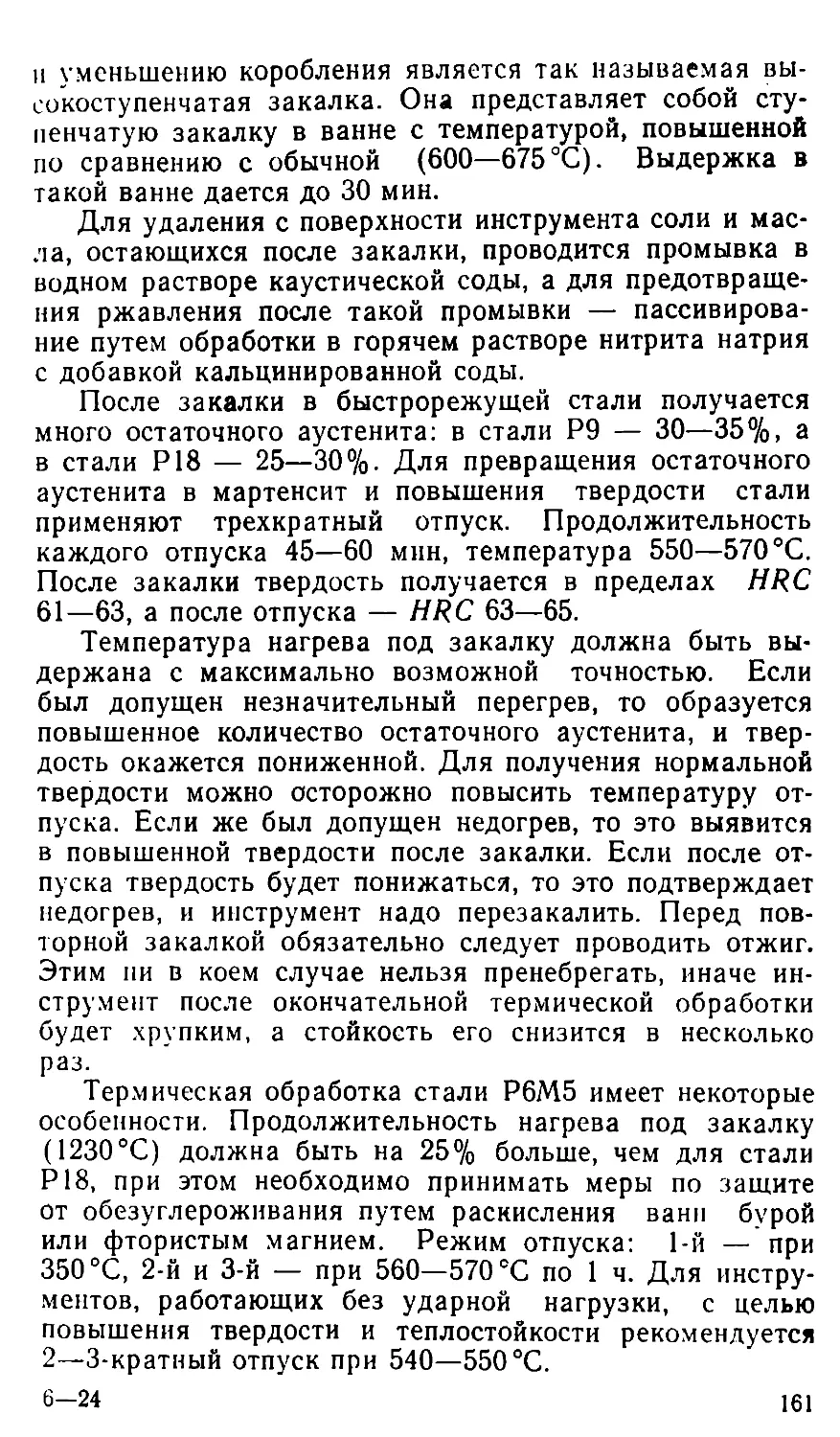
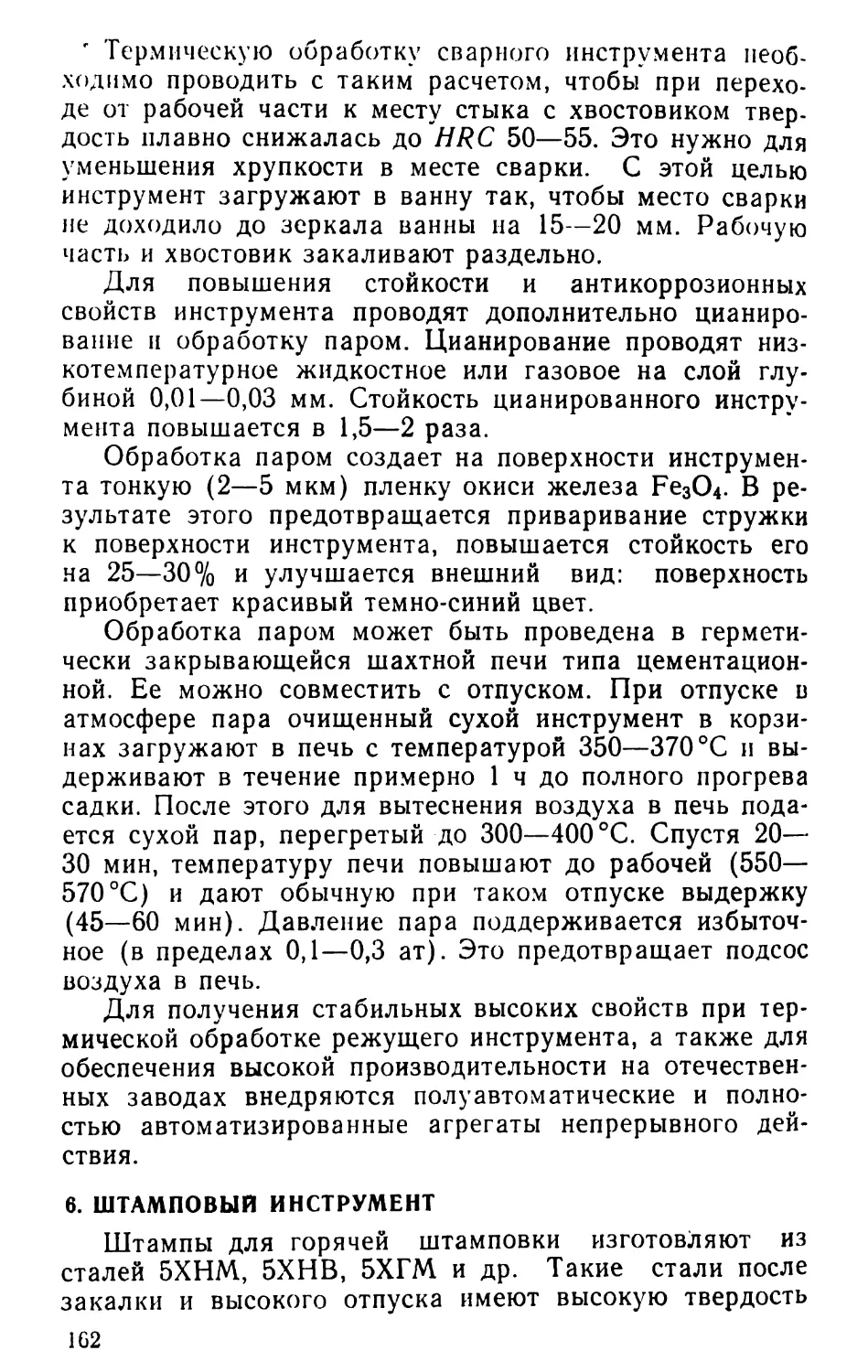
/





















































































































































































Текст
В.Б.РайцесЕРМИЧЕСКАЯОБРАБОТКА
В. Б. РАЙЦЕСТЕРМИЧЕСКАЯ
ОБРАБОТКАВ ПОМОЩЬ РАБОЧЕМУ-ТЕРМИСТУМОСКВА «МАШИНОСТРОЕНИЕ» 1980
ББК 34.651
Р12
УДК 621.78Рецензент канд техн. наук Р. П. ШубинРайцес В. Б.Р12 Термическая обработка: В помощь рабочему-
термисту.—М.: Машиностроение, 1980.— 192 с., ил.В книге в доступной для рабочих форме дано понятие о природе
прочности и влиянии термической обработки на строение и свойства
стали. Рассмотрено влияние различных факторов на условия нагрева
и охлаждения при термической обработке. Дано описание современной
технологии и оборудования, применяемых на передовых заводах. Про¬
анализированы виды брака и меры по его предупреждению. Приве¬
дены примеры технологии термической обработки типовых деталей.
Книга рассчитана на рабочих и мастеров термических цехов и может
быть полезна учащимся профтехучилищ.Вениамин Борисович Райцес
ТЕРМИЧЕСКАЯ ОБРАБОТКАРедактор 11. Г. Сальникова
Технический редактор И. В. Балашова
Корректоры Усачева и И. Г. БогомоловаОбложка художника В. Б. ИсаевойСдано в набор 21.12.79. Подписано к печати 28.04.80. Т-08334 Формат 84XI08V3Z.
Бумага типографская № 2. Гарнитура литературная. Печать высокая.
Уел. печ. л. 10,08. Уч.-изд. л. 10,1. Тираж 35 000 экз. Заказ № 24. Цена 50 к.Издательство «Машиностроение»107076, Москва, Б-76, Стромынский пер., 4Московская типография № 32 Сорозполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли.
Москва, 103051, Цветной бульвар, 2*3.50 К.2704070000ББК 34.651
6П4.51ИБ № 3176© Издательство «Машиностроение», 1980 г.
ПРЕДИСЛОВИЕМы живем в век технического прогресса. Создаются
все новые высокопроизводительные машины, строятся
высотные здания, увеличиваются скорости транспортных
машин, вздымают ввысь реактивные самолеты. Все это
требует повышения прочности и надежности материалов,
из которых изготовляются такие машины и сооружения.
Основным материалом во всех отраслях промышленности
является сталь. Трудно назвать область народного хо¬
зяйства, будь то машиностроение, строительство, прибо¬
ростроение, сельское хозяйство и т. д., где бы не при¬
менялась сталь. Вот почему усилия ученых, инженеров
и рабочих постоянно направлены на то, чтобы повысить
качество стали, увеличить ее прочность и долговечность.
Термическая, т. е. тепловая, обработка является мощ¬
ным фактором повышения всех эксплуатационных
свойств стали.Повышение качества продукции и эффективности
производства требует непрерывного совершенствования
технологии, оборудования и оснастки. Направления, по
которым должно осуществляться такое совершенство¬
вание в области термической обработки, приведены ниже.1. Максимальная механизация и автоматизация про¬
цессов. Внедрение высокопроизводительных автомати¬
зированных агрегатов непрерывного действия.2. Применение герметизированных установок, позво¬
ляющих производить весь цикл термической обработки
в защитной контролируемой атмосфере.3. Максимальное расширение области применения
индукционного нагрева с использованием закалочных
станков, работающих в автоматическом и полуавтома¬
тическом режимах.4. Использование при закалке теплоты нагрева пред¬
шествующих операций (цементации, ковки, штамповки).5. Закалка в горячих средах (изотермическая, сту¬3
пенчатая) с автоматическим регулированием заданного
режима охлаждения.6. Применение приборов для автоматического регу¬
лирования температурного режима с высокой точностью
(±2—3°С), что необходимо при работе печей с контро¬
лируемой атмосферой.7. Внедрение в производство прогрессивных процес¬
сов (нагрева и охлаждения в кипящем слое, термоцикли-
рования, ионной химико-термической обработки, термо¬
механической обработки и др.)«В условиях бурного развития техники опыт и мастер¬
ство термиста сохраняют важное значение, однако одно¬
го этого уже недостаточно. Чтобы в полной мере исполь¬
зовать возможности современной техники, нужно хорошо
понимать сущность превращений, происходящих в стали
при термической обработке, а для этого необходимо
овладеть элементами теории, изучить устройство и прин¬
цип работы основных средств механизации и автомати¬
зации. Это поможет современному термисту самому
изыскивать пути и средства усовершенствования произ¬
водства и успешно перенимать передовой опыт других.Цель настоящей книги — помочь рабочим-термистам
овладеть элементами теории и технологии термической
обработки, с тем чтобы они могли стать активными
участниками технического прогресса на производстве.
I. ИЗМЕНЕНИЕ СТРОЕНИЯ И СВОЙСТВ
СТАЛИ ПРИ РАЗЛИЧНЫХ ВИДАХ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ1. ПРОЧНОСТЬ МЕТАЛЛОВ И ПУТИ ЕЕ ПОВЫШЕНИЯКак можно сравнить два металла по прочности?
Очевидно, прочнее будет тот металл, который выдержи¬
вает более высокую нагрузку. Если испытывать на рас¬
тяжение два образца из одной и той же стали, но разных
диаметров, то, конечно, более высокую нагрузку вы¬
держит образец, имеющий больший диаметр. Но если
нагрузку, которую выдержал образец до разрушения,
разделить на площадь его поперечного сечения, то ре¬
зультат для обоих образцов будет одинаковый. Вели¬
чина, получающаяся от деления нагрузки на площадь
поперечного сечения образца, называется напряжением.
Поскольку нагрузка измеряется в килограммах, а пло¬
щадь поперечного сечения — в квадратных миллиметрах
(или в квадратных сантиметрах), то напряжение, полу¬
чающееся от деления нагрузки на площадь, измеряется
в кгс */мм2 или кгс/см2. Отсюда ясно, что сравнивать
надо два различных металла не по нагрузке, которую
они выдерживают при испытаниях, а по напряжению.
Предельное напряжение, которое выдерживает данный
металл до разрушения, называется пределом прочности.
Этот предел измеряется, как и напряжение, в кгс/мм2
и обозначается ав. В справочниках для каждой стали
приводится величина предела прочности.Почему же разные стали, особенно после различных
видов термической обработки, имеют разную прочность?
Чтобы ответить на этот вопрос, нужно разобраться,
в чем заключается природа прочности металлов.Одной из наиболее важных особенностей, отличаю¬
щей металл от других материалов (пластмассы, дерева,
бетона), является его пластичность или ковкость, т. е.
способность под действием каких-либо сил изменять
свою форму без разрушения и сохранять затем придан¬* Нагрузка в килограммах обозначается буквами «кгс» в отли¬
чие от массы, которая обозначается буквами «кг»,5
ную форму. На этом свойстве основана обработка ме¬
таллов давлением (прокатка, ковка и штамповка).
Идеальный пример пластичного материала — глина.станавливает первоначальную форму. Это можно на¬
блюдать на примере работы пружины.Во всех случаях при работе деталей машин пласти¬
ческая деформация недопустима. В самом деле, пред¬
ставим себе, что при работе шестерни по каким-то при¬
чинам изогнулся (пластически деформировался) один
зуб. Очевидно, при дальнейшем вращении шестерни этот
зуб не сможет войти в зацепление, что нарушит нормаль¬
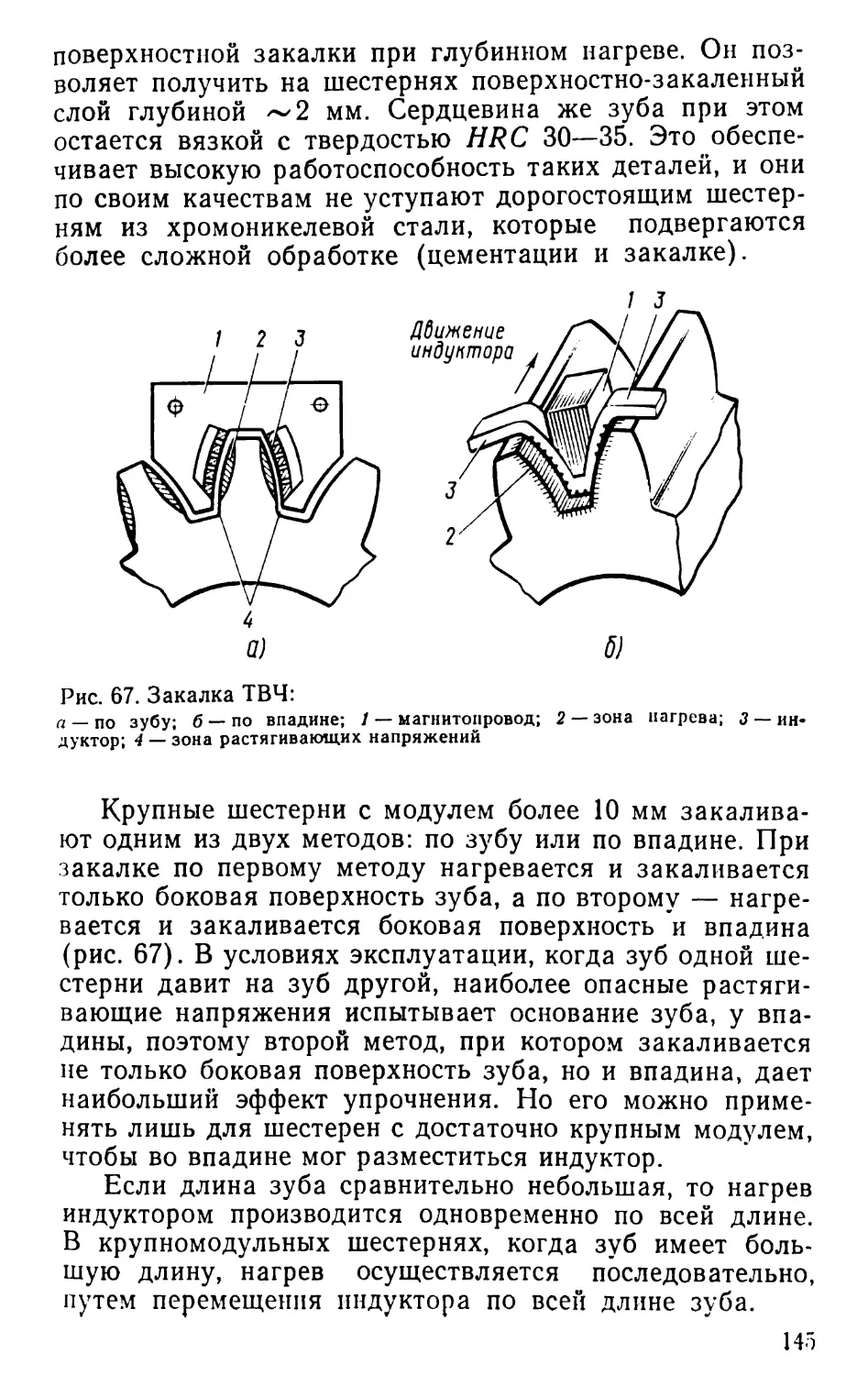
ную работу или даже может стать причиной аварии.1 2 3 4 51 2 3 4 5 'Рис. 2. Сдвиг в кристалле путем движения дислокацийСледовательно, металл тем прочнее, чем больше его
сопротивление пластической деформации. Для того что¬
бы знать, каким путем можно повысить сопротивлениеРис. 1. Атомная решеткаОднако в отличие от нее ме¬
талл обладает не только
пластичностью, но и высо¬
кой прочностью. Деформа¬
ция, остающаяся и после
прекращения действия сил,
называется пластической
или остаточной. В отличие
от этого существует упругая
деформация, при которой
металл под действием на¬
грузки изменяет свою фор¬
му, но после прекращения
ее действия полностью вос-6
такой деформации и таким об-разом увеличить прочность
металла, необходимо выяснить, как же осуществляется
пластическая деформация.Металл имеет кристаллическое строение, т. е. состоит
из большого количества плотно прилегающих друг к
другу отдельных кристаллов (зерен). В каждом кри¬
сталле атомы располагаются в определенном порядке,
образуя атомную решетку (рис. 1). Атомы, располо¬
женные в одной плоскости, образуют так называемую
атомную плоскость. Пластическая деформация металла
происходит в результате пластической деформации
отдельных кристаллов. В кристалле же деформация осу¬
ществляется путем сдвига (скольжения) по атомным
плоскостям. Такой сдвиг, однако, происходит не сразу
по всей плоскости, как, например, это можно наблюдать
при сдвиге стопы монет. Вначале (рис. 2) плоскость 2
сдвигается в промежуточное положение, а плоскость 1
становится на ее место. Далее в промежуточное поло¬
жение сдвигается плоскость 3, а плоскость 2 становится
на ее место и т. д. Плоскость, находящуюся в проме¬
жуточном (нерегулярном) положении, называют дисло¬
кацией. Таким образом пластическая деформация в кри¬
сталле осуществляется как бы путем движения дисло¬
кации. Когда дислокация, двигаясь, выходит на край
кристалла, в нем происходит сдвиг на одно межатомное
расстояние. Одновременно друг за другом могут дви¬
гаться не одна, а сотни и тысячи дислокаций, и благо¬
даря этому происходит сдвиг на конечные расстояния.
Такое объяснение имеет экспериментальное подтвержде¬
ние. Дислокации можно наблюдать с помощью электрон¬
ного микроскопа. Отсюда можно сделать важный вы¬
вод: все то, что затрудняет движение дислокаций, пре¬
пятствуя их перемещению, способствует повышению
сопротивления пластической деформации, т. е. увеличи¬
вает прочность металла. Что же может препятствовать
движению дислокаций? Это прежде всего любые иска¬
жения атомной решетки, которые обусловлены различ¬
ными причинами. Такие искажения можно создать
искусственно, например путем термической обработки.
Это будет способствовать повышению прочности стали.
Для того чтобы более полно уяснить сёбе этот вопрос,
рассмотрим внутреннее строение (структуру) стали и
влияние на нее термической обработки.7
2. СТРОЕНИЕ И СВОЙСТВА СТАЛИСталь представляет собой сплав железа с углеродом.
Основу стали составляет железо, а содержание угле¬
рода обычно не превышает 1,5%. Если нужно получить
сталь с какими-нибудь специальными свойствами (вы-Рис. 3. Объемно-центрированная (а) и гранецентрированная (б)
решеткисокой прочностью, устойчивостью против коррозии, жа¬
ропрочностью и т. п.), то в нее добавляют различные
элементы: хром, никель, вольфрам и др. Элементы, вво¬
димые в сталь, называются легирующими, а стали, имею¬
щие специальные свойства, легированными или спе¬
циальными. Суммарное содержание легирующих эле¬
ментов обычно не превышает 30%, а часто бывает всего
лишь 1—2%, и поэтому во всех случаях основой стали
остается железо. Рассмотрим структуру железа.Железо, как и все металлы, имеет кристаллическое
строение. В каждом кристалле атомы железа распо¬
лагаются в закономерном порядке, на определенном
расстоянии друг от друга, образуя атомную решетку.
Для того чтобы изобразить такую решетку, достаточно
нарисовать кубик и расположить в нем девять атомов:
восемь — на вершинах углов и один в центре (рис. 3,а).
В самом деле, вся решетка представляет собой повто¬
рение такого кубика. Решетка такого типа, когда в
центре каждого кубика располагается один атом, назы¬
вается объемно-центрированной.Если теперь нагреть железо, то по достижении опре¬
деленной температуры (91 ГС) произойдет перестройка
атомов в более выгодное (в энергетическом отношении)
положение, и образуется решетка, состоящая из куби-8
ков с четырнадцатью атомами: восемью по вершинам
углов и шестью — в центре каждой грани (рис. 3,6).
Решетка такого типа называется гранецентрированной.Если в расплавленное же¬
лезо добавить небольшое ко¬
личество углерода, например
1%, то ттри затвердевании бу¬
дут образовываться кристаллы
железа с гранецентрированной
атомной решеткой, внутри ко¬
торой располагаются атомы
углерода (рис. 4). Получится
так называемый твердый рас¬
твор углерода в железе —
аустенит. При повышенной
температуре, когда железо
имеет гранецентрированную
решетку, в нее может внедриться до 2,14% С.При снижении температуры до определенного пре¬
дела атомная решетка железа перестраивается из гра-1500-1300-1100 -97РS700-А~500 ,0,2 И 0.6 0.8 1.0 і 1.4 М 2П' ' WРис. 5. Часть диаграммы состояния железо-углерод:А — аустенит; Ф — феррит; П — перлит; Ц — цементитнецентрированной в объемно-центрированную. В такую
решетку может внедриться всего лишь 0,025% С. Обра¬
зующийся при этом твердый раствор углерода в железеРис. 4. Твердый раствор
углерода в железе—аус¬
тенит9
с объемно-центрированной решеткой называется ферри¬
том. Где же находится остальной углерод? Ведь мы
добавили к железу 1%. Остальная часть углерода обра¬
зует с железом химическое соединение F3C, которое
носит название цементит.При охлаждении расплавленной стали формирование
структуры ее происходит в определенной последователь¬
ности. Графическое изображение состояния стали и ее
структуры в зависимости от температуры и содержания
в ней углерода называется диаграммой состояния. Такая
диаграмма изображена на рис. 5. Посмотрим, как ею
можно воспользоваться для определения структуры ста¬
ли с заданным содержанием углерода при той или иной
температуре.Возьмем, например, образец стали, в которой содер¬
жится 0,45% С, т. е. сталь 45. Нагреем его до расплав¬
ления, а затем будем постепенно охлаждать. Какие при
этом будут происходить превращения в стали? Какую
структуру и какие, следовательно, свойства будет иметь
образец после охлаждения до комнатной температуры?
На эти и многие другие вопросы, касающиеся термиче¬
ской обработки, поможет ответить диаграмма состояния.Найдем на нижней горизонтальной линии диаграммы,
где отложено содержание углерода в %, точку, соот¬
ветствующую 0,45% С. Это будет точка М. Проведем
из нее вертикальную прямую. По этой прямой можно
на диаграмме проследить за всеми превращениями, про¬
исходящими в стали. При любой температуре выше
линии АС сталь находится в расплавленном состоянии.
При охлаждении ниже температуры точки 1 начнется
ее затвердевание, и из жидкого расплава будут выде¬
ляться кристаллы аустенита. При температуре ниже
точки 2 затвердевание полностью завершится, и сталь
будет иметь структуру, состоящую только из аустенита.
Затем, когда температура опустится ниже точки 3, на¬
чнется перестройка атомной решетки железа из гране-
центрированной в объемно-центрированную. Это значит,
что появится феррит — твердый раствор углерода в же¬
лезе с объемно-центрированной решеткой. Но в ферри¬
те, как мы уже теперь знаем, может содержаться лишь
ничтожно малое количество углерода, и поэтому почти
весь углерод сохраняется в оставшемся еще аустените.Поскольку количество аустенита по мере снижения
температуры нснрерывно убывает, то, очевидно, про¬ю
центное содержание углерода в оставшемся аустените
должно повышаться. Диаграмма построена таким обра¬
зом, что линия GS показывает, как изменяется содержа¬
ние углерода в остающемся аустените. При температуреточки 4, лежащей на линии PSK, содержание углерода
в аустените будет соответствовать точке S, т. е. равно0,8%. При снижении температуры ниже точки 4 (727°С)
из аустенита будут одновременно выделяться кристал¬
лики феррита и цементита, образуя как бы механиче¬
скую смесь из двух видов кристалликов. Такая структура
получила название перлит, так как после полировки и
травления она по окраске шлифов напоминает перла¬
мутр. Таким образом, структура стали 45 после медлен¬
ного охлаждения до комнатной температуры должна
состоять из перлита и ранее выделившегося феррита.
Подобную структуру будут иметь и другие стали, со¬
держащие до 0,8% С (например, стали 10, 20, 50 и др.).
Различие будет лишь в том, что в сталях с небольшим
содержанием углерода мало перлита, но много ферри¬11
та, а в сталях с высоким содержанием углерода, наобо¬
рот,— мало феррита, но много перлита. На рис. 6 пока¬
зан вид этих структур.Рис. 7. Микроструктура перлита при большом увеличенииЧтобы правильно оценить свойства таких сталей,
нужно учесть, что феррит мягок и пластичен, а перлит
тверд, но более хрупок. Эти свойства перлиту придает
цементит, входящий в его состав. В самом деле, перлит¬
ную структуру можно представить в виде слоеного пиро¬
га, состоящего из кристалликов мягкого феррита с про¬
слойками твердого цементита. Вид такой структуры
показан на рис. 7. Пластины цементита придают перли¬
ту высокую твердость и износостойкость.Таким образом, с повышением содержания углерода
в стали увеличивается объем, занимаемый перлитом, и в
результате повышается твердость и прочность. И наобо¬
рот, с понижением содержания углерода увеличивается
доля феррита, и сталь становится мягкой и пластич¬
ной. В связи с этим детали, от которых не требуется
высокой прочности (шайбы, гайки и т. п.), изготовляют
из низкоуглеродистой стали, а детали, от которых тре¬
буется высокая прочность, твердость или износостой¬
кость (валы, оси и др.),— из стали с более высоким
содержанием углерода.Мы рассмотрели структуры и свойства сталей, со¬
держащих менее 0,8% С и применяемых для изготовле¬
ния деталей разнообразных машин и конструкций.12
Такие стали называют конструкционными. Теперь рас¬
смотрим стали, содержащие более 0,8% С. Их применяют
для изготовления разнообразного инструмента (преиму¬
щественно слесарного) и называют инструментальными.Возьмем, например, образец из стали, в которой
содержится 1% С. На диаграмме состояния (см. рис. 5)
этому содержанию углерода соответствует точка L. На¬
греем до расплавления такой образец и затем проследим
за структурными превращениями, которые будут проис¬
ходить при охлаждении. Когда температура будет ниже
точки 1', из жидкого расплава начнут выделяться кри¬
сталлы аустенита. Затвердевание полностью закончится,
когда температура станет ниже точки 2'. Теперь весь
углерод, имеющийся в стали (1%), будет находиться
в аустените в виде твердого раствора. С понижением
температуры растворимость углерода будет снижаться,
и при температуре ниже точки 3' часть углерода, кото¬
рая уже не может оставаться в твердом растворе, будет
выделяться в виде химического соединения — цементита.
По мере выделения цементита процентное содержание
углерода в остающемся еще аустените будет понижать¬
ся. Диаграмма построена экспериментально так, что
линия SE показывает уменьшение содержания углерода
в аустените по мере снижения температуры. Когда тем¬
пература снизится до точки 4\ т. е. до линии PSK
(727°С), содержание углерода в оставшемся аустените
будет равно 0,8% (точка S). Теперь при дальнейшем
снижении температуры из аустенита будут одновремен¬
но выделяться кристаллы феррита и цементита, и обра¬
зуется структура перлита точно так же, как это было
в предыдущем примере со сталью 45. Различие будет
лишь в том, что в первом случае кроме перлита в струк¬
туре был еще феррит, а во втором — наряду с перлитом
будет ранее выделившийся цементит. Это различие, одна¬
ко, существенно сказывается на свойствах. В сталях,
содержащих менее 0,8% С, феррит, залегая между
кристаллами перлита, повышает пластичность стали,
снижая в то же время твердость и прочность. В сталях
же, содержащих более 0,8% С, цементит, располагаю¬
щийся в виде тонких прослоек по границам перлитных
участков, повышает прочность и твердость, но снижает
пластичность. Это обусловливает повышенную хрупкость
высокоуглеродистых сталей. На рис. 8 показана струк¬
тура стали, содержащей более 0,8% С.13
Таким образом с повышением содержания углерода
в конструкционных сталях увеличивается объем, зани¬
маемый перлитом, что повышает прочность и твердость.
В инструментальных же сталях основной объем всегдаРис. 8. Микроструктура инструментальной углеродистой стали: свет¬
лая каемка по границам зерен — цементит; остальное — перлитзанят перлитом, а с повышением содержания углерода
увеличивается количество твердого, но хрупкого цемен¬
тита, и это приводит к повышению твердости и хруп¬
кости стали.Однако в таком состоянии до проведения термиче¬
ской обработки сталь не обладает достаточно высокой
твердостью и прочностью и потому не пригодна для
изготовления ответственных деталей и инструмента. Для
получения стали с наибольшей прочностью и твердостью
необходима термическая обработка — закалка. Почему
же после закалки сталь приобретает такие свойства?
Какие превращения происходят при этом в ней? Какую
структуру она приобретает после закалки? На все эти
вопросы дает ответ следующая глава.3. СТРУКТУРНЫЕ ПРЕВРАЩЕНИЯ ПРИ ЗАКАЛКЕСвойства стали зависят от ее химического состава
и структуры. С помо'щью термической обработки мы
изменяем структуру, а следовательно, и свойства стали.14
В качестве примера рассмотрим конструкционную
сталь 45. Нагреем ее до аустенитного состояния, т. е.
выше температуры точки 3 на диаграмме состояния
(см. рис. 5). В результате такого нагрева, как мы уже
знаем, атомная решетка железа из объемно-центриро¬
ванной превратится в гранецент-
рированную. При этом весь угле¬
род, который раньше входил в со¬
став перлита в виде кристалли¬
ков химического соединения Fe3C
(цементита), перейдет в состоя¬
ние твердого раствора, т. е. ато¬
мы углерода окажутся внедрен¬
ными в гранецентрированную ре*1
шетку железа. Теперь резко охла¬
дим сталь, например, погруже¬
нием в воду, т. е. проведем закал¬
ку. Температура стали быстро
снизится до комнатной. При этом
неминуемо должна произойти об¬
ратная перестройка атомной ре¬
шетки — из гранецентрированной
в объемно-центрированную. Нопри комнатной температуре ПОД- Рис. 9. Атомная решетка
вижность атомов углерода НИ- тетрагонального мартен*чтожно мала, и они не успевают сита: светлые кружки —
^ J атомы железа; черныйпри быстром охлаждении выити кружок-атом углерода
из раствора и образовать цемен¬
тит. В этих условиях углерод как бы насильственно удер¬
живается в решетке железа, образуя пересыщенный
твердый раствор. При этом атомы углерода распирают
решетку железа, создавая в ней большие внутренние
напряжения. Решетка вытягивается вдоль одного на¬
правления так, что каждая ячейка из кубической превра¬
щается в тетрагональную, т. е. принимает форму прямо¬
угольной призмы (рис. 9). Такое превращение сопро¬
вождается и структурными изменениями. Возникает
игольчатая структура, известная под названием мартен-
сит. Кристаллы мартенсита представляют собой очень
тонкие пластины. В поперечном сечении, которое получа¬
ется на микрошлифе, такие пластины под микроскопом
представляются в виде игл (рис. 10). Мартенсит имеет
очень высокую твердость и прочность. Это объясняется
причинами, приведенными ниже.15
1. Удельный объем мартенсита (т. е. объем, зани¬
маемый единицей массы, например, 1 г) больше удель¬
ного объема аустенита, из которого этот мартенсит обра-Рис. 10. Микроструктура игольчатого мартенсита: темные участки —
мартенситные иглы; светлые — остаточный аустенитзуется, поэтому возникающая пластина мартенсита
оказывает давление на окружающий ее со всех сторон
аустенит. Последний же, сопротивляясь, создает ответ¬
ное давление на мартенситную пластину. В результате
образование мартенсита сопровождается возникнове¬
нием больших внутренних напряжений, а это, в свою
очередь, приводит к появлению большого числа дисло¬
каций в кристаллах мартенсита. Если теперь закален¬
ную сталь с мартенситной структурой попытаться де¬
формировать, то многочисленные дислокации, двигаясь
в различных направлениях, будут встречаться и блоки¬
ровать друг друга, взаимно препятствуя их дальнейшему
перемещению. Нечто подобное будет наблюдаться, если
расставить кегли в правильном порядке, аналогично
атомам в решетке, и катить между рядами в разных
направлениях шары (вдоль, поперек, по диагонали) по
аналогии с движением многочисленных дислокаций.
Сталкиваясь, шары будут останавливаться, блокируя
друг друга. Сказанное схематически поясняет рис. И.Таким образом создаются многочисленные препят¬
ствия для движения дислокаций, что повышает сонро-16
тивление пластической деформации, а следовательно,
увеличивает твердость и прочность стали.Рис. 11. Схема пересечения и вза¬
имной блокировки дислокаций.
Значком _1_ обозначены дислокацииРис. 12. Блоки мозаик в мартен-
ситном кристалле2. Под действием больших внутренних напряжений
кристаллы мартенсита разбиваются на отдельные блоки
(рис. 12). Как можно видеть на этом рисунке, атомныеплоскости, которые в
пределах одного крис¬
талла должны быть
строго параллельными,
в действительности
оказываются много¬
кратно «надломленны¬
ми» на очень неболь¬
шой угол. Такая струк¬
тура напоминает моза¬
ику, а возникающие
блоки называются бло¬
ками мозаик. Теперь
поясним, почему это
способствует повыше¬
нию прочности и твер¬
дости.Представим себе несколько зерен, плотно прилегаю¬
щих друг к другу, как это действительно имеет место
в металле (рис. 13). В пределах каждого зерна атомы
располагаются на определенном расстоянии друг от дру¬
га, образуя атомную решетку. Такая решетка в каждом
из зерен оказывается произвольно повернутой на какой-17Рис. 13. Искажение атомной ре¬
шетки на границах зерен
то угол. Очевидно, ближайшие к границе атомы, при¬
надлежащие двум соседним зернам, не могут находить¬
ся на равном расстоянии друг от друга. В результате
на границе зерен нарушается равновесное взаимодейст-Рис. 14. Дислокации в мелкозернистой (а) и крупнозернистой (б)
структурахвие между атомами, и решетка в этих местах искажает¬
ся. Искажения же решетки, как мы знаем, препятствуют
перемещению дислокаций.С учетом сказанного теперь уже нетрудно уяснить,
почему мелкозернистая сталь обладает большей проч¬
ностью, чем крупнозернистая. Во-первых, при мелко¬
зернистой структуре число границ зерен, которые лежат
на пути движения дислокаций, больше, т. е. создается
больше препятствий для их перемещения. Во-вторых,
если предположить, что в одинаковых условиях нагру¬
жения в среднем в каждом зерне возникает одинаковое
число дислокаций, то, очевидно, в одном и том же
объеме металла при мелкозернистой структуре будет
получаться больше дислокаций, чем в крупнозернистой
(рис. 14). Как одно, так и другое способствует повы¬
шению прочности.4. ЗНАЧЕНИЕ СКОРОСТИ ОХЛАЖДЕНИЯ
ПРИ ЗАКАЛКЕАустенитная структура неустойчива. Так, если взять
сталь с 0,8% С, нагреть ее до аустенитного состояния,
а затем быстро охладить до температуры 700°С, то не
пройдет и минуты, как начнется распад аустенита и18
превращение его в перлит, наподобие того, как это про¬
исходит при медленном охлаждении стали.Если и дальше поддерживать постоянную темпера¬
туру 700°С, погрузив, например, для этого сталь в соля¬
ную ванну с такой температурой, то распад аустенитаРис. 15. С-образные кри¬
вые для углеродистой
стали800ОIэ 6008-
с
£Л2001Нач іалоJКоні \КЩYhус^2ЧнNsv< VfKМн, ту//хv//<УУУ/УУУ/УУУУУУУУУ/%Время, сQ) С5 9
§ % §
^ ^ £будет длиться примерно 8—9 мин, после чего весь угле¬
род выйдет из раствора, и аустенит полностью превра¬
тится в перлит. Это так называемый изотермический
распад аустенита, т. е. превращение его в перлит при
постоянной температуре (изо — по гречески означает
одинаковый, постоянный).Если теперь проследить за таким же превращением
аустенита при температуре 600°С, то окажется, что оно
начнется через 1 с и закончится через 6—7 с. Но уже
при температуре 400°С картина снова изменяется: начало
распада наступит через 10 с, а конец — через 2,5—3 мин.
Все это можно изобразить графически. Для этого на
горизонтальной оси отложим время, а на вертикаль¬
ной — температуру. Проведем горизонтальные линии на
уровнях, соответствующих различным температурам от
200 до 700°С через каждые 100°. На эти линии нанесем
точки: н — начало распада и к — конец распада аусте¬
нита для каждой температуры. Теперь соединим плав¬
ными кривыми одноименные точки и получим известные
С-образные кривые (рис. 15). Как можно видеть, в интер¬
вале температур 550—600°С аустенит обладает мини¬19
мальной устойчивостью, и не проходит и секунды, как
начинается его распад с образованием перлитной струк¬
туры. При более низкой и при более высокой темпе¬
ратурах устойчивость аустенита против распада оказы¬
вается выше. Это можно объяснить следующими при¬
чинами. С повышением температуры увеличивается
устойчивость аустенита. Выше температуры 727°С он
может существовать неопределенно долго. При пониже¬
нии же температуры до 550—600°С устойчивость аусте¬
нита, т. е. время его существования до начала распада,
уменьшается. Но уже, начиная от этой температуры,
проявляется действие другого фактора — уменьшение
подвижности атомов по мере снижения температуры.
Это задерживает перестройку решетки и выход из нее
углерода. В результате устойчивость аустенита повы¬
шается. Очевидно, для того чтобы избежать распада
аустенита, охлаждение при закалке нужно проводить
с такой скоростью, чтобы время пребывания стали в
опасном интервале температур (550—600°С) было менее
1 с. Для этого необходимо, чтобы скорость снижения
температуры при закалке была примерно 200°С/с, что
легко достигается при охлаждении в воде. После про¬
хождения опасного интервала минимальной устойчи¬
вости аустенита большая скорость охлаждения уже не
нужна. В самом деле, как это видно по тому же гра¬
фику, уже при температуре 300°С начало распада аусте¬
нита наступает, спустя более чем 2 мин.Если на графике отмечать через каждую секунду
температуру образца при закалке, а затем соединить
эти точки, то получим линию, которая покажет падение
температуры за каждую секунду или, иначе говоря,
скорость охлаждения. При закалке в различных охлаж¬
дающих средах (воде, масле и др.) скорости охлаждения
будут разными, а следовательно, углы наклона соответ¬
ствующих линий на графике будут различными. Теперь
проведем на графике линию, касательную к С-образной
кривой.-Очевидно, при такой скорости охлаждения про¬
должительность пребывания образца в опасной зоне
минимальной устойчивости аустенита (550—600°С) будет
меньше 1 с. В связи с этим распада аустенита не
произойдет, и он превратится в мартенсит. Если скорость
охлаждения будет меньше и соответствующая линия
пересечет С-образную кривую (и2), то произойдет рас¬
пад аустенита на ферритно-цементитную смесь, которая,20
как нам уже известно, называется перлитом. Закалка,
следовательно, не получится. Если же скорость охлаж¬
дения будет больше (ui) и линия не пересечет С-образ-
ную кривую, то закалка
на мартенсит будет обес¬
печена.Минимальная ско-
скорость охлаждения, не¬
обходимая для закалки
на мартенсит, называется
критической скоростью
закалки (vK).Превращение аустени-
та в мартенсит соверша¬
ется с большой скоро¬
стью, но происходит не
сразу по всему объему.Для того чтобы весь
аустенит превратился в
мартенсит, требуется не¬
которое время. Темпера¬
тура начала-и конца мар-
тенситного превращения зависит от химического состава
стали (рис. 16). Для каждой марки стали оно начина¬
ется всегда при одной и той же температуре (Л4П) и за¬
канчивается при другой постоянной температуре (Мк)
вне зависимости от скорости охлаждения.Для большинства сталей температура завершения
мартенситного превращения лежит ниже 0°С. При за¬
калке же охлаждение обычно проводят до комнатной
температуры, поэтому не весь аустенит успевает пре¬
вратиться в мартенсит. Часть его остается и носит назва¬
ние остаточного аустенита. Правда, количество его в
конструкционных углеродистых сталях обычно невелико
и не превышает 5—6%. При таком содержании оста¬
точный аустенит по микроструктуре даже трудно вы¬
явить.Как же получается, что аустенит с его гранецентри-
рованной решеткой сохраняется и при комнатной тем¬
пературе? Ведь раньше, в условиях замедленного охлаж¬
дения, как указано на с. И, при снижении температуры
ниже 727°С аустенит распадался с образованием фер-
ритно-цементитной смеси — перлита. Все дело в том,
что образующийся при быстром охлаждении мартенсит21Рис. 16. Влияние содержания
углерода на температуру на¬
чала (jWh) и конца (А/к) мар-
тенситного превращения
имеет больший удельный объем, и потому остаточный
аустенит оказывается как бы сдавленным со всех сто¬
рон мартенситом. В условиях же всестороннего сжатия
не могут происходить сдвиги, необходимые для пере¬
стройки атомной решетки из гранецентрированной в
объемно-центрированную (рис. 17).Рис. 17. Крупноигольчатый мартенсит (темные участки) и остаточ¬
ный аустенит (светлые участки)Известно, что для закалки легированных сталей тре¬
буется меньшая скорость охлаждения, чем для закалки
углеродистых. Большая часть легированных сталей за¬
каливается в масле, а некоторые — даже на воздухе.
