/





















Текст
1 "I’ll КИН Л '11,111,1
‘I I ММ/мпи ) Ц
lllih' режимы ।
I «рулкчн
щм осуществляется поперечное перемещение го-
дного шпинделя. В верхней же части помещается
'жения головки горизонтального шпинделя, со-
<ка <?, валика 3 и конического зубчатого ко-
^вращение коническому зубчатому колесу 5
*• поперечного перемещения головки. Клин 7,
«пики 9 служат для регулирования зазора в на-
* ВКИ.
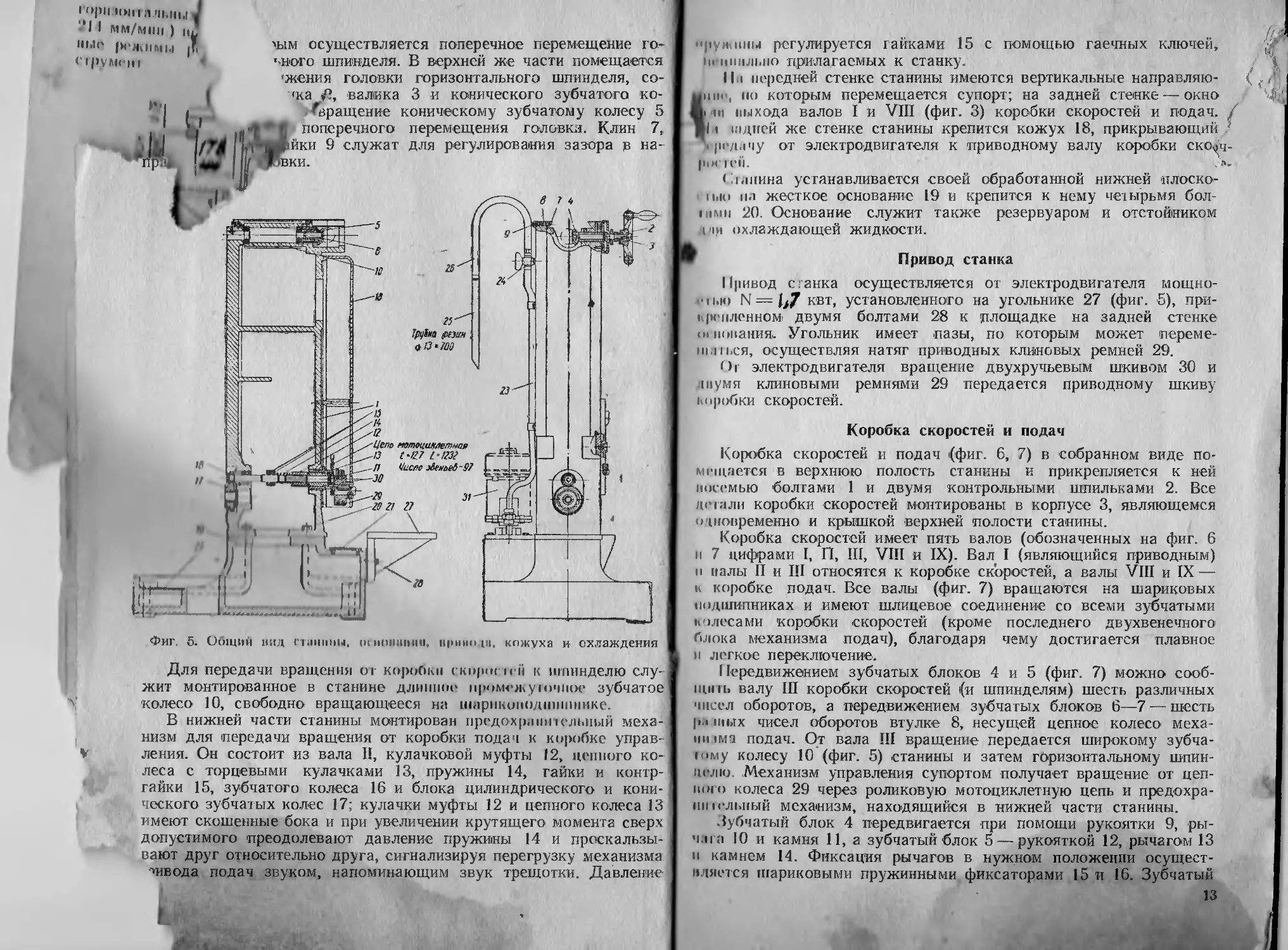
Фиг. 5. Общий нид стииины. щ ihiiiuihiii, ирипо щ. кожуха и охлаждения
Для передачи вращения oi коробки сиорогн'й к шпинделю слу-i
жит монтированное в станине длинное промежуточное зубчатое
колесо 10, свободно вращающееся на шарнкоио/пинпннке.
В нижней части станины монтирован предохрани к-льный меха-
низм для передачи вращения от коробки подач к коробке управ-
V ления. Он состоит из вала II, кулачковой муфты 12, ценного ко-
леса с торцевыми кулачками 13, пружины 14, гайки и контр-
гайки 15, зубчатого колеса 16 и блока цилиндрического и кони-
ческого зубчатых колес 17; кулачки муфты 12 и цепного колеса 13
имеют скошенные бока и при увеличении крутящего момента сверх
допустимого преодолевают давление пружины 14 и проскальзы-
вают друг относительно друга, сигнализируя перегрузку механизма
швода подач звуком, напоминающим звук трещотки. Давление
"ружнцы регулируется гайками 15 с помощью гаечных ключей,
in uiiiijii.no прилагаемых к станку
111 передней стенке станины имеются вертикальные направляю-
щи in , но которым перемещается супорт; на задней стенке — окно,
lii hi ныхода валов I и VIII (фиг. 3) коробки скоростей и подач.
। шдией же стенке станины крепится кожух 18, прикрывающий
। pi’/ычу от электродвигателя к приводному валу коробки ско^ч
|iiHirii. .»
< ынина устанавливается своей обработанной нижней нлоско-
1ыо на жесткое основание 19 и крепится к нему четырьмя бол-
1ИМН 20. Основание служит также резервуаром и отстойником
1ЧН охлаждающей жидкости.
Привод станка
Привод станка осуществляется от электродвигателя ыощно-
.ц,1о N = 1^7 квт, установленного на угольнике 27 (фиг. 5), при-
। ренленном. двумя болтами 28 к площадке на задней стенке
< и новация, Угольник имеет пазы, по которым может переме-
Н1|1ься, осуществляя натяг приводных клиновых ремней 29.
О г электродвигателя вращение двухручьевым шкивом 30 и
шумя клиновыми ремнями 29 передается приводному шкиву
коробки скоростей.
Коробка скоростей и подач
Коробка скоростей и подач (фиг. 6, 7) в собранном виде по-
мещается в верхнюю полость станины и прикрепляется к ней
восемью болтами 1 и двумя контрольными шпильками 2. Все
дегали коробки скоростей монтированы в корпусе 3, являющемся
одновременно и крышкой верхней полости станины.
Коробка скоростей имеет пять валов (обозначенных на фиг. 6
и 7 цифрами I, 11, III, VIII и IX). Вал I (являющийся приводным)
и налы II и III относятся к коробке скоростей, а валы VIII и IX —
к коробке подач. Все валы (фиг. 7) вращаются на шариковых
подшипниках и имеют шлицевое соединение со всеми зубчатыми
к(лесами коробки скоростей (кроме последнего двухвенечного
блока механизма подач), благодаря чему достигается плавное
и легкое переключение.
11ередвижением зубчатых блоков 4 и 5 (фиг. 7) можно сооб-
щи гь валу III коробки скоростей (и шпинделям) шесть различных
чисел оборотов, а передвижением зубчатых блоков 6—7 — шесть
p.i пнях чисел оборотов втулке 8, несущей цепное колесо меха-
пи 1ма подач. От вала III вращение передается широкому зубча-
шму колесу 10 (фиг. 5) станины и затем горизонтальному шпин-
делю. Механизм управления супортом получает вращение от цеп-
ною колеса 29 через роликовую мотоциклетную цепь и предохра-
ни 1СЛЫ1ЫЙ механизм, находящийся в нижней части станины.
