/









































































































































































Автор: Синопальников В.А. Григорьев С.Н.
Теги: общее машиностроение технология машиностроения общая технология машиностроения обработка металлов машиностроение технологические процессы
ISBN: 5-06-004422-X
Год: 2005



Текст
С.Н.Григорьев
НАДЕЖНОСТЬ
И ДИАГНОСТИКА
ТЕХНОЛОГИЧЕСКИХ
СИСТЕМ
В.А.Синопальников
С.Н.Григорьев
НАДЕЖНОСТЬ
И ДИАГНОСТИКА
ТЕХНОЛОГИЧЕСКИХ
СИСТЕМ
Допущено
Мин ст рством образования
Российском Федерации
в качестве учебника для студентов
высших учебных заведений,
обучающихся по специальности
•Металлообрабатывающие станки
и комплексы» направления подготовки
диплом-рованных сп ниалистов
•Конструкторско-технологическое обеспечение
машиностроительных производств*
Москва
«Высшая школа»
2005
УДК 621
ББК 34.5-5
С38
Рецензенты:
Б.И. Черпаков, д-р техн, наук, проф.,
зам. директора по научной работе ОАО «ЭНИМС»;
В.Г. Митрофанову д-р техн, наук, проф., зам. директора
Института конструкторско-технологической информатики РАН
Синопалышков, В.А.
С38 Надежность и диагностика технологических систем: Учеб-
ник / В.А. Синопальников, С.Н. Григорьев. — М.: Высш, шк.,
2005. — 343 с.: ил.
ISBN 5-06-004422-Х
Изложены основные понятия и определения надежности, ее количествен-
ные показатели. Даны схемы формирования отказов и подробно рассмотрена
классификация повреждений в технологических системах (тепловых, сило-
вых, динамических повреждений) и отказов режущего инструмента. Приведе-
на схема обеспечения надежности на стадиях проектирования, изготовления,
эксплуатации и рассмотрен процесс диагностирования как одного из наибо-
лее эффективных средств повышения надежности технологической системы
на стадии эксплуатации.
Представлены АСНИ при обработке резанием, ее структура и состав. Все-
сторонне рассматривается диагностика инструмента: критерии состояния,
диагностические признаки, модели и др. Особое внимание уделено диагнос-
тике тепловых, силовых и динамических повреждений узлов станков. Приве-
дены технологические алгоритмы диагностирования и управления.
Для студентов машиностроительных вузов.
УДК 621
ББК 34.5-5
ISBN 5-06-004422-Х
© ФГУП «Издательство «Высшая школа», 2005
Оригинал-макет данного издания является собственностью издательства
«Высшая школа», и его репродуцирование (воспроизведение) любым способом без
согласия издательства запрещается.
ВВЕДЕНИЕ
Учебник по дисциплине «Надежность и диагностика техноло-
гических систем» предназначен для студентов, обучающихся по
направлению «Конструкторско-технологическое обеспечение ма-
шиностроительных производств». Необходимость изучения этой
дисциплины диктуется потребностями производства. Надежность —
свойство изделий сохранять в период эксплуатации способность
выполнять заданные функции. Всевозрастающие требования к ка-
честву обрабатываемых деталей, рост скоростей рабочих движений
и стоимость технологического оборудования вызывают повышен-
ные требования к его надежности. Недостаточная надежность при-
водит к большим материальным потерям. По этой причине даже в
технологически развитых странах ежегодно теряется около 10 % на-
ционального дохода. Убытки в нашей стране еще выше. В настоя-
щее время за весь срок эксплуатации металлорежущего станка зат-
раты на ремонт и техническое обслуживание превышают его сто-
имость в 8 раз.
Надежность технологических систем приобретет еще большее
значение в XXI в. как один из основных показателей качества. По
многочисленным прогнозам определяющим условием технического
прогресса в новом веке станет качество. И не только качество това-
ра, но и качество технологии, производства товаров. Все взаимосвя-
зано. Качественную, надежную деталь для надежной машины мож-
но изготовить только на надежном оборудовании.
По стандарту ИСО-8402 качество — это совокупность характе-
ристик объекта, относящихся к его способности удовлетворять ус-
тановленные или предполагаемые потребности. Надежность — ос-
новная характеристика качества.
Ряд специалистов предлагает [1] возвести решение проблемы ка-
чества в ранг Российской национальной идеи. «Спасение России — в
качестве», — говорил русский философ И.А. Ильин. Выпускники
технологических вузов должны владеть основами обеспечения на-
дежности объектов машиностроения, а инженеры — настроить себя
на постоянное решение задач повышения качества — надежности
своего труда, понимая, что от этого зависит в конечном итоге каче-
ство жизни людей. При обсуждении вопросов надежности рассмат-
ривается в основном параметрическая надежность технологической
з
системы и ее элементов, обеспечивающая изготовление деталей не-
обходимого качества.
Современные прикладные науки представляют собой комплек-
сы знаний. Надежность также «впитала» в себя теорию вероятнос-
тей и случайных процессов, физику повреждений и разрушений, в
данном случае элементов технологических систем, способы повы-
шения надежности, теорию технологических процессов Поэтому
надежность разделяют на математическую теорию надежности, фи-
зическую и прикладную. Последний раздел формируется на основе
первых двух.
В ряде вузов эти разделы изучают в дисциплине «Основы теории
надежности и долговечности машин», которой в соответствии с ут-
вержденной программой отведено значительное учебное время. При-
нято считать, что диагностика есть часть прикладного раздела тео-
рии надежности. Однако в упомянутой дисциплине диагностике не
уделяется должного внимания, а в ряде работ она рассматривается
как самостоятельная отрасль знаний, направленная, в частности, иа
повышение надежности и производительности технологических си-
стем, качества обрабатываемых деталей и сокращение расхода де-
фицитных инструментальных материалов.
Значительная часть данного учебника посвящена прикладному
разделу надежности — диагностике технологических систем, другие
разделы теории надежности рассмотрены лишь в объеме, необходи-
мом для изучения диагностики.
В современной металлообрабатывающей промышленности до-
минируют мелкосерийное и серийное производства. Прогрессив-
ные технологии в этом случае основаны иа применении автомати-
зированного оборудования — станков с ЧПУ, ГПМ и ГПС.
Одной из задач, решаемых любой технологической системой,
является контроль. При обработке заготовок на станках с ручным
управлением оператор контролирует в основном параметры обра-
ботанной детали: измеряет размеры, при необходимости — шерохо-
ватость, волнистость. Иное содержание приобретает контроль в ус-
ловиях автоматизированного трудосберегающего технологического
процесса. Помимо измерения выходных параметров для надежного
функционирования автоматизированного оборудования (станков с
ЧПУ, обрабатывающих центров) необходимо обеспечить контроль
н диагностирование состояния станка и режущего инструмента в
реальном времени всего технологического процесса.
Контроль и диагностирование также осуществляются при обра-
ботке на станках с ручным управлением. Оператор следит за состо-
янием инструмента, подсознательно прислушивается к шумам ра-
4
встающих механизмов станка, замечая отклонения от нормальной
работы. Сенсорно-мониторные действия оператора выполняют орга-
ны чувств: глаза замечают начало катастрофического износа резца;
уши фиксируют начало недопустимых колебаний в станке или
«скрип» сверла, который является предвестником его разрушения;
пальцы определяют недопустимый перегрев, например, шпиндель-
ных подшипников.
Эти действия оператора не могут быть реализованы на автома-
гизированном оборудовании, так как, во-первых, обработка ведется
в основном в отсутствие оператора и, во-вторых, на оборудовании
закрыт доступ к рабочей зоне и участкам вероятного повреждения
станка. В таком случае действия оператора и его органы чувств за-
меняет чувствительная контрольно-измерительная аппаратура Дат-
чики колебаний — акселерометры — контролируют колебания во
всем возможном диапазоне частот; терморезисторы и тепловизоры
определяют температуру и температурные поля станка; приборы
технического зрения заменяют зрение оператора.
Эвристический анализ информации, поступающей из зоны об-
работки, вместо оператора выполняет ЭВМ. С ее помощью рас-
познаются повреждения в элементах технологической системы и
принимаются решения по прекращению работы или управлению
повреждениями. Отсюда следует, что в автоматизнроваиных тех-
нологических системах контрольно-диагностические функции с эле-
ментами управления должны выполнять средства технического «ин-
теллекта». В их функции входит ие только измерение уровня сиг-
налов датчиков для их сравнения с эталонным сигналом (функции
контроля), но также оценка и распознавание состояния объекта
(функции диагностирования). Эта функции в станках с ЧПУ вы-
полняются ЭВМ. В 80-х годах станки отечественного производства
были оснащены ЭВМ типа «Электроника-60», которые выполняли
ограниченный круг контрольно-диагностических задач, и надежность
их была невысока.
В настоящее время в связи с быстрым устареванием систем уп-
равления необходимо регулярно производить модернизацию элект-
ронной части станков, заменять программно-аппаратные средства
управления. В последнее десятилетие в этой области произошли
существенные изменения, что связано, в первую очередь, с появле-
нием на российском рынке более совершеииых импортных компь-
ютеров и информационно-измерительных систем. Так, например,
на современных станках устанавливают системы управления на базе
персонального компьютера с операционной системой Windows и
контроллера движения РМАС фирмы «Delta Таи». Программное
5
обеспечение позволяет выполнять диагностирование станка и про-
цесса резания.
Техническая диагностика — относительно молодая отрасль зна-
ний. В технологии металлообработки она получила заметное раз-
витие начиная со второй половины 70-х годов прошлого столетия.
В 80-е годы отмечался рост лабораторных и производственных реа-
лизаций систем диагностирования. Анализ большого количества пуб-
ликаций по диагностике свидетельствует о том, что пик выполнен-
ных работ (причем значительное их число выполнялось в СССР)
приходится на конец 80-х годов. В эти годы в ЭНИМСе был создан
универсальный многоканальный монитор КДР (контроль — диагно-
стирование — принятие решений). В НПО «Измеритель» разработа-
ны датчики, встраиваемые в станок: диагностические подшипники,
втулки опор ходовых винтов и др. К сожалению, в 90-х годах эти
достижения не нашли дальнейшего развития и имели ограниченное
применение на действующем отечественном технологическом обо-
рудовании. Работы по созданию контрольно-диагностической ап-
паратуры активно велись зарубежными фирмами. Создавались мо-
ниторы для контроля инструмента и процесса резания.
Ряд фирм предлагает датчики функциональных параметров про-
цесса обработки: фирма «Kistler» и «Prometec GmbH Aachen» — пьезо-
электрические датчики для измерения сил резания и колебаний;
«Sandvik» — тензометрические втулки ходовых винтов; «Promess» —
диагностические подшипники; «National Instrument» разработала ин-
терфейс системы диагностирования. Контрольно-диагностические сред-
ства этих и других фирм будут рассмотрены в соответствующей главе.
Работы по диагностированию технологического оборудования
выполнялись в технических вузах Саратова, Ростова-на-Дону, Комсо-
мольска-на-Амуре, Ульяновска и др.
Актуальность задач разработки станочных систем автоматичес-
кого диагностирования привела в 90-е годы экономически развитые
страны к участию в реализации единого для всех проекта SIMON
(Sensor Fused Intelligent Monitoring System for Machining), который
является составной частью программы создания технологий XXI в.
Сотни ведущих промышленных фирм и научно-исследовательских
центров приняли участие в выполнении проекта под руководством
Международного комитета. Направленность и содержание работ
определялись следующей тематикой: интеллектный мониторинг фре-
зерных и токарных работ; интерфейсы интеллектных датчиков; ди-
намическая модель сил резания для мониторинга фрезерных работ;
система диагностирования и управления для шлифовальных стан-
ков и др.
Из перечисленных тем видно, что эффективная эксплуатация
любой автоматизированной технологической системы невозможна
без двух составляющих: оценки ее состояния — диагностирования и
по результатам оценки — выработки решения по управлению.
Страны-участники проекта, достигшие развитого индустриаль-
ного и постиндустриального технологического уклада, могут обес-
печить свойственные им пропорции занятости трудоспособного на-
селения за счет использования современных технологий автомати-
зированного производства. Всего 10 % трудоспособного населения
постиндустриальных стран занято в промышленности, при этом
85 % работает в сфере услуг и 5 % в сельском хозяйстве. При таких
ограничениях достигнуть высоких показателей роста производства
и качества продукции можно только за счет многократного повы-
шения производительности по сравнению с производительностью
обработки на универсальных станках. На станках с ЧПУ произво-
дительность повышается в 5 раз; в ГАП — в 7,5 раз; в автоматизиро-
ванных цехах и на участках — 10 раз и более [2]. Эти сложные тех-
нологические системы требуют постоянного диагностирования их
состояния.
Диагностика в качестве приоритетной темы с высокой степенью
значимости отмечена в японском прогнозе развития техники и тех-
нологии до 2025 г. Уже сейчас появилась возможность дистанцион-
ной диагностики и дистанционного обслуживания станков на базе
Интернета. Спрос на такие системы растет, и специалисты из Япо-
нии считают, что они будут работать в ближайшем будущем [3].
Структурный сдвиг в сторону серийного производства высоко-
технологичной продукции, наблюдающийся в конце прошлого века
в высокоразвитых странах, произойдет в рамках процесса глобали-
зации и в России. Это вызовет широкое применение вышеупомяну-
тых гибких автоматизированных систем, оснащенных диагности-
ческими устройствами.
В подготовке инженерных кадров по металлообработке должны
обязательно учитываться наблюдаемые тенденции. Поэтому в обра-
зовательный стандарт введена дисциплина «Надежность и диагнос-
тика технологических систем», которая поможет студентам, буду-
щим современным инженерам приобрести знания в этой области.
Особенность дисциплины состоит в том, что овладение ею и за-
тем решение практических задач основано на использовании дости-
жений современных технических и естественных наук. Дисциплину
изучают на пятом курсе, и опирается она на элементы теории вероят-
ностей и случайных процессов, теории резания, металловедения, тех-
нологии машиностроения, станковедения, приборостроения и др.
В основу учебника положены исследования и практические раз-
работки в области надежности и диагностики режущего инструмен-
та, выполненные на кафедре резания материалов Ml ГУ «Станкин»
и опубликованные в ряде учебных пособий. На примерах обработки
режущим инструментом излагаются научно-методический подход к
созданию систем диагностирования и необходимые для этого све-
дения из теории надежности.
Вопросы диагностики станков изучаются по литературным ис-
точникам, главным образом по работам, выполненным в ЭНИМСе
и в Институте машиноведения им. А.А Благонравова
Значительный вклад в становление дисциплины внесли своими
работами сотрудники и бывшие аспиранты кафедры резания мате-
риалов МГТУ «Станкин» В.Д. Гурин, И.В. Еременко, М.В. Тера-
шин, С.Г. Ляпусов
РАЗДЕЛ 1
НАДЕЖНОСТЬ
ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
Глава 1
ОСНОВНЫЕ ПОНЯТИЯ, ТЕРМИНЫ,
ОПРЕДЕЛЕНИЯ,ГОСТ
При обсуждении и решении проблем обеспечения надежности
технологических систем единообразие в основных понятиях, тер-
минах и определениях обеспечивают государственные стандарты.
В учебнике используются стандарты двух уровней:
• ГОСТ 27.002—89. Надежность в технике Термины и определе-
ния. Это обшетехнический головной стандарт, положения которого
распространяются на все отрасли техники.
• Стандарты группы однородной продукции — ГОСТ 27.004—85.
Надежность в технике. Технологические системы. Термины и опре-
деления. Сюда также относят ГОСТ 25.751—83. Инструменты режу-
щие. Термины и определения общих понятий. Стандарт включает
раздел «Надежность режущих инструментов».
Далее из перечисленных стандартов приводятся формулировки
понятий, терминов и определений, использующихся в учебнике.
Технологический процесс и особенно процесс обработки иа со-
временных автоматизированных металлорежущих станках должен
обладать высокой надежностью. Надежность технологического про-
цесса органически связана с надежностью технологической системы.
Технологическая система — совокупность функционально взаи-
мосвязанных средств технологического оснащения, предметов про-
изводства и исполнителей для выполнения в регламентированных
условиях производства заданных технологических процессов и опе-
раций.
Важным в теории надежности является понятие техническое со-
стояние, определяющееся совокупностью подверженных изменению
в производстве или эксплуатации свойств, которые характеризуют-
ся установленными признаками — критериями состояния. Различа-
ют следующие виды технического состояния: работоспособное, не-
работоспособное, исправное, неисправное и предельное.
Работоспособное состояние — состояние технологической систе-
мы, прн котором значения параметров и показателей качества изго-
товляемой продукции, производительности, материальных и сто-
имостных затрат на изготовление продукции соответствуют требо-
ваниям, установленным в нормативно-технической, конструкторской
и технологической документации.
Параметры и показатели качества изготовляемых деталей ха-
рактеризуют их точность, шероховатость и волнистость обрабо-
танных поверхностей и показателей качества поверхностного слоя
деталей. Это выходные параметры технологической системы. К ма-
териальным и стоимостным затратам относятся: расход сырья,
материалов, энергии, инструментов, стоимость технического об-
служивания и т. д.
Надежность технологической системы — ее свойство сохранять
во времени работоспособное состояние.
Неработоспособное состояние — это состояние технологической
системы, при котором значение хотя бы одного параметра, характе-
ризующего способность выполнять заданные функции, не соответ-
ствует требованиям нормативно-технической, конструкторской и
технологической документации.
Основным понятием теории надежности является отказ. Это со-
бытие, заключающееся в нарушении работоспособного состояния.
Критерии отказа — признак или совокупность признаков нару-
шения работоспособного состояния объекта, установленные в нор-
мативно-технической и конструкторской документации.
Следует отметить, что технологическая система состоит из ряда
элементов: станка, инструмента, приспособления н др. Элемент —
это часть технологической системы, условно принимаемая недели-
мой на данной стадии ее анализа. Естественно, что отказ одного нз
элементов означает отказ всей технологической системы.
К понятиям, связанным с изменениями в технологической сис-
теме, относится повреждение, заключающееся в нарушении исправ-
ного состояния прн сохранении работоспособного состояния. Ис-
правное состояние — это состояние, при котором технологическая
система соответствует всем требованиям нормативно-технической
и конструкторской документации.
Различие работа пособного и исправного состояний заключается в
следующем: переход объекта из исправного состояния в неисправ-
ное, но еще работоспособное происходит из-за повреждений. На-
пример, пригодный к работе инструмент будет неисправным при
ю
величине износа, которая не препятствует применению инструмен-
та по назначению.
К этой же группе понятий относится определение предельного
состояния объекта, т. е. состояния, прн котором его дальнейшая
эксплуатация недопустима или нецелесообразна, либо восстановле-
ние его работоспособного состояния невозможно или нецелесооб-
разно. Из определения следует, что переход в предельное состояние
означает временное или окончательное прекращение эксплуатации
объекта.
Работоспособное состояние технологической системы, как вид-
но из определения, это не только ее способность функционировать,
но, функционируя, обеспечивать заданные технической документа-
цией параметры качества обрабатываемой детали. В связи с этим
отказы технологической системы подразделяют на функциональ-
ные и параметрические.
функциональный отказ — отказ технологической системы, в ре-
зультате которого наступает прекращение ее функционирования,
непредусмотренное регламентированными условиями производства
ияи в конструкторской документации.
Функциональный отказ наступает в результате разрушения дета-
лей станка, приспособления, инструмента, что приводит к невоз-
можности обеспечения, например, формообразующих движений
резания или транспортировки заготовки. Полностью исключить
функциональные отказы невозможно, но большая часть функцио-
нальных отказов является следствием ошибок при конструирова-
нии, изготовлении или назначении условий эксплуатации техноло-
гической системы. Они ие связаны с временем, легко обнаружива-
ются.
Параметрический отказ — отказ технологической системы, при
котором сохраняется ее функционирование, ио происходит выход
значений одного или нескольких параметров технологического про-
цесса за пределы, установленные в нормативно-технической или
конструкторской и технологической документации. При эксплуата-
ции технологическая система подвержена механическим, тепловым
и другим воздействиям, которые вызывают повреждения и изменя-
ют значения параметров ее начального состояния: снижается точ-
ность, нарушается стабильность работы. Параметрический отказ
связан с временем и присущ всякой технологической системе, ко-
торая должна обеспечить заданные точность, шероховатость, про-
изводительность. Высокие требования к качеству обрабатываемых
Деталей делают параметрические отказы главным объектом иссле-
дований в теории надежности н в связи с этим — главным объектом
И
изучения в дисциплине. Такие требования определяют параметри-
ческую (технологическую) надежность технологической системы.
Функционирование всех элементов технологической системы
обеспечивает выполнение технологического процесса. Но качествен-
ные показатели обрабатываемых деталей формирует в основном тех-
нологическое оборудование — станок с приспособлением и инстру-
мент. В связи с этим рассматривается параметрическая (технологи-
ческая) надежность станков и инструментов, их свойство сохранять
во времени в заданных пределах значения параметров, определяю-
щих необходимое качество обработки деталей.
ГОСТ 27.002—89 предусматривает ряд временных понятий при
эксплуатации объекта.
Наработка — продолжительность или объем работы технологи-
ческой системы. Единицы измерения наработки могут быть вре-
менные (часы, минуты) и штучные. Последние используются в свя-
зи с тем, что скорость развития повреждений зависит не только от
времени, но и от интенсивности эксплуатации технологической
системы, от количества изготовленных деталей в единицу времени.
Наработка до отказа — наработка от начала эксплуатации до
возникновения первого отказа.
Ресурс — суммарная наработка от начала эксплуатации техноло-
гической системы или ее возобновления после ремонта до перехода
в предельное состояние.
Остаточный ресурс — это суммарная наработка от момента оп-
ределения технического состояния объекта до перехода в предель-
ное состояние.
Если технологическая система получает повреждения даже тог-
да, когда она не работает (например, коррозия), то календарная
продолжительность до предельного состояния называется сроком
службы.
Для того чтобы обеспечить заблаговременное, предупредитель-
ное прекращение эксплуатации технологической системы, исходя
из технико-экономической целесообразности, устанавливают рег-
ламентированные временные показатели, например, назначенный
ресурс. Это суммарная наработка, при достижении которой эксплу-
атация технологической системы должна быть прекращена незави-
симо от ее технического состояния. Назначенный ресурс (или срок
службы) не является показателем надежности, хотя при его уста-
новлении учитываются показатели надежности. Назначенный ре-
сурс относится к порядку технического обслуживания технологи-
ческой системы.
При изложении материала будут также использованы понятия
безотказности и долговечности.
Безотказность — свойство технологической системы непрерыв-
но сохранять работоспособное состояние в течение некоторого вре-
мени или наработки.
Долговечность — свойство технологической системы сохранять
работоспособное состояние до наступления предельного состояния
при установленной системе технического обслуживания и ремонта.
Между последними двумя понятиями существуют различия во
временных показателях. В первом определении принимается неко-
торое время или наработка непрерывной работы технологической
системы без подналадок и ремонта, т. е. без перерывов, вызванных
отказами. Во втором — суммарное время, состоящее из нескольких
наработок до отказа. Для невосстанавливаемых объектов понятия
безотказности и долговечности совпадают.
Время в этих определениях отображает некоторое обобщающее
свойство технологической системы и ее элементов, которое позво-
ляет противостоять воздействию рабочих нагрузок, приводящих к
отказу. Но если основные физические свойства объекта можно оп-
ределить в любой момент, то время — наработку до отказа или ре-
сурс — лишь после того, как наступил отказ или достигнуто пре-
дельное состояние. До этого момента можно только прогнозировать
их время появления, которое зависит от многих разнообразных, ча-
сто недоступных контролю и сложно взаимодействующих между
собой факторов.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Сформулируйте определения понятий надежности, характеризующих состоя-
ние технологической системы и ее элементов: надежность, работоспособное и нера-
ботоспособное состояния, отказ, критерий отказа, повреждение, исправное (его от-
личие от работоспособного) и предельное состояния, функциональный и парамет-
рический отказы, параметрическая надежность станка и инструмента.
2. Дайте определение временных показателей надежности: наработка, наработка
до отказа, ресурс, остаточный ресурс, срок службы, назначенный ресурс, назначен-
ная наработка.
3. Каковы различия между свойствами технологической системы — безотказ-
ность и долговечность?
12
Глава 2
КОЛИЧЕСТВЕННЫЕ ПОКАЗАТЕЛИ
НАДЕЖНОСТИ ТЕХНОЛОГИЧЕСКИХ
СИСТЕМ И ИХ ЭЛЕМЕНТОВ
В теории надежности для решения основной задачи — обеспече-
ние надежности технических объектов — используются методы тео-
рии вероятностей и статистики. В общем случае их применение ог-
раничено крупносерийными и массовыми объектами. Примером
могут служить массовые изделия металлообработки. Применение
этих методов к мелкосерийным объектам ограничено.
Автоматизированные технологические системы, надежность ко-
торых изучается в дисциплине, являются объектами мелкосерийно-
го и серийного производства. По этому признаку можно было бы
считать, что к ним статистические методы неприменимы. Однако
надежность технологической системы определяется надежностью
элементов ее составляющих, из которых режущий инструмент явля-
ется объектом массового производства. Рассчитанные показатели
надежности инструмента будут определять показатели надежности
технологической системы в целом.
Возникает еще ряд задач при эксплуатации технологических
систем, решение которых достигается математическими методами.
К ним относится, например, определение оптимальных сроков под-
наладки оборудования или остаточного ресурса.
Приложение теории вероятностей к решению задач надежности
очевидно, поскольку надежность технических объектов определяет-
ся случайным протеканием в них различных явлений, вызывающих
повреждения и отказы. Рассмотрим основные количественные по-
казатели надежности.
Ввиду того что главным объектом в изучаемой дисциплине яв-
ляется параметрическая надежность, работоспособное состояние
технологической системы следует характеризовать совокупностью
значений ряда параметров обработанной детали: точностью, шеро-
ховатостью, производительностью, стоимостью обработки и др.
Выход значения одного из параметров за пределы, установленные в
14
технической документации, означает отказ. Текущие значения ука-
занных выходных параметров зависят от множества случайных фак-
торов, физических явлений, а также повреждений, возникающих в
технологической системе при ее функционировании. В связи с этим
случайный характер будет иметь и время выхода параметра на пре-
дельный уровень. Ясно, что наработку до отказа и другие нерегламен-
тированные временные показатели надежности следует рассматривать
как случайные величины. Их можно прогнозировать с помощью ме-
тодов теории вероятностей. Точно определить их значения возмож-
но при диагностировании технологической системы.
Как случайная величина наработка до отказа Т будет полностью
описана, если известен закон ее распределения. Законом распреде-
ления Т называется соотношение, устанавливающее связь между
возможными значениями Т и соответствующими им вероятностя-
ми. Закон распределения может быть задан в виде функции распре-
деления наработки до отказа F(T), определяющей вероятность Р
того, что Т не превысит некоторого значения Tf ,т.е.Т попадет на
временной шкале на участок от — ~ до Tf.
F(T) = Р(Т< Т).
Функция F(T), называемая интегральным законом распределе-
ния, имеет следующие свойства:
1. F(T) — неубывающая функция своего аргумента, т. е. при Тг > Tt
F(T) > F(T). Отсюда следует, что чем больше принята Т., тем боль-
ше вероятность отказа технологической системы.
2. При Т —> 0 функция распределения стремится к нулю.
3. - При -> +- F(T) = F(+~) = 1.
Из перечисленных свойств следует, что график функции F(T) —
график неубывающей функции, значения которой начинаются от
нуля и достигают единицы (рис. 2.1).
Если принять любое значение Тр то событие Т < Tt означает
отказ в течение времени ТР а вероятность Р(Т< Т) — вероятность
отказа за время Tf — ордината на графике F(T). Статистически
вероятность отказа за время Tt определяется как отношение числа
отказов п(Т) с наработкой до отказа менее Tt к общему числу отка-
зов N:
7(7])
Основным показателем безотказности технологической системы
является вероятность безотказной работы Р(Т). Это вероятность
того, что наработка до отказа Г не будет ниже некоторого назначен-
15
ного значения 7’, т. е. Т попадет на участок графика от Tt до +«>.
Если задано время Tt, то все случаи, когда работоспособное состо-
яние технологической системы сохраняется при Т > Tt, относятся к
безотказной работе.
Статистически вероятность безотказной работы в течение вре-
мени 7] рассчитывается как отношение числа отказов с наработкой
больше к общему числу отказов:
plp\_ N ~ _ j _ л(Т))
V '' N N ’
Тогда Р(Т) = Р(Т> Т) = 1 - F(T).
Вероятность отказа F(T) = 1 - Р(Т).
16
На рис. 2.1 показана зависимость Р(Т). Точка пересечения F(T) и
р(Т) определяет среднюю (медианную) наработку до отказа. В этой
точке Р(Т) и F(T) равны 0,5.
Каждой технологической системе в зависимости от ее надежно-
сти соответствует своя кривая Р(Т). Для более надежной — кривая
Р(Т) и соответственно F2(T). Это означает, что при Т< /^вероят-
ность отказов равна 0, а вероятность безотказной работы равна 1.
Точка Т2 определяет срок эксплуатации без отказов.
Вероятность безотказной работы в течение времени Т. может
быть найдена через плотность распределения случайной величины —
наработки до отказа. Вычислим вероятность попадания наработки
до отказа на участок от Tf до Tt + дТ:
Р(7\ <T<Tf + &Т) = /’(Г + ДТ) - F(7]).
Это приращение функции распределения на участке ДГ. Тогда
средняя вероятность приращения на участке Д7' при Д7’ -> 0 дает
производную от функции распределения:
.. F(T + ДТ) - F(Tt) р./гру.
lim = —= F (Г).
ЛТчО ДГ "
Обозначим F\T) = f(T). Функция f(T) — производная функ-
ции распределения F( Т) — характеризует плотность, с которой рас-
пределяются значения случайной величины наработки до отказа
технологической системы по принятому критерию (выходному пара-
метру). Эта функция называется плотностью распределения наработ-
ки до отказа f(T) и отображается кривой, приведенной на рис. 2.1.
Вероятность попадания наработки до отказа на элементарный
участок ДТ-» dTравна f(T)dT. Это следует из предыдущего соотно-
шения. f(T)dT — площадь элементарного прямоугольника, опира-
ющегося на отрезок dT. Тогда вероятность попадания наработки до
отказа (вероятность отказа) на участок от 7", до Т2 равна сумме эле-
ментов вероятности на этом участке, т. е. интегралу
определяющему площадь под кривой плотности распределения на
участке 1\ — Т2.
Выразим функцию распределения через плотность распределе-
ния. По определению, F(T) = Р(Т< 7}) = /’(—«> < Т < Т). Отсюда
2-5125
17
Эта формула определяет вероятность того, что наработка до от-
каза не превышает некоторого значения 1\, т. е. вероятность отказа
F(T) равна площади под кривой f(T) на участке от до Т(. Тогда
вероятность безотказной работы технологической системы в тече-
ние времени Т. будет равна площади под кривой f(T) на участке от
Tt до +о° и рассчитывается по формуле
т,
P{Tt) = \-\f{T)dT.
-00
Таким образом, получено выражение для определения вероят-
ности безотказной работы через плотность распределения наработ-
ки до отказа. Для определения показателя безотказности плотность
распределения наработки до отказа получают в результате статисти-
ческих исследований.
Для анализа причин отказов, например, партии режущего инст-
румента, работающего в технологической системе, определяют та-
кой показатель надежности, как интенсивность отказов Х(Т) — ве-
роятность отказа в единицу времени ДТ после времени Т при усло-
вии, что до этого времени отказов не было. Интенсивность отказов
выражают формулой
Х(Т) = Ж
Для определения статистической оценки интенсивности отказов
(по П.Г. Кацеву) правую и левую части формулы умножим на ДТ:
P(T)N
где N — число объектов, работоспособных в момент времени Т;
f(T) &T — вероятность попадания наработки до отказа на участок
ДТ, вероятность отказа на этом участке;f(T)^T N- среднее число
отказов за время ДТ; Р(Т)- N — среднее число случаев безотказной
работы. Тогда статистически интенсивность отказов определится по
формуле
Х(Т) =---,
2Уср(дт)дТ’
л(дт)
где ——- — число отказов в единицу времени, и по формуле
ДТ
I II ill
Рис. 2.2. Зависимость
интенсивности отказов
от времени
где N(T) + N(T+ ДТ) — число случаев бе-
зотказной работы соответственно в начале и
конце интервала ДТ
Зависимость интенсивности отказов от
времени может иметь три зоны, каждая из
которых отображает особенности отказов, из-
меняющиеся с течением времени работы
партии объектов (рис. 2.2).
В зоне 7Л( Т+ Д Т) < Л( Т). Здесь высокая,
но уменьшающаяся с течением времени ин-
тенсивность отказов связана с наличием де-
фектов, приобретенных при изготовлении
объектов. Происходит отбор ненадежных объектов. Это зона прира-
ботки. В зоне III, где Л(Т+ ДТ) > А(Т), повышение интенсивности
отказов связано с повреждениями, приобретенными при эксплуата-
ции за длительный период времени. Например, усталостные повреж-
дения приводят к отказу.
Зона II — основной временной участок работы, где Х(Т + ДТ) =
= Х(Т’). Интенсивность отказов стабильна и отказы носят в основ-
ном случайный характер.
Таким образом, склонность элементов технологической систе-
мы к изменению состояния с течением времени работы удобно оце-
нивать зависимостью к(Т).
2.1. СХЕМА ФОРМИРОВАНИЯ ОТКАЗА
Отказ технологической системы наступает в результате комп-
лексного воздействия повреждений, накопленных в станке, инстру-
менте, приспособлении. Повреждения U приводят к изменению во
времени выходного параметра X, достигающего при отказе предель-
ного значения Хтах. Изменение Х(Т) по своему характеру может су-
щественно отличаться от временных зависимостей повреждений U( Т).
Линейный закон изменения повреждения во времени может приве-
сти к нелинейной временной зависимости выходного параметра. Это
вызвано тем, что Xформируется рядом взаимосвязанных и взаимо-
зависимых повреждений Ц. X = /|ЕЦ(Т)] — сложная зависимость.
Так, например, размерный, или радиальный износ hr (поврежде-
ние Ц) твердосплавного проходного резца, обрабатывающего кон-
струкционную углеродистую сталь, имеет линейную зависимость во
времени в период установившегося износа (рис. 2.3):
= кТ+ hr0.
18
2*
19
Рис. 2.3. Зависимость радиального износа hr от времени Т
В результате такого повреждения резца обработанная поверх-
ность валика должна получиться конической, но зачастую она при-
обретает более сложную форму. Вызвано это тем, что погрешность
обработки валика определяется не только размерным износом рез-
ца, но и другими повреждениями технологической системы, возра-
стающими с ростом износа Лз. Возрастают упругие деформации (по-
вреждение Ц) формообразующих элементов станка, так как растет
радиальная составляющая силы резания:
Р = CSt+ C'thv
У У у 3
Тепловые деформации резца (повреждение Ц) возрастают по мере
его прогревания и в результате увеличения мощности источника
теплоты на задней поверхности Q3 в связи с ростом износа h3. По
формуле А.Н. Резникова
£ = C^bVh3, (2.1)
где Се — тепловой эквивалент работы; ов — предел прочности обра-
батываемого металла; b — ширина среза; V — скорость резания.
В результате действия повреждений U{, иг и Ц выходной пара-
метр технологической системы — размер обработанного валика —
будет определяться функцией А' = /[1/1(7,);Ц(Т);(/3(7’)], в общем
случае выходной параметр X = /ДЦ „(Г), ..., Ц Л(Т)], где U. п —
z’-e повреждение, влияющее на величину zz-ro выходного параметра.
Таким образом, Х(Т) формируется под воздействием случай-
ных функциональных повреждений U. и некоторой передаточной
функции.
20
Общая схема формирования выходного параметра X и отказа
технологической системы, показанная на рис. 2.4, представляет
значительный интерес для решения задач надежности, поскольку
позволяет определить функции распределения выходного параметра
f(X) и наработки до отказа f(T), а по ним — основные показатели
надежности.
Положим, производится обработка партии однотипных деталей
с начала эксплуатации технологической системы или после восста-
новления до регламентированной наработки Т. Поскольку повреж-
дения U, носят случайный характер, изменения выходного парамет-
ра % во времени будут тоже случайными и могут пойти по одной из
реализаций случайной функции А'(Г); тХ(Т) — математическое
ожидание этой функции (см. рис. 2.4). Начало координат для тХ(Т)
смещено в точку (а0, Тк). Смещение по оси ординат связано с на-
чальными повреждениями в элементах технологической системы,
например, с деформациями под действием сил резания и др.
Поскольку сила резания и жесткость случайны, смещение может
иметь разброс с распределением f(a) и математическим ожиданием а0.
В результате исходный резерв технологической системы по выход-
ному параметру X (например, резерв точности) сокращается и ста-
новится равным Лтах — а0, где — предельное значение выходно-
го параметра.
Рис. 2.4. Схема формирования отказов (из А.С. Проникова, 1978)
21
В ряде случаев изменение X может начаться после наработки
— случайной величины с плотностью распределения f(Tt). Это
возможно в случае, если U. носит усталостный характер.
При назначенной наработке Т X может принимать различные слу-
чайные значения, соответствующие точкам пересечения линии Т с
реализациями функции Х(Т). Плотность распределения X - f(X]
отображает, например, рассеивание размера обработанных деталей
или погрешностей обработки.
Выход реализаций за пределы Хтах при Т< означает отказ техно-
логической системы. Тогда вероятность отказа F(X) = Р(Х > X )
будет равна площади под кривой f(X) при X > Хтах- Те реализации,
которые не выходят за пределы Хтах при Т < Т, означают безотказ-
ную работу. Тогда Р(Х) = Р(Х< Xmax) = 1 — /’(У) будет равна площа-
ди под кривой f(X) при X < Хтах.
Выход реализаций Х(Т) на уровень А"тах определяет величину
наработки до отказа Т, которая, так же как и X, имеет случайный
характер с плотностью распределения f(T). Для того же значения
Т аналогично определяют вероятность отказа технологической
системы — F(Т) = Р(Т < Т) и вероятность безотказной работы —
Р(Т) = Р(Т> Т).
Таким образом, Р(Т) = 1 — F(T) рассчитывают либо по f(X),
либо по f(T), для описания которых используют ряд теоретических
функций распределения, соответствующих эмпирическим гисто-
грзммзм.
2.2. РЕШЕНИЕ ПРАКТИЧЕСКИХ ЗАДАЧ
ПО НАДЕЖНОСТИ
При известной функции f(T) — плотности вероятности распре-
деления наработки до отказа — может решаться ряд практических
задач. Рассмотрим некоторые из них, но прежде получим математи-
ческие зависимости для их решения.
Положим, что /(Т) подчиняется нормальному распределению
(Т-тТ)2
f(T) = —L=e ,
тогда функция распределения — интегральный закон — имеет вид
т. , ; :У-тт)2
F(T) = \f(T)dT = —^Je 2п' dT,
ffjp— математическое ожидание наработки до отказа; ит — сред-
не квадратическое отклонение наработки до отказа.
Не Нормальное распределение случайных величин довольно часто
пользуется в задачах надежности. Наработка восстанавливаемых
ИСделий до ремонта и невосстанавливаемых изделий до отказа в
Ияде случаев приближенно распределена по нормальному закону.
Нормальное распределение часто используется для приближенных
расчетов в тех случаях, когда имеет место биномиальное распреде-
ление или распределение Пуассона. Точного соответствия теорети-
ческого закона фактическому распределению наработки до отказа
здесь не может быть, так как наработка — это положительная вели-
чина, а при нормальном распределении случайная величина может
принимать и отрицательные значения. Однако если у нормально
распределенного события коэффициент вариации мал
'mT<з],
то вероятность
о
Р(Т <0) = [f(T)dT получения отрицательных зна-
чений, как будет показано далее, настолько мала, что ею можно
пренебречь. В этом случае используют нормальное распределение
для существенно положительных величин. Тогда достоверно, что Т
может принимать любые численные значения в пределах от 0 до
+°°, поэтому
+с0 (.Т-гиГ)2
Р(0<Т< + оо) = —2а} dT = l.
Вероятность попадания Т в интервал Тх — Т2 будет равна
г, (Т-тТ)2
Р(7] <7,<7’2) = -4=fe М dT.
Для расчета этой вероятности произведем замену переменной Т:
~rn.I- = х, тогда Т = mT + orV2x; dT = cT>l2dx.
cit42
Получим
Tj-mT T2-mT
oT4i . oj-Tl
Р(ТХ <T <T2) = —f e-xIGT42dx = -7= J e^dx.
T\-mT
22
23
Неопределенный интеграл J е dx не выражается через элемен-
тарные функции. Для его вычисления пользуются таблицами таь
называемой функции Лапласа или интеграла вероятностей:
С помощью функции Лапласа может быть выражена вероятность:
Рис. 2.5. Пояснения к примерам 1, 2, 3
Функция Лапласа обладает рядом свойств: 1) Ф(0) = 0; 2) Ф(°°) = 1;
3) Ф(—х) = —Ф(х), т. е. функция Лапласа есть нечетная функция х.
Рассмотрим ряд примеров, которые решаются с помощью функ-
ции Лапласа.
Пример 2. Наработка до отказа технологической системы имеет нормальное
распределение с параметрами тТ = 100 ч и ог = 20 ч Определить вероятность
безотказной работы для ряда значений наработки. Для Т = 20 ч (см. рис. 2.5) по
формуле (2.2)
Пример 1. Определить вероятность попадания нормально распределенной вели-
чины Т-наработки до отказа в интервал mT — 3or < Т < тТ + Зог (рис. 2.5) по
формуле (2.2)
1Г foo-ЮоА <2O-1OoYI 1
m < т < .> - -Ч'ТЗГЛ=7
ф(оо)-Ф
80
20 • 1,415
P(mT - 3or < Т < тТ + За,) = —
2
= 1[ф(«>) + Ф(2,82)].
2
По таблице значений функции Лапласа Ф (2,12) = 0,9972, т. е. вероятность по-
падания Тв указанный интервал близка к 1. Отсюда следует правило 6ог. Границы
±3ст принимаются за границы практически предельно возможных значений нор-
мально распределенной случайной величины.
Для решения следующих задач приведены значения функции Лапласа — Ф (х)
для нескольких величин х:
>А.
В соответствии со свойствами функции Лапласа Ф(~) = 1. По таблице значений
Функции Лапласа Ф(2,82) = 0,9999, т. е. вероятность безотказной работы при нара-
ботке Г» 20 ч (вероятность того, что Убудет принимать значения больше 20 ч) близка
к«>. ;
s, Аналогично решается задача для других значений наработки. Например, для
Т Г. 40 ч:
Л40 <Т <») = ! ф(оо)-ф
2
40 - 100
20-1/2
_ 1 + ф —
2 [_ 11.415/
= -[1 + 0,9972] = 0,9986;
Для Т = 120 ч:
X 0,00 0,50 0,706 1,16 2,12 2,82 3,00
Ф{х) 0,00 0,5205 0,899 0,681 0,9972 0,999 1,00
У(120 < Т <<») = —
2
, , (120- 100 А
ф(“)-фГ5Г)
= -[1 - Ф (0,70б)] = -[1 - 0,6811] = 0,159.
2 2
25
24
Такие задачи, как в примере 2, решаются тогда, когда исходя и
организационно-технических соображений принимают регламенти.
рованную наработку Т, например, наработку до смены инструмент;
или до подналадки станка. По полученному значению Р( Т) — веро.
ятности безотказной работы — оценивают, достаточна ли надеж-
ность технологической системы.
В ответственных случаях при высоких требованиях к надежнос-
ти технического объекта решается обратная задача.
Пример 3. Для условий примера 2 требуется определить наработку Т, в теченщ
которой с вероятностью Р(Т) = у — 0,95 отказа не произойдет. (Эту наработку еще
называют гамма-процентной наработкой, тогда у выражают в %.)
По формуле (2.2) имеем
/ \ 1 / х ( Т ~ 100
Р(Т < 7 < = - ф(оо) - Ф -1- =.
2 ( 20V2
г - юо
---Ф
2 2
= 0,95.
28,3
0,45 = -0,5Ф
I 1VV — я
с учетом свойств функции Лапласа зависимость будет записана: 0,9 = Ф --------—
V 28,3
По таблице значений функции Лапласа для Ф(х) = 0,9 имеем
100-7
1,16 =-------т = 67,2 ч.
28,3 т
Таким образом, в задаче установлено, что безотказная работа с
вероятностью 0,95 будет выполнена технологической системой в
течение 67,2 ч. Вероятность отказов за это время работы равна 0,05
(см. рис. 2.5).
При высокой, равной 0,95(Р(7’) = 0,95), вероятности безотказ-
ной работы технологической системы через каждые 67,2 ч необхо-
димо предупредительно устранять возникшие в ней повреждения.
Попадание наработки в интервал от 0 до 67,2 ч означает отказ, веро-
ятность появления которого равна 0,05, т. е. F( Т) = 0,05; 67,2 ч — это
назначенная наработка, при достижении которой работа технологи-
ческой системы прекращается независимо от ее состояния. Назна-
ченная наработка устанавливается для таких систем, переход кото-
рых в предельное состояние недопустим в связи с возможными тя-
желыми последствиями. Поэтому вероятность безотказной работы
системы в течение назначенной наработки не должна сильно от-
26
личаться от единицы. Назначенная наработка определяется для пре-
дупредительной подналадки технологической системы или смены
инструмента.
Для удобства расчета показателя надежности Т используют бо-
лее простую формулу, чем формула (2.2). Как следует из примера 3,
время безотказной работы с вероятностью у = 0,95 при нормаль-
ном распределении Т равно
Гг = тТ -1,164/207-.
Численный коэффициент перед ог обозначенный через wy, опре-
деляется для вероятности у по таблицам надежности. Таким образом,
(2.3)
где иу называется квантилью нормального распределения.
Пример 4. Для условий примера 3 нужно рассчитать Т по формуле (2.3). Для веро-
ятности безотказной работы у = 0,95; и = 1,645. Тогда Т = 100 — 1,645 20 = 67,2 ч.
2.3. УПРОЩЕННАЯ СХЕМА ФОРМИРОВАНИЯ ОТКАЗА
Рассмотренные примеры расчета показателей надежности отно-
сятся к случаям, когда распределение наработки до отказа подчиня-
ется нормальному закону. Однако, как указывалось, нормальный
закон только приближенно может описать распределение наработ-
ки до отказа сложных систем. В отличие от нормального распреде-
ления функция f(T) получается несимметричной, что видно на уп-
рощенной схеме формирования отказа (рис. 2.6). На схеме приняты
следующие упрощения по сравнению со схемой, представленной на
рис. 2.4:
— реализации случайной функции выходного параметра X от
времени Т — прямые линии. X = а0 + кТ, т. е. принята линейная
модель параметрических отказов, к — случайная величина;
- т; = о;
— плотность распределения выходного параметра f(X) при Г,
подчиняется нормальному распределению. Это допущение оправ-
дано, например, тем, что если X — контролируемый размер партии
деталей, то его случайные погрешности обработки обычно подчи-
няются нормальному распределению.
При этих условиях полученная в результате построения на схеме
несимметричная функция f(T) была математически подтверждена
А.С. Прониковым и Л.И. Волчкевичем.
27
Рис. 2.6. Упрощенная схема формирования отказа
(из Л.И. Волчкевича, 1969)
Для определения показателей надежности экспериментально
получают гистограмму, для которой далее подбирают теоретичес-
кую кривую плотности распределения наработки до отказа f(T).
Работа эта трудоемкая, так как эффективная технологическая сис-
тема должна иметь значительную наработку до параметрического
отказа. Обнаруживается парадоксальное положение — чем выше
надежность системы, тем труднее ее определить.
Для оценки показателей надежности нужно иметь отказы. Чем
выше надежность, тем реже случаются отказы. Поэтому требуется
длительное время для получения f(T) высоконадежных систем.
Для облегчения решения этой задачи предлагаются ускоренные
испытания на форсированных режимах. Но это возможно в том слу-
чае, если надежность объекта определяется функциональными от-
казами, а форсированные режимы работы не изменяют характер
физических процессов, приводящих к отказам. Не изменяется вме-
сте с этим закон распределения наработки до отказа. При оценке
параметрической надежности, которая является объектом нашего
изучения, ускоренные испытания недопустимы.
28
Однако получить основные показатели параметрической надеж-
ности вероятность отказа F(T) и вероятность безотказной работы
р(Т) возможно без определения f(T). На рис. 2.4 и 2.6 видно, что
шествует непосредственная связь между вероятностью выхода па-
раметра X на Xmiu и вероятностью отказа F( Т) при Т = Т. Вероят-
ность безотказной работы технологической системы можно опреде-
лить как вероятность того, что параметр X при данной Т = Т. не
выйдет за пределы Хтах. Тогда Р(Т) = Вер (X< Хтях).
Если эксплуатационная статистическая информация обеспечи-
вает возможность получения теоретического распределения вероят-
ностей наработки до отказа, то определение показателей надежнос-
ти объекта, а также решение задач подобных тем, которые приведе-
ны в подразд. 2.2, не представляет трудностей. Примеры их решения
для экспоненциального распределения, распределения Вейбула, Пу-
ассона и др. даны в литературе по надежности.
Итак, было рассмотрено определение показателей надежности
технологической системы, исходя из того, что параметрические от-
казы являются результатом комплексного воздействия различных
повреждений в ее элементах и узлах. Но отказ технологической
системы может быть вызван также отказом лишь одного из этих
элементов. Таким элементом, как показывает производственный
опыт, чаще других является режущий инструмент. Его наработка
до отказа значительно меньше, чем у других элементов. Поэтому в
учебнике вопросам надежности инструмента будет уделено особое
внимание.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Дайте обоснование случайному характеру выходных параметров и нерегла-
ментированных временных показателей надежности технологической системы.
2. Сформулируйте определение и свойства функции распределения наработки
до отказа. Изобразите ее графически.
3. Дайте определения и приведите статистические оценки вероятности отказов
и вероятности безотказной работы.
4. Выразите вероятность отказов и вероятность безотказной работы через плот-
ность распределения наработки до отказа. Определите их графически.
5. Изобразите схему формирования отказа и покажите ее связь с показателями
надежности. Приведите упрощенную схему.
6. Как решается задача по определению вероятности безотказной работы для
принятого значения наработки? Решите обратную задачу: определите наработку Г,
= течение которой с вероятностью у отказа не произойдет.
7. Рассмотрите такие показатели надежности, как интенсивность отказа, коэф-
фициент вариации, гамма-процентная наработка.
Таблица 3.1
Отказы технологической системы
1
Функциональные отказы
Глава 3
ПОВРЕЖДЕНИЯ В ЭЛЕМЕНТАХ
ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ,
ПРИВОДЯЩИЕ К ОТКАЗУ
Повреждения, приводящие к отказу технических объектов, а [
рамках дисциплины повреждения в режущем инструменте и стан
ках, изучает физическая теория надежности.
Цели изучения:
— выявление возможных повреждений и, как следствие, — измене-
ний в состоянии технологической системы в процессе эксплуатации;
— определение мероприятий по предотвращению повреждений
и возможности управления ими для повышения безотказности;
— выявление удельного веса влияния каждого повреждения на
выходные параметры X и определение критерия состояния и крите-
рия отказа объекта. Под критерием состояния, по аналогии с приве-
денным в гл. 1 определением «критерий отказа», принят признак,
количественное значение которого наиболее полно характеризует
состояние объекта.
Уровень влияния повреждения на X зависит от скорости про-
цессов, вызывающих повреждения.
3.1. КЛАССИФИКАЦИЯ ПРОЦЕССОВ,
ДЕЙСТВУЮЩИХ В ЭЛЕМЕНТАХ ТЕХНОЛОГИЧЕСКОЙ
СИСТЕМЫ, ПО СКОРОСТИ ИХ ПРОТЕКАНИЯ
По скорости протекания процессы, сопровождающие обработку
резанием и вызывающие повреждения, делят на три скоростные
группы: быстропротекающие, средней скорости и медленные про-
цессы. Классификация процессов по скорости протекания и по-
вреждений, вызванных ими, приведена в табл. 3.1. В классифика-
ции не отмечены процессы, например электромагнитные, повреж-
дения от которых пока не выявлены.
В таблице отмечены временные характеристики каждой скорост-
ной группы процессов и повреждений. Быстропротекающие процессы,
30
f
Параметрические отказы
Быстропротекающие
процессы, вызывающие
повреждения
(секунды, доли секунд)
I
I
Средней скорости
процессы,
вызывающие
повреждения
(минуты, часы)
I
Медленные
процессы,
вызывающие
повреждения
(месяцы, годы)
I
1. Колебания
при резании -
динамические
повреждения
2. Периодическое
изменение сил
резания - силовые
повреждения
3. Изменение сил
трения - силовые
повреждения
4. Тепловые
процессы
в инструменте -
тепловые
повреждения
5. Наростообразо-
вание - размерные
повреждения
1. Тепловые
процессы
в станках-
тепловые
повреждения
2. Изменение
сил резания
из-за износа
инструмента -
силовые
повреждения
1. Изнашивание
инструмента -
размерные
повреждения
2. Выкрашивание
инструмента -
размерные
повреждения
1. Изнашивание
деталей станка -
размерные
повреждения
2. Релаксация
напряжений -
размерные
повреждения
3. Ползучесть
металла -
размерные
повреждения
4. Коррозия
t ♦
Обратимые процессы
и повреждения
Не зависят от времени
I
I
Необратимые процессы
и повреждения
♦ "---------------
Зависят от времени
возникающие при обработке деталей, имеют периодичность измене-
ния, измеряемую долями секунды и секундами. Средней скорости про-
цессы имеют периоды нарастания до отказа, измеряемые минутами,
часами, а медленные — месяцами и годами. Отмечены обратимые и
необратимые процессы и повреждения, зависящие и не зависящие от
времени.
Все процессы трех скоростных групп, представленные в класси-
фикации, изменяют положение режущей кромки резца относитель-
31
но базовых поверхностей обрабатываемой детали, траекторию дви
жения размерного формообразования. Это нарушает точность, по.
вышает шероховатость и волнистость обработанной детали, что при.
водит к параметрическим отказам. Функциональные отказы в таб.
лице не рассматриваются
Оценим влияние повреждений различных скоростных групп
Хи на показатели надежности, определим, как расходуется в про.
цессе эксплуатации резерв точности.
Предположим, что в каждый момент времени работы техноло-
гической системы значение Хявляется результатом суммарного воз-
действия повреждений всех скоростных групп, при этом воздей-
ствия их независимы друг от друга. Тогда при отказе примем
А;ах = х(Ц) + х((/2) + %(Ц),
где X(U), X(U2), X(U3) — приращения X от воздействия поврежде-
ний соответственно быстропротекающих {/р средне- U2 и медлен-
нопротекающих U3 процессов. X достигнет предельного значения
Лпах в среднем через отрезок времени Т = Тг
Для анализа влияния повреждений на Хи Г (наработку до от-
каза) воспользуемся упрощенной схемой формирования отказа
(рис. 3.1), при этом прямые линии X=f(T, L\, U2, U3); X=f(T, Ut, U2)
и X=f(T, U3) являются математическими ожиданиями соответству-
ющих случайных функций. Повреждения Uv U2 рассматриваются
совместно, поскольку повреждения I/, не зависят от времени.
Рис. 3.1. Схема, иллюстрирующая влияние повреждений Ut на X
32
Из схемы видно следующее:
1 В течение одной наработки до отказа доля приращения X за
ri и U значительно больше, чем за счет повреждений LL. По-
C4v* 2 w _ а
этому для повышения показателей надежности необходимо прежде
всего сокращать повреждения I/, и U2. После наработки до отказа
вследствие обратимости повреждений, смены или подналадки ин-
струмента Ux и U2 ликвидируются.
2. После каждой наработки до отказа резерв X (резерв точности)
сокращается на величину X(U3) за счет медленных необратимых
процессов повреждений. При длительной эксплуатации технологи-
ческой системы остаточный резерв X, равный Х^ — ХХ((/3), стано-
вится небольшим. Доля повреждений С/3 будет возрастать.
3. Если принять, что в течение каждой наработки скорость из-
менения X одинакова, то с сокращением резерва X уменьшается
продолжительность наработки до отказа Тг
4. Плотность распределения наработки до отказа/(Г) смещается
влево по оси Ти, несмотря на то, что ст становится меньше, гаран-
тийная наработка Г может стать незначительной.
5. Восстановление резерва X и показателей надежности техноло-
гической системы достигается за счет ремонта металлорежущего
станка, устраняющего повреждения от медленных процессов.
Таким образом, надежность при данном резерве А"зависит преж-
де всего от тепловых деформаций станка и инструмента; силовых
повреждений; динамических повреждений; изнашивания и выкра-
шиваний режущего инструмента, т. е. от процессов быстропротека-
ющих и средней скорости.
3.2. ТЕПЛОВЫЕ ПОВРЕЖДЕНИЯ
В каждый момент времени работы технологической системы к
исходным погрешностям траектории формообразования и погреш-
ностям из-за необратимых повреждений добавляются погрешности
от процессов быстропротекающих и средней скорости протекания —
погрешности от тепловых повреждений. Тепловые деформации, име-
ющие место во всех основных элементах технологической системы:
в станке, инструменте, приспособлении, детали — снижают показа-
тели качества обрабатываемых деталей, значительно сокращают ре-
зерв точности технологической системы.
Чтобы представить величины тепловых деформаций, на рис. 3.3, б
показано смещение шлифовального круга на торцешлифовальном
станке, произошедшее за счет тепловых деформаций [4].
J-5125 33
Основные источники теплоты, от которых нагреваются элементу
технологической системы:
— источник в зоне резания, образующийся в результате превра.
щения механической энергии в тепловую (от него нагреваются ин.
струмент, деталь, СОТС и детали станка);
— источники трения в подшипниках, муфтах, направляющих,
гидросистеме (от них нагреваются детали станка);
— источник в электроприводе.
В различных зонах станка и инструмента рост температуры 6° во
времени —0° =f(T) подчиняется одному из трех вариантов кривых,
показанных на рис. 3.2.
Зависимость 0 =f(T) (см. рис. 3.2, а) отображает изменение тем-
пературы в деталях станка и в режущей части инструмента, располо-
женных в зонах образования источников теплоты. Характерна высо-
ко
кая скорость роста температуры — в начале работы и стабилизация
dT
JO
за относительно короткий период времени. Величина — до стабили-
dT
зации зависит от мощности теплового источника, массы объекта, вос-
принимающего теплоту, его теплофизических свойств. Далее будет
de „
показано, что —для режущей части зуба фрезы чрезвычайно высока
dT
и дос игает 25 000 °C. Это быстропротекающие процессы.
Детали станка нагреваются медленнее. Зависимости, приведен-
ные на рис. 3.2, бив, характеризуют скорости нагревания деталей,
удаленных от источников на различные расстояния. Для них харак-
терна длительная стабилизация температуры, а в случае, показан-
ном на рис. 3.2, в, нагревание происходит с запаздыванием относи-
тельно начала обработки. Это процессы средней скорости.
Рис. 3.2. Зависимость изменения температуры (6°) с течением времени (Г)
нагревания деталей станка и инструмента
Рис. 3.3. Тепловые смещения шпинделя токарного станка (а);
шлифовального круга на торцешлифовальном станке (б)
В соответствии с зависимостью 0 = f(T) различны скорости и
величины деформаций узлов и деталей станка, а также время их
стабилизации, в течение которого смещение режущей части инст-
румента неоднозначно, а точность обработки труднопрогнозируема.
Далее приводится ряд примеров, характерных для тепловых по-
вреждений в металлорежущих станках.
Тепловое смещение шпинделя токарного станка (рис. 3.3), дос-
тигающее 5 = 0,05 мм, или шлифовальной бабки круглошлифоваль-
ного станка происходит в соответствии с зависимостью 0 — f{T),
представленной на рис. 3.2, 6. Это вызывает появление конусности
на обрабатываемой детали.
Принудительный отвод генерируемой в опорах теплоты умень-
шает тепловое смещение оси шпинделя. Система стабилизации тем-
пературы опор шпинделя состоит из холодильника для охлаждения
масла, поступающего в опоры и терморегулятора. Тепловой режим
опор шпинделя должен контролироваться на современных высоко-
оборотных станках.
Тепловые деформации могут вызвать поворот шпиндельной бабки
круглошлифовального станка (рис. 3.4, а), а различие скорости на-
гревания, отображенной на графике 0 = f(T) (см. рис. 3.2, б), при-
водят к перекосу стола (см. рис. 3.4, б).
з*
а — поворот шпиндельной бабки; б — перекос стола
35
34
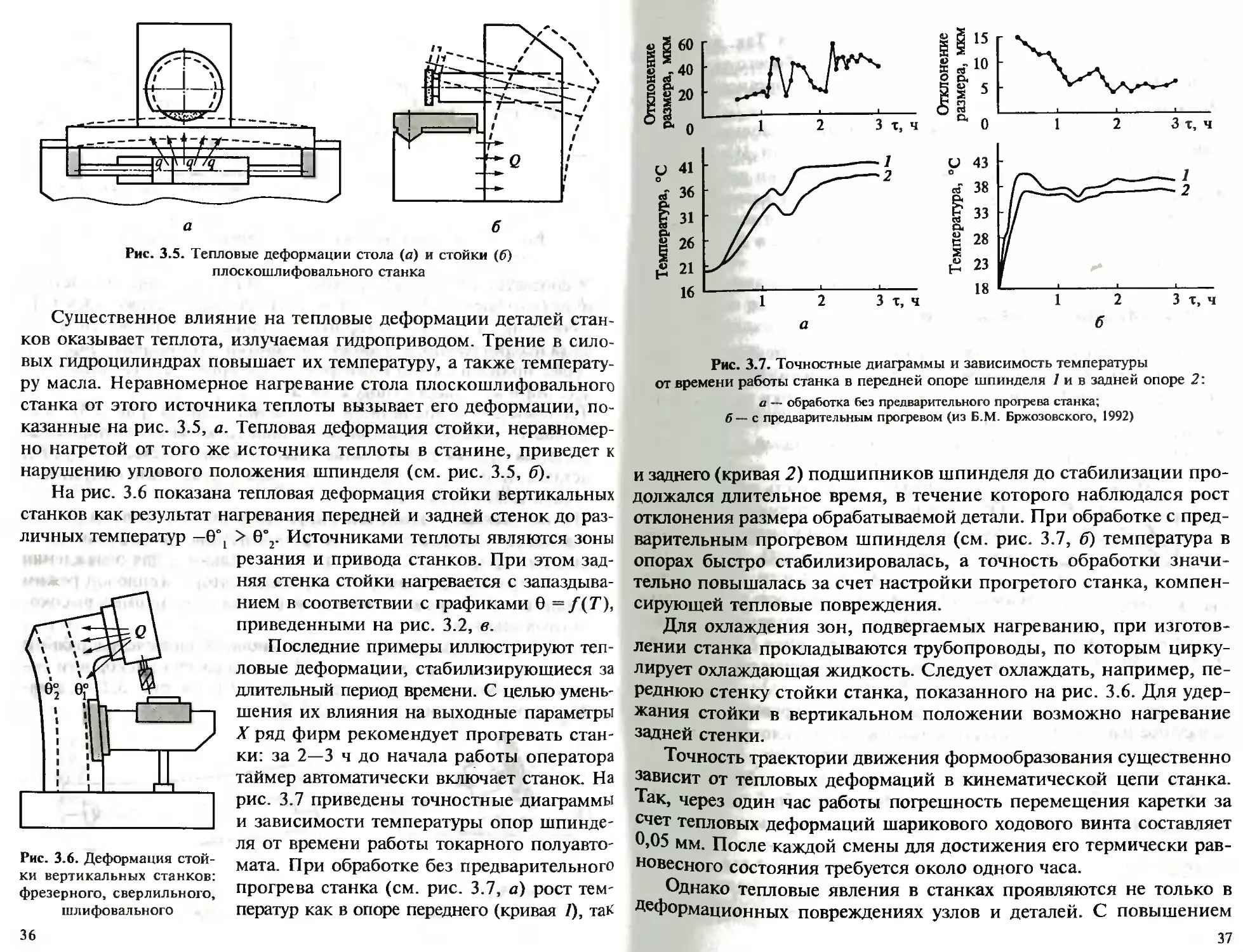
Рис. 3.5. Тепловые деформации стола (а) и стойки (6)
плоскошлифовального станка
Существенное влияние на тепловые деформации деталей стан-
ков оказывает теплота, излучаемая гидроприводом. Трение в сило-
вых гидроцилиндрах повышает их температуру, а также температу-
ру масла. Неравномерное нагревание стола плоско шлифовального
станка от этого источника теплоты вызывает его деформации, по-
казанные на рис. 3.5, а. Тепловая деформация стойки, неравномер-
но нагретой от того же источника теплоты в станине, приведет к
нарушению углового положения шпинделя (см. рис. 3.5, б).
На рис. 3.6 показана тепловая деформация стойки вертикальных
станков как результат нагревания передней и задней стенок до раз-
личных температур —0°1
Рис. 3.6. Деформация стой-
ки вертикальных станков:
фрезерного, сверлильного,
шлифовального
> 6°2. Источниками теплоты являются зоны
резания и привода станков. При этом зад-
няя стенка стойки нагревается с запаздыва-
нием в соответствии с графиками 0 =/(/’),
приведенными на рис. 3.2, в.
Последние примеры иллюстрируют теп-
ловые деформации, стабилизирующиеся за
длительный период времени. С целью умень-
шения их влияния на выходные параметры
X ряд фирм рекомендует прогревать стан-
ки: за 2—3 ч до начала работы оператора
таймер автоматически включает станок. На
рис. 3.7 приведены точностные диаграммы
и зависимости температуры опор шпинде-
ля от времени работы токарного полуавто-
мата. При обработке без предварительного
прогрева станка (см. рис. 3.7, а) рост тем-
ператур как в опоре переднего (кривая Г), так
Рис. 3.7. Точностные диаграммы и зависимость температуры
от времени работы станка в передней опоре шпинделя 1 и в задней опоре 2:
а — обработка без предварительного прогрева станка;
б — с предварительным прогревом (из Б.М. Бржозовского, 1992)
и заднего (кривая 2) подшипников шпинделя до стабилизации про-
должался длительное время, в течение которого наблюдался рост
отклонения размера обрабатываемой детали. При обработке с пред-
варительным прогревом шпинделя (см. рис. 3.7, б) температура в
опорах быстро стабилизировалась, а точность обработки значи-
тельно повышалась за счет настройки прогретого станка, компен-
сирующей тепловые повреждения.
Для охлаждения зон, подвергаемых нагреванию, при изготов-
лении станка прокладываются трубопроводы, по которым цирку-
лирует охлаждающая жидкость. Следует охлаждать, например, пе-
реднюю стенку стойки станка, показанного на рис. 3.6. Для удер-
жания стойки в вертикальном положении возможно нагревание
задней стенки.
Точность траектории движения формообразования существенно
зависит от тепловых деформаций в кинематической цепи станка.
Так, через один час работы погрешность перемещения каретки за
счет тепловых деформаций шарикового ходового винта составляет
0,05 мм. После каждой смены для достижения его термически рав-
новесного состояния требуется около одного часа.
Однако тепловые явления в станках проявляются не только в
Деформационных повреждениях узлов и деталей. С повышением
37
36
температуры изменяются рабочие свойства смазки. Так, вследствие
температурных изменений свойств масла как рабочего тела гидро,
привода изменяются скорости движения рабочих органов, точность
позиционирования и др.
На точность обработки оказывают влияние тепловые деформа,
ции инструмента и особенно обрабатываемой детали. Изменение ее
температуры на ±2,5 °C дает погрешность обработки стального ва-
лика диаметром 50 мм в 1/5 поля допуска по 7-му квалитету.
Таким образом, тепловые повреждения технологической систе-
мы вызывают погрешности обработки, относящиеся в основном к
систематическим.
3.3. СИЛОВЫЕ ПОВРЕЖДЕНИЯ
Силовые повреждения возникают под действием сил резания.
Они изменяют относительное положение инструмента и заготовки
за счет упругих деформаций деталей станка; выборки зазоров в сты-
Рис. 3.8. Нагрузочно-
разгрузочные кривые,
характеризующие жест-
кость технологической
системы
Кривые на этом
ках между деталями; смятия контактирующих
поверхностей; поворота деталей и узлов отно-
сительно друг друга.
Все это влияет на точность обработки.
Обобщающей характеристикой склонности
технологической системы к силовым повреж-
дениям является ее жесткость. Для станков
разработаны нормы жесткости. В результате
испытаний станков на жесткость получают на-
грузочно-разгрузочную характеристику «сила-
перемещение» — перемещение 5 режущей ча-
сти инструмента под действием составляющей
силы резания Ру (рис. 3.8).
рисунке позволяют прогнозировать возможное
начальное нарушение точности обработки из-за силовых поврежде-
ний. Однако с течением времени работы инструмента 8 возрастает,
так как растет составляющая силы резания при затуплении инстру-
мента. Это необходимо учитывать при чистовой обработке и прежде
всего при шлифовании. Так, при врезном шлифовании жестких дета-
лей на круглошлифовальном станке 3153А правленным кругом си-
ловое перемещение равно 0,004 мм, а затупленным — 0,015 мм. Мно-
гократный рост 8 вызывается значительным ростом составляющей
силы резания Ру при шлифовании вследствие особенностей работы
38
бразивных кругов, заключающихся по срав-
3 нию с работой лезвийного инструмента в
том что режущие элементы — абразивные
ерна — имеют неблагоприятную для струж-
кообразования геометрию. Среднестатичес-
кий передний угол отрицательный, равен
Рис. 3.9. Схема сил, дей-
ствующих на заготовку при
круглом шлифовании, и гео-
метрия режущих зерен
изменение перемеще-
45° что вызывает высокие значения силы
р (рис. 3.9). Для правленного круга соот-
ношение — = 2 — 2,5. Затупление круга,
Р?
проявляющееся в износе режущих зерен
(увеличение радиуса округления р, образо-
вание площадки износа) и в забивании шла-
мом пор между зернами (засаливание), при-
водит к ускоренному росту Р относитель-
р
но Р Соотношение — возрастает до 4—5,
что определяет значительные силовые де-
формации при шлифовании. Поэтому не-
обходима своевременная правка круга.
При обработке лезвийным инструментом
Рис. 3.10. Зависимость
силовых перемещений от
износа лезвийного инст-
румента
ний 8 во времени неоднозначно и зависит от превалирующего разви-
тия очагов износа рабочей части инструмента. Величина 8 растет про-
порционально росту Р. На рис. 3.10 зависимость 7 соответствует пре-
валирующему износу на задней поверхности Лз, а зависимость 2 — на
передней.
При обработке с малыми подачами замет-
ное влияние на радиальную составляющую
силы резания Р и, следовательно, на 8 ока-
зывает радиус округления режущей кромки,
существенно возрастающий для ряда инстру-
ментов с течением времени их работы.
Влияние на точность обработки оказыва-
ют силовые повреждения в кинематической
цепи станка. Они нарушают траекторию фор-
мообразующих движений.
Повреждения, вызванные ростом сил в ре-
зультате износа инструмента, — обратимые по-
вреждения средней скоростной группы.
39
3.4. ДИНАМИЧЕСКИЕ ПОВРЕЖДЕНИЯ
Динамические повреждения — это повреждения в технологичес.
кой системе, вызванные колебаниями. Колебания изменяют траекто.
рию формообразующего движения, вследствие чего повышаются
шероховатость и волнистость обрабатываемой поверхности. При этом
и точность обработки снижается, так как динамическое воздействие
приводит к увеличению силовых перемещений за счет снижения ко-
эффициента трения на поверхностях сопряженных деталей станка.
