/































































































































































































































































Автор: Жиркин Ю.В.
Теги: металлургия машиностроение металлические конструкции
ISBN: 5-89514-331-8
Год: 2002




Текст
Магнитогорский государственный технический университет
Ю.В.Жиркин
Надежность, эксплуатация и ремонт ме
таллургических машин
Учебник для студентов вузов,
обучающихся по специальности
«Металлургические машины и оборудование»
Магнитогорск
2002
Код: {5B14407E-3600-4A73-A5A2-CF89E0A73CCC} (хранится с 21.07.2004)
Жиркин, Юрий Васильевич
Надежность, эксплуатация и ремонт металлургических машин: Учебник для студентов вузов,
обучающихся по специальности «Металлургические машины и оборудование». - Магнитогорск:
Магнитогорский государственный технический университет, 2002,- 330 с. : ил.
ISBN 5-89514-331-8, 500 экз.
Рассмотрены вопросы теории надежности и ее применения при эксплуатации металлургических
машин. Решаются вопросы оптимизации при планировании ремонтных работ. На многочисленных
примерах показана возможность решения практических задач производства по поддержанию обо-
рудования в работоспособном состоянии. Учебник предназначен для студентов, обучающихся по
специальности 170300 «Металлургические машины и оборудование», может быть полезен студен-
там других специальностей, изучающим вопросы надежности и эксплуатации машин и оборудо-
вания, а также инженерно-техническим работникам, занимающимся техническим обслуживанием
и ремонтом механического оборудования металлургических заводов.
Металлургические агрегаты
Промышленное оборудование
УДК 669.002.5-192(076)
2
Оглавление
Предисловие 9
Методические указания 11
Введение 12
ЧАСТЬ 1. НАДЕЖНОСТЬ МЕТАЛЛУРГИЧЕСКИХ МАШИН
Раздел 1. Основы теории надежности
Глава 1. Основные понятия и определения 14
Глава 2. Показатели надежности 17
Глава 3. Надежность невосстанавливаемого элемента
3.1. Вероятность отказа и вероятность безотказной работы 18
3.2. Интенсивность отказов 19
3.3. Средняя наработка до отказа и другие числовые характеристики надежности 25
Глава 4. Распределения, используемые в теории надежности
4.1. Распределения и область их применения 26
4.2. Экспоненциальный (показательный) закон 28
4.3. Нормальный закон 32
4.4. Логарифмически нормальный закон 37
4.5. Закон Вейбулла 40
4.6. Непараметрические классы распределений наработки 42
Упражнения 43
Глава 5. Надежность восстанавливаемого элемента
5.1. Восстанавливаемый элемент в случае мгновенного восстановления 45
5.2. Распределение Пуассона 48
5.3. Восстанавливаемый элемент с конечным временем восстановления 51
Упражнения 53
Глава 6. Надежность систем 54
6.1. Система с последовательным соединением элементов 55
6.2. Система с параллельным соединением элементов 56
3
6.2.1. Система с нагруженным резервом 57
6.2.2. Система с ненагруженным резервом 58
Упражнения 61
Глава 7. Ремонтопригодность машин 62
Глава 8. Испытание на надежность
8.1. Сбор информации 66
8.2. Биноминальный план испытаний 69
8.3. Планы испытаний на надежность с измерением наработки 71
Выводы 74
Раздел 2. Повышение надежности
Глава 1. Пути повышения безотказности 75
Глава 2. Повреждения деталей металлургических машин
2.1. Механические повреждения 77
2.2. Термические повреждения 78
2.3. Коррозионные повреждения 79
2.4. Эрозионные повреждения 80
2.5. Кавитационные повреждения 80
Глава 3. Износ деталей металлургических машин 81
Глава 4. Приработка трущихся поверхностей 84
Глава 5. Подбор материалов для узлов трения 86
Глава 6. Виды изнашивания
6.1. Характеристики нагруженности узла трения 89
6.2. Адгезионное изнашивание 93
6.3. Абразивное изнашивание 94
6.4. Окислительное изнашивание 94
6.5. Усталостное изнашивание 97
6.6. Фреттинг-коррозия 98
6.7. Избирательный перенос 98
Глава 7. Смазка и смазочные материалы
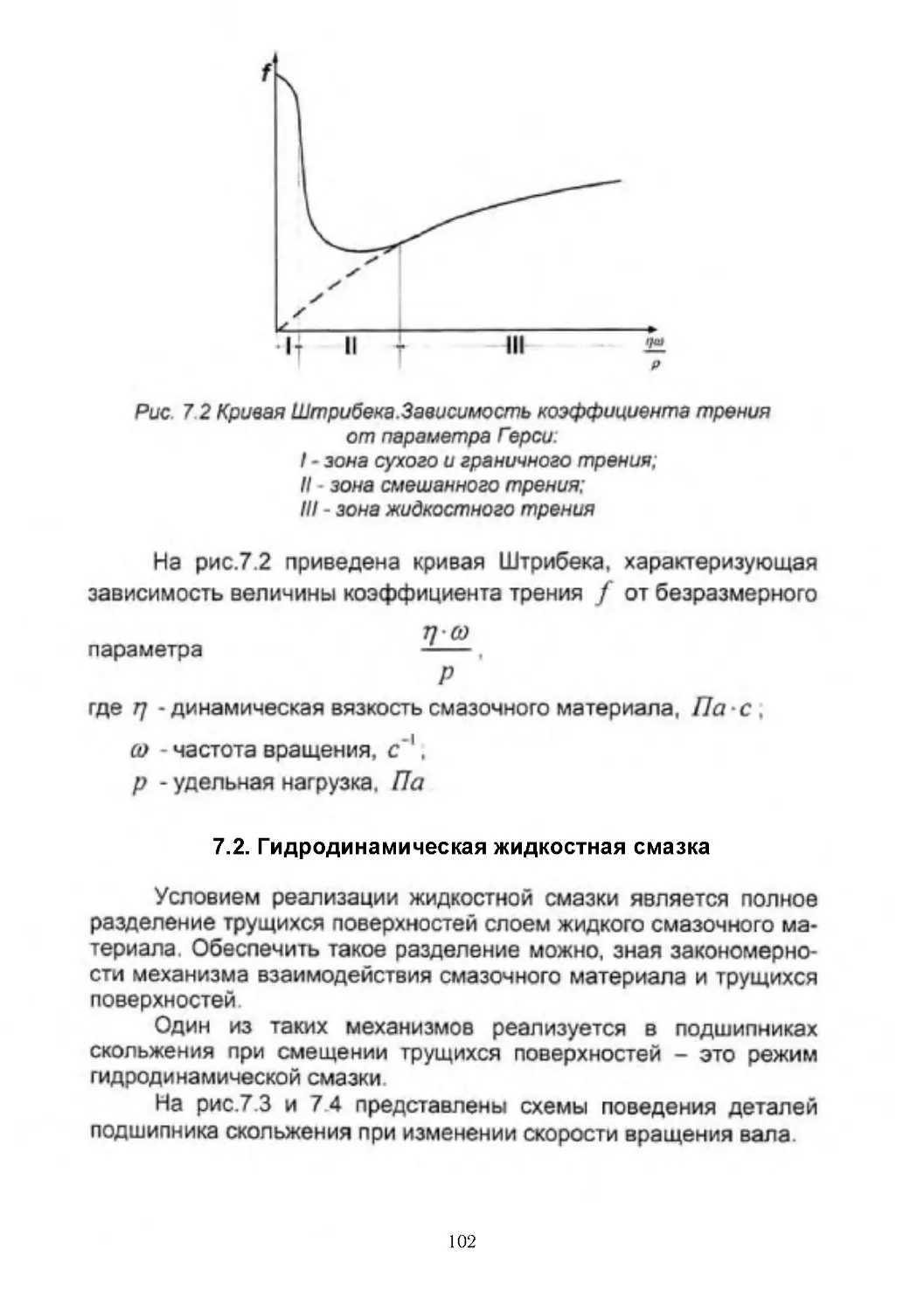
7.1. Виды смазки 100
7.2. Гидродинамическая жидкостная смазка 102
7.3. Гидростатическая жидкостная смазка 106
7.4. Эластогидродинамическая смазка 106
7.5. Граничная смазка 108
7.6. Смазочные материалы
7.6.1. Общая характеристика 112
7.6.2. Классификация минеральных масел 114
4
7.6.3. Показатели физических свойств минеральных масел 116
7.6.4. Фильтрация масел 118
7.6.5. Регенерация минеральных масел 118
7.6.6. Пластичные смазочные материалы и их свойства 120
7.6.7. Твердые смазочные материалы 121
Глава 8. Выбор смазочных материалов для узлов трения
8.1. Методика выбора смазочных материалов 122
8.2. Выбор вида смазочного материала
8.2.1 Общая характеристика смазочных материалов 123
8.2.2. Выбор вида смазочных материалов для узлов трения 125
8.3. Выбор марки минерального масла
8.3.1. Выбор марки минерального масла для подшипников скольжения 128
8.3.2. Выбор марки минерального масла для подшипников качения 131
8.3.3. Выбор марки минерального масла для зубчатых зацеплений 132
8.3.4. Выбор марки минерального масла для червячных передач 136
Задачи 137
ЧАСТЬ 2. ЭКСПЛУАТАЦИЯ И РЕМОНТ МЕТАЛЛУРГИЧЕСКИХ МАШИН
Раздел 1. Эксплуатация металлургических машин
Глава 1. Система технического обслуживания и ремонта металлургических машин
1.1. Содержание системы ТО и Р 145
1.2. Техническое обслуживание 146
Глава 2. Восстановление работоспособности состояния машин
2.1. Стратегии восстановлений 148
2.2. Стратегии восстановлений при внезапных отказах 148
2.3. Восстановление при постепенных отказах 155
2.4. Восстановление на основе задания лимита затрат 157
2.5. Оценка эффективности принимаемых решений при техническом обслуживании 159
Глава 3. Оценка предельного состояния изделия
3.1. Предельное состояние по степени повреждения и по выходному параметру 161
3.2. Критерии оценки предельного состояния по выходному параметру 163
3.3. Критерии предельного износа 163
Глава 4. Предельные износы в сопряжениях узлов трения
4.1. Предельные износы по условию прочности 165
4.2. Предельный износ в подшипниках скольжения 169
4.3. Предельные углы перекоса в валковой системе клети кварто 172
4.4. Предельный износ ролика транспортного рольганга 177
4.5. Предельные износы, определяемые толщиной упрочненного слоя 182
4.6. Расчет допустимой величины износа детали, работающей в паре трения
с быстроизнашиваемой деталью 185
4.7. Обеспечение работоспособности соединений с натягом 190
5
Глава 5. Техническая диагностика
5.1. Технология диагностирования 195
5.2. Методы диагностирования 196
5.2.1. Вибродиагностика 197
5.2.2. Виброакустическая диагностика 198
5.2.3. Бесконтактная тепловая диагностика 199
Раздел 2. Ремонт узлов и деталей машин
Глава 1. Технологический процесс ремонта узлов 201
Глава 2. Методы восстановления деталей
2.1. Способы восстановления изношенных деталей 204
2.2. Способы наращивания поверхностных слоев 205
2.3. Способы восстановления поврежденных деталей и корпусов 207
Глава 3. Ремонт деталей общего назначения
3.1. Валы и оси 209
3.2. Зубчатые колеса 210
3.3. Базовые детали 213
Глава 4. Сборка типовых узлов
4.1. Способы сборки узлов и соединений 217
4.2. Сборка резьбовых соединений 218
4.3. Сборка соединений с гарантированным натягом 220
4.4. Сборка узлов с подшипниками качения 222
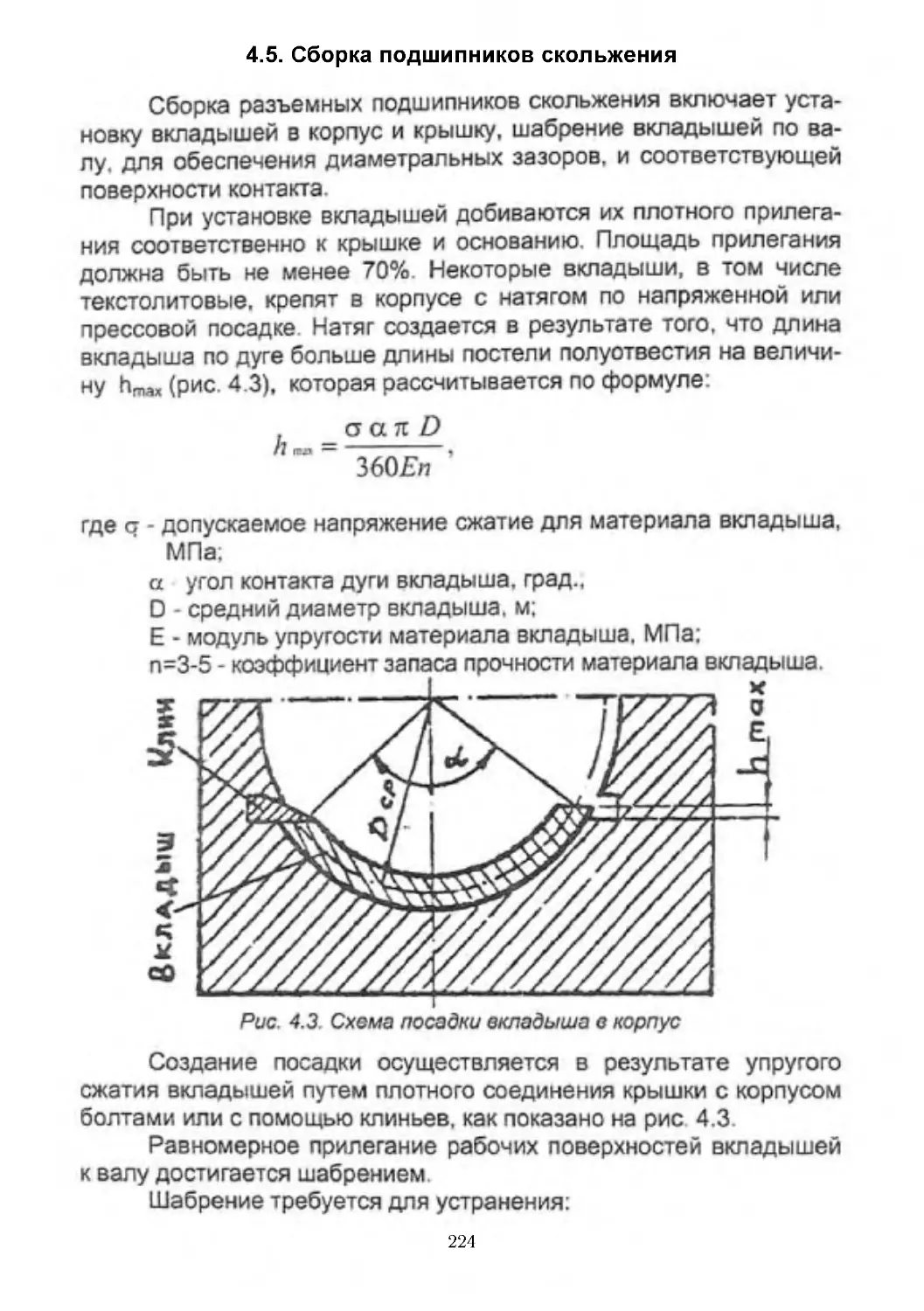
4.5. Сборка подшипников скольжения 224
Глава 5. Сборка редукторов
5.1. Регулировка цилиндрических зацеплений 226
5.2. Регулировка конических зацеплений 227
5.3. Регулировка червячных зацеплений 228
5.4. Регулировка глобоидных зацеплений 230
Раздел 3. Основы монтажа оборудования
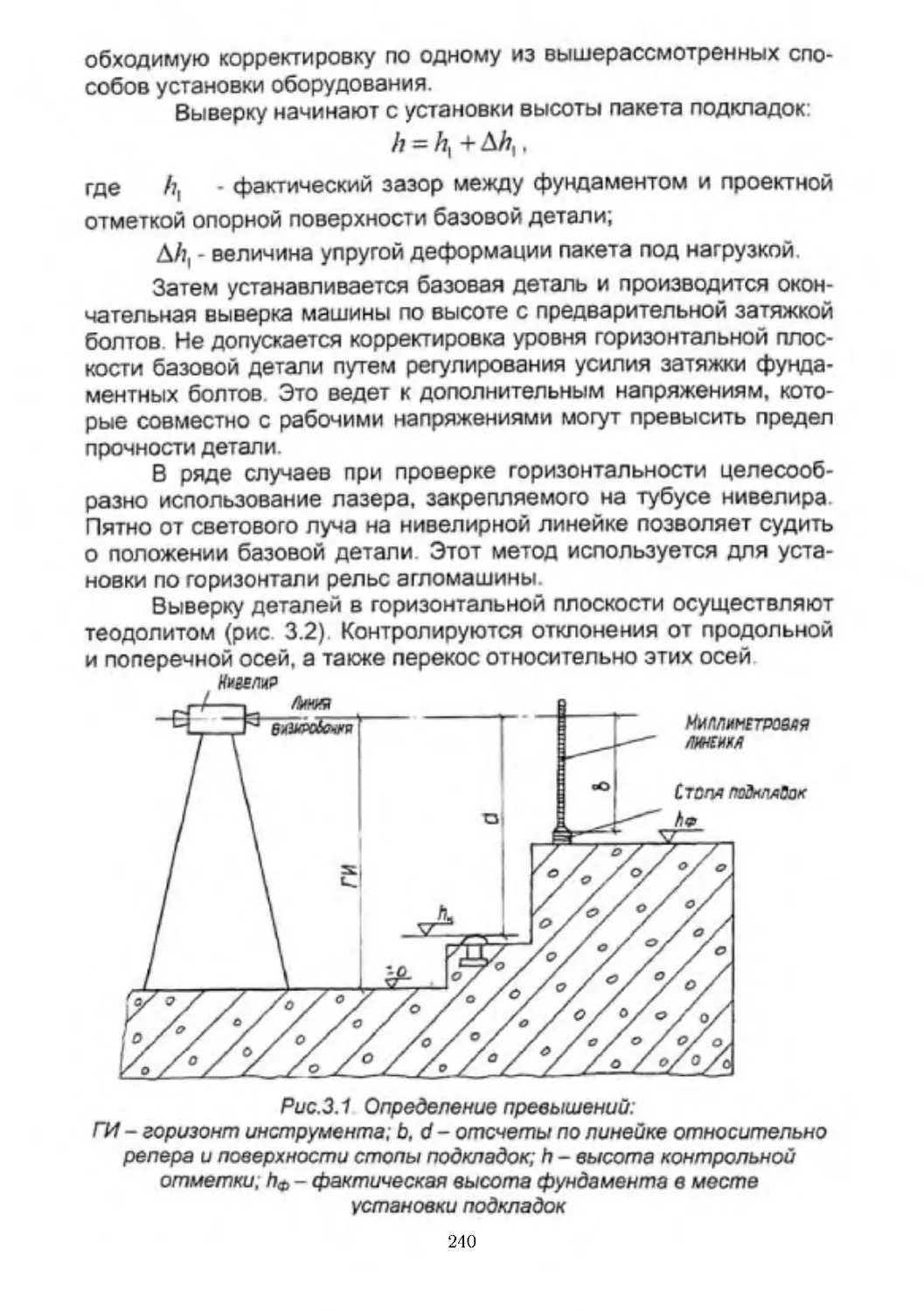
Глава 1. Геодезическое обоснование монтажа 233
Глава 2. Способы установки оборудования 235
2.1. Установка оборудования на плоских подкладках 237
2.2. Установка оборудования на регулируемых по высоте элементах 238
2.3. Бесподкладочный способ установки оборудования 239
6
Глава 3. Способы выверки оборудования
3.1. Оптико-геодезический метод 239
3.2. Инструментальный метод 242
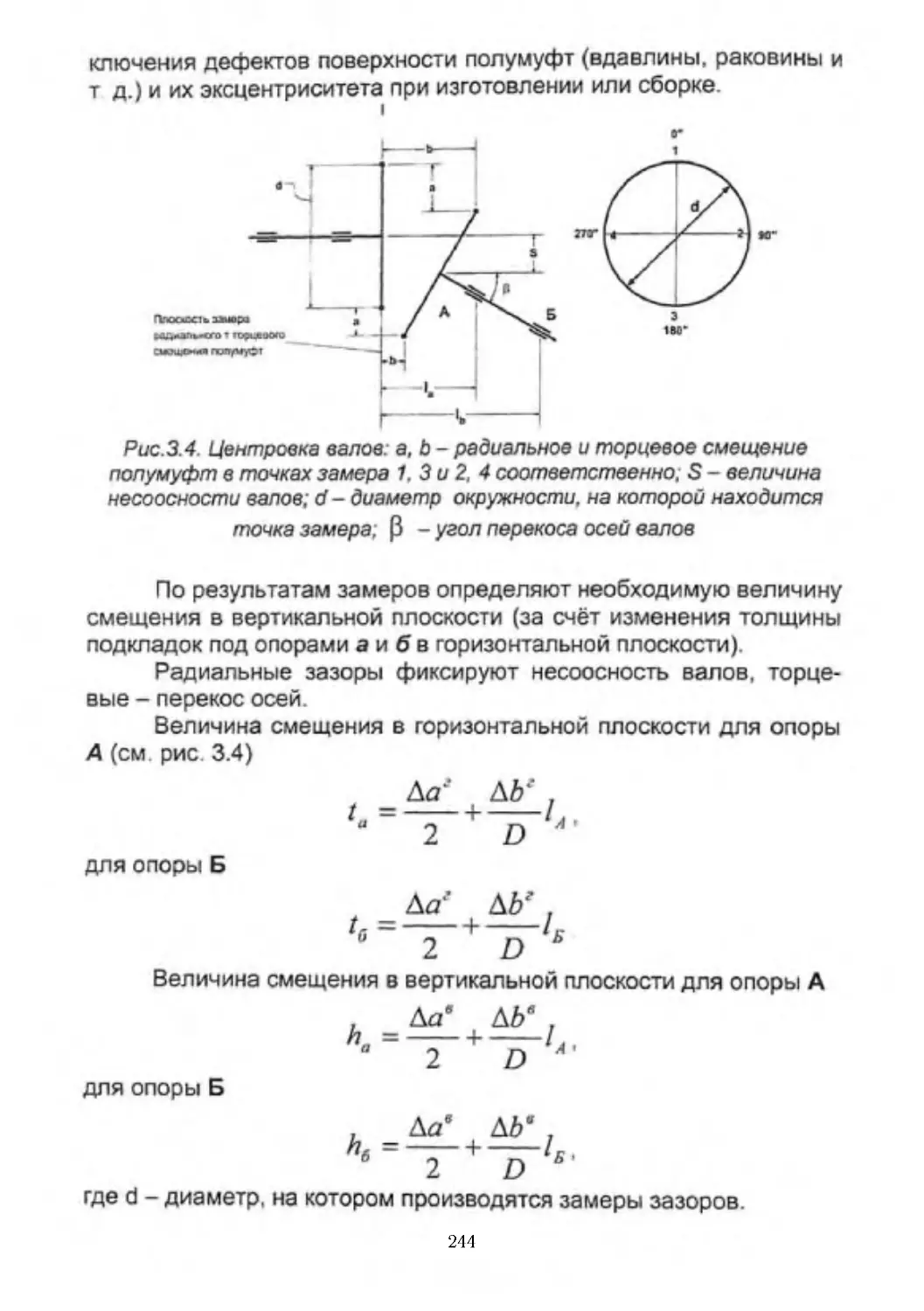
3.3. Центровка валов 243
Глава 4. Монтаж типовых узлов и оборудования
4.1. Монтаж прокатной клети 245
4.2. Монтаж многоопорных трансмиссионных валов 247
4.3. Монтаж централизованных систем смазывания 252
Библиографический список 255
Приложение А. Оценивание показателей надежности 257
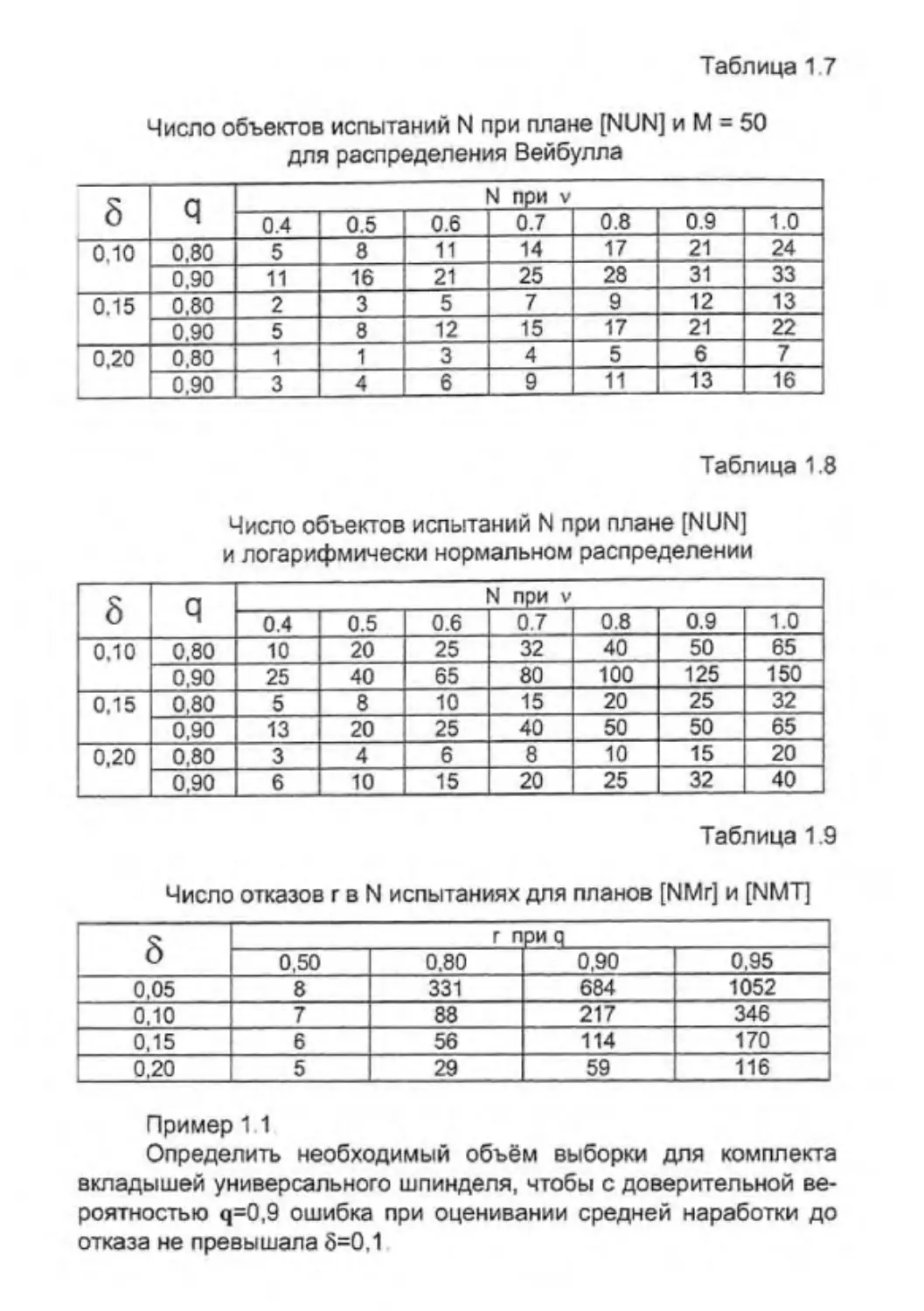
Глава 1. Определение параметров планов испытаний 258
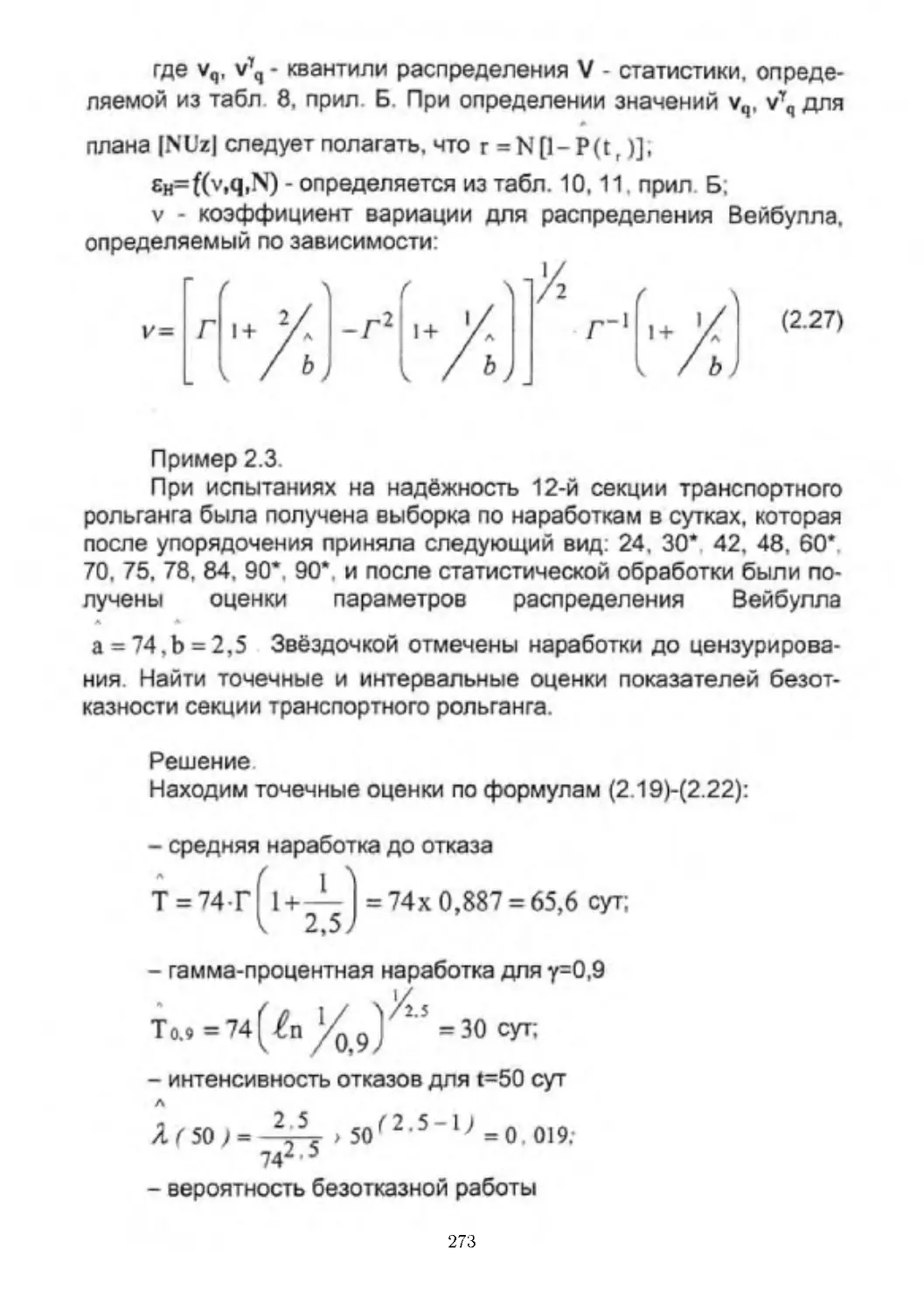
Глава 2. Оценивание показателей безотказности
2.1. Оценивание показателей безотказности на основе параметрических методов 266
2.2. Оценивание показателей безотказности на основе непараметрических методов 276
2.3. Оценивание показателей безотказности при испытании
с измерением определяющего параметра (величины износа) 281
Глава 3. Оценивание показателей долговечности
3.1. Модели оценивания 286
3.2. Непараметрические модели оценивания 287
3.3. Оценивание среднего ресурса на основании информации о величине износа 289
3.4. Оценивание остаточного ресурса 296
Приложение Б. Значение функций и квантилей распределений 299
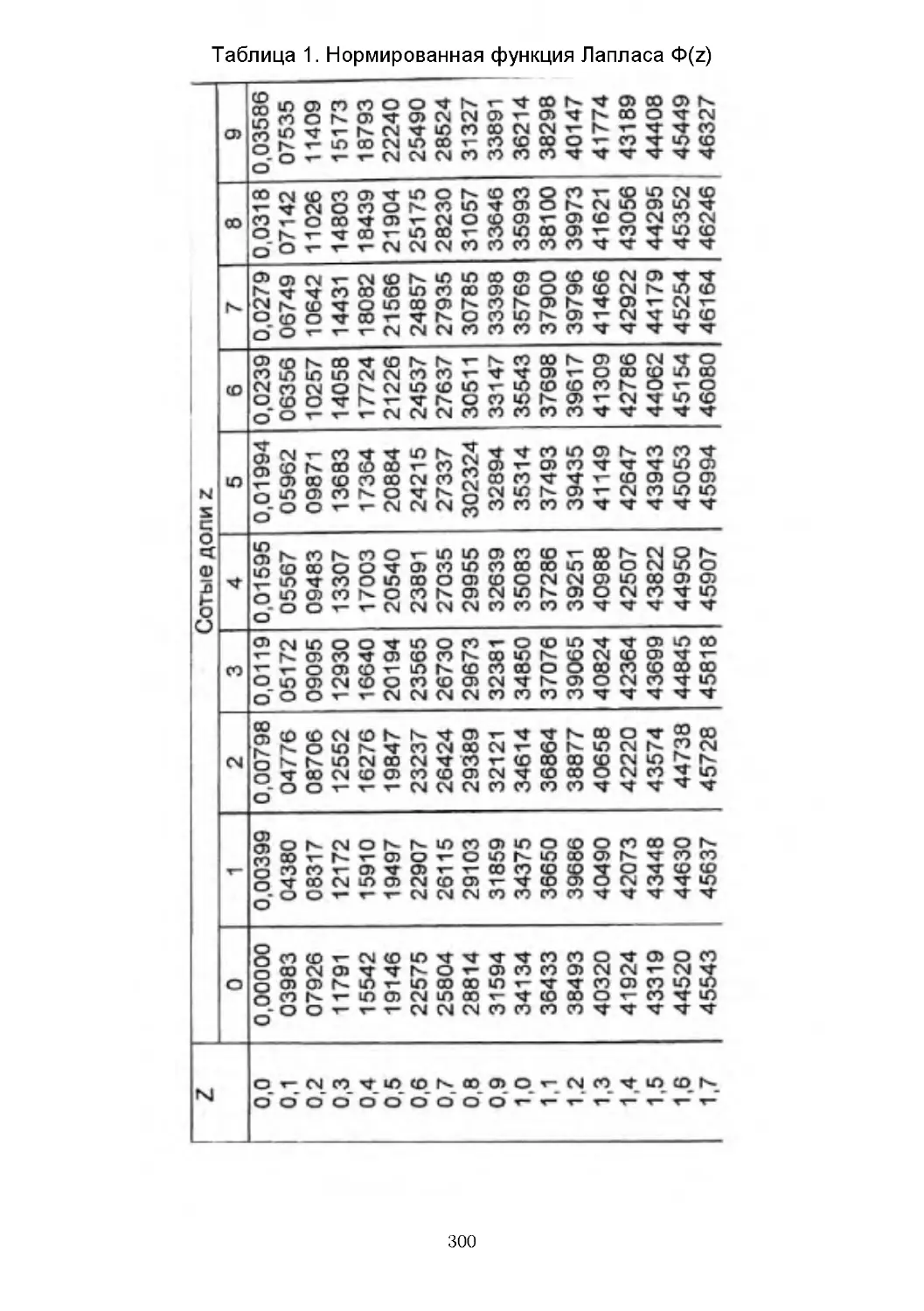
Таблица 1. Нормированная функция Лапласа <t>(z) 300
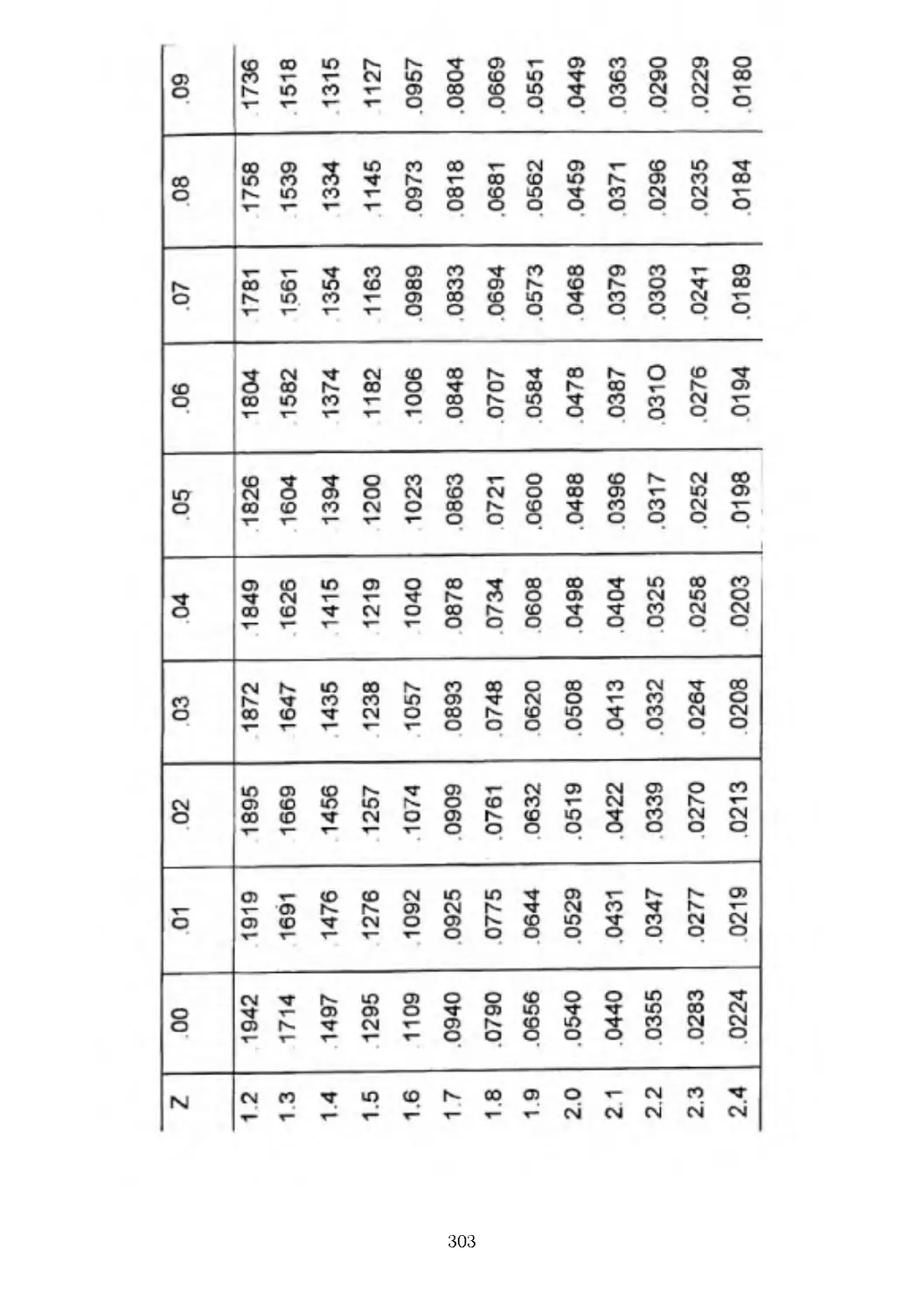
Таблица 2. Значения ординат плотности нормированного
нормального распределения <p(z) 302
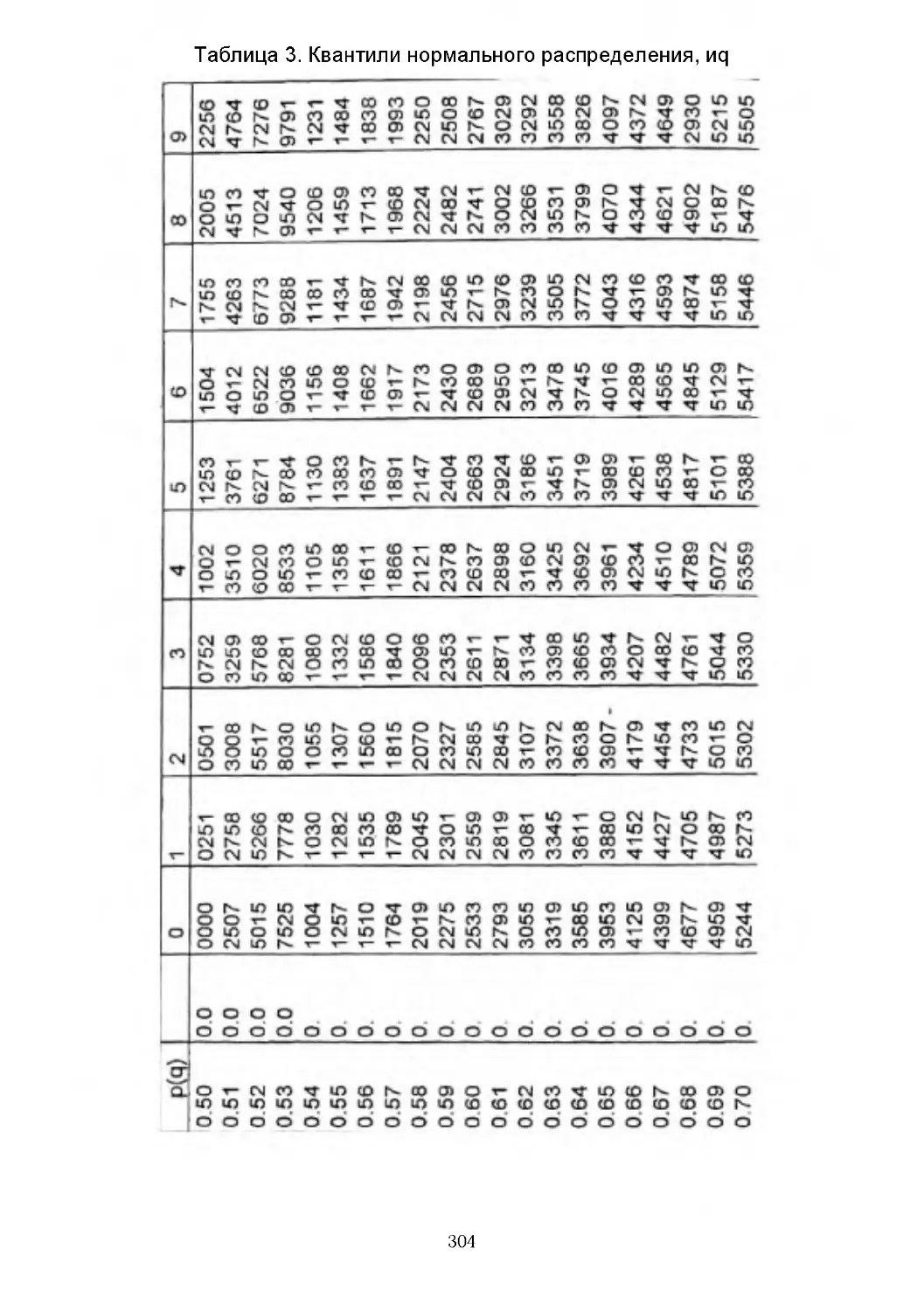
Таблица 3. Квантили нормального распределения, Hq 304
Таблица 4. Квантиль распределения Стьюдента, tqm 307
Таблица 5. Квантиль распределения %2 309
Таблица 6. Значения Гамма-функции, Г(х) 311
Таблица 7. Распределение Пуассона 312
Таблица 8. Квантили распределений статистик Vq и Vqy 313
Таблица 9. Значения коэффициента K(q, у, N) 315
Таблица 10. Значения коэффициента ен для r/N > 0, 3 316
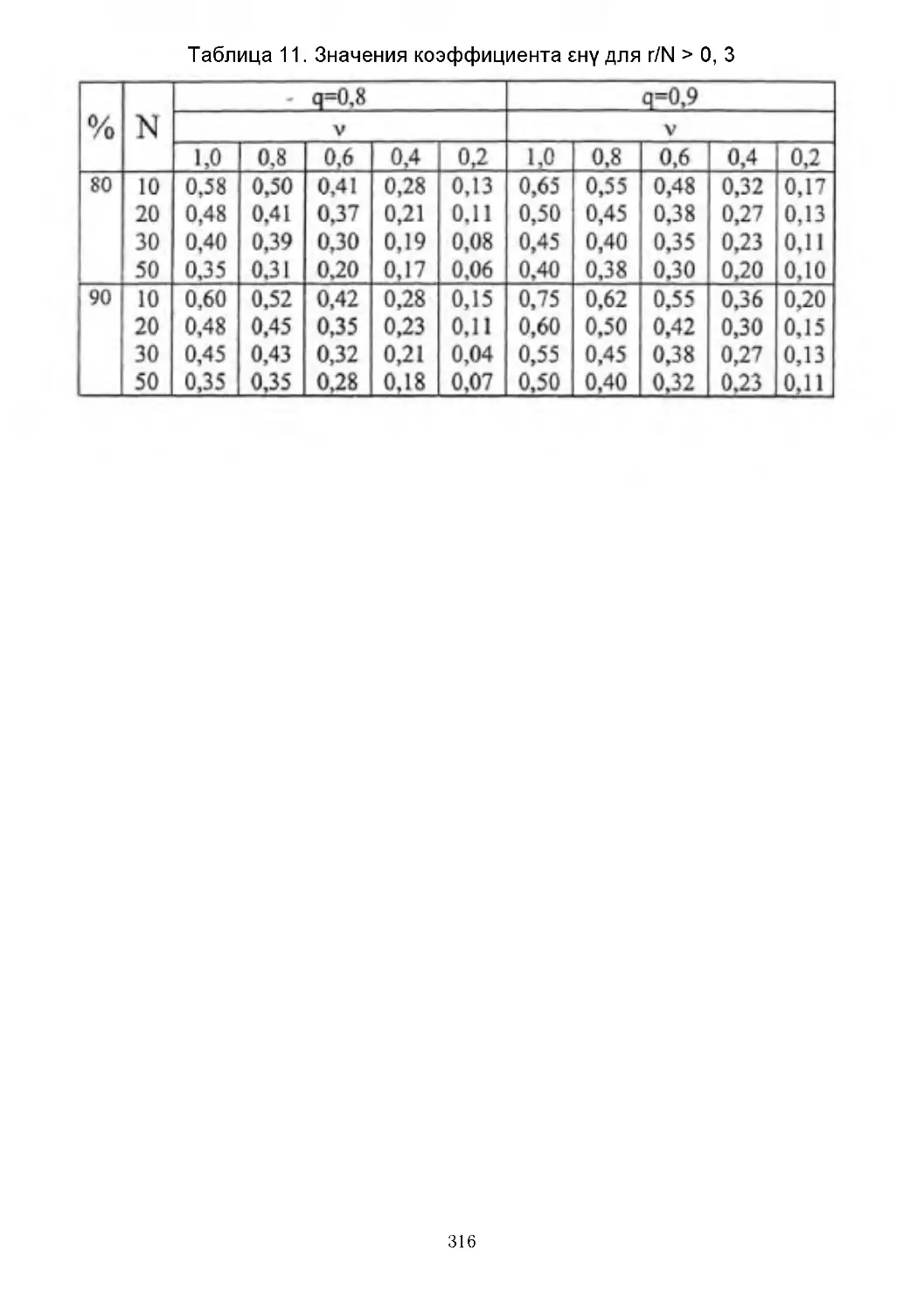
Таблица И. Значения коэффициента ену для r/N > 0, 3 316
Приложение В. Основные эксплуатационные свойства смазочных материалов 317
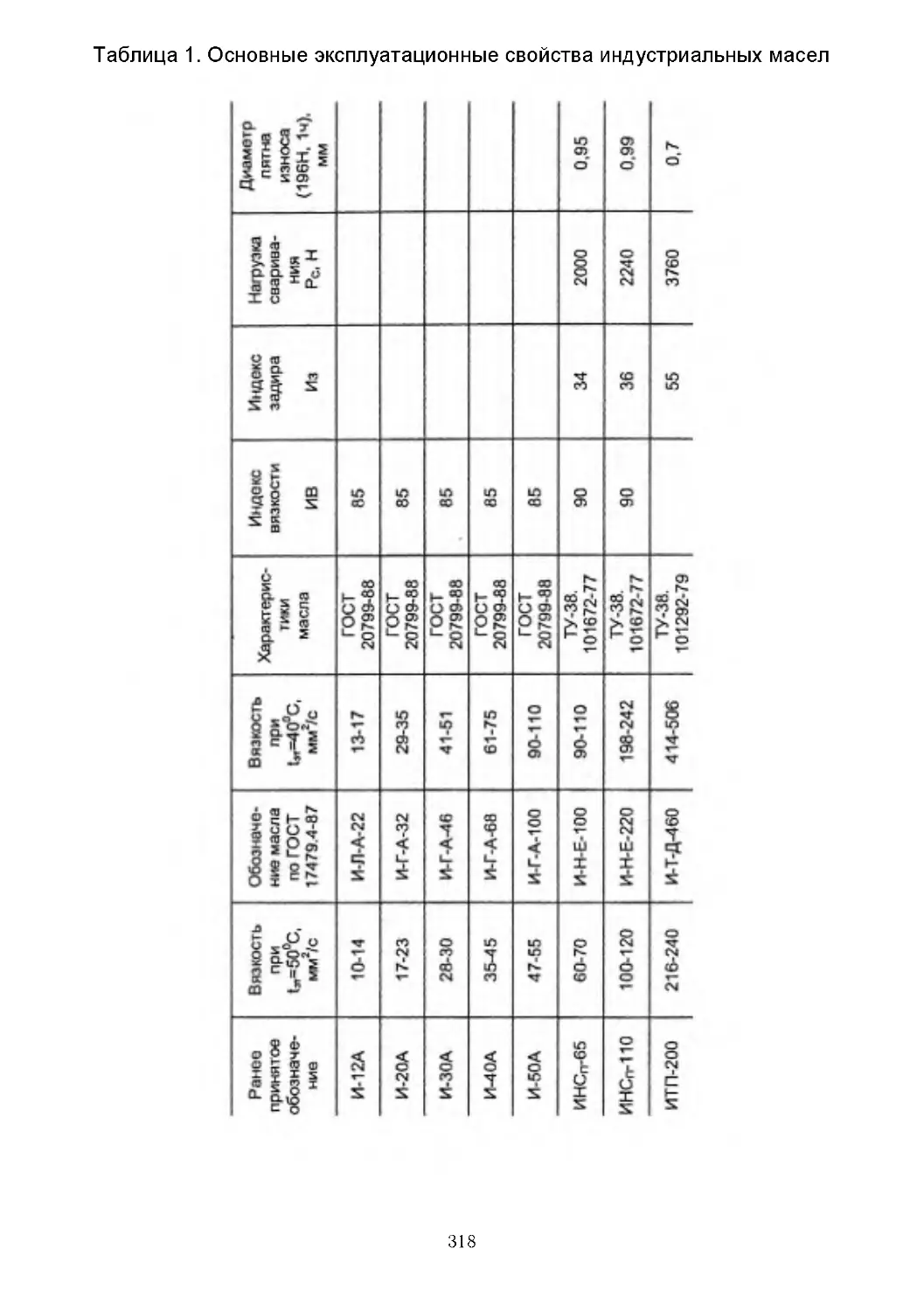
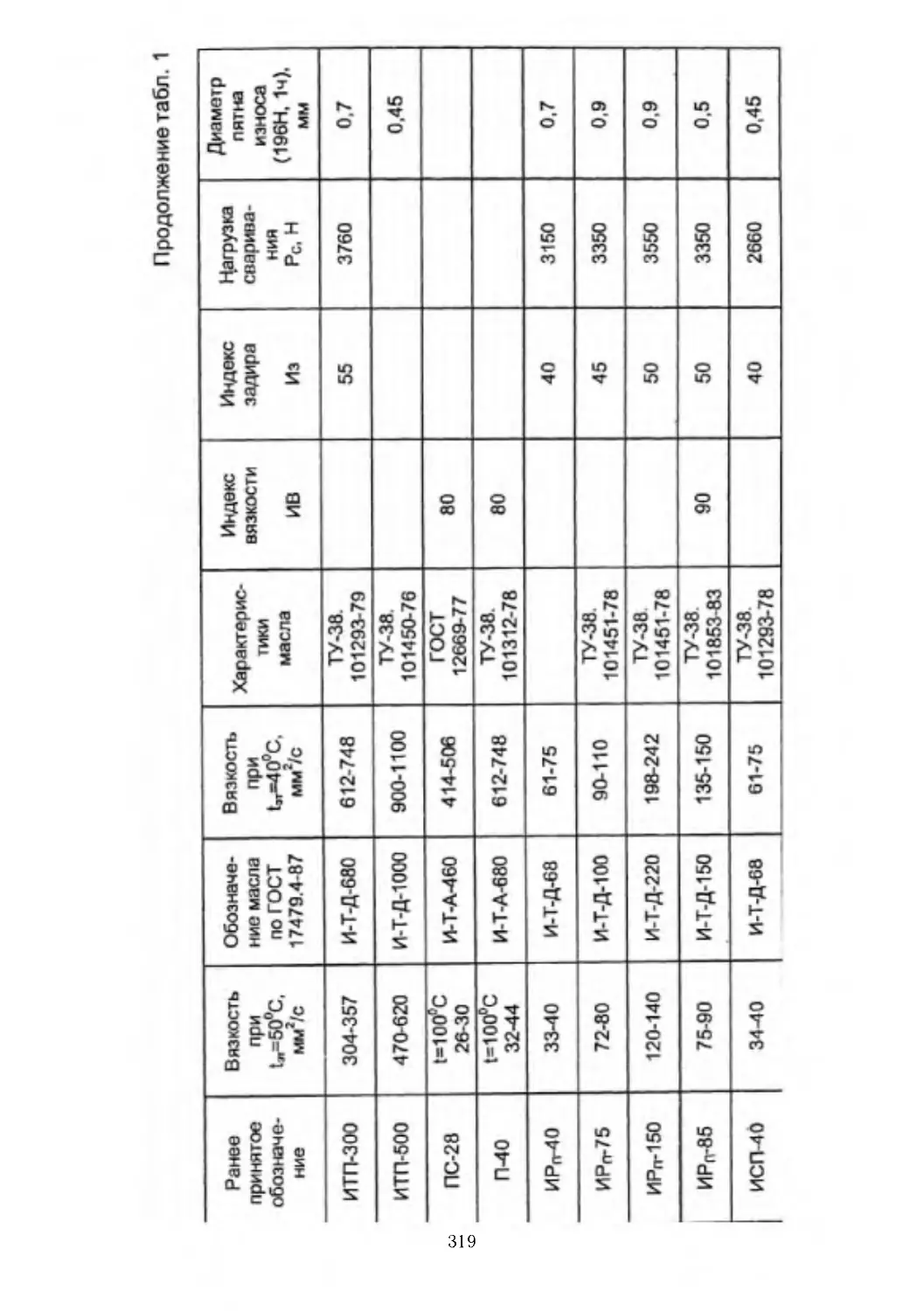
Таблица 1. Основные эксплуатационные свойства индустриальных масел 318
Таблица 2. Основные эксплуатационные свойства масел
для ПЖТ и редукторов прокатных станков 321
Таблица 3. Основные эксплуатационные свойства специальных масел 322
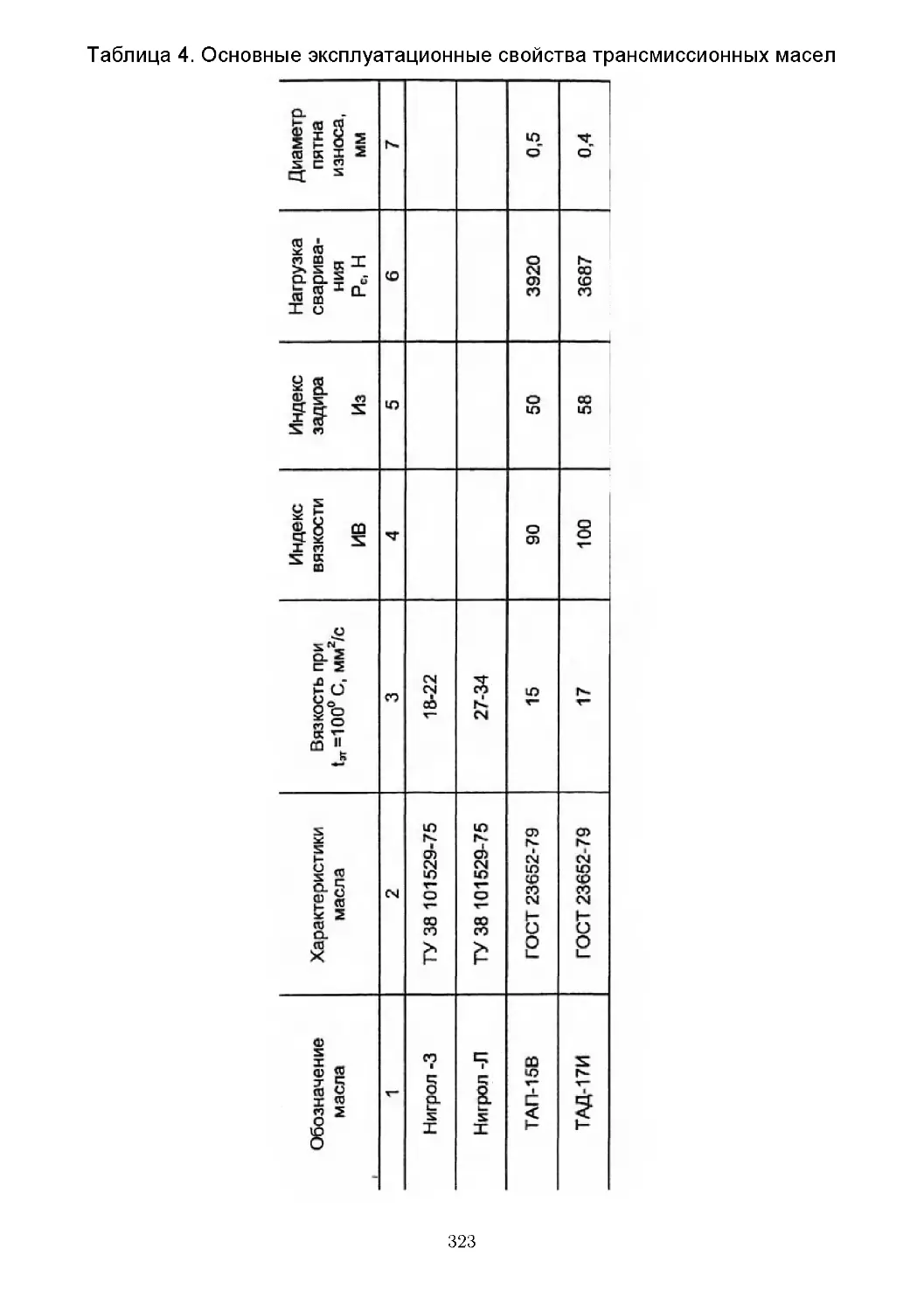
Таблица 4. Основные эксплуатационные свойства трансмиссионных масел 323
7
Таблица 5. Основные характеристики пластичных смазочных материалов на мыльных загустителях 324
Таблица 6. Основные характеристики пластичных смазочных материалов с присадками 326
Таблица 7. Основные характеристики пастообразных и твердых смазочных материалов 327
Таблица 8. Основные характеристики самосмазывающихся и металлокерамических материалов 329
8
ПРЕДИСЛОВИЕ
За последние годы произошли существенные изменения в
экономике страны Металлургические предприятия работают в ус-
ловиях рыночных взаимоотношений. Качество продукции и рента-
бельность определяют выживание и развитие предприятия Дос-
тичь этого возможно как на основе обновления основных фондов,
соответствующих мировым стандартам, так и путем снижения за-
трат на поддержание металлургических машин в работоспособном
состоянии
Возрастает потребность в специалистах, а именно в инжене-
рах-механиках по специальности «Металлургические машины и
оборудование», изучающих методологию решения таких задач в
рамках дисциплины «Надежность, эксплуатация и ремонт метал-
лургических машин».
За последние годы (последнее издание учебника по данной
дисциплине было в 1982 году) получены новые научные знания и
накоплен богатый опыт по эксплуатации и оемонту оборудования
как на отечественных предприятиях, так и на предприятиях зару-
бежных фирм
Изданием данного учебника предполагается отразить со-
временные достижения, обеспечивающие поддержание оборудо-
вания в работоспособном состоянии, наряду с зарекомендовав-
шими себя на предприятиях традиционными техническими и орга-
низационными решениями
Учебник состоит из двух частей и трех приложений
В первой части сосредоточен материал по основам теории
надежности и путям повышения надежности машин, а рассмотрен-
ные многочисленные примеры позволят студентам лучше вникнуть
в суть рассматриваемых проблем
Во второй части учебника рассматриваются проблемы экс-
плуатации и ремонта металлургических машин и пути их решения
Важными составляющими этих проблем являются оценка
технического состояния металлургических машин и принятие оп-
тимальных решений То есть решений, обеспечивающих необхо-
димый уровень надежности с минимальными затратами
В приложении А рассмотрена методика оценивания показа-
телей надежности, что позволяет студентам оценивать техниче-
ское состояние машин на основе статистических данных об отка-
зах оборудования.
Приложение Б содержит справочный материал, необходи-
мый при решении задач надежности
9
Приведенный в приложении В материал позволяет осущест-
влять подбор марки смазочного материала в узлы трения метал-
лургических машин
Справочный материал, содержащийся в учебнике, позволяет
в большинстве случаев решать задачи, не прибегая к специальной
справочной литературе.
Представленный в учебнике материал может быть полезен и
студентам других специальностей при изучении вопросов надежно-
сти и эксплуатации оборудования, которые являются общими для
механических систем независимо от их конструктивного исполнения
Учебник может быть рекомендован слушателям курсов по
переподготовке специалистов, осуществляющих эксплуатацию и
ремонт металлургических машин.
Автор выражает искреннюю признательность Синицкому
В.М профессору, доктору технических наук, заведующему кафед-
рой "Автоматизированные металлургические машины и агрегаты"
МГТУ им Баумана Э.Н за высказанные критические замечания,
позволившие повысить качество изложения материала и благода-
рит за поддержку Чиченева Н.А. профессора, доктора технических
наук, заведующего кафедрой "Машины и агрегаты металлургиче-
ского производства" МИСиС.
Автор сердечно благодарит за набор компьютерной версии
учебника Азаренкова В.А.
Существенную помощь в издании учебника оказали Хребто
B E., главный механик ОАО *ММК" Чирков В.А.. генеральный ди-
ректор ОАО "Прокатмонтаж". Жиниленко А.Л.. технический дирек-
тор ОАО “Прокатмонтаж" Дубровский Б.А.. генеральный директор
ОАО "МММЗ’. Веремеенко В.В., главный инженер ОАО "МММЗ"
ю
Методические указания
Изучение любой дисциплины идет успешнее, когда студент
не только прослушает курс лекций, усвоит материал учебника, но и
самостоятельно решит конкретные задачи из практики эксплуата-
ции и ремонта оборудования.
Очень важно освоить термины и определения теории на-
дежности. усвоить физический смысл основных показателей на-
дежности Так как их неверная трактовка существенно затруднит
изучение материала в последующем
Для закрепления теоретического материала необходимо
решить несколько задач и упражнений Осмысление полученных
результатов позволит понять взаимосвязи различных показателей
надежности и принимать верные решения при эксплуатации и ре-
монте металлургических машин.
Изучение материала должно идти последовательно от раз-
дела к разделу
Усвоив материал раздела, приступайте к решению 2-3 задач
или упражнений. Если решение задач не вызывает затруднений,
приступайте к изучению следующего раздела. При появлении за-
труднений еще раз внимательно вникните в смысл рассмотренных
вопросов и в методику решения рассмотренных вопросов. Затем
решите еще 2-3 задачи.
Самостоятельно выполненное решение не менее 30% задач
и упражнений от общего их числа позволит почувствовать уверен-
ность в своих силах по решению конкретных вопросов надежности,
эксплуатации и ремонта металлургических машин
Изучение дисциплины предусматривает выполнение лабо-
раторного практикума и курсового проекта на базе материала, из-
ложенного в учебнике
Качество выполнения курсового проекта позволяет оценить
способность студентов технически грамотно решать практические
задачи на основе приобретенных знаний
и
ВВЕДЕНИЕ
Металлургические машины являются сложными технически-
ми системами непрерывного действия, большой единичной произ-
водительности, работающими в условиях интенсивного нагруже-
ния и неблагоприятной окружающей среды.
В состав агрегатов входят десятки машин, сотни единиц уз-
лов и тысячи деталей, каждая из которых имеет свой определен-
ный, заранее неизвестный срок службы Поэтому время нахожде-
ния оборудования в работоспособном состоянии является величи-
ной случайной и с течением времени отказ неизбежен.
