1—LiCl, нанесенная на целит С-22. При температуре
разделения 360° С давление пара наиболее летучего компонента
эвтектики LiCl составляет всего 5-10~9ат.%. Поэтому макси-
максимальное количество лития в хлориде теллура, прошедшем хро-
матографическую очистку, не должно превышать 2-10~7ат.%.
Для очистки хлорида мышьяка от хлорида олова и серы,
рекомендуется эвтектическая смесь КС1—ZnCl2 с температурой
плавления 230° С. Содержание цинка в очищенном продукте не
должно при этом превышать 7-10~6ат.%. Для разделения
SnCl4 и SnBr4, GeCl4 и AsCl3 опробован и рекомендован в каче-
качестве неподвижной фазы А1Вг3 [131, 132].
174
О 5 10 15 20
Время, мин
Рис. 27. Хроматографи-
Применение хлорида лития на морском песке позволило про-
провести разделение цинка и кадмия, находящихся в сплаве, при
620° С [146]. Из других солей в качестве неподвижных фаз для
разделения рекомендуются нитраты натрия, калия- и лития,
а также стеараты металлов [128].
В описанном варианте газо-жидкостная хроматография мо-
может конкурировать с газо-адсорбционной.
Результаты приведенных работ констатируют широкие воз-
возможности для эффективного применения хроматографии к не-
неорганическим веществам.
Работы по препаративной хроматографии неорганических
веществ были проведены на лабораторных установках.
Наиболее простая система — TiCl4—FeCl3 — была разделена
на небольшой колонке из молибденового стекла, заполненной
отмытым силикагелем МСМ [147]. Разделение проводилось при
380° С в токе хлора — газа-носителя. Исходную смесь, содер-
содержащую 95% TiCl4 и 5% FeCl3, вводили в количестве несколь-
нескольких граммов. Примесь железа полностью оседала в первом
колене колонны, а на выходе собирали 10—15 г TiCl4, содержа-
содержащего примесь FeCl3 лишь в количестве 5 • 10~8 %. Последнее
было подтверждено радиохимическим анализом.
В последующей работе [148] авторы провели очистку хло-
хлоридов ниобия и тантала от примеси железа на отмытом актив-
активном угле при 220° С. При содержании в исходной смеси 15%
FeCl3 в полученных образцах хлоридов ниобия и тантала при-
примесь железа не была обнаружена. За один прием B0 мин) было
получено до 10 г чистого вещества.
Методом газо-адсорбционной хроматографии на графитиро-
ванной саже был очищен один из наиболее трудных объектов —
Gel4, — представляющий собой твердое вещество с высокой
температурой кипения (около 340° С). В работе было обращено
особое внимание на все потенциальные источники загрязнений.
Проводилась осушка и очистка газа-носителя. Для газовых ком-
коммуникаций были использованы полиэтиленовые трубки, приго-
приготовление графитированной сажи проводилось в стерильных ус-
условиях, колонну в течение нескольких дней тренировали газом-
носителем при 300° С. Разделение проводилось на установке,
представленной на рис. 28. Ввод твердых проб осуществлялся
путем опрокидывания ложечки, передвигающейся по горизон-
горизонтали до упора со стенкой колонны, при этом проба попадала
прямо на слой адсорбента. Диаметр колонны, выполненной из
кварца, составлял 14 мм и длина 85 см. В качестве детектора
использовались две стеклянные ячейки по теплопроводности
с вольфрамовыми спиралями. Отбор продукта в ловушки при
охлаждении осуществлялся с помощью зажимов и последую-
последующего отпаивания. Разделение проводили при 240° С. За один
цикл B0 мин) получали примерно I г чистого продукта, т. е.
175
•воя-
ев О.Н
ОЯ Я
l I
О х х°-1
1 !§§¦§
о *?*?¦
и
о
Я
я
н
и
>
д ^j. О " ™
S а» 5
it с: о гаю
J5* .0*0
оо Ь018
О I D R Э
1Ц
к га!2
В О
т с п.
I I ш
выход составлял 80%- Содержание примесей в очищенном про-
продукте по сравнению с исходным снизилось на 1—2 порядка,
а для большинства примесей, в том числе железа, магния,
алюминия, титана, находилось за пределами чувствительности,
равной 3-10~6%-
Результаты химико-спектрального анализа были подтверж-
подтверждены при сравнении величин удельных сопротивлений эпитакси-
альных германиевых пленок, полученных из двух указанных об-
образцов, которые отличались более чем на один порядок. Данная
О 4 В 12 16 20 24 28
Время , мин
Рис. 29. Хроматографическое выделение тетраэтил-
гер мания:
/ — воздух; 2 — Ge (СгИбЬ; 3 —дифеннловый эфир.
работа является пока что единственной демонстрацией прин-
принципиальных возможностей препаративной газовой хроматогра-
хроматографии для получения высококипящих галогенидов металлов
высокой степени чистоты. В других работах объектами исследо-
исследования были более летучие вещества.
Петерсон [150] провел очистку синтезированного им тетра-
этилгермания — Ge(C2H5L — на хромосорбе W с 20% силико-
силиконовой резины.
Было применено программирование температуры от 50 до
200° С (рис. 29). Основная масса тетраэтилгермания проходила
широким пиком в интервале от 9 до 11 мин (заштрихованная
область). Отбор чистого тетраэтилгермания, как это видно из
рисунка, проводили даже при неполном разделении всех при-
примесей. Тем не менее пленки германия, полученные из очищен-
очищенного продукта, имели хорошие электрофизические параметры.
12 Зац.
177
Имеются сведения о газо-хроматографической очистке GeCU
от ASCI3 в препаративном масштабе *. Разделение производи-
производилось на динонилфталате.
Из соединений кремния методом препаративной хромато-
хроматографии был очищен метилтрихлорсилан [49—51]. Для этого был
изготовлен автоматический препаративный газовый хромато-
хроматограф, выполненный из нержавеющей стали, фторопласта и квар-
кварца (рис. 30). Газ-носитель осушали в колонках 1 и 2 силикаге-
Газ-
носитель
r-fe
Сброс
Рис. 30. Схема автоматического препаративного газо-
газового хроматографа:
/, 2 — осушители с силикагелем КСМ и молекулярными ситами;
S — резервуар; 4 — поршневой дозатор; 5 — испаритель; 6 — разде-
разделительная колонка; 7 — игольчатый вентиль; 8 — реверсивный дви-
двигатель; 9 — катарометр; 10 — электропневматнческнй клапан;
// — поплавковый клапан; 12 — холодильник; 13 — приемник;
14 — кварцевая ловушка для вымораживания.
лем и молекулярными ситами. Очищаемое вещество из резер-
резервуара 3 поступало в поршневой дозатор 4, приводимый в дви-
движение двигателем 8 (РД-09). С потоком газа-носителя проба
поступала в испаритель 5 и далее в колонку 6. Колонка диа-
диаметром 20 мм состояла из нескольких U-образных секций дли-
длиной по 2 ж и помещалась в воздушном термостате. Паро-газовый
поток направлялся частично в детектор (катарометр) и с по-
помощью клапанов 11 в кварцевую ловушку для вымораживания.
В целях предотвращения попадания пыли из колонки в ловушку
использовалась фильтрующая обогреваемая колонка 12, запол-
* Е. S. Haraszti, Тезисы II Международного симпозиума по чистей-
чистейшим веществам в науке и технике, Дрезден, 1965.
178
ненная силикагелем, активным углем или фторопластовым
порошком.
Очистку проводили на метилфенилсилоксановой жидкости
ДС-701 с носителем ИНЗ-600, специально отмытым соляной
кислотой при 50° С. Работа блока управления программирова-
программировалась по пику основного компонента. Количество вводимой
пробы варьировалось от 2 до 4 мл, улавливалось 75—80%
пробы. Эффективность газо-хроматографической очистки про-
*
веряли с помощью РОС13, меченного Р32 в концентрации 5х
ХЮ~5%. Концентрация фосфора в очищенном продукте не пре-
превышала 5- 10~7%.
Для очистки от бора в нижней части колонки был предусмо-
предусмотрен сорбент с трифенилхлорметаном, который образует неле-
нелетучий комплекс с ВС13.» Очистка от бора достигала концентра-
концентрации 1 • 10% при исходной концентрации 7 • 10~2%. На примере
радиоактивного алюминия было показано, что в процессе хро-
матографирования происходит также очистка от нелетучих при-
примесей Al, Fe, Ca, Mg, Cr, Ni и других, которые необратимо по-
поглощаются колонкой до содержания 10~6—10~7%. Таким обра-
образом, происходит очистка от летучих и нелетучих примесей не
менее чем на 2—4 порядка. Это позволяет рассматривать дан-
данный метод как один из наиболее перспективных одностадий-
одностадийных методов глубокой очистки веществ.
В заключение необходимо отметить, что хроматография
является не только эффективным методом анализа и очистки,
но также и методом исследования адсорбционных процессов и
систем: адсорбент — основной компонент — микропримеси. Из-
Известен хроматографический метод определения изотерм адсорб-
адсорбции и теплот адсорбции, метод определения величин поверх-
поверхности, коэффициентов активности и т. д. Даже в тех случаях,
когда чувствительность детектора не позволяет работать с ми-
микропримесями, прогнозирование возможности очистки может
быть сделано при исследовании макроконцентраций, поскольку
времена удерживания при линейных изотермах не зависят от
исходной концентрации. Таким путем в работе [40] был подо-
подобран сорбент для очистки CieCl4 от фосфора — силикагель
с о-нитроанизолом.
ЛИТЕРАТУРА
1. А. В. Киселев, Курс физической химии, т. 1, Госхимиздат, 1963,
стр. 435.
2. С. Б р у н а у э р, Адсорбция газов и паров, т. 1, ИЛ, 1948.
3. М. М. Дубинин, Физико-химические основы сорбционной техники,
Химтеорет, 1935.
4. М. М. Дубинин, К. В. Ч м у т о в, Физико-химические основы проти-
противогазового дела, изд. ВАХЗ, 1939, стр. 182.
5. Б. М. Т р е п н е л л, Хемосорбция, ИЛ, 1958.
12*
179
6. J. J. Kipling, Adsorption from Solution of Nonelectrolytes, London —
New York, 1965.
7. А. А. Ж У х о в и ц к и й, Л. А. Шварцман, Физическая химия, Гос-
металлургиздат, 1963.
8. А. В. Киселев, Проблемы кинетики и катализа, т. V, Методы изуче-
изучения катализаторов, Изд. АН СССР, 1948, стр. 230.
9. А. В. К и с е л е в, Усп. хим., 15, 456 A946).
10. Н. Freindlich, M. Masius, Gedenbock aangetoden aan J. M. Van
Bemmelen, 1910, S. 88.
11. А. В. Киселев, Н. Н. Грязев, сб. «Природные минеральные сорбен-
сорбенты», Изд. АН УССР, Киев, 1960, стр. 24.
12. М. М. Дубинин, Д. П. Тимофеев, ДАН СССР, 54, 705 A946); 55,
141 A947).
13. И. И. Курляндская, Ю. М. Мартынов, ЖФХ, 40, № 4, 872
A966).
14. Ю. М. Мартынов, С. А. Афанасьева, ЖФХ, 38, № 10, 2440
A964).
15. Ю. М. Мартынов, И. Г. Сыр кии а, ЖФХ, 40, № 10, 2433 A966).
16. И. Е. С т а р и к, Основы радиохимии, Изд. АН СССР, 1959.
17. Б. А. Никитин, Избр. труды, Изд. АН СССР, 1956, стр. 285.
18. W. Sicbert, Z. phys. Chem., A180, 169 A937).
19. И. Е. Старик, И. А. Скульский, Радиохимия, 1, № 1, 17 A959).
20. J. Schubert, E. E. Conn, Nucleonics, 4, 6, 2 A949).
21. J. Schubert, J. Phys. a. Coll. Chem., 52, 340 A948).
22. В. М. Николаев, Е. И. Крылов, В. Ф. Б а г р е ц о в, Ю. В. Его-
Егоров, Радиохимия, 5, № 5, 622 A962).
23. Ю. В. Егоров, Е. И. Крылов, Радиохимия, 5, № 2, 205 A963).
24. В. С. Сотииков, А. С. Белановский, Радиохимия, 8, № 2, 171
A966).
25. В. С. Сотников, А. С. Белановскии, ЖФХ, 34, № 9, 2110,
A960); 35, №3,509 A961).
26. В. С. Сотииков, А. В. Белановскии, ДАН СССР, 137, № 5, 1162
A961).
27. В. С. Сотников, А. С. Белановскии, сб. «Соосаждение и адсорб-
адсорбция радиоактивных элементов», Изд. «Наука», 1965, стр. 149, 154.
28. Ю. В. Егоров, Там же, стр. 113, 117.
29. Ю. В. Егоров, Е. И. Крылов, Радиохимия, 5, № 2, 211 A963).
30. И. Е. Старик, И. А. Скульскии, Изв. АН СССР. ОХН, 10, 1278
A958).
31. Н. А. Шилов, Л. К. Л е пин ь, С. А. Вознесенский, ЖРФХО, 61,
1107 A929).
32. И. И. Курляндская, Ю. М. Мартынов, ЖФХ, 38, № 4, 1038
A964).
33. Ю. М. Мартынов, И. Г. Сыркина, ЖФХ, 39, № 3, 584 A965).
34. Ю. М. Мартынов, Г. А. Афанасьева, ЖФХ, 40, № 10, 2430
A966).
35. Ю. М. Мартынов, И. И. Курляндская, Е. А. Креиигольд,
ЖНХ, 9, № 10, 2297 A964).
36. Ю. М. Мартынов, И. И. Курляндская, ЖНХ, 8, № 6, 1539
A963).
37. Ю. М. М а р т ы н о в, Хим. пром., № 3, 61 A966).
38. В. Н. Черняев, ЖПХ, 35, №'?, 1411 A962).
39. Н. С. Theuerer, J. Electrochem. Sot, 107, № 1, 129 A960).
40. Г. М. К У Р Д ю м о в, И. Г. Быкова, А. В. С у р а н о в а, С. И. С а м о-
люк, Хим. пром., № 2, 117 A967).
41. Ю. М. Мартынов, И. И. Курляндская, ЖФХ, 39, № 1, 26
A965).
42. Я- Д- 3 е л ь в е н с к и и, В. А. Ш а л ы г и н, 10. В. Голубков, Хим.
пром., № 5, 347 A962).
180
43. Я. Д. Зельвенскии, А. А. Ефремов, И. П. Оглобли на,
В. И. Морозов, Хим. пром. (в печати).
44. Я- Д. Зельвенскии, А. А. Ефремов, Тезисы докладов Всесоюзн.
конференции по методам получения и анализа веществ особой чистоты.
Изд. ГГУ, Горький, 1968, стр. 48.
45. Я. Д. Зе л ьв ейский, А. А. Ефремов, И. П. Оглоблииа,
ТОХТ (в печати).
46. Я. Д. Зельвенскии, А. А. Ефремов, О. П. Афанасьев, ЖПХ,
38, № 5, 987 A965).
47. И. П. О г л о б л и н а, Э. Б. Красный, Т. Г. Мусин, А. А. Ефре-
Ефремов, Труды ИРЕА, вып. 30, 1967, стр. 498.
48. А. Н. Попов, В. М. Горбачев, Э. И. Торгов а, В. А. Михай-
Михайлов, ЖПХ, 40, № 3, 686 A967).
49. В. М. Горбачев, Автореф. канд. дисс., Ин-т неорг. химии СО АН
СССР, 1966.
50. В. А. Михайлов, А. Н. Попов, В. М. Горбачев, Э. И. Т о р г о-
ва. Неорганические материалы, № 5, 886 A966).
51. В. М. Горбачев, Г. В. Третьяков, Зав. лаб., № 7, 796 A966).
52. Н. И. Д е л а р о в а, Т. А. 3 а в а р и ц к а я, И. А. 3 е в а к и н, 3. И. Ц е-
ховольская, Изв. АН СССР. ОТН, Металлургия и топливо, № 4,
33 <1960).
53. И. И. Курляндская, Ю. М. Мартынов, ЖФХ, 40, № 6
1354 A966).
54. В. В. Р а ч и н с к и й, Введение в общую теорию динамики сорбции и
хроматографии, Изд. «Наука», 1964.
55. С. И. Кольцов, В. Б. А л е с к о в с к и й, Силикагель, его строение
и химические свойства, Госхимиздат, 1963.
56. S. S. Hubard, Encyclopedia of Chemical Technology, vol. 12, N. Y.,
1954, p. 345.
57. А. П. Д у ш и н а, В. Б. А л е с к о в с к и й, Силикагель — неорганический
катионит, Госхимиздат, 1963.
58. И. Е. Н е й м а р к, Усп. хим., 25, 748 A956).
59. А. В. Киселев, сб. «Поверхностные химические соединения и их роль
в явлениях адсорбции», Изд. МГУ, 1957, стр. 90; С. П. Ждано в, Там
же, стр. 126; Коллоид, ж., 2, 17 A9Э6).
60. С. Z. M a n t е 11, Adsorption, N. Y. — London, 1951.
61. Л. Т. Журавлев, А. В. Киселев, ЖФХ, 39, № 2, 453 A965).
62. И. П. О г л о б л и н а, Э. Б. Красный, Т. Г. Мусин, А. А. Ефремов,
Изв. АН БССР. Хим. наука, вып. 3, 3 A966).
63. В. М. Ч е р т о в, Автореф. канд. дисс, ИФХ АН УССР, Киев, 1962.
64. А. В. Киселев, Вестн. МГУ. Сер. хим., № 5, 31 A961).
65. И. Е. Неймарк, Изв. АН БССР. Сер. хим. наук, вып. 1, 103
A966).
66. И. Е. Неймарк, Нефтехимия, 3, № 1, 149 A963).
67. В. А. Тертых. Е. А. Чуйко, А. А. Чуй ко, И. Е. Неймарк, Кол-
Коллоид, ж., 28, 1 A966); 27, 909 A965).
68 Г. Б. Б у д и е в и ч, И. Б. С л и н я к о в а, И. Е. Неймарк, Коллоид, ж.,
28, 21 A966).
69. Ю. М. Мартынов, И. И. К о р н б л и т, А. А. С ы т и и к, И. Г. Сыр-
Сыркина, Н. Г. Смирнова, авт. свид. 137918, 22 сентября 1960 г.; Бюлл.
изобрет., №9 A961).
70. Г. Ф. Янковская, Автореф. канд. дисс., ИФХ АН УССР, Киев,
1956.
71 Д. Н. Стражеско, Г. Ф. Янковская, Укр. хим. ж., 25, № 4, 47
A959).
72. А. М. Трофимов, Б. П. Никольский, сб. «Получение, структура
и свойства сорбентов», Госхимиздат, 1959, стр. 253.
73. Л. С. Василевская, В. П. Муравенко, А. И. К о н д р а ш и н а,
ЖАХ, 20, № 5, 540 A965).
181
74. И. П. О г л о б л и н а, А. А. Ефремов, И. Ф. Г о л о в а н е в а, Труды
Всесоюзного совещания по особо чистым веществам в 1965 г изд
НИТЭХИМ, 1967.
75. J. W. H a s s I e r, Activated Carbon, N. Y., 1953.
76. М. М. Д у б и н и н, Усп. хим., 21, № 5, 513 A952).
77. М. М. Дубинин, Б. А. Онусайтис, ЖФХ, 41, № 10 2105 A967)
78. Л. К. Л е п и н ь, Усп. хим., 9, № 5, 533 A940).
79. Л. С. Иванова, Автореф. канд. дисс, ИФХ АН УССР, Киев, 1963.
80. А. Н. Ф р у м к и н, Адсорбция и окислительные процессы, Изд. АН СССР,
1951.
81. И. А. Кузин, В. П. Таушканов, В. С. Алешечкин, Радиохимия,
4, №6, 832 A962).
82. Д. Я. Е в д о к и м о в, ЖПХ, 37, № 5, 980 A964).
83. И. И. Ангелов, В. С. Нечаева, А. А. Ф а к е е в, Труды ИРЕА,
вып. 29, 1966, стр. 155.
84. Ю. М. Мартынов, И. И. Курляндская, авт. свид. 139306, 4 ок-
октября 1960 г.; Бюлл. изобрет., № 13 A961).
85. Л. С. Александрова, Т. Б. Г а п о н, А. М. Г у р в и ч, К. В. Чму-
т о в, М. Д. Ю д и л е в и ч, Ионообменные сорбенты в промышленности,
Изд. АН СССР, 1963, стр. 194.
86. Т. Б. Г а п о н, А. М. Г у р в и ч, С. Л. Мельникова, сб. «Исследова-
«Исследования в области промышленного применения сорбентов», Изд. АН СССР,
1961, стр. 182.
87. Ц. Д. Музыка, В. А. Молодцова, Укр. хим. ж., 26, 4, 535 A960).
88. В. Н. П о д ч а й н о в а, Труды комиссии по аналитической химии АН
СССР, т. 11,1960, стр. 146.
89. Т. Б. Гапон, А. М. Гурвич, К. В. Чмутов, Вестн. АН СССР, 10,
53 A960).
90. И. А. Кузин, В. П. Таушканов, Б. Б о ш и н а, ЖПХ, 36, № 3,
004, A963).
91. Р. П. Ластовский, Г. 3. Блюм, М. М. Шварц, С. М. Л а ш и и-
кер, Труды Всесоюзного совещания по особо чистым веществам в
1965 г., изд. НИИТЭХИМ, 1967, стр. 257.
92. Ф. П. Горбенко, И. А. Тарковская, М. И. Олевинскии Укр.
хим. ж., 30, 640 A964).
93. И. А. Тарковская, Ф. П. Горбенко, В. Б. Емельянов,
М. И. Олевинскии, Труды комиссии по аналитической химии, т. 15,
1965, стр. 336.
94. Ф. П. Горбенко, И. А. Тарковская, А. А. Надежда, Труды
ИРЕА, вып. 29, 1966, стр. 131.
95. Ф. П. Горбенко, И. А. Тарковская, М. И. Олевинскии, ЖПХ
37, 2745 A964).
96. Д. Н. С т р а ж е с к о, И. А. Тарковская, сб. «Получение, структура
и свойства сорбентов», Госхимнздат, 1959, стр. 61.
97. И. А. Т а р к о в с к а я, Укр. хим. ж., 29, 493 A963).
98. И. А. Т а р к о в с к а я, Доповщ АН УССР, 280 A958).
99. Б. К. С т р а ш к о, Автореф. канд. дисс, ЛТИ им. Ленсовета, 1966.
100. Е. Н. Туляков, И. А. Кузин, Т. Г. Плачено в, авт. свид. 160166
101. В г i n k m a n, Angew. Chem., 60, 60 A948).
102. И. А. Кузин, Т. Г. П л а ч е н о в, В. П. Таушканов, сб. «Получение,
структура и свойства сорбентов», Госхимиздат,' 1959, стр. 86.
103. Д. Я. Евдокимов, А. П. Кос тюк, ЖПХ, 38, № 4, 751 A965).
104. J. О. Knobloch, пат. США 3168485, кл. 252-444, 2 февраля 1965 г.;
РЖХим., 1966, 6Л254П.
105. Z. Raum, пат. ФРГ 1108671, 4 января 1962; С. А., 56, № 29121 A962).
106. А. Н. Попов, В. М. Горбачев, Э. И. Тор го в а, В. А. Михай-
Михайлов, ЖПХ, 40, № 3, 686 A967).
107. А. А. Ефремов, Автореф. канд. дисс, МХТИ им. Д. И. Менделеева,
1966.
182
108. К. Akerman, M. Brafman, О. Kraszewska, К. Kraszewska,
Rept. Inst. badan jadrow, PAN № 294, 16 A961).
109. Пат. ФРГ 1028543, 1958; РЖХим., 1960, № 1780; пат. ФРГ 1046582, 1959;
РЖХим., 1960, № 92918; пат. ФРГ 1072227,1960; РЖХим., 1961, № 15К74;
англ. пат. 832570, 1960; С. А., № 23227 A960).
ПО. К. Akerman, M. Brafman, M. Falkowska, С. Sokolowski,
A. Pofdzinska, О. Kraszewska, Przem. Chem., 43, № 10, 544
A964).
111. К. Акерман и др., Получение синтетической окиси кремния высокой
чистоты с целью использования ее в технике полупроводников. Варшава,
1961; Przeglad. electroniku, № 5—6, 299 A963).
112. В. А. Вехов, Е. П. Дудник, Е. П. Румянцева, ЖНХ, 10, № 10,
2359 A965).
113. Японск. пат. 13669, 19 сентября 1960 г.; РЖХим., 1962, № 21К64.
114. Англ. пат. 832570, 13 апреля 1960 г.; С. А., № 23227 A960).
115. Пат. ФРГ 1073460, 14 июля 1960 г.; РЖХим., 1961, № 23Л96; пат. США
2820698, 21 января 1958 г.; РЖХим., 1959, № 68451; пат. США 2821460,
28 января 1958 г.; РЖХим.. 1959, № 35484; пат. США 2812235, 5 октября
1958 г.; С. А., № 1032а A958).
116. М. Nakagawa, J. Chem. Soc. Japan, Ind. Chem. Sec. (Когё кагаку
дзасси, Кодуо кадаки дзаси), 63, № 1, 35, А1 A960).
117. Пат. ФРГ 1160412, 14 апреля 1962 г.
118. Англ. пат. 1015604, И октября 1962 г.
119 Н. Д. Т а л а н о в, А. Д. М и х а й л и н, А. М. Е ж о в а, авт. свид. 167835,
28 мая 1962 г.; Бюлл. изобрет., № 3 A965).
120. Англ. пат. 925143, 15 июля 1959 г.
121. С. А., 58, № 12209 в A963).
122. J. Но г ski, (Rept.) Inst. badan jadrow PAN, № 636, 835 A965;.
123. E. A. Roth, H. Gossenberger, J. A. A m i с k, Radio Corporation of Ame-
America, Review (New York), 24, 499 A963).
124. В. В. Пушкарев, Б. Н. Хруст а л ев, ЖПХ, 38, № 8, 1777 A965).
125. Б. А. Шайхет, А. Е. Сологубенко, Э. М. Корасик, Укр. хим.
ж., 30, № 5, 474 A964).
126. И. В. Тананаев, М. Я. Шкирит, ЖНХ, 7, № 2, 434 A962).
127. А. А. Жуховицкий, А. М. Туркельтауб, Газовая хроматогра-
хроматография, Гостоптехиздат, 1962.
128. С. Д. Н о г а р е, Р. С. Д ж у б е т, Газо-жидкостная хроматография, Изд.
«Недра», 1966.
129. Б. И. Анваер, Б. П. Охотников, ЖАХ, 19, № 4, 484 A964).
130. Исидзава Сиро, Сакагути Арата, Bull. Eng. Res. Inst., 18, 28
(I960); РЖХнм., 1962, 5Д124.
131. J. Tadmor, Israil Atomic Energy Cominis, 685, 52 A961); РЖХим.,
1962, 23Б876.
132. J. Tadmor, J. Inorg. Nucl. Chem., 23, № 1—2, 158 A961).
133. H. Sackmann, A. Zosse, J. Wilke, V Symp. Gas-chromat., Berlin,
Mai, 1965.
134. S. H. Shipotofcky, H. С Moser, Analyt. Chem., 33, 521 A961).
135. С. А. А й н ш т е й н, С. В. С я в ц и л л о, Н. М. Туркельтауб, сб.
«Газовая хроматография», Изд. АН СССР, 1964.
136. В. В. Бражников, Тезисы конференции по газовой хроматографии в
Киеве, 1966 г., изд. ГОСИНТИ, стр. 49.
137. Н. X. А г л и у л о в, В. В. Л у ч и н к н н, Тезисы конференции по газо-
газовой хроматографии в Киеве, изд. ГОСИНТИ, 1966, стр. 51.
138. Н. П. Кузнецова и др.. Тезисы конференции по хроматографии в
Киеве, изд. ГОСИНТИ, 1966, стр. 130.
139. Г. Г. Девятых, И. А. Фролов, Н. X. Аглиулов, ЖНХ, 11, № 4,
714 A966).
14Q. J. Wendepburg, К. Jyriskka, J, Chromat, 15, № 4, 538 A964).
183
141. I. Zysyi, P. R. Newton, Analyt. Chem., 35, 90 A963).
142. H. M. Туркельтауб, С. А. Айнштейн, С. В. Сявцилло, Зав.
лаб., 28, 141 A962).
143. In Chung Chein, Acta chim. sinica, 25, № 6, 420 A959)- РЖХим
1960,61180.
144. P. S. Juvet, F. M. Wachi, Analyt. Chem., 32, 290 A960)
145. J. H. Bochinski, K. W. Gardiner, P. S. Juvet, Ultrapurification
of Semiconductor Materials, Ed. M. S. Brooks and J. K. Kinnedv N Y
1962. ¦ У ' "
146. F. E. D e В о е г, Nature, 185, 915 A960).
147. Л. Г. Власов, Ю. И. Сычев, А. В. Л а п и ц к и и, Вестн. МГУ. Сер
хим., №6, 55 A962).
148. Ю. Н. Сычев, Л. Г. Власов, А. В. Л а п и ц к и и, сб. «Исследования
в области химии и технологии минеральных солей и окислов», Изд.
«Наука», 1965, стр. 238.
149. К. И. Сакодынский, В. В. Бражников, С. А. Волкова,
Б. В. С т р и ж к о в, сб. «Газовая хроматография», № 9, изд. НИИТЭХим'
1968, стр. 52.
150. J. I. Peterson, Z. М. К i n d 1 е у, Н. Е. Р о d a 11, Ultrapurification
of Semiconductor Matericls, Ed. M. S. Brooks and J. K. Kinnedy, N Y.,
1962, p. 253.
ГЛАВА V
ИОНООБМЕННЫЙ
МЕТОД
ПОЛУЧЕНИЯ
ОСОБО
ЧИСТЫХ
ВЕЩЕСТВ
Применение ионного обмена для целей разделения и очистки
веществ началось давно, значительно раньше, чем были полу-
получены первые синтетические иониты.
К настоящему времени накоплен обширный эксперименталь-
экспериментальный материал по использованию метода ионного обмена для
выделения миллиграммовых количеств примесей из растворов,
хотя основная часть выполненных при этом исследований и но-
носила чисто аналитический характер [1—10]. Что же касается
глубокой очистки веществ (получение продуктов с концентра-
концентрацией микропримесей <1-10~5%), то мы располагаем сравни-
сравнительно небольшой информацией, анализ которой и является со-
содержанием данной главы. Необходимо отметить, что до сих пор
ионообменный метод получения многих особо чистых неоргани-
неорганических веществ не вышел из стадии опытно-промышленных
испытаний и только в единичных случаях, например при получе-
получении деионизированной воды, стал действительно самостоятель-
самостоятельным промышленным методом.
Основное препятствие, сдерживающее распространение ио-
ионообменных методов получения особо чистых веществ, — срав-
сравнительно низкие механическая и химическая устойчивости
ионитов, в частности растворимость их, хотя и небольшая, в
обрабатываемых растворах. Этот фактор, не имевший суще-
существенного значения при получении веществ реактивной квали-
квалификации, стал определяющим в процессе глубокой очистки ве-
вещества методом ионного обмена. Другим, не менее важным об-
обстоятельством, ограничивающим применимость ионообменного
метода для глубокой очистки веществ, является сложность кон-
контроля производства, особенно в случае непрерывного анализа
фильтрата с целью своевременного определения момента про-
проскока ионов микропримесей. Здесь наиболее эффективным спо-
способом контроля процесса пока остается радиохимический [1,2].
185
Ионообменный метод глубокой очистки веществ от микро-
микропримесей осуществляется исключительно в динамических усло-
условиях, в колонках с неподвижным слоем ионита [1, 3]. Приме-
Применение статического способа малоэффективно из-за неполноты
извлечения микропримесей [3] и трудности его осуществления
в «химически стерильных» условиях. Из-за повышенной механи-
механической истираемости ионитов не может быть использовано и
одновременное перемещение ионита и рабочего раствора.
В настоящее время не существует точной теории процессов
в проточных ионообменных колоннах. Даже при идеализации
такого процесса математический расчет приводит к сложным
дифференциальным уравнениям, которые могут быть решены
лишь в самых простых случаях [1—5]. Для грубо приближен-
приближенных расчетов при фронтальной хроматографии иногда исполь-
используются зависимости, полученные Глюкауфом для неравновес*
ных систем [1, 4, 6]. Однако и в этом случае более простым
способом определения оптимальных условий удаления микро-
микропримесей из раствора пока является прямой эксперимент в
промышленных условиях, позволяющей учесть такие, например,
ускользающие от теории факторы, как каналообразование и
периферийный ход в колонне вследствие изменения набухания
ионита.
В настоящей главе мы сочли возможным рассмотреть лишь
элементарную термодинамику ионообменного равновесия в си-
системе макро- и микрокомпонент — растворитель.
Для получения особо чистых веществ могут использоваться
иониты как органического, так и неорганического происхожде-
происхождения [8, 9]. В последнем случае область применения ионитов,
ввиду их невысоких химической и механической стойкостей,
ограничена соединениями элементов, образующих данный ио-
нит. Так, например, ионит фосфатциркония рекомендуется при-
применять для глубокой очистки только соединений циркония. Не-
Несколько особое положение занимают иониты на основе графита
и активных углей. Окисленный графит, сульфированные, азоти-
азотированные и окисленные активные угли, из которых предвари-
предварительно удалены микропримеси, являются перспективными иони-
ионита ми в технологии особо чистых веществ.
МЕХАНИЧЕСКАЯ И ХИМИЧЕСКАЯ УСТОЙЧИВОСТЬ ИОНИТОВ
Химическая стойкость органических ионитов определяется
природой химических связей их макромолекулярного кар-
каркаса. Химические связи С—О, С—N, С—S, С—Р относительно
легко подвергаются гидролитическому расщеплению, а двойные
связи — С=С — являются местом активного воздействия мно-
многочисленных реагентов [10, 11]. Наибольшей химической
устойчивостью обладает нормальная цепь агомов углерода
186
—С—С—С—С—. Введение в такую цепь различных заместите-
заместителей приводит к ослаблению химической устойчивости. Все ионо-
активные группы, присоединяемые к углеводородной цепи в силу
своей гидрофильности, способствуют росту растворимости смо-
смолы, тогда как увеличение числа поперечных связей между
цепями уменьшает растворимость ионита [2, 12]. Результат воз-
воздействия этих двух противоположных тенденций — ограничен-
ограниченное набухание смолы в воде [2, 10].
Многим ионообменным смолам, особенно анионитам, свой-
свойственна постепенная окисляемость в результате совместного
влияния таких факторов, как присутствие кислорода или дру-
других окислителей, высокое значение рН (>9—10), повышенная
температура, каталитическое действие меди и других примесей,
попавших в зерна смолы при ее синтезе [1, 8, 13—16]. Этот про-
процесс приводит к деструкции макромолекул ионита, вызываю-
вызывающей появление водорастворимой фракции и уменьшение * числа
ионогенных групп [8, 14]. Так, из сульфофенольных катионитов
в течение первых циклов обмена извлекаются довольно значи-
значительные количества фенола, его сульфопроизводных, низкомо-
низкомолекулярных сульфокислот и других продуктов термической и
окислительной деструкции [17}. Удаление подобного рода про-
продуктов из частиц смолы часто принимает затяжной характер.
Поэтому ионообменные смолы нельзя применять для удаления
микропримесей из растворов, содержащих разбавленные азот-
азотную, муравьиную и уксусную кислоты, гидроокиси щелочных
и щелочноземельных металлов, броматы, иодаты, бихроматы,
перманганаты, перекись водорода, свободный хлор и другие
соединения, способствующие деструкции макромолекул смолы
[16]. Например, при рН = 1,4—12,0 катиониты восстанавливают
водный 0,05 н. раствор перманганата калия настолько энер-
энергично, что это приводит к появлению в растворе от 0,7 до
2,3 мг-экв Мп2+ на каждый грамм смолы [12]. В продуктах та-
такого распада катионитов СБС, МСФ и СБСР обнаруживаются:
СО2, ионы SO?" и производные фталевой кислоты. Содержание
в воде до 18 мг-экв/л свободного хлора вызывает снижение об-
обменной емкости у ионитов от 5 до 23%, а после фильтрования
через смолу 0,1—5,0% водных растворов перекиси водорода на-
наблюдается потеря веса у ионитов (за исключением катионита
КУ-2) от 4 до 20% [14].
Помимо химической стойкости большое значение имеет ме-
механическая прочность ионообменных смол. В результате перио-
периодических механических расклинивающих и сжимающих усилий
* Уменьшение числа ионогенных групп может быть вызвано не только
процессом окислительной деструкции, но и сорбцией больших органических
ионов, медленно диффундирующих внутрь зерен и участвующих в различ-
различных полимеризационных процессах [14],
187
(резкое изменение степени набухания * и одновременное дей-
действие напора фильтрующего раствора) во время рабочих и ре-
генерационных циклов наблюдается постепенное измельчение
зерен смолы и появление вследствие этого ее водорастворимой
фракции, механических взвесей и коллоидных растворов орга-
органического происхождения [1, 8, 10, 18, 19]. Например, у анио-
нита ЭДЭ-1Оп после 7 рабочих циклов (включая регенерацию)
количество зерен с диаметром 1 мм снижается с 25,9 до 16,7%,
а с диаметром 0,25 мм возрастает с 9,7 до 14,8% [19].
Механическое разрушение смол способствует как переходу
примесей металлического характера (железо, медь, хром и дру-
другие) из зерен смолы в раствор, так и образованию различных
комплексных соединений между продуктами деструкции смолы
и микропримесями, и, следовательно, проскоку последних в
фильтрат [20]. Поэтому рекомендуется [5] пылевидный материал
удалять из набухшего ионита, промывая его после предвари-
предварительного взрыхления. По той же причине для больших колонн
нижняя граница зернения ограничивается 0,3—0,5 мм. Для ула-
улавливания уже мельчайших частиц смолы в ионообменных уста-
установках применяют пятимикронные фильтры. Использование
фильтров с меньшим диаметром пор приводит к частому их
засорению [21].
При получении особо чистых веществ методом ионного об-
обмена не следует применять долго хранившиеся в воздушно-су-
воздушно-сухом состоянии ионообменные смолы, особенно регенерирован-
регенерированные, так как у них наблюдается сужение пор, частичное растре-
растрескивание зерен смолы и связанное с этим изменение обменных
свойств [22]. Кроме того, такие смолы с течением времени на-
начинают выделять в раствор большое количество ионов Fe3+ и
других примесей [22]. Считают [5], что процессы старения ами-
носмол связаны с окислительным действием кислорода воздуха,
а других конденсационных смол — с отщеплением конститу-
конституционной воды. Как правило, катиониты подвергаются меньшему
старению, чем аниониты [5]. Поэтому смолы, используемые
в технологии получения особо чистых веществ, надо обяза-
обязательно хранить в герметически закрытых сосудах в атмосфере
азота при температурах не выше 30° С [14].
Применяемые в настоящее время методы определения хими-
химической стойкости [10] и механической прочности смол (по окис-
ляемости, изменению обменной емкости, потере веса) дают
только ориентировочное представление о пригодности того или
иного высокомолекулярного соединения для процесса глубокой
• При замачивании сильно высушенных смол, особенно свежеизготов-
ленных, набухание протекает иногда так бурно, что наступает измельчение
зерен. Во избежание этого набухание проводят не в воде, а в растворе элек-
электролита подходящей концентрации. Катиониты, как правило, при изменении
среды от нейтральной к кислой сжимаются, а в щелочной — набухают [5].
188
очистки вещества [17]. В частности, после указанных выше ис-
испытаний ионообменная смола может, в общем, сохранить свою
обменную емкость, но значительная часть смолы окажется
в растворенном состоянии. Возможен и другой случай: при
малой растворимости смола будет подвергаться деструкции
с образованием мелкодисперсной фазы, переходящей в филь-
фильтрат [16].
Наиболее химически и механически стойкими среди отече-
отечественных смол считаются катиониты марок СМ, СДВ-3, КБ-4,
СВС-1 и КУ-2 [8, 10, 17, 23], а среди смол, выпускаемых ино-
иностранными фирмами, — Дауэкс-3 [18]. Химическая стойкость
даже лучших марок анионитов ниже катионитов. Одна из при-
причин этого — небольшая стабильность групп, выступающих в
анионитах в качестве ионогенных.
Кроме химической и механической деструкции у ионообмен-
ионообменных смол наблюдается довольно заметная обычная раствори-
растворимость в воде (табл. 9), особенно в органических растворите-
растворителях *. Например, содержание экстрагируемой ацетоном фрак-
фракции в технических смолах может составлять 5,7—8,2% [17],
а смолы конденсационного типа в высокомолекулярных спир-
спиртах почти полностью разрушаются.
Таблица 9
Растворимость в воде некоторых ионообменных смол при 25° С [24]
Марка смолы
IR-100
(КУ-1)
IR-120
(КУ-2)
IRC-50
(КБ-4)
IRA-400
(АН-1)
IR-4B
(ЭДЭ-Юп)
Форма смолы
Na+
Н+
Н+
Na+
Н+
ОН~
СГ
ОН"
СГ
Растворимость, %
начальная
0,73-1,97
0,02-0,03
0,005
0,03-0,04
0,35-0,80
0,006
0,02
0,25-0,67
0,06-0,08
постоянная
0,026
0,02-0,03
0,005
0,03-0,04
0,006-0,01
0,006
< 0,001
< 0,001
0,04
ПРИМЕЧАНИЕ. В скобках указаны марки отечественных ионнтов аналогич-
аналогичной природы.
Постоянная растворимость соответствует растворимости смолы после извлечения из
нее водорастворимой низкополимерной фракции.
Из табл. 9 следует, что при использовании особо чистых не-
неорганических веществ, полученных при помощи ионообменного
* Технические иониты всегда содержат примеси исходных продуктов
и низкомолекулярных веществ, не вошедших в реакции полимеризации или
поликоиденсации. Эти примеси постепенно вымываются из смолы и попа-
попадают в фильтрат.
169
метода, необходимо всегда учитывать загрязненность последних
примесями органических веществ [20]. Поэтому в технологиче-
технологическом процессе после стадии ионообменной очистки веществ
всегда предусматривается операция обработки продукционных
растворов активными углями для удаления примесей органи-
органического происхождения. Следует иметь в виду способность рас-
растворенной смолы частично диссоциировать на ионы, которые
могут сорбироваться ионитом [21].
Химическая и механическая устойчивости ионообменных
смол резко уменьшаются с увеличением температуры [25]. При
более высокой температуре (выше 30° С) усиливается частич-
частичное выщелачивание смолы, особенно в щелочной среде, изме-
изменяется набухаемость, степень пептизации и механического раз-
раздробления [5]. Например, катиониты КУ-1 и КУ-2 при нагрева-
нагревании подвергаются десульфированию с отщеплением ионов
SO!" [25]. Аниониты по сравнению с катионитами менее устой-
устойчивы к температурным воздействиям [5]. В частности, анионит
ЭДЭ-10п в SOf~- и С1 - формах после нагревания в воде при
180° С в течение 24 ч полностью растворяется в 0,1 н. растворе
H2SO4 [26], а у анионита АВ-27 после 3 суток нагревания в среде
метилового спирта при 100° С практически полностью исчезают
все сильноосновные группы. Анионит АВ-17 за это же время
теряет 62% сильноосновных групп [27]. Следовательно, ионо-
ионообменные процессы получения высоко чистых веществ могут
осуществляться только при обычных A8—25° С) и более низ-
низких температурах.
Все технические ионообменные смолы содержат не только
растворимые в воде продукты реакции со сравнительно низким
молекулярным весом, но и примеси различных металлов (Fe,
Ti, Pb, Cr, Cu, Ni и др.). Эти примеси могут попасть в зерна
смолы при синтезе из технического сырья или в результате
коррозии аппаратуры [15]. Так, содержание железа в смолах
КУ-2 и АВ-17 составляет 2,5 • 10~3—2 • 10~2%, а окисляемость
4,9—7,5 мг О2/г [28]. При обработке таких предварительно на-
набухших ионитов 5—10%-ной соляной кислотой марки о. с. ч. *
содержание железа через 10—16 ч непрерывного фильтрова-
фильтрования снижается у анионита АВ-17 лишь до 1 • 10~4%, а у катио-
нита КУ-2 до 5 • 10~5% [28]. При этом увеличение концентрации
соляной кислоты не влияет существенно на содержание оста-
остаточного железа в ионите [22].
Содержание меди в смолах колеблется аот 0,03 до 0,1%, и
обычная их обработка соляной кислотой приводит к уменьше-
уменьшению количества меди в фазе ионита только до 7 • 10~4% [29].
В ионитах, считающихся достаточно чистыми, содержание же-
Содержание железа в особо чистой соляной кислоте составляет
6%
190
леза составляет 0,01—0,02%, а меди и свинца по 0,005—0,01%
[30]. Следует отметить, что присутствие тяжелых металлов и
железа в смоле ускоряет ее деструкцию за счет автоокисле-
автоокисления [5, 18].
Часто для увеличения механической прочности зерен смолы
им придают сферическую форму, проводя полимеризацию в при-
присутствии различных неорганических стабилизаторов (фосфат
кальция, окись алюминия, тальк, стеараты металлов) [5]. Остав-
Оставшиеся в зернах смолы примеси стабилизаторов служат до-
дополнительным источником загрязнений продукционных рас-
растворов.
Для очистки технических смол от микропримесей рекомен-
рекомендуется [2, 8, 23, 31, 32] сначала обработать смолу 5—20%-ной
соляной кислотой (при более высокой концентрации обра-
образуются комплексные ионы типа [FeClJ", сорбирующиеся зер-
зернами анионита), а затем тщательно промыть деионизированной
водой до полного удаления свободных С1~-ионов. После этого
смолу обрабатывают ацетоном (при этом наблюдается сжатие
смолы), заливают 0,05% раствором купферона в метиловом
спирте и взрыхляют потоком обеспыленного воздуха. В резуль-
результате увеличения объема смолы и раскрытия многих пор остав-
оставшаяся в ионите примесь железа образует купферонат, окра-
окрашивающий светлые смолы в коричневый или красно-коричневый
цвет. Для удаления купфероната железа смолу поочередно об-
обрабатывают особо чистыми метиловым спиртом и ацетоном
[31,31а].
С целью удаления из смолы водорастворимых примесей низ-
низкомолекулярных веществ рекомендуется [15] после замачивания
ионитов (КУ-2, АВ-17 и других) в концентрированном растворе
хлорида натрия и промывания смолы водой проводить обра-
обработку катионита (КУ-2) 2% раствором NaOH (на 1 кг смолы
требуется 36,0 л раствора), затем деионизированной водой и
5%-ной соляной кислотой (на 1 кг смолы 54,0 л раствора).
Аниониты после набухания обрабатывают 5%-ной соляной кис-
кислотой (на 1кг смолы 138 л раствора) и уже затем промывают
водой и 2% раствором NaOH (на 1 кг смолы 120 л раствора).
Хорошо дополнительно обработать ионит комплексообразую-
щим агентом, например 0,2 н. раствором трилона Б [2].
Чтобы сохранить высокую степень чистоты ионитов целесо-
целесообразно заменить кислотно-солевую регенерацию электролити-
электролитической [1, 33, 34].
Ионообменные смолы легко подвержены радиации, поэтому
использование ионного обмена для получения особо чистых ра-
радиоактивных веществ очень ограничено. Радиолиз ионообмен-
ионообменных смол сопровождается отщеплением и разрушением ионо-
генных групп, при этом потеря емкости ионитом составляет для
катионитов КУ-1 и КУ-2 от 9 до 31% после облучения дозой
в 2• 108 рад*, а для анионитов AM и АВ-17 при той же дозе
облучения— 100% [35, 36]. Интенсивной деструкции ионообмен-
ионообменных смол при радиолизе способствует кислород, растворенный
в воде и водных растворах электролитов. Продуктами радиа-
ционно-химической деструкции катионитов являются серная
кислота, низкомолекулярные сульфоновые кислоты, а аниони-
анионитов — аммиак, метиламины, формальдегид, гидроксиламин
[35—37]. Таким образом радиолиз смол приводит к загрязне-
загрязнению перерабатываемых растворов различными органическими
и неорганическими соединениями. Среди ионитов наиболее
устойчивы к действию радиации окисленные активные угли [36].
Следует иметь в виду, что смолы могут разрушаться под
воздействием микроорганизмов, главным образом плесени, ис-
использующей иониты в качестве источника органического пита-
питания [21]. Поэтому ионообменные установки необходимо перио-
периодически стерилизовать, применяя ультрафиолетовую бактери-
бактерицидную лампу.
Широкое использование ионного обмена для получения
особо чистых веществ, видимо, начнется с момента выпуска
особо чистых механически и химически стойких смол. Появле-
Появление на рынке смол типа Амберлит-200 (фирма «Роом энд
Хаас», США) и flay3Kc-50W (фирма «Дау Кемикл Интер-
нэйшл», США) — первое большое достижение в этом напра-
направлении [18]. Эти смолы обладают необычно высокой устойчи-
устойчивостью к действию окислителей и исключительной механиче-
механической прочностью. Кроме того, содержание тяжелых металлов
в смоле Дауэкс-50Ш меньше, чем в других смолах [31а].
К числу перспективных ионитов, обладающих высокими тер-
термической и химической стойкостями, как мы уже говорили ра-
ранее, относятся окисленный графит [9, 38], окисленные и азот-
азотсодержащие угли. Адсорбция электролитов окисленным углем
была исследована М. М. Дубининым еще в 1929 г. [39], но
только в последнее время был установлен ионообменный ха-
характер подобной адсорбции и разработаны рекомендации для
ее практического применения [40—44].
Было установлено [40—42], что при окислении активного
угля происходят глубокие изменения его структуры: наблю-
наблюдается уменьшение объема микропор и увеличение объема
макропор. Одновременно на поверхности угля образуются как
карбоксильные (—СООН), так и фенольные (—ОН) группы
[41], с появлением которых активный уголь приобретает ионо-
ионообменные свойства полифункционального катионита. В слабо-
слабокислой и нейтральной средах главную роль в ионном обмене,
по-видимому, играют карбоксильные группы, а в щелочных сре-
* Интегральная доза облучения в 1 рад равна 100 эрг энергии, погло-
поглощенной 1 г вещества.
192
дах — фенольные группы [40]. Вместе с тем отмечается, что не-
некоторая доля обменной емкости связана с наличием у поверх-
поверхности окисленного угля относительно свободных ионов Н+, об-
образующих внешнюю обкладку его диффузионного двойного слоя
[40, 45, 46].
Окисленные угли с емкостью 5—6 мг-экв/г хорошо сохра-
сохраняют свои первоначальные ионообменные свойства в солянокис-
солянокислых и нейтральных растворах. В щелочных растворах у таких
углей наблюдается пептизация, приводящая к окрашиванию
раствора. Для предотвращения образования угольных лиозо-
лей * окисление углей ** до конца не проводится и заканчи-
заканчивается при получении ионита с емкостью около 2 мг-экв/г [42].
Такие окисленные активные угли отличаются большой из-
избирательностью к катионам двух- и трехвалентных металлов,
особенно к Си2+ и Ni2+ [40]. Слабее всего они поглощают ка-
катионы щелочных металлов и поэтому могут применяться для
глубокой очистки солей щелочных металлов от многозарядных
катионов [46а].
Азотсодержащие активные угли проявляют свойства анио-
нита [43]. Находящиеся на поверхности такого угля функцио-
функциональные группы аминного типа придают поверхности угля
положительный заряд. Азотирование активного угля произво-
производится обработкой его газообразным аммиаком при 700—800°С.
Наиболее азотоемким углем является активный уголь БАУ, не-
необратимо поглощающий до 4,5% азота [43].
Требования к неорганическим ионитам, используемым в тех-
технологии получения особо чистых неорганических веществ, ка-
касаются прежде всего высоких химической и механической стой-
костей, незначительной растворимости. Поэтому крайне ценной
является разработанная в последнее время [47] технология
получения гранулированных минеральных ионитов путем замора-
замораживания и оттаивания их коллоидообразных осадков. В резуль-
результате такой обработки плотность осадков возрастает в 10—
60 раз. Например, у осадка K4Ni4[Fe(CNN]3 плотность возра-
возрастает с 17 до 510 г сухого остатка на 1 л [47]. В процессе
замораживания пространственная структура коагулятов разру-
разрушается и после оттаивания осадка приобретает зернистый
характер. Осадки, гранулированные замораживанием и оттаива-
оттаиванием, механически разрушаются значительно медленнее высу-
высушенных осадков, а их фильтрующая способность сильно увели-
увеличивается (например, у К4№4[Ре(СЫ)б]з скорость фильтрования
* Лиозоли — дисперсная система, в которой дисперсионной средой яв-
является жидкость.
** Окисление активного угля может производиться обработкой его азот-
азотной кислотой при 60—80° С [42], 30% раствором перекиси водорода [41], а
также нагреванием в токе влажного воздуха при 450° С [40].
13 Зак. 114
1S3
возрастает с 0,02 до 37,5 м[ч [47]). Помимо этого, подавляется
способность осадков к пептизации. Ионообменные свойства в ре-
результате процессов замораживания и оттаивания осадков не
изменяются, в некоторых случаях даже наблюдается некоторое
увеличение коэффициента разделения. Так гранулированный
осадок K4Ni4[Fe(CN)e]3 обладает коэффициентом разделения
ионов К+ и Rb+ порядка 600 и выдерживает более 12 циклов
обмена [47].
ТЕРМОДИНАМИКА ИОНООБМЕННОГО РАВНОВЕСИЯ
Ионный обмен является обратимым строго стехиометриче-
ским процессом, определяемым ионообменным равновесием:
Рис. 31. Схематическое изображение распределения ионов между раствором
и зерном катионита при равновесии:
1 — матрица с фиксированными нонами; 2 — противоиоиы; 3 — коионы; 4 —адсорбированный
электролит.
R—А+В ** R—В + А, где R—активная группа ионита, а В и
А — противоионы *. При этом безразлично, исходим ли мы из
ионита, насыщенного ионами А и раствора соли В„Х„„ или из
ионита и раствора, содержащего одновременно две соли ApXft
и В„Хт. Равновесное состояние при ионном обмене устанавли-
устанавливается независимо от того, каким ионом предварительно был
насыщен ионит [1,3, 10].
* Противоионами называются все находящиеся в системе ионы, заряд
которых по знаку противоположен заряду активных групп (или фиксиро-
фиксированных ионов) каркаса смолы (рис. 31). У катионитов фиксированными
ионами являются —SO^; —СОО~; —PO;j~ и другие; у анионитов
у N+; =NH/; =sS+ и др.
194
Всякому ионному обмену сопутствует в той или иной сте-
степени адсорбция или десорбция растворителя и растворенного
электролита, изменяющие общую концентрацию солей в ионите
и растворе (рис. 31).
Математическое описание ионообменного равновесия —
крайне сложная задача. Известно множество теорий, построен-
построенных на различных модельных представлениях, но среди них
нет пока ни одной, которая бы позволила количественно пред-
предсказать положение равновесия [1, 3, 5—7, 18, 24]. Наиболее
строгим (хотя и трудным для объяснения многих физических
явлений, наблюдающихся при обмене ионов) является термо-
термодинамическое рассмотрение ионообменного равновесия. Ниже
рассматривается процесс сорбции микропримесей из водных
растворов электролитов с позиций элементарной термодинамики
ионообменного равновесия [1—4, 48, 49].
При внесении ионообменной смолы в раствор сильного элек-
электролита между каркасом ионита, несущим отрицательный (ка-
тионит) или положительный (анионит) заряд, и раствором
устанавливается определенная разность электрических потен-
потенциалов, вызванная перераспределением ионов между твердой и
жидкой фазами
где ц,,-, р,, — химический потенциал i-иона в жидкой и твердой
(ионит) фазах, соответственно*; ф — электрический потенциал;
Zi — электрический заряд i-иона; F — число Фарадея.
Эта разность потенциалов (доннановский потенциал) про-
противодействует стремлению ионов выровнять свои концентрации
в ионите и растворе путем диффузии и предотвращает проник-
проникновение коионов **, а значит и электролита в зерна смолы. По-
Поэтому из разбавленных растворов ионит с высокой емкостью
адсорбирует электролит в значительно меньшей степени, чем
неэлектролит [1].
Если принять во внимание зависимость химического потен-
потенциала (\1{) от состава раствора и рассматривать поверхность
зерна ионита как полупроницаемую мембрану, пропускающую
молекулы растворителя, но задерживающую молекулы раство-
растворенного вещества (рис. 32), то уравнение (V. 1) можно будет
преобразовать [1] к виду:
В этой зависимости аи а,- активности t-иона в растворе и фазе
ионита, соответственно; л — «давление набухания» (разность
* Величины с чертой наверху относятся к тйердои фазе ионита.
** Коионы — это все ионы системы, имеющие тот же знак заряда что
и фиксированные ионы каркаса емолы (см. рис. 31).
13*
108
давлений между ионитом и раствором)*; vt — парциальный
мольный объем t-иона, равный(dV/dn.) т —частной производ-
>р. т. п
l
ной от среднего мольного объема раствора (V) по числу грамм-
атомов (П{) i-ro иона при постоянном давлении, температуре
и числе молей (п3) других ионов.
э©
Рис. 32. Схематическое изображение возникновения „да
вления набухания" (я) эластичной матрицы зериа ионита:
1 — противононы; 2 — коионы; 3 — молекула растворителя; Р — давле-
давление растворителя внутри зериа ионнта; ро — давление растворителя
в растворе; [i^. №\p~ химические потенциалы чистого растворителя и
растворителя в растворе; Р — ро — я — „давление набухания".
Применение полученного уравнения (V. 2) к обоим противо-
ионам А и В, причем ион В является микропримесью, приво-
приводит к соотношению:
(V.3)
Использование ионообменных смол для очистки веществ
возможно только при наличии у смол резко выраженной изби-
избирательности к удаляемым микропримесям. Степень избиратель-
избирательности можно определить из соотношения [1, 2, 5]:
mAmB
(V.4)
* Значение я для смолы на основе стирола с 2% дивинилбензола
(ДВБ) составляет 15—35 ат, а для смолы с 25% ДВБ—300—1000 ат [5].
** Стрелка при коэффициенте D означает, что ион А, находящийся в
смоле, замещается ионом В, который переходит в смолу из раствора.
где ?>а| — коэффициент* разделения (избирательности); гпа
и шв — моляльности сорбированных смолой ионов А и В; тА Я
тв — моляльности ионов А и В в растворе, находящемся в рав-
равновесии с ионитом; рг- — эквивалентная доля i-ro иона.
Эквивалентная доля иона А в растворе (рА) определяется
из уравнения:
Так как значение величины mi
мало, то рА ~ 1, а значение рв =
центрации микропримеси В при- .
ближается к бесконечно малой f
величине. '
Для эффективного удаления
микропримесей из раствора не-
необходимо, чтобы коэффициент
разделения был значительно
больше единицы. Наглядное пред-
представление о коэффициенте разде- °-5
ления может дать изотерма об-
обмена (рис. 33), отражающая за-
зависимость эквивалентной доли
примесного иона (Рв) в иони-
те от эквивалентной доли этой
же примеси в растворе (Рв)-
Так как
для микропримеси крайне
с уменьшением кон-
К Е
1.0
РаРв
LP'LN
Рв С1 — Рв) СР'РЕ
(для равновесной точки Р)
Рис. 33. Изотерма обмена (кривая
равновесия):
Эв и Pg —эквивалентная доля микро-
прнмеси в ионите и растворе, соответ-
соответственно; S, =LP • ZJV = pB A — Рв);
то
г = S1/S2, т. е. отношению заштрихованных на рис. 33
площадей. Выпуклость изотермы обмена отвечает величине
При очень малых концентрациях микропримеси изотерма
обмена линейна [1, 2].
Приведенные выше уравнения позволяют связать коэффи-
коэффициент разделения с величиной «давления набухания» ионитов
и коэффициентами активности ионов в растворе и фазе ионита.
* Обозначение коэффициента принято по аналогии с коэффициентом
сокристаллизации (константой Хлопина) (см. главу III).
197
Так как [см. уравнение (V. 3)]:
ТО
(V.5)
Уравнение (V. 5) дает возможность качественно оценить
в простых случаях все факторы,- влияющие на избирательное
поглощение ионообменными смолами микропримеси из раство-
растворов. Полученное соотношение применимо и к системам, содер-
содержащим более двух' видов противоионов, если из них только
один находится в больших количествах, а остальные в виде
микропримесей. В этом случае распределение ионов микропри-
микропримесей одного вида не зависит заметным образом от наличия
микропримесей других ионов.
Рассмотрим влияние отдельных слагаемых уравнения (V. 5)
на коэффициент разделения.
Концентрация подвергаемого очистке веще-
вещества в растворе (тА, уА). Из уравнения (V. 5) следует,
что с разбавлением исходного раствора (уменьшение величины
тА) коэффициент разделения возрастает. При разбавлении рас-
растворов электролитов с небольшой исходной концентрацией (не
выше 0,1 н.) уменьшается отношение 1п(ув/\А) ZA, а следова-
следовательно, и коэффициент разделения. Это следует из выражения
ln (Yb/Ya)Zb/ а = ^А V1 Bа ~ ' *в)
полученного при использовании уравнения Дебая — Хюккеля:
In yt = - z\A VT
Здесь А — постоянная величина, а / — ионная сила раство-
раствора. В случае равенства зарядов ионов микропримеси В и ионов
основного компонента A (zB - гА) In (yb/ya) = 0. В концентри-
концентрированных растворах электролитов При 2в > zA величина
ln(YB/YA) может быть меньше единицы. Поэтому очистка
вещества от примесей ионов, имеющих одинаковый заряд с про*
т
тивоионами макрокомпонента, удается только из разбавленных
растворов [50—53а].
Способность ионитов сорбировать микропримеси при ни-
ничтожно малых концентрациях довольно высокая. Например,
сульфокатионитами почти полностью извлекается из природ-
природных радиоактивных вод микропримесь радия, концентрация
которого составляет 1 • 10-"% [54].
Характер изменения коэффициента активности микропри-
микропримеси определяется основным компонентом. Коэффициент актив-
активности микропримеси, как правило, увеличивается по сравнению
с тем значением, которое он имел бы в растворе при той же
ионной силе в отсутствие основного компонента. Однако это
увеличение незначительное и \в ~ 1. Таким образом, чем
меньше величина \А, тем лучше будет проходить сорбция ионов
микропримеси. На уменьшение величины уА особенно сильно
влияет взаимодействие противоионов А с коионами, например
образование слабодиссоциированных и комплексных соедине-
соединений с коионами. Поэтому катионит предпочтительно поглощает
те катионы, которые в растворе не образуют с анионами ника-
никаких комплексных соединений, а анионит лучше поглощает
катионы, образующие в растворе прочные отрицательно заря-
заряженные комплексные частицы [1, 55—57а].
Влияние концентрации противоионов в растворе на коэффи-
коэффициент разделения наглядно можно проследить на примере сорб-
сорбции примесей катионитом AG50W-X8 в Н+-форме из соляной
кислоты [58]. Значение коэффициента разделения при увеличе-
увеличении концентрации соляной кислоты с 0,1 до 1,0 н. уменьшается
таким образом:
La3+ > 105—265
Ва2+ > 104—127
А13+ 8200-61
Ga3+ > 104—42
Fe3+.
Ni2+.
Sn4+
Cu2+
9000-35
1600-22
Ы04-2
1510-17
С увеличением концентрации основного компонента в рас-
растворе уменьшается и динамическая емкость ионитов по примес-
примесным ионам. Например, с увеличением концентрации Na+ до
50 г/л динамическая обменная емкость (ДОЕ) почти всех ка-
тионигов по примеси № уменьшается: в частности, ДОЕ для
селективного по иону Ni2+ катионита КБ-2 падает с 4,4 до
1,8 мг-экв/г [52].
Концентрация противоионов в ионите (muyi). Из уравнения
(V. 5) следует, что с увеличением значения ША (т. е. с увеличе-
увеличением числа фиксированных ионов в матрице смолы или иначе
емкости ионита) возрастает коэффициент разделения. Уменьше-
Уменьшение коэффициента активности В-иона в фазе ионита (ув) вызы-
вызывает увеличение степени сорбции микропримеси [1, 59]. К ана-
аналогичному результату приводит и увеличение уд. В частности,
199
было найдено [60], что при обмене Li+->-Cs+ с увеличе-
увеличением молярной доли Li+ в фазе смолы (катионит типа КБ-4
с 4% дивинилбензола) у последней возрастает коэффициент из-
избирательности по отношению к Cs+. Небольшая величина \в
в ионите может быть достигнута в случае ассоциации В-ионов
с фиксированными ионами или образования между последними и
В-ионами ионных пар. Такого рода взаимодействие приводит
к локализации ионов примеси около фиксированных ионов и,
следовательно, к понижению коэффициента активности \в- По-
Поэтому для наиболее полного удаления микропримесей из рас-
раствора данного вещества необходимо выбирать такие ионооб-
ионообменные смолы, которые содержат активные группы, способные
образовывать с ионами микропримесей прочные комплексные
или малорастворимые соединения [61]. Например, такие неор-
неорганические ионы, как кальций, барий или свинец хорошо сор-
сорбируются сульфокатионитами.
Образование прочных внутрикомплексных соединений ме-
между микропримесями и активными группами смолы может при-
привести к сорбции примеси катионов из нейтральных и слабо-
слабокислых сред даже анионитами [62]. Так было найдено, что ионы
Си2+ поглощаются анионитами АВ-16, АВ-17, ЭДЭ-10п в ОН~-
форме, а ионы Са2+ — анионитами ЭДЭ-10п в СН3СОО~-форме
в количестве от 2,0 до 10 мг-экв/г.
Степень очистки растворов от микропримесей в значитель-
значительной мере зависит от качества регенерации ионита [50], т. е. от
остаточной концентрации удаляемых микропримесей в фазе
ионита. С понижением начальной концентрации микропримесей
в очищаемом растворе необходимо для сохранения эффектив-
эффективности очистки соответственно уменьшить и остаточную концен-
концентрацию этих микропримесей в ионите [50]. Следовательно, не-
необходимая степень очистки вещества от микропримеси будет
определяться совершенством цикла десорбции и регенерации
ионита.
Заряд противоионов (гА, гв). Из уравнения (V.5) обмена
противоионов видно, что с увеличением заряда ионов примеси
и уменьшением заряд А-иона основного вещества сильно возра-
возрастает величина коэффициента разделения [1, 50]. При обмене
разных ионов сорбируемость ионов с большей величиной заряда
увеличивается по мере разбавления раствора, в то время как
степень поглощения ионов меньшим зарядом с разбавлением
раствора уменьшается [1, 3, 10]. Поэтому очистка водных рас-
растворов солей щелочных металлов от примесей щелочноземель-
щелочноземельных и тяжелых металлов осуществляется при помощи ионо-
ионообменного метода наиболее эффективно и просто.
Давление набухания (л). Увеличение коэффициента разде-
разделения ионов А и В может быть вызвано возрастанием давле-
давления набухания, которое зависит от степени поперечной связан-
200
ности ионита *. Чем чаще расположены мостики между поли-
полимерными цепями, тем плотнее и жестче становится каркас
смолы, тем больше величина давления, производимого карка-
каркасом смолы на жидкость, находящуюся в порах ионита. Давле-
Давление набухания — сложная функция многих переменных вели-
величин: размера и заряда противоионов, концентрации раствора,
емкости ионита и т. д. [1]. Для смол с небольшой степенью по-
поперечной связанности коэффициенты разделения приближаются
к единице при всех ионных составах смолы [3, 18].
Косвенно с давлением набухания (я) связан ситовой эф-
эффект ионообменных смол [1, 2]. Каркас смолы обладает непра-
неправильной периодической структурой, обусловленной наличием
беспорядочно расположенных поперечных связей, размеры пор
в таком ионите неодинаковы и зависят от степени поперечной
связанности. С увеличением степени поперечной связанности
размеры пор уменьшаются, ячейки матрицы становятся недо-
недосягаемыми для больших комплексных и органических противо-
противоионов. Таким образом появляется вынужденная избиратель-
избирательность по отношению к противоионам малого размера **.
Парциальные мольные объемы противоионов (vA, v^)- Из
уравнения (V. 5) следует, что коэффициент разделения при
zB = zA становится больше с увеличением разности (vB — vA)
несольватированных парциальных мольных объемов ионов
микро- и макрокомпонентов. Если принять во внимание сольва-
сольватацию ионов, то в этом случае коэффициент разделения тем
больше, чем больше разность3* (va ~ v*b)' т. е. ионит предпо-
предпочтительнее поглощает противоион с меньшим мольным объемом
в сольватированном состоянии [1—5]. Поэтому при малых и
средних концентрациях электролитов сорбция ионов одного и
того же заряда возрастает с уменьшением радиуса сольватиро-
ванного иона [3]. В концентрированных растворах электролитов
наблюдается изменение порядка сорбируемости противоионов,
вследствие уменьшения степени сольватации ионов.
Температура. Влияние температуры на коэффициент разде-
разделения невелико, поскольку ионообменная очистка веществ осу-
осуществляется в сравнительно узкой температурной области @—
80°С). Тем не менее, с повышением температуры коэффициент
* Степень поперечной связанности ионита определяется количеством по-
поперечных связей между углеводородными цепями. Наличие в молекуле попе-
поперечных связей препятствует разъединению цепей, ограничивает набухаемость
смол. Часто степень поперечной связанности выражают через процентное
содержание дивинилбензола, создающего мостики между цепями.
** Следует иметь в виду, что в ионит при набухании проникает не
только растворитель, но и электролит. Величина концентрации электролита
в фазе ионита возрастает с увеличением концентрации электролита в рас-
растворе [2]. С повышением степени поперечной связанности проникновение
электролита уменьшается.
3* Звездочкой отмечен мольный объем сольватированного иона.
201
разделения уменьшается, так как с ростом температуры умень-
уменьшается возможность образования сольватов, ионных пар и сла-
бодиссоциирующих соединений в растворе и ионите [1—5].
Лиотропные ряды (ряды Гофмейстера). Совокупное влияние
всех перечисленных выше факторов на коэффициент разделения
приводит к тому, что для одних пар противоионов коэффициент
разделения крайне высок, в то время как для других вели-
величина Z)a1 близка к единице или равна ей. Для качественной
оценки возможности эффективной очистки раствора данного
электролита от микропримесей противоионы располагаются по
увеличивающейся прочности их связи с ионитом в определен-
определенные лиотропные ряды, показывающие порядок обмена ионов.
У многих катионитов сродство по отношению к важнейшим
катионам возрастает в следующей последовательности [5,24,63]:
Hg2+ < Zr4+(NO3) < Li+ < Н+ < Na+ < К+ = NH+ < Cd2+ < Rb+ =
= Be2+(SO4) < Cs+ < Ag+(NO3) < Mn2+ = UO2+(NO3) < Mg2+ =
= Zn2+ < Cu2+ = Ni2+ < Co2+ < Ca2+ < Sr2+ < Pb2+(NO3) =
= TI+(SO4) < Ba2+ < AIS+ < Th4+(NO3)
Для анионитов лиотропный ряд можно представить в виде
такой последовательности возрастающего сродства анионов
[5, 23, 62]:
F" < СГ < Вг" = Г = СН3СОО" < МоО2- < POj~ < AsO=~ < NO" <
< [С4Н4О6]2- < [C6H6O7f- < Сто2' < SO2" < ОН"
Величина коэффициента разделения для крайних членов
ряда (Z>Hgl, DfH1) будет максимальной.
При обмене в более концентрированных растворах (>0,1 н.)
картина усложняется из-за возникновения дополнительных про-
процессов, таких как частичная десольватация сорбированных ио-
ионов, адсорбция нейтральных солей и т. д.
Применяемые в настоящее время ионообменные материалы
не отличаются особенно большим избирательным действием по
отношению к какой-либо группе ионов. В ряде случаев удается
подобрать ионит селективного действия, сорбирующий опреде-
определенную группу ионов микропримесей даже из довольно кон-
концентрированных водных растворов основного компонента. На-
Например, катионит КБ-4 в Н+-форме избирательно извлекает
примеси Fe3+, Ni2+, Cu2+, Mn2+ и Cr3+ из раствора C00—315 г/л)
хлорида натрия [64]. После фильтрования содержание меди в
растворе уменьшается с 0,01—10,0 до 2- 10~4—6 - 10~4 мг/л [64].
Катионит КБ-4 пригоден и для выделения следов Li+ из 1—3 н.
водных растворов хлорида калия [65].
Сорбция микропримесей из растворов электролитов часто
осложняется образованием коллоидов, мельчайших взвесей и
202
комплексных соединений, причем в последнем случае комплек-
сообразующими реагентами являются продукты деструкции
смолы. Установлено, например, что при содержании ионов
Fe3+<7-10~4% полной адсорбции последних Н-катионитами
не наблюдается [66]. Обычным фильтрованием через Н-катионит
нельзя из солей калия или натрия удалить микропримеси хро-
хрома, молибдена, вольфрама и др. По этой же причине большие
затруднения представляет удаление из водных растворов солей
щелочных металлов примесей циркония, титана, алюминия и
других элементов, образующих в нейтральных и слабокислых
растворах системы типа коллоидных. В таких случаях для ча-
частичной адсорбции коллоидных частиц обычно применяют от-
относительно крупнопористые смолы типа вофатита Е [5].
ПРИМЕНЕНИЕ ИОНООБМЕННОГО МЕТОДА
В ТЕХНОЛОГИИ ПОЛУЧЕНИЯ ОСОБО ЧИСТЫХ ВЕЩЕСТВ
Все варианты применения ионообменного метода в техноло-
технологии получения особо чистых веществ группируются вокруг не-
нескольких способов: фронтальной хроматографии, опережающего
электролита, отстающего электролита, деионизации неэлектро-
неэлектролита в смешанном слое, элюентной хроматографии, адсорб-
ционно-комплексообразовательной хроматографии и ионообмен-
ионообменной экстракции. С помощью этих способов решается основная
задача ионообменного метода получения особо чистых ве-
веществ—удаление определенной группы (от 10 и более) микро-
микропримесей из раствора, содержащего соединение основного ком-
компонента, при соотношении исходных концентраций макро- и ми-
микрокомпонентов 1 : 105 и меньше. В данном случае не требуется
четкого разделения всех противоионов примесей, поэтому спо-
способы вытеснительной и элюентной хроматографии имеют мень-
меньшее значение.
Применение ионообменного метода в технологии получения
особо чистых неорганических веществ связано с необходи-
необходимостью выполнения целого ряда дополнительных технологиче-
технологических операций. Например, растворение исходного продукта с вве-
введением в раствор контрольного радиоактивного изотопа одной
из примесей, упаривание особо чистых продукционных раство-
растворов, полученных с ионообменных колонн, кристаллизация очи-
очищенного вещества, регенерация ионита и маточных растворов,
утилизация отходов от регенерации ионита (рис. 34). Все опе-
операции, связанные с фильтрованием рабочего раствора через
ионит и обработкой особо чистых продукционных растворов,
осуществляются в химически стерильных условиях, с использо-
использованием аппаратуры, изготовленной из полимерных материалов.
Для уменьшения химической деструкции ионообменных смол
под воздействием растворенного в используемых растворах
203
кислорода операция растворения исходного вещества произво-
производится в атмосфере азота с применением растворителей, про-
прошедших вакуумную дезаэрацию. Регенерационные растворы
Пары растворители
< В емкость
Утилизация отходов
Рис. 34. Типовая технологическая схема получения
особо чистых неорганических веществ методом ион-
ионного обмена:
I и /6 — сильфонные насосы; 2— реактор для приготовления ис-
исходного раствора подвергаемого очистке вещества; з—ротаметр
(нли двухснльфонный дозирующий насос); 4 — ионообменная
колонка; 5—автоматический запорный клапан; 6 —счетное
устройство (счетчик Гейгера — Мюллера); 7 —напорный бак
рабочего раствора; 8 —воздушкн с пылезащитными филь-
фильтрами типа ФПП; 9 — напорный бак для регенерацнонных
растворов; 10— напорный бак для особо чистого растворителя;
II — колонка с активным углем; 12—приемный бак особо
чистых продукционных растворов; 13 — выпарной аппарат из
фторопласта; 14 — кристаллизатор с охлаждающей рубашкой,
изготовленный из полипропилена; /5— фильтрующее приспо-
приспособление; /7—сборник отходов, содержащих контрольный
радиоактивный изотоп.
также защищаются от обогащения кислородом воздуха, в част-
частности, все напорные баки, питающие ионообменные колонны,
сообщаются с резервуаром с азотом.
Использование ионообменных смол для глубокой очистки
неорганических веществ приводит к появлению в продукцион-
204
ных растворах растворенной фракции смолы, количество кото-
которой зависит от вида ионита, растворителя и очищаемого про-
продукта, а также условий ионного обмена. Удаление примесей
органических веществ происходит при пропускании продук-
продукционных растворов через колонны с особо чистым активным
углем и при кристаллизации очищенного продукта (рис. 34).
Необходимо отметить, что при глубокой очистке веществ
методом ионного обмена кинетика процесса в колонне опреде-
определяется исключительно диффузией в пленке раствора около
зерна ионита [1, 3]. В этом случае возрастает роль гидродина-
гидродинамических факторов и в первую очередь степени турбулизации
потока раствора. Очевидно, что чем более турбулентным яв-
является движение жидкости, тем легче осуществляется пере-
перенос ионов микропримесей из раствора к поверхности зерен ио-
ионита [3]. Поэтому для процессов глубокой очистки растворов
рекомендуется применение длинных и узких колонн с соотно-
соотношением длины к диаметру порядка 30—50 [3]. Для турбулиза-
турбулизации потока можно использовать также многократную принуди-
принудительную циркуляцию заданного объема электролита через
колонну при помощи сильфонных или центробежных насосов.
Граница длины колонн определяется не только сопротивлением
слоя ионита, но и склонностью узких колонн к «пристенному
эффекту», т. е. перемещению части рабочего раствора по пери-
периферии колонны, вдоль ее стенок, без контакта с ионитом. Этот
эффект особенно заметен во время обмена, когда ионит сжи-
сжимается [1, 4, 7]. Для устранения «пристенного эффекта» реко-
рекомендуется применять спаренные колонны и смолы однородного
зернения [1]. Раствор, вытекающий из первой колонны, пропу-
пропускается через узкий капилляр, переводящий острый, но искри-
искривленный фронт зоны в диффузионный, зато горизонтальный.
Этот фронт зоны затем снова становится острым во второй ко-
колонне меньшего диаметра. Установлено [1, 5], что «пристенный
эффект» появляется реже в колоннах, отношение диаметра ко-
которых к диаметру отдельного зерна ионита не ниже 40: 1.
Фронтальная хроматография [1, 3, 5, 67]. Для
удаления ионов примесей В, С, Д, Е из электролита А„Хт спо-
способом фронтальной хроматографии выбирают такой ионит, ко-
который хуже всего поглощает ионы А. Затем через этот ионит,
насыщенный противоионами А, пропускают (фильтруют) рас-
раствор электролита А„Хт, содержащий примеси В, С, Д, Е и др.
В вытекающем из ионообменной колонны растворе фронты зон
всех противоионов появятся в соответствии с рядом избира-
избирательности. Сначала в фильтрат будет переходить только очи-
очищенный от примесей электролит А„Хт, а после полного вытес-
вытеснения из колонны противоионов А в фильтрате к электролиту
А„Хт начнут постепенно примешиваться примеси. При этом
благодаря вытеснительному действию примесей концентрация
205
электролита AmXm может несколько превышать его концентра-
концентрацию в исходном растворе. Для эффективной очистки рабочих
растворов фронтальным методом необходимо прежде всего,
чтобы основной компонент А„Хт двигался по колонне быстрее
примесей и с возможно большей полнотой вытеснялся из ио-
нита противоионами примесей [67]. Одна из самых сложных
задач этого способа — установить момент начала проскока при-
примесных ионов при концентрации последних в фильтрате от
1 • 10~5 до 1 • 10~8% и меньше. Для этой цели, как уже говори-
говорилось ранее, следует применять радиоактивные изотопы [2, 3].
В исходный раствор вводится изотоп одной из примесей, сле-
следующей в ряду избирательности за противоионом А. Эта при-
примесь появится в фильтрате первой и тем самым даст возмож-
возможность установить начало проскока противоионов примесей и
своевременно переключить колонну на регенерационный цикл
работы.
На эффективность способа фронтальной хроматографии
большое влияние оказывает процесс комплексообразования
в растворе и фазе ионита. Применение комплексообразующих
реагентов позволяет в ряде случаев очистить рабочий раствор
от таких примесей, физико-химические свойства которых мало
отличаются от физико-химических свойств основного компо-
компонента. Одним из наиболее распространенных вариантов приме-
применения комплексообразующих реагентов является связывание
противоионов основного компонента в устойчивое незаряжен-
незаряженное комплексное соединение (типа хелата), не сорбирующееся
ионитом [1—5, 68]. Используется часто и такой вариант, как
перевод ионов микропримесей в ионные ассоциаты, в которых
ионы микропримеси находятся либо в катионной, либо в анион-
анионной части ионной пары. В этом случае при правильном выборе
ионита и условий фильтрования раствора можно получить очень
высокие коэффициенты разделения [69—72].
Для иллюстрации сказанного можно привести примеры
очистки соединений титана от примеси Сг до 1 • 10~6% [73] и
солянокислых растворов хлоридов железа и хрома от примесей
А1, Ва, Mn, Zn и Ni с 0,02 до МО-4-10-5% [74] с примене-
применением такого комплексообразующего реагента, как трилон Би-
сорбции примесей Рг, Се, Fe, Си, Со и Ni катионитом СР-300 из
водных растворов нитрата тория * в присутствии а, а'-дипири-
дила, аскорбиновой кислоты или 2,9-диметил-1,10-фенантро-
лина [75].
Способность ионов галогенов образовывать прочные коорди-
координационные связи с многими элементами широко используется
для очистки галогеноводородных кислот способом фронтальной
* После ионообменной очистки содержание указанных примесей в нит-
нитрате гория составляло 1 • 10~3— 1 • 10 4%.
203
хроматографии [54]. Простые галогенокомплексные анионы
[Mem+Xm]-(m-«> хорошо сорбируются анионитами в Х--форме из
галогеноводородных кислот определенной концентрации.
Распределение фторкомплексных анионов между анионитом
и плавиковой кислотой исследовано наиболее полно [76—79].
В частности, установлено, что в 1 н. растворе фтористоводород-
фтористоводородной кислоты катионы сорбируются анионитом АВ-17 в F'-форме
в следующей последовательности:
Ti, Zr, Hf, Pd, Sn, W, Re > Tl, Bi, Mo > Be, V, Se > Al, Si, P, Co, As
Применяя последовательное фильтрование технической 40—
45%-ной плавиковой кислоты через колонны с катионитовой
(КУ-2) и анионитовой (АВ-17) смолами, можно получить про-
продукт с содержанием суммы 11 примесей порядка 1 • 10~5—
1 • 10-4% [80, 81].
Менее изученным является поведение хлоркомплексных анио-
анионов в системе анионит — соляная кислота — микрокомпонент.
Известно только, что при фильтровании концентрированной со-
соляной кислоты через анионит в С1~-форме концентрация при-
примеси Fe3+ снижается с 0,01 до 1 • 10~6% [82]. Однако противо-
ионы SOf" в этом случае не сорбируются, а следы органиче-
органических веществ, образующихся в результате деструкции анионита,
реагируют с хлористым водородом, выделяя молекулярный
хлор, способствующий дальнейшему разрушению смолы [18].
Способность некоторых металлов образовывать устойчивые
галогенокомплексные анионы используется и для очистки солей.
Например, солянокислый раствор хлорида бария и 10 н. рас-
раствор NiCb может быть очищен от примеси свинца (до 1 • 10~4%)
путем фильтрования через анионит ЭДЭ-10п или Дауэкс-1 в
С1~-форме [83, 84]. Регенерация осуществляется простой про-
промывкой анионита водой, разрушающей * комплексные анионы
[РЬС13]~. Недостаток способа — постепенное разрушение анио-
анионита: через 105 циклов регенерации потеря смолы составляет
2,4% [82].
Применение комплексообразующих реагентов для глубокой
очистки веществ способом фронтальной хроматографии приво-
приводит к необходимости выделения избытка этих реагентов из по-
полученных продукционных растворов и перевода комплексных
соединений, основного компонента в нужную химическую форму.
Осуществление подобных операций без снижения качества про-
продукта подчас представляет большие технологические трудности.
К тому же сам реагент должен быть особо чистым веществом,
так как иначе трудно избежать дополнительного загрязнения
различными новыми примесями рабочих и продукционных
* Константа нестойкости комплексного иона [РЬС1з]~ равна 1,4 • 10 [851.
207
растворов. Поэтому во многих случаях способ фронтальной
хроматографии применяется без введения каких-либо вспомога-
вспомогательных реагентов в исходный рабочий раствор подвергаемого
очистке вещества. Так, простым фильтрованием 0,05—0,1% рас-
раствора серной кислоты через катионит, Пермутит-Q в Н-форме,
удается снизить содержание цинка с 0,05 до 1 • 10~4% [86]. По-
Последовательное пропускание 4,5% водного раствора борной кис-
кислоты со скоростью 5 м/ч сначала через катионитовую, а затем
анионитовую колонны позволяет получить борную кислоту с
содержанием железа, тяжелых металлов, хлоридов и сульфатов
порядка 1 - 10~4—5- 10~4% [87,88]. Установлена возможность
уменьшения концентрации полибромбромаатов и полииодиода-
атов до 1 • 10~5 м/л в бромистоводородной и иодистоводородной
кислотах [89]. Достигнута удовлетворительная степень очистки *
органических кислот (муравьиной, лимонной, яблочной, молоч-
молочной и винной) от примесей железа, кальция, тяжелых металлов,
хлоридов, фосфатов и сульфатов при фильтровании их 10—30%
водных растворов со скоростью 5—10 м/ч сначала через катио-
катионитовую, а затем анионитовую колонну [14, 90—92].
Значительный практический интерес представляет возмож-
возможность получения гидроокиси калия с содержанием примеси
кремния порядка 1 • 10~5% при пропускании 1 н. раствора K2SO4
через анионит, Амберлит IRA-400 в ОН-форме, предварительно
подвергнутый четырехкратной регенерации [93]. Применение
практически нерастворимого в воде ионита, содержащего ак-
активные группы типа 3-гидроксиметиламинометана, позволяет
снизить концентрацию примеси железа в 50% растворе NaOH
с 2 • 10~3 до 3 • 10-Б% [94]. При использовании Ыа+-формы ка-
катионит КУ-2х20 удается получить с 6% выходом Nal при содер-
содержании примеси калия 1 • 10~4% [83].
Показано [95], что из 0,1 н. растворов хлорида и фосфата ам-
аммония можно удалить микропримеси Си. Ni, Cd, Zn и Мп с
1 • 10~4 до 1 • Ю-5%, если этот раствор профильтровать через ка-
катионит Амберлит IR-100 в ЫН4-форме. Известен [96] метод уда-
удаления следов ВС1з из SiCU при пропускании последнего через
анионит с активными группами типа —[N(CH3K]+C1". Весьма
интересным в практическом отношении является удаление мик-
микропримесей из соединений, образующих при растворении в воде
коллоидный раствор. Предложено [2, 68] производить очистку
нитрата циркония от примесей железа, титана и редкоземель-
редкоземельных металлов до содержания 2- 10~3% путем фильтрования 1%
раствора [коллоидного раствора, в котором цирконий может
находиться в виде нейтральной гидроокисной частицы типа
* Содержание примесей в обработанных ионитами кислотах составляет
1 ¦ Ю*—l-10~s%. Более эффективным для данного случая способом очистки
является способ деионизации кислот в смешанном слое.
208
[Zr(OHKNO3(H2O)*_i] через катионит, Амберлит Ш-100 в Н-
форме.
Способ отстающего электролита* в основном
применяется для удаления примесей электролитов из неэлек-
неэлектролитов ** [1, 97]. Этот способ весьма прост: через колонку со
специальным ионитом пропускается с определенной скоростью
раствор неэлектролита. Примеси электролитов сорбируются,
а неэлектролит, поглощаемый в меньшей степени, вытекает из
колонны первым. Регенерация осуществляется промывкой ио-
ионита чистым растворителем.
В качестве ионита для этого способа синтезирована смола
совершенно нового и необычного типа, выпускаемая фирмой
Дау Кемикл (США) с торговой маркой «Ретардион-11А8» [18].
Эта смола получена путем полимеризации акриловой кислоты
внутри матрицы смолы Дауэкс-1. Следует иметь в виду одно
важное обстоятельство: ионит «Ретардион-11А8» обладает та-
такой большой селективностью по отношению к ионам оксония,
что смолу, насыщенную ими, нельзя эффективно регенерировать
промыванием водой [18].
Способ опережающего электролита3*. Способ
опережающего электролита был предложен фирмой «Дау Ке-
Кемикл» (США) для очистки электролитов от примесей водорас-
водорастворимых неэлектролитов [1]. При использовании этого способа
ионит должен находиться в форме одного из противоионов под-
подвергаемого очистке вещества. Наиболее эффективным и эконо-
экономически выгодным в данном случае является применение силь-
сильнокислотных и сильноосновных ионитов со степенью попереч-
поперечной связанности от 4 до 12% дивинилбензола и с размером
зерен 50—100 меш. [5, 10, 18, 98]. Регенерация ионита в этом
способе производится промыванием колонны деионизированной
водой [1, 2].
Отделение электролита от неэлектролита способом опере-
опережающего электролита основывается на том, что если ионит уже
насыщен противоионами электролита, то, согласно доннанов-
скому равновесию, электролит может поглощаться лишь в не-
незначительных количествах. При этом неэлектролит сорбируется
в соответствии с изотермой Лэнгмюра — Фрейндлиха [5], т. е.
из растворов низких концентраций сорбируются сравнительно
большие его количества. Следовательно, при пропускании рас-
раствора электролита, содержащего примесь неэлектролита, пер-
первый проходит через колонну не задерживаясь, неэлектролит же
* По английской терминологии — Ion Retardation. Отсюда произошло
и название применяемого в этом способе ионита, содержащего кислотные
и основные группы — «ретардион».
** К неэлектролитам в данном случае относятся вещества с константой
ионной диссоциапии менее 1 • 10"9—1 • 10~6.
3* Иногда этот способ носит название «ионной эксклюзии» [5, 10].
14 зак. in
209
появляется лишь в последних фракциях фильтрата. Собствен-
Собственно ионного обмена здесь не происходит, ионит действует скорее
как адсорбент.
Недостаток этого способа — очень малая скорость сорбции
органических веществ смолой. Поэтому приходится применять
сильно измельченные иониты при небольших скоростях движе-
движения жидкости C м/ч). Другим, часто встречающимся осложне-
осложнением при использовании этого способа, является трудность уда-
удаления из раствора больших молекул неэлектролита вследствие
их малой подвижности и действия стерических факторов.
В лабораториях фирмы «Дау Кемикл» способ опережаю-
опережающего электролита применяется для очистки хлорида натрия от
борной кислоты, этилового спирта, формальдегида, мочевины,
этиленгликоля и других примесей, преимущественно органиче-
органического характера. Известен способ удаления примеси глицерина
из водных растворов путем фильтрования последних через анио-
нит IRA-400 в форме ВОз [99]. В этом случае каждый грамм
смолы сорбирует до 0,15 г глицерина.