Колебания, параметры которых зависят от жесткости техноло-
гической системы, разделяются на вынужденные и самовозбуждаю-
щиеся. Вынужденные колебания возникают из-за периодичности дей-
ствия возмущающей силы по следующим причинам:
— вследствие прерывистого характера процесса резания, кото-
рый определяется особенностью работы инструмента (например, при
фрезеровании) или прерывистостью обрабатываемой поверхности;
— дисбаланса вращающихся частей станка, детали или инстру-
мента, при котором периодически изменяется направление действия
центробежной силы;
— наличия дефектов в передачах станка, возникающих, напри-
мер, при изготовлении или монтаже зубчатых зацеплений;
— передачи колебаний от рядом работающих объектов.
Причины вынужденных колебаний легко обнаруживаются и могут
быть устранены.
Самовозбуждающиеся колебания (автоколебания) происходят при
отсутствии внешней периодической силы. Периодически действую-
щая сила, поддерживающая эти колебания, создается и управляется
самими колебаниями.
Параметры вынужденных и самовозбуждающихся колебаний —
амплитуда А и частота f — зависят от состояния элементов технологи-
ческой системы, поэтому они могут служить признаками динамичес-
ких повреждений и применяться для их диагностирования. Обосно-
вание такого использования колебаний можно получить при изуче-
нии их природы, а также выявлении конкретных причин, влияющих
на параметры колебаний.
Рассмотрим природу самовозбуждающихся колебаний.
При удалении резцом металла толщиной а1 со стороны заготовки
на резец действует сила резания R. Отталкиванию резца от детали
препятствуют упругие элементы станка, обозначенные на рис. 3.11
пружинами, воздействующими на деталь с силой R'.
40
б
Рис. 3.11. Упругая модель токарного станка (л); изменение силы резания
при врезании и отталкивании резца в процессе колебаний (б)
Рис. 3.12. Теоретическая
зависимость изменения
силы Л от л
При стабильном положении режущей кромки резца относитель-
но заготовки устанавливается равновесие между этими силами, т. е.
при а = а{ Л, = Л/; пружины сжаты.
Положим, нарушается равновесие. Например, сила R' получит
случайное приращение АЛ'. Ее мгновенное значение R1 — Л/ + АЛ'
станет больше силы R. Резец начнет врезаться в заготовку, что вы-
зовет рост силы резания R по теоретичес-
кой зависимости 1—2, показанной на рис.
3.12. При а — + Да значение R возрастет
до значения в точке 2.
В следующий момент времени мгновен-
ное действие АЛ' прекратится. Тогда Л > Л',
и резец переместится в положение аг Сила
Уменьшится по той же зависимости 2— 1
До значения в точке 7. Изменение Л' будет
подчиняться линейной зависимости от а, ха-
рактерной для пружин сжатия. При а = а(
опять Л = Л'.
41
Работа, совершаемая при врезании резца, равная работе при его
отталкивании, определяется как площадь под линией 1—2. Тогда
суммарная работа за один цикл перемещений резца будет равна нулю.
Колебание прекращается, так как отсутствует энергия, поддержива-
ющая колебания.
Для колебаний необходимо, чтобы силы R при врезании и от-
талкивании были неоднозначными, т. е. сила должна совершить по-
ложительную работу. На рис. 3.11, б показано, каким должен быть
график изменения силы R = f (а) при врезании и отталкивании.
Сила при отталкивании должна быть больше во всем диапазоне из-
менения а. Разность работ, совершаемых силой (заключенная в петле
гистерезиса), есть энергия, поддерживающая колебания. Из графи-
ков следует важный вывод: эта энергия может быть получена, если
изменение силы резания будет отставать от изменения толщины
среза в колебательных движениях. Так, при отталкивании, когда
резец достигает исходного положения и а = ар сила R соответствует
точке 3, т. е. она больше ожидаемого теоретического значения в
точке 7 и равна той силе, которая должна быть, как показано стрел-
ками, при значении а = а.. Такое же отставание изменения силы от
изменения а видно и при врезании. Только теперь сила в точке 5
будет меньше теоретической в точке 1.
Если при анализе сил, действующих на инструмент в процессе
резания, будет обнаружена рассмотренная особенность их измене-
ния от изменения а, то это может явиться доказательством наличия
периодического действия переменной силы и энергии, поддержи-
вающих колебания.
Схема сил, действующих на резец, представлена на рис. 3.13.
Сумма нормальных сил N и N' и сил трения F и F' определяет
значение силы резания R. Для упрощения анализа рассмотрим из-
менение силы трения на передней поверхности F при изменении
толщины среза а.
Из теории резания известно, что F — часть силы R зависит от
контактных процессов на передней поверхности. Ее величина опре-
деляется размерами площадки контакта С2, площадки пластического
контакта С,, размерами нароста и углом резания 8н нароста. Каждой
толщине среза а соответствуют их определенные значения и, следо-
вательно, значение силы F. Изменение а при врезании или отталки-
вании резца, прежде чем вызвать изменение F, должно вызвать из-
менение отмеченных контактных параметров. В соответствии с новым
мгновенным значением а должна произойти перестройка нароста, т. е.
должны измениться его размеры и угол 8н, С2 и Сг Только тогда сила
/’придет в соответствие с новым значением а. На перестройку требу-
42
Рис. 3.13. Схема действия сил на контактных площадках инструмента
ется время. Поскольку изменение а происходит непрерывно, изме-
нение F будет всегда отставать от изменения а.
Поскольку сила /’является одной из составляющих силы R, можно
считать доказанным, что в процессе перемещения резца в колеба-
тельном движении изменение R будет отставать от изменения а.
При отталкивании резца сила R > R' будет не только при а{ + Ла,
но и при аг Резец проскочит исходное положение at и толщина
среза достигнет значения а{ — Да (см. рис. 3.11). Сила R' сжатой
пружины возрастет, а при а, — Да сумма силы инерции и всех сил,
действующих на резец, станет равной нулю. После остановки резца
при силе инерции, равной нулю, R' > R. Резец пойдет на врезание и
так же, как при отталкивании проскочит положение ар поскольку и
здесь R' > R, и достигнет положения а{ + Да. Начинается новый
период в колебательном движении резца.
Принятое в основе природы самовозбуждающихся колебаний
положение об отставании изменения силы резания R от изменения
толщины среза а, т. е. явление гистерезиса (см. рис. 3.11), подтвер-
ждено анализом процессов в контактной зоне инструмента. В ре-
зультате периодически действующая сила при отталкивании будет
больше, чем сила при врезании, и соответственно при отталкива-
нии будет совершаться большая работа. В петле гистерезиса на рис.
3.11 заключена энергия, поддерживающая колебания.
В связи с тем, что все описанные явления связаны с контактны-
ми процессами, изменение условий их протекания, например, из-за
износа рабочих поверхностей инструмента вызовет изменение зна-
чения периодической силы, а за ней и параметров процесса колеба-
нии. Таким образом, параметры колебаний становятся признаками
износа инструмента, которые используются при диагностировании.
43
3.5. ВИДЫ ПОВРЕЖДЕНИЙ
И ОТКАЗЫ РЕЖУЩЕГО ИНСТРУМЕНТА
Исследования и производственный опыт показывают, что прц
чистовой обработке значительная, а иногда и большая часть допус-
ка или резерва выходного параметра X перекрывается повреждени-
ями в технологической системе, связанными с затуплением режу-
щего инструмента. Помимо размерных погрешностей обработки
повышается шероховатость, изменяются показатели качества повер-
хностного слоя обработанной детали. Повреждения инструмента —
необратимые повреждения, вызванные процессами средней скоро-
сти протекания, — влияют на показатели качества обработки как
непосредственно вследствие нарушения формы режущей кромки и
ее расположения относительно базовых поверхностей детали, так и
вследствие их влияния на другие виды повреждений в технологи-
ческой системе:
• тепловые повреждения из-за роста мощности источников теп-
лоты в зоне резания, связанного с увеличением износа инструмента;
• силовые повреждения из-за роста силы резания по мере затуп-
ления инструмента;
• динамические повреждения вследствие роста мощности коле-
баний;
• наростообразование, так как износ инструмента вызывает уве-
личение размера нароста.
Затупление инструмента в отличие от других рассмотренных
повреждений обязательно приведет к отказу технологической си-
стемы, если не будет выполнена его предупредительная замена.
От 23 до 60 % общего числа отказов вызывается затуплением ин-
струмента. Инструмент — особый объект технологии металлооб-
работки: разнообразные условия эксплуатации и, следовательно,
различная нагрузка на его режущую часть вызывает многообраз-
ные виды повреждений и отказов. Скорость изнашивания инстру-
мента значительно выше скорости изнашивания деталей и узлов
станка. Поэтому надежность инструмента как главного элемента,
определяющего работоспособное состояние технологической си-
стемы, изучается не только в комплексе со всеми ее другими
элементами, но и независимо от них. При чистовой обработке рас-
сматривают параметрические отказы инструмента, при черновой —
функциональные.
Отказ инструмента может произойти из-за повреждений режу-
щего и калибрующего участков, деталей механического крепления
режущей пластинки или паяного соединения.
Чаше происходят отказы инструмента из-за различных видов
оеждений режущего участка. Это может быть
П°1) хрупкое разрушение;
2) разрушение вследствие пластической деформации контакт-
ной зоны режущего участка;
3) изнашивание поверхности режущего участка до величины
попускаемого износа.
В связи с тем, что хрупкое разрушение и разрушение вслед-
ствие деформации связаны с прочностью режущей части, а изна-
шивание с износостойкостью, предрасположенность инструмента
к тому или иному виду отказа прежде всего зависит от физико-
механических свойств (основных свойств) материалов, из которых
они изготовлены.
При изучении физических основ процесса резания выявляют
условия работы режущего инструмента, на основании которых фор-
мулируют требования, предъявляемые к инструментальным материа-
лам. Например, высоким напряжениям на поверхностях контактной
зоны лезвия, вызывающим контактные пластические деформации,
противопоставляется высокая твердость; значительным силам —
прочность, а высоким температурам, разупрочняющим инструмен-
тальный материал, — его высокая теплостойкость Предъявляемые
требования в большей или меньшей степени обеспечиваются ос-
новными свойствами различных инструментальных материалов. Под
основными свойствами понимают такие свойства, которыми дол-
жен обладать инструментальный материал в готовом к работе инст-
рументе. В табл. 3.2 приведены главные из этих свойств для ряда
инструментальных материалов. Из таблицы видно, что инструмент,
оснащенный пластинками из твердых сплавов, режущей керамики
и сверхтвердых инструментальных материалов (СТМ), менее проч-
ный, чем стальной инструмент. Отсюда и доля отказов первого вида
У твердосплавного, керамического инструментов и инструмента из
СТМ значительно выше. Примерная структура отказов инструмен-
тов с твердосплавными пластинами в производственных условиях
показана в табл. 3.3, быстрорежущих — в табл. 3.4.
Структура отказов инструмента помимо основных свойств ин-
струментального материала зависит также от типа производства,
стабильности технологического процесса, начального состояния
Инструмента.
Начальное состояние инструмента — это состояние готового к
Работе инструмента, характеризующееся следующими параметрами:
Формой, геометрией, размерами, шероховатостью рабочих поверх-
ностей, а также основными свойствами и структурой инструмен-
44
45
Таблица 3.2. Свойства инструментальных материалов
Инструмен- тальные материалы Предел прочности, МПа Твердость HRA, HRC Теплостой- кость, ‘С
при изгибе при растя- жении при сжатии °сж
Твердые сплавы
ВКЗ ВКЗ-М 1176 500 4270 89,5 900-930
ВК6 ВК6-М 1519 500 4390 88,5 900-930
ВК8 1666 500 4210 87,5 900-930
Т30К4 980 500 3500 92 1000-1030
Т15К6 1176 500 4300 90 1000-1030
Т5К10 1421 500 3100 88,5 1000-1030
Т5К12 1666 500 3200 87 1000-1030
Безвольфрамовые твердые сплавы
ТН20 1050 — — 90 800
ТН16 1200 Т- — 89 800
Быстрорежущие стали
Р6М5 3100 2000 3400 62-64 610
Р18 2900 1700 3800 63-64 620
Р6М5К5 2500-2600 — — 65-68 630-650
11М5ФЮ 3500 — — 64-65 620
Режущая керамика
Оксидная
ЦМ-332 300-350 — — 94 1300
ВО-13 400-450 — — 94 1300
Продолжение табл. 3.2
Инструмен- тальные материалы Предел прочности, МПа Твердость HRA Теплостой- кость, 'С
при изгибе при растя- жении при сжатии °сж
.—— 1 Оксидно-f сарбидная
— вз 650 — — 93 1200
ВОК-63 650 — — 93 1200
ВОК-71 650 — — 93 1200
Оксидно-нитридная
Кортинит ОНТ-20 640 — — 92 1200
На основе нитрида кремния Силинит-Р 600-700 — 94—96 1300
Сверхтвердые поликристаллические материалы (СТМ)
На основе алмазов (ПКА) 800-1100 — — HV до 10000° 700—750
На основе нитрида бора (КНБ) 600-800 — — HV 8500° 1000-1200
тального материала. Параметры начального состояния должны быть
оптимальны для заданных условий резания.
Во второй половине прошлого века наряду с твердосплавным и
быстрорежущим инструментом стали применять инструмент, осна-
щенный режущей керамикой и СТМ. Однако эффективное приме-
нение его стало возможным только в последние десятилетия. Этому
способствовало повышение прочности и трещиностойкости режу-
щей керамики и СТМ, имеющих в то же время высокие показатели
износостойкости и теплостойкости.
46
47
(по гКлУРХаету,а31<9а75)ВеРД°СПЛаВНОГО инструмента р металлообработке режущие свойства инструментального ма-
пиала, определяющие уровень рациональных режимов резания,
всегда диктовали скоростные требования к металлорежущим стан-
кам Создание быстрорежущих сталей, твердых сплавов, а затем ре-
щей керамики и СТМ позволило повысить производительность
обработки за счет увеличения допускаемых скоростей резанйя. Со-
временные высокоскоростные станки должны обеспечивать эффек-
тивный технологический процесс любым инструментом, в том чис-
ле и скоростную чистовую обработку режущей керамикой и СТМ.
Четыре группы режущей керамики приведены в табл. 3.2. Ок-
сидная (белая) керамика, состоящая в основном из А12О3, реко-
мендуется для чистовой обработки сталей. Оксидно-карбидная ке-
рамика, состоящая из А12О3 и TiC, применяется при обработке
углеродистых и легированных сталей, в том числе и закаленных, а
также алюминиевых и труднообрабатываемых сплавов. Те же обла-
сти применения имеет и оксидно-нитридная керамика, содержащая
помимо А12О3 и TiN. Для обработки деталей из чугуна, закаленных
Вил инструмента Материал режущей части инстру- мента Материал детали Вид отказов, %
Изнаши- вание Хрупкое разрушение
Скалывание (поломка) Выкраши- вание
Резцы проходные ВК8 Чугун СЧ12 19 63 18
Т15К6 Т5К10 Конструкционная углеродистая сталь 70-80 10-30 1-7
Отрезные резцы T15K6 Конструкционная углеродистая сталь 50 34 16
Торцовые фрезы Т5К10 Конструкцией ная углеродистая сталь 25-30 50 25
ВК8 Чугун СЧ12 25-30 50 25
Таблица 3.4. Структура отказов инструмента из быстрорежущей
стали Р6М5 (по Г.Л. Хаету, 1975)
Вил инструмента Вил отказов, %
Изнашивание Хрупкое разрушение Пластическая деформация
Протяжки 87 5 8
Прошивки 95 5 —
Шевер 69 31 —
Фреза червячная 90 2 8
Развертка 95 2 3
Зенкер 79 7 14
Сверло 70 16 14
Метчик 25 12 63
Долбяк 56 20 24
Резец фасонный 84 2 14
48
сталей и сплавов цветных металлов рекомендуют нитридную кера-
мику на основе Si3N4.
Пластины из режущей керамики не имеют связки, поэтому в
процессе резания при высоких температурах степень их разупроч-
нения ниже, чем у твердосплавных пластин. В результате допуска-
ются скорости резания до 1000 м/мин. Недостатком режущей кера-
мики является невысокая по сравнению с твердым сплавом проч-
ность на изгиб и сопротивляемость термодинамическим нагрузкам.
Свойства режущей керамики позволяют повысить эффектив-
ность технологического процесса при чистовой обработке с малы-
ми сечениями среза. Так, при чистовой обработке закаленной ста-
ли ШХ15СГ (HRC 61—63) резцами, оснащенными керамикой ВЗ,
получена стойкость, в несколько раз превышающая стойкость рез-
цов из ВК6-ОМ и КНБ. При этом на скоростях резания в диапазоне
120—175 м/мин, подачах до 0,1 мм/об и глубинах резания до 0,5 мм
высота микронеровностей обработанной поверхности изменялась в
пределах 1,5—2,0 мкм. Это дает возможность заменять шлифование
закаленных деталей операцией чистового точения с применением
Режущей керамики.
Улучшения свойств керамики из А12О3 добиваются путем арми-
рования волокнами, например, карбида кремния.
к СТМ относят режущие материалы, твердость которых при-
мерно в 2 раза превышает твердость твердых сплавов. В табл. 3.2
приведены два вида СТМ.
4-5125
49
В результате спекания синтетического алмазного порошка с,
связкой или без нее получают поликристаллы (ПКА), обладаюгцц,
высокой износостойкостью. Поликристаллы небольших размере,,
впаиваются в стальную вставку, которую закрепляют в корпусе рез,
цов, сверл или фрез. Такой инструмент применяют при обработку
на высоких скоростях резания сплавов цветных металлов, а такх?
неметаллических материалов. Особенно эффективно использован^
такого инструмента при обработке алюминиевых сплавов, которые
теперь становятся основным конструкционным материалом в авто,
мобилестроении. Склонность алмаза к диффузионному износу при
резании черных металлов ограничивает его применение для обра-
ботки сталей и чугунов. Для этого разработаны СТМ на основе ку-
бического нитрида бора (КНБ), обладающие химической инертнос-
тью к железоуглеродистым соединениям. Различные варианты этих
поликристаллических режущих элементов, отличающиеся по проч-
ности и твердости, объединены под общим названием «композит».
Наибольшее применение получили композит 01 (эльбор-Р) и ком-
позит 10 (гексанит-Р). Так, эльбор-Р применяют при чистовом не-
прерывном точении закаленных сталей, чугунов и твердых сплавов.
Гексанит-Р, обладающий большей прочностью, используют при
прерывистой обработке тех же металлов.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Дайте характеристику процессам в технологической системе, различающимся
по скорости протекания.
2. Покажите схематично влияние повреждений различных скоростных групп на
выходной параметр технологической системы.
3. Дайте характеристику зависимостям температуры нагревания деталей станка
и инструмента от времени. Приведите примеры тепловых деформаций в станках,
соответствующих различным вариантам указанных зависимостей.
4. Объясните причины значительных силовых повреждений в шлифовальных
станках.
5. Объясните природу возникновения вынужденных и самовозбуждающихся
колебаний в станках и их влияние на выходные параметры.
6. Почему повреждения в режущем инструменте являются одной из основных
причин отказа технологической системы?
7. Обоснуйте структуру отказов различных режущих инструментов.
Глава 4
НАДЕЖНОСТЬ режущего инструмента
4 1. ХРУПКОЕ РАЗРУШЕНИЕ РЕЖУЩЕЙ ЧАСТИ
ИНСТРУМЕНТА
Согласно современным представлениям, хрупкое разрушение
режущего инструмента является результатом постепенного накап-
ливания и развития микротрещин под действием приложенной к
инструменту нагрузки. С течением времени микротрещины в зонах
инструментального материала, благоприятных для их развития, пе-
рерастают в макротрещину, по которой и происходит хрупкое раз-
рушение.
Принято различать скалывание (поломку) и выкрашивание ре-
жущей части инструмента, которые различаются как по объему раз-
рушенной части, так и по причинам, их вызывавшим.
Скалывание (поломка) — это отделение относительно большого
объема лезвия. Зона разрушения при скалывании превышает кон-
тактные площадки на рабочей части инструмента. На рис. 4.1 пока-
заны наиболее характерные случаи скалывания твердосплавных ре-
жущих пластин на резцах.
При черновой и получистовой обработке конструкционных ста-
лей проходными резцами может происходить скалывание режущей
пластинки на всю ее толщину (см. рис. 4.1, а), а при увеличенной
толщине пластинки — частичное ее скалывание (см. рис. 4.1, в).
Рис. 4.1. Случаи скалывания (поломки) твердосплавных режущих пластин:
° — на полную толщину; б — на полную ширину; в — частичное скалывание
4* 51
Такая же картина разрушения твердосплавных пластинок може;
иметь место при фрезеровании торцовыми фрезами. Иногда плас,
тинка отрывается от корпуса инструмента по месту крепления.
Доля отказов инструмента из-за скалывания (см. табл. 3.3 и 3.4)
значительна. К этому виду отказов относят поломку рабочей час^
твердосплавных и быстрорежущих сверл, концевых фрез, метчиков ij
других инструментов. Скалывание происходит тогда, когда нагрузка
возникающая в процессе резания, создает в инструменте напряже.
ния, превышающие допускаемые прочностью инструментального
материала. Поэтому вероятность скалывания и поломки зависит не
только от параметров состояния инструмента, но и от условий реза.
ния. Они определяют напряжения в рабочей части инструмента.
Исследования и производственный опыт показывают, что ска-
лывание рабочей части инструмента существенно зависит от формы
передней поверхности, угла заострения 0 и переднего угла у. Из
факторов режима резания наибольшее влияние оказывает подача 5
или толщина среза а. В связи с этим по их предельным значениям,
при которых наступает скалывание, оценивают прочность режущей
части инструмента. Такую предельную подачу называют обычно
ломающей подачей.
В связи с тем, что рост главного угла <р в плане вызывает при
данной подаче рост толщины среза (а = 5sin<p), угол также можно
отнести к факторам, влияющим на скалывание.
Скалывание может произойти в различные периоды работы ин-
струмента. Скалывание в период приработки может быть связано
не только с отмеченными параметрами инструмента, но и такими
факторами процесса резания, как скорость V и глубина резания /.
Оно существенно зависит от возможных технологических дефектов
инструмента, влияние которых на его надежность будет рассмотре-
но далее.
Разрушение инструмента может быть вызвано также случайны-
ми причинами.
Скалывание после длительного периода работы инструмента
может быть следствием значительно превышающего допустимые
величины износа или выкрашивания рабочей части. Последнее вы-
зывает рост сил резания и напряжений.
Таким образом, скалывание должно рассматриваться как отказ,
вызванный нарушением оптимальных условий эксплуатации инст-
румента или отклонениями от оптимальных значений параметров
начального состояния инструмента, методика определения которых
изучается в теории резания материалов.
52
Применяют ряд методик расчета прочности режущей части ин-
«мента по допускаемым напряжениям. При этом следует учиты-
сГ|эу чТ0 напряжения, возникающие в режущем лезвии, должны
ВЯТ еделяться как сумма напряжений от действия сил резания на
° бочих поверхностях инструмента и температурных деформаций в
РеЖуШем лезвии. На них могут наложиться остаточные напряжения,
возникшие при заточке, напайке и других операциях технологичес-
кого процесса изготовления инструмента. Учет этих напряжений весь-
ма усложняет задачу расчета прочности режущей части инструмента.
Для упрощения решения задачи принимают ряд существенных до-
пушений:
— разрушение происходит только под действием силовой нагрузки;
— действие контактных напряжений на рабочих поверхностях
инструмента заменяют сосредоточенной силой.
В случае ~
радиальные
ные на рис.
если сила R приложена к вершине режущего лезвия, то
напряжения в полярной системе координат, показан-
4.2, определяют по следующей формуле:
Рис. 4.2. Эпюры распределения напряжений ог в режущем лезвии инструмента:
а — инструмент с положительным углом у;
б — с отрицательным углом у (из Т.Н. Лоладзе, 1982)
где г и v соответственно радиус-вектор и полярный угол полярной сцс
темы координат с центром в вершине лезвия; b — ширина срезаемо,,
„ Л
слоя; р — угол заострения; у — передний угол; v0 = arctg-7=^== х
угол, определяющий направление действующей силы.
Однако значительные допущения делают полученную формул
пригодной только для качественной оценки напряжений в режуще)'
лезвии. Например, по формуле можно оценить знак напряжений)
различных зонах режущего лезвия, выявить влияние угла у на на
пряжения, установить (а это подтверждается также и поляризацц.
онно-оптическим методом изучения напряжений), что с уменьши
нием переднего угла зона сжатия увеличивается, а зона растяжещ»
сужается и вовсе не обнаруживается при больших отрицательны)
углах у (см. рис. 4.2).
Установлено также, что наиболее напряженный участок в зоне
растяжения расположен на передней поверхности инструмента на
расстоянии от режущего лезвия, равном 2—2,5 длинам контакта
стружки с этой поверхностью. Здесь действуют максимальные ра-
стягивающие напряжения, которые вызывают хрупкое скалывание
относительно больших объемов режущей части. В зависимости ст
прочностных характеристик в нормативной литературе даются ре-
комендации по назначению главных углов инструмента для различ-
ных инструментальных материалов. Поэтому инструменты, осна
щенные твердыми сплавами, обладающими низкими значениями
допускаемых напряжений на растяжение (см. ораств табл. 3.2), долж-
ны иметь отрицательные передние углы. Это относится и к инстру
менту с режущей керамикой. При черновой обработке угол у дол-
жен назначаться меньшим, чем при чистовой.
Совершенствование расчетов рабочей части инструмента свя-
зано с применением метода конечных элементов. Эта задача ре-
шается с помощью ЭВМ. Расчеты позволяют считать, что отказы
инструмента в виде скалывания в значительной степени могут
быть исключены, если будут назначены оптимальными инстру-
ментальный материал, геометрия инструмента и условия его экс-
плуатации.
Выкрашивание режущих кромок — это хрупкое разрушение ма-
лых объемов инструментального материала в пределах области, ог-
раниченной площадками контакта на передней и задней поверхно-
стях режущего участка инструмента. На рис. 4.3 показаны характер-
ные случаи выкрашивания твердосплавных пластинок.
54
Рис. 4.3. Случаи выкрашивания твердосплавной режущей пластины:
а — у вершины резца; б — у режущей кромки; в — на передней поверхности
Отказы из-за выкрашиваний твердосплавных пластинок резцов
часто наступают при точении труднообрабатываемых материалов.
При отрезке или прорезке канавок у вершин резца возникают вы-
сокие напряжения вследствие стесненных условий схода стружки.
В то же время форма этих участков отрезных и прорезных резцов
неблагоприятна для восприятия высоких напряжений. Все это при-
водит к частому выкрашиванию резцов при выполнении таких работ.
Значительная часть отказов из-за выкрашивания наблюдается при
прерывистом резании. По различным причинам выкрашиваются
твердосплавные торцовые, концевые фрезы, зуборезный инструмент,
строгальные резцы и др. Одна из наиболее распространенных при-
чин выкрашивания контактного разрушения режущего лезвия инст-
румента — возникающие при прерывистом резании термоцикли-
ческие напряжения.
Для хрупких тел величина термических напряжений ое в рас-
сматриваемой точке х определяется уравнением
ое « £а(1 - v) 1 jgraded*, (4.1)
О
где Е — модуль упругости; а — коэффициент линейного расшире-
ния; v — коэффициент Пуассона; grad 6 — градиент температур в
Режущем лезвии инструмента.
Для рассматриваемого инструментального материала с заданны-
ми характеристиками ое будет зависеть только от grade, который
Может быть выявлен из анализа температурных полей в режущем
лезвии инструмента при прерывистом резании. Как известно, одна
особенностей работы инструмента при прерывистом резании со-
°ит в том, что его режущая часть находится под воздействием
Редующихся нагреваний во время рабочего хода и охлаждения во
Ремя холостого. На рис. 4.4 показаны осциллограммы изменения
55
Рис. 4.4. Осциллограммы изменения температуры при прерывистой ра-
боте инструмента для точек опасного сечения режущего лезвия, равно-
удаленных (у = 0,15 мм) от передней и задней поверхностей:
1 — х — 0,07 мм; 2 — х — 0,2 мм; 3 — х = 0,5 мм
температуры в трех точках опасного (наиболее нагретого) сечени:
режущего лезвия инструмента. Координаты точек приведены н
рисунке.
Моделировался случай симметричного фрезерования на режи-
мах резания, при которых основной источник теплоты действовал
„ „ d0
на передней поверхности. Температурный градиент — направлен к
d.x
передней поверхности, и в этом направлении рассматривалось из-
менение термоциклических напряжений.
Исследование температурных полей в лезвии с помощью безы-
нерционных защемленных полуискусственных термопар позволило
выявить развитие полей в различные моменты времени рабочего о
холостого ходов. Установлено, что начало нагревания зон лезвия,
удаленных от источника теплоты, отстает от начала рабочего хода
и, следовательно, от момента начала нагревания зон, расположен-
ных у источника. Это видно на рис. 4.5, на котором показаны крй"
вые роста температуры во времени, построенные по средним значе-
ниям осциллограмм для пяти точек лезвия, равноудаленных от зад-
ней поверхности на величину 0,15 мм. Видно также, что в точке,
расположенной вблизи источника теплоты на расстоянии х = 0,07
от передней поверхности, скорость роста температуры в начале рЗ'
бочего хода значительно выше, чем в точках, удаленных от пере-
дней поверхности.
56
Рис. 4.5. Изменение температуры е°во времени Т (нагревание во время
рабочего и охлаждение во время холостого ходов) для точек режущего
лезвия, равноудаленных (у = 0,15 мм) от задней поверхности:
1 — х = 0,07 мм; 2 — х = 0,2 мм; 3 — х = 0,3 мм; 4 — х = 0,4 мм; 5 — х = 0,5 мм
В результате запаздывания начала нагревания и меньшей скоро-
сти нагревания в начале рабочего хода температура в точке, напри-
мер, х=0,2 мм будет значительно отличаться от температуры в точ-
ке х =0,07 мм. Это значит, что при врезании режущей пластинки в
заготовку в контактной зоне лезвия создается большой температур-
ный градиент, направленный в сторону источника теплоты.
На рис. 4.6, а показаны графики изменения температуры вдоль
линии, параллельной задней поверхности и отстоящей от нее на
величину у — 0,15 мм. Каждая кривая соответствует определенному
Моменту времени Т, отсчитанному от начала рабочего хода. Произ-
водные от каждой кривой — = grade в те же моменты времени по-
dx
Казаны на рис. 4.6, б, из которого видно также, что в начале рабоче-
1X3 хода при Tt высокий и постоянный температурный градиент рас-
пространен на 0,2 мм от передней поверхности режущего лезвия,
Чт°, в свою очередь, вызывает, согласно формуле (4.1), высокие тер-
Ические напряжения, распространившиеся при Т{ также на глуби-
0>2 мм (рис. 4.6, в). Это напряжения сжатия, так как поверхнос-
Ые слои лезвия у источника теплоты от нагревания расширяются,
57
^ележашие слои (х > 0,2 мм), еще не нагретые при 7\, препят-
а НИют расширению. В последних для уравновешивания возникают
сТВ^яЛСеныя растяжения. Но на этот слой в следующий момент вре-
и Т распространяется высокий температурный градиент и на-
Ме«жения растяжения в нем переходят в напряжения сжатия. Таким
азом, в течение одного рабочего хода под контактными площад-
° ми лезвия напряжения меняют свой знак, а величина их снижает-
ся в связи со снижением (см. рис. 4.6, 6) температурного градиента,
pla рис. 4.6, в показана лишь качественная картина изменения на-
пряжений.
Дальнейшее снижение термических напряжений происходит во
время холостого хода, в течение которого, как видно в правой части
рис. 4.5, происходит постепенное охлаждение контактной зоны лез-
вия при одновременном приближении grad 0 к нулю. Скорость ох-
лаждения может изменяться в зависимости от того, происходит
охлаждение за счет теплопередачи в тело инструмента или (если
применяется охлаждающая среда) за счет теплопередачи в эту среду.
В последнем случае напряжения в поверхностном слое лезвия могут
изменять знак.
В течение следующего цикла работы режущего лезвия картина
развития напряжений повторяется. Периодическое воздействие зна-
копеременных термических напряжений на поверхностные слои
хрупкого инструментального материала приводит к развитию в нем
усталостных явлений. Образуются трещины в контактной зоне ре-
жущего лезвия, которые могут вызвать хрупкое разрушение в виде
выкрашиваний. Такова одна из возможных причин выкрашивания.
Несомненно, развитию усталостных процессов в режущем лез-
вии способствуют циклические напряжения, вызванные периодич-
ностью механического воздействия.
При обработке инструментом, оснащенным режущей керами-
кой и СТМ, значительную долю составляют отказы из-за хрупкого
разрушения. Ввиду низкой сопротивляемости этих материалов на-
пряжениям растяжения и низкой трещиностойкости при преры-
вистой работе инструмента вследствие рассмотренных термоцик-
лических процессов часто обнаруживается выкрашивание режущего
лезвия. На передней поверхности появляются кратеры и выемки; в
Результате выкрашивания на задней поверхности режущая кромка
становится зазубренной. Эта картина разрушения усугубляется при
высокоскоростном фрезеровании, так как за счет уменьшения пло-
^чадок контакта высокие переменные температуры и вызванные
и Переменные напряжения концентрируются вблизи режущей
кРомки.
59
Повышается вероятность хрупкого разрушения при резании t
охлаждающей жидкостью. Интенсивность термоциклических пр0
цессов и трещинообразования будет зависеть от скорости сто^
теплоты из контактной зоны режущего лезвия, следовательно,
теплофизических свойств инструментального и обрабатываемо^
материалов, а в период холостого хода — от охлаждающей средЬ]
При охлаждении фрезы жидкостью, обладающей высокими тепло,
физическими свойствами, в поверхностных нагретых слоях режущ^
лезвий возникают опасные для хрупких инструментальных матерца,
лов напряжения растяжения. Циклическое изменение напряжений
сжатия в период рабочего хода и растяжения в период холостого
хода вызывает образование микротрешин, способствует их разви
тию и выкрашиванию лезвия.
При скоростном резании с повышением температуры растет ве-
роятность отказов инструмента из-за хрупкого разрушения. Однако
надежность инструмента можно повысить при так называемом «су.
хом» резании. Сухая обработка экологически безопасна.
Очевидно, интенсивность выкрашивания лезвия при таком ре-
зании будет изменяться в зависимости от схемы резания при фрезе-
ровании, поскольку от этого изменяется grad© и затем ое по форму-
ле (4.1). Эту особенность нужно учитывать при управлении процес-
сом фрезерования.
Хрупкое выкрашивание режущего лезвия наблюдается также при
прерывистой работе инструмента в условиях, благоприятных для
образования нароста. Особенности развития нароста в течение ра-
бочего хода приводят к тому, что каждый раз в момент выхода зуба
в холостой ход при встречном фрезеровании нарост удаляется вме-
сте со стружкой, а при попутном — остается на передней поверхно-
сти зуба. Это видно на микрошлифах корней стружки и нароста
(рис 4.7), полученных в момент выхода режущего лезвия из контак-
та с заготовкой.
При встречном фрезеровании в течение всего рабочего хода с
ростом толщины среза нарост увеличивает свои размеры за счет
металла стружки. На рис. 4.7, а видно, что нарост составляет часть
стружки и поэтому, отрываясь от передней поверхности лезвия, уда*
ляется вместе со стружкой.
При попутном фрезеровании оформившийся в начале рабочего
хода при большой толщине среза и высокой температуре нарост
остается далее частью режущего лезвия (см. рис. 4 7, б). Зуб фрезь1
входит с ним в холостой ход. Тогда новое врезание зуба в заготовку
начинается с разрушения нароста. Схематично этот процесс пока'
зан на рис. 4.7, в Выкрашивается режущее лезвие или вместе с
Рис. 4.7. Корни стружек и нароста в момент выхода зуба фрезы из рабоче-
го хода в холостой. Обрабатываемый материал — сталь 60; скорость резания
32 м/мин; 5 = 0,14 мм/зуб:
а — встречное фрезерование; б — попутное фрезерование; в — схема
разрушения нароста при врезании режущего зуба инструмента в заготовку
частицами разрушающегося нароста, или в результате взаимодей-
ствия его с твердыми, прочными частицами нароста, внедривши-
мися в заготовку.
Выкрашивание при прерывистом резании вследствие термо-
Ииклических напряжений и наростообразования происходит даже
пРи оптимальных параметрах начального состояния инструмента
Условиях резания. Оно вызывается особенностями самого про-
веса прерывистого резания. Выкрашивание свойственно этому
процессу.
61
60
Наряду с рассмотренными здесь случаями возможны и друг^
причины, вызывающие выкрашивание режущего лезвия инструмент
Выкрашивание режущей части инструмента может произойти)
различные периоды его работы после переточки. Причиной вьц
рашивания в период приработки могут быть остаточные напряге
ния или термические микротрещины, образовавшиеся у режуще(
кромки вследствие нарушений технологии термической обработку
заточки или напаивания. Развитие очагов износа часто способству
ет выкрашиванию, так как с ростом износа возрастают мощное^
источника тепла и температура, силы резания, интенсивность на.
ростообразования, а также снижается живое сечение вершинноц
части режущего лезвия из-за износа на передней и задней поверх,
ностях.
Анализ причин выкрашивания показал отличие данного процес
са от скалывания не только в размерах разрушенной части лезвия
но и в природе процессов. Выкрашивание — процесс закономерный
Скалывание — результат ошибок при проектировании, изготовле-
нии или эксплуатации инструмента.
4.2. РАЗРУШЕНИЕ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
ВСЛЕДСТВИЕ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ
Отказы такого вида могут иметь как стальные, так и твердосплав-
ные инструменты. Однако не всякое пластическое деформирование
режущего участка приводит к отказу инструмента.
У большинства инструментов, работающих на получистовых я
черновых режимах, обеспечивающих нормативную стойкость, уже в
период приработки обнаруживается округление режущей кромки
Здесь, в вершине режущего лезвия под действием давлений при высо-
ких температурах напряжения достигают предела текучести нагретого
инструментального материала. Так, в ряде случаев на быстрорежущей
инструменте в вершине лезвия возникаю1
высокие локальные температуры, превыша'
ющие температуры фазовых превращений
быстрорежущих сталей, и при резании он£
приобретает аустенитную структуру с низ-
ким сопротивлением пластическим дефор'
мациям: о02 < 300 МПа. В результате развИ'
вается локальная пластическая деформаций
приводящая к сдвигу вершины по линия*1
скольжения криволинейной формы (рИс
4.8). Вершина округляется, приобретая та*
Рис. 4.8. Пластический
сдвиг вершины режущего
лезвия
62
1ваемое естественное формоупрочнение. Инструмент после этого
На3 ется вполне работоспособным.
°С К отказу режущей части инструмента приводит значительная,
поостраненная на большие объемы пластическая деформация,
Ра коТорой нарушается нормальное течение процесса стружкооб-
П^ювания. Такие деформации и отказ могут случиться сразу после
^ачала работы инструмента, если завышены режимы получистовой
или черновой обработки для принятой пары — инструментальный
и обрабатываемый материалы. В этом случае высокая температура
приведет к разупрочнению значительных объемов инструменталь-
ного материала в режущем лезвии, а также к снижению прочности
и твердости. Высокие напряжения вызывают пластическое течение
в поверхностных контактных слоях инструмента, а затем срез пре-
имущественно вдоль задней поверхности.
Отказы инструмента, наступающие сразу после начала работы,
легко устранимы за счет назначения оптимальных режимов реза-
ния, обеспечивающих нормативную стойкость, а также применения
инструмента с оптимальными параметрами начального состояния.
Но и при оптимальных условиях может неожиданно наступить отказ
инструмента вследствие пластической деформации, которая являет-
ся результатом процесса ползучести. Под действием примерно по-
стоянных напряжений и высоких температур инструментальный ма-
териал подвергается сначала малым, а по мере его разупрочнения —
значительным пластическим деформациям. Разупрочненный вслед-
ствие ползучести инструментальный материал перестает сопротив-
ляться нагрузкам и разрушается в виде пластического сдвига.
4.3. ИЗНАШИВАНИЕ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
Взаимодействие обрабатываемого и инструментального матери-
ков в процессе резания приводит к непрерывному изнашиванию
контактных площадок передней и задних поверхностей инструмен-
та. При рациональной эксплуатации режущего инструмента в про-
изводственных условиях около 80 % всех его отказов вызвано изна-
щиванием.
В курсе «Теория резания» изучались различные виды изнашива-
НИя: абразивный, адгезионно-усталостный, диффузионный и окис-
лительный. В зависимости от условий резания может преобладать
°т или иной вид.
В общем случае очаги износа на быстрорежущем и твердосплав-
ное* ИНстРУментах располагаются на передней и на задних поверх-
тях. Условия резания определяют место превалирующего очага
63
износа развивающегося на поверхности, где отмечается максималь.
иая температура На рис. 4.9 показаны основные варианты темпе
рагурных полей в опасном сечении режущего лезвия, нормальном *
главной режущей кромке.
При резании стали с малыми толщинами среза (подачами), ме
нее 0,1 м.м (см. рис. 4.9, а), и скоростями, изменяющимися в широ.
ком диапазоне, изотермы имеют вид концентрических окружностей
с центром на задней поверхности около вершины режущего лезвия.
Здесь же находится зона максимальной температуры. Превалирую,
щий износ режущей части инструмента развивается также на задней
поверхности
При резании стали в условиях наростообразования с увеличена
ем толщины среза зона максимальной температуры перемещается по
передней поверхности от вершины лезвия (см. рис. 4.9, б). Превали
реющий очаг износа располагается также на передней поверхности.
При отсутствии нароста два источника теплоты — на передней я
задней поверхностях — определяют температурное поле (см. рис. 4.9, в)
Изотермы показывают зоны высоких температур на передней и зад.
ней поверхностях. Здесь же развиваются и очаги износа, которые
имеют место как на инструменте, работающем при непрерывном ре-
зании, например, на резцах, сверлах, зенкерах, так и на инструменте
работающем при прерывистом резании — на торцовых и цилиндри-
ческих фрезах, строгальных резцах и др. При обработке чугунов >
других хрупких материалов превалирующий износ независимо от ус
ловий резания всегда располагается на задней поверхности.
Рис. 4.9. Варианты температурных полей в лезвии инструмента
и связанное с ними развитие очагов износа
64
Износ инструмента, режущая часть которого оснащена режушей
керамикой или сверхтвердыми инструментальными материалами,
происходит в основном по задним поверхностям.
Однако не всегда превалирующий очаг износа режущей части
инструмента определяет необходимость его замены В соответствии
с принятым критерием затупления (отказа) момент отказа может
быть связан с износом не только главных, но и вспомогательных
поверхностей или с появлением нароста.
В зависимости от служебного назначения инструмента можно
определить следующие критерии его затупления'.
— достижение предельного износа, при котором начинается ка-
тастрофическое затупление или повышается вероятность хрупкого
разрушения инструмента, или дальнейший рост износа вызывает
необходимость удаления значительного объема инструментального
материала при переточке инструмента;
— достижение износа, при котором недопустимо повышается
шероховатость обработанной поверхности или нарушаются требо-
вания к точности обработки.
Первый — критерий оптимального износа — служит целям раци-
ональной эксплуатации инструмента и применяется при предвари-
тельной обработке. Второй — технологический критерий — при чис-
товой обработке, при которой обеспечивается заданное качество
детали. Следует заметить, что рассмотренные критерии могут при-
меняться при различных видах отказов.
Очевидно, что значения предельно допускаемого износа при
разных критериях затупления будут различны. Так, при технологи-
ческом критерии допускаемый износ режущей части инструмента
меньше, чем при критерии, используемом при черновой обработке.
Но и при принятом критерии вопрос о величине допускаемого из-
носа для данного типа инструмента не может быть решен однознач-
но. Допускаемый износ зависит как от многочисленных факторов,
определяющих условия резания, так и от параметров начального
состояния инструмента.
Существенно влияют режимы резания на величину износа h зяд-
ней поверхности режущей части инструмента, при которой начина-
ется резкое его возрастание, т. е. наступает катастрофический из-
нос. Значения величин допускаемого износа йздоп при различных V,
S и t приведены в табл. 4.1 для резцов, оснащенных твердым спла-
вом Т15К6. Данные получены при обработке сталей. Из табл. 4.1
видна значительная разница в величинах допускаемого износа для
одного и того же резца.
5-5125
65
Таблица 4.1 Знамен.е допускаемых износов задней поверхности
при различных режимах резания
(поВ.М. Башкову, 1982)
1 ¥ м/мш Г, мм 5, мм/об ^ЗДОП» мм
* 245 0,5 0,3 1,01
275 0,5 0,3 0,45
285 0.5 0,3 0,37
230 1,0 0,3 0,58
270 1,0 0,3 0,38
240 1,0 0,235 0,94
280 1,0 0,235 0,39
225 1,5 0,3 0,72
240 1,5 0,3 0,55
260 1,5 0,3 0,43
Различие в величинах допускаемого износа на разных режимах
резания обнаруживается на одинаковых быстрорежущих сверлах при
сверлении отверстий в заготовках из серого чугуна. Работоспособ-
ное состояние этих сверл определяется износом Лу уголка сверла
Допускаемый (оптимальный) износ здесь будет равен износу, пред-
шествующему началу катастрофического затупления сверла.
На рис. 4.10 для двух режимов резания показаны графики нараста-
ния износа Л сверл в зависимости от числа обработанных отверстий.
Здесь же приводятся графики изменения температуры в максимально
нагретой точке уголка. Видно, что на каждом режиме примерно при
одинаковой температуре, равной температуре, соответствующей на-
чалу разупрочнения быстрорежущей стали, начинается катастрофи-
ческий износ сверл и быстрый рост температуры. При этом величи-
на износа Лу, при которой происходит отказ сверл по этому крите-
рию, и, следовательно, величина допускаемого износа существен»
зависят от режима резания.
Рекомендации по допускаемым износам обычно приводятся в
специальной литературе и в нормативах режимов резания, состав-
ленных для различных видов инструмента или технологических опе-
66
Рис. 4.10. Графики изменения износа быстрорежущих сверл по уголку Л,
и температуры в зависимости от количества обработанных отверстий N.
Обрабатываемый материал — чугун HB200; диаметр сверла d~ 10 мм:
---— К= 38 м/мин; 5 = 0,12 мм/об; —— V = 28 м/мин; S — 0,28 мм/об
раций. На основании статистической обработки данных определе-
ны допускаемые износы, при которых наступает отказ инструмен-
та, чаще всего по критерию оптимального износа.
Допускаемый износ задней поверхности быстрорежущих конце-
вых фрез может быть рассчитан по формуле
Лзпоп = 0,25 + 0,01 d,
где d — диаметр фрезы.
Для сверл диаметром d < 13 мм
Лздо„ = 0,25 + 0,02 d,
при d > 13 мм
Л = 0,3 + 0,01 d.
Износ уголка hy = 1,5 Л,.
Эти рекомендации носят частный характер и должны рассмат-
риваться как ориентировочные, так как не учитывают отмеченное
выше влияние условий резания и прежде всего режимов на вели-
чины допускаемых износов. Если заменять инструмент при значе-
ниях износа, рассчитанных по формулам, то при одних режимах
не полностью будет использоваться ресурс инструмента, а при дру-
гих — инструмент может неожиданно оказаться в стадии катастро-
фического затупления. Это видно при сопоставлении допускаемого
5*
67
мм
1.0
08
06
0.2 0,6 1,0
5, мм/об
Рис. 4.11. Зависимость
допускаемого износа зад-
ней поверхности от пода-
чи и гтубины резания
(из В М Башкова, 1982)
износа для сверла d — 10 мм, рассчитанного
по формуле, с принятым по конкретным эк-
спериментальным зависимостям, приведен-
ным на рис. 4.10.
Для определения величины допускаемого
износа с учетом применяемых режимов реза-
ния при продольном точении резцами, осна-
щенными пластинками твердого сплава Т15К6,
приводятся графики на рис. 4.11 Графики
получены для обработки сталей конструкци-
онных, углеродистых, хромистых, хромони-
келевых с прочностью о, = 790 МПа и твер-
достью НВ 201- 226 на скоростях резания,
принятых по нормативам режимов резания
со стойкостью Т= 60 мин.
Рекомендации по допускаемой величине
износа используются при испытании режу-
щих инструментов, в расчетах расхода инст-
румента, при создании нормативов режимов резания и стойкости,
т е тогда, когда не может быть точно сформулировано служебное
назначение инструмента — задача, для решения которой он пред-
назначается.
Следует иметь в виду, что в производственных условиях при вы-
полнении конкретной операции, когда точно сформулировано слу-
жебное назначение инструмента, меры износа инструмента, износ по
задней поверхности являются иногда не прямыми, а лишь косвенны-
ми показателями работоспособного состояния инструмента; норма-
тивное значение допускаемого износа режущей части может не отра-
жать состояния отказа инструмента Например, при чистовой обра-
ботке служебное назначение инструмента состоит в обеспечении
заданной точности или шероховатости поверхности детали в течение
заданного периода стойкости на принятых режимах резания. В этом
случае прямым и, следовательно, более точным, чем косвенные ме-
тоды, является метод оценки работоспособного состояния инстру-
мента по непосредственному измерению размера детали или ее ше-
роховатости. Величина же допускаемого износа будет зависеть и от
состояния станка, на котором выполняется операция, и от того, ка-
кую долю составляют тепловые, силовые и динамические поврежде-
ния в резерве точности станка (см рис. 3.1). Далее, в гл. 5, будет
показано, что допускаемый износ может играть роль компенсирую-
щего звена в технологической размерной цепи.
При черновой обработке служебное назначение инструмента
состоит в его способности удалять с заготовки лишнии металл.
Если, например, катастрофическое затупление быстрорежущего
инструмента определяет его отказ, как видно из рис. 4.10, то тог-
да температура очага износа могла бы явиться более универсаль-
ным и точным признаком состояния отказа инструмента, чем из-
нос. Но пока отсутствуют производственные методы оценки этой
температуры, поэтому используют в качестве критерия отказа ин-
струмента размер очага износа, полагая, что при заданных усло-
виях резания он определяет мощность источника теплоты и тем-
пературу1.
Таким образом, соответствующий принятому критерию признак
более достоверно определяет состояние инструмента в процессе
обработки и его отказ, чем текущий износ и допускаемое его значе-
ние. Этот признак состояния инструмента должен выбираться на
основе анализа причин отказа режущей части инструмента и его
служебного назначения.
4.4. ПРОЧИЕ ВИДЫ ОТКАЗОВ
Помимо отказов режущей части инструмента, рассмотренных при
чистовой обработке, распространение имеет отказ, связанный с об-
разованием на режущей кромке наростов или налипов, которые
повышают шероховатость обработанной поверхности сверх допус-
тимых пределов. Это характерно для таких инструментов, как про-
тяжки, развертки, фасонные резцы. Все шероховатости режущих
кромок перечисленных инструментов, в том числе связанные с по-
явлением наростов, «копируются» на обработанной поверхности. Их
появление и отказ режущей части инструмента наступают обычно
еще до развития заметных очагов износа на передней и задних по-
верхностях.
Вызываются они некоторым повышением шероховатости кон-
тактных площадок инструмента в начальной стадии их изнашива-
ния. Шероховатые площадки становятся более подвержены адгези-
онному взаимодействию и образованию на них наростов и налипов,
поэтому условия резания заточенным инструментом должны быть
такими, чтобы исключить образование наростов
1 В разд. 2 рассмотрен метод определения величин допускаемого износа с уче-
том максимальной температуры в процессе работы инструмента в конкретных усло-
виях.
69
Весьма распространенным критерием отказа режущей части ин-
струмента, прежде всего при токарной обработке сталей, является
неблагоприятная форма стружки, образующейся при резании. Шпа-
гообразная или с большим радиусом завивания без разрывов стека-
ющая стружка часто приводит к аварийным ситуациям на автома-
тизированных станках.
Известно, что форма стружки зависит от режимов резания, фор-
мы передней поверхности — канавок и упоров, предназначенных
для стружкозавивания. Но даже при подборе факторов, обеспечива-
ющих благоприятное стружкообразование в начале работы новой
режущей твердосплавной пластинки, после определенного износа
передней поверхности стружка может пойти неблагоприятная. При
износе режущей части инструмента меняется форма ее передней
поверхности: изменяется радиус стружкозавивающей канавки, сти-
рается стружколомающий упор и др. По этой причине вполне при-
годная для выполнения процесса резания твердосплавная пластин-
ка должна быть при данных условиях обработки заменена.
Два последних вида отказа, как видно из их описания, также
являются следствием изнашивания рабочей части инструмента. Вы-
делены они потому, что изнашивание проявляется здесь в форме
отличной от общепринятой для инструмента.
4.5. СТРУКТУРА ОТКАЗОВ ИНСТРУМЕНТА
Анализируя причины возникновения рассмотренных видов от-
каза режущей части инструмента, можно разделить их на прогнози-
руемые (ожидаемые) и непрогнозируемые (неожиданные) (табл. 4.2)
Отказы прогнозируются в случае, если обработка заданного ма-
териала осуществляется инструментом с оптимальными параметра-
ми начального состояния при оптимальных условиях резания. В этох
случае наступают отказы в основном вследствие изнашивания ре-
жущей части инструмента до величины допускаемого износа в те-
чение принятого периода стойкости. При прерывистом резании
наряду с изнашиванием режущей части инструмента прогнозиру-
ются и отказы вследствие выкрашивания из-за термоциклических
или усталостных изменений в инструментальном материале или
других причин, свойственных процессу прерывистого резания. Про-
гнозируемые отказы, как правило, устраняются переточкой инст-
румента.
Непрогнозируемые, неожиданные отказы происходят в случаях
если обработка ведется при отличающихся от оптимальных услови-
70
Таблица 4.2. Структура отказов инструмента
эксплуатации или параметрах начального состояния инструмен-
та. Для таких случаев характерны отказы не только в виде интенсив-
ного изнашивания или выкрашивания, но и отказы в виде сколов,
поломок, а также значительного пластического разрушения режу-
щего участка инстру мента
Неожиданно может наступить отказ при работе инструмента с
переменными условиями в течение одного периода его стойкости.
Далее в подразд. 4.6 будет говориться о том, что работа инструмен-
та при одних условиях может вызвать изменения в параметрах его
состояния, неблагоприятные для работоспособности инструмента
при других условиях. Поскольку такие изменения трудно прогно-
зируются, они и приводят к неожиданному отказу режущей части
инструмента.
4.6. СИСТЕМА ОБЕСПЕЧЕНИЯ
НАДЕЖНОСТИ ИНСТРУМЕНТА
Выходные параметры Xтехнологической системы в значитель-
ной степени, как уже отмечалось, зависят от показателей надежно-
сти режущего инструмента. Повышенные требования к качеству
инструмента выдвигают технологии автоматизированной обработ-
ки деталей. Такие требования, как соответствие чертежу и норма-
тивной стойкости уже недостаточны. Необходимо обеспечить ста-
бильность свойств инструмента, которая может быть охарактери-
зована коэффициентом вариации и другими (см. гл. 2) показателями
надежности. Приемлемые значения этих показателей могут быть
обеспечены на основе изучения физических причин отказа режу-
щей части инструмента и разработки способов повышения его на-
дежности.
Обеспечение необходимых показателей надежности режущего
инструмента — процесс непрерывный, охватывающий стадии про-
ектирования, изготовления и эксплуатации. Задачи, решаемые на
каждой стадии, обозначены в табл. 4.3.
Представленные в этой таблице форма и содержание системы
обеспечения надежности режущего инструмента могут быть приня
ты для различных технических объектов.
Стадия проектирования включает в себя два этапа: определение
условий эксплуатации принятого инструмента и назначение пара-
метров начального состояния инструмента для известных условий
его эксплуатации и требований к обработке.
На стадии изготовления при переходе от операции к операции
достигается начальное состояние, обеспечивающее выполнение инст-
72
рументом своего служебного назначения при заданных показателях
надежности, реализуются выбранные способы повышения надеж-
ности.
На стадии эксплуатации инструмента показатели его надежнос-
ти должны обеспечиваться или повышаться относительно заданных
следующим образом:
— путем анализа структуры отказов и корректировки режимов
резания инструментом и технологии его изготовления с целью по-
лучения прогнозируемого вида отказа;
— выявления закона распределения стойкости для расчета пока-
зателей надежности инструмента;
— диагностирования состояния инструмента с целью управле-
ния процессом его эксплуатации и смены инструмента по факти-
ческому отказу.
Формирование и изменение начального состояния инструмен-
та для всех рассмотренных операций технологического процесса
изготовления инструмента графически показано в табл. 4.3, которая
составлена для быстрорежущего инструмента, широко применяе-
мого в автоматизированном производстве и имеющего при изготов-
лении достаточно разнообразный набор технологических операций,
обеспечивающих получение назначенных параметров начального
состояния инструмента. Для инструментов из других инструмен-
тальных материалов в табл. 4.3 остаются только те операции, кото-
рые составляют технологический процесс изготовления этих инст-
рументов.
Вход в систему формирования начального состояния инструмента
представляет собой совокупность параметров, вполне характеризу-
ющих работоспособное состояние инструмента, его режущие свой-
ства. Указаны уровни значений параметров, необходимые для эф-
фективного выполнения инструментом своего служебного назначе-
ния. Выход из стадии изготовления составляют эти же параметры,
прошедшие от заготовки до готового инструмента ряд преобразова-
ний. На выходе отмечаются их значения, которые удается достиг-
нуть после последней операции. Они характеризуют действитель-
ное начальное состояние инструмента.
Далее режущий инструмент с достигнутыми в процессе изготов-
ления параметрами начального состояния вступает в работу. Изме-
нения параметров символами показаны в табл. 4.3.
Таким образом, надежность закладывается при проектирова-
нии, обеспечивается при изготовлении и «потребляется» при экс-
плуатации.
73
Таблица 4.3. Система обеспечения надежности режущего
4.6.1. Обеспечение надежности инструмента
на стадии проектирования
На стадии проектирования приводятся данные, включающие
деталь, для обработки которой изготавливается инструмент, мате-
риал заготовки, технологию обработки детали, масштаб выпуска,
тип производства и др. Все это дает возможность определить пока-
затели надежности инструмента, а также режимы его работы и па-
раметры начального состояния, обеспечивающие главное свойство
надежности — безотказность.
Для большинства технических изделий показатели безотказнос-
ти назначаются на основе требований потребителя, результатов эк-
74
инструмента
на стадии изготовления
Обеспечение надежности
на стадии эксплуатации
Окончатель-
ная размер
ная обработ-
ка №3
Поверхност-
ная упроч-
няющая об-
работка N°4
Начальное
состояние
инструмента
> Гн —► Иг ‘отказ
—► —► RH —> Ид — А
±Тн —► +Тн —> Нн ► Ин — л
±Т? —> *Т£ —> °н > Ио — -4
-Те —> *Те —> 6ц > Ив — л
±1и —> +Ти —> Ин ► Иц — -Л
±1д —► +1а —► АН > Ид —
~Тв —> -Тв —> Вн —► Ив — л
—Тон —> -Тон —> онн —► Ион —
► Зн —► Из —
-т|о —► -Тдо —► АОН —> Идо —
Ku
-Тг —> ~Тт —► Тн —► ит
-1м —> -Тм —> Мн —> Им
Изменение
параметров
начального
состояния
сплуатации изделий-аналогов на известных режимах и с учетом эко-
номической эффективности. Главные показатели безотказности —
средняя наработка до отказа и вероятность безотказной работы.
Для режущего инструмента порядок назначения средней нара-
ботки до отказа — стойкости — иной. Она определяется расчетным
путем. И только после этого назначаются режимы резания и пара-
метры начального состояния инструмента.
Целью технологического процесса является обработка детали
заданного качества с наименьшими затратами и наибольшей произ-
водительностью. Для ее осуществления необходимо решить задачу
оптимизации стойкости и режимов резания, а именно: назначить
такую стойкость Ти скорость резания V, которые обеспечат, напри-
75
мер минимальную себестоимость обработки. Себестоимость ос-
новной показатель эффективности технологического процесса.
Эаа —нты заводской себестоимости подразделяют на две группы:
1. Элементы себестоимости, величина которых на единицу изде-
лия меняется в зависимости от режимов резания. Обозначим их сумму
через С .
2. Элементы себестоимости, величина которых не зависит или
зависит незначительно от уровня применяемых режимов. Это сто-
имость электроэнергии, топлива, внутризаводские расходы, услуги
сторонних организаций и др. Их можно не учитывать при анализе
влияния режимов на себестоимость обработки.
Переменную составляющую себестоимости Спер находим по фор-
муле
C^T^E + ^-E^, (4.2)
где Е— расходы на одну минуту времени работы принятого для обра-
ботки станка, 7^ — машинное время обработки одной детали, мин;
Тси — время на смену затупившегося инструмента и подналадку
станка за период стойкости инструмента, мин; Син — расходы,
связанные с эксплуатацией инструмента за период его стойкости;
Q — количество деталей, обработанных за период стойкости инст-
румента
В формуле первые два слагаемых — расходы на работу станка за
время обработки одной детали; третье слагаемое — расходы на ин-
струмент, отнесенные к одной детали.
Для определения стойкости, соответствующей минимальной се-
бестоимости обработки, выразим Спер через период стойкости Тин-
струмента. По известным из теории резания формулам
L ЮООГ .. С„
—; п--------; V = —,
nS nd TmS”tx
тогда
LndT"Y
1000 CvS' y ’
где Су, х, у, m даются в нормативах режимов резания; d — диаметр
обрабатываемой детали; L — длина обрабатываемой детали.
Обозначим —— т, через К. Тогда
1000 и
Q = = -^= = а Спер = КТ"Е + Т^КГ'Е + СтКТ"\
* маш Л з Л/
или
Cmp=^£ + JVT"-'(r£UE + Q„).
76
Для определения значения аргумента Т
этой функции, при котором С„ер будет иметь
минимум (рис. 4.12), дифференцируем фун-
кцию и приравняем к нулю:
= тЕКТ-' + (m - \)KT"\TQ„E + CJ = 0.
dT
После сокращения тЕКТ"~'1 получим
Рис. 4.12. Изменение пе-
ременной составляющей
себестоимости обработки
Cntp и производительнос-
ти обработки Л от стой-
кости Тинструмента
Примем — = р и обозначим Тчерез Тзк, тогда
m
7’ж=(ц-1)(7’См+— 1
(4-3)
Значения всех величин в формуле определяются для принятых
инструмента и станка. Это формула для расчета экономической
стойкости Тж при одноинструментной обработке. Рассчитанная для
Тж скорость резания при назначенных значениях подачи и глуби-
ны резания будет обеспечивать наименьшую себестоимость обра-
ботки. Но прежде задают глубину резания и подачу с учетом кон-
кретных требований к обрабатываемой детали, обозначенных на
стадии проектирования. Сначала назначают максимальную глуби-
ну резания t при заданном припуске на обработку требуемой точ-
ности детали, жесткости и прочности деталей инструмента и стан-
ка. Затем задают подачу 5, в основном исходя из шероховатости
поверхности обрабатываемой детали. И, наконец, с учетом попра-
вочных коэффициентов рассчитывается экономическая скорость
резания, соответствующая экономической стойкости инструмен-
та, по формуле
у =
эк
При эксплуатации инструмента на назначенных таким образом
режимах в силу случайного характера износа (см. 4.6.3) стойкость —
наработка до отказа инструмента — также будет иметь случайный
характер. Тогда, например, при нормальном законе ее распределе-
ния Тж должна рассматриваться как средняя наработка с вероятно-
стью безотказной работы, всего лишь равной 0,5.
77
Для достижения высоких количественных показателей надеж-
ное iit инструмента необходимо выполнять следующее.
_____на стадии проектирования необходимо назначить оптималь-
ными для принятых условий эксплуатации параметры начального
состояния инструмента и предусмотреть способы повышения его
надежности;
— на стадии изготовления обеспечить стабильность оптималь-
ных режимов технологических операций и тем самым снизить ко-
эффициент вариации наработки до отказа;
— на стадии эксплуатации обеспечить обратную связь со стади-
ей изготовления для исправления технологических дефектов, обна-
руженных при эксплуатации; обратная связь — эффективный спо-
соб корректирующих воздействий.
Все это должно снизить интенсивность изнашивания инстру-
мента и повысить не только фактическую среднюю наработку до
отказа Тс и вероятность безотказной работы Р(Т) при назначенной
Тж, но и уменьшить коэффициент вариации v наработки до отказа
Графически эго показано на рис. 4.13, где^(Г), f2(T) — плотность
распределения наработки до отказа и />|(7’), Р2(Т) — вероятность
безотказной работы соответственно без выполнения обозначенных
рекомендаций и при их выполнении.
Из формулы (4.3) следует, что Тж одного и того же режущего
инструмента различна при работе на станках, имеющих разную сто-
имость На дорогих автоматизированных станках Тж меньше, чем
на универсальных. Отсюда ясно, что тип производства, который
определяет номенклатуру технологического оборудования, влияет
на и применяемые режимы резания.
В том случае, когда при обработке детали требуется максималь-
ная производительность, скорость резания должна быть несколько
выше, чем Для ее расчета определяют стойкость Г инструмен-
та, обеспечивающую максимальную производительность. В основе
определения лежит обратно пропорциональная зависимость меж-
ду производительностью П и штучным временем Тшг. Анализ изме-
нения составляющих с изменением стойкости Т позволяет по-
лучить зависимость П = f(T), имеющую точку максимума (см
рис. 4.12).
Выявленные значения стойкости Тж или Г используются, как
указывалось, для определения скорости резания, соответствую-
щей принятому критерию оптимизации. Стадия проектирования
завершается назначением параметров начального состояния ин-
струмента.
Рис. 4.13. Схема изменения плотности распределения наработки
до отказа j\(T} и вероятности безотказной работы до соответ-
ственно^(Т') и Р2{Т) при выполнении рекомендаций по повышению
надежности инструмента
К параметрам, обеспечивающим показатели надежности для из-
вестных условий эксплуатации инструмента и требований к обра-
ботке, прежде всего относят: размеры рабочей части инструмента,
их точность, форму рабочих поверхностей, геометрию инструмента.
В табл. 4.3 они обозначены символом «Г» (геометрия). Следует иметь
в виду, что параметры вспомогательного инструмента также влияют
на показатели его надежности.
Размеры рабочей части инструмента, их точность должны обес-
печивать заданную точность обработки детали. На некоторых типах
инструментов точность достигается предварительной настройкой на
размер вне станка и регулированием положения режущей кромки
относительно координат технологической системы. На многих ин-
струментах точность формы самой режущей кромки определяет
точность обработки. Особое значение придается выбору формы
передней поверхности, которая должна обеспечивать не только
прочность лезвия, но и, что особенно важно в автоматизированном
производстве, надежное стружколомание и отвод стружки из зоны
резания. Получение благоприятной формы стружки на принятых
режимах резания заданного обрабатываемого материала обеспечи-
79
•ается чаще всего специальной канавкой или уступом на передней
поверхности Канавки и уступы вынуждают стружку при стекании
по передней поверхности перемещаться по определенной траекто-
рии, вызывая.
— принудительное завивание стружки в спираль вследствие вы-
соких напряжений изгиба на внешней поверхности стружки;
— принудительное направление завитой стружки в сторону об-
рабатываемой поверхности детали, при соприкосновении с которой
происходит дробление стружки.
На выбор значений параметров «Г» влияет вид отказов инстру-
мента. Так, например, при отказах преимущественно в виде износа
оптимальные углы а, у и <р обеспечивают минимальную интенсив-
ность износа и, следовательно, повышают при заданных условиях
стойкость инструмента или скорость резания. При возможных от-
казах в виде хрупкого разрушения режушей части необходимо на-
значить такие геометрические параметры, чтобы исключить появ-
ление непрогнозируемых отказов. Рекомендации по назначению
геометрических параметров, предотвращающих скалывание режу-
щей части инструмента, давались в подразд. 4.1. В число парамет-
ров «Г» входит шероховатость Я рабочих поверхностей инструмен-
та, также влияющая на показатели надежности инструмента.
Далее рассматриваются параметры, характеризующие основные
свойства и структуру инструментального материала.
Как уже отмечалось, выявление характера нагрузки на режущую
часть участка инструмента в процессе резания позволяет в общем
случае сформулировать требования, предъявляемые к инструменталь-
ным материалам На различных видах инструмента и при разных ус-
ловиях резания характер силовых и тепловых нагрузок весьма разно-
образен. Нагрузки предопределяют различные виды отказа. Для того
чтобы противостоять им, инструментальные материалы должны иметь
высокие показатели целого комплекса основных свойств. Однако пока
не созданы универсальные материалы, обеспечивающие высокую
надежность инструмента при разнообразном характере нагрузки на
его режущий участок Инструментальные материалы специализиро-
ваны для определенных условий работы и, следовательно, имеют раз-
личные основные свойства. Свойства, а по ним и марка материала
должны выбираться такими, чтобы снизить интенсивность изнаши-
вания и выкрашивания инструмента, а также вероятность появления
непрогнозируемых отказов при заданных условиях работы.
Так, для предотвращения скалывания режущего участка инстру-
ментальный материал должен иметь высокий предел прочности при
растяжении ая Для снижения интенсивности выкрашивания наря-
ду с ов необходимо иметь достаточный предел выносливости при
циклическом температурном воздействии, свойственном прерыви-
стому резанию. Кроме названных свойств, инструментальный мате-
риал для фрезерования должен иметь (видно из формулы (4.1)) не-
высокие значения модуля упругости и коэффициента линейного
расширения и высокие теплофизические свойства. Высокая горя-
чая твердость, теплостойкость сдерживают значительное пластичес-
кое деформирование и разрушение вершины режущего лезвия.
Таким образом, к параметрам, характеризующим основные свой-
ства и структуру инструментального материала (см. табл. 4.3), отно-
сятся твердость Н, прочность о, теплостойкость 0, вязкость В, склон-
ность к адгезионному взаимодействию с обрабатываемым материа-
лом А, износостойкость И, остаточные напряжения ОН, карбидная
неоднородность К, размер зерна 3 и др.
Использование «рыночного» инструмента ограничивает возмож-
ности выбора оптимальных параметров, так как применяется для
обработки уже готовый инструмент. Но и в этом случае за счет реа-
лизации различных способов повышения надежности, таких как
нанесение износостойких покрытий, химико-термическая обработ-
ка и др., возможно приблизить некоторые параметры начального
состояния инструмента к оптимальным
Так, нанесение покрытий на рабочие поверхности инструмента
позволяет повысить твердость площадок контакта, снизить склон-
ность их к адгезионному взаимодействию с обрабатываемым метал-
лом и в результате повысить износостойкость режущей части инст-
румента. Химико-термическая обработка быстрорежущего инстру-
мента наряду с повышением твердости и износостойкости повышает
также теплостойкость поверхностных слоев режущей части.
Большинство режущих инструментов работает в условиях, при
которых отказ их связан в основном с изнашиванием. Назначение
оптимальных параметров начального состояния инструмента позво-
ляет снизить вероятность непрогнозируемых отказов-сколов, поло-
мок. Производственный опыт показывает, что отказы 80 % всех ин-
струментов удается свести к износу. Однако отказы инструмента
вследствие изнашивания могут быть вызваны разными физически-
ми причинами, предопределяемыми условиями резания. Отсюда и
различные основные свойства инструментального материала будут
препятствовать наступлению отказов вследствие изнашивания. По-
этому на стадии проектирования должны назначаться параметры
начального состояния инструмента.
Руководством для определения оптимальных параметров началь-
ного состояния инструмента при различных условиях резания слу-
6 — 5125 о*
жит систематизация причин отказа и путей повышения надежности
инструмента, представленная в табл. 4.4.
Следует подчеркнуть, что основополагающим этапом в обеспе-
чении необходимой надежности изделия являются описание и ана-
лиз его отказа На основе изучения физических моделей, выявления
причинно-следственных связей, определяющих отказ, дается про-
гноз природы отказа и рекомендуются пути создания отказоустой-
чивых изделий. Такой подход реализован в систематизации, где на
основе изучения физических причин затупления режущей части
инструмента выявляются основные свойства инструментального
материала, препятствующие возникновению отказа. В систематиза-
ции отказов по износу быстрорежущего инструмента, обрабатываю-
щего конструкционные углеродистые стали, служебное назначение
инструмента отображается критериями затупления, поэтому систе-
матизация имеет две ветви: одну — для критерия оптимального из-
носа (предварительная обработка) и другую — для технологического
критерия (чистовая обработка).