Для поддержания оборудования в работоспособном состоя-
нии на металлургических предприятиях действует система техни-
ческого обслуживания и ремонтов машин и агрегатов, призванная
обеспечить безотказную работу в межремонтный период.
В период плановых остановок оборудования проводится
большой объем ремонтно-восстановительных работ и тем не ме-
нее не удается избежать отказов, приводящих к потерям произ-
водства и дополнительным затратам на восстановление Другая
проблема заключается в том, что при существующей системе уче-
та отказов оборудования нет объективной информации о техниче-
ском состоянии оборудования и, следовательно, присущ субъек-
тивный подход к определению содержания и объема ремонтных
работ Оптимальное планирование объема ремонтных работ, в
принципе, невозможно, так как имеющаяся информация не при-
способлена для обработки на ЭВМ.
Следует заметить, что только наличие объективной инфор-
мации о техническом состоянии оборудования, возможность обра-
ботки ее на ЭВМ позволяют использовать возможности, предос-
тавляемые теорией надежности.
В противном случае теория надежности остается только
теорией, позволяющей понимать закономерности возникновения
отказов, взаимосвязь элементов системы, поведение системы с
течением времени, но не способной прогнозировать и выдавать
рекомендации для принятия решений.
То есть отсутствие информации о работоспособном состоя-
нии машины с течением времени есть отсутствие информации о
свойстве, присущем любой машине
Это несколько абстрактное, но важное свойство машины по-
лучило название надежность.
Содержание понятия надежность в соответствии с ГОСТ
27.002.-89 («Надежность в технике. Понятия и определения») оп-
12
ленных пределах значения всех параметров, характеризующих
способность выполнять требуемые функции в заданных режимах
и условиях применения, технического обслуживания, ремонтов,
хранения и транспортирования
Надежность является сложным свойством, которое в зави-
симости от назначения объекта и условия его применения являет-
ся сочетанием таких свойств, как безотказность, долговечность,
ремонтопригодность и сохраняемость
Для металлургических машин характерным является сочета-
ние первых трех вышеперечисленных свойств.
Под безотказностью понимается свойство объекта непре-
рывно сохранять работоспособное состояние в течение некоторого
времени или некоторой наработки
Долговечность - свойство объекта сохранять работоспо-
собное состояние до наступления предельного состояния при ус-
тановленной системе технического обслуживания и ремонта
Ремонтопригодность - свойство объекта, заключающееся
в приспособленности к предупреждению, обнаружению причин
возникновения отказов, повреждений, а также поддержанию и вос-
становлению работоспособного состояния путем проведения тех-
нического обслуживания и ремонтов.
Знание этих свойств и закономерностей их изменения с те-
чением времени позволяет решать многие практические задачи не
только по обеспечению определенного уровня надежности, но и по
его повышению
Решение задач надежности должно тесно увязываться с
экономическими вопросами
Как правило, мероприятия, направленные на повышение по-
казателей надежности, требуют существенных затрат на их реали-
зацию. которые в ряде случаев могут превысить затраты, связан-
ные с поддержанием оборудования в работоспособном состоянии
на прежнем уровне. И в этом случае необходимо отказаться от та-
ких мероприятий (если не идет речь о здоровье людей), либо ис-
кать другие приемлемые решения.
И только тогда, когда выбрано направление повышения на-
дежности оборудования, установлены критерии его предельного
состояния и обоснована стратегия восстановления, возможно по-
вышение эффективности принимаемых технических решений по
ремонту узлов и деталей. Для металлургических машин, как машин
с длительным сроком службы (десятки лет) такие решения должны
обеспечивать не только поддержание определенного уровня на-
дежности, но и приводить к его росту
13
ЧАСТЬ I. НАДЕЖНОСТЬ МЕТАЛЛУРГИЧЕСКИХ МАШИН
РАЗДЕЛ 1. ОСНОВЫ ТЕОРИИ НАДЕЖНОСТИ
ГЛАВА 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Теория надежности - это теория, которая устанавливает за-
кономерности возникновения отказов объектов и методы их про-
гнозирования; изыскивает способы повышения надежности изде-
лий при конструировании, изготовлении и поддержания их работо-
способного состояния во время эксплуатации; разрабатывает ме-
тоды контроля надежности изделий.
Под работоспособным состоянием объекта понимается та-
кое состояние, при котором значения всех параметров, характери-
зующих способность выполнять заданные функции, соответствуют
требованиям нормативно-технической и (или) конструкторской до-
кументации.
Нарушение работоспособного состояния объекта является
событием, получившим название отказ.
Отказы, по характеру своего проявления, подразделяются на:
- внезапные;
- постепенные
Внезапный отказ - отказ, характеризующийся скачкообраз-
ным изменением значений одного или нескольких параметров объ-
екта
Постепенный отказ - отказ, обусловленный естественными
процессами старения, изнашивания, коррозии и усталости при со-
блюдении всех установленных правил и (или) норм проектирова-
ния, изготовления и эксплуатации
Отказы могут являться и являются следствием ошибок или
недостаточного уровня знаний конструктора, или нарушения уста-
новленных правил и норм проектирования и конструирования. Та-
кие отказы носят название конструктивные отказы.
Отказ, возникший по причине, связанной с несовершенством
или с нарушением установленного процесса изготовления или ре-
монта, выполняемого на ремонтном предприятии, получил назва-
ние производственный отказ.
Если нарушения установленных правил и (или) условий экс-
плуатации приводят к возникновению отказа, то такой отказ назы-
вается эксплуатационным отказом.
Для металлургических машин при пуске их в эксплуатацию
наиболее характерными являются внезапные конструктивные отказы.
14
При установившемся процессе эксплуатации наиболее часто
возникают внезапные эксплуатационные отказы
Если прочностные свойства детали не изменяются, то вне-
запный отказ связан с перегрузкой Если же в результате много-
кратного воздействия предельных нагрузок происходит снижение
прочностных свойств, то происходит внезапный отказ, связанный с
развитием усталостных трещин.
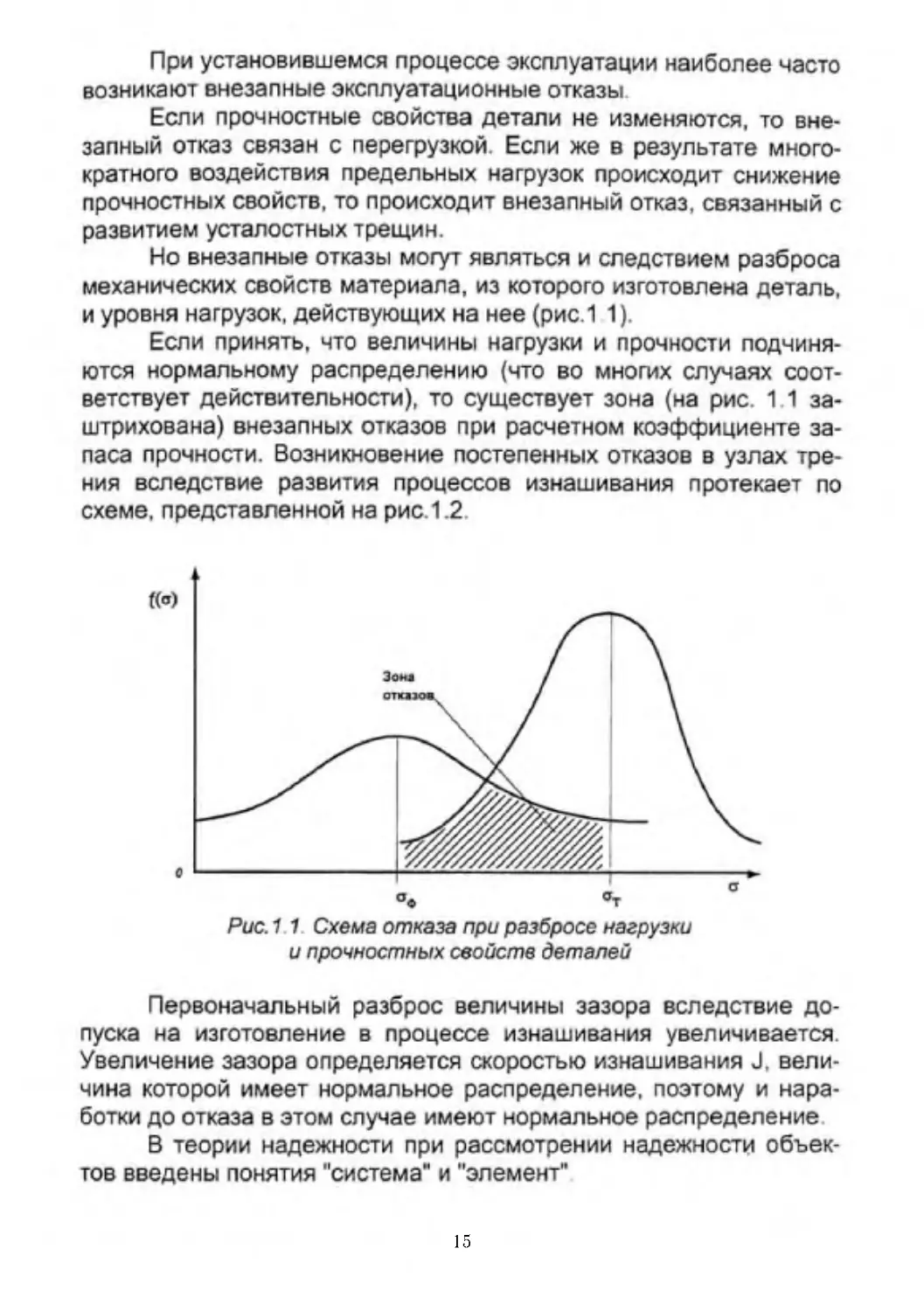
Но внезапные отказы могут являться и следствием разброса
механических свойств материала, из которого изготовлена деталь,
и уровня нагрузок, действующих на нее (рис.1 1).
Если принять, что величины нагрузки и прочности подчиня-
ются нормальному распределению (что во многих случаях соот-
ветствует действительности), то существует зона (на рис. 1 1 за-
штрихована) внезапных отказов при расчетном коэффициенте за-
паса прочности. Возникновение постепенных отказов в узлах тре-
ния вследствие развития процессов изнашивания протекает по
схеме, представленной на рис. 1.2
Рис. 1 1 Схема отказа при разбросе нагрузки
и прочностных свойств деталей
Первоначальный разброс величины зазора вследствие до-
пуска на изготовление в процессе изнашивания увеличивается.
Увеличение зазора определяется скоростью изнашивания J, вели-
чина которой имеет нормальное распределение, поэтому и нара-
ботки до отказа в этом случае имеют нормальное распределение
В теории надежности при рассмотрении надежности объек-
тов введены понятия "система" и "элемент"
15
Рис. 1.2. Схема возникновения постепенных отказов:
[U]=U тех- максимально допустимая величина износа (отказ);
Л - исходный зазор в соединении;
f (Л) - плотность распределения зазора в соединении,
f (J) - плотность скорости изнашивания;
f(t)- плотность вероятности отказов;
Т - средняя наработка
Под системой будем понимать множество элементов и
связь между ними, образующих некоторую целостность. Под эле-
ментом понимают часть системы, предназначенную для выполне-
ния определенных функций и неделимую на составные части при
данном уровне рассмотрения
То есть только уровень рассмотрения определяет отнесение
того или иного объекта, образующего некоторую целостность, к
системе или элементу
Например, линия привода горизонтальных валков может
рассматриваться как элемент, входящий в систему, - рабочая
клеть. В то же время линия привода горизонтальных валков может
рассматриваться как система с входящими в нее элементами: узел
валков, узел шпиндельного соединения, узел шестеренной клети,
электропривод. Все зависит от того, какие задачи мы ставим при
исследовании надежности того или иного объекта
Как правило, при исследовании надежности металлургиче-
ских машин в процессе эксплуатации в качестве элементов прини-
маются детали или узлы, которые подвергаются замене или вос-
становлению в процессе технического обслуживания или ремонта
металлургических агрегатов.
16
Элементы и системы, которые в случае отказа заменяются
новыми, называются невосстанавливаемыми
Элементы и системы, которые в случае отказа подвергаются
восстановлению, называются восстанавливаемыми
Важнейшим понятием теории надежности является понятие
наработка, под которым понимается продолжительность или объ-
ем работы Различают наработку до отказа и наработку между от-
казами или наработку на отказ
Наработка до отказа - наработка объекта от начала его экс-
плуатации до возникновения первого отказа.
Наработка между отказами (на отказ) - наработка объекта от
окончания восстановления его работоспособного состояния после
отказа до возникновения следующего отказа Относится только к
восстанавливаемым объектам
ГЛАВА 2. ПОКАЗАТЕЛИ НАДЕЖНОСТИ
Для характеристики свойств надежности введены показатели
надежности, которые подразделяются на единичные, характери-
зующие одно из свойств, составляющих надежность объекта, и
комплексные, характеризующие несколько свойств, составляющих
надежность объекта
К показателям, характеризующим безотказность объекта,
относятся:
- вероятность безотказной работы Р (t);
- вероятность отказа Q (t);
интенсивность отказов A. (t);
- средняя наработка до отказа Т.
- гамма-процентная наработка до отказа Т„
- параметр потока отказов со (t);
средняя наработка на отказ Т
Для характеристики долговечности объекта введены показа-
тели:
- средний ресурс Т р,
- гамма-процентный ресурс Тт.
средний срок службы Т w,
гамма-процентный срок службы Т,
Ремонтопригодность характеризуется показателями
- вероятность восстановления Р СЦ);
- среднее время восстановления Тв,
- средняя трудоемкость восстановления QB.
17
К комплексным показателям надежности относятся:
- коэффициент готовности Кг.
- коэффициент оперативной готовности К^.
- коэффициент технического использования Кти-
ГЛАВА 3. НАДЕЖНОСТЬ НЕВОССТАНАВЛИВАЕМОГО
ЭЛЕМЕНТА
3.1. Вероятность отказа и вероятность безотказной работы
Будем считать, что время безотказной работы t (наработка)
есть какая-то случайная величина с функцией распределения
F(t). для которой существует плотность f(t)=F’(t)=dF(t)/dt
Функция распределения F(t)=P(^<t) есть вероятность того,
что на интервале времени [0, t] произойдет отказ, или величина
случайной наработки 4 будет меньше заданной величины t. Назо-
вем функцию распределения вероятностью отказа и обозначим
символом Q(t)
F(t)=Q(t)=P(£<t). (3.1)
Дополнительную вероятность
P(t)=1-Q(t)=P(^t) (3.2)
будем называть вероятностью безотказной работы. Следователь-
но, вероятность безотказной работы есть вероятность того, что
элемент будет работоспособным в заданный момент времени, или
это есть вероятность того, что случайная величина наработки £
будет больше заданного времени t.
Известно, что если случайная величина наработки Е, имеет
плотность функции распределения f(t)=F’(t), тогда
во
W = J/(x)A;
I
Q(t)=
о
(3.3)
Плотность функции распределения* f(t) назовем плотностью
вероятности отказов
18
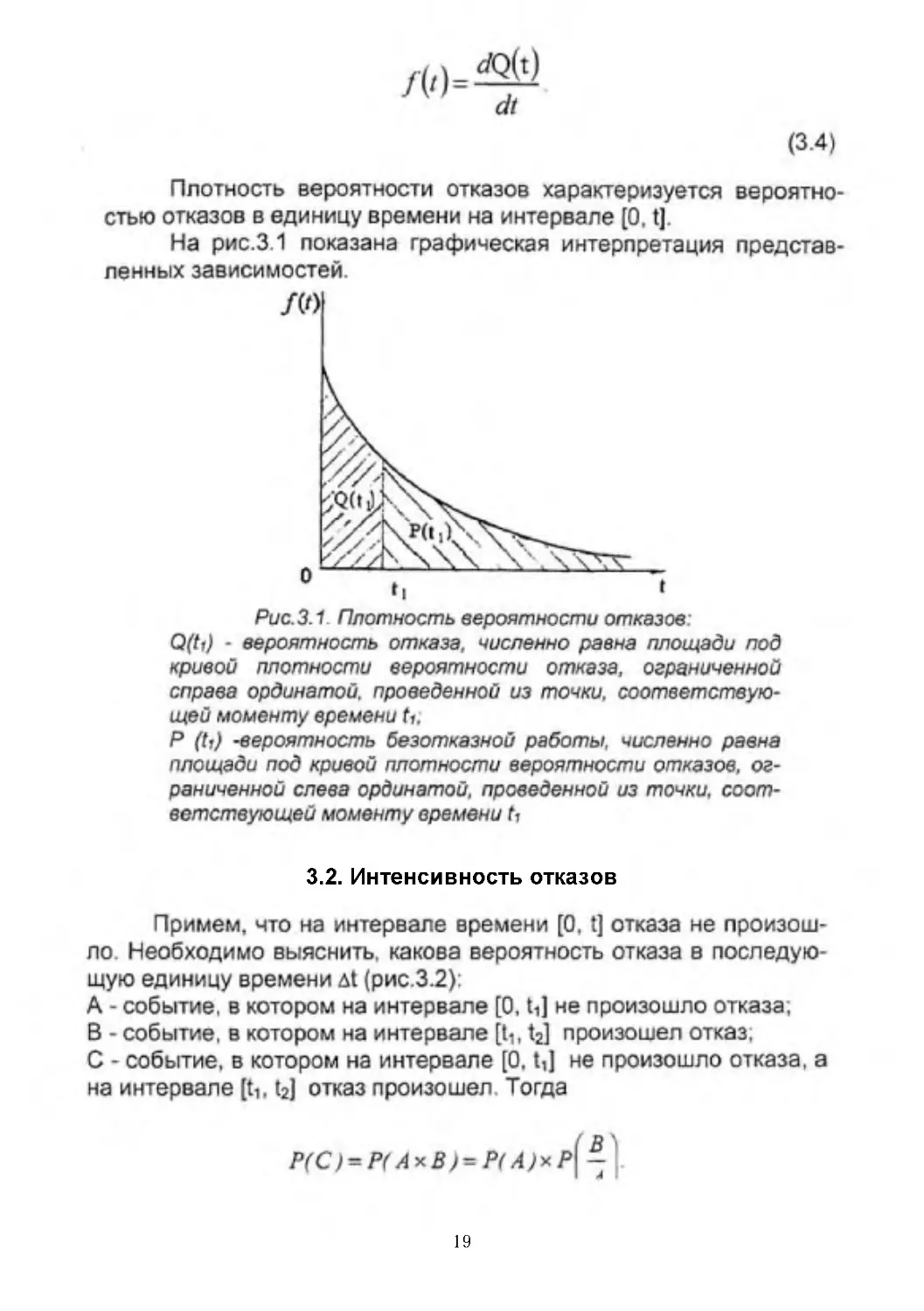
(3.4)
Плотность вероятности отказов характеризуется вероятно-
стью отказов в единицу времени на интервале [0. t]
На рис.3.1 показана графическая интерпретация представ-
ленных зависимостей.
Рис. 3.1 Плотность вероятности отказов:
Q(ti) - вероятность отказа, численно равна площади под
кривой плотности вероятности отказа, ограниченной
справа ординатой, проведенной из точки, соответствую-
щей моменту времени ti,
Р (ti) -вероятность безотказной работы, численно равна
площади под кривой плотности вероятности отказов, ог-
раниченной слева ординатой, проведенной из точки, соот-
ветствующей моменту времени 6
3.2. Интенсивность отказов
Примем, что на интервале времени [0, t] отказа не произош-
ло Необходимо выяснить, какова вероятность отказа в последую-
щую единицу времени At (рис.3.2):
А - событие, в котором на интервале [0, ti] не произошло отказа,
В - событие, в котором на интервале [Ц, t2] произошел отказ,
С - событие, в котором на интервале [0. t,J не произошло отказа, а
на интервале (Ц, t2] отказ произошел Тогда
( В}
Р(С)^Р(A-кВ)-Р(А)^Р\ —
19
Рис. 3.2 К расчету вероятности появления события С
В этом случае вероятность события С запишется как
В}=Р(С)
А) Р(А)
(3.5)
Вероятность отказа машины в промежутке времени [Ц, t2]
можно выразить через вероятность безотказной работы
ОШ = - J/W dt = P(tt)~ P(t2 ) (3.6)
Тогда вероятность того, что в этом интервале произойдет
отказ за единицу времени t2 - t, , при условии, что отказа не было
до момента времени Ц, примет вид
р\ L} (3.7)
Zj - (/ 2 G )Х Р С| )
Если записать интервал [/7 12] как [/»,/. + А/]. то
Л t Д i х Р (/)
Это соотношение характеризует ни что иное, как вероят-
ность отказов за единицу времени на интервале [t2 - ti] при усло-
вии, что до момента времени t, отказа не было То есть характери-
зует интенсивность отказов на интервале [t,. t2].
Мгновенное значение интенсивности отказов определяется
как предел интенсивности отказов на интервале, когда длина ин-
20
P(t)-P(t + Al)
Al P(t)
1
Л')
' /w
I dl J P(t)
(3.8)
И ее можно трактовать как вероятность того, что элемент,
доживший до момента t, откажет за последующую (малую) единицу
времени. Важность мгновенного значения интенсивности отказов
состоит в том, что оно показывает изменение интенсивности отка-
зов на протяжении срока службы некоторой совокупности объектов
(механизмов, узлов, деталей).
Характерное изменение интенсивности отказов во времени
представлено на рис. 3.3.
Рис. 3.3. Интенсивность отказов за период службы машины
Для начального периода времени [0, tj характерны ранние
отказы вследствие дефектов материала, конструкторских недора-
боток, дефектов изготовления. Этот отрезок кривой получил на-
звание период "детской смертности"
Второй отрезок кривой на интервале [t,. t2] отображает слу-
чайные внезапные отказы, вызванные неожиданным увеличением
нагрузок, предельно тяжелыми условиями работы и т.д.
Отрезок кривой после момента времени t2. характеризует
старение объекта, являющееся следствием, как правило, проявле-
ния износовых отказов.
Иными словами, интенсивность отказов характеризует изме-
нение качества изделия в процессе эксплуатации
Интенсивность отказов связана с вероятностью безотказной
работы соотношением
21
P(i) = exp( -|Л(г)^г) . (3.9)
о
а с плотностью вероятности отказов соотношением
f (t) = Л (Г) exp
- | 2 (г )d г
о
(ЗЮ)
Интенсивность отказов, рассматриваемая на каком-то про-
межутке времени, называется накопленной интенсивностью отка-
зов \(т) и связана с мгновенным значением интенсивности отказов
соотношением
д (t) = |\(т)с1т,
о
(3.11)
а с вероятностью безотказной работы соотношением
Л (О = - In P(t) (3.12)
Найдем накопленную интенсивность отказов на интервале
[/.,/ + *]
Из выражения (3.9) следует, что вероятность безотказной ра-
боты в момент времени t+x
P(g >х)-ехр - J Л(т)с/г
(313)
где $ - остаточное время жизни элемента, т.е. случайная ве-
личина, равная (£-/) при условии, что £>/ g - время безот-
казной работы элемента.
То есть вероятность отказа элемента, дожившего до момен-
та времени t , на очередном интервале [t,t+x] зависит только от
значения функции Z( т) на этом интервале и не зависит от ее по-
ведения вне этого интервала и может характеризоваться накоп-
ленной интенсивностью отказов Л (t.t+х) на интервале [t,t+x].
A(t,t + x) = P(t + x)~ P(i). (3.14)
22
Пример 3.1 Долговечность комплекта вкладышей шпинделей
со стороны валков в линии привода чистовой группы клетей (7 кле-
тей) имеет нормальное распределение с математическим ожидани-
ем ц=60 сут и средним квадратичным отклонением а =10 сут
1 Построить график плотности распределения отказов и
интенсивности отказов на интервале [О, 70 сут].
2 Определить возможное число п, отказавших комплектов
вкладышей к моменту времени t=50 сут
3 Определить возможное число отказавших комплектов
вкладышей п2 на интервале [50 - 60] сут
4 Определить возможное число отказов вкладышей п3 на
интервале [50-60] сут, если до момента времени
t=50 сут отказов не было
Решение.
Построение графиков осуществим, используя зависимости
/(/)=
Р(г) = 0,5-Ф
Возможное число отказавших комплектов вкладышей л1 для
t=50, ц=60 учитывая, что Q(t)=1-P(t) и Ф(-г)=-Ф(г):
«I = N *Q(t ) = N х
0,5+Ф
= 14х
0,5 + Ф
50-60
10
= 14х(0,5-0,341) = 2,23.
где N - число комплектов вкладышей в чистовой группе клетей со
стороны валков;
Ф - нормированная функция Лапласа, т.е. функция распреде-
ления (см. табл 1 прил.Б).
Возможное число отказавших комплектов вкладышей п2 на ин-
тервале [50-60] сут, если были отказы в интервале [0-50] сут
п2 = Р(/2)] = 14х(0,841-0,5) = 4,77.
23
т.к.
60-50
10
= 0,5 + 0,341 = 0,841.
Р(Ъ)=0.5
Возможное число отказов комплектов вкладышей п3 на интер-
вале [50-60] сут, если до отказов не было, найдем, используя гра-
Рис.З 4 Гоафик плотности распределения отказов
и интенсивности отказов для условий примера 3.1
Площадь под кривой интенсивности отказов на интервале [50-
60] сут есть вероятность отказов вкладышей на этом интервале
при условии, что до этого отказов не было Тогда возможное число
отказов комплектов вкладышей п3 при использовании накопленой
интенсивности отказов, определенной по площади ограниченной
кривой л (/), т.е приближено в виде трапеции, будет равно
24
ч . ч (80 ч-29)х 10“3
п3 = N х л(/1/2) = 14 х (60 - 50) х 1i-----= 7,6
или, более точно, принимая во внимание формулу (3 12):
/jj = Nx(/wP(f1)-/n/>(f2))=14xf—0,173 + 0,693; = 7,3.
3.3. Средняя наработка до отказа и другие числовые
характеристики надежности
Очень часто на практике затруднительно оценивать надеж-
ность функциональными характеристиками, и в этом случае на-
дежность элемента характеризуют числовыми характеристиками.
Наиболее важными из них являются: среднее время безотказной
работы (средняя наработка до отказа) Т(<£) и дисперсия
£)(£) = ст2 (£), где cr2(f) - среднее квадратичное отклонение
случайной величины
Т = Т; = = p/^J^Z (3.15)
о
00
Г = Г{ = /Р{Й-Л. (3 16)
о
30
т=т5 = Jq;(z)(з,17)
о
D = <j2 = D. = jp-Tj <Л)г(г); (3.18)
о
D< = р2 (3.19)
о
Следовательно, средняя наработка на отказ есть математи-
ческое ожидание Мс, случайной величины наработки а диспер-
сия или среднее квадратичное отклонение служит мерой отклоне-
ния случайной величины наработки от ее математического ожи-
дания М* или, что то же самое, от средней наработки
25
На рис.3.4, представлена графическая интерпретация сред-
ней наработки и среднего квадратичного отклонения.
Для характеристики степени разброса величин случайной
наработки применяют коэффициент вариации, равный отношению
среднего квадратичного отклонения к средней наработке
Рис. 3.4. Графическая интерпретация средней наработки:
Ц.Т - центр тяжести площади сечения под кривой плотности
вероятности отказов
Значения случайной наработки практически не выходят за
пределы интервала [Т±3а].
Это правило носит название “правило трех сигм"
В ряде случаев для характеристики надежности изделия ис-
пользуют медианное* значение наработки Ме$. Медиана - это
квантиль порядка 0.5. То есть Meq - это значение наработки для
вероятности безотказной работы P(t)=0,5
Значения же наработки для любого заданного значения у в %
вероятности безотказной работы получили название “гамма-
процентной наработки Т,"
ГЛАВА 4. РАСПРЕДЕЛЕНИЯ, ИСПОЛЬЗУЕМЫЕ В
ТЕОРИИ НАДЕЖНОСТИ
4.1. Распределения и область их применения
Для анализа надежности машин в процессе эксплуатации
необходимо иметь сведения о наработках до отказа элементов, на
основании которых осуществляют оценивание показателей надеж-
ности исследуемого объекта. Получение же оценок надежности
основано на различных предположениях о законах распределения
наработок до отказа.
26
Выдвижение гипотезы о принадлежности наработок к тому
или иному распределению может основываться либо на изуче-
нии физики явлений, приводящих к отказу, либо на основе ана-
литического исследования статистических данных об отказах
оборудования.
Исследование надежности металлургического оборудования
показало, что наработки оборудования можно описать в большин-
стве случаев следующими распределениями:
- экспоненциальным (показательным);
- нормальным;
- логарифмически нормальным;
- Вейбулла
Экспоненциальное распределение характерно для внезап-
ных отказов, когда элемент не стареет, а также для отказов слож-
ных технических систем независимо от причины их возникновения
Нормальным распределением описываются наработки, дли-
тельность которых определяется процессами изнашивания (старе-
ния).
Логарифмически нормальное распределение точнее, чем
нормальное, описывает наработки до отказа вследствие развития
усталости, а также время восстановления работоспособности из-
делия.
Если элемент подвержен как внезапным, так и постепенным
отказам, то наиболее приемлемым является распределение
Вейбулла.
В каждом конкретном случае только на основании исследо-
вания характера повреждения можно принять решение о принад-
лежности полученных наработок к тому или иному распределению.
Например, мы исследуем надежность линии привода фор-
мирующего ролика моталки стана горячей прокатки полос.
Рис. 4.1 Кинематическая схема линии привода
формирующего ролика моталки:
1 - карданный вал;
2 - подшипники качения;
3 - формирующий ролик
Опыт эксплуатации линии привода формирующего ролика
показал, что отказы возникают по следующим причинам
- износ боонзовых втулок в шарнире Гука;
- износ шлицевого соединения карданного вала;
- разрушение подшипника качения;
- износ бочки ролика;
- поломка цапфы ролика
Примем в качестве элемента, надежность которого изучаем,
ролик В этом случае наиболее вероятным является предположе-
ние об использовании распределения Вейбулла, так как отказы
ролика происходят как по износу бочки, так и по поломкам цапфы.
Для изучения надежности элемента - карданный вал - наи-
более вероятным является использование нормального
распределения
Если же мы хотим исследовать надежность элемента - под-
шипника качения, то следует принять логарифмически нормаль-
ное распределение, так как его разрушение есть следствие разви-
тия усталостных трещин.
Исследование же надежности элемента - линии привода
формирующего ролика - будет основываться на экспоненциаль-
ном распределении, так как это сложная техническая система
Принимаемые решения (гипотезы) не являются окончатель-
ными и должны проходить проверку по критериям согласия*
Распределения, используемые в теории надежности, назы-
вают законами надежности
4.2. Экспоненциальный (показательный) закон
Так называют распределение (рис.4.2). для которого
Р(Г) = е’д'; (4.1)
Это однопараметрическое распределение с параметром X -
интенсивность отказов Ввиду своей простоты оно получило широ-
кое распространение при исследованиях надежности машин. Но
произвольное его использование может приводить к грубым ошиб-
кам
Для экспоненциального распределения:
плотность вероятности отказов
/(г) = 2е-Л/; (4.2)
интенсивность отказов
x(t) = X = Const: (4 3)
28
числовые характеристики:
(4.4)
Т = М$;
1
Коэффициент асимметрии А=2
Эксцесс Е=6.
Характерным признаком экспоненциального распределения
является равенство коэффициента вариации v единице Экспонен-
циальное распределение является распределением без последствий,
так как X = Const. т е. вероятность отказа в каждую последующую еди-
ницу времени остается неизменной сколько бы ни проработал безот-
казно элемент до данного момента времени Но необходимо отметить,
что вероятность безотказной работы с течением времени снижается,
т.е чем дальше рассматривается момент времени от начала эксплуа-
тации, тем меньше вероятность того, что объект будет находиться в
работоспособном состоянии (см. рис.4.2).
Но если объект не отказал к рассматриваемому моменту време-
ни, то вероятность его отказа в последующую единицу времени будет
та же, что и в начальный момент эксплуатации.
Пример 41 Наработка пружин механизма уравновешивания
верхнего шпинделя имеет экспоненциальное распределение со сред-
ней наработкой Т =40 сут
Построить график плотности данного распределения и функ-
цию распределения.
Решение
Построение графиков осуществляем, используя формулы
(4.1)-(4.3)
29
Рис. 4.2 Экспоненциальное распределение:
а — вероятность безотказной работы;
б — плотность вероятности отказов;
в — интенсивность отказов
30
Плотность вероятности отказа (плотность функции распределения)
/(/ = Ю) = — е 40 = 19,4х10’\
f(t=20)=15.2*1 О’3;
f(t=30)=11.8*10’3;
f(t=40)=9,2“103;
f(t=50)=7,2*103;
f(t=60)=5,6*103;
f(t=70)=4.3*10’3:
f(t=80)=3.4*104
Плотность отказа (функция
распределения)
io
Q(t = l0) = l-e4o=0,22;
Q(t=20)=0,393;
Q(t=30)=0,528;
Q(t=40)=0,632;
Q(t=50)=0,713;
Q(t=60)=0,777;
Q(t=70)=0,826;
Q(t=80)=0,865
Пример 4.2 В линии привода формирующих роликов мотал-
ки происходят внезапные отказы роликов
Определить, в какой момент времени может быть обеспече-
на вероятность безотказной работы P(t) = 0.8. если в межремонт-
ный период t = 30 сут вероятность отказа Q(t) = 0.632
Решение
Из-за отсутствия другой информации предполагаем, что на-
работки роликов описываются экспоненциальным распределением
(отказы происходят внезапно).
Для экспоненциального распределения значение Q(t) = 0,632
соответствует моменту времени, равному средней наработке:
tp=T
Для экспоненциального распределения
ПТГ.ЮПЯ
31
t = --in?(o = -Tin P(r);
A
тогда
t=-30ln0.8 = 6.7 сут
4.3. Нормальный закон
Нормальное распределение - это двухпараметрическое
распределение (рис.4.3) с плотностью
/(') = —4=ехр . (4 5)
cry 2 л- L
где р, а - параметры распределения
Вероятность безотказной работы
Р(0 = 0,5-Ф|(4.6)
где (t-рУо = иt/ - квантиль нормированного распределения
Вероятность попадания в интервал [a, р] выражается фор-
мулой
(4.7)
Свойства функции Лапласа Ф(х):
1 Ф(0) = 0; 2.Ф(-х)=-Ф(х); 3 Ф(±оо )=±0,5
Интенсивность отказов
(4.8)
32
Рис.4.3. Нормальное распределение:
а - вероятность безотказной работы,
б — плотность вероятности отказов;
в - интенсивность отказов
33
Числовые характеристики распределения:
средняя наработка
Т=М£=щ
дисперсия
коэффициент вариации
коэффициент асимметрии
эксцесс
D=a2;
ст
v=—;
Р
А=0;
Е=0.
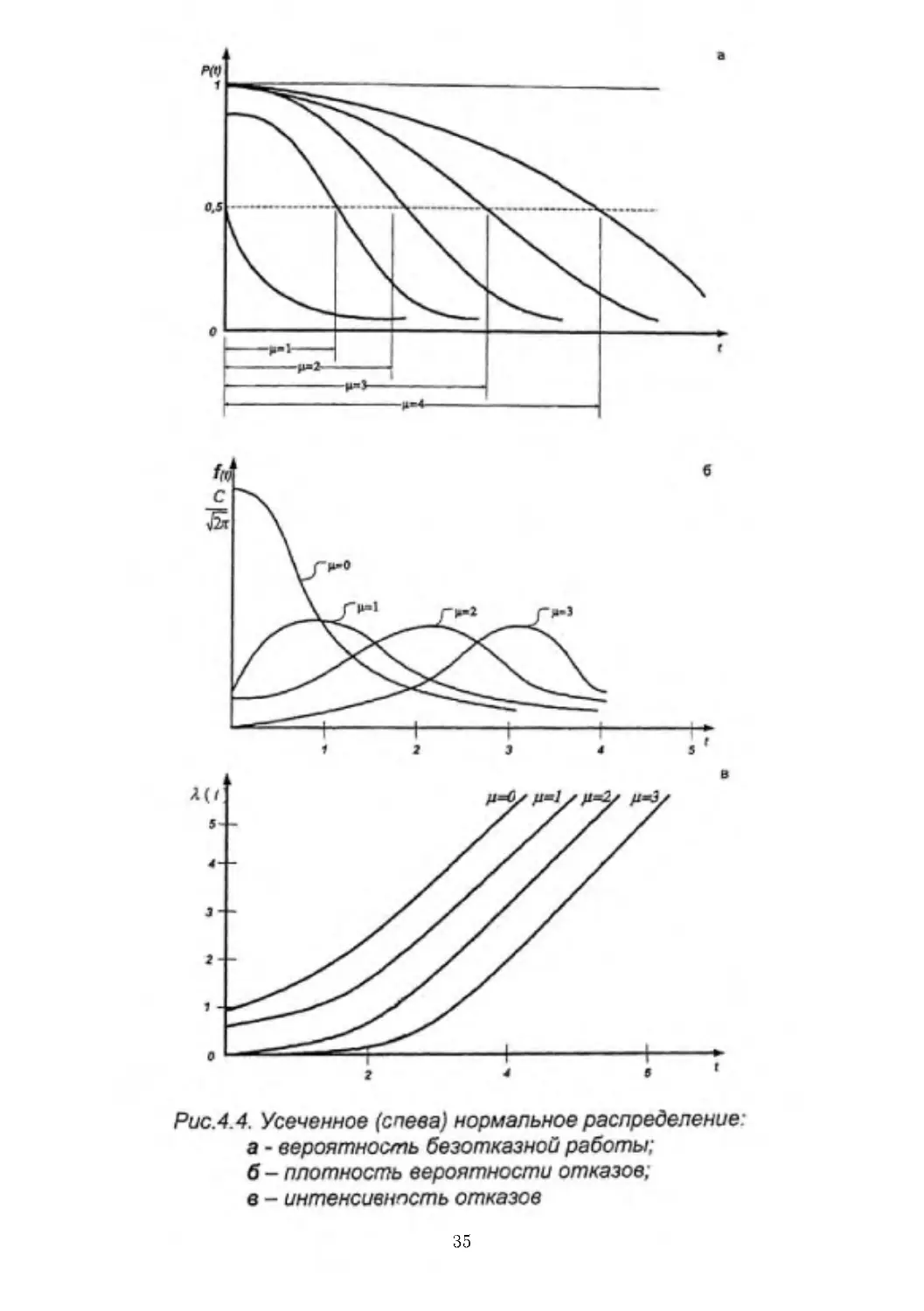
Строго говоря, в теории надежности должен использоваться
усеченный (слева) нормальный закон (рис.4.4) с плотностью
f(t) = ““7= СХР “
(t-n)1 (
2a2 J
так как наработки являются неотрицательными величинам, где
(4.9)
С = 1-Ф; -Ь
Вероятность безотказной работы
/-р
/*(/) = Сх 1-Ф
Интенсивность отказов
-I
(4 10)
(4 11)
1-Ф
2"
х ехр
2а2
(4 12)
стх <2^
На графике рис.4.4 видно, что с увеличением срока эксплуа-
тации интенсивность отказов растет, т.е снижается надежность
изделия
Для усеченного нормального распределения при (ц 1а)>3 ха-
рактеристики практически совпадают с нормальным распределе-
нием
1 2 3
С 1,189 1,023 1,001
34
б
Рис.4.4. Усеченное (слева) нормальное распределение:
а - вероятность безотказной работы;
б - плотность вероятности отказов;
в - интенсивность отказов
35
Поэтому широко используются более простые зависимости
нормального распределения для стареющих элементов
Пример 4.3 Ролики транспортного рольганга имеют наработ-
ки. распределенные по нормальному закону с математическим ожи-
данием ц =350 сут и средним квадратичным отклонением а=50 сут
1 Найти вероятность безотказной работы роликов на 300
сут
2 Построить график интенсивности отказов.
3 Если вероятность появления отказов в процессе эксплуа-
тации не должна превышать 20%. то через какой период времени
необходимо проводить их замену?
Решение
Вероятность безотказной работы находим по формуле (4.6).
/ v /300-350")
P(t = 300) = 0,5 - -—---
= 0,5 + 0,341 = 0,841
Функцию Лапласа Ф((Ьц)/о) находим из табл. 1 прил. Б для
функции нормированного нормального распределения. Построе-
ние графика интенсивности отказов осуществляем, используя
формулу (4.8).
Так как из условия задачи вероятность отказа Q(t)=0,2, то
вероятность безотказной работы P(t)=0,8.
Тогда табличное значение квантили uo t нормального рас-
пределения равно (-0,842) из табл.З. прил.Б Следовательно, за-
мену роликов необходимо проводить через
г = 350-ы08 50 = 350-0,842 50 = 308 сути.
Пример 4.4. Наработки шарнира универсального шпинделя опи-
сываются нормальным распределением с математическим ожиданием
ц=40 сут и средним квадратичным отклонением сг=20 сут
Определить, при какой величине ц (o=const) и при какой ве-
личине ст (n=const) будет обеспечена в межремонтный период tp=30
сут вероятность отказа Q (t=30)=0,1
Решение
Для обеспечения заданной вероятности отказа
ид=о.9 = ~1,28 (табл.З, прил.Б), тогда
77. = _|28,
ег
36
отсюда
р = t + 1,28сг = 30 + 1,28 X 20 = 55,6 сут.
Следовательно, для обеспечения вероятности безотказной
работы P(t=30)=0,9 необходимо выполнить мероприятия либо по
повышению средней наработки шарнира универсального шпинде-
ля в 1,4 раза, либо по снижению стандарта до 7.8 сут
Как правило, повышение средней наработки связано с суще-
ственными затратами, направленными на повышение износостой-
кости.
Величина среднего квадратичного связана с нарушениями
технологического процесса получения материала, процесса
изготовления изделия и правил его технической эксплуатации
Поэтому достижение более низких значений среднего квад-
ратичного является следствием не только чисто технических, но и
организационных мероприятий
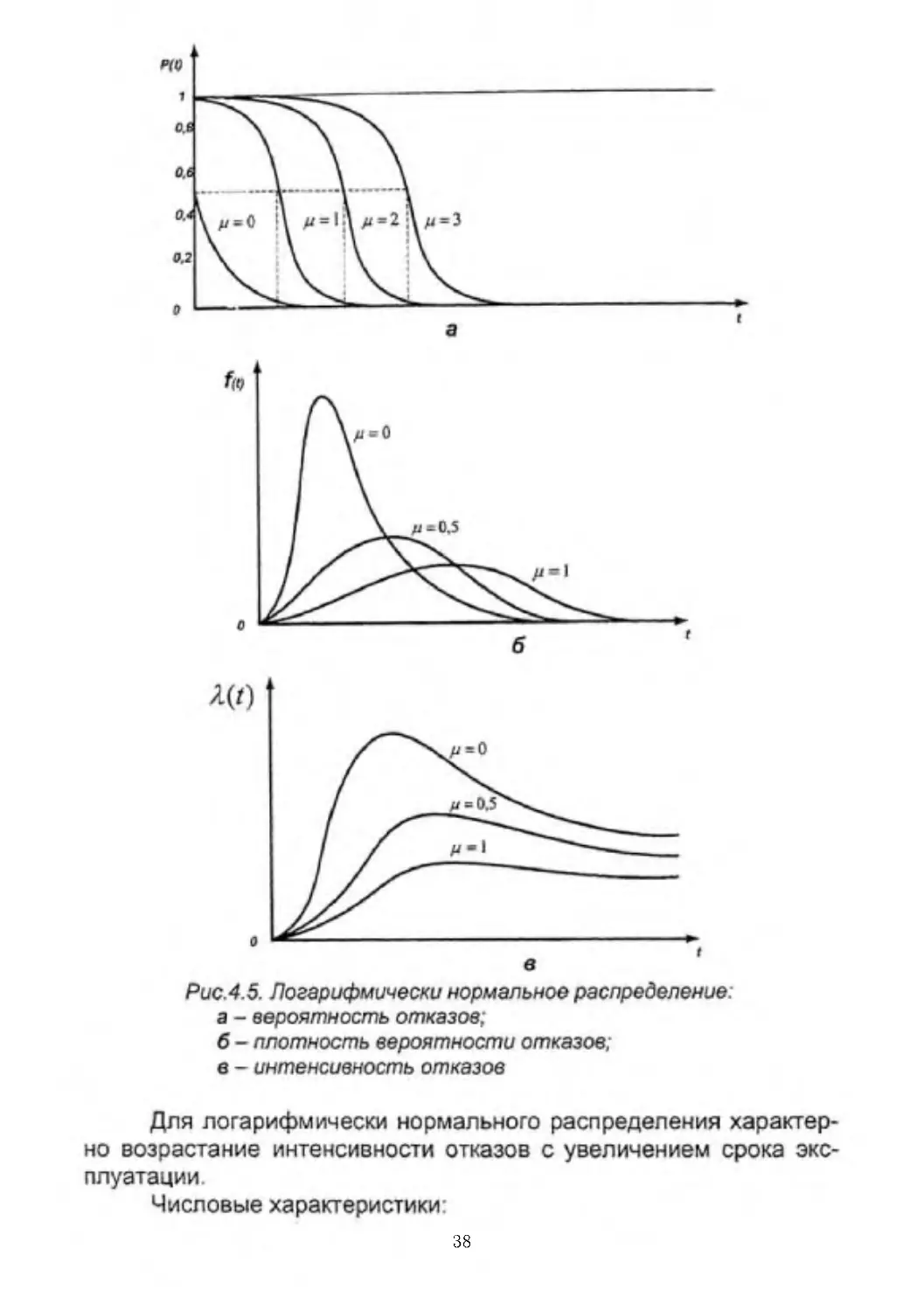
4.4. Логарифмически нормальный закон
Логарифмически нормальное распределение - распределе-
ние двухпараметрическое (рис.4.5) с плотностью распределения
где ст и m - параметры распределения.
Вероятность безотказной работы
Р(/) = 0,5 - Ф
In t - т
(4 14)
Интенсивность отказов
In t - т
(415)
37
Л(/)
t
в
Рис.4.5. Логарифмически нормальное распределение:
а - вероятность отказов;
б - плотность вероятности отказов;
в - интенсивность отказов
Для логарифмически нормального распределения характер-
но возрастание интенсивности отказов с увеличением срока экс-
плуатации.
Числовые характеристики:
38
средняя наработка
дисперсия
(4.16)
(4 17)
коэффициент вариации
Пример 4.5 Наработка до отказа подшипника скольжения
механизма уравновешивания шпинделей имеет логарифмически
нормальное распределение с параметрами т=4, а=1
1 Найти вероятность безотказной работы и интенсивность
отказов при наработке t =60 сут
2 . Определить величину средней наработки.
Решение.
Подставляя в формулу (4 14) численные значения гл. о и t,
получим
Р(г = 60) = 0,5-Ф ln6^-~4 j = 0,5-0,036= 0,464,
где Ф(о.о4)=О,О36 из табл.1 прил.Б нормированного нормаль-
ного распределения.
Используя выражение (4 15), находим интенсивность отка-
зов.
( In 60 - 4 >
1 J _ 0,3973
60 х 1 х 0.464 ~ 60 х 0.464
= 0,014
1
где Ф(о,м)=О.3973 из табл.2 прил.Б.
Значение величины средней наработки аходим по формуле
(416)
( I2)
Т = ехр 4 ч— =90 сут
2
39
4.5. Закон Вейбулла
Закон Вейбулла - это двухпараметрическое распределение
(рис.4.6) с плотностью отказов
где b - параметр формы; а - ресурсная характеристика.
Вероятность безотказной работы
( \ 6' P(r) = exp - I — 1 a J Интенсивность отказов . . . Ь ( t V-' Л(/) = — X — а 1 а ) Числовые характеристики средняя наработка Г = а х Г| 1 + — 1 Ъ) дисперсия Г ( 2 \ ( 1 V D = аг Г 1 + — - Г2 1 + - ; L 1 ь) 1 dJJ’ коэффициент вариации v = 1 b' A bJ - г(1+б) T+d (4.19) (4.20) (4.21) (4.22) (4.23)
40
Рис. 4.6. Распределение Вейбулла.
а - вероятность безотказной работы,
б - плотность вероятности отказов;
в — интенсивность отказов
Для закона Вейбулла интенсивность отказов имеет различ-
ный характер изменения с течением времени в зависимости от па-
раметра b
41
При b =1 интенсивность отказов есть величина постоянная и
распределение Вейбулла переходит в экспоненциальное распре-
деление.
Для Ь=2 распределение Вейбулла переходит в распределе-
ние Релея, и интенсивность отказов описывается уравнением пря-
мой
Л (г) = —Ц-Х t (4.24)
2 a i
Для Ь>2 интенсивность отказов растет с течением времени.
Если же Ь<1. интенсивность с течением времени снижается, что.
как указывалось выше, характерно для начального периода экс-
плуатации новых изделий.
Пример 4.6. Наработка 7 секции транспортного рольганга
имеет распределение Вейбулла с параметрами а=60 сут, b =1,9.
Найти вероятность безотказной работы и интенсивность от-
казов при наработке t= 40 сут
Найти среднюю наработку на отказ.
Решение.
Подставляя исходные данные в формулу (4 19). получим
Р (I = 40 ) = ехр
= 0,629
Интенсивность отказов находим по формуле (4.20)
19 ( 40 Y'*’'
Л(г = 40) = — х — I =0,022
40 к 60 J
Средняя наработка на отказ в соответствии с формулой
(4.21)
Г = 60 X 1 + = 60 X 0,887 = 5ду32
где Г(1+1/1,9) - гамма-функция, значение которой находится из
табл.6. прил.Б.
4.6. Непараметрические классы распределений наработки
Рассматривая вышеприведенные распределения, мы виде-
ли, что интенсивность отказов x(t) может быть как возрастающей,
так и убывающей Поэтому в основу кпассисбикаиионных поизна-
42
ков распределений наработки можно положить характер измене-
ния интенсивности отказов. И в этом случае различают
- распределения с возрастающей функцией интенсивности
отказов (ВФИ - распределения);
- распределения с возрастающей в среднем функцией ин-
тенсивности отказов (ВСФИ - распределения').
В классе ВСФИ-распределений содержатся, например, усе-
ченное нормальное, экспоненциальное, Вейбулла при значении
параметра формы Ь>1
ВФИ- и ВСФИ-распределения являются непараметрически-
ми. когда неизвестен вид функции распределения - F(t).
Наработки можно отнести к классу ВСФИ при работе изде-
лия в условиях ударных нагрузок. Предполагается, что система
подвергается воздействию ударов, которые возникают случайным
образом и вызывают повреждения (перегрузки) системы. Повреж-
дения накапливаются до тех пор, пока не будет достигнут или пре-
взойден некоторый критический уровень, при этом в системе на-
ступает отказ (постепенный).
Упражнения
1 Средняя наработка подшипника скольжения уравновеши-
вания шпинделей равна 44 сут Вероятность безотказной работы в
момент времени t=44 сут, P(t)=0,368
Определить вероятность отказа в межремонтный период
tp=30 сут
2 . Секция транспортного рольганга содержит 20 роликов.
Наработки роликов описываются распределением Вейбулла с па-
раметрами а=150, Ь=2
Определить возможное число отказов роликов.
а) на интервале [0,120] сут;
б) на интервале [120, 150] сут;
в) на интервале [120, 150] сут при безотказной работе до
момента времени t=120 сут
3 . Известно, что время восстановления работоспособности
линии привода валков описывается логарифмически нормальным
распределением т=0.5. ст=0,2
Определить среднее время восстановления работоспособ-
ного состояния и вероятность восстановления работоспособного
состояния за 2 ч.
43
4 Зубчатые муфты распределительного редуктора в количе-
стве 5 шт выходят из строя по износу Известно, что их средняя
наработка Т=100 сут, стандарт ст=30 сут
Определить возможное число отказов муфт в межремонтный
период t=60 сут
5 По условиям примера 4 определить возможное число от-
казов муфт в следующий межремонтный период, если принято
решение не проводить текущий плановый ремонт
6 Наработки секции транспортного рольганга описываются
распределением Вейбулла с параметрами а=60, Ь=2,0 В межре-
монтный период tp=60 сут отказов не было. Было принято решение
не проводить плановый ремонт
Определить вероятность отказа в следующий межремонт-
ный период.
7 По условиям примера 6 определить величину средней на-
работки и интенсивность отказов в конце межремонтного периода.
8 . По условиям примера 6 найти показатели безотказности в
момент времени t=50 сут
9 Наработка пружин механизма уравновешивания верхнего
шпинделя описывается экспоненциальным распределением с па-
раметром Х=0,025.
В какой момент времени с начала эксплуатации вероятность
безотказной работы будет равна 0,8 и какова вероятность отказа в
данный момент времени?
10 . Наработки подшипников качения механизма уравнове-
шивания шпинделей описываются логарифмически нормальным
распределением с параметрами т=5,5, а=1
Найти интенсивность отказов в момент времени t=60 сут и
вероятность отказа на интервале [60, 90] сут
11 Карданные валы формирующих роликов моталки имеют
ресурсную характеристику а=80 (сут) и коэффициент вариации
v=0,6. Межремонтный период t=30 сут
определить вероятность отказа в межремонтный период
определить вероятность отказа на 30 сутки
определить вероятность отказа в следующий межремонт-
ный период, если в предыдущем отказов не было.
44
ГЛАВА 5. НАДЕЖНОСТЬ ВОССТАНАВЛИВАЕМОГО
ЭЛЕМЕНТА
Значительная часть элементов металлургического оборудо-
вания при отказах не заменяется на новые, а восстанавливается
В качестве примера рассмотрим линию привода прокатных
валков, включающую узел валков, узел шпиндельного соединения,
шестеренную клеть,
Линия привода, принятая за элемент при анализе надежно-
сти, является восстанавливаемым элементом, так как любой отказ
устраняется путем замены либо конкретной детали, либо узла, в
состав которого входит отказавшая деталь. Если же линию приво-
да при анализе надежности считать системой, а входящие в нее
узлы - элементами и отказы устраняются путем замены узлов, то
такая система называется восстанавливаемой, а элементы (узлы)
- невосстанавливаемыми.
Например, при износе вкладышей универсального шпинделя
происходит замена шпинделя в сборе Шпиндель в сборе принят
за элемент
Возможен вариант, когда отказы устраняются путем восста-
новления элемента (узла), а не его заменой Например, в элемен-
те (узел шпинделя) заменяются вкладыши Тогда такой элемент
называется восстанавливаемым.
При анализе надежности восстанавливаемого элемента рас-
сматриваются два случая:
- мгновенное восстановление (когда время восстановления
мало и им можно пренебречь);
- конечное время восстановления
Будем различать два типа восстановления замену и ре-
монт Предполагаем, что восстановление полное, те после вос-
становления элемент имеет такую же надежность, что и в началь-
ный момент
5.1. Восстанавливаемый элемент в случае мгновенного
восстановления
Рассмотрим случай мгновенного восстановления.
Пусть 0<ti<t2< <tn - последовательные моменты отказов (и
восстановлений) элемента, a 5i=ti, ^2=t2-ti. £n=tn-Ui- - время без-
отказной работы до первого отказа, после первого восстановле-
ния, второго восстановления и т.д.
45
Последовательность случайных моментов t1t t2, tn называ-
ют процессом восстановления, а раздел теории надежности, в ко-
тором изучается этот процесс, называют теорией восстановления
Характеристики процесса восстановления являются харак-
теристиками надежности восстанавливаемого объекта Основные
из этих характеристик следующие:
- число отказов до момента t - v (t), имеющее распределение:
p[v(() = r] = F,(/)-Fr„(0, (5.1)
где
F,(l) = ₽[', <
- функция восстановления (поток отказов) - среднее число
отказов до момента t - H(t), n(t):
Я(/)=Л/и(Г) = J £,(/).
(5.2)
Отсюда среднее число отказов на интервале [t, t+ х] равно
H(t+x)-H(t);
- интенсивность отказов (плотность восстановления) - h(t),
»(t)
*«) = Я'(/) <5-3)
*-1
Интенсивность отказов (параметр потока отказов) имеет
двойной смысл.
С одной стороны, h(t) есть среднее число отказов за малую
единицу времени, следующую за моментом t. С другой стороны,
h(t) есть вероятность отказа за малую единицу времени;
- остаточное время жизни - - это интервал от момента t до
ближайшего справа отказа.
Как известно, наработки на отказ сложных технических сис-
тем распределены по экспоненциальному закону
В этом случае число отказов в интервале продолжительно-
стью t является случайной величиной, распределенной по закону
Пуассона. Процесс восстановления будет пуассоновским процес-
сом
Во многих случаях восстанавливаемый элемент функциони-
рует в течение времени t, которое во много раз больше средней
наработки на отказ. В этом случае среднее число отказов на ин-
тервале [0. t] приближенно равно
(5.4)
Если элемент восстанавливается путем замены входящей в
его состав отказавшей части (например, вкладыш в шпиндельном
соединении) и функционирует время t, то v(t)<n0 есть число запас-
ных элементов, необходимых для непрерывной работы элемента
до момента t. Тогда
t Icr2 •!
п° = т + и^~тг' (5'5)
где uq - квантиль берется из табл.1 прил.Б, q = 0,95...0,975
Среднее остаточное время
(5.6)
Пример 5.1 Восстановление работоспособного состояния
шпиндельного соединения осуществляется путем замены ком-
плекта изношенных вкладышей со средней наработкой Т=46 сут и
среднеквадратичным отклонением ст=14 сут
Определить среднее число замен, необходимых для непре-
рывной работы шпиндельного соединения в течение года и в тече-
ние месяца.
Решение
Подставляя исходные данные в формулу (5.5), получим
— + «0 955 " ~У~ = 7-93 + 165 ' °'857 = 93 ’
46 ' V 463
30 Il42 30
+ «о,975 хр—— = 0,65 + 2 0,24 -1,13.
46 у 46
Значение квантили uq находим из табл.З, прил.Б.
47
5.2. Распределение Пуассона
Распределение Пуассона является дискретным (рис.5.1) с
распределением
/>[,(,) = (5.7)
v и!
где nr=Xt
При ц-юо распределение Пуассона приближается к нор-
мальному (см. рис 5.1).
Среднее число отказов до момента времени t
Mv(f) = Я = Я(/) = At. (5.8)
Интенсивность отказов
h(t)=k, (5.9)
т.е среднее число событий, появляющихся в единицу вре-
мени, есть величина постоянная
Дисперсия
Dv(/) = я
Коэффициент асимметрии
Эксцесс Е - —
Я
Коэффициент вариации
Параметр пуассоновского распределения ц,. равен одновре-
менно математическому ожиданию и дисперсии случайной вели-
чины
Распределение Пуассона позволяет подсчитать вероят-
ность отказов менее г. или равных г. за определенный промежуток
времени:
48
(5Ю)
U J 0 r!
и вероятность отказов более г
г -1 Г/х л гСф(-л)*^г
Р[у (г) > г] = 1 - Р[ v(/) < г] = 1 - £ К J-------- (5.11)
49
Данные зависимости можно использовать для определения
гарантированного количества запасных частей, предотвращающее
их истощение за определенный промежуток времени
Пример 5.2 По данным примера 5 1 определить гарантиро-
ванное количество запасных частей на 1 месяц.
Решение
Определяем вероятность того, что за месяц потребуется не
более одной замены (г=1).
р[у(/) а 1] = W*11 ? + 1.13‘ = 0 73
Из примера 5.1 |1г=1,13.
То есть вероятность того, что потребуется только одна за-
мена, не так высока и существует риск, равный 27%, что одного
комплекта вкладышей окажется недостаточно для обеспечения
работоспособного состояния.
Определим вероятность появления за месяц более 2 отка-
зов:
P[v(/) > 2] =1 -P[v(t <2)] = 1-ГО,734.g^~U^*1’13 j=0,0б
То есть остается риск, равный 6%, что наличие двух ком-
плектов вкладышей не обеспечит гарантированное работоспособ-
ное состояние
При наличии 3 комплектов вероятность их истощения равна 0:
ф(t) >3]=1-Г0>94+ар<<~1,1^*1,1- ;=Q
2 3
Поэтому возможная политика пополнения запасных ком-
плектов вкладышей может состоять в следующем: с учетом вре-
мени на изготовление вкладышей создается их полугодовой запас
в количестве 5 комплектов (см. пример 5.1). В дальнейшем не до-
пускается снижение запаса комплектов вкладышей менее 3.
В общем случае принятие риска в 27. 6 или 0% определяет-
ся экономической составляющей потерь производства и требует
nooTRfiTCTRvini11ягг> пРпг.нпвамия
Пример 5.3 Наработки 6-й секции транспортного рольганга
подчиняются экспоненциальному закону с параметром Л =0,016
1 Определить вероятность появления хотя бы одного отказа
за 120 сут
2 Определить вероятность появления за этот же срок не
менее 2-х отказов
Решение
Если наработка на отказ имеет показательное распределе-
ние, то число отказов в заданном интервале описывается распре-
делением Пуассона.
Подставляя исходные данные в формулу (5.10), получим
значение вероятности появления хотя бы одного отказа
P(r > 1) = 1 - P(v(t) < 1) = 1 - 0,525 = 0,475
, , . * . ехр(~Л г)(Л/)’ ехр(-Л г) Л l
Р( v(t) < 1) = P(r = 0) + P(r = 1) = —---- + ———!-------=
(0,016 1001* ех/?(-0.016 100)J 0.016 100 ехр(-0,016 100)
_i + _
Вероятность появления не менее 2-х отказов получим из
формулы (5.11).
, ч / . /(*•/)* (Л/)2]
Р(г>2) = \-ехр(-Л t) *----+^------------- =
k j
= 1-0,2(1 + 1,6+1,28) = 0,224.
Значение P(v(t)=n) можно находить из табл.7 прил.Б
5.3. Восстанавливаемый элемент с конечным временем
восстановления
Предположим, что время восстановления элемента конечно
и им пренебречь нельзя. Тогда последовательные интервалы без-
отказной работы, как и в предыдущем случае (мгновенное восста-
новление). обозначим через а последовательные участ-
ки восстановления через i)1t пз. . Пп-
Предполагаем, что все величины и ц, независимы в сово-
купности:
PUi<t)=Q(t); Ме(=Т,. D^,=<ji2;
51
Р(п i<t)=G(t); Mr] i=T2; Dn i=ct2x
В этом случае моменты отказов и моменты восстановлений
не совпадают Обозначим число отказов до момента t -v^t), число
восстановлений до момента t - v2(t). Тогда среднее число отказов и
восстановлений
H,(t)=Mv,(t); H2(t)=Mv2(t).
Эти величины могут описываться формулами, аналогичными
формулам предыдущего параграфа.
Остаточное время определяется здесь несколько иначе
=0, если момент t попал на участок восстановления; в про-
тивном случае есть время до первого после момента t отказа.
Тогда
р(4, <5-13>
+ /2
есть величина, называемая коэффициентом готовности, характе-
ризующая вероятность того, что в наугад взятый момент в стацио-
нарном режиме элемент будет исправен.
Для элемента с конечным временем восстановления важную
роль играет еще одна характеристика, которую обычно называют
суммарной наработкой Sl( - суммарное время работы элемента до
момента t
х». (5.14)
Г1 + Г2
Пусть h„ есть момент, в который суммарная наработка дос-
тигнет величины х, тогда справедлива следующая формула:
(5.15)
Пример 5.4. Средняя наработка линии привода валков про-
катной клети Т = 30 сут Среднее время восстановления работо-
способного состояния линии привода валков Т2 = 0,1 сут
Определить коэффициент готовности линии привода валков.
Решение.
Коэффициент готовности определяем по формуле (513).
Л-г=-^-
т\+тг
30
30 + 0,1
= 0,997.
52
Упражнения
1 Отказы в секции транспортного рольганга, состоящей из
20 роликов, происходят с интенсивностью X=0,04=const. Восста-
новление работоспособного состояния осуществляется путем за-
мены ролика в сборе Межремонтный период tp=30 сут
Определить вероятность появления хотя бы одного отказа в
этот период. Определить вероятность появления одного отказа за
тот же период.
2 Отказы в механизме уравновешивания шпинделей связа-
ны с поломкой пружин и описываются экспоненциальным распре-
делением с параметром А=0,05. Межремонтный период tp=30 сут
Определить необходимое количество пружин на год.
3 Отказы шарнира универсальных шпинделей рабочей кле-
ти прокатного стана описываются распределением Вейбулла с па-
раметрами а=80 сут, Ь=3. Восстановление работоспособного со-
стояния осуществляется путем замены комплекта вкладышей.
Определить необходимое количество комплектов вклады-
шей на 1 месяц.
4 В результате осуществления технических мероприятий
было достигнуто повышение средней наработки комплекта вкла-
дышей (данные примера 3) в 2 раза Коэффициент вариации ос-
тался неизменным Стоимость комплекта вкладышей возросла в
1,5 раза.
Определить, является ли эффективным проведенное меро-
приятие (без учета затрат на замену и потерь производства).
5 Для условий примера 3 затраты на восстановление рабо-
тоспособного состояния шарнира универсального шпинделя со-
ставляют 10 усл.ед., потери производства 15 усл.ед. Стоимость
комплекта вкладышей 200 усл.ед.
Определить, какие расходы можно понести на проведение
мероприятий:
а ) по повышению средней наработки в 2 раза.
и неизменном коэффициенте вариации.
б ) по снижению коэффициента вариации в 2 раза
и неизменной средней наработки
6 Наработки подшипника скольжения механизма уравнове-
шивания шпинделей описываются экспоненциальным распреде-
лением с параметром х=0,02
Установить, на сколько должна быть повышена средняя на-
работка до отказа, чтобы снизить расход подшипников за год в 2
раза.