Это объясняется тем, что в легированных сталях аусте¬
нит более устойчив против распада вследствие действия
легирующих элементов. Они так же, как и углерод,
растворяются в аустените, с той лишь разницей, что
атомы углерода располагаются внутри ячеек, или, как
говорят, в междоузлиях атомной решетки железа, в то
время как атомы легирующих элементов замещают ато¬
мы железа. Наряду с этим легирующие элементы, как
и железо, могут образовывать химические соединения
с углеродом, которые называются карбидами. В леги¬
рованных сталях при распаде аустенита также обра¬
зуется перлит, но. в отличие от углеродистых сталей он
состоит из карбидов и феррита.Таким образом, для осуществления распада аусте¬
нита нужно, чтобы атомы углерода и легирующих эле¬22
ментов вышли из состояния твердого раствора и, сбли¬
зившись, образовали химическое соединение — карбид.
Но дело в том, что атомы легирующих элементов обла¬
дают очень низкой подвижностью — в десятки тысяч раз
меньшей, чем углерод. К тому же некоторые легирую¬
щие элементы, такие как вольфрам и молибден, TOPMO¬
ST800Єв 600
2“Рис. 18. С-образные крн- <
вые для углеродистой к-
стали (а) и для легиро-
ванной хромистой ста¬
ли (б)2 0010 ^ £зят перемещение (диффузию) углерода, а иные, как,
например, хром и никель, замедляют перестройку атом¬
ной решетки железа. Благодаря этому аустенит в леги¬
рованных сталях обладает большей устойчивостью, т. е.
сохраняется до начала распада более длительное время.
За это время сталь успевает охладиться до низкой тем¬
пературы, при которой подвижность углерода стано¬
вится ничтожно малой, и поэтому он уже не может
выйти из состояния твердого раствора. Атомная решетка
же перестраивается из гранецентрированной в объемно-
центрированную, и углерод опять оказывается «насиль¬
ственно» удержанным в твердом растворе. Таким обра¬
зом возникает пересыщенный твердый раствор углерода
в железе — мартенсит.Графически большая устойчивость аустенита выра¬
жается тем, что С-образные кривые для легированных
сталей располагаются на диаграмме значительно пра¬
вее, чем для углеродистых (рис. 18). Линия, соответ¬
ствующая критической скорости закалки, на такой
диаграмме имеет небольшой наклон, т. е. скорость23
охлаждения, необходимая для закалки, в этом случае
требуется меньшая. Благодаря этому детали из легиро¬
ванных сталей при закалке менее склонны к короблению
и трещинам. В этом заключается одно из важных преи¬
муществ легированных сталей перед углеродистыми.5. ЧТО ТАКОЕ ЗАКАЛИВАЕМОСТЬ
И ПРОКАЛИВАЕМОСТЬЗакаливаемость. Под закаливаемостью понимают
способность стали приобретать высокую твердость после
закалки. Такая способность зависит главным образом
от содержания углерода в стали: чем больше углерода,
тем выше твердость. Объясняется это тем, что с повы¬
шением содержания углерода увеличивается число ато¬
мов, насильственно удерживаемых при закалке в атом¬
ной решетке железа. Иными словами, увеличивается
степень пересыщения твердого раствора углерода в же¬
лезе. В результате возрастают внутренние напряжения,
что, в свою очередь, способствует увеличению числа
дислокаций и возникновению блочной структуры.Если в углеродистой стали содержание углерода
будет меньше 0,3% (сталь 20, СтЗ), то такая сталь уже
не закалится. Для того чтобы понять это, следует вспом¬
нить, что образование мартенситной структуры связано
с перестройкой атомной решетки железа из гранецентри¬
рованной в объемно-центрированную. Температура, при
которой происходит такая перестройка, зависит от со¬
держания углерода. Роль углерода сводится к тому, что
атомы его, находясь в решетке железа, как бы препят¬
ствуют перегруппировке атомов, которая необходима для
перестройки решетки. Чем больше содержание углерода,
тем ниже будет температура, при которой произойдет
перестройка, т. е. образуется мартенситная структура.
Зависимость температуры мартенситного превращения
от содержания углерода в стали была показана на
рис. 16. Как можно видеть, при содержании углерода
0,2% мартенситное превращение должно происходить
при сравнительно высокой температуре — примерно
350—400°С. При такой температуре углерод еще сохра¬
няет достаточно высокую подвижность и при перестройке
решетки выходит из состояния твердого раствора, обра¬
зуя химическое соединение — цементит. Пересыщение
твердого раствора получается совсем незначительным,24
и потому структура закалки — мартенсит — не обра¬
зуется.Прокаливаемость. Под прокаливаемостью понимают
глубину проникновения закаленной зоны, т. е. свойство
стали закаливаться на определенную глубину от по¬
верхности. Если, например, сверло диаметром 50 мм,изготовленное из инструментальной углеродистой стали,
закалить в воде, а затем замерить твердость его в
поперечном сечении, то окажется, что во внутренней
зоне, расположенной вдоль оси сверла (сердцевине),
твердость будет почти такой же, как до закалки, в то
время как в наружной зоне, расположенной у поверх¬
ности, твердость резко повысится. Проверив затем микро¬
структуру, можно будет убедиться, что в сердцевине
она будет перлитного типа, а у поверхности — мартен-
ситного. Несквозная закалка объясняется неравномер¬
ным охлаждением детали при закалке: поверхность
всегда охлаждается быстрее, чем сердцевина. Неравно¬
мерность охлаждения вызывается различными условия¬
ми теплоотвода у поверхности и в сердцевине. При
погружении раскаленной детали в закалочную среду
поверхность, соприкасаясь с холодной жидкостью,
охлаждается с большой скоростью, в то время как отвод
теплоты от сердцевины затруднен толщей горячего ме¬
талла, и потому она охлаждается медленно. В результа¬
те скорость охлаждения поверхности оказывается выше
критической, и поверхность закаливается, а скорость
охлаждения сердцевины получается ниже критической,
и последняя не закаливается. Очевидно, можно пред¬
ставить себе, что на некоторой глубине от поверхности НРис. 19. Скорость охлаждения при за¬
калке на поверхности (t>i), в промежу¬
точном слое (v2) и в центре (у3) :t»i>U2>U325
(рис. 19) скорость охлаждения будет равна критиче¬
ской. Тогда ясно, что слои металла, расположенные на
большей глубине, не закалятся, а слои, расположенные
на меньшей глубине, т. е. ближе к поверхности, зака¬
лятся.Глубина проникновения закаленной зоны, т. е. про-
каливаемость, зависит главным образом от химического
состава стали. С повышением содержания углерода до
0,8% прокаливаемость стали повышается. Дальнейшее
повышение его содержания несколько снижает прока¬
ливаемость.За исключением кобальта все легирующие элементы,
растворенные в аустените, затрудняют его распад и,
следовательно, уменьшают критическую скорость закал¬
ки. В результате увеличивается прокаливаемость.Для улучшения прокаливаемости в сталь вводят
марганец, хром, никель, молибден и др. элементы. Осо¬
бенно эффективно действует комплексное легирование,
при котором полезное влияние отдельных элементов на
прокаливаемость взаимно усиливается. Например, для
стали с 0,4% С и 3,5% Ni критическая скорость закалки
равна 150°С/с, а добавка 0,75% Мо снижает эту ско¬
рость до 4°С/с.Те легирующие элементы, которые с углеродом могут
давать химические соединения в виде карбидов (вольф¬
рам, ванадий, титан и др.), повышают прокаливаемость
только в том случае, если они при температуре закалки
оказываются растворенными в аустените. Если же они
будут оставаться в составе карбидов, то прокаливаемость
снижается. В связи с этим с целью наиболее полного
растворения карбидов и повышения благодаря этому
прокаливаемости иногда значительно увеличивают тем¬
пературу нагрева при закалке.Из всего сказанного о влиянии легирующих элемен¬
тов на прокаливаемость стали следуют два очень важ¬
ных вывода:1) при использовании легированных сталей можно
получить сквозную прокаливаемость в деталях большого
сечения, которые невозможно закалить насквозь при
изготовлении их из углеродистой стали;2) применение легированной стали вместо углеро¬
дистой позволяет снизить скорость охлаждения, необхо¬
димую для закалки, и использовать в качестве охла¬
дителя взамен воды — масло. В результате снижаются26
закалочные напряжения, уменьшается коробление и
опасность образования трещин.Наряду с химическим составом на прокаливаемость
оказывают влияние и некоторые другие факторы: одно¬
родность аустенита, отсутствие в нем карбидов и иных
примесей и включений, величина зерна и др. Чем одно¬
роднее аустенит и больше размер его зерен, тем выше
будет прокаливаемость.6. КАК И ПОЧЕМУ ВОЗНИКАЮТ ВНУТРЕННИЕ
НАПРЯЖЕНИЯ ПРИ ЗАКАЛКЕПри закалке возникают внутренние напряжения, ко¬
торые по величине могут быть настолько большими, что
это приводит к трещинам и разрушению стали без вся¬
кого дополнительного воздействия. Коробление дета¬
лей — это также результат воздействия внутренних на¬
пряжений. Различают три рода внутренних напряжений.Напряжения 1-го рода. Единственная причина возник¬
новения таких напряжений — неравномерность охлажде¬
ния деталей при закалке. Как мы уже видели, поверх¬
ностные слои металла охлаждаются быстрее, внутрен¬
ние — медленнее; тонкие части детали охлаждаются
быстрее, массивные — медленнее. Почему же это при¬
водит к внутренним напряжениям? Представим себе
кольцо, в которое плотно вставлен стержень (рис. 20).
Поместим такой стержень с кольцом в печь и разогреем
до закалочной температуры. Теперь выгрузим их из печи
и начнем холодным водяным душем поливать кольцо.
При понижении температуры объем тела, как известно,
уменьшается (тело сжимается). Следовательно, и кольцо
при охлаждении должно уменьшиться по объему, а зна¬
чит и по диаметру. Но стержень препятствует этому,
так как температура его почти не изменилась, а значит
и диаметр остался прежним. В этих условиях кольцо
начинает давить на стержень, сжимая его со всех сторон.
Поэтому в стержне и возникают сжимающие напряже¬
ния. Кольцо же при этом может даже разорваться.
Нечто подобное может произойти при насаживании го¬
рячей обечайки на бочку. Таким образом, в кольце
возникают растягивающие напряжения.^Аналогичная картина получается при закалке сплош¬
ной детали цилиндрической формы (рис. 21). Наружная
поверхность ее в виде кольцевого слоя охлаждается27
быстро и уменьшается в объеме. Внутренняя же зона
охлаждается замедленно и потому препятствует сжатию
наружного кольцевого слоя. В результате внутренняяРис. 20. Возникновение Рис. 21. Возникновение термичее-
внутренних напряжений при ких напряжений при закалке ци-зона металла окажется сжатой, а наружная — растяну¬
той. В последующий период внутренняя зона, охлаж¬
даясь, уменьшится в объеме и потянет к центру наруж¬
ный кольцевой слой, стремясь уменьшить его диаметр.
Но металл снаружи уже остыл и потому утратил пла¬
стичность. Теперь наружная зона играет роль жесткого
кольца, которое уже не может уменьшиться по диаметру.
Поэтому в заключительный период охлаждения в на¬
ружных слоях металла возникнут сжимающие напряже¬
ния. Внутренняя же зона металла, будучи связана с
наружными слоями, не сможет уменьшиться в объеме,
хотя и будет стремиться к этому. В результате в ней
возникнут растягивающие внутренние напряжения. Рас¬
тягивающие напряжения являются более опасными, чем
сжимающие. При закалке массивных деталей, когда раз¬
личие в температуре внутренних и наружных слоев
достигает значительной величины, такие напряжения
могут вызвать трещины или даже привести к полному
разрушению металла, как это, например, бывает при
закалке молотовых штампов.Внутренние напряжения 1-го рода, как теперь уже
ясно, вызываются объемными изменениями металла при
понижении или повышении температуры, и потому их
называют термическими напряжениями.закалкелиндрическои детали28
Напряжения 2-го рода. Такие напряжения вызывают¬
ся структурными изменениями при закалке. Как уже
указывалось, различные структуры стали имеют раз¬
личный удельный объем: мартенсит — максимальный,
аустенит—минимальный, перлит — средний между ними.Представим себе цилиндрическую деталь из угле¬
родистой стали, которая прокаливается не насквозь.
Тогда после закалки в наружном кольцевом слое такой
детали будет мартенситная структура, а в центральной
части—перлитная. При образовании мартенсита объем
стали возрастает, и поэтому наружное мартенситное
кольцо будет стремиться увеличиться в диаметре. Но
этому препятствует центральная зона, стремясь стянуть
кольцо к центру. В результате в наружном мартенсит-
ном слое металла возникнут сжимающие напряжения,
а в центральной зоне, наоборот,— растягивающие.Эти напряжения также связаны с изменениями
объема металла, но такие изменения в данном случае
вызваны структурными превращениями. Поэтому и на¬
пряжения называются структурными.Таким образом, окончательная картина распределе¬
ния внутренних напряжений весьма сложная и зависит
от соотношения термических и структурных напряжений
в данном участке детали.Напряжения 3-го рода- Это напряжения, возникающие
в атомной решетке. Мы уже знаем, что в атомной ре¬
шетке по различным причинам могут возникать искаже¬
ния с нарушением правильного порядка расположения
атомов, например дислокации. Дислокацию можно рас¬
сматривать как лишнюю плоскость, вклинившуюся меж¬
ду двумя соседними плоскостями и как бы распирающую
атомную решетку в этом месте. Атомы, расположенные
в прилегающих к дислокации плоскостях, сдвигаются из
своего нормального (равновесного) положения в данной
решетке. Стремление этих атомов к упорядоченному
расположению и вызывает появление внутренних меж¬
атомных напряжений. Мартенситная структура, возни¬
кающая в стали после закалки, характеризуется боль¬
шим числом дислокаций. Кроме того, мартенсит имеет
атомную решетку, в которой между атомами железа
расположены атомы углерода (см. рис. 9). Это приводит
к распиранию решетки, к ее искажению, а следователь¬
но, также вызывает внутренние межатомные напря¬
жения.29
Подводя итог всему сказанному, следует ответить на
вопрос — всегда ли внутренние напряжения являются
опасными и нежелательными? Нет, в ряде случаев они
являются полезными и способствуют повышению проч¬ности деталей. Такое благоприятное действие оказы¬
вают, например, сжимающие напряжения на поверхно¬
сти деталей. Поясним это. Представим себе динамометр
(силоизмеритель), который растягивают два человека
в разные стороны с помощью тросов (рис. 22). Пред¬
положим, что стрелка динамометра показывает при этом
растягивающее усилие, равное 50 кгс. Если теперь еще
два человека возьмутся за тросы и будут их тянуть
к динамометру, прикладывая усилие 30 кгс, то стрелка
на нем покажет 20 кгс. Аналогично действуют внутрен¬
ние сжимающие напряжения, образующиеся в деталях
при закалке. Например, если к стержню приложить
растягивающие усилия, которые создадут в нем напря¬
жения 40 кгс/мм2, и если в этом стержне внутренние
сжимающие напряжения, полученные путем закалки,
равны 15 кгс/мм2, то напряжения, растягивающие в
действительности стержень, составят 25 кгс/мм2. Таким
образом, внутренние напряжения в данном случае как
бы разгружают стержень от внешнего напряжения.Почему же именно у поверхности внутренние сжи¬
мающие напряжения оказываются особенно полезными?
Во-первых, максимальные напряжения при работе де¬
тали возникают почти всегда у поверхности. Во-вторых,
наиболее опасными являются растягивающие напряже¬
ния, особенно при наличии каких-либо дефектов на по¬
верхности. Это наглядно иллюстрирует следующий при¬
мер. Возьмем школьный резиновый ластик для стирания
и сделам на нем с двух сторон небольшие поперечные
надрезы. Теперь, сдавливая двумя пальцами с торцовых
сторон этот ластик, изогнем его по дуге. Легко можно30
заметить, что при этом надрез, расположенный на внеш¬
ней, выгнутой стороне, будет расширяться и углубляться.
Это происходит под действием растягивающих напря¬
жений на данной поверхности. Края надреза, располо¬
женного на вогнутой стороне, наоборот,— будут сбли¬
жаться. Так происходит потому, что на этой поверх¬
ности действуют менее опасные сжимающие напряжения.
Теперь должно быть понятным, почему во многих слу¬
чаях для повышения эксплуатационных свойств дета¬
лей достаточно произвести поверхностное упрочнение,
например, путем закалки ТВЧ или химико-термической
обработкой. Как одно, так и другое не только упроч¬
няет поверхность деталей, но создает внутренние сжи¬
мающие напряжения.7. ПРИЧИНЫ ДЕФОРМАЦИИ ДЕТАЛЕЙ ПРИ ЗАКАЛКЕВ результате закалки может произойти изменение
формы и размеров деталей. Кольцо шарикоподшипника,
например, может принять форму овала, ось валика мо¬
жет изогнуться по дуге и т. п. Кроме тог®, возможно
изменение объема детали, в результате чего изменяются
точные размеры, приданные ей предшествовавшей ме¬
ханической обработкой.Под короблением обычно понимают искажение фор¬
мы изделий, а поводкой называют нарушение размеров,
вызванное изменением объема. Такое толкование, ко¬
нечно, несколько условно, поскольку любое изменение
формы неизбежно сопровождается изменением размеров.Рассмотрим, какие причины вызывают коробление.
Оно может возникнуть при нагреве изделий. Это проис¬
ходит в том случае, если они при укладке в печи про¬
гибаются под действием собственной массы или массы
других деталей, а также при неравномерном нагреве в
печи, когда одна сторона детали нагревается быстрее
другой. Например, если со стороны загрузочного окна
печи происходит подстуживание, то поверхность детали,
обращенная к окну, будет иметь более низкую темпе-
РатУРУ, и в результате произойдет выгиб ее, коробление.
Из этого можно заключить, что в условиях правильного
нагрева коробление можно свести к минимуму.При закалке, когда происходят резкое охлаждение
и структурные превращения в стали, избежать коробле¬
ния и поводки практически невозможно. Однако можно31
свести их к минимальным значениям. Посмотрим, как
это сделать. Главная причина коробления — неравно¬
мерность охлаждения деталей при закалке. Это вызы¬
вает неравномерность объемных изменений, что, в свою
очередь, приводит к внутренним напряжениям, а они-то
уже и вызывают коробление. Так происходит, например,
при закалке стержня, показанного на рис. 23. Как бы
быстро ни опускали его в закалочную жидкость, вначалеРис. 23. Изгиб стержня
при закалкепогрузится нижняя сторона, а затем верхняя. В момент,
когда нижняя часть стержня окажется в охладителе,
а верхняя будет еще над его поверхностью, произойдет
объемное сжатие нижней части, и стержень изогнется,
как показано на рисунке. В последующий момент, когда
в охладитель погрузится и верхняя часть, она также
будет стремиться уменьшиться в объеме — сжаться и
выгнуть стержень в другую сторону. Однако выпрям¬
ления его уже не произойдет, так как металл в этот
момент уже остыл и потому утратил прежнюю пластич¬
ность. Очевидно, коробление можно уменьшить, если
погружать такой стержень в закалочную жидкость в
вертикальном положении. фИзменение размеров деталей, вызванное структур¬
ными превращениями, по своей величине сравнительно
небольшое. Оно зависит от содержания углерода в ста¬
ли. Повышение содержания углерода на 0,1% вызывает
увеличение объема при сквозной закалке на мартенсит
всего на 0,1%. Значит, при закалке стали У10, содержа¬
щей 1% С, объем увеличится на 1%. Тем не менее
при изготовлении точных изделий (калибров, мерных
плиток) и такое малое изменение размеров недопустимо.
В этих случаях иногда применяют бездеформационную
закалку. Такое название, конечно, условное, поскольку
полностью избежать деформации практически невоз¬
можно. Можно лишь свести ее к желаемому минимуму.32
Сущность бездеформационной закалки заключается в
следующем. Деталь подвергается полной механической
обработке на точные размеры до закалки, когда стальимеет перлитную структуру. При нагреве под закалку
перлит превратится в аустенит. Если бы после закалки
удалось полностью сохранить аустенитную структуру,
то объем детали стал бы меньше исходного, который
был при перлитной структуре. Если же при закалке
аустенит полностью превратится в мартенсит, то объем
станет больше исходного. Очевидно, если закалку про¬
извести так, чтобы получить количество мартенсита и
остаточного аустенита в определенном соотношении, то
объем детали, а значит и ее размеры, не будут изме¬
няться. Правда, получить требуемое количество оста¬
точного аустенита в углеродистой стали трудно. Так,
например, в стали У13 его должно быть 60%, а в стали
У8 — 35%, что вообще недостижимо. Зато в легиро¬
ванных сталях, например марки ХГ, это вполне осуще¬
ствимо.^Регулирование количества остаточного аустенита
достигается изменением температуры закалки и ско¬
рости охлаждения.Несмотря на то, что при закалке на мартенсит объем
увеличивается, это не означает, что все размеры детали
возрастают. Так, при закалке цилиндра большой высоты
диаметр, особенно в средней части, уменьшается, а вы¬
сота увеличивается; при закалке цилиндров, у которых
высота меньше диаметра,— наоборот, уменьшается вы¬
сота, но увеличивается диаметр; полосы и листы увели¬
чиваются по ширине, а по длине иногда уменьшаются;
кольца увеличиваются по ширине и толщине, а по
Диаметру — уменьшаются.Термические напряжения стремятся так изменить
Форму изделия, чтобы она приближалась к форме шара.
2^24 33
Например, в детали в виде куба в результате терми-
ческих напряжений грани становятся выпуклыми
(рис. 24,а), цилиндр сокращается по длине и увеличи¬
вается по диаметру (рис. 24,6). В результате общая
картина деформаций настолько усложняется, что заранее
предвидеть все возможные изменения размеров детали
после закалки во многих случаях не представляется
возможным, и вопрос решается опытным путем.8. ВЫБОР ТЕМПЕРАТУРЫ ЗАКАЛКИСущность закалки заключается в превращении аусте¬
нита в мартенсит. В связи с этим, чтобы осуществить
закалку, нужно нагреть сталь до аустенитного состояния.Температуру нагрева
углеродистых сталей
легко определить по
диаграмме состояния
(рис. 25). При закалке
конструкционных ста¬
лей, содержащих до
0,8% С, достаточно!
провести нагрев выше
линии GS. Точки, ле*]
жащие на этой линии
обозначаются буквам*
Асз и называются верх■
ними критическими
точками. Для каждоі
стали будут свои кри
тические точки. Но !
любой стали содержа
ние углерода в разных плавках может колебаться в не¬
которых пределах, поэтому, чтобы наверняка получить
аустенитную структуру, сталь нужно нагревать несколь¬
ко выше Ас3 (на 30—50°С). На рис. 25 температура на¬
грева при закалке конструкционных сталей показана в
виде заштрихованной полосы. Если сталь нагревать да
температуры ниже Асз, то в структуре такой недогретоЙ
стали наряду с аустенитом будут сохраняться участки
феррита. Содержание углерода в феррите не бывает вы-,
ше 0,025%, поэтому при закалке в этих участках не по¬
лучится пересыщенного твердого раствора углерода в
железе, т. е. мартенсита. Аустенитные же участки пре340,2 ЦЦ 0J5 Qfi \0 и Vi 1,6 18Рис. 25. Температурным интервал
нагрева углеродистых сталей при
закалке
вратятся в мартенсит. Таким образом, в закаленной ста¬
ли в этом случае наряду с твердым мартенситом будет
присутствовать мягкий феррит (рис. 26). В результате
твердость стали будет пониженной. Такая закалка назы¬
вается неполной.Рис. 26. Микроструктура стали при неполной закалке: мартенсит
(темные участки) и феррит (светлые участки)Проводить нагрев значительно выше точки Асг также
не следует, так как при этом происходит рост зерен
аустенита, в результате чего после закалки сталь при¬
обретает хрупкость.При закалке инструментальных углеродистых сталей,
содержащих более 0,8% С, нагрев следует проводить
на 30—50°С выше линии PSK (см. рис. 25). Точки,
лежащие на этой линии, обозначаются буквами Ас\
и называются нижними критическими точками. При
таком нагреве, как это видно по диаграмме состояния,
структура стали будет состоять из аустенита и цемен¬
тита. После закалки аустенит превратится в мартенсит,
и тогда структура будет состоять из мартенсита и це¬
ментита. В отличие от феррита цементит обладает очень
высокой твердостью, и потому наличие его в структуре
закаленной стали не снижает твердость. Нагрев выше
линии SE до чисто аустенитного состояния в данном
случае не нужен. Более того, он приводит к отрица¬
тельным последствиям. Во-первых, при этом прибли¬
жаемся к линии АС (см. рис. 5), выше которой начп-
нается плавление стали и возникает опасность пере¬
грева. Во-вторых, при таком нагреве весь углерод, имею¬
щийся в стали, переходит в аустенит, и после закалки
мартенсит оказывается сильно пересыщенным углеро¬
дом, что приводит к трещинам.При закалке легированных сталей температуру нагре¬
ва также выбирают в зависимости от температуры кри¬
тических точек. Однако диаграммы состояния для таких
сталей получаются довольно сложными, поскольку кроме
железа и углерода в их состав входят еще элементы —
хром, никель, вольфрам и др., поэтому критические
точки или же непосредственно температуру закалки
для легированных сталей определяют по справочной
литературе. Здесь следует заметить, что при закалке
некоторых легированных сталей температура нагрева
устанавливается значительно выше критических точек.
Например, для инструментальной легированной стали
Х12М температура критической і очки Ас\ составляет
810°С, а нагрев при закалке проводят до 1000—1050°С;
для быстрорежущей стали Р18 температура Ас\ равна
830°С, а температура закалки — 1270°С. Объясняется
это тем, что в таких сталях содержится балыиое коли¬
чество карбидов, которые трудно растворяются в аусте¬
ните. Требуемые свойства в этих сталях могут быть
получены лишь в том случае, если легирующие элемен¬
ты, содержащиеся в карбидах, перейдут в аустенит, в
состояние твердого раствора. Для ускорения этого\
перехода и повышают температуру нагрейа. !9. ИЗМЕНЕНИЕ СТРУКТУРЫ И СВОЙСТВ
ПРИ ОТПУСКЕ ЗАКАЛЕННОЙ СТАЛИОперация отпуска проводится после закалки стали.
Само название этой операции говорит о том, что сталь
как бы отпускается из напряженного, закаленного со¬
стояния. В результате снижается хрупкость, повышается ;
вязкость и сопротивление ударной нагрузке.Посмотрим, какие же изменения происходят в зака¬
ленной стали при отпуске. Как мы уже видели, струк¬
тура закаленной стали представляет собой пересыщен¬
ный твердый раствор углерода в железе, что вызывает
сильные внутренние напряжения. Вследствие этого атом-(
пая решетка искажается, превращаясь из кубической
в тетрагональную, а сталь приобретает хрупкость и легко:36 і
разрушается при ударных нагрузках. Если же устранить
внутренние напряжения, то, не снижая прочности и
твердости стали, можно уменьшить хрупкость и тем са¬
мым существенно улучшить ее эксплуатационные свой¬
ства, что и достигается операцией отпуска с нагревом
до температуры 150—200°С. Это так называемый низкий
отпуск. Что же происходит при низком отпуске? Под
действием повышенной температуры атомы углерода
приобретают более высокую подвижность и благодаря
этому выходят из твердого раствора. Они образуют с
атомами железа химическое соединение — карбид їїегС.
При этом внутренние напряжения в атомной решетке
железа уменьшаются, и в результате снижается хруп¬
кость закаленной стали. Образующиеся карбиды имеют
настолько малые размеры, что их невозможно обнару¬
жить с помощью микроскопа, поэтому видимых изме¬
нений в микроструктуре после низкого отпуска не наблю¬
дается. Зато свойства стали существенно улучшаются.Низкий отпуск применяют в тех случаях, когда после
закалки необходимо сохранить высокую твердость и
износостойкость стали. Для завершения всех процессов,
происходящих при низком отпуске, достаточно дать
выдержку при температуре 200°С в течение 1 ч. Хотя
при этом не весь углерод выходит из раствора, однако
продолжение выдержки не дает существенных измене¬
ний. Твердость стали после низкого отпуска зависит
от содержания в ней углерода. В высокоуглеродистых
сталях, содержащих более 0,7% С, она бывает обычно
в пределах HRC 59—63.При повышении температуры отпуска до 200—300°С
происходят изменения в структуре: остаточный аустенит
превращается в отпущенный мартенсит. В легированных
сталях это превращение происходит при более высокой
температуре. В некоторых высоколегированных сталях,
например, в быстрорежущих, которые содержат до 35%
остаточного аустенита, превращение его в мартенсит
происходит при нагреве свыше 500°С.При дальнейшем повышении температуры до 300—
400°С в углеродистой закаленной стали полностью за¬
вершается процесс выделения углерода из твердого
раствора. Карбид Fe2C преобразуется в знакомый нам
Цементит Fe3C. Иными словами, в результате отпуска
при 300—400°С происходит распад мартенсита и обра¬
зуется структура, состоящая из феррита, в котором37
будут равномерно распределены мельчайшие кристалли¬
ки цементита. Такая структура называется трооститом.
Твердость троостита приблизительно HRC 45—50.При повышении температуры отпуска до 450°С и бо¬
лее происходят существенные изменения как в струк¬
туре, так и в свойствах закаленной стали, обусловлен¬
ные укрупнением цементитных частиц: мелкие частицы
как бы сливаются с более крупными. Такой процесс
называется коагуляцией цементита. При температуре
отпуска свыше 450°С частицы цементита становятся на¬
столько крупными, что их без труда можно различить
при наблюдении под микроскопом. Такую ферритно-
цементитную структуру, полученную в результате за¬
калки и отпуска при указанной температуре, называют
сорбитом. Таким образом, сорбит отличается от троости¬
та только тем, что частицы цементита в нем более
крупные. Твердость сорбита приблизительно HRC 30—45.Если теперь повысить температуру отпуска до 600—
650°С, то частицы цементита укрупнятся настолько, что
структура по виду будет приближаться к обычному
перлиту, который был до закалки. Тем не менее будут
и отличия: перлит, полученный после закалки и отпуска,
будет иметь более однородное мелкодисперсное строе¬
ние. Это способствует улучшению свойств стали, и по¬
тому сочетание закалки с высоким отпуском носит
название улучшения.Отпуск закаленной стали в интервале температур
300—450°С принято называть средним, а отпуск в интер¬
вале температур 500—600°С — высоким.При среднем отпуске закаленной стали образуется
трооститная структура, и сталь приобретает наиболее
упругие свойства. Поэтому такой отпуск применяют при
обработке рессорно-пружинных сталей.При высоком отпуске образуется сорбитная струк¬
тура. При этом значительно снижается твердость стали,
но зато существенно повышается ее вязкость и сопро¬
тивление ударной нагрузке (ударная вязкость). Кроме
того, как установлено исследованиями, высокий отпуск
почти полностью (на 90—95%) устраняет внутренние
напряжения, поэтому его применяют для многих ответ¬
ственных деталей и инструментов, работающих в усло¬
виях динамической нагрузки: валов, шатунов, молотовых
нггампор и др,39
Отпуск легированных сталей имеет существенные
особенности. До температуры 150°С легирующие элемен¬
ты не оказывают существенного влияния на процесс
отпуска. Но при более высоких температурах такие
элементы, как хром, молибден, вольфрам, ванадий, ти¬
тан и кремний, тормозят распад мартенсита, а также
образование и рост (коагуляцию) карбидных частиц.
Объясняется это тем, что как для распада мартенсита,
так и для роста карбидных частиц необходима диффу¬
зия (перемещение) атомов углерода, а легирующие эле¬
менты препятствуют этому. Поэтому в углеродистых
сталях мартенсит сохраняется только до 300—350°С,
в легированных сталях — до 450—500°С, а в высоко¬
легированных он может сохраняться до еще более высо¬
ких температур. Это имеет важное практическое зна¬
чение для деталей и инструментов, от которых требуется
сохранение высокой твердости и износостойкости в усло¬
виях повышенной температуры.Однако при отпуске легированных сталей наблюдает¬
ся отрицательное явление, известное под названием
отпускной хрупкости. Оно заключается в том, что в
случае отпуска таких сталей при температурах 250—
400°С или 500—550°С происходит падение сопротивле¬
ния стали ударной нагрузке, т. е. возникает хрупкость.
В первом случае хрупкость вызывается тем, что в интер¬
вале температур 250—400°С при распаде мартенсита
образуются карбиды, которые выделяются преимущест¬
венно по границам кристаллов мартенсита. Это приводит
к возникновению больших внутренних напряжений,
а следовательно, к хрупкости. Для устранения такой
хрупкости нужно провести повторный нагрев выше
400°С, однако при этом уже получится пониженная твер¬
дость. Во втором случае при отпуске в интервале темпе¬
ратур 500—550°С хрупкость наблюдается, если охлажде¬
ние после отпуска было замедленным. Ученые полагают,
что такая хрупкость вызывается диффузией к границам
зерен фосфора и некоторых других элементов. Одни из
легирующих элементов, например хром в сочетании с
никелем, марганцем или кремнием, усиливают такую
Диффузию, а значит повышают хрупкость. Другие, как,
например, вольфрам или молибден, тормозят диффузию,
а следовательно, подавляют отпускную хрупкость. При
быстром охлаждении после отпуска диффузия не успе¬
вает произойти, и отпускная хрупкость не наблюдается.39
Однако резкое охлаждение после высокого oftiycka, 6Є0*
бенно крупных деталей, может вызвать внутренние на¬
пряжения и потому не всегда допустимо. Именно в таких
случаях в сталь вводят небольшое количество вольфрама
или молибдена, и тогда отпускная хрупкость даже в
условиях медленного охлаждения после отпуска не воз¬
никает.10. ОТЖИГ И НОРМАЛИЗАЦИЯОтличительной особенностью операции отжига явля¬
ется замедленное охлаждение. При нормализации охлаж¬
дение проводится на воздухе. В зависимости от того,
какие требуется получить свойства стали, применяют
различные виды отжига: 1) диффузионный, 2) полный,3) неполный, 4) сферондизпрующий, 5) рекристаллиза-
ционный, 6) изотермический. Рассмотрим, какие проис¬
ходят изменения в структуре и свойствах при каждом
из этих видов отжига.Диффузионный отжиг. Такой отжиг называют иногда
гомогенизирующим. Слово гомогенный означает одно¬
родный. Слитки, особенно из легированной стали, имеют
неоднородное строение. Углерод и железо образуют с
легирующими элементами химические соединения —
карбиды. Вследствие этого легирующие элементы ока¬
зываются неравномерно распределенными по объему
стали: в местах образования карбидов их больше. Воз¬
никает неоднородность стали, называемая карбидной
ликвацией. Кроме того, в образующихся при затверде¬
вании слитка кристаллах (они имеют древовидную
форму и потому называются дендритами) возникает
химическая неоднородность. Содержание тугоплавких
легирующих элементов, таких как хром, вольфрам, ва¬
надий, в средней части дендрита больше, чем по краям.
Такая химическая неоднородность носит название денд¬
ритной ликвации. Для выравнивания химического соста¬
ва слиток нагревают до высокой температуры, при кото¬
рой атомы элементов приобретают высокую подвиж¬
ность. Благодаря этому происходит перемещение атомов
из мест с большей концентрацией к местам с меньшей
концентрацией. В результате такой диффузии и происхо¬
дит выравнивание химического состава. Отсюда и назва¬
ние диффузионный отжиг. Чтобы ускорить диффузию,
нагрев проводят до очень высокой температуры (1100—40
1200°С). Длительность всей операции достигает 100 я
и более, поэтому такой отжиг сравнительно редко при¬
меняют в производстве.Рис. 27. Крупнозернистая структура литой сталиПолный отжиг. Такой отжиг осуществляется путем
нагрева стали до температуры выше Ас3, т. е. до аусте-
нитного состояния, с последующим замедленным охлаж¬
дением. Он применяется для конструкционных сталей с
целью получения однородной мелкозернистой структуры,
снижения твердости, повышения пластичности и устра¬
нения внутренних напряжений. Например, при изготовле¬
нии стальных отливок получается очень грубая крупно¬
зернистая структура (рис. 27). Полный отжиг можно
применить для измельчения зерна. При изготовлении
поковок получается неоднородная структура: в тонких
сечениях, где обжатие было большим, зерно получается
мелким, а в крупных сечениях, где обжатие было незна¬
чительным, структура более крупнозернистая. Для полу¬
чения однородной структуры по всему объему поковки
также применяют полный отжиг. Почему же при таком
отжиге происходит измельчение структуры, и зерна по
размерам получаются более однородными? Чтобы
уяснить это, проследим за структурными превращениями
при нагреве и охлаждении. При нагреве стали выше
температуры Асз перлит превращается в аустенит. Это
кристаллизационный процесс. Он происходит путем обра¬
зования в начальной стадии мельчайших зародышей41
кристалликов аустенита и постепенного их роста по
мере повышения температуры. Следовательно, если на¬
грев проводить лишь немного выше температуры Асз
(всего на 30—50°С), то вновь образовавшиеся кристал¬
лы аустенита остаются мелкими. В дальнейшем, при
охлаждении ниже температуры Асх образуется одно¬
родная мелкозернистая структура ферритно-перлитного
типа. При этом в пределах одного аустенитного зерна
возникает несколько перлитных зерен, и поэтому перлит
получается еще более мелкозернистым, чем аустенит,
из которого он образовался.Полный отжиг можно применять как предваритель¬
ную термическую обработку перед закалкой. Так как
такой отжиг обеспечивает образование более однородной
структуры, то и после закалки получаются более одно¬
родные свойства.Неполный отжиг. При неполном отжиге, как и при
неполной закалке, нагрев проводится выше температуры
Ас\ на 30—50°С. После выдержки осуществляется за¬
медленное охлаждение. Если исходная структура была
ферритно-перлитной, как, например, в конструкционной
стали, то после нагрева до такой температуры она пре¬
вратится в ферритно-аустенитную. Иначе говоря, лишь
перлит и частично феррит превратятся в аустенит,
а остальная часть феррита останется без изменений.
Очевидно, если зерна феррита имели неоднородные раз¬
меры или вытянутую форму в виде строчек (как, напри¬
мер, после прокатки), то все это останется неизменным
и после отжига. Следовательно, такой отжиг не обеспе¬
чивает полной перекристаллизации и получения одно¬
родной структуры. Но зато при неполном отжиге, как
и при полном, происходит снижение твердости, повыше¬
ние пластичности, улучшение обрабатываемости реза¬
нием, а температура нагрева требуется меньшая. В связи
с этим меньше образуется окалины, меньше тратится
времени, ниже расход энергии. Следовательно, такой
отжиг экономичнее. Схематически структурные измене¬
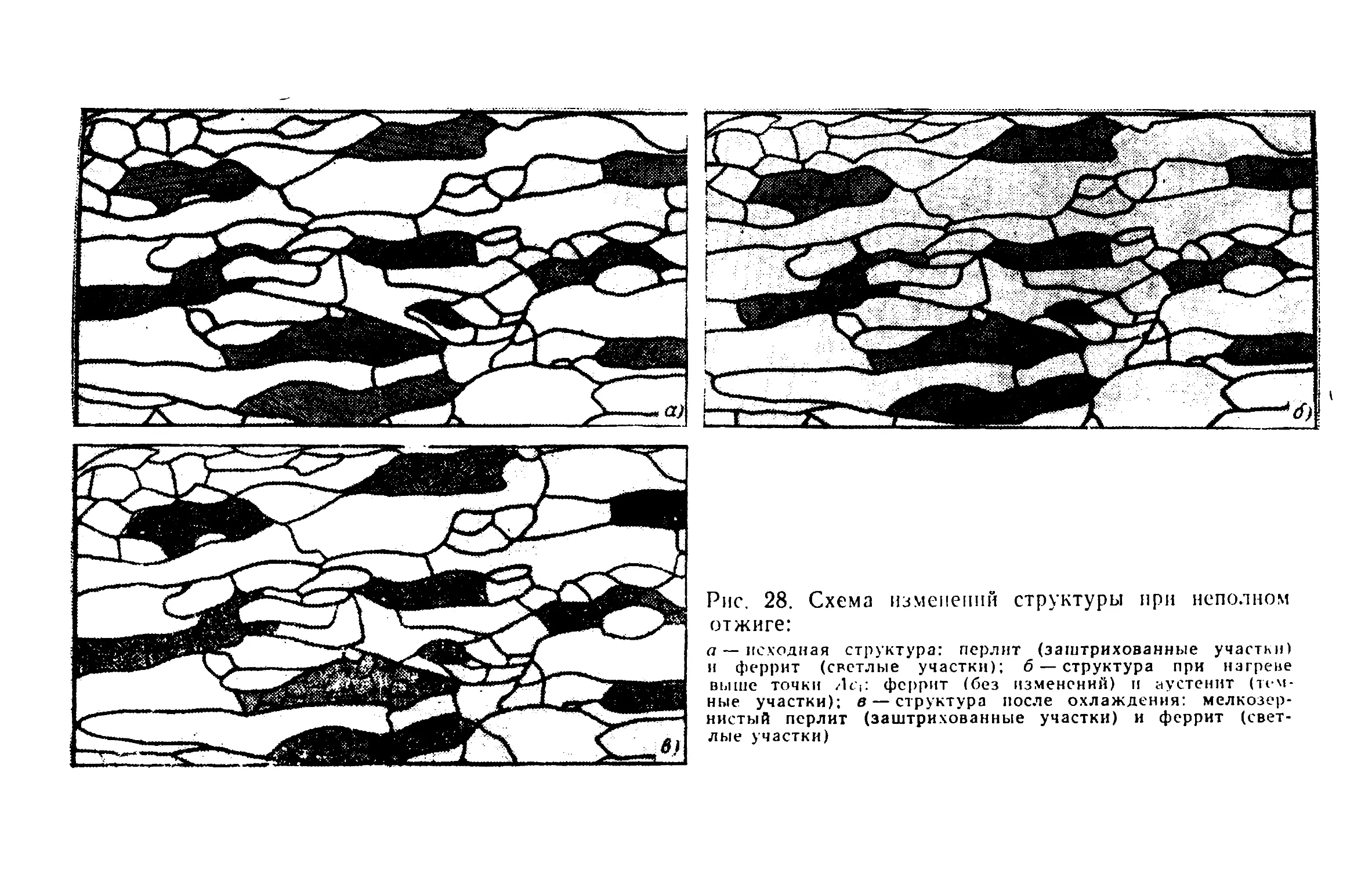
ния при неполном отжиге показаны на рис. 28.Высокоуглеродистые стали типа инструментальных,
шарикоподшипниковых и др. подвергаются неполному
отжигу. Полный отжиг с нагревом до аустенитного со¬
стояния не дает никаких преимуществ, поскольку после
охлаждения получается также перлитно-цементитная
структура, с той лишь разницей, что в условиях за-42
Рис. 28. Схема изменений структуры при неполном
отжиге:а — исходная структура: перлит (заштрихованные участки)
и феррит (светлые участки); б — структура при нагреве
выше ТОЧКИ Ас |! феррит (без изменений) и аустенит (Тем¬
ные участки); в — структура после охлаждения: мелкозер¬
нистый перлит (заштрихованные участки) и феррит (свет¬
лые участки)
медленного охлаждения цементит выделяется по грани¬
цам перлитных зерен, что повышает хрупкость стали
после закалки.Сфероидизирующий отжиг. Такое название отжиг
получил, потому что‘целью его является превращениеJРис. 29. Микроструктура зернистого перлитапластинчатого перлита в зернистый — сфероидизирован-
ный. Это улучшает обрабатываемость резанием инстру¬
ментальных сталей.В результате сравнительно быстрого охлаждения
таких сталей после прокатки они приобретают структу¬
ру пластинчатого перлита или сорбита. В пластинчатом
перлите цементит имеет форму тонких пластинок, рас¬
положенных в виде слоев в поле феррита. Сталь с такой
структурой имеет повышенную твердость, что затруд¬
няет ее обработку режущим инструментом. Если же це¬
ментит располагается в феррите в виде мелких округлых
зернышек, то твердость стали снижается, и обработка
ее режущим инструментом значительно облегчается.