Для некоторых типов инструмента критерий оптимального из-
носа неприменим, так как технологические ограничения (точность
и шероховатость обрабатываемой детали, появление вибраций и
др ) позволяют считать инструмент затупившимся. Однако выяв-
ление причин полного затупления инструмента и здесь необходи-
мо, так как стремление повысить скорость резания, например на
современных высокооборотных станках, случайные неблагоприят-
ные для работоспособности инструмента отклонения параметров
его начального состояния или свойств обрабатываемого материала
могут привести неожиданно к полному затуплению.
В систематизации введены понятия «малые» (дм) и «большие»
(а6) толщины среза (подачи): аи — это такие толщины среза, при
которых температурное поле в опасном сечении режущего лезвия
по расположению изотерм соответствует виду, показанному на
рис. 4.9, а; а6 — такие толщины среза, при которых температурное
поле соответствует виду, изображенному на рис. 4.9, б. Далее будет
показано, что каждому из этих случаев температурных полей свой-
ственна своя природа затупления инструмента.
Вводятся также понятия «большие» — И6 и «малые» — V ско-
рости резания. Установлено, что изменение скоростей резания при
данной подаче не изменяет характера расположения изотерм; из-
меняется уровень температур в режущем лезвии. Скорости, при
которых в какой-либо стадии износа инструмента развиваются тем-
пературы, вызывающие необратимые изменения в быстрорежущей
стали, принято считать большими V*. Но быстрорежущий инстру-
82
мент работает часто и на меньших скоростях с температурой, не
вызывающей необратимых изменений в режущем лезвии ни в од-
ной из стадий износа. Такие скорости считаются малыми И. Каж-
дой из этих скоростей соответствует своя природа затупления ин-
струмента.
Принятые понятия «малые» и «большие» скорости и толщины
среза позволяют проводить анализ причин отказа инструмента все-
го на четырех комбинациях о И по каждому критерию. Таким обра-
зом, удается свести все многообразие применяемых подач и скоро-
стей к четырем комбинациям, каждая из которых имеет свою при-
роду затупления. Следует отметить, что глубина резания не оказывает
существенного влияния на особенности затупления. Изучение объем-
ных температурных полей позволило обнаружить значительный тем-
пературный градиент в режущем лезвии у основного источника теп-
лоты. Это позволяет приближенно рассматривать каждый участок
режущей кромки многокромочного или фасонного инструмента как
независимый от теплового режима соседних участков.
В систематизации для каждой комбинации аИпод рубрикой «раз-
витие очагов износа» отмечено расположение превалирующего оча-
га износа, а на основании известных из теории резания работ и
специально выполненных исследований изучена природа износа и
отказа быстрорежущего инструмента. Последние записаны в систе-
матизации под рубрикой «причины затупления быстрорежущего ин-
струмента»
При аиУи развивается в основном очаг износа на задней поверх-
ности инструмента вследствие абразивного и адгезионного процес-
сов изнашивания. Отказ инструмента по критерию оптимального
износа произойдет в результате износа задней поверхности (рис.
4.14, а).
Несмотря на то что при амИ износ на передней поверхности
незначительный, отказ по технологическому критерию чаще проис-
ходит именно по этой причине. При этом передняя поверхность
становится шероховатой, увеличивается интенсивность наростооб-
разования, что, в свою очередь, снижает точность и повышает ше-
роховатость обработки. Причиной отказа по технологическому кри-
терию может быть также и износ задней поверхности, снижающий
точность обработки.
При комбинации о6И температура не изменяет свойств быстро-
режущей стали в режущем лезвии. Износ поверхностей, в основном
передней и меньше задней, развивается вследствие абразивных и
адгезионных процессов. Полное затупление инструмента произой-
дет по известному механизму, когда увеличивающаяся лунка износа
6-
83
Разрушение режущего лезвия вследствие----
его разупро шепия из-за процессов
динамической рекристаллизации
Абразивный и адгезионный износ
на задней поверхности
Абразивный и адгезионный износ:
1. На задней поверхности
2. На передней поверхности, приводящий
к повышению се шероховатости и интенсив-
ности наростообразования
Абразивный и адгезионный износ:
1. На передней поверхности, приводящий
к повышению ее шероховатости и интенсив-
ности наростообразования
2. На задней поверхности
Процессы ползучести и динамической рекрис-
таллизации, разупрочняющие быстрорежущую
сталь режущего лезвия у задней поверхности
и приводящие к катастрофическому износу
Абразивный и адгезионный износ на передней
поверхности, снижающий прочность режущего
лезвия н приводящий к его разрушению
(к катастрофическому износу)
Абразивный и адгезионный износ на задней
поверхности, приводящий к росту температу-
ры и катастрофическому износу
о
X
В
о
я
я
ж
о
Я
Е
Б
ё
Абразивный и адгезионный износ
на задней поверхности
Л
я
я
А
Я
я
Е
В а ровном по передней
поверхности, по задней
поверхности незначи-
тельно
В основном по передней
поверхности и меньше
по задней поверхности
и
ь
о
Я
S
ел
Е
В основном по задней
поверхности и меньше
по передней поверх-
ности
В основном по задней
поверхности, по перед-
ней поверхности
незначительно
В основном по передней
поверхности, по задней
поверхности незначи-
тельно
В основном по передней
поверхности и меньше
по задней поверхности
В основном по задней
поверхности, по перед-
- ней поверхности меньше
Я £
у
В
И
В основном по задней
поверхности, по перед-
ней поверхности незна-
чительно
£ 3
Снижение температуры в режущем лезвии у задней поверхности путем
применения смазочно-охлажлающих сред, нанесения антифрикционных
покрытий на переднюю поверхность; применение быстрорежущих сталей
повышенной теплостойкости; химико-термическая обработка режущего
лезвия у задней поверхности
Применение быстрорежущих сталей с высокой горячей твердостью
при температурах, ниже температур отпуска; повышение износостойкости
химико-термической обработкой, износостойкими покрытиями,
смазочными средами
1. Применение быстрорежущих сталей с высокой горячей твердостью-
повышение износостойкости задней поверхности химико-термической
обработкой, износостойкими покрытиями, смазочными средами
2. Применение быстрорежущих сталей с высокой горячей твердостью;
повышение износостойкости передней поверхности химико-термической
обработкой, износостойкими покрытиями; смазочно-охлаждающими
средами
1. Повышение износостойкости передней поверхности химико-
термической обработкой, износостойкими покрытиями; смазочными
средами; применение быстрорежущих сталей с высокой горячей твердостью
2. Применение быстрорежущих сталей с высокой горячей твердостью
при температурах, ниже температур отпуска; повышение износостойкости
задней поверхности химико-термической обработкой, износостойкими
покрытиями, смазочными средами
Снижение температуры в режущем лезвии у задней поверхности
смазочно-охлаждающими средами, антифрикционными покрытиями
на передней поверхности; применение быстрорежущих сталей
(кобальтовых) повышенной теплостойкости, химико-термическая;
обработка со стороны задней поверхности__________________________
Применение быстрорежущих сталей с высокой прочностью
при температурах, ниже температур отпуска; повышение износостойкости
передней поверхности хнмико-термичсской обработкой, износостойкими
покрытиями, смазочными средами
Поименеиие быстрорежущих сталей с высокой горячей твердостью;
повышение износостойкости задней поверхности химико-термической
обработкой, износостойкими покрытиями, смазочными средами
Поименение быстрорежущих сталей с высокой горячей твердостью
при температурах, ниже температур отпуска; повышение износостойкости
задней Поверхности химико-термической обработкой, износостойкими
покрытиями, смазочными средами
д
о ”
о
Е
д -
о
w
К
Е
гв
Я
X
» -
X
X
я
о
X
X
я
s
к
♦ гс—
3 «
Е
*2
ж
ё
s
Е
в
Повышение сопротивляемости
быстрорежущей стали режущего
лезвия у задней поверхности процес-
сам динамической рекристаллизации
Повышение износостойкости задней
поверхности при температурах, ниже
температур отпуска
[.Повышение износостойкости
задней поверхности при температурах
ниже температур отпуска
2.Снижение интенсивности
наростообразования
[.Снижение интенсивности наросто-
образования
2. Повышение износостойкости
задней поверхности при температурах
ниже температур отпуска
Повышение сопротивляемости
быстрорежущей стали режущего
лезвия у задней поверхности
процессам динамической
рекристаллизации
Повышение износостойкости
передней поверхности
при температурах, ниже
температур отпуска
£
п
X -
н
р
Повышение износостойкости задней
поверхности при температурах, ниже
и выше температур отпуска
Повышение износостойкости задней
поверхности при температурах, ниже
температур отпуска
Рве. 4.14. Графики зависимости величин очагов износа от времени
при работе инструмента'
а — на малой скорости и толщине среза
в — на малой скорости и большой толщине среза (а6И)
(см рис. 4.14, б) снизит прочность режущего лезвия и приведет к
его разрушению (катастрофическому износу). Причиной затупле-
ния по технологическому критерию является износ задней поверх-
ности режущей части инструмента, приводящий к снижению точ-
ности и повышению шероховатости обработанной поверхности.
Из приведенного анализа следует, что основным свойством быст-
рорежущей стали, которое должно препятствовать интенсивному за-
туплению и отказу инструментов в рассмотренных комбинациях aVt
является износостойкость при температурах ниже температур, разуп-
рочняющих быстрорежущую сталь. Поэтому на стадии проектирования
для рассмотренных комбинаций aV нужно назначить быстрорежущую
сталь, позволяющую, прежде всего, обеспечить высокую твердость, ма-
лую склонность к адгезионному взаимодействию с обрабатываемыми
материалами, что приведет к высокой износостойкости инструмента.
Рекомендации по назначению уровня тех или иных параметров на-
чального состояния инструмента даются в практически примени»
мых пределах их изменения.
В связи с тем что при И температура в режущем клине не дости-
гает значений, разупрочняющих быстрорежущую сталь, такие пара-
метры, как теплостойкость и параметры, характеризующие тепло-
физические свойства, не являются здесь определяющими для со-
хранения работоспособного состояния инструмента.
Рассмотрим работу инструмента на скоростях V6. У острых рез-
цов, работающих на скоростях, обеспечивающих одинаковую стой-
кость, особенностью температурных полей при ам и ае является не
86
только расположение изотерм в режущем лезвии, но и существен-
ные различия уровней температур как максимальных, так и в различ-
ных зонах лезвия. Например, при точении стали 60 с а = 0,056 мм и
(/ = 65 м/мин максимальная температура 0з в вершине заточенного
режушего лезвия равна 515—520 "С (рис. 4.15, а), а при а = 0,21 мм
и 33 м/мин температура в тех же точках составляет около 620 °C
(рис. 4.15, б) и возрастает к середине площадки контакта на пере-
дней поверхности. Казалось бы, во втором случае стойкость инст-
румента до полного затупления должна быть меньше, однако в обо-
их случаях она была примерно одинакова.
Различен также и характер изменения температурных полей на
0 и с течением времени работы инструмента по мере его износа.
На рис 4.15 показаны зависимости износа инструмента и темпера-
туры в режущем лезвии у задней поверхности от времени. При боль-
ших толщинах среза (а = 0,21 мм) характерные точки зависимос-
ти 6, =/( Л не согласуются с характерными точками зависимости
A =f(T) (см. рис. 4.15, б). Так, при Аз = 0,2 мм начинается ускорен-
ный износ инструмента по задней поверхности. Однако это не вы-
зывает изменения температуры 0з и не вызвано предшествующим
ростом температуры. Напротив, на всей стадии установившегося
износа температура несколько падает. В этом случае основным ис-
точником теплоты для режущего лезвия является источник, образу-
ющийся при трении на передней поверхности. Его мощность может
быть определена по следующей зависимости:
у
Q n CF тр ’ (4.4)
где — сила трения на передней поверхности; V— скорость резания;
К — коэффициент продольной усадки стружки; С — постоянная.
Из формулы видно, что с течением времени работы инструмен-
та при развитии превалирующего очага износа на передней поверх-
ности Л, мощность источника теплоты Qn не будет существенно из-
меняться, а на задней поверхности она мала вследствие активной
защитной роли нароста при обработке с аъ. Режущее лезвие у задней
поверхности будет нагреваться от источника теплоты на передней
поверхности, а температура ее в течение всего периода стойкости
будет мало изменяться.
При малых толщинах среза (а = 0,056 мм) (см. рис. 4.15, а) с
ростом износа инструмента по задней поверхности увеличивается
температура 0з. Это следует из формулы (2.1).
Тот факт, что при аи температура в течение всего периода стой-
кости растет, а при а6 не возрастает или несколько падает вплоть до
87
Рис. 4.15. Графики изменения износа резцов по задней й,и передней й
поверхностям, а также температуры у задней поверхности 6, во времени.
Обрабатываемый материал сталь 60. Режим резания: а — И = 65 м/мин;
5=0,08 мм/об (а = 0,056 мм); / = 2 мм; б— Г =33 м/мин, 5= 0,3 мм/об
(а= 0,21 мм); / = 2 мм
завершающей стадии катастрофического износа, говорит о разлив
ной природе полного затупления инструмента при ом и а6
Рассмотрим, что же приводит к полному затуплению инстру-
мента, работающего в режимах, соответствующих а6 Уъ.
88
Из рис. 4.15, б видно: с самого начала
работы острого инструмента температура 0з
имеет высокие значения, достигающие тем-
пературы рекристаллизации быстрорежущей
стали. Известно, что температура рекристал-
лизации может быть определена по следую-
щему соотношению: 0"^ = (0,7 - О,8)0ау,
где ео_у — температура а — у-превращений’в
быстрорежущей стали.
В процессе резания нагретая таким об-
Т, мин
Рис. 4.16. Кривая
ползучести стали
разом быстрорежущая сталь режущей части инструмента у задней
поверхности подвергается воздействию высоких напряжений от дав-
лений, действующих на передней поверхности. В результате состо-
яние быстрорежущей стали здесь соответствует состоянию стали в
процессе ползучести.
Под действием примерно постоянных напряжений и высоких
температур быстрорежущая сталь подвергается малым пластичес-
ким деформациям, которые с течением времени развиваются в со-
ответствии с кривой ползучести, показанной на рис 4.16.
На участке б— в этой кривой скорость деформации постоянна.
Здесь развиваются два протекающих с одинаковой скоростью кон-
курирующих процесса — упрочнение вследствие пластической де-
формации и разупрочнение вследствие рекристаллизации На учас-
тке в—г преобладает разупрочнение, что приводит к ускорению де-
формации.
В результате систематического изучения структурных превраще-
ний, измерения микротвердости и химического состава быстрорежу-
щей стали режущего лезвия в различных стадиях износа инструмента
установлено, что непосредственной причиной полного затупления
инструмента (катастрофического износа) является так называемая
динамическая рекристаллизация, вызванная микропластическими
деформациями. Это приводит к разупрочнению стали по границам
зерен в результате образования микротрещин и пор. Разупрочнен-
ная вследствие процесса ползучести быстрорежущая сталь стано-
вится неспособной сопротивляться нагрузкам со стороны передней
поверхности и разрушается в виде пластического сдвига вдоль зад-
ней поверхности.
Таким образом, катастрофический износ при afVf — это по су-
ществу пластическое разрушение инструментального материала у
задней поверхности. Оно имеет лавинный характер и складывается
из чередующихся процессов пластической деформации и рекрис-
таллизации (разупрочнения) матрицы быстрорежущей стали.
89
Причиной отказа инструмента по техноло-
гическому критерию является также разруще.
ние режущей кромки вследствие развития опи-
санных процессов.
Выявление этих процессов позволило счи-
тать, что основными свойствами быстрорежущей
стали, которые при а6И6 будут препятствовать щ.
Рис 4.17. Пластическая казу инструмента, является сопротивляемость де.
деформация режущей формациям и развитию процессов динамической
кромки таердосаивно- рекристаллизации. Поэтому на стадии проекти-
рования необходимо назначать быстрорежущую
сталь, позволяющую, прежде всего, обеспечить
высокие показатели прочности и теплостойкости режущего лезвия
инструмента, а также теплофизических свойств (теплопроводность,
температуропроводность).
Подобная картина развития процесса ползучести при опреде-
ленных условиях наблюдается при работе с инструментом, режущая
часть которого выполнена из твердосплавного материала. Пласти-
чески деформированное перед разрушением режущее лезвие твер-
досплавного резца имеет вид, показанный на рис. 4.17.
При комбинации превалирующий износ быстрорежущего
инструмента развивается по задней поверхности Л. В связи с этим
растет мощность источника теплоты, действующего на задней по-
верхности по формуле (2.1).
На рис. 4.15, а показана экспериментально установленная связь
между износом й и температурой, измеренной в вершине режущего
лезвия у задней поверхности 0з. С ростом износа й, температура е
постепенно возрастает до значений, при которых начинается от-
пуск быстрорежущей стали: снижается ее твердость и, следователь-
но, износостойкость. Износ на задней поверхности й, переходит в
катастрофическую стадию. Происходит отказ инструмента из-за
полного затупления. При этих условиях работоспособность инстру.
мента может быть продлена, если инструмент будет обеспечен вы-
сокими параметрами начального состояния, такими как теплостой-
кость и износостойкость.
К отказу инструмента по технологическому критерию наряду с
износом на задней поверхности часто приводит, как и при а V
небольшой износ на передней поверхности, повышающий ее шеро-
ховатость, а вместе с тем и интенсивность наростообразования, что,
в свою очередь, снижает точность и ухудшает шероховатость обра-
ботанной поверхности.
Основными свойствами быстрорежущей стали, которые будут
препятствовать отказу инструмента по технологическому критерию
при а И6, являются износостойкость и низкая склонность рабочих
поверхностей инструмента к адгезионному взаимодействию с обра-
батываемым материалом, снижающая интенсивность наростообра-
зования. В связи с тем, что отказ инструмента из-за потери точнос-
ти обработки или повышения шероховатости происходит при вели-
чинах износа более низких, чем катастрофический износ, температура
0 не достигает значений, разупрочняющих быстрорежущую сталь.
Поэтому такие параметры начального состояния, как теплостойкость
и теплофизические свойства не являются определяющими для от-
каза инструмента.
Выявленные в результате изучения при различных режимах ре-
зания (aV) физические особенности затупления и отказов инстру-
мента систематизированы в табл. 4.4. Это позволяет на стадии
проектирования определить уровни основных параметров началь-
ного состояния инструмента, в соответствии с этим подобрать мар-
ку инструментального материала, которая обеспечит высокие пока-
затели надежности. Далее на стадии проектирования намечаются
пути и способы повышения надежности инструмента (см. табл. 4.4).
Они реализуются не только путем выбора марки быстрорежу-
щей стали, обладающей соответствующими условиям работы инст-
румента основными свойствами, но и путем применения различных
технологических способов повышения этих свойств. Все способы
повышения надежности инструмента направлены на повышение или
сохранение основных параметров начального состояния инструмента
в конкретных условиях его эксплуатации. В промышленности ис-
пользуют ряд способов повышения надежности. Применение их
позволяет специализировать один и тот же инструментальный ма-
териал для различных условий обработки.
Для быстрорежущей стали одним из способов такой специали-
зации является варьирование режимов термической обработки и
приближение за счет этого параметров начального состояния инст-
румента к оптимальным для конкретных условий обработки. На-
пример, повышение температуры, при которой производится закалка,
позволяет для некоторых быстрорежущих сталей повысить стойкость
инструмента при непрерывном резании. Но в то же время это сни-
жает его стойкость при прерывистом резании. Вызвано такое изме-
нение стойкости инструмента некоторым повышением его тепло-
стойкости при одновременном падении прочности быстрорежущей
стали. Влияют также на параметры начального состояния быстро-
90
91
.-rxvtiieft стали режимы отпуска, которые будут рассматриваться при
иоеспечении надежности инструмента на стадии изготовления.
Широкое распространение получили способы повышения на-
дежности за счет изменения свойств рабочих поверхностей и повер.
чностных слоев рабочего участка инструмента. Это химико-терми-
ческая обработка, нанесение покрытий, обладающих различными
свойствами. Намеченные в систематизации пути повышения надеж-
ности позволяют прогнозировать, на каких рабочих поверхностях
какие свойства нужно получить В табл. 4.4. даны некоторые реко-
мендации по нанесению износостойких покрытий.
Существует ряд методов нанесения покрытий на режущие инст-
рументы Для быстрорежущего инструмента наиболее часто применя-
ют физический метод осаждения покрытий КИБ — конденсация ве-
щества из плазменной фазы в вакууме с ионной бомбардировкой.
Сущность метода заключается в испарении материала катода в
вакуумное пространство камеры электрической дугой с одновремен-
ной подачей в камеру реакционного газа. Протекающие при этом
плазмохимические реакции приводят к образованию тугоплавкого
соединения и его конденсации на режущем инструменте в условиях
бомбардировки поверхности последнего ионами материала катода
Все процессы испарения, плазмохимических реакций, ионной бом-
бардировки и конденсации покрытия происходят в вакуумной ка-
мере, металлический корпус которой служит анодом. На рис. 4.18
представлена принципиальная схема электродуговой установки ад
реализации метода КИБ.
Процессы нанесения покрытий происходят при температурах
порядка 300—800’С в течение 20—60 мин. В качестве распыляемого
материала (катода) используются тугоплавкие металлы IV—VI групп
периодической таблицы (Ti, Сг, Mo, Zr, Al и др.), а в качестве реак-
ционных газов применяют азот (N2), метан (СН4) и кислород (О2) и
получают покрытия соответственно в виде нитридов, карбидов, кар-
бонитридов или оксикарбидов тугоплавких металлов. Оптимальная
толшина покрытий для быстрорежущего инструмента колеблется в
пределах 2—8 мкм.
Требуемый фазовый состав и свойства покрытий регулируют
путем изменения основных параметров процесса — типа энергии и
плотности потока ионов металла, давления и вида химически ак-
тивного газа и др.
Главные достоинства метода КИБ — это обеспечение хорошей
адгезии покрытия с инструментальной матрицей, возможность уп-
равления процессом нанесения и формирования композиционных
покрытий с требуемым комплексом свойств и др.
92
Рис. 4.18. Принципиальная схема элекгродуговой установки,
реализующая метод КИБ:
1 — корпус вакуумной камеры (анод); 2 — режущие инструменты;
3 — испарительное устройство, 4 — распыляемый материал (катод);
5, 6 — источники питания
Серьезным недостатком является наличие капельной фазы в
покрытии, образующейся в результате поглощения газов металлами
с частичным образованием жидкого раствора и неравномерности
микро- и макроструктуры распыляемого катода. Эти капли являют-
ся источниками локальных напряжений в покрытиях и наиболее
вероятными местами, с которых начинается их разрушение. Поэто-
му выбор технологических режимов нанесения покрытий методом
КИБ должен производиться исходя из условий минимального обра-
зования капельной фазы.
Для повышения работоспособности инструмента с покрытиями
зачастую применяют комбинированную вакуумно-плазменную об-
работку, заключающуюся в следующем. Непосредственно перед на-
несением покрытия инструмент подвергается химико-термической
обработке (ХТО) — азотированию, цементации и др. Диффузион-
ный слой толщиной 20—40 мкм, сформированный в результате ХТО,
93
Рис. 4 19. Структура образца из быстрорежущей стали Р6М5
посте комбинированной обработки
служит хорошим фундаментом для покрытия, так как значительно
увеличивает прочность сцепления покрытия и инструментальной
матрицы, а также повышает поверхностную теплостойкость инстру-
ментального материала, пластическую прочность и жесткость режу-
щего лезвия инструмента На рис. 4.19 представлена структура об-
разца из быстрорежущей стали после комбинированной обработки.
Для практической реализации всех этапов комбинированной об-
работки режущего инструмента в одном технологическом цикле ис-
пользуют универсальную вакуумно-плазменную установку, принци-
пиальная схема которой представлена на рис. 4.20. Отличительной
Рис. 4.20. Принципиальная схема установки для комбинированной
вакуумно-плазменной обработки инструмента:
I — мншень, 2 — анод, 3 — экран; 4 — вакуумная камера;
5 — нейтральные частицы; 6 — ионы; 7 — электроны, 8 — инструмент
особенностью установки является наличие специального экрана, ко-
торый делит вакуумную камеру на две зоны, заполненные металло-
газовой (слева от экрана) и газовой (справа) плазмой. При проведе-
нии ХТО этот экран непроницаем для микрокапель, нейтральных
атомов и ионов металла и проницаем для электронов, которые иони-
зируют подаваемый по направлению к аноду в камеру газ, и таким
путем образуют не содержащую металлических частиц газовую плаз-
му, в которой и производится обработка. После ХТО экран смеща-
ется в сторону, и металлические частицы поступают на поверхность
инструмента, где синтезируется покрытие. Роль покрытий самая раз-
нообразная.
При ои в ряде случаев можно повысить надежность чистового
инструмента за счет снижения интенсивности наростообразования,
которое достигается нанесением на переднюю поверхность износо-
стойкого покрытия, обладающего малой склонностью к адгезион-
ному взаимодействию с обрабатываемым металлом. В других случа-
ях, когда причиной отказа инструмента является износ на задней
поверхности, следует наносить износостойкое покрытие на заднюю
поверхность. Иную роль может выполнять покрытие при резании с
® этих условиях надежность инструмента может быть повыше-
на за счет увеличения сопротивляемости быстрорежущей стали про-
цессам динамической рекристаллизации. Естественно, что покры-
тие, толщина которого измеряется в пределах 2—8 мкм, не может
изменить это свойство, но изменить за счет покрытия условия, при
которых протекают процессы ползучести и динамической рекрис-
таллизации, удается. Покрытие, нанесенное на переднюю поверх-
ность, повышает ее антифрикционные свойства и тем самым сни-
жает мощность основного источника теплоты для режущего лезвия
инструмента за счет уменьшения силы трения (см. формулу (4.4)).
На рис. 4.21 показаны графики изменения температуры в режу-
щем лезвии вдоль передней поверхности на расстоянии 0,15 мм от
нее. Видно, что покрытие TiN, нанесенное на переднюю поверх-
ность, значительно уменьшает температуру в зонах, удаленных от
вершины лезвия. В вершине, в наиболее опасной зоне, уменьше-
ние не столь существенно, но и этого снижения температуры на
40-45 °C достаточно при резании с д6Е6для уменьшения интенсив-
ности процессов динамической рекристаллизации и разупрочнения
быстрорежущей стали. Стойкость инструмента увеличивается при-
мерно в 2 раза.
В табл. 4.4 даются и другие рекомендации для повышения на-
дежности за счет изменения параметров начального состояния ин-
струмента.
94
95
Рк 4-21. Графики изменения температуры вдоль передней поверхно-
сти резца из Р6М5 без покрытий и с покрытием TiN. Обрабатывае-
мый материал — сталь 60 с глубиной резания t = 2 мм.
Режимы резания: 1— У= 32 м/мин, а — 0,21 мм; 2 — У 32 м/мин,
а = 0,14 мм; 3 — У= 65 м/мин, а — 0,056 мм
Рассмотренный (см. табл. 4.4) системный подход к обеспечению
надежности инструмента на основе изучения причин отказа разра-
ботан для инструмента из быстрорежущей стали. Такой же подход
может быть применен и к твердосплавным инструментам. При на-
значении параметров начального состояния инструмента нужно учи-
тывать возможность изменения их значений за счет применения
различных упрочняющих технологий.
Таким образом, рассмотренная систематизация является руко-
водством к назначению параметров начального состояния инстру-
мента, позволяет определить способы повышения его надежности,
установить место на инструменте, которое следует упрочнить.
Стадия проектирования — весьма ответственный этап жизнен-
ного цикла технического объекта. Как уже указывалось, здесь зак-
ладываются показатели его надежности. Допущенные ошибки будут
реализованы в дефекты на стадии изготовления и проявятся на ста-
дии эксплуатации потерей запроектированной надежности. Опыт
показывает, что на стадии проектирования обнаруживается значи-
тельное количество ошибок, которые должны быть тут же устране-
ны. В случае если исправление дефектов, вызванных ошибками,
переносится со стадии проектирования на стадию изготовления и
еше хуже, на стадию эксплуатации, то затраты на их исправление
Многократно возрастают. правление
4.6.2. Обеспечение надежности инструмента
на стадии изготовления
Выбранные на стадии проектирования в соответствии с научно
обоснованными рекомендациями и производственным опытом па-
раметры начального состояния инструмента, определяющие пока-
затели его надежности, формируются в процессе изготовления ин-
струмента.
Как указывалось ранее, все параметры, от которых зависит на-
дежность инструмента, могут быть разделены на две группы. К пер-
вой группе относятся параметры, характеризующие инструмент как
геометрическое тело. Для сборного инструмента это не только пара-
метры режущего элемента, но и крепежной части, точность базовых
поверхностей которой влияет на надежность инструмента. Ко вто-
рой труппе относятся параметры инструментального материала. Она
включает в себя как параметры, непосредственно определяющие
работоспособное состояние инструмента — твердость, прочность,
теплостойкость, износостойкость, так и параметры, которые могут
их изменять, влияя таким образом на работоспособность. Это склон-
ность к адгезионному взаимодействию с обрабатываемым материа-
лом, устойчивость против образования трещин — вязкость, количе-
ство остаточного аустенита в быстрорежущей стали и др.
Технологический процесс изготовления инструмента должен
включать в себя операции, формирующие параметры как первой,
так и второй группы. Однако следует заметить, что на ряде опера-
ций, основной целью которых является формирование параметров
одной группы, происходит изменение главным образом в сторону
ухудшения параметров другой группы.
Полный цикл технологического процесса (см. табл. 4.3) созда-
ния стального инструмента от заготовки (с определенными значе-
ниями параметров) до готового к работе инструмента состоит из
следующих операций:
— размерная предварительная обработка д ля быстрорежущего инст-
румента — операции обработки давлением, механической обработки;
— термическая обработка, представляющая собой для быстроре-
жущего инструмента закалку и отпуск;
— окончательная размерная обработка, состоящая из шлифова-
ния и заточки рабочих и базовых поверхностей режущей части;
96
7-5125
97
— упрочняющая обработка, включающая химико-термическую
обраоотку нанесение покрытий и др.
При выполнении каждой операции необходимо решить ряд за-
дач. Полный перечень задач для всего технологического процесса,
по предложению К Исикавы, может быть сконцентрирован в диаг-
рамме, называемой «рыбий скелет» (рис. 4.22). Цель стадии изго-
товления обозначена центральной стрелкой. Боковыми стрелками
обозначены основные технологические операции, необходимые для
достижения цели. Задачи, которые решаются для выполнения каж-
дой операции, — тонкими стрелками.
В табл. 4 3 прослеживается изменение в результате выполнения
данной технологической операции основных параметров и прибли-
жение их к параметрам начального состояния инструмента. Техно-
логическое изменение параметра обозначено буквой «7» с соответ-
ствующими индексами и знаками. Например, + Т; означает, что в
результате выполнения второй операции — термической обработки
быстрорежущего инструмента — происходит приближение его твер-
дости к твердости, назначенной при проектировании. Знак плюс
или минус означает соответственно положительное или отрицатель-
ное для показателей надежности инструмента изменение параметра
после выполнения операции; - Г является предупреждением о том,
Рис. 4.22. Диаграмма Исикавы
что после выполнения данной операции может быть ухудшено зна-
чение параметра, приобретенное на предыдущей операции.
Итак, известна основная цель каждой операции технологичес-
кого процесса, ясно, на формирование каких параметров начально-
го состояния инструмента она направлена.
Но эта операция может оказывать отрицательное влияние на
формирование других параметров начального состояния инструмента.
Например, влияние шлифования на изменение твердости, при-
обретенной инструментом на предыдущей операции — термичес-
кой обработки. Кроме того, возможны отклонения параметров от
запроектированных значений, вызванные нарушением оптимальных
режимов операции, формирующей эти параметры. Определение тех-
нологических режимов каждой операции является главной задачей
на стадии изготовления.
Анализ этих двух источников отклонений параметров начально-
го состояния необходим для обеспечения обратной связи между
изготовлением инструмента (или любого технического объекта) и
результатами его эксплуатации. Легче выявляются и устраняются
причины недостаточной надежности.
В формировании параметров начального состояния быстроре-
жущего инструмента особое внимание следует уделять термической
обработке, закалке и отпуску. Режимы термической обработки ока-
зывают существенное влияние на такие параметры, как прочность,
твердость, вязкость, теплостойкость, балл зерна и др. Так, с увели-
чением температуры нагревания под закалку прочность и вязкость
большинства быстрорежущих сталей понижаются, а твердость и теп-
лостойкость возрастают.
Быстрорежущая сталь Р6М5 — основная сталь, применяющаяся
для металлорежущего инструмента, — имеет узкий диапазон зака-
лочных температур (в пределах 10 С), при которых обеспечиваются
оптимальные свойства. На рис. 4.23, а показано, что отклонение
температуры под закалку от оптимальной вызывает значительное
падение основных свойств. При завышенных температурах интен-
сивно растет аустенитное зерно, снижаются вязкость и прочность
инструмента. При температурах ниже оптимальных уменьшается
легированность твердого раствора, снижается теплостойкость быс-
трорежущей стали. Сталь Р6М5 имеет значительные колебания по-
плавочных свойств, т. е. для каждой плавки стали будет своя опти-
мальная температура под закалку. В связи с этим появляются опре-
деленные сложности в обеспечении стабильности таких параметров
начального состояния инструмента, как теплостойкость, вязкость,
твердость. В результате значения этих параметров будут носить слу-
’’ 99
98
Ряс. а ?3 Вищяние температуры закалки на вязкость (сплошные линии)
я теплостойкость (штриховые линии) (я); график изменения твердости
стали Р6М5 после отпуска в зависимости от температуры закалки 0 С (б)
тайный характер. Способствует нестабильности свойств определен-
ный температурный градиент в соляной ванне, в которой произво-
дится нагрев инструмента для закалки. Проведенные исследования
показали, что инструмент даже одной партии, изготовленный из
стали Р6М5, казалось бы, при одинаковых условиях имеет разброс
твердости в пределах 1,5 единиц HRC (см. рис. 4.23, б). С ростом
температуры для закалки в пределах 60 “С твердость увеличивается
на 2 единицы HRC.
Существенное влияние на степень растворимости карбидов в
твердом растворе и, следовательно, на теплостойкость оказывает
время выдержки при нагреве для закалки. Вместе с тем время вы-
держки прямо связано с ростом зерна, а значит, и с прочностью
инструмента
Известно, что после охлаждения при закалке в структуре быст-
рорежущей стали сохраняется значительное количество остаточно-
го аустенита Присутствие остаточного аустенита снижает твердость
стали, теплопроводность, сопротивляемость малым пластическим
деформациям Распад аустенита в процессе отпуска стали способ-
ствует повышению всех этих свойств.
Возможности изменения параметров начального состояния бы-
строрежущей стали за счет варьирования режимов термической об-
работки должны учитываться при назначении этих параметров на
стадии проектирования. На стадии изготовления оптимальные зна-
чения закалочных температур и время выдержки должны опреде-
ляться с учетом условий работы инструмента и свойств обрабатыва-
емого материала. Так, для чистовой обработки рекомендуется на-
значать более высокие температуры закалки или увеличенное время
100
вь1держки. Тогда повысится износостойкость инструмента при вы-
соких температурах при некотором снижении прочности. Напро-
тив, при черновой или прерывистой обработке режимы закалки дол-
жны быть такими, чтобы повысить прочность инструмента.
Таким образом, в результате термической обработки твердость,
прочность, теплостойкость инструментального материала должны
достигнуть значений, принятых на стадии проектирования. Изно-
состойкость, адгезионные свойства инструмента, достигнутые при
термической обработке, должны совершенствоваться при оконча-
тельной размерной обработке и, если это предусмотрено технологи-
ей, в процессе упрочняющей обработки.
При закалке в инструменте могут возникнуть трещины под дей-
ствием структурных и тепловых растягивающих напряжений. Тре-
щины могут возникнуть при охлаждении, но могут появиться и после
закалки. Поэтому для снятия напряжений отпуск должен выпол-
няться немедленно после закалки.
Возникают трещины разного вида: поверхностные, внутренние,
мелкие, крупные. Некоторые из них не обнаруживаются после тер-
мической обработки, а развиваясь под действием напряжений в
процессе резания, приводят к разрушению инструмента.
Нарушение технологии термической обработки может привести
к сохранению в инструменте остаточных напряжений и скрытых
трещин, что снизит прочность и надежность инструмента. Возмож-
ные технологические изменения по этим параметрам в табл. 4.3 от-
мечены соответственно -Гв2 и -7^,.
В процессе термической обработки предварительно обработан-
ная заготовка режущего инструмента деформируется. Изменяются
ее линейные и угловые (коробление) размеры. В табл. 4.3 отмечено
возможное отрицательное влияние операций термической обработ-
ки на геометрические параметры инструмента знаком минус (- 7Г2).
Изменение угловых размеров устраняется правкой, выполняе-
мой после термической обработки. Изменение линейных размеров
должно быть учтено при назначении припуска на окончательную
размерную обработку.
Установить зависимости для определения угловых и линейных
изменений не представляется возможным, так как целый ряд фак-
торов, оказывающих неодинаковое влияние, вызывает эти измене-
ния. Изменение размеров является следствием пластической дефор-
мации, вызываемой высокими напряжениями. Причины появления
напряжений различны. Это прежде всего различные коэффициенты
термического расширения фаз инструментального материала при
мартенситном превращении и объемные изменения, происходящие
101
• стам во время охлаждения, напряжения, возникающие при обра-
ботке заготовок давлением или резанием. Направление деформаций
под действием напряжений трудно предугадать, так как оно зависит
от формы инструмента В руководствах по термической обработке
чаются рекомендации по уменьшению этих деформации.
В операции 2 технологические изменения по параметру (шеро-
ховатость) не отмечены в табл. 4.3, так как незначительны.
Операция 3 технологического процесса окончательная раз-
мерная обработка инструмента. Основная цель операции обеспе-
чение заданных размеров, геометрии и шероховатости. С поверхно-
стей инструмента удаляется обезуглероженный и окисленный слой,
образовавшийся при термической обработке. Здесь окончательно
формируются параметры инструмента как геометрического тела. Но
вместе с тем операции шлифования и заточки могут оставить труд,
но предсказуемые технологические изменения в поверхностном слое
инструмента — технологическую наследственность. Ряд параметров
инструментального материала может изменить свои значения в сто-
рону отрицательную для показателей надежности. Эти изменения
носят случайный характер, зависящий как от режимов шлифования
и заточки, так и от шлифуемости инструментального материала.
Шлифуемость — комплексное свойство, характеризующее сре-
ди прочих особенностей инструментального материала степень его
чувствительности к образованию шлифовочных трещин, а также
способность поверхностного слоя сохранять неизмененными состо-
яние и свойства, приобретенные в предшествующей обработке.
Основной причиной появления всех дефектов в поверхност-
ном слое является перегрев его при шлифовании на повышенных
режимах Температура здесь достигает 1200 °C и более. Высокие
скорости нагревания и охлаждения локальных участков с большим
температурным градиентом по глубине приводят к образованию в
поверхностном слое напряжений теплового происхождения. Они
могут вызвать появление трещин или поверхностных, или зарож-
дающихся на некотором углублении от поверхности. Природа их
появления описана в подразд. 4.1. Наиболее подвержен такому тре-
щинообразованию твердосплавный и керамический инструмент.
При высоких значениях контактных температур в наружном слое
быстрорежущего инструмента обнаруживается слой вторичной за-
калки, имеющий аустенитно-мартенситную структуру со значитель-
ным количеством аустенита. Меньший объем аустенита по сравне-
нию с мартенситом, лежащим в более глубоких слоях, создает ра-
стягивающие напряжения, что также приводит к поверхностным
трещинам.
102
Трешинообразованию способствует высокая твердость и хруп-
кость слоя вторичной закалки, который при резании плохо сопро-
тивляется адгезионно-усталостному изнашиванию инструмента и
выкрашиванию режущей кромки.
При меньшем тепловом воздействии шлифовального круга по-
верхностный слой имеет ферритно-карбидную структуру отпуска
быстрорежущей стали пониженной твердости до 55 HRC. На повер-
хности видны прижоги. При резании этот слой, глубина которого
может достигать 0,2 мм, обладает пониженной износостойкостью и
склонностью к адгезионному взаимодействию с обрабатываемым
материалом.
Из сказанного следует, что в результате выполнения операции 3
технологические изменения приведут к повышению таких парамет-
ров, как износостойкость и адгезионные свойства за счет снижения
шероховатости и формирования геометрии режущей части инстру-
мента. Но, с другой стороны, возможно снижение этих параметров
за счет появления описанных дефектов в поверхностном слое режу-
щей части. Поэтому в табл. 4.3 технологические изменения износо-
стойкости и адгезионных свойств отмечены знаками плюс и минус
(+Г). Возможное отрицательное влияние операции 3 на другие па-
раметры поверхностного слоя отмечены знаком — Т.
Особое внимание на операцию 3 следует обратить при изготов-
лении твердосплавного инструмента паяного и с механическим креп-
лением пластинок. Необходимо не только обеспечить геометричес-
кие параметры и точность размеров, но и так обработать опорную
поверхность пластинки и базовую поверхность корпуса, чтобы кон-
такт между ними при креплении пластинок был как можно более
плотным. Плотность контакта существенно влияет на показатели
надежности инструмента, так как она определяет жесткость и виб-
роустойчивость инструмента, сток теплоты от нагретой при резании
пластинки в корпус и, следовательно, температуру режущей части
инструмента.
Исследования показали (рис. 4.24), что уменьшение неплоскост-
ности шестигранной пластинки из сплава Т15К6 с 0,15 мм до 0,03 мм
позволило почти вдвое повысить суммарную стойкость проходного
резца. Повышается также прочность пластинки.
Для инструментов с механическим креплением пластинок опор-
ные поверхности пластинок и корпуса должны быть тщательно обра-
ботаны с шероховатостью Ra< 1,25. Для паяных инструментов доста-
точно обработать опорные поверхности с шероховатостью Rz = 40,
так как растекающийся припой, заполняя впадины микронеровнос-
тей, обеспечивает плотность контакта.
103
Рис 4-24 Влияние неплоскостности Д опорной поверхности шести -
гранных пластинок из сплава Т15К6 на их суммарную стойкость YT
Обрабатываемый материал — сталь 35 Режим резания V= 220 м/мин;
5 = 0,63 мм об, t = 2,5 мм (из ГЛ Хаета, 1975)
Анализ операции окончательной размерной обработки как быс-
трорежущего, так и твердосплавного инструмента показал ее суще-
ственную роль в формировании параметров начального состояния
инструмента. Нарушение технологии и режимов окончательной об-
работки приводит к случайному изменению указанных параметров.
Следующая операция 4 — упрочняющая обработка. Параметры
состояния инструмента и его надежности назначаются на стадии
проектирования с учетом повышения этих параметров в результате
упрочняющей обработки. В табл. 4.4 даются рекомендации по при-
менению различных способов повышения надежности для инстру-
мента, изготовленного из быстрорежущих сталей. Основным спосо-
бом для твердосплавного инструмента является нанесение износо-
стойких покрытии на рабочие поверхности режущих пластинок.
В табл. 4 3 знаком плюс отмечено технологическое изменение
тех параметров состояния, на повышение которых направлен при-
нятый способ упрочняющей обработки. Так, химико-термическая
обработка, например карбонитрация, повышает твердость, тепло-
стойкость, износостойкость поверхностных слоев быстрорежущего
инструмента, благоприятно влияет и на другие параметры (ухудша-
ется лишь шероховатость); способствует повышению всех показате-
лей надежности инструмента
Покрытие, нанесенное на рабочие поверхности инструмента,
повышает их износостойкость и антифрикционные свойства. В то
же время иногда наблюдается снижение некоторых основных свойств
быстрорежущей стали — основы, на которую наносятся покрытия.
Объясняется это тем, что покрытия по методу КИБ наносятся при
температуре, близкой температуре отпуска быстрорежущей стали.
Отпуск может произойти при нарушении температурного режима и
при недостаточной точности измерения температуры режущих час-
тей инструмента в процессе нанесения покрытия. Режущее лезвие
под покрытием теряет свою твердость, сопротивляемость пласти-
ческим деформациям и контактным напряжениям, что, в свою оче-
редь, приводит к снижению показателей надежности инструмента.
При нанесении покрытий на твердосплавный инструмент иног-
да обнаруживается некоторое уменьшение прочности твердосплав-
ной основы. Возможные снижения основных свойств начального
состояния быстрорежущего инструмента из-за технологических
ошибок на стадии изготовления, а также физические причины, вы-
зывающие снижения, указаны в табл. 4.5. Таблица поможет реали-
зовать принцип обратной связи между эксплуатацией и изготовле-
нием, с помощью которой могут быть выявлены причины возмож-
ной пониженной надежности инструмента при его эксплуатации.
Связь интенсивности изнашивания инструмента со случайными
отклонениями в технологических режимах изготовления инструмента
будет показана в подразд. 4.6.3.
После выполнения операции 4 — упрочняющей обработки —за-
вершается изготовление режущего инструмента. На стадии изготовле-
ния при переходе от операции к операции параметры состояния инст-
румента постепенно приближались к значениям, установленным на
стадии проектирования. Однако параметры начального состояния го-
тового к эксплуатации инструмента могут отличаться от запроектиро-
ванных значений. Значения их имеют случайный характер, вызванный
случайными, отмеченными в табл. 4.5 отклонениями режимов техно-
логического процесса изготовления инструмента, случайным характе-
ром химического состава и свойств заготовок для инструмента.
Входной контроль заготовки, а также стабилизация условий вы-
полнения всех операций технологического процесса изготовления
инструмента позволяют обеспечить меньший разброс значений па-
раметров начального состояния инструмента и, следовательно, на
стадии эксплуатации обеспечить более высокие показатели надеж-
ности инструмента.
Достигнутые значения параметров начального состояния отме-
чены в табл. 4.3 индексом «н» (например, Г , Н )
В связи с повышенными требованиями к надежности инстру-
мента, предназначенного для эксплуатации в автоматизированном
производстве, следует создать систему контроля качества инстру-
мента на стадии его изготовления. Осуществить контроль по всем
принятым параметрам состояния не представляется возможным из-
за отсутствия методов измерения. Но такие параметры, как разме-
ры, геометрия, шероховатость, твердость, наличие прижогов, тре-
щин, могут контролироваться. Эффективны неразрушающие мето-
ды контроля твердосплавных пластинок.
104
105
Таблица 45 Технологические причины снижения свойств начального состояния
_____ Быстрорежущего инструмента
4.6.3. Обеспечение надежности инструмента
на стадии эксплуатации
Режуший инструмент с определенными параметрами начально-
го состояния вступает в работу при заданных условиях, для которых
он проектировался. В процессе резания с течением времени под
действием термодинамических нагрузок параметры начального со-
стояния изменяют свои значения. В табл. 4.3 это отмечено симво-
лом «И». Однако отказ инструмента произойдет в результате недо-
пустимых изменений параметра «Г», характеризующего комплекс
геометрических показателей рабочей части инструмента. На изме-
нение Г до показателя отказа Г^, например до очагов износа, отме-
ченных в табл. 4.4, в большей или меньшей степени будут влиять
изменения всех остальных параметров начального состояния инст-
румента. В табл. 4.3 графически показано, что изменение всех пара-
метров ведет к Готк.
Для обеспечения эффективной обработки резанием и необходи-
мой производительности, для расчета расхода инструмента еще на
стадии проектирования должны прогнозироваться показатели на-
дежности инструмента. Определяется, как было показано, стойкость
Т , соответствующая минимальной себестоимости обработки. Ее
предлагается рассчитывать по формуле (4.3).
Из формулы следует, что с ростом затрат на эксплуатацию стан-
ка уменьшается Тж. Для большинства дорогостоящих многоцелевых
станков с ЧПУ расчетное значение Тж лежит в пределах 10 мин.
Соответствующие этой стойкости высокие скорости могут небла-
гоприятно изменить структуру отказа инструмента: возрастает доля
отказов из-за хрупкого разрушения или пластического деформиро-
вания режущего лезвия; снижаются показатели надежности.
В связи с этим на стадии эксплуатации оценивается структура
отказов. При неблагоприятной структуре принимают стойкость боль-
шую, чем расчетная. В ряде работ не рекомендуют на многоцелевых
станках с ЧПУ устанавливать стойкость ниже 20—30 мин.
Таким образом, при назначении стойкости должны учитываться
два взаимоисключающих требования: с одной стороны, необходимо
форсировать режимы резания для сокращения срока окупаемости
станка, а с другой — следует снижать скорость для повышения на-
дежности инструмента и уменьшения затрат на инструмент.
Неблагоприятной структуре отказов способствуют также случай-
ные отклонения режимов технологического процесса изготовления
107
HHvrpvмента от оптимальных, указанные в табл. 4.5. Это может при.
ве«.ги к снижению, например, прочности и вязкости быстрорежу-
щей стали или других основных свойств Устранение причин их
снижения птучшает стру Krvpy отказа инструмента. Как указывалось
ранее, необходимо стремиться, чтобы доля отказов из-за изнашива-
ния достигала 80—85 %. Далее решается вопрос о порядке смены
инструмента
Стойкость Т , по которой рассчитывалась скорость резания,
является в то же время средней стойкостью инструмента, т. е. рас-
четной средней наработкой до его отказа. Однако средняя нара-
ботка Т не решает вопрос о порядке смены инструмента и подна-
ладке технологической системы, так как вероятность безотказной
работы при Т равна 0,5. В ответственных случаях инструмент
меняют предупредительно при достижении гамма-процентной на-
работки Т Т называют иногда гарантийной стойкостью, при этом
у — вероятность безотказной работы — назначается близком к еди-
нице (к 100%) (см. подразд. 2.2).
При таком порядке смены инструмента необходимо рассчитать
Г (см формулу (2.3)), а для этого при эксплуатации или в период,
предшествующий эксплуатации, нужно определить плотность рас-
пределения наработки до отказа.
Различие между средней и гарантийной стойкостью Т, т. е.
между стойкостью, по которой рассчитывалась скорость резания, и
регламентированной стойкостью, например Т, показано на рис. 4.25
для определенного закона распределения стойкости/(Т). Это соот-
ношение зависит от параметров плотности распределения стойкос-
ти как случайной величины. Например, установлена связь между
Т
отношением и коэффициентом вариации стойкости резцов, осна-
щенных твердым сплавом Т5К10. Для раз-
f(T)f личных вероятностей р безотказной работы
_ инструмента эта связь показана на рис. 4.26.
/ ; \ Введение понятия гарантийной стойко-
/ ; \ сти связано с тем, что фактическая стой-
_______Г ! X». кость инструмента, достигаемая в процессе
Ту Тер Т обработки, — величина случайная и может
Рис. 4.25. Соотношение пРинимать различные значения, подчиня-
между гарантийном и сред- юшиеся определенному закону распределе-
ней стойкостями ния. Остановимся на этом подробнее.
V
0,8
0,6
0,4
0,2
0,2 0,4 0,6 0,8 Тр/Тср
Рис. 4.26. Связь между отношением гарантийной стойкости Т к сред-
ней стойкости Т и коэффициентом вариации стойкости v твердо-
сплавных (Т5К10) резцов; р — вероятность безотказной работы
(из Г Л. Хаета, 1975)
Случайный характер износа и стойкости
инструмента
Центральным вопросом теории надежности является изучение
отказов как случайных событий.
Рассмотрим вариант эксплуатации инструмента, когда домини-
рующим видом отказа является износ его рабочих поверхностей.
Для получения надежных данных стойкости инструмента проводят
несколько повторных опытов по его изнашиванию. Если для каж-
дого опыта построить зависимость «износ—время», то получаются
при, казалось бы, одинаковых условиях эксперимента отличающиеся
друг от друга кривые. Это дает право рассматривать зависимости из-
нос — время h3= f(T) как случайные функции, а каждую из отме-
ченных кривых как реализацию случайной функции.
На рис. 4.27 и 4.28 показаны реализации функций h =f(T), полу-
ченные соответственно д ля проходных резцов из быстрорежущей стали
Р6М5 и для зубьев наружной протяжки из быстрорежущей стали Р18.
На рис. 4.29 — реализации функции h3 = f(L) для проходных резцов
с пластинками из твердого сплава Т14К.8, где L — путь, пройденный
инструментом в обрабатываемой заготовке.
Случайный характер износа, вид реализации Аз определя-
ются радом факторов. Прежде всего условиями эксплуатации инст-
108
109
из быстрорежущей с-щли 7= 0,3 «м/об, / = 2 мм
Режим резания: V - 29,3 м/мин,
Рис. 4.23. Реализации случайной функции Ai —f(T) зубьев протяжки
из быстрорежущей стали Р18. Обрабатываемый материал — сталь 38ХС.
Режим резания: V — 10 м/мин, подача на зуб 5 = 0,304 мм
румента: случайными колебаниями режимов резания, подачи сма-
зочно-охлаждающих технологических сред, свойств обрабатываемого
материала, эксплуатационных параметров станка. Из этих условии
наиболее трудно поддаются стабилизации свойства обрабатываемо-
го материала. Свойства конструкционных углеродистых сталей оп-
ределяют не менее чем 15—20 независимых случайных параметров.
Химический состав представлен 10—12 параметрами, условия раз-
ливки и кристаллизации 2—3, условия прокатки 3—4 параметрами.
Совокупное влияние этих параметров приводит к тому, что предел
НО
Л,, мм
Рис. 4.29. Реализации случайной функции = /(Z) проходного
твердосплавного резца Т14К8. Обрабатываемый материал — сталь 12Х2Н4А.
Режим резания: V =• 450 м/мин, 5 - 0,2 мм/об, I = 0,5 мм
прочности, твердость сталей — величины случайные. Естественно,
что это отражается и на износе инструмента.
Случайный характер износа инструмента определяется тем, что
по своей физической природе процесс трения, в результате которо-
го возникает изнашивание, также является случайным.
Известно, что в зависимости от условий резания контактные
площадки инструмента могут подвергаться различным видам изна-
шивания — абразивному, адгезионному, диффузионному.
Элементарный процесс абразивного изнашивания происходит при
взаимодействии микронеровностей и микровыступов смежных по-
верхностей. Выступы на поверхностях трения имеют случайную
форму, высоту и расположение. Очевидно, что их взаимодействие,
приводящее к износу инструмента, носит случайный характер.
На контактных площадках инструмента происходит непрерыв-
ный процесс образования и разрыва адгезионных узлов схватыва-
ния. Циклическое нагружение приводит к местному усталостному
разрушению поверхностей контакта, проявляющемуся в виде глу-
бинного вырывания металла. Очевидно, что расположение узлов
схватывания на поверхности контакта, а также число циклов их об-
разования и разрушения являются случайными. Следовательно, слу-
чайным является и акт вырывания частиц инструмента с поверхно-
сти контакта — адгезионно-усталостный износ.
При высоких температурах изнашивание инструмента может
происходить из-за взаимной диффузии материалов инструмента и
обрабатываемой детали. Известно, что процесс диффузии и диффу-
зионный износ, связанный с ним, носят также случайный характер.
Ш
Из сказанного следует, что все возможные виды разрушения
контактных поверхностей, приводящие к их износу, носят случай-
ный характер, т. е. процесс износа по своей природе является стоха-
стическим
Случайный характер износа инструмента помимо стохастичнос-
ти процесса трение—износ и условий обработки в значительной мере
определяется случайным характером параметров начального состо-
яния инструмента В подразд. 4.6.2 было показано, что параметры
начального состояния, формирующиеся на стадии изготовления
инструмента, приобретают случайные значения из-за нестабильно-
сти режимов операций технологического процесса и металлурги-
ческой нестабильности свойств заготовок инструмента.
Стохастический характер параметров начального состояния вно-
сит. как будет показано дальше, значительный вклад в стохастич-
ность износа инструмента, а вместе с суммарным воздействием всех
случайных факторов приводит к тому, что при повторных опытах
получаем семейство кривых-реализаций Л, =f(T) со значительными
дисперсиями износа при принятой стойкости инструмента (рис. 4.30).
Анализ этих реализаций позволяет вскрыть причины дисперсий.
Из всего разнообразия графиков hy = f(T), построенных в ре-
зультате проведения большого числа повторных опытов, для раз-
личных инструментов из быстрорежущих сталей обнаружены четы-
ре вида расположения реализаций относительно друг друга.
I. Тесно переплетающийся пучок кривых-реализаций с относи-
тельно небольшими разбросами износа при заданной стойкости
Рис. 4.30. Реализации случайной функции й, =f(T) проходного резца
из быстрорежущей стали Р18 Обрабатываемый материал — сталь ШХ15СГ
Режим резания: V — 29 м/мин, 5 = 0,3мм/об, 1 = 2 мм
112
Рис. 4.31. Веерное расположение реализаций случайной функции h, = f(T)
проходного резца из Р12ФЗ Обрабатываемый материал — сталь ШХ15СГ
Режим резания: V = 29,3 м/мин, 5 = 0,3 мм/об, t = 2 мм
dh
Скорость износа на задней поверхности — здесь примерно посто-
янна для каждой реализации (см. рис. 4.28).
2. Веерное расположение реализаций с различными скоростями
износа, начиная с периода приработки (рис. 4.31).
3. Переплетающийся пучок реализаций в зоне приработки и нор-
мального износа, от которого в разные моменты времени отходят
кривые в зону катастрофического износа (см. рис. 4.27).
4. Смешанный вид расположения реализаций (см. рис. 4.30).
Случайный характер износа инструмента определяет случайный
характер его стойкости и закон ее распределения.
Анализ зависимости «износ — время»
для быстрорежущего инструмента
Функция h =f(T) необходима для расчета показателей надежно-
сти инструмента. Выход ее на допускаемый по принятому критерию
уровень износа Лмоп определяет отказ инструмента и соответствую-
щую ему стойкость (рис. 4.32).
Следует отметить, что подход к изучению этих зависимостей,
также как и к изучению других явлений, сопутствующих резанию,
может быть двояким и определяется целью исследований.
При выявлении качественной картины износа, изучении влия-
ния факторов на износ устанавливают детерминированные функ-
циональные связи между ними, считая, что случайные вариации
износа обусловлены воздействием некоторых неучтенных факторов.
8-5125
113
Рис. 4 32. Реализации случайной функции A, f(T) и закон
распределения стойкости при допускаемом износе —
При изучении количественных характеристик процесса или оп-
ределении надежности инструмента вычисляют вероятность его бе-
зотказной работы, и подход к изучению износа должен быть вероят-
ностным, основанным на изучении функции износа как случайной
функции. Случайные вариации износа при этом не игнорируются, а,
наоборот, изучаются причины их возникновения. При таком подходе
закономерности износа также устанавливаются, причем они более
надежны, так как выявлены не по одной реализации, а по математи-
ческому ожиданию функции йз =f(T).
Для анализа случайной функции h^=f(T)
рассмотрим ее реализации, полученные при
соблюдении постоянства условий проведе-
ния опытов и начального состояния быстро-
режущего инструмента. При получении каж-
дой реализации в повторных опытах тщатель-
но контролировали свойства и состояние
обрабатываемого металла, расход смазочно-
охлаждающей технологической среды, жест-
кость станка. Опыты проводили с инстру-
ментами, при изготовлении которых тщатель-
но в лабораторных условиях выдерживали
постоянными режимы термической обработ-
ки и режимы заточки.
Рис. 4.33. Реализации случайной функции йэ = f(T)
проходного резца из быстрорежущей стали Р18. Обра-
батываемый материал — сталь ШХ15. Режим резания.
V ~ 36 м/мин, S = 0,3 мм/об, t = 1 мм
В результате, как видно на рис. 4.28 и 4.33, в каждой серии опы-
тов на резцах и протяжках получены достаточно тесно переплетаю-
щиеся пучки реализаций случайной функции Лз = /(Г). Такое же
взаимное расположение реализаций было обнаружено на фрезах при
обработке стали и на сверлах при обработке чугунов.
Известно, что каждая реализация Аз =f(T) имеет три более или
менее выраженные зоны: приработки, нормального (установившего-
ся) и катастрофического износа. Если рассчитать по опытным дан-
ным статистические характеристики случайной функции Лз = f(T),
то можно установить, что в зоне нормального износа математичес-
кое ожидание mh3 функции подчиняется линейному закону. Посто-
mh
янство скорости изнашивания в зоне нормального износа име-
ет место на режимах резания, при которых основные свойства инст-
рументального материала в режущем клине и прежде всего твердость
не будут существенно изменяться с течением времени.
Протяженность прямой тЛз ограничена концом периода при-
работки и началом периода катастрофического износа. В зависи-
мости от условий резания период нормального износа начинается
при различных величинах износа и времени приработки инструмента.
В зависимости от критерия затупления и условий процесса резания
продолжительность периода приработки в общем периоде стойкос-
ти может быть весьма ощутимой.
Определяя математическое ожидание функции Лз =f(T), можно
легко установить /пАз периода приработки по отклонению расчет-
ных точек от прямой линии периода нормального износа, так как в
общем случае скорость износа в период приработки отлична от ско-
рости периода нормального износа.
На рис. 4.34 показаны графики тЛз =/( Т) для периода нормаль-
ного износа резцов, изготовленных из быстрорежущих сталей четы-
рех марок, на которых точками отмечены переходы от периодов
приработки к периодам нормального износа.
Из графиков следует, что эти точки соответствуют примерно
одинаковому износу приработки, а время приработки Т умень-
шается с ростом скорости резания. Если же подсчитать "путь L
пройденный резцом в обрабатываемой детали за период приработ-
ки, то можно установить, что он будет примерно постоянным для
всех трех исследуемых скоростей резания.
В результате можно составить простую расчетную модель износа
в координатах глАз = /(£), показанную, например, для резцов из
стали PI8 на рис. 4.35:
тК = ^гфир + (£-
dL
115
Рис. 434. Зависимость математического ожидания износа mh3=f(T)
для периода нормального износа проходных резцов из быстрорежу-
щих сталей различных марок. Обрабатываемый материал — сталь
ШХ15 Режим резания 5= 0,3 мм/об, t=2 мм,------->''=24 об/мин;
-------V= 29 об/мин;---------— V- 36 об/мин
Рис. 4.35. Зависимость для расчета математического ожидания износа mht
от пути резания L
Из графиков следует, что в период приработки инструмента ин-
ей
тенсивность износа —- не зависит от скорости резания, в то время
di.
как на участках нормального износа интенсивность износа увели-
чивается с ростом скорости резания. Отсюда можно сделать вывод,
что в период приработки условия изнашивания инструмента по зад-
ней поверхности будут иными, чем в период нормального износа.
Под условиями следует понимать давление и температуру на пло-
щадке изнашивания.
Температура, как установлено опытным путем, в период прира-
ботки инструмента мало отличается от температуры в начале пери-
ода нормального износа. А давление на задней поверхности при
едании инструментом после его переточки достигает высоких зна-
чений в связи с тем, что сила, действующая на задней поверхности,
приходится в начале периода приработки на малую площадку кон-
такта задней поверхности с поверхностью резания детали. Это по-
зволяет рассматривать период приработки как период снижения
давлений на задней поверхности за счет увеличения по мере износа
площадки контакта. Следовательно, доминирующим фактором, оп-
ределяющим скорость износа режущей части в период приработки,
является давление на контактной площадке задней поверхности,
которое практически не зависит от скорости резания.
Окончание периода приработки совпадает со стабилизацией
удельных сил на задней поверхности резца. Приращение сил, дей-
ствующих на задней поверхности, становится прямо пропорциональ-
ным приращению износа йэ. Это наступает, когда износ достигает
определенной величины. Очевидно, для заданных условий резания
при близких прочностных и физических характеристиках быстроре-
жущих сталей различных марок величина этого износа будет при-
мерно постоянной, что и видно из рис. 4.34.
Достижение величины износа приработки йзпи определяется
протяженностью пути трения в период приработки"^ , который
при прочих равных условиях должен быть одинаковымРдля различ-
ных скоростей резания. Следует заметить, что зависимости h =f(T)
или й, =/(Ь)> подробно рассмотренные для быстрорежущего инст-
румента, справедливы в основном и для твердосплавного инстру-
мента. Однако не для всех возможных режимов резания зависимость
mh3 =f(T) в период нормального износа является прямой. На боль-
ших скоростях резания, когда высокие температуры вызывают из-
менения свойств инструментального материала, в частности его твер-
дости, зависимость получается вогнутой, с постепенно возрастаю-
щей скоростью изнашивания.
Случайная функция йз =/(Г), которая имеет тесно переплетаю-
щийся пучок реализации, является как бы эталонной, отвечающей
относительно стабильным условиям эксплуатации инструмента партии,
с относительно постоянными параметрами начального состояния'.
Небольшие колебания износа при данной стойкости вызываются здесь
значительным количеством случайных возмущающих факторов, ко-
лебание каждого из которых вносит свой одинаково небольшой вклад
в численное значение величины износа. Математическое ожидание
тй в функции времени отображает действительную закономерность
116
117
нарастания износа А, во времени при принятых условиях эксплуата.
ции инструмента Плотность распределения износа, рассмотренная
для определенного времени работы инструмента, очевидно, будет
близка к нормальному закону.
Выполненные исследования и полученные зависимости износа
от времени (или пути) резания могут быть использованы для прогно.
зирования состояния инструмента по параметрам его износа в на-
чальный после приработки период резания. Это позволит оценил,
возможность надежной обработки за время следующего технологи-
ческого перехода при тех же условиях резания. Однако эта методика
прогнозирования может быть использована, если все факторы, вы-
зывающие стохастический характер износа, обеспечивают тесно пе-
реплетающийся пучок реализаций функций Л, = f(T) или Л, — f(L).
Показанные на рис. 4.30, 4.31 случаи взаимного расположения
реализации случайной функции Л, =/(?’), отличные от тесно пере-
плетающегося пучка, говорят о наличии доминирующих возмущаю-
щих факторов, действующих на износ. К их числу могут относиться
как факторы, определяющие условия обработки, так и параметры
начального состояния инструмента, случайный характер которых
заклалына пс.я на стадии изготовления инструмента.
Результаты приведенных далее исследований могут быть исполь-
зованы на стадии эксплуатации для выявления технологических
нарушений, допущенных на стадии изготовления.
Обеспечивая постоянными условия обработки, рассмотрим, как
будут влиять непосредственно на взаимное расположение реализа-
ций некоторые дефекты параметров начального состояния, приоб-
ретенные при изготовлении инструмента, а также оценить весомость
каждого нарушения в повышении интенсивности износа инстру-
мента или снижения его средней наработки до отказа.
Так, различная глубина резания, с которой выполняется заточка
рабочих поверхностей быстрорежущего инструмента, вызывает ве-
ерное расположение реализации. Увеличение скорости изнашива-
ния инструмента с ростом глубины (рис. 4.36) объясняется увеличе-
нием приобретаемого при заточке дефектного слоя быстрорежущей
стали, содержащего повышенный аустенит.
Такое же расположение реализации вызывают дефекты, при-
обретенные инструментом в процессе резания перед переточкой.
К таким дефектам у быстрорежущего инструмента относят отпуск
быстрорежущей стали под площадками износа. Очевидно, глубина
залегания слоя пониженной твердости будет тем больше, чем боль-
шая температура развивалась на контактных площадках, т. е. чем
выше применялись режимы резания этим инструментом.
118
рис. 4.36. Влияние глубины резания t при заточке протяжек на их износ
На рис. 4.37 видно поле микротвердости под лункой износа пе-
редней поверхности резцов из быстрорежущей стали PI8. Поле, ко-
торое получено в сечении, параллельном главной режущей кромке,
показывает существенное снижение микротвердости, распростра-
няющееся на значительную глубину. Для полного восстановления
Рис. 4.37. Поле микротвердости HV под лункой износа инструмента
119
работоспособности инструмента при его переточке по передней
поверхности должен быть снят слой быстрорежущей стали, равнщ
h + А, где А — дефектный слой пониженном твердости.
Скорость изнашивания инструмента после переточки будет су-
щественно зависеть от того, насколько полно будет удален дефект
ный слой при заточке (рис. 4.38). В опытах при заточке удалялся
различный по величине слой Д, измеренный от дна лунки на пере,
дней поверхности Из рисунка видно, что для восстановления рабо-
тоспособности данного инструмента необходимо удалить значитель-
ный слой Д, а обнаруженное на графиках веерное взаимное распо.
ложение реализации функции Л, — f(T) по сравнению с тесно
переплетающимся пучком даст существенное увеличение вариаций
износа и стойкости.
Такой же характер взаимного расположения реализации фуцк.
ими Л =f(T) обнаруживается и на инструменте, при отпуске кото-
рого после закалки допускалось некоторое колебание температуры
Превышение рекомендованной температуры 560 С всего на 10'С
повышает скорость изнашивания инструмента при резании в связй
с некоторым снижением твердости из-за распада мартенсита и коа-
гуляции карбидов.
В попря-ут 4.6.2 отмечалось существенное влияние температуры
нагревания для закалки и времени выдержки на такие параметры
начального состояния, как теплостойкость, твердость, прочность.
В производственных условиях возможно некоторое отклоне-
ние режимов термической обработки от рекомендуемых. Напри-
Рис. 4.38. Влияние толщины снимаемого при заточке
с передней поверхности слоя А на износ инструмента h
120
ер пределы регулировки температуры в закалочной ванне состав-
ляю1' ±(5—7) Ванна имеет определенный температурный гради-
ент, изменяющий температуру закалки инструмента в зависимости
от места его расположения в ванне.
В то же время методы контроля правильности режимов закалки,
такие как определение твердости, балла зерна аустенита, оказыва-
ются не столь чувствительны к небольшому изменению температу-
ры закалки, как зависимость износ—время инструмента. Это иллю-
стрируется на рис. 4.39 графиками =/(Г), полученными при
точении стали ШХ15СГ быстрорежущими резцами из стали Р8МЗ,
закаленными с различных температур: 1200; 1210; 1220 °C. Твер-
дость всех резцов после трехкратного отпуска колебалась в пре-
делах 63,5—64,5 HRC
Зависимости Л3 — f( Т) для этих резцов тесно переплетаются между
собой в периоды приработки и нормального износа. Затем от пучка
в различные моменты времени отходят кривые в зону катастрофи-
ческого износа. При этом чем выше температура закалки резцов,
тем позже начинается катастрофическое затупление, которое объяс-
няется тем, что с повышением температуры закалки возрастает теп-
лостойкость быстрорежущей стали, повышается сопротивляемость
ее процессам ползучести и разупрочнению вследствие динамичес-
кой рекристаллизации.
Таким образом, каждому из рассмотренных видов взаимного
расположения реализаций соответствует определенное начальное
состояние инструментов в партии. По их виду можно судить о при-
чинах отклонений параметров начального состояния от оптималь-
ных значений. Комбинация отклонений по различным причинам
Рис. 4.39. Влияние температуры закалки на износ резцов
121
при к, Y1 ит К. четвертому — смешанному виду расположения реализа.
ним (см. рис 4 30)
Наиболее высокие показатели надежности целой партии инстру.
мента обеспечиваются при тесно переплетающемся виде расположи
ния реализации. Этот вид говорит о стабильности технологического
процесса изготовления инструмента. Для повышения стабильности
необходимо обеспечить обратную связь между стадиен эксплуата-
ции и стадиями изготовления и проектирования.
Выполненные на стадии эксплуатации исследования, резупьта-
ты которых показаны на рис. 4.36, 4.38 и 4.39, по существу являются
диагностированием технологического процесса. Подобные иссле-
дования позволяют распознать характер нарушения режимов техно-
логических операций, их отклонений от оптимальных (см. табл. 4.3),
а также оценить весомость их отрицательного вклада в повышение
интенсивности износа инструмента и снижение его стойкости. Это
важно знать для того, чтобы определить, на какие факторы техноло-
гического процесса изготовления инструмента следует обращал,
первостепенное внимание. Результаты исследований могут быть гра-
фически отображены на диаграмме Парето (рис. 4.40), где подсоот-
ветствующими номерами на оси абсцисс отмечен фактор техноло-
гического процесса, отклонение которого от оптимального значе-
ния вызывает снижение стойкости инструмента, а на оси ординат -
процент ее снижения. Кроме того, на диаграмме на правой оси ор-
динат отображены денежные потери, вызванные соответствующим
снижением стойкости, и за счет этого, как следует из подразд. 4.6.1,
повышением себестоимости обработки.