53
7 Для условий примера 6 определить вероятность безотказ-
ной работы подшипника скольжения в межремонтный период tp=60
сут до и после повышения средней наработки
8 Средняя наработка комплекта вкладышей шарниров
универсальных шпинделей линии привода валков Т=50 сут
Межремонтный период t=30 сут
Определить гарантированное количество комплектов вкла-
дышей на межремонтный период
9 Ходовые колеса (в количестве 8 колес) механизма пере-
движения моста крана имеют среднюю наработку Т=600 сут Ниж-
няя, доверительная граница средней наработки Т=500 сут при до-
верительной вероятности q=0,95.
Определить необходимое количество запасных колес на 1 год.
10 . Медианное значение наработки подшипников скольжения в
механизме уравновешивания шпинделей прокатки t=60 сут Коэффи-
циент вариации v=0,35. Межремонтный период t=30 сут
Определить необходимое количество запасных подшипников
скольжения на межремонтный период
ГЛАВА 6. НАДЕЖНОСТЬ СИСТЕМ
Надежность систем определяется надежностью входящих в
ее состав элементов При оценке надежности системы важно вы-
яснить влияние на вероятность ее безотказной работы:
- количества входящих в нее элементов;
- вероятности безотказной работы элементов;
- способов соединения элементов в системе.
Элементы в системе могут иметь соединение последова-
тельное, параллельное, смешанное
При анализе надежности системы рассматривается ее
структура, представленная в виде блок-схемы.
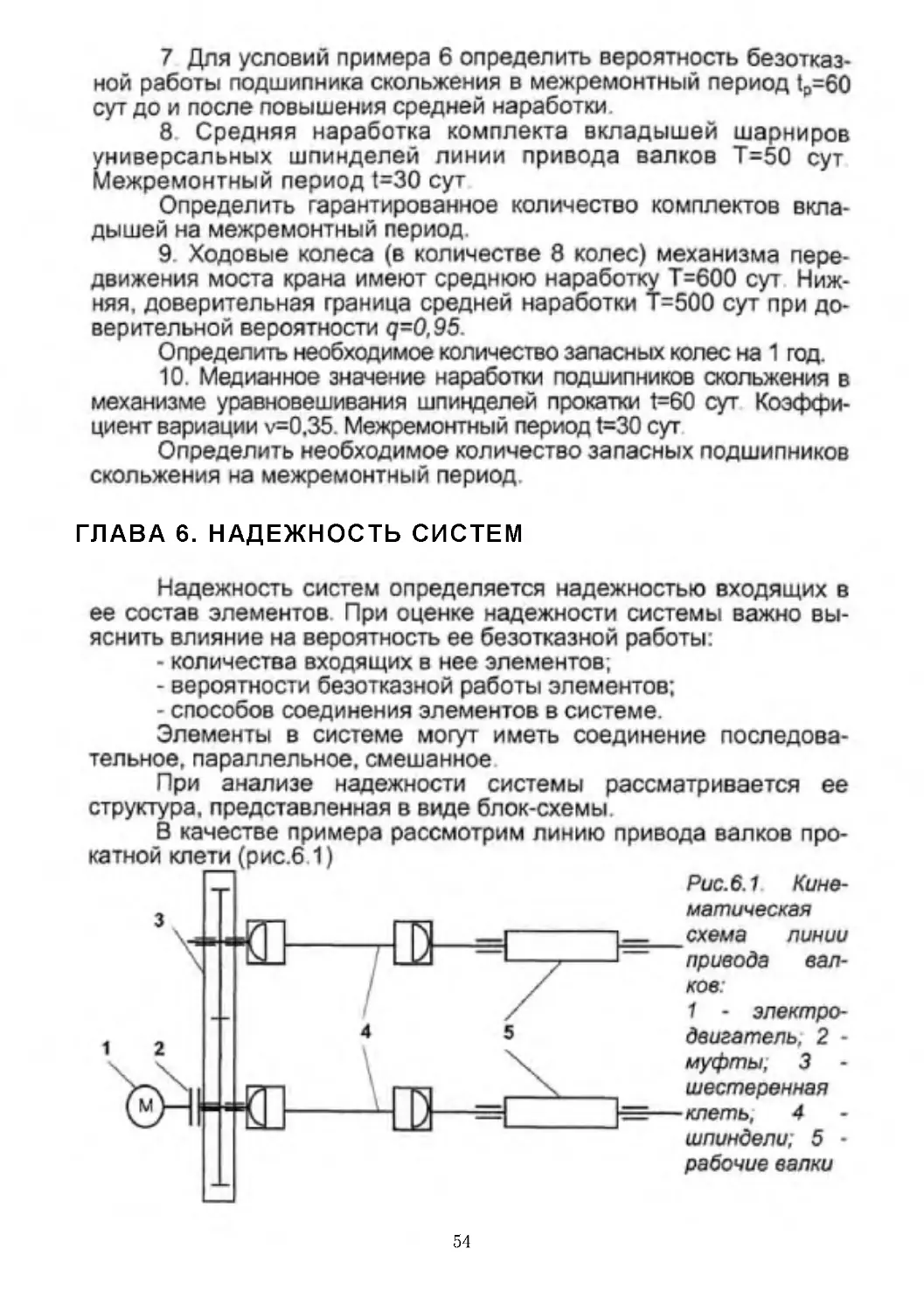
В качестве примера рассмотрим линию привода валков про-
катной клети (рис.6 1)
Рис.6.1 Кине-
матическая
схема линии
привода вал-
ков:
1 - электро-
двигатель. 2 -
муфты, 3 -
шестеренная
клеть, 4
шпиндели; 5 -
рабочие валки
54
В этом случае блок-схема может быть представлена в виде
последовательно соединенных элементов (рис.6.2).
Рис.6.2 Блок-схема линии привода валков
Последовательное соединение
Если же предположить, что возможно осуществление про-
цесса прокатки через привод одного валка, то блок-схема будет
представлена в виде последовательно-параллельного соединения
элементов (рис.6.3).
Рис. 6.3. Блок-схема линии привода валков
Смешанное соединение
6.1. Система с последовательным соединением элементов
Система с последовательным соединением элементов яв-
ляется наиболее распространенной для металлургических машин
и наиболее простой для анализа надежности Для такой системы
при известной вероятности безотказной работы элементов Р ве-
роятность ее безотказной работы Ps находится из зависимости
(6 1)
где правая часть представляет собой произведение вероят-
ностей безотказной работы элементов
К сожалению, надежность такой системы быстро убывает
при увеличении числа последовательно соединенных элементов,
надежность системы всегда меньше надежности наименее надеж-
ного входящего в ее состав элемента
Рассмотренная нами выше модель относится к состоянию
системы в определенный момент времени (в статике).
Определим вероятность безотказной работы системы изме-
няющейся с течением времени
55
Если • случайная величина, обозначающая наработку до
отказа i-ro элемента, то вероятность безотказной работы системы,
состоящей из п последовательно соединенных элементов, равна
Л (0 = Р(& > 0 х Ptfi >0* •• х > О
или
РЛП = П (62)
/•I
где P,(t) - вероятность безотказной работы i-ro элемента
Интенсивность отказов системы l,(t) находится из зависимо-
сти
<(/) = £ ЯД/), (6.3)
/-1
где Xj(t) - интенсивность отказов i-ro элемента.
Таким образом, при допущении о независимости отказов
элементов интенсивность отказов системы равна сумме интенсив-
ностей отказов отдельных элементов при любом распределении
наработки элементов до отказа.
6.2. Система с параллельным соединением элементов
Система с параллельным соединением элементов - это та-
кая система, которая не выходит из строя, пока не отказали все ее
элементы Блок-схема такой системы представлена на рис.6.4
Рис. 6.4 Блок-схема системы
с параллельным соединением элементов
56
Вероятность безотказной работы системы Ps с параллель-
ным соединением элементов с вероятностью безотказной работы
Р находится из зависимости
р, = (6.4)
i-1
При анализе системы с параллельным соединением эле-
ментов подразумевается, что при включении системы включаются
все элементы и что отказы не влияют на надежность элементов,
продолжающих работать
6.2.1. Система с нагруженным резервом
Параллельное соединение возникает обычно тогда, когда
все элементы выполняют одну и ту же функцию Для ее выполне-
ния достаточно одного элемента, остальные играют роль резерв-
ных. Такой тип резервирования называют горячим или нагружен-
ным резервом В такой ситуации элементы, как правило, бывают
одинаковыми и имеют равную надежность Вероятность безотказ-
ной работы такой системы
Л(о=1-[1 -лоГ (ад
Средняя наработка системы в случае экспоненциального
распределения
(6.6)
где п - число элементов в системе
Если каждый элемент имеет экспоненциальное распределе-
ние наработки и одинаковую интенсивность отказов, то вероят-
ность безотказной работы системы для п=2 (дублирование) най-
дем из зависимости
Р,(Г) = 2еЛ-е’2Л, (67)
а средняя наработка системы до отказа
7>— (6.8)
1 2Я
57
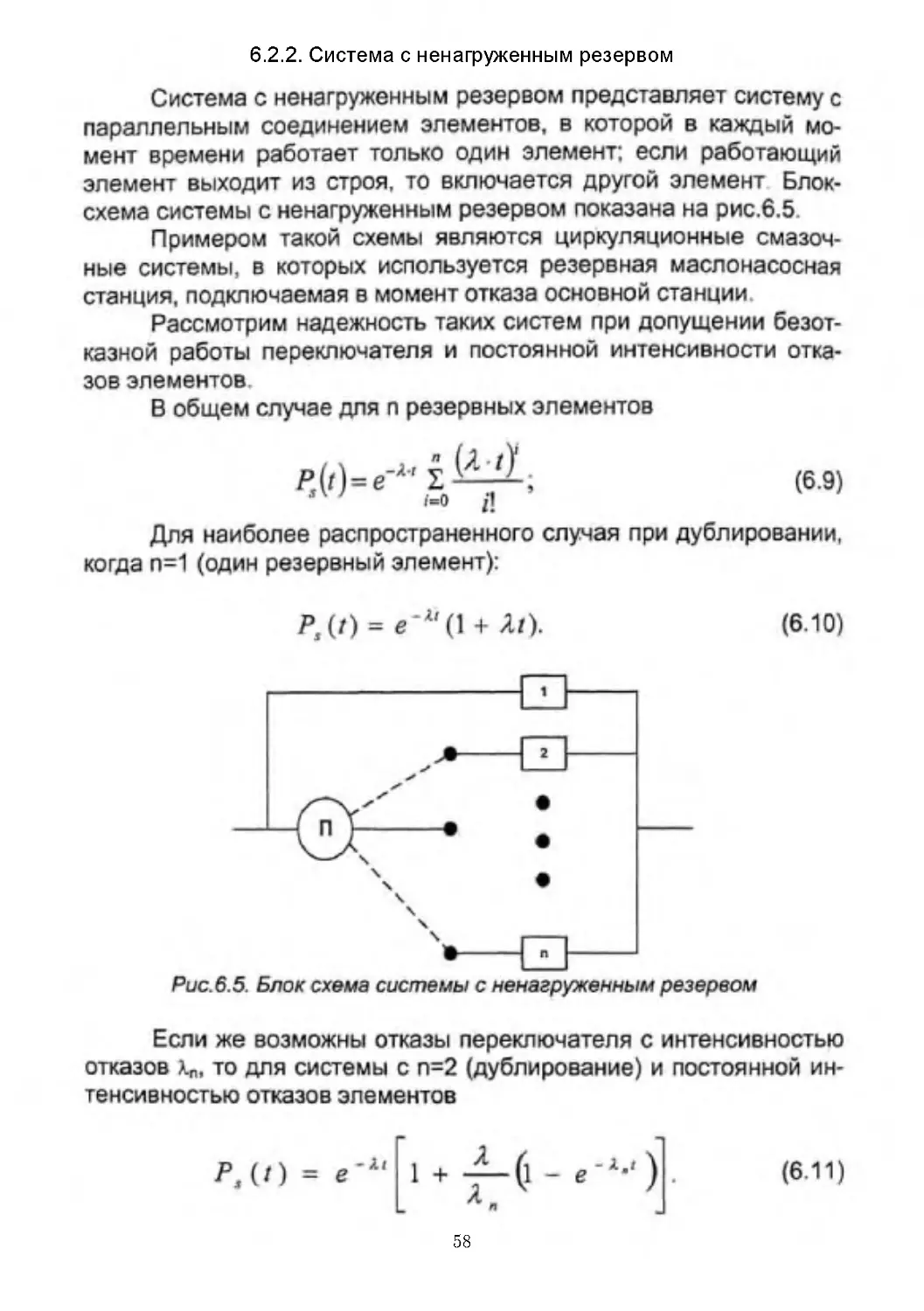
6.2.2. Система с ненагруженным резервом
Система с ненагруженным резервом представляет систему с
параллельным соединением элементов, в которой в каждый мо-
мент времени работает только один элемент: если работающий
элемент выходит из строя, то включается другой элемент Блок-
схема системы с ненагруженным резервом показана на рис.6.5
Примером такой схемы являются циркуляционные смазоч-
ные системы, в которых используется резервная маслонасосная
станция, подключаемая в момент отказа основной станции
Рассмотрим надежность таких систем при допущении безот-
казной работы переключателя и постоянной интенсивности отка-
зов элементов
В общем случае для п резервных элементов
(6.9)
Для наиболее распространенного случая при дублировании,
когда п=1 (один резервный элемент):
РД/) = е‘А/(1 + Ы-
(6.10)
Рис. 6.5. Блок схема системы с ненагруженным резервом
Если же возможны отказы переключателя с интенсивностью
отказов >.п, то для системы с п=2 (дублирование) и постоянной ин-
тенсивностью отказов элементов
(6.11)
58
Рассмотрим влияние на надежность системы различных
схем включения, входящих в ее состав элементов
Пример.6.1 Проанализировать надежность системы из 4-х
элементов с различными схемами дублирования (резервирова-
ния), если вероятность безотказной работы элементов P(t)=0,9 с
интенсивностью отказов Х=0,004.
Решение
Система, состоящая из четырех элементов с последова-
тельным соединением, имеет вероятность безотказной работы в
соответствии с формулами (6.2) и (6.3)
Р,(Г) = П = 0,94 = 0,656;
Л,=£Я(=4хЛ=4х 0,004 = 0,016
Введем резервную систему с такими же параметрами и по-
казателями надежности, как и основной системы, тогда
Р,(Г) = 2е д' - е’,А'
так как интенсивность отказов - величина постоянная и мы имеем
дело с экспоненциальным распределением.
Найдем момент времени, в котором элемент будет работо-
способным с вероятностью P(t)=0,9
P(t)=e u; для P(t)>0,9 P(t)=1-Xt.
Тогда
а вероятность безотказной работы системы с нагруженным резер-
вом
2 £-0.016x25 _ £-2x0.016x25 _
Средняя наработка до отказа такой системы составит
тогда как для элемента средняя наработка до отказа будет равна
59
Л 0,016
= 62 ,5 сут
Осуществим ненагруженное резервирование системы.
Для случая безотказной работы переключателя вероятность
безотказной рабо’ы системы по формуле (6.10) составит
р (/) = е (1 + о,О16 х 25) = 0,938
Если же принять, что возможен отказ переключателя с ин-
тенсивностью отказов Хп=0.001. то тогда вероятность безотказной
работы системы по формуле (6.11) будет равна
/>"(/) = е вв“3 1<-
0,016
0,001
= 0935
Кроме резервирования системы в цепом, можно осуществ-
лять резервирование элементов, входящих в систему Для этого
случая вероятность безотказной работы системы в соответствии с
формулами (6.2) и (6 7) будет равна
Р. (/) = (Ze-0^25 - е ом-15 )* = 0,964
При дублировании элементов системы ненагруженным ре-
зервом с безотказно работающим переключателем по формулам
(6 1) и (6.12) вероятность безотказной работы составит
/*,(/)= (1 + 0,004 х 25 )]* =0,981
Если принять, что переключатель работает с интенсивно-
стью отказов Лп=0,001 то вероятность безотказной работы такой
системы, в соответствии с формулами (6.1) и (6.12), будет равна
е о ом,в । 0,004 ; -0,001»и
k ’ 0,001 v
= 0,97?
Таким образом, параллельное подсоединение элементов
или систем является эффективным средством повышения надеж-
60
ности машин. Наиболее эффективно дублирование элементов Но
эту возможность очень сложно реализовать в конкретных механи-
ческих системах. И тем не менее, резервирование - наиболее рас-
пространенный способ повышения надежности металлургического
оборудования (циркуляционные смазочные системы, механизм
главного подъема разливочных кранов, три-пять моталок на широ-
кополосных станах горячей прокатки и т.д.).
Другим направлением повышения надежности машин явля-
ется конструирование машин на нагрузки, превышающие эксплуа-
тационные, т е путем введения избыточности оборудования сверх
необходимого количества.
Так, например, при наличии в чистовой группе 8 рабочих
клетей при отказе одной из клетей возможно перераспределение
обжатий и осуществление процесса прокатки на 7 клетях.
Упражнения
1 Двухклетевой дрессировочный стан включает разматыва-
тель и моталку Интенсивность отказов клетей ^^=0,02, разматы-
вателя р=0,03, моталки м=0,01
Определить вероятность отказа стана в межремонтный пе-
риод tp=30 сут
2 . По условиям примера 1 определить показатели безотказ-
ности стана (T,P(t=30))npn:
а) ненагруженном резервировании разматывателя;
б) ненагруженном резервировании моталки;
в) ненагруженном резервировании моталки и разматывателя.
Сделать заключение об эффективности резервирования
3 . Секция транспортного рольганга, включающая 20 равно-
надежных роликов, имеет интенсивность отказа =0,02 Отказ 1
ролика приводит к отказу всей секции.
Определить среднюю наработку роликов (в случае экспо-
ненциального распределения).
4 . Для условий примера 3 определить вероятность нахожде-
ния ролика в работоспособном состоянии через 180 сут и вероят-
ность безотказной работы в 180-е сутки
5 . Для условий примера 1 ввели ненагруженное резервиро-
вание разматывателя. Как изменится вероятность безотказной ра-
боты стана в межремонтный период?
61
6 Для условий примера 5 на стане были проведены меро-
приятия по повышению средней наработки на отказ разматывате-
ля в 2 раза. Как изменится в этом случае вероятность безотказной
работы стана в межремонтный период?
7 Средняя наработка на отказ системы, состоящей из 3-х
равнонадежных элементов, равна 100 сут
Найти межремонтный период, если известно, что вероят-
ность отказа за этот период равна 0,2
Как изменится средняя наработка на отказ системы, если
один из элементов будет продублирован?
8 Система, состоящая из 4-х равнонадежных элементов, в
момент времени t будет находиться в работоспособном состоянии
с вероятностью 0,8
Определить этот момент времени, если интенсивность отка-
зов каждого элемента равна 0,004, и как изменится P(t), если один
из элементов будет продублирован.
ГЛАВА 7. РЕМОНТОПРИГОДНОСТЬ МАШИН
Затраты на поддержание оборудования в работоспособном
состоянии во многом зависят от его надежности, одним из свойств
которой является ремонтопригодность.
Ремонтопригодностью определяется свойство машин, кото-
рое способствует предупреждению и обнаружению причин возник-
новения отказов, восстановлению работоспособного состояния
путем проведения технического обслуживания и ремонтов.
Ремонтопригодность, как свойство машины, закладывается
при конструировании. Уже на стадии конструирования в машину
должны быть заложены возможности по предупреждению и обна-
ружению отказов (системы технической диагностики, системы кон-
троля параметров, определяющих работоспособность оборудова-
ния), а также обеспечена возможность минимальных затрат вре-
мени и трудовых ресурсов на восстановление работоспособности
машины
Таким образом, мерой ремонтопригодности являются время
и затраты на восстановление работоспособного состояния.
К сожалению, во многих конструкциях металлургических ма-
шин вопросы их ремонтопригодности проработаны очень слабо и
имеют низкие показатели. ,
Ремонтопригодность характеризуется как единичными, так и
комплексными показателями.
Рпиничнма плиачятдпи
62
1 Среднее время восстановления работоспособного со-
стояния (математическое ожидание времени восстановления ра-
ботоспособного состояния) - Тй
2. Вероятность восстановления работоспособного состоя-
ния - Р(/) = P(t, < /)(вероятность того, что время восстановления
работоспособного состояния не превысит заданного - аналогия
вероятности отказа).
3. Средние затраты на восстановление работоспособного
состояния - Qa
Комплексные показатели:
1 Коэффициент готовности - Кг Вероятность того, что
объект окажется в работоспособном состоянии в произвольный
момент времени, кроме планируемых периодов, в течение которых
применение объекта по назначению не предусматривается
Кг =-------. (71)
т+тв
где Т - средняя наработка на отказ.
2. Коэффициент оперативной готовности - К11Г Вероят-
ность безотказной работы объекта в течение заданного времени t,
начиная с произвольного, достаточно удаленного момента време-
ни too.
Оценкой является отношение
^ог
(7.2)
т е. отношение числа объектов, исправных в произвольный, дос-
таточно удаленный момент времени и проработавших затем без-
отказно в течение заданного времени t, к общему числу объектов.
3. Коэффициент технического использования -
К
Ttf
т
т+т.+т.
(73)
Отношение средней наработки на отказ за некоторый пери
од эксплуатации к сумме средних наработок на отказ, длительно
сти плановых ремонтов и аварийных простоев оборудования
63
Этими показателями оценивается ремонтопригодность ма-
шин в процессе их эксплуатации
Для оценивания же ремонтопригодности машин на стадии
проектирования используются относительные показатели ремон-
топригодности:
• коэффициент взаимозаменяемости Ка
• коэффициент доступности Кд
(7.5)
где Sau- трудоемкость демонтажно-монтажных работ, чел.-ч/ед
наработки:
S„ - трудоемкость пригоночных работ, чел -ч/ед. наработки;
So - трудоемкость основных операций, чел.-ч/ед. наработки;
SB- трудоемкость вспомогательных операций, чел.-ч/ед. на-
работки:
• коэффициент унификации
N
(7.6)
коэффициент стандартизации К
к .Na
(7 7)
64
где Ny, N„ - число соответственно унифицированных и стан-
дартных сборочных единиц или деталей, не вошедших в состав
сборочных единиц;
N - общее число составных частей
При оценке ремонтопригодности новых конструкций машин
используется и качественная или экспертная оценка При эксперт-
ной оценке ремонтопригодности выделяют параметры, опреде-
ляющие трудоемкость и длительность восстановления.
Такими параметрами могут являться
• количество сборочных единиц;
• количество предварительно снимаемых элементов для доступа
к месту отказа;
• технологичность процесса сборки;
• рабочие позы ремонтников;
• возможность использования средств механизации;
• наличие средств контроля и систем технической диагностики;
• организация технического обслуживания и ремонтов
Оценивание параметров может осуществляться либо в бал-
лах, либо словами: «лучше», «хуже», «без изменений» Во втором
случае более высокая ремонтопригодность будет характеризовать
конструкцию, для которой количество параметров, оцененных
словом «лучше», будет больше.
Анализ надежности металлургических машин часто показы-
вает их низкую ремонтопригодность. Так, например, для демонта-
жа 1 т отказавшего оборудования требуется предварительно де-
монтировать до 20 т исправного оборудования Отсутствуют сред-
ства контроля и технической диагностики; низкий уровень механи-
зации слесарно-сборочных работ; неудобные позы ремонтников;
существующие сроки плановых ремонтов оборудования не явля-
ются оптимальными с точки зрения минимума затрат на восста-
новление работоспособности и потерь, связанных с простоем обо-
рудования
Существующая система технического обслуживания и ре-
монта (ТОиР) не отвечает условиям оптимальности Поэтому не-
обходимо рассматривать различные возможные стратегии восста-
новлений и на основе математического подхода устанавливать
оптимальные сроки замены оборудования
65
ГЛАВА 8. ИСПЫТАНИЕ НА НАДЕЖНОСТЬ
8.1. Сбор информации
Определённый уровень надёжности машины формируется
при конструировании, обеспечивается при изготовлении и реали-
зуется в процессе применения её по назначению
Специалист, занимающийся техническим обслуживанием
металлургических агрегатов и машин, должен обеспечить их рабо-
тоспособность в процессе эксплуатации
Металлургические машины - это крупногабаритные, уни-
кальные агрегаты, для которых в большинстве случаев невозмож-
ны контрольные испытания с целью установления фактического
уровня надёжности как в целом для агрегата, так и для отдельных
составных его частей
Установить фактический уровень надёжности возможно
только непосредственно в процессе эксплуатации машин, собирая
информацию о техническом состоянии оборудования, о нарушени-
ях и причинах нарушения его работоспособного состояния
При экспериментальных оценках надёжности независимо от
того, какое свойство исследуется, всё многообразие оцениваемых
показателей сводится к показателям двух типов:
— показатели типа наработки - средняя или у-процентная
наработка (до отказа, между отказами, до предельного состояния и
т.п);
- показатели типа вероятности (вероятность безотказной
работы, вероятность восстановления за заданное время и т.д.).
При определении показателей типа наработки непосредст-
венно наблюдаемыми величинами являются случайные интерва-
лы наработки до отказа, на отказ, до предельного состояния, вре-
мени восстановления и т.п. Существует 14 планов испытаний на
надежность с измерением наработки
При определении показателей типа вероятности непосред-
ственно наблюдаемыми случайными величинами являются числа
событий в испытаниях: число отказов, число предельных состоя-
ний, число восстановлений и т.д. В этом случае применяется би-
номинальный план испытаний.
Информация, собранная по определённым правилам и под-
вергнутая статистической обработке, позволяет решать задачи,
связанные с эффективностью эксплуатации и модернизацией обо-
рудования
66
Накопление достаточного объёма информации необходимо
для оценивания показателей надёжности с целью
* анализа надёжности машин;
определения необходимого количества запасных час-
тей;
* планирования объёма ремонтных работ,
установления оптимальных межремонтных периодов;
планирования оптимальной периодичности
диагностирования.
Выбор того или иного метода оценивания показателей на-
дёжности определяется характером априорных сведений о функ-
ции распределения наработок до отказа
Если вид функции распределения известен, то задача сво-
дится к получению показателей надёжности.
Когда вид функции распределения наблюдаемой случайной
величины (наработки) неизвестен или известен лишь предположи-
тельно, то процесс оценивания показателей надёжности в качест-
ве обязательных должен включать следующие этапы:
- сбор информации об отказах оборудования;
- статистическая обработка информации,
- оценивание показателей надёжности
Оценивание показателей надёжности (безотказности) при
отсутствии информации о виде функции распределения наработок
возможно при использовании так называемых непараметрических
методов.
Проведение испытаний в процессе эксплуатации металлур-
гических машин с целью получения оценок показателей надёжно-
сти предполагает сбор и накопление необходимого объёма ин-
формации об отказах оборудования в соответствии с определён-
ным планом испытаний
Под испытаниями (наблюдениями) на надёжность обычно
понимают испытания на безотказность с оценкой и контролем со-
ответствующих показателей безотказности, вычисляемым по ста-
тистическим данным о результатах испытаний.
Главными же факторами в сборе информации о техническом
состоянии оборудования являются её объективность и полнота.
Обеспечить такие требования при существующем положении дел
на металлургических предприятиях весьма сложная задача.
Для сбора информации о техническом состоянии оборудо-
вания положением о ТО и Р предусмотрено ведение технической
документации (книга бригадиров слесарей по приёмке и сдаче
смен, агрегатный журнал) по учёту отказов оборудования. Предпо-
лагается, что содержащаяся в них информация должна позволять
67
проводить анализ работы оборудования, планировать объёмы ре-
монтных работ, осуществлять заказы на изготовление запасных
частей Фактически же эта система не оправдала себя, так как да-
же при идеальном ведении документации ею очень сложно поль-
зоваться для принятия тех или иных решений из-за большого объ-
ёма несистематизированной информации Документация не со-
держит полной информации об отказах оборудования, а в агрегат-
ных журналах фиксируются отказы или замены только наиболее
ответственных узлов
В такой ситуации все решения по поддержанию оборудова-
ния в работоспособном состоянии принимаются интуитивно на ос-
нове прошлого опыта, и невозможен поиск оптимальных решений.
Следовательно опыт эксплуатации металлургического обо-
рудования не может быть в полной мере использован при созда-
нии новых металлургических агрегатов
В соответствии с системой качества JSO 9000 должны быть
разработаны и поддерживаться в рабочем состоянии методики
выполнения, проверки и отчетности о том, что техническое обслу-
живание соответствует установленным требованиям Решение
данной проблемы и проблемы оптимальной стратегии техобслу-
живания возможно только при реализации на предприятиях
программы техобслуживания на базе компьютерных систем В
основе таких программ лежат математические модели,
предоставляющие детальную информацию для анализа
надежности, и как инструмент по принятию решений.
Исходными данными для математической модели являются
данные информационной системы, включающей:
- каталог оборудования и его составных частей,
- каталог видов отказов,
- каталог видов ремонтов и профилактик;
к аталог стоимостей и затрат на осуществление операций
по техобслуживанию;
мониторинг состояния оборудования.
В общем виде математическая модель описывает взаимо-
связи переменных, входящих в базу данных
К таким переменным относятся:
- операционные переменные.
переменные надежности;
переменные техобслуживания;
- переменные поддержки оборудования в рабочем состоя-
нии.
Типичными операционными переменными являются:
68
- количество лет службы;
- количество рабочих недель в году;
- количество рабочих дней в неделе;
- количество рабочих часов в день,
- количество единиц продукции в час
Переменные надежности - это переменные, основанные на
знании вида распределения и его параметров.
Если они известны, то показатели надежности определены
единственным образом. Такими переменными являются для экспо-
ненциального распределения, например, X, для нормального распре-
деления параметры ц и о, для распределения Вейбулла параметры а
и Ь. Переменные техобслуживания соответствуют легкости, скорости,
аккуратности и сохранности осуществляемых мер техобслуживания.
В качестве параметров используется вид вероятностного распреде-
ления времени восстановления и его параметры.
Переменные поддержки в рабочем состоянии наиболее пол-
но описывают ресурсы, необходимые для реализации мероприя-
тий по техобслуживанию.
К ним относятся:
- тип и количество запасных частей;
- тип, размер и количество оборудования;
- тип, средства и количество технических данных;
тип, квалификация и количество персонала;
- тип и количество материальных ресурсов;
- тип и количество инструментов и оборудования.
Реализация подобных моделей позволяет предприятию на-
ходить оптимальные решения по техническому обслуживанию
оборудования, критериями которых являются:
минимальная стоимость техобслуживания;
- гарантированная обеспеченность запасными частями;
- необходимый уровень надежности.
8.2. Биноминальный план испытаний
Когда в процессе эксплуатации металлургического оборудо-
вания необходимо установить вероятность его безотказной рабо-
ты. то применяют биноминальный план испытаний. По этому плану
наблюдения осуществляются на интервале [ 0, t ], значения нара-
боток T(>t не регистрируются.
69
Информация, получаемая из испытаний (наблюдений),
должна регистрироваться в виде совокупности двух величин (ус-
ловия схемы Бернулли):
- объём N (количество объектов) испытаний;
- число г отказов в N испытаниях
Физическая природа объекта по этой схеме не имеет значения
Предполагается, что отказы при каждом испытании незави-
симы, а их вероятности равны.
Вероятность безотказной работы системы в одном её испы-
тании обозначим через Р
Точечной оценкой для неизвестной вероятности Р является
статистика.
л
Р=1-%! М
Для вычисления нижней доверительной границы НДГ с за-
данной доверительной вероятностью р хорошие (но несколько
завышенные результаты) даёт формула
* ’/
Р =P(i-q/(N",) (8.2)
Пример 8.1 При эксплуатации шестироликовой секции
транспортного рольганга в течение года отказали два ролика Тре-
буется найти нижнюю доверительную границу вероятности безот-
казной работы роликов транспортного рольганга для доверитель-
ной вероятности q =0,9.
Решение.
По формуле (8 1) и приближённой формуле (8.2) получаем:
Если бы в течение года не было отказов транспортного роль-
ганга, то тогда нижняя доверительная граница вероятности безот-
казной работы составила бы
д
Р= (1-0.9)6 - 0,6 81
70
8.3. Планы испытаний на надёжность с измерением наработки
В процессе эксплуатации металлургического оборудования в
соответствии с положением о ТО и Р предусмотрено ведение до-
кументации об отказах оборудования. Фактически в них регистри-
руются результаты наблюдений за работой оборудования, те.
осуществляется испытание на надёжность. Внедрение информа-
ционной системы об отказах оборудования, рассмотренной в гл 1,
позволяет повысить эффективность и достоверность проводимых
испытаний (наблюдений).
В зависимости от принятой системы и методов ремонта при-
меняются различные планы испытаний Существуют 14 разновид-
ностей планов испытаний с измерением наработок Каждый план
имеет условное обозначение в виде трёх (четырёх) буквенных
символов, заключенных в квадратные скобки.
На первой позиции символом N указывается объём выборки.
На второй позиции проставляется один из следующих сим-
волов. характеризующих план испытаний:
И - отказавшие изделия не заменяются и не восстанавлива-
ются;
R - отказавшие изделия заменяются новыми;
М - работоспособность изделия восстанавливается после
каждого отказа.
На третьей позиции записывается один или два символа,
указывающие на окончание испытаний:
N - отказ всех изделий, поставленных на испытания;
г - отказ г изделий (г 5 N) или наступление г отказов;
Т - по истечении определённого времени (наработки);
z- при наработке zt каждого изделия, где
zrmin(thTi), i=i,N.
t|- наработка до отказа 1-го изделия;
Т| - наработка до снятия с испытаний работоспособного 1-го
изделия.
То есть по этому плану испытания прекращаются при дости-
жении наработки z с учётом как наработок изделий до отказа, так и
наработок работоспособных изделий, но снятых с испытаний по
тем или иным причинам (плановые замены), если величина этой
наработки меньше z
71
На третьей позиции может записываться и сочетание 2-х
символов, например (г ,Т), это означает, что испытания прекраща-
ются либо при появлении г отказов, либо по истечении времени Т,
если к этому моменту времени не произошло г отказов.
Поясним на некоторых примерах, как расшифровываются
планы испытаний.
Так. при испытаниях по плану (NUN), если выражение в
квадратных скобках имеет вид [1OU1OJ, то это означает, что
исследуется 10 объектов, которые при отказах не заменяются и
не восстанавливаются; испытания завершаются отказом всех 10
объектов.
Для плана |NMT| выражение [4 М 150) означает, что испы-
тываются 4 объекта, изделия восстанавливаются после каждого
отказа, испытания прекращаются при достижении 150 сут
При плане [NRr] выражение (10 R 5] характеризует испыта-
ние на надёжность 10 объектов, при котором отказавшие изделия
заменяются новыми, испытание прекращается, когда произойдут
отказы 5 объектов.
План [NUz| в виде выражения [10 Uz| трактуется следующим
образом: на испытание поставлено 10 объектов, которые при отка-
зах не восстанавливаются и не заменяются; испытания прекраща-
ются. когда из всех объектов одна часть изделий откажет, а другая
часть изделий будет снята с испытаний в произвольный момент
времени В плане |NUTr| выражение [10 U (100,5)1 показывает, что
10 испытываемых объектов при отказах не заменяются и не вос-
станавливаются. испытания прекращаются через 100 сут. если ра-
нее не произошло отказа 5 объектов.
При выборе плана испытаний для металлургических агрега-
тов и машин необходимо учитывать следующие факторы:
металлургические агрегаты (машины) являются слож-
ными, непрерывно действующими техническими системами;
существует график остановки агрегатов на плановые
текущие ремонты для восстановления исходных показателей
надёжности;
вследствие высокой интенсификации производства для
металлургических машин характерна высокая интенсивность отка-
зов;
восстановление исходных показателей надёжности, а
также работоспособного состояния осуществляется либо путём
замены изношенной (отказавшей) детали, либо путём замены уз-
ла, в состав которого входит изношенная (отказавшая) деталь.
72
Поэтому для деталей, узлов и машин металлургических аг-
регатов наиболее применимы планы типа |R| и |М|. Но результаты
испытаний по планам |R| сводимы к результатам по планам |L'|
путём переноса начала испытаний каждого объекта к некоторому
условному началу испытаний всех объектов.
Планы типа |М| можно интерпретировать как планы |U|, если
положить, что каждая наработка между отказами соответствует не-
которому условному невосстанавливаемому объекту; восстановле-
ние работоспособного состояния объекта после отказа полное
Планы типа [U| или приводимые к нему, кроме плана [NUN],
предусматривают снятие объектов с испытаний до наступления
отказа. Такое событие называется цензурированием.
Различают три типа цензурирования:
I тип - при заданной наработке;
II тип - при заданном числе отказов;
III тип - случайное.
Первый тип цензурирования соответствует плану |NUT],
второй тип цензурирования - плану (NUr], третий тип - плану |NLz].
Наработка объекта от начала испытания до наступления
цензурирования (прекращения испытаний) называется наработкой
до цензурирования.
Выборка, элементами которой служат значения наработки до
отказа и наработки до цензурирования, называется цензурирован-
ной выборкой.
Различают однократно и многократно цензурированные вы-
борки.
Однократно цензурированная выборка - цензурированная
выборка, в которой значения всех наработок до цензурирования
равны между собой.
Многократно цензурированная выборка - цензурированная
выборка, в которой значения всех наработок до цензурирования не
равны между собой.
Однократно цензурированная выборка характерна для пла-
нов |NLT] и |NUr|. Для плана в общем случае характерна случай-
но цензурированная выборка, т.е. выборка может быть как одно-
кратно, так и многократно цензурированной. В зависимости от при-
нятой системы технического обслуживания для металлургических
машин возможны следующие планы испытаний с учётом приведе-
ния к плану типа [U]:
|NUN) - замена детали или узла производится только после
|NUT| - замена детали или узла производится после отказа
или в каждый плановый ремонт, если в межремонтный период от-
каза не произошло;
[NUz] - замена детали или узла производится после отказа
или в плановый период, наработка до которого есть величина слу-
чайная
Выводы
Рассмотренный в данной части учебника материал состав-
ляет основу понимания закономерностей потери машиной работо-
способного состояния с течением времени На этой основе воз-
можно проведение анализа надежности машин и их структурных
составляющих.
Знание закономерностей отказов позволяет прогнозировать
возможность выхода машины из работоспособного состояния и
разрабатывать пути повышения ее надежности
Наряду с этим представленные теоретические положения
невозможно использовать для конкретной машины, узла, не зная
величины параметров распределений.
Да и выбор того или иного распределения представляет оп-
ределенную сложность Здесь необходимо учитывать физику отка-
зов. условия и опыт эксплуатации оборудования и иметь объек-
тивные данные о наработках или отказах
Во многом принятию решения о применении того или иного
распределения способствуют аналитические методы обработки
исходной информации.
Причем точность аналитических методов возрастает с рос-
том количества исходной информации об отказах оборудования.
И только приняв определенное решение и получив оценки его
параметров, можно приступать к оцениванию показателей надежно-
сти. В ряде случаев оценки показателей безотказности можно полу-
чить, если распределение наработок неизвестно, одновременно
теряя в точности получаемых оценок показателей надежности.
Материал прил.А позволяет освоить методики оценивания
показателей безотказности на основе данных, получаемых при ис-
пытаниях на надежность металлургического оборудования
74
РАЗДЕЛ 2. ПОВЫШЕНИЕ НАДЕЖНОСТИ
ГЛАВА 1. ПУТИ ПОВЫШЕНИЯ БЕЗОТКАЗНОСТИ
Обеспечение работоспособности машин в межремонтный
период - одна из важнейших задач ремонтного и эксплуатационно-
го персонала.
Знание положений теории надежности позволяет находить
пути решения этой задачи
Как было установлено ранее наработки металлургических
машин могут быть описаны экспоненциальным, нормальным, Вей-
булла распределениями и соответственно определены показатели
безотказности. Как известно, вероятность безотказной работы в
момент t окончания межремонтного периода может быть найдена
из следующих зависимостей для:
экспоненциального распределения
P(t)=e'u , (11)
нормального распределения
P(t)=0,5-O((t-p)/a); (1.2)
распределения Вейбулла
P(t)=exp(-t/a)b; а=цТ(1+1/Ь). (1.3)
Анализ данных зависимостей показывает, что повышение
вероятности безотказной работы достигается сокращением вре-
мени t межремонтного периода.
Этот путь повышения безотказности ведет к сокращению
расходов на аварийные восстановления за счет снижения числа
отказов и возрастанию затрат на плановые восстановления рабо-
тоспособного состояния в связи с их увеличением.
Повышение безотказности за счет сокращения времени
межремонтного периода требует экономического обоснования
Снижение затрат на аварийные восстановления и повыше-
ние расходов на плановые восстановления при уменьшении меж-
ремонтного периода предполагает существование оптимального
межремонтного периода, которому будет соответствовать мини-
мум затрат и, следовательно, этот путь имеет ограничение. Мето-
дика определения оптимального межремонтного периода рассмот-
рена в ч. 2, гл.З. Другой путь повышения безотказности связан с
параметрами распределений X, щ характеризующимися средней
наработкой, и ст, Ь, характеризующимися среднеквадратичным от-
клонением от средней наработки.
75
В этом случае повышение безотказности достигается за счет
увеличения средней наработки и снижения величины среднеквад-
ратичного отклонения
Повышение средней наработки объекта является непростой
технической задачей, для решения которой необходимо устано-
вить причину отказов и выработать пути их устранения.
Для установления причин отказов необходимо:
проанализировать характер нагружения и кинематику уз-
лов, в которых происходят отказы.
- проанализировать влияние внешних факторов окружающей
среды;
- проанализировать соблюдение эксплуатационным и ре-
монтным персоналом правил технической эксплуатации (ПТЭ)
оборудования;
- установить вид повреждения;
- изучить физику отказов.
При установлении причины отказа оборудования важную
информацию несет характер повреждения детали.
Повышение средней наработки при установленной причине
отказа основывается на конструктивных решениях, повышении
прочностных характеристик материала, повышения износостойко-
сти узлов трения, организационных мероприятиях
Мероприятия по снижению величины среднеквадратичного
отклонения связаны, в основном, с соблюдением технологического
процесса производства деталей и материала для них, с ужесточе-
нием допусков в процессе их производства, с соблюдением ПТЭ
оборудования и технологии ремонта машин.
Такими мероприятиями являются повышение квалификации
эксплуатационного и ремонтного персонала и ужесточение требо-
ваний за соблюдением технологической дисциплины на всех опе-
рациях процесса изготовления и эксплуатации машин.
Наиболее приемлемыми уровнями вероятности безотказной
работы в межремонтный период с учетом экономической целесо-
образности являются для:
- машин P(t)=0,8...0,9;
- механизмов (узлов) P(t)=0,85...0,95;
- деталей P(t)=0,9...0.99.
Для металлургических машин межремонтный период узлов и
деталей должен быть кратным межремонтному периоду машины.
76
ГЛАВА 2. ПОВРЕЖДЕНИЯ ДЕТАЛЕЙ
МЕТАЛЛУРГИЧЕСКИХ МАШИН
Повреждения деталей металлургических машин являются
неотъемлемой частью процесса эксплуатации как следствие раз-
вития процессов старения и нарушений правил технической
эксплуатации оборудования.
Повреждения деталей машин по характеру воздействий,
приводящих к отказу оборудования, подразделяют на:
- механические (остаточная деформация, вязкий излом,
хрупкий излом, усталостное выкрашивание);
- термические (терморазупрочнение, термическая уста-
лость);
- коррозионные (коррозия, коррозионная усталость, коррози-
онное растрескивание);
- эрозионные;
- кавитационные;
- износовые (изнашивание - адгезионное, абразивное, уста-
лостное, окислительное, водородное, коррозионно-механическое,
фреттинг-коррозия)
2.1. Механические повреждения
Механические повреждения возникают под воздействием
внешней нагрузки и проявляются в виде
- остаточной деформации (изгиб, скручивание, смятие);
- вязкого излома;
- хрупкого излома;
- усталостного выкрашивания.
Остаточная деформация есть следствие перегрузок, дли-
тельного действия переменных контактных, растягивающих или
сжимающих напряжений, повышенных температур.
Устраняется:
- обучением эксплуатационного персонала и повышением
требований за соблюдением правил технической эксплуатации
(ПТЭ) оборудования;
- заменой на материал с повышенными механическими ха-
рактеристиками;
- повышением твердости поверхностного слоя;
• изменением конструкции узла.
Вязкий излом возникает под воздействием нагрузок, превы-
шающих допустимые значения и являющихся следствием наруше-
77
ния ПТЭ Характерным признаком вязкого излома является нали-
чие участка текучести в месте излома.
Устраняется такими же мерами, как и в случае остаточной
деформации.
Хрупкий излом является следствием значительных ударных
нагрузок, длительного воздействия знакопеременной нагрузки,
низкого качества материала с повышенным содержанием Р, S, Н,
некачественной термообработки, наличия концентраторов напря-
жений. Характерным признаком хрупкого излома является кри-
сталлическая структура места излома и сглаженная поверхность
мест зарождения усталостной трещины.
Устраняется:
- заменой на материал с повышенной ударной вязкостью;
- недопущением концентраторов напряжений на поверхности
детали;
- изменением конструкции узла;
- предотвращением появления повышенных зазоров в линии
привода, приводящих к появлению повышенных динамических на-
грузок.
Усталостное выкрашивание ( питтинг) проявляется при вы-
соких контактных нагрузках и пониженной контактной прочности
материала.
Устраняется:
- повышением механических характеристик материала с од-
новременным повышением поверхностной твердости;
- повышением класса чистоты обработки поверхности.
2.2. Термические повреждения
Наиболее распространенным видом термических поврежде-
ний металлургических машин является термическая усталость как
следствие одновременно действующих механических нагрузок и
циклических, с большим перепадом (до 800°С и более) темпера-
тур Этому виду повреждения подвержены рабочие валки и ролики
рольгангов станов горячей прокатки, ролики МНЛЗ, хоботы зава-
лочных машин и др. Характерным признаком повреждения являет-
ся так называемая "сетка разгара"
Повышенным сопротивлением термической усталости обла-
дают следующие марки стали - сталь 60С2, сталь ЗОХГСА, сталь
Х18Н9Т (закалка с высоким отпуском).
78
2.3. Коррозионные повреждения
Коррозия металлов и сплавов представляет процесс разру-
шения стали вследствие химического или электрохимического
воздействия внешней среды.
По характеру воздействия внешней среды различают атмо-
сферную, газовую и электрохимическую коррозию.
Атмосферная коррозия возникает при влажности среды бо-
лее 70% за счет конденсации влаги и взаимодействия с кислоро-
дом воздуха
Устраняется:
- заменой материала с повышенными антикоррозийными
свойствами;
- пассивацией поверхности;
- применением защитных покрытий.
Газовая коррозия возникает при температурах 300-600°С
При температуре выше 600°С наблюдается скачок в окалинообра-
зовании.
Предотвращается заменой материала с повышенной окали-
ностойкостью и применением защитных покрытий.
Электрохимическая коррозия развивается в водной среде с
растворенным кислородом за счет электрохимических процессов,
связанных с неоднородностью металла, в трещинах, в щелях меж-
ду металлами. При наличии бактерий, восстанавливающих серно-
кислые соли, коррозия возможна при отсутствии кислорода. При-
мером может служить контакт стали с деревом из дуба, каштана.
Устраняется:
- ограничением или предотвращением доступа кислорода к
поверхности металла;
- применением однородных материалов;
- устранением условий возникновения электрохимических
процессов.
Коррозионное растрескивание возникает под действием ста-
тических нагрузок и весьма агрессивной (по отношению к данному
металлу) коррозионной среды
Большая опасность коррозионного растрескивания состоит в
том. что при отсутствии видимых повреждений на поверхности мо-
жет произойти внезапное разрушение детали, находящейся под
нагрузкой, не превышающей допустимые значения. Коррозионное
растрескивание является следствием пониженной коррозионной
стойкости границ зерен и их наводораживанием. сопровождаю-
щимся развитием значительных давлений по границам зерен. Это
79
ведет к снижению межкристаллитной прочности и последующему
разрушению детали
Устраняется заменой материала и исключением возможно-
сти наводораживания.
Коррозионная усталость представляет процесс разрушения
металлов при одновременном действии коррозионной среды и
циклических напряжений Основными факторами, вызывающими
коррозионную усталость, являются активность коррозионной сре-
ды. уровень действующих циклических напряжений, число циклов
нагружения в единицу времени, прочность и коррозионная стой-
кость сплава
Предотвращается защитой деталей от коррозионной среды и
применением низколегированных марок сталей.
2.5. Кавитационные повреждения
Кавитационные повреждения на поверхности металла воз-
никают под воздействием гидравлических ударов. Гидравлические
удары есть следствие образования в жидкости каверн (при пони-
жении давления в потоке жидкости) и последующего их схлопыва-
ния или разрыва. Кавитационные повреждения интенсифицируют
процесс коррозии и наоборот
Интенсивность кавитационных повреждений можно снизить.
- введением веществ, снижающих поверхностное натяжение;
- применением углеродистых сталей с повышенным содер-
жанием углерода (до 0,8%);
- применением никель- и хромсодержащих сталей (напри-
мер. 38ХМЮА);
- применением низколегированного чугуна с шаровидным
гпягЬитпм-
80
- применением упрочняющей технологии (процессов пласти-
ческого деформирования - ППД, закалка ТВЧ. азотирование, це-
ментация);
- наплавкой и металлизацией высокотвердыми материалами;
- применением высокоэластичных материалов;
- повышением давления в зоне кавитации
ГЛАВА 3. ИЗНОС ДЕТАЛЕЙ МЕТАЛЛУРГИЧЕСКИХ МАШИН
В процессе эксплуатации машин в узлах трения развиваются
процессы изнашивания, которые на разных периодах эксплуатации
характеризуются различными скоростями.
Характер изменения скорости изнашивания с течением вре-
мени представлен на рис.3.1
Рис.3.1 Закономерности изменения скорости изнашивания
Для наиболее общего случая (рис 3.1,а) в начальный пери-
од эксплуатации (период приработки) происходит снижение скоро-
сти изнашивания, затем наступает период установившегося изно-
са, который завершается периодом, характеризующимся развити-
ем недопустимых процессов изнашивания, обладающих высокой
скоростью.
В ряде случаев период установившегося износа может от-
сутствовать (рис 3.1,6) или происходит стабилизация износа и
скорость изнашивания монотонно убывает (рис. 3.1.в).
На скорость изнашивания оказывает влияние
81
- геометрические и физико-механические свойства поверх-
ностного слоя;
- контактные напряжения и скорость относительного смеще-
ния поверхностей трения:
- физико-механические свойства смазочных материалов пар
трения;
- окружающая среда
В соответствии с изменением скорости изнашивания для
наиболее общего случая (см рис 3.1 ,а) развитие износа в паре
трения с течением времени представлено на рис 3.2
Рис. 3.2. Зависимость износа от продолжительности процесса трения
Функции изменения скорости изнашивания и величины изно-
са во времени имеют характерные точки 1 и 2. и соответственно
им период эксплуатации узла трения может быть разбит на три
периода.
1 период. Это период начальной эксплуатации, в который
происходит приработка трущихся поверхностей Как известно, в
этот период должна формироваться оптимальная шероховатость,
а для этого должны быть созданы определенные условия, рас-
смотренные в гл. 4
Если таких условий создано не будет, то в узле трения вели-
чина износа достигнет предельно допустимого значения [U] рань-
ше (точка 1"), чем будет сформирована оптимальная шерохова-
тость.
82
2 период. Это период установившегося износа, период нор-
мальной эксплуатации, характеризующийся постоянством скорости
изнашивания, величина которой зависит от вида изнашивания и
факторов, указанных выше
3 период. Период аварийного, недопустимого износа В точке
2 узел трения достигает предельно допустимой величины износа и
его дальнейшая эксплуатация недопустима Величина предельно
допустимой величины износа может лимитироваться толщиной
упрочненного слоя, прочностью детали, зазором в соединении, при
котором возникают недопустимые динамические нагрузки, услови-
ем существования режима жидкостной смазки и др
Износ сопряжения на различных периодах эксплуатации мо-
жет быть представлен зависимостями
U=U0+Un+U,<=[U];
U=U0+lLn‘tn+lL9‘t,<=[U] (3.1)
где Uq - начальный зазор в соединении;
•t.™, ha скорость изнашивания в период приработки и нормаль-
ной эксплуатации соответственно;
tn, t3 - длительность периода приработки и эксплуатации соот-
ветственно
Из представленной зависимости вытекает, что при заданной
допустимой величине износа [U] время работоспособного состоя-
ния узла трения будет зависеть ог
- первоначального зазора в соединении.
- величины износа в период приработки и длительности пе-
риода приработки,
- скорости изнашивания
Чем меньше величина этих параметров, тем более длителен
процесс нормальной эксплуатации узла трения
Первоначальный зазор в сопряжении зависит от выбранной
посадки и от скорости изнашивания малоизнашиваемой детали в
восстанавливаемых узлах трения.
Весьма существенного повышения срока службы узла тре-
ния можно достичь за счет реализации процесса приработки и
сокращения его длительности
Наиболее широкие возможности по увеличению срока служ-
бы узлов трения связаны со снижением скорости изнашивания
83
ГЛАВА 4. ПРИРАБОТКА ТРУЩИХСЯ ПОВЕРХНОСТЕЙ
Процесс приработки есть процесс формирования на поверх-
ности трения оптимальной (равновесной) шероховатости, когда
происходит постепенное увеличение упругой составляющей пло-
щади контакта и уменьшение доли пластической составляющей
Следствием этого является минимизация интенсивности изнаши-
вания в конце периода приработка
Предварительное упрочнение поверхностного слоя пласти-
ческой деформацией способствует диффузии кислорода воздуха в
металл с образованием оксидов железа, что реализует процесс
окислительного изнашивания, протекающего с малой интенсивно-
стью
Для формирования оптимальной шероховатости в процессе
приработки необходимо обеспечить определенные условия
Существенное влияние на протекание процесса приработки
оказывают такие факторы, как нагрузка и скорость скольжения.
"Золотое" правило процесса приработки - постепенность
увеличения как скорости, так и нагрузки.
Если увеличение давления не превышает некоторого значе-
ния рскр (критическое значение контурного давления), качество
прирабатываемой поверхности улучшается.
Так как в процессе приработки происходит снижение контур-
ного давления, то для его поддержания в пределах рскр необхо-
димо постоянно увеличивать внешнюю нагрузку на величину, оп-
ределяемую функцией N(t). до достижения ею максимального
значения.
Продолжительность и оптимальные режимы приработки оп-
ределяются в следующей последовательности:
1 Устанавливают начальную нагрузку приработки N, расче-
том или экспериментально из условия обеспечения упругого кон-
такта.
2 Находят начальную продолжительность приработки t при
нагрузке N, из зависимости
где Rz - параметр шероховатости более грубой поверхности;
JtH - начальная скорость изнашивания при нагрузке N, (опреде-
ляется экспериментально);
84
Т - коэффициент увеличения нагрузки, значения которого при-
нимаются в пределах 1,1. 1,3.
3 . Устанавливается число ступеней приработки п с нагруз-
кой N, для каждой ступени с порядковым номером ступени i.
N.=N, -Ч*'*’;
(4.2)
n = /g
N
max
. JL
J ter'
(4.3)
где Nmax - максимальная нагрузка приработки, составляющая 50%
эксплуатационной нагрузки
4 Определяется общая продолжительность процесса при-
работки
Функция роста нагрузки определяется из зависимости
N(t>N1<-(Nm^N1)(VT)1'3
(4.5)
В процессе приработки достигается минимальное значение
коэффициента трения для заданных условий, что ведет к снижению
тепловыделения при трении. Средняя температура (К) в контакте
при установившемся режиме трения определяется из зависимости:
) - fmin Р
Аа(^1 +Я2 -^2)
(4.6)
где р - удельное давление на контакте, МПа;
V - скорость скольжения, м/с;
Аа - номинальная площадь контакта, м2;
X1l2 - коэффициенты теплопроводности контактирующих тел,
Вт/м -К;
(4 7)
оь2 - коэффициент теплопередачи, Вт/м2 К;
п - периметр теплоотдающей поверхности, м.
Для интенсификации процесса приработки применяют ме-
таллоплакирующие смазочные материалы и масла с добавками
поверхностно-активных веществ (ПАВ), что способствует получе-
85
нию шероховатости более высокого класса чистоты обработки
Например, в качестве такой присадки до 10.. 18% может использо-
ваться полиэтилен.
При отсутствии условий для реализации процесса приработ-
ки узлов в процессе эксплуатации необходимо создавать для наи-
более ответственных, дорогостоящих узлов специальные обкаточ-
ные стенды, основанные на принципе замкнутого силового конту-
ра. Затраты на создание таких стендов окупаются за счет сущест-
венного увеличения срока службы узлов трения и сокращения рас-
ходов на поддержание их в работоспособном состоянии
ГЛАВА 5. ПОДБОР МАТЕРИАЛОВ ДЛЯ УЗЛОВ ТРЕНИЯ
Узлы трения обобщенно можно подразделить на сопряже-
ния, в которых реализуется сила трения покоя (посадки с натягом,
крепежные соединения) и подвижные сопряжения.
При подборе материалов для узлов трения покоя необходи-
мо руководствоваться следующими рекомендациями:
- в узле трения должно реализовываться внешнее трение, опреде-
ляемое условием:
где НВ - твердость по Бринеллю менее твердого тела, МПа;
Д - комплексная характеристика шероховатости;
Тп.то+3 НВ,
где tq, р - фрикционные характеристики (табл. 5.1);
рс - контурное давление, МПа. определяемое из зависимости:
(5.2)
2
с = т-и—>
где Дя -натяг в соединении, м;
d- диаметр вала, м;
d2 -наружный диаметр ступицы, м;
86
- для предотвращения заедания поверхностей при разборке со-
единения шероховатость более твердой поверхности должна со-
ответствовать условию
Л = 2,3 НВ О2 (5.3)
V Рс
где 0=(1-ц2)/Е;
р - коэффициент Пуассона;
Е - модуль упругости, МПа;
- избегать контурных давлений, соответствующих переходу упру-
гопластических деформаций в пластические:
р( >7.5 Д2 НВ5 О4; (5.4)
- учитывать возможность схватывания материалов в парах трения
полное схватывание
Al-Cu, Fe-Cu, Pb-Cu, Al-Ag;
частичное схватывание
Al-Fe, Fe-Ti, Al-Ni, Zn-AI, Cu-Ag;
не происходит схватывания
Fe-Pb, Fe-Ag.
Таблица 5 1
Фрикционные характеристики материалов
Материал то МПа 3 НВ, МПа
Сталь 40Х 184 0,055 3410
Сталь 45 204 0,044 2700
Сталь45 (закалка) 130 0,072 3240
БрА10ЖЗМц1,5 20 0.1 1200
Медь 17 0,08 850
Алюминий 15 0,116 600
Капролон 2 0,06 130
Фторопласт-4 3.4 0,017 30
Для подвижных соединений к материалам пар трения предъ-
являются следующие требования:
- стойкость к задирам;
- хорошая прирабатываемость,
- минимальный коэффициент трения;
- высокая износостойкость.
- недефицитность
87
Таблица 5.2
Триботехнические и физико-механические свойства антифрикционных материалов
Материал Р., МПа V. м/с Ipvl. МН/(м с) f НВ, МПа Е. МПа «г, МПа Примечания
Баббиты ГОСТ 1320-74 Б-16 Б-83 БН 5-10 5-10 10 5-50 5-50 15 10-50 10-50 30 0,006 0.005 0,006 320 300 280 0,35 10s 0,48 10* 0.4 10* 86 82 72 Для работы в условиях жидко- стной или полужидкостной смазки и в паре с деталью твердостью HRC>50
Бронзы ГОСТ 613-79 БрО5Ц5С5 Бр010Ф1 8 15 3 10 12 7 0,009 0.008-0.15 600 600-900 0,9 10* 0,75 10* 100 100 Для работы в условиях полу- жидкостной смазки. Хорошие антифрикционные свойства
ГОСТ 493-79 Бр А4Ж4Л Бр А10Ж4Н4Л Бр А9Мц2Л 15 15 20 4 4 5 12 12 12 0,012-0,04 0.006-0,012 0,012 980 1400-1600 800-1000 1,12 10* 1,15 10* 1.2 10* 400 600 300 В условиях граничной смазки при высоких нагрузках и низких скоростях скольжения в паре с деталью твердостью HRC>50
ГОСТ 18175-78 Бр КЗМц-1 5 3 7 0,015 900 1,12 10* 500 Используется как наплавочный материал для восстановления изношенной поверхности
Полимеры Фторопласт-4 ГОСТ 1007-80 Капрон ТУ 6-06-309-70 Ка пролен В ТУ 6-05-211-950-74 1,0 3 4 0.5 0.2 0,2 0,04 0,15 0.2 0,03-0,1 0,11-0,15 0,12 30-60 80-120 140-150 500-600 1500 2000-300 24,0 65 70 Хорошая износостойкость при частичном проникновении абразивной среды. Необходим высокий класс чистоты обра- ботки сопряженной детали (8 класс чистоты обработки по- верхности и выше)
Текстолит Б ГОСТ 5-78 (без с.м.) (со с.м.) 5 10 1 2 2 4 0.2-0.3 0,05-0,1 280 280 (0,02-0,1) 10* 50 50 В условиях работы без сма- зочного материала (с.м.) и со смазыванием водой
В подвижных соединениях реализуются как прямые, так и
обратные пары трения В прямой паре деталь с большей поверх-
эстью трения имеет и большую твердость В обратной паре де-
аль с большей поверхностью трения имеет меньшую твердость
Более износостойкой является прямая пара трения.
Менее твердое тело должно изготавливаться из антифрик-
ционных материалов
При невозможности использования в узле трения смазочно-
го материала или при недостаточном его количестве необходимо
использовать антифрикционные материалы с низкими значениями
фрикционных характеристик т0 и Р
Но. как правило, такие материалы обладают низкими проч-
ностными свойствами и при их деформации возрастают потери
энергии на трение, что ведет к интенсивному нагреванию поверх-
ностных слоев. Разогрев поверхностных слоев вызывает их раз-
мягчение, что ведет к росту силы трения и увеличению интенсив-
ности изнашивания. Поэтому такие материалы (например, фторо-
пласт-4) используют в виде тонких покрытий или наполнителей
Триботехнические и физико-механические свойства наибо-
лее широко используемых антифрикционных материалов приве-
дены в табл 5.2
Из металлических антифрикционных материалов наиболь-
шее распространение в подшипниках скольжения получили бабби-
ты и бронзы
Баббиты используют в подшипниках скольжения, работаю-
щих в режиме жидкостной смазки.
В узлах трения, работающих при небольших окружных ско-
ростях и высоких нагрузках, используют бронзы.
Твердость валов, контактирующих с бронзовыми вкладыша-
ми. должна быть не ниже HRC 50
ГЛАВА 6. ВИДЫ ИЗНАШИВАНИЯ
6.1. Характеристики нагруженности узла трения
Основным фактором, определяющим срок службы узла тре-
ния, является интенсивность изнашивания
Факторы, влияющие на ее величину, рассмотренье в гл 3
Одними из важнейших внешних факторов являются контурное
давление на контакте и скорость смещения трущихся поверхно-
стей
89
В дальнейшем, рассматривая способы повышения износо-
стойкости при различных видах изнашивания, будут использовать-
ся термины “низкая" и "высокая" нагрузки, "малые" и "большие"
скорости скольжения
К низким нагрузкам будем относить нагрузки, под воздейст-
вием которых в паре трения реализуется упругий или упругопла-
стический контакт к высоким нагрузкам - когда реализуется пла-
стический контакт
Условиями реализации различных видов контакта являются
следующие неравенства:
Ненасыщенный упругий контакт (ННУК)
рс<5.4 Д~2 НВ5 04 (6 1)
Упругопластический контакт (УПК)
5,4 /Г2 НВ5 -О4 < рс <14,5 Д~2 НВ5 О (6.2)
Ненасыщенный пластический контакт (ННПК)
14,5 Д~2 НВ5 04 < рс <0,06 НВ (6.3)
Насыщенный пластический контакт (НПК)
0.06НВ < рс < 0.32НВ (6.4)
где рс - кон-урное давление. МПа;
Д - комплексная характеристика шероховатости для более
твердого из контактирующих тел (таб.4.2, 4.3);
О = —- упругая постоянная, МПа
Е
Е - модуль упругости менее твердого тела, МПа;
НВ - твердость менее твердого тела, МПа
Величина контурного давления рс для различных соединений
может быть найдена из следующих зависимостей
Шариковый подшипник качения:
=0,578
N
От г2
(6.5)
Роликовый подшипник качения:
90
_N_
ez r i
xOJ
I
Pc
= 0,564
(6.6)
где Л/ - нагрузки. MH;
&E = A + ^2
-^2 • упругие постоянные контактирующих тел, МПа'1;
г - радиус шара, цилиндра, м;
I - длина контакта вдоль продольной оси цилиндра, м.
Посадки с натягом:
Рс
de
1+к-'
1-к2.
(6.7)
где Дн - величина натяга, м;
d - диаметр вала, м.