Деионизация неэлектролитов в смешанном
слое. Способ деионизации (или обессоливания, деминерали-
деминерализации) неэлектролитов в смешанном слое применяется в том
случае, когда требуется получить вещество с минимально воз-
возможной концентрацией солей. Способ может использоваться и
для очистки слабых электролитов с константой диссоциации
меньше 1 • 10~9 (борная, цианистоводородная, аминоуксусная
кислоты, глицерин, фенол и др.). Следует иметь в виду, что
величина константы диссоциации в значительной степени зави-
зависит от химической природы не только очищаемого вещества, но
и растворителя. Часто для глубокой очистки неэлектролитов и
слабых электролитов используют многоступенчатый способ
фронтальной хроматографии, который заключается в последо-
последовательном пропускании раствора через колонны с катионитом
и анионитом. Однако раздельное действие катионита и анио-
нита приводит к тому, что в катионите происходит подкисление
раствора, сдвигающее равновесие обмена в сторону десорбции
противоионов примесей. При использовании смеси катионита и
анионита (смешанный слой) сорбция всех ионов происходит
одновременно, и раствор остается практически нейтральным [1].
Основное достоинство способа деионизации неэлектролитов
в смешанном слое — возможность более глубокой очистки ве-
вещества по сравнению с многоступенчатыми установками срав-
сравнимых размеров [100—107].
Наиболее широкое распространение этот способ получил
в технологии производства особо чистой воды.
Известно большое количество различных технологических
схем глубокой очистки воды способом деионизации в смешан-
смешанном слое, отличающихся друг от друга конструкцией колонн,
210
способами регенерации ионитов и контурами циркуляции воды
[101—107]. Анализ всех этих систем не входит в нашу задачу.
Мы ограничимся лишь разбором принципиальных особенностей
только одной технологической схемы *, чтобы показать пре-
предельные возможности деионизации неэлектролитов в смешан-
смешанном слое.
Водопроводная, речная или озерная воды могут быть загряз-
загрязнены взвешенными частицами глины, ила, гуминовых веществ,
микроорганизмов, растворенных электролитов, органических ве-
веществ и растворенных газов. Непосредственная очистка такой
воды смешанным слоем ионитов малоэффективна. Взвешенные
и коллоидные вещества быстро засоряют насадку колонны,
уменьшают емкость и увеличивают сопротивление всей системы.
Микроорганизмы, попавшие в ионит, могут там размножаться,
а растворенный кислород увеличивает степень деструкции смо-
смолы [21]. Поэтому для глубокой очистки воды от примесей наи-
наиболее целесообразно использовать обычный конденсат либо
монодистиллат из различных перегонных установок.
Деионизация воды производится в две стадии. Дистиллиро-
Дистиллированная вода из приемника перегонного аппарата (или паровой
конденсат) пропускается через винипластовую колонну** с ак-
активным углем БАУ в систему предварительной очистки воды,
состоящую из последовательно соединенных катионитовых (ка-
тионит КУ-2 в Н-форме) и анионитовых (анионит АН-17 в ОН-
форме) колонн (рис. 35). При диаметре колонн 250 мм, высоте
1330 мм и коэффициенте заполнения 0,75 скорость фильтрова-
фильтрования воды поддерживается на уровне 100 л/ч. Эта часть уста-
установки состоит из четырех колонн, две из которых находятся
в работе, а две — на регенерации. Вода и все регенерационные
растворы поступают в колонны снизу вверх. Удельное сопроти-
сопротивление воды, полученное с этой стадии, составляет не менее
2 Мом-см.
Для более глубокой очистки воды на второй стадии приме-
применяется шесть последовательно соединенных между собой ионо-
ионообменных колонн диаметром 100 мм и высотой 850 мм, запол-
заполненных смесью катионита КУ-2 и анионита АВ-17 в соотноше-
соотношении 1 : 1,5 по объему. Скорость фильтрования воды через такие
колонны составляет около 50 л/ч. Особо чистая вода с удель-
удельным сопротивлением 15—21 Мом • см 3* собирается в приемнике
* Схема разработана в лаборатории особо чистых неорганических ве-
веществ ИРЕА [28].
** Ионообменные колонны для стадии предварительной очистки изго-
изготавливаются из винипласта марки А, а для стадии окончательной очистки —
из полипропилена или органического стекла. Коммуникации монтируются из
винипластовых трубок и полиэтиленовых шлангов.
3* Абсолютно чистая вода (или вода собственной проводимости) имеет
удельное сопротивление при 18 и 26"С соответственно 22,7 и 15,0 Мом-см
[101. 102, 106].
14*
211
из органического стекла, откуда направляется на различные
участки производства особо чистых веществ. Содержание раз-
различных микропримесей в такой воде приведено в табл. 10.
Таблица 10
Состав воды, полученной при использовании смешанного слоя ионитов
Прнмесь
Алюминий
Бор
Висмут
Галлий
Железо
Кальций
Кобальт
Кремний
Магний
Марганец
Медь
Мышьяк
Никель
Олово
Свинец
Серебро
Сурьма
Тантал
Титан
Фосфор
Хлор
Хром
Цинк
обычная
дистиллиро-
дистиллированная
вода [108]
5 • 10"'
9 • 10
—
—
1 • 10~5
1 • 10"Б
—
1 • 10
з-нг*
1 • 10~6
8 • 10"'
<5-10"
2-10
—
< 5 • 10""
—
1 • 10~7
з • ю-7
—
з • ю-6
—
Методы получения и
вода с установки
«Эльгастат»,
модель В-106
[108]
< ' • 10"8
<з-ю"8
—
—
2 • 10"'
7-10
—
—
1 - 109
<4- 10 '
< 1 • 10"8
_
<5-10"
<5-10"8
—
<5-10"8
—
<5-10"8
—
—
< 5 • 10~8
—
содержание примесей.
лабораторная
установка
Гиредмета
[108, 109]
<2-10"8
—
<3-10"9
< 3- 10
4-Ю
6- 10
—
—
1 - 10"8
<з-ю:°
<ыо 9
—
<з-ю"8
<1-10 '
<5-10 '
< 3 - Ю0
<з-ю"!
< 3- 10
5 • 10~9
—
—
< 1 • 10"8
< з • ю-7
%
заводская
установка
ОЭЗ ИРЕА
[28]
2 • 10~7
< 2 - 10
< 1 • 10~8
< 1 • 10
3-Ю
< 1 • Ю7
< 1 ¦ 10"
< 5-10 в
5 • 10"8
1 • 10"8
1 • 10 8
5 • 10"8
3 • 1(Г8
< 3 • 10~8
5 • 10-8
< 5 • 1СГ9
< 1 • Ю-7
< 5 • 10~7
< з • ю-8
< 1 • Ю-7
< 1 • Ю-6
5 • 10-8
< 1 • Ю-7
Примечание. Прочерк в таблице показывает, что анализ не проводился.
Из табл. 10 следует, что эффективность способа деиониза-
ции воды в смешанном слое довольно высокая, если судить по
степени удаления таких микропримесей, как железо и кремний
(содержание железа и кремния в особо чистой воде составляет
3-10 и 5-10%, соответственно). В воде, полученной с много-
многоступенчатых ионообменных установок,- концентрация этих двух
примесей редко снижается ниже 1 • 10~5% [100].
Регенерация ионитов производится следующим способом
(рис. 36). Смесь ионитов из ионообменных колонн окончатель-
окончательной очистки воды при помощи вакуума (около 300 мм рт. ст.)
засасывается в колонну для разделения ионитов. Затем в эту
213
колонну через специальное распределительное устройство по-
подается 12—15% раствор NaOH с индикатором A% спиртовой
раствор тимолфталеина *). После заполнения колонны раство-
раствором едкого натра смесь ионитов взмучивается сжатым азотом
>с. 36. Схема установки для регенерации смеси
катионита и анионита:
/ — распределительное устройство; 2 — разделительная колонка;
8 — ионообменная колонка со смесью ионнтов; 4 — мерник для
особо чистой воды и 5%-ной HCI; 5—мерник для особо чистой
воды и 4% раствора NaOH; 6 — колонка для регенерации
анионнта.
в течение 5—10 мин (скорость подачи азота 5 л/сек). Для пол-
полного разделения ионитов азот пропускается через колонну еще
в течение часа, но уже с небольшой скоростью, порядка
10 л/мин. В течение этого времени катионит оседает на дно,
* Тимолфталеин окрашивает катионит в коричневый цвет, а анионит —
в сине-зеленый, это позволяет следить за более четким разделением ионитов.
214
а анионит всплывает к верхней части колонны. Всплывший
анионит при помощи вакуума направляется в колонну регене-
регенерации, при этом колонну разделения ионитов по мере удаления
анионита заполняют 12—15% раствором NaOH. Оставшийся
в этой колонне катионит после промывания особо чистой водой *
до нейтральной реакции фильтрата по фенолфталеину обраба-
обрабатывается 5% раствором соляной кислоты до отрицательной
реакции фильтрата на ион железа (индикатор — раствор
NH4CNS). Избыток кислоты удаляется особо чистой водой до
нейтральной реакции промывных вод по метиловому оранже-
оранжевому. Анионит обрабатывается 4% раствором NaOH до отрица-
отрицательной реакции фильтрата на С1~-ион (индикатор — раствор
AgNOe) и промывается водой особой чистоты до нейтральной
реакции по фенолфталеину. После окончания промывания анио-
анионит при помощи вакуума перекачивается в колонну разделения
и смешивается с катионитом путем барботирования азота в те-
течение 10—15 мин со скоростью 5 л/сек. Затем смесь ионитов
засасывается в ионообменные колонны. Расход реагентов, необ-
необходимых для получения особо чистой воды, следующий [28]
(в кг/м3):
Иониты в воздушно-сухом со-
состоянии:
КУ-2 0,13
АВ-17 0,12
NaOH (кристаллическая):
ч. д. а 0,49
х. ч 1,79
34—35% раствор соляной кис-
кислоты:
х. ч 2,14
ос. ч 2,5
Вода:
дистиллят 1075
деионизированная 140
Азот, м3 (при 0°С и 760 мм рт. ст.) 2,24
Последнее время зарубежные фирмы [18, 30] выпускают го-
готовые смеси ионитов для фильтров смешанного действия, из-
известные под торговым названием «смолы монобед». Это, в част-
частности, Амберлиты марки MB, в том числе и Амберлит МВ-3
с индикатором, Вофатит MBR и др. [30].
Чтобы предотвратить или уменьшить загрязнение воды про-
продуктами деструкции смолы перед непосредственным примене-
применением ионита рекомендуется его трижды подвергать регенера-
регенерации [ПО]. Несмотря на эту предосторожность некоторая часть
продуктов деструкции попадает в воду. Об этом свидетель-
свидетельствует трудность получения особо чистой воды с содержанием
железа меньше 1 • 10~7%.
* Особо чистая вода для промывания ионитов на всех стадиях регене-
регенерации должна иметь удельное сопротивление порядка 2 Мом • см.
215
При использовании особо чистой воды, полученной с по-
помощью смешанного ионообменного фильтра, следует всегда
иметь в виду ее загрязненность примесями органических ве-
веществ. Так особо чистая вода, получаемая по приведенной выше
технологической схеме, имеет окисляемость не ниже 1 мг О2/л.
Более значительное снижение содержания примесей органиче-
органического характера может быть достигнуто только при ректифика-
ректификации деионизованной воды в аппаратуре,
изготовленной из фторопласта. В некото-
некоторых случаях для сорбции из воды про-
продуктов деструкции ионитов используются
сульфированные полистирольные смолы
в Н+-форме с 1—2% поперечной связан-
связанности [110]. Эта же смола будет задер-
задерживать и коллоидные частицы ионитов
смешанного слоя в случае положитель-
положительного заряда их поверхности.
В лабораторных условиях применяют
различные установки типа «Эльгастат»*
(рис. 37), в которых последовательное
включение ионообменных колонн заме-
Рис. 37. Схема установ- нен0 на многократную циркуляцию опре-
ки для получения особо деленного объема очищаемой воды через
чистой воды путем много- одну колонну [28, 108, 109]. В табл. 11
кратной циркуляции во- показано влияние кратности циркуляции
на КачесТво В°ДЬЬ Циркуляция воды идет
через колонну диаметром 75 мм и вы-
СОТОЙ /OU ММ, ЗЯПОЛНеННуЮ СМеСЬЮ
КЭТИОНИТЭ К> И ЭНИОНИТа АВ-17 В
СООТНОШенИИ 1 : 1,0 ПО ООЪему При
этом скорость фильтрования составляет
0,37—0,40 СМ/свК [281
ичистка других неэлектролитов спо-
шбом деионИЗаЦИИ В СМеШЗННОМ СЛОе
применяется пока редко. Известна попыт-
кз получить особо чистую перекись водородз путем фильтрова-
фильтрования технического продукте через смесь знионитз и кзтионитз,
взятых в соотношении 3:2 по объему. В случзе фильтровзния'
перекиси водородз через тзкой смешзнный слой при 0—7° С
можно уменьшить содержание примесей железз, свинцз, мэр"
ганцз, меди, кзльция и других с 0,08 только до'1 • 10~4%' [111].
Получение перекиси водородз более высокого кзчествз воз-
возможно только при использовании достзточно химически и
С°
р
ДЫ сГью иКоО„ГоКвУ
1 — приемный бак нз органн-
ческого стекла; 2-датчик
потенциометра; 3-нонооб-
ценная колонка со смесью
катноннта н анионита; 4-по-
соТотнвл„гыГ/двУх
снльфонный насос; 6-силь-
фоны из фторопласта; 7—ре-
гулятор скорости циркуляции
воды через колонку.
* Эльгастат —от названия английской фирмы «Эльга» (Англия) впер-
впервые осуществившей широкий выпуск различных ионообменных установок
для деионизации воды,
216
Таблица 11
Влияние кратности циркуляции на качество получаемой воды [28]
Примесь
А1
Fe
Са
Си
Mg
Содержание
примеси
в исходной
воде,
%
2 • 10"'
2-Ю
1 • Ю~'
2-Ю!
2-10 7
Кратность циркуляции
1
2
4
6
8
содержание примеси в получаемой воде, %
1 • 10"'
1 • 10"
1 • 10"'
3 • 10"'
2-10
6-10
1 • 10"°
1 • 10"'
2-10"
1 • 10~7
4-10 \
4- 10 I
1 • 10"
1 • ю:
1-10 7
3- 10~7
2- 10 1
1 • ИГ?
5-10 8
< 2- 10 .
2-10 1
< 1 • 10"8
<5-10"8
мехзнически стойких ионитов и уменьшении времени их кон-
тактз с очищземым продуктом [112]. Предлзгзется [13, 113, 114]
очистку 15—25% водного рзствора технического глицеринз про-
производить тзкже путем фильтровзния через смесь кзтионитэ
(Illco C-23) и знионитз (Illso A-364). Конечный продукт полу-
чзется в этом случзе с содержзнием мышьякз, хлоридз нзтрия
и тяжелых метзллов 1 • 10~4—5- 10-4%- При этом следует иметь
в виду, что из щелочных рзстворов глицеринз примеси свинца,
висмутз и меди кзтионитами не извлекаются [115]. Некоторые
исследовзтели [113, 116] считзют, что способ деиониззции не-
неэлектролитов в смешзнном слое иногдз более рационзлен для
очистки веществ, чем, нзпример, применение ректификзции или
взкуумной перегонки.
Элюентнзя хроматогрзфия. Способ элюентной *
хромзтогрзфической очистки электролитов состоит из трех опе-
рзций: сорбции нз ионите кзтионов (или знионов) основного
компонентз и микропримесей рзстворз, отмывки ионитз от
остзтков электролите и десорбции кзтионитов (или знионитов)
специзлыю выбрзнным рзстворителем или рзствором.
Эффективность этого способз очистки электролите будет зз-
висеть от различия в степени прочности связи с ионитом ионов
мзкрокомпонентз и микропримесей. Если ионит предпочтитель-
предпочтительно поглощзет противоионы мзкрокомпонентз, по срзвнению
с противоионзми микропримесей, то в оперзции отмывки ио-
ионитз микропримеси вместе с остатками электролита перейдут
в фильтрзт и в последней оперзции элюировзния можно полу-
получить рзствор основного компонентз в особо чистом состоянии.
Если рззличие в избирзтельности ионитз к противоионзм мзк-
ро- и микрокомпонентов невелико, то первые фрзкции элюзтэ
* Элюент — раствор электролита, при помощи которого производится де-
десорбция и вымывание (злюирование) из ионитов разделяемых катионов или
анионов.
217
I
будут содержать микропримеси и потери основного электро-
электролита сильно возрастают.
Способ элюентной хроматографии получил наиболее широ-
широкое распространение при разделении и выделении в достаточно
чистом состоянии солей редкоземельных и трансурановых ме-
металлов [3, 57а, 83, 100, 117—120].
Процесс глубокой очистки технических солей редкоземель-
редкоземельных металлов осуществляется в один или в два цикла [3]. При
использовании одного цикла сорбированные на катионите ионы
основного компонента и микропримесей вымываются раствором
комплексообразующего реагента (лимонная кислота, трилон Б
и т.д.). Это приводит к перемещению адсорбированных ионов
вдоль слоя катионита с различными скоростями. Ионы метал-
металлов с большим атомным номером, образующие более стабильные
комплексные соединения, концентрируются в первых фракциях
элюата. Если использовать анионит, то первыми вымываются
комплексные соединения наиболее легких редкоземельных ме-
металлов (лантана, церия, празеодима и др.). Двухцикличный
процесс очисгки заключается в последовательном элюировании
сначала катионита с сорбированным основным компонентом,
а затем — анионита, после сорбции на последнем выделенных
с катионита фракций раствора [3]. Двухцикличный процесс ре-
рекомендуется применять для очистки солей редкоземельных ме-
металлов с нечетными атомными номерами (тербий, гольмий,
тулий).
Для увеличения эффективности разделения противоионов
редкоземельных металлов в случае использования катеонитов
применяется введение в процессе ионов — «замедлителей» (или
«удерживающих» ионов), таких как Fe3*, Cu2+, Pb2+ и др.
[3, 120]. При пропускании элюата с катионитовой колонны че-
через дополнительную колонну с катеонитом в форме иона-за-
иона-замедлителя происходит выделение в раствор иона-замедлителя,
образующего более устойчивые комплексные соединения с ком-
плексообразующим реагентом, содержащимся в элюате, чем
ионы основного редкоземельного компонента и его примесей.
Повторная сорбция ионов редкоземельных металлов увеличи-
увеличивает многократность процессов обмена, а тем самым и степень
очистки основного компонента от микропримесей. Комплексные
соединения редкоземельных металлов появляются в фильтрате
сразу же после вымывания комплексного соединения иона-за-
иона-замедлителя [3, 120]. Например, применение в качестве ионов-
замедлителей Си2+ позволило получить окись самария с содер-
содержанием окисей гадолиния и европия соответственно 0,05 и 0,02%
[120]. Что касается эффективности способа элюентной хромато-
хроматографии по удалению из солей редкоземельных элементов при-
примесей металлов, не относящихся к группе лантаноидов, то
о ней можно судить по данным табл. 12,
218
Таблица 12
Очистка хлоридов лантана и неодима способом элюентной
хроматографии [121]
Катноннт КУ-2. Промывная жидкость — водный раствор щавелевой кислоты; элю-
элюент—3 н. раствор НС1.
Особо
чистый
продукт
La2O3
Nd2O3
Содержание примеси, %
Fe
6 • 10
2 ¦ 10
А1
5¦10~4
5 • 10~4
Si
1 •10~3
6 • 10~4
Си
< 5•10~5
4-10 4
Са
5-НГ4
1-10
Mg
6•10
5-Ю
Мп
1 • 10
5-10
Ti
5 • 10~4
5 • 10
Метод элюентной хроматографии для получения других
особо чистых неорганических веществ применяется редко из-за
некоторых обстоятельств: необходим элюент высокой степени
чистоты, иначе он станет новым источником загрязнений; при
удалении из вещества большого количества микропримесей
(>10) трудно подобрать условия для резкого ограничения зоны
основного компонента смеси; производительность установок не-
невысока; сильно усложняется контроль производства, особенно
в случае расположения зоны основного компонента между зо-
зонами удаляемых микропримесей.
Приводимый в табл. 13 пример свидетельствует о больших
трудностях на пути правильного выбора условий для глубокой
очистки веществ способом элюентной хроматографии.
Таблица 13
Очистка оксихлорида циркония способом элюентной
хроматографии [122]
Катноннт КУ-2. Промывная жидкость —2 н. раствор НС1. Элюент —0.7 и. раствор НС1.
Оксихлорид цир-
циркония:
до очистки
после очистки
Содержание примеси, * %
Fe
6,1
3 • 10~3
А1
4,1
5 • 10~3
Си
0,5
5-10
Ti
4>2з
7-10
Na
0,2
5 • 10~4
Сг
1,1
5 • 10~3
Hi
1,0
3•10
* Содержание примесей вычислено по отношению к количеству металла в исходной
и конечной пробах.
Адсорбционно - комплекс о о бразо в ательна я
хроматография. Одной из разновидностей ионнообмен-
ного хроматографического метода очистки веществ является
так называемый способ адсорбционно-комплексообразовательной
819
I
хроматографии. Ионообменные смолы перед использованием
стали обрабатывать различными реагентами, селективными * к
тем или иным примесям [2, 31, 31а, 56, 123, 124]. Реагенты, сор-
бируясь на активных группах ионита, сохраняют свою способ-
способность к образованию устойчивых комплексных соединений с ми-
микропримесями. Так как диссоциация подобных комплексных
соединений крайне мала или вообще отсутствует (случай обра-
образования хелатов с ионами микропримесей), то становится по-
понятным резкое увеличение коэффициента разделения после об-
обработки ионитов хорошо сорбирующимися комплексообразую-
щими реагентами.
В наиболее простом случае анионит переводится в форму
неорганического или органического Яниона (оксалатного [С2О4]2~,
салицилатного [С6Н4(СОО)О]2" и т. д.), образующего с микро-
микропримесями малорастворимые ионные ассоциаты, в которых мик-
микропримесь металлического характера находится в катионной
части ионной пары, например **, типа R±(C2O4)"A13+(C2O4J~
с константой нестойкости 1 • 10~13, или R±[C6H4(COO)O]--
• Ре3+[СбН4(СОО)О]2" с константой нестойкости 1,4 • 10~28.
Анионит можно обрабатывать и хелатообразующими реаген-
реагентами. В этом случае активные группы ионита связываются с ак-
активной группой реагента, образуя ионную пару типа R|—S~—
— C = S — R2 (Ri и R2 — соответственно активная группа анио-
нита и радикал ксантогената). При фильтровании через такой
модифицированный анионит водного раствора подвергаемого
очистке вещества микропримеси последнего будут взаимодей-
взаимодействовать с хелатообразующими реагентами с образованием
анионного хелата3*. Сорбируемость микропримесей возрастает с
увеличением констант устойчивости образующихся комплексных
соединений и с уменьшением кислотности раствора [56]. Поэтому
комплексообразующий реагент подбирается таким образом, что-
чтобы основной компонент системы либо не взаимодействовал с
ним, либо образовывал очень неустойчивые комплексные соеди-
соединения. Следует заметить, что между способами адсорбционно-
комплексообразовательной хроматографии и фронтальной хро-
хроматографии с использованием процесса комплексообразования
в растворах нет существенной разницы.
Получение модифицированного анионита иногда произво-
производится более жестким химическим методом с образованием но-
* Попытки специально синтезировать ионообменные смолы, обладаю-
обладающие групповой селективностью к данному ряду микропримесей, пока не
вышли из рамок лабораторных исследований [2].
** R+ — активная группа ионита.
s* В ионитах, обработанных комплексообразователями, хелатные группы
связаны обратимо, вследствие чего нельзя избежать частичного вытеснения
этих групп. Поэтому такие иониты уступают настоящим хелатным смолам,
в которых хелатиые группы необратимо скреплены с цепью полимеров [2].
220
вых химических связей в углеводородной цепочке ионита,
В частности, для получения анионита, селективного к'многоза-
к'многозарядным ионам, в матрицу смолы вводится диацетатная группа
[125]. Для этого ионит (вофатит L-150 или Амберлит IR-4B
в Ch-форме) обрабатывается монохлоруксусной кислотой и
30% раствором едкого натра. Подобного рода модифицирован-
модифицированный ионит позволяет получать способом фронтальной хромато-
хроматографии хлорид лития с содержанием примесей кальция, железа
и меди меньше 5- 10~5% [125].
Возможность сочетания различных ионитов-носителей с прак-
практически неограниченным числом возможных комплексообразо-
вателей — основное достоинство рассматриваемого способа [126].
Адсорбционно-комплексообразовательная хроматография
успешно применяется для очистки ряда неорганических солей
на некоторых заводах ГДР [5]. В частности, для удаления сле-
следов Со из водных растворов сульфата цинка используется во-
вофатит Е, обработанный а-нитрозо-р-нафтолом. Катионит — во-
фатит-Р — в А?+-форме весьма эффективно сорбирует иод из
растворов хлорида натрия [5]. Для очистки борной кислоты от
примеси Fe2+ с 1 • 10~3 до 3-105% используется вофатит СР
с а, а'-дипиридилом [31]. Анионит, Дауэкс 1-Х10, насыщенный
глюконовой кислотой A,5 мг-экв/мл смолы) хорошо сорбирует
(до 1 • 10~7—1 • 10"8%) примесь бора в виде Н3ВО3 из деионизи-
рованной воды [127]. Водные растворы солей щелочных метал-
металлов,-профильтрованные через анионит — Амберлит IRA-400 в
[С2О4]2~-форме, содержат не более 1 • 10~4% примесей Sr, Се и
им подобных [123].
Последнее время в качестве носителей хелатообразующих
реагентов стали использовать не только иониты, но и такой
классический сорбент, как активный уголь, обладающий неболь-
небольшими ионообменными свойствами [46а, 124]. Активный уголь,
насыщенный, например, дитизоном, сохраняет способность к
обмену ионов. Десорбция микропримесей обычно производится
0.05—0,1 М раствора соляной кислоты, при этом сорбент допу-
допускает 20—25 циклов регенерации без заметного ухудшения по-
поглотительной способности [128].
Угольная адсорбционно-комплексообразовательная колонна
обычно состоит из двух равных по высоте слоев: нижнего, со-
содержащего уголь типа ДАУХ с адсорбированным на нем ком-
плексообразо'вателем (примерно 10% от веса угля), и верхнего,
состоящего из чистого активного угля. При фильтровании рас-
раствора снизу вверх комплексообразователь частично переме-
перемещается в верхний слой, где и задерживается сорбентом. Это
перемещение у активных углей может достигать половины вы-
высоты верхнего слоя [124].
Активный уголь перед использованием подвергается обра-
обработке 10—25% раствором НС1 для удаления примеси железа
221
и других металлов. Это приводит к необратимой сорбции ча-
части хлористого водорода, которая не удаляется из угля даже
кипящей водой [129]. Поэтому сорбция комплексообразующего
агента на предварительно подготовленном угле носит в основ-
основном молекулярный характер. Возможна и иная подготовка
угля: после обработки соляной кислотой и промывки деионизи-
рованной водой уголь прокаливается без доступа воздуха при
350° С, а затем обрабатывается при 70—80° С раствором ком-
комплексообразующего реагента в воде или органическом раство-
растворителе [46а, 1281.
Применение [124, 126, 129—134] активного угля ДАУХ с ад-
адсорбированным диметилглиоксимом или а-нитрозо-р-нафтолом
позволило очистить водные растворы сульфатов цинка и кад-
кадмия, а также хлорида натрия от ряда примесей (табл. 14). Сте-
Степень очистки растворов от микропримеси Со при использова-
использовании диметилглиоксима зависит от рН раствора. При рН<5,7
следы кобальта начинают переходить в фильтрат и остаточная
концентрация увеличивается до 1 • 10~4% и выше [124]. Присут-
Присутствие окислителей в исходном растворе тоже понижает степень
очистки вещества.
Таблица 14
Очистка водных растворов солей натрия, калия и цинка
способом адсорбционно-комплексообразоватвльной
хроматографии [131, 133]
I
10%
раствор
ZnSO4
10%
раствор
CdSO4
¦ 25%
раствор
NaCl
Содержание примеси в безводной соли, %
до очистки
Fe2+ Cu»+
2-10
2-10
3-10
4- 10
5- 10"
3-10
Ni
4-10"
5-10"
3-Ю"
Со
1-10
5- 10
после однократного
пропускания через колонну
Fe2+
3-10
3- 10"
1-10"
Cu2+
Ni
< 1 • 10"
< 1-10
<4-10
< 1 • 10"
<Ы0
<4-10
Со
4- 10"
< 1 ¦ 10"
* По данным распределения изотопа Со60, содержание примеси Со может составлять
3- 10~7% [133].
В качестве комплексообразующего реагента можно исполь-
использовать ксантогенаты щелочных металлов, сорбированные на ио-
ните типа НО. В этом случае возможна регенерация ионита
путем обработки его раствором кислоты или щелочи.
S33
В колоннах, содержащих уголь ДАУХ с этилксантогенатом
калия, происходит хорошая очистка водных растворов солей
щелочных и щелочноземельных металлов от примесей Cu2+, Fe2+,
Ni, Pb, Co, Sb, Sn4+ и Zn [126].
Адсорбционно-комплексообразовательная хроматография
была использована для получения оксалониобиевой кислоты
с содержанием примеси тантала <1 • 10% [126] и соединений
тантала, свободных от примеси ниобия (<5- 10~4%) [130]. В пер-
первом случае применялся уголь ДАУХ, насыщенный фениларсоно-
вой кислотой либо таннином [126], а во втором — 8-оксихиноли-
ном [130]. Показана возможность очистки 5% раствора Na2SO4;
20% раствора СаС12; 10% раствора NaCl и 1.% раствора
Na2B4O7 от примесей РЬ и Си2+ с 1 • 10г* до <1 • 10% при ис-
использовании активированного угля БАУ с дитизоном при
рН>7,8 [128].
Ионообменная экстракция — один из новых спосо-
способов очистки веществ с использованием жидких катионитов
(Ю 20% растворов алкилпроизводных фосфорной и карбоно-
вой кислот в органических растворителях) и жидких аниони-
тов* (растворы аминов и четвертичных аммониевых оснований
в органических растворителях) [1, 134].
Главное преимущество жидких ионитов по сравнению
с твердыми заключается в том, что они намного удобнее для
непрерывных противоточных процессов [1]. Кроме того, в систе-
системах с жидкими ионитами быстрее устанавливается равновесие
как на стадии экстракции, так я на стадии реэкстракции, а это
позволяет сократить единовременную загрузку ионита в ко-
колонну и число последних [135]. Однако к использованию жидких
ионитов в технологии очистки неорганических веществ надо под-
подходить с большой осторожностью, так как составные части
ионообменной фазы частично растворяются в водных растворах
электролитов.
К ионообменной экстракции следует отнести и все случаи при-
применения ионитов, пропитанных веществами, которые придаюг
частичкам смолы высокую гидрофобность. Вследствие этого
иониты образуют прочные суспензии в среде органических рас-
растворителей и при разделении двух жидких фаз остаются в органи-
органической фазе [135]. Достаточно, например, ввести 0,05—0,15 мг-экв
триоктиламина на 1 г катионита (размер зерна 0,007 лш), чтобы
получить устойчивую суспензию в керосине.
ДИАЛИЗ
Диализ, введенный в практику очистки золей от электроли-
электролитов еще в XIX в., только в последнее время, в связи с появлением
* Форма Rohm and Haas (США) выпускает жидкие аниониты под тор-
торговым названием Амберли! LA-1 и LA-2 [30].
223
ионитовых мембран, стал претендовать на использование в тех-
технологии получения особо чистых веществ.
Как и в случае ионообменных методов получения особо чи-
чистых веществ, эффективность диализа во многом определяется
механической и химической стойкостями ионитовых мембран.
В ионитовых мембранах в некоторой степени реализуются
свойства физиологических мембран, через которые способны
проникать частицы только определенного вида. Ионитовые
мембраны допускают диф-
диффузию из одного разбав-
разбавленного раствора в дру-
другой только противоионов,
в то время как коионы
практически исключены из
фазы мембраны. Мембра-
Мембраны обладают различной
проницаемостью по от-
отношению к различным
ионам, электролитам и
неэлектролитам. Это раз-
различие тем больше, чем
больше концентрация фи-
фиксированных ионов и чем
Рис. 38. Схема эффекта сортировки ионов
при фильтровании электролитов под давле-
давлением:
Г — катионитовая мембрана; 2 — поршень; 3 — ка-
тноны разных размеров.
меньше концентрация рас-
раствора. Кроме растворен-
растворенного вещества через мем-
мембрану может диффунди-
диффундировать еще и раствори-
растворитель, но влияние этого эффекта на диффузию растворенного
вещества, как правило, невелико [1].
Теория мембранных явлений появилась раньше, чем сами
мембраны, и в настоящее время достигла большого разви-
развития [1].
Когда в процессе диализа на один из растворов действует
гидростатическое давление, то наблюдается весьма интересный
сортировочный эффект (рис. 38). Раствор, находящийся под
большим давлением, обогащается меньшими и более подвиж-
подвижными ионами. Этот результат понятен: объем раствора, находя-
находящегося под большим давлением, можно уменьшить только пу-
путем замены в нем больших противоионов на меньшие [1].
Мы не располагаем пока примерами, свидетельствующими
об успешном применении диализа для очистки неорганических
веществ. Имеющиеся в литературе немногочисленные данные
позволяют лишь говорить об определенных потенциальных воз-
возможностях этого метода для технологии особо чистых веществ
[136—142]. В частности, можно существенно уменьшить в вод-
водных растворах Н3РО4 и NaCl содержание примеси НС1 [136,
224
138]; в алюминатах, цинкатах, бериллатах, уранатах и станна-
тах — содержание примесей щелочных металлов [139]; в гидро-
гидроокиси натрия — содержание примеси NaCl [141].
ЛИТЕРАТУРА
1. Ф. Гельферих, Иониты. Основы ионного обмена, ИЛ, 1962, стр. 144,
384, 403.
2. О. Самуэльсон, Ионообменные разделения в аналитической химии,
пер. с англ. под ред. С. М. Черноброва, Изд. «Химия», 1966.
3. М. М. С е н я в и н, сб. «Ионный обмен и его применение», Изд. АН
СССР, 1959, стр. 84, 127.
4. Е. Glueckauf, Ion Exchange and its Applications, London, 1955, p. 34.
5. P. Г р и с с б а х, Теория и практика ионного обмена, ИЛ, 1963.
6. Е. Glueckauf, Trans. Faraday Soc, 51, 34 A955); J. Chem. Soc,
1947, 1302, 1315.
7. E. H. Becker-Boost, Chem. Ing. Technik, 28, 411, 532 A956).
8. E. Б. Т р о с т я н с к а я, сб. «Ионный обмен и его применение». Изд. АН
СССР, 1959, стр. 23.
9. Ч. А м ф л е т т, Неорганические иониты, пер. с англ. под. ред. И. В. Та-
нанаева, Изд. «Мир», 1966.
10. К. М. С а л д а д з е, А. Б. Пашков, В. С. Титов, Ионообменные
высокомолекулярные соединения, Госхимиздат, 1960, стр. 33» 56, 163.
11. К. М. С а л д а д з е, ДАН СССР, № 3, 457 A951).
12. В. Н. Ленская, Труды комиссии по аналитической химии, т. 6, Изд.
АН СССР, 1955, стр. 333.
13. С. С а см а н, Ф. Наход, сб. «Ионный обмен», ИЛ, 1951, стр. 254.
14. К. М. Салдадзе, 3. Г. Демон тер и к, сб. «Исследования в области
ионообменной хроматографии», Изд. АН СССР, 1957, стр. 106, 134.
15. К. М. Салдадзе, Е. С. Пе ремы слов а, Е. Н. Федотова,
Л. Д. Г ор юно в а, Пластмассы, № 3, 51 A962).
16. Б. Н. Ласкорин, Л. И. Водолазов, Л. П. Степанова,
В. М. Смольный, ЖПХ, 39, 1203 A966).
17. А. А. Васильев, сб. «Исследования в области ионообменной хромато-
хроматографии», Изд. АН СССР, 1957, стр. 89.
18. Г. О с б о р н, Синтетические ионообменники. Изд. «Мир», 1964, стр. 24,
35, 71, 116.
19. В. П. М е л е ш к о, О. В. Ч е р в и н с к а я, М. Н. Романов, Д. Р. Из-
Измайлова, ЖПХ, 30, 808 A957).
20. А. К. Бабко, Г. С. Лисецкая, 3. И. Ч а л а я, Т. Л. О л еф ир ел ко,
ЖАХ, 21, 1253 A966).
21. П. П. При чет т, сб. «Очистка деталей электронных приборов», Изд.
«Энергия», 1964, стр. 55.
22. Л. В. Александрова, Т. Б. Г а п о н, К. В. Ч м у т о в, сб. «Теория
и практика применения ионообменных материалов». Изд. АН СССР,
1955, стр. 25.
23. Е. Б. Т р о с т я н с к а я, А. С. Т е в л и н а, сб. «Исследования в обла-
области ионообменной хроматографии», Изд. АН СССР, 1957, стр. 106, 134.
24. Р. К у н и н, Р. М а и е р с, Ионообменные смолы, ИЛ, 1952, стр. 154.
25. Н. Г. Полянский, сб. «Хроматография, ее теория и применение»,
Изд. АН СССР, 1960, стр. 72.
26. А. М. Потапова, М. Н. Кузнецова, К- М. Салдадзе,
К. М. О л ь ш а н о в а, сб. «Ионообменные сорбенты в промышленности»,
Изд. АН СССР, 1963, стр. 60.
27. М. А. Шабуров, К. М. Салдадзе, ЖФХ, 40, 561 A966).
28. И. Г. Быкова, С. М. Л а ш и н к е р, А. В. С у р а н о в а, Техническая
и экономическая информация. Промышленность химических реактивов и
особо чистых веществ, вып. 4 A0), 1965, стр. 28.
15 Зак. 114
225
29. Е. С. Potter, J. F. Moresby, Ion Exchange and its Applications,
London, 1955, p. 55.
30. Справочник химика, т. IV, Изд. «Химия», 1965, стр. 148.
31. Н. Witzmann, Н. К. Milller-Buschbaum, Z. analyt. Chem., 159
f, 348 A958).
В. Егоров, С. Б. Макарова, И. М. Б и л и к, Т. А. А п т о в а,
.Жури. ВХО, 13, 558 A968).
32 О. И. Мартынова, Б. Н. Симановская, 3. С. Белова, Труды
МЭИ, вып. 48, Промышленная теплоэнергетика, 1963, стр. 201.
33. М. Н. Кузнецова, М. А. Потапова, К- М. С а л д а д з е,
К. М. О л ьш а нов а, Изв. вузов. Химия и хим. технол., 5 C),
418 A962).
34. К. S. S p i e g 1 е г, J. Electrochem. Soc, 100, 3030 A953).
36. Г. В. Паркер, И. Р. X и г г е н с, Ж- Т. Роберте, сб. «Ионообменная
технология», под, ред. Ф. Находа и Дж. Шуберта, Госметаллургиздат,
1959, стр. 453.
36. Е, В. Егоров, П. Д. Новиков, Действие ионизирующих излучений
иа ионообменные материалы, Атомиздат, 1965.
37. X. Г. Своп, сб. «Ионообменная технология», под ред. Ф. Находа н
Дж. Шуберта, Госметаллургиздат, 1959, стр. 468.
38. Н. P. Boehm, A. Clauss, U. Hofmann, J.Chim.phys.,58,141 A961).
39. M. M. Д у б и н и н, Z. phys. Chem., 140, 81 A929). ¦
40. Д. Н. С т р а ж е с к о, И. А. Тарковская, сб. «Получение, структура
н свойства сорбентов», Госхимиздат, 1959, стр. 61.
41. И. А. Кузин, Т. Г. Плаченов, В. П. Та ушка нов, Там же, стр. 86.
42. И. А. К У з и н, Б. К- С т р а ш к о, ЖПХ, 39 C), 603 A966).
43. И. А. Кузин, А. И. Лоскутов, ЖПХ, 39 A), '" —
Б.
100 A966).
М. Леонов, Я. Б о г а н ч,
44. И. А." Кузин, В. П. Т а у ш к а н о в,
ЖПХ, 39 B), 359 A966).
45. А. Н. Ф р у м к и н, Усп. хим., 18, 9 A949).
46. Д. Н. С т р а ж е с к о, ЖНХ, 3, 109 A958).
46а. И. А. Кузин, Журн. ВХО, 13, 551 A968).
47. В. В. В о л ь х и н, Б. И. Л ь в о в и ч, С. А. К о л е с о в а, В. Г. Л е о н т ь е-
ва, А. Ф. Калашникова, Ю. И. Налимов, А. Г. Кубарева,
Изв. вузов. Цветн. металлург., № 4, 28 A966).
48. А. М. Т о л м а ч е в, В. И. Г о р ш к о в, ЖФХ, 40, 1924 A966).
49. Н. К a k i h a n а, Т. К о j i m a, Bull. Tokyo Inst. Technol., № 54, 75
A963).
50. Л. Суйт, Уч. зап. Тартуск. гос. ун-та, № 127, 51 <1962).
51. В. А. Клячко, сб. «Теория и практика применения ионообменных ма-
материалов», Изд. АН СССР, 1955, стр. 48.
52. С. М. Чернобров, В. Я. 3 е л ь д е с, Е. М. Горелик, Там же,
стр. 114.
53. В. А, К л я ч к о, Труды комиссии по аналитической химии, т. 6, Изд.
АН СССР, 1955, стр. 296.
53а. К. М. Салдадзе, Е. А. Божевольнов, Коллоид, ж., 16 E), 387
A954).
54. В. Б а у м а н, сб. «Ионный обмен», ИЛ, 1951, стр. 49.
55. И. К. Ц и т о в и ч, Изв. вузов. Химия, 9 B), 236 A966).
56. Л. С. Юркова, М. М. С е н я в и н, К- М. О л ь ш а н о в а, ЖНХ, 11
(8), 1914 A966).
57. К. М. Салдадзе, 3. Г. Д е м о н т е р и к, 3. В. Климова, сб. «Ис-
«Исследования в области ионообменной хроматографии», Изд. АН СССР,
1957, стр. 48.
57а Г. М Колосова, М. М. С е н я в и н, сб. «Редкоземельные элементы»,
Изд. АН СССР, 1959, стр. 138.
58. F. W. E. Strelow, Analyt. Chem., 32 (9), 1185 A960).
59. Г. Л. С т а р о б и н е ц, М. П. С е д н е в, сб. «Ионообмен и сорбция из
растворов», Изд. АН БССР, Минск, 1963, стр. 25.
226
60. Е. М. Савицкая, Л о у Ч ж и - с я н ь, Б. П. Б р у н с, сб. «Ионообмен-
«Ионообменные сорбенты в промышленности», Изд. АН СССР, 1963, стр. 11.
61. А. С. Смирнов, М. М. Б л у в ш т е й н, ДАН СССР, 70, 449 A950).
62. К. М. Салдадзе, К. М. О л ь ш а н о в а, В. Д. К о п ы л о в а,
Г. М. Муромцева, сб. «Ионообменные сорбенты в промышленности»,
Изд. АН СССР, 1963, стр. 66.
63. Е. Неушапп, I. J. o'Donnell, J. Colloid. Sci., 4, 395 A949).
64. E. А. Шейнина, К. М. Салдадзе, сб. «Ионообменные сорбенты в
промышленности», Изд. АН СССР, 1963, стр. 153.
65. Н. А. Поляк, Г. Л. С т а р о б и н е ц, сб. «Ионообмен и сорбция из рас-
растворов», Изд. АН БССР, Минск, 1963, стр. 3.
66. У. Р и м а н, сб. «Ионный обмен», ИЛ, 1951, стр. 239.
67. Г. Э. Е л ь к и н, Г. В. Самсонов, С. Ф. К л и х, сб. «Ионообменная
технология», Изд. «Наука», 1965, стр. 146.
68. Д. И. Рябчиков, Хим. наука и пром., 1, 554 A956).
69. Т. А. Белявская, Э. П. Ш к р о б о т, Труды комиссии по аналити-
аналитической химии, т. 6, Изд. АН СССР, 1955, стр. 343.
70. Д. И. Р я б ч и к о в, В. Ф. О с и п о в а, ЖАХ, И, 278 A956).
71. И. П. Алимарин, Е. П. Цинцевнч, Зав. лаб., 22, 1276 A956).
72. Е. П. Цинцевич, Г. Е. Назарова, Зав. лаб., 23, 1068 A957).
73. И. П. Алимарин, Т. А. Белявская, Л. А. Б а ж а н о в а, ЖАХ,
12, 377 A957).
74. Р. Н. Г о л о в а т ы й, Укр. хим. ж., 24 C), 379 A958).
75. Н. Witzmann, H. Schumann, Reinststoffe in Wissenschaft und
Technik, Berlin, 1963, S. 165.
76. M. К. Н и к и т и н, ДАН СССР, 148, 595 A963).
77. В. С П а х о л к о в, В. В. Р ы л о в, Изв. вузов. Цветн. металлург., № 6,
144 A963),
78. J. S. Fritz, В. В. G а г г а 1 d a, S. К. К а г г a k e r, Analyt. Chem., 33
G), 882 A961).
79. J. P. Farris, Analyt. Chem., 32 D), 520 (i960).
80. В. П. М е л е ш к о, С. Н. Т а л д ы к и н а, В. С. Дмитриевский,
Г. А. Чикин, авт. свид. Г40047, 1961; Бюлл. изобрет., № 15 A961).
81. Г. Н. Ковалев, авт. свид. 137897, 1960; С. А., 56, 5634 A962).
82. А. С. Reents, F. Н. К abler, Ind. Eng. Chem., 47 A), 75 A955).
83. M. M. С е н я в и н, Журн. ВХО, 13, 542 A968).
84. Ю. В. М о р а ч е в с к и й, М. Н. Зверева, Р. Ш. Рабинович, Зав.
лаб., 22 E), 541 A956).
85. К. Б. Я ц и м и р с к и и, В. П. Васильев, Константы нестойкости комп-
комплексных соединений, Изд. АН СССР, 1959.
86. А. В. М i n d 1 е г, М. Е. G i I w о о d, G. H. S a u n d e r s, Ind. Eng. Chem.,
43 E), 1079 A951).
87. V. La ко t а, чехосл. пат. 98632, 1961; РЖХим., 1962 14К82.
88 О. В. Червинская, В. П. Мелешкр. Д. Р. Измайлова, Сбор-
Сборник трудов Воронежского отделения ВХО им. Д. И. Менделеева, вып. 2,
1959, стр. 159.
89. Н. I r v i n g, P. D. W i I s о n, Chem. a. Ind., 1964, № 16, 653.
90. К. М. С а л д а д з е, Хим. пром., № 10, 11 A950).
91. Г. Н. Силин, сб. «Исследования в области ионообменной хроматогра-
хроматографии», Изд. АН СССР, 1957, стр. 147.
92. Франц. пат. 1290212, 1962; С. А., 57, 12292 A962).
93. S.Fischer, R. Kunin, Nature, 177, 1125 A956).
94. I. W. Chi Ids, пат. США 2991156, 1961; РЖХим., 1962, 19K65.
95. J. P. R. Riches, Nature, 158, 96 A946).
96. G. A. Wolff, пат. США 2877097, 1959; С. А., 53, 12607 A959).
97. M. J. Hatch, пат. США 3078140, 1963; РЖХим., 1965, 2Л6вП.
98. R. M, Wheaton, W. С. Bauman, Ind. Eng. Chem., 45, 228
A953).
»9. 5. E, Zager, Т. С. Doody, Ind. Eng. Chem., 48 E), 1070 A9&1).
15*
227
100. И. Б. Аде ль, С. А. Дмитриев, сб. «Ионный обмен и его примене-
применение», Изд. АН СССР, 1959, стр. 255.
101. W. J. Cook, Ion Exchange and its Applications, London, 1955, p. 55.
102. С W. Da vies, G. H. Nancollas, Chem. a. Ind., 1950, № 7, 129.
103. R. Osmun, L. Wirth, Ind. Eng. Chem., 43 E), 1076 A951).
104. E. L. S t r e a t f i e 1 d, Chem. a. Ind., 1953, № 46, 1214.
105. R. W. Skold, J. F. Wilkes, Ind. Eng. Chem., 47 A), 90 A955).
106. Справочник химика, т. I, Госхимиздат, 1951, стр. 849.
107. Л. С. Василевская, Н. А. Розанова, Зав. лаб., 23, 549 A962).
108. Л. С. Василевская, С. А. Садофьева, О. Н. Самойлова,
Сборник научных трудов Гиредмета, т. 3, Госметаллургиздат, 1961,
стр. 283.
109. Л. С. Василевская, Методы анализа веществ высокой чистоты, Изд.
«Наука», 1965, стр. 16.
ПО. I. Raleigh, Nature, 182 D650), 1667 A958).
111. Англ. пат. 826015, 1959; С. А., 54, 14605 A960).
112. А. И. Вулнх, Л. П. Жердненко, В. А. Кузьминская, Техниче-
Техническая и экономическая информация. Промышленность химических реакти-
реактивов, вып. 3 (9), 1965, стр. 13.
113. D. M. Stromquist, А. С. Reents, Ind. Eng. Chem., 43 E), 1065
A951).
114. А. С. Ринтс, Д. М. С тр ом кв ист, Ионообменная технология, Госме-
Госметаллургиздат, 1959, стр. 574.
115. А. П. Крешков, Е. Н. Саюшкина, ЖАХ, 12,559 A957).
116. Г. В. Дани л ко, А. С. Егоров, Труды УкрНИИ спиртовой и ликеро-
водочной промышленности, вып. 9, 1964, стр. 59.
117. Д. И. Рябчиков, Ю. С. Скляренко, М. М. Сенявин, сб. «Ред-
«Редкоземельные элементы», Изд. АН СССР, 1959, стр. 9.
118. 3. Ф. А н д р е е в, А. С. К о с т ы г о в, Там же, стр. 108.
119. F. Trombe, J. Loriers, Compt. rend., 236, 1567 A953); сб. «Редко-
«Редкоземельные металлы», ИЛ, 1967, стр. 164.
120. F. H. S p e d d i п g, J. E. P о w e 11, E. J. W h e e 1 w r i g h t, J. Am. Chem.
Soc, 76, 612 A954); сб. «Редкоземельные металлы», ИЛ, 1957, стр. 176,
217.
121. М. Л. Новтанович, В. В. Шемет, Техническая и экономическая
информация. Промышленность химических реактивов, вып. 3 (9), 1965,
стр. 30.
122. Б. М. Ласкорин, Г. Е. Каплан, К. В. Орлова, А. М. Аржат-
к и н, сб. «Ионообменные сорбенты в промышленности», Изд. АН СССР,
1963, стр. 120.
123. R. H. James, G. A. Welch, Nature, 177, 183 A956).
124. Т. Б. Гапон, А. М. Гурвич, С. Л. Мельникова, сб. «Исследова-
«Исследования в области промышленного применения сорбентов», Изд. АН СССР,
1961, стр. 182.
125. J. Bosholm, J. Chromatography, 21 B), 286 A966).
126. Л. С. Александрова, Т. Б. Гапон, А. М. Гурвич, К. В. Чму-
т о в, М. Д. Ю д н л е в и ч, сб. «Ионообменные сорбенты в промышлен-
промышленности», Изд. АН СССР, 1963, стр. 194.
127. Е. Cerrai, С. Testa, Energia nucleare (Milan), 5, 824 A958).
128. П. Ф. Андреев, Л. Т. Данилов, Г. О. Кешишян, ЖПХ, 34 A1),
241? (Ш)-
129. А. М. Г у р в и ч, ЖОХ, 27, 40, Згё, 578 A957).
130. Л. С. Александрова, Т. Б. Гапон, К. В. Чмутов, сб. «Ионооб-
«Ионообменная технология», Изд. «Наука», 1965, стр. 235.
131. А. М. Г у р в и ч, Т. Б. Г а п о н, Зав. лаб., 23, 1037 A957).
132. А. М. Гурвич, Т. Б. Гапон, сб. «Хроматография, ее применение и
теория». Изд. АН СССР, 1960, стр. 355.
133. А. М. Гурвич, Т. Б. Г а пои, М. С. Рабинович, Хим. пром., № 1,
31 A956).
228
I
134. Б. Н. Ласкорин, сб. «Ионообменные сорбенты в промышленности»,
Изд. АН СССР, 1963, стр. 48.
135. Б. Н. Ласкорин, В. А. Голдобина, М. Г. Маурина, Там же,
стр. 243.
136. В. Н. Vromen, Ind. Eng. Chem., 54 F), 20 A962).
137. С I. R. Or ley, франц. пат. 1384557, 1965; С. А., 62, 13892 A965).
138. F. Wolff, R. Bach man, англ. пат. 955677, 1964; С- А., 61. 5230 A964).
139. V. E. В. Farbenfabrik Wolfen, пат. ГДР 23706, 1962; С. А., 58, 12207
A963).
140. R. E. La се у, Dechema Monograph., 47 (805—834), 673 A962).
141. F. Wolf, W. Wehlend, Chem. Techn. (Berlin), 10, 526 A958).
142. G. Manecke, H. Heller, Z. Elektrochem., 61 (I), 150 A957); Disc,
Faraday Soc, № 21, 101 A956).
ГЛАВА VI
РЕКТИФИКАЦИОННЫЕ
МЕТОДЫ
ГЛУБОКОЙ
ОЧИСТКИ
ВЕЩЕСТВ
Для ознакомления с основами технологического процесса
перегонки, и в частности ректификации, мы отсылаем читателя
к многочисленной специальной литературе [1—5].
В этой главе рассмотрены вопросы, связанные с примене-
применением различных разновидностей ректификации к процессу глу-
глубокой очистки неорганических веществ. Небольшое место отве-
отведено особенностям использования для этих целей молекуляр-
молекулярной дистилляции и сублимации. При ректификационной очистке
неорганических веществ (как и органических) имеют дело) как
правило, с неэлектролитами и разбавленными растворами в них
родственных соединений других элементов. Ректификация вод-
водных растворов встречается весьма редко (в основном, кислот)
и в ряде случаев может быть исключена и заменена на ректи-
ректификацию безводного основного компонента — неэлектролита.
Такое видоизменение метода в большинстве случаев экономи-
экономически целесообразно. Если говорить об эффективности ректи-
ректификации, по сравнению с другими основными процессами
глубокой очистки веществ, то следует отметить ее высокую про-
производительность, универсальность, простоту организации произ-
производственной технологической схемы, высокую экономичность и
значительную эффективность. Основное ценное свойство ректи-
ректификации, применительно к глубокой очистке — возможность со-
сохранения высокой химической стерильности. Достигается это
за счет построения герметически закрытых линий (аппаратов и
коммуникаций, изготовленных из коррозионноустойчивых мате-
материалов) и организации непрерывного автоматизированного про-
производственного процесса без введения на последних стадиях
каких-либо вспомогательных материалов и веществ. Только
совокупность всех мероприятий, необходимых для создания сте-
стерильных условий производства, позволила использовать воз-
возможности ректификации и достигнуть весьма высоких степеней
очистки веществ не только от сопутствующих очищаемому
230
продукту соединений, но (что особенно важно, например, для
полупроводниковой техники) от большого числа лимитируемых
неорганических примесей.
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ РЕКТИФИКАЦИОННОГО ПРОЦЕССА
ГЛУБОКОЙ ОЧИСТКИ ВЕЩЕСТВ
До сих пор не создано строгой теории глубокой очистки ве-
веществ, хотя попытки решения отдельных частных вопросов этой
важной для химической технологии проблемы были [6—13].
Ректификационной очистке подвергаются вещества в жид-
жидком виде, независимо от того, какое агрегатное состояние они
имеют в нормальных условиях. В технологии редко исполь-
используются давления выше атмосферного, и поправка на неидеаль-
неидеальность газовой фазы не превышает нескольких процентов [14].
Жидкие растворы, в отличие от газовых смесей, представ-
представляют собой сложные конденсированные системы, где в большей
или меньшей степени должны быть учтены силы межмолекуляр^
ного взаимодействия, собственные объемы молекул компонен-
компонентов, их форма, тепловое движение и т. п. При температурах,
приближающихся к точке плавления, существенное значение
приобретает упорядоченное расположение молекул (квазикри-
(квазикристаллическая структура, учитывающая не только ближний, но
и дальний порядок), обусловленное их ассоциацией и сольвата-
сольватацией. Об этом говорят различные физико-химические исследо-
исследования: спектроскопические, рентгеноструктурные, электрические,
акустические, а также определение тепловых эффектов. С одной
стороны, этот процесс имеет общие черты с ректификацией, ис^
пользуемой в общей химической технологии для разделения
смесей, а с другой, — его целесообразно рассматривать на основе
использования единых количественных закономерностей, неза-
независимо от физико-химической сущности, будь то ректификация,
экстракция, сорбция и т. п. В последнем случае общим резуль-
результатом является снижение концентрации примеси в процессе
очистки, а движущей силой — изменение химических потенциа-
потенциалов компонентов в фазах. Переходя на язык термодинамики,
мы в качестве стандарта выбираем равновесный процесс, учи-
учитывая при этом факторы, отклоняющие его от состояния рав-
равновесия. Как известно, любой реальный (неравновесный) тех-
технологический процесс, рассматриваемый как непрерывный,
можно, согласно предварительно проведенным исследованиям,
мысленно (и даже конструктивно) разбить на ступени, которые
соответствуют равновесным концентрациям (для ректификации
они чаще всего именуются ВЭТС или ВЕП*).
* Высота, эквивалентная теоретической ступени, или высота единицы
переноса.
?31
Для любой двухфазной многокомпонентной системы в по-
понятие термодинамического равновесия можно включить, по
крайней мере, два слагаемых: гомогенное (внутри фазы) и гете-
гетерогенное (между фазами). Нам известно также, что в общей
химической технологии кинетика установления равновесия при
ректификации определяется, как правило, последним слагаемым;
и основной количественной характеристикой, определяющей по-
потенциальные возможности процесса, является гетерогенный ко-
коэффициент разделения между жидкостью и паром. При перегонке
в пределах одной равновесной ступени таким коэффициентом яв-
является относительная летучесть а. Ее количественное выражение
(где у — концентрация компонентов в паре, ах— в жидкости)
записывается для случая сильно разбавленных растворов в виде
а =
х2
(VI. 2)
так как хх и ух практически не отличаются от единицы. Приме-
Применив уравнение Рауля [15] и воспользовавшись, согласно Льюису
и Рендалу [16], коэффициентом активности у, нетрудно показать,
что в общем случае
<x = -
(VI. 3)
где /?° и /^ — давление пара чистых компонентов при равновес-
равновесной температуре, а для сильно разбавленных растворов
а = — (VI. 4)
Р2 Y2
Теперь нас интересует, останется ли в случае сильно разбав-
разбавленных растворов относительная летучесть основной равновес-
равновесной характеристикой процесса и каково ее концентрационное
изменение? Чтобы во всем этом разобраться, следует хотя бы
кратко остановиться на сильно разбавленных растворах не-
неэлектролитов и наиболее характерных для них закономерностях.
Предельно разбавленные растворы неэлектролитов
Феноменологическая термодинамика, оперирующая в случае
бесконечно разбавленных растворов неэлектролитов уравнением
Гиббса — Дюгема [17, 18], приводит, как мы видели в главе II,
к различным вариантам предельной зависимости парциальных
мольных величин от концентрации; но лишь опыт [8, 11] дает
возможность выбора реального варианта, соответствующего
232
•> 0
=0; lgYl=0 и
кг -> о
=0,
для lgY условию
lg Y2 = const.
Молекулярно-кинетическое толкование этого положения мо-
может быть получено при рассмотрении схемы разбавления веще-
вещества 2 (примесь) веществом 1 (растворитель). Энергетические
изменения межмолекулярного взаимодействия при разбавлении
(т. е. при замене окружения мысленно фиксированной молекулы
компонента 2 на молекулы компонента 1) могут характеризо-
характеризоваться изменением коэффициентов активности растворителя (yi)
и растворенного вещества (\2)- Область Рауля достигается уже
тогда, когда из-за малости концентрации растворенного ве-
вещества соблюдается пропорциональность термодинамических
свойств растворителя
? (VI. 5)
где р\— давление пара чистого растворителя.
В этом случае величина lgyi и поправка в виде второго ви-
риального коэффициента, пропорциональная х\ [19], практиче-
практически равна нулю. Однако свойства компонента 2 могут еще зна-
значительно изменяться при дальнейшем разбавлении *.
Соотношение
р2=°Кх2 (VI. 6)
строго выполняется лишь при достижении области Генри, т. е.
такого состояния, когда вероятность столкновения молекул 2
с себе подобными станет достаточно малой и дальнейшее раз-
разбавление не внесет никаких изменений в величину коэффициента
активности (уг)о- Только с этого момента, строго говоря, может
употребляться термин «микропримесь». Математически вероят-
вероятность двойного столкновения N молекул примеси (сог-г) выра-
выразится в виде отношения сочетаний С%:
%2
(N2-l)N2
юо
(VI. 7)
Если отбросить величины второго порядка малости, можно
записать:
шм ~ х\ (VI. 8)
Часто принимают вероятность 0,001 достаточно малой [83].
В этом случае концентрацию примеси х2 < 0,05 можно отнести
уже к области предельного разбавления. Можно попытаться
также рассчитать в первом приближении [21] концентрацию
* Эта степень разбавления соответствует, очевидно, односторонне
идеальным растворам М. С. Вревского [20].
233
предельно разбавленного раствора, воспользовавшись выводом
молекулярно-кинетической теории о числе соударений одноимен-
одноименных молекул в идеальных газах:
Z2.2 = 2«2(T^-^-J/2 (VI. 9)
где «2 — число молекул в 1 еж3; а2 — диаметр молекулы примеси;
т2 — масса молекулы.
Однако для проведения такого расчета необходимо знать,
какое число соударений считается достаточно малым для исклю-
исключения ощутимого межмолекулярного взаимодействия. Этот во-
вопрос может быть решен для каждой конкретной системы лишь
на основании анализа экспериментальных данных, связанных
в первую очередь с рассмотрением концентрационной зависимо-
зависимости молекулярных колебательных ИК-спектров [22] и спектров
комбинационного рассеяния.
Несмотря на то, что области Рауля и Генри в общем случае
не совпадают (первая на порядок «шире» второй), на практике
они часто в значительной мере перекрываются, вследствие на-
наличия в растворах различных ассоциативных процессов, обуслов-
обусловленных, в первую очередь, водородными связями.
Итак, рассмотрение положений феноменологической термо-
термодинамики, касающихся сильно разбавленных растворов не-
неэлектролитов [19] и сравнение их со схематичной молекулярно-
кинетической картиной и данными эксперимента [11, 23—26],
приводит к выводу о том, что при достижении предельного раз-
разбавления парциальные мольные величины микрокомпонента и
относительная летучесть не зависят более от разбавления:
а~? —
а° pI (y,H
Об этом более подробно сказано, например, в работе [27].
Вывод о постоянстве предельного значения коэффициента
активности и относительной летучести является весьма важным
для практики глубокой очистки веществ методом ректификации,
так как позволяет экстраполировать значения, полученные при
соизмеримых соотношениях компонентов, до предельного раз-
разбавления. Отпадают всевозможные предположения о проявле-
проявлении микроазеотроп в области предельных разбавлений [10,28,29],
если их образование не отмечено еще до достижения области
Генри.
И наконец, здесь исчезает влияние микропримесей друг на
друга. Однако это вовсе не значит, что мы достигли при этом
предела очистки. Следует помнить, что абсолютное количество
молекул даже для исчезающе малых концентраций A0~9—10~10
мол. долей) велико и изменение давления пара микрокомпонента
в ректификационном процессе остается основной задачей тех-
технологии глубокой очистки веществ,
234
Выяснение химической формы, в которой находится микро-
микропримесь в растворе очищаемого вещества, также имеет важное
значение, так как при близости коэффициента разделения (в си-
системе очищаемое вещество — микропримесь) к единице, появ-
появляется возможность воздействия на него с помощью добавок
химически активных веществ и комплексообразователей [30].
Концентрация таких добавок в растворе не должна достигать
области Генри.
Обратная экстраполяция из области предельного разбавле-
разбавления с постоянным значением (уг)о позволяет говорить о гипоте-
гипотетической жидкости с давлением пара, равным коэффициенту
Генри:
Уравнение Генри записывается в этом случае
т. е. оно совпадает с уравнением Рауля для гипотетической
жидкости, силы межмолекулярного взаимодействия у которой
равны таковым сольвата молекулы микрокомпонента, окружен-
ной оболочкой молекул растворителя.
Постоянство значения (у2)о делает простой задачей интегри-
интегрирование дифференциального выражения для снижения концен-
концентрации микропримеси по длине аппарата (см. гл. II). Без учета
внешних загрязнений интегральная форма уравнения для п оди-
одинаковых равновесных ступеней имеет вид
— сое
и для непрерывного процесса ректификации
(VI. 10)
(VI. 11)
(где а — коэффициент интенсивности очистки, а — относитель-
относительная летучесть).
Уравнение (VI. 10) дает возможность рассчитать по извест-
известной исходной концентрации и относительной летучести необхо-
необходимое число равновесных ступеней (т. е. размеры колонны) для
получения особо чистого продукта требуемого качества (сп).
Учет внешних загрязнений (как было показано в главе II) не-
несколько видоизменяет уравнение (VI.10).
Принятая нами для характеристики предельно разбавленных
растворов картина хаотически перемешанных молекул легла в
основу моделей многих теорий, например, ван-Лаара [31, 32],
Гильдебранда [33] и др. Однако нам известно, что свойства да-
далеко не всех систем могут быть описаны с помощью теорий изо-
мегетических или регулярных растворов.
235
Неодинаковость размеров молекул, различные ассоциативные
и сольватационные процессы (наличие водородных связей и дру-
другие), учет формы сложных молекул с их вращательными мо-
моментами и ряд других факторов приводят к значительным от-
отступлениям от ожидаемых идеализированных закономерностей.
Поэтому понятны высказывания о метастабильности предельно
разбавленных растворов.
Следует определить, насколько необходим в связи с этим
учет изменения относительной летучести в процессе перегонки.
Если записать выражения для химического потенциала чистого
компонента ц.2-2 и гипотетической жидкости, соответствующей
предельно разбавленному раствору, цг-и то поставленный во-
вопрос можно сформулировать так: «В какую сторону сдвинется
гомогенное равновесие цг-i =•=*= ц.2-2?» Очевидно, при отрицатель-
отрицательном отклонении от закона Рауля равновесие, обусловленное
потенциальной энергией межмолекулярного взаимодействия,
сдвинуто в сторону образования сольватов, т. е. совпадает с
наиболее вероятным состоянием для предельного разбавления,
и тепловое движение не меняет характера молекулярной кар-
картины. Такое состояние весьма стабильно, и а не зависит от ки-
кинетики проведения процесса.
При положительном отклонении от идеальности в бинарной
системе очищаемое вещество — микропримесь равновесие между
жидкостью и паром может меняться во времени, так как по-
потенциально выгоднее конфигурация 2-2 (нежели 2-1, обуслов-
обусловленная возрастанием энтропии при смешении).
Грубая оценка времени, необходимого для установления
равновесия, т. е. перехода из метастабильного в стабильное со-
состояние, может быть произведена, как предлагает Г. Г. Девятых
[34] на основании использования выражения, предложенного
М. Смолуховским [35] для случая коагуляции частиц
1
SndDv
(VI. 12)
где т —время столкновения половины всех молекул в растворе;
d — диаметр молекулы; D — коэффициент диффузии микроком-
микрокомпонента; v — число молекул микрокомпонента в единице рас-
раствора.
Для многих жидкостей коэффициент диффузии равен при-
приблизительно 10~5 см2/сек, поэтому при достаточно малых кон-
концентрациях микрокомпонента время т, связанное с образованием
бимолекулярных ассоциатов, достигает значения, равного 1 сек.
Учет образования не только би-, но и полимолекулярных ассо-
ассоциатов, а также влияния кинетической энергии теплового движе-
движения молекул при кипении жидкости на разрушение ассоциатов,
приводит к выводу о необходимости значительного увеличе-
236
ния полученного значения т. Стало быть, при не очень боль-
больших положительных отклонениях от идеальности (что соответ-
соответствует гомогенным растворам) т будет достаточно большим и а
не изменится за время проведения процесса. Если представить
энергетическое распределение молекул микрокомпонента с по-
помощью кривой типа Бозе — Эйнштейна или квантованного' рас-
распределения Максвелла — Больцмана (рис. 39), то долю молекул
AN2IN2, способных к образованию ассоциатов, удобно изобра-
изобразить площадью, ограниченной осью абсцисс и участком кривой
распределения в интервале El™ < ?? < ?2-2°°, где Е%? - энер-
энергия активации, необходимая для разрушения сольвата, сближе-
сближения молекул и образования ассоциата *; E%?c— энергия диссо-
диссоциации ассоциата, равная величине потенциальной энергии при
равновесной температуре.
Количество молекул ми-
микрокомпонента, образую-
образующих ассоциаты, пропор-
пропорционально сумме факто-
факторов Больцмана в разре-
разрешенном интервале:
где /C=W2A?; A? —сред-
—средняя молекулярная шири- Рис. 39. Кривая распределения типа Бозе-
на неразличимого уровня Эйнштейна,
энергии (величина кван-
кванта), характеризующая его вырожденность; ?4 — величина уровня
энергии.
Таким образом, время релаксации т в уравнении (VI.12)
характеризует время, необходимое для образования ассоциатов
не v молекул в единице объема (как в формуле Смолуховского),
а только той ее части, которая обладает энергией El, удовле-
удовлетворяющей условию образования ассоциата. Это обстоятельство
ведет к значительному увеличению т.
Если принять в первом приближении за ?акт энергию дис-
диссоциации сольватов ? (?" — потенциальная энергия образова-
образования сольвата), а ?дисс = ?2-2, то термодинамическая метаста-
бильность сильно разбавленных растворов определяется вероят-
вероятностью нахождения средней статистической величины ?? в
интервале (?"-2, ?"г).
* В частности, для полярных молекул неизбежна ориентация диполей
или квадруполей.
237
Термодинамическая стабильность системы 1-2 может харак-
характеризоваться разностью
Еп
2-2
/,-ДЕ 2 ехР (-EilkT)
С1-2
где /г — сумма по состояниям микрокомпонента в растворе.
Таким образом процесс глубокой очистки методом ректифи-
ректификации не зависит от скорости проведения процесса (и, в част-
частности, от скорости отбора) и следует учитывать лишь гетеро-
гетерогенное равновесие жидкость — пар. Это предположение требует
дополнительного экспериментального подтверждения.
Следовательно, можно отметить, что айв случае предельно
разбавленных растворов остается основным расчетным парамет-
параметром, характеризующим потенциальные возможности ректифика-
ректификационного процесса.
Основные методы определения относительной летучести
предельно разбавленных растворов
Существует два метода определения относительной летучести
в области микроконцентрации компонентов-примесей:
1) непосредственное экспериментальное определение концен-
концентраций микрокомпонента в жидкой и паровой фазах;
2) расчет необходимых параметров с использованием теории
растворов.
Экспериментальные методы. Относительная лету-
летучесть неидеальных бинарных систем изменяется в зависимости
от состава по сложному закону. Поэтому практический интерес
в случае глубокой очистки веществ представляет эксперимен-
экспериментальное изучение фазового равновесия жидкость — пар в си-
системе, содержащей один из компонентов в микроконцентрации.
Эту задачу можно бы было решить контролем равновесных фаз
с помощью радиоактивных и стабильных изотопов, однако это
не всегда представляется возможным осуществить из-за отсут-
отсутствия соответствующего изотопа и по ряду других причин.
Применение для аналитического контроля эмиссионного спек-»
трального анализа люминесцентного, полярографического, хи-
химического и других методов при столь низких концентрациях
связано с большими погрешностями за счет внешних загрязне-
загрязнений, а также со значительной трудоемкостью.
Прямой экспериментальный метод определения коэффициен-
коэффициента разделения в области Генри заключается в установлении со-
составов равновесных фаз при однократном испарении либо в
случае применения способа ректификационной колонны.
Для контроля состава равновесных фаз сильно разбавленных
растворов неэлектролитов с применением радиоактивных изото-
238
пов может быть использовано соотношение
а ^
г/г лу
где х2 и г/г — концентрации микрокомпонента в кубовой жидко-
жидкости и дистилляте; Ах и Av — их радиоактивности.
Для однократного испарения можно назвать два эксперимен-
экспериментальных варианта изучения равновесия, каждый из которых
имеет свои преимущества и недостатки, — фракционной пере-
перегонки и рециркуляции. В первом случае чаще всего используется
уравнение простой перегонки [1]
dW
W
dx
dy
(VI. 13)
где W—количество смеси, подлежащее разделению; х и у— со*
ставы жидкости и пара над ней в любой момент.
Метод простой перегонки удобно применять в тех случаях,
когда точки кипения отдельных компонентов настолько далеки
друг от друга, что содержание легколетучего в парах очень ве-
велико по сравнению с содержанием его в жидкости. Если в ре-
результате отгонки некоторого определенного количества жидко-
жидкости в кубе останется W смеси и состав ее будет х, то уравнение
(VI. 13) можно проинтегрировать в пределах от Wo и x0ro Wwx:
In
W
J V — л
(VI. 14)
В случае микроконцентрации одного из компонентов зависи-
зависимость у от х может быть выражена через постоянное значение а.
Тогда интегрирование правой части не представляет затруд-
затруднений:
а ' х (VI. 15)
In -=— =
Wo I—a
In —
Если а близко к 1, то выражение для коэффициента разде-
разделения запишется
или, если принять е = а— 1, то
If)
(VI. 16)
Таким образом, выражение для простой перегонки совпало
с формулой дистилляции Релея. Относительная ошибка в опре-
определении е выразится так [36]:
бе _ 1 6F б (Wo/W)
е е F +
В ряде случаев ее можно уменьшить, применив, например,
метод ректификационной колонны, предложенный впервые
И. Н. Бушмакиным [37] и развитый для микроконцентраций при-
примеси Г. Г. Девятых и П. X. Аглиуловым [36, 38, 39].
Если колонна имеет п равновесных ступеней, то ошибка в
определении е значительно снизится:
8
1 6F | Ьп
tie F п
Однако это справедливо только тогда, когда известна вели-
величина п и можно пренебречь влиянием внешних загрязнений.
В противном случае преимущество метода по сравнению с одно-
однократным испарением является спорным. При использовании ме-
метода рециркуляции в каждом отдельном опыте исследуется рав-
равновесный раствор строго определенной концентрации и имею-
имеющий постоянную температуру кипения. Так как, вследствие
малости концентрации и достижения области Рауля, темпера-
температура кипения смеси практически не зависит от разбавления, то
коэффициент корреляционной зависимости х—4 невелик. По-
Поэтому для получения надежных данных необходимо проведение
статистической обработки из достаточно большого вариацион-
вариационного ряда экспериментальных значений. Обычно, даже при ис-
использовании наиболее подходящих методов, требуется не менее
6—8 опытных определений для одного среднего состава либо
среднего значения температуры кипения. Поэтому стремятся
организовать опыт таким образом, чтобы с наименьшей затра-
затратой времени и труда произвести наибольшее количество изме-
измерений. При этом используются самые различные приборы, опи-
описанные в ряде монографий и периодических изданиях [4, 40].
Наиболее часто применяется прибор типа Бушмакина [41, 42].
Применительно к контролю состава фаз с помощью радиоактив-
радиоактивных индикаторов прибор опробован и описан в работах [36].
Однако система отбора проб равновесных фаз здесь весьма
несовершенна, так как исключает повторение опыта без сдвига
равновесия. Наиболее ощутимо несовершенство этого метода в
конструктивном варианте, предполагающем отбор проб, при ис-
исследовании растворов с сильно летучими и легко гидролизую-
щимися на воздухе компонентами; затруднено наблюдение за
кинетикой установления равновесия.
Последние образцы установки позволяют осуществлять не-
непрерывную запись температур и контроль состава равновесных
фаз без отбора проб. Кроме того, хрупкий и неудобный в работе
с агрессивными и гидролизующимися продуктами материал —
стекло, заменен на фторопласт в тех случаях, когда температура
не превышает 200—250° С.
24Q
Применение фторопласта-4 устраняет при работе с легко гид-
гидролизующимися хлоридами заедание кранов, шлифов и т. п.
Кроме того, значительно облегчается дезактивация прибора.
При исследованиях, проводимых с особо чистыми вещест-
веществами — исходными продуктами для получения кремниевых и гер-
германиевых полупроводников, — изучение фазового равновесия
жидкость — пар в области микроконцентрации примеси про-
производится чаще всего с использованием радиоактивного изо-
изотопа фосфора Р32 (донорная примесь). В качестве типичной
загрязняющей примеси применяется, как правило, изотоп же-
железа Fe59.
Поведение акцепторных примесей может быть изучено на
примере стабильного изотопа бора В10 при осуществлении ана-
аналитического контроля с помощью масс-спектрометра *. Значения
коэффициентов разделения, полученные для некоторых хлорпро-
изводных кремния и германия с помощью радиоактивных изо-
изотопов, приведены в табл. 11 (на стр. 251).
Расчетные методы. Основой современной теории рас-
растворов является статистическая термодинамика.
В отличие от феноменологических методов, рассматриваю-
рассматривающих эквиваленты различных видов энергии (справедливые для
любых тел, независимо от их агрегатного состояния), она дает
возможность расчета" термодинамических величин на основании
конкретной молекулярной структурно-динамической картины чи-
чистого вещества или раствора **.
Статистическая связь между механикой обратимых молеку-
молекулярных движений и необратимым поведением ансамблей опре-
определяет переход энергии из менее вероятной формы в более
вероятную и одновременное возрастание энтропии.
Математическое выражение закона Больцмана, данное План-
ком, разъясняет смысл энтропии как функции только вероятно-
вероятности состояния (W): S = k\n W и указывает, что для любой си-
системы, находящейся в равновесии и подчиняющейся законам
классической механики, число молекул Nu обладающих энер-
энергией е, пропорционально фактору e~elhT.
Ni = Ke-?lkT (VI. 17)
Тогда как k является универсальной постоянной, константа К
определяется свойствами вещества. Ее физический смысл за-
заключается в том, что она характеризует величину вырожден-
вырожденности, т. е. интервала, включающего неразличимые уровни энер-
энергии (от одного различимого уровня до другого).
* Методика предусматривает специальную подготовку для получения
в плазме прибора иона NaaBOj. Чаще всего применяется метод изотопного
разбавления [43].
** Как правило, с использованием различных коррелятивных функций
143а—43в].
J6 Зак. 114
841
Способ распределения энергии между молекулами выра-
выражается часто с помощью так называемой молекулярной суммы
по состояниям или просто суммы по состояниям /, равной коли-
количественно сумме всех факторов Больцмана:
1=0
(VI. 18)
Для N одинаковых молекул используется величина
F-f*1 (VI. 19)
называемая полной суммой по состояниям.
Сумма по состояниям всегда пропорциональна числу раз-
различимых путей, которыми можно построить систему. Поэтому
для ее расчета принимается определенная структурно-динами-
структурно-динамическая картина, учитывающая в той или иной мере различные
виды силовых взаимодействий молекул и совершаемых ими под
действием этих сил движений. Для газов и жидкостей учиты-*
вается обычно три вида движения (соответствующего трем ви-
видам энергии): поступательное, колебательное, вращательное (ли-
брационное). Если энергию молекулы можно представить в виде
суммы энергий, относящихся к независимым степеням свободы,
то полная сумма по состояниям для такой молекулы равна про-
произведению отдельных сумм по состояниям fu f2, /з— Для каждой
степени свободы: / = /1*2/3—
Знание суммы по состояниям позволяет найти выражение
для ряда важнейших термодинамических функций [21]. Так, для
идеальных газов энергия
энтропия
-NkTlnf
(VI. 20)
(VI. 21)
(VI. 22)
Расчет химического потенциала может быть осуществлен,
например, по формуле:
\
(VI. 23)
Знание же величины изменения химического потенциала при
переходе из одного (стандартного) состояния в другое (в част-
частности, предельного разбавления) позволяет рассчитать значение
коэффициента активности микрокомпонента. Это как раз и не-
необходимо для определения относительной летучести. Наибольшие
ватруднения возникают при нахождении суммы по состояниям
для жидкостей (особенно растворов). Жидкости, занимающие
243
промежуточное положение между твердым телом и газом, мо-
могут в большей или меньшей степени проявлять признаки этих
крайних состояний в зависимости от близости к точкам кристал-
кристаллизации или критической [44—52]. Для описания жидкого состоя-
ния принимаются различные молекулярные модели [46, 50—52];
однако ни одну из них нельзя считать удовлетворительной, так
как, идеализируя одни свойства, они пренебрегают другими, что
приводит зачастую к недопустимым погрешностям при расчетах
сумм по состояниям. Сам расчет представляет в большинстве
случаев необычайно сложную задачу, несмотря на то, что в по-
последнее время для этих целей применяется электронно-вычисли-
электронно-вычислительная техника, использующая прогрессивные численные ме-
методы, например, метод Монте—Карло и др. [43а].
Упрощенная формула для суммы по состояниям жидкости
может быть записана в виде
'
—
(VI. 24)
объем разрешенной
где т — масса молекулы; v =
ячейки; V—Vs = Vc— свободный объем, представляющий раз-
разность между общим V и запрещенным VB объемом; N — число
молекул.
Величина Vc может быть найдена, например, по формуле
lnVc-1 + ta-^—¦?- (VI.25)
р к.1
где р — давление пара; L — мольная теплота испарения.
Статистическая теория идеальных бинарных систем приводит
к выражению для большой суммы по состояниям в виде:
„ (Nt+N2)\
ulkT
(VI. 26)
где fi и /г определяются из уравнения (VI. 24) для 1 и 2 ком-
компонентов.
Расчет потенциальной энергии межмолекулярного взаимо»
действия может быть произведен, например, по уравнению Ми
[17], которое в общем виде запишется как
U = Ar-"Br~m (VI. 27)
где первое слагаемое характеризует силы отталкивания, дейст-
действующие на расстоянии, меньшем некоторой величины а (соот-
(соответствующей нулевой потенциальной энергии межмолекулярного
взаимодействия); второе слагаемое, характеризующее силы при-
притяжения, имеет большее практическое значение при нормальных
16* 243
условиях. Величина В может быть определена из электростати-
электростатических параметров *, второго вириального коэффициента, по-
постоянной в уравнении Ван-дер-Ваальса [47] или Дитеричи [49].
Чаще всего т = 6, а п — 12, тогда уравнение Ми может быть
преобразовано в уравнение Лен-
нард-Джонса [52]
а где De — максимальная энергия
(рис. 40).
Использование теории изомеге-
тических растворов Ван-Лаара при-
приводит к выражению для потенци-
потенциальной энергии межмолекулярного
взаимодействия в виде:
U-
(VI. 29)
Рис. 40. Изменение энергии
межмолекулярного взаимодей-
взаимодействия с расстоянием:
<р — величина энергии; а — расстояние
между молекулами в растворе;
о —расстояние для нулевой энергии;
D? — максимальная энергия (энергия
«диссоциации»).
где ы° и и2— соответственно сред-
средние потенциальные энергии молекул
1 и 2 типа в чистом конденсирован-
конденсированном состоянии; Д?/° — так называе-
называемая энергия взаимообмена, предста-
представляющая среднее увеличение энер-
энергии одной молекулы того или иного
сорта при замене всех ее соседей
молекулами другого сорта.
На энергию взаимообмена следует обратить особое внимание,
так как она (как и In у) характеризует отклонение системы от
идеального состояния; поэтому закономерна ее связь с увеличе-
увеличением парциального давления компонента над раствором по срав-
сравнению с растворителем
JL^xeA-*?» (VI. 30)
Ясно, что для идеальных растворов AU° = 0.
Выражение химического потенциала для первого компонента
раствора с использованием уравнений (VI. 23) и (VI. 26) позво*
ляет записать его в виде
(VL3I)
* Сумма трех слагаемых, соответствующих коэффициентам дисперсион-
дисперсионного, ориентационного и индукционного эффектов [21].
244
где
¦ - Ш In f, + V\
(VI. 32)
Учитывая, что
=л, и
N=л, и n+n
для химических потенциалов бинарных растворов:
~Хъ можно записать
(VI. 32а)
При сравнении выражения для химического потенциала, по-
полученного, например с помощью формулы (VI. 32) и предложен-
предложенного Льюисом [16]
И = но + kT In x\ (VI. 33)
связб между коэффициентом активности и энергией взаимооб-
взаимообмена определяется в виде:
lnY2 = (l-*2J-^-
(VI. 34)
Теория Ван-Лаара не учитывает изменение энергии взаимо-
взаимообмена с температурой и концентрацией. Однако на опыте за-
замечено, что в первом приближении она изменяется, например,
с температурой по линейному закону:
Л-ВГ (VI. 35)
Принято говорить об энергии взаимообмена как о единой
функции системы, независимо от того, для какого компонента
ведется расчет парциальной величины. Очевидно, в ряде слу-
случаев это действительно близко к истине. Однако полная ясность
в этом вопросе до сих пор отсутствует.
Выражение энергии взаимообмена через другие, более легко
экспериментально определяемые, величины дает метод расчета
относительной летучести в любой области концентраций, в том
числе для предельно разбавленных растворов.
Теория регулярных растворов Гильдебранда [33] оперирует
не энергией взаимообмена, а величиной энергии испарения, при-
приходящейся на мольный объем. Но молекулярно-кинетическая
модель остается прежней. При переходе к предельно разбав-
разбавленным растворам расчет предельного значения относительной
летучести [9] может быть произведен по формуле
Pi exp•
(VI. 36)
RT
где i>i и v2—мольные объемы; Д??1 и Д?2 — энергия испарения
чистых компонентов.
Расчет ао может быть произведен та.кже через предельные
значения коэффициента активности микрокомпонента (уг)о. энер^
гию взаимообмена (AU°), второго вириального коэффициента Я©,
245
В основе всех названных расчетов лежит, как было сказано
выше, использование соответствующих выражений для измене-
изменения химического потенциала компонента — примеси при пере-
переходе от чистого состояния к предельному разбавлению. Выра-
Выражение для изменения химического потенциала одного из ком-
компонентов системы через вириальное уравнение записывается
обычно в следующем виде [54]:
Дц, = - RTv]c2 (JL + В0с2 + Сйс\ +...) (VI. 37)
Здесь Во, Со и далее — соответственно второй, третий и да-
далее вириальные коэффициенты; М2 — молекулярный вес раство-
растворенного вещества; с2 — его концентрация, г/см3.
Чаще всего ограничиваются вторым вириальным коэффи-
коэффициентом [21, 55].
Расчет изменения энтропии растворителя при образовании
предельно разбавленного раствора с использованием понятия
запрещенного объема позволяет дать выражение для второго
вириального коэффициента
Во = NAV3/2Ml (VI. 38)
где NA — число Авогадро; Vs — запрещенный объем; М2 — моле-
молекулярный вес растворенного вещества.
При подстановке в уравнение (VI. 38) значения запрещен*
ного объема, полученного на основании принятой структурно-
динамической картины, можно найти величину В. Так, если цент-
центры массы плотных шарообразных молекул с радиусом г могут
сближаться на расстояние до 2г, то запрещенный объем равен
Л
f п BлK
0
ъм\
м.
(VI. 39)
где t>2—удельный объем.
Таким образом, на основании расчетного значения второго
вириального коэффициента может быть найдена, например, ве-
величина удельного объема микрокомпонента в растворе. Срав-
Сравнение найденной величины с опытным значением позволяет сде-
сделать интересные выводы о правильности принятой молекулярно-
кинетической картины.
Полезным в этом случае оказывается метод последовательных
приближений *.
* Использование общей теории растворов для расчета практически важ-
важных параметров на основании экспериментально определяемых величин дано,
например, в работах [56—74].
246
Интересный способ использования статистической термоди-
термодинамики для расчета различных параметров сильно разбавлен-
разбавленных растворов неэлектролитов предлагается в работах [13, 34].
Выражение для логарифма коэффициента активности микро-
микрокомпонента через изменение химического потенциала запишется
в виде
*** ' In* (VI.40)
RT
-In*
где (i2 — значение химического потенциала чистого растворен-
растворенного вещества; цЬ2 — экстраполированное значение для гипоте-
гипотетического состояния, соответствующего предельно разбавленному
раствору.
Если принять выражение для цЬ2 по аналогии с таковым
для чистого вещества, т. е.
то
RT
— 1п х
(VI. 41)
Таким образом, знание суммы по состояниям и потенциаль-
потенциальной энергии для двух состояний позволяет произвести расчет
интересующих нас парциальных мольных величин и относитель-
относительной летучести.
Однако пока такие расчеты могут быть выполнены для огра-
ограниченного числа растворов.
Пример решения задач, связанных со статистическим рас-
расчетом термодинамических функций в предельно разбавленных
растворах, дается, в частности, в работах [13, 34]. Предлагается
метод вычисления относительного давления пара микрокомпо-
микрокомпонента и (lgY2)o- В основу метода положено представление о
сходстве ближнего порядка в жидком растворе и в кристалли-
кристаллической решетке; используются уравнения Эйнштейна и Дебая
[75]. Очевидно, такое допущение, справедливое при температу-
температурах, близких к точке плавления, может приводить к погрешно-
погрешностям в случае равновесия между кипящей жидкостью и паром,
так как при этом не учитывается энергия поступательного
движения молекул.
Более простой метод расчета предельного значения парци-
парциальной мольной величины, в частности \g\, основан на экстра-
экстраполяции концентрационной зависимости, полученной в области
соизмеримых соотношений компонентов, на область Генри.
Закономерность такой экстраполяции вытекает, как было по-
показано выше, из постоянства коэффициента активности и отно-
относительной летучести при достижении предельного разбавления.
Различными авторами предложены системы уравнений (со-
(содержащие большее или меньшее количество коэффициентов),
247
выражающие зависимость lgyi и lg уг от концентрации в бинар-
бинарных и многокомпонентных системах. Часть из них имеет более
общий характер и основана на решении фундаментальных тер-
термодинамических уравнений, часть же — использует полуэмпи-
полуэмпирические и эмпирические зависимости.
Наиболее общими являются уравнения Гиббса — Дюгема,
Маргулеса [40], Уола [76], Уайта [77], Редлиха — Кистера [78],
Бенедикта [79] и т. п. Широко применяются системы уравнений
Ван-Лаара [31, 32] (в частности, уравнения третьего порядка).
Особенно удобна для случая бинарных растворов линейная фор-
форма уравнений третьего порядка:
В ж, A0-5
-0.5 .
в0-5
x, B0-5 J
(VI. 42)
Здесь сложные коэффициенты типа А°-5/В и 1/Л0-5 не зависят от
состава по их физическому смыслу (предельные значения Igy)-
Уравнения, аналогичные уравнениям Ван-Лаара, но с учетом
температурной зависимости lgy, были предложены Соломоном
[79], Ли и Коуллом [80], Ю и Коуллом [81] и др. Наиболее рас-
распространены уравнения Ли и Коулла, записанные в линейной
форме
\-0,5 =
\-0,5 =
0,5
0,5
(VI. 43)
Применение их дает хорошие результаты для систем с ком-
компонентами, значительно отличающимися по температурам ки-
кипения в чистом виде. Определение характера отклонения от
закона Рауля для систем, приближающихся при температурах
кипения к идеальным, весьма затруднительно при изучении рав-
равновесия жидкость — пар. В этих случаях большую помощь мо-
может оказать изучение равновесия между жидкостью и кристал-
кристаллами. Отклонение от идеальности при низких температурах
проявляется гораздо сильнее, так как кинетическая энергия теп-
теплового движения молекул сравнительно мала. Проявление разли-
различия в межмолекулярных взаимодействиях одноименных и разно-
разноименных молекул при температурах кристаллизации может быть
количественно определено с помощью уравнений Шредера [82]
и Мелвин-Хьюза [21]. Использование уравнения типа Шредера*
* Они могут быть получены при интегрировании уравнения Гиббса —
Гельмгольца, если пренебречь зависимостью теплоты плавления от темпера-
температуры. Форма сохраняется при переходе от концентраций к активностям.