Зубчатый блок 4 передвигается при помощи рукоятки 9, ры-
ч п а 10 и камня 11, а зубчатый блок 5 — рукояткой 12, рычагом 13
и камнем 14. Фиксация рычагов в нужном положении осущест-
вляется шариковыми пружинными фиксаторами 15 и 16. Зубчатый
13
I..,
21 i
ИЫС
сгрум
блок 6 коробки подач передвигается рукояткой 17, рычагом 18
и камнем 19, а зубчатый блок 7 — рукояткой, рычагом и кам-
нем 20.
Механизм коробки скоростей получает вращение от находя-
щегося на валу I приводного шкива 21. Конец вала I поддержи-
вается шарикоподшипником, сидящим во фланце 22 и закрываю-
Фиг. 6. Общий вид коробки скоростей и подач
щим окно в задней стенке верхней части станины. Через этот же
фланец проходит втулка с цепным колесом механизма подач.
Во фланце имеются специальные расточки с войлочными про-’
кладками 23 и 24, предохраняющие от течи масла. Часть масла,
Фиг. 7. Развертка коробки
скоростей и подач
все же просачивающаяся через
прокладки, собирается во втором
ряду расточек и стекает по труб-
ке 25, смазывая задний подшип
ник вала предохранительного ме-
ханизма подач, расположенного
внизу станины (фиг. 5).
Механизм коробки скоростей
смазывается путем разбрызгива-
ния масла, залитого в верхнюю
полость станины, при помощи
вращающихся зубчаток. Для на-
блюдения за уровнем масла на
коробке имеется маслоуказатель
26; пробка 27 служит для спуска
отработанного' масла.
Следует напомнить, что в про
цессе работы станка нельзя про-
изводить переключение зубчатых
колес. Если при переключении
14
ii.tx колес зуб одного' венца упирается в зуб второго венца.,
tn oi'iioJiiiMo немного провернуть валы коробки скоростей путем.
ц.|||)'|н»|.> «ручную маховика 28.
11.1 наружной стороне коробки скоростей и подач укреплен»
пни iIk.i 31, служащая для простых установок стола на размер
it шр шкальном направлении.
11рн производстве координатно-расточных работ требуется точ-
ii.'hi установка стола по индикатору Для этого на наружной сто-
роне коробки скоростей укреплена колодка 32, служащая для
.шонкп на ней плоскопараллельных мерных плиток.
Супорт, стол и механизм управления
Вертикальное и продольное перемещение изделия относительно
фрг па осуществляется супортом и основным столом (фиг. 8). Су-
utipi 1 получает вертикальное перемещение по вертикальным на-
правляющим станины, имеющим форму ласточкина хвоста. Основ-
пин стол 2 получает продольное перемещение по горизонтальным
направляющим супорта, выполненным также в виде ласточкина
хвоста. К вертикальной рабочей плоскости основного стола, имею-
jH'i! два специальных Т-образных паза шириной 12 мм, крепятся
|р.члагаемые к станку различные приспособления, благодаря кото-
рым станок приобретает широкую универсальность.
Коробка управления 3 монтирована на нижней части передней
тонки станины таким образом, что два зубчатых блока 4 и 5
«ходят своими коническими венцами в зацепление с коническим
•убчатым колесом, смонтированным в станине. Зубчатые блоки 4
и 5 свободно вращаются в разные стороны на валу 6 на бронзо-
вых втулках. При’ помощи кулачковой муфты 7, имеющей воз-
можность перемещаться на шпонке вдоль оси вала, зубчатые-
блоки соединяются с валом 6.
Двухвенцовый зубчатый блок 8 коробки управления сидит на
пгулке 9 винта подъема 10 супорта и. связан с нею шпонкой.
Имея осевое перемещение, блок 8 может соединить свои венцы
<• блоком 4 либо с блоком 5, благодаря чему винт может вра-
щаться в разные стороны. Осевое перемещение винт получает
благодаря шпоночному соединению со втулкой.
Вращение винта в неподвижной гайке 11 дает ему и связан-
। пому с ним супорту вертикальное движение.
Переключение муфты 7 и блбка 8 производится механизмом
переключения, состоящим из коробки переключения 12, рукоят-
ки 13, валика 14 и рычагов 15, 16 и 17 (первые два рычага
переключают блок 8, последний — кулачковую муфту 7).
Управление супортом осуществляется одной рукояткой, про-
ходящей через специальный крестообразный паз коробки пере-
ключения. Наличие пазов исключает одновременное включение
движений супорта в различных направлениях. Направление пере-
мещения рукоятки соответствует направлению перемещения су-
I Порш и стола.
Супорт снабжен двумя упорами 18, которые устанавливаются
в нижней части стола в нужном месте Т-образного паза и слу-
15
"*1
21 । жат для выключения продольной механической подачи. При про-
н1,1 дольном перемещении стола эти упоры поворачивают рычаг 19
cipy* и затем через валик 20 и рычаг 21 поворачивают валик 14, ко-
торый связан с рычагом 13 коробки управления. Выключение вер-
тикальной механической подачи стола производится при помощи
двух ограничительных колец 47, которые могут быть установлены
на валике 14 в нужном положении.
При вертикальном перемещении супорта перемещается в осевом
направлении и связанный с ним валик 20 с рычагом 21. Рычаг 21,
приблизившись к верхнему или нижнему ограничительному коль-
цу 47, перемещает его, а с ним и валик 14 вверх или вниз; свя-
занный с валиком 14 рычаг 15 поворачивает рычаг 16 в нейтраль-
ное положение, чем и производится выключение механической
вертикальной подачи.
Размерное продольное «» Bopriinciiniiiw перемещение стола
можно определить простым отсчетом по шкале 22, пользуясь
указателем 23. Для точных перемещений (при координатно-рас-
точных работах) можно пользоваться набором плоскопараллель-
ных плиток, которые с одной стороны упираются в колодку 24,
а с другой стороны в них упирается пуговка индикатора, уста-
навливаемого в держателе 25 индикатора. Для отсчета вертикаль-
ных перемещений служит указатель 26 и держатель индикатора 27.
Ручное перемещение супорта осуществляется механизмами руч-
ного перемещения при нейтральном положении рукоятки переклю-
чения 13. Стол перемещается при повертывании одной из двух
рукояток 28, посаженных непосредственно на ходовой винт, су-
порт перемещается при повороте маховичка 29, посаженного на
валю передающий вращение винту подъема супорта при помощи
двух конических зубчатых колес 31 и 32.
Механизмы ручного перемещения снабжены лимбами 33 и 34,
цена делении которых равна 0,025 мм. Фиксация лимбов в нужном
положении производи гея винтами 35 и 36.
Необходимая посадка в направляющих устанавливается под-
тягиванием клиньев. Клип 44 вертикальных направляющих подтя-
гивается вингами 42, стопорящимися гайками 43, а клин 37 гори- '
зонтальных направляющих — двенадцатью винтами 38, имеющими
головки с внутренним шестигранником, которые стопорятся отжим- I
ными винтами, расположенными между каждой парой подтяги-
вающих винтов.
Закрепление супорта в нужном положении осуществляется по-
воротом рукоятки 39, заворачивающей одни из винтов 42, а за- '
крепление стола производится рукояткой 10, заворачивающей
винт 45 в поджимной клин 46 и прижимающей его к клину стола
Головка горизонтального шпинделя и хобот
Головка, в которой монтирован горизонтальный шпиндель
станка, представляет собой самостоятельный узел, устанавливае-
мый в горизонтальных направляющих верхней части станины
(фиг. 9). По этим направляющим головка горизонтального шпин-
деля может перемещаться, заменяя обычное у фрезерных станков
поперечное перемещение стола по консоли. Перемещение головки
16
iiii iii,ii>u4(m пиитом 1, на ко-
। i|iiiii и.11и>р.1 >1IIва-огея связанная
> । iiniiioii । анка.
I l.inciiuii.iiiee перемещение го-
I.IUI II р.ПИЮ 110 мм. При одним
|||||ц|о малоипка головка может
... I*. м. < ппься па 4 мм. Для бо-
|г ikiix перемещений головки
I । । мачопика снабжен лимбом,
п| и । 1ГЛС1П1Я которого равна
ПН’ I мм.