Рис. 4.40. Диаграмма Парето
Особенности изнашивания инструмента
с переменными за период стойкости
режимами резания
Каждая из рассмотренных зависимостей h3 = f(T) получена при
постоянных за период стойкости инструмента условиях резания, в
частности, при постоянных режимах. Эти зависимости лежат в ос-
С
нове получения формулы Тейлора — V широко применяемой
для расчета скорости, допускаемой режущими свойствами инстру-
мента. Постоянный коэффициент и показатель относительной стой-
кости в формуле справедливы только для определенных условий
обработки, при которых проводились опыты до полного затупления
инструмента. Для таких условий разработаны действующие норма-
тивы режимов резания и расчетные формулы для определения ско-
рости резания или стойкости.
В связи с тем что зависимости износа лежат в основе расчетных
формул, в них должны отображаться все выявленные выше особен-
ности этих зависимостей. Главная особенность состоит в том, что так
же как h3 =f(T) зависимость V=f(T) является случайной функцией.
Реализации такой функции показаны на рис. 4.41. Обнаруживается
высокий коэффициент вариации стойкости при принятой скорос-
ти. Однако еще больше будет отличаться фактическая стойкость от
рассчитанной по формуле при переменных за период стойкости ре-
жимах резания.
Рис. 4.41. Реализации случайной функции скорость—стойкость
для наружных протяжек из быстрорежущей стали Р18.
Обрабатываемый материал — сталь 38ХС
122
123
Значительная часть инструмента эксплуатируется при перемен-
ных условиях резания в течение одного периода стойкости. В такие
\с,ловия попадает инструмент в мелкосерийном производстве. Он
может между переточками обрабатывать разные детали на разных
режимах С переменными условиями эксплуатируется инструмент
на современных станках, оснащенных системами ЧПУ и адаптив-
ного управления Многопереходная обработка, обработка сложных
контуров по копиру, торцовое точение выполняются с перемен-
ными режимами резания и поэтому переменными контактными
процессами, тепловым и силовым нагружением режущего лезвия.
В этих условиях прогнозировать стойкость инструмента по формуле
Т = yv> его наработку до отказа невозможно. Изнашивание инст-
румента здесь имеет существенные особенности.
Обеспечение эффективного резания с переменными режимами
является важной задачей эксплуатации станков с ЧПУ. Рассмотрим
эти особенности у быстрорежущего инструмента, работающего с
переменными скоростями Vи подачами 5 в течение одного периода
стойкости. При переменных режимах инструмент каждый раз пере-
ходит к резанию на новых режимах с так называемой эксплуатаци-
онной наследственностью, приобретенной им в предшествующих
иных условиях работы и проявляющейся в виде разупрочнения ин-
струментального материала в вершине режущего лезвия, в небла-
гоприятном для нового режима изменении геометрии лезвия за счет
развитых очагов износа при работе на предшествующем режиме.
Кроме того, стойкость может уменьшиться за счет того, что на но-
вом режиме иная величина предельного допустимого износа.
При обработке стали 40Х проходными резцами из быстрорежущей
стали Р6М5 на подачах 0,084 и 0,34 мм/об были получены зависимос-
ти «скорость V — стойкость Т», представленные на рис. 4.42. Такие
зависимости нужны для того, чтобы определить скорости резания, обес-
печивающие одинаковую стойкость при каждой подаче. В опыте 1 при
подаче S =0,34 мм/об задавалась скорость У= 35 м/мин, а при пода-
че S = 0,084 мм/об — V = 70 м/мин. Стойкость резцов на каждом
режиме — 46 мин.
Затем резцы той же партии работали определенные периоды вре-
мени в пределах одного периода стойкости при разных режимах,
соответствующих зависимостям «К = /(?’)». Так, в опыте 1 (табл.
4.6) резец после резания в течение одной минуты в режиме 1 пере-
водился на одну минуту работы по режиму 2. Далее режимы 1 и 2
чередовались до полного затупления резца. Общая стойкость резца
124
Рис. 4.42. Зависимость «скорость Г—стойкость Г» для проходных резцов
из стали Р6М5. Обрабатываемый материал — сталь 40Х
до полного затупления составляла в среднем 9 мин, в то время как
стойкость до полного затупления, как видно из графиков рис. 4.42,
на каждом из принятых режимов при постоянных условиях работы
была равна 46 мин. Стойкость инструмента при резании с перемен-
ными режимами снижалась более чем в 5 раз. Такие же исследова-
ния, но на других скоростях, обеспечивающих равные стойкости,
были проведены в опытах 2 и 3. Из опытов 1—3 видно, что сниже-
ние стойкости инструмента тем больше, чем выше скорость обра-
ботки детали в каждом из применяющихся режимов.
Опыты 4 и 5 показали, что к интенсивному износу на задней
поверхности и быстрому затуплению резца приводит перевод рабо-
ты резца с режима, соответствующего большой подаче (0,34 мм/об),
на режим с малой подачей. Падение стойкости объясняется причи-
нами затупления резца, систематизированными в табл. 4.4 для раз-
личных режимов резания. Как было показано в подразд. 4.6.1, на
режиме абУе, которому соответствует режим 1 опытов 4 и 5, темпе-
ратура е, в вершине режущего лезвия, у задней поверхности дости-
гает температуры разупрочнения быстрорежущей стали. Уже в пер-
вые минуты работы инструмента снижаются твердость и прочность
стали, но резец еще долго остается работоспособным на этом режи-
ме, так как задняя поверхность защищена активным наростом. Из-
нашиванию подвергается передняя поверхность.
125
и ц a 4 6 Результаты исследований работы проходных быстрорежущих резцов на переменных режимах резания — — А I'S п 1 гч 2.5 0,82
Общая сзий- кость 5л(, мин о и 107 еч 40
Режимы резания 2 Время ИэнОС Р. м/мнн S. мм/об с™й“с„ть работы за/Р'м" Г’нин т,, мин 35 0,34 46 1 Далее режимы резания 1 и 2 чередуются до полного затупления резца 66 0,084 65 1 - 1 32 0,34 65 1 - Долее режимы резания 1 и 2 чередуются до полного затупления резца 50 0,084 180 1 - 25 0,34 180 1 1 - Далее режимы резания 1 и 2 чередуются до полного затупления резца Полное 2 затуп- ление 5 То же ,1 *1 О
О 3
40 0,34 25 10 0,1 80 0,084 38 0,34 30 7 0,1 77 0,084 76 0,084 3 3 10 0,3 37 0,34
Режимы резания 1 Износ за время работы Л,, мм 1
v с ..../„г. Стойкость "ремя и, м/мин S, мм/об у, работы 1 Т,, мин 70 0,084 46 1
Табл помер опыта - ГЧ ГО v-> о
переводе работы резца с режима 1 на режим 2, соответству-
комбинации режимов смК6, нарост не защищает заднюю по-
К>ШИИ сть И хотя температура у задней поверхности 6з при этом
ЕСрХ температуры разупрочнения быстрорежущей стали, интенсив-
нИ*ечвиВается износ на задней поверхности, так как она плохо со-
Н°Р „пЯеТся изнашиванию вследствие разупрочнения при работе
Пр0Т*име 1- Быстро наступает катастрофическое затупление резца.
1)3 Таким образом, причиной снижения стойкости инструмента при
менных режимах, примененных в опытах 1—5, является интен-
пе₽ е изнашивание на режиме малой подачи вследствие неблаго-
СИ ятной эксплуатационной наследственности (разупрочнение бы-
^орежушей стали на предыдущем режиме).
^Перевод работы резца в опыте 6 с режима с малой подачей на
с большей подачей не вызывает снижения общей стойкости
инструмента по сравнению со стойкостью инструмента, соответ-
ствующей каждому режиму, а, наоборот, общая стойкость даже воз-
астает- Это объясняется тем, что при работе резца на режиме 1
температура 6, недостаточно высока, чтобы изменить сопротивляе-
мость быстрорежущей стали процессам ползучести и динамической
рекристаллизации, которые являются, как показано в табл. 4.4, при-
чиной полного затупления инструмента в режиме 2.
Помимо эксплуатационной наследственности, проявляющейся в
изменении свойств инструментального материала, на интенсивность
изнашивания и стойкость при переменных режимах оказывает замет-
ное влияние топография износа. Каждому режиму соответствует своя
форма очагов износа. Например, при развитой лунке на передней по-
верхности инструмент начинает работать на новом режиме с изменен-
ной формой передней поверхности. Из теории резания известно, что
форма передней поверхности влияет на стойкость инструмента.
На рис. 4.43 видно, что образовавшаяся
вследствие изнашивания на предшествую-
щем режиме лунка может сократить пло-
щадку контакта на передней поверхности
при резании с меньшей толщиной среза на
новом режиме. Протяженность площадки
определяют полочкой С, отделяющей лун-
ку от режущей кромки, т. е. работа осуще-
ствляется инструментом с укороченной пе-
Рис. 4.43. Изменение пло-
щади контакта на передней
поверхности за счет лунки
износа h*
редней поверхностью, у которого, как из-
вестно из теории резания, уменьшается
мощность теплового источника на передней
поверхности и силы резания.
127
Существенное влияние на стойкость может оказать различие
..нений допускаемого износа на разных режимах даже при одноц
критерии затупления инструмента
В подраад. 4 3 рассматривался случай изнашивания быстрорежу.
щ х сверл на двух режимах резания. На рис. 4.10 показано, что каж-
дому режиму соответствует своя величина допускаемого износа угол-
ка Л,, хотя стойкость инструмента до катастрофического износа была
примерно одинаковой. Рассмотрим износ тех же сверл при пере-
менных режимах в течение одного периода стойкости. Режим 1
имел Г = 38 м мин и 5 = 0,12 мм об, а режим 2 V = 28 м/мин
и S = 0.28 мм об Результаты исследований в виде графиков зависи-
мости математического ожидания износа уголка h от Nm — числа
просверленных отверстий на каждом из режимов (и 1 и 2), а также
развитие износа после перевода работы сверл с режима 1 на режим 2
отображены на рис 4.44, а. Первая партия сверл работала на режи-
ме 1 до износа Ау = 0,4 мм (точка А), вторая — до износа Ау = 0,7 мм
(точка В) Затем сверла переводились на режим 2. Графики показы-
вают, что развитие износа после точек А и В точно соответствует
кривой износа инструмента на режиме 2. Это означает, что на ре-
жиме 1 в стадии нормального износа не создается неблагоприятной
эксплуатационной наследственности для последующего износа на ре-
жиме 2. В ходе исследований установлено: температура у очага из-
носа была ниже температуры разупрочнения быстрорежущей стали,
а геометрия очага износа уголка йу не зависела от режимов.
Таким образом, перевод работы сверл с режима 1 на режим 2
приводит к увеличению стойкости сверл (см. рис. 4.44, а).
Случай аналогичного перевода работы сверл с режима 2 на ре-
жим 1 представлен на рис. 4.44, б. Так же как и в предыдущем слу-
чае, после перевода в точках А и В дальнейшее развитие износа
сверл точно соответствует кривой износа на режиме 1 с предельно
допустимым износом Лу = 0,7 мм. Таким образом, перевод вызывает
значительное снижение стойкости сверл, потому что в режиме 1
допустимый износ имеет меньшее значение, чем в режиме 2; в точ-
ке В в инструменте сразу начинается катастрофический износ.
Таким образом, при резании с переменными режимами даже
при отсутствии признаков эксплуатационной наследственности воз-
можно изменение стойкости инструмента до полного его затупле-
ния за счет различных величин допустимых износов инструмента
на различных режимах.
Рассмотренные случаи показали: прогнозировать стойкость ин-
струмента, работающего при переменных режимах, невозможно.
Определить отказ инструмента, не доводя его и вместе с ним техно-
128
Рас 4 44 Развитие износа уголка hf сверл при переменных режимах резания
w — количество обработанных отверстий. Обрабатываемый материал — чу-
Л°"нВ200. Диаметр сверла — 10 мм. Режим I: И= 38 м/мин, 5= 0,12 мм/об;
режим 2: И= 28 м/мин, S = 0,28 мм/об
логический процесс до катастрофического состояния, можно толь-
ко путем постоянного мониторинга процесса и диагностирования
состояния инструмента.
Анализ системы обеспечения надежности, обобщенной в табл. 4.3,
позволяет определить задачи, решение которых служит целям по-
вышения надежности инструмента на стадии его эксплуатации в
автоматизированном производстве:
]. Анализ структуры отказов инструмента и корректировка ре-
жимов резания или параметров инструмента для обеспечения про-
гнозируемого вида отказа. Корректировка должна исключить хруп-
кое разрушение или пластическое деформирование режущей части
инструмента за счет снижения силовых или тепловых нагрузок.
2. Анализ зависимостей «Л как случайных функций с
целью выявления ошибок, допущенных в режимах технологических
операций на стадии изготовления инструмента. Для решения этой
задачи должна быть реализована обратная связь между стадией экс-
плуатации инструмента и стадией его изготовления. Реализации слу-
чайной функции Л =/(Г) будут составлять тесно переплетающийся
пучок, что позволит снизить такой важный показатель надежности,
как коэффициент вариации стойкости v = yL.
3. Обработка информации о фактической стойкости инструмен-
та для выявления закона ее распределения с целью расчета гаран-
тийной стойкости при предупредительной замене инструмента. На-
пример, рассчитывается гамма-процентная наработка
Tr = mT-ucr.
9-5125
129
Положим при эксплуатации инструмента его наработки до отказа
/’-стойкости составляли 19, 22, 21, 25, 16, 22 мин. Значение матема-
тмческого ожидания наработки до отказа тТ = — 7] = 20,83 мин,
П <•!
где п — число измерений. Значение среднеквадратического откло-
иения Г определяется st=4d, где Д = ——~тТ)~ = 9.37.
10 Покажите на примерах, как для повышения надежности инструмента следу-
ет реализовать обратную связь между стадией изготовления и стадией эксплуатации
инструмента.
ц. Укажите причины случайного характера износа и стойкости инструмента.
12 В чем состоит особенность затупления инструмента при его эксплуатации с
еременными за один период стойкости условиями резания?
“ |3 дайте обоснование вариантам порядка смены инструмента.
Тогда сг = 3,06 мин.
Для нормального распределения Т квантиль при вероятности
безотказной работы у = 95 % равен 1,645. Тогда
Т = 20,83 - 1,645 306 = 15,78 мин.
Замена инструмента должна предупредительно производиться
каждый раз, когда наработка достигнет величины Г = 15,78 мин.
4 При замене инструмента по фактическому отказу разрабаты-
вается система диагностирования инструмента и процесса реза-
ния. Рациональная эксплуатация режущего инструмента, работаю-
щего при переменных условиях резания в течение одного периода
стойкости, возможна только при наличии системы его диагности-
рования.
Рассмотренная на примере режущего инструмента система обес-
печения надежности применима для ответственных деталей и узлов
металлорежущего станка
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
I Определите различие между скалыванием и выкрашиванием рабочей части
инструмента
2 Укажите факторы, влияющие на скалывание, и дайте схему расчета прочнос-
ти рабочей части инструмента.
3 . Приведите примеры отказа инструмента вследствие выкрашивания и покажи-
те физическую природу этих процессов
4 Рассмотрите отказы вследствие пластического деформирования рабочей час-
ти инструмента, наростообразования и формы стружки.
5 . Проследите развитие очагов износа на инструменте, критерии отказа и допус-
каемые величины износа
6 . Рассмотрите структуру отказа инструмента.
7 В чем состоит основное назначение и содержание системы обеспечения на-
дежности9
8 Перечислите и раскройте задачи, решаемые на стадии проектирования.
9 Каково содержание и практическое назначение систематизации причин отка-
за и путей повышения надежности инструмента?
130
У
РАЗДЕЛ 2
ДИАГНОСТИКА
ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
Глава 5
ОСНОВНЫЕ ПОНЯТИЯ, ТЕРМИНЫ
И ОПРЕДЕЛЕНИЯ
Техническая диагностика — относительно молодая область зна-
ний Ее применение в металлообработке К технологическим систе-
мам, металлорежущим станкам и инструменту насчитывает всего
три десятилетия, поэтому в литературе еще не установлены точная
терминология, понятия и определения. В настоящее время в ряде
применяемых терминах имеет место смысловая неоднозначность,
что усложняет взаимопонимание между специалистами и недопус-
тимо при изучении дисциплины.
Диагностика (греч. diagnostikos — способный распознавать) —
способность распознавать техническое состояние технологической
системы и ее элементов. Регламентируют терминологию и опреде-
ления следующие стандарты:
— ГОСТ 20911—89. Техническая диагностика. Термины и опре-
деления.
— ГОСТ 27518—87 Диагностирование изделий. Общие требования.
В первом госстандарте дается следующее определение техничес-
кой диагностики как области знаний и как процесса диагностиро-
вания: «Техническая диагностика — область знаний, охватывающая
теорию, методы и средства определения технического состояния
объектов». «Техническое состояние объекта — состояние, которое ха-
рактеризуется в определенный момент времени, при определенных
условиях внешней среды, значениями параметров, установленных
технической документацией на объект».
Более емкое и конкретное определение технической диагности-
ки как отрасли знаний, раскрывающее содержание этих знаний,
дается в энциклопедическом словаре: «Техническая диагностика ках
отрасль знаний занимается установлением и изучением признаков,
132
бактеризующих наличие дефектов, образующихся в объекте при
'го эксплуатации с целью предсказания возможных отклонений в
^стоянии объекта, а также разработкой методов и средств обнару-
жения дефектов».
В специальной литературе приводятся и другие определения,
ко10рые, однако, не добавляют нового к пониманию сущности ди-
агностики как отрасли знаний.
Таким образом, в названии дисциплины термин «диагностика»
обозначает отрасль знаний, а перечень изучаемых в дисциплине
вопросов соответствует приведенным в определениях. В полном
соответствии с определением следует понимать термин «диагности-
ка», отнесенный какому-либо объекту. Под распространенным тер-
мином «диагностика инструмента» следует понимать отрасль знаний,
охватывающую теорию, методы и средства определения состояния
инструмента. Процесс определения называют «техническим диагно-
стированием» — определение технического состояния.
Вместе с тем распространено понят ие «контроль технического со-
стояния». Контроль от франц. — controle — проверка; в англ, control —
управление, регулирование. По ГОСТ 20911—89 «контроль техни-
ческого состояния — проверка соответствия значений параметров
объекта требованиям технической документации и определение на
этой основе одного из заданных видов технического состояния в
данный момент времени». «Видами технического состояния явля-
ются, например, исправное, работоспособное, неисправное, нера-
ботоспособное и т. п., в зависимости от значений параметров в дан-
ный момент времени».
В ряде публикаций термины «контроль технического состоя-
ния» и «техническое диагностирование» рассматриваются как си-
нонимы, полагая, что и то, и другое понятие означает действия,
направленные на решение одной задачи. В госстандарте в перечне
задач технического диагностирования на первом месте стоит зада-
ча контроля технического состояния. Следовательно, контроль яв-
ляется составной частью диагностирования. Помимо контроля в
задачи диагностирования входят поиск места и определение при-
чин отказа (неисправности), а также прогнозирование техничес-
кого состояния. Поэтому термин «контроль технического состоя-
ния» следует применять в случае, когда основной задачей диагно-
стирования является определение вида технического состояния.
Если, кроме этого, решаются и другие указанные выше задачи, то
используют термин «диагностирование».
В число задач, решаемых при диагностировании, включают за-
дачу управления. Полученную информацию о состоянии объекта
133
используют для выработки соответствующих регулирующих воздей-
ствий иа объект диагностирования, что позволяет управлять про-
цессом развития в нем повреждений, а значит, прогнозировать даль-
нейшую наработку инструмента до отказа, ресурс его работоспособ-
ного состояния
Современное понимание автоматизации предполагает единство
систем управления технологическим процессом с системами диаг-
ностирования, которые являются неотъемлемой частью технологи-
ческой системы
При этом следует подчеркнуть, что в данной дисциплине не
рассматривается диагностирование систем управления автомати-
зированным технологическим оборудованием. Здесь изучаются
основы диагностирования непосредственно технологических про-
цессов обработки резанием, а также металлорежущего инструмен-
та и станков, от которых зависит изготовление высококачествен-
ных изделий.
В разделе 2 книги на примере инструмента изучаются единый
для всех объектов научно-методический подход, положенный в ос-
нову разработки систем диагностирования, а также структура и со-
став систем, включающие техническое, программно-математичес-
кое и методическое обеспечение. В основе разработки систем диаг-
ностирования лежат предметные знания. Особенности физических
процессов, вызывающих повреждения и отказы объектов диагнос-
тирования, определяют алгоритм и аппаратное обеспечение систе-
мы диагностирования, поэтому этим вопросам отведено значитель-
ное место.
Термины, регламентированные ГОСТ
Аггоритм технического диагностирования — совокупность пред-
писаний, определяющих последовательность действий при проведе-
нии диагностирования Алгоритмы основываются на диагностичес-
ких моделях, устанавливающих связь между состояниями технологи-
ческой системы и их отображениями в пространстве диагностических
сигналов.
Система диагностирования — совокупность средств, объекта и
исполнителей, необходимая для проведения диагностирования по
правилам, установленным в технической документации.
Средства диагностирования — аппаратура и программы, с помо-
щью которых осуществляется диагностирование.
Другие термины и определения приведены в соответствующих
главах учебника.
134
5 1. ЗАДАЧИ ДИАГНОСТИРОВАНИЯ.
ПРЕДЭКСПЛУАТАЦИОННАЯ и эксплуатационная
ДИАГНОСТИКА
Опыт эксплуатации технологических систем, созданных на ос-
нове автоматизированных станков, показывает, что надежность их
достаточна. Простои из-за отказов функциональных блоков эле-
кеитов технологической системы и поисков повреждений резко
снижают эффективность технологических процессов. В связи с этим
на стадии эксплуатации технологических систем должны решаться
задачи повышения их надежности. Техническая диагностика спо-
собствует их решению. В ГОСТ 27518—87 указывается, что целью
.диагностирования является поддержание установленного уровня
надежности, обеспечение требований безопасности и эффективно-
сти использования изделий». Далее будет показано, что диагности-
рование ремонтируемых объектов — технологических систем — не
только поддерживает, но и повышает их надежность.
Исходным при создании систем диагностирования является из-
мерение основных повреждений, наиболее существенно влияющих
на изменение выходного параметра X. Измерения могут выполнять-
ся периодически после завершения технологической операции и
непрерывно в течение процесса обработки. Периодические измере-
ния в ряде случаев не решают задачи обнаружения значительных
повреждений, приводящих к отказам, так как быстропротекающие
процессы могут привести к отказу за время, меньшее Т . Пред-
почтительнее осуществлять непрерывные измерения. В случае не-
возможности произвести непрерывные измерения прямыми мето-
дами вследствие отсутствия доступа к повреждениям во время рабо-
ты применяют косвенные методы измерения.
Косвенные измерения — это измерения, при которых искомое зна-
чение величины находят на основании известной зависимости между
этой величиной и величиной, доступной для измерения в процессе
обработки. Косвенные методы определения повреждений возможны
после выявления признаков повреждений. В качестве признаков часто
используются параметры внутренних физических процессов в рабо-
тающем объекте, содержащие определенный объем информации о
его техническом состоянии. Эти параметры измеряются также кос-
венными методами. Например, используются электрические мето-
ды измерения неэлектрических величин. Генерируют электричес-
кие сигналы различные датчики.
Системы диагностирования устанавливаются на автоматизиро-
ванном технологическом оборудовании, значит, и диагностирова-
135
Гибкий производственный модуль
ИУ |иу| |ИУ|
Устройство для сбора информации
от измерительных устройств
и принятия решений по результатам
обработки (УПР)
' '" ' ! - — - -
Устройство реализации решений
(УЧПУ, ПК)
_____— J
Рис. 5.1. Структура средств диагностики
ние должно осуществляться в автоматическом режиме; достигается
автоматическое определение состояния технологической системы и
ее элементов автоматическое определение выходных параметров.
Средства достижения в общем виде представлены на рис. 5.1.
В зависимости от решаемой задачи в состав этих средств входят
различные измерительные устройства (ИУ), состоящие из первич-
ных преобразователей — датчиков диагностических признаков со-
стояния объекта и электронного блока для первичной обработки
сигналов датчиков; устройства сбора и обработки информации от
ИУ и принятия решений по результатам обработки (устройство при-
нятия решений — УПР) и устройства реализации решений — УЧПУ
либо программируемый контроллер, всегда входящие в состав со-
временной системы управления ГПМ.
Таким образом, функции обеспечения надежной эксплуатации
технологической системы в «безлюдном режиме» возлагают на сис-
тему диагностирования и принятия решений, заменяющую сенсор-
но-моторную деятельность оператора.
В соответствии с приведенной структурной схемой ведутся раз-
работки систем диагностирования. На производстве станки осна-
щают мониторами — электронными устройствами, постоянно сле-
дящими по программе за состоянием процесса резания, инструмен-
та и станка.
Диагностику подразделяют на: предэксплуатационную и эксп-
луатационную Решаемые задачи диагностики приведены в табл. 5.1.
Предэксплуатационная диагностика решает задачи на стендах -
автоматизированных систем научных исследований (АСНИ), создан-
ных на базе диагностируемого технологического оборудования.
136
Таблица 5.1
ДИАГНОСТИКА
------Г~ ~—
Окончательная
обработка
Б- -i
Предвари-
тельная
обработка
Испытания,
станков;
вариантов
режущего
инстру-
мента,
сертифи
кадия
-—t
Выполнение
исследований
и необходимых
процедур
для разработки
систем
эксплуата
ционного
диагности-
рования
Парамет-
рическое
диагности-
рование
станков
Парамет-
рическое
диагности-
рование
режущего
инстру-
мента
Парамет-
рическое
диагноста- ’
рование '
выходных
параметров
технологи-
ческой
системы
Диагности-
рование
функцио-
нальных
отказов
При решении широкого круга задач реализуется метод комплек-
сного диагностирования, для чего стенды оснащают целым рядом
разнообразных датчиков для измерения физических величин, со-
провождаюших обработку. Структура и состав АСНИ будут рассмот-
рены позже.
Предэксплуатационное диагностирование выполняют при испы-
тании новых металлорежущих станков с целью выявления слабых
мест, недостаточно надежных деталей и узлов, требующих доработ-
ки конструкций или технологических решений. Определяют крите-
рии состояния оборудования. На стендах АСНИ отрабатывают но-
вые конструкции режущего инструмента, определяют оптимальные
варианты инструментального материала и геометрии инструмента
для заданных условий обработки. Решают задачи сертификации
инструмента. Наконец, для технологической системы, на базе кото-
рой действует АСНИ, разрабатывают систему эксплуатационного
диагностирования. Для этого выполняют все необходимые исследо-
вания, позволяющие определить критерии состояния объекта, ре-
шить вопрос «что измерять?», разработать технологию измерения,
решить вопрос «как измерять?»
Все это позволяет составить алгоритм диагностирования техно-
логической системы или ее элементов.
137
Неооходимость диагностирования при эксплуатации вызвана тем,
что, как было показано в первом разделе, наработка до отказа тех-
нологической системы и ее элементов является случайной величи-
ной Диагностирование обеспечивает своевременное прекрашение
работы за счет оперативного определения состояния отказа.
В соответствии с составленным алгоритмом в производственное
технологическое оборудование переносят необходимое количество
датчиков из числа применяемых на стенде АСНИ. Информацию от
датчиков передают в ЭВМ с помощью разработанного интерфейса.
Системы диагностирования должны удовлетворять следующим
требованиям.
— удобство и простота применения в производственных условиях;
— осуществлять процесс диагностирования в минимальное время'
— обладать необходимой достоверностью.
При эксплуатации технологической системы диагностирование
решает различные задачи в зависимости от вида обработки. При
черновой и получистовой обработке диагностируют функциональ-
ные отказы. Значительная доля отказов инструмента происходит из-
за хрупкого разрушения и катастрофического износа инструмента.
При окончательной обработке деталей необходимо обеспечивать
параметрическую надежность за счет диагностирования параметри-
ческих отказов инструмента и станка. Чтобы управлять доминирую-
щими повреждениями, вызывающими отказы, осуществляют их
постоянное измерение. Нарушения выходных параметров, показа-
телей качества обработки необходимо предупреждать в процессе об-
работки, а не после изготовления деталей.
Таким доминирующим повреждением, перекрывающим значи-
тельную долю резерва точности технологической системы, часто
оказывается размерный износ или выкрашивание режущей части
инструмента Поэтому большинство реализованных на производ-
стве систем диагностирования распознает текущее состояние и от-
каз инструмента
Инструментальной направленности диагностики способствует
возможность рассматривать допускаемый размерный износ инстру-
мента как компенсирующее звено, обеспечивающее достижение точ-
ности размера детали — замыкающего звена технологической раз-
мерной цепи.
Рассмотрим в качестве примера технологическую размерную цепь
круглошлифовального станка, которая определяет точность размера
шлифуемой детали. На рис. 5.2 изображена плоская размерная цепь
с параллельными звеньями. При построении цепи за охватывающее
звено принято расстояние L — от точки закрепления шлифоваль-
138
ной бабки до оси обрабатываемой детали. Замыкающим звеном яв-
ляется радиус обрабатываемой детали г. Тогда уравнение размерной
цепи будет следующим:
L = I + R + г или г = L — I — R,
ще Я — радиус шлифовального круга; I — расстояние от точки зак-
репления бабки до оси шлифовального круга.
Так как погрешность замыкающего звена равна алгебраической
сумме погрешностей от всех остальных звеньев, то
бг = б£ - б/ - 6Л
Погрешности б/ и б/ возникают в результате тепловых и сило-
вых деформаций в деталях станка. Тогда
6Т = 6£е + 5Л ,;б/=б/в + б/,,
в У • ру
W&Le и б/е— погрешности соответствующих звеньев от тепловых
деформаций; б£р; б/р — погрешности от силовых деформаций.
Погрешность*?)/? Является следствием затупления шлифовально-
го круга. На рис. 5.2 стрелками показаны направления изменения
139
размеров звеньев цепи от возникающих в них повреждениях. Отме-
тим влияние на размер обрабатываемой детали погрешностей, выз-
ванных этими повреждениями. Из рисунка видно, что размерный
износ режущего инструмента ЗА и тепловая деформация станины
ЗТа приводят к хвеличению размера обрабатываемой детали, а теп-
ловая деформация шлифовальной бабки 3/в — к уменьшению раз-
мера Тепловой деформацией шлифовального круга можно пре-
небречь вследствие малых значений его коэффициента линейного
расширения. Возрастающие с течением времени работы силовые
деформации звеньев размерной цепи увеличивают размер обраба-
тываемой детали.
В результате погрешность обработки детали
6r=8LB + 8L,y-l>le + 5ley + SR.
Если 8г — заданный допуск на обработку детали, то алгебраи-
ческая сумма в правой части последнего уравнения не должна пре-
вышать Зг Добиться этого при изменении первых четырех слагае-
мых можно за счет соответствующего изменения допускаемого раз-
мерного износа круга или путем управления положением режущей
кромки. Назначенный допускаемый износ инструмента играет роль
компенсирующего звена. Такой анализ размерной цепи может быть
распространен на обработку лезвийным инструментом. И в этом
случае необходимо диагностировать износ инструмента.
Управление положением режущей кромки инструмента относи-
тельно баз обрабатываемой детали и тем самым управление точнос-
тью обработки реализуется в технологических системах активного
контроля.
5.2. ДИАГНОСТИРОВАНИЕ -
СПОСОБ ПОВЫШЕНИЯ НАДЕЖНОСТИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Для подтверждения этого обратимся к таким показателям на-
дежности, как коэффициент готовности и коэффициент техничес-
кого использования технологической системы.
В соответствии с ГОСТ 27.002—89 для ремонтопригодных объек-
тов эти два комплексных показателя надежности зависят от затрат
времени на ремонт. По определению, коэффициент технического
использования — это отношение математического ожидания сум-
марного времени пребывания объекта в работоспособном состоя-
нии т 7^g за некоторый период эксплуатации к математическому
ожиданию суммарного времени пребывания объекта в работоспо-
140
состоянии и простоев Tnf, обусловленных техническим об-
^аниеМ и ремонтом за тот же период - т(ТаЬ+Тпр):
тТ^
(5.1)
д- характеризует долю времени нахождения технологической
истемы в работоспособном состоянии относительно общей про-
должительности эксплуатации.
Диагностирование повышает за счет уменьшения простоев
кэ-за сокращения времени на поиски предельных повреждений;
повышения средней наработки технологической системы из-за уве-
рения средней наработки до отказа режущего инструмента.
Повышение коэффициента технического использования при-
ведет к росту производительности обработки. Оно произойдет в
случае снижения Тпр за счет уменьшения Т* — времени на смену
инструмента и подналадку технологической системы. Это умень-
шит Тт ~ + Тк +7^, где Тт — величина, обратная производи-
тельности.
Особое внимание к диагностированию инструмента как в тео-
ретических разработках, так и в плане их практических реализа-
ций на производстве вызывается тем, что пропущенный отказ ин-
с1румента является в большинстве случаев основной причиной
брака продукции, а также в ряде случаев причиной отказа инстру-
мента, работающего на последующих операциях; иногда причиной
отказа узлов станка.
Диагностирование исключает такие катастрофические ситуации
и тем самым повышает надежность технологической системы.
Повышается также количественный показатель эксплуатацион-
ной надежности самого инструмента — средняя наработка до смены
инструмента. Часто применяемый на производстве планово-предуп-
редительный порядок смены инструмента и подналадки автомати-
зированной технологической системы, как упоминалось ранее, ос-
нован на использовании у-процентной наработки — Т, расчет ко-
торой приведен в разделе 2. Инструмент меняется предупредительно
(независимо от его состояния) каждый раз, когда проработает время
Наличие же системы диагностирования позволяет менять инст-
румент при достижении им фактического отказа, в среднем при
наработке тТ(см. рис. 2.5).
Расчеты по формуле (2.3) и графики на рис. 2.5 показывают, что
даже при высокой стабильности режущих свойств инструмента, т. е.
при значениях коэффициента вариации v < 0,3, /л Г всегда больше Т.
141
Таким образом, диагностирование повышает надежность техно-
логической системы за счет увеличения количественных показате-
лей надежности и предупреждения катастрофических ситуаций, а
также повышает производительность обработки. Диагностирование
повреждений в сочетании с управлением условиями эксплуатации
технологических систем позволяет повысить показатели качества
обработанных изделий и стабильность производства, так называе-
мый индекс воспроизводимости.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1 Дайте определение технической диагностики как области знаний.
2 Определите различия между контролем и диагностированием технических
объектов
3 Что такое алгоритм, система и средства диагностирования?
4 . Изобразите структуру средств диагностирования.
5 Сформулируйте задачи, решаемые в предэксплуатационный и эксплуатаци-
онный периоды диагностирования
6 Почему режущий инструмент является главным объектом диагностирования'’
7 Может ли диагностирование повысить надежность технологической системы’
Глава 6
МЕТОДИЧЕСКИЕ ОСНОВЫ РАЗРАБОТКИ
СИСТЕМ ДИАГНОСТИРОВАНИЯ
При изучении основ диагностики в металлообработке в качестве
объекта рассмотрения принят режущий инструмент. Разнообразные
условия эксплуатации, вызывающие различные виды повреждений
и причины отказов инструмента, определяют различные алгоритмы
диагностирования.
Основы диагностики как области знаний, изученные на приме-
ре режущего инструмента, могут быть приложены к другим объек-
там металлообработки, но с учетом особенностей развития в них
повреждений и отказов. Общность решаемых задач заложена в при-
веденных выше определениях диагностики как области знаний. Из
определений вытекает и научно-методический подход, лежащий в
основе разработки систем диагностирования и состоящий в опреде-
ленной очередности выполнения следующих этапов работ, которые
подробно будут рассмотрены далее.
I. На базе теоретических и экспериментальных исследований
выявляют возможные в процессе эксплуатации изменения в состо-
янии инструмента; определяют критерии состояния инструмента и
отказа. В качестве критерия состояния принимают параметр инст-
румента, однозначно и полно при данных условиях характеризую-
щий текущее состояние инструмента и способный отображаться с
помощью принятых диагностических признаков. Это может быть ве-
личина, определяющая очаг износа или выкрашивания, нарост и др.
Предельное значение этой величины — критерий отказа.
2. Экспериментально из числа параметров процесса резания
выявляют косвенные диагностические признаки возможных изме-
нений в состоянии инструмента и критерия отказа. В результате
анализа выделяют наиболее информативный диагностический при-
знак. Здесь и далее нужно под этим понимать косвенный диагнос-
тический признак.
3. Описывают связи между критерием состояния инструмента и
диагностическими признаками состояния на основе исследований
отображения изменения критерия состояния в диагностических сиг-
143
налах из зоны резания. Разрабатывают диагностические модели, ко-
торые iworvT иметь или детерминированный, или стохастический ха-
рактер. Диагностическая модель устанавливает связь между состоя-
ниями объекта и их отображениями в диагностических сигналах.
4. Разраоатывают алгоритм и программное обеспечение системы
диагностирования
5 Создают техническое обеспечение алгоритма диагностирования
Таким образом, при решении задачи диагностирования процес-
са резания и инструмента рекомендован системный подход. Объект
разработки системы диагностирования рассматривают как систему
связанных между собой областей знаний, приобретаемых в опреде-
ленной последовательности. Принятый методический подход к раз-
работке систем диагностирования служит в то же время планом изу-
чения диагностики как области знаний.
Из приведенного перечня этапов работ следует, что большую их
часть составляют исследования в области теории резания, которая
при разработке систем диагностики в металлообработке приобрета-
ет особую значимость. Исследования основаны на ранее накоплен-
ных знаниях, но часто для конкретных процессов и инструментов
появляются и новые задачи, решение которых необходимо для по-
вышения надежности диагностирования.
6.1. ВОЗМОЖНЫЕ ИЗМЕНЕНИЯ В СОСТОЯНИИ
РЕЖУЩЕГО ИНСТРУМЕНТА ПРИ ЭКСПЛУАТАЦИИ.
КРИТЕРИИ СОСТОЯНИЯ И ОТКАЗА
Систему диагностирования следует рассматривать как совокуп-
ность объекта — режущего инструмента и средств его диагностиро-
вания Характер возможных изменений в состоянии инструмента
предопределяет алгоритм диагностирования и структуру системы.
На автоматизированных станках применяют различные виды и
типы инструмента Наиболее распространены твердосплавные рез-
цы и торцовые фрезы с механическим креплением многогранных
пластинок, сверла и концевые фрезы, изготовленные из быстроре-
жущих сталей
При эксплуатации конкретных инструментов наряду с общими
закономерностями изнашивания, рассмотренными в разд. 1, часто
возникают в зависимости от условий резания свои особенности в
изменении состояния инструмента, приводящие к его отказу. До-
пускаемые величины износов, данные в нормативных справочни-
ках, могут существенно отличаться от тех, при которых следует за-
менять инструмент при полном использовании его ресурса.
144
Поэтому для обеспечения надежного диагностирования необхо-
dimo прежде всего изучить изменения в состоянии инструмента в
гонкретных Условиях его эксплуатации, выявить такой изменяю-
щийся параметр, который может служить критерием состояния и
^теряем отказа инструмента.
Ряд параметров характеризует начальное состояние инструмен-
В процессе резания изменение каждого из них отображается в
интенсивности изнашивания или выкрашивания, поэтому в
ячестве критерия состояния принимают какой-либо из размеров
очага износа или выкрашивания. Предельное значение размеров
(фикоторых начинается разрушение режущей части или нарушают-
ся установленные технической документацией требования обработ-
ки принимают в качестве критерия отказа.
При оптимальных условиях эксплуатации инструмента, имею-
щею оптимальные параметры начального состояния, доминирую-
щим является отказ вследствие изнашивания рабочих поверхнос-
ти. В таком случае в качестве критерия состояния должна быть
выбрана такая мера очага износа, которая будет удовлетворять сле-
дующим требованиям:
- однозначно во всех стадиях изнашивания вплоть до отказа
отображать изменения в состоянии инструмента как по геометрии
режущей части, так и по свойствам инструментального материала;
— монотонно возрастать в зоне нормального изнашивания;
- быть удобной для точных измерений;
- информативно отображаться параметрами процесса резания,
принятыми в качестве диагностических признаков.
6.1.1. Изменения в состоянии быстрорежущих
сверл при обработке чугуна
При выявлении критериев состояния и отказа быстрорежущих
сверл необходимо решить следующие задачи:
- определить критерий состояния сверла, т. е. такую меру его
очага износа, которая будет удовлетворять изложенным выше тре-
бованиям;
- определить критерий отказа, допускаемую величину износа;
- выявить природу затупления.
В общем случае (рис. 6.1) очаги износа обнаруживаются на всех
рабочих поверхностях сверла. Однако развитие очагов износа с те-
чением времени резания и в зависимости от обрабатываемого мате-
риала имеет особенности.
и-ям
145
Рис. 6.1. Очаги износа на рабочих поверхностях сверл
Так при обработке серого чугуна вследствие абразивно-адгези-
онного изнашивания развиваются очаги на задних поверхностях
сверла Вдоль главной режущей кромки ширина фаски износа возра-
стает по мере приближения к уголку сверла. Она также неравномерна
на вспомогательной задней поверхности (поверхности ленточки).
Максимальной величины износ достигает в месте пересечения глав-
ной задней поверхности с поверхностью ленточки. Рост этого очага
приводит к катастрофическому затуплению сверла. Износ на пере-
дней поверхности сверла и у поперечной режущей кромки практи-
чески не обнаруживается. При обработке серого чугуна превалирую-
щим является очаг износа на периферийной части сверла (рис. 6.1).
Очаг может быть охарактеризован рядом размеров: величиной, изме-
ренной на ленточке от вспомогательной режущей кромки — ве-
личиной, распространяющейся от уголка вдоль ленточки — й ; раз-
мером Лу — линии пересечения очага износа с передней поверхнос-
тью сверла
Соответствие мер износа требованиям, предъявляемым к крите-
рию состояния инструмента, определяют на основании изучения
развития очага износа во времени при резании на различных режи-
мах. На рис. 6.2 показаны графики износ—время для двух режимов.
Из рис. 6.2, а видно, что при скорости резания V= 38 м/мин, пода-
че S = 0,12 мм/об очаг износа на периферийной части сверла в
стадии нормального износа постепенно нарастает по всем приня-
тым его измерениям, которые отображают и катастрофическое за-
тупление сверла. В то же время износ по задней поверхности h
146
й, мм
тактически нс изменяется после периода приработки. Следователь-
Тна этом режиме йу, й1у, йлн удовлетворяют трем первым требова-
ниям, предъявляемым к критерию состояния.
Иначе изменяются принятые меры периферийного очага изно-
са на других режимах резания (рис. 6.2, б). Так, при V = 24 м/мин
й5=0,4 мм/об более интенсивное развитие очага приводит к тому,
иго по истечении некоторого времени мера износа йзу распростра-
няется на всю ширину ленточки и перестает характеризовать очаг
наноса. Становится невозможным измерить йлн, так как разрушена
база его отсчета. При этом сверло остается работоспособным. Ясно,
что на этом режиме й у и йлн, так же как и йз, не могут быть приняты
вкачестве критериев состояния инструмента.
Анализ развития очага износа показал, что во всем диапазоне
практически применяющихся режимов резания при сверлении се-
рого чугуна только размер йу (износ по уголку) монотонно возраста-
ет с течением времени и может быть достаточно точно измерен. До
прорыва ленточки независимо от применяемых режимов и твердо-
сти обрабатываемого чугуна рост йу определяет пропорциональный
рост площади очага износа. Это следует из графиков, изображенных
на рис. 6.3, где показано, что соотношение между й и размерами
11 остается постоянным при различных условиях резания,
которым на графиках соответствует определенная форма точек. Зна-
чит, пропорционально величине йу будет изменяться и мощность
источника теплоты, возникающего на площадке периферийного
износа (см. формулу (2.1)). В связи с этим ускоренный рост й в
стадии катастрофического износа характеризует полное затупление
сверла, связанное с тепловой потерей начальных свойств быстроре-
жущей стали, что подтверждается графиками изменения максималь-
ю*
147
4, мм
Ряс. 43. Соотношение между контролируемыми мерами периферий-
ного очага износа сверла при различных условиях резания, отмечен-
ных соответствующими точками
ной температуры 6^, на очаге периферийного износа сверла по мере
нарастания йу (см. рис. 4.10).
Таким образом, для всего диапазона применяющихся режимов
резания только износ по уголку йу удовлетворяет первым трем тре-
бованиям, предъявляемым к критериям состояния инструмента.
Четвертое требование — информативно отображаться диагностичес-
кими признаками — оценивается при выполнении одного из глав-
ных этапов — второго этапа методического подхода к разработке
систем диагностики.
Значение й (см рис. 6.2), при котором начинается катастрофи-
ческое затупление, является, если нет технологических ограниче-
ний на точность обработки, критерием отказа сверла. Как показы-
вают производственный опыт и результаты экспериментов (см. рис.
4.10), эта величина (предельно допустимый износ йулоп) существен-
но зависит от режимов резания и свойств обрабатываемого матери-
ала Для обеспечения надежности технологического процесса и
полного использования ресурса инструмента необходимо знать й
Это особенно важно для инструмента, работающего с переменными
в течение одного периода стойкости режимами резания.
Для определения предельно допустимого износа могут быть по-
лучены математические зависимости, учитывающие разнообразные
148
о8Ия резания. В основу зависимости для расчета /1удо(] при сверле-
J чугунов положены исследования влияния износа на максималь-
„ температуру 0тал, развивающуюся в режущей части сверла, по-
11>ку известно (см. рис. 4.10), что катастрофическое затупление
Пинается тогда, когда 0^ достигает значений, вызывающих нео-
/.п(Мые изменения структуры и свойств быстрорежущей стали.
Для определения наиболее нагретой точки в режущей части сверла
.значений 0^ изучали объемные температурные поля в зоне очага
иевалируюшего износа hy. Температурные поля получены при свер-
или серого чугуна различной твердости (НВ 130-200) на режимах
резания в диапазонах: И = 25-50 м/мин; 5 = 0,05-0,5 мм/об.
Предварительные исследования показали наличие высоких тем-
„.ратурных градиентов около основных источников теплоты. По-
З'аму каждый участок режущей кромки, как отмечалось, можно
рассматривать как самостоятельный, не зависящий от теплового
состояния соседних участков.
fro дало возможность применять для изучения температурных
полей режушие пластины 2 (рис. 6.4), моделирующие периферий-
ную часть сверла, установив их в державке 1 и закрепив прижимом 3
Дастины изготавливали из стали Р6М5 (HRC 62-64). Геометрия
к,соответствовала геометрии периферийной части реального свер-
ja (и = 10 I ш — 21 > 2<р - 120 ). Кривизна цилиндрической поверх-
ностиленточексоответствовала сверлу диаметром 50 мм с обратной
конусностью, ширина ленточек равнялась 1,8 мм.
Температуру в различных точках режущей части пластин изме-
ряли с помощью защемленных полуискусственных микротермопар.
Рис. 6.4. Модель сверла для измерения температуры
в точках его периферийной части
149
Для этого неизолированный, предварительно расплющенный д0
толщины менее 10 мкм конец константановой проволоки 5 сжима-
ли между двумя частями, составляющими режущую пластину 2
Площадка сплошного, достигнутого при сжатии контакта констан-
тана с быстрорежущей сталью создавала горячий спай (с размерами
0,15 х 0,15 мм) полуискусственной микротермопары. Это обеспечи-
вало при резании безынерционное натревание и охлаждение горя-
чего спая ТермоЭДС от микротермопары поступала через изолиро-
ванным игольчатый токосъемник 4 державки 1 на шлейфовый ос-
циллограф (с собственной частотой колебаний вибратора 400 Гц)
Координаты точек, в которых измеряли температуру, изменяли пу-
тем установки микротермопары в различные точки сечения режу,
щей пластины (причем минимальное расстояние от них до передней
задней поверхностей и поверхности ленточки составляло 0,1 мм) и
переточки пластин по задней поверхности.
Модель сверла устанавливали в резцедержатель токарно-винто-
резного станка и изолировали текстолитовыми прокладками, В пат-
роне станка закрепляли заготовку с предварительно просверленны-
ми и расточенными отверстиями. Исследования проводили как на
заточенных (новых), так и на затупленных (до износа различной
величины) пластинах.
По результатам измерений температуры, в точках периферий-
ной части заточенного сверла построены температурные поля на
передней и задней поверхностях, а также на поверхности ленточки
Получены зависимости изменения температуры 0 вдоль главной и
вспомогательной режущих кромок для различных режимов сверле-
ния отверстий в заготовках из серого чугуна. Пример таких полей и
зависимостей для двух режимов резания показан на рис. 6.5.
Установлено влияние режимов резания на расположение изо-
терм. При больших подачах и малых скоростях изотермы распола-
гаются преимущественно вдоль главной режущей кромки. Это ука-
зывает на то, что основной источник теплоты, вытянутый вдоль глав-
ной режущей кромки, создается в результате трения на главной задней
поверхности и стружкообразования. С ростом скорости резания воз-
растает мощность источника теплоты, возникающей в результате
трения на ленточке, с уменьшением подачи уменьшается мощность
источника, расположенного вдоль главной режущей кромки, и на-
чинает доминировать источник, концентрирующийся у уголка сверла
Поэтому при больших скоростях резания и малых подачах располо-
жение изотерм изменяется (см. рис. 6.5). Однако во всех исследуе-
мых случаях точка с максимальной температурой 0 обнаружива-
лась в одном месте — в уголке заточенного сверла.
150
Рис. 6.5. Температурные поля на передней 2, главной задней 1 и вспомога-
тельной задней 3 поверхностях сверла, а также графики изменения темпе-
ратуры 6' вдоль главной 4 и вспомогательной 5 режущих кромок. Режим
резания:-----й= 24 м/мин, 5 = 0,4 мм/об;---------и= 38 м/мин
5= 0,12 мм/об
Наличие износостойкого покрытия TiN, нанесенного на рабо-
чие поверхности модели сверла, практически не изменяет характер
температурных полей на каждом из принятых режимов резания-
несколько уменьшается (в пределах 10 %) лишь уровень максималь-
ных температур (более заметно при обработке с большой скоростью
резания), что связано с уменьшением мощности источника тепло-
ты, возникающей в результате трения на ленточке. В этом случае
так же как и на инструменте без покрытия, температура 0^ обнару-
живается в уголке сверла
С развитием очага изнашивания на уголке сверла температур,
ные поля существенно изменяются. На площадке износа уголка h
появляется новый источник теплоты, который вносит изменения в
расположение изотерм и уровень температуры. Для выявления этих
изменений изучали температурные поля на периферийной части
сверл, изношенных до различных значений Лу, при разных условиях
обработки отверстий в заготовках из серого чугуна. Пример таких
полей, наблюдаемых со стороны передней поверхности и графиков
изменения температуры вдоль режущих кромок и вдоль площадок
износа, показаны на рис. 6.6. Установлено, что по мере изнашива-
ния наибольшие изменения в расположении изотерм происходят
при меньших скоростях резания и больших подачах. Однако во всех
случаях температура 0^ обнаруживалась примерно в середине пло-
щадки износа h .
Как видно из зависимостей 0^ от износа Лу (рис. 6.7), 0 Ин.
тенсивно нарастает с повышением скорости V. Наличие покрытия
UN не изменяет особенностей температурных полей и при изнаши-
вании инструмента.
Таким образом, исследования позволяют выявить расположение
точки с тем ературои 0^ на периферийной части сверла и опреде-
лить значения 0^ при разных условиях обработки отверстий в заго-
товках из серого чугуна и различных значениях Лу. На основании
полученных результатов установлена математическая зависимость
связывающая износ йу с температурой 0^:
( V У’6
0т = СК^^НВ0-’ + СК^НВ0-3 + <7,1 — НВ°-3А0-6,
““1 2 3| ДО I У ’
где Ср С2, С3 — постоянные коэффициенты, зависящие от особен-
ностей инструмента.
В зависимости первое, второе и третье слагаемые характеризуют
рост температуры вследствие возникновения источника теплоты
соответственно в процессе стружкообразования, в результате тре-
152
Рис. 6.6. Температурные поля на передней поверхности сверл
с износом Ау, равным:
«-1 им и б- 2 мм а также графики изменения температуры вдоль длины главной I
вспомогательное3 режущих кромки площадки 2 износа Л Режим резания: ’
24м/мии,5- 0,4 мм/об-------------------------Р=38м/„ии, 5= 0,12 мм/об
Рис. 6.7. Зависимость температуры 9^ от износа Лу сверл
при скоростях резания:
I — V “ 40 м/мии, 2 — V - 30 м/мин; 3 — У = 25 м/мин и подачах.
------— 5 = 0,05 мм/об,--------5 = 0,1 мм/об;-----------S = 0,2 мм/об
ния на ленточке и главной задней поверхности и в результате тре-
ния на площадке износа по уголку. При обработке инструментом с
покрытием T1N С2 несколько меньше, чем без покрытия. Отсюда
следует, что благодаря покрытию инструмента 0^ снижается толь-
ко в результате уменьшения трения на ленточке и главной задней
поверхности
При расчете удобно использовать выражение, преобразованное
к следующему виду:
= с, W4HB°’+|с2 + (6.1)
где Q =
30°6
При обработке на различных режимах заготовок из серого чугу-
на сверлом из стали Р6М5 (а = 10", 2<р = 120°), С, = 2,13; С2 = 6,12
(для инструментов без покрытий) и 5,9 (для инструментов с покры-
тием TiN) С3 = 4,05.
Таким образом, формула (6.1) при определенных условиях свер-
ления представляет собой зависимость 0^ =f(hj. При сопоставле-
нии ее с зависимостью йу =f(T) начало катастрофического затупле-
154
определяющее предельно допустимый износ h оп, позволит
Iffb температуру, при которой этот износ достигается
Изрис 4 10 видно’ ЧТ0 ХОТЯ значения ЛУ> соответствующие нача-
йтастрофического затупления на разных режимах, различны, 6
\ этих значениях одинаковы и примерно равны 560—570 "С т "е*
Jnepam* начала необратимых структурных изменений в стали
Следовательно, формула (6.1), разрешенная относительно й мо-
рг быть использована для расчета йудоп - критерия отказа п’осле
установки в нее вместо 6тах — температуры начала необратимых
вменений инструментального материала 6к. Тогда:
900(6к -С|И0-65|’4НВ0’* -С2И°’6НВ0-311’67
С'Г26НВ0’ "
^доп
(6.2)
Таким образом, решены все вопросы первого этапа методичес-
подхода к разработке систем диагностирования. Для сверл,
применяющихся при обработке чугунных заготовок, выявлены воз-
ножные изменения в состоянии сверл при их изнашивании, опре-
дели критерии состояния и отказа, получена зависимость для рас-
чета предельно допустимого износа, на который должна настраи-
вайся система диагностирования.
6.1.2. Изменения в состоянии быстрорежущих
сверл при обработке сталей
Полученные решения однако не могут быть использованы при
разработке систем диагностирования сверл, обрабатывающих кон-
струкционные углеродистые стали. В этом случае выявляются свои
особенности развития очагов износа и полного затупления сверл.
На быстрорежущих сверлах при обработке сталей (например,
стали 45 или 40Х, с, = 670 МПа) развиваются очаги износа преиму-
щественно на главных задних поверхностях (см. рис. 6.1). В период
триработки интенсивно изнашивается поперечная режущая кромка h .
Износ на ленточке не имеет заметного развития до периода, пред-
шествующего катастрофическому затуплению сверла.
На рис. 6.8 показаны графики развития во времени очагов изно-
са быстрорежущих сверл при работе на двух режимах резания.
Износ на ленточках йдп измеряли по изменению диаметра сверла
у его уголка. Графики показывают, что при эксплуатации сверла до
полного затупления ни один из очагов износа не может быть при-
155
К мм
Рис. 6.8. Развитие очагов износа сверла на задней поверхности Л,
на поперечной режущей кромке Лп, на ленточке Лж1<:
а — при сверлении стали 45 <т, - 600 МПа, V= 21,9 м/мин, 5 — 0,28 мм/об;
6— при сверлении стали 40Х ал = 670 МПа, И- 27,7 м/мин, 5= 0,11 мм/об;
диаметр сверла d ”10 мм. глубина сверления 30 мм
нят в качестве критерия его состояния, так как не удовлетворяет
требованиям, изложенным выше. Действительно, йз и hn, монотон-
но возрастающие в период нормального изнашивания, не отобра-
жают начала катастрофического затупления, а их значения в этот
момент различны при различных режимах резания. Например, h
для принятых условий может принимать значения и 0,2 мм, и 0,55 мм;
h , напротив, не отображает изменения в состоянии сверла в пери-
од нормального изнашивания. Таким образом, здесь нет такого оча-
га износа (как это имело место с износом при обработке чугуна),
мера которого могла бы служить критерием состояния, а при затуп-
лении сверла — критерием отказа.
Особенность затупления сверл при обработке конструкцион-
ных углеродистых сталей состоит в том, что в процессе резания
изнашивание происходит преимущественно по главной задней по-
верхности, а отказ внезапно наступает вследствие интенсивного
катастрофического изнашивания и затем полного теплового раз-
рушения сверла по вспомогательной задней поверхности — по лен-
156
Для Предотвращения внезапного отказа необходимо выя-
на основе изучения причин полного затупления предельно
Гатимое состояние сверла, на которое должна настраиваться
?дема диагностирования.
Как отмечалось, в общем случае полное затупление быстроре-
г,аего инструмента связано с возрастанием температуры в его ре-
ющей части до значений, вызывающих изменение основных свойств
<трУментальноГ° матеРиала- свеРлах при выявленных особен-
на их изнашивания температура может возрастать только вслед-
rtsne роста мощности источников теплоты на главных задних поверх-
^а. От этих источников в стадии установившегося изнашивания
прогревается режущая часть сверла, в том числе и зоны у вспомога-
\ьныхзадних поверхностей, так как очаги износа на ленточках в
период незначительны. Это подтверждают исследования тем-
пературных полей в режущей части сверла, проведенные по опи-
цнной методике.
Расположение изотерм поля у передней поверхности сверла
показывает, что тепловые потоки распространяются от главной ре-
ющей кромки (рис. 6.9). И только когда начинается катастрофичес-
(Ое изнашивание ленточки, в нагревании сверла участвует источник
пилоты на ленточке. Отмечено, что перед катастрофическим затуп-
Рис. 6.9. Температурные поля на передней поверхности сверла
при обработке стали 40Х. Режим резания: К= 28 м/мин, 5 = 0,2 мм/об;
а — й, = 0 мм; б — йэ = 0,35 мм
157
.снием температура v ленточки ниже, чем у главной режущей кроц.
км и ниже температуры разупрочнения быстрорежущей стали, в то
время как именно на ленточке начинается катастрофический износ
сверла
Появление характерного звукового сигнала, называемого «скри-
пом- сверла, свидетельствует о начале катастрофического его затуп-
ления. Это может быть связано с изменением контактных процес-
сов на раоочих поверхностях инструмента.
Исследования виброакустического (ВА) сигнала показали зна-
чительный рост амплитуды колебаний уже перед началом катастро-
фического затупления Однако при выведении в этот момент сверла
из отверстия качественно новых изменений на контактных площад-
ках его не обнаруживается Сверло остается работоспособным при
сверлении следующего отверстия, и до определенной глубины от-
верстия величина амплитуды BA-сигнала остается небольшой, прак-
тически независящей от величины износа йз. После достижения этой
глубины амплитуда начинает возрастать, причем рост ее начинается
тем раньше, чем больше износ йз.
Все говорит о том, что, с одной стороны, очаг износа на задней
поверхности не является прямым источником BA-сигнала, но, с
другой — при возрастании этого очага до некоторого размера созда-
ются условия увеличения амплитуды BA-сигнала. При Дальнейшей
работе сверла на поверхности ленточки обнаруживаются налипы,
характерные для адгезионного схватывания, которые являются след-
ствием изменения контактных процессов, приводящих к катастро-
фическому износу.
При проведении исследований был вскрыт ряд причин, объяс-
няющих природу полного затупления сверла.
При сверлении образующаяся в зоне резания теплота распреде-
ляется между средами, участвующими в процессе. Более 50 % всей
теплоты, как известно из теории резания, передается в обрабатыва-
емую заготовку, при этом количество теплоты возрастает с ростом
очагов износа как источников теплоты. При сверлении стали таким
возрастающим во времени источником является очаг износа на глав-
ной задней поверхности й, поскольку его мощность увеличивается
с ростом изиоса по формуле (2.1). Возрастает с ростом йз и тепловая
деформация заготовки. При этом в корпусных деталях обрабатыва-
емое отверстие деформируется таким образом, что его диаметр умень-
шается. После того как деформация превысит зазор, образованный
обратной конусностью сверла, поверхность обработанного отвер-
стия может оказывать на ленточки давление, возрастающее с рос-
том йз, что вызовет, в свою очередь, изменение контактных процес-
се
рв на ленточках, их изнашивание и катастрофическое затупление
сСя подтверждения изложенного предположения был проведен
jjrтепловых деформаций обрабатываемой заготовки. При этом
вдовое состояние заготовки можно выявить двояко: рассчитать,
„йрнмер, методом конечных элементов при условии, что мощность
даовых источников определяется по известным формулам или
_ить экспериментальное тепловое поле с помощью описанных
искусственных микротермопар. Рассчитанные и экспериментадь-
цуетемпературные поля в заготовке из стали 45, ов = 600 МПа пока-
на рис. 6.10 для острых и изношенных (й = о,3 мм) сверл
^метром Ю мм.
Для рассчитанных температурных полей, используя стандартную
программу решения на ЭВМ статических задач деформаций мето-
ом конечных элементов, определили тепловые перемещения ло-
жности уже просверленного отверстия. При сверлении острым
перлом максимальная величина перемещения поверхности отвер-
к
Рис. 6.10. Температурные поля в обрабатываемой заготовке:
— рассчитанные поля; б — экспериментальные поля:-— = 0 мм;
- — Л - 0,3 мм. Обрабатываемый материал — сталь 45. Режим резаиия:
V - 28 м/мин, 5 = 0,22 мм/об
159
..гия составляет 2 мкм, а изношенным до h} = 0,3 мм около 4 мкм
Форма отверстия, изменившегося в процессе сверления, показала
на рис 6 10 пунктирной линией efk.
Деформированное отверстие оказывает при сверлении давление
на ленточки Для случая рассчитанных в заготовке температурных
полей величина давления при сверлении острым сверлом составдд.
а около _0 МПа, а сверлом изношенным — 40 МПа. В действи
тельности последняя величина может быть существенно больше, так
как измеренные с помощью термопары температуры в заготовке выще
рассчитанных
В контакте поверхностей ленточки и отверстия происходят про-
цессы, аналогичные процессам, происходящим при сварке трени-
ем Для осуществления такого вида сварки необходимы давления
скорости и время того же порядка, что и в рассматриваемом случае
сверления. Контактные процессы при этих условиях приводят в
конечном итоге к катастрофическому затуплению по ленточкам.
При зарождении этих процессов наблюдается увеличение ампли-
туды BA-сигнала и возрастание момента трения, создающегося на
ленточках сверла Последнее выявлено в результате исследований по
дифференцированному разложению крутящего момента и осевой
силы, возникающих при сверлении специальной заготовки, по каж-
дому рабочему элементу режущего участка сверла (рис. 6.11).
Рис 6 11 Деталь для исследования вклада реющих кромок сверла
в результирующую силу и крутящий момент
При сверлении участка / определяли величину осевой силы и
утяшего момента, возникающих при сверлении главными режу-
кромками. Путем вычитания значений осевой силы и кругл-
ого момента, полученных на участке /, и из значений, полученных
участке //, определяли величины осевой силы и крутящего мо-
□ента приходящиеся на ленточки сверла. По разнице значений осе-
айсилы и крутящего момента на участках Я и ///определяли ве-
тчины осевой силы и крутящего момента, приходящиеся на пе-
пемычку- Такие исследования проводили сверлами с различными
^чинами износа рабочих поверхностей.
Установлено, что крутящий момент, который создается на глав-
ных и поперечной режущих кромках, мало изменяется с ростом из-
носа соответственно h, и йп. В то же время при отсутствии видимого
износа на ленточках наблюдается увеличение момента М , приходя-
щегося на ленточки с ростом износа Л, (рис. 6.12).
Таким образом, износ играет в выявленном механизме затупле-
ны сверл роль фактора, определяющего тепловое и деформирован-
ное состояния обрабатываемой заготовки и приводящего вследствие
этого к неожиданному катастрофическому изнашиванию ленточек.
Отсюда предельное значение йз, с которого начинается катастрофи-
ческое затупление сверла, должно зависеть от условий резания и,
прежде всего, от режимов обработки.
Из сопоставления особенностей изнашивания и затупления бы-
прорежуших сверл при обработке чугуна и стали следует, что под-
Рис. 6.12. Доля крутящего момента, приходящегося на ленточки сверла,
при разных износах по главной задней поверхности А,:
I — V~ 19,4 м/мин. У = 0,22 мм/об, 2 — И = 27,7 м/мин. 5= 0,16 мм/об;
3— 27,7 м/мин, 5 — 0,11 мм/об; 4 — V= 38,5 м/мин, 5 = 0,11 мм/об
161
ход к. диагностированию состояния инструмента в каждом случае
должен быть различным. При обработке чугуна предельное состоя-
ние сверла может быть обнаружено путем сравнения текущего зна-
чения Л с предельно допустимой величиной йудоп, определенной по
формуле (6 2), при достижении температуры необратимых измене-
ний в быстрорежущей стали При обработке стали определить из-
нос при котором начинается катастрофическое изнашивание
ленточки вследствие теплового деформирования отверстия, не пред,
ставляется возможным. Объясняется это тем, что для разных сверл
величина теплового деформирования отверстия, необходимого для
катастрофического затупления различна, а также сложна связь меж-
ду износом по задней поверхности и величиной тепловой деформа-
ции отверстия
Однако при сверлении стали появляются косвенные признаки
затупления сверла- параметры BA-сигнала и крутящий момент, ис-
пользующиеся в алгоритме диагностирования сверл при обработке
стальных деталей.
6.1.3. Изменения в состоянии
концевых фрез
Закономерности развития очагов износа и причины отказа ин-
струмента вследствие изнашивания, изложенные в разд. I, присущи
и быстрорежущим концевым фрезам. Однако необходимо учиты-
вать, что расположение превалирующего очага износа на режущем
зубе зависит от вида обрабатываемых фрезой поверхностей, а ин-
тенсивность изнашивания (помимо общих факторов процесса реза-
ния) — от применяемой схемы резания.
Концевая фреза может обрабатывать плоскости или фасонные
поверхности только своей цилиндрической частью (рис. 6.13). При
обработке уступов и пазов в резании участвует и цилиндрическая, и
торцовая части фрезы.
На работающих участках зубьев развивается в основном износ
на задних поверхностях — главных на цилиндрической части и вспо-
могательных на торцовой части фрезы. Наиболее интенсивному из-
нашиванию подвергаются угловые участки сопряжения главных и
вспомогательных режущих кромок, где оценивается износ по угол-
ку h . Развитие превалирующего износа на задней поверхности объяс-
няется тем, что зуб фрезы срезает металл с заготовки малыми тол-
щинами (ам), так как даже максимальная толщина на дуге контакта
фрезы с заготовкой определяется малой нормативной подачей на
зуб (см. табл. 4.4).
162
Рис. 6.13. Поверхности, обрабатываемые концевой фрезой,
и очаги износа зубьев
Таким образом, в качестве критерия состояния в зависимости от
лда обрабатываемой поверхности принимается или Лз, или h . При
отсутствии каких-либо технологических ограничений в качестве
критерия отказа фрез принимается оптимальный износ. Предельно
опустимое значение износа /тудоп может быть определено по издо-
енной в подразд. 6.1 1 методике, основанной на эксперименталь-
ной зависимости максимальной температуры 0^ в режущей части
зуба от величины превалирующего износа и условий резания. Мак-
симальная температура в случае работы режущего зуба с аи будет
развиваться в вершине режущего лезвия.
Однако определение i. для концевых фрез осложняется тем,
что зависимость 0тах = /(Л3, V, S, I, В) оказывается различной при
встречном и попутном фрезеровании вследствие различных значе-
ний максимальной температуры, возникающей в вершине режуще-
толезвия. На рис. 6.14 изображены кривые нагревания в течение
рабочего и охлаждения в течение холостого ходов, полученные для
встречного и попутного фрезерования при других равных условиях.
Температура измерялась полуискусственной микротермопарой.
При определенных условиях периодический процесс резания при
фрезеровании приводит (см. 4.1) к выкрашиванию режущей кромки
зуба Сочетание выкрашивания и изнашивания повышает интен-
сивность разрушения режущей кромки и приближает наступление
катастрофического затупления фрез, поэтому расчетным зависимо-
стям предпочитают экспериментальные методы определения допус-
тимого износа йудоп (см. 4.3). Из-за разнообразия условий эксплуа-
тации концевых фрез (различные схемы резания и виды обрабаты-
163
Холостой ход
Рабочий ход
500
400
300
200 F
0
—I-----------1—
0,05 0,10
0,15 0,20 Т, с
Рис. 6.14. Кривые нагревания и охлаждения
в вершине режущего лезвия зуба фрезы:
I — попутное фрезерование, 2 — в*, iречное фрезерование
ваемых поверхностей) расчетные зависимости типа (6.2) для опре-
деления h практически не используются.
Особенности развития очагов износа и затупления фрез, осна-
щенных режущей керамикой и СТМ, приведены в подразд. 8.4.
Напомним, что критерии состояния и критерии отказа резцов с
механическим креплением твердосплавных пластинок изучались в
теории резания и рассматривались в гл. 4. Как правило, мера очага
износа на задней поверхности режущей пластинки является пара-
метром, характеризующим состояние резцов.
В зависимости от служебного назначения резца используют раз-
ные меры этого очага износа. При окончательной обработке, целью
которой является достижение заданной точности, очаг измеряется в
направлении контролируемого размера на детали — радиальный (раз-
мерный) износ hr. При предварительной обработке измеряется й, —
размер распространения очага от режущей кромки по задней повер-
хности При работе на автоматизированных станках изнашивание
передней поверхности также может являться причиной отказа рез-
ца, который может быть вызван нарушением формы передней по-
верхности, приводящим к образованию неблагоприятной формы
стружки
Рассмотренные примеры выявления особенностей изнашивания
и в связи с этим причин отказов инструмента, а также критериев
его состояния и отказа приводят к выводу:
— при разработке систем диагностики не всегда достаточно ру-
ководствоваться только общими, известными из теории резания
164
жениями о развитии очагов износа и причинах отказа инстру-
Для их выявления при заданных условиях эксплуатации час-
^бходимо выполнять специальные исследования;
йН_ выявленные для определенных условий эксплуатации инст-
' особенности его изнашивания и отказа будут определять
^ритмы И Средства диагностирования инструмента при этих ус-
^Помимо рассмотренных отказов инструмента в результате изна-
йНия должна учитываться возможность отказов вследствие вык-
((вания, скалывания и поломок инструмента.
, ДИАГНОСТИЧЕСКИЕ ПРИЗНАКИ
СОСТОЯНИЯ ИНСТРУМЕНТА
Измерение повреждений в инструменте для диагностирования
^состояния (см. 5.1) может производиться периодически или не-
рерывно. Периодические измерения связаны с прямыми мето-
дами измерения геометрических параметров инструмента, с помо-
Jblo которых могут быть определены: поломка, скалывание, износ
«хушего участка инструмента. Измерения могут осуществляться в
рабочей зоне станка с прерыванием цикла обработки либо в специ-
ьной позиции инструментального магазина.
Однако предпочтение отдают, по причинам указанным ранее,
косвенным методам измерения, выполняемым в процессе резания.
В связи с этим вторым этапом методического подхода к разработке
систем диагностирования является определение косвенных диагно-
спнеских признаков состояния инструмента. При этом признаки
выявляются экспериментально. Однако установленная взаимосвязь
процессов в объектах, участвующих в резании, взаимосвязь пара-
метров, характеризующих эти процессы, позволяют осознанно ог-
раничивать рамки экспериментов.