24§
не представляет затруднений для растворов с компонентами, не
сильно отличающимися в чистом виде по температурам плав-
плавления:
Ф ф- (VI-44)
Знание величин By и Вг обеспечивает нахождение всех трех
теплот: плавления, растворения и смешения. Уравнение Мелвин-
Хьюза получено при условии выделения одного из компонентов
раствора (растворителя) в виде чистых кристаллов, зависимо-
зависимости теплоты плавления от температуры по формуле Кирхгофа
и постоянства разности теплоемкостей ДСР жидкости и кристал-
кристаллов
In a= —
(VI. 45)
где Ьпл — значение теплоты плавления при температуре плав-
плавления чистого растворителя Тпл.
Это уравнение дает выражение для In а, согласующееся с
теорией Ван-Лаара. Значение \ находится с помощью зависи-
зависимости у = а/х. Если предполагается использовать коэффициенты
активности при Гкип равновесных систем, то необходимо произ-
произвести соответствующий пересчет. Так как интервал между Гнип
и Тпп, как правило, велик, то применить линейную зависимость
IgY от 1/Т [9, 40] не представляется возможным.
Однако известно, что значение коэффициента активности при
повышении температуры будет стремиться к единице при со-
сохранении характера отклонения от идеальности. Стало быть,
можно указать некоторый интервал для значения \g\ и отно-
относительной летучести а. Чисто температурная зависимость коэф-
коэффициента активности без изменения знака отмечается только
в случае отсутствия химического взаимодействия между ком-
компонентами в жидкой фазе. Нередко достаточно четко выражен-
выраженные взаимодействия начинаются при некоторой оптимальной
температуре, находящейся между Тпл и ГНШ1, когда средняя
энергия молекул достигнет энергии активации. Повышение тем-
температуры раствора до Уют в случае образования неустойчивых
комплексов может привести к значительной их диссоциации.
В этих случаях значение lgy в концентрационном интервале
бинарной системы может менять знак.
Расчет Y2 на основании экспериментальных данных при изу-
изучении равновесия жидкость — пар [12] производится обычно по
формуле:
Ъ = -Щ- (VI. 46)
Величина yi может быть найдена таким образом для давле-
давлений, ниже атмосферного.
249
Для осуществления экстраполяции необходимо провести на
основании экспериментальных данных прямую, соответствую'
щую одному из термодинамических уравнений, и продлить ее до
пересечения с осью ординат. При использовании уравнений
(VI. 42) и (VI. 43) графическое построение осуществляется со-
соответственно в координатах
Достаточно надежные результаты получаются при следую-
следующей последовательности расчета: статистическая обработка дан-
данных эксперимента с нахождением доверительных интервалов
-e +6 m
0.6 0.5
Рис. 41. Пример термодинамической линейной кор-
корреляции для системы трихлорсилан — четыреххло-
ристый углерод:
1,11 — прямые уравнения (VI.42) н (VI.43), полученные на
основании экспериментальных данных по методу наименьших
. квадратов; 111 — доверительные интервалы, полученные с по-
помощью метода математической статнстикн.
изменения х; проведение через найденные интервалы фазовой
диаграммы с корректированием её при последующей проверке;
расчет значений уг по формуле (VI. 46) (равновесие жидкость—•
пар) или с использованием уравнений (VI. 44) либо (VI. 45)
(жидкость — кристаллы); нанесение на график эксперименталь-
экспериментальных значений в координатах выбранного термодинамического
уравнения; проведение корреляционной прямой с использова-
нием метода наименьших квадратов; осуществление термодина-
термодинамической проверки путец сравнения интервалов отклонения
экспериментальных точек от корреляционной прямой с довери-
250
тельными интервалами, полученными при статистической обра-
обработке [83]. Принцип использования метода показан на рис. 41.
Указанным методом изучен ряд систем [12, 84, 85].
В табл. 15 и 16 показаны величины относительной летучести
некоторых хлорпроизводных элементов IV группы Периодиче-
Периодической системы Д. И. Менделеева в бинарных системах, получен-
полученные при нахождении коэффициента активности методом экстра-
экстраполяции и непосредственным определением а в области малых
концентраций.
Таблица 15
Экстраполированные предельные значения коэффициентов
относительной летучести
Система
SiHCl3—РС13
SiHCI3—ССЦ
SiHCI3-TiCl4
S1HCI3—SnCl4
SiHClj—CHCI3
SiHCla—C2H6OOCCH3
Значение
4,47-5,14 *
2,65; 0,72-4,75*
3,10
11,00; 7,08-28,12*
5,25
4,48
* Предельный интервал получен при изучении равновесия жидкость — кристаллы.
Таблица 16
Значения относительной летучести <х0 и коэффициента активности(у2H
микрокомпонента в некоторых системах
(Концентрация мнкрокомпонента 10~4 — 10 %).
Основной компонент
SiCl4
SiHCl3
CH3SiCI3
GeCl4
Мнкроком понент
РС13
ао эксп
1,64
4,72
1,14
0,34
О
Р1
аид о
1,9
4,47
1,82
0,79
1,16
0,95
1,60
2,32
FeCl8
аэксп
> 100*
> 15**
>200
>50
* Активность кубовой жидкости более чем в 100 раз превышает активность дистил-
лата, равную фону.
** Величина активности кубовой жидкости ограничивается малой растворимостью
РеС1з в исследуемом продукте [86, 87].
Как видно из табл. 15 и 16, значения коэффициентов разде-
разделения во всех системах, за исключением смеси CHsSiCls — PCU
251
в области микроконцентраций хлоридов фосфора и железа до-
достаточно велики, что говорит о потенциальной возможности очи-
очистки данных продуктов от указанных микропримесей обычной
ректификацией.
ПРИНЦИПЫ РАСЧЕТА РЕКТИФИКАЦИОННЫХ ПРОЦЕССОВ
Исходные технические продукты, используемые для глубокой
очистки их методом ректификации, с точки зрения обычной хи-
химической технологии являются достаточно чистыми. Концентра-
Концентрация примесей в них не превышает, как правило, 10~3—10~б%.
Такое содержание определяется как малой растворимостью
в очищаемых продуктах многих неорганических соединений [86,
87], так и тем, что нередко проводится предварительная гру-
грубая очистка с использованием достаточно эффективных про-
процессов.
При сравнении качества многих исходных технических про-
продуктов и продуктов особой чистоты видно, что снижение кон-
концентрации большинства микропримесей должно происходить
примерно на 2—4 порядка.
Для организации ректификационной очистки следует опреде-
определить метод расчета необходимого числа ступеней с учетом спе-
специфики проводимого процесса.
Законченного решения, учитывающего влияние различных
факторов, связанных с внешними загрязнениями неорганиче-
неорганическими примесями и с отклонениями от проведения термодинами-
термодинамически равновесного процесса глубокой очистки жидких продуктов,
еще не найдено. Поэтому следует прежде всего определить, ка-
какие из применяемых в химической технологии методов могут
быть использованы для производства соответствующих расчетов
при условии достижения требуемой стерильности.
При расчете ректификационных колонн используются раз-
различные графические и аналитические методы в применении к
периодическим и непрерывным процессам.
Они достаточно подробно описаны в соответствующей лите-
литературе [1—5]; указаны особенности расчета для колонн различ-
различных конструкций: насадочных, тарельчатых, роторных и др. [88].
Многочисленные публикации содержат описание влияния са-
самых разнообразных факторов на эффективность колонн: еди-
единицы переноса (ВЕП), высоты, эквивалентной теоретической
ступени, степени разделения, производительности и т. п. Поэтому
мы не ставили своей задачей воспроизведение этих расчетных
методов. Здесь следует однако указать на почти полную непри-
непригодность графических методов (например, Мак-Кэба и Тиле
[89]), так как построение равновесной кривой X—У и рабочих
линий по экспериментальным данным в области столь низких
Концентраций не представляется возможным.
252
Из аналитических методов следует назвать наиболее про-
простые. Прежде всего — эмпирическое уравнение Кука [90] — Роза
[91] для идеальных бинарных смесей с использованием коэффи-
коэффициента разделения:
F = a"= Vn(l-xB)
A-Уп)х0 v '
где х и у — содержание легколетучего компонента соответствен-
соответственно в кубовой жидкости и дистилляте; индекс 0 относится к ис-
исходному продукту, an — к конечному.
Авторы доказали справедливость этого метода на большом
количестве опытов. Разделение считается достаточно четким,
когда содержание низкокипящего компонента в дистиллате —
не менее 99% при содержании его в кубе 1%; тогда
- ~ 4>0 (VI. 48)
где аСр — среднее значение относительной летучести.
В применении к глубокой очистке, когда а = const, содержа-
содержание низкокипящего компонента можно принять за 100%, а сни-
снижение содержания примеси микрокомпонента происходит не ме-
менее, чем на четыре порядка, опять пмин = 4,0/lg а, либо в общем
виде:
(VI. 49)
lga
где A—х0)—содержание труднолетучей примеси в кубе (ис-
(исходное содержание); A —у„) —содержание труднолетучей при-
примеси в дистиллате (конечное содержание).
Для расчета минимального числа теоретических тарелок
идеальных смесей при бесконечном флегмовом числе в периоди-
периодическом процессе широко распространено приближенное уравне-
уравнение Фенске [92], которое в применении к глубокой очистке
веществ имеет тот же вид, что и уравнение Роза, с той лишь
разницей, что левая часть имеет дополнительное слагаемое —
единицу. Однако для непрерывного процесса оно пропадает и
мы снова возвращаемся к выражению (VI. 47) :F = an. Нет
смысла перечислять другие приближенные методы, так как они
не имеют преимуществ для нашего случая перед только что
рассмотренными.
Ранее (см. главу II) для любого термодинамически равно-
равновесного процесса глубокой очистки в стерильных условиях было
получено аналогичное выражение
сп
(VI.50)
253
где а — коэффициент интенсивности очистки; для непрерывного
ректификационного процесса а=1па, с0 и с„ — концентрации
микропримеси соответственно в исходном продукте и после п-й
ступени очистки.
Здесь следует сказать, что, когда а не зависит от концен-
концентрации микропримеси и рассматривается как характеристика
термодинамически равновесного изобарно-изотермического про-
процесса (без учета кинетических факторов), расчет по этой
формуле может производиться для колонн с любыми характери-
характеристиками. Влияние факторов, отклоняющих процесс от равновес-
равновесного, должно быть тогда учтено отдельно для каждой равно-
равновесной ступени. При этом ВЕП и ВЭТС могут меняться при
проведении периодического процесса в довольно широких пре-
пределах (то же относится и к к.п.д. реальной тарелки).
Для систем очищаемое вещество — микропримесь с доста-
достаточно высоким коэффициентом разделения требуется, как пока-
показал опыт, небольшое количество теоретических тарелок.
Действительно, на примере очистки трихлорсилана — основ-
основного продукта для получения полупроводникового кремния от
микропримеси РСЦ (а«4,5) (снижение содержания РС13 от
10~4 до 10"8 мол. доли) необходимо около 7 теоретических таре-
тарелок. С учетом разумного значения к. п. д. тарелки эта величина
может быть по крайней мере удвоена.
Если очищаемое вещество образует с одной из микропри-
микропримесей систему с коэффициентом разделения, близким к единице,
то необходимое для глубокой очистки количество ступеней
сильно возрастает. Так, для системы CH3SiCl3—РС13, имеющей
коэффициент разделения 1,14, потребуется при к. п. д., равному
100% около 70 теоретических тарелок. При этом следует учесть
сильное снижение к. п. д. периодического процесса в отборном
режиме. Это обстоятельство наиболее наглядно показано в ра-
работах [38, 39, 41].
Уравнения для расчета степени разделения получены ими
интегрированием дифференциального выражения для изменения
материального баланса во времени Коэна [93] при условии, что
скорость массообмена между фазами определяется разностью
текущей и равновесной концентраций.
Для безотборного режима получено уравнение
g-l
a
a для отборного режима
i+e
(VI. 51)
(VI. 52)
264
где N — мольная доля концентрируемого компонента в жидкой
фазе; L — скорость потока жидкости, моль/(см2-мин); k — кон-
константа скорости массообмена; Р— доля отбираемого потока;
Граничными условиями являются:
N = N0 при z=0
И
N = NP при z = z (в отборном режиме)
Показано, что до некоторой величины скорость отбора дис-
тиллата не влияет на степень разделения, однако при высоких
скоростях это влияние сильно возра-
возрастает (рис. 42). При больших скоро-
скоростях движения пара в колонне и
ощутимом отборе наблюдается силь-
сильное снижение к. п. д., а стало быть
возрастание ВЕП и ВЭТС. Следует
однако отметить, что проведение
непрерывного ректификационного
процесса при соответствующей его
организации позволяет в значитель-
значительной мере снизить влияние отбора
на разделительную способность ко-
колонны. Для предельно разбавлен-
разбавленных растворов относительная лету-
летучесть равновесного процесса не за-
зависит от концентрации, так как
коэффициент активности постоянен:
1
ю'
ю
ю ¦
ю
10е
р
а0 = —z
Р\ (Y,)o
const
Рис. 42. Влияние скорости
отбора продукта на степень
разделения при различном
давлении пара (в мм рт. ст.):
/-I0; 2-25; 3-100.
Кроме того, ао=х2/у2- Переписав последнее выражение для
и у\, получим
1-У1
или
(VI. 53)
Линейная зависимость равновесных значений у\ от Х\, пред-
представленная графически на рис. 43, сохраняется в области Генри
(заштрихованная область, изображенная для наглядности без
соблюдения масштаба).
255
Если исходить из общего уравнения a—yiX2/y2X\, то зависи-
зависимость равновесных ух от Х\ представится в виде дробнолинейной
функции *
у1 — ! /yj 54)
реально существующей в области изменения концентраций
0<*i<l. Нетрудно заметить, что полученное нами ранее урав-
уравнение для предельного разбавления является линейным участ-
участком равновесной кривой y=f(x) при *i->-l, совпадающим с ка-
касательной в точке *i=l; произ-
производная дробно-линейной функции
получает значение:
Ых=1 = -^- (VI. 55)
При непрерывной компенсации
отбора дистиллата подаваемым в
ректификационную колонну ис-
исходным продуктом процесс глу-
глубокой очистки должен совер-
совершаться по прямой, близкой к
равновесной**. Импульсное про-
ведение непрерывного процесса
искажает прямую, превращая ее
В збр И
Рис. 43. Линия рабочих концен-
с. 43. Линия рабочих концен рую, превращая ее
траций для предельного разба- В зигзагообразную ЛИНИЮ. Из
вления уравнения дл й б
вления-
рную ЛИНИЮ. Из
уравнения для линий рабочих
концентраций укрепляющей ча-
части ректификационной колонны [3] следует, что тангенс угла
наклона равновесной прямой связан с величиной минимального
флегмового числа зависимостью:
\ *1/МИН
/мин
+ 1
В нашем случае можно принять
tg<P = -f- (см. рис. 43) и (Gx\ =—1-—
ао V *1/мин а0 — 1
(VI. 56)
(VI. 57)
Как видно из формулы (VI. 57), значение минимального флег-
флегмового числа значительно возрастает лишь при приближении
а0 к единице. Так, для ао=1,2 оно равно еще 5.
Величина ВЭТС и ВЕП, как и в общем случае, зависит
от скорости установления равновесия, т. е. от массообменных ха-
характеристик колонны. Хотя вопрос этот, применительно к мик-
* Здесь а также зависит от состава смеси.
** Без учета других искажающих факторов.
256
роконцентрации примеси до сих пор до конца не изучен, однако
выводы из экспериментального материала, накопленного с при-
применением радиоактивных изотопов, для насадочных колонн до-
довольно обстоятельно излагаются в работах [8, 11, 36].
Так показано, например, наличие оптимальных значений ско-
скорости пара (Re/Re'=0,6, где Re'— критическое значение числа
Рейнольдса, соответствующее турбулизации потока) и давления
для очистки ряда неорганических продуктов методом ректифика-
ректификации. Большое внимание уделено подбору эффективной насадки,
характеристики которой зависят от материала и формы.
На примере ректификационной очистки SiHCl3 от примесей
РС13 и S2C12 на 30 мм насадочной колонне не рекомендуются
оптимальные характеристики насадки и величины ВЭТС и ВЕП.
Установлено, что близкие к приведенным ниже значениям, полу-
получены и для очистки ряда других продуктов от различных микро-
микропримесей:
Насадка Кольца Фенске
Размер элемента насадки, мм .
Свободный объем, м3/мг . . .
Удельная поверхность, м*/м3 .
Вес единицы объема, кгс/м3 .
Предельная пропускная способ
ность, G ', кг/(м3 • ч)
ВЭТС, см:
SiHCl3—РС13 . . ,
SiHCl3—S2C12 . .
С6Н6-СС14. . . .
ВЕП, см:
SiHCl3-PCl3
SiHCl3—S2C12 ....
С6Н6-СС14. . . .
5X0,8
0,710
1720
820
4150*
8,5
15,1
4,4
4,7
4,5
4,2
Все сказанное до сих пор о принципе расчета ректификацион-
ректификационных колонн при организации процесса глубокой очистки веществ
относилось к случаю проведения этого процесса в условиях вы-
высокой стерильности.
Влияние внешних загрязнений, т. е. попадание удаляемых
в процессе очистки микропримесей из материала аппаратуры,
непроточных полостей, значительно искажает процесс глубо-
глубокой очистки.
В связи с этим нерационально создание громоздких колонн,
применение нестерильного материала для изготовления дета-
деталей и особенно насадки. Все эти моменты должны учитываться
в должной мере при организации ректификационного процесса
глубокой очистки веществ от неорганических примесей.
В настоящее время для этих целей применяются колонны
различных конструкций: насадочные (с разными режимами
При относительной нагрузке G/G'=0,6 наблюдается переход из од-
одного гидродинамического режима в другой, сопровождающийся максималь-
максимальным возрастанием ВЕП.
17 Зак. 114
257
массообмена, в том числе и эмульгационные), различные тарель-
тарельчатые, многотрубные и т. п. Однако вопрос о том, какой кон-
конструкции должно быть отдано предпочтение, — до сих пор яв-
является дискуссионным.
Трудно согласиться со сторонниками использования в каче-
качестве насадки различных металлических, фарфоровых и иных
нестерильных материалов при организации процесса глубокой
очистки веществ от неорганических примесей.
Строгий расчет процесса глубокой очистки веществ с учетом
внешних загрязнений до сих пор не может быть произведен.
Использование формулы
либо
In
с
сп - Ь/а
а
bs
0 a + b
bs
и a + b
(VI. 58)
(VI. 59)
(где b — коэффициент интенсивности загрязнения; а — коэффи-
коэффициент интенсивности очистки; s — растворимость), приведен-
приведенных в главе, представится возможным в том случае, если вели-
величины коэффициента интенсивности загрязнений для наиболее
распространенных случаев будут определены и затабулированы.
Нерациональность изготовления колонн больших размеров
заставляет обратиться к исследованию вопроса о применении
селективных ректификационных процессов, таких как азеотроп-
ная, экстрактивная, сорбционная ректификация.
Общие принципы использования процессов экстрактивной и
азеотропной ректификации в обычной химической технологии
изложены в монографии В. Б. Когана и в ряде других работ [94].
Нами рассматриваются лишь некоторые особенности этого
процесса в применении к глубокой очистке веществ.
Применение и расчет
процесса глубокой очистки веществ
экстрактивной ректификацией
Основное уравнение экстрактивной ректификации [94], запи-
записанное для средних концентраций, не может быть непосред-
непосредственно использовано в области, примыкающей к предельному
разбавлению, так как при этом требуется учет изменения давле-
давления пара при новых равновесных температурах и коэффициентов
активности компонентов бинарных смесей в присутствии треть-
третьего компонента. Постоянство значений lgy неэлектролитов в
258
области Генри позволяет произвести интегрирование функции
ф, пропорциональной неидеальной доле изобарно-изотермиче-
ского потенциала, не во всем концентрационном интервале, а
только в этой «узкой» области.
При этом после ряда преобразований для изотермических
условий можно получить простой вывод об обратно пропорцио-
пропорциональной зависимости предельных значений относительной лету-
летучести и коэффициента активности микрокомпонента для бинар-
бинарной и тройной систем:
4t ^ I. 60)
где (а) о и (уг)о— предельные значения соответствующих вели-
величин для бинарной системы; (арH и (Y2p)o— предельные значе-
значения тех же величин в присутствии добавки третьего компонента.
Это выражение может быть переписано как
(aH(Y2)o=const
Для изобарического процесса последние выражения транс-
трансформируются
где произведение (а)о(уг)о и отношение давления пара чистых
компонентов при равновесной температуре как к бинарной, так
и к тройной системе.
Таким образом, принцип подбора разделяющего агента
остается прежним: уменьшение коэффициента активности мик-
микрокомпонента от добавки третьего компонента ведет к пропор-
пропорциональному возрастанию относительной летучести.
На это обстоятельство было указано еще А. М. Розеном [95],
как на приближенное равенство для любых концентраций ком-
компонентов
[ = ^Йт. « yim/Jin (Vj 62)
ikn *kml 'kn
где / — коэффициент раздвижки; i, k — номер компонента; т,
п — число компонентов.
Для предельных концентраций приближенное соотношение
становится строгим. Этот достаточно простой вывод подтвер-
подтверждает требование о необходимости большего сродства (вплоть
до химического взаимодействия) эффективного разделяющего
агента к микропримеси по сравнению с очищаемым веществом.
Влияние концентрации разделяющего агента представлено здесь
в неявном виде.
Как показывает опыт, в некоторых случаях сохраняется за-
закономерность увеличения коэффициента разделения с ростом
концентраций разделяющего агента (табл. 17),
17* 259
Таблица 17
Влияние добавки третьего компонента
на увеличение относительной летучести в бинарной системе
SiHCI3-PCI3
Третий
компонент
TiCI<
SnCI4
Диизо-
амиловый
эфир
Количе-
Количество
третьего
компо-
компонента
%
10
50
10
50
50
Актив-
Активность
кубовой
жидкости,
имп/мин
295
814
2200
2580
866
•
Актив-
Активность
дистил-
лата.
имп/мин
5
5
ПО
20
363
Коэффициент
разделения
в бинарной
системе
а
6,5
6,5
6,5
6,5
6,5
Коэффициент
разделения
в тройной
системе
"р
59
150
20,0
12,9
2,5
а
Р
ct
9
23
3,1
20,0
0,4
Однако, как будет показано ниже, применение больших ко-
количеств разделяющего агента нежелательно в процессе глубо-
глубокой очистки веществ, так как это приводит к попаданию загряз-
загрязнений из самого разделяющего агента. Поэтому стремятся
применить другой вариант: использование добавок малых коли-
количеств веществ, химически активных по отношению к микропри-
микропримеси и инертных по отношению к основному компоненту.
В ряде случаев на этом пути удается получить хорошие ре-
результаты [96] (табл. 18). Весьма эффективными оказываются
Таблица 18
Изменение относительной летучести а
в области малых концентраций примеси при добавлении
дибутилового (ДБЭ) и диизопропилового (ДИПЭ) зфиров
(концентрация примеси — 10 — 1О~б %; добавка эфипа —2%)
Основа
SiCl4
SiHCl3
Примесь
РС13
РОС13
ВС13
TiCl4
PCI3
POCI3
BCI3
TiCl4
аДБЭ
а
1,93
0,82
6,82
1,32
1,21
0,85
23,82
2,22
аДИПЭ
1 10
0,46
5,42
1,47
1 22
1,05
2,56
3,42
добавки очень малых количеств некоторых химически активных
и комплексорбразующих веществ. К таким веществам относятся,
260
в частности, твердые хлорамиды арилсульфокислот и их соли
щелочных металлов (табл. 19).
Таблица 19
Изменение относительной летучести в некоторых системах типа
очищаемое вещество — микропримесь при введении малых количеств
добавок дихлорамида бензсульфокислоты
Очищаемое
вещество
CH3SiCI3
TiCl4
Микропримесь
РС13
РС13
Коэффициент
разделения
в бинарной
системе
1,14
0,50
Коэффициент
разделения
в тройной
системе
3,5
3,8
Кратность
увеличения
коэффициента
разделения
3,1
7,6
Общий принцип организации процесса глубокой очистки ве-
веществ методом экстрактивной, азеотропной ректификации
остается прежним: обеспечение непрерывности и высокой произ-
производительности, наиболее полного использования возможности
заложенного в основу физико-химического процесса при сохра-
сохранении высокой стерильности.
По сравнению с обычной ректификацией здесь приходится
учитывать дополнительную долю загрязнений, вносимых третьим
компонентом [97]. И в том и в другом случае выбор точки ввода
третьего компонента в ректификационную колонну должен
строиться с таким расчетом, чтобы эффект очистки за счет уве-
увеличения относительной летучести был выше, чем загрязняющий
эффект. Выше этой точки применение собственно экстрактив-
экстрактивной ректификации не только не целесообразно, но и менее эф-
эффективно, чем обычной ректификации (рис. 44). Так как в ко-
колонне экстрактивной ректификации совмещаются два процес-
процесса — экстрактивной и обычной ректификации, то необходимый
расчет может быть, очевидно, проведен на основе сравнения
интенсивности снижения концентрации микропримеси в обоих
процессах. Критерием в этом случае, как видно из рис. 44,
явится равенство первых производных функций, описывающих
динамику совмещенных процессов.
Расчет числа ступеней на этапе обычной ректификации про-
производится; как правило, с учетом полного отделения разде-
разделяющего агента (комплексообразователя) от продукта особой
чистоты.
В случае, если такое полное отделение обычной ректифика-
ректификацией невозможно, удобно воспользоваться дополнительным вве-
введением после колонны (до обратного холодильника) узла паро-
паровой сорбции с применением особо чистого сорбента. Однако
предпочтительно шбирать. такой разделяющий агент, который
261.
давал бы возможность полного отделения его малых количеств
от основного продукта на основе обычной ректификации.
Итак, необходимо знать уравнения, описывающие динамику
двух объединенных процессов глубокой очистки.
Как было показано в одном из предыдущих разделов (см.
главу II), для обычной ректификации соответствующие урав-
уравнения могут быть получены. Эти же уравнения с измененными
коэффициентами интенсивности очистки и загрязнения могут
быть, очевидно, использованы и для экстрактивной ректифи-
ректификации.
Коэффициент интенсивности очистки а легко определяется,
если экспериментально найдена соответствующая относитель-
относительная летучесть а.
Рис. 44. Пример графического расчета числа теоре-
теоретических ступеней при глубокой очистке веществ
методом экстрактивной ректификации:
/ — кривая уравнения (VI.70) для обычной ректификации;
2 — кривая уравнения (VI.74) для экстрактивной ректификации.
Сложнее обстоит дело с определением коэффициента интен-
интенсивности загрязнения FР) в процессе экстрактивной ректифика-
ректификации. Здесь коэффициент интенсивности загрязнения, как отме-
отмечалось выше, должен учитывать не только те микропримеси,
которые попадают в очищаемый продукт в процессе обычной
ректификации и характеризуются величиной Ь, но и дополни-
дополнительные загрязнения из разделяющего агента {АЬ).
Итак, bp=b+Ab. Задача сводится к нахождению АЬ. В этом
случае, если концентрация разделяющего агента на этапе
экстрактивной ректификации всюду одинакова и достаточно ве-
велика, то и долю загрязнений, попадающих из него, можно в
первом приближении считать одинаковой на всех ступенях ме-
между точками ввода макрокомпонентов. Отвлекаясь от диффе-
дифференциальной кинетики процесса, для простоты расчетов пред-
представим себе, что на каждой ступени происходит два частичных
процесса: а) испарение легколетучего очищаемого продукта и.
I
связанная с ним очистка; б) смешение сконденсированного пара
очищаемого продукта (различной чистоты по высоте колонны)
с разделяющим агентом. Конечно, такая модель может быть
принята как первое приближение сложного процесса, но она
позволяет изменить уравнение, отображающее динамику про-
процесса очистки (VI. 58) таким образом, чтобы учитывалось влия-
влияние дополнительных загрязнений, попадающих из разделяющего
агента, на процесс, а также эффективность разбавления очи-
очищаемого продукта.
Для преобразования уравнения (VI.58) найдем выражение
зависимости концентрации микропримеси в очищаемом про-
продукте от чистоты разделяющего агента.
Пусть с0 — исходная концентрация примеси в очищаемом
продукте; Vo — объем очищаемого продукта; сх — концентрация
примеси в разделяющем агенте; Vx — объем разделяющего
агента.
Тогда концентрация микропримеси в очищаемом продукте
при добавлении разделяющего агента станет равной:
с° Vo+Vx (V'M)
Обозначим относительные объемы, или объемные доли, очи-
очищаемого продукта и разделяющего агента соответственно:
VB+VX
= о0 и
Тогда с'о = covo + cxvx или, так как v0 = 1 — vx, то сг0 = с0 +
+ {cx~c0)vx.
При переходе от объемных долей к мольным получаем
со = е0 + (сх-с0)*р (VI-64)
где хр—мольная доля разделяющего агента в смеси.
Подстановка значения с^ в уравнение (VI. 75) дает для пара
очищаемого продукта после первой ступени очистки:
С1р = с^ + ± О - Г-Р) = С-°Р + (сх - Со) V-°r + ±(l- e~av)
Смешение сконденсированного (после первой ступени очист-
очистки) пара очищаемого продукта с разделяющим агентом приво-
приводит к выражению:
г , „ .Г —с„ . . , — а„ Ъ
cip = Cip + (cx-clp)*p = (l-*p)
-еР
Подобным образом определяется концентрация микропри-
микропримеси в паре очищаемого продукта, а затем и смешение с разде-
разделяющим агентом после второй, третьей и последующих ступеней
263
очистки. Аналогично концентрация после я-ой ступени очистки
запишется:
1 - хр)
(Сх _ Со)
A
i=n-2
(VI.65)
Поскольку в квадратных скобках правой части уравнения
стоят выражения, не зависящие от числа ступеней очистки (я)
и представляющие из себя константы для процесса, где ар и Ь
постоянные, то можно для удобства записи ввести обозначения:
сое""? (сх - со) Хре~аР + -f (l - е~"р) = А
Кроме того, обозначим A—кр)е~аР — К- Тогда уравнение
D4) приведется к следующему виду:
i=n~2
• 2
?=0
2«<b
(VI. 66)
l=n-2 i=n-2
Рассмотрение слагаемого 2 К1 В показывает, что 2 К*
?=0 ?=0
есть ни что иное, как сумма (я—I) членов геометриче-
членов геометрической прогрессии от 1 до Кп~2 со знаменателем прогрессии q=K.
Поэтому
/=/2-2
и
?-0
»=л-2
?-0
1-/С
-/С"
1-/С
(VI. 67)
Теперь уравнение (VI. 66) запишется в виде:
i - л-"-1
(VI. 68)
Если записать уравнение (VI. 68) в виде, решенном относи-
относительно п, то представляется возможным определить необходи-
необходимое число ступеней экстрактивной ректификации для достижения
264
заданной концентрации cnv:
In-
А-
В
п=1
1 — /С
ln/f
(VI.69)
Из уравнения (VI. 68) можно определить выражение для
предельно достижимой концентрации при экстрактивной ректи-
ректификации:
В (VI. 70)
пр {_
(значение К всегда <1) и сравнить его с выражением с„= —
(см. главу II), которое для случая экстрактивной ректификации
будет иметь вид:
с«\»=-^г~ (VL71)
Из сравнения уравнений (VI.70) и (VI.71) легко опреде-
определить hb
или
1 —An
(VI. 72)
(VI. 73)
Графическое изображение уравнения глубокой очистки ве-
веществ обычной
и экстрактивной ректификацией
1-/С"-'
1 — /С
(VI. 74)
показано на рис. 44.
Графическое решение указанных уравнений с целью опре-
определения числа ступеней экстрактивной ректификации, опреде-
определяемое условием tg<pi = tg(p2> практически представляет большие
трудности. Более удобным является их аналитическое решение.
Так как первые производные функции равны
(с„)'=F-асо)еаР
(сир)' = К" Ы К (a- yj^ j
(VI. 75)
(VI. 76)
265
то выполнение условия (с„)'=(спр)' приводит к выражению:
In
(Ь-асо)К
(VI. 77)
Примем в качестве примера для расчета следующие исход-
исходные данные:
а =0,40 (а =1,5); Ь= 1,0-Ю"""; ар = 0,92 (а = 2,5)
*р = 0,50; с* =1,0-КГ9; Со= 1,0-10~7
В этом случае константы равны: /4=2,0«10~8; Б=2,0-10-10;
К=2,0-10. Расчет дает для точки ввода разделяющего агента
и=2. При проведении процесса только одной экстрактивной рек-
ректификацией требуется три ступени, а обычной ректификацией —
12 ступеней.
В качестве резюме из раздела отметим, что путь рациональ-
рационального построения технологического процесса экстрактивной рек-
ректификации для случая глубокой очистки веществ выбирается не
только в зависимости от эффективности третьего компонента, но
и чистоты разделяющего агента и влияния внешних загрязнений.
Некоторые особенности применения
сорбционной ректификации
Сочетание процесса ректификации с адсорбцией привело к
разработке «адсорбционной ректификации». Известны исследо-
исследования по использованию этого метода в технологии тонкого раз-
разделения органических веществ [4, 98]. В последнее время этот
селективный метод начал с успехом применяться и для глубо-
глубокой очистки неорганических веществ *. Так, при соответствую-
соответствующей организации процесса показана его эффективность для
глубокой очистки SiCl4, GeCl4, TiCl4 и других жидких неоргани-
неорганических соединений.
Величины ВЭТС и ВЕП при использовании активной насад-
насадки нередко возрастают; отмечено влияние пористости на эффект
очистки [13].
Как показал эксперимент, в ряде случаев при сорбционной
очистке неорганических веществ от микропримесей достижение
оптимальных скоростей потоков (относительной нагрузки около
0,6) вещества через колонну с сорбентом переводит процесс в
диффузионную область. Скорость процесса определяется при
этом не подводом вещества к поверхности сорбента в потоке,
а внешней и внутренней диффузией. Анализ термического
Метод препаративной хроматографии рассмотрен в главе IV.
266
уравнения адсорбции Лэнгмюра [99]
а = 1 + «с
(VI. 78)
(где а — величина адсорбции; % — предельная адсорбция; и — ве-
величина, зависящая от сорбцирнного потенциала, меняющаяся
по экспоненте с температурой; с — концентрация сорбируемой
примеси) для смесей двух веществ приводит к выводу об от-
отсутствии влияния микропримесей друг на друга при сорбции
((OiCi<l и (о2с2<1), о независимой сорбции растворителя и о
сильном подавлении ее для микропримеси за счет конкурентной
сорбции растворителя. Действительно, так как С]^с2 и СС1
то
(в присутствии растворителя).
Сравнение выражений для а2 и а2р показывает, что
Gj/agp = 1 + o)iCi, т. е. подавление сорбции микропримеси в при-
присутствии растворителя по сравнению с таковой в чистом виде
происходит в 1 + (OiCi раз. Кроме того, согласно правилу вы-
вытеснения (сохраняющемуся и для микропримесей), вещество
более адсорбирующееся вне смеси, адсорбируется относительно
больше и в смеси.
Сорбция микропримеси фосфора (в виде РС13) в трихлор-
силане неэффективна на силикагеле и более или менее эф-
эффективна на алюмогеле. Последнее обстоятельство зависит от
соотношения двух факторов: кратности подавления адсорбции
микропримеси РС13 в растворе SiHCl3 и от величины их относи-
относительной сорбции на алюмогеле. Опыт по сорбционной очистке
SiHCl3 от микропримеси Р полностью подтверждает высказан-
высказанное предположение.
Так как при описании этого явления мы исходили из общих
положений, то, очевидно, оно может быть распространено на
широкий класс систем с микрокомпонентом.
При переходе от статической сорбции к динамической мы
сталкиваемся с искажением равновесной картины [100]. Коэф-
Коэффициент массопередачи на границе раздела двух фаз, являю-
являющийся функцией критерия Нуссельта, в различной степени зави-
зависит от определяющих критериев Re, Pr, Gr.
В случае сорбции микропримеси на пористом сорбенте вслед-
вследствие исчезающе малого значения градиента концентрации и до-
достаточно большой скорости паро-жидкостного потока вполне
вероятной становится зависимость скорости всего процесса от
величины внутренней диффузии. Тогда Nu = q>(Gr, Pr) и не за-
зависит от Re.
267
Итак, сорбционная ректификация, используемая для глубо-
глубокой очистки веществ, является весьма сложным процессом. Эф-
Эффективность ее зависит от соотношения многих определяющих
факторов и положительна в том случае, если ВЕП сорбции (до
установления сорбционного равновесия) меньше, чем ВЕП для
обычной ректификации.
В противном случае сорбент превращается в обычную на-
насадку и процесс сорбционной ректификации — в процесс обыч-
обычной ректификации.
Применение молекулярной дистилляции
Как известно, молекулярная дистилляция отличается от дру-
других процессов перегонки тем, что ее проводят в глубоком
вакууме, когда молекулы могут преодолевать силы взаимного
притяжения; при этом, длина их свободного пробега достигает
нескольких сантиметров. Выражение для средней длины свобод-
свободного пробега молекул одного типа бинарной идеальной смеси
запишется как
1 - (VI. 79)
где п — число молекул в 1 см3; оч — диа метр молекул одного
типа; ai,2 = Ti + гг — расстояние между центрами соприкасаю-
соприкасающихся молекул; т — массы молекул.
Если, согласно Стефану и Максвеллу, не учитывать столкно-
столкновения одноименных молекул, не влияющих, очевидно, на разде-
разделение компонентов смеси, то за длину свободного пробега мож-
можно принять величину:
Я,,
(VI. 80)
Отождествляя в первом приближении длину свободного про-
пробега с расчетным расстоянием между поверхностями испарения
и конденсации одного из компонентов, равным к примеру 2 см,
можно рассчитать величину необходимого для проведения про-
процесса вакуума. При близких массах молекул *
1 1
П
что составит число, близкое к 10~15 молекул/см3, т. е. значение
вакуума, соответствующего остаточному давлению около
10~* мм рт. ст. При таком вакууме температура проведения про-
268
* Случай, наиболее характерный для неорганических веществ.
цесса значительно снижается по сравнению с нормальными усло-
условиями перегонки и коэффициент летучести возрастает; это ведет
к увеличению производительности процесса. Для полноты кон-
конденсации поддерживается значительная разность температур по-
поверхностей испарения и конденсации, достигающая 100 град.
Организация многоступенчатого процесса повышает разделяю-
разделяющую способность установки.
Эффективность разделения при молекулярной дистилляции
определяется прежде всего разностью молекулярных масс, а не
давлением пара. Этим и следует, очевидно, руководствоваться
при использовании данного процесса для глубокой очистки
веществ.
Для молекулярной дистилляции по аналогии с относительной
летучестью при обычной перегонке можно ввести понятие отно-
относительной испаряемости двух дистиллируемых веществ:
(VI. 81)
Ум2
Эта зависимость следует непосредственно из формулы Лэнг-
мюра
D Р (VI. 82)
где D — максимальное количество испарившегося вещества
(моль • смт2 • сект1); Р — давление пара, дин/см2; М — молеку-
молекулярный вес; Т — абсолютная температура, °К.
Из формулы (VI. 81) следует, что возможна очистка с по-
помощью этого метода веществ от примесей, близких к ним по да-
давлению пара, но различающихся молекулярными весами. Сле-
Следует, к сожалению, отметить, что в настоящее время известны
лишь единичные случаи применения с этой целью молекуляр-
молекулярной дистилляции неорганических веществ.
Вполне вероятно, что использование комплексообразователей
для изменения молекулярного веса микропримесей может ока-
оказаться полезным и в этом процессе.
Общие вопросы, касающиеся теории, практического примене-
применения молекулярной дистилляции и требований при конструирова-
конструировании соответствующей аппаратуры изложены во многих работах
[4, 5, 101, 102].
ПРИМЕНЕНИЕ СУБЛИМАЦИОННОГО МЕТОДА
Сублимация, или возгонка, применяется, как известно, для
очистки легколетучего продукта, содержащего примеси неле-
нелетучих или труднолетучих веществ. Процесс может быть
269
осуществлен для некоторых твердых тел, обладающих высоким
давлением пара и способных за счет этого переходить не-
непосредственно из кристаллов в пар, минуя жидкое состояние.
Процесс возгонки проводится большей частью при атмосфер-
атмосферном давлении.
В отличие от перегонки, где тепловое движение молекул, как
мы видели, приводит к установлению равновесия между фазами
и выравниванию концентрации внутри всей фазы, при сублима-
сублимации стабильность равновесия зависит от однородности распреде-
распределения микропримеси в объеме кристалла. Диффузионные процес-
процессы, происходящие в кристалле чрезвычайно медленно, не могут
влиять на гетерогенное равновесие между поверхностным слоем
возгоняющегося вещества и паром. Распределение микропримеси
в кристалле наблюдается, чаще всего, вдоль дислокационных
дефектов кристаллической решетки. Поэтому здесь невозможно
указать на какую-либо закономерность изменения концентрации
пара во времени. Однако можно говорить как о дифференциаль-
дифференциальном, так и о среднем значении коэффициента разделения (как
и в случае перегонки, не зависящем от концентрации микро-
микрокомпонента, поскольку процесс совершается в области Генри).
Таким образом, отвлекаясь от различия механизма процес-
процессов, можно ввести понятие среднего коэффициента разделения
(или распределения), равного количественно отношению концен-
концентраций микропримеси в кристаллической и паровой фазах. Вве-
Введение такого понятия полезно, так как позволяет сравнить
эффективность процесса сублимации с другими процессами глу-
глубокой очистки веществ.
Некоторые авторы [103] считают, что возгонка является наи-
наиболее эффективным процессом очистки вещества, так как при
этом происходит наибольшее качественное изменение молеку-
молекулярного состояния (от наличия не только ближнего, но и даль-
дальнего порядка в кристалле до полного беспорядка в газе).
Нельзя не согласиться с высказанным положением, если рас-,
сматривать вслед за авторами идеальные системы. Однако сле-
следует иметь в виду, что отклонение от идеальности в жидких
растворах и изменение величины этого отклонения с концен-
концентрацией приводят к искажению величины коэффициента разде-
разделения при переходе к парообразному или кристаллическому со-
состоянию.
Возможность варьирования коэффициентами активности в
жидком растворе за счег комплексообразования может сильно
повысить эффективность процесса перегонки и кристаллизации.
Величина коэффициента разделения возгонки находится в пря-
прямой связи со значением энтальпии возгонки кристаллического
вещества Явозг. Последняя может быть определена из темпера-
температурной зависимости давления пара. В качестве классического
примера указывают обычно на возгонку иода.
270
Действительно, наиболее удобным и эффективным методом
очистки иода от нелетучих примесей является возгонка. В по-
последнее время, когда требования сильно возросли, для более
глубокой очистки используют нередко сочетание сублимации с
другими процессами, например, с фильтрованием через обогре-
обогреваемые фильтры из различных материалов [104]. Пропитка
фильтров некоторыми комплексообразователями, как указывают
авторы, еще более увеличивает эффект очистки. В этом случае
удается получить иод, содержащий минимальное количество при-
примесей. Методы двух-, трехкратной возгонки под вакуумом с при-
применением фильтров из ФПП, стеклянной ткани и пластинок,
позволили получить иод весьма высокого качества. Содержание
довольно большого количества лимитируемых примесей, таких
как различные металлы, бор, фосфор, мышьяк, не превосходит
в полученном таким образом продукте 10~6%, а влаги—10~?%-
При этом отмечается необходимость сохранения стерильности
производства и подбора коррозионно устойчивых материалов
для изготовления промышленных аппаратов. В частности, ре-
рекомендуется применение танталовой жести.
Использование обычной стали не позволяет получить про-
продукт требуемого качества. Обогрев аппаратуры производится
с помощью кипящей воды. Величина вакуума составляет
1—5 мм рт. ст.
Методом сублимации при умеренной температуре может
быть удобно осуществлена очистка такого продукта, как хлорид
алюминия, а также ряд других веществ.
Из материалов, очищаемых возгонкой в вакууме A0~4 мм
рт. ст.) при высокой температуре (порядка 1400еС), можно ука-
указать на моноокись кремния. Метод ее получения в состоянии
особой чистоты описан в работе [105].
ОСОБЕННОСТИ АППАРАТУРНОГО ОФОРМЛЕНИЯ ПРОЦЕССА
Важнейшими конструкторско-технологическими вопросами,
подлежащими предварительной отработке в лаборатории, могут
быть: исследования, связанные с расчетом эффективности глубо-
глубокой очистки и получением данных для конструирования ректи-
ректификационных колонн (без учета посторонних загрязнений);
разработка системы очистки атмосферы; выбор рациональных
конструкций основных аппаратов и принципа построения техно-
технологической схемы, которые обеспечивают сохранение необходи-
необходимой стерильности; проверка работоспособности и степени надеж-
надежности отдельных элементов системы контроля и регулирования
процесса и составление предварительного представления о прин-
принципах построения этой системы.
Окончательное решение всех перечисленных (и более широ-
широкого круга) вопросов возможно лишь при проведении опытной
371
полупромышленной или заводской проверки. Однако хорошо
организованная предварительная лабораторная проработка мо-
может (как показал опыт) сократить до минимума сроки промежу-
промежуточного этапа.
Организация системы очистки атмосферы
Размещение ректификационных колонн в отдельных отсеках
(боксах) или специальных вытяжных шкафах, изолирующих их
от остального лабораторного пространства, целесообразно и
при хорошо налаженной коллективной системе кондициониро-
кондиционирования воздуха, так как в общих помещениях неизбежно при-
присутствие обслуживающего персонала, нестерильных материалов,
вспомогательного оборудования, веществ и т. п. Кроме того, на
разных колоннах может производиться одновременно очистка
различных взаимно загрязняющих продуктов.
При работах с легкогидролизующимися и летучими агрессив-
агрессивными продуктами (хлорангидриды, минеральные кислоты) воз-
возникает также необходимость дополнительной осушки атмосферы.
Система очистки может строиться на принпипе рециркуляции
либо работы «на выброс».
Применение рециркуляции предпочтительнее во всех случаях,
исключающих попадание в атмосферу паров взрывоопасных ве-
веществ. Работа «на выброс» является неизбежной при обращении
с легковоспламеняющимися и взрывоопасными продуктами.
Система очистки воздуха в целом, либо ее коммуникации и
завершающие элементы должны быть выполнены из пластиче-
пластических материалов (как правило, винипласт). Один из вариантов
обшей схемы очистки атмосферы в лаборатории по рециркуля-
рециркуляционному типу изображен на рис. 45.
Для очистки от парообразных веществ и аэрозолей, попадаю-
попадающих в атмосферу за счет возможных нарушений герметичности
аппаратуры, рекомендуется применение барабанов, снаряжен-
снаряженных сорбентами либо хемосорбентами в комбинации с фильтра-
фильтрами грубой очистки. В качестве обычных сорбентов чаще всего
применяются прокаленный силикагель марки КСМ или высу-
высушенные цеолиты марки СаХ или NaX. Такой фильтр рекомен-
рекомендуется ставить также после вентилятора, если не приняты спе-
специальные меры для исключения попадания брызг масла и т. п.
Существенным элементом очистки атмосферы является также
«обеспыливание», т. е. отделение от мелкодисперсных аэрозолей,
требующих для их задержания специальных фильтров. Наилуч-
Наилучшим материалом для очистки от самых тончайших аэрозолей
является, как известно, ткань типа ФПП.
Наиболее удачной конструкцией фильтра на основе указан-
указанной ткани является фильтр марки СП-6/15 «Лайк», изгото-
изготовляемый Одесским экспериментальным заводом медицинских
изделий. Фильтры этой марки характеризуются высокой произ-
производительностью, весьма низким сопротивлением и хорошим зна-
значением коэффициента проскока [106].
Для применения в схеме очистки воздуха отдельные детали
стандартного фильтра, изготовленные из резины и металла,
должны быть заменены на винипластовые; это относится в пер-
первую очередь к обечайке.
Контроль степени очистки воздуха в боксе от аэрозолей мо-
может быть осуществлен, например, с помощью поточного ультра-
ультрамикроскопа марки ВДК-4. При 10-кратном обмене воздуха в 1 ч
Притоп воздуха
из помещения
Подача
о—>•
воздуха
в бокс
Отсос
воздуха
бокса
воздуха из
атмосферы
Рис. 45. Схема очистки атмосферы в лаборатории по рециркуля-
рециркуляционному типу:
1 -бокс; 2 — сорбционный барабан; 3 — вентилятор; 4-сорбционный стакан;
5 —калорифер для охлаждения воздуха; б-калорифер для подогревания воз-
воздуха; 7— сорбциоиный барабан для очистки воздуха от влаги; 8 —фильтр
для очистки от аэрозолей.
по рециркулярной схеме через 20—30 мин работы вентиляцион-
вентиляционной системы в боксе, как правило, не обнаруживается содержа-
содержание частиц размером более 4—5 мк.
Для осушки воздуха, подаваемого в бокс, хорошо зарекомен-
зарекомендовала себя система, состоящая из двух стандартных калори-
калориферов марки КФБ 0-4, в которых происходит последовательное
вымораживание влаги и нагрев охлажденного ниже точки росы
воздуха.
При невозможности осуществления принципа рециркуляции
(работа со взрывоопасными продуктами) необходимо иметь
не один, а два параллельно включенных вымораживающих ка-
калорифера, работающих попеременно по принципу «работа —
размораживание». При этом, воспользовавшись диаграммой
18 Зак. 114
273
энтальпия — температура (/ — t) [3], нетрудно подсчитать коли-
количество вымораживающейся в течение часа влаги (зависящее от
производительности вентиляционной системы). Последующий
подогрев воздуха до комнатной температуры обеспечивает, как
правило, относительное содержание влаги менее 5%. Во избе-
избежание подсоса внешнего воздуха поток его регулируется с по-
помощью шиберов (из винипласта) таким образом, чтобы в боксе
создавался небольшой подпор (несколько миллиметров водя-
водяного столба). Этому важному мероприятию не всегда уделяют
должное внимание.
Некоторые типы лабораторных
ректификационных установок
и конструктивные особенности изготовления
отдельных узлов
Как показали исследования последних лет, для глубокой очи-
очистки веществ не требуется применения сложных конструкций.
Усложнение конструкций колонн как в лаборатории, так и на
производстве ведет к повышению общего «фона» загрязнений.
Как правило, применяются насадочные и тарельчатые колонны
различных типов. Использование насадочных колонн (за исклю-
исключением, быть может, эмульгационных) предполагает употребле-
употребление для изготовления насадки, кроме фторопласта (обладающего
исключительно малой смачивающей способностью), другого
стерильного материала (например, кварца). В ряде случаев это
нежелательно. Поэтому предпочитают пользоваться тарельча-
тарельчатыми колоннами. Изготовление простейших насадочных колонн
для лаборатории не представляет затруднений. Как правило,
ректифицирующая часть такой колонны состоит из сплошной
трубы (с малым количеством царг или вовсе неразделенной
на царги) диаметром 30—50 мм с беспорядочно упакованной на-
насадкой. Схематическое устройство простейшей насадочной фторо-
фторопластовой колонны изображено на рис. 46.
Удобны также тарельчатые колонны из фторопласта, хотя
изготовление их требует определенного навыка. Колонны соби-
собираются из отдельных царг (представляющих отрезки разборто-
разбортованных фторопластовых труб с одетыми на них фланцами),
оснований тарелок и разделительных колец.
Царги крепятся между собой через металлические фланцы
болтами. Секции из 4—5 царг для снятия нагрузок и избежания
деформации закрепляются дополнительно металлическими стяж-
стяжками. На рис. 47 показано схематическое устройство ректифи-
ректифицирующей части колпачковой колонны.
Расчет деталей колпачковых колонн производится по общим
принципам, принятым в химической технологии, и не требует
особых пояснений.
274
Устройство отдельной тарелки колпачкового типа показано
на рис. 48. Для изготовления ректифицирующей части лабора-
лабораторной тарельчатой колонны удобнее использовать фторопласто-
фторопластовую трубу диаметром около 100 мм. В таком сечении на тарелке
удобно размещаются три колпач-
колпачка и одна переточная трубка,
обеспечивающие достаточный
массообмен между жидкостью и
паром. На любую из тарелок мо-
может быть через соединительные
фторопластовые кольца введен
специальный фторопластовый кар-
карман для помещения датчика из-
измерения температур.
Элементы теплоизоляции из-
изготавливаются из пенопластовых
блоков [107] путем расточки на
токарном станке колец расчетной
величины. Из колец, склеенных
с помощью растворенных в ди-
дихлорэтане кусочков пенопласта
или соединенных по принципу
«шип — паз», собирают колонну
требуемой высоты и режут по
диаметру на две половины тру-
трубы. Половины скрепляют затем
при помощи нескольких хомутов
из винипласта.
Куб лабораторной ректифика-
ректификационной колонны в зависимости
от исследуемого вещества изго-
изготовляют большей частью из
фторопласта или нержавеющей
стали. В последнем случае на-
наружные поверхности покрывают
лаком, термостойкой теплоизоля-
теплоизоляцией и защищают сверху для со-
сохранения стерильности стекло-
стеклотканью либо винипластовым ко-
кожухом. Применение кубов из
фторопластов [108] требует боль-
больших бесполезных затрат тепла
из-за малой теплопроводности материала [0,2 ккал1(моль • град)].
Поэтому, если загружается технический продукт, чаще всего
(даже в случае использования агрессивных сред) предпо-
предпочитают сталь; иногда ее футеруют фторопластом-Зм. Обогрев
куба может быть самым разнообразным: электрическим,
Рис. 46. Схема простейшей лабо-
лабораторной фторопластовой ректи-
ректификационной колонки:
/ — куб с электрообогревом; 2—ректи-
2—ректифицирующая часть; 3 —сборник особо
чистого продукта; 4 — обратный холо-
холодильник змеевикового типа; б — элек-
электромагнитный клапан.
18*
275
водяным и т. п. В случае фторопластовых кубов для равномер-
равномерного электрообогрева и во избежание прожога фторопласта спи-
спираль наматывают на медный либо латунный кожух со слюдяной
электроизоляцией. Применяются также трубчатые электрона-
электронагреватели (ТЭНы), заключенные в карманы из фторопласта.
Рис. 47. Устройство ректифицирующей части
колпачковой фторопластовой колонки:
; — патрубок с колпачком для пара; 2 — царга; 3 — слив-
сливная трубка; 4 — тарелка; 5 —кольцо; 6 —разгрузочные
шпильки; 7—гнездо для термопары.
При осуществлении водяного обогрева такого куба он должен
быть плотно вмонтирован в кожух из металла, совершенно изо-
изолирующий теплоноситель от фторопласта. Изготовление рубашки
с использованием одной фторопластовой стенки куба исключено,
так как, как показал опыт, при случайном повышении да-
давления теплоносителя, фторопластовый цилиндр может быть
смяг с нарушением герметичности в местах фланцевых соедине-
соединений (тянущее усилие) либо с образованием трещины на напря-
276
женном участке фторопласта. Аналогичные требования предъяв-
предъявляются к изготовлению охлаждаемых фторопластовых приемных
емкостей. Существенной частью любой ректификационной ко-
колонны является конденсатор или обратный холодильник. При
получении особо чистых веществ он должен быть выполнен из
фторопласта либо другого стерильного материала. В лаборатор-
лабораторной практике чаще всего применяются фторопластовые* холо-
холодильники змеевикового типа, помещенные в рубашку из вини-
винипласта. Рубашка рассчитана на жидкий проточный хладагент
либо на сухой лед. В последнем случае осуществляется, как пра-
правило, теплоизоляция из пенопласта. Устройство фторопласто-
фторопластового холодильника змеевикового типа изображено на рис. 49.
Рис. 48. Общий вид тарелки из фторопласта колпачкового типа:
/ — тарелка; 2— паровая трубка с колпачком; 3 —переточная трубка.
В лабораторной практике используются змеевиковые холодиль-
холодильники и более сложных конструкций с вмонтированными в сталь-
стальные трубы секциями. Схематическое устройство такого конден-
конденсатора изображено на рис. 50. Применяются также конденса-
конденсаторы и других тийов, например фторопластовые емкости с
защищенными металлическими трубами, по которым протекает
хладагент. Защита металлических груб осуществляется обматы-
обматыванием фторопластовой пленкой с последующей специальной
термообработкой (спекание).
Далее следует остановиться на конструкции приемных
емкостей продукта особой чистоты, так как на этой стадии со-
сохранение стерильности имеет исключительное значение и может
при неудачном оформлении свести всю работу на нет. На рис. 51
и 52 приведены образцы приемных емкостей из фторопласта и их
соединения со сливными коммуникациями.
* Для низких температур могут применяться лишь специальные сорта
фторопласта, в частности фторопласт-4.
277
Вид А
(крышка условно снята)
ly^vwv^ уvyyvvJvv *'v v ^ r.*.r*r*
Рис. 49. Схематическое устройство холодильника из фторопласта змее-
викового типа:
1— змеевик из фторопласта; 2 —штуцер для паро-жидкостной смеси; 3 —штуцер для
хладагента; 4 — кожух из винипласта.
Рис. 50. Схематическое устройство конденсатора из фторопласта
в металлическом кожухе:
I _ труба из фторопласта для технологического продукта; 2 — стальная труба;
3 — стальной кожух для циркуляции хладагента; 4 — вентиль.
Организация системы контроля
и регулирования процесса [109—112]
Все детали устройств контроля и автоматики, имеющих не-
непосредственный контакт с технологической средой, должны быть
выполнены из фторопласта-4 или из другого аналогичного по
коррозионностойкости материала. Для контроля режима работы
лабораторной ректификационной колонны необходимо измерять
Рис. 51. Образец приемных емкостей из фторопластового особо
чистого продукта на 2 л.
температуру кубовой жидкости, выходящего из колонны пара
стекающей из холодильника флегмы, величину потери скорост-
скоростного напора в ректифицирующей части колонны, уровнь жидко-
жидкости в кубе и приемной емкости готового продукта.
Кроме того, простейшими системами регулирования жела-
желательно стабилизировать уровень жидкости в кубе, темпера-
температуру охлаждающей жидкости в конденсаторе и временное
соотношение отбора готового продукта и возврата флегмы в
колонну. В качестве датчиков для измерения температуры могут
279
применяться как термопары, так и термометры сопротивления,
в зависимости от диапазона измеряемых температур и требуе-
требуемой точности измерений. Однако при исследовании кинетики
процесса ректификации необходимо иметь в виду значительное
температурное запаздывание показаний вторичных приборов,
вызванное малым коэффициентом теплопроводности фторопла-
ста-4, разделяющего среду и термовоспринимающий элемент;
поэтому толщина разделительных перегородок должна быть в
Рис. 52. Образец фторопластовой приемной емкости особо чистого
продукта на 5 л:
/ — обечайка; 2 —защитный колпачок из текстолита; 3 —защитная трубка
нз полимерного материала; 4-штуцер для залива; 5 — штуцер для инертного
газа; 6 — штуцер для передавливаиия жидкости.
разумных пределах наименьшей. При работе с агрессивными
веществами датчики температуры и линии, соединяющие их с
вторичными приборами, следует тщательно изолировать от воз-
воздействия паров очищаемых веществ путем вынесения вторичных
приборов в помещения с нормальной атмосферой и заключения
линий в трубы из химически стойких материалов (винипласт,
полиэтилен, фторопласт и т. д.). Потери напора в ректифици-
ректифицирующей части колонны могут определяться путем измерения
перепада давления между верхней и нижней частями с помощью
U-образных манометров открытого или дифференциального
типа. Наряду с распространенными водомерными стеклами, фо-
фонарями и другими приспособлениями для визуального опреде-
определения уровня жидкости в кубе колонны и в приемных емкостях
280
готового продукта эффективно применение электронных сигна-
сигнализаторов уровня типа ЭСУ. При этом следует иметь в виду,
что выпускаемые промышленностью приборы удовлетворитель-
удовлетворительно работают только на жидкостях с диэлектрической проницае-
проницаемостью, значительно отличающейся от единицы. При работе с
диэлектрически «инертными» жидкостями также возможно при-
применение ЭСУ, для чего в среду помещается заземленный попла-
поплавок из токопроводящего материала, резко изменяющий емкость
«штыря» ЭСУ при сближении с ним.
К сигнальной
8 —_pf-j лам
7-
лампе
Жидкость
Жидкость
Рис. 53. Пневматическое реле для индикации уровня в приемной
емкости особо чистого продукта:
/ — стена емкости: 2, 5 — корпус реле; 3, 6 — мембрана; 4, 7 — запирающий
шток; 8 — электропневмореле.
Если колонна работает при атмосферном давлении, то для
индикации уровня в приемных емкостях особо чистого продукта
(выполненных, как правило, из фторопласта-4 или другого сте-
стерильного полимерного материала) хорошо зарекомендовало себя
пневматическое реле (рис. 53). Весьма важным элементом систе-
системы ректификационной очистки веществ, уже на лабораторной
стадии, является устройство для регулирования флегмового
числа. Здесь, наряду с простейшими приспособлениями, такими
как калиброванные отверстия или заранее отрегулированные
фторопластовые вентили, могут применяться и несколько более
сложные.
Известно, например, использование качающихся разделите-
разделителей потока флегмы, двух каскадных конденсаторов (первый кас-
каскад для флегмы, второй-—для готового продукта и т.д.).Можно
также рекомендовать достаточно простое и обеспечивающее
281
сохранение высокой стерильности устройство с регулируемым
в широких пределах времени отбором флегмы и паузы. Оно
представляет собой электромагнитный клапан, запорная часть
которого, имеющая контакт с парами и флегмой особо чистого
продукта, выполнена из фторопласта-4 и отделена от привода
вялой фторопластовой мембраной, несущей в своем^ центре за-
запорный шток с конической заточкой, закрывающей под дей-
действием пружины отверстие для вывода готового продукта.
Электромагнит клапана включен в анодную цепь тиратрона
электронного реле времени, позволяющего в широких пределах
изменять время отбора флегмы и паузы.
Типовые схемы промышленных установок
Промышленное получение особо чистых веществ даже в наи-
наиболее развитых странах началось недавно, поэтому имеется
сравнительно небольшое количество ректификационных устано-
установок, отвечающих предъявляемым к ним требованиям. В основ-
основном установки рассчитаны на получение особо чистого продукта,
обеспечивающего в какой-то мере решение задач сегодняшнего
дня, но они становятся совершенно непригодными, если требова-
требования резко изменяются.
Схемы установок могут быть также самыми различными. На
рис. 54 приводится один из вариантов ректификационной уста-
установки, используемой для глубокой очистки веществ. Установка,
смонтированная по аналогичной схеме, была опробована в ра-
работе и показала вполне удовлетворительные результаты при по-
получении самых различных веществ особой чистоты. Характерной
особенностью установки является не только использование в ка-
качестве материала фторопласта [112], но применение довольно
простой и достаточно надежной системы кондиционирования воз-
воздуха в боксе, гарантирующей продукт от загрязнения в случае
возможного нарушения герметизации отдельных узлов. Кроме
того осуществляется почти полная автоматизация закрытого не-
непрерывного процесса. Наличие исполнительных пневматических
механизмов обеспечивает плавность работы и полную безопас-
безопасность в случае взрыво- и пожароопасных продуктов. Все кон-
контрольно-измерительные приборы и регуляторы вынесены на
пупьт управления, размещенный в отдельном помещении.
На установке могут подвергаться очистке все жидкие веще-
вещества как неэлектролиты, так и электролиты.
ПРИМЕРЫ ИСПОЛЬЗОВАНИЯ МЕТОДА РЕКТИФИКАЦИИ
ДЛЯ ПОЛУЧЕНИЯ ВЕЩЕСТВ ОСОБОЙ ЧИСТОТЫ
Использование ректификации как типового метода для глубо-
глубокой очистки веществ обеспечивает получение продуктов, необхо-
необходимых для различных областей новой техники. Здесь приводятся
282
oxfyeoa оозшр
В
к
Ь4
'Я
о
ч
К
я
2 ч •
с rt Я
I Kg
о
il
1 P
! rig
я =, о.
S»! So л
5 К»
я
О
I
Я
3 is
1 ||
О Я if
S SB
лишь некоторые примеры содержания микропримесей в про-
продуктах особой чистоты, встречающиеся в различных публи-
публикациях.
Цифры, приведенные в данном разделе, не являются, безус-
безусловно, пределом возможной глубины очистки. Они определяются,
в основном, стерильностью, которую удалось обеспечить иссле-
исследователям в данных условиях производства (исходя из предъ-
предъявляемых к продукту требований), а также чувствительностью
разработанных на данное время методов анализа *.
Кроме того, исследования, связанные с получением особо чи-
чистых веществ, ведутся во всем мире нарастающими темпами,
поэтому то, что еще вчера казалось последним словом техники,
сегодня — пройденный этап.
Мы не претендуем также на полноту охвата всех продуктов,
получаемых ректификацией и дистилляцией в состоянии особой
чистоты; список их постоянно дополняется как элементооргани-
ческими соединениями, так и относительно тугоплавкими соеди-
соединениями и металлами. Ректификационная очистка последних
осуществляется уже под повышенным давлением.
С другой стороны, ряд ректифицируемых при атмосферном
давлении жидких неорганических соединений получены в особо
чистом состоянии с использованием селективных методов ректи-
ректификации, в том числе, применением добавок малых количеств
химически активных по отношению к микропримесям веществ
или комплексообразователей.
Очистка SbCl3 и AsCl3 [36]
Исследования по очистке SbCl3 с использованием метода пе-
перегонки начаты много лет назад.
Имеются данные ** о том, что фракционной перегонкой рас-
раствора SbCl3 в соляной кислоте можно очистить продукт от ряда
примесей до содержания 10~4% (Bi, Те, Cd, Co, Cu, As, Ni, Sn,
Pb, Ag), а мышьяка до <10%. Отбор фракции особо чистой
SbCls осуществляется в пределах 200—220° С. В последнее время
произведена очистка SbCl3 методом ректификации [113, 114].
Конкретные данные, связанные с чистотой продукта, приве-
приведены в работе [41].
Ректификация проводилась на стеклянной тарельчато-сетча-
той колонне типа Ольдершау [115] диаметром 32—34 мм, имев-
имевшей 15 реальных тарелок. Головка полной конденсации охла-
охлаждалась водяным и воздушным холодильниками.
Исходная SbCl3 была получена хлорированием металла мар-
марки СУ-О. Данные по качеству полученного продукта приведены
в табл. 20.
Таблица 20
Данные ректификационной очистки SbCl3 при 745,0 мм рт. ст.
Исходная
загрузка
Фракция 1
» 2
» 3
» 4
» 5
Кубовый
остаток
Всего
?
gg
Величи]
флегмо
числа
10-15
8-10
8-10
10-15
10-15
_
—
Количество
фракций
1044
33,8
123
548
161
35
139
1040,8
%°%
100
3.2
11,8
52,6
15,4
3,3
13,3
99,5
*
1.5-10~*
6-Ю
<3-10
<3-10~3
<3-10
<з-ю"8
<3-НГ3
Содержание примеси,
и химический
СЛ
5-Ю
< МО
< 1 ¦ 10
< МО
—
-
—
Se + Te
МО
<М0
< МО
<М0
МО
МО
-
%
(спектральный
анализы)
&
1,5
5
4
>
ю-2
10
ю-4
<
<
U
2-Ю
—
—
МО
МО
-
-
XI
а
~2-10
_
—
< МО
< МО
-
-
* Здесь также лимитируемым фактором является нередко стерильность
условий работы и наличие особо чистых реактивов.
** Работа проведена в Институте химических реактивов в 1962 г,
284
Эффективность колонны по стандартной смеси С6Н6 — ССЦ
составляла 11 теоретических тарелок.
Начиная с третьей фракции, продукт получался бесцветный.
Очистка AsCl3 производилась на колонне с 15 «физическими»
тарелками при атмосферном давлении G58,5 мм рт. ст.). Отме-
Отмечается, что даже на сравнительно малоэффективной колонне с
невысокими флегмовыми числами достигается существенная
очистка. Более 90% AsCls от его загруженного количества B—5
фракции) было получено с содержанием большинства анализи-
анализируемых примесей от 10~4 до Ю-6% при содержании некоторых из
них в исходном продукте до сотых и десятых долей процента.
Все фракции имели слабо-желтую окраску. Фракции с 2 по 5 от
первой ректификации были объединены и подвергнуты повторной
ректификации; тогда был получен бесцветный продукт. При по-
повторной ректификации получено около 85% AsCl3 от взятой за-
загрузки. Содержание примесей As, S, Se, Те, Fe, Pb, Cu, Mg, Ni,
Mn составляло не более 5-10~6% (ниже предела чувствитель-
чувствительности существовавших на то время методов анализа).
Глубокая очистка воды методом ректификации
До последнего времени вода особой чистоты получалась на
ионнообменных смолах.
Ректификация во фторопластовой колонне эффективностью
10 теоретических тарелок при флегмовом числе 5 с добавкой
285
малых количеств комплексообразователей позволила получить
воду высокой степени чистоты, превосходящую продукт после
ионообменной установки по многим показателям. Исходным
сырьем служит обычная водопроводная вода.
Обогрев куба осуществляется электричеством. Ректифици-
Ректифицирующая часть колонны при этом не обогревается; теплоизоля-
теплоизоляция— пенопласт. Регулировка флегмового числа производится
с помощью электромагнитного клапана, либо другим способом.
Содержание примесей в продукте особой чистоты показано
в табл. 21.
Таблица 21
Содержание примесей в продуктах особой чистоты,
полученных методами ректификации во фторопластовых колоннах
Примесь
А1
В
Fe
Са
Mg
Мп
Си
As
Ni
Sn
Pb
Ag
Sb
Ti
P
Cr
Содержание, %
H2O 1 HF
5-10"8
1- lO-8
1 • 10"'
2 • 10-7
2 • 10~8
< 3 • 10-9
4,2 • 10-9
5-10-9
<6-l°1
<6-10
<6-10
<6-10 •
<2- 10 '
<6- 10
1,5-10"8
6-10"8
i • io~!
Ы0
1 • 10B
1 •10"*
1 • 10"
5-10 '
1 • 10"'
1 • 10~6
1 • 10"'
5-101'
1 • 10"'
5 -10"'
1 • 10"'
1.10
1 • 10"'
SiHCl3
5 • 10~8
5 • 10-8
< 1 • 10"'
< 2 ¦ 10 '
< 1 • 10~8
<3-10"8
<3 • i°~s
< i •1° 9
<i-ioj
< i • i°~8
< i • 10"8
5-10"8
< 1 • 10"'
CC14
< 1 • 10"'
< 1 • 10
< 3 • 1<T°
<i:!iS
< 3 • 10
< 1 ¦ 10-6
< 1 • 10~6
< 1 • io~
<3-10"8
< 1 • 10"'
< 3 • 10
< 1 • 10
Глубокая очистка SiHCl3 методом ректификации
Основное внимание исследователей было направлено на
очистку от наиболее «вредной» для полупроводников примеси
фосфора.
Работами немецких ученых было показано [24], что примесь
фосфора находится в трихлорсилане в виде РС13. Они устано-
установили также, что ректификацией на кварцевых насадочных ко-
колоннах эффективностью в 10—15 теоретических тарелок можно
снизить содержание РС13 в SiHCl3 с 10— КН до 10"8—10-9%.
Опыты проведены ими с помощью радиоактивных изотопов. Эти
опыты были повторены [36] на насадочной колонне диаметром
30 мм с высотой слоя насадки 460 и 520 мм. В качестве насадки
28§
опробованы кварцевые спирали по Фенске 5x0,8 мм2 и кольца
из полихлорвинила 5x5x0,5 мм3. Предельная нагрузка 4150 и
6600 кг/ (м2 • ч). Величины ВЭТС и ВЕП составили соответствен-
соответственно 8,5—13,7 и 4,6—7,3 см. Отношение предельной нагрузки к
ВЕП оставалось постоянным и почти не отличалось от такового
для стандартной смеси С2Н6 — ССЦ [31, 32]. Содержание при-
примеси РС13, меченного изотопом фосфора Р32, снизилось с 10~2—10~3
до 10—10-8%.
Очистка трихлорсилана от примеси серы в виде S2C12 не пред-
представляла труда, так как коэффициент разделения в бинарной
смеси SiHCl3—S2C12 весьма высок — 25,0. Для системы
SiHCU — SC12 он значительно меньше — 3,24, однако и здесь его
величина вполне достаточна для осуществления эффективной
очистки. Также велики коэффициенты разделения для смесей
SiHCl3 с микропримесями многих других элементов. Стандарт
американской фирмы Юнион Карбаид предусматривает очистку
трихлорсилана от многих элементов до уровня 10~7—10-8%.
Ректификацией во фторопластовой колонне с соблюдением
стерильных условий производства при осуществлении непрерыв-
непрерывного процесса получен продукт весьма высокого качества, что
показано в табл. 21.
Глубокая очистка HF методом ректификации
Ректификационная очистка HF осуществляется на колонных
аппаратах различной конструкции, изготовленных из фторо-
пласта-4.
Вследствие чрезвычайной агрессивности продукта требуется
высокая степень автоматизации, что позволяет создать пол-
полностью закрытый, непрерывный процесс с соблюдением макси-
максимальной стерильности.
Исходным сырьем служит, как правило, техническая фтори-
фтористоводородная кислота.
Ректификация совмещается с добавками небольших коли-
количеств некоторых химических веществ для связывания микро-
микропримесей, главным образом, летучих соединений мышьяка и
бора, которые при этом остаются в кубовой жидкости.
Глубокая очистка СС14 методом ректификации*
Ректификационная очистка СС14 проведена вначале в лабора-
лаборатории на колонне с 10 теоретическими тарелками по стандарт-
стандартной смеси SiHCl3 — SiCU при флегмовом числе 5. Насадка —
кварцевые кольца Фенске диаметром 3 мм. При этом показано,
что может быть получен продукт высокого качества, превосходя-
превосходящий образцы, приготовленные другими методами (см. табл.21).
* Осуществлена на ОЭЗ ИРЕА по совместной работе с ВНИИ химиче-
химических реактивов и особо чистых химических веществ.
287
По нашим данным, ректификацией на фторопластовых колон-
колоннах получен продукт с содержанием Fe 1 • 10~7, Ti <1«10~7, Си
1,2-10"8, Sn 2-10"8.
Очистка моногермана методом низкотемпературной
ректификации [117]
Моногерман содержал примеси метана, этана, этилена и фос-
фина в количествах 10—10~4 объемн.%. Экспериментально
определенные коэффициенты разделения для всех указанных
примесей были достаточно велики, за исключением СгН6, что
говорило о возможности глубокой очистки GeH4 методом рек-
ректификации.
Высота ректифицирующей части низкотемпературной ректи-
ректификационной колонны составляла 200 мм. Примеси отбирались
из верхнего конца колонны, а продукт — из куба колонны.
Масспектральный анализ показал, что в очищенном моно-
германе содержание неорганических гидридов III—IV групп
Периодической системы Д. И. Менделеева было ниже 1 • 10~5%
(предел чувствительности).
Глубокая очистка CH3SiCl3 методом ректификации
Примеси, содержащиеся в исходном СНзБЮз, имеют доста-
достаточно высокий коэффициент разделения, за исключением РС13.
Относительная летучесть последнего в растворе CH3SiCl3 равна
1,1 —1,15. Однако и в этом случае ректификационная очистка
осуществляется до достаточно высоких степеней. Повышение
эффективности может быть достигнуто снижением летучести
РС13 с помощью добавок некоторых химически активных ве-
веществ, связывающих РСЬ, либо за счет предварительного окис-
окисления РС13 до РОС13 продуванием азонированного воздуха [116].
По данным В. А. Михайлова с сотрудниками [116], содержа-
содержание примесей (в %) в CH3SiCl3 особой чистоты следующее:
Ti.
Fe
Al
Cu
Ni
Cr
Ca
Mg
P .
Pb
Sn
<1-
<6-
<1,5-
<1,5-
<1,5-
<5,6.
<2-
<7-
<2-
<2-
10"
10"
10"
10"
10"
10"
10
iol
10
10"
Mn
Zn
In.
Sb
?f
As
Na
W.
Cd
<1,5-
<5,5-
<4,4^
<1,3-
< 1,5-
1,5-
7-
5-
<2-
10"
10"
10"
10"
10"
10"
10"
10
10"
за исключением AsHa, который анализировался химическим ме-
методом.
288
Очистка А1С13 ректификацией
на полупромышленной ректификационной колонне [118]
Полупромышленная стальная колонна периодической ректи-
ректификации эффективностью около 10 теоретических тарелок по-
позволяла производить отбор продукта в виде газовой фазы через
обогреваемый специальной печью дроссельный вентиль диа-
диаметром 50 мм.
Ректифицирующая часть имела внутренний диаметр 76 мм и
высоту 3 м. Насадка — керамические кольца Рашига 15 X 15 мм.
Охлаждение конденсатора осуществлялось холодной водой. Обо-
Обогрев куба, ректифицирующей части и дефлегматора — электри-
электрический.
Процесс ректификации проводился под давлением азота
2,5 ат.
Результаты опытов представлены в табл. 22.
Таблица 22
Результаты опытов по очистке А1С13
Темпера-
Температура
куба.
325
325
325
кг
23,20
25.00
25,70
Исходный
А1С13
94,76
95,88
92,35
продукт
состав, %
FeCI3
0,241
1,02
0,16
FeCl2
2,04
1,30
5,16
Дистиллят
вес.
кг
21,8
20,2
20,6
состав, %
А1С13
99,48
98,30
99,01
FeCI3
0,036
0,035
0,015
FeCI2
0,020
0,103
0,032
Очистка серы от селена методом ректификации [119]
Выпускаемая промышленностью сера содержит десятые доли
процента селена.
Таблица 23
Результаты опытов по глубокой очистке серы от селена
методом ректификации
Давление,
мм рт. ст.
760
760
760
760
1350
Содержание селена
в кубе.
%
2-103
3-Ю
2 • ГО"'
3-10"'
3 • 10
Содержание селена
в дистилляте,
%
<2-10
1,8-10
1,2-10
2,5 • КГ4
< 1 - 10
Фактор разделения
F
> 10
16,5
16,5
12,0
>30
19 Зак. 114
288
Ректификационная очистка проводилась на насадочной ко-
колонне из жаростойкого стекла диаметром 16 мм, насадка — стек-
стеклянные кольца Фенске диаметром 5 мм. Высота слоя насадки
составляла в одной серии опытов 730 см, во второй—146 см.
Давление азота в колонне составляло в первой серии опытов
400—760 мм рт. ст., во второй — 760—1460 мм рт. ст. Фактор раз-
разделения возрастал с уменьшением скорости орошения и с повы-
повышением давления (от 3,5 до 1440).
Результаты опытов приведены в табл. 23.
Авторы указывают, что ректификацией может быть получена
сера с содержанием селена 1 • 10~5%.
Очистка ВВг3
Для очистки использована тарельчато-ситчатая ректифика-
ректификационная колонна с 20 реальными тарелками по стандартной
смеси. Флегмовое число — 30. Содержание SiBr4 менее 10~7—
10~8%. Указывается, что отделение от других примесей (Ti, A1,
Sb, Hg) происходит с еще большей эффективностью [120].
Получение красного фосфора особой чистоты
(метода НИУИФа)
Принцип очистки основан на глубоковакуумной перегонке
желтого фосфора с последующим превращением его в красную
модификацию.
В литературе опубликован ряд примеров по ректификацион-
ректификационной очистке других неорганических веществ от микропримесей
различных элементов, например: пентахлоридов ниобия, тантала
и др. [121, 122—125].
ЛИТЕРАТУРА
1. А. Г. Касаткин, Основные процессы и аппараты химической техноло-
технологии, Госхимиздат, 1961.
2. Н. И. Гельперин, Дистилляция и ректификация, Госхимиздат, 1947.
3. К. Нор ре, Н. Кйппе, Н. В е п d i x, Chem. Techn. (Leipzig), № 1, 18
A967).
4. Э. К р е л ь, Руководство по лабораторной ректификации, ИЛ, 1960.
5. Сб. «Физическая химия разделения смесей. Дистилляция, ректификация»,
ИЛ, 1949.
6. Л. А. Н и с е л ь с о н, Автореф. докт. дисс, Московск. ин-т стали и спла-
сплавов, 1966.
7. Л. А. Нисельсон, Научные труды Гиредмета, т. X, Госметаллургиз-
дат, 1963, стр. 127.
8. Я. Д. Зельвенский, А. А. Ефремов, О. П. Афанасьев, ЖПХ,
38 E), 987 A965).
9. В. Н. Черняев, А. И. П у с т н л ь н и к, Изв. вузов. Цветн. металлург.,
№36 A959); В. Н. Ч е р н я е в, ЖФХ, 36 D), 1521 A962).
10. Л. А. Нисельсон, И. И. Лап иду с, ЖФХ, 39A), 161 A965).
290
11. Я- Д- Зельвенский, В. А. Шалыгии, Ю. В. Голубков, Хим.
пром., № 5, 347 A962); Я. Д. Зельвенский, Я. Фейтек, В. А. Ш а-
л ы г и н, ЖФХ, 35A2), 2802 A961).
12. Г. 3. Блюм, С. И. X а и н с о н, Б. В. Ж а д а н о в, Ю. В. Васильева,
ЖФХ, 40(8), 1779 A966).
13. Г. Г. Девятых, С. М. Власов, ЖФХ, 39E), 1171 A965).
14. Сб. «Химия и термодинамика растворов», Изд. ЛГУ 1964
15. F. M. Raoult, Compt. rend., 104, 1430 A887); Z. phys. Chem., 2, 353
A888).
16. Г. Льюис, М. Рендал, Химическая термодинамика, ОНТИ, 1936.
17. Дж. В. Г и б б с, Термодинамические работы, Гостехиздат, 1950.
18. P. Duhem, Compt. rend.,102, 1449 A886).
19. И. Р. Кричевский, Фазовое равновесие в растворах прн высоких
давлениях, Госхимиздат, 1952.
20. М. С. Вревский, Изучение растворов при различных температурах,
Петроград, 1916.
21. Э. А. Мелвин-Хьюз, Физическая химия, ч. I, II, ИЛ, 1962.
22. Л. В. Левши н, Автореф. докт. дисс, МГУ, 1967; Л. В. Л ё в ш и н,
Т. Д. Славнова, ЖПС, № 2, 234 A967); Л. В. Лёв шин,
Т. Д. С л а в н о в а, Вестн. МГУ № 4 A967).
23. Е. Erdos, Chem. Listy, 47, 641 A953); Coll. Czech. Chem. Comm., 18,
727 A953).
24. K. Mummert, Reinstoffe in Wissenschaft und Technik, Internationales
Symposium, Dresden, 1961.
25. К. Акермаи, М. Брафмон, О. Крушевская, К. Крушев-
ский, Przeglad elektroniki, № 5—6, 299 A963).
26. М. X. Карапетьянц, Химическая термодинамика, Госхимиздат, 1949.
27. Б. Д. С т е п и н, Г. 3. Б л ю м, Теоретическая и экспериментальная хи-
химия, Киев, 1968.
28. В В. К р а п у х и н, В. Н. Черняев, Изв. вузов. Цветн. металлург.,
№ 6, 124 A960).
29. В. Н. Черняев, В. В. Крапу хин, Ю. М. Мартынов, Цвет, мет.,
№8,56 A961).
30. Ю. В. К о л о д я ж н ы й, О. А. Осипов, О. Е. К а ш и р е н к о в, ЖФХ,
39G), 1771 A965); Ю. В. Колод яжный, Автореф. канд. дисс. РГУ,
Ростов-на-Дону, 1966.
31. V an L a ar, Z. phys. Chem., 15, 457 A894).
32. V а п L а а г, Z. phys. Chem., 72, 723 A910).
33. Д. Г. Гильдебранд, Растворимость неэлектролитов, ОНТИ, 1938.
34. Г. Г. Девятых, С. М. Власов, ЖФХ, 40A0), 2532 A966).
35. А. Эйнштейн, М. Смолуховский, Броуновское движение, ОНТИ,
1936, стр. 402.
36. Получение и анализ веществ особой чистоты, Изд. «Наука», 1966.
37. И. Н. Бушмакин, Е. Д. Воейкова, ЖОХ, 19(9), 1615 A949).
38. Г. Г. Девятых, Н. X. Аглиулов, И. А. Фролов, ЖФХ, 33A),
1G1 A959).
39. Г. Г. Девятых, Н. X. Аглиулов, ЖФХ, 34, A1), 2509 A960).
40. Э. Хала, И. Пик, В. Фрид, О. В и л и м, Равновесие между жидко-
жидкостью и паром, ИЛ, 1962.
41. И. Н. Бушмакин, Р. В. Лызлова, П. Я. Молоденко, ЖПХ, 26,
A2), 1258 A953).
42. И. Н. Б у ш м а к и н, ЖПХ, 35A0), 2205 A962).
43. М. Пэр и, М. Шемля, Compt. rend., 254, № 8, 73 A962).
43а.И. 3. Фишер, Статистическая теория жидкостей. Физматгиз, 1961.
436. Я. И. Френкель, Кинетическая теория жидкостей. Изд. АН СССР 1945.
43в. Л. Д. Ландау, Е. М. Л и ф ш и ц, Теоретическая физика, т. 5. Стати-
Статистическая физика. Изд. «Наука», 1964.
44. О. А. Е с и н, П. В. Г е л ь д, Физическая химия пирометаллургических
процессов, Изд. «Металлургия», 1966,
19*
291
45. H. F г 6 h I i c h, Physica, 4, 639 A937).
46. Lennard-Jones, Devonshire, Proc. Roy, A170, 464 A939).
47. И. Д. Ван-дер-Ваальс, Ф. Констамм, Курс термостатики, ч. 1
и 2, ОНТИ, 1936. *
48. G. Bakker, Z. phys. Chem., 12, 670 A893); W. T r au be, Ann. Phys.,
8, 300 A902).
49. С. D i e t e r i с i, Wied. Ann., 66, 826 A898).
50. D. Jager, Wien. Ber., 105, 15 A896).
51. G. Mie, Ann. Phys., 11, 657 A903).
52. Lennard-Jones, Proc. Roy. Soc, A106, 463 A924).
53. M. Margules, Sitzungsber. Akad. Wiss. Wien, Math. Naturwiss., Kl 11,
104, 1243 A895).
54. Ч. Тенфорд, Физическая химия полимеров, пер. с англ. под ред.
проф. Г. Л. Слонимского, Изд. «Химия», 1965.
55. W. G. McMillan, I. E. Mayer, J. Chem. Phys., 13, 276 A945).
56. G. S с a t с h a r d, Chem. Rev., 8, 321 A931).
57. В. А. Киреев, ЖФХ, 14 A1), 1457 A940).
58. S. Joung, Stoichiometry, London, 1918, p. 239.
59. G. S с a t с h a r d, Chem. Rev., 44, 7 A949).
60. A. E i n s t e i n, Ann. Phys., 19, 289 A906).
61. H. Mark, Physikal Chemistry of High Polymeric Systems, N Y, 1940
62. A. E. Bell, W. M. Magdin, Trans. Chem. Soc, 74 A947).
63. H. S t a u d i n g e r, Trans. Faraday Soc, 29, 18 A933).
64. Г. М. П а н ч е н к о в, Теория вязкости жидкостей, Гостоптехиздат 1947
65. Ю. Я. Фиал ков, ЖФХ 37(8), 1745 A963); Укр. хим., 29, № б 576
A963).
66. М. И. Шахпаронов, ЖФХ, 27A), 87 A953)..
67. В. К. Семенченко, М. И. Ш а х п а р о и о в, ЖФХ, 22A0), 243 A948).
68. В. К. Семенченко, Физическая теория растворов, Гостехиздат, 1941.
69. В. К. С е м е н ч е и к о, Избранные главы теоретической физики Учпед-
Учпедгиз, 1960.
70. F. Dolezalek, Z. phys. Chem., 64, 727 A908); 71, 191 A910).
71. F. Dolezalek, A. Schulze, Z. phys. Chem., 83, 45 A913).
72. A. Schulze, H. Hock, Z. phys. Chem., 86. 445 A914).
73. A. S ch u I z e, Z. phys. Chem., 101, 94 A922).
74. Б. И. Б р о у и ш т е й н, А. С. Железняк, Физико-химические основы
жидкостной экстракции, Изд. «Химия», 1966.
75. Ч. Киттель, Введение в физику твердого тела, Физматгиз, 1963.
76. К. Woh I, Trans. Am. Inst. Chem. Engrs, 42, 215 A946).
77. R. R. White, Trans. Am. Inst. Chem. Engrs, 41, 546 A945)
78. O. Redlich, А. Т. К i s t e r, Ind. Eng. Chem., 40, 345 A948).
79. M. Benedict, С A. Johnson, E. Solomon, L. С Rubin Trans
Am. Inst. Chem. Engrs, 41, 371 A945).
80. Y. M. Li, I. I. Coull, Inst. Petrol., 34, 692 A948).
81. Yu Ruo Tsung, I. Coull, Chem. Eng. Progr., Symp. Ser., 48, № 2
38 A952).
82. И. Ф. Шредер, Гори, ж., И, 272 A890).
83. Г. 3. Блюм, Теоретическая и экспериментальная химия, вып 6 Киев
1965, стр. 807.
84. Г. 3. Блюм, Г. Т. Даниэлова. Л. Н. Ефанова ЖФХ 40B)
407 A966). ' '
85. Г. 3. Блюм, С. С. Иевлева, 3. А. Климкина, ЖФХ 40D) 925
A966); ЖФХ, 40F), 1276 A966).
86. Д. А. Петров, И. В. Власова, Т. В. Зимина, ЖПХ 32A1) 2500
A959).
87. Ю. М. Мартынов, И. И. К у р л я н д с к а я, Е. А. Крейнгольд,
ЖНХ, 9A0), 2297 A964).
88. А. Г. Касаткин, А. Н. П л а н о в с к и й, О. С. Чехов, Расчет тарель-
тарельчатых ректификационных и абсорбционных аппаратов, Стаидартгиз, 196J,
292
89. W. L. McCabe, E. W. Thiele, Ind. Eng. Chem, 17, 605 A925).
90. A. Rose, E. Rose et al., Distillation, N. Y., 1951.
91. A. Rose, Ind. Eng. Chem., 33, 594 A941).
92 M. R Fenske, S. O. Tonyberg, D. Q u i g g 1 e, Ind. Eng. Chem.,
26, 1169 A934).
93. K. Cohen, J. Chem. Phys., 8, 588 A940).
94. В. Б. Коган, Азеотропная и экстрактивная ректификация, Госхимиз-
дат, 1961.
95. А. М. Розен, ДАН СССР, 81, 5 A961).
96. И. И. Л а п и д у с, Автореф. канд. дисс. Гиредмет, 1966.
97. Э. П. Б о ч к а р е в, Г. 3. Блюм, Б. Д. С т е п и н, Материалы Всесоюз-
Всесоюзного совещания по методам получения особо чистых веществ, Труды
ИРЕА, сб. 31, 1967.
98. О. Fuchs, F. H. Roth, Die Chem. Fabrik, 11, 401 A938).