I in грубого определения ве-
.||||||||ц.| перемещения головки
мн шкала 2 (фиг. 9) и ука-
«I । at 19 (фиг. 4), укрепленный на
.1 ‘iiiiiii Для точных перемеще-
нии головки (при координатно-
г к । I'lin.ix работах) можно поль-
11 i.t и набором плоскопарал-
| .ini.i\ плиток, укладываемых
и । колодке 20 (фиг. 4), укреплен-
ноп и.। станине, и индикатором,
। шаплинаемым в держателе 3.
I шик 1 шкрепляется в нужном
и” ’о Кеппи поджимом клина 7
(||>ш ”) одним из винтов 8
<||чи ), имеющим рукоятку.
.1 । шка горизонтального шпин-
о1 сое гонт из корпуса 4, кото-
р hi < попми нижними направляю-
щими перемещается по станине;
рчппе направляющие корпуса
oi iiiiiiiioT головку горпзонталь-
iini о шпинделя с хоботом или
прииом головки вертикального
iiniin ц ля. В центральной рас-
к hi к г корпуса на подшипни-
.|ч йотирован горизонтальный
шпиндель 5.
11ередняя опора шпинделя вы-
111.1'111011:1 в виде цельной (нераз-
решим) бронзовой втулки 6, обес-
ib”iiiii;iioineii точную работу шгшн-
। ш п неизменное его. положе-
ние при последующих регулиро-
вание Шарикоподшипник 7
п кт шдиен опорой шпинделя.
<)< riii.io усилия воспринимаются
норным шарикоподшипником 8
I -pc i. промежуточное компенса-
ционное кольцо 9.
Фиг. 9. Общий лид головки горизонтального шпинделя с хоботом
1.11 Л 4
17
Необходимое натяжение подшипников шпинделя производится
ганкой 10 через упорный шарикоподшипник 11 и кольцо 12. Чтобы
гайка при работе шпинделя не отворачивалась, она стопорится
винтом 13.
Горизонтальный шпиндель 'имеет сквозное отверстие диамет-
ром 17 мм, через которое проходит шомпол 14; гайка 15 пред-
охраняет его от осевого перемещения.
Осевое отверстие в передней части шпинделя переходит в ко-’
нус для крепления инструмента; размер конуса — Морзе № 4.
Шпиндель получает вращение через зубчатое колесо 16 or I
широкого зубчатого колеса станины.
Горизонтальный шпиндель имеет шесть чисел оборотов в ми- ’
нуту: 120, 188, 300, 470, 740 и 1170.
Для работы с нормальными фрезерными оправками на верхних I
направляющих головки крепится хобот 17 с серьгой 18 и втул- 1
кой 19, в которой вращается свободный конец оправки. Наиболь-
шее расстояние от торца шпинделя до подшипника серьги равно
190 мм.
Расстояние от оси шпинделя до направляющих хобота равно
65 мм. Таким образом, диаметр фрезы, устанавливаемой на станке, I
при пользовании хоботом не может превышать 130 мм.
Хобот и серьга закрепляются в нужном положении при помощи I
втулок 20 при затянутых болтах 21.
С обеих сторон шпиндельной головки смонтированы узлы 22, 1
позволяющие закрепить трубку, подающую охлаждающую жид-
кость в нужном месте и под любым углом.
Наличие масла для смазки переднего .подшипника шпинделя |
определяется по масляному уровню 23, представляющему собой
цсллулоидттЯ п. астину, зажатую кольцами.
Головка вертикального шпинделя
Головка вертикального шпинделя (фиг. 10), обеспечивающая
вращение шпинделя в вертикальной плоскост*!, устанавливается
на верхних горизонтальных направляющих горизонтального' шпин-
деля (вместо хобота, который при этом снимается) и движется
по направляющим до упора винта 1 в корпус головки горизонталь-
ного шпинделя. При этом зубчатое колесо 2 входит в полное За-
цепление с шпиндельным зубчатым колесом гори .шпального шпин-
деля. От зубчатого колеса 2 вращение передаемся коническому
’I колесу 6 через вал 3, вращающийся в очном подшипнике сколь-
жения 4 и одном шариковом подшипнике 5, затем через шпиндель-
ное коническое зубчатое колесо 7 вращение передается шпин-
делю 8.
Вертикальный шпиндель имеет такое же количество скоростей.
(что и горизонтальный, но несколько более высокий диапазон чисел
оборотов, а именно: 178, 280, 446, 700, 1100 и 1740.
Головка вертикального шпинделя состоит из корпуса 9 и пово-
ротной части 10, вращающейся вокруг горизонтальной оси корпуса.
Поворотная часть допускает поворот оси шпинделя в верти-
кальной плоскости на "’4-5\
м
Фиг. 10. Общий вид головки вертикального шпинделя
Вертикальный шпиндель монтирован не непосредственно в кор-
пусе поворотной части, а в гильзе 11, дающей шпинделю допол-
нительное осевое перемещение на 60 мм. При осевой нагрузке
шпинделя гильза со шпинделем перемещается в результате пово-
рота ключом квадратного конца реечного валика 12; при работе
шпинделя без нагрузки перемещение гильзы со шпинделем осуще-
ствляется ручным поворотом маховика 13. Благодаря наличию
разрезов в поворотной части корпуса, затянув болт 14, можно
установить гильзу в нужном положении. Поворот головки фикси-
руется двумя болтами 15 с гайками 16.
Подобно горизонтальному шпинделю вертикальный шпиндель
имеет переднюю опору, выполненную в виде цельной бронзовой
втулки 17, обеспечивающей высокую точность работы шпинделя.
Задней опорой шпинделя является шарикоподшипник 18; осевые
усилия воспринимаются упорным шарикоподшипником 19.
Необходимый зазор в подшипниках достигается при помощи
гайки 20, которая стопорится винтом 21. При значительном износе
подшипников регулирование зазора может быть произведено путем
перешлифовки компенсационного кольца 22.
Для смазки головки вертикального шпинделя служат масленки
23, 24 и 25.
Вертикальный шпиндель имеет сквозное отверстие диаметром
13 мм, переходящее в приемный конус для инструмента размером,
равным Морзе № 4. Через сквозное отверстие проходит шомпол 26
для закрепления инструмента.
Вес шпинделя уравновешивается спиральной пластинчатой пру-
жиной 28, один конец которой соединен с маховичком 13 и рееч-
ным валиком 12, а второй — с корпусом. Пружина установлена
с некоторым натягом, обеспечивающим постоянный прижим шпин-
деля с гильзой вверх. #
ОХЛАЖДЕНИЕ РАБОЧЕГО ИНСТРУМЕНТА
Применение охлаждения при фрезеровании значительно повы-
шает производительность инструмента и станка. Резервуаром и
отстойником для охлаждающей жидкости сложит основание ста-
нины станка.
Емкость резервуара — 18 литров.
Охлаждающая жидкость заливается и сливается через решет-
ку 22 (фиг. 5), предохраняющую жидкость от ’.агрязнения. Слив-
ные отверстия основного рабочего стола и горизонтального угло-
вого стола также перекрыты сетками для очистки охлаждающей
жидкости от стружки. Сливные отверешя столов соединяются
с основанием резиновыми шлангами £? 13; 1 1270 и И 15; 1=800.
Основание имеет по краям вертикальные стенки для сбора стекаю-
щей охлаждающей жидкости; трехсторонний съемный щит, уста-
новленный на основании станины, предохраняет жидкость от раз-
брызгивания. В основании имеется также окно, перекрытое крыш-
кой 21, служащее для очистки резервуара.
20
I iti под.।чп охлаждающей жидкости к инструменту на осно-
I. ши 1 i.uiiiiiu.i елевой стороны сзади установлен электронасос П-15
dll 'I) погружаемого типа производительностью 15 л/мин.
I |х п рпуара жидкость подается к инструменту по трубопро-
| 2.3, снабженному краном 24 для регулирования количества
и । । iii.icmoii жидкости и патрубком 25 для направления струи жид-
1>< in п.। инструмент. Положение патрубка можно регулировать
.< 1Ш1СПМОС1И от положения инструмента при помощи резинового
....... 26 в линии трубопровода. Охлаждающая жидкость, начи-
«1и момента резания, должна подаваться непрерывной струей.
I прогинном случае холодная струя после возобновления подачи
1ДКОСШ, попав на горячее лезвие фрезы, может вызвать тре-
|| ины на зубьях и преждевременную ее порчу.