Перлит, в котором цементит имеет форму мелких зерны¬
шек, называется зернистым (рис. 29). Главное при
отжиге — не нагревать сталь значительно выше Ас\,
иначе будет получаться не зернистый, а пластинчатый
перлит.Сфероидизацию можно осуществить также путем
нагрева ниже температуры Ас\, как при высоком от¬
пуске. В этом случае выдержка при повышенной темпе-44
потуре будет способствовать переходу пластинчатого
цементита в более устойчивый — зернистый. Однако для
этого потребуется значительно большее время выдержки,
и потому такой процесс редко применяют в производ¬
стве.Рекристаллизационный отжиг. Такой огжиг приме¬
няют после холодной прокатки листов или после воло¬
чения (калибровки) прутков, а также после холодной
штамповки деталей из листовой стали с целью устра¬
нения наклепа, вызванного пластической деформацией.
Рекристалл нзационный отжиг осуществляется путем
нагрева до температуры ниже Ас\, выдержки и после¬
дующего замедленного охлаждения. Посмотрим, как
изменяются структура и свойства стали при наклепе
и последующем рекристаллизационном отжиге.При холодной прокатке, волочении и листовой штам¬
повке зерна металла деформируются, дробятся, в них
возникают многочисленные дислокации, которые, дви¬
гаясь в разных направлениях, встречаются и блокируют
друг друга. В результате дальнейшее движение дисло¬
каций затрудняется, т. е. увеличивается сопротивление
деформации. Иными словами, повышается твердость и
прочность при одновременном' снижении пластичности,
т. е. возникает хрупкость. В этом и заключается сущ¬
ность наклепа. Такое состояние металла с многочислен¬
ными дислокациями и другими искажениями атомной
решетки неустойчиво. Тем не менее при обычной темпе¬
ратуре, когда подвижность атомов мала, оно может
сохраняться очень долго. Но уже при повышении темпе¬
ратуры до 650—700°С диффузионная подвижность ато¬
мов возрастает настолько, что становятся возможными
кристаллизационные процессы. При этом возникают
новые центры кристаллизации, вокруг которых благо¬
даря диффузии атомов строится как бы заново решетка,
но уже без дислокаций и искажений. Взамен старых,
деформированных зерен вырастают новые равноосные
зерна, примерно такие же, какие были до пластической
Деформации, восстанавливается первоначальная струк¬
тура, а следовательно, и свойства металла.Изотермический отжиг. Отличительной особенностью
Изотермического отжига является ТО, ЧТО при его про¬
длении распад аустенита на ферритно-цементитную
смесь происходит при постоянной температуре. При дру-
гих видах отжига такой распад происходит в период45
охлаждения в условиях непрерывного снижения темпе^
ратуры. После того как уже произошел распад аусте¬
нита, скорость охлаждения не имеет существенного зна*
чения, и поэтому охлаждение после изотермической^
выдержки можно проводить на воздухе. Это дает опре-1
деленные преимущества. Во-первых, сокращается дли-j
тельность процесса, особенно для легированных сталей,
для которых при обычном отжиге требуется очень
медленное охлаждение. Во-вторых, структура получает^
ся более однородной, поскольку превращение аустенита
в перлит происходит при одной и той же температуре<
а не в интервале температур, как при обычном отжигеИзотермический отжиг осуществляется путем нагрева
до аустенитного состояния, т. е. на 30—50°С выше темпе¬
ратуры Асз. После этого температура снижается при*
мерно на 150°С ниже Ас\ и дается изотермическая вы*
держка. С этой целью после нагрева детали быстра
переносят в другую печь или ванну с температуро^
600—700°С (в зависимости от марки стали) и выдержи¬
вают в течение времени, необходимого для полного рас¬
пада аустенита. Длительность выдержки зависит от раз¬
меров детали и от состава стали. Если, например, для
углеродистых сталей бывает достаточно нескольких ми¬
нут, то для легированных сталей иногда требуется ней
сколько часов.Существуют такие легированные стали, которые не
отжигаются даже при очень медленном охлаждении,
например сталь 18Х2Н4ВА. В таких случаях применяют
изотермический отжиг. Он является лучшим способом
снижения твердости и улучшения обрабатываемости ре¬
занием для таких сталей. На рис. 30 показаны режимы
различных видов отжига.Нормализация. Нормализация осуществляется путем
нагрева стали до аустенитного состояния с последующей
выдержкой, аналогично полному отжигу, с той лишь
разницей, что охлаждение при нормализации всегда про¬
водится на спокойном воздухе. Это упрощает процесс
и сокращает его длительность, поэтому тогда, когда
возможно, целесообразно отжиг заменять нормализа¬
цией.Нормализация, как правило, применима лишь для
углеродистых и низколегированных сталей. Средне- и
высоколегированные стали при охлаждении на воздухе46
приобретают сорбито-трооститиую или
структуру с высокой твердостью.С повышением содер¬
жания углерода в стали
увеличивается и разли¬
чие в свойствах между
отожженной и нормали- |
зованной сталью.р„с. 30. Режимы различных
видов отжига:/—диффузионный; 2— полный; 3—
изотермический; 4—неполный; 5—
сфероидизирующий; 6—рекрнстал-
лизацнонныймартенситнуюВремяДля низкоуглеродистых сталей, содержащих до0,2% С, нормализацию нужно предпочесть отжигу. Это
диктуется не только сокращением длительности опера¬
ции, но также улучшением обрабатываемости ее реза¬
нием. Нормализацию стали, содержащей 0,3—0,4% С,
целесообразно проводить лишь в том случае, если более
высокая твердость в нормализованном состоянии не
отражается заметно на обрабатываемости резанием.Нормализацию применяют также для устранения
цсментитной (или карбидной) сетки в инструментальных
сталях. Такая сетка придает стали хрупкость. При
нагреве этих сталей под закалку до температуры немно¬
го выше Ас\ цементит (или карбиды) почти не раство¬
ряется в аустените и после закалки сохраняется в стали
в виде сетки. Если же нагрев проводить до аустенитного
состояния, т. е. выше линии SE на диаграмме состояния
(см. рис. 5), то весь цементит (карбиды) оказываются
растворенными в аустените, и при последующем сравни¬
тельно быстром охлаждении на воздухе выделение це¬
ментита или карбидов происходит в виде разрозненных
включений, а не в виде сетки. В результате хрупкость
стали уменьшается.П. СПЕЦИАЛЬНЫЕ ВИДЫ УПРОЧНЯЮЩЕЙ ОБРАБОТКИТермомеханическая обработка. Термомеханическая
обработка стали заключается в сочетании механической
обработки давлением (прокатки, штамповки) с терми-47
ческой обработкой (закалкой). Это позволяет повысип
прочность стали как в результате наклепа, которьіі
получается при пластической деформации, так и вслед
ствие закалки. Благодаря этому при термомеханическоі
обработке удается достичь более высокого упрочнения
чем при обычной закалке. Существует два основные
способа термомеханичсской обработки.1. Высокотемпера
турная термомехани
неская обработке
(ВТМО). Она закліО)
чается в том, что непо
средственно после го
рячей обработки дав
лением (прокатки
штамповки), когд*
сталь имеет температур
ру выше Асз и аусте-
нитную структуру, про¬
водится резкое охлаж¬
дение — закалка. Зг
короткое время межд>
окончанием прокатку
(или штамповки) и за¬
калкой рекристаллиза
ция не успевает прои¬
зойти. В связи с этим
наклеп и упрочнение!
которые возникли при пластической деформации во вре^
мя прокатки или штамповки, не устраняются и остают¬
ся в стали после ее остывания. После закалки к этому
добавляется еще упрочнение вследствие образования;
твердой мартенситной структуры. Мартенсит, образую-!
щийся в этих условиях, кроме своих дислокаций как бы
наследует дислокации, возникшие при наклепе. Ясно,
что чем короче промежуток времени между окончанием;
прокатки и закалкой, когда сталь имеет высокую темпе¬
ратуру, тем больше сохранится дислокаций и тем боль-j
ше будет эффект упрочнения. Практически, этот отрезок!
времени составляет несколько секунд, в течение которых'
частично происходит рекристаллизация, что снижает]
эффект упрочнения. Это один из главных недостатков;
способа ВТМО. Схематически сущность его иллюстриру¬
ет рис. 31.48Время —Рис. 31. Режимы термомеханичес¬
кой обработки: высокотемператур¬
ной (ВТМО) и низкотемператур¬
ной (НТМО)
2. Низкотемпературная термомеханическая обработка
(НТМО). Сталь нагревают до аустенитного состояния,
а затем охлаждают ниже температуры рекристаллиза¬
ции, но выше температуры начала мартенситного пре¬
вращения, т. е. в температурном интервале примерно
400—600°С. В этом интервале, в котором еще сохраня¬
ется аустенитная структура, производится деформация
стали, например штамповка. Деформация вызывает
наклеп аустенита, рекристаллизации же в этих услови¬
ях не происходит. Затем проводится закалка: образует¬
ся мартенсит, который, как и в предыдущем способе,
наследует дислокации, а значит и упрочнение, получен¬
ное при деформации. Здесь устранен недостаток перво¬
го способа, так как рекристаллизация практически от¬
сутствует, и потому наиболее полно используется эф¬
фект упрочнения от наклепа. Однако технологически
этот способ сложнее, так как трудно осуществлять
обработку давлением в таком узком интервале темпе¬
ратур.После термомеханической обработки как по первому,
так и по второму способу нужно проводить отпуск с
нагревом в интервале температур 150—300°С.Термомеханическая обработка позволяет получить
предел прочности в стали до 300 кгс/мм2, в то время как
при обычной закалке он бывает не более 200—
220 кгс/мм2. Очень важно, что одновременно с повыше¬
нием прочности возрастает и пластичность. При ВТМО
достигается несколько меньший предел прочности — до
240 кгс/мм2, но зато повышается сопротивление ударной
нагрузке как при обычной, так и при пониженной темпе¬
ратуре.В некоторых случаях эффект термомеханической об¬
работки получается в результате несложного усовершен¬
ствования технологических операций. На Ленинградском
металлическом заводе им. XXII съезда КПСС направля¬
ющие лопатки турбин изготовляют из хромистых сталей
12X13 и 15X11МФ методом прокатки. По старой техно¬
логии они подвергались закалке на воздухе от темпера¬
туры 1030°С и отпуску при 720°С. По усовершенствован¬
ной технологии прокатка лопаток из стали 12X13 закан¬
чивается при температуре 900—920°С, а из стали
15X11Мф — при 930—950°С. Непосредственно вслед за
этим осуществляется закалка с охлаждением на возду-
Хе и отпуск при температуре 700—720°С. В результате49
повысились прочностные свойства деталей при сохране¬
нии пластических свойств. Кроме того, снизилась трудо¬
емкость их изготовления вследствие упразднения специ¬
ального нагрева под закалку.3. Высокотемпературная поверхностная термомехани¬
ческая обработка (ВТМПО). Сущность такой обработки
заключается в том, что деталь подвергается поверхност¬
ному нагреву ТВЧ и одновременно обкатывается ролика¬
ми. В результате в поверхностном слое детали, разогре¬
том до аустенитного состояния, происходит наклеп и пос¬
ле закалки образуется мартенситная структура, в кото¬
рой наследуется дополнительное упрочнение, полученное
при обкатке роликами. В отличие от обычной высокотем¬
пературной термомеханической обработки (ВТМО) ра¬
зупрочнения вследствие разрыва по времени между на¬
клепом и закалкой в данном случае не происходит. Ме¬
тод ВТМПО очень эффективен при упрочнении шеек и
галтелей коленчатых валов и других ответственных де¬
талей.Термоциклическая обработка (ТЦО). Обычно повы¬
шение прочности стали, достигаемое при термической
обработке, сопровождается снижением вязкости. Важ¬
ной особенностью термоциклической обработки являет¬
ся то, что она позволяет одновременно повысить как
прочность, так и вязкость стали. Такая обработка за¬
ключается в том, что детали быстро нагревают на 30—
50°С выше температуры критической точки Ас\у а затем
многократно (4—6 раз) охлаждают на воздухе до темпе¬
ратуры на 30—50°С ниже Ас\ и вновь нагревают на
30—50°С выше Ас\. После этого проводится окончатель¬
ное охлаждение в воде или масле.Метод ТЦО по сравнению с обычной термической об¬
работкой позволяет при одном и том же значении преде¬
ла прочности получить в 2—3 раза большую величину
пластичности и вязкости.Обработка холодом. В каждой стали мартенситное
превращение начинается и заканчивается при определен¬
ной температуре (см. рис. 16). В углеродистых сталях,
содержащих более 0,6% С, а в легированных сталях при
еще меньшем его содержании мартенситное превраще¬
ние заканчивается при температуре ниже 0°С. Следова¬
тельно, если охлаждение при закалке проводится до ком¬
натной температуры, то превращение аустенита в мар¬
тенсит прерывается, и в структуре стали наряду с50
мартенситом остается некоторое количество остаточного
аустенита. Если продолжать охлаждение ниже комнат¬
ной температуры, то вновь возобновится превращение
остаточного аустенита в мартенсит до завершения это¬
го процесса, и тогда в структуре будет только один
мартенсит. Твердость стали при этом должна повыситься.
Чем больше получается остаточного аустенита, тем боль-Рис. 32. Схема дробеструйной обработка (и) и увеличение размеров
поверхности после наклепа дробью (6)ше повышается твердость при обработке холодом. В кон¬
струкционных углеродистых сталях содержание остаточ¬
ного аустенита после закалки обычно не превышает 5—
6%, поэтому их не подвергают обработке холодом. В ин¬
струментальных же сталях, имеющих более 1,0% С, со¬
держание аустенита после закалки превышает 15—20%»
и потому обработка холодом может дать вполне ощути¬
мый эффект. Наиболее часто такой обработке подверга¬
ют легированные стали.Следует иметь в виду, что обработка холодом долж¬
на проводиться сразу же после закалки, так как с тече¬
нием времени остаточный аустенит делается более
устойчивым (стабилизируется) и при снижении темпера¬
туры уже не переходит в мартенсит. Нельзя также про¬
водить отпуск перед обработкой холодом, так как это
тоже способствует стабилизации аустенита. Однако пос¬
ле обработки холодом отпуск для снятия внутренних на¬
пряжений является обязательной операцией.В результате обработки холодом во многих случаях
Удается достичь существенного повышения твердости:
Для стали У12 — на 3—4 единицы HR С, для стали
ШХ15 — на 3—6 единиц HRC, для стали ХВГ — на10 единиц HR С.51
Дробеструйный наклеп. При дробеструйном наклепе
стальная или чугунная дробь с помощью специальных
дробеметиых турбинок с большой скоростью выбрасы¬
вается на поверхность обрабатываемых деталей. Ударыдробинок о поверхность вызывают пластическую дефор¬
мацию, которая, как мы уже знаем, сопровождается
наклепом, т. е. упрочнением поверхности. Наряду с этим
в поверхностном слое деталей возникают остаточные
сжимающие напряжения, а это повышает сопротивление
деталей усталости. Возникновение таких напряжений
объясняется следующими причинами. Представим себе52
пластинку, которая подвергалась обработке дробьк).
Сравним величину поверхности до и после обработки
дробью (рис. 32). Очевидно, после обработки поверх¬
ность, покрытая лунками от ударов дробинок, должна
быть больше. Но увеличению поверхности препятствуют
нижележащие слои металла. В результате, как и при за¬
калке ТВЧ, в поверхностном слое возникают большие
внутренние сжимающие напряжения. По величине они
могут достигать 100 кгс/мм2. Благодаря этому долговеч¬
ность работы деталей, таких, например, как пружины и
рессоры, после дробеструйной обработки повышается
в несколько раз.Наклеп дробью является заключительной операцией
обработки деталей и проводится после окончательной
механической п термической обработок.Существуют разнообразные конструкции установок
для дробеструйного наклепа. Одна из них с вращающим¬
ся столом, на который укладываются обрабатываемые
детали, показана на рис. 33.
II. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ1. ВЫБОР РАЦИОНАЛЬНОГО РЕЖИМА НАГРЕВА
Скорость нагреваНагрев, как и охлаждение, не может происходи
равномерно по всему сечению детали. Поверхность все
да нагревается быстрее, чем внутренние слои. В свя:
с этим при нагреве, как и при охлаждении, могут возн
кать внутренние напряжения. В целях повышения прои
водительности труда нужно стремиться как можно мен
ше времени затрачивать на нагрев, т. е. проводить его
максимальной скоростью, но так, чтобы не возникаи
трещины и был обеспечен полный и равномерный нагрі
деталей по всему сечению. Чем выше температура печі ем быстрее идет нагрев.Скорость нагрева зависит также от среды, в котор<
находятся детали. Так, например, если для нагрева д
тали в свинцовой ванне требуется 10 мин, то для нагр
ва этой же детали в соляной ванне необходимо 30 ми
а в электропечи — свыше 1 ч.Наконец, скорость нагрева зависит от тепловой мои
ности печи. Если в печь сравнительно небольшой МОЩНі
сти загрузить большую садку металла, то нагрев буд<
происходить медленно, поскольку такая печь в единш
времени дает ограниченное количество теплоты, и пі
требуется много времени, чтобы нагреть садку до задаї
ной температуры. Как правило, нужно стремиться
пользовать все возможности печи для ускорения нагр}
ва. Однако иногда во избежание трещин в метал;
приходится ограничивать скорость нагрева. Это необх<
димо в случаях, приведенных ниже.1. Нагрев высоколегированных сталей, обладающи
пониженной теплопроводностью. При ускоренном нагрі
ве таких сталей возникает большая разность темпері
тур между поверхностью и внутренней зоной, что привс
дит к большим напряжениям и трещинам.2. Нагрев массивных изделий. И в этом случае п<
верхность нагревается значительно быстрее внутренне
зоны, что также приводит к напряжениям и трещинам.54
3. Нагрев закаленной стали. После закалки в стали
сохраняются внутренние напряжения. Если к ним доба¬
вятся еще напряжения вследствие быстрого нагрева, то
это может стать причиной появления трещин.в) г)Рис. 34. Графики режимов нагрева (Ґ — необходимая температура
нагрева, /п — температура поверхности нагреваемой детали, ґц —
температура в центре детали):а — замедленный (с печью); б—ступенчатый; в — обычный; г —скоростной4. Нагрев слитков и фасонного литья. Структура ли¬
той стали неоднородна как по химическому составу, так
и по размерам кристаллов. Даже при сравнительно мед¬
ленном охлаждении в литой стали всегда остаются внут¬
ренние напряжения, поэтому, как и в предыдущем слу¬
чае, дополнительные напряжения от быстрого нагрева
могут вызвать трещины.В производственных условиях необходимая скорость
нагрева достигается различными способами.Обычный нагрев. Изделия загружаются в печь, имею¬
щую рабочую температуру. Скорость нагрева в этих ус-55
ловиях будет зависеть от температуры печи. Существе!
ное влияние окажет также соотношение массы нагрева*
мых деталей и тепловой мощности печи. Это обусловлю
но тем, что после загрузки деталей в печь температу{
ее упадет, и скорость последующего подъема ее до раб
чего уровня зависит от тепловой мощности печи.Замедленный нагрев. Он осуществляется тремя меті
дами: а) изделия помещают в печь, имеющую темпер;
туру ниже рабочей, и нагрев происходит замедленно, г
мере повышения температуры печи; б) изделия такя
загружают в печь с пониженной температурой, но поді
ем ее производится ступенями с выдержками на каждс
ступени для выравнивания температуры по сечению и
делий; в) последовательный нагрев в двух или несколі
ких печах: в первой — подогрев, а во второй — окончі
тельный нагрев.Скоростной нагрев. Температура в печи устанавл]
вается на 100—300°С выше требуемой. Когда детали н;
греваются до необходимой температуры, их выгружак
из печи. Благодаря большому перепаду температур
скорость нагрева возрастает, а продолжительность е(
уменьшается. Снижается угар и обезуглероживание сті
ли, и повышается производительность печного оборуд
вания. Скоростной нагрев можно применять, однак
лишь для деталей простой формы, толщиной до 100 мі
Следует помнить, что при таком нагреве температура п
верхноети детали существенно опережает температур
сердцевины. По этой причине скоростной нагрев при те
мической обработке применяется редко. На рис. 34 npej
ставлены графики различных режимов нагрева.Время нагреваОпределение времени нагрева при термической о<
работке — один из наиболее сложных вопросов. Дело
том, что время нагрева зависит от многих факторов: TeN
пературы и характера нагревающей среды, размеров
формы нагреваемых деталей, способа их укладки в печ¥
теплопроводности металла и др. Точно учесть влиянй
всех этих факторов трудно, а в ряде случаев просто н^
возможно. Основное влияние на скорость нагрева, а зна
чит н ил продолжительность его, оказывают температур'
печи, масса и форма изделия. Чем выше температура
меньше масса, тем быстрее идет нагрев. Влияние яс56 !
I I I I I I III
I I I I I I IIII * І І І І І і іт T ? $ Т Т t t fI I I I I I I I II I I I I I IIIa)5)Рис. 35. Нагрев пластины
толщиной d (а) и цилиндра
диаметром d (б)ZРис. 36. Выбор наимень¬
шего размера в наиболь¬
шем сеченииРис. 37. Примеры выбора
расчетного размера А57
формы проявляется fe том, что при одной и той же масс
скорее нагревается та деталь, у которой будет больщ
поверхность, поскольку теплота от внешней среды пост;
пает через поверхность. При одном и том же размере о
чения детали продолжительность нагрева может окі
заться различной в зависимости от формы. Наприме
цилиндр диаметром d нагревается вдвое быстрее, че
пластина толщиной d (рис. 35). Нагрев пластины прои<
ходит за счет теплоты, поступающей в основном с дву
сторон — через верхнюю и нижнюю поверхность. Щ
ступление теплоты через боковые торцы, удаленные с
средней части пластины, практически не оказывает влї
яния на нагрев. Внутрь цилиндра теплота поступает чс
рез цилиндрическую поверхность со всех сторон, и ПОТС
му он нагревается быстрее. Очевидно, если нагреваете
деталь сложной формы, с разными размерами сеченш
то продолжительность нагрева будет определяться раз
мерами наибольшего сечения (рис. 36). При этом, к^
мы только что видели, основное значение имеет постуїі
ление теплоты через плоскости А и Б. Иными словам*!
продолжительность нагрева будет определяться наи
меньшим размером в наибольшем сечении детали. Это
размер и будет являться расчетным. На рис. 37 приведе
ны примеры, поясняющие, какой размер следует прими
мать за расчетный.Тогда, когда необходимо лишь приближенно опреде
лить время нагрева без учета влияния различных факте
ров (температуры, химического состава стали, формі
детали и др.), можно принять, что при нагреве в печи
температурой 800—900°С на каждый миллиметр линеі
ного размера в сечении или расчетного размера детаЛ
норма времени составляет примерно 1,0—1,5 мин. В это]
случае для цилиндра диаметром 20 мм время нагрев
составит 20—30 мин. Лучшие результаты, хотя тож
очень приближенные, можно получить, если при ПОДСЧ!
те времени нагрева учитывать температуру и характе
нагревающей среды. Для этого можно воспользоватьс
данными, приведенными в табл. 1.При нагреве квадратных заготовок указанное
табл. 1 время увеличивается в 1,3 раза, а при нагрев
изделий прямоугольного сечения — в 1,5 раза.При нагреве легированных сталей, содержащих ка{
биды, норма времени также увеличивается примерно н
20—40% для более полного растворения карбидов. 158
Следует иметь в виду, что указанные рекомендации и
нормы времени по нагреву в печах относятся к случаю
нагрева единичных изделий, когда к ним со всех сторонТаблица 1Приближенные нормы времени нагрева изделий
цилиндрической формыТип нагревательного устройстваТемпература,Норма времени
на 1 мм
диаметра,
сПечь электрическая60010080070Печь газовая80050Соляная ванна8002012008открыт доступ горячих газов. Если же в печь загружа¬
ется садка, состоящая из множества однотипных дета¬
лен, то необходимая продолжительность нагрева увели¬
чивается в зависимости от расположения деталей. Так,
например, при расположении цилиндрических деталей в
олин ряд по высоте на близком расстоянии друг от дру¬
га, примерно 1 —1,5 их диаметра, расчетное время нагре¬
ва увеличивается в 1,5 раза.В практике, однако, нередко бывают случаи, когда
трудно определить время нагрева расчетным путем (на¬
пример, при нагреве деталей сложной формы, при уклад¬
ке их в несколько рядов по высоте и др.). В таких случаях
время нагрева можно установить опытным путем.
С этой целыо детали загружаются в печь, и отсчитыва¬
ется время, за которое цвет их сравняется с цветом сте¬
нок печи. Дальнейшее продолжение нагрева необходимо
для того, чтобы детали равномерно прогрелись по всему
течению. Продолжительность этого периода устанавли¬
вается в зависимости от времени нагрева до выравнива¬
ния цвета деталей в печи и составляет примерно 20—
:>0% от этого времени.Необходимо систематически наблюдать за работой
печи и нагреваемыми деталями. При этом, несмотря на
то, что современные термические печи снабжены прибо¬
рами для автоматического контроля и регистрации тем-м
пературы, термист должен уметь визуально, т. е. без при
бора, определять температуру нагрева печи и обрабаты
ваемых деталей. С учетом этого может быть полезна
приведенная ниже таблица, в которой указаны темпера
туры и соответствующие им цвета излучения (цвета ка
ления) (табл. 2).Таблица 2Цвета излучения при различных температурах {нагреваЦвет излученияТемпература,°СЦпет излученияТемпература°СТем но-вишне вый
Темно-красный
Красный
Светло-красный550—650650—750750—850850—950ОранжевыйЖелтыйЯрко-желтыйБелый950—1050
1050—1150'
1150—1250!
1250—1350]Определение температуры нагрева по цветам нзлу<
чения требует некоторого навыка и опыта. Большое зна-
чение при этом имеет характер освещения (естественное!
или электрическое), его яркость, чистота воздуха в цеха
и т. п. Несмотря на то, что по данным, приведенным в
таблице, одному и тому же цвету соответствуют коле!
бания по температуре в пределах 100°С, опытный тер
мист по неуловимым для обычного наблюдателя оттен
кам цвета может определить температуру с точностью д<
30—50°С.При отпуске, когда нагрев не превышает 600—650°С
контроль температуры можно осуществить с помощь»
термочувствительных карандашей. Такие карандаши прі
нагреве до определенной температуры резко изменяю
свой первоначальный цвет. ,Среда нагрева ,Роль среды нагрева двояка. Во-первых, от нее зави
сит скорость передачи теплоты, а следовательно, скс
рость и продолжительность нагрева. Во-вторых, среда,
которой происходит нагрев, может вызвать окисление
обезуглероживание поверхности. При термической обрг
ботке могут быть следующие среды нагрева: в электр(
печах — воздух, в газовых печах — газы (продукты г(
рения газового топлива), в печах-ваинах — расплавлей
ная соль. 160 I
Печи-ванны применяют для нагрева как при закал¬
ке, так и при отпуске. Они имеют важные преимущест¬
ва: быстроту и равномерность нагрева, точность поддер¬
жания заданной температуры, возможность местного на¬
грева, минимальное окисление при правильном ведении
процесса.Нагреву в соляї ^х печах-ваннах присущи и некоторые
недостатки. Если на поверхности деталей имеется влага,
то при загрузке их в ванну она мгновенно испаряется, и
образующийся пар, стремясь выйти на поверхность, вы¬
зывает выброс расплавленной соли. Остатки соли на де¬
тали могут вызвать разъедание поверхности. По этой же
причине тигли, в которых находится расплавленная соль,
часто выходят из строя, что приводит к простоям ван¬
ны при их замене. Наконец, при нагреве в ваннах воз¬
можно обезуглероживание. Оно возникает тогда, когда
открытая поверхность ванны контактирует с кислоро¬
дом воздуха. При этом образуются окислы, которые, воз¬
действуя на поверхность деталей, вызывают обезуглеро¬
живание. Во избежание этого в ванну добавляют
75%-ный молотый ферросилиций, буру или карбид крем¬
ния. Наиболее эффективным раскислителем для соляных
ванн, работающих при температуре 1200— 1300°С, явля¬
ется фтористый магний.Таблица 3Составы соляных ванн и температурные интервалы
их примененияТемпература, “ССостав ванны, % по массеплавленияПрименения100% ВаСЦ9601000—130050% BaCI, + 50% NaCl—750—95044% NaCl+ 56% КС!660720—90022,5% NaCl+ 77,5% BaCI*635665—87050% NaNOs + 50% KN03220280—550100% NaOH320350—45035% NaOH+ 65% KOH155160—400В табл. 3 приведены некоторые составы соляных
ванн, наиболее часто применяемых в производстве.При нагреве в газовых и электрических печах проис¬
ходит окалпнообра.зование и обезуглероживание метал¬
ла.61
Окалинообразование. Окалина образуется вследствие
окисления металла при повышенной температуре. Атомы
железа на поверхности металла взаимодействуют с кис¬
лородом, в результате чего возникают окислы FeO,
Fe203 и Fe304. Из этих окислов и состоит слой окалины.
Такой слой, однако, не является преградой для кислоро¬
да. Атомы кислорода, имеющегося в печной атмосфере,
путем диффузии проникают сквозь слой окалины, дости¬
гают атомов железа, и вновь образуются окислы. Та¬
ким образом, процесс окалинообразования идет непре¬
рывно. Чем выше температура, тем больше скорость
диффузии, и тем интенсивнее образуется окалина.В печной атмосфере могут быть как окисляющие, так
и восстановительные газы. К окисляющим газам отно¬
сятся кислород, пары воды и двуокись углерода, а к вос¬
становительным — водород и окись углерода. Для пре¬
дотвращения окисления при нагреве нет необходимости
полностью удалять из печи все окислительные газы. До¬
статочно установить определенное соотношение между
содержанием окислительных и восстановительных газов.
Наша промышленность изготовляет специальные уста¬
новки для получения атмосфер с заданным соотношени¬
ем окислительных и восстановительных газов. Это так
называемые защитные или контролируемые атмосферы.Обезуглероживание. При высокой температуре газыг
имеющиеся в составе печной атмосферы: кислород, дву¬
окись, углерода, пары воды и водород, вступают в ре¬
акцию с углеродом, входящим в состав стали, в резуль¬
тате чего поверхность деталей обезуглероживается. Со¬
держание углерода в нижележащих слоях оказывается
большим, чем у поверхности. В этих условиях неизбеж¬
но начинается перемещение атомов углерода (диффу¬
зия) из нижележащих слоев к поверхности, где происхо¬
дит контакт с печными газами, и, таким образом, выго¬
рание углерода продолжается. Следовательно, обезугле¬
роживание связано с процессом диффузии. Чем выше
температура, тем больше скорость диффузии и степень
обезуглероживания.Применение защитных атмосфер позволяет пол--
ностью устранить окалинообразование и обезуглерожи¬
вание. Большое распространение в промышленности по¬
лучили эндогазовые и экзогазовые защитные атмосферы.
Эндогазовая или эндотермическая атмосфера получается-
путем сжигания природного гоза в специальном гене-!
раторе при недостатке воздуха. Для того чтобы происхо¬
дило горение газа при недостатке воздуха, необходимо
нагревать газогенератор, т. е. вводить внутрь его тепло¬
ту. Отсюда и название атмосферы — эндотермическая
(«эндо» означает внутрь).Для получения экзотер¬
мической атмосферы так¬
же производят сжигание
природного газа с недо¬
статком воздуха, однако
расход воздуха дается
больше, чем при получе¬
нии эндогаза. В этом слу¬
чае подводить в генера¬
тор теплоту для горения
уже не надо. Напротив,
горение происходит с вы¬
делением теплоты нару¬
жу. Отсюда и название—
экзотермическая атмо¬
сфера («экзо» означает
наружный). Такой газ
применяется как в очи¬
щенном, так и в неочи¬
щенном состоянии. Очист¬
ка заключается в удале¬
нии двуокиси углерода
и паров воды. Эндогаз
содержит 40% Н2, 20% СО, остальное — азот. Содержа¬
ние водорода в экзогазе значительно меньшее. В этом
его достоинство, поскольку водород способствует повы¬
шению хрупкости стали. Хорошие результаты дает ис¬
пользование эндоэкзотермической атмосферы, содержа¬
щей 20% Н2.Само собой разумеется, что применение защитных
атмосфер целесообразно только в таких печах, где обес¬
печивается относительная герметичность рабочего про¬
странства. Такие печи в настоящее время выпускаются
нашей промышленностью.Нагрев в кипящем слое. Представим себе цилиндри¬
ческую камеру, в которую вставлена перегородка с мно¬
жеством мелких отверстий (рис. 38). Если теперь на
эту перегородку насыпать слой мелкозернистого сыпуче¬
го материала, а под нее подавать снизу сжатый воздух63Рис. 38. Схема печи для нагрева
в кипящем слое:/ — печь; 2 — решетчатый под; 3 — му¬
фель; 4 — электронагреватели; 5—ки¬
пящий слой; 6 — нагреватели; 7 — ввод
воздуха для предварительного нагрева
или Иной газ, to мо&ііо подобрать такую скорость пода-
чп газа, при которой частицы сыпучего материала под¬
нимутся в восходящем потоке газа, сцепление между
ними нарушится, и они станут подвижными. При этом
частицы не оседают на дно и в то же время не поднима¬
ются выше определенного уровня. Таким образом возни¬
кает слой, подобный слою жидкости со свободным верх¬
ним горизонтальным уровнем. При некотором дальней¬
шем повышении скорости истечения газа твердые
частицы в слое интенсивно перемещаются, а часть газа
прорывается па поверхность слоя, производя выбросы их
наподобие кипения жидкости. Отсюда и название кипя¬
щий слой.Теплопередача в кипящем слое, а следовательно, и
нагрев происходят с очень большой скоростью, что обес¬
печивает высокую производительность.Необходимая температура кипящего слоя получает¬
ся различными способами. При отпуске, когда нужна
сравнительно низкая температура (до 600—650°С), при¬
меняют электрические нагреватели, которые устанавли¬
вают в огнеупорной кладке с наружной стороны каме¬
ры. Теплота от нагревателей поступает через стенки ка¬
меры. Для более высоких температур, какие необходимы
при закалке или отжиге, нагрев кипящего слоя достига¬
ется путем непосредственного сжигания в нем газа, на¬
пример природного. Для предоствращения окалинооб-
разования и обезуглероживания подбирают соответству¬
ющий коэффициент расхода воздуха, необходимого для
горения, аналогично тому, как это делается при получе¬
нии эндо- и экзотермической атмосферы.В качестве сыпучего материала для кипящего слоя
при низких температурах нагрева используются песок,
шамот, окись магния и т. п., а при «высоких температу¬
рах пригодны электрокорунд и чистая окись магния
(кессонная масса), которые в отличие от других мате¬
риалов не спекаются. Размер частиц таких материалов
должен быть не более 0,3—0,4 мм.Пока метод нагрева в кипящем слое еще не получил
широкого применения в промышленности. Однако, по¬
скольку преимущества его по качеству и эффективности
нагрева очевидны, в будущем он займет в производст¬
ве должное место.Применение защитных покрытий. Иногда, в мелкосе¬
рийном и единичном производстве для предохранения от64
окисления и обезуглероживания целесообразно исполь¬
зовать защитные покрытия. Такие покрытия в виде жид¬
ких смесей различного состава наносятся на поверхность
деталей перед нагревом путем окунания или с помощью
кисти. Составы некоторых из этих покрытий приведены
ниже.> 1 . . . Шамотная глина—40%, стеклопорошок—50%, тальк—10%,
№ 2. . .Тальк—40%, каолин—20%, жидкое стекло—40%.J\s 3 . . . Грунтовая эмаль на основе фритты.4 . . . Эмаль марок ЭЖ 01, ЭВТ-10Первые два состава легко отслаиваются в процессе
охлаждения при закалке. Эмалевые покрытия удаляют¬
ся дробеструйной обдувкой либо нагревом в расплаве
щелочи при температуре 500—550°С.Дефекты нагрева и их предупреждениеКоробление и трещины. При нагреве до высокой тем¬
пературы для закалки, отжига или нормализации проч¬
ность металла настолько снижается, что деталь может
прогнуться или покоробиться даже под действием собст¬
венной массы или под тяжестью других деталей, кото¬
рые лежат на ней. С учетом этого необходимо прово¬
дить правильную укладку деталей в печи сообразно с их
конфигурацией и массой, с тем чтобы обеспечить, во-
первых, равномерный и всесторонний нагрев, и, во-вто¬
рых, минимальное коробление. Укладка навалом допус¬
тима только при нагреве очень мелких деталей, которые
невозможно или нецелесообразно укладывать в какие-
либо приспособления. Тонкие детали удлиненной формы,
как, например, валы, оси, сверла, протяжки, следует при
нагреве устанавливать вертикально либо подвешивать
на приспособлениях. Детали в виде плоских плит, дис¬
ков, колец и т. п. нужно по возможности также поме¬
щать в приспособлениях в вертикальном положении.Трещины при нагреве — сравнительно редкое явле¬
ние. Они могут возникать в основном по двум причинам:
во-первых, вследствие неравномерного нагрева и, во-вто-
рых, при чрезмерно большой скорости нагрева, особенно
в случае массивных деталей. Равномерность нагрева
°беспечивается рациональной системой укладки дета¬
лей. Во избежание подстуживания не следует распола¬
гать их в непосредственной близости от заслонки печи.3—24 65
Необходимо непосредственным наблюдением контролі
ровать равномерность нагрева.Случаи, в которых нужно ограничивать скорость ні
грева, подробно рассмотрены ранее, на с. 54.Рис. 39. Мартенсит в пределах границ аустенитных зеренПерегрев. Если сталь нагревается до температурі
выше критических точек Ас\ и Ас3 (см. с. 34—35), то об
разуется аустенитная структура. По мере дальнейшей
повышения температуры зерна аустенита начинают рас
ти, при этом крупные зерна как бы поглощают мелкие
Чем выше температура и длительнее выдержка, те»
больше вырастают зерна. При последующем охлажде
нии с любой скоростью обратного явления, т. е. умень
шения размера аустенитного зерна, не происходит. Ка|
кую бы структуру не имел металл после окончательного
охлаждения — закаленную, нормализованную шщ
отожженную, все равно последствия крупнозернистост4
аустенита скажутся в том, что сталь будет иметь пони|
женную ударную вязкость. В изломе такая сталь буде!
иметь крупнокристаллическое камневидное строения
Это обусловлено тем, что как структура мартенсита[
так и структура перлитного типа (перлит, сорбит, троооі
тит) образуются в пределах границ зерен аустенита|
Это хорошо видно на рис. 39. По этим границам и проига
ходит разрушение стали под действием ударной нагруэ|
ки. Такое явление укрупнения зерен аустенита под дей|
ствием высокой температуры, приводящее в дальнейшей66 !
к снижению ударной вязкости, т. е. к повышению хруп¬
кости, называется перегревом стали.Если перегретую сталь быстро охладить, то возник¬
нет особая структура, известная под названием видман-і*-* к.Йм*5ЕЗ'#в?«8т..Рис. 40. Видманштеттовая структура в сталиштеттовой. При образовании такой структуры в доэвтек-
тоидной стали выделяющийся из аустенита феррит
приобретает необычную пластинчатую форму (рис. 40).
В заэвтектоидной стали цементит приобретает форму
игл. Наиболее часто видманштеттовая структура возни¬
кает при охлаждении отливок. Вследствие высокой
хрупкости такая структура недопустима.Перегрев — исправимый дефект. Для его устранения
необходимо нагреть сталь немного выше критических
точек. При этом вновь возникнет мелкозернистая аусте-
нитная структура. Охлаждение можно провести на воз¬
духе. Таким образом, путем нормализации можно исп¬
равить перегрев. Следует, однако, иметь в виду, что не
всегда удается устранить его в полной мере.Обезуглероживание. Причины обезуглероживания
были рассмотрены ранее (с. 62). Хотя обезуглерожен-
«ый слой обычно бывает нёбольшим и по глубине не пре¬
вышает, как правило, несколько десятых долей милли-
Метра, однако наличие его в готовой детали приводит к
кРайне нежелательным последствиям. Дело в том, что
СоДержание углерода в таком слое может снизиться до
сотых долей процента, так что структура его будет npej
ставлять собой почти чистый феррит. При таком низко
содержании углерода этот слой не закалится, и поэте
му поверхность детали после закалки будет иметь ни;
кую твердость, прочность и износостойкость. В большщ
стве случаев это делает детали непригодными к экспл]
атадии.2. ОХЛАЖДЕНИЕ ПРИ ЗАКАЛКЕ ;Выбор охлаждающей средыНаиболее часто в качестве охлаждающей жидкост;
при закалке используются вода и масло. Строго говор?