99. M M Дубинин, Физико-химические основы сорбционной техники,
ОНТИ, 1935.
100. Д. П. Тимофеев, Кинетика адсорбции, Изд. АН СССР, 1962.
101. Н А. Малафеев, В. А. Малюсов и др., Хим. и нефт. маш., № 7,
4 A965).
102. В А. Малюсов, Н. А. Малофеев, Н. М. Жаворонков, ЖФХ,
" 32, 10 A958).
103. А. Г. Аникин, Г. А. Мержанов, ДАН СССР, 169, № 5, 1132 A966).
104. Ф. В. Денисов, Р. Г. Лепилина, Ю. П. Б алло, В.Ф.Лаврова,
Е. В. Прытко в а, ЖПХ, 39(9), 1931 A966).
105. Г. М. Курдюмов, В. А. Молочко, А. В. Чек у но в, Изв. АН
СССР. Сер. неорг. материалы, 2A1) A966).
106. Фильтры с фильтрующим материалом ФП. Каталог, Таллин, 1965.
107. Неметаллические материалы. Справочник, Машгиз, 1962.
108. Фторополимеры, изд. «Союзхимэкспорт», 1965.
109. Автоматические приборы и регуляторы. Справочные материалы, Изд.
«Машиностроение», 1964.
ПО. Каталог приборов ЦПКБ ТПСА, 1966.
111. И. В. Анисимов, Автоматическое регулирование процесса ректифика-
ректификации, Гостоптехиздат, 1957.
112. Ассортимент продукции из фторопласта-4, Нижне-Тагильский завод пласт-
пластмасс, 1966.
113 F Enslin, Z. Erzbergbau u. Metallhiittenwesen, 15, 419 A962),
114 К. Patz, Monatsber. Dtsch. Acad. Wiss., 1, 564 A959).
115. С F. Olderschau, Ind. Eng. Chem. An. Ed., 13, 265 A941),
116. В А. Михайлов, А. Н. Попов, В. М. Горбачев, Э. И. Т о р-
г о в а, Неорганические материалы, № 5, 886 A966).
117. Г. Г Девятых, И. А. Фролов, Н. X. Аглиулов, ЖФХ, 40D),
714 A966).
118 С. М. Д а н о в,' Г. Г. Девятых, Г. А. Анисимов, Труды по химии
и химической технологии, вып. 1961, 4, стр. 727.
119. Г Г Девятых, А. И. Односевцев, В. А. Умилин, В. В. Ба-
Балабанов. ЖПХ, 35(9), 1946 A962).
120 Б Н Иванов-Эми н, Л. А. Нисельсон, И. В. Петрусевич,
ЖНХ, 7C), 482 A962).
121. Л. А. Нисельсон, ЖНХ, 3A2), 2603 A958).
122. Л. А Нисельсои, К. В. Третьякова, С. А. Амирова,
А Д. Микляев, Изв. АН СССР. Металлы, № 1 61 A966).
123. Л. А Нисельсон, Н. Н. Алексеева, Р. В. Иванова, Изв. АН
СССР. Металлы, № 3, 40 A965).
124. Я. М. Поляков, Ю. П. Адлер, Л. А. Нисельсон, Изв. АН СССР,
Металлы. №4 A966).
125. Л. А. Нисельсон, В. И. Столяров, Л. А. И ж в а н о в, Ю. М. Ко-
Королев, Изв. АН СССР- Металлы, № 4, 97 A965),
ГЛАВА VII
ЭКСТРАКЦИЯ
В основе экстракции как метода разделения и очистки лежит
различие в растворимости компонентов в двухфазной системе,
чаще всего состоящей из несмешивающихся водной и органиче-
органической фаз. Такую экстракцию называют жидкостной, хотя обычно
последний термин опускают, так как процесс экстракции в систе-
системе твердое тело — жидкость изучен крайне мало и практиче-
практического значения почти не имеет.
Таким образом, по своей природе между экстракцией и дру-
другими методами получения высокочистых веществ, основанными
на распределении примеси между двумя различными фазами
(ректификация, зонная плавка, сорбция), имеется глубокая ана-
аналогия. Так же, как и эти процессы, экстракция основывается на
законах, относящихся к явлениям растворимости, гетерогенного
равновесия и диффузии. По этой причине при разработке тео-
теории и аппаратуры экстракционного процесса, в первую очередь,
исходят из общих закономерностей теории растворов, термо-
термодинамики, массопередачи и т. п.
В связи с этим в теории экстракции зачастую приходится
оперировать понятиями с таким же физическим смыслом, как и
в указанных выше процессах, в том числе, и коэффициентом рас-
распределения. Так для противоточной экстракционной колонны
существует по аналогии с ректификационной колонной высота,
эквивалентная теоретической ступени (ВЭТС), т. е. отрезок ко-
колонны такой длины, что выходящая органическая фаза равно-
равновесна водной фазе, выходящей с противоположного конца этого
участка. Наиболее подробно общий характер закономерностей,
лежащих в основе подобных разделительных процессов, освещен
в монографии А. М. Розена [1]. В лабораторной и производствен-
производственной практике экстракция применяется очень широко и в самых
разнообразных целях.
Весьма велико значение этого процесса в аналитической хи-
химии, когда использование экстракции гозерляет сконцентриро-
294
вать анализируемый объект, отделить нежелательные соедине-
соединения, препятствующие проведению анализа и др. В радиохимии
экстракция применяется для разделения и концентрирования
радиоизотопов. При изучении неорганических комплексных со-
соединений экстракция служит для выделения исследуемых объек-
объектов, установления их природы и состава.
Селективность, высокая производительность и возможность
осуществления экстракционного процесса в крупных масштабах
и в непрерывном варианте обусловливают прогрессирующее при-
применение этого метода в промышленности. По масштабам произ-
производства на первом месте — использование экстракции в нефтяной
и коксохимической промышленности, например, рафинирование
смазочных масел и топлива, выделение бутадиена, получение
фенолов. Несколько меньшее по объему (хотя разнообразное
по номенклатуре) применение экстракция получила в технологии
органических производств. Здесь в первую очередь следует упо-
упомянуть фармацевтическую промышленность—-производство пе-
пенициллина, выделение витаминов и т. д.
В технологии неорганических веществ предложено использо-
использовать экстракцию главным образом как метод разделения близ-
близких по свойствам металлов: редкоземельных элементов, циркония
и гафиия, ниобия и тантала, хрома и ванадия, никеля и ко-
кобальта. Однако наибольшее развитие экстракция получила в
многочисленных технологических схемах, используемых в произ-
производстве материалов для ядерной энергетики. Приготовление ос-
основных исходных веществ и вспомогательных материалов, а
также процессы регенерации продуктов распада, образующихся
в атомном реакторе, в значительной мере основываются на экс-
экстракции.
Ввиду того, что к чистоте ряда материалов, используемых
в ядерной энергетике, предъявляются достаточно высокие требо-
требования, понадобилось разрабатывать экстракционные процессы
таким образом, чтобы они обеспечивали не только разделение
близких по свойствам элементов, но и эффективное удаление из
выделяемых продуктов достаточного числа микропримесей. Сле-
Следовательно, производство атомного горючего и вспомогательных
материалов — первый пример промышленного применения экс-
экстракции как метода получения неорганических веществ особой
чистоты.
Бурное развитие атомной энергетики и комплекса всех свя-
связанных с этой проблемой вопросов, в том числе экстракционных
процессов разделения и очистки, послужило причиной фундамен-
фундаментальных исследований как в области технологии экстракции *,
так и в области общих основ процесса — прежде всего,
* По общим вопросам технологии экстракции, а также описаниям от-
отдельных экстракционных процессов можно рекомендовать книги [2, 3].
295
математической и инженерной теориях экстракции *. Видная
роль в развитии этой области химической технологии принадле-
принадлежит советским ученым А. М. Розену, Б. Н. Ласкорину, В. В. Фо-
Фомину, В. И. Кузнецову и др.
Несмотря на широкие возможности экстракционного метода,
число примеров использования этого процесса при получении
веществ особой чистоты сравнительно невелико. По-видимому,
это связано со спецификой получения особо чистых веществ, ко-
которая предъявляет дополнительные требования к экстраген-
там и условиям проведения экстракционных процессов. Прежде
всего, очищая целевой продукт от одних примесей, необходимо
избежать внесения каких-либо иных загрязнений. Растворенный
экстрагент должен легко и полностью удаляться. Необходимо
также, чтобы его можно было легко получить в достаточно чи-
чистом состоянии. Далее, если при процессах разделения или из-
извлечения, осуществляемых с использованием экстракционных ме-
методов, ценность экстрагента обусловливается прежде всего его
селективностью по отношению к целевому соединению, то при
экстракционных способах очистки веществ следует отдать пред-
предпочтение более универсальным экстрагентам, которые обеспечи-
обеспечивают удаление из продукта большинства присутствующих при-
примесей.
Следствием того, что экстракция еще не нашла должного
применения среди других методов ультраочистки, является из-
известный пробел в теории поведения микропримесей при экстрак-
экстракционном процессе. Так проблемам соэкстрагирования следов
элементов, исследованиям факторов, влияющих на степень из-
извлечения микропримесей, изучению взаимного влияния совместно
присутствующих микропримесей на их распределение в экстрак-
экстракционных системах посвящено лишь незначительное количество
работ. Развитие исследований в этой области поможет теорети-
теоретически обосновать технологические изыскания с целью широкого
внедрения экстракции в промышленную и препаративную прак-
практику получения веществ особой чистоты.
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА ЭКСТРАКЦИИ
Механизм экстракционного процесса определяется диффузией
молекул растворенного вещества в одной из фаз к поверхности
раздела, через поверхность раздела и во второй фазе. При этом
у поверхности контакта фаз существует диффузионный погра-
пограничный слой, в котором происходит резкое изменение концен-
концентрации извлекаемого элемента. Перенос молекул растворенного
вещества продолжается до установления равновесия.
• Теории экстракции, проблемам аппаратурного оформления и расчета
экстракционных процессов посвящены монографии [4—6].
296
Важнейшей величиной, характеризующей экстракционное
равновесие, является коэффициент распределения. Коэффициен-
Коэффициентом распределения D называется отношение концентрации веще-
вещества в органической фазе к его концентрации в водной фазе в
равновесных условиях независимо от формы существования
этого вещества в той или другой фазе. Как известно, условие
любого фазового равновесия — равенство химических потенциа-
потенциалов распределяемого вещества в обеих фазах:
Так как химический потенциал \a = f(p,T,c), то при неиз-
неизменных первых двух факторах, а также при постоянном содер-
содержании прочих компонентов будет справедливо соотношение
copr=f(Своди), которому отвечает так называемая изотерма экс-
экстракции, изображающая зависимость концентрации вещества в
органической фазе от концентрации его в водной фазе.
Знание изотермы экстракции позволяет проводить процесс
в наивыгоднейших условиях, т. е. при достаточно приемлемых
значениях коэффициента распределения в области высоких кон-
концентраций, что дает возможность при заданной производитель-
производительности уменьшить расход экстрагента и повысить производитель-
производительность установки. В связи с этим большое значение может иметь
попытка количественного расчета изотерм экстракции на основа-
основании теоретического расчета коэффициентов активности и кон-
констант равновесия химической реакции взаимодействия экстраги-
экстрагируемого вещества с экстрагентом или реагентом, находящимся
в органической фазе. Для этого с успехом могут быть использо-
использованы термодинамические методы, а также теория растворов [7].
Для повышения эффективности экстракционного процесса,
т. е. для изменения значений D в желаемую сторону можно ис-
использовать следующие приемы.
Применение разбавителей. При использовании таких
широко известных экстрагентов, как трибутилфосфат (ТБФ) и
диизоамиловый эфир метилфосфоновой кислоты (ДАМФК), для
уменьшения их вязкости и взаимной растворимости органической
и водной фаз к ним добавляют инертный в экстракционном
отношении разбавитель. Тем не менее, количество и индиви-
индивидуальность разбавителя заметно сказываются на значениях
коэффициента распределения, причем в зависимости от природы
разбавителя и экстрагируемого вещества изменение D может
быть весьма значительным.
Эффект синергизма. Существенного повышения эф-
эффективности экстракционного извлечения в ряде случаев удается
добиться путем применения вместо индивидуальных экстра-
экстрагентов их смесей. Это связано с так называемым эффектом
синергизма, который заключается в отклонении от аддитивно-
аддитивности коэффициента распределения при экстракции несколькими
297
экстрагентами. Так, например, при использовании вместо чи-
чистого ТБФ его смеси с 0,1 моль/л диэтилгексилфосфорной кис-
кислоты коэффициент распределения урана при его экстракции из
сернокислого раствора повышается от 0,002 до 470, тогда как
использование в качестве экстрагента только диэтилгексилфос-
диэтилгексилфосфорной кислоты менее эффективно (D = 135) [7]. Иногда повы-
повышение эффективности при употреблении смешанных экстраген-
тов связано с образованием смешанных сольватов, которые мо-
могут оказаться значительно прочнее сольватов экстрагируемого
вещества с индивидуальным экстрагентами. При этом, по В. В. Фо-
Фомину [8], между константами образования «чистых» сольватов
Ki и ^2 и смешанного сольвата Ki, 2 существует следующее со-
соотношение:
В других случаях эффект синергизма объясняется смешанным
комплексообразованием [9].
Высаливание. Часто в водную фазу для увеличения
коэффициента распределения вводят так называемый высалива-
тель — соль или кислоту, имеющие одноименный ион с экстра-
экстрагируемым соединением. Действие высаливателя связано с повы-
повышением активности экстрагируемого вещества в растворе»
Важно отметить, что наиболее сильно эффект высаливания
сказывается при малых концентрациях извлекаемого соедине-
соединения. Поэтому становится очевидным благотворное влияние этого
явления при экстракционной очистке солеобразного соединения,
не экстрагирующегося в органическую фазу и в то же время
действующего на примесные катионы высаливающим образом.
Наряду с чисто физико-химическими факторами определяю-
определяющее значение имеет природа взаимодействия молекул экстраген-
экстрагента и экстрагируемого вещества. Как правило, при экстракции
хорошо диссоциированное в водной фазе соединение переходит
в органическую фазу благодаря образованию внутрикомплекс-
ного соединения или более или менее прочного ионного ассо-
циата. Условия, при которых наступает благоприятный момент
для перехода экстрагируемого вещества в органическую фазу —
концентрация, рН, температура — должны обеспечить существо-
существование этого вещества именно в той наименее гидратированной
необходимой форме, которая взаимодействует по определенному
механизму с экстрагентом.
Одно из непременных условий экстрагируемости данного со-
соединения — его незначительная гидрофильность, мерилом кото-
которой, по предложению В. И. Кузнецова [10], может служить
удельный заряд иона, т. е. отношение заряда иона к числу ато-
атомов в нем. Чем ниже эта величина, тем менее гидратировано
данное соединение, тем выше шансы подобрать соответствующую
298
экстракционную систему с высоким значением коэффициента
распределения.
Соль может экстрагироваться не только при условии малой
гидрофильности катиона и аниона, но и в том случае, когда сла-
слабо гидрофилен хотя бы один из них. Отсюда ясно, что перед
осуществлением экстракции выгодно переводить соль с целевым
ионом в соединение последнего с объемистым органическим
однозарядным ионом, который имеет низкий удельный заряд.
Гидратация экстрагируемой молекулы имеет большое значе-
значение в водной фазе, поэтому становится понятной роль высалива-
высаливателя, которая сводится, главным образом к облегчению обмена
молекул воды из ближайшего окружения этой молекулы на
молекулы экстрагента, т. е. к понижению работы выхода моле-
молекул воды из ближайшего окружения высаливаемого иона. Таким
образом, эффективность высаливания повышается по мере уве-
увеличения собственной гидратации высаливателя, растущей с уве-
увеличением заряда и уменьшением радиуса иона высаливателя *.
Механизм, благодаря которому экстрагированное соединение
«удерживается» в органической фазе, может быть различным.
Так при попадании в органическую фазу с меньшей диэлектри-
диэлектрической постоянной, чем у воды, нестойкие ионы могут быть зна-
значительно менее диссоциированы и обладать большим сродством
к органической фазе. Некоторые комплексные катионы, неустой-
неустойчивые в водной среде, вполне устойчивы в органическом раство-
растворителе (в лиганде), так как концентрация последнего макси-
максимально велика и й органической фазе почти нет воды, гидроли-
зующей комплексные катионы.
Таким образом, при проведении экстракционной очистки вы-
выбору экстрагента должен предшествовать тщательный анализ
имеющихся данных и выяснение характера взаимодействия с
предполагаемым экстрагентом очищаемого вещества и примес-
примесных соединений. От выбранного экстрагента требуется, чтобы
удаление примесей, когда последние экстрагируются в органи-
органическую фазу либо остаются в водной фазе, а в органическую
переходит очищаемый продукт, было не только высокоэффектив-
высокоэффективным, но и носило групповой, коллективный характер.
Наряду с рекомендациями и выводами, вытекающими из ин-
индивидуальных свойств компонентов в системе экстрагент — ми-
микропримеси — очищаемое вещество, можно воспользоваться не-
некоторыми общими закономерностями. Одна из них, например,
установлена Л. И. Моисеевым и А. Г. Карабашем [13, 14]. Они
показали, что при экстракции хлоридов и иодидов ряда металлов
_ * Последнее справедливо лишь при иои-дипольном характере взаимо-
взаимодействия иоиов высаливателя с водой, например, в ряду катионов Mg2+—
—Са2+—Sr2+ [11]. При ковалентном взаимодействии ионов типа Zn2+ н Cd2*
с окружающими молекулами воды эффективность высаливания пони-
понижается [12].
299
соэкстрагирование микропримесеи имеет место при экстракции
малополярными веществами (простыми эфирами). Соэкстраги-
Соэкстрагирование можно подавить, применяя экстрагенты с большими
значениями диэлектрической проницаемости — спирты, сложные
эфиры и т. п. Вывод об экстракционной способности нескольких
выбранных экстрагентов может быть сделан на основании оцен-
оценки электроотрицательности функциональных групп, входящих в
состав молекулы экстрагента [15].
Разобранные выше факторы оказывают влияние на эффек-
эффективность элементарного экстракционного акта. Однако общую
эффективность экстракционного процесса можно повысить мно-
многократным повторением этого акта, что постоянно и происходит
при технологическом применении экстракции. Исходя из эконо-
экономических соображений, в этом случае стремятся оптимизировать
число операций экстракции и объем экстрагента в каждой из
них, чтобы добиться обработки данным количеством экстрагенга
максимального количества продукта.
Уравнение материального баланса с учетом того, что
сорг = ?>сВОдн, после одного акта экстракции будет
пА^ v ¦+- rA* v = г@* V
^иводн* орг ' ''водн* водн иводн* водн
где УОрг и Уводн — объем фаз при каждой экстракции; СвОдн —
концентрация- в водной фазе после п экстракций.
Представим это уравнение в следующем виде:
(О (о) Увод»
сводн-сводн VBom + DVopT
Тогда концентрация в водной фазе после двух экстракций
выразится
сB) _.(.) Уводн _ с(о)
Своди водн VBO№ + DVopr Св°ДН
а после п экстракций:
М = „(о) ( ^в°ди
ьводн ьводн1 у +D
Можно показать, что при заданном суммарном объеме экс-
экстрагента nVopr будет наибольшей эффективности процесса, т. е.
наименьшего значения с?Одн достигают при большом значении п
и малом Vopr —другими словами, с помощью большого числа
экстракций малым количеством экстрагента.
Однако экстрагировать каждый раз продукт свежей порцией
растворителя оказывается менее выгодно, чем осуществлять про-
тивоточную экстракцию, когда свежий экстрагент извлекает рас-
растворенное вещество из наиболее бедной водной фазы, а экстр-
экстрагент, уже в достаточной степени насыщенный продуктом, исполь-
используется для экстракции из наиболее богатого извлекаемым
300
веществом раствора. Водные же растворы промежуточной кон-
концентрации обрабатываются экстрагентом, содержащим раство-
растворенное вещество в умеренной концентрации. Подобного рода
процесс реализуется при непрерывном противоточном движении
водной и органической фаз. Большинство технологических схем
и аппаратов в промышленности работает именно по такому
принципу.
АППАРАТУРА
Как уже говорилось выше, в основе экстракционного меха-
механизма лежат диффузионные явления, способствующие переходу
молекул растворенного вещества через границу раздела фаз.
Если жидкая фаза неподвижна или двигается относительно дру-
другой ламинарно, такая диффузия определяется как ламинарная.
При турбулентном движении жидкой фазы перенос молекул
ускоряется вихрями, и диффузия в этом случае становится кон-
конвективной. Наконец, в системах жидкость — жидкость массопере-
дача может происходить не только путем диффузии, но и путем
спонтанно проходящих перемещений, называемых спонтанной
межфазной турбулентностью или спонтанной поверхностной
активностью. В случае спонтанной турбулентности массопере-
дача протекает значительно интенсивнее, чем это следует из тео-
теории молекулярной диффузии. При этом в отличие от конвектив-
конвективной диффузии для возникновения межфазной турбулентности
вовсе нет необходимости перемешивать жидкость.
Диспергирование одной фазы в другую в виде капель уве-
увеличивает поверхность контакта фаз и способствует уменьшению
пути диффундирующего вещества между фазами. Массообмену
содействуют также коалесценция и повторное образование ка-
капель. Однако уменьшение размера капель должно производить-
производиться до разумного предела, ибо в противном случае может на-
наступить эмульгация, замедлиться циркуляция жидкости в кап-
каплях и уменьшиться скорость их подъема в экстракционной
колонне.
Для осуществления экстракционных процессов разработано
большое число разнообразных аппаратов [2], из которых наи-
наиболее часто применяются вертикальные экстракционные колонны
и горизонтальные смесители-отстойники. При получении веществ
высокой чистоты на конструкцию экстракционных аппаратов
накладываются определенные требования. Прежде всего, необ-
необходимо применять неметаллические материалы (полиэтилен,
фторопласт) и, когда возможно, нержавеющую сталь. Исполь-
Использование этих материалов ограничивает круг экстракционных
аппаратов, среди которых, в первую очередь, следует отдать
предпочтение так называемым немеханическим экстракторам,
т- е. аппаратам, в которых отсутствуют вращающиеся мешалки,
роторы и т. п.
301
В экстракционной колонне, обычно имеющей форму вер-
вертикальной трубы, обе жидкие фазы перемещаются друг относи-
относительно друга благодаря разности плотностей. По всей рабочей
длине колонны обе фазы непрерывно контактируют. Геометриче-
Геометрические параметры колонны определяются рядом факторов: свой-
свойствами жидкостей, гидродинамическим режимом, величиной
ВЭТС и др. Таким образом, экстракционная колонна имеет
много общего с ректификационной, и в основе работы обеих
лежат весьма схожие принципы.
В нижнюю часть колонны подается легкая жидкость (обычно
экстрагент), а в верхнюю — тяжелая (водный раствор). Одна из
жидкостей (чаще тяжелая) образует в колонне сплошную фазу,
вторая вводится в диспергированном состоянии. Поток первой
фазы обеспечивается насосом или разностью уровней, а движе-
движение второй фазы происходит благодаря разности плотностей
обеих жидкостей. Поверхность раздела фаз находится выше
штуцера подачи сплошной фазы, что обеспечивает каплям дис-
диспергированного экстрагента наибольший путь в колонне.
Наиболее примитивна по конструкции распылительная ко-
колонна, в которой рабочее пространство, где происходит процесс,
не содержит каких-либо устройств, так что капли диспергиро-
диспергированной жидкости свободно поднимаются через сплошную фазу.
Более совершенный аппарат — насадочная колонна, в которой
рабочее пространство заполнено насадкой, в качестве которой
используются кольца Рашига, седловидная насадка Берля и т. п.
Роль насадки — уменьшить ВЭТС по сравнению с распылитель-
распылительной колонной, однако и в насадочных колоннах высота теорети-
теоретической ступени редко бывает менее метра.
На эффективность насадочных колонн отрицательно влияют
такие явления, как пристенный эффект и каналообразование,
когда поток капель экстрагента неравномерно распределяется
по сечению колонны. Для ликвидации таких нежелательных яв-
явлений подбирают насадку с диаметром, по крайней мере в 8 раз
меньшим диаметра колонны, а также снабжают колонну пере-
перераспределительными тарелками. Подобного рода перегородки
без применения насадки употребляются в так называемых
тарельчатых колоннах. Перегородки могут иметь самую разно-
разнообразную форму, в том числе, для этой цели используются
горизонтальные перфорированные тарелки. В таких колоннах
диспергированная фаза образует тонкую пленку на перегород-
перегородках, омываемую сплошной фазой. Перфорация способствует
дроблению диспергированной фазы на капли при последователь-
последовательном прохождении последней по колонне.
Наиболее эффективной среди экстракционных колонн оказы-
оказывается пульсационная. Пульсация достигается за счет приведе-
приведения в быстрое колебательное движение либо горизонтальных
ситчатых тарелок, расположенных внутри колонны, либо самого
302
содержимого колонны. Для проведения процессов глубокой очи-
очистки, по конструкционным соображениям, предпочтителен вто-
второй вариант.
Как и в предыдущих типах экстракционных колонн, внутри
пульсационнои колонны размещают насадку или перфориро-
перфорированные тарелки. За счет применения пульсации по сравнению со
статическими колоннами удается достичь значительного сниже-
снижения ВЭТС — в 3—10 раз. Более распространены пульсационные
колонны с перфорированными тарелками (ситчатые колонны).
Как правило, диаметр отверстий на тарелках равен 2—3 мм,
причем суммарная площадь всех отверстий составляет ~20%
общего сечения колонны. Расстояние между тарелками — поряд-
порядка 30—50 мм.
При пульсации содержимое колонны совершает возвратно-
поступательное движение, амплитуда которого составляет обыч-
обычно 1—2 см, а частота — порядка 60 циклов в 1 мин. Повышение
эффективности процесса в случае применения пульсационнои ко-
колонны связано, во-первых, с увеличением пути капель дисперги-
диспергированной фазы и, следовательно, времени пребывания их в ко-
колонне, так как последние по мере прохождения вверх по колонне
дополнительно совершают возвратно-поступательное движение.
Во-вторых, колебательные движения капель приводят к их дроб-
дроблению при ударах о насадку или тарелки, а это делает процесс
диспергирования более тонким по сравнению со статическими
колоннами. Наконец, пульсация способствует энергичному пере-
перемешиванию обеих фаз.
Пульсация подводится к колонне через один из входящих
или выходящих потоков либо при помощи специальной пульса-
пульсационнои магистрали, присоединенной к нижней части колонны.
Пульсация вызывается мембранным насосом без клапанов, рабо-
рабочей частью которого являются мембраны или сильфоны, выпол-
выполненные из соответствующего материала *. При производстве вы-
высокочистых веществ полезной может оказаться пневматическая
пульсация, когда между поршнем насоса, генерирующего пуль-
пульсацию, и содержимым колонны находится столб газа, что позво-
позволяет избежать контакта жидкости с движущимися частями
насоса, разного рода уплотнениями и т. д.
Если процесс в экстракционных колоннах по своему харак-
характеру приближается к непрерывно-противоточному, то при исполь-
использовании смесителей-отстойников имеет место хотя и непрерыв-
непрерывный, но многоступенчатый процесс. Каждая ступень смесителя-
отстойника включает смесительную камеру, в которой обе фазы
перемешиваются в турбулентном режиме, и отстойную зону, где
* Обычно это нержавеющая сталь или различные марки фторопласта.
Например, при экстракции урановых соединений использовалась колонна
с пульсатором, изготовленным из тефлона [16].
303
диспергированная фаза отделяется от сплошной. Перемешивание
обычно осуществляется при помощи механических мешалок,
реже потоком воздуха или впрыскиванием одной фазы в другую
многочисленными тонкими струйками. В противоточном экстрак-
экстракторе, состоящем из нескольких смесительно-отстойных ступеней,
движение фаз в противоположных направлениях достигается за
счет либо нагнетательного действия мешалок, либо различия в
плотности жидких фаз, т. е. самотеком, либо путем установки
Между ступенями дополнительных насосов.
Смесители-отстойники менее пригодны для проведения про-
процессов экстракционной ультраочистки, нежели экстракционные
колонны, так как в смесителях-отстойниках почти всегда присут-
присутствуют разнообразные механические устройства (мешалки, на-
насосы). Кроме того, в силу более совершенного характера процес-
процесса в колоннах необходимый эффект при применении последних
достигается быстрее, чем в многоступенчатых смесителях-отстой-
смесителях-отстойниках. Таким образом, в экстракционных колоннах очищаемое
вещество в течение более продолжительного отрезка времени
контактирует со стенками аппаратуры, трубопроводами, различ-
различными уплотняющими устройствами, что повышает вероятность
внесения в него внешних загрязнений.
Необходимо упомянуть и о центробежных экстракторах,
принцип действия которых основан на том, что центробежная
сила создает противоток между двумя фазами, одна из которых
течет сплошным тонким слоем по твердой поверхности, а вто-
вторая — через окружающее ее пространство. Центробежные экс-
экстракторы уступают в экономическом отношении описанным выше
аппаратам, при их изготовлении не могут быть использованы
в необходимой мере неметаллические материалы, однако они
отличаются компактностью, большой производительностью и
малым временем контакта. Аппараты подобного рода находят
применение в небольших по масштабу производствах при очист-
очистке не обладающих агрессивностью веществ, например некоторых
биохимических препаратов.
ПРИМЕРЫ ИСПОЛЬЗОВАНИЯ ЭКСТРАКЦИИ
ДЛЯ ГЛУБОКОЙ ОЧИСТКИ НЕОРГАНИЧЕСКИХ ВЕЩЕСТВ
Как уже говорилось выше, в настоящее время экстракция
является одним из основных методов, применяемых в промыш-
промышленности при переработке ядерного горючего и вспомогатель-
вспомогательных материалов. При этом в разработанных технологических
схемах экстракционные процессы применяются как на стадиях
извлечения и разделения ряда элементов (урана, тория, цирко-
циркония, гафния, ниобия, тантала), так и на стадии их глубокой
очистки, которая является очень ответственной операцией, ибо
к чистоте конечных продуктов предъявляются весьма высокие
30$
требования. Так, при использовании урана в качестве топлива
для атомных реакторов содержание в нем примесей других эле-
элементов не должно превышать 1 • 10~4—1 • 1(Н%. Особое вни-
внимание обращается на примеси бора, кадмия, редкоземельных
элементов, мышьяка и других, которые отличаются особен-
особенностью поглощать нейтроны, а также на примеси, влияющие на
физическую структуру металлического урана, — сульфаты, фос-
фосфаты, углерод, хлор, фтор, или же образующие летучие фто-
фториды — молибден, ванадий, кремний и т. п.
Первоначальные технологические схемы получения чистого
урана предусматривали экстракцию уранилнитрата диэтиловым
эфиром [16—18]. При этом в качестве сырья используется или
богатый ураном минерал уранинит, обогащенный физическими
методами, или (что чаще) химические урановые концентраты;
оба вида сырья содержат до80% урана. Из концентрата послед-
последний переводят в уранилнитрат и экстрагируют его соединение
при 35° С эфиром. Полезной оказывается добавка некоторого
количества азотной кислоты (порядка 1 моль\л) и высаливате-
лей — нитратов аммония или магния.
Присутствие ионов F~, SOf и РС>4~ затрудняет экстракцию,
так как они образуют с ураном комплексы, возникновению ко-
которых препятствуют нитраты железа и алюминия.
Из эфирного слоя уран реэкстрагируется большим количе-
количеством холодной воды. Содержание примесей (в %) в конечном
продукте составляет:
Fe
Сг
Ni
Mo
Си
2- 10
3- 10_
< 1 • 10_
< 1-10
< 1 • 10"
< 1 - 10"
< 1 • 10"
В". .' < 1,5-10"
РЬ
Sn
Ag
Серьезный недостаток эфирного процесса — высокая огне- и
взрывоопасность летучего диэтилового эфира, а также его срав-
сравнительно заметная растворимость в воде. По этой причине
эфирный процесс был полностью вытеснен технологической схе-
схемой, в которой вкачестве экстрагента используется ТБФ [16,19].
Этот экстрагент проявляет относительно большую избиратель-
избирательность к уранилнитрату, сгоек к воздействию азотной кислоты,
растворимость его в воде очень низка, температура вспышки
ТБФ 145° С. Экстракция уранилнитрата происходит благодаря
образованию им с ТБФ непрочного комплекса, которое идет по
схеме:
UO2+ + 2NO- + 2ТБФпт, ^=± UO, (N0,), • 2ТБФОВГ
2ВОДН ЗВОДН ОрГ ~ * \ о/2 ujji
Для экстракции с целью снижения вязкости органической
фазы применяется не чистый ТБФ, а его 20—40% раствор в
керосине, который в некоторых случаях заменяют гексаном,
2Q Зак. 114 305
имеющим более низкую вязкость и плотность. Последнее обстоя-
обстоятельство позволяет ускорить массообмен и уменьшить разделение
фаз в экстракционном процессе. Кроме того, в гексане отсут^
ствуют примеси, наличие которых в керосине приводит к взаи-
взаимодействию последних с азотной кислотой, следствием чего яв-
является образование соединений, стабилизирующих эмульсии и
комплексующихся с ураном.
Исходным для экстракции оказывается раствор уранилнит-
рата с содержанием 200—300 г/л в 3 н. растворе азотной кис-
кислоты. Процесс проводится или в самотечных смесителях-отстой-
смесителях-отстойниках, или в пульсационных колоннах с ситчатыми тарелками.
Использование последних предпочтительнее по той причине, что
отпадает необходимость фильтрования исходного водного рас-
раствора. Так, пульпа с 15% твердого вещества экстрагируется еще
удовлетворительно [20].
Реэкстракция уранилнитрата производится водой при низ-
низком содержании азотной кислоты, присутствие которой необхо-
необходимо для улучшения расслаиваемости фаз и предупреждения
гидролиза уранилнитрата, приводящего к образованию нерас-
нерастворимых коллоидных соединений. Реэкстракция проводится при
повышенной температуре (порядка 60°С), так как при этом по-
понижается коэффициент распределения урана и может быть ис-
использовано такое соотношение водной фазы и экстрагента, при
котором концентрация конечного продукта составляет /—100 г/л.
Экстрагент после реэкстракции подвергается промывке разбав-
разбавленным раствором карбоната натрия и вновь возвращается в
цикл. Необходимость щелочной промывки ТБФ возникает в
связи с тем, что последний проявляет некоторую тенденцию
к гидролизу с образованием дибутилфосфорной, монобутилфос-
форной и фосфорной кислот, остающихся в органической фазе
и образующих прочные комплексы с уранилнитратом, которые
не вымываются при реэкстракции.
Описанная технологическая схема совершенна: извлечение
урана составляет 99,99%, чистота конечного продукта вполне
удовлетворяет требованиям, предъявляемым к атомному горю-
горючему, потери экстрагента крайне малы и не превышают 0,1%
за 1 цикл.
В результате процессов, происходящих в атомном реакторе,
уран постепенно загрязняется прежде всего плутонием, а также
другими продуктами ядерных реакций (редкоземельные эле-
элементы, рутений, родий, стронций, барий, цезий, теллур и др.),
среди которых находятся весьма вредные примеси, препятствую-
препятствующие нормальному ходу цепной реакции. Для удаления послед-
последних уран периодически выгружается из реактора и после раство-
растворения в азотной кислоте подвергается экстракционной очистке
с использованием в качестве экстрагента метилизобутилкетона
(МИБК). Процесс осуществляется в две стадии [21]. На первой
306
из них исходный азотнокислый раствор обрабатывается выса-
ливателем — нитратом алюминия, а также бихроматом натрия,
добавляемым для перевода плутония в экстрагируемую четырех-
четырехвалентную формулу. Экстракция МИБК проводится при невы-
невысоком содержании азотной кислоты, что благоприятствует весьма
полному отделению от урана и плутония, переходящих в орга-
органическую фазу, остальных примесей. Вторая стадия предусма-
предусматривает восстановление плутония до Ри3+, нерастворимого в
МИБК, и экстракционное разделение урана и плутония. В ко-
конечном итоге содержание примесей в уране понижается в
105—106 раз, а содержание плутония в полученном продукте
ниже 1- 10-6%.
Трибутилфосфат используется в качестве экстрагента и при
очистке тория [22—24]. Отличие заключается в том, что очистку
урана производят после предварительного извлечения и концен-
концентрирования его из руды, редко содержащей больше 1 % урана,
тогда как ториевая руда (монацит) уже содержит 5—10% то-
тория, так что обогащение и очистка последнего могут быть объ-
объединены в одном технологическом цикле.
Из монацита торий можно извлекать следующим образом:
вскрытием руды серной кислотой с последующим отделением
его от редкоземельных элементов в виде оксалата и растворе-
растворением последнего в азотной кислоте;
разложением монацита щелочью, растворением смеси окис-
окислов тория и редкоземельных элементов в кислоте, осаждением
тория щелочью и растворением полученной гидроокиси в HNO3;
непосредственным выщелачиванием ториевой руды азотной
кислотой.
Во всех случаях на экстракцию поступает раствор, содержа-
содержащий ~200 г/л нитрата тория, 4—7 моль/л азотной кислоты и
примерно равное содержанию тория количество редких земель
(или циркония). Остальные примеси — железо, уран и фосфат-
ион. При избытке последнего по сравнению с железом имеется
опасность понижения коэффициента распределения тория при
его последующей экстракции, так что целесообразным стано-
становится некоторое, добавление железа, образующего с фосфат-
ионом растворимый комплекс [25]. При наличии в растворе иона
Се4+, экстрагирующегося вместе с торием, его восстанавливают
до неэкстрагируемой трехвалентной формы перекисью водорода.
Примесь урана в растворе тория оказывается самой ценной,
поэтому первой стадией экстракционного процесса является от-
отделение урана. При этом используется то обстоятельство, что
при экстракции ТБФ коэффициент распределения урана выше,
чем у тория и это различие растет по мере понижения концен-
концентрации ТБФ в органической фазе. По этой причине для от-
отделения урана используются сильно разбавленные растворы
ТБФ в ксилоле (точнее, в смеси изомеров ксилола). Керосин
20*
307
заменяется ксилолом потому, что при использовании первого
имеется опасность образования третьей фазы, богатой торием.
Из раствора в органической фазе уран реэкстрагируется 0,02 н.
раствором азотной кислоты; в полученном растворе тория отно-
отношение содержания урана к торию падает после этого процесса
с 5 до Ы0-4%.
На стадии экстракционной очистки тория также употреб-
употребляется раствор ТБФ в ксилоле, однако концентрация его значи-
значительно выше, чем на первой стадии и колеблется в зависимости
от принятой технологии от 40 до 100%. При концентрации дву-
двуокиси тория в органической фазе не более 70—80 г/л допу-
допускается применение в качестве разбавителя керосина, так как
при таком сравнительно невысоком содержании тория третья
фаза не образуется.
Обязательной операцией при экстракционной очистке тория
является промывка органической фазы азотной кислотой с кон-
концентрацией (в зависимости от варианта процесса) 2—8 н., цель
которой — удаление редкоземельных элементов. Если церий не
был предварительно переведен в неэкстрагируемую трехвалент-
трехвалентную форму, после этой операции проводится промывание орга-
органической фазы 0,1 н. раствором нитрита натрия, восстанавли-
восстанавливающего Се4+ до Се3+.
Реэкстракция тория производится так же, как и в процессе
экстракционной очистки урана — слабым раствором азотной кис-
кислоты. Общая степень извлечения тория весьма высока и в не-
некоторых процессах может превышать 99,7%. Двуокись тория,
выделяемая либо после осаждения тория из полученного рас-
раствора щавелевой кислотой, либо после осаждения гидроокиси
тория аммиаком, либо путем непосредственного термического
разложения полученного нитрата тория, характеризуется высо-
высокой чистотой и содержит примеси редкоземельных элементов и
церия на уровне, не превышающем 1- 10~4%.
Наряду с экстракционной очисткой тория с применением
ТБФ предложено большое количество вариантов экстракции то-
тория непосредственно из щелоков, получаемых при вскрытии мо-
монацита серной кислотой. В этом случае необходимость введения
в процесс азотной кислоты отпадает.
В качестве экстрагентов при таких процессах предлагается
использовать высшие алкиламины или алкилфосфаты. Чистота
полученного таким путем тория не уступает чистоте продукта,
полученного экстракцией ТБФ. Так, согласно работе [26], после
обработки щелоков, содержащих редкоземельные элементы в
количестве, в 10 раз превышающем концентрацию тория, смесью
алкиламинов (состав которых не приводится) и последующей
четырехкратной промывки органической фазы 0,014 н. раство-
раствором азотной кислоты содержание суммы редкоземельных эле-
элементов в очищенном тории меньше 1,2-10~3%.
Зи8
Высшие алкиламины могут быть использованы и при экс-
экстракции тория из весьма разбавленных растворов, для чего на
стадии извлечения урана рекомендуется использовать триизо-
октиламин, а при экстракции тория — ди(тридецил)амин [27].
Такой вариант процесса обеспечивает особенно эффективное
удаление примеси железа из тория, который по окончании экс-
экстракции реэкстрагируется 1М раствором хлорида натрия в
0,005 М серной кислоте и осаждается аммиаком.
Важнейшим вспомогательным материалом в атомной энерге-
энергетике является цирконий, который отличается высокой коррози-
коррозионной стойкостью и низким сечением захвата нейтронов. По этой
причине его применяют для защиты урановых стержней, кото-
которые вводятся внутрь реактора. Наиболее вредная примесь в
цирконии — гафний чрезвычайно близкий ему по свойствам и
присутствующий во всех циркониевых рудах в количестве 2—3%.
Гафний хорошо поглощает нейтроны.
Разработаны эффективные технологические схемы [28, 29]
экстракционной очистки циркония от гафния и других примесей,
в основе которых лежит метод, предложенный Фишером [30].
В качестве экстрагента, извлекающего из исходного раствора
примесь Hf наряду с хлоридом циркония, соляной кислотой и
роданидом аммония применяется раствор МИБК в тиоциановои
кислоте. Вместе с гафнием экстрагируется и некоторое количе-
количество циркония, для удаления которого органическая фаза про-
промывается разбавленной соляной кислотой. Гафний реэкстраги-
реэкстрагируется 5 М серной кислотой, и экстрагент вновь возвращается
в процесс. Водный рафинат промывается МИБК для удаления
тиоциановои кислоты, а также остаточного гафния. Промывной
раствор обрабатывается аммиаком, и образующийся роданид
аммония возвращается в цикл; при этом также регенерируется
МИБК.
Для проведения процесса используют аппаратуру, выполнен-
выполненную из полиэтилена, что вызывается необходимостью предупре-
предупредить, во-первых, загрязнение получаемого циркония продуктами
коррозии, ибо большинство металлов неустойчиво в коррозион-
коррозионном отношении к растворам, получаемым после выщелачивания
циркониевой руды и подаваемым на экстракцию; во-вторых, ис-
используемая в технологической схеме тиоциановая кислота про-
проявляет склонность к полимеризации, вызывающей засорение
коммуникаций экстракционной аппаратуры, причем этот процесс
катализируется металлами. Применение полиэтиленового обо-
оборудования сводит полимеризацию к минимуму*.
Из очищенного раствора цирконий осаждается в виде суль-
сульфата, фталата или салицилата; при этом имеет место некоторая
С полимеризацией тиоциановои кислоты можно бороться путем вве-
введения стабилизаторов типа тиогликолевой кислоты или использованием ие
чистого МИБК, а его смеси с 20% бутилацетата.
309
дополнительная очистка. Чистая окись циркония, полученная
после прокаливания салицилата, характеризуется следующим'
содержанием микропримесей (в %):
Ш
Р
Fe
Si
Sn
Са
Al
Ti
Cs
Na
К
Ma
Zn
7,5-
2-
1-
6-
6-
•4-
2-
2-
1,5-
1-
1-
10
10
10"
10
10"
10_
10
10_
10
10"
10
10"
10
Ba
Co
Mo
Pb
V .
Cr
Ni
Cu
Mn
Li .
Cd
В .
Be
< 1-
< 1-
< 1-
< 1-
< 1-
4-
4-
1 •
1 ¦
2-
4-
3-
10"
10"
10
10
10
10
10
10_
10
10_
10
10":
•10"'
Наряду с МИБК, для экстракционной очистки циркония от
гафния предложено использовать ТБФ [31—33]. Процесс основан
на образовании нестойкого комплекса состава Zr(NOsL-2TBO,
хорошо растворимого в органической фазе. При этом цирконий
характеризуется высоким коэффициентом распределения в слу-
случае достаточной концентрации ТБФ в органической фазе и боль-
большой концентрации азотной кислоты. Поэтому обычно исполь-
используется 40—60% раствор ТБФ в ксилоле или углеводородах, а
концентрация HNO3 составляет (в зависимости от варианта
процесса) 3—8 н.
В процессе экстракции цирконий переходит в органическую
фазу, промывается азотной кислотой и реэкстрагируется водой.
Содержание гафния в конечном продукте не превышает 1 • 10~2%.
Потребность ядерной техники в высокочистом ниобии поро-
породила необходимость решения задачи, аналогичной разделению
циркония и гафния — отделению от ниобия крайне близкого
ему по свойствам тантала. Наиболее распространенные экстрак-
экстракционные технологические схемы основаны на использовании
МИБК [34] и ТБФ [35]. Кроме того, для разделения ниобия и
тантала предложены в качестве экстрагентов метилдиоктил-
амин [36] и диизопропилкетон [37]. ф
Экстракцию МИБК проводят обычно из водного раствора,
содержащего плавиковую и соляную кислоты, так как в данной
системе, по сравнению с другими (например, HF+H2SO4), до-
достигается наибольший коэффициент распределения. Из раствора,
соотношение концентраций ниобия и тантала в котором равно
7:1, тантал экстрагируется при помощи МИБК почти полностью
(степень извлечения его 99,9%), а ниобий остается в водном
растворе, приобретая необходимую для ядерной техники сте-
степень чистоты.
При экстракции ТБФ используются исходные растворы, со-
содержащие смесь азотной и плавиковой или серной и плавико-
310
вой кислот. Наряду с удалением примеси тантала в этом про-
процессе имеет место удовлетворительная очистка от железа, мар-
марганца, титана и олова.
Ввиду высокой агрессивности используемых растворов, при
экстракционной очистке ниобия используется аппаратура, вы-
выполненная полностью из полиэтилена или футерованная им.
Наряду с процессами очистки ядерного горючего и вспомо-
вспомогательных реакторных материалов экстракция нашла достаточ-
достаточно широкое применение при получении высокочистых соедине-
соединений, используемых в полупроводниковой технике, среди которых
прежде всего следует упомянуть тетрахлориды кремния и гер-
германия.
Если для описанных выше процессов характерна общая схе-
схема, по которой водный раствор очищаемого вещества обраба-
обрабатывается каким-либо органическим экстрагентом, то в полупро-
полупроводниковой технологии, зная, что хлориды кремния и германия
представляют собой малополярные жидкости, поступают не-
несколько иначе. Обычно подбирается такая двухфазная система,
где растворителем; как правило, является соединение неоргани-
неорганического характера или его концентрированный водный раствор.
Примеси из фазы, а это и есть само очищаемое вещество, экстра-
экстрагируются растворителем, после чего необходимой задачей яв-
является удаление из очищенного объекта следов экстрагента,
способных ухудшить качество конечных продуктов — монокри-
монокристаллов кремния и германия.
Для экстракции примесей из тетрахлорида кремния в каче-
качестве экстрагентов, в которых в силу высокой полярности послед-
последних хорошо растворимы хлориды большинства металлов, реко-
рекомендуются 85—95%-ная фосфорная кислоты [38, 39]. Предла-
Предлагается следующая технологическая схема глубокой очистки
SiCU [39]. Пары технического продукта пропускаются через
нагретую до 1000° С зону пиролиза, где продолжительность кон-
контакта составляет 2—3 сек. Затем пары конденсируют и подвер-
подвергают дистилляции, после чего предварительно очищенный про-
продукт со скоростью 30—50 мл/мин поступает на экстракционные
насадочные колонны, расположенные последовательно одна за
другой. Колонны заполнены одной из указанных кислот высо-
высокой степени чистоты. Экстракция осуществляется при 20° С в
кварцевой аппаратуре. Остаточное содержание примесей Си,
Fe и В в очищенном SiCl4 составляет соответственно 2 • 10~6,
ЫО-5 и 6-10%.
В работе [40] описано применение для ультраочистки SiCl4
олеума, который кроме экстрагирования примесей металлов по-
позволяет избавиться от органических примесей. В качестве экстр-
агента предложена также SbCl3, хорошо растворяющая хлориды
многих элементов, в то время как в системе SiCl4—SbCl3 наблю-
наблюдается достаточно четкое расслаивание. Авторы утверждают,
ЗИ
что при соответствующих условиях можно получить в этом слу-
случае SiCl4 с содержанием примесей Al, Fe, Cu, Mg и других ме-
металлов на уровне 1 • 10~5—1 • 10%.
Разумеется, применение перечисленных выше экстрагентов
имеет и свою отрицательную сторону: после проведения процесса
экстракции необходимо приложить дополнительные усилия для
удаления из очищенного продукта следов экстрагента, которые
затрудняют получение высококачественного полупроводникового
кремния из этого продукта. Кроме того, приведенные двухфаз-
двухфазные системы характеризуются достаточно большим временем
расслаивания (от 20 ч до 3 месяцев).
Большинство предлагаемых способов экстракционной очист-
очистки GeCl4 основано на применении в качестве экстрагента соля-
соляной кислоты высокой концентрации, в которой GeCl4 практи-
практически нерастворим, а многие примеси, в том числе, близкие по
свойствам к GeCl4 хлориды сурьмы, олова, титана, в меньшей
степени AsCl3 — растворимы лучше, что впервые было показано
Аллисоном и Мюллером [41].
Тем не менее, ни обработка тетрахлорида германия концен-
концентрированной соляной кислотой, ни экстрагирование тетрахло-
тетрахлорида германия из солянокислых растворов алифатическими
углеводородами не приводит к удалению наиболее вредной при-
примеси мышьяка в необходимой степени, хотя в первом случае
[42] содержание многих примесей, например Sb, может быть
понижено до 1 • 10~6— 1 • 10~7%, а во втором [43] — идет эффек-
эффективная очистка от примесей Si, Ti, В, Р.
Весьма полного удаления мышьяка можно добиться, если
проводить экстрагирование соляной кислотой в присутствии
хлора, играющего роль окислителя [44—51].
По Тойереру [46], пропускание хлора способствует переводу
AsCU в хорошо растворимую в солянокислом слое мышьяковую
кислоту:
AsCl3 + С12 + 4Н2О 5^: H3As04 + 5HCI
Константа равновесия для этой реакции выглядит так:
„_ aH3As
Коэффициент распределения примеси мышьяка' можно вы-
выразить следующим образом:
¦ аН2ОаС12
D-
--К-
aAsCl3
aHCl
Таким образом, на процесс извлечения мышьяка в данном
случае влияют концентрация и количество соляной кислоты и
значительно в меньшей степени количество пропущенного хлора.
312
Для аппаратурного оформления такого способа глубокой
очистки тетрахлорида германия предлагается использовать на-
садочные колонны. Так, согласно работе [49], технический про-
продукт, содержащий 0,1—20 г/л мышьяка, промывается 6 н. рас-
раствором соляной кислоты в одной или нескольких колоннах,
орошаемых сверху. Высота и количество колонн зависят от со-
содержания мышьяка в исходном продукте. Технический GeCl4 по-
подают (преимущественно в виде паров) несколько ниже середины
колонны. Газообразный хлор вводят через специальное приспо-
приспособление, которое также находится ниже средней части ко-
колонны. За оптимальный режим принято брать: соотношение (по
объему) жидкого GeCl4 и НС1 1:3, температуру 83—100° С,
время контакта около 2 мин. С использованием этого метода
очистки можно получить продукт, из которого в дальнейшем из-
изготавливается полупроводниковый металлический германий с
удельным сопротивлением 5—40 ом-см.
Детальное изучение настоящего варианта ультраочистки
GeCU и сравнение его с другими способами получения высоко-
высокочистого GeCl4 с применением радиоактивных индикаторов было
проведено Акерманом с сотрудниками [50]. Было показано, что
после экстракции мышьяка соляной кислотой F—12 н.), насы-
насыщенной хлором, с последующей дистилляцией GeCU содержа-
содержание мышьяка можно снизить с 2-10~2 до 2- 10-5%,если содержа-
содержание удаляемого элемента в используемой кислоте не превышает
5-Ю-7%.
В процессе экстракционной очистки GeCl4 для удаления
примеси мышьяка к соляной кислоте добавляют перекись водо-
водорода [52]. Экстракцию предлагается проводить смесью 37%-ной
соляной кислоты и 30%-ной перекиси водорода в течение 2 ч
при 30° С; при этом содержание мышьяка снижается с 0,6 до
<6105%
<610%.
Наряду с хлором и перекисью водорода в качестве окисли-
окислителя при экстракции примесей из GeCl4 соляной кислотой пред-
предложено применять азотную кислоту [53, 54]. Применение экс-
экстракционной очистки к другим неорганическим объектам носит
пока еще эпизодический характер. Рассмотрим несколько при-
примеров применения экстракции для получения особо чистых не-
неорганических веществ.
Применимость экстракционной очистки в отношении соеди-
соединений щелочных элементов — прежде всего от примесей других
щелочных металлов — сдерживается тем обстоятельством, что
способность их образовывать комплексные соединения с органи-
органическими лигандами весьма., ограничена.
В настоящее время наметились следующие пути экстрак-
экстракционной очистки щелочных металлов в виде их соответствующих
соединений 55]. Первый путь заключается в связывании ионов
щелочных металлов в нейтральные, крупные и гидрофобные
313
молекулы с небольшой степенью ионизации (дипикриламинаты,
полииодиодаты, тетраиодвисмутаты, тетрафенилбораты, гекса-
фторфосфаты и др.), легко извлекаемые полярными органиче-
органическими растворителями из водной фазы. Этот путь уже нашел
себе промышленное применение при извлечении рубидия и це-
цезия из радиоактивных растворов. Основной недостаток такого
рода экстракционных процессов — уменьшение извлечения ру-
рубидия и цезия с увеличением кислотности и концентрации ще-
щелочных металлов в водном растворе.
Второй путь экстракционной очистки солей щелочных ме-
металлов может быть основан на уменьшении энергии гидратации
анионов путем введения в последние различных гидрофобных
групп. Так в солях щелочных металлов и предельных одноос-
одноосновных алифатических кислот энергия гидратации убывает от
ацетатов к бутиратам по мере удлинения углеводородного ради-
радикала (введение гидрофобных групп —СН2—) и одновременно
увеличиваются коэффициенты распределения калия и руби-
рубидия [56].
Третий путь экстракционной очистки соединений щелочных
металлов предполагает использование сильноосновных раство-
растворителей. Их значительная донорная способность приводит к не-
непосредственному присоединению растворителя к катиону соли
и образованию устойчивых экстрагируемых соединений. Основ-
Основность такого рода экстрагентов обусловливается функциональ-
функциональными группами, характер связи в которых обеспечивает высо-
высокую способность сольватировать и, следовательно, экстрагиро-
экстрагировать щелочные металлы.
Экстракционная очистка была использована при получении
высокочистой гидроокиси бериллия с содержанием суммы при-
примесей менее 5 • 10~4% [57]. В качестве экстрагента применялась
смесь ацетилацетона и четыреххлористого углерода A:1 по
объему); органическая фаза промывалась раствором ЭДТА +
+ NH4OH (pH = 5), после чего бериллий реэкстрагировался
4,8 М азотной кислотой.
При очистке Sc от примесей Th, Zr, Y и других веществ пер-
перспективным оказывается использование в качестве экстрагента
ТБФ [58]. Чистый скандий экстрагируется из солянокислого рас-
раствора роданида аммония в виде соединения: Sc(NCSK • ЗТБФ.
Предложено при переработке природных соединений титана
(ильменит, рутил) с целью получения двуокиси титана особой
чистоты применять в качестве экстрагента диB-этилгексил)ор-
тофосфорную кислоту [59]. Реэкстракция ведется 5 М соляной
кислотой.
Аналогично тому, как при экстракционной очистке GeCl4
применяют экстрактивное окисление, т. е. добавляют в экстр-
агент окислитель для перевода ряда примесей в форму, которая
характеризуется благоприятными значениями коэффициента
814
распределения, проводят ультраочистку серы. В качестве экстр-
экстрагента используют смесь серной и азотной кислот, процесс ве-
ведут при 150° С, после чего проводят дистилляцию и промывку
очищенного продукта водой для удаления следов кислот. Таким
путем получают серу чистотой 99,999% [60].
При получении теллура для полупроводниковой техники экс-
экстракционной очистке подвергают его ТеС14 [61]. В качестве экстр-
экстрагента используется смесь амилового спирта и диэтилового
эфира. После экстракции ТеС14 восстанавливают до элементар-
элементарного теллура водородом особой степени чистоты.
Предложен способ удаления неорганических и органических
примесей из бромистоводородной кислоты путем экстрагирова-
экстрагирования последних хлороформом с последующей дистилляцией
продукта. Содержание ряда металлических примесей в полу-
полученной таким путем НВг особой чистоты находится на уровне
1 • Ю-5—1 • 10-7% [62].
Весьма перспективным при использовании в качестве экстр-
агентов для ультраочистки являются гетероциклические соедине-
соединения — производные пиразола. Например, применение в качестве
экстрагента изопропилбисA-фенил-2,3-диметилпиразолон -5-ил) -
метана дает возможность получить в высокочистом состоянии
соли хрома и никеля [63].
По-видимому, дальнейшее расширение применения экстрак-
экстракционного метода для получения особо чистых неорганических
веществ прежде всего будет связано с изысканием новых высо-
высокоэффективных экстрагентов, позволяющих осуществлять кол-
коллективное удаление тех примесей, от которых необходимо изба-
избавиться.
ЛИТЕРАТУРА
1. А. М. Розен, Теория разделения изотопов в колоннах, Госатомиздат,
1960.
2. 3. Зюлковский, Жидкостная экстракция в химической промышлен-
промышленности, Госхимиздат, 1963.
3. У. Д. Д ж е м р е к, Процессы и аппараты химико-металлургической тех-
технологии редких металлов, Атомиздат, 1966.
4. Л. А л ь д е р с, Жидкостная экстракция, ИЛ, 1957.
5. Г. Пратт, Жидкостная экстракция (теория и практика), Госхимиздат,
1958.
6. R. Treybal, Liquid Extraction, Chem. Eng. Ser., N. Y., 1951.
7. A, M. Розен, сб. «Экстракция», вып. 1, Госатомиздат, 1962, стр. 6.
8. В. В. Фомин, Химия экстракционных процессов, Госатомиздат, 1960.
9. Н. П Руденко, И. Н. Кременская, В. Н. Авилина, ЖНХ, 10,
1160 A965).
Ю. В. И. Кузнецов, сб. «Экстракция», вып. 2, Госатомиздат, 1962, стр. 3.
П. В. М. Вдовенко, Т. В. Ковалева, ЖНХ, 2, 1682 A957).
12.0. Я. Самойлов, В. И. Тихомиров, сб. «Экстракция», вып. 2,
Госатомиздат, 1962, стр. 34.
13. Л. И. Моисеев, А. Г. Карабаш, ЖНХ, 6, 1944 A961).
И. Л. И. Д1 о и с е е в, А. Г. К а р а б а ш, ЖНХ, 9, 1720 A964).
315
15. A. M. Розен, 3. И. Никол ото в а, ЖНХ, 9, 1725 A964).
16. Ч. Харрингтон, А. Рюэлле, Технология производства урана, Гос-
атомиздат, 1961.
17. С. Hinton, Trans. Inst. Chem. Engrs (London), 33, 45 A955).
18. Chem. Eng. News, 34, 2590 A956).
19. Chem. Eng., № 10, 112 A955).
20. D. S. А г п о 1 d, B. G. R у 1 e, Chem. Eng. Progr., 53, 63 A957).
21. H. H. Ohlgren, J. G.Lewis, M. Weech, Nuckleonics, № 3, 18
A955).
22. J. H. Buddery, W. D. Jam rack, R. A. Wells, Chem. a. Ind., 1959,
235.
23 С. Фаридуддин и др., Труды Второй международной конференции
по мирному использованию атомной энергии, Женева; 1958, Избранные
доклады иностранных ученых, т. 7, Госатомиздат, 1959, стр. 527.
24. G. D. Calkins, E. G. В о h I m a n п, пат. США 2815264, 1957.
25. G. L. В г i d g e r, пат. США 2в15262, 1957.
26. К. Ка в амур а, Т. Такэути, Нихон гэнсирёку гаккайси, 4, 774 A962);
РЖХим., 1963, 15Л10.
27. К. Б. Браун и др., Труды Второй международной конференции по мир-
мирному использованию атомной энергии, Женева, 1958, Избранные доклады
иностранных ученых, т. 7, Госатомиздат, 19Б9, стр. 324.
28. Chem. Eng. News, 34, 4541 A955).
29. С. М. Ш е л т о н и др., Материалы Международной конференции по мир-
мирному использованию атомной энергии, Женева, 1955, т. 8, Госметаллург-
издат, 1958, стр. 585.
В. Фишер, сб. «Гафний», под ред. Л. Н. Комиссаровой, ИЛ, 1955,
стр. 22, 40.
Ф. Хадсуэлл, Дж. М. X а т ч е н, Материалы Международной конфе-
конференции по мирному использованию атомной энергии, Женева, 195Б, т. Г
Госметаллургиздат, 1958, стр. 651.
Ж- Юр, Р. С е н - Ж а м, Материалы Международной конференции по
мирному использованию атомной энергии, Женева, 1955, т. 8, Госметал-
Госметаллургиздат, 1958, стр. 638.
R. Р. Сох, Н. С. Peterson, G. H. Beyer, Ind. Eng. Chem., 50,
141 A958).
I. R. Werning, К. В. Higbie, Ind. Eng. Chem., 46, 644 A954).
D. F. C. Morris, A. G. Wain, Trans. Inst. Min. Metall. (London), 65,
487 A956).
G. W. Leddicotte, F. L. Moore, J. Am. Chem. Soc, 74, 1618 A952),
P. S. Stevenson, H. G. Hicks, Analyt. Chem., 25, 1517 A953).
H. Melzer, пат. ФРГ 948149, 1956.
R. A. P e 11 i n, пат. США 2844441, 1958.
В. Н. Черняев, В В. Крапухин, Г. Д. Чернуха, ЖПХ, 35,
2161 A962).
E. R. Allison, J. H. Mfiller, J. Am. Chem. Soc, 34, 2833 A932).
G. H. Morrison, E. G. Dor f man, J. Cos grove, J. Am. Chem.
Soc, 76,4236 A954).
B. H. M у р а ч, В. В. Крапухин, Ф. С. Куликов, В. Н. Черняев,
Л. Г. Н е х а м к и н, ЖПХ, 34, 2188 A961).
J. А. О ' С о n n e r, Chem/Eng., 59, 158 A952).
G. Т. М о г g a n, G. R. D a v i e s, Chem. a. Ind., 1937, 717.
H. С. Т h e u e r e r, J. Metals, 8, 688 A956).
А. В о w i n g, J. Metals, 10, 659 A958).
H. С Th e u e г е г, пат. США 2811418, 1957.
E. R u п у о n, M. L о u i s, пат. США 3102786, 1963.
К. Akerman, M. Brafman, A. Faldzinska, M. Fa lkowska,
G. Sokolowski, O. Kruszewska, Przem. Chem., 43, 544 A964).
Итал. пат. 603607, 1959.
M. Frantisek, 4exoc.it. пат. 105031, 1962,
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
316
53. И. Г. Шафран, К- 3. Зоненберг, Л. А. Демина, Г. М. Курдю-
м о в, Л. Н. Филатова, С. Л. Новичкова, авт. свид. 172546, 1965.
54. Л. Н. Филатова, С. Л. Новичкова, И. Ф. Г о л о в а н е в а,
Г. М. Курдюмов, П. Н. К р е п к о в, сб. «Получение и анализ ве-
веществ особой чистоты», Изд. «Наука», 1966, стр. 283.
55. Б. Д. С т е п и н, Труды ИРЕА, вып. 30, 1967, стр. 117.
56. Б. Д. С т е п и н, В. Е. Плющев, Ю. А. Иванова, Хим. пром., № 6,
404 A962).
57. С Е. L. В a m b е г g е г, Н. F. М с D u f f i е, С. F. В а е s, Jr., Nucl. Sci.
a. Eng., 22, 14 A965).
58. А. П. Само дел об, сб. «Исследования в области химии и технологии
минеральных солей и окислов», Изд. «Наука», 1965, стр. 289.
59. R. S. Long, R. S. Olson, J. R. S u г 1 s, Jr., D. A. Ellis, англ. пат.
970885, 1964.
60. J. Jindra, M. Husek, J. Men, Chem. Proum., 15, 537 A966),
61. R. Champ, франц. пат. 1291596, 1962.
62. Г. М. Серебренникова, Л. А. С а з и к о в а, Б. Д. С т е п и н, Труды
ИРЕА, вып. 28, 1967, стр. 217.
63. В П. Живописцев, И. Н. Поносов, Б. И. Петров, авт. свид.
183725, 1966.
ГЛАВА VIII
ЗОННАЯ
ПЛАВКА
Один из наиболее эффективных способов получения особо
чистых веществ — зонная плавка, или зонная перекристаллиза-
перекристаллизация. Своими успехами полупроводниковая техника, создание и
развитие которой явилось крупнейшим научно-техническим до-
достижением середины XX в., во многом обязана именно этому
методу глубокой очистки. В свою очередь, необходимость полу-
получения большого количества разнообразных полупроводниковых
соединений послужило толчком к проведению многочисленных
исследований, посвященных разработке различных вопросов
теории и практики зонной плавки, а также расширению круга
объектов, обрабатываемых при помощи этого метода.
Таким образом, несмотря на свою молодость (зонной плавке
как методу глубокой очистки около 15 лет), этот метод благо-
благодаря своим уникальным возможностям широко применяется для
получения разнообразных веществ в высокочистом состоянии.
Более того, по степени достижения наивысшей чистоты зонная
плавка оказывается наиболее эффективной среди остальных ме-
методов ультраочистки. Поэтому при проведении многостадийного
процесса получения высокочистого вещества зонная плавка при-
применяется на финише такой технологической схемы.
До 1952 г. встречались единичные публикации, посвященные
методу зонной плавки. Фактически заслуга создания метода при-
принадлежит Пфанну, который впервые не только четко сформули-
сформулировал основные положения процесса зонной плавки, но и провел
фундаментальные исследования в области теории и аппаратур-
аппаратурного' оформления этого процесса. Влияние работ Пфанна на ис-
исследования в данном направлении чрезвычайно велико. Авторы
почти каждой оригинальной или обзорной публикации в числе
первых ссылаются на монографию Пфанна [1], в которой ее ав-
автор суммирует результаты своих работ по рассматриваемому
методу. Среди зарубежных ученых, достигших значительных
318
успехов в этой области, следует упомянуть Шильдкнехта, Хе-
рингтона, а также Сью и Поли, впервые детально исследовавших
применение зонной плавки для глубокой очистки неорганических
солей. Большой вклад в изучение метода внесли наши ученые —
В. Н. Вигдорович, А. Н. Киргинцев, Б. Н. Александров и др.
Если метод ректификации основан на различной раствори-
растворимости примеси в паровой и жидкой фазах, а метод экстракции —
на различной растворимости в двух несмешивающихся жидких
фазах, то зонная плавка базируется на различии в раствори-
растворимости примеси в жидкой и твердой фазах очищаемого вещества.
Сущность процесса заключается в передвижении узкой расплав-
расплавленной зоны вдоль цилиндрического твердого образца. При этом
вследствие различной растворимости примеси в расплаве и
жидкой фазе возникает перераспределение ее по длине образца,
что может быть использовано при очистке, разделении или кон-
концентрировании примесей.
Основной задачей метода зонной плавки является очистка,
что впервые было использовано для получения сверхчистых ме-
металлов и полупроводниковых соединений. Впоследствии наряду
с зонным рафинированием получили права гражданства такие
приложения метода, как выращивание монокристаллов, зонное
выравнивание для равномерного распределения легирующих
примесей, создание р — n-переходов и т. д. Применение зонной
плавки в приложении к неорганическим и органическим соеди-
соединениям также не ограничивается только глубокой очисткой.
Кроме отмеченных приложений в качестве иллюстрации воз-
возможностей метода следует упомянуть разделение неорганиче-
неорганических стереоизомеров [2, 3], изучение фазовых соотношений [4, 5],
опреснение морской воды [6], разделение изотопов [7, 8], концен-
концентрирование термически лабильных веществ, неорганических кол-
коллоидов [9], ферментов и бактерий [10], фракционирование поли-
полимеров [11] и др. Зонная плавка находит применение и при ана-
анализе ультрамикроконцентраций [12—14]. Однако подавляющее
большинство работ посвящено именно вопросам зонной очистки,
которые и будут рассмотрены в настоящей главе.
Вообще говоря, нет принципиальных различий в проведении
процессов зонной плавки для соединений различных классов,
так как в силу универсальности метода закономерности, лежа-
лежащие в основе процессов зонной плавки металлов и полупровод-
полупроводниковых соединений, неорганических солей и низкоплавких ор-
органических веществ, одни и те же. Основные различия связаны
с аппаратурными решениями процесса зонной плавки этих столь,
непохожих друг на друга по своим физическим и химическим
свойствам объектов.
Общетеоретические вопросы метода и зонная плавка метал-
металлов и полупроводников детально обсуждены в ряде монографий
и обзорных публикаций [1, 15—18]. Вопросы зонной плавки
319
органических веществ рассматриваются в книге Херингтона [19],
а также в обзорах, среди которых наиболее полными являются
работы [20, 21]. Настоящая глава посвящена в основном вопро-
вопросам зонной очистки неорганических соединений и некоторых про-
простых веществ — неметаллов.
В процессе развития метода зонной плавки было разрабо-
разработано большое количество вариантов проведения этого процесса,
явившихся результатом смелых технических решений, а также
внедрения самых современных достижений науки и техники. Так
в настоящее время все шире применяются бестигельная зонная
плавка, электронно-лучевая плавка, аппараты непрерывной зон-
зонной плавки и т. д. Таким образом, наряду с повышением эффек-
эффективности зонной плавки и расширением круга объектов, к ко-
которым приложим данный метод, намечается определенная пер-
перспектива превращения этого пока малопроизводительного и'
периодического процесса в процесс, который будет широко
использоваться не только в лабораторной, но и в производствен-
производственной практике.
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ЗОННОЙ ПЛАВКИ
Как говорилось выше, метод зонной плавки, заключающийся
в медленном передвижении расплавленной зоны вдоль цилиндри-
цилиндрического образца, основан на явлении различной растворимости
примеси в жидкой и твердой фазах обрабатываемого объекта.
Важнейшей количественной характеристикой такого различия
является коэффициент распределения, представляющий собой
отношение концентраций примеси в твердой и жидкой фазах:
и __ ^тв
~ Сж
Рассмотрим физический смысл этой величины.
С учетом того, что зонная плавка имеет дело с иходными
объектами уже весьма высокой степени чистоты и в области
малых концентраций второго компонента почти всегда имеется
область твердого раствора, изобразим угол фазовой диаграммы
вещество — примесь следующим образом (рис. 55). Предпола-
Предполагается, что линии солидуса и ликвидуса в этом случае будут
прямыми линиями.
В зависимости от того, понижает или повышает температуру
плавления основного вещества добавление вещества — примеси,
могут быть два варианта. Рассмотрим наиболее часто встречаю-
встречающийся первый вариант. Ясно, что при кристаллизации расплава
состава X, отношение растворимостей примеси в твердой и
жидкой фазах выразится отношением АВ/АС, которое назы-
называется равновесным коэффициентом распределения k0. Первый
кристалл, выпадающий из расплава при охлаждении, будет
320
иметь состав, соответствующий точке В, т. е. станет чище исход-
исходного вещества. При дальнейшей кристаллизации состав кри-
кристаллов изменяется вдоль линии солидуса, обогащаясь примесью,
а находящиеся в равновесии с жидкой фазой (которая в соот-
соответствии с линией СЕ становится богаче вторым компонентом)
более чистые кристаллы при обеспечении быстрой диффузии мо-
молекул примеси также постепенно загрязняются, поэтому в точке
D мы будем иметь твердую фазу однородного состава, отвечаю-
отвечающего первоначальному. Таким образом, никакого перераспреде-
перераспределения и очистки не происходит.
Зонная плавка и ее частный случай — направленная кристал-
кристаллизация (длина зоны равна длине обрабатываемого образца)
кз А
е
I
I
Жидкость
Твердая
фаза
I
I*
Жидкость +
твердая фаза
Г'
I
5>
жидкость/'жидкость +
твердая фаза
В
Твердая
сраза
^L
Повышение содержания примеси
Рис. 55. Угол фазовый диаграммы очищаемое вещество — примесь.
а — примесь понижает температуру плавления очищаемого вещества (к = 1);
б —примесь повышает температуру плавления очищаемого вещества (fe=l).
основываются на том, что при проведении этих процессов ис-
искусственно создаются условия, препятствующие выравниванию
концентраций в твердой и жидкой фазах. Это достигается пере-
передвижением фронта кристаллизации с вполне определенной не-
небольшой скоростью порядка нескольких сантиметров в час. При
этом вследствие разности скоростей диффузии в твердой и
жидкой фазах удается нарушить равновесие между кристаллами
и расплавом и выделить более чистые кристаллы.
Итак, если примесь понижает температуру кристаллизации
основного компонента, то она движется в том же направлении,
что и расплавленная зона. К тому же, чем меньше единицы
коэффициент распределения, тем выше эффект разделения. На-
Наоборот, примесь, повышающая температуру кристаллизации
основного компонента, передвигается в противоположном на-
направлении, и степень разделения будет выше при коэффициенте
распределения, значительно превышающем единицу. Если же
коэффициент распределения равен или близок к единице, очист-
очистка не происходит.
21 Зак. 114
321
Легко видеть, что основное различие в характере поведения
примесей с k < 1 и k > 1 заключается в том, что атомы, ионы или
молекулы первых, передвигаясь вместе с зоной, уже в течение
первого прохода могут быть унесены в конец образца, в то время
как во втором случае атомы, ионы или молекулы примеси, дви-
движущиеся в обратном направлении, не могут переместиться даль-
дальше одной зонной длины, что затрудняет зонную очистку от таких
примесей. К счастью, как следует из многочисленных экспери-
экспериментальных данных, подавляющее большинство примесей в раз-
разнообразных объектах имеет коэффициент распределения меньше
единицы. По этой причине в дальнейшем, если это специально
не оговорено, рассматриваются системы с &<1.
Следует заметить, что равновесный коэффициент распреде-
распределения k0 является величиной идеальной и на практике принято
оперировать так называемым эффективным коэффициентом рас-
распределения &эфф, который несколько ближе k0 к единице.
Различие между эффективным и равновесным коэффициен-
коэффициентом распределения заключается в том, что движущийся фронт
кристаллизации отталкивает растворенную примесь быстрее, не-
нежели она успевает диффундировать в глубь расплавленной
зоны, поэтому впереди фронта кристаллизации возникает обо-
обогащенный слой. Это приводит к тому, что при дальнейшем пере-
передвижении зоны содержание примеси в растущих кристаллах по-
повышается по сравнению с равновесными условиями. Толщина о
обогащенного слоя, обычно называемого диффузионным слоем,
лежит в пределах 0,1—0,001 см, понижаясь в зависимости от
степени интенсивности перемешивания жидкой фазы. Таким об-
образом, диффузионный слой является своеобразной мембраной,
препятствующей свободному проникновению примеси в жидкую
фазу, и усилия экспериментатора направлены на то, чтобы умень-
уменьшить и толщину, и площадь этой мембраны. Первое создается
за счет перемешивания расплава, а для обеспечения второго
необходимо добиваться, чтобы фронт кристаллизации имел со-
совершенную и плоскую форму, т. е. расплавленная зона должна
иметь наиболее четкие границы.
Математическая зависимость между /гэфф и k0 выражается
следующим образом:
**ФФ- к° _^ (VIII. 1)
ko + {l-ko)e D
Здесь v — скорость передвижения фронта кристаллизации;
D — коэффициент диффузии примеси в жидкой фазе *. Так как по-
последний обратно пропорционален вязкости среды (D=kT/6mf\r),
* Численное значение D обычно лежит в интервале 10—10~5 см2/сек.
Например, для КС1 в Н2О при 25° С ?>=1.9-105, для KNO3 в AgNO3 при
330°C?>=4,57-10-5[17].
822
следует ожидать, что ближе всего &эфф будет к k0, т. е. эффект
очистки окажется наибольшим для систем с интенсивным пере-
перемешиванием, небольшой скоростью передвижения фронта кри-
кристаллизации и низким значением вязкости расплава.
Учитывая тот факт, что равновесный коэффициент распреде-
распределения k0 в реальных системах практически не достигается, в
дальнейшем под коэффициентом распределения k будем подра-
подразумевать эффективный коэффициент распределения &эфф-
Существуют математические уравнения, описывающие рас-
распределение примеси в процессах направленной кристаллизации
и зонной плавки, которые выве-
выведены в так называемом пфан- §
новском приближении, основные |
допущения которого сводятся к |
следующему: |;
1) первоначальное распреде- *i
ление примеси по длине образца
однородно:
2) коэффициент распределе-
распределено
ния не зависит от концентрации g
примеси; |
3) диффузия в твердой фазе ° o.ot
отсутствует, а в жидкой абсо-
абсолютная.
Ввиду того, что на практике
эти условия далеко не всегда
А-5
о.1 аз о.5 а? а?
Занристаллизовавшаяся часть
образца
Рис. 56. Распределение примеси
после направленной кристаллиза-
й ф
обеспечиваются, приводимые ни- шш для различных значений коэф-
же уравнения носят приближен- фициента распределения,
ный характер.
При направленной кристаллизации концентрация примеси с
в точке закристаллизовавшегося образца, удаленной от его на-
начала на относительную долю g, выражается следующим об-
образом:
c = cok(l-g)k~1 (VIII. 2)
Здесь и далее с0'—исходная концентрация примеси.
На рис. 56 приведены типичные кривые распределения при-
примесей с различными значениями k после направленной кристал-
кристаллизации.
Характер кривых, описывающих распределение примеси в
процессе зонной плавки, несколько сложнее. Рассмотрим этот
процесс более подробно. Когда край расплавленной зоны пол-
полностью совмещается с началом образца, концентрация примеси
в зоне равна с0. При начале затвердевания образца позади
зоны концентрация примеси в нем составляет кс0. Дальней-
Дальнейшее передвижение зоны приводит к ее обогащению примесью
и, следовательно, затвердеванию слоев с все более высокой
21»
323
концентрацией примеси. Наконец, когда концентрация в зоне до-
достигнет значения co/k, позади зоны будет кристаллизоваться обра-
образец с концентрацией примеси с0, т. е. очистка происходить не бу-
будет. На последнем участке, равном длине зоны, происходит
направленная кристаллизация, и содержание примеси в закри-
закристаллизовавшемся образце резко повышается (рис. 57).
0.5 :
3 4 5 6 7
Число зонных длин
8 9 Ю
Рис. 57. Распределение примеси после прохода зоны
для различных значений коэффициента распределе-
распределения.
Уравнение, описывающее распределение примеси после од-
одного прохода, выглядит следующим образом
¦¦с0
i-0-*)e
)
Ч
(VIII. 3)
где / — длина зоны; х — расстояние от начала образца.
Уравнение справедливо по всей длине образца, кроме конеч-
конечной области, равной длине зоны, где распределение описывается
уравнением (VIII. 2).
324
Сравнение результатов очистки за один проход зонной плав-
плавки и за однократную направленную кристаллизацию говорит
в пользу последней, так как при направленной кристаллизации
можно получить большую долю очищаемого вещества, нежели
при зонной плавке. Однако преимуществом зонной плавки яв-
является то, что проход зоны можно повторить многократно, то-
тогда как повторная направленная кристаллизация каждый раз
требует отделения загрязненной части, что значительно услож-
усложняет операцию очистки. Кроме того, создать и поддерживать
узкую расплавленную зону значительно легче, нежели расплав-
расплавлять весь образец. При этом надо учитывать, что опасность вне-
внесения загрязнений повышается при увеличении поверхности рас-
расплава, обычно более реакционноспособного, чем твердое веще-
вещество. По этим причинам зонная плавка применяется значительно
чаще, хотя в некоторых особых случаях, как будет показано
ниже, направленная кристаллизация предпочтит.ельнее.
Если распределение примеси после одного прохода зоны
легко описать несложным уравнением, то при дальнейших про-
проходах, когда область пониженной концентрации примеси в на-
начале образца начинает расти, точная математическая характе-
характеристика процесса становится крайне затруднительной. Предло-
Предложены расчетные методы, перечень которых приводится в работе
[22], однако все они отличаются сложностью и громоздкостью и
базируются на различных упрощающих допущениях. На прак-
практике лучше прибегнуть к соответствующим графическим дан-
данным, приводимым, например, в монографии Пфанна [1].
Степень очистки, которой можно достигнуть зонной плавкой
данного образца, небесконечна. С увеличением числа зонных
проходов устанавливается устойчивое состояние, которое яв-
является теоретическим пределом максимально достижимого рас-
распределения. В этом случае так называемое конечное распреде-
распределение выглядит как
с = АеВх (VIII. 4)
где постоянная А численно равна концентрации в точке х=0,
а В — неравный нулю корень трансцендентного уравнения:
B = k(eB-l)
При благоприятных значениях k при конечном распределе-
распределении достигается весьма значительная степень очистки. Так [1]
расчеты показывают, что при k=0,1 концентрация примеси в
начале образца в этом случае падает в 1014 раз.
Чтобы после конечного распределения достигнуть дальней-
дальнейшей очистки, можно удалить загрязненную часть образца, рас-
расплавить последний до прежней длины и вновь проводить зонную
очистку.
825
Прежде чем решать вопрос о целесообразности проведения
очистки какого-либо объекта методом зонной плавки, необхо-
необходимо располагать знанием коэффициентов распределения при-
примесей, подлежащих удалению. Казалось бы, проще всего опре-
определить равновесные коэффициенты распределения из соответ-
соответствующих фазовых диаграмм и затем, используя уравнение
(VIII. 1), оценить величину эффективных коэффициентов рас-
распределения. Однако в литературе сведения по диаграммам со-
состояния в области малых концентраций почти отсутствуют,
поэтому обычно коэффициенты распределения определяют экспе-
экспериментально на основании данных по направленной кристалли-
кристаллизации или зонной плавке.
Получаемые таким путем значения коэффициентов распре-
распределения верны для процессов зонной плавки, проводимых в
условиях, идентичных условиям, при которых эти значения опре-
определялись. Это связано с тем, что коэффициент распределения
зависит от концентрации примеси* и скорости передвижения
зоны. Иногда на величину k влияет даже наличие или отсут-
отсутствие других примесей в обрабатываемом объекте [23].
Если значения k определены при различных скоростях
кристаллизации, то в этом случае можно найти равновесный
коэффициент распределения k0 путем экстраполяции до v — О
полученной зависимости k = f(v). По А. Н. Киргинцеву и
Е. Г. Аввакумову [24] для неизоморфных примесей эта функция
может быть представлена выражением
где В — постоянная величина, характеризующая природу при-
примеси.
В процессе определения коэффициента распределения ис-
исследуемой примеси после направленной кристаллизации или зон-
зонной плавки образец разделяют на равное число частей и анали-
анализируют каждую из них на содержание примеси. После этого,
применяя соответствующий метод расчета, вычисляют искомое
значение к. Очень часто для этого используют радиоактивные
индикаторы. Учитывая, что коэффициент распределения, как ука-
указывалось выше, зависит от концентрации, необходимо вводить
радиоиндикатор в концентрации, близкой к Со- При этом основ-
основным условием является идентичность химических форм исследуе-
исследуемой примеси и радиоиндикатора.
При наличии экспериментальных данных по распределению
примеси по длине слитка, подвергнутого направленной кристал-
* Как правило, при повышении концентрации примеси значение k при-
приближается к единице. По этой причине зонной плавке обычно подвергаются
продукты, предварительно очищенные другими способами.
226
лизации, k определяют, исходя из уравнения (VIII. 2), которое
представляют в следующем виде:
Uo
По имеющимся данным, строят график зависимости lg(c/c0)
от 1 —g и по наклону прямой определяют величину k— 1, а по
отсекаемому отрезку на оси — значение lg k. В. Н. Вигдорович,
Ю. П. Адлер и В. В. Марычев [25] предлагают при обработке
полученных данных для повышения точности определения к
применять метод наименьших квадратов, однако авторы отме-
отмечают, что эта точность в значительной мере обесценивается
большой относительной ошибкой аналитических определений,
что неизбежно при анализе микроконцентраций, а также низкой
точностью определения положения места отбора пробы. Анализ
влияния этих погрешностей на величину к приведен в работе [26].
В том случае, если чувствительность метода определения при-
примеси находится на пределе, для приближенной оценки величины к
можно использовать способ, рекомендованный авторами работы
[27], согласно которому после направленной кристаллизации
анализу подвергается конечная, обогащенная часть образца, и
расчет ведется по формуле
k=l
led-в)
где Cg-i — концентрация примеси в части образца, ограниченной
сечением g и его концом.
Если при проведении направленной кристаллизации трудно
избежать значительного переохлаждения в начальной части об-
образца, расчет коэффициента распределения следует вести по
формуле, выведенной А. Н. Киргинцевым и Е. Г. Аввакумо-
вым [28].
Коэффициент распределения можно определить и на основа-
основании экспериментов по зонной плавке [29, 30]. Например, Д. М. Чи-
Чижиков и В. М. Эдельштейн [29] предлагают такой способ. Из
выражения (VII. 3) распределения примеси после одного про-
прохода можно показать, что концентрация ее в точке, удаленной
от начала образца на s=xjl зонных длин, определяется уравне-
уравнением
где р — безразмерная величина, связанная с коэффициентом
диффузии.
Представив это уравнение в виде
2.303Р
327
можно, зная ряд значении концентрации примеси в различных
точках образца после первого зонного прохода, построить гра-
график
и по начальной ординате, равной lg(l—k), определить зна-
значение k.
Вообще говоря, при кристаллизации солевых систем для
равновесных коэффициентов распределения k0 примесных ка-
катионов и анионов, обладающих одинаковым зарядом и анало-
аналогичным строением внешних электронных оболочек, существует
приближенная линейная зависимость между значением k0 и аб-
абсолютной величиной разности радиусов ионов примеси и основ-
основного вещества. Впервые это было показано Г. А. Андреевым и
Б. Н. Александровым [31—33] на примере одно- и двухзаряд-
ных примесных ионов в NaCl, KC1 и КВг. Таким образом, рас-
располагая знанием величины k0 для 2—3 примесей в неорганиче-
неорганическом соединении солеобразного характера, можно, используя эту
приближенную зависимость, оценить значение коэффициента
распределения и для других примесей.
Итак, после определения значений коэффициентов распре-
распределения примесей в очищаемом объекте в том случае, если они
благоприятны, пора переходить к конструированию соответствую-
соответствующей аппаратуры и проведению процесса зонной плавки. Зная
величины k, можно использовать расчетные кривые, приведен-
приведенные в приложении к монографии Пфанна [1], для оценки числа
проходов, необходимых для достижения желаемой чистоты, а
также выхода процесса.
В том случае если полученные значения k равны или близки
к единице, т. е. находятся в интервале 0,8—1,2, необходимо по-
попытаться предварительно удалить соответствующую примесь ка-
каким-либо иным методом, или же применить один из следующих
приемов.
1. Перевести очищаемый объект в другое химическое соеди-
соединение (например, хлорид в бромид или безводную соль в кри-
кристаллогидрат), для которого коэффициенты распределения уда-
удаляемых примесей имеют более благоприятное значение, провести
зонную очистку этого соединения, после чего регенерировать ис-
• ходный объект.
2. В качестве объекта для зонной плавки использовать не
само очищаемое вещество, а его эвтектическую смесь, характе-
характеризуемую более благоприятными значениями k, с веществом,
которое после зоной очистки легко удалить.
3. Существует вариант процесса зонной очистки, при котором
для удаления трудноотделяемых примесей в расплавленную зону
добавляется третий компонент, не взаимодействующий и не сме-
328
шивающийся с основным веществом. В этом случае благодаря
«экстрагирующему» действию зоны удается не только эффек-
эффективно удалить примеси с k, близкими к единице, но и добиться
оттеснения примесей с k>\ в конец образца. Таким образом,
подобно процессу экстрактивной ректификации, в данном про-
процессе совмещаются два метода очистки — зонная плавка и экс-
экстракция. Количественная характеристика процесса зонной плав-
плавки с третьим компонентом приводится в работе [34].
4. Удалить примеси с коэффициентом распределения, близким
к единице, можно при проведении процесса зонной плавки в со-
соответствующей атмосфере, таким путем, чтобы эта примесь пе-
переходила в соединение с высоким давлением пара и улетучива-
улетучивалась.
Все эти приемы рассмотрены на примерах при описании
приложения метода зонной очистки к конкретным неорганиче-
неорганическим объектам.
ОСНОВНЫЕ ФАКТОРЫ,
ВЛИЯЮЩИЕ НА ЭФФЕКТИВНОСТЬ ПРОЦЕССА
Эффективность зонной очистки во многом определяется ря-
рядом факторов, которые необходимо учитывать при конструиро-
конструировании соответствующей аппаратуры и практическом осуществле-
осуществлении процесса.
Среди них — скорость передвижения зоны и варианты ее пе-
перемещения, длина зоны, форма и способ расположения обраба-
обрабатываемого образца, температурный градиент на границе раздела
твердой и жидкой фаз.
Как указывалось, обычно скорость передвижения расплавт
ленной зоны выбирается в интервале 0,5—20 см/ч. Конечно, с
наибольшим основанием можно выбрать значение скорости кри-
кристаллизации, зная зависимость k=f(v). В этом случае можно
использовать максимальное значение скорости, при которой k
еще сохраняет благоприятное значение. При подборе скорости
передвижения необходимо также принимать во внимание сле-
следующее соображение: чем ниже симметрия растущих кристал-
кристаллов, тем меньше величина v.
Если при зонной очистке применять весьма небольшую ско-
скорость кристаллизации, точное регулирование температурного
режима и монокристаллическую затравку, можно получить не
поликристаллический слиток, а монокристалл. При этом имеет
место более глубокая очистка, ибо совершенная монокристал-
монокристаллическая структура служит надежной защитой от проникновения
атомов или молекул неизоморфных примесей в кристаллическую
решетку.
Одно из достоинств метода зонной очистки — возможность
многократного прохода расплавленной зоны, которое можно
329
осуществлять как передвижением одного нагревателя относи-
относительно образца (илинаоборот),так и передвижением нескольких
близко расположенных друг от друга нагревателей (рис. 58) *.
Наконец, возможен третий вариант, так называемый возвратно-
поступательный способ передвижения. В этом случае образец
проходит расстояние d, равное расстоянию между центрами на-
нагревателей, после чего быстро возвращается в исходное поло-
положение. При этом происходит так называемый «подхват» зон —
первый нагреватель, как эстафету, передает первую расплав-
расплавленную зону второму нагревателю, который, в свою очередь, вто-
вторую зону передает третьему нагревателю и т. д. Таким образом.
Рис. 58. Три способа осуществления передви-
передвижения расплавленных зон.