ГЛ ^2
К2 = — аг - диаметр ступицы насаженной детали, м
d
Плоские поверхности:
(68)
где ра - номинальное давление, МПа;
Нв, Rb - высота и радиус волны волнистой поверхности, мкм
(табл. 6.1);
К, S- коэффициенты (табл 6.2)
Таблица 6 1
Ориентировочные значения параметров волнистости
Метод обработки R.. мкм Не мкм Re мкм
Круглов шлифование 1.25 ...0,16 0.8... 3 20 ... 160
Плоское шлифование 5.0 ...0,16 1,2.. 12 25 ... 90
Растачивание 5,0 ... 0,32 2... 3.5 25 ... 100
Полирование 0,63 ... 0,08 0.3 .1.5 20 ... 160
91
Таблица 6.2
Значения коэффициентов К и д*
Деформа- ция выступов 1 Коэф- фици- ент К-тах! НВ
ехнв 0,1 0,2 0,4 0,8 1.6 3,2
50 К 1,05 1,1 1.2 1,35 1,55 2,1
8 0,6 0.7 0,85 1,15 1.5 2.3
Пластине- 100 К 1.1 1,17 1,28 1.43 1.75 2.6
ская 8 0,65 0,8 1.0 1.3 1,65 2,0
200 К 1.13 1.2 1,35 1,55 2,1 3,5
8 0,7 0,85 1.1 1.5 2,35 2,0
Упругая - К 1,05 1,06 1.14 1,25 1.5 2,1
8 0,65 0,8 1,05 1.4 1,95 2,4
Шлицевое соединение (зубчатые муфты):
р„= 0.75^1, (6.9)
п
где <р - угол перекоса соединяемых валов;
Н- высота контакта зубьев, м;
(' - длина сопряжения, м.
Зубчатые зацепления:
Для зубчатых зацеплений контурные давления можно опре-
делять по зависимостям (8.10)-(8.12).
Критерии «больших» и «малых» скоростей
Критерием больших скоростей является соотношение, м/с:
V > 4 air
критерием малых скоростей - соотношение
V < 4а/25г,
где а - коэффициент температуропроводности, м2/с;
а=0,1Г10 4 - для стали;
а=1,15’10 4 - для меди;
а=0,6*10 4 - для бронзы;
г - радиус микронеровностей, м.
92
Таблица 6.3
Ориентировочные значения малых и больших скоростей для пар
трения сталь-бронза, сталь-сталь
Пара тре- ния Скорость, м/с Способ обработки
Точение, шлифование | Полирование
Шероховатость R„ мкм
1,25...2,5 0.63..,25 0.32...0.63 0.32 .0.63 0,16 ..0,32 0.08...0.16
Сталь- бронза Малая 0.5 0,27 0,18 0,04 0,02 0,015
Большая 12 6,8 4,4 1,0 0,5 0,36
Сталь-сталь Малая 0,09 0,05 0,033 0.007 0,004 0.003
Большая 2,2 1,25 0,8 0,18 0,09 0,07
6.2. Адгезионное изнашивание
Характерно для высоконагруженных сопряжений при разру-
шении смазочного слоя и сопровождается схватыванием трущихся
поверхностей При скоростях скольжения 2,5 10’3 0,5 м/с, высо-
ких контактных нагрузках и вибрациях наблюдается схватывание I
рода, сопровождающееся образованием на поверхностях трения
углублений и наростов со значительным изменением шероховато-
сти. При скоростях 1 .5 м/с и малых нагрузках развивается про-
цесс схватывания II рода В этом случае поверхность становится
грубошероховатой с отчетливыми следами течения и размазыва-
ния материала.
Для предотвращения схватывания применяют:
- поверхностное пластическое деформирование (ППД);
- поверхностную закалку;
- сульфидирование:
- введение в смазочный материал присадок, содержащих S,
С1,Р
93
6.3. Абразивное изнашивание
Возникает при давлении абразивных частиц (подвижных и
неподвижно закрепленных) на материал под воздействием внеш-
них сил и характеризуется высокой интенсивностью изнашивания.
При абразивном изнашивании неподвижно закрепленными
абразивными частицами износостойкость узла трения зависит от
соотношения твердостей абразива На и металла Нм.
Если Нм<(0,8.. 0,6)На, то износ не зависит от разности твер-
достей абразива и металла.
Если Нм=(0,8 1,5)На. износостойкость возрастает с ростом
твердости металла.
Износостойкость существенно повышается при Нм>=1.6На.
При наличии свободных абразивных частиц износостойкость
И пропорциональна разности твердостей трущихся тел
И=К (Hi-H2).
Следовательно, для повышения износостойкости узлов тре-
ния в условиях абразивного изнашивания необходимо применение
сталей, подвергнутых упрочняющей технологии (табл. 4.4. ч.П), и
высокотвердых сплавов (табл 6.4).
6.4. Окислительное изнашивание
Протекает при нормальных и повышенных температурах при
трении без смазочного материала или недостаточном его количе-
стве в диапазоне скоростей скольжения 0,5.. 1 м/с.
Повышение износостойкости достигается созданием поверх-
ностей трения с высокой твердостью
Способы повышения твердости:
- процессы ППД (для низкоуглеродистых сталей);
- цементация (для малоуглеродистых сталей сталь 20ХГС.
сталь 40, сталь 45 и др );
- азотирование (для нержавеющих марок сталей);
- хромирование (для средне- и высокоуглеродистых сталей);
- нитроцементация (для углеродистых сталей в условиях ин-
тенсивного изнашивания);
- электромеханическая обработка (для сталей с содержани-
ем углерода менее 0.7%);
- закалка ТВЧ (для сталей, содержащих углерода не менее
0,6%);
- металлизация (при работе узла трения со смазочным материалом).
94
Таблица 6.4
Износостойкая наплавка.
Марка Наплавленный металл Твердость HRC Примечание
ЭЛЕКТРОДЫ 1ЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ по ГОСТ 10051-75
У340П/Б ОЗН-400У НР-70 ОМГ-Н 12АН/ЛИВТ ТКЗ-Н Т-620 Т-590 ЦС-1 ВСН-6 Э-10ГЗ Э-15Г5 Э-30Г2ХМ Э-65Х11НЗ Э-95Х7Г5С Э-30Х5В2Г2СМ Э-320Х23С2ГТР Э-320Х25С2ГР Э-ЗООХ28Н4С4 175Б6Х6СТ 28 35 40. 44 31. .41 25. 33 25. .32 50. .60 55. 62 57 63 48. .54 52. 57 Наплавка деталей, ис- пытывающих контакт- ные (ударные) нагрузки: оси, валы, рельсовые крестовины и др Наплавка деталей из стали Г13Л (Га1фильда) Наплавка деталей, ис- пытывающих интенсив- ные ударные нагрузки с абразивным изнашиванием Наплавка деталей, под- верженных абразивно- му изнашиванию Наплавка деталей, ис- пытывающих абразив- ное изнашивание с ударными нагрузками
НАП ЛАВОЧНАЯ ПРОВОЛОКА по ГОСТ10543-82
Нг-40ХЗГ2МФ Нп-50ХФА Нп-40Х13 38 .44 43 50 45...52
НВ(МПа)
Нп-30 Нп-40 Нл-50 Нг-80 Н„-50Г НП-65Г Нр-ЗОХГСА 1600. .2200 1600. .2200 1800. .2400 2600. 3400 2000 2700 2300. 3100 2200 3000 Наплавка деталей, под- верженных абразивно- му изнашиванию оси. шпиндели. колеса, опорные катки, ролики
95
Продолжение табл. 6л
Марка Наплавленный металл Твердость НВ(МПа) Примечание
Нп-Х15Н60 Нп-Х20Н80 2000. 2200 2000. 2200 Наплавка деталей, работающих при высо- кой температуре с ин- тенсивным окислением
Проволока порошковая наплавочная по ГОСТ 26101-84
ПП-НГ1-30Х5Г2СМ-Т(О)-С(У)-2|5 ПП-Нп-30Х4Г2М-Т-С(Ф)-2,0 ПП-Нп-14СТ-Т-С-3.0 ПП-Нп-19СТ-Т-С-3,0 ПП-Нп.50ХЗСТ-Т-С-3,0 ПП-НП-18Х1Г1М-Т-Ф-3,5 50. 56HRC 42. 48HRC НВ(МПа) 2400..2600 3000. 3400 4600. .5100 3200...3800 Наплавка деталей общего назначения
ПОРОШКОВЫЕ ЛЕНТЫ
Пл-АН101 Пл-АН102 Пп-АН111 Пп-АН126 300X25H3C3 250Х20СЗРЗ Никель- Карбидхрома 20Х2Г2МТ 50. 55HRC 52. 56HRC 48...55HRC 33...45HRC Конуса и чаши засыпных аппаратов доменных печей, броневые плиты Детали общего назна- чения
Спеченные ленты по ГОСТ 22366-77
ЛС-100Х7Р1 54 . 58HRC Детали, испытываю-
ЛС-10Х14МЗ 46. .50HRC щие интенсивное аб- разивное изнашивание Плунжеры гидропро- цессов, крановые ко-
ЛС-20Х10Г10Т 38...42HRC лёса
Порошки для наплавки ГОСТ 21448-75
ПГ-С27 400Х28Н2С2ВМ >53HRC Для наплавки дета- лей, работающих в
ПГ-С1 >51HRC условиях абразивно- го изнашивания при температуре до 500‘С Для наплавки дета-
300Х28Н4С4 ПГ-УС25 >55HRC лей, подвергающихся абразивному (газоаб-
500Х38Н разивному) изнаши- ванию
96
Окончание табл.6.4
Марка Наплавленный металл Твердость Примечание
Прутки для наплавки ГОСТ21448 -75
|пр-С27 450Х28Н2СВМ 52HRC Для наплавки деталей, испытывающих абра-
Пр-С1 300X28H4C3 50HRC зивное изнашивание с умеренными ударами при температуре до 500°С То же при нормальной! температуре То же со значительными
Пр-С2 200X17Н2 44HRC ударными нагрузками Для наплавки деталей.
ПЭ-ВЗК 40HRC испытывающих абра- зивное изнашивание при
100Х29К63В5 нагреве до 750°С, воз- действии агрессивных сред и ударных нагрузок
6.5. Усталостное изнашивание
Проявляется при качении в виде местных очагов разрушения
(питтинг) и в отделении микрообъемов поверхности при трении
скольжения за счет усталости поверхностных слоев
На усталостную прочность о, характеризующуюся количест-
вом циклов нагружения, существенное влияние оказывает удель-
ная нагрузка на контакте р, связанные соотношением из теории
подобия
p3or=idem,
где idem - условие подобия модели и натуры
То есть незначительное повышение нагрузки ведет к сниже-
нию количества циклов нагружения, при котором происходит раз-
рушение поверхности.
Повышение износостойкости в условиях усталостного изна-
шивания достигается снижением удельной нагрузки на контакте,
выбором материала с повышенным сопротивлением усталости,
повышением класса чистоты обработки, применением жидких сма-
зочных материалов с высоким классом чистоты
97
6.6. Фреттинг-коррозия
Этот вид изнашивания проявляется в соединениях (подвижных и
неподвижных) при колебаниях контактирующих поверхностей с малы-
ми амплитудами 0,025...2,5 мм. Наиболее интенсивное изнашивание
соответствует амплитудам в пределах 0.1 0.15 мм Распространен на
посадочных поверхностях полумуфт, зубчатых колес, подшипников
качения, в деталях кривошипно-шатунных механизмов.
На интенсивность процесса изнашивания существенное влияние
оказывает количество циклов нагружения.
Характерным признаком процесса фреттинг-коррозии в подвиж-
ных соединениях является наличие темных полос по границам сопря-
жения В соединениях с натягом в месте контакта появляются продук-
ты окисления от светло-красно-коричневого до темно-коричневого цве-
та.
Повреждения поверхностей вследствие фреттинг-коррозии слу-
жат концентраторами напряжений и снижают предел выносливости. В
случае усталостного разрушения на фреттинг-коррозию как первопри-
чину указывает характерный язычок металла.
Предотвратить или замедлить развитие процесса фреттинг-
коррозии возможно путем:
- нанесения на поверхность контакта слоя меди, кадмия. ПТФЭ
(политетрофторэтилен);
- повышения твердости одной из деталей;
увеличения натяга соединения;
- увеличения шероховатости поверхности, если устраняется
проскальзывание;
• фосфатирования поверхности и покрытия ее парафином;
- покрытия поверхности свинцовыми белилами или их смесью с
MoS2,
- смазывания контактирующих поверхностей маслами с проти-
воизносными присадками
6.7. Избирательный перенос
Избирательный перенос (ИП) - это процесс, заключающийся
в формировании при трении на трущихся поверхностях так назы-
ваемой сервовитной пленки Сервовитная пленка, как правило,
формируется из бронзы или медьсодержащих химических соеди-
нений и представляет собой очень активную медную пленку тол-
щиной 1 .2 мкм, свободную от окисных пленок. Сервовитная плен-
98
ка покрывает трущиеся поверхности обоих контактируемых тел
(рис. 6.1).
Рис. 6.1 Избирательный перенос.
1 - металлополимерный слой; 2 • сервовитная пленка меди, 3 - сталь
Одновременно с формированием сервовитной пленки обра-
зуются полимеры трения, дополнительно разделяющие пары тре-
ния, поверхностно-активные вещества (ПАВ), выделяется свобод-
ный водород, восстанавливающий окисные пленки на медном
сплаве и стали Это положительные факторы, стабилизирующие
эффект безизносности
Но при повышении температуры более 65°С интенсифици-
руется выделение водорода и насыщения им поверхности стали.
Поверхность стали в виде порошка переходит на поверхность
бронзы Режим избирательного переноса переходит в режим во-
дородного изнашивания
Наибольшая вероятность реализации ИП в парах трения
сталь-бронза при наличии смазочного материала с ПАВ (напри-
мер, ЦИАТИМ-201, ЛКС-металлургическая, АМ-10 и др.) или сталь-
сталь с использованием смазочных материалов, включающих
медьсодержащие порошки или химические соединения Порошки
вводятся в количестве 10% от объема. А использование в качестве
присадки до 3% серно-кислой меди обеспечивает работу пары
сталь-сталь с такими же триботехническими характеристиками,
как и пары трения сталь-бронза
Наиболее стабилен процесс ИП с циклическим знакопере-
менным изменением направления смещения контактирующих по-
верхностей:
- со скоростью скольжения в пределах i>maj(>L>ac>10 м/с
(Umax - максимальная величина скорости скольжения, ограни-
ченна температурными свойствами смазочного материала);
99
99
имеющих шероховатость более твердой детали в пределах
0.3 .0.63 Ra;
работающих при удельных нагрузках более 20 МПа,
со смазочными материалами, содержащими ПАВ (динатриевая
соль этипдиаминтетрауксусной кислоты, олеиновая кислота,
сульфополиамидные производные) в количестве 0.5 .3% от
массы смазочного материала.
ГЛАВА 7. СМАЗКА И СМАЗОЧНЫЕ МАТЕРИАЛЫ
7.1. Виды смазки
Наиболее эффективным средством снижения величины ко-
эффициента трения и износа в узлах трения машин является при-
менение специальных материалов, получивших название “Сма-
зочные материалы"
При введении смазочного материала между трущимися по-
верхностями реализуются различные механизмы взаимодействия,
определяемые свойствами смазочного материала, свойствами
трущихся поверхностей, кинематическими и силовыми условиями
на контакте.
Действие смазочного материала на поверхности трения,
приводящее к снижению трения и скорости изнашивания обозна-
чается термином “смазка"
Различают два вида:
- жидкостная смазка,
- граничная смазка.
Синонимами этих терминов являются жидкостное трение и
граничное трение.
При одновременном возникновении между трущимися по-
верхностями жидкостной смазки и граничной смазки действие сма-
зочного материала определяют термином "смешанная смазка"
Жидкостная смазка имеет несколько режимов:
- гидродинамический:
- гидростатический,
- эластогидродинамический.
При обозначении режимов жидкостной смазки допускается
опускать термин “жидкостная", т.е гидродинамическая смазка,
гидростатическая смазка, эластогидродинамическая смазка
Внешнее различие режимов смазки может определяться
толщиной пленки смазочного материала, разделяющегося тру-
100
щиеся поверхности С этой целью введен так называемый коэф-
фициент толщины пленки А
где h толщина пленки смазочного материала,
Raf - шероховатости поверхностей
При Я < 1 - наиболее вероятна граничная смазка;
Я < 5 смешанная смазка;
I < Л < 10 - эластогидродинамическая смазка;
5 < Я < 100 гидродинамическая и гидростатическая смаз-
ка.
Сравнительные толщины пленок смазочного материала при
Рис 7 1 Сравнительная толщина пленки смазочного материала
при различных режимах смазки
Известно, что различные режимы трения характеризуются
различной величиной коэффициента трения.
101
Рис. 7 2 Кривая Шт рибека.Зависимость коэффициента трения
от параметра Гврси.
I - зона сухого и граничного трения;
II зона смешанного трения:
III - зона жидкостного трения
На рис.7.2 приведена кривая Штрибека, характеризующая
зависимость величины коэффициента трения f от безразмерного
rid)
параметра ----,
Р
где г/ - динамическая вязкость смазочного материала. Па с,
гу - частота вращения, с'1.
р - удельная нагрузка. Па
7.2. Гидродинамическая жидкостная смазка
Условием реализации жидкостной смазки является полное
разделение трущихся поверхностей слоем жидкого смазочного ма-
териала. Обеспечить такое разделение можно, зная закономерно-
сти механизма взаимодействия смазочного материала и трущихся
поверхностей
Один из таких механизмов реализуется в подшипниках
скольжения при смещении трущихся поверхностей - это режим
гидродинамической смазки
На рис.7.3 и 7 4 представлены схемы поведения деталей
подшипника скольжения при изменении скорости вращения вала
102
Рис. 7 3. Схема возникновения несущего масляного слоя в подшипнике
а - отсутствие вращения вала, б - вращающийся вал
Рис. 7 4. Положение вала в подшипнике
а - момент трогания; б - установившийся режим,
в - изменение положения центра вала в подшипнике (полукруг Гюмбеля)
Исходное положение вала в подшипнике скольжения
(рис.7 3,а) определяется диаметральным зазором Д и радиаль-
ным зазором 8 = Д/ 2 В момент трогания вал накатывается на
подшипник, и ось вала отклоняется на угол <р (рис.7 4,а), а при
последующем проворачивании вала осуществляется захват сма-
зочного материала.
При достижении номинальной скорости вал занимает поло-
жение. соответствующее рис. 7 3,6 и 7 4,6 Между валом и под-
шипником скольжения формируется слой смазочного материала с
толщиной Лт1П в месте максимального сближения. Разность между
радиальным зазором 8 и минимальной толщиной слоя смазочно-
го материала hmn определяет эксцентриситет С оси вала относи-
тельно оси подшипника Величина эксцентриситета зависит от ве-
103
личины Р нагрузки на подшипник и частоты вращения вала со Для
характеристики подшипни^ скольжения используется относитель-
ный эксцентриситет £ = —
В слое смазочного Материала возникают напряжения, эпюры
которых представлены на рис.7 4,в
Величина номинального давления находится из зависимости
Р
Ра^~Гг (71)
а I
где d и / - диаметр и длинна подшипника.
Величина максимального напряжения
Ртах =(2.3)Д,
Величина слоя смазочного материала hmin в соответствии с
гидродинамической теорией жидкостной смазки зависит ог
- частоты вращения вала й).
- номинального давления ра,
Д
- относительного диаметрального зазора .
d
вязкости смазочного материала 7
Положение центра вала определяется безразмерным пара-
7 й) „
метром -— С ростом этого параметра центр вала перемещает-
Р
ся к центру подшипника по траектории, близкой к полуокружности
диаметром, равным радиальному зазору 6 (полукруг Гюмбеля).
На рис. 7.4,в в качестве величины диаметра использована относи-
тельная величина - относительная толщина масляного слоя
£ = (7.2)
п-й)
При бесконечно большой величине параметра ---- центр
Р
вала совпадает с центром подшипника При этом hmm = 5. клино-
видность зазора исчезает, а давление в масляном клине должно
быть равным нулю Такое состояние может наступить при отсутст-
вии внешней нагрузки.
104
С уменьшением параметра -- толщина масляного слоя
Р
Л ia уменьшается, вытекание масла, нагнетаемого в эту область
насосным действием вала, затрудняется, давление в масляном
слое повышается, теоретически до бесконечности Реально откло-
нение от цилиндричности, шероховатость, наличие загрязнения в
смазочном материале ограничивают несущую способность под-
шипника.
При гидродинамической смазке относительный эксцентриси-
тет £ и относительная минимальная толщина £ = 1-д являются
функциями безразмерного числа Зоммерфельда
= (7.3)
РУ
Существует оптимальное значение. £ = 0.3...0.35, при кото-
ром режим гидродинамической жидкостной смазки наиболее ус-
тойчив.
Выше этого значения небольшие изменения нагрузки ведут к
значительному смещению центра вала (полукруг Гюмбеля), кото-
рые легко переходят в циклические вихревые движения.
Взаимосвязь между числом Зоммерфельда и относительной
минимальной толщиной смазочного слоя может быть выражена
следующими зависимостями для различных значений отношения
длины к диаметру подшипника
/. = 0.75.. 1.0 So =--------4------,
/d 0.8(4-0.24
/а
(7.4)
1/, = 1.0..2.0 So =-------4-------- (7.5)
/d 0.43(4 + 0.24
/а
Для этих случаев оптимальный относительный зазор
Предельное значение относительного зазора, при котором
еще реализуется гидродинамическая жидкостная смазка:
105
(77>
Ограничение на реализацию режима гидродинамической
смазки накладывает и величина безразмерного параметра Рей-
нольдса
Re = ^AjLi
v
где Л - минимальный слой смазочного материала, мм;
и - средняя скорость жидкостной пленки, мм/с;
v - кинематическая вязкость смазочного материала, мм2/с.
При Re > 1900 ламинарное течение смазочного материала
переходит в турбулентное, что ведет к нарушению режима жидко-
стной смазки.
7.3. Гидростатическая жидкостная смазка
Разделение трущихся поверхностей в подшипнике скольже-
ния можно осуществить не только в динамике (при вращении ва-
ла), но и в статике, когда вал неподвижен. Это очень важно в мо-
мент трогания вала. Это можно обеспечить, подавая в зону контак-
та вала с подшипником жидкий смазочный материал под высоким
давлением, создаваемым установленным вне подшипника насо-
сом. Такой режим разделения трущихся поверхностей получил на-
звание «гидростатическая жидкостная смазка», а подшипник, в ко-
тором реализуется этот режим, - «гидростатический подшипник
жидкостного трения»
Для гидростатической смазки требуется давление масла по-
рядка 20...30 МПа.
7.4. Эластогидродинамическая смазка
Этот режим смазки реализуется в подшипниках качения и
зубчатых зацеплениях. Предпосылкой для возникновения пленки
смазочного материала служат высокие контактные нагрузки, при-
водящие к упругим деформациям соприкасающихся тел и к росту
вязкости смазочного материала в соответствии с зависимостью
^ = ^0^. (7.8)
106
где 70 - вязкость смазочного материала при р = 0, Па с.
р - давление на контакте, МПа;
а - пьезокоэффициент вязкости, МПа ', для минеральных
масел, 0.01 < а < 0.04
Эпюра давлений в смазочном слое и вид контакта представ-
лен на рис.7.5, т е. на выходе имеется сужающаяся щель и соот-
ветствующий сужению всплеск давления
Рис. 7 5. Эпюра распределения скоростей, форма зазора
между контактирующими при качении цилиндрами
и ориентировочная эпюра распределения в нем давления масла:
1 - контактирующие поверхности; 2 - масло, 3 - эпюра давления
масла, 4 - распределение давления по Герцу для несмазанных поверхно-
стей; х,, х2 - координаты концов смазочного слоя
В наиболее узком месте увеличивается скорость течения и
растет вязкость масла под действием давления. При выходе из
зазора вязкость масла резко падает
Наибольшее влияние на распределение максимума давле-
ния оказывает параметр скорости U
Е' R
где 70 - вязкость смазочного материала, МПа -с ;
и - скорость скольжения на контакте, ,
Е{ - эквивалентный модуль продольной упругости, Па;
R - эквивалентный радиус кривизны, м.
(79)
107
Минимальная толщина масляной пленки также зависит от
параметра скорости, т е возрастает с его ростом.
Сила трения, возникающая при эластогидродинамической
смазке при чистом качении, изменяется с изменением параметра
скорости и в первом приближении прямо пропорциональна толщи-
не пленки смазочного материала
Существенное влияние на режим эластогидродинамической
смазки оказывает шероховатость контактирующих поверхностей.
Условной мерой реализации эластогидродинамической смазки яв-
ляется коэффициент толщины пленки Л.
При А > 3 топография поверхности не оказывает влияние на
свойства пленки;
при 2< А <3 увеличение поперечной шероховатости приводит
к росту толщины пленки;
при 1< А <2 на толщину пленки превалирующее влияние ока-
зывает продольная разнотолщинность. что характерно для реаль-
ных режимов трения;
при А = 0.8 возникает смешанное трение с небольшой до-
лей нагрузки, приходящейся на микронеровности;
при А =1.5..2,5 возникают только отдельные контакты, кото-
рые исчезают при А > 2.5, обеспечивая режим гидродинамической
жидкостной смазки
После приработки толщина пленки смазочного материала,
необходимая для обеспечения жидкостного трения, уменьшается в
некоторых случаях до 10 раз.
7.5. Граничная смазка
В соответствии с международным стандартом ИСО 4378/3
под граничной смазкой понимается такой вид смазки, которому не
могут быть приписаны объемные вязкостные свойства смазочного
материала и который определяется свойствами граничных слоев,
возникающих при взаимодействии материала поверхности трения
и смазочного материала в результате физической адсорбции или
химической реакции
Объемные свойства жидкого смазочного материала не про-
являются при толщине пленки менее 0,02 .0.1 мкм. Наиболее
прочные адсорбционные слои на металлах образуют поверхност-
но-активные вещества (ПАВ), такие как жирные кислоты, их спирты
и эфиры, животные и растительные жиры
108
Так, например, при толщине монослоя олеиновой кислоты,
равным 19,02 а, слой смазочного материала может включать
10...50 таких монослоев Адсорбционные пленки образуются на
металлических поверхностях под действием ориентационных сил
притяжения Ван дер Ваальса Молекулы, ориентированные в си-
ловом поле твердой поверхности, занимают стоячее положение
(рис. 7 6).
Рис. 7 6. Схема формирования адсорбционного слоя
Затем под действием дисперсионных сил образуются сле-
дующие слои Молекулы между собой по всей длине находятся
под действием поперечных (дисперсионных) сил Таким образом,
мультимолекулярный слой приобретает квазикристаллическую
структуру комплекса жидких криталлов, обладающего свойствами
квазитвердого тела с высоким модулем упругости рис.7 7
109
Рис. 7 7 Схема структуры граничного смазочного слоя
на поверхности металла
А - поликристаллическая поверхность металла.
Б - поликристаллическая зона граничного слоя;
В - монокристаллическая зона граничного слоя
Так, модуль упругости молекул жирных кислот достигает
Е=3.5. .5 Ю5 МПа, а мультимолекулярные слои выдерживают на-
грузку до 100 МПа.
С другой стороны, монослои связаны между собой слабыми
дисперсионными силами Ван дер Ваальса, что является причиной
легкого скольжения между контактирующими адсорбционными
пленками при граничном трении (рис.7 8).
Н ННННИН1Н НН
/ / ///// / / ////1} НИН
НННННННПНН!
нннншннннн
Рис. 7 8. Схема скольжения граничных слоев,
построенных из цепных макромолекул
ио
В результате химических реакций жирных кислот с металли-
ческой поверхностью образуются мыла, снижающие трение Наи-
более активны медь, кадмий, цинк, магний, в меньшей степени же-
лезо. алюминий
Прилегающий к твердому телу монослой образует химиче-
ские связи с поверхностью металла с образованием химически
модифицированных слоев при наличии таких химически активных
элементов, как S, Cl, Р В этом случае образуются модифициро-
ванные слои, состоящие из соединений железа с S, Cl, Р Моди-
фицированные слои не только обеспечивают снижение трения, но
и являются более активными адсорбентами
Модифицированные слои повышают износостойкость, так
как в процессе трения разрушается не сам металл, а менее проч-
ный модифицированный слой, существенную долю в котором со-
ставляет активный элемент присадки. В результате этого вместо
интенсивного изнашивания металла происходит потеря массы
присадки, воспроизводимой из смазочного материала.
Эффективность присадок, содержащих CI. начинает прояв-
ляться при температуре 100 150°С Сульфидные пленки эффектив-
ны при более высоких температурах, но коэффициент трения не-
сколько выше. Самый высокий коэффициент трения имеют фосфид-
ные пленки, но они обладают высокой износостойкостью. Поверхно-
стно-активные вещества в результате миграции по поверхности могут
проникать в микротрещины, вызывая адсорбционное пластифициро-
вание (эффект Ребиндера) и, как следствие, разрушение тонкого по-
верхностного слоя Если такой процесс локализуется на микронеров-
ностях, то происходит их сглаживание, идет процесс приработки и
улучшения смазывания поверхностей
Рис. 7 9. Схема адсорбционно-расклинивающего действия
полярных молекул смазочного материала
F — давление адсорбированого слоя; Q — расклинивающие силы
in
При высоких нагрузках процесс разрушения поверхн
проникает на большую глубину и граничные слои ведут себя не л
смазочные, а скорее как режущие.
При граничной смазке проявляется еще один эффект -
“эффект Дерягина’ когда ориентированные граничные спои спо-
собны оказывать расклинивающее действие, выражающееся в со-
противлении слоя смазочного материала утоньшению под дейст-
вием нагрузки (рис.7 9).
Значительное влияние на прочность граничного слоя оказы-
вает температура. Повышение температуры приводит к резкому
возрастанию силы трения и повреждению поверхностей, свиде-
тельствующее о разрушении граничного смазочного слоя, т.е о
дезориентации и десорбции молекул ПАВ
Повышение температуры в присутствии химически активных
добавок в смазочном материале интенсифицирует процесс обра-
зования химически модифицированных слоев, обеспечивающих
снижение трения и износ Дальнейший рост температуры ведет к
разрушению модифицированных слоев, следствием чего является
адгезионное изнашивание
Разрушение граничного слоя может вызываться и пластиче-
ской деформацией поверхностей в сопряженном контакте
7.6. Смазочные материалы
7.6.1 Общая характеристика
Для снижения трения и скорости изнашивания широкое рас-
пространение получили смазочные материалы Различают не-
сколько видов смазочных материалов
- жидкие смазочные материалы (ЖСМ);
- пластичные смазочные материалы (ПСМ);
- твердые смазочные материалы (ТСМ);
- газообразные смазочные материалы (ГСМ):
По происхождению ЖСМ подразделяются на:
- минеральные (нефтяные и сланцевые);
• жировые (растительные и животные),
- синтетические
Минеральные масла представляют сложную смесь углево-
дородов (парафиновых, нафтеновых, ароматических) В них при-
сутствуют сернистые соединения, смолы, нафтеновые кислоты
Чистые нефтяные масла работоспособны в диапазоне тем-
ператур -40°С +50°С Эксплуатационные свойства масел улуч-
112
путем введения присадок Эти масла наиболее широко ис-
ОЛьзуются для смазывания узлов трения механизмов металлур-
гических машин.
Жировые масла обладают лучшими антифрикционными
свойствами, чем чисто нефтяные масла, но являются менее ста-
бильными в эксплуатации, быстро окисляются, особенно при по-
вышенной температуре. Работоспособны при температурах -
20°С +100°С В чистом виде используются в основном в процессе
холодной прокатки полос, в качестве присадок к нефтяным маслам
и при производстве ПСМ
Синтетические масла пока не используются в узлах трения
металлургических машин из-за их высокой стоимости.
Они работоспособны в диапазоне температур -60 - +400°С
Применение ЖСМ обеспечивает в узлах трения:
- режим жидкостной смазки;
- интенсивный теплоотвод,
- фильтрацию продуктов износа.
Пластичный смазочный материал (ПСМ) представляет собой
систему, состоящую из жидкой среды, которая удерживается в
структурном каркасе загустителя. В качестве жидкой среды ис-
пользуются ЖСМ (от 70 до 95% по массе), преимущественно ми-
неральные масла В качестве загустителя используются мыла
жирных кислот, твердые углеводороды, пигменты, силикагель,
бентонитовые глины Для улучшения эксплуатационных свойств
вводятся присадки и наполнители (до 10% по объему).
Применение ПСМ обеспечивает в узлах трения:
- режим граничной смазки;
- избирательный перенос;
- защиту от коррозии;
- снижение вибрации;
- снижение трения и износа;
- уплотнение зазоров в сопряжениях
Твердые смазочные Материалы (ТСМ) и твердые антифрик-
ционные покрытия применяются тогда, когда не могут применяться
ЖСМ и ПСМ, т.е. при температурах застывания этих материалов и
при высоких температурах, когда эти материалы разлагаются и
испаряются.
Твердые смазочные материалы подразделяются на неорга-
нические и органические Из неорганических твердых смазочных
материалов наиболее широкое распространение получили: гра-
фит. дисульфид молибдена MoS2, дисульфид вольфрама WS2
из
Из органических ТСМ наиболее широко используются политет-
рафторэтилен (ПТФЭ), полиамиды
Газовые смазочные материалы используются в высокоско-
ростных узлах трения при п > 10000об/иин
7.6.2. Классификация минеральных масел
В зависимости от способа получения нефтяные масла раз-
личают
- дистиллятные (полученные из масляных дистиллятов по-
сле вакуумной перегонки мазута);
- остаточные (полученные из гудрона);
- компаундированные (путем смешивания базовых дистил-
лятных и остаточных масел);
- загущенные (с полимерными присадками).
По назначению масла подразделяются на:
индустриальные;
- трансмиссионные;
- моторные;
- энергетические (турбинные, трансформаторные, электро-
изоляционные. конденсаторные, кабельные, компрессорные, для
выключателей);
- технологические;
- теплоносители;
специальные (пропиточные, парфюмерные, медицинские,
для цепей туннельных печей и др.).
В узлах трения металлургических машин в основном
используются индустриальные и трансмиссионные масла
В соответствии со стандартом ГОСТ 17479.4-87 “Смазочные
материалы индустриальные', разработанном на основании меж-
дународного стандарта ИСО 3448-75, индустриальные масла под-
разделяются по вязкости на 18 классов с кинематической вязко-
стью = 2.. 15ООлш2/с при температуре t = 40" С
По прежней классификации значение вязкости в обозначе-
нии марки минерального масла приводилось для эталонных тем-
ператур 50°С и 100°С
Пример обозначения индустриальных масел по прежней и
действующей классификациям
114
Эталонная температура t. “С -1
50 40 100 40
И-12Н И-Л-А-22 Цилиндровое-11 И-Т-А-100
ИГТ1-14 И-Л-С-22 МС-14 И-Т-А-220
И-20А И-Г-А-32 МС-20 И-Т-А-320
ИСП-40 H-T-D-68 П-28 И-Т-А-460
И-50 А И-Г-А-100 Цилиндровое-24 И-Т-А-460
ИГП-72 И-Г-С-100 Цилиндровое-38 И-Т-А-680
ИТП-200 M-T-D-460 П-40 И-Т-А-680
ИТП-300 M-T-D-680 Цилиндровое-52 И-Т-А-1000
В обозначение индустриальных масел входят символы, от-
ражающие область применения, эксплуатационные свойства и
класс вязкости
Порядок символов. Характеристика символов
[1-2-3-4]
| | | | значение вязкости /с.
| | | 12.3.5.7.10.15.22,46,68.100.150,220.460.680,1000.1500
I I I
I I I эксплуатационные свойства________________________*
| | | А - масла без присадок
| | | В->А+антиокислительные. антикоррозионные присадки
| | | С->В+противоизносные
| | | 0->С+противозадирные
| | | Е->0+противоскачковые
I I
| I область применения______________.
| | Л(Р)-легконагруженные узлы трения
| | Г(Н)-для гидравлических систем
| | Н(С)-для направляющих скольжения
| | Т(С)-тяжелонагруженные узлы трения
| И - индустриальные масла
115
7.6.3. Показатели физических свойств минеральных масел
Вязкость
При подборе минеральных масел значение вязкости являет-
ся определяющей величиной. Различают вязкость динамическую -
т| и кинематическую - v В системе СИ за единицу динамической
вязкости принята Паскаль секунда (Па с), за единицу кинематиче-
ской вязкости - м2/с. Для характеристики вязкости минеральных
масел используются более мелкие единицы измерения - мПа с и
мм2/с Соотношение между динамической и кинематической вязко-
стью определяется зависимостью:
v=n, (711)
Р
где р - плотность минерального масла.
На вязкость существенное влияние оказывает температура.
В инженерных расчетах значение вязкости в зависимости от тем-
пературы можно определить по формуле Прокофьева.
(7 12)
где vt3 - значение динамической вязкости при эталонной темпе-
ратуре (40. 50. 100°С);
t - температура, при которой определяется вязкость смазочно-
го материала, как правило рабочая температура;
п - коэффициент, определяемый из зависимости:
w= i+zgoy
(7 13)
Для характеристики изменения вязкости в зависимости от тем-
пературы существует так называемый индекс вязкости - ИВ. Если ИВ
находится в пределах 85. .95. то минеральное масло имеет удовле-
творительную вязкостно-температурную характеристику Чем выше
ИВ, тем с меньшей интенсивностью изменяется вязкость с изменени-
ем температуры, тем надежнее реализуется режим жидкостной смаз-
ки в более широком температурном диапазоне
Температура застывания
Температурой застывания условно считается та температу-
ра. пои которой масло, помешенное в пообиоку не меняет поло-
иб
жение мениска (на глаз) при повороте пробирки из вертикального
положения в наклонное под углом 45°
Температура вспышки
Температура, при которой мгновенно вспыхивают накопив-
шиеся газообразные углеводороды при приближении открытого
пламени Чем выше температура вспышки, тем более стабильно
минеральное масло
Кислотное число
Кислотное число характеризует количество щелочи КОН в
мг. необходимой для нейтрализации кислот, находящихся в 1 г
масла. Присутствие кислот, особенно низкомолекулярных, вызы-
вает интенсивную коррозию металлов Повышение кислотного
числа характеризует старение минерального масла.
Анилиновая точка
Это температура, при которой равные объемы минерального
масла и анилина разделяются на две фазы Чем выше температу-
ра разделения смеси, тем больше в масле ароматических соеди-
нений, тем ниже ИВ
Противозадирные свойства
Характеризуются индексом задира - И3 и нагрузкой заеда-
ния - Р
_ Pq de
3 d ’
u
где Pq - нагрузка прижатия верхнего шара к нижним в четырехша-
риковой машине трения;
d2 - диаметр площадки упругой деформации шаров;
du - диаметр пятна износа.
Более износостойкими являются остаточные масла. Для них
du =0,6...0,8 мм при нагрузке 196 Н по ГОСТ 9490-75. Для дистил-
лятных масел б/„=0,8. 1,1 мм.
117
7.6.4. Фильтрация масел
Любая система смазывания и гидравлическая система загряз-
нены уже до начала эксплуатации (остатки материала, образовав-
шиеся при изготовлении, частицы, попавшие в момент сборки).
Степень загрязнения системы увеличивается вследствие
износа за счет попадания загрязнений через вентиляционные от-
верстия, уплотнения, в процессе проведения ремонтов При этом в
одном литре масла может находиться до 100 млн. частиц разме-
ром более 1 мкм
До 80% отказов в смазочных и гидравлических системах вы-
званы загрязнениями (заклинивание, более длительный рабочий
цикл за счет износа сопряжений, вибрация подшипников, отсутст-
вие необходимого давления, повышение температуры масла). По-
этому необходима соответствующая постоянная фильтрация мас-
ла С этой целью используют защитные фильтры грубой очистки и
рабочие фильтры сверхтонкой очистки Первые задерживают круп-
ные частицы, размеры которых значительно больше зазоров
Рабочие фильтры удаляют частицы до 5 мкм и сводят износ до
минимума. Решающее влияние на износ узлов трения наряду с
размерами частиц оказывает и их количество
Разработан международный стандарт ИСО 4406 на чистоту
масла. По этому стандарту определяется количество частиц раз-
мером более 5 мкм и частиц размером более 15 мкм в 100 мл жид-
кости
Обычные фильтры задерживают частицы размером более
25 мкм, что определяет невысокий срок службы узлов трения, ра-
ботающих в режиме эластогидродинамической смазки Сущест-
венно повышается срок службы таких узлов при фильтрации час-
тиц менее 10 мкм.
В процессе эксплуатации необходимо удалять не только части-
цы загрязняющих веществ, но и воду, проникающую в систему Вода
способствует кавитации, коррозии, ускоренному старению масла,
особенно при наличии частиц железа или меди, которые являются
катализаторами старения масла при наличии воды Наряду с этим
вода способствует осаждению присадок, уменьшению толщины сма-
зочной пленки, ускоренному износу шестеренчатого насоса
7.6.5. Регенерация минеральных масел
Продукты окисления, загрязнения и другие примеси, накап-
ливающиеся в масле в процессе эксплуатации, резко снижают его
качество Для восстановления первоначальных свойств масел или
118
существенного снижения количества продуктов окисления и воды
разработаны различные способы регенерации Простейшими тех-
нологическими процессами регенерации являются:
- отстой и фильтрация;
- отстой, адсорбционная очистка, фильтрация;
- отстой, обработка щелочью, адсорбционная очистка,
фильтрация;
- отстой, обработка кислотой, адсорбционная очистка,
фильтрация;
- отстой, обработка кислотой и щелочью, адсорбционная
очистка, фильтрация.
Отстой отработавших масел от механических примесей и воды
наиболее эффективен при 80° 90°С Время отстоя 24 48 часов.
Для фильтрации масла применяют металлические сетки,
плотные ткани, бумагу, картон, отбеливающие земли
Малозагрязненные и малообводненные масла (до 0,3%) в
циркуляционных смазочных системах очищают сепараторами при
подогреве масла до 60 70°С
Серно-кислотную очистку применяют для глубоко окислен-
ных отработавших масел
Обработка щелочью служит для удаления из масла органи-
ческих кислот и остатка свободной серной кислоты
Наиболее эффективным способом удаления из масла ас-
фальтосмолистых веществ является адсорбция В качестве ад-
сорбентов применяется активированный уголь и отбеливающие
земли Наиболее глубокую очистку минеральных масел, практиче-
ски полное восстановление исходных свойств можно получить на
специальных регенерационных установках В этом случае техноло-
гический процесс включает следующие процессы:
- осаждение (грубое удаление воды и механических приме-
сей);
- атмосферная перегонка (удаление низкокипящих фрак-
ций и воды);
- серно-кислотная очистка с последующей нейтрализацией
известью (удаление продуктов окисления и присадок);
- фильтрование (удаление кислого гудрона);
- вакуумная перегонка (разделение на один или два мало-
вязких и средневязких дистиллята и остаток);
- очистка отбеливающими глинами;
- компаудирование и введение присадок.
119
7.6.6. Пластичные смазочные материалы и их свойства
При подборе ПСМ решающее значение имеют их эксплуата-
ционные характеристики, наиболее важными являются:
- объемно-механические свойства;
• стабильность, как коллоидных систем;
- триботехнические свойства.
К объемно-механическим свойствам относятся, предел
прочности на сдвиг и разрыв, вязкость, механическая стабиль-
ность. термоупрочнение, пенетрация Предел прочности на сдвиг
определяет каркас загустителя Для большей части ПСМ в интер-
вале температур t=20 120°С предел прочности составляет
ор =0,1 .2 кПа. При меньших значениях смазочный материал вы-
текает из узла трения, при больших значениях затрудняется его
доступ к смазываемой поверхности.
Вязкость определяет возможность подачи и заправки ПСМ в
узлы трения при низких температурах Существующими нагнета-
телями можно подавать ПСМ вязкостью не более 5 10 кПа с. В
централизованных смазочных системах вязкость ПСМ не должна
превышать 80 Па с
После разрушения структурного каркаса ПСМ начинает течь
подобно жидкости С увеличением скорости течения (скорости де-
формации) до 10 с вязкость смазочного материала понижается в
сотни и тысячи раз.
В результате интенсивного и длительного сдвига изменяется
предел прочности Изменение предела прочности на сдвиг под
воздействием механического нагружения есть механическая ста-
бильность. которая характеризуется индексом разрушения - Кр и
индексом восстановления - Кв.
СТ ~ О п Оя ~ О п
Ко = —------100%, Кл =—----------£ 100%.
где ои - исходный предел прочности на сдвиг;
ор - предел прочности после разрушения;
ов - предел прочности через трое суток после окончания раз-
рушения
Термоупрочнение характеризует изменение предела проч-
ности на сдвиг ПСМ при нагреве выше 100°С и последующем
охлаждении
120
Степень консистенции ПСМ характеризуется числом пенет-
рации. Число пенетрации выражает глубину погружения в мм. ум-
ноженную на число 10, стандартного конуса массой 150 г под дей-
ствием собственного веса в течение 5 с.
ПСМ должны сохранять стабильность как коллоидные сис-
темы, неизменность состава, стойкость против окисления, инерт-
ность к воде и агрессивным средам. Проявлением нарушения кол-
лоидной стабильности является выделение жидкой фазы (мине-
рального масла) в процессе хранения и под воздействием одно-
стороннего приложенного давления
ПСМ обеспечивают реализацию граничной смазки и поэтому
имеют лучшие антифрикционные характеристики, чем минераль-
ные масла, на которых они изготовлены
Противоизносные и противозадирные свойства ПСМ харак-
теризуются нагрузкой заедания - Ркр и нагрузкой сваривания - Рс
Присутствие в ПСМ свободных щелочей и воды существенно
ухудшает их смазочное действие, усиливается коррозионный износ
Наиболее эффективно для снижения износа является вве-
дение в ПСМ роданида меди, этиленгликоля
Для улучшения триботехнических свойств в ПСМ вводят раз-
личные наполнители в виде порошков графита, MoS2 слюды. Sn.
Си, РЬ Введение в ПСМ соли однойодистой меди и соли меди
ацетилсалициловой кислоты реализует эффект безизносности В
качестве полимерных наполнителей используют полиэтилен, по-
липропилен, ПТФЭ в виде порошков дисперсностью до 10 мкм
7.6.7. Твердые смазочные материалы
Наиболее часто в узлах трения металлургических машин при
невозможности применения ЖСМ и ПСМ применяются графит, ди-
сульфид молибдена, мягкие металлы (Pb, Sn), ПТФЭ (фторо-
пласт).
Графит обладает хорошими антифрикционными свойствами
в атмосферных условиях до температуры t=400°C, которые теря-
ются в вакууме, инертном газе, сухом воздухе
Дисульфид молибдена M0S2 имеет структуру, подобную
графиту, но его антифрикционные свойства ухудшаются при ад-
сорбции кислорода, паров воды и других веществ, вступающих в
химическое взаимодействие с серой. В вакууме MoS2 работоспо-
собен до температуры t=1000 1300°С. а на воздухе до t=350°C
Мягкие металлы (металлы с низкой температурой плавле-
ния .In - 1fi5°C Ph -327°С. Sn - 238°С. Cd - 321°С) используются в
121
качестве основы или компонентов покрытий на твердых конструк-
ционных материалах Их антифрикционность определяется малым
сопротивлением срезу в тонком слое мягкого покрытия при относи-
тельном движении поверхностей под нагрузкой. Порошки мягких
металлов вводят в качестве наполнителей в ПСМ и композицион-
ные антифрикционные материалы.
Из органических полимерных материалов наиболее эффек-
тивен политетрафторэтилен (ПТФЭ) или фторопласт (зарубежное
название - тефлон). ПТФЭ имеет смешанную кристаллическую и
аморфную структуру (степень кристалличности до 90%). Взаимо-
действие между молекулами и кристаллами ПТФЭ осуществляется
слабыми ван-дер-ваальсовыми силами, что и обеспечивает его
высокую антифрикционность. ПТФЭ инертен, не горит, не смачи-
вается большинством жидкостей, работоспособен при температу-
рах t=-269. +270°С Основные характеристики-
- температура плавления кристаллов 327°С;
- твердость 30 .40 НВ(МПа);
- предел прочности на растяжение стр=14 ..31 МПа;
- модуль упругости при изгибе 0,43...0,85 ГПа;
- температурный коэффициент линейного расширения -
24 10'5;
- допустимые нагрузки и скорости скольжения [р]=0,2 МПа,
[v]=2m/c.
ПТФЭ в узлах трения применяется в виде тонких покрытий, в
композиционных материалах и в качестве наполнителя ПСМ
Этот материал требует осторожного обращения при нагреве.
При температуре выше 400 500°С начинается разложение фто-
ропласта с выделением токсичного газа перфторизобутилена, ко-
торый в 50 раз токсичнее фосгена.
ГЛАВА 8. ВЫБОР СМАЗОЧНЫХ МАТЕРИАЛОВ ДЛЯ УЗЛОВ ТРЕНИЯ
8.1. Методика выбора смазочных материалов
Смазочные материалы являются, по сути, конструкционными
материалами, и от правильного выбора соответствующей марки
смазочного материала во многом зависит надежность машин и ме-
ханизмов.
Освоение методики выбора смазочных материалов позволя-
ет не только осуществлять их выбор, но и выявлять как границы их
122
использования, так и область изменения параметров нагружения,
обеспечивающую наибольшую износостойкость узла трения
Применение того или иного вида смазочного материала в
конкретном узле трения зависит от многих факторов: условий
внешней среды (температура, влажность и т.д.), удельной нагруз-
ки. скорости смещения контактирующих поверхностей, характера
движения (прерывистое, реверсивное), геометрических характери-
стик и материала пар трения, твердости поверхностных слоев
трущихся тел, необходимости использования конкретной системы
смазывания, конструктивного исполнения узла трения и др.
Металлургические машины, особенно прокатные станы, ха-
рактеризуются широким спектром нагружения, и поэтому даже ре-
комендуемые заводом-изготовителем марки смазочных материалов
не могут охватить всего диапазона изменения силовых и кинемати-
ческих параметров технологического процесса. Специалист, осуще-
ствляющий техническую эксплуатацию оборудования, обязан знать
границы изменения этого диапазона как для используемых марок
смазочных материалов, так и для их заменителей.
В общем случае методика выбора смазочных материалов
заключается в следующем:
- выявляются условия работы и технические параметры узла
трения;
- осуществляется выбор вида смазочного материала;
- определяется марка смазочного материала
Основными параметрами, влияющими на выбор смазочного
материала, являются: удельная нагрузка р и скорость скольжения
и, параметр pt? и температура G твердость и микрогеометрия
трущихся поверхностей, материал трущихся поверхностей
8.2. Выбор вида смазочного материала
8.2.1. Общая характеристика смазочных материалов
В узлах трения металлургических машин наиболее широкое
распространение получили жидкие, пластичные и твердые смазоч-
ные материалы.
В качестве жидких смазочных материалов широко использу-
ются минеральные масла, способные обеспечить
- жидкостную смазку;
- интенсивный теплоотвод;
- фильтрацию продуктов изнашивания
123
При выборе минеральных масел необходимо учитывать,
что*
- при температуре выше 150’С происходит деструкция ма-
сел;
- при незначительном изменении температуры масла проис-
ходит значительное изменение его вязкости;
- требуется эффективная герметизация узлов трения;
- необходимо большое количество единовременно исполь-
зуемого масла.
Минеральные масла рекомендуется применять в узлах тре-
ния с интенсивным тепловыделением, работающих с достаточно
большими контактными нагрузками и скоростями скольжения
К таким узлам металлургических машин относятся: редукто-
ры. шестеренные клети, нажимные устройства, подшипники каче-
ния и скольжения и др
Область применения минеральных масел во многом зависит
от конструктивного исполнения узла трения. Марки минеральных
масел приведены в табл 1 прил. В. При невозможности реализа-
ции в узле трения жидкостной смазки применяют пластичный сма-
зочный материал (ПСМ). Пластичный смазочный материал обес-
печивает
- режим граничной смазки;
- удержание смазочного материала в открытых и слабогер-
метизированных узлах трения;
- работоспособность узла трения при высоких температурах
и нагрузках в широком скоростном диапазоне;
- длительный срок службы в герметизированных узлах тре-
ния
Недостатками в применении ПСМ являются:
- более трудоемкая замена смазочного материала;
- малый теплоотвод;
затрудненное удаление продуктов процесса изнашивания
Наиболее эффективно применение ПСМ для смазывания
подшипников качения.
Марки ПСМ приведены в табл. 5 прил. В
Твердые смазочные материалы (ТСМ) применяют в узлах
трения металлургических машин, характеризующихся следующими
условиями работы:
- высокие контактные напряжения и низкие скорости сколь-
жения (менее 0,1 м/с);
- наличие агрессивных сред, разрушающих обычные смазоч-
ные материалы;
• экстремальные температуры (выше 300 °с и ниже -80 °C)
124
ТСМ наносят на поверхность трущихся деталей в виде сус-
пензий. После термической обработки на поверхности деталей об-
разуются твердые смазочные пленки Недостаток таких покрытий -
малый срок службы
ТСМ с успехом используются как присадки к жидким и пла-
стичным смазочным материалам. В табл 6 прил В приведены ос-
новные физико-механические свойства ПСМ с добавками
Особую группу составляют самосмазывающиеся конструк-
ционные материалы, физико-механические характеристики кото-
рых приведены в табл. 7 прил В.
Самосмазывающиеся материалы применяют в тех случаях,
когда применение ЖСМ и ПСМ невозможно или затруднено, тре-
буется длительная работа узла трения с низким трением и высо-
кой износостойкостью (в условиях низких удельных нагрузок).
Разработаны конструкционные материалы, основу которых
составляют пористые металлы (бронза, железо и др ), пропитан-
ные ТСМ или самосмазывающимися материалами
8.2.2. Выбор вида смазочных материалов для узлов трения
Подшипники скольжения
В подшипниках скольжения при скоростях скольжения более
1 м/с и постоянном направлении относительного скольжения по-
верхностей наиболее эффективны ЖСМ (минеральные масла)
Применение ПСМ целесообразно при скоростях скольжения
менее 1 м/с при высоких контактных нагрузках (более 10 МПа), при
постоянном изменении направления скольжения поверхностей,
при температурах -50 +200 °C
При температуре выше 250 °с необходимо использование
ТСМ.
Подшипники качения
В подшипниках качения наилучшим смазочным материалом
являются минеральные масла. Но их использование усложняет
конструкцию подшипникового узла. При использовании ПСМ упро-
щается конструктивное исполнение и во многих случаях облегча-
ется его эксплуатация.
Минеральные масла рекомендуется использовать в подшип-
никах качения при частоте вращения менее 5-10 об/мин и окруж-
ной скорости более 5 м/с.
125
Исходя из условий технической эксплуатации подшипнико-
вых узлов наиболее предпочтительным является применение в
них ПСМ. На сегодняшний день подшипники качения являются ос-
новными потребителями ПСМ.
Наиболее эффективно применение ПСМ в герметизирован-
ных подшипниковых узлах и в подшипниках, подверженных удар-
ным нагрузкам.
Как правило, ограничением на применение ПСМ является
окружная скорость, лимитируемая через параметр (d n) (d - внут-
ренний диаметр подшипника, мм; п - частота вращения, об/мин).
При значении параметра d п, не превышающем допустимое
значение [d -п] целесообразно использовать ПСМ
Допустимые значения параметра [d п], в зависимости от ти-
па подшипника при среднем нагружении (нормальные контактные
напряжения не более 2 103 МПа) следующие
Тип подшипника [dn]
Радиальный шариковый 5 10s
Радиально-упорный шариковый 4 10s
Цилиндрический роликовый 4 105
Конический роликовый 2 10ъ
Цилиндрический роликовый двухрядный 5 10s
Упорный шариковый n(dh)}'2 = 0.810s
Игольчатый подшипник ndH = 2,510s
Примечание: h - высота подшипника, мм; dH - наружный диаметр, оги-
бающий иглы, мм
Величина допустимых значений [d п] снижается на:
- для тяжелонагруженных подшипников (контактные напряже-
ния до 5-103 МПа)-25%;
- при вертикальном расположении подшипников - 25%;
- при вращении внешнего кольца - 50%;
- при спаренных подшипниках - 25%.
Контактные нормальные напряжения можно определять из
зависимостей для:
шарикоподшипников
к
= 1810-
(8.1)
126
роликоподшипников
o-4=«5-
f R^P )
i z I cos a
k >
(8.2)
где R - радиальная нагрузка, MH;
i - количество рядов тел качения;
z - количество тел качения в ряду;
D диаметр ролика, м.,
I - длина ролика, м;
а - угол наклона роликов;
Yp - сумма кривизны ролика и кольца.
= y = D„/D0*cosa;
Do = (d + D)/2 - средний диаметр подшипника.
(8.3)
Зубчатые зацепления
Основным смазочным материалом для зубчатых зацеплений
являются минеральные масла. И только для открытых и тихоход-
ных зубчатых передач (и < 0,5 м/с) возможно использование ПСМ
ТСМ для зубчатых зацеплений применяются в экстремальных ус-
ловиях при температурах, превышающих 300 °C
Для открытых зубчатых передач рекомендуется применять
битумные композиции и ПСМ, характеристики которых приведены
в табл. 5, 6 прил. В
Зубчатые муфты
В зубчатых муфтах наиболее эффективно применение высо-
ковязких минеральных масел, но трудности по обеспечению гер-
метичности в процессе эксплуатации зубчатых муфт побуждают
применять ПСМ, а также битумные композиции, рекомендуемые
для открытых зубчатых передач (например, ОЗП-1).
Направляющие скольжения
Наиболее эффективным и широко используемым видом
смазочного материала являются минеральные масла.
127
8.3. Выбор марки минерального масла
8.3.1. Выбор марки минерального масла для подшипников скольжения
Основным свойством минеральных масел, определяющим
возможность реализации режима жидкостной смазки, является
вязкость Поэтому выбор марки минерального масла
основывается на расчете требуемой вязкости при рабочей
температуре узла трения
Для практики эксплуатации подшипников скольжения необ-
ходимую вязкость можно определять из зависимости (7.3)
со
где д, - динамическая вязкость при рабочей температуре, Па с;
So - безразмерная величина, число Зоммерфельда;
ри - номинальное давление, Па;
со- частота вращения вала, с 1.
= д/с/- относительный диаметральный зазор;
d - диаметр вала
Значение числа Зоммерфельда So находится из зависимо-
стей (7.3), (7.4) при подстановке в них оптимального значения от-
носительной минимальной толщины масляной пленки 4=0,35.
Для конструируемого подшипника скольжения величина от-
носительно зазора v находится из соотношения
ч' =г<г=(ДвЯ1+Ат.,)/2с/.
где дя1,,дти • минимальный и максимальный зазоры в поле до-
пуска принятой посадки
Средняя рабочая температура масла в подшипнике сколь-
жения определяется из зависимости
гр=/„+а*/>/2с/2 (8.4)
где - температура масла, входящего в подшипник. Принимает-
ся равной 40 - 60 ®С в зависимости от возможности теплоотвода и
нагруженности узла трения.
Р - нагрузка на подшипник, МН;
d - диаметр вала, м;
а - коэффициент при давлении масла 0,3 МПа.
128
При износе подшипника давление масла падает, и при его
•'•:ении менее 0,1 МПа значение коэффициента а возрастает в
1,Ь раза, что ведет к снижению вязкости минерального масла.
Определив необходимую вязкость при рабочей температу-
ре, находим вязкость при эталонной температуре 40 или 50 °C для
маловязких масел, или при 100 °C для высоковязких минеральных
масел.
Ч„ = 4V -*• . (8 6)
k *3 J
значение коэффициента п находим из зависимости
где vp - кинематическая вязкость масла при рабочей температуре;
tp- рабочая температура масла.
Выбрав необходимую марку смазочного материала из табл.1
прил. В, возможно найти характеристики подшипника скольжения
(коэффициент надежности, максимально возможный диаметраль-
ный зазор, коэффициент трения и др.).
Пример 8.1
Подобрать марку минерального масла для подшипников
скольжения шестеренной реверсивной клети кварто
800/1400x2800.
Исходные условия:
момент прокатки - 2 МН -м;
частота вращения валков - 50-120 об/мин;
длина подшипника • 0,82 м;
диаметр подшипника * 0,6 м;
межцентровое расстояние - 1000 мм;
материал вала - сталь 40 ХН;
твердость поверхности вала - 50 - HRC;
материал подшипника - Б 16;
температура масла, входящего в подшипник - 50 °C,
посадка подшипника - Н8/е8
129
Решение
Определим необходимую величину вязкости минерального
масла при рабочей температуре из зависимости (7.3)
г],^ = So(pa/o))<p2 =0,44(3 106/8(4;Y3,910^;2 =
= 2410*3 Па с = 24 мПа-c
Находим значения входящих в зависимость величин для
I /6=0,82/0,6 = 1,37
5о =0,35/0,43//^+ 0.24/’ = 0,35/0.43 1.37 + 0,24/’ =0,44.
Номинальное давление в подшипнике
рв = (М к) / <1Ш -d I cosa ) =(2 0,7) / (1 0,6 0,82 cos20) = 3 МПа,
где М - момент прокатки, МН;
dw - диаметр шестеренного валка, м;
а - угол зацепления, а=20в;
к - коэффициент перераспределения момента, передаваемого
через зубчатое зацепление (изменяется в пределах 0,5 ...1,0).
й? = ,т *л/30 = л *80/30 = 8,34 с '
Среднее значение относительного диаметрального зазора
для посадки 0600 Н8/е8
у = ( 0,329+0,135 ) / 2 -600 = 3,9 10й
Определяем рабочую температуру по зависимости (8.4)
t p=tbx+a p/2J2 =50 + 4,47 1,48/2 0.62 = 60°С
Из зависимости (8.5)
а = 11,26(1,37/“ ♦ (2,8 -1,3 7)“' = 4,47.
Нагрузка на подшипник
Р=ра dl=3 0,82 0,6 = 1,48 МН
Находим кинематическую вязкость минерального масла при
эталонных температурах 40, 50 ’С:
v >« = >/,-«/ Р = 24 / 0,9 = 26,7 ммг / с.
vjo=v<o*(60/50)»= 26,7(60/50)^ =41,1 мм2/с;
п = (1 + Igv) / (2.8 - lg t0) = (1 + lg 26,7) / (2.8 - Ig 60) = 2,37;
%= 26,7(60/40)2J7 = 75 мм2 /с.
Из табл. 1 прил. В выбираем И - 40 А или в соответствии с
ГОСТ 17479.4 - 87 И-Г-А - 68.
130
8.3.2. Выбор марки минерального масла для подшипников качения
При выборе марки минерального масла для подшипникового
узла необходимо учитывать размеры подшипника и частоту его
вращения, величину нагрузки, действующей на подшипник, рабо-
чую температуру подшипникового узла и состояние окружающей
среды.
Выбор необходимой вязкости минерального масла осущест-
вляется по номограммам на рис 8.1 Марка минерального масла
находится из табл. 1 прил. В.
Пример 8.2. Подобрать марку минерального масла для под-
шипников качения шестеренной клети стана 1700 горячей прокатки.
Исходные условия
Частота вращения шестеренных валков - 500 об/мин; под-
шипник -№ 97172; рабочая температура подшипника - 60 °C
Решение
Подшипник № 97172 роликовый, радиально-упорный, кони-
ческий, двухрядный с наружным диаметром D = 540 мм Тогда
средний диаметр Do = (d+D) / 2 = (360+540) / 2 = 450 мм.
По номограмме «а» на рис 8.1 из точки, соответствующей
Do = 450 мм проводим вертикаль до пересечения с наклонной ли-
нией п = 500 об/мин. Из точки пересечения проводим горизонталь-
ную линию до пересечения с осью ординат Получаем
Vt-oo~ 12 мм1 /с.
По номограмме «б» рис. 8.1 находим вязкость минерального
масла при эталонной температуре (40, 50 или 100 °C)
Из точки на оси ординат, равной 12 мм2/с, проводим горизон-
таль до пересечения с вертикалью, проведенной из точки 60 °C
Из точки пересечения проводим прямую, параллельную
ближайшей наклонной прямой, до пересечения с вертикалью, про-
веденной из точки (40, 50 или 100 *С).
Из полученной точки проводим горизонталь до пересечения
с осью ординат Находим:
Ум=18мма/с; vw=28mm2/c.
Из табл. 1 прил. В выбираем марку минерального масла И-
20 А ГОСТ 20799 - 88
131
а б
Рис.8.1 Номограммы для выбора масла с вязкостью,
соответствующей заданным условиям эксплуатации
8.3.3. Выбор марки минерального масла для зубчатых зацеплений
На выбор марки минерального масла для зубчатых передач
оказывают влияние: температурный режим (50 - 130 °C), окружная
скорость, нормальные контактные напряжения в зоне контакта,
твердость и состояние контактирующих поверхностей.
Как правило, для легко- и средненагруженных зубчатых пе-
редач применяют индустриальные масла без присадок.
В легконагруженных зубчатых зацеплениях нормальные кон-
тактные напряжения не превышают 800 МПа при окружной скоро-
сти до 100 м/с, в средненагруженных зубчатых зацеплениях соот-
ветственно 1200 МПа и 10 - 15 м/с. Для более тяжелых условий
работы используют индустриальные масла с противоизносными и
противозадирными присадками табл 2 прил В.
Определение необходимой вязкости минерального масла
для стальных зубчатых передач производится по графику на рис.