ни то ни другое полностью не соответствуют необході ■
мым требованиям, к которым относятся: 1) быстрое о&
лаждение в интервале температур минимальной устой-
чивости аустенита — 650—550°С (см. с. 19); 2) охлаж
дение с умеренной скоростью в интервале температур
мартеиситного превращения — 300—200°С. Последней
обусловлено тем, что мартенситное превращение проис*
ходит не одновременно по всему объему детали: раньше
оно начинается у поверхности, в результате чего появля¬
ются внутренние напряжения и возможны трещины. При
меньшей скорости охлаждения такие напряжения также
будут меньшими.В первый период, в интервале температур 800—400°С,
вода охлаждает со скоростью примерно 200°С/с. Этоге
вполне достаточно, чтобы предотвратить распад аустениг
та в углеродистой стали и обеспечить закалку. Во втй-
рой период, в интервале температур 400—100°С, ск#
рость охлаждения в воде резко возрастает (до 4004
800°С/с). А надо было бы как раз наоборот, чтобы в эт^ г
период скорость уменьшилась, с тем чтобы снизить н ■
пряжения при образовании твердой, но хрупкой марте •
ситной структуры.Существует неправильное представление о том, бу
то бы нагрев воды существенно уменьшает опасность о
разования трещин. При нагреве воды до 40—50°С си
рость охлаждения в первый период снижается , І
100°С/с и ниже, в то время как во второй период ои •
хотя также снижается, но остается все же сравнитель: 1
высокой — 350—550°С/с.При закалке в масле скорость охлаждения полу1»!
ется значительно меньшая, чем в воде. В первый перибф
68 *
при температуре 650—550°С, масло охлаждает со скоро¬
стью примерно в 6 раз меньшей, чем циркулирующая
вода. Этого уже недостаточно для закалки углеродистых
сталей, но вполне подходит для легированных. Зато вовторой период, при температуре 200°С, скорость охлаж:
дения в масле в 28 раз ниже, чем в воде. Это значитель¬
но уменьшает закалочные напряжения и опасность об¬
разования трещин. Такое преимущество масла позволя¬
ет закаливать в нем крупные детали сложной формы, не
опасаясь возникновения трещин.Закаливающая способность масел мало зависит от
температуры. Так, при нагреве до 120—150°С скорость
охлаждения в масле изменяется всего на 50°С/с. Прак¬
тически это не влияет на результаты закалки. Не следу¬
ет, однако, с учетом противопожарной безопасности до¬
пускать, чтобы температура закалочного масла была бо¬
лее 80—90°С. Перегретое масло слегка дымит. Это
опасный признак. В случае вспышки масла бак следует
немедленно закрыть крышкой или листами железа.Для охлаждения масла в баки встраивают змеевики,
по которым проходит проточная вода. Более эффектив¬
но — охлаждение в специальных маслоохладительных
устройствах (рис. 41). Из закалочного бака масло пода¬
ется насосом 1 в маслосборник 2, а оттуда — в колон¬
ку 4. В верхней части колонки имеется резервуар 5, куда
подается охлаждающая вода. По трубкам 3 вода посту¬
пает вниз, а масло, проходя противотоком снаружи тру¬С9
бок, охлаждается. Недостатком маслоохладителей тако¬
го типа является большая трудоемкость при очистке от
загрязнений. Кроме того, при нарушении герметичности
трубок возможно попадание воды в масло. Эти недос¬
татки устранены в маслоохладительном устройстве с воз-Рис. 42. Маслоохладитель с воздушным охлаждениемдушным охлаждением, которое применяется на Куйбы¬
шевском государственном подшипниковом заводе
(рис. 42). Три трубные секции 1, составленные из реб¬
ристых труб, укреплены на раме 2, опирающейся на че¬
тыре стойки 3. К раме и стойкам крепятся диффузор 4,
коллектор вентилятора 5 и увлажнитель воздуха 8. На
отдельной раме смонтирован аксиальный вентилятор 6
с приводом 7. На секции имеется жалюзийное устройст¬
во 9. Распыление воды форсунками увлажнителя позво¬
ляет снизить температуру перегоняемого вентилятором
воздуха.Циркуляция масла в баке повышает его закаливаю¬
щую способность и обеспечивает более равномерную за¬
калку. Не следует, однако, с этой целью применять сжа¬
тый воздух, так как он способствует ускоренному окис¬
лению и, следовательно, сокращению срока службы
масла. Лучше производить перемешивание с помощью
крыльчатки, встроенной в бак.Закаливающая способность различных масел при од¬
ной и той же температуре зависит от их вязкости. В про¬
цессе работы вязкость масла постепенно повышается, и,70
следовательно, закаливающая способность его падает.
Это происходит в основном по двум причинам: во-пер¬
вых, вследствие насыщения масла продуктами его тер¬
мического разложения и, во-вторых, благодаря попада¬
нию в масло механических примесей (окалины и пр.).
Масло становится непригодным для закалки и подлежит
замене, если одна или несколько его характеристик, ус¬
танавливаемых при контроле, превосходят следующие
предельные нормы: 1) повышение вязкости более чем на
40% по сравнению с исходной; 2) содержание смол более
10%; 3) содержание механических примесей более0,15%; 4) кислотность более 2—2,5 мг КОН/г.Промышленностью освоен выпуск специальных зака¬
лочных масел серии МЗМ. Они содержат присадки, по¬
вышающие стойкость против окисления, улучшающие
моющие свойства и снижающие пенообразование. В за¬
висимости от марки такие масла можно использовать
при температурах от 70 до 175°С.Хорошие результаты получаются при использовании
для закалки водовоздушной смеси. С этой целью приме¬
няют форсунки, в которых вода распыляется с помощью
сжатого воздуха. Регулируя соотношение воды и возду¬
ха, а также давление смеси, можно изменять скорость
охлаждения. Это особенно важно при закалке крупных
деталей, когда охлаждение в воде может вызвать трещи-
иы, а охлаждение в масле не обеспечивает получения не¬
обходимой твердости. При давлении воздуха 3 ат и рас¬
ходе воды 100 л/ч скорость охлаждения получается при¬
мерно такой же, как и в масле.Наряду с водой и маслом в практике в качестве за¬
калочных сред применяют водные растворы солей и ще¬
лочей. Такие растворы обладают повышенной закалива¬
ющей способностью по сравнению с водой. Особенно
благоприятное действие оказывает щелочь NaOH. Так,
например, в 40—50%-ном водном растворе NaOH в ин¬
тервале температур 750—550°С скорость охлаждения
Достигает 1400°С/с, т. е. почти в 2 раза больше, чем в
воде. В то же время при температуре 300—200°С, когда
происходит мартенситное превращение, эта скорость рез¬
ко снижается, приближаясь к скорости охлаждения в
Масле.Для закалки сталей с пониженной прокаливаемостью
применяют также 5—15%-ные водные растворы щело¬
чей и так называемый каустический раствор, в состав ко¬71
торого входят 3—5% каустической соды (Na2C03) А
3—5% щелочи (NaOH). При закалке в каустическое
растворе достигается более глубокая прокаливаемость м
повышенная твердость при минимальном короблении де*
талей.Щелочные растворы, однако, имеют и серьезные не<
достатки: ядовитость паров, выделяющихся при закал<
ке, ускоренное отложение осадков на стенках трубопро¬
водов, необходимость незамедлительной отмывки в горя<
чей воде остатков щелочи, которые могут вызвать разтг
едание поверхности деталей. К этому следует добавить'
что щелочные растворы повышенной концентрации і
открытых баках быстро, в течение 20—30 ч, теряют свої
свойства. Это происходит под действием двуокиси угле*;
рода С02, содержащейся в воздухе, которая, реагируя со;
щелочью, дает соду — Na2C03. Во избежание этого по-]
верхность раствора покрывают слоем индустриального
масла, и тогда раствор может служить несколько месяч1
цев.В последние годы все большее значение приобретают
горячие закалочные среды. Это связано с тем, что рас¬
ширяется применение прогрессивных технологических
процессов изотермической и ступенчатой закалки, для)
которых необходимы такие среды. В табл. 4 приведены]
некоторые составы горячих закалочных сред на основе]
солей и щелочей. |Таблица 4Составы горячих закалочных сред для изотермической
и ступенчатой закалкиСостав ванны, %Температура, °Сплавленияприменения55KNO, + 45NaN02137150—50055NaNOs + 45NaN02220230—55055NaN03 + 45KNO.,218230—550 ,20NaOH + 8OKOH + H20130150—25035NaOH + 65KOH155170—35025NaOH + 75KOH -|- H20140150—250Интенсивность охлаждения в соляных ваннах можні
существенно повысить путем введения в них воды. Эт<
делается с помощью специального приспособления. Вво272 ■
роды производится в глубине расплава. Частично она
испаряется, а частично поглощается солью. Количество
воды, поглощаемой солью при данной температуре, стро¬
го определенное (рис. 43).
Это обеспечивает стабиль¬
ные условия охлаждения.
Так, например, в расплаве,
состоящем из 55% KN03 и
45% NaN02 при содержа¬
нии 0,68% НгО и темпера¬
туре 170°С, скорость охлаж¬
дения достигает 315°С/с
вместо 60°С/с в обычной
ванне. Содержание воды в
ванне и температура ее ре¬
гулируются с помощью ав¬
томатических приборов.Горячей закалочной сре¬
дой может служить также
вязкое масло типа тяжелого
цилиндрового 52, известного под названием вапор. Это
масло имеет высокую температуру вспышки и рабочий
интервал температур 170—190°С. Такая температура бы¬
вает необходима при ступенчатой закалке. Для удале¬
ния масляной пленки, образующейся на деталях после
закалки в горячем масле, проводят промывку в 3—5%-
ном содовом растворе. Такая пленка удаляется гораздо
лучше, если после выдержки в горячем масле провести
охлаждение деталей в холодном масле.Способы закалкиДля того чтобы уменьшить внутренние напряжения
в деталях и избежать появления трещин, применяют
различные способы закалки.Прерывистая закалка. Изделия, нагретые до зака¬
лочной температуры, охлаждаются последовательно в
Двух средах — вначале с большей, а затем с меньшей
охлаждающей способностью. Например, вначале охлаж¬
дение проводится в воде, а затем, незадолго до начала
мартенситного превращения, изделия переносятся в мас¬
ло. Благодаря этому образование мартенсита происхо¬
дит в условиях умеренной скорости охлаждения в мае-
ле> в результате чего уменьшаются внутренние напряже-Рис. 43. Растворимость
воды в соли в зависимо¬
сти от температуры73
ния и деформация. Такой способ закалки осуществляет¬
ся обычно вручную. Он требует высокого мастерства и
не получил распространения в массовом производстве.Рис. 44. Схема ступенчатой за- Рис. 45. Схема изотермичес-
калки кой закалкиСтупенчатая закалка. Деталь, нагретая до закалоч¬
ной температуры, охлаждается в горячей среде, имею¬
щей температуру немного выше начала мартенситного
превращения (обычно 180—250°С). Поверхность детали
быстро приобретает температуру среды, и по мере вы¬
держки происходит выравнивание температуры по ее се¬
чению. При дальнейшем охлаждении образуется мартен¬
сит. Таким образом, охлаждением в горячей среде удает¬
ся сохранить аустенит до температуры 180—250°С, когда
он, как это можно видеть на С-образных кривых, обла¬
дает сравнительно высокой устойчивостью. В этих усло¬
виях последующее охлаждение даже на воздухе обеспе¬
чивает получение мартенситной структуры. Но поскольку
теперь температура детали выравнялась по всему
сечению, мартенситное превращение произойдет од¬
новременно по всему объему. Благодаря этому умень¬
шатся внутренние напряжения и снизится опасность об¬
разования трещин (рис. 44).Ступенчатую закалку нельзя, однако, применять для
деталей крупных сечений, так как в этом случае потре¬
буется длительная выдержка для выравнивания темпе¬
ратуры по сечению и поэтому может начаться распад74
аустенита. В результате закалка на мартенсит не полу¬
чится.Горячая закалка. Такая закалка проводится анало¬
гично ступенчатой, но в отличие от нее температура го¬
рячей среды устанавливается ниже температуры начала
мартенситного превращения. Обычно она бывает в пре-Рис. 46. Приспособление для ввода воды в соляную ваннуделах 160—110°С. Скорость охлаждения при этом сни¬
жается по сравнению с холодной закалочной средой,
благодаря чему уменьшаются внутренние напряжения и
коробление детали. Горячую закалку применяют для де¬
талей из углеродистых сталей с размерами сечения до
40 мм.Изотермическая закалка. Такая закалка также сход¬
на со ступенчатой. Температура горячей среды, как и
при ступенчатой закалке, устанавливается выше темпе¬
ратуры начала мартенситного превращения. Однако в
отличие от ступенчатой здесь выдержка в горячей среде
более длительная. В результате образуется уже не мар¬
тенсит, а структура промежуточного типа, известная под
названием бейнита. Кроме бейнита, в структуре сохра¬
няется еще остаточный аустенит. В связи с этим, хотя
сталь и не будет обладать такой высокой твердостью,
как при закалке на мартенсит, однако в ней будут соче¬
таться достаточно высокая прочность и вязкость, что
обеспечивает хорошие эксплуатационные свойства. Изо¬
термическую закалку применяют преимущественно для
легированных сталей (рис. 45).На многих заводах ступенчатая и изотермическая за¬
калки проводятся в расплавах солей и щелочей, в кото¬
рые для усиления интенсивности охлаждения вводится
вода.75
На Днепровском металлургическом заводе им. Дзер¬
жинского вода вводится в соляную ванну с помощью
приспособления, показанного на рис. 46. Оно состоит из
форсунки-распылителя 7, в которую подается вода из
бака 4 и воздух по трубе 1 для распыления воды. Водо¬
воздушная смесь по трубке 6 проходит в соляную ванну5. Поступление воздуха и воды контролируется прибо¬
рами 2 и 3. С помощью специального прибора ведется
непрерывный автоматический контроль содержания воды
в расплаве.На Челябинском станкостроительном заводе им. С.
Орджоникидзе изотермическая закалка осуществляется
в расплаве щелочи, в которую вводится 2—5% НгО.Практические приемы закалкиСуществует несколько приемов закалки: 1) поштуч¬
ная, когда каждая деталь отдельно погружается в ох¬
лаждающую среду с помощью клещей либо механичес¬
ких подъемных устройств; 2) групповая, при которой де¬
тали на поддонах или иных приспособлениях группами
погружаются в закалочную среду; 3) непрерывно-после¬
довательная, когда детали, перемещаясь с помощью кон¬
вейера или иных устройств, непрерывно сбрасываются
в закалочный бак.При поштучной индивидуальной закалке во избежа¬
ние коробления и трещин, а также для получения одно¬
родной высокой твердости необходимо придерживаться
следующих общих правил.1. Тонкие детали или инструмент удлиненной формы
(валики, сверла, протяжки и т. п.) нужно погружать в
охлаждающую жидкость строго вертикально.2) Детали и инструмент плоской формы (диски, шес¬
терни, пластины, дисковые фрезы и т. п.) надо погру¬
жать ребром. Погружение таких деталей плашмя вызы¬
вает трудноустранимое коробление.3. Если деталь имеет тонкие и массивные части, то
погружать ее в закалочную жидкость нужно так, чтобы
вначале охлаждалась массивная часть. Если сделать на¬
оборот, то тонкая часть быстро охладится, и это приве¬
дет к опасным напряжениям в месте перехода к массив¬
ной части.4. Детали, имеющие вогнутую поверхность, следует
погружать этой поверхностью вверх, в противном случае
под ней, как под куполом, возникнет паровой мешок, ко¬76
торый замедлит охлаждение. В результате твердость
может оказаться пониженной.5. Детали удлиненной формы с разными поперечны¬
ми сечениями, типа ступенчатых валиков следует по¬
гружать вертикально и для каж¬
дого сечения давать короткую
выдержку. Это уменьшает внут¬
ренние напряжения и 'предупреж¬
дает появление трещин.6. Если деталь имеет вид тон¬
костенного широкого кольца, то
ее надо погружать так, чтобы
геометрическая ось кольца была
перпендикулярна поверхности ох¬
лаждающей жидкости. Так же
следует охлаждать винтовые ци¬
линдрические пружины, если они
закаливаются без оправок.7. При закалке деталей удли¬
ненной формы со сквозным от¬
верстием, как, например, филье¬
ры, когда нужно получить высо¬
кую твердость отверстия, следует применять струйное
охлаждение. Для этого нагретая деталь устанавливается
на приспособление и в отверстие (лучше снизу) подает¬
ся интенсивная струя воды.Рііс. 48. Конвейерный закалочный бак8. Детали, которые должны иметь высокую твердость
только на рабочих поверхностях, как, например, измери¬
тельные скобы, надо подвергать местной закалке, кото¬
рая заключается в том, что в охлаждающую жидкость
погружается не вся деталь, а только ее рабочие части.пресс77
Коробление при таком спо*
собе охлаждения будет мда
нимальным.В ряде случаев, когда
деталям предъявляются ж
сткие требования по точное*;
ти размеров и форме, закал
ка производится в штампа)
на специальных пресса}
(рис. 47). Нагретая до за>
калочной температуры де
таль / зажимается между|
штампами с помощью пнев4|
матического цилиндра 3 й;
в таком состоянии погружа-*
ется в закалочный бак 2.
Конечно, при индивидуаль¬
ном или мелкосерийном
производстве, когда обра*
батывается небольшая пар¬
тия деталей, изготовлять
специальные зажимны|
штампы и применять такой:
пресс экономически невы-i
н годно. Зато в массовом про-]2 изводстве дополнительным
£> затраты на пресс и штампо-J
" вую оснастку будут целикощ
| оправданы благодаря рез!
р кому снижению коробленш1 при закалке. Наиболее час
§ то с помощью таких npeccoj
* проводят закалку деталеі
§ типа дисков, плит, колец
8 шестерен и т. п.
g В условиях массового I
| крупносерийного произвол
5 ства для термической обраї
| ботки применяют печи не
| прерывного действия — тол
« кательные, конвейерны
5 и др. В толкательных печаз
« детали перемешиваются н||
л поддонах либо размещают!
3743550. Закалочно-отпускной агрегат с саморазгружающимися поддонамиУровень воды
ся на специальных приспособлениях, которые устанав- і
ливаются на поддонах. Погружение деталей в закалоч¬
ный бак осуществляется в этом случае группами на I
поддонах.При обработке в конвейерных печах детали, нагре¬
тые до закалочной температуры, сбрасываются на горщ
зонтальный участок конвейера закалочного бака, $
затем по наклонному участку выходят из него. Для смяг|
чения удара при падении детали в закалочный бак при*
меняют устройство, показанное на рис. 48. Схема кон!
вейерного закалочно-отпускного агрегата для обработки
нормализованных крепежных деталей показана на рис!
49. Такой агрегат состоит из закалочной печи 2, заказ
лочного бака 3, моечной машины 4, отпускной печи 5 и
бака для охлаждения после отпуска 6. Закалочное уст-1
ройство 1 выдает детали на конвейер печи.Существуют агрегаты, в которых перемещение дета¬
лей в закалочной печи происходит на поддонах. По вы-:
ходе из печи поддоны опрокидываются и сбрасывают5,
детали на конвейер закалочного бака. Один из таких аг¬
регатов показан на рис. 50. Он состоит из печи для на-'
грева под закалку 1, закалочного бака 2, печи для высо- •
кого отпуска 3 и бака для охлаждения после отпуска 4.'
Печь для нагрева под закалку — толкательная. Детали
перемещаются в ней на поддонах с помощью гидравли¬
ческого толкателя. По окончании нагрева поддоны вы¬
гружаются из печи гидравлическим выталкивателем' и
опрокидываются. При этом детали попадают в закалоч- •
ный конвейерный бак, а освободившийся поддон специ-;
альным конвейером возвращается к месту загрузки.Дефекты закалки и их предупреждение і•іДеформация. При закалке происходит деформация і
деталей, которая заключается в изменении их геометри¬
ческой формы и размеров. Такая деформация может;
возникать как при нагреве под закалку, так и при ох-і
лаждении в процессе самой закалки. Деформация при
охлаждении вызывается двумя причинами: во-первых,
термическими напряжениями и, во-вторых, структурны¬
ми превращениями (см. с. 29).Основные меры борьбы с деформацией при закалке:
1) применение специальных способов закалки (преры¬
вистая, ступенчатая, изотермическая и др ); 2) правиль-80
ньііі выбор закалочной среды в соответствии с маркой
стали; 3) применение горячих закалочных сред; 4) пра¬
вильное погружение деталей в закалочную жидкость;
5) закалка с подстуживанием; 6) местная закалка.Трещины. Внутренние напряжения при закалке могут
превысить предел прочности стали, в результате чего
возникают трещины. В связи с этим основная мера борь¬
бы с закалочными трещинами — снижение внутренних
напряжений. Таким образом, все перечисленные меро¬
приятия по снижению коробления оказываются дейст¬
венными и против образования трещин. Наряду с этим
особо важное значение приобретает конструкция дета¬
ли, ее размеры и форма. Чаще всего трещины возникают
на внутренних углах детали, в отверстиях, в местах рез¬
ких переходов сечений, между близко расположенными
выступающими частями.В массивных деталях трещины могут возникнуть даже
при сравнительно несложной конфигурации. Это обус¬
ловлено тем, что чем больше размер поперечного сече¬
ния детали, тем больше при охлаждении разность темпе¬
ратур у поверхности и в середине, тем больше, следова¬
тельно, внутренние напряжения и тем скорее образуются
трещины.Неоднородная крупнозернистая структура, характер¬
ная для литых деталей, способствует образованию тре¬
щин. Перегрев стали также увеличивает опасность об¬
разования закалочных трещин.При закалке массивных деталей во избежание боль¬
ших внутренних напряжений и трещин следует до мини¬
мума сократить время между закалкой и отпуском, а
еще лучше — охлаждать при закалке лишь до темпера¬
туры 150—130°С и затем сразу проводить отпуск.Пониженная твердость. Основные причины пониже¬
ния твердости после закалки: недогрев, малая выдерж¬
ка, обезуглероживание, недостаточная скорость охлаж¬
дения.Недогрев. Недостаточная температура нагрева под
закалку может явиться следствием неправильных пока¬
заний приборов, неисправности или неправильной уста¬
новки термопар и неправильного выбора температуры
нагрева под закалку.В результате недогрева конструкционных (доэвтек-
тоидных) сталей получается неполная закалка; в струк¬
туре наряду с мартенситом присутствуют участки фер-81
рита, что и является причиной пониженной твердости.
При недогреве инструментальных (заэвтектоидных)
сталей не образуется мартенситная структура, что также
снижает твердость.Возможны и такие случаи, когда нагрев проведен до
требуемой температуры, однако при последующем пере¬
носе деталей из печи в закалочный бак допускается
значительное подстуживание (например, при слишком
удаленном расположении бака, особенно при закалке
деталей небольших размеров).Недостаточное время выдержки. При недостаточном
времени выдержки внутренний объем детали окажется
недогретым до требуемой температуры, при которой в
данной стали образуется аустенит, а следовательно, за¬
калка не получится. В процессе нагрева контролировать
равномерность прогрева по сечению нельзя, для этого
необходимы специальные эксперименты. Поэтому точное
выполнение режима нагрева, установленного и прове¬
ренного на опытной партии деталей, позволяет избежать
брака по твердости вследствие недостаточной выдержки.Обезуглероживание. Содержание углерода в обезуг-
лероженном слое может снизиться до 0,3—0,2% и ме¬
нее, и потому такой слой не закалится. В результате
твердость поверхности может оказаться даже ниже, чем
она была до закалки. Обычно глубина обезуглероженно-
го слоя не превышает нескольких десятых долей милли¬
метра. Для того, чтобы убедиться в том, что причиной
пониженной твердости после закалки является обезугле¬
роживание поверхности, достаточно зачистить деталь на
глубину 0,4—0,5 мм и проверить твердость. Если она
окажется выше, чем на незачищенной поверхности, то
это верный признак обезуглероживания. При необходи¬
мости обезуглероживание можно легко выявить по мик¬
роструктуре.Недостаточная скорость охлаждения. Причинами не¬
достаточной скорости охлаждения могут быть: 1) обра¬
зование паровой рубашки; 2) неправильный выбор зака¬
лочной среды; 4) закалка мелких деталей на приспособ¬
лении «навалом».Образование паровой рубашки значительно снижает
скорость охлаждения. При индивидуальной закалке для
ее предотвращения производят энергичное перемещение
детали в закалочной жидкости. При этом, однако, требу¬82
ется не любое перемещение, а лишь такое, которое спо¬
собствует разрушению паровой рубашки.Повышение температуры закалочной среды происхо¬
дит либо при недостаточной емкости закалочного бака,
либо когда закалочная жидкость не успевает охладить¬
ся в периоды между закалкой предыдущей и последую¬
щей партий деталей. Это имеет разное значение при
закалке в воде и в масле. Нагрев масла практически не
отражается на его закаливающей способности. Что же
касается закалки в воде, то нагрев ее от 20 до 50°С сни¬
жает скорость охлаждения в интервале температур
650—550°С (т. е. при минимальной устойчивости аусте¬
нита) приблизительно в 3 раза. В результате критичес¬
кая скорость закалки не достигается, и необходимая
твердость после закалки не получается. С учетом сказан¬
ного не следует допускать повышения температуры воды
в закалочном баке более 30—40°С.Неоднородная твердость. Неоднородная, или, как ее
еще называют, пятнистая твердость проявляется в том,
что после закалки на отдельных участках детали твер¬
дость оказывается значительно сниженной (до HRC
35—45) по сравнению с другими участками, где величи¬
на ее нормальная и составляет HRC 60—62. Такого рода
дефект может быть вызван в основном тремя причина¬
ми: неравномерным нагревом, неравномерной скоростью
охлаждения, неудовлетворительной структурой стали пе¬
ред закалкой.Неравномерный нагрев различных участков детали
возникает при подстуживании со стороны заслонки печи,
при неудачной укладке деталей в печи и при неоднород¬
ном распределении температуры в различных зонах ее
рабочего пространства. В результате отдельные участки
детали не нагреваются до требуемой температуры, и
твердость их после закалки оказывается пониженной.Неравномерное охлаждение возникает при покрытии
детали неравномерным толстым слоем окалины, которая
затрудняет теплоотвод при закалке или при образовании
паровых мешков в углублениях, имеющихся на деталях,
иногда при касании деталей во время охлаждения в ба¬
ке.Наконец, причиной пятнистой твердости может быть
неоднородность структуры стали перед закалкой. Напри¬
мер; если В' структуре' имеются крупные обособленные
участки феррита, то при нагреве до закалочной темпе¬83
ратуры аустенит, образующийся в этих участках, будет
обеднен углеродом. Понадобилось бы слишком' большое
время выдержки при закалочной температуре, чтобы уг¬
лерод из обогащенных участков (где раньше были зерна
перлита) смог переместиться к обедненным участкам.
В связи с этим в местах, обедненных углеродом, при за¬
калке получится не мартенсит, а структура типа сорби¬
та или троостита, которая имеет более низкую твер¬
дость. Неоднородность структуры перед закалкой можно
устранить путем отжига или нормализации.3. ПОВЕРХНОСТНАЯ ЗАКАЛКА ДЕТАЛЕЙ
С НАГРЕВОМ ТВЧПри поверхностной закалке высокую твердость и
прочность приобретает лишь небольшой, толщиной не¬
сколько миллиметров, поверхностный слой детали. По¬
чему же такая закалка во многих случаях оказывается
не менее, а иногда даже и более эффективной чем сквоз¬
ная закалка по всему объему?
Это объясняется двумя причи¬
нами. Во-первых, в условиях ра¬
боты в подавляющем большин¬
стве случаев максимальные на¬
пряжения возникают на поверх¬
ности деталей, поэтому, повы¬
шая твердость и прочность по¬
верхности, мы тем самым повы¬
шаем и работоспособность всей
детали в целом. Во-вторых, при¬
менение поверхностной закалки1
значительно снижает хрупкость
детали, особенно, если она имеет
сложную форму, поскольку наря¬
ду с прочной, твердой поверхно¬
стью сохраняется сравнительно
вязкая, пластичная сердцевину
детали, чего нельзя достичь при
сквозной закалке.С помощью токов высокой частоты (ТВЧ) можна
провести нагрев поверхностного слоя детали на глуби¬
ну в несколько миллиметров. Как и почему нагревается
поверхностный слой?84Рис. 51. Нагрев ТВЧ:/ — деталь; 2 — индуктор;
3 — силовые линии электро¬
магнитного поля
Представим себе проводник электрического тока, на¬
пример в виде медной трубки, свернутой в незамкнутое
кольцо. Внутрь такого кольца вставили металлический
стержень так, чтобы он не касался трубки. Если теперь
концы трубки включить в цепь переменного тока высо¬
кой частоты, то появится переменное электромагнитное
ноле такой же частоты. Силовые линии поля будут про¬
низывать стержень, благодаря чему в нем возникнет пе¬
ременный ток высокой частоты (рис. 51). Это так назы¬
ваемые вихревые токи Фуко. Такой способ наведения пе¬
ременного тока в проводнике без непосредственного
включения его в электрическую цепь называется элект¬
ромагнитной индукцией, а медная трубка, которая ис¬
пользуется для нагрева, — индуктором. Индукция в пе¬
реводе с английского значит наведение.Особенностью тока высокой частоты является то, что
он проходит не по всему сечению проводника, а только
у его поверхности. При этом, чем выше частота тока,
тем меньше глубина его пронйкновёнияг в поверхность.
Прохождение тока по проводнику, как известно' сопро-'
вождается выделением теплоты. Роль такого проводника
выполняет нагреваемая деталь. Поскольку ток проходит
только по ее поверхности, то и нагревается не вся де¬
таль, а лишь ее поверхность. Продолжительность нагре¬
ва поверхности до закалочной температуры очень не¬
большая, обычно 1—10 с. Во избежание нагрева индук¬
тора внутри его циркулирует проточная вода.Если нагретую до закалочной температуры поверх¬
ность детали быстро охладить, например, с помощью во¬
дяного душа, то произойдет поверхностная закалка. Та¬
ким образом, закалка ТВЧ, или, как ее иногда называ¬
ют, индукционная закалка, это по существу поверхност¬
ная закалка, отличающаяся лишь способом нагрева
Деталей.Для получения переменного тока высокой частоты
применяют специальные устройства — генераторы. Они
бывают машинные и ламповые. Для закалки деталей на
небольшую глубину (1—2 мм) удобнее использовать
ламповые генераторы. Они имеют частоту до 10 млн. Гц
при мощности до 250 кВт. Для закалки на большую
Шубину (до 10 мм и более) используют машинные гене¬
раторы частотой до 10 тыс. Гц и мощностью до 1000 кВт.Основной отличительной особенностью установки с
Ламповым генератором является то, что в ней преобразо-85
ванне тока промышленной частоты в ток высокой часто¬
ты осуществляется с помощью электронной лампы. Важ¬
ным достоинством таких генераторов является то, что
они не имеют вращающихся и трущихся частей, бесшум¬
ны в работе и не требуют специальных фундаментов.При закалке ТВЧ применяют три метода: одновре¬
менный, последовательный, непрерывно-последователь¬
ный,Одновременный метод заключается в том, что зака¬
ливаемая деталь устанавливается в индуктор и нагрева¬
ется одновременно по всей поверхности, которую нужно
закаливать. Этот метод применяют для деталей с не¬
большой поверхностью (втулок, пальцев, роликов и т. п.).
Если деталь круглой формы, то для более равномерного
нагрева ее приводят во вращение. После нагрева до тре¬
буемой температуры индуктор отключается, и автома¬
тически включается подача охлаждающей воды. Ох¬
лаждение, как и нагрев, проводится одновременно по
всей поверхности. При таком методе обработки целесо¬
образно охлаждающую воду подавать через спрейерное
устройство, смонтированное в самом индукторе. С этой
целью внутренняя часть индуктора выполняется в виде
двух кольцевых камер. В наружной камере циркулирует
вода, охлаждающая индуктор в период нагрева детали,
а во внутреннюю вода подается только в период охлажде¬
ния детали, когда индуктор отключен. На внутренней стен¬
ке этой камеры, обращенной к поверхности детали, имеет¬
ся множество отверстий, через которые вода тонкими
струйками подается на поверхность детали (рис. 52,а).Последовательный метод обработки предусматривает
последовательную (поочередную) закалку отдельных
элементов детали, например шеек коленчатого вала или
зубьев крупных шестерен (зуб за зубом). Применение
такого метода позволяет упростить конструкцию индук¬
тора и снизить потребную мощность высокочастотного
генератора. 1Непрерывно-последовательный метод обработки сос£
тоит в том, что индуктор непрерывно перемещается OTf
носительно детали, а за индуктором движется сблокиро®
ванное с ним охлаждающее устройство в виде спрейер»
(рис. 52, б). Таким образом последовательно нагрева|
ется и закаливается вся поверхность детали. Если де|таль имеет круглую форму, то для большей равномерно!
сти нагрева она вращается вокруг своей оси. '86
Такой метод обработки применяют для деталей, име¬
ющих сравнительно большую закаливаемую поверх¬
ность, например длинных валов, направляющих станинРис. 52. Индукторы ТВЧ:а — кольцевой для закалки
одновременным методом;
б — кольцевой для закалки
непрерывно-последователь¬
ным методом; в — петлевой
для закалки плоских по*
верхностейи др. В этих случаях для одновременного нагрева мощ¬
ность генератора может оказаться недостаточной, либо
индуктор получается неконструктивных размеров. Для
закалки этим методом плоских поверхностей применяют
петлевые индукторы (рис. 52, в).Из всего сказанного становится ясным, что для высо¬
кочастотной закалки кроме установки ТВЧ и индуктора
необходимо также иметь, особенно в условиях массового
производства, закалочный станок, в котором можно за¬
креплять и перемещать соответствующим образом обра¬
батываемую деталь. Для массового и крупносерийного
производства все большее распространение получают
станки-автоматы и полуавтоматы, а для мелкосерийного11 единичного — универсальные станки. Некоторые из
них описаны ниже, в гл. V.87
Важную роль при высокочастотной закалке играет
правильный выбор способа и среды охлаждения. В боль¬
шинстве случаев для охлаждения применяют воду, кото¬
рую подают через душирующие устройства — спрейеры.Для получения стабильных результатов закалки при
охлаждении водяным душем необходимо поддерживать
постоянную температуру воды в пределах 20—30°С.
С этой целью используют воду не из общей магистрали,
а из замкнутой циркуляционной системы, специально
предназначенной для закалки. Охлаждающая способ¬
ность воды при душевой закалке зависит от ее расхода
в единицу времени, который, в свою очередь, зависит от
давления воды. Непосредственно в спрейере давление
обычно не превышает 1 ат.Равномерность охлаждения во многом зависит от
диаметра и взаимного расположения отверстий в спрей¬
ере. Эти отверстия диаметром 1,5—2,5 мм располагают
на расстоянии 3—7 мм друг от друга.Интенсивное охлаждение, которое дает водяной душ,
в некоторых случаях оказывается нежелательным. Так
бывает при закалке деталей сложной формы или дета¬
лей, изготовленных из некоторых легированных сталей,
склонных к образованию трещин. В таких случаях для
охлаждения используют водные эмульсии или масло. На
некоторых заводах применяют 20—30%-ный раствор
глицерина в воде.Эмульсию изготовляют путем введения в воду 3—
6% эмульсола. Во избежание всплывания составных ча¬
стей эмульсии ее нужно интенсивно перемешивать.
Эмульсия подается насосами под давлением 2—3 ат.В ряде случаев хорошие результаты по предупреж¬
дению трещин получают путем применения масляного
душа. При этом, правда, возникают определенные тех¬
нические трудности: необходимо создавать специальную
замкнутую систему подачи масла, поддерживать посто¬
янную температуру его, предусмотреть усиленную вен¬
тиляцию для вытяжки дыма, так как возможны вспышки
масла в момент подачи его на раскаленную поверхность
детали. При непрерывно-последовательной закалке во
избежание горения масла нагрев следует осуществлять
под слоем масла. Поскольку масло является диэлектри¬
ком, то это не приводит к замыканию между индуктором
и нагреваемой деталью.«8
Несмотря на все эти трудности, уже созданы и наш¬
ли применение полуавтоматические станки для одновре¬
менной и непрерывно-последовательной закалки, в кото¬
рых успешно используется устройство с масляным ду¬
шем.При поверхностной закалке ТВЧ нагрев проводится
до более высокой температуры, чем при обычной объем¬
ной закалке. Это обусловлено двумя причинами. Во-пер¬
вых, при очень большой скорости нагрева температуры
критических точек, при которых происходит переход пер¬
лита в аустенит, повышаются, а во-вторых, нужно, чтобы
это превращение успело завершиться за очень короткое
время нагрева, а чем выше температура, тем быстрее
оно происходит. Так, например, при печном нагреве со
скоростью 2—3°С/с температура нагрева под закалку
стали 45 составляет 840—860°С, при нагреве ТВЧ со ско¬
ростью 250°С/с — 880—920°С, а при скорости 500°С/с—
980—1020°С. ,Несмотря на то, что нагрев при высокочастотной за¬
калке проводится до более высокой температуры, чем
при обычной, перегрева металла не происходит. Это
объясняется тем, что время высокочастотного нагрева
очень короткое, и зерно в стали не успевает вырасти. С
другой стороны, благодаря более высокой температуре
нагрева и более интенсивному охлаждению твердость
после закалки ТВЧ получается выше примерно на 2—3 единицы по Роквеллу. Это обеспечивает более высокую
прочность и износостойкость поверхности детали.Наряду с этим действует еще один важный фактор,
способствующий повышению эксплуатационной прочнос¬
ти деталей, закаленных с помощью ТВЧ. Это появление
на поверхности сжимающих напряжений благодаря об¬
разованию мартенситной структуры. Чем меньше глуби¬
на закаленного слоя, тем в большей мере проявляется
действие таких напряжений.Кроме этого, высокочастотная закалка дает и другие
важные преимущества: высокую производительность;
легкость регулирования толщины закаленного слоя; ми¬
нимальное коробление; почти полное отсутствие окали¬
ны; возможность полной автоматизации всего процесса;
облегчение условий труда; возможность размещения
закалочной установки в потоке механической обработки.Наиболее часто поверхностной высокочастотной за¬
калке подвергают детали, изготовленные из углеродис¬89
той стали с содержанием 0,4—0,5% С. Эти стали после
закалки имеют поверхностную твердость HRC 55—60!
При меньшем содержании углерода такая твердость
уже не достигается, а при большем содержании возни¬
кает опасность появления трещин в условиях резкого
охлаждения водяным душем. Наряду с углеродистыми
применяются также низколегированные хромистые, хро¬
моникелевые, хромокремнистые и другие стали.Во многих случаях высокочастотная закалка позво¬
ляет заменить легированные стали более дешевыми —
углеродистыми. Объясняется это тем, что такие важные
преимущества легированных сталей, как глубокая про¬
каливаемость и меньшая деформация, для ряда деталей
утрачивают свое значение. Так, например, при закалке
шестерен с мелким зубом глубокая прокаливаемость да¬
же нежелательна, поскольку при этом может произойти
сквозная закалка зубьев, что вызовет их хрупкость. В та¬
ких случаях целесообразно применение углеродистых
сталей пониженной прокаливаемости. В обозначении та¬
ких сталей ставятся соответственно буквы ПП (напри¬
мер, сталь 55ПП). При закалке мелкомодульных шесте¬
рен из такой стали, хотя зуб и прогревается насквозь,
однако закаливается он всего на глубину 1—2 мм. Более
того, поскольку сердцевина зуба была нагрета до темпе¬
ратуры критических точек, а охлаждение ее происходи¬
ло с умеренной скоростью, примерно, как при нормали¬
зации, произойдет улучшение структуры сердцевины:
она получится более однородной и мелкозернистой. Это,
несомненно, будет способствовать повышению прочности
зуба.Такой способ поверхностной закалки, при котором
нагрев производится на большую глубину, чем необхо¬
димая глубина поверхностно-закаленного слоя, называ¬
ют закалкой с глубинным нагревом. В ряде случаев он
дает очень большой эффект. На Минском автозаводе
разработан и внедрен процесс глубинной закалки шквор¬
ня из стали 45. Благодаря этому упразднена операция
предварительной нормализации, а сопротивление уста¬
лости шкворня повысилось более чем в 10 раз.После проведения поверхностной высокочастотной
закалки детали подвергают низкому отпуску при темпе¬
ратуре 160—200°С. Это способствует уменьшению хруп¬
кости закаленного слоя. Отпуск проводится в электропе¬
чах. Можно также осуществить самоотпуск. С этой це¬90
лью спрейер, подающий воду, отключается несколько
раньше, и благодаря этому охлаждение происходит не
полностью. В детали сохраняется теплота, которая обес¬
печивает нагрев закаленного слоя до температуры низ-
кого отпуска.После закалки применяется также электроотпуск,
при котором нагрев проводится с помощью высокочас¬
тотной установки. При этом для получения хороших ре¬
зультатов нагрев нужно осуществлять с меньшей скоро¬
стью, чем при закалке, и на большую глубину. Требуе¬
мый режим нагрева устанавливается опытным путем.Для повышения механических свойств сердцевины и
общей прочности детали перед поверхностной закалкой
проводят нормализацию или объемную закалку в соче¬
тании с высоким отпуском (улучшение).Наряду со многими преимуществами высокочастот¬
ная закалка имеет и недостатки. Во-первых, в мелкосе¬
рийном и единичном производстве изготовление индукто¬
ра и разработка технологического процесса могут быть
нерентабельными. Во-вторых, для некоторых деталей
сложной формы изготовление индуктора затруднительно
или даже невозможно. В-третьих, на деталях, имеющих
глубокие впадины, выступы, резкие переходы, острые уг¬
лы и т. д., не удается получить равномерной толщины
закаленного слоя. Хотя это ограничивает возможность
применения высокочастотной закалки, тем не менее в
массовом и крупносерийном производстве для таких де¬
талей, как коленчатые валы, шестерни, втулки, шпинде¬
ли, борштанги, валки холодной прокатки и др., поверх¬
ностная закалка ТВЧ находит все большее применение.Дефекты закалки с нагревом ТВЧ
и их предупреждениеДеформация. Хотя деформация деталей при высоко¬
частотной закалке значительно меньше, чем при объем¬
ной, тем не менее и в этом случае она может быть при¬
чиной брака. Как и при объемной закалке, деформация
связана, во-первых, с неравномерностью нагрева и ох¬
лаждения и, во-вторых, с увеличением объема стали при
образовании мартенсита.Неравномерность нагрева при высокочастотной за¬
калке вызывается неравномерным зазором по окружно¬
сти между индуктором и нагреваемой деталью. В тех91
местах, где зазор меньше, нагрев происходит сильнее,
Такое явление называется эффектом близости. Во избе*
жание этого проводят, как указывалось выше, вращение
детали при нагреве. Вращение, однако, не дает эффекта,
если сама нагреваемая деталь имеет эксцентриситет, ил«
центры станка, в которых она устанавливается, имею?