с —Многократное передвижение образца относительно
одного нагревателя; б — однократное передвижение
образца через большое число нагревателей; в — воз-
возвратно-поступательное движение образца; / — нагрева-
нагреватель; 2 — образец.
при передвижении образца на расстояние d фактически имеет
место один проход расплавленной зоны по всей длине.
Легко видеть, что первый вариант, отличаясь простотой и
энергетической экономичностью, невыгоден из-за своей продол-
продолжительности. С этой точки зрения, более производительным ока-
оказывается второй вариант, при реализации которого, однако, не
следует забывать, что в определенные промежутки времени (на-
(начало и конец передвижения образца) многие нагреватели «ра-
«работают» вхолостую. От отмеченных недостатков свободен третий
вариант, который особенно ценен при проведении зонной очистки
* Передвижение нагревателя относительно образца обычно применяется,
когда имеется один нагреватель. Нагреватель удобнее перемещать и тогда',
когда к образцу подводится инертный газ или процесс ведется в вакууме.
При использовании нескольких нагревателей целесообразнее перемешать
обрабатываемый образец, а если применяется высокочастотное нагревание,
то обычно независимо от числа нагревателей-индукторов перемещают об-
образец.
330
низкоплавких веществ, когда возникает необходимость в разме-
размещении между нагревателями интенсивно охлаждаемых холо-
холодильников. Возвратно-поступательный способ передвижения дает
возможность на 100% использовать энергию как нагревателей,
так и холодильников.
Несмотря на это, реальное осуществление возвратно-посту-
возвратно-поступательного способа встречает значительные осложнения, ибо
для обеспечения точного «подхвата» все зоны должны обла-
обладать идеально одинаковой длиной, что вызывает почти непреодо-
непреодолимые затруднения при регулировании режима работы нагре-
нагревателей. Поэтому на практике, как было, например, показано
В. Н. Вигдоровичем и И.Ф. Черномординым [35], проводившими
зонную очистку алюминия, при возвратно-поступательном спо-
способе передвижения имеют место значительные отклонения кар-
картины распределения примесей от теоретической и понижение эф-
эффективности процесса. По этой причине чаще используются
установки, работающие в режиме однократного прохода слитка
через большое число нагревателей.
Как показывают теоретические расчеты и многочисленные
экспериментальные исследования, наиболее целесообразное от-
отношение длины зоны к длине образца лежит в диапазоне
0,2—0,05. Так как реально достижимая длина зоны в значитель-
значительной мере зависит от свойств обрабатываемого объекта (узкую
расплавленную зону легче всего создать в материале, имеющем
невысокую температуру плавления и низкую теплопроводность),
то выбор длины зоны влияет на выбор длины обрабатываемого
образца. Чаще всего длину зоны выбирают примерно равной од-
одной десятой длины образца.
Ряд исследователей показали, что эффективность зонной
плавки может быть повышена путем изменения длины зоны в
процессе проведения очистки. Так увеличение относительной
длины зоны при первых проходах приводит к повышению не
только степени очистки, но и выхода очищенного материала.
По данным Барриса, Стокмена и Диллона [36], семь проходов
при относительной длине зоны 0,2 с последующими двумя про-
проходами при длине зоны 0,1 эквивалентны 12 проходам при длине
зоны 0,1. Дэвис [37] рекомендует первые два прохода осуще-
осуществлять при длине зоны 0,3 и последующие проходы — при длине
0,1. По данным Хармена [38], проводившего зонную плавку анти-
монида индия, длину зоны следует уменьшать постепенно с 0,5
до 0,1.
Форма обрабатываемого образца определяется конфигура-
конфигурацией контейнера, используемого при проведении зонной очистки.
Исключением является метод бестигельной зонной плавки (см.
ниже). В большинстве случаев применяются узкие и длинные
контейнеры с круглым, овальным, трапецеидальным или прямо-
прямоугольным поперечным сечениями, т. е. различного рода трубки,
331
лодочки, ампулы и .т. п. При выборе оптимальной длины контей-
контейнера следует исходить из того, что увеличение ее, с одной сто-
стороны, повышает выход очищенного вещества, ас другой, — при
этом возрастают энергетические расходы и продолжительность
процесса. Обычно используются контейнеры с длиной от не-
нескольких десятков сантиметров до 1—1,5 м.
Размер поперечного сечения образца не превышает, как пра-
правило, нескольких квадратных сантиметров. Это связано с тем,
что при увеличении размеров сечения возникает опасность ча-
частичного непроплава зоны, которого зачастую нельзя избежать
даже путем повышения мощности нагревателя, так как это мо-
может привести к значительному расширению зоны, а это крайне
нежелательно. В каждом конкретном случае возможное макси-
максимальное сечение образца определяется как аппаратурными фак-
факторами (способ нагревания, конструкция нагревателей, мате-
материал и толщина стенок контейнера), так и теплофизическими
характеристиками очищаемого вещества (температура плавле-
плавления, теплопроводность, теплота кристаллизации).
Чаще всего применяются контейнеры с постоянным сечением,
однако в том случае, когда это осуществимо *, можно рекомен-
рекомендовать обрабатывать образцы переменного сечения. Иногда по-
подобный прием дает возможность существенно увеличить выход
очищенного продукта, как это было показано, например,
В. Н. Вигдоровичем и А. Е. Вольпяном [39], проводившими зон-
зонную плавку висмута в графитовой лодочке с диагональной или
продольной перегородкой, позволяющей изменять сечение об-
образца по его длине.
Наряду с узкими и длинными контейнерами как зарубеж-
зарубежными, так и советскими учеными предлагались различные ва-
варианты контейнера, загрузка в котором представляет собой
плоский диск с перегородками [1, 40]. Эффективность процесса
обеспечивается приданием перегородкам или расположенному
сверху нагревателю спиралевидной формы. Несмотря на ком-
компактность аппаратуры подобного рода, эти варианты развития
пока не получили.
Наконец, в нескольких работах описано применение предло-
предложенной Пфанном [I] винтовой формы образца. При этом кон-
контейнер представляет собой навитую на медленно вращающийся
барабан трубу; паралелльно барабану расположен стержневой
нагреватель, создающий расплавленную зону в каждом витке
контейнера. Такой метод был использован Смитом и Томасом
[7] при разделении изотопов водорода зонной плавкой тяжелой
воды. Обрабатываемый образец был помещен в пластмассовый
* Например, когда в качестве контейнера применяется лодочка с малым
отношением высоты к ширине, а расплавленная зона создается расположен-
расположенным сверху нагревателем.
332
шланг, навитый на барабан диаметром 4 см, вращающийся со
скоростью 0,7 об/ч; нижняя половина спирали находилась в
ванне с рассолом при —10° С; расплавленные зоны создавались
расположенным сверху нагревателем сопротивления. Примене-
Применение аналогичной аппаратуры при зонной очистке галлия описано
в работе [41].
Преимущество рассмотренного варианта — возможность ком-
компактного размещения образца значительной длины и создания
всех расплавленных зон с помощью одного линейного источника
тепла.
Кроме выбора формы обрабатываемого образца, большое
значение имеет выбор способа его расположения — горизонталь-
горизонтального или вертикального. Рассмотрим особенности каждого из
этих способов.
Горизонтальный способ расположения образца обычно при-
применяют в тех случаях, когда зонную плавку ведут в непрозрач-
непрозрачных контейнерах с целью облегчения визуального контроля про-
процесса. Преимуществом данного способа является легкость из-
извлечения очищенной части образца после проведения зонной
плавки, а также устранения опасности растрескивания контей-
контейнера, с которым приходится считаться при вертикальном способе
расположения. При горизонтальном расположении образца до-
достаточно просто осуществить принудительное перемешивание в
зоне, что почти невозможно при вертикальном.
Вместе с тем, при горизонтальном способе зачастую возни-
возникает необходимость изоляции открытой части загрузки при по-
помощи создания защитной атмосферы или вакуума, что нехарак-
нехарактерно при вертикальном расположении образца *. Следует также
считаться и с переносом вещества, которое возникает благодаря
разнице в плотности твердой и жидкой фазы а=ртв/рж, которая
порождает изменение объема AV вещества при плавлении и по-
последующей кристаллизации. Для подавляющего большинства
веществ, в том числе и неорганических, а>1, т. е. они расши-
расширяются при плавлении; лишь для небольшой группы веществ,
например, для германия, кремния, висмуга, воды — сс<1. Изме-
Изменение объема при плавлении в некоторых случаях может быть
весьма значительным — так для уксусной кислоты ДУ=20%.
Как было показано Пфанном [1], интенсивность и направле-
направление массопереноса при зонной плавке соответствуют степени и
знаку изменения плотности, а именно: уменьшение объема при
плавлении приводит к переносу вещества в направлении дви-
движения зоны, а увеличение — в обратном направлении. При мно-
многократном прохождении зоны массоперенос может быть столь
значительным, что расплавленное вещество начнет переливаться
* Исключение составляет бестигельная зонная плавка (см. ниже), когда
роль вакуума или инертной атмосферы исключительно велика.
333
через край контейнера у одного из концов загрузки. Представить
это можно путем наклона образца под углом 6 к горизонту
(рис. 59). Величина этого угла определяется из соотношения
„ , 2ЛA-а)
6=arctg —t -
где h — высота загрузки.
Однако такой способ не следует применять, если вещество
значительно расширяется при плавлении и поверхностного на-
натяжения жидкой фазы оказывается недостаточно для удержания
расплавленной зоны и предотвращения растекания жидкости по
поверхности твердого вещества.
Жидкая фаза
I I 1
Твердая
фаза
Направление
перемещения
¦¦»—. ЗОНЫ
Рис. 59. Наклон образца, для которого плот-
плотность твердого вещества меньше плотности
жидкости, под углом В к горизонту предот-
предотвращает массоперенос.
Подобное явление может происходить и при строго горизон-
горизонтальном расположении образца, особенно при зонной плавке ве-
веществ, характеризующихся малыми значениями сил поверхност-
поверхностного натяжения.
Наиболее приемлемым и эффективным является вертикаль-
вертикальное расположение образца.
По сравнению с горизонтальным способом у вертикального
способа расположения образца имеется ряд преимуществ: воз-
возможность создания более совершенной с точки зрения теплопере-
теплопередачи системы нагревания и охлаждения, отсутствие открытых
поверхностей очищаемого вещества, естественное перемешивание
в расплавленной зоне за счет конвективных потоков. Благо-
Благоприятствовать процессу очистки могут также побочные процес-
процессы флотации и гравитации, проявляющиеся при разнице удель-
удельных весов удаляемой примеси и очищаемого объекта.
Основной трудностью, с которой приходится сталкиваться
при вертикальном способе, является растрескивание контейнера
в связи с изменением объема при плавлении. Увеличивать проч-
прочность стенок контейнера за счет увеличения их толщины не все-
всегда целесообразно, так как это сильно ухудшает процесс тепло-
теплопередачи и не дает возможности получить зону с четкими гра-
границами. Предложено помещать в нижнюю часть контейнера
амортизирующий материал, принимающий на себя возникающие
при расширении образца усилия [1, 42]. Однако ввиду того, что
334
такой материал должен быть инертным по отношению к за-
загрузке, подобрать его нелегко, и этот способ распространения не
получил.
Чтобы избежать растрескивания контейнера, необходимо
правильно выбрать направление движения зоны. Для веществ,
плавящихся с расширением, таким направлением будет пере-
передвижение зоны сверху вниз. При этом за счет увеличения объе-
объема расплавленной зоны первый слой образца затвердевает с
небольшим превышением начального уровня. По. мере передви-
передвижения зоны и уменьшения объема закристаллизовавшегося ве-
вещества по всей длине образца и особенно в его нижней части
будут образовываться пустоты. При дальнейших проходах зоны
часть этих пустот исчезает за счет вырывающихся на поверх-
поверхность пузырьков, однако некоторый массоперенос вещества вверх
по контейнеру все же происходит.
Легко видеть, что безопасным направлением движения зоны
для веществ, уменьшающих свой объем при плавлении, можно
считать направление снизу вверх. Передвижение зон в направ-
направлениях, противоположных рекомендованным, способно вызвать,
растрескивание контейнера.
Вместе с тем, если расширения вещества при плавлении не-
невелико и растрескивания контейнера можно не опасаться, на-
направлению движения зоны сверху вниз следует предпочесть
направление снизу вверх. В этом случае отсутствует массопере-
массоперенос и можно достичь более совершенной и четкой границы раз-
раздела жидкой и твердой фаз, тогда как при передвижении зоны
сверху вниз направленные вверх конвективные потоки и проры-
прорывающиеся наружу пузырьки «размывают» фронт кристаллиза-
кристаллизации, понижая эффективность процесса.
Большое значение при проведении процесса зонной плавки
имеет наличие значительного температурного градиента на гра-
границе раздела твердой и жидкой фаз, что достигается путем при-
применения принудительного охлаждения закристаллизовавшихся
участков образца. Необходимость создания такого градиента
вызывается следующими обстоятельствами.
Во-первых, градиент самым благоприятным образом влияет
на создание четкого фронта кристаллизации, что, как уже неод-
неоднократно отмечалось, повышает эффективность процесса. Во-
вторых, не следует забывать, что пфанновское допущение о пре-
пренебрежимо малой скорости диффузии примеси в твердой фазе
перестает быть справедливым, если температура твердой фазы
близка к температуре кристаллизации.
По этой причине желательно подавить диффузию путем ин-
интенсивного охлаждения твердых частей образца.
Чем ниже температура холодильников, тем соответственно
требуется большее количество тепла для поддержания расплав-
расплавленной зоны. При этом ее температура в центре значительно
336
отличается от температуры на границах раздела, что при вер-
вертикальном расположении образца способствует интенсификации
конвективных потоков, создающих перемешивание в зоне.
Наконец, при не очень малой исходной концентрации при-
примеси впереди фронта кристаллизации, как известна, может обра-
образоваться область, настолько богатая примесью, что температура
кристаллизации части жидкости, расположенной в этой области,
заметно понизится. При отсутствии значительного температур-
температурного градиента это вызовет переохлаждение такого участка, ко-
который затем внезапно закристаллизуется, увлекая за собой при-
примеси и искажая нормальное течение процесса.
Таким образом, создание температурного градиента на фрон-
фронте кристаллизации весьма необходимо для обеспечения эф-
эффективности процесса. Обычно нагревателям и холодильникам
задается такой режим, чтобы их температура отличалась. от
температуры кристаллизации обрабатываемого объекта не ме-
менее чем на 20 град.
ОСОБЫЕ ВАРИАНТЫ ПРОЦЕССА
Несмотря на очевидные достоинства зонной плавки, внедре-
внедрению в производство мешает периодичность этого метода. С од-
одной стороны, это требует перерывов в процессе и большого числа
дополнительных операций, с другой, — накопление примесей в
неудаляемой загрязненной части образца с каждым новым про-
проходом расплавленной зоны понижает эффективность процесса.
Поэтому весьма перспективным было бы превращение этого про-
процесса в непрерывный, когда после продолжительного начального
периода в системе устанавливается равновесное состояние, соот-
соответствующее предельному распределению, и очистка продукта
требует меньшего времени, чем при периодической зонной
плавке.
Основной задачей, которая возникает при конструировании
аппаратов для непрерывной зонной очистки, является создание
устройств, позволяющих постоянно удалять очищенный и загряз-
загрязненный продукт, а также вводить свежие порции очищаемого
вещества. Желательно, чтобы это происходило самопроизволь-
самопроизвольно, так как различного рода механические приспособления
сложны и малопригодны в условиях проведения глубокой очист-
очистки. Подобного рода перемещение материала может быть достиг-
достигнуто за счет свободного перемещения расплавленного вещества
под действием силы тяжести, что лежит в основе двух предло-
предложенных для непрерывной зонной очистки схем: зонно-пустотной
и зонно-транспортной [43—48].
В основе зонно-пустотного метода (рис. 60) лежит способ-
способность расплавленного материала перемещаться от питателя к
. выпускным отверстиям путем стекания его через специальные
336
пустоты *. Пустоты создаются у отверстий для вывода очищен-
очищенного и загрязненного продукта при помощи генераторов пустот,
снабженных теплоотводящими ребрами трубок небольшого
диаметра, через которые расплав может проходить, оставляя
пустоту лишь в том случае, когда такая трубка целиком нахо-
находится внутри нагревателя. Пустоты передвигаются в направ-
направлении, противоположном перемещению материала, причем в
3 секции очищенного продукта — непрерывно,
вместе с расплавленными зонами, а в сек-
секции загрязненного продукта — скачкообраз-
скачкообразно, в момент их встреч с расплавленными
зонами. Избыток примеси из секции очи-
очищенного продукта попадает вместе с рас-
расплавленной зоной в питатель. Вывод приме-
Загрязнен-
Загрязненный продукт
/I
г
Рис. 61. Схема зонно-транспортного ме-
метода:
/—исходный продукт; 2 —твердая загрузка; 3—от-
3—отверстие для слива очищенного продукта; 4—на-
4—нагреватели; 5 —отверстие для слива загрязненного
продукта.
Очищенный
продукт
Рис. 60. Схема
зонно-пустотно-
зонно-пустотного метода:
/ — генераторы пу-
пустот; 2—нагрева-
2—нагреватели; 3 — исходный
продукт; 4 — твер-
твердая загрузка;
5—пустота; 6—рас-
6—расплавленная зона.
сей из питателя осуществляется передвижением зон в секции
загрязненного продукта.
В противоположность зонно-пустотному методу при зонно-
транспортном методе расположение загрузки почти горизон-
горизонтальное; передвижение материала осуществляется за счет пере-
переноса вещества расплавленной зоной (уровень ее горизонтален)
при ее передвижении вдоль загрузки, поверхность которой слегка
наклонена к горизонту (рис. 61). Подпитка свежим материалом
производится в середине образца, а в концах контейнера имеются
два отверстия, через которые автоматически (когда зона нахо-
находится в самом начале или самом конце образца) удаляются очи-
очищенный и загрязненный продукты. Для повышения степени
очистки несколько аппаратов могут быть объединены таким об-
образом, чтобы вывод очищенного продукта был бы питателем
каждого следующего аппарата.
* В одном из вариантов метода [49] перенос вещества осуществляется
и за счет различия в плотности твердой и жидкой фаз.
22 Зак. 114
337
Вообще говоря, объединение различного рода зонных кри-
кристаллизационных колонн в каскады рекомендуется довольно
часто [1, 50, 51].
Несмотря на многочисленность предложенных вариантов ап-
аппаратов для непрерывной зонной плавки и достаточно детальную
теоретическую проработку особенностей этого процесса, прак-
практическое применение таких аппаратов затрудняется в связи с
отсутствием опытных данных по их конструированию и исполь-
использованию для глубокой очистки конкретных объектов. Кроме ра-
работы Моатса [52], в которой описывается непрерывная зонная
очистка Sil4 (зонно-пустотный метод), сведений о применении
этого процесса для получения высокочистых неорганических ве-
веществ в литературе нет.
Следует отметить, что при проведении процесса зонной
плавки — как периодической, так и непрерывной — отсутствует
противоточное движение фаз, в которых примесь растворяется
по-разному, что имеет место, например, при ректификации, экс-
экстракции и других разделительных процессах. Перераспределение
примеси достигается при медленном передвижении границы раз-
раздела между твердой и жидкой фазами. Естественно, что интенси-
интенсифицировать процесс можно было бы, создав противоток между
этими фазами. Однако если в случае ректификации, когда плот-
плотность паровой и жидкой фаз различаются в десятки и сотни раз,
такой противоток осуществляется легко, то при кристаллизаци-
кристаллизационных методах очистки, когда различие в плотности кристаллов
и расплава не превышает 10—20%, приходится противоток осу-
осуществлять принудительно. Это достигается или за счет разного
рода механических приспособлений (шнеков, транспортеров,
вращающихся барабанов и других), или применением центро-
центробежных сил.
Предложено большое количество различных вариантов про-
тивоточных кристаллизаторов. Все они характеризуются непре-
непрерывным тепло- и массообменом между двумя противоположно
направленными потоками твердой и жидкой фаз. В зависимости
от конструкции аппарата массо- и теплообмен могут быть совме-
совмещены, частично или полностью рассредоточены. Не вдаваясь в
технические детали каждого из этих вариантов, ограничимся
простым их перечислением: «криофонический» метод [53], «ба-
«баковый» метод [54], «канальный» метод [55], кристаллизатор с
вращающимися барабанами [1]. Следует отметить, что несмотря
на ряд остроумных технических решений, подобного рода аппа-
аппараты, как и аппараты непрерывной зонной очистки, пока широ-
широкого распространения не получили.
Весьма перспективным представляется применение центро-
центробежных кристаллизационных колонн [56, 57]. Принцип действия
их следующий. Цилиндрическая емкость помещается в тепловое
поле, один конец которой имеет температуру выше точки плав-
338
ления очищаемого вещества, а другой, вокруг которого емкость
приводится во вращение с помощью центрифуги,—ниже. При
этом принудительно создается движение кристаллов в направ-
направлении от центра к периферии, к нагретому концу емкости, где
они плавятся, в то время как жидкость вытесняется кристаллами
в сторону холодного конца и кристаллизуется там. По прошест-
прошествии определенного начального периода в емкости создается рав-
равновесие между процессами перемещения кристаллов и расплава
и процессом их взаимного превращения. Рассмотрим поведение
примеси в очищаемом образце при условии, что ее коэффициент
распределения меньше единицы.
В первый момент выделившиеся на холодном конце кри-
кристаллы будут беднее примесью; центробежные силы перенесут
их в горячий конец емкости, где они расплавятся. Итак, уже в
первичный момент по длине образца создается градиент концен-
концентрации примеси. В дальнейшем на холодном конце кристалли-
кристаллизуется в первую очередь наиболее низкоплавкая, т. е. наиболее
загрязненная часть образца. По мере удаления от центра к пе-
периферии температура кристаллизации растет, и на границе с
расплавом образуются наиболее высокоплавкие, т. е. наиболее
чистые кристаллы. Они вновь отбрасываются в горячий конец,
а на холодном уже кристаллизуется еще более высокоплавкая
и чистая фракция. Процесс повторяется многократно до тех пор,
пока перераспределение примеси не компенсируется выравни-
выравнивающим действием диффузии. Если после этого охладить обра-
образец, то периферийный конец его будет заметно чище конца, при-
примыкавшего к центру вращения.
Преимуществом рассмотренного метода по сравнению, на-
например, с противоточным кристаллизатором, где передвижение
кристаллов создается при помощи шнеков, является то, что на
эффективность очистки при центробежной кристаллизации не
влияет величина кристаллов, тогда как в шнековом кристаллиза-
кристаллизаторе в массообмене участвуют лишь такие кристаллы, размер ко-
которых больше зазора между шнеком и стенками колонны. Основ-
Основное достоинство центробежных кристаллизаторов — повышение
производительности-этих аппаратов за счет резкого сокращения
времени очистки. Так, например, А. Г. Аникин и М. Н. Румян-
Румянцева [58], проводя очистку трифенилхлорсилана в центробежной
кристаллизационной колонне и параллельно зонную плавку об-
образца аналогичного размера, показали, что одинаковая степень
очистки достигается в первом случае за 30 мин, а во втором —
за 16 ч. Нельзя не отметить простоту аппаратурного оформле-
оформления процесса центробежной кристаллизационной очистки и от-
отсутствие вводимых в очищаемый объект разного рода механи-
механических приспособлений, что иногда при работе с агрессивными
веществами может привести к их загрязнению.
22*
339
И, наконец, необходимо остановиться еще на одном близком
к зонной плавке методе очистки, в основе которого, однако, ле-
лежит не отличие в растворимости примеси в жидкой и твердой
фазах, а разница в давлении пара вещества-примеси и очищае-
очищаемого вещества. Впервые этот метод, получивший название зон-
зонной сублимации, был использован Вейсбергом и Рози [59] для
очистки мышьяка и является перспективным для очистки ве-
веществ с высоким давлением пара при температуре плавления.
Процесс зонной сублимации проводится в горизонтальной квар-
кварцевой или стеклянной трубке, причем вещество помещается
между двумя пробками из инертного материала (графит, фторо-
фторопласт), имеющими сверху выемки, которые позволяют предва-
предварительно целиком эвакуировать систему (рис. 62). Перед нача-
началом процесса левая пробка перемещается на одну зонную длину
К вакуум -
насосу
направление
перемещения
нагревателя
и вакуум-
насосу
Рис. 62. Схема аппарата для зонной сублимации:
/ — твердая загрузка; 2— вакуумные уплотнения; 3 —пробки
с выемкой, позволяющей эвакуировать систему; 4 — паровая зона.
налево, и температура нагревателя регулируется так, чтобы об-
обрабатываемое вещество не плавилось, а возгонялось. При мед-
медленном передвижении нагревателя вещество сублимируется, за-
заполняя имеющуюся пустоту, которая движется вместе с ним до
тех пор, пока не будет достигнута правая пробка. Перед следую-
следующим проходом обе пробки передвигаются налево, и процесс по-
повторяется. Вместе с передвижением вещества по трубке справа
налево происходит отделение примесей вследствие различия ско-
скоростей сублимации. При этом вещество, которое возгоняется
быстрее основного компонента, концентрируется в правом конце
образца, а вещество, возгоняющееся медленнее, — в противопо-
противоположном конце. Так при зонной сублимации мышьяка после 15
проходов со скоростью 4 см/ч примеси кремния, железа, меди
сконцентрировались в начальной части образца, а свинца и
висмута — в конечной.
В некоторых случаях зонная сублимация оказывается пред-
предпочтительнее зонной плавки [60], когда при обработке одного и
того же образца бензойной кислоты обоими методами в иден-
идентичных условиях зонная сублимация оказалась в 20 раз эффек-
эффективнее.
340
ИСПОЛЬЗУЕМАЯ АППАРАТУРА
При конструировании аппаратуры для зонной очистки при-
приходится сталкиваться как со специфическими вопросами, харак-
характерными именно для данного метода, так и с рядом вопросов,
не имеющих непосредственного отношения к зонной очистке, но
связанных с общелабораторной техникой (очистка газов, ваку-
вакуумная техника, способы нагревания). В основном все аппаратур-
аппаратурные решения направлены на соблюдение факторов, влияющих
на эффективность процесса (см. стр. 329) и на обеспечение сте-
стерильных условий, что при зонной плавке агрессивных объектов
представляет немалые трудности.
В большинстве случаев обрабатываемое вещество помещают
в специальный контейнер, в связи с чем к материалу последнего
предъявляется ряд требований. Прежде всего, во избежание по-
попадания примесей из контейнера в очищаемое вещество необхо-
необходимо подобрать для него инертное и достаточно чистое веще-
вещество, подвергая контейнер перед экспериментом тщательной
обработке. В противном случае результаты зонной очистки мо-
могут быть сведены на нет. Так авторам работы [61] не удалось
осуществить эффективную зонную очистку алюмо-аммонийных
квасцов, ибо из имевшихся в их распоряжении лодочек, выпол-
выполненных из графита, недостаточно высокой чистоты, в процессе
очистки выщелачивались примеси бария, кальция, хрома, ни-
никеля, сурьмы, кремния.
Опасность внесения загрязнений повышается в том случае,
если расплав смачивает стенки контейнера; кроме того, это мо-
может привести к растрескиванию последнего*. Чтобы избежать
адгезии обрабатываемого вещества к стенкам контейнера, по-
последние иногда подвергают дополнительной поверхностной обра-
обработке— графитизации, карбидизации и т. п. Например, Пицца-
релло [62] обрабатывал служившие контейнером для зонной
плавки иодида лития трубки из стекла «Викор» следующим об-
образом. В течение нескольких часов через трубку пропускалась
смесь азота и паров ацетона. При 850°С происходил пиролиз
последнего, и стенки контейнера покрывались тонким слоем
углерода.
Желательно, чтобы теплопроводность материала контейнера
была достаточно низкой, это способствует стабилизации длины
зоны. Кроме того, коэффициенты теплового расширения мате-
материала контейнера и обрабатываемого вещества должны быть
одного порядка. Неплохо, если механические свойства применяе-
применяемого материала таковы, что становится возможным изготовлять
тонкостенные контейнеры, менее подверженные неравномерным
* Как правило, металлы и полупроводниковые соединения не смачивают
стенок контейнера; при зонной плавке неорганических солеобразных веществ
с этой проблемой приходится сталкиваться значительно чаще.
341
термическим напряжениям и позволяющие получить более узкую
зону.
Выбор того или иного материала для контейнера прежде
всего определяется температурной областью, в которой предпо-
предполагается проводить зонную плавку. Рассмотрим кратко границы
применимости ряда наиболее употребительных материалов.
При 0—100° С достаточно подходящими являются различного
рода пластмассы, в том числе полиэтилен и поливинилхлорид.
Оба материала достаточно инертны и легко поддаются обра-
обработке. Однако предпочтительнее применять фторопласт, так как
он значительно более химически инертен и может использоваться
до 300° С. Важным преимуществом этого материала является
то, что он в противоположность другим пластмассам, которые
при низких температурах становятся очень хрупкими, сохраняет
пластичность до температур порядка —200° С. Это позволяет
применять его при низкотемпературной зонной плавке [63, 64].
При зонной плавке объектов с температурой плавления до
400—500° С часто используют стекло различных марок. Приме-
Применение этого материала ограничивается возможностью выщелачи-
выщелачивания некоторых компонентов стекла при обработке достаточно
агрессивных объектов и низкой стойкостью к тепловым ударам.
Последнего недостатка лишен ситалл, в связи с чем изготовле-
изготовление контейнеров из него весьма перспективно.
С точки зрения механических свойств достаточно подходя-
подходящим материалом для контейнера являются различные металлы.
К их отрицательным свойствам следует отнести значительную
теплопроводность, не позволяющую получать узкие расплавлен-
расплавленные зоны. Обычно используются благородные металлы и прежде
всего платина из-за ее высокой химической устойчивости. Наи-
Наибольшая рабочая температура контейнеров из платины 1500° С.
Применение тугоплавких металлов — молибдена, тантала, воль-
вольфрама и других — во избежание их окисления при высоких
температурах должно сопровождаться созданием вакуума или
защитной атмосферы.
Одним из наиболее широко применяемых материалов яв-
является плавленое кварцевое стекло, которое характеризуется
низким коэффициентом теплового расширения и стойкостью к
тепловым ударам, прозрачностью, легкой обрабатываемостью
этого материала. Промышленностью в настоящее время выпус-
выпускается кварцевое стекло необходимой степени чистоты. Хими-
Химическая стойкость кварца достаточно высока, однако она может
быть повышена путем покрытия его поверхности графитом или
некоторыми инертными окислами. Кварцевое стекло приме-
применяется до температур порядка 1100° С.
Другим широко используемым материалом оказывается гра-
графит, который также обладает высокой химической инертностью
по отношению к различного рода веществам за исключением
342
окислителей. По этой причине с графитовыми контейнерами не-
необходимо работать в защитной атмосфере или в вакууме. Гра-
Графит обладает высокой электропроводностью, что позволяет ис-
использовать его при высокочастотном нагревании, в том случае
если обрабатываемый объект не проводит электрический ток.
Этот материал достаточно прочен и легко обрабатывается, пре-
предельная рабочая температура его 2500° С. Имеются марки гра-
графита весьма высокой степени чистоты.
При проведении процесса зонной плавки при очень высоких
температурах B200—2800° С) могут использоваться лодочки из
тугоплавких окислов алюминия, циркония, бериллия, кальция,
магния, тория. Несмотря на достаточную химическую инертность
по отношению к веществам определенного класса, достаточную
прочность и низкую теплопроводность, применение этих мате-
материалов ограничивается тем обстоятельством, что изделия из них
обладают нежелательной пористостью.
Следует отметить, что в конечном счете предельно достижи-
достижимая степень очистки обрабатываемого объекта будет ограничи-
ограничиваться как чистотой материала контейнера, так и его химической
стойкостью, ибо абсолютно чистых и инертных веществ не суще-
существует. С этой точки зрения идеальным вариантом организации
процесса зонной очистки является зонная плавка без контей-
контейнера *. Впервые процесс был предложен для очистки и выращи-
выращивания высококачественных монокристаллов кремния, который,
как известно, в расплавленном состоянии настолько реакционно-
способен, что подобрать подходящий инертный материал для
контейнера не представляется возможным, а также для очистки
некоторых металлов. Суть бестигельной зонной плавки заклю-
заключается в следующем: стержень очищаемого вещества помещают
вертикально в соответствующую цилиндрическую камеру, кото-
которую затем эвакуируют или создают в ней атмосферу заданного
состава. Расплавленная зона получается при помощи индуктора
или электронного пучка и удерживается при перемещении бла-
благодаря силам поверхностного натяжения.
Недостаток метода — невозможность обрабатывать образцы
значительного диаметра, так как при увеличении последнего рас-
расплавленная зона перестает удерживаться. Максимальный диа-
метр слитка зависит от капиллярной константы а= \^2a/pgr
где g — ускорение свободного падения.
При бестигельной зонной плавке металлов удержанию зоны
способствует также электромагнитная поддержка, которая, к со-
сожалению, не может быть осуществлена при обработке неоргани-
неорганических соединений. Кроме того, поверхностное натяжение послед-
последних ниже поверхностного натяжения металлов, что вынуждает
* В литературе этот вариант процесса называют «бестигельная зонная
плавка» и «метод плавающей зоны».
34»
выбирать образцы с весьма небольшим сечением. Так при бес-
бестигельной зонной плавке галогенидов щелочных металлов,
для которых капиллярная константа равна а=0,2 — 0,5 см,
Уоррен [65], исходя из того, что для кремния (а — 0,8 см) мак-
максимально допустимый диаметр слитка ~ 1 см, использовал об-
образцы диаметром 0,25 — 0,6 см.
Имеется несколько работ по бестигельной зонной плавке
бора [66—68]; при этом обычно применялось электроннолучевое
нагревание.
Холт [69] проводил бестигельную зонную плавку двуокиси
титана следующим образом: предварительно готовились образцы
диаметром 0,7 см путем спекания порошкообразной двуокиси
титана с небольшой добавкой металлического титана; последняя
позволила применить индукционное нагревание. Полученные
монокристаллы голубовато-черного цвета в течение нескольких
часов обрабатывались кислородом при 800° С, благодаря чему
весь титан окислялся, и монокристаллы становились полностью
прозрачными.
Оригинальный прием использовал Гэссон [70] при зонной
плавке вольфрамата кальция методом плавающей зоны. Для
поддержания расплавленной зоны в нее вводилась горизон-
горизонтально расположенная иридиевая пластинка с двумя отвер-
отверстиями, служившая одновременно нагревателем сопротивления.
Конечно, подобный прием позволяет увеличить диаметр обра-
обрабатываемого образца, хотя такой процесс в строгом смысле не
является бестигельной зонной плавкой, так как очищаемое ве-
вещество соприкасается с нагревателем.
Итак, несмотря на заманчивость использования бестигель-
бестигельной зонной плавки для ультраочистки неорганических объектов,
можно видеть,, что по ряду причин (например, невысокое по-
поверхностное натяжение, низкая электропроводность) примене-
применение такого процесса для этой цели в сколько-нибудь значитель-
значительных масштабах встречает серьезные затруднения.
Кроме материала контейнера, источником загрязнений может
служить контактирующая с обрабатываемым образцом атмо-
атмосфера, что особенно важно при горизонтальном его расположе-
расположении. Если учесть, что в некоторых случаях очищаемое вещество
реагирует при нагревании с кислородом воздуха, становится
очевидной необходимость создания в рабочем пространстве ва-
вакуума или атмосферы инертного очищенного газа.
Создание вакуума допустимо в том случае, если обрабаты-
обрабатываемый продукт обладает низким давлением пара. Если при-
примеси характеризуются высокими значениями давления пара, то
это обстоятельство может только способствовать очистке. Ис-
Используются два варианта создания вакуума: применение отка-
откачанных и запаянных ампул с очищаемым веществом или же
поддержание требуемого вакуума в течение всего процесса. Во
344
втором случае для осуществления передвижения образца внут-
внутри вакуумной камеры служат специальные уплотняющие уст-
устройства, конструкции которых, подробно описаны в работе [71].
Принимая во внимание, что процесс зонной очистки зача-
зачастую весьма продолжителен, считают более целесообразным
после откачки рабочего пространства заполнить последний очи-
очищенным инертным газом, давление которого, во избежание про-
проникновения воздуха, поддерживают несколько выше атмосфер-
атмосферного. Если же нет особой нужды удалять со стенок аппаратуры
и из исходного образца сорбированные газы, можно и вовсе
обойтись без предварительного вакуумирования, заменив его
тщательной продувкой рабочей камеры очищенным инертным
газом.
В качестве последних обычно используются азот, аргон и во-
водород. Традиционные схемы очистки их таковы. Для осушки
первых двух газов применяют колонки, заполненные хлоридом
кальция, силикагелем, цеолитами или пятиокисью фосфора. За-
Затем для удаления кислорода газ пропускают над нагретой ме-
металлической стружкой кальция при температуре не ниже 300° С
или циркония при 600° С. Для очистки водорода используется
его способность диффундировать через тонкостенную палла-
диевую перегородку при 400—600° С, через которую не проходят
содержащиеся в исходном газе кислород, азот и пары воды.
Иногда создание над очищаемым образцом определенной га-
газовой атмосферы преследует цель не защиты последнего от
окисления или внесения загрязнений, а удаления тех примесей,
от которых не удается избавиться в процессе зонной очистки.
Классическим примером является пропускание влажного водо-
водорода над зонноочищаемым кремнием, которое способствует
переводу трудноотделимой примеси бора в летучую борную
кислоту. Уоррен [72] при зонной очистке хлорида калия для
удаления ионов ОН~, благодаря которым возникает адгезия
КС1 к стенкам контейнера, непрерывно пропускал над веще-
веществом очищенный хлористый водород. Выделявшаяся по схеме
ОН" + НС1 = Н2О + С1~ вода вымораживалась в ловушке. Со-
Согласно работе [73], удалению примесей железа, титана и натрия
из зонноочищаемой окиси алюминия способствует добавление
в рабочую атмосферу какого-либо хлорирующего агента, напри-
например четыреххлористого углерода.
Говоря о механизмах перемещения, которые приводят в дви-
движение нагреватели или обрабатываемый образец, следует за-
заметить, что к ним предъявляются определенные требования,
которые прежде всего связаны с необходимостью обеспечения
плавности движения и постоянства скорости. Желательно, что-
чтобы применяемое кинематическое устройство позволяло изие*
нять скорость движения в нужных пределах. Кроме основно-
основного механизма передвижения, при возвратно-поступательном
345
способе надо иметь вспомогательный механизм, быстро возвра-
возвращающий образец после одного прохода в начальное положение,
а также счетчик проходов. В качестве примера автоматизиро-
автоматизированной установки для зонной плавки, в которой полностью пре-
предусмотрены все эти приспо-
приспособления, можно привести
аппаратуру, описанную в
работе [74].
Предложено в качестве
И электромотору
Рис. 63. Перемещение нагревателей от-
относительно горизонтально расположен-
расположенного образца с помощью электромотора.
источника движущей силы
применять устройства, ис-
использующие потенциальную
энергию опускающегося гру-
груза или уровня жидкости,
гидравлические аккумуляторы, часовые механизмы и т. п. Опи-
Описание этих устройств можно найти в книге Парра [16], однако
на практике они широкого распространения не получили, так
как для этих целей значительно проще применять электриче-
электрические моторы.
Ввиду того, что коллекторные моторы способны менять число
оборотов в зависимости от колебаний подаваемого напряжения,
обычно используются могоры синхронного типа. Такой мотор
снабжается редуктором, с помощью которого можно изменять
скорость или дискретно (шестеренчатый редуктор), или плавно
(фрикционный вариатор). Можно также применять ременную
передачу со сменными шки-
шкивами.
Для передачи движения
от электромотора к нагре-
нагревателю или образцу служат
червячные приводы, кулач-
кулачковые механизмы, бараба-
барабаны, на которые намотана
гибкая проволока, лента
или капроновый трос и т. п.
(рис. 63—65).
Рис. 64. Возвратно-поступательное пе-
перемещение нагревателей относительно
образца, расположенного под углом к го-
горизонту, с помощью кулачка, приводи-
приводимого во вращение электромотором.
Среди различных способов создания расплавленной зоны
наибольшее распространение получило применение нагревателей
сопротивления. В зависимости от точки плавления очищаемого
вещества подбирается соответствующий материал для элементов
сопротивления. При температурах до 1000—1200° С применяют
спирали и ленты из нихрома или тантала. Используя силитовые
стержни, можно получить расплавленную зону с температурой
до 1300° С, а в случае применения нагревателей из дисилицида
молибдена —до 1500° С.
По своей форме нагреватели сопротивления представляют
собой петлю, охватывающую образец или окружающую его
346
трубку с защитной атмосферой, либо стержень, расположенный
над образцом в плоскости, перпендикулярной ему. Боль и Кри-
Кристи [75] при зонной плавке бромида серебра использовали U-об-
разные нагреватели.
Петля нагревательного элемента может быть навита из спи-
спирали, а может представлять собой одиночный виток ленты. В по-
последнем случае из-за низкого сопротивления такого нагревателя
питание его осуществляется от низковольтного трансформатора
с большой силой тока. Обычно на-
нагревательный элемент сопротивле-
сопротивления заключается в кожух из огне-
огнеупорного материала или снабжается
рефлектором. Эти меры принимают-
принимаются для того, чтобы, сконцентрировав
тепловую энергию, создать узкую
расплавленную зону. При монтаже
нескольких нагревателей неплохо
предусмотреть их раздельное ре-
регулирование, чтобы добиться зон
одинаковой длины. Для обеспече-
обеспечения постоянства длины зоны во
время проведения процесса необхо-
необходима стабилизация подаваемого на-
напряжения.
В некоторых случаях спираль
сопротивления намотана по всей
длине трубки, в которой расположен
контейнер с образцом. Расплавлен-
Расплавленная зона создается передвижением
рефлектора или экранирующего уст-
устройства, концентрирующего тепло-
тепловую энергию в определенной части
Рис. 65. Возвратно-поступа-
Обрабатываемого образца. Подоб- тельное перемещение верти-
ное устройство применялось при зон- кально Расп°л™н°го образ-
образной плавке галогенидов щелочных , _ электромотор. 2_ редуктор,
МетаЛЛОВ [72]. 3 — барабан с одновитковой вннто-
Постоянное нагревание контей- вой np°rS-J=^pa3Ki4S~Harpe"
нера не способствует, конечно, со-
созданию градиента температуры на поверхности раздела твер-
твердой и жидкой фаз, который, как отмечалось выше, благопри-
благоприятным образом влияет на эффективность очистки. Однако в
тех случаях, когда очищаемое вещество, обладая значительным
давлением пара в расплавленном состоянии, способно интенсив-
интенсивно испаряться и оседать на холодных участках аппаратуры, по-
постоянное нагревание необходимо. Подобный прием использовал-
использовался, например, при зонной плавке пентахлорида молибдена [76].
Иногда при зонной плавке сублимирующихся веществ, чтобы
347
воспрепятствовать уносу вещества из зоны, над слитком распо-
располагают дополнительный нагреватель, так называемый «горячий
палец» [77].
Нагреватели сопротивления можно и непосредственно погру-
погружать в расплавленную зону. Разумеется, такой вариант при-
применим только в том случае, если материал нагревателей не за-
загрязняет очищаемого вещества. Положительным моментом при
таком способе размещения нагревателя, особенно если он имеет
форму плоского контура [78], является возможность увеличения
диаметра обрабатываемого образца и, следовательно, повыше-
повышения производительности процесса. Кроме того, при погружном
нагревателе отсутствует необходимость расходовать тепло на
разогрев контейнера и защитной трубы, если таковая имеется.
Это, во-первых, более экономично, а, во-вторых, устраняет опас-
опасность загрязнения образца материалом контейнера, который
при внешнем расположении нагревателя должен быть горячее
загрузки.
В работах [79, 80] описано применение при зонной очистке
¦белого фосфора погружного нагревателя, помещенного в вер-
вертикальную трубку с загрузкой, вокруг которой размещена
электромагнитная катушка. Через катушку пропускается ток
промышленной частоты 50 гц. Таким образом, нагреватель, пред-
представляющий собой диск с отверстиями, подвешен в электромаг-
электромагнитном поле и одновременно греется в достаточной степени для
расплавления белого фосфора (т. пл. 44,Г С). Для повышения
температуры нагревателя необходимо использовать ток более
высокой частоты. Нагреватель выполняется из материала с
низкой точкой Кюри и покрывается фторопластом или серебром
(гальваническим способом). При диаметре контейнера 40мм
и длине 1 м за одну операцию можно обрабатывать 1—2 кг
фосфора.
Один из наиболее подходящих способов нагревания — высо-
высокочастотный, при котором тепло генерируется внутри самого об-
образца, тем самым сводя до минимума опасность попадания при-
примесей из раскаленного контейнера. Этот способ нагревания
широко используется при бестигельной зонной плавке. Дополни-
Дополнительным преимуществом этого способа является перемешива-
перемешивание в расплавленной зоне, которое возникает благодаря вихре-
вихревым токам, индуцируемым в зоне. Следует отметить, что для
высокочастотного нагревания требуется громоздкое и довольно
¦сложное оборудование (высокочастотные генераторы, индукто-
индукторы, система экранирования, специальные концентраторы и т. д.).
Индукционное нагревание применимо только к веществам,
хорошо проводящим электрический ток в расплавленном со-
состоянии. По этой причине чаще всего он используется при
зонной плавке металлов. Для зонной плавки неорганических
веществ, из которых только некоторые ионные соединения обла-
348
дают таким свойством, естественно, применение индукционного
нагревания сильно ограничено. При зонной плавке галогенидов
щелочных металлов высокочастотный способ нагревания ис-
использовался следующим образом [65]. В нижнюю часть верти-
вертикально расположенного образца вводили полоску платины или
графика, которую затем подвергали индукционному нагреванию
(частота 3—5 Мгц). За счет разогревания полоски соль расплав-
расплавлялась, и при движении индуктора снизу вверх зона медленно
передвигалась вместе с ним. Применение индукционного нагре-
нагревания в описанном случае было возможно потому, что электро-
электропроводность использованных соединений в расплавленном со-
состоянии достаточно высока и быстро растет с температурой.
Чтобы использовать индукционное нагревание для веществ,
плохо проводящих электрический ток, в высокочастотное поле
можно вводить какое-либо греющее тело из электропроводного
материала (графит, металлы). Последнее может представлять
собой либо кольцо, размещенное внутри неподвижного индук-
индуктора, сквозь которое движется образец, либо шар, непосред-
непосредственно погруженный в расплавленную зону; наконец, из элек-
электропроводного материала может быть выполнен весь контей-
контейнер. Последний прием был использован, например, при зонной
плавке фторида кальция [81], когда обрабатываемый образец
помещали в графитовую лодочку, передвигавшуюся сквозь ин-
индуктор.
В работе [82] свойство ионных соединений проводить элек-
электрический ток только в расплавленном состоянии предлагается
использовать для того, чтобы вводить в зону электроды и, под-
подбирая соответствующий потенциал, осаждать на них примес-
примесный катион в виде металла, тем самым повышая эффективность
очистки.
Кроме электрических способов нагревания, можно подводить
тепловую энергию к нагревателям и при помощи различного ро-
рода теплоносителей (горячая вода, силиконовые масла, расплав-
расплавленные металлы и пр.). В этом случае теплоноситель прокачи-
прокачивается по кольцевым емкостям, внутри которых передвигается
контейнер. Ввиду трудности точного регулирования температу-
температуры таких нагревателей — особенно если они соединены в се-
серии — и применимости данного способа только к сравнительно
низкоплавким объектам, нагреватели с теплоносителем распро-
распространения не получили.
Предлагалось много различных вариантов создания рас-
расплавленной зоны за счет передачи тепловой энергии излуче-
излучением. Выше уже упоминалось о применении электроннолучевого
нагревания при бестигельной зонной плавке бора. Расплавлен-
Расплавленная зона при таком способе нагревания создается бомбарди-
бомбардировкой стержня очищаемого материала потоком электронов,
разгоняемых разностью потенциалов в несколько киловольт.
349
Электроны вылетают из раскаленного кольца вольфрамовой
проволоки, окружающей вертикально расположенный слиток.
Процесс проводится в камере с высоким вакуумом, без которо-
которого не может «работать» электронный луч. По этой причине
электроннолучевой способ нагревания применим лишь для объ-
объектов, обладающих при плавлении небольшим давлением пара.
Для возможности создания разности потенциалов обрабатывае-
обрабатываемый материал должен обладать естественной или искусственно
созданной поверхностной проводимостью. С учетом этих требо-
требований электроннолучевое нагревание может быть успешно при-
применено для зонной очистки весьма тугоплавких соединений.
Источником теплового излучения может быть лампа накали-
накаливания или инфракрасная лампа, помещенные в соответствующее
устройство, которое фокусирует тепловой поток. В зависимости
от мощности источника лучистой энергии таким образом могут
быть обработаны как низкоплавкие объекты [83], так и веще-
вещества с температурами плавления, лежащими выше 1000° С [84].
Для создания расплавленной зоны применяется и солнечная
энергия. При этом для ее концентрирования используется спе-
специальная оптическая система. Таким путем удается добиться
излучения высокой энергетической плотности, так что при зон-
зонной плавке с использованием солнечной энергии можно очищать
такие тугоплавкие окислы, как А12О3, MgO, ZrO2, ThO2, БЮгит. д.
[73]. Контейнером в данном случае иногда служит твердая фаза
обрабатываемого вещества, которая затем должна быть уда-
удалена. При использовании солнечного излучения на поверх-
поверхности расплавленной зоны наблюдается значительный перегрев,
способствующий конвекции и перемешиванию содержимого
зоны.
Представляется перспективным для создания узкой расплав-
расплавленной зоны применять лазерное излучение, характеризующееся
четкой фокусировкой и значительной энергетической плотно-
плотностью.
Преимуществом рассмотренных вариантов нагревания с при-
применением лучистой энергии является отсутствие опасности вне-
внесения загрязнений, что случается при использовании нагревае-
нагреваемых до высоких температур элементов сопротивления.
Наряду с созданием расплавленной зоны очень желательно
принудительное охлаждение твердых участков образца, о бла-
благотворном влиянии которого на эффективность очистки упоми-
упоминалось выше. Для этой цели обычно применяются чередующиеся
с нагревателями кольцевые или змеевиковые холодильники, че-
через которые пропускается хладагент (чаще всего проточная
вода). Иногда принудительное охлаждение осуществляется пу-
путем обдува твердых участков образца воздухом.
Наиболее ответственную роль играет конструкция охлади-
охладителей при проведении зонной плавки объектов, плавящихся при
350
температуре ниже комнатной. Низкотемпературная зонная плав-
плавка имеет преимущество перед другими способами ультраочист-
ультраочистки, если, например, очищаемое вещество термически неустой-
неустойчиво или в жидком (тем более, парообразном) состоянии
настолько агрессивно, что в полной мере избежать опасности
взаимодействия его с материалом аппаратуры или с очищающим
агентом (комплексообразователь, сорбент, экстрагент) не удается.
В приложении к неорганическим солям низкотемпературная зон-
зонная плавка может успешно применяться
при очистке эвтектик лед+соль (криогид-
(криогидратов) [85, 86].
При осуществлении процесса низко-
низкотемпературной зонной плавки появляет-
появляется необходимость контроля и регулиро-
регулирования температуры не только нагрева-
нагревателей, но и холодильников, причем от
последних требуется: 1) длительное под-
поддержание участков обрабатываемого об-
образца, расположенных между зонами, в
твердом состоянии (во избежание изме-
изменения длины этих участков при проведе-
проведении процесса колебания температуры не
должны превышать 1—2 град); 2) отвод
тепла, выделяющегося при кристаллиза-
кристаллизации; 3) создание достаточно значитель-
значительного градиента температуры на фронте
кристаллизации.
Один из первых аппаратов для низко-
низкотемпературной зонной плавки был пред-
Рис. 66. Аппарат для
* п"" тел 1-г » " низкотемпературной зон-
ложен Рокком [87]. Последний представ- ной плавКи жидко-
стей [87]:
/ — контейнер; 2 — нагрева-
-г-сосуд дьюара,
ляет собой вертикальный цилиндриче-
цилиндрический контейнер / с кольцевым сечением,
заполненный очищаемым объектом (рис.
66). По внутренней трубке передвигается
нагреватель сопротивления 2; контей-
контейнер помещен в сосуд 3 с промежуточным теплоносителем,
который, в свою очередь, погружается в сосуд Дьюара 4 с
хладагентом. Подобная аппаратура неоднократно применялась
А. Г. Аникиным с сотрудниками, причем промежуточным тепло-
теплоносителем служил инертный газ, а хладагентом — жидкий азот
[88—90]. Недостатком такой конструкции является то обстоя-
обстоятельство, что добиться расплавленной зоны с плоскими грани-
границами весьма затруднительно, так как с внутренней стороны
конвективные потоки воздуха от нагревателя расширяют гра-
границы зоны, а внешнее охлаждение может создать непроплав.
А. П. Изергин [63] проводил зонную плавку воды и этило-
этилового спирта в лодочке из фторопласта, погруженной в жидкий
351
азот, с созданием расплавленной зоны нагревателем, который
расположен непосредственно над поверхностью образца. Анало-
Аналогичную аппаратуру применяли при очистке метилметакрилата
и стирола [91]. Такой аппарат прост по конструкции, но приме-
применим лишь к весьма ограниченному кругу объектов, так как
не гарантирует от внесения загрязнений, воздействия влаги
и т. п.
В работах [2, 3, 92—94] описано применение бытовой или
специально изготовленной [94] холодильной камеры для поддер-
поддержания объекта очистки в твердом состоянии, причем Циф, Рач
и Шрамм [93] обеспечивали создание четкого фронта кристалли-
кристаллизации дополнительным змеевиковым холодильником, через ко-
который прокачивали хладагент. Естественно, что такой тип уста-
установок отличается громоздкостью, повышенным расходом энер-
энергии и не дает возможности поддерживать в твердом состоянии
вещества с достаточно низкой температурой плавления.
Известны аппараты для низкотемпературной зонной плавки,
состоящие из чередующихся кольцевых нагревателей и холо-
холодильников [9, 64, 85, 86, 95—98]. В холодильниках используется
либо принудительная циркуляция охлаждающей жидкости, либо
они представляют собой металлические хладоводы, выходящие
из емкости с хладагентом.
В многозонных аппаратах первого типа обычно применяется
последовательное соединение холодильников, что, естественно,
приводит к последовательному повышению температуры в твер-
твердых участках вещества. Однако даже при параллельном соеди-
соединении холодильников в сочетании с регулировкой температуры
нагревателей трудно добиться одинаковой длины твердых уча-
участков, а следовательно, и расплавленных зон. Нижний предел
по температуре плавления объекта очистки здесь ограничен тем-
температурой затвердевания хладагента.
Применение хладоводов позволяет значительно снизить тем-
температуру твердых участков слитка и избавляет от осложнений,
связанных с применением проточных холодильников. Недоста-
Недостаток такого способа охлаждения — малый отвод тепла, ограни-
ограниченный не столько температурой хладагента, сколько длиной и
поперечным сечением хладоводов.
Задача решается более успешно, если нагреватели вмонти-
вмонтированы в массивное металлическое тело, обладающее тепловой
инерцией, достаточной для поддержания определенной низкой
температуры даже при периодическом введении хладагента.
Подобного рода аппарат для зонной очистки жидкостей [64]
изображен на рис. 67. Основным узлом аппарата является ци-
цилиндрический алюминиевый блок 7 с емкостью 8 для жидкого
азота, вертикальным сквозным отверстием для перемещения
контейнера с образцом и сегментными прорезями 9, в которых
размещены кольцевые нагреватели 6. Таким образом, рабочим
Рис. 67. Аппарат для зонной очистки жидкостей [64]:
/ — нагреватель; 2 — трубопровод для жидкого азота; S — цилиндр нз фторопласта;
4 — электромагнитный клапан; 5 — трубопровод; 6-нагреватели; 7 —блок из
алюмниия; S — емкость для жидкого азота; 9- прорези для размещения нагре-
нагревателей; 10 — теплоизоляция; ;; — сосуд Дыоара; 12-пробка; 13 — контейнер.
352
23 Зак. 114
пространством аппарата является шахта, в которой чередуются
кольцевые нагревающие и охлаждающие участки.
Нагреватели 6, представляющие собой фторопластовые коль-
кольца со сверлениями по окружности для тороидальной обмотки
нихромовой проволоки, впрессованы в винипластовые сегменты,
размещенные в прорезях 9. Нагреватели включены по схеме,
приведенной на рис. 68 с питанием от лампового стабилизатора,
позволяющей регулировать ток в каждом нагревателе с точно-
точностью до 2 ма. Необходимость такого регулирования обусловлена
некоторой неравномерностью распределения тепловых потоков
Рис. 68. Схема включения нагревателей.
по высоте аппарата, а также затруднительностью изготовления
нагревателей со строго одинаковым сопротивлением.
Алюминиевый блок с нагревателями, тщательно изолирован-
изолированный пенопластовыми шайбами 10, термостатируется в пределах
от 0 до — 180° С с точностью ± 2 град при помощи периодиче-
периодического впрыскивания в емкость 8 жидкого азота. Азот подается
из металлического сосуда Дьюара типа СД-15, снабженного
специальной насадкой. Насадка состоит из цилиндра 3 с Т-об-
Т-образным каналом, на концах которого крепятся: трубопровод для
жидкого азота 2 с нагревателем / мощностью 10—12 вт на ниж-
нижнем конце; электромагнитный клапан 4, закрывающийся в пе-
период впрыскивания жидкого азота в установку; изолированный
пенопластом трубопровод 5, питающий установку. Электропита-
354
ние насадки осуществляется от автотрансформатора через элек-
электронный потенциометр гипа ЭПП-09 с датчиком-термопарой
медь — константан, вмонтиро-
вмонтированной в алюминиевый блок.
Для замораживания содер-
содержимого контейнера 13, кото-
который представляет собой про-
пробирку из фторопласта с толщи-
толщиной стенок 0,3—0,5 мм, снаб-
снабженную пробкой 12, служит
стеклянный сосуд Дьюара 11с
жидким азотом, расположен-
расположенный непосредственно под шах-
шахтой установки.
Таким образом, в данном
аппарате имеется возможность
изменения и поддержания те-
теплового режима в широких пре-
пределах, что позволяет при зон-
зонной очистке различных объек-
объектов создавать расплавленные
зоны с одинаковой длиной * и
четким фронтом кристаллиза-
кристаллизации и, следовательно, в каждом
отдельном случае подобрать
оптимальный режим процесса.
Недостатком описанного ап-
аппарата является несимметрич-
несимметричность тепловых потоков оси
образца, вызванная располо-
расположением шахты сбоку от емко-
емкости 8 (см. рис. 67). Это вызы-
вызывает некоторое искажение фор-
формы фронта кристаллизации.
Такой несимметричности мож-
можно избежать следующими пу-
путями: 1) вращением контейне-
контейнера вокруг вертикальной оси,
что приводит к значительному
усложнению механизма пере-
передвижения; 2) созданием в
теле блока 7 вокруг шахты не
менее двух емкостей, параллельно питаемых жидким азотом, что
весьма затрудняет изготовление блока и монтаж нагревателей;
* Возможность создания зон одинаковой длины позволяет применить
возвратно-поступательный способ передвижения образца. При этом рабочее
пространство аппарата подобного типа используется наиболее полно.
Рис. 69. Аппарат для зонной плавки
жидкостей с температурами кристал-
кристаллизации до —140° С:
/ — теплоизоляция; 2 — термометр сопроти-
сопротивления; S — крышка; 4 — трубка из органи-
органического стекла; 5—верхнее кольцо; 7 —со-
—сосуд Дьюара из нержавеющей сталн;7—сталь-
сталн;7—стальной стакан; 8 — медное кольцо; 9 — нагрева-
нагреватель.
23*
355
3) применением раздельных массивных междузонных холодиль-
холодильников с погружением аппарата в емкость с хладагентом.
На рис. 69 изображен один из вариантов такого рода по-
погружного аппарата для низкотемпературной зонной плавки.
Нагреватели сопротивления 9, чередующиеся с массивными мед-
медными кольцами 8, заключены в стальной стакан 7, который по-
помещен в цилиндрический сосуд Дьюара из
нержавеющей стали 6 с внутренним диа-
диаметром 130 мм. Верхнее медное кольцо 5
аппарата оканчивается трубкой из органи-
органического стекла 4. На стакан 7 навинчена
крышка 3 из фторопласта с отверстием в
центре, диаметром лишь на 1 мм больше
4 диаметра трубки 4. Такой зазор достаточен
для вывода проводов ЛЭШО диаметром
0,2 мм, питающих нагреватели. Крышка 3
и трубка 4 препятствуют конденсации вла-
влаги на металлических частях аппарата. Со-
Сосуд 6 заполнен жидким азотом, уровень ко-
которого поддерживается постоянным с точ-
точностью 8—10 мм при помощи приставки
к сосуду Дьюара СД-15, описанной выше,
управляемой от термометра сопротивления
2 и соответствующего вторичного прибора.
Нагреватели соединены по схеме, анало-
аналогичной приведенной на рис. 68, исполь-
использование которой позволяет добиться рас-
расплавленных зон строго одинаковой и посто-
постоянной длины.
В отличие от аппаратуры для низкотем-
низкотемпературной зонной плавки, аппаратура,
применяемая для направленной кристалли-
кристаллизации жидкостей, отличается большой про-
простотой. Ее характерная особенность — от-
отсутствие необходимости длительного под-
поддержания значительной части образца в расплавленном со-
состоянии, что имеет место при направленной кристаллизации
твердых веществ при обычной температуре объектов. Таким
образом, при направленной кристаллизации жидкостей вовсе
отпадает необходимость в каких-либо нагревательных устрой-
устройствах.
В работах [27, 99—104] описаны различные конструкции ус-
установок для направленной кристаллизации жидкостей. Наибо-
Наиболее простое приспособление приведено в работе Дикинсона и
Эборна [99], осуществивших направленную кристаллизацию бен-
бензола опусканием стеклянной трубки диаметром 30 мм в ледя-
ледяную воду со скоростью 4 см/ч. В последующих работах аппара-
356
Рис. 70. Аппарат для
очистки GeCl4 путем
направленной кри-
кристаллизации жидко-
жидкостей [27]:
1 — электромотор; 2 — ре-
редуктор; 3 — ко ггейнер;
4 — приемник; 5 — меиаый
стакаи; 6 — сосуд Дьюара.
тура для направленной кристаллизации жидкостей несколько
совершенствуется. Так при очистке тетрахлорида германия [27]
для поддержания фронта кристаллиза-
кристаллизации на строго постоянном уровне ци-
цилиндрический контейнер с очищаемым
веществом (рис. 70) опускался в узкий
медный стакан, до краев заполненный
ацетоном и помещенный в сосуд
Дьюара с хладагентом (сухой лед
+ ацетон). Там же был применен кон-
контейнер с отростком в верхней части,
оканчивающийся шлифом, к которому
присоединялся приемник для слива ча-
части содержимого после окончания про-
процесса. Подобное простое приспособле-
приспособление весьма упрощает обработку легко
гидролизующегося вещества, позволяя
проводить многократную направлен-
направленную кристаллизацию без разгермети-
разгерметизации контейнера.
Шильдкнехт с сотрудниками [102]
использовали для концентрирования
малых количеств веществ из сильно-
разбавленных растворов установку,
изображенную на рис. 71. В данном °
случае наиболее интересным оказалось
применение механического переме-
перемешивания, что позволило проводить
процесс направленной кристаллизации
со значительно большей скоростью
без снижения эффективности разделе-
разделения.
Однако даже такой вариант аппа-
аппарата для направленной кристаллиза-
кристаллизации, по-видимому, нельзя считать
вполне подходящим для получения
высокочистых (особенно агрессивных
и склонных к гидролизу) жидкостей,
так как при введении в контейнер механической мешалки не
удается избежать контакта очищаемого вещества с внешней
средой.
На рис. 72 изображен один из вариантов аппарата, дающе-
дающего возможность проводить многократную очистку направленной
кристаллизацией агрессивных и легко гидролизующихся низко-
низкоплавких жидкостей. Кварцевый контейнер / с очищаемым объ-
объектом опускается с постоянной скоростью в узкий медный
стакан 2, помещенный в сосуд Дыоара 3, который заполнен
357
Рис. 71. Аппарат для напра»
вленной кристаллизации
жидкостей [102]:
/ — часовой механизм; 2 — под-
подвеска электродвигателя; 3 — элек-
электродвигатель; 4 — подвеска опу-
опускающего приспособления;5 — вал
мешалки; 6 — шайба, поддержи-
поддерживающая контейнер с веществом;
7 — направляющие; 8 — стойки;
9 —контейнер; 10 — пластмассо
вая плита; // — теплоизоляция;
12 — уплотнение; IS — медная
трубка; М-сосуд Дьюара,
10
- Жидкий
азот
жидким азотом. Последний подается из металлического сосуда
Дьюара СД-15, уровень его поддерживается постоянным. Ста-
Стакан 2, термометр сопротивления и трубка, подводящая жидкий
азот смонтированы на крышке 5 из фторопласта с насадкой б,
которая предназначена для об-
обдува контейнера парами азота
через каналы 9 с целью предо-
предохранения последнего от намер-
намерзания атмосферной влаги. Пе-
Перемешивание вблизи фронта
кристаллизации осуществляет-
осуществляется мешалкой 7, представляю-
представляющей собой кварцевый поплавок,
нижняя часть которого имеет
лопасти, а в верхней части за-
запаян и жестко зафиксирован
постоянный магнит. Мешалка
удерживается на определенном
уровне и приводится во вра-
вращение с помощью бегущего
магнитного поля, которое со-
создается системой из четырех
электромагнитов 8. Центровка
мешалки и скорость ее враще-
вращения регулируются. Процесс на-
направленной кристаллизации
повторяется до получения не-
необходимой степени очистки,
причем после каждого прохода
остается незакристаллизован-
ной небольшая часть образца,
сливаемая в Т-образный при-
приемник 10. С помощью такого
аппарата могут быть очищены
жидкости с температурой плав-
плавления до— 130-ь — 140°С. При
очистке веществ с температу-
температурами плавления выше —30° С
в качестве хладагента более удобно применять смесь твердого
углекислого газа с ацетоном.
Выше уже говорилось, что основным недостатком процесса
направленной кристаллизации является необходимость отделе-
отделения некоторой части очищаемого вещества — операция, которая
с трудом поддается автоматизированию и связана с уменьше-
уменьшением длины слитка, вместе с которой неминуемо убывает ко-
конечный выход очищенного продукта. С другой стороны, осуще-
осуществление более совершенного процесса — зонной плавки, как
Рис. 72. Аппарат для направленной
кристаллизации низкоплавких жидко-
жидкостей:
/ — кварцевый контейнер; 2— медный ста-
каи; 3 — сосуд Дьюара; 4 — датчик уровня
жидкого азота; 5 — крышка из фторопласта;
6 — насадка; 7— магнитная мешалка; 8—элек-
8—электромагниты; 9 — каналы для обдува контей-
контейнера; 10 — приемник.
858
легко видеть из предыдущего, при работе с веществами, плавя-
плавящимися ниже—10-;—20° С, приводит к весьма значительным
затруднениям при создании аппаратуры.
Во-первых, сильно увеличиваются размеры аппарата за счет
применения толстого слоя теплоизоляции, а также вследствие
необходимости увеличения междузонного расстояния для раз-
размещения холодильников. Последнее обусловливается тем, что
в области низких температур плотность теплового потока не
может быть увеличена в необходимой степени только за счет
разности температур образца и холодильника. Снижение тепло-
теплового сопротивления за счет уменьшения зазора между контей-
контейнером и холодильником и за счет уменьшения толщины стенок
контейнера также имеет свои пределы. Необходимо отметить,
что чем ниже температура затвердевания очищаемого методом
зонной плавки вещества, тем больше размеры аппарата и рас-
расход хладагента.
Во-вторых, непосредственный контроль длины расплавлен-
расплавленной зоны и формы фронта кристаллизации, необходимый при
подборе и регулировании теплового режима процесса, весьма
затруднителен. Извлечение контейнера из аппарата даже на
1—2 сек для визуального контроля не очень желательно, а вве-
введение в образец температурного датчика связано с дополнитель-
дополнительным усложнением и разгерметизацией контейнера.
В-третьих, осуществление механического перемешивания при
низкотемпературной зонной плавке встречает непреодолимые
технические затруднения, и перемешивание в таком случае про-
происходит лишь за счет конвективных потоков. По этой причине
применение данного метода для очистки объектов с повышен-
повышенной вязкостью вблизи точки плавления малоэффективно. Так в
работе [104] на примере о-крезола (вязкость его вблизи точки
плавления 9,5 спз) показано, что двукратная направленная кри-
кристаллизация с механическим перемешиванием в таком случае
по эффективности очистки равноценна 20 (!) проходам расплав-
расплавленной зоны.
Все изложенное выше указывает на то, что иногда процесс
направленной кристаллизации при низких температурах по-
получает определенное преимущество перед зонной плавкой,
возрастающее тем более, чем более низкоплавкий объект очи-
очищается.
Рассмотрим способы, которые применяются для перемеши-
перемешивания расплава в зоне. Перемешивание, облегчая диффузию
атомов примеси от фронта кристаллизации в глубь расплава,
тем самым значительно повышает эффективность очистки. Од-
Однако ввиду того, что осуществление этой операции зачастую свя-
связано с введением в расплавленную зону соответствующих при-
приспособлений и с разгерметизацией аппаратуры, перемешивание
при зонной плавке неорганических соединений применяется
359
нечасто. Кроме того, к такого рода веществам неприменимы
различного типа электромагнитные способы перемешивания,
используемые при зонной плавке металлов [1].
При вертикальном расположении образца, как уже неодно-
неоднократно отмечалось, перемешивание возникает естественным
путем, за счет конвективных потоков. Горизонтальное располо-
расположение образца дает возможность использовать для переме-
перемешивания механические приспособления. Простейшим из них
является механическая мешалка. Перемешивание может также
осуществляться за счет циркуляции расплава, создаваемой при
помощи дополнительного насоса, «выкачивающего» содержимое
зоны. При этом нагреватель может быть вмонтирован на пи-
питающем трубопроводе [16]. Очевидно, что такой способ переме-
перемешивания может быть применен лишь для сравнительно низко-
низкоплавких веществ.
А. Н. Киргинцев и Е. Г. Аввакумов [105] изучали эффектив-
эффективность различных способов перемешивания при очистке нитрата
калия от примеси кальция направленной кристаллизацией. Было
использовано механическое перемешивание, барботаж через
расплав инертного газа, вибрация образца с частотой 50 гц,
вращение контейнера. Лучшие результаты были получены при
механическом перемешивании и вращении контейнера, в то
время как вибрация почти не дала эффекта.
Ордвей [42] рекомендует для перемешивания и создания со-
совершенного плоского фронта кристаллизации при вертикальном
расположении контейнера приводить последний во вращение
со скоростью 10—30 об/мин с периодической остановкой и вра-
вращением в обратном направлении. Если учесть, что при этом
контейнер должен еще совершать поступательное движение,
становится очевидным, что в данном случае необходимо приме-
применять довольно сложную кинематическую схему.
ПРИМЕРЫ ИСПОЛЬЗОВАНИЯ ЗОННОЙ ПЛАВНИ
ДЛЯ ГЛУБОКОЙ ОЧИСТКИ НЕОРГАНИЧЕСКИХ ВЕЩЕСТВ
Зонная плавка достаточно эффективна для очистки элемен-
элементарного бора. Процесс обычно проводят по методу плавающей
зоны [66—68] или в лодочках из нитрида бора [68, 106, 107].
Содержание суммы примесей в боре после такого процесса
удается снизить с 1 • 10~3 до <1 • 10 4%.
Выше (стр. 341) описана аппаратура для зонной очистки
белого фосфора. В результате очистки исходного продукта с со-
содержанием суммы неорганических примесей 3-10~2% и органи-
органических 5 • 10~2% после 5 проходов со скоростью 0,5 см/ч сум-
суммарное содержание и тех и других примесей падает ниже
I • 10"% [79, 80].
360
Изучение применимости зонной плавки для очистки серы и
селена показало, что этот процесс сильно затруднен вследствие
значительного переохлаждения этих веществ и затвердевания
их в аморфном состоянии [18, 108, 109]. Предлагается вести зон-
зонную плавку селена при повышенном давлении и вибрации, од-
однако практическое осуществление этого процесса показывает,
что степень очистки селена от примесей меди, железа, серебра,
висмута, свинца, кремния невелики @,5—1 порядок), а выход
очищенного продукта весьма мал.
Значительное количество исследований [1, 18, ПО—114] по-
посвящено зонной плавке теллура. Очистка оказывается эффектив-
эффективной при удалении примесей свинца, меди, железа, серебра,
таллия и малоэффективной при удалении серы, селена, магния,
кремния. По этой причине перед зонной очисткой теллур под-
подвергают дистилляции или сублимации. Н. Ф. Шварценау [ПО],
на основании измерения отношения удельного электросопроти-
электросопротивления при 77 и 293° К, делает вывод о том, что после 9 прохо-
проходов предварительно дважды сублимированный теллур имеет чи-
чистоту 99,9999%.
Наибольшее число работ по зонной очистке неорганических
соединений относится к солям щелочных металлов. Это объяс-
объясняется их сравнительно невысокими температурами плавления
(до 1000°С),.термической устойчивостью в расплавленном со-
состоянии и, конечно, тем, что высокочистые соли щелочных
металлов крайне необходимы для использования их в разнооб-
разнообразных отраслях современной науки и техники.
В работе [65] описывается бестигельная зонная плавка фто-
фторида лития с применением индукционного нагревания. Получен-
Полученный слиток обладает столь высокой степенью структурного
совершенства, что имеет монокристаллическое строение. Анало-
Аналогичным путем были получены монокристаллы хлорида натрия,
а также хлорида, бромида и иодида калия. Зонной плавкой пе-
перечисленных выше солей в горизонтальном кварцевом контей-
контейнере (скорость передвижения зоны 6 см/ч) были получены об-
образцы с содержанием примесей тяжелых металлов на уровне
1 • 10-7% [72].
Зонная очистка иодида лития [62], проводившаяся с исполь-
использованием эвакуированных запаянных ампул из кварцевого стек-
стекла, позволила получить продукт со следующим содержанием
примесей (в %):
в 2-ю
Fe 2-l(f
Са
Си
7-10"
5-10
Mg.
Si .
2-Iff
1- 10
Ввиду того что коэффициент распределения натрия воз-
возрастал при понижении концентрации примеси Si (редкое
36J
обстоятельство), эффективно очистить иодид лития от послед-
последней не удалось.
Детальному изучению процесса зонной очистки различных
солей натрия и калия был посвящен цикл работ Сью, Поли и
Ноэля [9, 85, 86, 115]. В качестве объектов использовались ни-
нитрат, сульфат и карбонат натрия, а также нитрат и хлорид
калия. Зонной очистке подвергались как индивидуальные соеди-
соединения, так и их криогидраты. С применением метода радио-
радиоиндикаторов авторами было показано, что от большинства при-
примесей (щелочноземельные металлы, сульфат- и фосфат-ионы)
исследуемые соединения можно очистить до содержания их
1 • 10~*—Ы0~5% при исходной концентрации 0,1%. Процесс
проводился в стеклянных или платиновых контейнерах в атмо-
атмосфере инертного газа при повышенном давлении или в вакууме.
Скорость перемещения зоны составляла 0,56 см/ч.
Эффективность кристаллизационных методов для очистки ни-
нитрата натрия была подтверждена А. Н. Киргинцевым, Е. Г. Ав-
вакумовым и И. М. Кулешовым [116], определившими также с
применением радиоиндикаторов коэффициенты распределения
цезия, церия, стронция и циркония при направленной кристал-
кристаллизации этой соли, которые оказались равными, соответственно,
0,04, 0,04, 0,08 и 0,25.
Перечисляя работы по зонной очистке солей натрия, следует
упомянуть также об описанной в работе [117] зонной очистке
гексафторалюмината натрия (криолита). После 11 проходов со
скоростью 1 см/ч удалось получить продукт, плавящийся при
1009±0,5°С, тогда как точка плавления исходного вещества
равнялась 990°С.
Как было показано в ряде исследований [32, 118], коэффи-
коэффициент распределения Са2+ в хлориде натрия близок к единице,
поэтому зонная очистка в данном случае неэффективна. По
Г. А. Андрееву [32], это объясняется близостью ионных радиусов
натрия и кальция и идентичностью строения внешних электрон-
электронных оболочек этих ионов.
В работах [118—121] описана методика зонной очистки хло-
хлорида и бромида калия, согласно которой этот процесс удобнее
всего проводить в горизонтальных графитовых или кварцевых
контейнерах в атмосфере азота или соответствующего галогена.
При этом эффективно удаляются примеси натрия, меди, серебра,
алюминия, железа и щелочноземельных металлов. Для контроля
чистоты можно воспользоваться измерением ионной проводи-
проводимости исходного и конечного продуктов.
При зонной плавке бихромата калия [122] примеси кальция,
магния, меди, никеля оттесняются в конец образца (их коэффи-
коэффициенты распределения 0,25; 0,08; 0,25; 0,19, соответственно);
коэффициент распределения примеси марганца >1.
362
А. Н. Киргинцев, Е. Г. Аввакумов и А. И. Вулих [123], про-
проведя направленную кристаллизацию ряда солей цезия — хло-
хлорида, иодида, хлората, нитрата, роданида и бихромата — и под-
подсчитав коэффициенты распределения примесей натрия, калия и
рубидия, показали, что наиболее подходящим для удаления по-
последних является нитрат цезия.
Зонная плавка перспективна не только для очистки солей
щелочных металлов, но и для солей аммония, например, для
очистки нитрата аммония [9, 124, 125] от примесей калия, руби-
рубидия, цезия, меди, бария, стронция, кальция.
Вопросы экспериментальной техники зонной очистки солей
щелочных металлов с температурами плавления 400—1000° С
наиболее полно обсуждены Нейбертом и Сасменом [126], скон-
сконструировавшими полупромышленную установку для зонной
плавки галогенидов и цианидов щелочных металлов.
Зонная плавка достаточно эффективна для получения высо-
высокочистых галогенидов серебра [75, 127]. Так при зонной очистке
хлорида серебра после 70 проходов со скоростью 7,6 см/ч при
• исходной концентрации примесей меди, никеля, свинца и железа
5 • 10~4% очищенный образец содержит менее 1 • 10~7% первых
двух примесей и менее 1 • Ю% вторых.
Выше упоминалось о методе очистки фторида кальция зон-
зонной плавкой с применением индукционного нагревания [81]. Уда-
Удаление примесей стронция и бария из нитрата кальция зонной
плавкой его кристаллогидрата или эвтектики с нитратом калия
описано в работе [128]. Зонная плавка использовалась также
для очистки и выращивания монокристаллов вольфрамата каль-
кальция [70]. В аналогичных целях данный метод может быть при-
применен к фториду цинка [129].
Приведена аппаратура для зонной очистки окиси алюминия
(т. пл. 2050° С) с применением солнечного нагревания [73].
Очистка бромида алюминия может быть осуществлена зонной
плавкой его эвтектик с некоторыми солями [130].
Достаточно детально исследован процесс зонной очистки
GaCl3 [131—134]. Это связано с тем, что зонная очистка метал-
металлического галлия малоэффективна из-за его способности к пе-
переохлаждению, а также из-за близости значений коэффициентов
распределения основных примесей в Ga к единице. Эти значе-
значения оказываются значительно более благоприятными при зон-
зонной плавке GaCl3. Согласно работе [134], коэффициенты распре-
распределения примесей цинка, железа, марганца, натрия, меди, ни-
никеля, алюминия, магния в этом соединении при их исходной
концентрации 4 • 10~3—1 • 10~6% лежат в области 0,02—0,5. Та-
Таким образом, высокочистый галлий с содержанием суммы при-
примесей менее 1 • 10~4% может быть получен следующим пу-
путем; перевод технического металла в хлорид, перегонка
363
неочищенного GaCb, зонная плавка, растворение полученного
продукта в деионизированной воде и электролиз.
Аналогичный прием был предложен для получения метал-
металлического индия высокой чистоты — элемента, из которого при-
примеси при зонной плавке удаляются с трудом. Задача состояла
в том, чтобы подобрать соответствующее соединение индия для
зонной очистки, что оказалось нелегко, так как сульфат, нитрат
и карбонат индия разлагаются, не плавясь, регенерация метал-
металла из бромида и иодида индия представляет большие трудности,
а хлорид индия возгоняется ниже температуры плавления. Вы-
Выход был найден П. И. Федоровым с сотрудниками [135—137],
предложившими проводить зонную плавку эвтектики хлорида
индия с хлоридом натрия. Температура плавления этой эвтекти-
эвтектики достаточно низка, так что хлорид индия при ней еще не воз-
возгоняется. Зонная плавка такой эвтектики оказывается весьма
эффективной при удалении примесей олова, свинца, никеля,
кобальта, меди, железа. После проведения зонной очистки нет
необходимости выделять хлорид индия, так как при растворе-
растворении указанной эвтектической смеси в воде получается раствор,
близкий по составу к хлористому электролиту, применяемому
при электролитическом получении металлического индия.
Б. С. Александров и Н. Н. Спендиаров [138] осуществили
зонную очистку иодида таллия, однако условий и результатов
очистки авторы не приводят.
Зонная плавка применялась при разделении редкоземельных
элементов [139—141], причем исходная смесь окислов РЗЭ рас-
растворялась в какой-либо расплавленной соли, чаще всего — в ни-
нитрате аммония. Шиффмахер [142] описал процесс зонной очист-
очистки бромата иттрия. После 10 проходов содержание примесей
неодима, самария, гадолиния, диспрозия понижается более чем
в 10 раз; от примеси европия избавиться не удается.
Еще одним примером того, что получить сверхчистый металл
можно путем зонной очистки его соединения, являются исследо-
исследования по применимости зонной плавки для глубокой очистки Sil4
[52, 143—148], из которого термической диссоциацией получают
полупроводниковый кремний. Перед зонной очисткой Sil4 под-
подвергают перекристаллизации из какого-либо органического рас-
растворителя и сублимации. Затем после 30 проходов при исходной
суммарной концентрации примесей 5-10% можно получить
ультрачистый Sil4 с содержанием суммы примесей 5 • 10~9%.
Большинство примесей в этом веществе обладает благоприят-
благоприятными значениями коэффициента распределения. Как показали
исследования Баба, Носаки и Араки [146], даже в том случае
если примеси в Sil4 обладают коэффициентами распределения,
близкими к единице (например, для фосфора /г = 0,8), они от-
оттесняются в конец образца за счет сорбции их двуокисью крем-
кремния, которая образуется в небольших количествах при гидро-
364
лизе Sil4 на воздухе и передвигается вместе с зоной *. Имеются
сведения и об эффективности применения зонной плавки для
удаления примесей сурьмы, галлия, индия из Gel4 [149].
Кристаллизационные методы очистки использовались при по-
получении высокочистого Gel4. В работах [27, 150] для этой цели
предлагается применять направленную кристаллизацию, а в
работе [64] описан процесс зонной плавки Sil4 при помощи
аппарата аналогично изображенному на рис. 67 (стр. 353).
В результате очистки после 8 проходов содержание примеси Fe
удалось снизить в 50 раз, А1 — более чем в 100 раз, Mg — в
300 раз; от примеси Са освободиться не удается.
Зонная плавка оказывается весьма эффективным методом
очистки SbCl3 [151]. При этом, наряду с примесями железа,
меди, магния, мышьяка удается избавиться от присутствующей
всегда в этом соединении SbCl5.
Метод зонной плавки был успешно применен для очистки со-
соединений вольфрама от трудноотделимой изоморфной примеси
молибдена [152]. Как показало изучение соответствующих диа-
диаграмм состояния, для этой цели наиболее подходящими являют-
являются такие соли вольфрамовой кислоты, как дивольфрамат натрия
и тетравольфрамат калия, особенно последний. Вместе с примесью
молибдена при зонной очистке кислых вольфраматов эффектив-
эффективно удаляются примеси кремния, алюминия, мышьяка, олова,
хрома, несколько хуже — магния, железа, меди, цинка и кадмия.
Итак, рассмотрение метода зонной плавки и некоторых его
разновидностей показывает, что он является одним из лучших
способов получения особо чистых соединений совершенно раз-
разнообразного характера. В отличие от остальных методов ультра-
ультраочистки эффективность его не только не падает, но и зачастую
повышается при понижении содержания удаляемых микропри-
микропримесей. Конечно, очень тормозит повсеместное внедрение зонной
плавки в производство ее сравнительно невысокая производи-
производительность, связанная с небольшими размерами очищаемого об-
образца, и продолжительностью процесса. Однако, когда будут
достигнуты серьезные успехи в области создания аппаратуры
для осуществления крупномасштабной зонной плавки и взяты
на вооружение методы непрерывной кристаллизационной очист-
очистки, можно ожидать, что рассматриваемый метод станет одним
из основных способов получения неорганических веществ осо-
особой степени чистоты.
* Выше уже упоминалось, что иногда удалению примесей при зонной
плавке благоприятствуют побочные процессы флотации или гравитации, до-
добавление в расплавленную зону третьего компонента, «экстрагирующего»
примесь, введение в зону электродов, на которых осаждаются .примесные
ионы. Разобранный случай является примером того, что зонной очистке мо-
может способствовать и процесс сорбции микропримесей на «стихийно» возник-
возникшем сорбенте.
365
ЛИТЕРАТУРА
1. В. П ф а н н, Зонная плавка, Госметаллургиздат, 1960.
2. Chem. Eng. News, 39, 38 A961).
3. V. F. D о г о n, S. К i r s с h п е г, Inorg. Chem., 1, 539 A962).
4. М. J. Joncich, D. R, Bailey, Analyt. Chem., 32, 1578 A960).
5. В. М. Агошков, ДАН СССР, 152, 96 A963).
6. К. Fischbeck, Chem. Ztg., 89, 79 A965).
7. H. Smith, C. O. Thomas, J. Phys. Chem., 63, 445 A959).
8. А. В. Макаров, Т. В. К о р е ц к а я, Г. М. П а н ч е н к о в, ЖФХ,
36, 391 A962).
9. P. Sue, J. Paul у, A. Nouaille, Bull. Soc. chim. France, 1958, 593.
10. H. Schildknecht, A. M а п п 1, Angew. Chem., 69, 634 A957).
11. J, D. Loconti, J. W. С ah ill, Am. Chem. Soc, Div. Polymer Chem.,
Preprints, 1, 129 (I960); С. А., 57, 4821 A962)\
12. W. G. Pfann, H. C. Theuerer, Analyt. Chem., 32, 1574 A960).
13. V. M i с h e I i n e, Chim. analyt., 44, 413 A962).
14 В. Н. Вигдорович, Зав. лаб., 31,568 A965).
15. A. H. Киргинцев, Математическая теория процессов зонной плавки,
Изд. СО АН СССР, Новосибирск, 1960.
16. Н. П а р р, Зонная очистка и ее техника, Госметаллургиздат, 1963.
17. Н. S с h i I d k n e с h t, Zonenschmelzen, Heidelberg, 1964.
18. В. Н. Вигдорович, А. Я. Нашельский, Зонная плавка, Изд.
ЦНИИЦветметинформация, 1965.
19. Е. Херингтон, Зонная плавка органических веществ, Изд. «Мир»
1965.
20. W. R. Wile ox, R. Friedenberg, N. Back, Chem. Rev., 64, 187
A964).
21. J. P о к о г п у, Chem. Listy, 59, 649 A965).
22. A. H. Крестовников, К. М. Р о з и н, Изв. вузов, Цветн. металлург.,
№2, 105 A965).
23. Д. А. П е т р о в, Б. А. К о л а ч е в, ЖФХ, 30, 2340 A956).
24. А. Н. Киргннцев, Е. Г. Аввакумов, ФТТ, 4, 3427 A962).
25. В. Н. Вигдорович, Ю. П. Адлер, В. В. М а р ы ч е в, Изв. вузов
Цветн. металлург., № 3, 108 A961).
26. Ш. И. Пейзуллаев, Э. Е. Коновалов, Л. И. Кондратьева,
Фнз. металлов и металловедение, 19, 706 A965).
27. Г. М. Курд юм о в, В. А. Молочко, П. Н. К р е п к о в, Хим. пром.,
№ 3, 201 A965).
28. А. Н. Киргинцев, Е. Г. Аввакумов, ФТТ, 7, 1583 A965).
29. В. М. Э д е л ь ш т е й н, Д. М. Ч н ж и к о в, ФТТ, 2, 863 A960).
30. В. Н. Вигдорович, В. С. И в л е в а, Изв. АН СССР. Металлургия
и топливо, № б, 51 A960).
31. Г. А. Андреев, Б. Н. Александров, ФТТ, 7, 177 A965).
32. Г. А. Андреев, ФТТ, 7, 1653 A965).
33. Г. А. Андреев, ФТТ, 7, 1883 A965).
34. В. Н. Вигдорович, В. В. Марычев, ЖФХ, 39, 2043 A965).
35. В. Н. Вигдорович, И. Ф. Ч е р н о м о р д и н, Изв. вузов Цвети ме-
металлург., № 5, 95 A965).
36. L. Burris, С. Н. Stockman, J. G. Dillon, Trans. AIME, 203,
1017 A955).
37. L. W. Davis, Trans. AIME, 205, 672 A959).
38. Т. С Harman, J. Electrochem. Soc, 103, 128 A956).
39. В. Н. Вигдорович, А. Е. Вольпян, Изв. АН СССР, Металлы,
№ 1, 88 A965).
40. В. Н. Вигдорович, Л. М. Ферштер, авт. свид. 161925 1964
41. Angew. Chem., 75, 564 A963).
42. F. О г d w а у, Analyt. Chem., 37, 1178 A965),
43 W. G, P f a n n, пат, США 2739045, 1956.
366
44.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
61.
62.
63.
64.
65.
66.
67.
68.
69.
70.
71.
72.
73.
74.
75.
76.
77.
78.
79.
80.
81.
82.
83.
84.
85.
86.
87.
88.
89.
90.
W. G. P f a n п, пат. США 2852351, 1958.
R. E m e i s, W. К е 11 e г, пат. США 2898429, 1959.
R. E m e i s, J. H a u s, пат. США 2904663, 1959.
B. Cornelison, пат. США 2935385, I960.
R. Fritts, E. Grove, W. Karrer, пат. США 2937216, I960.
J. К. К е п п е d у, Rev. Sci. Instr., 35, 28 A964).
H. H e n k e г, пат. ФРГ 1085676, 1959.
H. Hillmann, A. G. Hanau, Metallwiss. u. Technik, 15, 102 A961).
G. H. Moates, Solid State Phys. Electronics a. Telecommun., 1, 1 (I960).
L. K. Frevel, L. J. Kress ley, пат. США 2659761, 1953.
W. G. P f а п п, пат. США 2750262, 1956.
W. G. P f а п п, пат. США 2739046, 1956.
А. Г. Спасский, М. В. П и к у н о в, С. Т. Рогова, сб. «Исследова-
«Исследование сплавов цветных металлов», № 4, 1963, стр. 75.
А. Г. А н и к и н, ЖФХ, 37, 717 A963).
А. Г. Аникин, М. Н. Румянцева, Пластмассы, № 1, 59 A966).
L. R. Wei sb erg, F. D. Rosi, Rev. Sci. Instr., 31, 206 A960).
Г М. Дугачева, А. Г. Аникин, Б. С. Токарев, ЖФХ, 39, 2620
A965).