При резании взаимодействие инструмента с обрабатываемым
материалом вызывает два одновременно протекающих процесса:
рирушение обрабатываемого материала и разрушение режущего
инструмента. Результатом разрушения обрабатываемого материала
шяется образование стружки и нового поверхностного слоя дета-
ли, которые характеризуются указанными в табл. 6 1 параметрами
состояния. Значение параметров определяются условиями резания.
Разрушение инструмента проявляется в виде изнашивания его
рабочих поверхностей или выкрашивания (сколов) режущей части
что изменяет параметры начального состояния инструмента. Изме-
няется его геометрия, а вместе с ней — основные параметры состо-
165
Таблица 6 1 Взаимосвязь параметров в процессе резания
5
Заготовка
Движения
93
us.
Объект, средства, условия обработки
Внешняя среда
Инструмент
Станок
3
Ж S
ОБРАБОТКА РЕЗАНИЕМ
5
83
й
Процесс разрушения
обрабатываемого материала
Л,
Процесс разрушения
режущего инструмента
Образование
стружки
Формирование
поверхностного
слоя детали
Q, 6“
Изнашивание
рабочих
поверхностей
Параметры состояния
стружки: детали.
| степень
' деформации
коэффициент
усадки);
тип стружки;
форма
стружки,
нарост,
его форма
и др.
степень
наклепа,
напряжение;
шероховатость;
размер
Выкрашивание
(скалывание)
рабочей части
Параметры состояния
инструмента:
эдс
резания
АЭ
и др.
величина
износа;
нарост;
твердость
инструмен-
тального
материала;
характер
структуры
инструмен-
тального
материала
и др.
величина
выкрашивания
или
скалывания;
трещины
и др.
I
I
яния стружки и поверхностного слоя детали. В свою очередь, пара-
метры состояния стружки и детали влияют на особенности разру-
шения инструмента и параметры его состояния.
Среди параметров первого и второго блоков есть такие, за ко-
торыми устанавливают непрерывный контроль, мониторинг — на-
блюдение за развитием во времени. Это износ, скалывание, по-
166
мка инструмента, форма стружки, нарост, шероховатость, раз-
детали и ДР-
Помимо взаимосвязанных между собой параметров состояния
гтужки, детали и инструмента процесс резания характеризуется
мкниональными параметрами. Из параметров третьего блока осо-
L место занимает сила резания. Она появляется при заданном
инематикой резания относительном движении инструмента в об-
рабатываемой заготовке. Поэтому сила такая, которая потребна для
преодоления сопротивления этому движению - сопротивления раз-
рушению срезаемого слоя и трения, возникающего в движении.
Любые изменения условий резания, вызванные изменением па-
раметров состояния инструмента и стружки, приводят к изменению
свяы. При этом в связи с нестационарностью процесса резания могут
изменяться не только среднее значение силы R и направление ее
действия, но и амплитуда AR и fR частота ее колебания.
Сила едина для процессов разрушения обрабатываемого мате-
риала и инструмента. Она определяет необходимую для резания ра-
бопу и мощность. Едины источники теплоты Q, возникающие вслед-
ствие превращения механической энергии в тепловую и создающие
различные определяемые температурой 6 и температурными поля-
ки тепловые условия процессов. Так же как и сила, источники теп-
лин и температурные поля чувствительны к изменениям условий
резания и параметрам состояния инструмента, стружки и детали.
Взаимосвязь параметров трех блоков используется при решении
конкретных задач диагностики. Так, при диагностировании инстру-
мента, когда в качестве параметра его состояния принята какая-
,ибо мера очага износа, диагностическими признаками ее величи-
ны, обладающими большей или меньшей информативностью, мо-
зуг быть несколько или один из параметров состояния детали,
лружки и функциональных параметров процесса резания. Предельно
допустимые значения этих параметров могут служить критериями
отказа инструмента. При диагностировании формы стружки, пара-
метров детали в качестве диагностического признака может быть
использована мера износа инструмента и также функциональные
параметры процесса резания. Для диагностирования используются
наиболее информативные диагностические признаки, которые вы-
являются экспериментальным путем.
Кроме параметров трех рассмотренных блоков, в качестве диаг-
ностических признаков широко используют сигналы различных
физических явлений, сопровождающих процесс резания. Это преж-
де всего параметры колебаний в широком диапазоне частот вплоть
до акустоэмиссионных колебаний (АЭ); электрические параметры
167
/gio параметры магнитных полей у зоны резания и др Все они
отооражают контактные процессы при резании, разрушение инст-
вумента и обрабатываемого материала.
В основе диагностирования состояния инструмента лежит пред-
положение об обратимости зависимости между параметром его со-
стояния и другими параметрами, являющимися его косвенными
диагностическими признаками Пр П,, —> „
При заданных условиях надежность диагностирования зависит
от информативности диагностического признака П. Под информа-
тивностью понимается отношение величины его изменения ДП. к
величине изменения параметра состояния ДЦ. При этом в связи с
нестационарностью процесса резания значение П, может колебать-
ся около среднего значения с определенной амплитудой и частотой.
Для расчета информативности принимаются средние значения П..
Наиболее информативные из ряда диагностических признаков те,
которые имеют большую величину £, которая находится из соотно-
шения:
е=—
Из рис. 6.15 видно, что диагностический признак П, является
более информативным, чем П,. Если один диагностический при-
знак отображает состояние инструмента, то диагностирование, по-
строенное на этой основе, называют однопараметрическим.
Зависимость П = f(U), полученная для определенных условий,
позволяет выявить текущее значение критерия состояния и предель-
ное его значение, но при тех же условиях резания. Если эти данные
необходимо получать при различных усло-
Рис. 6.15. Определение ин-
формативности диагности-
ческого признака
виях, например при различных режимах,™
должна использоваться более сложная за-
висимость: П =/( U, V, S, f), поскольку при-
нятый диагностический признак зависит
обычно не только от U, но и от режимов
резания.
В ряде случаев для повышения досто-
верности диагноза необходимо проводить
многопараметрическую диагностику. При-
чин для этого может быть несколько. На-
пример, при недостаточной информатив-
ности диагностических признаков их дуб-
лируют или, используя дополнительный
диагностический признак, исключают вли-
168
.^доминирующего случайного возмущающего фактора процесса
резания, существенно искажающего результаты диагностирования
|Нсп>умента.
6 2.1- Силы Резания и Датчики
их определения
Из теории резания известно, что сила сопротивления относи-
тельному движению режущего инструмента в обрабатываемой заго-
не складывается из следующих составляющих:
—сопротивления пластическому деформированию и разрушению
киалла в зоне стружкообразования и поверхностном слое детали;
- сопротивления стеканию (трению) стружки по передней по-
верхности инструмента;
-сопротивления образовавшейся стружки деформации изгиба
к ломания,
-сопротивления движению инструмента, возникающего на зад-
мих его поверхностях.
Суммирование всех этих составляющих приводит к появлению
результирующей силы резания R.
Изменение каждой из перечисленных составляющих силы вы-
зывается не только изменением факторов процесса резания, но и
изменением при обработке соответствующих параметров состояния
инструмента, детали и стружки. Поэтому каждая составляющая могла
5ы играть роль диагностического признака изменения связанного с
ней параметра состояния.
Так, увеличение сопротивления движению инструмента на задней
поверхности является признаком роста площадки износа на задней
поверхности, а изменение при заданных факторах процесса сопротив-
-ения пластическому деформированию в зоне стружкообразования
может быть вызвано износом передней поверхности. Образование
лунки износа приводит к увеличению фактического переднего угла,
изменяет форму застойной зоны, угол действия.
Дифференцированное измерение каждой из перечисленных со-
ставляющих силы связано с большими трудностями. Зато доступны
для измерения составляющие силы R, разложенной по координат-
ным осям х, у, Z, среднее значение силы R, амплитуда и частота ее
колебаний. Эти параметры также несут значительную информацию
из зоны резания и могут быть использованы как диагностические
признаки состояния инструмента и стружки.
Физические представления о процессе резания и работе инстру-
мента позволяют прогнозировать возможность использования си-
169
ловых диагностических признаков для различных изменяющихся
параметров Для наглядности прогнозы по основным параметрам
состояния сведены в табл. 6.2, в которой большая предполагаемая
информативность диагностического признака отмечена полным кру-
гом меньшая — эллипсом.
Взаимосвязь параметров состояния объектов процесса резания,
прослеживаемая в табл 6.1, позволяет, как указывалось, осознанно
подходить к выбору диагностических признаков диагностируемых
параметров. Однако окончательное заключение о практическом при-
менении того или иного признака можно сделать лишь путем сопо-
ставления их информативности, выявленной в результате экспери-
ментальных исследований. Только эксперимент при конкретных
условиях резания позволяет учесть возможные, часто непредсказуе-
мые особенности работы инструмента и взаимосвязи параметров
его состояния с предполагаемыми диагностическими признаками.
Это может быть проиллюстрировано следующими примерами.
Как видно в табл. 6.2, составляющие силы резания Рх, Ру, Р? являют-
ся информативными диагностическими признаками развития очага
износа инструмента по задней поверхности, что подтверждается
экспериментальными зависимостями, приведенными на рис. 6.16.
Графики зависимостей Рх —f(h) и Pz полученные при точе-
нии со скоростью резания /= 102 м/мин при отсутствии нароста на
резце, обнаруживают достаточно высокую информативность состав-
ляющих сил Р и Д. Если снизить V, то при прочих равных условиях
Таблица 6.2 Силовые диагностические признаки
параметров состояния инструмента
Изменяющиеся параметры состояния Диагностические признаки
Л Л Л Ар. Л
Износ инструмента по задним поверхностям 0 о о о
Износ инструмента по передней поверхности О 0 0
Выкрашивание или скалывание режущей кромки о о о
Изменение формы стружки 0 0 о 0
Образование нароста 0
170
Рис. 6.16. Изменение Р, и Pz с ростом износа hz.
Обрабатываемый материал — молибденовый сплав
(из Н.Н. Зорева, 1968)
щформативность их существенно снижается ввиду того, что при
кеныних скоростях создаются условия, благоприятствующие обра-
зованию нароста. Нарост, нависая над задней поверхностью, умень-
шает контакт площадки износа с поверхностью резания детали, а
.естесэгнм и рост составляющих сил, вызываемый износом Аз.
Другой пример. Рост площадки износа приводит к повышению
интенсивности ее адгезионного контактного взаимодействия с по-
лностью резания детали. Периодические разрывы адгезионных
явей должны вызвать колебания силы резания, и поэтому полага-
ют, что А„ может служить диагностическим признаком износа Лз.
Подтверждением является зафиксированное в опытах при обработ-
встали 18Х12Н1ОТ различие в амплитуде колебания силы при ре-
зании острыми и изношенными по задней поверхности резцами. На
f№. 6.17 наглядно показано увеличение амплитуды колебания силы
сростом износа й3.
Однако информативность падает, если при прочих равных усло-
виях заменить обрабатываемую заготовку. Например, обрабатывать
сталь40Х. Изменения амплитуды колебания силы с износом не столь
существенны.
Существуют и другие примеры, когда условия резания изменяют
информативность самого диагностического признака в связи с из-
винением физических особенностей взаимодействия между опреде-
ляемым параметром состояния и другим параметром, являющимся
его диагностическим признаком.
Вопрос о возможности использования силы резания как диагнос-
тического признака состояния процесса и инструмента в принципе
171
Рис 6.17. Изменение амплитуды колебаний силы в зависимости от износа Л;
д_ Л - 0, б— hJ~ 0,6 мм Обрабатываемый материал —сталь 18XI2HI0T
решен положительно. Для оценки информативности силы экспери-
ментальные исследования выполняют обычно на специальных стен-
дах с помощью лабораторных динамометров, которые позволяют по-
лучить составляющие силы, действующие на инструмент или заго-
товку, закрепленные в динамометре. Однако эти приборы, изучаемые
в теории резания, например динамометры УДМ, не могут быть ис-
пользованы в производственных условиях для систем оперативного
диагностирования на станках с ЧПУ из-за конструктивных и эксплу-
атационных ограничений. В связи с этим в последнее время разраба-
тываются специальные, встраиваемые в узлы и детали станков датчи-
й _ динамометры. Их информативность существен.™
^уктивной и аппаратной реализации, а также от места одспод^
,£Ния на станке датчика, преобразующего значения параметр
,аналоговые электрические сигналы. Выявление опт^^но™”™
^требует специальных исследований, которые необходимо ПпГ
^ьпри создании систем диагностирования. При разработке
измерительных датчиков следует учитывать конструкта™,
ценности станка, анализировать цепи силового замьща.щя °С°'
Нарис. 6.18 приведена схема сил, Действующих на
fflтокарного станка, которая позволяет наметить места ДСТа'
„пиков сил и определить их конструктивное решение nJ
дамы могут быть рассмотрены для других станков ,Одобные
На токарном станке вертикальная составляющая сип.. ™
дующая на заготовку диаметром D, перенесений Р ния
SU 619), момент еонротн^'Х”»’и Ж
который через систему передач преодолевается kdv™? " 2 /2’
гам электродвигателя. Между крутящим моментом назагот^^""
рутяшим моментом на валу двигателя существует <ЬуЛ.Т е И
связь, позволяющая использовать двигатель как п КЦИонаЛьная
еиия силы. Эта же сила Д в центре заготовки «преде-
ле центр передней опоры шпинделя, действует нГнеГ вызывая
Рис. 6.18. Схема сип, действующих при резании на узлы токарного станка:
1-тензометрический подшипник, 2, 3 — тензометрические опоры ходовых винтов;
4,5 — датчики мощности приводов; 6 — датчик силы в державке резца
173
172
Рис, 6.19. Действие составляющей силы резания Р на резец,
деталь и передний подшипник шпинделя
деформации деталей подшипника. Функциональная связь между
силой и этими деформациями позволяет использовать подшипник
гак датчик для определения силы. Используют также деформируе-
мые силой детали патрона и центра задней бабки.
В то же время /' действует на резец. Она деформирует державку
резца, в которой может быть установлен датчик для ее определения.
Воспринимается сила опорой вращения револьверном резцовой голов-
ки, где также под основанием могут быть установлены датчики силы.
Составляющая силы резания Рх действует в осевом направлении
на передний радиально-упорный подшипник шпинделя, а ее реак-
ция — на резец и резцовую головку. Силовое замыкание показано
на рис. 6.18 штриховой линией и стрелками. Оно позволяет опреде-
лить места расположения и конструкции датчиков для измерения
Р При продольной подаче резца сопротивление перемещению суп-
порта преодолевается двигателем подачи, который создает крутя-
щий момент для вращения ходового винта, обеспечивающий на гайке
тяговое усилие, необходимое для подачи суппорта. Опоры винта так
же, как и двигатель подачи могут быть использованы в качестве
датчиков усилий. Аналогично определяются возможные места уста-
новки датчиков для определения составляющей силы резания Р.
Выявив «информативные» узлы и детали станка и инструмента,
рассмотрим конструкции устройств-датчиков, применяемых для
измерения сил резания. Во многих сферах жизнедеятельности чело-
века измерения с помощью датчиков стали основой в познавании
процессов и явлений. Датчики как первичные преобразователи яв-
ляются неотъемлемыми элементами контрольно-измерительных
систем и систем автоматического управления технологическими
174
-рцессами. Стоимость применяемых в мире датчиков в машино-
^нии и технологии производства исчисляется десятками милли-
мов долларов. В датчиках обычно реализуются принципы электри-
ческих методов измерения неэлектрических физических величин
Используются десятки различных принципов и явлений. Основные
указаны в табл. 6.3.
таблица 6.3 Детчики для измерения различных
физических величин
ПрН11иип 1 действия Усилие Переме- щение Скорость линейная Уско- рение Вибрация Темпе- ратура
Емкостной + + +
Термопарный +
Терморезисторный +
Тенэорезисторный + + +
Пьезоэлектрический + + + +
Индук™вны(! + + +
Токовихревой + + +
Эффект Холла + +
Для измерения сил и моментов широко используются тензорезис-
трные (тензометрические) чувствительные элементы, которые изме-
няют свое электрическое сопротивление за счет приложенной механи-
ческой силы. Датчики с использованием тензорезисторов имеют, как
правило, простую конструкцию, обладают большим диапазоном изме-
рения и обеспечивают необходимую точность измерения.
Тензорезистор (тензометр) представляет собой электрический
проводник в виде плоского витка тонкой, например, константано-
вой проволоки, помещенной между двумя склеенными полосками
вощеной бумаги или синтетической пленки (см. рис. 6.20).
Из курса физики известно, что электрическое сопротивление
ироводника конечной длины зависит от его геометрических разме-
ров и удельного электрического сопротивления:
5 V
175
где р — удельное электрическое сопротивление, I длина провод-
ника 5 — площадь поперечного сечения; И — объем проводника
При -идянных р и ^изменение сопротивления существенно зависит
от длины проводника
Для измерения силы тензорезистор наклеивается на боковую
поверхность упругой детали, которая воспринимает силу и дефор-
ыирхется под ее воздействием в пределах закона Гука. Например, от
сжимающей силы Я деформация боковой поверхности упругой де-
тали, показанной на рис. 6.20, вызывает изменение длины проволо-
ки на величину Д/, что влечет за собой изменение электрического
сопротивления тензорезистора:
дЯ = Яу5£,
где S — чувствительность датчика.
Для реализации электрического метода измерения сил с помо-
щью тензорезисторов применяют мостовые измерительные схемы.
Если в плечи моста (рис. 6.20) установить четыре тензорезистора с
сопротивлениями Я,, Яр В.г и Я4, то при изменении сопротивления
Я на величину ДЯ (за счет деформации датчика) напряжение в из-
мерительной диагонали может быть рассчитано по второму закону
Кирхгофа
При одинаковых Я всех датчиков = -Uo где Uo — напряже-
ние, подаваемое на мост. Путем рационального расположения тензо-
резисторов на силоизмерительном устройстве (динамометре) и вклю-
чения их в электрической схеме можно добиться в экспериментах
компенсации и устранения погрешностей измерений, вызванных вли-
янием температуры, влажности и т. д. Этого достигают за счет сложе-
ния или вычитания таких измеряемых величин в мостовой схеме, как
растягивающие и сжимающие усилия, изгиб и кручение. При изго-
1еИии динамометров для исследования силовых зависимостей при
I «кии используют несколько активных и пассивных (не изменяющих
Деление) тензорезисторов. При применении в исследованиях ус-
‘Хда, использующего несколько активных тензорезисторов в мос-
схемах применимо следующее правило. Электрическое напря-
ге диагонали моста получается при изменении сопротивлений
\соседних тензорезисторов разного знака и диаметрально проти-
Даюжных тензорезисторов - одного знака. Напряжение в изме-
вИ1ельной диагонали остается равным нулю при одинаковых дефор-
^иях двух соседних тензорезисторов с одинаковым знаком или двух
дюгивоположных с разными знаками. Данное правило проиллюст-
рировано на следующем примере. Пусть на упругий стержень воз-
йствуютрастягивающие силы Fu изгибающий момент М. На стер-
ве закреплены активные тензорезисторы и R^, имеющие одина-
ковое сопротивление (рис. 6.21, а).
‘ При включении тензорезисторов в мостовую измерительную схе-
изображенную на рис. 6.21, б, можно с помощью данной схемы
измерять электрическое напряжение б/, пропорциональное прило-
кенному моменту. Действие изгибающего момента вызовет удлине-
Рнс. 6.21. Измерительный стержень с двумя активными
тензорезисторами А, и Я,
П-ЯП
177
ние тензорезистора Л и укорочение тензорезистора что дает из-
менение сопротивлений соответствующих тензорезисторов разных
знаков +ДЯ, и -AR,. Это вызовет изменение напряжения в измери-
тельной диагонали. Под воздействием продольных сил /’ тензорезц-
сторы включенные в соседние плечи моста, получат одинаковую
по величине и знаку деформацию, и как следствие — одинаковое
изменение сопротивления (ввиду исходного равенства R и равен-
ства деформаций). Тогда, согласно вышеизложенному правилу, на-
пряжение в измерительной диагонали моста под воздействием сил
на тензорезисторы не изменится.
При включении тензорезисторов по схеме рис. 6.21, в в измери-
тельной диагонали, по аналогичным рассуждениям, будет происхо-
дить изменение электрического напряжения за счет действия сил F.
Динамометрические устройства с тензорезисторными чувстви-
тельными элементами позволяют регистрировать силомоментные
параметры процесса резания, частота изменения которых лежит в
диапазоне до 400 Гц, что обусловливается конструктивными осо-
бенностями тензорезисторов Для усиления малых сигналов, посту-
пающих с измерительной диагонали мостовой схемы с тензорезис-
торами, применяются усилители.
Разнообразие вариантов конструкций измерительных устройств,
встроенных в элементы технологической системы, определяется
различием и особенностями решаемых задач. Перспективным явля-
ется использование деталей и узлов станка в качестве деформируе-
мых деталей датчиков. В связи с этим ряд конструкций могут при-
менять для контроля как инструмента, так и станка.
Для разработки надежных систем диагностирования состояния
инструмента и процесса резания, а также определения областей
эффективного применения существующих систем, необходимы преж-
де всего анализ и обоснования возможных схем измерения сил ре-
зания (см. рис. 6.18). В процессе металлообработки используют раз-
личные конструкции силоизмерительных устройств.
Тензометрические подшипники
Ряд станкостроительных фирм применяют тензометрические
подшипники в качестве передней опоры шпинделя токарных, фре-
зерных и многоцелевых станков для измерения двух или трех со-
ставляющих силы резания. Такие измерительные устройства фирмы
«Promess» или аналогичные, изготовленные в НПО «Измеритель»,
состоят из первичного преобразователя (датчика) и электронного
модуля для обработки сигнала.
178
Принцип измерения сил состоит в сле^
^щем. При нагружении подшипника ка-
силой резания в шариках и кольцах
вникаютдеформаци и, пропорциональные
Грузке. Соответствующие им напряжения,
1«нар)'женные с помощью поляризацион-
^птического метода, показаны на рис.
При вращении подшипника зоны де-
формации в наружном кольце пульсируют,
дичина деформации может быть опреде-
jaia с помощью тензометров, которые на-
едаются на поверхность специально про-
ченной канавки наружного кольца пол-
итика (рис. 6.23). В тензометры подается
постоянный ток от блока питания.
в позиции А, когда шарик оказывается против тензор
«НИЙ находится в зоне деформации; в позиции В Тра' пос-
Вн между двумя зонами деформаций. Изменение ™₽^РаСП°ЛО'
сопротивления тензометрических датчиков электрич^иТ^0
устояв изменение напряжений. чески преобра-
Рис. 6.22. Напряжения в де-
талях подшипника — в на-
ружном и внутреннем коль-
це и в шариках
Рнс. 6.23. Изменение напряженного состояния
тензометрического датчика
Для измерения составляющих силы резания Р и Рх при токар-
вой обработке (или осевой силы при сверлении) устанавливают в
комплекте два радиально-упорных подшипника, на наружные коль-
ца каждого из которых наклеивают по четыре тензорезистора, со-
ставляющих измерительный мост. Конструкция опоры шпинделя с
этими подшипниками показана на рис. 6.24.
При измерении, например, составляющей Ру ее воздействие в
направлении, указанном на рис. 6.25, приводит к приросту величи-
Рис. 6.25. Точки измере-
ния в тензометрических
подшипниках
ны деформаций обоих подшипников, а вмес-
те с этим к изменению электрических сопро-
тивлений тензорезисторов. В результате из-
меняется напряжение в измерительных точ-
ках мостов.
С использованием тех же датчиков обоих
подшипников осуществляют измерение со-
ставляющей Рх (или Ро), при этом электри-
чески обеспечивается исключение взаимного
влияния составляющих друг на друга. Для
определения значения сил по электрическим
сигналам система должна быть протарирова-
на. При этом нагружение тензометрических
подшипников должно производиться при их
вращении на специальном приспособлении
динамической тарировки.
Существенный недостаток тензометри-
ческих подшипников — сложность их монта-
180
..шпиндельном узле станка, связанная с высокими требования-
к точности их базирования. Незначительные деформации на-
гого кольца при монтаже вызывают появление вредного сигна-
’’даяиков и нарушают точность измерения силы резания.
’ Преимущество метода — близкое к зоне резания расположение
кнэомеТРических подшипников и непосредственная передача сил
ня на измерительные элементы.
Г Описанный метод измерений применяют при различных видах
/работки для определения текущего и предельного износов а так-
,/поломки инструмента. Например, на Ульяновском станкострои-
нльном производственном объединении тяжелых и уникальных стан-
ков разработан шпиндель со встроенными тензометрическими под-
нлннками, успешно используемый для непрерывного контроля
лилий резания на станках различных типов: определяют износ
„ломку инструмента и аварийные ситуации. Разрешающая способ-
ов тензометрических подшипников (до нескольких Н) позволяет
контролировать состояние мелкоразмерного инструмента, например
„зерл диаметром до 3 мм.
Тензометрические втулки
диализ схемы силового замыкания (рис. 6.18) показал, что опоры
годовых винтов токарного станка могут быть информативными си-
ловыми узлами. Ряд фирм, в частности «Sandvik Coromant Engineer»,
НПО «Измеритель», рекомендуют для определения изменений сил
резания тензометрические втулки в качестве чувствительного дат-
чика, встраиваемого в узлы станков. Втулки различных конструк-
тивных вариантов устанавливают, как правило, в опорах механиз-
мов продольной и поперечной подач.
На рис. 6.26 показан чертеж установки тензометрических вту-
лок в опоре винта поперечной подачи токарного станка модели
16К20Т1, на рис. 6.27 — чертеж втулки, на поверхность которой
наклеены тензорезисторы. Для возможности регистрации силы F,
направленной как по стрелке, так и в противоположном направле-
нли, в узел опоры с предварительным натягом с помощью фланца
)и гайки 4 устанавливают две втулки 1 и 2. За счет мостового
включения тензорезисторов обеих втулок в электрический контур
повышается чувствительность измерительной системы. При дей-
ствии силы в направлении, отмеченном стрелкой, втулка 1 испы-
тывает сжимающее усилие, а втулка 2 — растягивающее Вместе с
втулками деформируются соответствующие тензометры, изменя-
йся их электрическое сопротивление. При противоположном на-
181
Рис 626. Опора ходового винта с тензометрическими втулками
Рис 6.27. Тензометрическая втулка
правлении действия силы втулка 2 сжимается, а втулка 1 растяги-
вается. Такая же конструкция опор используется для измерения
тягового усилия продольной подачи. Следует заметить, что изме-
ряемые в опорах силы Г и F будут существенно отличаться от
составляющих силы резания Р и Ру. Так, сила Г представляет со-
бой тяговое усилие на ходовом винте станка, необходимое для обес-
.нИя движения продольной подачи при резании. Ее величину
^еляют по формуле
Р„ cos а + f (Pz + G, + G,)~ (1 - cos a)-
__________________________Ус J
cos a + 0,5/(l + cos a)К ’
a_ угол наклона граней направляющих, град;/- коэффициент
’ „а направляющих; G, - вес суппорта, Н; G, - вес резцовой
г^овки, Н; - коэффициент подъема резьбы ходового винта;
Ч =ргуР+ G,y,+ ^2 - Нм-
Значения ур, Уо У» показаны на рис. 6.28.
Из формулы следует, что F, измеряемая в опоре ходового винта,
ioHHMO составляющей Рж зависит не только от постоянных, но и от
меняющихся в процессе резания параметров. Например, коэф-
фициент трения на направляющих скольжения/может изменяться
, несколько раз в зависимости от скорости подачи. В этом ряду
еременных и постоянных составляющих Е на долю силы Р прихо-
дя до 60 % Изменение Рж, связанное с износом инструмента,
будет составлять совсем небольшую долю, поэтому не следует ожи-
щть высокой информативности диагностического сигнала, посту-
пающего с тензометрической опоры винта продольной подачи. Ис-
ведования показали, что при возрастании износа на задней повер-
вюсти токарного твердосплавного резца на 0,1 мм контролируемая
£Ма увеличивается всего на 6 %.
182
183
Дет. 8
По зависимости, имеющей аналогичную структуру, можно рас,
считать силу F. возникающую при резании в опоре винта попереч-
ной подачи, йтественно, что сила Ff по своему значению будет
ближе к силе Р чем F к Р Это связано с уменьшением числа
звеньев передачи силы и силовых параметров, влияющих на вели-
чину F Можно ожидать большую информативность диагностичес-
кого сигнала, поступающего с тензометрической опоры винта попе-
речной подачи. Очевидно, чем ближе установлены силовые датчики
к зоне резания, тем выше должна быть их информативность.
Выполненные исследования показали достаточно высокую ин-
формативность тензометрических втулок фирмы «Sandvik», уста.
новленных в опорах ходовых винтов поперечной подачи. Сравни-
вались сигналы при обработке резцами без износа и с различным
износом или выкрашиванием режущей кромки. Обнаружено, что
при достижении предельного износа сигнал с датчиков возрастал
на 180—200%, а при выкрашивании на 160—210 %. На рис. 6.29
показаны графики приращения силы в % по мере износа резцов.
Рис 6-29. Зависимости F от износа при точении стали 45 резцами Т15К6
Режимы резания' 1— V= 200 м/мин, 5 = 0,4 мм/об, t = 5 мм;
2 — V= 150 м/мин, S = 0,4 мм/об, t = 0,5 мм; 3 — И= 200 м/мин,
5 = 0,2 мм/об, t = 2 мм
(из Б.М. Бржозовского, 1987)
Измерительный вращающийся центр
задней бабки токарного станка
Для измерения при токарной обработке осевой составляющей
силы резания Рх применяют задний силоизмерительный вращаю-
щийся центр. На рис. 6.30 показана конструкция вращающегося
рис 6-30- Измерительный вращающийся центр задней бабки
токарного станка (из Ж.Н. Кадырова, 1991)
центра с встроенными в него упругими деталями или в виде втулки
I или, второй вариант, в виде тонкостенной шайбы 8, на которые
адаеиваются тензорезисторы. Тензорезисторы 12 на втулке соеди-
нены проводами с разъемом 6, закрепленном на колодке 5. Центро-
юй валик 73вращается на подшипниках 3, 9и упирается в подшип-
ник 7. Герметичность конструкции и предварительный натяг обес-
печиваются крышкой 7 и заглушкой 10.
В процессе обработки осевая составляющая силы резания Р вос-
принимается упорным подшипником 4 и через дистанционную втул-
ку I ободок шайбы 8 или втулку 11, передается на корпус центра 2
и далее на пиноль задней бабки станка. Под действием Р деформи-
руются или узкие балочки втулки 77, или, во втором варианте, ле-
пестки шайбы 8. Вместе с ними деформируются тензометры, про-
порционально изменяется их электрическое сопротивление и элек-
фический сигнал, отображающий Рж. При измерении необходимо
учитывать осевую силу поджатия обрабатываемой детали задним
центром.
Тензометрический винт резцедержателя
В процессе резания под действием вертикальной составляю-
щей силы резания Рг деформируется державка токарного резца.
Ее деформация передается на подвижный цилиндрический тол-
185
184
Дет 2
Рис 6.31. Тензометрический винт резцедержателя
катель 1 тензометрического винта, показанного на рис. 6.31. Пе-
ремещение толкателя воспринимается чувствительным элементом
2, размещенным в головке винта. На внутренней поверхности
элемента 2 в зоне его наибольшей деформации размещены тензо-
резисторы 3 Регулировочный винт 4 обеспечивает предваритель-
ный натяг узла при жестком соединении крышки 5 с корпусом
винта Гайка 6 фиксирует корпус тензометрического винта на
резцедержателе станка.
Тензометрическая проставка
Тензометрическая проставка установлена между кареткой суп-
порта и корпусом револьверной головки токарного станка с ЧПУ
(рис. 6.32).
В компенсаторной проставке 1 профрезерованы ступенчатые
пазы, в которых закрепляются упругие пластины 2 с наконечника-
ми 3. На пластинах размещаются тензорезисторы 4 В результате
получаются консольнорасположенные упругие чувствительные эле-
менты, которые воспринимают деформации проставки под действием
сил резания.
186
Рис. 6.32. Тензометрическая проставка
Дет. 1
динамометрическая головка для измерения
окружной силы при фрезеровании
Силу R, возникающую при фрезеровании на каждом зубе фрезы,
раскладывают на составляющие в двух системах прямоугольных ко-
срдинат: по координатам станка — направлениям трех возможных
подач и по координатам х, у, z, связанным с положением зуба фре-
Л (рис. 6.33). Первые три составляющие силы Ph, Р, Ро могут быть
определены с помощью описанных выше измерительных средств,
(Сбиваемых, например, в узлы станка.
Для измерения окружной силы Pz и создаваемого ею крутящего
комента в МГТУ «Станкин» разработана В.Д. Гуриным динамомет-
рическая головка, конструкция которой показана на рис. 6.34. Уст-
ройство состоит из корпуса 7, устанавливаемого в шпинделе фрезер-
лого станка. В корпусе на двух конических упорных подшипниках 2
помещается оправка 6. Натяг подшипников через разделительное
шыюЗ осуществляется разрезными гайками 7. Кольцо 4 предназ-
начено для монтажа проводов 5, связывающих тензорезисторы с
токосъемником. Конус 8 фрезы вставляется в оправку 6 и закрепля-
ется гайкой 12 через кольцо 11. Подшипники 2 в корпусе 1 фикси-
187
Рис. 6.33. Разложение силы резания К, возникающей
при фрезеровании на составляющие
Рис. 6.34. Динамометрическая головка для измерения
окружной силы при фрезеровании
руют фланцем 10 с уплотнительным кольцом 9. Оправка 6 имеет
крестообразные выступы 14, каждый из которых поджимается дву-
мя шпильками 15, ввинченными в корпус 1 и законтренными гай-
ками 16. Тангенциальная составляющая силы резания Р и создава-
емый ею момент воспринимаются в процессе резания выступами
на поверхностях которых наклеены тензорезистопы 1т
плев полумостовую измерительную схему ры 13, спаян-
КоНструкция динамометрической головки практично
^возможность деформации выступов 14 за с ски исклю-
1 да изгибающих фрезу, так как эти силы восп” °Севой СИлы и
^никами. Тарировочный график близок к линейм”1™^" под*
исследования показали, что с помощью голов™ Провелен-
деляется изменение составляющей силы Рве наде*но опре-
йкрашиванием режущей части инструмента ВЯЗИ С ИЗНОСОм или
Сборная торцовая фреза с тензометрическим
датчиком для измерения силы резания
при фрезеровании
В конструкции фрезы, показанной на рис. 6.35, палец 2, предназ-
наченный для закрепления державки 4 с режущей пластинкой 5 в
корпусе фрезы Л служит упругим звеном, на который наклеиваются
кнзорезисторы 6. Предварительный натяг обеспечивается переме-
няем пальца вверх по пазу в корпусе 3 и фиксацией его с помо-
щью гайки 1. в процессе фрезерования сила резания деформирует
ержавку 4 и через шарик 7 деформирует палец 2 вместе с тензорези-
пором Изменяющееся в результате деформации электрическое со-
противление тензометра пропорционально действующей силе.
Преимущество такого измерительного устройства — простота
тонсгрукпии. Недостатком, так же как и динамометрической го-
онки, показанной на рис. 6.34, является необходимость примене-
ния токосъемника для передачи сигнала с вращающейся фрезы в
«мерительный канал. Токосъемники требуют постоянного обслу-
ивания при эксплуатации.
Рис. 6.35. Сборная торцовая фреза с тензометрическими датчиками
188
189
Тензометрические опоры шпинделя
шлифовальное бабки
В опорах 1 и 3 корпуса 2 шлифовальной бабки установлен шпин-
дель 4 с абразивным кругом 5 (рис. 6.36). Шпиндель базируется в
каждой опоре на трех опорных вкладышах 12, выполненных в виде
гамоустанавчиняющихся сегментов Они поджаты сборными винта-
ми через стандартный шарик 13 и стакан 11 с тонкостенным дном, на
внутренней поверхности которого наклеены тензорезисторы 14. Пред.
I
Рис б 36. Тензометрическая опора шпинделя шлифовальной бабки
(из Ж.Н. Кадырова, 1991)
~ льный натяг в стакане 11 создается перемещением вдоль оси
и,ууаюше1° элемента Герметичность рабочей зоны датчика
мечивается уплотнениями 9 и пробкой 7, ввинченной в гайку 6.
Г^цессе шлифования тангенциальная и радиальная составляю-
сь! резания воспринимаются вкладышами 72 и через шарик
1КНзорезисторами 14 На ДНе стакана J1- Электрический сигнал
егся в измерительный канал 8. Простота и технологичность
друхции делают этот датчик перспективным для применения в
^мах контроля и диагностирования.
Измеритель крутящего момента
Описанные динамометрическая головка и торцовая фреза для
пения сил резания обладают существенным недостатком, свя-
«доым с необходимостью применения токосъемника со скользя-
щи контактами. Измеритель крутящего момента, возникающего
^работе осевым инструментом, позволяет выполнять измерения
^контактным способом. В основе его работы лежит эффект Вил-
лри, состоящий в изменении намагниченности металла — ферро-
юшетикапри его деформации. Эффект обусловлен изменением под
^ствием механических напряжений структуры ферромагнетика
^даляюшей его намагниченность.
' Измеритель, являющийся упругомагнитным датчиком, состоит
jhc.6.37) из бесконтактного преобразователя, представляющего со-
йкатушку индуктивности, кольцом охватывающую инструменталь-
ную оправку. Оправка является ферромагнитным сердечником, на-
йпаненность которого, а следовательно, и индуктивность меняется
^результате деформации под действием измеряемого момента реза-
ли Электромагнитный измерительный блок обеспечивает возбуж-
киле преобразователя переменным током звуковой частоты и усиле-
давыходного сигнала, преобразуя его в цифровую форму.
Измеритель имеет высокую чувствительность и используется для
юнтрольно-диагностических целей.
Рис. 6.37. Измеритель крутящего момента на осевом инструменте
Измеритель
крутящего момента
191
190
Датчики мощности,
потребляемой приводами станка
Мощность резания при продольном и поперечном точении рас-
считывают соответственно по формулам:
Л =^+-^-.
60 60 1000 60 60 1000
Мощность, потребляемую электродвигателем привода главного
движения станка, определяют как
N =
* 60т1
а мощность электродвигателей приводов подач
PSn N p,Sn
м. 1000г] и мложр 60 1000п •
Во всех формулах ц — КПД приводов.
Из формул следует, что потребляемая мощность каждого элект-
родвигателя будет изменяться в зависимости от изменения соответ-
ствующей ей составляющей силы резания. Естественно, что износ
или выкрашивание инструмента, изменяющие силу резания, приве-
дут к изменению момента и мощности. Основанный на этом метод
контроля состояния инструмента находит широкое распростране-
ние в связи со своей простотой. Достаточно измерить силу тока,
протекающего в якоре электродвигателей постоянного тока, часто
применяемых в приводах станков. Сила тока пропорциональна или
мощности, или крутящему моменту на валу электродвигателя. Из-
мерение тока в цепи якоря производят с помощью шунта, т. е. не-
большого сопротивления, включаемого в электрическую цепь яко-
ря Падение напряжения на этом сопротивлении пропорционально
величине тока, а значит, мощности или крутящему моменту.
Вместо шунта для измерения тока применяют датчики типа транс-
форматора тока, выходной сигнал которого пропорционален вели-
чине подмагничивания током якоря.
Первичный ток в цепи якоря электродвигателя может быть оп-
ределен путем умножения измеренного амперметром вторичного тока
на коэффициент трансформации.
Находят применение для измерения мощности электрической
энергии, напряжений, тока и параметров магнитных полей датчи-
ки Холла. Эффект Холла используют также для измерения рада
192
<|ПрИческих величин: перемещений, давлений, углов поворо
ЩДР-
Принцип работы этого датчика иллюстрирован рис ЛИ м
U I обхватывает токопровод 2. В зазоре б Me^LT™’
^провода 7 установлена пластинка 3 магнЛоч^виХТго
^ента. От источника опорного напряжения £ к точкам а и”
^вается напряжение. В пластинке 3 появляется ток 7 п 6 при'
^иипотокопроводу 2 контролируемого тока I в маг™™ Пр°‘
Хиается магнитный поток Ф, проходящий через рабТий^Г
Г.ТИНЫЙ зазор и пересекающий плоскость пластины Зв н
перпендикулярном направлению протекания опорного XT
В результате взаимодействия магнитного потока Ф „ X Л
ластинке 3 образуется электрическое поле, вызывают^ IT '° “
^пианов U на электродах в и г, представляющую^^бойЭЛС
Хама ЭДС Холла определяется по формуле У ° и ЭДС
Vx= W
Рис. 6.38. Принципиальная схема датчика Холла
для измерения постоянного тока электрооборудования
8-112!
193
где К - постоянная Холла; В - магнитная индукция в рабочем
воздушном зазоре магнитопровода, пропорциональная контрадиру.
емому току /„ и, следовательно, мощности потребленной электро-
двигателем привода, если /.— ток ротора
Метод контроля состояния инструмента по мощности эффекти-
вен при достаточно больших силах резания и постоянно небольшой
мощности холостого хода станка Применяется для крупноразмерно-
го режущего инструмента, при этом надежно распознаются износ и
поломки, когда известна мощность холостого хода и мощность реза-
ния острым инструментом. Поданным фирмы «Fanuc», вероятность
определения откаюв резцов при черновом точении с помощью мо-
нитора ModelA, контролирующего мощность, потребляемую элект-
родвигателем составляет 50-60 %. Удаленность датчиков от зоны
резания не позволяет эффективно использовать метод при резании с
малыми силами, так как появляются значительные погрешности, свя-
занные с потерями на трение в кинематических передачах станка.
Преимуществом метода, определяющим его широкое распрост-
ранение, является простота встраивания датчиков, не требующая
конструктивных изменений в станке.
f r----
для определения сил резания
Принципиально отличный от тензометрических другой тип пер-
вичных преобразователей для измерения силомоментных характе-
ристик процесса резания основан на использовании пьезоэлектри-
ческого эффекта. Датчики такого типа генерируют электрический
сигнал при механическом воздействии на чувствительный элемент,
изготовленный из пьезоэлектрика (кварца, титаната бария и пр.), в
направлении его полярной электрической оси. При очень неболь-
ших деформациях вследствие смещения заряженных частиц пьезо-
электрика возникает электрический заряд.
Если сила / действует в направлении электрической оси шайбы,
вырезанной из кристалла кварца SiO2, то из-за сближения положи-
тельных ионов кремния или же отрицательных ионов кислорода на
плоскостях шайбы пьезоэлемента, к которым приложена сила, воз-
никают электрические заряды +Qn —О (рис. 6.39, о). Ненагружен-
ная шайба электрически нейтральна.
Измерительное устройство состоит из шайбы или пластины пье-
зоэлектрика, зажатой между двумя металлическими обкладками, к
которым прикладывается измеряемое усилие. Возникающая между
обкладками ЭДС пропорциональна усилию.
194
Рис. 6.39. Принципиальная схема пьезоэффекта:
a — схема возникновения электрических зарядов;
б — схема соединения пьезоэлементов
б
Электрический заряд появляется как при сжатии силой F пье-
„кристалла, так и при создании в нем сдвиговых напряжений си-
Это позволяет использовать пьезокристаллы как двухкомпо-
в;НТНые датчики. При изготовлении пьезокристаллов рабочие по-
^рхиости, определяющие направление действия нагрузки, должны
бить строго ориентированы относительно оси анизотропии крис-
щлов
Для получения большего заряда отдельные шайбы располагают
пмбиком в направлении действия силы и электрически соединяют
лещу собой по параллельной схеме (рис. 6.39, б), при этом возни-
ветзаряд:
Qx = ndFx,
гае/1-число шайб; d — пьезоэлектрический модуль; F — сила,
давуюшая в направлении х.
Пьезоэлектрические чувствительные элементы пригодны только
да динамических измерений. Частотный диапазон измерений со-
тшяетдо 105 Гц. Для измерения сил с помощью пьезоэлектричес-
Ийдатчиков необходим усилитель заряда.
Измерительные устройства на базе пьезоэлектрических датчи-
ювимеют ряд существенных преимуществ:
- высокую чувствительность;
- малые перемещения при измерении, около 1 мкм;
- большой диапазон измеряемых нагрузок;
- разложение силы резания на две составляющие достигается
к сложными механическими конструкциями, а путем использова-
на свойств пьезокристаллов реагировать на сжимающие и сдвига-
вшие нагрузки;
195
— высокая жесткость устройств позволяет измерять высокочас-
тотные изменения нагрузки, т. е колебания.
Электрические заряды, генерируемые измерительными элемен-
тами этих датчиков, в результате действия сил резания с помощью
зарядных усилителей преобразуются в пропорциональные измеряе-
мым величинам электрические напряжения. Выходные сигналы за-
рядных усилителей подвергаются дальнейшей обработке. В резуль-
тате на вход электронных блоков измерительного канала поступают
пропорциональные значениям измеряемых сил сигналы, позволяю-
щие производить обработку измерительной информации.
При разработке датчиков, в которых используются пьезоэлемен-
ты, целесообразно, как это указывалось ранее, выполнить анализ
цепей силового замыкания (см. рис. 6.18) и конструктивных осо-
бенностей станка и инструмента Пьезоэлементы позволяют прини-
мать самые разнообразные конструктивные решения для силомо-
ментнык датчиков, что дает возможность устанавливать их в ин-
формативные зоны станка
В системах диагностирования для измерения сил резания при-
меняются пьезоэлектрические датчики, выполненные в виде колец,
пластин дюбелей и др. Используются датчики относительного уд-
линения Рассмотрим некоторые конструкции фирмы «Prometec».
Измерительная пластина для определения сил, показанная на рис.
6 40, представляет собой стальную плиту с размещенными в ней
четырьмя пьезоэлектрическими элементами.
Пластина может быть установлена на базовой плоскости салазок
токарного станка под опорой корпуса инструментальной револьвер-
ной головки. Чувствительные к деформациям сжатия пьезоэлемен-
ты выступают над поверхностью пластины на величину 10—15 мкм.
За счет этого при монтаже обеспечивается необходимый предвари-
отверстия
Рис. 6.40. Измерительная пластина и ее применение
^ний натяг пьезоэлементов, а измеряемая нагрузка котопяа
Достигать значительной величины, распределяется вавнп
всей площади стальной плиты. Жесткость станка поэтаМерН0
незначительно. танка поэтому сни-
Врезультате пьезоэлементы регистрируют изменение пол лейст...
«силы толщины стальной плиты, но при этом датчик можХ ж
такие небольшие нагрузки, как 10 Н Пластик фик‘
UJJe под револьверной головкой, дают надежную инЛпп’ УСтаН0в’
«е инструмента, позволяют выявлять Д^ЙТго ^оГ*0 °б
Измерительные кольца с пьезоэлектрическими датчиками
рг такие же, как и пластины конструктивные особенности
^устанавливаться в револьверной головке токапног. И
ШУ между литым корпусом и неподвижным „ станка с
цельной бабкой и фланцем шпинделя на фрезерный"
„чных станках (рис. 6.41). Фрезерных или рас-
Пье^ектрический датчик удлинения, показанный на оие 6 дэ
паволяет определить силы резания путем измене.,.о / 642’
уталей станка, воспринимающих эти силы Место заЛ формаций
аН выявляется экспериментальным путем Оно яю) вНИЯ Дат‘
XZ“CTaHK^
При установке датчика не требуется конструктивных
()да станка. Устройство привинчивается снаружи Ин1 Р !ОТ°К
вример, к корпусу шпиндельной бабки 2 Растон Л Л На’
Юопределенной длине измерения / за счет сил тлей™ ИЛИ СЖа™е
пкконтакта -/создает в пьезоэлементе 3 напряжен™ еп Поверхн°-
1рический заряд, сдвига и элек-
пропорциональный силе.
Измерительное
197
196
к. • . ж мл 1НН режущего инструмента реализуется путем
пхмгучеммя <t'.vrt'<ne пьной информации от двух датчиков удлине-
ни« OJ»1“ • К . „ гжен измерять силу подачи инструмента, а
ф, . .. „.. игкатия резца от заготовки. С помощью датчиков
удлинения помимо износа инструмента определяют его поломку и
'.,-чп • • . - ткновения в станке.
чиче^ии распорный дюбель применяется для тех же
Он вставлен ся в отверстие корпусной детали станка и де-
формируется вме«.~е с деталью Внутри дюбеля помещен пьезоэле-
ыс»гг это простои шее конструктивное решение датчика позволяете
р i । -ч«'в пол учить необходимую информацию об изменении сщ
р иния вс.»едствие износа инструмента. На рис. 6.43 показаны два
Еагианта побеля и их монтажа в корпусной детали станка.
Г-о мт .. нтный фрезерный динамометр предназначен для из-
мерения сит резания.
Такие приборы для измерения сил резания в лабораторных ус-
выпускает фирма «Kistler»
Принцип конструирования многокомпонентных динамометров
состоит в том, что несколько пьезоэлектрических элементов уста-
нап. ивают с предварительным натягом между верхней и нижней
парными плитами прибора. На рис. 6.44 схематично показано пун-
ктирное линией расположение четырех пьезоэлементов в трехком-
-инентном динамометре для измерения составляющих силы реза-
ния при фре веровании.
Для исследования процесса резания, выполнения работ по оп-
тимизации параметров технологического процесса фирма предлага-
ет целый набор динамометров: трехкомпонентный динамометр для
токарной обработки, ряд динамометров для фрезерования, сверле-
ния чаре ания резьбы.
19S
Рис. 6.43. Два конструктивных варианта дюбеля
и их монтаж в корпусе детали
Рис. 6.44. Трехкомпонентный фрезерный динамометр
6.2.2. Колебания при резании
При резании возникают колебания различной частоты, ампли-
дин интенсивности. Они оказывают влияние на процесс струж-
иобразования, качество обработанной детали и работоспособность
режущего инструмента.
При определенных условиях резания и значениях амплитудно-
!готных характеристик колебания благоприятны, так как облег-
199
чают пластическое деформирование обрабатываемого материала при
стружкообразовании В других интервалах этих характеристик коле-
бания могут привести к усталостному выкрашиванию режущей части
инстрз мента, интенсивному изнашиванию, а иногда и к поломке.
Обычно, когда рассматривают колебания инструмента в процес-
се резания, то имеют в виду только колебания на доминирующей,
собственной частоте (основной гармонике). В действительности
спектр колебания непрерывен. Колебания той или иной интенсив-
ности будут иметь место на любой частоте.
В теории резания различают, как отмечалось в гл. 3, разные по
происхождению колебания: вынужденные и самовозбуждающиеся.
Колебания используются для диагностирования состояния процесса
резания и инструмента. Диагностика основана на измерении при реза-
нии параметров колебаний элементов упругой системы станка в ши-
роком частотном диапазоне Колебания условно разделяют на три ди-
апазона частот" низкочастотный, частота до 1 кГц; среднечастотный —
от 1 кГц до 50—80 кГц; высокочастотный — свыше 80—100 кГц. Сред,
нечастотные колебания обычно называют виброакустическими (ВА),
а высокочастотные — акустической эмиссией (АЭ).
Источниками возбуждения низкочастотных колебаний упругой
технологической системы являются различные периодические про-
цессы.
— биение вращающихся тел (шпинделя, зубчатых колес и др.);
— прерывистость процесса резания, например при фрезеровании;
— периодичность образования элементов стружки и нароста.
В связи с этим низкочастотные колебания несут информацию о
динамике взаимодействия технологического оборудования и неко-
торых особенностях процесса резания.
Источником возбуждения виброакустических колебаний в срел-
нечастотном диапазоне являются также периодичность образования
элементов стружки, сложное фрикционное взаимодействие инстру-
мента с обрабатываемым материалом и др.
Известно, что резание — это процесс упруго-пластического де-
формирования обрабатываемого металла, сопровождающийся фрик-
ционным взаимодействием контактных площадок инструмента с
обрабатываемым металлом, пластическим и хрупким разрушением
инструментального материала. Каждый процесс является источни-
ком виброакустических волн определенной частоты и амплитуды.
Процессы, порождающие виброакустические волны, зависят от
большого числа различных факторов: от физико-механических
свойств обрабатываемого и инструментального материалов, макро-
и микрогеометрии инструмента, динамических характеристик уп-
й технологическом системы, режимов резания и др. Изменение
X ОДНОГО из перечисленных факторов приводит к изменению
^гров виброакустического сигнала.
5^иос режушей части инструмента приводит не только к изме-
ее геометрии, но и вызывает изменение процессов, влияю-
Г,на виброакустический сигнал. Так, могут изменяться пласти-
ке деф°Рмации ПРИ стРУЖКОобразовании и деформации повер-
стного слоя детали, изменяются условия наростообразования и
доесть движения стружки по передней поверхности, контактные
Ксы И свойства инструментального материала. В связи со слу-
жим характером влияния всех этих процессов и факторов на
(нброакустические колебания, а также в связи со случайным харак-
.дЮМ самого изнашивания параметры виброакустического сигнала
Дрелянионио связаны с состоянием режущего инструмента.
При рассмотрении природы самовозбуждающихся колебаний (см.
у)было отмечено, что изменения, связанные с износом инстру-
((Нта контактных процессов, непременно вызовут изменения пара-
дов колебаний: изменится амплитуда, зависящая от времени от-
давания изменения силы от изменения толщины среза.
Действительно, в случае большего отставания (сплошные линии
рафика R =f(a) на рис. 6.45) сила отталкивания в точке 3 будет
[<«ьше, чем в точке 3' при меньшем отставании (пунктирная ли-
да). Большая сила вызовет большую амплитуду самовозбуждаю-
Ш1КЯ колебаний.
Рис. 6.45. Схема изменения амплитуды самовозбуждающихся колебаний
при изменении контактных процессов
201
200
Типичная зависимость амплитуды BA-сигнала от износа инст-
румента на задней поверхности представлена на рис. 6.46, а. На
графике сплошная линия показывает изменение математического
ожидания амплитуды колебаний mA, пунктирные — определяют гра-
ницы ее разброса. Существенный рост mA после достижения опре-
деленной величины износа позволяет использовать ВА для диагно-
стики инструмента.
Источником высокочастотных колебаний — АЭ-сигналов из зоны
резания являются процессы трения и деформирования. Акустичес-
кая эмиссия , АЭ) представляет собой упругую энергию, мгновенно
высвобождающуюся в материале при деформации или разрушении.
Высокочастотные колебания возникают также в результате соударе-
ния микронеровностей контактирующих поверхностей, разрыва ад.
гезионных связей, образования макро- и микротрещин, движения
дислокации. Эти процессы генерируют упругие волны, распростра-
няющиеся по инструменту обрабатываемой детали и деталям стан-
ка. Они отображаются постоянной составляющей сигнала АЭ.
Изменения в характере протекания процессов вызывают изме-
нения параметров АЭ-сигналов, причиной чему может быть нару-
шение образования и схода стружки, увеличение контактных пло-
щадок на рабочих поверхностях инструмента вследствие его изна-
шивания.
Функциональная связь между износом инструмента и амплиту-
дой сигнала АЭ определяется как mA = тА0 + kh3, где mA и тА^ —
математическое ожидание амплитуды сигнала АЭ соответственно при
износе по задней грани h3 и при нулевом износе; к — коэффициент,
учитывающий информативность диагностического признака.
б
Рис. 6.46. Влияние износа h, на амплитуду;
— виброакустического сигнала; б — сигнала акустической эмиссии
(из В.Н Подураева и др., 1988)
Uaniic. 6.46, б показана зависимость A полученная при
НИИ стали ЗОХГСН2А (HRC 50-52) резцами из Т15К6. Харак-
* удй зависимости подтверждает приведенную теоретическую
’’ иллюстрирует высокую информативность сигнала АЭ при
Дотировании износа инструмента.
Важно, что высокочастотные колебания АЭ позволяют регист-
вЭТь в инструментальном материале процесс трещинообразо-
являющийся предвестником хрупкого разрушения режущей
•тиинструмента. Рост трещин приводит к снижению уровня по-
вальной энергии тела. Перераспределяются поля напряжений
вегалле, что приводит к распространению высокочастотных волн
дгутой деформации. Их регистрация с помощью разработанной
-матуры позволяет оценить интенсивность процесса трещино-
(йазования, например, в твердосплавной пластинке. Частотный
иапазон, в котором осуществляется регистрация параметров аку-
^ческой эмиссии, находится в пределах от десятков до сотен ки-
югфц. Область информативных частот выделяется полосовым
ММрОМ.
Преимуществом акусто-эмиссионного метода диагностики явля-
ли слабая зависимость параметров диагностических сигналов от
ляамических характеристик станка, так как анализируемый уровень
„да колебаний, несущих информацию из зоны резания, значи-
ло превышает частоты колебаний работающих агрегатов станка.
Недостаток метода — существенное ослабление сигнала при его
^хождении стыков упругой системы станка, поэтому сигнал дол-
кнсниматься непосредственно с инструмента, но установить дат-
щвблизизоны резания не всегда возможно (например, на станках
(автоматической сменой инструмента).
Исследования колебаний показывают, что каждый из отмечен-
ишчастотных диапазонов несет доминирующую информацию имен-
воотех процессах при обработке резанием, которые по своей дина-
ре соответствуют выбранному при измерении сигналов частот-
ному диапазону. Параметры колебаний в каждом диапазоне частот
жнут быть применимы как информативные признаки соответству-
ющих процессов.
Кроме использования колебаний в качестве диагностических
тризнаков состояния режущего инструмента, они могут являться
признаками состояния технологического оборудования (см. 10.3.5).
Колебания, возникающие при резании, регистрируются с помо-
щью датчиков колебания — акселерометров, основанных на исполь-
юванип пьезоэлектрического эффекта. Датчик преобразует в элект-
203
202
рический с ij-нал ускорение колебательных движений инструмента
или той части станка, на которой установлен. Он состоит из трех
основных компонентов. корпуса, пьезоэлемента и так называемой
<сейемической массы» — груза (рис. б 47). В корпусе датчика 1 зак-
репляется пьезоэлектрический элемент 2. На пружинах 4 подвешен
груз 5,1 имеющий массу т. При закреплении корпуса на колеблю-
щемся ооъекте, например на резцедержателе, и перемещении кор-
пуса вместе с резцедержателем в колебательном движении груз 3
будет воздействовать через пружину 4 с силой инерции Л на пьезо-
элемент 2 Пьезоэлемент будет деформироваться, согласно второму
закону Ньютона, силой, равной произведению массы груза т на ее
ускорение a F = -та. Знак минус показывает, что вектор силы
направлен противоположно ускорению.
Величина электрического заряда на гранях пьезокристалла и ве-
личина электрического напряжения между противоположными гра-
нями будет изменяться пропорционально ускорению колебательных
движений, т. е. механические колебания будут отображаться коле-
баниями электрического тока. Регистрируется электрический сиг-
нал с помощью измерительного комплекса 5.
Типовая конструкция пьезодатчика акустической эмиссии схе-
матично показана на рис. 6.48. Пьезоэлемент 1 из искусственной
пьезокерамики, поляризованной по толщине, опирается на изоли-
рующую его от корпуса 3 пластмассовую шайбу 2. К посеребренной
поверхности керамики подпаян проводник 5, через который элект-
рические заряды подаются на токосъемник 4, закрепленный на тек-
столитовой шайбе 6. Другая поверхность керамики соединяется с
корпусом
Широко распространенные пьезоэлементы на основе пьезоке-
рамики ЦТС-19 показывают высокую чувствительность и возмож-
^регистрировать переменные деформации малых величин Не
является высокая хрупкость. В настоящее время на
^применение пленочные пьезоэлектрические датчики на осно'
Дойной пьезоэлектрической полимерной пленки Эластик
пленку можно резать, гнуть, ее закрепляют на подложке и
’ линяют к ней инерционную массу. При изменении скорости
^пия в результате действия инерционных сил происходит ПР
^апия пленки. Благодаря пьезоэффекту возникает разность пГ
>ob на граничных слоях пленки, зависящая от ускоренна
Датчики различают по различным частотам колебаний воспой,
щаемых ими. ’ "
Для получения информативного сигнала колебаний важно ппя
^определить место установки датчика. Критерием правил^
^выбора места может быть наибольшая разница между
^сигнала в процессе резания и на холостом ходу станкГ Р
Для преобразований и анализа электрического сигнала отобпя
колебательные процессы, используют комплекс’типовой
правды, структурная схема которого показана на рис 6 4Q
Электрический сигнал несет информацию о колебаниях как
ранее, в широком спектре частот. Сигнал усиленный г о
цщыо предварительного усилителя, поступает в фильтр частот ™
флыровывается для дальнейшего анализа сигнал принятой
пной октавы в зависимости от цели исследований. Далее си^яй
даает в интегрирующий усилитель, где усиливается выбран^
^сигнала. В качестве параметров измерения используют а'
^перемещении X, скорости Ухи ^ускорения перемещений в
ИЛЬНОМ процессе. Так, для гармонических колебаний эти па
рдары связаны между собой следующими соотношениями:
X = A cosco/;
Рис. 6.47. Принципиальная схема
пьезоэлектрического датчика —
акселерометра
Датчик
Рис. 6.48. Пьезодатчик
акустической эмиссии
Vx~ X'(t) — — Яшьшш/ = A wcos(cn/ + л/2);
ах= Vx'(t) ~ —Лш2со5(п/ = Hcn2cos(w/ + л),
Предварительный
усилитель
Рис. 6.49. Виброизмерительный комплекс
205
204
где со — круговая частота колебаний; / время; А — амплитуда
колебании
Изменение параметров колебаний во времени при принятых Л и
со показано на рис. 6.50, из которого видно, что наибольший сигнал
получается при измерении ускорений наименьшей — при изме-
рении перемещений, поэтому параметр измерения выбирают в за-
висимости от интенсивности колебаний.
Часто в качестве датчика колебаний для диагностирования со-
стояния элементов технологической системы в звуковом диапазоне
частот от 20 до 20000 Гц используют микрофон (см. гл. 10).
6.2.3. Электрические явления при резании
как источник информации
о процессе резания
Рассмотренные диагностические признаки состояния инструмен-
та — сила резания и колебания в широком спектре частот — несут
обобщенную информацию о ряде явлений, сопутствующих процес-
су резания, из которой извлекают информацию, непосредственно
связанную с контактными процессами на рабочих поверхностях
инструмента и отображающую их изменения, вызванные износом,
выкрашиванием или скалыванием режущей части. Однако извлечь
«чистым» полезный сигнал не всегда удается. Кроме того, датчики
сил и колебаний обычно удалены от зоны резания, что также при-
водит к потере полезной информации в передаточных звеньях тех-
нологической системы
206
п связи с этим предпочтительней использовать для диагности-
# ИЯ инструмента сигналы физических эффектов, которые не-
ценно сопровождают контактные процессы сигналы элек-
явлений при резании.
теории резания широко используют метод естественной термо-
«И определения средней температуры резания. Для этого изме-
ЭДС резания, генерируемую в зоне скользящего контакта режу-
инструмента со стружкой и поверхностью резания заготовки,
.рассматривают как естественно образующийся в процессе реза-
Иррячий спай термопары, при этом измеряемая ЭДС резания
термоэлектрическую природу. Здесь, как и в искусственной
Бопаре, имеет место явление Зеебека, состоящее в том, что в зам-
шей электрической цепи, образованной двумя разными металли-
«ими проводниками, возникает термоэлектродвижущая сила —
пдС если места контактов горячего и холодного спаев поддержи-
Jca при разных температурах. Носителем электричества являются
родные электроны, концентрация которых в проводниках повы-
[К1СЯ С ростом температуры горячего спая. ТермоЭДС зависит от
«зности температур горячего и холодного спаев. Однако исследова-
СВ. Васильева внесли уточнение в монотермоэлектрическую
имельЭДС резания. Предполагается, что помимо термоэлектричес-
ки ЭДС входит составляющая, обусловленная механическим, де-
формационным возбуждением электронов металлических поверхно-
В результате значения средней температуры резания, измеряе-
те помощью естественной термопары, получают завышенными.
Уточненное толкование физической сущности ЭДС резания ис-
[пьзуют для получения разнообразной информации из зоны реза-
ни, В том числе информации о состоянии режущей части инстру-
итаонаростообразовании и др. При этом сигнал, для получения
дарого не требуется специальных датчиков, поступает непосред-
пкино из зоны резания
Простейшая схема измерения ЭДС известна из теории резания
(рис.6.51). Станок, например токарный, оснащают токосъемником,
закрепляемым на задней части шпинделя и соединяемым с входом
измерительного прибора Е с большим электрическим сопротивле-
нием. Второй вход прибора соединяют с инструментом. При этом
метрическое сопротивление шпиндельных подшипников должно
бить существенно больше сопротивления площадки контакта инст-
румента с обрабатываемой деталью. Надежность измерения ЭДС
смается при нарушении условий работы подшипников, когда воз-
ножноуменьшение их электрического сопротивления из-за потери
целостности масляной пленки между деталями подшипников.
207
Рис. 6.51. Схема измерения ЭДС резания
Существенным достоинством сигнала ЭДС резания является то,
что для его обработки не требуется специальных преобразователей,
поскольку сразу получается электрический сигнал.
Итак, ЭДС резания представляют как совокупность элементар-
ных импульсов напряжений Et, возникающих на микровыступах
площадок контакта передней и задней поверхностей инструмента с
обрабатываемым металлом (рис. 6.51).
Теоретически показано, что для данной пары металлов режуще-
го инструмента и обрабатываемой заготовки измеряемая величина
Е (ЭДС) зависит от соотношения где Ro и Rk — переходные
электрические сопротивления контакта соответственно «резец—за-
готовка* и «резец—стружка» Анализ зависимости Е = fl 1 пока-
J
зал что с увеличением отношения -у- увеличивается и Е.
С ростом износа на задней или передней поверхностях режущей
части инструмента увеличиваются соответствующие площадки кон-
такта. а вместе с ними уменьшаются электрические сопротивления
Rq или R,. В зависимости от расположения очага превалирующего
износа будет возрастать или уменьшаться измеряемая величина £
На этом основан принцип диагностики инструмента.
Так, при превалирующем износе на задней поверхности R^ умень-
шается быстрее, чем Rk, что вызывает уменьшение измеряемой ве-
личины Е. При превалирующем износе на передней поверхности,
напротив, Е возрастает.
Однако измерять Е и тем самым определять состояние инстру-
мента рекомендуется в начале очередного прохода обработки дета-
лей, пока не прогрелись опорные поверхности резцедержателя. При
их нагревании, как в горячем спае, создается паразитная ЭДС, ис-
кажающая полезный контролируемый сигнал Е.
№ 6.52. Графики зависимости ЭДС резания от износа h
пинками изтвердого сплава Т15К6. Обрабатываемый матепи/ С ПЛа'
Рдам резания 5 = 0.2 мм/об, t = 0,5 мм. И= 290 м/мин и 74^? 45'
(из С.М. Палея, 1984) 240 м/мин
График зависимости Е от износа на задней поверхности твердо-
[Яавного резца показан на рис. 6.52. Рост кривых до А = 0,5-0,6 мм
^меняется тем, что с начала работы инструмента более интен-
сивно уменьшается сопротивление Rk вследствие приработки пе-
геаней поверхности инструмента и увеличения площадки факти-
чного контакта со стружкой. После того как начинается уско-
«нный износ на задней поверхности, более интенсивно падает Ro
, уменьшается Е. При износе на задней поверхности быстрорежу-
шВ резцов величина Е уменьшается, начиная с периода прира-
{дахи до предельного износа.
Помимо описанного способа определения состояния инструмента
по средней величине Е используют способ, основанный на спект-
ральном анализе сигнала ЭДС, генерируемого в зоне резания. Уста-
новлено, что в спектре ЭДС резания имеется несколько полос час-
да, в которых обнаружена корреляционная связь износа инстру-
мента с амплитудами сигнала.
Оценка состояния инструмента на основе использования сигна-
ла ЭДС резания, несмотря на ряд существенных достоинств, имеет
ираниченное применение в производственных условиях. Это выз-
вано необходимостью оснащать станки токосъемниками, существу-
ющие конструкции которых не обладают достаточной надежностью.
Известны способы определения состояния режущего инструмен-
П,основанные на измерении электрического сопротивления зоны
скользящего контакта режущей части инструмента с деталью. Про-
пускают электрический ток через зону резания с одновременным
измерением падения напряжения на электрическом сопротивлении,
встроенном в эту цепь. С износом инструмента изменяется пло-
208
н-яи
209
щадь контакта между инструментом и обрабатываемой деталью, что
вызывает изменение электрического сопротивления скользящего
контакта в зоне стружкообразования, регистрируемого прибором.
6.2.4. Электромагнитные процессы
Применение датчиков, устанавливаемых на державках инстру.
мента или в зоне резания, сопряжено со сложностями передачи
информации в измерительный канал. Требуются токосъемники,
которые снижают достоверность информации.
Перспективным бесконтактным методом контроля за состояни-
ем инструмента является метод, основанный на регистрации пара-
метров электромагнитных процессов, возникающих в зоне резания.
В качестве чувствительного элемента для регистрации электро-
магнитных процессов применяют катушку индуктивности, устанав-
ливаемую над зоной резания. Переменные электромагнитные потоки
изменяются в диапазоне от 1 до 20 кГц. Экспериментально подтвер-
ждена возможность распознавания износа с помощью индуктивных
датчиков.
6.2.5. Температура
В разд 1 была показана роль температуры как доминирующего
фактора определяющего состояние режущей части инструмента. Рост
износа Лз вызывает рост мощности источника теплоты (см. формулу
(2 1)), а затем и рост температуры. При больших скоростях резания
она определяет структуру и свойства инструментального матери-
ала, от которых зависит интенсивность изнашивания и наработка
до отказа Следовательно, температура может служить информатив-
ным признаком состояния инструмента, но практически воспользо-
ваться этим диагностическим свойством температуры не представля-
ется возможным ввиду того, что методы ее измерения в инструменте
мало пригодны для производственных условий при эксплуатации
технологической системы.
В предэксплуатационный период при исследовании инструмента
в лабораторных условиях, а также при тепловом диагностировании
станков в качестве датчиков для определения температуры применя-
ют стандартные и полуискусственные термопары. Разновидностью
последней является защемленная в сборном инструменте полуис-
кусственная микротермопара. Конструкция такого инструмента по-
казана в подразд. 6.1. В теории резания методом определения сред-
ней температуры в режущей части инструмента является естествен-
210
термопара. Широкое применение для теплового контроля тех
веского оборудования находят термисторы или терморезиГ
полупроводниковые резисторы, электрическое сопротивле
. которых существенно изменяется с ростом температуры Теп'
^зисторы СТ1-18 изготавливают в бусинковом исполнении
же целей используют бесконтактные методы инфракрас-
, термографии. Тепловизоры и пирометры, основанные на этом
находят в последние годы все большее применение в маши
утроении. Остановимся подробно на их возможностях
Инфракрасная термография - это метод получения термоизоб
^ений (термограмм) невоспринимаемого глазом теплового излч
> объектов, позволяющий контролировать тепловое состояние’
орудования без непосредственного с ним контакта, не прерывая
,логического процесса. Получают температурные поля или лГ
т^ные температуры тех узлов и деталей станка, тепловые дефоо'
щщШ которых существенно влияют на точность обработки С пп'
ДОШЬЮ этого метода контролируют подшипники, зубчатые пепелГ
муфты и температурное состояние инструмента Р
Тепловизор представляет собой систему формирования и обпа
термоизображении в реальном масштабе времени С помп’
1ЬЮвертикальной и горизонтальной разверток система преобпа™'
кинфракрасное излучение объекта в электронный видеосигнал’
-о-обный телевизионному. и,нал’
Мировая известность по производству тепловизоров принадле-
тит шведской фирме «AGEMA» и японской «NEC» Компактняо
идельтепловизора с усовершенствованны-
^функциями анализа изображений и тем-
пературных полей по всей поверхности эк-
рана показана на рис. 6.53. Диапазон изме-
ряемых температур 40—2000 °C. Точность
измерения составляет ± 2 %; температурная
даспительность — 0,08 °C. Размеры при-
бора соответствуют размерам видеокамеры.