биение. ■Неравномерность охлаждения вызывается неравно¬
мерной подачей воды через спрейер.В результате неравномерности нагрева и охлажде*
ния может произойти искривление геометрической оск
при закалке цилиндрических изделий типа валов, шпинч
делей и т. п.Наибольшая деформация наблюдается при односто¬
ронней поверхностной закалке, особенно в тех случаях,
когда детали не обладают достаточной жесткостью, как,
например, пластины. Однако даже изделия, обладающие
высокой жесткостью, такие как рельсы, балки и др., но
имеющие большую длину, при односторонней закалке
склонны к деформации. В этих случаях уменьшение де¬
формации может быть достигнуто снижением толщины
закаленного слоя, а также закалкой обратной, нерабо¬
чей стороны пластин или балок.Увеличение объема при высокочастотной закалке
происходит только в поверхностном слое детали, где об¬
разуется мартенситная структура. Несмотря на то, что
глубина закаленного слоя в большинстве случаев не пре-
вышает 2—3 мм, изменение объема даже в таком не¬
большом слое может привести к ощутимому и нежела¬
тельному изменению размеров детали. Например, при
поверхностной закалке цилиндрической детали, при рав¬
номерном расширении слоя во всех направлениях можно
было бы ожидать увеличения диаметра детали пример¬
но, на 3 мкм на каждый миллиметр толщины закаленно*
го слоя. Если же учесть, что в большинстве случаев уве¬
личение объема при поверхностной закалке происходи
в основном в направлении глубины слоя (по диаметру
детали), то увеличение диаметра можно принять в 3 ра¬
за большим, т. е. оно составит примерно 0,01 мм на каж¬
дый миллиметр толщины слоя.Наряду с увеличением диаметра при закалке цилинд¬
рических деталей, особенно в тех случаях, когда длинЗ
их значительно превышает диаметр, происходит уменье92
шение длины. Такое уменьшение может достигать 1%
от длины закаленного участка.Важным преимуществом высокочастотной закалки
является то, что изменение объема, связанное со струк¬
турными превращениями, а значит и изменение разме¬
ров обрабатываемой детали, могут быть более или
менее точно учтены.Трещины. Первопричиной появления трещин при
высокочастотной поверхностной закалке, как и при
обычной закалке, являются внутренние напряжения.
Это все те же термические напряжения, возникающие
вследствие уменьшения объема металла при охлажде¬
нии, и структурные напряжения вследствие увеличения
объема стали при образовании мартенсита. Однако
условия возникновения трещин, их вид и размеры при
высокочастотной закалке имеют свои характерные осо¬
бенности. Сущность их сводится к следующему. По¬
скольку нагреву подвергается только тонкий поверх¬
ностный слой металла, то при последующем резком
охлаждении он будет стремиться уменьшиться в объе¬
ме, но этому будет препятствовать лежащий под ним
холодный слой металла. В результате в поверхностном
слое возникнут растягивающие напряжения. До 600—
500°С нагретый металл еще сохраняет сравнительно
высокую пластичность, но ниже этой температуры пла¬
стичность падает, и такие напряжения могут привести
к трещинам. При дальнейшем охлаждении ниже 300—
200°С, когда в поверхностном слое образуется мартен¬
сит, происходит увеличение объема металла, и это
уменьшает растягивающие напряжения, поэтому воз¬
никшие трещины, как правило, не увеличиваются по
глубине. По существу это микротрещины, которые во
многих случаях могут быть удалены при последующей
шлифовке.Возникновению микротрещин способствует неравно¬
мерность охлаждения водяным душем, когда разобщен¬
ные тонкие струйки воды, попадая на закаливаемую
поверхность, создают неоднородное охлаждение. Обра¬
зующиеся микротрещины имеют характерное для этого
случая расположение, соответствующее расположению
отверстий в спрейере.Неоднородность охлаждения уменьшается при вра¬
щении детали. Действенной мерой является также при¬
менение индукторов с коническими душирующими от¬93
верстиями. В таких спрейерах струя воды по выходе из
отверстия расширяется, и при попадании на поверх¬
ность детали отдельные струи воды сливаются в общий
поток. Применяемое в настоящее время в практике за¬
водов охлаждение масляным душем — эффективное
средство борьбы с трещинами.4. ГАЗОПЛАМЕННАЯ ПОВЕРХНОСТНАЯ ЗАКАЛКАСущность поверхностной газопламенной закалки
заключается в том, что поверхность детали нагревает¬
ся пламенем газовой горелки, после чего с помощью
душирующих устройств проводится охлаждение. По¬
скольку пламя газовой горелки имеет очень высокую
температуру (до 3000°С), нагрев поверхности длится
короткое время, за которое теплота не успевает распро¬
страниться в глубь детали, поэтому нагрев, а значит и
закалка получаются поверхностными. Этот метод по¬
верхностной закалки является наиболее простым и
доступным. Его можно применить даже в полевых усло¬
виях при ремонтных работах. В некоторых случаях при
закалке крупногабаритных деталей он оказывается
наиболее эффективным и экономически выгодным.В качестве горючего газа применяют ацетилен, ко¬
торый получают непосредственно на месте в ацетиле¬
новых генераторах, а также природный газ, пропан или
метан, поставляемые в баллонах. Для сжигания газа
используется кислород, который подается в горелки из
баллонов.Нормальное пламя газовой горелки имеет три зоны:
ядро, восстановительную и окислительную зоны
(рис. 53). Наибольшая температура получается на
расстоянии нескольких миллиметров от ядра.Если скорость выхода горючей смеси из горелки
больше скорости распространения пламени, то факел
горит нормально. В противном случае, например при
засорении горелки, факел проникает внутрь ее, при
этом обычно раздается хлопок, и пламя гаснет.При газопламенной закалке для нагрева исполь¬
зуются обычные сварочные горелки, в которые вместо
мундштука вставляют специальные наконечники. Полу¬
чаемая глубина закаленного слоя 1 —10 мм, но чаще —
2—5 мм, твердость по Роквеллу HRC 58—60.94
Продолжительность нагрева обычно не превышает
10—15 с. За такое короткое время окалинообразования
и обезуглероживания практически не происходит, и
поэтому закаленная поверх¬
ность получается чистой, без
следов окисления.Результаты закалки зави¬
сят от правильного выбора и
соблюдения технологического
процесса. Сюда относятся:
температура пламени; ско¬
рость перемещения горелки
относительно закаливаемой
поверхности; расстояние меж¬
ду наконечником горелки и
поверхностью детали; рассто¬
яние между горелкой и
охлаждающим устройством,
продолжительность нагрева;
интенсивность охлаждения.Некоторые общие рекомен¬
дации по выбору режима при¬
ведены ниже. Расстояние
между наконечником горелки
и нагреваемой поверхностью
устанавливается с таким рас¬
четом, чтобы ядро пламени
отстояло от поверхности при¬
мерно на 2—3 мм. Расстоя¬
ние от оси факела до охлаж¬
дающей струи должно бытьв пределах 12—25 мм. Скорость перемещения горелки
относительно нагреваемой детали выбирается в преде¬
лах 50—250 мм/мин. Охлаждающей средой в большин¬
стве случаев при газопламенной закалке служит вода,
подаваемая через спрейер. Применяются также эмуль¬
сии, сжатый воздух и водовоздушные смеси.Существует несколько способов закалки, которые
выбираются в зависимости от размеров и формы де¬
тали.Детали цилиндрической формы диаметром до 200 мм
и длиной до 300 мм (шейки коленчатых валов, цапфы
осей и валов, ролики и т. п.) при закалке приводятся
во вращение с окружной скоростью 10—20 м/мин. К по-Рис. 53. Многофакельная го¬
релка:А — ядро пламени; Б — восста¬
новительная зона; В — окисли¬
тельная зона95
верхности детали подводится горелка со щелевым на«
конечником, длина которого должна перекрывать длину
детали. После того, как поверхность детали нагреется
до закалочной температуры, горелка отключается, иРис. 54. Методы газопламенной закалки:а — одновременный; б — последовательный по спирали; в — непрерывно-после¬
довательный с помощью кольцевой горелкивключается охлаждающее устройство. Деталь при этом
продолжает вращаться с той же скоростью (рис. 54,а).
При большем диаметре детали — до 450 мм (опорные
и крановые колеса, ролики, бегуны) применяют две или
несколько горелок. В этом случае удобнее производить
вращение детали в горизонтальной плоскости. Такие
детали можно закаливать при медленном вращении за
один оборот. Нагреваемый участок поверхности сразу
же охлаждается водой. При этом способе закалки зна¬
чительно сокращается расход газа на нагрев. Однако
в последней стадии закалки, когда будет завершаться
полный оборот детали, неизбежен нагрев ранее зака¬
ленного участка, с которого началась закалка. В ре¬
зультате на этом участке появится полоса с понижен¬
ной твердостью.Цилиндрические детали большой длины закалива¬
ются при медленном вращении с одновременным пере¬
мещением горелки и спрейера вдоль оси детали. За¬
калка при этом происходит как бы по спиральной
дорожке (рис. 54,6). Таким образом можно также за¬
каливать детали, имеющие сложную форму поверхно¬
сти, например червячные валы, шнеки, ходовые винты.
Недостатком является некоторая неоднородность твер¬
дости. Она возникает потому, что при нагреве каждого
последующего витка спирали пламя горелки неизбежно
нагревает соседний уже закаленный участок. Чтобы96Закаленный
—— спойГазИ^ЗодаКислород
уменьшить такое отрицательное воздействие нагрева,
[орелку располагают под некоторым углом, направляя
пламя в сторону незакаленной части.При закалке цилиндрических деталей диаметром
15—150 мм и длиной более двух диаметров (валов,
шпинделей, штанг, плунжеров, обойм) хорошие резуль¬
таты дает применение кольцевых горелок. Охлаждаю¬
щее устройство выполняется также в виде кольца с
радиально расположенными патрубками. Деталь бы¬
стро вращается, а кольцевая горелка вместе с охлаж¬
дающим устройством медленно перемещаются вдоль
оси детали (рис. 54,в).При закалке деталей или участков деталей, имею¬
щих прямолинейные контуры и длину более 100—
150 мм (направляющих станин, прямозубых шестерен
с модулем более 10 и др.), горелка и охлаждающее
устройство перемещаются вдоль неподвижной детали.Для повышения механических свойств, а также
улучшения качества поверхностно-закаленного слоя4—24 97
перед газопламенной закалкой детали подвергают нор.
мализации или улучшению (закалка + высокий отпуск).С целью уменьшения хрупкости закаленного слоя
целесообразно производить низкий отпуск. Однако это
далеко не всегда возможно, особенно при обработке
крупных деталей, для которых преимущественно приме¬
няется газопламенная закалка. В таких случаях можно
применять самоотпуск, аналогично тому, как это де¬
лается при высокочастотной закалке.Применение станков и разнообразных приспособле¬
ний позволяет механизировать основные операции газо¬
пламенной закалки. Это стабилизирует технологию
обработки и обеспечивает получение более однородных
свойств закаливаемых деталей. Станок для газопла¬
менной закалки колес (рис. 55) имеет привод, состоя¬
щий из двигателя-редуктора 2, редукторов — червяч¬
ного 3, цилиндрического 4 и цепной передачи 5. Обра¬
батываемое колесо 8 зажимается между конусами —
ведущим 6 и ведомым 7 с помощью штурвала 9. Горю¬
чая смесь через смеситель И поступает в горелку 10.
Регулировка пламени производится вентилями — про-
панбутановым 12 и кислородным 13. Горелка — двух¬
секционная с двумя рядами сопл, расположенных на
поверхности, копирующей поперечный профиль колеса.
Через первый ряд сопл подается горючая смесь, через
второй — вода для закалки. Основные узлы станка
смонтированы на раме 1. При вращении колеса с ча¬
стотой 1,5 об/ч производительность установки состав¬
ляет девять колес в смену.Газопламенная закалка имеет следующие недостат¬
ки: 1) трудность измерения и регулирования темпера¬
туры в процессе нагрева; 2) опасность перегрева и
даже оплавления стали вследствие очень высокой тем¬
пературы пламени; 3) трудность регулирования глу¬
бины закаленного слоя, поэтому приходится устанав¬
ливать более широкие пределы по толщине слоя, чем
при высокочастотной закалке; 4) необходимость пре¬
дусмотрения специальных мер по технике безопасности.Тем не менее иногда неправильно относятся к мето¬
ду газопламенной закалки, как к отсталому и кустар¬
ному. На ряде заводов имеются автоматические
установки для газопламенной закалки, которые позво¬
ляют в большей мере устранить указанные недостатки
и получить высококачественную обработку.
ці. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИСущность химико-термической обработки заклю¬
чается в изменении химического состава поверхност¬
ного слоя металла с целью повышения прочности,
твердости и износостойкости деталей. Изменение хими¬
ческого состава происходит путем насыщения поверх¬
ности различными элементами: углеродом, азотом и др.,
для чего необходима повышенная температура. Отсю¬
да и название процесса — химико-термическая обра¬
ботка.По сравнению с другими методами поверхностного
упрочнения (высокочастотной и газопламенной закал¬
кой) химико-термическая обработка имеет следующие
преимущества: 1) обеспечивает получение более высо¬
кой твердости и износостойкости поверхности благодаря
изменению химического состава: 2) позволяет обраба¬
тывать детали любой формы; 3) обеспечивает получе¬
ние равномерной по всей поверхности детали толщины
слоя; 4) позволяет более точно получить заданную тол¬
щину слоя.В промышленности применяют несколько видов
химико-термической обработки. Они получили назва¬
ние в зависимости от того, каким элементом произво¬
дится насыщение поверхности детали: цементация —
насыщение углеродом, азотирование — азотом, циани¬
рование — одновременное насыщение углеродом и азо¬
том. Наибольшее распространение имеют цементация
и цианирование.Как же происходит насыщение поверхности различ¬
ными элементами? Иначе говоря, каким образом угле¬
род, азот и другие элементы могут проникать через
поверхность в глубь металла? Это происходит путем
Диффузии, и все процессы химико-термической обра¬
ботки являются диффузионными. Процесс диффузии
•Осуществляется следующим образом.
Представим себе атомную решетку металла. В ре.
альных условиях такая решетка не имеет идеально пра.
вильного геометрического строения. Отдельные места
оказываются не занятыми атомами. Такие местаоооооооооо
о® о о сто о оО 0) О О О сГООО‘ й о о о о о о о
ооооооооооа) 6)Рис. 56. Схема перемещения атомов при диффузии:а — по вакансиям; б — по межузлням; /—4 — последовательность перемещен
ния атомовназывают вакансиями. В иных местах атомы могут
располагаться в межузлиях решетки. Чем выше тем¬
пература металла, тем больше возникает вакансий и
межузельных атомов. Атомы углерода и азота имеют
сравнительно небольшой радиус, и потому они способ¬
ны внедряться в межузлия железа, образуя твердый
раствор внедрения. При повышении температуры вне¬
дренные атомы приобретают достаточно большую энер¬
гию и могут перемещаться по вакансиям или в меж¬
узлиях атомной решетки (рис. 56). Чем выше темпера¬
тура, тем больше подвижность атомов и тем скорее
идет диффузия. Перемещение атомов всегда происходит
от мест, где их концентрация больше, к местам с мень¬
шей концентрацией.В условиях химико-термической обработки атомы
элемента, которым производится насыщение, непре¬
рывно поступают из окружающей среды к поверхности
детали, и потому концентрация их у поверхности всегда
больше. Следовательно, перемещение этих атомов
должно происходить от поверхности в глубь детали.Остается выяснить, каким образом окружающая
среда обеспечивает поступление атомов к поверхности
детали. При газовой цементации, например, такой сре¬
дой может быть природный газ, состоящий в основном
из метана (СН4). Под действием высокой температуры
этот газ разлагается (диссоциирует) по реакцииСН* —* <3„ + 2Н,100
В результате диссоциации образуется атомарный угле¬
род. Благодаря силам межатомного взаимодействия
этот углерод как бы притягивается атомами металла,
расположенными на поверхности детали. Такое явление
называется адсорбцией. В дальнейшем под действием
высокой температуры атомы углерода перемещаются в
глубь металла, т. е. происходит диффузия. Все описан¬
ные процессы будут происходить и при других видах
химико-термической обработки — азотировании, циа¬
нировании. Иными словами, любой вид химико-терми¬
ческой обработки слагается из трех последовательных
стадий: 1) диссоциации, 2) адсорбции, 3) диффузии.
Следовательно, управлять процессами химико-термиче-
ской обработки можно, воздействуя на эти три стадии.Известно, например, что изменение температуры
очень сильно влияет на скорость диффузии, поэтому,
повышая температуру, можно значительно ускорить
процесс химико-термической обработки. Так как ока¬
лина и загрязнения на поверхности деталей препят¬
ствуют адсорбции, детали должны поступать на хими¬
ко-термическую обработку с чистой поверхностью.1. ЦЕМЕНТАЦИЯЦементации подвергают детали, изготовленные из
стали с низким содержанием углерода (<0,1—0,3% С).
После цементации содержание углерода в поверхност¬
ном слое повышается до 0,8—1,2%. Если теперь такую
деталь закалить, то в поверхностном слое получится
мартенситная структура с высокой твердостью и изно¬
состойкостью, а сердцевина, хотя и не закалится вслед¬
ствие низкого содержания углерода, однако приобретет
более однородную мелкозернистую структуру. Благо¬
даря этому механические свойства сердцевины улуч¬
шаются, а главное, она сохраняет высокую вязкость и
способность воспринимать ударные нагрузки.Цементуемые детали изготовляют из углеродистых
сталей обыкновенного качества (Ст1, Ст2, СтЗ) и ка¬
чественных (стали 10, 15, 20). Для ответственных тя¬
жело нагруженных деталей применяют легированные
стали: хромистые, хромоникелевые, хромомарганцевые
(15Х, 20Х, 20ХНЗА, 20ХГР, 18ХГТ, ЗОХГТ, 25ХГМ
и др.).101
Наибольшее применение цементация получила для
деталей, работающих в условиях трения и износа при
температуре не более 200°С.Для осуществления процесса цементации применяют
вещества, содержащие углерод. Они называются кар-
бюризаторами. Слово карбон по латыни означает угле¬
род. Карбюризаторы под действием высокой темпера¬
туры диссоциируют. При этом образуется атомарный
углерод, который проникает в поверхность детали. Кар¬
бюризаторы бывают твердые, жидкие и газообразные.
Цементация твердым карбюризатором имеет, сущест¬
венные недостатки: большая трудоемкость процесса и
низкая производительность, трудность регулирования
содержания углерода в слое, неблагоприятные санитар¬
но-гигиенические условия труда (угольная пыль,
грязь), непроизводительные затраты теплоты на нагрев
карбюризатора. Более совершенным, управляемым и
экономичным является процесс цементации газовым
карбюризатором, называемый газовой цементацией.Газовая цементацияКарбюризатором при газовой, цементации служит
газ, содержащий углеводороды, т. е. соединения угле¬
рода и водорода, например метан — СН4. При высокой
температуре такой газ разлагается (диссоциирует) и
дает необходимый для цементации атомарный углерод.Карбюризатором может служить, например, природ¬
ный газ, который содержит 95—97% СН4. При отсут¬
ствии газа можно использовать жидкие карбюризато¬
ры, также содержащие углеводороды, например керо¬
син. Такая жидкость вводится в рабочее пространство
печи и под действием высокой температуры, испаряясь,
также превращается в газовый карбюризатор.Разложение углеводородов может происходить та¬
ким образом, что наряду с атомарным углеродом об¬
разуется смола и сажа, которые оседают на поверх¬
ности деталей. При выделении из смолы водорода
образуется кокс. Коксовая пленка, так же как смола
и сажа, покрывая поверхность деталей, препятствует
цементации.Промышленностью выпускается специально для га¬
зовой цементации искусственный жидкий карбюриза¬
тор — синтин (от слова синтетический, искусственный).102
Он обладает высокой цементующей активностью и,
главное, почти не дает закоксовывания, а получающее¬
ся небольшое количество сажи легко удаляется с
деталей.Наилучшие результаты достигаются при использо¬
вании в качестве карбюризатора газовой смеси, состоя¬
щей из 5—10% природного газа и 90—95% эндогаза
(см. с. 62). Последнее время предпочтение отдают экзо¬
газу, который содержит меньше водорода.Важным преимуществом газовой цементации являет¬
ся возможность закалки непосредственно с цемента¬
ционного нагрева. При этом сокращается цикл обра¬
ботки, уменьшается окисление поверхности деталей и
снижается стоимость термической обработки. Несмотря,
однако, на всю заманчивость процесса цементации с
непосредственной закалкой, он может быть применен
далеко не всегда. Ограничения здесь объясняются дву¬
мя причинами. Во-первых, длительная выдержка при
высокой температуре в период цементации приводит к
росту зерна стали. Если детали после цементации
охлаждаются обычным способом, а затем перед закал¬
кой проводится повторный нагрев, то происходит пере¬
кристаллизация, в результате чего зерно измельчается.
Во-вторых, в легированных сталях с повышенным
содержанием легирующих элементов типа 12ХНЗА,
20Х2Н4А и др. после непосредственной закалки с це¬
ментационного нагрева в цементованном слое получает¬
ся много остаточного аустенита, вследствие чего
снижается твердость и износостойкость поверхности.
Это связано с тем, что в период цементации в условиях
высокой температуры в аустените растворяется большое
количество легирующих элементов, и потому он приоб¬
ретает большую устойчивость при закалке. Этого мож¬
но избежать, если после цементации сделать высокий
отпуск, при котором легирующие элементы частично
выделяются из твердого раствора. При последующем
нагреве под закалку они уже не успеют полностью рас¬
твориться в аустените, и потому он будет менее устой¬
чивым при закалке.При закалке с цементационного нагрева рекомен¬
дуется проводить подстуживание деталей до 800—
840°С (в зависимости от марки стали). Это способству¬
ет уменьшению коробления и снижает количество
остаточного аустенита в цементованном слое.103
Температура процесса ґазбвоб цементации в боль*
шинстве случаев устанавливается в пределах 930—,
960°С. С целью сокращения продолжительности процес¬
са ее повышают до 980°С. Это, однако, допустимо лишь
для деталей, изготовленных из мелкозернистых сталей
типа 18ХГТ, не склонных к росту зерна в условиях
длительного воздействия высокой температуры. В про¬
тивном случае высокотемпературная цементация в со¬
четании с непосредственной закалкой вызывают
хрупкость стали.Отличительной особенностью газовой цементации
является возможность регулирования процесса путем
изменения цементующей активности газовой атмосфе¬
ры. Наилучшим образом это осуществляется при
цементации в эндо- и экзогазовой атмосфере путем
изменения соотношения количества природного газа и
эндо- или экзогаза, вводимых в печь. При цементации
необработанным природным газом, а также жидкими
карбюризаторами регулирование производится путем
изменения режима подачи карбюризатора, хотя это
уже не так эффективно. Наряду с этим использование
для цементации эндо- и экзогаза позволяет сравнитель¬
но легко осуществить автоматическое регулирование
состава печной атмосферы.В процессе газовой цементации может происходить
внутреннее окисление. Оно оказывает очень вредное
влияние на качество цементуемых деталей, особенно,
если они изготовлены из легированных сталей, содер¬
жащих в своем составе хром, марганец и титан. Прак¬
тически при цементации в атмосфере печи всегда
содержится некоторое количество кислорода. Этот кис¬
лород проникает в сталь на глубину до 0,03 мм и,
соединяясь с легирующими элементами, образует окис¬
лы. В результате небольшой по глубине слой обедняет¬
ся легирующими элементами, и закаливаемость его
ухудшается. Вместо мартенсита в нем получается
структура троостита. Это резко снижает работоспособ¬
ность детали. Установлено, что если в конце процесса
в атмосферу печи ввести 10% аммиака, внутреннего
окисления не произойдет.Оборудование для газовой цементации. Для газовой
цементации применяют два типа печей: шахтные печи
периодического действия типа Ц и безмуфельные печй
(агрегаты) непрерывного действия. Устройство шахтной104
печи схематически показано на рис. 57, а. Печь имее^
металлический кожух 1, внутри которого из огнеупор¬
ного кирпича выложена рабочая камера 2. Нагреватели■а
-7Рис. 57. Шахтная печь для газовой цементации (а) и капельница (б)в виде проволочных спиралей 3 удерживаются в канав¬
ках фасонного кирпича 4. Пространство между кожу¬
хом и наружной поверхностью кладки засыпается теп¬
лоизоляционным материалом. Внутри рабочей камеры
на подставке устанавливается муфель 5, отлитый из
жаростойкой стали. Цементуемые детали в корзинах
или на приспособлениях' загружаются в муфель, кото¬
рый герметично закрывается с помощью крышки 13.
Через центр крышки проходит вал 12 электродвигателя
11. На нижнем конце вала укреплена крыльчатка 14,
вращение которой способствует равномерной циркуля¬
ции газов в муфеле. Через крышку печи проходит
трубка 9, по которой из бачка подается жидкий кар¬
бюризатор. Подача регулируется с помощью крана,
имеющегося в капельнице 10. Устройство капельницы
показано на рис. 57,6. Отработанные газы выходят из
печи по трубке 8 и сжигаются в виде факела. При105
Рис. 58. Продольный разрез безмуфельной печи:і — толкатель; 2 — тамбур загрузки; 3 — безмуфельная печь; 4 — тамбур разгрузки; 5 — передаточный бак
вращении маховика 7 крышка может опускаться и
подниматься. В поднятом положении она может быть
отведена в сторону поворотом вокруг оси 6.Рис. 59. Расположение оборудования в безмуфельном агрегате:/—толкатель; 2 —тамбур загрузки; 3 — безмуфельная печь; 4 — тамбур раз¬
грузки; 5 — передаточный бак; 6 — моечная машина; 7 — обдувка сжатым
воздухом; 8 — отпускная печь; 9 — линия разгрузки; 10 — передаточная
тележкаВ массовом и крупносерийном производстве, когда
необходима высокая производительность, применяют
безмуфельные агрегаты непрерывного действия. В со¬
став таких агрегатов входят цементационная печь, за¬
калочный бак, моечная машина и отпускная печь. Все
это оборудование устанавливается в линию, а чаще по
замкнутому контуру, так, чтобы загрузка деталей на
поддоны и их разгрузка были в одном месте. Весь цикл
обработки в таких агрегатах механизирован и автома¬
тизирован. Обрабатываемые детали устанавливаются
на поддоны, которые с помощью толкателей перемеща¬
ются в агрегате, проходя последовательно все операции.
Благодаря этому достигается высокая производитель¬
ность. Так, например, 21-поддонный агрегат при цемен¬
тации на глубину 1,2—1,3 мм имеет производительность
до 250 кг/ч. На рис. 58 показан продольный разрез
безмуфельного агрегата непрерывного действия, а на
рис. 59 — расположение оборудования в таком агрега¬
те. Цементуемые детали устанавливаются на поддоны
и с помощью толкателя 1 перемещаются из загру¬
зочного тамбура 2 в безмуфельную печь 3. При этом
рабочее пространство печи остается изолированным от
внешней атмосферы. Далее через тамбур разгрузки 4
поддоны с деталями поступают в закалочный бак, а
оттуда через передаточный бак 5 — в моечную маши¬107
ну 6. Затем они проходят через систему обдувки сжа¬
тым воздухом 7 и поступают в отпускную печь 8. На
участке 9 производится разгрузка, после чего с по¬
мощью передаточной тележки 10 поддоны поступают
на загрузку. Закалка в таких агрегатах проводится с
использованием цементационного нагрева, и, что очень
важно, детали при этом не контактируют с внешней
атмосферой. Благодаря этому исключается обезуглеро¬
живание, окисление и повышается качество обработки.Технология цементации. Если отдельные участки
детали нужно предохранить от цементации, применяют
различные защитные покрытия. Наилучшие результаты
дает гальваническое покрытие тонким слоем меди. Этот
способ экономически выгоден в условиях массового
производства. Более простым и доступным способом
защиты от цементации является покрытие поверхности
специальными обмазками. Составы некоторых из них
приведены в табл. 5.Таблица 5
* Составы защитных обмазок при цементацииі Наименование
составляющихСодержа¬
ние
(по массе),
%ПримечанияТальк50В смесь добавляется жидкое стек¬Белая глина25ло до сметанообразной консис¬Вода25тенцииТальк58Смесь разводится на жидком стек¬Окись алюминия28ле ^(1 часть смеси и 3 частиСвинцовый сурик14жидкого^стекла)Глина шамотная90Смесь разводится на воде. Пред¬Асбестовая крошка10почтительна для отверстийОднохлористая медь70Смесь замешивается на канифоль¬Свинцовый сурик30ном лаке до сметанообразнойконсистенцииГлина50Жидкое стекло50Обмазку наносят на поверхность детали полужест-
кой кистью слоем толщиной 2—3 мм и затем просуши¬
вают на воздухе или в сушильном шкафу.108
Цементующая активность газовой атмосферы харак¬
теризуется углеродным потенциалом. Числовое значе¬
ние углеродного потенциала соответствует содержанию
углерода в стали, которое при заданной температуре
находится в равновесии с данной атмосферой. Равно¬
весие означает, что в этой атмосфере не происходит ни
науглероживания, ни обезуглероживания стали. При
изменении условий равновесия, например путем повы¬
шения содержания в атмосфере науглероживающего
газа СО, начнется науглероживание стали. Так, напри¬
мер, сталь с содержанием уі^рода 0,8% в атмосфере
с углеродным потенциалом 0,9% будет науглероживать¬
ся, пока содержание углерода в ней не достигнет рав¬
новесного — 0,9%.При цементации газовым карбюризатором, состоя¬
щим из смеси эндогаза (или экзогаза) и природного
газа, цементующая активность атмосферы легко регу¬
лируется путем изменения их соотношения: с повыше¬
нием содержания природного газа цементующая актив¬
ность возрастает. При использовании же необработан¬
ного природного газа или жидких карбюризаторов, что
практикуется при работе на шахтных печах, регулиро¬
вание состава атмосферы затрудняется. Частично оно
достигается путем изменения подачи карбюризатора.
Кроме того, возникают затруднения в связи с саже- и
новообразованием: необходимостью регулярной чистки
печей, неравномерностью цементации и ухудшением
качества поверхности обрабатываемых деталей. Тем не
менее цементация жидким карбюризатором и необра¬
ботанным природным газом намного эффективнее це¬
ментации твердым карбюризатором, и потому такие
процессы находят применение на многих заводах: Но¬
вокраматорском машиностроительном им. В. И. Ленина,
Ждановском тяжелого машиностроения им. 50-летия
Великой Октябрьской социалистической революции, Че¬
лябинском тракторном и др.При цементации в шахтных печах детали загру¬
жают в корзинах или на приспособлениях. Корзины
устанавливают в печи одна на другую по 2—3 штуки.
При чрезмерно большой загрузке корзин циркуляция
газов затрудняется, и это ухудшает качество цемента¬
ции. При обработке средних и крупных деталей гораз¬
до более эффективно применение различных приспособ¬
лений, на которые подвешиваются или укладываются109
детали (рис. 60). Применение таких приспособлений
не только улучшает циркуляцию газов, но также сокра¬
щает время загрузки и выгрузки, в течение которопі
детали, находясь в открытой печи при высокой темпе!
ратуре подвергаются окислению. |іРис. 60. Приспособлений
для цементации зубча£
тых колес в шахтно#
печи:1 — основание; 2 — шток для
транспортировки; 3 — штыриЗагрузка деталей в печь производится после разо¬
грева ее до рабочей температуры. Непосредственно
после загрузки холодной садки температура в печи
снизится примерно на 150—200°С. В этот период цемен-Таблица бНормы расхода карбюризаторов при газовой цементации
в печах различных типоразмеровТиппечиЗагрузка, кгРасход карбюріізатораКеросин, пиробензол,СИНТИИПриродный газкапель/мин*м*/чНагревВыдержкаНагревВыдержкаЦ7522035—4570—900,3—0,50,9-1,2Ц10560050—75120—1500,4—0,61,2—1,6U205J150060-80150—1700,4—0,61,2-1,8Принято, что в 1 см* карбюризатора содержится 22 капли.тация практически не происходит, но ввод карбюриза¬
тора в печь необходим для вытеснения из нее воздуха.
С этой целью подача карбюризатора устанавливается110
в пределах 30—50% от расхода его в период цемента¬
ции (табл. 6). Количество карбюризатора, которое не¬
обходимо вводить в печь в рабочий период цементации,
зависит от ряда факторов: суммарной поверхности
цементуемых деталей, размера печи, температуры про¬
цесса, герметичности печи и др. Так, например, если
печь недостаточно герметична, то возможен подсос воз¬
духа в рабочее пространство и потребуется больший
расход карбюризатора.В шахтных печах широкое распространение получил
капельный способ подачи жидкого карбюризатора, что
также вносит погрешность при определении нормы его
расхода, так как размер капли зависит от вязкости
жидкости, размера выходного отверстия капельницы
и др. В связи с этим приводимые в табл. 6 данные о
расходе карбюризаторов являются ориентировочными.Наилучшие результаты получаются, если в период
выдержки при рабочей температуре процесса изменяет¬
ся подача карбюризатора: вначале, в течение 7з време¬
ни выдержки производится интенсивная подача, а за¬
тем, в оставшиеся 2/3 этого периода подача снижается.
Это так называемый ступенчатый цикл цементации, при
котором вначале получается небольшой по глубине слой
с высоким содержанием углерода (до 1,2% С), а за¬
тем, когда подача карбюризатора снижается, происхо¬
дит в основном диффузия углерода в глубь металла.
В результате этого цементационный слой увеличивается
до требуемой глубины, а концентрация углерода в нем
снижается до 0,8—0,9%. При этом получаются наилуч¬
шие эксплуатационные свойства деталей.Однако при капельном способе подачи карбюриза¬
тора регулирование его расхода вызывает затруднения,
так как отсчет по каплям недостаточно точен, а изме¬
рение расхода с помощью мерного стаканчика — кро¬
потливая работа, требующая дополнительных затрат
рабочего времени. В этом отношении дозированная по¬
дача жидкого карбюризатора с помощью насосов имеет
безусловные преимущества.Гораздо лучшие результаты получаются при цемен¬
тации в безмуфельных агрегатах непрерывного дей¬
ствия. Цементационные печи в таких агрегатах имеют
несколько зон, которые отличаются как по температуре,
так и по составу печной атмосферы. Для поддержания
нужного состава атмосферы между зонами предусмат¬111
ривают арочные разделительные перегородки и, кроме j
того, особым образом направляют газовые потоки. *В первой зоне безмуфельной печи происходит на-)
грев деталей до температуры цементации. Следов;ь|
тельно, в этой зоне нужна атмосфера со слабой наугле-f
роживающей активностью. Углеродный потенциал ее
составляет 0,4—0,6%. Во второй зоне, где происходит
науглероживание, углеродный потенциал устанавлива¬
ют 1,1—1,3%. В третьей зоне, которая называется зоной
диффузионного выравнивания, атмосфера должна иметь
углеродный потенциал, обеспечивающий в цементован¬
ном слое заданное содержание углерода. Обычно оно
должно быть в пределах 0,9—1,0%. В четвертой зоне,
где происходит охлаждение деталей до закалочной тем¬
пературы, углеродный потенциал устанавливают с та¬
ким расчетом, чтобы сохранить в слое полученное со¬
держание углерода. Но поскольку температура в этой
зоне иная, то и состав атмосферы будет отличаться
от предыдущей зоны.Существуют агрегаты, в которых печи разделены на
камеры по числу зон, и в каждой камере надежно под¬
держивается требуемый состав атмосферы.Поддержание нужного состава атмосферы произ¬
водится автоматически с помощью специальных прибо¬
ров. Работа таких приборов основана на принципе опре¬
деления температуры точки росы. Так называется тем¬
пература, при которой в атмосфере данного состава
начинается конденсация паров воды. Эта температура
чутко реагирует на изменение состава атмосферы.
В приборе имеется зеркальце, которое попеременно
нагревается и охлаждается. В момент, когда в период
охлаждения происходит запотевание зеркальца, т. е.
конденсируются пары, фиксируется температура. Это
и есть температура точки росы атмосферы данного
состава. Если эта температура не соответствует задан¬
ной (т. е. заданному составу атмосферы), то сигнал
передается на дозирующие устройства, которые кор¬
ректируют подачу газов до состава, соответствующего
заданному.С учетом сказанного становится понятным, почему
детали, поступающие на цементацию в агрегаты непре¬
рывного действия, должны иметь чистую поверхность:
наличие жировых и прочих загрязнений может повлиять
на состав печной атмосферы. В связи с этим в совре¬112
менных агрегатах имеются установки для мойки и суш¬
ки деталей перед цементацией.На Рязанском заводе автомобильной аппаратуры
производственного объединения ЗИЛ эксплуатируется
современная автоматическая линия для цементации
производительностью 500 кг/ч. В составе линии имеются
моечная машина и сушильная камера для промывки
и просушки деталей перед цементацией. Предусмотрена
возможность введения аммиака в рабочее пространство
печи незадолго до окончания процесса с целью предот¬
вращения внутреннего окисления.Агрегаты непрерывного действия применяют и для
цементации деталей из хромоникелевых сталей, кото¬
рые нельзя закаливать непосредственно с цементацион¬
ного нагрева.На Уральском автомобильном заводе для шестерен
мз стали 12Х2Н4А внедрена обработка на безмуфель-
ном агрегате по непрерывному циклу. При этом вы¬
полняются следующие операции: цементация в первой
и второй зонах печи при температуре 930°С; изотерми¬
ческая выдержка в третьей зоне печи при 580°С; нагрев
в четвертой зоне до 830°С; закалка в масле с темпера¬
турой 125°С; отпуск при температуре 150°С.Цементация пастамиЦементация с помощ* ю пастообразных карбюриза¬
торов находит применение в основном ча ремонтных
заводах со сравнительно небольшим, но разнообразным
по номенклатуре выпуском деталей. При этом способе
цементации на детали наносят слой пасты, содержащей
углерод, затем их помещают в металлические ящики
или муфели и загружают в печь, где при температуре
900—950°С выдерживают в течение нескольких часов.
В табл. 7 приведены некоторые составы паст, применяе¬
мых на заводах. Как можно видеть, в этих составах
источником углерода служит сажа или древесноуголь¬
ная пыль. Кальцинированная сода вводится для уско¬
рения процесса. Декстрин нужен как связующее веще¬
ство.Технология изготовления паст проста. Исходные
материалы тщательно просеивают и взвешивают в нуж¬
ном соотношении. Затем их ссыпают в мешалку и тща¬
тельно перемешивают. Жидкие составляющие (масло,113
мазут) вводят при непрерывном перемешивании. Гото¬
вая паста должна быть в виде однородной массы
сметанообразной консистенции. Чем больший нужен
цементованный слой, тем толще требуется слой пастыТаблица 7Составы паст для цементации№п/пНаименование составляющихСодержание,
% по массеГазовая сажа28тКальцинированная сода3,51Железосинеродистый калий1.5Веретенное масло (отработанное)67Голландская сажа3011Кальцинированная сода• 1011Декстрин20Моторное масло (отработанное)40Ацетиленовая сажа30ТЇТКальцинированная сода20111Декстрин10Мазут40Древесноугольная пыль75IVКальцинированная сода5I VЖелезосинеродистый калий10Декстрин10на детали. Для этого пасту необходимо изготовлять
более густой. Приближенно можно считать, что толщи¬
на слоя пасты должна быть в 6—8 раз больше требуе¬
мой толщины цементованного слоя. Паста сравнительно
жидкой консистенции наносится на детали путем оку¬
нания; более густая — с помощью жесткой кисти.Детали аккуратно, с тем чтобы не повредить слоя
пасты, укладывают одну на другую в ящик и закры¬
вают его крышкой. Ящики загружают в печь, нагретую
до рабочей температуры 930—950°С. Для сокращения
длительности процесса ее можно повысить до
1000—1050°С.Высокая производительность — главное преимуще¬
ство процесса, цементации пастами. Основной недоста-114
ток — неравномерность цементованного слоя по глу¬
бине и насыщенности углеродом.По окончании выдержки детали охлаждают в ящи¬
ках на воздухе. Можно также осуществить подстужи-
вание до закалочной температуры и затем провести
закалку непосредственно с цементационного нагрева.Дефекты цементации и их предупреждениеПри газовой цементации наблюдается ряд дефектов,
рассмотренных ниже.Пониженная толщина цементованного слоя. Такой
дефект является следствием пониженной температуры
процесса или недостаточного времени выдержки и мо¬
жет быть исправлен повторной цементацией.Пониженная концентрация углерода в слое. При
нормальной температуре процесса и достаточном вре¬
мени выдержки пониженная концентрация углерода
вызывается недостаточной подачей карбюризатора. При
работе на газовом карбюризаторе в этом случае необ¬
ходимо прочистить вводные отверстия, а при работе на
жидком — увеличить его подачу. Надо, однако, иметь
в виду, что чрезмерное увеличение подачи также может
явиться причиной пониженной концентрации углерода,
так как в этом случае на деталях оседает слой сажи,
препятствующий проникновению углерода в металл.Если одновременно наблюдается пониженная тол¬
щина слоя и недостаточная концентрация в нем угле¬
рода, то наряду с регулированием подачи карбюриза¬
тора нужно повысить температуру процесса и увеличить
время выдержки.Повышенная концентрация углерода в слое. Это
приводит к образованию в цементованном слое цемен«1
титной или карбидной сетки, в результате чего после
закалки слой приобретает хрупкость. При газовой це¬
ментации регулирование насыщенности цементованного
слоя углеродом достигается изменением подачи карбю¬
ризатора, а также регулированием его активности.Неравномерная толщина слоя., Если такая неравно¬
мерность наблюдается в пре делах одной садки на раз¬
личных деталях, то это мои.-т быть вызвано двумя
причинами: неравномерным распределением темпера¬
туры в различных местах печи, либо неравномерной
Циркуляцией газов в рабочем пространстве. Последнее115
может произойти при неудачной укладке деталей в
корзинах, а также при перегрузке печи либо при неис¬
правности вентилятора. Если же неравномерность слоя
наблюдается в пределах одной и той же детали, то
наиболее вероятная причина этого — выделение сажи
и закоксовывание деталей.Пятнистая твердость цементованного слоя. Нерав¬
номерная, или, как говорят производственники, пятни¬
стая цементация и, как следствие, неравномерная твер¬
дость после закалки вызываются оседанием сажи на
поверхности деталей с последующим ее закоксовывани-
ем, что препятствует науглероживанию при цементации
и способствует неравномерному охлаждению при
закалке.Резкий переход цементованного слоя к сердцевине.Обычно это не является браковочным признаком, хотя
может послужить в дальнейшем причиной образования
более серьезного дефекта — отслаивания и выкраши¬
вания цементованного слоя. Уменьшить резкость пере¬
хода можно путем повышения температуры цемента¬
ции при одновременном уменьшении подачи карбюри¬
затора или его активности.При цементации пастами возникают дефекты, при¬
веденные ниже.Повышенная или пониженная толщина цементован¬
ного слоя. При цементации пастами, в отличие от га¬
зовой цементации, толщина слоя зависит не только от
температуры и продолжительности выдержки, но также
и от толщины слоя пасты, поскольку в нем содержится
весь запас углерода, который может диффундировать
в металл. В связи с этим одной из причин пониженной
или повышенной толщины цементационного слоя может
быть завышенная или заниженная толщина слоя пасты.Пятнистая цементация. Основная причина такого
дефекта — повреждения или отслаивание цементацион¬
ной пасты. Во избежание этого необходимо осторожно
и аккуратно укладывать детали в ящики, не повреждая
слоя пасты. Кроме того, причиной пятнистой цемента¬
ции может быть неоднородность пасты по составу при
недостаточно тщательном ее перемешивании.Пониженная концентрация углерода в слое. При на¬
рушении установленного соотношения компонентов,
входящих в состав пасты, концентрация углерода в слое
понижается.116
2. АЗОТИРОВАНИЕАзотированием называется процесс насыщения по¬
верхностного слоя детали азотом. Иногда этот процесс
называют азотацией или нитрированием (от греческого
слова «нитро», что в переводе означает азотосодержа¬
щий). Азотирование придает поверхности детали особо
высокую твердость и износостойкость, которые сохра¬
няются при нагреве до 500—600°С. Это важное пре¬
имущество азотированных деталей перед цементован¬
ными, которые могут сохранять высокую твердость
лишь до 200—250°С. Кроме того, азотирование повы¬
шает устойчивость стали против коррозии в атмосфере
влажного воздуха и пара.При азотировании, как и при поверхностной закал¬
ке, благодаря увеличению удельного объема стали в
поверхностном слое возникают большие внутренние
сжимающие напряжения. Они способствуют снижению
растягивающих напряжений от внешней нагрузки при
работе детали. В результате выносливость детали, т. е.