G. Dillon, A. Armington, J. Chem. Phys., 37, 1163 A962).
F. P i z z a r e 11 о, J. Phys. Chem., 63, 1785 A959).
А. П. Изергин, Изв. вузов. Физика, № 5, 115 A958).
Г. М. К У Р Д ю м о в, В. А. Молочко, Т. Ю. Смирнова, Материалы
Всесоюзного совещания по методам получения особо чистых веществ,
изд. НИИТЭХИМ, 1967, стр. 127.
R. W. Wa r ren. Rev. Sci. Instr., 33, 1378 A962).
E. S. G г е i п е г, J. Appl. Phys., 30, 598 A959).
C. В. Hood, M. О. Thurston, J. Electrochem. Soc, 109, 66 A962).
Т. Niemski, I. Pracka, R. Szczerbinski, Z. Frukacz, Physics
of the Semiconductors, Paris, 1964, p. 1295.
J. Holt, Brit. J. Appl. Phys., 16, 639 A965).
D. B. G a s s о n, J. Sci. Instr., 42, 114 A965).
А. И. П и п к о, В. Я- П л и с к о в с к и й, Приборы н техника эксп., № 6,
12 A965).
R W. Warren, Rev. Sci. Instr., 36, 731 A965).
F. Trombe, M. Foex, Bull. Soc chim. France, 1965, 1070.
Г И Абакумов Э Е. Коновалов, Зав. лаб., 29, 1509 A963).
т! В о h I, R. W. С h r i s t у, J. Sci. Instr., 36, 98 A959).
M Badiali, R. Barish, N. Kirshenbaum, Reinststoffe in Wis-
senschaft und Technik, Berlin, 1963, S. 147.
G. О neal, Jr., Rev. Sci. Instr., 34, 1149 A963).
С Д Громаков, В. Н. Куринная, 3. М. Латы но в, М. А. Ч в а-
ла, ЖНХ, 9, 1305 A964).
J Cremer, H. Kribbe, Chem. Ing. Techn., 36, 957 A964).
J.' Cremer, H. Kribbe, F. R о d i s, пат. ФРГ 1147197, 1963.
Цуй Фэн-чжу, Цюань Нин-сань, Кэсюэ тунбао, № 2, 150
A964)- РЖХим., 1965, 8Л92.
A. Gaumann, Chimia, 18, 300 A964).
R. Handley, E. F. G. Heringron, Chem. a. Ind. (London), 1956,
L. R.' Weisberg, G. Gu n th e r —Moh r, Rev. Sci. Instr., 26, 896
A955).
J. P a u 1 y, P. S u e, Compt. rend., 244, 1505 A957).
J P a u 1 y, P. S u e, Compt. rend., 244, 2722 A957).
H. Rock, Naturwiss., 43, 81 A956).
Г М Дугачева А Г. Аникин, Пластмассы, № 10, 21 A9Ы).
Г. М Дугачева, А Г Аникин, ЖФХ, 38, 208 A964).
А Г Аникин, Г. М. Дугачева, Н. А. Авраменко, Пласт-
Пластмассы, № 1, 20 A965).
867
Д у г а ч е в а, В. М П р е с-
J. Cook, Chem. a. Ind. (Lon-
Chem. Educ, 40, 351 A963).
28 A960).
Soc.
91. А. Г. Аникин, Я. И. Герасимов, Г. М
н яков а, Пластмассы, № 12, 13 A962).
92. Е. F. G. Н е г i n g г о n, R. Н а п d I e у, А.
don), 1956. № 16, 292.
93. М. Zief, H. Ruch, С. Schramm, J.
94. М. В i e r m а п п, пат. ФРГ 1070606, 1959.
95. J. Н. Веупоп, R. A. Saunders, Brit. J. Appl. Phys., 11,
96. H. Schildknecht,Chimia, 17, 145 A963).
97. A. D e 1 u z а г с h e, A. M a i 11 a r d, J.-C. M a i r e, J. M о г i t z, Bull.
chim. France, 1963, 89.
98. R. К i e f f e r, J.-C. Maire, A. Deluzarche, A. Maillard, Bull.
Soc. chim. France, 1965, 3271.
99. J. D. Dickinson, С Eaborn, Chem. a. Ind. (London), 1956, № 36,
100. G. Schreiber, R. Schubert, Z. phys. Chem., 206, 102 A956).
101. J. C. Matthews, N. D. Goggeshall, Analyt. Chem., 31, 1124
A959).
102. H. Schildknecht, G. Rauch, F. Schlegelmilch, Chem. Ztg.,
83, 549 A959).
103. Л. А. Н и с е л ь с о н, И. И. Л а п и д у с, Материалы Всесоюзного сове-
совещания по методам получения особо чистых веществ, изд. НИИТЭХИМ,
1967, стр. 212.
104. Н. Schildknecht, F. Schlegelmich. Chem. Ing. Techn., 35, 637
A963).
105. A. H. Киргинцев, Е. Г. Аввакумов, Кристаллография,. 10, 449
A965).
106. А. С а 1 v e г 1 у, Nature, 184, 690 A959).
107. F. H. H о rn, J. Appl. Phys., 30, 1612 A969).
108. M. В. П а ш к о в с к и й, Р. В. Л у ц е в, И. В. Савицкий, Укр. физ.
ж., 5, 418 (I960).
109. J. Jindra, M. Husek, J. Men, Chem. prumysl., 15, 537 A965).
ПО. Н. Ф. Ш в а р ц е н а у, ФТТ, 2, 870 (I960).
111. А. А. К у л н е в, Ш. М о в л а н о в, А. И. Ш н л к и н, Р. И. К а ж л а е в а,
М. Г. Шахтахтинский, ДАН ТаджССР, 6, 16 A963).
112. R. Ku j aw a, Z. phys. Chem., 222, 325 A963).
113. R. Kujawa, Phys. Status Solidi, 3, 1089 A963).
114. В. Н. Ч е р н я е в, Л. В. К о ж н т о в, Л. Г. П о в е д с к а я ЖПХ 39,
528 A966).
115. P. Sue, J. Pauly, A. Nouaille, Compt. rend., 244, 1212 A957).
116. A. H. Киргинцев, Е. Г. Аввакумов, И. М. Кулешов, Радио-
Радиохимия, 7, 3 A965).
117. R. М о п п i е г, Т. Т о i a, Helv. chim. acta, 45, 1363 A962).
118. Н. G run dig, E. Wasserman, Z. Phys., 176, 293 A963).
119. Т. М. Srinivasan, Sci. Tech. Aerospace Rept, 1, 314 A963)- С А
60,2529.
120. H. G г й п d i g, Z. Phys., 158, 577 A960).
121. M. Inoue, H. Mizuno, J. Phys. Soc. Japan, 16, 128 A961).
122. M. В. Мохосоев, Т. Т. Готьманова, ЖПХ, 38, 1599 A965).
123. А. Н. Киргинцев, Е. Г. Аввакумов, А. И. В у л и х, ДАН СССР
«64, 1315 A965).
124. А. Н. Киргннцев, Е. Г. Аввакумов, Изв. СО АН СССР № 7
44 A964). ' ' '
125. Т. Shirai, Т. Ishibashi, Scient. Papers, Coll. Gen. Educ. Univ. Tokyo,
8, 138 A958).
126. T. J. N e u b e r t, S. S u s m a n, Rev. Sci. Instr., 35, 724 A964).
127. F. M о s e r, D. С. В u r n h a m, H. H. T i p p i n s, J. Appl. Phys., 32, 48
A961).
128. M. В. Мохосоев, Т. Т. Готьманова, ЖНХ, 9, 2518 A964).
368
129. L. M. Matarrese, F. L. Hughes, J. Appl. Phys., 31, 2063 A960).
130. E. Sietl пат. ФРГ 1077433, 1960.
131. Chem. Eng. News, 34, 2887 A956).
132. J. L. Richards, Nature, 177, 182 A955).
133. W. G. P f a n n, Metal lurg. Rev., 2, 64 A957).
134. W. Kern, J. Electrochem. Soc, 110, 60 A963).
135. П. И. Федоров, Чжан Цзу-Лян, К. А. Большаков, авт.
свид. 139844, 1961.
136. П. И. Федоров, Н. С. Ситдыкова, ДАН СССР, 153, 126 A963).
137. П. И. Федоров, Н. С. Ситдыкова, Н. В. Исаченко в а, Мате-
Материалы Всесоюзного совещания по методам получения особо чистых ве-
веществ, изд. НИИТЭХИМ, 1967, стр. 163.
138. Б. С. Александров, Н. Н. Спендиаров, Сборник НТИ ВНИИ
ИРЕА № 1, 1959, стр. 34.
139. В. К. Вальце в, Е. Г. Аввакумов, М. Ф. Пырьев, Изд. СО АН
СССР, №6,71 A961).
140. В. К. Вальце в, Е. Д. Озиашвили, А. К. Соловьев, Изд. СО
АН СССР, №2, 53 A962).
141. В. К- Вальцев, Е. Г. Аввакумов, М. Ф. Пырьев, Л. X. Крав-
Кравченко, Изв. СО АН СССР, № 3, 152 A963).
142. G. Schiffmacher, Compt. rend., 260,6111 A965).
143. Chem. Eng. News, 34, 5007 A956).
144. B. Rubin, G. H. Moates, J. R. Wei пег, J. Electrochem. Soc, 104,
656 A957).
145. J. Niederkorn, Rev. chim. (Roumania), 12, 137 A961).
146 H В aba, T. Nosaki, H. Araki, Bull. Chem. Soc. Japan, 32, 536
A959).
147. A F. Armingron, R. F. Mitchell, G. F. Dillon, Trans. AIME,
230,351 A964).
148. A. F. Armington, E. O. Fisk, J. Electrochem. Soc, 113, 194 A966).
149. В. Н. Черняев, Н. И. Четвериков, В. К. Керножицкий,
Л В. К о жито в, Изв. вузов. Цветн. металлург., № 2, 97 A966).
150. W. D eh melt, пат. ФРГ 1022803, 1964.
151. L. Karczewski, Przegl. electron., 4, 472 A963).
152. П. И. Федоров, М. В. Мохосоев, Цветные металлы, N° 3, 61 A962).
24 Зак. 114
ГЛАВА IX
ЭЛЕКТРОХИМИЧЕСКИЕ
МЕТОДЫ
ГЛУБОКОЙ
ОЧИСТКИ
НЕОРГАНИЧЕСКИХ
ВЕЩЕСТВ
Электрохимические методы глубокой очистки неорганических
веществ обладают большими потенциальными возможностями.
Это относится к особенностям строения двойного электрического
слоя на границе раздела двух фаз (электрод — раствор), а так-
также к различиям состояний электролитов в растворе, которые
являются следствием взаимодействия ионов и нейтральных ча-
частиц между собой и с растворителем.
В растворе макро- и микрокомпоненты могут находиться в са-
самых разнообразных химических формах: в виде ионов и их
ассоциатов, простых и полимерных нейтральных молекул, кол-
коллоидных и мелкодисперсных частиц и т. д. Поэтому поведение
компонентов системы в электрическом поле не является равно-
равноценным и зависит не только от физико-химических свойств рас-
растворителя и химической природы вещества, но и от характера
электродных процессов — реакций окисления и восстановления,
адсорбционных явлений, поляризационных эффектов, перена-
перенапряжения и т. д.
Следует отметить, что еще не все явления, обнаруженные
при пропускании электрического тока через раствор, достаточно
исследованы для использования их в технологии глубокой очист-
очистки неорганических веществ. В частности, весьма интересным в
практическом отношении представляется явление электропере-
электропереноса в жидких металлах [1]. Было обнаружено, что примеси Na,
К, Rb, Cs и Bi в разбавленных амальгамах мигрируют при элек-
электропереносе к аноду, т. е. обладают отрицательным эффектив-
эффективным зарядом; примеси же Li, Ag, Au, Mg, Zn, Cd и Ga мигри-
мигрируют к катоду. Примеси Hg @,4 ат. %) и РЬ @,6ат.%) в жидком
калии при температуре около 100° С мигрируют к аноду. Счи-
Считается, что электроперенос связан с увлечением интерметалли-
интерметаллических соединений примесей потоком электронов [1]. Мало
исследована возможность разделения ионов способом электро-
электрогравитации [2,3], основанным на использовании конвекционного
870
движения концентрационно-поляризационного слоя на границе
раздела мембрана — раствор, создающего градиент концентра-
концентрации по высоте мембраны *.
Электрохимические методы очистки неорганических веществ
особенно ценны при незначительном содержании микроприме-
микропримесей в исходных продуктах [4]. Использование в данном случае,
например, метода фракционированной кристаллизации натал-
наталкивается на необходимость уменьшения не только эффекта со-
осаждения примесей, но и устранения возможности захвата ма-
маточного раствора выделяющимися кристаллами.
В настоящей главе рассматриваются такие электрохимиче-
электрохимические методы очистки веществ, как электродиализ, электролиз с
применением жидких амальгамных и твердых электродов и ме-
метод ионных подвижностей [22].
ЭЛЕКТРОДИАЛИЗ
Впервые электродиализ был предложен как метод очистки
вещества Мейгратом и Сабатесом в 1890 г. и с тех пор этот
способ часто используется для удаления примесей из растворов
неэлектролитов, коллоидов и суспензий малорастворимых ве-
веществ [3, 5—18].
Электродиализ — сложный физико-химический процесс, про-
протекающий в электролитической ячейке, разделенной полупрони-
полупроницаемыми мембранами (диафрагмами). Применение мембран
вызывает появление не только новых процессов, таких как диализ
и электроосмос, но и приводит к изменению чисел переноса
ионов в порах мембран по сравнению со свободным объемом рас-
раствора, к возникновению своеобразного сортировочного эффекта
[5, 20—23]. Однако основой электродиализа остается процесс
электролиза, роль которого возрастает с уменьшением концен-
концентрации примесей электролитов [5, 24, 25]. Использование иони-
товых мембран расширяет область применения электродиализа
как метода очистки вещества. Появляется возможность удале-
удаления микропримесей и из электролитов. В частности, электролиты,
содержащие большие ионы (например, растворимые и нерас-
нерастворимые полиэлектролиты, соли больших неорганических и ор-
органических катионов и анионов), почти не проходят через иони-
товые мембраны, являются «неспособными к электродиализу»
[3] и поэтому легко очищаются от микропримесей обычных элек-
электролитов.
Аппаратура. Наиболее простой конструкцией электродиа-
электродиализатора является электролитическая ячейка с биполярной мем-
мембраной (рис. 73). В таких двухкамерных электродиализаторах,
* Впервые это явление было обнаружено В. Паули [8, 19] прн электро-
электродиализе неорганических коллоидов и было названо электрорасслаиванием.
24*
371
Особо чистая
вода
Исходный
раствор
Рис. 73. Двухкамерный электро-
электродиализатор с биполярной мембра-
мембраной:
/ — анод; 2 — катод; 3 — аннонитовая
часть биполярной мембраны; 4 — катио-
нитовая часть биполярной мембраны.
Рнс. 74. Трехкамернын электро-
днализатор:
/ — анод; г —катод; 3-катодная мем-
мембрана; 4-анодная мембрана; 5-боко-
5-боковые (электродные) камеры; 6 — средняя
камера.
Рнс. 75. Пятикамерный электродиализатор:
/-дополнительные камеры; 2-боковые камеры; 3-катодная
мембрана; 4-средняя камера; 5-мешалка; 6-анодная мембрана-
7-сетчатые электроды; 8-крупнопористые мембраны
собранных в каскад, можно производить очистку водных раст-
растворов солей двух- и трехвалентных металлов от микроприме-
микропримесей щелочных металлов. В различных практических работах по
очистке неорганических веществ широко используются трех-
(рис. 74) и пятикамерные электродиализаторы (рис. 75) с узкими
и высокими камерами (для увеличения поверхности мембран).
Электродиализуемое вещество в растворенном виде, в виде сус-
суспензии или коллоидного раствора помещается в среднюю ка-
камеру. В процессе электродиализа ионы микропримесей перено-
переносятся из средней в боковые камеры, которые периодически или
непрерывно промываются особо чистой водой. Для концентри-
концентрирования удаляемых микропримесей и сокращения расхода особо
чистой воды применяют пятикамерные электродиализаторы
(рис. 75). Дополнительные камеры этих аппаратов являются
своеобразными электрическими ловушками ионов микроприме-
микропримесей [18, 25, 26], устраняющими обратную диффузию последних
в среднюю камеру. В этом случае водой промываются только
дополнительные камеры [27]. Для глубокой очистки неэлектро-
неэлектролитов камеры электродиализаторов объединяются в каскад,
называемый многокамерным электродиализатором [3, 27—29].
В многокамерном электродиализаторе (рис. 76) катионитовые
и анионитовые мембраны располагаются поочередно. Если в
трехкамерном электродиализаторе не исключена возможность
проникновения ионов Н+ и ОН" через мембраны в среднюю ка-
камеру из-за неидеальности мембран, то в многокамерном элек-
электродиализаторе этот фактор оказывает влияние только на те
камеры обессоливания, которые находятся в непосредственной
близости й электродным камерам [3].
Электроды электродиализаторов изготавливаются только из
платины или особо чистого графита. Однако и в этом случае
не исключена возможность загрязнения растворов продуктами
электрохимической коррозии электродов. Что касается жидких
ртутных электродов, то условия их применения пока мало изу-
изучены. Известно лишь, что степень очистки коллоидной SiO2 уве-
увеличивается при замене твердых электродов на ртутные [30].
Наиболее эффективной системой циркуляции рабочих рас-
растворов и особо чистой воды в многокамерном электродиализа-
электродиализаторе считается комбинированная система [25, 27], по которой
подвергаемый очистке раствор движется последовательно через
камеры очистки, а обогащающаяся микропримесями вода парал-
параллельно первому потоку (рис. 76).
Конструкции различных электродиализаторов и системы по-
потоков непрерывно совершенствуются [5, 9, 11, 25—29], но основ-
основной принцип построения элементарной ячейки разделительного
элемента электродиализатора остается неизменным.
Мембраны. Эффективность процесса электродиализа во мно-
многом определяется родом используемых полупроницаемых
373
мембран (диафрагм). С получением механически и химически
стойких ионитовых мембран открылись новые возможности при-
применения электродиализа. Процесс разделения ионов в какой-то
степени приблизился к физиологическим процессам тонкого раз-
разделения веществ, осуществляемых посредством сложных мем-
мембран в живых клетках и нервных тканях [23, 31].
Дилюат
особой чистоты
Н2О
НоО
Н2О
J Исходный
-1 раствор
На ионообменную
очистку
Рис. 76. Комбинированная схема очистки вещества
в многокамерном электродиализаторе:
Л —элемент многокамерного электродаализатора, повторяю-
повторяющийся п раз; /—катионитовая мембрана; г —электроды:
3 — аннонитовая мембрана; 4 — электродная камера.
Ионитовые мембраны с высокой концентрацией фиксирован-
фиксированных ионов обладают хорошей электропроводностью [31]. Электри-
Электрический ток через мембрану переносится в основном противоиона-
ми*, коионы (см. главу V) практически исключены из фазы
мембраны и, следовательно, не могут диффундировать через нее.
Процесс удаления, например, примеси Na2SO4 из воды в трех-
Для катодной мембраны противоионами являются катионы, а ко-
иопами — анноны.
374
камерном электродиализаторе с катодной мембраной в Ыа+-фор-
ме и анодной мембраной в 5О4"-форме можно представить себе,
следующим образом. При небольшой концентрации Na2SO4 в
растворе и высокой плотности тока поверхность мембраны со
стороны средней камеры быстро обедняется сульфатом натрия
вследствие того, что скорость поступления ионов Na+ к поверх-
поверхности мембраны путем электрического переноса и диффузии
ограничена низкой концентрацией электролита. Однако ток в
катодной мембране переносится только ионами Na+, поэтому
сопротивление и падение потенциала в разделительной ячейке
возрастает до тех пор, пока не окажется превзойденным напря-
напряжение разложения воды: Н2О**Н++ОН~. После этого ионы Н+
начинают переноситься через катодную мембрану вместо ионов
Na+, а ионы ОН~ будут перемещаться к анодной мембране вме-
вместо ионов SOf~. Раствор в катодном пространстве становится
кислым, а в анодном — щелочным. Выход по току падает и до-
дополнительно к энергии переноса микропримеси Na2SO4 необхо-
необходимо еще затрачивать энергию на реакцию разложения воды [23].
Критическая плотность тока, при которой начинается разложе-
разложение воды, определяется из соотношения [23]:
/Kp = 96 500^(l--§iW^
Здесь D —коэффициент диффузии данного иона в мембране,
см2/сек\ с0 — концентрация данного иона в растворе, г-экв/см3;
6— толщина ламинарной пленки, прилегающей к мембране, см;
zK и —za заряд катиона и аниона, соответственно. Для 0,01 М вод-
водного раствора NaCl (с0 = 1 • 10~5 моль/см3) при zNa+ = —zq- = 1,
толшине ламинарной пленки 6 = 1 • 10~3 см и D = 1 • 10 см2/сек.
Критическая плотность тока достигается уже при величине по-
порядка 20 ма/см2 [23].
При протекании электрического тока через мембраны пере-
переносятся не только ионы, но и молекулы растворителя (электро-
(электроосмос). Электроосмос уменьшает выход очищенного неэлектро-
неэлектролита и тем самым снижает эффективность электродиализа
[22, 31].
В процессе электродиализа на мембранах накапливаются
различные осадки (СаСО3) BaSO4, Fe(OHK, Al(OHK,H2SiO3 и
другие) вследствие образующегося возле мембраны градиента
рН, различных реакций удаляемых ионов с противоионами мем-
мембран, присутствия в средней камере или в исходном неэлектро-
неэлектролите коллоидных загрязнений и т. д. [3, 14, 32]. Наиболее часто
«отравляют» катионитовую мембрану ионы Fe3+, Al3+ и РЬ2+.
Появление на мембранах осадков приводит к снижению выхода
по току и повышению сопротивления электродиализатора. Для
удаления осадков применяется перемена полярности электродов
и направления потоков рабочих растворов и промывающей
376
воды [3, 33]. Поэтому электроды должны быть стойкими к воз-
воздействию продуктов, образующихся как на катоде, так и на ано-
' де. Обычная десорбция примесей Fe, Cu, Pb, Cd и других с мем-
мембран без перемены полярности возможна только при длительном
электролизе растворов высокой кислотности [14, 33].
К отрицательным явлениям, наблюдающимся в процессе
электродиализа, следует отнести постепенное разрушение анод-
анодных мембран вследствие выделения на аноде малых количеств
(следы) хлора, брома и кислорода [34].
Теория электродиализа. Основным электрохимиче-
электрохимическим уравнением электродиализа является уравнение Манеголь-
да —Марковича [5, 20, 21, 35]
ДО = 1,036 • \0~sq {[(/,„), - (икJ] +
+ [Ы, - Ы2] + [(«аJ - (Я.),] + [(«0НJ - («ОН),]} (IX- 1)
где AG — суммарное изменение количества микропримеси элек-
электролита в средней камере электродиализатора, г-экв; q — коли-
количество прошедшего электричества в кулонах; (na)i и (пкJ — со-
соответственно числа переноса катиона микропримеси в порах
анодной и катодной мембран; (nA) i и (пАJ — тоже для аниона
микропримеси; (пн)г и (/ioh)i — числа переноса Н+ и ОН", соот-
соответственно, в порах мембран.
Это уравнение носит общий характер и может быть примене-
применено как при использовании электрохимических активных (ионито-
вых), так и электрохимически неактивных мембран (диафрагмы
с достаточно большим диаметром пор).
Из уравнения (IX. 1) следует, что уменьшение содержания
микропримеси электролита в средней камере в процессе электро-
электродиализа зависит только от чисел переноса ионов микропримеси
в порах диафрагм и не зависит от чисел переноса в свободном
растворе [5, 20, 36]. Очевидно, наилучшим условием для очистки
вещества методом электродиализа является применение положи-
положительной анодной (из анионита ЭДЭ-10п, АВ-17 и других) и от-
отрицательной катодной (из катионита СДВ-3, КУ-2 и других)
мембран* и поддержания возможно меньшей концентрации
электролита в боковых камерах. В этом случае как электро-
электроосмотический процесс, так и диффузия будут способствовать уда-
удалению микропримеси электролита из средней камеры путем
электролиза [5]. Вследствие различной скорости удаления анио-
аниона и катиона микропримеси нейтральный раствор в средней ка-
камере либо подкисляется, либо подщелачивается. Регулирование
* Например, в двухкамерном электродиализаторе с катодной мембра-
мембраной СДВ-3 уже через 20 мин работы можно изменить почти в 7 раз соот-
соотношение концентраций Са24 и Mg2+ в анодной камере при использовании
в катодной камере 0,01 н. раствора соляной кислоты [37].
376
концентрации ионов водорода производится изменением скорости
промывания электродных камер. Если раствор подкисляется,
уменьшают скорость промывки катодной камеры, при подщела-
чивании раствора ту же операцию производят с анодной камерой
или усиливают промывание катодной камеры [5, 9]. Иногда не-
необходимо проводить процесс электродиализа при повышенной
кислотности в средней камере (рН<4), чтобы избежать обра-
образования малодиссоциирующих и малорастворимых соединений
микропримесей (гидроокисей, основных солей), снижающих эф-
эффект очистки вещества.
Применение метода электродиализа. Глубокая очистка веще-
вещества от микропримесей методом электродиализа возможна лишь
в гом случае, если макрокомпонент находится в растворе в виде
нейтральных молекул, а микрокомпоненты — в виде небольших
ионов. Микропримеси Fe3+, Al, Sn4+, Sb, Bi и другие, образующие
при рН > 7 малорастворимые гидроокиси, с константой диссо-
диссоциации меньше 1 • 10~7 обычным методом электродиализа уда-
удаляются из растворов в очень небольшой степени. Перенос таких
ионов через инертные и электрохимически активные мембраны,
как уже отмечалось выше, крайне затруднен даже при поддер-
поддержании соответствующей концентрации ионов водорода в средней
камере. Поэтому последнее время применяется введение в сред-
среднюю камеру перед электродиализом небольшого количества со-
соответствующего комплексообразующего реагента (например, три-
лона Б [13, 18], фторидов щелочных металлов и других), обра-
образующего с подобными ионами прочные комплексные ионы,
сравнительно легко переносимые через мембраны.
Использование метода электродиализа для получения особо
чистой воды не считается экономически выгодным [34, 38—41].
После снижения солевой концентрации меньше 0,05% основная
часть электроэнергии непроизводительно затрачивается на элек-
электролиз воды. Но даже продолжительный электродиализ не по-
позволяет получить воду с солевым остатком меньше 1 • 10~4% и
удельным сопротивлением больше 0,1 Мом • см [38, 42, 43].
К этому следует добавить, что примеси кремния и различных
органических веществ из воды при электродиализе не удаляются
[3, 34].
Методом электродиализа иногда пользуются для очистки бор-
борной и органических кислот [37, 44, 45]. В частности, из 1 н. вод-
водного раствора уксусной кислоты, содержащей примесь @,01 н.)
соляной кислоты, можно получить путем электродиализа с^анио-
нитовыми мембранами 0,8 н. уксусную кислоту, в которой при-
присутствие соляной кислоты качественно не обнаруживается.
С уменьшением концентрации С1~-ионов увеличиваются потери
СНзСООН, так как заданная плотность тока поддерживается
главным образом удалением ионов СН3СОО~. Для подавления
диссоциации слабых электролитов рекомендуется [46] добавление
377
в среднюю камеру небольших количеств водорастворимых орга-
органических растворителей (спирт, ацетон).
Глубокая очистка труднорастворимых веществ от микропри-
микропримесей практически невозможна. В процессе электродиализа су-
суспензии труднорастворимого вещества удаляются только поверх-
поверхностно адсорбированные микропримеси. Для более полного их
извлечения рекомендуется исходный продукт (например, дву-
двуокись титана или кремния) предварительно обрабатывать мине-
минеральными кислотами с последующей отмывкой кислоты демине-
деминерализованной водой до определенного значения рН и затем
уже подвергать электродиализу [10, 12, 18]. Причем сам процесс
электродиализа проводится в «потоке ионов» [12, 18, 27]. «Поток
ионов» (водородных, гидроксильных, комплексообразующих)
создается периодическим вводом в катодную (или анодную) ка-
камеру кислоты, щелочи или комплексообразующего реагента.
В результате потока соответствующих ионов через среднюю
камеру происходит растворение адсорбированной на труднорас-
труднорастворимом веществе микропримеси и перенос ее в одну из допол-
дополнительных камер. Например, в потоке ионов [СгО4]2~ хорошо
удаляются из двуокиси титана поверхностноадсорбированные
микропримеси ниобия и тантала [18]. Естественно, что в этом
случае неизбежны частичные потери вещества, подвергаемого
очистке, и непроизводительные затраты электроэнергии. При по-
повышении кислотности воды в катодной камере до 0,01 н. процесс
электродиализа становится малоэффективным, так как начинают
переноситься не ионы микропримесей, а ионы кислоты [12]. При
значительном избытке (выше 0,1 н.) в средней камере кислоты
или щелочи удаление микропримесей также практически пре-
прекращается.
О степени очистки труднорастворимых веществ методом элек-
электродиализа можно судить по данным табл. 24.
Осаждение гидроокисей железа, меди, свинца и других метал-
металлов в средней камере, в слое, тесно примыкающем к поверхности
мембраны, было использовано [48, 49] для очистки растворимых
в воде солей щелочных металлов. В частности этот способ позво-
позволил получить сульфат лития с содержанием Fe3+, Al, Mg и Са
меньше 1 • 10~*% [48, 49]. Применение биполярных ионитовых
мембран и многокамерного электродиализатора еще более сни-
снижает концентрацию перечисленных выше микропримесей в про-
продукционном растворе катодной камеры [3, 37, 50].
В некоторых случаях электродиализ дополняет ионообмен-
ионообменный метод очистки неэлектролитов [51].
Таким образом степень удаления микропримесей из электро-
диализуемого вещества в значительной мере зависит от харак-
характера химических связей микропримесей с основным веществом,
от величины константы диссоциации молекул микропримесей, от
их способности к гидролизу и образованию ассоциатов. Если
378
са
Я
К
ч
ю
оз
Ь
го
5:
о
о.
а:
I
Е
ш
о
о
О.
о
«в
Е
амеси.
ание npi
с
ч
о
о
Я
ЕГ
О
0)
и
о
G
Е
(-
О
§
+
о
С-
1
и
О
Z
3
О
+
С-
1
ъ*
о
Гради-
Градиент
потен-
потенциала,
в/см
Вещество
т т ?
оо о
V
1Л Ч- «
'о'о о
V
Т S
2 1 S"
о.
— о
Т2 ?
< 1 •
0,051
со со «я
22 '2
—.— ю
22 '°
о" о" Т
^^
1,52
;(bi
? 1 &•
о
<N<N |
Двуокись
кремния
[12,16, 18,27]
О
СО
'о
(N
V
1
1
га
'о
-
о
""¦
1
1
1
Сульфид
цинка
[27]
Т
о
со
'о
J.
'о
ю
8.
о
'о
0,6
'о
т
125-500
Двуокись
титана
[18, 27]
о
о4
S
006
о
•а
О
а
со
8
с5
V
7о
•8>
X?
0,06
.—.
to
о
о
•а
О
ох?
to
о
с5
га
10"
•
1
Вольфра-
Вольфрамовый
аигидрид
[10, 12, 47]
1
1
1
1
•г
'о
ю
1
1
1
1
,02
о
1
Гидроокись
алюминия
[10]
379
микропримесь входит в структуру кристаллической решетки
труднорастворимого электродиализуемого вещества, то количе-
количественное ее удаление практически невозможно. Десорбция ионов
микропримесей с поверхности аморфного труднорастворимого
вещества протекает при электродиализе более полно. Поэтому
все факторы, ухудшающие адсорбцию ионов микропримесей, спо-
способствуют увеличению степени очистки вещества [12]. Предель-
Предельные возможности метода определяются степенью чистоты воды,
используемой для промывки электродных камер, химической
стойкостью мембран, электродов и материала камер электродиа-
электродиализатора. Считается [52], что метод электродиализа для очистки
неэлектролитов экономически оправдан только при понижении
концентрации микропримесей до 1 • 10~4—1 ¦ 10-5%. Однако сле-
следует иметь в виду, что потенциальные возможности метода элек-.
тродиализа как мембранного процесса очистки веществ расши-
расширяются по мере улучшения качества мембран [52].
МЕТОД ИОННЫХ ПОДВИЖНОСТЕЙ
Очистка неорганических веществ при помощи метода ионных
подвижностей (ионофорез) основана на использовании незначи-
незначительных различий в числах переноса ионов основного компонента
и ионов микропримесей в электрохимическом поле. При соче-
сочетании достаточно высокого градиента потенциала с противото-
противотоком растворителя наблюдается замедление движения менее
подвижных ионов, в то время как более подвижные проходят на-
навстречу растворителю. Менее подвижные ионы как бы отмы-
отмываются от более подвижных [53—55, 56]. Эффективность разде-
разделения ионов возрастает с уменьшением диффузии и различных
конвекционных потоков, вызываемых тепловым движением ионов
и молекул. Поэтому разделительные трубки (рис. 77), которые
являются основным элементом всех лабораторных установок,
использующих метод ионных подвижностей, либо заполняются
мелкозернистым инертным материалом (двуокись кремния, мелко-
мелкодисперсная насадка из фторопласта-4, агар-агаровый гель и
другие), либо одеваются на кассеты из параллельно расположен-
расположенных крупнопористых мембран, ограничивающих тепловое пере-
перемещение ионов и молекул вдоль потока растворителя.
Метод ионных подвижностей отличается от метода электро-
электродиализа только отсутствием в приборах и аппаратах (ионофо-
резаторах) полупроницаемых мембран. Применяемые в раздели-
разделительных трубках крупнопористые мембраны легко проницаемы
как для анионов, так и для катионов.
Противодействие двух сил — гидродинамического напора рас-
растворителя и силы электрического поля — приводит к появлению
в разделительной трубке зон отдельных ионов в соответствии со
значениями их чисел переноса. Отношение концентраций (ci и
380
с2 г-экв/л) ионов в двух соседних зонах равно отношению чисел
переноса* щ и п2 этих ионов: сх/с2 = пх/п2. В обычных условиях
граница раздела зон вследствие взаимной диффузии ионов будет
всегда размытой. Ширина размытого участка соседних зон опре-
определяется из уравнения Б. П. Константинова [53]
с, 1 Eez u2 — щ
d+сг \Л-ет% kT «2
где Е — градиент потенциала, в/см; х — координата по длине
разделительной трубки, см; е — заряд электрона; г — валент-
валентность катиона; k — константа Больцмана; Т— абсолютная тем-
температура; «1, и2 — подвижности соответствующих катионов**.
5
/
N44 ~Ы И4*Д
nffl
е
Н2О
9
1
Рис. 77. Схема устройства разделительной трубки для очистки неоргани-
неорганических веществ методом ионных подвижностей:
/ — разделительная трубка; 2,6 — электроды; 3 — трубка для подачи растворителя, соз-
создающего гидродинамический противоток; 4— трубка для подачи исходного раствора
в случае удаления примесей катионов; 5 —сифои для отвода избытка растворителя;
7—трубка водяного охлаждения; 8 — вывод раствора, очищенного от микропримесей;
д— крупнопористые мембраны из диализной бумаги; 10 — вывод части растворителя,
обогащенного микропримесямн.
Ширина размытого участка двух соседних зон, Ci/ci + c2 пред-
представляет собой относительную концентрацию одного из ионов в
зоне другого иона на расстоянии х (в см) от предполагаемой
границы раздела зон. За начало координаты х принимают гра-
границу раздела зон (х=0). На этой границе С\ — с2.
Таким образом, наиболее эффективное удаление микроприме-
микропримесей методом ионных подвижностей будет наблюдаться только
* Число переноса (или относительная скорость движения) катиона в
растворе данной концентрации и температуры равно отношению п+-=и)+/и)++
+ W-, где и)+ и и)_ — скорости движения катиона и аниона соответственно,
см/сек.
** Подвижность катиона и равна 96500и>+ при градиенте потенциала
1 в/см,
381
в том случае, если подвергаемое очистке вещество образовано
большими малоподвижными ионами.
Метод ионных подвижностей (ионофорез) пока не вышел за
рамки лабораторных исследований. Однако первые поисковые
работы по очистке веществ этим методом можно считать удач-
удачными. Так при длине разделительной трубки в 100 см, содержа-
содержащей 245 диафрагм, удается очистить 0,09 н. раствор ацетата
празеодима почти полностью от примеси неодима [54]. Мето- I
дом ионных подвижностей был получен хлорид калия с содер- ]
жанием микропримесей Na, Ca, Mg, Cu2+, Al, Fe3+ и Ni меньше
1 • lO—1 • 10-2% [55].
При удалении микропримесей, близких по физико-химиче-
физико-химическим свойствам к основному веществу, прибегают к использова-
использованию различных комплексообразующих реагентов, изменяющих ]
подвижности ионов макро- и микрокомпонентов вследствие обра- j
зования последними ионных ассоциатов или нейтральных хела- ]
тов [57, 58]. В частности, было показано, что в разбавленных
@,04—0,001 м/л) растворах паравольфрамата аммония и гекса-
цианоферрата калия наблюдается практически полное разделе-
разделение нитратов рубидия и цезия [57].
Метод ионных подвижностей (ионофорез)—частный случай
электрофореза, под которым понимают перемещение дисперги-
диспергированных электрически заряженных частиц в жидкой среде, на-
находящейся в электрическом поле [19].
Электрофоретическая очистка в основном применяется для
удаления из неэлектролитов коллоидных частиц гидроокисей же-
железа, алюминия; сульфидов мышьяка, меди, свинца и других ме-
металлов; масляных эмульсий (например, остатка органического
растворителя после экстракции примесей) и тонких механиче-
механических взвесей.
ЭЛЕКТРОЛИЗ
С ПРИМЕНЕНИЕМ ТВЕРДЫХ КАТОДОВ И АНОДОВ
Выделение микропримесей из раствора на твердых электро-
электродах осуществляется в двух * вариантах. В одном случае микро-
микропримеси соосаждаются с частично выделяемыми на катоде
металлом основного компонента [59—64]. Другой случай пред-
представляет собой самостоятельное осаждение микропримесей на
катоде [59, 63].
Осаждение на катоде одних микропримесей.
Возможность выделения отдельных микропримесей, находящих-
* Многократное переосаждение (анодное растворение и катодное вы-
выделение) основного металла в электролитическом каскаде для получения
особо чистых веществ не применяется по причинам, рассматриваемым в
следующем разделе,
382
ся в состоянии большого разбавления, на химически стойких
электродах (платина, золото, тантал, графит, родий и другие)
была установлена давно [59, 65]. В частности, микропримеси Bi,
Ag и Zn уже при исходной концентрации порядка 1 • 1О~12О/о оса-
осаждаются на платиновом или золотом катоде из 2 н. азотной и
уксусной кислот [59]. Разряжающиеся на катоде ионы микро-
микропримесей вследствие очень малых концентраций не могут образо-
образовать на поверхности электрода самостоятельной твердой фазы.
Поэтому электродные процессы протекают на поверхности, в хи-
химическом и физическом смысле чужеродной выделяющемуся
веществу, и имеют некоторые общие черты с явлениями адсорб-
адсорбции [59]. При этом большое значение имеет природа и состояние
поверхности электрода. Выделение микропримесей на катоде
происходит только тогда, когда электрохимический потенциал
микропримесей оказывается положительнее потенциала катода.
Следовательно, очистка солей многовалентных металлов воз-
возможна лишь в том случае, если потенциалы выделения микро-
микропримесей значительно электроположительнее потенциала выде-
выделения металла основного компонента [63].
Скорость осаждения микропримесей на катоде во многих
случаях может быть вычислена из кинетического уравнения для
обратимых реакций [66]:
dc2/dr = а(со~ с2) — Ьс2
Здесь с0 — количество микропримеси в исходном растворе; с2 —
количество микропримеси, выделившееся на катоде за время
т; а и Ъ — эмпирические константы скорости процессов осаж-
осаждения и растворения выделившейся микропримеси.
Из уравнения видно, что процесс осаждения микропримеси
не протекает до конца [65]: dc2/dx = 0 при сг/со = а/ (а + Ь).
Способ осаждения на катоде одних микропримесей может
использоваться для очистки разбавленных минеральных кислот
и разбавленных водных растворов солей щелочных металлов.
Известно небольшое количество примеров практического
применения способа осаждения на катоде только одних микро-
микропримесей. К их числу относится, в частности, очистка техни-
технической двуокиси селена от примеси теллура * до содержания
последнего порядка 1 • lO~5O/o [67].
Соосаждение микропримесей с частично вы-
выделяемым на катоде металлом основного ком-
компонента. Частичное осаждение основного металла из рас-
раствора при низких плотностях тока сопровождается значитель-
значительным соосаждением микропримесей [60—64, 68].
* Электролит — щелочной раствор технического селенита натрия; элек-
электроды — платиновые, плотность тока 2—3 ма/см2 [67]. Микропримесь теллура
восстанавливается до элементарного состояния и выделяется в виде кри-
кристаллического осадка на катоде, а селен остается в растворе.
383
Микропримеси, более электроположительные, чем основной
металл, осаждаются на предельном токе. Что касается более
электроотрицательных микропримесей, то вследствие деполяри-
деполяризации катода * их потенциал выделения сильно сдвигается в
сторону положительных значений и эти микропримеси также
начинают разряжаться на предельном токе [68].
Кратность очистки раствора (<р) от микропримеси при ис-
использовании способа соосаждения микропримесей с частично
выделяемым на катоде металлом основного компонента равна
для одной электролитической ячейки соотношению ** [64, 68]:
(IX. 2)
где с\ и с° — исходные концентрации основного вещества и
данной микропримеси, соответственно; сх и с2— концентрации
в растворе после выделения микропримеси вместе с частью
основного металла; Q — скорость потока электролита через
ячейку; S — поверхность катода; k{ и k2— константы скорости
конвективной диффузии ионов основного вещества и микро-
микропримесей, соответственно.
Для каскада, состоящего из п последовательно соединенных
электролитических ячеек, кратность очистки будет составлять
[61, 68]:
Из уравнения (IX.2) следует, что кратность очистки возра-
возрастает с уменьшением скорости потока электролита через ячейку
и увеличением катодной поверхности. При малой скорости потока
(Q <C k2S и Q <C kiS) кратность очистки является максималь-
максимальной и равной <р = k2lki. В этом случае дальнейшее увеличение
поверхности катода не будет уже отражаться на показа-
показателях очистки основного вещества [68]. Кратность очистки рас-
раствора возрастает также с увеличением интенсивности переме-
перемешивания и с повышением температуры. Если микропримеси
разряжаются на предельном токе, а основной металл — с хи-
химической поляризацией, то во-первых, k2>ku а во-вторых, со-
содержание микропримеси в катодном осадке практически не за-
зависит от концентрации ионов основного вещества в растворе.
* Деполяризация может происходить, например, из-за образования
твердого раствора между осаждающимися на катоде основным металлом
и микропримесями.
** Данное соотношение отвечает случаю разряда ионов основного ком-
компонента в процессе химической поляризации, а ионов микропримеси — на
предельном токе. Если основной металл разряжается с концентрационной
поляризацией, то электрохимическая очистка окажется либо незначительной,
либо вообще не будет происходить [68].
384
В качестве примера использования способа соосаждения ми-
микропримесей с частично выделяемым на катоде основным ме-
металлом можно привести очистку раствора сульфата никеля от
примесей свинца и цинка [62]. При плотности тока 100 а/м2 и
скорости потока электролита около 200—300 мл/ч можно сни-
снизить содержание Zn и РЬ меньше 3 • 10~4% [62].
Последнее время метод электролиза с твердыми электро-
электродами был предложен для переосаждения малорастворимых ве-
веществ для более полного удаления микропримесей из осадка
[69, 70]. При пропускании электрического тока через ячейку
с суспензией малорастворимого вещества у анода, вследствие
электролиза воды, возникает избыток ионов водорода. .Если
твердая фаза растворима в кислоте, то у анода происходит
частичное ее растворение. Конвективный поток переносит рас-
раствор к катоду, где растворившаяся часть твердой фазы вновь
выделяется из раствора.
АМАЛЬГАМНЫЙ ЭЛЕКТРОХИМИЧЕСКИЙ ПРОЦЕСС
Амальгамный электрохимический процесс, как один из ме-
методов получения особо чистых неорганических веществ, появил-
появился сравнительно недавно.
Особенность амальгамной электрохимии заключается в се-
селективном переходе металлов из раствора в ртутный электрод
и в селективном же извлечении тех же металлов из получен-
полученного амальгамного электрода в виде растворов соответствую-
соответствующих солей [71, 72]. Селективность этих процессов связана, с
одной стороны, с различием в величинах электродных потен-
потенциалов при выделении металлов на ртутном катоде и при анод-
анодном окислении амальгам, а с другой стороны, с различной рас-
растворимостью (при 25° С) металлов (в %) в ртути, приведенной
ниже [71, 73]:
In 57,5 Sr 1,12
Tl • . . . . 44,2 Na 0,64
Cd 5,9 Zn 0,6
Cs 4,4 К 0,46
Zn 2,2 Mg 0,44
Pb 1,95 Ba 0,33
Bi 1,65 Ca 0,3
Rb 1,37 Au 0,13
Co 1,30 Ag 0,04
Применение амальгамного электрохимического процесса как
метода очистки целесообразно только для таких соединений,
металлы которых хорошо растворимы (>0,4%) в ртути.
Амальгамы этих металлов устойчивы в водных растворах,
а большое перенапряжение водорода на некоторых из амальгам
(цинка, свинца, индия, таллия, висмута и других) позволяет
осуществлять реакции в достаточно кислых средах.
25 Зак. 114 385
Выделение очищенного металла из амальгамы с одновремен-
одновременным получением соответствующего ему особо чистого соедине-
соединения производится путем электролиза с использованием амаль-
амальгамы в качестве анода. Электролитом в этом случае является
либо особо чистая вода (при получении, например, гидроокисей
щелочных металлов), либо особо чистые кислоты и другие ре-
реагенты (при получении солей).
Электрохимическая очистка неорганических веществ в элек-
электролитических ячейках с твердыми электродами путем много-
многократного переосаждения металла основного компонента мало
эффективна, так как катодные осадки в таких ячейках, как пра-
правило, содержат, хотя и в меньших количествах, почти все при-
примеси, которые присутствовали в исходном электролите и метал-
металле анода [71]. При электрохимическом растворении твердого
анода не происходит дифференциации * его более электроотри-
электроотрицательных и более электроположительных ** примесей из-за
крайне незначительной величины их коэффициентов диффузии
в твердом теле D- Ю4—5 • 10~13 см2/ч). Все эти примеси пере-
переходят в электролит с поверхностного слоя электрода одновре-
одновременно с основным металлом. Растворение в электролите более
электроположительных примесей вызвано высокой анодной
плотностью тока и значительной анодной поляризацией, осо-
особенно при пассивации анода, или окислительными процессами.
Часть более электроположительных примесей, по мере их на-
накопления на поверхности анода при его растворении, может
отрываться от последнего в виде коллоидных или дисперсных
частиц. В результате электрофореза коллоидные и дисперсные
частички примесей доставляются током к катоду и захваты-
захватываются образующимся осадком основного металла. Примеси,
растворимые в электролите, вследствие деполяризации при обра-
образовании твердых растворов и интерметаллических соединений с
основным металлом, также разряжаются на катоде [71].
Применение жидких амальгамных анодов и катодов увели-
увеличивает эффективность удаления примесей из подвергаемого
очистке основного металла [71—76]. В частности, амальгамное
рафинирование индия позволяет получить более чистые соеди-
соединения этого металла, чем зонная плавка индия, особенно по со-
содержанию таких примесей, как Al, Fe, Cu, Pb, Bi, Si, Mn [77].
Амальгамные электроды имеют высокий коэффициент
диффузии основного компонента и микропримесей, порядка
* Теоретически более электроотрицательные примеси должны преиму-
преимущественно растворяться на аноде и накапливаться в электролите. Примеси
более электроположительные, чем основной металл анода, должны оставаться
в твердом электроде.
** Большая или меньшая электроотрицательиость (или электроположи-
электроположительность) металла отвечает его положению в ряду стандартных электрод-
электродных потенциалов (в ряду напряжений) относительно рафинируемого ме-
металла.
386
0,03—0,06 см2/ч при 25° С, который позволяет применять значи-
значительные плотности тока [71, 74, 78], отличаются строгой последо-
последовательностью в переходе металлов из раствора в амальгаму и
наоборот. Они обладают также идеально гладкой и однородной
поверхностью с постоянной площадью контакта с электролитом,
что исключает побочные реакции (адсорбцию, пассивацию и
другие) и обусловливает постоянство потенциала системы [74].
Сочетание большого удельного веса амальгам с сравнительно
высокой растворимостью в ртути многих металлов позволяет
в небольшом объеме амальгамного электрода концентрировать
значительные количества основного металла либо микроприме-
микропримесей [74].
Особенностью амальгамной электрохимии является диффе-
дифференцирующее действие катодного и анодного ртутного электро-
электродов по отношению к металлам. Щелочные и щелочноземельные
металлы выделяются на ртутном катоде ? образованием соот-
соответствующих амальгам только из нейтральных, щелочных и не-
неводных растворов, а также буферных растворов органических
кислот. Скандий, иттрий, лантан и лантаноиды растворяются
в ртутном катоде только из буферных растворов органических
кислот. Металлы подгрупп титана и ванадия, молибден, воль-
вольфрам и уран осаждаются только из неводных растворов. Амаль-
Амальгамы этих металлов неустойчивы в нейтральных и кислых вод-
водных растворах и разлагаются с образованием гидроокисей [71].
Всего несколько металлов — медь, цинк, кадмий, литий, таллий,
висмут, железо, свинец и олово — выделяются на ртутном ка-
катоде из растворов любой кислотности.
При анодном растворении амальгам и плотностях тока, не
превышающих предельные, происходит дробное выделение ме-
металлов в раствор: первыми переходят из амальгамы в раствор
металлы, имеющие наиболее электроотрицательный потенциал.
Такой порядок растворения металлов, отвечающий ряду напря-
напряжений, нарушается при образовании труднорастворимых и сла-
бодиссоциирующих интерметаллических соединений основного
металла с примесями [79]. В этом случае прибегают к много-
многократному повторению процесса электролитического растворения
амальгамы при температурах выше 25° С в ячейках с бипо-
биполярным (рис. 78) включением электродов [71,76,80]. При темпе-
температурах порядка 40—60е С интерметаллические соединения дис-
диссоциируют и более электроотрицательные металлы растворяются,
но при этом возрастает и степень перехода ртути из амальгамы
в электролит [74]. Начало растворения ртути характеризуется
исчезновением блеска зеркальной поверхности электродов и по-
появлением серой устойчивой пленки на поверхности амальгамы.
Биполярное включение электродов улучшает отделение при-
примесей: более электроотрицательные остаются в электролитах,
25*
387
а более электроположительные в амальгамных анодах. Бипо-
Биполярные электроды в электролизерах служат своеобразными
«фильтрами», задерживающими микропримеси и пропускаю-
пропускающими через ячейки электролизера только рафинируемый металл
[71, 73, 81]. Уже во втором биполярном электроде содержание,
например, более электроположительных металлов-примесей, со-
составляет только 1 • 10~6—1 • 10~8% от исходной концентрации.
Для увеличения эффективности очистки веществз от метал-
металлических микропримесей электролитические ячейки собирают
Вещество
Н2О
Рис. 78. Схема электролизера с биполярными электродами:
/—платиновый анод; 2 —капроновая сетка; 3 — дополнительные электроды;
4 — перегородки, разделяющие электролитические ячейки; 5 — корпус ванны;
6— платиновый катод; 7 —труба для вывода особо чистого электролита; 8 — би-
биполярные амальгамные электроды; 9 — графитовые стержни для подвода тока
к ртутным электродам.
в каскад, в котором амальгама самотеком транспортируется из
секции в секцию (рис. 79). Состав электролита в каждой ячейке
каскада подбирается таким образом, чтобы сдвинуть потенциал
выделения примесей в необходимую сторону.
Преимущества электролизера с подвижным амальгамным
анодом заключаются в легком отделении амальгам от электро-
электролитов, в отсутствии операции промывки амальгам, в незначи-
незначительном испарении ртути.
Получение высоко чистых соединений отрафинированного
металла производится в последней ячейке каскада путем анод-
анодного растворения амальгамы этого металла в соответствующем
особо чистом реагенте (кислота, вода и т. д.). При анодном рас-
растворении амальгамы уже очищенного металла происходит до-
388
полнительное разделение макро- и микрокомпонентов. Например,
при растворении амальгамы, содержащей 504 мг Cd и 83 мг In
в 1 н. растворе серной кислоты при плотности тока 11—33 ма]см^,
был получен сульфат кадмия с содержанием примеси индия
<5.10-4% [82].
Узел А •
3 4
Амальгама
таллия
UT » ,2 6 ,0
Узел Л
Рис. 79. Схема электролизера с подвижным нижним амальгам-
амальгамным электродом:
/ — амальгамный аиод; 2 —корпус всего каскада; 3, 6 — сифоны, соединенные
с каломельным электродом для контроля потенциала; 4 — мешалка;
S— вспомогательный твердый катод; 7 —герметичные крышки электролити-
электролитических ячеек; 8 — устройство для загрузки необходимых реагентов при по-
получении особо чистого соединения отрафинированного металла; 9 — катод,
отлитый из отрафинированного металла; 10 — перепускной кран; // —вывод
продукционных растворов на стадию кристаллизации особо чистого вещества;
12 — точечный торцевой катод; /3 —амальгамный катод; 14 — точечный тор-
торцевой анод с верхней пробкой из отрафииироваиного металла; IS — пробка
из особо чистого таллня.
Следует иметь в виду, что при анодном растворении амаль-
амальгамы металла, обладающею несколькими валентными состоя-
состояниями, при низкой плотности тока в растворе появляются ионы
низкой валентности, а при высокой плотности тока — ионы выс-
высшей валентности [83, 85].
В качестве примера использования амальгамного электро-
электрохимического процесса для глубокой очистки неорганических ве-
веществ можно привести синтез сульфата таллия [71, 85, 86].
389
Исходный водный раствор технического T12SO4 (8—10 г/л Т1;
5—7 г/л H2SO4) обрабатывается 5— 10%-ной амальгамой цинка
или кадмия:
T12SO4 + Zn(Hg) = Tl2(Hg) + ZnSO4
Полученная таким образом 7%-ная амальгама таллия под-
подвергается затем для очистки от микропримесей других метал-
металлов дробному растворению в электролизерах с подвижным ниж-
нижним или верхним амальгамным анодом [71, 73, 85, 87]. В первой
секции электролизера (рис. 79) происходит электролитическое
переосаждение таллия и концентрирование амальгамы до со-
содержания 30% Т1. Разбавленная амальгама таллия поступает
в анодное отделение первой секции. В катодное отделение той
же секции обычно подается отработанная амальгама из четвер-
четвертой секции электролизера. При прохождении электрического
тока через электролит (раствор 40 г/л TI2SO4, содержащий
1 моль (NH4JSO4 и 2 моль NH3- H2O вначале из анодной амаль-
амальгамы преимущественно растворяются примеси более электроот-
электроотрицательных металлов (Zn, Cd, Mn, Al, Ca, К, Ва, Na и др.).
По мере уменьшения их концентрации наступает одновремен-
одновременное растворение таллия, ионы которого затем разряжаются на
амальгамном катоде, образуя амальгаму таллия. Примеси же
более электроотрицательных металлов остаются в аммиачном
электролите. Примеси более электроположительных металлов
(Ag, Bi, Си и др.) при электролизе из анодной амальгамы прак-
практически в электролит не переходят. Одновременно в амальгам-
амальгамном аноде остаются также и труднорастворимые интерметал-
интерметаллические соединения (ZnCu, SnCu2, ZnCo, ZnFe и др.). Таким
образом, получаемая в катодном отделении первой секции кон-
концентрированная амальгама таллия уже содержит значительно
меньше примесей как более электроположительных, так и более
электроотрицательных металлов. Эффективность удаления при-
примесей в этой секции зависит в основном от разности потенциа-
потенциалов между таллием и примесями других металлов и выбора
рабочей плотности тока [71, 73, 85].
Из первой секции амальгама таллия самотеком перетекает
во вторую секцию для более глубокой очистки. Во второй сек-
секции электролит содержит 0,1 М раствор трилона Б в 1 М рас-
растворе едкого натра. В таком электролите потенциал амальгам
Zn, Cd, In, Pb, Sn и других металлов сдвигается в более элек-
электроотрицательную сторону по сравнению с насыщенной амаль-
амальгамой таллия, что позволяет при малых плотностях тока поряд-
порядка 0,5 а/дм2 и при 60—70° С выделить в электролит указанные
выше примеси металлов [86]. Признаком полного удаления при-
примесей является появление гидроокиси железа в электролите [85].
В третьей секции уже производится получение сульфата тал-
таллия путем анодного растворения амальгамы в разбавленной
390
особо чистой серной кислоте с добавкой гидразинсульфата.
В этом случае концентрация примеси ртути в сульфате таллия
не будет выходить за пределы 1 • 10~3— 1 • 10-5% [88]. Добавле-
Добавление гидразинсульфата (или других восстановителей, таких как
гидроксиламин) необходимо для уменьшения перехода в элек-
электролит ртути, вследствие ее окисления до ионов растворенным
кислородом воздуха [85].
После упаривания продукционного раствора кристаллизует-
кристаллизуется особо чистый T12SO4, содержащий менее 1 • 10~s% Cu, Cd,
Pb, Ag и менее 1 • 10~6% Al, Fe, Sn, Zn, Mg, As [71, 73].
8
Рис. 80. Схема типовой лабораторной установки
для получения гидроокисей рубидия и цезия:
/ — электролизер; 2—платиновый анод; 3 — ртутный катод;
4 — ртутный насос (эрлифт); 5 —амперметр; 6—контроль-
6—контрольный платиновый анод; 7 — разлагатель амальгамы; 8 — со-
соединительная трубка; 9 —диффузоры.
Отработанная амальгама поступает в четвертую секцию, где
подвергается электролизу для удаления более электроположи-
электроположительных металлов, и затем снова, направляется в катодное от-
отделение первой секции.
Другим примером успешного применения амальгамного
электрохимического процесса для получения особо чистых ве-
веществ является производство гидроокисей щелочных металлов,
в частности, гидроокисей рубидия и цезия [89—96].
Синтез особо чистой гидроокиси рубидия или цезия в лабора-
лабораторных условиях осуществляется при помощи одноступенчатой
установки, схема которой приведена на рис. 80. Электролизер
наполняется концентрированным водным раствором карбоната,
к которому во время работы постепенно добавляется твердый
891
карбонат соответствующего щелочного металла. В процессе
электролиза в первом сосуде образуется амальгама рубидия
(или цезия), перекачиваемая эрлифтом*, работающим на влаж-
влажном водороде. Во втором сосуде находится разлагатель, содер-
содержащий воду. Здесь амальгама взаимодействует с водой, образуя
гидроокись и выделяя водород. Для ускорения этой медленной
реакции в разлагатель погружен платиновый стакан, соединен-
соединенный через амперметр с анодом. С увеличением концентрации
гидроокиси в разлагателе сила тока, отмечаемая амперметром,
возрастает, достигая к концу процесса 4—5 а, т. е. силы тока
в электролизере. Напряжение в электролизере поддерживается
на уровне 5—6 в, а плотность тока — 35 а/дм2. Использование
карбонатов в качестве электролита имеет определенные преиму-
преимущества по сравнению с хлоридами щелочных металлов: про-
процесс избавляется от необходимости утилизации хлора, а конеч-
конечный продукт практически не содержит хлоридов. При использо-
использовании, например, хлорида цезия в качестве электролита содер-
содержание хлоридов в CsOH достигает 0,15%- Карбонаты же в
разлагатель не попадают из-за наличия специальных диффу-
диффузоров в соединительной трубке. По данным работы [90] метод
позволяет получить 6,5 М раствор гидроокиси с содержанием
не более 0,0.1 % карбонатов. Из разлагателя раствор направ-
направляется в вакуум-аппарат на кристаллизацию. Конечный продукт
содержит всего 0,015—0,04% карбонатов и следовые количества
лития [93], алюминия, кремния, кальция и магния.
Более глубокая очистка гидроокисей щелочных металлов до-
достигается . при использовании многоячеечных электролизеров с
биполярными (см. рис. 78) амальгамными электродами [97].
Примеси, у которых электродные потенциалы значительно
положительнее потенциала основного металла гидроокиси,
удаляются в таких электролизерах до остаточной концентра-
концентрации 1 • 10~8—1 • 10%, а содержание примесей щелочноземель-
щелочноземельных металлов и других щелочных металлов уменьшается до
1 • Ю-4—1 • 10-5% [97].
Амальгамный электрохимический процесс может быть ис-
использован для получения особо чистых нитрата индия [71, 77,
98, 99], солей свинца [71], висмута [80], галлия [100] и ряда дру-
других металлов.
Синтез особо чистых иодидов щелочных металлов рекомен-
рекомендуется [101] проводить путем обработки отрафинированной
амальгамы щелочного металла особо чистым раствором его по-
лииодида.
Анодным растворением амальгамы самария и церия в 1 н.
растворе серной кислоты с тщательным контролем анодного по-
* Для циркуляции ртути могут быть использованы также специальные
механические насосы.
392
тенциала удается получить сульфат самария с содержанием це-
церия менее 0,02% [102]. Показана [103] возможность глубокой
очистки ацетата самария от примеси европия при использова-
использовании амальгамы лития в качестве катода. При концентрации в
электролите лимонной кислоты 0,78 м/л, ионов Li+ около
2,9 г-иона/л и плотности тока 0,0126 а/'см2 в 0,45 М растворе
ацетата самария удается понизить содержание микропримеси
европия с 0,054 до <3 • 1(Н%.
Используя 3%-ную амальгаму отрафинированного цинка в
качестве анода, можно получить с хорошим выходом в зависи-
зависимости от рода электролита самые разнообразные соединения
цинка особой чистоты: гидроокись (электролит—вода), карбо-
карбонат (электролит—вода, насыщаемая углекислым газом), ацетат
(электролит—уксусная кислота) и т. д. [104]. При анодном рас-
растворении амальгамы с получением особо чистых соединений не-
необходим строгий контроль потенциала анода. После перехода
металла из амальгамы в раствор наблюдается увеличение по-
потенциала анода до значений, необходимых для окисления ртути.
В электролите увеличивается содержание примеси ртути и по-
появляется муть из-за образования малорастворимых соединений
Hg+ [85, 105].
Из приведенного выше обзора следует, что амальгамный
электрохимический процесс глубокой очистки веществ в ряде
случаев имеет определенные преимущества (по высокой крат-
кратности очистки и более высокой производительности) перед зон-
зонной плавкой, фракционированной кристаллизацией, вакуумной
дистилляцией и другими методами очистки неорганических
веществ.
Существенный недостаток амальгамного электрохимического
процесса — присутствие в конечном продукте примеси ртути,
концентрация которой может достигать 0,003% [71, 80]. Другой
недостаток этого процесса — использование вспомогательных
реагентов, воды и ртути высокой степени чистоты. Так, для по-
получения солей с суммарным содержанием микропримесей поряд-
порядка 1 • 10"8% требуются реагенты, вода и ртуть с суммарным со-
содержанием микропримесей порядка 1 • 10~10—1 • 10~9% [71].
ЛИТЕРАТУРА
1. Д. К. Белащенко, Усп. хим., 34 C), 530 A965).
2. V. J. Frilette, J. Phys. Chem., 61 B), 168 A957).
3. Д ж. Р. У и л с о н, Деминерализация методом электродиализа, пер. с
англ. под ред. Б. Н. Ласкорина и Ф. В. Раузен, Госатомиздат, 1963.
4. М. Т. Козловский, П. П. Ц ы б, Е. Ф. Сперанская, Труды ко-
комиссии по аналитической химии, т. IV (VII). Изд. АН СССР, 1952,
стр. 255.
5. Сб. «Электрокинетические свойства капиллярных систем», Изд. АН
СССР, 1956.
6. J. T г i b о t, H. С h r e t i е п, Compt. rend., 140, 144 A905).
393
7 H W Morse, G. W. Pierce, Z. phys. Chem., 45, 589 A903).
8. W. Pauli, Biochem. Z, 152, 355 A924); 187, 403 A927).
9. L. Mo lie, Ann. soc. roy. sci. med. nat. Bruxelles, 9, 11 A956).
10 Б С. Цывина, Труды комиссии по аналитической химии, т. IV (II),
Изд. АН СССР, 1952, стр. 274.
11. А. К. Brewer, пат. США 2566308, 1951; С. А., 43, 1373 A952).
12 В. А. 3 а р и и с к и й, М. М. Ф а р а ф о и о в, В. В. 3 а т е е в а, ЖАХ, 12,
677 A957).
13. Д. Д. Лебедев, Ю. В. Широков, Труды ИРЕА, вып. 26, 1964,
стр. 332.
14. В. А. Э а р и н с к и й, В. А. Ф р о л к и и а, сб. «Хроматография, ее теория
и применение», Изд. АН СССР, 1960, стр. 239.
15. В. А Карги н, Р. П. Ластовский, Т. А. Матвеева, Хим. пром.,
№ 5, 1 A958).
16. Р П. Ластовский, В. А. Каргин, Т. А. Матвеева, Ю. В. Ши-
Широков, авт. свид. 117655, 1959; С. А., 53, 18418 A959).
17. В. А. Каргин, Т. А. Матвеева, ДАН СССР, 105, 294 A955).
18. В. А. К а р г и и, Р. П. Ластовский, Т. А. Матвеева, Д. И. Ряб-
Рябчиков В. А. Заринский, М. М. Фарафонов, ЖНХ, 6 E), 1017
A961).
Н. S w e n s s о п, сб. «Химия белка», ИЛ, 1949, стр. 239.
И. И. Жуков, Усп. хим., 12, 265 A943).
Е. Manegold, С Kalauch, Koll. Z., 86, 313 A939).
Б. Д. С теп и н, Журн. ВХО, 13, 529 A968).
Ф. Гельферих, Иониты, пер. с немецк. под ред. С. М. Черноброва,
ИЛ, 1962, стр. 302.
Е. М a n e g о 1 d, Trans. Faraday Soc, 33, 1088 A937).
M. S. Mintz, Ind. Eng. Chem., 65 F), 18 A963).
B. А. Пчелии, Л. М. Губерииева, Зав. лаб., 29 A1), 1390 A963).
К. М Салдадзе, А. А. Ясминов, С. Н. Гвоздева, Хим. пром.,
№ 10, 36 A963).
Q. W. Во da mer, Ch. J. Prizer, пат. США 2784158, 1957; С. А., 51,
9379 A957).
A. G. Winger, G. W. Во darner, R. Kun in, С. J. Prizer,
G. W. Harmon, Ind. Eng. Chem., 47 A), 50 A955).
I Atanasiu L. L. Blum, M. Vermeseanu, Bull. Inst. politechn.
Bucuresti, 22 C), 87 A960).
Б. Н. Л а с к о р и н, Н. М. Смирнова, М. Н. Г а н т м а н, Ионооб-
Ионообменные мембраны и их применение, Госатомиздат, 1961.
R. Matz, Ch. Forgacs, S. P erl mu 11 ег, пат. США 3029196, 1962;
C. А., 56, 15290 A962).
Т. Kuwata, S. Yoshikawa, японск. пат. 6862 E7); С. А., 52, 19624
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33^
34. М. Block, Chem. a. Ind. (London), 1962, № 44, 1882.
35. А. В. Маркович, Уч. зап. ЛГУ, Сер. хим., № 108, 71 A949).
36. Ю. М. Чернобережский, Л. М. Бойко в а, Вестн. ЛГУ, № 16,
108 A961).
37. В. А. К л я ч к о, сб. «Ионный обмен и его применение», Изд. АН
СССР, 1959, стр. 285.
38. С. Н. d e W h а 11 е у, Chem. a. Ind., 1958, №1,8.
39. R. Bachmann, W. Wehlend, F. Wolf, Chem. Techn. (Berlin), 16
A2), 704 A963).
40. Ф. Т. Ш о с т а к, М. В. В и т т и х, Н. Я- Л ю б м а н, В. Л. В е с м а н,
К. К. К у л у м б е т о в а, сб. «Теория и практика ионного обмена»,
Изд. АН СССР, 1963, стр. 113.
41 W. К. W Chem, M. S. Mintz, L. G. Conn in g, Dechema Monograph,,
47 (805—834), 619 A962).
42. T. P. E. Kressman, аигл. пат. 882601, 1961; РЖХим., 1962, 23K289,
43. J. A. Schufle, J. Chem. Educ, 38 A), 17 A961).
394
44. А. Г. К о б л я н с к и й, О. А. У л и т и н, М. А. Маркина, Изв. вузов.
Пищевая технол., № 4, 72 A964).
45. В. П. М е л е ш к о, О. В. Ч е р в и н с к а я, М. Н. Р о м а н о в, Д. Р. Из-
Измайлова, Труды Воронежск. отд. ВХО им. Д. И. Менделеева, № 2,
1959, стр. 169.
46. G. Schulz, пат. США 3030287, 1962; С. А., 57, 5718 A962).
47. G. Heine, Z. angew. Chem., 44, 328 A931).
48. Г. Е. К а п л а н, С. Д. Моисеев, А. К. М а л а н и ч е в, сб. «Ионооб-
«Ионообменные сорбенты в промышленности», Изд. АН СССР, 1963 стр 183
49. G. S. S о 11, E. W о g e I i п, С. V. С. Chapman, Brit. Chem Eng 8,
485A963).
50. E. Glueckauf, Disscuss. Faraday Soc, № 21, 129 A956)
51. Англ. пат. 904914, 1962; С. А., 58, 11100 A963).
52. J. Farrell, R. N. Smith, Ind. Eng. Chem., 54 F), 29 A962)
53. С. Е. Бреслер, Г. Е. Пику с, ЖТФ, 26 A), 109 A956).
54. К. Clusius, E. Ramirez, Helv. chim. acta, 36, 1160 A953); сб. «Ред-
«Редкоземельные металлы», ИЛ, 1957, стр. 282.
55. Б. П. Константинов, В. С. Рылов, ЖПХ, 32 F), 1368 A959).
56. Е. L. Durrum, J. Am. Chem. Soc, 73 A0), 4875 A951).
57. В. П. Шведов, Г. Ф. Н и чу го век и й, Радиохимия, 6, 104, 107
A964).
58. В. П. Шведов, А. В. Степанов, Радиохимия, 2 A), 65 A960).
59. И. Е. Старик, Основы радиохимии, Изд. АН СССР, 1960, стр. 382.
60. В. Л. Хейфец, А. Л. Ротинян, ДАН СССР, 82, 423 A952).
61. А. Л. Ротииян, Г. С. Семикозов, ЖПХ, 33, 2712 A960).
62. Г. С. Семикозов, ЖПХ, 34 A2), 2680 A961).
63. А. Л. Ротинян, И. А. Шошина, ЖПХ, 37 (9), 2052 A964).
64. А. Л. Ротинян, И. А. Шошина, Э. Ш. Иоффе, ЖПХ 38 D) 811
A965).
65. С. Е. Бреслер, Радиоактивные элементы, Гостехиздат, 1957, стр. 153.
66. F. J о 1 i о t, Chim. phys., 27, 119 A930).
67. А. И. Алекперов, А. А. Мирзоева, ЖПХ, 38 C), 465 A965).
68. А. Л. Ротиняи, В. Л. Хейфец, Труды НИИ и ПИ «Гипроникель»,
№ 3, 1958, стр. 309.
69. Н. Б. Михеев, Викт. И. С п и ц ы н, А. X е р м а и н, Вестник МГУ,
Сер. II, Химия, № 6, 29 A964).
70. Викт. И. Спицын, Н. Б. Михеев, А. Хер манн, И. А. Раулер
ДАН СССР, 171, 119 A966).
71. Л. Ф. Козий, Физико-химические основы амальгамной металлургии,
Изд. «Наука», Алма-Ата, 1964, стр. 299.
72. М. Т. Козловский, Хим. наука и пром., 3 D), 439 A958).
73. Л. Ф. Козий, Труды ИНХ АН КазССР, т. 9, 1962, стр. 101, 162 170,
74. А. Т. Нижник, ДАН СССР, 137 B), 366 A961).
75. J. A. Maxwell, R. P. Graham, Chem. Rev., 46 A), 471 A950).
76. Н. И. Ф у л ь м а н, Л. А. С о к р а т о в а, Л. И. Ш к у р а т о в а, Цветные
металлы, №6, 39 A966).
77. D. Ef f en, J. Electrochem. Soc, 108, 357 A961).
78. А. Г. Стромберг, Э. А. Захарова, Электрохимия, 1 (9), 1036
AУоэ).
79. А. Т. Нижник, Т. Т. Митю рев а, ЖПХ, 37 (Б), 1042 A964).
80. М. Т. Козловский, В. П. Гладышев, К. Я. Гайнрихс,
Г. А. Тем б ер, Изв. АН КазССР. Сер. хим. наук, № 2, 3 A964).
81. Л. Ф. Козин, Укр. хим. ж., 25 A), 134 A959).
82. В. М. Илющенко, М. Т. Козловский, Изв. АН КазССР. Сер.
хим., № 1, 23 A958).
83. Л. Ф. Козин, Н. Н. Т а н а н а е в а, Труды ИНХ АН КазССР, т. 9,
1962, стр. 143.
84. Л. Ф. К о з и н, Е. Е. К о б р а н д, ЖПХ, 38, 579 A965).
85. А. А. Шокол, Л. Ф. Козин, Укр. хим. ж., 25, 249 A959).
395
86. А. А. Ш о к о л, А. Д. П а х о м о 6 а, Л. Ф. Козин, Цветные металлы,
№ 10, 52 A959).
87 Л. Ф. К о з и н, Укр. хим. ж., 25, 134 A959).
88. А. А. Шокол, Л. Ф. Козий, Укр. хим. ж., 28 F), 699 A962).
89. G. Thomas, Ann. chim., Ser. 12, 6, 367 A951); сб. «Цезий», Издатин-
лит, 1956, стр. 10.
90. А. Р. R о р р е t, R. С о h e n - A d a d, J. С h о и с г о и n, Bull. Soc. chim.
France, 1959, 146.
91. A. F. Win slow, H. A. Liebhafsky, H. M. Smith, J. Phys. Colloid.
Chem., 51, 967 A947).
92. P. Jollibois, M. Berges, Compt. rend., 224, 78 A947).
93. В. П. Шведов, Д. Ф. Макаров, ЖПХ, 38 D), 756 A965).
94. С. И. Скляреико, А. П. Рысев, Т. Я. Чу баров а, ЖПХ, 36,
2781 A963).
95. W т. С. G a r d i n e r, W. J. S a k о w s k i, пат. США 2872393, 1959; С. А.,
53, 10,678 A959).
96. С. И. С к л я р е н к о, А. П. Рысев, И. В. Смирнов, Т. Я. Ч у б а-
рова, ЖПХ, 38, 849 A965).
97. В. П. Гладышев, Л. М. Рубан, К. Я- Гейнрихс, В. А. Куле-
Кулешов, сб. «Получение и анализ веществ особой чистоты», Изд. «Наука»,
1966, стр. 22.
98. П. П. Цыб, В. И. Мальцев, ЖПХ, 35 G), 1565 A962).
99. L. Mueller, Reinststoffe Wissensch. Techn., Intern. Symp., Dresden,
1963, S. 91.
100. В. И. Л ы с е н к о, П. П. Ц ы б, ЖПХ, 38, 488 A965).
101. Ю. Ф. Рыбкин, В. И. Лебедь, Л. 3. Кресельная, С. С. К и п-
риянова, О. М. Смирнов, авт. свид. 169080, 1965; РЖХим., 1956,
6Л93.
102. М. Г. Саюи, Т. Г. Тимофеева, ЖПХ, 39 F), 1256 A966).
103. Е. I. Onstott, J. Am. Chem. Soc, 77 (8), 2129 A955); сб. «Редкозе-
«Редкоземельные металлы», ИЛ, 1957, стр. 291.
104. В. Д. Пономарев, ЖПХ, 17 C), 151 A944).
105. М. Т. Козловский, П. П. Цыб, Е. И. Рузина, ЖПХ, 24 (8), 882
A951).
ГЛАВА X
ПОЛУЧЕНИЕ
ОСОБО ЧИСТЫХ
НЕОРГАНИЧЕСКИХ
ВЕЩЕСТВ
ПРИ ПОМОЩИ
ХИМИЧЕСКИХ
ТРАНСПОРТНЫХ
РЕАКЦИЙ
Химическими транспортными реакциями называют обрати-
обратимые гетерогенные реакции с участием газовой фазы, приводя-
приводящие к образованию промежуточных газообразных продуктов,
с помощью которых можно осуществить перенос1 (транспорт)
вещества между двумя реакционными зонами с различными
давлениями и температурами [1—4]. Например, закись меди,
взаимодействуя с хлористым водородом при 600° С *, образует
промежуточное газообразное соединение состава Си3С1з. Это со-
соединение транспортируется в зону реактора с более высокой
температурой и разлагается там с выделением исходной закиси
меди, освобожденной уже от многих микропримесей:
ЗСи2О (тв.) + 6НС1 (г.)
600° С.
2Си3С13(г.) + ЗН2О(г.)
900° С .
ЗСи2О(тв.)+6НС1(г.)
Помимо подвергаемого очистке вещества в транспортной
реакции обязательно участвует специальный реагент (в приве-
приведенном примере хлористый водород) и иногда инертный газ,
являющийся переносчиком реагента и промежуточного газооб-
газообразного продукта.
По внешним признакам химические транспортные реакции
напоминают процесс сублимации (или дистилляции). Принци-
Принципиальное различие между этими процессами заключается в том,
что в химических транспортных реакциях переносчиком веще-
вещества служат не его собственные пары, а пары более летучего
промежуточного соединения. Кроме того, если при обычной ди-
дистилляции вещество всегда переносится из горячей зоны в бо-
более холодную, то путем химических транспортных реакций пере-
перенос может осуществляться также и из низкотемпературной зоны
в высокотемпературную [3].
Давление пара Си2О при этой температуре крайне
мало.
397
Перенос вещества в некоторых гетерогенных реакциях изве-
известен давно. Р. Бунзеном еще в 1852 г. был приведен случай пе-
переноса РегОз в токе хлористого водорода при таких темпера-
температурах, когда сублимация FeCU не наблюдается [1, 4].
Достоинством рассматриваемого метода очистки вещества
является возможность сочетания процесса очистки с процессом
получения высококачественных монокристаллов и эпитаксиаль-
ных пленок [1—3].
ТЕРМОДИНАМИЧЕСКАЯ ОЦЕНКА ЭФФЕКТИВНОСТИ
ОЧИСТКИ ВЕЩЕСТВА МЕТОДОМ ТРАНСПОРТНЫХ РЕАКЦИЙ
В практике использования химических транспортных реак-
реакций для глубокой очистки вещества наиболее часто макроком-
макрокомпонент и микропримеси образуют гомогенную твердую фазу
(твердый раствор) и одновременно подвергаются транспорту.
В качестве примера рассмотрим реакции простейшего * типа
; в; (X. 1)
обусловливающие транспорт основного вещества Атв и его ми-
микрокомпонента А™. Здесь Хг — газообразный реагент, образую-
образующий с компонентами системы газообразные промежуточные со-
соединения В*т. Скорость процесса выравнивания концентраций
компонентов в твердой фазе А'(А")Тв посредством диффузии
обычно мала ** по сравнению со скоростью переноса, и в рав-
равновесии с газообразной фазой будет находиться только поверх-
поверхностный слой исходного вещества. Быстрое выравнивание кон-
концентраций макро- и микрокомпонентов в процессе транспорта,
в результате чего вещество А'(А'%В и газовая фаза находятся в
равновесии, достигается только в системах с жидким исходным
продуктом.
Однако в случае контакта большой поверхности твердой
фазы, нагретой до высокой температуры, с небольшим количе-
количеством газовой фазы при незначительной скорости транспорта
можно допустить, что газовая фаза находится в равновесии3* и
с макро- и с микрокомпонентом [1]. В частности, при транспорт-
транспортной реакции: ЫЬС13(тв.) + NbCl5(r.) = 2NbQ4(r.); 390-*355°C, в
* Анализ реакций более сложного типа дан Г. Шефером [1] и Д. Ман-
делем [5].
** Коэффициент диффузии, например, примеси Ag2Te и Си2Те при
330° С равен 0,031 см2/сутки. Однако могут встречаться и сравнительно боль-
большие значения коэффициентов диффузии. Так, коэффициент диффузии при-
примеси Cul в Agl при 480° С равен 3,2—3,6 см2/сутки [6].
3* Процессы такого рода можно прежде всего ожидать при транспорте
вещества в ампулах.
398
ампуле [7, 8], состав твердой фазы зависит от состава газовой
фазы и изменяется в пределах NbCb,67 •*-*• NbCls,i3-
Сделанное выше допущение позволяет ввести для оценки
степени очистки вещества равновесный коэффициент разделения
где jg и Уд — аналитические концентрации (мольные доли)
микрокомпонента в газовой и твердой фазах соответственно.
При этом предполагается, что взаимодействие микроприме-
микропримесей между собой и основным компонентом не происходит, т. е.
величина Я не зависит от концентрации микрокомпонента. Тогда
значения Я<1 будут свидетельствовать о возможности очистки
вещества от данной микропримеси.
Если же транспорт вещества между зонами равновесия со-
совершается за счет диффузии, например в запаянных ампулах,
то количество молей пв вещества Вг, перенесенных из одной
зоны в другую, будет равно [1]:
D
RT
Sr_
I
(Х.З)
где D — коэффициент диффузии для газовой смеси (Хг+Вг),
см2/сек; S — сечение диффузионного участка, см2; I — дли-
длина диффузионного участка, см; т — время процесса, сек;
Дп — рв — рв* — разность парциальных давлений между зонами
с температурой Т2 и Т\ при температуре Т^-*Т\ [1, 5]. Так как
, "bV-Va)
то, преобразуя это выражение, получим:
%¦¦
Уа
Предположим, что газ находится в идеальном состоянии и
температура процесса выше температуры кипения всех компо-
компонентов, кроме А;в и А;'в. Заменив отношение A - у'^/у'^ на
g^Ya/^aYa» где аА и YA ~ соответственно активность и коэффи-
коэффициент активности компонентов твердой фазы, и введя константу
Гав1
равновесия транспортной реакции /Са= гд i ra i» МЬ! полУчим
* рв — парциальное давление компонента Вг в непосредственном сосед-
соседстве с исходным компонентом [А'(А")]Тв при температуре Т2.
окончательно (считая, что \а"\^\а'х
„г г/
а
(Х.4)
Если давление в системе невелико, то активность «в можно
заменить на парциальное давление рв, а изотермы реакций при
Р, Г2=const представить в виде
или
АЯ° AS"
4,575Г2 + 4,575
Последняя зависимость дает точные результаты только при
стандартных условиях (Р=\ ат; Г2=298°К), так как энтропии
и энтальпии компонентов реакции зависят от температуры. Пос-
После логарифмирования и соответствующих подстановок получим
окончательное выражение для коэффициента разделения *:
4,575Г2
4,575
(X.5)
При помощи полученного уравнения можно качественно оце-
оценить все факторы, способствующие минимальному переходу
микропримесей в газообразную фазу при осуществлении транс-
транспорта основного компонента.
Числитель первого члена уравнения представляет собой алге-
алгебраическую сумму теплот образования компонентов реакции
Вг и Атв: АЯ?-АЯ2 = (АЯв-АЯв)-(АЯ1-АЯ1). Отсюда сле-
следует, что для эффективной очистки вещества (ДЯ° — АЯ^О)
необходимо, чтобы сумма абсолютных значений АЯв, АЯд и АЯд
была меньше абсолютной величины теплоты образования (ДЯВ)
компонента Вг. Значит для рассматриваемого метода очистки
следует выбирать такой реагент-носитель Хг, который с макро-
макрокомпонентом образует соединение Вг с большой теплотой обра-
образования. Условию АЯ° —АЯг-СО, отвечающему наиболее эф-
эффективной очистке вещества, лучше всего удовлетворяет процесс,
в котором реакция (X. 1) является экзотермической, а реак-
реакция (X. 2) — эндотермической. Но это же требование ограни-
ограничивает степень транспорта вещества: для увеличения выхода
* Выводом не учитывается зависимость Ка от поверхностной энергии
очищаемого вещества.
400
-
транспортной реакции равновесие системы не должно быть
резко смещено в сторону образования Вг [1, 2].
Из уравнения (Х.5) также следует, что уменьшение величи-
величины Я возможно с увеличением температуры прямой реакции,
приводящей к образованию газообразного промежуточного со-
соединения. Однако при одновременном протекании эндо- и экзо-
экзотермических реакций появляется так называемая критическая
точка разложения (рис. 81). В этом случае целесообразно вы-
выбирать такие промежуточные соединения, транспорт которых
Направление транспорта | Направление транспорта
h
т
Рис. 81. Изменение направления транспорта при
постоянном общем давлении (Tt < Тк < Г8).
а—При температуре Т\ — преобладает экзотермическая реак-
реакция; б —при температуре 7i преобладает эндотермическая
реакция: р — гипотетическое парциальное давление; Гк —кри-
—критическая температура разложения.
для основного вещества осуществляется при высоких темпе-
температурах только в направлении Т\ -> Т2, а транспорт микропри-
микропримесей либо ограничивается зоной при Тк (рис. 83, с), либо
направлен в обратном направлении (рис. 83,6), когда микро-
микропримесь концентрируется в исходном продукте [1].
Числитель энтропийного члена уравнения E) также может
быть заменен на разность: AS2 — AS° = (Sb — SB) — (Sa — Sa),
где Sa и Sb —энтропии компонентов реакции Лтв и Вг. Преиму-
Преимущественный переход основного компонента в газообразную
фазу при всех прочих равных условиях может быть только при
AS2 — AS? <C 0. Иначе говоря, различие между энтропиями ма-
макро- и микрокомпонентов исходного вещества должно быть
больше, чем между энтропиями компонентов промежуточных
26 Зак. U4 401
газообразных соединений. Поэтому для транспортных реакций
рекомендуется использовать соединения, обладающие наиболее
сложной молекулярной структурой, содержащей комплексный
анион, который построен из большого числа тяжелых и легко
поляризующихся атомов с преобладанием ковалентных химиче-
химических связей. В этом случае достигается максимальное различие
в энтропиях макро- и микрокомпонентов, являющихся химиче-
химическими аналогами. Следует отметить [1, 2], что с увеличением
численного значения ASJ при одновременном возрастании АЩ
(по абсолютной величине и по знаку), наблюдается увеличение
выхода транспортной реакции (величина Арв становится
больше).
Из отношения коэффициентов диффузии компонента
d'b
Вг — lg —г видно, что эффект разделения возрастает при
^в
Z)g<DB. Для разных газов в нормальном состоянии Z)B имеет
величины порядка 0,1—1,5 см2/сек и зависит от природы и кон-
концентрации компонентов Хг и Вг:
D
пх1хпх ¦
Здесь их, «в — соответственно средняя скорость молекул
компонентов Хг и Вг, см/сек; 1х, 1в — средняя длина пути, про-
проходимого молекулой между двумя столкновениями, см; пх и «в—
соответственно количества молей обоих газов (Хг и Вг) в их смеси.
Но так как п = Y8RT/nM, где М — молекулярный вес, то, есте-
естественно, для удовлетворения требования Db<Db следует выби-
выбирать такой газ, реагент X, который с микропримесью Атв обра-
образует молекулы В" большего диаметра, большего молекулярного
веса, чем с основным компонентом. При использовании способа
потока, когда можно принять Db/Z)b=1, фактор D^<DB
не играет никакой роли.
л "
Четвертый — QgPB/p'?) и пятый — lg—f- члены уравне-
уравнения (Х.5) находятся в прямой связи с остальными слагаемыми:
чем больше разность парциальных давлений (j)'B) продукта реак-
реакции основного компонента между двумя зонами, т. е. чем
больше количество основного компонента переходит из одной
зоны в другую по сравнению с микрокомпонентом (Ар^, тем
эффективнее очистка вещества. Это очевидно и без доказатель-
доказательства. Отношение (lg—§-) указывает на необходимость созда-
ния в зоне с температурой Т2, в непосредственной близости
402
f
к твердой фазе, минимально возможного парциального да-
давления компонента В'г, иначе говоря продукт реакции основного
компонента с газом-реагентом должен выводиться из зоны с воз-
возможно большей скоростью*, чем В". Но это требование хорошо
выполняется только при DB<D'B.
(г/ \
у« \
lg~T") видно,
Чк'т2
что для эффективной очистки основного вещества необходимо,
чтобы коэффициент активности микропримеси (y?) в твердой
фазе был минимальным (y^ < YA)« Это возможно в том случае,
когда транспорт основного вещества осуществляется в присут-
присутствии добавок, связывающих микропримеси в соединения, прак-
практически не взаимодействующие с газообразным реагентом Хг [1].
Однако в этом направлении исследований почти не проводи-
проводилось. Известна только одна работа [7], в которой для очистки
Til4 от примеси АП3 было предложено транспорт Til4 прово-
проводить в присутствии K.I, образующим с иодидом алюминия ком-
комплексное соединение состава К[А114].
СПОСОБЫ ОСУЩЕСТВЛЕНИЯ ТРАНСПОРТА
ГАЗОВОЙ ФАЗЫ
Известны два способа перемещения газообразной фазы в хи-
химических транспортных реакциях: способ потока и способ диф-
диффузии или конвекции. Способ потока используется в реакциях,
протекающих с большой скоростью и с достаточно полным вы-
выделением транспортируемого вещества [1—3, 9]. В остальных
случаях отдают предпочтение способу диффузии или конвекции,
осуществляемому в ампулах.
Наиболее эффективная очистка вещества любым способом
наблюдается в том редко встречаемом случае, когда микропри-
микропримеси и основной компонент гетерогенны по отношению друг к
другу (механические смеси, поверхностно адсорбированные ми-
микропримеси). Поэтому, если очищаемое вещество содержит ми-
микропримеси в узлах и междоузлиях кристаллической решетки
(гомогенно внедренные микропримеси), то целесообразно пред-
предварительной обработкой вещества перевести микропримеси в
индивидуальную твердую фазу и после этого производить
транспорт основной фазы [1]. Следует иметь в виду, что газооб-
газообразные соединения, образующиеся с эндотермическим эффек-
эффектом, переносят вещество в более холодную зону (Т2^>-Т1) аппа-
аппарата. Чтобы транспорт вещества происходил к более горячей
* В пределах равновесного состояния.
26*
403
зоне (Т\—>Т2), реакция взаимодействия вещества с газом-носи-
газом-носителем должна быть экзотермической.
Способ потока. В способе потока используется особо
чистое газообразное вещество — переносчик (газ-носитель), про-
пропускаемое с определенной скоростью над исходным веществом
(рис. 82). В зависимости от скорости реакции АТВ + ХГ->ВГ
применяют либо значительные количества первичной твердой
фазы, либо удлиняют реакционную зону [1]. Чистота транспор-
транспортирующего газа (Хг) в этом способе играет существенную роль:
газ-носитель и его примеси могут в ряде случаев легко внедрять-
внедряться в образующуюся твердую фазу и тем самым снижать эффек-
эффективность всего процесса очистки [9]. В частности, при получении
3 и
бг;Хг
Рис. 82. Схема рабочей части установки для очистки вещества способом
потока при перепаде температур Г2 -> Г{:
/—зона обратной реакции В ->АТ + Х ; / — нагревательные элементы; 2 — кварцевый
переход; Я —зона перепада температур от Гг до Ту, 3—трубчатая печь.