Инфракрасные пирометры — неконтак-
тные термометры — это приборы для дис-
танционного измерения температуры в точ-
иобъекта. Стационарно закрепленные из-
мерительные датчики (рис. 6.54) в сочетании
[блоком электронной обработки данных
обеспечивают тепловой анализ объекта и
технологического процесса с помощью ком-
пьютера, что позволяет использовать такие
Рис. 6.53. Тепловизор
фирмы «NEC»
211
Р.С 6М Инфракрасные температурные датчики
пирометры фирмы «МОсгоп»
термографические системы для диагностирования и управления обо-
рудованием
Для того чтобы оценить достоверность измерений температуры
различными методами, сопоставлялись данные температуры на рабо-
чих поверхностях режущей части инструмента, полученные метода-
ми зящемпенной в резце полуискусственной микротермопары, есте-
ственной термопары и с помощью тепловизора модели THV-680 фир-
мы «AGEMA», работающего в режиме быстродействующего сканера
Установлено, что наиболее достоверные данные температуры дают
защемленные полуискусственные микротермопары и тепловизоры.
6.2.6. Параметры обрабатываемой детали
В табл. 6.1 отмечена взаимосвязь параметров состояния обраба-
тываемой детали и параметров состояния инструмента. В табл. 6.2
показано, что параметры одного из этих блоков могут являться ди-
агностическими признаками параметров другого блока.
Из всех параметров обрабатываемой детали практическое исполь-
зование в качестве диагностических признаков состояния инстру-
мента имеют такие, как размер детали и шероховатость обработан-
ной поверхности.
Взаимосвязь износа инструмента с размером обработанной де-
тали обнаруживается из анализа структуры суммарной погрешности
обработки Д:
Д =/(А„> Дд- Ав, Аст, Ди, А ),
где Д — погрешность от размерного износа инструмента; Дц — по-
грешность из-за упругих деформаций технологической системы от
действия переменной силы резания; Дв — погрешность за счет теп-
„еформаций элементов технологической системы; Дст - ло-
жность геометрической неточности станка; Дн — погрешность
>1)йки станка на обрабатываемый размер детали; Дз — погреш-
“Тустановки заготовки.
Первые три составляющие Д связаны с износом режущей части
^ипумента; Д„ непосредственно вызывается размерным износом —
ком по задней поверхности, измеряемым в направлении кон-
1ИРУемОГО РазмеРа Детали- Рост Дд вызывается ростом силы
% в результате износа йз; йз, вызывая рост температуры в
Срезания, приводит к увеличению Де. Наличие помимо Д по-
гоешностей Ад и Aj не позволяет установить геометрическую де-
аминированную зависимость между А и Д даже при строго по-
лных условиях резания и других составляющих суммарной
^грешности обработки. Связь между ними носит стохастичес-
ГЯЙ характер- _
Тем не менее функция Д -J(n) или в соответствии с обратимо-
функции зависимость Аз =/(Д) используется для диагностиро-
кния износа (выкрашивания) инструмента. По результатам конт-
ри размера детали с помощью специальных измерительных средств
(датотекущем состоянии или отказе инструмента, хотя достовер-
рХГЬ такого контроля не всегда достаточна.
Используется также общеизвестная связь между износом инст-
румента и шероховатостью обработанной поверхности детали. По
результатам измерения шероховатости оценивают состояние инст-
румента.
Диагностирование состояния инструмента на основе измерения
неметрических параметров детали реализуется на станках по окон-
чании процесса резания. В отличие от рассмотренных непрерывных
методов диагностирования измерения производят периодически.
Периодичность измерения определяют, руководствуясь опытом ис-
пользования режущего инструмента на данных технологических
операциях или основываясь на расчетах предполагаемого периода
стойкости инструмента.
Периодическим методам диагностирования свойственны следу-
ющие недостатки:
- увеличение общего времени обработки детали за счет конт-
рольных измерениий;
- невозможность выявления непрогнозируемого отказа инстру-
ента во время обработки, что приводит к непоправимому браку
дай или к нарушению работоспособного состояния узлов станка.
Однако возможно непрерывное диагностирование состояния
инструмента по результатам измерения параметров детали в про-
213
212
цесее резания, но для этого должны применяться бесконтактные
датчики. Таким образом получают заданную точность в процессе
изготовления детали
Обеспечение возрастающих требований к качеству изделий при-
вею в середине прошлого века к значительному росту численнос-
ти контролеров для выполнения послеоперационного контроля
деталей, что повышает себестоимость изделии. К тому же исправ-
ление брака, обнаруженного в результате контрольных операций,
требует больших затрат. Качество вступает в противоречие с эконо-
мической эффективностью производства. Для устранения этого про-
тиворечия реализуют технологический принцип достижения задан-
ного качества в процессе изготовления деталей. Применяют методы
активного контроля.
Все погрешности обработки разделяют на систематические и
случайные. Если бы погрешности а также Де и Лп являлись сис-
тематическими, изменяющимися по определенной установленной
зависимости, их легко было бы устранить путем подналадки тех-
нологической системы, запрограммированной во времени. Однако
погрешности, зависящие от износа инструмента, как это вытекает
из результатов исследований, приведенных в подразд. 4.6, являют-
ся случайными. Основной смысл применения активного контроля
заключается в компенсации случайной составляющей погрешнос-
ти обработки Одновременно компенсируют и систематические по-
грешности
Основываясь на зависимости Д широко применяют для
достижения точности обработки технологический прием — подна-
ладку инструмента на заданный размер обрабатываемой детали. Здесь
осуществляются обратные связи — воздействие выходного парамет-
ра (размера обрабатываемой детали) на положение инструмента.
Реализуется активный контроль.
Подналадка возможна в связи с тем, что по технологическому
критерию отказа инструмента величина предельного износа, кото-
рая при чистовой обработке определяется допуском на размер де-
тали (см. рис. 5.2.), часто значительно меньше величины опти-
мального износа, определяющей начало полного затупления инст-
румента. После подналадки инструмент должен иметь достаточный
резерв стойкости, который может быть определен по методике,
изложенной в подразд. 4.6.3. Подналадки могут выполняться до
достижения инструментом предельной по оптимальному критерию
величины h. Чтобы оценить возможность дальнейшей подналад-
ки, необходимо знать значение износа Лз, которое определяется
диагностированием
I 214
18 2
Рис. 6.55. Схемы
датчика касания:
а — принципиальная,
б — конструктивная
215
дгтчикидля контроля параметров детали
и инструмента
^мерный контроль при обработке в автоматизированном поо
^стве осуществляется двумя способами: вне станка, после за’
«мления обработки детали или на станке после выполнения оче'
Хою технологического перехода. Послеоперационный контроль
ринется на специальном контрольном приспособлении или на
^льно-измерительнои машине. При выявлении погрешности
^ботки вводят необходимую коррекцию для повышения точное
работки следующих деталей. Такие контрольные проверки по’
junior оценить износ инструмента. и и ни-
Выполнение координатных измерений непосредственно на об
бывающем станке обеспечивает оперативность при конттХ
^ширяет возможности адаптивного управления точностью об
рботки. Однако при этом уменьшается коэффициент технической
„использования станка, так как во время измерения станок про-
пивает.
Для контроля размеров детали и парамет-
риразрушения инструмента непосредствен-
В в зоне обработки широкое распростране-
ние получили датчики касания (контактные
ргчики), обладающие универсальностью и
позволяющие измерять контролируемые раз-
имы с микронной точностью. Такие дат-
ики изготавливают как отечественные про-
изводители, так и ряд зарубежных фирм,
среди которых наибольшее распространение
мяучили разработки фирм < Renishaw> и
«Maiposs».
Принципиальная схема датчика и ее ре-
щзация представлены на рис. 6.55 а, б.
Длчик состоит из следующих основных уз-
ив. В корпусе /, закрепляемом на подвиж-
ной части станка, размещается узел 2 уста-
новки (подвески) измерительного наконечни-
ка^. Наконечник может иметь соединенные
аду собой стержни 4 с контактными эле-
митами 5. Предохранительное устройство
Предотвращает поломку измерительной
головки в случае большого смещения нако-
нечника. Кроме того, головка имеет узел
создания измерительного усилия и ориентации 7, чувствительные
элементы 8 и электронную схему питания и обработки сигналов у
При отклонении наконечника 3 в любом из указанных стрелка-
ми направлений опорный диск 2 поворачивается относительно оси,
перпендикулярной оси головки, или смещается вдоль ее оси. Вместе
с диском смещается связанный с ним якорь индуктивного датчика 8.
Вызванное этим изменение электрического сигнала используют для
определения момента касания наконечником головки контролируе-
мой детали. Для получения сигнала о касании достаточно перемес-
тить наконечник на величину до 1 мкм с усилием до 0,2 Н
Для контроля размера детали измерительную головку устанавли-
вают или в шпинделе станка (например, обрабатывающего центра),
вместо режущего инструмента, или в позиции режущего инструмента
револьверной головки токарного станка с ЧПУ. При измерении ста-
нок работает в режиме координатно-измерительной машины. Так,
для измерения расстояния между двумя поверхностями следует оп-
ределить координаты точек на каждой из них и вычислить их раз-
ность
Электрический сигнал, возникающий в момент касания, пере-
дается в систему ЧПУ для отсчета и запоминания координаты каса-
ния по кабелю, что связано с определенными сложностями.
Широкому распространению координатных измерений на стан-
ке способствовало создание датчиков касания, передающих сигна-
лы бескабельным способом. Применяют индуктивную и оптичес-
кую связь между измерительной головкой и приемником сигнала.
Система индуктивной связи состоит из двух модулей. Один — на
измерительной головке в подвижном узле станка, например, в шпин-
деле, второй — устанавливается в сопряженном невращающемся узле.
В положении измерения модули находятся на расстоянии 2 мм друг
от друга Питание к измерительной головке подается через индук-
тивную связь. Аналогично подается сигнал касания от головки к
неподвижному приемнику.
Фирмой «Renishaw» разработаны датчики с оптической систе-
мой передачи сигналов. Инфракрасные лучи обеспечивают обмен
обшей информацией между оптическим передатчиком датчика и
оптическим приемником станка. Схема обмена информацией изоб-
ражена на рис. 6.56. Возможна передача сигнала на расстояние до
3 м. При наличии визуального контакта передатчика с приемни-
ком масляный туман, охлаждающая жидкость и дым в зоне обра-
ботки не являются препятствием для инфракрасного излучения.
Сигналы с оптического приемника через интерфейс поступают в
ЧПУ станка.
Оптический
передатчик
датчика
касания
Рис. 6.56. Передача информации от датчика касания
с помощью оптической системы
Для определения износа резца путем измерения диаметра обра-
зиной детали наконечник измерительной головки 7 (рис. 6.57)
водится в контакт сначала с обрабатываемой поверхностью детали,
j координата xt фиксируется в запоминающем устройстве ЧПу'.
Затем, после обработки с глубиной резания /, наконечник вводится
(контактеобработанной поверхностью. Новая координата касания
х, будет равна х1 + / + Д, где Д погрешность размера, вызванная
Еносом инструмента по задней поверхности. По предварительно
полученной зависимости А, — У (А) с помощью ЭВМ определяют
величину А,.
Рис. 6.57. Схема измерения размеров обрабатываемой детали
и режущего инструмента
216
217
Описанные измерительные головки используют также для пря-
мого контроля размерного износа или определения возможного раз-
рушения инструмента Для этого головка 2(см. рис. 6.57) может
быть установлена на передней бабке станка. Отсчет ведется от коор-
динаты касания наконечником головки режущей кромки острого
^Недостаткам этого метода является то, что на точность измере-
ния может оказать влияние наличие на рабочих поверхностях инст-
румента нароста, образовавшегося или в самом процессе резания,
или вследствие переходных процессов при выводе резца из зоны
резания Для выявления нароста, а также выкрашивании режущей
кромки инструмент по специальной траектории перемещается от-
носительно наконечника измерительной головки 2, что усложняет
процедуру измерения, а износ остается скрытым за наростом (см.
рис. 6 57).
Для измерения размерного износа инструмента, а также малых
перемещений в деталях и узлах станков, которые приходится конт-
ролировать при изучении тепловых, силовых и других повреждений
рекомендуется использовать тензометрический преобразователь с
упругим элементом в виде плоской пружины, нагружаемой продоль-
ной силой Датчик, показанный на рис. 6.58, состоит из корпуса 7,
плунжера 2 и двух плоских пружин 3 с наклеенными тензорезисто-
рами Колодки 4 и 5 фиксируют положение торцов пружин в корпу-
се и плунжере.
Рас 6.58. Тензометрический датчик малых перемещений
(из Б М Бржозовского, 1987)
Выводы тензорезисторов припаяны к проводам и пропущены в
^рсшевкоргусе. Перемещение плунжера ограничено кольцом 6
^„корпуса В исходном положении между торцом плуХоа 2
водкой 4 обеспечен зазор 0,2 мм. Герметичность датчика^
резиновые кольца 7 и уплотнение 8. Для измерений на тен™
|С^рах спаивается полумост. на тенз°ре-
* ддя измерения размера детали применяют электронный датчик
1)ра_ механотрон. Эго электровакуумный прибор в кетХм
явление электрическими токами осуществляется механичен ™
^перемещения электродов. Датчик преобразует линейное^'
мщение непосредственно в изменения анодного тока и может «Г
без усилителя. Принцип работы состоит в следующемХол7
6.59) перемешается в направлении к неподвижному нака^нно
^ду 4 с помощью рычага /, который проходит черезХастич'
утенку 2 При измерении контролируемого размера расетояХ «
едется, что приводит к изменению анодного тока 1 5
стельно, 1„ отображает контролируемый размер ° 7 > СЛе'
для измерения размеров детали и инструмента применяют ме
л в которых вместо механического щупа используется световой
лок. Существуют два принципа измерения' кетовой
_ световой поток отражается от поверхности измерения и пеги
прируется приемником; и ия и Ре™-
,,—В0Й П0ТОК ПР°еК™РУеТ Изм часть объекта на поле
К бесконтактным методам, обеспечивающим возможность не
прерывно в процессе обработки измерять размеры деталХтХят'
ревматические измерительные устройства, принцип рабХко’
ррыхзаключается в следующем (рис. 6.60). р ™ ко-
Рис. 6.59. Датчик размера — механотрон
218
219
Рис 6.60. Схема пневматического измерительного устройства
К измеряемой детали 1 подводят эжекторное сопло 2 с отверсти-
ем небольшого диаметра. Между деталью и торцом сопла устанав-
тивают зазор Z- Из устройства стабилизации давления 3 сжатый воз-
дух подается в измерительную камеру 4, который через зазор ? вы-
ходит в атмосферу. Давление в измерительной камере является
функцией расхода воздуха из сопла, т. е. функцией зазора z, изме-
няющегося при изменении диаметра D детали. Таким образом, осу-
ществляется косвенный метод измерения размера детали.
В качестве диагностического признака состояния инструмента
могут быть использованы параметры шероховатости обработанной
поверхности детали. Шероховатость постепенно возрастает по мере
износа инструмента в стадии установившегося изнашивания и рез-
ко повышается с начала катастрофического изнашивания. В связи с
этим диагностирование по шероховатости возможно как при техно-
логическом, так и при оптимальном критерии затупления.
Для контроля шероховатости рекомендуют применять оптичес-
кие датчики, с помощью которых оценивают отражательную спо-
собность поверхности, зависящую от ее шероховатости.
Датчик состоит из зонда, источника света, фотодиодов и электронного
блока обработки сигналов. Зонд имеет световоды, предназначенные
для передачи луча от источника к измеряемой поверхности, и свето-
воды, передающие отраженный луч к фотодиодам. Сигнал фотодио-
дов, зависящий от интенсивности отраженного луча, поступает в
электронный блок, который выдает среднюю на некотором участке
измерения величину Ла. Созданы датчики на основе использования
лазерного луча.
Некоторые тенденции развития систем измерения
в диагностике инструмента и процесса резания
Ранее указывалось, что для обеспечения достаточной информа-
тивности принятого диагностического признака необходимо экспе-
риментальным путем определить оптимальное место установки дат-
220
Датчик
Рис. 6.61. Режущая
пластина с датчиком
износа
рв в диагностируемом объекте. Так, для
юстирования состояния режущего инст-
*вта устанавливают датчики в непосред-
^нной близости от зоны резания. Более того
рйвшьно снимать информацию, харакгери-
рщю состояние инструмента с контактных
ддодоадок, как это реализует метод естествен-
^термопары. Наблюдается также тенденция
ротания части инструмента как упруго-
^ительных элементов, деформации кото-
ПОМОЩЬЮ измерительных первичных
^бразователей отображают силы или дру-
^параметры, характеризующие процесс ре-
и состояние инструмента. Такие части
вдавливают, например, из магнитоупругих
?ктвительных металлов.
тенденции ил«„с,р„ро,а„ы мед ,ющим при№
Компанией «Kyocera Industrial Ceramics Corp.» разработаны ре-
ющие пластинки (рис. 6.61), получившие название Sensor Tool, со
иным датчиком повреждений пластинки, которые прогнози-
.даогказы, связанные с появлением износа, трещин и сколов,
^расположен непосредственно у режущей кромки и осуще-
даяет мониторинг по изменению электрического сопротивления.
По мере износа сопротивление увеличивается. При поломке плас-
дакивыдается сигнал, станок немедленно останавливается и инст-
румент отводится от детали. Пластинка используется в сочетании
и специальной державкой, поставляемой компанией «Куосега».
Применение разработанной пластины предотвращает брак из-за
скалывания или достижения запредельного износа пластинки.
Вдругом варианте на заднюю поверхность сменной твердосплав-
ий пластинки нанесена титановая пленка, являющаяся электри-
ческим сопротивлением. Пленка расположена параллельно режу-
щим кромкам инструмента, но изолирована от режущей пластинки.
Электрические отводы сделаны с помощью проводов, проходящих
через отверстия в теле резца. Износ по задней поверхности плас-
тики определяют по величине изменения сопротивления пленки,
да которой срезается по мере износа пластинки. Разработан спе-
циальный метод нанесения титановой пленки на поверхность плас-
инок.
Вместо пленки на заднюю поверхность на определенном рассто-
кнки друг от друга в направлении развития износа йз наносят то-
221
копроводящие полоски Развитие износа А, приводит к последова-
тельному замыканию полосок. По этому судят о величине износа
Дм диагностирования состояния токарного резца создана мик-
росистема. включающая ряд датчиков различного назначения, уста-
новленных в непосредственной близости от зоны резания Сигналы
от датчиков поступают в систему их обработки и анализа. В ходе
исследований установлено, что наибольшая достоверность о состо-
янии инструмента может быть обеспечена лишь при расположении
датчиков вблизи зоны стружкообразования. На основании этого
созданы миниатюрные пьезорезисторные и терморезисторные дат-
чики
На рис. 6.62, а и б показан проходной резец с закрытой и откры-
той стенкой, за которой помещена измерительная система, на рис.
6 62 в — элементы и узлы микроизмерительной системы. 1 — линия
закрепления клеммного держателя; 2-датчик температуры; 3-даТ-
Рис. 6.62. Система микродатчиков, встроенных в тело резца
(из П. Франка, 1999)
усилий, каждый из которых выполнен на пленочных пьезорези-
4-датчик колебании; 5- шина тестирования; б - система
Артельной обработки сигналов датчиков; 7- контакты элект-
хих соединений, через которые аналоговые сигналы передают-
*7Мобработки; 8— накопитель информации.
разработка конструкций инструментов-датчиков обоснована тем
короткие каналы передачи информации из зоны резания повы-
ше надежность вследствие сокращения помех, а корпус инст-
иента часто имеет достаточный объем для размещения в нем дат-
’ и преобразователей.
Пляпередачи информации отдатчиков, расположенных напол-
ни частях технологического оборудования или инструмента
„нменяют, как отмечалось ранее, бескабельные, радиотелемет-
инеские и оптические методы. Наиболее эффективна система
' >едачи информации с помощью инфракрасного излучения (см
рс 6.56). Основные блоки этой системы видны на упрощенной
деме рис. 6.63.
Рис. 6.63. Упрощенная схема передачи информации
223
222
Источником информации может служить какой-либо датчик,
«агчик касания, силы, температуры колебаний. Потребитель инфор.
мацин — система ЧПУ. В качестве передающего устройства-излуча-
теля используют светодиоды Приемник излучения — кремниевый
фотодиод
В случае когда приемник находится вне зоны визуального кон-
такта с датчиком, например отверстие контролируется датчиком
касания, оптическая связь невозможна. В этом случае информация
от датчика передается на радиочастоте. Так, компания «Toshiba
Machine» устанавливает на многоцелевых станках датчики касания
«Marposs» с миниатюрными радиопередатчиками. Информация пе-
редается в реальном масштабе времени.
Таким образом, тенденции развития систем измерения в диаг-
ностике инструмента и процесса резания проявляются:
— в стремлении расположить датчики вблизи зоны резания, в
частях режущего инструмента;
— в использовании в связи с этим миниатюрных первичных
преобразователе й;
— в применении бескабельных систем передачи информации.
Вслед за первым этапом работ, в котором выявлялись возмож-
ные изменения в состоянии инструмента, на втором этапе были
изучены возможные диагностические признаки критериев состоя-
ния и отказа инструмента, рассмотрены датчики, применяемые для
измерения этих признаков как физических величин.
Однако второй этап не будет завершен, если из возможных при-
знаков (а их у данного повреждения может быть несколько) не бу-
дет выявлен наиболее информативный. Его выявление, так же как
решение вопроса третьего этапа работ — разработка диагностичес-
кой модели, которая устанавливает связь между состоянием инст-
румента и его отображением в диагностических сигналах, требует
специальных трудоемких исследований. Для их выполнения разра-
ботаны стенды автоматизированной системы научных исследова-
ний (АСНИ).
Рис. 6.64. Схема металлорежущих станков
(из Ж.Н. Кадырова, 1991)
j Раскройте методики определения температурных полей в сверле и заготовке
(. Покажите взаимосвязь четырех блоков параметров процесса резания.
1. Почему силы резания часто являются информативными диагностическими
«ахами состояния инструмента?
* ( Покажите, как схемы силового замыкания на станках помогают определить
дативные» зоны встраивания силомоментных датчиков? Определите их кон-
рпшные решения (контуры станков показаны на рис. 6.64).
(.Рассмотрите конструкции силомоментных датчиков с использованием тензо-
рпоров; их преимущества и недостатки.
10 Почему мощность приводов может явиться диагностическим признаком со-
рви инструмента?
II.Рассмотрите конструкции датчиков, в которых используется пьезоэлектри-
ей эффект.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1 Сформулируйте и раскройте содержание пяти этапов работ, составляющих
научно-методический подход к разработке систем диагностирования.
2 Каковы требования, предъявляемые к критерию состояния инструмента?
3 В чем состоят особенности изменения в состоянии быстрорежущих сверл при
обработке чугунов7 Как определяют критерий отказа (допускаемый износ сверла)?
4 Каковы особенности изменения в состоянии быстрорежущих сверл при обра-
ботке сталей; критерии состояния и отказа (скрип сверла)?
12. Какова природа вынужденных и самовозбуждающихся колебаний?
13. Расскажите об использовании колебаний в качестве диагностических при-
лгав повреждений в элементах технологической системы и об акселерометрах.
14 Расскажите об электрическом отображении повреждений в инструменте
15. Каковы способы измерения температуры как диагностического признака
ИШИЯ инструмента?
16. Рассмотрите примеры применения датчиков касания
17. Каковы тенденции в развитии систем измерения в диагностике
логической системы?
элементов
224
Глава 7
АВТОМАТИЗИРОВАННЫЙ СТЕНД
НАУЧНЫХ ИССЛЕДОВАНИЙ
ДЛЯ РАЗРАБОТКИ СИСТЕМ
ДИАГНОСТИРОВАНИЯ
В гл. 6 определены научно-методические основы разработки сис-
тем диагностики, включающие значительный по объему комплекс
исследовательских работ. Для проведения исследований применя-
ются разнообразные технические устройства, скомпонованные в виде
исследовательского стенда В зависимости от оснащенности стенды
подразделяют на неавтоматизированные и автоматизированные.
Неавтоматизированный стенд представляет собой металлоре-
жущий станок, оснащенный первичными преобразователями (дат-
чиками) информации, поступающей из зоны резания, аналоговой
аппаратурой обработки информации — усилителями, фильтрами,
детекторами и регистрирующими приборами — осциллографами,
вольтметрами и др.
Использование таких стендов позволяет решать задачи по выяв-
лению возможных изменений в режущем инструменте в зависимости
от условий его эксплуатации, критериев состояния и отказа инстру-
мента, а также изучать отображение этих изменений в информации,
поступающей от датчиков из зоны резания, с последующим эврис-
тическим анализом зарегистрированной информации.
Обработку полученной информации производит исследователь,
поэтому от его квалификации, тщательности проведения вычисли-
тельных процедур будут зависеть результаты исследований. Глав-
ный недостаток неавтоматизированных стендов состоит в том, что
исключается возможность использования результатов анализа в ходе
выполнения эксперимента, т. е. отсутствует возможность построе-
ния «обратной связи», работающей в реальном масштабе времени.
Практически реализованные и описанные в технической лите-
ратуре примеры систем диагностирования основаны на использова-
нии различных диагностических признаков. Их многообразие явля-
ется свидетельством того, что нет универсального признака, кото-
рое бы надежно отображать состояние всех типов инстоумен
работающих при различных условиях резания Поз™
аН11И систем диагностирования для кавдого инстр^а необ”
^мо получать информацию из зоны резания о за^Хих от со'
^ния инструмента изменениях как функциональных X™
„параметров физических явлений с целью определений^’
^„„формативных из них. Это увеличивает потоки и гХ 6°’
J ации, которая не может быть интерпретируя М ИН‘
Ц'без дополнительной ее обработки и ^ХХнияТТ^'
побнойдля анализа: в виде графиков, таблиц, гистограмм Ф°РМе’
Сокращение трудоемкости решения этих задач достигаем
^ением в составе стенда вычислительной техники ипри"
^ляюших вводить в ЭВМ информацию и выводить иГэВМ™’
ЛИПЫ анализа. " «ьизеэвМре-
Помимо сложности обработки информации воемя
„„на ее обработку без использования вычислительно'^ачивае-
дазывается существенно больше, чем может быть отведено
рмию-диагностических процедур технологического ппп кон'
«щесса, управляемого в реальном времени с помп Р цесса как
^датирования Человек должен быть максимальноТ^ючТ^
рюпедур сбора и переработки измерительной информагУ И3
^решения. Это достигается путем создания автомТ Приня-
«я® научных исследований при обработке резанием (АСНИХ*
вМШейся в то же время праобразом разрабатываемой/ Р)’
дагностпрования. Автоматизация измерений не пн Системы
дадователя, а, наоборот, повышая производительностье^ Р°ЛЬ
iprfyer более высокого уровня знаний не только в У
,чтн0 и в тех вопросах, которые решаются при приеме и об™
(ода измерительной информации. риеме и обра-
АСНИ ОР помимо разработки систем „
дарования используют для решения других заУ °™°Г° ДИЭГ'
и6л.5.1. друз их задач, указанных в
7.1. ПРИНЦИП ПОСТРОЕНИЯ АСНИ ОР
При разработке АСНИ ОР необходимо решать следующие задачи:
1. Автоматизация сбора измерительной информации.
Для автоматизации сбора информации необходимо обеспечить
шфикацию выходных сигналов датчиков, программно-управляе-
iijTO коммутацию этих сигналов на общий канал связи. Обеспечить
ршовой набор операций, выполняемых в измерительном канале:
редаригельное усиление сигналов, фильтрацию, аналого-цифро-
1! 227
226
вое преобразование. В процессе функционирования системы долж-
ны отсутствовать ручные операции регулировки и настройки.
2 Автоматизация передачи информации из измерительного канала
в ^фровое вычислительное устройство (ЭВМ).
Для решения этой задачи необходимо обеспечить согласование
измерительного канала с информационной магистралью вычислитель-
ного устройства Технические средства согласования и протокол их
работы называют интерфейсом. Интерфейс определяет формат пере-
даваемой и принимаемой информации, уровни сигналов, организа-
цию управляющих сигналов и временные соотношения для них.
3 Автоматизация обработки измерительной информации.
Эта задача решается путем подключения к измерительному ка-
налу вычислительной техники. ЭВМ управляет по отлаженному ал-
горитму ходом выполнения экспериментов и обработки его резуль-
татов.
4 . Автоматизация документальной регистрации.
Автоматизация этого процесса обеспечивается путем оснащения
системы устройствами вывода текстовой и графической информации.
Решение указанных выше задач необходимо производить в рам-
ках единого системного подхода, который должен обеспечить со-
гласованную работу всех программируемых компонентов автомати-
зированной системы.
АСНИ ОР можно рассматривать с двух позиций: ее функцио-
нальных возможностей и ее функционирования.
Функциональная структура АСНИ ОР
С функциональной точки зрения АСНИ ОР представляет слож-
ную систему, в которой выполняются два класса функций: целевые,
предписанные целью исследований при обработке, и собственные —
функции организации и управления АСНИ ОР. Выполнение этих
функций возлагается на ряд подсистем. Обобщенная функциональ-
ная структура АСНИ ОР с выделением задач, решаемых каждой из
подсистем, представлена на рис. 7.1.
К особенностям функционирования АСНИ ОР относится, во-
первых, то, что АСНИ ОР всегда будет «человеко-машинной» систе-
мой, так как независимо от степени развития автоматизации прове-
дения эксперимента последнее решение остается за исследователем.
Он должен иметь возможность планировать ход измерений и ана-
лиза результатов, при необходимости проводить их корректировку
и др. Информативно-управленческое взаимодействие подсистем и
исследователя в рамках АСНИ ОР показано на рис. 7.2.
Рис. 7.1 Функциональная структура АСНИ ОР
228
щая совершенствование методов и средств проведения исследова-
ний и решение новых задач.
Структура обеспечивающей части АСНИ ОР
Структура обеспечивающей части включает присущий автома-
тизированным системам набор основных компонентов, к которым
относятся: техническое обеспечение, математическое, программное,
информационное и методическое обеспечение.
Содержательный состав основных компонент отражает специ-
фику задач, решаемых в исследованиях. Обобщенная структура и
состав обеспечивающей части АСНИ ОР показан на рис. 7.3. Ядром
обеспечивающей части является техническое обеспечение, от со-
става и технических возможностей которого зависит реализация
решаемых задач.
В качестве устройства обработки информации применяют пер-
сональный компьютер. Совокупность устройств обработки инфор-
230
Рис. 7.3. Структура и состав обеспечивающей части АСНИ ОР
мации и программно-математического обеспечения носит назва-
ние вычислительной среды, посредством которой достигается ав-
томатизация приема и обработки информации, поступающей с ис-
следовательского стенда В свою очередь, исследовательский стенд
АСНИ ОР представляет собой программно-управляемое технологи-
ческое оборудование, осуществляющее процесс резания с заданными
технологическими параметрами. Физические явления, сопутствую-
щие текущему состоянию процесса резания, отслеживаются датчика-
ми, которыми оснащен исследовательский стенд. По измеритель-
ным каналам информация передается в вычислительную среду п0
спроектированным для этих целей алгоритмам. Таким образом, все
обеспечивающие части АСНИ ОР находятся в тесном взаимодей-
ствии которое подчиняется общей методике достижения постав-
ленных целей Общая методика (методическое обеспечение) вклю-
чает ряд частных методик, присущих функциональным подсисте-
мам. Составной частью методического обеспечения является методика
решения частных задач, например, диагностирования состояния ре-
жущего инструмента. Она является продуктом функционирования
АСНИ ОР и строится на завершающем этапе исследований с ис-
пользованием АСНИ ОР.
В методическое обеспечение входят постоянные компоненты, в
соответствии с которыми функционируют подсистемы АСНИ ОР.
К постоянным компонентам относят методику приема информа-
ции (по которой построены алгоритмы, реализовано программное
обеспечение и разработана структура и перечень технических средств)
и методики анализа принятой информации (алгоритмы и програм-
мы получения результатов), которые изменяются лишь по мере раз-
вития методов анализа
Особенности АСНИ ОР заключаются в возможности использо-
вания в исследованиях процесса резания на последующих этапах
продуктов функционирования АСНИ ОР, полученных на предыду-
щих этапах исследований. Такая ситуация возникает, например, при
решении задачи диагностирования текущего состояния режущего
инструмента На первом этапе исследований изучают комплекс сиг-
налов, описывающий детерминированные состояния инструмента,
после чего вырабатывают математическую модель перехода инстру-
мента из одного состояния в другое. На основе математической
модели строят алгоритм контроля за описанной зоной перехода и
разрабатывают соответствующее программное обеспечение, которое
включается в состав обеспечивающей части.
НаслеДУюшеМ этапе происходит процесс исследований уже раз-
- «иного программного продукта с использованием первоначаль-
набора технических средств, т. е. возможны исследования по
диагностирования инструмента, оценке работоспособ-
ен данного алгоритма и т. д. Причем продуктом разработки в
*м случае будут управляющие воздействия, поступающие на
^ыовательский стенд.
Таким образом, можно говорить о возможности исследования си-
диагностирования состояния инструмента с использованием
ОР в рамках единого для обеих систем комплекса техничес-
средств. Такой же подход применим и к задаче диагностирова-
ихнологической системы или составных частей ее. Поэтому
Граммно-алгоритмическое обеспечение задач диагностирования
контроля включено в состав обеспечивающей части АСНИ ОР
'„ввышеуказанном смысле эти алгоритмы и программы являют-
„родуктом работы АСНИ ОР.
АСНИ ОР может служить информационной базой для разработ-
0сгстемы имитационного моделирования процессов обработки,
речивая последнюю математическими моделями поведения ком-
ментов процесса резания в различных ситуациях.
Хранение, поиск и обновление информации, а также возможная
„ передача в системы верхнего уровня иерархии составляют суть
^рмационного обеспечения АСНИ ОР.
7.2. ТЕХНИЧЕСКОЕ ОБЕСПЕЧЕНИЕ АСНИ ОР
Проведение исследований обработки резанием в рамках АСНИ ОР
федставляется как двухэтапная процедура. На первом этапе спла-
й1рованного исследователем комплекса работ производят ввод и
аоминание информации, полученной от датчиков и характеризую-
j контролируемые состояния объекта исследований. В качестве
сбъекта исследований может выступать собственно процесс реза-
либо компоненты, его образующие и непосредственно на него
дающие — обрабатывающий инструмент, обрабатываемая деталь
ибо элементы технологического оснащения процесса обработки
аданием. На втором этапе принятую информацию анализируют для
мучения зависимостей косвенных признаков состояния от крите-
рсостояния объекта: чем точнее будет представлена принятая из
и резания информация о состоянии объекта исследовании, тем
яиее и адекватнее реальным условиям будет получена искомая
233
зависимость. Большое влияние на точность и адекватность в ма-
шинном представлении информации о состоянии объектов иссле-
дований при резании оказывает техническое обеспечение АСНИ ОР,
которое совместно с вычислительной средой несет ответственность
за выполнение данных процедур.
Механизм передачи информации
из зоны резания в ЭВМ
В автоматизированной системе научных исследований обработ-
ки резанием сбор и переработку информации, поступающей из зоны
резания, производит цифровая электронно-вычислительная маши-
на. Принимаемая ЭВМ информация соответственно должна иметь
форму, приемлемую машиной, и быть адекватной происходящим в
эоне резания событиям.
Как происходит передача информации?
Дня получения ЭВМ количественных характеристик, соответ-
ствующих каким-либо процессам, происходящим в зоне резания,
требуется следующее.
1 Наличие чувствительного элемента, способного изменять свои
выходные параметры в зависимости от воздействующего на него
физического явления. Таким элементом является первичный пре-
образователь информации — датчик. На выходе датчик имеет изме-
няющийся параметр, как правило, в виде напряжения или силы тока.
Количественная информация о процессах, происходящих в зоне
резания, таким образом, будет заключена в аналоговой величине
сигнала, вырабатываемого датчиком.
2 Величина этого сигнала может быть недостаточной для транс-
портирования по линиям связи до стороны, принимающей инфор-
мацию. Следовательно, на следующем этапе передачи необходимо
усилить сигнал, вырабатываемый датчиком, до уровня, приемлемого
для передачи на заданное расстояние, которое будет определяться
взаимным расположением обрабатывающего оборудования и прини-
мающей ЭВМ и обусловливать активно-емкостное сопротивление
линии передачи. Естественно, чем длиннее линия связи, тем ббль-
шим активным сопротивлением она обладает, и, как следствие, воз-
никает необходимость увеличения усиления сигнала. Емкостное
сопротивление влияет на быстродействие «перезарядки» линии пе-
редачи последующим сигналом.
3. Сигнал, приходящий по линиям передачи, расположенным
вблизи мощных энергопотребителей, например металлорежущих
234
в может быть загрязнен так называемыми синфазными на-
К’и’.ТаК, например, отрезок силового кабеля длиной 1 м созда-
лодки порядка 1мВ/1кВт передаваемой мощности переменно-
й на расположенную параллельно на расстоянии 1 м часть
'Л передачи такой же длины. Кроме того, включение (выключе-
“щошных энергопотребителей также может приводить к появ-
1 пиковых напряжений и проникновению их в линии переда-
* Следовательно, усиленный сигнал необходимо отфильтровать
^нежелательных помех.
4 Аналоговый сигнал, пришедший с датчиков через вышеназ-
устройства, должен быть соответствующим образом подго-
Ln для Преобразования в цифровой вид. Такого рода подготовка
ддчаетвсебя удаление из сигнала шумов усилителей, т. е. выде-
вне сигнала в его собственном диапазоне изменения (динамичес-
идиапазоне) и доведение значения этого диапазона до амплитуд-
л-частотной характеристики преобразователя сигнала в цифровую
Это Достигается введением в измерительный канал элект-
ивного устройства типа нормализатора.
$ Нормализованный сигнал должен быть представлен в цифро-
й виде, что выполняется специфическим электронным устрой-
- аналого-цифровым преобразователем (АЦП), на выходе
дгорогополучается цифровой эквивалент поданной на вход анало-
ги величины.
б Заключительным этапом передачи информации из зоны реза-
ни в ЭВМ является собственно ввод цифровой информации после
вдаого-цифрового преобразования в ЭВМ. В ЭВМ информация
квдда через порт ввода и может быть занесена как в оператив-
яутопамять, так и на внешнее запоминающее устройство. При этом
решение информации в ЭВМ, управление работой АЦП, под-
почениетого или иного датчика к измерительному каналу и про-
ле функции выполняет ЭВМ по соответствующим алгоритмам.
Управление внешними по отношению к ЭВМ устройствами (АЦП
йимугатор и т. п.) осуществляется через специальный комплекс
ищюнных средств — интерфейс.
Пример механизма передачи информации из зоны резания по
шоизмерительному каналу с графической иллюстрацией выпол-
дамых процедур в обобщенном виде показан на рис. 7.4
Для выявления связи между рядом физических явлений, сопро-
юмающих процесс резания, и состоянием объекта используют на-
катчиков, реагирующих на эти явления. Измерительная часть
веского обеспечения АСНИ ОР должна включать в себя набор
235
I
Рис. 7.4. Структурная схема измерительного канала
измерительных каналов передачи информации, соответствующих
применяемым датчикам Механизм передачи информации по каж-
дому каналу аналогичен вышеописанному.
Техническая реализация
При комплексных исследованиях процесса резания, последний
должен быть подвергнут всестороннему анализу с помощью инфор-
мации, полученной от ряда датчиков, каждый из которых в отдель-
ности передает информацию о какой-либо стороне поведения изу-
чаемого объекта Реализация такого подхода в рамках АСНИ ОР
предусматривает эксплуатацию специального устройства техничес-
кого обеспечения, в функции которого входят процедуры, способ-
ствующие автоматизации измерений:
— выработка сигналов отсутствия и наличия резания;
— выработка сигналов об аварийных ситуациях при резании;
— выбор канала для подачи в тракт усиления — нормализации-
аналого-цифрового преобразования;
— согласование по АЧХ выхода подключенных датчиков с быс-
тродействием, принятым АЦП и его динамическим диапазоном;
— передача цифровой информации в ЭВМ и другие процедуры.
Выполнение всех процедур производит устройство сопряжения
с объектом (УСО). Под объектом в АСНИ ОР принят комплекс
аналоговых величин, характеризующих состояние процесса резания
в текущий момент времени. Комплекс аналоговых величин получа-
ют на выходе датчиков, которыми оснащен исследовательский стена.
В АСНИ ОР может быть принят следующий набор датчиков:
236
^измерительные по ортогональным осям;
I измеритель крутящего момента;
вибрационный;
датчик ЭДС резания;
датчики тока в цепях приводов по соответствующим коорди-
' металлорежушего оборудования.
решения поставленных задач набор датчиков может быть
ширеи, а УСО в АСНИ ОР должно отвечать требованиям, изло-
ниым в техническом задании. Основными исходными данными
^разработки УСО являются характеристики источников аналого-
информаций’ т. е. сигналов:
% высокочастотного вибродатчика — диапазон частот от 3 Гц до
^Гц, переменное напряжение сигнала в диапазоне от 1 до 10 мВ;
Ф датчиков, встраиваемых в силовые цепи станков, — диапазон
от О ДО 100 Гц, внутреннее сопротивление 0,1 Ом, постоян-
ток в диапазоне от 1 до 75 мА;
в) ЭДС резания — диапазон частот от 0 до 50 кГц, внутреннее
противление 50 Ом, постоянное напряжение в диапазоне от 1 до
|ИмВ;
Г)силомоментных датчиков — диапазон частот от 0 до 1000 Гц,
лугреннее сопротивление 50—100 Ом, переменный ток в диапазо-
г cr 1 мкА до 1 мА.
Устройство сопряжения с объектом (УСО) выполняется в виде
^ино-модульной структуры вариантного исполнения. Вариантность
рйолнения зависит от варианта подключаемых к УСО источников
информации.
В состав УСО входят:
- модуль обработки сигналов вибрационных датчиков;
- модуль обработки сигналов силомоментных датчиков;
- модуль обработки сигналов датчиков, устанавливаемых в си-
товых цепях станков;
- модуль аналого-цифрового преобразователя с коммутатором
каналов;
- модуль обработки сигналов ЭДС резания;
- модуль определения наличия резания.
Функциональная схема УСО показана на рис. 7.5.
УСО имеет разъемы для подключения источников аналоговой
^формации от датчиков и унифицированные разъемы для подклю-
5СНИЯ аналоговой регистрирующей аппаратуры (осциллографы,
юлыметры и др.) к любому усилительному тракту. Кроме того, пре-
дусмотрены органы ручной регулировки и управления:
237
Рис. 7.5. Функциональная система УСО
— регулятор напряжения низкого уровня контрольного сигна-
ла — «L»;
— регулятор напряжения высокого уровня контрольного сигна-
ла — «Н»;
— дискретный переключатель выбора номера канала;
— дискретный переключатель коэффициента ослабления сигна-
ла, поступающего по вибрационным каналам, и др.
УСО обеспечивает предварительное преобразование принятого
аналогового сигнала по каждому из каналов, необходимое для
последующего 12-разрядного аналого-цифрового преобразования.
Для этого в тракты передачи сигналов ЭДС резания, низко- и вы-
сокочастотных вибрационных датчиков вводятся предварительные
усилители, конструктивно выполненные в виде выносных блоков,
монтируемых вблизи зоны резания. Выходные сигналы с каждого
модуля аналоговой обработки имеют амплитудное значение, согла-
^ное по динамическому диапазону с аналого-цифровым б
^гелем.
МодаЛь аналоговой обработки сигналов вибрационных датчи
задает способностью дополнительного получения среднекмл'
и амплитудного значений сигнала высокоЧастоТНОго
' ра и пикового значения сигнала низкочастотного датчика
ра смотренное устройство способно выполнять функции Как
клевания процесса обработки, так и функции, свойственны?
^диагностирования состояния инструмента и станка п?
Mt В режиме диагностирования решающим блоком
Оратор, предназначенный для сравнения двух аналоговый"
^янд.е. для определения условий вида “лиговых ве-
текущее измеренное значение Диагностического ™
а(П|-уставка, величина, подготовленная в ходе йю™ Р
данных для распознавания состояния процесса и™ nT"1™
тестирования и вводимая в компаратор во воем/nиобъекта
дознавания. Имеется модуль ввода уставок и хоане,"Р°цедуры
таратора о результатах сравнения П с уставкой „ СигНал с
лл в устройство реализации решений. Сражение П ^гпГ°С7У'
даолняется программно в ЭВМ. 11 чаше
функционирование УСО АСНИ ОР
Принцип работы УСО в соответствии с функциональной схе-
воЛ, представленной на рис. 7.5, заключается в следующем.
Аналоговая часть устройства, включающая в себя усилительно-
лрмализуюшие тракты для каждого из подключенных к устройству
smkob (усилители У...У, фильтрующе-преобразующие устройства
1-14),также включает устройство отслеживания текущих ситуаций
процессе обработки резанием. Оно состоит из ряда возможных
дачников информации, по значениям которых производят отеле-
дание состояния процесса резания. В базовом варианте в каче-
® таких источников могут быть ортогональные составляющие силы
рааиия Р,, Р;1 среднеквадратическое и амплитудное значения
иброакустического сигнала в высокочастотном диапазоне. При
гбранном источнике последний подключают к компараторам вер-
ига Н и нижнего L уровней сигнала, которые позволяют контро-
тровать случаи выхода поступающего сигнала за границы динами-
икого диапазона, установленного с использованием схемы уста-
квки уровней. При вхождении сигнала в динамический диапазон
239
238
устройством вырабатывается сигнал «LOW», который считывается
ЭВМ При выходе сигнала за границы динамического диапазона
возможно несколько ситуаций. При превышении сигналом уровня
динамического диапазона установленного на компараторе «Н» уст-
ройством вырабатывается сигнал «Hight». При последующем вхож-
дении сигнала в границы динамического диапазона и дальнейшем
выходе за нижнюю границу, установленную на компараторе «Ц»,
вырабатывается сигнал «Time». Наличие или отсутствие сигналов
отслеживающего устройства представляется соответствующим ин-
терфейсу ЭВМ уровнем логической «1» или «О». Таким образом,
комбинация сигналов, поступающих в ЭВМ от отслеживающего
устройства, позволяет вызывать соответствующие подпрограммы для
машинной обработки возникающих ситуаций.
При поступлении от ЭВМ сигнала «start», производится опрос
датчиков, преобразование аналогового сигнала соответствующего
датчика в цифровую форму и занесение полученного цифрового кода
в буферную память устройства, предназначенную для хранения отсче-
тов каждого из усилительно-нормализующих трактов. Для синхрони-
зации работы цифровой части устройства служит тактовый генератор
G, сигналы которого совместно с сигналом «конец преобразования»,
поступающим от АЦП после каждого цикла аналого-цифрового пре-
образования, управляют работой аналогового коммутатора и фор-
мирователя адреса буферной памяти. С целью увеличения скорости
опроса усилительно-нормализующих трактов осуществлена аппарат-
ная реализация процесса выбора номера подключаемого тракта и
формирования адреса в буферной памяти для размещения цифро-
вого кода сигнала соответствующего датчика.
Цикл опроса начинается с установки на устройстве управления
коммутатором номера канала, соответствующего наиболее высоко-
частотному поступающему сигналу. После выработки генератором
G тактового импульса данный номер канала подается на аналого-
вый коммутатор, тем самым разрешая прохождение сигнала от
усилительно-нормализующего тракта к АЦП. АЦП начинает преоб-
разование сигнала в цифровую форму с задержкой времени, необ-
ходимой для замыкания аналогового ключа в коммутаторе и уста-
новления сигнала в линии передачи ключ—АЦП. С выработкой АЦП
сигнала «конец преобразования» формирователь адреса устанавли-
вает адрес ячейки, соответствующий первому отсчету первого кана-
ла, а в устройстве управления аналоговым коммутатором устанав-
ливается номер канала, соответствующий более низкочастотному
каналу. С поступлением тактового импульса от генератора G код
информации заносится в буферную память по адресу, установлен-
лормирователем адреса, и замыкается аналоговый ключ, со-
^ислеДУюЩИЙ Усилительно-нормализующий тракт с АЦП.
опроса повторяется до момента полного заполнения буфер-
‘памяти, о чем сигнализирует наличие сигнала «заполнен».
‘ атная реализация согласованного управления номером под-
„чземого к АЦП канала и формирователем адреса буферной
жестко связывает моменты подключения соответствующих
"ТвкАЦП и области расположения данных в буферной памя-
’ттсамым обеспечивается более быстрое наполнение буферной
Lhвысокочастотными сигналами с последующим понижением
Lctm наполнения данными, соответствующими сигналам с бо-
^дщзкой частотой изменения. Синхронизация подключения ка-
la информации позволяет получить минимальный временной
при снятии отсчетов, соответствующих более низкочастот-
ен сигналам.
Считывание информации из буферной памяти производится
до, начиная с младшего адреса буферной памяти. После ввода
вредного значения в оперативную память ЭВМ, последняя подает
;;.ал «Adr + 1», который вырабатывает в формирователе адреса
^ячейки в адресном пространстве буферной памяти на едини-
,бмьше предыдущего. По окончании цикла ввода информации
(буферной памяти в ЭВМ последняя вырабатывает сигнал «Reset»,
рюрый устанавливает в исходное состояние устройство управле-
(U аналоговым коммутатором и обнуляет содержимое буферной
винти.
Основываясь на описании АСНИ ОР позже будет представлена
пруюура устройства диагностирования состояния элементов тех-
кдаческой системы.
7.3. ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ АСНИ ОР
Программное обеспечение АСНИ ОР позволяет, осуществляя
щит с пользователем в режиме «окна», выполнять функции при-
ма информации отдатчиков, заносить ее для долговременного хра-
мина магнитные носители, производить математическую обра-
щу, графически отображать результаты обработки как на экране
триинала, так и на бумажном носителе Имеется возможность под-
мчения дополнительных программных модулей для получения ма-
та атических моделей.
Информация от датчиков процесса резания принимается в ре-
йном масштабе времени с последующей обработкой в масштабе
минного времени. При необходимости имеется возможность вклю-
240
241
чения в АСНИ ОР программных компонентов, осуществляющих
контрольно-диагностические процедуры текущего состояния про-
цесса обработки в реальном масштабе времени.
Организация использования АСНИ ОР основывается на обра-
щении пользователя, посредством возможностей АСНИ ОР, к ин-
формации, расположенной в файлах.
Комплекс программ включает в себя программы обслуживания
датчиков в режиме холостого хода, проведения стойкостных экспе-
риментов, предельных экспериментов (при исследовании сигналов,
возникающих при разрушении режущей части инструмента), а так-
же программ обработки экспериментальных данных, включающих:
— определение статистических характеристик принятых сигналов;
— определение частотно-энергетических спектров принятых сиг-
налов;
— определение автокорреляционных и корреляционных функций;
— графическое отображение полученных зависимостей как на
экране видеотерминала, так и в виде документа.
Программы комплекса обработки данных в отличие от программ
обслуживания датчиков должны работать в режиме разделения вре-
мени. Примерные алгоритмы программ обслуживания датчиков,
применяемых при токарной обработке, приведены на рис. 7.6—7.12.
Программы обработки экспериментальных данных являются стан-
дартными в своем классе, и их описание можно найти в соответ-
ствующей литературе, поэтому описания этого комплекса не при-
водятся. Структура программного обеспечения, приведенная на рис.
7.6, раскрывает взаимосвязь между отдельными программными ком-
понентами.
Головная программа IZMER (см. рис. 7.7), оформленная в виде
автономного модуля, предназначена для сбора информации с дат-
чика во время проведения экспериментальных работ. Она позволя-
ет пользователю выбирать вид выполняемых исследований (дей-
ствий):
Рис. 7.6. Структура программного обеспечения
242
Рис. 7.7. Алгоритм головной программы IZMER
— регистрацию сигналов датчиков при стойкостном экспери-
менте (STOIK);
— регистрацию сигналов с датчиков при проведении предель-
ных экспериментов, связанных с выкрашиванием, поломкой инст-
рументов PREDEL;
— статистическую обработку принятой информации STATIST.
Работа программы IZMER в режимах регистрации начинается
от установления уровня холостого хода (шума — сигнала при отсут-
ствии резания) по каждому из выбранных для измерения сигналь-
ных каналов. Данная процедура выполняется подпрограммой
HOLHOD (см. рис. 7.8), которая в качестве уровня шума вычисляет
среднее значение сигнала по результатам заданного числа опросов
каждого канала. Опрос каналов производится последовательно по
номерам подпрограммой START по алгоритму, изображенному на
рис. 7.9. После вычисления уровня холостого хода и его запомина-
ния в оперативной памяти происходит переход к интересуемой под-
программе регистрации — либо STOIK, либо PREDEL.
Подпрограмма STOIK (см. рис. 7.10) позволяет устанавливать в
режиме диалога:
— интенсивность опроса заданного количества датчиков;
— устанавливать задержку в выполнении процедур опроса;
— записывать принятую информацию в файл прямого доступа;
— отображать как на экране терминала, так и в виде твердой
копии результаты опроса.
743
и*
Обслуживание датчиков в STOIK выполняет подпрограмма
BEGIN (см. рис. 7.11), алгоритм работы которой заключается в сле-
дующем: при запуске на выполнение (действие оператора) происхо-
дит ожидание момента начала резания, что регистрируется по пре-
вышению уровня холостого хода, установленного на компараторе
нижнего уровня сигнального канала. В дальнейшем происходит
выдержка, равная времени, необходимому для прохождения инст-
рументом требуемого пути резания. Причем заданный путь резания
может формироваться за несколько проходов инструмента. Во вре-
мя резания осуществляется контроль за скалыванием инструмента
или предельным износом по превышению уровня, установленного
244
START ~|
Передача параметров
из вызывающей подпрограммы
• "V------------
Количество точек измерения
Номер канала
Величина задержки
Величина выборки
Установить номер
канала
Занести
в оперативную память
Возврат в вызывающую
подпрограмму
Рис. 7.9. Алгоритм подпрограммы START
на компараторе Н (см. рис. 7.5). В момент превышения этого уров-
ня фиксируется момент времени, в который произошло данное со-
бытие, и вырабатывается сигнал «предельное состояние», после чего
передается управление в STOIK. Если не произошло выработки сиг-
нала «предельное состояние» подпрограмма BEGIN при наличии
сигнала логического «О» с компаратора L производит опрос каждого
из датчиков с частотой (времени задержки), заданной оператором в
последовательности от младшего канала к старшему.
Таким образом, в оперативную память записываются последова-
тельно отсчеты датчиков, сдвинутые во времени на величину
Дт = т + т + т ,
зал ком п’
STOIK
Вызов подпрограммы
HOLHOD
I ~
Ввод
параметров
Вызов подпрограммы
BEGIN
Нормализация
измеренных значений
Рис. 7.10. Алгоритм подпрограммы STOIK
Ввод на экран
введенных значений
Ввод значений:
времени резания;
задержки опроса;
количества точек;
измерения
гае тм — время, равное длительности тактового сигнала запуска;
т — время, равное длительности цикла коммутации, включающее
подключение требуемого номера канала, пересылку информации из
приемного буфера в оперативную память, проверку готовности АЦП;
то — время преобразования аналогового сигнала в цифровой АЦП.
При работе с регистрационной компонентой PREDEL (см. рис.
7.12), выполняемые действия сходны с действиями при работе с
подпрограммой STOIK. Дополнительно предусмотрена возможность
регистрации сигналов сразу после касания инструментом заготовки
с максимальной частотой опроса и регистрации сигналов с макси-
мальной частотой после прохождения инструментом определенного
пути.
246
Увеличить
номер канала
Рис. 7.11. Алгоритм подпрограммы BEGIN
Результаты опроса датчиков, полученных как подпрограммой
STOIK, так и подпрограммой PREDEL, по желанию оператора мо-
гут быть отображены на экране видеотерминала, печатающем уст-
ройстве, занесены для долговременного хранения на внешнее запо-
минающее устройство. Подпрограммы статистической обработки и
графического отображения, выделенные в самостоятельные про-
граммные компоненты, позволяют производить статистический ана-
лиз и графическое отображение информации, хранящейся в исход-
ных файлах данных, полученных с использованием PREDEL и
STOIK.
ЭЛТ
Вызов подпрограммы
PRD1
Да
( Начало )
- i _
Вызов подпрограммы __
HOLHOD____________
Повтор
Выбор типа работ |
Вызов подпрограммы
PRD2
♦ ~
Конец
Нормализация,
вычитание уровня
холостого хода
* ~
| Вывод результатов |----------
Повтор
Нет
Изменения
Рис. 7.12. Алгоритм подпрограммы PREDEL
Да
Ввод числа датчиков
Определение
холостого хода
для каждого
из датчиков
юности же технического и программно-математического обес-
ння систем диагностики конкретных инструментов (и станков)
шляются алгоритмом их диагностирования, полученным в ре-
выявления критериев состояния и отказа инструмента (см.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
j Сформулируйте преимущество автоматизированной системы navu^.
(АСНИ ОР) перед неавтоматизированной. Каковы задачи п Т ИССЛе'
финном режиме9 Ы ЗЗДачи> Решаемые в ав-
j Каковы структура и состав обеспечивающей части АСНИ ОР’
j Каково содержание технического обеспечения АСНИ ОР*?
I Как происходит передача информации нз зоны резания в ЭВМ9
j Рассмотрите программное обеспечение АСНИ ОР
Вызов подпрограммы
PRD3
1
1
С помощью стандартных программ можно быстро построить:
— файл статистических параметров результатов серии стойкост-
ных опытов;
— график реализации любого опыта по любому из выбранных
информационных каналов в координатах номер отсчета—значение
сигнала на экране видеотерминала;
— графики, отображающие реализацию как одного опыта раз-
личными датчиками, так и разных опытов одним датчиком на экра-
не вычислительной техники;
— графики изменения статистических параметров в зависимос-
ти от номера опыта.
АСНИ ОР включает в себя основные компоненты, присущие
действующим системам диагностики, и является их праобразом.
248
Глава 8
ОДНОПАРАМЕТРИЧЕСКАЯ ДИАГНОСТИКА
ПРОЦЕССА РЕЗАНИЯ И ИНСТРУМЕНТА
Основная задача диагностирования процесса резания заключа-
ется в своевременном определении предельного состояния или от-
каза инструмента с целью его замены и восстановления работоспо-
собности автоматизированных станков и станочных комплексов,
определении текущего состояния инструмента с целью управления
процессом резания: коррекции траектории движения инструмента,
изменения режимов резания и др.
Системы диагностирования должны выполнять измерение пара-
метров диагностических признаков состояния и отказа инструмен-
та; распознавание текущего состояния инструмента и его отказа;
принятие решений по замене инструмента или управлению техно-
логическим процессом.
Последовательность выполнения этих процедур описывают с
помощью технологических алгоритмов, составление которых явля-
ется содержанием четвертого этапа работ научно-методического
подхода к созданию систем диагностирования (см. гл. 6). Блок-схе-
ма алгоритма является основой для программного обеспечения и
определения состава технического обеспечения системы диагности-
рования.
Технологический алгоритм содержит три части: первая часть -
алгоритм измерения диагностического признака повреждения и под-
готовка данных для второй части — распознавания состояния объекта
по результатам сопоставления текущего значения диагностического
признака с уставкой. В третьей части на основании сопоставления
принимается решение о прекращении обработки детали или об уп-
равлении технологическим процессом.
Часть алгоритма, управляющая действиями распознавания, оп-
ределяет требования к первой части алгоритма. От надежности рас-
познавания зависит также и третья часть — уровень квалификации
принимаемых решений. В связи с этим при разработке системы
диагностирования сначала устанавливается принцип распознавания
250
повреждения, основанный на выявлении информативного диагнос-
тического признака, а затем строится первая и третья части алго-
ритма.
Принимаемые решения существенно влияют на эффективность
применения системы диагностирования. Если решения сводятся
только к прекращению обработки, выключению станка, то это по-
зволяет избежать аварийной ситуации, предотвратить повреждение
детали, поломку станка, но не обеспечит решения задачи — поддер-
жания работоспособного состояния технологической системы без
участия оператора. Алгоритм должен содержать команды, приводя-
щие при необходимости к уменьшению повреждений, отрицатель-
но влияющих на выходные параметры и показатели надежности.
Примеры простых алгоритмов с элементами управления будут рас-
смотрены далее.
Основные принципы и средства измерения параметров диагно-
стических признаков, а также устройства преобразования сигналов,
поступающих из зоны резания, рассмотренные в гл. 6 и 7, использу-
ются в реализованных системах диагностирования.
Распознавание состояния инструмента по полученным из зоны
резания сигналам осуществляют с помощью электронной вычисли-
тельной техники. При этом прием и обработка информации проис-
ходят одновременно с процессом резания. Высокая частота опроса
датчиков позволяет регистрировать изменение диагностических при-
знаков как по мере износа инструмента, так и при неожиданных его
отказах из-за поломок и выкрашиваний.
Система диагностирования называется однопараметрической,
если состояние объекта надежно распознается с помощью одного
диагностического признака.
8.1. РАСПОЗНАВАНИЕ ИЗНОСА ИНСТРУМЕНТА
Распознавание состояния инструмента может осуществляться по
двум принципиально различным алгоритмам.
Текущее состояние — величину износа h — определяют по
предварительно заложенной в память ЭВМ зависимости диагнос-
тического признака П от критерия состояния инструмента h. По
полученному от датчика текущему значению П программно рас-
считывают h. При h, равном принятой предельно допустимой вели-
чине, наступает отказ инструмента вследствие изнашивания режу-
щей части. Важно правильно определить критерий состояния — меру
очага износа, однозначно характеризующую состояние инструмен-
та. Для этого обращаются к результатам исследований причин от-
251
шм С», темагизированным, например, в табл. 4.4 или изложен-
ным в подрала 8 1.
Целесообразно использовать зависимость типа П =/(Л, И, 5, t, ЦЦ)
учитывающую влияние на II не только Л, но и режимов резания, а
также механических свойств обрабатываемого материала (например,
твердости), от которых зависят и критерий состояния, и критерий
отказа (величина допускаемого износа). Применение таких зависи-
мостей будет рассмотрено в гл. 9 для диагностирования состояния
сверл
Процедуру определения зависимостей, а также предельного зна-
чения А и введение их в память ЭВМ называют обучением системы
«агностики В действующих системах диагностики чаще использу-
ют иной алгоритм для распознавания отказов инструмента. Теку,
щи и диагностический сигнал П сопоставляется с предварительно
заложенным в память ЭВМ значением параметра П, соответствую-
щим предельному значению Л при отказе вследствие износа или
уровню и форме сигнала, возникающего при поломке или выкра-
шивании. Следовательно, алгоритм, описывающий процедуру рас-
познавания, вытекает из результатов исследований, а обучение сис-
темы диагностики состоит в установлении предельных границ из-
менения контролируемого сигнала, а также скорости его изменения.
Все это выполняется в предэксплуатационный период на стендах
АСНИ ОР Ряд примеров действующих систем диагностирования
инструмента приведен в табл. 8.1
Положим, диагностирование износа инструмента ведется по ди-
агностическому признаку П, который возрастает, как показано на
рис. 8 1, с течением времени работы инструмента, по мере его изно-
са.
Отказ инструмента регистрируется тогда, когда кривая П = f(T)
пересечет установленный в экспериментах предел, что соответству-
Ряс. 8.1. График изменения диагностического признака П
с течением времени работы инструмента Т или по мере износа h
252
Таблица 8.1 Действующие системы диагностирования инструмента
Дополнительная информация Вероятность обнаруже- ния повреждений ре- жущей части инстру- мента для черновой обработки 0,5—0,6 На основе определе- ния состояния инстру- мента осуществляется управление подачей | Система диагностиро- вания с управлением подачей Осуществляется под- наладка резца с дис- кретностью 1 мкм Работа в режиме контрольно-измерите- льной машины (КИМ) точность 0,5 мкм
Время диагностирования На протяжении всего 7юш с заданной часто- той дискретизации На протяжении всего То же 1 ‘| Послеоперационое измерение при подна- ладке инструмента
Диагностический признак и средства измерения Мощности, потреб- ляемые приводом шпинделя и приво- дами подач и сравне- ние с эталонными значениями Сила резания — тензометрическими ППЛ1ПИПМИКЯММ Крутящий момент, силы резания — соответствуюши ми датчиками Положение режущей кромки резца — пневмодатчиком Размеры инструмента и детали — датчиками касания
Область применения Многоцелевые станки Гибкие производственные wnnvnu Многоцелевые станки, гибкие производствен- ные модули Токарные станки Многоцелевые станки
Фирма, страна Фанук, Тошиба (Япония) Волнерт • Воркштофпруфма- hiuupu ПГ /СТЗРГ\ 1 Мицуисейки (Япония), Стеймел, Лукас Брайс (Великобритания) Самсоматик (ФРГ) Фриц Вернер (ФРГ), Санжорлжио (Италия)
О 1
4 Т
Рис. 8.2 Изменение диагностического признака
в течение одного никла обработки детали:
0—1 — участок подвода инструмента к детали; 1—2 — участок врезания;
2—3 — участок резания, 3—4 — выход инструмента из детали
ет предельно допустимому износу А. Для определения этого момен-
та в течение всего времени обработки детали система диагностиро-
вания периодически опрашивает датчик признака П. Текущие сред-
ние значения П за этот отрезок времени, показанные в виде кривой
на рис 8.2, сопоставляются с П*^.
Последний график П =f(T) построен по точкам, представляю-
щим собой среднее значение П, полученное из множества измере-
ний, отражающих реальную картину колебания в процессе резания
П как случайного параметра. Изменения, например, силы Р за один
опрос датчика протяженностью в 100 мс показаны на рис. 8.3. По
точкам, взятым на этом графике, рассчитывается среднее значение
диагностического признака для построения графика на рис. 8.2.
Использование осредненного сигнала возможно только при диаг-
ностировании износа, поскольку скорость изнашивания невелика,
100 т, мс
Рис. 8.3. Диагностический сигнал за один опрос датчика
254
а случайные выбросы П (см. рис. 8.3) за пределы П*^ не будут
вызывать ложного сигнала об отказе.
Значение можно установить или в результате специальных
исследований, или в ходе обработки конкретной детали. В первом
случае исследования выполняют по традиционной методике теории
резания с учетом случайного характера параметров процесса. Рабо-
та эта трудоемкая. Во-втором случае значение П*^ устанавливают,
умножая текущее П, зафиксированное при работе острым инстру-
ментом, на коэффициент запаса К:
п™ = кп. (8.1)
Технолог выбирает К как постоянный или зависящий от усло-
вий обработки коэффициент.
Обучение системы диагностирования должно проводиться при
тех же условиях, при которых инструмент будет выполнять техно-
логический процесс, поскольку от факторов процесса резания (на-
пример, от глубины резания t, подачи 5) существенно зависят па-
раметры диагностических сигналов. В связи с этим обучение дол-
жно быть увязано с переходами технологического маршрута
обработки детали. Так, при обточке острым резцом ступенчатого
валика из цилиндрической заготовки, математическое ожидание
контролируемой силы тР изменяется во времени по зависимости,
показанной на рис. 8.4 На графике тР = f(T) видно, что при
постоянном К получим для каждого участка обработки различные
границы Р‘т„.
Рис. 8.4. График изменения математического ожидания силы
при обточке ступенчатого валика и зоны изменения силы
в связи с износом резца
255
Нес ,едовшия показали, что определенный характер развития
» ,>чж1Ов износа может привести не к росту, а к снижению характери-
' стик некоторых диагностических параметров процесса резания. Так,
о» превалирующем износе по передней поверхности инструмента
сила реэагшя падает Может снижаться амплитуда низкочастотных
колебании до определенной величины износа по задней поверхнос-
ти. В этих случаях для распознавания предельного состояния инст-
мента необходимо установить не верхний, а нижний предел диаг-
ностического признака !!*„„ (см рис. 8 2). Порядок его назначения
такой же, как для П*^.
В технической литературе и П*ш называют уставками, а
"данную процедуру диагностирования — диагностирование по ус-
яавкам
Простейший алгоритм диагностирования износа при выполнении
технологического перехода по одной уставке показан на рис. 8.5, а.
Алгоритм диагностирования износа резца, обрабатывающего сту-
пенчатый валик (см рис. 8.4), показан на рис 8.5, б. Процедура диаг-
ностирования начинается с ввода значения уставки, соответствую-
щей номеру выполняемого технологического перехода. Значения ус-
тавок должны храниться в памяти системы диагностирования.
Таким образом, при диагностировании по методу уставок систе-
ме диагностики необходимо помнить обо всех значениях уставок,
соответствующих выполняемым переходам при обработке детали (см.
пример для двух переходов на рис 8 5).
При распознавании износа часто возникает необходимость ис-
пользовать в качестве диагностического признака не только его
среднее значение, но и другие статистические характеристики, а
также математические преобразования сигналов, которые выпол-
няются на ЭВМ
Так, например, при точении стали 18Х12НЮТ при скорости реза-
ния У= 160 м/мин, подаче 5= 0,3 мм/об и глубине резания / = 1 мм
полученные зависимости математического ожидания каждой состав-
ляющей силы резания Рх, Р, Ре а также амплитуд низкочастотных
(до 1 кГц) и среднечастотных (до 20 кГц) колебаний от износа твер-
досплавного резца не позволили выявить информативный диагнос-
тический признак износа. Из рис. 8.6, а видно, что все исследуемые
параметры процесса резания изменяются с износом h, неоднознач-
но и незначительно Однако зависимости их дисперсии от износа,
приведенные на рис. 8.6, б, показывают, что дисперсии ряда пара-
метров, начиная с износа йз = 0,16 мм, растут однозначно и суще-
ственно, что позволяет использовать их в качестве диагностических
признаков.
256
При многопараметрической диагностике в этом качестве могут
применяться отношения составляющих силы резания или их резуль-
тирующая Л = у[Рх7 + Р* + Р/, которые иногда оказываются более ин-
формативными, чем каждая составляющая. Тогда в состав алгоритма
диагностирования вводится алгоритм вычисления этих величин.
17-5125
257
Рис. 8 6. Графики зависимостей от износа
диагностических признаков П/
• — математического ожидания и 6 — дисперсий I — амплитуды высокочастотных
колебаний, 2 — Р^ 3 — амплитуды низкочастотных колебаний; 4 — Р? 5 — р
Алгоритм вычисления необходимо вводить также для того, что-
бы виде пить из обшей силы, измеряемой датчиком, информативную
составляющую. Такая необходимость возникает в случае, если сило-
вые датчики удалены от зоны резания и установлены, например, в
опорах ходовых винтов. Измеряемая ими сила (см. подразд. 6.2)
состоит из собственно силы резания и силы, необходимой для пре-
одоления трения при перемещении рабочих органов механизма по-
дачи станка Для повышения надежности диагностирования жела-
тельно исключить вторую составляющую.
Особенности распознавания износа по параметрам колебаний
состоят в необходимости обработки сигналов, поступающих от ак-
селерометров в виде очень коротких импульсов. Это требует приме-
нения АЦП высокого быстродействия. Как и в алгоритмах, осно-
ванных на контроле сил, диагноз состояния определяется по мини-
мальному и максимальному уровням принятого параметра колебаний.
Усложнение алгоритма связано с необходимостью исключения боль-
шого количества паразитных сигналов, искажающих действитель-
ную картину изменения полезного сигнала. Паразитные сигналы
могут быть вызваны перемещением какого-либо механизма станка,
включением насоса охлаждения и др. Поэтому алгоритм диагности-
рования должен не только сравнивать амплитуды колебаний, но и
выбирать момент в цикле обработки детали, когда процедура дает
наиболее достоверный результат.
Рекомендуемыми способами диагностирования состояния инст-
румента являются способы, основанные на использовании электри-
ческих явлений, естественно возникающих в процессе резания. Для
диагностирования могут приниматься сигналы как постоянной, так
и переменной составляющих ЭДС резания.
258
При использовании постоянной составляющей ЭДС резания
садить об износе инструмента, как показано в подразд. 6.2, мож-
но по графикам Е =f(h), которые позволяют определить не толь-
ко величину износа, но и место расположения превалирующего
его очага: на передней или на задней поверхности. Преимуще-
ством этого метода диагностирования является простота его реа-
лизации, при его осуществлении не требуется сложного техни-
ческого обеспечения
Использование в качестве диагностических признаков парамет-
ров колебаний в различных диапазонах частот, силы, температуры,
ЭДС резания и др. принципиально не изменяет процедуру обуче-
ниЯ и алгоритм диагностирования износа инструмента В случае
обработки партии деталей текущие сигналы сравниваются с устав-
ками. При достижении текущим сигналом уставки формируется уп-
равляющая команда в ЧПУ станка на отключение станка и смену
инструмента.