I С1ЛПЧССТВО жидкости, подаваемой для охлаждения фрезы,
|н I \л11руогся в зависимости от выполняемой работы. Во время
I рыпа в работе фрезы подача жидкости должна быть прекра-
111 * И. I
Для (ого, чтобы электронасос 31 работал исправно и подавал
I pi (.1 чистую жидкость, необходимо' не реже одного раза в ме-
(II промывать его, а также трубопровод, по которому подается
I. и кость, и очищать грязь, осевшую на дне резервуара.
Применение охлаждающих составов способствует сохранности
io < 1|>умснта, точности обработки изделия и получению чисто обра-
«I 1.ПП1ЫХ поверхностей. Охлаждающая жидкость должна хорошо
и и кдать инструмент, и смазывать его, но, не разъедать металл
гн.гп, совершенно безвредной для рабочего.
’.мшывающие свойства жидкости зависят от содержания в ней
ирон, а разъедающее действие—от наличия в ней свободных
яровых кислот.
Рекомендуется применять следующие охлаждающие и смазы-
н нотис жидкости: воду, минеральные и жировые масла, эмуль-
ИН II др.
Вода является хорошим охлаждающим средством, но в чистом
и опа не применяется, так как вызывает ржавчину на обрабо-
iiiHiux частях станка и на изделиях. Растворенные в воде сода
и 1ыло предохраняют обработанные поверхности от ржавления.
('ледует иметь в виду, что щелочные растворы разрушают
иску, а при попадании в подшипники растворяют находящееся
чих машинное масло. Вследствие этого при фрезеровании реко-
41 (устся пользоваться минеральными и жировыми маслами или
иульсиями.
Минеральные масла применяют, если требуется получить гдад-
I" поверхности на изделии. Жировые масла употребляются,
। 1.ПШЫМ образом, при мелких работах и когда требуется получить
и обо гладкую поверхность. Эмульсии (фрезол, сверлильные масла,
। н'рлнльно-масляные эмульсии) применяют в виде растворов при
1 х видах фрезерования.
11щелие и станок предохраняют от ржавчины только! сверлиль-
' масляные эмульсии; при этом следует учитывать, что прозрач-
И1.Н с нерлнтьно-масляные эмульсии могут иметь кислую реакцию
и шитому не гарантируют от образования’ржавчййы.
При работе фрезеровщик должен следить за тем, чтобы в ре-
зервуаре 'было достаточное 'количество охлаждающей жидкости.
Необходимо регулировать подачу охлаждающей жидкости, имея
в виду, что чем больше скорость резания и тверже металл, тем
обильнее должна быть струя охлаждающей жидкости. Периоди-
чески надо очищать резервуар для охлаждающей жидкости й
трубопровод от скопляющейся там грязи.
Жидкости, применяемые для охлаждения при обработке различных
металлов
Е С Обрабатываемый Характер обработки
1 №Ks материал Черновая Чистовая
1 Машин о поделочная сталь Эмульсия из сверлиль- ного масла Эмульсия и сурепное масло
2 i'i Инструментальная сталь Эмульсия из сверлиль- ного масла Эмульсия и суррогат сурепного масла(при точных работах)
3 Стальное литье и ков- кий чугун Эмульсия из сверлиль- ного масла Эмульсия и суррогат сурепного масла
4 Чугун Всухую всухую
5 Латунь Эмульсия из сверл иль- ного масла Эмульсия из сверлиль- ного масла
6 Бронза Эмульсия из сверлиль- ного масла Всухую
7 Алюминий Суррогат сурепного масла Суррогат сурепного масла
8 Дюралюминий Суррогат сурепного масла Суррогат сурепного масла
9 Электрон 4-О/о раствор хлористого натрия Всухую
10 Силумин Эмульсия из сверли ль- -ного масла Эмульсия из сверлиль- ного масла
2‘?
ЭЛЕКТРООБОРУДОВАНИЕ СТАНКА
Электродвигатели
( инок оборудован двумя электродвигателями:
I Хенпхронный электродвигатель 1 (фиг. 11) трехфазного тока
hupni незамкнутым ротором для напряжения 920 в и 380 в типа
/VI ’/I мощностью N = if7 квт при n = 1 'ZQ об/мин. устанавли-
। к и и па подвижном угольнике, крепящемся к основанию станины
iiihikTi стороны.
’ )лек1’родвигатель 2 насоса охлаждения типа П-15 (НТ-721)
। нцпосгыо N = 0,15 квт при п = 2800 об/мин.
•лек гродвигатели могут быть включены на 220 в и 380 в. При
» и|ряженни в 220 в обмотки статора включаются в треуголь-
прн напряжении 380 в — в звезду (фиг. 12).
Тля двух напряжений из двигателя выводится шесть концов.
При включении станка необходимо следить за тем, чтобы на-
ир шлеппе вращения двигателя соответствовало направлению
।релин на кожухе.
Вал двигателя вращается на шариковых подшипниках.
колебание напряжения в сети не должно превышать ± 5%,
। средний перегрев двигателя — 50—55° G.
Электроаппаратура
Магнитный пускатель. Управление электродвигателями
утествляется при помощи щрищрип. ишь магнитного пускате-
। 3 (фиг. 11) типа КЧ*.
Контактор пускателя приводится в действие от электромаг-
UII ।а, па котором устанавливается катушка на напряжение 220 или
180 в и зависимости от напряжения в сети.
Зашита от падения напряжения осуществляется катушкой кон-
1.1 к юра, которая при падении напряжения и сети ниже 50—60%
hi номинального автоматически отключает двигатель и не вклю-
пк'г его при восстановлении напряжения до повторного нажатия
кнопки «пуск».
Включение двигателя пускателем возможно только при напря-
к'Ч1пн в сети не ниже 85%' от номинального. Пуематсль
......in/ роле, I ip мрнплмиздес двигатели от । порогруоип.
Ммпппгпый пуоивт&яе. монтируете* «на e>6ipaiiioi'i 4мг(»ро..с нищ
--/'ТчгТПТГТ-
Кнопочная станция. Для включения и выключения дви-
|.пгД>? и приведения в действие магнитного пускателя служит
циничная станция 5 тина 4^ с кнопками «пуск» и «стоп», смон-
|цров,|Ц|ная на станине с правой стороны над дверкой.
Пакетный выключатель. Для включения электрона-
• ih’.i при работе с охлаждением служит пакетный выключатель 4
—— I НМФ, WWiHITlip8lHniiIM*M №0—CTUHime *Ш?»!ПИН1|»! HWCilW»-
Вводная к л е м н а я к о р о б к а 6 типа «ВКЛ».
23
Фиг., 11. Общий вид распо гожения электрооборудования
Пуск в ход и останов электродвигателя
Гл ночсиие электродвигателя производится кратковременный»
чпом кнопки «пуск», которая замыкает цепь магнитной ка-
ин и пускателя. Катушка контактора притягивает сердечник и
ui.ik.ici главные и вспомогательные контакты. Главные контакты
1П11Я1ОТ электродвигатель с сетью, а вспомогательные создают
ip ни катушки электромагнита соединение, параллельное кнопке
Л Соединение а Соединение
6 звезду Z_A 6 треуеамньч:
Фиг. 12. Схема включения на звезду
и треугольник
. Таким образом, дальнейшее нажагие кнопки «пуск» ста-
тен излишним, так как питание катушки происходит через
!!"1п. вспомогательных контактов.
Выключение электродвигателя осуществляется нажатием кнопки
пин, которая разрывает цепь катушки пускателя, вследствие
in сердечник отпадает и разрывает все контакты. ..
Принципиальная электросхема станка показана на, 1$
11рн длительных перерывах в работе станка необходимо вЫ-
। |ючя1ь электродвигатель.
(ля защиты двигателей от коротких замыканий станок должен
почагься в сеть через щиток, оборудованный плавкими предо-
>р.ши гелями.
Спецификация электрооборудования
Наименование
Размерность
Марка
Количество
1-гог. । .’одвигатель трехфазиого тока об/мин. иа 220/380 в . . . . 1/7 квт М4 1
> 1екгронасос 0,1 квт; 2800 об/мин. па 220/38 0 в Q-- 2’5 л/мнв пгг-я 1
Магнитный пускатель иа 220 или 380 в нереверсивный .... ИП*О 1
Пакетный выключатель трехполюс- ным нереверсивный — &Л\о 1
Кнопочная станция . . к ^*22
25
Заземление
Станок должен быть присоединен к общезаводской сети за-
земления согласно нормам техники безопасности. Для заземления
служит болт 7 (фиг. 11).