способность выдерживать большое число повторных
нагрузок, повышается.Процесс азотирования имеет также и некоторые
технологические преимущества перед цементацией:
после азотирования не требуется закалка, температура
процесса на 350—400°С ниже, чем при цементации.
В результате коробление деталей при азотировании
получается меньшим.Серьезным недостатком азотирования является
большая длительность этого процесса. Цикл азотиро¬
вания длится до двух суток. К тому же для азотиро¬
вания приходится применять дорогие легированные ста¬
ли, и потому азотированные детали получаются в 2—3
раза дороже, чем обычные.Высокая твердость азотированного слоя объясняет¬
ся тем, что азот, проникая в поверхность металла,
образует химические соединения с элементами, входя¬
щими в состав стали, — алюминием, хромом, молиб¬
деном и др. Такие соединения называют нитридами.
Они имеют высокую твердость, а главное — выделяют¬
ся в виде очень мелкодисперсных частиц. Как всегда
в таких случаях, атомная решетка вокруг мест их вы¬
делений искажается, и в результате возникают много¬
численные препятствия для перемещения дислокаций.117
В этом прпчина повышения сопротивления деформаций
что и проявляется в значительном увеличении твердості!
Наибольшее влияние на повышение твердости оказывав
ют нитриды алюминия, хрома и молибдена. В отличие
от них нитриды железа обладают сравнительно невысо¬
кой твердостью и незначительно повышают ее в стали.
В связи с этим для азотирования применяют легирован¬
ные стали, содержащие алюминий, хром и молибден
(38ХМЮА, 18Х2Н4ВА и др.). Широко применяется азо¬
тирование коррозионно-стойких сталей. Эти стали, обла¬
дая рядом ценных свойств, имеют низкую твердость
и износостойкость. Азотирование — наиболее эффек¬
тивный способ повышения износостойкости таких ста¬
лей.Если азотирование проводится с целью повышения
устойчивости деталей против коррозии, то в этом слу¬
чае пригодны также и углеродистые стали.Наиболее часто азотирование применяют для повы¬
шения износостойкости гильз цилиндров мощных
двигателей, шестерен, шпинделей станков.Перед азотированием детали подвергают полной
механической обработке, оставляя лишь небольшой
припуск под шлифовку. Для повышения прочности и
вязкости сердцевины деталей производят термическую
обработку — закалку с высоким отпуском. Если же
к детали не предъявляются высокие требования по
прочности сердцевины, то достаточно перед азотирова¬
нием провести нормализацию. Так, например, можно
обрабатывать мерительный/ инструмент (калибры и
шаблоны).Если на детали имеются участки, которые нужно
предохранить от азотирования, то на них наносят
защитное покрытие. Наиболее надежной защитой
является гальваническое лужение. Чтобы олово в усло¬
виях повышенной температуры не затекало на азоти¬
рованную поверхность, ее дополнительно подвергают
фосфатированию, т. е. покрывают тонким слоем фос¬
форосодержащих солей. С этой целью применяют пре¬
парат Мажеф. Фосфатированная поверхность совер¬
шенно не смачивается оловом и, кроме того, на ней
более активно адсорбируется азот, что способствует
улучшению условий азотирования. Но олово дорогой
и дефицитный металл, поэтому вместо него применяют
покрытие жидким стеклом, а иногда — никелирование.118
Газовое азотированиеВ большинстве случаев на заводах применяют газо¬
вое азотирование. Детали помещают в металлические
яшики-муфели, которые устанавливают в нагреватель¬
ной печи. В муфель подается газообразный аммиак.
При температуре азотирования 500—600°С происходит
частичная диссоциация аммиака, в результате чего
выделяется атомарный азот по реакции2NH, —* 2N„ + ЗН2.В условиях повышенной температуры атомарный
азот диффундирует в глубь металла.Азотирование, как и цементацию, можно осуществ¬
лять в печах шахтного типа. Более производительны
н удобны в эксплуатации контейнерные печи с пере¬
движной нагревательной камерой (рис. 61). В Совет¬
ском Союзе разработана конструкция безмуфельной
толкательной печи непрерывного действия.Технологический процесс азотирования определяет¬
ся главным образом тремя факторами: степенью дис¬
социации аммиака, температурой процесса, временем
выдержки.Степень диссоциации аммиака — это число в про¬
центах, которое получается при делении объема разло¬
жившегося аммиака на общий объем газа в муфеле.
Это число можно определять с помощью специального
прибора — диссоциометра, показанного на рис. 62. Он
представляет собой стеклянный баллон, на котором
нанесены 100 делений. В верхней части баллона име¬
ются трехходовой кран 2 и две трубки. По трубке 3
подводится газ из муфеля, а по трубке 1 — вода.
В нижней части баллона имеется обычный запорный
кран 4. Для определения степени диссоциации аммиака
открывают нижний кран, а верхний -поворачивают в
такое положение, чтобы в баллон поступал газ из му¬
феля. Затем нижний кран закрывают, а верхний пово¬
рачивают так, чтобы газ был перекрыт и в баллон
поступала вода. Если бы аммиак в баллоне был пол¬
ностью диссоциированный, т. е. разложившийся на
смесь водорода и азота, то вода не смогла бы в него
поступать, так как ни азот, ни водород не растворяют¬
ся в воде, а давление, создаваемое ими, оказывало бы
сопротивление поступлению воды. Но если наряду с119
Рис. 61. Печь для азотирования с передвижной нагревательной камерой:
1 — нагревательная камера; 2 — стенд (под); 3 — муфель
/-УчЧ■-25Ч|-501-75Уазотом и водородом в баллоне будет иметься неразло-
жившийся аммиак, то он, растворяясь в воде, освобо¬
дит часть объема, который и заполнит вода. Очевидно,
остальная часть объема (над уровнем
поступившей в баллон воды) —это
объем диссоциированного аммиака.Поскольку цифры на шкале простав¬
лены сверху вниз, а вода занимает
нижнюю часть баллона, уровень ее не¬
посредственно показывает степень
диссоциации аммиака в процентах.Степень диссоциации аммиака
устанавливается в зависимости от тем¬
пературы процесса: при 500—520°С
она выдерживается в пределах 18—25%, при 530—550°С — 25—40%. Не¬
которое увеличение степени диссоциа¬
ции, особенно во второй стадии про¬
цесса, после 10—15 ч выдержки, не
оказывает отрицательного влияния на
ход процесса и в то же время позво¬
ляет уменьшить расход аммиака и
снизить хрупкость слоя. С этой целью
степень диссоциации может быть уве¬
личена до 50—60%. Чрезмерное уве¬
личение степени диссоциации ухудша¬
ет условия азотирования, так как образующийся при
этом в большом количестве водород препятствует ад¬
сорбции азота на поверхности деталей, и в результате
уменьшается поступление атомов азота в глубь металла.Расход аммиака при азотировании зависит от раз¬
меров и формы деталей. В среднем можно считать, что
при азотировании крупных деталей на толщину слоя
0,35—0,55 мм он составляет 5—10 г на 1 кг деталей,
а при азотировании мелких и средних деталей, имею¬
щих сравнительно большую поверхность, расход аммиа¬
ка повышается до 20—50 г на 1 кг деталей.Чем выше температура азотирования, тем большая
толщина слоя получится за одно и то же время, но тем
ниже его твердость. Увеличение толщины азотирован¬
ного слоя объясняется повышением скорости диффузии,
а понижение твердости при этом — коагуляцией
(укрупнением) частичек нитридов легирующих эле¬
ментов.Рис. 62. Диссо-
циометр121
Уменьшение длительности процесса достигается
применением ступенчатых циклов азотирования. В боль¬
шинстве случаев используется двухступенчатый цикл,
иногда — трехступенчатый. Сущность двухступенчатого
цикла сводится к тому, что в первой стадии процесс
ведется при более низкой температуре (510—530°С)
и малой степени диссоциации аммиака (до 35%). При
этом происходит образование тонкого поверхностного
слоя с высокой концентрацией азота. Во второй стадии
температура повышается до 540—580°С, а степень дис¬
социации аммиака — до 65%. В результате скорость
диффузии азота увеличивается, и общая продолжитель¬
ность процесса сокращается.На ЗИЛе, Волжском и Горьковском автомобильных
заводах двухступенчатый цикл азотирования применя¬
ют для упрочнения штампов горячей штамповки, а так¬
же для штамповых вставок. Благодаря этому стойкость
штампового инструмента повышается в 1,5—2 раза. На
Воронежском машиностроительном заводе им. В. И.
Ленина инструменты из быстрорежущих сталей азоти¬
руют по одноступенчатому режиму. Стойкость азоти¬
рованного инструмента (метчиков, зенкеров, сверл,
фрез) повышается в 2—3 раза.Ионное азотированиеИногда такой процесс называют ионитрированием
или азотированием в плазме тлеющего разряда. Сущ¬
ность этого метода заключается в том, что в герметич¬
ном контейнере создается разреженная азотосодержа¬
щая. атмосфера. С этой целью можно использовать
чистый азот, аммиак или смесь азота и водорода. Вну¬
три контейнера размещают азотируемые детали, кото¬
рые подключают к отрицательному полюсу источника
постоянного напряжения. Они играют роль катода.
Анодом служит стенка контейнера. Между катодом и
анодом включается высокое напряжение (500—1000 В).
В этих условиях происходит ионизация газа. Образую¬
щиеся положительно заряженные ионы азота устрем¬
ляются к отрицательному полюсу — катоду. Электри¬
ческое сопротивление газовой среды вблизи катода
резко возрастает, вследствие чего почти все напряже¬
ние, подаваемое между анодом и катодом, падает на
сопротивление вблизи катода, на расстоянии несколь-122
ijiix миллиметров от него. Благодаря этому создается
очень высокая напряженность электрического поля
вблизи катода. Ионы азота, входя в эту зону высокой
напряженности, разгоняются до больших скоростей и,
соударяясь с деталью (катодом), внедряются в «е по¬
верхность. При этом высокая кинетическая энергия,
которую имели ионы азота, переходит в тепловую.
В результате деталь за короткое время, примерно 15—
30 мин, разогревается до температуры 470—580°С, при
которой происходит диффузия азота в глубь металла,
т. с. идет процесс азотирования. Кроме того, при соуда¬
рении ионов с поверхностью детали происходит выби¬
вание ионов железа с ее поверхности. Благодаря этому
происходит очистка поверхности от окисных пленок,
препятствующих азотированию. Это особенно важно
для азотирования коррозионно-стойких сталей, у кото¬
рых такая пассивирующая пленка обычными способами
удаляется очень трудно.Ионное азотирование по сравнению с азотированием
в печах имеет следующие преимущества: 1) сокращение
общей продолжительности процесса в 1,5—2 раза;2) возможность регулирования процесса с целью полу¬
чения азотированного слоя с заданными свойствами;3) меньшую деформацию деталей благодаря равномер¬
ному нагреву; 4) возможность азотирования корро¬
зионно-стойких сталей и сплавов без дополнительной
депассивирующей обработки.Жидкостное азотированиеЖидкостное азотирование осуществляется в рас¬
плавах цианистых и бесцианистых солей. К цианистым
относятся соли, содержащие углерод и азот: цианиды
NaCN, KCN; цианаты NaCNO, KCNO; желтая кровя¬
ная соль K4Fe(CN)6*, карбамид или мочевина
(NH2)2CO. К бесцианистым относятся нитриты KNO2,
NaN02 и нитраты NaN03, KN03.Цианиды очень токсичны (ядовиты) как в твердом
состоянии, так и после расплавления. Применение их
требует строгих мер по технике безопасности. Мочеви¬
на и желтая кровяная соль до расплавления не ядови¬
ты. В этом их преимущество при хранении и взвеши¬
вании. Однако после расплавления они также ядовиты.123
При жидкостном азотировании в расплавах солей,
содержащих азот и углерод, происходит насыщение
поверхностного слоя обоими этими элементами. Однако,
поскольку процесс осуществляется при сравнительно
низкой температуре (570°С), сталь в основном насы¬
щается азотом. Соотношение азота и углерода состав¬
ляет примерно 3:1.Структура азотированного слоя имеет две зоны:
поверхностную карбонитридную, состоящую из нитри¬
дов, содержащих углерод, и диффузионную, представ¬
ляющую собой твердый раствор азота в железе. Тол¬
щина карбонитридной зоны очень небольшая (10—
15 мкм), но она придает поверхности важные свойства:
низкий коэффициент трения, устойчивость против зади-
ров, хорошую прирабатываемость. Общая толщина слоя
в зависимости от продолжительности процесса может
достигать нескольких десятых миллиметра.Твердость низкоуглеродистых сталей повышается
незначительно — до HV 300; на улучшаемых сталях
типа 40Х можно получить твердость до HV 700. Наи¬
более высокая твердость (до HV 1000) достигается на
легированной стали, специально предназначенной для
азотирования, — 38ХМЮА и др.Жидкостное азотирование деталей из конструкцион¬
ных сталей повышает предел выносливости на 20—
100%, что объясняется, во-первых, упрочнением поверх¬
ности, а во-вторых, возникновением в азотированном
слое остаточных сжимающих напряжений. В связи с
этим такую обработку применяют для ответственных
деталей: коленчатых валов двигателей, шестерен и др.
При жидкостном азотировании преимущественно
используют цианид-цианатные ванны. Наилучшие ре¬
зультаты дает обработка в этих ваннах при 570°С в
течение 1—3 ч. В ФРГ такую обработку называют
«тенифер-процесс», а в США — «тафтрайдинг-процесс».
Иногда ее называют мягким азотированием, поскольку
твердость при такой обработке получается несколько
ниже, чем при газовом азотировании.Жидкостное азотирование в цианидных ваннах при¬
меняют только для обработки инструмента преимуще¬
ственно из быстрорежущей стали; оно известно под
названием жидкостного низкотемпературного цианиро¬
вания. Процесс осуществляется при 540—560°С с дли¬
тельностью выдержки в зависимости от размеров ин-
124
струмента от 5 до 30 мин. Более подробно этот процесс
описан в разделе «Цианирование».Существенным недостатком обработки с примене¬
нием цианидов, карбамидов и желтой кровяной соли
является токсичность ванн. Хоршие результаты полу¬
чены при жидкостном азотировании в бесцианистых
ваннах. Существует три разновидности такого способа:
1) пропускание аммиака через расплав хлористых
солей бария, натрия и кальция; 2) расплавление в ван¬
не нитрата натрия или калия или же смеси из нитрата
и нитрита; 3) погружение деталей в водный раствор
азотосодержащей соли и нагрев их с помощью ТВЧ.
Эти процессы пока еще не получили распространения
в промышленности.Дефекты азотирования и их предупреждениеДеформация и изменение размеров. По температур¬
ному режиму азотирование подобно длительному высо¬
кому отпуску. Если предварительная термическая обра¬
ботка до азотирования была проведена недостаточно
тщательно, а именно, при отпуске вследствие малой
выдержки или пониженной температуры не были устра¬
нены внутренние напряжения, то при азотировании
происходит доотпуск. Внутренние напряжения при этом
снимаются, и, как следствие, возникает коробление.Наряду с этим большие внутренние напряжения
присущи самой природе азотированного слоя. Насыще¬
ние стали азотом приводит к увеличению ее удельного
объема, поэтому, как и при поверхностной закалке, в
азотированном слое возникают большие внутренние
сжимающие напряжения. Такие напряжения не всегда
бывают уравновешенными, особенно в деталях несим¬
метричной формы, и в результате опять-таки возникает
коробление.Прямым следствием возрастания удельного объема
азотированного слоя является увеличение размеров.
Чем больше глубина азотированного слоя, тем больше
увеличение размеров. Например, при глубине слоя
0,5 мм размеры детали увеличиваются на 0,02—0,04 мм
на сторону. Ориентировочно можно принять, что раз¬
мер детали увеличивается в среднем на 4—6% от тол¬
щины азотированного слоя. Чтобы избежать брака по
размерам, необходимо при предварительной механиче-125
ской обработке предусмотреть соответствующее зани¬
жение размеров.Хрупкость и шелушение. Хрупкость азотированного
слоя возникает при пересыщении его азотом. В резуль¬
тате на поверхности детали образуется тонкая корочка,
состоящая из хрупких нитридов. Хрупкость такого рода
чаще возникает при одноступенчатом цикле азотиро¬
вания с большой длительностью процесса. Хрупкая
корочка может быть удалена путем шлифовки. С этой
целью достаточно сошлифовать слой толщиной 0,01 —0,05 мм. Поверхностная твердость при этом не сни¬
жается.Причиной хрупкости может послужить также круп-
нозернистость и обезуглероживание стали, вызванное
перегревом или длительной выдержкой при предвари¬
тельной термической обработке — закалке. Следует
помнить, что сталь типа 38ХМЮА имеет повышенную
склонность к обезуглероживанию. При азотировании
стали с крупным зерном азот преимущественно прони¬
кает по границам зерен, где облегчена его диффузия.
В результате этого по границам зерен образуется хруп¬
кая нитридная сетка.Дефект в виде шелушения азотированного слоя
наблюдается преимущественно при азотировании высо¬
кохромистых сталей. Крупнозернистая структура спо¬
собствует шелушению. Иногда дефект шелушения про¬
является в виде полос вдоль направления прокатки,что
связано с неоднородности структуры перед азотиро¬
ванием.Пониженная твердость слоя. Возможны три причи-
иы такого дефекта: 1) завышенная температура про¬
цесса, приводящая к укрупнению нитридов и, следова¬
тельно, снижению твердости; 2) крупнозернистая
структура, обусловливающая пониженную твердость
внутренней части зерен вследствие диффузии азота по
границам зерен; 3) обезуглероживание, приводящее к
образованию ферритной структуры, в которой нитриды
всегда формируются в виде крупных частиц, не обес¬
печивающих высокую твердость.Пятнистая твердость. Неоднородная по величине
твердость в пределах одной детали вызывается двумя
причинами: неравномерностью величины зерна в стали
и попаданием на азотируемую поверхность олова или
жидкого стекла.126
Пониженная толщина слоя. Пониженная темпера¬
тура процесса и недостаточное время выдержки — вот
основные причины такого дефекта.При азотировании деталей из коррозионно-стойких
и жаропрочных сталей важное значение имеет также
подготовка поверхности. Тонкая окисная пленка, появ¬
ляющаяся на поверхности таких сталей, тормозит азо¬
тирование. Если окисную пленку удаляют перед азоти¬
рованием путем шлифовки или травления, то за период
до начала азотирования вновь может образоваться
такая пленка, и в результате толщина слоя будет по¬
ниженной.Брак при азотировании по заниженной толщине слоя
и твердости может возникнуть также при установке
новых муфелей и корзин. В этом случае азот расхо¬
дуется на азотирование металлических частей. Во из¬
бежание такого брака нужно первый процесс произ¬
водить на холостом ходу, т. е. без загрузки деталей.3. ЦИАНИРОВАНИЕЦианированием называется процесс насыщения
поверхностного слоя деталей одновременно углеродом
и азотом. Применяют два способа цианирования —
жидкостное и газовое. Ранее использовалось только
жидкостное цианирование в ваннах, содержащих в
расплавленном состоянии цианистые соли NaCN и KCN.
Отсюда произошло и название процесса. В настоящее
время преимущественно применяется газовое цианиро¬
вание, которое получило название нитроцементации.Упрочненный слой, полученный как цианированием,
так и нитроцементацией, имеет по сравнению с цемен¬
тованным следующие преимущества: 1) более высокую
износостойкость благодаря наличию азота; 2) повы¬
шенную теплостойкость, т. е. способность сохранять
высокую твердость при нагреве; 3) меньший рост зер¬
на вследствие более низкой температуры и продолжи¬
тельности этих процессов; 4) по этой же причине мень¬
шее коробление деталей при непосредственной закалке
после цианирования и нитроцементации.Цианированию и нитроцементации подвергают как
углеродистые, так и легированные стали с содержа¬
нием углерода 0,2—0,4%, что несколько выше, чем в
цементуемых сталях.127
Закалка после цианирования и нитроцементации, как
правило, производится непосредственно с того же на¬
грева. Закалка с повторного нагрева нежелательна,
поскольку это приводит к деазотированию, т. е. сни¬
жению содержания азота в слое. После закалки необ¬
ходим низкий отпуск.Жидкостное цианированиеРазличают высокотемпературное и низкотемператур¬
ное жидкостное цианирование. Высокотемпературное
цианирование производится при температуре 820—
860°С. Толщина получаемого при этом слоя в зависи¬
мости от продолжительности выдержки (0,5—1,5 ч)
составляет 0,2—0,5 мм. Иногда для получения слоя
большей толщины (до 2,0 мм) температуру процесса
повышают до 930—960°С. Концентрация азота в слое
при этом снижается, и он по своим свойствам прибли¬
жается к цементованному. Однако такой процесс зна¬
чительно короче, и потому он рекомендуется вместо
цементации.Низкотемпературное цианирование осуществляется
в интервале температур 520—590°С. Выдержка при
такой температуре в течение 1—3 ч дает слой толщи¬
ной от 0,05 до 0,15 мм.Большим преимуществом жидкостного цианирования
является высокая скорость процесса, что объясняется
быстротой нагрева в жидкой среде и высокой актив¬
ностью цианистых ванн.Высокотемпературное цианирование. Оно приме¬
няется преимущественно для мелких деталей: шестерен
малого модуля, пальцев, гаек, шайб и т. п. Выбор
состава ванны в основном зависит от требуемой тол¬
щины слоя. В табл. 8 приведены составы ванн для
высокотемпературного жидкостного цианирования.Государственным институтом прикладной химии
(ГИПХ) разработан сплав солей для цианирования на
основе цианида кальция, известный под названием
цианплава ГИПХ. Для цианирования используют ван¬
ну следующего состава: 10% цианплава ГИПХ, 40%
поваренной соли и 50% хлористого кальция. Нормаль¬
ная работа ванны обеспечивается при содержании в
ней 0,5—1,0% цианида кальция. При таком сравни¬
тельно небольшом содержании летучесть цианистой128
со л и небольшая, что позволяет несколько повысить
температуру процесса и глубину цианирования. Кроме
того, состав на основе цианплава немного дешевле, чемТ аблица 8Составы ванн для ^жидкостного цианированияс-Состав, %*ооG?.О? гзЛ и58аSЗІс:3ё<5Хя2ч!«Р» XSо0-5ЙЗ•к2rj£ €55 о*са(X>>нСиОсZО)Нлх S
!*-I*u sПолучаемаяглубинаслоя,ммI50508408408708700—301—000—301—000,15—0,200,20—0,250,20—0,250,20-0,2520—2525-5025-50II1040 50 8409009009001-201—002—004-000,25—0,300,50—0,600,70—0,801,00—1,208—1230-55.До Юсв. 1535-50III810 82 3-8до 30св. 30до 409009009509500—25
0-45
2-00
5—300,20—0,25
0,30—0,50
0,80—1,00
1,40—1,60* В числителе указан состав ванны при ее расплавлении, в знаменателе—ра*
бочнй состав.состав I (табл. 8), однако при введении его в ванну
выделяется много пены, что затрудняет работу. Циан-
плав, как и состав I, применяют для цианирования на
небольшую глубину мелких деталей. Составы II и III
используют для глубокого цианирования. Их называют
активными.Как можно видеть, в состав ванн наряду с циани¬
стыми солями входят нейтральные соли. При составле¬
нии ванны вначале расплавляют нейтральные соли, а
затем вводят цианистую соль.В процессе работы содержание цианистой соли в
ванне уменьшается, или, как говорят производствен¬
ники, ванна истощается. Расходуются и нейтральные
соли: частично они уносятся вместе с деталями, частич-5-24 129
ио испаряются. В результате уровень ванны постепенно
понижается. В связи с этим периодически в ванну до¬
бавляют как нейтральные, так и цианистую соли. Убыль
цианистой соли восполняется из расчета 1%/ч от общей
массы соли в ванне. Это так называемое освежение
ванны. При использовании ванн с цианплавом освеже¬
ние проводят через каждые 3—4 ч работы путем добав¬
ления 2—4% цианплава от массы соли в ванне. Содер¬
жание цианистых солей в ванне контролируется 1—2
раза в смену. Полный анализ состава ванны можно
проводить 1—2 раза в неделю. Цианистая соль в усло¬
виях высокой температуры взаимодействует с кислоро¬
дом воздуха и разлагается. В результате образуется
азот, углерод и сода. Азот и углерод расходуются на
насыщение поверхности деталей, а сода постепенно
накапливается в ванне, что приводит к потере жидко-
текучести. При этом соль налипает на детали, ухудшая
качество закалки, особенно при охлаждении в масле.
Для восстановления жидкотекучести в ванну добав¬
ляют поваренную соль. Уровень солей в ванне следует
поддерживать постоянным, так чтобы при незагружен¬
ной ванне расстояние от краев тигля до зеркала ванны
было 120—150 мм.Масса деталей, обрабатываемых одновременно в
одной садке, должна быть не более ‘/з массы расплав¬
ленных солей. При загрузке садки большей массы по¬
вышения производительности не достигается, так как
температура ванны существенно падает, и требуется
большее время для ее подъема до рабочего уровня.Перед погружением деталей в цианистую ванну
следует подогреть их до 350—600°. Это уменьшает ко¬
робление, повышает производительность цианистой
ванны и предотвращает выброс солей, который может
произойти при попадании влаги в ванну.Наиболее полное использование преимуществ
цианирования достигается при непосредственной за¬
калке деталей из цианистой ванны. Охлаждение про¬
водится в воде или масле. Для уменьшения коробления
детали рекомендуется охлаждать в горячем масле или
щелочной ванне при 180—200°С.Низкотемпературное цианирование. Низкотемпера¬
турное жидкостное цианирование применяют для по¬
вышения стойкости инструментов из быстрорежущей
и высокохромистой стали.130
Низкотемпературное цианирование инструмента из
быстрорежущей стали повышает его стойкость в 1,5—
2 раза. Инструмент подвергается цианированию после
окончательной термической и механической обработки,
включая заточку и шлифовку, поэтому температура
процесса должна быть не выше температуры предше¬
ствовавшего отпуска. Обычно она устанавливается в
пределах 540—560°С. Выдержка при этой температуре
продолжительностью от 5 до 45 мин позволяет полу¬
чить цианированный слой толщиной 0,015—0,04 мм.
В составе ванны должно быть 35—50% цианистого
натрия, остальное — углекислый натрий и поваренная
соль. Лучшие результаты по стойкости инструмента
получаются, когда содержание цианистого натрия бли¬
же к верхнему пределу.При низкотемпературном цианировании инструмен¬
та часто применяют ванны, составленные на основе
желтой кровяной соли K4Fe(CN)6. До расплавления эта
соль не ядовита. В состав ванны вводят 90% желтой
кровяной соли и 10% едкого кали (КОН).Инструмент перед цианированием должен быть
тщательно очищен от грязи и масла. Рекомендуется
предварительный подогрев его до 300—400°С.Жидкостное цианирование осуществляется в печах-
ваннах с наружным обогревом (тигельных) и с внут¬
ренним (электродных).Наружный обогрев может быть электрическим и га¬
зовым. Существенным недостатком таких печей является
малая стойкость тиглей. В связи с этим для высоко¬
температурного, и особенно для глубокого цианирова¬
ния, когда температура процесса достигает 900—960°С,
применяют электродные печи-ванны. Такие печи
используют и для низкотемпературного цианирования.
На заводах массового производства применяют непре¬
рывно действующие агрегаты для жидкостного циани¬
рования (рис. 63). Агрегат состоит из печи-ванны для
цианирования, закалочного и промывочного баков и
бака для пассивирования. Загрузка приспособлений
с деталями и перенос их из одной ванны в другую
производятся механически с помощью специального
перебрасывателя.Наряду с жидкостным низкотемпературным циани¬
рованием в производстве находит применение процесс
сульфоцианирования, при котором поверхность деталей5*131
насыщается одновременно азотом, углеродом и серой.
Сера, проникая в металл, образует химическое соедине¬
ние — сульфид. При работе детали в условиях тренияРис. 63. Агрегат для жидкостного цианированиясульфид выполняет роль сухой смазки. Это способ¬
ствует устранению задиров и схватывания, а также
улучшает прирабатываемость деталей. В состав ванн для
сульфоцианирования наряду с цианистыми солями вво¬
дятся сернистые соединения, например такие, как
K2S, Na2S03 и др.2 3 4 5 6 7Рис. 64. Агрегат для сульфоцианирования9 10На костромском заводе «Мотордеталь» эксплуати¬
руется автоматическая линия жидкостного сульфоциа¬
нирования, схематически показанная на рис. 64. Обра¬
батываемые детали загружаются в корзины с подве¬
сками, установленными на загрузочном конвейере
132
/, откуда конвейером 2 они подаются к печи 3 для
предварительного нагрева. С помощью механизма подъ¬
ема печь переводится в верхнее положение. В этой
печи производится предварительный нагрев до 300—
350°С. Затем печь опускается, а детали поступают в
ванну для сульфоцианирования 4, имеющую темпера¬
туру 570°С. Продолжительность выдержки в этой ванне
в зависимости от требуемой глубины слоя составляет
0,5—3,0 ч. Затем с помощью конвейера 5 подвески с
деталями переносятся в ванну 7, где происходит охлаж¬
дение и отмывка деталей от солей. После этого про¬
водится окончательная промывка в струйном агрега¬
те 8, а затем конвейер 6 переносит их в ванну 9 для
промасливания. Оттуда конвейером 10 они выдаются на
разгрузку.Существенным недостатком жидкостного цианиро¬
вания является ядовитость цианистых солей. Примене¬
ние таких процессов требует принятия специальных
мер по технике безопасности.Техника безопасности. Кроме обычных правил по
технике безопасности и охране труда, при работе с
цианистыми солями необходимо соблюдать специаль¬
ные меры предосторожности.Участок цианирования должен размещаться в от¬
дельном изолированном помещении, куда допускается
только обслуживающий персонал. При входе на участок
необходимо одевать, а при выходе снимать специаль¬
ную одежду и обувь.Печи-ванны должны быть закрыты защитными
кожухами с дверцами, которые открываются только
на время загрузки и выгрузки деталей. Загрузка солей
в ванну должна производиться малыми порциями. Во
избежание выплескивания солей при расплавлении
тигель должен быть закрыт крышкой, а нагрев нужно
производить замедленно. С этой же целью загружать
тигель следует не более чем на 3U его емкости. Пена
с поверхности и осадки со дна тигля собираются спе¬
циальным ковшом в металлический запирающийся
ящик для отправки на обезвреживание.Перед цианированием детали должны быть тща¬
тельно очищены и просушены. Загрузка деталей в ван¬
ну производится только на специальных приспособле¬
ниях, в рукавицах и защитных очках.133
Прием пищи и курение на участке запрещаются.
В случае ожогов, порезов и других повреждений кож¬
ного покрова рабочий должен быть отстранен от рабо¬
ты на участке.Обезвреживание деталей производится после циани¬
рования и закалки путем обработки в кипящем5—10%-ном содовом растворе и 1%-ном растворе
железного купороса.Н итроцементацияВ отличие от жидкостного цианирования нитро¬
цементация осуществляется в газовой среде, содержа¬
щей углерод и азот. С этой целью в печь подается
одновременно аммиак и углеродсодержащий газ, на¬
пример метан. По сравнению с жидкостным цианиро¬
ванием нитроцементация имеет следующие преимуще¬
ства: 1) безопасность процесса благодаря отсутствию
ядовитых цианистых солей; 2) возможность регулиро¬
вания процесса путем изменения содержания углерода
и азота в газовой среде; 3) более низкую стоимость
обработки; 4) возможность применения высокопроизво¬
дительных агрегатов непрерывного действия.В практике нитроцементации состав атмосферы
изменяется в довольно широких пределах: содержание
аммиака от 3 до 35%, а содержание метана от 10 до
40%. Это существенным образом отражается на свой¬
ствах и качестве получаемого упрочненного слоя. При
нитроцементации легированных сталей повышенное
содержание аммиака приводит к образованию соеди¬
нений, в состав которых входит легирующий элемент,
азот и углерод. Такие соединения называются карбо-
нитридами. Они обладают большой хрупкостью и
нежелательны в конструкционных деталях ответствен¬
ного назначения. В связи с этим в настоящее время
нитроцементацию легированных сталей часто произ¬
водят при ограниченной подаче аммиака и метана
(<3% NH3, <5% СН4, остальное — эндогаз). При
850—870°С в данном случае преимущественно проис¬
ходит науглероживание. Такой процесс получил назва¬
ние карбонитрирование. Таким образом, карбонитри-
рование можно рассматривать как разновидность нит¬
роцементации.Как и жидкостное цианирование, нитроцементация
бывает высокотемпературной и низкотемпературной.134
Высокотемпературная нитроцементация. Нитроце*
ментованный слой обладает по сравнению с цементо¬
ванным более высокой твердостью, износостойкостью,
теплоустойчивостью и коррозионной стойкостью. Кро¬
ме того, процесс нитроцементации имеет также и тех¬
нологические преимущества. К ним относятся: 1) более
высокая производительность, связанная с тем, что угле¬
род и азот взаимно ускоряют диффузию; 2) меньшее
коробление деталей при непосредственной закалке, так
как она производится с более низкой температуры;3) меньшее саже- и коксообразование под влиянием
вводимого в печь аммиака.Высокотемпературная нитроцементация может осу¬
ществляться при 840—950°С. При карбонитрировании
обычно температура устанавливается 850—870°С.
Хотя с повышением температуры увеличивается ско¬
рость процесса, однако при этом снижается содержание
азота в слое, и он по своим свойствам приближается к
цементованному.При нитроцементации в печь вводят аммиак и угле¬
родосодержащий газ, либо аммиак и жидкий карбюри¬
затор. Как и при газовой цементации, такой карбюри¬
затор в условиях повышенной температуры испаряется,
превращаясь в газообразные углеводородные соедине¬
ния. Наряду с этим можно применять триэтаноламин,
который содержит в своем составе углерод и азот.
В этом случае подача аммиака уже не требуется.
Жидкий триэтаноламин подается в печь с помощью
капельницы или насоса. При температуре выше 500°С
он разлагается, превращаясь в газ, содержащий
примерно 32% окиси углерода, 1—2% метана, 57%
водорода и некоторое количество аммиака. При исполь¬
зовании триэтаноламина получается минимальное
саже- и коксообразование. Это объясняется тем, что в
его состав входит кислород, который поглощает избы¬
ток углерода, связывая его в окись углерода СО.На заводах массового и крупносерийного производ¬
ства наибольшее распространение получила нитроце¬
ментация с помощью эндо- или экзогаза с добавлением
природного газа и аммиака.Оборудование для нитроцементации применяют та¬
кое же, как и для газовой цементации: в мелкосерий¬
ном и индивидуальном производстве — печи периоди¬
ческого действия шахтного типа, а в крупносерийном135
и массовом — безмуфельные агрегаты непрерывного
действия (см. с. 104).Режим подачи карбюризатора и аммиака влияет
на состав газов в печи, а следовательно, и на содер¬
жание углерода и азота в нитроцементованном слое.
Чтобы получить насыщение нитроцементованного слоя
в требуемых пределах, при нитроцементации в агрега¬
тах непрерывного действия применяют устройства для
автоматического регулирования состава печной атмо¬
сферы. При использовании шахтных печей периодиче¬
ского действия в большинстве случаев пока применяют
ручную регулировку.С целью предотвращения хрупкости нитроцементо¬
ванного слоя необходимо ограничивать подачу аммиа¬
ка. Чем больше должна быть глубина слоя, тем мень¬
ше нужно вводить аммиака. Так, например, при нитро¬
цементации в агрегатах непрерывного действия с
использованием эндо- и экзотермической атмосферы
при глубине слоя 0,2—0,4 мм подача аммиака должна
быть не более 5—7%; при глубине 0,5—0,7 мм — не
более 3—5%; при глубине 0,8—1,1 мм — не более
1-2%.При нитроцементации в шахтных печах с использо¬
ванием смеси аммиака и необработанного природного
газа с целью предотвращения саже- и коксообразова-
ния содержание аммиака повышается до 25% и более.Для получения наилучших эксплуатационных
свойств деталей суммарное содержание углерода и азо¬
та в слое должно быть в пределах 1 —1,6%, в зависи¬
мости от состава стали. При этом содержание углерода
может быть от 0,65 до 1,15%.При обработке деталей из легированных сталей не
следует стремиться к повышенному содержанию угле¬
рода и особенно азота в слое, так как это приводит
к увеличению количества остаточного аустенита после
закалки, и в результате твердость слоя снижается.
Закалкой с повторного нагрева можно снизить содер¬
жание остаточного аустенита и тем самым повысить
твердость слоя.В табл. 9 приведены примерные данные по расходу
карбюризаторов и аммиака при нитроцементации для
печей различного типа.После нитроцементации обычно производится непо¬
средственная закалка с предварительным подстужива-
136
ниєм до закалочной температуры — 800—820 °С. Для
уменьшения коробления деталей охлаждение рекоменду¬
ется проводить в масле, нагретом до 180—200 °С. С этойТаблица 9Нормы расхода карбюризаторов и аммиака при нитроцементацииРасход газового
карбюризатора, м*/ч2XТип печиРасход жидкого
карбюризатора,
капель/минПрирод¬
ный газГородскойгазЭндогазРасход амк
л/минШахтная Ц-35Керосин, 60—70 0,7Шахтная Ц-60Легкое индустри¬———1,5Шахтная Ц-105альное масло
50—601,17,0Безмуфельный од¬——сл1юс2520норядный агре¬
гат
То же—1,3—2520же целыо для крупных деталей можно применять сту¬
пенчатую закалку в горячих средах. Закалка с повтор¬
ного нагрева используется лишь при обработке хромо¬
никелевых сталей типа 20Х2Н4А, 12ХНЗА, когда для
уменьшения количества остаточного аустенита перед
закалкой необходим высокий отпуск. Следует, однако,
помнить, что при повторном нагреве в обычной атмосфе¬
ре происходит деазотирование и обезуглероживание,
причем последнее еще сильнее, чем в цементованном
слое. Это объясняется тем, что в присутствии азота ско¬
рость диффузии углерода увеличивается.После закалки детали подвергают низкому отпуску
при 160—210 °С.Здесь уместно упомянуть об опыте Волжского авто¬
завода, где допускают повышенное содержание остаточ¬
ного аустенита в нитроцементованных шестернях (до
50% и более), что обеспечивает лучшую прирабатывае-
мость и бесшумность в работе, не снижая других эксплу¬
атационных свойств. На этом заводе нитроцементации
подвергается основная масса деталей, обрабатываемых
в термическом цехе (до 77% по массе). Доля цементуе¬
мых деталей составляет всего 2%.137
На Волжском, Минском и других автозаводах при
нитроцементации используется экзоэндотермическая ат¬
мосфера с пониженным содержанием водорода (20%).
По экономичности, технологичности и регулируемости
она является наилучшей. Пониженное содержание во¬
дорода в ней, кроме того, способствует повышению экс¬
плуатационных свойств деталей.Процесс нитроцементации на этих заводах проводят
в автоматизированных агрегатах непрерывного действия.
Регулирование газового режима осуществляется авто¬
матически с высокой точностью с помощью специальных
приборов — инфракрасных газоанализаторов-регулято¬
ров.Низкотемпературная нитроцементация. Этот процесс,
как и низкотемпературное жидкостное цианирование,
применяют для повышения стойкости инструмента и дол¬
говечности деталей машин. Преимуществом его является
отсутствие ядовитых цианистых солей и возможность
обработки сравнительно крупных деталей. Нитроцемен¬
тация дает более стабильный по глубине и свойствам
упрочненный слой, однако по сравнению с жидкостным
цианированием требует больше времени.Процесс низкотемпературной нитроцементации полу¬
чает в последние годы большое распространение в оте¬
чественной и зарубежной промышленности. В Советском
Союзе его называют также низкотемпературным газо¬
вым цианированием и карбонитрированием. Зарубежные
фирмы дают ему свои названия: в США — нитемпер,
в ФРГ — никотирование и нитрок-процесс, в Японии —
найтемпер и унините-процесс. Все они отличаются по
виду применяемого углеродосодержащего газа. Так, на¬
пример, при никотировании используется смесь из рав¬
ных частей аммиака и эндогаза, при нитемпер-процес-
се — смесь из равных частей пропана и аммиака и т. д.По окончании процесса проводится ускоренное ох¬
лаждение в масле или потоке защитного газа. Это пре¬
дотвращает деазотирование.Оборудование при низкотемпературной нитроцемен¬
тации применяют такое же, как и при высокотемпера¬
турном процессе.Инструментальные стали. В основном низкотемпера¬
турную нитроцементацию применяют для повышения
стойкости режущего инструмента из быстрорежущих
сталей. Наряду с этим такой обработке подвергают139
пресс-формы для литья под давлением из стали ЗХ2В8.Следует иметь в виду, что поскольку при нитроце¬
ментации трудно осуществить местный нагрев, исклю¬
чается возможность обработки сварного инструмента.Температура процесса устанавливается такая же, как
п температура предшествовавшего отпуска. Для инстру¬
мента из быстрорежущей стали 550—560 °С. Выдержка
в течение 2—3 ч при такой температуре дает слой тол¬
щиной 0,02—0,05 мм. Увеличение выдержки с целью
получения более глубокого слоя сопровождается повы¬
шением хрупкости.Перед нитроцементацией поверхность инструмента
должна быть тщательно очищена и обезжирена. В не¬
обходимых случаях можно делать промывку бензином
или 5%-ным раствором каустической соды при 80—90°С.
Затем инструмент устанавливают в приспособлениях или
укладывают в корзины и загружают в печь, нагретую до
рабочей температуры. В зависимости от размеров ин¬
струмента продолжительность выдержки устанавливает¬
ся в пределах 1,0—2,5 ч.Низкотемпературной нитроцементации подвергают
инструменты из быстрорежущих сталей Р9, Р12, Р6М5
п др. (фрезы, метчики, сверла, протяжки, развертки).
Процесс осуществляется при 540—560 °С в газовой сме¬
си, состоящей из 25% аммиака и 75% природного газа.