8.2. в зависимости от параметра х
Рио, (8.8)
к-105
где HV - твердость по Виккерсу, МПа;
132
Рио,. ‘ максимальное нормальное контактное напряжение,
"1а;
и - окружная скорость, м/с
Для нахождения твердости по Виккерсу, зная значение твер-
дости по Роквеллу, можно пользоваться зависимостью
НУ = 1,86 106 (U0-HRC)~2, (8.9)
Наибольшее нормальное контактное напряжение для
цилиндрических прямозубых зацеплений
pL = 9,5 10 / (8.10)
и А b
цилиндрических косозубых и шевронных зацеплений
р2 =7 5 10*^и + ^ К Мк
г тли. ' 2 12 1 ’
и А Ь
(8.11)
конических зацеплений
„2 _ < > । об к
Ртах э.Л‘\у ------з—• (8.12)
dek
где и - передаточное число;
А - межцентровое расстояние, м;
b - ширина зубчатого венца, м;
del( - диаметр внешней делительной окружности (на дополни-
тельном конусе), м;
к • коэффициент, равный 1,3. 1,5 (меньшие значения следует
выбирать при расположении колес на валах, близком к симмет-
ричному; большие значения - при несимметричном расположении
колеса);
Мк - крутящий момент на колесе, МН м.
Верхний предел вязкости (рис 8.2) принимается при сле-
дующих условиях:
- изготовление обеих зацепляющихся шестерен из одной
марки или хотя бы одной из шестерен из никелевой или хромони-
келевой стали со сквозной закалкой;
- работа передачи с ударными нагрузками;
- температура окружающего воздуха выше 25 °C
Нижний предел (меньшее значение вязкости) при:
высокой точности обработки шестерен (не менее 6-й степе-
ни точности);
133
- температуре окружающего воздуха ниже 10 °C;
- фосфатированной или сульфидированной шестерни:
- параметре х > 100
Пример 8.3 Подобрать марку минерального масла для зуб-
чатого зацепления шестеренной клети кварто 800 /1400 х 2800
Исходные данные:
момент прокатки
межцентровое расстояние
частота вращения
длина шестеренного валка
материал шестеренных валков
твердость поверхности зубьев -
Решение.
2 МН -м;
1000 мм;
50-120 об/мин;
1700 мм;
- сталь 40 ХН;
HRC 50.
Определяем параметр х
Х = ЯГ Р2 / =517 4.6 105/ =9О7
/и 105 /2,62 Ю5
HV = 1,86-Юбл ю-HRC )~2 = 1,86 106Г110-5О/2 = 517
Для шевронных зацеплений
/^«7,5 104f“ + i;3 к Мк/2 , =7.5 Ю4 23 2 =4,6 105
пах /и1 А2 b /12 I2 1,7
и = я<Лт/60 = <3.14 1 50;/60 = 2,6 м/с.
Так как шестеренные валки изготовлены из хромоникелевой
стали, то значение вязкости находим по верхней кривой
Значению параметра х =907 соответствует значение кинема-
тической вязкости v5O=]9o мм2/с
Найдем значения кинематической вязкости при эталонных
температурах 100 и 40 °C.
v100 =v5o('5O/1OO/’ = 190 0,5291 =25 мм2/с.
n = /l + lgvp)/(2,3-lgtp) = (}-¥lgl9Q)/(2.3-lg50) = 2,9}<
v4O = v50f50/4O/ = 190 1,252” =364 мм2/с.
Так как контактные нормальные напряжения
Рта1 = 4.6105 =678 МПа < 800 МПа, то выбираем минеральное
масло без присадок П-28 ГОСТ 6480 -78 или ИГП-182 ТУ 38
101413-78. По новой классификации И-Т-А- 460 или И-Т-С- 320.
134
50, мм2/с
Рис. 8.2. Зависимость вязкости минерального масла от параметра х
8.3.4. Выбор марки минерального масла для червячных передач
Необходимую вязкость минерального масла для червячных
передач определяют по номограмме на рис 8.3 в зависимости от
отношения Ks / V. определяемого из зависимости:
К. М
~^Гп
(8.13)
где М - крутящий момент на червячном колесе, Н -м;
А - межосевое расстояние, м;
п - частота вращения червяка, мин'1
По найденному значению вязкости у40 при t = 40 °C выбира-
ют марку минерального масла. Как правило, вязкость высоковязких
минеральных масел в таблицах приводится при t = 100 °C Поэто-
му вязкость v,=l(X) находят из зависимостей (7 12) и (7 13), а затем
из табл 3,4 прил.В выбирают марку минерального масла
Рис 8 3. Определение вязкости минерального масла
для червячных передач
Пример 8.4 Подобрать марку минерального масла для чер-
вячного редуктора механизма подъема штабелировочного стола
Исходные данные:
крутящий момент на червячном колесе - 50 кН м;
межосевое расстояние - 0,625 м;
частота вращения червяка - 560 мин *'
136
Решение
Определяем параметр Ks / и
Kx/v = Af/Л3л = 50 IO3 '0.6253 560 = 4023
По номограмме рис 8.3 находим и - 570 Un2 /с
Для высоковязких минеральных масел в таблице значения
вязкости даны при эталонной температуре tJT=100eC
Находим
Ило =»W4O/IOO/' = 570 (40/100Л14 = 32 мм2 Iс
л = /1 > /g и40 у /<2. S - /g 40 / = 3.14
Из табл 3 прил В выбираем минеральное масло цилиндро-
вое 38 ГОСТ 6411 - 76
Задачи
Каждая задача имеет 4 варианта (1. 2. 3.4).
Первый вариант (11)- исходные условия задачи
Второй вариант (1.2) - в исходных условиях скорость скольже-
ния или частота вращения принимаются меньшими в 2 раза
Третий вариант (1.3) - в исходных условиях скорость скольже-
ния или частота вращения принимаются меньшими в 1.5 раза, а
нагрузка в контакте - в 1,5 раза большей
Четвертый вариант (1.4) - в исходных условиях скорость
скольжения или частота вращения принимается меньшими в 3
раза
Задача 1. Подобрать смазочный материал для подшипников
скольжения клети Дуо сортового стана «350»
Исходные данные
давление металла на валки
частота вращения валков
внутренний диаметр подшипника
длина подшипника
посадка подшипника
-0,7 МН;
- 600 об./мин;
- 250 мм;
- 200 мм;
- E9/h8
Задача 2. Подобрать смазочный материал для подшипников
качения валков №777752 клети кварто 500/1300x1200.
Исходные данные
давление металла на валки
-20 МН;
137
скорость прокатки
смещение оси рабочих валков
относительно опорных
- 30 м/с;
-10 мм.
Задача 3. Подобрать смазочный материал для ПЖТ опорных
валков со следующими параметрами: d = 900 мм. I = 700 мм, по-
садка подшипника E8/h8
Исходные данные задачи 2
Задача 4. Подобрать смазочный материал для ПЖТ валков
клети Дуо 250 проволочного стана «250»
Исходные данные
давление металла на валки - 0,4 МН;
скорость прокатки - 40 м/с;
внутренний диаметр втулки - 180 мм;
длина подшипника -150 мм;
посадка подшипника - E9/h8.
Задача 5. Подобрать смазочный материал для двухступенча-
той цилиндрической передачи нажимного механизма клети кварто
800/1500 x 2800
Исходные данные:
передаваемая мощность
частота вращения шестерни I ступени
межцентровое расстояние I ступени
межцентровое расстояние II ступени
передаточное число I ступени
передаточное число II ступени
ширина зубчатого венца I ступени
ширина зубчатого венца II ступени
материал зубчатых колес
- 100 кВт;
- 730 об/мин;
- 190,9 мм;
- 1092 мм;
- 5.35;
-2.15;
-195 мм;
- 280 мм;
- Сталь 40ХН.
Задача 6. Подобрать смазочный материал для комбинирован-
ного редуктора шестеренной клети дрессировочного стана кварто
600/1500 х 2500
Исходные данные:
передаваемая мощность
наибольший крутящий момент на
выходных шестеренных валках
138
- 260 кВт;
- 2x25 кН м;
I ступень - Zi = 37. z2 = 104, mH = 7 мм, ms =7,07 мм.
р =8°06'34";
II ступень - Zi = 35. z2 = 124, mH = 10 мм, ms =10,1 мм,
р =8о06'34";
Шестеренная пара - z, = z2 = 25, ms =20 мм,
скорость прокатки
ширина зубчатого венца I ступени
ширина зубчатого венца II ступени
ширина зубчатого венца III ступени
I ступень
материал шестерни
материал колеса
II ступень
материал шестерни
материал колеса
III ступень
материал шестеренных валков
Р =30°;
- 2,5 м/с;
200 мм;
• 320 мм;
• 400 мм;
- Сталь 40ХН:
- Сталь 30 ХГСН
- Сталь 40ХН;
- Сталь 30 ХГСН
- Сталь 40ХН
Задача 7. Подобрать смазочный материал для подшипников
скольжения эксцентрикового вала ножниц усилием 20 МН слябинга
«1150»
Исходные данные
число полных ходов в минуту
диаметр подшипника
длина подшипника
температура подшипника
-12;
- 1200 мм;
- 450 мм;
- 80°С
Задача в. Подобрать смазочный материал для подшипников
качения № 2097152 барабана летучих ножниц 0,25 - 0,6 х 1000 мм
Исходные данные:
скорость разрезаемой полосы
диаметр окружности режущей части ножей
-1,5 - 5,0 м/с;
- 500 мм
Задача 9. Подобрать смазочный материал для подшипников
качения № 777/620 рабочих валков клети кварто 1100/1600 х 3200
Исходные данные
давление металла на валки
скорость прокатки
температура подшипника
- 30 МН;
-1 м/с;
- 70°С;
139
смещение оси рабочих валков
относительно опорных
-10 мм.
Задача 10. Подобрать смазочный материал для подшипников
качения № 77788 клети Дуо 850 х 2000
Исходные данные:
давление металла на валки - 7 МН;
скорость прокатки -1 м/с;
Задача 11. Подобрать смазочный материал для ПЖТ опорных
валков клети кварто 1100/1600 х 3200
Исходные данные:
давление металла на валки - 30 МН;
скорость прокатки -1 м/с;
внутренний диаметр втулки подшипника - 1000 мм;
длина подшипника - 750 мм;
посадка подшипника - E9/h8,
Задача 12. Подобрать смазочный материал для подшипников
качения № 771/500 валков вертикальной клети широкополосного
стана «1700»
Исходные данные
давление металла на валки
частота вращения валков
температура подшипника
-2 МН;
- 20 об/мин;
- 70°С.
Задача 13. Подобрать смазочный материал для подшипников
качения № 1077756 рабочих валков клети кварто 600/1500 х 2500
холодной прокатки.
Исходные данные:
давление металла на валки - 35 МН;
скорость прокатки - 21 м/с;
смещение оси рабочих валков
относительно опорных - 6 мм;
температура подшипника - 60°С
Задача 14. Подобрать смазочный материал для подшипников
качения № 777/660 валков клети кварто 500/130 х 1700.
140
Исходные данные;
давление металла на валки скорость прокатки температура подшипника -18 МН; - 7 м/с; - 60°С
Задача 15. Подобрать смазочный материал для подшипника
скольжения в устройстве уравновешивания шпинделей чистовой
клети широкополосного стана «2000»
Исходные данные:
масса шпинделя -15850 кг.
расстояние от оси головки шпинделя со стороны
шестеренной клети до опорного подшипника - 3200 мм;
длина шпинделя - 8000 мм,
частота вращения шпинделя - 120 об/мин,
внутренний диаметр втулки подшипника 470 мм,
посадка подшипника - E9/h8;
коэффициент переуравновешивания шпинделей -1,2
Задача 16. Подобрать смазочный материал для вкладышей
головки шпинделей чистовой клети широкополосного стана
«2000»
Исходные данные:
передаваемый крутящий момент
максимальный угол наклона шпинделя
длина шпинделя
длина контактной поверхности вкладышей
диаметр контактной поверхности вкладышей
ширина вкладышей
материал вкладышей
- 2 кН м;
-1°20';
- 8000 мм;
- 250 мм;
- 550 мм;
- 300 мм;
- БрАЖМц 10-3-1,5
Задача 17. Подобрать смазочный материал для подшипников
качения №1097992 шестеренной клети с межосевым расстоянием
А= 700 мм.
Исходные данные:
передаваемый крутящий момент
частота вращения
- 0,5 кН м;
- 400 об/мин;
Задача 18. Подобрать смазочный материал для подшипников ка-
чения № 97172 шестеренной клети А = 650 мм клети кварто
660/1300 х 1700.
141
Исходные данные:
максимальный крутящий момент
на приводном валу
частота вращения
длина шестеренного валка
материал шестеренных валков
-100 кН -м;
- 500 об/мин;
- 1400 мм;
- Сталь 60Х2МФ
Задача 19 Подобрать смазочный материал для зубчатого зацеп-
ления шестеренной клети А = 650 мм рабочей клети кварто
660/1300 х 1700
Исходные данные
максимальный крутящий момент
на приводном валу
частота вращения
длина шестеренного валка
материал шестеренных валков
-100 кН м;
- 500 об/мин;
-1500 мм;
- Сталь 30Х2ГМТ
Задача 20, Подобрать смазочный материал для цилиндрического
двухступенчатого редуктора ЦД-4000.
Исходные данные
крутящий момент на ведущем валу
частота вращения
I ступень - z-i = 32, z2 = 168, ms = 16, mH = 14;
II ступень - z, = 36, z2 = 164. mH = 24; 0 =30°
ширина зубчатого венца I ступени
ширина зубчатого венца II ступени
-100 кН м;
- 500 об/мин;
- 600 мм;
- 950 мм.
Задача 21. Подобрать смазочный материал для вкладышей
универсального шпинделя клети кварто 600/1500 х 2500 стана хо-
лодной прокатки.
Исходные данные
передаваемый крутящий момент
частота вращения шпинделя
максимальный угол наклона шпинделя
длина контактной поверхности вкладышей
диаметр контактной поверхности вкладышей
ширина контактной поверхности вкладышей
- 200 кН м;
- 800 об/мин;
- 0°2Г,
- 150 мм;
- 230 мм;
- 160 мм.
142
Задача 22. Подобрать смазочный материал для подшипников
качения № 7616 универсального шпинделя дрессировочного стана
кварто 600/1500 х 2500
Исходные данные:
передаваемый крутящий момент
частота вращения шпинделя
расстояние между подшипниками вилки
максимальный угол наклона шпинделя
температура подшипника
- 50 кН м;
800 об/мин;
- 240 мм,
-8°;
- 50°С
Задача 23. Подобрать смазочный материал для зубчатого за-
цепления шестеренной клети с межцентровым расстоянием А =
1000 мм
Исходные данные:
крутящий момент со стороны электродвигателя -100 кН м;
частота вращения - 50-120 об/мин;
длина шестеренного валка -1700 мм;
материал шестеренных валков - Сталь 40ХН
Задача 24. Подобрать смазочный материал для зубчатой ци-
линдрической передачи нажимного механизма блюминга «1150»
Исходные данные:
передаваемая мощность
частота вращения шестерни I ступени
межцентровое расстояние I ступени
межцентровое расстояние II ступени
передаточное число I ступени
передаточное число II ступени
ширина зубчатого венца I ступени
ширина зубчатого венца II ступени
материал зубчатых колес
- 270 кВт;
- 500 об/мин;
- 667 мм;
- 1092 мм;
-4.5;
-1.0;
- 95 мм;
-190 мм;
- Сталь 35ХНВ.
Задача 25. Подобрать смазочный материал для подшипника
качения № 2097152 ролика приемного рольганга слябинга «1150»
Исходные данные:
масса слитка
окружная скорость роликов
температура подшипников
- 30 т,
-1,5 м/с;
• 90°С
143
Задача 26. Подобрать смазочный материал для двухступен-
чатой цилиндрической передачи привода роликов рольганга холо-
дильника.
Исходные данные:
передаваемая мощность
частота вращения ведущего вала I ступени
I ступень
межцентровое расстояние
передаточное число
ширина зубчатого венца
материал
II ступень
межцентровое расстояние
передаточное число
ширина зубчатого венца
материал
- 45 кВт;
- 580 об/мин;
-450 мм,
- 3.74;
- 180 мм;
- Сталь 40ХН;
- 480 мм;
-1.61;
- 200 мм;
- Сталь 40ХН
Задача 27. Подобрать марку минерального масла для червяч-
ного редуктора механизма опрокидывания люльки слитковоза
Исходные данные
крутящий момент на червячном колесе
межосевое расстояние
частота вращения червяка
- 220 кН м;
- 0,6 м;
- 300 мин
Задача 28. Подобрать марку минерального масла для глобо-
идного редуктора нажимного механизма блюминга «1500»
Исходные данные:
крутящий момент на глобоидном колесе
межосевое расстояние
частота вращения глобоидного червяка
•бМН'м;
- 0,9 м;
-100 мин ’
144
ЧАСТЬ 2.
ЭКСПЛУАТАЦИЯ И РЕМОНТ МЕТАЛЛУРГИЧЕСКИХ МАШИН
РАЗДЕЛ 1. ЭКСПЛУАТАЦИЯ МЕТАЛЛУРГИЧЕСКИХ
МАШИН
ГЛАВА 1. СИСТЕМА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И
РЕМОНТА МЕТАЛЛУРГИЧЕСКИХ МАШИН
1.1. Содержание системы ТО и Р
Время с момента пуска машины до её списания или прекра-
щения выполнения ею основных функций определяет время экс-
плуатации машины
Для металлургических, как правило, уникальных, металло-
ёмких и дорогостоящих машин время эксплуатации составляет де-
сятилетия, и поэтому поддержание их в работоспособном состоя-
нии длительное время является сложной инженерной задачей
Период эксплуатации машины включает
- время работы машины с выполнением заданных функций;
- простои машины;
- ремонт машины.
Период непрерывной работы машины ограничен моментом
времени, при достижении которого параметры работоспособного
состояния машины выходят за допустимый уровень.
В этом случае необходимо вмешательство в работу систе-
мы, т.е. техническое обслуживание, направленное на получение
максимального эффекта от её эксплуатации В задачах техниче-
ского обслуживания воздействовать на объект, т.е. управлять объ-
ектом, можно выбором сроков проведения ТО и глубиной восста-
новления Глубина восстановления и сроки проведения этого вос-
становления определяют вид и характер восстановительных ра-
бот Восстановительную работу называют плановой, если извес-
тен момент начала её проведения, и внеплановой в противном
случае. Если в начале восстановительной работы система была
работоспособной, то такую восстановительную работу называют
предупредительной, если же система была неработоспособной, то
работу называют аварийной.
Для поддержания работоспособного состояния оборудова-
ния осуществляется комплекс организационно-технических меро-
приятий, получивших название системы технического обслужива-
ния и ремонтов (ТО и Р).
Система ТО и Р включает
145
• внутрисменное техническое обслуживание (ТО) и проведе-
ние профилактических осмотров оборудования эксплуата-
ционным и дежурным персоналом службы механика произ-
водственных цехов;
- техническое обслуживание ремонтным и эксплуатационным
персоналом в межремонтные периоды и подготовку плано-
вых ремонтов;
- выполнение плановых ремонтов и испытаний оборудова-
ния;
- систематическое совершенствование и модернизацию обо-
рудования
Система ТО и Р предусматривает четыре вида текущих пла-
новых ремонтов и капитальный ремонт
Для доменных печей предусмотрены три вида капитальных
ремонтов: ремонт 3-го разряда, 2-го и 1-го разрядов.
Длительность и объем работ 3-го разряда определяется в
основном работами по замене засыпного аппарата.
Основным содержанием работ 2-го разряда является замена
огнеупорной кладки и холодильников шахты доменной печи
При ремонте 1-го разряда производится практически полная
замена шахты доменной печи и футеровки лещади.
На основе опыта эксплуатации металлургических агрегатов
системой ТО и Р предлагаются ремонтные циклы и их структуры
для конкретных металлургических машин
Ремонтные циклы - это комплекс периодически повторяю-
щихся ремонтных работ между капитальными ремонтами. Струк-
туру ремонтного цикла определяет порядок чередования осмотров
и видов ремонта на протяжении ремонтного цикла.
1.2. Техническое обслуживание
Задачами ТО является замена деталей узлов, регулирова-
ние взаимного расположения деталей, затяжка крепежных соеди-
нений, смазывание узлов трения и тщ.
Решение задач техобслуживания включает
- выбор стратегии техобслуживания;
- оценку потребности в запасных частях;
- оценку эффективности принимаемых решений.
Оптимальной стратегией ТО оборудования будет та. которая
в конкретных условиях производства обеспечит
- минимальную стоимость ТО;
146
- максимальную обеспеченность материальными ресурсами,
инструментом, оборудованием, персоналом, и т.д.,
- необходимый уровень надежности;
- оптимальное соотношение между стоимостью ТО и стои-
мостью ресурсов. Таким соотношением считается соотно-
шение 65/35.
Существующий системой ТО и Р регламентируется содер-
жание ТО, включающее:
- соблюдение “Правил технической эксплуатации" (ПТЭ);
- ведение технической документации (журнал приемки и сда-
чи смен, агрегатный журнал) или занесение информации о
техническом состоянии оборудования в базу данных ком-
пьютера;
- выполнение обязанностей эксплуатационным, дежурным и
ремонтным персоналом;
- техническое диагностирование.
Внутрисменное техническое обслуживание, осуществляемое
дежурным и эксплуатационным персоналом, включает
- наблюдение за работой оборудования закрепленных участ-
ков в соответствии с графиком;
- замену сменного оборудования;
- устранение мелких неисправностей;
- затяжку крепежных соединений;
- содержание оборудования в чистоте и недопущение утечек
смазочных материалов.
Техническое обслуживание, осуществляемое ремонтным
персоналом, включает
- осмотры оборудования в соответствии с ПТЭ и фиксацию
их результатов в журнале или компьютере;
- регулировочные и наладочные работы;
- устранение неисправностей на закрепленном оборудова-
нии;
- выявление случаев нарушения ПТЭ и принятие мер к их
устранению;
- обеспечение нормальной работы централизованных сис-
тем смазывания;
- подготовку информации о содержании и объемах работ
плановых ремонтов;
- участие в подготовке и проведении ремонтов;
- контроль качества ремонтных работ, проводимых ремонт-
ными цехами и сторонними организациями;
- выполнение работ по совершенствованию и модернизации
оборудования.
147
2.2. Стратегии восстановлений при внезапных отказах
Как правило, металлургические агрегаты являются агрегата-
ми непрерывного действия и большой производительности. Любой
отказ связан с большими потерями. Поэтому основой надежной
работы оборудования являются периодические остановки на про-
148
фйлактическое техобслуживание и ремонты. В таких ситуациях
лавной проблемой является планирование объема ремонтных
„„бот, т.е. какие узлы, детали менять в тот или иной ремонт, или
,ie менять, обеспечивая готовность замены в любой момент
В качестве критерия для оценки стратегий восстановлений
принимается интенсивность затрат (средние затраты на восста-
новление в единицу времени).
Рассмотрим возможные стратегии восстановлений примени-
тельно к оборудованию металлургических заводов
- ’вонь Стратегия аварийных замен (стратегия - 1)
К t'MN.
'тема восстанавливается полностью только после отказа.
^ЪбЛного восстановления показатели надежности системы
„ ё*Н$вуют ее исходному состоянию
ti Ь Ь tn t
Рис. 2.1 Схема стратегии аварийных замен:
ti, tz tj и tn- моменты отказов:
h, /?. 1з и In - наработки,
• - полное восстановление
Для данного случая интенсивность затрат R определяется из
зависимости: Л = (2-1) М(£)
где М(С) - математическое ожидание эксплуатационных затрат
в Ct - м цикле;
M(L) - математическое ожидание наработок, имеющих про-
тяженность Lt.
Стратегия плановых и аварийных полных замен (стратегия - 2)
Система в случае отказа подвергается полному аварийному
восстановлению, а в фиксированные моменты времени
tj=r, 2т, пт проводятся плановые замены.
т 2т пт
Рис.2.2. Схема стратегии - 2
149
Обозначим через Сп и Са затраты, связанные соответственно
с плановыми и аварийными заменами, тогда интенсивность экс-
плуатационных затрат’
R(x)^ca^
т
где Н(т) - математическое ожидание числа аварийных восстанов-
лений на интервале [0, т].
Оптимальный межремонтный период:
^Сп+СаН(т)
cah(x) *
где h(x) = Н (т) - плотность восстановлений.
Если существует оптимальный межремонтный период т’. то
минимальная интенсивность эксплутационных затрат
R(T') = h(x')
Стратегия полных плановых и аварийных минимальных замен
(стратегия - 3)
Система в моменты времени t,=T, 2т, пт планово восста-
навливается полностью. В случае отказа в межремонтный период
осуществляется минимальное восстановление системы
Примем затраты на полное восстановление - Сп, затраты на
минимальное восстановление - С»
Сл >• Са > О
- минимальное восстановление
Рис 2.3 Схема стратегии -3
В среднем на календарный цикл [О.т] приходится Х(т) мини-
мальных восстановлений, определяемых из зависимости:
А (т )= А (т ) = -InP(t).
о
Поэтому интенсивность затрат
150
(2.2)
Тогда оптимальный интервал восстановления т* из условия
R'(x 7 = 0 определяется уравнением:
т Х(т)-Л(т) = ^-
(2-3)
Если Х(/) - интенсивность отказов - возрастающая функция, то
(2.4)
Так, для распределения Вейбулла:
(
(2-5)
4-1
а
(2.6)
где b - параметр формы;
а - ресурсная характеристика.
Пример 2.1 Наработка редуктора имеет распределение Вейбулла
/>>]
к а
с параметрами а=90 сут, Ь=2.
Затраты на полную замену Сп=12 ед., на минимальную за-
мену Са=6 ед (условие 1)
Найти оптимальный интервал профилактических замен и со-
ответствующую ему интенсивность затрат
Решение.
Находим оптимальный интервал из зависимости (2.5).
151
Для заданных условий (1) по зависимости (2.6) находим
интенсивность затрат
сут.
Я(127) = — Са
а
= — б.
90
12
6(2-1)
2-1
2 =о,188 —
сут
Установим, как изменяется ситуация с изменением парамет-
ров распределения Вейбулла и соотношения затрат на минималь-
ное и полное восстановления.
Условие 2. Примем Ь=3 при низменных затратах, тогда:
(3-l).6j
Получаем возрастание интенсивности затрат
Условие 3. Для Ь=2 и Са=3 ед., получим:
т*=180сут Л(180) = 0.067 —
сут
Условие 4. Для Ь=3 и Са=3 ед.. получим
т* = 113,4сут /?(113.4) = 0.084 —
сут
Более эффективным является снижение затрат на мини-
мальное восстановление.
Сравним для заданных условий эффективность стратегий 3 и
1
Для стратегии аварийных полных замен Ь=2, С=12 ед.
152
ц = л г' l + ^j = 90 0.903 = 81.Зсут,
/?,= —= 0,147 —
81.3 сут
для Ь=3, С-12 ед.
Н
= 90г[1 + —|
I 3J
= 90 0,893 = 80,4 суш,
г» 12 . , ед
/?, =-----= 0,149------
80,4 сут
Таким, образом для условий 1 и 2 более эффективной являет-
ся стратегия аварийных замен, так как
/?! = 0,147 </?(127) = 0,188,
/?! = 0,149 <Я(90) = 0,2.
Для условий 3 и 4 более эффективна стратегия 3. так как
У?з(180) = 0,067 </?! =0.188,
Л3 (113,4) = 0,084 < Л] =0,149.
То есть применение той или иной стратегии восстановления
работоспособности оборудования определяется характером рас-
пределения и соотношения затрат на полные и минимальные вос-
становления
Стратегия аварийных минимальных замен (стратегия -4)
Система после первых (п-1) отказов подвергается мини-
мальному восстановлению. После n-го отказа система восстанав-
ливается полностью
153
Л(л) =
Cm(n-1) + Сп
М(Хп)
(27)
ще Ст, Сп - средняя стоимость минимальных и соответствен-
ных полных восстановлений;
М(Хп) - математическое ожидание длины цикла.
Для распределения Вейбулла оптимальное число мини-
мальных восстановлений:
(2.8)
(2-9)
где п =1, 2
тогда
(210)
Пример 2.2. Замена комплекта вкладышей универсального
шпинделя составляет 300 ед. (минимальное восстановление). Пол-
ное восстановление путем замены шпинделя в сборе 12000 ед.
Наработка комплекта вкладышей имеет распределение Вей-
булла с параметрами а=60 сут, Ь=4
Определить оптимальное число минимальных восстановле-
ний и соответствующую этому интенсивность эксплуатационных
затрат
Решение:
Находим оптимальное число восстановлений
+ Г b (Сп Л1 . 1 (12000 Л . ,.
л*= -----------1 +1 = ------г--------1+1 = 14.
[б-ЦОи )\ (4-1)1 300 J
Тогда минимальная интенсивность эксплуатационных затрат
составит
, . 300(14-1)+ 12000 (п-2)! А/
Л (14 =----*------------J= 20,4 ед/ ,
а Г(14) /сУт
154
>0.5 z . >
= 1— e-14 1414| 1+---| = 6,23109
U4j I 12 14j
Длительность интервала полных замен:
L = М(Х„) = а = 60— ‘°9 = 789(сии.)
' (я-2).' 4.8I08 ’
2.3. Восстановление при постепенных отказах
В отличие от внезапных отказов, начинающиеся постепен-
ные отказы можно распознать при наблюдении за параметрами,
определяющими работоспособность системы, и предотвратить их
в дальнейшем соответствующими восстановительными мероприя-
тиями
В ряде случаев планирование восстановительных работ
можно осуществлять не на основе допустимой величины парамет-
ра, определяющего работоспособность системы (например, допус-
тимая величина износа), а на основе текущих затрат на восстанов-
ление.
Если текущие затраты на восстановление неоправданно ве-
лики, то можно говорить о постепенном отказе. Поэтому необхо-
димо найти наиболее выгодное в отношении затрат время экс-
плуатации (время от ввода системы в действие до ее снятия с экс-
плуатации).
Обозначим через A (t) средние затраты на восстановление,
которые возникают за время (0, т ). То есть предполагается, что
одновременно эксплуатируются несколько однотипных систем
(группа прессов, волочильных станов, мостовые краны и тд.).
Если функция A (t) растет линейно A (t) = a t, то с точки зрения за-
трат нет необходимости производить полное восстановление (за-
мена системы), так как удельные затраты на восстановление ос-
таются постоянными:
A(t) at
-- = — = а = const
t t
155
Если длина цикла - т , а затраты на восстановление (замену
системы) — с. тогда интенсивность эксплуатационных затрат
R(t) = C+A— (2 11)
т
Если же функция A (t) растет быстрее, чем линейно (то есть
изменение средних затрат d A(t)= a (t) d t, то может оказаться эко-
номичнее заменить систему на новую
Тогда экономичное время эксплуатации т , определенное
соотношением:
R (т *) =min R (т), те(0.x),
является решением уравнения R (х) = 0.
и тогда
с1А(т. ) . -2 Л
-------т -(с + А(х ))х =0;
ch
с+А(т)
-------= afx ;
т
R(T )=а(т ).
(212)
Кривая эксплуатационных затрат описывается выражением
Т (t) = С+А (t) = С + р(х)<&. (213)
о
Согласно выражению (2 10) для Т =Т*
С + А(т *) = а(т *)т •
прямая у = а (т * )t касается кривой эксплуатационных затрат, что
определяет экономичное время эксплуатации т * (рис 2.5).
Если принять, что a (t) = a t, а > 0 (что, как показывает прак-
тический опыт, во многих случаях соответствует действительно-
сти), тогда в соответствии с уравнением (2 10)
(2.14)
Соответствующая минимальная интенсивность эксплуатаци-
онных затрат-
156
(215)
R(r*) = ат* = >/2ac
Пример 2.3 Средние затраты в единицу времени на замену
вкладышей в линии привода группы чистовых клетей стана 2500 г/п
a (t) = 6 ед./сут, полная замена шпиндельного соединения
С = 12000 ед. Средняя наработка вкладышей Т=60 сут
Определить экономичное время эксплуатации и соответст-
вующую интенсивность эксплуатационных затрат
Решение:
В соответствии с формулами (2.14) и (2.15)
л/2 12000
т* = — -j-Q I— = 490 сут.
а = a (t) / Т = 6 / 60 = 0,1;
Rf490> = «72-0,1 12000 =49 —
сут
Общие затраты Т = 490 49 = 24010 ед.
2.4. Восстановление на основе задания лимита затрат
Стратегия экономичного времени эксплуатации отражает
динамику средних затрат на восстановление A (t) в рассматривае-
мой совокупности систем Однако текущие затраты на восстанов-
ление конкретных систем часто заметно отличаются друг от друга
из-за различных условий эксплуатации (рис.2.6).
157
Рис 2.6 Стратегия задания лимита затрат на восстановление
Для учета специфики каждой системы применяется методи-
ка с ограничением затрат на восстановление
Сначала оцениваются затраты на восстановление. Если они
превышают заданную границу - лимит затрат на восстановление,
то система не восстанавливается, а заменяется.
Тогда интенсивность эксплуатационных затрат есть величи-
на постоянная для используемой стратегии:
_ ( L( t) + J(t))
R =-------------— = const (2 16)
M(t)
Из уравнения (2 14) лимит затрат на восстановление
L(t) = RM (t)-J(t).
Если затраты на восстановление на интервале (O.t)
A(t)= ja(x/dx.
О
t*
J(t)- \a(x)dx. 0<t<T*;
t
M (t) = т » -1, 0 < t < т *,
тогда лимит затрат на восстановление
f
Lf l) = (z *-t)*a(t*)~ ja(х)dx, /St*
t
При линейной зависимости a (t) = at с учетом формул (2 12) и
158
J(t)= J a(x)dx - c - at~ / 2.
L(t)-(>j2c/a -1)yj2ac -c + ar /2,
L(t) = c + ar /2-t\j2ac
(2.17)
Пример 2.4 Определить, требуется ли в момент времени
t=400 сут восстановление линии привода путем замены комплекта
вкладышей или необходима замена шпинделя в сборе Исходные
данные примера 2.3
Решение.
Определим из зависимости (2 17) лимит затрат на восста-
новление
2//> = 0,1 4002 /2-V2 0.1 12000 400 + с = 404 ед.
Восстановление должно производиться путем замены ком-
плекта вкладышей, так как затраты на их замену составляют 360
ед., что меньше лимита L(t)=404 ед.
2.5. Оценка эффективности принимаемых решений при
техническом обслуживании
Работоспособность оборудования в конечном итоге должна
обеспечивать его эффективную работу, приносить доход. Поэтому
необходим и анализ потерь, снижающих эффективность работы
оборудования.
Такими критериями являются:
- простои из-за отказов оборудования;
- ремонтные и монтажные работы;
- незначительные остановки оборудования:
- технологические недоработки;
- сокращение скорости технологического процесса;
- сокращение доходов.
В общем виде предельная эффективность (ПЭ) оборудова-
ния может быть представлена уравнениями Накаямы
ПЭ = Готовность Производительность Качество
Готовность выражается через коэффициент готовности Кг.
159
Kr = (Рабочее время - Время простоя) / Рабочее время.
Производительность - через темп производства (ТП), как
произведение нормы эксплуатации (НЭ) на норму скоростной экс-
плуатации (НСЭ).
ТП = НЭ НСЭ.
Выпуск продукции
нэ=----------------------------------------------.
(Рабочее время Время простоя) Время реального цикла
где Л/v’.w }к-ч1ыюги hhkmi-время на производство единицы продукции
Плановое время цикла
нсэ=------------------------
Фактическое время цикла
Качество выражается через коэффициент качества Кк.
Количество качественной продукции
к.=----------------------------
Общее количество продукции
Из анализа представленных зависимостей можно сделать
следующие выводы
Уровень готовности определяют два первых вида потерь
(простои из-за отказов оборудования, ремонтные и монтажные
работы)
Уровень производительности определяется остановками
оборудования и скоростью технологического процесса
В понятие качества входят потери, связанные с технологиче-
скими недоработками и сокращением доходов, вызванных сниже-
нием качества продукции
Для оценки эффективности решений, связанных с техниче-
ским обслуживанием оборудования, существует обобщенный по-
казатель - так называемая интегральная шкала эффективности
(ИШЭ), предложенная Хиби:
мню- Стоимость общего ремонта -Стоимость потерь
~ Стоимостная контрольная шкала
160
В качестве стоимостной контрольной шкалы используется
стоимость энергии (кВт ч) или другие измеряемые показатели.
В развернутом виде формула ИШЭ = U за i-й период:
(/? + L)i (R + Li + L^ji (R + L\\ + + Li'ji
‘= = P, = Pi
где Ut - интегральная шкала эффективности за i-й период;
R - стоимость ремонта;
L - потери при отказе оборудования;
Li - производственные потери;
Ln - затраты на поддержание производства;
Li2 - фактические убытки производства;
L2 - издержки;
Р - стоимость контрольной шкалы за i-й период.
Следовательно, для оценивания эффективности мероприя-
тий необходимо постоянно осуществлять мониторинг состояния
оборудования и затрат на поддержание его работоспособного со-
стояния.
ГЛАВА 3. ОЦЕНКА ПРЕДЕЛЬНОГО СОСТОЯНИЯ ИЗДЕЛИЯ
3.1. Предельное состояние по степени повреждения и по
выходному параметру
Предельное состояние характеризует выход изделия из об-
ласти работоспособного состояния Это относится как к машине в
целом, так и к ее узлам, деталям и элементам.
Требования к изделию с точки зрения точности функциони-
рования, обеспечения технических характеристик, безопасности
эксплуатации, влияния на окружающую среду, эффективности ра-
боты и другие оговариваются, как правило, в технических условиях
через предельно допустимые значения параметра Х^,.
При достижении предельного состояния дальнейшая экс-
плуатация изделия должна быть прекращена, так как возникает
потребность в ремонте или техническом обслуживании
Установление нормативов и расчет предельно допустимого
значения параметра Хмах является сложной инженерной задачей,
требующей специального методического подхода
161
Для обеспечения требуемых нормативно-технических пока-
зателей необходимо установить предельно допустимые значения
всех тех параметров элементов и деталей, от которых зависит ра-
ботоспособность изделия в целом
Предельно допустимое состояние может быть установлено
как для степени повреждения изделия (UHax), так и для выходного
параметра (Х„ал), хотя они и связаны функциональной зависимо-
стью Оценка предельного значения для каждого из этих показате-
лей имеет свой смысл
Установление Хыах является основным, так как именно изме-
нение выходного параметра определяет область работоспособно-
сти изделия
Поскольку изменение выходных параметров изделия явля-
ется следствием повреждения отдельных элементов, для восста-
новления работоспособности изделия надо решать вопрос, допус-
тима ли степень повреждения отдельных элементов и какие из них
требуют ремонта или замены.
Поэтому наряду с назначением Хмах необходимо установить
имах для повреждений, которые участвуют в формировании вы-
ходного параметра.
Существует нормативно-техническая документация по ГОСТ
2.604-95 "Технические требования на дефектацию и ремонт", в ко-
торой должна быть указана предельная степень повреждения имах.
Могут быть три основных случая взаимосвязи Хмаж и U„„.
- выходной параметр определяет (в основном) один из ви-
дов повреждения
Хадах " X Ufaax.
- выходной параметр определяется суммарным поврежде-
нием элементов с учетом их влияния через некоторое пе-
редаточное отношение" К"
п
Хмах = XKi Uiuax,
i
- выходной параметр связан сложной функциональной за-
висимостью с предельным повреждением элементов
Хмах = Р (Ui;U2,...Un).
Таким образом, предельные состояния по степени повреж-
дения (UMax) должны назначаться, исходя из допустимых отклоне-
ний выходного параметра Х^, и учитывать зависимость между X
и показателями степени повреждения элементов изделия.
162
3.2. Критерии оценки предельного состояния по выходному
параметру
При оценке работоспособности механизма необходимо ус-
тановить предельно допустимые значения износа [ U ] его звеньев
Это является весьма сложной задачей, поскольку к механизму в
целом и к его деталям предъявляются самые разнообразные тре-
бования.
При занижении значений [ U ] срок службы деталей исполь-
зуется не полностью, при их завышении возрастает доля аварий-
ных ремонтов из-за отказа деталей в межремонтный период.
Критерии предельного износа следует устанавливать исходя
из общих принципов оценки предельного состояния На рис 3.1
приведены примеры критериев предельного износа для трёх ос-
новных случаев.
При износе направляющих толкателя кулачкового механизма
(рис.3.1,а) возможно заклинивание механизма из-за перекоса тол-
кателя, изменения угла давления и возрастания давления в опо-
3.3. Критерии предельного износа
При оценке работоспособности механизма необходимо ус-
тановить предельно допустимые значения износа [ U ] его звеньев
Это является весьма сложной задачей, поскольку к механизму в
целом и к его деталям предъявляются самые разнообразные тре-
бования
При занижении значений [ U ] срок службы деталей исполь-
зуется не полностью, при их завышении возрастает доля аварий-
ных ремонтов из-за отказа деталей в межремонтный период.
Критерии предельного износа следует устанавливать исходя
из общих принципов оценки предельного состояния На рис 3.1
приведены примеры критериев предельного износа для трёх ос-
новных случаев.
При износе направляющих толкателя кулачкового механизма
(рис.3.1,а) возможно заклинивание механизма из-за перекоса тол-
163
pax В результате износа механизм прекращает функционировать
(критерий 1-й группы). Предельно допустимый износ должен опре-
деляться в данном случае из условия надёжности функциониро-
вания механизма.
Рис.3.1 Примеры критериев предельного износа изделия
Пример попадания механизмов в зону интенсивного возрас-
тания его выходных параметров (критерий 2-й группы) показан на
рис. 3.1,6. При износе зубьев реверсивной пары шестерня-рейка
при каждом изменении направления движения возникает удар, си-
164
ла которого прогрессивно возрастает по мере износа пары Зона
интенсивного возрастания динамических нагрузок и определяет
значения предельно допустимых износов
Пример выхода параметров за допустимые пределы (крите-
рий 3-й группы) приведен на рис.3.1,в, где показан износ плунжер-
ной пары в гидравлической системе
Утечка жидкости при износе корпуса и плунжера оказывает
большое влияние на стабильную работу гидравлической системы
ГЛАВА 4. ПРЕДЕЛЬНЫЕ ИЗНОСЫ В СОПРЯЖЕНИЯХ УЗЛОВ ТРЕНИЯ
4.1. Предельные износы по условию прочности
Для ряда деталей узлов трения, где допустимы сравнитель-
но большие износы, критерием предельного состояния может слу-
жить уменьшение прочности детали при её износе
Простейшим случаем влияния на прочность будет уменьше-
ние размеров детали в результате её износа
Соединение винт-гайка
Например, если толщина витка гайки а в соединении винт-
гайка из-за износа U уменьшилась и стала равной а ,=3-0. то мак-
симально допустимое значение износа [U] может быть подсчитано
из условия расходования витком запаса прочности При проекти-
ровании гайки был обеспечен запас прочности на срез п>1, так как
допускаемые напряжения [т /определялись по отношению к пре-
делу прочности на срез т ср как
[т] = ^
п
Поскольку площадь среза равна S = al. где I - длина витка,
можно записать, что
~^СР о
Т1=—Т7П=п (41)
[т] a -[[/]
Это условие означает, что при достижении износом значения
U =[U] имеющийся запас прочности п>1 будет исчерпан Из равен-
ства (4 1) получим
165
[y] = fl|l--
< n
(4.2)
Пример 41 Определить допустимую величину износа витков
гайки с резьбой УП440х48 нажимного механизма блюминга 1150,
если запас прочности п=2.
Решение.
Определяем допустимую величину износа из зависимости (4.2)
( 1А ( И
[U] = a\ 1-- =36] 1--
V nJ 12;
= 18 леи.
Толщина витка гайки:
а = |(1 + 0.75 /g33°) = 0.74 S = 0.74 48 = 36 мм.
где S - шаг резьбы, мм.
Зубчатое зацепление
Используя аналогичный подход, определение значения мак-
симально допустимой величины износа [U] для тихоходных зубча-
тых передач можно осуществить по зависимости:
(4.3)
(4.4)
где а - толщина зуба в основании;
ов ~ предел прочности.
Для быстроходных зубчатых передач при определении [U]
из условия прочности необходимо также учесть возрастание дина-
мических нагрузок при увеличении зазора в зацеплении.
В этом случае зависимость (4.3) следует представить в виде
166
(«-М)2
*0 (["]) =
(4.5)
Коэффициент динамичности находим из зависимости
I 2Л/.П.СД
Кл = \ + 1 + —Ц—
д У М2
I с
(4.6)
п
где М5 - пусковой момент электродвигателя;
J, - момент инерции двигателя;
J? - момент инерции вращающихся частей линии привода;
С - жесткость наиболее податливого звена в линии привода;
Мс - статический момент сил сопротивления;
д- зазор в сопряжении, равный:
Д = (М + иг+</0)-, (4.7)
г
где [U] - допустимая величина износа зуба шестерни как наиболее
изнашиваемой детали;
U,- величина износа зуба колеса;
Uo - начальный зазор в сопряжении;
г - радиус основной окружности шестерни.
Величины UK и [U] связаны зависимостью
У,=-[и]. (4.8)
и
где и - передаточное число передачи;
- коэффициент, равный отношению износостойкости ко-
леса и износостойкости шестерни.
Подставляя значения Кд (4.6), Д(4.7), и, (4.8) и произведя
небольшие преобразования, получим зависимость для определе-
ния максимально допустимой величины износа наиболее изнаши-
ваемой детали в сопряжении
м-
и
и + К
V а
(4.9)
-1 -С/о>.
Значение [U] находят методом итерации, т.е методом последова-
тельных приближений, задаваясь начальным значением [U], доби-
ваясь соблюдения равенства (4 9).
167
Пример 4.2 Определить допустимую величину износа шес-
терни реечного толкателя слябов. Модуль шестерни т=38, запас
прочности п=1,2
Решение.
Определяем допустимую величину износа шестерни из за-
висимости (4.4).
Толщина зуба в основании
а=л^.^+оозр»г|±3?(т^+о,оз)^2.2(ми)
Пример 4.3. Определить предельно допустимую величину
износа зуба шестерни редуктора в линии привода валков пятикле-
тевого стана “630” холодной прокатки. Исходные данные: переда-
ваемый крутящий момент Мс=21 кН -м. пусковой момент электро-
двигателя М, =24 кН м, п, =0,02, длина зубчатого шпинделя 1=2955
мм, диаметр делительной окружности шестерни D =400 мм, т=10
мм, диаметр тела шпинделя d =190 мм, начальный зазор Uo=0,2
мм, запас прочности зубьев п=2,5, передаточное число редуктора
и =1.764.
Решение.
Предельно допустимую величину износа зуба шестерни най-
дем из зависимости (4.9), приняв [t/]= 2мм, К=1
[61——-------(21-10 3>3-ОД fix L_Y -i| -l\o.21O"3 шЗ.П-Ю^^^З.Пмм
1 J 1.7M*'12-24.10-’ 0.02-3.47^1. ' J J
Жесткость наиболее податливого звена - зубчатого шпинде-
ля найдем по зависимости
С-7,85^-103 -7,85^-Ю3 -3,47(Л^)
Толщина зуба у основания
400-2Д-10/я-10 .
«•--->0,03 ^20,35(мм)
Принимаем [(/] =2,06 мм, тогда получим
168
С учетом точности измерения толщины зуба принимаем
[(/]=2мм
4.2. Предельный износ в подшипниках скольжения
В подшипниках скольжения, работающих в режиме жидкост-
ной смазки, предельно допустимая величина зазора [Л] при экс-
плуатации определяется из условия перехода из режима жидкост-
ной в режим полужидкостной смазки, характеризующийся резким
возрастанием интенсивности изнашивания
[д]=2.8 аг , (4 10)
V Ра
где nt - вязкость смазочного материала при рабочей температуре,
Па с.
ра - номинальное давление в подшипнике, Па;
со - частота вращения, с'1,
d • диаметр подшипника, м;
/ - длина подшипника, м.
Наряду с этим важно знать, в каких пределах возможно из-
менение скорости, нагрузки, вязкости смазочного материала в лю-
бой момент времени, обусловленный соответствующей величиной
износа
Такие возможности характеризуются коэффициентом на-
дежности подшипника %
Граничным условием является
So
х= —= 1, 011)
где So .SoKp - число Зоммерфельда и критическое значение числа
Зоммерфельда соответственно
находится из зависимостей (7.3), (7.4) для значения
^=0.1
Если, например, х=3, то подшипник может выдержать в 3 раза
большую нагрузку или работать на пониженной в 3 раза скорости,
возможно понижение вязкости смазочного материала в 3 раза.
169
В действительности эти соотношения несколько иные, так
как, например, с ростом нагрузки будет расти тепловыделение,
снижающее вязкость масла
Пример 4.4 Определить предельное значение нагрузки, ско-
рости, диаметрального зазора и вязкости смазочного материала,
при которых будет обеспечена надежная работа подшипников
скольжения шестеренной клети реверсивной клети кварто
800/1400x2800
Исходные данные:
диаметр подшипника d=600 мм;
длина подшипника /=820 мм;
нагрузка на подшипник Р=1.5МН;
смазочный материал МС-14;
частота вращения 6-12 сл,
посадка подшипника Н7/е8.
Решение.
Находим предельно допустимый зазор из зависимости
(4 10)
[А 1« 2.8 у[Г^ = 2.8.|40 6 '°,- \/о. 82 0.62 = 5.2 1 0-4.w = 520 мкм
Va N 3.05 ю6
/ d 0.82 0.6
МПа
Находим вязкость масла МС-14 при рабочей температуре
подшипника из зависимости
•раб = '« + -^-4 = 50 + = 59.2 = 60’С
2d2 2 0.62
Тогда
(кип2-5
^60- Чоо- [ go >
<100 V'5
= 14--- =50 мПа с
I 60 )
[д] = 2.8./ 10 / >/0.82 0.62 = 5.9 10-4 л/= 590 мкм
N 3.05 Ю6
Следовательно, предельно допустимая величина зазора в
подшипнике равна 590 мкм при номинальной нагрузке и скорости
Найдем коэффициент надежности подшипника
So 0.67 е £.
X =-----=----= 5.6 .
SoKp 0.12
170
Для посадки H7/e8
д = Дий+Дидк _ 329 + 135 = 232
2 2
мкм
= 0.67
232 10
ш = =3 87 10
0.6
„ 50 6 10"3
S<> =----7-------Г
ЗЮ6 1510*8
Из зависимости (7 4) находим для £=0 1 и l/d=820/600=1 37
г, _ £*у_____________2d______= 01?
Ф’О43 (<+0.24 0.43 1.37 + 0.24
га
Подшипник обладает большим запасом надежности Но в
процессе изнашивания его надежность снижается, и при увеличе-
нии зазора в 2 раза коэффициент надежности будет равен
So 0.167 , А
у =------=-------= 1.4
SoKp 0.12
о 50-6 10“3
So =---------------=—- = 0.167
ЗЮ6 15-10-8 22
При возрастании нагрузки в 2 раза:
0.133 , ,
у =------= 1 1
0.12
13.7 6-10~3
2 З Ю6 15 Ю"8
= 0.133-
р 0.62
floor5 floor5 _Л п
=14^—J =50 мПа с
Коэффициент надежности приближается к единице на изно-
шенном подшипнике.
На изношенном же подшипнике перегрузки недопустимы при
работе с частотой вращения <о = 6 с'
171
4.3. Предельные углы перекоса в валковой системе клети кварто
В валковой системе клети кварто из-за износа контактирую-
щих поверхностей рабочих валков и в результате случайного ком-
плектования подушками рабочих валков при их сборке возможно
возникновение в рабочей клети перекоса осей рабочего и опорного
валков, что ведет к появлению осевой силы А, воздействующей на
элементы линии привода (рис 4 1).
Рис. 4.1 Схема действия сил на площадке контакта при перекосе осей
рабочего и опорного валков (а), и эпюра удельных сил трения вдоль оси
опорного валка (б)
На рис 4.1,6 показана эпюра максимальных касательных на-
пряжений на контакте рабочего и опорного валков. Ниже оси абс-
172
цисс показано изменение максимальной величины предваритель-
ного смещения по ширине площадки контакта 2а.
Площадь эпюры касательных напряжений характеризует ве-
личину осевой нагрузки в зависимости от угла перекоса валков ср
Значение удельной силы трения на участке предварительно-
го смещения находим по зависимости из работы [13]
5 =[5]р-
2
(4 12)
где 5 текущее значение величины предварительного смещения;
Т, f- сила и коэффициент трения соответственно;
N нагрузка,
v - параметр шероховатости (v =2).
Преобразуя зависимость (4 12), найдем величину удельной
силы трения:
т =/ Р^-О-ФХ/М)25) (4.13)
где р - контактное давление;
ф - угол перекоса осей валков,
х - текущее значение ширины площади контакта.
При малых углах перекоса (до 1 103 рад) для упрощения
расчетов заменим образующую ОВа' прямой ОВС, проходящей
через точку В. характеризующей величину удельных касательных
напряжений на полуширине площадки контакта.
Тогда полное осевое усилие А найдем из уравнения
2а
л = хс хс L+L^f р(х)Фг, (414)
где L - длина бочки валков;
х с - абсцисса точки С.
тс - величина удельной силы трения в точке С. определяемая
Значение касательного напряжения в точке В находим из за-
висимости (4 13), принимая х=а
173
Полуширина площадки контакта а и значение максимального
давления рт находим по формулам Герца:
a = рт = 0.564 (416)
у Ь Vл Ь '
где 01. 0 2 - упругая постоянная материала рабочего и опор-
ного валков соответственно; 0S= 0 1+ 0 г, 6 =4.3 10 е - для сталь-
ных валков. 0=6.3 10'6 - для чугунных валков, МПа'1, R - приве-
денный радиус валков.
Таблица 4.1
Радиусы кривизны вершин выступов
для поверхностей с различной обработкой
Вид обработки Класс шероховатости Радиус, мкм
поперечный гп Продольный Гпо
Шлифование 6-7 4-10 100-300
Точение 8-9 10^0 100-300
5-6 20-40 400-500
7-8 40-120 -
Фрезерование 4-5 30-60 400-500
6-7 60-80 -
Таблица 4.2
Ориентировочные значения параметров шероховатости
для различных видов обработки стальных поверхностей
Вид обработки Класс шероховатости Rmax, мкм г, мкм Ь V Д
Круглое 7 9.4 8 0.6 2.0 1.610”
шлифова- 8 4.7 12 0.9 1.9 4.110'2
ние 9 2.4 20 1.3 1.9 9.610'2
10 1.2 30 2.0 1.9 2.810'2
Точение 5 37 15 1.0 2.1 2.510и
6 18 20 1.4 1.9 7.910'1
7 9.4 35 1.8 1.8 1.910”
8 4.7 55 2.0 1.6 6.310 2
174
Таблица 4.3
Ориентировочные значения параметров шероховатости
для различных видов обработки чугунных поверхностей
Вид обработки Класс шероховатости Rmax, МКМ г, мкм Ь V А
Круглое 6 11 50 0.70 1.9 2.7210”
шлифова- 7 7.2 85 1 20 1.9 6.510'2
ние 8 3.5 150 1 25 1.8 2.0 10 2
9 1.8 190 1.55 1.7 7.51 О’3
Точение 4 48 25 1 10 1.9 1.8510”
5 21 37 1.20 1.8 5.410’’
6 12 60 1 45 1.7 1.54 10”
7 7.4 130 1.50 1.6 4.41О’2
(4 17)
д _ ^1
Л] + ^2
Ri,R2- радиус рабочего и опорного валков соответственно
Решая уравнение (4 14) совместно с (4 15), получим
Л =0.5 рт
j a L
х
1.57 - arcstn —+
а
(4 18)
где
х _ 1-£2
а 1 + №
(4 19)
Величину [5] находим по зависимости из работы [9] для ус-
ловий насыщенного пластического контакта
[5] - ^2 г Rmax
где г - радиус микронеровностей, мкм;
Rmax - максимальная высота микронеровностей (из табл 4.1),
мкм;
НВ - твердость более мягкого из валков. МПа,
рс - контурное давление, МПа.
Условие реализации насыщенного пластического контакта
Рс>0.062 НВ. (4.21)
Для ненасыщенного пластического контакта
рс<0.062 НВ (4.22)
175
[5] = 1 41 г
величина [б] находится из зависимости (4.20)
Д05
(4.23)
где Д - комплексная характеристика шероховатости (из табл.4.2,4.3).
При малых углах перекоса осей валков (до 5 104 рад) можно
пользоваться упрощенной зависимостью
Л = 1.27 N f (4.24)
V + K-f
Пример 4.5 Определить величину осевого усилия со сторо-
ны рабочих валков при неравномерном износе подушек рабочих
валков
Исходные данные:
перекос осей рабочего и опорного валка 1 10-4 рад;
давление металла на валки 20 МН;
диаметры валков: рабочего 0.6 м, опорного 1.4 м;
материал рабочих валков - чугун, опорных - сталь.
расстояние между подушками рабочего валка I = 3 м;
твердость валка 3000 МПа;
характеристики шероховатости валка: г =20 mkm,Rvbx=18 мкм;
коэффициент трения f =0,15.
Решение.
Величину осевого усилия находим из зависимости (4.24)
,4 = 1.27 N f ------
Л = 1.27 20-0.15-----183 --=0.65 МН
(1 + 0.1832)
Величину К находим из зависимости (4.15)
1 10'4 5.77
7.44 10“3 ,
= 0.183
Полуплощадку контакта "а" находим из выражения
а =. ,.|2|>А -О-6 021 20 _ 5.„
1 L I 1.7
176
0I=43 10^+ 6,3 10^= 10,6 lO^.Wa-1
я=Л^=а1о1=021 и
0.3 4- 0.7
Установим вид контакта
рт = 0.564 1—^---= I 128,|--------------= 1297 МПа
\Qt R L V10.610-6 0.21 17
ре = рт= 1297МПа > 0.062 3000 = 186 МПа.
что соответствует пластическому насыщенному контакту
Тогда
[8] = V2 r
= V2 20 18
05Г
1296
3000
0.5
44 мкм.
0.5 Г
Если величина A =0.69 MH является предельно допустимой
из условия прочности элементов её воспринимающих, то разность
в величине износа подушек
Д=<р L| =1 10“* 3000=0.3 мм,
где Ц- расстояние между подушками валков, мм
4.4. Предельный износ ролика транспортного рольганга
Транспортные рольганги широко используются в прокатных
цехах для транспортировки металла между технологическими опе-
рациями Причинами отказа роликов являются износ их поверхно-
сти вследствие абразивного изнашивания при соприкосновении с
поверхностью транспортируемого металла, разрушение подшип-
ников, износ полумуфты
Вынужденная или плановая замена отдельных узлов роли-
ков при эксплуатации приводит к тому, что в линии транспортного
рольганга находятся ролики с разными диаметрами бочек. С тем,
чтобы обеспечить один уровень транспортировки, под подушки
роликов с меньшим диаметром бочек устанавливают прокладки
Однако это не приводит к равенству окружных скоростей то-
чек роликов, контактирующих с поверхностью транспортируемого
металла, имеющего какую-то скорость VM. Следовательно, ролики,
имеющие больший диаметр бочки, будут стремиться проскальзы-
177
вать относительно транспортируемого металла, а ролики, имею-
щие меньший диаметр, будут работать в тормозном режиме
Как в первом, так и во втором случае при определенном со-
отношении диаметров наступает относительное скольжение по-
верхности роликов относительно транспортируемого металла и
транспортируемого металла относительно поверхности роликов,
что неизбежно ведет как к интенсивному изнашиванию, так и к по-
вышенным потерям энергии на трение.
Поэтому необходимо знать, при какой величине в разнице
износов бочек роликов начинается относительное скольжение по-
верхности бочки ролика и транспортируемого металла.
На рис.4.2 представлена схема к расчету допустимой вели-
чины разности износов бочек роликов
Рис.4.2 Расчетная схема к определению допустимой величины
износа бочки ролика:
а условие начала скольжения контактных точек поверхности бочки
ролика по полосе; б условие начала скольжения поверхности бочки
ролика по полосе
Обозначим через R радиус бочки ролика, определенного из
соотношения:
Я=^-,
со
где VM - скорость транспортируемого металла;
ш - угловая скорость роликов.
Обозначим через R„ радиус изношенной бочки валков
Л„=Я-[с/1
178
где [U] - допустимая величина износа поверхности бочки ро-
лика. при которой начинается её скольжение относительно транс-
портируемого металла.
Тогда из рис 4.2
(4.25)
где V[$j - скорость относительного смещения контактирую-
щих точек поверхностей на выходе, при которой величина предва-
рительного смещения достигает максимальной величины [5]
U(b) = [5] Ru/a (4.26)
где а - полуширина площадки контакта, определяемая по форму-
ле Герца:
а = 1,228Г6х *Я*У////2,
где 0i-=6i + е2
0i= Л-цр>/Ер ' упругая постоянная контактирующих по-
верхностей;
щ,2 - коэффициенты Пуассона;
Е 1.2 - модули упругости;
N - нагрузка;
I - ширина контактирующей поверхности бочки по длине ро-
лика.
UM - Up = со (R - Rn) = со [ U ) (4.27)
Подставляя зависимости (4.26) и (4.27) в выражение (4 25).
получим формулу для подсчета предельно допустимой величины
износа
[ U ] = [5 ] R / а. (4.28)
Максимальная величина предварительного смещения нахо-
дится из зависимостей (4.23), (4.26).Учитывая,что
pt. = 0,546^/6? г О1'2.
принимая НВ=1000 МПа, f = 0,3 для условий транспортировки го-
рячекатаного металла при температуре 600 - 700°С, и подставляя
в уравнение (4.28), найдем допустимую величину износа в случае
ненасыщенного пластического контакта
f 1=0,025-(/ /?Г\г (429)
1 J е“*? №
179
где I и R - длина контакта и радиус бочки ролика, м;
VI - упругая постоянная, МПа' ;
г - радиус микронеровностей, мм;
N - нагрузка на ролик, МН;
Д - комплексная характеристика шероховатости поверхности
бочки роликов.
Величину сил трения при частичном проскальзывании роли-
ков по полосе можно найти из зависимости:
Г = 0,32 N f (2к/(\ + к2 ) + \,51 -arcsin(\-k2 )/(\ + к2 )), (4.30)
где N - нагрузка на ролик;
f- коэффициент трения;
к - коэффициент;
(4,31>
где U - величина износа бочки ролика.
При достижении износа бочки ролика предельно допустимой
величины U =[U] величина силы трения будет равна
Г = 0,32 W / = 0,82 0,3 N=0,246.V
Тогда как при отсутствии проскальзывания роликов по поло-
се величина силы трения при транспортировке металла равна:
Т = 0,01W
Таким образом, разница в диаметрах роликов ведет как к ин-
тенсивному их изнашиванию, так и к повышенному расходу энергии.
Пример 4.6. Определить предельно допустимую величину
износа бочки ролика транспортного рольганга стана 2500 горячей
прокатки.
Исходные данные:
диаметр бочки ролика D = 300 мм;
нагрузка на ролик N = 1 кН;
ширина полосы 1,5 м;
модуль упругости транспортируемого металла при
t = 600 °C, =1,5 105 МПа;
твердость горячего металла НВ = 1000 МПа;
180
поверхность бочки ролика обработана по 6-му классу чис-
тоты обработки;
скорость транспортировки 10 м/с
Решение.
Допустимую величину износа находим из зависимости (4.25).
г -| 0,025 (/ Я)03” г Д0'5 _
IVJ- g 0.625 jyO.J25 ~
0,025 (1,5 0,15)01373 20 10'3 (7,9 10-i)°'s
(10,4 10‘)°“S О 1O'J)O32S ’
Определяем значение упругой постоянной qt
0£ =0в+дп = (1-р.2)/Ер +(1- ц2)/Ем =
= fl-0,32;/105 + 2,1105 +(l-0,32;/l,5 105 =10,4 \0~*МПа~1
Значение радиуса микронеровностей г и комплексной харак-
теристики шероховатости находим из табл 4.2.
г = 20 мкм, Д = 7,9 10"1
То есть при диаметре бочки ролика транспортного рольган-
га, превышающем средний диаметр роликов, находящихся в кон-
такте с транспортируемым металлом, более чем на 6 мм, происхо-
дит проскальзывание поверхности роликов относительно транс-
портируемого металла.
В этом случае достигается максимальный расход энергии на
преодоление сил трения, величину которых найдем из зависимости
Т = 0,2462V = 0,246 1 = 0,246 кН
Тогда необходимая мощность на преодоление трения одним
роликом
У = Г-и = 0,246-10 = 2,46 кВт.
А суточные затраты в рублях при коэффициенте загрузки
рольганга К=0,5 составят
Q = N t С = 2,46 -24 0.5 0,4 = 11,808 руб.,
где С - стоимость 1 кВт ч.