ОРГАНЫ УПРАВЛЕНИЯ СТАНКОМ
Во избежание аварии необходимо! до начала эксплоатации
станка хорошо усвоить назначение всех основных элементов
станка и органов управления.
Фиг. 13. Принципиальная элекгросмма
Работающий на станке должен руководствоваться следующими
'основными правилами:
а) включение и выключение станка производится пуском и
остановом мотора;
б) изменение скоростей шпинделя можно производить только
при полной остановке станка, при этом шпиндель следует слегка
поворачивать, вращая рукой .маховичок 11 (фиг. 14);
в) включение и выключение подач супорта в различных направ-
лениях (вверх, вниз, влево! и вправо) производится одним рычагом.
Фиг. 14. Органы управления станком
1 — Рукоятка переключения скоростей
2 — Рукоятка переключения скоростей
3 — Рукоятка переключения подач
4 — Рукоятка переключения подач
5-—Рукоятки ручного перемещения в горизонтальном
направлении
6 — Маховичок ручного перемещения стола в верти-
кальном направлении
7 — Рукоятка зажима супорта на вертикальных на-
правляющих
8 — Рукоятка зажима стола па горизонтальных направ-
ляющих
9 — Рукоятка зажима горизонтальной бабки
Ю — Маховичок для ручного перемещения бабки гори-
зонтального шпинделя
11—Маховичок для ручного вращения шпинделей
12 — Рукоятка включения и реверсирования верти-
кальных и горизонтальных подач стола
13 — Квадрат для рукоятки подачи гильзы вертикаль-
ного шпинделя
14 — Кнопки пуска и выключения станка
15 — Рукоятка выключателя электронасоса
16 —Гайка зажима поворотной части вертикальной
шпиндельной головки
17 — Таблица подач и чисел оборотов шпинделя в минуту.
_______ _________________________________' i >—-—-----------
27
I >»|
?l
Изменение величины подачи супорга осуществляется путем пере-
ключения рычагов в соответствии с таблицей (фиг. 14), помещен-!
ной на корпусе головки горизонтального' шпинделя. Для пред-!
охранения деталей, участвующих в передаче движения подачи,')
служит специальное регулируемое пружинное приспособление, по-
мещенное внутри станины в нижней ее части.
Назначение органов управления станком следующее (фиг. 14)1
СМАЗКА СТАНКА
Машинное масло,, применяемое для смазки станка, должно быть
чистым, без твердых частиц, кислот и влаги. Рекомендуется при-
менять машинное масло, марки «Л» по ОСТ.7954.
Смазка механизмов коробки скоростей и подач производится-
разбрызгиванием масла, заливаемого в верхнюю полость станины]
Разбрызгивание масла производится вращающимися зубчатыми
колесами.
Масло, заливается в полость коробки скоростей и подач через!
проем в верхней части головки горизонтального шпинделя; для'
этого надо снять или отодвинуть хобот, вертикальную головку,
или крышку (в зависимости от того, что установлено на головке
горизонтального, шпинделя). Уровень масла в коробке скоростей
определяется по, маслоуказателю (фиг. 4).
Масло, в полости коробки скоростей следует менять один раз
в три месяца. Для слива масла имеется пробка, находящаяся под
маслоуказателем. При смене масла коробку скоростей следует
промыть керосином. " *
Фиг. 15. Расположение мест смазки
Вертикальные и горизонтальные направляющие покрываются
один раз в смену тонким слоем масла из масленки или шприца.
Механизм управления подач смазывается консистентной смазкой
(тавотом), которой заполнена коробка. Пополнение смазки про-
изводится через специальное отверстие, закрытое пробкой. Все
остальные места смазки станка следует смазывать каждую смену.
28
Спецификация мест смазки
Наименование места
смазки
Режим
смазки
Примечание
Подшипник винта продольного хода стола
Подшипник винта продольного хода стола . •
На 1ик маховика для вертикаль- ного перемещения стола . . . Винг продольного хода стола . - 1 раз в смену
Подшипник поддержки фрезер- ной оправки ..... ...
taw яд/
шпинделя . • Подшипник валика вертикаль- ного шпинделя
Коробка скоростей . Еженедель- но доливать масло до нужного уровня Один раз в 3 месяца сменять масло, про- мывая ко- робку ке-‘ росином Заливка масла через проем в верхней части корпуса горизонталь- ного шпинделя при снятой вертикальной шпиндельной головке Спуск масла через от- верстие 27, контроль по маслоуказателю 26 (фиг. 6)
3
I
.'>
li
7
S
<) 10 Коробка реверса подач ...... Делительная головка ..... Доливать 1 раз в 3 дня 1 раз в месяц Смазочные места 8, 9 и 10 (фиг. 24)
11 1 раз в месяц Смазочное место В (фиг. 23)
29
ТРАНСПОРТИРОВКА И РАСПАКОВКА СТАНКА
При транспортировке станок в собранном виде упаковывается!
в деревянный ящик, обиваемый внутри толем (при транспортировке
на близкие расстояния толем обивается только, крышка ящика).
Фиг. 16. Захват станка канатом при транспортировке
Перед упаковкой для предохранения от ржавления все обрабо
тайные наружные поверхности станка смазывают густым слоем
жирового! бескислотного, состава. Стол закрепляется в среднем
положении. Станок устанавливается на нижнем щите ящика и
крепится к нему глухарями или болтами через отверстия для фун-
даментных болтов. С боков станок закрепляется распорками.
Прилагаемые к станку принадлежности и приспособления частично
монтированы на станке, некоторые из них упаковываются отдель-
но, и вкладываются в общий ящик со станком.
По получении станка заводом-потребителем нужно прежде
всего, проверить внешнее состояние упаковки. В случае повреж-
дения необходимо составить соответствующий акт.
30
При выгрузке и транспортировке'ящика со станком надо избг-
i ильного наклона ящика, ударов дном или боками ящика,.
। и.пых сотрясений или рывков при подъеме и опускании.
При погрузке и выгрузке упакованного станка по наклонной'
• н'ныдкс и на катках угол наклона площадки должен быть не
Л<> ь . 15 .
Диаметр подкладываемых под ящик катков не должен превы-
II н> 60—70 мм.
Нельзя ставить ящик на ребро, сильно наклонять и кантовать
I. Вскрывая упаковку станка, необходимо сначала выдернуть
1, крепящие верхние доски. Применение лома при этом не
пускается, так как им можно! повредить выступающие часги
| । шка.
Iloi удалении верхних досок снимают боковые щиты, затем
дний и задний. После этого надо отвернуть глухари или болты,
вторыми станок прикреплен к нижнему щиту, Приподнять станок
нюм и удалить нижний щит.
'ланок можно поднять мягким пеньковым канатом (стропом}
(фиг 16).
При подъеме и перемещениях станка не допускать ударов
выступающие части и нажима каната на рукоятки, концы шпин-
|я и валов и шабреные поверхности. Канат надо крепить так,
и |бы не было возможности скольжения.
Ознакомившись с приложенным к станку руководством по
ищу и обслуживанию, упаковочной ведомостью, актом приемки
। протоколом испытания станка, необходимо сличить содержимое
пцпка с упаковочной ведомостью и составить акт предварительной
||н'смки станка.
МОНТАЖ СТАНКА И ПРОБНЫЙ ПУСК
Для установки станка должно, быть отведено место площадью
1100 X ИЗО (без учета проходов между станками).
Перед установкой необходимо, тщательно смыть чистыми кон-
цами или хлопчатобумажной ветошью, слегка смоченной в чистом
> росине, грязь, пыль и антикоррозийное покрытие с обработанных
кшерхностей станка, нанесенное на время перевозки (применение
11я этой цели бензина не допускается). После этого, обработан
чые поверхности надо протереть насухо, чистой тканью и слегка
мазать машинным маслом во избежание ржавления. Очищать
поверхность станка металлическими предметами или наждачной
бумагой не допускается.
.Правильная установка станка оказывает значительное влияние
11 точность его работы. Во, избежание ощутительных вибраций во
время работы станка необходимо установить его на жесткий фун-
щмент (фиг. 17). При наличии в цехе бетонного пола станок мо-
। *т быть установлен на полу без фундамента.