сульфида кадмия с использованием в качестве газа-носителя 1г
(850° С—*600° С, концентрация h—5- мг/см3) загрязнение кри-
кристаллов CdS иодом достигает 0,01% [1]-
Поэтому рекомендуется [1, 9] газ-носитель перед использова-
использованием подвергать специальной очистке и выбирать его таким,
чтобы он по своей химической природе был инертным по отно-
отношению к веществу, очищаемому в процессе транспорта. Кроме
того, стараются либо уменьшить количество газа-носителя, вво-
вводимого в процесс, либо в качестве транспортирующего агента
применять такие газы, которые входят в состав исходной твер-
твердой фазы [1]. Например, для транспорта СгС13 применяется га-
газообразный хлор [10], для транспорта кремния рекомендуется
SiCU [1] и т. д.
Наибольшее количество исследований было проведено в об-
области использования способа потока для очистки кремния. По
одному из вариантов [1] кремний обрабатывается при 1150°С
во взвешенном слое аргоном, содержащим иод (парциальное
давление Ь равно 100 мм рт.ст.), для удаления (транспорта)
404
Таблица 25
Эффект очистки кремния при транспорте посредством SiCl4 ГП
Продукт
Исходный Si
Очищенный Si
Содержание прнмеси, %
Си
1 •10~2
2 • 10~4
¦ Bi
2,3 • 10~3
< 1 • 10~4
Fe
0,65
3,3 • 10~2
РЬ
1,3-10
2-10
At
0,22
4,6 • 10"г
примесей Fe, Al, Cu, Bi, Pb ц других в виде летучих иодидов.
В другом варианте более целесообразной считается обработка
кремния SiCl4 при I300°C: Si(TB.) + SiCl4(r.) =2SiCl2(r.) с по-
последующим транспортом дигалогенида в зону с температурой
1100° С для выделения монокристаллического или эпитаксиаль-
ного кремния (табл. 25). Незначительный эффект очистки крем-
кремния от железа и алюминия объясняется транспортом этих
примесей вместе с дигалогенидом кремния:
Fe + SiCI4 (г.) —> FeCl2 (г.) + SiCI2 (г.)
Способ потока был использован и для осуществления транс-
1300° С
портной реакции Si (TB.)+SiBr (г.) ^2SiBr2(r.). В качестве
газа-носителя в этом случае применяется аргон, насыщенный
парами брома A73 мм рт. ст. при 20°С). Проходя над кусоч-
кусочками кремния в кварцевой трубке при 1300° С, бром взаимодей-
взаимодействует с исходным материалом, а образовавшийся в результате
реакции SiBr2 увлекается аргоном и, проходя сужение в трубке,
нагретое до 850° С, претерпевает • разложение: 2SiBr2(r.)->
->Si (TB.)+SiBr4 (г.). SiBr4 собирается в охлажденном прием-
приемнике в виде бесцветной жидкости. Было найдено, что этим спо-
способом микропримесь фосфора A • 10~3—0,1%) почти не уда-
удаляется из кремния, а содержание примесей Со и Fe3+ с 0,3%
уменьшается только до 0,08% [11]. Хорошее удаление некото-
некоторых примесей, в частности сурьмы, наблюдается при транспорте
Sil4. В вакууме при 1000°С и среднем выходе кремния 85%
можно получить продукт с содержанием 3- 10~Б% Sb при исход-
исходном содержании, равном 2- 10~3% [12]. Путем транспорта смеси
ВС13 и Н2 из зоны, нагретой до 1000° С в зону с температурой
более 1100° С удается выделить элементарный бор с содержа-
содержанием магния 1 • 10~5 и кремния 1 • 10-*% [13].
Исследование транспортной реакции
2Ge + 2I2
2GeI2
показало, что осадки Ge могут быть получены с содержанием
1 • 10~7—I • 10~6 ат. % In и Ga [9]. Что касается примеси Sb, то
она в процессе транспорта не удаляется.
405
К аналогичным результатам, видимо, может привести и транс-
транспортная реакция [14]:
Ge + GeCl4
2GeCl2
Ампульный способ. Особенности ампульного способа
осуществления транспортной реакции понятны из рис. 83.
В большинстве случаев ампулы изготавливаются из особо чи-
чистого кварцевого стекла или плавленого (прозрачного) корун-
корунда (А12О3). Наполнение ампулы веществами требует большой
аккуратности, так как ничтожные количества поверхностных за-
загрязнений могут привести к получению низкокачественного про-
Рис. 83. Схема рабочей части установки для очистки вещества диффу-
диффузионным способом при перепаде температур Т2 -> Т%:
/—ампула; 2 — нагревательные элементы; 3 — трубчатая печь; 4— отросток для при-
присоединения ампулы к вакууму или источнику газа-носителя; 5-диффузионный участок
ампулы.
дукта с очень небольшим выходом [1]. Легколетучие вещества-
носители (НС1, h, Вг2, С12 и др.) предварительно конденсируют
в капиллярах, которые затем помещают в ампулу. После от-
отпайки ампулы от вакуумной системы капилляры вскрываются
одним из известных [1] способов. Во всех случаях содержимое
капилляра конденсируют возле первичной фазы вещества Атв.
Для увеличения количества перенесенного вещества берут
ампулы диаметром более 20 мм, наклонно расположенные в тем-
температурном поле, причем более горячий конец ампулы обращен
книзу [1]. В этом случае при давлениях в ампуле 3 от наряду с
диффузией все большее значение приобретает конвекция. Гра-
Границы «диффузионной области» лежат в интервале 4-10~3 — 3,0 ат
общего давления и зависят от аппаратурного оформления про-
процесса [1].
Глубина очистки вещества при помощи ампульного способа
пока никем еще не исследована. Все имеющиеся литературные
сведения содержат только чисто качественные наблюдения. В ча-
частности, предлагается путем транспорта 1гО2, (по реакции:
ГгОг + '/гОг-ИгОз) при 1100-»900°С удалять примеси, металличе-
406
ского иридия [1], а очистку сульфида кадмия производить при
помощи реакции
CdS +12 (г.) = Cdl2 (г.) + '/2S2 (г.)
при 1000->400°С [15].
Очистка сульфида цинка при помощи транспортной реакции
ZnCl2 (г.) + H2S (г.) ^± ZnS (тв.) + 2НС1 (г.)
позволяет получить монокристаллы ZnS с содержанием приме-
примесей металлов меньше 1 • 10~4%, при этом содержание примеси
хлоридов составляет всего 0,02—0,07% [16]. Применение транс-
транспортных реакций в ампулах дает возможность осуществлять
очистку веществ при таких низких температурах, когда давле-
давление насыщенного пара еще незначительно. Предлагаются сле-
следующие реакции:
2VC13 (тв.) + С12 = 2VC14 (г.) 300
NbCl3 (тв.) + NbCl5 (г.) = 2NbCl4 (г.) 390
250° С [1]
355° С [7, 8]
По некоторым сведениям [17], синтез полупроводниковых со-
соединений с одновременной очисткой их от ряда микропримесей
возможен при использовании реакции типа: 2Ga+AsCl3->
^GaAs + GaCls [18] и As4(r.) + 6InI(r.)^4InAs(TB.) + 2InI3(r.);
830 -*- 875° С. Получающиеся монокристаллы и пленки арсенида
индия содержат меньше 1'10% микропримеси иода [17].
Анализ уравнения E) и приведенные выше немногочисленные
примеры очистки веществ говорят о том, что метод транспортных
реакций пригоден в основном для очистки вещества от таких
микропримесей, которые значительно отличаются по своим фи-
физико-химическим свойствам от макрокомпонента. Для очистки
вещества от примесей, которые являются его химическими ана-
аналогами, метод химических транспортных реакций малоэффекти-
малоэффективен [18]. Применение высоких температур, необходимость пред-
предварительной глубокой очистки транспортирующего агента (Хг),
возможность внедрения последнего в кристаллическую решетку
очищаемого в процессе транспорта вещества, трудность выбора
конструкционных материалов для изготовления аппаратуры —
все это создает дополнительные трудности в деле широкого
распространения метода транспортных реакций для получения
особо чистых неорганических веществ.
ЛИТЕРАТУРА
1. Г. Ш е ф е р, Химические транспортные реакции, пер. с немецкого под
ред. проф. Н. Г. Лужной, Изд. «Мир», 1964.
2., А. В. Новоселова, Изв. АН СССР. Неорганич. материалы, 1G), 1010
A965).
3. А. И. Беляев, Изв. АН СССР. Отд. металлургии и горного дела, № 1,
3 A964).
4. R. F. Rolsten, Ann. N. Y. Acad. Sci., 137A), 162 A966).
407
5. G. M a n d e I, J. Phys. Chem. So/ids, 23, 587 A962).
6. Справочник химика, т. III, Госхимиздат, 1952, стр. 51.
7. Н. Schafer, К. D. D о h m а п п, Z. anorg. Chem., 300, 1 A959).
8. Н. Sch a f er, Angew. Chem., 67, 748 A955).
9. В. Ф. Д о р ф м а н, К- А. Большаков, И. П. К и с л я к о в, Материалы
Всесоюзного совещания по методам получения особо чистых веществ, изд.
ИРЕА, 1967, стр. 12.
10. А. С. L о о n a m, J. Electrochem. Soc, 106, 238 A959).
11. М. Schonherr, M. Seidler, E. Wolf, Reinststoffe in wissenschaft
und Technik, Berlin, 1963, S. 117.
12. M. Seidler, ibid., S. 125.
13. G. Niemyski, польск. пат. 46819, 1963; РЖХим., 1964, 20Л56.
14. A, H. Кочубеев, Л. А. Фирсанова, ДАН СССР, 171F), 1337
A966).
15. R. Nitsche, J. Phys. a. Chem. Solid. State, 17, 163 A960).
16. H. Samel son, J. Appl. Phys., 33, B), 1779 A962),
17. G. R. A n t e 11, J. Appl. Phys., 31, (9), 1686 A960).
18. А. В. Н о в о с е л о в а, Журн. ВХО, 13, 539 A968).
ГЛАВА XI
ТЕРМИЧЕСКАЯ
ДИФФУЗИЯ
Сущность процесса термической диффузии заключается в том,
что если смесь газов или жидкостей поместить в неоднородное
температурное поле, например, в трубку, верх которой нагре-
нагревается, а низ охлаждается, то между верхом и низом трубки
Легкая фракция А*[В)
Исходная
смесь А*В-
Хладагент
Легкая фракция А +[В)
Теплоноситель
Теплоноситель
Тяжелая фракция В*(А)
Рис. 84. Схема термодиф-
термодиффузионного разделения.
Хладагент
Тяжелая фракция В*(А)
Рис. 85. Схема термодиф-
термодиффузионного разделения, ко-
которому способствует конвек-
конвекция.
возникает градиент концентраций, так что один компонент кон-
концентрируется в горячем конце трубки, а второй — в холодном
(рис. 84). Такой эффект носит название термодиффузионного.
Явление термической диффузии наиболее подробно изучено
в приложении к газовым смесям. Существование ее в газах было
предсказано Энскогом [1] в начале XX в. и вскоре эксперимен-
экспериментально подтверждено Чепменом и Дутсоном [2J. Позже по термо-
термодиффузии газов было опубликовано большое количество
409
фундаментальных работ. Особенно их число возросло за послед-
последнее время, что связано с эффективностью применения термодиф-
термодиффузии для решения такой важной задачи, как разделение изото-
изотопов, в том числе изотопов урана. Весьма детальное теоретическое
рассмотрение этого процесса содержится в монографиях [3—6].
Термодиффузия нарушает пространственную однородность в
системе таким образом, что один вид молекул направляется в
область повышенной температуры, а другой — противоположном
направлении. Процессу термодиффузионного разделения пре-
препятствует обычная диффузия, которая стремится уравнять кон-
концентрации и восстановить однородность смеси. В результате
возникает диффузионный поток, направленный вдоль оси / и
результирующий оба противоположно направленных процесса.
Выразим этот поток на единицу поверхности / для одного из
компонентов с мольной долей х следующим образом:
/ = /д + /т = -pD-^- + dtPx A -х)
(XI. 1)
Здесь D — коэффициент обычной диффузии; /)т — коэффициент
термодиффузии; р — плотность смеси.
Коэффициенты диффузии и термодиффузии связаны соотно-
соотношением
*)aT (XI. 2)
где ат — термодиффузионная постоянная, очень слабо завися-
зависящая от концентрации. Значение ат определяется как относи-
относительной разностью масс молекул смеси, так и характером взаи-
взаимодействия последних друг с другом.
В равновесном состоянии диффузионный и термодиффузион-
термодиффузионный токи уравновешивают друг друга и 1=0, так что уравнение
(XI. 1) с учетом (XI.2) может быть представлено так:
dx
¦ aTd (In T)
Интегрирование этого уравнения дает возможность после
соответствующих преобразований определить коэффициент раз-
разделения, равный
где х2 и 1 — х2 — мольные доли компонентов в «горячей» зоне:
xi и 1 — х\ — мольные компоненты в «холодной».
Величина а характеризует эффект разделения при термо-
термодиффузии для однократного акта разделения:
(XI. 3)
410
Здесь ДГ=72—Т\ — разность температур «горячей» и «холод-
ной» зон, а / = ¦—g— •
Таким образом, эффективность термодиффузионного разде-
разделения определяется перепадом температур и термодиффузионной
постоянной, значение которой для газов может быть подсчитано
приближенно по формуле, предложенной Джонсом и Ферри [7,8]
105
118"
М2-М,
(XI. 4)
где Mj и М2 — молекулярные веса разделяемых газов (Mi < М2);
Ri — поправочный коэффициент, учитывающий характер сил
межмолекулярного взаимодействия, который можно определить,
исходя из современной молекулярно-кинетической теории.
Как показывают многочисленные экспериментальные и рас-
расчетные данные, значения а весьма незначительно отличаются от
единицы, так что термодиффузионный эффект однократного акта
разделения очень мал и применение его в практических целях
требует многократного умножения данного эффекта.
Как было предложено Клузиусом и Диккелем [9, 10], для этой
цели целесообразно использовать конвекцию, благодаря которой
каждый элемент смеси непрерывно соприкасается с другим, не
находящимся с ним в равновесии по составу. Конвекция возни-
возникает в том случае, когда термодиффузионная колонна выпол-
выполняется в виде узкого вертикального резервуара, одна из сте-
стенок которого имеет высокую температуру, а другая — низкую
(рис. 85). При этом у первой создается восходящий конвекцион-
конвекционный поток, а у второй — нисходящий, поэтому состав смеси не-
непрерывно меняется при перемещении ее вверх и ёниз, и легкий
компонент концентрируется в верхней части колонны, а тяжелый
в нижней. В результате эффект термодиффузионного разделе-
разделения значительно усиливается.
Производительность термодиффузионной колонны ограничи-
ограничивается необходимостью поддерживать в ней ламинарный поток,
так как при больших нагрузках, т. е. при больших скоростях
конвекции, происходит турбулизация потока, и процесс разделе-
разделения ухудшается. Последнее требование является важнейшим
при создании аппаратуры для термодиффузионного разделения,
основным рабочим элементом которой оказывается узкий щеле-
щелевой зазор, плоский или чаще образованный двумя концентриче-
концентрическими трубами, в котором и происходит процесс (рис. 86). Одна
из стенок зазора охлаждается, другая нагревается *; хладаген-
хладагентом может служить проточная вода, а нагревание осуществляется
* Разновидностью щелевых аппаратов является так называемая прово-
проволочная колонна, когда по оси охлаждаемой трубки натягивается проволока,
обогреваемая электрическим током.
411
Теплоноситель
Легкая фракция
Исходная смесь
при помощи электрического тока, конденсирующегося пара или
быстро циркулирующей горячей жидкости. Ламинарное течение
разделяемой смеси обеспечивается при соблюдении следующих
условий: а) ширина зазора достаточно мала (для газов она со-
составляет 5—10 мм); б) температура горячей и холодной стенок
поддерживается строго постоянной; в) стенки обладают хорошей
теплопроводностью; г) стенки хорошо отполированы и расстоя-
расстояние между ними по всей
длине колонны строго по-
постоянно. Таким образом, не-
несмотря на простоту конст-
конструкции термодиффузионной
колонны изготовление ее тре-
требует высокой механической
точности.
Термодиффузионная ко-
колонна может представлять
собой аппарат непрерывного
действия, когда после дости-
достижения -стационарного со-
состояния становится возмож-
возможным постоянно вводить ис-
исходную смесь и выводить из
колонны тяжелую и легкую
фракции. Для обеспечения
высокой степени разделе-
разделения и очистки термодиффу-
термодиффузионные колонны собирают
в каскады, причем число ко-
колонн в каскаде может быть
весьма значительным.
Вообще говоря, термо-
термодиффузионный способ раз-
разделения — один из наиболее
низкопроизводительных и
энергоемких процессов, так
как выход колонны на рабо-
рабочий режим иногда продол-
продолжается несколько десятков суток, сам процесс также протекает
в течение значительного времени, а производительность исчис-
исчисляется граммами в сутки. Однако этим методом можно разде-
разделять такие смеси (например, смесь изотопов одного элемента,
смесь веществ с очень близкими температурами кипения), кото-
которые неразделимы обычными методами. Так, термодиффузия была
применена для получения изотопов Не3, N15, С13, Ne20, Ne22, Cl35,
Кг84, Кг86 с концентрацией выше 99,5% и высокой степени чи-
чистоты [5].
412
Тяжелая фракция
Теплоноситель
Рис. 8&. Термодиффузионная колони i.
Термическая диффузия может. иметь место и в жидкостях.
Например, по длине неравномерно нагретой трубки, заполненной
раствором, наблюдается разность концентраций, что получило
название эффекта Соре. В принципе термодиффузия в жидкостях
описывается теми же уравнениями, что и газовая термодиффу- '
зия, и для коэффициента разделения а по-прежнему справедливо
выражение (XI. 3); нет особых различий и в аппаратуре. В силу
значительно более сложного характера межмолекулярного
взаимодействия в жидкостях, нежели в газах, для жидкостной
термодиффузии выражение (XI. 4) неприменимо и значение тер-
термодиффузионной постоянной ат приходится находить экспери-
экспериментально.
Тот факт, что гидродинамические характеристики жидкостей
весьма отличаются от таковых для газов, сохранения ламинар-
ламинарного потока в жидкостной термодиффузионной колонне удается
добиться, уменьшив ширину зазора до 0,2—0,3 мм. При этом,
как уже говорилось выше, такой размер должен быть строго со-
соблюден по всей высоте колонны, стенки которой полируются *.
Наконец, возможен еще один вариант термодиффузионного
разделения, когда температура холодной стенки ниже темпера-
температуры кипения смеси разделяемых веществ или низкокипящего
компонента, а горячий — выше. Тогда в термодиффузионной
колонне будут сосуществовать две фазы — жидкость и пар и,
таким образом, протекающий параллельно процессу термодиф-
термодиффузии ректификационный процесс будет только способствовать
повышению степени разделения [11].
Впервые явление термической диффузии в жидкостях было
использовано в технике для разделения изотопов, например для
концентрирования U235 в виде UF6 [6]. Впоследствии термодиф-
термодиффузию стали применять для разделения нефтепродуктов, угле-
углеводородов, молекулярных растворов, красителей и т. п.
Так Летчер и Мильбергер [12] за 48 ч провели полное разде-
разделение искусственной смеси 2,4-диметилпентана (т. кип. 80,5° С) и
циклогексана (т. кип. 80,74° С) состава 1 : 1 при помощи цилин-
цилиндрической термодиффузионной колонны высотой 150 см, диа-
диаметром 16 мм и шириной зазора 0,3 мм, причем чистота полу-
полученных фракций превышала чистоту исходных компонентов.
Известен непрерывный способ разделения термодиффузион-
термодиффузионным методом бензола и гептана [13], различных нефтепродуктов
* Термодиффузионная колонна с такими конструкпионными характеристи-
характеристиками может быть изготовлена только из металла (например, из нержавею-
нержавеющей стали). Невозможность использования для этих целей пластмасс (поли-
(полиэтилен, фторопласт и другие) накладывает определенные ограничения на
круг обрабатываемых объектов. По этой причине термодиффузионное разде-
разделение и очистка очень агрессивных жидкостей, взаимодействующих с самыми
стойкими марками нержавеющей стали, связана со значительными техниче-
техническими затруднениями.
413
и смазочных масел [14—17]. Дрикамер и сотрудники [18, 19] ис-
исследовали процесс термодиффузионного отделения сероуглерода
и тетрахлорэтана от парафиновых углеводородов.
Следовательно, как правило, термическая диффузия приме-
применяется в качестве тонкого метода разделения. Несмотря на то,
что в литературе данные по использованию термодиффузии для
получения особо чистых веществ пока отсутствуют, есть все ос-
основания утверждать, что рассматриваемый метод достаточно
перспективен для отделения микропримесей от основного веще-
вещества, особенно когда из-за крайней близости свойств очищаемого
вещества и вещества-примеси ультраочистка с помощью иных
методов нереальна. Углубления степени очистки следует ожи-
ожидать по мере увеличения числа термодиффузионных колонн, со-
собранных в очистительный каскад. Вероятно, наиболее перспек-
перспективным является применение термодиффузии в том случае, когда
требуется получить высокочистое вещество, одновременно обла-
обладающее моноизотопным составом.
ЛИТЕРАТУРА
1. D. Enskog, Phys. Z., 12, 533 A911).
2. S. Chapman, F. Dootson, Phyl. Mag., 33, 248 A917).
3. К. Джонс, В. Ф е р р и, Разделение изотопов методом термодиффузии,
4. К. Э. Г р ю, И. Л. И б б с, Термическая диффузия в газах, Гостехтеорет-
издат, 1956.
5. А. И. Бродский, Химия изотопов, Изд. АН СССР, 1952.
6. А. М. Роз ей, Теория разделения изотопов в колоннах, Госатомиздат,
1УЬО.
7. R. S. Jones, W. Furry, Phys. Rev., 57, 547 A940).
8. R. S. Jones, W. Furry, Rev. Modern. Phys., 18, 151 A946).
9. К. С 1 u s i u s, G. D i с k e 1, Naturwiss., 26, 546 A938).
10. К. С 1 u s i u s, G. D i с k e 1, Z. phys. Chem., 44, 451 A939).
11. Г. М. Панченков, Е. П. Агеев, А. А. Корытин, ЖФХ, 40, 234
A966).
12. J. A. Letcher, E. С Milberger, Ind. Eng. Chem., 45, 2689 A953)
13. T. S. Heines, O. A. Larson, I. I. Martin, Ind. Eng. Chem., 49, 1*911
AУ5)
AУ5/).
14. J. A. L e t с h e r, R. A. L e t с h e г, С Foreman, Ind. Eng. Chem 44,
2249 A952).
15. J. A. Let cher, Ind. Eng. Chem., 47, 212 A955)
16. J. R. White, A. T. Wellows, Ind. Eng. Chem., 49, 1409 A957)
17. G. O'D о п п e 11, Analyt. Chem., 23, 894 A951).
18. W. M. Rutherford, H. G. Drickamer, J. Chem. Phys., 22, 1284
A954).
19. R. L. Saxton, H. G. Drickamer, J. Chem. Phys., 22, 1290 A954),
ГЛАВА XII
ХИМИКО-ФИЗИЧЕСКИЕ
МЕТОДЫ
ОЧИСТКИ
НЕОРГАНИЧЕСКИХ
ВЕЩЕСТВ
К химико-физическим методам очистки вещества относятся
методы, основанные на использовании гомогенных или гетеро-
гетерогенных химических реакций, приводящих к образованию микро-
микропримесями таких устойчивых соединений или простых веществ,
которые в дальнейшем могут быть удалены из основного веще-
вещества любым подходящим физическим способом.
В технологии получения особо чистых неорганических ве-
веществ чисто химические методы самостоятельно не используются,
а почти всегда сочетаются с теми или иными физическими спо-
способами удаления новых химических форм микропримесей из
основного вещества или его растворов: фильтрование нераство-
нерастворимых осадков и аэрозолей, извлечение из растворов хелатов
или ионных ассоциатов подходящим сорбентом или экстраген-
том; ректификация основного компонента из системы, содержа-
содержащей разделяющий агент и т. д. Поэтому правильнее в данном
случае говорить не о химических, а о химико-физических мето-
методах очистки веществ, подчеркивая тем самым, что величина
коэффициента разделения зависит в основном от первоначальной
химической обработки вещества.
Среди химико-физических методов очистки вещества наиболее
известны методы избирательного окисления или восстановления
микропримесей (в том числе методы термической диссоциации
примесных соединений, гидридный метод, метод амальгамного
обмена и выделения макрокомпонентов в газообразном состоя-
состоянии при взаимодействии вещества с реагентом в жидкой фазе);
осаждения и соосаждения микропримесей из газообразных сред
и растворов в виде практически нерастворимых твердых фаз;
избирательного галогенирования; избирательного комплексо-
образования в растворах. К числу химико-физических методов
относится также метод химических транспортных реакций. Од-
Однако специфичность последнего метода и большие исследования,
проведенные последнее время по его совершенствованию,
415
заставили нас посвятить химическим транспортным реакциям
специальную главу. Метод осаждения (и соосаждения) микро-
микропримесей из жидких и газообразных фаз также рассматривается
в отдельной главе, посвященной фракционированной кристал- j
лизации веществ.
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ МЕТОДОВ
Удаление микропримесей из вещества при помощи химико-
физических методов основано на различии констант равновесия
либо констант скоростей реакций взаимодействия химического
реагента с макро- и микрокомпонентом системы [1].
Предположим, что в тройной системе А—В—С (В — микро-
микрокомпонент; С — реагент) протекают две реакции: А + С——-> АС
и В + С-^»ВСс константами равновесия К\ и /С2. Рассмотрим
более простой случай, когда стехиометрические коэффициенты
равны единице, исходные компоненты представляют собой газо-
газообразную или жидкую фазу, системы достигли равновесного со-
состояния, а продукты реакции являются твердыми веществами.
Тогда отношение констант равновесия равно
К, [В][АС1ГувуАС|
*, [А] [ВС] [ YaYbc J
где [А], [В], [АС] и [ВС] — мольные доли исходных компонентов
и продуктов реакции; vt — их коэффициенты активности. Но, с
[В] [АС] . .
другой стороны, гд1 ГВГ1= а> где а—коэффициент разделения.
При этом имеется в виду, что фракцией вещества, обедненной
микропримесью В, является вещество А, а фракцией, обогащен-
обогащенной микропримесью, смесь новых соединений АС и ВС, выде-
выделившаяся из реакционной среды в виде новой фазы (осадок,
аэрозоль, газ и т. д.). Отсюда
*» а УвУдс
*2 а YaYbc
Применяя уравнение изотермы химической реакции AZ°=
= —4,575 fig К ккал/моль, получим окончательно:
hZ\-bZ\
Следовательно, для получения эффективной очистки вещества
от микропримесей (а<$^1) при коэффициентах активности компо-
компонентов \i=l необходимо, чтобы изобарно-изотермический потен-
потенциал реакции * взаимодействия микрокомпонента с реагентом
* Для определения изобарно-изотермических потенциалов реакции можно Ш
использовать графический метод анализа равновесий [2].
416
имел большее отрицательное значение, чем у макрокомпонента
(AZ2 — AZi < 0). Это означает, что реакция с участием микроком-
микрокомпонента должна осуществляться намного легче, чем с участием
макрокомпонента в тех же условиях.
Температура, при которой протекают химические реакции,
оказывает существенное влияние на порядок величины коэффи-
коэффициента разделения. При AZ2 — AZi < 0 уменьшение температуры
приводит к резкому увеличению эффективности очистки веще-
вещества.
Логарифм отношения коэффициентов активностей уравнения
(XII. 1) можно назвать неидеальной долей изобарно-изотермиче-
изобарно-изотермических потенциалов рассматриваемых химических реакций. Значе-
Значение этого члена уравнения (XII. 1) обычно невелико и им можно
пренебречь при разности — (AZi—AZi)>2 — 5 ккал/моль. Одна-
Однако при незначительном различии в изобарно-изотермических
потенциалах реакций с участием макро- и микрокомпонентов зна-
значение lg [ybYac/yaYbc] определяет величину коэффициента разде-
разделения. Необходимым условием а<С1 является |lgf yb/yaI > 0 и
jigYac/ybc]>0, но это значит, что бинарные системы А — В и
ВС — АС (В и АС — микрокомпоненты) должны состоять из ве-
веществ, неспособных к ассоциации и взаимодействию. В качестве
примера рассмотрим случай очистки HfCU от примеси циркония
методом дехлорирования в паровой фазе кислородом [3, 4]:
ZrCl4(r.
ZrO2 + 2С12; HfCl4 (г.) + О2 ^ НЮ2 + 2С12
В результате этих реакций примесь ZrCl4 превращается в
аэрозоль ZrO2, улавливаемую специальными фильтрами, в то
время как основное вещество (HfCU) практически остается без
изменения и тем самым освобождается от примеси циркония.
Коэффициент разделения а этого процесса, вычисленный для
стандартных условий, составляет
AZ2-AZ",
4,575 Г
-39,0-17,7
4,575 • 298
10»=-15,64
откуда а^2,3 • 10 16. Столь малое значение коэффициента разде-
разделения означает, что примесь ZrCU может быть практически пол-
полностью удалена из HfCU методом дехлорирования.
Эффективность очистки вещества, основанная на различии
скоростей реакций взаимодействия макро- и микрокомпонентов
с реагентом, может быть также выражена в виде зависимости
коэффициента разделения от констант скоростей реакций:
А + С——+ АС и В + С — ¦> ВС, где Кг — константа скорости со-
соответствующей реакции [1].
Для каждой из приведенных реакций константа равновесия
равна отношению констант скоростей прямой (Km) и обратной
27 Зак. 114
417
реакций [5, 6]: Ki = -
— -jr^-- В то же время из
химической термодинамики известно, что
RT
RT
где ДЯг, AS,- и AZj — соответственно стандартные изменения эн-
энтальпии, энтропии и изобарно-изотермического потенциала, со-
сопровождающие стехиометрические реакции, используемые для
очистки вещества.
Таким образом, уравнение (XII. 1) справедливо и для метода
очистки веществ, основанного на различии скоростей применяе-
применяемых реакций. Если сопоставить уравнение (XII. 1), написанное
в развернутой форме
дя2 - ля,
4,5757"
,
s;-as;
4,575
.-„[.
с исправленным уравнением Аррениуса [5]
1пД', = 1пЛ + -?г1п71-
' RT
то окажется, что теплота реакций А//,- равна разности энергий
активации A#i=?'jII— Eio, а отношение ASj/Я связано с изме-
изменением факторов Аррениуса (предэкспоненциальных или ча-
частотных факторов) уравнением: ASi/R = ln Ain — ln/4io-
Следовательно очистка вещества, основанная на использова-
использовании различия в константах скорости реакций макро- и микро-
микрокомпонента с определенным реагентом, может быть также весь-
весьма эффективной. К сожалению, возможности, представляемые
этим вариантом химико-физических методов очистки вещества,
пока не используются.
ИЗБИРАТЕЛЬНОЕ ОКИСЛЕНИЕ
И ВОССТАНОВЛЕНИЕ МИКРОПРИМЕСЕЙ
Возможность избирательного восстановления микропримесей
привлекала внимание многих исследователей. Считалось, что
в результате подобного восстановления будут образовываться
либо свободные металлы, либо соединения микрокомпонентов
низкой валентности, обладающие, как правило, меньшей лету-
летучестью по сравнению с основным веществом.
Особенно много работ посвящено способу очистки моноси-
лана и галогенидов кремния от микропримесей путем гетероген-
гетерогенного восстановления последних самыми различными восстано-
восстановителями: раствором натрия в жидком аммиаке [7], губчатыми
металлами (Al, Zn, Na, Ca) при температурах, ниже температур
418
плавления восстановителей * и температур разложения силана и
галогенидов кремния [8—12], углем [13], алюмогидридами калия
и натрия в среде тетрагидрофурана [14], щелочными и щелочно-
щелочноземельными металлами, диспергированными в ксилоле [12] и т. д.
Тщательная проверка многих этих методов показала, что только
в единичных случаях [7] удается получить продукт с содержа-
содержанием отдельных микропримесей меньше Ы0~6%. Многие реак-
реакции восстановления не протекали до конца, а вводимые в систему
восстановители становились новыми источниками загрязнений
для перерабатываемого продукта. В частности, очистка А1СЦ от
железа путем восстановления примеси FeCU цинком, алюминием
и другими металлами до FeCb и Fe° с последующей сублима-
сублимацией хлорида алюминия в лучшем случае дала возможность
получить продукт с содержанием FeCb около 0,1% [15].
В настоящее время многие из этих способов не могут кон-
конкурировать с методами ректификационной (простой или экстр-
экстрактивной) и адсорбционной очистки веществ.
К числу других примеров применения реакций восстановле-
восстановления следует отнести способ получения особо чистых солей евро-
европия [16], очистку ВС13 от ряда примесей [23], в том числе фос-
фосгена и С12 [17, 18]; и удаление примеси ванадия (с 0,05 до
<2 • 10-5% из TiCl4 [19].
Реакции окисления часто используются для очистки хими-
химически инертных материалов. Так технический бор, содержащий
микропримеси щелочных, щелочноземельных металлов, алюми-
алюминия, титана и других металлов, обрабатывают при 650—900° С
сухим хлором (или бромом) без примеси кислорода. Образовав-
Образовавшиеся галогениды микропримесей затем выщелачиваются горя-
горячей водой [20]. Но подобные гетерогенные химические реакции
не являются эффективными методами очистки вещества, так
как с их помощью можно удалить только поверхностные загряз-
загрязнения.
Для глубокой очистки вещества следует использовать только
окислительно-восстановительные реакции, осуществляемые в го-
гомогенной среде.
Представление о таких процессах дает способ очистки плави-
плавиковой кислоты от микропримесей мышьяка и фосфора [21, 22].
Концентрированная 40—45%-ная** плавиковая кислота обраба-
обрабатывается 2,5—4,0% водным раствором КМпО4, взятым в количе-
количестве 0,7—2,5 мл/л исходного продукта. В результате такой обра-
обработки легко летучие AsF3 и PF3 окисляются до малолетучих
* Считается [11], что при таком восстановлении соединения В, Fe и С
разлагаются, и простые вещества в виде мельчайших частиц отлагаются
в порах губчатого металла.
** При концентрации HF выше 45% наблюдается взаимодействие пла-
плавиковой кислоты и КМпО<.
27* 419
химических форм *, поэтому простая дистилляция кислоты по-
позволяет получить продукт с содержанием 1 • 10~7% мышьяка и
фосфора. Если такой дистиллят обработать элементарным иодом
A,5 г 12 на 1,5 л кислоты) для восстановления мышьяка и фос-
фосфора и произвести повторную перегонку кислоты с удалением
первой фракции, то можно получить плавиковую кислоту с со-
содержанием 5-10~8 % мышьяка и фосфора [22].
Способ окисления микропримесей в гомогенной среде был
применен для увеличения степени сорбции алюмогелем микро-
микропримеси фосфора из SiCU [24]. Исходный продукт сначала обра-
обрабатывался жидким хлором A0 мл СЬ на 1 л SiCU), а затем без-
безводным А1С1з. В результате микропримесь фосфора окислялась
до РС15, комплексное соединение ВС1з • РС15 разрушалось А1С13,
а образовавшееся новое комплексное соединение АЮз-РСЬ бо-
более прочно сорбировалось алюмогелем. Остаточная концентра-
концентрация микропримеси фосфора после такой очистки не превышала
5-10-10% [24].
Другим примером использования реакций и физических спо-
способов разделения фаз для очистки веществ является метод полу-
получения селена высокой чистоты [23,25]. Сущность метода заклю-
заключается в сжигании технического селена (97,3% Se) в токе кис-
кислорода при 500—550° С, сублимации полученной SeO2 при
320—350° С, растворении сублимата в особо чистой воде и после-
последующем восстановлении полученной H2Se03 сернистым газом
до элементарного Se. Процесс заканчивается вакуумной дистил-
дистилляцией выделенного Se при 300—320° С. Селен, очищенный
этим способом, содержит микропримеси Си, Mg, Ag меньше
1 • 10 вес.%, а микропримеси Те, S, As, Fe, Pb, Ni, Al, Si и Bi
меньше 1 • 10~4 вес.% [25]. Различие в окислительно-восстанови-
окислительно-восстановительных потенциалах Те4+ и Se4+ используется для очистки тел-
теллура от микропримесей селена, железа и тяжелых металлов (до
1 • 10~4% и меньше) путем фракционированного восстановления
теллура из кислого раствора [26]. Предложен довольно ориги-
оригинальный способ очистки фосфора от микропримесей, основанный
на использовании различных валентных состояний элемента.
Технический фосфор нагревается с поливалентным металлом при
200—900°С и полученный высший фосфид затем разлагается
при более высокой температуре. При этом выделяется особо чи-
чистый фосфор и остается низший фосфид, содержащий микро-
микропримеси исходного вещества [27].
К числу методов избирательного окисления и восстановления
микропримесей относится гидридный метод очистки ве-
веществ [28, 29]. В гидридном методе очистка простого веще-
вещества осуществляется на трех стадиях процесса: при получении
• Пятивалентный мышьяк находится е 40—45%-ной плавиковой кислоте
в виде HAeF, [21].
420
гидрида, когда вещество освобождается от микропримесей, не
способных образовывать летучие гидриды; при ректификацион-
ректификационной очистке гидрида и при термическом его разложении, в ре-
результате распределения микропримесей между фазами.
Гидридный метод очистки простого вещества может быть
применен лишь в том случае, если полученный гидрид макро-
макрокомпонента устойчив при комнатной температуре, переводится в
жидкое или газообразное соединение без разложения и обладает
сравнительно небольшой температурой диссоциации на исходное
простое вещество и водород [28,29]. Этим требованиям удовле-
удовлетворяют гидриды только некоторых металлов: кремния, фос-
фосфора, мышьяка, серы, селена и теллура, — их и следует рассма-
рассматривать как наиболее вероятные объекты применения гидрид-
ного метода очистки.
Амальгамный обмен — также частный случай использо-
использования окислительно-восстановительных реакций для очистки не-
неорганических веществ. Удаление микропримесей из вещества при
амальгамном обмене основано на реакции восстановления ионов
микропримесей до металла с одновременным растворением обра-
образовавшегося металла в ртути [30—33]:
Li(Na)OH + Hg(Li) ^± LiOHH-Hg(Na)
Такой амальгамный обмен осуществляется путем интенсив-
интенсивного встряхивания (перемешивания) водного раствора подвер-
подвергаемого очистке вещества с амальгамой металла, входящего в
состав макрокомпонента, в среде водорода или инертного газа.
Присутствие кислорода воздуха способствует растворению рту-
ртути в рабочих растворах.
Основным параметром, определяющим эффективность очист-
очистки вещества способом амальгамного обмена, является равновес-
равновесный коэффициент разделения а, равный
где Cip и Сш — концентрация макрокомпонента в растворе и
амальгаме, соответственно; с2р и с2а — соответственно концентра-
концентрация микрокомпонента в растворе и амальгаме [30].
Амальгамный обмен — эффективный способ очистки соеди-
соединений щелочных и щелочноземельных металлов от многих ми-
микропримесей. Например, удаление микропримесей Na и К из
4,0—4,5 н. водного раствора LiOH происходит с коэффициентом
разделения а *= 2 • 104—2-Ю5. Путем однократного обмена с
амальгамой лития содержание примеси Са2+ в водном растворе
LiCl можно снизить с 5 до 0,002 ат.% [30]. С высокими коэффи-
коэффициентами разделения происходит очистка 0,5 М водных раство-
растворов нитрата, оксалата и перхлората натрия от примесей Cd, Pb,
Sr, T1 и Zn [32]. Обработкой 1—3 н. водных растворов солей
421
бария амальгамой бария удается извлечь микропримесь радия.
Коэффициент разделения этого процесса при 25° С равен 39+8
[31]. Электролитическая гидроокись натрия эффективно очи-
очищается от микропримеси железа обработкой 0,05%-ной амаль-
амальгамой натрия при 100° С. После шестикратного обмена содержа-
содержание примеси железа уменьшается с 0,01 до 4- 10~4% и меньше
[34]. Предложено [35] очистку элементарного теллура также
производить при помощи амальгамного обмена с использова-
использованием 1%-ной амальгамы натрия.
Выделение микропримесей на благородных
металлах без применения внешней э. д. с. тоже мо-
можно отнести к группе окислительно-восстановительных процессов
очистки веществ. Процесс самопроизвольного выделения катио-
катионов микропримесей на пластинках из благородных металлов
(платина, золото) без применения внешней э. д. с. представляет
большой практический интерес. Это выделение не является элек-
электрохимическим обменом менее благородных ионов на более
благородные типы Zr^+Cu^^Zn^+Cu0. Механизм процесса,
видимо, связан с химическими реакциями на поверхности, ад-
адсорбционными явлениями, образованием твердых растворов
и т. д. [36]. Особенно важным в практическом отношении являет-
является выделение микропримесей на предварительно анодно поляри-
поляризованной * платине, насыщенной водородом, при непрерывном
пропускании водорода через раствор подвергаемого очистке ве-
вещества [36]. Такая система ведет себя как водородный электрод
и потенциал платины определяется кислотностью раствора.
В этом случае удается выделить из разбавленных растворов
гидроокисей щелочных металлов микропримесь свинца, а из
0,1 н. раствора соляной кислоты — микропримесь висмута даже
при содержании РЬ и Bi менее 1 • 10~8% [36].
Существенное преимущество данного химико-физического ме-
метода глубокой очистки веществ — его специфичность и простота.
К числу неудобств можно отнести необходимость тщательной
очистки водорода и благородного металла.
Интересным вариантом окислительно-восстановительного ме-
метода очистки веществ может оказаться способ выделения основ-
основного вещества в газообразном состоянии при взаимодействии
исходного продукта с реагентом в жидкой фазе. В частности, для
глубокой очистки мышьяка от микропримесей используется
[23, 37] реакция
3NH4Br + Na3ASjr = 3NaBr + 3NH3T + AsH3f + (x - l)As
где *=3, 5 или 7.
• Анодная поляризация необходима для удаления
%™Тнщ мет™вд *
422
Выделяющийся газообразный AsH3 обрабатывается химиче-
химическими реагентами, смешивается с водородом и разлагается при
600° С на As и Н2. В полученном таким способом мышьяке со-
содержится серы меньше 1 • 10~5% [37].
ИЗБИРАТЕЛЬНОЕ К0МПЛЕКС00БРА30ВАНИЕ В РАСТВОРАХ
Среди химико-физических методов очистки вещества способ
связывания микропримесей в растворе в прочные комплексные
соединения, извлекаемые затем из среды каким-либо способом,
получил довольно большое распространение. Для выбора эффек-
эффективных комплексообразователеи и метода извлечения из раство-
раствора комплексных соединений микропримесей необходимо знать не
только состав комплексных соединений, но и их физико-химиче-
физико-химические характеристики в растворе, среди которых наиболее важной
является прочность комплексного соединения, количественно
определяемая константой устойчивости. В настоящее время мето-
методы исследования комплексных соединений в растворах хорошо
разработаны и мы отсылаем читателей, интересующихся этим
вопросом, к известным монографиям [38—42].
Способ избирательного комплексообразования в растворах
обладает неограниченными возможностями из-за большого раз-
разнообразия координируемых групп, которые можно использовать
для связывания ионов микропримесей, подлежащих удалению из
основного вещества. Лигандами в данном случае могут быть
весьма многочисленные неорганические и органические ионы или
молекулы. Однако наиболее перспективными являются такие
лиганды, которые образуют с ионами микропримесей (в основ-
основном с ионами металлов) гетероциклические соединения (хелаты).
Одним из наиболее замечательных свойств циклических соеди-
соединений является их необычайная устойчивость («циклический
эффект») [43]. Факторы, влияющие на устойчивость хелатов и
других видов комплексных соединений, рассмотрены в специаль-
специальных монографиях [43—46]. Замечено, что комплексное соединение
становится более прочным с увеличением числа групп в лиганде,
способных к координации, однако при двух и более присоеди-
присоединяющихся лигандах может происходить взаимодействие коорди-
координируемых групп, приводящее к искажению углов связи и умень-
уменьшению прочности комплексного соединения.
Особый практический интерес представляют комплексные со-
соединения, легко и полностью сорбирующиеся из растворов на
активных углях и других сорбентах. Избирательное комплексо-
образование в растворах в сочетании с методом ионного обмена
и использование метода экстракции комплексных соединений
рассматриваются нами в данной монографии.
Три фактора определяют кратность очистки растворов основ-
основного компонента от микропримесей комплексо-адсорбционным
423
способом: устойчивость комплексной частицы (иона, молекулы),
степень ее адсорбции и растворимость сорбента в обрабатывае-
обрабатываемом растворе.
Комплексо-адсорбционный способ состоит из довольно про-
простых операций. Водный, 20—25% раствор исходной соли обра-
обрабатывается при определенном значении рН * 1—5% водным
(или водно-спиртовым) раствором реагента **, взятым с дву-
двукратным избытком по сравнению со стехиометрическим коли-
количеством3*. После 10—15 мин непрерывного перемешивания в
раствор добавляется порциями особо чистый активный уголь
марки А из расчета 40—50 г на I кг исходной соли. По истече-
истечении 20—30 мин перемешивания раствор отфильтровывается от
осадка через несколько слоев перхлорвиниловой ткани, тща-
тщательно обработанной особо чистыми 5—10%-ными плавиковой
и соляной кислотами для удаления загрязнений и затем промы-
промытой деминерализованной водой до полного отсутствия С1~-ионов
в промывных водах. Перед фильтрованием на ткани осаждается
слой в 10—15 лш активного угля марки А.
Среди хелатообразующих реагентов наибольшее применение
в комплексо-адсорбционном способе получили диэтилдитиокар-
бамат натрия и купферон.
Диэтилдитиокарбамат натрия
(C2H6JN—С—S" Na+
образует со многими катионами комплексные соединения с четы-
четырехчленными циклами вида [43, 48, 49]:
-N(C2H6J
Диэтилдитиокарбамат натрия используется для очистки вод-
водных растворов хлоридов лития [50], натрия, калия, магния, каль-
кальция и бария [47, 51—53], бромида калия [54], сульфатов цинка и
кадмия [55], молибдата и вольфрамата аммония [47]. Условия
образования и устойчивость диэтилдитиокарбаматов металлов
аналогичны сульфидам тех же металлов [48]. Остаточное содер-
содержание таких микропримесей как Fe+, Hg, Cu2+, Bi, As, Ni и дру-
других после удаления комплексных соединений из раствора не пре-
превышает 5» 10~7— 1 • 10~5% по отношению к солевой части жидкой
фазы.
металлов значение
* Для солей щелочных и щелочноземельных
рН=6,0—7,5; для молибдата аммония рН=7,0—7,5 [47].
** Применяется 3% водный раствор диэтилдитиокарбамата натрия и
6% водный раствор купферона.
3* Обычно добавляется 50—150 мл раствора реагента на 1 кг исход-
исходной соли,
424
Была предпринята попытка [56] использования комплексо-
адсорбционного метода для очистки газообразного иода при по-
помощи фильтра ФПП, пропитанного 5% водным раствором ди-
диэтилдитиокарбамата натрия и затем высушенного. Механизм
очистки газообразного иода в данном случае довольно сложен
и включает действие таких факторов, как фильтрование аэро-
аэрозолей через волокнистый материал, хемосорбция микропримесей
на волокнах, содержащих хелатообразующий реагент, и физи-
физическая сорбция, вызванная электростатическим эффектом. Какой
из этих факторов является преобладающим, установить довольно
трудно.
Другой хелатообразующий реагент, пригодный для удаления
многих микропримесей из кислых (рН=2—5) водных раство-
растворов солей щелочных металлов и некоторых органических кис-
кислот,— купферон [43, 57]
/~4n-CT, NH+
N=0
который образует комплексные соединения с пятичленными цик-
циклами:
N=O
/О—
N-NO
Купферон используется для очистки водных растворов иоди-
дов и диги-дроортофосфатов щелочных металлов и аммония от
микропримесей Fe3+, Cu2+, Pb и других примесей до 1 • 10~6% и
меньше [58].
Даже из концентрированных D00—600 г/л) водных раство-
растворов винной кислоты купферон позволяет извлечь многие микро-
микропримеси (Си2+ до <2- 10; Fe3+ до <5- 10г7%). Интересно, что
в этом случае микропримесь Со практически не удаляется, а
кратность очистки кислоты от микропримесей Sn4+ и Sb не пре-
превышает 6—17 (при исходном содержании этих катионов
ЫО-«/о) [59].
Для глубокой очистки веществ от большой группы микро-
примесей применяется последовательное введение в раствор раз-
различных хелатообразующих реагентов, после чего смесь обраба-
обрабатывается активным углем [55].
Недостатком комплексо-адсорбционного способа с исполь-
использованием диэтилдитиокарбамата натрия и купферона является
ограниченная область его применения: для первого комплексо-
образующего реагента — соли натрия, для второго — соли ам-
аммония. Применение этих хелатообразующих реагентов для
425
очистки других солей вызывает загрязнение продукционных рас-
растворов либо примесью ионов Na+, либо примесью ионов NHt-
Кроме того, оба реагента не обладают достаточной активностью
для разрушения других комплексных соединений микроприме-
микропримесей. Поэтому, например, фториды щелочных металлов очистить
диэтилдитиокарбаматом натрия от примеси железа не удается
[50] из-за высокой прочности фторидных комплексных соедине-
соединений железа.
Известны и другие примеры использования способа избира-
избирательного комплексообразования для глубокой очистки веществ.
В частности, применение бензамида или N, N-дифенилацетамида
позволяет снизить содержание микропримеси бора в SiCU до
1 • 10~7% [60]. Считается [61], что введение в SiHCb и SiCl4 пе-
перед их ректификацией таких комплексообразующих реагентов,
как CH3CN и (С6Н5)зСС1, способствует увеличению степени
очистки трихлорсилана и четыреххлористого углерода от мик-
микропримесей железа и фосфора.
Избирательное комплексообразование возможно и с приме-
применением неорганических лигандов. Так было показано [62, 63],
что водные растворы солей хрома B0—60 г\л Сг3+) при помощи
K.4[Fe(CNN] и активного угля марки ОУ можно очистить от при-
примеси Fe3+ и Со2+ до 5- 10~4% и меньше. Хуже удаляются при-
примеси меди, никеля, олова и свинца.
К способу избирательного комплексообразования относится
также способ «солевого фильтра» [64—67]. Сущность способа
состоит в следующем. Пар подвергаемого очистке галогенида
многовалентного металла, например WC16, увлекается током су-
сухого хлора через нагретую до 300—400° С колонну, наполненную
зернистой * смесью хлоридов натрия и калия. Пары примеси
хлоридов железа и алюминия взаимодействуют с солевой насад-
насадкой и образуют малолетучие, весьма прочные комплексные со-
соединения Na(K)FeCl4 и Na(K)AlCl4, а пар WC16, пройдя насадку
(солевой фильтр), конденсируется в верхней части колонны. '
Таким способом удается снизить в WC^ и МоСЬ содержание
примесей Fe3+ и А1 меньше 0,003%- Предельные возможности
способа солевого фильтра определяются степенью летучести
образующихся на поверхности солевой насадки комплексных со-
соединений микропримесей и степенью механического уноса на-
насадки солевого фильтра.
Возможен и несколько иной вариант использования способа
«солевого фильтра» [66]. В колонну, содержащую, например,
расплав состава ZrCl4 (86%), КС1 A1%) и NaCl C%), непре-
непрерывно вводят технический ZrCl4 и в верхней зоне колонны, на-
нагретой до 290—340° С, при перемешивании удаляются летучие
* Размер зерен составляет 3—7 мм.
43«
примеси (СЬ, SiCl4, BC13, HC1 и др.). Очищенный расплав по-
поступает в испаритель, где при 340—460° С отгоняют ZrCU, кото-
который конденсируют при 30—70° С, а оставшуюся часть расплава
возвращают в солевую колонну, добавляя свежие порции техни-
технического продукта. Таким способом удается снизить содержание
примесей Al, Fe, Mg, Si и Ti в ZrCl4 меньше 3-10% [66].
ЛИТЕРАТУРА
1. Г. Г. Д ев ятых, сб. «Получение н анализ веществ особой чистоты». Изд.
«Наука», 1966, стр. 3.
2. А. Н. Крестовников, Л. П. Владимиров, В. С. Гуляницкий,
А. Я. Фишер, Справочник по расчетам равновесий металлургических
реакций, Госметаллургиздат, 1963.
3. В. С. Емельянов, А. И. Е в стю хн н, И. П. Б а р ин о в, А. М. Са-
Само н о в, Разделение близких по свойствам редких металлов, Госметал-
Госметаллургиздат, 1962, стр. 51.
4. Ф. X а д с в е л л, Дж. М. X а т ч е н, сб. «Извлечение и очистка редких
металлов, Госатомиздат, 1960, стр. 490.
5. С. Б е н с о н, Основы химической кинетики, пер. с англ. под ред.
Н. М. Эмануэля, Изд. «Мир», 1964, стр. 69.
6. К. Лейдлер, Кинетика органических реакций, Изд. «Мир», 1966, стр. 11,
52, 89.
7. J. С h a I u р а, С. В а г t а, V. К m e n t, А. К u h п, J. N i g z i n n о v a,
J. Z em lick а, чехосл. пат. 101914, 1961; РЖХим., 1963, 13Л69.
8. R. A r i es, пат. США 2931709, 1960.
9. С. Иосидзава, Японск. пат. 8416, 1961; РЖХим., 1962, 19К79.
10. Е. Enk, J. Nickl, H. Teich, пат. ФРГ 1105397, 1961; РЖХим., 1963,
13Л65.
11. G. Rosenberger, пат. ФРГ 992466, 1954,
12. W. Dawihl, L. Wesch, пат. ФРГ 1071680, 1959.
13. Е. En к, J. Nickl, пат. ФРГ 1082890, 1960; РЖХим., 1962, 7К102.
14. R. W. M a n s о n, H. D. К е 11 е у, пат. США 3043664, 1962.
15. С. М. Данов, Г. В. А н и с и м о в, Труды по химии и химической тех-
технологии НИИ химии ГГУ, вып. 2 (8), Горький, 1963, стр. 215.
16. Н. J. Bronaugh, пат. США 3153571, 1964; РЖХим., 1966, 5Л106П.
17. J. R. Gould, D. M. Gardner, пат. США 3043665, 1962; РЖХим., 1964,
2Л89П.
18. J. Cueilleron, P. Pi chat, франц. пат. 1403135, 1965; РЖХим., 1966,
15Л82П.
19. R. J. Wigginton, англ. пат. 868851, 1961; РЖХим., 1962, 12К98,
20. J. С. Schumacher, R. W. Baier, пат. США 3001855, 1961.
21. И. И. Ангелов, В. С. Нечаева, А. А. Факеев, Труды ИРЕА,
вып. 29, 1966, стр. 155.
22. Н. В. Bradley, R. G. Pankhurst, пат. США 3166379, 1965.
23. А. И. Беляев, Е. А. Жемчужина, П. А. Фирсанова, Металлур-
Металлургия чистых металлов и элементарных полупроводников, Изд. «Металлур-
«Металлургия», 1969.
24. Н. С. The u ere r, J. Electrochem. Sot, 107, 29 A960),
25. Н. Б. Плетнева, М. П. Смирнов, Д. М. Ю х т а н о в, Бюлл. цвет.
металлургии, ЦИИН, № II, 31 A960).
26. А. А. Кудрявцев, Химия и технология селена и теллура, Изд. «Выс-
«Высшая школа», 1961, стр. 134.
27. F. V Williams, пат. США 3088807, 1963; РЖХим,, 1965, 8Л113П.
28. Г. Г. Д е в я т ы х, Труды по химии и химической технологии НИИ химии
ГТУ, № 2, Горький, 1962, стр. 221.
427
ffi
29. Г. Г. Девятых, сб. «Получение н анализ веществ особой чистоты»,
Изд. «Наука», 1966, стр. 15.
30. Б. П. Константинов, И. А. Алимова, ЖПХ, 35 A0), 2266
A962).
31. Б. П. Константинов, Б. П. Киселев, Г. П. С к р е б ц о в, Радио-
Радиохимия, 2 A), 44, 50 A960).
32. J. R. DeVoe, Ch. К- Kim, W. W. Meinke, Talanta, 3 C), 298
A960).
33. J. R e d 1 e y, G. Elliott, E. Cornish, англ. пат. 894456, 1962; РЖХим.,
1963, 7Л76.
34. S. Kasugai, N. U e d а, японск. пат. 7207, 1955; С. А., 53, 14435
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
i. M. Усенова, Г. Ф. Мамонова, М. И. Ерденбаева, ЖНХ, 9
-;, 1547 A964).
'.. Е. Старик, Основы радиохимии, Изд. АН СССР, 1960, стр. 435.
D. Ef f er, J. Electrochem. Sot, 108 D), 357 A961).
A. К. Б а б к о, Физико-химический анализ комплексных соединений в
растворах, Киев, 1955.
К. Б: Ядимирский, В. П. Васильев, Константы нестойкости комп-
комплексных соединений, Изд. АН СССР, 1959.
Б. Д. С т е п и н, И. Н. Быкова, А. А. Ф а к е е в, М. М. Шварц,
B. Я. К о л о т и л о в а, сб. «Редкие щелочные элементы», Пермь, 1969.
Ф. Россотти, X. Россотти, Определение констант устойчивости и
других констант равновесия в растворах, Изд. «Мир», 1965.
Г. Л. Ш л е ф е р, Комплексообразование в растворах, Изд. «Химия»,
1964.
Химия координационных соединений, под ред. Дж. Бейлара, ИЛ, 1960,
стр. 185, 565.
А. А. Гринберг, Введение в химию комплексных соединений, Изд. «Хи-
«Химия», 1966.
Современная химия координационных соединений, под ред. Дж. Льюиса
и Р. Уилкинса, ИЛ, 1963.
J. Bjerrum, G. Schwarzenbach, L. Sillen, Stability Constants
of Metal-Ion Complexes, part I (Organic Ligands); part II (Inorganic Li-
gands and Solubility Products), London, 1957, 1958.
47. И. И. Ангелов, М. М. Шварц, Е. В. Б у р и с, С. И. X а и н с о н,
Труды ИРЕА, вып. 22, 1958, стр. 159.
48. Ю. А. Чернихов, Б. М. Д о б к и н а, Зав. лаб., 15 A0), 1145 A949).
49. Г. Г. К а р а н о в и ч, Труды ИРЕА, вып. 20, 1951, стр. 244.
50. И. И. Ангелов, В. С. Нечаева, Труды ИРЕА, вып. 23, 1959, стр. 14.
51. И. И. Ангелов, С. И. X а и н с о н, Там же, стр. 19.
52. И. И. Ангелов, Г. А. Певцов, М. М. Шварц, Там же, стр. 31.
53. И. И. А н г е л о в, Г. А. П е в ц о в, М. М. Шварц, Труды ИРЕА, вып. 24,
1961, стр. 150.
54. С. Н. Лурье, И. И. Ангелов, В. А. Р а к о в с к а я, Труды ИРЕА,
вып. 23, 1959, стр. 29.
55. И. И. Ангелов. Г. Н. Пятницкая, Труды ИРЕА, вып. 22, 1958,
стр. 155.
56. Ф. В. Денисов, Р. Г. Л е п и л и н а, Ю. П. Б а л л о, В. Ф. Б у т ц, авт.
свид. 148384, 1962; РЖХим., 1963, ЗЛ85.
57. И. В. Пятницкий, ЖАХ, 1 A), 57 A946).
58. Б. Д. С т е п н н, И. Н. Быкова, В. С. Е л п а т ь е в с к и й,
М. М. Ш в а р ц, А. А. Ф а к е е в, авт. свид. 196748, 1967; Бюлл. изобрет.,
12 A967).
59. Г. И. Горштейн, Н. С. Дмитриева, ЖПХ, 36 F), 1365 A963).
60. М. Nakagawa, Bull. Chem. Soc. Japan, 37 C), 314 A964); японск. пат.
7305, 1963; РЖХим., 1965, 5Л95П.
61. К. Akerman, M. Brafam, О. Kruszewska, К- Kruszewski,
Przegl. elektron, 4 E—6), 299 A963).
428
62. И. Д. Музыка, Н. Ф. Савенко, Э. Д. Романенко, ЖНХ, 7 A),
63 И9Д19Музыка, В. А. Молодцова, ЖПХ 32, 1936 A959Ь
64 Б Г Коршунов, В. И. Гольднн, Л. А. Аверкиева, Изв. вузов.
65 БХТкТрашуУРнГо1в№Аа1н24ж6и2)-Ци„Ь, И. С. Морозов. Изв. вузов.
ббЦвет„. металлург., №3,с114мA964).г> ^ ^ ^^ ^ p№ _
67. КсГе'пег, J. Renard, швейцарск. пат. 373024, 1963; РЖХим., 1965,
68 вТкожемякин, А. С. Беренгард, Н. А. Филатова, Цветные
69 гевТёрКяко7в,(А9П)Мастерова, Н. М. Рязанова, Сборник тру.
' дов Гиредмета, № 1, 1959, стр. 314.
¦
ГЛАВА XIII
ХРАНЕНИЕ
ОСОБО ЧИСТЫХ
ВЕЩЕСТВ
Условия подготовки тары, фасовки, хранения, транспорти-
транспортировки и использования продукта, содержащегося в таре, во
многом определяют возможность наиболее длительного сохра-
сохранения качества особо чистого вещества. Основная доля потерь
готовой продукции происходит в результате ее загрязнения.
К сожалению, до сих пор наиболее рациональному выбору тары
и ее подготовке не уделяется должного внимания, и многие виды
тары, применяемые в настоящее время, не обеспечивают сохра-
сохранения качества особо чистого вещества даже в течение сравни-
сравнительно небольшого отрезка времени [1].
ВИДЫ ТАРЫ
При выборе конструкционного материала для тары следует
руководствоваться рекомендациями, приведенными в главе II.
В большинстве случаев тара под особо чистые жидкие и твер-
твердые вещества изготавливается из полиэтилена, фторопласта-4,
пентапласта, полипропилена, органического стекла, винипласта
марки А и др. Допускается применение кварцевых флаконов
из безборного стекла с защитной пленкой из двуокиси крем-
кремния. Пакеты из синтетических пленок не могут использоваться
для хранения твердых особо чистых веществ. Найдено, что при
сварке такого пакета в продукт часто попадают примеси метал-
металлов из сварочного устройства, сам сварной шов не является до-
достаточно . герметичным. Очистка внутренней поверхности паке-
пакетов — весьма трудоемкая операция, а после вскрытия пакета
необходимо удалять все его содержимое, так как наложение но-
нового шва не всегда возможно.
Тара для всех особо чистых веществ должна состоять из
трех частей: собственно тары, т. е. определенной емкости, содер-
содержащей данное вещество, защитного футляра и транспортного
контейнера. Дело в том, что при любом хранении тары с веще-
430
**.
ством (если исключить случаи специального хранения в боксах
с обеспыленным воздухом) неизбежно загрязнение ее внешней
поверхности, в том числе горловины и пробки (или крышки).
Перед вскрытием такой тары необходимо тщательное удаление
загрязнения с закрывающего приспособления с применением
всех тех операций, которые используются при очистке тары.
В большинстве случаев такая обработка или невозможна, или
Рис. 87. Тара для хранения
твердых особо чистых веществ:
1— клейкая лента из синтетической
пленки; 2 — крышка; 3 — защитный
футляр; 4 — тара с твердым особо
чистым веществом; 5 —прокладка из
поролона.
Рис. 88. Тара для хранения
жидких особо чистых веществ:
1 — тара с жидким особо чистым ве-
веществом; 2 — клейкая лента из син-
синтетической пленки; 3 — прокладка
из фторопласта; 4 — крышка тары;
5 —защитный футляр; 6 —прокладка
из поролона.
мало эффективна. Поэтому транспортировка и хранение тары с
особо чистым веществом должны производиться только в герме-
герметическом футляре (рис. 87 и 88). Такие футляры изготавливаются
из полимерных материалов и снабжаются внутри прокладками
из поролона для термоизоляции хранящегося вещества и предо-
предохранения хрупких сосудов (например, кварцевых) от механиче-
механического повреждения. Крышки должны навинчиваться на корпус
футляра. Место соединения крышки с корпусом футляра заклеи-
заклеивается клейкой лентой из синтетической пленки.
Маркировка наносится специальными синтетическими крас-
красками либо непосредственно на наружную поверхность корпуса
тары и футляра, после чего покрывается прозрачным химиче-
химически стойким лаком, либо — на бумажную этикетку, которая
431
вставляется в небольшое углубление корпуса и также покры-
покрывается тонким слоем лака. Наружная поверхность футляра
должна быть гладкой, без каких-либо выступов, удобной для
обработки моющими средствами. Перед вскрытием футляр об-
обрабатывается специальными моющими средствами и деионизо-
ванной водой, а изъятая из футляра тара переносится в рабо-
рабочий отсек и только там открывается.
0263
М16
0210
Ф205
Рис. 89. Тара, изготовленная из фторо- Рис. 90. Устройство крана из фторо-
пласта-4, для хранения особо чистых пла- пласта для тары (конструкция
виковой, соляной н серной кислот: И. И. Ангелова н А А Факеева)-
/ — кран из фторопласта; 2 — дно; 3—корпус тары
с развальцованными концами; 4— фланцы из
текстолита; 5 — крышка.
1-корпус крана; г —рукоятка запор-
запорного винта.
При транспортировке футляры со своим содержимым поме-
помещаются в металлические, деревянные, картонные или волокнисто-
литые контейнеры [1а] (ящики, бочки), которые предохраняют
футляры от повреждений и грубых загрязнений, неизбежных
при любой транспортировке и перегрузке. Эти контейнеры оста-
оставляют перед производственным участком и рабочими отсеками.
Во вспомогательные помещения вносят только футляры, содер-
содержащие тару с особо чистым веществом.
432
i ,
Некоторые виды тары для особо чистых веществ приведены
также на рис. 89 и 90.
Тару большой емкости A0 л и более) для хранения и транс-
транспортировки особо чистых веществ применять не рекомендуется
из-за трудностей, связанных с очисткой ее наружной и особенно
внутренней поверхности. В тех же случаях (например, хранение
и транспортировка трихлорсилана), когда необходимо исполь-
использовать большие емкости, они оборудуются специальными за-
грузочно-разгрузочными приспособлениями и устройствами,
предотвращающими загрязнение продукта.
Применения шлифов в кварцевой и стеклянной таре, исполь-
используемых для хранения жидких и твердых веществ, следует избе-
избегать из-за возможности загрязнения последних примесями крем-
кремния, алюминия и других элементов.
Тара для хранения особо чистых веществ должна иметь са-
самую простую геометрическую форму: для твердых веществ —
цилиндрическую (см. рис. 87), для жидких — форму круглого
прямого конуса, как у колб Эрленмейера (см. рис. 88). Сопря-
Сопряжение внутренней цилиндрической и конической поверхностей с
основанием должно быть плавным, овальным. Простая форма
внутренней поверхности, без углов, резких изгибов и сужений,
сильно облегчает процесс очистки тары от поверхностных за-
загрязнений.
ОЧИСТКА ТАРЫ
На внутренней и наружной поверхностях любой тары всегда
имеются в значительном количестве механические и химические
загрязнения [2]. К первым относятся мельчайшие частицы твер-
твердых тел, не связанные с поверхностью химическими силами
(пыль, ворсинки и волокна одежды, чешуйки кожи, потовые вы-
выделения рук, кусочки металла и его окислов, оставшихся после
изготовления тары, пленки масла и жира), ко вторым — адсор-
адсорбированные на поверхности ионы, молекулы и коллоидные час-
частицы веществ с энергией химической связи более!—2ккал/моль
(окислы, сульфиды, хроматы и т. д.).
В большинстве известных случаев неудачи в научно-исследо-
научно-исследовательской и производственной работе по получению особо чи-
чистых веществ объяснились низким качеством подготовленной к
эксперименту поверхности. Применение для очистки лаборатор-
лабораторной посуды и аппаратуры сернокислых растворов бихроматов
калия (натрия), щелочных растворов перманганата калия (нат-
(натрия), соды, гидроокиси натрия и других неорганических реаген-
реагентов приводит к загрязнению очищаемой поверхности многими
катионами, полное удаление которых даже при многократной
обработке поверхности горячей деионизованной водой не всегда
удается. К тому же трудно проконтролировать (особенно при
28 Зак. 114
433
содержании примеси меньше 5 • 10~6 г/см2) конечную чистоту
отмытой поверхности [3]. Исследователи уже давно заметили,
что, например, хром довольно прочно сорбируется на стекле и
даже небольшая пипетка, обработанная хромовой смесью и
тщательно промытая водой, может содержать до 1 • 10~6г хрома,
а адсорбция серебра и марганца на лабораторной посуде вы-
вызывает аналитические ошибки уже в области миллиграммовых
количеств [4]. Установлено [5], что фторопласт-4 прочно сорби-
сорбирует комплексные соединения, содержащие гидроксильные груп-
группы, например некоторые гидроксилхлоридные формы циркония.
Известны случаи адсорбции примеси железа и других металлов
на кварцевой и стеклянной поверхностях [3, 6].
Режим технологической обработки тары (виды используе-
используемых реагентов, их концентрации, продолжительность операций)
носит индивидуальный характер применительно к виду тары,
ее материалу и качеству того особо чистого вещества, для хра-
хранения которого данная тара предназначается *.
Предварительная очистка тары, особенно сильно загрязнен-
загрязненной, начинается с механической обработки ее внутренней по-
поверхности. Для такой очистки тары следует использовать смесь,
состоящую из дистиллированной воды и чистой плавленой
окиси алюминия в виде порошка крупностью в 100 меш. [7].
Образованная смесь распыляется на поверхность с расстояния
5—10 см под давлением сжатого воздуха 1,4—2,0 кгс/см2 [5].
После обработки внутренняя поверхность тары споласкивается
10—20 мин в проточной дистиллированной воде. Абразивная
очистка особенно необходима для тары из полимерных мате-
материалов, полученной методом литья под давлением. Внутренняя
поверхность такой тары часто содержит мельчайшие частички
металлов и их окислов, запрессованных в поверхностный слой
полимерного материала. Абразивная очистка разрушает этот
слой, освобождая включения различных загрязнений.
После абразивной очистки целесообразно тару обработать
10—20%-ной соляной или 5—10%-ной плавиковой кислотой (для
удаления пленок двуокиси кремния) в ультразвуковом поле
[3, 7, 8].
Ультразвуковая очистка тары позволяет в течение несколь-
нескольких минут практически полностью удалить с поверхности и ди-
диспергировать в водном растворе моющего средства жирные и
маслянистые загрязнения [8]. Наиболее эффективны для такой
цели низкочастотные A6—45 кгц) ультразвуковые поля в ван-
ваннах с проточной очищающей жидкостью [8].
* Десорбция примесей зависит во многом от состояния, в котором эта
примесь находится на поверхности изделия. В ряде случаев примеси, адсор-
адсорбированные, например, стеклом в ионном состоянии легче десорбируются,
чем те же примеси, адсорбированные в коллоидном или ионном состоянии
[3, 6, 11].
434
I
Для окончательной очистки поверхности используются толь-
только моющие средства на органической основе [3, 9, 10].
Среди различных моющих средств наиболее эффективными
являются оксиэтилированные алкилфенолы (игепаль СО-630
фирмы GAF, США; тритон Х-100 фирмы Rohm & Haas, США;
ОП-7 и ОП-10, СССР). Оксиэтилированные вещества отличают-
отличаются от других моющих средств- тем, что в процессе мойки они
не образуют пены, затрудняющей последующую обработку та-
тары, посуды и аппаратов [9]. Применения моющих средств с
сульфогруппами следует избегать из-за их адсорбции на обра-
обрабатываемой поверхности. Обычная концентрация моющего сред-
средства составляет 0,1—1,0 г/л, а температура обработки поверх-
поверхностей — порядка 50—60° С.
Весьма эффективное моющее средство — композиция * из
оксиэтилированного алкилфенола типа ОП, этилендиаминтетра-
уксусной и лимонной кислот и карбоната аммония, применяе-
применяемая в виде водного раствора при 60—70° С [12]. В зависимости
от степени загрязнения тары и лабораторной посуды, ее количе-
количества и требуемой чистоты моющий раствор допускает 3—5-крат-
3—5-кратное его использование в течение 5—7 дней. Композиция на
основе оксиэтилированных алкилфенолов типа ОП-7 и ОП-10
применяется для очистки тары, лабораторной посуды и аппара-
аппаратов из стекла, кварца, фарфора, органического стекла, вини-
винипласта, полиэтилена и фторопласта [10].
Обработанную в моющем растворе лабораторную посуду
ополаскивают 3—4 раза особо чистой водой и высушивают.
Брать отмытую посуду следует захватами из винипласта или
фторопласта щипцами или руками в резиновых перчатках, хо-
хорошо отмытых от талька.
Чтобы очистить кварцевую поверхность можно также при-
применять тройную систему Н2О2—НСООН—Н2О [13], состоящую
из дешевых и высокочистых реагентов, полностью улетучи-
улетучивающихся после обработки изделия. Если нет металлических
включений, то очистку кварца** (стекла и керамики) можно
проводить и одним водным раствором перекиси водорода, со-
содержащим аммиак (рН =11). В обоих случаях температура
ванны поддерживается не выше 80° С. При такой очистке выде-
выделение пузырьков газа оказывает сильное механическое действие
на поверхность изделия [13] и применение ультразвука не тре-
требуется.
* В 1 л воды последовательно растворяют по 5 г карбоната аммония,
этилендиаминтетрауксусной и лимонной кислот и 1 г моющего средства
ОП-7 или ОП-10 (ТУ МХП 3553—53).
•* Показана возможность применения трилона Б и тиооксина в каче-
качестве десорбентов примесей меди, серебра, индия, сурьмы и золота с поверх-
поверхности кварцевого стекла [3].
28*
435
Для удаления со стеклянной и полимерной тары и аппара-
аппаратуры остатков гидролиза кремнийорганических веществ, следов
силикона, смолы, воска и других примесей аналогичного рода
рекомендуется [15] поверхностно-активный препарат типа
RBS-25. В отличие от хромовой смеси препарат действует как
растворитель и эмульгатор, а его агрессивность не превышает
агрессивности 0,001 н. водного раствора NaOH. Удаление плот-
Вода ¦ — п —
—г-, :— \—Л-!==?=: . Вода
1
Рнс. 91. Трехкамерная установка каскадного типа для обра-
обработки тары деионизованной водой или моющнм средством [25]:
1 — перегородки из полипропилена; 2 — штанга из фторопласта или поли-
полипропилена с захватом; 3 —шаровой шарнир из фторопласта; 4 — форка-
мера; 5 — ребра для исключения образования мертвых зон, которые
могут возникнуть при движении жидкости через установку.
но приставших к стенкам тары и аппаратуры различных осад-
осадков производится [15] путем обработки стенок солянокислым
раствором «Лиссапола Н» @,1% раствор препарата в 6%-ной
соляной кислоте) *.
Окончательную обработку тары деионизованной водой удоб-
удобно производить в трехкамерной установке [16], работающей по
принципу противотока (рис. 91), или в специальных моющих
машинах [17].
* «Лиссапол Н» — продукт конденсации окиси этилена и октилкре-
зола [15].
436
Технологическая схема обработки тары и футляров в лабо-
лабораторных условиях приведена на рис. 92. Стенд-мойка предста-
представляет собой каскад ящиков из органического стекла, наполнен-
наполненных различными моющими средствами, в том числе и 5—10%
растворами соляной и плавиковой кислот. В этих моющих сред-
средствах выдерживают лабораторную посуду и контейнеры перед
ультразвуковой очисткой.
Слив в канализацию
Рис. 92. Технологическая схема узла мойки тары нз кварца н полимер-
полимерных материалов:
1 — ультразвуковой генератор типа УЗГ-2,5 А; 2 — ванна типа УЗВ-15 для обработки
посуды в моющем растворе; 3 — ванна для обработки посуды деиоиизоваиной водой;
4 — сушильная камера из стеклопластика; 5 — реактор для приготовления моющего
раствора; 6 — сильфонный иасос; 7 — напорные емкости для компонентов моющего
раствора; 8 — стенд-мойка.
При организации централизованной подготовки тары в це-
цехах особо чистых веществ следует моечный участок разбить на
три полностью изолированных отсека: отсек грубой обработки
тары (механическая, абразивная очистка внутренней поверхно-
поверхности с использованием обычной дистиллированной воды и реак-
реактивных кислот), отсек тонкой кислотной обработки (ультразву-
(ультразвуковые ванны, особо чистые кислоты и деионизироваиная вода с
удельным электросопротивлением порядка 6—10 Мом-см) и
отсек окончательной обработки и сушки тары (применение спе-
специальных моющих средств и деионизированной воды с удель-
удельным сопротивлением выше 10 Мом-см). Передача тары из
437
одного отсека в другой производится в герметически закрытых
контейнерах через форкамеры в стенах. Конструкция таких
форкамер аналогична конструкции форкамер в боксах для ра-
работы с радиоактивными изотопами. Последний отсек уже отно-
относится к категории отсеков для работ с особо чистыми веще-
веществами. Любое общение обслуживающего персонала отсеков
должно быть исключено.
Исследования, проведенные в ряде лабораторий, показали,
что на свежеочищенных поверхностях даже при самом лучшем
кондиционировании воздуха появляются по истечении 3—20 мин
гидрофобные загрязнения [7]. Чтобы избежать повторного за-
загрязнения, необходимо тару после сушки сразу же помещать в
соответствующий футляр и в таком уже виде подавать в фасо-
фасовочное отделение [2].
Следовательно любой режим технологической обработки та-
тары должен включать следующие операции по удалению меха-
механических загрязнений: абразивную очистку или обработку уль-
ультразвуком в ванне с водой или моющим средством; кислую
обработку (иногда на этой стадии применяют нагревание тары
до 40—50° С в растворе перекиси водорода); и, наконец, обра-
обработку тары специальными моющими средствами, деминерали-
деминерализованной водой в установках каскадного типа (см. рис. 91) и
сушке [7].
При любом технологическом режиме обработки тары не ре-
рекомендуется применять для хранения особо чистого вещества
тару из-под другого продукта.
В отдельных случаях следует при сушке тары подвергать
последнюю стерилизации при помощи ультрафиолетовых бак-
бактерицидных ламп. Отдельные виды микроорганизмов могут не
только размножаться в растворах, содержащих аммонийные со-
соли, нитраты и фосфаты, но и разрушать тару из полимерных
материалов [18]. Так, например, в ЧССР наблюдалось пораже-
поражение плесенью пластифицированного поливинилхлорида и плен-
пленки из поливинилового спирта [18].
Таким образом, только правильный выбор операций очистки
тары в сочетании со специально разработанным методом ее
хранения позволяет поддерживать высокий уровень чистоты
внутренней поверхности вплоть до фасовки готовой продукции.
КОНТРОЛЬ КАЧЕСТВА ОЧИСТКИ ТАРЫ
Наиболее слабое звено в подготовке тары — контроль сте-
степени очистки ее внутренней поверхности.
Для кварцевых и стеклянных изделий с защитной кварцевой
пленкой (см. главу II) можно рекомендовать методы распыле-
распыления и испытания на разрыв водной пленки [7]. Метод контроля
на разрыв водной пленки заключается в наблюдении за поведе-
438
нием водной пленки на поверхности смоченной тары. Если кон-
контролируемая поверхность свободна от гидрофобных веществ, то
высыхающая водная пленка распределяется тонким равномер-
равномерным слоем и покрывает всю эту поверхность. На пленке не на-
наблюдается никаких разрывов до тех пор, пока она не станет
настолько тонкой, что испарение вызовет появление сухих участ-
участков. На поверхности, загрязненной гидрофобным веществом,
пленка стремится разорваться и стянуться к смоченным участ-
участкам. Чем меньше загрязнений, тем больше требуется времени
для разрыва пленки на загрязненных участках. Минимальное
количество обнаруживаемых этим методом загрязнений состав-
составляет 1 • 10~7 — 9-10~6 г/см2 [7]. Метод распыления состоит в об-
обработке контролируемой поверхности деминерализованной водой
из распылителя. При отсутствии гидрофобных загрязнений уда-
ударяющиеся капли воды будут смачивать поверхность и сразу
же покрывать непрерывным слоем водной пленки. В местах за-
загрязнения будет наблюдаться скопление капель. Этот метод
более чувствителен и с его помощью можно обнаружить
2-10~8—3-10-7г/см2 гидрофобного вещества [7].
Для оценки степени очистки тары, изготовленной из полимер-
полимерных материалов, применяется либо метод радиоактивных изо-
изотопов, либо метод контрольных пластинок. В первом случае вну-
внутренняя поверхность контрольной тары A—2 сосуда из 10—50)
искусственно загрязняется перед очисткой радиоактивным изо-
изотопом с небольшим периодом полураспада (Кг2СО3, Си64СЬ,
КВг82 и другие), и качество очистки определяется по остаточ-
остаточной активности контрольных образцов. Во втором случае внутрь
нескольких сосудов подвергаемой очистке партии тары поме-
помещаются небольшие контрольные пластинки из прозрачного
кварца или стекла, предварительно обработанные в машинном
масле и отмытые от избытка последнего. Вместе с тарой эти
контрольные пластинки проходят все стадии очистки и по сте-
степени их обезжиривания (проверка методом распыления или ме-
методом испытания на разрыв водной пленки) судят и о чистоте
тары.
Оценка количества поверхностных загрязнений возможна так-
также либо путем определения краевого угла смачивания [19], либо
фотометрическим методом [20], либо флуоресцентным способом
[21]. В последнем случае удается обнаружить до 4- 10~6 г флуо-
флуоресцирующего минерального масла на 1 см2 поверхности.
Наполнение и взвешивание тары производится в
камерах с избыточным давлением B—3 мм вод. ст.) полностью
обеспыленного воздуха. Конструкция таких камер имеет много
общего с конструкцией боксов, описанных в главе XIV. Для
взвешивания очень удобны торзионные весы, от которых в ка-
камеры через пылезащитное устройство вводится капроновая нить
с чашкой из органического стекла или винипласта марки А.
439
Хранение особо чистых веществ производится в
отдельных помещениях склада, разбитых на небольшие отсеки,
с хорошим обеспыливанием поступающего воздуха. В каждом
отсеке может находиться только группа родственных веществ,
например, только галогениды германия или соединения меди
и т. д. Особо чистые вещества хранятся в футлярах, вскрыть
которые может только потребитель.
Хранение веществ, в которых содержание отдельных микро-
микропримесей меньше 1 • 10~8%, может допускаться только в исклю-
исключительных случаях. Поэтому, когда требуется значительное коли-
количество особо чистых веществ такого качества, их производство
должно находиться на месте потребления или наоборот. Так, на-
например, производство особо чистых моносилана и трихлорсилана
располагается на одной площадке с производством монокристал-
монокристаллического кремния, а производство особо чистого GeCJ4 — с
производством эпитаксиального и монокристаллического герма-
германия. В тех случаях, когда по каким-либо причинам такое совме-
совмещение осуществить невозможно, приходится поступившее особо
чистое сырье перед употреблением подвергать дополнительной
очистке для удаления примесей, попавших в продукт в резуль-
результате хранения и транспортировки.
При большом количестве мелких потребителей какого-либо
особо чистого вещества представляется целесообразным создать
малогабаритные автоматизированные технологические установ-
установки, размещенные либо на месте потребления, либо смонти-
смонтированные в автомобильном фургоне (автобусе) для обслужи-
обслуживания по определенному графику нескольких точек небольшого
района.
Для хранения и транспортировки особо чистых азотной, сер-
серной и соляной кислот, органических растворителей в настоящее
время используется тара, изготовленная либо из кварца, либо
из безборного стекла со специальной защитной пленкой из дву-
двуокиси кремния. При хранении 36%-ной соляной и 96%-ной сер-
серной кислот в таре из безборного стекла с защитной пленкой
после 4 месяцев не только сохраняется высокое качество продук-
продукции, но и наблюдается некоторая сорбция примесей на защит-
защитной пленке с повышением качества кислот. Так при хранении
36%-ной соляной кислоты содержание меди с 8- 10~7 пони-
понижается до 3-10~8%, железа и магния с 1 • 10~5 до 3-1(И%;
марганца с 1 • 10~7 до 3- 10"8%. При хранении 96%-ной серной
кислоты содержание серебра с 1 • 10~5 понижается до 3-10~7%,
меди сЫО-'доЗ- 10"8%, кальция с 5- Ю~4 до 4- 10-5%, же-
железа с 1 • Ю-5 до 1 • 10-6% и т. д.
По последним данным [22], азотную и соляную кислоты с
содержанием примесей не менее 1 • 10~9— 1 • 10~6% можно хра-
хранить в кварцевых контейнерах в течение 30 дней без заметного
снижения качества.
440
Хранение же азотной, серной и соляной кислот в таре из
обычного силикатного стекла приводит к быстрому загрязнению
продукта примесями натрия, железа, кальция, бора и других
элементов [22]. Даже особо чистые органические растворители
нейтрального характера теряют свое качество при хранении их
в таре из обычного силикатного стекла. Например, после
30 дней хранения безводного метилового спирта в посуде из
стекла «пирекс» содержание примеси натрия в продукте сильно
возрастает [23]. В значительной степени переходит в спирт и бор,
образующий триметилборат с концентрацией в несколько сотых
процента [23].
Для продолжительного хранения (более 30 дней) особо чи-
чистых неорганических веществ применяется, как мы уже отме-
отмечали выше, тара, изготовленная из полимерных и углеграфито-
вых материалов, не содержащих неорганических наполнителей.
Так, фтористоводородную D8%-ную), азотную F0—70%-ную)
и соляную C6%-ную) кислоты с содержанием примесей не ме-
менее 1 • 10~6— 1 • 10"9% каждой можно хранить без изменения
качества в сосудах из фторопласта (см. рис. 91). Применение
для хранения фтористоводородной кислоты контейнеров из по-
полиэтилена высокого давления (ПЭ-150) приводит через 30 дней
к загрязнению кислоты микропримесями железа (с 2 • 10~6 до
2- 10%) и меди (с 1 • 10~7 до 1 • 10~6%). Контейнеры из поли-
полиэтилена нельзя применять для хранения трихлорсилана и GeCU,
SiCU и SnCU. В этих средах полиэтиленовые контейнеры с те-
течением времени темнеют, их стенки становятся шероховатыми,
покрываются мелкими трещинами и, наконец, разрушаются.
В контейнерах из полиэтилена высокого давления можно
хранить в течение 3 месяцев без изменения качества (содержание
Таблица 26
Влияние вида материала лабораторной посуды
на результаты анализа минеральных кислот [24]
Кислота
Азотная
Плави-
Плавиковая
Соляная
Материал
посуды
Фторо-
пласт-4
Платина
Квари
Фторо-
пласт-4
Платина
Фторо-
пласт-4
Платина
Кварц
Содержание примеси, %
А1
2 • 10"'
2 • 10"'
2-10"
3 • 10"
1 • КГ!
< 4 ¦ 10
2 • 10"'
1 • 10"'
Ре |
8 ¦ 10"'
2-10"'
2 ¦ 10"
3-Ю
1 • 10"'
3 • 10
2 ¦ 10"'
1 • 10"'
Ca j Cu
4 • 10"'
3 • 10"'
6 • 10"'
1 • 10"'
1 • 10"'
5-10
1 • 10
6 • 10"'
< 1 • 10"в
4-Ю"8
1 • 10"
< 4- 10
4-10"8
2 • 10"8
1 - ю-;
1 • 10"'
Mg
7-10"'
2-10
2-10
< 3 • 10~'
1 • 10"'
3- 10
6-10"'
1 • 10"'
Ti
< 1 • 10~8
8-Ю-8
3-10~8
1 • 10
1 • 10"'
< 1 • 10~8
4-Ю"8
2- 10~'
441
В, Аи, Си, Ag и Р по 1 • 10-7%; Al, Mg, Mn, Ni, Sn, As, Pb no
1 • 10-6%) 35%-ную соляную кислоту и 4—20% водные рас-
растворы гидроокисей щелочных металлов. При тех же условиях
хранения соляной кислоты в контейнерах из полиэтилена низ-
низкого давления (марки П) наблюдается увеличение в кислоте
содержания примесей железа и титана с 1 • 10~6 до 1 • 10~5%, а
сам полиэтилен сильно темнеет.
Хранение деионизованной воды невозможно даже в контей-
контейнерах из фторопласта-4. Через 30 дней деионизованная вода
загрязняется примесями алюминия, железа, кальция, меди, хро-
хрома и других элементов [22].
О влиянии вида материала на качество особо чистых ве-
веществ можно судить по данным табл. 26. Из табл. 26 видно,
что даже кратковременный контакт особо чистых кислот с ма-
материалом тары на период проведения анализа вызывает загряз-
загрязнение образцов [24].
литература
1. Б. Д. С т е п и н, Хим. пром., № 3, 52 A969).
1а. А. И. Че км а рев, М. Л. Михель, И. А. Кронгауз, Е. М. Витен-
берг, Тара для химических продуктов, Изд. НИИТЭХИМ, 1960.
2. Д. Е. К у н ц, Д. О. Ф е д е р, К. О. Томас, сб. «Очистка деталей элек-
электронных приборов», Изд. «Энергия», 1964, стр. 170.
3. В. С. Сотников, А. С. Белановский, Радиохимия, 9, 240, 246
A967); 8, 171 A966).
4. Анализ следов элементов. Материал симпозиума 1955 г., ИЛ, 1961.
5. И. Е. Старик, И. А. Скульский, В. Н. Щебетковский, Радио-
Радиохимия, 3, 428 A961).
6. В. В. Глазунов, И. А. Скульский, Радиохимия, 8, 604, 607
A966).
7. Д. О. Ф е д е р, Д. Е. К у н ц, сб. «Очистка деталей электронных прибо-
приборов», Изд. «Энергия», 1964, стр. 89.
8. Д. Е. К У н ц, И. Э м р о н, Там же, стр. 121.
9. Н. Шенфельд, Неионогенные моющие средства, Изд. «Химия», 1965,
стр. 204.
10. С. Ф. Тарасов, Б. Д. С те пин, Хим. пром., № 9 A969).
11. И. Е. Старик, Л. Д. Шейдина, Л. И. Ильменкова, Радиохимия,
1, 168 A959).
12. Р. П. Ластовский, Н. М. Дятлова, Б. И. Бихман, Б. Д. Сте-
пин, авт. свид. 204478, 1967; Бюлл. изобрет., № 22 A967).
13. Д. Е. К у н ц, К. О. Т о м а с, В. Г. К р а ф т, И. Э м р о н, сб. «Очистка де-
деталей электронных приборов», Изд. «Энергия», 1964, стр. 135.
14. Фирма «Karl Roth», Z. anal. Chem., 213 C), 242 A965).
15. G. M. Ryder, P. L. Temple, австрал. пат. 246323, 1963; РЖХим., 1966,
2Р428П.
16. Д. Е. Кунц, М. В. Саливеи, сб. «Очистка деталей электронных при-
приборов», Изд. «Энергия», 1964, стр. 63.
17. Л. С. Василевская, В. П. Муравенко, А. И. Кон др а шин а,
ЖАХ, 20 E), 540 A965); W. К- Fischer, W. Schachtele, Chem.-
Ingr.-Techn., 37, A0), 1072 A965).