Продолжительность выдержки 45—60 мин позволяет
получить слой толщиной 0,02—0,04 мм с твердостью
HV 1100, что на 150—200 единиц больше, чем до нитро¬
цементации. На рис. 65 показана схема применяемой
установки.Конструкционные стали. Для придания необходимых
механических свойств сердцевине детали перед нитроце¬
ментацией производят закалку и высокий отпуск. Рабо¬
чей средой служит смесь эндогаза, природного газа и
аммиака. Можно также применять триэтаноламин. Тем¬
пература процесса 550—600 °С, длительность выдержки6—10 ч. Образующийся в этих условиях нитроцементо-
ванный слой обладает повышенной твердостью: в угле¬
родистых сталях она достигает HV 250—350, а в легиро¬
ванных — HV 500—700. Однако главная цель такой
обработки заключается не в повышении твердости, а в
увеличении износостойкости и усталостной прочности де¬
талей.139
Американская фирма «Джеиерал моторе» применяет
низкотемпературную нитроцементацию для наиболее от¬
ветственных деталей автомобильного двигателя, в томРис. 65. Схема установки для низкотемпературной нитроцементации:
1 — аммиачная рампа; 2 — редуктор; 3 — осушитель; 4 — ротаметры; 5 —
шахтная печь; 6 — диссоциометр; 7 — барботерчисле и для коленчатого вала. В состав атмосферы, в
которой проводится этот процесс, входят 15—40% ам¬
миака, 5—15% науглероживающего газа, остальное —
эндогаз. При температуре 570 °С и продолжительности
выдержки 5 ч получается слой толщиной 0,25 мм.Дефекты цианирования и их предупреждениеПри жидкостном цианировании наблюдается ряд ха¬
рактерных дефектов.Пониженная твердость и толщина цианированного
слоя. Эти дефекты возникают при истощении ванны, а
также при недостаточной продолжительности выдержки.
Для предупреждения такого рода дефектов необходимы
систематический контроль состава ванны и строгое со¬
блюдение технологического режима.140
Пониженная и неравномерная твердость. При умень¬
шении жидкотекучести ванны происходит налипание со¬
лей на поверхность деталей, что препятствует равномер¬
ному и достаточно интенсивному охлаждению при закал¬
ке. В результате этого твердость получается неравно¬
мерной и местами пониженной.Хрупкость. Основной вид брака при цианировании
инструмента из быстрорежущей стали — хрупкость.
Такой дефект возникает при чрезмерно длительной вы¬
держке, а также при использовании ванн с повышенной
концентрацией цианистых солей. Это — исправимый
брак. Для снижения хрупкости необходимо нагреть ин¬
струмент в селитряной ванне и выдержать при 550—
650 °С в течение ~30 мин.При нитроцементации могут появляться аналогичные
дефекты.Пониженная толщина слоя. Такой дефект может
явиться следствием нескольких причин: 1) пониженной
температуры процесса; 2) недостаточного времени вы¬
держки; 3) снижения активности газовой среды вслед¬
ствие недостаточной подачи аммиака и карбюризатора,
или подсоса воздуха через неплотности, а также прогара
муфеля или попадания влаги вместе с аммиаком или
карбюризатором. При низкотемпературном процессе это
приводит к образованию окисной пленки на деталях, и
они приобретают бурый цвет, а при высокотемператур¬
ном возможно образование окалины.Пониженная твердость слоя. После закалки при нор¬
мальной толщине пониженная твердость может полу¬
читься из-за недостаточной насыщенности слоя углеро¬
дом и азотом или повышенного количества остаточного
аустенита при нитроцементации легированных сталей.
Уменьшение количества остаточного аустенита дости¬
гается подстуживанием перед закалкой и обработкой
холодом.Хрупкость. Один из наиболее опасных дефектов —
хрупкость слоя возникает при пересыщении его азотом
и углеродом. Для предотвращения этого необходимо
снизить активность газовой среды путем уменьшения
подачи карбюризатора и аммиака или сократить про¬
должительность выдержки. Для сохранения требуемой
толщины слоя можно несколько повысить температуру
процесса.141
Дефектная микроструктура слоя. Наиболее опасным
является дефект в виде темной разорванной сетки. Та¬
кой дефект располагается на глубине до 0,15 мм и пред¬
ставляет собой скопление мелких пор, образующихся
при пересыщении слоя азотом. В этих условиях образу¬
ется молекулярный азот в виде мельчайших пузырьков
газа, что и вызывает микронесплошности. В результате
резко снижаются эксплуатационные свойства деталей:-
в несколько раз уменьшается предел выносливости.
Уменьшение продолжительности выдержки и снижение
содержания азота в слое (менее 0,5%) предупреждает
появление такого дефекта.
IV. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ ТИПОВЫХ ДЕТАЛЕЙ
И ИНСТРУМЕНТОВ1. ЗУБЧАТЫЕ КОЛЕСАЗубчатые колеса, или шестерни (более правильно
так называть меньшее из двух зубчатых колес) подвер¬
гают объемной и поверхностной закалке. При объ¬
емной закалке шестерен, особенно, когда они имеют
несимметричную форму, возникает коробление. Если это
недопустимо, например, при изготовлении шестерен вы¬
сокого класса точности для ответственных машин, то с
целью предотвращения коробления закалку проводят
в закалочных прессах (см. рис. 47). Для этого нагретая
до закалочной температуры шестерня зажимается ме¬
жду штампами, укрепленными в прессе, и погружается
в закалочную жидкость. Устройство штампов показано
на рис. 66. Закаливаемая шестерня 2 устанавливается
на опорную плоскость нижнего штампа 1. В верхнем
штампе 5 укреплены опорные кольца 3 и 6, которые при
зажатии штампов препятствуют деформации шестерни.
В незажатом состоянии положение этих колец фикси¬
руется стопорной накладкой, укрепленной винтами 4.
Положение шестерни на нижнем штампе центрируется
с помощью разрезных кулачков 7. При опускании верх¬
него поршня перед зажатием конус 8, двигаясь вниз,
раздвигает кулачки, так, что они упираются во внутрен¬
нее отверстие шестерни, точно удерживая ее в нужном
положении.Цилиндрические шестерни, имеющие симметричную
форму, менее склонны к короблению, чем конические.
Однако, если диаметр цилиндрических шестерен значи¬
тельно (более чем в 6—8 раз) превышает их толщину,
то для уменьшения коробления нужно и такие шестерни
закаливать в штампах. Если главным требованием явля¬
ется сохранение точных размеров отверстия шестерни,
то следует применять довольно простой способ закалки
на оправке. В этом случае шестерня нагревается в сво¬
бодном состоянии, а перед погружением в закалочную
жидкость в нее вставляется оправка, вместе с которойИ?
она закаливается. Рекомендуется делать диаметр оправ¬
ки на 0,2 мм меньше минимально допустимого диаметра
отверстия шестерни.Закалка токами высокой частоты наряду с другими
преимуществами позволяет свести к минимальной вели¬
чине коробление шестерен. В зависимости от марки ста¬
ли и размеров шестерен такая закалка осуществляется
различными способами. Размер зубьев шестерен приня¬
то характеризовать величиной модуля, который пред¬
ставляет собой число, получающееся от деления шага
зубьев на величину я (3,14). При изготовлении слабо-
нагруженных шестерен с небольшим модулем (до 4 мм)
производят сквозную закалку зубьев. С этой целью с
помощью петлевого индуктора одновременно нагревают
все зубья насквозь. Затем проводят охлаждение водя¬
ным душем или путем погружения всей шестерни в мас¬
ло. При этом зубья прокаливаются насквозь и, кроме
того, на небольшую глубину (до 5 мм закаливается обод
шестерни). После закалки следует низкий отпуск. Если
такие шестерни изготовлены из среднеуглеродистой ста¬
ли типа 45 или 40Х, то после закалки твердость на по¬
верхности зуба достигает HR С 60, а сердцевины —
HRC 45—55. Это приводит к повышенной хрупкости
зубьев, и потому делает непригодными такие шестерни
для работы в условиях больших, особенно ударных на¬
грузок.На многих заводах метод сквозного нагрева ТВЧ ус¬
пешно применяется для тяжело нагруженных шестерен
со средней величиной модуля (4—10 мм). Но в этом
случае используют специальную сталь пониженной про-
каливаемости марки 55ПП. Такой метод, разработанный
К. 3. Шепеляковским, известен под названием объемно-1446Рис. 66. Штампы для за¬
калки шестерен под прессом
поверхностной закалки при глубинном нагреве. Он поз¬
воляет получить на шестернях поверхностно-закаленный
слой глубиной ~2 мм. Сердцевина же зуба при этом
остается вязкой с твердостью HR С 30—35. Это обеспе¬
чивает высокую работоспособность таких деталей, и они
по своим качествам не уступают дорогостоящим шестер¬
ням из хромоникелевой стали, которые подвергаются
более сложной обработке (цементации и закалке).Рис. 67. Закалка ТВЧ:а _ по зубу; б — по впадине; 1 — магнитопровод; 2 — зона нагрева; 3 — ин¬
дуктор; 4 — зона растягивающих напряженийКрупные шестерни с модулем более 10 мм закалива¬
ют одним из двух методов: по зубу или по впадине. При
закалке по первому методу нагревается и закаливается
только боковая поверхность зуба, а по второму — нагре¬
вается и закаливается боковая поверхность и впадина
(рис. 67). В условиях эксплуатации, когда зуб одной ше¬
стерни давит на зуб другой, наиболее опасные растяги¬
вающие напряжения испытывает основание зуба, у впа¬
дины, поэтому второй метод, при котором закаливается
не только боковая поверхность зуба, но и впадина, дает
наибольший эффект упрочнения. Но его можно приме¬
нять лишь для шестерен с достаточно крупным модулем,
чтобы во впадине мог разместиться индуктор.Если длина зуба сравнительно небольшая, то нагрев
индуктором производится одновременно по всей длине.
В крупномодульных шестернях, когда зуб имеет боль¬
шую длину, нагрев осуществляется последовательно,
путем перемещения индуктора по всей длине зуба./ J4а)б)14о
Наибольшее распространение для упрочнения зубча¬
тых колес получили методы химико-термической обра¬
ботки — цементация и нитроцементация. В массовом
производстве, особенно в автомобилестроении, преиму¬
щественно применяется нитроцементация. При обработ¬
ке крупных зубчатых колес, работающих при высоких
давлениях, когда необходима сравнительно большая глу¬
бина слоя, применяется цементация. Для газовой цемен¬
тации и нитроцементации используется однотипное обо¬
рудование — шахтные печи, камерные универсальные
автоматизированные печи и безмуфельные агрегаты не¬
прерывного действия.На Новокраматорском машиностроительном заводе
им. В. И. Ленина цементация осуществляется в шахт¬
ной печи Ц-105 необработанным природным газом Став¬
ропольского месторождения. Рабочая температура про¬
цесса 920—940 °С. Расход газа в период продувки
6 л/мин, в период выдержки 7 л/мин. Регулирование и
контроль подачи газа производится с помощью кранов
и ротаметров. Газ вводится в печь из магистрали через
редуктор. Давление в рабочем пространстве печи конт¬
ролируется по u-образному манометру и регулируется
краном.Процесс газовой цементации даже в таком наиболее
простом виде, без регулирования и контроля состава
печной атмосферы, имеет несомненные преимущества
перед твердой цементацией.На Винницком заводе тракторных агрегатов зубча¬
тые колеса подвергаются нитроцементации в безмуфель-
ном агрегате непрерывного действия. В печь вводится
92% эндогаза, 6,5% природного газа и до 1,5% аммиа¬
ка. По составу атмосферы такой процесс можно отнести
к карбонитрированию. Рабочая температура процесса
900—920°С, закалка от температуры 850°С в масле, на¬
гретом до 170 °С.2. КОЛЕНЧАТЫЕ ВАЛЫТермическая обработка коленчатых валов преследует
три цели: 1) увеличение прочности; 2) повышение изно¬
состойкости шеек, работающих в условиях трения и из¬
носа; 3) увеличение усталостной прочности, т. е. способ¬
ности выдерживать большое число нагружений без по¬
ломок. Коленчатые валы выполняют стальными и чу-ИО
гунными. Стальные изготовляют горячей штамповкой из
легированных сталей 50Г, 40ХН и др. После штамповки
следует нормализация. Коленчатые валы имеют сложную
форму, и потому нужно принять все меры, чтобы неРис. 68. Полуавтоматический станок для закалки ТВЧ коленчатых
валовдопустить их коробление при обработке. С этой целью
целесообразно нагрев осуществлять в проходных печах
щелевого типа. Валы подвешиваются на приспособлени¬
ях в вертикальном положении и с помощью подвесного
конвейера продвигаются вдоль рабочего пространства
печи. Если нормализация проводится с использованием
теплоты после штамповки, то перед подачей валов в
нормализационную печь необходимо снизить их темпе¬
ратуру до 600—650 °С, с тем чтобы при последующем
нагреве до температуры нормализации измельчить зерно.
После нормализации валы подвергаются механической
обработке, а затем производится поверхностная закалка
шеек на установках ТВЧ. Наиболее распространенный
способ закалки, применяемый на отечественных заводах147
И за рубежом, состоит в поочередной закалке шеек с по¬
мощью полуавтоматических закалочных станков
(рис. 68). Коленчатый вал 7 устанавливается в центрах:левом 9 и правом 3. При пуске
станка вал автоматически за¬
жимается в центрах. Головка1 с верхними полуиндуктора-
ми 2 и закалочными трансфор¬
маторами опускается до смы¬
кания с нижними полуиндукто-
рами 4, укрепленными в стани¬
не 6. При этом каждая шейка
вала охватывается своим ин¬
дуктором. Поворот головки с
верхними полуиндукторами
осуществляется с помощью
гидроцилиндра S. Управление
работой станка производится кнопочным пультом 5. Все
шейки вала закаливаются в определенной последова¬
тельности автоматически с одной установки вала.Такой способ закалки имеет, однако, существенные
недостатки: неравномерность нагрева, а также неравно¬
мерность по толщине и расположению закаленной зоны.
Основная причина этого — неравномерное распределе¬
ние электромагнитного поля, которое неизбежно при на¬
греве такими индукторами. Поэтому на ряде заводов
применяют новый способ нагрева ТВЧ, который получил
название растушевки. Он заключается в нагреве вра¬
щающейся шейки вала односторонне расположенным
петлевым индуктором, охватывающим часть шейки. Так,
например, обрабатывают коленчатые валы дизелей
ЯМЗ-236 и ЯМЗ-238. Валы изготовляют из стали 50Г, и
после нормализации производят поверхностную закалку
шеек.Наиболее напряженными участками коленчатого ва¬
ла, откуда часто начинается разрушение в условиях экс¬
плуатации, являются галтели. Так называют места пере¬
хода щеки вала в шейку. Упрочнение этих мест дости¬
гается одним из двух способов: закалкой галтелей одно¬
временно с шейками; обкаткой галтелей с помощью ро¬
ликов. При обкатке благодаря пластической деформации
происходит упрочнение металла и создаются благопри¬
ятно действующие остаточные сжимающие напряжения.
Поверхностная закалка шеек коленчатых валов с гал-148Рис. 69. Коленчатый вал,
закаленный по шейкам и
галтелям
толями при индукционном нагреве (рис. 69) является
экономически более выгодным процессом.Крупные коленчатые валы, как, например, валы теп¬
ловозов, диаметр шеек которых достигает 300 мм, под¬
вергают поверхностной упрочняющей обработке методом
азотирования. На Коломенском тепловозостроительном
заводе им. В. В. Куйбышева коленчатые валы массой
до 1,5 т изготовляют из стали 38XH3BA. Такие валы
после предварительной термической обработки в виде
нормализации и высокого отпуска проходят механиче¬
скую обработку, а затем подвергаются улучшению: за¬
калке в масле от 850—870 °С и отпуску при 540°С. Пос¬
ле предварительной шлифовки валы поступают на азо¬
тирование. Участки вала, не подлежащие азотированию,
защищаются жидким стеклом. Азотирование проводится
в контейнерных печах. Вал укладывается на две призмы,
которые устанавливаются под две крайние шейки вала.
Под средние четыре шейки подкладываются клинья и
оставляются небольшие зазоры — по 0,3 мм. Режим
азотирования двухступенчатый: I ступень — 500—510 °С,
выдержка 30 ч, степень диссоциации аммиака 20—40%;11 ступень — 520—540°С, выдержка 50 ч, степень диссо¬
циации аммиака до 60%. Толщина азотированного слоя
получается не менее 0,7 мм.3. ДЕТАЛИ СТАНКОВНа Краматорском заводе тяжелого станкостроения
им. Чубаря направляющие станины закаливаются с по¬
мощью специального стенда (рис. 70). Он представляет
собой портал из двух цилиндрических колонн 2, соеди¬
ненных сверху балкой. Колонны установлены на опоры 3
с катками 4. На этих катках портал может перемещать¬
ся по двум направляющим вдоль станины, устанавлива¬
емой между опорами. С этой целью предусмотрен меха¬
низм продольного перемещения 5. Закалочный агрегат
(ТВЧ) 7 укреплен на траверсе 1, которая при наладке
может перемещаться по колоннам на расстояние 1100 мм.
Поперечное перемещение агрегата осуществляется с по¬
мощью каретки, которая движется вдоль траверсы. Точ¬
ная регулировка зазора между индуктором и закаливае¬
мой станиной проводится с помощью механизма качания
6. На таком стенде можно закаливать станины длиной до12 м и шириной до 3 м при высоте 1,5 м. Управление149
всеми перемещениями узлов стенда производится пере¬
носным пультом. В процессе закалки портал движется
вдоль станины с заданной скоростью, которая может ре¬
гулироваться ступенями в пределах 8—24 см/мин.Рис. 70. Стенд для закалки направляющих станинРис. 71. Полуавтомат для газопламенной закалки станинЭффективным методом повышения износостойкости
направляющих станин токарных и револьверных стан¬
ков является газопламенная поверхностная закалка. На
производстве находят применение разнообразные уста¬
новки для газопламенной аакалки, работающие в полу¬
автоматическом режиме. На рис. 71 показана одна из
таких установок для поверхностной закалки направляю¬
щих станин. Основные узлы этого полуавтомата смон¬
тированы на тележке 2, которая на роликах перемеща¬
ло
Рис. 72. Установка для закалки
ТВЧ деталей станковется вдоль швеллера. Этот швеллер устанавливается на
закаливаемую станину 1. В горелку 4 со специальным
мундштуком подается керосин и кислород. Рядом с го¬
релкой укреплен охлаждающий спрейер 3. В процессе
нагрева тележка переме¬
щается вдоль станины с
помощью электродвига¬
теля, от которого враще¬
ние передается на ролики
через ступенчатый редук¬
тор. Скорость вращения
можно регулировать с по¬
мощью реостата. Таким
путем изменяется ско¬
рость перемещения те¬
лежки. Нагрев осущест¬
вляется пламенем, кото¬
рое образуется при сжи¬
гании керосина в струе
кислорода. На чугунной
станине получают зака¬
ленный слой толщиной
4—5 мм с поверхностной
твердостью HRC 40—45.Универсальное устройство для закалки ТВЧ разно¬
образных деталей станков используется на Горьковском
заводе фрезерных станков (рис. 72). Закаливаемая де¬
таль 2 устанавливается в центрах каретки 1. Специаль¬
ное электромеханическое устройство обеспечивает вра¬
щение детали и при необходимости — веркитальное пе¬
ремещение ее через индуктор 3. Охлаждение при закал¬
ке проводится с помощью спрейера или путем погруже¬
ния в бак с закалочной жидкостью 8. С целью быстрого
маневрирования закалочными средами бак выполнен
сдвоенным. Кроме того, он может перемещаться на рель¬
совой тележке 10. В средней части бака имеется стойка
12, на которой смонтирована каретка с центрами для
установки и перемещения детали. Каретка может пово¬
рачиваться вокруг оси стойки на 180°. Это позволяет
при необходимости быстро менять закалочную среду.
Перемещение тележки с баком и стойкой осуществляет¬
ся маховиком 11 через червячную передачу, а механи¬
ческое перемещение включается поворотом рукоятки 9.
При закалке деталей типа шестерен нижний центр ка¬151
ретки заменяется специальной оправкой. Если закалка
производится путем погружения детали в масляный бак,
то насосом по трубе 4 в зону погружения обильной
струей подается охлажденное масло. Этим предотвра¬
щается его загорание. Нагретое масло через трубу 5
поступает в охладительную систему. Закаленные деталиукладываются на решетку бака 7, и остатки масла с
их поверхности стекают в бак. Бортовой отсос 6 служит
для удаления паров масла.Шариковые винтовые пары качения имеют преиму¬
щества перед обычными винтовыми парами скольжения,
примерно такие же, как и подшипники качения перед
подшипниками скольжения (КПД их почти в 2 раза
выше, а долговечность в 5 раз больше). Несмотря на
это, они еще не получили большого распространения.
Это объясняется сложностью изготовления ходовых вин¬
тов, которые подвергаются объемной закалке, а затем
шлифовкой получают резьбовую канавку. Технология
изготовления значительно упрощается при использова¬
нии метода контурной закалки винтов с нагревом ТВЧ
под слоем жидкости. Схема устройства для такой за¬
калки показана на рис. 73. Над направляющими токар¬
ного станка смонтирована закалочная ванна, в которой
размещен люнет с закалочным устройством. Закаливае¬
мый ходовой винт 3 приводится во вращение от шпин¬42Рис. 73. Схема станка
для закалки ТВЧ шари¬
ковых ходовых винтові 52
деля станка через два направляющих ролика 1 длиной
по 2500 мм каждый. Каретка 8 закалочного устройства
с помощью четырех фигурных роликов 2 опирается на
направляющие ролики. На каретке смонтированы ин¬
дуктор 7 и два шариковых фиксатора 4, которые входят
упорами в канавку упрочняемого винта. При его враще¬
нии в процессе закалки эти фиксаторы смещают каретку
вдоль оси винта. Закалочный трансформатор 5 укреплен
па суппорте станка и перемещается одновременно с ка¬
реткой закалочного устройства. Разница в смещении
суппорта станка и закалочной каретки компенсируется
за счет применения гибких шлангов 6, соединяющих
трансформатор с индуктором.Контурную закалку винтов осуществляют непрерыв¬
но-последовательным методом по поверхности резьбовой
канавки с нагревом ТВЧ под слоем жидкости. Благода¬
ря этому удается снизить скорость охлаждения в интер¬
вале температур мартенситного превращения, а в резуль¬
тате уменьшить внутренние напряжения и деформацию
закаливаемого винта. На контурную закалку винты
поступают после получистовой механической обра¬
ботки с проточенной и прошлифованной канавкой. При
закалке винтов из стали 8ХФ достигается твердость
HRC 63—64 при глубине закаленного слоя 1,4—1,6 мм.4. ПРУЖИНЫ И РЕССОРЫПружины и рессоры обычно работают в условиях
многократных повторных нагружений. Такие детали
должны обладать высокими упругими свойствами и вы¬
держивать при эксплуатации большое число повторных
нагружений без поломок и без осадки. Последнее озна¬
чает, что при снятии нагрузки пружина или рессора
должна полностью восстанавливать свои первоначаль¬
ные размеры и форму. Многочисленными исследования¬
ми установлено, что на долговечность работы пружин и
рессор большое влияние оказывает качество и чистота
обработки поверхности. Риски, волосовины, царапины
и другие дефекты поверхности недопустимы, поскольку
они резко снижают работоспособность таких деталей.Пружины небольших размеров навиваются из твер¬
дой холоднотянутой проволоки диаметром до 6—8 мм.
Проволока изготовляется из углеродистой стали и упроч¬
няется путем особой термической обработки — патенти-153
рования. По существу это сочетание изотермической
закалки с холодным волочением. После такой закалки
проволока приобретает структуру сорбита и затем про¬
тягивается последовательно через несколько отверстий
(фильер). Диаметр отверстия немного меньше диаметра
проволоки, протягиваемой через него. В результате про¬
волока постепенно утоняется до нужных размеров.
Уменьшение диаметра проволоки происходит путем
пластической деформации, которая сопровождается на¬
клепом. Благодаря этому проволока приобретает высо¬
кие упругие и прочностные свойства.После навивки пружин из такой проволоки термиче¬
ская обработка нужна только для снятия напряжений,
возникших при навивке. С этой целью проводится отпуск
при 200—250 °С с выдержкой в течение 20 мин.Для изготовления пружин небольших и средних раз¬
меров наряду с патентированной проволокой использу¬
ется проволока, полученная методом деформационного
упрочнения, который разработан на Горьковском ав¬
тозаводе. Он заключается в том, что проволоку из ста¬
лей 45, 65Г и др. подвергают вначале нормализации, а
затем холодному волочению. Из такой проволоки на¬
вивкой изготовляют пружины, а затем нагревают их до
280—300 °С и выдерживают в течение 20—40 мин. При
этом происходит процесс, называемый деформационным
старением, в результате которого получается необходи¬
мое упрочнение проволоки. Аналогичным образом можно
изготовлять рессоры, производя вместо волочения холод¬
ную прокатку листов.Пружины средних и больших размеров, а также рес¬
соры изготовляют из легированных сталей 50Г, 60С2
и др. Углеродистые стали вследствие их низкой прока-
ливаемости не используются. Кремнистые стали имеют
повышенную прокаливаемость, но склонны к обезуглеро¬
живанию. Марганцовистые стали обладают также повы¬
шенной прокаливаемостью, но в то же время склонны
к трещинам при закалке.Навивка пружин средних и больших размеров про¬
изводится из прутков в горячем состоянии. После этого
следует термическая обработка. При этом рекомендует¬
ся руководствоваться следующими правилами:1) нагрев пружин под закалку нужно проводить в
горизонтальном положении либо подвешивать их на при¬154
способлении типа елочки; в противном случае пружина
под тяжестью собственной массы может дать осадку;2) пружины растяжения, имеющие витки, прилегаю¬
щие вплотную один к другому, нужно зажимать или
обвязывать так, чтобы их не развело при нагреве;3) длинные пружины малого диаметра во избежание
коробления перед нагревом надо насаживать на оправ¬
ку;4) пружины в закалочную жидкость во избежание
коробления нужно погружать в вертикальном положе¬
нии;5) независимо от марки стали закалку производить
в масле;6) для получения равномерных свойств отпуск пру¬
жин лучше проводить в селитряных ваннах, а если в
камерных электропечах, то обязательно с вентилятора¬
ми;7) проводить отпуск на твердость HRC 40—47.Технологический процесс изготовления пружин боль¬
ших размеров включает следующие операции: горячую
навивку; разводку витков на заданный шаг; закалку;
отпуск; шлифовку торцов; очистку. При механизирован¬
ном производстве пружин можно совместить нагрев под
навивку и закалку.Основная трудность при изготовлении пружин —
предупреждение коробления при закалке. С этой целью
применяют оправки. При изготовлении пружин неболь¬
ших размеров оправку применяют при отпуске. Если
такая пружина при закалке покоробилась, то при наса¬
живании на оправку перед отпуском она выпрямляется*
и в условиях нагрева при отпуске размеры ее фикси¬
руются по оправке. Пружину больших размеров, поко¬
робленную при закалке, трудно зафиксировать на
оправке перед отпуском. В таких случаях следует про¬
изводить закалку на оправке. Однако при этом конст¬
рукция оправки должна обеспечивать достаточно пол¬
ный доступ закалочной жидкости к пружине.Изготовление рессор включает следующие технологи¬
ческие операции: холодную резку листов на полосы;
пробивку отверстий; оттяжку концов; загибку ушек в
горячем состоянии; закалку; отпуск; упрочнение дробе¬
струйной обработкой.Термическую обработку рессор проводят по одному
из трех вариантов:155
1) нагрев под закалку с помощью ТВЧ с последую¬
щей изотермической закалкой;2) печной нагрев и изотермическая закалка;3) печной нагрев и обычная закалка в масле с по¬
следующим среднетемпературным отпуском.После термической обработки вне зависимости от
применяемого варианта проводится наклеп дробью. Ус¬
тановлено, что эффективность дробеструйного наклепа
существенно возрастает, если при его проведении изог¬
нутому рессорному листу придать прямолинейную фор¬
му.Наклеп рессорных листов можно проводить также с
помощью гидроабразивной обработки. При этом частич¬
ки корунда, взвешенные в воде, выбрасываются сжатым
воздухом на поверхность листов. Предел ‘выносливости
при гидроабразивной обработке по сравнению с дробе¬
струйной повышается на 40—50%.Большой эффект упрочнения достигается при обра¬
ботке рессор с использованием высокотемпературной
термомеханической обработки (ВТМО). В этом случае,
правда, уже нельзя применять изотермическую закалку,
поскольку замедленное охлаждение при такой закалке
устранит наклеп от ВТМО.На автомобильных заводах рессоры закаливают в
специальной гибозакалочной машине барабанного типа
(рис. 74). Нагретый до закалочной температуры рессор¬156
ный лист укладывается на неподвижный штамп /, ук¬
репленный на грани барабана. При нажатии педали под¬
вижный штамп 2 сгибает и прижимает лист рессоры к
неподвижному штампу. При этом происходит также
выдавливание на листе центрирующих кнопок. Барабан
поворачивается на определенный угол, и лист рессоры,
зажатый между штампами, погружается в закалочный
бак, в котором установлен барабан. Затем в следующий
штамп укладывается второй лист и т. д. Когда барабан
повернется на 180°, первый штамп открывается, и зака¬
ленный рессорный лист извлекается из него магнитным
краном. Штампы имеют прорези для свободного доступа
масла к листу. Барабан получает вращение от электро¬
двигателя через редуктор, а рычаги, огибая неподвиж¬
ный кулачок, обеспечивают автоматическое смыкание и
размыкание штампов. В настоящее время на смену за¬
калочным барабанам приходят более совершенные зака¬
лочные машины конвейерного типа.5. РЕЖУЩИЙ ИНСТРУМЕНТК режущему инструменту относятся резцы, сверла,
фрезы, метчики, плашки и др. В целях повышения про¬
изводительности труда в настоящее время обработку
резанием проводят с большими скоростями, в результате
чего режущая кромка инструмента разогревается до
температуры, превышающей 500 °С. Инструменты из уг¬
леродистой стали для такой работы непригодны, так как
уже при нагреве выше 200 °С твердость и износостой¬
кость углеродистой стали заметно снижаются. Обычно
углеродистую сталь применяют для изготовления сле¬
сарного инструмента, а также режущих инструментов
небольших размеров и простой формы для обработки
сравнительно мягких материалов. Во избежание брака
по короблению и трещинам при термической обработке
таких инструментов рекомендуются следующие режимы.
При расчетной толщине инструментов до 6—8 мм следу¬
ет применять ступенчатую закалку. Для этого после на¬
грева до 790—810°С охлаждение проводят вначале в
расплавленной соли, имеющей температуру 160—180°С,
и затем после выдержки в течение 3—5 мин — на воз¬
духе. Если в расплав соли ввести 5% Н20, то таким
способом можно закаливать инструмент с расчетной
толщиной до 10—12 мм. При расчетной толщине от 8157
до 20 мм рекомендуется режим охлаждения по схеме
«через воду в масло». Для этого вначале охлаждение
проводят в 5%-ном водном растворе поваренной соли до
температуры 200—250°С (до потемнения поверхности),
а затем в масле до полного охлаждения. После закалки
в водных растворах солей или щелочей во избежание
коррозии нужно промывать инструмент в горячей воде
при 60—80 °С, а после этого просушивать его сжатым
воздухом. Низкий отпуск производят при 180—200 °С.
Твердость после этого получается в пределах HRC
60—62.Для изготовления режущего инструмента более
крупных размеров с расчетной толщиной до 60—80 мм,
а также для инструментов большой длины, склонных к
короблению, применяют легированные стали повышен¬
ной прокаливаемости 9ХС, ХВГ и др. Таким инструмен¬
том могут быть фрезы, сверла, развертки.Сталь 9ХС по сравнению с углеродистой обладает
не только повышенной прокаливаемостью, но и более
высокой теплостойкостью и потому сохраняет в закален¬
ном состоянии твердость при нагреве до 250 °С. Нагрев
под закалку проводится до 850—870 °С, охлаждение —
в масле или в расплавленной соли с температурой 180—
200 °С. После низкого отпуска при 180—200 °С твердость
получается в пределах HRC 61—64. Недостатками такой
стали являются, во-первых, склонность к обезуглерожи¬
ванию и, во-вторых, повышенная твердость после отжи¬
га, что затрудняет обработку резанием.Сталь ХВГ по сравнению со сталью 9ХС обладает
более высокой прокаливаемостью. Но главная ее особен¬
ность заключается в меньшей склонности к короблению
при закалке, и поэтому ее применяют для изготовления
протяжек, сверл и метчиков, имеющих сравнительно
большую длину. Нагрев под закалку стали ХВГ прово¬
дят при 820—950 °С, охлаждение — в масле или в рас¬
плавленной соли. После закалки и низкого отпуска при
160—180°С получают твердость в пределах HRC 61—64.
При этом в стали сохраняется повышенное количество
остаточного аустенита (до 15—18%), что обусловливает
минимальное коробление. При необходимости повысить
твердость можно непосредственно после закалки прове¬
сти обработку холодом при —55 °С.К числу недостатков стали ХВГ относятся повышен¬
ная склонность к шлифовочным трещинам, что связано158
с большим количеством остаточного аустенита, и кар«
бндная неоднородность, которая приводит к неоднород¬
ной твердости после закалки.Быстрорежущую сталь применяют для разнообраз¬
ных инструментов, работающих при высоких скоростях
резания (резцов, сверл, фрез и др.). Основное преиму¬
щество быстрорежущей стали заключается в том, что она
обладает красностойкостью, т. е. не теряет твердость
при больших скоростях резания, когда режущая кромка
инструмента разогревается до 600°С. При этом в темно¬
те становится заметным ее свечение темно-карсным цве¬
том. Наибольшее распространение на заводах получили
три марки быстрорежущей стали: Р9, Р12 и Р18. Наря¬
ду с ними применяют стали, в которых дорогостоящий
вольфрам частично заменен молибденом, кобальтом
и др.: Р9Ф5, Р9К.5, Р6М5 и др. Буква Р в обозначении
марки стали взята из слова rapid (рапид), что в пере¬
воде с английского означает быстрый.Стали Р9 и Р18 по красностойкости примерно равно¬
ценны. Сталь Р18 дороже, так как она содержит 18%
W, в то время как в стали Р9 содержание его вдвое
меньше. Однако сталь Р9 сложнее в обработке, или, как
говорят, менее технологична: она склонна к обезуглеро¬
живанию, перегреву и хуже шлифуется.Сталь Р12 при одинаковой по сравнению со сталью
Р18 теплостойкости и шлифуемости в то же время об¬
ладает меньшей карбидной неоднородностью и более
высокой пластичностью. К тому же она обеспечивает
значительную экономию вольфрама (30%).В связи с высокой стоимостью быстрорежущей стали
инструмент с размером более 10 мм в сечении экономи¬
чески более выгодно изготовлять сварным: режущую
часть — из быстрорежущей стали, а хвостовую, т. е.
державку, — из углеродистой стали 40—45 или низко¬
легированной 40Х. Обе части соединяются с помощью
стыковой сварки.Быстрорежущая сталь относится к высоколегирован¬
ным сталям, и потому после прокатки или ковки охлаж¬
дение ее даже на спокойном воздухе вызывает повыше¬
ние твердости. Это затрудняет обработку резанием при
изготовлении инструментов. Для снижения твердости
и подготовки структуры к закалке проводят отжиг. Хо¬
рошие результаты дает изотермический отжиг, который
по сравнению с обычным требует меньше времени и в159
то же время позволяет получить более однородную
структуру.Температура закалки стали Р9 составляет 1220-—
1240°С, а стали Р18 — 1270— 1290°С. При закалке ин¬
струментов сравнительно простой формы, таких как
резцы, устанавливают температуру ближе к верхнему
пределу, а при закалке фасонного инструмента — бли¬
же к нижнему. Хотя указанная температура значитель¬
но выше критических точек для данных сталей, однако
такой высокий нагрев необходим для более полного
растворения карбидов в аустените. Благодаря этому
аустенит насыщается легирующими элементами, без чего
не могут быть получены необходимые свойства после
закалки.Быстрорежущая сталь имеет низкую теплопровод¬
ность, поэтому во избежание трещин инструмент срав¬
нительно небольших размеров и несложной формы, как,
например, резцы, плашки и др., вначале подогревают в
одной печи до 800 °С, а затем переносят в другую печь,
где происходит окончательный нагрев до закалочной
температуры. Инструмент сложной формы с размерами
сечения более 30 мм следует подогревать 2 раза;
первый — до температуры 400—600 °С, а второй — до
800 °С.Во избежание обезуглероживания и окисления нагрев
лучше проводить в соляных печах-ваннах. Продолжи¬
тельность выдержки в таких ваннах при закалочной тем¬
пературе должна быть минимально необходимой. Ори¬
ентировочно она устанавливается из расчета 8—9 с на
1 мм наименьшей толщины или диаметра инструмента.Для закалки инструментов из быстрорежущей стали
применяют следующие способы:1) охлаждение в масле до 150—200°С и дальнейшее
охлаждение на спокойном воздухе; во избежание трещин
можно перед погружением инструмента в масло подсту-
живать его на воздухе до 900—1000 °С; этому соответ¬
ствует оранжевый цвет излучения;2) охлаждение в струе вентиляторного воздуха; при¬
меняется для мелкого инструмента;3) охлаждение в селитряной ванне с температурой
450—500 °С и последующее охлаждение на воздухе; при¬
меняется для инструмента сложной формы (фрез, про¬
тяжек), при этом уменьшается коробление.Действенным средством по предупреждению трещин160
її уменьшению коробления является так называемая вы¬
сокоступенчатая закалка. Она представляет собой сту¬
пенчатую закалку в ванне с температурой, повышенной
по сравнению с обычной (600—675°С). Выдержка в
такой ванне дается до 30 мин.Для удаления с поверхности инструмента соли и мас¬
ла, остающихся после закалки, проводится промывка в
водном растворе каустической соды, а для предотвраще¬
ния ржавления после такой промывки — пассивирова¬
ние путем обработки в горячем растворе нитрита натрия
с добавкой кальцинированной соды.После закалки в быстрорежущей стали получается
много остаточного аустенита: в стали Р9 — 30—35%, а
в стали Р18 — 25—30%. Для превращения остаточного
аустенита в мартенсит и повышения твердости стали
применяют трехкратный отпуск. Продолжительность
каждого отпуска 45—60 мин, температура 550—570°С.
После закалки твердость получается в пределах HRC
61—63, а после отпуска — HRC 63—65.Температура нагрева под закалку должна быть вы¬
держана с максимально возможной точностью. Если
был допущен незначительный перегрев, то образуется
повышенное количество остаточного аустенита, и твер¬
дость окажется пониженной. Для получения нормальной
твердости можно осторожно повысить температуру от¬
пуска. Если же был допущен недогрев, то это выявится
в повышенной твердости после закалки. Если после от¬
пуска твердость будет понижаться, то это подтверждает
недогрев, и инструмент надо перезакалить. Перед пов¬
торной закалкой обязательно следует проводить отжиг.
Этим пи в коем случае нельзя пренебрегать, иначе ин¬
струмент после окончательной термической обработки
будет хрупким, а стойкость его снизится в несколько
раз.Термическая обработка стали Р6М5 имеет некоторые
особенности. Продолжительность нагрева под закалку
(1230 °С) должна быть на 25% больше, чем для стали
Р18, при этом необходимо принимать меры по защите
от обезуглероживания путем раскисления ванн бурой
или фтористым магнием. Режим отпуска: 1-й — при
350 °С, 2-й и 3-й — при 560—570 °С по 1 ч. Для инстру¬
ментов, работающих без ударной нагрузки, с целью
повышения твердости и теплостойкости рекомендуется
2—3-кратный отпуск при 540—550 °С.6-24161
г Термическую обработку сварного инструмента необ¬
ходимо проводить с таким расчетом, чтобы при перехо¬
де от рабочей части к месту стыка с хвостовиком твер¬
дость плавно снижалась до HRC 50—55. Это нужно для
уменьшения хрупкости в месте сварки. С этой целью
инструмент загружают в ванну так, чтобы место сварки
не доходило до зеркала ванны на 15—20 мм. Рабочую
часть и хвостовик закаливают раздельно.Для повышения стойкости и антикоррозионных
свойств инструмента проводят дополнительно цианиро¬
вание и обработку паром. Цианирование проводят низ¬
котемпературное жидкостное или газовое на слой глу¬
биной 0,01—0,03 мм. Стойкость цианированного инстру¬
мента повышается в 1,5—2 раза.Обработка паром создает на поверхности инструмен¬
та тонкую (2—5 мкм) пленку окиси железа Fe304. В ре¬
зультате этого предотвращается приваривание стружки
к поверхности инструмента, повышается стойкость его
на 25—30% и улучшается внешний вид: поверхность
приобретает красивый темно-синий цвет.Обработка паром может быть проведена в гермети¬
чески закрывающейся шахтной печи типа цементацион¬
ной. Ее можно совместить с отпуском. При отпуске в
атмосфере пара очищенный сухой инструмент в корзи¬
нах загружают в печь с температурой 350—370 °С и вы¬
держивают в течение примерно 1 ч до полного прогрева
садки. После этого для вытеснения воздуха в печь пода¬
ется сухой пар, перегретый до 300—400 °С. Спустя 20—
30 мин, температуру печи повышают до рабочей (550—
570 °С) и дают обычную при таком отпуске выдержку
(45—60 мин). Давление пара поддерживается избыточ¬
ное (в пределах 0,1—0,3 ат). Это предотвращает подсос
воздуха в печь.Для получения стабильных высоких свойств при тер¬
мической обработке режущего инструмента, а также для
обеспечения высокой производительности на отечествен¬
ных заводах внедряются полуавтоматические и полно¬
стью автоматизированные агрегаты непрерывного дей¬
ствия.6. ШТАМПОВЫЙ ИНСТРУМЕНТШтампы для горячей штамповки изготовляют из
сталей 5ХНМ, 5ХНВ, 5ХГМ и др. Такие стали после
закалки и высокого отпуска имеют высокую твердость1G2
и износостойкость и обладают достаточной вязкостью,
чтобы выдерживать большие ударные нагрузки при
штамповке. В то же время эти стали хорошо противо¬
стоят многократным повторным нагревам от соприкос¬
новения с горячей поковкой.Штампы малых и средних размеров вначале подвер¬
гают механической обработке, а затем — термической.
При изготовлении крупных штампов, наоборот, вначале
проводят термическую обработку, а затем — механиче¬
скую. Это обусловлено тем, что при термической обра¬
ботке крупных штампов вследствие коробления наруша¬
ются размеры штампа. В этом случае, правда, нельзя
закалить штамп на высокую твердость, так как это
затруднит механическую обработку. Впрочем, на круп¬
ных штампах высокая твердость при закалке в масле
не получается. Допустить же более резкое охлаждение
нельзя из-за опасности появления трещин.При изготовлении штампов применяется также про¬
межуточный вариант технологии, когда вначале произ¬
водится предварительная механическая обработка, затем
термическая и в заключение — окончательная механиче¬
ская обработка.Температура закалки штампов из указанных сталей
840—860°С. Небольшие и средние по размерам штампы,
имеющие сравнительно простую форму гравюры, можно
загружать в печь, нагретую до рабочей температуры.