До, установки станка фундаменту необходимо дать возмож-
ность достаточно выстояться и окрепнуть. Пустоты и трещины
отвердевшем фундаменте не допускаются. При -кладке фунда-
31
мента необходимо предусмотреть для фундаментных болтов четыре
колодца сечением 80X80 мм и глубиной 150 мм.
Установку станка на фундамент следует производить при по-
мощи клиньев из полосового железа (шириной 40—60 мм с углом
•наклона в 5е). Зазор между основанием станка и фундаментом
должен быть около 15 мм.
Выверку правильности установки станка следует, производить
по горизонтальным направляющим станины в продольном и попе-
речном направлении. Отклонение станины от горизонта льн осы
в обоих направлениях не должно превышать 0,04 мм на 1000 мм
длины.
После окончательной установки и выверки станка под осно-
вание и в колодцы, в которые предварительно заложены фунда-
ментные болты, заливают цементный раствор состава 1 : 3 (цемент
к песку). Для того, чтобы цемент не растекался, вокруг основания
делается деревянная опалубка или ободок из глины. Цементному
раствору необходимо дать просохнуть в течение 5—7 дней. До
полного затвердения раствора работу на станке производить
нельзя. Для лучшего схватывания цементного раствора его надо
держать во влажном состоянии.
По затвердении цемента надо плавно, равномерно затянуть
гайки фундаментных болтов, залить масло в коробку скоростей
и подач, а также во все масленки и произвести смазку всего
стайка и электродвигателя согласно разделу «Смазка станка»
настоящего руководства.
Перед включением электродвигателя в силовую сеть надо его
хорошо просушить, чтобы удалить влагу, которая могла проник-
нуть в изоляцию обмотки.
Станок включается в силовую сеть и испытывается на холо-
стом ходу. Предварительно по схеме необходимо ознакомиться
с назначением рукояток управления и опробовать органы управ-
ления станком при их повороте вручную.
32
При испытании станка на холостом ходу скорости и подачи
надо последовательно повышать, начиная от самых малых к са-
мым большим. •
При этом работа станка должна происходить плавно, спокойно
при любых включениях коробки скоростей и подач, без заметных
глазу вибраций и без биения даже неответственных деталей. На-
। рев подшипников не должен превышать 50°. Масло должно
поступать к деталям станка равномерно!, не должно просачиваться
или разбрызгиваться там, где этого не требует работа механизмов.
После опробования станка на холостом ходу заливают в резер-
вуар охлаждающую жидкость и проверяют работу насоса.
Для того, чтобы убедиться в надлежащем состоянии подшип-
ников, станок должен первые 4 часа работать на холостом ходу.
В последующие 50 часов воспрещается работать при наибольшем
числе оборотов.
Убедившись в нормальной работе всех механизмов, можно
приступить к эксплоатации станка. При обнаружении серьезных
неисправностей надо остановить станок, составить акт о замечен-
ных неисправностях и вызвать представителя Одесского завода
фрезерных станков для их устранения.
НАЛАДКА СТАНКА
Наладка станка сводится к следующему:
1. Установка инструмента.
2. Установка приспособления.
3. Настройка числа оборотов.
4. Настройка величины подачи.
Установка инструмента
При работе горизонтальным шпинделем обычно применяют ци-
линдрические или дисковые фрезы; эти фрезы устанавливаются
па фрезерных оправках. К станку прилагаются три фрезерные
оправки с набором колец с диаметрами цилиндрической части
16 мм, 22 мм, 27 мм, длиною 135 мм и хвостовой частью размером
конус Морзе № 4. Диаметр фрезерной оправки берется в зависи-
мости от диаметра отверстия фрезы. Конусная хвостовая часть
оправки входит в конусное отверстие шпинделя и затягивается
шомполом через сквозное отверстие шпинделя. Положение фрезы
и । оправке обеспечивается соответствующим расположением уста-
новочных колец. Свободный конец оправки поддерживается серь-
। ой, закрепленной на хоботе.
Для обеспечения нормальной работы фрезы и равномерной
iaгрузки всех ее зубьев надо, чтобы фреза вращалась без биения.
Это достигается при следующих условиях:
1. Фреза заточена правильно и без биения окружности режу-
щих кромок относительно отверстия (допустимое биение— 0,02 мм).
2. Оправка прямолинейна и не имеет биения относительно оси
конуса (допустимое биение — 0,02 мм).
3. Торцы установочных колец строго параллельны, не имеют
ыбоин и заусениц и между ними не попали какие-либо посторон-
ние тела (стружка, сор и т. п.), которые могут вызвать перекос
•1 IJK. 564 33
оправки при затяжке гайки (допустимая непараллельность тор-
цев — 0,01 мм).
Если фреза при работе имеет биение, она будЬт работать одним,
или несколькими зубьями, что повлечет их перегрузку и быстрое
затупление, а также поломку перегруженных зубьев.
Поэтому работающий на станке должен следить за состоянием
оправки, установочных колец, затяжной гайки, фрезы и конусного
отверстия, не допуская забоин на конусной части и торцах. Перед
установкой тщательно протирать их.
При работе вертикальным шпинделем обычно применяют кон-
цевые (пальцевые) и торцевые фрезы (цельные или насадные),
насадные фрезы устанавливаются на консольные оправки.
Хвостовая часть цельной фрезы или конусная хвостовая часть
оправки устанавливается в конус шпинделя и затягивается шом-
полом.
Для использования мелких фрез, имеющих конусный хвостовик
с конусом Морзе № 3, 2 или 1, к станку прилагаются переходные
втулки, имеющие конус Морзе 4/3, 4/2 и 4/1.
Для работы фрезами, умеющими цилиндрическую хвостовую
часть, к станку прилагается цанговый патрон с набором цанг
размером от мм до 12 мм Хвостовик цан-
гового патрона имеет конус Морзе № 4 и может быть установлен
как в вертикальный, так и в горизонтальный шпиндель.
В конусные отверстия шпинделей могут быть установлены
также сверла или оправки с резцами, что позволяет использовать,
эти станки как координатно-расточные. Точность координатно-
расточных работ достигается благодаря наличию шкал и устройств,
для взаимного перемещения изделия и инструмента в трех взаим-
ноперпендикулярных направлениях по плиткам Иогансона и инди-
каторам. (
Установка приспособлений
Вертикальная рабочая плоскость основного стола служит для.
крепления обрабатываемого изделия и специальных или универ-
сальных приспособлений, прилагаемых к станку.
К станку прилагаются:
1. Угловой горизонтальный стол.
2. Угловой универсальный стол.
3. Круглый делительный стол.
4. Делительная головка с трехкулачковым патроном, хоботом,,
серьгой и центром.
5. Универсальные поворотные тиски.
6. Копировальное приспособление.
Для крепления приспособлений на вертикальной рабочей по-
верхности основного стола имеются два Т-образных паза шириной
12 мм (верхний паз калиброван). Нижняя поверхность верхнего
паза расположена строго' параллельно продольным направляющим
и служит базой для установки приспособлений.
Для обычных фрезерных работ применяется угловой горизон-
тальный стол (фиг. 18), который крепится к основному столу
34
четырьмя болтами 1. Неизменное положение углового стола отно-
сительно основного достигается двумя пазовыми шпонками 2.
Угловой горизонтальный стол окаймлен с трех сторон жоло-
бом, из которого охлаждающая жидкость по резиновой трубке 3
стекает в основание станины. Сливное отверстие стола закрыто'
сеткой 4, предохраняющей от попадания стружки в резервуар для
эмульсии.
Фиг. 18. Угловой горизонтальный стол
г—
||рт|ПЦ1 | "|‘
Фиг. 19. Угловой универсальный стол
Угловой универсальный стол (фиг. 19) применяется при необ-
ходимости фрезеровать или растачивать изделие под любым углом
н любой плоскости и поворачивать его на любой угол.
Угловой универсальный стол может поворачиваться вокруг
трех взаимноперпендикулярных осей. Угловые отсчеты при пово-
ротах во всех направлениях производятся по лимбам.
Крепление универсального' стола к основному столу произво-
дится тремя болтами; неизменное положение стола обеспечивается
двумя пазовыми шпонками,-
35
На фигурах 20, 21, 22, 29, 37 показаны различные положения
углового универсального стола.