При разнице в диаметрах бочки ролика по отношению к
среднему диаметру в 1 мм сила трения находится из зависимости
(4.30)
1 = 0.32 V f(2k/(\ + к2) +1.57-arcsinfl-к2 )/([ + к1 )) =
= 0.32 I 0.3/2 0.323//1 + 0.3232/+1,57-агсял/l-0.3232 J//1 + 0.3232» =
= 0.12 кН
K=\-(\-U az Я/8 ;y0,25 = 1-/1 -1 36/150 1,66/2S =0,323
Находим а из зависимости (4 14)
a-l,128/0v r N Z//'2 = 1.128/1.04 IO-5 0.15 1 10"3/1.5>‘/2 =
0,36 I O'* .u = 0.36 ЛК1/
fdJ^(Pc, HB)02S((2(\^f2/'2f-25-\) 1.41 г До$ =
= H 1.66/1000;°~5('/2/l + O.32//2Л23-1 J-1,41 20 0,79°'5=l,66 mkm
Контурное давление p{ находим из зависимости (4 18)
р,. =0.564/V//0v г / J)1'2 =0,564/1 10"’//1.04 10"5 0.15 1.5»|/2 «
= 11.66 МПа
Тогда затраты в сутки на преодоление сил трения при про-
скальзывании 1 ролика составят
Q = К Т и t С = 0.5 0,12 10 24 0.4= 5.76 руб
Если, например, из 220 роликов у 50 диаметры будут мень-
ше на 1 мм средней величины диаметра роликов рольганга, то пе-
рерасход затрат на электроэнергию за год составит
Q = 0.5 7000 0,12 10 -0,4 -50 = 8400 руб
4.5. Предельные износы, определяемые толщиной упрочненного слоя
В ряде случаев в узлах трения, контактирующие поверхности
которых подвергнуты упрочняющей обработке, предельно допус-
тимая величина износа может лимитироваться глубиной упроч-
ненного слоя. Методы упрочняющей поверхностной обработки
рассмотрены в работах [7.8]. Толщина упрочненного слоя, дости-
гаемая методами упрочняющей поверхностной обработки, приве-
дена в табл 4.4
182
Технологические возможности методов
упрочняющей поверхностной обработки
Таблица 4.4
Методы упрочения Класс шерохова- тости поверхности Т вердость обработанной поверхности Толщина упрочненного или нанесенного слоя, мм
мин. макс.
Накатывание роликами 7-11 Увеличивается на 20-50% 1.0 10,0
Вибрационное накатывание 1.0 15,0
Накатывание шариками 9-11 0,3 5,0
Поверхностное накатывание 0.3 5,0
Упрочнение ре- занием 3-5 Увеличивается на 20-30% 0,05 0.5
Виброударная обработка 4-7 Увеличивается на 20-40% 0,1 0.7
Ультрозвуковая упрочняющая обработка Увеличива- ется на 2-4 класса Увеличивается на 50-90% 0,1 0.9
Алмазное сглаживание 8-11 Увеличивает-ся на 30-60% 0,01 0.2
Цементация Снижается на 1-2 класса НРС 60-70 0.5 2,0
Азотирование Снижается на 1-2 класса Н 650-1200 0,05 0,6
Цианирование НРС 60-75 0,01 2.5
Алитирование - 0,05 0,5
Хромирование Снижается на 1-2 класса Микротвердость 1600-2000 0,02 0,3
Силицирование - 0,02 0,03
Сульфидиро- вание Не изменяется 0,05 1.0
Закалка с нагре- вом газовым пламенем Снижение на один класс НРС 40-70 0.5 10,0
Закалка с нагре- вом ТВЧ Не изменя- ется 0.2 10,0
183
Окончание табл.4.4
Методы упрочения Класс шерохова- тости поверхности Твердость обработанной поверхности Толщина упрочненного или нанесенного слоя, мм
мин. макс.
Ручная газовая наплавка Г рубая поверхность НВ 200 - 400 0.5 20
Ручная электро- дуговая наплавка 2.0
Электродуговая биметаллизация НВ 250-450 1.0 3-5
Механизирован- ная наплавка под слоем флюса 1.5 40
Электрошлако- вая наплавка НВ 500-650 2.0 40
Вибродуговая наплавка 0,3 3,0
Г азовая метал- лизация Г рубая поверхность НВ 120-420 0.3 15,0
Электрометалли- зация 1.3 15,0
Плазменная ме- таллизация Грубая поверхность НВ 500-2000 0.3 20-30
Хромирование НВ 500-1200 0,01 1.0
Твердое никели- рование 6-8 НВ 550-650 0,05 2,0
Осталивание 3-5 НВ 120-600 0.2 5,0
Н 2200 0,1 0,3
Борирование 4-7 НВ 40 -120 0,05 2,0
Глубокое оксиди- рование * Микротвердость 400 -450 0,01 0,2 - 0,3
Никелирование хромирование, покрытие кобаль- том и никель- кобальтом 6-10 Микротвердость 800 -950 0.01 0,3
184
Если допустимая величина износа детали может лимитиро-
ваться несколькими факторами (прочность детали, прочность по-
верхностного слоя, режим жидкостной смазки и т.д.), то за допус-
тимую величину принимается меньшая из возможных. Так, напри-
мер, исходя из условий динамического нагружения, допустимая
величина износа зуба в зубчатом зацеплении равна 3 мм, а тол-
щина упрочненного слоя (цианирование) не превышает 2 мм, ве-
личина 2 мм принимается за предельно допустимую величину из-
носа. так как в противном случае возможны аварийные ситуации,
связанные с заеданием в зубчатом зацеплении.
4.6. Расчет допустимой величины износа детали, работающей в
паре трения с быстроизнашиваемой деталью
Работоспособность ряда сопряжений (зубчатые зацепления,
подшипник скольжения, универсальные шпиндели) лимитируется
допустимой величиной зазора в соединении
Как правило, в начале эксплуатации таких соединений пер-
воначальный зазор возрастает и достигает предельно допустимой
величины зазора ] за счет величины износа быстро изнаши-
ваемой детали В этом случае восстановление работоспособ-
ности соединения осуществляется путем замены быстроизнаши-
ваемой детали.
Но с течением времени с ростом величины износа сопря-
женной малоизнашиваемой детали U? сокращаются периоды за-
мен Д/, быстроизнашиваемой детали.
Те достижение предельно допустимой величины износа
[Сч ] обеспечивается износом обеих деталей:
[t/£] = 6 + Ut+U2, (4.32)
где 5 - первоначальный зазор в соединении.
В функции времени зависимость (4.35) примет вид:
[Lri] = 8+Jf/A//+J(f-/„ (4.33)
где Jt - скорость изнашивания быстроизнашиваемой детали;
J, - скорость изнашивания малоизнашиваемой детали.
185
В соответствии с рис 4.3 и зависимостью (4.33) период вре-
мени каждой последующей замены с начала эксплуатации tn ра-
вен:
(4.34)
гдеш = у-, Л=Л,+А»
п - количество замен быстроизнашиваемой детали.
Рис 4.3. Схема функционирования пары трения
Период между заменами быстроизнашиваемой детали Д/,-
постоянно сокращается и начиная с момента времени tn удельные
затраты на замену быстроизнашиваемой детали AQj будут пре-
вышать удельные затраты на замену малоизнашиваемой детали
ДО;
Дл ti
В момент tn равенства удельных затрат Д0-п = Д(2?л имеем
186
_ Qi _ /-
Qi
(4.35)
На рис.4.4 представлены графики изменения удельных за-
трат для быстроизнашиваемой детали и сопряженной с ней мало-
изнашиваемой деталью
Рис 4.4. Схема изменения удельных затрат
при восстановлении работоспособности лары трения
Для значения = tn — tn_{ получим
д, =М18 —
" h (1+ту
(436)
Подставляя в зависимости (4.38) выражения (4 37), (4.38)
получаем
187
1 + w(c + l)
In-----------
n =----/1 + z?- - ; (4.37)
/л (I + m)
Зная номер цикла n находим момент времени с начала экс-
плуатации. когда необходима замена соединений в сборе по зави-
симости (4.37)
Допустимая величина износа малоизнашиваемой детали
[С/;] может быть найдена из зависимости
л
Тогда, подставляя значение tn из формулы (4.38) получим
= (4-38)
(1 + т)
Пример 4.7 Максимально допустимый зазор в шарнире уни-
версального шпинделя линии привода валков составляет 10 мм
Определить допустимую величину износа трущейся поверхности
вилки головки шпинделя Известно, что скорость изнашивания
вилки шпинделя составляет 0,01 интенсивности изнашивания
вкладыша Первоначальный зазор в шпинделе 1 мм Затраты на
замену комплекта вкладышей составляют 300 условных единиц.
Затраты на восстановление работоспособности шпинделя:
- путем замены на новый шпиндель составляют 12000 усл
единиц;
• путем перешлифовки головки шпинделя на новый ремонт-
ный размер составляют 1200 усл единиц,
путем наплавки изношенной поверхности головки шпинде-
ля 3000 усл. единиц.
Решение
Обозначим соотношение затрат на восстановление работо-
способности шпинделя для первого случая через съ для второго -
с2, для третьего - Сз-
Ci= 12000 / 300 = 40; Сг= 1200 / 300 = 4; с3 = 3000 / 300 = 10.
Определим допустимые величины износа головки шпинделя
в первом случае
188
^1 +0,01(1 + 40)
_ 1 + 0,01 _ 2? г 2?
"-------ln(l + 0.01) =Wa33
[и2] = [20 - /] - - = 2,55(ми);
(1 + 0.01У3
во втором случае
{п 1 + 0,01(1+ 4)
1 + 0,01
1п(1 + 0,01)
= 3.9*4.
[U,] = [20-/]-
(1 + 0.01)4 -1
(1+o.oiY
= 0,3 5 (мм)-,
в третьем случае
п =
In
1 + 0,01(1 + 10)
1 + 0,01
1п(1 + 0,01)
= 9,5» 10
[иг] = [10-1]-{-^^- = 0.85М
Анализируя полученные результаты, приходим к следующим
выводам.
Восстановление работоспособности шпиндельного соедине-
ния целесообразно осуществлять путем перешлифовки головки
шпинделя при износе контактирующей с вкладышем цилиндриче-
ской поверхности на величину 0,35 мм.
Если позволяет прочность вилки головки шпинделя, то про-
извести шестикратную перешлифовку
После шестикратной перешлифовки осуществить наплавку
изношенной поверхности. Дальнейшую эксплуатацию шпиндельно-
го соединения прекратить при достижении величины износа, рав-
ной 2,5 мм.
189
4.7. Обеспечение работоспособности соединения с натягом
Соединения с натягом (посадка подшипников качения на вал
или в корпус, посадка полумуфт, ступиц зубчатых колес и т.п.)
должны гарантировать фиксацию контактирующих поверхностей,
предотвращающих относительное проскальзывание Это реализу-
ется за счет назначения соответствующих натягов. Однако в про-
цессе сборки таких соединений методом запрессовки эти натяги
уменьшаются (табл 4.5).
Таблица 4.5
Уменьшение натяга при прессовой сборке
Параметр шероховатости Ra, мкм Уменьшение натяга, мкм
2,5 -1,25 12
1,25-0,63 8
0,63 - 0,32 4
Более надежными являются соединения, выполненные ме-
тодом тепловой сборки При сборке соединений с натягом, как
правило, реализуется между контактирующими поверхностями ли-
бо пластический ненасыщенный контакт, если
Л/, >14,5 d Д~2 24 НВ5 С.
где d - диаметр вала, мм;
Д - комплексная характеристика шероховатости;
Q = (1 -ц2)/Е - упругая постоянная, м2/МН;
Е - модуль упругости, МПа;
ц - коэффициент Пуассона,
НВ - твердость более мягкой поверхности, МПа,
(4.40)
где К, = yd .
d, - наружный диаметр ступицы,
либо пластический насыщенный контакт, если
Дя =0,124а НВ d С,
где а = 0.5 - при прессовой сборке,
а = 1 - пои тепловой обойке
(4.39)
(4.41)
190
Момент не вызывающий изменения прочности соединения с
натягом в условиях ненасыщенного пластического контакта
(4.42)
в условиях насыщенного пластического контакта.
Л/ =
fm
. d С
0,45 Ь05 ДУ"
+ НВ0 25 С15 ,
(443)
где /м - молекулярная составляющая коэффициента трения, при-
нимается равной 0,12
Минимально допустимая величина натяга [Дн ] находится из
(4.42), (4.43) при приравнивании в них значений моментов М соот-
ветствующим значениям технологических моментов сопротивле-
ния. Минимально допустимую величину натяга [Д„ ] можно найти
из зависимости:
2Л/С
fm ‘Я 'd -I
(4.44)
где Д^ - уменьшение натяга при прессовой сборке из табл 4.5.
Для подшипников качения моменты сопротивления можно
найти из зависимости:
Л/ = Л/о + Л/], (4.45)
где м0 - момент трения, зависящий от типа подшипника, Н мм;
М, - момент трения, зависящий от нагрузки на подшипник,
Н -мм:
при v п £2000
A/0 = l IO’7 /06- л//3 (4 46)
при V л <2000
Л/0=1,6 10“5 /0 Д}, (4.47)
где л - частота вращения, об/мин;
v - кинематическая вязкость смазочного масла (при пластич-
ном смазочном материале вязкость базового масла), мм21с;
Do - средний диаметр подшипника; D0~(d + D)/2;
ft‘ коэффициент, зависящий от типа подшипника и условий
смазывания (табл. 4.6)
191
Ц = /i 91 Р Do
(4.48)
где f, и р - из табл. 4.7
Пусковой момент равен удвоенному значению опреде-
ленному по формуле (4.48).
Таблица 4.6
Значение коэффициента /0
Тип подшипника Вид смазывания
Масляным туманом В масляной ванне
Горизон- тальный вал Вертикаль- ный вал
Шариковый одно- рядный и двухряд- ный сферический 0,7-1 1.5-2 3-4
Шариковый ради- ально-упорный однорядный двухрядный 1 2 4
2 4 8
Роликовый радиальный с цилиндрически- ми роликами игольчатый: однорядный двухрядный сферический 1-1,5 2-3 4-6
3-6 6-12 12-24
6-10 12-20 24-40
2-3 4-6 8-12
Роликовый ради- ально-упорный 1,5-2 3-4 6-8
Шариковый упорный 0,7-1 1.5-2 3-4
Роликовый упорный с цилиндрическими роликами сферический • 2 4
3-4 6-8
Меньшие значения fn для более легких серий
192
Значения коэффициентов / и р
Таблица 4.7
Тип подшипника fi Р
Шариковый радиальный однорядный двухрядный сферический (2-3)Fa- -QAFr
1.4У Fa- -OAFr
Шариковый радиально-упорный однорядный двухрядный Fa - 0,1/r
11ОЛ%/35 l,4Fa-0,lFr
Роликовый радиальный с цилиндрическими роликами, игольчатый двухрядный сферический 2,5-3 10м” Fr
4-5-10м” 1.2Y Fa
Роликовый радиально-упорный конический 4-5 10м” 2Y Fa
Шариковый упорный Fa
Роликовый упорный: с цилиндрическими роликами сферический 1,8 10м Fa
5-6-10м” Fa
Обозначения: с0* статическая грузоподъемность; Fr - ради-
альная нагрузка , Fa - осевая нагрузка; Y - коэффициент осе-
вой нагрузки (из характеристик подшипников по справочникам)
при Fa!Fr < е
Примечания: при g| р < Fr принимать р= Fr;
* меньшие значения в скобках при Fa/C^ »1; большие значе-
ния при Fa/Ca * 0,1;
* * меньшие значения/! для более легких серий подшипников
Пример 4.8. Зубчатая полумуфта (МЗН7) установлена с по-
мощью пресса на вал диаметром 100 мм с посадкой Hq / Pg для
передачи крутящего момента [М] = 20 кН м. Диаметр обоймы по-
лумуфты D, = 170 мм. Длина посадочной поверхности I = 145 мм
193
Комплексная характеристика шероховатости Д=0,5. Твер-
дость поверхности вала НВ=2500 МПа. 6 класс чистоты обработки
посадочной поверхности Проверить, обеспечит ли выбранная по-
садка передачу заданного крутящего момента.
Решение
Определяем вид контакта для посадки Ну / Из справоч-
ника находим нижнее и верхнее значения натягов д^ = 37 мкм
дп =94 мкм Определяем величину дм. характеризующую усло-
вие перехода к насыщенному пластическому контакту
Д„=0,124<х НВ d С = 0,124 2500 0.5 0.1 0.5 Ю’5 =7.8 10"5л = 7.8 мкм
С = [\+f К;+\)/(\-к1)] / £ = Л+/1.7^+1;//1-1,7?;7/2.1 10s =0.5 l0‘s.
К, = Л3/с/ = |70/Ю0 = 1.7
То есть в соединении может реализоваться как ненасыщен-
ный. так и насыщенный пластический контакт
При максимальной величине натяга 94 мкм крутящий момент
определяем из зависимости (4.46), подставляя дя = 94 - 12 = 84
мкм Величина 12 мкм взята из табл. 4.5 для 6-го класса чистоты
обработки поверхности.
Л/ = /0.12 84 lO^/O.l 0.5 10*5+/0,45 0,50S /84 1О’б/‘5>/
Л25ОО0,5 /0,5 10-5/s>; itO.l2 0,145/2 = 4.7 10*-.М7/ м = 47 кН м
Для минимальной величины натяга д„=37 - 12 = 25 мкм
крутящий момент определяем из зависимости (4.42)
Л/= /0.12 25 I0-6/0,1 0.5 10"3+/9,21 О.505 /34 10-6J025J/
/2500ой /0.5 10 5>»0-25/У и 0.12 0,145/2 = 1.37 ЛОГ'МН .и-13.7 кН м,
т.е минимальный допуск для данной посадки не обеспечивает пе-
редачу заданного крутящего момента Необходимо либо перейти
на другой тип посадки H,lrb, либо установить минимально допус-
тимый натяг (ди) из зависимости (4.44)
Mw7 = 2 20 10’3 0.5 1О'$ /0,12 п 0.1 0.145 + 12 10'6=49 мкм
Если осуществлять сборку соединения нагревом зубчатой
втулки полумуфты, то величина [д„] = 37 мкм, и передача задан-
ного крутящего момента будет обеспечена.
194
ГЛАВА 5. ТЕХНИЧЕСКАЯ ДИАГНОСТИКА
5.1. Технология диагностирования
Неотъемлемой частью системы поддержания оборудования
в работоспособном состоянии является технология диагностиро-
вания. Технология диагностирования должна быть связана с про-
граммами надежности и технического обслуживания
Технология диагностирования включает
- знание технического состояния оборудования на текущий
момент (выявление причин отказов и неисправностей);
- прогнозирование будущего технического состояния обору-
дования.
Технология диагностирования предполагает использование
современных диагностических систем с компьютерным обеспече-
нием. Внедрению же систем диагностики должна предшествовать
работа по совершенствованию профилактического технического
обслуживания и выяснение эффективности диагностирования на
предприятии.
Для решения вопроса о применении систем диагностики не-
обходимо знать физику отказов и выяснить.
- частоту и условия возникновения отказов;
- существуют ли средства обнаружения отказов;
- возможно ли избежать отказа;
- какова величина ущерба в случае отказа и какова стои-
мость контрмер по предотвращению отказа,
- какие существуют методы анализа исследования причин
повреждений и неисправностей;
- каково состояние дел по контролю за сбором и накоплени-
ем информации о техническом состоянии оборудования и
данных, необходимых для диагностирования;
- как организована взаимосвязь между технологическим,
эксплутационным и ремонтным персоналом, какая су-
ществует система общения.
Технология диагностирования и технические средства
диагностики определяют понятие “техническая диагностика"
Составной частью технической диагностики является разра-
ботка методов диагностики, которая включает
- распознавание неисправности;
• оценку выявленной неисправности;
- принятие решения (воздействие).
Диагностирование можно представить в виде следующей
схемы функции:
195
Рис 5.1 Схема технологии диагностирования
1 - контроль тенденции износа;
2 - раннее обнаружение отклонений от нормы,
3 - идентификация неисправностей;
4 - контроль тенденций изменения работоспособности;
5 - расчет, анализ и оценка нагруженное™;
6 - обнаружение и оценка неисправности;
7 - анализ работоспособности оборудования;
8 - прогнозирование срока службы;
Контролирующие - устройства.
1 - передвижные или переносные;
2 - стационарные
а - для механического оборудования;
б - для гидравлических систем;
в - для смазочных систем;
3 - диагностическая система для вращающихся
4 - анализатор характеристик оборудования.
деталей;
5.2. Методы диагностирования
В качестве методов контроля тенденции износа, раннего об-
наружения отклонений и поиска неисправностей могут служить.
- методы, включающие получение, обработку и накопление
данных в ЭВМ, характеризующих состояние узлов трения;
196
- методы преобразования напряжений, вибрации, звуковых и
тепловых излучений в электрический сигнал;
- косвенные методы (наличие масляной пленки, изменение
давления, измерения расхода смазочного материала и
др.). Для контроля изменения работоспособности служит
аппаратура, регистрирующая параметры (температуру,
скорость, нагрузки и т.д.).
Для точной диагностики наибольшее распространение
получают:
- вибродиагностика (подшипники качения, зубчатые зацеп-
ления);
- виброакустическая диагностика (подшипники качения, под-
шипники скольжения, зубчатые зацепления, валы для передачи
энергии);
- акустическая эмиссия (металлоконструкции, вращающиеся
детали);
- тепловая диагностика (металлоконструкции).
5.2.1 Вибродиагностика
Это методика, основанная на распознавании вибросигналов,
являющихся следствием развития неисправностей.
Вибросигнал, улавливаемый вибродатчиками, поступает в
виде нерегулярных колебаний и поэтому его невозможно непо-
средственно использовать для оценки технического состояния
объекта.
Поэтому полезный сигнал выделяется с помощью фильтров
с некоторой полосой пропускания частот
Если полезный вибросигнал “у тогда
у= A-cosft&t +(? ),
(51)
где А - амплитуда колебаний;
(й - частота колебаний;
<р - фаза
В качестве признака технического состояния объекта ис-
пользуют среднюю амплитуду Ао.
Амплитуда вибрации характеризует деформации конструк-
ций и рекомендуется для диагностирования неисправностей, при-
водящих к изменению линейных и угловых размеров (зазоры, из-
гибы валов и т.д.)
197
Диагностическим признаком является и виброскорость v
которая связана с уровнем напряжений а в теле детали соотноше-
нием:
O=a-V, (5.2)
где a - коэффициент пропорциональности, зависящей от свойств
системы.
Виброскорость позволяет оценить напряженность конструк-
ции и характеризует процесс накопления повреждений и долговеч-
ность конструкции
Наиболее чувствительным параметром к изменениям в кон-
струкции объекта является виброускорение а, которое связано с
виброскоростью соотношением:
a=ov. (5.3)
Контроль виброускорения наиболее эффективен для диаг-
ностики технического состояния роторов машин и зубчатых
зацеплений
Средняя амплитуда вибросигнала, виброскорость и виброу-
скорение связаны между собой соотношением:
>
Система вибродиагностики включает экран, на который воз-
можно выводить и регистрировать энергетический спектр, и его
целесообразно использовать как для диагностики системы в це-
лом, так и для различных ее частей, в которых возникает вибрация
с различными частотами и амплитудами.
5.2.2. Виброакустическая диагностика
Виброакустическая диагностика - это методика распознава-
ния акустических образов, позволяющая выявлять не только уже
развившуюся неисправность, но и обнаруживать развивающийся
дефект на очень ранней стадии
Виброакустический сигнал в режиме нормального функциони-
рования механизма определяет уровень помех при диагностирова-
нии Отклонение виброакустического сигнала характеризует откло-
нения от нормы параметров технического состояния объектов.
Диагностическая система предполагает ее обучение, т.е. для
каждого уровня технического состояния формируются эталоны ди-
агностических признаков и их пороговые значения.
198
На основании сравнения текущих и эталонных диагностиче-
ских признаков, хранящихся в блоке долговременной памяти ЭВМ.
осуществляется принятие решения о принадлежности к тому или
иному классу состояний Таким образом, работа диагностической
системы разбивается на 2 этапа - обучение и распознавание аку-
стического образа.
Виброакустический частотный диапазон разбивается на под-
диапазоны:
- низких частот 0...200 - 300 Гц;
- средних частот 200 -300 1 -2 кГц;
- высоких частот 1 -2 кГц. 10 -20 кГц;
- сверх высоких частот 10-20 кГц. 100-200 кГц.
Низкочастотная вибрация носит преимущественно гармони-
ческий характер, так как ее причиной является неуравновешен-
ность вращающихся масс, отклонение от соосности валов, нару-
шение геометрии узлов, периодические силы, создаваемые рабо-
чим процессом
Среднечастотный диапазон обусловлен:
- высшими гармониками сил неуравновешенности ротора как
следствие наличия нелинейных элементов в системе;
- нарушением геометрии кинематических пар динамическим
взаимодействием элементов машин между собой и окру-
жающей средой.
Диапазон высоких частот характеризует упругие волны колеба-
ний машин, распространяющихся по неоднородным конструкциям.
Система виброакустического диагностирования включает
- датчики колебаний различного типа (микрофон, акселеро-
метр. тензодатчики и др,);
- согласующие устройства;
- усилители-формирователи;
- нормализаторы с регистрацией полученной первичной ин-
формации в оперативном и долговременном запоминаю-
щих устройствах,
- ЭВМ, обрабатывающую полученную информацию.
5.2.3. Бесконтактная тепловая диагностика
Это диагностическая система, распознающая повреждения и
неисправности по тепловым признакам (тепловым полям).
Для фиксации температуры и тепловых полей служат пиро-
метры, радиометры, тепловизоры. Тепловизоры - это сканирую-
199
199
щие пирометры, снабженные системой наблюдения тепловых по-
лей. с выведением их на экран.
Температурные поля условно подразделяют на низко- (до
423 К), средне- (423 1073 К) и высокотемпературные (выше
1073 К). Для контроля высокотемпературных полей применяют те-
левизионные системы; среднетемпературных полей - акустиче-
ские сканирующие пирометры с неохлаждающимися преобразова-
телями и телевизионные системы с охлаждающим фотокатодом;
низкотемпературных полей - системы параллельного съема ин-
формации и оптикомеханические сканирующие параметры с охла-
ждающими преобразователями (тепловизоры).
Тепловизоры осуществляют поэлементную регистрацию об-
разующихся электрических сигналов в виде тепловых карт и пре-
образуют инфракрасное излучение нагретых тел в видимое изо-
бражение.
Тепловая диагностика позволяет обнаруживать изменение
усталостных свойств деталей, определять состояние защитных
покрытий и прогнозировать ресурс деталей Выявление усталост-
ных изменений основано на следующем эффекте
При монотонном увеличении нагрузки и при напряжениях, не
превышающих предела выносливости, единственной причиной
рассеивания энергии являются упругие деформации При появле-
нии пластических деформаций рассеивание энергии резко возрас-
тает При испытаниях регистрируется зависимость температуры
саморазогрева рабочей зоны образца от напряжений в материале
в условиях монотонно возрастающей нагрузки Точка перегиба по-
лученной кривой при соответствующей нагрузке, определяет пре-
дел выносливости испытуемого образца
Термограммы позволяют выявить зоны внутренней концен-
трации напряжений
200
РАЗДЕЛ 2 РЕМОНТ УЗЛОВ И ДЕТАЛЕЙ
ГЛАВА 1. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РЕМОНТА УЗЛОВ
В процессе ремонта металлургических агрегатов восстанов-
ление их работоспособности и соответствующего уровня надежно-
сти может осуществляться несколькими методами:
- заменой или восстановлением непосредственно отказав-
шей детали;
- заменой узла, в состав которого входит поврежденная де-
таль.
- заменой всего механизма или крупного блока, включающе-
го несколько узлов, содержащих поврежденные детали
Первый метод применяется, как правило, для быстроизна-
шивающихся деталей с облегченным доступом и малым временем
для их замены (вкладыши подшипников скольжения, вкладыши
универсальных шпинделей, втулки, направляющие, фурмы и т.д.).
Второй метод на металлургических предприятиях получил
наибольшее распространение. Он позволяет существенно сокра-
тить время и снизить трудоёмкость замен В этом случае восста-
новление работоспособности узла переносится в специализиро-
ванные ремонтные цехи или на ремонтные участки цеха. Таким
методом ремонтируются редукторы, ролики рольгангов, палеты
агломашин, гидроцилиндры, гидроаппаратура и тд.
Третий метод используется для наиболее сложных и трудо-
емких в регулировке механизмов, таких как, засыпные устройства
доменных печей, роликовые секции, кристаллизаторы МНЛЗ, ба-
рабаны моталок широкополосных станов горячей прокатки и др
Когда ремонт осуществляется в специализированных ре-
монтных цехах (на участках), технологический процесс ремонта, в
общем случае, включает следующие операции-
- разборка;
- промывка;
- дефектация;
- восстановление или замена дефектных деталей;
- сборка;
- регулировка;
- испытания;
- приработка.
Для реализации последней операции на предприятии долж-
ны быть установлены специальные нагрузочные стенды Осущест-
201
вление операции приработки позволяет существенно повысить (в
2-10 раз) срок службы узлов трения
Разборка узла
Разборка узла осуществляется с целью выявления дефект-
ных или изношенных деталей. Однако в процессе разборки прихо-
дится разъединять соединения (пары трения), которые находятся
в работоспособном состоянии и в которых трущиеся поверхности
приработаны
Наличие в узле нескольких однотипных, унифицированных
пар трения может в дальнейшем, при сборке, привести к их ком-
плектованию из однотипных деталей, но принадлежащих к разным
парам трения Это ведёт к нарушению приработки трущихся по-
верхностей и. следовательно, к сокращению срока службы
С другой стороны, в узле трения нагруженной может являть-
ся одна часть детали (например часть поверхности неподвижного
кольца подшипника качения) или часть деталей (например часть
роликов подшипников качения на цапфе кольца конвертера)
Тогда необходимо повернуть кольцо подшипника на соот-
ветствующий угол, чтобы нагрузить другую часть кольца или дру-
гую часть роликов подшипника
То есть для реализации таких возможностей требуется пе-
ред разборкой зафиксировать взаиморасположение деталей пар
трения. Фиксация может осуществляться кернением или окраской,
или иным другим способом.
Наиболее трудоёмкой операцией при разборке является
разборка соединений с натягом. Для разборки таких соединеий
применяют
- винтовые и гидравлические съемники;
- гидравлические прессы;
- гидропрессовый способ (масло под большим давлением
подаётся на поверхность контакта и разъединяет контактирующие
детали масляной пленкой).
В ряде случаев в соединениях с натягом развивается про-
цесс фреттинг-коррозии, результатом которого является заклини-
вание Тогда единственно возможным способом является разреза-
ние охватывающей детали. В этом случае данная деталь восста-
новлению не подлежит
После разборки узла детали промываются (керосин, содо-
вый раствор, пар и другие растворители) вручную или в специаль-
ных установках, и готовятся к визуальной или инструментальной
дефектоскопии.
202
Дефектация
После промывки детали подвергаются визуальному осмотру
и инструментальному контролю с целью выявления дефектов,
возникших в процессе эксплуатации узла Для наиболее ответст-
венных и нагруженных деталей используются спецальные методы
дефектоскопии
Для выявления развившихся трещин применяются:
- магнитная дефектоскопия,
- люминесцентная дефектоскопия;
- ультразвуковая дефектоскопия.
В магнитной дефектоскопии трещины на поверхности дета-
лей фиксируются по характерному разрыву магнитных силовых ли-
ний на дефекте Направление магнитных силовых линий фиксиру-
ется железным порошком, мельчайшие частицы которого переме-
шаны в керосине. Этой смесью покрывается поверхность детали
Метод люминесцентной дефектоскопии основан на способ-
ности ряда жидкостей светиться под воздействием ультрафиоле-
товых лучей Одной из таких жидкостей может являться смесь ке-
росина с трансформаторным маслом (люминофор) Для большей
эффективности в растворы добавляются специальные люминес-
центные краски Поверхность детали покрывается люминофором,
который проникает в имеющиеся дефекты (трещины). Затем с по-
верхности удаляется люминофор и поверхность покрывается гиг-
роскопичным порошком, который извлекает люминофор из дефек-
та По величине светящихся линий и времени начала их свечения
судят о размерах дефектов.
Эффективным методом выявления трещин и дефектов
внутри деталей является метод ультразвуковой дефектоскопии
Обнаружение дефектов основано на принципе отражения (или за-
держания) ультразвуковых волн дефектами Известно, что ультра-
звуковые волны отражаются на границах раздела сред, в данном
случае металл - воздух.
При использовании этого метода необходимо обеспечить
плотный контакт излучателя и приёмника с поверхностью иссле-
дуемой детали В качестве среды, улучшающей контакт, применя-
ется минеральное масло. Кривизна излучателя и поверхности ис-
следуемой детали должна быть одной и той же
Определение величины износа осуществляется микромет-
рированием с использованием различных измерительных инстру-
ментов (микрометр, индикатор, штангенциркуль, штихмасс. зубо-
мер, нутромер, щуп и др ).
203
ГЛАВА 2. МЕТОДЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Как правило, детали металлургического оборудования ха-
рактеризуются большими линейными размерами (до нескольких
метров) и значительной массой (до Юти более). Отказы же де-
талей связаны, в большинстве случаев (от 70 % и более), с разви-
тием процессов изнашивания, т е с разрушением тонких поверх-
ностных слоёв, масса которых намного меньше массы деталей.
Поэтому многие детали (ролики, чаши и конусы, шестеренные вал-
ки. шпиндели, направляющие, зубчатые колёса, валы, оси, колёса
и т.д.) целесообразно восстанавливать, а не заменять на новые.
При повреждении крупногабаритных деталей (трещины,
сколы, деформации) также целесообразно их восстановление).
Для восстановления изношенных поверхностей деталей
разработаны методы
- пластического деформирования;
- изменения конструкции детали;
- наращивания поверхностных слоёв.
Восстановление повреждённых деталей (трещины, изломы,
деформации) осуществляется методами:
- правка,
- сварка;
- доотливка;
- сшивание
При обосновании метода восстановления детали решающее
значение имеет экономическая эффективность. Целесообразным
является тот метод, который полностью восстанавливает техниче-
скую характеристику детали и при этом стоимость восстановлен-
ной детали ниже вновь изготовленной.
2.1. Способы восстановления изношенных деталей
Пластическое деформирование
Реализация метода пластического деформирования для
восстановления изношенных поверхностей осуществляется двумя
способами - осадкой и выдавливанием. Этими способами восста-
навливаются валы, оси, зубья зубчатых колёс и т.п
При осадке детали вдоль её продольной оси увеличиваются
поперечные размеры, компенсирующие износ детали Для восста-
новления изношенных посадочных поверхностей валов применя-
ется способ выдавливания.
204
На посадочной поверхности вала коническим роликом нака-
тывается винтовая канавка. За счёт выдавливания металла про-
исходит увеличение диаметра на 0,2. 0,3 мм Затем сглаживаю-
щей пластиной при вращающейся детали обеспечивается номи-
нальный диаметр.
Для облегчения процесса пластического деформирования
через контакт ролик-деталь пропускают ток I = 300-600 А при на-
пряжении U = 1-5 В. При этом на контакте температура повышает-
ся до 850-9000 С.
Изменение конструкции детали
Под изменением конструкции детали понимается либо изме-
нение размеров детали (переход на другой размер резьбы, переточ-
ка или перешлифовка и др.), либо выполнение детали составной
(гильзование, надевание “рубашек", крепление накладок и тщ.)
2.2. Способы наращивания поверхностных слоев
Электролитические способы
Эти способы используются при наращивании слоя толщи-
ной, измеряемой сотыми и десятыми долями миллиметра. Наибо-
лее распространёнными являются хромирование, никелирование,
осталивание.
Механический способ
За последние годы в МГТУ им Г.И.Носова разработан метод
нанесения покрытий вращающимися проволочными щётками Этот
метод позволяет восстанавливать изношенную поверхность путём
нанесения антифрикционных, износостойких покрытий. Толщина
наносимого слоя находится в пределах сотых, десятых долей мил-
лиметра.
Нанесение самотвердеющих пластмасс
Этот способ находит применение для восстановления изно-
шенных поверхностей базовых и корпусных деталей
Самотвердеющие пластмассы марок АСТ-Т, ТШ, СХЭ-2 на-
пыляют на деталь нагретую до t = 200-250°С После схватывания
обрабатывают на номинальный размер
205
За последние годы на металлургических предприятиях на-
ходят применение самотвердеющие при нормальной температуре
износостойкие композиции, разработанные английской фирмой
'BELZONA"
Этими способами восстанавливается изношенный слой
толщиной до 5 мм
Металлизация
Это процесс нанесения на поверхность частиц расплавлен-
ного металла струёй сжатого газа или плазмой.
По способу расплавления различают металлизацию элек-
тродуговую и высокочастотную
Способ металлизации позволяет наносить высокоизносо-
стойкие покрытия толщиной от 0.3 до 15 мм.
Металлизованные покрытия выдерживают многократные пе-
репрессовки Покрытия, наносимые электродуговыми и газовыми
высокочастотными металлизаторами, хрупкие, имеют слабую
прочность сцепления с металлом заготовки Поэтому эти способы
не нашли широкого применения.
Разработка и внедрение в промышленность плазмотронов
существенно расширяет возможности восстановления деталей
металлизацией.
Высокие температуры плазмы (до 20. .50 тыс. К) и скорости
её истечения (до 10 тыс. м/с) значительно повышают прочность
сцепления наносимого материала с материалом заготовки Метал-
лизованные поверхности хорошо работают со смазочными мате-
риалами, и продолжительность работы узла трения до заедания в
10 раз выше пар трения, не подвергнутых металлизации.
Важное значение для хорошего сцепления наносимого слоя
имеет подготовка восстанавливаемой поверхности (химическое
травление, дробеструйная обработка, нарезание рваной резьбы,
электроискровая обработка и т.д.).
В качестве примера рассмотрим технологию восстановления
металлизацией посадочных мест вала барабана моталки стана
горячей прокатки:
- протачивание участка вала на глубину 1.5 мм для удаления
повреждённого поверхностного слоя;
- нарезание резьбы с шагом t=0,9 мм и высотой резьбы 0,5 мм;
- нагрев до температуры t=150eC кислородно-
ацетиленовым пламенем;
- наплавление подслоя толщиной 0,05 мм;
- металлизация основного слоя.
206
Наплавка
Наиболее широко для восстановления деталей металлурги-
ческого оборудования используются различные способы наплавки
Различают наплавку - дуговую, газовую, электрошлаковую.
плазменную, индукционную, диффузионную, электроконтактную.
Высокую производительность имеют полуавтоматические и
автоматические установки для наплавки под слоем флюса слоёв
толщиной 0,8-10 мм
Недостатком данного способа является высокий нагрев де-
тали и значительное перемешивание основного и присадочного
материалов
При плазменной наплавке с вдуванием порошка получаются
наплавленные слои высокого качества с минимальной глубиной
проплавления
При плазменной наплавке с присадочной проволокой воз-
растает глубина проплавленного слоя.
Наиболее высокая производительность и качество наплав-
леннго слоя достигается при плазменной наплавке с нагретой при-
садкой
2.3. Способы восстановления поврежденных деталей
Правка
Валы. оси. металлоконструкции, имеющие деформации из-
гиба, подвергаются правке на прессах, чеканкой, нагревом
Валы, оси диаметром до 50 мм правят чеканкой Один конец
вала закрепляется, а под место изгиба устанавливается медная под-
ставка Затем по месту выпуклости наносятся удары по схеме рис.2 1
Рис 2 1 Схема чеканки вала
Нагревом возможна правка валов большого диаметра В
этом случае вал обкладывается мокрыми листами асбеста слева и
207
справа от места изгиба и производится нагрев выпуклого участка
до температуры 500-600 ° С в течение 3-5 мин Остывая, вал вы-
прямляется.
В некоторых случаях детали с большим отношением длины
к диаметру (например штанга большого конуса) могут правиться на
токарных станках приспособлением, закрепленным в суппорте
Сшивание
Под этим термином понимается соединение частей детали
различными элементами Этим способом восстанавливаются
прочностные свойства корпусных деталей, в которых развились
трещины
Существует несколько реализаций данного способа.
Один из них - соединение планками (рис 2.2). По обе сто-
роны от трещины посверливаются отверстия на расстоянии “а", в
которые вставляются штифты.
Рис. 2.2 Восстановление прочности корпуса
Изготавливается планка с отверстиями на расстоянии Ь < а и
производится её нагрев до температуры, при которой расстояния а
и b между отверстиями становятся равными Планка устанавлива-
ется на штифты и при её остывании происходит стягивание тре-
щины Для того, чтобы трещина не развивалась дальше, необхо-
димо засверливать её концы
Другой способ - соединение гребёнками По обе стороны от
трещины высверливается ряд отверстий 1 (рис. 2.3,а).
Рис. 2.3 Сшивание трещин
208
В эти отверстия забивается гребёнка из хромоникелевой
стали. Для повышения прочности соединения справа и слева от
гребёнки по трещине высверливаются отверстия, в которые заби-
ваются конические штифты. Для герметизации трещина заделыва-
ется герметиком.
Разновидностью данного способа является использование
вместо гребёнки прокатного профиля (рис 2.3,6). В этом случае
между отверстиями 1 прорезываются канавки
ГЛАВА 3. РЕМОНТ ДЕТАЛЕЙ ОБЩЕГО НАЗНАЧЕНИЯ
3.1 Валы и оси
В процессе эксплуатации возможно появление следующих
дефектов:
изменение диаметров и формы шеек,
трещины, задиры;
изгиб и скручивание;
смятие и выкрашивание рабочих поверхностей шпоночных ка-
навок и шлицев.
разрушение резьб;
излом.
Выбор способа восстановления или замена поврежденной
детали определяется экономической эффективностью или необ-
ходимой целесообразностью
Для восстановления поверхностей, контактирующих с под-
шипником скольжения, используют следующие способы
- обработка до следующего ремонтного размера;
- нанесение поверхностного слоя металла одним из спосо-
бов. описанных в разд 6.5, и последующая обработка до номи-
нального размера.
Повреждённые шпоночные канавки заплавляют и после-
дующим фрезерованием под углом 90° или 135° выполняют новые
Износ зубьев шлицевого соединения восстанавливают спо-
собом. зависящим от величины износа.
При износе шлица по толщине до 0.5 мм производят разда-
чу зуба шлицевого соединения холодным пластическим деформи-
рованием на гидравлическом прессе с помощью шлиценакатной
головки (рис.З 1,а)
209
Рис 3.1 Восстановление изношенных шлицев
При износе 0,5-1,2 мм по наружному диаметру на головку
шлица наплавляют валик металла (рис.3.1,б) и осаживают на гид-
равлическом прессе с помощью шлиценакатной головки
При износе более 1,2 мм боковые поверхности шлицов на-
плавляют и подвергают механической обработке
На рис 3 2 приведен пример технологических процессов
восстановления гладких валов в зависимости от величины износа
поверхностей
Примерный технологический процесс восстановления шли-
цевых валов представлен на рис. 3.3.
3.2 . Зубчатые колёса
Характерными повреждениями зубчатых колёс являются:
- повреждение рабочих поверхностей (питтинг, износ,
задиры);
- трещины или поломка зубчатого венца;
- изгиб или поломка зубьев;
- поломка цапфы оси;
- деформация шпоночного паза:
- износ посадочной поверхности на вале
Восстановление зубчатых колёс может осуществляться
различными способами.
а) Переворачивание колеса
В нереверсивных зубчатых передачах изнашивание зуба
происходит с одной стороны. Если глубина упрочнённого слоя зуба
небольшая, то после его износа восстановление работоспособно-
сти зацепления можно осуществить, включая в работу неизношен-
ную поверхность зуба путём переворачивания колеса Возмож-
ность реализации данного способа определяется конструктивным
исполнением зубчатой передачи
2I0
подготовка технологических баз
Рис. 3.2 Технологический процесс восстановления гладких валов
211
Рис. 3.3. Технологический процесс восстановления шлицевых валов
212
б) Замена зубчатого венца
Этот способ реализуется для червячных и крупногабарит-
ных зубчатых колёс со стальным зубчатым венцом
в) Установка нового зуба
Этот способ применяется для восстановления отломивше-
гося зуба в тихоходных крупномодульных передачах
г) Горячая объёмная штамповка
Зубчатое колесо нагревают и помещают в закрытый штамп
Давлением металл перемещается в пластическом состоянии из
нерабочих участков на изношенные. В случае недостаточного за-
паса металла зубчатое колесо предварительно наплавляют по не-
рабочей (торцевой) поверхности и основной металл выдавливает-
ся на изношенные поверхности. После штамповки проводят все те
виды механической и химико-термической обработки зубчатых ко-
лёс. какие выполняют при изготовлении новых.
Недостаток - высокая себестоимость восстановления.
д) Ротационное пластическое деформирование
Изношенный зубчатый венец нагревают ТВЧ, раздают пуан-
соном или роликами и одновременно обкатывают зубчатыми на-
катниками. формирующими зубчатый венец с минимальными при-
пусками на последующую обработку.
е) Корригирование зубчатой пары
В крупногабаритных зубчатых передачах восстановление их
работоспособности может быть осуществлено высотным корриги-
рованием
При обработке большого колеса впадины зуба углубляются,
удаляется изношенный слой металла, в результате восстанавли-
вается эвольвентный профиль зуба Восстановление фактически
сводится к уменьшению диаметра большого колеса и соответст-
венному увеличению диаметра малого колеса (шестерни) На рис
3.4 представлена схема процесса восстановления зубчатых колёс
3.3. Базовые детали
Основными причинами выхода из строя базовых деталей
(корпуса, станины, направляющие и т.д.) являются.
- износ поверхностей трения,
- трещины, местные изломы,
- повреждения гладких и резьбовых отверстий.
Для устранения этих повреждений используется механиче-
ская обработка (шлифование мест разъёма в корпусах), сварка,
нанесение пластмасс, сшивание
213
Рис. 3.4. Схема технологического процесса
восстановления зубчатых колес
214
Для восстановления посадочных отверстий корпусных дета-
лей используется нанесение самотвердеющих пластмасс, метал-
лизация. установка тонкостенных колец.
Сущность последнего способа заключается в следующем:
Посадочные отверстия восстанавливаемого корпуса раста-
чивают на 0.9-1 1 мм на сторону, после чего в них нарезаются вин-
товые канавки треугольного профиля с углом при вершине 60-80° и
глубиной 0.35-0.45 мм. Скорость резания при растачивании 70-
100 Хин подача 0.13-0.16 ии/об Шаг винтовых канавок равен 3-
5 мм в зависимости от ширины посадочных отверстий
После растачивания и нарезания винтовых канавок в отвер-
стия устанавливаются свертные кольца, изготовляемые преиму-
щественно из листовой углеродистой стали толщиной 1 3-1 4 мм
После запрессовки свертные кольца в отверстиях раскаты-
вают многороликовыми дифференциальными раскатниками на
радиально-сверлильных, горизонтально-расточных или на специ-
альных агрегатных станках В процессе раскатывания металл ко-
лец деформируется и заполняет винтовые канавки, благодаря че-
му достигается высокая прочность соединений, обеспечивающая
надёжную работу сопряжений
Минимальный натяг раскатывания назначают в зависимости
от материала колец и диаметра отверстий. С учетом допусков на
предварительно расточенные отверстия и на толщину листа натяг
раскатывания отверстий диаметром 80-160 мм при материале ко-
лец сталь СтЗ, сталь 20 сталь 30 равен 0 18-0 53 мм; частота
вращения раскатников составляет 150-300 (чем больше диа-
метр отверстия, тем меньше частота вращения раскатников).
Подачу раскатывания назначают в пределах 0.2-0.4
Раскатывание свертных колец не обеспечивает требуемой
точности размеров и формы отверстий, а также их взаимного рас-
положения Поэтому необходимо растачивание посадочных отвер-
стий, для чего оставляется припуск на чистовое растачивание
0 15-0.3 мм на сторону
Для повышения класса чистоты восстановленных поверхно-
стей отверстий чистовое растачивание совмещают с упрочняющим
выглаживанием, т.е. в гнездо борштанг последовательно за рез-
цом устанавливают одношариковый раскатник.
Припуск на выглаживание 0.01-0.02 мм, скорость резания
при чистовом растачивании 90-120 м/мин, подача 0.08-0 1 мм/Об
Предпочтительные размеры восстанавливаемых отверстий
50-210 мм, но могут быть восстановлены отверстия меньших и
больших размеров.
215
Такая технология восстановления корпусных деталей пред-
ставлена на рис 3.5.
Рис.3.5. Схема технологического процесса
восстановления корпусных деталей
216
ГЛАВА 4. СБОРКА ТИПОВЫХ УЗЛОВ
4.1. Способы сборки узлов и соединений
В процессе сборки узлов важным является обеспечение со-
ответствующей точности сборки, т.е. обеспечение требуемых со-
пряжений, зазоров, натягов.
Требуемую точность можно обеспечить.
• применением карт измерений сопрягаемых поверхностей;
• пригонкой;
• применением компенсаторов;
• макетной сборкой.
Карты измерений, как правило, составляются при сборке уз-
лов, содержащих стандартные или унифицированные детали
Особенно это касается сборки сдвоенных подшипников качения,
когда должна быть обеспечена минимальная разница диаметров
внешних колец в пределах существующих допусков
В этом случае должна быть обеспечена высокая точность
измерений.
При использовании пригонки точность сборки достигается
путем пригонки одного из заранее намеченного для этой цели зве-
на Все остальные звенья при этом изготавливают с допусками,
экономически приемлемыми для определенных производственных
условий
Для компенсации погрешностей, полученных при обработке
сопрягаемых деталей, и при их сборке во многих случаях исполь-
зуют компенсаторы Компенсаторы подразделяются на неподвиж-
ные (прокладки, шайбы, кольца, слой самотвердеющей пластмас-
сы и др.) и подвижные (клинья, втулки, пружины, эксцентрики, ре-
гулировочные винты и т.д.).
Этот способ широко используется при сборке зубчатых и
червячных передач
При сборке крупногабаритных изделий иногда используется
макетная сборка Например, при соединении штанги с большим
конусом доменной печи требуется высокая плотность сопряжения
поверхностей клина с конусом и штангой В этом случае изготав-
ливается макет соединения конуса и штанги и на нем осуществля-
ется подгонка поверхностей клина.
На макетах осуществляется подгонка криволинейных участ-
ков трубопроводов циркуляционных смазочных систем, монтируе-
мых в подвальных помещениях
217
4.2. Сборка резьбовых соединений
Резьбовые соединения в конструкциях машин составляют
15-25 % от общего количества соединений Сборка их в процессе
монтажа оборудования (крепление крышек, полумуфт) в большин-
стве случаев выполняется вручную из-за отсутствия механизиро-
ванного инструмента или невозможности его применения. Эти
операции являются наиболее трудоемкими и в то же время требу-
ют высокой квалификации рабочего, чтобы обеспечить необходи-
мое усилие затяжки Примерно 80 % энергии, расходуемой на весь
процесс завинчивания, затрачивается на преодоление сил трения
и около 20 % на затяжку Поэтому необходима разработка спосо-
бов. обеспечивающих значительное снижение трудозатрат на за-
тяжку болтовых соединений, особенно при монтаже металлургиче-
ских машин, где используются болты с резьбой от М10 до М400.
Затяжка болтов может осуществляться двумя способами:
1) удлинение болта на величину, обеспечивающую необходи-
мое усилие, и затем довинчивание гайки на эту величину;
2) довинчивание гайки, обеспечивающее необходимое усилие
затяжки, с использованием механизированного инструмен-
та.
На работоспособность болтового соединения решающее
влияние оказывает правильно выбранное усилие затяжки.
Сила предварительной затяжки может быть найдена из вы-
ражения:
(4.1)
где Р - внешняя нагрузка на болтовое соединение, МН;
К - коэффициент, равный 0,75-1,0 и зависящий от конст-
руктивных особенностей соединения;
Ei, Е2 - модуль упругости материала болта и соединяемых
деталей соответственно, МПа;
Fi, F2 - поперечные сечения болта и детали (условного ци-
линдра), м2
При затяжке резьбового соединения вращением гайки необ-
ходимое усилие Ркл, приложенное к гаечному ключу на расстоянии
L^, от оси вращения, можно определять из зависимости
^=(0,2-0,25)Р,„-^-, (4.2)
218
где d - наружный диаметр резьбы.
Необходимая величина затяжки может быть достигнута по-
воротом на определенный угол <р гайки после соприкосновения
стыковых плоскостей соединения.
Ф
= 360
(4.3)
где L - длина болта или шпильки между опорными плоскостями, м;
S - шаг резьбы, м;
Еь Е2 - модули упругости материала соответственно болта и
детали. МПа;
F„ F2 - площади сечения болта и скрепляемых деталей, м2
Затяжку резьбового соединения можно также контролиро-
вать. измеряя удлинение болта
р L
— >ап1
зат г г-
£| F(
(4.4)
Напряжение растяжения в болте в этом случае не должно
превышать 0,5-0,7 предела текучести материала
При монтаже стяжных болтов (соединение станин прокатных
клетей, мощных прессов и других машин), имеющих значительные
диаметры резьбы, при затяжке требуются большие крутящие мо-
менты на ключе В ряде случаев создание таких моментов пред-
ставляет значительные трудности В распоряжении монтажных
организаций имеется гидравлический ключ УБС-200, рассчитан-
ный на затяжку болтов диаметром до 200 мм. Существует способ
затяжки резьбовых соединений, основанный на растягивании бол-
та гидроцилиндром с захватом за дополнительную гайку, установ-
ленную на болте В этом случае основная гайка должна находить-
ся под небольшим натягом
После растяжения болта основная гайка должна быть по-
вернута на угол ср, рассчитанный по зависимости (4.3) Но по кон-
структивным или технологическим условиям часто не может быть
использован гидравлический принцип растягивания болта Тогда
применяют термический способ затяжки. Требуемая сила затяжки
Pi»™ обеспечивается удлинением болта после предварительного
нагрева на величину kt=XMT
Температура подогрева может быть определена из следую-
щего соотношения:
219
м = (4.5)
а A
где а -коэффициент линейного расширения материала болта;
|_„ - длина нагрева болта.
Контролируют нагрев измерением удлинения болта. После
нагрева гайку поворачивают до соприкосновения с деталью
4.3. Сборка соединений с гарантированным натягом
В металлургических машинах соединения с гарантирован-
ным натягом имеют большое распространение: соединение полу-
муфты с валом, подшипника качения с валом, ступицы зубчатого
колеса с валом, зубчатого венца со ступицей и т.д.
По способу получения нормальных напряжений на сопря-
гаемых поверхностях соединения с гарантированным натягом ус-
ловно делят на поперечно-прессовые и продольно-прессовые
В поперечно-прессовых соединениях сближение сопрягае-
мых поверхностей происходит радиально или нормально к поверх-
ности. Такие соединения осуществляют одним из следующих спо-
собов:
- нагреванием охватывающей делали перед сборкой;
- охлаждением охватываемой детали;
- путем пластической деформации (например, развальцовки);
- приданием упругости охватываемой детали;
- при использовании материалов, обладающих "памятью"
формы.
При продольно-прессовом соединении охватываемая деталь
под действием прикладываемых вдоль оси сил запрессовывается
в охватываемую деталь с натягом.
Сборку с нагревом охватывающей детали осуществляют то-
гда, когда в соединении предусмотрены значительные натяги.
Минимальная температура после нагрева для стальных де-
талей:
a d
где d - диаметр отверстия, мм;
U - начальная температура детали, °C;
220
a - коэффициент, равный 1,15-1,3, компенсирующий частичное
охлаждение детали в процессе ее установки перед запрес-
совкой;
i - натяг, мм;
а - необходимый свободный зазор, мм;
«+»- нагрев,
«-»- охлаждение.
При сборке продольно-прессового соединения с гарантиро-
ванным натягом наибольшая сила запрессовки Р может быть най-
дена по формуле:
P = fMnKpcdL,
(4.7)
где fjan - коэффициент трения при запрессовке;
рс - контурное давление на поверхности контакта, МПа;
d - диаметр охватываемой детали, м;
L - длина запрессовки, м.
Контурное давление на поверхности контакта можно опре-
делить по формуле:
где 5 - расчетный натяг, мкм;
Еъ Е2 - модули упругости охватываемой и охватывающей де-
тали соответственно, МПа;
С,=0,7 - для сплошного стального вала;
С2 - для охватывающей детали:
где D - наружный диметр охватывающей детали, м;
d - внутренний диаметр детали, м;
ц2 - коэффициент Пуассона, для стали - 0,3, чугуна - 0,25,
бронзы - 0,33.
Коэффициент трения при запрессовке колеблется в широких
пределах от 0,05 до 0,25 (меньшие значения со смазочным мате-
221
При гидропрессовом способе с целью уменьшения усилия
запрессовки на контактную поверхность между сопрягаемыми де-
талями подается масло под давлением, обеспечивающем разде-
ление контактирующих поверхностей слоем смазочного материала
(рис.4 1).
Масло от
Рис 4 1 Схема запрессовки путем нагнетания масла
Охватываемая деталь делается с разными посадками по
длине запрессовки, чтобы обеспечить незначительный натяг в на-
чале ее и за счет этого создать необходимое давление масла на
поверхности контакта.
4.4. Сборка узлов с подшипниками качения
Основные требования, предъявляемые к собираемым узлам
- тщательная промывка;
- точная сборка и регулировка радиальных зазоров
От качества выполнения посадки подшипников на вал или в
корпус зависят долговечность и надежность работы машины
Сборка подшипниковых узлов может осуществляться различными
способами
- с помощью ручных, пневматических или гидравлических
прессов:
- подогревом подшипников в горячем минеральном масле;
- охлаждением вала с применением твердой углекислоты;
- индукционным нагревом
Работоспособность подшипников обеспечивается при точ-
ном соблюдении радиальных зазоров На сборке, вследствие за-
222
труднения измерения радиальных зазоров, чаще всего измеряют
и контролируют осевой зазор, те осевое перемещение вала с
напрессованным внутренним кольцом относительно внешнего
кольца подшипника Особое внимание необходимо уделять кон-
тролю осевых зазоров в регулируемых подшипниках Регулировка
осевых зазоров подшипников в узлах металлургических машин,
как правило, осуществляется подбором необходимого комплекта
прокладок, обеспечивающих заданный осевой зазор Порядок ре-
гулировки следующий
- установка торцевой крышки (рис 4.2) до упора в торец наруж-
ного кольца подшипника и закрепление ее равномерно винта-
ми так, чтобы выбрать осевой зазор в подшипнике (туго про-
ворачивается вал);
- измерение щупом зазора К в нескольких местах по окружности
между торцевыми поверхностями крышки и корпуса;
- определение толщины комплекта регулировочных прокладок
по формуле
/ = Л, + С, И9)
где Кср - средний зазор между крышкой и торцевой поверхностью
корпуса, мм;
С - осевой зазор подшипника, мм.
установка рассчитанного комплекта регулировочных прокла-
док, затягивание винтов и проверка вращения вала (оно долж-
но быть свободным).
К
Рис. 4.2. Регулировка конического роликоподшипника
223
4.5. Сборка подшипников скольжения
Сборка разъемных подшипников скольжения включает уста-
новку вкладышей в корпус и крышку, шабрение вкладышей по ва-
лу, для обеспечения диаметральных зазоров, и соответствующей
поверхности контакта.
При установке вкладышей добиваются их плотного прилега-
ния соответственно к крышке и основанию. Площадь прилегания
должна быть не менее 70% Некоторые вкладыши, в том числе
текстолитовые, крепят в корпусе с натягом по напряженной или
прессовой посадке. Натяг создается в результате того, что длина
вкладыша по дуге больше длины постели полуотвестмя на величи-
ну hmax (рис. 4.3), которая рассчитывается по формуле:
, а а л D
И гах» — ' )
ЗбОЕл
где а - допускаемое напряжение сжатие для материала вкладыша,
МПа;
а угол контакта дуги вкладыша, град.,
D - средний диаметр вкладыша, м;
Е - модуль упругости материала вкладыша. МПа;
п=3-5 - коэффициент запаса прочности материала вкладыша.
Рис. 4.3. Схема посадки вкладыша в корпус
Создание посадки осуществляется в результате упругого
сжатия вкладышей путем плотного соединения крышки с корпусом
болтами или с помощью клиньев, как показано на рис 4.3.
Равномерное прилегание рабочих поверхностей вкладышей
к валу достигается шабрением
Шабрение требуется для устранения;
224
- погрешностей внутренней поверхности вкладышей по конусно-
сти и овальности;
- смещения осей внутренней и наружной поверхности вклады-
шей;
- погрешностей (несоосность, перекос) расположения осей от-
верстий в корпусных деталях.
Зазор между валом и вкладышем определяют щупом или с
помощью свинцовых проволочек. Последний метод точнее Для
этого не менее чем в двух точках по длине верхней образующей
вала и в разъемах вкладышей укладывают свинцовые проволочки
(рис 4.4) и деформируют их верхним вкладышем, прижимаемым
крышкой подшипника при затянутых болтах По разности средне-
арифметических толщин сдеформированных проволочек, изме-
ряемых микрометром, определяют действительный диаметраль-
ный зазор:
где ai - толщина оттисков, уложенных на вал;
Ьь С| - толщина оттисков в разъеме, вкладышей;
п - количество проволочек соответственно по каждому ряду
Рис 4.4. Сборка разъёмных подшипников
Если Z<5m,n. где S™ - минимальный диаметральный зазор,
то производят шабрение внутренней поверхности вкладыша для
снятия слоя металла толщиной 8min-X. если Х>5тах . где бща, - мак-
симальный диаметральный зазор, то шлифованием удаляют слой
металла толщиной на крышке или основании и на разъемах
вкладышей После сборки зазоры в разъеме основания и крышки
не допускаются Местные зазоры могут быть допущены до 0,05 мм
ГЛАВА 5. СБОРКА РЕДУКТОРОВ
К сборке редукторов предъявляются следующие требования
- обеспечение бокового зазора в зубчатом зацеплении в преде-
лах. заданных стандартом;
- обеспечение пятна контакта в соответствии со стандартом;
- регулировка подшипников качения и скольжения по данным
чертежа,
• равномерность и плотность затяжки всех болтовых соедине-
ний.
- поступление масла во все смазываемые точки;
отсутствие утечки масла через уплотнения и в местах стыков.
- обкатка и испытание после сборки
5.1. Регулировка цилиндрических зацеплений
Процесс сборки и регулировки крупных редукторов связан
главным образом с нормами бокового зазора и со степенью точно-
сти по нормам контакта зубьев. Боковой зазор зацепления колес
(рис 5.1) определяется слесарным щупом, свинцовыми пластина-
ми. индикатором Несоответствие бокового зазора норме может
являться следствием неправильной регулировки подшипников
качения (конических), либо повышенных радиальных зазоров под-
шипников скольжения, если отсутствуют нарушения в технологии
изготовления зубчатых колес Качество зацепления фиксируют по
пятну контакта (см. рис 51).
Пятно контакта зубчатых колес проверяют следующим обра-
зом На боковые поверхности зубьев шестерни, сцепляющейся с
зубчатым колесом, наносят тонким слоем краску и провертывают
ее на несколько оборотов, слегка затормаживая колесо Поверхно-
сти зубьев колеса покрываются следами краски, характеризующи-
ми размеры пятна контакта и его расположение Отпечатки краски
226
дают несколько увеличенное по сравнению с истинным пятно кон-
такта, поэтому для окончательной проверки передачу обкатывают
в течение 10 -20 мин без краски и масла с подачей на зубья керо-
сина На поверхности зубьев образуются хорошо видимые блики,
дающие точную картину величины и месторасположения пятна
контакта
Рис 5.1 Проверка качества зубчатого зацепления
5.2. Регулировка конических зацеплений
Особенностью сборки конической передачи является отно-
сительная осевая подвижность валов, что оказывает влияние на
качество зацепления Поэтому для конических редукторов уста-
новлены допуски на непересечение осей дК и отклонения межо-
севого угла Дф (рис 5.2).
Регулировка конического зацепления по этим параметрам
осуществляют лекальной линейкой, которую устанавливают со
стороны дополнительного конуса колес Осевым перемещением
валов добиваются совпадения поверхностей конуса по дополни-
тельному конусу, после чего определяют толщину прокладок а и
b и устанавливают их под стакан и крышки Регулирование поло-
жения колес можно производить непосредственно по пятну кон-
такта и боковому зазору Боковые зазоры в конической передаче
определяют по нормали к поверхности зубьев у большого основа-
ния делительного конуса с помощью щупа, свинцовых пластинок и
индикатора Боковые зазоры регулируют путем осевых перемеще-
ний валов Осевое смещение шестерни связано с изменением бо-
кового зазора С в зацеплении зависимостью:
227
Рис 5.2 Регулировка конического зацепления
а. Ь, с - толщина прокладок, обеспечивающая необходимый
боковой зазор.
d - толщина прокладок, обеспечивающая необходимый
осевой зазор подшипников
С = 2S sin a cos Р, (5 ^
где S - величина осевого смещения вала;
а - угол зацепления;
р - угол начального конуса. Р = arctg .
где z, - количество зубьев шестерни и колеса соответственно
Площадь пятна контакта собранной конической передачи
определяют так же. как при сборке цилиндрических передач
5.3. Регулировка червячных зацеплений
При сборке червячного редуктора регулируют положение
червячного колеса таким образом, чтобы его средняя плоскость
0-0 (рис 5.3) совпала с осью червяка. Для этого конические под-
шипники торцевыми крышками зажимают так. чтобы устранить
осевые зазоры
Затем на боковой торец колеса Т устанавливают шаблон.
Фактический зазор 6Ф между шаблоном и базовым пояском срав-
нивают с расчетным зазором и судят о степени смещения средней
плоскости колеса относительно оси червяка Расчетный зазор 50
между базовой шейкой червяка и шаблоном вычисляют по
зависимости:
228
5, = К - — - С ± е, (5-2)
2
где К - фактическое расстояние средней плоскости колеса до его
базового торца,
Dj.- фактический диаметр базового пояска червяка,
С - фактический перепад между базовыми плоскостями шаб-
лона.
е - допустимое смещение средней плоскости колеса относи-
тельно оси червяка.