При однопараметрическом диагностировании по уставкам часто
функции диагностирования и принятия решений выполняются ав-
тономным устройством — монитором (следящим устройством).
В мониторах используют принцип сравнения фактического зна-
чения измеряемого датчиком параметра процесса резания — диаг-
ностического признака, с некоторым заданным предельным его уров-
нем (уставкой), соответствующим предельному износу или поломке
инструмента. «Обучение» монитора состоит в том, что автоматичес-
ки или вручную в него вводятся соответствующие технологическим
переходам обработки детали уставки, полученные эксперименталь-
но. Диагностирование с помощью монитора выполняется по про-
стейшим алгоритмам, приведенным выше.
Используя монитор, можно определить состояние инструмента
путем сравнения фактического времени резания инструментом —
накопленной наработки — с его стойкостью, рассчитанной по фор-
„ Ст
муле Т = 5 или с гамма-процентной наработкой Т. Эта стой-
кость или наработка вводится в монитор как уставка, а накопленная
наработка определяется монитором. Такой метод диагностирования
называют таймерным. Принятые с помощью монитора решения по
результатам определения состояния инструмента передаются для ре-
ализации в ЧПУ станка.
На мировом рынке представлено большое количество монито-
ров, изготовленных различными фирмами. Общепризнанными яв-
ляются мониторы фирм «Prometec» (Германия), «Bosch» (Германия).
ВЭНИМСе разработан монитор КДР (контроль, диагностирование
ir
259
м иринятие решений) на микропроцессорной базе для измерения
нагрузок на подшипниках и в опорах ходовых винтов станка, а так-
же для измерения тока двигателя и виброакустических сигналов
При использовании монитора необходима разработка соответ-
ствующей программы диагностирования для каждой детали.
8.2. РАСПОЗНАВАНИЕ ПОЛОМОК
(СКАЛЫВАНИЯ) ИНСТРУМЕНТА
Создание алгоритма надежного диагностирования поломок (ска-
тывания) инструмента вызывает большие трудности. Это связано с
разными причинами поломок, определяющими различное поведе-
ние диагностических признаков в момент времени, предшествую-
щий поломке. Следующие причины могут вызвать скалывание или
поломку инструмента
— неожиданный, случайный рост силы резания;
— постепенный, до предельного значения, рост силы, вызван-
ный износом инструмента или тепловыми деформациями (после-
днее имеет место при обработке отверстий и рассмотрено для сверл
в 6 1),
— усталостные процессы в инструментальном материале меха-
нического и термоциклического происхождения (разрушению ин-
струмента может предшествовать повышение амплитуды и частоты
колебаний, в то время как сила резания не возрастает).
Сложность диагностирования поломок определяется также воз-
можным разнообразием взаимодействия отделившейся при скалы-
вании части режущей пластинки с обрабатываемой заготовкой, что
определяет, в свою очередь, поведение диагностических признаков
в следующий за скалыванием момент времени. Например, режущая
пластинка резца может сразу выйти из контакта с заготовкой или
отделившаяся часть пластинки будет разворачиваться на опорной
поверхности корпуса резца, осуществляя резание, но с иной пода-
чей и глубиной, и на какой-то момент времени может заклиниться
между заготовкой и корпусом резца. Отсюда следует неоднознач-
ность сигналов из зоны резания, возникающих вслед за скалывани-
ем инструмента, происшедшего в результате сил, действующих на
режущую часть инструмента и изменяющихся в процессе разруше-
ния Сила является основным диагностическим признаком полом-
ки Большинство применяющихся на практике алгоритмов диагно-
стирования поломок основано именно на этом. Результаты иссле-
дований показали, что в наибольшей мере особенности процесса
поломки отражает составляющая силы резания Р.
Так, при поломке вследствие роста силы, действующей на режу-
щую часть, изменение составляющей Р, во времени характеризуется
зависимостью, представленной на рис. 8.7, а. После кратковременного
превышения силой верхнего порогового значения Р наступает ее
падение. Длительность нахождения сигнала за пределами Р nuu состав-
ляет порядка 0,1 мс. Это время, характерное для процесса поломки,
больше времени возрастания силы за счет, например, случайных
всплесков сигнала. Оно позволяет отличать поломку от других слу-
чаев, вызывающих рост силы, но не приводящих к поломке.
Алгоритм диагностирования поломок по верхнему уровню силы
приведен на рис. 8.8. В нем для исключения действия кратковре-
менных помех (см. рис. 8.3) вводится задержка времени ДТ между
началом превышения Ргтгх и формированием информации о полом-
ке. Информация фиксируется тогда, когда неравенство Р > Р
продолжается в течение времени ДГ> дГр определенного экспери-
ментально. Далее подается команда на отключение движения пода-
чи и вращения шпинделя.
Однако алгоритм, показанный на рис. 8.8, не обеспечивает дос-
таточной надежности распознавания поломки (скалывания) инст-
румента. Это связано с тем, что не является однозначным соотно-
шение между временем ДР, характерным для процесса поломки и
временем нахождения Рг за пределом Ргти из-за внешних электри-
ческих помех или, например, локального повышения твердости об-
рабатываемой заготовки. Все временные параметры здесь носят слу-
чайный характер, поэтому трудно отличить случайные всплески силы
от ее роста, вызывающего разрушение инструмента. Возможны лож-
ные команды.
Для повышения надежности распознавания скалывания токар-
ных резцов применяют несколько иной подход к формированию
Рис. 8.7. Г рафики изменения составляющей силы
при поломке инструмента
260
Рис. 8 8. Алгоритм распознавания поломки инструмента
по верхнему уровню силы
алгоритма Экспериментально установлено, что при скалывании
режущей пластинки резца сила резания на малое время превышает
Р , после чего быстро снижается до величины, меньшей Р
(рис.’8 7, б) Фиксируются моменты перехода текущим значение”*?
Р через границы и Ргт1о и отсчитывается время ДГ( — про-
должительность превышения Ргоях и ДГ2 — время от момента об-
ратного перехода Pzaax до момента перехода через Ргтт. Решение
о поломке принимается, если ДР> ДР/1 и ДГ2 < ДТ2эт, где и Д7',” и
ду," — установленные экспериментально периоды времени. Этот
алгоритм обладает большой помехозащищенностью, так как при
случайных всплесках нагрузка далее не снижается до величины,
меныпей Р.тш.
Рас. 8.9. График изменения
составляющей силы Р при
поломке резца из-за уста-
лостного разрушения
В случае, когда разрушение инструмен-
та носит усталостный характер, сила реза-
ния, предшествующая поломке, не возрас-
тает. После поломки в зависимости от того,
как сколовшаяся часть пластинки удаляет-
ся из зоны резания, сила падает резко или
постепенно уменьшается до значения ниже
Ргтп (см. рис. 8.9). Применительно к алго-
ритму распознавания это означает, что сиг-
нал о поломке должен формироваться как
только Р < Ргпи„. Для исключения ложных
команд, вызванных выполнением этого нера-
венства из-за случайного падения силы, вво-
262
аигея задержка ДГ, в течение которой (не менее ее) должно сохра-
няться неравенство.
Наряду с силой резания в качестве диагностических признаков
поломки используют сигнал ЭДС — резания, сигнал параметров виб-
-оакустической (ВА) эмиссии и др. Так, при поломке режущей плас-
ны при продольном точении без нарушения и с нарушением кон-
такта с обрабатываемой заготовкой ЭДС резания — Е = / ~ ~ резко
р
изменяется, так как изменяется отношение ~ (см. 6.2). Кривые
изменения £для обоих случаев взаимодействия отделившейся час-
ти пластинки с деталью показаны на рис. 8.10.
Амплитуда сигнала колебаний в большой степени зависит от
характера деформаций и разрушений в зоне контакта инструмента с
деталью. При образовании микротрещин и поломки режущей плас-
тины амплитуда колебаний значительно возрастает. Это использует-
ся в диагностике поломок. Сложность использования такого метода
состоит в необходимости определения информативного диапазона
частот для каждых условий резания и выделении полезного сигна-
ла измеряемого в условии действия множества помех.
’ На Ульяновском станкостроительном объединении тяжелых и
уникальных станков разработана система диагностирования, осу-
ществляющая распознавание как износа инструмента, так и его по-
ломок, где в качестве диагностического признака используется удель-
ная сила. Необходимая для ее расчета составляющая силы резания
Рис. 8.10. Изменение ЭДС резания £ при поломке
режущей твердосплавной пластины:
а— без нарушения; б — с нарушением контакта с обрабатываемой заготовкой
(из С.М. Палея, 1984)
263
• определялась с использованием тензометрических подшипников,
строенных в шпиндельный узел
В ходе эксплуатации системы было отмечено, что удельная сила
информативно отооражает износ инструмента и возрастает на 50%
за наработку инструмента до отказа Непрерывный мониторинг р
позволяет зафиксировать ее внезапный значительный рост или рез-
кое падение Это определяет отказ инструмента в результате скалы-
вания или поломки Предельные уровни — уставки диагностичес-
ких признаков — определяются экспериментально и заносятся в
память УЧП5 под номером соответствующего инструмента. При-
менение этой диагностической системы исключило брак дорогосто-
ящих деталей вследствие износа и поломок инструмента.
Ранее указывалось, что функции диагностирования поломок ча-
сто выполняют мониторы. Явным признаком поломок инструмен-
тов является появление импульсов сигналов с высокой амплитудой.
Используется косвенный контроль поломок по определению
моментов контакта инструмента с деталью и выхода из нее. Пре-
вышение установленного времени врезания (от момента включения
рабочей подачи до момента касания детали) или времени резания
позволяет судить о поломке инструмента. Надежную фиксацию мо-
ментов касания и конца резания обеспечивают акселерометры.
Разработка алгоритмов состояния инструмента и процесса реза-
ния, управляющих программ и программ обработки диагностических
сигналов выполняется для каждого наименования обрабатываемой
детали с учетом технологии обработки, режимов резания, параметров
режущего инструмента Подготовка всех исходных данных для ра-
боты системы выполняется технологом по металлообработке.
Программы работы систем диагностирования должны быть син-
хронизированы с управляющей программой станка с ЧПУ. В управ-
ляющих программах предусматривают участки обработки детали, в
которых действует конкретный кадр программы диагностирования.
При распознавании отказа режущей части инструмента из устрой-
ства диагностирования подается команда на прекращение подачи,
вращения шпинделя и отвода инструмента из зоны резания. При
чистовой обработке прекращение резания после распознавания пре-
дельного износа может быть недопустимо, так как это скажется на
качестве обработки детали. В этом случае возможна задержка выда-
чи команды на прекращение резания до полной обработки поверх-
ности детали, при этом могут быть автоматически снижены режимы
резания для исключения катастрофического развития износа.
Технологические алгоритмы однопараметрического диагностиро-
вания по уставкам имеют одинаковый состав независимо от того,
264
какой диагностический признак используется для распознавания со-
стояния инструмента. Все они имеют существенный недостаток, объяс-
няющий невысокою надежность диагностирования. Связано это с тем,
чт0 уставки, определяемые в ходе обучения, так же как и соответ-
ствующие им значения повреждений носят случайный характер, что
может привести при эксплуатации технологической системы к про-
пуску отказа и ложному срабатыванию системы диагностирования.
8.3 РАСПОЗНАВАНИЕ ДРУГИХ ВИДОВ ОТКАЗА
Отказ инструмента или процесса непрерывного резания может
произойти вследствие образования неблагоприятной для нормаль-
ного течения технологического процесса обработки формы струж-
ки. Образование ленточной, «шпагообразной» или путаной стружки
недопустимо при автоматизированной обработке, так как может
привести:
— к выкрашиванию режущей части инструмента;
— нарушению целостности контактных измерительных датчи-
ков, закрепленных на станке;
— снижению чистоты обработанной поверхности;
— затруднению транспортировки стружки из зоны резания и
рабочей зоны станка.
В процессе резания нужно получить благоприятную форму струж-
ки в виде элементов небольшой длины. Дробление на такие элемен-
ты чаще всего обеспечивается за счет назначения режимов резания
и геометрии инструмента, при которых образуется суставчатая, дроб-
леная стружка. (Но эти режимы часто неприемлемы из соображе-
ний качества обработки, производительности и др.; изменения на-
правления стекания стружки с помощью стружколомающих и струж-
козавивающих устройств.)
Дроблению в последнем случае способствует принудительное
завивание стружки в спираль, в результате чего на ее прирезцовой
поверхности возникают высокие напряжения изгиба. Сильно де-
формированная стружка в зоне ее образования при завивании пол-
ностью теряет запас пластичности. В ней развиваются трещины, и
она легко дробится при соприкосновении с обрабатываемой дета-
лью или корпусом инструмента. На рис. 8.11 показаны твердосплав-
ные пластинки со стружкозавивающими канавками и два часто дей-
ствующих механизма дробления стружки. Возможны и другие вари-
анты дробления.
На твердосплавных пластинках отпрессовываются стружкозави-
вающие канавки различных профилей (см. рис. 8.11). Каждый про-
265
Рис 8.11. Твердосплавные пластинки со стружкозавивающими канавками (а)
и механизм дробления стружки при их применении (б)
филь рекомендован фирмой-изготовителем для определенных уело-
ВИЙ обработки: режимов резания, обрабатываемого материала ц др
В каталогах фирм приводятся диаграммы дробления (рис. 8.12). По
этой диаграмме технолог назначает сочетание подачи 5 и глубины ре-
зания t, обеспечивающее образование благоприятной формы стружки.
Однако с течением времени работы твердосплавной пластины
ее передняя поверхность изнашивается. Профиль канавки изменя-
ется и теряет способность завивать стружку. Начинает стекать не-
благоприятная сливная стружка, что означает отказ технологичес-
кого процесса. Следовательно, критерием отказа является неблаго-
приятная форма стружки.
При обработке на автоматизированных
станках необходимо распознавать, диагнос-
тировать форму стружки. Решение этой за-
дачи пока находится на стадии опытных
разработок.
Рис. 8.12. Пример диаграммы дробления стружки
На диаграмме «+» — благоприятная форма стружки;
«—» — неблагоприятная; «т» — переходная
266
Рис. 8.13. Экспериментальная диаграмма дробления стружки
Содержание работ по созданию систем диагностирования фор-
мы стружки определено в научно-методическом подходе, изложен-
ном в гл. 6.
Для принятого стружкозавивающего устройства на твердосплав-
ной пластинке, обрабатывающей на токарном станке углеродистую
конструкционную сталь, получена диаграмма дробления стружки в
координатах 5, / (рис. 8.13). На диаграмме видны области благопри-
ятной, переходной и неблагоприятной (длинной, путаной) стружки.
На стенде АСНИ ОР определялись косвенные диагностические при-
знаки каждой из отмеченных на диаграмме форм стружки. Поиски
информативных диагностических признаков велись среди таких
функциональных параметров процесса резания, как три составляю-
щие силы резания Pz, Ру, Рх, мощности приводов главного движения
и движений подач. Исследовались также параметры физических
процессов, сопровождающих резание: колебаний в частотных диа-
пазонах до 1 и до 20 кГц, ЭДС резания. Для получения значений
всех этих параметров использовались встроенные в токарный ста-
нок (стенд АСНИ ОР) датчики, ранее предназначавшиеся для рас-
познавания износа и поломки резцов.
Результаты измерений отображали на трехкоординатных графи-
ках П =f(S и Z). где П — диагностический признак (рис. 8.14). На
полученную поверхность зависимости спроектированы представлен-
ные на рис. 8.13 области диаграммы дробления стружки, соответ-
ствующие трем формам стружки.
267
в
Рис. 8.14. График изменения ст подачи 5 и глубины резания t.
а — составляющей силы резання Fj б — дисперснн силы D(Ft);
I в — дисперсии силы D(Fr)
Исследования показали, что средние значения измеряемых пара-
метров процесса резания не являются информативными признаками
формы стружки. Средние значения амплитуд колебании в указанных
частотных диапазонах мало изменяются во всех трех областях диаграм-
мы дробления, а средние значения, например, составляющих сил ре-
зания изменяются только в соответствии с изменением глубины реза-
ния и подачи (рис. 8.14, а). Но как следует из механизма дробления
стружки, показанного на рис. 8.11,6, в течение цикла дробления стружки
должна изменяться сила резания, а вместе с ней и ее составляющие.
В связи с этим рассчитывались дисперсии составляющих силы реза-
ния, информативность которых как диагностических признаков формы
стружки оценивалась по графикам D(P) = f(S и Z). На рис. 8.14, б, в
такие пространственные графики показаны для £>(Р) и Д(Р) (на ри-
сунках даны D(F) и D(Fy), так как измерялись силы в удалении от
зоны резания). На них видно, что в области благоприятной формы
стружки наблюдается заметный рост дисперсии составляющих силы
резания Рх и Ру. Вход в эту область характеризуется перегибом поверх-
ности D(P) = f(S и /) и поверхности D(Py) = f(S и Z). На таких
графиках можно определить уставку — значение диагностического
признака, при котором стабилизируется дробление стружки.
Подобные исследования проводились при изменении формы
стружки вследствие износа передней поверхности и, следовательно,
изменения профиля стружкозавиваюшей лунки. Решение задачи ди-
агностирования формы стружки, изменяющейся в связи с износом,
затрудняется тем, что ее форма зависит также от обрабатываемого
материала, скорости резания, диаметра заготовки и др. Разработан-
ные системы диагностирования носят пока экспериментальный ха-
рактер, в то время как производство испытывает потребность в на-
дежных системах диагностирования формы стружки. Длительные
наблюдения за эксплуатацией токарных станков с ЧПУ показали,
что весьма часты отказы инструмента (18—70 %), связанные со скоп-
лением неблагоприятной стружки в зоне обработки.
Для ряда инструментов, предназначенных для чистовых опера-
ций, критерием отказа служит образование нароста на передней по-
верхности. Основными факторами процесса резания, влияющими на
интенсивность наростообразования, являются скорость резания и
толщина среза. При проектировании технологического процесса на-
значают такие режимы резания, которые исключали бы при необхо-
димости появление нароста. Однако и в этом случае после некоторо-
го времени при эксплуатации инструмента нарост может появиться.
Это, в свою очередь, приведет, повышению шероховатости обрабо-
танной поверхности, образованию на ней рисок и задиров, что сни-
жает эксплуатационные характеристики обработанных деталей.
269
На таком и стрх менте как, например, протяжка, фаска износа
на ее зубьях практически не развивается. С течением времени рабо-
ты протяжки только возрастает радиус округления режущих лезвий
м повышается шероховатость рабочих поверхностей зуба протяжки,
а вместе с ней их склонность к адгезионному взаимодействию с
обрабатываемым металлом Эго приводит к развитию нароста, от-
сутствующего в начальной после переточки стадии работы протяж-
км Примерно такая же закономерность появления нароста может
проявляться на фасонных резцах, проходных при тонком точении,
развертках и других инструментах.
Контролируют наличие нароста после выполнения технологической
операции контактным или бесконтактным методами, описанными в
подрадд. 6 2, однако результаты такого контроля могут не соответство-
вать состоянию нароста в процессе резания. Нарост может образовы-
ваться или наоборот, разрушаться из-за особенностей переходных про-
цессов, имеющих место при выходе инструмента из резания.
Способ определения наростообразования в процессе резания по
зависимости ЭДС резания от скорости резания, отличающейся от
таковой при отсутствии нароста, предложен С.В. Васильевым. Ди.
агностирование нароста в процессе резания возможно осуществлять
по характеристикам качества обработанной поверхности. Практи-
ческая реализация упомянутых методов диагностирования нароста
в процессе резания требует дополнительных исследований.
Достоинством однопараметрических систем диагностирования
методом уставок, рассмотренных в этой главе, является простота
реализации и минимальное время выработки решения о состоянии
инструмента. Отпадает необходимость учета значений факторов про-
цесса резания. Однако при их изменении необходимо заново про-
изводить обучение системы для установления значения диагности-
ческого признака, соответствующего состоянию отказа. Кроме того,
исключается возможность определения текущего значения крите-
рия состояния инструмента, например величины износа на задней
поверхности. Эго затрудняет эффективную эксплуатацию инстру-
мента при переменных, в течение одного периода, стойкости, усло-
вия резания, что характерно для мелкосерийного производства.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1 В чем состоят особенности алгоритма диагностирования износа инструмента
по уставкам для одного и нескольких переходов?
2 Рассмотрите функционирование монитора, приданного станку.
3 . Каковы особенности диагностирования поломок инструмента9
4 . Рассмотрите возможности диагностирования формы стружки.
5 Рассмотрите возможности диагностирования нароста на инструменте
Глава 9
МНОГОПАРАМЕТРИЧЕСКАЯ
ДИАГНОСТИКА ИНСТРУМЕНТА
Отмеченные в гл. 8 недостатки однопараметрической диагнос-
тики можно избежать при использовании математических зависи-
мостей, устанавливающих связь между величиной критерия состоя-
ния инструмента и измеряемыми параметрами процесса резания —
диагностическими признаками. При этом в зависимостях должны
учитываться как основные управляющие ( V, S, t и др.), так и наибо-
лее значимые случайные возмущающие факторы, оказывающие су-
щественное влияние на текущее состояния инструмента.
В отличие от управляющих значения возмущающих факторов
не известны в момент распознавания неизвестного текущего зна-
чения критерия состояния инструмента. Тогда для распознавания
последнего необходимо иметь п + 1 зависимостей, где п — число
учитываемых возмущающих факторов. Совместное решение урав-
нений позволяет определить текущее значение критерия состоя-
ния (например, величины износа). Такой принцип диагностирова-
ния может быть реализован при измерении п + 1 диагностических
параметров процесса резания — это многопараметрическая диагно-
стика.
Пример реализации этого принципа многопараметрической ди-
агностики будет рассмотрен при диагностировании состояния быс-
трорежущих сверл, обрабатывающих отверстия в чугунных заготов-
ках (см. 9.1).
Диагностирование по одному параметру в ряде случаев может не
обеспечивать высокой надежности распознавания состояния инст-
румента из-за появления ложных сигналов об отказе, вызванных
случайными выбросами значений диагностического признака за
пределы допустимых значений. Надежность распознавания может
быть повышена, если решение об отказе инструмента будет приня-
то при условии, что значения нескольких диагностических призна-
ков превысят установленные для них на этапе обучения предельные
величины.
271
Пример реализации такого принципа двухпараметрической ди-
агностики рассмотрен в подразд. 9.2 для быстрорежущих сверл, об-
раоатываюшмх отверстия в стальных заготовках.
Применяется также вариант, при котором параллельно и неза-
вмч имо работают два канала однопараметрическою Диагностирова-
ния по разным диагностическим признакам. Решение принимается
по результатам распознавания по одному из контролируемых при-
знаков независимо от результатов по другому признаку.
Для повышения надежности диагностирования все чаще исполь-
зуют гногопараметрические способы диагностирования, основанные
на взаимном дополнении информации, получаемой различными
| методами
9.1. ДИАГНОСТИРОВАНИЕ СОСТОЯНИЯ
БЫСТРОРЕЖУЩИХ СВЕРЛ ПРИ СВЕРЛЕНИИ
ОТВЕРСТИЙ В ЗАГОТОВКАХ ИЗ СЕРОГО ЧУГУНА
В подразд 6.1 отмечалось, что износ уголка сверла hy в полной
мере характеризует изменение в состоянии быстрорежущих сверл при
обработке серого чугуна. Величина hy принята в качестве критерия
состояния сверл, а рассчитанное по зависимости (6.2) значение hyjm _
в качестве критерия отказа инструмента.
Исследования изменений ряда функциональных параметров про-
цесса сверления в зависимости от изменений йу, а также анализ
опыта, накопленного в диагностике инструмента, позволили при-
нять в качестве диагностических признаков составляющие силы
резания, заметно возрастающие с ростом износа инструмента. На
сверлах это приводит к росту крутящего момента и осевой силы
р Их прирост определяют специальными Динамометрическими
узлами, встроенными в станок, или измерением фактической на-
грузки по информативным характеристикам привода станка, напри-
мер силы тока якоря.
При измерении нагрузки в приводах главного движения и дви-
жения подачи многоцелевого станка (рис. 9.1) сигналы отдатчиков
М и Р через блок сопряжения (УСО) датчиков с управляющей
Э1?М поступают в последнюю, которая по измеренным таким обра-
зом и Р определяет текущий износ сверла. При достижении
рассчитанного для принятых условий резания допустимого износа
й оп управляющая ЭВМ подает команду системе ЧПУ станка на
смену затупившегося инструмента.
Если инструмент в течение одного периода стойкости обрабаты-
вает деталь из разных по твердости чугунов и на различных режимах
Рис. 9.1. Схема диагностирования сверл при обработке чугуна
резания, то в памяти управляющей ЭВМ помимо начальных значе-
ний и Ро, полученных при работе заточенным инструментом,
должна храниться информация о влиянии на эти параметры пере-
менных факторов процесса резания, к которым относятся режим ре-
зания и свойства обрабатываемого материала. Такая информация
может быть представлена, например, в виде математических моде-
лей. Для получения моделей исследовали связи между износом по
уголку й. и диагностическими признаками его Л/кр и Р на различных
режимах сверления серого чугуна различной твердости°(НВ 100—200).
Сверла диаметром d = 6—14 использовали на следующих режимах
резания: И = 15—45 м/мин; 5 = 0,1—0,43 мм/об. Износ й постепен-
но в ходе исследований доводился до катастрофического износа.
Крутящий момент и осевую силу Ро определяли с помощью тен-
зометрического динамометра, установленного на описанном ранее
исследовательском стенде.
Исследования показали, что во всем диапазоне изменения ре-
жимов резания и твердости обрабатываемого материала влияние
18—5125
273
Рис ЭЛ. Зависимости (сплошные линии) и Ра (штриховые линии)
от* сверла0 10 мм при обработке чугуна СЧ15 НВ 160 (линии 1 н 2)
и нЬ 200 (линии 3 и 4) при V= 25 м/мин, 5= 0,1 мм/об (линии 1 и 3)
и 0,2 мм/об (линии 2 и 4)
износа сверла на и Ро (рис. 9-2) достаточно точно описываются
линеиными зависимостями.
При разработке математических моделей, используемых при
диагностировании износа сверл по и Ро, за основу были приня
ты двучленные формулы вида
М„ = <’0) + Ро = Р? 4 + ДРО(‘>,
гае и Ро(*"°’ — известные из теории резания зависимости, по-
лученные при работе заточенным сверлом:
/ urY"*
и (9.1)
Р<*-°) = Cfd"S»(—
° р 1190,
(9.2)
дЛ/w и дР/’ — приросты крутящего момента и осевой силы в связи
с износом сверла:
ДЛР*» = Сн |,
41 "* 1190/
дР(‘> = СР d"> S"* f—1’ hl*.
° e“ 1190У
274
Постоянные коэффициенты и показатели степени в принятых
зависимостях определяли экспериментальным путем. Установлено,
что при сверлении показатели степени влияния подачи и твердости
обрабатываемого чугуна на крутящий момент и осевую силу одина-
ковы в обоих слагаемых каждой формулы и что постоянные коэф-
фициенты незначительно изменяются при износе инструмента
Поэтому после упрощения формулы для расчета и Ро могут быть
приведены к виду
=(СИ + CMh,d
Р„ = (сг + С,hd')dSa-7(—} ,
° v п ’ V190J
(9.3)
(9.4)
где С и Ра — постоянные коэффициенты, определенные по изме-
ренным значениям соответственно и Ро для острого сверла; См*
и С — постоянные коэффициенты, характеризующие прирост со-
ответственно и Ро от износа сверла.
Эти зависимости, учитывающие влияние износа инструмента на
М и Р, отличаются от известных формул (9.1), (9.2) тем, что к
постоянному коэффициенту прибавляется некоторая переменная
составляющая, зависимая от hy и d.
При работе заточенными сверлами фактические постоянные
коэффициенты в формулах (9.1) и (9.2) могут несколько отличаться
от средних значений, что объясняется индивидуальными особенно-
стями каждого инструмента: шероховатостью передней поверхнос-
ти и ленточек, погрешностью заточки, величиной обратной конус-
ности и др. Поэтому для повышения точности диагностирования
сверл по MkV и Ро, действующим в процессе обработки, постоянные
С и Ср следует определять экспериментально для каждого нового
сверла при обработке первого отверстия. Система диагностирова-
ния должна работать в режиме самообучения.
Для этого при обработке в заготовке известной твердости перво-
го отверстия сверлом, у которого величина заведомо равна нулю,
измеряются и Рв. Затем вычисляются значения искомых коэф-
фициентов с помощью формул (9.1) и (9.2).
При диагностировании износа сверл текущее значение йу опре-
деляется по формулам (9.3) или (9.4) на основании полученных из
зоны резания данных о значениях момента или осевой силы.
Однако точное определение текущего износа при заданных ре-
жимах сверления возможно, если известна твердость обрабатывае-
18'
мгео чугуна Исследования показали, что колебания твердости партии
’ ливок в земляные формы достигают 25 %. Допускают еще боль-
шее колебания твердости в пределах одной марки чугуна. Случай-
ный характер твердости может вызвать значительное снижение точ-
ности расчетов текущего износа сверла по формуле (9.3) или (9.4).
Для исключения существенных ошибок использованы оба уравне-
ния (93) и (9 4) совместное их решение позволило определить те-
кущее значение Ау независимо от твердости чугуна.
Решение об отказе сверла принимают при текущем значении
1 > h Последнее вычисляется по формуле (6.2).
В рассмотренном случае сверления чугуна учитывали два пере-
менных (возмущающих) фактора, воздействующих на процесс свер-
ления изменяющийся (текущий) износ йу и случайное значение твер-
дости чугуна. Для определения текущего износа использовали два
уравнения, однако может возникнуть необходимость учитывать и
большее число возмущающих факторов. Тогда для расчета текущего
h нужно использовать соответственно ббльшее число уравнений, а
диагностирование вести по такому же числу контролируемых пара-
метров
Структурная схема алгоритма диагностирования состояния бы-
строрежущих сверл при сверлении серого чугуна представлена на
рис. 9 3
Рве. 9.3. Алгоритм диагностирования сверл при обработке чугуна
276
Из алгоритма видно, что наряду с определением текущего значе-
ния износа сверла разработанная методика может быть примене-
на для контроля твердости обрабатываемого чугуна Контроль твер-
дости необходим при организации входного контроля заготовок,
обрабатываемых на автоматических линиях. При известных значе-
ниях износа И для определения твердости НВ достаточно одного из
уравнений (9.3) или (9.4), но когда неизвестен износ, диагностирова-
ние твердости чугунных заготовок может выполняться по приведен-
ному на рис. 9.3 алгоритму. Только теперь рассчитанная в результате
совместного решения уравнений (9.3) и (9.4) твердость заготовки
сопоставляется с ее допускаемым значением, для которого прогно-
зировалась стойкость инструментов, обрабатывающих заготовку.
Заготовки с завышенной твердостью отбраковываются, чтобы ис-
ключить непрогнозируемые отказы инструмента.
Для измерения крутящего момента применяют динамометричес-
кую головку (см рис. 6.34) или магнитоупругий измеритель крутя-
щего момента (см. рис. 6.37). Для измерения осевой силы имеется
целый набор датчиков. Это и тензометрические шпиндельные под-
шипники (см. рис. 6.23) и пластины с пьезодатчиками, устанавли-
ваемые под деталь (см. рис. 6.40) и др.
Из рассмотренного примера следует, что надежность диагности-
рования состояния сверла, обрабатывающего чугун, удается повы-
сить за счет использования метода двухпараметрической диагнос-
тики. Здесь исключается неблагоприятное влияние на надежность,
свойственный твердости чугуна случайный характер.
9.2. ДИАГНОСТИРОВАНИЕ СОСТОЯНИЯ
БЫСТРОРЕЖУЩИХ СВЕРЛ ПРИ СВЕРЛЕНИИ
ОТВЕРСТИЙ В ЗАГОТОВКАХ ИЗ СТАЛИ
При сверлении конструкционных углеродистых сталей, как по-
казали исследования (см. 6.1), алгоритм диагностирования сверл
должен существенно отличаться от приведенного на рис. 9.3 алго-
ритма. Отличие вызвано особенностями развития очагов износа сверл
и природы их затупления при обработке сталей по сравнению с
обработкой чугуна.
Применяющиеся в настоящее время системы диагностирования
сверл реализуют метод уставок. В качестве критерия состояния ис-
пользуют износ по главной задней поверхности йэ, а в качестве ди-
агностического признака износа — осевую силу Р При сверлении
заготовки текущее значение Ро, измеряемое с помо°щью динамомет-
рического устройства, сравнивается с принятой уставкой Р^.
277
Р" устанавливают при обучении системы диагностирования на
каждом режиме резания Она равна значению Рй при величине из-
носа по задней юверхности А, рекомендуемой в нормативной ли-
тературе как предельно допустимой.
Упрощает процедуру обучения расчет ^ошах по* формуле (8.1).
I Иногда, основываясь на экспериментах, назначают равной 130%
1 си Р действующей при сверлении острым сверлом.
| Исследования показали: надежность таких систем диагностиро-
1 вання невелика — или не используется полный ресурс сверл, или
К возможны неожиданные отказы при значениях Р„ < Р*^ Объясня-
ется это тем, что при определенных условиях Ро изменяется нео-
диозначно с ростом износа сверла hr На изменение Р влияет при
Н прочих равных условиях помимо р износ Лп на поперечной режу-
I щей кромке, на которую приходится до 60 % всей осевой силы, дей-
В ствующей при сверлении.
Г Зависимость Р становится монотонно возрастающей, и
У надежность диагностирования несколько повышается, если приме-
F нять сверла с подточенной поперечной режущей кромкой. Но и в
этом случае не обеспечивается высокая надежность диагностирова-
ния так как величина износа сверла, при которой наступает его
отказ во многом определяется случайным характером параметров
начального состояния инструмента и свойств обрабатываемой заго-
товки Следовательно, случайна и сила PQ, при которой произойдет
отказ каждого сверла Она может быть ниже или выше принятой
уставки Р^
Невысокая надежность диагностирования сверл, в основу кото-
рого положена зависимость Ро =f(h), предопределена уже тем, что
в качестве критерия отказа принята величина йз, являющаяся не
прямым, а лишь косвенным показателем состояния отказа сверла.
Действительно, как было показано в подразд. 6.1, несмотря на то,
что изнашивание сверла в период, предшествующий отказу, проис-
ходит преимущественно по главной задней поверхности, процессы,
непосредственно приводящие к полному затуплению, протекают на
ленточках, гае и начинается катастрофическое его разрушение вслед-
ствие адгезионных процессов, вызванных защемлением сверла в
отверстии
Диагностическим признаком этих процессов является нараста-
ние параметров виброакустического сигнала и крутящего момента,
приходящегося на ленточки, а вместе с ним и общего крутящего
момента Их рост (см. 6.1) вызывают изменения контактных про-
цессов на ленточках из-за повышения давления со стороны поверх-
ности обработанного отверстия вследствие теплового деформиро-
278
Рис. 9.4. Алгоритм диагностирования сверл при обработке стали
вания последнего. Первым признаком этих изменений является из-,
менение параметров виброакустического сигнала, заметное еше д.^
начала «скрипа» сверла. Л
Выявленные в результате исследований природа затупления 6>Л
строрежуших сверл и связанные с затуплением изменения парамеЯ
ров физических явлений, сопровождающих процесс резания, onpJB
делили технологический алгоритм диагностирования сверл, приве^
денный на рис. 9.4.
Состояние сверла определяется по двум диагностическим при-
знакам — амплитуде виброакустического сигнала и крутящему мо-
менту. При этом возрастание ВЛ-сигнала за предел допустимого
значения (уставки (ВЛ]), установленному экспериментально, соот-
ветствует предельному состоянию сверла, началу изменения кон-
тактных процессов на поверхностях ленточек, приводящих к ката-
строфическому его затуплению. Начало ка-
тастрофического затупления (отказ сверла)
отмечается ростом с определенным ус-
корением Ен , показанным на рис. 9.5 в
зоне II.
На участке I вследствие износа сверла на
задней поверхности наблюдается некоторый
рост М с примерно постоянной скоростью
^2- = const, тогда = =0. На
dT dT1
участке II в точке К начинается ускорен-
Рис. 9.5. График измене-
ния крутящего момента
с течением времени
работы сверла
но
ный рост — Е^ > 0, после чего подается команда на вывод
сверла из отверстия и прекращение движений станка
Предусмотренный алгоритмом повторный контроль ВЛ-сигнала
np.i условии Е =0 позволяет исключить ложное срабатывание
системы диагностирования из-за случайно возросшего ВЛ-сигнала
чем и повышают надежность диагностирования сверл. Если повтор-
но В. 4 > [&4]. то состояние сверла соответствует предельному; изме-
нение приближается к точке К на графике. Сверло также выво-
дился из отверстия и, как было показано в подразд. 6.1, после охлаж-
дения детали может продолжаться процесс сверления. В управляющей
программе должно быть предусмотрено выполнение технологии
I периодического сверления отверстия.
L Для реализации разработанного алгоритма диагностирования
В свер л, обрабатывающих сталь, станок должен оснащаться вибродат-
Ж чиком и датчиком крутящего момента.
й) Рассмотренные алгоритмы диагностирования одинаковых сверл
принципиально различны. Каждый из них определяется природой
затупления быстрорежущих сверл различной при сверлении чугуна
и стали. Таким образом, в основе разработки систем диагностиро-
вания лежит предметная область знаний. Для инструмента — это
знания теории резания и затупления инструмента.
Для повышения надежности распознавания состояния и отказов
объектов, эксплуатация которых сопровождается сложными процес-
сами, применяют многопараметрическую диагностику.
9.3. ДИАГНОСТИКА ИНСТРУМЕНТА
В ПРОГРЕССИВНЫХ ТЕХНОЛОГИЯХ
РЕЗАНИЯ
При организации диагностирования технологических систем
реализующих скоростное и сухое резание, а также обработку твер-
дых материалов (HRC > 50), следует учитывать ряд особенностей
обусловленных этими технологиями. Чаще это чистовая, оконча-
тельная обработка с малыми подачами и глубинами резания, кото-
рая должна обеспечивать высокие требования к качеству обрабо-
танных деталей, а в ряде случаев заменить операцию шлифования
точением или фрезерованием. Обработка производится в основном
инструментом, оснащенным режущей керамикой и СТМ. Уровни
скоростей резания, которые определяют скоростную обработку раз-
личных материалов, указаны на рис. 9.6. Сухое резание — это обра-
ботка без применения охлаждающей среды.
280
Рис 9.6. Зона скоростной обработки для различных материалов
Отмечены некоторые особенности в последовательности, соот-
ветствующей этапам методического подхода к разработке систем
диагностирования, изложенного в гл. 6.
1. При назначении критериев состояния и отказа инструмента
следует учитывать неблагоприятную, сложную структуру последнего.
Инструмент, оснащенный режущей керамикой, наряду с прева-
лирующим в зависимости от условий резания износом или на зад-
ней, или на передней поверхности, имеет значительную долю отка-
зов из-за хрупкого разрушения в виде выкрашиваний. При обработ-
ке твердых металлов наблюдается иногда пластическая деформация
лезвия. На высоких скоростях резания износ резцов часто развива-
ется в виде «усов» (рис. 9.7) на главной или вспомогательной задних
Рис. 9.7. Износ режущей керамики в виде «усов»
\
ЭЯ
оверхносгях Тогда предельно допустимый размер уса является кри-
терием отказа Выкрашивание может происходить как на передней
поверхности, гак и на режущей кромке после углубления лунки на
передней поверхности. При скоростном торцовом фрезеровании
закаленных сталей и чугунов превалирует износ на передней повер-
хности зуба фрезы Этому способствуют термоциклические процес-
сы рассмотренные в подразд. 4.1. Развитие лунки приводит к раз-
рушению режущей кромки инструмента.
Расположение очагов износа и выкрашивания на инструменте
из СТМ на основе алмаза (ПКА) и кубического нитрида бора (КНБ)
зависит в основном от обрабатываемого металла. Так, П КА при ско-
ростной обработке композита на основе алюминия, упрочненного
твердыми частицами SiC, имеет превалирующий абразивный износ
на задней поверхности Однако если упрочняющие частицы SiC
крупнее, то ударное воздействие их на лезвие приведет к отказам
из-за выкрашивания.
При сухой обработке титановых сплавов резцами, оснащенными
КНБ, очаги износа, развивающиеся на передней и задней поверхно-
стях, приводят к выкрашиванию режущей кромки. При скоростной
обработке упрочненного чугуна превалирует абразивный износ на пе-
редней поверхности, и поэтому критерием состояния является глу-
бина лунки
Скоростное, сухое резание и обработка твердых материалов опре-
деляют работу инструмента при температурах, близких к критичес-
ким, после достижения которых начинается разупрочнение режуще-
го лезвия или повышается интенсивность трещинообразования в нем.
Случайный характер физических параметров начального состояния
инструментального материала повышает вероятность внезапных от-
казов из-за интенсивного износа или хрупкого разрушения.
В табл 4 1 было отмечено уменьшение величины допускаемого
износа инструмента вследствие роста скорости резания. Температу-
ра в режущем лезвии, возрастающая как с ростом скорости, так и по
мере износа из-за роста мощности источников теплоты (см. форму-
лу (2 1)), достигает критического значения при небольших величи-
нах износа Л Следовательно, для рассматриваемых технологий ха-
рактерны небольшие величины допускаемых износов инструмента.
Все изложенное должно учитываться при выявлении диагности-
ческих признаков состояния инструмента и его отказа, т. е. при ре-
шении задачи второго этапа разработки систем диагностирования.
2. Рассматриваемые высокопроизводительные технологии тре-
буют обеспечения надежного функционирования технологических
систем Надежными должны быть и системы их диагностирования.
2X1
Для каждого случая развития очага затупления должны быть выяв-
лены свои информативные диагностические признаки, надежно ото-
бражающие состояние инструмента в сигналах, поступающих из зоны
резания. Информативные диагностические признаки выявляют эк-
спериментально. Однако уже известно, что силы резания — наибо-
лее широко применяющиеся диагностические признаки — при окон-
чательной обработке на чистовых режимах достигают небольших
величин. Так, при обточке закаленной стали ШХ15СГ резцами, ос-
нащенными режущей керамикой ВЗ, с подачей 5= 0,08 мм/об, глу-
биной резания t = 0,3 мм и скоростью К= 175 м/мин составляющая
силы резания Р равна 190Н. а приращение ее при характерном износе
в виде уса, распространяющегося на небольшой участок режущей
кромки, невелико. Мало изменяется сила резания Р при износе
Или выкрашивании на передней поверхности. В этих случаях она
не может информативно отображать повреждения инструмента.
В то же время при равномерном вдоль всей режущей кромки износе
= 0,3 мм Ру возрастает более чем в два раза. Значительное прира-
щение получает сила при выкрашивании режущей кромки.
Применение режущей керамики и СТМ, являющихся диэлект-
риками, исключает возможность использования сигналов ЭДС-ре-
зания в качестве диагностических признаков.
Можно ожидать значительного роста температуры в зоне реза-
ния в связи с износом инструмента. Однако ее сложно измерить в
производственных условиях.
Исследования и производственный опыт показали надежность
диагностирования состояния инструмента с использованием АЭ-сиг-
нала, поступающего из зоны резания. Этот признак является ин-
формативным при чистовой обработке с малыми сечениями среза.
3. Предварительный анализ возможности использования ряда кос-
венных признаков состояния инструмента позволяет осознанно под-
ходить к выявлению наиболее информативных для каждого случая
развития очагов повреждений. Однако окончательный выбор возмо-
жен после эксперимента, устанавливающего связь между критерием
состояния инструмента и его признаком. Экспериментально получа-
ют диагностическую модель и уставку в алгоритм диагностирования.
Так, например, для приведенного выше случая обточки закален-
ной стали ШХ15СГ инструментом, оснащенным режущей керами-
кой, экспериментально получена модель вида
Р = 200+ 270 Л2,
из которой следует, что Ру является информативным диагностичес-
ким признаком износа в случае его равномерного развития вдоль
283
Рис 9.8. Заажююсть погрешности обработай л от силы Р? [л) — пре-
дельно допустимая погрешность обработки (о); зависимость силы Р
от износа на задней поверхности резца (£)
главной режущей кромки резца Уставка |Р| при окончательной
обработке определяется исходя из допуска на деталь, имея в виду,
что погрешность обработки Д зависит, в частности, от податливости
технологической системы под действием силы Ру. Графически это
1 показано на рис. 9.8, а. Определение предельно допустимого износа
| [AJ — на рис 9.8, б.
I 1 4. При составлении алгоритма диагностирования инструмента
необходимо учитывать особенности его затупления и отказов, отме-
ченные в пункте 1.
Повышенная вероятность внезапных отказов при резании тре-
бует непрерывных измерений повреждений инструмента с высокой
частотой опроса датчиков диагностических признаков этих повреж-
дений При периодических измерениях после завершения техноло-
гического перехода можно пропустить отказ, вызванный быстро-
протекающими процессами в инструментальном материале. Кроме
того, периодические прямые или косвенные измерения после вы-
полнения перехода или операции увеличивают время технического
обслуживания За счет этого возрастает и, следовательно,
снижается производительность. Снижается эффективность скорост-
ной обработки основной целью которой является повышение произ-
водительности. Без ущерба для производительности периодические
прямые измерения могут выполняться только тогда, когда инструмент
находится в инструментальном магазине, а в это время обработка
ведется другим инструментом.
Для повышения надежности диагностирования строятся алгорит-
мы, предусматривающие многопараметрическую диагностику. Целе-
сообразность получения из зоны резания одновременно или последо-
вательно сигналов от ряда датчиков обосновано описанной выше нео-
днозначностью вариантов развития повреждений режущего лезвия.
284
Примеры алгоритмов однопараметрической и многопараметри-
ческой диагностики износа и хрупкого разрушения инструмента
приведены в гл. 8 и 9.
5. В техническом обеспечении алгоритма диагностирования глав-
ным является выбор датчиков, оптимальных для условий эксплуа-
тации инструмента. Особые условия в рассматриваемых технологи-
ях определяются:
— высокими скоростями резания и подач;
— малыми сечениями среза;
— применяемым инструментальным материалом;
— особенностями затупления и структурой отказов инструмента.
Датчики, удовлетворяющие этим условиям, должны обладать
высокой чувствительностью, а устройства передачи сигнала в ЭВМ
и принятия решений — быстродействием. Для этого диагностичес-
кий сигнал должен формироваться как можно ближе к зоне резания
и тут же обрабатываться. (Примеры таких измерительных устройств
показаны на рис. 6.60 и 6.61.) Широко применяется блочно-модуль-
ная инструментальная оснастка, позволяющая реализовать эти тре-
бования.
В высокопроизводительных технологиях обработки резанием
диагностика должна рассматриваться как неотъемлемая часть тех-
нологической системы. Высокие скорости резания уменьшают ма-
шинное время обработки. Повышенные на современных станках до
100 м/мин скорости быстрых перемещений и сокращенное до 10 с
время смены инструмента снижают время технического обслужива-
ния 7^- Диагностирование, обеспечивая смену инструмента по фак-
тическому отказу, в среднем повышает надежность инструмента и
сокращает также Т^. Все это в комплексе позволяет повысить про-
изводительность обработки.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Что вызывает необходимость разработки системы двух или многопараметри-
ческой диагностики инструмента?
2. Каковы особенности затупления сверл при обработке чугунов и зависимость
для определения допускаемого износа?
3. Рассмотрите алгоритм диагностирования быстрорежущих сверл при обработ-
ке чугунов переменной твердости.
4. Каковы особенности затупления быстрорежущих сверл при обработке конст-
рукционных углеродистых сталей? Объясните природу «скрипа» сверла.
5. Рассмотрите алгоритм диагностирования быстрорежущих сверл при обработ-
ке сталей с управлением процессом сверления.
6. Каковы особенности диагностики инструмента в прогрессивных технологиях
резания?
Глава 10
ДИАГНОСТИКА СТАНКОВ
Выходные параметры технологической системы — это прежде
всего точность и шероховатость обработанных деталей. Выходные
параметры станка, от которых зависит параметрическая надежность
технологической системы, — это точность осуществления заданных
движений узлов, несущих режущий инструмент и заготовку; точность
движении формообразующих узлов, подверженных в процессе реза-
ния воздействию силовых, тепловых и динамических нагрузок. От-
| клонение движения от теоретической траектории, определение ее
начала и конца, микроотклонения вследствие колебаний контроли-
руются при эксплуатации датчиками, являющимися первичными
преобразователями системы диагностирования. Диагностирование
позволяет распознавать текущее состояние станка, прогнозировать
предельное состояние и планировать техническое обслуживание. Для
этого на станке монтируется ряд датчиков. Так, фирма «Bohr
Industries» применяет на ряде станков системы диагностирования,
которые отслеживают сигналы в восьмидесяти контрольных точках.
Полученные сигналы позволяют обеспечить адаптивное управление
процессом обработки — регулировать в реальном времени режимы
резания. Основная задача, решаемая с помощью таких систем диаг-
ностирования, — обработка деталей требуемого качества. В связи с
этим диагностику станков следует рассматривать как составную часть
мероприятии по управлению качеством продукции, предусмотрен-
ных международным стандартом ISO-9004. Стандарт определяет вза-
имозависимость видов деятельности, обеспечивающих качество про-
дукции на различных этапах ее жизненного цикла. Большинство из
них имеют отношение к диагностике.
В первом разделе учебника говорилось о системе обеспечения
надежности технического объекта, для которого надежность — глав-
ная составляющая качества. Указывалось, что обеспечение надеж-
ности — процесс непрерывный. Так же как на стадии проектирова-
286
ния и изготовления, на стадии эксплуатации должны решаться воп-
росы повышения надежности. В основе их решения лежит принцип
обратной связи между стадией эксплуатации и двумя предшествую-
щими стадиями. Оценка качества, надежности путем аттестации,
испытания объекта, применения контрольно-измерительных комп-
лексов может лишь установить, находятся ли параметры объекта в
заданных пределах. Но выявить причины, по которым они могут
выйти за эти пределы, указанные методы контроля не могут. Следо-
вательно, установить точно адрес допущенной ошибки при изготов-
лении или проектировании не удается, т. е. не может реализоваться
принцип обратной связи. Только диагностирование в предэксплуа-
тационный период на стендах АСНИ или в период эксплуатации
может указать место и причины повреждений.
В общем виде задача диагностирования станка решается как за-
дача идентификации — распознавания образов по диагностическим
признакам. Рассматривается вектор диагностических признаков
W(T) =
/7,(7")
П2(Т)
, элементами которого являются
эти признаки, а и —
количество диагностических признаков, образующих вектор W(T).
На первом этапе — этапе обучения в память ЭВМ заносят эта-
лонные диагностические признаки, характерные для каждого из воз-
можных технических состояний So, 5,, ... SN станка. Их вектор —
УУ(Г), где i от 0 до А состояний.
Образы состояния станка формируют векторы диагностических
признаков или, правильнее, на этапе обучения в память ЭВМ будут
заноситься эталонные образы, характеризующие каждый класс тех-
нического состояния системы. Они составляют базу данных систе-
мы диагностирования.
На втором этапе — этапе собственно диагностирования — долж-
ны быть решены две задачи. Первая — задача определения текущих
диагностических признаков, т. е. должен быть сформирован вектор
W(T). Вторая — задача определения технического состояния станка,
решаемая путем сравнения текущего вектора W(T) с эталонными
образами, хранящимися в базе данных. На основании сравнения
делается вывод о принадлежности диагностируемого станка к тому
или иному классу состояний. Схема диагностирования приведена
на рис. 10.1.
287
Fee 10.1 Принципиальная схема диагностирования станка
Рассмотренные ранее алгоритмы диагностирования инструмен-
та укладываются в эту схему, являясь ее частным случаем. Для
инструмента принимали два его состояния — работоспособное и
неработоспособное. При диагностировании, например, сверл
обрабатывающих сталь, оценивалось и третье состояние — пре-
дельное, когда дальнейшая эксплуатация сверла недопустима или
нецелесообразна, но возможно восстановление его работоспособ-
ного состояния за счет управления технологическим процессом
сверления Число диагностических признаков состояний и соот-
ветственно число используемых датчиков — 1 и 2. Они и форми-
руют образы состояний. На этапе обучения систем диагностиро-
вания инструмента в память компьютера вводятся уставки, кото-
рые играют роль эталонных образов состояния. Задача определения
технического состояния инструмента решается путем сраанения
текущего значения одного диагностического признака (или двух)
с уставкой
Таким образом, распознавание состояния инструмента осуще-
ствляется с помощью одного или двух сенсорных устройств, после
чего принимается управляющее решение.
Основной целью диагностирования состояния металлорежущего
станка является обеспечение параметрической надежности техно-
логической системы. Так же как у инструмента, у станка возможны
два состояния: работоспособное и неработоспособное. Работоспо-
собное состояние означает, что значение выходного параметра тех-
нологической системы X находится в пределах резерва «точности.
Если Xвыходит за пределы %тах (см. рис. 2.4), то станок находится в
неработоспособном состоянии (при условии, что инструмент рабо-
тоспособен)
Вслед за определением неработоспособного состояния решается
следующая задача диагностирования — определение причины отка-
за, места повреждения, вызвавшего отказ.
288
10.1. ПРИНЦИПЫ ПОСТРОЕНИЯ СИСТЕМЫ
ЭКСПЛУАТАЦИОННОЙ ДИАГНОСТИКИ
СТАНКОВ С ЧПУ
Принципы построения системы диагностики станков, разрабо-
танные в ЭНИМСе, состоят из пяти подсистем: контроль готовно-
сти станка к работе, оперативное цикловое диагностирование, опе-
ративное узловое диагностирование, специальные методы диагнос-
тирования, диагностирование по результатам обработки.
Рис. 10.2. Схема информационных связей системы технической
диагностики (СТД) станка с ЧПУ в автоматизированном участке:
/- в систему учета хода производства; II — в систему подготовки управляющей программы;
/— внешняя память, 2 алгоритмы диагностирования; 3 — библиотека данных о состоянии
правильного функционирования; 4 - библиотека тест-программ диагностирования; 5—накопле-
ние текущей информации; 6 — специальные программы, 7— рабочие массивы; 8- индикация
основных состояний станка, 9 связь с ЭВМ, вызов те ст-про граммы и телефонная связь со
службой эксплуатации; 10 вызов и преобразование сигналов от средств технического диагнос-
тирования; 11 — хранение алгоритмов и математического обеспечения оперативного циклового
диагностирования, 12 — передачи диагностической информации в ЭВМ; 13 — прием от ЭВМ
тест-программ и нх обработка; 14 выдача оперативной диагностической информации на конт-
рольно-диагностический пульт; 15 — средства готовности станка к работе; 16 — средства опера-
тивного циклового диагностирования; 17 — средства оперативного узлового диагностирования;
18- средства адаптивного управления; 19 — блок преобразования сигналов; 20 — приборы ак-
тивного контроля; 21 приборы ручного контроля; 22 — аппаратура для специальных методов
диагностирования, 23 деталь; 24 обработка поступающей информации, определение крити-
ческого значения размера детали, выдача диагностических признаков в ЭВМ и службу эксплуата-
ции; 25 — эксплуатационная служба (КИМ — контрольно-измерительная машина)
19-5125
7RQ
На ри<- 10.2 приведена структурная схема информационных свя-
зей системы диагностики станка с ЧПУ на автоматизированном
участке
10.1.1. Контроль готовности станка к работе
Перед выполнением технологической операции включается под-
система «контроль готовности станка к работе». Автоматически про-
веряется давление в гидросистеме, системах подачи СОЖ и смазки
ответственных узлов, для чего в станке устанавливают датчики дав-
ения и поплавковые реле, определяющие количество СОЖ и масла
в соответствующих баках
Важным этапом контроля на этой стадии является проверка на-
личия заготовки на станке и инструмента в магазине. Затем может
быть выполнен входной контроль заготовки и контроль состояния
инструмента. До начала процедур контроля необходимо выявить
специфические признаки контролируемых объектов, по которым
далее производится их сравнение с эталонным образом объекта.
Контроль заготовки должен обнаруживать возможные ошибки:
— заготовка не соответствует детали, которая должна, согласно
заданию, обрабатываться в данное время;
— размеры заготовки не соответствуют установленным припускам;
— заготовка неправильно установлена в приспособлении и др.
Любая из этих ошибок может привести к аварии или получению
браковали й детали Для исключения подобных ошибок необходимо:
— идентифицировать заготовки, т. е. автоматически определить
код заготовки для вызова программ управления станком, соответ-
ствующих обработке заданной детали;
— измерить габариты заготовки и припуски для обработки, по
результатам которых возможна коррекция режимов технологичес-
кого процесса и соответствующих управляющих программ;
— проверить базирование заготовки и надежности ее зажима;
— определить твердость заготовки (методика проверки твердо-
сти чугунных заготовок путем сверления первого отверстия приве-
дена в подразд. 9.1);
— проверить наличие нужного инструмента и его остаточного
ресурса или возможного разрушения;
— выполнить размерную привязку нового инструмента к систе-
ме координат станка и др.
Для обнаружения ошибок и решения некоторых из указанных
задач используют методы распознавания объектов с помощью сен-
сорных устройств. Характеристики операций приведены в табл. 10.1.
290
Таблица 10.1 Обобщенная характеристика операций контроля,
выполняемых с помощью сенсорных устройств
(по Б.И. Черлакоау, 1999)
Операция Цель операции Сенсорное устр йство
Обзор пространства, поиск объекта Определение объекта в зоне действия сенсор- ного устройства Локационные устройства и устройства техничес- кого зрения
Распознавание объекта Выделение искомых па- раметров объекта Изме- рение анализируемых параметров Устройства технического зрения Тактильные преобразователи
Определение расстояния до объекта Регистрация расположе- ния объекта в заданной зоне. Измерение рассто- яния от объекта до сен- сорного устройства Дистанционные преобразователи различных типов
Определение соприкос- новения рабочего органа с объектом Фиксация момента контакта Тактильные преобразовател и
Все операции выполняются с помощью обзорно-поисковых сен-
сорных устройств. В их функции входят поиск и измерение парамет-
ров объекта, а также распознавание их признаков. Этим достигается
автоматизация тех функций контроля, которые выполняются опера-
тором с помощью его зрительной и тактильной областей мозга.
Следует заметить, что сенсорное устройство отличается от изме-
рительного тем, что оно работает по системе «да» или «нет». Только
после получения положительного результата выполняют измеритель-
ное действие.
К тактильным (ощущение, прикосновение) сенсорным устрой-
ствам относят широко распространенные в металлообработке дат-
чики касания (конструкция и некоторые области их применения
рассмотрены в подразд. 6.2). Применение таких датчиков дало воз-
можность производить координатные измерения непосредственно
на обрабатывающем станке. Это обеспечило оперативность при кон-
троле изготовляемых деталей и открыло широкие возможности для
реализации адаптивного управления точностью обработки. Измере-
ния, выполняемые непосредственно на станке, уменьшают коэффи-
циент технического использования станка, но одновременно разгру-
жают работу транспортной системы по сравнению с измерениями,
проводимыми вне станка, например, на контрольно-измерительных
машинах Однак окончательный контроль высокоточных деталей
выполняют пос »е завершения обработки Контроль на станке осу-
ществляется главным образом для слежения за ходом технологичес-
кого процесса.
По завершении процедур контроля готовности станка к работе
начинается этап выполнения технологических операций и включа-
ется в действие операционная диагностика
10 1.2. Оперативное цикловое диагностирование
В процессе эксплуатации техническое состояние станка ухудша-
ется Изнашиваются пары трения, разбалтываются соединения, воз-
можно засорение дросселей в гидросистеме и др. Все это может
привести к увеличению средней длительности рабочего цикла опе-
рации и ее составляющих. В связи с этим одним из диагностичес-
ких признаков состояния станка является длительность элементов
цикла работы станка по управляющей программе. Этот признак ис-
пользуется в подсистеме «оперативное цикловое диагностирование»
(рис Ю.З).
Подсистема дает не только обобщенную оценку технического
состояния станка, но и осуществляет оперативный поиск места и
причины отказа или нарушения работы станка по заданной про-
грамме Особой функцией подсистемы является таймерное диагно-
стирование инструмента, определяющее момент предупредительной
его смены.
Подсистема регистрирует как функциональный, так и парамет-
рический отказы. Задачи определения технического состояния станка
и выявления причин отказов решаются методом контроля времени
рабочих и вспомогательных процессов на станках с ЧПУ. Он состо-
ит в следующем. При подготовке управляющей программы рассчи-
тывают длительности суммарного цикла технологической операции
и составляющих элементов цикла (поворота инструментальной руки,
поворота стола, процесса резания и др.), которые записываются по
соответствующим адресам на программоноситель. Далее эта инфор-
мация поступает в блок сравнения.
В процессе выполнения операции с помощью датчиков положе-
ния рабочих органов, таймеров и др. контролируются фактические
длительности тех же элементов цикла, а в блоке сравнения они срав-
ниваются с допускаемыми расчетными длительностями.
Если в результате сравнения в блок расшифровки поступает сиг-
нал о том, что длительность элемента цикла отличается от допустимой
292
Рис. 10.3. Структурная схема подсистемы системы технической диагностики
<Оперативное цикловое диагностирование»:
j__ система подготовки управляющих программ, 2 — программоноситель; 3 — устройство счи-
тывания управляющих программ, 4 станок с ЧПУ; 5 — устройство отработки управляющих
программ на станке; 6 — датчики положения рабочих органов станка; 7 — блок контроля фак-
тической длительности элементов цикла; 8 — блок определения суммарной фактической дли-
тельности никла; 9 — блок сравнения, 10 — настроечный элемент, 11 — блок расчета времени
работы режущего инструмента, 12 — устройство выдачи информации; 13— блок расшифровки
информации, 14 — таблица кодов неисправностей и вероятностей их возникновения; 15 — блок
инте1ральной оценки состояния станка по Дтж, Дт и Дт.'; 16 — пульт индикации; 17 — индикация
причин отказа; 18 — команда на смену инструмента; 19 — эксплуатационная служба; 20— систе-
ма учета и планирования хода производства; т1рг1 т.^, т^ — расчетные длительности
соответственно резания, элементов основного, совмещенного и суммарного циклов; т , т'
. — фактические длительности соответственно элементов основного, совмещенного и сум-
марного циклов; Дт(, Дт' и Дт — отклонения фактической длительности элементов основ-
ного, совмещенного и суммарного циклов
(нз АЛ Баталина и др.)
расчетной, то это означает «сбой» или «отказ» того механизма или узла
станка, который определяет длительность нарушенного элемента цик-
ла. Информация об этом высвечивается на пульте оператора.
функция подсистемы определения времени предупредительной
смеиы инструмента осуществляется с помощью блока расчета вре-
мени работы каждого из применяемых на станке инструментов. Когда
293
суммарное время резания данного инструмента достигнет значения
например, его гамма-процентной стойкости, подается команда на
смену инструмента. Регламентированная наработка — гамма-про-
центная стойкость — рассчитывается для каждого инструмента при
подготовке управляющей программы.
Использованный здесь принцип циклового диагностирования
технологической системы применяют также при диагностировании
состояния отдельных элементов станка, например, гидропривода (см.
далее) или инструмента (см продразд. 8.2).
10.1.3. Оперативное узловое диагностирование
Подсистема «оперативное узловое диагностирование» использу-
ется в основном при нарушении работы узлов, обеспечивающих
функционирование станка Эти нарушения еще не влияют суще-
ственно на результаты работы станка, но могут скоро привести к
параметрическому отказу. Рассмотренные ранее две подсистемы не
распознают такие нарушения.
В качестве объектов диагностирования рассматриваются различ-
ные узлы станка, а в качестве средств диагностирования часто ис-
пользуют тест-программы.
Предполагается, что при тестовом диагностировании, которое
проводится по специальным программам, могут быть обнаружены
скрытые повреждения Так, перегрев подшипников шпинделя мо-
жет быть выявлен оперативным контролем в ходе обработки дета-
лей, однако для обнаружения биения шпинделя требуются более
сложные процедуры контроля.
Тестовая диагностика характеризуется подачей специальных воз-
действий на объект диагностирования, а затем производится изме-
рение и анализ ответов объекта на это воздействие. Например, для
выявления причин обработки деталей с тенденцией отклонения раз-
мера от уровня настройки производится проверка работы узла под-
наладки путем подачи команды и проверки ее исполнения.
По команде с диагностического пульта станка коммутатор под-
ключает следующий контролируемый узел для опроса его конт-
рольных точек. Уровни сигналов от контрольных точек сравнива-
ются с регламентированными пределами сигналов, поступающими
из внешнего запоминающего устройства. По результатам сравнения
делается заключение о техническом состоянии узла.
Тестовая диагностика проводится в то время, когда станок не
работает в автоматическом режиме по управляющей программе.
Желательно, чтобы тестовая диагностика проводилась с помощью
тех же контрольно-измерительных средств, которые используются в
других подсистемах диагностирования. Например, для оценки ра-
боты механизмов привода подачи можно использовать датчики, из-
меряющие осевые нагрузки на ходовом винте. Они же могут также
применяться для диагностирования состояния инструмента. Это сле-
дует учитывать при проектировании всей системы поддержания ра-
ботоспособного состояния станка. Нужно обеспечить оптимальный
вариант оснащения станка датчиками.
10.1.4. Специальные методы диагностирования
Подсистема «специальные методы диагностирования» предназ-
начена для выполнения сложных процедур диагностирования, ког-
да другие рассмотренные подсистемы не способны установить при-
чины нарушения функционирования станка. Она должна также обес-
печить прогнозирование работоспособности станка и выполнение
профилактических работ по техническому обслуживанию.
Диагностирование ведется в основном с помощью датчиков,
встроенных в станок, воспроизводящих аналоговые сигналы про-
цессов, происходящих в станке.
Кроме того, при необходимости могут дополнительно устанав-
ливаться на станке датчики, аппаратура измерительных каналов
для которых монтируется на передвижной установке. Типы при-
меняемых датчиков и другие элементы технического обеспечения,
а также программное и методическое обеспечение рассмотрены в
гл. 6 и 7.
Значительный арсенал диагностических средств и методические
разработки обеспечивают возможность контролировать и анализи-
ровать технические характеристики станка, влияющие на его рабо-
тоспособность:
— точность позиционирования и обхода контура;
— частотные характеристики формообразующих звеньев станка;
— геометрическую точность станка;
— механические параметры конструкции станка (жесткость ки-
нематических пар, зазоры, силы трения, износ и т. д_).
Результаты диагностирования подсистема выдает на дисплей
оператора. Она используется для профилактических проверок обо-
рудования, в результате которых создается ведомость состояния стан-
ка в течение его эксплуатации. На основании анализа изменений
характеристик и сопоставления их с нормативными значениями
прогнозируют вероятность сохранения работоспособного состояния
станка на определенный промежуток времени.
295
294
Методическое ооеспечение и технологические алгоритмы диаг-
ностирования отдельных узлов станка и видов повреждений рас-
смотрены далее.
10.1.5. Диагностирование по результатам
обработки
Основная задача подсистемы «диагностирование по результа-
там обработки- — распознавание изменений состояния узлов стан-
ка, от которых в основном зависит точность обработанных дета-
лей Особое значение этот метод диагностирования приобретает
для станков, выполняющих окончательную обработку. Все повреж-
ения в станке — тепловые, силовые, динамические — отобража-
ются на детали
Ранее, в гл 6, было показано, что параметры обработанной де-
тали ее макро- и микрогеометрия являются диагностическими при-
знаками состояния инструмента. Информация, полученная при из-
мерении деталей после чистовой обработки, тоже может отображать
повреждения узлов металлорежущего станка, так как параметры
макро- и микрогеометрии детали являются диагностическими при-
знаками повреждений в станках.
Так. при чистовой обработке плоскости торцовой фрезой, ре-
жущая часть которой оснащена эльбором, обнаруживалась непря-
молинейность обработанной поверхности Д, а также ступени глу-
биной Н, получаемые при фрезеровании за несколько проходов.
Необходимо установить, какие повреждения в станке являются при-
чиной возникновения Д и Н, т. е. диагностическими признаками
каких повреждений могут быть Ди Н Исследования показали, что в
пределах времени обработки данной плоскости происходит удлине-
ние шпинделя со скоростью 6 мкм/мин вследствие тепловых по-
вреждении Источником теплоты являются шпиндельные подшип-
ники
Следовательно, Ди// — диагностические признаки тепловых
удлинений шпинделя, а управлять ими можно путем охлаждения
подшипников и регулирования зазора — натяга в передней опоре.
Другой пример Показателями точности выполнения технологи-
ческих процессов на автоматическом оборудовании являются мгно-
венное среднеквадратическое отклонение о размеров детали от уровня
настройки и длительность работы без подналадки. Эти показатели
могут быть использованы для диагностики состояния станков. Од-
нако они не вскрывают причин отклонения размеров детали при
обработке Для анализа причин необходимо разделить суммарную
296
погрешность обработки на составляющие — случайную и система-
тическую
К случайным относятся погрешности, вызванные изменением
величины упругих повреждений в технологической системе, пере-
менным припуском, случайным характером свойств обрабатывае-
мого металла и режущего инструмента и др. Совместное воздей-
ствие этих факторов приводит к тому, что плотность распределения
погрешности обработки подчиняется нормальному распределению.
При установившемся технологическом процессе среднеквадра-
тическое отклонение постоянно, но центр распределения (уровень
размерной настройки) может смешаться во времени. Это происхо-
дит под действием повреждении, определяющих систематическую
составляющую погрешности.
На шлифовальных станках-автоматах факторы, вызывающие
смешение настройки, делят на две группы. Факторы первой группы
смешают уровень настройки в периоды между правками круга. Ли-
нии АА на рис. 10.4 — продолжительность этих периодов, стойкость
шлифовального круга. Смещение уровня настройки за более дли-
тельный период работы (линия ББ) происходит под действием фак-
торов второй группы. Это тепловые деформации, износ правящего
инструмента. Результаты производственных наблюдений за точнос-
тью шлифования колец подшипников качения обобщенно представ-
лены на рис. 10.4 зависимостью систематической погрешности об-
работки 6 от числа обработанных деталей.
В результате обработки графиков распознаются два системати-
чески воздействующих на точность обработки повреждения — по-
Рис. 10.4. Зависимость систематических погрешностей обработки
от числа обработанных деталей (из Г.М. Годовича, 1976)
297
врежденме (затупление) шлифовального круга и тепловые повреж-
дения станка По углу наклона прямых АА и ББ к оси абсцисс, т. е.
по скорости роста погрешностей от повреждений принимают реше-
ние по управлению повреждениями
Еще пример диагностирования состояния станка по результатам
обработки
Для оценки динамического качества станка применяют мето-
ды основанные на анализе колебаний узлов станка. Эти методы
греб ют применения сложной виброизмеригельной аппаратуры и
потому их использование в условиях действующего производства
затруднено
Ускоренный метод оценки технического состояния элементов
станка по параметрам неровностей обработанной поверхности детали
разработан в ЭНИМСе. Метод основан на том, что относительные
колебания в процессе резания между инструментом и заготовкой отра-
жаются на обработанной поверхности, в неровностях, измеренных по
траектории движения резца в заготовке. При диагностировании
элементов привода токарного станка в качестве диагностического при-
знака повреждений принят спектр неровностей, полученный при пе-
ремещении щупа измерительной системы по впадине следа резца в
обработанной детали Анализ спектра, сопоставление его с эталонным
дает возможность идентифицировать повреждения в узлах станка.
Рассмотренная система, состоящая из пяти по существу незави-
симых подсистем, иллюстрирует основные принципы построения
эксплуатационной диагностики станков с ЧПУ. Алгоритм последо-
вательности подключения подсистем диагностирования показан на
рис. 10 5 Каждая подсистема со своим способом распознавания по-
вреждений может применяться как самостоятельная система, вы-
полняющая определенный круг задач контроля и диагностирования
состояния станка Диагностируются тепловые повреждения шпин-
деля и несущих деталей станка, динамические и силовые поврежде-
ния, гидропривод, механизм подачи и другие узлы станка.
На многоцелевом станке модели W-408 фирмы «Wiliemin Macodel»
для предотвращения тепловых повреждений, выявленных в резуль-
тате диагностирования, используют охлаждение формообразующих
узлов станка, включаемое по сигналу от температурного датчика.