Круглый делительный стол и делительная головка предназна-
чены для выполнения различных делений по окружности в про-
цессе фрезерования или расточки изделий.
Д/7Я работы по ср иг. г О
Фиг. 20, 21 и 22.
Различные положения
углового универсального стола
стол развернуть на /We
Помимо обычных работ, круглый стол (фиг. 23) применяется
для угловых делений в градусах по шкале на поворотной части
стола и нониусу А и косвенных делений с применением прилагае-
мого к станку комплекта делительных дисков.
При косвенных делениях надо освободить зажимной винт Б,
повернуть эксцентриковую втулку червяка до полного его зацеп-
ления с червячным колесом и вновь зажать эксцентриковую
втулку; высокая точность работы гарантируется только при пра-
вом вращении червяка.
Делительная головка (фиг. 24) служит: а) для непосредствен-
ного деления посредством диска А, имеющего 12 отверстий,
и фиксатора Б; б) для косвенного деления с применением ком-
плекта делительных дисков; в) для деления по градусам; шкала
нанесена на наружном торце червячного колеса В.
При непосредственном делении червяк должен быть выведен
из зацепления с червячным колесом. Для этого необходимо отвер-
нуть зажимной винт и повернуть эксцентриковую втулку червяка.
36
Регулирование червяка в осевом направлении производится пово-
ротом гайки Д циркульным ключом; при этом должЛ# быть отвер-
нут# стопоряшС/7
Фиг. 23. Круглый стол
Регулирование шпинделя делительной головки в осевом и ра-
диальном направлениях производится гайкой Е при отвернутом
стопорном винте. Перемещение отрегулированного шпинделя в этих
направлениях не должно превышать 0,01 мм.
Делительная головка снабжена угольником, дающим ей допол-
нительный поворот. Будучи установленной на угловом универсаль-
ном столе или на вертикальном столе, головка может поворачи-
ваться во всех направлениях. Во всех этих направлениях возможна
установка изделий в центрах благодаря имеющемуся на головке
хоботу с серьгой с центром.
38
На фигурах 25, 26, 27, 31, 33 приведены различные варианты
использования делительной головки.
Для изготовления рельефных штампов и прессформ по моделям
или образцам к станку прилагается копировальное приспособление
(фиг. 28), которое крепится к бабке горизонтального шпинделя.
Фиг. 28. Копировальное приспособление
Фиг. 29. Фрезерование пресс-
формы выключателя
(стол повернут на 45°)
Фиг. 30. Фрезерование методом
копирования с применением
прилагаемого к станку «копирного
приспособления
На фиг. 30 приведен пример фрезерования методом копиро-
вания с применением копировального приспособления. Различные
фрезерные работы, выполняемые на станке, показаны на фигу-
рах 29—37.
Для крепления мелких деталей при фрезеровании к станку при-
лагаются параллельные поворотные машинные тиски (фиг. 38).
39
40
Настройка чисел оборотов
Настройка станка на нужное число оборотов фрезы, опреде-
1000 v
ляемое по технологической карте или по формуле п — ид ' осу-
ществляется двумя рукоятками переключения скоростей, помещаю-
щимися на крышке коробки скоростей и подач с правой стороны;
стайка (верхняя пара рукояток).
Фиг. 37. Фрезерование пуансона
Фиг. 38. поворотные машинные тиски
В приводимой ниже таблице чисел оборотов шпинделей пока-
заны положение рукояток и соответствующие им числа оборотов
и крутящие моменты для горизонтального и вертикального шпин-
делей.
Подбор необходимых чисел оборотов может быть сделан из
таблицы скоростей резания.
Настройка величины подачи
Настройка станка на необходимую величину подачи осущест-
вляется двумя рукоятками переключения подач, помещающимися
в нижней части крышки коробки скоростей и подач. Положения
рукояток и соответствующие им величины подач даны в приво-
димой ниже таблице.
41;
Таблица чисел оборотов шпинделя
Положение рукояток Горизонтальн. шпиндель Вертикальн. шпиндель
Число оборотов в мин. Крутя щ. момент в кг Число оборотов в мин. Крутя щ. момент в кг
120 9,8 178 6,5
188 6,3 280 4,2
300 3,9 446 2,6
470 2,5 700 1,7
740 1.6 1100 1,1
t- 1170 1,0 1740 0,7
Таблица скоростей резания
•42
Таблица подач
Положение рукояток
Горизонта льн.
подача
в мм/мин.
Вертикальн.
подача
в мм/мин.
19
31
47,5
73
118
Г84
22
36
55
85
137
214
УХОД ЗА СТАНКОМ И РЕГУЛИРОВАНИЕ
ИЗНАШИВАЮЩИХСЯ ЧАСТЕЙ
Уход за станком
Срок службы, производительность и точность станка зависят
от внимательного и аккуратного ухода за ним.
До начала работы необходимо' тщательно осмотреть станок,
удалить все посторонние предметы, очистить его от пыли и за-
грязнения и. смазать, руководствуясь указаниями, данными в раз-
деле О' смазке станка. При этом надо' убедиться в том, что смазка
поступает в достаточном количестве к соответствующим местам
трения.
Затем надо проверить вручную перемещение с гола, супорта
и головки. После этого проверить на холостом ходу работу меха-
низмов скоростей и подач.
После длительного простоя при низкой температуре масло за-
стывает и густеет. Электродвигатель работает вхолостую с пере-
грузкой. Поэтому до начала работы с нагрузкой надо несколько
раз включить и выключить электродвигатель (не давая ему пере-
греться) до тех пор, пока масло в станке не нагреется до нор-
мального' состояния.
43
Если во время работы обнаружены ненормальности (стук или
необычный шум в станке, чрезмерный нагрев подшипников и т. п.К
необходимо остановить станок и вызвать для осмотра работника, *
ответственного за состояние оборудования. Ни в коем случае не
разрешается оставлять станок работать без надзора; при всякой
отлучке работающего от станка электродвигатель надо выключать.
При переходе от обработки стали с охлаждением к обработке
чугуна всухую и наоборот нужно тщательно вытереть станок, так
как пыль от чугунной стружки, смешиваясь с жидкостью, обра-
зует грязную кашицу, сильно портящую трущиеся части станка.
По окончании работы надо снять инструмент и приспособление
(если они не передаются для работы сменщику), тщательно проте-
реть их, смазать и сдать в инструментальную раздаточную. Затем
необходимо тщательно убрать станок, очистить его от стружки,
протереть от охлаждающей жидкости и грязи, обратив особое
внимание на направляющие.
Очистку производить волосяной щеткой или хлопчатобумажной
ветошью.
После этого надо смазать направляющие при помощи ручной
масленки.
Весь вспомогательный инструмент и универсальный крепеж,
закрепленный на станке, надо убрать в предназначенное для этого
место.
Охлаждающую жидкость следует менять периодически, по мере
загрязнения, но> не реже одного раза в декаду.
Периодически, один раз в 3 месяца, надо производить плано-
вую основательную промывку станка с последующей смазкой тру-
щихся частей. Разборок, не вызванных необходимостью, следует
избегать.
Регулирование изнашивающихся частей
В процессе работы некоторые детали станка постепенно изна-
шиваются, вследствие чего нарушается его нормальная работа.
Конструкцией станка предусмотрена возможность регулирования
его узлов по мере износа деталей.
1. Горизонтальный шпиндель (фиг. 9).
Зазоры, возникающие в переднем подшипнике горизонтального
шпинделя вследствие износа или отворачивания затяжной гайки,
устраняются поворачиванием гайки 10 при отвернутом винте 13,
которым гайка стопорится после регулирования. Перемещения
отрегулированного1 шпинделя в осевом и радиальном направлениях
не должны превышать 0,01 мм. •
В случае, если поворачиванием гайки 10 не удается получить
требуемый радиальный зазор, необходимо! уменьшить толщину
уплотняющего кольца 9, отшлифовав его на плоскошлифовальном
станке, а также соответственно подрезать упорное кольцо 12 по
торцу, прилегающему к наружному кольцу радиального шарико-
подшипника.
При регулировании нужно учитывать, что' для уменьшения ра-
диального зазора на 0,01 мм толщину уплотняющего кольца
44
необходимо уменьшить на 0,1 мм; непараллельность торцевых по-
верхностей кольца не должна превышать 0,005 мм.