Рис 5.3. Регулировка червячного редуктора:
а - схема выверки червячного колеса,
б - схема "завалки" зубьев колеса;
в - правильное расположение пятна контакта.
г, д. в - неправильное расположение пятна контакта
Если фактический зазор 5Ф, измеренный щупом, меньше или
больше расчетного значения, то колесо смещают по оси на необ-
ходимую величину в ту или иную сторону Образовавшиеся зазоры
а и Ь измеряют в нескольких местах по окружности и вычисляют их
среднеарифметическое значение Scp. Необходимую толщину про-
кладок определяют по зависимостям:
Л = a + Q.5ScP ± е; 12 = b + O.SScp ± е.
Величина е берется со знаком «-», если допустимое смеще-
ние направлено в сторону прокладки, толщина которой определя-
ется, и со знаком «+», если оно направлено от прокладки, толщина
которой определяется.
229
Положение средней плоскости можно проверить при помощи
контрольной линейки, накладываемой на базовый торец червячно-
го колеса и щупа, а также по краске в зацеплении или с помощью
отвесов (в передачах с верхним расположением червяка), опус-
каемых с червяка по обе стороны колеса
Проверку бокового зазора в червячном зацеплении прове-
ряют двумя методами:
1 На корпус редуктора крепят стойку с индикатором, головку
индикатора упирают в зуб червячного колеса на начальной окруж-
ности и производят качание колеса в обе стороны до упора в витки
червяка
2 Определяют холостой ход червяка при неподвижном ко-
лесе Для этого на корпус редуктора крепят круговую шкалу в гра-
дусах поворота, а на шейку червяка устанавливают стрелку По-
ворачивая червяк от упора до упора в зубья колеса, определяют
угол поворота стрелки. Боковой зазор подсчитывают по следую-
щей зависимости:
С = 8.7 <pqm sink cosa, (5.3)
где ф - угол поворота червяка, град..
q - число модулей в делительной окружное?* червяка,
d.
Я - —>
m
где m - модуль, мм;
d* - диаметр начальной окружности червяка, мм;
X угол подъема витка червяка на делительном цилиндре,
Л. = arctg
где а - профильный угол прямобочной рейки, сцепляющейся с
эвольвентным червяком в нормальном сечении;
z, - число заходов червяка.
5.4. Регулировка глобоидных зацеплений
Глобоидные редукторы используются в нажимных устройст-
вах рабочих клетей листопрокатных станов, в листоправильных и
других машинах
Главным при сборке глобоидной передачи является: со-
вмещение средней плоскости червяка А - А с осью колеса (рис.5.4)
230
и совмещение средней плоскости колеса О - О с осью червяка (рис
5.3). Сборку начинают с выполнения первого условия, применяя при-
способления, конструкция которых зависит от пространственного рас-
положения глобоидного червяка и колеса. На базовые шейки Дб червя-
ка, установленного в корпус в собранном виде с зажатыми торцевой
крышкой подшипниками, накладывают шаблон, прижимая его к базо-
вому торцу (см рис.5.4,а). По измерениям между шаблоном и базовой
поверхностью оправки, уложенной в отверстие корпуса, регулируют
положение червяка, подбирая под фланцы стакана регулировочные
прокладки Толщина прокладок определяется в зависимости от значе-
ния кольцевого зазора а и осевого зазора в подшипниках
Рис 5.4 Выверка глобоидного червяка:
где а - шаблоном;
б - индикаторным приспособлением
Для выверки червяков в крупных глобоидных редукторах ис-
пользуют специальное индикаторное приспособление (см. рис
5.4,6), базируемое в отверстии корпуса редуктора. Червяк поджи-
мают торцевыми крышками до выбора осевых зазоров в упорных
подшипниках Вращая червяк, перемещают державку из положе-
ния I в положение II, фиксируют показания индикатора и по их раз-
нице (если она существует) определяют, в какую сторону по оси
нужно сдвинуть червяк. Если после этого допустимое смещение
равно 0 (+/- 0,16 для глобоидных редукторов рабочих клетей 1100,
1300, 2000, 2500), или направлено от упорных подшипников, то
231
толщина прокладок равна кольцевому зазору а, вычисляемому как
среднеарифметическое значение 4-6 измерений по окружности
Рис 5.5. Схема расположения пятна контакта
на зубьях глобоидного колеса
Если допустимое фактическое смещение средней плоскости
червяка направлено в сторону упорных подшипников, то толщина
прокладки:
t = a-s,
где s - осевой зазор в упорных подшипниках (лежит в преде-
лах 0,04-0.08 мм).
Осевой зазор в подшипниках не влияет на положение червя-
ка при выполнении условия S<e/2, где е - допустимое смещение
средней плоскости червяка относительно колеса
Положение средней плоскости колеса относительно оси чер-
вяка и боковой зазор в глобоидном зацеплении определяют и ре-
гулируют так же. как и для червячного редуктора.
Пятно контакта глобоидной передачи, определяемое по бли-
кам или по краске, отличается от пятна в червячных передачах
тем, что на зубьях глобоидного колеса (рис 5.5) оно располагается
по всей рабочей высоте зуба и занимает по ширине не менее 1/10
В и не более 1/3 В, где В - ширина венца. По длине зуба колеса
пятно контакта сдвинуто от средней плоскости в сторону хода
червяка примерно на 2/3 своей длины, если червяк однозаходный,
и примерно на полную величину - если многозаходный
Следы касания на червяке располагаются по всей высоте
витков и находятся в средней его части на протяжении 2-3 шагов
Касание витков червяка на входе и выходе из зубьев колеса и на
концах самого червяка не допускается. В этих местах должны быть
зазоры в пределах 0,12 - 0.2 мм
232
РАЗДЕЛ 3. ОСНОВЫ МОНТАЖА ОБОРУДОВАНИЯ
ГЛАВА 1. ГЕОДЕЗИЧЕСКОЕ ОБОСНОВАНИЕ МОНТАЖА
Монтаж оборудования ведётся относительно осей и высот-
ных отметок, закреплённых на фундаментах Оси закрепляют
плашками (металлические плоскости), высотные отметки реперами
(рис. 1 1).
На плашке накернивается треугольник с точкой в центре
Один из углов треугольника указывает направление оси Две точки
противоположных плашек фиксируют ось.
В качестве репера (высотной отметки) используют либо го-
ловки рельса железнодорожного? пути, либо головки заклёпки диа-
метром не менее 20 мм, либо поверхность плашки, либо любую
металлическую плоскость, зафиксированную относительно фун-
дамента.
Рис 1 1 Схема установки плашек и реперов:
1 - репер; 2 - плашка; 3 - монтажная ось
Система продольных и поперечных осей и высотных отметок
называется схемой геодезического обоснования монтажа
Этими осями и высотными отметками оборудование увязы-
вается между собой в единую технологическую линию, на рис 1.2
представлена схема геодезического обоснования монтажа блю-
минга «1150»
233
234
Рис. 1.2. Схема геодезического обоснования монтажа блюминга «1150»
ОСновны;
Оси
контрольные j
Условные обозначения:
Репера
^контрольные;
© - основные.
еэ - вспомогательные.
--------вспомогательные,
КОЛОННЫ,
© -места закрепления контрольны! осей на Летонны/
монолита/ вне фундаментов под оборудование:
•— места закреппения плашек осясвньа и всаоногатлоньи
родочи/ осей на фундамента/ под оЛорудоЛание;
• -места установки совмещенной репера и плаи. ш.
оси и ряды колонн.
ФО 1-7 номера ерунда ментов оборудования
Вдоль оси прокатки 1 на фундаменте зафиксированы ось
первого приёмного рольганга 2, ось люльки опрокидывателя 3. ось
весов 4. ось последнего ролика подводящего рольганга 5. ось де-
вятого ролика правого рабочего рольганга 6, ось рабочей клети 7,
ось девятого ролика левого рабочего рольганга 8, ось последнего
раскатного рольганга 9, ось манипулятора 10. ось последнего от-
водящего рольганга 11, ось ножниц 12, ось конвейера уборки об-
резков 13. ось клеймителя 14, ось цепного транспортёра 15. ось
последнего ролика рольганга 16. ось стеллажа и сталкивателя 17.
ось передаточного устройства и сталкивателя 18, ось рольганга за
цепным транспортёром 19, оси электродвигателей сталкивателя
20. 21. ось привода передаточных устройств 22
Оси и высотные отметки подразделяют на контрольные -
главные для цеха в целом и рабочие Контрольные, как правило,
совмещают с осями колонн здания цеха
Рабочие отметки подразделяются на основные и вспомога-
тельные Их закрепляют на фундаментах непосредственно в местах
установки оборудования, но не закрываемых основаниями машин.
К основным осям относят продольную ось технологической
линии агрегата (линия прокатки, линия резки, продольная ось
МНЛЗ и т.д.) и поперечные оси - линии привода механизмов (ли-
ния привода валков, линия привода ножниц, линия привода роли-
ков МНЛЗ и т.д.). Затем параллельно основным осям наносят в
случае необходимости, вспомогательные оси для выверки обору-
дования в плане с использованием оптико-геодезического метода.
При монтаже технологического оборудования условной
уровневой поверхностью (нулевой отметкой) служит поверхность
чистого пола первого этажа или головка железнодорожного рельса
подъездных путей
ГЛАВА 2. СПОСОБЫ УСТАНОВКИ ОБОРУДОВАНИЯ
Способ установки оборудования на фундамент определяет-
ся характером силового воздействия этого оборудования на опо-
ры Металлургическое оборудование по этому признаку делится на
три группы:
- к первой группе относится оборудование, передающее
только статические нагрузки (конверторы, насосы, вентиляторы и
др);
235
- ко второй группе - оборудование, воспринимающее вибра-
ционные нагрузки (вспомогательное оборудование, главным эле-
ментом кинематической схемы которого является кривошипно-
шатунный механизм);
- к третьей группе - оборудование, воспринимающее удар-
ные нагрузки (рабочие клети, рабочие рольганги и др.).
Одновременно любой из способов должен обеспечить точ-
ное расположение базовой поверхности ее проектному положе-
нию. Наиболее эффективным является тот способ, который обес-
печивает минимальные трудозатраты, минимальный расход ме-
талла и надежное крепление оборудования на фундаменте
В настоящее время распространены 3 способа установки
оборудования на фундаменте
первый - на плоских подкладках со ступенчатой регулиров-
кой по высоте (рис 2 1);
второй - на регулируемых элементах (клиновые подкладки,
винтовые домкраты, отжимные винты) (рис 2.2);
третий - бесподкладочный, при котором нагрузка на фунда-
мент передается через подливку (рис 2.3).
Рис 2.1 Схема действия сил к расчёту площади нижней подкладки
236
Рис 2.2 Установка оборудования на регулируемых
по высоте элементах
а - винтовых домкратах, б - встроенных винтах;
в - клиновых подкладках
Рис. 2.3. Схема бесподкладочных способов установки оборудования
а - клиновым домкратом; б-на тарельчатых шайбах
(1 - до подливки бетоном, 2 - после подливки бетоном)
2.1. Установка оборудования на плоских подкладках
Для точной регулировки по высоте и на горизонтальность
оборудование устанавливается на подкладки (см.рис 2 1).
Подкладки устанавливаются с одной стороны болта, если
его диаметр не превышает 36 мм, и с двух сторон при большем
диаметре
237
Плоские подкладки делятся на установочные (толщина 20 -
50 мм) и регулировочные (толщина 0,5 - 5 мм).
Установочные подкладки выполняют из стали или чугуна, ре-
гулировочные - из листовой стали. Плоскости подкладок должны
быть чистыми, без заусенцев и выпуклостей Нижняя подкладка
должна плотно прилегать к фундаменту, а ее контактная площадь
должна быть больше площади пакета подкладок. Количество под-
кладок в стопе, в том числе и регулировочных, не должно превы-
шать 5 После выверки пакет подкладок сваривается Площадь
нижней подкладки Fn определяют расчетом по рис.2 1
F _ 2М + a(G + nQ)
an v [о ]
где Л/ - опрокидывающий момент,
а • расстояние между стопой подкладок,
п - число стоп подкладок,
G - вес оборудования,
О - усилие затяжки фундаментного болта,
ц/ - коэффициент, учитывающий степень контакта подкладки
и фундамента, принимается ц/ = 0,5,
[ст ]- допустимое напряжение бетона
Способ установки на плоских подкладках обеспечивает вы-
сокую устойчивость и сохранность положения машины в процессе
эксплуатации, но требует больших трудозатрат при выверке обо-
рудования и большого расхода металла, особенно при занижен-
ном уровне фундамента под подливку
2.2. Установка оборудования на регулируемых по высоте элементах
Впервые установка металлургического оборудования в
СССР на регулируемых элементах (винтовые домкраты) была
осуществлена в 1932 - 1934 гг на монтаже прокатных станов ММК
Установка обеспечивалась специальными малогабаритными
домкратами при слабо затянутых болтах Домкраты заливались в
фундамент (рис.2.2,а).
В 1948 г при монтаже рельсобалочного стана на «Азовста-
ли» были использованы клиновые подкладки Установка на клино-
вых подкладках получила широкое распространение, так как обес-
238
печивалось точное расположение оборудования по высоте без
применения грузоподъемных механизмов (рис.2.2,в).
Легкое металлургическое оборудование или оборудование,
не воспринимающее динамических нагрузок, поступает на монтаж
со встроенными регулировочными болтами (см. рис 2.2,6)
ГЛАВА 3. СПОСОБЫ ВЫВЕРКИ ОБОРУДОВАНИЯ
Базовые детали машин выверяют раздельно в вертикальной
и горизонтальной плоскостях двумя методами:
- оптико-геодезическим;
- по геодезическим знакам.
Операции выверки оборудования являются наиболее ответ-
ственными и выполняются специалистами высокой квалификации
Наибольшую точность выверки оборудования обеспечивает
оптико-геодезический метод.
3.1. Оптико-геодезический метод
Выверка базовых деталей машин по высоте и на горизон-
тальность осуществляется с использованием нивелира и милли-
метровой линейки (рис 3.1).
Определяя превышение соответствующих точек базовой де-
тали (как правило, располагающихся над местом крепления машин
к фундаментам), проверяют точность установки и производят не-
239
обходимую корректировку по одному из вышерассмотренных спо-
собов установки оборудования.
Выверку начинают с установки высоты пакета подкладок:
h = А, + ДА,,
где А, - фактический зазор между фундаментом и проектной
отметкой опорной поверхности базовой детали;
АЛ, - величина упругой деформации пакета под нагрузкой
Затем устанавливается базовая деталь и производится окон-
чательная выверка машины по высоте с предварительной затяжкой
болтов Не допускается корректировка уровня горизонтальной плос-
кости базовой детали путем регулирования усилия затяжки фунда-
ментных болтов Это ведет к дополнительным напряжениям, кото-
рые совместно с рабочими напряжениями могут превысить предел
прочности детали.
В ряде случаев при проверке горизонтальности целесооб-
разно использование лазера, закрепляемого на тубусе нивелира
Пятно от светового луча на нивелирной линейке позволяет судить
о положении базовой детали Этот метод используется для уста-
новки по горизонтали рельс агломашины.
Выверку деталей в горизонтальной плоскости осуществляют
теодолитом (рис 3.2) Контролируются отклонения от продольной
и поперечной осей, а также перекос относительно этих осей
ЯаделиР
Рис.3.1 Определение превышений:
ГИ - горизонт инструмента, b, d- отсчеты по линейке относительно
репера и поверхности стопы подкладок; h - высота контрольной
отметки, - фактическая высота фундамента в месте
установки подкладок
240
Продольную ось машины и ось привода отмечают на базо-
вых деталях рисками или линиями
Основную и вспомогательную рабочие оси, зафиксированные
на фундаменте плашками, реализуют визирным лучом теодолита
Теодолит устанавливают точно над керном плашки На про-
тивоположном конце рабочей оси над керном второй плашки уста-
навливают светящуюся марку и фиксируют на ней перекрестие
линий теодолита. Если ось машины зафиксирована рисками, то ее
отклонение от рабочей оси фиксируется теодолитом, который ус-
танавливается на площадку, имеющую возможность смещаться в
горизонтальной плоскости с указанием величины смещения
Рис.3.2. Схема выверки плитовин оптико-геодезическим методом
1 - теодолит типа Т-2; 2 - переносная визирная марка с микрометриче-
ской головкой: 3 - малогабаритная нивелирная рейка: 4 - стационарная
светящаяся марка: 5 - плашка; 6 - плитовина: 7 - нивелир типа НА-1:
8 - ось клети: 9 -вспомогательная ось
Измерение углов перекоса осуществляется непосредственно
теодолитом.
Этим способом можно осуществлять выверку в плане соб-
ранных машин, имеющих детали, определяющие положения осей
машины (выходные валы). В этом случае рядом с основной рабо-
чей осью оазбивают вспомогательную, котооую оеапизуют уста-
241
новкой теодолита и светящейся марки. По показаниям магнитных
нивелирных линеек, устанавливаемых на цилиндрические поверх-
ности валов, судят об отклонениях оси машины относительно оси
на фундаменте.
3.2. Инструментальный метод
Схема выверки базовых деталей по геодезическим знакам
приведена на рис. 3.3.
Рис.3.3. Схема выверки базовых деталей по геодезическим знакам
С помощью уровня 7 и поверочной линейки 9 совмещают все
точки контролируемой поверхности с горизонтальной плоскостью.
Высотную координату измеряют штмхмасом 10 между поверочной
линейкой 9 и репером 11. Положение базовой детали по высоте из-
меняют за счет толщины подкладок. В горизонтальной плоскости
выверку базовых деталей осуществляют по двум осям. Продольную
ось фиксируют струной 6, поперечную ось - струной 3 относительно
плашек 12, 17 Струны из стальной плпяппгиги п т _ л
242
мм опираются на стойки 8. В качестве стоек используют элементы
арматуры фундамента или специальные каркасы Устойчивое по-
ложение струн достигается грузами 2. Чтобы устранить колебания
грузов при сильном ветре, их помздцают в сосуды с минеральным
маслом. Выверяют струны по плашкам 12 с помощью отвесов 1.
Отклонение отвесов 5 от продольной и поперечной осей,
зафиксированных на корпусе, характеризует точность установки
оборудования в плане.
Этот способ имеет пониженную точность в сравнении с пер-
вым, а наличие струн затрудняет проведение подъемно-
транспортных работ
243 :: 244 :: Содержание
3.3. Центровка валов
Одной из разновидностей выверки оборудования является
центровка валов.
Эта, на первый взгляд, простая операция требует высокой
тщательности и проведения несложных, но очень важных расчётов
по подбору подкладок и величины смещения в горизонтальной
плоскости (рис. 3.4).
Центровка валов заключается в устранении их несоосност и и
перекосов в горизогпальной и вертикальной плоскостях.
При центровке валов должны выполняться следующие опе-
рации:
- замер радиальных и торцевых зазоров в вертикальной
плоскости;
- определение расчётным путём по результатам замеров
необходимых величин подкладок под опоры центрируе-
мого вала,
установка подкладок под опоры,
- замер радиальных и торцевых зазоров в горизонтальной
плоскости;
- определение расчётным путём по результатам замеров
необходимых величин смещения опор центрируемого ва-
ла в горизонтальной плоскости;
- смещение опор центрируемого вала в соответствии с
расчётными данными;
- закрепление центрируемого узла;
- соединение полумуфт
При замере радиальных и торцевых зазоров полумуфты
центрируемых валов должны вращаться совместно, с целью ис-
243
ключения дефектов поверхности полумуфт (вдавлины, раковины и
т д.) и их эксцентриситета при изготовлении или сборке.
।
Рис. 3.4. Центровка валов: а, b - радиальное и торцевое смещение
полумуфт в точках замера 1, 3 и 2, 4 соответственно. S — величина
несоосности валов; d - диаметр окружности, на которой находится
точка замера, 0 - угол перекоса осей валов
По результатам замеров определяют необходимую величину
смещения в вертикальной плоскости (за счёт изменения толщины
подкладок под опорами а и б в горизонтальной плоскости).
Радиальные зазоры фиксируют несоосностъ валов, торце-
вые - перекос осей.
Величина смещения в горизонтальной плоскости для опоры
А (см рис 3.4) Дд‘‘ ЛЬ' , t = + 1а. 2 D А
для опоры Б Ла'' ЛЬг . t6 = — +—4- ° 2 D s
Величина смещения в вертикальной плоскости для опоры А
для опоры Б Ь = + 1А. 2 D А , Ла* ЛЬ* , И, + 6 2 D Б
где d - диаметр, на котором производятся замеры зазоров.
244
ГЛАВА 4. МОНТАЖ ТИПОВЫХ УЗЛОВ И ОБОРУДОВАНИЯ
4.1. Монтаж прокатной клети
Оборудование прокатных цехов отличается большим разно-
образием машин Наиболее высокие требования предъявляются к
монтажу непрерывных агрегатов, в частности прокатных станов
При монтаже прокатных станов необходимо обеспечить высокую
точность установки машин с минимальными отклонением от линии
прокатки
1 п
Рис 4.1 Схемы выверки плитовин и станин прокатной клети
I - выверка соосносности клети; II - выверка вертикальности;
III - установка плитовин шаблоном; а, б, с, - точки замеров.
1 - станина; 2 - плитовины; 3 - шаблон; 4 - визирная марка,
5 - теодолит, б - прокладки
245
Рис. 4.2. Монтаж станин прокатной клети
246
Монтаж оборудования прокатных станов имеет следующие
особенности:
- значительная протяжённость прокатных станов, когда ма-
шины и механизмы, входящие в их состав, устанавливают-
ся на различные фундаменты;
- большие габариты узлов, деталей;
- большая масса узлов, деталей, превышающих грузоподъ-
ёмность технологических мостовых кранов
Наиболее сложной и ответственной операцией является ус-
тановка станин прокатной клети или прокатных клетей в сборе
Монтаж рабочей клети начинается с установки на фунда-
мент поперечных балок (рис 4 1), Балки устанавливают на под-
кладках, уложенных с двух сторон каждого фундаментного болта
Балки выверяют в вертикальной плоскости по рабочему репе-
ру. а в горизонтальной - по оси прокатки и оси клети горизонтальных
валков. На поперечные балки ставят плитовины 2, выверка которых
проводится в соответствии со схемой (см рис.4 1) с использованием
шаблона. При монтаже станин стана 2000 горячей прокатки на ММК
от шаблонов отказались. Был применен более простой и эффектив-
ный способ Одна плитовина крепилась к балке, другая не закрепля-
лась Затем монтируются станины 1 (рис.4.2). После монтажа стани-
ны незакреплённая станина гидродомкратами поджимается к стани-
не, закрепляется плитовина и крепятся станины к ллитовине.
Выверка соосности станин осуществляется с помощью ви-
зирной марки 4, закрепляемой на магните к внутренним поверхно-
стям станин и теодолита 5, визирный луч которого зафиксирован
относительно оси линии привода валков
После предварительной выверки их соединяют стяжками,
проверяют повторно и окончательно закрепляют болтами Затяжку
болтов осуществляют двумя способами
После предварительной затяжки нагревают болт и повора-
чивают гайку на определенный угол При остывании болта проис-
ходит окончательная затяжка
По второму способу затяжку осуществляют гидравлическим
ключом УБС, разработанным строительно-монтажной сварочной
лабораторией треста Востокметаллургмонтаж
4.2. Монтаж многоопорных трансмиссионных валов
Проверка и обеспечение соосности подшипников и опор для
многоопорных валов является трудоемкой операцией Выверку
опор многоопорных валов осуществляют по фальшвалу (рис 4.3) с
247
использованием поверочной линейки (рис.4.3,6, рис.4.4) щупом
(рис.4.3,г) при установке вала на подшипниках качения, оптико-
геодезическим способом (рис.4 5).
Рис 4.3 Схемы выверки подшипниковых опор
Для проверки соосности подшипников трансмиссионного ва-
ла по первому методу (рис.4.3, а) изготавливают фальшвал 1 та-
кой длины, чтобы он одновременно укладывался на три опоры.
Начинают проверку с укладки вала в крайние гнезда 2, постепенно
перекладывая его затем на одну - две опоры вперёд. По плотно-
сти прилегания калибрующей части судят о правильности установ-
ки опоры в вертикальной и горизонтальной плоскостях
Правильность установки опор можно проверить и с помощью
поверочной линейки 3, уровня 4 и щупа (рис. 4.3, б). Для подшип-
ников скольжения линейку устанавливают на дно вкладыша или на
плоскость разъёма, при этом необходима проверка правильности
расточки места посадки относительно вертикальной плоскости
Перекос допускается не более 0,02 мм на 100 мм длины гнезда. В
горизонтальной плоскости проверку производят, укладывая линей-
ку к краям расточек вкладышей. Зазор замеряют щупом
Аналогично осуществляют проверку положения подшипников ка-
чения в двух плоскостях (рис 4.3, в) с помощью линейки 3 по на-
n\/WULHl IZftnUIIOft* lff\Tfyry\Hf\ ППП OUIOOrVCZM n oarvri4l/<n fit. ППЛГ1/ЛГГи
248
устанавливают сверху на кольца, а затем прикладывают к ним
сбоку При разном диаметре колец между ними и линейкой укла-
дывают набор концевых мер длины 6
Рис 4 4 Выверка подшипниковых опор
Соосность опор вала, смонтированного на подшипниках ка-
чения, можно проверить щупом (после установки его в сборе с
подшипниками в опоры), вводя его в зазор между телами и по-
верхностью качения в ненагруженной зоне 1 (рис 4.3.г) и переме-
щая по всей длине зазора от точки IV до точки II на всех подшип-
никах при одном положении вала
При правильной установке радиальные зазоры всех под-
шипников расположены в ненагруженной зоне симметрично отно-
сительно вертикальной оси, как показано на рис 4 3,г В подшип-
никах с цилиндрическими роликами зазоры должны быть одинако-
вы на обоих концах Наличие зазора в положении II или III указы-
вает на необходимость сдвига корпуса в направлении, противопо-
ложном расположению зазора.
Вышерассмотренные методы трудоёмки и не обеспечивают
надлежащей точности.
Повышение точности установки многоопорных валов дости-
гается применением оптико-геодезического метода контроля соос-
ности валов и подшипниковых опор с применением специальных
приспособлений. Схема проверки положения многоопорного вала
показана на рис. 4.5.
249
Рис 4.5. Схема выверки трансмиссионного вала:
1 теодолит; 2 - марка-насадка; 3 - малогабаритная шкаловая рейка,
4 - зеркало, 5 - прецизионный нивелир; 6 - микрометрическая марка;
7 - трансмиссия: 8 - стационарная визирная марка
Соосность опор относительно вертикальной плоскости проверяют
теодолитом 1, микрометрической маркой 6 и стационарной визир-
ной маркой 8, закрепляемой на обноске, с помощью которых про-
вешивают монтажную (оптическую) ось 1-8. После закрепления
монтажной оси выверку опор осуществляют с помощью подвижной
микроскопической марки (рис 4.6,а), которая состоит из щитка с
визирной целью 1 (в виде биссектора), уровня 2, микрометра 3 и
подставки с магнитом 4. Плоскость симметрии призматического
основания совпадает с осью симметрии визирной цели марки, что
определяет нулевое положение марки по отсчету микрометра
Марку призмой устанавливают на вал или наружное кольцо под-
шипника. Величину линейного смещения оси расточки (вала) после
введения визирной цели марки в створ монтажной оси трансмис-
сии (визирный луч теодолита) определяют как разность между ну-
левым и фактическим отсчетом по микрометру Соосность опор
относительно горизонтальной плоскости (отклонение от горизон-
тальности) осуществляют с помощью прецизионного нивелира ти-
па НА-1 и малогабаритной шкаловой рейки (рис 4.6, б). Высоко-
точная штриховая шкала 5 рейки с ценой деления 5 мм укреплена
на штоке 6 с пятой 8 для установки на вал 9 Шток свободно пере-
мещается во втулке подставки перпендикулярно призме. Верти-
250
кальность положения рейки определяют с помощью уровня 2 и ре-
гулировочного винта 7 Подобная рейка с плоской опорой приме-
няется при проверке горизонтальности плоских поверхностей (пли-
товин, станин и т.п.). При монтаже валов одна из опор устанавли-
вается с помощью нивелирной рейки РН-1 и нивелира на проект-
ную отметку по высоте, а затем проверяют ее горизонтальность
уровнем по разъему, наружному кольцу или расточке. В дальней-
шем эту опору принимают за базу, относительно которой произво-
дят выверку остальных опор
Рис. 4.5 Схемы приспособлений для выверки валов
Одновременно методом авторефлексии контролируется пе-
рекос расточек опор относительно оси вала трансмиссии Выверку
осуществляют тем же теодолитом 2 (рис. 4.7, а) с маркой-насадкой
3 на объективе, который закреплен на столике 1, и приспособле-
нием с зеркалом (рис 4.7,6), состоящим из зеркала 4. микрометри-
ческого винта 5, нониуса 6 для отсчета углов поворота призмы 7
Центр перекрестия на марке-насадке совпадает с визирной
осью трубы 10 теодолита. Зеркало закреплено на оси, перпенди-
кулярной плоскости симметрии призмы, и может вращаться вокруг
как горизонтальной, так и вертикальной оси
251
Рис 4 7 Схема выверки оптическим методом авторефпексии
При проверке отклонения от соосности на наружное кольцо
подшипника устанавливают по уровню приспособление с зерка-
лом. Наблюдатель (геодезист) поворачивает зеркало 12 относи-
тельно горизонтальной и вертикальной осей до фиксации совпа-
дения отраженного изображения 8 марки-насадки 3 с перекрести-
ем сетки нитей 9 трубы теодолита 11 По нониусу лимба опреде-
ляют угловую величину перекоса, согласно которой проводят раз-
ворот корпуса опоры, после этого выполняют повторную проверку,
результаты которой заносят в формуляр на установку вала
4.3. Монтаж централизованных систем смазывания
Монтаж централизованных систем смазывания - трудоемкая
работа. Трудоемкость монтажа систем смазывания составляет 20
- 50 % трудовых затрат на монтаж основного оборудования, в то
время как масса систем смазывания составляет 1,7 - 7.2% массы
основного оборудования.
Монтаж систем смазывания - это в основном работы по про-
кладке трубопроводов. Монтаж трубопроводов систем смазывания
252
включает операции травления, продувки, пневматического испы-
тания и промывки, а иногда разборки и вторичного монтажа.
Монтаж систем смазывания можно разделить на три этапа:
- установка оборудования станции и обвязка его коммуника-
циями в пределах маслоподвала:
- прокладка магистральных трубопроводов;
- монтаж отводов от них и разводка маслопроводов по ма-
шинам.
Работы необходимо выполнять одновременно в нескольких
местах и в первую очередь в маслоподвалах, каналах и туннелях,
т.е. там, где они не зависят от монтажа основного оборудования
Для обеспечения высокой надежности систем смазывания в
эксплуатации необходимо при монтаже выполнить следующие ос-
новные требования:
- все аппараты и устройства должны быть расконсервирова-
ны и предварительно испытаны;
- гидравлическую часть аппаратов систем необходимо на-
дежно защитить от пыли и посторонних включений;
- перед монтажом трубопроводов их внутренние поверхности
должны быть очищены, промыты и высушены;
- смазочный материал перед заправкой необходимо тща-
тельно отфильтровать, класс частоты - не ниже четырна-
дцатого по ГОСТ 17216-71;
- установку аппаратов и устройств систем производить в
строгом соответствии с монтажными чертежами, принципи-
альной схемы системы и паспортами (руководствами по
эксплуатации) аппаратов и устройств;
- окончательную затяжку накидных гаек трубопроводов про-
изводить после заправки системы смазочным материалом
и полного удаления воздуха из гидравлических магистра-
лей системы
Подготовка к пуску смазочной системы в общем случае
включает заправку резервуаров и трубопроводов системы смазоч-
ным материалом, наладку аппаратов и устройств для обеспечения
функционирования системы на заданных режимах, проведение
приемосдаточных испытаний
Заправку резервуаров производят через заливные горлови-
ны и заправочные штуцера, снабженные фильтрами Во избежа-
ние попадания воздуха в магистраль, полное опорожнение резер-
вуаров не допускается. Основную трудность при заправке системы
смазочным материалом представляет удаление воздуха из гид-
равлических магистралей Наличие воздушных включений в маги-
стралях резко снижает стабильность подачи смазочного материа-
253
ла, особенно в тех системах, в которых объем смазочного мате-
риала в магистралях на много (в 100 раз и более) превышает объ-
ем подачи.
Заправку трубопроводов и распределительной аппаратуры
последовательных систем следует производить в таком порядке:
- отсоединить трубопроводы от смазочной станции, питате-
лей и штуцеров для ввода смазочного материала в точки;
- включить смазочную станцию и после появления смазочно-
го материала без воздушных пузырьков на выходе из стан-
ции подключить трубопровод;
- заполнить смазочным материалом трубопровод от станции
до центрального питателя, подсоединить трубопровод к
питателю;
- продолжая нагнетать смазочный материал, добиться его
появления без воздушных пузырьков из отводов централь-
ного питания, подсоединить к отводам питателя;
- аналогично прокачать вторичные питатели и трубопроводы,
соединяющие отводы питателей со штуцерами для ввода
смазочного материала в точки и питатели между собой;
- надежно затянуть все соединения трубопроводов во избе-
жание утечек смазочного материала.
Для заполнения смазочным материалом систем с большим
объемом гидравлических магистралей (при небольшой подаче
штатной смазочной станции) необходимо применять высокопроиз-
водительные заправочные станции с подключением их через
тройник с обратным клапаном.
После окончания настройки и регулирования всех элементов
смазочной системы необходимо включить систему на некоторое
время для прокачки и выхода на рабочий режим, а также провести
испытания.
При приемо-сдаточных испытаниях наиболее важно прове-
рить подачу смазочного материала в каждую точку, номинальное
давление в системе и работу системы контроля и сигнализации.
254
Библиографический список
1 Байхельт Ф., Фриккен П Надежность и техническое обслужи-
вание Математический подход: Пер с нем. М. Радио и связь,
1985.
2 Белевский Л.С., Жиркин Ю.В, Анцупов В.П Основы триботех-
ники и методы упрочения деталей металлургического оборудо-
вания: Учеб пособие. Магнитогорск: МГМИ, 1989 94 с.
3 . Временное положение о техническом обслуживании и ремон-
тах (ТО и Р) механического оборудования предприятий систе-
мы Министерства черной металлургии СССР Тула. 1983, 389 с
4 . Гребеник В.М., Цапко В.К. Надежность металлургического обо-
рудования (оценка эксплуатационной надежности): Справочник
М: Металлургия, 1980. 344 с.
5 . Гребеник В.М., Гордиенко А.В., Цапко В.К. Повышение надеж-
ности металлургического оборудования: Справочник. М Ме-
таллургия, 1988. 688 с.
б . Жиркин Ю.В. Сборник задач и упражнений по курсу «Надеж-
ность, ремонт и монтаж металлургических машин» Учеб по-
собие Свердловск. УПИ. 1986 85 с.
7 Жиркин Ю.В Надежность металлургических машин 4 1 Осно-
вы теории надежности: Учеб пособие Магнитогорск МГМИ,
1994 52 с
8 . Жиркин Ю.В Надежность металлургических машин 4.2 Экс-
плуатационная надежность Оценивание показателей безотказ-
ности: Учеб пособие Магнитогорск: МГМА, 1995 60 с.
9 . Жиркин Ю.В. Надежность металлургических машин. Ч.З: Тех-
ническое обслуживание и ремонт Учеб пособие Магнито-
горск: МГМА, 1996 60 с
10 Жиркин Ю.В К расчету осевых усилий в валковой системе про-
катных клетей кварто II Изв вузов Черная металлургия. 1981
№10. С 156-158
11 Жиркин Ю.В. Технология и особенности монтажа металлурги-
ческих машин. Свердловск: УПИ, 1985 90 с.
12 Жиркин Ю.В Надежность, эксплуатация, техническое обслужи-
вание и ремонт металлургических машин. Магнитогорск МГТУ.
1998 331 с
13 Капур К.. Ламберсон Л Надежность и проектирование систем
Пер. с англ. М Мир, 1980. 604 с.
14 Надежность и эффективность в технике: Справочник В 10 т./
Ред. совет В.С Авдуевский (пред.) и др М Машиностроение,
1987 Т.2 Математические методы в теории надежности и эф-
255
фективности / Под ред. Б.В. Гнеденко. 260 с.
15 . Надежность и эффективность в технике: Справочник: В 10 т.1
Ред. совет ВС Авдуевский (пред.) и др. М. Машиностроение,
1989. Т б. Эксплуатация и ремонт / Под ред. В. И. Кузнецова и
К.Ю. Барзиловича. 320 с.
16 Надежность машиностроительной продукции: Практическое
руководство по нормированию, подтверждению и обеспечению.
М. Изд-во стандартов. 1990 328 с.
17 Надежность технических систем: Справочник / Ю.К. Беляев.
В.Н Богатырев. В.В. Блотин и др.. Под ред. И.А. Ушакова М.
Радио и связь, 1985 608 с.
18 . Орлов П.И Основы конструирования: Справочно-методическое
пособие: В 2 khJ Под ред П.Н Усачева. 3-е изд., испр М. Ма-
шиностроение, 1985. 544 с.
19 . Проников А.С Надежность машин. М. Машиностроение, 1978.
542 с.
20 . Трение, изнашивание и смазка. Справочник: В 2 кн./ Под ред.
И.В.Крагельского, В.В. Алисина. М. Машиностроение, 1978
Кн. 1. 400 с.
21 Труды международной конференции по ремонту и техническо-
му обслуживанию.’JCOMS - 96* Австралия.Мельбурн.1996.
256
Приложение А
ОЦЕНИВАНИЕ ПОКАЗАТЕЛЕЙ НАДЁЖНОСТИ
257
Глава 1. Определение параметров планов испытаний
Для выбранного плана испытаний необходимо установить
объём выборки N. который определяет точность и достоверность
оценки оцениваемого параметра распределения или показателя
надёжности
Необходимый объём выборки для оценки средней наработки
до отказа может быть определён по следующим формулам в слу-
чаях
- экспоненциального распределения (Ь=1). распределения
Вейбулла
2lV___ = + })b ( планы |NLIN| и [NUz]); (11)
K.l-q(2N)
—-----= (5 + l)b, r=v*N (план [Nur]); (1.2)
- нормального распределения:
У гл^-1; _ 8 ( планы [NUN] и [NUz]); (1.3)
Jn v
tq;( i—1) 8
-----=— = —; r=v*N(rtnaH[Nur]);
y/r V
(14)
- логарифмически нормального распределения:
II/,.
Л.
8
(nnaH[NUN])
(1.5)
Здесь v - степень цензурирования;
tq — квантиль распределения Стьюдента (табл 4, прил.
Б);
uq - квантиль нормального распределения (табл 3,
прил Б);
v - коэффициент вариации;
5 - относительная ошибка.
При выборе значений 5, q и v можно пользоваться нижесле-
дующими рекомендациями.
258
Рекомендации по выбору значений 5 и q
8 q
Изделие в целом 0,15-0,20 0,80-0,90
Базовая деталь 0,10-0,15 0,90 - 0,95
Детали, обеспечивающие
безопасность изделия 0,05 0,95 - 0,99
Рекомендации по выбору значения коэффициента вариации v
Необходимость проведения капитального ремонта 0,3 - 0,6
Предельный износ 0,3 - 0,4
Разрушение:
- обусловленное сочетанием износа,
усталости, коррозии 0,3 - 0,4
- от усталости при изгибе, кручении 0,3 - 0,5
- крепёжных соединений 0,7 - 0,8
- от контактной усталости 0,6 - 0.7
Объём выборки при плане [NUN| может быть найден для;
- нормального распределения по графикам на рис. 1 1 и рис.
1.2;
- экспоненциального распределения по табл. 1.9;
- распределения Вейбулла по табл. 1 1-1.3;
- логарифмически нормального распределения по табл. 1.8.
В случае экспоненциального распределения можно найти
продолжительность испытаний по следующим зависимостям:
- при плане |NUTJ:
Т=ТсрЛп 1.781N; (1.6)
- при плане |NUz|:
Т=-------&11.7 8 1N • ц=-« (1-7)
Л + Ц т
где X- интенсивность отказов;
т- средняя наработка до цензурирования.
259
Рис 11 Номограмма по определению числа объектов испытания N при
плане [NUN] и нормальном распределении для оценки среднего
Рис. 12 Номограмма по определению числа объектов испытаний N при
плане [NUN], нормальном распределении и ограниченном объеме сово-
купности М для оценки среднего
2Ь0
При плане |NUT| для заданного объёма выборки N опреде-
ляется продолжительностью испытаний Т из выражения:
Т=Тсрх. (1.8)
где х - относительная продолжительность испытаний в до-
лях средней наработки до отказа;
Тср - ориентировочное значение оцениваемой средней
наработки до отказа
Значения х определяют по формулам:
- для нормального распределения
- для экспоненциального распределения (Ь=1) и распреде-
ления Вейбулла
In
f Уч-0.5
<У -гч-0.5
(1 Ю)
х -
где иу - квантиль нормального распределения уровня v;
N - заданный объём выборки;
г - прогнозируемое число отказов (предельных состоя-
ний), определяемое по рис 1 1 и 1.2 и табл. 1 1-1.9;
Ь - параметр формы распределения Вейбулла;
- при плане |NMT|:
v = —; (111)
N
где г- прогнозируемое число отказов, определяемое по
табл 1.9.
261
Таблица 1 1
Число объектов испытаний N при плане [NUN]
и распределении Вейбулла при планировании
по предельной относительной ошибке
6 q N при v
0.4 0,5 0.6 0.7 0.8 0.9 1,0
0.10 0.80 13 25 32 50 50 65 100
0.90 32 50 65 100 125 150 200
0,15 0.80 6 10 15 20 25 32 40
0,90 15 25 32 40 65 80 80
0,20 0,80 5 8 10 15 20 20 25
0.90 10 15 20 32 40 40 50
Таблица 1.2
Число объектов испытаний N при плане [NUN]
и распределении Вейбулла
при планировании по нижней доверительной границе
5 q 2.7 2.1 17 1.45 1 26 1.1 1
о.ю 0,80 6 10 17 24 33 45 57
0,90 16 28 45 63 85 115 139
0,15 0,80 2 3 6 9 12 18 21
0.90 6 11 17 25 33 45 55
0,20 0,80 1 1 3 4 6 8 10
0,90 3 5 8 12 17 22 28
Таблица 1.3
Число объектов испытаний N при плане [NUN] и М = 10
для распределения Вейбулла
5 q М при v
0.4 0.5 0.6 0.7 0.8 0.9 1.0
0,10 0,80 3 4 5 6 6 7 7
0,90 5 6 7 7 7 8 8
0,15 0,80 2 2 3 4 4 5 5
0,90 3 4 5 6 6 7 7
0,20 0,80 1 1 2 2 3 3 4
0,90 2 3 3 4 5 5 6
262
Таблица 1 4
Число объектов испытаний N при плане [NUN] и М = 20
для распределения Вейбулла
5 q N при v
0.4 0.5 0.6 0.7 0.8 0.9 1.0
0,10 0,80 4 6 8 9 10 12 13
0,90 8 10 12 13 14 15 15
0,15 0,80 2 2 4 5 6 8 8
0,90 4 6 8 9 10 11 12
0,20 0,80 1 1 2 3 5 5 5
0,90 2 4 5 6 8 8 9
Таблица 1.5
Число объектов испытаний N при плане [NUN] и М = 30
для распределения Вейбулла.
8 q N при v
0.4 0.5 0.6 0.7 0.8 0.9 1.0
0,10 0,80 5 7 9 11 13 15 17
0,90 9 13 16 18 19 21 22
0.15 0,80 2 2 4 6 7 10 10
0,90 5 7 9 12 13 15 16
0,20 0,80 1 3 3 3 5 5 6
0.90 2 4 6 7 9 10 12
Таблица 1.6
Число объектов испытаний N при плане [NUN] и М = 40
для распределения Вейбулла
8 q N при v
0.4 0.5 0.6 0.7 0.8 0.9 1.0
0,10 0,80 5 7 11 13 16 18 21
0,90 10 15 19 22 24 26 27
0,15 0,80 2 3 5 7 8 11 12
0,90 5 8 11 14 16 18 20
0,20 0,80 1 1 3 4 5 6 7
0,90 3 4 6 8 10 12 14
263
Таблица 1.7
Число объектов испытаний N при плане [NUN] и М = 50
для распределения Вейбулла
5 q N при v
0.4 0.5 0.6 0.7 0.8 0.9 1.0
о.ю 0.80 5 8 11 14 17 21 24
0,90 11 16 21 25 28 31 33
0.15 0.80 2 3 5 7 9 12 13
0.90 5 8 12 15 17 21 22
0,20 i 0,80 1 1 3 4 5 6 7
0.90 3 4 6 9 11 13 16
Таблица 1.8
Число объектов испытаний N при плане [NUN]
и логарифмически нормальном распределении
6 q N при v
0.4 0.5 0.6 0.7 0.8 0.9 1.0
0,10 0,80 10 20 25 32 40 50 65
0,90 25 40 65 80 100 125 150
0,15 0,80 5 8 10 15 20 25 32
0,90 13 20 25 40 50 50 65
0,20 0,80 3 4 6 8 10 15 20
0,90 6 10 15 20 25 32 40
Таблица 1.9
Число отказов г в N испытаниях для планов [NМг] и [NMT]
8 г при q
0,50 0.80 0,90 0.95
0,05 8 331 684 1052
0,10 7 88 217 346
0,15 6 56 114 170
0,20 5 29 59 116
Пример 1 1
Определить необходимый объём выборки для комплекта
вкладышей универсального шпинделя, чтобы с доверительной ве-
роятностью q=0,9 ошибка при оценивании средней наработки до
отказа не превышала 8=0,1
Решение
Принята система технического обслуживания, при которой
комплект вкладышей заменяется при достижении шарниром мак-
симально допустимой величины износа Следовательно, испыта-
ния шарнира шпинделя по определению средней наработки могут
быть отнесены к плану |NUN| и допустимо предположение о при-
надлежности выборки по наработкам к нормальному распределе-
нию.
В соответствии с рекомендациями принимаем v=0,4 (пре-
дельный износ), а по графику (см.рис 1 1) находим №25
Таким образом, для оценивания средней наработки до отка-
за с доверительной вероятностью q=0,9 и ошибкой 6=0,1 необхо-
димо иметь данные о наработках не менее 25 комплектов вклады-
шей
Пример 1.2
При плане |NL'N| определить необходимый объём выборки
для оценивания средней наработки до отказа шпинделя линии
привода валков q=0,9; 6=0,1 Известно, что выборка принадлежит
распределению Вейбулла с коэффициентом вариации v=0.8
Предполагается, что общее число замен шпинделей за время экс-
плуатации линии привода валков не превысит 10 шт
Решение.
Так как мы имеем ограниченный объём совокупности (10
шпинделей), то по табл 3 находим №7 шт
Таким образом, произвести оценивание средней наработки
на отказ шпинделя линии привода валков с доверительной веро-
ятностью q=0,9 и ошибкой 6=0,1 мы сможем, только имея данные о
наработках до отказа 7 шпинделей
Пример 1.3.
При плане [NL'T| определить продолжительность испытаний
карданного вала линии привода формирующего ролика моталки
для оценивания средней наработки до отказа с доверительной
вероятностью q=0,9 и ошибкой 6=0,1 Предположительно выборка
принадлежит к распределению Вейбулла с параметром Ь=2 Ори-
ентировочное значение средней наработки до отказа Тер =25 сут
Решение.
Из зависимости (1.8):
265
Т=Тср х=25 х 0,617=17.4 сут
Принимаем №50 шт в предположении, что такое количество
замен будет произведено в течение трёх лет Тогда по табл 7
находим г=16
Но так как на испытания ставятся не все 50 карданных валов
одновременно, а последовательно один за другим, то общая про-
должительность испытания составит
Т<=17,4 х 50= 870 суток или 2,4 года
Если же осуществить оценивание с доверительной вероят
ностью q=0,8 и ошибкой 8=0,2 . то г=8 и
Т=25 х 0,469=11.7 сут..
а общая продолжительность испытаний составит
Т»_=11.7 х 50=586 (сут)» 1,6 года.
ГЛАВА 2. ОЦЕНИВАНИЕ ПОКАЗАТЕЛЕЙ БЕЗОТКАЗНОСТИ
2.1 Оценивание показателей безотказности на основе
параметрических методов
Когда известен вид закона распределения наработки до от-
каза. то точечное и интервальное оценивание показателей безот-
казности осуществляется по нижеприведенным формулам в зави-
симости от вида распределения
Экспоненциальное распределение
Точечное оценивание:
- средняя наработка
(2.1)
где А.- точечная оценка параметра экспоненциального
распределения;
266
- интенсивность отказов
л л
X(t)=X.
- гамма-процентная наработка
т,= '/• '"%
/X. г
- вероятность безотказной работы
P(t)=e‘Xl
(2.2)
(2.3)
(24)
Определение нижней доверительной границы (НДГ) средней
наработки и гамма-процентной наработки при плане |NUN|
_ 2(N-1).
Xq;2N
— х,ан /т
(25)
(26)
при плане (NUT| N=r;
при плане |NUz| (N 1)=N
Пример 2.1
При проведении исследований на надёжность карданного
вала формирующего ролика моталки были получены следующие
значения наработок в сутках 1. 4. 26. 5, 15, 5, 8. 3. 12, 5. Найти
точечные и интервальные оценки показателей безотказности в
случае экспоненциального распределения
Решение.
Используя формулы (2 1) и (2.3), найдем точечные оценки
для:
- средней наработки до отказа
Т = 1 = —— = 9,35 сут.
, 0,107
- гамма-процентной наработки для у=0,8
To.g= !/ =2,1 сут;
/ * / v.O
267
Используя формулы (2.5), (2.6), найдём НДГ для:
- средней наработки до отказа для q =0,8
Г =т 2(Н-\) = 9.35-2Г10-1>/25.03 = 6.72 сут.,
Zq.2N
значение квантили /'q;N находим из табл 5, прил Б;
- гамма-процентной наработки для (у=0,8, q =0.8 )
^ = 7. о, 1/ = 6.721п%8 = 1,5суг
Хч .1.х ' *
То есть истинное значение средней наработки до отказа при
доверительной вероятности q=0,8 не ниже 6,72 сут
И если мы хотим обеспечить безопасную работу с вероятно-
стью у=0,8. то необходимо осуществлять замену карданного вала
через 1.5 сут либо иметь к этому моменту времени карданный вал,
готовый к замене
С другой стороны, такие значения показателей безотказно-
сти характеризуют крайне низкий уровень надёжности и требуется
разработка технических решений по увеличению средней наработ-
ки до отказа
Нормальное распределение
Точечное оценивание
- средняя наработка
А А
т=м.
- гамма-процентная наработка
Ту =
где uv - значение квантили «и»порядка у
- интенсивность отказов
(2.7)
(2.8)
268
(2.9)
- вероятность безотказной работы
P(t)=d>
(2Ю)
к о 7
где значение квантили “и" порядка у - из табл 3. прил Б.
значение функции <p(z) - из табл 2, прил Б;
значение функции Лапласа Ф(г) - из табл 1. прил Б
Определение нижней доверительной границы (НДГ) средней
наработки до отказа и гамма-процентной наработки при плане |NU
N|:
T=T-t,.,t (211)
т, = T-kw,a. (212)
где tq (Г_1) -квантиль распределения Стьюдента (табл 4,
прил Б);
ky. q г -коэффициент, значения которого приведены в табл.
9, прил Б,
при плане [NUN|
при плане |NUz|
r=N;
r = N I-Pfr)
Пример 2.2
При проведении испытаний на надёжность карданного вала
формирующего ролика моталки по плану |NUz| было зафиксиро-
269
вано 4 плановых и 10 аварийных замен и получены следующие
наработки после упорядочения исходной выборки 4*. 5, 6*. 7. 8, 9,
9, 10, 10*. 12,12,12*. 15, 21 (звездочкой обозначены наработки до
цензурирования). Найти точечные и интервальные оценки показа-
телей безотказности, если известно, что выборка описывается
нормальным распределением.
Решение:
В соответствии с зависимостями (2.7)-(2.10) получим точеч-
ные оценки:
- средняя наработка до отказа
Т = ц = Ю сут.
- гамма-процентная наработка для у=0,8.
^0.8 = = Ю-0.85-3 = 7.45 срп.
значение квантили и0,а находим из табл. 3, прил. Б;
- интенсивность отказов для t=7 сут
a>i-----------------
• ч I ст > Ф(\) 0,242
лГ1 = 7 J = —»-— -----= = -У—7 - = Л П0/.
<т
+ 05 3x0,841
- вероятность безотказной работы для t=7 сут
(
Р(1) = Ф
ц-t
ст
+ 0,5
+ 0,5 = 0,841
Значение функции cp<z) находим из табл. 2, значение функ-
ции Лапласа Ф(г) из табл. 1, прил. Б.
Найдём НДГ средней наработки до отказа и гамма-
процентной наработки по зависимостям (2.11), (2.12) план INUzI о
=0,9, у=0,75.
Т Т 1о.»:но-1Г /—Ю-1,372 х-== = 8,9 сут;
— 7г >/1о
Tr =T-k ot7S.o>,.lo ст = 10-1,671x3 = 5,0 сут.
270
Логарифмически нормальное распределение
Точечное оценивание:
- средняя наработка
т- °
Т = схр р + у
(2-13)
- гамма-процентная наработка
Тг =ехр(д ст); (2.14)
- интенсивность отказов
X(t) =
(2.15)
+ 0.5
- вероятность безотказной работы
ц-£п t
Р(0=Ф
+0,5.
(2.16)
о
Находятся значение квантили и. из табл. 3, прил. Б, функ-
ция <p(z) из табл. 2, прил. Б; функция Ф(г) из табл. 1, прил. Б.
Определение нижней доверительной границы (НДГ) средней
наработки до отказа и гамма-процентной наработки при плане |NU
N|:
о
(2.17)
T-k , ..... g,
(2.18)
tq. (N-ц - квантиль распределения Стьюдента (табл. 4,
где
прил. Б);
ky. ч N - коэффициент значения которого приведены в табл.
9, прил. Б;
при плане JNUTI
при плане INL’zj
N = r = N[1-P(tr )]-
271
Распределение Вейбулла
Точечное оценивание:
- средняя наработка
- гамма-процентная наработка
- интенсивность отказов
- вероятность безотказной работы
(2 19)
(2.20)
(2.21)
(2.22)
где а и b • оценки параметров распределения Вейбулла.
Значения Г(х) берут из табл. 6,прил. Б
Определение нижней доверительной границы (НДГ) средней
наработки до отказа и гамма-процентной наработки при планах |N
UN|, |NUT|:
N S 15 .
(2.23)
N<15,
(224)
Г = Г( 1-£н), Л>15;
7^TT(l-^)jV>15.
(2.25)
(2.26)
272
где vq, v7q - квантили распределения V - статистики, опреде-
ляемой из табл 8. прил Б. При определении значений vq, vTq для
плана [NL'z| следует полагать, что г =N[1-P(t,)],
£H=f(v.q>N) - определяется из табл. 10.11. прил Б;
v - коэффициент вариации для распределения Вейбулла.
определяемый по зависимости:
Пример 2.3.
При испытаниях на надёжность 12-й секции транспортного
рольганга была получена выборка по наработкам в сутках, которая
после упорядочения приняла следующий вид: 24, 30* 42, 48, 60*
70. 75. 78, 84, 90*. 90*, и после статистической обработки были по-
лучены оценки параметров распределения Вейбулла
Л *
а = 74,b = 2,5 Звёздочкой отмечены наработки до цензурирова-
ния Найти точечные и интервальные оценки показателей безот-
казности секции транспортного рольганга.
Решение
Находим точечные оценки по формулам (2.19)-(2.22):
- средняя наработка до отказа
Т = 74 Г | 1 +— = 74х 0,887 = 65,6 сут;
I 2,57
- гамма-процентная наработка для у=0,9
Тол =74^п 2'5 =30 сут;
- интенсивность отказов для t=50 сут
Л
Лг50> = ДД- > 50Г 2-5-1> =0.019;
74^.3
- вероятность безотказной работы
273
Р (50) = exp
-(%)
= 0,687
Находим НДГ средней наработки до отказа и гамма-
процентной наработки по формулам (2.23), (2.24) для q =0,9, у=0,9
= 53,7 сут ,
Для нахождения квантили vq и vTq по табл. 8. прил Б при
плане |NLz| необходимо найти значения г и P(t,) по формулам
(2.28), (2.29).
r = |N[l-P(tf)]|,
P(t, )-П 1-+l) >
Р(24)=[1 -1/(10+1 )]=0,909;
Р(42)=0,909 х [1-1 /(8+1)]=0,808;
Р(48)=0,808 х [1-1 /(7+1)1=0,707;
Р(70)=0.707 х [1-1 /(5+1)]=0,589;
Р(75)=0,589 х [1-1 /(4+1)]=0.471,
Р(78)=0,471 х [1-1 /(3+1)1=0,353;
Р(84)=0,353 х [1-1 /(2+1)1=0.235;
г=| 11 х (1-0,235) |=| 8.4|=8.
Тогда v0, =0,5, vj^=4,15
Пример 2.4.
При испытаниях по плану |NUz| на надёжность подшипника
скольжения в механизме уравновешивания нижнего шпинделя ли-
нии привода валков была получена выборка по наработкам на от-
каз в сутках, которая после упорядочения приняла следующий вид;
3. 5, 8. 9, 11. 15. 18. 21, 23, 24, 30’, 30*. 30*. 36. 41, 46. 56. 58. 70.
82 Звёздочкой отмечены наработки до цензурирования Известно,
что наработки описываются распределением Вейбулла с парамет-
рами а = 35 и b = 1,2 Установить точечные и интервальные оцен-
ки показателей безотказности подшипника скольжения
Решение
Найдём точечные оценки по формулам (2 19), (2.20). (2.22).
средняя наработка до отказа
= 35 Г 1+— =35x0,94 = 32,9 сут;
I и/
значения Г(х) находят из табл. 6, прил Б;
- гамма-процентная наработка для у=0,8
- вероятность безотказной работы для t=20 сут
Найдём НДГ средней наработки до отказа и гамма-
процентной наработки для у=0.8 при доверительной вероятности q
=0,8 по формулам (2.25), (2.26), т.к. общее число наработок №18
Т = Т (1-Бн) = 32,9х(1-0,32)= 22,4 сут.
Тт =ТГ (1-£?н) = 10х(1-0,43) = 5,7сут
Для нахождения сн из табл. 10, прил. Б и с’н из табл 11.
прил Б определён коэффициент вариации v по формуле (2.27).
275
If I 833 )
0 94
2.2. Оценивание показателей безотказности на основе
непараметрических методов
Оценку показателей безотказности можно получить и тогда,
когда нам неизвестен вид закона распределения или известно, что
распределение относится к классу возрастающей функции интен-
сивности отказов (ВФИ-распределение).
В этом случае оценивание осуществляют на основе непара-
метрических методов, одним из которых является метод множи-
тельной оценки показателей безотказности.
Начинают с вычисления функции распределения наработок
непосредственно по упорядоченной статистической совокупности,
в которой наработки до отказа и до цензурирования выстроены в
порядке неубывания. Если значения наработки до цензурирования
равны значениям наработки до отказа, то сначала указывается
наработка до отказа, затем наработка до цензурирования
Для каждой наработки до отказа t( вычисляют оценки веро-
ятности безотказной работы p(t ) и вероятность отказа Q(t )
Вычисления при планах [NUN|, |NUT| производят по форму-
лам:
= i = 1’r’
P(t ) = 1-
1 /N+0,4*
при плане |NUz| по формуле
Р(«,)-П Г| - 7, ^,,1.
N >10,
N <10,
(2.28)
(2.29)
где N, - число работоспособных изделий после отказа при
наработке t„
276
Q(t,) = l-P(t.)
(2.30)
Точечное оценивание осуществляют по нижеследующим
формулам;
- средняя наработка до отказа
T = £t,[aQ(t,)]+ 1-Q(t,)l z
(2.31)
м •
где =max(tr, тг) - наработка до отказа;
т„ - наработка до цензурирования;
AQ(tl) = Q(t,)-Q(t1_1), to=0; (2.32)
- гамма-процентная наработка
т _t + d-Y)-Q(t,-,)
AQ(t.) ' ’ (2.33)
Q(t._,)<( l-y)<Q(t(), to=O,
- вероятность безотказной работы
Г-t., - t.-t
^(0=^,) —LL+P(c.1)—i—;
•I *1-1 h *i-i
(2.34)
Л-! <t<tn t£tr; t0 =0; r = l,r.
Определение НДГ средней наработки до отказа осуществ-
ляется по формуле:
(2 35)
Распределения с возрастающей функцией
интенсивности отказов (ВФИ- распределения)
Точечное оценивание средней наработки до отказа в случае
ВФИ- распределения производят по приближённой формуле:
(2.36)
277
где Т, - точечная оценка гамма-процентной наработки до
отказа при 0,368<у^0,6;
Т, - вычисляется по формуле (2.33).
Определение НДГ средней наработки до отказа осуществ-
ляется по формуле:
Т -Т 2~У • 0,368<ys0,6; (2.37)
- -ItnV
/г
Т, 1] S,. (2.38)
где к - наибольшее число, при котором
-2^п1 >1]. (2.39)
I xU"nJ
S„ - суммарная наработка до к-го отказа
Sk=Ztl + (N-k)tk (2.40)
Пример 2.5.
Имеется упорядоченная статистическая совокупность по на-
работкам карданного вала формирующего ролика 4*. 5, 6‘. 7. 8, 9,
9, 10, 10*. 12, 12, 12*, 15, 21 (звездочкой обозначены наработки /jo
цензурирования). Найти точечные оценки вероятности безотказной
работы для наработки t=9 сут. точечную и НДГ средней наработки
до отказа для q=0,9.
Решение
Найдём точечную оценку средней наработки до отказа по
формулам (2.29) - (2.32).
Q(5)=1/13=0,077; Q(7)=2/12=0.167; Q(8)=3/12=0.25;
Q(9)=4/12=0,333; Q(9)=5/12=0.417; Q(10)=6/12=0,5;
Q(12)=7/11=0,636; Q(12)=8/11=0.729; Q(15)=9/10=0.9;
T=5 x (0,077-0)+7 x (0,167-0.077)+8 x (0,25-0,167)+9 x (0.333-
0,25)+9 x (0,417-0.333)+10 x (0,5-0,417)+12 x (0,636-0,5)+12 x (0,729-
0,636)+15 x (0,9-0,729)+21 x (1-0,9)=11,4 сут
Нижнюю доверительную границу НДГ средней наработки
найдём по формуле (2.35).
Т =11,4-0,85 J fa 17= 10,5 сут
г / *X 2
£AQ(t ) t,-T | =0.077 x (5,4)2+0,09 x (- 4,4)2+0,038 x (-
3,4)2+0,083 x (-2,4)2+0,084 x (-2,4)2+0,083 x (-1,4)2+0,136 x
(0.6)2+0.093 x (0,6)2+0,171 x (3,6)2+0,1 x (9,6)2=17
Найдём точечную оценку вероятности безотказной работы
для наработки
t=7 сут и t-б сут по формуле (2.29)
р(5)=^1- -Lj =0,923.
Р( 7) =0,923x1 1- - =0,755
k 11J
По формуле (2.34) найдём
6-5 7-6
Р(6) = 0,755х---+ 0,923 х----= 0,839
7-5 7-5
Сравнивая полученные значения Т и Т с оценками, полу-
ченными в прим 2.2. видим, что оценки средней наработки до от-
каза получаются несколько завышенными, а оценка вероятности
безотказной работы - заниженной
То есть отсутствие информации о законе распределения на-
работок до отказа снижает точность получаемых оценок.
Пример 2.6
По условиям прим. 2.5, если известно, что мы имеем дело с
ВФИ-распределением, найти точечные и НДГ оценки средней на-
работки до отказа и гамма-процентной наработки
Решение.
Найдём точечную оценку средней наработки до отказа То-
чечная оценка средней наработки до отказа находится по форму-
лам (2.31), (2.33) и получена в прим. 2.5 В случае ВФИ- распреде-
ления можно воспользоваться формулами (2.36), (2.33).
Т = TY= 2~°1'-7- >10-10.8 СУ7-
2 гя/0 5
Примем у=0,5, тогда Q(9)<1 -0,5s Q(10) и
279
Т, = 9 * ° х С'О-9) = 10
0,083
Найдём точечную оценку гамма-процентной наработки
у=0,8 по формулам (2.33):
)<1-0,80< Q(t,)
Из прим 2.5:
Q( t,)=Q (7) = °.l67 QCO* Q(8)=0,25;
b-^(1~°'n80nV—
U,U_5o
НДГ средней наработки до отказа и гамма-процентной нара-
ботки находим по формулам (2.37) - (2.40).
Для вычисления Т полагаем у =0,5.
Вычислим То 5 при q=0,9:
при к = 1 - 2 - =0,301 >— = 0,071,
Холл И
при к = 6 - 2 0,5 = 0,075 > 0,071,
ХоЛ;12
при К = 7 - 2 ^П-°-5 = 0,066 < 0,071
Хол; И
Поэтому выбираем к =6, тогда суммарная наработка по
формуле (2.40)
5
£ t,+(14-6) xt6 =38+ 8х10 = 118сут
1
s^ns
N ~ 14
= 8,4 сут
Следовательно, НДГ средней наработки до отказа по фор-
муле (2.37)
Т = 8.4-
2-0,5
2/”%,5
= 9.1 сут.