442
18. Б. Д о л е ж е л, Коррозия пластических материалов и резин, Изд. «Хи-
«Химия», 1964.
19. А. А. Синегуб-Лавренко, ДАН СССР, 143 D), 925 A962).
20. J. L. Wilson, E. E. Mendenhall, Ind. Eng. Chem., Anal. Ed., 16 D),
251 A944).
21. O. M. Morgan, J. G. Lanklen, Ind. Eng. Chem., Anal. Ed., 14 (9),
725 A942).
22. Л. С. Василевская, сб. «Методы анализа веществ высокой чистоты»,
Изд. «Наука», 1965, стр. 16.
23. Г. Ф. Джон, сб. «Очистка деталей электронных приборов», Изд. «Энер-
«Энергия», 1964, стр. 77.
24. И. М. К о р е н м а н, Аналитическая химия малых концентраций, Изд.
«Химия», 1967, стр. 112.
ГЛАВА XIV
ОБОРУДОВАНИЕ
ЛАБОРАТОРНЫХ
И
ПРОИЗВОДСТВЕННЫХ
ПОМЕЩЕНИЙ
Одна из основных особенностей получения особо чистых ве-
веществ — необходимость полной изоляции реакционной среды от
вторичных загрязнений (атмосферных и аппаратурных). Мно-
Многолетняя практика показывает, что при уменьшении содержания
в веществе микропримесей ниже 1 • 10— 1 • 10-5% на эффектив-
эффективность технологического процесса начинают сильно влиять атмо-
атмосферные загрязнения, а выбор материала для химической аппа-
аппаратуры резко ограничивается. Это влияние уменьшает возмож-
возможность наиболее полного удаления микропримесей в некоторых
технологических процессах, вызывает появление «трудноудаляе-
мых» из вещества микропримесей (Fe, Si, S, Ca, Mg, Pb, Na, Al
и другие), сильно усложняет контроль производства и часто
приводит к производственному браку [1, 1а].
К сожалению, полная изоляция реакционной среды путем
надежной герметизации аппаратуры и коммуникаций всего
технологического процесса практически трудно осуществима.
К тому же почти все конструкционные материалы, включая и
металлы, обладают определенной проницаемостью для газооб-
газообразных атмосферных загрязнений. Эта проницаемость обуслов-
обусловлена не только наличием микропор и микротрещин, но и опре-
определенными размерами межатомных и межмолекулярных пустот.
Необходимо, поэтому, чтобы система аппаратов и приспособ-
приспособлений, где осуществляется данный технологический процесс,
была окружена «химически стерильной» защитной зоной!
исключающей попадание в технологическую систему прежде
всего тех загрязнений, которые удаляются из перерабатывае-
перерабатываемого вещества [1—6].
РАСПОЛОЖЕНИЕ ЗДАНИЙ И СООРУЖЕНИЙ [1, 1а]
Здания и сооружения, предназначенные для работ с особо
чистыми веществами, располагаются в лесном массиве, вдали
от крупных населенных пунктов — основных источников атмо-
444
сферных загрязнений. Лесной массив с преобладанием таких
пород, как рябина, липа, лиственница, дуб и клен, является
хорошим фильтром аэрозолей [7]. Ширина защитной зеленой
зоны вокруг зданий вблизи крупных населенных пунктов долж-
должна быть не меньше 50 км [8]. При озеленении защитной зоны не
следует применять тополя и другие древесные породы, сильно
засоряющие своими опущенными семенами фильтровальные
установки и территорию вокруг зданий и сооружений, что не-
небезопасно и в пожарном отношении [8].
Желательно, чтобы по своим климатическим особенностям
место расположения здания было зоной повышенной влажно-
влажности *, со среднегодовым количеством осадков порядка 60—80 см.
Во избежание эрозии почв территорию около зданий и со-
сооружений следует засеивать травой с хорошей корневой систе-
системой и засаживать кустарником, а подъездные пути и дорожки
покрывать пластобетоном, полимерцементбетоном или битумбе-
тоном с небольшой истираемостью [9, 10]. В летнее время (осо-
(особенно в часы наиболее интенсивного движения транспорта и
пешеходов) дорожные покрытия необходимо периодически по-
поливать водой. Периодичность поливки должна обеспечивать по-
постоянную влажность поверхности дорожек и подъездных путей.
Для обеспечения зданий горячей водой и паром надо ис-
использовать теплоцентрали. Строительство самостоятельной ко-
котельной допускается лишь в крайних случаях [11]. Топливом
таких котельных может быть только природный газ, а котель-
котельные должны располагаться вне территории в соответствии с ро-
розой ветров данной местности, с тем, чтобы продукты сгорания
топлива не попадали ** в зону заборных камер приточной вен-
вентиляции [11].
СТРОИТЕЛЬНОЕ ОФОРМЛЕНИЕ ПОМЕЩЕНИЙ [1а]
Здания сооружаются из обычных строительных материалов
с соблюдением существующих норм промышленного строитель-
строительства и с учетом требований техники безопасности, санитарии и
эстетики. Наши рекомендации относятся прежде всего к вну-
внутренним отделочным работам и к расположению различных
коммуникаций, обеспечивающих определенную степень «хими-
«химической стерильности» в производственных и лабораторных поме-
помещениях. Основное требование, предъявляемое к отделочным
работам, — минимально возможное применение металла, цемен-
цемента, гашеной извести, алебастра, мела и более широкое исполь-
использование полимерных материалов, пластмассовых бетонов и рас-
растворов [9].
* Атмосферные осадки способствуют удалению загрязнений из воздуха.
** На расстоянии, равном 40-кратной высоте дымовой трубы, содержание
SO« в воздухе составляет в среднем 0,3 мг[м? [11].
445
Наружные стены зданий облицовывают либо кирпичом мар-
марки ПС, либо полиэфирным стеклопластиком, либо покрывают
лакокрасочными материалами на основе силиконов (кремне-
органические полимеры). Такая отделка позволяет производить
летом ежедневную отмывку наружных стен водой *.
Крыши зданий рекомендуется изготавливать из крупноволок-
крупноволокнистого стеклопластика [9, 12].
Полы [4, 13, 14]. Выбор материала для покрытия пола во
многом определяет возможность создания необходимого воз-
воздушно-технического режима внутри рабочих помещений. Покры-
Покрытие полов должно обладать низкой истираемостью **, высокой
устойчивостью к воздействию различных реагентов, легко отмы-
отмывающейся поверхностью и красивым внешним видом. Этим
требованиям больше всего удовлетворяют покрытия из пла-
пластифицированной древесины и некоторых видов линолеумов
(глифталевого, релина3* [15] и поливинилхлоридного) при усло-
условии, что их производство не основано на использовании неорга-
неорганических4* пластификаторов, пигментов и наполнителей [9, 15].
Следует заметить, что линолеумы без наполнителей имеют самые
высокие показатели сопротивления истираемости [15]. Примене-
Применение полихлорвиниловых плиток не рекомендуется из-за большого
количества швов, образующихся при настиле пола. Перспектив-
Перспективным является применение бесшовных покрытий из мастичных бес-
бесцементных составов на основе поливинилацетатной эмульсии [9].
В цехах и на производственных участках покрытия пола
можно выполнять из фенолитовой плитки. Плитки из фенолита
паронепроницаемы, устойчивы к воздействию большинства ми-
минеральных и органических кислот, не абсорбируют паров ртути.
Стены и потолок [1а]. Стены и потолок рабочих помеще-
помещений подвергаются значительно меньшему механическому износу,
чем покрытия полов. Тем не менее, оштукатуренные поверхности
с течением времени разрушаются под влиянием адсорбции по-
поверхностно-активных веществ (эффект Ребиндера) из окружаю-
окружающей среды [16]. Адсорбционный слой в своем стремлении про-
проникнуть в глубь микротрещин создает двухмерное давление,
способствуя таким образом нарастанию деформации, увеличе-
увеличению числа микротрещин, а вблизи предела прочности — и разру-
разрушению твердого тела. Адсорбция из воздуха углекислого и сер-
сернистого газов, влаги, хлористого водорода, аммиака и других
* Подобная защита стен кирпичных и крупнопанельных зданий разра-
разработана Алма-Атинским НИИ строительных материалов и применяется в граж-
гражданском строительстве.
** Истираемость всех видов покрытия не должна превышать 1 • 10 г/см2.
s* Резиновый линолеум.
4* Например, при изготовлении поливинилхлоридного линолеума в лино-
леумную массу входит до 70% BaSO4, 1% Fe2O3 и других компонентов, за-
загрязняющих воздух при истирании линолеума [15].
446
примесей, всегда присутствующих в воздухе производственных
и лабораторных помещений, облегчает развитие микротрещин
в поверхностных слоях оштукатуренных стен и потолка и вы-
вызывает отслаивание тончайших частиц, которые образуют до-
довольно устойчивые аэрозоли [10]. Этому процессу способствует
механическая уборка помещений (обеспыливание стен и потол-
потолка при помощи пылесосов и т. д.). Поэтому поверхность потолка
и стен либо покрывают химически стойкими лаками типа поли-
полихлорвиниловых или хлорированного каучука, либо обклеивают
при помощи эпоксидного клея соответствующими пластическими
материалами.
Полимерные материалы также разрушаются под влиянием
адсорбции поверхностно-активных веществ. Уже при высыхании
защитного покрытия наблюдается его мельчайшее растрескива-
растрескивание с образованием замкнутых линий трещин*. Однако разру-
разрушение полимерных материалов связано не столько с образова-
образованием аэрозолей, сколько с общей потерей прочности.
Экономически выгодным является применение стеновых па-
панелей из стеклопластика [9, 12], обладающего хорошей химиче-
химической стойкостью, например, стеклопластика марки ФСМ-1 **. Из
этого же материала изготавливают и прозрачные панели свет-
светло-зеленого цвета F0% светопроницаемости) для различных пе-
перегородок внутри помещений. Наконец, стеновые панели могут
быть выполнены из древесины, облицованной стеклопластиками.
Основное достоинство панелей из стеклопластиков (особенно
трехслойной конструкции)—их небольшой вес. Вес 1 м2 стено-
стеновых панелей с применением стеклопластиков, примерно в 60 раз
меньше веса 1 м2 кирпичной стены. Стыковка стен и пола, а
также стен и потолка производится при помощи овального
уголка из стеклотекстолита или полимерного материала. Внутри
уголка могут проходить электросиловые кабели или проводка
сигнализационных и телефонных устройств3*.
Окна [1 а]. Оконные проемы выполняются по обычным свето-
светотехническим нормам. Наружные рамы остекляют, а во внутрен-
внутренние со стороны рабочего помещения вставляют органические
стекла [9]. Прозрачность органического стекла достигает почти
90%, причем в отличие от силикатного, оно пропускает до 75%
света и ультрафиолетовые лучи [9]. Внутренние рамы изготавли-
изготавливают без каких-либо металлических петель и скоб и полностью
* Это явление было названо А. В. Думанским правилом постоянного
периметра.
** Стеклопластики марки ФСМ-1 представляют собой листовой мате-
материал, полученный методом горячего прессования фенолформальдегидной смо-
смолы, армированной слоями стекловолокнистых холстов [12].
3* Например, в качестве плинтуса со специальными каналами для раз-
различных проводок можно использовать полихлорвиннловый плинтус марки
П-10 (ВТУ№ 18—64).
447
герметизируют. В каждом рабочем отсеке допускается только
одна форточка (с уплотняющей прокладкой) для аварийного
проветривания помещения.
Двери [1а]. Двери с гладкой, легко моющейся поверхностью,
изготавливают из древеснослоистого пластика (ДСП) или из
стеклотекстолита [12]. Ручки и запорные приспособления выпол-
выполняются из полистирола- Для устранения легко истирающихся
металлических петель все двери делают скользящими, .раздви-
.раздвигающимися. Основания дверей и направляющие лотки для умень-
уменьшения истираемости изготавливают из антифрикционных поли-
полимерных материалов (фторопласт и др.).
Лестницы. Марши и лестничные площадки — один из ос-
основных источников появления неорганических аэрозолей внутри
зданий, предназначенных для работ с особо чистыми веще-
веществами. Поэтому рекомендуется марши изготавливать из пено-
пенопласта, оклеенного слоем стеклопластика, толщиной 2 мм [9],
а лестничные площадки — из стеклопластика, из пластмассовых
бетонов на основе фурановых смол или из поливинилацетата.
Лестничные ограждения выполняют также из стеклопластика.
Стены лестничных площадок и маршей могут быть отделаны
облицовочным кирпичом марки ПС или полиэфирным стеклопла-
стеклопластиком толщиной 0,2—0,3 мм [9].
Отопление помещений при помощи настенных радиато-
радиаторов различных систем не применяется, так как металлические
ребра последних, даже покрытые масляной краской, мало устой-
устойчивы против коррозии, а сам радиатор является хорошим сбор-
сборником пыли, полное удаление которой представляет нелегкую
задачу. Поэтому отопительная система обычно размещается в
стенных специальных нишах, герметично закрытых эмалирован-
эмалированными крышками. Внутреннее пространство таких ниш соеди-
соединяется с вытяжной системой для поддержания разрежения по
отношению к рабочему помещению порядка 1—2 мм вод. ст.
В отдельных случаях допускается использование настенных теп-
теплообменников змеевикового типа и типа трубок Фильда [17], по-
покрытых либо эмульсией фторопласта-3 м, либо эмалированных.
Коммуникации [1а]. Разводка по помещениям холодной,
горячей и деминерализованной воды, сжатых газов, вакуума и
пара осуществляется по специальным каналам и проемам внутри
стен, сообщающихся с самостоятельной вытяжной системой во
избежание заноса пыли через люки и выводы в рабочие поме-
помещения. Рекомендуется вместо металлических труб применять
для разводки * вакуума, холодной и горячей воды, сжатых га-
газов трубопроводы из эпоксидного стеклопластика, которые
выдерживают давление до 80 ат при 60—70° С [18]. Выводы ком-
коммуникаций размещаются в герметично закрытых стенных шка-
шкафах вне рабочих помещений и оканчиваются запорным приспо-
приспособлением. Вся разводка коммуникаций по рабочим помещениям
к столам, вытяжным шкафам, стендам и установкам выполняется
из фторопласта, нейлона, капрона и других полимерных мате-
материалов. Механические вакуум-насосы и небольшие компрессор-
компрессорные установки (например, для пламенной фотометрической
установки) размещаются в пристенных шкафах коридора. Все
выбросы от таких индивидуальных установок собираются в са-
самостоятельную вытяжную систему.
Производственная канализация размещается также внутри
стен и специальных коробов. Трубопроводы монтируются из по-
полиэтиленовых, фаолитовых (фаолит марки А) или винипласто-
вых труб. Ревизии и прочистки изготавливают из этих же мате-
материалов с соответствующей герметизацией люков.
Вентиляция [1, 1а, 13, 14]. Требования к приточно-вытяж-
ным вентиляционным установкам в зданиях, предназначенных
для работ с особо чистыми веществами, — наиболее высокие.
Эти установки, по существу, определяют в производственных
помещениях необходимый воздушно-технический режим, кото-
который должен обеспечивать максимальное обеспыливание воздуха,
поступающего к рабочим зонам, и поддерживание в последних
избыточного давления (порядка 2—3 мм вод. ст.) для предотвра-
предотвращения заноса пыли извне [4]. Такое повышение давления дости-
достигается подачей объема воздуха, превышающего на 20—30%
объем удаляемого воздуха [19].
Большое значение имеет качество обеспыливания воздуха.
Используемые в настоящее время масляные фильтры мало при-
пригодны из-за образования весьма тонких масляных аэрозолей
[20]. Наиболее целесообразно сочетание мокрых трубчатых элек-
электрофильтров и механической очистки при помощи пенных аппа-
аппаратов * [21, 22] или простого фильтрования увлажненного воз-
воздуха через блоки различной конструкции, в которых фильтром
является либо ткань типа ФП ** [23—25а], либо листовой пено-
пенопласт (например, пенополиуретан) [26], либо ткани на основе
акрилатов (дайнель и др.) [27]. Перед фильтрованием через
тканевые фильтры целесообразно пропускать воздух для увлаж-
увлажнения и предварительной очистки через гидравлический пыле-
пылеуловитель [20]. При использовании в гидравлическом пылеуло-
пылеуловителе растворов поверхностно-активных веществ можно уда-
удалять из воздуха аэрозоли с размером частиц менее 1 мк [28].
* Вся разводка деминерализованной воды производится трубами из по-
полиэтилена высокого давления или винипласта марки А. Последний является
одним из наиболее чистых полимерных материалов.
448
* Остаточная концентрация пыли составляет 10 мг/м* [22].
** Фильтровальный материал ФП представляет собой нанесенные на под-
подложку слои беспорядочно расположенных волокон из полимеров [23, 25а].
Средний диаметр волокон колеблется от 0,5 до 2,5 мк.
29 Зак. 114
449
Для улавливания тонкодисперсных аэрозолей (частиц Айт.
кена) из увлажненного воздуха наиболее пригодными [25 а] ока-
оказываются несмачивающиеся фильтры из перхлорвиниловых во-
волокон (ФПП) и волокон из полистирола (ФПС). Волокна этих
фильтров достаточно долго сохраняют электростатический за-
заряд, значительно повышающий их фильтрующие свойства [23,
25]. Волокнистые фильтры имеют высокую пористосгь и доста-
достаточно большое" расстояние между волокнами по сравнению с
размерами частиц. Благодаря этому частицы удаляются не толь-
только в результате электростатического притяжения, но и вслед-
вследствие воздействия инерционных и гравитационных сил [23, 29].
Предлагается [30] для глубокой очистки воздуха применять
диэлектрические тканевые (перлон) пылеотделители, в которых
между слоями ткани находятся электроды с разностью потен--
циалов порядка 10 кв/см. Такого рода фильтры обладают не-
небольшим сопротивлением (около 0,5 мм вод. ст.) и отделяют
высокодисперсные аэрозоли (частицы менее 5 мк). Перспективным
может оказаться и акустическая коагуляция аэрозолей [31,32].
Помимо указанного выше централизованного обеспыливания
воздух должен проходить еще местную дополнительную очистку.
Для этого над каждой входной дверью в рабочий отсек уста-
устанавливается фильтр типа «Лаик» * [25а, 33, 34]. С внутренней
стороны фильтр снабжается жалюзийной решеткой для полного
или частичного его отключения. Для очень тонкой очистки воз-
воздуха от частиц размером 0,02 мк и выше применяют мембран-
мембранные фильтры типа «АА Миллипор» [35].
Содержание пыли в воздухе производственных и лаборатор-
лабораторных помещений не должно быть более 0,02 мг/м*. По другим
нормам запыленность не должна превышать 1—2 пылинок, раз-
размером около 1—5 мк, осевшим за 1 ч на 1 см2 поверхности **.
Наиболее сложной задачей является удаление из воздуха
газообразных примесей (БОг, НС1, NH3, H2S, BC13, POC13 и др.).
В незначительной степени эти примеси поглощаются водой в гид-
гидравлическом пылеуловителе и при мокрой электроочистке. Из-
Известен [36] способ тонкой очистки воздуха от серусодержащих
загрязнений путем пропускания его через фильтр, содержащий
в контактной массе соединения серебра. В настоящее время
разработка фильтровальных установок для поглощения газооб-
* Фильтр типа «Лаик» разработай лабораторией аэрозолей НИФХИ
им. Карпова [25а, 34].
** Контроль запыленности осуществляется либо при помощи анализато-
анализаторов типа А3-2м и АЗ-4, работающих в диапазоне 1—25 000 частиц на 1 л при
диаметре регистрируемых частиц от 0,3 мк и более. Достаточно надежным
способом контроля является метод естественного осаждения пыли на стек-
стеклянную пластинку, смазанную легким маслом Этот метод может быть при-
применен при измерении пыли с величиной частиц 1 мк и более [3]. Информация,
полученная этим методом, дает представление не только о количестве ча-
частиц, но и об их распределении по величине.
45Q
разных примесей — одна из актуальных задач. В этом направле-
направлении наиболее перспективным является применение активных
углей и ионообменных смол [37].
Воздуховоды вытяжной и приточной вентиляции выполняются
из полимерных материалов и размещаются в специальных ка-
каналах и проемах внутренних стен и перегородок. В местах
присоединения к вытяжным шкафам и боксам воздуховоды обо-
оборудуются специальными устройствами, предотвращающими про-
проникновение пыли из внешней среды в рабочую зону после вы-
выключения приточной вентиляции.
Вентиляторы приточных установок следует изготавливать из
стеклопластиков [12, 38], полипропилена и других материалов,
обладающих сравнительно высокой химической и термической
устойчивостью и хорошей износостойкостью. Что касается теп-
теплообменников систем кондиционирования воздуха, то наиболее
подходящим конструкционным материалом для них является
фторопласт [39] и пропитанный графит [40,40а].
Уменьшения загрязнения воздуха внутри рабочих отсеков
можно достигнуть также путем увеличения рабочей площади на
одного сотрудника до 18—20 м2; ограничения хождения внутри
помещений, применения более устойчивых к истиранию покры-
покрытий полов, специальных одежды и обуви; удаления второстепен-
второстепенных предметов и оборудования из рабочего помещения и т. д. [3].
Разводка электрического тока. Освещение
[1а]. Вся разводка электрического тока (переменного и постоян-
постоянного) производится в скрытом исполнении. Выводы силовых
кабелей (щитки, муфтовые разъемы, отдельные розетки, контакт-
контактные кнопки магнитных пускателей, простые выключатели) раз-
размещаются в нишах стен или герметичных коробках из стекло-
стеклопластика и сообщаются с вытяжной вентиляцией для удаления
паров меди, цинка, железа и других металлов, образуемых в
момент срабатывания электроконтактов при включении электро-
электроустановок. Силовые щиты (сборка предохранителей, магнитных
пускателей) устанавливаются вне рабочих зон в герметично за-
закрытых шкафах или стенных нишах, сообщающихся с вытяжной
вентиляцией. Следует иметь в виду, что основной источник энер-
энергии в рабочих зонах — электрическая энергия. Применение газа
крайне ограничено ввиду образования при его сгорании боль-
большого количества примесей.
Для искусственного освещения применяются светильники,
вся металлическая арматура которых герметично закрыта про-
прозрачным или матовым колпаком, изготовленным из обычного
стекла, полипропилена или органического стекла [41]. Внутри
такого колпака должен поддерживаться небольшой вакуум, по-
порядка 1—2 мм вод. ст.
Ионообменная установка. Снабжение деминерали-
деминерализованной водой (удельное сопротивление 2—3 Мом • см) всех
29* 451
рабочих отсеков является централизованным от ионообменных
установок типа КДВ-0,4 D00 л/ч) или типа ИРЕА A00 л/ч)
[42], расположенных на верхнем или чердачном этаже здания.
Здесь же находится и приемная емкость (напорный бак), изго-
изготовленная из органического стекла, объем которой должен ком-
компенсировать суточные колебания в потреблении деминерализо-
деминерализованной воды. Из напорного бака вода самотеком поступает во
все отсеки здания и при помощи сильфонных насосов большой
мощности возвращается по замкнутому контуру в ионообменную
установку. При отсутствии непрерывной циркуляции вода те-
теряет свое качество [43]. Поэтому после долгого перерыва в
работе вся система перед употреблением воды должна быть
полностью промыта. Совершенно недопустимо применение для
трубопроводов полимерных материалов, содержащих неоргани-
неорганические пластификаторы. Для получения воды более высокой сте-
степени очистки* (удельное сопротивление 4—18 Мом-см) в отсе-
отсеках размещаются установки типа «Эльгастат» (см. рис. 54 на
стр. 283) [6, 44] и перегонные аппараты, изготовленные из фто-
ропласта-4.
Центральная пылесосная станция. Для центра-
централизованной уборки пыли в одном из мест здания размещаются
несколько мощных пылесосов, разводка от которых подводится
ко всем отсекам, коридорам и вспомогательным помещениям.
Для разводки используются винипластовые трубы. Включение
пылесосов производится из отсека.
Монтажные площадки. При монтаже аппаратуры на
производственных и опытных участках применяются исключи-
исключительно изделия (колонны, балки, плиты, лестницы, ограждения)
из стеклопластиков [9, 12]. Среди различных стеклопластиков
наибольшей динамической и статической выносливостью обла-
обладают стеклотекстолита на феноло-формальдегидной и эпоксид-
эпоксидной смолах [9, 12]. Хорошие механические свойства имеют ани-
анизотропные стекловолокнистые пластики. Отдельные детали из
стеклопластиков соединяются между собой путем склеивания **
либо при помощи болтов с заделкой металла эпоксидными и
другими смолами.
К перспективным конструкционным материалам, пригодным
для изготовления монтажных площадок, можно отнести ситал-
лопласты и пластобетон [38]. Изделия из ситаллопласта могут
быть получены на основе фторопластов, полиэтилена и других
полимеров.
* Контроль качества воды первой и второй ступени очистки производит-
производится при помощи солемеров типа СО-Н или кондуктометров типа КВА-2 [42,
45].
** Предел прочности при сдвиге клеевого соединения при 25° С лежит в
пределах 60—150 кгс/см2 [9, 12].
452
Моечные узлы. Очистка лабораторной посуды и аппара-
аппаратуры от поверхностных загрязнений — крайне ответственная опе-
операция. Поэтому в каждом рабочем отсеке необходим небольшой
моечный узел (см. главу XIII).
ПЛАНИРОВКА ПОМЕЩЕНИЙ [1, 1а, 4, 13, 14]
Планировка помещений, коридоров и переходов должна быть
максимально простой, без каких-либо выступов, навесов, откры-
открытых ниш и тупиков [3]. В большинстве случаев планировка по-
помещений выполняется в двух вариантах. По первому варианту
каждый коридор, зданий делится на две части: вспомогательная
служба лаборатории (помещения ст. лаборанта, прибористов,
комнаты для приема посетителей, кладовки, комната для ра-
работы с литературой, гардеробная, туалет и другие) и рабочие
помещения, где ведутся необходимые научно-исследовательские
работы [1]. Вспомогательные помещения отделяются от работы
тамбуром (шлюзом) для обеспыливания одежды, очистки и об-
обмывки подошв обуви. Рабочие помещения в свою очередь де-
делятся на самостоятельные, изолированные отсеки, общей пло-
площадью 50—60 л2 каждый. В каждом таком отсеке работает три
человека. Отсек состоит из двух частей: рабочей зоны и препа-
препараторской (или форкамеры). В последней размещается мойка
посуды и аппаратуры, сушильный шкаф, встроенный в стену
(высушенная чистая посуда вынимается из шкафа в рабочей
зоне), письменный стол для записи и обработки эксперименталь-
экспериментальных данных, шкаф для лабораторной посуды и инструмента
и т. д. Специальное оборудование (ИК-спектрометры, спектро-
спектрофотометры, хроматографы, дериватографы, калориметры, диэл-
кометры) находятся в специальных отдельных помещениях того
же коридора [1, 1а].
По другому варианту [46] гардероб * не отделяется от осталь-
остальных помещений, а входит в состав рабочего отсека. В этом слу-
случае общая площадь отсека составляет 60—80 м2 C—4 сотруд-
сотрудника). Первое помещение отсека служит для переодевания со-
сотрудников (смена верхней одежды на специальную), отдыха и
приема посетителей и работы с литературой; во втором поме-
помещении размещаются необходимые физико-химические приборы,
а в третьей комнате — проводятся все необходимые технологи-
технологические операции с особо чистыми веществами. Войти во второе
и третье помещение можно только через первое. Между первым
и вторым помещением установлен тамбур (шлюз) для обеспы-
обеспыливания сотрудников.
* Обинй гардероб для пальто и ялащей предусматривается на первом
«таже здания в обоих вариантах планировки помещений,
463
Последний вариант более подходит для производственных
технологических установок по получению особо чистых веществ.
В этом случае вполне оправдано наличие в рабочем отсеке трех
зон: средняя используется для размещения контрольно-измери-
контрольно-измерительной аппаратуры, различных механических систем (насосы,
вентиляторы и другие) и подготовки сырья.
Тамбур. Шлюзы [1, 1а]. Основным элементом любой пла-
планировки помещений является тамбур с двойными дверями для
обеспыливания сотрудников и поддержания эффективного из-
избыточного давления в рабочих помещениях (см. рис. 98). В там-
тамбуре, в стенных нишах расположены пылесосы *, один из кото-
которых соединен со щеткой для очистки подошв обуви, а другой с
щеткой для обеспыливания спецодежды сотрудников. Включе-
Включение пылесосов автоматическое,— при снятии сотрудником с
кронштейна щетки для одежды [19]. После 2—3 мин обеспыли-
обеспыливания сотрудник переходит на вторую площадку, выполненную
из винипласта с очень небольшими и часто расположенными
ребрами, омываемыми деминерализованной водой, которая по-
поступает из централизованной сети. Подача воды производится
автоматически, как только сотрудник наступает на площадку
для обмыва подошв. После тамбура подошвы обуви вытираются
о паралоновый коврик. Давление воздуха в тамбуре (шлюзе)
должно быть выше наружного на 1—2 мм вод. ст., но ниже, чем
в коридоре или чистом помещении [3].
МЕБЕЛЬ
К мебели (например, лабораторные столы, стенные и вытяж-
вытяжные шкафы), устанавливаемой в отсеках лаборатории, предъяв-
предъявляются следующие требования: полное отсутствие металлических
частей и соединений, наиболее простые геометрические формы
без каких-либо глухих мест, пазух, карманов, в которых могла
бы накапливаться пыль. Материалом для изготовления мебели
может служить пропитанная смолами (например, феноло-альде-
гидными) древесина марки ДСП, органическое стекло, стекло-
стеклопластики ** и полипропилен3*. Все дверки шкафов и столов
должны выполняться скользящими, раздвигающимися [49].
Шкафы-боксы [1]. Для проведения весьма тонких работ
в области получения высокочистых веществ с содержанием
отдельных микропримесей меньше 1 • 10~7% в рабочих отсеках
* Возможно использование и централизованной системы обеспыливания
помещений.
** Из органического стекла, стеклопластика и винипласта в СССР вы-
выпускаются шкафы типа 1Ш [47].
8* Мебель из полипропилена сочетает хороший внешний вид, прочность,
высокую химическую и термическую стойкость и сравнительно низкую стои-
стоимость [48].
454
необходимо иметь специальные шкафы-боксы * [49] (рис. 93).
Шкаф-бокс имеет индивидуальную систему обеспыливания воз-
воздуха и присоединен к общей вытяжной вентиляции. Изгота-
Изготавливается шкаф-бокс из органического стекла и винипласта.
Каркас шкафа — деревянный, тщательно обработанный полимер-
/ Ю
Рис. 93. Разрез шкафа-бокса:
;_ 5 —деревянный каркас; 2 —вентиляционный короб; 3 — неподвижная
рама из органического стекла; 4 — винипластовый короб механизма
подъема дверок; 6— подвижная рама из органического стекла; 7 —пульт
кнопок магнитопускателей; 8- дюзы для выхода обеспыленного воздуха;
9 — выход наружного воздуха; 10 — шибер; 11 —электродвигатель;
12 - вииипластовый вентилятор; IS — распределительная воздушная ко-
коробка.
ными лаками и смолами. Основная задача шкафа-бокса — со-
создание воздушной завесы перед зоной эксперимента, для пред-
предотвращения попадания в последнюю аэрозолей. Поэтому тща-
тщательно профильтрованный воздух подается как в форкамеру
шкафа-бокса, так и непосредственно в вытяжной шкаф в таком
* Специальные шкафы-боксы, конструкция которых была разработана
в ИРЕА, используются уже в течение нескольких лет в лаборатории особо
чистых неорганических веществ ИРЕА.
455
количестве, чтобы при действующей вытяжной системе под-
поддерживать в указанных местах избыточное давление порядка
2—3 мм вод. ст. Отсос воздуха производится через щелевые от-
отверстия дверок шкафа и из его верхней части. Перед экспери-
экспериментом производится «настройка» шкафа-бокса при помощи
шиберов на соответствующее избыточное давление. Во время
этой «настройки» происходит одновременно и удаление опреде-
определенной фракции аэрозолей. Вводы электроэнергии, сжатого газа
вакуума и воды осуществлены через специальные нарезные
муфты. Необходимые контрольно-измерительные приборы уста-
устанавливаются вне шкафа-бокса лицевой стороной к форкамере.
Электрические выключатели (тумблеры или кнопки магнитных
пускателей) собираются в одной коробке с правой стороны шка-
шкафа. Внутренняя часть коробки сообщается с вытяжной системой
для удаления паров меди и других металлов. Вся вентиляцией^
ная система подачи обеспыленного воздуха, включая вентилятор
и короб фильтра «Лаик», изготавливается из винипласта марки А
и монтируется в нижней части шкафа в звуконепроницаемом ко-
коробе из пенопласта. Короб имеет выводной канал, связанный
с вьпяжной системой для удаления загрязнений, выделяющихся
при работе электродвигателя. Воздух, подаваемый в шкаф-бокс,
засасывается из помещения отсека. Поэтому на время исполь-
использования шкафа-бокса в рабочем отсеке прекращаются все хи-
химические работы. Таким образом, прежде чем попасть в
шкаф-бокс воздух проходит тройное фильтрование через блоки
фильтров типа «Лаик».
Об эффективности обеспыливания воздуха при помощи филь-
фильтров «Лаик» можно судить по результатам анализа (табл. 27)
Таблица 27
Сопоставление результатов анализа
некоторых особо чистых веществ, выполненного
в различных условиях
Условия проведения
анализа
В обычной анали-
аналитической лабо-
лаборатории ....
В боксе, обору-
оборудованном
фильтрами
ФПП
Содержание микропримеси, %
AI
(HF)
2-Ю
2 ¦ 10"'
Fe
(Н2О)
7 • 10"'
3 • 10~8
Си
(HNO3)
5 • 10"'
< 1 • 10"9
Са
(HF)
2-Ю
3-10"'
Mg
(HF)
1 • 10~6
3 • 10"'
Pb
(HF)
2 ¦ 10
< 4 - Ю-8
Ж;
Примечание. В скобках указаны особо чистые вещества, в которых определя-
определялась данная микропримесь.
456
некоторых особо чистых веществ, выполненного в обычных усло-
условиях аналитической лаборатории и в боксе, оборудованном
фильтрами [5, 50].
Из табл. 27 следует, что определение микропримесей, при-
присутствующих в значительных количествах в воздушной среде
(см. главу II), приводит к получению заведомо неправильных
результатов: в веществах обнаруживается более значительное
содержание микропримесей, чем оно есть на самом деле.
Стенные шкафы. В коридоре лаборатории рекомендуется
устанавливать пристенные шкафы из древеснослоистого пла-
пластика для различных реактивов, лабораторной посуды и мелкого
оборудования либо монтировать такие шкафы в нишах стен [9].
Назначение стенных шкафов — максимально возможная раз-
разгрузка рабочих отсеков от ненужных в данное время лаборатор-
лабораторной посуды и реактивов и размещение различных электросборок.
В нижней части пристенных шкафов устанавливают механиче-
механические вакуум-насосы (например, типа ВН-461-м), небольшие
компрессорные установки и т. д. Стенные шкафы соединяются
с вытяжной вентиляционной системой и оборудуются гермети-
герметическими передвижными дверками.
Письменные столы, стулья и табуретки также изготавли-
изготавливаются из древеснослоистого пластика. Для устранения метал-
металлических шарниров применяют только скользящие, раздвигаю-
раздвигающиеся дверки.
Шкафы для аппаратуры, лабораторной посуды и реактивов,
спецодежды и спецобуви, устанавливаемые в форкамерах отсе-
отсеков, изготавливают из стеклопластика *.
ОБЩЕЕ ОБОРУДОВАНИЕ ЛАБОРАТОРИИ
И ОПЫТНО-ПРОМЫШЛЕННЫХ УЧАСТКОВ
К общему оборудованию лаборатории и опытно-промышлен-
опытно-промышленных участков, используемому почти в каждой научно-исследо-
научно-исследовательской или опытно-промышленной работе, относятся нагре-
нагревательные устройства, лабораторная посуда, моечные узлы и
приспособления, насосы, сушильные шкафы, штативы, сухие ка-
камеры и т. д. Общее оборудование является часто основным ис-
источником загрязнений особо чистого вещества и поэтому к его
изготовлению и эксплуатации предъявляются наиболее жесткие
требования. При конструировании аппаратуры следует всячески
¦ избегать возможности создания непроточных полостей, мертвых
зон, каких-либо карманов во внутренних частях аппаратов и
коммуникаций [54а, 546].
Основные материалы, используемые в настоящее время для
изготовления общего оборудования, — графит [40а], фторопласт,
* В СССР выпускаются такие шкафы типов ША и ШСО [47].
457
органическое стекло, полиэтилен, поливинилхлорид [5, 51—55],
кварц [5], стеклопластики [56], платина [57], полипропилен [48] и
некоторые другие. Из полипропилена изготавливается, например,
лабораторная посуда [48]. Такая посуда не бьется, отличается
высокой химической стойкостью, в нее можно наливать горячие
растворы солей, кислот и щелочей и безопасно проводить экзо-
экзотермические реакции, температура которых не превышает
150° С. Есть еще одно достоинство у посуды из полипропилена:
Рис. 94. Кварцевые го-
горелка и треножник:
1 — пластинка из пористого
кварца, заменяющая асбесто
вую сетку.
Рис. 95. Кварцевая
тигельная печь для
обработки особо
чистых веществ
в инертной атмо-
атмосфере.
в мерных цилиндрах водные растворы практически не имеют ме-
мениска, уровень раствора совершенно плоский, что позволяет
легко и более точно отмечать уровень жидкости [48].
Нагревательные приборы. В отсеках лаборатории и
на производственных участках при работе с веществами, содер-
содержащими менее 1 • 10~7% микропримесей, не рекомендуется ис-
использовать горючий газ ввиду наличия в последнем значи-
значительного количества аэрозолей [58]. Аэрозоли в светильном газе
образуются в результате коррозии трубопроводов и состоят на
30,0—90,0% из Fe2O3. В состав аэрозолей входит также сера от
0,7 до 34,0% и некоторые другие примеси [58].
458
В тех случаях, когда применение горючего газа допускается
(получение и обработка веществ с содержанием отдельных при-
примесей больше 1-Ю—Ь10~5%), стараются избегать примене-
применения металлических треножников, щипцов, асбестовых прокладок
(рис. 94), а нагревательный объект защищают от прямого кон-
контакта с газом и продуктами его сгорания.
Наиболее широкое распространение в технологии получения
особо чистых веществ получили различные электронагреватель-
электронагревательные устройства с защитной оболочкой (рис. 95—101). Так для
нагревания жидкостей в со-
сосудах (стаканы, колбы, чаш-
чашки) используются графито-
графитовые плитки и кварцевые по-
погружные нагреватели (рис.
96, 97). Для выпаривания
продукционных растворов
и жидкостей без вскипания
или толчков и разбрызги-
разбрызгивания применяется верхний
нагрев при помощи различ-
различных термоизлучателей [59—
61]. Верхний нагрев целесо-
целесообразен уже потому, что
тепло расходуется только на
поверхности испаряющейся Рис 96. Графитовая плитка:
жидкости, защищенной от
попадания аэрозолей из воз-
воздуха (рис. 98, 99).
Выпаривание, высушива-
высушивание и прокаливание при
150—250° С многих особо
чистых веществ можно проводить на установках с верхним и
нижним обогревом (рис. 98). Верхний обогрев создается термо-
термоизлучателем мощностью 500—800 вт, отделенным от остального
пространства кварцевой пластинкой толщиной 1—2 мм, незначи-
незначительно поглощающей энергию излучения. Внутрь стакана можно
подавать обеспыленный воздух, инертный газ, свободно выходя-
выходящий вместе с паром испаряющейся жидкости через верхнюю
трубку.
Перспективным является применение кварцевой и стеклян-
стеклянной аппаратуры с полупроводниковым нагревательным * слоем
/ — кварцевый стакан; 2 —заделка кварцевого
патрона при помощи стеклопластика; 3 — ни-
хромовая нагревательная спираль, заделанная
в огнеупорную массу; 4 — корпус плитки из
графита; 5 — корпус из стеклопластика; 6 — шту-
штуцер для электрического вывода; 7 ~ электри-
электрический шнур; 8— заделка вывода при помощи
литой смолы («хостакол» или «аральдит»).
* Токопроводящая пленка имеет удельное поверхностное сопротивление
100—500 ом и обладает устойчивой электропроводностью при нагревании до
300—350° С. На токопроводящую пленку можно накладывать переменный и
постоянный ток плотностью 100 а/мм2. Достоинство пленки — ее прозрач-
прозрачность для длин волн* 450—2000 ммк и устойчивость к влажной атмосфере,
растворам кислот (кроме плавиковой) и органических веществ [54].
459
(рис. 100), нанесенным на внешнюю поверхность изделия, обра-
обработкой последней парами SnCi2 в присутствии воздуха при
375—420° С [54] (рис. 101).
Высокотемпературная обработка особо чистых веществ без
снижения их качества возможна только в кварцевых тигельных
(рис. 95) и трубчатых печах.
В качестве нагревательного элемента часто применяется пла-
платиновая, вольфрамовая, молибденовая, нихромовая или платино-
родиевая проволока, а также фольга, намо-
намотанная непосредственно на кварцевую труб-
трубку. В случае использования вольфрама или
молибдена под защитным кварцевым кожу-
кожухом создается восстановительная атмосфе-
атмосфера, например, пропускается смесь азота с
20—25% водорода, не образующая с возду-
воздухом взрывчатых смесей [59].
Очень удобны в работе, хотя и несколь-
несколько громоздки, графитовые муфельные печи,
в которых теплоизолирующим материалом
служит мелкозернистый активный уголь
или силикагель. Корпус таких печей сва-
сваривается из полипропилена. Для умень-
Рис. 97. Кварцевый нагревательный патрон:
1 — корпус; 2 — керамический нагревательный элемент; 3 — заделка
выводов при помощи литой смолы («хостакол» илн «аральдит»):
4 — пробка; 5 — электрический ввод.
шения окисления графита вокруг муфеля создается восстанови-
восстановительная атмосфера.
Если допускается применение металлических тиглей (пла-
(платина, тантал и другие) для спекания, сплавления или возгонки
особо чистых веществ, то весьма эффективным способом нагре-
нагревания является высокочастотное индукционное нагревание [59].
Нагревающее устройство высокочастотных установок, как из-
460
вестно, отделено кварцевой трубкой от рабочей зоны, и тем са-
самым исключается попадание микропримесей в обрабатываемое
вещество. Помимо этого создается возможность нагревания ве-
вещества в вакууме или инертной атмосфере. Вместо индукцион-
индукционного нагревания можно использовать концентрирование в реак-
реакционной зоне через герметичный кварцевый стакан теплового
излучения дугового разряда
большой линзой или вогну-
вогнутым зеркалом [59].
Другими источниками
тепла могут быть пар, горя-
горячая вода и специальные теп-
теплоносители, использование
которых стало возможным
после создания теплообмен-
ной аппаратуры из фторо-
фторопластами пропитанного гра-
графита [39—40а, 62, 63].
Дистилляционная
и ректификационная
аппаратура. Для ди-
дистилляций и ректификации
[ различных жидкостей при-
| меняется аппаратура, изго-
| ' товленная из кварца, пропи-
5 лена, пропитанного графи-
, та. Общие рекомендации по
эксплуатации такой аппа-
аппаратуры приведены в гла-
главе VI.
Штативы. Замена металла в приспособлениях для крепле-
i ния отдельных узлов лабораторной или производственной уста-
установки — наиболее сложная и до сих нерешенная проблема. В ла-
лабораторных условиях рекомендуется использовать штативы из
полистирола, текстолита, полипропилена и винипласта. Для уве-
увеличения прочности изделий иногда применяют полную обварку
", металлического штатива (опорной площадки и стойки) поли-
полипропиленом, поливинилхлоридом или покрытие эмульсией фто-
ропласта-3 или -4Д [64]. Но при этом следует иметь в виду, что
! использование покрытий из фторопласта-3 при температуре
выше 100° С снижает их долговечность. Термическая устойчи-
устойчивость пленок из фторопласта-4Д несколько выше и составляет
200—250° С [64].
Насосы. Для транспортирования жидкостей в лаборатор-
лабораторных и опытно-промышленных установках требуются насосы, не
вносящие в циркуляционную жидкость каких-либо загрязнений
в результате коррозии и механического истирания частей насоса.
461
Рис. 98. Использование теплоизлучателя
для выпаривания растворов особо чистых
веществ:
1 — графитовая плитка; 2 — теплоизлучатель из
прозрачного кварца; 3 — выпариваемый раствор;
4 — вход обеспыленного воздуха; 5—нагрева-
5—нагревательный элемент; 6 — воздушная тепловая изо-
изоляция; 7 —электрический шнур.
В этом отношении идеальны сильфонные (рис. 102) и двухсиль-
фонные насосы (рис. 103). Производительность таких насосов
1
1.
г 1
(
200
2
/
,1
Рис. 99. Кварцевый теплоизлучатель фирмы «Heraeus»
(ФРГ) на 600-800° С, тип OV-200, мощность- 1 кет.
а— внешний вид; б —разрез теплоизлучателя: / — нагревательная
кварцевая трубка; 2 — воздушная теплоизоляция; 3 — электропро-
может изменяться в довольно широких пределах в,зависимости
от объема фторопластового сильфона и частоты его возвратно-
поступательных движений в еди-
единицу времени [54а, 546]. Двух-
сильфонные насосы оказываются
к тому же превосходными дози-
дозирующими устройствами, которые
обеспечивают равномерную по-
подачу определенных количеств
жидкости из одной части уста-
установки в другую. Регулирование
количества подаваемой жидкости
осуществляется путем изменения
частоты возвратно-поступательно-
возвратно-поступательного движения сильфонов. На ме-
менее ответственных участках при-
применяют пластмассовые центро-
центробежные [65] и шестеренчатые
насосы. Шестеренчатые насосы
позволяют при диаметре фторо-
фторопластовых шестеренок 30—40 мм
и 1400 об/мин иметь производи-
производительность 4—5 л/мин при напоре
0,5 ат. В качестве подшипников
в узлах трения таких насосов используют преимущественно
фторопласт-4 с хорошими антифрикционными свойствами без
хладотекучести [38, 38а].
462
Рис. 100. Испаритель с токопро-
водящей пленкой:
1 — сосуд (кварц, стекло) с испаряю-
испаряющейся жидкостью; 2 — токопроводящая,
прозрачная пленка, состоящая из дву-
двуокиси олова, в структуре которой при-
присутствуют примеси Sn и SnO; 3 — элек-
электроды из обожженной серебряной пасты;
4 — внешний корпус испарителя (поли-
(полипропилеи, стеклопластик); 5 — поддон;
€ — герметический электрический ввод.
В небольших лабораторных установках используются либо
циркуляционные насосы [66] из винидура и новотекса (произво-
Разрез по А-А
Рис. 101. Кварцевая печь для термической обработки
особо чистых веществ:
1~ штуцер для подачи инертного газа; 2~ патрон для термо-
термопары; 3 —иихромовая или платиновая проволока для нагревании
Печи; 4— ввод электрического шнура; 5— корпус кварцевой печи;
6—крышка; 7 —внешний кварцевый корпус.
I
Рис. 102. Сильфонный васос.
дительность 12,5 л/ч при 3300 об/мин), либо стеклянные или
кварцевые циркуляционные насосы, способные подавать до
2—4 л/мин на высоту 2 м [59].
463
Применение вакуума для перемещения особо чистых раство-
растворов не рекомендуется из-за возможности загрязнения рабочих
объемов аэрозолями и газообразными примесями внешней воз-
воздушной среды. Что касается использования для тех же целей
избыточного давления (монтежю, эрлифты), то в этом случае
требуется тщательная очистка сжатого воздуха от примесей и
увеличение толщины стенок аппаратов, изготовленных из поли-
полимерных материалов, при тщательном контроле качества сварных
и клееных швов. Помимо этого, как уже отмечалось, некоторые
полимерные материалы, находящиеся под механической нагруз-
нагрузкой, подвергаются усиленной коррозии в водно-солевых раство-
растворах и растворах органических
растворителей.
Одним из источников за-
загрязнений металлическими при-
примесями окружающей среды и
продукционных растворов яв-
являются электродвигатели и
редукторы, используемые в ка-
качестве приводов реакторов с
мешалками и различных насо-
насосов. Если замена металличе-
металлических редукторов на редукторы,
изготовленные из ударно проч-
прочного полистирола и других по-
полимерных материалов, вполне
осуществима, то вместо элект-
электродвигателей пока не предло-
предложено ни одной системы приводов, исключающих использование
металла. Поэтому при размещении оборудования в производ-
производственных установках применяются либо герметические электро-
электродвигатели (например, типов АЗГ или ПН), либо электродвига-
электродвигатели выносятся в отдельное помещение и передача движения
от них к мешалкам осуществляется при помощи гибких тросов
из полимерных материалов, либо электродвигатели заключаются
в защитный кожух, находящийся под вакуумом.
Фильтровальные приспособления. Для удаления
твердой фазы из жидкостей в лабораторных условиях приме-
применяют специальные фильтрующие патроны с перхлорвиниловой
тканью. Патроны изготавливают из фторопласта, полипропилена
или органического стекла. В производственных условиях устраи-
устраивают батареи из фильтровальных патронов или нутч-фильтры,
размещаемые в герметически закрытых боксах. Последнее время
[38а] все чаще применяют фильтры, изготовленные из волок-
волокнисто-пористого фторопласта. Для разделения твердой и жидких
фаз во взвешенном слое используют специальные фильтроваль-
фильтровальные приспособления из органического стекла [67]. Фильтрование
464
Рис. 103. Двухсильфонный насос.
-; !
аэрозолей производится при помощи пакетов (рис. 104) из
ткани типа ФП.
Боксы. Сухие камеры. Для технологической или ана-
аналитической обработки небольших проб особо чистого вещества
(переливание жидкостей,
отвешивание проб или отме- .,<гзо_
ривание объемов жидкости)
часто применяют боксы из
полипропилена или органи-
органического стекла различной
конструкции * [5, 6, 45].
Сушильные шкафы.
До сих пор не создано ни
одной сушильной камеры,
пригодной для работ с осо-
особо чистыми веществами. В
большинстве случаев в ла-
лабораторной практике для
высушивания особо чистого
вещества применяются квар-
кварцевые печи с температурным
режимом 100—200° С (см.
рис. 101) или термоизлуча-
термоизлучатели (см. рис. 98, 99). Для
высушивания веществ тер-
термоизлучатели размещаются
в сухой камере или боксе
таким образом, чтобы пат-
патрон лампы оставался снару-
снаружи. Горловина лампы изо-
изолируется от верхней крышки
сухой камеры цилиндром
из фторопласта, а высту-
выступающий патрон герметиче-
герметически закрывается стаканом
из полимерного материала.
Высушивать вещества и ла-
лабораторную посуду можно
в камерах, изготовленных
из стеклопластиков **, в которых нагревательными элементами
служат кварцевые патроны (см. рис. 104).
* В СССР выпускаются боксы на одно и два рабочих места, изготов-
изготовленные из органического стекла (тип 6Б-ОС и 8Б-ОС), стеклопластика
FБ-СП) и полиэтилена FВ-ПЭ) [47].
** Для таких камер используют стеклотекстолит, прессовочные материа-
материалы и ориентированные стеклопластики. В качестве клея, пригодного для экс-
эксплуатации при 200^300° С, предложены клеи марок ВС-ЮТ, ВС-350 и
ВКЗ-2-300 [12].
Рис. 104. Пакет из фильтратов типа ФП
для удаления аэрозолей из газообраз-
газообразных фаз (материал —фторопласт-4):
/ — крышка; 2 — фильтрующие обоймы; 3 — ткань
типа ФП; 4 — штанги, стягивающие пакет;
5 — фланцы из текстолита; 6 —краны из фторо-
фторопласта; 7— входной штуцер.
30 Зак. 114
465
СПЕЦИАЛЬНАЯ ОДЕЖДА
Для изготовления специальной одежды рекомендуются хими-
химически устойчивые и мало истирающиеся безворсистые (монофи-
(монофилярные) ткани типа лавсан, капрон, найлон, дакрон, орлон и т.д.
[19]. Такие ткани обладают по сравнению с хлопчатобумажными
еще одним преимуществом: они легко электризуются и тем са-
самым хорошо сорбируют пыль из воздуха. Ткани из ацетатных и
хлопчатобумажных волокон являются источником большого
количества пыли. Найдено, что из каждых 100 пылевидных ча-
частичек, образующихся при одновременном использовании спе-
специальной одежды из различных материалов, 53 частички оказы-
оказываются ацетатными волокнами, 21—волокнами клетчатки бу-
бумаги, 13 — волокнами целлюлозы (хлопчатобумажные ткани),
9 — растительными волокнами, 2—шерстяными волокнами,
1 — чешуйкой кожного покрова, 1 — найлоновым волокном.
При работе в шкафу-боксе руки защищают либо гонкими
резиновыми перчатками*, либо полуоткрытыми перчатками из
монофилярного найлона, закрывающими только пальцы и ла-
ладонь руки [3]. Последнее время [68] предложено вместо перчаток
покрывать руки специальной эмульсией, практически не смы-
смывающейся ни водой, ни растворителями. Это покрытие незаметно
сходит с рук после 6—7 ч работы.
РАБОЧИЙ РЕЖИМ
Известно, что малейшее нарушение воздушно-технического
и рабочего режима, может привести к браку в работе, к десят-
десяткам и сотням неудачных экспериментов. Следует помнить, что
каждый сотрудник может стать из-за своей неаккуратности ис-
источником значительного загрязнения воздуха отсеков. Известны
случаи, когда причиной повышенного содержания некоторых
примесей в особо чистых веществах явилось, например, приме-
применение сотрудниками губной помады или пудры, содержащей
стеарат цинка и других металлов. Увеличение количества пыли
в отсеках может также происходить в результате шелушения
кожи рук и лица, особенно после загара. Ношение ручных часов,
обручальных золотых и серебряных колец, браслетов, драгоцен-
драгоценных камней и других украшений во время работы может приве-
привести к повышенному содержанию в продуктах железа, меди, зо-
золота, серебра, платины, хрома и многих иных микропримесей.
Курение в рабочих помещениях вызывает резкое увеличение со-
содержания в продукционных растворах и полученных продуктах
микропримесей К, Р, В, Fe и др.
• Очень удобны в работе резиновые перчатки фирмы «Barum» ЧССР.
466
Только тщательное, пунктуальное выполнение всеми сотруд-
сотрудниками правил внутреннего распорядка в рабочих помещениях
создает возможность получения веществ наиболее высокого ка-
качества.
ЛИТЕРАТУРА
1. Б. Д. Степин, М. И. Кафыров, Хим. пром., № 1, 35 A968).
la.И. П. Куприянов, Технологическая гигиена на предприятиях зару-
зарубежной электронной промышленности, Изд. «Советское радио», 1967.
2. W. S t г a n g m a n n, Glas-Instrum. Techn., 7, 349 A963).
3. P. R. P о n d у, G. E. H e 1 m k e, сб. «Очистка деталей электронных при-
приборов», Изд. «Энергия», 1964, стр. 10.
4. Ch. В а 11 а у, V. Jovanovic, H. Thieffin, Eqvipment des Laboratoi-
res de recherche, Paris, 1965.
5. Л. С. Василевская, В. П. Муравенко, А. И. Кондрашина,
ЖАХ, 20 E), 540 A965); сб. «Получение и анализ веществ особой чи-
чистоты», Изд. «Наука», 1966, стр. 76.
6. Л. С. В а с и л е в с к а я, сб. «Методы анализа веществ высокой чистоты»,
Изд. «Наука», 1965, стр. 16.
7. А. П. Щербаков, И. Ф. Чередниченко, сб. «Охрана природы на
Урале», вып. IV. Растительность и промышленные загрязнения, Изд.
Уральск, гос. ун-та, Свердловск, 1964, стр. 151.
8. Г. А. Глумов, Там же, стр. 169.
9. А. М. Иванов, Д. В. М а р т и н е ц, В. И. М а р т е м ь я н о в, К. Я. А л-
г а з и и о в, Применение пластмасс в строительных конструкциях и ча-
частях зданий, Изд. «Высшая школа», 1965, стр. 171.
10. А. Д. 3 и м о н, Адгезия пыли и порошков, Изд. «Химия», 1967.^
11. Н. М. Том с он, Материалы Республиканской итоговой научной конфе-
конференции по гигиене, Медгиз, 1963, стр. 143.
12 Б А. Киселев, Стеклопластики, Госхимиздат, 1961, стр. 157, 217.
13. J. Ми псе, Lab. Pract., 12 A2), 1070 A963).
14 Е Ми Пег, Construction (France), 18 F), 247 A963); (8), 305
A963).
15. М. И. Данцин, Н. П. Коншин, Г. А. Лебедев, О. Б. Розен, Ли-
Линолеум, Производство и применение, Госстройиздат, 1960.
16. Ю. В. Горюнов, Н. В. Перцов, Б. Д. Сумм, Эффект Ребиндера,
Изд. «Наука», 1966.
17. А. Г. Касаткин, Основные процессы и аппараты химической техно-
технологии, Госхимиздат, 1948, стр. 258.
18. М. Е. Kelly, Mater. Protect., 4 A0), 50 A965).
19. К. D. Johnson, сб. «Очистка деталей электронных приборов», Изд.
«Энергия», 1964, стр. 34.
20. J. Or na, Tech. Zprav. vzducho techn., 8 G—8), 9 A963).
21. И. Ф. Земсков, А. С. Степанов, А. В. Мелких, ЖПХ, 35 A1),
2467 A962).
22. А. Т. Л и т в и н о в, ЖПХ, 40, 353 A967).
23. Б. И. Огородников, В. Н. Кириченко, П. И. Басманов,
И. В. Петрянов, Атомная энергия, 15 C), 230 A963).
24. Н. Н. Александров, В. Г. Блох, Труды главной геофизической об-
обсерватории, вып. 138, 1963, стр. 56.
25 Р. А. Буровой, П. И. Басманов, Цветные металлы, № 4, 44
A967).
25а. И. В. Петрянов, В. И. Козлов, П. И. Басманов, Б. И. Ого-
Огородников, Волокнистые фильтрующие материалы ФП, Изд. «Знание»,
1968.
30*
467
26. A. G. В r a i n e r d, E. G. Mo rga n, пат. США 3164456, 1965; РЖХим.,
1966, 13И408П.
27. A. Lawson, Am. Milk. Rev., 25 C), 40, 74 A963).
28. К. Ясунага, японск. пат. 26899, 1964; РЖХим., 1966, 15И364П.
29. С. Y. Chen, Усп. хим. 25, 368 A956).
30. W. Walkenhorst, G. Zebel, Staub., 24 A1), 444, 492 A964).
31. M. Л. Варламов, К. К. Беленавичюс, ЖПХ, 36 D), 697
A963).
32. Б. Ф. Подошевников, ЖПХ, 34 A2), 2664 A961).
33. Фильтр обеспыливания и очистки воздуха от микроорганизмов «Лаик»,
Техническое описание, изд. Мин. здравоохран. УССР, Одесса, 1962.
34. С. А. Пречистенский, Радиоактивные выбросы в атмосферу, Гос-
атомиздат, 1961.
35. W. J. Meg aw, R. D. Wiffen, J. Air a. Water Pollution, 7 F—7), 501
A963).
36. С R. E. Rings torn, шведск. пат. 190885, 1964; РЖХим., 1965, 24И349П.
37. J. von Bauer, Marche suisse mach, 31 E), 217 A963).
38. H. С. Бруснички н, Неметаллические материалы в химическом ма-
машиностроении, изд. ЦИНТИХИМНефтемаш, 1965, стр. 3.
38а. 3. С. Ц а л л а г о в а, Свойства и применение фторуглеродных пластиков,
Изд. «Химия», 1967.
39. Фирма «Du Pont de Nemours», Chem. Eng., 73 A), 42 A966).
40. И. С. Р е в ен ко в а, Неметаллические материалы в химическом машино-
машиностроении, изд. ЦИНТИХИМНефтемаш, 1965, стр. 28.
40а. В. Н. Крылов, Ю. Н. В и л ь к, Углеграфитовые материалы и их при-
применение в химической промышленности, Изд. «Химия», 1965.
41. С. Н. Zieseniss, Glas-und Instrum. Techn., 8 B), 53 A964).
42. И. Г. Быкова, С. М. Л а ш и н к е р, А. В. С у р а н о в а, Техн. и эко-
эконом, информ. Промышленность химических реактивов и особо чистых
веществ, вып. 4 A0), 1965, стр. 28.
43. Р. Р. Р г i с h e 11, сб. «Очистка деталей электронных приборов», Изд.
«Энергия», 1964, стр. 55.
44. N V. West, Lab. Pract, 12 A2), 1077 A963).
45 Л. С. Василевская, О. Н. Самойлова, С. А. Садофьева, На-
Научные труды Гиредмета, т. 3, Изд. «Металлургия», 1964, стр. 283.
46. W. Т. D у а 11, L. С. Herman, сб. «Очистка деталей электронных при-
приборов», Изд. «Энергия», 1964, стр. 23.
47. Защитная техника. Каталог, Атомиздат, 1964, стр. 44, 59.
48. Т. К р е с с е р, Полипропилен, ИЛ, 1963.
49. Фирма Kodak, франц. пат. 1304109 A962); РЖХим., 1964, 10И463П;
М. И. Кафыров, Н. Н. Пронякин, Р. С. Вайнштейн, авт. свид.
171653, 1946; Бюлл. изобрет., № 11 A965).
50. Е. М и н че в с к и, ЖАХ, 22 B), 244 A967).
51. R. Klein teich, Clas-Email-Reramo-Techn., 15 B), 41 A964).
52. Brennst. Chem., 45 (8), W73 A964).
53. W. Schramm, Glas-und Instrum. Techn., 8 A), 20 A964).
54. А. Я. К у з н е ц о в, А. В. К р у г л о в а, Б. П. К р ы ж а н о в с к и й, ЖПХ,
32 E), 1161 A959).
54а. Б. Д. Степин, А. И. Гойрах, Хим. пром., № 2 (в печати).
546. А. И. Гойрах, Б. Д. Степин, В. Ц. К о д з а е в, Н. Д. Амелина,
А. А. Ф а к е е в, сб. «Редкие щелочные элементы», Пермь, 1969.
55. R. Т. Н о 1 z m а п n, J. Chem. Educ, 39 G), 373 A962).
56. Chem. Eng. Progr., 61 D), 74 A965).
57. J. Sagos chen, Chem. Ztg., Chem. Apparat, 88 A2), 420 A964).
58. P. S с h u b e г t, Mitt. Inst. Energet, № 68, 461 A965).
59. Г. Луке, Экспериментальные методы в неорганической химии, пер. с
нем. под ред. В. И. Спицына и Л. Н. Комиссаровой, Изд. «Мир», 1965,
стр. 55, 132, 465.
468
«и. Е. Ab rah amczik, Z. analyt. Chem., 133, 144 A951).
61 Анализ стедов элементов. Материалы симпозиума 1955 г., ИЛ, 19Ы.
62! R. E. Githens, W. R. M i n о г, V. J. Tom sic, Chem. Eng. Progr.. Ы
G) 55 A965). „ .. . дд
63. Л. С. Каневский, Б. С. Синявский, Цветные металлы, № 4, bb
Д. Д. Ч е г о д а е в, 3. К. Наумова, Ц. С. Дунаевская, Фторопла-
Фторопласты, Госхимиздат, 1960, стр. 177.
А. А. Васильев, Новые материалы и их применение в химическом
машиностроении, 1965, стр. 65. ,,„„«,
Н. Wolfgang, A. Schneider, Chem. Techn., 16 A), 47 A964).
60.
64.
65.
66
67^ И. Д. Музыка', ЖПХ, 38 A2), 2734 A965).
68. Chem. Ztg. Chem. Apparatur, 8, U31 A966).
Абсолютно чистое вещество 15
Адсорбция
внутренняя 86
зависимость от величины рН 137
из газов, паров, растворов
основные закономерности 129
из растворов 134
электролитов 136
молекулярная 139
полимолекулярная 137
радиоактивного РС1з из SiHCU 148
теория 129 ел.
физическая 129
Алкилфенолы оксиэтилированные 435
Амальгамный обмен 421
Анионит
АВ-17 190, 191, 216
АВ-27 190
АН-17 211
Амберлит А-400 208, 221
Дауэкс 1-Х 10 221
КУ-2
ЭДЭ-10п 188, 190
Аппарат
для зонной
очистки жидкостей 352, 353
плавки жидкостей 355, 356
для электродиализа 372
Ассоциаты 12
Аэрозоли 33—36, 458
акустическая коагуляция 450
биологические 35
континентальные 34
промышленных районов химиче-
химический состав 34
Благородные металлы, коррозия 37
Взаимодействие
адсорбент — адсорбат 137
межмолекулярное (межионное) 12
470
УКАЗАТЕЛЬ
Винипласт, коррозия 46
Внутренняя
адсорбпия 86
энергия особо чистых веществ 17
Восстановление избирательное 418
Выделение микропримеси на благород-
благородных металлах без применения внеш-
внешней э. д. с. 422
Высаливание 298—300
Высота
единицы переноса (ВЕП) 231, 252,
254, 256, 257, 266, 268
эквивалентная теоретической ступе-
ступени (ВЭТС) 231, 252, 254, 256,
257, 266, 294, 302
Гидридный метод очистки 415
Гидроокись
рубидия, получение 391
цезия, получение 391
Графит, коррозия 457
«Давление набухания» 195—198, 201
Деаэрация вакуумная 204
Деионизации неэлектролитов см. де-
ионизация
воды 210—217
неэлектролитов в смешанном слое
210—217
Деструкция ионитов
механическая 189
химическая 187
Диализ 223—225
Дислокация 21
Дисцилляция молекулярная 230
Диффузия
внешняя 145
внутренняя 145
термическая 409 ел.
Диэтилдитиокарбамат натрия 424
Загрязнения атмосферы газообразные
32, 33
Закон
Дернера — Хоскинса распределе-
распределения истинно изоморфных микро-
микрокомпонентов между твердой и
жидкой фазами 89, 90
Рауля 236, 248
Хлопина 89, 90
Замещение изоморфное 24
Зонная перекристаллизапия 318
Изо диморфизм 81
Изоморфизм
аномальный 81
виды 81
второго и третьего рода (по Гольд-
шмидту) 84
зависимость от -коэффициента ак-
активности 82
истинный 81
по Гримму («нового рода») 81, 84
принудительный 81
соединений:
анионов РО|" и AsOf 83
вольфрама и молибдена 83
ниобия и тантала 83
циркония и гафния 83
степень 81
Изотерма
адсорбции
системы SiHCl3—РС13—А12О3 143
FeCl3 из SiCl4 142, 143
РС13 из SiHCl3 142
Лэнгмюра — Фрейндлиха 209
обмена 197
сорбции, брома на силикагеле 152
Индикатор, Вофатит МБР 215
Ионы замедлители 218
«Ионная эксклюзия» 209
Иоииты минеральные, гранулирован-
гранулированные 193, 194
Ионообмен, равновесие 194—203
Ионофорез 380—382
Ионы равновалентные «изоморфные»,
классификация 82
Ионный (е) обмен, типовая схема 204
пары 12
Испаритель с токопроводящей пленкой
462
К. п. д.
промывки 71
термодинамический 57—59
Каскад идеальный — противоточный 50
Катиоиит
Амберлит IP-100 209
Дауэкс-3 189
КБ-4 189, 202
Катионит
КБ-4 189
КУ-1 190
КУ-2 180, 190, 191, 216
СДВ-3 189
СВС-1 189
СМ 189
Кварц, коррозия 458
Керамика (фарфор), коррозия 38—39
Кислота, оксалоииобиевая, получение
223
Кларк микропримеси 24
Коагуляция аэрозолей акустическая 450
Комплексообразование в растворах, .
избирательное 423
Колонна(ы)
адсорбционно - комплексообразова-
тельная, угольная 221
из фторопласта 274—280
колпачковые 274—276
кристаллизационные центробежные
338, 339
насадочная 274, 302
пульсационные 302, 303
распылительная 302
ректификационные
расчет 252, 257
тарельчатые 274
термодиффузионная 412, 413
Конденсация капиллярная 137
Константы сокристаллизации:
Хлопина 52, 53, 197
Дернера — Хоскинса 52, 54
Контейнер (ы)
волокнистолитые 432
графитовые 342, 343
из платины 342
из стекла «Викар» 341
кварцевые 440
с постоянным сечением 332
температурный градиент 347
Кольца
Рашига 289, 302
Феиске 287, 290
Кристаллизатор (ы):
баковый 338
канальный 338
криофонический 338
противоточные 338
с вращающимися барабанами 338
Кристаллизация
жидкостей, направленная, аппара-
аппараты 357, 358
«неравновесная» 95, 96
изотермическое снятие пересы-
пересыщения 95
охлаждение раствора без пере-
перемешивания 95
политермическая «равновесная» 100
471
Кристаллизация
«равновесная»
выделение из раствора твердой
фазы 94
медленное выпаривание насы-
насыщенного раствора 94
медленное охлаждение раствора
94
спокойная (без перемешивания) 95
Купферон 424, 425
Коэффициент
адсорбции, уравнения 140
активности 16, 17, 82, 232, 233,
234
аниона 88
веществ в идеальных условиях
51,52
катиона 88
примеси электролита 19
среднеионные стехиометрические
87,88
вириальный 245, 246
Генри 165
дисперсионного эффекта 245
диффузии 398, 410
диффузии растворенной микропри
меси 56, 57
загрязнения 55, 56, 58
захвата 15
избирательности 197
изоморфного захвата 54
интенсивности очистки вещества в
идеальных условиях 51—54
концентрирования 66, 69
в твердой фазе 75, 76
«свидетеля» 80
летучести 269
массопередачи 56
одновременного концентрирования
примеси в маточном растворе
70, 73
ориентационного эффекта 244
относительной летучести, значения
(табл.) 52, 251
очистки кристаллов 69, 73, 77
идеальный 69
маточного раствора 75
при кристаллизации 97
твердой фазы 75
перехода основного вещества в
твердую фазу 99
разделения
влияние
валентности противоионов 200,
201
концентрации противоионов в
иоиите 199, 200 .
концентрации очищаемого ве-
вещества в растворе 198
472
Коэффициент
разделения
влияние
объема сольватированных про-
противоионов 201
температуры 201, 202
равновесный 399
термодинамический 49, 56,57, 58
эффективный 49
распределения 11, 24
веществ в идеальных условиях
52—54
зависимость от концентрации 12
радиоактивной микропримеси
между раствором и катионо-
обмеиным адсорбентом 138
урана 307
эффективный 322—325
сокристаллизации 197
влияние пересыщения раствора
104
дифференциальный 96
изоморфный 67, 78
изоморфно-адсорбционный 74
кинетический микро- и макро-
макрокомпонента 106
методы определения 76
микропримееи 'ипрг мления ми-
микропримеси) 66, 69, 75
«объемный» 98, 99
равновесный 67
термодиффузионный 410
фракционирования 75
Летучесть
относительная
влияние - добавки компонента
(табл.) 260, 261
методы определения 238 ел.
Материалы
полимерные 43, 441
углеграфитовые 42, 43, 441
Мембраны 373—376
анионитовые 373
ионитовые 224, 374
катионитовые 373
Металлы (конструкционные) 36—Зг-
Метод
газовой активации 164
избирательного
восстановления микропримесеь
415
комплексообразования в раство-
растворах 415
окисления микропримесей 415
ионных подвижностей (ионофорез)
380—382
комплексно-адсорбционный 160,
424, 425
Метод
осаждения микропримесей 415
очистки
гидридный 420, 421
неорганических веществ, химико-
физический 415 ел.
получения селена 420
проявительный 171
«свидетеля» 80
соосаждения микропримесей 415
химических транспортных реакций
415
«частичного гидролиза» 168, 169
Микропримеси
генетического вида 24
нормирование 23
Мощность разделительная 58
Насадка Берля 302
Насосы 461—464
мембранные 303
сильфонные 462, 463
центробежные 462
сильфонные 462, 463
шестеренчатые 462
Натекаиие примесей 30
«Неравновесная» кристаллизация 95, 96
Нержавеющие стали, коррозия 38
Область
Генри 52, 128, 233, 234, 235, 247,
255, 259, 270
Рауля 233, 234, 240
Обмен амальгамный 421
Окисление избирательное 418
Осаждение иа катоде микропримесей
382
Очистка
абразивная 434
A1CU 289
AsCl33 284—285
HF 287, 419
НС1, 221
BBrs 290
ВС13 427
воды 285—286
газообразного иода 425
GeCU направленной кристаллиза-
кристаллизацией, аппарат 356
гидролитическая от примеси Fe3+
117, 118
гидроокиси бериллия 314
зоиная
белого фосфора 360
GaCU 363
гексафторалюмината натрия
(криолита) 362
иодида лития 361
иодида таллия 364
Очистка
зоииая
нитрата натрия 362
окиси алюминия 363
SiCU 364
солей щелочных металлов 363
хлорида индия 364
элементарного бора 360
зонно-пустотная 336—340
Sil4 338
зонно-транспортная 336—340
кислот(ы) электродиализом
борной 377
органических 377
кремния при транспорте посред-
посредством SiCU эффективность 405
моногермана 288
моноокиси кремния 271
неорганических веществ, электро-
электрохимические методы 370 ел.
ниобия, аппаратура 311
оксихлорида циркония 219
пентахлоридов ниобия 290
пентахлоридов тантала 290
плавиковой кислоты 419
серы от селена 289, 290
SbCb 284—285
SiHCl3 257, 286, 287
сульфидная 118, 119
ТеСЦ 315
тория 307—309
трифенилхлорсилана 339
трихлорсилана 254
трудиорастворимых веществ мето-
методом электродиализа 378
ультразвуковая 434
фосфора 419 ел.
хлоридов
лантана 219
неодима 219
CHaSiCls 288
циркония от гафния 309, 310
ССЦ 287, 288
щелочных металлов 313, 314
Парциальные мольные величины, за-
зависимость от концентрации микро-
микропримеси 17, 18
Патрон кварцевый нагревательный 460
рН осаждения гидроокисей 115
Перегонка фракционная 239
Печь
кварцевая для термической обра-
обработки особо чистых веществ 463
Плавка
зонная 318 ел.
антимонида индия 331
аппаратура 341 ел.
бестигельная 331—333
473
Плавка
зонная
бихромата калия 362
двуокиси титана 344
жидкостей, аппараты 352—360
массоперенос 333—334
методом плавающей зоны 344
нагревание
высокочастотное 348
индукционное 348, 349
электроннолучевое 350
направленная кристаллизация
321—329
низкотемпературная, аппаратура
351, 352, 359
перемещение нагревателей 345,
346
равновесный коэффициент рас-
распределения 320—329
SbCl3 365
селена 361
соединений вольфрама 365
теллура 361
температурный градиент 335, 336
форма образца 331—334
фторида лития 361
эффективность процесса 329—
336
Подвижность ионная 371
«Подхват» зон 330
Поливинилхлорид (винипласт) 46, 458
Полипропилен 45, 458
Полимерные материалы 43
Полиметилметакрилат (органическое
стекло) 46, 47
Политетрафторэтилен (фторопласт-4)
43, 44
Политрифторхлорэтилен (фторопласт -
3) 44
Полиэтилен 45, 46, 458, 465
Потенциал
изобарно-изотермический, основно-
основного компонента особо чистого ве-
вещества 16
разделительный 58
химический 11
расчет 242—247
Поток ионов 378
Правило «вытеснения» 132
Примеси
внедрения 19
замещения 19
физические 20
полупроводника 23
Принцип геохимических рядов
А Е. Ферсмана 82
Приспособления фильтровальные 464
«Пристенный эффект» 205
Противоионы 194
474
Процесс очистки, окислительно восста-
восстановительный 422
Пылеотделители диэлектрические тка-
тканевые (перлон) 450
«Равновесная» кристаллизация 94
Радиолиз ионообменных смол 191, 192
Разделение термодиффузионное 409
Разделительный элемент 48
Растворы твердые «аномальные» 85
Реагенты хелатообразующие 424, 425
Реакции транспортные 397—407
Регенерация ионитов 213
Регенерация смеси катионита и анио-
нита, установка 214
Резина 47, 48
Рекомбинации 21
центры 24
Ректификация
адсорбционная 266—269
низкотемпературная 288
установки 282—284
экстрактивная
применение 258—266
расчет, уравнения 258, 266
Рециркуляция 239, 240
Рециркуляция атмосферы 272, 273
Решетки кристаллические
дефекты:
-по Френкелю 20
ло Шоттки 20
Ряды лиотропные (Гофмейстера) 202
Сверхчистое вещество 15
«Свидетель» 79
Силикагели АСМ 167
Силикагели ШСК 167
Силикагели Э-700 167
Смесители, отстойники 304
Смола
амберлиты 215
амберлит-200 192
Дауэкс-50\У 192
ионообменные 187—193
радиолиз 191, 192
растворимость в воде (табл.) 189
перхлорвиниловая 47
«Смолы монобед» 215
Соосаждение
микропримесей с металлом основ-
основного компонента 383
разновидности 112
Сплавы (конструкционные) 36—38
Способ очистки
комплексно-адсорбционный 424, 425
опережающего электролиза (ион-
(ионная эксклюзия») 209
отстающего электролита 209
«солевого фильтра» 426
Средства моющие 435
Степень чистоты 26
Стекло 39—41
кварцевое 342
органическое 46, 47, 458, 465
Стеклопластики 47, 458, 465
ориентированные 465
Ступень технологической схемы, опре-
определение 48
Сублимация 230, 269—271
зонная 340
Сульфокремнеземы 152
Таллий сульфат, синтез 389
Тантал, коррозия 37
Тара
для хранения жидких особо чи-
чистых веществ 431
для хранения твердых особо чи-
чистых веществ 431
наполнение и взвешивание 439
обработка
деионизированной водой, трех-
камерная установка 436
моющими средствами, трехка-
мерная установка 437
очистка 433—438
Теория
Ван-Лаара 235, 244, 245, 249
Гильдебранда 235, 245
диффузионная Нойеса-Нернста 57
Ратнера 87
Ратнера — Хилла 89
термодинамическая 86, 91, 92
электролиза 376
Теплоизлучатель
использование для выпаривания
растворов особо чистых
веществ 461
Тетраэтилгерманий, хроматографиче-
ское выделение 177
Ткань
типа ФП 449
типа ФПП 271, 272
Транспорт газовой фазы 403
способ ампульный 406
способ потока 404
Транспортные реакции 397—407
Углеграфитовые материалы 42
Угли
активные 156 ел.
адсорбционные свойства 158
азотсодержащие 193
строение 167
БАУ 159, 160, 164, 193
ДАУХ 221—223
КАУ 164
окисленный 160, 161
обменная емкость 161
СКТ 159, 160
Ультраочистка GeCl4 311—313
Ультраочистка SiCI4 31 г
Уравнение
Аррениуса 418
Бенедикта 248
Ван-дер-Ваальса 244
Ван-Лаара 248
Генри 131, 139, 141, 144, 147,
235
Гиббса — Гельмгольца 248
Гиббса — Дюгема 16, 232, 248
Дебая 247
Дебая — Хюккеля 18, 198
динамики адсорбции (уравнение
Шилова) 145, 146
Дитеричи 244
изотермы адсорбции 133
изотермы химической реакции 416
417
Кука 253
Леннард — Джойса 244
Ли-Куолла 248
Лэнгмюра 131, 141, 267, 269
Манегольда — Марковича 376
Маргулеса 248
Мельвин-Хьюза 248
Ми 243, 244
расчета разделения 254, 255
Рауля 232, 235
Редлиха — Кистера 248
Роза 253
Соломона 248
Уайта 248
Уола 248
Фенске 253
фракционирования Дернера — Хос-
кинса 98, 99
Фрейндлиха 131, 141, 143, 144
Шилова 145, 146
Шредера 248, 249
Эйнштейна 247
Ураниит 305
Уран, коэффициент распределения 307
Уранилнитрат 305, 306
Установка ионообменная 451
Фактор Больцмаиа 237, 242
Фильтры
из волокон полистирола (ФПС)
450
из перхлорвиниловых волокон
(ФПП) 450
«Лайк» 272, 450, 456
мембранные «А. А. Миллипор»450
тканевые 449
Фосфор красный, получение 290
Формула '¦''¦¦¦"
Релея (дистилляции) 239
Смолуховского 236, 237
475
Фракционирование изоморфных при-
примесей 98—100
Фторопласт 457, 274 ел.
Фторопласт-3 44
Фторопласт-4 43, 44
Хелат анионный 220
Хемосорбция 129
Химическая стерильность воздушной
среды 58, 59
Холодильники проточные 352—354
Хроматография
адсорбционно-комплексообразова-
тельная 219—223
газо-адсорбционная 171
газо-жидкостная 171, 173—175
фронтальная 147, 205, 209
элюентная 217—219
очистка
оксихлорида циркония 219
хлоридов лантана 219
хлоридов ниодима 219
Цеолиты 165, 168, 169
Цирконий, коррозия 37
Частицы
Айткена, концентрация в промыш-
промышленных центрах 34
морские пылевые 34
Шкафы-боксы 454, 456, 457
Эбонит 47, 48
Экстрагент
диизоамиловый эфир метилфос-
форной кислоты (ДАМФК) 297
диизопропилкетон 310
ди B-этилгексил) ортофосфорная
кислота 314
изопропилбис A -фенил-2,3-диме-
тилпиразолон-5-ил) метана 315
метилдиоктиламин 310
метилизобутилкетон (МИБК) 306,
307, 309, 310
SbCl3 311
трибутилфосфат (ТБФ) 297, 305,
307, 308, 310, 314
фосфорная кислота 311
Экстракторы центробежные 304
Экстракция 294 ел.
аппаратура 301—304
высаливание 298—300
жидкостная 294
ионообменная 223
применение разбавителей 297
тетрахлорида
германия 311—313
кремния 311
Экстракция
уравнение материального баланса
300
эффективность 297
эффект синергизма 297, 298
Электрогравитация 370
Электродиализ 371—376
воды, экономичность процесса 377
кислоты
борной 377
органических 377
очистка труднорастворимых ве-
веществ 378
применение метода 377
степень очистки малорастворимых
веществ от примесей электроли-
электролитов 379
Электродиализатор
двухкамерный 371
многокамерный, комбинированная
схема очистки вещества 374
пятикамерный 372
с биполярной мембраной 372
трехкамерный 372
Электролиз 371
с применением твердых катодов и
анодов 382—385
теория 376
Электролизер
С биполярными электродами
388
с подвижным нижним амальгам-
амальгамным электродом 389
Электропереиос в жидких металлах
370
Элемент разделительный 48
Электрохимия амальгамная, селектив-
селективность процессов 385
Эмали, коррозия 39
Энергия взаимообмена 244, 245
Энтальпия особо чистых веществ 17
Энтропия
основного компонента особо чи-
чистого вещества 16, 17
разбавленного раствора 8
системы вещество — примесь 15
Эффект
дисперсионный 244
индукционный 244
ориентационный 244
разделения макро- и микрокомпо-
микрокомпонентов системы элементарной
(простой) 48
Ребиндера 446
синергизма 297, 298
термодиффузионный 409
циклический 423
ОГЛАВЛЕНИЕ
Предисловие 3
Введение (Б. Д. Степин) .... .... 7
Глава I. Классификация веществ. Особо чистые вещества (Б. Д. Степин) 15
Химические и «физические» примеси .19
Нормирование микропримесей 23
Классификация особо чистых веществ 26
Литература 28
Глава II. Влияние внешних загрязнений на процессы глубокой очистки
веществ (Б. Д. Степин) ... 30
t Химический состав атмосферы и ее загрязнения 32
Коррозия конструкционных материалов, используемых в технологии
особо чистых веществ 36
Влияние внешних загрязнений на процессы глубокой очистки веществ
(совместно с Г. 3. Блюмом) 48
Литература . ... . 59
Глава III. Кристаллизация и осаждение из растворов (Г. И. Горштейн) 63
Краткая характеристика процессов кристаллизации и осаждения из
растворов 63
Основные показатели фракционирования в процессах кристаллизации
из раствора 65
Определение величины степени кристаллизации основного вещества
из раствора аТв 68
Определение идеального коэффициента очистки кристаллов Ккр. о 69
Общая формула фракционирования в процессах кристаллизации . . 73
Коэффициенты фракционирования в процессах кристаллизации с кон-
концентрированием примеси в твердой фазе 75
Методы определения величин коэффициентов сокристаллизации при-
примеси D и D' .76
Роль явлений изоморфизма в процессах фракционирования микро-
микропримесей .... 81
Основные закономерности фракционирования солевых компонентов
в процессах кристаллизации из растворов 86
Элементы термодинамической теории 86
Зависимость коэффициентов сокристаллизации истинно изоморф-
изоморфных или изодиморфных компонентов от их концентрации . . 89
Влияние различных факторов на фракционирование изоморфных
компонентов и возможности регулирования уровня величины D 91
Влияние методов и гидродинамических условий проведения кристал-
кристаллизации на фракционирование микропримесей . 93
477
14
119
123
Классификация методов проведения кристаллизации 93
Влияние гидродинамических условий кристаллизации на очистку
кристаллов от незахватываемых твердой фазой примесей . 96
Фракционирование изоморфных примесей при «равновесной» кри-
кристаллизации методом изотермического испарения растворителя
или методом приливания второго растворителя 98
«Равновесная» политермическая кристаллизация путем охлажде-
охлаждения раствора при перемешивании без испарения раствори-
растворителя 100
Влияние пересыщения раствора на величину дифференциального
(поверхностного) коэффициента сокристаллизации микропри-
микропримеси 104
¦ Фракционирование изоморфных примесей при кристаллизации
методом изотермического снятия пересыщения 108
Практическое значение применения процессов кристаллизации для
получения особо чистых веществ Ш
Характеристика и классификация процессов осаждения и соосажде-
ния
Очистка растворов от микропримесей путем их осаждения без выде-
выделения в твердую фазу основного вещества ... 114
Очистка растворов от примесей путем их соосаждения с неоргани-
неорганическими или органическими коллекторами . .
Литература ...... ....
Глава IV. Способы адсорбционной очистки веществ (И. П. Оглоблина) 127
Основные закономерности и особенности адсорбции микропримесей
из газов, паров и растворов . -.129
Наиболее распространенные типы сорбентов . 150
Силикагели ... . . . 150
Активные угли . ... .... ~Ш§_
Практическое применение адсорбционных методов для глубокой очи-
очистки веществ ¦
Хроматографический метод получения особо чистых неорганических
веществ 170
Литература 179
Глава V. Ионообменный метод получения особо чистых веществ
(Б. Д. Степин)
Механическая и химическая устойчивость ионитов .....
Термодинамика ионообменного равновесия . . ...
Применение ионообменного метода в технологии получения особо
чистых веществ ¦
Диализ ... ...
Литература
Глава VI Ректификационные методы глубокой очистки веществ
(Г. 3. Блюм) 230
Теоретические основы ректификационного процесса глубокой очистки
веществ ....... 231
Предельно разбавленные растворы неэлектролитов ... 232
Основные методы определения относительной летучести предель-
предельно разбавленных растворов 238
Принципы расчета ректификационных процессов 252
Применение и расчет процесса глубокой очистки веществ экс-
экстрактивной ректификацией • ¦ 258
Некоторые особенности применения сорбционной ректификации 266
Применение молекулярной дистилляции 268
Применение сублимационного метода . . 269
Особенности аппаратурного оформления процесса 271
. Организация системы очистки атмосферы 272
478
165
185
186
194
203
223
225
Некоторые типы лабораторных ректификационных установок и
конструктивные особенности изготовления отдельных узлов 274
Организация системы контроля и регулирования процесса [109—112] 279
Типовые схемы промышленных установок 282
Примеры использования метода ректификации для получения ве-
веществ особой чистоты . . 282
Очистка SbCI3 и AsCl3 [41] ! ! . ! 284
Глубокая очистка воды методом ректификации ...... 285
Глубокая очистка SiHCb методом ректификации 286
Глубокая очистка HF методом ректификации ...!!.' 287
Глубокая очистка ССЦ методом ректификации 287
Очистка моногермана методом низкотемпературной ректификации
[117] .288
Глубокая очистка CH3SiCl3 методом ректификации .... 288
Очистка А1С1з ректификацией на полупромышленной ректифика-
ректификационной колонне [118] 289
Очистка серы от селена методом ректификации [119] . 289
Очистка ВВгз . 290
Получение красного фосфора особой чистоты (метод НИУИФа) 290
Литература . . 290
Глава VII. Экстракция (Г. М. Курдюмов) 294
Теоретические основы процесса экстракции 296
Аппаратура 301
Примеры использования экстракции для глубокой очистки неоргани-
неорганических веществ 304
Литература 315
Глава VIII. Зонная плавка (Г. М. Курдюмов) 318
Теоретические основы зонной плавки 320
Основные факторы, влияющие на эффективность процесса .... 329
Особые варианты процесса . . .... 336
Используемая аппаратура 341
Примеры использования зонной плавки для глубокой очистки неорга-
неорганических веществ . . ... 360
Литература 366
Глава IX. Электрохимические методы глубокой очистки неорганических
веществ (Б. Д. Степин) . 370
Электродиализ . . , . , 371
Метод ионных подвижностей 380
Электролиз с применением твердых катодов и анодов 382
Амальгамный электрохимический процесс ...... 385
Литература .... 393
Глава X. Получение особо чистых неорганических веществ при помо-
помощи химических транспортных реакций (Б. Д Степин) . 397
Термодинамическая оценка эффективности очистки вещества мето-
методом транспортных реакций . 398
Способы осуществления транспорта газовой фазы 403
Литература 407
Глава XI. Термическая диффузия (Г. М. Курдюмов) 409
Глава XII. Химико-физические методы очистки неорганических веществ
(Б. Д. Степин) ..... . 415
Теоретические основы методов 416
Избирательное окисление и восстановление микропримесей . \ 418
Избирательное комплексообразование в растворах . \ 423
Литература 427
479
•У Глава XIII. Хранение особо чистых веществ (Б. Д. Степин) . 430
Виды тары . , . . .~430
Очистка тары , 433
Контроль качества очистки тары . 438
Литература . , . 442
Глава XIV. Оборудование лабораторных и производственных помеще-
помещений (Б. Д. Степин) ... 444
Расположение зданий и сооружений . 444
Строительное оформление помещений 445
Планировка помещений ... 453
Мебель ... 454
Общее оборудование лаборатории и опытно-промышленных участков 457
Специальная одежда 466
Рабочий режим 466
Литература 467
Указатель 470
Борис Дмитриевич Степин
Иошуа Гилович Горштейн
Григорий Захарович Блюм
Георгий Михайлович Курдюмов
Искра Петровна Оглоблина
МЕТОДЫ ПОЛУЧЕНИЕ
ОСОБО ЧИСТЫХ
НЕОРГАНИЧЕСКИХ ВЕЩЕСТВ
Издательство „Химия",
Ленинградское отделение
Невский пр., 28
Редактор Л. В. Егорова
Техн. редактор 3-Е. Маркова
Художник Л. А. Я ц е н к о
Корректор В. Б. Геигут
'
Сдано в набор 2/IV 1969 г.
Подписано к печати 31/VII 1969 г.
Бумага типогр. № 1, 60X90/16
Уч.-изд. л. 31,91
Печ. Л. 30,0 М-21817
Тираж 8000 экз.
Цена 2 р. 19 к. Заказ 114
Ленинградская типография № 2
именн Евгении Соколовой
Главполиграфпрома Комитета по
печати при Совете Министров СССР
Измайловский пр., 29