Крупные штампы, особенно в случае сложной формы
гравюры, следует нагревать замедленно, по ступенчато¬
му режиму: вначале до 600 °С и после выдержки для
выравнивания температуры — до температуры закалки.Если закалка проводится после механической обра¬
ботки, когда штамп уже имеет готовую гравюру, то
нужно принять меры против окисления и обезуглерожи¬
вания. С этой целью рабочую поверхность штампа пе¬
ред нагревом засыпают отработанным карбюризатором
или пережженной чугунной стружкой, а сверху обмазы¬
вают слоем огнеупорной глины. Чтобы исключить неже¬
лательную операцию обмазки, можно после засыпки
карбюризатора слоем 5—10 мм поместить на штамп гер¬
метичную крышку, уплотнив ее по замку штампа песоч¬
ным затвором. Можно также установить штамп гравю¬
рой вниз в железный ящик с карбюризатором. Лучший
прогрев рабочей поверхности обеспечивается при уста¬
новке гравюрой вверх. Если в печь загружается несколь-6* 163
ко штампов, то для улучшения условий нагрева их надо
ставить на расстоянии не менее 100—150 мм один от
другого.Закалку штампов проводят в масле. Для этого в
транспортные отверстия на боковых сторонах штампов
вставляют штыри и с помощью крана штампы погружа¬
ют в бак гравюрой вниз. Тяжелые штампы перемещать
в баке для предотвращения образования паровой ру¬
башки и мешков трудно. Лучше с этой целью устанав¬
ливать в баках масляные души или приспособления для
струйной подачи масла. Это не только способствует уст¬
ранению паровой рубашки, но также увеличивает ско¬
рость охлаждения, благодаря чему повышается прока¬
ливаемость штампа (рис. 75).На Волгоградском заводе тракторных деталей и нор¬
малей применено приспособление для струйного охлаж¬
дения маслом при закалке штампов. Благодаря повыше¬
нию прокаливаемости это позволило увеличить число во¬
зобновлений гравюры штампа и тем самым повысить
общий срок его эксплуатации.Иногда для принудительной циркуляции масла в бак
вводят сжатый воздух. Это, однако, вызывает прежде¬
временное старение масла и потому нецелесообразно.164
При закалке крупных штампов со сложной гравюрой
во избежание трещин можно перед погружением в зака¬
лочный бак подстуживать их до 780—750°С. Положи¬
тельное влияние также оказывает повышение темпера¬
туры масла до 70—80 °С. Поскольку это предельно до¬
пустимая температура, необходим строгий контроль, ис¬
ключающий возможность ее дальнейшего повышения.Крупные штампы, имеющие массу 1,0—1,5 т и более,
охлаждают водовоздушной смесью. Для этого применя¬
ют приспособления, одно из которых показано на рис. 76.
Оно представляет собой форсунку, в которую вода по¬
ступает через соединительный резиновый шланг и далее
по кольцевому каналу проходит в отверстия, располо¬
женные под углом к оси форсунки. Сжатый воздух по¬
дается по трубам через коллектор. В зависимости от раз¬
меров штампа форсунки устанавливаются в несколько
рядов: число их в одном ряду может быть до 12 и бо¬
лее. Рекомендуется устанавливать расстояние между
форсункой и закаливаемой поверхностью 500 мм, а рас¬
стояние между осями форсунок 150—200 мм. Давление
воздуха 3 ат. Дальнейшее повышение давления лишь
незначительно увеличивает интенсивность охлаждения.
Регулирование скорости охлаждения достигается изме¬
нением расхода воды. Хорошие результаты получаются
при охлаждении ступенями. Для этого в начальный пе¬
риод расход воды устанавливается наибольший — до
500 л/ч, а в конце снижается до 100 л/ч. В последнем
случае закаливающая способность смеси будет, пример¬
но, такая же, как и масла. Другой вариант ступенчатого
режима заключается в том, что охлаждение водовоздуш¬
ной смесью проводится до потемнения поверхности
(~500°С), после чего подается только сжатый воздух.Во всех случаях охлаждение при закалке не доводят
до комнатной температуры, так как вследствие большой
массы штампа температура внутренней части его зна¬
чительно отстает от температуры поверхности. При ох¬
лаждении поверхности до комнатной температуры отста¬
вание внутренней зоны по температуре, а значит и по
тепловой усадке, становится настолько большим, что это
нередко приводит к трещинам. В связи с этим охлажде¬
ние проводят лишь до 150—250°С (в зависимости от
размеров штампа), после чего немедленно следует от¬
пуск. Чтобы определить время, когда штамп достигнет
такой температуры, нужен некоторый навык. Если тем¬165
пература будет ниже 180—200°С, то при подъеме штам¬
па из бака над поверхностью масла последнее не вспы¬
хивает. В то же время, если температура будет не ниже
130—150 °С то капля влаги, попавшая на его поверх¬
ность, мгновенно испаряется.Таблица 10
Рекомендуемые режимы отпуска штамповПродолжительность, час—минНаименьшийразмерштампа,ммТемпера¬
тура
нагрева, °Снагрева
до температуры
отпускавыдержки
при отпускеТвердостьHRCДо 300
300—400
400—500500—540530-560560—5807—30—9—009—00—12—0012—00—15—001—30—1—501—50—2—302—30—3—0040—4638—4036—39Таблица 11Температура отпуска н твердость хвостовиков штамповНаименьший размер
штампа, ммТемпература отпуска,
°СТвердость HRCДо 400560—610 133—37400—500620—64030—33Свыше 500650—68025—30Температура отпуска выбирается в зависимости от
требуемой твердости, марки стали и размеров штампа.
Небольшие штампы с мелкой гравюрой, в которой по¬
ковка быстро остывает, должны иметь повышенную
твердость (до HRC 40—44). При более высокой твердо¬
сти резко снижается устойчивость против разгарных
трещин. Только штампы с мелкой гравюрой для штам¬
повки поковок толщиной до 10 мм могут иметь твердость
до HRC 50. Штампы средних размеров, в которых штам¬
пуются более массивные поковки, не остывающие так
быстро, отпускают на меньшую твердость (HRC 36—41).
При такой твердости их можно подвергать предвари¬
тельной механической обработке. Крупные штампы от¬
пускают на твердость HRC 35—38.Хвостовики штампов дополнительно отпускают на бо¬
лее низкую твердость в щелевых печах или в ваннах.
Выше, в табл. 10 и 11 приведены режимы отпуска и
твердость штампов и хвостовиков.166
V. ПРИМЕРЫ МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ В ТЕХНОЛОГИИ
ТЕРМИЧЕСКОЙ ОБРАБОТКИМеханизация и автоматизация процессов термической
обработки повышает производительность труда, облегча¬
ет труд рабочих и обеспечивает точное выполнение тем¬
пературных режимов, что имеет особо важное значение
для повышения качества обрабатываемых деталей и по¬
лучения высоких и стабильных свойств.Наиболее благоприятные условия для комплексной
механизации и автоматизации производственных процес¬
сов создаются в массовом производстве. Однако, как
показывают опыт и экономические расчеты, в условиях
мелкосерийного и даже единичного производства необхо¬
димые при этом первоначальные затраты всегда будут
оправданы. Следует иметь в виду, что стоимость терми¬
ческой обработки составляет всего несколько процентов
от стоимости изделия. Между тем решающее значение
для качества может иметь именно термическая обработ¬
ка. Если еще учесть, что механизация и автоматизация
улучшают условия охраны труда и повышают общую
культуру производства, то становится очевидным, что
внедрение их необходимо в любом производстве.Опыт, накопленный промышленными предприятиями
Советского. Союза, показал, что применение поточных
автоматических линий для термической обработки в 2—
3 раза сокращает трудоемкость и в 3—5 раз снижает
длительность производственного цикла, в 5—10 раз со¬
кращает потребность в рабочей силе и в 1,5—2 раза
уменьшает необходимые производственные площади.Наряду с внедрением автоматизированных агрегатов
и поточных линий нельзя пренебрегать и средствами
малой механизации. Сюда относятся установка механи¬
зированных подъемников на заслонках печей, механи¬
зация загрузки и выгрузки деталей в печи, баки, меха¬
низированная передача деталей с одной операции на
другую и т. п.167
Рис. 77. Тележка для обслуживания камерных печейРис. 78. Напольный перегружатель
1682110
Тележка для загрузки и выгрузки деталей. Для за¬
грузки и разгрузки камерных печей можно использо¬
вать тележку, показанную на рис. 77. Она имеет осно¬
вание в виде рамы из труб /, установленной на три ко¬
леса, из которых два укреплены на неподвижных осях 2,
а третье — на поворотной оси рояльного типа 8. На ра¬
ме укреплена подъемная колонка 5, имеющая реечное
домкратное устройство. Консольная вилка 4 в верхней
части тележки вводится под поддон, в котором должны
быть соответствующие гнезда или борта. С помощью
рукоятки 6 рычага механизма подъема 7 можно подни¬
мать или опускать вилку с поддоном. На поручне те¬
лежки установлено защитное стекло 5, предохраняющее
от теплового излучения из открытой печи.Напольные и рельсовые перегружатели. Операции
загрузки и выгрузки деталей, а также их транспорти¬
ровка от одного агрегата к другому могут осуществлять¬
ся на поддонах или в таре механическими перегружате¬
лями. На рис. 78 показан напольный перегружатель гру¬
зоподъемностью 250 кг. Он предназначен для обслужи¬
вания камерных печей. Основными узлами перегружа¬
теля являются рабочая каретка с вилообразными
захватами, ползун и ходовая часть, на которой смонти¬
рованы механизмы перемещения каретки, подъема и
продольного перемещения. Все операции, связанные с
захватом деталей, поворотом клещевой головки, враще¬
нием платформы и перемещением погрузчика, осущест¬
вляются с помощью гидромоторов.На рис. 79 показан другой перегружатель рельсово¬
го типа с рольгангом. Поддоны штангой выдвигаются из
печи, подхватываются роликами рольганга и транспор¬
тируются для проведения следующей операции. Перегру¬
жатель обеспечивает захват и перегрузку одновременно
нескольких поддонов. Привод штанги — механический
с тяговым усилием до 520 кгс. Перегружатель переме¬
щается вдоль установленного оборудования по рельсам,
получая питание от троллеев, смонтированных в тран¬
шее, расположенной между рельсами. В перекрытии
траншеи вмонтированы застекленные контрольные по¬
сты, указывающие места остановки перегружателя.Механизм возврата поддонов. На Барнаульском за¬
воде транспортного машиностроения им. В. И. Ленина
разработан и внедрен в производство механизм возврата
поддонов на закалочно-отпускном агрегате (рис. 80). Он169
состоит из двух замкнутых ветвей 10, соединенных вала-
ми-распорками 12, на которых укреплено по два крюка
11. Такой цепной конвейер движется по направляющимРис. 79. Рельсовый перегружатель с приводным рольгангом3 металлоконструкции. В зоне выгрузки крюки 11 под
действием роликов 4, обкатывающихся по копиру 5, за¬
хватывают зависший на направляющих поддон 6 и да¬
лее подают его в зону загрузки, где он устанавливается
на направляющие 1 в горизонтальное положение. При
дальнейшем движении цепи крюки 11 выходят из зацеп¬
ления с поддоном. Обрабатываемые детали на поддонах170
поступают в закалочную печь 2, затем в закалочный бак
9, а оттуда в отпускную печь 8. В зоне выгрузки детали
с поддонов сбрасываются в тару 7. Привод механизма
осуществляется от электродвигателя 15 через редукторРис 81 Полвесной тележечный16 и цепную передачу 13. На приводном валу установ¬
лена предохранительная муфта 14. Скорость движения
цепного конвейера 5,2 м/мин, шаг между подвесками
3780 мм, мощность приводного двигателя 5,5 кВт.Подвесной тележечный конвейер. Такой конвейер
предназначен для транспортировки деталей типа колен¬
чатых валов, распределительных валов и др. через агре¬
гат для термической обработки (рис. 81). Трасса для171
перемещения кареток с подвесками выполнена из двух
швеллеров, которые подвешены к поперечным балкам
металлоконструкции печи. На участке трассы, проходя¬
щем над печью, предусмотрены температурные стыки и
имеется водоохлаждаемый контур. Каждая каретка име¬
ет направляющие ролики, которые перекатываются по
полкам швеллеров. К каретке шарнирно прикреплена
подвеска. Она состоит из вертикальной штанги, защит¬
ного экрана и траверсы, в пазы которой навешиваются
обрабатываемые детали. Привод конвейера пневмати¬
ческий. Он располагается над трассой. Рабочий ход осу¬
ществляется при движении штока с приводной кареткой
в сторону цилиндра. При обратном ходе собачка при¬
водной каретки проскакивает, и совершается холостой
ход.Все детали подвески выполнены из жаропрочной
стали. Защитные экраны в верхней части печи препят¬
ствуют выходу горячих газов. При работе конвейера на
загрузочной позиции детали с помощью подъемника на¬
вешиваются на траверсы подвески, а на разгрузочной
они таким же образом снимаются с конвейера.Механизированный закалочный бак с подвесной сет¬
кой. На Рязанском заводе тяжелого кузнечно-прессово¬
го оборудования для закалки мелких деталей применя¬
ется ванна, снабженная подвесной сеткой с механизиро¬
ванным приводом (рис. 82). Сетка 5, на которой удер¬
живаются закаливаемые детали, подвешивается на тро¬
сах в ванне 1. Электродвигатель 4 через редуктор 5 и
муфту 6 приводит во вращение вал 9, который укреплен
в подшипниках 10. На валу закреплены два сдвоенных
барабана 7. Трос, сходящий с одной половины бараба¬
на, крепится прямо к сетке, а с другой — проходит че¬
рез ролик <?, установленный на оси кронштейна 2, и так¬
же крепится к сетке. При включении двигателя оба кон¬
ца троса наматываются или сматываются с барабана,
обеспечивая плавный подъем или опускание сетки.Автоматическое устройство для противопожарной
защиты на закалочных агрегатах. На рис. 83, а показа¬
на схема закалочного агрегата. Закаливаемые детали из
печи 4 по желобу 3 попадают в закалочный бак, откуда
конвейером 1 выдаются наружу. При снижении уровня
закалочного масла ниже разгрузочного желоба 3 может
возникнуть пожар, а при работе с эндотермической ат¬
мосферой — взрыв. Для предотвращения этого на Са¬172
ратовском государственном подшипниковом заводе раз¬
работан и внедрен в производство специальный автома¬
тический датчик 2 поплавкового типа (рис. 83,6). ТаРис. 83. Автоматическое противопожарное устройство в закалочных
агрегатах:а — схема агрегата; 6 — поплавковый автоматический датчиккой датчик укрепляется на борту закалочного бака 5.
Он состоит из поплавка /, соединенного штоком 2 с
пластиной 3, под которой установлен микропереключа¬
тель 4. При снижении уровня масла в баке ниже допус¬
тимого поплавок опускается, и пластина 3 включает
кнопку микропереключателя. При этом автоматически
перекрывается подача в печь эндогаза, срабатывают
звуковой и световой сигналы, извещающие об аварий¬
ном состоянии, включается насос для восстановления
уровня масла и одновременно в печь подается азот.Универсальная камерная автоматизированная печь.
Обычные камерные нагревательные печи, применяемые
в индивидуальном и мелкосерийном производстве, уже
не могут удовлетворить все возрастающие требования
современного машиностроения. Наиболее важные из
этих требований — нагрев в защитной среде и механи¬
зация трудоемких операций легко выполнимы при экс¬
плуатации автоматизированной камерной печи, показан¬
ной схематически на рис. 84. В такой печи можно про¬
водить не только закалку и отпуск, но и химико-терми¬
ческую обработку. Важной особенностью конструкции173
печи является то, что камеры нагрева, загрузки и зака¬
лочного бака располагаются в одном герметичном кар¬
касе. Детали устанавливаются на загрузочный стол 1 и
после подъема заслонки 2 перемещаются в загрузочныйтамбур 3. Заслонка закрывается, и в загрузочную каме¬
ру для вытеснения из нее воздуха подается защитный
газ. Затем открывается заслонка 5 нагревательной каме¬
ры, и детали перемещаются в нее по роликовому рельсу8. Заслонка 5 закрывается, и производится нагрев до
требуемой температуры. Он осуществляется с помощью
радиационных труб 7. Для равномерной циркуляции
газов в своде печи предусмотрен вентилятор 6. По окон¬
чании нагрева заслонка 5 открывается, и детали вновь
перемещаются в загрузочную камеру. Включается пнев¬
матический цилиндр 4, и детали на подъемнике 10 опус¬174
каются в закалочный бак 9. Все эти операции могут вы¬
полняться в автоматическом цикле.Комплексно-механизированный участок термической
обработки в камерных печах. На таком участке все тех¬
нологическое оборудование, необходимое для различныхРис. 85. Комплексно-механизированный участок термической обра¬
ботки в камерных печахциклов термической обработки, располагается в одну
линию. Вдоль этой линии по рельсовым путям переме¬
щается напольный перегружатель. На рис. 85 показана
линия, в состав которой входят дробеструйная установ¬
ка 1У электромасляная ванна 2, стеллажи 3, закалочные
и отпускные печи 4, моечная машина 5, закалочные ба¬
ки — с водой 6 и с маслом 7, закалочный пресс 8. Все
оборудование обслуживается рельсовым пергеружателем9. Цикл загрузка—выгрузка—транспортировка длится
70—90 с.Поточный метод обработки основан на том, что груп¬
пы печей работают в постоянном режиме, без чередую-
Рис. 87. Полуавтоматически линия для закалки ТВЧ башмаков
трактора176
щихся периодов нагрева и охлаждения. В результате по¬
вышается производительность оборудования на 20%,
снижаются потери на окалинообразование на 30%,
уменьшается доля ручного труда и повышается культура
производства.Полуавтомат для закалки деталей типа валов с на¬
гревом ТВЧ. Для закалки деталей цилиндрической фор¬
мы типа валов на Кишиневском тракторном заводе ис¬
пользуется полуавтоматическая установка (рис. 86).
Деталь 4 устанавливается во вращающихся центрах, из
которых нижний 2 приводится во вращение гидротур¬
бинной /, а верхний 5 — подпружинивается. После ус¬
тановки детали нажатием кнопки на гидропанели 10
включается автоматический режим работы. При этом
открывается электровентиль, вода начинает вращать
турбинку и поступает в спрейер для охлаждения. Одно¬
временно электрогидр авлический золотник включает
гидроцилиндр И, который перемещает каретку 3 по на¬
правляющей 6 вниз. При этом кулачок, установленный
на кронштейне каретки, последовательно приводит в
действие путевые выключатели блока 9, включающие и
выключающие в нужный момент индуктор. При дости¬
жении нижней точки кулачок нажимает на последний
путевой выключатель, срабатывает электрогидравличе-
ский золотник, и шток гидроцилиндра изменяет направ¬
ление движения на обратное. При этом каретка возвра¬
щается в исходное положение. Установка смонтирована
на станине 7, в верхней части которой имеется вытяжной
зонт 8. Гидропривод осуществляется с помощью гидро¬
станции 12.Полуавтомат для закалки с нагревом ТВЧ башмаков
трактора. На Дарасунском заводе горного обору¬
дования для закалки башмаков трактора используется
полуавтоматическая установка, показанная на рис. 87.
Закаливаемые башмаки подаются по направляющим 7
при помощи толкателя 8, который приводится в движе¬
ние гидроприводом 9. В то время, когда толкатель воз¬
вращается в исходное положение, на освободившееся
место укладывается следующий башмак. Таким обра¬
зом, проталкивая друг друга, башмаки последовательно
проходят через индуктор 6, в котором осуществляется
нагрев до закалочной температуры. По выходе из индук¬
тора башмаки перемещаются с помощью приводных ро¬
ликов 5. С роликов нагретые башмаки поступают на на¬177
правляющие 3 и при помощи толкателя 4, приводимого
в движение гидроприводом 10, продвигаются в души-
рующее устройство 2. Оттуда по наклонным направляю¬щим 1 они поступают в тару для складирования. Пода¬
ча и продвижение деталей осуществляются периодиче¬
ски, через 1 мин.Автомат для закалки с нагревом ТВЧ пальцев трака.
На Брянском автомобильном заводе для закалки паль¬
цев трака применяется автоматический станок, показан¬
ный на рис. 88. Закаливаемые детали 12 укладываются
в сменный бункер 13, откуда они поштучно выдаются с
помощью пневмоцилиндра 15 и ножа 14 на направляю¬
щие 8, укрепленные на корпусе 16. Далее детали с по¬
мощью пневмогидросистемы перемещаются через индук¬
тор 6 и спрейер 7, как указано стрелками, а затем по¬
падают в тару 9, установленную на подставке 10. Пнев¬
могидросистема состоит из пневмоцилиндра 2, тормоз¬
ного гидроцилиндра 1 и панели подготовки воздуха 3.
Специальной конструкции упор 4 позволяет производить
быстрый подвод толкателя. Конечные выключатели 5
включают питание индуктора. Вся электроаппаратура
автомата заключена в электрошкаф 11.Полуавтоматический агрегат для термической обра¬
ботки инструментов. На ряде инструментальных заводов
нашей страны действуют автоматизированные агрегаты
непрерывного действия для термической обработки ре¬
жущего инструмента. В составе таких агрегатов имеется
разнообразное оборудование: соляные печи-ванны, зака¬
лочные баки, ванны для отпуска, моечные ванны и др.
Все оборудование устанавливается в линию (рис. 89).
Перемещение приспособлений с инструментами на раз-178
Рис. 89. Полуавтоматическая линия для термической обработки инструментов:/ — загрузка; 2 — нагрев лапок сверл под закалку; 3— закалка (охлаждение); 4 — просушка сверл;
5 — подогрев под закалку рабочей части сверл; 6 — окончательный нагрев; 7 — подстуживание и за¬
калка; в —охлаждение водяной пылью с сжатым воздухом; 9 — промывка в горячей воде; 10 — трав¬
ление в соляной кислоте; 11 — промывка в холодной воде; 12 — пассивирование; 13 — разгрузка кассет
личные операции производится автоматически с помо¬
щью рычажного перебрасывателя (рис. 90). Он состоит
из двух рычагов 2 с захватами /, насаженными на ось 3,Рис. 90. Схема рычажного перебрасывателяполучающую вращение от электродвигателя 6 через чер¬
вячный редуктор 7 и звездочки, которые связаны цепью
5. Поскольку продолжительность отдельных операций
может быть различной, предусмотрена возможность раз¬
мещения на некоторых позициях одновременно двух или
трех приспособлений с инструментами. Приспособления,
навешенные на горизонтальные штанги, перемещаются
по цепям конвейера 4. В определенный момент замыка¬
ются контакты ограничителей и выключается механизм
перебрасывания. Рычаги 2, вращаясь, подхватывают
штангу с приспособлением и переносят ее на следующую
позицию. Продолжительность цикла обработки в таком
агрегате 30—40 мин, производительность его до 300 кг/ч.Автоматическая линия для изотермической закалки
мелких деталей. Разработана и внедрена в производство
автоматическая линия для изотермической закалки мел¬
ких деталей плоской формы (рис. 91). Обрабатываемые
детали подаются питающими транспортерами 1 и 2 во
вращающуюся печь 4, в которой производится нагрев180
13 12 11 9 8 7 6Рис. 91. Автоматическая линия для изотермической закалки
до закалочной температуры. Нагрев печи осуществля¬
ется с помощью электронагревателей 5, питание к кото¬
рым подводится через контактные кольца 3. Печь уста¬
новлена наклонно, благодаря чему при ее вращении
обеспечивается непрерывное перемещение деталей. По
выходе из печи они через герметизированный переход¬
ник 6 попадают в соляную ванну для изотермической
закалки 8, а оттуда с помощью сеточного конвейера 11
передаются в ванну для промывки 12. Конвейер приво¬
дится в движение с помощью роликов 13, получающих
вращение от привода 9. С конвейера обработанные де¬
тали попадают на разгрузочный транспортер 14. Для
стока соли при выходе деталей из ванны предусмотрена
емкость 10. Соляная и промывочная ванны имеют обо¬
грев с автоматической регулировкой температуры. Для
лучшей циркуляции соли в ванне в зоне погружения де¬
талей предусмотрена крыльчатка, работающая от при¬
вода 7.
VI. ТЕХНИКА БЕЗОПАСНОСТИВ нашей стране вопросам техники безопасности и
оздоровления условий труда постоянно уделяется боль¬
шое внимание. Для обеспечения безопасной работы и
охраны здоровья трудящихся используются достижения
науки и техники. Советское государство ассигнует ог¬
ромные средства для их реализации на производстве.
Вместе с тем необходимо твердо помнить, что безопас¬
ность работы в первую очередь зависит от самого рабо¬
чего, от неукоснительного выполнения им всех установ¬
ленных правил по' технике безопасности, а для этого
надо хорошо изучить и твердо запомнить эти правила.1. ПЕЧИ С ГАЗОВЫМ ОБОГРЕВОМГазы, применяемые при различных видах термиче¬
ской обработки, — природный, экзо- и эндотермический
и др. содержат горючие составляющие, такие, как водо¬
род, метан, окись углерода. Горение не может происхо¬
дить без кислорода. Поэтому опасны не сами по себе
горючие газы, а их смесь с воздухом, содержащим кис¬
лород. Взрыв — это процесс мгновенного горения, при
котором скорость распространения пламени превосхо¬
дит 1000 м/с.Горение и взрыв возможны только при определенном
соотношении горючих газов с воздухом (табл. 12).Во избежание образования опасных газовоздушных
смесей и устранения возможности взрывов необходимо
выполнять следующие общие правила: 1) тщательно
следить за состоянием оборудования, газопроводов и
запорной арматуры, не допуская утечек газа, 2) содер¬
жать в исправности контрольно-измерительную аппара¬
туру» 3) в местах возможного скоплнеия газов не допус¬
кать применения открытых источников теплоты и куре¬
ния, 4) применять электрооборудование (двигатели.183
Таблица 12
Температура воспламенения и взрывоопасные пределы
смесей некоторых газов с воздухомГазы и газовые смесиТемпературавоспламенения,°СПределы взрыво¬
опасного содержу,
ния в воздухе, %Метан6325,0—15,0Водород5755,0—75,0Окись углерода60812,0—75,0Аммиак78014,0—33,0Цианистый водород5385,6—40,0Эндогаз—8,5—80,0выключатели и др.) только в искробезопасном исполне¬
нии, 5) тщательно следить за работой приточно-вытяж¬
ной вентиляции.На газовых печах разрешается установка горелок*
изготовленных только специализированными предприя¬
тиями. Все горелки подвергаются государственным ис¬
пытаниям. Установка горелок должна производиться с
таким расчетом, чтобы расстояние от выступающих ча¬
стей горелки или арматуры до стен здания или друго¬
го оборудования было не менее 1 м.Перед розжигом горелок необходимо проверить дав¬
ление газа в газопроводе перед печью, давление воз¬
духа, а также разрежение в печном пространстве.Вентиляторы подачи воздуха включаются до зажи¬
гания горелок, а запорные устройства на газопроводе
перед горелкой открывают только после поднесения к
ней зажженного запальника.Если при зажигании и регулировании горелки про¬
исходит отрыв, проскок или затухание пламени, то не¬
обходимо устранить неисправность, а перед повторным
зажиганием продуть печное пространство воздухом.Запрещается эксплуатация газовых печей при нали¬
чии каких-либо неисправностей или отсутствии тяги. На
печах, имеющих дымососы, должно быть предусмотре¬
но автоматическое отключение подачи газа при останов¬
ке дымососа.При непредвиденном прекращении подачи газа, а
также в случае аварии или пожара в цехе нужно не¬
медленно перекрыть запорные устройства на вводах
газопровода в цех и у печей.184
На каждой газовой печи или агрегате Должна быть
вывешена инструкция по безопасным правилам эксплуа¬
тации и схема газопровода.2. ЭЛЕКТРИЧЕСКИЕ ПЕЧИПри обслуживании электрических печей основное
внимание должно быть обращено на выполнение пра¬
вил электробезопасности, оговоренных в Правилах уст¬
ройства электроустановок.Все токонесущие части электрических печей долж¬
ны быть изолированы или ограждены. Ограждения и
другие металлические токонесущие части должны быть
заземлены. От токонесущих частей до ограждения в ви¬
де сетки должно быть расстояние не менее 100 мм, а в
виде сплошных съемных кожухов — не менее 50 мм.Все электропечи должны быть снабжены автоблоки¬
ровочным устройством, отключающим питание печи при
открывании окон и заслонок.В электропечах с вентиляторами, в рабочем прост¬
ранстве которых циркулируют горючие или токсичные
газы, при открывании заслонок должно автоматически
отключаться электропитание вентиляторов.В печах с механизированным подъемом и опускани¬
ем заслонок с помощью электропривода должно быть
предусмотрено устройство, исключающее самопроизволь¬
ное опускание или подъем заслонки при отключении пи¬
тания или неисправности механизмов.При работе на индукционных установках, применяе¬
мых для закалки ТВЧ, необходимо выполнять следую¬
щие правила по технике безопасности. Запрещается
работать на установках при неисправных приборах,
электрооборудовании, блокировках. Категорически за¬
прещается закорачивание блокировок на дверях, через
которые возможен доступ к шинам и токоведущим час-
стям, находящимся под напряжением.Все токоведущие части нагревательных устройств
(индукторы, конденсаторы и др.) должны быть ограж¬
дены или размещены так, чтобы исключить возможность
прикосновения к токоведущим частям при эксплуатации
Установки.Запрещаются осмотр внутренних частей и любые ис¬
правления индукционной установки, находящейся под
Напряжением. Смену индуктора можно производить18S
только после отключения напряжения. Рабочий должен
работать пользуясь резиновыми рукавицами и стоять на
резиновом коврике.В аварийных случаях нужно немедленно прекратить
нагрев и остановить закалочный станок.3. ПЕЧИ-ВАННЫВ соляные печи-внаны разрешается загружать только
просушенные соли. Высота расплавленной соли не дол¬
жна быть более 3U высоты тигля.Образующаяся на поверхности расплавленной соли
пленка и шлак должны регулярно через каждые 2—3 ч
удаляться с помощью сухих дырчатых ковшей. Детали,
нагреваемые в печах-ваннах, а также инструмент и при¬
способления должны быть также сухими.Для загрузки деталей в ванну необходимо применять
инструмент и приспособления с удлиненными ручками.
Рабочий, обслуживающий печи-ванны, должен обяза¬
тельно пользоваться рукавицами и защитными очками.Особое внимание должно быть обращено на выпол¬
нение правил по технике безопасности при работе на
селитровых печах-ваннах.Селитровая ванна составляется из смеси азотнокис¬
лых и азотистокислых солей калия и натрия. При нагре¬
вании выше 550 °С такой состав становится взрывоопас¬
ным. Поэтому селитровые ванны должны быть оборудо¬
ваны тепловой автоматикой и сигнальной аппаратурой.Не допускается обработка деталей в селитровых ван¬
нах после жидкостного цианирования, так как при этом
также возникает опасность взрыва.Перед загрузкой в селитровую ванну детали должны
быть тщательно очищены от масла и других загрязнений
и просушены.Щелочные ванны дают вредные испарения, раздра¬
жающие кожный покров и слизистые оболочки. Рабо¬
тать на щелочных ваннах нужно в фартуке и резиновых
перчатках и пользоваться защитными очками. Рекомен¬
дуется на участках со щелочными ваннами устанавли¬
вать водяные фонтанчики для промывания при необхо¬
димости глаз.Кожух щелочной печи-ванны должен иметь запираю¬
щуюся дверцу. Загрузка щелочи в ванну должна произ¬
водиться небольшими порциями.186
Все печи-ванны должны быть оборудованы местной
приточно-вытяжной вентиляцией.4. МАСЛЯНЫЕ БАКИ И ВАННЫПри закалке в масляном баке температура масла по¬
вышается под действием теплоты, вносимой закаливае¬
мыми деталями. Работа с маслом, нагретым выше допу¬
стимого предела, опасна вследствие возможности вспыш¬
ки при его возгорании. При изотермической и ступенча¬
той закалке в горячих масляных ваннах также возни¬
кает опасность вспышки масла. Поэтому все масляные
баки и ванны должны быть оборудованы средствами
пожаротушения и устройствами для аварийного слива
масла.Максимально допустимая температура нагрева мас¬
ла при обычной закалке не должна превышать 80—90°С.
Для такой закалки надо применять масла с температу¬
рой вспышки не ниже 165°С.В табл. 13 приведена температура вспышки некото¬
рых масел.Таблица 13Температура вспышки маселМаслоТемпература
вспышки, °СМаслоТемпература
вспышки, °СИндустриальное165Дизельное210Машинное180Касторовое275Льняное240Цилиндровое300При загорании масла нужно немедленно прекратить
закалку и закрыть бак плотно прилегающей крышкой.
Для тушения горящего масла, выплеснувшегося из ба¬
ка, используются пенные огнетушители и сухой песок.
Для предотвращения вспышек особенно при работе с
горячими масляными ваннами нельзя допускать залив¬
ки в ванну масла, не предусмотренного технологическим
процесом. Масла, применяемые для ступенчатой и изо¬
термической закалки, должны иметь температуру
вспышки на 50—70°С выше рабочей температуры зака¬
лочной ванны. Защита поверхности масла инертными
газами (азот и др.) не только уменьшает опасность187
вспышки, но и предупреждает окисление масла, благо¬
даря чему увеличивается срок его службы.При попадании влаги в горячее масло происходит
его выброс. Перегрев масла увеличивает опасность вы¬
броса. Ожоги горячим маслом очень тяжелые, посколь¬
ку масло трудно удаляется с кожного покрова и более
длительное время действует как источник ожога. При
попадании горячего масла на кожу нужно немедленно
удалить его с помощью платка, тряпочки или ветоши,
а место ожога промыть спиртом или слабым раствором
марганцевокислого калия (марганцовки).5. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКАПри различных видах химико-термической обработ¬
ки кроме общих правил по технике безопасности необ¬
ходимо выполнять ряд специальных мер и приемов ра¬
боты, обеспечивающих безопасность труда рабочих.Азотирование. При азотировании подача аммиака
осуществляется обычно от баллонов, которые устанав¬
ливаются в специальных рампах. Такие рампы должны
размещаться в изолированных помещениях. Обращение
с аммиаком требует особой осторожности, так как он
ядовит и взрывоопасен. В атмосфере влажного воздуха
аммиак оказывает разрушающее действие на бронзовую
и латунную арматуру. Поэтому необходим тщательный
контроль за ее состоянием. Для баллонов используются
специальные стальные редукторы.Транспортируют баллоны с аммиаком в горизонталь¬
ном положении в специальной деревянной таре. При
этом нельзя допускать толчков и ударов баллонов друг
о друга. Хранение баллонов осуществляется в верти¬
кальном положении при непрерывном их охлаждении
водой, так как с повышением температуры жидкий ам¬
миак испаряется, и это приводит к опасному повышению
давления. При установке в вертикальном положении
баллон закрепляется цепью или хомутом. Перед подклю¬
чением баллона необходимо проверить герметичность
всех соединений. Для уплотнений используют кожаные
и фибровые прокладки. Применение резиновых прокла¬
док не допускается.Если давление в баллоне превышает 30 ат, то под-
ключение его в работу не разрешается. Такой баллон
подвергается немедленному охлаждению водой.188
В целях предупреждения загорания и взрывов в зо¬
не расположения рампы не допускается применение от¬
крытого огня (сварка, курение и т. п.).Печи для азотирования оборудуются устройствами
для отвода и дожигания отходящего газа и поглощения
неразложившегося аммиака. При нормальном ходе про¬
цесса азотирования отравления атмосферы цеха не про¬
исходит. Появление острого запаха сигнализирует о воз¬
никновении утечек аммиака. При концентрации аммиака
в воздухе свыше 20 мг/м3 он вызывает острое раздраже¬
ние слизистых оболочек и удушье, а попадая на кожу,
приводит к ожогам. Пораженную кожу следует обиль¬
но промыть водой, затем приложить примочки из
3—5%-ной уксусной или лимонной кислоты.Газовая цементация и нитроцементация. При исполь¬
зовании газовых карбюризаторов (природного газа, го¬
родского газа, эндо- и экзогаза) необходимо строго со¬
блюдать правила безопасной эксплуатации газопрово¬
дов. Внутрицеховые газопроводы должны располагаться
так, чтобы к ним был обеспечен свободный доступ для
осмотра и ремонта, но в то же время исключить воз¬
можность их повреждения при эксплуатации. Соедине¬
ния труб газопроводов должны быть сварными. Резьбо¬
вые и фланцевые соединения допускаются только в ме¬
стах установки запорной арматуры, регуляторов дав¬
ления измерительных приборов. Запрещается проверять
герметичность газопровода с помощью факела.Перед началом процесса д я вытеснения воздуха из
рабочего объема печи производится так называемая
продувка. Она осуществляется после достижения в печи
рабочей температуры путем подачи газа или жидкого
карбюризатора. Основное правило безопасной работы
при продувке заключается в том, чтобы не допускать
образования взрывоопасной смеси при низких темпера¬
турах. Во всех случаях, когда производится снижение
температуры печи ниже 750°С, она должна быть осво¬
бождена от газа.Отработанный газ выводится из печи и сжигается.
Непрерывное горение факела отходящих газов — необ¬
ходимое условие безопасной работы. При нормальном
ходе процессов газовой цементации и нитроцементации
выделения вредных газов не происходит. Такой ход про¬
цессов обеспечивается при соблюдении следующих пра¬
вил:189
1) перед началом работы проверить герметичность
печи и всех ее узлов и соединений, исправность прибо¬
ров и механизмов, гнезд для крепления баллонов;2) во время работы не допускать подсоса воздуха в
печь во избежание образования взрывоопасной смеси,3) в начале работы включить вентиляцию и нагреть
печь до заданной температуры;4) открыть подачу карбюризатора для вытеснения
воздуха из печи;5) зажечь факел на газоотводной трубке;6) при нитроцементации плавно открыть подачу ам¬
миака и отрегулировать давление и расход газа;7) после окончания процесса вначале перекрыть по¬
дачу аммиака;8) открыть крышку печи после того, как погаснет
факел отходящих газов, при этом стоять в стороне во
избежание ожогов в случае вспышки.Жидкостное цианирование. В дополнение к основным
правилам по технике безопасности при жидкостном
цианировании, приведенным на с. 133, необходимо иметь
в виду следующее.Цианистые соли KCN и NaCN — сильнейшие яды.
В присутствии влаги, кислот, а также углекислоты, со¬
держащейся в воздухе, эти соли выделяют цианистый
водород, вызывающий удушье вследствие паралича ды¬
хательных путей. Опасность отравления возникает при
проникновении соединений в организм через органы ды¬
хания или пищевод.Пары цианистых соединений огнеопасны и могут об¬
разовывать взрывоопасные смеси с воздухом.В целях безопасной работы на цианистых ваннах не¬
обходимо соблюдать следующие основные правила:1) перед началом работы проверить исправность ван¬
ны, кожуха, приспособлений и вентиляции; при обнару¬
жении неисправностей к работе не приступать;2) переносить цианистые соли и составы к ванне раз¬
решается только в исправной закрытой посуде с над¬
писью «Яд»;3) пуск ванны должен производить дежурный элект¬
ромонтер;4) расплавление ванны и добавку солей производить
в защитных очках и рукавицах, под наблюдением ма¬
стера;190
5) загрузку солей производить малыми порциями;
ванну загружать не более чем на 3/4 объема;6) обрабатываемые детали перед цианированием
должны быть очищены и просушены; инструмент и при¬
способления также должны быть чистыми и сухими;7) приспособления для цианирования должны быть
изготовлены только из сплошных профилей; использо¬
вание трубных заготовок не допускается, так как внутрь
их могут попасть цианистые соли;8) работать разрешается только в рукавицах и за¬
щитных очках;9) пена и осадки со дна тигля должны удаляться
специальным ковшом и собираться в металлический за¬
пирающийся ящик для отправки на обезвреживание;10) обезвреживание деталей производится после циа¬
нирования и закалки путем обработки в 1%-ном раство¬
ре железного купороса с последующей промывкой в го¬
рячей воде; приспособления, закалочные и промывоч¬
ные воды также должны обезвреживаться;11) в случае ожогов, порезов и других повреждений
кожного покрова рабочий должен быть отстранен от ра¬
боты на участке; при утомлении, головной боли, тошно¬
те и других признаках отравления нужно немедленно
выйти из помещения участка цианирования и обратиться
в медпункт.СПИСОК ЛИТЕРАТУРЫ1. Ассонов А. Д. Технология термической обработки деталей
машин. М.: Машиностроение, 1969.2. Зуев В. М. Термическая обработка металлов. М.: Высшая
школа, 1976.3. Рустем С. J1. Оборудование термических цехов. М.: Машино¬
строение, 1971.4. Самохоцкий А. И., Парфеновская Н. Г. Технология термиче¬
ской обработки металлов. М.: Машиностроение, 1976.5. Райцес В. Б. Технология химико-термической обработки па
машиностроительных заводах. М.: Машиностроение, 1965.6.Шепеляковский К. 3. Упрочнение деталей машин поверхност¬
ной закалкой при индукционном нагреве. М.: Машиностроение, 1972.7. Шубин Р. П., Приходько В. С. Технология и оборудование
термического цеха. М.: Машиностроение, 1971.191
ОГЛАВЛЕНИЕПредисловие 3I. Изменение строения и свойств стали при различных видахтермической обработки 51. Прочность металлов и пути ее повышения .... 52. Строение и свойства стали 83. Структурные превращения при закалке 144. Значение скорости охлаждения при закалке ... 185. Что такое закаливаемость и прокаливаемость ... 246. Как и почему возникают внутренние напряжения при
закалке 277. Причины деформации деталей при закалке .... 318. Выбор температуры закалки 349. Изменение структуры и свойств при отпуске закален¬
ной стали 3610. Отжиг и нормализация 4011. Специальные виды упрочняющей обработки .... 47II. Технологические процессы термической обработки 541. Выбор рационального режима нагрева 54Скорость нагрева 54Время нагрева 56Среда нагрева 60Дефекты нагрева и их предупреждение 652. Охлаждение при закалке 68Выбор охлаждающей среды 68Способы закалки 73Практические приемы закалки 76Дефекты закалки и их предупреждение 803. Поверхностная закалка деталей с нагревом ТВЧ 84
Дефекты закалки с нагревом ТВЧ и их предупреждение 914. Газопламенная поверхностная закалка 94III. Технологические процессы химико-термической обработки 991. Цементация 101Газовая цементация 102Цементация пастами 113Дефекты цементации и их предупреждение 1152. Азотирование 117Газовое азотирование 119Ионное азотирование 122Жидкостнее азотирование 123Дефекты азотирования и их предупреждение .... 125
Шурфование .... ....^і!*остное цианирование Рйтроцементация ....•••••■•
г ! 1 цианирования и их предупреждение
биология термической обработки типовых деталей иинструментов ... 'V Зубчатые колеса ... • ...ГГ^ИЬнчатые валы ...Детали станков ... . ■ Пружины и рессоры . .Режущий инструмент . . Штамповый инструмент ' Примерь механизации и автоматизации в технологии тер¬
мической обработки \ Г- Техника безопасности 1 Печи с газовым обогревом Центрические печи д. Печи-ванны 4. Масляные баки и ванны 5. Химико-термическая обработка Си&бк литературы 1«7128134140143143146149153157162167183183185186187188191