По формуле (2.38) вычислим Т0,75 при q =0,9:
280
при К = 1 - - ^А75 = 0 125 > 1 = 0,071,
Хо,9;2 14
при к = 2 - °--75 = о, 074 > 0,071;
Хо.9;4
при К = 3 - 0,75 = 0,054 < 0,071.
Хо,9;6
Поэтому выбираем к =2.
Тогда суммарная наработка
S2=t1+12t2=5+12 х 7=89 сут:
89
Т0>7$=-=6,36СуТ
---- 14
Сравнивая полученные значения Т, Т ,То.» ,То.« с ре-
зультатами, полученными в прим 2.2 и 2.5, видим, что дополни-
тельная информация о характере интенсивности отказов повыша-
ет точность получаемых оценок.
2.3. Оценивание показателей безотказности при испытании с
измерением определяющего параметра (величины износа)
В ряде случаев условие работоспособности машины можно
определить такими параметрами, как износ и "прочность - нагру-
жение" Такие параметры называются определяющими парамет-
рами (ОП).
Модели отказов, использующие определяющие параметры,
называют параметрическими моделями надёжности, а надёжность
изделий, оцениваемую на основе этих моделей, - параметрической
надёжностью.
В этом случае оценка параметрической надёжности изделия
возможна по результатам измерения определяющих параметров,
не дожидаясь появления отказов изделия, и появляется возмож-
ность прогноза уровня его надёжности
Частными случаями моделей отказов, использующих опре-
деляющие параметры, являются модели отказов типа непревыше-
ний (допусковые модели). Для этой модели условие работоспо-
собности изделия имеет вид.
A={UeD}, D=(UOlUd),
281
где U - определяющий параметр (величина износа), рас-
сматриваемый в некоторый критический момент времени на ин-
тервале [0,to] (to - заданная продолжительность функционирования
изделия).
Запись A={UeD} означает, что мы имеем дело с событием А,
заключающимся в том. что величина износа находится в допусти-
мой области, ограниченной величиной допуска Uo, заданной ТУ, и
максимально допустимой величиной износа Ud.
Это так называемая статическая (допусковая) модель, в ко-
торой точечная оценка вероятности безотказной работы, прини-
мая. что величина износа имеет нормальный закон распределе-
ния, находится по формуле
Р=ф[ь + 0,5, (2.41)
где h - нормированный допуск
; Ud-P
h = d„- r . если D=(U0,Ud) (2.42)
ст
На рис. 2.1 представлена схема статической модели.
Определение НДГ и ВДГ вероятности безотказной работы
осуществляется по формулам:
Р = Ф(Ь)+0,5; Р = Ф(Ь)+0,5, (2.43)
где Ф(Ь) - функция Лапласа, определяемая из табл. 1, прил. Б,
hi 1 1-0,5Л2 N-\ ' (244)
А = 1 + 0,5 i? <245)
где uq - квантиль порядка q. определяемая из табл. 3,
прил Б
Когда нет возможности производить измерения износа в
отдельные моменты времени на интервале наблюдений 1,=[0, т
]<[0. t0], то в этом случае при проведении испытаний осущест-
вляют подсчёт числа тех реализаций из их общего числа N,
282
которые на промежутке I, вышли за допуск [U], назначенный
ТУ. или за некоторый контрольный, более жёсткий допуск [L]’
Рис. 2 1 Статическая (допусковая) модель отказов
Считая случайный процесс изнашивания гауссовским со
средним значением ц и дисперсией о, а значение [U] допуска (в
допустимой области D=(U0[UJ) на U(t) ) достаточно высоким, так,
что поток выбросов U(t) за уровень [U] можно считать пуассонов-
ским, тогда вероятность безотказной работы P(t0) на промежутке [
0. to] можно представить в виде:
(2-46)
Pf to) = exp
2Л
- запас определяющего параметра U(t) по
отношению к допуску на него;
о
V = — - коэффициент
Ц
предварительных испытаний;
вариации, известный на основе
283
qJ _Zl - отношение дисперсии скорости изнашивания J(t) и
самого процесса изнашивания U(t) (предполагается априори
известной).
Для получения точечных и интервальных оценок вероятно-
сти безотказной работы воспользуемся биноминальным планом
испытаний, при котором на испытания будут поставлены N образ-
цов изделий в течение времени ti=[0, to], ti< t0 и зафиксировано d <
отказавших образцов.
При этом отказом изделия за промежуток ti считается выход
ОП (U (г) - величина износа) не за допустимый уровень [U], а за
ужесточённый уровень [U]’, когда [U] >[U]' Показатель Xi=[U]/[U]’
называется коэффициентом "ужесточения" испытаний в момент tv
Контроль работоспособности машины производим в единст-
венный момент времени t i(t i< t0), например в момент профилак-
тики.
Коэффициент "ужесточения" Xf назначают из таких сообра-
жений. чтобы, как правило, имел место исход испытаний d ,*0.
Имея данные N-i и d 1 на момент t=t1t находим
оценку
точечную
d'/
/N,
Для наиболее частого случая, когда d 5=0:
р,=1, Р,=(1-г/"'
Затем определяют точечную
Р. =1-
(2.47)
оценку вероятности
(2.48)
безотказ-
ной работы Р (t0,t, ) по формуле
'о 6
- —— exp
2lt
2V2
\2
1-4-
(2.49)
и НДГ вероятности безотказной работы
Р_( lo> 1] ) = ехр
1р@
2п
1
2V2
I - —
П1
(2.50)
где
284
Q/1
Л-1
(2.51)
(2.52)
Коэффициент вариации v и параметр 0 оцениваются на
основании априорных данных
Пример 2.7
Величина зазора U в шарнире универсального шпинделя на
вкладышах скольжения по ТУ должна удовлетворять требованию [
U]>U, где [И]=7 мм (допустимая величина зазора) в течение нара-
ботки t0 По результатам испытаний N=4 шарниров универсальных
шпинделей были получены следующие результаты по измерению
зазора, мм: 5,4; 6,0; 6,2; 6,4 Требуется оценить вероятность безот-
казной работы шарнира универсального шпинделя за наработку td
=30 сут (межремонтный период), если распределение L(t) принять
нормальным
Решение.
Находим оценки параметров ц, а и h по формуле (2.42).
ц=6; а =0,6; h =1,667
По формуле (2.41) с использованием табл 1, прил Б нахо-
дим точечную оценку вероятности безотказной работы
Р =Ф(1,667)+0,5=0,951
По формуле (2.43) и (2.44) находим НДГ вероятности безот-
казной работы q=0,9.
1,27иД 1,6672]
h =1,667-----—2---------- = 0,525,
— 4-1
Р = Ф (0,525)+ 0,5 = 0,7.
ГЛАВА 3. ОЦЕНИВАНИЕ ПОКАЗАТЕЛЕЙ ДОЛГОВЕЧНОСТИ
3.1. Модели оценивания
Для характеристики долговечности объекта используются
показатели, рассмотренные в гл.2 части I.
Для условий эксплуатации металлургических машин наибо-
лее приемлемым является средний ресурс Т Средний ресурс - это
математическое ожидание ресурса, т.е. наработки объекта от на-
чала его эксплуатации или её возобновления после капитального
ремонта до перехода в предельное состояние
При решении вопроса о плановой замене важное значение
приобретает знание среднего остаточного ресурса Т(г), где t - нара-
ботка, после которой производится оценка данного показателя
Оценивание среднего ресурса по результатам испытаний
может быть сведено к оцениванию функции надёжности, т.е к ве-
роятности безотказной работы (ВБР) - P(t)
Т = fP(t)dt
о
Однако в ряде случаев, широко распространённых на прак-
тике. можно получить готовые выражения для оценки среднего ре-
сурса непосредственно - без использования функции надёжности.
Исходными данными для оценки показателей долговечности
изделия являются результаты испытаний (наблюдений) N образ-
цов изделия
В общем случае результаты таких испытаний представляют-
ся в виде:
- выборочных значений наработки до предельного состояния (от-
каза), г
*1» *₽» —<п
- выборочных значений наработки до цензурирования, п
Т1,та, г,,
причём N = г + п.
. Планы испытаний рассмотрены в гл. 8 части I, раздел 1
л Наиболее распространёнными являются планы [NUN] и [NUz].
По исходным результатам испытаний с числом возможной
априорной информации о виде и характере закона распределения
наработки до отказа находятся точечная оценка Т ресурса и его
доверительные границы на основе параметрической модели оце-
нивания.
286
Параметрические модели оценивания были рассмотрены в
гл.2 прил.А.
Оценивание среднего ресурса возможно и в том случае, ес-
ли известна функция распределения определяющего параметра
(например, функция изменения величины износа с течением вре-
мени).
Если же о функции распределения ничего не известно (кро-
ме её непрерывности) или известна её принадлежность к некото-
рому непараметрическому классу распределений (ВФИ-
распределение), то используются непараметрические модели оце-
нивания.
3.2. Непараметрические модели оценивания
В том случае, когда нет априорной информации о виде зако-
на распределения ресурса, а объём имеющихся данных не позво-
ляет достаточно обоснованно выбрать какое-либо параметриче-
ское семейство распределений, используются непараметрические
модели оценивания показателей долговечности.
Различают непараметрические модели оценивания общего
вида, справедливые для произвольных функций распределения
ресурса, и непараметрические модели частного вида, когда функ-
ция распределения ресурса принадлежит к ВФИ или ВСФИ-
распределениям (см. гл 4. 6 части I).
Анализ отказов металлургического оборудования показыва-
ет, что наработки до отказа (на отказ) деталей и узлов, как прави-
ло, описываются распределениями с возрастающей функцией ин-
тенсивности отказов (ВФИ - распределения). В этом случае точеч-
ные оценки среднего ресурса Т можно получить, используя сле-
дующие статистики:
- для плана [NUN|
л 1 N
Т=—Lti. (3.1)
N i=l
где t| 1-й член вариационного ряда из наработок;
- для плана [NUz]
tm ' tm /о ox
( 1
2 tn 2 cn 2
287
где
если: 1) N-чётное число; 2) N-нечётное число.
Нижняя доверительная граница (НДГ) оценки среднего ре-
сурса для плана (NUN):
(3.3)
1 v ( л Y
для плана в случае ВФИ-распределения
(3-4)
(3-5)
Пример 3.1
По результатам наблюдений за работой карданного вала 4-
го формирующего ролика моталки были зафиксированы следую-
щие наработки, сут 98, 85. 68, 40. 74, 90, 20, 19, 31, 26. 26, 24
Найти оценку среднего ресурса и его НДГ при q=0.9.
Решение.
Так как наблюдения проводились по плану [NUN], то
воспользуемся зависимостями (3.1), (3.3), (3.4).
А I 12
Г=— = 50 сут
То.9 = 50-1,28 12-^ = 38. 8 rvT
~ J12
и 0.9=1.28 из табл. 3, прил. Б.
288
1 —
a7’=VTTi =304Сут
3.3. Оценивание среднего ресурса на основании информации о
величине износа
В некоторых случаях, когда возможен контроль величины
износа, появляется возможность прогнозировать величину средне-
го ресурса изделия, не дожидаясь появления отказа изделия.
Известно, что величину износа "U" можно описать функцией
U«Uo*l,t, (3.6)
где и0 - начальный зазор в паре трения ,
It - скорость изнашивания
Оценкой параметров U. Uo, 1( являются ц , ц., ц соответ-
ственно, тогда
ЛАЛ л2 а2 л2
ц = ц, + ц21, o=ai+a2t2 (3.7)
и точечная оценка среднего ресурса Т
(3.8)
где [V] предельно допустимая величина износа.
А А
Нахождение оценок ц, и ц, будет зависеть от методики
проведения измерений величины износа.
По первой методике замеры зазора в узле трения или раз-
мера изнашиваемой детали производятся для N объектов в на-
чальный момент времени t=0 и через заданный момент времени t=
й
По второй методике замеры зазора в узле трения или раз-
меры изнашиваемой детали производятся для N объектов в на-
чальный момент времени и через определённые заданные проме-
жутки времени м2 t,, где число замеров
Вторая методика даёт более точные значения среднего ре-
сурса, но существенно усложняются расчёты.
289
При использовании первой методики для получения точен-
А А
ной оценки среднего ресурса т значение ц2 (оценки математиче-
ского ожидания скорости изнашивания) находят из зависимости
(3.7).
Нижняя доверительная граница (НДГ) среднего ресурса Т
находится из соотношения:
(3 9)
где ст? - из зависимости (3.7).
Необходимо отметить, что соотношение (3.9) даёт несколько
завышенные (но несущественные для условий эксплуатации ме-
таллургического оборудования) значения НДГ среднего ресурса,
так как оно получено для условия неизменности начального зазо-
ра
Более точные значения НДГ среднего ресурса можно полу-
чить при использовании второй методики, производя несколько
замеров в заданные моменты времени, тогда:
Л
Т1.Л 1и!~м'д (3.10)
ц2+гл/б ст
где z = ич
____1_
2vNj
V = N • (. - 2.
N - число объектов, в которых производятся замеры;
t. число замеров на одном объекте;
uq- квантиль нормального распределения для доверитель-
ной вероятности q
А А А
Точечные оценки ц(, ц, и ст определяются по методике,
рассмотренной в прим. 3.3.
290
Точечная оценка гамма-процентной наработки Тт находится
из зависимости (3.10) для z = uq
НДГ гамма-процентной наработки Tfq находится также из
зависимости (3.10) при
, 2 2
N 2v 2v N
Пример 3.2.
Измерения зазора в шарнире универсального шпинделя
слябинга 1150 в начальный момент времени и через 20 суток на
трёх комплектах вкладышей дали следующие результаты: [1,1 мм,
4,7 мм], [1,0 мм, 4,3 мм], [0,9 мм, 4,0 мм]. Найти точечную оценку
среднего срока службы и его НДГ при доверительной вероятности
q=0,9 . если допустимая величина износа |UJ=15 мм.
Решение
Значение точечной оценки среднего срока службы находим
из зависимости (3.8)
Л
1,1+1,0+0,9
|4| =-----------=1.1 ММ.
4.7+4.3+4.0
Z = 4-3: мм.
4,33-1,0 -2
Р-2~ “ =16,6 10 ММ/сут
20
291
НДГ среднего срока службы по зависимости (3.9):
Т , М-И. .15,0-1Д-------------------------= 74 3сут
— А 16,6 10" 2 +1.28* 1,75 *10'2
ц2+м«
Л2 А2
, СТ -СТ1 0.123-0.01
ст-,=--;—=-----;—«3.05-10 ,
2 Г 20*
о2 «1,75-10 2
( * V
. L-и.
о,2=—-----------^- = o,oi;
/v-i
A
о I2 = —Ь= 0,123 •
tf-1
= uog =1.28 (из табл. 3, прил. Б).
Пример 3.3.
Измерения зазора в шарнире универсального шпинделя в
начальный момент времени, через 14. 28 сут на трёх комплектах
вкладышей дали следующие результаты, мм: [1,1-2,7-4.3]; [1,0-2,5-
4,3]; [0.9-2.3-4.0]. Найти значения показателей долговечности ком-
Л л
плекта вкладышей ( Т, Ту ) Известно, что отношение
<у:
^- = ©„=0,0 3.
о2
Решение
В соответствии с зависимостью (3.10) необходимо найти
А А
оценки среднего зазора pt , средней скорости изнашивания ц2 и
средне квадратичного отклонения измеряемого параметра (зазора)
Л
ст
Принимаем, что изменение зазора в шарнире описывается
зависимостью
292
U(t)-Ue+I|-t+e(t)
или
ианиочрлоя.фгЮ+еа),
где Uo - начальный зазор;
I, - скорость изнашивания;
<Pi(t). <Рг(О - базисные функции;
e(t) - не зависящий от Uo и I, слабо коррелированный
случайный шум. дисперсия которого удовлетворяет условию
42=D[£(t)]/D(L'o)=O,O1
Случайный шум есть результат появления накапливающихся
случайных ошибок при измерении величины износа, которые неза-
висимы и распределены нормально с нулевым средним значением
и дисперсией вида о2 -А2, где А2 - заданная величина.
Полагаем, что U(t),U'o, I« - нормально распределённые слу-
чайные величины с математическими ожиданиями ст ; ст/ ст2 соот-
ветственно. Тогда
Измерения зазоров в шарнире производятся в регламенти-
рованные моменты времени t=0, 14 сут, 28 сут на трёх комплектах
вкладышей
Данные об измерении зазора в указанные моменты времени
представим в виде трёх векторов U i;U з ;U з, компоненты которых
есть измеренные значения реализаций процесса U(t) в эти момен-
ты времени, мм
Ui =| 1,1; 2.7; 4,3 Г.
U2 = |1,0; 2,5; 4,3 Г.
U3 = |0,9; 2.3; 4,0 Г
В нашем случае число реализаций N =3, число измерений на
каждой реализации 1=3, а матрицы
®11
@21 @22
1 0
0 0,004
Ф1 (Ц )»
<pi(tx);
ф.(t,);
Ф20|),
ф2(ц);
ф,(ц);
1 о
1 14
I 28
293
Оценки ,ц, и а определяются на основе обобщённого
метода наименьших квадратов по формулам, использующим мат-
ричное умножение
W и.
ц
N
Z U.-F ц
° N-^-k
W Uj-F
Ц •
где к - число неизвестных параметров (к=2);
W=( F-0-Ft+A2I() 1;
Ь - единичная матрица порядка Z;
U= — U,+...+Un -
NV J
зультатов измерений N реализаций.
Вычислим вспомогательные матрицы W и ( FT-W-F)*1
среднеарифметическое pe-
W=(F 0 FT + a\)
I
1
0
14
28
1
0
0
0,004
0 14 28
+ 0,01
I
0
0
0
0
0
0
1
1
1
0
0
0,056
0,112
17,67
-33,07
16,22
14
1,01
1
0
0
0,01
0
0,01
0
1,794
2,568
1
28
2,568
4,146
-33,07
66,8
-33,4
0,01
О
0
W F
0,99 0,14
0,14 250,9
294
1,01
-0,00056
-0,00056
0,004
=10,964 0,115|т, ц, =0,964.
Вычислим матрицу
f *
U.-F J
< >
А U 1 0
Ut-F м = 2,7 — 1 14
4,3 1 28
А 1,0 1 0
Ua-F ц = 2,5 — 1 14
4,3 1 28
1 1 1
0 14 28
17,67 -33,07 1622
-33,07 66,8 -33,4
16,22 -33,4 17,02
1,0
2,5
4,2
Щ =0,115
0,136
0,964 _
0,115 0,126
0,116 «
0,964 0,036
0,115 -0,074
0,116
А 0,9 1 0 -0.064
U3-F ц= 2,3 — 1 14 0,964 -0,274
4,0 1 28 0,115 -0,184
/ Ui-F J •W 3,- -F
17,67
= |0Д36 0,126 ), 116 -33,07
16,22
т
Ua-F J W и,- f ; =
к >
-33,07 16^2 0,136
66,8 -33,4 • 0,126 = 0,018
-33,4 17,02 0,116
17,67 -33,07 16Д2
= | 0,036 -0,074 0Д16|- -33,07 66,8 -33,4
16Д2 -33,4 17.02
0,036
-0,074
0,116
=1,502 .
295
\ Г- *1
Us—F ц w Uj-F ц =
< JI J
= |-0,064 -0,274
-0,1841-
17,67
-33,07
16,22
-33,07 16.22
66,8 -33,4
-33,4 17,02
-0,064
-0,274
-0Д84
= 1,518
1 0,018+1,502+1,518 rtl._
a =--------- —----------------= 0,145
3 3-2
3
ст=0,38
Находим среднюю наработку T и её нижнюю доверительную
границу (НДГ) Tq = 0,9
т _ 15-0,964
* 0,115
Mi
= 122 сут
Т
15 -0,964
gl+CT-2jQ7 0,115+038-2^3Л/0^004 С/Т
_ 1,28
fl и, =~ 1,28
2N(N l-k) V 2 3(3 3-2)
3.4. Оценивание остаточного ресурса
В процессе эксплуатации металлургического оборудования
осуществляются плановые замены деталей и узлов. Решение во-
проса о замене того или другого узла в плановый ремонт может
определяться величиной остаточного ресурса узла на данный мо-
мент времени.
Под остаточным (после времени т) ресурсом объекта пони-
мается его наработка, начиная с момента т до перехода в пре-
дельное состояние при установленных режимах применения и ус-
ловиях эксплуатации
296
Одним из основных показателей остаточной долговечности
является средний остаточный ресурс Т(т), (математическое ожи-
дание остаточного ресурса после времени т).
(3.11)
где Р(т) вероятность безотказной работы в момент времени
Точечная оценка остаточного ресурса ТСт ) находится из
зависимости:
<(T)(N-k)’
(3.12)
где Z( = tt-r,
ti - наработка после времени т;
kN(r)=i-
k - число отказавших объектов на интервале [ 0, т ].
Нижняя доверительная граница (НДГ) остаточного ресурса
уровня q определяется из зависимости:
(313)
где г и р - число объектов на интервале [г; т+t] соответст-
венно наблюдаемых и отказавших;
t - продолжительность наблюдения после т.
Пример 3.4
По наблюдениям за 23-мя карданными валами (план [NUN]) в
линии привода формирующего ролика моталки были получены
слепуюшие наоаботки до предельного состояния, сут- 54, 36, 7.
297
21. 24, 77, 12, 14, 94, 10, 13. 77, 25, 21. 4. 10. 94, 63, 13, 3. 13. 4. 15.
Найти точечную оценку остаточного ресурса и его НДГ после 20
суток.
Решение
Находим точечную оценку остаточного ресурса Т^о >
23
* Ezf
13
Г (2 0)— ----= 3 3.2 7 сут
(23-12)
Z(= t| -20 = (34. 16.1. 4. 57. 74. 57. 5,1. 74, 43).
Находим нижнюю доверительную границу (НДГ) уровня
4=0.8.
0.8
Zz, 74
То t (2 0)——----J------ = 1 4 сут
11 2 V 1 1(1- 0.8)
298
Приложение Б.
ЗНАЧЕНИЕ ФУНКЦИЙ
И КВАНТИЛЕЙ РАСПРЕДЕЛЕНИЙ
299
300
z
0 1 2
0,0 0,00000 0,00399 0,00798
0,1 03983 04380 04776
0,2 07926 08317 08706
0,3 11791 12172 12552
0,4 15542 15910 16276
0,5 19146 19497 19847
0,6 22575 22907 23237
0,7 25804 26115 26424
0,8 28814 29103 29389
0.9 31594 31859 32121
1.0 34134 34375 34614
1.1 36433 36650 36864
1.2 38493 39686 38877
1,3 40320 40490 40658
1,4 41924 42073 42220
1.5 43319 43448 43574
1.6 44520 44630 44738
1.7 45543 45637 45728
Сотые доли z
3 4 5 6 7 8 9
0,0119 0,01595 0,01994 0,0239 0,0279 0,0318 0,03586
05172 05567 05962 06356 06749 07142 07535
09095 09483 09871 10257 10642 11026 11409
12930 13307 13683 14058 14431 14803 15173
16640 17003 17364 17724 18082 18439 18793
20194 20540 20884 21226 21566 21904 22240
23565 23891 24215 24537 24857 25175 25490
26730 27035 27337 27637 27935 28230 28524
29673 29955 302324 30511 30785 31057 31327
32381 32639 32894 33147 33398 33646 33891
34850 35083 35314 35543 35769 35993 36214
37076 37286 37493 37698 37900 38100 38298
39065 39251 39435 39617 39796 39973 40147
40824 40988 41149 41309 41466 41621 41774
42364 42507 42647 42786 42922 43056 43189
43699 43822 43943 44062 44179 44295 44408
44845 44950 45053 45154 45254 45352 45449
45818 45907 45994 46080 46164 46246 46327
Таблица 1. Нормированная функция Лапласа <t>(z)
z
0 1
1.8 46407 46485
1.9 47128 47193
2,0 47725 47778
2,1 48214 48257
2,2 48610 48645
2.3 48928 48956
2,4 49180 49202
2,5 49379 494396
2,6 49534 49547
2,7 49653 49664
2.8 49744 49752
2.9 49813 49819
г Ф(2) z
3.0 0,49865 3.4
3,1 0,49903 3.5
3.2 0,49931 3,6
з.з 0,49952
Окончание табл.1
Сотые доли z
2 3 4 5 6 7 8 9
46562 46638 46712 46784 46856 46926 46995 47062
47257 47320 47381 47441 47500 47558 47615 47670
47831 47882 47932 47982 48030 48077 48124 48169
48300 48341 48382 48422 48461 48500 48537 48574
48679 48713 48745 48778 48809 48840 48870 48899
48983 49010 49036 49061 49086 49111 49134 49158
49224 49245 49266 49286 49305 49324 49343 49361
49413 49430 49446 49461 49477 49492 49506 49520
49560 49573 49585 49598 49609 49621 49632 49643
49674 49683 49693 49702 49711 49720 49728 49736
49760 49767 49774 49781 49788 49795 49801 49807
49825 49831 49836 49841 49846 49851 49856 49861
Ф(г) Z Ф(г) Z Ф(г)
0,49966 3.7 0,49989 4,0 0,499968
0,49977 3,8 0,49993 4,5 0,499997
0,49984 3,9 0,49995 5,0 0,49999997
Таблица 2. Значения ординат плотности нормированного нормального рас-
пределения cp(z)
302
303
z 00 01 02 03 04 05 .06 .07 08 .09
1.2 1942 1919 1895 1872 1849 1826 1804 1781 1758 1736
1.3 1714 1691 1669 1647 1626 1604 1582 1561 1539 1518
1.4 1497 1476 1456 1435 1415 1394 1374 1354 1334 1315
1.5 1295 1276 1257 1238 1219 1200 1182 1163 1145 1127
1.6 1109 1092 .1074 1057 1040 1023 1006 0989 0973 .0957
1 7 0940 0925 0909 0893 0878 0863 0848 0833 0818 .0804
18 .0790 0775 0761 0748 0734 0721 .0707 .0694 .0681 .0669
19 .0656 0644 0632 0620 0608 .0600 0584 .0573 0562 .0551
2.0 .0540 .0529 .0519 0508 0498 .0488 0478 0468 0459 0449
2 1 0440 .0431 0422 0413 0404 0396 0387 .0379 0371 0363
2.2 0355 0347 0339 0332 0325 .0317 0310 .0303 0296 0290
2.3 □283 .0277 0270 0264 0258 .0252 .0276 .0241 0235 .0229
2.4 0224 0219 0213 0208 0203 0198 0194 .0189 0184 0180
Таблица 3. Квантили нормального распределения, иц
(О ч- Ч
ь. 05 со со
СМ Г' СМ ч
СО СО О «О Ь- 05 см
п СП од о <о см о>
со сл см од ь- о см
ч- ч- см см см со со
СО СО Г— СМ 05 о
ЦТ СМ 05 Ч СО
од со о со со 05
СО СО Ч ч ч см
СО
см
со
СО
о
со
со
од со ч о
о ч- см ч
О ОД О ОД
(м ч s и
§0>С0С0ЧСМчСМ<0ч05ОЧч“СМГ^<0
iOT-(ocNcctO(Otoa)S5Csoa3s
CMcrbOlMTSONlONOrtamT-ct
ч-ч-ч-ч-СМСМСМСОСОСОСОЧЧЧЧОДОД
ОДСОСООДч-ЧЬ»СМСО<рОДС005ОДСМСОСОСОЧ<аСО
СЛИ^ШСОПЮ'С® lOi-SnONMc-ONIOM
Ь.СМС-СМч-ЧСОЬ’-ЧГ'-ОвСМОД^ОСООДСОч-Ч
ч-ЧСОО5ч-ч-ч-ч- СМСМСМСМСОСОСОЧЧЧЧОДОД
СО о
см со со со
см со од о
Ш О т- М
СО 05 ч- ч-
СМ^СООСВОСОСЮОДСОСЛОДОДСЛГ.
СОч-Ь~СОСООДч-Г^Чч-00<ОЧСМч-
<005ч-ЧС005СМЧЬ'ОСМОД00чЧ
ч-ч-СМСМСМСМСОСОСОЧЧЧЧОДОД
СОч-ч-ЧОСОЬ-ч-Г^ЧСОЧСОч-0505ч-СОС^ч~сО
одсо^<осо<ю<ос»чососмсоодч-сососоч-ооо
ОДСМЬ'СМГч,г-сО(ОСОт-ЧОДа5ч-Ч1^О5СМОДС0чСО
г- П а <О Т- 1- г- ч-СМСМСМСМсОСО<ОСОЧЧЧОДОД
СМООСООДООч<Оч-®Ь.СОООДСМч-Ч005СМ05
_ Оч-СМСОООДч-СОСМЬ-СОСЛ<ОСМа5<ОСОч-СОЬ»ОД
ООДООДч-СОСО®ч-СОСОЮч-Ч<ОСЛСМОДЬ~ОСО
ч— СО СО СО ч— т- ч-ч-СМСМСМСМСОСОСОСО Ч Ч Ч ОД ОД
СМ 05 СО ч- о см
со со со со од со
Ьч СМ Ь- см о со
о со со од т- т-
СО О СО СО ч-
шч®ю«-
Ю СО О СО СО
ч- ч- см см см
г- Ч Я со ч
Ь- СО 05 (О со
СО ч- СО СО О)
см со со со со
S М Т- Ч о
О СО СО Ч СО
W Ч Ь О О
Ч Ч Ч сП од
Ч~ СО О
3 8 од о
о со од со
од к- о од
од о со
О СО од од
о ь. од од Ь- см
s см га ч о ь
О СО ОД ОД ч- со
СМ СМ СМ СМ СО СО
ОД Ь~ 05 Ч СО Од СМ
СО О Ь- ОД СО ч- о
СО 05 ч- ч Г* 4- О СО
СО СО Ч Ч Ч ОД од
ч-СОСОСООСМЮ05ОД
ОДОДСОС^СООДСОСОЧ
СМЬСМЬОСЧЛКО
ОСМОДГ-*ч-ч-ч-ч-СМ
ч-05 05ч-ОДч~ОСМ
ООДч-ОДЧч-СООД
СООДСООСОСОСОч-
смсмсмсосососоч
ь- од со
см о со г-
Ч S Й N
ч ч ч од
О Ь- од од ч г- о
ООч-СМООДч-
о од о од о см од
О СМ Од ч- ч- Ч-
Ч 05 Од СО СО Од 05
СОг-Г~СО<Т>ОДч-
S О СМ Я S о со
Ч- СМ СМ СМ СМ СО со
ОД СО ОД 05 05 ч
8ОД СМ О Ь-- од ч
05 ч— <О СО 05 СМ
ст го ч ч ч од
о о о о
6 о ооо bdoooooodoooodoo
Я-
СХОч-СМСОЧОДСОГ^СОСЛОч-СМСОЧОДСОГ^СОСЯО
одододод«одододододсо<о<рсрсосососососог~
d о о о о о о о d о о о d d о о о d d о о
304
Продолжение табл. 3
PI9) 0 1 2 3 4 5 6 7 8 9
0.71 0. 5534 5563 5592 5622 5651 5681 5710 5740 5769 5799
0.72 0 5828 5858 5888 5918 5948 5978 6008 6038 6068 6098
073 0. 6128 6158 6189 6219 6250 6280 6311 6341 6372 6403
074 0 6433 6464 6495 6526 6557 6588 6620 6651 6682 6713
0.75 0. 6745 6776 6808 6840 6871 6903 6935 6967 6999 7031
0.76 0 7063 7095 7128 7160 7192 7225 7257 7290 7323 7356
077 0 7388 7421 7454 7488 7521 7554 7588 7621 7655 7688
078 0 7722 7756 7790 7824 7858 7892 7926 7961 7995 8030
079 0 8064 8099 8134 8169 8204 8239 8274 8310 8345 8381
0.80 0. 8416 8452 8488 8524 8560 8596 8633 8669 8705 8742
0.81 0. 8779 8816 8853 8890 8927 8965 9002 9040 9078 9116
0.82 0 9157 9192 9230 9269 9307 9346 9385 9424 9463 9502
0 83 0 9542 9681 9621 9661 9701 9741 9782 9822 9863 9904
0 84 0994 0999 1 003 1 007 1.011 1 015 1 019 1 024 1 028 1 032
0 85 1 036 1.041 1.045 1 049 1.054 1 058 1.063 1.067 1.071 1 076
0 86 1 080 1 085 1 089 1 094 1 098 1 103 1 108 1 112 1 117 1 122
0.87 1 126 1 131 1 136 1 141 1 146 1.150 1.155 1 160 1 165 1.170
0.88 1 175 1 180 1 185 1 190 1 195 1.200 1.206 1.211 1.216 1.221
0 89 1 227 1 232 1.237 1.243 1.248 1.254 1.259 1 265 1,270 1.276
090 1 282 1.276 1.293 1 299 1 305 1 311 1.317 1 323 1 329 1 355
091 1 341 1 347 1 353 1 359 1 356 1 372 1 379 1 385 1 382 1 398
0.92 1.405 1.412 1 419 1 426 1 433 1 440 1 447 1 454 1 461 1 468
306
—p.(g) 0 1 2 3
0.93 1.476 1.483 1.491 1.499
0.94 1.555 1.563 1.572 1 580
0.95 1.645 1.655 1.665 1.675
0.96 1.751 1 762 1.774 1.787
0.97 1.881 1.896 1.911 1.927
0.98 2.054 2.075 2.097 2.120
0.99 2.326 2.366 2.409 2.457
0.991 2.365 2.370 2.374 2.378
0.992 2.409 2.414 2.418 2.423
0.993 2.457 2.642 2.468 2.473
0.994 2.512 2.518 2.524 2.530
0.995 2.576 2.583 2.590 2.597
0.996 2.652 2.661 2.669 2678
0.997 2.748 2.759 2.770 2.782
0.998 2.878 2.894 2,911 2.929
0.999 3.090 3.121 3.156 3 195
Окончание табл 3
4 5 6 7 8 9
1.506 1.514 1.522 1 530 1.538 1 546
1.589 1.598 1.607 1.616 1.626 1.635
1.685 1.695 1 706 1.717 1 728 1.739
1 799 1 812 1 825 1 838 1.852 1 866
1.943 1.960 1 977 1 995 2.014 2.034
2.144 2.170 2197 2.226 2.257 2.290
2.512 2.576 2.652 2.748 2.878 3 090
2.382 2.387 2.391 2.395 2.400 2.404
2.428 2432 2.437 2,442 2.447 2.452
2.478 2.484 2.489 2.495 2.501 2.506
2.536 2.543 2549 2.556 2.562 2.569
2.605 2.612 2.620 2.628 2.636 2.644
2.687 2.697 2.706 2.716 2 727 2,737
2794 2.807 2.820 2.834 2.848 2863
2 948 2.968 2.989 3.011 3036 3.062
3.239 3.291 3.353 3.432 3.540 3.719
Таблица 4. Квантиль распределения Стьюдента, tq,m
tn
СП
о
ЧГОСОСМ1ПС01ПОСОСМСОСМТ‘'’“СОСОО ’ГСЗЮ Г-
T-(4iCnT-’TOT(Onr-CDajSraiCTr<f СО СМ СМ СМ
СОО>СОч-ОСЛСОСОООООГ^г<1^Ь-Ь~Г^Ь» >• b- b- b-
CD CM CM ci CM V- T-‘ r-‘ Г" V-’ T- v- T- T- T- T- T- ч- t- t-
b nd Li
aOCDCOCOCDOcnb-COCMCOCDOtnt-b~CO О CO Ю CO
O> ЬООПОЬ’Т’-ОЮЬЩЛЮ’ГМ’ОСП CO CM CXI CM
Q ООрСОЮ^Г’ГЧ’СОСОСОСОСОСОСОСОСОСО CO CO co co
COr-r-T-r-T-T-^r-T-r-r- x— T— T- T— T— T— 1— T— T-
00
p
CD T- CD V- о CD CO
b- CD b- T CM О CO
CO О О) O> O> CD CO
OCOOJCDCOOCDCD
OOCOt^b-r^r^CDCD
COCOCOCOOOOOCOOO
ID CO CM
CD CO CD
00 CO CO
T- О 0)
CD CO tn
CO co co
ч-r-ooooooooooooooo о о о о
Ь-Ь-М-оОсОСЛСОСОСМОСЛЮЬ.ЮЮ'Ч- ТГ СО СО см
CM-^COrblOLOM-'M-M’O'VCOCOCOCOCOCO COCOCOCO
Q- b-CDtDtf,tntDincOincqtDtOtOtOcnmiO co to Ю Ю
о oo ° oo oo о о о о oo о oo о о о о
Е
г-смсом-1П<ог-оослО-^«^«^С:
307
308
m ПРИ q
0.7 *0.8
22 0.532 0.858
23 0.532 0.858
24 ’ 0.531 0.857
25 0.531 0.856
26 0.531 0.856
27 0.531 0.855
28 0.530 0.855
29 0.530 0 854
30 0.530 0.854
40 0.529 0.851
60 0.527 0.848
120 0.526 0.845
0.524 0.842
Окончание табл. 4
0.9 0.95
1.321 1.717
1.319 1.714
1.318 1.711
1.316 1.708
1.315 1.706
1.314 1 703
1.313 1.701
1.311 1.699
1.310 1.697
1.303 1.684
1.296 1.671
1 289 1.658
1.282 1.645
Таблица 5. Квантиль распределения х2
Ю чга>т-О>'»-<От-ЮС»СОГ'-ОчТЬ-ОС*>С0<?)ч-'Ч-
®°о®.сР'^^<М’Гю<Ьс6а>’т-;смс6ю<Ь|ч:соо«-:
OninSO>r-^^^T-T-T-(NCM(N(M(NCM(NnM
а
6
v-T-lOCD5t(005Th.O
<р см г*- <4 d см <6 5Т <о
CM'M-COI^OT^-^-^v-T-
П1ПИг-ОЮИОО|Ч
»^OOCTi’-CM<nn:<Or-CO
»-v-»-CMCNCNCMCMCMCM
т TrNtO><r)(OOOMT<OOOONMin<0®®0
• ®CMtt>ScMi5a>^:C(jrj,4:lfjl<:<oa>o^cMc6ib
0v-<OVU>b-a>0>TT-»-»-T-T-T-T-CNcM<MCMCM
_.<05гою’гг^ооооаоа>оою2!£25?Я
^Эоо'т-'г-смсэ<05гю<о<ог<ооа>°^$!$'52?
S.
^tO(D»-6«a><D<DNO
(\|1ЛОО(МИМ’-®1Л(П
CMT-tOmr^<Ol0Oin<OCMT-_CMCMQCN!f2
cob-’-cOT-N-coooiocNcoio^aitqcoQo
<ЭОт-,-СМСМ<Пс6тГ1Ь1Л<Ог^Ь-а6сП'г-»-
309
310
m Z9>m2npMq
0.05 0.1
21 11.59 13.24
22 12.34 14.04
23 13.09 14.85
24 13.85 15.66
25 14.61 16 47
26 15.38 17 29
27 16.15 18.11
28 16.93 18 94
29 17.71 19.77
30 18.49 20.60
40 26.51 29.05
60 43.19 46.46
120 95.70 100.62
Окончание табл 5
0.2 0.8 09 0.95
15.4 269 29.6 32.7
16.3 27.3 30.8 33.9
17.2 284 32.0 35.2
18.1 29.6 33.2 36.4
18.9 30.7 34 4 37.7
19 8 31 8 35.6 389
20.7 32.9 36.7 40.1
21 6 34.0 379 41.3
22 5 35 1 39.1 42.6
23.4 36.3 40.3 43.8
32.3 47.3 51 8 49.8
50,6 69,0 74.4 79.1
106,8 132,9 140.2 146.6
Таблица 6. Значения Гамма-функции, Г(х)
X Г(х) X Г(х) X Г(х)
1,000 1,00000 1,340 0,89221 1,680 0,90500
1,010 0.99432 1,350 0,89115 1,690 0,90678
1,020 0,98884 1,360 0,89018 1,700 0,90863
1,030 0,98354 1,370 0,88931 1,710 0.91057
1,040 0,97843 1,380 0,88853 1,720 0.91258
1,050 0,97350 1,390 0,88785 1,730 0.91466
1,060 0,96874 1,400 0,88726 1,740 0,91682
1,070 0,96415 1,410 0,88676 1,750 0.91906
1,080 0,95972 1,420 0,88635 1,760 0,92137
1,090 0,95545 1,430 0,88603 1,770 0,92376
1,100 0,95135 1,440 0,88580 1,780 0,92622
1,110 0,94737 1,450 0,88566 1,790 0,92876
1 120 0,94359 1,460 0,88560 1,800 0.93138
1.130 0,93993 1,470 0,88563 1,810 0.93407
1 140 0,93641 1,480 0,88574 1,820 0,93684
1.150 0,93304 1,490 0,88594 1,830 0,93969
1 160 0,92980 1,500 0,88622 1,840 0,94261
1,170 0,92669 1,510 0,88659 1,850 0,94561
1 180 0,92372 1,520 0,88703 1,860 0.94868
1,190 0,92088 1,530 0,88756 1,870 0,95184
1,200 0,91816 1,540 0,88817 1,880 0,95507
1,210 0,91557 1,550 0,88886 1,890 0,95837
1,220 0,91310 1,560 0,88963 1,900 0,96176
1,230 0,91075 1,570 0,89048 1,910 0,96523
1,240 0,90852 1,580 0,89141 1,920 0,96877
1,250 0,90640 1,590 0,89242 1,930 0,97239
1,260 0,90439 1,600 0,89351 1,940 0.97609
1,270 0,90250 1,610 0,89468 1,950 0,97988
1,280 0,90071 1,620 0,89592 1,960 0,98374
1,290 0,89904 1,630 0,89724 1,970 0.98768
1,300 0,89747 1,640 0,89864 1,980 0,99170
1,310 0,89600 1,650 0,90011 1,990 0,99581
1,320 0,89464 1,660 0,90166 2,000 1,00000
1,330 0,89337 1,670 0,90329
311
Таблица 7. Распределение Пуассона
| Г\дг 0,1 0.2 0.3 0,4 0.5 0.6 0,7 0,8 0.9
0 0.9048 0,8187 С.7406 0,6703 0,6065 0,5488 0.4966 0,4493 0.4066
1 0.0905 0.1638 0.2222 0.2681 0,3033 0.3293 0,3476 0.3595 0.3659
2 0.0045 0,0164 0,0333 0,0536 0,0758 0,0988 0,1217 0,1438 0,1647
3 0.0002 0,0019 0,0033 0,0072 0,0126 0,0198 0,0284 0,0383 0.0494
4 0,0001 0,0002 0,0007 0,0016 0.0030 0.0050 0.0077 0,0111
5 0,0001 0,0002 0,0004 0,0007 0,0012 0,0020
6 0.0001 0,0002 0,0003
гЧъ 1 2 3 4 5 6 7 8 9 _!» I
О 0,3679 0,1353 0.0498 0,0183 0,0067 0,0025 0,0009
1 0,3679 0,2707 0,1494
2 0,1839 0.2707 0.2240
3 0,0613 0.1804 0.2240
0,0153 0,0902 0,1680
0,0031 0,0361 0.1008
0,0005 0,0120 0,0504
0,0001 0,0037 0,0216
0,0009 0,0081
0,0002 0,0027 0,0132 0,0363
0,0053 0,0181
0,0019 0,0082
0,0006 0,0034
0,0002 0,0013
0,0001 0.0005
0,0002
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
0,0733 0,0337
0,1465 0,0842
0,1954 0,1404
0,1954 0,1755
0,1563 0.1755
0,1042 0,1462
0,0595 0.1044
0,0298 0,0653
0,0008
0,0002
0,0001
0,0149 0,0064
0.0446 0.0223
0.0892 0.0521
0,1339 0.0912
0,1606
0,1606
0,1377
0,1033
0,0688
0,0413
0,0225
0,0126
0,0052
0,0022
0,0009
0.0003
0,0001
0,0003
0.0027
0,0107
0,0286
0,0572
0,0916
0,1221
0,1396
0,1396
0,1241
0,0993 0,1186 0,1251
0,0001
0,0011
0.0050
0.0150
0,0337
0.0607
0,0911
0,1171
0,1318
0,1318
0,0000
0.0005
0,0023
0,0076
0,0189
0,0378
0,0631
0,0901
0,1126
0,1251
0,1277
0,1490
0,1490
0,1304
0,1014
0,0710
0,0452 0.0722 0,0970 0,1137
0,0263 0.0481 0,0728 0,0948
0.0142 0.0296 0,0504
0,0071 0,0169
0,0033 0.0090
0,0014 0,0045
0,0006 0,0021
0,0002
0,0001
0,0009
0,0004
0.0002
0,0001
0,0324
0,0194
0,0109
0,0058
0,0029
0,0014
0,0006
0,0003
0.0001
0,0729
0.0521
0,0347
0,0217
0,0128
0,0071
0,0037
0.0019
0,0009
0.0004
0,0002
0.0001
312
Таблица 8. Квантили распределений статистик Vq и Vqy
N Г Статистика Vq у Статистика Vq (у =0,9)
0.1 0.9 0.1 0.9
3 3 -1.49 1,46 1.43 8,99
4 3 -2,32 1.06 1,49 9,03
4 -0,96 1.07 1.46 6,47
5 3 -3,04 0.86 1.51 8,78
4 -1.24 0,88 1.51 6,49
5 -0.73 0,89 1,49 5,48
6 3 -3.72 0,75 1.53 8,24
4 -1,59 0,76 1.55 6,33
5 -0,91 0,77 1.54 5.42
6 -0,64 0.77 1.53 4,86
7 3 -4,45 0,68 1.53 7,80
4 -1.94 0,66 1.58 6.16
5 -1,10 0,66 1.57 5,36
6 -0,73 0,67 1.56 4.86
7 -0,56 0.68 1.55 4,46
8 3 -5,01 0,67 1.52 7.51
4 -2.18 0,64 1.60 5,96
5 -1.25 0,62 1.60 5.28
6 -0,83 0,63 1,59 4.83
7 -0.61 0.63 1,58 4.49
8 -0.50 0.63 1.58 4.21
9 3 -5,64 0.66 1.51 7.14
4 -2,47 0,61 1.61 5.77
5 -1,40 0,58 1,63 5,13
6 -0,94 0,57 1.62 4,74
7 -0,70 0,57 1,62 4,48
8 0.55 0,58 1,61 4,26
9 -0.47 0,58 1,60 4,04
10 3 •6.05 0.66 1,46 6,75
4 •2.70 0.60 1,62 5,56
5 -1,56 0.56 1.64 5.00
6 -1,03 0,54 1.64 4,67
7 -0.77 0.54 1.64 4,41
8 -0,62 0.53 1,63 4,22
9 -0,50 0,54 1.63 4,03
10 -0,44 0,54 1,62 3.86
11 3 •6,42 0.65 1.42 6.41
4 -2,95 0.58 1.61 5.46
5 -1,75 0,54 1.64 4.90
313
Продолжение табл.8
N г Статистика Vq т Статистика Vq (Y =0.9)
0.1 0,9 0.1 0.9
6 -1,16 0,52 1,64 4.58
7 -0,85 0,50 1,64 4.36
8 -0,66 0,50 1,64 4.15
9 -0.54 0,50 1,64 4,01
10 -0.46 0,50 1,64 3,87
11 -0.42 0,50 1,64 3,76
12 3 -6.92 0,64 1.37 6.00
4 -3.17 0,58 1,60 5,17
5 -1,88 0.53 1,66 4.72
6 -1.27 0.50 1.67 4.41
7 -0,92 0.48 1.67 4.21
8 -0,71 0,48 1,66 4.06
9 -0.58 0,47 1,66 3,94
10 -0,48 0,47 1,65 3,87
11 -0.43 0,47 1,64 3,72
12 -0.39 0,47 1,64 3,62
13 3 -7.41 0,65 1.34 5,88
4 -3,37 0.59 1.60 5,10
5 -1,99 0,54 1.67 4.71
6 -1.35 0,51 1,68 4.43
7 0,98 0,47 1,68 4,23
8 -0.77 0.46 1.68 4,06
9 -0,61 0,45 1,68 3.94
10 -0.52 0.45 1,68 3.83
11 -0,45 0,45 1,68 3,74
12 -0,41 0,45 1,67 3,65
13 •0,38 0.45 1,67 3.57
14 3 -7,65 0,65 1.25 5,56
4 -3,53 0.59 1,59 4,93
5 •2.17 0,54 1.67 4.58
6 -1,45 0,50 1,69 4.33
7 -1.06 0,47 1,69 4.15
8 -0,81 0.45 1,69 4,03
9 -0,66 0.44 1,69 3,90
10 -0,54 0,43 1,68 3,78
11 -0,48 0,43 1,68 3.71
12 -0,42 0,43 1,68 3.64
13 -0,38 0,43 1,68 3,55
14 -0,36 0,43 1,68 3,46
15 3 -8,14 0,64 1.19 5,39
4 -3.74 0,60 1.59 4,78
5 -2,27 0,55 1.67 4,43
6 -1.55 0,50 1,69 4.22
7 -1.11 0,47 1.70 4,08
8 -0,86 0,45 1,70 3,95
9 -0,70 0,43 1,69 3.85
314
Окончание табл.8
N Г Статистика Vq I Статистика Vq (у =0.9)
0,1 0.9 0.1 0.9
•*10 -0,59 0,42 1.69 3.76
11 -0,51 0.42 1.69 3,69
12 -0.45 0,41 1.69 3.62
13 -0,41 0,41 1.68 3.55
14 -0,37 0.41 1.69 3.49
15 -0,35 0.42 1,68 3.41
Таблица 9. Значения коэффициента K(q, у, N)
У -0,75 У -0,90
h Доверительная вероятность
0,90 0,95 0,90 0,95
3 2,501 3,152 4,258 5,310
4 2,134 2,680 3,187 3,957
J 1,961 2,463 2,742 3,400
б 1,860 2,336 2,494 3,091
1 1,791 2,250 2,333 2,894
8 1,740 2,192 2,219 2,755
$ 1,702 2,141 2,133 2,649
10 1,671 2,103 2,065 2,568
1 1,646 2,073 2,012 2,508
12 1,624 2,048 1,966 2,448
1 3 1,606 2,026 1,928 2,403
14 1,591 2,007 1,895 2,363
1 5 1,577 1,991 1,866 2,329
16 1,566 1,977 1,842 2,299
17 1,554 1,964 1,820 2.272
18 1,544 1,951 1,800 2,249
19 1,536 1,942 1.781 2,228
20 1,528 1,933 1,765 2,208
2 1,520 1,923 1,750 2,190
21 г 1,514 1,916 1,736 2,174
2. 3 1,508 1,907 1,724 2,159
2‘ 1 1,502 1,901 1,712 2,145
2. 5 1,496 1,895 1,702 2,132
30 1,475 1,869 1,657 2,080
3 5 1,458 1,849 1,623 2.041
40 1,445 1,834 1,598 2,010
4 5 1,435 1,821 1,577 1.986
50 1,426 1,811 1,560 1.965
Таблица 10. Значения коэффициента ен для r/N > 0, 3
4= 0.8 q=O,9
\ V V
1,0 1 0,8 0,6 0,4 0,2 1,0 0,8 0,6 0,4 0,2
10 0,50 0,40 0,35 0,21 0,10 0,62 0,60 0,48 0,33 0,17
20 0,35 0,30 0,28 0,18 0,08 0,48 0,48 0,42 0,27 0,13
30 0,30 0,25 0,21 0,15 0,07 0,40 0,38 0,32 0,20 0.10
50 0.25 1 0.22 0,20 0,14 0,06 0,36 0,35 0,30 0,19 0,09 1
315
Таблица 11. Значения коэффициента гну для r/N >0,3
% N q=0,8 q=0,9
V V
1,0 0,8 0,6 0,4 0,2 ЦО 0,8 0,6 0,4 0,2
80 10 0,58 0,50 0,41 0,28 0,13 0,65 0,55 0,48 0,32 0,17
20 0,48 0,41 0,37 0,21 0,11 0,50 0,45 0,38 0,27 0,13
30 0,40 0,39 0,30 0,19 0,08 0,45 0,40 0,35 0,23 0,11
50 0,35 0,31 0,20 0,17 0,06 0,40 0,38 0,30 0,20 0,10
90 10 0,60 0,52 0,42 0,28 0,15 0,75 0,62 0,55 0,36 0,20
20 0,48 0,45 0,35 0,23 0,11 0,60 0,50 0,42 0,30 0,15
30 0,45 0,43 0,32 0,21 0,04 0,55 0,45 0,38 0,27 0,13
50 0,35 0,35 0,28 0,18 0,07 0,50 0,40 0,32 0.23 0,11
316
Приложение В.
ОСНОВНЫЕ ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА
СМАЗОЧНЫХ МАТЕРИАЛОВ
317
Таблица 1. Основные эксплуатационные свойства индустриальных масел
318
319
Ранее принятое обозначе- ние Вязкость при U=5tft, мм’/с Обозначе- ние масла поГОСТ 17479.4-87 Вязкость при t^=40°C. ммг/с
ИТП-300 304-357 И-Т-Д-680 612-748
ИТП-500 470-620 И-Т-Д-1000 900-1100
ПС-28 t=100DC 26-30 И-Т-А-460 414-506
П-40 t=10tf*C 32-44 И-Т-А-680 612-748
ирно 33-40 И-Т-Д-68 61-75
ИРп-75 72-80 И-Т-Д-100 90-110
ИРп-150 120-140 И-Т-Д-220 198-242
ИРп-85 75-90 И-Т-Д-150 135-150
И С П-40 34-40 И-Т-Д-68 61-75
Продолжение табл. 1
Характерис- тики масла Индекс вязкости ИВ Индекс задира Из Нагрузка сварива- ния Pc. Н Диаметр пятна износа (196Н. 1ч). мм
ТУ-38 101293-79 55 3760 0.7
ТУ-38 101450-76 0.45
ГОСТ 12669-77 80
ТУ-38 101312-78 80
40 3150 0.7
ТУ-38 101451-78 45 3350 0.9
ТУ-38 101451-78 50 3550 0.9
ТУ-38 101853 83 90 50 3350 0.5
ТУ-38 101293-78 40 2660 0.45
Ранее принятое обозначе- ние Вязкость при 1„=50°С, мм2/с Обозначе- ние масла к. ГОСТ 17479.4-87 Вязкость при и=40°С, мм2/с
ИС П-65 61-68 И-Т-Д-100 90-110
ИСП-110 110-118 И-Т-2-220 198-242
И МТ-160 150-180 И-Т-С-320 288-352
И-Т-Д-32 29-35
И-Т-Д-68 61-75
И-Т-Д-100 90-100
И-Т-Д-220 198-242
И-Т-Д-460 414-506
И-Т-Д-680 612-748
Окончание табл. 1
Характерис- тики масла Индекс вязкости ИВ Индекс задира Из Нагрузка сварива- ния Pc. Н Диаметр пятна износа (196Н. 1ч), мм
ТУ-38 101293-78 45 3150 0,45
ТУ-38 101293-78 50 3350 0,45
ТУ-38 101674-78 90 55 3160 0,45
ТУ-38 1011337-90 40 0,45
ТУ-38 1011337-90 40 0.45
ТУ 38 1011337-90 45 0,45
ТУ-38 1011337-90 50 0,45
ТУ-38. 1011337-90 55 0,45
ТУ-38. 1011337-90 55 0,45
Таблица 2. Основные эксплуатационные свойства масел для ПЖТ и редук-
торов прокатных станков
321
322
Обозначение масел Характеристики масел Вязкость U .мм’/с Индекс вязкое ТУ Область применшыя
1 2 3 4 5
ТУРБИННЫЕ МАСЛА (t>,=50“С)
Т20 ГОСТ 32-74 28-32 65 В циркуляционных смазочных системах
Т46 ГОСТ 32-74 44-48 60 В циркуляционных смазочных системах
Т57 ГОСТ 32-74 55-59 60 В циркуляционных смазочных системах
ЦИЛИНДРОВЫЕ МАСЛА (t„ =100сС)
Цилиндровое-11 ГОСТ 6411-75 9-13 65 Для тяжело нагруженных зубчатых и червячных передач
Цилицдроеое-24 ГОСТ 6411-75 22-28 35 Для тяжело нагруженных зубчатых и червячных передач
Цилиндров ое-ЗВ ГОСТ 6411-75 32-50 60 Для тяжело нагружс»«<ых зубчатых и червячных передач
Цилиндров оо-5 2 ГОСТ 6411-75 50-70 80 Для тяжело нагруженных зубчатых и червячных передач
АВИАЦИОННЫЕ МАСЛА (t„=100°С)
МС-14 ГОСТ 217443-76 14 85 В циркуляционных смазочных системах для ПЖТ шестерных клетей, нажимных устройств
МС-20 ГОСТ 217443-76 20 85
МК-22 ГОСТ 217443-76 22 70
Таблица 3. Основные эксплуатационные свойства специальных масел
323
Обозначение масла Характеристики масла Вязкость при =100“ С, мм2/с
1 2 3
Нигрол -3 ТУ 38 101529-75 18-22
Нигрол -Л ТУ 38 101529-75 27-34
ТАП-15В ГОСТ 23652-79 15
ТАД-17И ГОСТ 23652-79 17
Индекс вязкости ИВ Индекс задира Из Нагрузка сварива- ния Рс, Н Диаметр пятна износа, мм
4 5 6 7
90 50 3920 0,5
100 58 3687 0,4
4. Основные эксплуатационные свойства трансмиссионных масел
324
Наименование смазочного материала Вязкость при 20° С, Па с Противозадирные свойства Температурный диапазон, °C Соотношение цен
Рк, Н Рс, Н
Солидол-С ГОСТ 4366-76 80-150 550-900 1750-2500 -30...+60 1
Пресс солидол-С ГОСТ 4366-76 30-90 550-650 1750-2000 -40...+50 1
Солидол-Ж ГОСТ 1033-79 40-180 700-800 1580-1600 -30...+70 1,5
Пресс солидол-Ж ГОСТ 1033-79 30^0 -40...+50 1,5
КОМПЛЕКСНЫЕ КАЛЬЦИЕВЫЕ МЫЛА
ЦИАТИМ-221 ГОСТ 9433-80 40-100 280-340 1100-1780 -60.. +150 60
Униол-1 ТУ 38 201150-78 40-80 800-1120 2240-3200 -30...+150 1,5
ВНИИНП-207 ГОСТ 19774-74 80-100 420 1780 -50. +180 56
Униол-2 ГОСТ 23510-79 55 -10. +160 2,2
аблица 5. Основные характеристики пластичных смазочных материалов на
мыльных загустителях
Наименование смазочного материала Вязкость при 20° С, Па с Проти возад ирные свойства Температурный диапазон, °C Соотношение цен
Рк, Н Pc, Н
НАТРИЕВЫЕ И НАТРИЕВО-КАЛЬЦИЕВЫЕ МЫЛА
Консталин ГОСТ 1957-73 100-200 700-850 2000 -20...+110 2,7
1-13 ОСТ 3801145-80 100-200 600-1120 1780 2250 -20...+110 3,2
НК-50(СТ) ГОСТ 5573-67 200-750 650-750 2250-3550 -15...+150 2,5
ИП-1 ТУ 38 101820-80 80-90 0. +70 1,6
ЛИТИЕВЫЕ МЫЛА
ЦИАТИМ-201 ГОСТ 6267-74 45-120 280-500 1000-1580 -60. +S0 2,8
ВНИИНП-242 ТУ 38 101359-73 140-240 700 2250 -30. +100 19
Литол-24 ГОСТ 21150-75 80-120 630-800 1600-2240 •40...+130 5
Фиол-2 ТУ 38 201188-79 80-120 600-800 1200-1400 -40..+120 4
ЛКС-металлургическая ТУ-38 401124-85 180-200 800 2400 -30.. +150 4
326
Наименование смазочного материала Наполнигель, %
1 2
Графитная Ус-А ГОСТ 3333-79 Графит (4)
ВНИИНП-220 ТУ Зв 101471-74 MoSi. (3)
НК-50 ГОСТ 5573-67 Коллоидный графит (0,5)
Фиол-2 М ТУ 38(0)233-75 MoS2. (2)
Шрус-4 ТУ 38 201312-81 MoS2. ПТФЭ
Вязкость при 20° С. Ла с Производственные свойства Температурный Соотношение цен
Рк. Н Pc, Н °C
3 4 5 6 7
60-100 670-1000 2000-2500 -30 +60 0,8
280 3780 -30.. +150 62
300-750 650-750 3550 2250- •15..+150 2,5
80-120 850-900 1800-2000 -40. +120 6,5
200 1410-1580 7500-10000 -40. +120 11
аблица 6. Основные характеристики пластичных смазоч!
присадками
т
СТ
X
О)
ч
о
"О
О)
±1
о
CD
о
327
Материал Т емператур- ный диапа- зон. с- Состав
Г рафит ГОСТ 5279 - 74 -250+350 (/=0,009-0,7)
Двусернистый Молибден ТУ МХПРУ 10 -82 54 -180+520 (/0.02-0,07)
Нитрид бора +540 (/=0,40,5)
Дисульфид вольфрама +500 -
Йодистый и фтористый кадмий +1050 •
Молибденово кислый сви- ней +650 - -
Фталоцианин ТУШ 3-37 64 -60+820 Органическая смазка
Способ нанесе- ния Область примене- ния Примечание
Распыление аэ- розолей Разделение тру- щихся поверхно- стей, подшипники зубчатые колеса В среде агрессив- ных газов
Механическим втиранием - При нагрузках Р=3000 МПа
То же Разделение тру- щихся поверхно- стей •
Распыление аэ- розолей • -
Распределение и сушка при 1093’С • •
Твердая пленка испарением в вакууме Разделение тру- щихся поверхно- стей Высокие удельные нагрузки до 7000 МПа
То же
аблица 7. Основные характеристики пастообразных и твердых смазочных
материалов
328
Материал Температур- ный диапазон, С” Состав Способ нанесе- ния Область применения Примечание
ВНИИ НП-213 -250+350 МоБг+кремний- органическая смола К 55 Распылением, окунанием, кистью Разделение тру- щихся поверхно- стей Нагрузка до 750МПа. ресурс
ВНИИ НП-229 -250+350 MoSz+силикат Na Распылением, окунанием, ки- стью То же Нагрузка до 750МПа. ресурс
ВНИИ НП-230 +200 • Намазыванием То же Высокие нагрузки, низкие скорости скольжения
Пастообразн ые смазочные мате эиалы
ВНИИ НП-232 -20+120 MoSj+минераль ное масло Щеткой, шпри- цем 8-10чна 1 мг Зубчатые переда- чи. болты, шарниры Предотвращает за- едание
ВНИИ НП-225 -30+350 М05г+кремний- органическая жидкость То же То же то же
ВНИИ НП-210 •10+400 МоБг+кремний- органическая жидкость ♦ графи, ♦стабилизатор Тоже Подшипники каче- ния Высокие нагрузки, малые и средние скорости
Суспензии
ВНИИ НП-243 -30+200 MoSz+синтетич еское масло Щеткой, шпри- цем 8-10 ч на 1 мг Для цепей, редук- торов и Т.Д. Низкая концентра- ция
329
Материал Твердость МН/м' Температурный диапазон, С’ Допускаемое удельное давле- ние. МПа
Капрон поликапролактам) ГОСТ 10589 - 73 100-120 +60 3.0
Фторопласт (ПТФЭ) ГОСТ 10067 • 72 -269+200 0.7-1,0
Фторопласт с на- полнителем -269+200 1.0-1.2
Металлокерамика с фторопластом -269+200 10.0-13.0
Фторопласт-4 ГОСТ 10067-72 30-40 -269+180
Фторопласт-3 10-30 + 125-195
Фторолласт-40 60 -100+200
Ф40 С15Н1.5 75 •269+200 1,2 с водой
АМАН-1 250-270 -100+220 2-10
АМАН-4 270-290 -100+300 2-10
Допускаемая скорость без смазки, м/с Применение Примечание
0.2 1-1,5 Сухое трение -
0.5 0,4 В виде покры- тий в агрессив- ной среде -
1.0 2-8 Агрессивные среды -
5,0 1,5-2 То же •
- То же Необходим теп- лоотвод
- То же Необходим смаз. материал
То же Необходима хо- рошая обработка сопряженных поверхностей
до 0.8 +5,0 То же
1 То же -
1 То же
аблица 8. Основные характеристики самосмазывающихся и металлокера
мических материалов
Окончание табл.8
Материал Твердость МН/м2 Температурный диапазон. С’ Допускаемое удельное дав- ление. МПа Допускаемая скорость без смазки, м/с Применение Примечание
.ронэогрэфит 170-300 +80 180 6.0 65-70 Пропитывается маслом /«0,04-0.07
Келеэографит 600-900 70-80 250 4-5 50-70 Пропитывается маслом /=0,07-0,09
рафитофторо- кастовые мате- •малы
В-2А 85-140 +250 1-1.5 5- В паре с чугуна- ми, сталями с хромовыми по- крытиями /=0,002-0.004
\ФГМ 67-143 +180 1-1.5 5- В паре со ста- лью IX18H10T
\ФГ-80ВС 60-95 +200 1.5 5- /-0.08-0.15
;илициро ванный раФит
:г-т 250 2,5 20- В агрессивных средах, содер- жащих абразив- ные частицы
:г-п 250 2.5 25-
'глеоодные материалы
\T-1500 70-72 ед По Шору -30 +400 0.1 6 В паре со сталя- ми 40Х. ШХ-15. Р18, Х17Н13М2Т /=0.04 со смазкой мине- ральным мас- лом И-50А