2. Вертикальный шпиндель (фиг. 10).
Для устранения зазоров, возникающих в нижнем подшипнике
вертикального шпинделя, необходимо вынуть гильзу со шпинделем
из корпуса головки в следующей последовательности: сначала
снять кольцо1 27 с верхнего конца шомпола, затем снять уравно-
вешивающее пружинное приспособление и реечную зубчатку и
перемещением вниз вывести гильзу из головки.
Зазор нижнего подшипника вертикального шпинделя регули-
руется поворачиванием гайки 20 при отвернутом винте 21. Осевое
и радиальное перемещение отрегулированного шпинделя не должно
превышать 0,01 мм.
Если подтягиванием гайки 20 не удается получить требуемый
радиальный зазор, необходимо уменьшить толщину упорного
кольца 22, учитывая, что для уменьшения радиального' зазора на
0,01 мм толщину упорного кольца надо уменьшить на 0,1 мм.
Допуск на непараллельность торцев кольца 0,005 мм.
3. Вибрация головки горизонтального шпинделя возникает при
увеличении зазора в сопряжении направляющих головки горизон-
тального шпинделя и станины. Регулирование этого зазора про-
изводится поджимом клина 7 (фиг. 5) винтами 8; винты стопорятся
гайками 9.
4. При увеличении зазора в сопряжении вертикальных направ-
ляющих станины и супорта возникают вибрации супорта. Они
могут быть устранены поджимом клина 44 винтами 42 (фиг. 8);
винты стопорятся гайками 43.
5. Устранение зазора в сопряжении горизонтальных направляю-
щих основного стола и супорта производится подтягиванием
клина 37 (фиг. 8) двенадцатью винтами 38. Стопорение произво-
дится шестью отжимными винтами, расположенными по одному
между каждой парой винтов 38.
6. Устранение осевого зазора (холостого хода) между ходовым
винтом продольного яеремещения стола и столом производится
подтягиванием гаек 41 (фиг. 8).
УХОД ЗА ЭЛЕКТРООБОРУДОВАНИЕМ СТАНКА
Перед осмотром электрооборудования станка необходимо пол
ностью отключить его ог питающей сети
Электродвигатели должны содержаться в чш lore 11< < »мщн i
периодически очищать пх <и ныли, гря т, мш ли и пр
ОЧИСТКУ ОТ НЫЛИ Itpoit Н1ОЦЯ1 1ПХ pt'.'ll IIII1M об|\11КН I IpilMhlBil 11>
обмотку беН HIIIOM ИЛИ Ш‘ро<'1|1|1>М IB' |oil\('l\ III'I < II, I II Illi ullll
разъедают п bhihhiioiiiii.iii слой и I'oitpiiiii inn i poi i ly i *ы i.'ii'K
тродвпга юля
Один p.l I В I ОД iJII'h I piiBHin a U JIII Ц I 14 p I mop H I- H llpiiMIII IIII h
Нс реже шух pin И i"i iiriiflxuiiiiMi» lipom pun no niiiiiitnihii
и заменяй! в них гмп жу । 1“ iiuinoiiii в, 1 1 |Гнц iiini.ii । » Il I мм
заменяются hioiiumii 11111 ш к i»ii< » i t ihihiiii it il i 'пины imi miiiiiiii i
нейтральными i мл u।чin>iм11 in ni.< । i ними (inпотом)
I.
Не реже одного раза в декаду надо проверять соединение про-
водов, подводящих ток к электродвигателям. Все контакты долж-
ны тщательно очищаться от грязи, пыли и нагара. Износившиеся
контакты необходимо своевременно заменять новыми. Смазывать
контакты воспрещается. Подгоревшие или окислившиеся контакты
необходимо; слегка запилить бархатным напильником.
Повышение напряжения сверх 110% от номинального! не допу-
скается, так как это может вызвать порчу катушек пускателя.
Поверхность стыка сердечника якоря пускателя следует во
избежание ржавления периодически смазывать машинным маслом
и затем насухо вытирать, так как смазка может вызвать прили-
пание якоря и гудение магнитной системы.
Сильное гудение магнитной системы вызывается следующими
причинами:
1. Винты, крепящие якорь и сердечник, плохо затянуты.
2. Лопнул короткозамкнутый виток.
3. Чрезмерное давление на контактах.
4. Якорь неплотно; прилегает к сердечнику.
Плавкие предохранители не должны пропускать ток, превышаю-
щий десятикратный номинальный ток электродвигателя.
РАЗБОРКА СТАНКА ДЛЯ РЕМОНТА
Периодически, не реже одного раза в 6 месяцев, необходимо
разбирать станок для промывки, текущего, среднего или капиталь-
ного ремонта.
Порядок разборки следующий:
1. Станок отключают от электросети при помощи линейного
выключателя или вывертыванием предохранителей на групповом
щите.
2. Снимают заградительный щиток 6 (фиг. 4).
3. Снимают хобот или вертикальную шпиндельную головку 16
(фиг. 4). • л
4. Снимают угловой горизонтальный стол 18 (фиг. 4).
5. Горизонтальную шпиндельную головку 14' (фиг. 4) отводят
в крайнее заднее положение вращением маховичка 15 (фиг. 4) до
тех пор, пока винт головки не выйдет из зацепления с гайкой;
после этого головка движением назад выводится из верхних на-
правляющих станины и снимается.
6. Снимают маховичок 28 (фиг. 6) ручного поворачивания меха-
низма коробки скоростей и подач и кожух 4 (фиг. 4), прикрываю-
щий ременную и цепную передачи.
7. Снимают два клиновых ремня привода коробки скоростей
и цепь привода механизма подач.
8. Открывают пробку для спуска масла из коробки скоростей
и подач и сливают масло.
9. Снимают шкив 21 (фиг. 6), выбивают шпильку 30 (фиг. 6)
и снимают цепное зубчатое колесо 29 (фиг. 6); после этого сни-
мают крышку 22 (фиг. 6) с подшипником, поддерживающим при
водной вал.
4(5
10. Отворачивают восемь винтов 1 (фиг. 6), снимают два
штифта 2 (фиг. 6) и извлекают из станины коробку скоростей
и подач, передвигая ее вперед и выворачивая вправо.
11. Ослабляют клин вертикальных направляющих станины и
супорта и отводят супорт в крайнее верхнее положение, пока,
винт 10 (фиг. 8) вертикального перемещения супорта не выйдет
из зацепления с гайкой 11 (фиг. 8); после этого вертикальным
подъемом с помощью подъемника узел снимается со станины.
12. Снимают коробку 8 (фиг. 4) механизма управления подач,
вывертывая четыре болта и 2 штифта, крепящие ее к станине.
13. Снимают коробку 9 (фиг. 4) с механизмом переключения
подач, отвертывая 4 винта и вынимая 2 штифта коробки и 4 винта
и 2 штифта нижнего кронштейна.
14. Охлаждение и электрооборудование снимают по мере на-
добности, вывертывая соответствующие винты крепления.
Дальнейшая разборка каждого1 из узлов ясна из рассмотрения
их общих видов.
При разборке станка необходимо вокруг него произвести тща-
тельную уборку и подготовить яшики или коробки для склады-
вания разобранных деталей (отдельный ящик для каждого узла).
При разборке детали должны промываться керосином и про-
тираться хлопчатобумажной ветошью. При съемке тяжелых узлов
необходимо пользоваться- подъемниками. При разборке запрессо-
ванных втулок на них и на сопряженных с ними деталях надо
наносить метки, чтобы при сборке ставить их в положение, в ко-
тором они находились до разборки. Это обеспечит сохранение их
соосности.
Сборка после ремонта должна производиться в обратном по-
рядке. При сборке следует обратить внимание на регулирование
подшипников качения (избегать люф га и излишнего натяга, спо-
собного вызвать перегрев подшипников).
ПРОВЕРКА ТОЧНОСТИ СТАНКА И АКТ ПРИЕМКИ
Каждый выпускаемый заводом станок тщательно проверяется
на точность. Аналогичную проверку следует производить после
каждого очередного ремонта.
В нижеприведенной таблице изложены методы проверки, допу-
ски по ГОСТ 13—40, 155—41, 96—41 и 987—41 и предусмотрела
графа для записи фактических отклонений от точности.