Кроме того, диагностируются состояния фрез и резцов.
Обрабатывающий центр модели FH80S5axis фирмы «Toyoda»
оснашен системой температурных измерений и тепловой компенса-
ции. Микрофрезерный станок модели ММР германской фирмы
«Кет» — прибором автоматического измерения заготовок в про-
цессе обработки. Измерения осуществляются с помощью инфра-
298
Рис. 10.5. Алгоритм последовательности диагностирования
технического состояния станка с ЧПУ:
/ — подсистема «контроль готовности станка к работе»; 2 — есть сигнал о
готовности к работе; 3 — пуск станка; 4 — включение подсистемы «оператив-
ное цикловое диагностирование»; 5 — есть сигнал «отказ»; 6 — продолжение
функционирования; 7— снятие готовой детали; 8 — контроль детали на КИМ;
9 — есть сигнал «деталь годная»; 10 — обращение к контрольно-диагности-
ческому пульту; 11 — устранение неисправности; 12 — поиск места и причины
отказа; 13 — есть сигнал «отказ устранен»; 14 — подключение подсистемы «опера-
тивное узловое диагностирование»; 15 — есть сигнал «отказ устранен»; 16 — вызов
эксплуатационной службы; 17 — подключение подсистемы «специальные ме-
тоды диагностирования»; 18— проведение диагностирования; 19— есть сигнал
«работоспособность восстановлена»; 20 — принятие решения о проведении ре-
монтных работ; 21 — подключение системы «диагностирование по результатам
обработки» (по А А. Баталину и др., 1980)
красного щупа Лазерная измерительная система контролирует це-
лостность инструмента Все станки lntegrex-e фирмы «Yamazaki
Mazak* оснащены системой непрерывного наблюдения за рабочей
зоной Система распознает аварийные ситуации и неисправности и
дает информацию оператору для их устранения. Фирма «Cross Huller»
разработала сверлильно-фрезерный станок с автоматическим регули-
рованием точности обработки Линейные погрешности различной
природы между шпинделем и базовыми поверхностями заготовки
измеряют лазерным интерферометром и светочувствительными дио-
дами Погрешности постоянно компенсируются системой управле-
ния станком, обеспечивая высокую точность обработки. В результа-
те исключается необходимость теплового, силового и динамическо-
го диагностирования станка.
Как видно из перечня, основная цель применяемых систем ди-
агностирования — обеспечение параметрической надежности тех-
нологического оборудования.
Определение объекта диагностирования и вида повреждений, от
которых зависят выходные параметры технологической системы,
осуществляют в период предэксплуатационной диагностики.
10.2. ПРЕДЭКСПЛУАТАЦИОННАЯ И ЭКСПЛУАТАЦИОННАЯ
ДИАГНОСТИКА СТАНКОВ
Для обеспечения качества технологического процесса в предэкс-
плуатационный период решаются задачи комплексного диагностиро-
вания станка и инструмента и разработки систем эксплуатационного
диагностирования. Для этого на базе станков создаются контрольно-
диагностические стенды (АСНИ), обобщенные структура и состав
которых рассмотрены в гл. 7. На стендах, кроме решения указанных
там задач, производят исследования станков, отработку нового тех-
нологического процесса, сертификацию выпускаемых станков и др.
Стенды устанавливают в лабораториях или на специальных произ-
водственных участках Организация на станкостроительных пред-
приятиях испытательных участков, состоящих из таких стендов, рас-
сматривается как одно из направлений исследовательских работ,
обеспечивающих реализацию современных принципов создания
металлорежущих станков.
Результатом решения задач предэксплуатационной диагностики
являются:
— сокращение длительности цикла разработки и освоения но-
вых моделей станков и технологических процессов;
300
— выявление причин нарушения параметрической надежности
станков и тем самым предотвращение изготовления некачествен-
ных изделий;
— оснащение производственного оборудования системой пара-
метрической диагностики.
10.2.1. Стенд АСНИ на базе
внутришлифовального станка
При разработке контрольно-диагностического стенда АСНИ сле-
дует руководствоваться научно-методическим подходом, изложен-
ным в гл. 6.
Первый этап — выявление возможных изменений в состоянии
станка требует изучения опыта эксплуатации станка, определения
ресурса отдельных систем и механизмов, а также наработки на от-
каз станка и др. Все это наряду с высокими требованиями к каче-
ству деталей, обрабатываемых на внутришлифовальных станках с
ЧПУ, определяет особенности стенда АСНИ. Работы, выполняе-
мые на стенде, направлены на обеспечение высокой параметри-
ческой надежности процесса. Основными выходными параметра-
ми являются точность обрабатываемого отверстия, вплоть до 1Т5,
и шероховатость Ra до 0,2—0,1. Эксплуатация станка продолжает-
ся, пока выходные параметры находятся в пределах требований,
установленных в нормативно-технической документации. После
этого производится подналадка станка или предупредительная, по
наработке до регламентированного времени, или при появлении
параметрического отказа. Цикл обработки на внутришлифоваль-
ном станке включает ускоренную, черновую и чистовую подачи, а
также правку круга.
Погрешность обработки, включающая как случайную, так и си-
стематическую составляющие, является результатом погрешностей
статической и динамической настроек, а также процессов быстрой
и средней скоростей протекания, вызывающих повреждения. На
выходные параметры влияет множество факторов, определяющих их
стохастический характер. Наряду с силовыми, динамическими и теп-
ловыми повреждениями влияют износ правящего инструмента и ре-
жимы правки, затупление шлифовального круга и режимы резания,
температура цеха и вибрации соседнего оборудования и др.
С учетом изложенных особенностей эксплуатации станка и тех-
нологического процесса разработан стенд (по В.И. Иванову), схе-
матичное изображение которого показано на рис. 10.6: 1 — бабка
301
Рис 10.6. Схема технического обеспечения стенда АСНИ
внутришлифовального станка
шлифуемого изделия; 2 — обрабатываемая деталь; 3 — прибор прав-
ки, 4 — шлифовальный круг; 5 — шлифовальная бабка; — разно-
образные датчики.
Техническое, программно-математическое и методическое обес-
печение стенда позволяет измерять и анализировать основные ха-
рактеристики и повреждения отдельных узлов станка и устанавли-
вать связь между ними и показателями качества обработки. Для этого
станок оснащается датчиками, показанными на рис. 10.6.
Назначение некоторых датчиков, которые могут быть установ-
лены на внутришлифовальном станке, следующее.
£>, и О, — датчики мощности, потребляемой соответственно при-
водом круга и заготовки в процессе шлифования и на холостом ходу.
Многие шлифовальные станки-автоматы оснашены такими датчи-
302
ками Полученная от них информация используется для контроля
момента касания шлифовального круга и обрабатываемой детали
при переходе с ускоренной подачи на рабочую, а также для защиты
от аварийных ситуаций, связанных с наездами; для определения
составляющей силы резания Рг по зависимости
Р V
= рУ^ N, = - - - - ,
кр 1 ч” “ 60
где N и ~ потребляемые мощности соответственно приводом
круга и заготовки; и Ииг — окружные скорости круга и заготовки.
Информацию о мощности и, следовательно, о силах на различ-
ных этапах цикла шлифования сравнивают с их значениями, вызы-
вающими прижоги на заготовке. Неравенство Р^ > [РД соответ-
ствует шлифованию с прижогами. Здесь сила используется для ди-
агностирования состояния круга, степени его затупления. Значение
[Р] хранится в памяти ЭВМ. По силе Pz можно также определить
качество правки круга и рассчитать силу Р определяющую сило-
вые деформации станка. Для правленного круга Ру = 1,5-2,0 Рг.
Dr Dt — датчики для определения упругих перемещений шли-
фовальной бабки и бабки изделия под действием Р.
D5 — датчик колебаний шпинделя круга. По параметрам коле-
баний можно установить качество подшипников шпинделей круга
и заготовки, степень износа шлифовального круга и качество его
правки.
Мощным источником колебаний является дисбаланс шлифоваль-
ного круга, непрерывно изменяющийся во времени обработки. Дат-
чик должен распознавать дисбаланс. Точность обработки и каче-
ство поверхности, а также их стабильность во многом определяются
уровнем относительных колебаний инструмента и заготовки.
Для повышения производительности шлифовальных станков-
автоматов необходимо обеспечить определение момента касания
круга с заготовкой. Это позволяет в нужный момент переходить с
ускоренной подачи на рабочую. Кроме того, при правке круга нуж-
но определить момент касания круга правящим инструментом. Ds
выполняет эти функции.
D6 и О, — датчики радиального биения соответственно шпинде-
лей круга и заготовки. Биение определяет точность формы обрабо-
танной детали.
Ds — датчик осевого перемещения шпинделя круга для опреде-
ления равномерности подачи.
Д9 — датчик точности перемещения прибора правки круга, по-
зволяющий точно установить глубину правки, от которой зависит
303
степень восстановления режущих свойств шлифовального круга, а
значит, И показатели качества обрабоikh
£>, £>н — тахометры для определения частоты вращения шли-
фовального круга и изделия С увеличением сил резания частоты
вращения падают.
Dp — датчик радиального износа крута
£>, 1 — датчик для определения точности обработки и удаляемо-
го за один проход слоя металла Скорость съема припуска функци-
онально связана с шероховатостью обработанной поверхности Ra
В связи с этим могут быть введены ограничения на скорость съема
для обеспечения требуемой шероховатости.
По результатам измерений датчиками Dp и Dls можно опреде-
тить величину удельного расхода круга.
/)14 — датчик температуры высокооборотных шпиндельных под-
шипников бабки круга
D — таймерные устройства используются для контроля време-
1 ни цикла и отдельных его этапов
В зависимости от решаемых задач и объема исследований, вы-
I полняемых на стенде, возможно встраивание и других датчиков. Типы
в применяемых датчиков и их конструктивные особенности были
приведены в гл 6
В настоящее время обеспечение надежности станков на стадии
эксплуатации чаще всего осуществляется путем предупредительно-
го технического обслуживания. Периодичность обслуживания оп-
ределяется экспериментально. Более прогрессивным методом явля-
ется обслуживание по фактическому состоянию станка. Он позво-
ляет улучшить выходные параметры технологической системы, но
для этого необходим значительный объем количественной инфор-
мации о техническом состоянии оборудования.
При разработке системы эксплуатационной параметрической
диагностики встроенные в станок датчики необходимы для реше-
ния двух задач Во-первых, для измерения парамезров возможных
повреждений и выходных параметров технологической системы. Это
позволит установить между ними связь и выявить наиболее значи-
мые повреждения, влияющие на качество обработанной детали.
Определение номенклатуры параметров повреждений является од-
ной из главных задач, которую необходимо решать при разработке
систем диагностирования. Измерение большого количества этих
параметров повышает достоверность диагностирования, но услож-
няет алгоритм и увеличивает время диагностирования. Следует из-
мерять параметры, имеющие большую диагностическую ценность.
304
Во-вторых, датчики необходимы для того, чтобы установить наи-
более информативные диагностические признаки контролируемых
повреждений и получить диагностическую модель, устанавливаю-
щую связь между выходными параметрами и диагностическим при-
знаком повреждений. Предельное значение выходного параметра
определяет уставку диагностического признака.
Результаты исследований позволяют сократить до оптимального
числа контролируемые при эксплуатационной диагностике парамет-
ры повреждений, их диагностические признаки и, следовательно,
встраиваемые в производственный станок датчики.
Информация от датчиков через устройство сопряжения с объек-
том поступает в ЭВМ.
В гл 7 рассмотрены структура и состав измерительного комп-
лекса АСНИ, применяемого для исследований и диагностирования
процесса резания и инструмента. В литературе описан ряд подоб- I
ных систем. Общепризнанным, однако, является современный кон-
трольно-измерительный комплекс фирмы «National Instruments*
(США), особенности которого заключаются в том, что комплекс
включает в себя многофункциональное аналого-цифровое синхро-
низирующее устройство DAQPad-6020E и устройство согласования
сигнала, оснащенное различными типами усилителей. С помощью
ЭВМ и соответствующих программных средств осуществляются
функции измерительных приборов, производится обработка резуль-
татов измерения в реальном масштабе времени и сохраняется ин-
формация для последующей ее обработки. Все действия по настройке
и работе измерительного комплекса управляются прикладными про-
граммами Lab View. Существенной особенностью Lab View является
использование языка графического программирования. Разрабаты-
ваются программы в виде блок-схем, составленных из самостоя-
тельных функциональных программных блоков. На рис. 10.7, а по-
казана составленная из этих блоков программа сбора, обработки и
отображения сигнала, полученного с тензодатчиков, встроенных в
силоизмерительное устройство на станке: I — блок настройки аппа-
ратной части измерительного комплекса (Config); 2 — блок управ-
ления сбором информации (Start); 3 — блок сбора информации
(Read); 4 — блок записи информации (TXT); 5 — блок обновления
информации (Clear); 6 — блок проверки ошибок (Error); 7 — блок
графического отображения информации (SGL). Отображение сиг-
нала показано на рис. 10.7, б. Lab View значительно упрощает рабо-
ту с измерительным комплексом.
20-5125
305
Pee. 10 7. Вид окна с программой, составленной из отдельных блоков (о);
графическое отображение сигнала (б)
Функциональные возможности комплекса определяются нали-
чием 12-битного АЦП с производительностью работы до 100 тыс.
отсчетов в секунду Перед входом в АЦП установлен мультиплек-
сор. Синхронизация ввода-вывода сигнала обеспечивается двумя 24-
битными счетчиками-таймерами. Последние входят в блок синхро-
низации, отвечающий за своевременное поступление сигнала в АЦП
и дальнейшее прохождение его в ЭВМ
Упрошенная схема аппаратной части измерительного комплекса
показана на рис 10.8. Видны два функциональных устройства. Уст-
ройство согласования сигнала выполняет многоканальный прием
аналоговых сигналов от датчиков, установленных на технологичес-
ком оборудовании. В соответствии с параметрами применяемого
датчика (выходное напряжение, полоса рабочих частот) в измери-
тельном канале подобрана аппаратура, подготавливающая сигнал для
последующего аналого-цифрового преобразования.
Считывание каналов из устройства согласования сигналов про-
исходит с помощью блока синхронизации, включающего переклю-
чатель каналов, управляемый счетчиком синхронизации ввода-вы-
вода. После завершения цикла считывания всех каналов сигналы
направляются в мультиплексор. Под мультиплексированием по-
нимают объединение нескольких меньших по емкости входных ана-
логовых сигналов в один канал большей емкости для передачи по
одному выходному каналу связи. Мультиплексирование осуществ-
ляется следующим образом: при помощи блока синхронизации про-
исходит последовательное подключение каждого входного канала
на определенном временном интервале, необходимом для переда-
чи выборки или фиксированной части сигнала в данном канале.
Для одновременного считывания ряда каналов служит устройство
выборки-хранения, которое удерживает значение сигналов задан-
ное время, необходимое для опроса всех каналов. Задержка между
каналами составляет всего наносекунды, что важно, когда требует-
ся одновременно определить параметры ряда физических процес-
сов, характеризующих событие, происшедшее в технологической
системе.
Сформированный таким образом поток выборок от разных ка-
налов направляется в АЦП. На выходе из АЦП с помощью блока
синхронизации происходит выделение отдельных выборок и их рас-
пределение по своим каналам. Преобразованные к цифровому виду
сигналы передаются в ЭВМ, где с помощью программного обеспе-
чения Lab View происходит отображение сигнала в реальном масш-
табе времени.
После выполнения работ первых трех этапов методического под-
хода к созданию систем диагностирования составляют алгоритм эк-
сплуатационного диагностирования, который должен включать эле-
менты управления процессом и повреждениями в станке. При этом
могут приниматься следующие варианты решений по управляюще-
му воздействию:
— когда диагностический признак, например сила, резко под-
нимается до максимально допустимого уровня, соответствующего
аварийному состоянию; станок выключается;
го-
307
306
Рис. 10.8. Упрощенная схема аппаратной части измерительного комплекса
фирмы «National Instruments»
— когда диагностический признак достигает значений парамет-
рической уставки, подается команда воздействия на повреждение,
например, на внеочередную правку круга или подналадку, а может
быть, на изменение режимов резания.
В ЭНИМСе для шлифовальных станков разработаны алгорит-
мы, совмещающие функции диагностирования станка и управле-
ния технологическим процессом.
Этот же принцип совмещения контроля и управления положен
в основу реализации технологического процесса с использованием
методов активного контроля. Метод обеспечивает компенсацию сум-
марных технологических погрешностей по результатам измерения
размера детали. На рис. 5.2 показана технологическая размерная цель
шлифовального станка, учитывающая погрешности силовых, тепло-
вых деформаций и износа круга, которые отображаются на размере
обработанных деталей. Результирующее влияние на точность размера
детали всех перечисленных погрешностей носит сложный характер.
Как показывают исследования, здесь нет доминирующей погреш-
ности, от которой главным образом зависела бы точность деталей.
На рис. 10.9 показаны примерные кривые изменения во времени
размерного износа круга — 1, силовых — 2 и тепловых — 3 дефор-
маций технологической системы, а также график изменения тепло-
вых деформаций обрабатываемых деталей — 4. Штриховой линией
показана кривая суммарного изменения во времени размера детали
под действием всех указанных погрешностей. Эти погрешности ком-
пенсируются подналадочными устройствами систем активного кон-
троля, которые перемещают инструмент в направлении контроли-
руемого размера детали.
Рис. 10.9. Суммарное влияние на точность размеров износа
режущего инструмента, тепловых и силовых деформаций
технологической системы
309
из цепкого описания метода активного контроля следует, что
здесь гак же как в диагностике, решается задача обеспечения пара-
иетрмческо.1 надежности технологических систем. Однако в отли-
чие от диагностики не определяются место и причины поврежде-
ний в станке, вызывающие отклонение размера обрабатываемой
детали за пределы допуска
В системе диагностики станков, рассмотренной в подразд. 10.1,
подсистемы «специальные методы диагностики» и «оперативное уз-
ловое диагностирование» предназначены для диагностирования уз-
лов станка подверженных различным видам повреждений, являю-
щихся результатом процессов быстропротекающих и средней ско-
рости протекания К ним относят тепловые, силовые и динамические
повреждения
В качестве диагностических признаков повреждений принимают:
— перемещения формообразующих элементов узлов станка и
частоты вращения приводов и шпинделей;
— мощности приводов, крутящие моменты и составляющие силы
резания,
— температуру деталей, узлов и приводов станка;
— давление в гидросистеме и системе смазки;
— параметры колебаний;
— параметры качества обрабатываемых деталей;
— параметры состояния инструмента и др.
10.2.2. Диагностирование тепловых повреждений
в станках
В подразд 3 2 рассмотрено несколько примеров тепловых де-
формаций деталей и узлов станков, показано, что станочные систе-
мы обладают значительной тепловой инерцией. В зависимости от
удаленности деталей от источников теплоты, их теплофизических
свойств и других факторов стабилизация температурных полей в
них может наступать в разные периоды времени после начала рабо-
ты станка Этот период может достигать нескольких часов.
Следует учитывать, что тепловые повреждения в станках не ог-
раничиваются только деформационным перемещением узлов и де-
талей станка С изменением температуры изменяется, например,
вязкость масла — рабочей жидкости гидропривода, что приводит к
нарушению точности позиционирования, скорости рабочих движе-
ний, виброустойчивости. Теоретически учесть все тепловые поврежде-
ния и рассчитать нарушение точности от их суммарного влияния —
задача трудновыполнимая Сложно учесть:
ЗЮ
— особенности теплообмена между деталями сложной конфигу-
рации;
— мощности различных, одновременно действующих тепловых
источников;
_ разнообразие условий эксплуатации станка;
— случайный характер всех процессов высокой и средней ско-
рости развития, определяющих тепловой режим работы станка.
Поскольку суммарные тепловые повреждения в точных станках
являются одной из главных причин отклонений действительной тра-
ектории формообразующего движения от теоретической, заданной,
ГО компенсация их в реальном масштабе времени требует монито-
ринга тепловой ошибки в процессе обработки деталей.
Тепловые деформации (перемещения) формообразующих эле-
ментов станка можно измерить, если это доступно, прямыми ме-
тодами с помощью датчиков перемещений. Косвенным диагнос-
тическим признаком тепловых деформаций является максималь-
ная температура температурного поля контролируемого узла станка.
В связи с тепловой инерционностью станочных систем для выяв-
ления опасной зоны с максимальной температурой температурное
поле должно наблюдаться в течение длительного времени эксплу-
атации станка. Воспроизводится поле с помощью термопар, тер-
норезисторов, а в последнее время находят применение в металло-
обработке тепловизоры, созданные на базе инфракрасной техно-
огии. Тепловизоры позволяют наблюдать температурные поля на
поверхности и измерять температуру в каждой точке объекта без
непосредственного с ним контакта и не прерывая технологичес-
ки процесс.
Тепловые деформации в станке вызывают позиционные ошиб-
ки расположения режущей кромки инструмента. На многоцелевом
панке эта ошибка обусловлена смещением оси шпинделя под вли-
тием тепловых деформаций подшипников, стенок корпуса, несу-
дах опоры шпинделя, отклонением от вертикального положения
гойки, деформацией ходовых винтов и др. На рис. 3.7 показан
рафик смешения режущей кромки инструмента в результате этих
еформаций.
Кроме того, тепловые деформации за счет появления зазоров в
идах изменяют статическую жесткость, динамическую податли-
юсть и в результате виброустойчивость станка. Все это нарушает
точность обработки и качество обработанной поверхности.
При разработке системы диагностирования тепловых поврежде-
йй руководствуются изложенным ранее научно-методическим си-
темным подходом. Реализация его для шпинделя многоцелевого
311
станка графически иллюстрирована на рис. 10.10 и состоит в следу-
ющем
I В результате теоретических и экспериментальных исследова-
нм выявляют тепловые повреждения в станке. Установлено, что
теп.ювые смещения шпинделя и его деформации наиболее суще-
ственно влияют на точность обработки.
2 Выявляют диагностические признаки состояния шпинделя.
Косвенным диагностическим признаком тепловых деформаций яв-
ляется температура Определяют температурное поле шпинделя с
помощью термопар или тепловизора, на котором обнаруживается
точка максимальной температуры 6^ (см. на рис. 10.10 график тем-
пературы 0 для и точек или температурное поле на экране теплови-
зора’) В связи с тепловой инерционностью возможны с течением
времени Т работы станка изменения точки максимальной темпера-
туры Для проверки этого строятся графики 6 =/(Г) для контроли-
руемых точек шпинделя
Рис. 10.10. Схема получения и обработки диагностического сигнала —
Температуры шпинделя и определение уставки [0ти]
312
3. Получают диагностическую модель, устанавливающую связь
между выходным параметром X — точность размера от базы до фре-
зерованной поверхности детали и 6^. Для этого строится зависи-
мость X = f(T). Функции X=f(T) и 6max = /(Т) позволяют получить
искомую диагностическую модель X =-f с помощью которой
выявляют уставку [0maJ по предельному значению А'ти.
4. Записывают технологический алгоритм диагностирования и
Программное обеспечение.
5. Разрабатывают аппаратную реализацию алгоритма.
При обнаружении доминирующего влияния тепловой деформа-
ции стойки станка на А в качестве уставки целесообразно прини-
мать разность 0, — 62 температур соответственно передней и задней
стенок стойки.
Технологические алгоритмы тепловой диагностики шпинделя и
стойки показаны на рис. 10.11. Алгоритмы предусматривают управ-
ление тепловыми деформациями после того, как текущие значения
8 или (0, - 62) превысят соответствующие уставки. В первом слу-
чае 6тах > 1бтах]. очевидно, произойдет в результате перегрева пере-
дней опоры шпинделя. Снижение частоты его вращения л умень-
шит мощность теплового источника и снизит 6тах. Такое решение
принимается, и подается команда на уменьшение л Но при этом
снижается производительность обработки. Поэтому применяют иные
Рис. 10.11. Технологические алгоритмы диагностирования
тепловых деформаций:
а — шпинделя; б — стойки многоцелевого станка
21-5125
313
методы регулирования теплового режима работы опор шпинделя,
напрлмер охлаждают смазку, подаваемую в подшипники.
Во втором случае недопустимое отклонение стойки от верти-
кального положения при (6, — 62)те1 > (6, — в,| может быть компен-
сировано уменьшением разности температур передней, более на-
гретой и задней стенок Для этого предусматривается устройство
охлаждения передней или нагревания задней стенок. Соответствую-
щая команда подается в систему управления.
Примеры практической реализации подобных алгоритмов на
станках — экспонатах станкостроительной выставки приведены в
подразд. 10 1 Для поддержания благоприятного теплового режима
работы станка, обеспечивающего возможность достижения необхо-
димой точности обработки, все шире применяют автоматическое
регулирование, которое находит отражение в алгоритмах диагнос-
тирования
Таким образом, при эксплуатации технологической системы па-
раметрическая надежность может быть обеспечена за счет контроля
выходного параметра X и управления наиболее значимым для изме-
нения X повреждением.
10.2.3. Диагностирование динамических
повреждений в станках
Формообразующие блоки станка представляют многоконтурную
упругую систему, определяющую макро- и микрогеометрию обра-
ботанной поверхности. Основным свойством ее является динами-
ческая точность воспроизведения заданных траекторий формообра-
зования Упругая система характеризуется статической жесткостью,
j = — — склонностью к перемещению инструмента б относитель-
5
но заготовки под действием составляющей силы резания Р и дина-
1
мической податливостью <о ----склонностью к перемещению от
j
колебаний, вызванных возмущающей периодической силой. Пос-
ледняя характеристика отражает важное свойство, состоящее в том,
что деформации в станке зависят не только от величины действую-
щей силы, но и от параметров ее колебаний.
При совпадении частот этих колебаний с частотой собственных
колебаний узла станка наступает резонанс. Перемещения резко воз-
растают. Резонанс не допустим. Но и при его отсутствии упругая
система станка подвержена вынужденным и самовозбуждающимся
314
колебаниям с различной частотой и амп-
литудой. Они увеличивают перемещения
инструмента относительно заготовки по
сравнению с перемещениями от статичес-
ких нагрузок. Снижается точность обра-
ботки и повышается шероховатость. По-
грешность за счет этого может достигать
20—60 % от суммарной погрешности.
Колебания не только ухудшают качество
обработки, но и снижают стойкость ин-
струмента и сокращают срок службы
станка. Срок службы подшипников со-
кращается в несколько раз. В процессе
обработки определить перемещения узлов
станка прямым методом измерения мож-
но экспериментально с помощью датчи-
ков перемещений (см. подразд. 6.2).
Рис. 10.12. Алгоритм диагнос-
тирования динамических
повреждений
Однако не всегда в процессе эксплуатации технологической си-
стемы доступно измерение перемещений прямыми методами. Кос-
венными диагностическими признаками динамических поврежде-
ний формообразующих узлов станка служат параметры колебаний
этих узлов: амплитуда А и частота/ Датчики колебаний, позволяю-
щие определить эти параметры, были рассмотрены в гл. 6.
Технологический алгоритм распознавания отказа вследствие ди-
намических повреждений показан на рис. 10.12. Допускаемое зна-
чение диагностического признака — уставку [П.] — определяют по
выявленной зависимости между выходным парамезром технологи-
ческой системы X и принятым признаком П, динамических повреж-
дений (рис. 10.13).
Исключить интенсивные колебания воз-
Рис. 10.13. Определение
уставки алгоритма диагно-
стирования динамических
повреждений
можно путем назначения режимов резания,
при которых текущее значение амплитуды
колебаний Апк < [Л]. Казалось бы, таким об-
разом обеспечивается процесс относительно
устойчивого резания. Однако по пути обра-
ботки могут измениться другие условия. На-
пример, жесткость системы, с которой не-
посредственно связаны амплитуда А и часто-
та / колебаний. В определенной зоне
обработки одной детали становится Апк > (Л).
Так, при токарной обработке валика (рис.
10.14) в зоне сечения 2 за счет снижения жес-
315
Рис И. 14 Изменение жесткости / и податливости <о;
по длине обработки валика; у, > j, > j2
ткости до у, может недопустимо возрасти амплитуда колебаний и в
соответствии с алгоритмом, представленным на рис. 10.12, процесс
обработки прекратится Преодолеть «динамический барьер» в сечении
2 на принятых режимах резания не удается, так как при новом вклю-
чении станка опять Ат > [Л|
Для завершения технологического перехода необходимо предус-
мотреть в алгоритме диагностирования управление колебаниями. При
достижении > |Л] принимается решение по изменению режи-
мов резания.
Характерным примером обработки детали, сопровождающейся
колебаниями, является фрезерование. Фрезерование характеризует-
ся следующими особенностями.
— прерывистостью процесса резания;
— возможным биением фрезы;
— вариантами схем резания — встречное и попутное;
— различным количеством зубьев, одновременно участвующих
в работе и др
Прерывистый процесс вызывает периодическое изменение силы
резания с частотой f = где п — частота вращения фрезы; z — число
60
зубьев фрезы Это приводит к вынужденным колебаниям в упругой
системе станка
На рис 10.15, а, б показаны сигналы датчика составляющей силы
резания Р,, полученные при фрезеровании шестизубой концевой
фрезой диаметром 60 мм стали 40Х по схеме попутного фрезерова-
ния Измерялась сила Р динамометром (см. рис. 6.34). Частота из-
менения силы за один и тот же отрезок времени зависит от частоты
вращения фрезы. В связи с тем что при принятых режимах резания
одновременно участвует в работе один режущий зуб фрезы, Р изме-
316
a
б
Рис. 10.15. Колебания составляющей силы резания Р .
а — п = 110 об/мин; б — п = 260 об/мин
няется от максимального значения при врезании до нуля при выхо-
де зуба из контакта с заготовкой. Когда число одновременно рабо-
тающих зубьев увеличивается до двух и более, график колебаний
силы изменяется (рис. 10.16). Число одновременно работающих зу-
бьев может быть рассчитано по формуле
4<z Bz
т =----+--------,
360 nPctgco
317
гае ч< — vtoji контакта фрезы с заготовкой, определяемый по форму-
ле С<*>\у = 1 , В — ширина фрезерования, w — угол наклона вин-
тового зуба фрезы; t — глубина фрезерования; D — диаметр фрезы.
Следовательно, перечисленные факторы, так же как лиг, будут
влиять на параметры вынужденных колебаний в станке.
На приведенных графиках видно, что силы Pz, действующие на
каждый зуб фрезы, различны. При этом одинаковый уровень на-
грузки повторяется с периодичностью в один оборот фрезы (рабо-
тает шестизубая концевая фреза) Проведенные исследования пока-
зывают, что такой характер неравномерного нагружения фрезы вы-
зывается биением шпинделя или биением фрезы Следовательно,
эти повреждения можно диагностировать по графикам, приведен-
ным на рис. 10 15 и 10.16.
Графики несут разнообразную информацию об инструменте,
станке и процессе фрезерования. По характеру их можно диагнос-
тировать износ и поломку зубьев, наличие зазора в паре винт —
гайка механизма подачи и др
Для снижения интенсивности вынужденных колебаний при про-
ектировании технологического процесса необходимо учитывать осо-
бенности фрезерования и назначать оптимальными отмеченные
факторы процесса Способствует снижению интенсивности колеба-
ний применение концевых фрез с переменным дуговым шагом рас-
Ряс. 10.16. Колебания составляющей силы резания Р: m = 2
318
положения зубьев и большими углами наклона зуба о. Такие фрезы
выпускаются рядом инструментальных фирм.
Однако в процессе обработки управлять вынужденными колеба-
ниями возможно только путем изменения частоты вращения фрезы.
Нужно работать на таких частотах, чтобы исключить возможность
совпадения их с частотой собственных колебаний формообразую-
щих узлов станка, т. е. исключить резонанс или приближения к
нему. Эксперименты показывают, что собственные частоты колеба-
ний отдельных узлов фрезерного станка находятся в диапазоне час-
тот возбуждаемых колебаний. Амплитудно-частотная характеристи-
ка привода вертикально-фрезерного станка, изображенная на рис.
10.17, указывает на резкое увеличение интенсивности колебаний в
определенном диапазоне частот -/ Резонансные частоты и ве-
личины амплитуд зависят от жесткости узла. Жесткость играет клю-
чевую роль в динамике станков. Она является основным парамет-
ром динамической системы. Чем выше жесткость, тем выше часто-
та собственных колебаний и сопротивляемость станка развитию
колебаний.
Как следует из графика на рис. 10.17, для того чтобы не допустить
резонансного роста амплитуды, нужно назначать такие скорости ре-
зания, а значит, частоты вращения фрезы, при которых частота воз-
буждаемых колебаний была бы выше или ниже частоты собственных
колебаний. Тогда при постоянной жесткости по пути фрезерования
заготовки сохранится неравенство Лтех < (Л].
Однако часто при обработке даже одной заготовки жесткость
технологической системы переменна. Она может изменяться с из-
менением положения стола относительно точки приложения силы
резания вследствие переменной по длине обработки жесткости за-
готовки. На рис. 10.18 показана гипотетическая заготовка перемен-
Рис. 10.17. Амплитудно-частотная характеристика привода
вертикально-фрезерного станка
(из А.С. Проникова, 1971)
319
ной жесткости, которая по контуру обрабатывается концевой фре
зой Для каждого участка заготовки приведены отличные друг от
друга уставные амплитудно-частотные характеристики. На графике
отмечена уставка амплитуды колебаний [Л].
Положим, при фрезеровании первого нежесткого (/,) участка
заготовки принят режим резания с л,, определяющий частоту вы-
нужденных колебаний /J = и соответственно амплитуду' колеба-
ний 45 Тогда 4^ < Ц]. При переходе работы фрезы на участок 2 с
жесткостьюс тем же режимом резания и частотой вынужденных
колебании амплитуда колебаний превысит (Л), так как/J для уча-
стка 2 близка к резонансной частоте на этом участке. Необходимо
х*я продолжения фрезерования с Л*„< И] изменить п до л,, чтобы
обеспечить разрыв между частотами новых вынужденных колеба-
нмй (на л,) и резонансных колебаний на участке 2. При этом
частоту вращения фрезы целесообразно изменять, не снижая про-
Рис. 10.18. Фрезерование заготовки с участками различной жесткости
и соответствующие им амплитудно-частотные характеристики
320
изводительности фрезерования, т. е. увеличивать ее. При переходе
на участок 3 процедура управления процессом фрезерования путем
изменения п может повториться.
Ясно, что алгоритм диагностирования динамических поврежде-
ний должен учитывать необходимость управления частотой враще-
ния п. Блок-схема алгоритма показана на рис. 10.19.
Поиск оптимальной области частот вращения шпинделя, исклю-
чающих интенсивные колебания (дробление), часто необходим при
скоростном фрезеровании на высокооборотных станках. Недопус-
тимые значения амплитуды колебаний при обработке детали могут
быть вызваны помимо переменной жесткости и другими изменяю-
щимися факторами процесса. Таким фактором, например, при об-
дирочном скоростном фрезеровании алюминия является перемен-
ный припуск по длине обрабатываемой детали и, следовательно,
переменная глубина резания Z. На рис. 10.20 видно, что глубина
резания при фрезеровании концевыми твердосплавными фрезами
диаметром 20 мм в принятом диапазоне частот вращения шпинделя
существенно влияет на интенсивность колебаний станка. При t = 2 мм
интенсивность колебаний невелика и постоянна во всем диапазоне
частот вращения, при г = 9 мм она значительно выше. Есть область
частот вращения шпинделя, в которой увеличение г, а значит, и сил
резания, приводит к недопустимым колебаниям, дроблению. При
появлении дробления необходимо изменить частоту вращения шпин-
Рис. 10.19. Алгоритм диагностирования динамических повреждений
при фрезеровании с управлением п
321
Рис. 10.20. Характеристики колебаний
деля перейти в область отмеченных на рис. 10.20 оптимальных ча-
стот с учетом ограничений, например по режущим свойствам инст-
румента.
Частотные характеристики технологической системы зависят не
только от станка. Они являются характеристикой всей системы ста-
нок—зажимный патрон—инструмент. Замена одного из элементов
вызывает смешение области оптимальных частот вращения шпин-
деля
Из приведенного примера следует, что диагностирование коле-
баний может повысить эффективность скоростного фрезерования
на высокопроизводительных станках. Кроме того, диагностика по-
вышает показатели надежности станка. Эксперимент показал, что
эксплуатация станка на режимах, вызывающих дробление, приво-
дит к отказу шпиндельного узла через три часа работы, в то время
как при оптимальных режимах срок службы его достигает 5 лет.
Алгоритм диагностирования приведен на рис. 10.19.
10.2.4. Диагностирование механизмов
токарного станка
В круг задач, решаемых средствами оперативной диагностики,
помимо изученных ранее диагностики инструмента (его износа и
поломок), процесса резания (формы стружки, недопустимых коле-
баний) входит диагностика механизмов и узлов станка. Их разрегули-
322
ровка и износ могут привести к снижению качества обработки, т. е К
параметрическому отказу, в крайнем случае, к разрушению, т. е.
функциональному отказу.
Анализ причин отказов в процессе эксплуатации станков с ЧПУ
показывает, что значительная доля отказов механической части станка
происходит из-за разрегулировок узлов. Доля отказов механизмов
привода подач, смены инструмента, базирования и закрепления де-
тали, привода главного движения, ограждения рабочей зоны, узлов
крепления датчиков положения исполнительных органов достигает
60 % всех отказов механической части.
Для решения задач диагностирования механизмов и узлов то-
карного станка использовались датчики, встроенные в станок и ап-
паратное обеспечение УСО, описанное в гл. 6. С помощью датчи-
ков измеряли силы, действующие на подшипники передней опоры
шпинделя, осевые нагрузки на ходовые винты по осям хи у, мощ-
ности в двигателях главного движения и подачи, а также параметры
колебаний в разных диапазонах частот. Методика диагностирова-
ния разрабатывается в предэксплуатационный период.
Диагностирование повреждений
в шариковой винтовой передаче
Для измерения нагрузок при резании и на холостом ходу пере-
мещения каретки и суппорта в обоих направлениях используют тен-
зометрические втулки, установленные в опорах ходовых винтов про-
дольной и поперечной подач (см. рис. 6.27).
Рис. 10.21. Определение люфта в передаче винт—гайка качения:
дТ — задержка начала изменения нагрузки в датчике опоры ходового винта по
сравнению с моментом включения двигателя при смене направления движе-
ния, Fx — осевая нагрузка на винте продольной подачи; — ток в роторе
двигателя продольной подачи; Гв — момент включения двигатели
323
При диагностировании решается задача определения недопус-
тимого дюфга в шариковой винтовой передаче. Для этого в момент
смены направления движения суппорта или каретки вместе с изме-
нением сил f (или F) измеряют время, в течение которого сила
изменяет свои знак. Отсчет времени начинается от момента вклю-
чения двигателя подачи (в обратном направлении после остановки)
до начала изменения знака осевой силы. Это время ДГ (рис. 10.21)
определяет время выборки люфта Таким методом удается диагнос-
тировать люфт порядка 0,01 мм
Диагностирование направляющих суппорта
или каретки
В качестве диагностического признака повреждений использу-
ют те же силы F и F, измеренные на холостом ходу. Их увеличение
по сравнению со значением, полученным без повреждений в этих
ухчах, свидетельствует о неправильной регулировке клина или план-
ки о недостаточной смазке или задирах на направляющих, загряз-
ненности пар трения
Повреждения, возникающие в процессе эксплуатации станка,
должны быть устранены, так как оказывают существенное влияние
на равномерность подачи и тем самым на качество обработанных
поверхностей
Диагностические системы, входящие в состав технологического
оборудования условно разделяют на информационные и защитно-
предохранительные Деление это условно, потому что информацион-
ные системы, к которым относятся ранее рассмотренные примеры,
также наряду с другими выполняют и защитно-предохранительные
функции Они предохраняют инструмент от поломок, станок — от
аварийного состояния, технологическую систему — от изготовле-
ния бракованных деталей. К защитно-предохранительным следует
относить устройства, выполняющие функции, в основном соответ-
ствующие их названию: муфты, реле, электромеханические сило-
вые столы, которыми оснащаются агрегатные станки и автомати-
ческие линии
Кинематическая схема защитно-предохранительного стола, с
помощью которого предотвращаются задиры в направляющих, по-
ломки элементов кинематической цепи, перегрев электродвигате-
лей показана на рис. 10.22.
Стол 3 перемещается по направляющим 2 с помощью ходового
винта 1. На быстрых ходах винт вращается двигателем 4, а на рабо-
чих подачах — электродвигателем 5. Электромагнитная муфта <5 раз-
Рис. 10.22. Кинематическая схема защитно-предохранительного стола
(из Б И. Черпакова, 1985)
деляет кинематические цепи подач и быстрых ходов. Подпружи-
ненная дисковая муфта 7 предназначена для ограничения усилия
подачи. Эта муфта и тепловое реле в электродвигателях играют роль
защитно-предохранительных элементов при отказах, вызванных сле-
дующими причинами: отсутствие смазки на направляющих, загряз-
нение направляющих, неправильная регулировка зазора в направ-
ляющих и др.
Рис. 10.23. Схема порошковой муфты и зависимость крутящего
момента от тока /д в якоре катушки Г, 2— зависимость М — f(IJ
для дисковых муфт
325
Перспективным является применение порошковых муфт (рис.
10.23) Муфта состоит из дисков, пространство между которыми
заполнено суспензией, состоящей из ферромагнитного порошка с
частицами до 8 мкм, талька, графита и масла Под воздействием
магнитного поля, создающегося при прохождении тока через ка-
тушкх, суспензия «затвердевает» и схватывается с дисками. Переда-
ваемый. ею крутящий момент возрастает, как видно на рисунке,
пропорционально току якоря Эго свойство порошковых муфт в
отличие от дисковых (см. рис. 10.23, график 2) позволяет устано-
вить любой предельно допустимый крутящий момент (своеобраз-
ную уставку) и обеспечить надежную защиту от перегрузки и воз-
можного разрушения элементов технологической системы. Муфты
страиваются в кинематические передачи станков.
Диагностирование шпиндельных узлов
На долю шпиндельных узлов приходится иногда от 50 до 80 %
погрешностей в общем балансе точности станка. Они подвержены
силовым, динамическим и тепловым повреждениям.
В качестве выходных параметров шпиндельных узлов принимают
траектории движения опорных точек. Они выбираются на поверхно-
стях, перемещение которых определяет точность обработки. Точки
располагают на установочных базах для приспособлений, заготовок и
инструмента. Способом оценки точности шпиндельного узла являет-
ся поведение характеристического вектора R Начало вектора в точке
1 (рис 10.24) Он перпендикулярен торцу шпинделя. R является ин-
тегральным показателем отклонений шпинделя. Отклонения связа-
ны с повреждениями в опорах, с деформациями тела шпинделя, с его
смешением в пространстве под действием тепла. Дх, Д, Дг определяют
текущее положение опорной точки 1, а Д — отклонение базовой
установочной плоскости относительно теоретического положения. Для
токарного станка точность определяется в основном смещениями Д ,
Дх и Дф Изменение Д в работе определяет форму обработанной по-
верхности заготовки в поперечном сечении; Дх — точность обработки
торцовых поверхностей; Дф влияет на конусность.
По указанным погрешностям, обнаруженным на обработанной
детали, можно судить о повреждениях в шпиндельном узле. Так,
изменение формы в поперечном сечении детали (Лх) указывает на
повреждения в опорах, конусность (AJ вызывается прежде всего
тепловыми деформациями шпинделя; нарушение формы торцовых
поверхностей (Дх) связано с ослаблением натяга упорных подшип-
ников.
326
Рис. 10.24. Схема отклонения характеристического вектора R
(из А.В. Пуша и др , 1987)
Таким образом реализуется принцип диагностирования повреж-
дений по точности обработанных деталей, рассмотренный в под-
разд. 10.15.
10.2.5. Диагностирование механизмов
и узлов станка с помощью периодически
подключаемых внешних датчиков
В рассмотренных выше системах диагностирования режущего
инструмента и узлов станка использованы встроенные датчики, яв-
ляющиеся составной частью конструкции станка или режущего ин-
струмента. С их помощью оперативно в процессе эксплуатации
технологической системы выявляют повреждения, вызванные
быстропротекающими процессами и процессами средней скорос-
ти. Встроенные датчики применяют в случаях, когда необходим не-
прерывный контроль состояния объекта.
Для диагностирования станков широко применяют периодичес-
ки подключаемые датчики, входящие в состав автономных систем
диагностики. Применение автономных систем определяется рядом
обстоятельств.
Во-первых, повреждения в ряде узлов и механизмов станков раз-
виваются в течение достаточно длительного периода времени. Нет
необходимости обеспечивать непрерывный контроль за их состоя-
нием. Статистический анализ позволил установить периодичность
327
диагностирования для разных механизмов, для фрикционных пере-
дач — 2 неде ли, гидроцилиндров — 4 недели, поворотных столов и
транспортных устройств — 6 недель. С такой периодичностью сле-
дует подключать датчики диагностических признаков повреждений
в этих механизмах
Во-вторых, необходимость использования периодически подклю-
чаемых датчиков во многом определяется состоянием российской
металлообрабатывающей промышленности. Степень износа обору-
дования составляет 75 % В ближайшем будущем не предвидится
восстановление необходимого парка станков, на которое в течение
10 лет требуется увеличить инвестиции в 8 раз, что пока нереально.
Обеспечить параметрическую надежность станков со сверхресур-
сным сроком эксплуатации может ремонт. Для сокращения значи-
тельных расходов надо ремонтировать прежде всего те узлы, состоя-
ние которых привело к нарушению параметрической надежности.
Такие узлы обнаруживаются в результате предремонтного диагно-
стирования станка с помощью периодически подключаемых дат-
чиков.
Диагностирование механизмов
токарных автоматов
В токарных многошпиндельных автоматах, на которых пока еще
основана технология массового производства в ряде отраслей, рабо-
чие и вспомогательные движения и управление циклом осуществ-
ляются кулачковым приводом с единым распределительным валом.
Параметрические и функциональные отказы узлов и механизмов
наступают вследствие их разрегулирования и повышенного износа
деталей Статистические данные показывают, что каждый много-
шпиндельный автомат в год ремонтируется 6 раз. Встроенных дат-
чиков станки не имеют.
При диагностировании технологического оборудования с еди-
ными валами управления выбирают диагностические признаки, не-
сущие наибольшую информацию о работе механизмов, в частности
крутящий момент Л/ р, вращающий распредвал. Для его измерения
между приводом и распределительным валом управления (рис. 10.25)
устанавливают съемный тензометрический датчик, который через
токосъемник соединяют с УСО и ЭВМ (рис. 10.26.)
Сущность метода определения технического состояния и повреж-
дений в диагностируемом узле станка состоит в том, что сопостав-
ляются графики изменения М в течение цикла обработки с эта-
лонными графиками, полученными при отсутствии повреждений в
328
Рис. 10.25. Упрощенная схема многошпиндельного токарного автомата:
1 — распределительный вал; 2 — шпиндельный блок; 3 — съемный датчик
крутящего момента; 4 — механизм фиксации шпиндельного блока;
5 — мальтийский крест
узле. Последние составляются путем обработки большого числа гра-
фиков, записанных при контроле правильно отрегулированных и
обкатанных автоматов. При несоответствии величины и графи-
ка Л/кр =/( Т) на отдельных участках цикла диагностируемого станка
эталонной кривой виды повреждений, причины их возникновения
и способы устранения определяют по типовым дефектным картам
(графикам) механизмов. Типовые дефектные графики получены в
Рис. 10.26. Датчик крутящего момента
а-5125
329
результате обобщения зависимостей = f(T) при выявленных
повреждениях
Таким образом, для реализации этого метода диагностирования
необходимо иметь три графика Wrp = графики, соответствую-
щие текущему- состоянию станка, эталонные и дефектные.
Одновременно записывается угловая скорость распредвала, что
позволяет выделить на графиках = f(T) участки рабочего и хо-
остого ходов (рис 10 27), определить равномерность вращения рас-
предвала и стабильность работы муфг
Диагностирование повреждений в механизмах шпиндельного
блока происходит следующим образом. Поворот шпиндельного блока
(см рис 10 25) в рабочую позицию выполняется с помощью маль-
тийского креста с внешним зацеплением. Механизм фиксации, ко-
торый приводится в действие от кулачка, предназначен для точной
установки блока и предотвращения его смешения под действием
сил резания Точность положения шпиндельного блока зависит от
работы поворотно-фиксирующего механизма и определяет точность
обработки деталей
Экспериментально установлено, что небольшие нарушения точ-
ности изготовления деталей механизма, правильности регулировки
Рис. 10.27. Сопоставление эталонных графиков =f(T) —
штриховые линии с графиками текущего состояния поворотно-
фиксируюшего механизма — сплошные линии
(из Е Г. Нахапетяна. 1985)
330
и режима обкатки вызывают заметные отклонения крутящего мо-
мента на распредвалу от эталонных показателей
Сущность метода диагностирования повреждений поворотно-
фиксирующего механизма видна на рис. 10.27 Выявлено пять слу-
чаев различных повреждений при наложении на эталонные графи-
ки (штриховые линии) графиков, отображающих действительное со-
стояние механизма (жирные линии).
По временной шкале на рисунке отмечены этапы поворота шпин-
дельного блока: I — расфиксация и подъем блока; II — поворот; III —
фиксация.
Анализ графиков позволил выявить следующие повреждения:
— случай 1 — удары при расфиксации шпиндельного блока выз-
ваны неправильным положением рычага с роликом относительно
кривой кулачка фиксации блока;
— случай 2 — удары в начале поворота шпиндельного блока
вызваны неправильным угловым положением мальтийского креста;
— случай 3 — увеличение момента при повороте вызвано недо-
статочной обкаткой механизма поворота;
— случай 4 — значительное увеличение момента при повороте
вызвано неправильной регулировкой механизма подъема шпиндель-
ного блока;
— случай 5 — удары при повороте вызваны неправильной сбор-
кой привода вращения, нарушена плавность поворота шпиндельно-
го блока.
Опыт показывает, что крутящий момент на распредвалу — дос-
таточно стабильный параметр для каждой модели станков: может
служить объективным критерием качества поворотно-фиксирующих
механизмов, диагностическим признаком их повреждений.
Таким образом решается не только задача определения состоя-
ния узла станка (работоспособное или неработоспособное), но и
выявления места и причины повреждения, вызвавшего его отказ.
Аналогично диагностируются повреждения и дефекты других ме-
ханизмов многошпиндельных автоматов: суппортов, зажима и пода-
чи прутка, муфты. Диагностирование многошпиндельных токарных
автоматов методом сопоставления графиков было введено в техноло-
гический процесс сборки станков и послеремонтного контроля.
Диагностирование гидравлического
привода станков
При эксплуатации автоматических линий с жесткой связью стан-
ков может обнаружиться существенный дефект, связанный с по-
м-
331
реждениями в гидроприводе. Изменяются скорости перемещения
силовых головок и, следовательно, нарушается синхронизация ра-
боты станков встроенных в линию
Одним из диагностических признаков повреждений в гидропри-
воде является скорость перемещения рабочего органа станка на ли-
митирующей операции Метод диагностирования гидропривода по
его движению основан на сопоставлении эталонной и текущей за-
висимостей скорости перемещения во времени — V =f(T).
Метод распознавания повреждений путем сопоставления зави-
симостей V =f(T) так же, как и описанный выше, основан на
использовании дефектных графиков (рис. 10.28). Установлено, что
зависимость 1 характерна для неисправности дросселя, регулирую-
щего ход поршня; 2 — получается при задирах в зеркале цилиндра;
3 — при неисправности манжеты.
Для измерения скоростей перемещения рабочих органов раз в
четыре недели подключаются датчики линейных скоростей. Прин-
цип работы электростатических датчиков скоростей, основанный
на изменении емкости С конденсатора при изменении площади S
обкладок показан на рис. 10.29. С = —, где d — толщина диэлек-
d
трика, с — электрическая проницаемость диэлектрика. Датчик вы-
полнен в виде конденсатора, одна из пластин которого перемеща-
ется со скоростью К пропорциональной скорости перемещения
рабочего органа станка. Изменение емкости пропорционально пе-
ремещению пластины и следовательно, изменение напряжения U
Рис. 10.28. Сопоставление скоростей перемеще-
ния рабочих органов с эталонной скоростью
(из Б.И. Черепкова 1979)
Рис. 10.29. Схема электро-
статического датчика
линейных скоростей
332
между пластинами конденсатора пропорционально скорости пере-
мещения пластины.
Известен также другой принцип периодического диагностиро-
вания гидросистемы. В качестве диагностического признака износа
рабочих поверхностей деталей гидросистемы используют грануло-
метрический состав частиц загрязнений в рабочих жидкостях. Ко-
личественный состав частиц износа в различных размерных фрак-
циях позволяет оценить не только интенсивность, но и природу
изнашивания поверхностей. На входе и на выходе диагностируемой
системы отбирают пробы рабочей жидкости для оценки прираще-
ния количества частиц износа и их размеров. По приращению оп-
ределяют интенсивность изнашивания, а по размерам частиц — при-
роду изнашивания.
Процесс поверхностного изнашивания вызывает стабильный
поток частиц размером до 10 мкм. При наложении на этот процесс
периодического разрушения поверхностного слоя детали обнаружи-
вается небольшое количество частиц, превышающих 10 мкм. Разру-
шение с заеданием, задирами вызывает резкий рост количества ча-
стиц размером более 10 мкм (по Г.В. Кузнецовой, 2001).
Результаты диагностирования позволяют не только оценить со-
стояние гидропривода, но и управлять режимами эксплуатации, су-
щественно влияющими на интенсивность образования частиц из-
нашивания и его природу.
10.2.6. Вибродиагностика станков
В гл. 6 говорилось об использовании колебаний в различных
частотных диапазонах для диагностирования инструмента и про-
цесса резания. Технологические алгоритмы предусматривали не-
прерывный мониторинг процессов, который позволял обнаружить
изменение в состоянии объекта диагностирования при его эксплу-
атации.
Для периодической оценки состояния различных машин и агре-
гатов, имеющих вращающиеся детали, широко применяют вибро-
диагностику. Этот метод является перспективным для периодичес-
кого диагностирования состояния станочного оборудования. Виб-
родатчики с автономной измерительной аппаратурой в нормативные
сроки должны подключаться к диагностируемым узлам станка, что
позволит выявить для ремонта повреждения, существенно наруша-
ющие качество обработки.
ззз
В основе применения методов вибродиагностики лежат следую-
щие положения
— функционирование любой машины, имеющей вращающиеся
массы, сопровождается вибрацией и акустическим шумом,
— изменение технического состояния машин влияет на генери-
руемые ими виброакустические сигналы;
— параметры виороаку стических сигналов могут быть измерены
в процессе эксплуатации без разборки станка;
— они являются источниками информации о характере и месте
повреждении
Использование вибродиагностики возможно после выполнения
большого объема исследований в соответствии с методическим под-
ходом к разработке систем диагностирования, изложенным в гл. 6.
Выявляются возможные типичные повреждения или дефекты для
данного механизма, их изменение с течением времени эксплуата-
ция и предельные значения Для каждого повреждения определя-
ются диагностические признаки из числа параметров вибросигнала.
Временной сигнал колебаний может быть представлен в единицах
ускорений колебаний, скорости или амплитуды (см. рис. 6.50). Из
спектра колебании выявляют наиболее информативный диагности-
ческий признак Каждому виду повреждений соответствует харак-
терный вид сигнала
В результате исследований получают своеобразный классифика-
тор, виброакустических признаков различных повреждений и дефек-
тов механизма, содержащий сведения о виброакустических призна-
ках и причинах возникновения повреждений и дефектов, динамики
их развития, зависимости признаков дефекта от режимов работы
механизма, а также рекомендации по устранению повреждений.
Для примера приведем (из А. В Лукьянова, 1999) упрощенные
фрагменты классификатора для зубчатых передач.
Возбуждение колебаний в зубчатых передачах, отличающихся от
колебаний при нормально функционирующих передачах, вызыва-
ется дефектами изготовления, сборки и эксплуатации. Последние
проявляются в виде абразивного износа зубьев, сколов, трешин и
выкрашиваний зубьев.
При эксплуатационных повреждениях свойства вибросигнала —
его форма и спектр вибраций — заметно меняются. В частности, в
спектре наряду с основными частотами возбуждения — зубцовой
частотой, равной^ (/ — частота вращения зубчатого колеса; z —
число зубьев), появляются новые спектральные составляющие —
боковые полосы частоты (рис. 10.30). Высокие амплитуды боковых
134
полос, окружающих зубцовые частоты, обычно характеризуют зна-
чительный износ зубчатых колес, поэтому боковые полосы являют-
ся надежным диагностическим признаком износа колес.
Кроме этого, в спектре колебаний передачи с изношенными
поверхностями зубьев появляется ряд спектральных составляющих,
кратных зубцовой частоте mfr Они являются отображением увели-
чения бокового зазора между поверхностями зубьев. Происходит
отрыв профилей зубьев в зацеплении и ударный режим возбужде-
ния вибраций. Диагностировалась прямозубая передача с поверхно-
стями зубьев, изношенными на 75 % от предельного уровня.
Поломка или скол зуба шестерни являются опасными повреж-
дениями, которые могут привести к отказу станка при попадании
продуктов разрушения в зону зацепления или подшипники. Эти
повреждения вызывают снижение жесткости зацепления в момент
контакта дефектного зуба. Следующая пара зубьев входит в зацеп-
ление с ударом. Амплитуда ударного импульса пропорциональна
степени развития повреждения. Импульсы видны на графике вре-
менного сигнала виброскорости, показанном на рис. 10.31. Частота
импульсов соответствует оборотной частоте дефектной шестерни;
Tt — время оборота.
Исследования колебаний в звуковом диапазоне частот и осно-
ванные на них методы диагностики повреждений в элементах тех-
нологической системы выделяют в обособленный ряд, поскольку в
Частота, Гц
Рис. 10.30. Спектр вибраций при равномерном абразивном износе
зубчатых колес:
и f7 — частоты вращения ведущего и ведомого колес; — зубцовая частота
335
Рис. 1Й.31. Временной сигнал виброскорости при разрушенном зубе
качестве датчика применяют обычный микрофон, а диагностичес-
кими признаками повреждений являются физические характерис-
тики звука, звуковое давление, сила звука и т. д. Звуком обычно
называют колебательные движения, обладающие частотами от 20 до
20000 Гц. Сигнал от микрофона после усиления и аналого-цифро-
вого преобразования вводился для анализа в ЭВМ.
Шумы в технологическом оборудовании слагаются в различных
сочетаниях из звуков, возникающих при соударениях деталей меха-
низмов, например зубчатых колес, муфт, винтовых пар и др.; тре-
нии в подшипниках, направляющих, на рабочих поверхностях ин-
струмента и др.
Уровень звука изменяется, если в указанных узлах и деталях воз-
никают повреждения Можно установить, что определенному виду
повреждений соответствует специфическая форма звуковой волны.
Метод распознавания повреждений в станках состоит в сопоставле-
нии звукового сигнала исправного станка с текущими сигналами, в
которых отображаются возможные повреждения.
Повреждения в деталях станка вызывают изменение спектро-
граммы шума. На рис 10 32 показана спектрограмма шума, произ-
водимого при работе стальных зубчатых колес. Основная частота
шума зависит от числа зубьев и частоты вращения. Для шестерен,
спектр шума которых представлен на рисунке, основная частота
составляет около 900 Гц На этой частоте уровень силы звука дости-
гает 90 дБ При износе зубьев шестерни возрастает энергия соударе-
ния при зацеплении зубьев и уровень силы звука. Последний явля-
ется диагностическим признаком износа.
Информативная полоса частот, в которой отображается износ
инструмента, лежит в диапазоне 4—6 кГц. При работе изношен-
ным инструментом уровень силы звука на 10 дБ выше, чем при
заточенном.
Очевидно, для диагностирования состояния элементов техноло-
гической системы должны быть записаны спектры шумов, возника-
336
Рис. 10.32. Спектрограмма шума, производимого
при зацеплении пары стальных шестерен
ющих в различных ситуациях как при рабочих, так и при вспомога-
тельных движениях. Распознавание повреждений выполняется по
отклонениям уровней силы звука.
Перспективность диагностики и автоматического управления
процессом шлифования на основе поступающей информации об
амплитуде звукового давления установлено по результатам экспе-
риментальных исследований, в которых выявлено влияние режима
шлифования, характеристики круга, загрязненности СОЖ механи-
ческими примесями на амплитуду звукового давления (5] Кроме
того, было установлено, что между параметрами шероховатости Ra
шлифуемой поверхности заготовки, износом шлифовального круга,
с одной стороны, и амплитудой звукового давления — с другой,
имеются корреляционные зависимости. Результаты исследований по-
зволили использовать амплитуду звукового давления в качестве ин-
формативного признака состояния процесса шлифования и разра-
ботать аппаратную реализацию системы диагностирования, осно-
ванную на этом диагностическом признаке.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Рассмотрите принципы построения системы диагностики станков с ЧПУ: пять
подсистем эксплуатационной диагностики; алгоритм последовательности диагнос-
тирования технического состояния станка с ЧПУ.
2. Охарактеризуйте подсистему «контроль готовности станка к работе».
3. Охарактеризуйте подсистему «оперативное цикловое диагностирование».
4. Охарактеризуйте подсистему «оперативное узловое диагностирование». Тес-
товый контроль.
5. Рассмотрите специальные методы диагностирования.
6. Приведите примеры диагностирования по результатам обработки.
7. Для решения каких задач разрабатываются системы предэксплуатационной
диагностики?
337
8 Разработайте стенд АСНИ на станке Охарактеризуйте современные системы
контрольно- измерительной техники и программное обеспечение АСНИ
9 Рассмотрите алгоритм диагностирования тепловых повреждений в станках и
управление повреждениями
10. Рассмотрите на примере фрезерования алгоритм диагностирования динами-
ческих повреждений и управление повреждениями
11 Приведите ряд примеров диагностирования механизмов станков.
РЕЗЮМЕ
Эффективность — понятие многогранное, отражающее эконо-
мические, технические, социальные и другие результаты функцио-
нирования технологических систем. Для каждого технического объек-
та содержание понятия эффективности задается техническим зада-
нием и вводится в нормативно-техническую документацию.
Эффективность технологической системы, оснащенной средствами
диагностирования, — это свойство давать положительный эффект при
эксплуатации по сравнению с эффектом, который даст технологи-
ческая система без диагностирования. Положительный эффект мо-
жет состоять в повышении производительности, снижении себестои-
мости обработки деталей, повышении их качества и др.
При сопоставлении основных компонентов, содержащихся в
понятиях эффективность и надежность можно обнаружить во мно-
гом идентичность этих понятий.
Каким образом применение диагностики влияет на составляю-
щие эффективности? Диагностирование повышает надежность тех-
нологической системы. В гл. 5 на примере режущего инструмента
говорилось о том, что непрерывное диагностирование состояния
инструмента позволяет обеспечить его замену при достижении пре-
дельного состояния, т. е. наступления фактического отказа. В ре-
зультате главный показатель надежности — наработка до отказа —
будет больше, чем этот же показатель при предупредительной заме-
не инструмента (например, при достижении Т). Увеличение нара-
ботки до отказа в этом случае происходит не из-за повышения фи-
зической надежности инструмента, а в результате сокращения вме-
шательств рабочего-наладчика при отказах.
Наработка до отказа может быть увеличена за счет принятия по
результатам диагностирования решений, направленных на управле-
ние процессами, вызывающими повреждение или отказ. Рассмот-
ренные ранее алгоритмы диагностирования для увеличения нара-
ботки до отказа предусматривали изменения частоты вращения ин-
струмента или шпинделя, температурного режима работы деталей
станка, траектории движения инструмента.
Отмеченные управленческие решения наряду с увеличением на-
работки до отказа повышают выходные параметры технологической
системы, в частности точность, чистоту обработки и качество по-
339
верхносгного слоя обработанной детали. Так, диагностирование со-
стояния шлифовального круга позволяет управлять процессом правки
круга и следовательно, сократить отклонение размера детали от
уровня настройки и образование дефектов в ее поверхностном слое.
Отказ приводит к остановке станка и необходимости выполне-
ния восстановительных работ. При этом, очевидно, надежность тех-
нологического процесса будет зависеть не только от самого факта
наступления отказа, но и от времени и затраты средств на устране-
ние отказа и восстановление его работоспособного состояния. По-
этому при расчете коэффициента технического использования станка
— одного из показателей надежности (см. формулу (5.1)) — учи-
тывается время на ремонт и время на техническое обслуживание.
Диагностирование состояния технологической системы обеспе-
чивает сокращение времени на поиск повреждения, вызывающего
отказ, так как в процессе диагностирования определяется место воз-
можного повреждения, исключает аварийный, катастрофический
отказы, требующие значительного времени и средств на восстанов-
ление работоспособного состояния Все это повышает коэффици-
ент технического использования технологической системы и тем
самым — производительность.
Экономические результаты применения систем диагностирова-
ния могут быть определены коэффициентом эффективности капи-
тальных вложений, который выражает годовую экономию от при-
менения диагностики:
Е = С| ~ С; ,
К, -
где С, и С, — себестоимость годового выпуска деталей без диагнос-
тирования н с диагностированием состояния технологической сис-
темы, Kv — капитальные затраты на производство годового вы-
пуска деталей без применения системы диагностирования и с диаг-
ностированием
Коэффициент эффективности необходимо учитывать при выбо-
ре варианта технического обеспечения системы диагностики, по-
скольку стоимость элементов, составляющих ее, может быть высо-
кой При оптимальном варианте, по данным ряда исследователей,
системы технической диагностики окупаются, если, например, вре-
мя простоев многоинструментального станка с ЧПУ сокращается
ла 10—20 ч/год
ЛИТЕРАТУРА
1. Бойцов Б., Азаров В, Крянев Ю. Качество и интеллектуальный потенциал Рос-
сии Ц Стандарты и качество. 2001 № 7—8.
2. Борисов В.Н. Машиностроение в воспроизводственном процессе. — М.: Макс-
пресс, 2000.
3. Черпаков БИ Тенденции развития мирового станкостроения в начале XXI в. //
ИТО. 2003. № 5.
4 Поляков А Н Методика сокращенных тепловых испытаний металлорежущих
станков //Техника машиностроения. 2002. № 1.
5. Худобин Л.В., Гурьянихин В.Ф, Юганов В.С. Диагностика и управление процес-
сом шлифования по амплитуде звукового давления // Вестник машиностроения.
2000. N“ 11
ОГЛАВЛЕНИЕ
Введешк.................................................... 3
Раздел 1. НАДЕЖНОСТЬ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ..........................9
Гшла 1 Основные ношггмя, термины определения, ГОСТ ,_.................. 9
лша 2. Калгчеепеяные показатели надежности технологических
систем и их элементов........................................ 14
2 I Схема формирования отказа . ---19
2 2 Решение практических задач по надежности. .22
2 3 Упрощенная схема формирования отказа ....................27
Слала 3. Повреждения в элементах технологической системы, приводящие
к отказу _________ ______________ - ... ............. —........... 30
3 1 Классификация процессов, действующих в элементах
технологической системы, по скорости их протекания.......... 30
3 2 Тепловые повреждения . 33
3 3 Силовые повреждения . 38
3 4 Динамические повреждения ....... .... ................40
3 5 Виды повреждений и отказы режущего инструмента...........44
Слала 4. Надежность режущего инструмента_____—.......................51
4.1 Хрупкое разрушение режущей части инструмента.............51
4 2 Разрушение режущей части инструмента вследствие
пластического деформирования................................-62
4.3 Изнашивание режущей части инструмента.................. 63
4 4 Прочие виды отказов ......................69
4 5. Структура отказов инструмента...........................70
4 6 Система обеспечения надежности инструмента...............72
4 6 1 Обеспечение надежности инструмента на стадии
проектирования ......................................... 74
4 6 2 Обеспечение надежности инструмента на стадии
изготовления .............................................97
4 6 3 Обеспечение надежности инструмента на стадии
эксплуатации .............-..............................107
Раздел 2. ДИАГНОСТИКА ТЕХНОЛОГИЧЕСКИХ СИСТЕМ.........................132
Слала 5 Основные понятия, термины и определения......................132
5.1 Задачи диагностирования Предэксплуатационая
и эксплуатационная диагностика................................135
5 2 Диагностирование — способ повышения надежности
технологического процесса.....................................140
Глава 6 Методические основы разработки систем диагностирования.......143
6.1 Возможные изменения в состоянии режущего инструмента
при эксплуатации. Критерии состояния и отказа............... 144
6.1.1 Изменения в состоянии быстрорежущих сверл
при обработке чугуна......................................145
342
6.1.2. Изменения в состоянии быстрорежущих сверл
при обработке сталей_______ .155
6.1.3 Изменения в состоянии концевых фрез ... 162
6.2 Диагностические признаки состояния инструмента... 165
6.2.1. Силы резания и датчики их определения. 169
6.2.2 Колебания при резании . ......... -.199
6 2 3. Электрические явления при резании как источник
информации о процессе резания .. ..... ..206
6.2.4 Электромагнитные процессы . 210
6.2.5. Температура........................................ 210
6.2.6. Параметры обрабатываемой летали..................... 212
Глава 7. Автоматизированный стенд научных исследований для разработки
систем диагностирования...............................................226
7.1. Принцип построения АСНИ ОР...... 227
7.2. Техническое обеспечение АСНИ ОР....... . 233
7.3. Программное обеспечение АСНИ ОР ..........................241
Глава 8 Однопараметрическая диагностика процесса резания и инструмента.250
8.1. Распознавание износа инструмента................... ....251
8.2. Распознавание поломок (скалывания) инструмента... .. 260
8.3. Распознавание других видов отказа..........................265
Глава 9 Многопараметрическая диагностика инструмента...................271
9.1. Диагностирование состояния быстрорежущих сверл
при сверлении отверстий в заготовках из серого чугуна....272
9 2. Диагностирование состояния быстрорежущих сверл
при сверлении отверстий в заготовках из стали.........277
9.3. Диагностика инструмента в прогрессивных технологиях
резания........................................................280
Глава 10. Диагностика станков....................................... 286
10.1. Принципы построения системы эксплуатационной
диагностики станков с ЧПУ................................. . 289
10.1.1. Контроль готовности станка к работе.............290
10.1.2. Оперативное цикловое диагностирование...........292
10.1.3. Оперативное узловое диагностирование............294
10.1.4. Специальные методы диагностирования.............295
10.1.5. Диагностирование по результатам обработки.......296
10.2. Предэксплуатационная и эксплуатационная диагностика станков ... 300
10.2.1. Стенд АСНИ на базе внутришлифовального станка....301
10.2.2. Диагностирование тепловых повреждений в станках..310
10.2.3. Диагностирование динамических повреждений в станках .314
10.2.4. Диагностирование механизмов токарного станка.....322
10.2.5. Диагностирование механизмов и узлов станка с помощью
периодически подключаемых внешних датчиков..............327
10.2.6. Вибродиагностика станков........................333
Резюме................................................................ 339
Литература............................................................341
Учебное издание
Сшовальвиов Вадим Александрович,
Григорьев Сергей Николаевич
НАДЕЖНОСТЬ И ДИАГНОСТИКА
ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
Редактор Л И. Захватова
Художник ТС. Лошаков
Художественный редактор А.Ю Войткевич
Технический редактор Я Я Тростянская
Компьютерная верстка НА. Попова
Корректор Т.П. Виталева
Лицензия ИД № 06236 от 09.11.01.
Им № РЕНТ-293. Подп. в печать 25.05.05.
Формат 60 X 88 ’/м Бум. офсетная.
Гарнитура «Ньютон» Печать офсетная. Объем 21,07 усл. печ. л.
21,57 усл кр -отт Тираж 3000 экз. Зак. № 5125.
ФГУП «Издательство «Высшая школа»,
127994, Москва, ГСП-4, Неглинная ул., 29/14.
Тел.: (095) 200-04-56
http://wwwv-shkola га. E-mail: info@v-shkola.ni
Отдел реализации: (095) 200-07-69, 200-31-47, факс: (095) 200-34-86.
E-mail: sales@v-shkola.ru
Отпечатано на ФГУП ордена «Знак Почета»
зленская областная типография им. В. И. Смирнова.
214000, г. Смоленск, пр-т им. Ю. Гагарина, 2.